/

























































































































































Tags: оружие военная техника
Year: 1993
Similar




Text
МИНИСТЕРСТВО ОБОРОНЫ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГУСЕНИЧНАЯ МАШИНА ГМ-569А
И ЕЕ МОДИФИКАЦИИ
ГМ-577А, ГМ-579А
РУКОВОДСТВО
ПО ВОЙСКОВОМУ РЕМОНТУ
ЧАСТЬ П
МИНИСТЕРСТВО ОБОРОНЫ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГЛАВНОЕ АВТОМОБИЛЬНОЕ УПРАВЛЕНИЕ
ГУСЕНИЧНАЯ МАШИНА ГМ-569А
И ЕЕ МОДИФИКАЦИИ
ГМ-577А, ГМ-579А
РУКОВОДСТВО
ПО ВОЙСКОВОМУ РЕМОНТУ
(PC)
ЧАСТЬ II
Технические требования на дефектацию и ремонт
основных сборочных единиц и деталей
569-00.00.000 РС1
МОСКВА
ВОЕННОЕ ИЗДАТЕЛЬСТВО
1993
Редактор Ю,И. Тетеревов
Технический редактор ГТ. Дюкина
Коректор С.Ю. Черкасова
Подписано в печать 28.04.93. Формат 60x90/16. Бумага офсетная. Печать офсетная.
Печ.л. 15 1/2. Усл.печ.л. ^Д^Усл. кр-отт. 15,63. Уч.-изд.л. 13,08. Изд. № 14/5825 (б).
Заказ 5381.
Воениздат, 103160, Москва, К-160
ОГЛАВЛЕНИЕ
Стр.
Введение ................................................... 10
Сборочная единица 569-10.II.000. Установка системы
охлаждения гидроамортизаторов. 569-10.II.040 СБ.
Бачок расширительный ................*........................... 12
Сборочная единица 569-10.22.000. Установка топливной
системы ....................................................... 14
569-10.22.080 СБ. Фильтр ........................•......
568-10.22.161-Б. Пробка ................................. 15
568-10.22.163. Корпус крана ............................
Сборочная единица 569-10.23.000. Установка топливных баков 17
569-10.23.010 СБ. Бак топливный задний .............................
569-10.23.400 СБ. Фланец с фильтром..................... 20
Сборочная единица 569-10.30.440. Установка выхлопной
системы двигателя. 569-10.30.310 СБ. Коллектор .................. 21
Сборочная единица 569-10.31.400. Установка ресиверов и
эжектора автоочистки. 569-10.31.420 СБ. .Ресивер левый.. 23
Сборочная единица 569-10.40.000. Установка системы
охлаждения ...................................................... 25
569-10.40.019 СБ. Коробка термостатов ..................
569-10.40.020-Б СБ. Радиатор водяной..................... 28
Сборочная единица 569-10.41.000. Установка масляной
системы ................................................. • • • • 32
569-10.41.010 СБ. Радиатор масляный ....................
569-10.41.050 СБ. Бак масляный ......................... 35,
569-10.41.110-Б2 СБ. Поддон ............................. 38
569-10.41.750 СБ. Трубопровод обогрева масла ............ 40
569-10.41.810 СБ. Кортус клапана ........................ 42
569-10.41.910 СБ. Фильтр ................................ 44
Сборочная единица‘569-10.52.000. Установка системы
предпускового подогрева двигателя ............................... 45
569-10.52.640 СБ. Горелка с завихрителем ...............
ПЖДЗО-Ю. 15.236-12 СБ. Рабочее колесо ................... 47
1* Зак. 5381
3
Стр.
ПЖД600-Ю.15.0И СБ. Теплообменник с кронштейнами и
патрубками в сборе ................................... 46
ПЖД600-Ю.15.220-П. Корпус нагнетателя .................. 51
ПЖД600-10. 15.230-20. Крыльчатка вентилятора............ 52
ПЖД600-Ю.15.231-01. Улитка нагнетателя ................. 53
ПВД600-10.15.507-Б. Корпус клапана..................... 54
Сборочная единица 569-10.54.010. Установка системы
подогрева воздуха'.................................... 55
569-10.54.191. Корпус ...................................
569-10.54.197. Заслонка .................................
.569-10.54.198. Ось .....................................
Сборочная единица 569-10.61.100. Установка вентиля .......... 56
569-10.63.491. Маховичок ...............................
569-10.63.492. Шпиндель .............:.................. 57
569-10.63.497. Корпус .................................... 58
Сборочная единица 569-10.63.610. Установка системы
воздушного запуска ........................................ 59
569-10.63.550 СБ. Клапан ...............................
569-10.63.560 СБ. Клапан................................ 60
569-10.63.538. Корпус клапана ............................ 61
569-10.63.539. Пробка .................................... 62
Сборочная единица 569-11.00.000. Установка трансмиссии ... 63
569-11.44.360 СБ. Диск тормозной .......................
569-11.44.400 СБ. Диск нажимной .......................... 65
569-11.44.410 СБ. Корпус тормоза ......................... 67
569-11.51.180 СБ. Ступица................................. 68
569-11.31.131. Зубчатка ................................. 70
569-11.31.132. Винт .................................... 71
569-И.31.133. Вал ..................................... 72
569-11.31.134. Опора ..................................... 73
569-И.31.137. Л^фта ...................................... 74
569-II.31.168. Вал торсионный ............................ 75
569-II.31.169. Зубчатка переходная ....................... 76
569-11.44.334. Крышка .................................... 77
569-П .44.414. Кольцо нажимное левое ..................... 78
569-11.44.421. Кольцо опорное левое ...................... 79
569-11.44.426. Отводка левая ............................. 81
569-11.51.176. Венец.................................... ’ 82
569-П.51.287. Болт ....................................... 83
Сборочная единица 569-11.17.ПО. Установка гидропривода
механизма поворота........................................ 84
569-II.17.035. Зубчатка переходная .....................
4
Стр«
569-II.17.056. Зубчатка ............................... 85
569-11.17.066. Зубчатка'............................... 86
Сборочная единица 569-11.62.400. Установка редуктора
стартера-генератора ...................................... 87
569-II.62.270 СБ. Каркас ..............................
569-II.62.П6. Зубчатка............................... 88
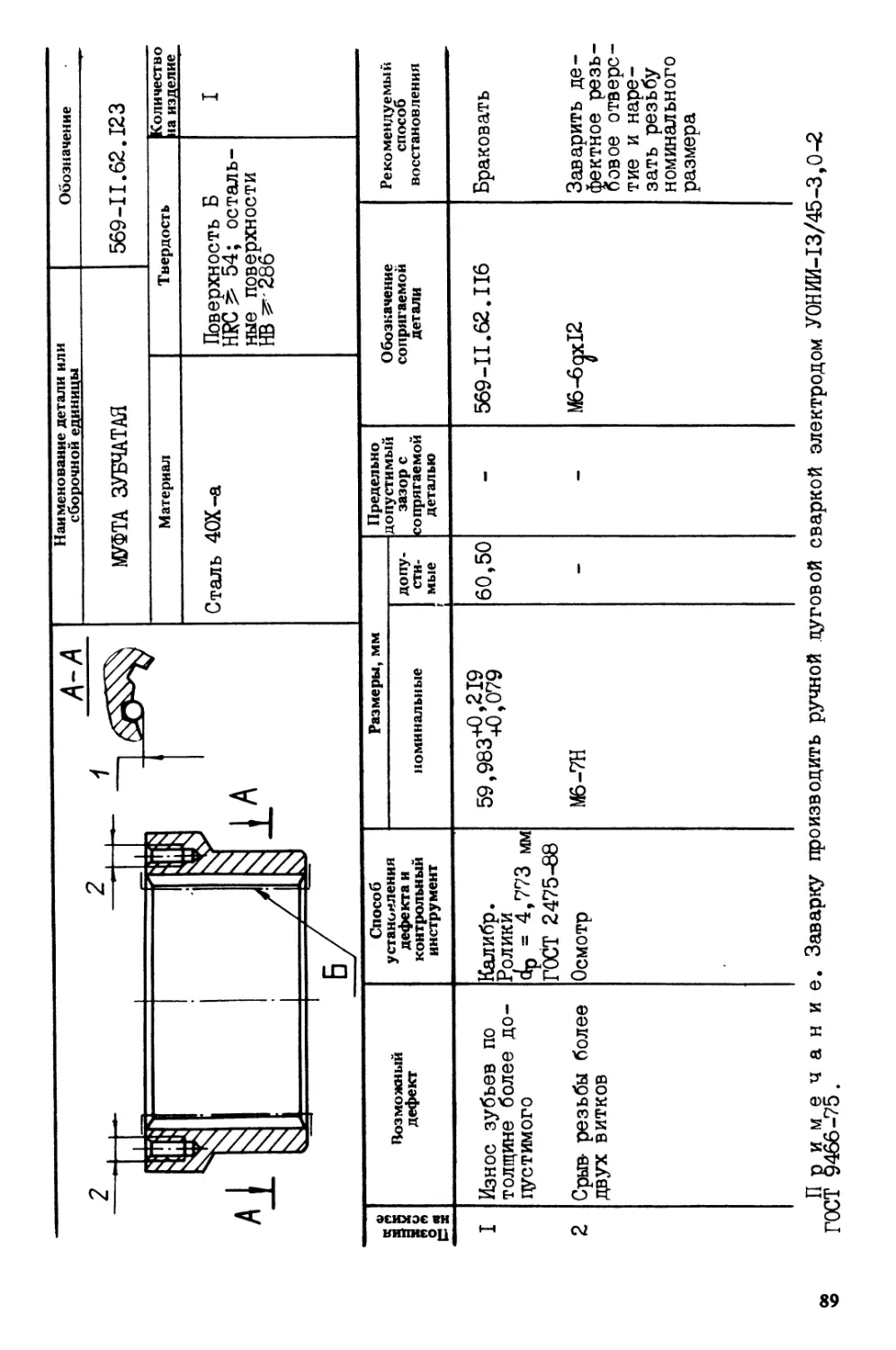
569-11.62.123. Муфта зубчатая ........................ 89
569-11.62.125. Зубчатка .............................. 90
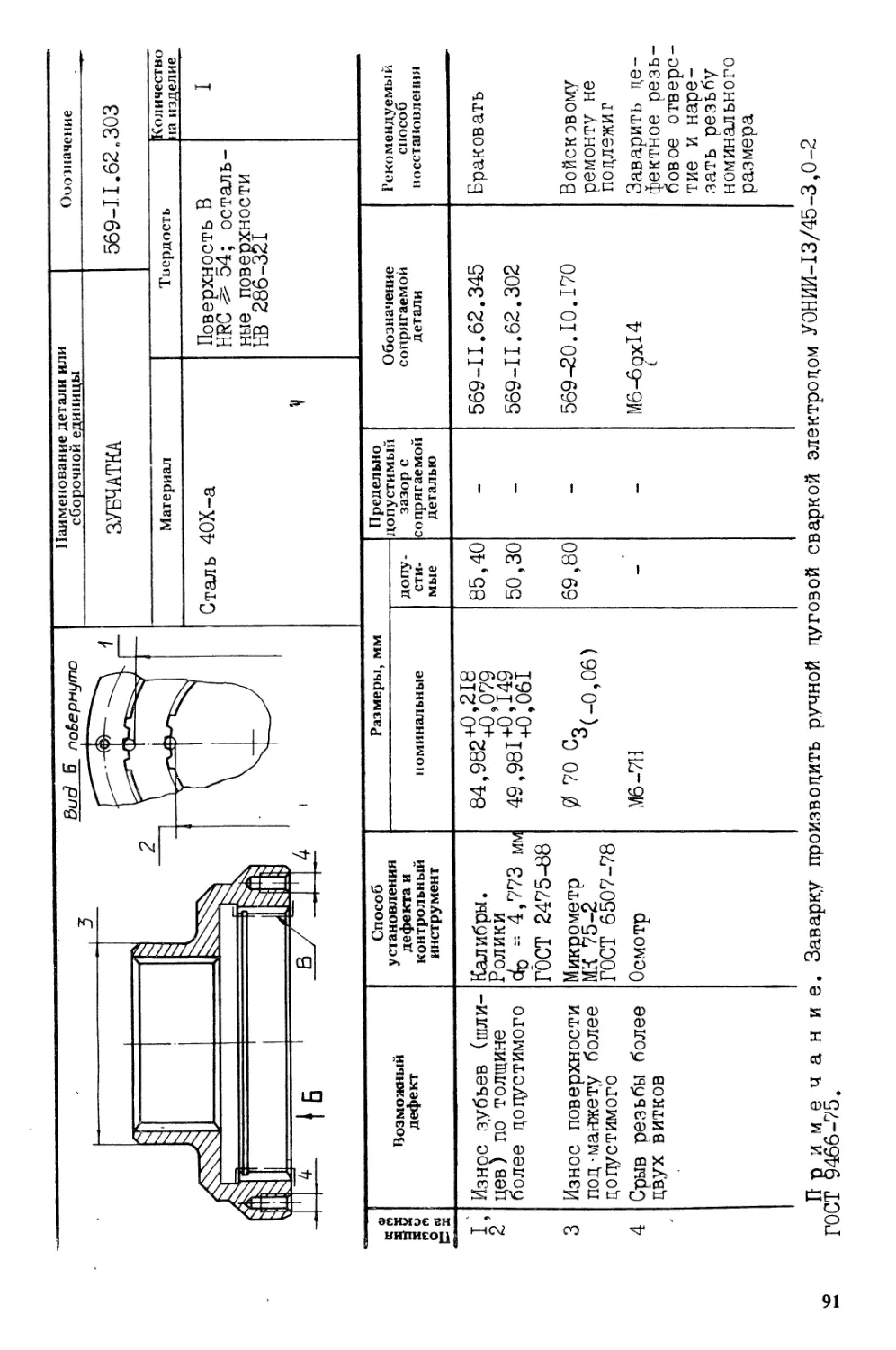
569-11.62.303. Зубчатка .............................. 91
569-П.62.346. Муфта.................................. 92
Сборочная единица 569-12.10.800. Подвески ............... 93
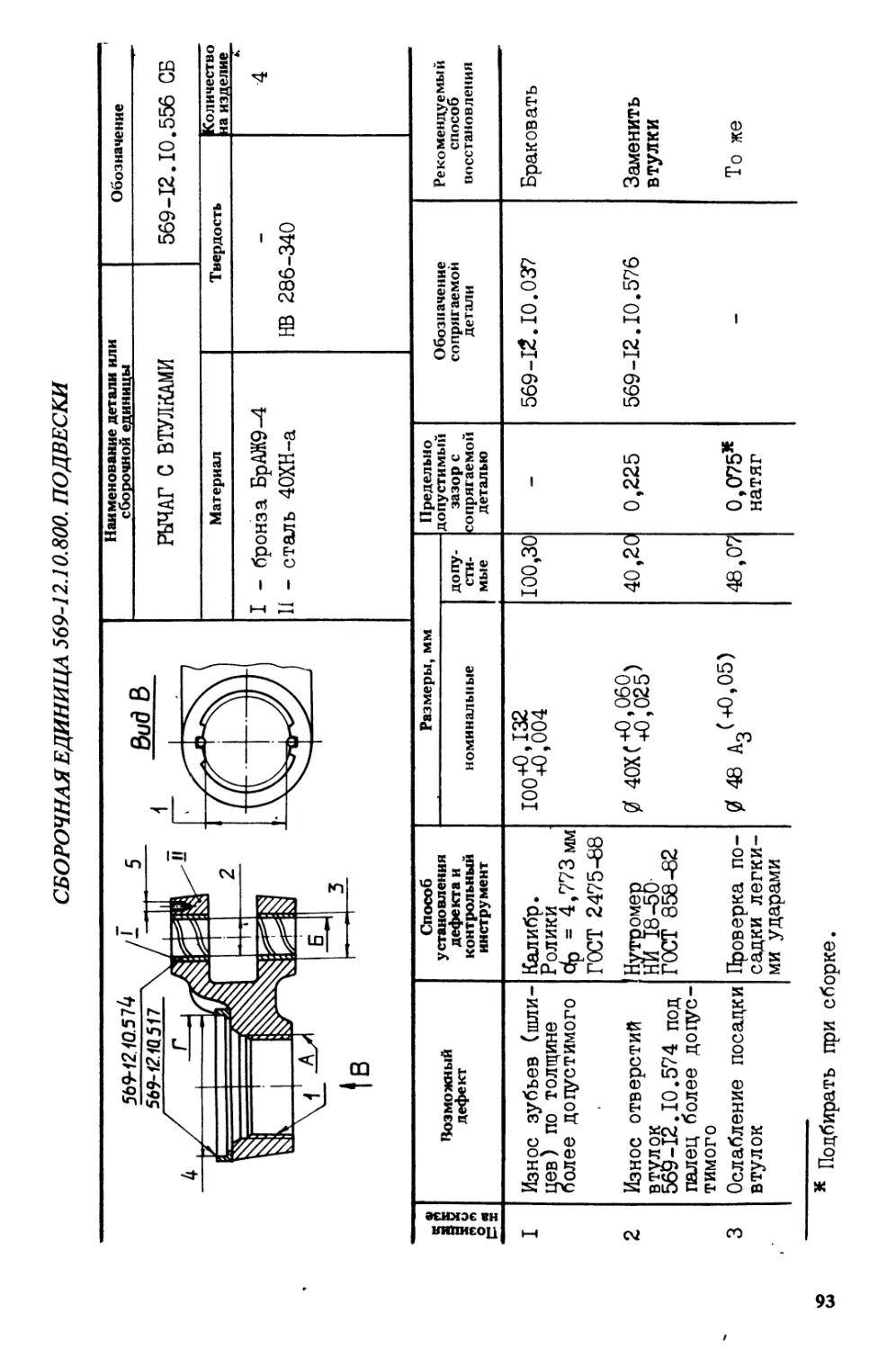
569-12.10.556 СБ. Рычаг с втулками ....................
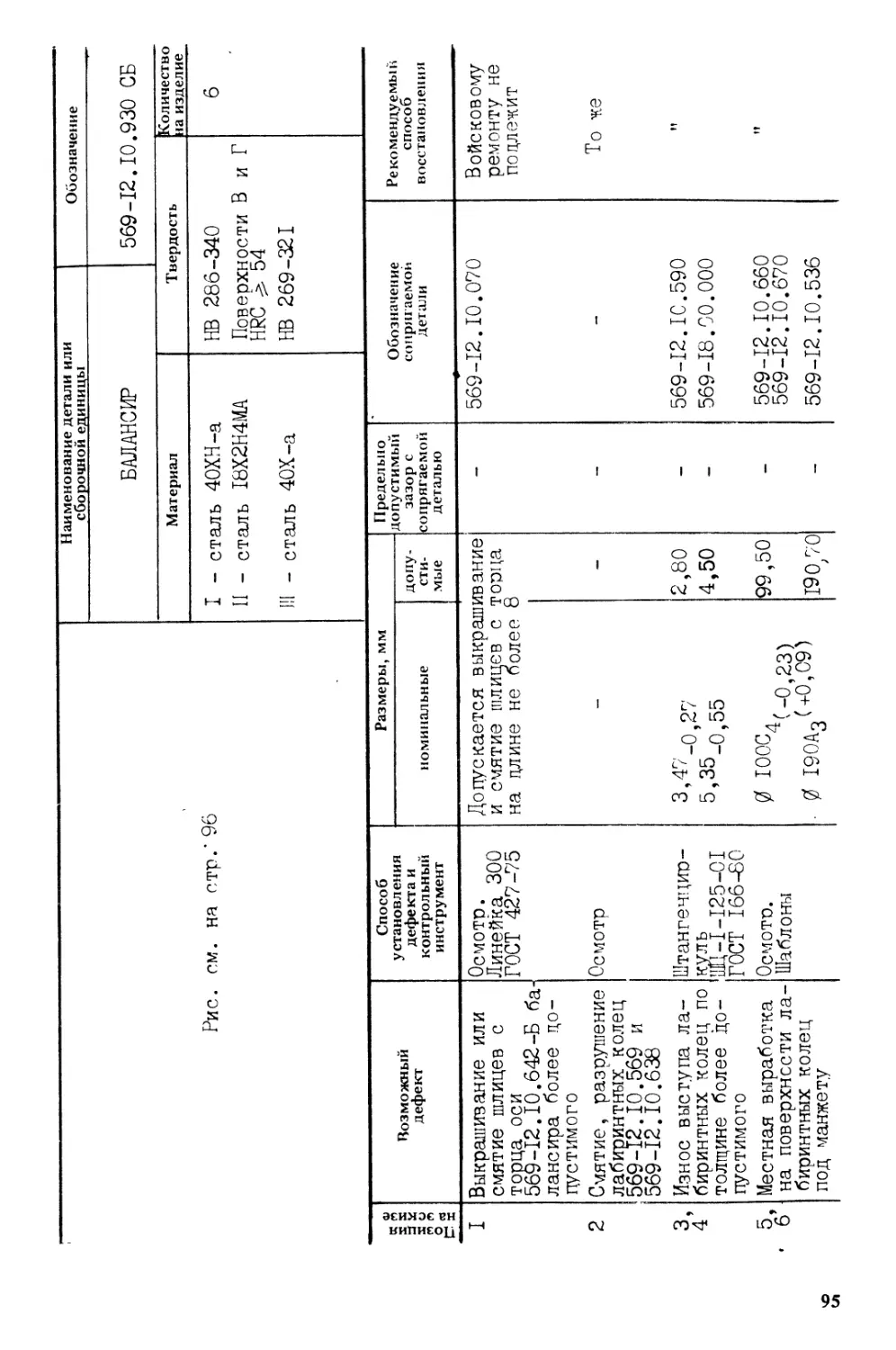
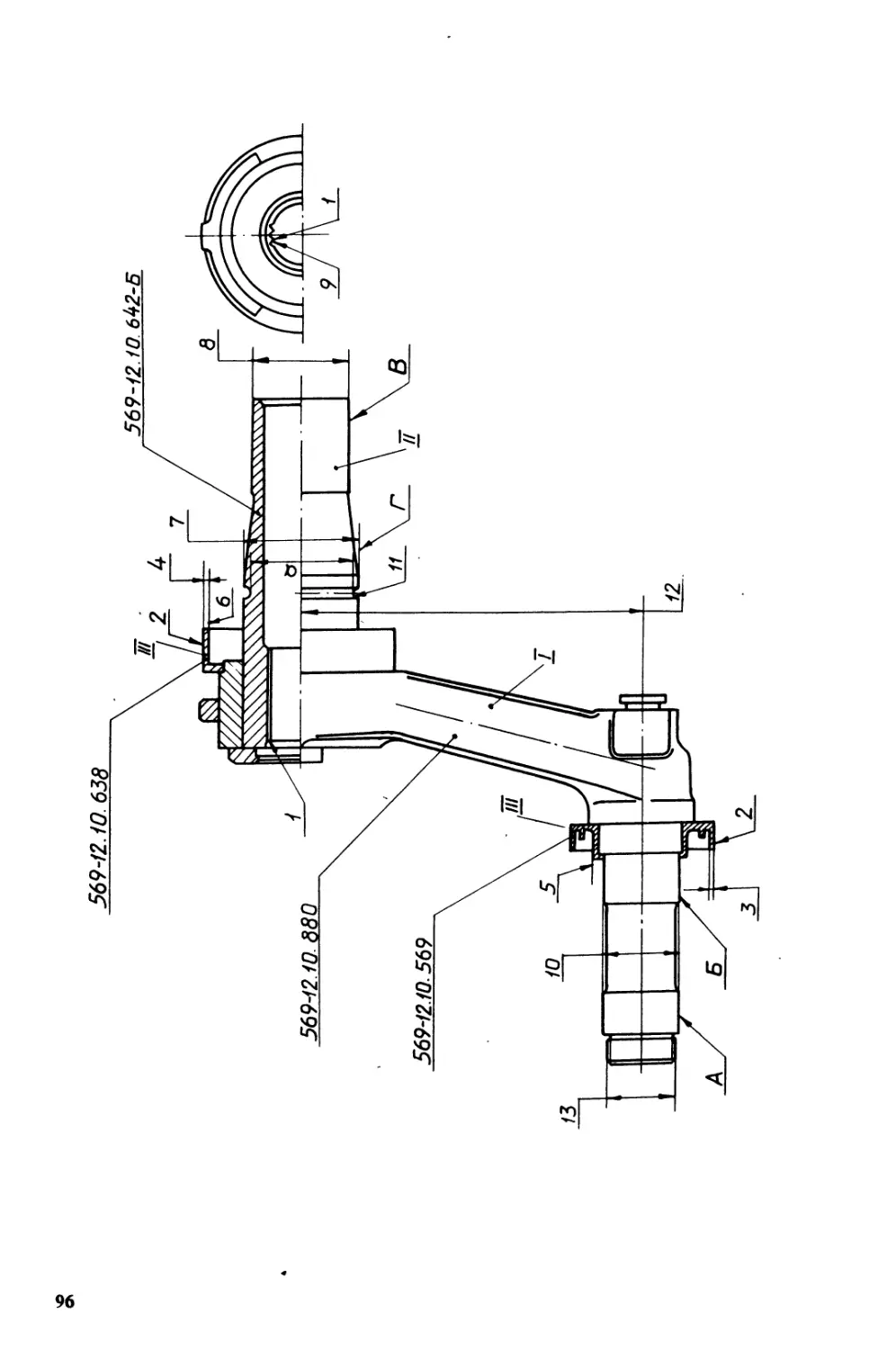
569-12.10.930 СБ. Балансир ............................ 95
569-12.10.940 СБ. Диск с ребордой ..................... 99
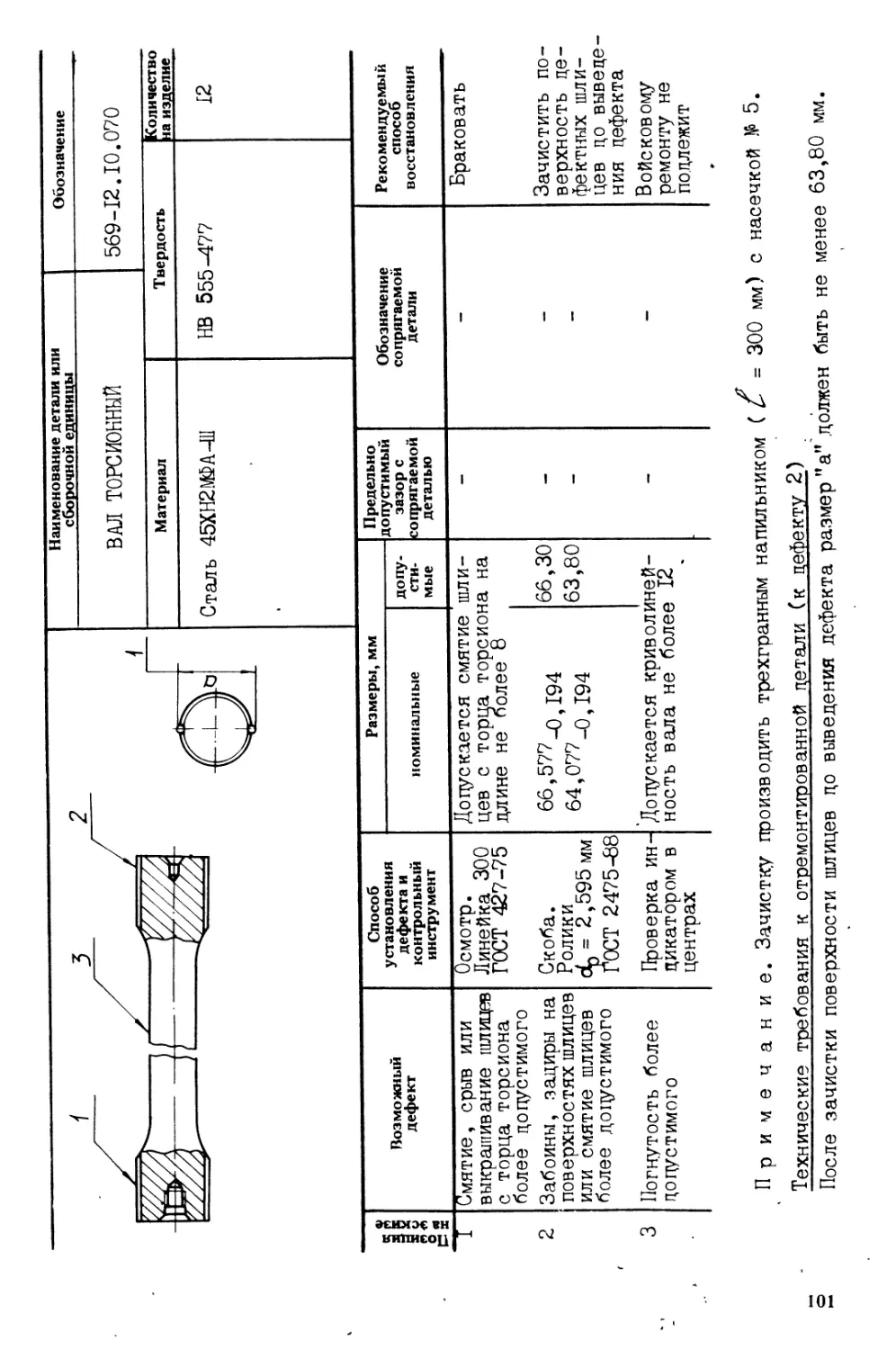
569-12.10.070. Вал торсионный ......................... ТОТ
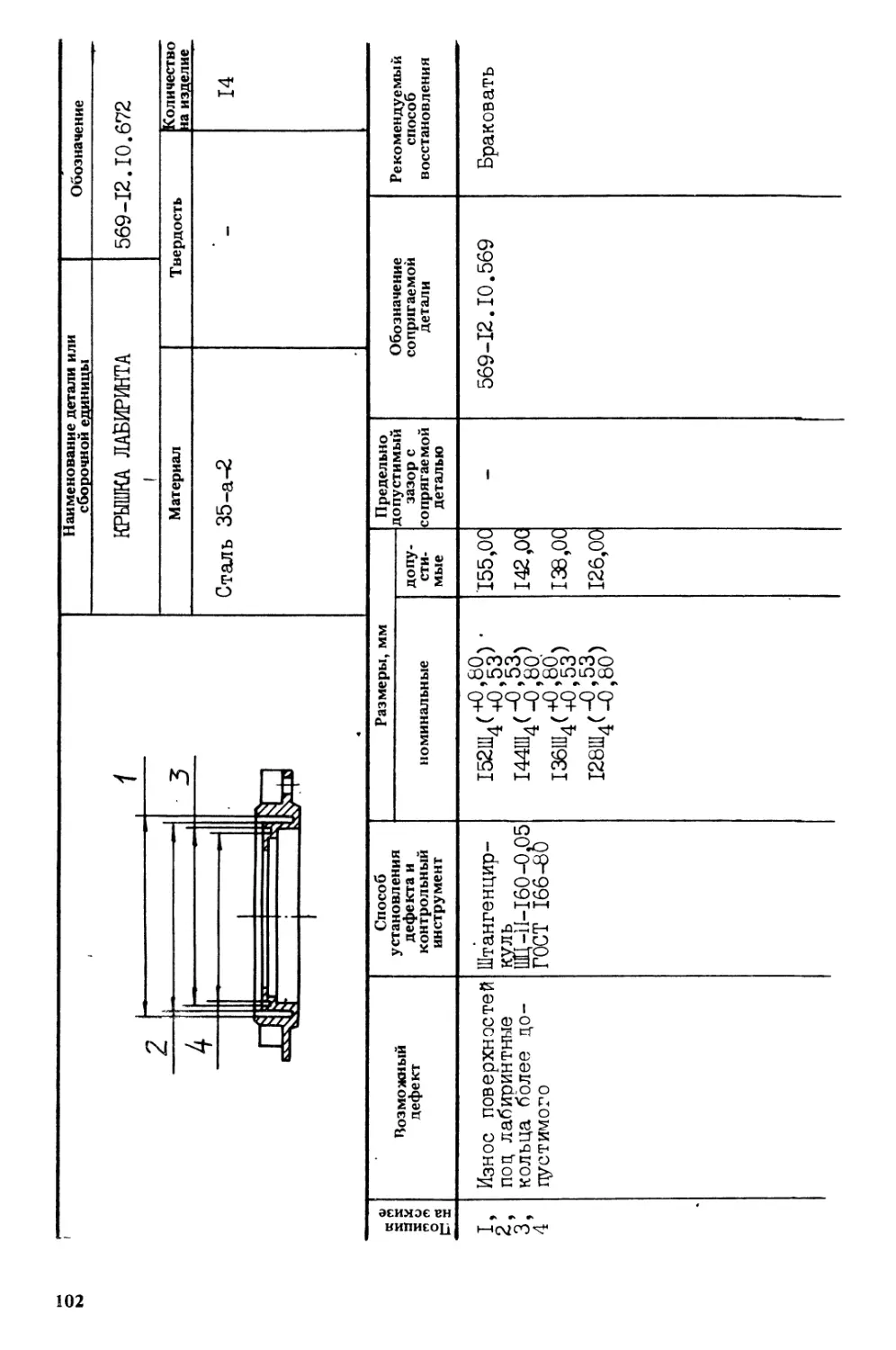
569-12.10.672. Крышка лабиринта ....................... 102
569-12.10.841-Б. Кольцо подшипника.................... ТОЗ
Сборочная единица 569-12.20.000. Установка направляющего
колеса и механизма натяжения ............................. ^4
569-12.20.044-Б СБ. Кривошип ..........................
569-12.20.370 СБ. Диск наружный ....................... 106
569-12.20.053. Рычаг .................................. Ю8
569-12.20.315. Палец рычага......................../... 109
569-12.20.431. Коргус механизма натяжения ............. ТТО
Сборочная единица 569-12.30.НО. Установка поддерживаю-
щего катка .............................................. III
569-12.30.121 СБ. Ось поддерживающего катка с кольцами
и втулками в сборе ....................................
569-12.30.130 СБ. Обод с шиной ........................ ТТЗ
Сборочная единица 569-13.02.010. Привод' управления
тормозами ................................................ ТТ4
569-13.02.070 СБ. Рычаг ...............................
569-13.02.250 СБ. Кронштейн ........................... ТТЗ
569-13.02.430 СБ. Рычаг ...........,................... ТТ6
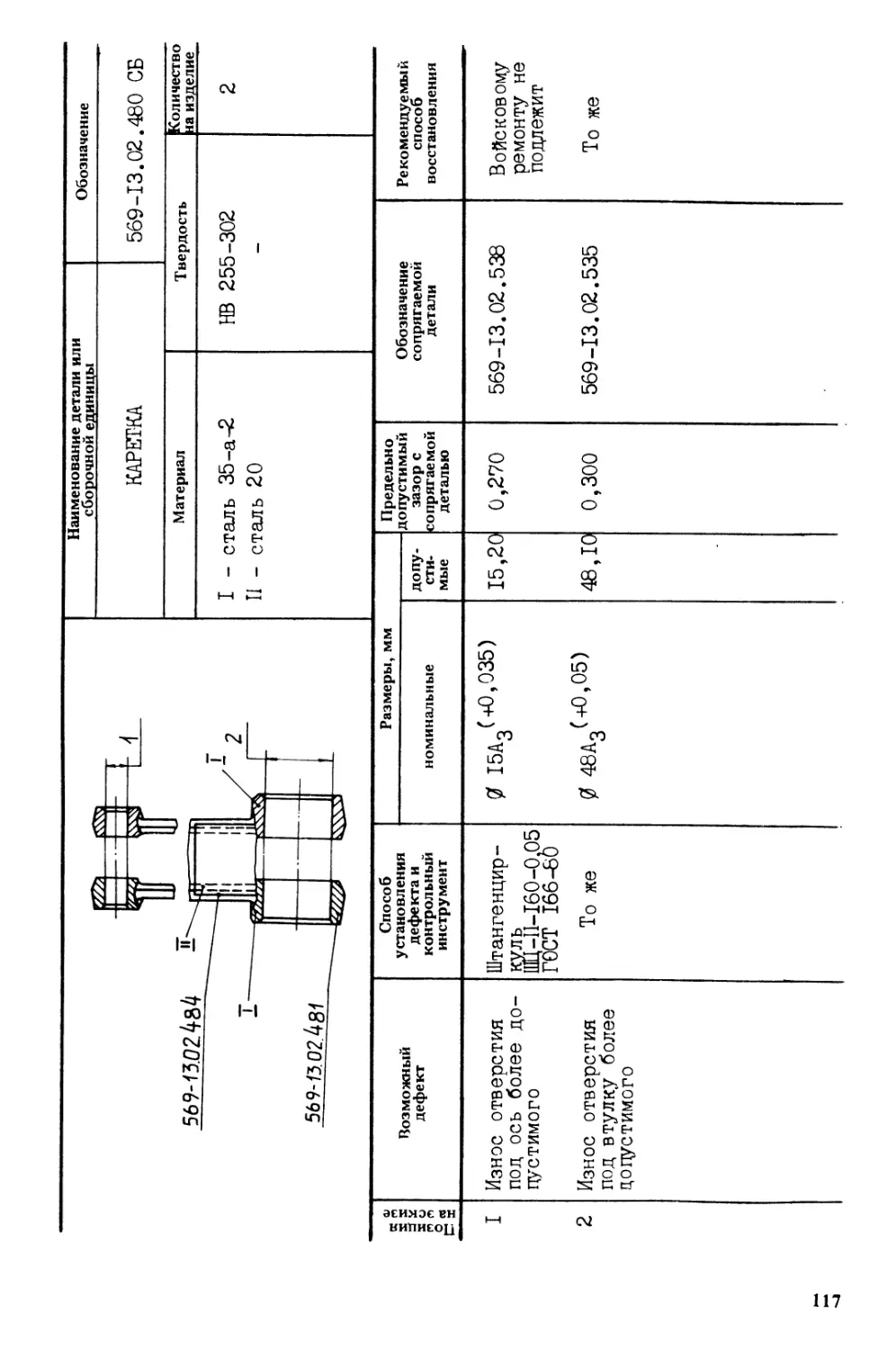
'569-13.02.480 СБ. Каретка ............................ ТТ7
569-13.02.500 СБ. Вал ................................. ТТ8
569-13.02.510 СБ, Собачка ............................. ТТ9
569-13.02.530 СБ. Вал ................-................ Т20
569-13.02.051. Корпус ...............................Т2Т
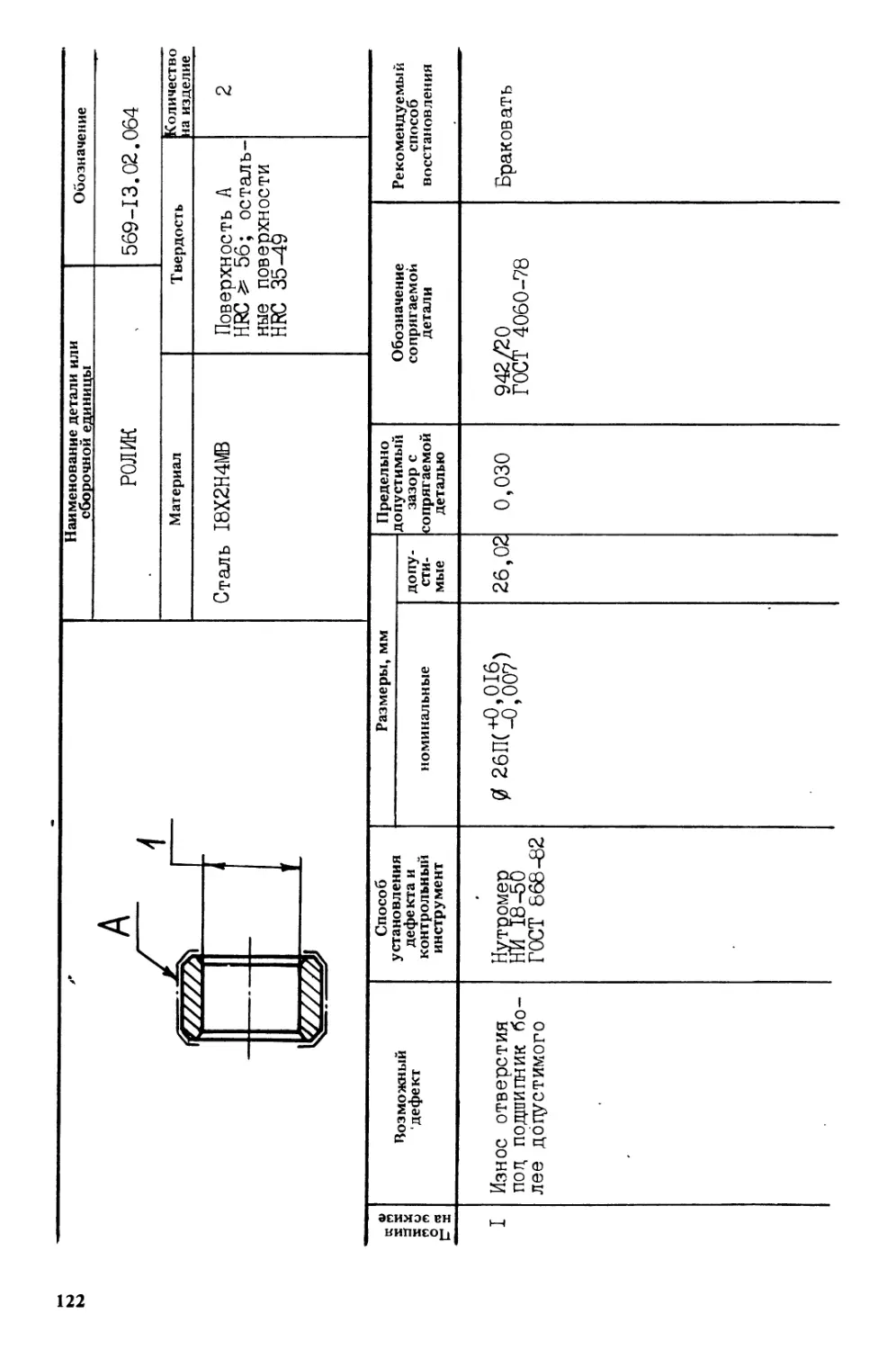
569-13.02.064. Ролик................... '............. Т22
569-13.02.069. Валик ... .............................. J23
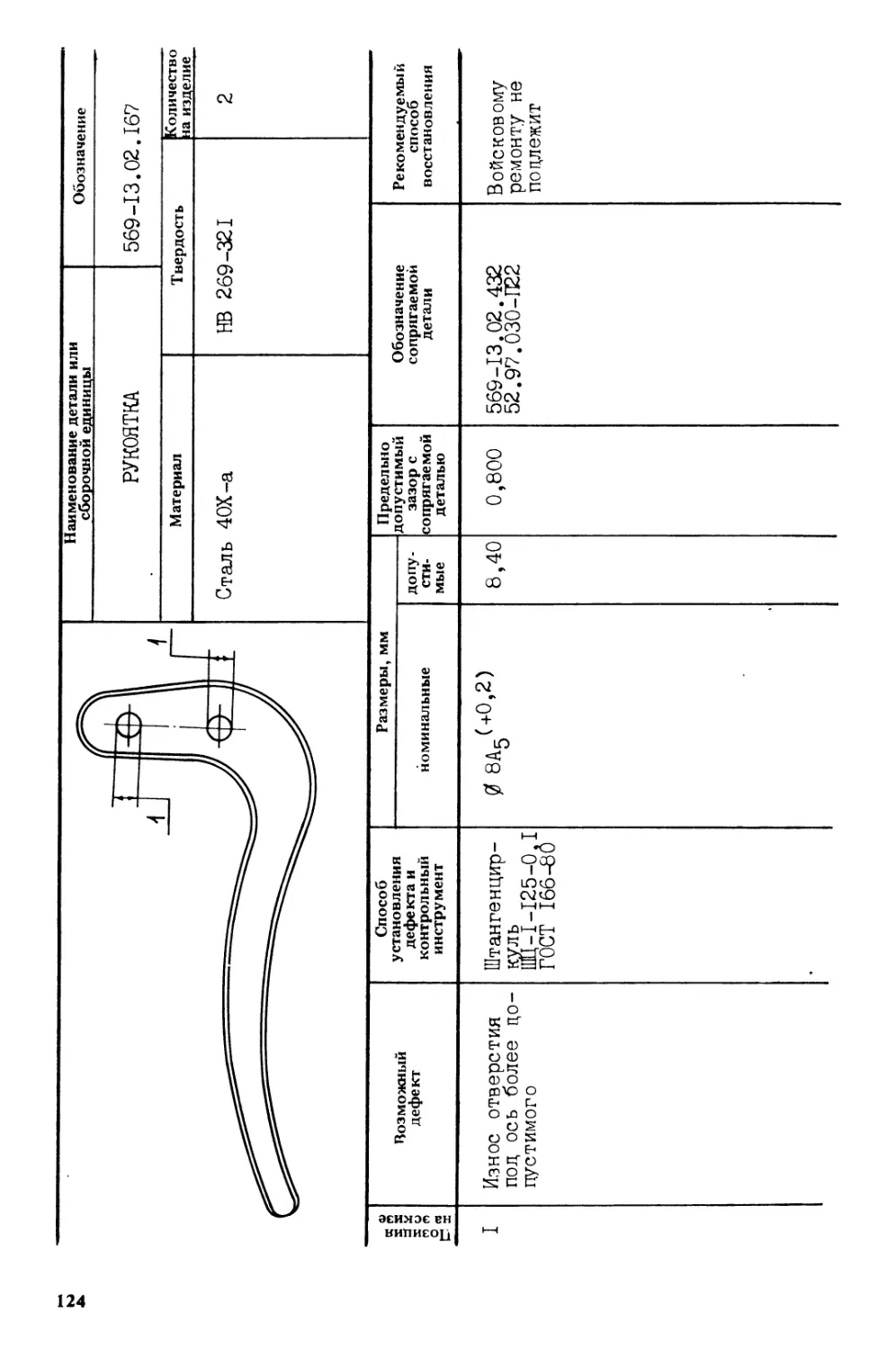
569-13.02.167. Рукоятку ...............................
5
Стр.
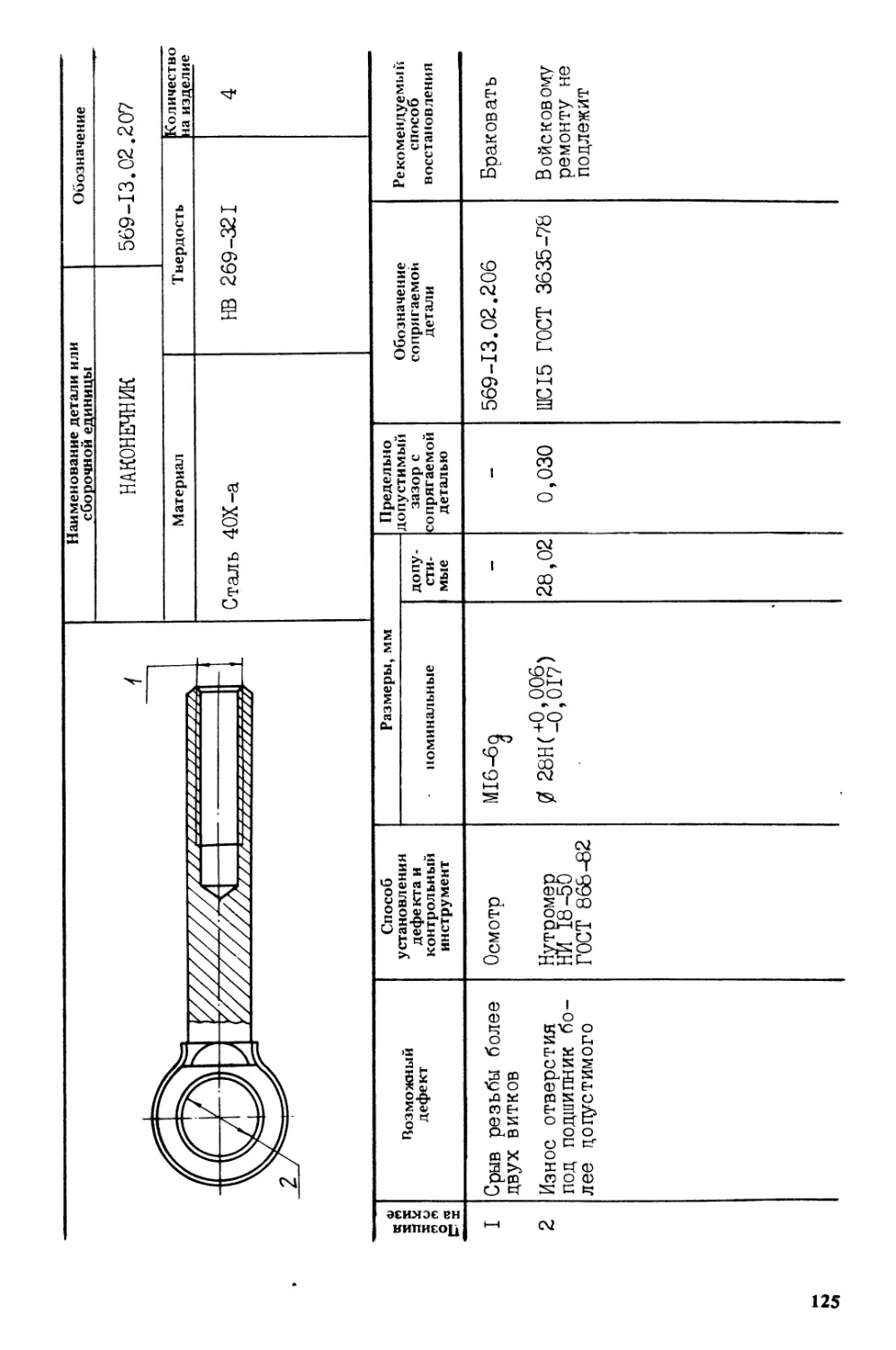
569-13.02.207. Наконечник ................................ 125
569-13.02.403. Муфта ..................................... 126
569-13.02.424. Храповик .................................. 127
569-13.02.441. Корпус подшипника ......................... 128
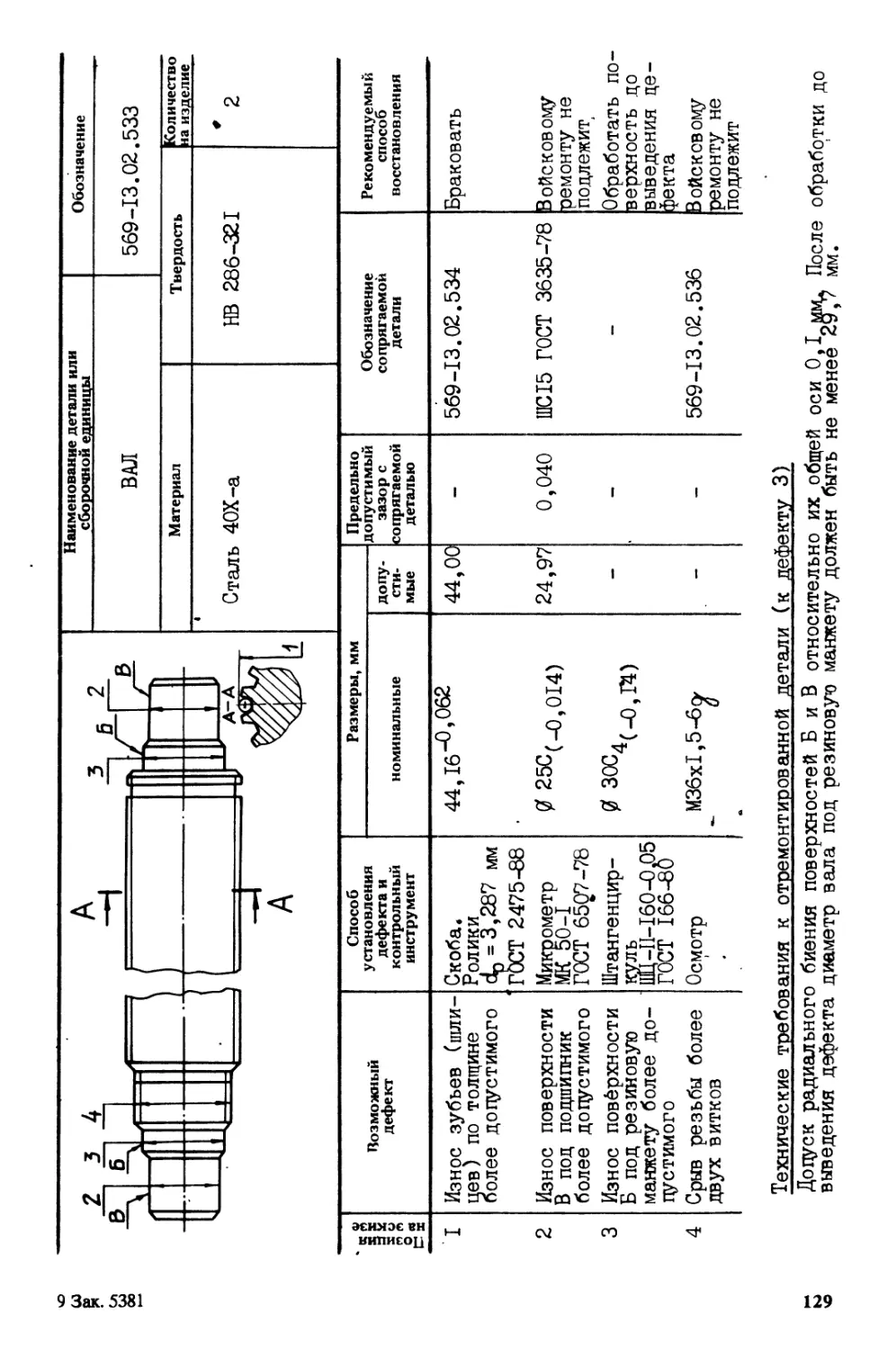
569-13.02.533. Вал ....................................... 129
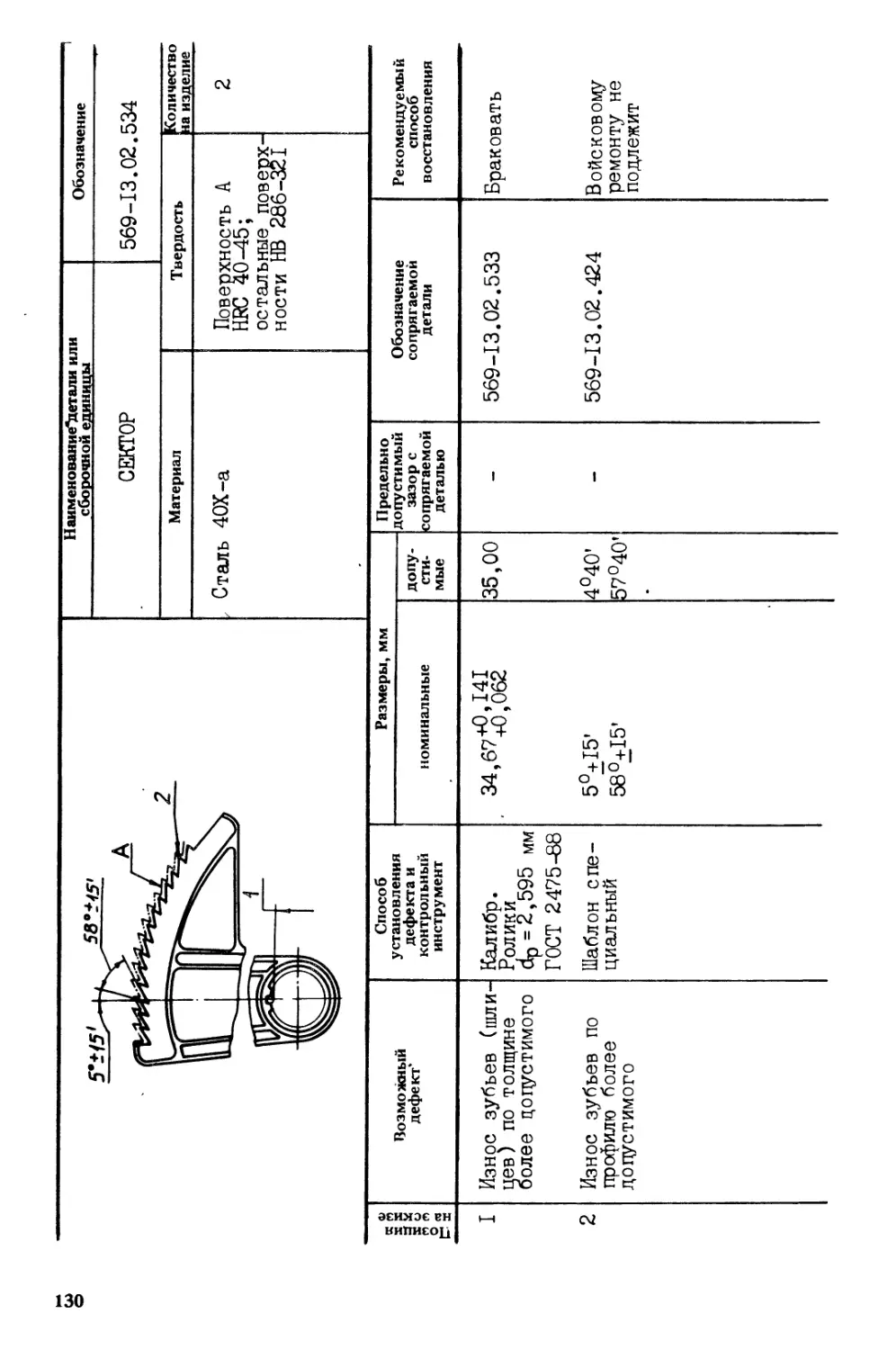
569-13.02.534. Сектор .................................... ТЗО
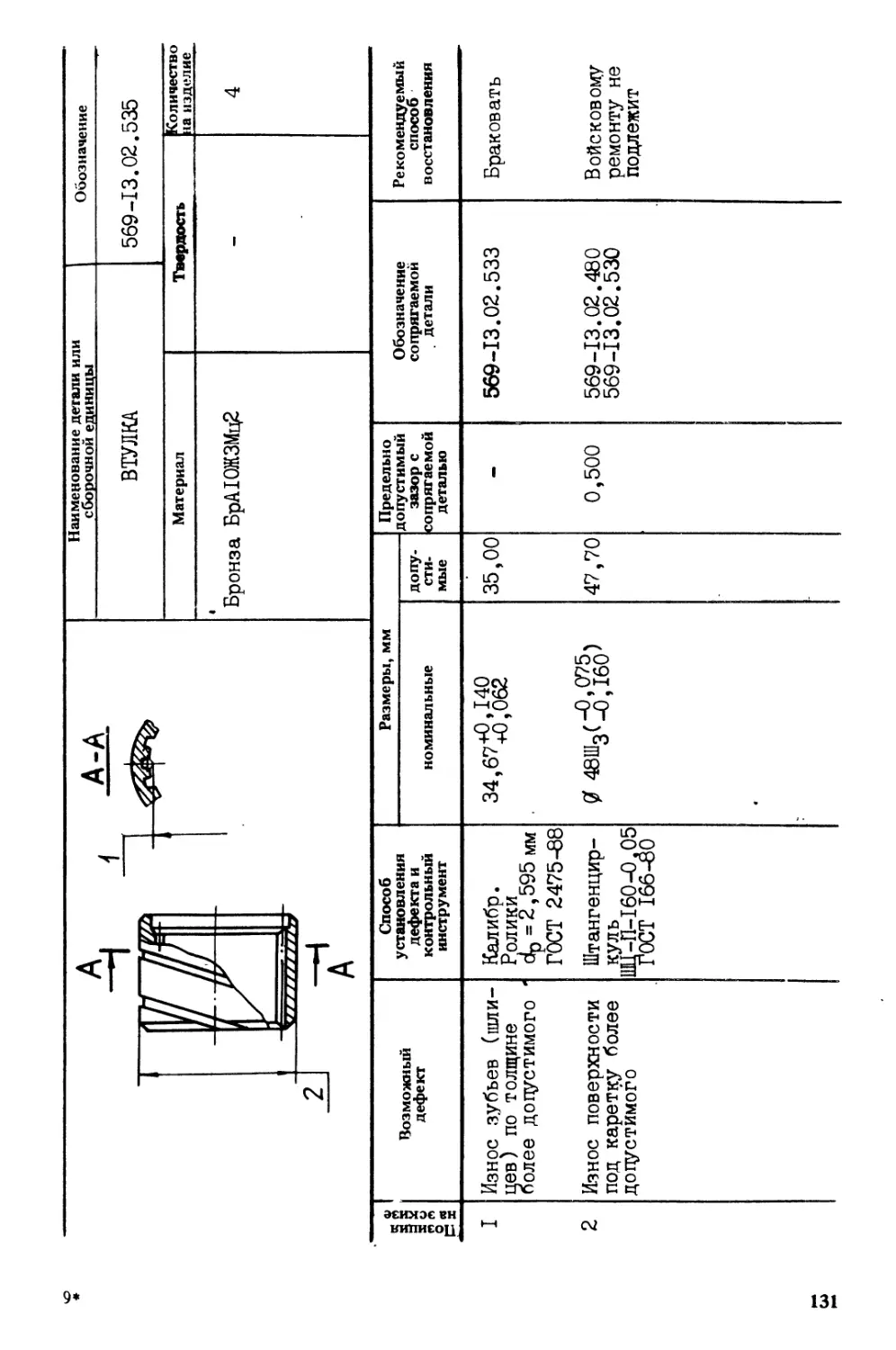
569-13.02.535. Втулка ................................... 131
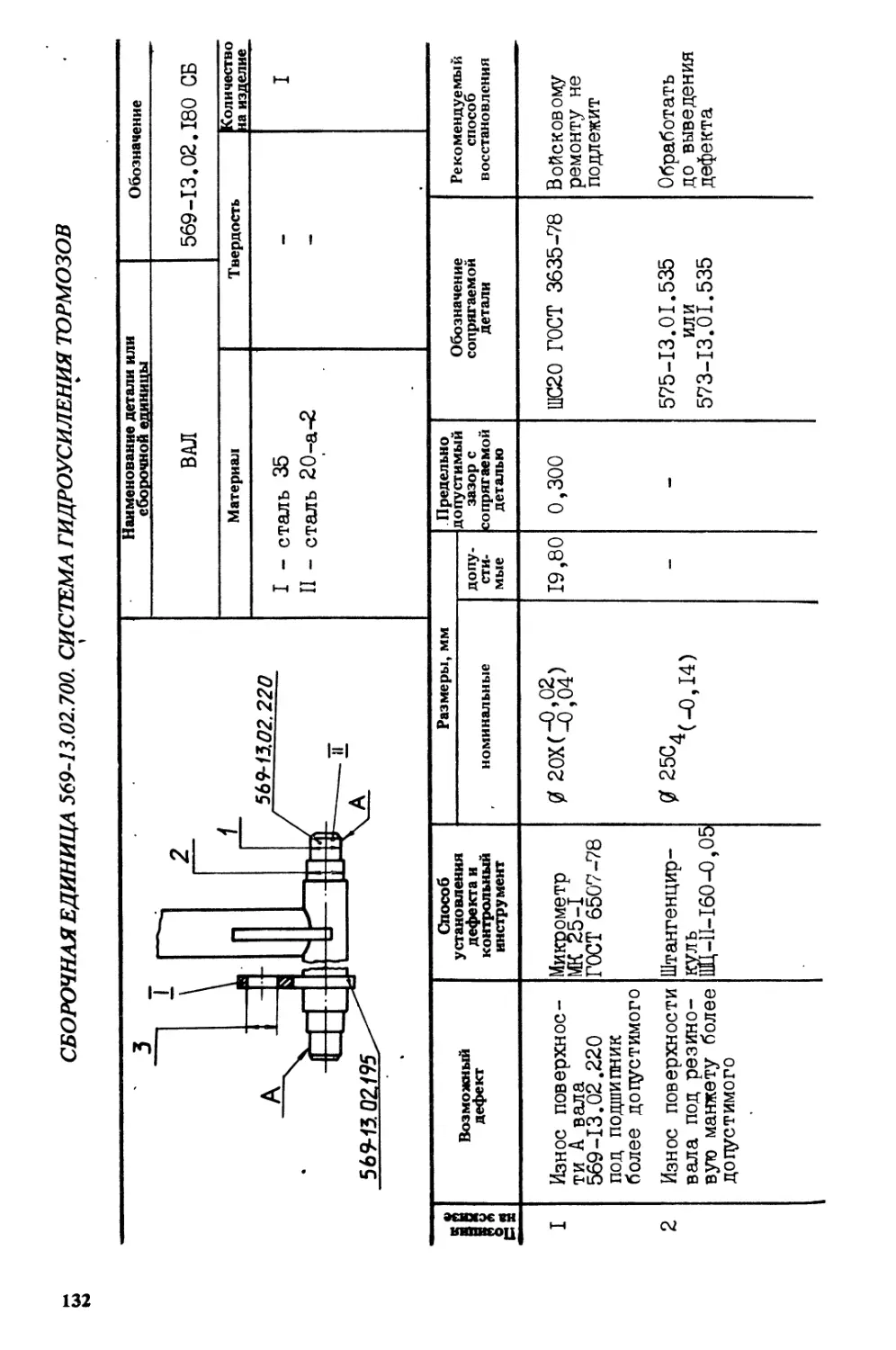
Сборочная единица 569-13.02.700. Система гидроусиления
тормозов .............*................................... 132
569-13.02.180 СБ. Вал ..................................
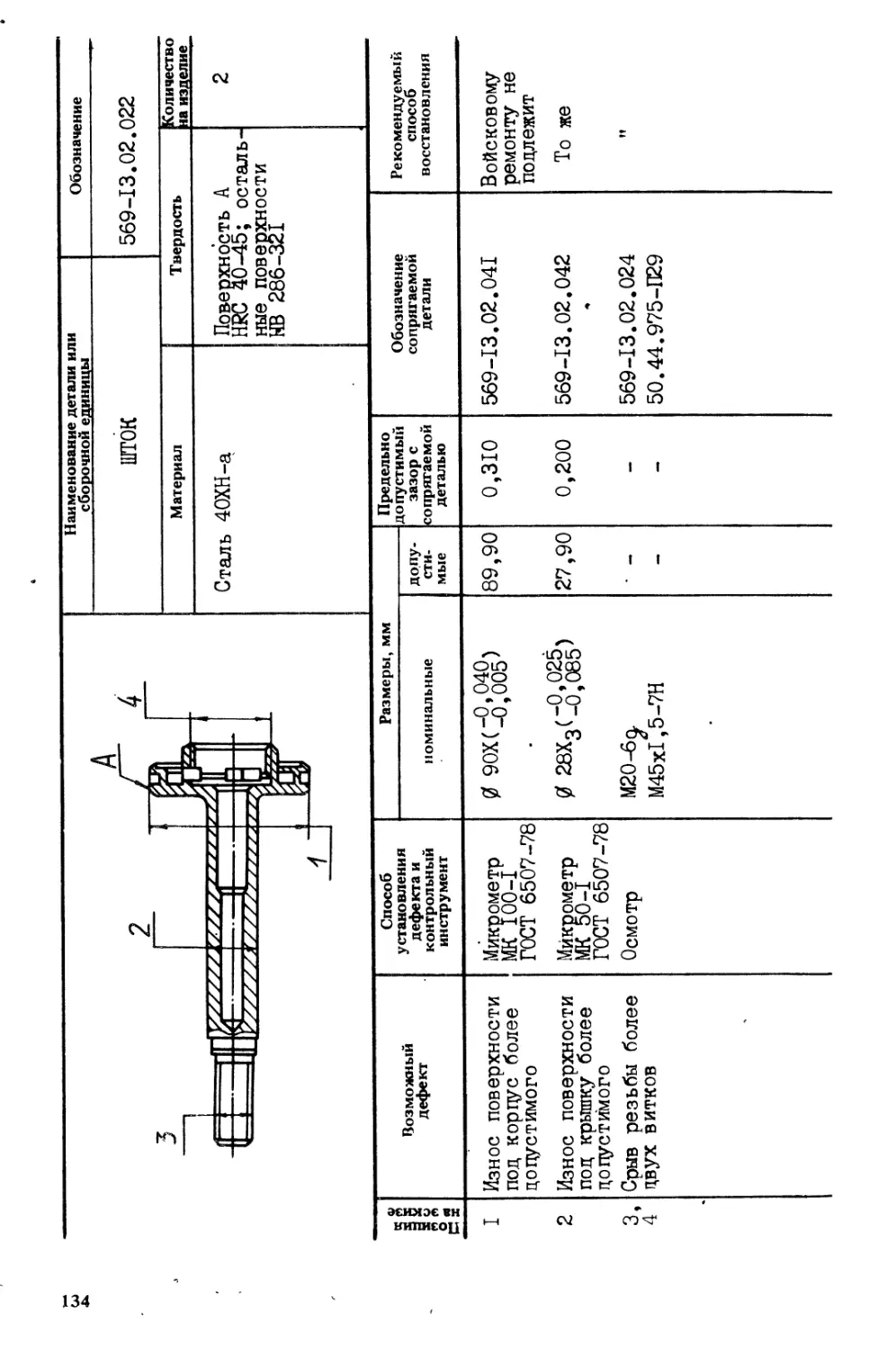
569-13.02.022. Шток ..................................... 134
569-13.02.036. Крышка ................................... 135
569-13.02.041. Корпус ................................... 136
569-13.02.042. Крышка ................................... 137
569-13.02.048. Толкатель ................................ 138
569-13.02.112. Рычаг .................................. 139
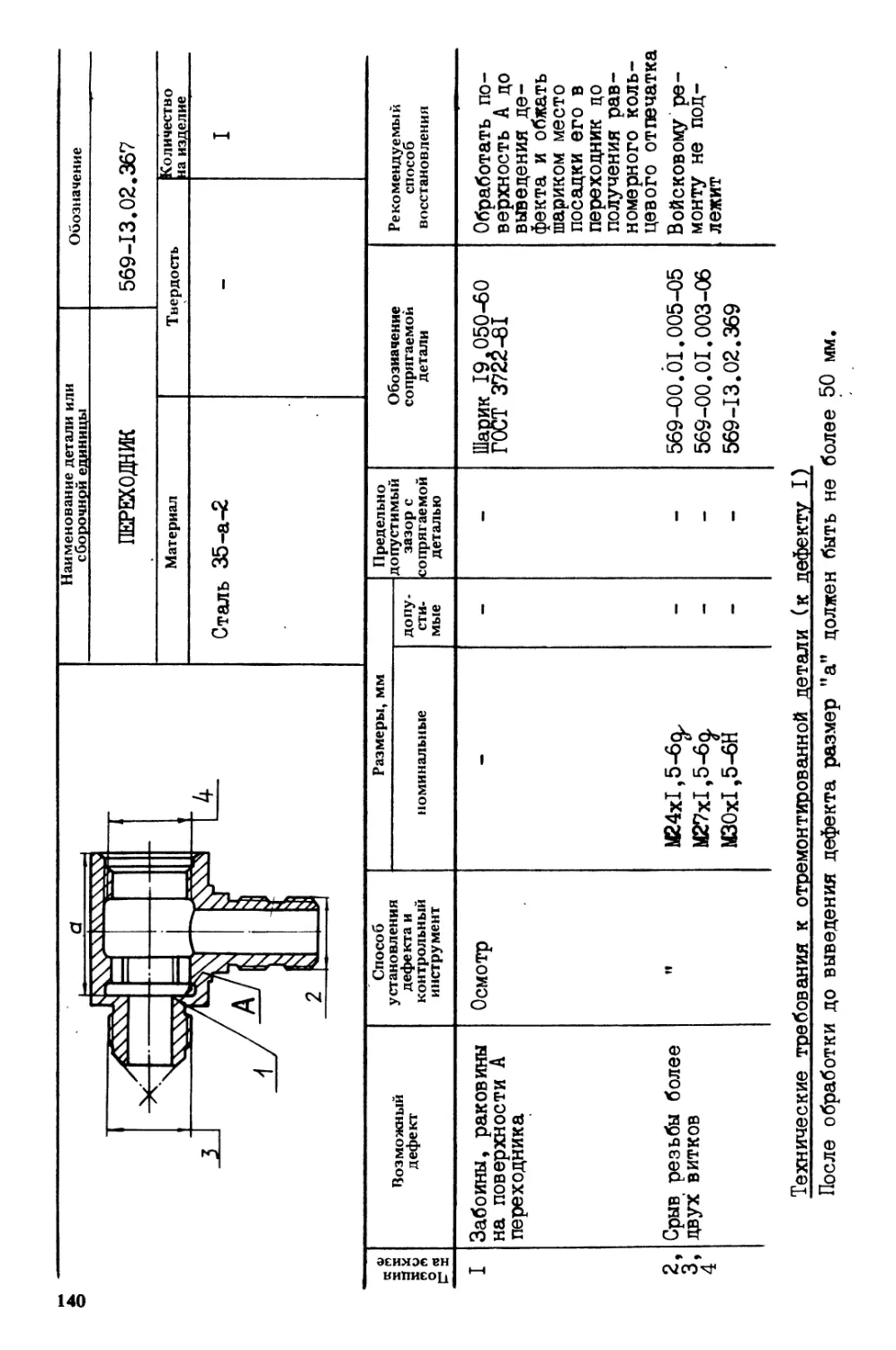
569-13.02.367. Переходник ............................... 140
Сборочная единица 569-13.03.130. Установка привода
управления ГОМП .......................................... 141
569-I3.03.II0 СБ. Рукоятка ............................ ~ .
569-13.03.300 СБ. Картер ................................ 142
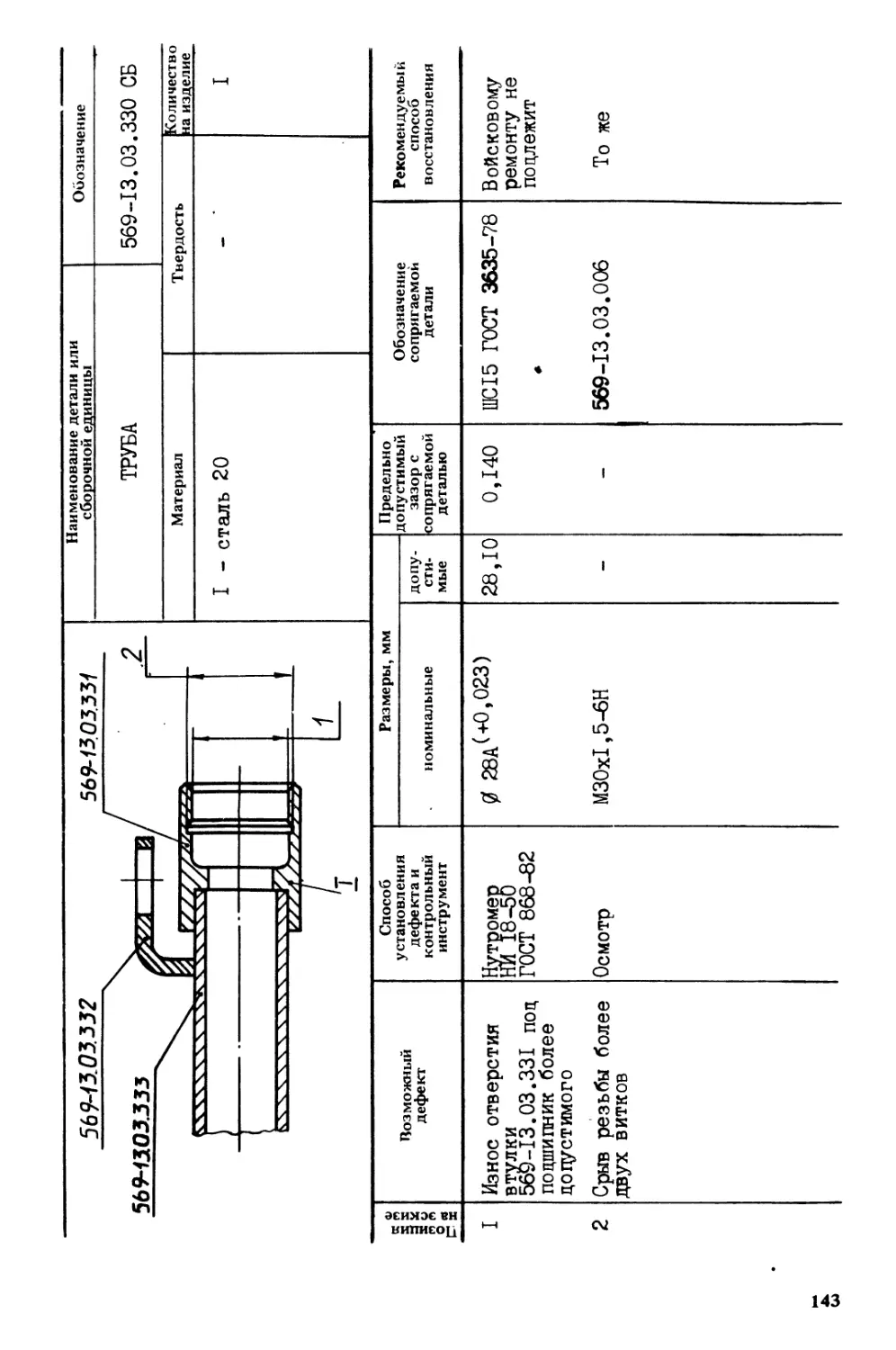
569-13.03.330 СБ. Труба .................................. 143
569-13.03.390 СБ. Рычаг ................................. 144
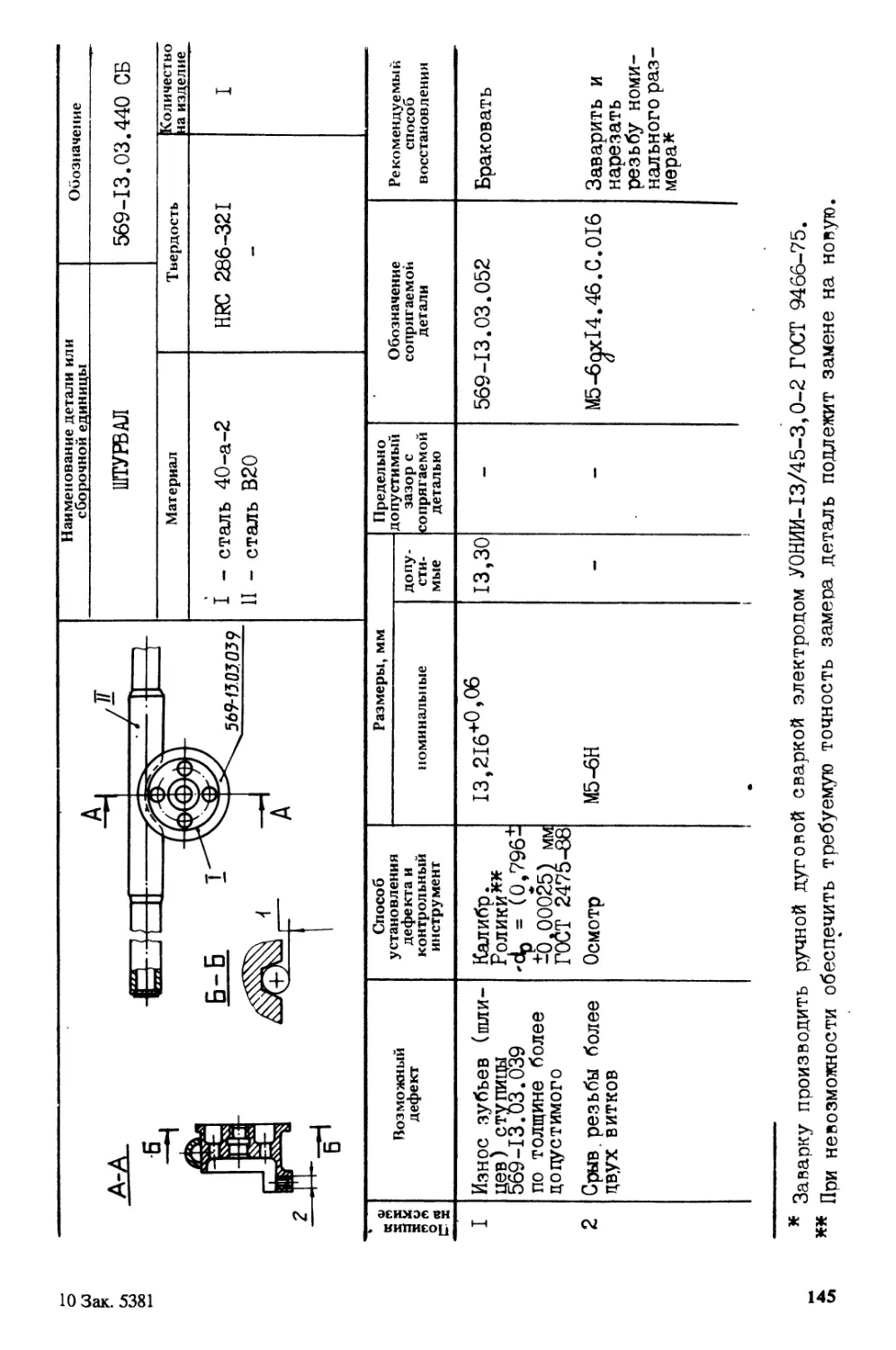
569-13.03.440 СБ. Штурвал ............................... 145
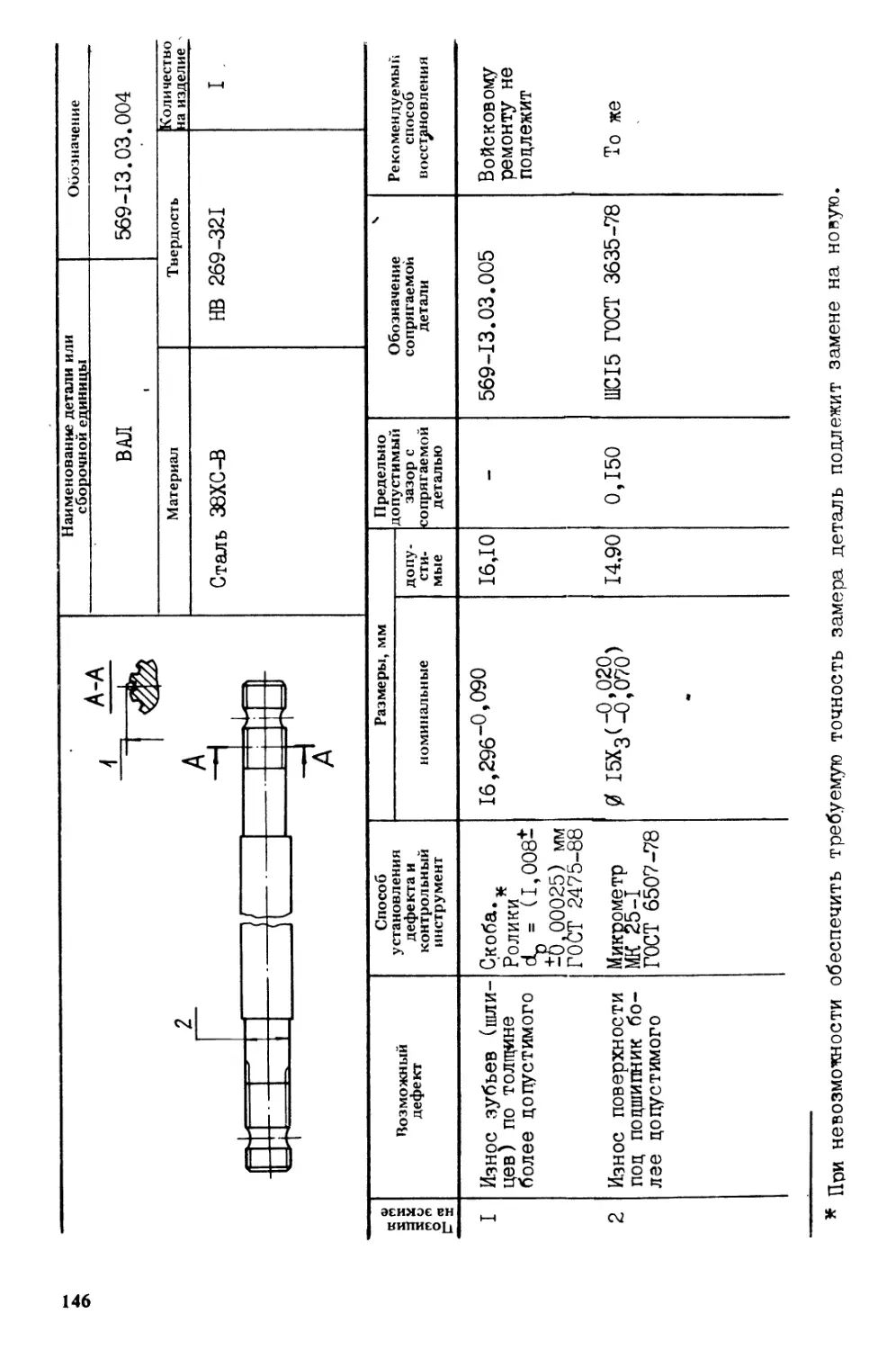
569-13.03.004. Вал ........................................146
569-13.03.005. Рычаг ................................... 147
569-13.03.052. Вал-шестерня .............................. 146
569-13.03.053. Втулка .................................... 149
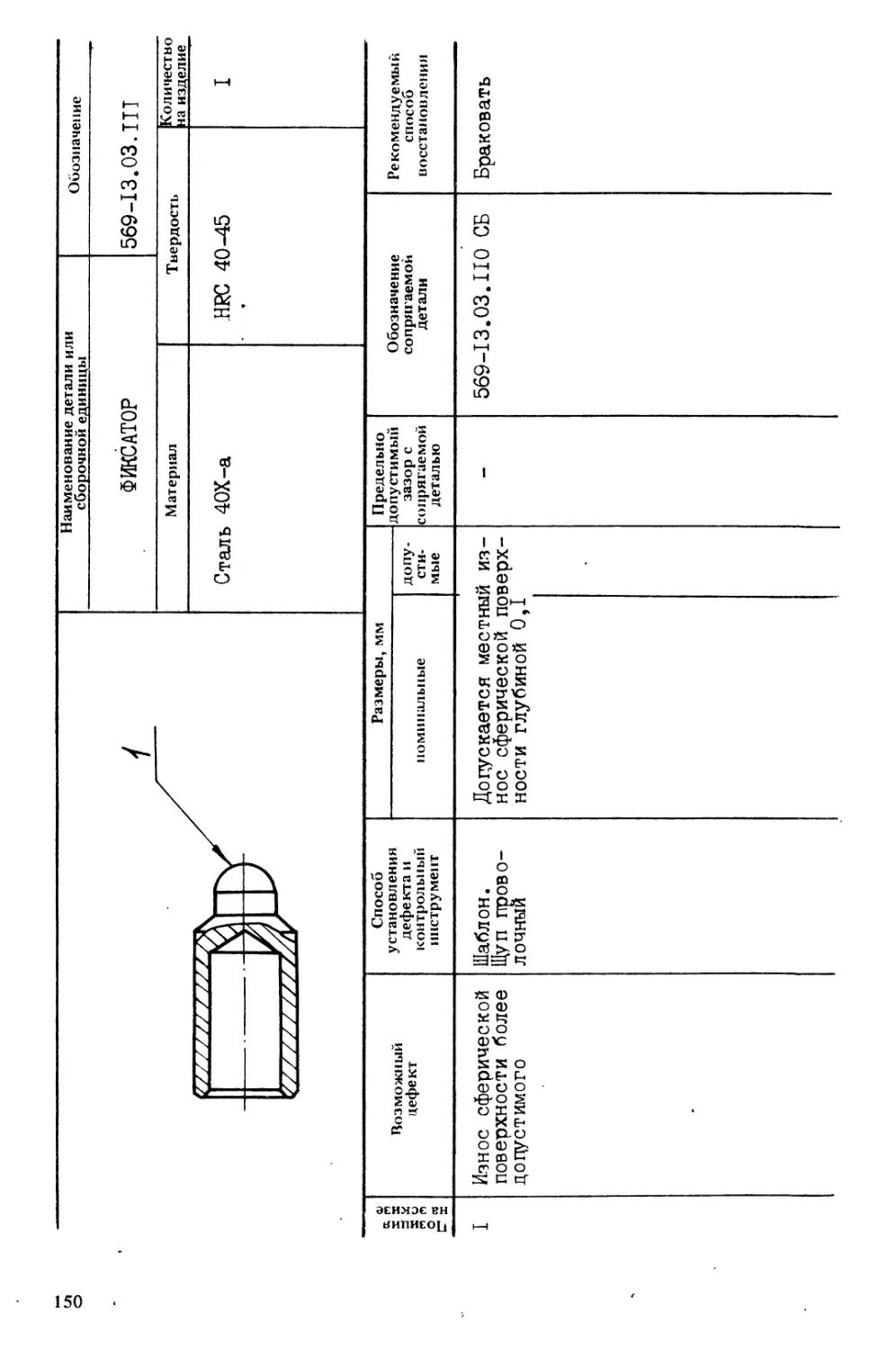
569-13.03.III. Фиксатор ................................ 150
569-13.03.164. Ось ....................................... 151
569-13.03.166. Рычаг двуплечий ........................ К2
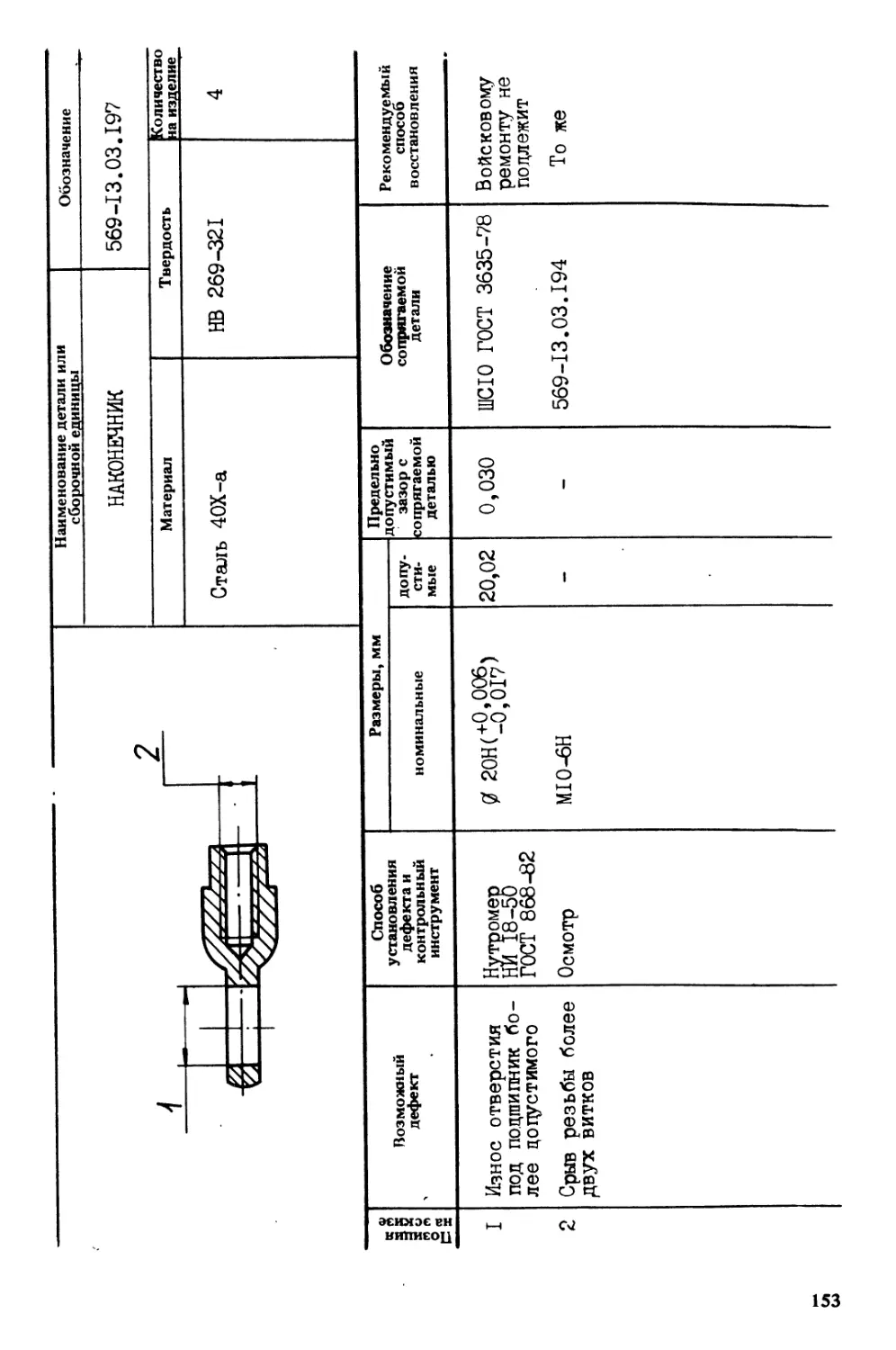
569-13.03.197. Наконечник ................................. КЗ
569-13.03.205. Опора рулевой колонки ...................... К4
569-13.03.206. Вертикальный вал-шестерня ................. 155
569-13.03.208. Сектор зубчатый ....................... 136
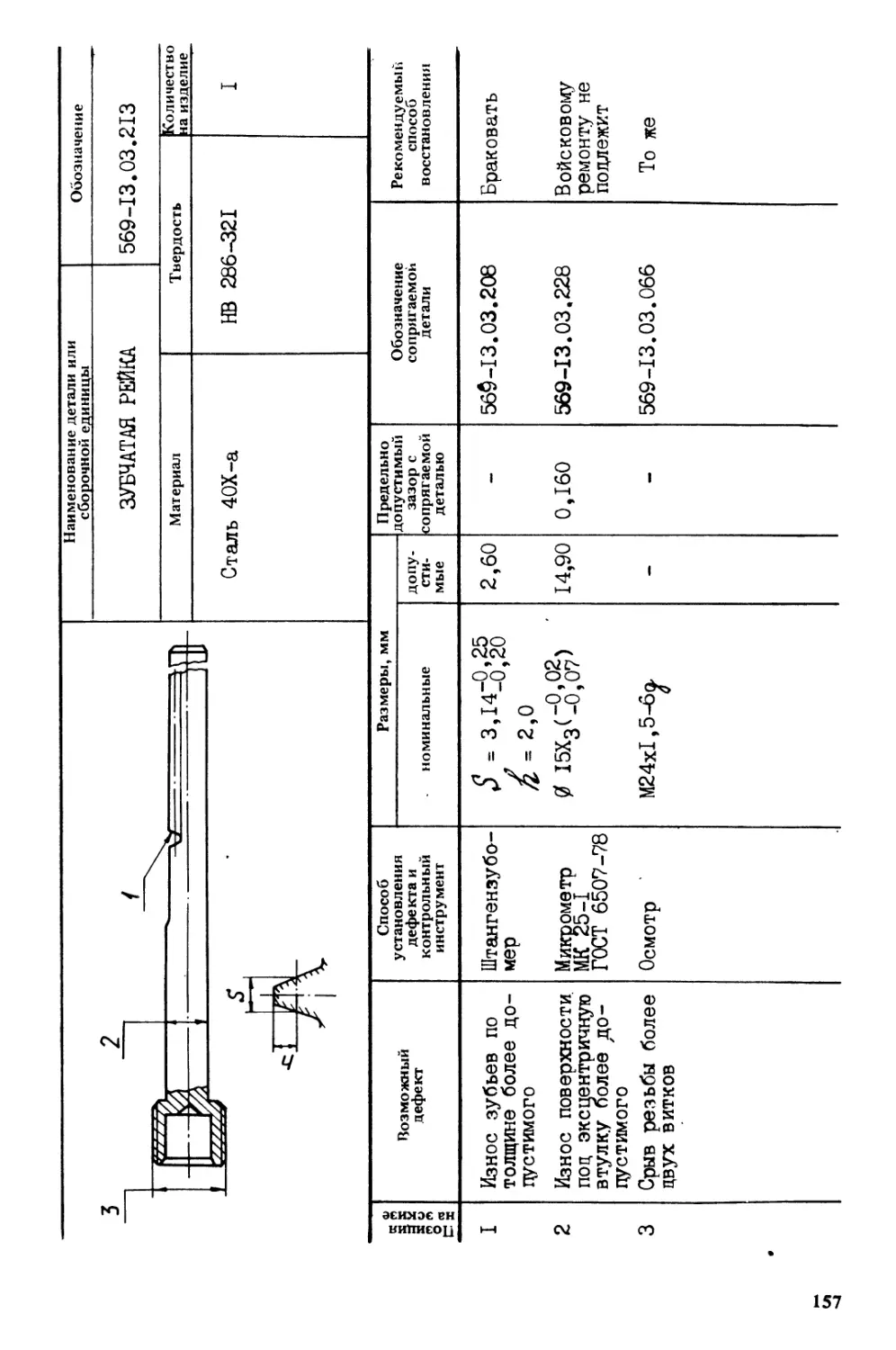
569-13.03.213. Зубчатая рейка ...................... 157
569-13.03.228. Эксцентрическая втулка ................... 156
569-13.03.303. Палец ..................................... 159
569-13.03;401. Ось ....................................... 160
569-13.03.421. Рычаг ..................................... 161
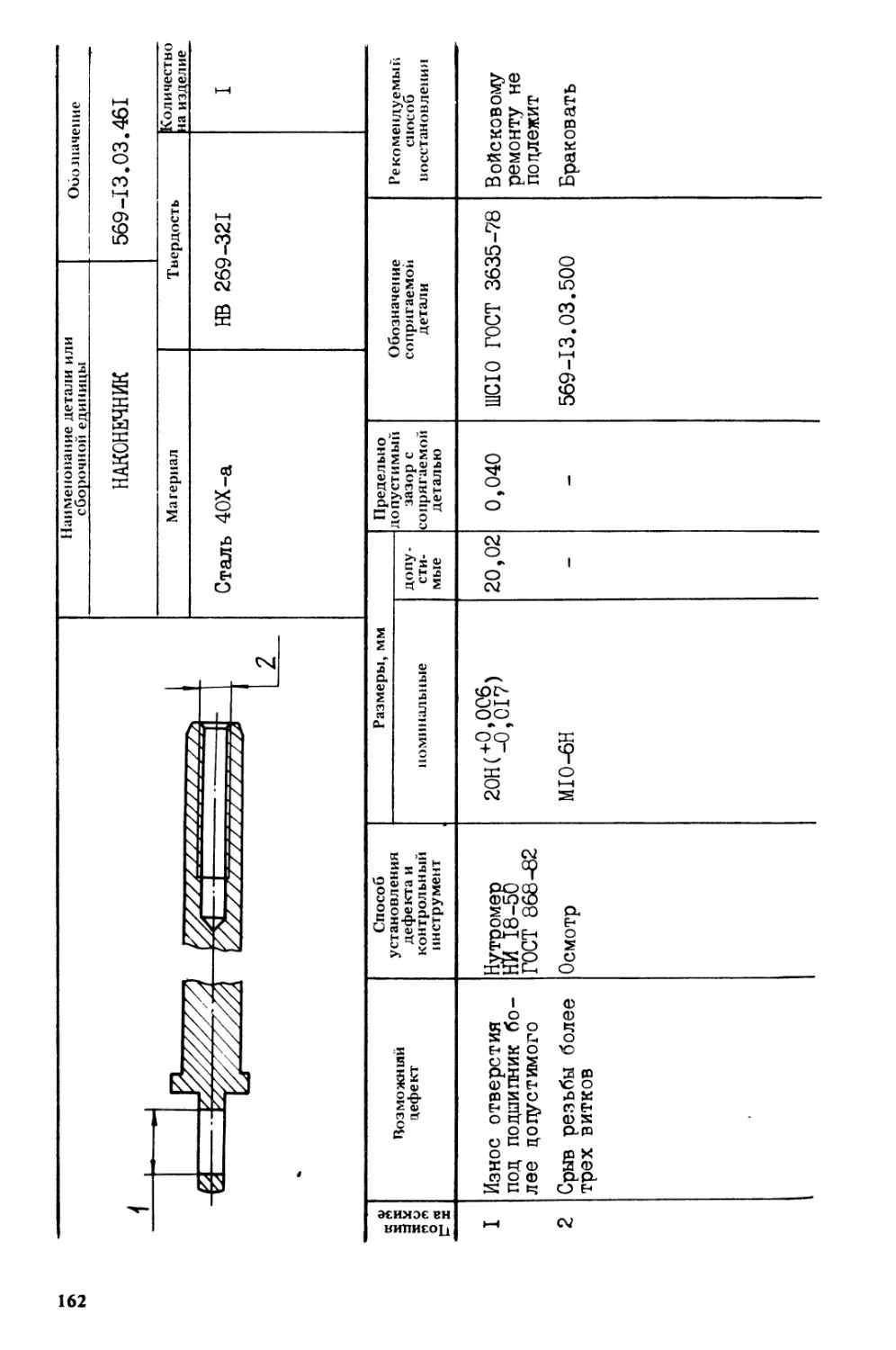
569-13.03.461. Наконечник ................................ 162
6
Стр.
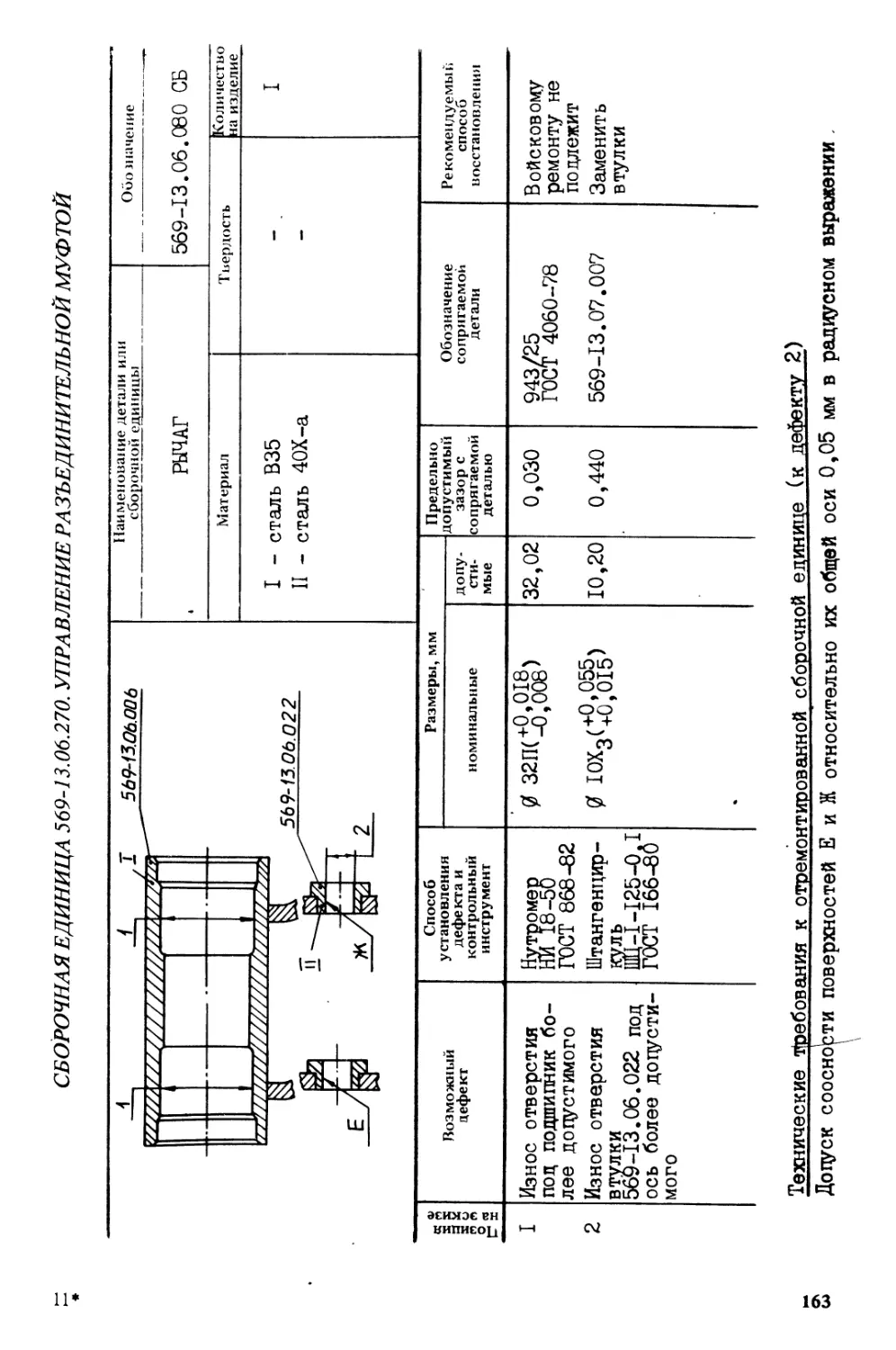
Сборочная единица 569-13.06.270. Управление разъеди-
нительной муфтой ........................................ 163
569-13.06.080 СБ. Рычаг ................................
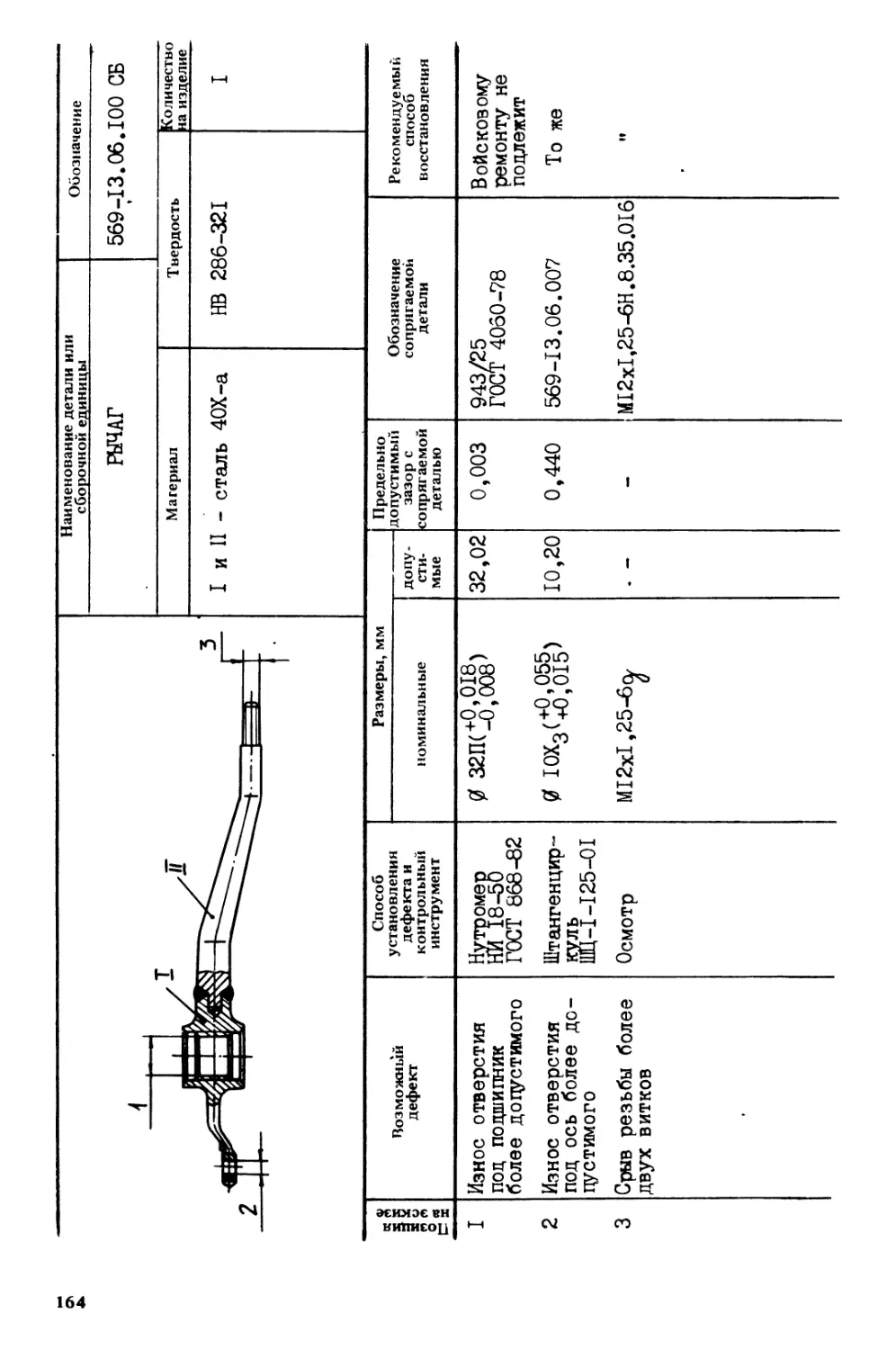
569-13.06.100 СБ. Рычаг ................................. 164
• 569-13.06.230 СБ. Рычаг ................................ 165
569-13.06.001. Вал ...................................... 166
569-13.06.033. Кронштейн ................................ 167
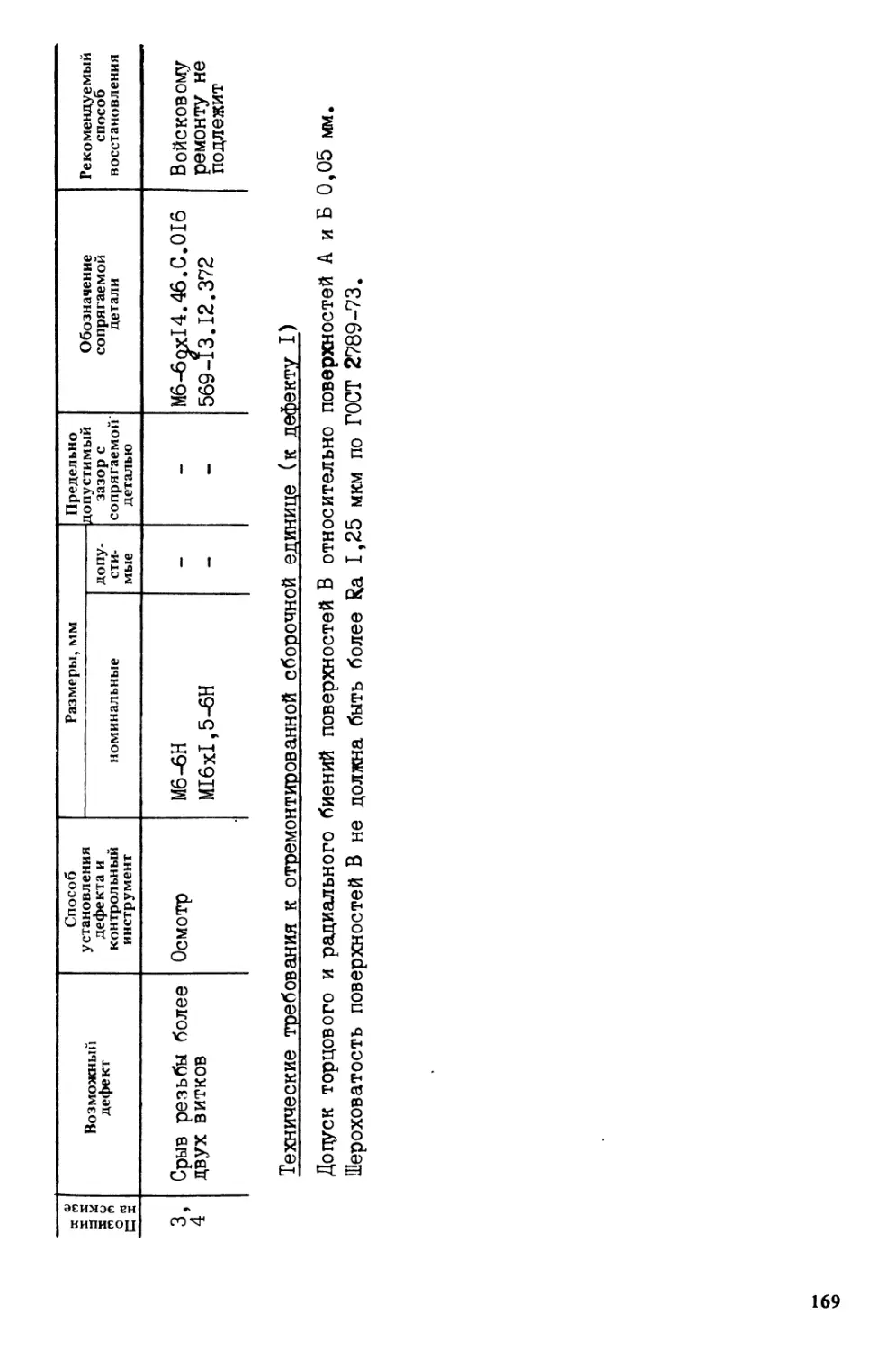
Сборочная единица 569-13.12.460. Установка кулисы .......... 168
569-13.12.010 СБ. Опора выключателей ...................
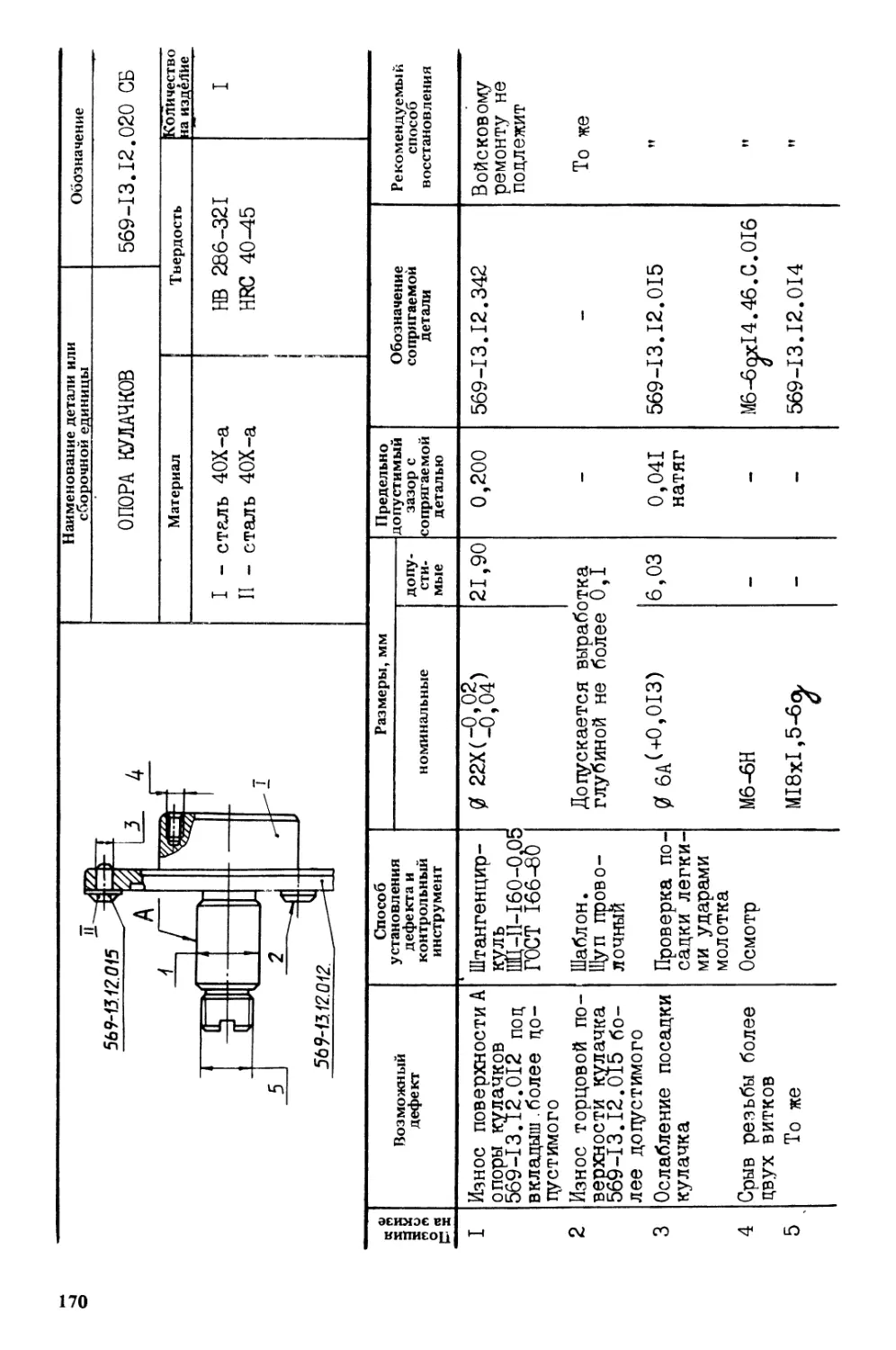
569-13.12.020 СБ. Опора кулачков ........................ 170
569-13.12.327. Корпус ...............•................... 171
Сборочная единица 569-13.15.230. Система управления
выключением подрессоривания и натяжением гусениц ........., 172-
569-13.15.280 СБ. Фильтр заливной горловины ............
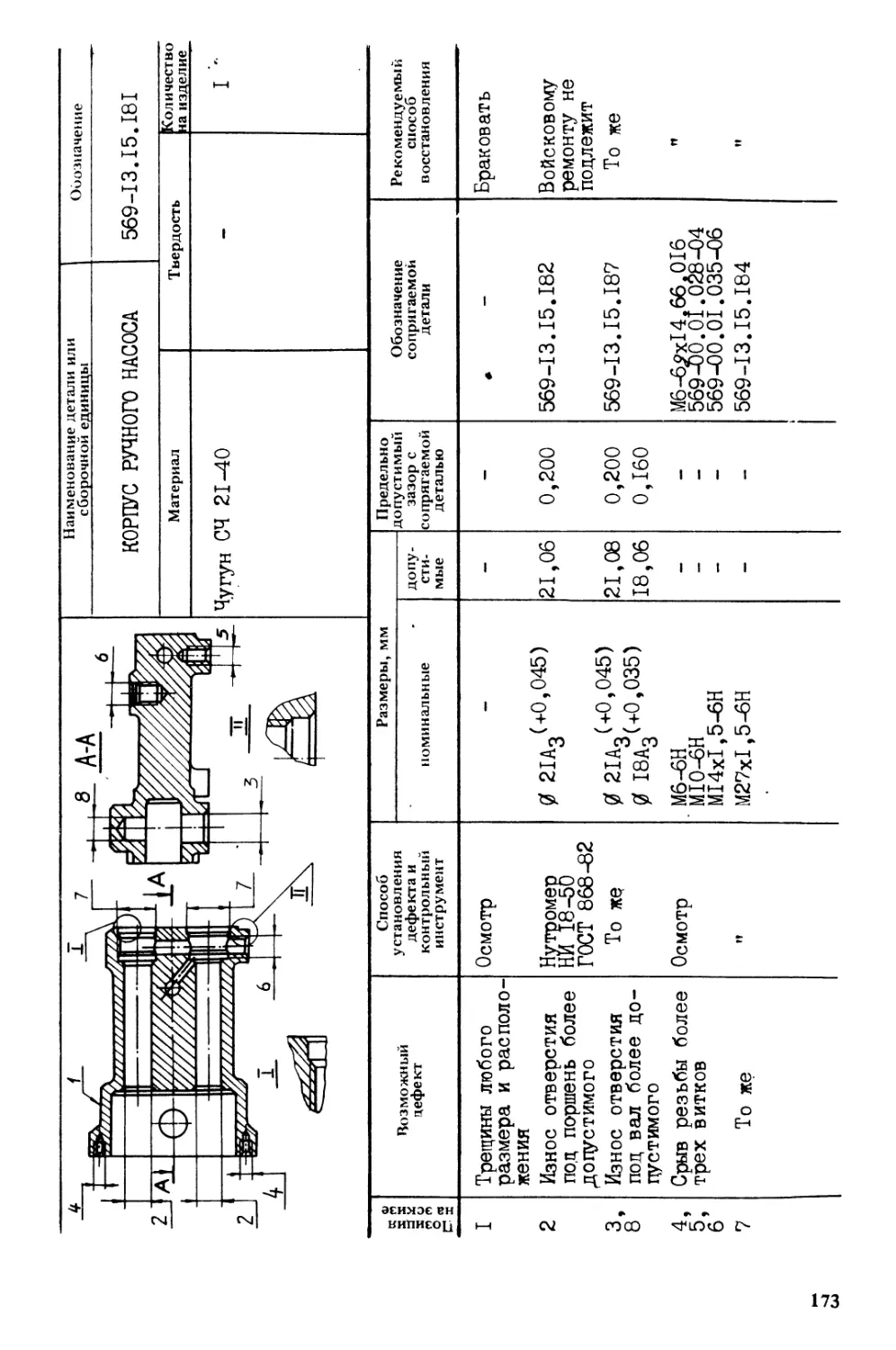
569-13.15.181. Коргус ручного насоса .................... 173
569-13.15.182. Поршень ................................. 174
569-13.15.183. Коромысло ...............................'. 175
569-13.15.186. Шатун .......................... 176
569-13.15.187. Вал ...................................... 177
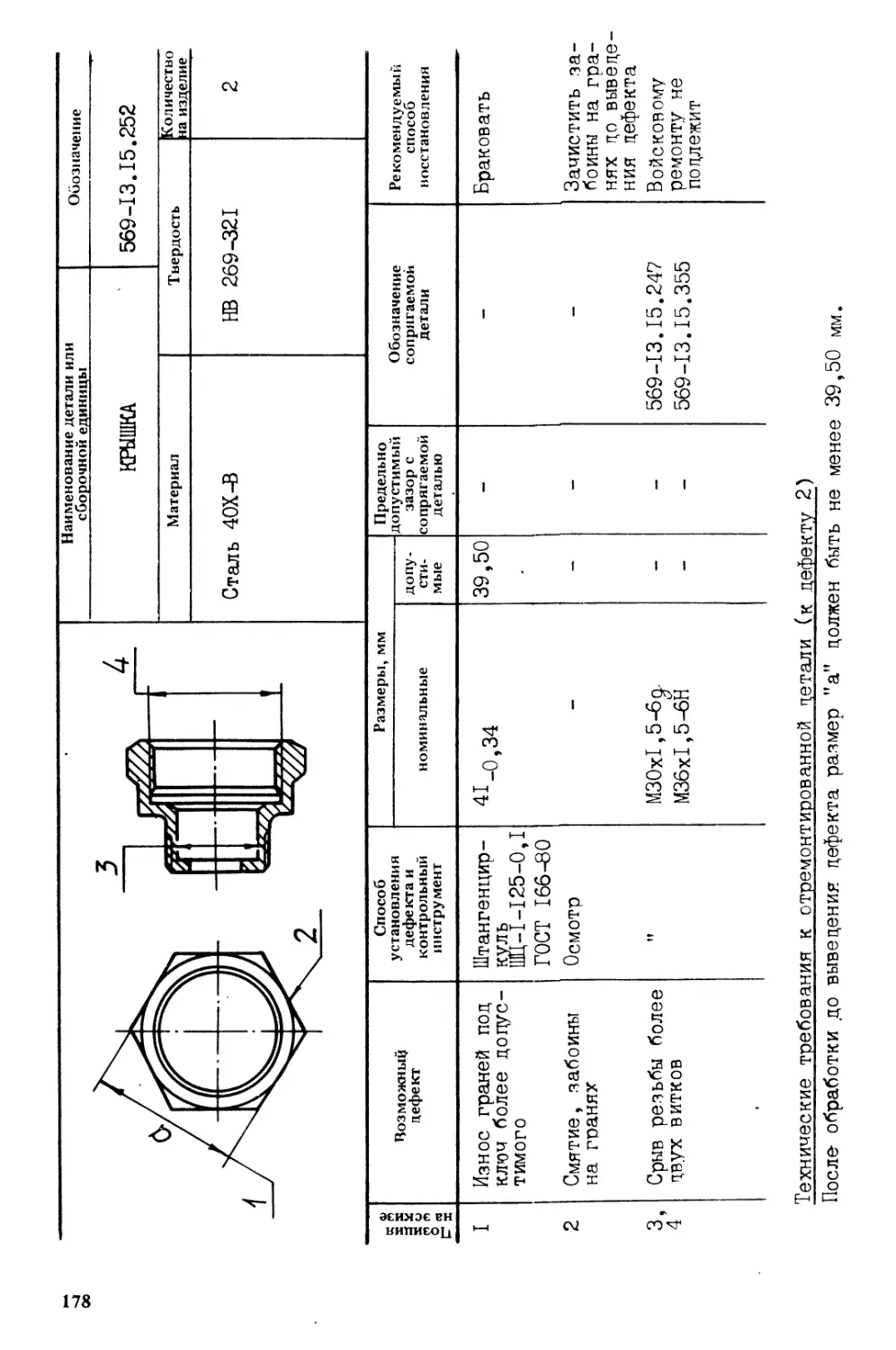
569-13.15.252. Крышка .......................... 178
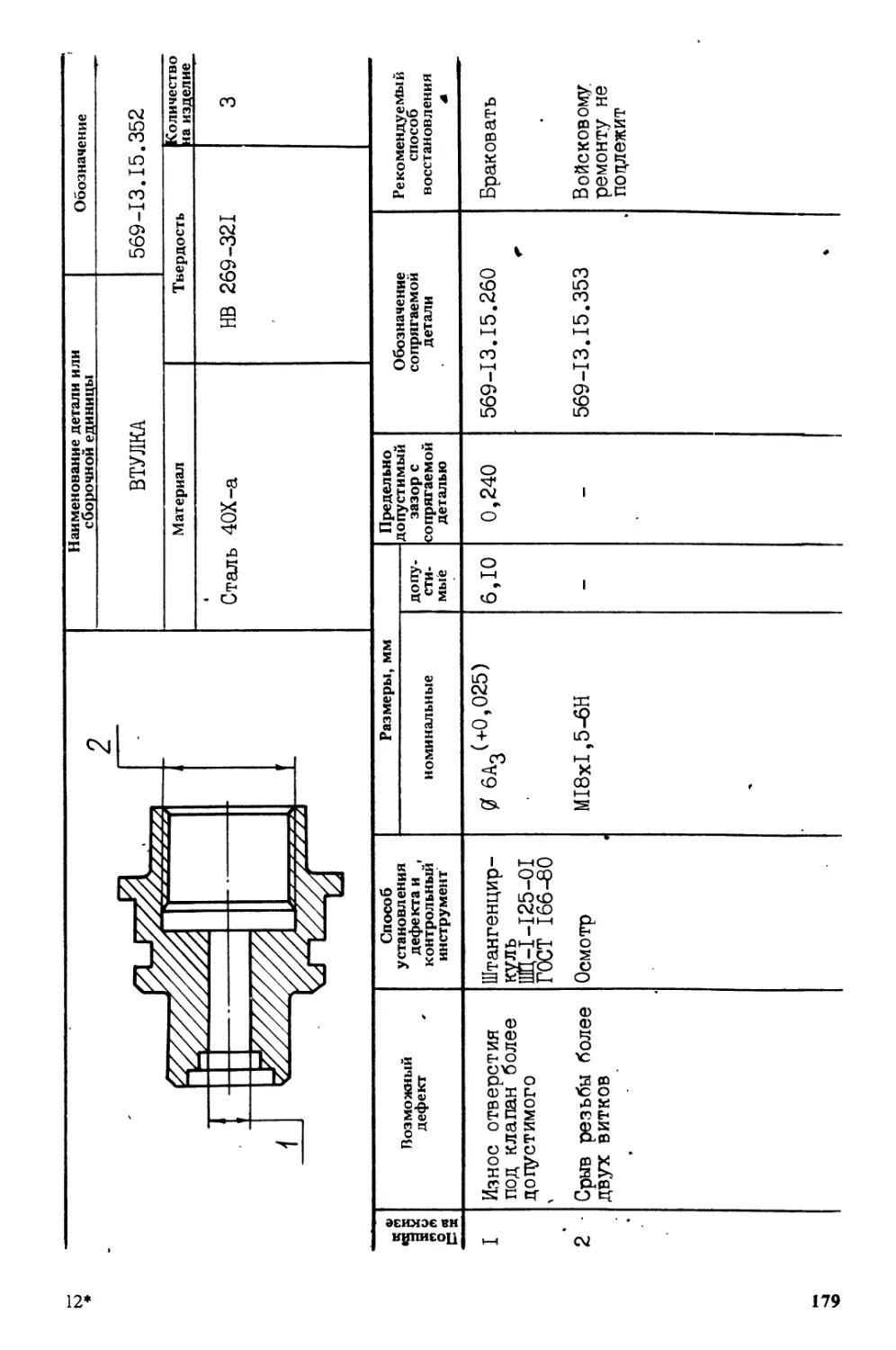
569-13.15.352. Втулка .......................... 179
569-13.15.355. Корпус вентиля .......................... 180
Сборочная единица 569-13.21.400. Управление двигателем ... 181
569-13.21.490 СБ. Педаль ...............................
569-13.21.600 СБ. Рычаг ................................. 182
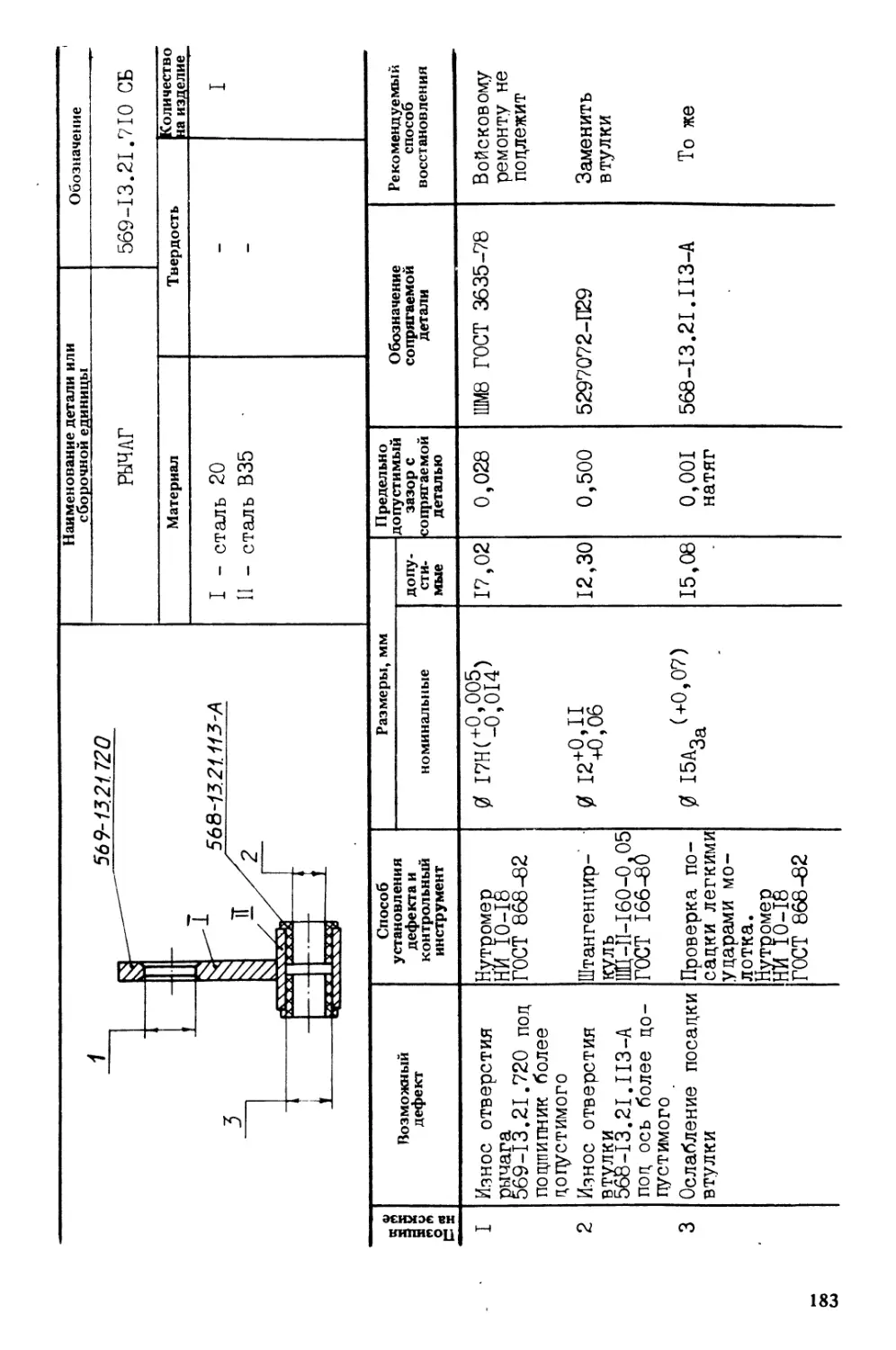
569-13.21.710 СБ. Рычаг ................................. 183
569-13.21.412-Б. Палец .................................. 184
569-13.21.414. Кортус ................................... 185
569-13.21.415. Сухарь ................................... 186
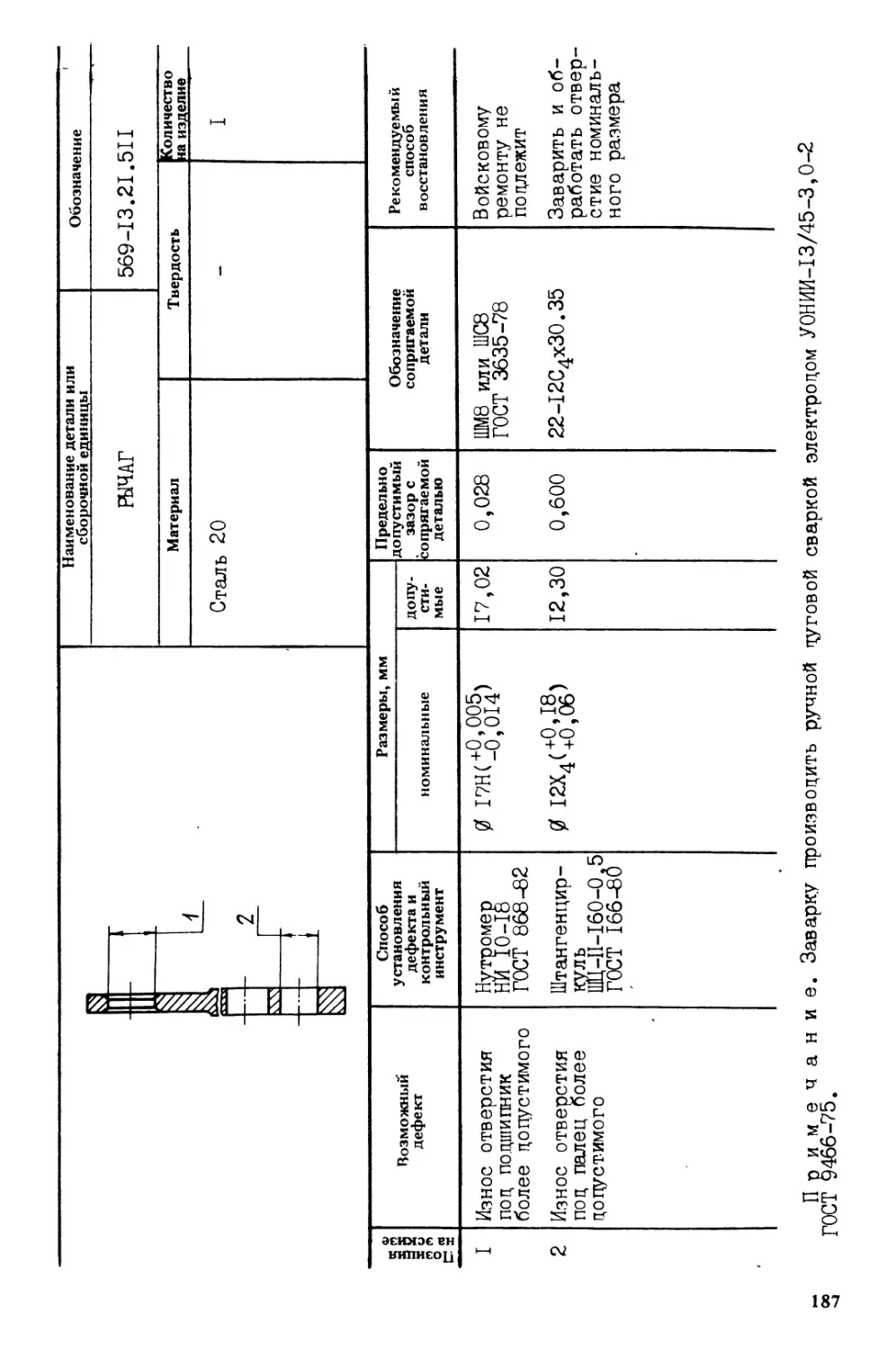
569-13.21.511. Рычаг .................................... 187
569-13.21,514-Б. Рычаг ................................ 188
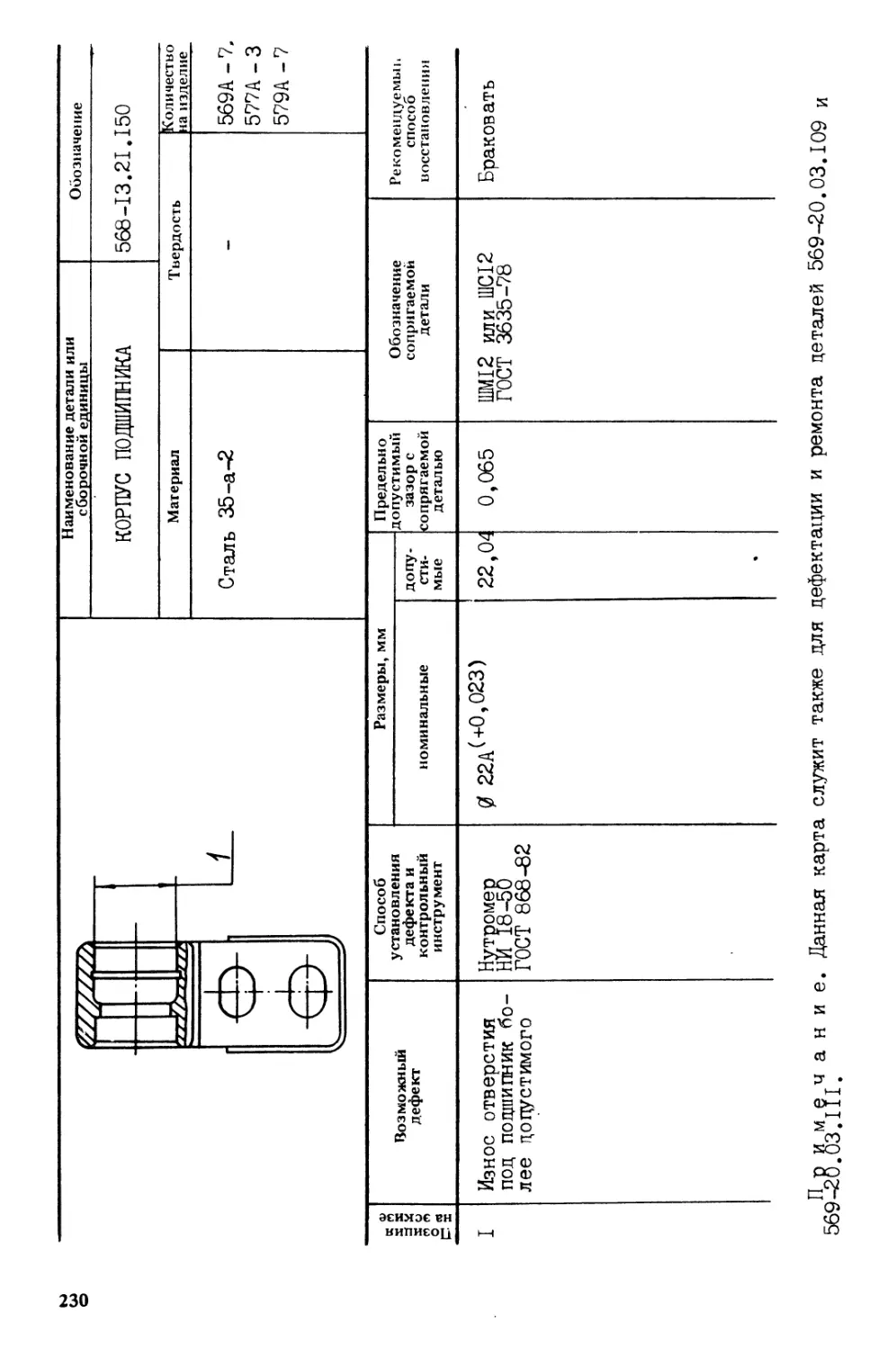
568-13.21;150. Кортус подшипника........................ ' 189
575-13.21.102-Б. Шток ................................... 190
575-13.21.104-Б. Гильза............................... T9I
575-13.21,105-А. Вкладыш .............................?. 192
575-13.21.106. Замок .................................... Т93
Сборочная единица 569-15.II.240. Установка компрессорной •
системы. 569-15.II.022. Зубчатка .......................... 194
Сборочная единица 569-15.93.000. Установка- отопителя.
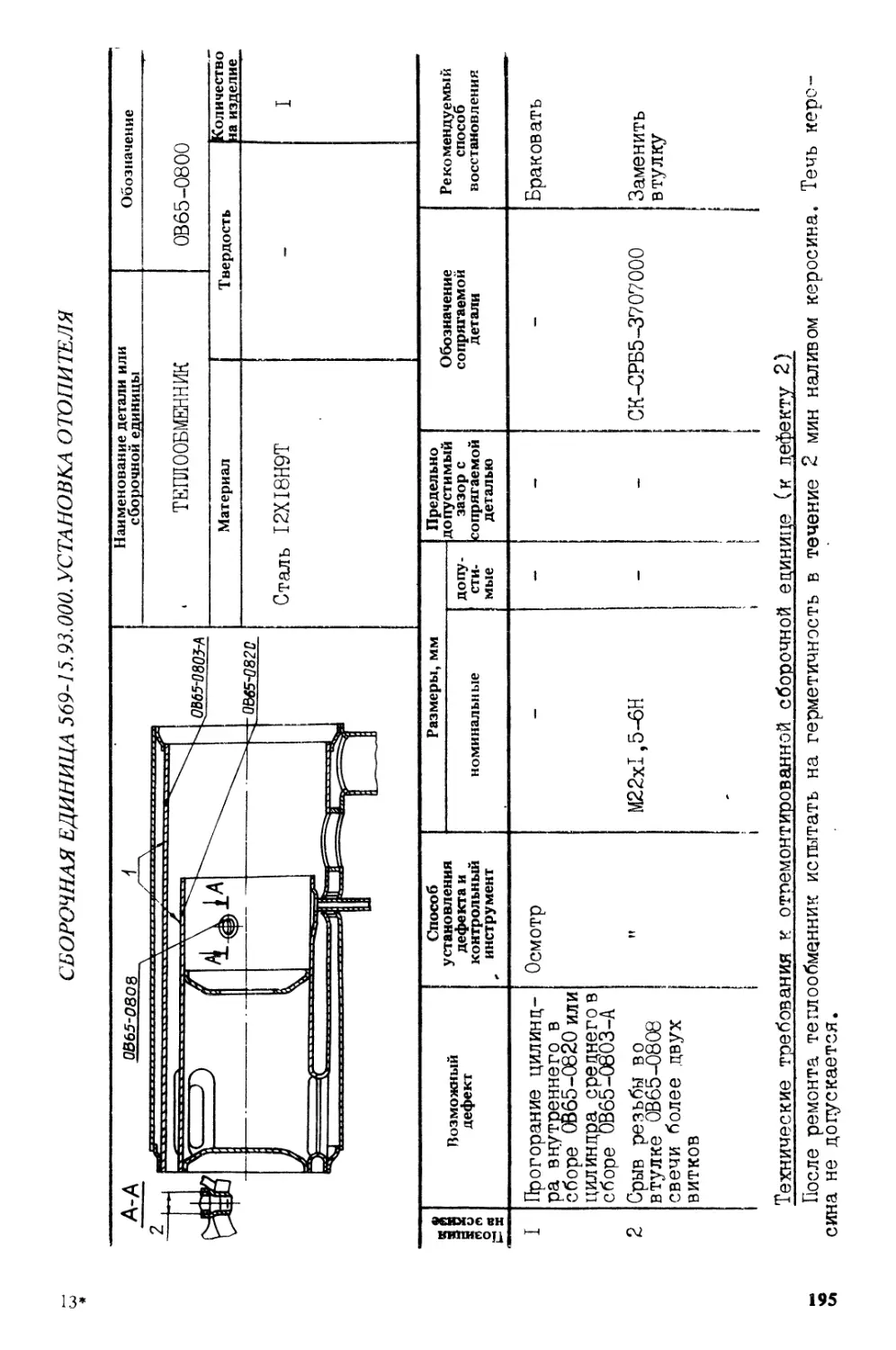
0В65-0800. Теплообменник ............................•...... 195
7
Стр.
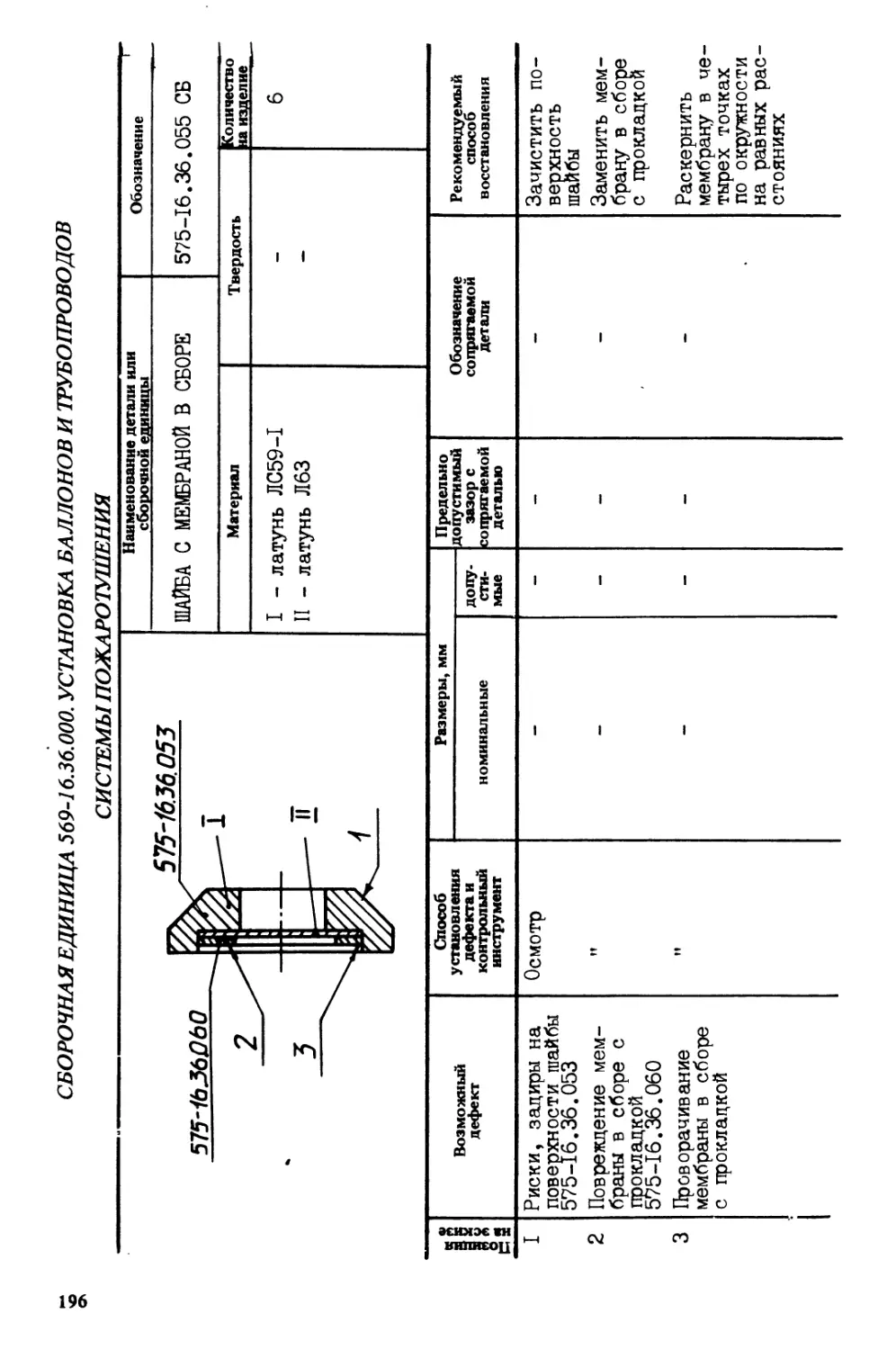
Сборочная единица 569-16.36.000. Установка баллонов и
трубопроводов системы пожаротушения .......................
575-16.36.055 СБ. Шайба с мембраной в сборе ............
575-16.36.065 СБ. Штуцер с прокладкой в сборе ............ Т97
575-16.36.054. Пробка ................................... 198
575-16.36.063. Поршень .................................. Т99
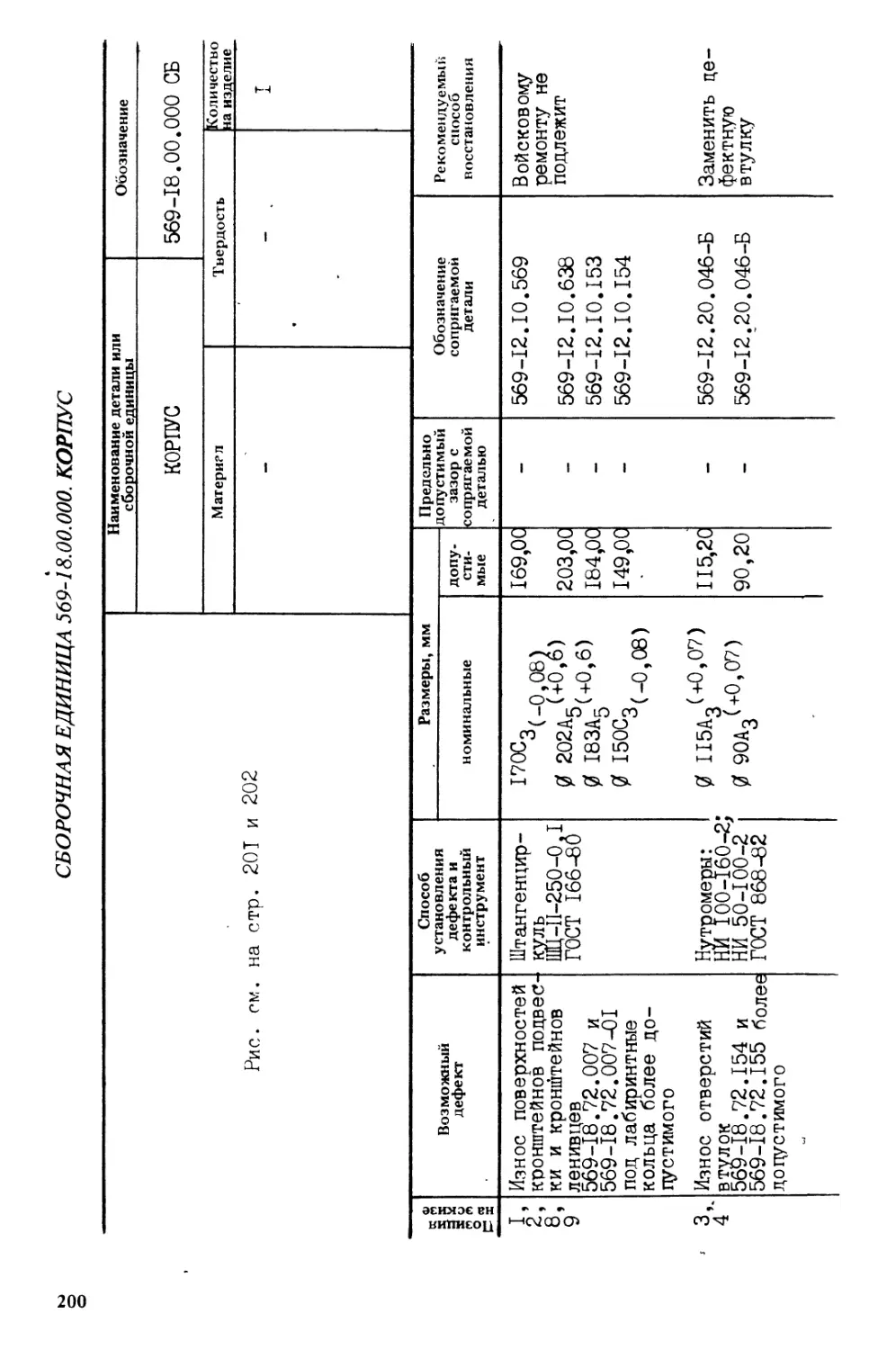
Сборочная единица 569-18.00.000. Корпус. 569-18.00.000 СБ.
Корпус ................................................. 200
Сборочная единица 569-18.00.300. Установка узлов корпуса.. 206
569-18.03.080 ,СБ. Валик шлицевый ............................
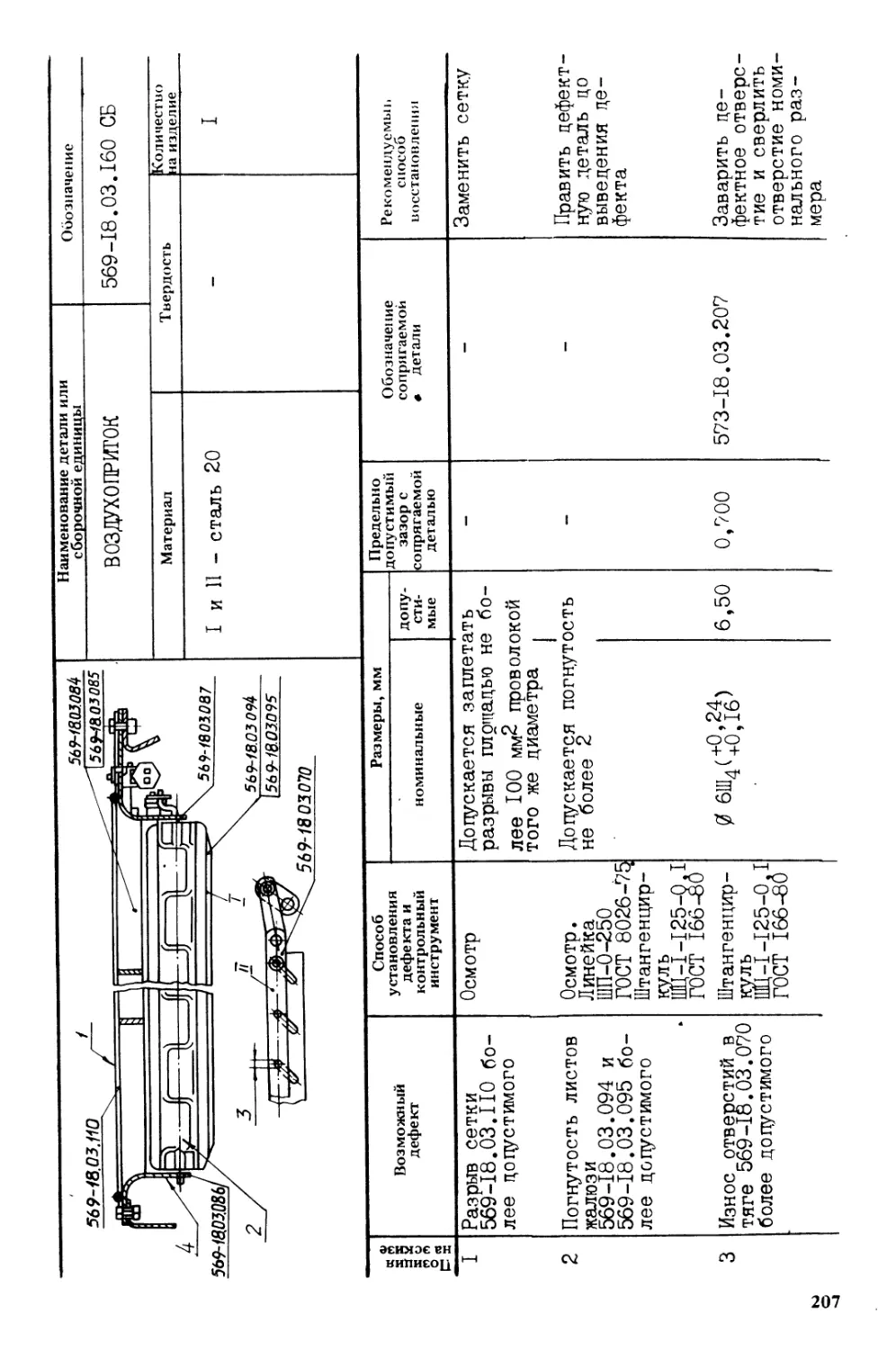
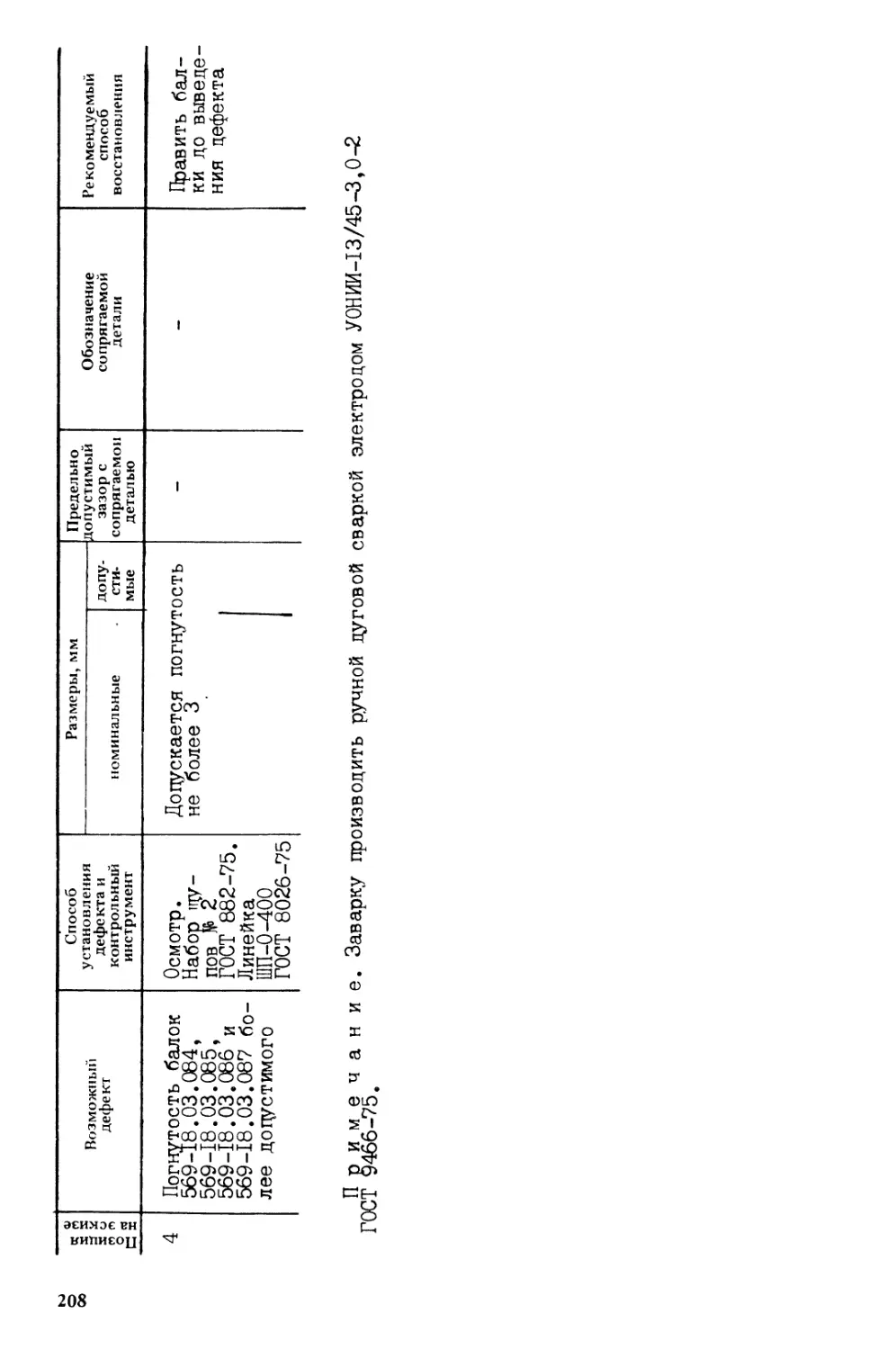
569-18.03.160 СБ. Воздухоприток .......................... 207
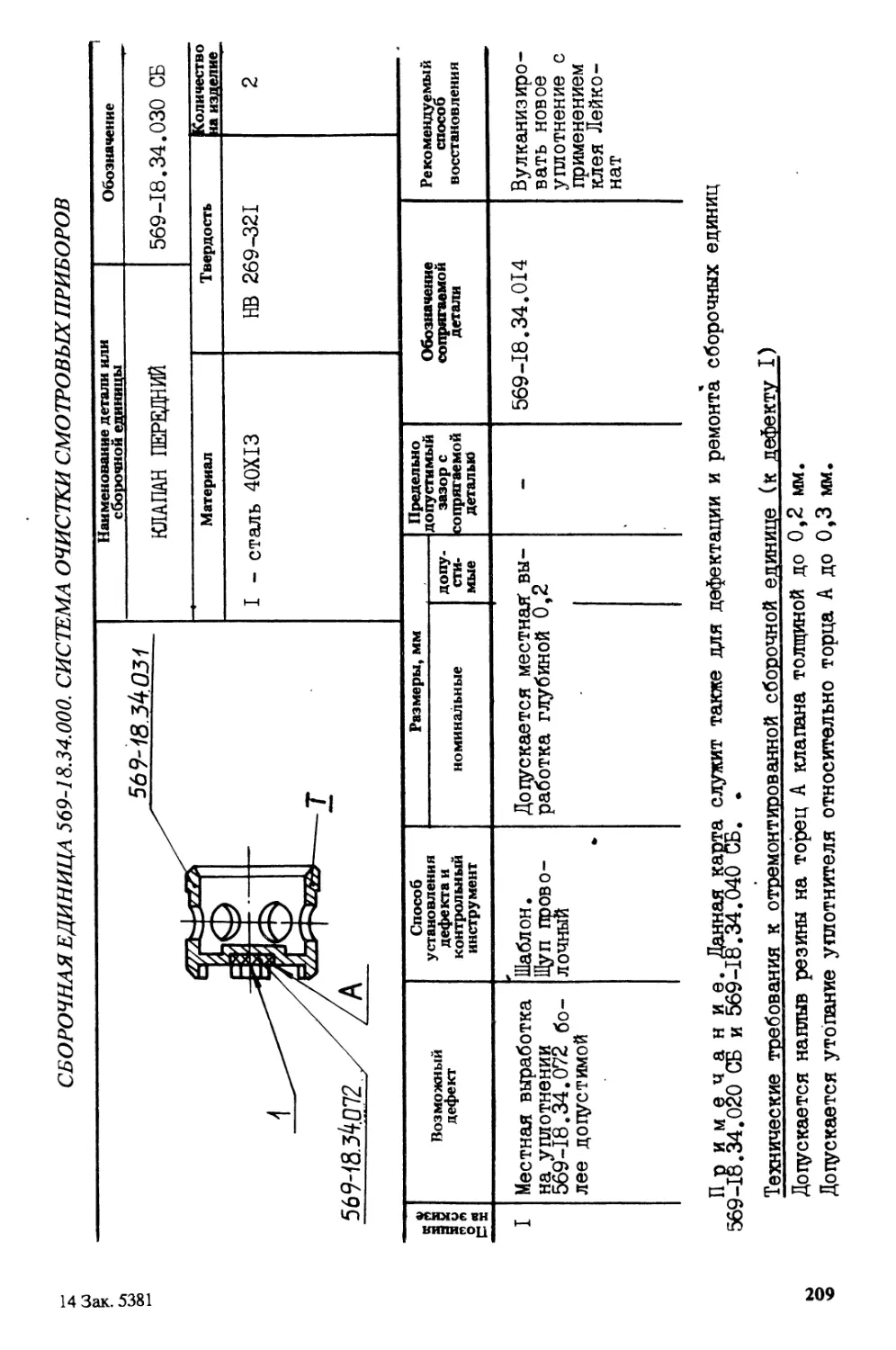
Сборочная единица 569-18.34.000. Система очистки смотро-
вых приборов ............................................. 209
569-18.34.030 СБ. Клапан передний ......................
569-18.34.01 Г. Корпус дозатора ........................ 210
569-18.34.051. Корпус клапана ........................ 2ТТ
569-18.34.054. Пробка крана ............................
569-18.34.131. Корпус краника ........................ 2Т2
569-18.34.135. Пробка ................................
Сборочная единица 569-18.40.000. Установка крышек люков... 213'
568-18.40.033-А. Торсион ...............................
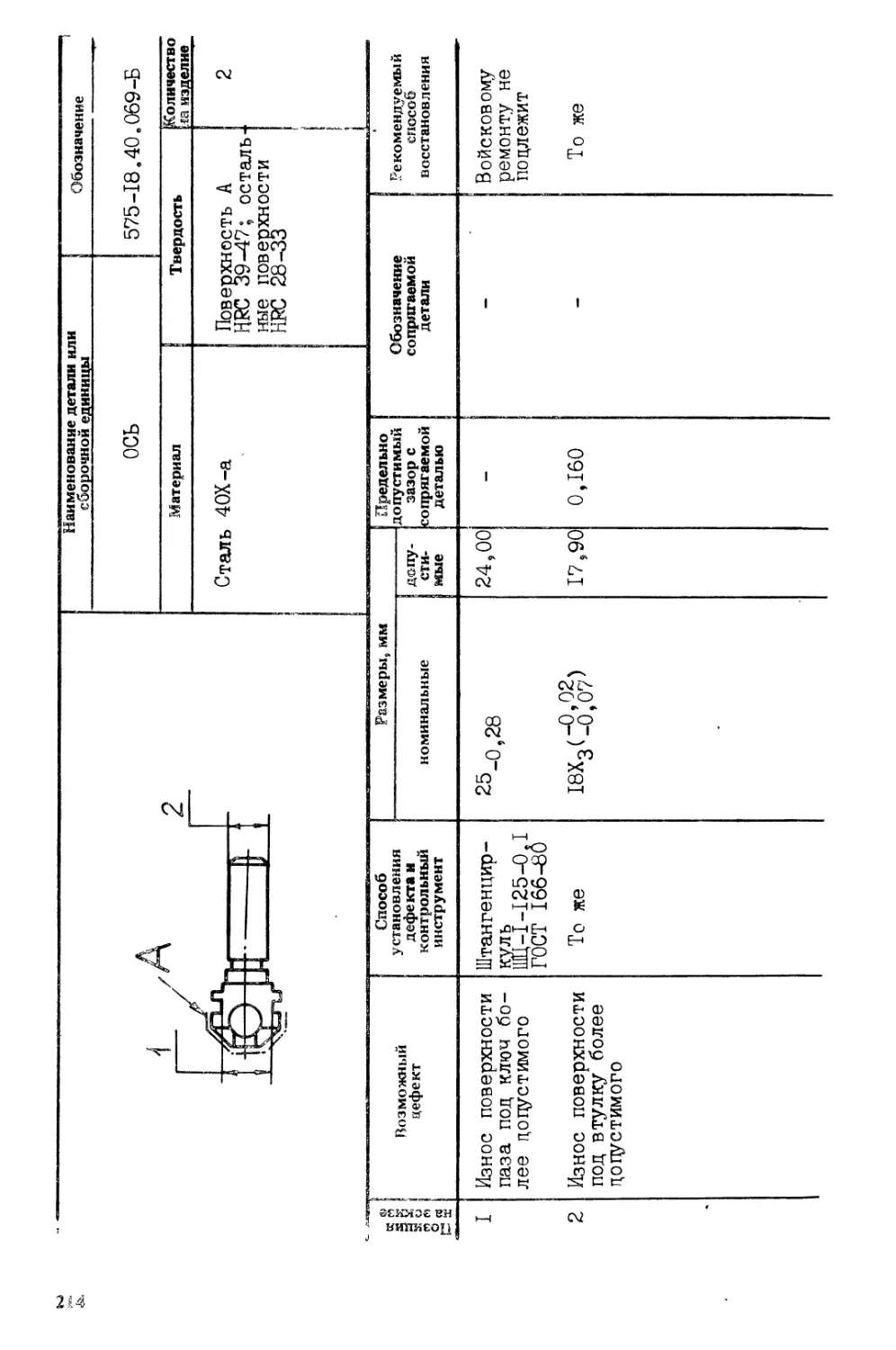
575-18.40.069-Б. Ось ....................'................ 214
575-18.40.103. Ось ....................................... 215
575-18.40.764-4). Шестерня ведомая ....................... 216
Сборочная единица 569-20.02.010. Монтаж резервного блока
генераторов с редуктором.................................. 217
569-20.02.100 СБ. Полумуфта ............................
569-20.02.104. Полумуфта генератора...................... 2Т8
569-20.02.121. Полуось .................................. 2Т9
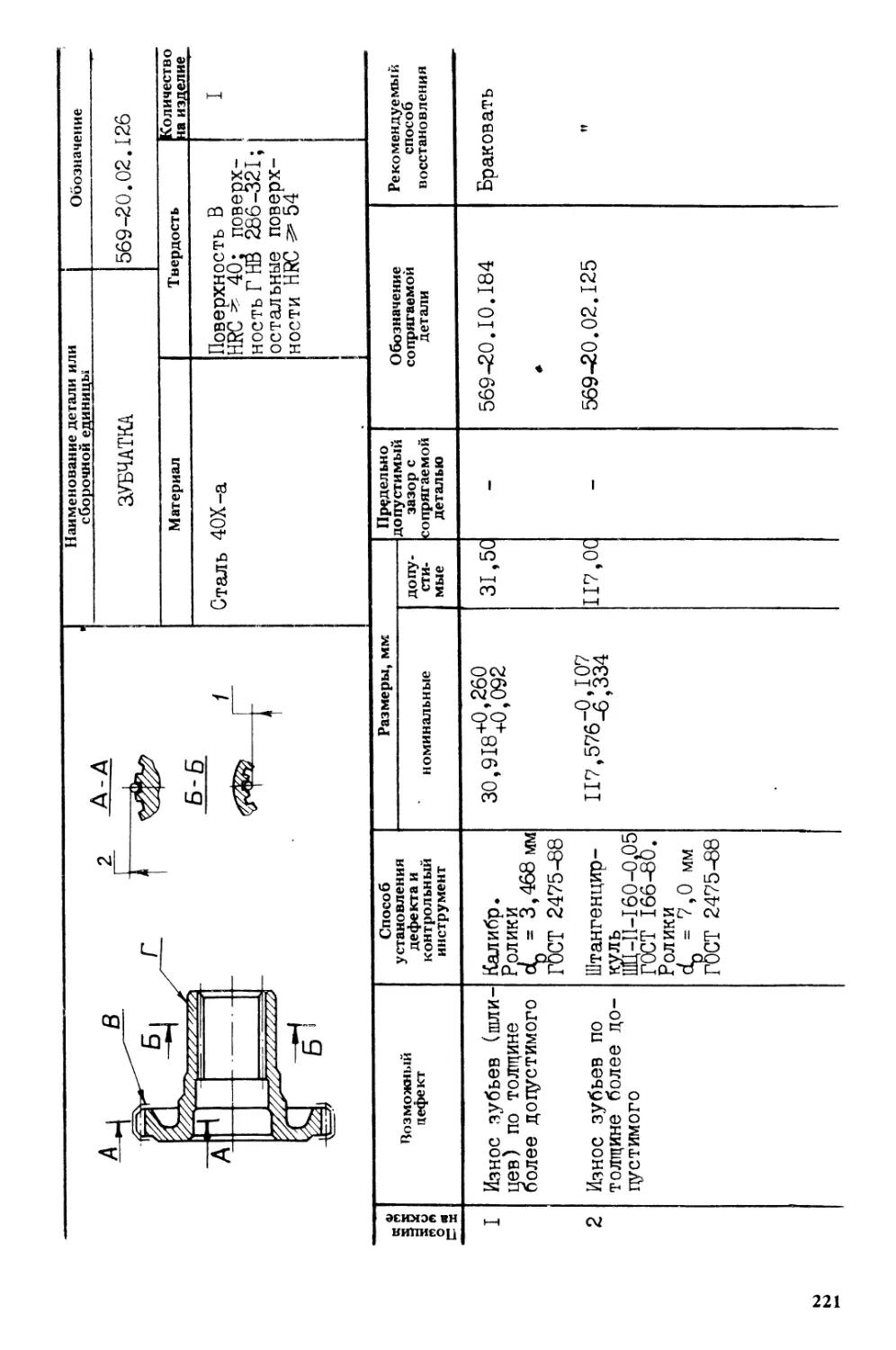
569-20.02.125. Зубчатка ................................. 220
569-20.02.126.-Зубчатка................................... 221
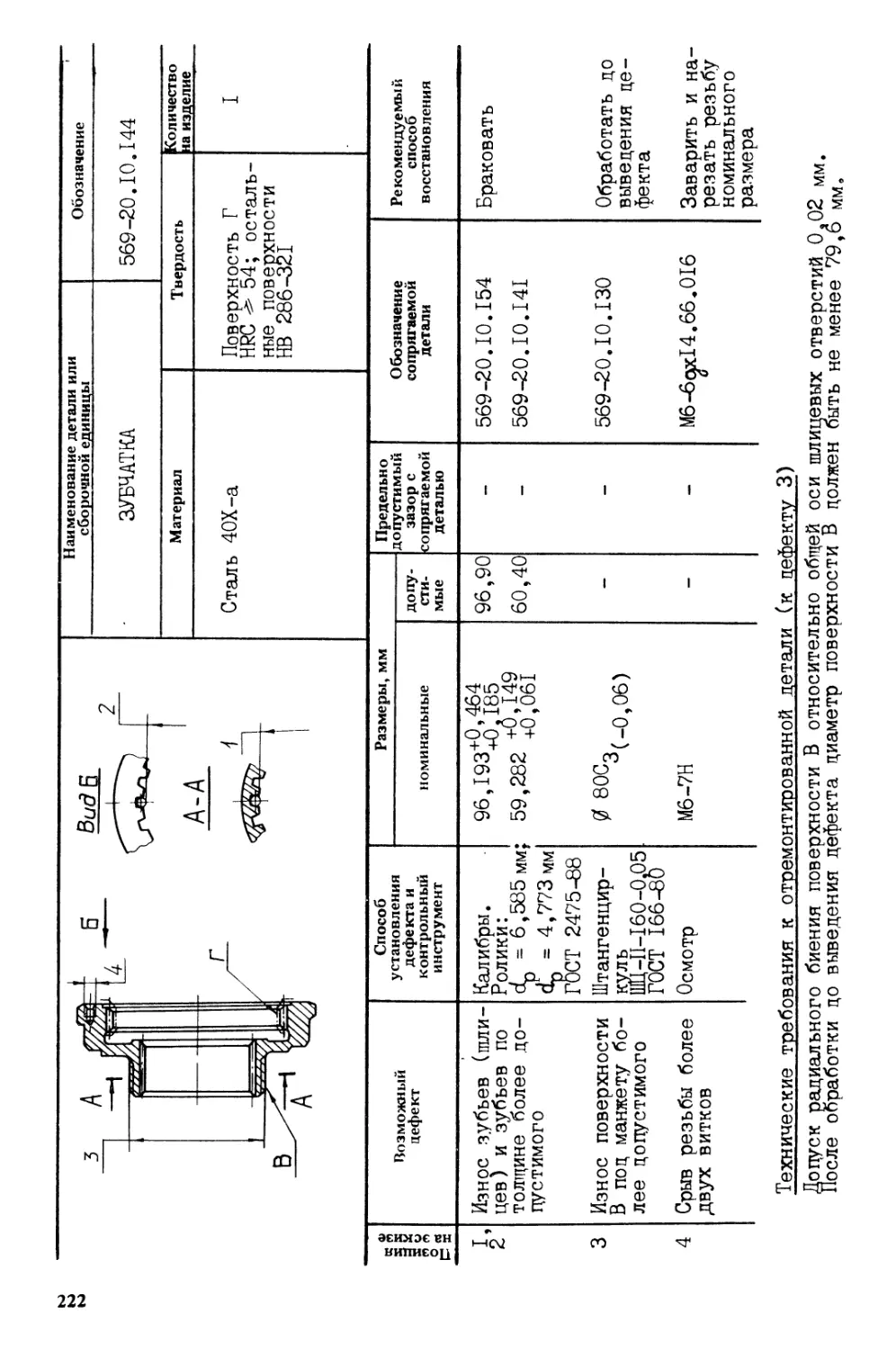
569-20.10.144. Зубчатка ................................. 222
569-20.10.154. Полуось .................................. 223
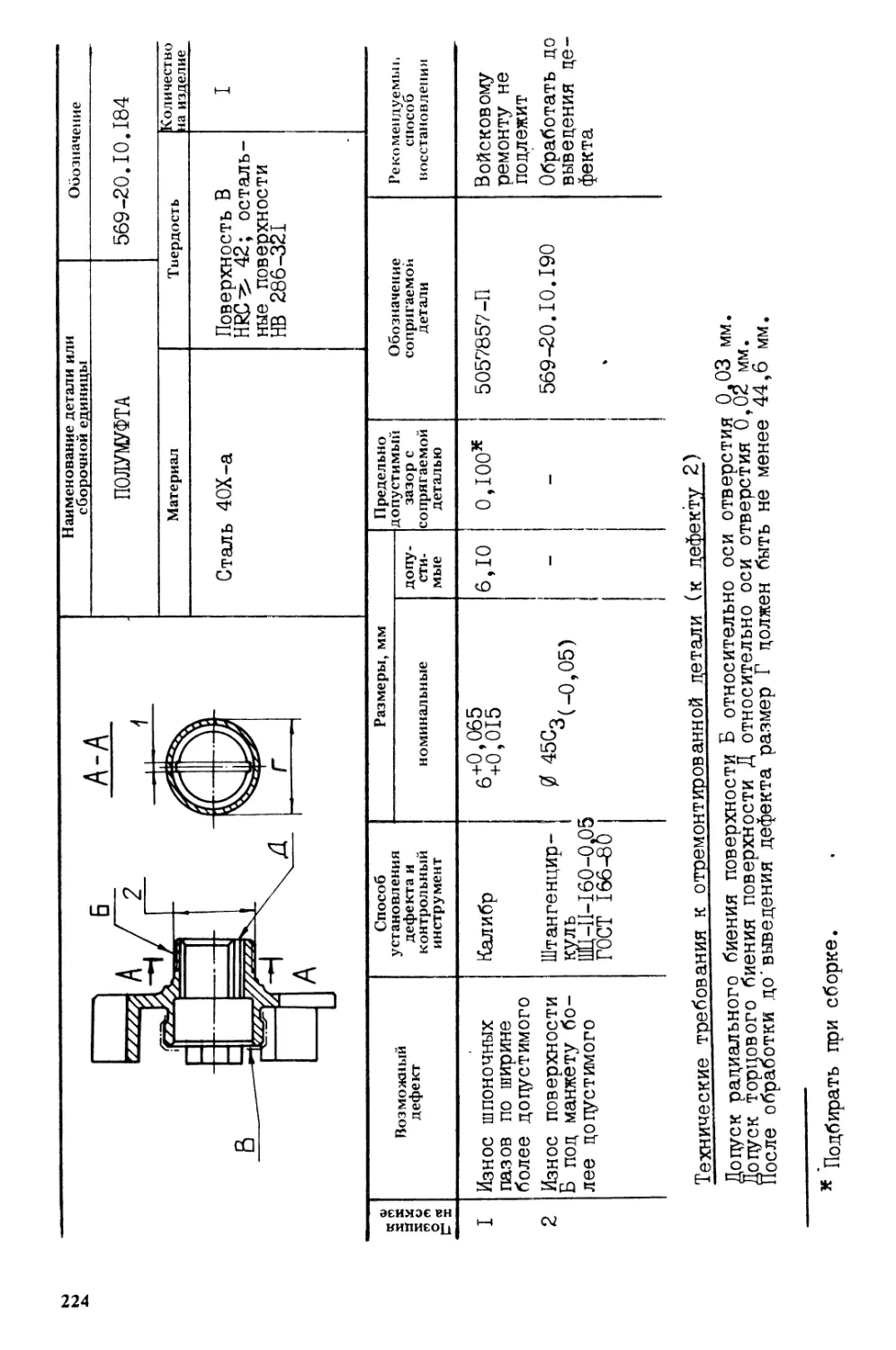
569-20.10.184. Полумуфта................................. 224
Сборочная единица 569-20.03.000. Управление включением
редуктора СЭП............................................. ^25
569-20.03.107. Рычаг ...................................
569-20.03.108. Вал задний ............................... 228
569-20.03.П6. Втулка .............................. 227
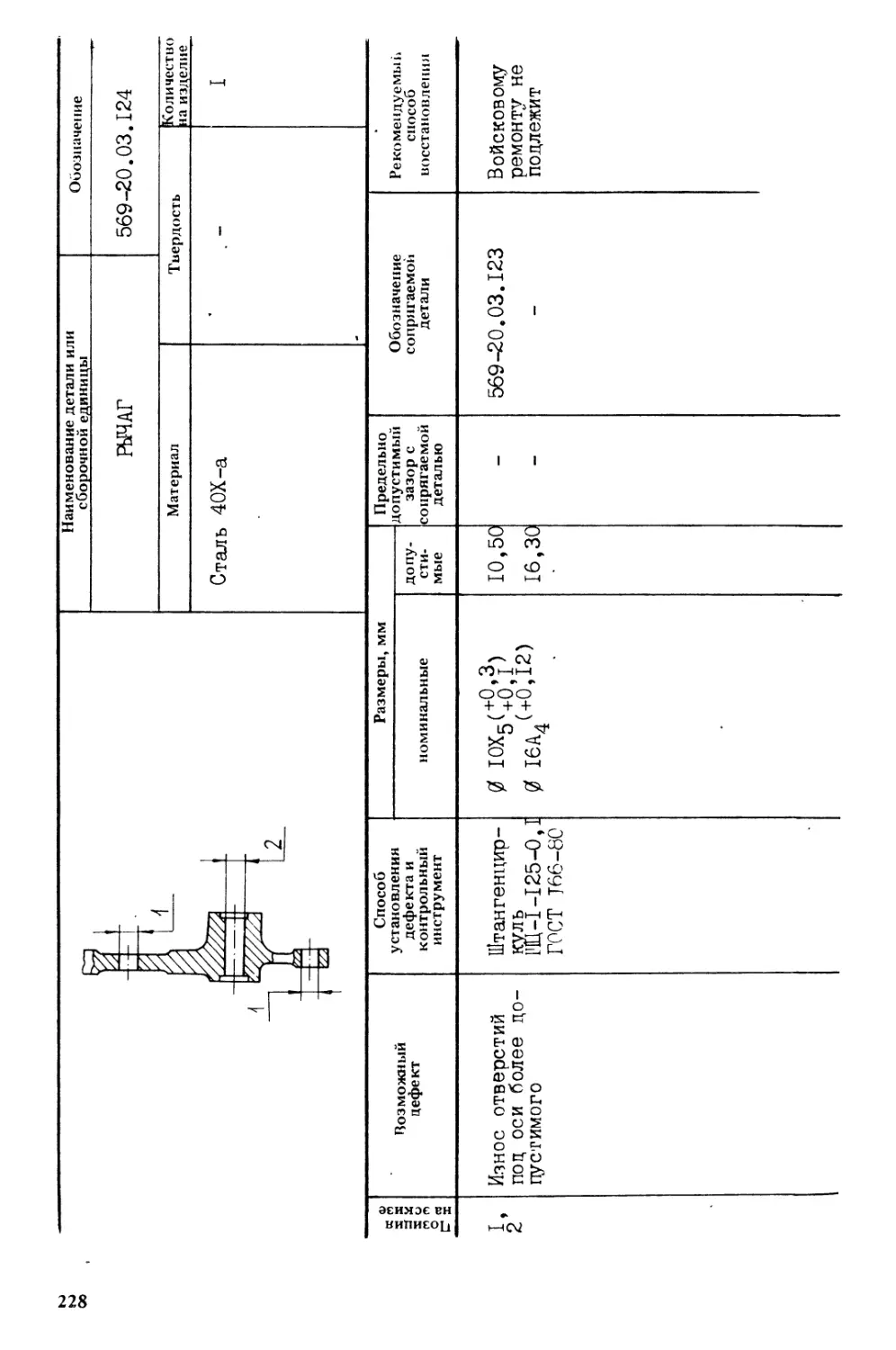
569-20.03.124. Рычаг .................................... 228
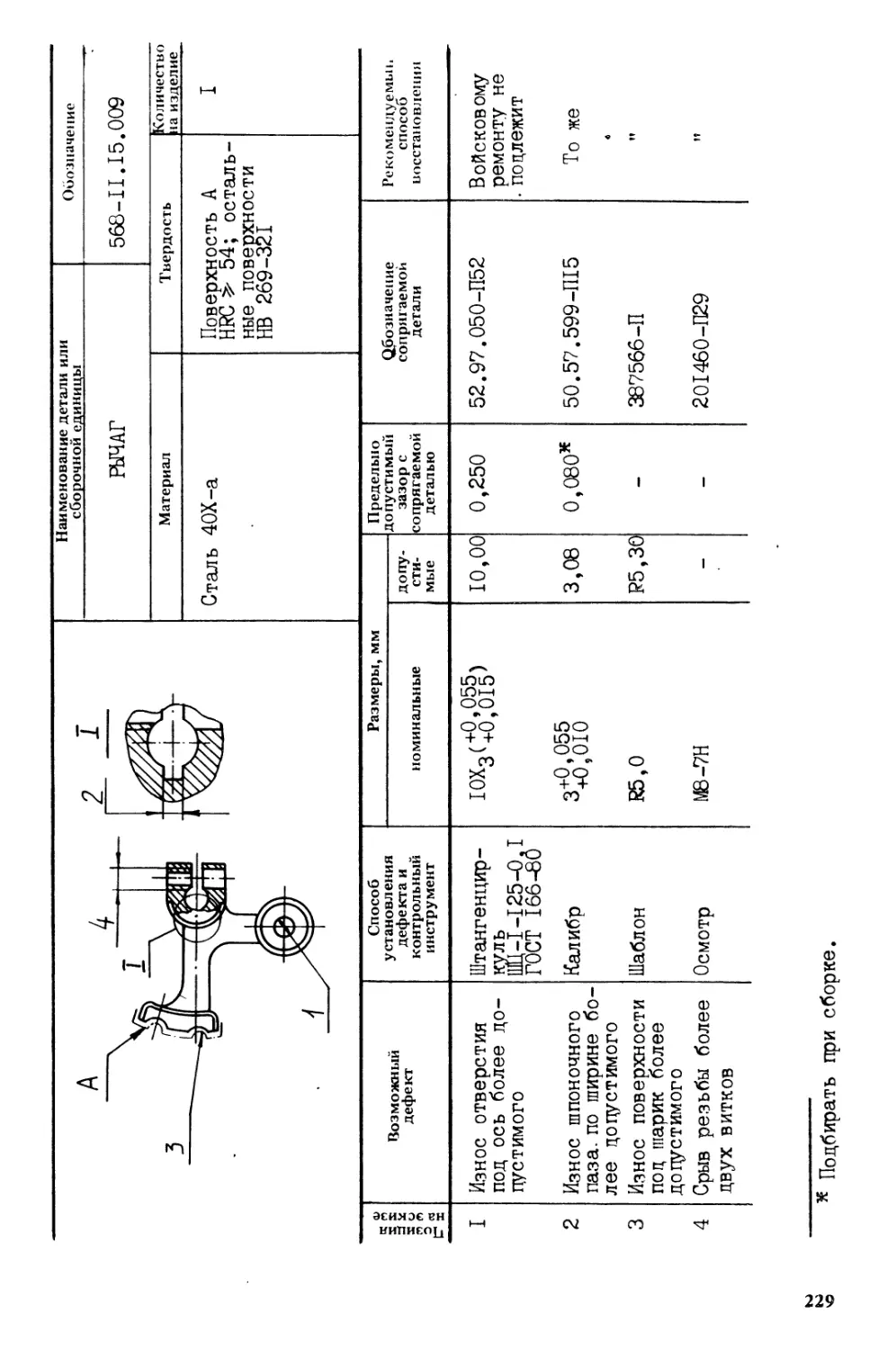
568-II .15.009. Рычаг .................................
568-13.21.150. Корпус подшипника ........................ 230
, *
8
Стр.
Сборочная единица 569-20.15.040. Установка заслонки
выхлопа ................................................... 23Т
569-20.I5.II0 СБ. Вал ведомый ..........................
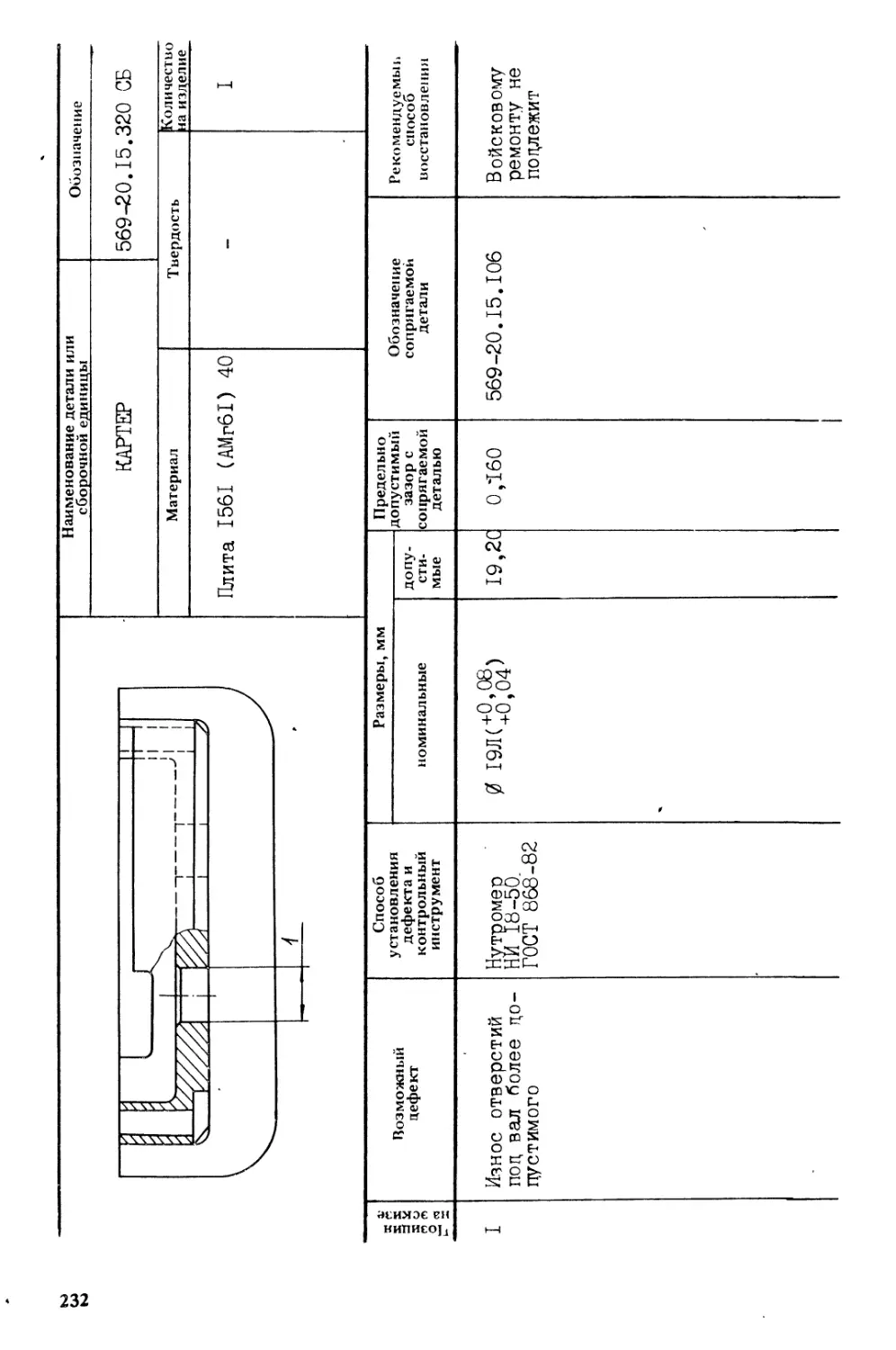
569-20.15.320 СБ. Картер ................................. 232
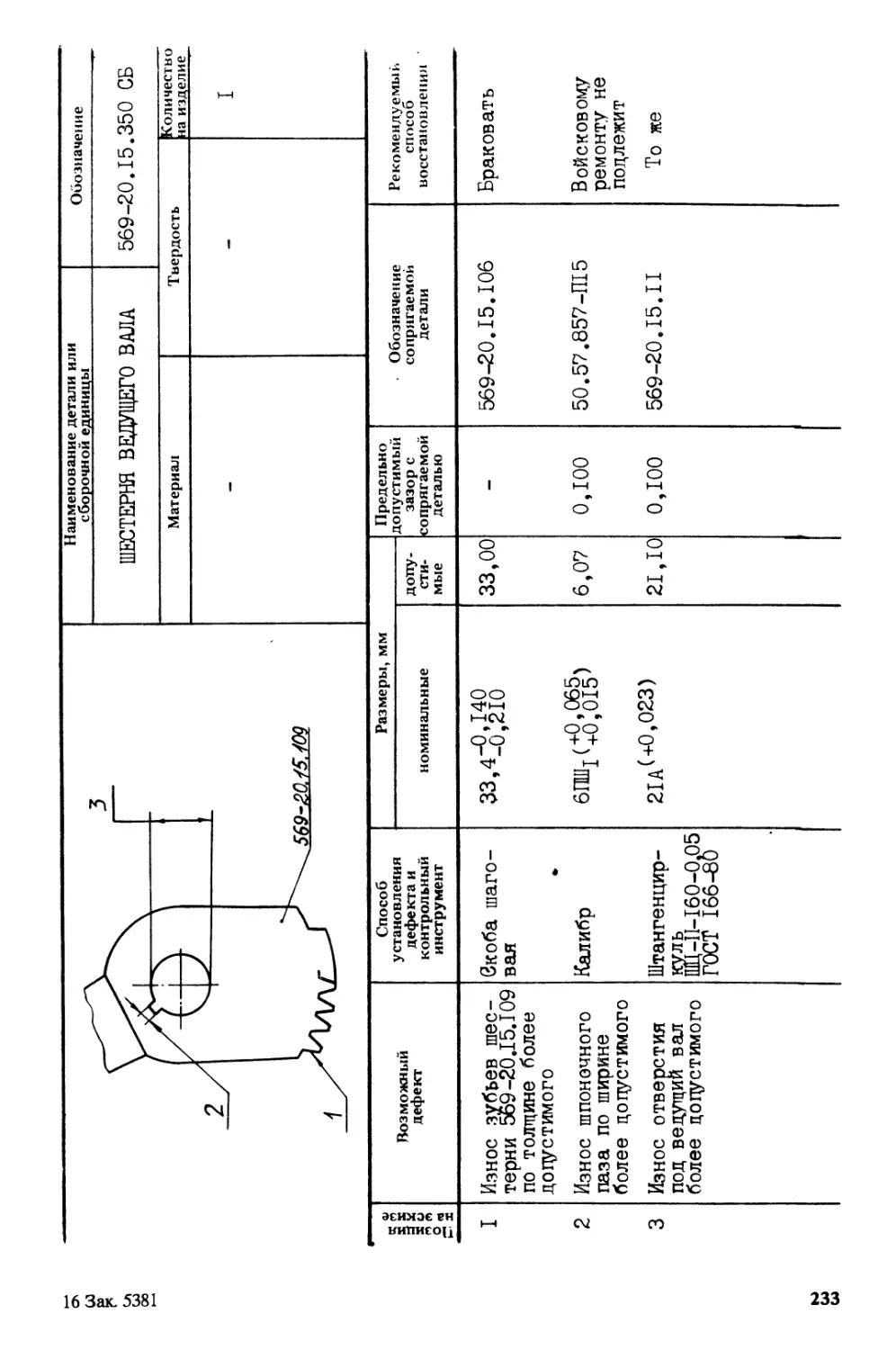
569-20.15.350 СБ. Шестерня ведущего вала ................. 233
569-20.15.III. Вал ведущий ................................ 234
Сборочная единица 306.01. Механизм отбора мощности ........... 235
306.01.сб1. Корпус .....................................
306.01.002. Крышка ....................................... 237
306.01.003. Втулка ....................................... 238
306.01.004. Вал .......................................... 239
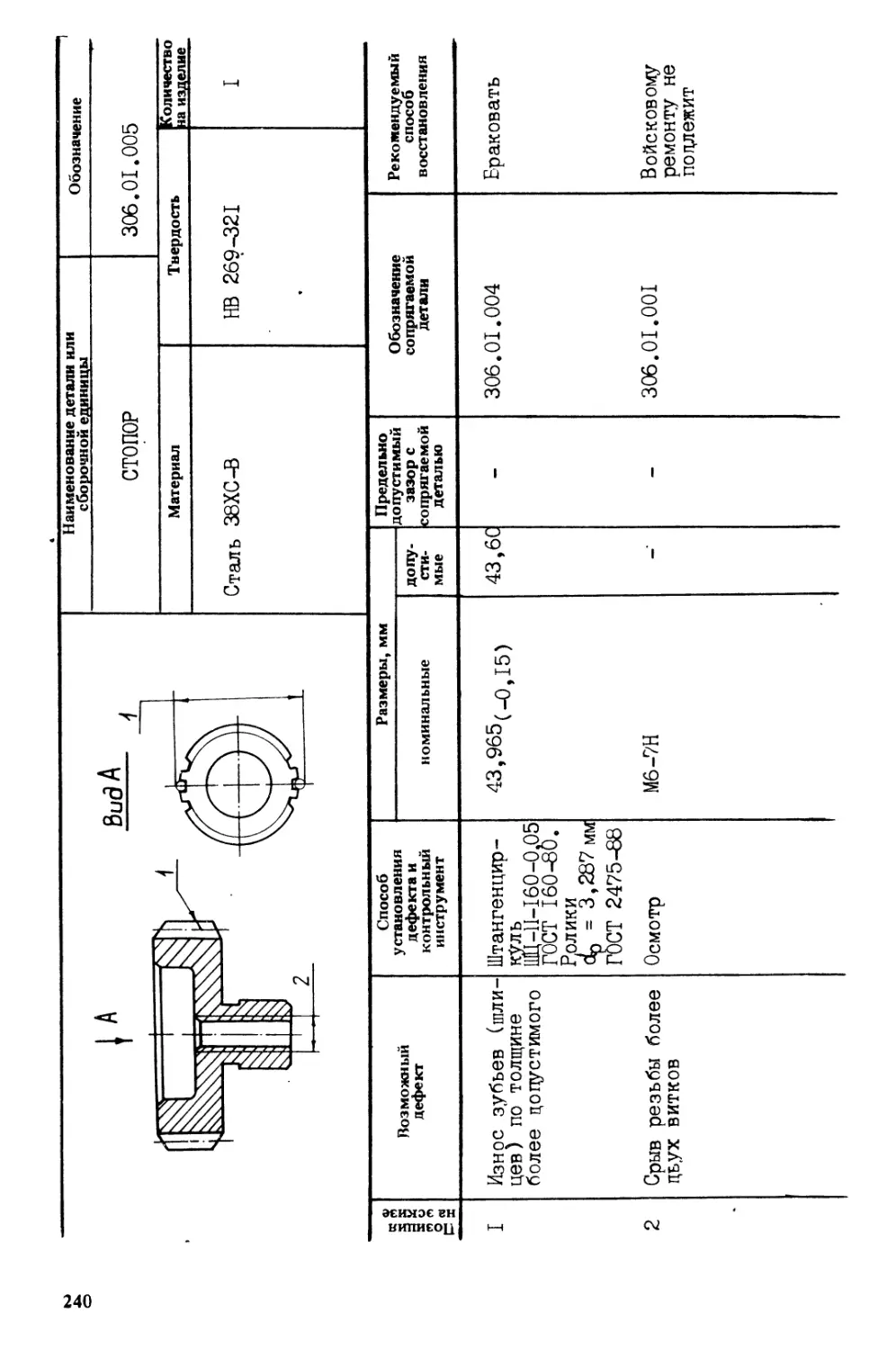
306.01.005. Стопор ....................................... 240
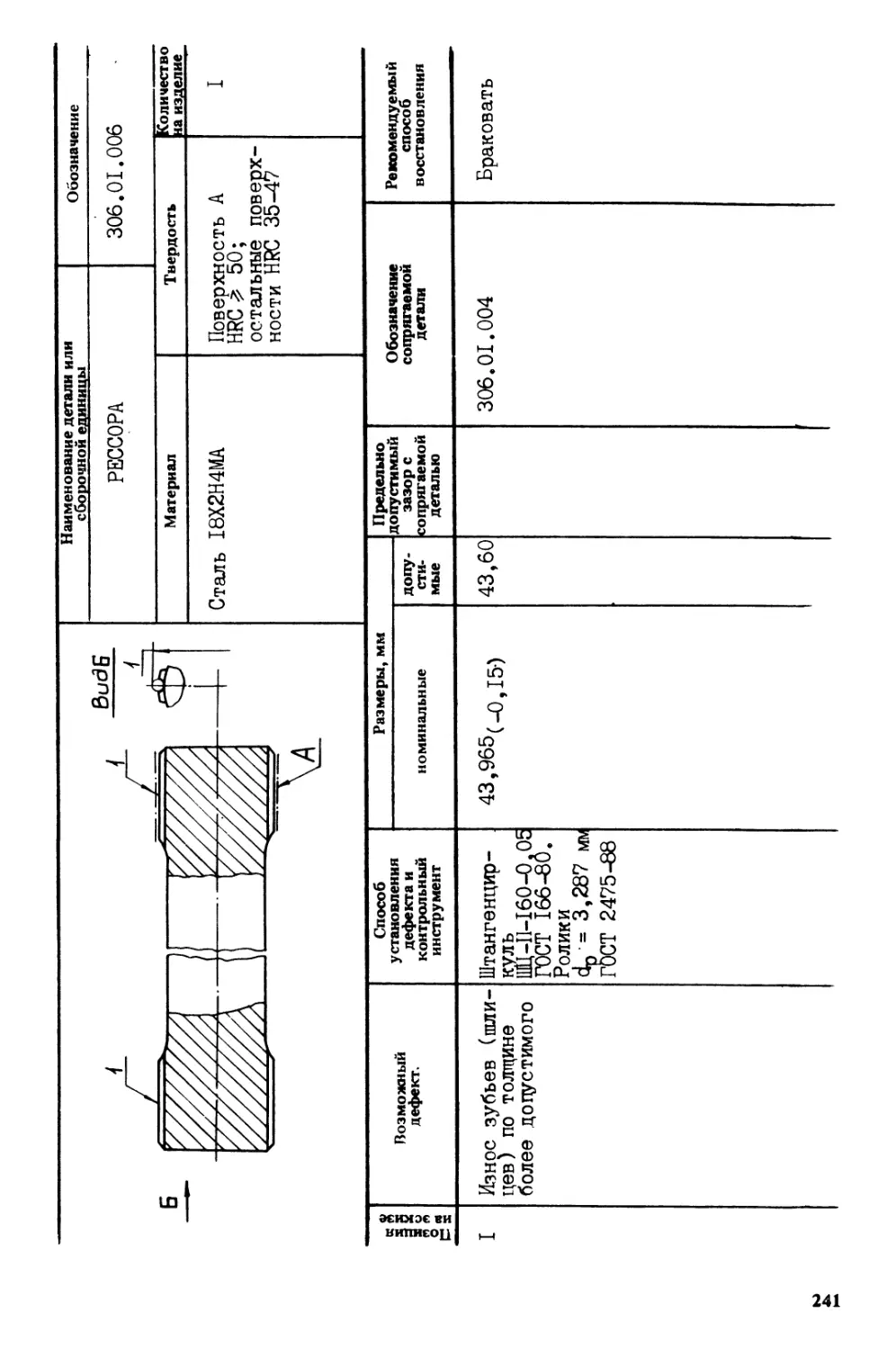
306.01.006. Рессора ...................................... 241
123.01.100. Втулка..................7...................... 242
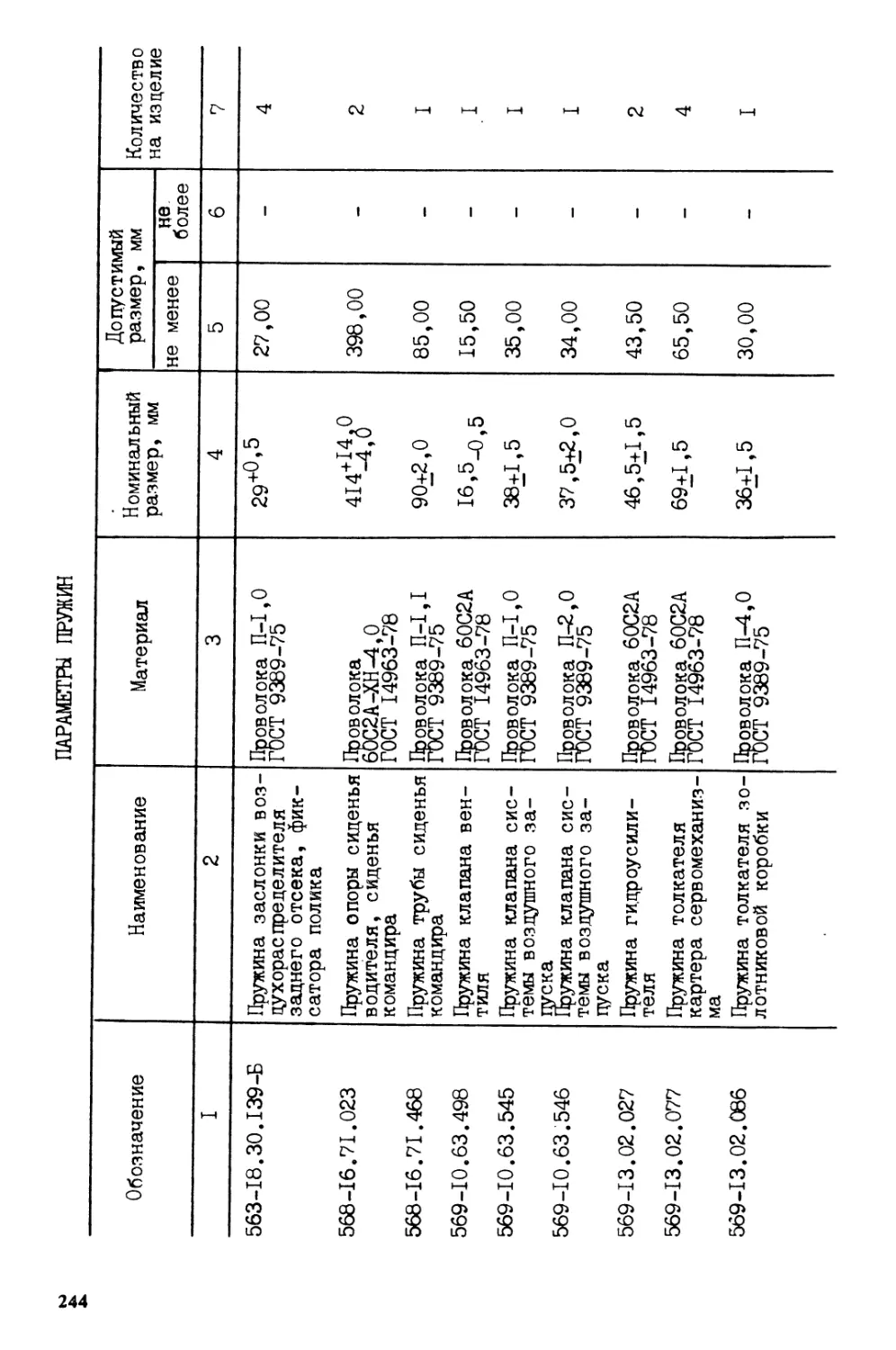
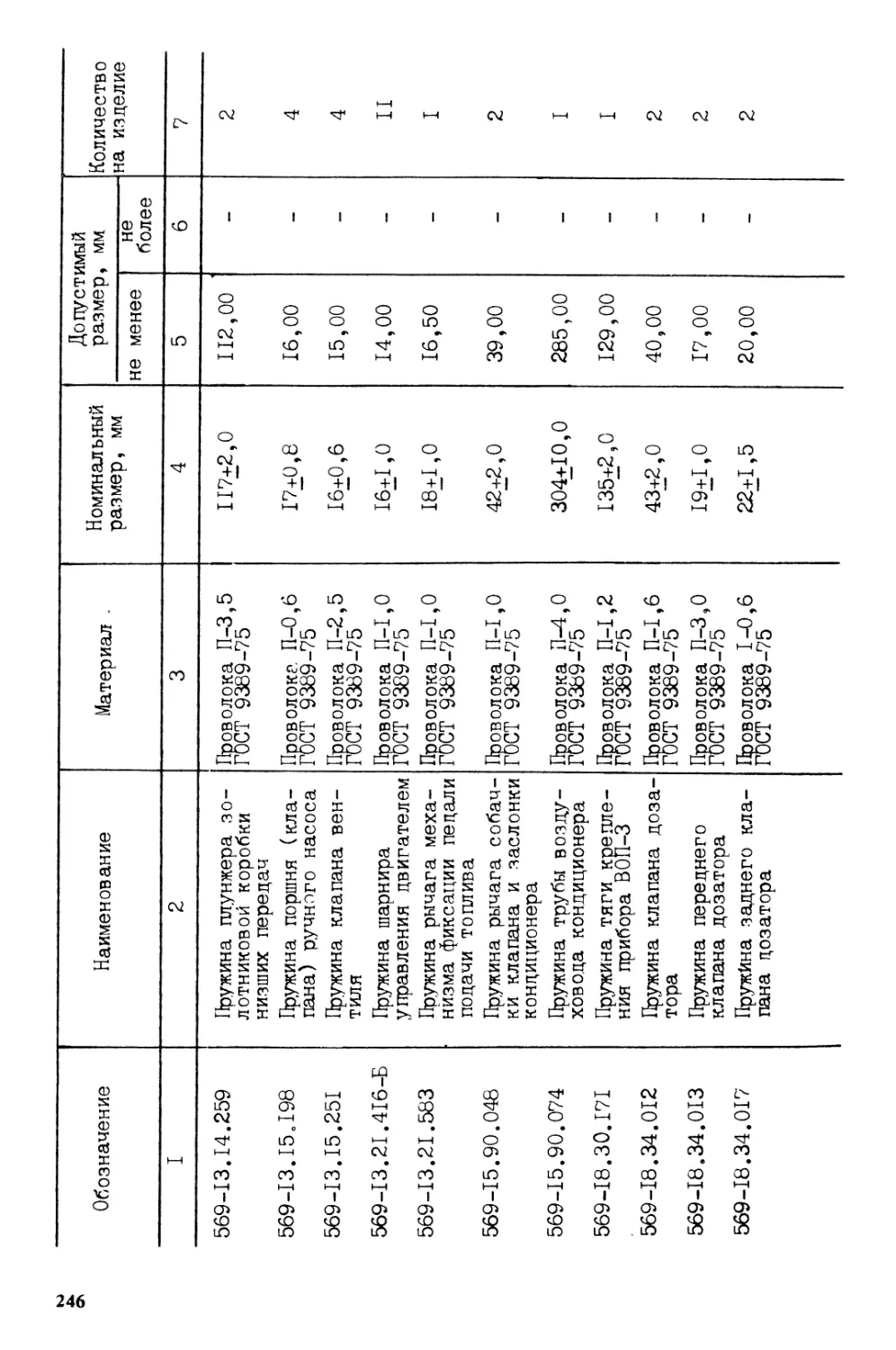
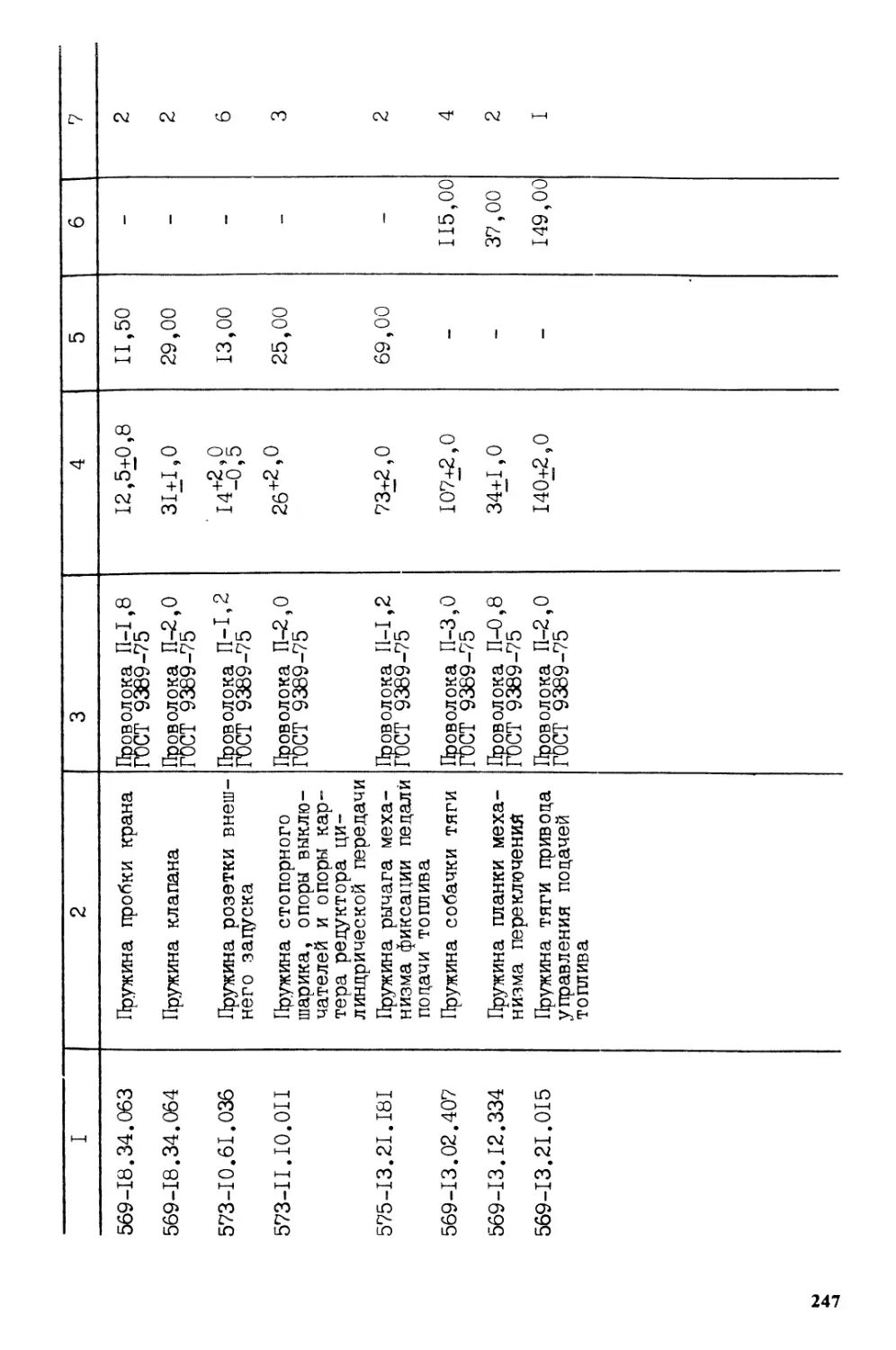
Пружины ...................................................... 243
9
ВВЕДЕНИЕ
Технические требования являются основным руководящим докумен-
том на дефектацию и ремонт деталей гусеничных машин ГМ-569А,
ГМ-577А и ГМ-579А в войсковых ремонтных подразделениях и частях.
Технические требования разработаны по действующей конструктор-
ской документации завода-изготовителя и изложены в виде карт.
Карты расположены в порядке возрастания числа обозначений сбо-
рочных единиц, а в пределах сборочных единиц - по возрастанию
обозначений деталей* Обозначения деталей, заимствованных из дру-
гих машин (изделий), перечислены в конце кавдой сборочной единицы
в соответствии со спецификацией завода-изготовителя.
Детали и сборочные единицы электрооборудования и других систем,
не приведенные в данных Технических требованиях, необходимо де-
фект овать и ремонтировать по действующим Техническим условиям на
войсковой ремонт этих сборочных единиц и деталей.
В графе ’’Способ установления дефекта и контрольный инструмент’’
указан инструмент, рекомендуемый для выполнения данной операции
по дефектации детали. При отсутствии указанного инструмента до-
пускается применение другого, точность измерения которого должна
быть не ниже точности измерения рекомендуемого инструмента. На-
пример, вместо индикаторного нутромера может применяться штихмас
с микрометром.
Износ зубьев шестерен необходимо измерять штангенциркулем по
роликам, микрометром "в обхват” по принципу обмера шаговой скобой
или штангензубомером (толщину зуба на определенной высоте от его
вершины).
При измерении давления используются манометры типа МГ или МСТП
класса точности. 1,5 (ошибка измерения +1,5$).
В графе ’’Предельно доцустимый зазор с сопрягаемой деталью”
указание ’’Подбирать при сборке” означает, что заданный максималь-
ны^ зазор в сопряжении деталей не обеспечивается при постановке
обеих сопряженных деталей, имеющих допустимые размеры по их изно-
су. В этих случаях доцустимый зазор в сопряжении обеспечивается
подбором сопрягаемых деталей.
В графе ’’Рекомендуемый способ восстановления” указывается толь-
ко способ устранения дефекта. Технология ремонта и режимы обработ-
ки детали должны выбираться исходя из конкретных условий и имеюще-
гося в данной ремонтной части оборудования.
10
Если деталь имеет дефект, наличие которого не позволяет ее
восстановить или восстановление ее нецелесообразно, то в этой
графе указывается, что деталь подлежит замене (выбраковке); если
дефект в условиях войсковых ремонтных подразделений и частей не
может быть устранен, то указывается, что деталь войсковому ремон-
ту не подлежит; замененные в этих случаях детали подлежат отправ-
ке на ремонтные заводы.
Дефекты, общие для ряда деталей (повреждение резьбы в пределах
допустимого, трещины в сварных швах, наличие коррозии на внутрен-
них поверхностях, обломы бонок, опор и т.д.), в карты, как прави-
ло, не включены, поэтому при дефектации деталей необходимо руко-
водствоваться следующим:
- поврежденная резьба (помятость, срыв резьбы в пределах до-
пустимого) подлежит исправлению с помощью плашек (метчиков); де-
тали, имеющие износ резьбы, исключающий нормальную затяжку, долж-
ны быть заменены или отремонтированы;
- трещины в сварных швах (местах припайки) подлежат заварке
(запайке); сварной шов должен быть сплошным, чистым и равномерно-
го сечения, в сварных швах не допускаются трещины, шлаковые вклю-
чения и другие дефекты, при пайке - разливы припоя, наплывы, раз-
рывы шва, излишнее скопление припоя, трещины и другие дефекты;
после сварочных работ и пайки деталь должна быть очищена от на-
плывов и флюса;
- пружины при наличии трещин или изломов бракуются;
- узлы (баки, коллекторы радиаторов и др.) при наличии корро-
зии на внутренних поверхностях, обнаруживаемой через их заливные
и сливные отверстия, бракуются;
- риски, задиры, забоины и заусенцы на зубьях, шлицах, а также
на посадочных поверхностях должны быть зачищены до устранения де-
фекта, не выходя из допустимых размеров данной детали;
- при обломах бонок, опор, лап, скоб, патрубков, кронштейнов
(на радиаторах, баках, кранах, клапанах, узлах охлаждения радиа-
торов, котле предпускового подогревателя и т.д.) остатки повреж-
денной (дефектной) детали должны быть срезаны, а на их место при-
варена (припаяна) годная деталь;
- тяги с погнутостью более 5 мм необходимо выправлять до устра-
нения дефекта;
- сальники (войлочные, резиновые манжеты) при разрушении (раз-
рыве), обугливании или растрескивании (вызывающие течь смазки)
бракуются.
Технические требования подлежат уточнению и корректировке
установленным порядком по мере накопления опыта по ремонту гусе-
ничных машин ГМ-569А, ГМ-577А, ГМ-579А в войсковых ремонтных под-
разделениях и частях.
11
СБОРОЧНАЯ ЕДИНИЦА 569-10.11.000. УСТАНОВКА СИСТЕМЫ ОХЛАЖДЕНИЯ ГИДРО АМОРТИЗАТОРОВ
569-10,11052 т > 569-10,11047
Наименование детали или сборочной единицы Обозначение
БАЧОК РАСШИРИТЕЛЬНЫЙ 569-10.II.040 СБ
Материал Твердость Количество на изделие
I - сталь И-СВ-08Ю 11, Ш и 1У - сталь 20-а-2 — I
Позиция на эскизе Возможный дефе кт Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 3 4 5, 6, Обломы патрубка 569-10.II.ОБО,тру- бок 569-10.11.043 и 569-10.it.045 Негерметичность расширительного бачка Срыв резьбы во фланцах Осмотр Испытание на герметичности воздухом в ванне с во- дой поп дав- лением 0,3 МПа (3 кгс/см^)в течение 3 мин Осмотр Выделение пузырьке духа не дотаскаете М30х1,5-6Н М45х1,5-6Н •В воз- - Пробка I 30-015 ^033-08-0106 СБ Войсковому ре- монту не под- лежит То же
Позиция на эскизе 4 Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
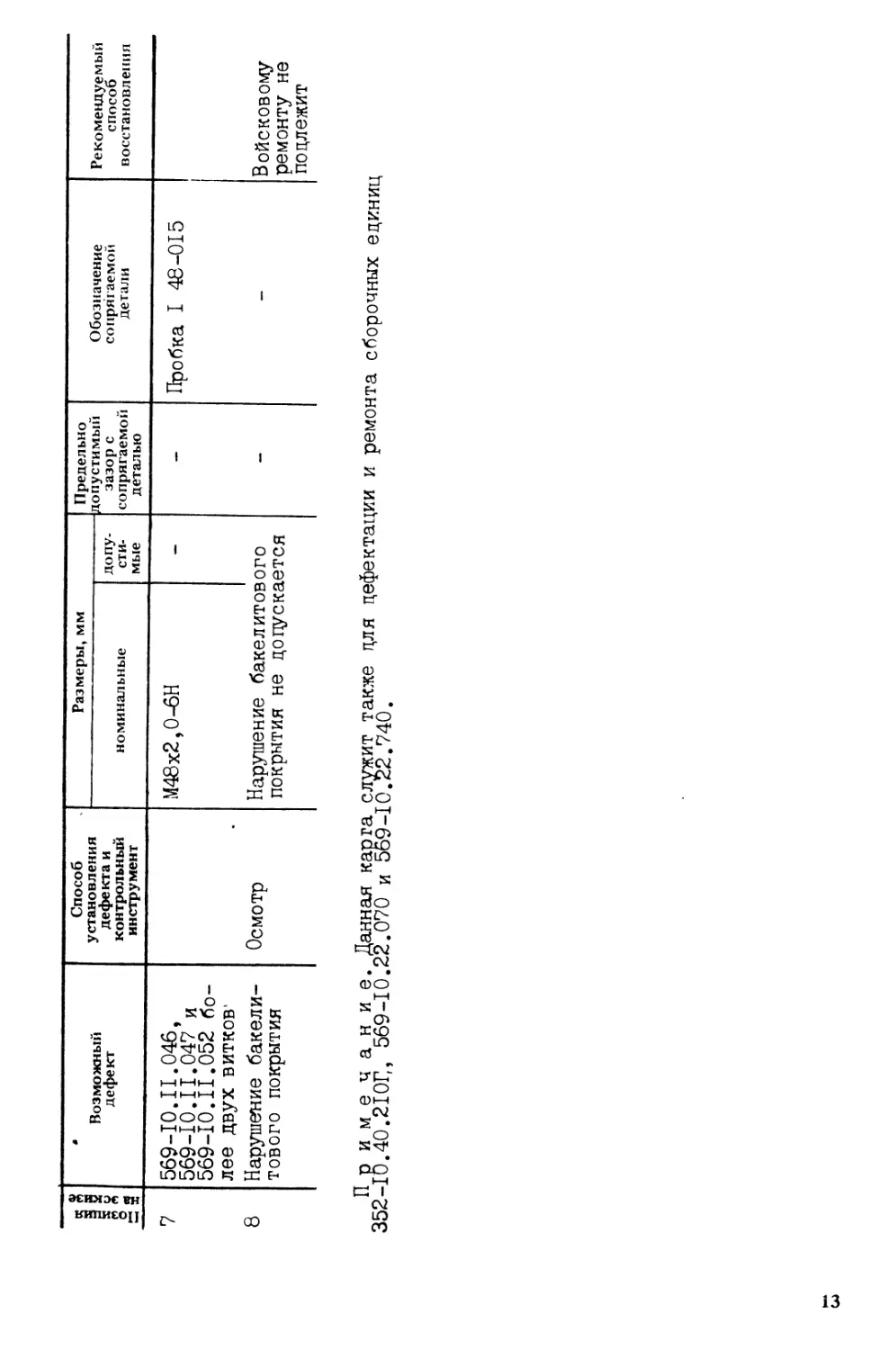
7 569-10.II.046, 569-10.II.047 и 569-10.II.052 бо- лее двух ВИТКОВ’ М48х2,0-6Н - - Пробка I 48-015
8 Нарушение бакели- тового покрытия Осмотр Нарушение бакелитового покрытия не допускается — — Войсковому ремонту не подлежит
Примечание. Данная карга служит также идя дефектации и ремонта сборочных единиц
352-10.40.2ЮГ,, 569-10.22.070 и 569-10.22.740. и р ц ц
СБОРОЧНАЯ ЕДИНИЦА 569-10.22.000. УСТАНОВКА ТОПЛИВНОЙ СИСТЕМЫ
Наименование детали или сборочной единицы Обо значение
ФИЛЬТР 569-10.22.080 СБ
Материал Твердость Количество на изделие
I - сетка полутомпако- вая 016 II - сталь Ш~ВГ-08кп-ШТ — I
| Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Реко м енду е мы й способ восстановления
номинальные допу- сти- мые
I 2, 3 Разрыв сетки 569-10.22.132 филь- тра любого размера и расположения Вмятины на корпусе 569-10.22.130 СБ или донышке 569-i0.22.08I фильтра более до- цустимых 1 Осмотр Штангенцир- куль Шц-1-125-0.I ГОСТ 166-86 Допускаются вмятины биной не более 5 глу- 1 — - Заменить сетку Править де- фектную де- таль до устра- нения недопус- тимых вмятин
Примечание. Сетку припаивать припоем ПтКР ПОССу 30-0,5 ГОСТ 21931-76.
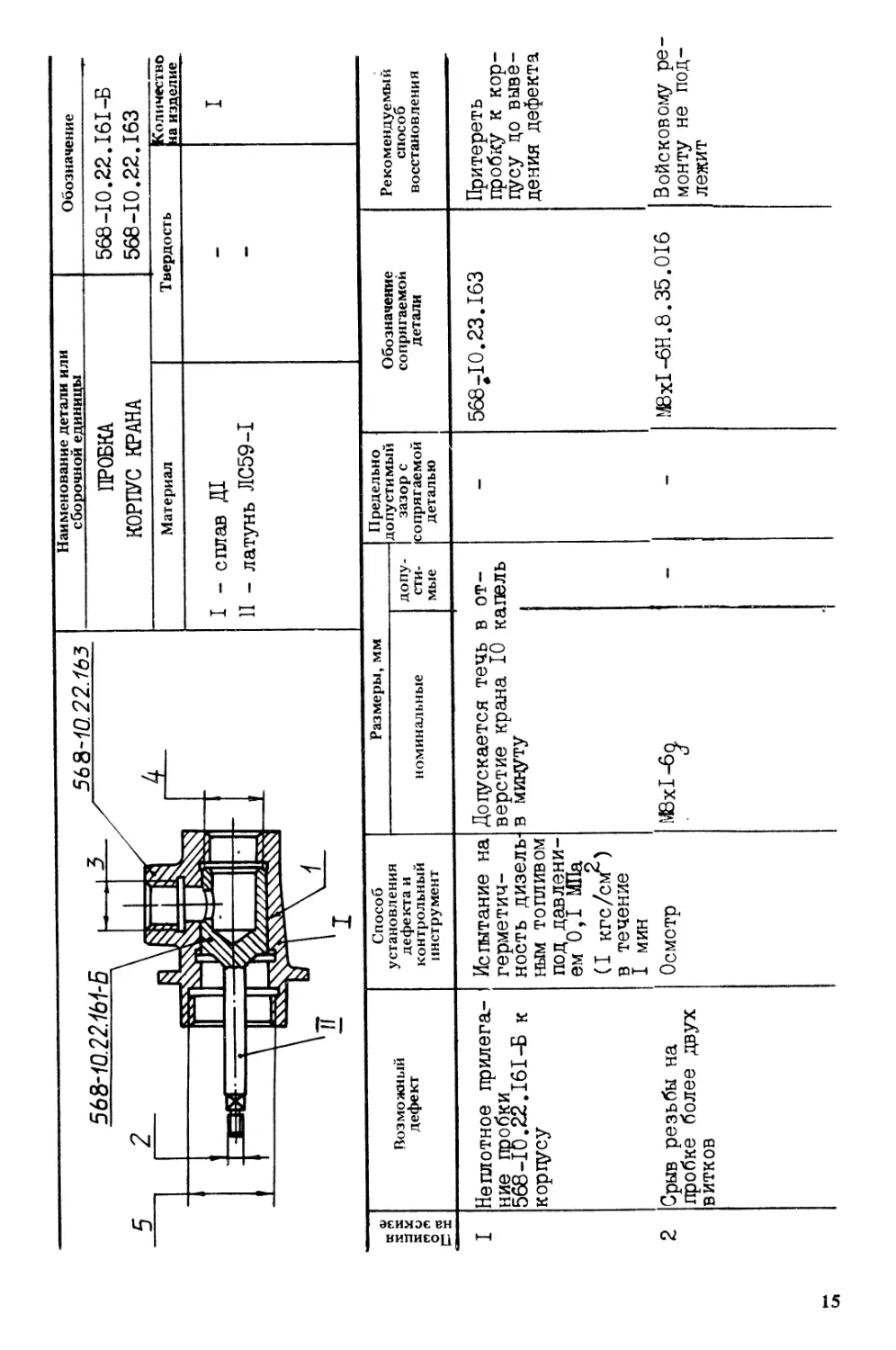
Наименование детали или сборочной единицы Обозначение
ПРОБКА КОРПУС КРАНА 568-10.22.161-Б 568-10.22.163
Материал Твердость Количество ча изделие
I - сплав Д1 11 - латунь ЛС59-1 — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Неплотное прилега-- ние пробки 568-10.22.161-Б к корпусу Испытание на герметич- ность дизель- ным топливом под давлени- ем 0,1 МПа (I кгс/см^) в течение I мин Догускается течь в верстие крана 10 ка в минуту от- лель 568-I0.23.163 Притереть пробку к кор- пусу цо выве- дения дефекта
2 Срыв резьбы на пробке более двух витков Осмотр М8х1-6^ MBxI-6Н.8.35.016 Войсковому ре- монту не под- лежит
91 Позиция I на эскизе 1 Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
з, Срыв резьбы в кср- цусе более двух витков Осмото M24xl,5-7Н M27xl 5-6Н М42х2 0-6Н — — 381800-Ш5 38I900-IU5 575-10.22.171 Войсковому оемонту не подлежит
Примечание, Коргтус 568-10.22.163 крана дефектуется в сборе с пробкой 568-10.22.161-Б.
Технические требования к отремонтированной сборочной единице (к дефекту I)
Плотность прилегания пробки к корпусу должна быть проверена дизельным топливом под давлением
0,1 МПа (I кгс/см ) в течение I мин. Доцускается течь в отверстие крана 10 капель в минуту.
После притирки пробки к коргтусу смещение осей отверстий корпуса и пробки должно быть не бо-
лее 2,00 мм. Притертые корцус и пробка должны быть помечены номером и поступать на сборку комплектно.
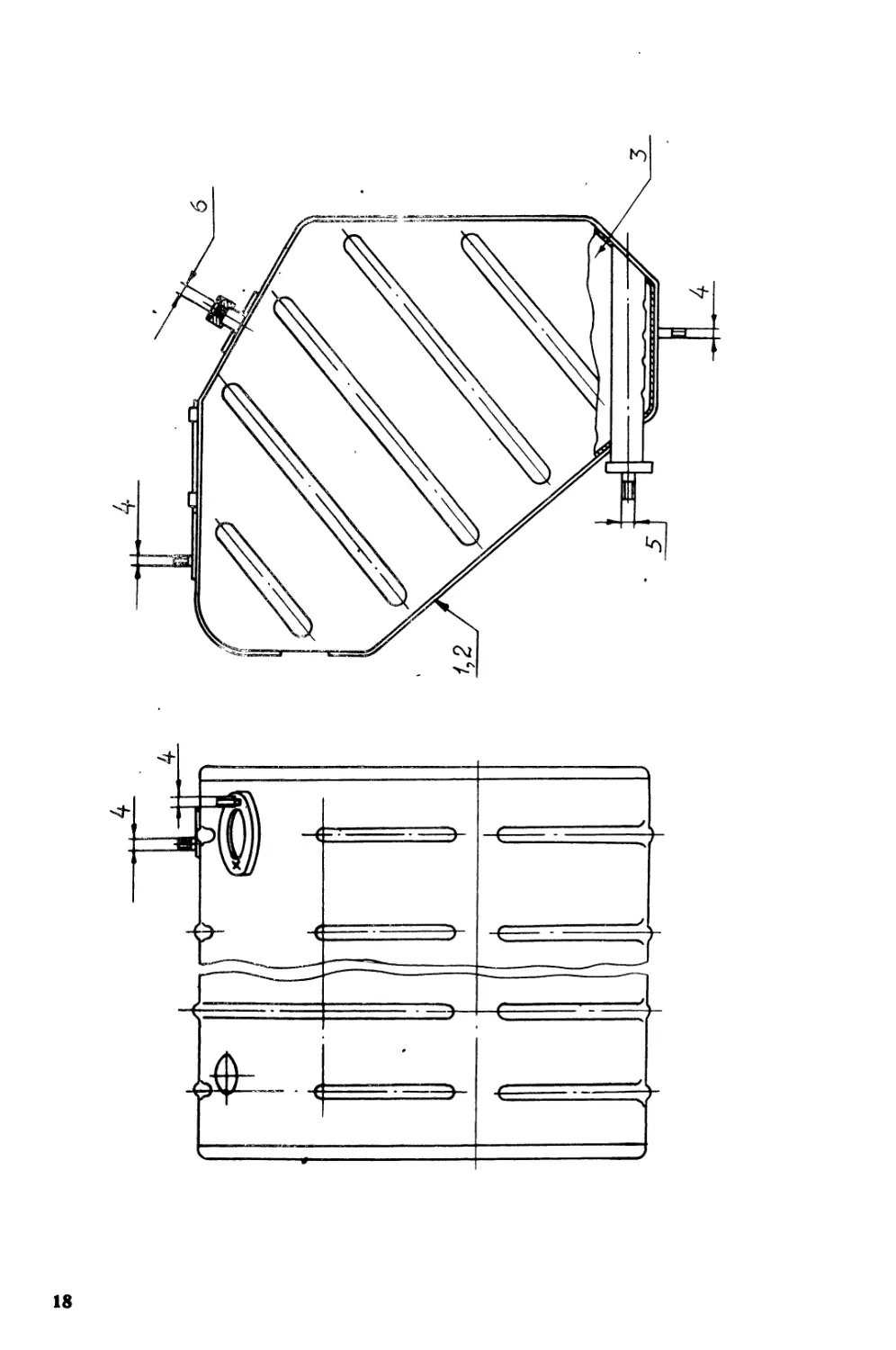
СБОРОЧНАЯ ЕДИНИЦА 569-10.23.000. УСТАНОВКА ТОПЛИВНЫХ БАКОВ
Рис. см. на стр. 18 Наименование детали или сборочной единицы Обозначение
БАК ТОПЛИВНЫЙ ЗАДНИЙ 569-10.23.010 СБ
‘ Материал Твердость Количество за изделие
Обечайки - алюминиевый сплав АМцМ 2 — I
Позиция * на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Выпучивания и вмя- тины на стенках ба- ка более допустимых Осмотр Допускаются плавные гучивания, не мешаю монтажу бака. Допускаются плавные тины глубиной не бо в количестве не бол пяти на стенке бака ВЫ- щие вмя- лее 10, ее L Войсковому ре- монту не под- лежит
2 Трещины, разрушения стенок бака любого размера и располо- жения и Трещины, разрушения нок бака любого раз и расположения не д каются сте- мера ,огус— — — То же
3 Загрязнение внут- ренней поверхности бака н — — — Бак промыть раствором Ла- бомид-203 при
18
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
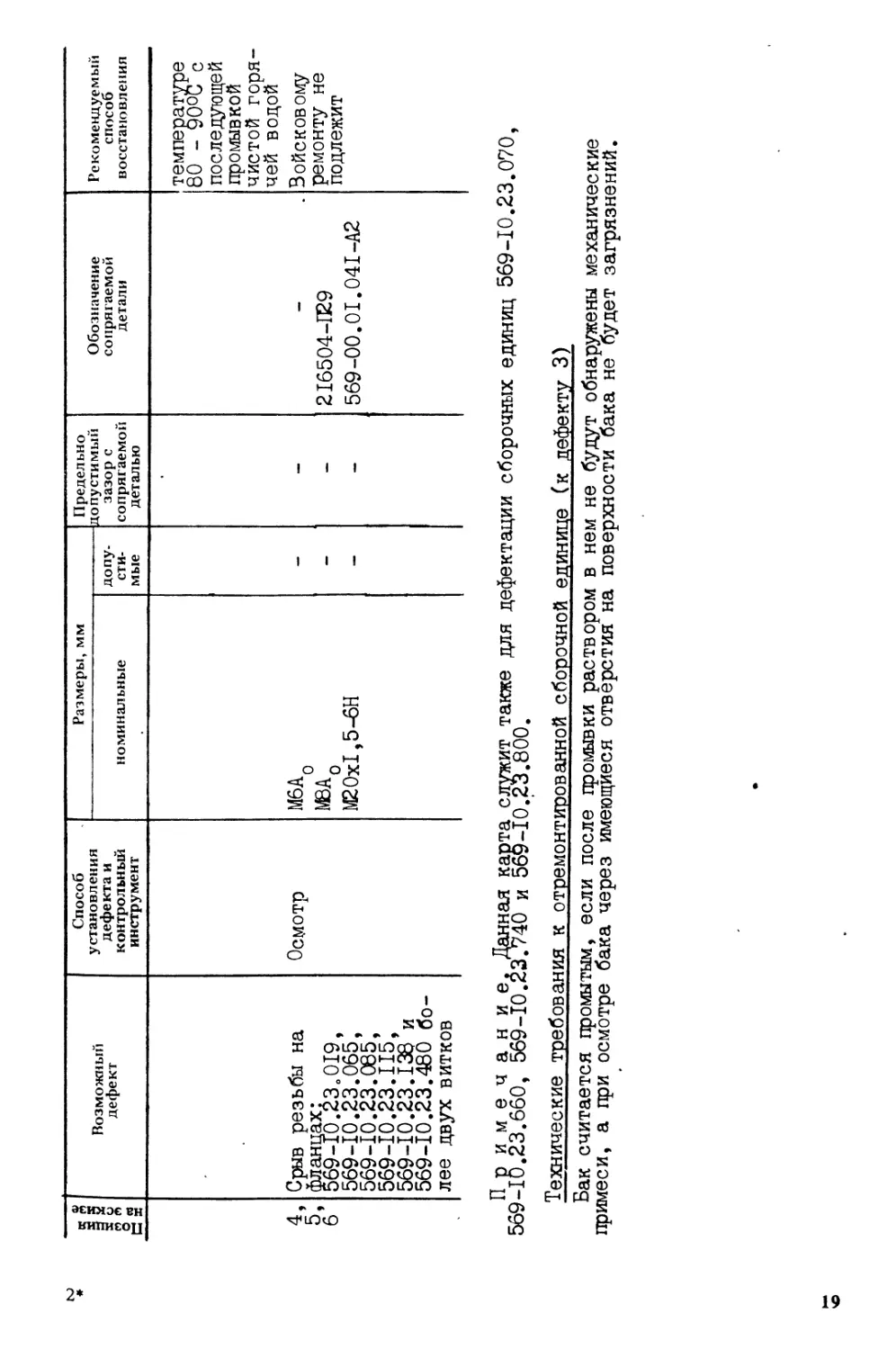
4, Срыв резьбы на Осмотр М6А0 температуре 80 - 90°С с последующей промывкой чистой горя- чей водой Войсковому
5, 6 фланцах: 569-10.£3.019, М8А0 — - 216504-П29 ремонту не подлежит
569-10.23.065, 569-10.23.065 569-10.23.115 569-10.23.136 и 569-10.23.480 бо- лее двух витков М20х1,5-6Н 569-00.01.041-А2
569-1$ 23М660Ч 569-10^3^0^ 5бВ-10С^800ТаКЖв де$ектации сбоРочных единиц 569-10.23.070,
Технические требования к отремонтированной сборочной единице (к дефекту 3)
Бак считается промытым, если после промывки раствором в нем не будут обнаружены механические
примеси, а при осмотре бака через имеющиеся отверстия на поверхности бака не будет загрязнений.
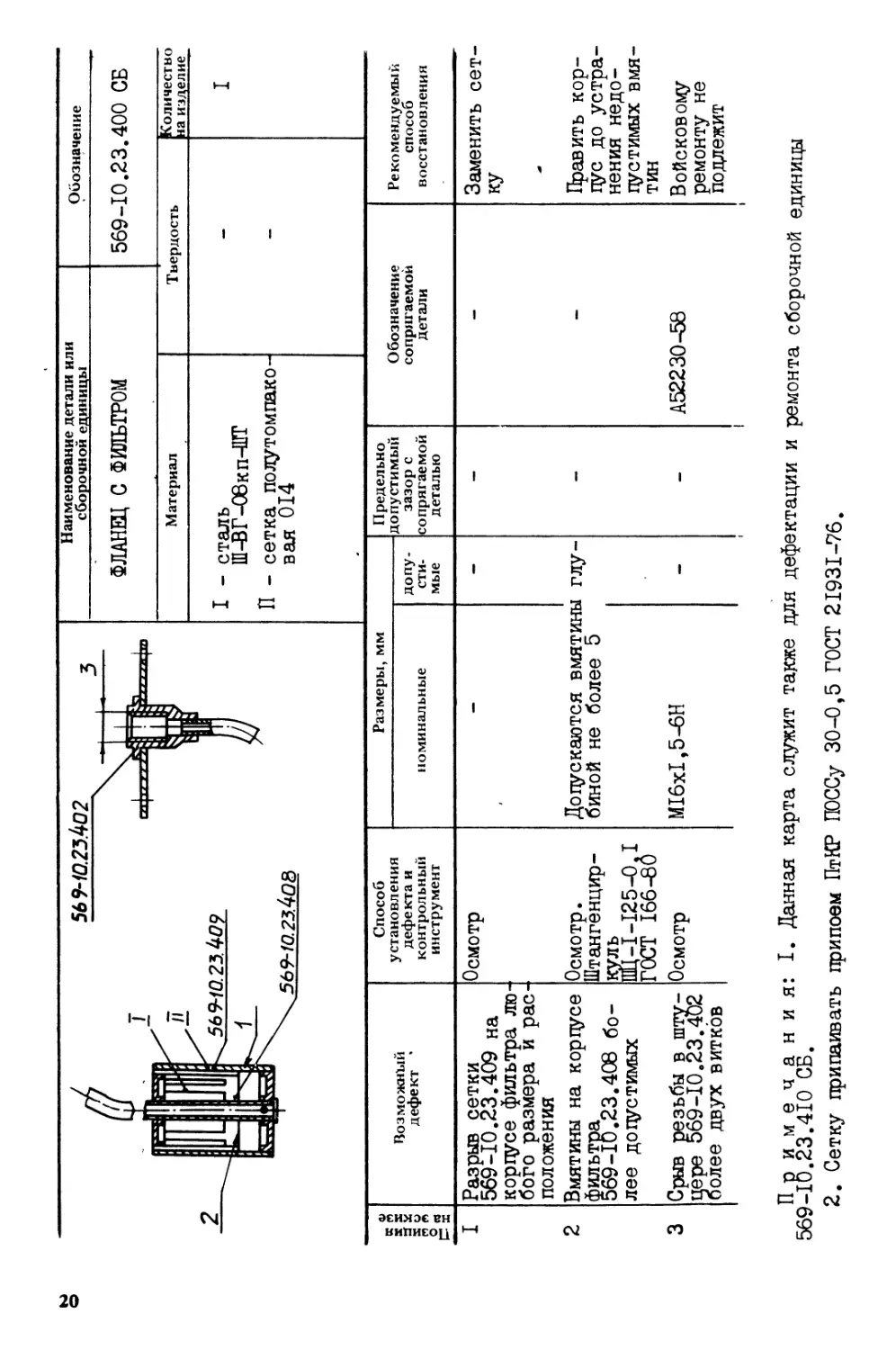
Наименование детали или сборочной единицы Обозначение
ФЛАНЕЦ С ФИЛЬТРОМ 569-10.23.400 СБ
Материал Твердость Количество на изделие
I - сталь Ш-ВГ-Обкп-ШТ П - сетка полутомпако- вая 014 - I
Позиция на эскизе Возможный дефект * Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Разрыв сетки 569-10.23.409 на корпусе фильтра лю- бого размера и рас- положения Осмотр — — — — Заменить сет- ку
2 Вмятины на коргусе фильтра 569-10.23.408 бо- лее ДОПУСТИМЫХ Осмотр. Штангенцир- куль ПЦ-1 -125-ОЛ ГОСТ 166-8Й Допускаются вмятинь биной не более 5 I глу- — — Править кор- гу с до устра- нения недо- пустимых вмя- тин
3 Срыв резьбы в шту- цере 569-10.23.402 более двух витков Осмотр М16х1,5-6Н — — А52230-58 Войсковому ремонту не подлежит
™ПТВ оЛ?Лс н и я: Данная карта служит также для дефектации и ремонта сборочной единицы
ЭоУ—Ю, .410 Ud.
2. Сетку припаивать припоем ПтКР ПОССу 30-0,5 ГОСТ 21931-76.
21
СБОРОЧНАЯ ЕДИНИЦА 569-10.30.440. УСТАНОВКА ВЫХЛОПНОЙ СИСТЕМЫ ДВИГАТЕЛЯ
т л
2
3
4
Возможный
дефект
Прогорание коллек-
тора 569-10.30.302,
goHbimKa^BHgTgeHHer о
Трещины любого раз-
мера и расположения
Срыв резьбы в пла-
тине 569-10.30.308
более двух витков
Срыв резьбы во
tMo.3O.2O5
Осмотр
Наименование детали или сборочной единицы Обозначение
КОЛЛЕКТОР 569-10.30.310 СБ
Материал Твердость Количество за изделие
I - сталь 35-а-2 П - сталь 20-а-2 — I
Способ
установления
дефекта и
контрольный
инструмент
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали
номинальные допу- сти- мые
Прогорание не доцус кае‘тся - —
— — — —
МВ-7Н — — —
MI0-6H — — 569-10.30.280
Рекомендуемый
способ
восстановления
Браковать
Войсковому
ремонту не
подлежит
То же
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
более двух витков (для коллекторов 569-10.30.320 и 569-10.30.330) 1 1
Примечание. Данная карта служит также для дефектации и ремонта сборочных единиц
569-10.30.300, 569-10.30.320 и 569-10.30.330.
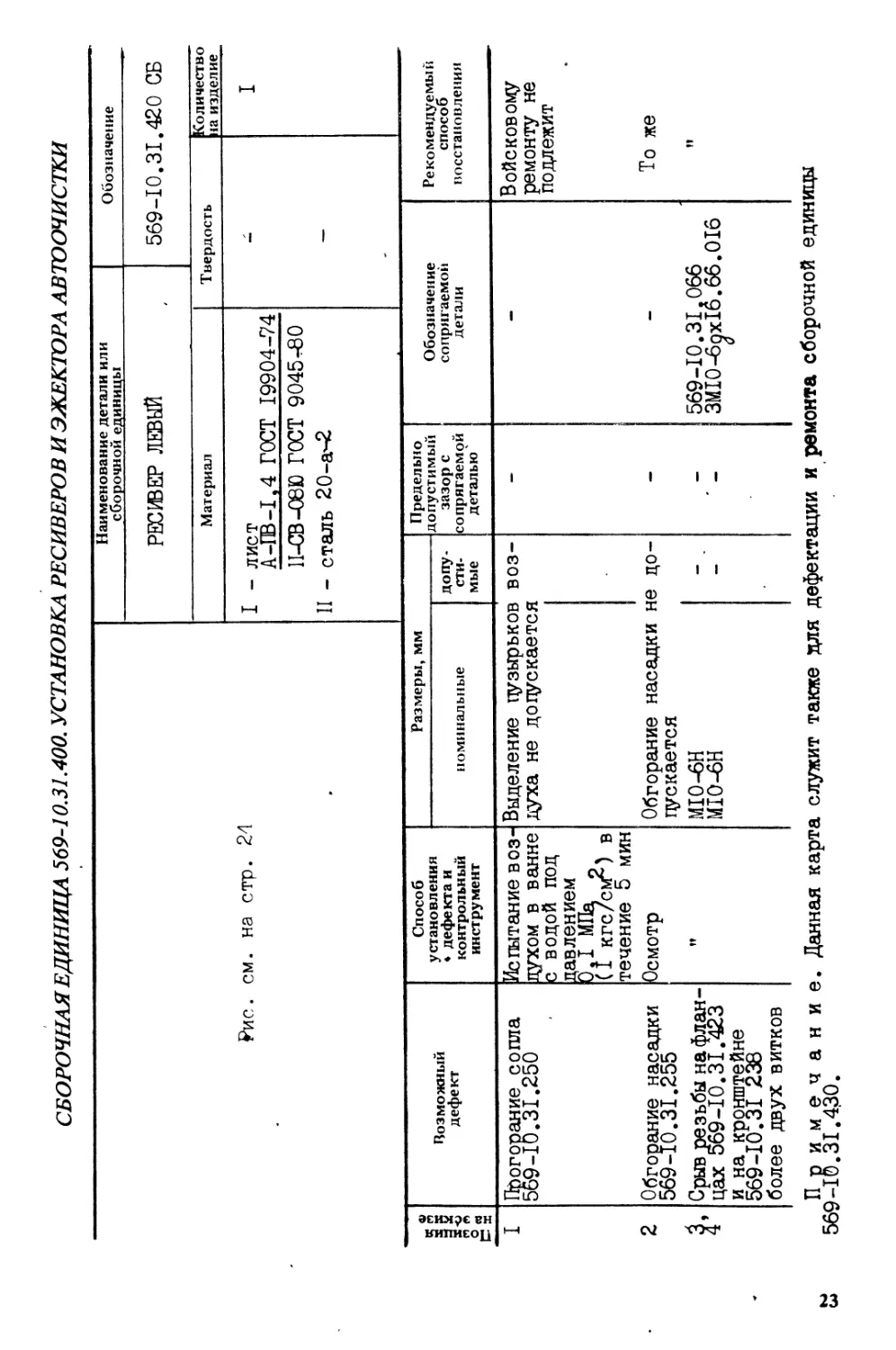
СБОРОЧНАЯ ЕДИНИЦА 569-10.31.400. УСТАНОВКА РЕСИВЕРОВ И ЭЖЕКТОРА АВТООЧИСТКИ
Рис. см. на стр. 24 Наименование детали или сборочной единицы Обозначение
РЕСИВЕР ЛЕВЫЙ 569-10.31.420 СБ
Материал Твердость Количество за изделие
I - лист A-IB-I.4 ГОСТ 19904-74 И-СВ-08Ю ГОСТ 9045-80 II - сталь 20-а'-2 — I
Позиция на эёкизе Возможный дефект Способ установления * дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью' Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Прогорание сопла 569-10.31.250 • Обгорание насадки 569-10.31.255 Срыв .резьбы на флан- цах 569-10.31.423 и на кронштейне 569-10.31 238 более двух витков Испытание воз- духом в ванне с водой под давлением (ЛУ^см2) В течение 5 мин Осмотр Я Выделение цузырьков духа не догускается Обгорание насадки в цускается MI0-6H MI0-6H воз- [е до- 569-10.31.066 3MI0-6^x16.66.016 Войсковому ремонту не подлежит То же я
569^lB 3IM43Q4 а Н И е’ '^анная каРта служит также для дефектации и ремонта сборочной единицы
А-А
ел
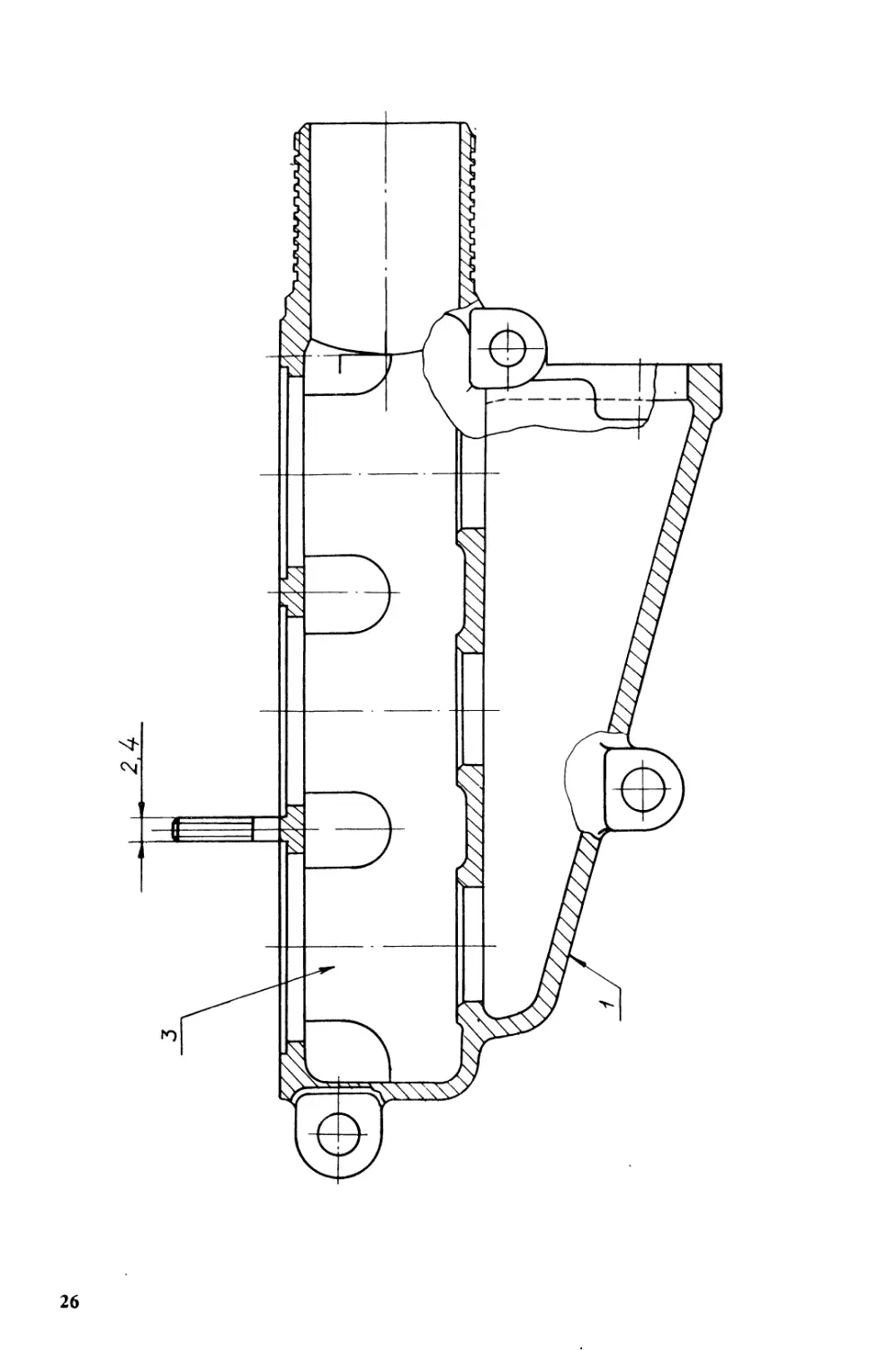
СБОРОЧНАЯ ЕДИНИЦА 569-10.40.000. УСТАНОВКА СИСТЕМЫ ОХЛАЖДЕНИЯ
Рис. см. на стр. 26 Наименование детали или сборочной единицы Обозначение
КОРОБКА ТЕРМОСТАТОВ 569-10.40.019 СБ
Материал Твердость Количество на изделие
Сплав АЛ4 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Трещины на коробке термостатов любого размера и располо- жения Осмотр. Испытание на герметичность водой под давлением 0.3 МПа п (3 кгс/см )в течение 2 мин Подтекание воды не гускается до- - - Войсковому ремонту не подлежит
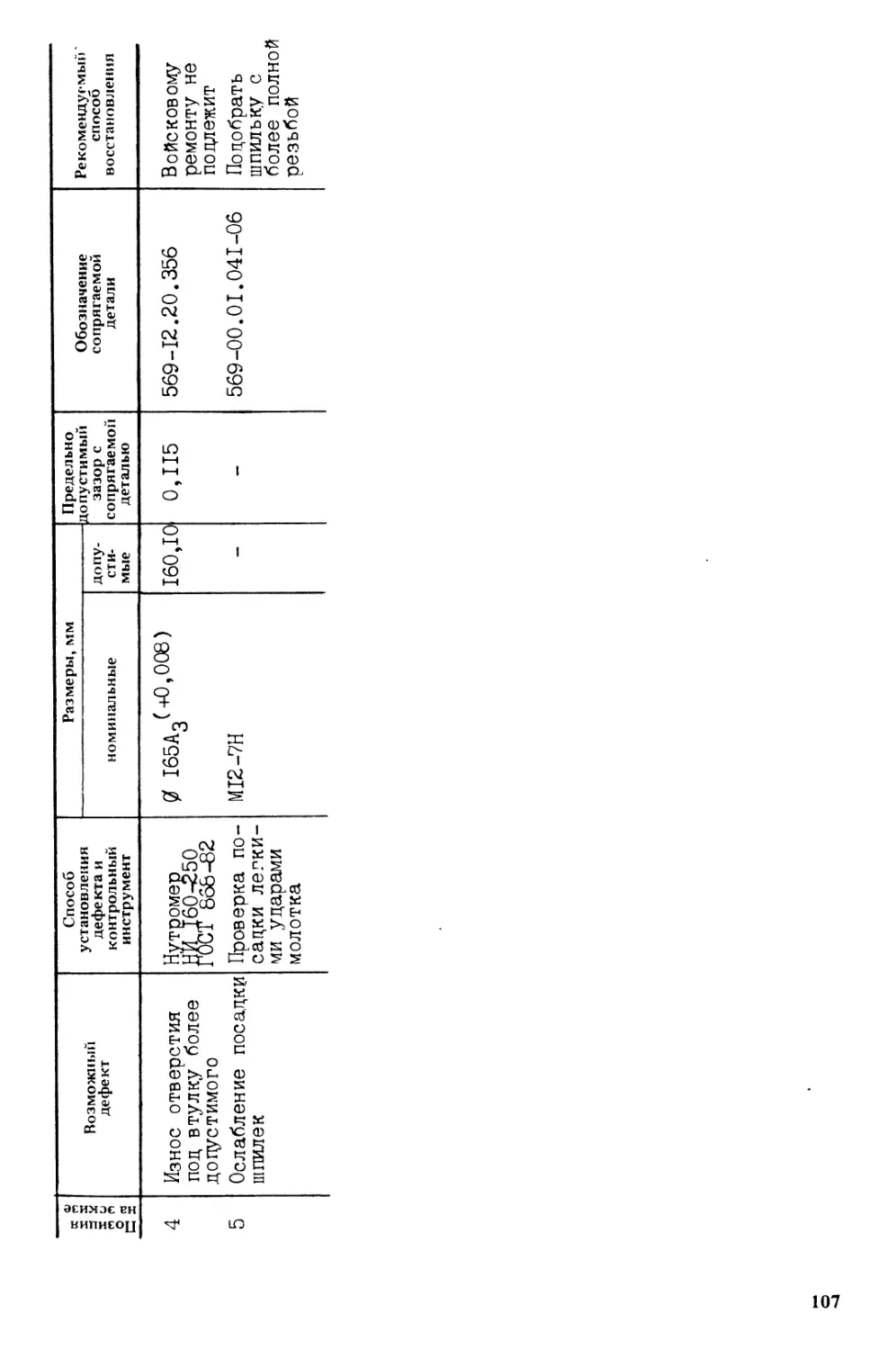
2 Ослабление посадки шпилек Проверка по- садки легкими ударами мо- лотка М8А0 — — 50.59.612 50.59.462 50.59.464 Подобрать шпильку с бо- лее полной резьбой
3 Повреждение баке- литового покрытия Осмотр Повреждение бакелитового покрытия не допускается — — Войсковому ремонту не подлежит
26
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 Срыв резьбы на шпильках 50.59.612, 50.59.462 и 50.59.464 более трех витков Осмотр М8-6^ — — Гайка MB—6Н ГОСТ 5915-70 Заменить де- фектную шпильку
Примечание. Данная карта служит также для дефектации и ремонта сборочной единицы
569-10.40.038.
Рис. см. на стр. 29 Наименование детали или сборочной единицы Обозначение
радиатор воданой 569-10.40.020-Б СБ
Материал Твердость Количество за изделие
- — 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Трещины в местах пайки трубок с трубной доской Трещины или пробо- ины в трубках Осмотр. Испытание на герметичность воздухом в ванне с водой под давлением 0.3 МПа 9 (3 кгс/cnt) в течение I мин То же Выделение тузырькот духа не догускаетс^ То же ) воз- I — — Запаять тре- щины Запаять тре- щины. Дотускается заглушить не более сорока- трубок
о
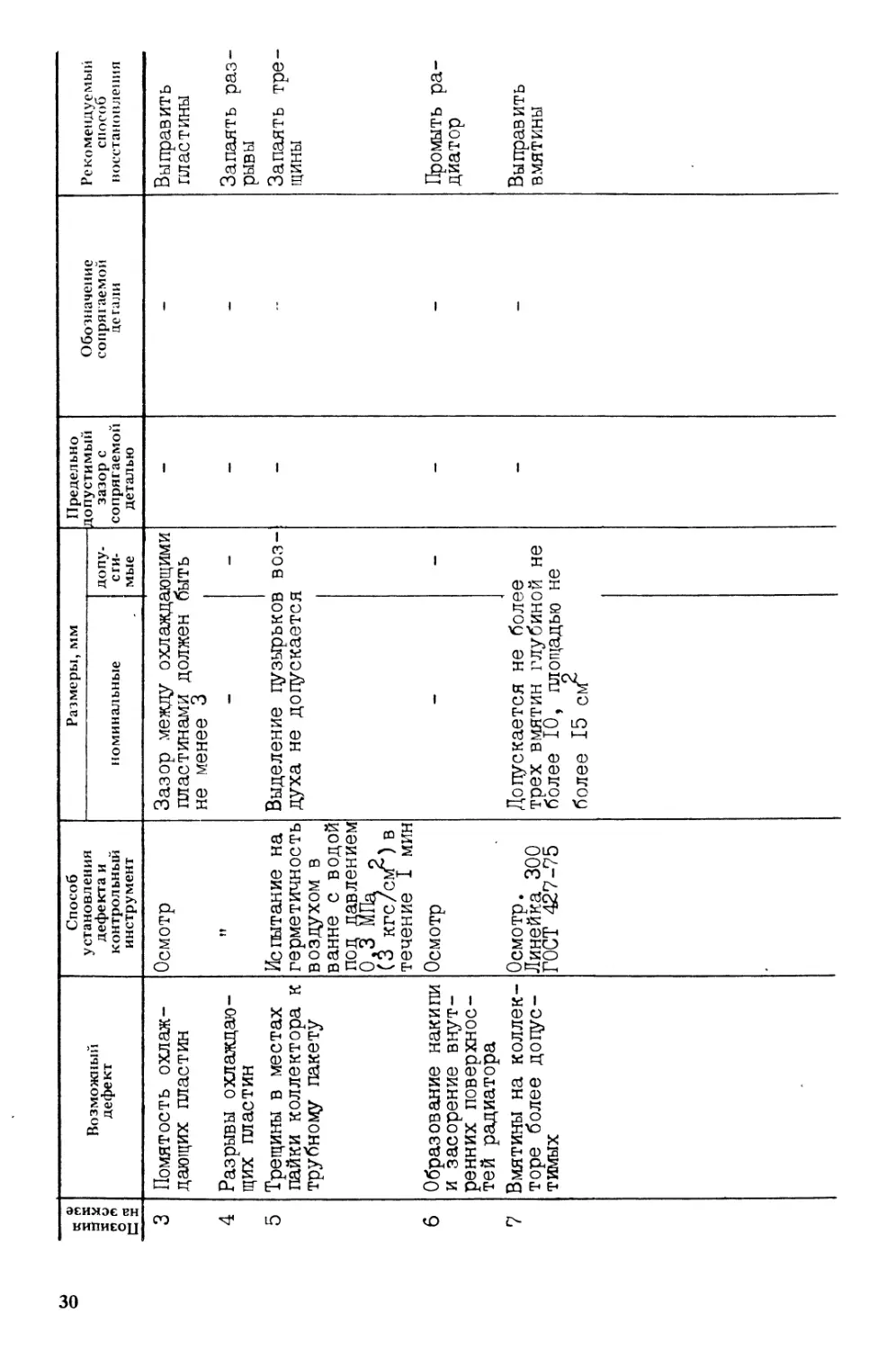
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент
3 Помятость охлаж- дающих пластин Осмотр
4 Разрывы охлаждаю- щих пластин
5 Трещины в местах пайки коллектора к трубному пакету Испытание на герметичность воздухом в ванне с водой под давлением 0.3 МПа 2 (3 кгс/см^)в течение I мин
6 Образование накипи и засорение внут- ренних поверхнос- тей радиатора Осмотр
7 Вмятины на коллек- торе более допус- тимых Осмотр. Линейка 300 ГОСТ 427-75
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
Зазор между охлаждг пластинами должен не менее 3 1ЮЩИМИ 5ыть — - Выправить пластины
— — - - Запаять раз- рывы
Выделение пузырьког духа не допускаете; воз- I Запаять тре- щины
- - — - Промыть ра- диатор
Допускается не боле трех вмятин глубине более 10, площадью более 15 см^ ?е )й не не Выправить вмятины
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
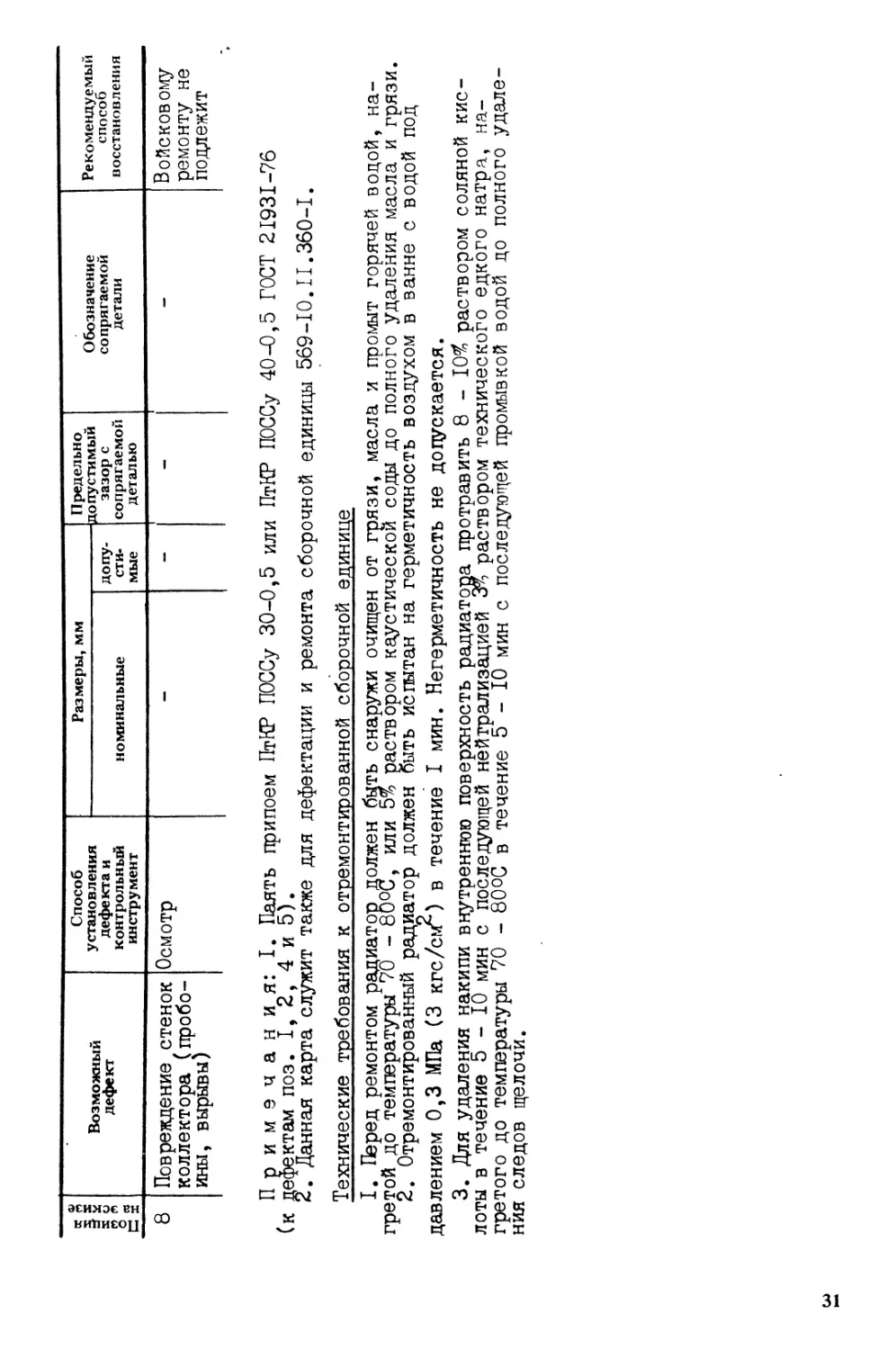
8 Повреждение стенок коллектора (пробо- ины, вырывы) Осмотр - - - - Войсковому ремонту не подлежит
Примечания: I. Паять припоем ПтКР ПОССу 30-0,5 или ПтКР ПОССу 40-0,5 ГОСТ 21931-76
(к дефектам поз. I, 2, 4 и 5).
2. Данная карта служит также для дефектации и ремонта сборочной единицы 569-10.II.360-1.
Технические требования к отремонтированной сборочной единице
I. Перед ремонтом радиатор должен быть снаружи очищен от грязи, масла и промыт горячей водой, на-
гретой до температуры 70 - 80°С, или 5% раствором каустической соды до полного удаления масла и грязи.
2. Отремонтированный радиатор должен быть испытан на герметичность воздухом в ванне с водой под
давлением 0,3 МПа (3 кгс/см ) в течение I мин. Негерметичность не допускается.
3. Для удаления накипи внутреннюю поверхность радиатора протравить 8 - 10$ раствором соляной кис-
лоты в течение 5-10 мин с последующей нейтрализацией 3$ раствором технического едкого натра, на-
гретого до температуры 70 - 80ОС в течение 5-10 мин с последующей промывкой водой до полного удале-
ния следов щелочи.
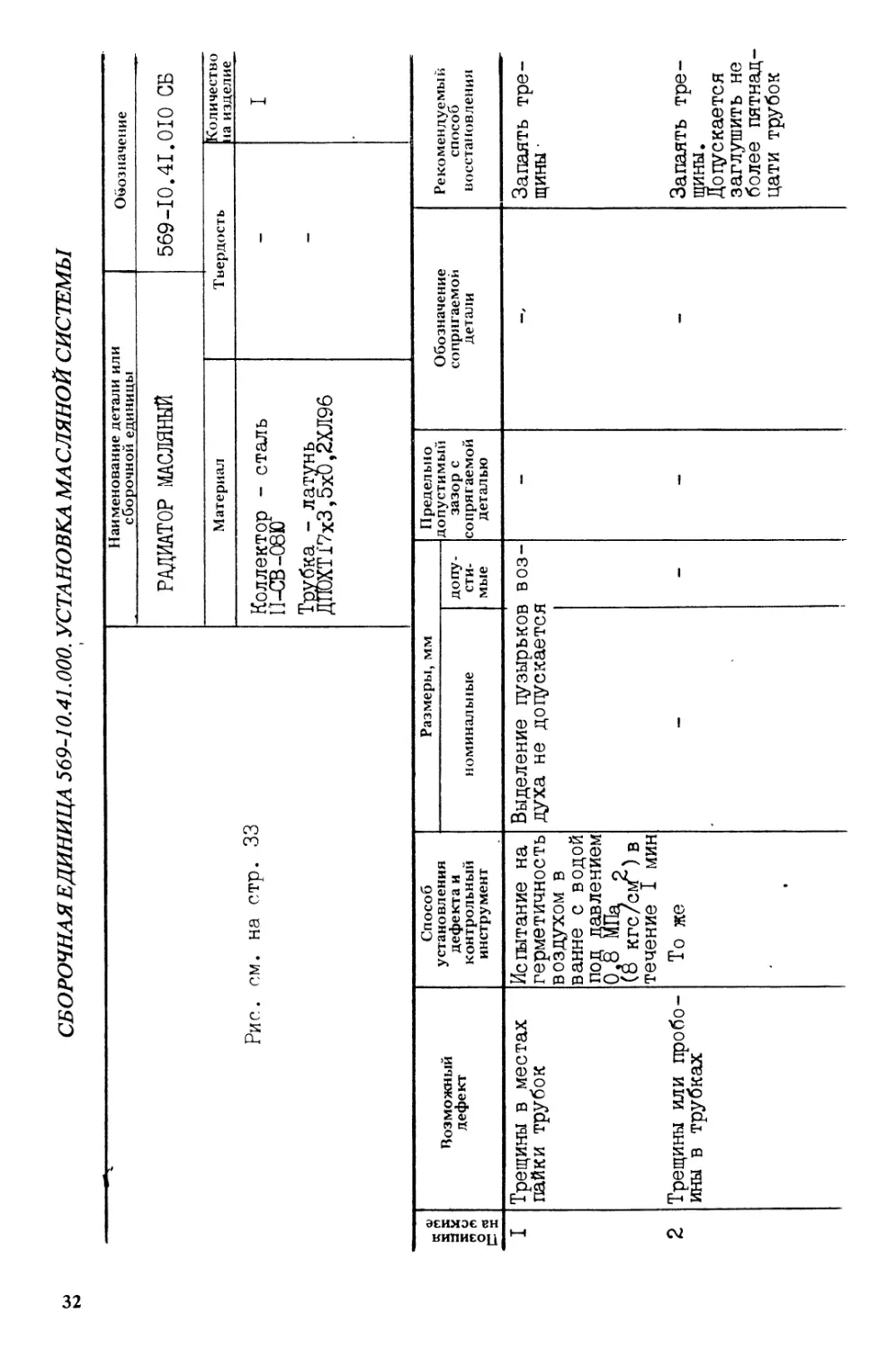
СБОРОЧНАЯ ЕДИНИЦА 569-10.41.000. УСТАНОВКА МАСЛЯНОЙ СИСТЕМЫ
Наименование детали или сборочной единицы Обозначение
РАДИАТОР МАСЛЯНЫЙ 569-10.41.010 СБ
Рис. см. на стр. 33 Материал Твердость Количество на изделие
Коллектор - сталь П-СВ-08Ю Трубка - латунь ДТЮХТ17хЗ,5х0,2ХЛ96 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Трещины в местах пайки трубок Испытание на герметичность воздухом в ванне с водой под давлением 0,о МПа, о (о кгс/см )в течение I мин Выделение пузырькоЕ духа не допускается ) воз- I Запаять тре- щины •
2 Трещины или пробо- ины в трубках То же Запаять тре- щины. Дотускается заглушить не более пятнад- цати трубок
6.7
3 Зак. 5381
33
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
3 Помятость охлаж- дающих пластин ра- диатора Осмотр Зазор между охлажд? пластинами должен б не менее 2 иощими 5ыть — — Выправить пластины
4 Разрыв охлаждающих пластин tt - - - - Запаять раз- рывы
5 Загрязнение внут- ренних поверхнос- тей радиатора н — — — — Промыть ра- диатор
6 Вмятины на коллек- торе более допус- тимых It Допускается не боле трех вмятин глубине более 10, площадью более 15 см^ ?е )й не не Выправить вмятины
7 Повреждение коллек- тора (пробоины, вырывы) tt - - - - Войсковому ремонту не подлежит
8 Срыв резьбы на фланце более трех витков fl М8-6Н — — — То же
Примечания: I. Данная карта служит также для дефектации и ремонта сборочных единиц
569-13.40.150 и 569-13.40.200. F Л _
2. Паять припоем ПтКР ПОССу 30-0,5 или ПтКР ПОССу 40-0,5 ГОСТ 21931-76 (к дефектам поз. I, 2 и 4).
Технические требования к отремонтированной сборочной единице
I. Перед ремонтом радиатор должен быть снаружи очищен от грязи, масла и промыт.
2. Отремонтированный радиатор должен быть испытан на герметичность воздухом в ванне с водой под
давлением 0,8 МПа (8 кгс/см^-) в течение I мин. Выделение пузырьков воздуха не допускается.
3. Глушить трубки радиатора с двух сторон на глубину не менее 10 мм.
4. Промыть радиатор 5% раствором каустической соды с последующей промывкой водой, нагретой до
температуры 75 - 80°С, до полного удаления соды, а затем горячим маслом.
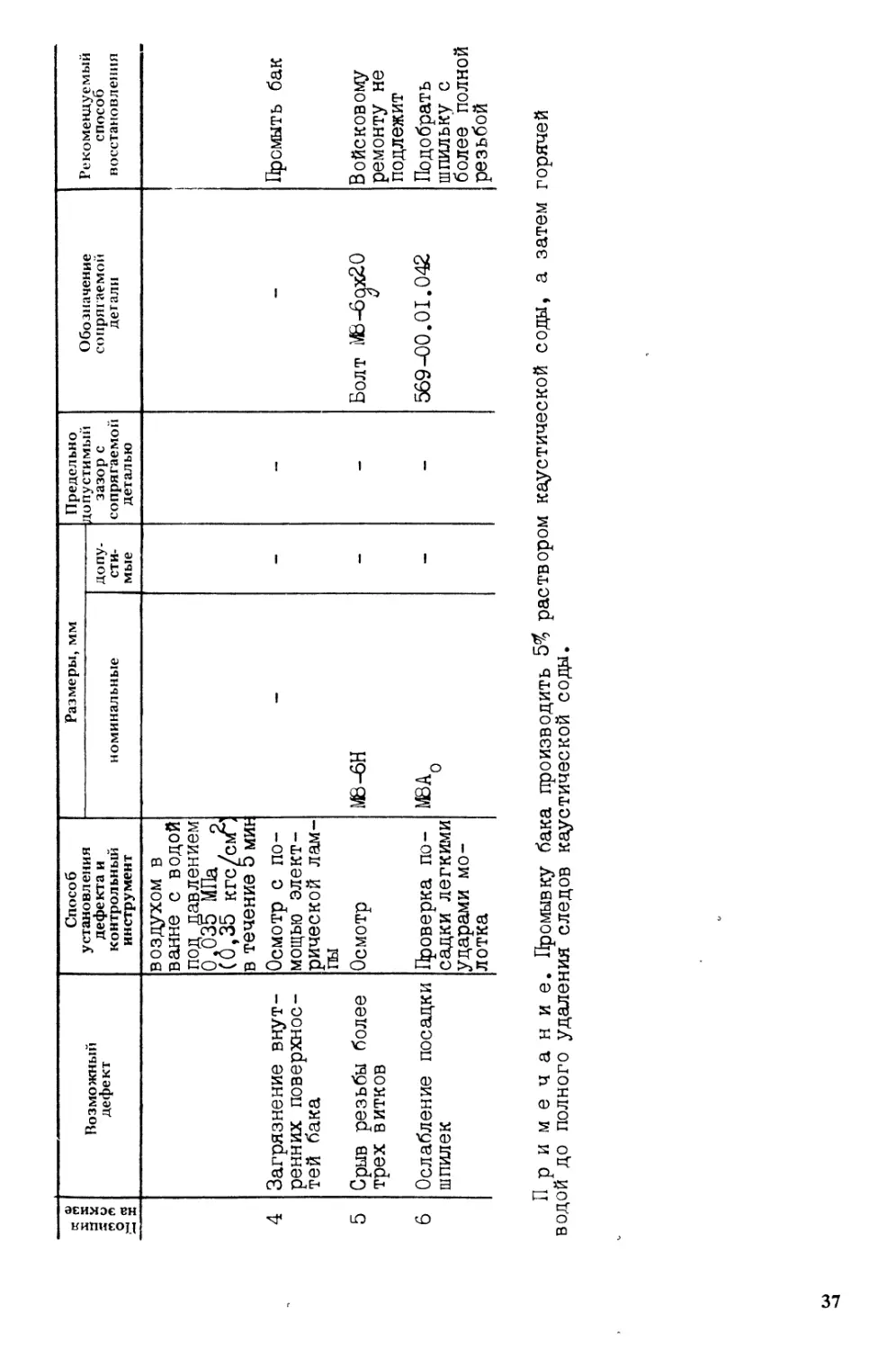
Рис. см на стт). 36 Наименование детали или сборочной единицы Обо шаченир
БАК МАСЛЯНЫЙ 569-10.41.050 СБ
Материал Твердость Количество на изделие
Сталь 12Х16НЮТ-М2а — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко мендуемы й способ восстановления
номинальные допу- сти- мые
I Вмятины на стенках бака более допусти- мых Осмотр. Линейка 300 ГОСТ 427-75 Доцускаются вмятины биной не более 10 глу- — Выправить вмятины
р Повреждение стенок бака (пробоины, вы- рыв ы и не устрани- мые правкой вмяти- ны) : общей площадью бо- То же Браковать
лее 800 см
общей площадью не более 800 см^ Войсковому ремонту не подлежит
3 Трещины по сварным швам Осмотр. Испытание на . герметичность Выделение пузырьков духа не догускается воз- — । — То же
36
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 Загрязнение внут- воздухом в ванне с водой под давлением 0,035 МПа о (0,35 кгс/см ’ в течение 5 ми? Осмотр с по- Промыть бак
5 ренних поверхнос- тей бака Срыв резьбы более мощью элект- рической лам- пы Осмотр МВ-6Н Болт МВ-6ох20 Войсковому
6 трех витков Ослабление посадки Проверка по- MBAQ 569-00.01.042 ремонту не подлежит Подобрать
шпилек садки легкими ударами мо- лотка шпильку с более полной резьбой
Примечание. Промывку бака производить 5^ раствором каустической соды, а затем горячей
водой до полного удаления следов каустической соды.
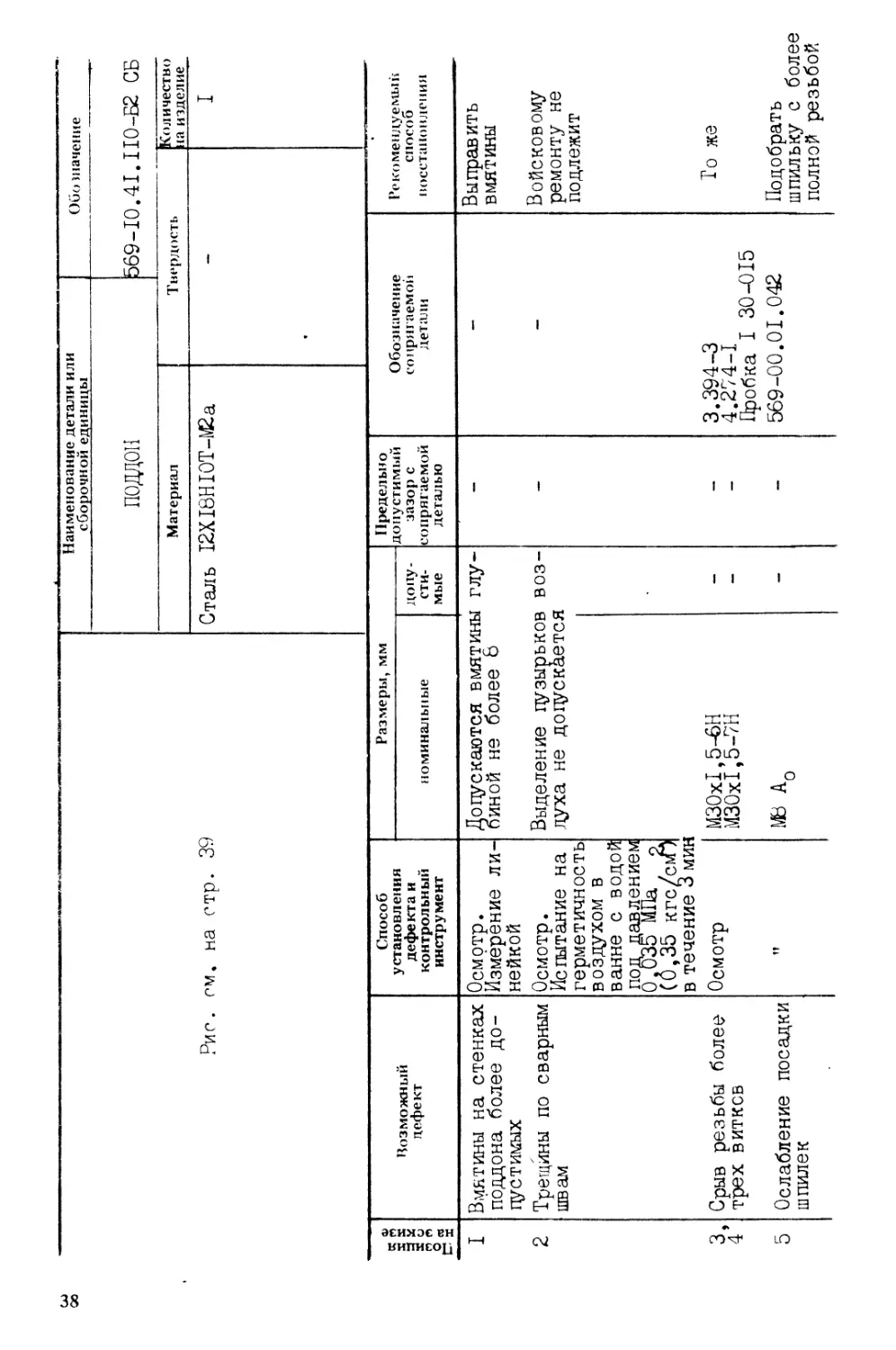
Рис. ем, на стр. 39 Наименование детали или сборочной единицы Обо шачение
ПОДДОН 569-10.41. П0-Б2 СБ
Материал Твердость Количество за изделие
Сталь 12Х18НЮТ-М2а - I
Позиция 1 на эскизе ( Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Вмятины на стенках Осмотр. Допускаются вмятинь I глу— - - Выправить
поддона более до- Измерение ли- пиной не более 6 вмятины
пустимых нейкой
2 Трещины по сварным Осмотр. Выделение гузырьков воз- — - Войсковому
швам Испытание на духа не догускается ремонту не
герметичность подлежит
воздухом в ванне с водой
под давлением 0,035 МПа о (0,35 кгс/см)
в течение 3 мин
3, 4 Срыв резьбы более трех витков Осмотр М30х1,5-6Н М30х1,5-7Н - - 3.394-3 4.274-1 Пробка I 30-015 То же
5 Ослабление посадки в МВ - - 569-00.01.042 Подобрать
шпилек и шпильку с более полной резьбой
39
о
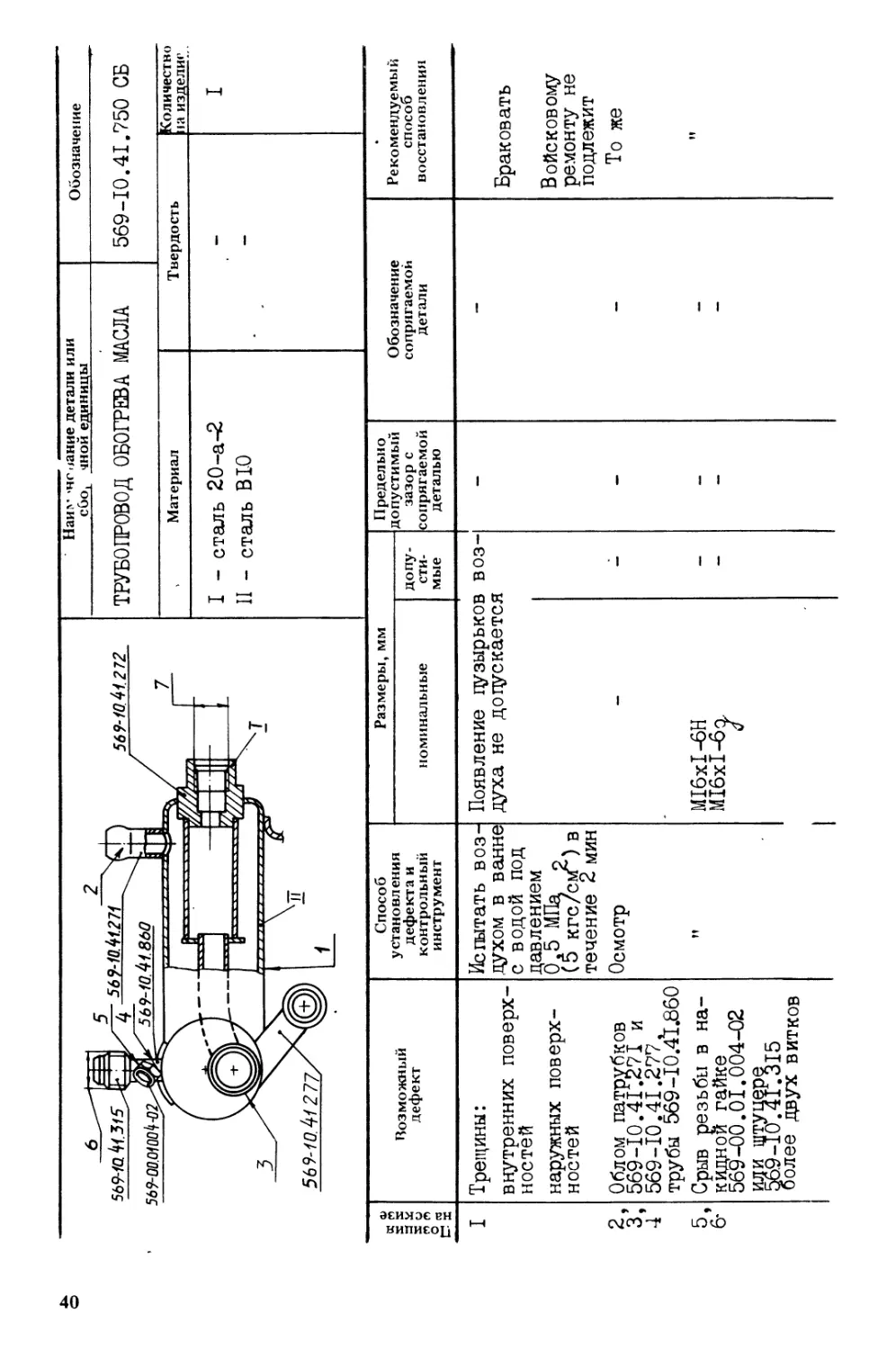
Наи>- чснание детали или сбо, чной единицы Обозначение
ТРУБОПРОВОД ОБОГРЕВА МАСЛА 569-10.41.750 СБ
, Материал Твердость Количество »а изделие
I - сталь 20-а-2 11 - сталь В10 — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2, 3 4 5, 6* Трещины: внутренних поверх- ностей наружных поверх- ностей Облом патрубков 569-10.41.271 и 569-10.41.277, трубы 569-10.41.860 Срыв резьбы в на- кидной гайке 569-00.01.004-02 М& более двух витков Испытать воз- духом в ванне с водой под давлением 05 МПа о (5 кгс/с^) в течение 2 мин Осмотр н Появление гузырько! духа не допускается М16х1-6Н М16х1-6^ з воз- I — - Браковать Войсковому ремонту не подлежит То же н
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
7 Срыв резьбы ВО втулке 569-10.41.272 Осмотр М42х1,5-6Н
более двух витков
допу- сти- мые Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
Войсковому ремонту не подлежит
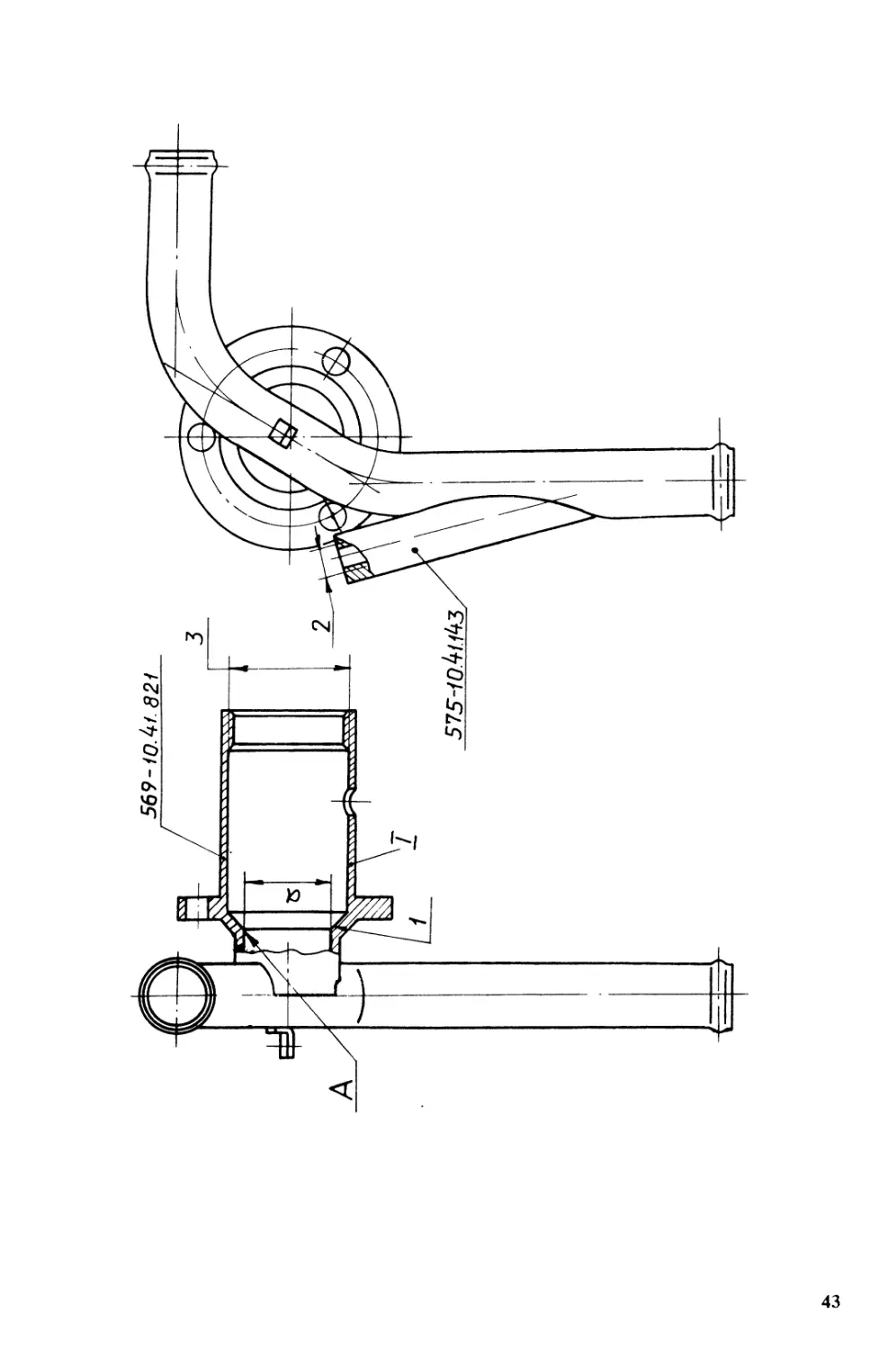
Рис. см. на стр. 43
Наименование детали или сборочной единицы КОРПУС КЛАПАНА Обо шачсние 569-10.41.810 СБ
Материал Твердость Количество на изделие
I - сталь 35-а-2 — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстанов 1енин
номинальные допу- сти- мые
I Задиры, риски на фаёке корпуса 569-10.41.181 Осмотр — — — Б 38,1-200 Обработать по-
ГОСТ 3722-81 верхность А до выведения де- фекта и обжать
кромку шариком
2 Срыв резьбы на шту- цере 575-10.41.143 более двух витков !! М1бх1,5-6Н — — Войсковому ремонту не подлежит
3 Срыв резьбы накор- цусе более двух витков и М48х2,0-6Н 569-10.41.800 То же
Технические требования к отремонтированной сборочной единице (к дефекту I)
После обработки поверхности А до выведения дефекта размер "а” должен быть не более 35,50 мм.
После обжатия шариком поясок прилегания дрлжен быть по всей окружности.
569-10Ai.821
43
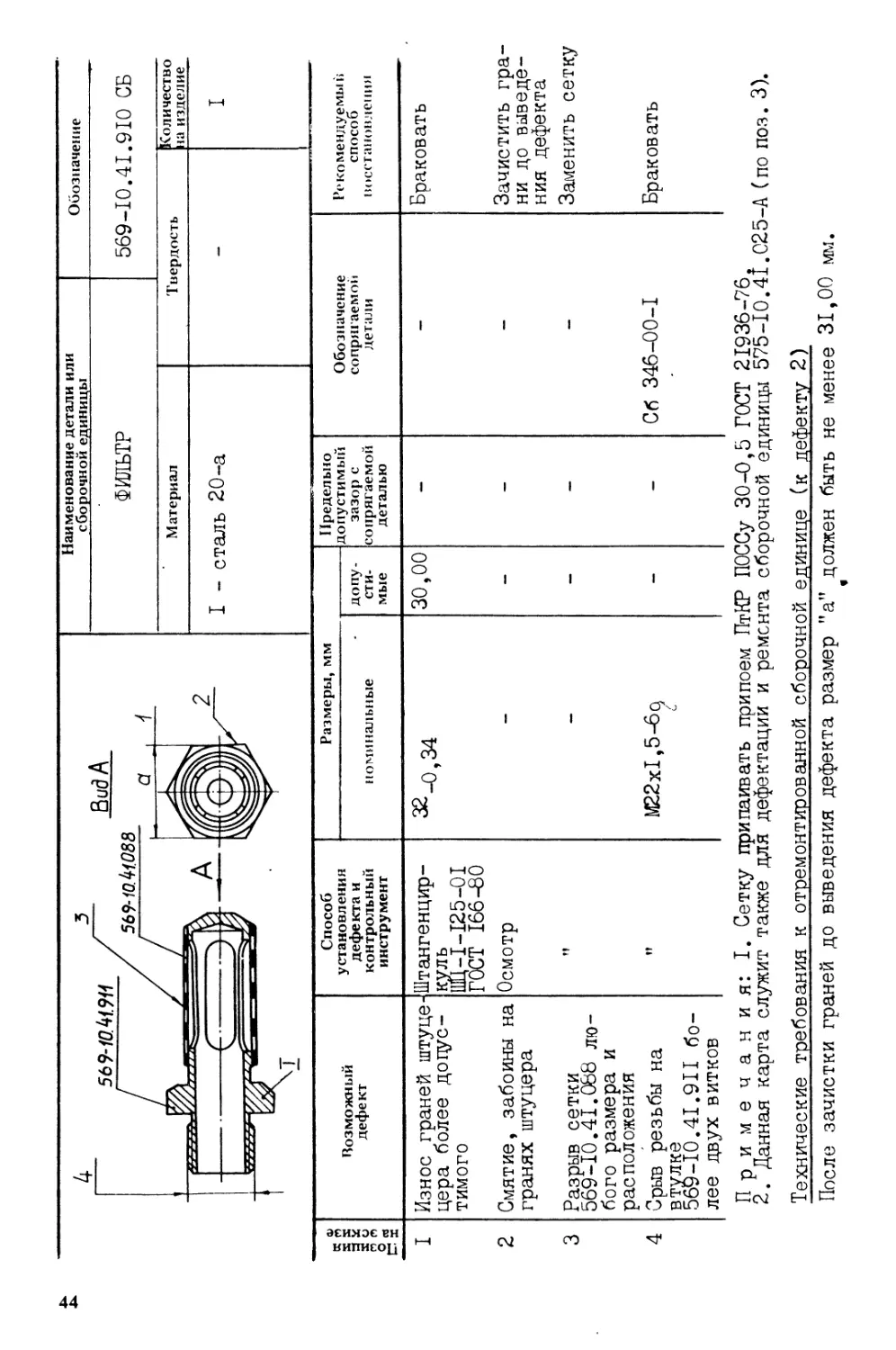
Наименование детали или сборочной единицы Обозначение
ФИЛЬТР 569-10.41.910 СБ
Материал Твердость Количество на изделие
I - сталь 20-а I
! Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре комендуемы й способ восстановления
номинальные допу- сти- мые
I Износ граней штуце- Штангенцир- 32-0,34 30,00 - - Браковать
цера более допус- тимого куль ШЦ-1-125-01
ГОСТ 166-60
2 Смятие, забоины на Осмотр - - - - Зачистить гра-
гранях штуцера ни до выведе- ния дефекта
3 Разрыв сетки 569-10.41.088 лю- бого размера и расположения н — — — — Заменить сетку
4 Срыв резьбы на втулке 569-10.4I.9II бо- и М22х1,5-6р / — — Сб 346-00-1 Браковать
лее двух витков
Примечания: I. Сетку припаивать припоем ПтКР ПОССу 30-0,5 ГОСТ 21936-76.
2. Данная карта служит также для дефектации и ремонта сборочной единицы 575-10.41.025-А (по поз. 3).
Технические требования к отремонтированной сборочной единице (к дефекту 2)
После зачистки граней до выведения дефекта размер ”а” должен быть не менее 31,00 мм.
СБОРОЧНАЯ ЕДИНИЦА 569-10.52.000. УСТАНОВКА СИСТЕМЫ ПРЕДПУСКОВОГО ПОДОГРЕВА ДВИГАТЕЛЯ
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I, 2 Прогорание стаби- лизатора пламени ГВД600-10.15.102-Б или наружного ци- линдра горелки ПВД600-10.15.П8-Б Осмотр —
3 Срыв резьбы на втулке свечи ПВД600-10.15.128-Б более двух вит- ков Осмотр М24х2-7Н
Наименование детали или сборочной единицы Обозначение
ГОРЕЛКА С ЗАВИХРИТЕЛЕМ 569-10.52. 640 СБ
Материал Твердость Количество на изделий
I - сталь СтЗ — I
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко мендуемы й способ восстановления
допу- сти- мые
- — * Браковать
— - 569-10.52.232 Войсковому ремонту не подлежит
Позиция на эскизе Возможный дефект Способ установления • дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 Срыв резьбы на крышке горелки ПВД600-10.15.II2-B более двух витков Осмотр М8х1-6Н — - 1ВД600-10.I5.II6 Заварить и нарезать резьбу номи- нального размера
Заварку производить ручной дуговой сваркой электродом УОНИИ-13/45-30-02
Примечание
ГОСТ 9466-75.
Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
Износ отверстия под вал более допусти- мого Износ шпоночного паза по ширине бо- лее допустимого гост оее-ег Калибр 7+о,оз о+0,055 d+0,0I0
Наименование детали или сборочной единицы Обозначение
РАБОЧЕЕ КОЛЕСО ПВДЗО-Ю. 15.236-12 СБ
Материал Твердость Количество на изделие
I - сталь I2XI8HI0T - I
допу- сти- мые Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
7,10 3,08 0,15 0,15 ШД600-1(}.15.241 ПВД600-Ю. 15.225 Браковать Войсковому ремонту не подлежит
00 Рис. см. на стр. 49 Наименование детали или сборочной единицы Оио шачение
ТЕПЛООБМЕННИК С КРОНШТЕЙНАМИ И ПАТРУБКАМИ В СБОРЕ ПВД600-Ю. 15.011 СБ
Материал Твердость Количество на изделие
I и II - сталь ОтЗ 111 - сталь I2XI6HI0T-M2 — I
Позиция на эскизе Возможный дефе кт Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы», способ восстановления
номинальные допу- сти- мые
I 2, 3 Трещины любого раз- мера и расположе- ния: в местах, не дос- тупных для заварки в местак, доступ- ных для заварки Срыв резьбы настен- ке теплообменника ПВД600-10.15.034-Б и на фланце патруб- ка ПВД600-10.15.042 более двух витков Осмотр, испы- тание на гер- метичность воздухом под давлением 0.15 МПа о (1,5 кгс/cnt) в ванне с во- дой Осмотр Появление цузырьков .духа не догуокается М6-6Н М8-6Н воз- — ПВД600-Ю. 15.100-Б ПВД600-Ю. 15.058 -Б Браковать Войсковому ремонту не подлежит Заварить де- фектное от- верстие и на- резать резь- бу номиналь- ного размера
ПОДБОР-10.15 0^2
4 Зак. 5381
49
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 Накипь и засорение внутренней поверх- ности межрубашеч- ного пространства Осмотр Промыть меж- рубашечное пространство котла 10 - 15^ раствором тех- нического ед- кого натра (каустической соды) гри тем- пературе раст- вора 7U - 80оС до полного уда- ления накипи с последующей тщательной про- мывкой проточ- ной водой до полного удале- ния следов щелочи
ГОПТ §466М?5 4 а Н И е* 3аВарКУ пропзводпть ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2
У
Наименование детали или сборочной единицы Обозначение
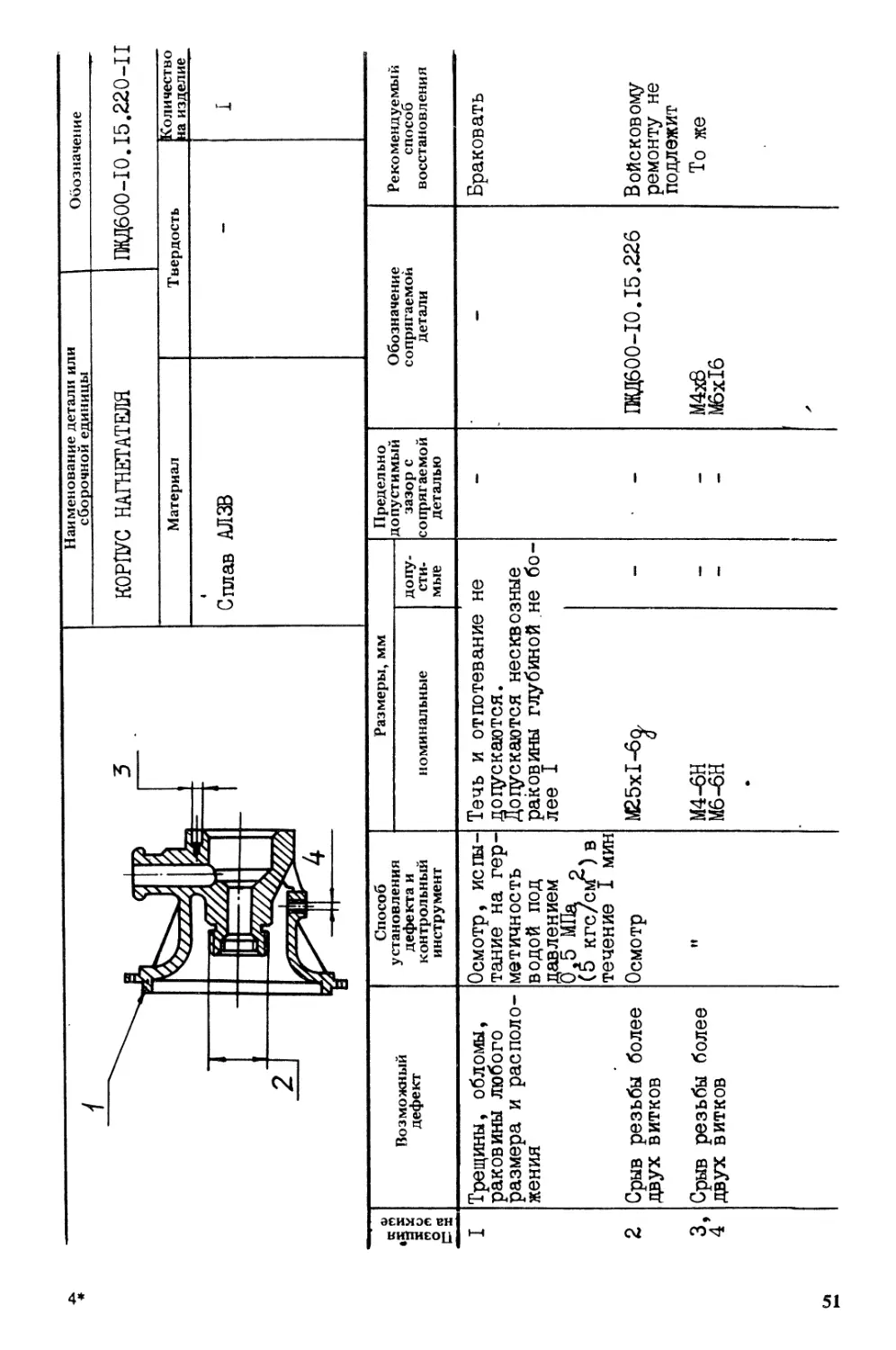
КОРПУС НАГНЕТАТЕЛЯ ПВД600-Ю. 15.220-11
Материал Твердость Количество да изделие
Сплав АЛЗВ — 1
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Трещины, обломы, раковины любого размера и располо- жения Осмотр, испы- тание на гер- метичность водой под давлением 0 5 МПа о (5 кгс/см )в течение I мин Течь и отпотевание доцускаются. Догускаются нескво: раковины глубиной ,j лее I не зные ле бо- - Браковать
2 Срыв резьбы более двух витков Осмотр М25х1-6^ - - 1ВД600-Ю.15.226 Войсковому ремонту не подлежит
з, 4 Срыв резьбы более двух витков н М4-6Н М6-6Н — — М4х8 Мбх1б То же
Ul
Наименование детали или сборочной единицы Обозначение
КРЫЛЬЧАТКА ВЕНТИЛЯТОРА ШД600-Ю. 15.230-20
Материал Твердость Количество на изделие
Сплав АЛЗВ - I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Трещины, раковины, сколы любого раз- мера и расположе- ния Осмотр Доцускаются нескво раковины глубиной . лее I зные не бо~ — — Браковать
2 Износ шпоночного паза по ширине более дотустимого Калибр %0,010 3,08 0,15 Войсковому ремонту не подлежит
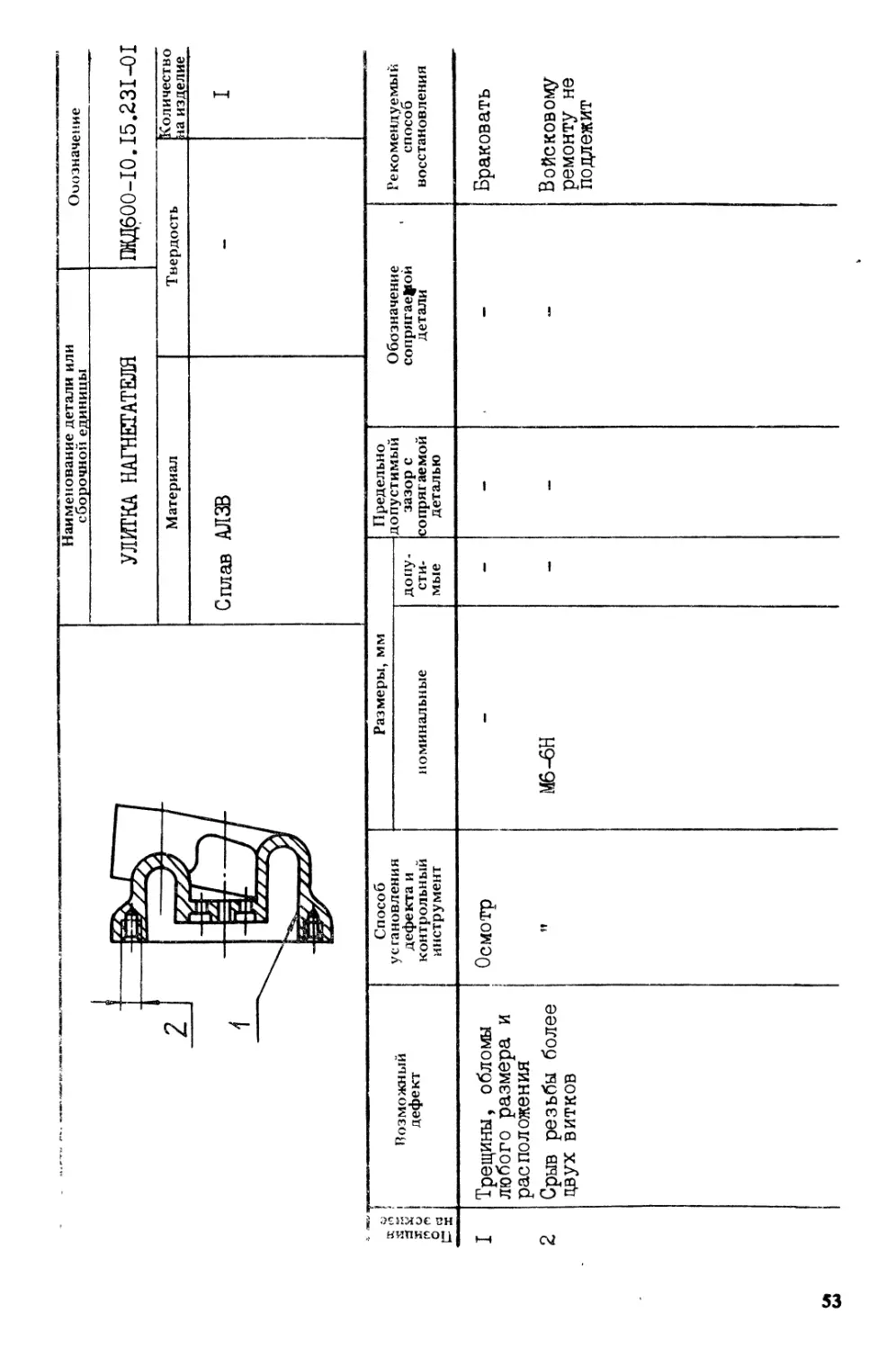
1 Позиция 1 на эскизе L а Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Трещины, обломы любого размера и расположения Осмотр —
2 Срыв резьбы более цвух витков и Мб-бН
Наименование детали или сборочной единицы Оиозначение
УЛИТКА НАГНЕТАТЕЛЯ ПВД600-Т0.15.231-01
Материал Твердость Количество на изделие
Сплав АЛЗВ — I
допу- сти- мые Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
— - - Браковать Войсковому ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
КОРПУС КЛАПАНА ПВД600-Ю.15.507-Б
Материал Твердость Количество за изделие
Сплав АМц-1 — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Трещины любого размера и распо- ложения Осмотр — - - — Войсковому ремонту не подлежит
2 Срыв резьбы более двух витков 1! МВхХ-б^ - - ПВД600-Х0.15.501 То же
4^00 То же и М16х1-6Н М24хХ,5-6Н - — ПВД600-10.15.512-Е и
СБОРОЧНАЯ ЕДИНИЦА 569-10.54.010. УСТАНОВКА ПОДОГРЕВА ВОЗДУХА
Наименование детали или сборочной единицы Обозначение
КОРПУС ЗАСЛОНКА ОСЬ 569-10.54.191 569-10.54.197 569-10.54.198
Материал Твердость Количество на изделие
I - сплав 1561 (АМг61) II - сталь 45-а-2 Ш - сталь I2XI8HI0T — 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ граней оси 569-10.54.198 более доцустимого Осмотр. Штангенцир- куль Шц-1-125-0,1 ГОСТ 166-80 6Сд 4(-0,08) 5,60 — — Войсковому ремонту не подлежит
2 Смятие, задиры на гранях оси Осмотр - - - - Зачистить гра- ни до выведе- ния дефекта
3, 4 Срыв резьбы на кор- пусе более двух витков и M20xI.5-6q . К 3/4’’ 1 — — — Браковать
Примечания: I. Дефектации подвергается корцус в сборе с осью и заслонкой.
2. Зачистку производить надфилем (с = ВО мм) с насечкой № 2 или № 3.
Технические требования к отремонтированной сборочной единице (к дефекту 2)
После зачистки до выведения дефекта размер ”а” должен быть не менее 5,80 мм.
СП
СБОРОЧНАЯ ЕДИНИЦА 569-10.61.100. УСТАНОВКА ВЕНТИЛЯ
* Наименование детали или сборочной единицы Обозначение
МАХОВИЧОК 569-10.63.491
Материал Твердость Количество на изделие
Сплав АЛ4 — 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ граней от- верстия более до- пустимого Штангенцир- куль ШЦ-1 -125-01 ГОСТ 166-вО 10А (+0,2) и 10,40 0,650 569-10.63.492 Войсковому ремонту не подлежит
2 Смятие, забоины на гранях Осмотр Зачистить гра- ни до выведе- ния дефекта
Пр. имечание. Зачистку производить надфилем (//=80 мм) с насечкой № 2 или № 3.
Технические требования к отремонтированной детали (к дефекту 2)
После зачистки до выведения дефекта размер ”а” должен быть 10,40 мм.
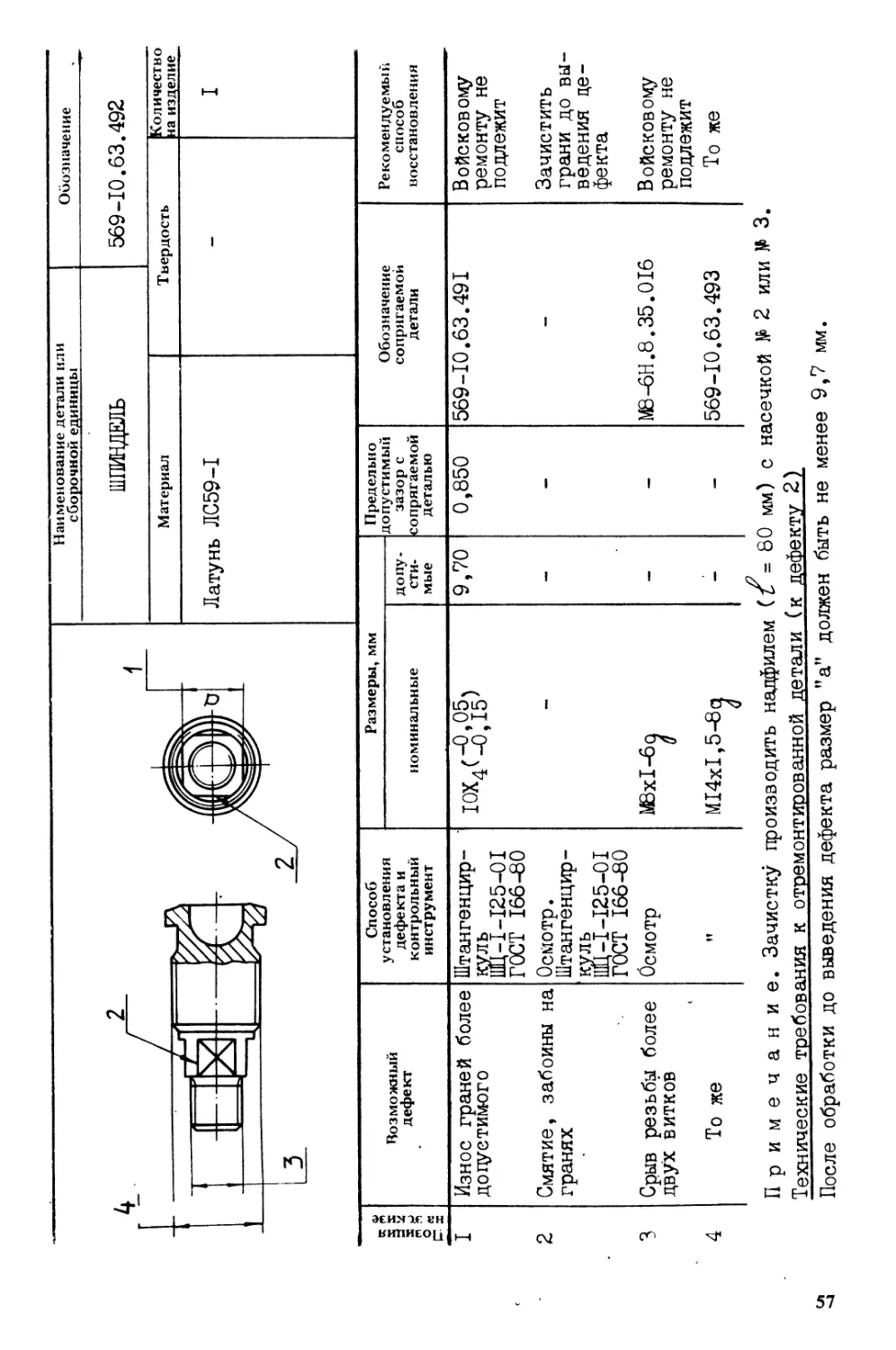
Наименование детали или сборочной единицы Обозначение
ШПИНДЕЛЬ 569-10.63.492
Материал Твердость Количество на изделие
Латунь ЛС59-1 - I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ граней более Штангенцир- ’ i°x4(zg;?i) 9,70 0,850 569-10.63.491 Войсковому
допустимого куль Шц-1-125-01 ремонту не подлежит
ГОСТ 166-80
2 Смятие, забоины на Осмотр. — — — Зачистить
гранях Штангенцир- куль Шц-1-125-01 грани до вы- ведения де- фекта
ГОСТ 166-80
3 Срыв резьбы более Осмотр MBxI-6q - - М8-6Н .8.35.016 Войсковому
двух витков 0 ремонту не подлежит
4 То же п MI4xI,5-8a — — 569-10.63.493 То же
Примечание !. Зачистку производить надфилем < = 61 3 мм) с на .сечкой № 2 или № 3.
Технические требования к отремонтированной детали (к дефекту 2)_
После обработки до выведения дефекта размер "а” должен быть не менее 9,7 мм.
сл
00
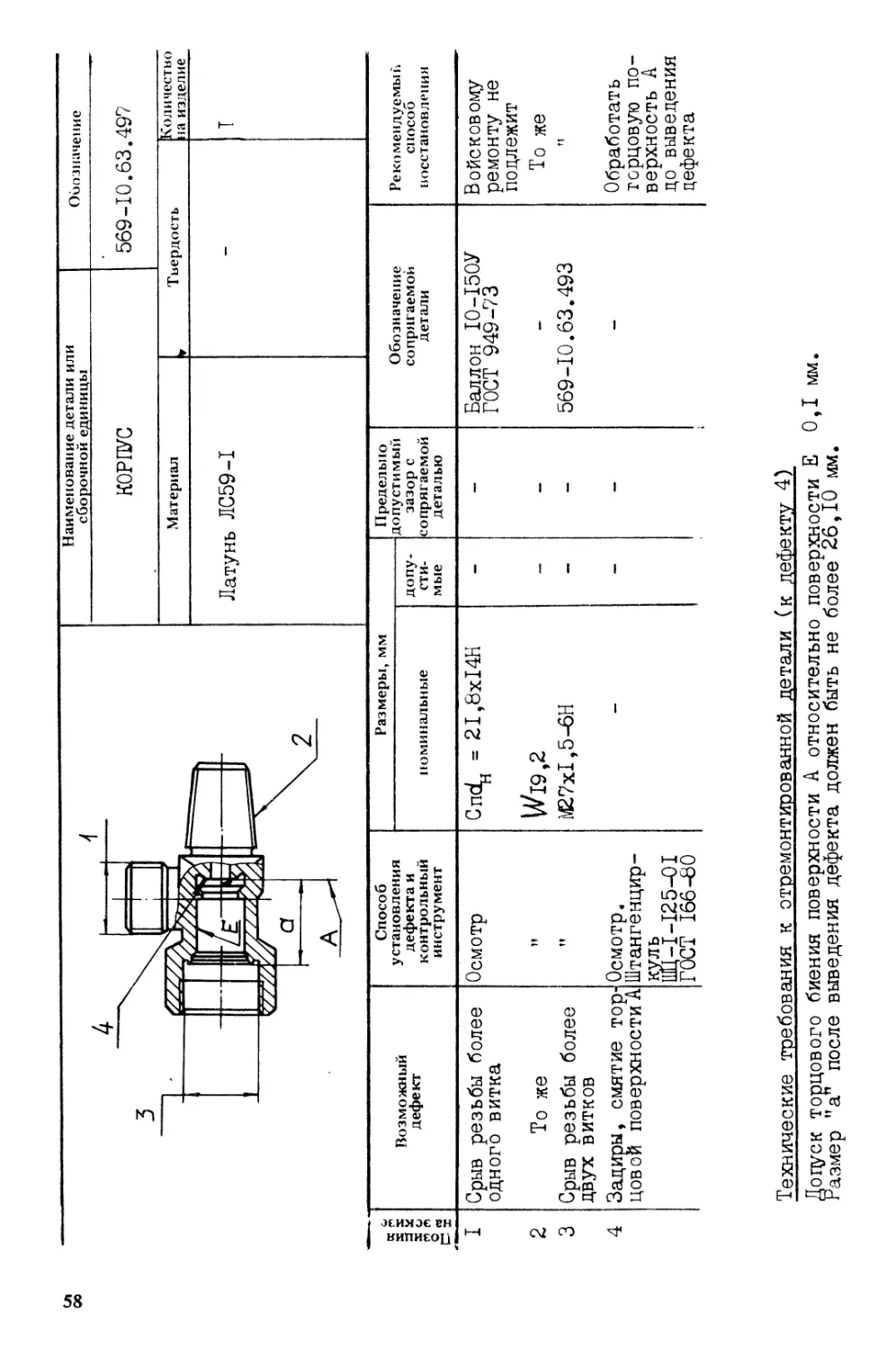
Наименование детали или сборочной единицы Обозначение
КОРПУС 569-10.63.497
Материал Твердость Количество на изделие
Латунь ЛС59-1 - т
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимым зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
поминальные допу- сти- мые
I Срыв резьбы более одного витка Осмотр Спс^ = 21,8х14Н — — Баллон 10-150У ГОСТ 949-73 Войсковому ремонту не подлежит
2 То же н |Vl9,2 - - - То же
3 Срыв резьбы более двух витков и М27х1,5-6Н — - 569-10.63.493 и
4 Задиры, смятие тор- цовой поверхности А Осмотр. Штангенцир- куль ШЦ-1-125-01 ГОСТ 166-60 Обработать торцовую по- верхность А до выведения цефекта
Технические требования к отремонтированной детали (к дефекту 4)
Догуск торцового биения поверхности А относительно поверхности Е 0,1 мм.
Размер V после выведения дефекта должен быть не более 26,10 мм.
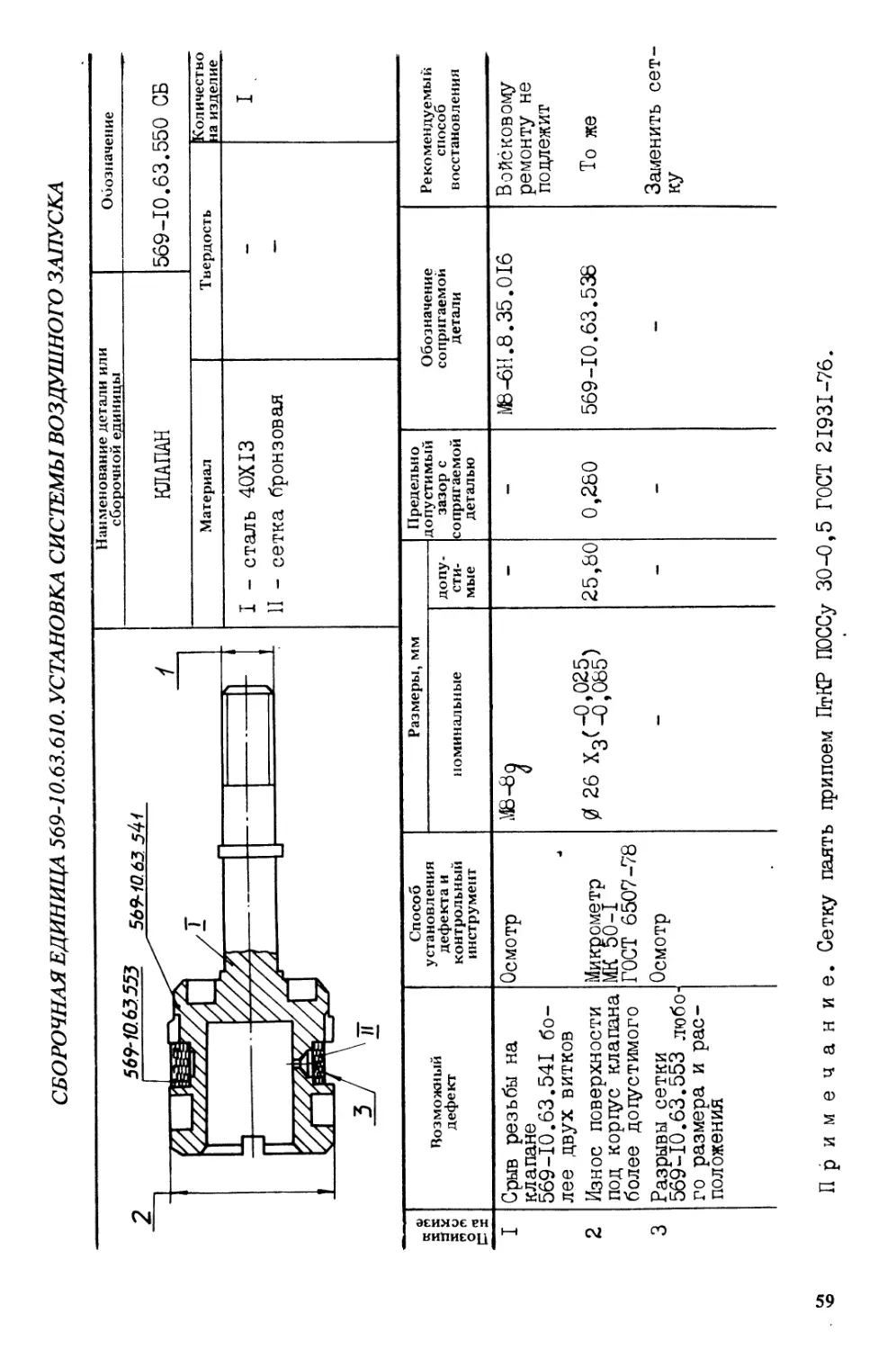
СБОРОЧНАЯ ЕДИНИЦА 569-10.63.610. УСТАНОВКА СИСТЕМЫ ВОЗДУШНОГО ЗАПУСКА
Наименование детали или сборочной единицы Обозначение
КЛАПАН 569-10.63.550 СБ
Материал Твердость Количество на изделие
I - сталь 40X13 11 - сетка бронзовая — I .
I Позиция [на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 Срыв резьбы на клапане 569-10.63.541 бо- лее двух витков Износ поверхности под корцус клапана более допустимого Разрывы сетки 569-10.63.553 любо- го размера и рас- положения Осмотр <4 Микрометр МК 50-1 ГОСТ 6507-78 Осмотр М8-8(^ 0 26 Х3(2§ 25,80 0,260 M8-6H.8.35.0I6 569-10.63.538 Войсковому ремонту не подлежит То же Заменить сет- ку
Примечание. Сетку паять припоем ПтКР ПОССу 30-0,5 ГОСТ 21931-76.
и»
Наименование детали или сборочной единицы Обозначение
КЛАПАН 569-10.63.560 СБ
Материал Твердость Количество на изделие
I - латунь ЛС59-1 - I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности клапана Микрометр МК 25-1 0 8 Ш3(=0;085> 7,80 0,400 569-10.63.533 Войсковому ремонту не подлежит
569-10.63.562 под гнездо более до- ГОСТ 6507-78
пустимого
2 Износ торцовой по- Скоба 13С4(~С,12) 12,80 569-10.63.535 Заменить
верхности штифта 569-10.63.563 бо- штифт
лее ДОПУСТИМОГО
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали * Ре комеидуемыь способ восстановления
номинальные допу- сти- мые
I Износ отверстия под клапан более дотустимого "STO гост 8бв-вг 0 26 А <+0»045) 26,10 0,280 569-10.63.550 Войсковому ремонту не подлежит
2, 3, л 7 Срыв резьбы более двух витков Осмотр M36x2-6cv М30х1,5?7Н - - - То же
4 К 1/8”
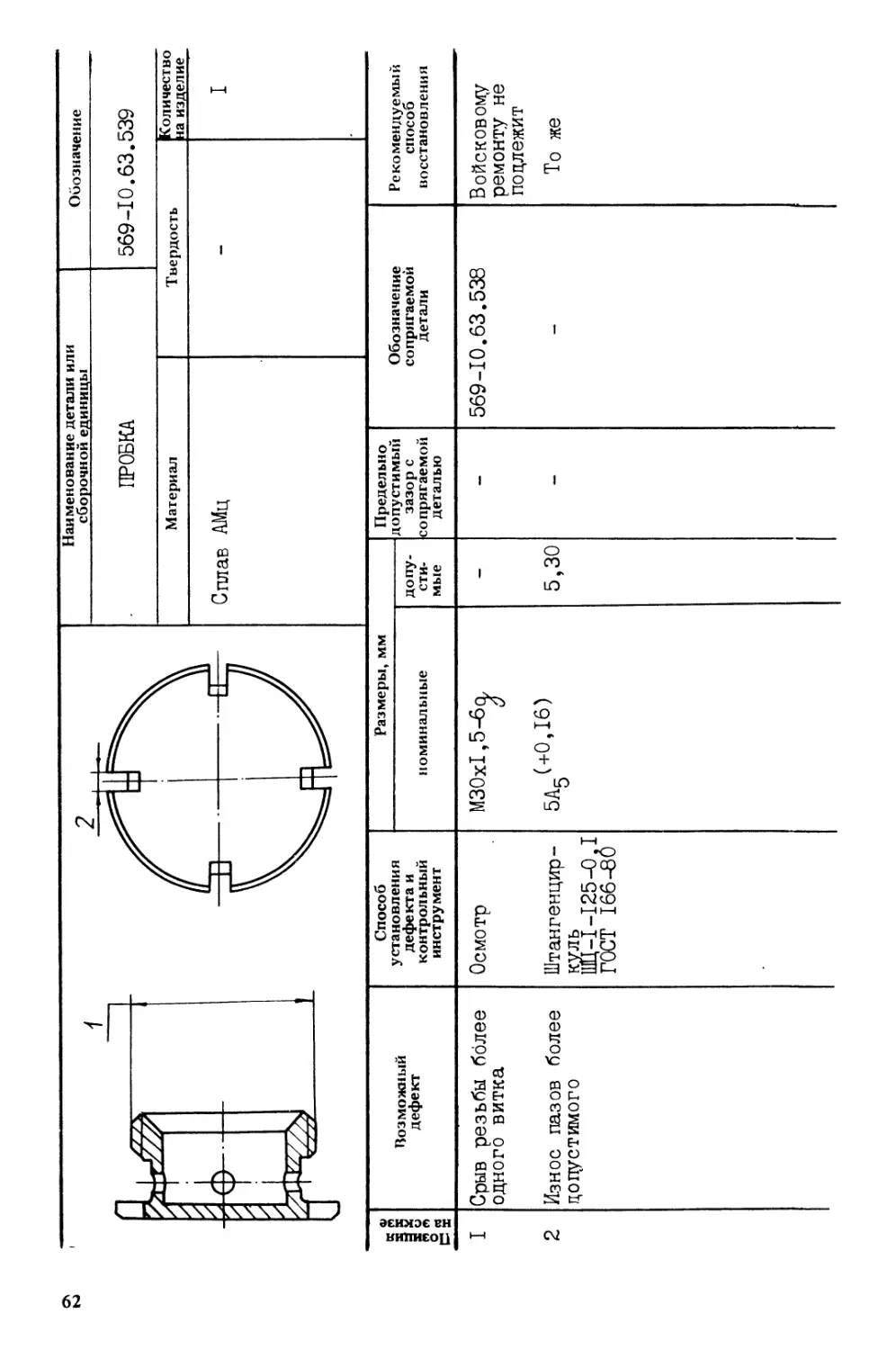
Наименование детали или
сборочной единицы
ПРОБКА
Обозначение
569-10.63.539
Материал
Твердость
Количество
за изделие
Сплав АМц
I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстанов л ени я
номинальные допу, сти- мые
I Срыв резьбы более одного витка Осмотр M30xI,5-6^ - — 569-10.63.538 Войсковому ремонту не подлежит
2 Износ пазов более цо густимого Штангенцир- куль Шц-1-125-0.1 ГОСТ 166-80 5А (+0,16) О 5,30 То же
СБОРОЧНАЯ ЕДИНИЦА 569-11.00.000. УСТАНОВКА ТРАНСМИССИИ
СМ
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко мендуемы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев диска 569-II.44.361 по толщине более до- пустимого Калибр о Ролики . CL =(8,7б7± ±0,002) мм ГОЙТ 2475-86 222,297^427 223,00 - 569-II.51.064 Браковать
2 Износ накладок по толщине более до- пустимого Штангенцир- куль Ц]Ц-11-160-0.05 ГОСТ 166-80 26,00 — 569-II.44.410 Войсковому ремонту не подлежит
3 Трещины на поверх- ности накладок 569-11.44.380 лю- бого размера и расположения Осмотр Тс же
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 Забоины, задиры на зубьях диска Осмотр — - — - Зачистить по- верхность зубьев до вы- ведения де- фекта
5 Риски, задиры на поверхности трения накладок п — - - — Войсковому ремонту не подлежит
6 Коробление диска более допустимого Плита. Набор щу- пов № 2 ГОСТ 882-75 Допускается коробление не более 0,1 — — То же
Примечание. Зачистку производить надфилем (£=80 мм) с насечкой № 2 или № 3.
Технические требования к отремонтированной сборочной единице (к дефекту 4)
После зачистки поверхности зубьев до выведения дефекта шаговый размер должен быть не более 223,0 мм.
5 Зак. 5381
I - сталь 40Х-а
II - чугун 4НМХ
Наименование детали или
сборочной единицы
ДИСК НАЖИМНОЙ
Материал
Обозначение
569-11.44.400 СБ
Твердость
Количество
. *а изделие
НВ 269-321
2
Позш&я , на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мй Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
h- teisa’E'"' Скобы шаро- вые 133,964^’4 133,00 — 569-11.44.410 Браковать
толщине более до- пустимого 99',715^’§ 99,00 — 569-11.44.414 569-11.44.415
3 Износ тормозных Осмотр. ^•^бс-о.гв) 23,70 — 569-11.44.360 Войсковому
накладок 569-11.44.370 по Штангенцир- куль ЩЦ-Ц-160-0.0Е ГОСТ 166-86 - ремонту не подлежит
толщине более до- пустимого или тре- щины на накладках •
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент — ..1 Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко менду е мый способ восстановления
номинальные допу- сти- мые
4 Срыв резьбы более двух витков Осмотр М5хбН — — Винт М5-6^х12 Заварить де- фектное резь- бовое отверс- тие и наре- зать резьбу номинального размера
ГОСТ §466М?5 4 а Н И е’ производить ручной дуговой сваркой электродом У ОН ИИ-13/45-3,0-2
Наименование детали или сборочной единицы Обозначение
КОРПУС ТОРМОЗА 569-11.44.410 СБ
Материал Твердость Количество ла изделие
I - сталь 40Х-а НВ 269-321 2
[Позиццр на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев кор- пуса 569-11.44.411 по толщине более допустимого Скоба шаго- вая * I33,964+g’| 135,00 569-11.44.400 Браковать
2 Износ тормозных на- кладок 569-11.44.370 по толщине более до- пустимого или тре- щины на накладках Осмотр. Штангенцир- куль ШЦ-Х-125-O.I гост 166-ед 63,5+0,15 64,00 569-11.44.360 Войсковому ремонту не подлежит
3 Срыв резьбы более двух витков Осмотр MI0xI,25-6H MI2xI.25-6Н — — 3MI0x1.25-6^x30 ГОСТ 7^96-70 ЗМ12х1,25-6^x30 ГОСТ 7798-70 Заварить де- фектное резь- бовое отверс- тие и нарезать резьбу номиналь- ного размера
3 Примечанк ГОСТ 9466-75. [ е. Заварку производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2
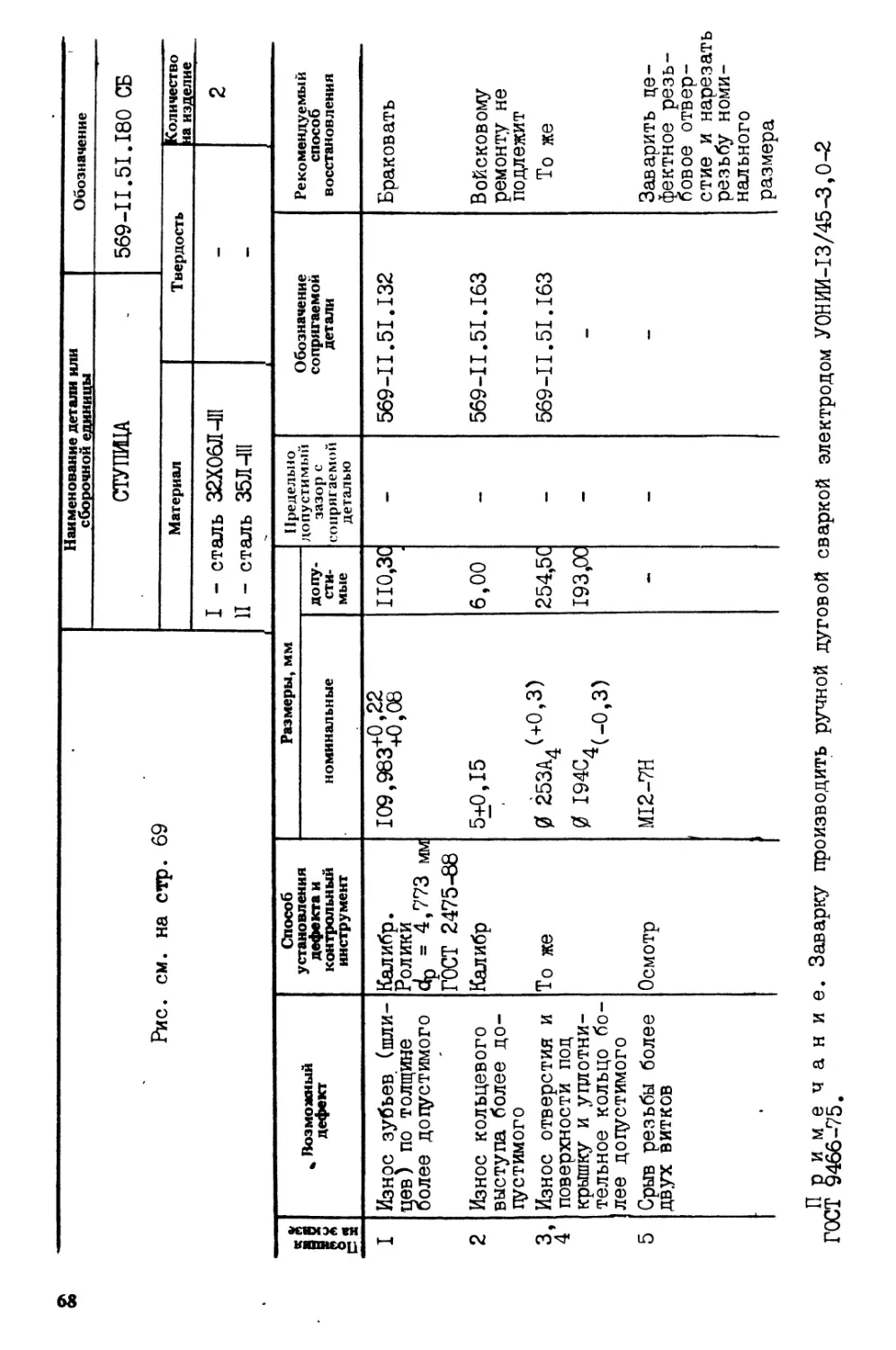
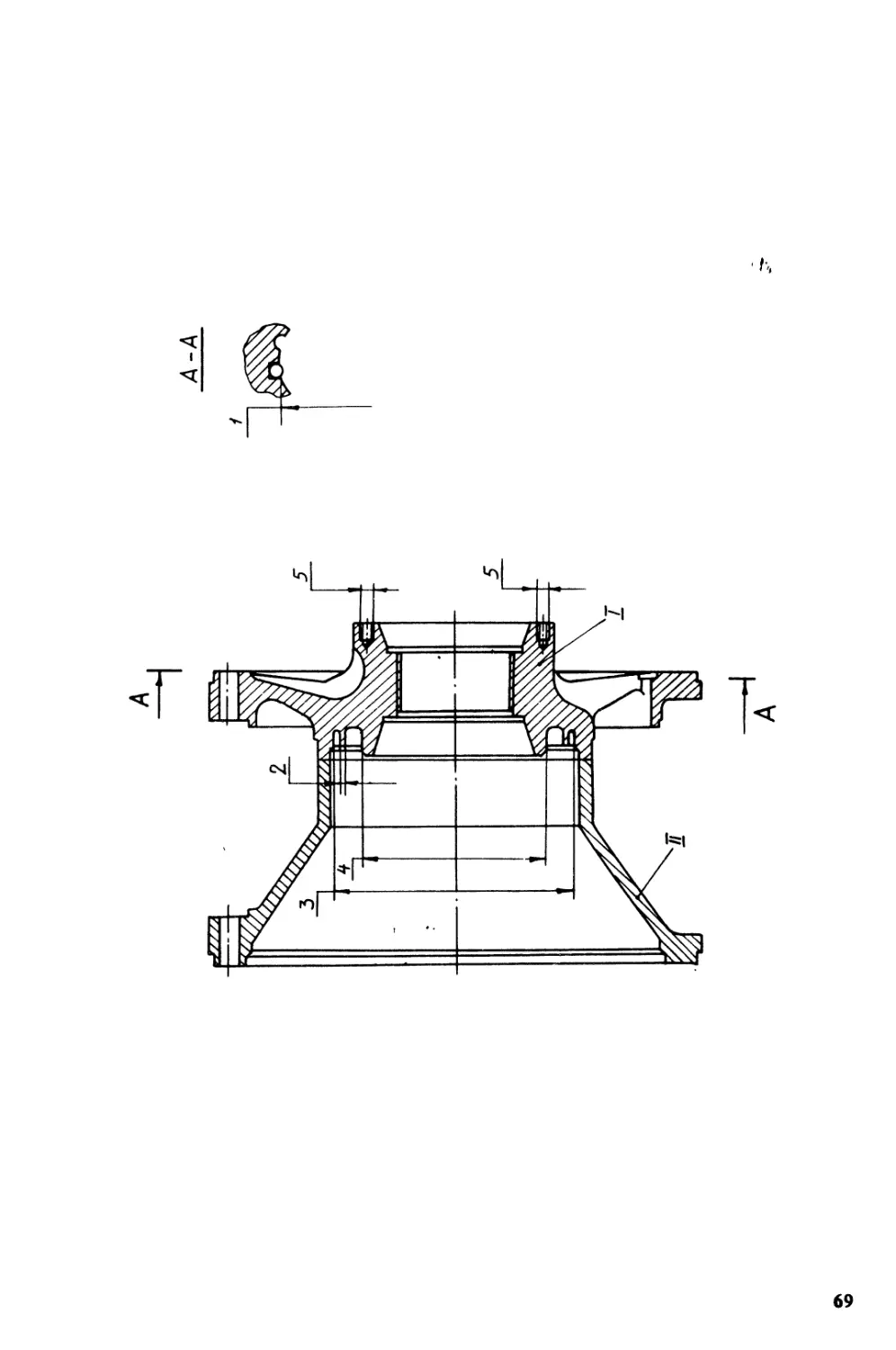
Рис. см. на стр. 69 Наименование детали или сборочной единицы Обозначение
СТУПИЦА 569-П.51.180 СБ
Материал Твердость Количество на изделие
I - сталь 32Х06Л-Ш П - сталь 35JI-III — 2
Позиция I на эскизе | * Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимыи зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3, 4 5 Износ зубьев (шли- цев) по толщине более допустимого Износ кольцевого выступа более до- густимого Износ отверстия и поверхности под крышку и уплотни- тельное кольцо бо- лее допустимого Срыв резьбы более двух витков Калибр. Ролики dp = 4,773 мм ГОСТ 2475-88 Калибр То же Осмотр 109,983^.22 5+0,15 0 253А4(+0’3) 0 I94C, 4(-0,3) MI2-7H II0.3C 6,00 254,5С 193,00 569-11.51.132 569-П. 51.163 569-П.51.163 Браковать Войсковому ремонту не подлежит То же Заварить де- фектное резь- бовое отвер- стие и нарезать резьбу номи- нального размера
ГОСТ §4&-75.4 а " “ S- 3“арку
производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2
69
Наименование детали или < сборочной единицы Обозначение
ЗУБЧАТКА4 569-11.31,131
Материал Твердость Количество на изделие
Сталь I8X2H4MA Поверхность Б НРС 58,’ осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 Износ зубьев по толщине более до- цустимого Износ зубьев (шли- цев) по ширине бо- лее допустимого Срыв резьбы более двух витков Скоба шаго- вая Калибр. Ролики с^р - 4,773 мм ГОСТ 2475-88 Осмотр 5Q 06+0,633 ОУ’иь+0,388 5Q Q82+0 > -^49 0У’^+0,061 М8-6Н 60,00 60,40 - 569-II.31.064 569-II.31.133 МВ-6^x20 Браковать П Войсковому ремонту не подлежит
Примечание. Данная карта служит также для дефектации детали 569-II.3I.I4I (кроме поз. 3).
Наименование детали или сборочной единицы Обозначение
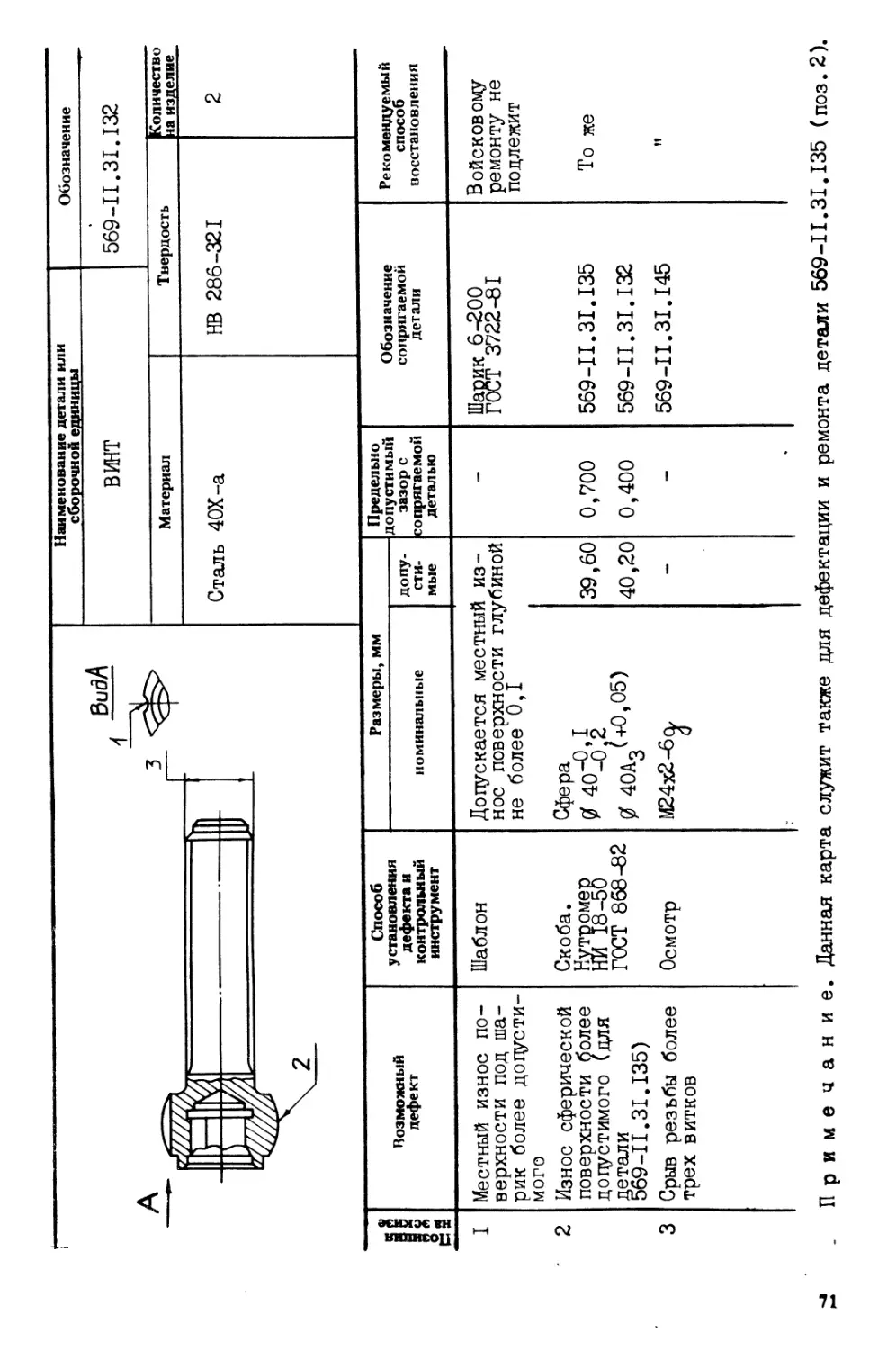
ВИНТ 569-11.31.132
Материал Твердость Количество ^а изделие
Сталь 40Х-а НВ 286-321 2
н яя eg Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Местный износ по- верхности под ша- рик более допусти- мого Шаблон Допускается местный нос поверхности глч не более 0,1 1 из- /биной — Шапик 6-200 ГОСТ 3722-81 Войсковому ремонту не подлежит
2 Износ сферической поверхности более допустимого (для детали 569-II.3I.I35) Скоба, йжзв ГОСТ 868-82 Сфера (? 402q’2 0 40aJ+0’05) 39,60 40,20 0,700 0,400 569-II.31.135 569-11.31.132 То же
3 Срыв резьбы более трех витков Осмотр М24х2-6^. 569-11.31.145 и
Примечание. Данная карта служит также для дефектации и ремонта детали 569-II.3I.I35 (поз. 2).
W7777777777/7ZZ
777/AW/////777,
Наименование детали или сборочной единицы Обозначение
ВАЛ 569-П. 31.133
Материал 4 Твердость Количество 4а изделие
Сталь 40Х-а. НВ 286-321 I
A
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине оолее допустимого Скоба. Ролики dp = (5,4- ±0,002) мм ГОЙТ 2475-88 76>474_q’I20 76,10 569-1I.31.131 569-П. 31.141 569-П. 31.142 Браковать
1* _.,.2 4 Наименование детали или сборочной единицы Обозначение
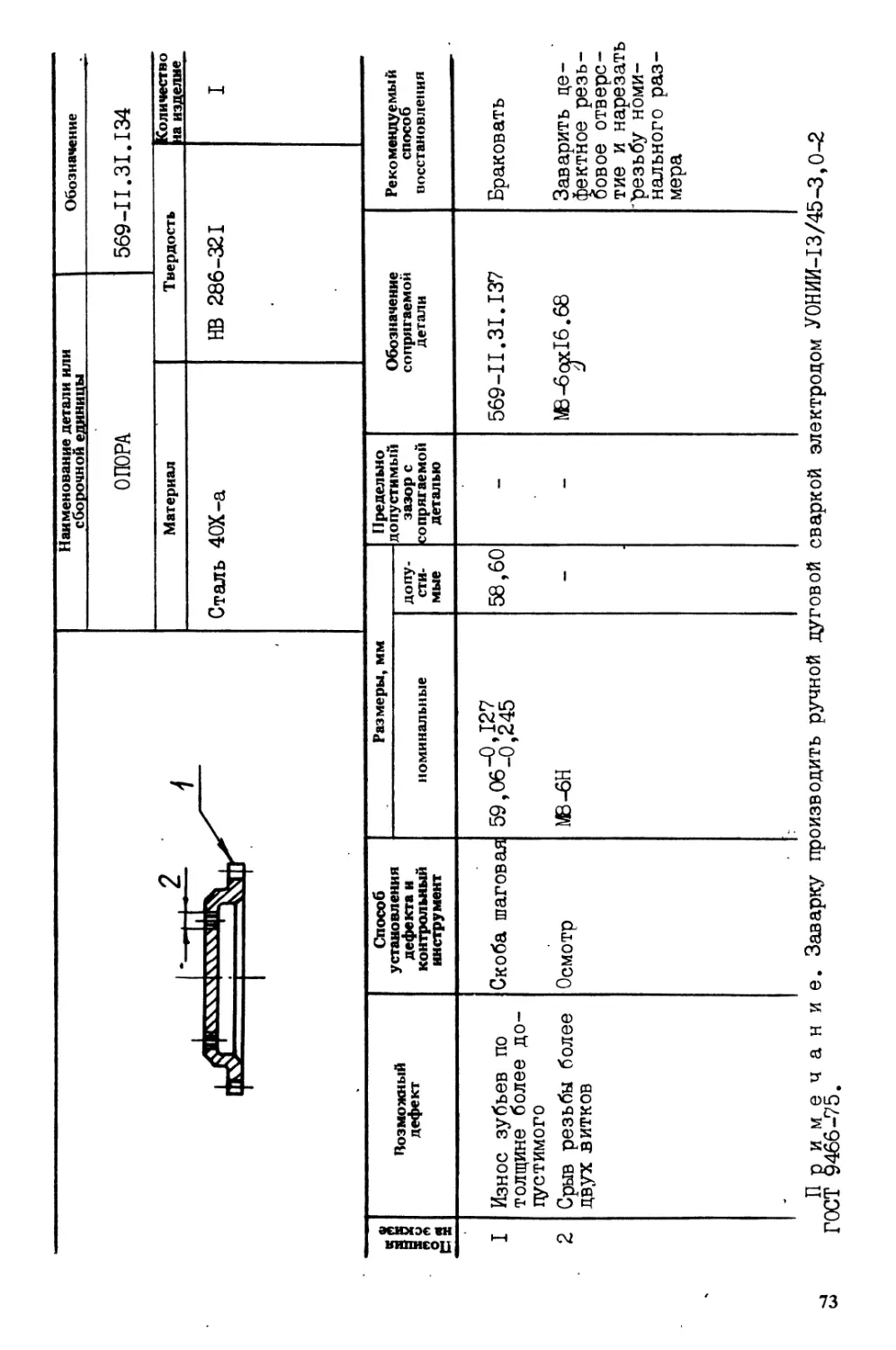
ОПОРА 569-11.31.134
Материал Твердость Количество «а изделие
ihkv / Сталь 40Х-а НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Реко мендуемы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более до- пустимого Скоба шаговая 58,60 - 569-11.31.137 Браковать
2 Срыв резьбы более двух витков Осмотр МВ-6Н МВ -6^x16.68 Заварить де- фектное резь- бовое отверс- тие и нарезать резьбу номи- нального раз- мера
Примечани
ГОСТ 9466-75.
е. Заварку производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2
1 Z Наименование детали или сборочной единицы Обозначение
г//////////л МУФТА 569-П.31.137
<—9=^2=
Материал Твердость Количество за изделие
Сталь I8X2H4MA Поверхность А НРС 56; осталь- ные поверхности НРС 35-49 I
Д
bs
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой • деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (ш цев) по толщине более допустимо ли- то Скоба шаго- вая 59,06^’3 59,50 569-11.19.004 569-П. 31.134 569-П.51.064 Браковать
Наименование детали или сборочной единицы Обозначение
A A ВАЛ ТОРСИОННЫЙ 569-11.31.168
Материал Твердость Количество ла изделие
Сталь 45ХН2МФА-111 HRC 42-46 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по Скоба шаго- 42,055^;^ 41,40 — 569-11.II.651 Браковать
толщине более до- пустимого вая
б3«539Й;о9
2 Износ зубьев (шли- Скоба. 63,75 — 569-11.31.169 н
цев) по толщине более допустимого Ролики dp = (2,886± -0.002) мм ГОбТ 2475-88
3 Срыв резьбы более Осмотр М48х2-6о - - 569-11.31.173 Войсковому
трех витков ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
ЗУБЧАТКА ПЕРЕХОДНАЯ 569-II.31.169
Материал Твердость Количество ria изделие
Сталь I8X2H4MA Поверхность Б I
HRC^ 58; осталь-
ные поверхности
HRC 35-49
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы й способ восстановления
номинальные допу- сти- мые
I - 2 Износ зубьев по толщине более до- пустимого Износ зубьев (шли- цев) по толщине более допустимого Скоба шаговая Калибр , Ролики dp = (2,ЗП± -0,002) мм ГОСТ 2475-88 42,055^’51 54,854+0’04 41,40 55,50 - 569-II.31.096 569-11.31.168 Браковать я
Наименование детали или сборочной единицы 1 '-ч Обозначение
КРЫШКА 569-11.44.334
Материал Твердость Количество «а изделие
Сталь 40Х-а НВ 286-321 2
! Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Вмятины от шариков на поверхности: более 0,2 мм (диаметр вмятины более, 2,5 мм) менее 0,2 мм (диаметр вмятины менее 2,5 мм) Осмотр. Штанген- глубиномер — — — ♦ Войсковому ремонту не подлежит Зачистить поверхность до выведения дефекта
Наименование детали или сборочной единицы Обозначение
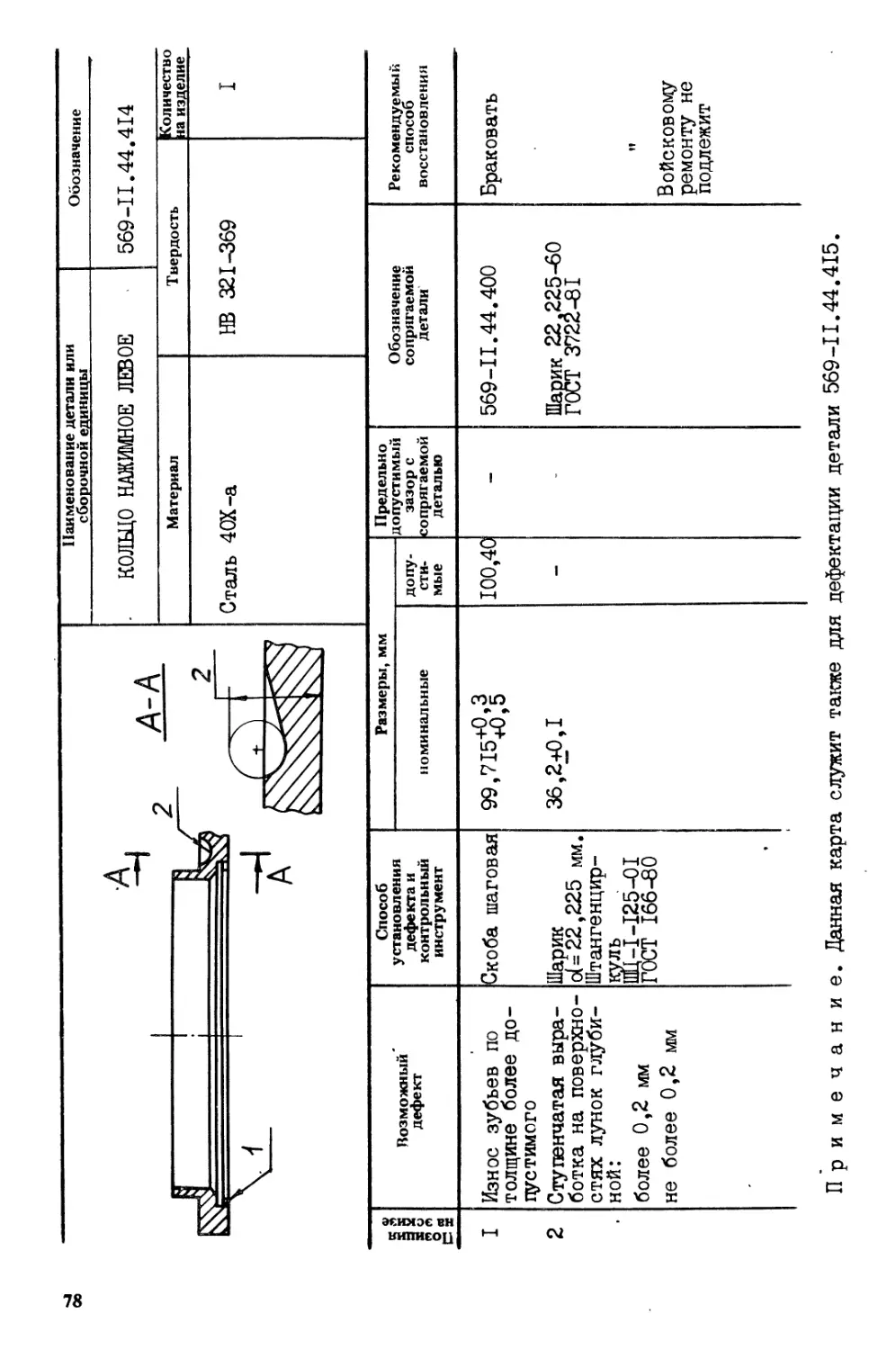
КОЛЩО НАЖИМНОЕ ЛЕВОЕ 569-11.44.414
Материал Твердость Количество «а изделие
Сталь 40Х-а НВ 321-369 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по Скоба шаговая 99,7I5^’g 100,40 569-11.44.400 Браковать
толщине более до- пустимого
2 Ступенчатая выра- ботка на поверхно- стях лунок глуби- ной: Шарик о(= 22,225 мм. Штангенцир- куль ШЦ-1-125-01 ГОСТ 166-80 36,2+0,1 — - Шарик 22.225-60 ГОСТ 3722-81
более 0,2 мм п
не более 0,2 мм Войсковому ремонту не подлежит
Примечание. Данная карта служит также для дефектации детали 569-II. 44.415.
Наименование детали или сборочной единицы Обозначение
К - [r и frЛ
«8 Способ установления дефекта и контрольный инструмент Размеры, мм Предельно Обозначение сопрягаемой детали Рекомендуемый способ восстановления
Позици на зеки Возможный дефект номинальные допу, сти- мые допустимый зазор с сопрягаемой деталью
I Ступенчатая выра- ботка на поверхно- стях лунок глуби- ной: более 0,2 мм не более 0,2 мм Жги мм. Штангенцир- куль Л 1Щ-1-125-0.1 ГОСТ 166-80 40,4+0,1 Шапик 122.225-60 ГОСТ 3725-81 Браковать Войсковому ремонту не подлежит
2 Вмятины от шариков на поверхности: не более 0,2 мм (диаметр вмятины не более 2,5 мм) Осмотр. Штанген- глубиномер То же
более 0,2 мм (диа- метр вмятины более 2,5 мм) Браковать
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные 1 допу- сти- мые
3, 4 Срыв резьбы более двух витков Осмотр . М10х1,25-6Н М12х1,25-6Н — — MI0x1.25-бах х2О.6Й.О16* 569-11.44.351 Заварить де- фектное от- верстие и на- резать резьбу номинального размера
Примечания: I. Данная карта служит также для дефектации и ремонта детали 569-П.44.431.
2. Заварку производить ручной луговой сваркой электродом У0НИИ-13/45-3,0-2 ГОСТ 9466-75.
6 Зак. 5381
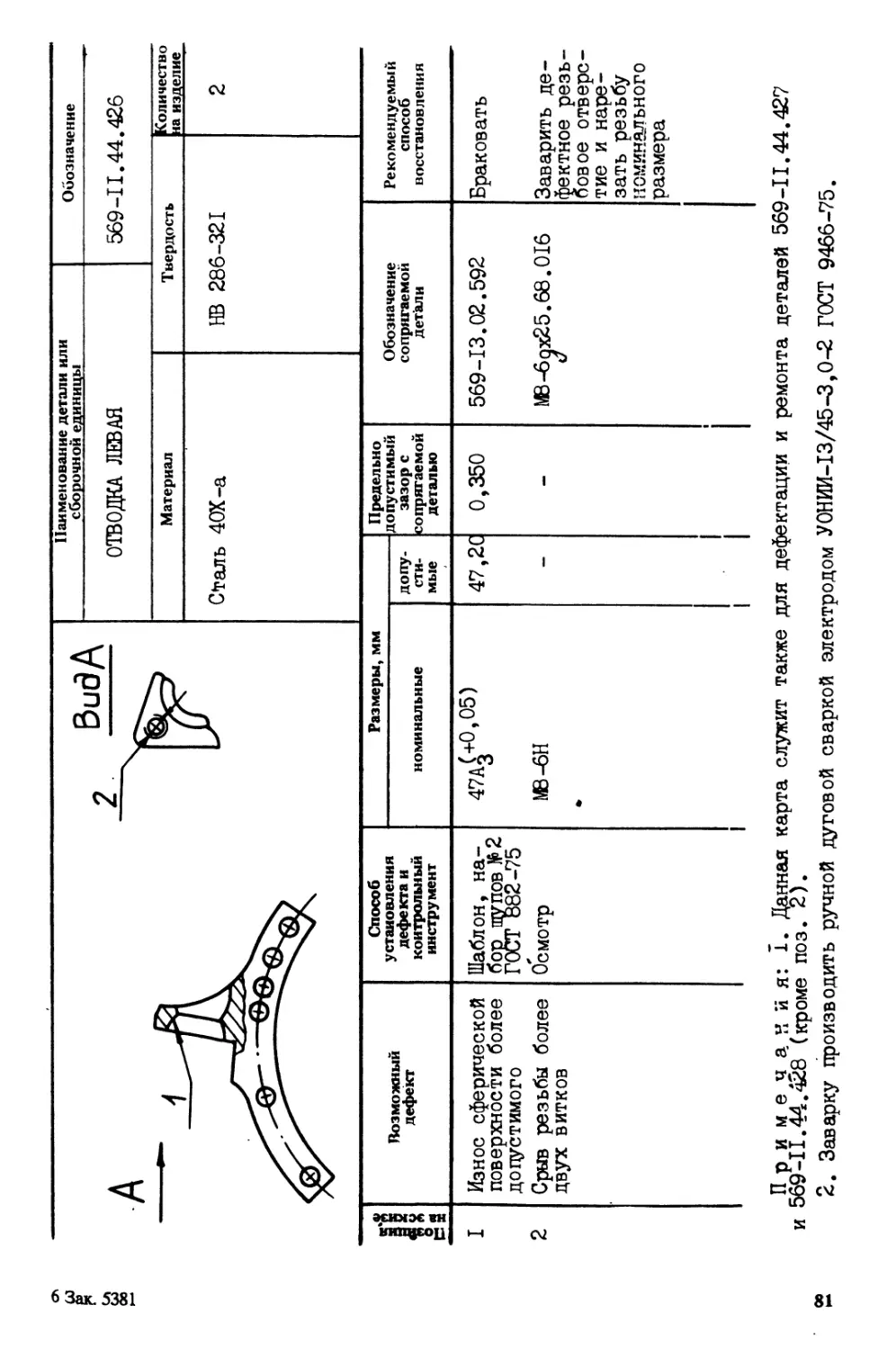
Позйция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко менд у е мы й способ восстановления
номинальные допу- сти- мые
I 2 Износ сферической поверхности более допустимого Срыв резьбы более двух витков Шаблон, на- бор щупов № 2 ГОСТ 882-75 Осмотр 1 47А^+0’05) МВ-бН * 1 47,2С 0,350 1 569-13.02.592 МВ-6^x25.68.016 Браковать Заварить де- фектное резь- бовое отверс- тие и наре- зать резьбу номинального размера
Пр и м е ч я к и я: I. Данная карта служит также для дефектации и ремонта деталей 569-11.44.427
и 569-11.44.428 (кроме поз. 2).
2. Заварку производить ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2 ГОСТ 9466-75.
00
Наименование детали или сборочной единицы Обозначение
ВЕНЕЦ 569-II.51.176
Материал
Твердость
Количество
за изделие
Сталь ЗОХГСА
НВ^ 225
4
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали
номинальные допу- сти- мые
I Трещины любого раз- мера и расположения в наплавленном слое Осмотр В каждом наплавлены слое догускается не шести (суммарно) пр них и поперечных тр г?+1,5 -0,5 ' ОМ более одоль- ещин - -
2 Износ наплавленного слоя зубьев более допустимого Штангенцир- куль Щ-1-125-0Л ГОСТ 166-86 4
Браковать
Войсковому
ремонту не
подлежит
Ре коменду е мы й
способ
восстановления
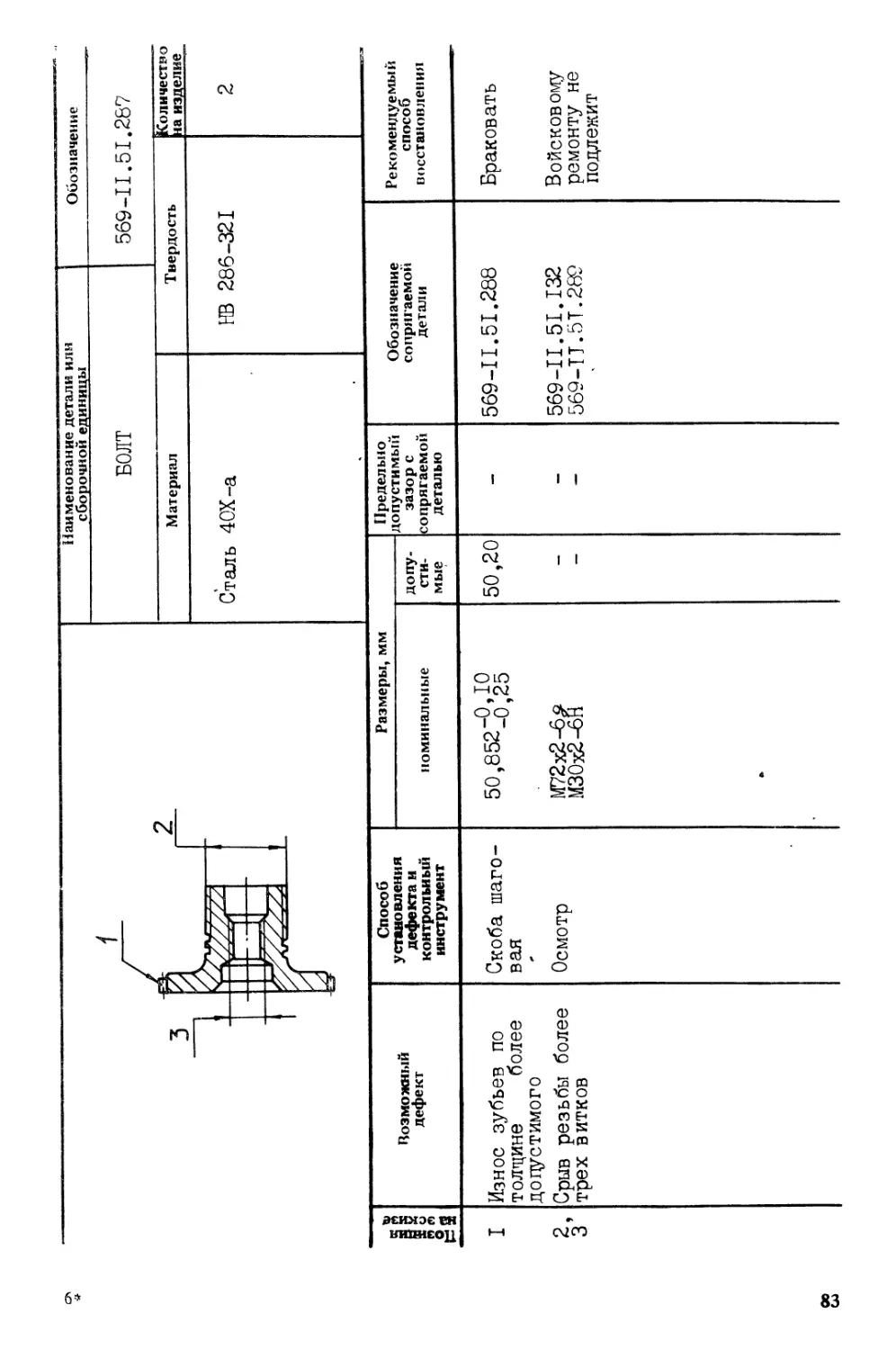
Наименование детали или сборочной единицы Обозначение
БОЛТ 569-11.51 .287
Материал Твердость Количество за изделие
Сталь 40Х-а НВ 286-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Реко менд у е мы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более допустимого Скоба шаго- вая 50,852Z§:i 50,20 — 569-II.5I.288 Браковать
Срыв резьбы более Осмотр М72х2-6^ - — 569-11.51.132 Войсковому
3 трех витков М30х2-6Н 569-ТТ.5Т.289 ремонту не подлежит
00
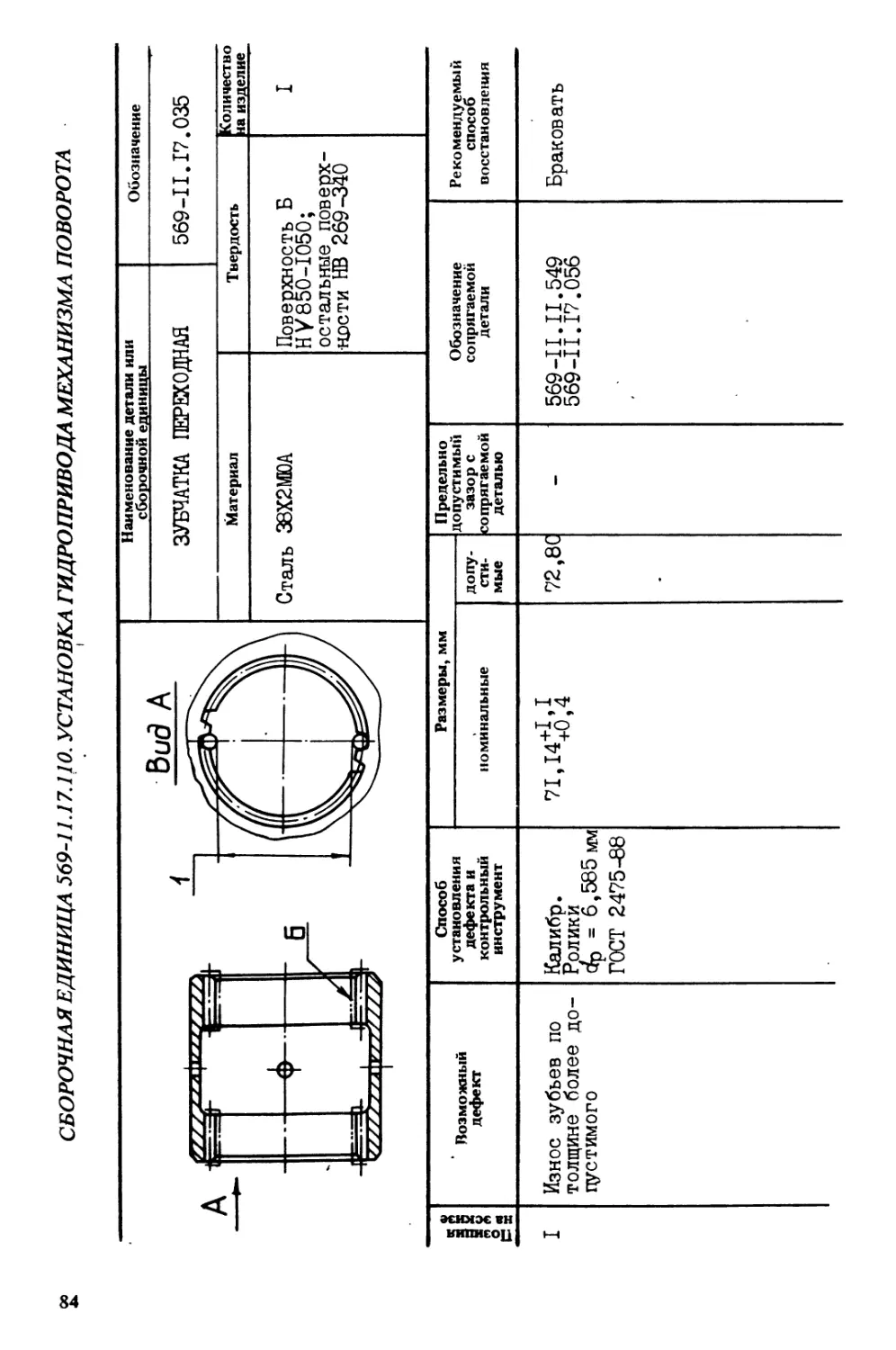
СБОРОЧНАЯ ЕДИНИЦА 569-11.17. ЦО. УСТАНОВКА ГИДРОПРИВОДА МЕХАНИЗМА ПОВОРОТА
Наименование детали или сборочной единицы Обозначение
ЗУБЧАТКА ПЕРЕХОДНАЯ 569-П. 17.035
Материал Твердость Количество «а изделие
Сталь 38Х2МЮА Поверхность Б HV 850-1050; остальные поверх- ности НВ 269-340 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более до- пустимого Калибр. Ролики с/р = 6,585 мм ГОСТ 2475-88 72,8С 569-П. II. 549 569-П. 17.056 Браковать
00
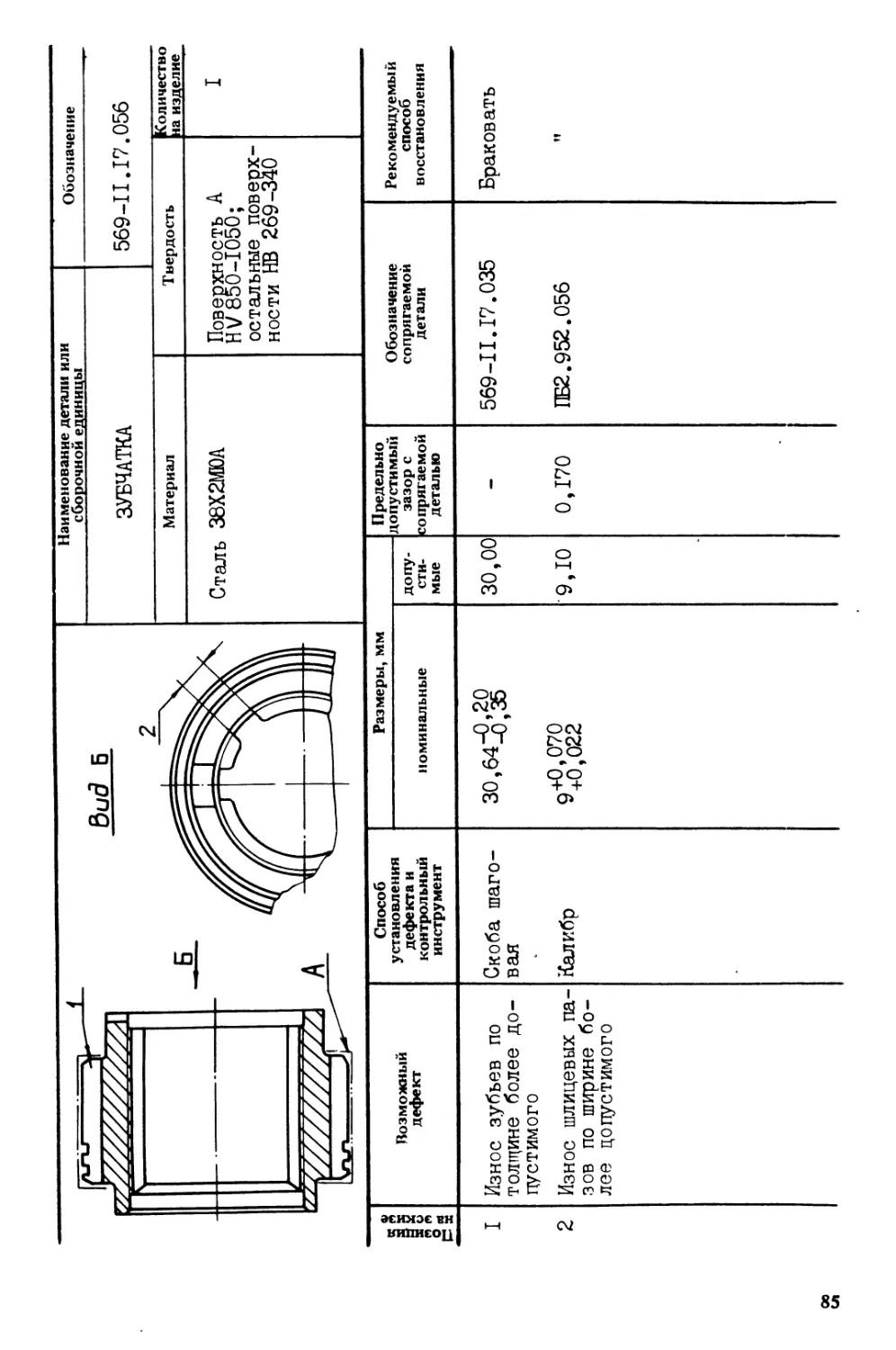
Наименование детали или сборочной единицы Обозначение
ЗУБЧАТКА 569-11.17.056
Материал Твердость Количество ла изделие
Сталь 38Х2МЮА Поверхность А HV 850-1050; I
остальные поверх-
ности НВ 269-340
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более до- пустимого Скоба шаго- вая ол с л—0,20 30,64-0’35 30,00 — 569-11.17.035 Браковать
2 Износ шлицевых па- зов по ширине бо- лее допустимого Калибр Q+0,070 у+0,022 9,10 0,170 ПБ2.952.056 и
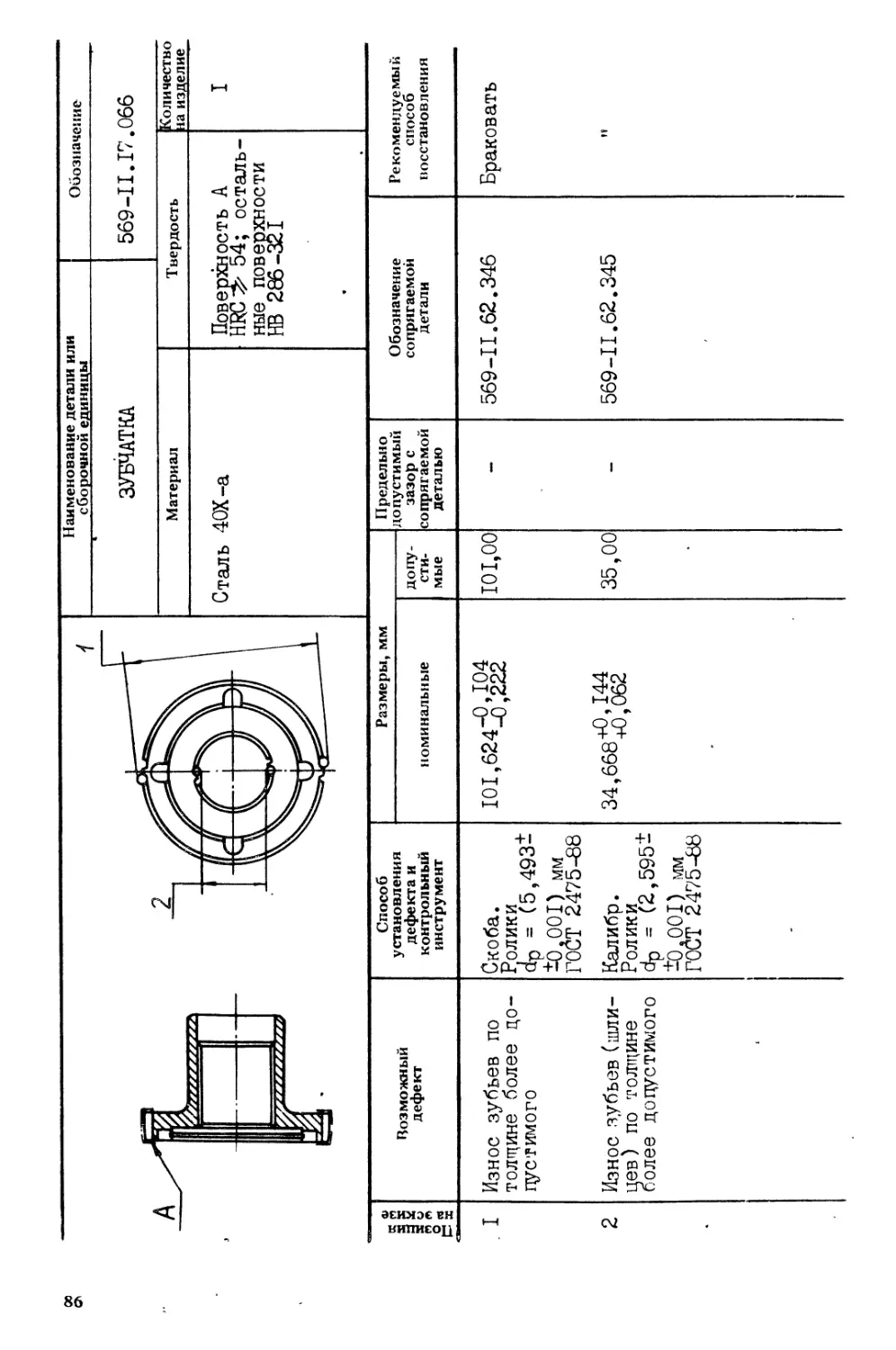
1 Наименование детали или сборочной единицы Обозначение
n ЗУБЧАТКА 569-II.17.066
L Материал Твердость Количество за изделие
Сталь 40Х-а Поверхность А 54; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
. I Износ зубьев по толщине более до- пустимого Скоба. Ролики dp = (5,493± —0,001) мм ГОСТ 2475-88 101,624^ 101,00 — 569-11.62.346 Браковать
2 Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики dp = (2,595± —0,001) мм ГОСТ 2475-88 35,00 569-11.62.345 »»
СБОРОЧНАЯ ЕДИНИЦА 569-11.62.400. УСТАНОВКА РЕДУКТОРА СТАРТЕРА-ГЕНЕРАТОРА
Наименование детали или сборочной единицы Обозначение
КАРКАС 569-И.62.270 СБ
Материал Твердость Количество га изделие
I - сталь 40Х-а НВ 269-321 I
возможный
дефект
газрыв сетки
569-П.62.264 лю-
бого размера и
расположения
Осмотр
2Г. Срыв резьбы на кар
3 < касе 569-И.62.261
более двух витков
Способ
установления
дефекта и
контрольный
инструмент
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
{номинальные допу- сти- мые
И20х1,5-6а M36xI,5-6<J i 569-00.01.003-03 | 569-11.62.280 Заменить сет- ку Наплавить и нарезать резь- бу номиналь- ного размера
Примечания: I. Сетку припаивать припоем ПтКР ПОССу 30-0,5 ГОСТ 21931-76. <
2. Наплавку производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2 ГОСТ 9466-75.
Наименование детали или сборочной единицы Обозначение
ЗУБЧАТКА 569-11.62.116
Материал Твердость Количество на изделие
Сталь 40Х-а •Поверхность В НРС ^54; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более до- пустимого Скоба. Ролики dp = 5,493 мм ГОСТ 2475-88 7А 49 “О» Ю0 76’47-о;213 76,00 — 569-11.62.123 Браковать
2 Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики dp = 2,595 мм ГОСТ 2475-88 та 53*^» ^,0^,076 20,00 — 569-11.62.335 п
3 Износ поверхности А под манжету более допустимого Микрометр МК 50-2 ГОСТ 6507-78 0 32 Со d(-0,05) 31,80 569-11.62.340 Войсковому ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
МУФТА ЗУБЧАТАЯ 569-11.62.123
Материал Твердость Количество на изделие
Сталь 40Х-а Поверхность Б HRC 54; осталь- ные поверхности НВ ^'286 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- 1 мне
I Износ зубьев по толщине более до- пустимого Калибр. Ролики dp = 4,773 мм ГОСТ 2475-88 59,983$$| 60,50 — 569-II.62.116 Браковать
2 Срыв- резьбы более двух витков Осмотр М6-7Н Мб-6^x12 Заварить де- фектное резь- бовое отверс- тие и наре- зать резьбу номинального размера
е. Заварку производить ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2
Примечани
ГОСТ 9466-75.
40
О
Bud А
Наименование детали или сборочной единицы Обозначение
ЗУБЧАТКА 569-И.62.125
Материал Твердость Количество ла изделие
Сталь 40Х-а Поверхность Б 54; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более до- пустимого Скоба. Ролики dp = 5,493 мм ГОСТ 2475-88 4*7”9,100 7б’47-о;213 76,00 - 569-11.62.123 Браковать
2 Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики dp = 4,4 мм ГОСТ 2475-88 г6’09+0,058 26,50 ПБ2.952.056 !!
Наименование детали или сборочной единицы Оио значение
ЗУБЧАТКА 569-1.1.62.303
Материал Твердость Количество за изделие
Сталь 40Х-а Поверхность В HRC 54; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко мендуемы й способ восстановления
номинальные допу- сти- мые
I, 2 3 4 Износ зубьев (шли- цев) по толщине более допустимого Износ поверхности под-манжету более цоцустимого Срыв резьбы более двух витков Калибры. Ролики dp - 4,773 мм ГОСТ 2475-88 Микрометр МК 75-2 ГОСТ 6507-78 Осмотр ри QRp+0,218 84,982^’0^ 4Q OfiT »149 49’98I+0;06I 0 70 On J(-0,06) M6-7H 85,40 50,30 69,80 — 569-1I.62.345 569-11.62.302 569-20.10.170 Мб-6ох!4 ( Браковать Войсковому ремонту не подлежит Заварить де- фектное резь- бовое отверс- тие и наре- зать резьбу номинального размера
ГОСТ §466^75 4 а Н И е’ 3аВарКУ ПРОИЗВО^ИТЬ РУ^ой дуговой сваркой электродом У0НИИ-13/45-3,0-2
Наименование детали или сборочной единицы " . ""И Обозначение
МУФТА 569-П .62.346
Материал Твердость Количество «а изделие
Сталь 40Х-а Поверхность А HRC 54; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 3 ГО Износ зубьев и зубьев (шлицев) по толщине более допустимого Срыв резьбы более двух'витков Примечани! СТ 9465-75. Калибры. Ролики: dn = 4,773 мм: dp = 2,595 мм ГОСТ 2475-88 Осмотр э. Заварку пре 84,982^’,079 М6-7Н (изводить ручной цуг 85,40 35,00 овой с сваркой эл< 569-II.17.066 569-11.62.345 Мб-6^x12 эктроцом УОНИИ-13/45 Браковать Заварить де- фектное резь- бовое отверс- тие и наре- зать резьбу номинального размера 5-3,0-2
СБОРОЧНАЯ ЕДИНИЦА 569-12.10.800. ПОДВЕСКИ
Наименование детали или сборочной единицы Обозначение
РЫЧАГ С ВТУЛКАМИ 569-12.10.556 СБ
Материал Твердость Количество «а изделие
I - бронза БрАЖ9-4 11 - сталь 40ХН-а НВ 286-340 4
s8 Возможный дефект Способ Размеры, мм Предельно Обозначение сопрягаемой детали Реко менду е мы й способ восстановления
1! я я О я FS у становления дефекта и контрольный инструмент номинальные допу- сти- мые допустимым зазор с сопрягаемой деталью
I Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики dp = 4,773 мм ГОСТ 2475-88 wu+0,004 100,30 — 569-Й.10.037 Браковать
2 3 Износ отверстий втулок 569-12.10.574 под палец более допус- тимого Ослабление посадки втулок йге® ГОСТ 858-82 Проверка по- садки легки- ми ударами г/ лглс f ♦ 060 \ 0 4СК(-Ю,’025> 0 48 Ао(+0’05) О 40,20 48,07 0,225 0,075* натяг 569-12.10.576 Заменить втулки То же
х
Подбирать при сборке
Позиция на эскизе Возможный дефе кт Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 5 Износ отверстия втулки 569-12.10.517 более допустимого Срыв резьбы более двух витков молотка. Нутромер НИ 18-50 ГОСТ 868-82 Штангенцир- куль ШЦ-Ц-160-0.1 ГОСТ 166-86 Осмотр 0 I53+I М6-6Н 151,0 - М6-6ех20 Заменить втулки Заварить це- фектное резьбовое отверстие и нарезать резьбу номи- нального размера
ГОСТ §466^75 4 а н и я: Заварку производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2
2. Данная карта служит также для дефектации и ремонта сборочной единицы 569-12.10.556-01.
Технические требования к отремонтированной единице
Допус параллельности осей отверстий Б в общей плоскости 0,5 мм на длине 100 мм. База - ось по-
верхности А (к дефект^ 2)а
Допуск соосности отверстия Г относительно оси поверхности А 0,5 мм (к дефекту 4).
Наименование детали или сборочной единицы Обозначение
БАЛАНСИР 569-12.10.930 СБ
Рис. см. на стр.’96 Материал Твердость Количество на изделие
I - сталь 40ХН-а II - сталь I8X2H4MA Ш - сталь 40Х-а НВ 286-340 Поверхности В и Г НРС 54 НВ 269-321 6
Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко ме нду е мы й способ восстановления
номинальные допу- сти- мые
Выкрашивание или смятие шлицев с торца оси 569-12.10.642-Б ба- лансира более цо- пустимого Осмотр. Линейка 300 ГОСТ 427-75 Допускается выкраш! и смятие шлицев с п на длине не более Е звание горца — 569^-12.10.070 Войсковому ремонту не поцлежит
Смятие, разрушение лабиринтньпб колец 569-12.10.569 и 569-12.10.638 Осмотр — — — — То же
Износ выступа ла- биринтных колец по толщине более до- пустимого Штангенцир- куль Шц-1-125-01 ГОСТ 166-80 3’47-0,27 5’35-0,55 2,80 4,50 — 569-12.10.590 569-18.00.000 н
Местная выработка на поверхности ла- биринтных колец под манжету Осмотр. Шаблоны 0 Ю0С4 4-0,23) . 0 190А3(+0’09^ 99,50 190 70 — 569-12.10.660 569-12.10.670 569-12.10.536 и
569-12.10 638
569-12.10. Ь^2-Б
w в <л Позиция [на эскизе | Возможный дефект Способ установления дефекта и контрольный инструмент
7, 8 Износ поверхности оси балансира под ролики более до- пустимого Микрометр Ж 125-1 ГОСТ 6507-78
9 Забоины, задиры на поверхностях шли- цев оси Осмотр
10 II Износ поверхностей балансира 569-12.10.880 под подшипники более догустимого Вмятины от шариков глубиной: не более 0,2 мм (диаметр отпечатка* не более 2,5 мм) Микрометр Ж 100-1 ГОСТ 6507-78 Осмотр. Штангенглу- биномер
12 более 0,2 мм (диа- метр отпечатка более 2,5 мм) Погнутость баланси- ра более допусти- мого Угольник УП-2-160 ГОСТ 3749-77. Рейсмус
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
0 119,ЗВ(_0,023) 0 ЮО,2В(_о>о23) 119,25 — 5x49,8 А5 Войсковому
110,15 —• ГОСТ 6870-81 ремонту не подлежит
I,963+0’054 0 80Д(^’2^) — - 569-12.10.070 Зачистить по верхность шлицев до вы ведения де- фекта
79,90 0,150 I423I6M Войсковому
ГОСТ 8328-75 ремонту не подлежит
Зачистить по верхность до выведения де^ фекта Войсковому ремонту не подлежит
Допускается непараллель- ность и перекос общей - — То же
оси поверхностей А и Ь
относительно общей оси
поверхностей В и Г на цлине 715 2,5
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные Допу, сти- мые
13 Срыв резьбы более двух витков Осмотр М64х2-6^ — — 569-12.20.143 Войсковому ремонту не подлежит
Примечания: I. Зачистку шлицев производить трехгранным напильником ( £ - 300 мм)
с насечкой №5.
2. Зачистку вмятин производить шлифовальной шкуркой № 4-6 ГОСТ 5009-82.
__3. Данная каРта служит также для дефектации и ремонта сборочных единиц 569-12.10.930-01 и
569-12.10.930-03.
Технические требования к отремонтированной сборочной единице
После зачистки шлицев оси балансира до выведения дефекта ширина впадины, замеренная на 0 62,5
должна быть не более 2,2 мм (к дефекту 9). '
После зачистки до выведения дефекта размер ”а” должен быть не менее 111,7 мм (к дефекту II).
Наименование детали или сборочной единицы Обозначение
ДЮК С РЕБОРДОЙ 569-12.10.940 СБ
Материал Твердость Количество на изделие
'I - сплав В93пч-Т1 II - сталь 35-а-2 III - сталь 35-а-2 НВ 269-321 НВ 241-302 24
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент
I Местные вырывы ре- зины шины более допустимых Осмотр. Линейка 300 ГОСТ 427-75
2 Отставание шины от диска 569-12.10.673 бо- лее допустимого То же
3 Износ поверхности §69-?^10.597 Йо- лее допустимого Штангенцир- куль Ш-Шо1
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью
номинальные допу- сти- мые
Допускается не боле е трех
местных вырывов площадью
не более 6 см^ каждый,
расположенных один от
другого не ближе при
этом вырыв не должен до-
ходить до металла
Допускается не более од- -
ного отставания шины от
диска глубиной 20 на дли- не не более 1/10 окруж-
ности
23_j- 20,00 —
Обозначение
сопрягаемой
детали
Рекомендуемый
способ
восстановления
Браковать
I!
Войсковому
ремонту не
подлежит
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 Износ отверстия диска 569-12.10.673 под подшипник более допустимого Нутромер НИ 160-260 ГОСТ 868-82 0 ivorczg.ggb 170,01 0,055 I423I6M ГОСТ 8328-75 316 ГОСТ 8338-75 Войсковому ремонту не подлежит
Позиция на Эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью
номинальные допу, сти- мые
т Смятие, срыв или выкрашивание шлицев с торца торсиона более допустимого Осмотр. Линейка 300 ГОСТ 427-75 Допускается смятие' цев с торца торсиоь длине не более 8 шли- ia на —
2 Забоины, задиры на поверхностях шлицев или смятие шлицев более допустимого Скоба. Ролики dp = 2,595 мм ГОСТ 2475-88 66,577^ 194 64’o77-o;i94 66,30 63,80 —
3 Погнутость более допустимого Проверка ин- дикатором в центрах Допускается криволр ностъ вала не более шей- ' 12. —
Примечание. Зачистку производить трехгранным напильником
Обозначение
сопрягаемой
детали
Ре ко мен ду е мы й
способ
восстановления
Браковать
Зачистить по-
верхность де-
фектных шли-
цев до выведе-
ния дефекта
Войсковому
ремонту не
подлежит
( С - 300 мм) с насечкой № 5.
Технические требования к отремонтированной детали (к дефекту 2)
После зачистки поверхности шлицев до выведения дефекта размер " а" должен быть не менее 63,80 мм.
102
1 Наименование детали или сборочной единицы Обозначение
2 4 - 1 3 КРЫШКА ЛАБИРИНТА 1 569-12.10.672
Материал Твердость Количество на изделие
I г—3 L Сталь 35-а-2 — 14
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 з 4 Износ поверхностей поп, лабиринтные кольца более до- пустимого Штангенцир- куль Шц-11-160-0.05 ГОСТ 166-8?) 152Ш4(Й;53) • 144Ш4<5;8о> 136Ш4(Й,’53) 128Ш4(^) 155,ОС 142,ОС 138,ОС 126,00 569-12.10.569 Браковать
Наименование детали или сборочной единицы Обозначение
КОЛЬЦО ПОдаИПНИКА 569-12.10.841-Б
Материал Твердость Количество «а изделие
Сталь 20Х2Н4А Поверхности А и Г HRC 58-65; осталь- ные поверхности HRC 35-49 12
«8 Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
|1 ° * F ж Возможный дефект номинальные допу- сти- мые
I Износ отверстия под ролики более допустимого (для детали 569-12.10.831) Нутромер НИ 100-160 ГОСТ 868-82 . I29,3X(^’g§) П0,25Х(^§|) 129,26 110,38 — 5x49,8 А5 ГОСТ 6870-81 Браковать
2 Вмятины от шариков глубиной: не более 0,2 мм (диаметр вмятины не более 2,5 мм) Осмотр. Штангенглу- биномер Войсковому ремонту не подлежи г
более 0,2 мм (диа- метр вмятины бо- лее 2,5 мм) То же
103
Прим е ч а н и е. Данная карта служит также для дефектации и ремонта детали 569-12.10.831
(кроме поз, 2).
104
СБОРОЧНАЯ ЕДИНИЦА 569-12.20.000. УСТАНОВКА НАПРАВЛЯЮЩЕГО КОЛЕСА И МЕХАНИЗМА НАТЯЖЕНИЯ
Наименование детали или сборочной единицы Обозначение
КРИВОШИП 569-12.20.044-Б СБ
Материал Твердость Количество на изделие
I - сталь 40ХН-а И - сталь 40Х-а НВ 266-340 НВ 269-321 2
Позиция на эскизе Возможный цефект * Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- Скоба. 106,646^’^27 106,30 569-12.20.053 Браковать
цев) кривошипа ,569-12.20.046-Б по Ролики dn = (5,493±
< толщине более до- пустимого -0.001) мм ГОЙТ 2475-88
3 Износ поверхности кривошипа Микрометр МК 100-Г 79,95 0,050 I423I6M ГОСТ 8328-75 Войсковому ремонту не
• 569-12.20.046-Ь под подшипники бо- лее допустимого ГОСТ 6507-78 64,95 0,050 413 ГОСТ 8338-75 подлежит
* П5Ш3<2о;235)
4, Износ поверхности Штангенцир- П4£0 0,440 569-18.72.154 То же
5 под манжеты более допустимого куль
Позиция на эскизе Возможный дефе кг Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый * способ восстановления
номинальные допу- сти- мые
6, 7 8 Износ выступов ла- биринтных колец 569-12.20.153 и 569-12.20.154 по толщине более допустимого Срыв резьбы более двух витков ЩИ-11-160-0.05 ГОСТ 166-86 Штангенцир- куль ШЦ-1-125-0.1 ГОСТ 166-86 Осмотр V 90Ш3^;235) 5-0,3 3’5-0,3 М64х2-6^, 89,60 4,00 2,50 0,440 569-12.20.325 569-12.20.143 Войсковому ремонту не подлежит То же
5
Наименование детали или сборочной единицы Обозначение
ДИСК НАРУЖНЫЙ 569-12.20.370 СБ
Материал Твердость Количество та изделие
I - сплав В93пч-Т1 II - сталь 35-а-2 НВ 241-302 2
3
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности под траки Колее до- пустимого Линейка из- мерительная 1000 ГОСТ 427-75 0 545,2 535 — 569-12.40.030 Войсковому ремонту не подлежит
2 Износ поверхности реборды 569-12.20.355 под гребни траков бо- лее допустимого Штангенцир- куль ШЦ-1-125-0.I ГОСТ 166-80 23_j 18 — 569-12.40.030 То же
3 Износ отверстия под подшипник бо- лее допустимого для детали C569-I2.20.380 СБ) Нутромер НИ 160-250 ГОСТ 868-82 0 160Пп(^’§^) (X 170Пп(^’^) 160,03 170,03 0,055 0,055 413 ГОСТ 8330-75 I423I6M ГОСТ 8328-75 »!
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый' способ восстановления
номинальные допу- сти- мые
4 Износ отверстия под втулку более допустимого Нутромер ЖД60450 ГОСТ 866-82 (X 165Ао(+0’008) О 160,10 0,115 569-12.20.356 Войсковому ремонту не подлежит
5 Ослабление посадки шпилек Проверка по- сацки легки- ми ударами молотка MI2-7H 569-00.01.041-06 Поцобрать шпильку с более полной резьбой
Наименование детали или сборочной единицы Оооаначение
РЫЧАГ 569-12.20. ,053
Материал Твердость Количество на изделие
Сталь 40ХН-а НВ 286-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики dp = (4,773± ±0,001) мм ГОСТ 2475-88 89>982Й;об1 90,30 — 569-12.20.044 Браковать
2 Износ отверстия под палец рычага более допустимого Штангенцир- куль 1Щ-П-160-0.05 ГОСТ 166-вЬ 0 40Ач(+0’05) О 40,10 0,125 569-12.20.315 Войсковому ремонту не подлежит
3 Срыв резьбы более двух витков Осмотр MI0-7H М10-6^х20.66.016 Заварить де- фектное отверс- тие и нарезать резьбу номи- нального разме- ра
Приме
ГОСТ §466-75
ч а н и е. Заварку производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2
4 A
Наименование детали или сборочной единицы Обозначение
ПАЛЕЦ РЫЧАГА 569-12.20.315
Материал Твердость Количество ла изделие
Сталь I8X2H4.MA Поверхность А HRC 56-63 4
I Позиция 1 на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности поп, подшипник бо- лее допустимого Микромето 1МК 50-1 u ГОСТ 6507-76 04ОХ^;о5о> 39,90 0,060 ШС40 ГОСТ 3635-78 । Войсковому' ремонту не подлежит
110
Наименование детали или сборочной единицы Обозначение
КОРП/С МЕХАНИЗМА НАТЯЖЕНИИ 569-12.20.431
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 269-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия поп, подшипник бо- лее допустимого Нутромер НИ 50-100• ГОСТ 868-82 0 62П(^’§^) 62,02 0,033 ШС40 ГОСТ 3635-78 Войсковому ремонту не подлежит
2 Срыв резьбы более цвух витков Осмотр МН5х2-6Н - - 569-12.20.302 569-12.20.432 То же
3 То же it М8-6Н 569-12.20.435 Заварить де- фектное от- верстие и на- резать резьбу номинального размера
ГОСТ §466М?5 4 а н и е> кварку производить ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2
СБОРОЧНАЯ ЕДИНИЦА 569-12.30.110. УСТАНОВКА ПОДДЕРЖИВАЮЩЕГО КАТКА
Наименование детали или сборочной единицы Обозначение
ОСЬ ПОДДЕРЖИВАЮЩЕГО КАТКА С КОЛЬЦАМИ И ВТУЛКАМИ В СБОРЕ 569-12.30.121 СБ
Материал Твердость Количество 4а изделие
I - стань 38ХС-а II - сталь 40Х-а НВ 269-321 НРС 37-47 8
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 з, 4 Износ поверхности под кронштейн и поверхности Б под подшипник более допустимого Износ втулки 569-12.30.132 и кольца 569-12.30.131 по толщине более до- пустимого Микрометр МК 75-1 1 ГОСТ 6507-78 Штангенцир- куль 1Щ-1-125-0.1 ГОСТ 166-86 rt /? стт /+0,023\ и б5Н(+о’ооз' 4С4 4(-0,08) 3’8(-0,2^ 64,90 49,95 3,60 0,050 0,050 569-12.30.137 310 ГОСТ 8338-75 569-12.30.121 569-12.30.121 Войсковому ремонту не подлежит То же
112
Позиция на эскизе Возможный дефе кт Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
5 Ослабление посадки Проверка ру- 0 бОГрЦо,®
кольца 568-12.30.125 кой.
Микрометр МК 50-1 н
ГОСТ 6507-78
Срыв резьбы более Осмотр М30х2-6Н
7 цвух витков МбОЙ-бо 4
* Подбирать при сборке.
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
50,060 0,015х натяг 569-12.30.125 Войсковому ремонту не подлежит
569-12.30.124 То же
— — 569-12.30.138
8 Зак. 5381
Наименование детали или сборочной единицы Обозначение
ОБОД С ШИНОЙ 569-12.30. 130 СБ
Материал Твердость Количество «а изделие
I *- сплав В93пч-Т1 8
Позшфя । на эскизе ' Возможный дефект Способ установления дефекта и контрольный инструмент
I Местные вырывы ре- зины шины более Осмотр. Линейка'300
цоцустимых ГОСТ 427-75
2 Отставание резины То же
от обода 569-12.30.126 бо—
более допустимого
3 Износ отверстия под подшипник бо- Нутромер НИ T00-I60
лее допустимого ГОСТ 868-82
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью
номинальные допу- сти- мые
Допускается не боле трех местных вырывс зины площадью не бс 8 см^ >е эв ре- элее -
Допускается отставание резины от обода глубиной не более 20 на длине не более 1/10 окружности —
$ 110Т(-0,035) 110,02 0,035
Обозначение сопрягаемой детали Рекомендуемый способ восстановления
— Браковать
— н
310 ГОСТ 8338-75 Войсковому ремонту не подлежит
СБОРОЧНАЯ ЕДИНИЦА 569-13.02.010. ПРИВОД УПРАВЛЕНИЯ ТОРМОЗАМИ
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-13.02.070 СБ
Материал ; Твердость Количество «а изделие
Сталь 40Х-а НВ 286-321 I
Позиция на эскизе । Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2, 3 4 Износ зубьев (шли- цев) по толщине более допустимого Износ поверхностей Б и В под подшип- ники более допус- тимого Износ отверстия под подшипник бо- лее допустимого Скоба. Ролики с(р = 2,311 мм ГОСТ 2475-88 Микрометр МК 50-1 ГОСТ 6507-78 tee ГОСТ 868-82 32,9062§’?85 0 wzgjgg) 0 28H(^Q’gp) 32,30 24,96 29,96 28,02 0,080 0,080 0,040 569-13.02.053 943/25 ГОСТ 4060-78 943/30 ГОСТ 4060-78 ШС15 ГОСТ 3635-78 Браковать Войсковому ремонту не подлежит То же
IL
56 9-/3.02.254
569-/3.02,253
Наименование детали или * сборочной единицы Обозначение
КРОНШТЕЙН 569-13.02.250 СБ
Материал Твердость Количество ла изделие
Г - сталь 35-а-2 I
II - сталь 20-a-2
115
Позиция на эскизе' Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под подшипник бо- лее допустимого ГОСТ 868-82 У 42(40,027) 42,03 ШС25 ГОСТ 3635-78 Войсковому ремонту не подлежит
116
Позиция на эскизе Возможный дефект ' Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ зубьев (шли- цев) по толщине оолее допустимого Калибр. Ролики о|р= 2,020 мм ГОСТ 2475-88 25,655^$0
2 Износ отверстий во втулках 569-13.02.151 под ось более допусти- мого Штангенцир- куль ШЦ—I—125—0,I 0 8А5(+0’2) и
3 Срыв резьбы более двух витков Осмотр MI0-7H
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-13.02.430 СБ
Материал Твердость Количество на изделие
I - сталь 35-а-2 II - сталь 20-В НВ 255-302 I
Предельно Обозначение сопрягаемой детали
допу- сти- мые допустимый зазор с сопрягаемой деталью гекомендуемыи способ восстановления
26,20 569-13.02.06' 9 Браковать
8,40 0,540 569-13.02.43 г Заменить втулки
— — МЮ-6^х35.6б .016 Заварить и на- резать резьбу номинального размера
ГОСТ §466^75 4 а Н И е* ^аваРку производить ручной луговой сваркой электродом УОНИИ-13/45-3,0-2
Позиция
на эскизе
I
2
Возможный дефект Способ установления дефекта и контрольный инструмент
Износ отверстия под ось более до- пустимого Износ отверстия под втулку более цопустимого Штангенцир- куль Шц-П-160-0,05 ГОСТ I66-&6 То же
номинальные
I5A (+0,035)
О
0
Размеры, мм
48А (+0,05)
О
Наименование детали или сборочной единицы Обозначение
КАРЕТКА 569-13.02.480 СБ
Материал Твердость Количество на изделие
I - сталь 35-а-2 II - сталь 20 НВ 255-302 2
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
15,20 48,10 0,270 0,300 569-13.02.538 569-13.02.535 Войсковому ремонту не подлежит То же
8П
Наименование детали или сборочной единицы Обозначение
Вал 569-13.02.500 СБ
Материал Твердость Количество ла изделие
I и II - сталь 35-а-2 НВ 255-302 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко менду е мы й .способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) валика 569-13.02.503 по толщине более доцустимого Скоба. Ролики dp = 2,311 мм ГОСТ 2475-88 32,906^ 32,30 - 569-13.02.158 Войсковому ремонту не подлежит
2 Износ зубьев (шли- цев) зубчатки 569-13.02.506 по толщине более цо- цустимого Скоба. Ролики olp = 5,493 мм ГОСТ 2475-88 66,374^’049 59,80 — 569-13.02.403 То же
3 Износ поверхности Б под подшипник более доцустимого Микрометр МК 50-1 н ГОСТ 6507-78 0 25С4(-0’014) 24,70 0,420 ШС25 ГОСТ 3635-78 и
4, 5 Срыв резьбы более двух витков Осмотр М6-7Н М20-7Н Мб-6ох16.46.С.016 «20-6^x35.66.016 Заварить или наплавить и нарезать резь- бу номиналь- ного размера
е. Наплавку и
дуговой сваркой электродом УОНИИ-13/45-3,0-2
Заварку производить
Примечани
ГОСТ 9466-75.
Позиция
на эскизе
2
3
Возможный
дефект
Способ
установления
дефекта и
контрольный
инструмент
Размеры, мм
номинальные
Износ отверстия
втулки
569-13.02.512 под
валик более допус-
тимого
Износ профиля зуба
собачки
569-13.02.426
более допустимого
Ослабление посадки
втулки
Нутромер
НИ 18-50
ГОСТ 868-82
Шаблон спе-
циальный
Проверка по-
садки легки-
(X 15Ап(+0’035)
О
55+1°
0 20А4(+0’14)
ми ударами
молотка.
ГОСТ 868-82
Наименование детали или сборочной единицы Обозначение
СОБАЧКА 569-13.02.510 СБ
Материал Твердость Количество на изделие
I - сталь 40Х-а II - бронза БрА10ЖЗМц2 Поверхность А HRC 40-45; осталь- ные поверхности НВ 269-321 2
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
15,20 0,270 569- 13.02.538 Заменить втулку
56° — 569- 13.02.424 Войсковому ремонту не подлежит
0,036 натяг 569- 13.02.512 Заменить втулку
120
Наименование детали или сборочной единицы Обозначение
ВАЛ 569-13.02.530 СБ
Материал Твердость Количество «а изделие
Сталь 40Х-а .НВ 2S6-32I I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемо^ деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 Износ зубьев (шли- цев) рычагов 569 -13.02.531 и 569-13.02.532 по толщине более до- пустимого Износ отверстия рычага 569-13.02.532 под подшипник более допустимого Износ отверстия рычага 569-13.02.531 под ось.более допусти- мого Калибр. Ролики dp = 3,287 мм ГОСТ 2475-88 йта ГОСТ 868-82 Штангенцир- куль Шц-11-160-0,05 ГОСТ 166-30 З4’б68+о:об2 0 28Н(^’§^) 0 35,00 '28,00 18,20 *0,026 0,360 569-13.02.533 ШС15 ГОСТ 3635-78 569-13.02.538 Браковать Войсковому ремонту не подлежит То же
Наименование детали или сборочной единицы Обозначение
КОРПУС 569-13.02.051
Материал Твердость Количество на изделие
Чугун СЧ 21-40 — I
! Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 Износ отверстий под подшипники бо- лее допустимого йта ГОСТ 868-82 0 38П(^;§Л) 32,02 38,02 0,030 0,030 943, ГОС! 943, ГОС! /25 Г 4060-78 /30 Г 4060-78 Войсковому ремонту не подлежит
3 Срыв резьбы более двух витков Осмотр М30х1,5-6Н — — 569- -13.02.073 То же
4 То же п i М8-6Н МВ-6^x20.66.016 99
121
122
A / 4 Наименование детали или сборочной единицы Обозначение
РОЛИК 569-13.02.064
fj I w///> — Материал Твердость Количество на изделие
Сталь I8X2H4MB Поверхность А HRC56; осталь- ные поверхности HRC 35-49 2
—
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия пол, подшипник бо- лее допустимого ГОСТ 668-82 2611(^016) 26,02 0,030 942/20 ГОСТ 4060-78 Браковать
Наименование детали или сборочной единицы Обозначение
ВАЛИК 569-13.02.069
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 286-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине оолее допустимого Скоба. Ролики с|р = 2,311 мм ГОСТ 2475-88 32,906zg,085 32,50 - 569-13.02.053 Браковать
3 Изн.ос поверхности под подшипник бо- лее допустимого Микрометр МК 50-1 ГОСТ 6507-78 0 25Д(1°’0§Ь 0 ЗОД (zg$g) 24,96 29,96 0,060 0,060 943/25 ГОСТ 4060-78 943/30 ГОСТ 4060-78 Войсковому ремонту не подлежит
123
124
Наименование детали или сборочной единицы Обозначение
РУКОЯТКА 569-13.02.167
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 269-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под ось более [до- пустимого Штангенцир- куль ШЦ-1 -125-ОЛ ГОСТ 166-86 0 8А5(+0’2) 8,40 0,800 569-13.02.432 52.97.030-Г22 Войсковому ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
НАКОНЕЧНИК 569-13.02.207
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 269-321 4
- К м Способ Размеры, мм Предельно Обозначение сопрягаемой детали Рекомендуемый способ восстановления
Позици на зеки Возможный дефект дефекта и контрольный инструмент номинальные допу- сти- мые допустимый зазор с сопрягаемой деталью
I Срыв резьбы более двух витков Осмотр MI6-6g — — 569-13.02.206 Браковать
2 Износ отверстия под подшипник бо- лее доцустимого йжв ГОСТ 866-82 0 28H(*q’qp> 28,02 0,030 ШС15 ГОСТ 3635-78 Войсковому ремонту не подлежит
126
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине оолее доцустимого Калибр. Ролики olp = 2,02 мм ГОСТ 2475-88 ОК (2 КК +0,180 26,00 — 569-13.02.069 Браковать
2 Износ зубьев по толщине более до- пустимого То же до qq т +С) 22 0 49,98I+0’07g 50,40 — 569-13.02.500
3 Срыв резьбы более двух витков Осмотр MI0-7H МЮ-б^хЗб. 16.016 Войсковому ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
ХРАПОВИК 569-13.02.424
Материал Твердость Количество за изделие
Сталь 40Х-а Поверхность А HRC 40-45; осталь- ные поверхности НВ 286-321 2
Позиция на эскизе Возможный дефект . j — Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ профиля зубьев более до- пустимого Осмотр. Шаблон спе- циальный 58+1° 59° 569-13.02.426 * Войсковому ремонту не подлежит
127
128
Наименование детали или сборочной единицы Обозначение
КОРПУС ПОДШИПНИКА 569-13.02.441
Материал Твердость Количество на изделие
Сталь 35-а-2 НВ 255-302 4
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под подшипник бо- лее доцустимого Хга ГОСТ 868-82 0 42А(+0’027) 42,03 0,050 ШС25 ГОСТ 3635-78 Войсковому ремонту не подлежит.
9 Зак. 5381 129
Наименование детали или сборочной единицы Обозначение
ВАЛ 569-13.02, .533
Материал Твердость Количество на изделие
« Сталь 40Х-а НВ 286-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 4 Износ зубьев (шли- цев) по толщине более допустимого Износ поверхности В под подшипник более допустимого Износ повёрхности Б под резиновую манжету более до- пустимого Срыв резьбы более двух витков Скоба. Ролики cL = 3,287 мм ГОСТ 2475-88 Микрометр МК 50-1 ГОСТ 6507-78 Штангенцир- куль ШЦ-П-160-0.05 ГОСТ 166-80 Осмотр 44,I6-0’062 0 25С(-0,014) $ ЗОСи 4(4),Й) М36х1,5-6^ 44,00 24,97 0,040 569-13.02.534 ШС15 ГОСТ 3635-78 569-13.02.536 Браковать Войсковому ремонту не подлежит Обработать по- верхность до выведения де- фекта Войсковому ремонту не подлежит
Технические требования к отремонтированной детали (к дефекту 3)
Доцуск радиального биения поверхностей Б и В относительно их общей оси 0,1 мм. После обработки по
выведения дефекта диаметр вала под резиновую манжету должен быть не менее 29,7 мм. н д
130
НаименованиеПдетали или сборочной единицы । Обозначение
СЕКТОР 569-13.02.534
Материал Твердость Количество на изделие
z Сталь 40Х-а Поверхность А ИКС 40-45; остальные поверх- ности НВ 286-3ZI 2
Позиция на эскизе Возможный дефект' Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине оолее доцустимого Калибр. Ролики dp = 2,595 мм ГОСТ 2475-88 ОД /217+0,141 . 34’67+0,062 35,00 — 569-13.02.533 Браковать
2 Износ зубьев по профилю более доцустимого Шаблон спе- циальный 5°+15' 58°+15' 4°40' 57°40' 569-13.02.424 Войсковому ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
ВТУЛКА 569-13.02.535
Материал Твердость Количество на изделие
Бронза БрА10ЖЗМц2 - 4
Позиция I на эскизе 1 Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ в осстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого * Калибр. Ролики dp = 2,595 мм ГОСТ 2475-88 О/ £ГЧ+0,140 J4’bZ+0,062 35,00 — 569-13.02.533 Браковать
2 Износ поверхности под каретку более доцустимого Штангенцир- куль 1Щ-П-160-0.05 ГОСТ 166-ёо 0 WZoZieo) 47,70 0,500 569-13.02.480 569-13.02.530 Войсковому ремонту не подлежит
СБОРОЧНАЯ ЕДИНИЦА 569-13.02.700. СИСТЕМА ГИДРОУСИЛЕНИЯ ТОРМОЗОВ
Наименование детали или сборочной единицы Обозначение
ВАЛ 569-13.02.180 СБ
Материал Твердость Количество «а изделие
I - сталь 35 II - сталь 20-а-2 — I
Позиция ! на эскизе । Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм . Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко менду е мы й способ восстановления
номинальные допу- сти- мые
I Износ поверхнос- ти А вала 569-13.02.220 под подшипник более допустимого Микрометр МК 25-1 ГОСТ 6507-78 0 20X(^jg) 19,80 0,300 ШС20 ГОСТ 3635-78 Войсковому ремонту не подлежит
2 Износ поверхности вала под резино- вую манжету более допустимого Штангенцир- куль 1Щ-П-160 -0,05 У 25С4 4(-0,14) 575-13.01.535 или 573-13.01.535 Обработать до выведения дефекта
Позиции на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
3 Износ отверстия рычага 569-13.02.195 под подшипник более доцустимого hF?§38 ГОСТ 868-82 (? 22H(^®g) 22,02 0,030 ШСЮ ГОСТ 3635-78 Войсковому ремонту не подлежит
Технические требования к отремонтированной сборочной единице (к дефекту 2)
После обработки до выведения дефекта диаметр вала под резиновую манжету должен быть не менее 24,6 мм.
134
Наименование детали или сборочной единицы Обозначение
шток 569-13.02.022
Материал Твердость Количество «а изделие
Сталь 40ХН-а Поверхность А HRC 40-45; осталь- ные поверхности НВ 286-321 2
Позиция ! на эскизе । Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности под коргус более Микрометр МК 100-Г 89,90 0,310 569-13.02.041 Войсковому ремонту не
допустимого ГОСТ 6507-78 0 WS’ol’ подлежит
2 Износ поверхности Микрометр 27,90 0,200 569-13.02.042 То же
под крышку более МК 50-1 О \J * *
допустимого ГОСТ 6507-78
3, Срыв резьбы более Осмотр М20-6О. • — - 569-13.02.024 и
4 двух витков М45хЦ5-7Н 50.44.975-П29
см
СП
Позиция
на эскизе
I
2
4*
1
Возможный
дефект
Способ
установления
дефекта и
контрольный
инструмент
Износ отверстия
под подшипник бо-
лее допустимого
Срыв резьбы более
цвух витков
То же
гост ебе-82
Осмотр
Размеры, мм
номинальные
сП 9QU (+0»006 \
М5-6Н
М24х1,5-6Н
МЮ0х2-6^
К 1/8"
Наименование детали или сборочной единицы Обозначение
КРЫШКА 569-13.02.036
Материал Твердость Количество ria изделие
Сталь 40Х-а НВ 269-321 2
Предельно допустимый зазор о сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
28,01 0,025 ШС15 ГОСТ 3635-78 Войсковому ремонту не поцлежит
- — М5-6^x12.46.С.016 То же
— - M24xI,5-6gx20.35.0I6 vt
— — 569-13.02.041-Б
- • КГ 1/8"
136
Наименование детали или сборочной единицы Обозначение
КОРПУС 569-13.02.041
Материал Твердость Количество на изделие
Сталь 20Х-а Поверхность А НРС ^ 56 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко мен ду е мы й способ восстановления
номинальные допу- сти- мые
I Износ отверстия под шток более допустимого ГОСТ 868-82 0 90Ао(+0’07) 90,10 0,310 569-13.02.022 Войсковому ремонту не подлежит
2, 3 Срыв резьбы более цвух витков Осмотр МЮ0х2-6Н MI05x2-6^ 569-13.02.036 569-13.02.038 То же
Наименование детали или сборочной единицы Обозначение
КРЫШКА 569-13.02.042
Материал Твердость Количество ria изделие
Сталь 40Х-а НВ 269-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под шток более до густимого нйта ГОСТ 868-82 0 28А2а(+0’033) 28,10 0,200 569-13.02.022 Войсковому ремонту не подлежит
137
Наименование детали или сборочной единицы Обозначение
ТОЛКАТЕЛЬ 569-13.02.048
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 286-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности под коргус более доцустимого Микрометр МК 25-1 ГОСТ 650W8 0 22x3(2q*085) 21,9С 0,200 569-13.02.049 Войсковому ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-13.02.112
Материал Твердость Количество ria изделие
Сталь 40Х-а НВ 269-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 Износ отверстий под подшипники более допустимого Bffra гост ебе-82 I7H(+g’g§) 0 20H(^Jg?6) 17,01 20,02 0,020 0,030 941/12 ГОСТ 4060-78 ШСЮ ГОСТ 3635-78 Войсковому ремонту не подлежит
3 Износ отверстия под валик более допустимого Штангенцир- куль ШЦ-1-125-0,1 ГОСТ 166-8(5 0 8AJ+0’03) О 8,10 0,25 569-13.02.138 То же
139
Наименование детали или сборочнрй единицы Обозначение
ПЕРЕХОДНИК 569-13.02.367
Материал Твердость Количество на изделие
Сталь 35-а-2 I
Возможный
дефект
Забоины, раковины
на поверхности А
переходника
2, Срыв резьбы более
3, двух витков
4
Осмотр
Способ
установления
дефекта и
контрольный
инструмент
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
— — — Шарик 19.050-60 ГОСТ 3722-81 Обработать по- верхность А до выведения де- фекта и обжать
шариком место посадки его в переходник цо получения рав- номерного коль- цевого отпечатка
М24х1,5-6ср — — 569-00.01.005-05 Войсковому ре-
M27xl,5-6g, — — 569-00.01.003-06 монту не под- лежит
М30х1,5-6Н — — 569-13.02.369
Технические требования к отремонтированной детали (к дефекту I)
После обработки до выведения дефекта размер "а" должен быть не более 50 мм.
СБОРОЧНАЯ ЕДИНИЦА 569-13.03.130. УСТАНОВКА ПРИВОДА УПРАВЛЕНИЯ ГОМП
Наименование детали или сборочной единицы Обозначение
РУКОЯТКА 569-13.03.НО СБ
Материал Твердость Количеств^ на изделие
I - сталь 20 II - сталь 40-а-2 НВ 286-321 I
к 8 Способ установления дефекта и контрольный инструмент Размеры, мм Предельно Обозначение сопрягаемой детали Рекомендуемый способ восстановления
н О Я С X Возможный дефект номинальные допу- сти- мые допустимый зазор с„ сопрягаемой деталью
I 2 Износ отверстия эксцентрика 569-13.03.219 под фиксатор более до- пустимого Износ поверхности эксцентрика под опору рулевой ко- лонки оолее допус- тимого Штангенцир- пЙ-1-125-0.1 ГОСТ 166-86 То же 0 ЮА7(+0’3б) 0 28Со J(-0,045) 10,60 27,90 1,000 0,170 56^-13.03.111 569-13.03.205 Заварить и об- работать отвер- стие номиналь- ного размера Наплавить и об- работать поверх- ность до номи- нального разме- ра
У0НИиРгЗ/45^3Ч0^2НГ0СТ'9466Л75КУ И заваРк^ производить ручной дуговой сваркой электродом
142
Наименование детали или сборочной единицы Обозначение
КАРТЕР 569-13.03.300 СБ
Материал Твердость Количество на изделие
I - бронза БрАЖ9-4 11 - сплав АЛ9 Ш - сплав АМг2М - I
Позиция на эскизе Возможный дефект 1 Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия вкладыша 569-13.03.20*7 под вертикальный вал- шестерню более до- пустимого нгга ГОСТ 868-82 0 I8aJ+0,035) О 18,10 0,160 569-13.03.206 Заменить вкладыш
2 Ослабление посадки вкладыша Проверка по- садки легки- ми ударами молотка, йи ГОСТ 868-82 0 22А(+0’023) 22,03 0,005 натяг 569-13.03.207 Подобрать вкладыш более полных разме- ров
з, 4 Срыв резьбы более двух витков Осмотр М4-6Н М6-6Н — — M4-6oxI2.46.C.0I6 М6-б|х12.46.С.О16 Войсковому ремонту не подлежит
Технические требования к отремонтированной сборочной единице (к дефекту I)
Догуск радиального биения посадочной поверхности вкладыша относительно оси вкладыша 0,07 мм.
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ отверстия втулки 569-13.03.331 под подшипник более допустимого йта ГОСТ 868-82 0 28А(+0’023)
2 Срыв резьбы более двух витков Осмотр М30х1,5-6Н
143
Наименование детали или сборочной единицы Обозначение
ТРУБА 569-13.03.330 СБ
Материал Твердость Количество на изделие
I - сталь 20 — I
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы й способ восстановления
допу- сти- мые
28,10 0,140 ИС15 ГОСТ 3635-78 * Войсковому ремонту не поцлежит
569-13.03.006 То же
1 Наименование детали или сборочной единицы Обозначение
п 569-1303391 РЫЧАГ 569-13.03.390 СБ
$ 1 • — Материал Твердость Количество да изделие
=±= *=Н 2 569- /Д03391 Сталь 40Х-а НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Изн пол бол гос отверстия 1 подшипник :ее доцустимого То же нйта ГОСТ 868-82 То же 0 20H(t§,§06) 23,02 20,02 0,030 0,030 941/17 ГОСТ 4060-78 ШС10 ГОСТ 3635-78 Войсковому ремонту не подлежит То же
Примечание. Данная карта служит также
для дефектации и ремонта детали 569-13.03.421.
10 Зак. 5381 145
Наименование детали или сборочной единицы Обозначение
ШТУРВАЛ 569-13.03.440 СВ
Материал Твердость Количество на изделие
I - сталь 40-а-2 11 - сталь В20 HRC 286-321 I
Позиция * на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) ступицы 569-13.03.039 по толщине более допустимого Калибр. Ролики** . -dp = (0,796± -0.00025) мм ГОбТ 2475-88 13,216+0’06 13,30 — 569-13.03.052 Браковать
2 Срыв.резьбы более двух витков Осмотр М5-6Н М5-6^x14.46.С.016 Заварить и нарезать резьбу номи- нального раз- мера*
* Заварку производить ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2 ГОСТ 9466-75.
** При невозможности обеспечить требуемую точность замера деталь подлежит замене на новую.
146
к А-А 1 —:— I 2 л Наименование детали или сборочной единицы Обозначение
ВАЛ 569-13.03.004
Материал Твердость Количество за изделие
— I Л J 4 — - Сталь 38ХС-В НВ 269-321 I ,
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ воссущовления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого Скоба.* Ролики сГ = (1,008— ±0,00025) мм ГОСТ 2475-88 хб.гэб-0’090 16,10 — 569-13.03.005 Войсковому ремонту не подлежит
2 Износ поверхности под подшипник бо- лее допустимого Микрометр МК 25-1 ГОСТ 6507-78 0 i5X3(Zo;oto> 14,90 0,150 ШС15 ГОСТ 3635-78 То же
* При невозможности обеспечить требуемую точность замера деталь подлежит замене на новую
Наименование детали или сборочной единицы Обозначение
РЫЧАГ** 569-13.03.005
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 269-321 I
Позиция * на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики* gU = (0,796- I3.2I6+0’06 13,40 — 569-13.03.004 Браковать
—0.00025) мм ГОЙТ 2475-88
2 Износ отверстия под подшипник бо- лее доцустимого ГОСТ 868-82 0 20H(^’gg) 20,02 0,030 ШСЮ ГОСТ 3635-78 Войсковому ремонту не подлежит
3 Срыв резьбы более двух витков Осмотр М8-6Н То же
* При невозможности обеспечить требуемую точность замера деталь подлежит замене на новую.
147
** Данная карта служит также для дефектации и ремонта детали 569-13.03.231.
148
Наименование детали или сборочной единицы Обозначение
ВАЛ-ШЕСТЕРНЯ 569-13.03.052
Материал Твердость Количество «а изделие
Сталь I8X2H4MA Поверхность В HRC 35-49; осталь- I
ные поверхности
НВ 286-321
^Позиция на эскизе । Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 4, 5 Износ зубьев по толщине более до- цустимого Износ зубьев (шли- цев) по* толщине более доцустимого Износ поверхности Б под втулку более доцустимого Срыв резьбы более двух витков Осмотр. Сравнение с эталонной ва- лом-шестер- ней, имеющей предельно до- цустимый из- нос зубьев Скоба.» Ролики . dp = (i,ooe± ±0.00025) мм ГО<5Т 2475-88 Микрометр МК 25-1 ГОСТ 6507-78 Осмотр ^.гэб"0’09 24Х(1°’<§) М12х1,25-6(> М20х1*5-6^ 16,IC 23,94 0,110 569-13.03.206 569-13.03.440 СБ 569-13.03.053 М12х125-6Н.8.35.01б 50.45.310-П29 Браковать Войсковому ремонту не поцлежит То же п
* При невозможности обеспечить требуемую точность
замера деталь подлежит замене на новую.
Наименование детали или сборочной единицы Обозначение
ВТУЛКА 569-13.03.053
Материал Твердость Количество иа изделие
Бронза БрА10ЖЗМц2 - I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под вал-шестерню более допустимого ГОСТ 866-8Z 024А(+О’О23) 24,10 0,200 569-13.03.052 Браковать
150
CZZZZZZZZZ
^77727 7 727
Наименование детали или сборочной единицы Обозначение
ФИКСАТОР 569-13.03.III
Материал Твердость Количество на изделие
Сталь 40Х-а HRC 40-45 I
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ сферической поверхности более допустимого Шаблон. Щуп прово- лочный Допускается местны нос сферической по ности глубиной 0,1 й на- верх- 569-I3.03.II0 СБ Браковать
Наименование детали или сборочной единицы Обозначение
ОСЬ 569-13.03.164
Материал Твердость Количество на изделие
Сталь 40Х-В НВ 269-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм w Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 4 Износ граней более допустимого Сколы, забоины на гранях Износ поверхности под подшипник бо- лее допустимого Срыв резьбы более двух витков Штангенцир- куль Щ-1-125-СЛ ГОСТ 166-80 Осмотр Микрометр МК 25-1 ГОСТ 6507-78 Осмотр 32-0,34 0 ™(io;oo2> М12-8^ 31,30 16,95 0,006 натяг 941/17. ГОСТ 4060-78 И12-6Н.8.35.016 Браковать Зачистить гра- ни до выведения дефекта Наплавить и об- работать по- верхность до номинального размера Наплавить и на- резать резьбу номинального размера
Примечани
ГОСТ §466-75
я: I. Наплавку производить ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2
;Т 9466-75. л? '
2. Зачистку граней производить надфилем ( 6 = 80 мм) с насечкой № 2 или № 3.
Технические требования к отремонтированной детали (к дефекту 2)
После зачистки граней до выведения дефекта размер "а" должен быть не менее 31,30 мм.
Наименование детали или сборочной единицы Обозначение
РЫЧАГ ДВУПЛЕЧИЙ 569-13.03.166
Материал Твердость Количество ла изделие
Сталь 40Х-а . НВ 286-321 I
1 Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 Износ отверстия поп, подшипник бо- лее цотустимого “ига ГОСТ 868-82 Г/Г OQ-r*0,CI6 V -0,007 0 20H(^’g^) 23,02 20,02 0,030 0,030 941/17 ГОСТ 4060-78 ШСЮ ГОСТ 3635-78 Войсковому ремонту не подлежит
Позиция
на эскизе
I
Наименование детали или сборочной единицы Обозначение
НАКОНЕЧНИК 569-13.03.197
Возможный
дефект
Износ отверстия
под подшипник бо-
лее допустимого
Срыв резьбы более
двух витков
“пга
ГОСТ 868-82
Осмотр
Способ
установления
дефекта и
контрольный
инструмент
Размеры, мм
номинальные допу- сти- мые
<j! 2онГ§;§^) 20,02
MI0-6H
Предельно
допустимый
зазор с
сопрягаемой
деталью
Материал Твердость Количество ла изделие
Сталь 40Х-а НВ 269-321 4
Обозначение
сопрягаемой
детали
Рекомендуемый
способ
восстановления
0,030
ШСЮ ГОСТ 3635-78
569-13.03.194
Войсковому
ремонту не
подлежит
То же
154
Наименование детали или сборочной единицы Оиозначение
ОПОРА РУЛЕВОЙ КОЛОНКИ 569-13.03.205
Материал Твердость Количество на изделие
Сплав АЛ 4 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под рукоятку более допустимого Штангенцир- цЙ-П-160-0.05 ГОСТ 166-8Ь 28А?я(+0’033) 28,10 0,170 569-I3.03.II0 СБ Войсковому ремонту не подлежит
Срыв резьбы более Осмотр М6-6Н — — M6-6oxI2.46.C.0I6 MI2xI\25-4x25.46.C:0I То же
3 двух витков М12х1,25-6Н < 6
в
Наименование детали или сборочной единицы Ооозначение
ВЕРТИКАЛЬНЫЙ ВАЛ-ШЕСТЕРНЯ 569-13.03.206
Материал Твердость Количество на изделие
Сталь I8X2H4MA Поверхность В HRC 35-49; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры,
номинальные
I Износ зубьев по толщине более до- пустимого Осмотр. Сравнение с эталонной де- талью, имею- щей предель- но допусти- мый износ зубьев
2 Износ зубьев (шли- цев) по толщине более допустимого Скоба. Ролики * с|р = (1,008- -0,00025) мм ГОСТ 2475-88 16,296_0>09
3 Износ поверхности под вкладыш более допустимого Микрометр МК 25-1 ГОСТ 6507-78 0 iBX3(zg:g2)
4 Срыв резьбы более двух витков Осмотр MI2xI,25-6c|
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко менд у е мы й способ восстановления
допу- сти- мые
- - 569-13.02.052 Браковать
16,00 — 569-13.03.208 Войсковому ремонту не подлежит
17,80 0,160 569-13.03.207 То же
— — MI2xI,25-6HjB.35.0I6 н
155
* При невозможности обеспечить требуемую точность замера деталь подлежит замене на новую.
156
Наименование детали или сборочной единицы Обозначение
зсзс СЕКТОР ЗУБЧАТЫЙ 569-13.03.2'08
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали
номинальные допу- сти- мые
I 2 Износ зубьев по толщине более допустимого Износ зубьев (шли- цев) по толщине более доцустимого Скоба шаго- вая Калибр. Ролики* dp = (0,796± ±0.00025) мм ГОСТ 2475-88 27,77320.140 13,216+0’06 27,30 13,40 — 569-13.03.213 569-13.03.206
Рекомендуемый
способ
восстановления
Браковать
и
* Пои невозможности обеспечить требуемую точность замера деталь подлежит замене на новую.
** Данная каста служит также и для дефектации и ремонта детали 569-13.03.291.
Наименование детали или сборочной единицы Обозначение
ЗУБЧАТАЯ РЕЙКА 569-13.03.213
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 286-321 I
I Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по Штангензубо- Р - 3«14-0’20 2,60 — 560-13.03.208 Браковать
толщине более до- мер
пустимого /=2,0
2 Износ поверхности поц эксцентричную втулку более до- ГОСТ 6507-78 0 I5X3(_q’q^) 14,90 0,160 569-13.03.228 Войсковому ремонту не подлежит
пустимого
3 Срыв резьбы более Осмотр М24х1,5-6(ъ - - 569-13.03.066 То же
• двух витков
158
Наименование детали или сборочной единицы ЭКСЦЕНТРИЧЕСКАЯ ВТУЛКА Оио шачение 569-13.03.228
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 286-321 I
допу- сти- мые Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
15,10 0,160 569-13.03.213 Браковать
1
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ поверхности А под вкладыш бо- лее доцустимого Микрометр МК 25-1 ГОСТ 6507-78 Сфера 0 I8X3<zg»g2)
2 Срыв резьбы более трех витков Осмотр МЮ-6^
159
Наименование детали или сборочной единицы Обозначение
ПАЛЕЦ 569-13.03.303
Материал Твердость Количество на изделие
Сталь 40Х-а HRC 37-43 I ’
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре коменду е мы й способ восстановления
допу- сти- мые
17,8С — 569-13.03.068 М10*6Н.8.35.016 Войсковому ремонту не подлежит Тс же
Наименование детали или сборочной единицы Обозначение
ОСЬ 569-13.03.401
Материал Твердость Количество «а изделие
Сталь 40Х-а Поверхность А НВС^45; осталь- ные поверхности НВ 286-321 I
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
16,95 0,100 941/17 ГОСТ 4060-78 MI2-6H.8.35.0I6 Войсковому ремонту не подлежит То же
11 Зак. 5381
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-13.03.421
Материал Твердость Количество на изделие
Сталь 40Х-а I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 Износ отверстий под подшипники более допустимого tee ГОСТ 868-82 0 2311(^.0^ ' * 20Н(^;§06) 23,02 20,02 0,030 0,040 941/17 ГОСТ 4060-78 ШСЮ ГОСТ 3635-78 Войсковому ремонту не подлежит
Примечание. Данная карта служит также для дефектации и ремонта детали 569-13.03.391’.
162
Наименование детали или сборочной единицы Обозначение
НАКОНЕЧНИК 569-13.03.461
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 269-321 I
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под подшипник бо- лее допустимого йя ГОСТ 868-82 опц(+0,006\ zm-0’0I7} 20,02 0,040 ШСЮ ГОСТ 3635-78 Войсковому ремонту не подлежит
2 Срыв резьбы более трех витков Осмотр MI0-6H 569-13.03.500 Браковать
СБОРОЧНАЯ ЕДИНИЦА 569-13.06.270. УПРАВЛЕНИЕ РАЗЪЕДИНИТЕЛЬНОЙ МУФТОЙ
Наименование детали или сборочной единицы Обозначение
, РЫЧАГ 569-13.06.080 СБ
Материал Твердость Количество та изделие
I - сталь В35 — I
II - сталь 40Х-а
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Износ отверстия под подшипник бо- лее допустимого Износ отверстия втулки 569-13.06.022 под ось более допусти- мого йгта ГОСТ В68-82 Штангенцир- куль ШЦ-1 -125-0.1 ГОСТ 166-86 р з2п(^8:8ов) 0 1ОХзСо;О15> 32,02 10,20 0,030 0,440 943/25 ГОСТ 4060-78 569-13.07.007 Войсковому ремонту не подлежит Заменить втулки
Технические Требования к отремонтированной сборочной единице (к дефекту 2)
Допуск соосности поверхностей Е и Ж относительно их общей оси 0,05 мм в радиусном выражении ,
163
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
поминальные
I Износ отверстия под подшипник более допустимого №! ГОСТ 868-82 * 32П(^;§Л)
2 Износ отверстия под ось более до- пустимого Штангенцир- куль ШЦ-1-125-01 *
3 Срыв резьбы более двух витков Осмотр MI2xI,25-6^
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-13.06.100 СБ ♦
Материал Твердость Количество на изделие
I и II - сталь 40Х-а НВ 286-321 I
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
32,02 10,20 0,003 0,440 943/25 ГОСТ 4060-78 569-13.06.007 Войсковому ремонту не подлежит То же
MI2xI,25-6H.8.35.016
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-13.06.230 СБ
Материал Твердость Количество «а изделие
I - сталь В35 II - сталь 20 Ш - сталь 40Х Поверхность В HRC 32-40 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрйгаемой детали Ре комендуеМы й способ восстановления
номинальные допу- сти- мые
I • Износ отверстия в трубе 569-13.06.016 под подшипник более цоцустимого Нутромер НИ 18-50 ГОСТ 868-82 0 32n(ig;oo8) 32,02 0,030 943/25 ГОСТ 4060-78 Войсковому ремонту не подлежит
2 Износ отверстия во втулке 569-13.06.022 под ось более допусти- мого Штангенцир- Ю-125-O.I ГОСТ 166-86 0 1ОХзСо,’О15> 10,20 0,440 5297050-П29 Заменить втулку
Наименование детали или сборочной единицы Обозначение
ВАЛ 569-13.06.001
Материал Твердость Количество «а изделие
Сталь 40Х-а НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 Износ поверхности А под подшипник более допустимого Износ поверхности Б под резиновые манжеты более до- пустимого Износ шпоночного паза по ширине более допустимого Микрометр МК 25-1 ГОСТ 6507-78 Штангенцир- куль Шц-П-160-0,05 ГОСТ 166-86 Калибр С\Г~Г ЬЧ оо оо" ? 1 1 — ою ню X о оо О L0 * * СЧ оо TSi TSi L0 19,90 5,02 0,200 0,020х ШС20 ГОСТ 3635-78 569-13.06.180 50.57.667-П15 Войсковому ремонту не подлежит Обработать дефектную по- верхность ЦО выведения дефекта Войсковому ремонту не подлежит
Технические требования к отремонтированной детали (к дефекту 2)
Догуск радиального биения поверхностей А и Б относительно их общей оси 0,1 мм.
После обработки до выведения дефекта диаметр поверхности Б должен быть не менее <4,/ мм.
* Подбирать при сборке.
Наименование детали или сборочной единицы Обозначение
КРОНШТЕЙН 569-13.06.033
Материал Твердость Количество на изделие
Сталь 35Л-1 НВ 137-166 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстий под подшипники более допустимого йгга ГОСТ 868-82 0 35А(+0’027) 35,04 0,100 ШС20 ГОСТ 3635-78 Войсковому ремонту не подлежит
167
168
СБОРОЧНАЯ ЕДИНИЦА 569-13.12.460. УСТАНОВКА КУЛИСЫ
Наименований детали или сборочной единицы Обозначение
ОПОРА ВЫКЛКНАТЕЛЕЙ 569-13.12.010 СБ
Материал Твердость Количество «а изделие
I - сплав В95Т II - бронза БрАЮЖЗМц2 — I
1 Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Износ отверстия вкладыша 569-13.12.342 под опору кулачков более допустимого Ослабление посадки вкладышей йкта ГОСТ 868-82 Проверка по- садки легки- ми ударами молотка. ЙГЕЗВ ГОСТ 868-82 0 22А2я(+0’033) <а 0 26А<+0’023) 22,06 26,03 0,110 0,005 натяг 569-13.12.012 569-13.12.342 Заменить вкладыши То же
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
з, 4 Срыв резьбы более двух витков Осмотр М6-6Н М16х1,5-6Н - - M6-6oxI4.46.C.0I6 569-13.12.372 Войсковому ремонту не подлежит
Технические требования к отремонтированной сборочной единице (к дефекту I)
Догуск торцового и радиального биений поверхностей В относительно поверхностей А и Б 0,05 мм.
Шероховатость поверхностей В не должна быть более Ra 1,25 мкм по ГОСТ 2789-73.
170
Наименование детали или сборочной единицы Обозначение
ОПОРА КУЛАЧКОВ 569-13.12.020 СБ
Материал Твердость Количество ria издёЛИе
I - сталь 40Х-а II - сталь 40Х-а НВ 286-321 HRC 40-45 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы й способ восстановления
номинальные допу- сти- мые
I Износ поверхности А Штангенцир- 0 22X(lg’^) 21,90 0,200 569-13.12.342 Войсковому
опоры кулачков 569-13.12.012 поц куль ШЦ-П-160-0.05 ГОСТ 166-86 ) ремонту не подлежит
вкладыш.более до- пустимого
2 Износ торцовой по- Шаблон. Допускается выработка - - То же
верхности кулачка 569-13.12.015 бо- 1Цуп прово- лочный глубиной не более 0,1
лее доцустимого (У
3 Ослабление посадки Проверка по- 6,03 0,041 569-13.12.015 я
кулачка садки легки- ми ударами молотка натяг
4 Срыв резьбы более цвух витков Осмотр М6-6Н — — Мб-6^x14.46.С.016 и
5 То же MI8xI,5-6^ - - 569-13.12.014 в
Позиция
I на эскизе
Возможный
дефект
Способ
установления
дефекта и
контрольный
инструмент
Размеры, мм
номинальные
I Ослабление посадки шпилек Осмотр. Проверка по- садки рукой М8А0
2, Срыв резьбы более Осмотр М2.5-6Н
двух витков М4-6Н
М5-6Н
Наименование детали или сборочной единицы Обозначение
КОРПУС 569-13.12.327
Материал Твердость Количество «а изделие
Сплав АЛ9 — I
Предельно Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые ДО Пу СТ ИЛАЫи зазор с сопрягаемой деталью
- 50.59.448-П29 М2,5-6 охб.46.С.016 М4-6ох12.46.С.01б M5-6^xI8.46.C.0I6 По цобрать шпильки с бо- лее полной резьбой Войсковому ремонту не подлежит
172
СБОРОЧНАЯ ЕДИНИЦА 569-13.15.230. СИСТЕМА УПРАВЛЕНИЯ ВЫКЛЮЧЕНИЕМ ПОДРЕССОРИВАНИЯ
И НАТЯЖЕНИЕМ ГУСЕНИЦ
Наименование детали или сборочной единицы Обозначение
ФИЛЬТР ЗАЛИВНОЙ ГОРЛОВИНЫ 569-13.15.280 СБ
Материал Твердость Количество «а изделие
I - сетка полутомпа- ков ая 0355 — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Разрыв сетки 569-13.15.234 фильтра Вмятины на обойме 555-86.08.060 или дне 555-86.08.058 фильтра Осмотр Осмотр. Штангенцир- Щ-125-O.I ГОСТ 166-86 Допускаются вмяти! глубиной не более -{Ы 5 — — Заменить сетку Править де- фектную де- таль до устранения недопустимых вмятин
Примечание. Сетку припаивать припоем ПтКР ПОССу 30-0,5 ГОСТ 21931-76.
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Трещины любого размера и располо- Осмотр — — — ♦ ~ Браковать
жения 0 21Ао(+0’045) □
2 Износ отверстия под поршень более 21,06 0,200 569-13.15.182 Войсковому ремонту не
допустимого ГОСТ 868-82 0 21Ао(+0’045) подлежит
3, Износ отверстия То же 21,08 0,200 569-13.15.187 То же
8 под вал более до- 0 18Ап(+0»035^ 18,06 0,160
пустимого
4, 5 Срыв резьбы более трех витков Осмотр М6-6Н MI0-6H — Мб-6^x14.66.016 569-00.0! .0^-04 п
6 MI4xI,5-6H — — 569-00.01.035-06
7 То же »! M27xl,5-6Н 569-13.15.184 W
174
О' , Наименование детали или сборочной единицы Обозначение
2 ПОРШЕНЬ 569-13.15. 182
Материал Твердость Количество на изделие
-ч Э-- -Е Сталь 20Х-а — 2
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 Износ поверхности под корттуе более допустимого Износ отверстия под палец более допустимого Износ поверхности седла под шарик более допустимого W-TP ГОСТ 6507-7Е То же Осмотр 0 2IVZo;O85> 0 8Х4(:о;о5> Разрывы кольцевого печатка шарика на < не допускаются 20,80 8,30 от- седле 0,300 0,500 569-13.15.181 569-13.15.196-01 Шарик Б 7,938-200 ГОСТ 3722^81 Войсковому ремонту не подлежит Заварить и об- работать отвер- стие номиналь- ного размера Обработать по- верхность до выведения де- фекта. Обжать шариком до получения равномерного отпечатка
Примечания: I. Данная карта служит также для дефектации и ремонта детали 569-13.15.195(поз.3).
2. Заварку производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2 ГОСТ 9466-75.
Технические требования к отремонтированной детали (к дефекту 3)
После обработки до выведения дефекта размер "а" должен быть не более 23 мм. ....
Наименование детали или
сборочной единицы
КОРОМЫСЛО
Материал
Сталь 4ОХ-а
Обозначение
569-13.15.183
Твердость
Количество
«а изделие
НВ 269-321
Позиция ! на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко мен ду е Мы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики** . dp = (1,047±. ±0.00025) мм Г0(1Т 2475-88 17,584+0’06 17,70 - Браковать
2 Износ отверстия под ось более до- пустимого Штангенцир- Ш?1-1-125-0,1 ГОСТ 166-86 0 8X4(to:O5> 8,40 0,600 569-13.15.196-01 Заварить и об- работать отвер стие номиналь- ного размера*
3 Срыв резьбы более двух витков Осмотр М6-6Н 569-13.15.203 Заварить и на- резать резьбу номинального размера*
* Заварку производить ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2 ГОСТ 9466-75.
** При невозможности обеспечить требуемую точность замера деталь подлежит замене на новую.
175
Наименование детали или сборочной единицы Обозначение
1 ШАТУН 569-13.15.186
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 286-321 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под палец оолее допустимого Штангенцир- Й-125-0,1 ГОСТ 166-86 0 8А2я(+0’022) 8,10 0,001 натяг 569-13.15.196 Войсковому ремонту не подлежит
12 Зак. 5381 177
Наименование детали или сборочной единицы Обозначение
ВАЛ 569-13.15.187
Материал Твердость Количество на изделие
Сталь 40Х-а HRC 35-40 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого * Скоба. Ролики dp = 1,302 мм ГОСТ 2475-88 21,561_о,о9 21,20 — 569-13.15.183 Войсковому ремонту не подлежит
G0N> Износ поверхности под корпус более допустимого Штангенцир- Щ-160-0.0Е гост 1бб-еЬ $ 18Хз(Зо;о7> 1 V 2IX3CZ§:§85> 17,80 20,80 0,160 0,300 569-13.15.181 569-13.15.181 То же
178
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ граней под ключ более доцус- тимого Штангенцир- куль ШЦ-1-125-0,1 ГОСТ 166-60 41-0,34 39,50 — - Браковать
2 Смятие, забоины на гранях Осмотр — — — — Зачистить за- боины на гра- нях до выведе- ния дефекта
з, Срыв резьбы более н М30х1,5-6^ - - 569-13.15.247 Войсковому
4 двух витков М36х1,5-6Н — — 569-13.15.355 ремонту не подлежит
Технические требования к отремонтированной детали (к дефекту 2)
После- обработки до выведения дефекта размер "а” должен быть не менее 39,50 мм.
Наименование детали или сборочной единицы Обозначение
ВТУЛКА 569-13.15.352
Материал Твердость Количество ла изделие
Сталь 40Х-а НВ 269-321 3
Позицйя на эскизе Возможный дефект Способ установления дефекта и , контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления л
номинальные допу- сти- мые
I Износ отверстия под клапан более допустимого Штангенцир- куль ШЦ-1-125-01 ГОСТ 166-80 0 6Aq(+0’025) О 6,10 0,240 569-13.15.260 Браковать
2 Срыв резьбы более двух витков Осмотр М18х1,5-6Н 569-13.15.353 * Войсковому, ремонту не подлежит
179
Позиция на эскизе Возможный "дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Трещины любого раз- мера и расположе- ния Осмотр ‘ —
2, 3 Срыв резьбы более двух витков W М14х1,5-6Н MI6xI*5-6Н
4 То же . г и M36xl.5-6g,
Наименование детали или сборочной единицы Обозначение
КОРПУС ВЕНТИЛЯ 1 569-13.15.355
Материал Твердость • Количество ла изделие
Сталь 40Х-а НВ 269-321 2
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
— — — Войсковому ремонту не подлежит
- - 569-00.01.035-06 569-00.01.030-06 То же
— — 569-13.15.252 п
СБОРОЧНАЯ ЕДИНИЦА 569-13.21.400. УПРАВЛЕНИЕ ДВИГАТЕЛЕМ
Материал
I - сталь 35-а-2
Наименование детали или
сборочцой единицы
Обозначение
ПВДАЛЬ
569-13.21.490 СБ
Твердость
Количество
на изделие
I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали
номинальные допу- сти* мые
I Износ поверхности вала 569-13.21.422 Микрометр МК 25-1 * 12Хз(^;о7> 11,90 0,200 11MI2 или 111CI2 ГОСТ 3635-78
под подшипник бо- лее допустимого ГОСТ 6507-78
2, Износ поверхности Штангенцир- 0 I2X3(lg’g2) — — 568-13.21.037
3 вала под войлочные сальники более до- пустимого 10-160-0.05 гост 166-вЬ 0 WZo’o?) — — 568-13.21.038
Примечание. Данная карта служит также для дефектации и ремонта вертикального
569-10.03.I12.
Рекомендуемый
способ
восстановления
Войсковому
ремонту не
подлежит
То же
вала
181
00
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ отверстия под валик более цопустимого Штангенцир- куль ШЦ-11-160-0.05 ГОСТ I66-6& 0 16А4(+0’12)
Наименование детали или сборочной единицы " 1 1 Обозначение
РЫЧАГ 569-13.21.600 СБ
Материал Твердость Количество та изделие
I - сталь 20-а-2 • - I
допу- сти- мые Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
16,30 0,600 569-13.21.652 Войсковому ремонту не поцлежит
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ отверстия рычага Нутромер НИ 10-18 0 Г7Н(^§§>
569-13.21.720 под подшипник более допустимого ГОСТ 868-82 . т Т
2 Износ отверстия Штангенцир- • 0 I2to;o6
втулки ШЙ-П-160-0.05
568-13.21.ИЗ-А
под ось более до- пустимого ГОСТ 166-80 0 15А3а(+0’07)
3 Ослабление посадки Проверка по-
втулки садки легкими ударами мо- лотка.
йта
ГОСТ 868-82
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-13.21.710 СБ
Материал Твердость Количество та изделие
I - сталь 20 11 - сталь В35 - I
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
17,02 12,30 15,08 0,028 0,500 0,001 натяг ШМ8 ГОСТ 3635-78 5297072-П29 568-13.21.ПЗ-А Войсковому ремонту не подлежит Заменить втулки То же
Наименование детали или сборочной единицы Обозначение
ПАЛЕЦ 569-13.21.412-Б
Материал , Твердость Колйчество на изделие
Сталь 40Х-а НВ 269-321 569A-II 577А-9 579А - 13
Позиция на эскизе Возможный ' дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности сферы пол; корпус более допустимого Микрометр МН 25-1 ГОСТ 6507-78 0 14С4 4-0,12) 13,70 0,550 569-13.21.414 Войсковому ремонту не подлежит
2 Срыв резьбы более двух витков Осмотр М8-6^ 569-13.21.195 То же
Наименование детали или сборочной единицы Обозначение
КОРПУС 569-13.21.414
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 269-321 569А - II 577А-9 579А - II
। Позиция на эскизе Возможный цефект > Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности сферы под палец более доцустимого Шаблон. Щуп прово- лочный Сфера 0 14А4(+0’12) Щуп 0,2 не про- ходит 0,450 569-13.21.412 Войсковому ремонту не подлежит
2 Срыв резьбы более двух витков Осмотр МЮ-6^, 569-13.21.401 То же
186
Наименование детали или сборочной единицы Ооо шачение
СУХАРЬ 569-13.21.415
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 269-321 569A-II
577А - 9
579А - II
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности под палец более допустимого Шаблон. Щуп прово- лочный Сфера 0 ма/+0>12> Щуп о,2 не про- ходит 0,450 569-13.21.412 Войсковому ремонту не подлежит
Наименование детали или сборочной единицы Обозначение
гачАг 569-13.21.511
Материал Твердость Количество «а изделие
Сталь 20 — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре комендуе мы й способ восстановления
номинальные допу- сти- мые
I Износ отверстия поп, подшипник более допустимого ГОСТ 868-82 17,02 0,028 UN8 или ШС8 ГОСТ 3635-78 Войсковому ремонту не подлежит
2 Износ отверстия под палец более допустимого Штангенцир- куль ШЦ-11-160-0.5 ГОСТ 166-80 * Wto;® 12,30 0,600 22-12С4хЗО.35 Заварить и об- работать отвер- стие номиналь- ного размера
OCT §466M?5 4 a H И е* 3aW ГТРОИЗВО^ИТЬ цуговой сваркой электродом У0НИИ-13/45-3,0-2
187
Наименование детали или сборочной единицы Обозначение
РЫЧАГ . 569-13.21,514-Б
Материал Твердость Количество <а изделие
Сталь 35-а-2 _ • I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстанов л ени я
номинальные допу- сти- мые
I Износ отверстия под палец более допустимого Штангенцир- ^-1-125-0,1 ГОСТ 166-86 у 8х4(:§:о5> 8,30 0,500 575-13.21.167 Заварить и об- работать отвер- стие номиналь- ного размера
2 Срыв резьбы более двух витков Осмотр М8-6Н * М8-6^x30.66.016 Заварить и на- резать резьбу номинального размера
Примечания: I. Данная карта служит также для цефектации и ремонта детали 569-13.21.407.
2. Заварку производить ручной дуговой сваркой электродом У0НИИ-13/45-3,0-2 ГОСТ 9466-75.
189
Наименование детали или сборочной единицы Обозначение
КОРПУС ПОДШИПНИКА 568-13.21.150
Материал Твердость Количество на изделие
Сталь 35-а-2 — 569аЛ 577А-3 579А-7
Позиция наэскизе. Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под подшипник более допустимого вига ГОСТ 868-82 22А(+0’023) 22,04 0,050 ШМ12 ГОСТ 3635-78 * Войсковому ремонту не подлежит
061
Наименование детали или сборочной единицы Ооо значение
ШТОК 575-13.21. 102-Б
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 255-302 I
Позиция на эскизе Возможный цефект Способ установления дефект^ и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности поп, гильзу более цогустимого Микрометр МК 50-1 ' ГОСТ 6507-78 2ОХ3(2о’^5) 19,90 0,200 575-13.21.104-Б Войсковому ремонту не подлежит
2 Износ отверстия под шарик более цопустимого Штангенцир- куль ШЦ-1-.125-0-1 ГОСТ 166-60 0 6,5aJ+0’2) и 7,00 1,000 Л 387552-П То же
3 Срыв резьбы более двух витков Осмотр
1“ J Ln Наименование детали или сборочной единицы Ооозначение
ГИЛЬЗА 575-13.21.104-Б
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ отверстия под шток более допустимого Нутромер НИ 18-50 ГОСТ 868-82 0 20А4(+0’14)
2 Износ отверстия под вкладыш более допустимого То же 0 30А(+0’023)
3 Срыв резьбы более двух витков Осмотр М33х2-6Н
Предельно допустимы» зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
20,18 0,600 575-13.21.102-Б Войсковому ремонту не подлежит
30,03 0,005 натяг 57*5-13.21.105-A То же
575-13.21.109
Наименование детали или сборочной единицы Обозначение
вкллдаш 575-13.21.I05-A
Материал Твердость Количество за изделие
Сталь 40Х-а НВ 255-302 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Местный износ от- верстия под шарики более допустимого ГОСТ 868-82. Шаблон 0 23,8А4(+0’14) 24,01 — 387552-П Браковать
2 Износ поверхности под гильзу более допустимого Микрометр МК 50-1 ГОСТ 6507-78 0 30np(:g«§42) 30,03 0,050 натяг 575-13.21.104-Б Войсковому ремонту не подлежит
13 Зак. 5381 193
Наименование детали или сборочной единицы Обозначение
ЗАМОК 575-13.21.106
Материал Твердость Количестве на изделие
Сталь 40Х-а НВ 255-302 I
Позиция 1 на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Местный износ по- верхности под ша- рик более допусти- мого ,Микрометр МК 25-1 ГОСТ 6507-78 0 10Со d(-0,03) 9,95 0,120 387552-П Войсковому ремонту не подлежит
2 Износ боковых ПО-! верхностей под ре- ле более допусти- мого То же 2,5+0,I 2,30 PM6-IC То же
СБОРОЧНАЯ ЕДИНИЦА 569-15.11.240. УСТАНОВКА КОМПРЕССОРНОЙ СИС ТЕМЫ
? Наименование детали или ; Обозначение i сборочной единицы j иоозначение
ЗУБЧАТКА | 569-15.II .022
Материал j Твердость «Количество £*а изделие
1 Сталь 4ОХ-а НВ 286-321
I
1
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более допустимого Скоба. Ролики dp = 5,493 мм ГОСТ 2475-88 41 030“9,088 4i’LdU-0,I90 40,50 — 569-15. II. 028 Браковать
2 Износ шлицевых па- зов по ширине бо- лее допустимого Калибр Л+0,050 4+0,014 4,10 0,200 569-П.10.III н
СБОРОЧНАЯ ЕДИНИЦА 569-15.93.000. УСТАНОВКА ОТОПИТЕЛЯ
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко менду е мы й способ восстановления
номинальные допу- сти- мые
I 2 Прогорание цилинд- ра внутреннего в сборе 0665-0820 или цилиндра среднего в сборе 0В65-0803-А Срыв резьбы во втулке 0В65-0808 свечи более двух витков Осмотр н i i М22х1,5-6Н 1 i — СК-СРБ5-3707000 Браковать Заменить втулку
Технические требования к отремонтированной сборочной единице (к дефекту 2)
После ремонта теплообменник испытать на герметичность в течение 2 мин наливом керосина< Течь керо-
сина не допускается.
СБОРОЧНАЯ ЕДИНИЦА 569-16.36.000. УСТАНОВКА БАЛЛОНОВ И ТРУБОПРОВОДОВ
СИСТЕМЫ ПОЖАРОТУШЕНИЯ
Наименование детали или сборочной единицы Обозначение Г
ШАЙБА С МЕМБРАНОЙ В СБОРЕ 575-16.36.055 СБ
Материал Твердость Количество ка изделие
I - латунь ЛС59-1 II - латунь Л63 — 6
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Риски, задиры на поверхности шайбы 575-16.36.053 Осмотр — — — — Зачистить по- верхность шайбы
2 Повреждение мем- браны в сборе с 5^5-16^36^060 и — — — — Заменить мем- брану в сборе с прокладкой
3 Проворачивание мембраны в сборе с прокладкой 1 и Раскернить мембрану в че- тырех точках по окружности на равных рас- стояниях
575-/6.36068
± н.
Наименование детали или сборочной единицы Обозначение
ШТУЦЕР С ПРОКЛАДКОЙ В СБОРЕ • 575-16.36.065 СБ
Материал Твердость Количество на изделие
I - сталь 35-а-2 3
II - медь М3
1
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Срыв резьбы на шту- пере 575-16.37.068 более цвух витков Осмотр MI4xI,5-6tj — — 575-16.36.080-Б Браковать
2 Выпадание проклад- ки 575-16.36.06v из гнезда штуцера и — — — Обжать края штуцера в двух циаметрально противополож- ных точках
3 Забоины, смятие на боковых поверхно- стях паза штуцера Осмотр. Штангенцир- иЙ-1 -125-0,1 ГОСТ 166-86 3,20 3,40 Зачистить бо- ковые поверх- ности паза до устранения цефекта
197
198
Наименование детали или
сборочной единицы
‘ПРОБКА
Обозначение
575-16.36.054
Материал
Твердость
количество
ta изделие
Латунь ЛС59-1
I
Позиция на эскизе Возможный дефект Способ - установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 4 Износ отверстия поп, поршень более допустимого Срыв резьбы более двух витков Забоины, вмятины на боковых поверх- ностях паза Риски, задиры, забоины на фаске Нутромер НИ* 18-50 ГОСТ 868-82 Осмотр Осмотр. Штангенцир- куль ШЦ-1-125-01 ГОСТ 166-80 Осмотр 0 20А<+0’045) МЗЗх!,5-6g Ю+0»2 20,08 11,00 0,180 575-16.36.063 575-16.36.080-Б Браковать Войсковому ремонту не подлежит Зачистить бо- ковые поверх- ности паза до выведения де- фекта, но до ширины паза не более до- пустимой Зачистить фаску до вы- ведения дефекта
Наименование детали или сборочной единицы Обозначение
1 ПОРШЕНЬ 575-16.36.063
Материал Твердость Количество на изделие
2
Сталь 40X13 HRC 30-40 6
z.—
[ Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления -
номинальные допу- сти- 1 мые !
I Износ поверхности под пробку более цоцустимого Микрометр МК 25-1 ГОСТ 6507-^8 1 19,90 0,180 575-16.36.054 1 | браковать ।
2 Забоины, смятие острия поршня Осмотр Кромка пересечения ци-. линдрической поверхности с наклонной плоскостью 1 цолжна быть острой, без i | забоин , | I i ! i ! ! | । i i i I । | Обработать : острие поршня J цо выведения ? цефекта I ।
200
СБОРОЧНАЯ ЕДИНИЦА 569-18.00.000. КОРПУС
Рис. см. на стр. 20 Т и 202 Наименование детали или сборочной единицы Обозначение
КОРПУС 569-18.00.000 СБ
Материал Твердость Количество на изделие
— - т X
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 6, 9 3, 4 ‘ Износ поверхностей кронштейнов подвес- ки и кронштейнов ленивцев 569-18.72.007 и 569-18.72.007-01 под лабиринтные кольца более до- пустимого Износ отверстий втулок 569-18.72.154 и 569-18.72.155 более допустимого Штангенцир- куль Щ-П-250-0.1 ГОСТ 166-8(5 Нутромеры: НИ 100-160-2 НИ 50-100-2 ' ГОСТ 868-82 нн нн нн нн го О О нн СЛ 00 О О > СЛ О СО UJ СО > О > > z— ^СО СО СЛ СЛ | -о р Р РР8 о 8 S 2^ 169,ОС 203,00 184,00 149,00 115,20 90,20 569-12.10.569 569-12.10.638 569-12.10.153 569-12.10.154 569-12.20.046-Б 569-12.20.046-Б Войсковому ремонту не подлежит Заменить де- фектную втулку
201
Вид на НТО
202
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм 1 ' Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре комендуемый способ восстановления
номинальные допу- сти- мые
5, Износ отверстий Нутромер НИ 100-160-2 ГОСТ 868-82 5? 150Ао(+0’08) 150,10 569-12.10.840 Войсковому
6 кронштейнов под- вески под подшип- ники более допус- тимого У 130Ао(+0’06) 130,10 569-12.10.830 569-12.10.830-01 ремонту не подлежит
7 Срыв, смятие или выкрашивание зубь- ев 1шлицев) в кронштейнах под- вески 569-18.72.005 и 569-18.72.006 Срезать за- глушку. Осмотр. Электричес- кая лампа Допускается смятие ев е торца на длин более 10 зубь- е не 569-12.10.070 То же
10 Прогибы верхних бортовых листов более допустимых Линейка ЩД-2-250 ГОСТ 8026-75. Штангенцир- куль ШЦ-П-250-0,05 ГОСТ 166-8Ь Допускаются прогиб только наружу корп ы до 8 уса Править де- фектные листы до устранения недопустимых прогибов
II Прогибы верхнего лобового листа, верхнего листа кормы и крыши над экипажем более допустимых Линейка ШП-1-400 ГОСТ 8026-75. Штангенцир- ЗЙ-П-250-0,05 ГОСТ 166-60 Допускаются прогиб только наружу корп ы до 6 уса То же
12 13 Срыв резьбы пета- лей корцуса более цвух витков Прогибы листов ни- ши более допустимо- мого Осмотр Линейка ШП-1-630 . ГОСТ 8026-75. Допускаются прогиб ружу не более 8,а не более 6 ы на- внутрь Заварить и на- резать резьбу номинального размера Править де- фектные листы до устранения
203
'Позиция
на эскизе
14
15
16
Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные допу- сти- мые
Штангенцир- куль ШЦ-П-250-0.05 ГОСТ 166-86
Прогибы нижнего лобового листа, нижнего кормового и нижних бортовых листов более до- пустимых Линейка ШД-0-1600 ГОСТ 8026-75. Штангенцир- Ц^-П-250-0.05 ГОСТ 166-86 Допускаются прогиб! наружу корпуса не б внутрь корпуса не б ы: олее 8; олее 6
Прогибы днища бо- лее допустимых Линейка ШЦ-1-IOOO ГОСТ 8026-75. Штангенцир- ПЙ-П-250-0.05 ГОСТ 166-86 Допускаются прогибы дни- ща, не нарушающие нор- мальных условий, монта- жа и работу узлов и ме- ханизмов : наружу корпуса не бо- внутрь корпуса не более 8. Допускаются прогибы, обеспечивающие зазоры между торсионами, тяга- ми и жесткостями днища не менее 3 ।
Коробление опор: под двигатель Специальное приспособле- ние. Набор щупов > 2 ГОСТ 882-75 । Допуск параллельности поверхности Tj 1,1 на длине 1035. Допуск плоскостности по- верхности Tj 0,3. Допуск перпендикулярнос- ти поверхности Eg отно-
Предельно допустимый заЗор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
— — недопустимых прогибов. До- пускается местный поцо- грев Править де- фектные листы до устранения недопустимых прогибов
— — Править днище цо устранения недопустимых прогибов
Войсковому
ремонту не
подлежит
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент
17 под бортовые пере- дачи под ГМП (задняя опора) Прогибы бортовых листов в зоне бор- товых передач Приспособле- ние
Размеры, мм Предельно Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые допустимый зазор с сопрягаемой деталью
сительно поверхнос 1,1 на длине 1000 Доцуск пврпенцикул. ти торца Ж относит* поверхности Л 0,2 Доцуск параллельно поверхности К отно но поверхности Tj Доцуск соосности в усном выражении: поверхностей Р и Л поверхностей Н и Л Доцуск перпендикул; ти поверхности । тельно поверхности Доцуск плоскостное' верхи ости 0,3 ги Л РфНОС- эльно эти ситель- 3,7 раци- 0,3; 0,6. РфНОС- отнэси- Л 0,9. ги по- — * Войсковому ремонту не подлежит
206
СБОРОЧНАЯ ЕДИНИЦА 569-18.00.300. УСТАНОВКА УЗЛОВ КОРПУСА
575-1809153
Наименование детали или сборочной единицы Ооозначение
ВАЛИК ШЛИЦЕВЫЙ 569-16.03.080 СБ
Материал Твердость Количество на изделие
1 - сталь 35-а-2 - 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) валика 575-18.09;153 по толщине более до- пустимого Штангенцир- куль Шц-11-160-0.05 гост i66-eb. Ролики о|р = 1,732 мм ГОСТ 2475-88 I4,36_0,i6 14,20 МПК-5А Браковать
2 Износ поверхности валика под крон- штейн более до гус- тимого Штангенцир- куль • Шц-11-160-0.05 •ГОСТ 166-8b 0 1бХ4(=0’> 15,60 0,650 575-18.09.152
Наименование детали или сборочной единицы Обозначение
В03ДУХ0ПРИГ0К 569-18.03.160 СБ
Материал Твердость Количество на изделие
I и 11 - сталь 20 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой • детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Разрыв сетки Осмотр Доцускается заплетать - - Заменить сетку
569-I8.03.II0 бо- разрывы площадью не бо-
лее допустимого лее 100 мм^ проволокой
того же диаметра
2 Погнутость листов Осмотр. Допускается погнутость — - Править дефект-
жалюзи Линейка не более £ ную деталь до
569-18.03.094 и ШП-0-250 выведения де-
569-18.03.095 бо- ГОСТ 8026-7^ фекта
лее допустимого Штангенцир-
► куль 1Щ-1-125-0.1 ГОСТ 166-ЕЮ 0 W+o;i6>
3 Износ отверстий в тяге 569-18.03.070 Штангенцир- 6,50 0,700 573-18.03.207 Заварить де-
куль Шц-1-125-0,1 ГОСТ 166-80 фектное отверс-
более допустимого тие и сверлить отверстие номи- нального раз- мера
207
208
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
4 Погнутость балок 569-18.03.084, 569-18.03.085, 569-18.03.086 и 569-18.03.087 бо- лее ДОПУСТИМОГО Осмотр. Набор гду- пов № 2 ГОСТ 882-75. Линейка ШП-0-400 ГОСТ 8026-75 Допускается погну1! не более 3 'ОСТЬ — — Править бал- ки до выведе- ния дефекта
Заварку производить ручной дуговой сваркой электродом УОНИИ-13/45-3,0-2
Примечание
ГОСТ 9466-75.
14 Зак. 5381 209
СБОРОЧНАЯ ЕДИНИЦА 569-18.34.000. СИСТЕМА ОЧИСТКИ СМОТРОВЫХ ПРИБОРОВ
л л
° «
Е х
Возможный
дефект
Способ
установления
дефекта и
контрольный
инструмент
Местная выработка
на уплотнении
569-18.34.072 бо-
лее доцустимой
Шаблон.
Щуп прово-
лочный
Наименование детали или сборочной единицы Обозначение
КЛАПАН ПЕРЕДНИЙ 569-18.34.030 СБ
Материал Твердость Количество <а изделие
I - сталь 40X13 НВ 269-321 2
Размеры, мм Предельно допустимый зазор с сопрягаемой деталью
номинальные допу- сти- мые
Допускается местная* вы-
работка глубиной 0,2
Обозначение
сопрягаемой
детали
Рекомендуемый
способ
восстанов лени я
569-18.34.014
Вулканизиро-
вать новое
уплотнение с
применением
клея Лейко-
нат
Примечание. Данная карта служит также для дефектации и ремонта сборочных единиц
569-18.34.020 СБ и 569-18?34.040 СБ. /
Технические требования к отремонтированной сборочной единице (к дефекту I)
Допускается наплыв резины на торец А клапана толщиной до 0,2 мм.
Допускается утопание уплотнителя относительно торца А до 0,3 мм.
210
Наименование детали или сборочной единицы Обозначение
КОРПУС ДОЗАТОРА 569-18.34.ОН
Материал Твердость
Латунь ЛС59-1 2 Г
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые _
I 2, 3 Износ отверстия под клапан более доцустимого Срыв резьбы более двух витков йгезв ГОСТ 868-82 Осмотр 0 35Ао(+0’05) М39х2-6Н М22х1,5-6Н 35,10 0,200 569-18.34.020 СБ 569-18.34.030 СБ 569-18.34.040 СБ 569-18.34.014 569-18.34.015 Браковать Войсковому ремонту не подлежит
Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
Побили на зеки Возможный дефект номинальные допу- сти- мые
I 2 3 Неплотное прилега- ние пробки 569-18.34.054 кра- на к корпусу 569-18.34.051 кла- пана Срыв резьбы .более двух витков То же Осмотр, ис- пытание на герметичность воздухом под давлением 0,5 МПа о (5 кгс/см ) в ванне с водой Осмотр и Доцускается процус духа из-под пробки де отдельных цузыр не более 10 в мин М12х1,5-6Н M24xl,5-8j 'К в 03“ [ в ВИ- ТКОВ — Притереть проб- ку к корцу су до выведения де- фекта Войсковому ремонту не подлежит То же
m
Примечание, Корпус 569-18.34.051 клапана дефектуется в сборе с пробкой 569-18.34.054 крана.
Технические требования к отремонтированной сборочной единице (к дефекту I) -
Притертые коргус клапана и пробка должны быть маркированы • одним и тем же номером и поступать на
сборку комплектно. . .
После притирки пробки к коргусу до выведения дефекта смещение осей отверстий корцуса и пробки, должно
быть не более 2,50 мм'.
212
Наименование детали или сборочной единицы Обозначение
КОРПУС КРАНИКА ПРОБКА 569-18.34.131 569-18.34.135
Материал Твердость Количество «а изделие
I - бронза БрАЮЖЗМц2 11 - латунь ЛС59-1 - 3
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали
номинальные допу- сти- мые
I Неплотное прилега- ние пробки 569-18.34.135 к корпусу 569-18.34.131 кра- ника Осмотр, испы- тание на гер- метичность воздухом под давлением 05 МПа с (5 кгс/см )в ванне с водой Допускается процус! духа из-под пробки де отдельных цузыр] не более 20 в мин с воз- в ви- тков 569-16.34.131
2 Срыв резьбы на пробке более двух витков Осмотр М6-6^ — - -
3 Срыв резьбы в кор- пусе краника более двух витков М12х1,5-6Н - - -
Рекомендуемый
способ
восстановления
Притереть
пробку к кор-
пусу цо выве-
дения дефекта
Войсковому
ремонту не
подлежит
Браковать
Пр и м ечание. Корпус 569-18.34.131 краника дефектуется в сборе с пробкой 569-18.34.135. Для
дефектации необходимо провести частичную сборку краника 569-18.34.130 СБ.
Технические требования к отремонтированной сборочной единице (к дефекту I)
Притертые корпус краника и пробка должны быть маркированы одним и тем же номером и поступать на
сборку комплектно.
После притирки пробки к корпусу краника (до выведения дефекта) смещение осей отверстий корпуса и
ттпобки должно быть не более 2,50 мм.
СБОРОЧНАЯ ЕДИНИЦА 569-18.40.000. УСТАНОВКА КРЫШЕК ЛЮКОВ
Наименование детали или сборочной единицы Обозначение
ТОРСИОН 568-I8.40.033-A
Материал Твердость Количество «а изделие
Сталь 45ХН2МФА 4RG 43-47 2
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Износ шлицевых па- зов по ширине бо- лее допустимого Задиры, раковины на поверхности, не выходящие на пере- ходные поверхности Штангенцир- куль 1Щ41-160-0.05 ГОСТ 166-80. Проволока = 1.008 мм ГОСТ $475-88 Осмотр 16,296 16,251 16,10 - 568-18.40.034 568-18.40.038 Браковать Зачистить по- верхность до выведения де- фекта
213
Примечание. Зачистку производить трехгранным напильником ( С- 300 мм) с насечкой № 5.
Технические требования к отремонтированной детали (к дефекту 2)
Глубина зачистки до выведения дефекта должна быть не более 0,2 мм.
Позиция
на эскизе
Возможный
цефект
Способ
установления
дефекта и
контрольный
инструмент
номинальные
I Износ поверхности паза под ключ бо- лее допустимого Штангенцир- куль ШЦ-1-125-0.1 ГОСТ 166-80 25-0,28
2 Износ поверхности под втулку более цогустимого То же I8X3(lg’g2)
Размеры, мм
Наименование детали или | сборочной единицы Г 111 । Обозначение
ОСЬ 575-18 в 40 о 069-Б
Материал 1 Твердость Количество та изделие
Сталь 4ОХ-а Поверхность А HRC 39-47; осталь- ные поверхности НРС 28-33 L— 1 2
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали
допу- сти- мые ! с С WLD1И способ | восстановления
24,00 — — Войсковому ремонту не подлежит
17,90 0,160 - То же
s8
и
С а
2
3
Возможный
дефект
Способ
установления
дефекта и
контрольный
инструмент
Износ поверхности
поц стойку более
цоцустимого
Износ поверхности
поц кронштейн бо-
лее цопустимого
Срыв резьбы более
двух витков
Штангенцир-
2Й-П-16О-О.О5
ГОСТ 166-86
То же
Осмотр
Размеры, мм
номинальные
25Х (”0»07ч
20Сд
4(-0,14)
Наименование детали или сборочной единицы '"1 Обозначение
ОСЬ 575-18.40.103
Материал Твердость Количество ла изделие
Сталь 35-а-2 - 2
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
допу- сти- мые
24,60 19,70 0,600 0,600 568-18.40.115 569-18.40.030 СБ М12х1,25-6Н . Войсковому ремонту не подлежит То же Наплавить и нарезать резь- бу номинально- го размера"
сваркой электродом У0НИИ-13/45-3,0-2
Примечани
ГОСТ 9466-75.
е. Наплавку производить ручной
дуговой
215
216
Наименование детали или сборочной единицы Обозначение
ШЕСТЕРНЯ ВЕДОМАЯ 575-18.40.764-Б
Материал Твердость Количество яа изделие
Сталь 40Х-а HRC 35-400 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зуба по тол- щине более цогус- тимого Проверка бо- кового зазо- ра в зацеп- лении с эта- лонной де- талью 575-18.40.763 Допускается боковой за- зор не более 0,9 - 575-18.40.763 Браковать
Примечание. Данная Карта служит также для дефектации и ремонта детали 575-18.40.763,
СБОРОЧНАЯ ЕДИНИЦА 569-20.02.010. МОНТАЖ РЕЗЕРВНОГО БЛОКА ГЕНЕРАТОРОВ С РЕДУКТОРОМ
Наименование детали или сборочной единицы Обозначение
и - сталь оо-а-< ? | :, 1 1 . .
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ шлицевых па- зов полумуфты 569-20.02.102 по ширине более до- пустимого Калибр д+0,050 ь+0’022 6,08 0,140 569-20.02.121 Браковать
217
218
Наименование детали или сборочной единицы Обозначение
ПОЛУМУФТА ГЕНЕРАТОРА 569-20.02.104
Материал Твердость Количество на изделие
Сталь 40Х-а Поверхность А HRC^42; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ шпоночных па- зов по ширине бо- лее допустимого Калибр с+0,065 ь+0,015 6,10 0,100* 5057857-П Войсковому ремонту не подлежит
к Подбирать при сборке
A-A
Наименование детали или сборочной единицы Обозначение
ПОЛУОСЬ 569-20.02.121
Материал Твердость Количество на изделие
Сталь 40Х-а НВ 286-321 I
A
I Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Реко мен ду с- мы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине оолее допустимого Микрометр МК 25-1 ГОСТ 6507-76 6-0,050 5,85 0,240 569-20.02.102 Войсковому ремонту не подлежит
219
220
Наименование детали или сбррочной единицы Обозначение
ЗУБЧАТКА 569-20.02.125
Материал Твердость Количество ла изделие
Сталь 40Х-а Поверхность В НРС 40; повеох- ность Г НВ 286-321; остальные поверх- ности HRC 54 I
I Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- Штангенцир- 43,429^0’122 43,30 — 569-20.02.126 Браковать
цев) по толщине более [допустимого куль ШЦ-11-160-0Р5
ГОСТ 166-80. Ролики
oL = 4,4 мм ГОСТ 2475-88
2 Износ зубьев по Калибр. 96’193+8;i85 97,00 —
толщине более до- Ролики
пустимого dp = 6,585 мм
ГОСТ 2475-88
3 Срыв резьбы более Осмотр М6-7Н - — - Войсковому
цвух витков । 1 ! ремонту не подлежит
Наименование детали или ’ сборочной единицы Обозначение
а^БЧАТКА 569-20.02.126
Материал Твердость Количество на изделие
Сталь 40Х-а Поверхность В НРС 40: поверх- ность Г НВ 286-321; I
остальные поверх-
ности HRC 54
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре ко мен ду е мы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого Калибр. Ролики oL = 3,468 мм ГОСТ 2475-88 ЗО>918^;О92 31,5С 569-20.10.184 * Браковать
2 Износ зубьев по толщине более до- пустимого Штангенцир- куль ШЦ-11-160-0,05 ГОСТ 166-80. Ролики cL = 7,0 мм ГОСТ 2475-88 II7,576-g;gg П7,0С 569-20.02.125 ♦♦
221
222
Наименование детали или сборочной единицы Обозначение
ЗУБЧАТКА 569-20.10.144
Материал Твердость Количество ла изделие
Сталь 40Х-а Поверхность Г HRC 54; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I, 2 Износ зубьев (шли- цев) и зубьев по толщине более до- цустимого Калибры. Ролики: dL = 6,585 мм; cL = 4,773 мм 96.I93^I85 : 59.282 :§:061 96,90 60,40 — 569-20.10.154 569-20.10.141 Браковать
ГОСТ 2475-88
3 Износ поверхности В под манжету бо- лее допустимого Штангенцир- куль 1Щ-П-160-0.05 гост 166-вЬ 0 80Со 3(-0,06) — — 569-20.10.130 Обработать до выведения де- фекта
4 Срыв резьбы более двух витков Осмотр М6-7Н — — Мб-6^x14.66.016 Заварить и на- резать резьбу номинального размера
Технические требования к отремонтированной детали (к дефекту 3)
Допуск радиального биения поверхности В относительно общей оси шлипевых отверстий 0.02 мм.
После обработки цо выведения дефекта диаметр поверхности В должен быть не менее 79,о мм.
Наименование детали или сборочной единицы Обозначение
ПОЛУОСЬ 569-20.10.154
Материал Твердость Количество на изделие
Сталь 40Х-а Поверхность В HRC^-54; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимым зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемым способ восстановления
номинальные допу- сти- мые
I, Износ зубьев (шли- Штангенцир- 43,429^’^ 43,00 569-20.02.117 Браковать
2 цев) и зубьев по толщине более до- пустимого куль Шц-П-160-0,05 ГОСТ 166-вб. Ролики: cL = 4,400 мм сС = 7,000 мм ГОСТ 2475-88 т т п с — $ ,017 И7,576^о^354 117,00 569-20.10.144
223
224
Наименование детали или сборочной единицы Обозначение
ПОЛУМУФТА 569-20.10.184
Материал Твердость Количество на изделие
Сталь 40Х-а Поверхность В 42; осталь- ные поверхности НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ шпоночных пазов по ширине более доцустимого Калибр с+0,065 ь+0,015 6,10 0,100х 5057857-П Войсковому ремонту не подлежит
2 Износ поверхности Б под манжету бо- лее доцустимого Штангенцир- куль ШЦ-Ц-160-0.05 ГОСТ 166-86 0 45Со J(-0,05) i 569-20.10.190 I Обработать до выведения це- фекта
Технические требования к отремонтированной детали (к дефекту 2)
Допуск радиального биения поверхности Б относительно оси отверстия 0.03 мм.
Допуск торцового биения поверхности Д относительно оси отверстия мм.
После обработки до'выведения дефекта размер Г должен быть не менее 44,6 мм.
* Подбирать при сборке.
15 Зак. 5381 225
СБОРОЧНАЯ ЕДИНИЦА 569-20.03.000. УПРАВЛЕНИЕ ВКЛЮЧЕНИЕМ РЕДУКТОРА СЭП
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-20.03.107
Материал Твердость Количество «а изделие
Сталь 35-а-2 - 2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 Износ отверстия под ось более до- пустимого Срыв резьбы более двух витков Штангенцир- куль ШЦ-1-125-0,1 ГОСТ 166-вб Осмотр 0'1ОХ5ЦО;3) М8-6Н 0,500 5297046 201460-П29 Заварить и об- работать отвер- стие номиналь- ного размера Заварить и на- резать резьбу номинального размера
Примечание. Заварку производить ручной дуговой сваркой электродом У ОН ИИ-13/45-3,0-2
ГОСТ 9466-75.
Технические требования к отремонтированной детали (к дефекту I)
Доцуск перпендикулярности поверхности А относительно поверхности Б 0,2 мм.
226
Наименование детали или
сборочной единицы
Обозначение
ВАЛ ЗАДНИЙ
569-20.03.108
Материал
Твердость
Количество
на изделие
Сталь 45-а-2
Возможный
цефект
Способ
установления
дефекта и
контрольный
инструмент
Размеры, мм
номинальные
допу-
сти-
мые
Предельно
допустимый
зазор с
сопрягаемой
деталью
Обозначение
сопрягаемой
детали
Рекомендуемый
способ
восстановления
I Износ поверхности
поц подшипник бо-
лее цоцустимого
Износ поверхности
поц сальник более
цоцустимого
Микрометр
МК 25-1
ГОСТ 6607-78
То же
0 12Хз(5;о?)
0 14Хз(-0’0?)
11,90
ШМ12 или ШС12
ГОСТ 3635-78
568-13.21.038
Войсковому
ремонту не
поцлежит
Обработать по-
верхность цо
вывеценил де-
фекта
2
Примечание. Данная карта служит также цля цефектации и ремонта цетали 569-20.03.112.
Технические требования к отремонтированной цетали (к дефекту 2)
После обработки до выведения дефекта размер А должен быть не менее 13,6 мм.
I
Наименование детали или сборочной единицы Обозначение
ВТУЛКА 569-20.03.116
Материал
Твердость
Количество
на изделие
Сталь 35Л-1
I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы!, способ восстановления
номинальные допу- сти- мые
I, 2 Износ отверстий поп. оси более цо- пустимого Штангенцир- куль fe-Шб1 $ бх5(:о> 0 12А4(+^’12) 6,40 12,30 — 52.97.013-П29 569-20.03.123 Войсковому ремонту не подлежит
227
228
Позиция на эскизе Возможный цефе кт Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I, 2 Износ отверстий под оси более до- пустимого Штангенцир- куль ШЦ-1-125-0,1 ГОСТ Т66-80 0 ЮХэЦО’З) 0 16А4(+0’12)
Наименование детали или сборочной единицы Обозначение
РЫЧАГ 569-20.03.124
Материал Твердость Количество на изделие
Сталь 40Х-а . — I
допу- сти- мые Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы и способ восстановления
10,50 16,30 569-20.03.123 Войсковому ремонту не подлежит
А J 3 Наименование детали или сборочной единицы Обозначение
Z 1 РЫЧАГ 568-11.15.009
Материал Твердость Количество на изделие
[АЛ .у_
—— 1 X Сталь 40Х-а Поверхность А HRC > 54; осталь- ные поверхности НВ 269-321 I
Позиция на эскизе Возможный дефект с у crai де( КОН1 ИНС пособ новления £екта и грольный трумент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I 2 3 4 Износ отверстия под ось более до- пустимого Износ шпоночного паза, по ширине бо- лее доцустимого Износ поверхности поц шарик более доцустимого Срыв резьбы более двух витков Штан: Г-1 гост Кали1 Шабл< Осмо' генцир- -125-0,1 166-86 5р ЭН гр т oy (+0»055 ч wx3(+0’0I5) э+0,055 3+о’ою R5,0 М8-7Н 10,00 3,08 Р5,30 0,250 0,080х 52.97.050-П52 50.57.599-П15 387566-П 201460-П29 Войсковому ремонту не . подлежит То же 4 »» 1?
229
* Подбирать при сборке.
230
Наименование детали или сборочной единицы Обозначение
КОРПУС ПОДШИПНИКА 568-13.21.150
Материал Твердость Количество «а изделие
Сталь 35-а-2 — 569А-7, 577А - 3 579А-7
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под подшипник бо- лее допустимого йгезв ГОСТ 868-82 0 22А(+0’023) 22,04 0,065 ШМ12 или ШС12 ГОСТ 3635-78 Браковать
ак&В.ЗзМГ а""е
Данная карта служит также для дефектации и ремонта деталей 569-20.03.109 и
СБОРОЧНАЯ ЕДИНИЦА 569-20.15.040. УСТАНОВКА ЗАСЛОНКИ ВЫХЛОПА
Б-Б
Наименование детали или сборочной единицы Обозначение
ВАЛ ВЕДОМЫЙ 569-20.15.П0 СБ
Материал Твердость Количество на изделие
I - сталь 40Х-а НВ 286-321 1
Позиция на эскизе Возможный дефект Способ установления дефекта и » контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуе мы i < способ восстановления
номинальные допу- сти- мые
I Износ зубьев по толщине более до- пустимого Скоба шаго- вая q zcq-0,095 у’м-0,143 9,30 — 569-20.15.109 Браковать
2 Износ зубьев (шли- цев) по толщине более допустимого Штангенцир- куль Шц-11-160-0.05 ГОСТ 166-8?). Проволока а = 1.157 мм ГОСТ 2475-86 19,392-0,090 19,28 569^20.15.131
3 Износ поверхности поц картер более допустимого Штангенцир- куль ШЦ-11-160-0,05 ГОСТ I66-8& 19С9(а Za(-0,021) 18,90 0,100 569-20.15.320 569-20.15.330 Войсковому ремонту не подлежит
231
Наименование детали или сборочной единицы Обозначение
КАРТЕР 569-20.15.320 СБ
Материал Твердость Количество на изделие
Плита 1561 (АМг61) 40 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстий пол, вал более до- пустимого Нутромео НИ 18-50. ГОСТ 868-82 0 19Л(:§;°8) 19,2С 0,160 569-20.15.106 Войсковому ремонту не подлежит
16 Зак. 5381 233
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ зубьев шес- терни 569-20Д5.109 по толщине более допустимого Зкоба шаго- вая • оо л—0,140 ^’4-о;2ю
2 Износ шпоночного паза по ширине более допустимого Калибр 6™i(to;oi5>
3 Износ отверстия под ведущий вал более допустимого Штангенцир- куль ШЦ-П-160-0Ю5 гост 166-еЬ д(+0,023)
Наименование детали или сборочной единицы Обозначение
ШЕСТЕРНЯ ВЕДУЩЕГО ВАЛА 569-20.15.350 СБ
Материал Твердость Количество за изделие
— — I
допу- сти- мые Предельно допустимый зазор с сопрягаемой деталью • Обозначение сопрягаемой детали Рекомендуемый способ восстановления
33,00 6,07 21,10 0,100 0,100 569-20.15.106 50.57.857-П15 569-20.I5.il Браковать Войсковому ремонту не подлежит То же
234
Наименование детали или сборочной единицы Обозначение
ВАЛ ВЕДУЩИЙ 569-20.15.III
Материал Твердость Количество да изделие
Сталь 40Х-а НВ 286-321 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ поверхности пол, картер более цоцустимого Штангенцир- куль ШЦ-Ц-160-0Р5 ГОСТ 166-80 0 19С2 (-°’021) 18,90 0,100 569-20.15.320 569-20.15.330 Войсковому ремонту не подлежит
2 Износ шпоночного паза более допус- тимого Калибр 6,01 0,020х 50.57.857-П15 То же
3 Износ поверхности под шестерню веду- щего вала более цоцустимого Штангенцир- куль ШЦ-1Н60-0Ю5 ГОСТ 166-80 0 21П(+0,007) 20,09 0,050 569-20.15.350 СБ п
X
Поцбирать при сборке.
СБОРОЧНАЯ ЕДИНИЦА 306.01. МЕХАНИЗМ ОТБОРА МОЩНОСТИ
306.01001 105Л.оЬз-1
Наименование детали или сборочной единицы Обозначение
КОРПУС 306.01сб1
Материал Твердость Количество на изделие
I - сплав АЛ9 11 - сталь I8X2H4BA Поверхность А HRC^ 56; осталь- ные поверхности HRC 39-49,5 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия стакана НЙТ?ОО-?6О 0 1ЮА<+0’035) П0,6С 0,075 310 ГОСТ 8338-75 Войсковому ремонту не
306.01.008 поп, подшипник более допустимого ГОСТ 868-82 подлежит
2 Срыв резьбы в ста- кане более двух Осмотр М6-7Н — - M6xI6.46.0I9 То же
витков
3 Ослабление посадки Обстукивание М8А0 - - 105.14.043-1 Подобрать
шпилек легкими уда- шпильку с бо-
105.14.043-1 рами молотка лее полной резьбой
4, Ослабление посадки То же ' М24х1,5-6Н — 306.01.009' Войсковому
5 футорок 123.01.036 и М33х1,5-6Н — — 306.01.009 ремонту, не подлежит
105.14.040-1
236
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти* мые
Срыв резьбы в Фу- 't орках более цвух витков Осмотр М18х1,5-7Н M24xl’5-7Н - — 569-10.41.027 569-10.41.540 Заменить футорки
Р им в чан и е. Корпус 306.01.007 цефектуется в сборе со стаканом 306.01.008, футорками
1.01.036, 105.14.040-1 и шпильками IO5.I4.043-I.
Наименование детали или сборочной единицы Обозначение
КРЫШКА 306.01.002
Материал Твердость Количество яа изделие
Сталь 45Х-а HRC 32-40 I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под подшипник бо- лее допустимого Нутромер НИ 100-160 ГОСТ 868-82 $ П0А(+0’035> 110,06 0,075 212 ГОСТ 8338-75 Войсковому ремонту не подлежит
2 Ступенчатая выра- ботка под пружин- ные кольца более цопустимой ГОСТ 868-62 0 60,5А?я(+0’046) <~а 60,60 105.14.056 То же
237
238
Наименование детали или сборочной единицы Обозначение
ВТУЛКА 306.01.003
Материал Твердость Количество «а изделие
Сталь 38ХС-В HRC 32-40 I
Позиция на эскизе Возможный цефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре к Окленду е мы й способ восстановления
номинальные допу- сти- мые
I Износ отверстия под вал более до- пустимого Нутромер НИ 50-100 ГОСТ 868-82 v 50Т<:о;оо9> 50,10 0,04 натяг 306.01.004 Войсковому ремонту не поцлежит
2 Износ канавок под пружинные кольца по ширине более цоцустимого Калибр г*з.1*0’04’ оа 2,10 105.14.056 То же
3
''///7/y/_
Позишзя О на зс^сизе | Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм
номинальные
I Износ зубьев (шли- цев) по толщине более допустимого Калибре Ролики dp = 3,468 мм ГОСТ 2475-88 30,9ШЙ;3
2 То же Калибр. Ролики dp = ,595 мм ГОСТ 2475-88 34$750+0’16
39 4 Износ поверхностей под подшипник бо- лее допустимого Микрометр ГОСТ 6507-78 0 50Н(:§;§20) 0
239
Наименование детали или
сборочной единицы
Обозначение
ВАЛ
306.01 о004
Материал Твердость Количество та изделие
Сталь I8X2H4MA Поверхность Д HRC 56-63; осталь- ные поверхности НЮ 35-49,5 I
Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Ре комендуемы й способ восстановления
допу- сти- мые
31,40 — 306*01.006 Браковать
35,00 — и
49,9С 0,010 310 и 212 ГОСТ 8338-75 Войсковому ремонту не
59,9С 0,010 подлежит
240
Наименование детали или сборочной единицы Обозначение
СТОПОР 306.01.005
Материал Твердость Количество на изделие
Сталь 38ХС-В НВ 269-321 I
| Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более цоцустимого Штангенцир- куль ШЦ-Ц-160-0Ю5 ГОСТ 160-86. Ролики dp - 3,287 мм ГОСТ 2475-88 43,965(_од5) 43,6С 306.01.004 Браковать
2 Срыв резьбы более цьух витков Осмотр М6-7Н 306.01.001 Войсковому ремонту не поцлежит
P>. irIK
Наименование детали или сборочной единицы Обозначение
РЕССОРА 306.01.006
Материал Твердость Количество «а изделие
Сталь I8X2H4MA Поверхность А HRC £ 50; I
Да
остальные поверх-
ности HRC 35-47
Позиция иа эскизе Возможный дефект. Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемы й способ восстановления
номинальные допу- сти- мые
I Износ зубьев (шли- цев) по толщине более допустимого Штангенцир- цЙ-П-160-0.05 ГОСТ 166-80. Ролики dp = 3,287 mn ГОСТ 2475-88 43,965(_од5.) 43,60 306.01.004 Браковать
242
Наименование детали или сборочной единицы Обозначение
ВТУЛКА 123.01.100
Материал Твердость Количество на изделие
Бронза БрАЖ9-4 — I
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Износ отверстия под вал более до густимого Штангенцир- куль Шц-П-160-0.05 ГОСТ 166-86 $ 6ОХ^8;оз> 60,10 0,220 306.01.004 Войсковому ремонту не подлежит
2 Износ поверхности под стакан более допустимого Штангенцир- куль ШЦ-1 -125-0.1 ГОСТ 166-80 4’5-0,2 4,19 306.01.008 То же
ШШ
tiiiiiiiiiiiimii
llllllllllllllllll
Наименование детали или сборочной единицы Обозначение
ПРУЖИНЫ (см. графу 2 в таблице ’’Пара- метры пружин”) См. графу I в таб- лице
Материал Твердость Количество на изделие
См. графу 3 в таблице - См о гра- фу 7 в таблице
2
Позиция на эскизе Возможный дефект Способ установления дефекта и контрольный инструмент Размеры, мм Предельно допустимый зазор с сопрягаемой деталью Обозначение сопрягаемой детали Рекомендуемый способ восстановления
номинальные допу- сти- мые
I Длина пружины в свободном состоя- нии менее допусти- мой Штангенцир- куль ШЦ-11-500-0.05 ГОСТ 166-ед См. графы 4 и 5 в лице таб- — — Браковать
2 Длина пружины в свободном состоя- нии* более допусти- мой Штангенцир- куль ШЦ-11-160-0.05 ГОСТ 166-86 См. графы 4 и 6 в лице таб- 1»
243
244
Обозначение Наименование
I 2
563-18.30.139-Б Пружина заслонки воз- цухорас пределителя заднего отсека, фик- сатора полика
568-16.71.023 Пружина опоры сиденья водителя, сиденья командира
568-16.71.468 Пружина трубы сиденья командира
569-10.63.498 Пружина клапана вен- тиля
569-10.63.545 Пружина клапана сис- темы воздушного за- пуска
569-10.63.546 Пружина клапана сис- темы воздушного за- пуска
569-13.02.027 Пружина гидроусили- теля
569-13.02.077 Пружина толкателя картера сервомеханиз- ма
569-13.02.086 Пружина толкателя зо- лотниковой коробки
ПАРАМЕТРЫ ПРУЖИН
Материал Номинальный размер, мм Допустимый размер, мм Количество на изцелие
не менее не более
3 4 5 6 7
Проволока П-1,0 ГОСТ 9389-75 29+0,5 27,00 — 4
Проволока 60С2А-ХН-4,0 ГОСТ 14963-78 414^° 398,00 — 2
Проволока П-1,1 ГОСТ 9389-75 90+2,0 85,00 — I
Проволока 60С2А ГОСТ 14963-78 16>5-0,5 15,50 — I
Проволока П-1,0 ГОСТ 9389-75 38+1,5 35,00 — I
Проволока П-2,0 ГОСТ 9389-75 37,5+2,0 34,00 — I
Проволока 60С2А ГОСТ 14963-78 46,5+1,5 43,50 — 2
Проволока 60С2А ГОСТ 14963-78 69+1,5 65,50 - 4
Проволока П-4,0 ГОСТ 9389-75 36+1,5 30,00 — I
I 2
569-13.02.118 Пружина золотника зо- лотниковой коробки
569-13.02.364 Пружина пробки гидро- аккумулятора
569-13.02.378 Пружина передней тяги системы гидроусиления тормозов
569-13.02.573 Пружина тяги тормоз- ной системы
569-13.02.596 Пружина сферической вилки задней тяги
569-13.03.193 Пружина тяги привода управления ГОМП
569-13.06.035 Пружина
569-13.06.036 Пружина
569-13.06.037 Пружина
569-13.14.025 Пружина золотника пе- реключения золотнико- вых коробок (блоки- ровки высших передач, реверса, низших пере- дач), золотника мас- ляного насоса старте- ра-генератора
569-13.14.232 Пружина перепускного клапана радиатора
569-13.14.258 Пружина плунжера зо- лоти и’-эвой коробки низших передач
245
3 4 5 6 7
Проволока П-1,6 ГОСТ 9389-75 38+2,8 31,00 — I
Проволока П-1,0 ГОСТ 9389-75 22+0,5 21,00 - I
Проволока 60С2А ГОСТ 14963-78 158+4,0 151,00 - I
Проволока П-4,5 ГОСТ 9389-75 454+4,0 436,00 - 2
Проволока П-2,5 ГОСТ 9389-75 271+4,0 260,00 — 2
Проволока 60С2А ГОСТ 14963-78 181+0,8 168,00 - I
Проволока П-1,0 33+0,8 31,00 - 1
Проволока П-4,0 26+0,7 24,00 - I
Проволока П-3,0 <1,0 47,00 — I
Проволока П-1,0 ГОСТ 9389-75 <i;5 52,00 - 8
Проволока 60С2А-3,0 ГОСТ 14963-78 115+3,6 108,00 - I
Проволока П-2,5 ГОСТ 9389-75 118+2,0 113,00 2
246
Обозначение Наименование
I 2
569-13.14.259 Пружина плунжера зо- лотниковой коробки низших передач
569-13.15.198 Пружина поршня (кла- пана) ручного насоса
569-13.15.251 Пружина клапана вен- тиля
569-13.21.416-Б Пружина шарнира управления двигателем
569-13.21.583 Пружина рычага меха- низма фиксации педали подачи топлива
569-15.90.048 Пружина рычага собач- ки клапана и заслонки кондиционера
569-15.90.074 Пружина трубы возду- ховода кондиционера
569-18.30.171 Пружина тяги крепле- ния прибора ВОП-З
569-18.34.012 Пружина клапана доза- тора
569-18.34.013 Пружина переднего клапана дозатора
569-18.34.017 Пружйна заднего кла- пана дозатора
Материал - Номинальный размер, мм Допустимый размер, мм Количество на изделие
не менее не более
3 4 5 6 7
Проволока П-3,5 ГОСТ 9389-75 117+2,0 112,00 — 2
Проволока П-0,6 ГОСТ 9389-75 17+0,8 16,00 — 4
Проволока П-2,5 ГОСТ 9389-75 16+0,6 15,00 - 4
Проволока П-1,0 ГОСТ 9389-75 16+1,0 14,00 - И
Проволока П-1,0 ГОСТ 9389-75 18+1,0 16,50 - I
Проволока П-1,0 ГОСТ 9389-75 42+2,0 39,00 — 2
Проволока П-4,0 ГОСТ 9389-75 304+10,0 285,00 — I
Проволока П-1,2 ГОСТ 9389-75 135+2,0 129,00 — I
Проволока П-1,6 ГОСТ 9389-75 43+2,0 40,00 - 2
Проволока П-3,0 ГОСТ 9389-75 19+1,0 17,00 — 2
Проволока 1-0,6 ГОСТ 9389-75 22+1,5 20,00 2
I 2
569-18.34.063 Пружина пробки крана
569-18.34.064 Пружина клапана
573-10.61.036 Пружина розетки внеш- него запуска
573-11.10.0П Пружина стопорного шарика, опоры выклю- чателей и опоры кар- тера редуктора ци- линдрической передачи
575-13.21.181 Пружина рычага меха- низма фиксации педали поцачи топлива
569-13.02.407 Пружина собачки тяги
569-13.12.334 Пружина планки меха- низма переключения
569-13.21.015 Пружина тяги привоца управления подачей топлива
247
3 4 5 6 7
Проволока П-1,8 ГОСТ 9389-75 12,5+0,8 11,50 - 2
Проволока П-2,0 ГОСТ 9389-75 31+1,0 29,00 - 2
Проволока П-1,2 ГОСТ 9389-75 14-о;5 13,00 — 6
Проволока П-2,0 ГОСТ 9389-75 26+2’° 25,00 - 3
Проволока П-1,2 ГОСТ 9389-75 73+2,0 69,00 - 2
Проволока П-3,0 ГОСТ 9389-75 107+2,0 — 115,00 4
Проволока П-0,8 ГОСТ 9389-75 34+1,0 - 37,00 2
Проволока П-2,0 ГОСТ 9389-75 140+2,0 149,00 I
ДЛЯ ЗАМЕТОК
248