/






































































































































Author: Баранов Д.А. Кутепов А.М.
Tags: химическая технология химическая промышленность основные процессы и аппараты химической технологии технологические процессы гидромеханика
ISBN: 5-7695-1336-5
Year: 2004
Similar




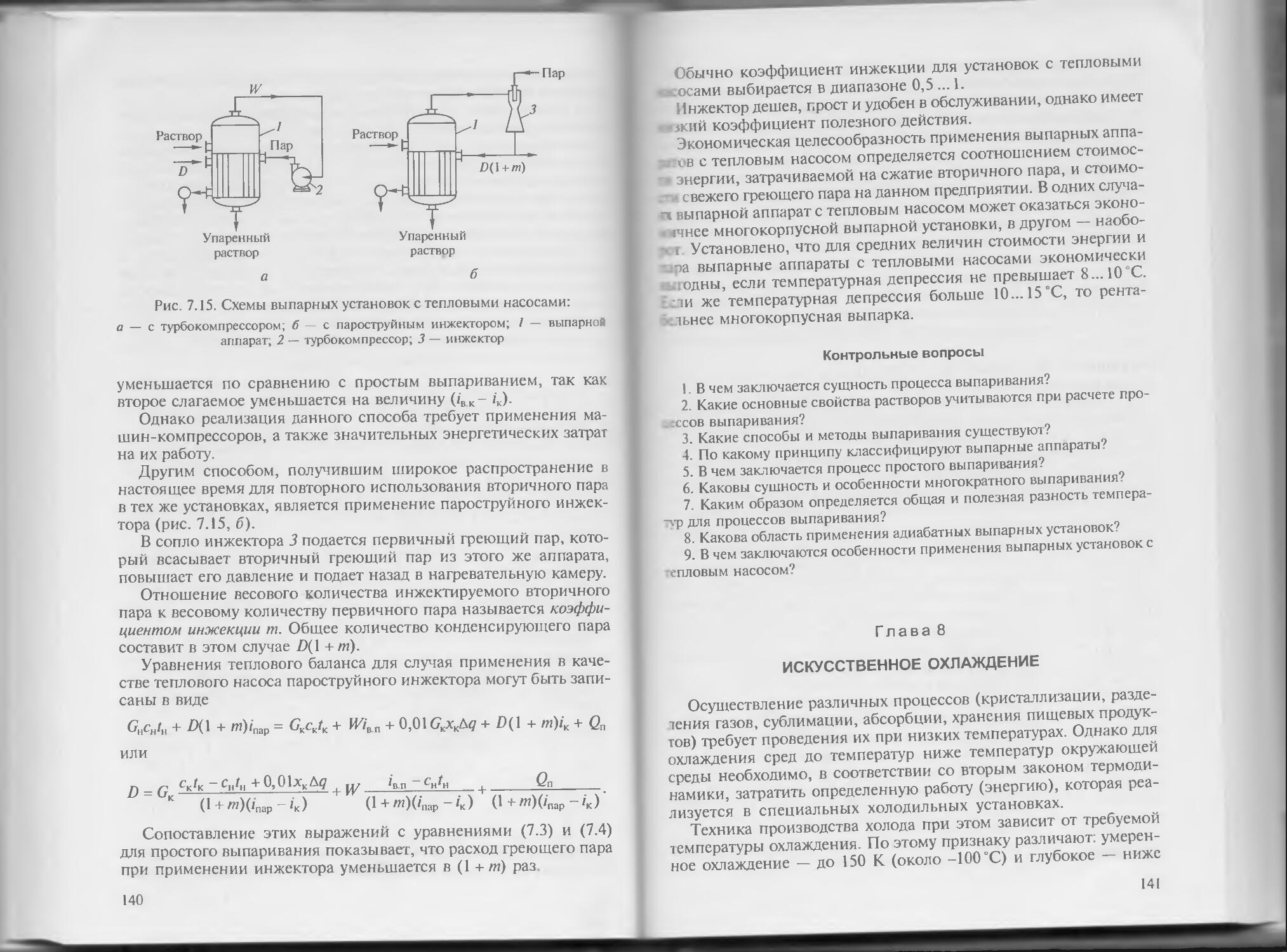
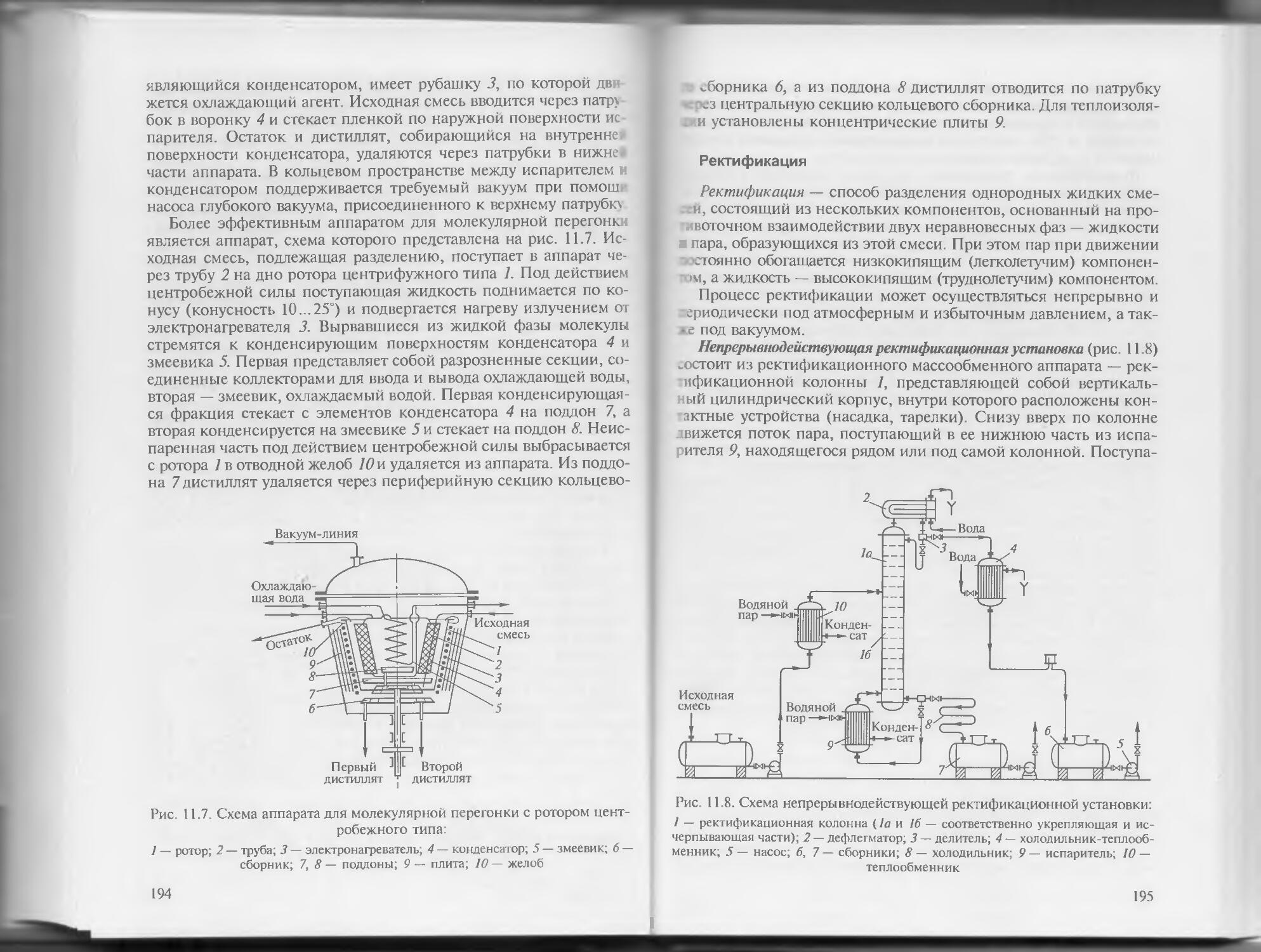
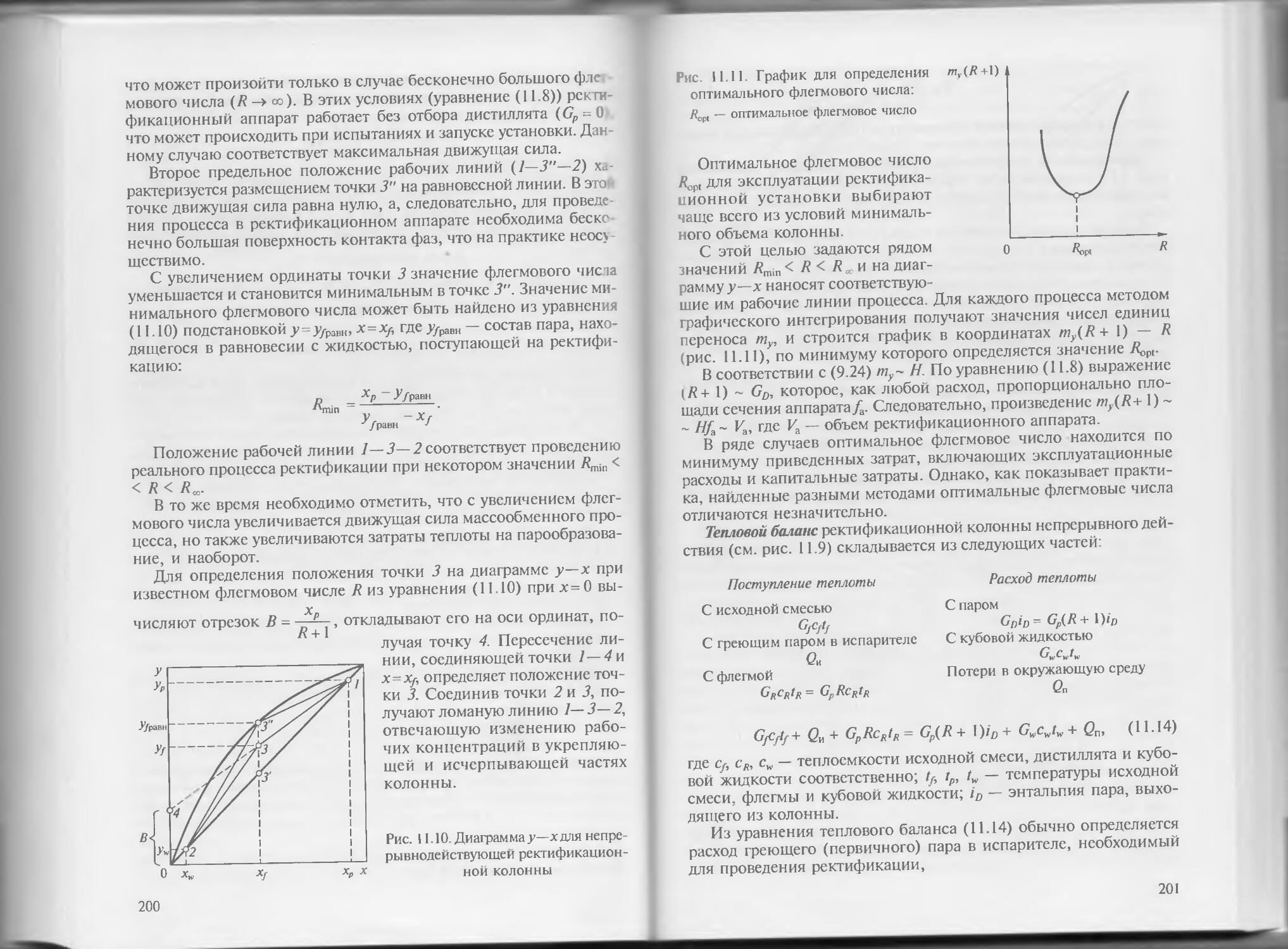
Text
ПРОЦЕССЫ
И АППА = А’:
СРЕДНЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Д.А. БАРАНОВ
А. М. КУТЕПОВ
ГП'ОЩЛСЫ И Al IIIAl'A 11.1
ПРОЦЕССЫ И АППАРАТЫ
ACADEMA
СРЕДНЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Д. А. БАРАНОВ, А. М. КУТЕПОВ
ПРОЦЕССЫ И АППАРАТЫ
Учебник
Допущено
Министерством образования Российской Федерации в качестве учебника для студентов образовательных учреждений среднего профессионального образования, обучающихся по группе специальностей 2500 «Химическая технология»
В кокс
I •> 1глн|>чрская
1
Москва
ACADCMA 2004
УДК 66
ББК 35.11я723
Б241
Рецензенты
зав. кафедрой РХТУ им Д И. Менделеева, д-р техн, наук, проф. Л. С. Гордеев, преподаватель ГОУ СПО Московского промышленно-экономического колледжа Н. И. Гетман
Баранов Д.А.
Б241 Процессы и аппараты: Учебник для студ. учреждений сред, проф. образования /Д.А. Баранов, А. М. Кутепов. — М.: Издательский центр «Академия», 2004. — 304 с.
ISBN 5-7695-1336-5
Рассмотрены теоретические основы различных технологических про-цессов — гидромеханических, тепловых, массообменных и механических. Описаны конструкции типовых аппаратов, методы их расчета и области использования, приведены принципы выбора аппаратов для конкретных условий эксплуатации.
Для студентов образовательных учреждений среднего профессионального образования, а также может быть полезен специалистам, обслуживающим аппараты химических производств.
УДК 66
ББК 35. 11я723
© Баранов Д А., Кутепов А.М., 2004
© Образовательно-издательский центр «Академия», 2004 ISBN 5-7695-1336-5 © Оформление. Издательский центр «Академия», 2004
ПРЕДИСЛОВИЕ
Курс «Процессы и аппараты» — общепрофессиональная дисциплина, объединяющая знания по математике, физике, химии, экологии и другим естественно-научным предметам, которые могут быть использованы при выполнении конкретных технологических процессов и при создании (обслуживании) оборудования Х1Я их осуществления.
Учебник соответствует учебной программе «Процессы и аппараты», предназначенной для подготовки выпускников по специальностям среднего профессионального образования. В соответствии с традиционным построением курса он включает в себя рассмотрение процессов и аппаратов, объединенных общими закономерностями: гидромеханическими (включая элементы гидравлики), тепловыми, массообменными и механическими.
В каждом разделе кроме общих сведений об особенностях процессов рассматриваются наиболее характерные промышленные процессы, их кинетика, способы осуществления, основные аппараты для их проведения и методы расчета.
Размерности переменных, входящих в расчетные формулы (кроме указанных особо), соответствуют международной системе (СИ).
Необходимо отметить, что «Процессы и аппараты» — постоянно развивающаяся дисциплина, в которой находят отражение новые научные идеи отечественных и зарубежных ученых и конструкторов — разработчиков новой техники, базирующиеся на глубоком понимании окружающей нас природы и происходящих в ней процессов и явлений.
Учебник дополнен некоторыми материалами о мембранных и ионообменных процессах, явлении механоактивации, источниках энергии, мерах по экономии сырьевых и топливных ресурсов и т.д.
ВВЕДЕНИЕ
Промышленное производство характеризуется разнообразием технологических процессов — результатом целенаправленной деятельности человека для получения определенных продуктов, предметов и материалов. Аппараты — технические объекты для осуществления технологических процессов.
Предмет, задачи и содержание курса
Курс «Процессы и аппараты» строится на основе выявления аналогии между различными стадиями того или иного процесса и функциями аппаратов для осуществления этих стадий независимо от отрасли промышленности.
Таким образом, предметом курса являются процессы и аппараты однотипных стадий производств.
Задачей курса является изучение:
• теории основных технологических процессов;
• принципов устройства и работы аппаратов и машин для осуществления технологических процессов;
• методов расчета основных характеристик аппаратов и машин;
• проблем и закономерностей перехода от лабораторных процессов и моделей к промышленным процессам и аппаратам (моделирование).
Наука о процессах и аппаратах возникла на базе одной из ведущих отраслей тяжелой индустрии — химической промышленности, объединяющей целый комплекс производств и методов переработки сырья и материалов. Инициатива в создании курса процессов и аппаратов химической технологии принадлежит профессору И. А. Тищенко, впервые начавшему преподавать этот курс на химическом факультете МВТУ им. Н.Э. Баумана в 1911 г. Большое значение для его разработки имели работы профессора Санкт-Петербургского технологического института А. К. Крупского.
Усилия профессоров и преподавателей МТИ им. Д. И. Менделеева И А. Тищенко, Н.Ф. Юшкевича, Н.Н. Ворожцова-старшего, Б. С. Швецова, Я. И. Михайленко, М. П. Дукельского, П. П. Шо-рыгина и других по повышению инженерного уровня технологического образования были поддержаны профессурой других вузов, особенно академиком Д.П. Коноваловым, автором учебного
4
пуководства «Материалы и процессы химической технологии» 1924— 1925), и профессором Л. Ф. Фокиным, автором книги «Методы и орудия химической техники» (1923) (одновременно в США вышла монография В. Уокера, В. Льюиса, В. Мак-Адамса «Принципы инженерной химии»).
В 1935—1937 гг. профессор МХТИ А.Г.Касаткин опубликовал учебник «Основные процессы химической технологии», получивший широкое распространение в нашей стране и за рубежом. По последовательному изменению содержания этого учебника (выдержавшего 9 изданий и переведенного на немецкий, венгерский, польский, чешский, румынский, болгарский, китайский и другие языки) можно судить о ходе развития науки о процессах и аппаратах химической технологии. Учебник А. Г. Касаткина дополнило учебное пособие для вузов К. Ф. Павлова, П. Г. Романкова, А. А. Носкова «Примеры и задачи по курсу процессов и аппаратов химической технологии», выдержавшее 10 изданий и переведенное на 12 иностранных языков.
Для эволюции науки о процессах и аппаратах оказались весьма значимыми работы профессора А. А. Гухмана, академика М. В. Кир-пичева и других ученых в области теории физического моделирования, что открыло возможности для обобщения и утверждения общих взглядов на природу и механизм некоторых технологических процессов
Большой вклад в развитие науки о процессах и аппаратах внесли академики Н. М.Жаворонков, В. В. Кафаров, чл.-корр. АН СССР П. Г. Романков, профессора А. Н. Плановский, В. Н. Стабников, Ю. И.Дытнерский и многие другие выдающиеся отечественные ученые.
В большинстве химико-технологических, технологических, машиностроительных и политехнических высших и средних учебных заведений курс «Процессы и аппараты» — основная инженерная дисциплина, закладывающая фундамент общей технической подготовки будущих специалистов — технологов и механиков.
Классификация основных процессов и аппаратов
По общепринятой классификации, основанной на кинетической (скоростной) закономерности процессов, различают:
• гидромеханические процессы, скорость jr которых определяется законами гидродинамики:
dV txp .
Jr = ~rr= (В.1)
rdi
где V— объем перемещаемой среды; F— площадь сечения аппарата; т — время; — коэффициент скорости процесса (величи
5
на, обратная гидравлическому сопротивлению /?,); Ад — перепад давлений (движущая сила процесса).
К гидромеханическим относятся процессы перемещения жидкостей и газов, осаждения, фильтрования, центрифугирования, псевдоожижения*, перемешивания в жидких средах и др.;
• тепловые процессы, скорость jT которых определяется законами теплопередачи:
= = (В-2)
Г d Т 1^2
где Q— количество переданной теплоты; F— поверхность теплообмена; К2 — коэффициент теплопередачи (величина, обратная термическому сопротивлению /?2); М — разность температур между обменивающимися теплотой материалами (движущая сила процесса).
К тепловым относятся процессы нагревания, охлаждения, кипения, конденсации, выпаривания и др.;
• массообменные {диффузионные) процессы, скорость ум которых определяется скоростью перехода вещества из одной фазы в другую:
dM Ас „
7м = -777- = = АГ3Ас, (В.З)
rdx /vj
где М — количество вещества, перенесенного из одной фазы в другую; F— поверхность контакта фаз; Кт, — коэффициент массо-передачи (величина, обратная диффузионному сопротивлению 7?3); Ас — разность между равновесной и рабочей концентрациями вещества в фазах (движущая сила процесса).
К массообменным относятся процессы абсорбции, ректификации, экстракции, адсорбции, сушки, кристаллизации и др.;
• механические процессы, скорость которых определяется законами физики твердого тела.
К механическим относятся процессы измельчения, классификации, дозирования, смешивания твердых материалов, их перемещения и др.;
• химические процессы, связанные с превращением веществ и изменением их химических свойств. Скорость ух этих процессов определяется закономерностями химической кинетики:
. _ dM
J* №
KJ{c),
* Псевдоожижение — гидромеханический процесс, при котором частицы зернистого слоя движутся в потоке жидкости или газа, но не покидают пределов слоя.
6
\1 — количество прореагировавшего в химическом процессе «гшества; Vp — объем реактора; К4 — коэффициент скорости химического процесса; /(с) — движущая сила процесса, которая зляется функцией концентраций реагирующих веществ.
Принципы анализа и расчета
Анализ процесса начинается с определения условий равновесия системы с учетом законов гидродинамики, термодинамики и массообмена. Наибольшее число параметров, которые можно изменять, не нарушая равновесия, определяют с помощью правила фаз Гиббса для различных систем
Ф + С = К + 2, (В.4)
где Ф — число фаз; С — число степеней свободы, т.е. число независимых переменных, значение которых можно произвольно изменять без нарушения числа или состава фаз в системе; К — число компонентов системы.
По характерным равновесным и рабочим параметрам определяют движущую силу процесса, используемую для расчета основных размеров проектируемого аппарата.
По данным о равновесии составляют материальный баланс прихода и расхода веществ в рассматриваемом процессе
£л/н=£л/к, (в.5)
где и Ж — число исходных (начальных) и конечных веществ соответственно.
Изменение тепловой энергии системы можно описать уравнением теплового баланса
Ж+<?₽=£&+а,
где Х(2н и — теплоты, поступающие в аппарат с исходными материалами и отводимые из аппарата с конечными продуктами соответственно; Qp — тепловой эффект процесса (реакция); Qn — потери теплоты в окружающую среду.
По полученным в результате изучения статики и кинетики данным, используя, например, соотношения (В.1) —(В.З), определяют основной размер соответствующего аппарата (площадь поперечного сечения, поверхность теплопередачи, диаметр и высоту массообменного аппарата), являющийся целью осуществляемого технологического расчета.
Большую роль при анализе и расчете процессов и аппаратов имеют их математические модели, которые позволяют целенаправленно исследовать механизм процесса в целом, изучать его отдельные стороны и явления, влияние начальных параметров и факторов на его конечные результаты, а также определить такое
7
сочетание режимов функционирования, которое обеспечит оптимальные условия его проведения.
Однако в ряде случаев математические модели, учитывающие максимальное число влияющих на процесс величин, настолько усложняются, что их точное решение становится затруднительным, а иногда и вообще невозможным.
Практика инженерной деятельности привела к созданию научно обоснованного метода, формирующего условия проведения экспериментов, а также обработки опытных данных с возможностью распространения результатов на группу подобных явлений — теории подобия.
Основы теории подобия
При разработке новых технологических процессов и аппаратов для их осуществления очень часто необходимо использовать экспериментальные данные, характеризующие конкретное производство. Исследователю при этом необходимо решить ряд задач.
1. Каким образом от лабораторных результатов и размеров моделирующего стенда перейти к промышленному процессу и установке?
2. Какое минимальное число величин, характеризующих процесс, необходимо измерять в ходе лабораторного эксперимента, не теряя при этом его физической достоверности?
3. Какое минимальное число экспериментов необходимо провести для получения реальной физической картины осуществляемого процесса?
На все эти вопросы помогает ответить теория подобия, которая устанавливает связь между группами подобных явлений.
Выводы теории подобия строятся на основании анализа дифференциальных уравнений, описывающих исследуемый процесс.
Однако одни и те же дифференциальные уравнения, как правило, описывают целый класс различных по своему характеру процессов. Для того чтобы рассмотреть математическую модель изучаемого явления, необходимо дополнить ее параметрами, конкретизирующими условия осуществления процесса, отличающего его от других (сходных) процессов.
Эти параметры называются условиями однозначности и включают:
• геометрические условия, характеризующие размеры и форму аппарата, в котором осуществляется процесс;
• физические свойства сред, взаимодействующих в процессе;
• граничные условия, характеризующие взаимодействие сред с телами, ограничивающими объем протекающего процесса;
• параметры, характеризующие начальное состояние рассматриваемой системы.
8
В соответствии с теоремой Кирпичева — Гухмана подобны явле-описываемые одной и той же системой дифференциальных урав-ий, у которых соблюдается подобие условий однозначности.
Отсюда следует, что подобные явления повторяют себя в разных масштабах, включающих геометрическое подобие систем, .меннбе подобие, подобие физических величин, характеризу-щих процесс, подобие граничных и начальных условий.
Таким образом, в подобных процессах должны выполняться . чедующие условия:
• геометрическое подобие:
/(/£] =/2/Д2 = /3/Л3 = ... = Л”,,
где /h /2, 6 — характерные размеры первого аппарата; Lt, L2, L3 — характерные размеры второго аппарата, сходственные с размерами первого аппарата; К, — коэффициент подобия линейных размеров (соответствующие углы подобных конструкций должны быть равны);
• временное подобие:
=т2'/т2 = тз/тз = ... = Кх,
где т[,т2,тз — интервалы времени, характеризующие стадии первого процесса; т",т2,тз — интервалы времени, характеризующие сходные стадии подобного процесса; Кх — коэффициент временного подобия (гомохронности). При Кх = 1 процессы называются синхронными;
• подобие физических величин:
j'\lj\ = Ji/Ji = J”/Ji = — = Kj->
гДе — характерные физические величины в первом про-
цессе (плотность, вязкость, теплоемкость и т.д.); j2 — сходные физические величины во втором процессе; Kj — коэффициент подобия физических величин;
• подобие начальных и граничных условий предполагает постоянство отношения основных параметров в начале и на границе реального процесса и модели, т.е. соблюдение геометрического, временного и физического подобия.
Отношение двух одноименных физических величин называется параметрическими критериями, или симплексами.
Выбор критериев для подобных процессов не является произвольным. Покажем это на примере второго закона механики
f = m —, (В.6)
dr
где f — сила; т — масса; w — скорость; т — время.
9
В случае рассмотрения двух подобных процессов оба они описываются уравнением (В.6), но с разными характерными параметрами
(В.7)
(В.8)
г' 'dw м гч "dw” f =т и f" = m' dt dx
Выраженные в безразмерном виде уравнения (В.7) запишутся
m'dw' m"dw"
Входящие в них основные переменные в этом случае могут быть выражены в соответствии с подобием условий однозначности как
f" - Kff'\ т" = Ктт'\ w" = Kww'; т" = Кхх'.
После подстановки их в соответствующее безразмерное выражение получаем
KfKz f'dt
KmKlv m'dw'
Поскольку второй сомножитель равен единице (уравнение (В.8)), для подобных процессов должно выполняться условие:
KfKx j KmKw
Если заменить в уравнении (В.9) коэффициенты подобия отношением самих величин, то получим
(В.9)
У-' '> IV I’) _ J [m"/m')(w"/w')
или
/V _ f"x"
m'w' m"w"
(В. 10)
Данные безразмерные комплексы носят название критериев подобия и обычно обозначаются первыми двумя буквами фамилий ученых, получивших их. Так безразмерный комплекс (В. 10) называется критерием Ньютона
Ne = ^. (В.11)
mw
При этом следует помнить, что для подобных процессов сами параметры, входящие в критерии, могут меняться во времени и
10
X*- ' панстве, но в сходственных точках объема и времени они умничают одно и то же значение.
При применении теории подобия различают определяемые и 1-педеляющие критерии. Первые нельзя определить, используя 1ичины, входящие в условия однозначности, вторые — можно - делить с помощью этих величин.
Целью проведения и обработки экспериментальных исследо-зий является установление функциональной зависимости межопределяемыми и определяющими критериями.
Критерии подобия обычно получают следующим образом:
• записывают дифференциальное уравнение, описывающее рас-.матриваемый процесс (В.6);
• приводят его к безразмерному виду путем деления одной части уравнения на другую, либо всех слагаемых на одно из выбранных (В.8);
• опускают символы дифференцирования. При этом степени дифференциалов при переменных сохраняются (В. 11).
Таким образом, анализ процесса с позиций теории подобия позволяет:
• определить влияющие на процесс параметры, которые следует измерять в ходе эксперимента;
• планировать и проводить эксперимент, варьируя критерии подобия;
• распространять результаты экспериментальных исследований на подобные процессы.
При этом следует помнить, что теорию подобия можно применять только к процессам, для которых известны описывающие их дифференциальные уравнения.
В противном случае необходимо использовать другие методы обработки результатов эксперимента (методы анализа размерностей, регрессионный и т.д.).
РАЗДЕЛ I
ГИДРОМЕХАНИЧЕСКИЕ ПРОЦЕССЫ И АППАРАТЫ
Глава 1
ОБЩИЕ ВОПРОСЫ ПРИКЛАДНОЙ ГИДРОМЕХАНИКИ
Гидромеханика — раздел механики сплошных сред, изучающий законы равновесия (гидростатика) и движения (гидродинамика) жидкостей и газов, а также механическое взаимодействие между жидкостью и твердыми телами (стенками), омываемыми ею. В отличие от твердых тел жидкости и газы обладают свойствами текучести, т.е. даже очень малые силовые воздействия вызывают их деформацию.
Прикладная гидромеханика, или гидравлика, — техническая наука, представляющая собой механику жидкости, в которой широко используются обоснованные допущения и предположения, упрощающие рассмотрение процессов. В гидравлике широко используют экспериментальные данные, которые позволяют решать сравнительно сложные практические задачи механики жидкости.
С этой целью в гидромеханике вводится понятие идеальной жидкости, которая в отличие от реальной (вязкой) жидкости абсолютно несжимаема, т.е. не меняет плотность при изменении давления и температуры, а также не обладает внутренним трением между ее слоями (вязкостью).
В свою очередь реальные жидкости делятся на капельные (жидкости) и упругие (газы и пары), причем, если первые практически несжимаемы и обладают малым коэффициентом объемного расширения, объем последних значительно изменяется при изменении температуры и давления.
К основным физическим величинам, характеризующим свойства рассматриваемых сред, относятся:
• плотность (р, кг/м3), определяемая в случае однородного тела отношением
р = m/V,
где т — масса тела; V — его объем;
• удельный вес (у, Н/м3), определяемый для однородного тела отношением
12
Y= G/V,
G — вес тела.
Поскольку вес тела и его масса связаны соотношением
G = mg,
. g— ускорение свободного падения (на поверхности Земли g= 9,81 м/с2), плотность тела является величиной постоянной, а 1ьный вес того же тела — величиной переменной в зависимо-. и от значения ускорения свободного падения.
Плотность и удельный вес капельных жидкостей значительно юлыпе, чем соответствующие характеристики упругих жидкостей дзов);
• давление (р, Н/м2), определяемое выражением
Р = P/F,
где Р — сила, действующая на поверхность F перпендикулярно к ней.
Поскольку упругие жидкости обладают сжимаемостью, их плотность в значительной степени зависит от давления и температуры. Связь между ними может быть определена уравнением состояния
PV =
mRT М ’
(1.1)
где V — объем газа, м3; т — масса газа, кг; R = 8,31 • 103 Дж/ /(кмоль • град) — универсальная газовая постоянная; Т— температура, К; М — молекулярная масса газа, кг/кмоль.
Из уравнения (1.1) следует, что плотность упругих жидкостей определяется зависимостью
р = т/V =
рМ _ RT'
• вязкость молекулярная (физическая) — свойство реальной жидкости оказывать сопротивление движению в результате возникновения сил внутреннего трения.
При течении реальной жидкости скорость соседних слоев различается на величину dw. Таким образом, для перемещения одного слоя относительно другого необходимо приложить некоторую силу Т, которая, отнесенная к поверхности перемещаемых слоев F, позволяет получить характерный для рассматриваемой жидкости параметр, называемый напряжением внутреннего трения т,
т = T/F.
Согласно закону Ньютона —Петрова dw т = ц —, dn
(1 2)
13
где dw/dn — градиент скорости, характеризующий изменение скорости по нормали между слоями.
Коэффициент пропорциональности (ц, Па • с) в уравнении (1.2) называется динамической вязкостью (иногда его называют коэффициентом вязкости, коэффициентом внутреннего трения).
Величину, равную отношению динамической вязкости к плотности среды, называют кинематической вязкостью (v, м2/с)
v = ц/р.
Вязкость капельных жидкостей снижается с увеличением температуры, в отличие от вязкости газов, которая увеличивается с ее повышением;
• поверхностное натяжение (коэффициент поверхностного натяжения) (о, Н/м) определяется как отношение силы Р, действующей на участок контура поверхности жидкости, к длине I этого участка:
о= Р/1
и определяет формирование поверхности на границе раздела жидкость — газ (пар) или жидкость — жидкость (несмешиваемые друг с другом).
Значения величин плотностей, вязкостей и поверхностного натяжения для различных сред и условий можно найти в специальной справочной литературе.
Гидростатика — раздел гидромеханики, в котором изучается состояние жидкостей, находящихся в относительном покое или условиях равновесия, когда частицы и слои, составляющие их, не перемешаются друг относительно друга. Поскольку при этом внутренние силы (трения) отсутствуют, а рассматриваются только внешние силы (тяжести, давления), жидкость близка к идеальной.
Давление жидкости Р на единицу поверхности F называется гидростатическим давлением (р, Н/м2) и определяется соотношением
Р = P/F.
Однако истинное гидростатическое давление — это давление в точке, которое определяется как
р = Нт(ДР/Д£)д/^о.
К основным свойствам гидростатического давления можно отнести следующие:
• гидростатическое давление определяется весом столба жидкости высотой h над рассматриваемым участком:
р = hpg.
14
Если давление над жидкостью равно д0, то
Р = Ро + hpg',
• гидростатическое давление всегда направлено от жидкости к • ..принимающей поверхности по перпендикуляру;
• величина гидростатического давления на одном уровне жид-. иги одинакова по всем направлениям.
Гидродинамика — раздел гидромеханики, в котором рассмат-ются задачи, связанные с движением жидкости под действи-: м приложенных к ней внешних сил — разности давлений, созда-мой с помощью нагнетательного оборудования (насосов или 'мпрессоров), либо вследствие разности уровней или плотнос-. и жидкостей.
При рассмотрении течения жидкости по заполненному трубопроводу различают:
• линейную скорость w — путь, пройденный количеством жид-• ости в единицу времени.
В связи с тем, что скорость отдельных слоев жидкости неодинакова, чаще рассматривают среднюю скорость потока (w, м/с)
w=V/F, (1.3)
где V— объемный расход потока; F— площадь поперечного сечения трубопровода;
• объемный расход потока (V, м3/с), определяемый по уравнению, обратному (1.3),
V = wF;
• массовую скорость (W, кг/(м2 • с)), определяемую как количество жидкости, перемещенное через единицу поперечного сечения в единицу времени,
W=G/F=wp, (1.4)
где G = Ир — массовый расход жидкости.
В случае установившегося (стационарного) движения, когда все параметры, характеризующие состояние системы в каждом сечении (скорость, расход, температура, плотность и др.), не меняются во времени, при переходе от сечения Fx к сечению F2 скорости жидкости W, и w2 будут различны, однако по закону сохранения вещества массовый расход жидкости, проходящей через каждое сечение, должен быть неизменен.
Таким образом, в соответствии с уравнением (1.4)
G = F1M>ipI = F2w2p2 = const. (1.5)
Считая жидкость несжимаемой (р, = р2) уравнение (1.5) можно записать
V= FfWi = F2w2 = const. (1.6)
15
Уравнения (1.5) и (1.6) называются уравнениями неразрывности потока и представляют собой материальный баланс потока жидкости.
Любая жидкость, находящаяся в состоянии относительного покоя или движения, обладает запасом энергии, равным сумме внутренней, потенциальной и кинетической энергии.
Внутренняя энергия И представляет собой суммарную энергию молекул жидкости, величина которой определяется многими параметрами — в частности температурой, с увеличением которой она возрастает.
Потенциальная энергия является суммой потенциальной энергии давления pVw потенциальной энергии положения mgz. Последняя определяется высотой центра тяжести z рассматриваемого объема жидкости над некоторой произвольно выбранной горизонтальной плоскостью (плоскостью сравнения).
Кинетическая энергия объема жидкости массой т, движущейся со скоростью w, определяется выражением mw2/?.
Таким образом, полная энергия жидкости Е, равная сумме перечисленных энергий, составит
Е = U + pV + mgz + mw2/2. (1.7)
Обозначив сумму внутренней и потенциальной энергии давления
Г = U+pV, называемой энтальпией (теплосодержанием) потока, запишем уравнение (1.7) как
£ = 7 + mgz + mw2/!. (1.8)
Удельная энергия е, приходящаяся на 1 кг жидкости, может быть представлена делением уравнений (1.7) и (1.8) на т:
е = и + pv + gz+ w2/! = i + gz+ w2/?,
где и — внутренняя энергия 1 кг жидкости; v — объем, занимаемый 1 кг жидкости; i — энтальпия 1 кг жидкости.
В случае установившегося (стационарного) движения жидкости по трубопроводу переменного сечения (рис. 1.1) без дополнительного подвода или отвода энергии ее удельная энергия по закону сохранения изменяться не будет. Поэтому при перемещении жидкости от некоторого сечения 7— 7 до сечения 2—2, удельная энергия жидкости в них также не меняется:
«1 + Р\»\ + g|Zi + w|/2 = и2 + p2v2 + g2z2 + w^/2. (1.9)
Поскольку v= 1/p, уравнение (1.9) можно представить в виде
«I +Pt/Pi +gi?i + W\/2 = u2 + p2/p2 + g2z2 + wj/2. (1.10)
16
Ль 1.1. Схема для вывода уравне-Бернулли для идеальной жидкости:
— давление и скорость жидкости сечении 1— 7; рг, w2 — давление и • орость жидкости в сечении 2—2; и г2 — высоты центров тяжести объемов жидкости в сечениях 7— 7 и 2—2
Учитывая, что для идеальной жидкости р, = р2 = р (условие несжимаемости), и, = м2 (отсутствие внутреннего трения), уравнение (1.10) запишем как
Zi + Р\ /(pg) + w]/(2g) = z2 + Pi /(pg) + w2i 2/(2g). (1.11)
Данное уравнение, записанное в общем виде
Z + р /(pg) + M^/(2g) = const, (1.12)
называется уравнением Бернулли для идеальной жидкости, а сумма в левой части — гидродинамическим напором
При записи уравнения Бернулли для реальной жидкости необходимо учитывать изменение внутренней энергии системы между сечениями 1— 1 и 2—2 введением в правую часть уравнения (1.11) слагаемого (wt - Ui)/g~.
Zi + Р\ /(pg) + w?/(2g) = z2 + Pi /(pg) + w22/(2g) + (t/j - w2)/g.
Основные критерии гидродинамического подобия
На элемент движущейся среды в потоке действуют силы тяжести, давления, а также вязкого трения (сопротивления). Сумма этих сил в соответствии с принципом Д'Аламбера равна силе инер-dw ции w—.
дт
Рассмотрим частные случаи существенного преобладания одной из сил над другими с позиций теории подобия.
В случае преобладания силы тяжести mg, когда остальными силами можно пренебречь, баланс сил может быть записан в виде дифференциального уравнения
dw
m— = mg dr
i АО "MAKILBKOKC" Научно гехничегкая
ч и б \ и о т е к а
J
или в соответствии с правилами применения теории подобия
gdx
где т — масса жидкости; g — ускорение свободного падения.
Убрав знаки дифференцирования и заменив т = l/w, получим критерий Фруда Fr = w2/(g/)> где w — скорость; / — определяющий линейный размер.
При преобладании сил давления &р/12 баланс сил может быть записан дифференциальным уравнением
, 2 dw Лрдт .
&Р/1 = т — или т,--.- = 1, ст Pmaw
где Др — перепад давлений; /— определяющий линейный размер.
Убрав знаки дифференцирования и заменив т = l/w и т = /Зр, получим критерий Эйлера Eu = Ap/(pw2), где р — плотность среды.
п о dw
При преобладании сил вязкости pl — баланс сил может быть al
записан как
dw п dw mdl ,
или пл = 1 ’
Jt dl prdx
Убрав знаки дифференцирования и заменив т = l/w и т = /Зр, получим критерий Рейнольдса
wlp _ wl
где р, v — динамическая и кинематическая вязкости среды соответственно.
Таким образом, критерий Фруда характеризует подобие процессов, протекающих под действием силы тяжести, и выражает соотношение сил инерции и сил тяжести. Критерий Эйлера характеризует соотношение сил давления и сил инерции, а критерий Рейнольдса — сил инерции и сил трения.
При описании неустановившегося движения в ряде случаев используют критерий гомохронности
Но = wx/l,
часто называемый в зарубежной литературе критерием Струхаля (Str).
Кроме этого в гидромеханике часто используют ряд других критериев:
18
• критерий Галилея, характеризующий соотношение сил молекулярного трения и сил тяжести,
Ga = Re2/Fr =
Ц2 V2
• критерий Архимеда, характеризующий соотношение сил тяжести, подъемной силы и сил трения,
Aj. = Re2 (рч - р) = gP (рч - р) = g/3(p,, -р)р
Fr р v2 р р2
где рч — плотность частиц.
Гидродинамические режимы вязкой жидкости
В зависимости от характера движения различают ламинарный и турбулентный режимы течения жидкостей. Установлено, что численная характеристика режима течения может быть осуществ-
лена с использованием критерия Рейнольдса Re = , где в ка-
Р
честве характерного линейного размера используется диаметр трубопровода d.
Ламинарный режим (от лат. lamina — пластинка, полоска) наблюдается при малых скоростях или высокой вязкости жидкости. Характерной особенностью такого течения является движение слоев жидкости параллельными струйками, не смешивающимися друг с другом, причем скорость каждой из них постоянна и направлена вдоль общего течения. Ламинарный режим течения жидкостей наблюдается в трубах при значениях Re < 2300.
При турбулентном режиме (от лат. turbulentus— бурный, беспорядочный) движение в жидкости носит хаотический характер, слои постоянно перемешиваются. Частицы перемещаются с различными скоростями по неопределенно искривленным траекториям, в то время как вся масса жидкости движется в одном направлении. Устойчивый турбулентный режим течения в трубах наблюдается при значениях Re > 10 000.
В пределах значений Re от 2300 до 10 000 турбулентное движение является неустойчивым (переходная область).
При анализе движения жидкости по трубопроводам сложной конфигурации в критерии Re в качестве характерного линейного размера используют эквивалентный диаметр
4кв = 4F/n, где F— площадь сечения канала; П — периметр канала, смоченный жидкостью.
19
Гидравлическое сопротивление трубопроводов
При движении реальной жидкости по трубопроводам происходит потеря напора или давления, обусловленная сопротивлением трения и местными сопротивлениями, возникающими при изменении направления или скорости потока (сужения, расширения, вентили, изгибы и т.д.).
Потери на трение имеют место по всей длине трубопровода и определяются по уравнению Вейсбаха—Дарси
Л/) = X
I PWcp J3KB 2
(1.13)
где wcp — средняя скорость течения жидкости по трубопроводу; X — коэффициент гидравлического сопротивления, зависящий от режима течения потока. При турбулентном движении X зависит от шероховатости стенок трубы, которая оценивается величиной относительной шероховатости
е = b/d,
где А — средняя высота выступов на внутренней поверхности трубы диаметром d.
Исследования сопротивления трения шероховатых труб, выполненные Никурадзе (рис. 1.2), показали, что наблюдаются три характерные области изменения X в зависимости от режима дви-
Re
Рис. 1.2. Зависимость коэффициента гидравлического сопротивления от критерия Рейнольдса:
1 — для гладких и шероховатых труб, 2 — для гладких труб (медь, латунь, свинец, стекло); 3 — для шероховатых труб (сталь, чугун)
20
• турбулентный режим, где X=/(Re, е) для гидравлически глад-. г труб
X = 0,316/Re0-25;
• автомодельная область по отношению к критерию Re (т.е. не ^висящая от значения Re) X = /(с).
Потери давления в местных сопротивлениях Дрмс выражают ик
АРм.С = ^Р^ср/2, де — коэффициент местного сопротивления.
Движение жидкости через неподвижные, пористые и зернистые слои
(1-14)
Многие гидромеханические процессы связаны с движением капельных жидкостей или газов через неподвижные слои твердых материалов, состоящих из отдельных элементов.
К основным характеристикам такого движения относятся:
• гидравлическое сопротивление слоя Дрсл которое можно рассчитать по уравнению, сходному с выражением (1.13),
л Р™2
Др = Х-^-^—, “ЭКВ 2
где /к — длина каналов в слое; w — средняя (истинная) скорость потока в канале; J3KB — эквивалентный диаметр каналов; X = = /(1<есл) — коэффициент гидравлического сопротивления слоя;
• порозность, или объемная доля пор в слое,
„ V~V™ - J V ~ Г’
где V — объем пористого слоя; Итв — объем твердой фазы в слое;
• истинная и фиктивная скорости — для удобства расчета в уравнении (1.14) часто используется не w (истинная скорость в каналах слоя), а »ф- фиктивная скорость потока, отнесенная к сечению аппарата, в котором размещен слой.
Связь между средней и фиктивной скоростью определяется уравнением неразрывности
и/к = W>
где fK,f — сечения каналов и аппарата, соотношение между которыми легко определить как
пт - у!н - 1 I //Л Гк//к еН'
21
откуда
%, /к W = — —, Е Н
(1.15)
где Н — высота зернистого слоя;
• эквивалентный диаметр каналов в зернистом слое
4/к _ 4ГК _ 4ГК 4Ие 4е
Пк ПЛ 5К Va
где a = SJV— удельная поверхность частиц в слое, величину которой для слоя с частицами одинакового размера можно рассчитать по зависимости
« = (L17)
\|/47
где фактор формы, представляющий отношение поверх-
ности шарообразной частицы имеющей тот же объем, что и рассматриваемая частица с поверхностью f, d — диаметр частиц в слое;
• длина каналов 1К с учетом коэффициента извилистости каналов к может быть записана как
1К = кН, (1.18)
где Н — высота зернистого слоя.
При подстановке зависимостей (1.15) —(1.18) вуравнение (1.14) получим
3 ккН (1 - £)ри'ф
4
(1-19)
Одновременно коэффициент гидравлического сопротивления может быть рассчитан для всех режимов течения по эмпирической зависимости
Х= 133/Re + 2,34.
Гидродинамика псевдоожиженного слоя
При пропускании потока газа или жидкости через слой зернистого материала со скоростью и>ф < слой остается неподвижным, газ (жидкость) фильтруется через него, не нарушая общей структуры. Сопротивление слоя при этом возрастает пропорционально увеличению скорости потока.
При достижении скорости wKpl вес зернистого материала в слое уравновешивается силой трения потока о поверхности частиц, 22
которые переходят во взвешенное состояние и впоследствии приобретают возможность перемещения друг относительно друга. Скорость wK.p| называется первой критической скоростью или скоростью начала псевдоожижения, а слой, находящийся в таком состоянии, называется псевдоожиженным, т.е. обладает свойствами, близкими к жидкости. Слой в этом случае приобретает текучесть, принимает форму аппарата, в котором находится, характеризуется вязкостью, на погруженные в него тела действует сила Архимеда. При дальнейшем увеличении скорости газа (жидкости) слой расширяется, его порозность и интенсивность движения частиц у величиваются. Поскольку вес слоя при этом не изменяется, его сопротивление потоку остается неизменным.
При достижении И'ф = и’кр2 начинается разрушение однородности слоя и унос из него частиц. Скорость wKp2 называется второй критической скоростью или скоростью уноса.
Широкое использование аппаратов с псевдоожиженным слоем в промышленном производстве объясняется такими его свойствами, как выравнивание полей температур и концентраций компонентов в объеме технологических аппаратов; максимальное развитие поверхности взаимодействия между ожижающим агентом и зернистыми материалами (поверхности фазового контакта); возможность транспортировки зернистых материалов в псевдоожиженном состоянии; незначительное гидравлическое сопротивление слоя во всем диапазоне скоростей псевдоожижения; простота конструктивного оформления технологических аппаратов с псевдоожиженным слоем и возможность автоматизации их работы.
Наряду с перечисленными достоинствами псевдоожиженному слою свойственны некоторые недостатки: уменьшение движущей силы процесса, вызванное выравниванием концентрационных и температурных полей; возможность проскока значительных количеств газа без достаточного контакта с твердым материалом; возможность эрозионного изнашивания при трении твердых частиц о стенки аппаратов; возникновение электростатических зарядов при трении диэлектрических частиц друг о друга; необходимость дополнительной установки мощных газоочистных устройств и т.д.
Основной характеристикой псевдоожиженного слоя является кривая псевдоожижения, представляющая собой зависимость между его гидравлическим сопротивлением и фиктивной скоростью ожижающего агента (рис. 1.3).
Кривая, показанная на рис. 1.3, а, называется кривой идеального псевдоожижения монодисперсного слоя твердых частиц, т.е. частиц одинакового размера. В зависимости от значений скорости и'ф на ней различают области фильтрации ожижающего агента через неподвижный слой (0 < и'ф < vvKpI), псевдоожижения (и^ < и^ < < и'крг), уноса (и'ф > и^).
23
Рис. 1.3. Кривые псевдоожижения:
а — идеальная, б — реальные; 7 — для монодисперсного зернистого слоя при увеличении скорости и’ф; 2 — для перехода от псевдоожиженного слоя к неподвижному; 3 — для полидисперсного зернистого слоя
Реальная кривая псевдоожижения (рис. 1.3, б) монодисперсного зернистого слоя (слоя с частицами одинакового размера) отличается от идеальной тем, что в момент перехода в псевдоожиженное состояние имеет место скачок давления (кривая 1), что вызвано необходимостью преодоления сил сцепления частиц. Величина этого пика зависит от формы и состояния поверхности твердых частиц, а также плотности их упаковки. В случае снижения скорости УТф переход от псевдоожиженного слоя к неподвижному происходит по кривой 2, на которой пик отсутствует.
В случае псевдоожижения полидисперсного зернистого слоя (слоя с частицами разного размера) четко выраженная скорость и^р] отсутствует (кривая 3), так как переход слоя в псевдоожиженное состояние происходит постепенно (пофракционно) — от мелких к крупным частицам.
Скорость начала псевдоожижения wKp| может быть определена исходя из того, что она принадлежит как областям фильтрования, так и псевдоожижения.
В первом случае перепад давлений может быть определен по зависимости (1.19), записанной для данных условий в виде
3 Х/с3Я0(1 - £о)ргИ'Зг,1
= ------0 - 0Дг кр1 , (1.20)
4 \|/£о«
где Но, eq — высота и порозность неподвижного слоя соответственно; рг — плотность газа (псевдоожижающего агента).
Во втором случае перепад давлений может быть определен исходя из того, что гидравлическое сопротивление слоя равно весу слоя Ссл за вычетом действующей на него силы Архимеда СА и отнесено к площади сечения аппарата f:
ЛРпс =(бсл
24
*ZM
APnc = ИтвР^ ^Рг^ = gH0 (p4 - pr)(l - e0). (1.21)
"I “0
Поскольку Др = дрпс, приравняв зависимости (1.20) и (1.21), тучим скорость начала псевдоожижения для частиц диаметром d сматриваемой фракции (у = 1)
И'кр! =
4 gegJ(p4 -рг)
3 ХЛ3рг
(1-22)
При ламинарном режиме течения ожижающего агента между (астицами слоя (Re < 35)
X = Л/Re,
ГПР Dp _ ^кр^эквРг где ке =----------,
Иг
или, учитывая зависимости (1.15) —(1.17),
3 Лцг(1-е0)
2 РгИ'кр!^
уравнение (1.22) перепишется как
£^(Рч~Рг)
'кр1 9ЛАг2(1-е0) щ
(1.23)
где е0 — порозность неподвижного слоя; g— ускорение свободного падения; А — коэффициент пропорциональности; к — коэффициент извилистости каналов.
Обозначив первый сомножитель как fin умножив правую и ле-
вую части уравнения (1.23) на комплекс , получим
Рг
WKplPr^ „<Л?(Рч -Рг)р,
2
Рг р;
или
ReKpl = fiAr. (1.24)
Уравнение (1.24) показывает возможность экспериментального определения скорости начала псевдоожижения в соответствии с правилами теории подобия через критерии Рейнольдса и Архимеда.
25
Контрольные вопросы
1. Что является предметом изучения гидромеханики?
2. Какими основными свойствами и параметрами характеризуется реальная жидкость?
3. Какими видами энергии обладают покоящиеся и движущиеся жидкости?
4. Какие критерии относятся к критериям гидродинамического подобия и каков их физический смысл?
5. Какие гидродинамические режимы течения вязкой жидкости различают?
6. Как определяется гидравлическое сопротивление трубопровода?
7. Какими параметрами характеризуется движение жидкости через неподвижные, пористые и зернистые слои?
8. Что характеризует кривая псевдоожижения?
Глава 2
ПЕРЕМЕЩЕНИЕ ЖИДКОСТЕЙ И ГАЗОВ
Задачи транспортирования жидких и газовых сред без контакта с окружающей средой между различными стадиями процессов внутри цехов, а также на значительные расстояния как внутри предприятия, так и между ними (до нескольких тысяч километров) решаются с использованием трубопроводов, а также нагнетательного оборудования.
Трубопроводы
В зависимости от их назначения и использования среда в трубопроводах может находиться под атмосферным, избыточным давлением или вакуумом. Материал, из которого изготавливают трубопроводы, определяется физико-химическими свойствами транспортируемых сред: нейтральные, кислые, щелочные, а также температурой и давлением. Способы соединения отдельных элементов трубопроводов между собой выбираются, исходя из класса опасности сред: взрывоопасные, горючие, токсичные. Площадь проходного сечения трубопроводов в зависимости от расхода перемещаемых сред может составлять до 2 м2 и определяется по зависимости
5= И/w,
где V— объемный расход жидкости или газа через трубопровод; w — скорость течения сред.
26
При расчете площади сечения трубопроводов принимают сле-. .тощие скорости течения, м/с:
для газов'. при естественной тяге .............................. 2...4
при небольших давлениях (газоходы вентиляторов)... 4... 15
при значительных давлениях (трубопроводы компрес-
соров) ........................................... 15...25
для жидкостей:
при движении самотеком ........................... 0,1 ...0,5
в напорных трубопроводах ......................... 0,5 ...2,5
для водяного пара: .................................. 20 ...40
Для уменьшения агрессивного воздействия перекачиваемых веществ на внутреннюю поверхность металлических трубопроводов на нее могут наноситься защитные покрытия (лакокрасочные, полимерные и др.).
С целью снижения потерь теплоты через наружную поверхность трубопроводов на нее наносят внешнее изоляционное покрытие (асбест, войлок, стеклянную вату и др.).
В ряде случаев применяют трубы из неметаллических материалов (стекло, углеграфит, полимерные материалы).
Трубопроводы состоят из отдельных участков, соединенных между собой. В зависимости от конструкций различают разъемные и неразъемные соединения трубопроводов. Разъемные соединения могут быть фланцевыми, резьбовыми и раструбными; неразъемные могут быть выполнены с помощью сварки, пайки, склеивания.
Для обеспечения герметичности разъемных соединений в них используются прокладочные материалы (алюминий, медь, асбест, паронит, резины, полиэтилены, полиизобутилен, фторопласт и др.), выбор которых определяется агрессивностью перекачиваемых сред, их температурой, а также рабочим давлением в трубопроводе.
Таблица 2.1
Условная окраска производственных трубопроводов
Среда Окраска Среда Окраска
Вода Водяной пар Зеленая Красная Жидкости Кислоты Коричневая Оранжевая
Воздух Газы Синяя Желтая Щелочи Прочие Фиолетовая Серая
27
Рис. 2.1. Пробочный кран:
/ — корпус; 2 — коническая пробка
Рис. 2.2. Вентиль: 1 — корпус; 2 — клапан
Для облегчения распознавания трубопроводов в производственных условиях используют их различную окраску (табл. 2.1).
На окрашенных трубопроводах предусмотрены разноцветные кольца: красные — для легковоспламеняющихся, огнеопасных и
Рис. 2.3. Задвижка:
/ — корпус; 2 — затвор
взрывоопасных потоков; желтые — для опасных и вредных потоков; зеленые — для безопасных и нетоксичных потоков транспортируемых сред.
Для полного или частичного перекрытия трубопровода с целью регулирования количества протекающей среды они снабжены затворно-регулирующей арматурой, к которой относятся краны, вентили и задвижки.
Кран (рис. 2.1) состоит из корпуса 7, в котором вращается коническая пробка 2 со сквозным отверстием.
Краны имеют простое устройство, низкое гидравлическое сопротивление, однако большая поверхность трения может привести к их заеданию, потери герметичности. Их изготавливают из чугуна, керамики, бронзы, пластмасс, стекла, применяют для трубопроводов небольшого диаметра при температурах до 100 °C и давлении до 0,1 МПа, когда не требуется точного регулирования, так как
28
•г • тьшой поворот пробки вызывает значительное изменение ади проходного сечения крана.
Вентиль (рис. 2.2) используется практически для тех же усло-что и кран, и представляет собой корпус 1 с отверстием, которым расположен клапан 2, совершающий возвратно-по-.-тпательное движение. При закрытии вентиля клапан плотно прилет к отверстию, при открывании — отходит, образуя канал .«я прохода среды. Вентили имеют больший, чем краны, вес, бо-сложное устройство и более высокое гидравлическое сопро-ение. В то же время они более надежны, и точность регулирования расхода у них выше.
Задвижка (рис. 2.3) включает корпус 1 и затвор 2, имеющий ?орму клина (или выполненный из двух распираемых клином дисков), движущийся перпендикулярно направлению движения хидкости в корпусе задвижки, изменяя сечение прохода. Задвижки обладают малым гидравлическим сопротивлением, просты в эксплуатации, устанавливаются на трубопроводы с диаметром до .5 м при давлениях до 10 МПа, однако громоздки и дороги
Классификация гидравлических машин
Движущей силой, обеспечивающей перемещение жидкостей, является перепад давлений, создаваемый специальными гидравлическими машинами, которые можно разделить на четыре большие группы:
• динамические (центробежные, осевые, вихревые и др.), в которых механическая энергия вращающихся лопаток воздействует на незамкнутый объем жидкости, перемещаемый от входа в насос до выхода из него;
• объемные (поршневые, пластинчатые, шестеренные, винтовые и др.), в которых жидкость периодически всасывается и вытесняется из замкнутого объема твердыми телами;
• струйные (эжекторы, инжекторы), в которых движение потока жидкости создается струями газа (пара), воды;
• пневматические (эрлифты*, газлифты, пневматические подъемники (монтежю) и др.), движение жидкости в которых создается давлением газа.
К основным параметрам, характеризующим работу гидравлических машин относятся:
• подача — количество среды, перемещаемое машиной в единицу времени. Различают объемную подачу (Q, м3/с) и массовую подачу (G = pQ, кг/с);
* Эрлифт (от англ, air — воздух и lift — поднимать) — устройство для подъема жидкости или гидросмеси под действием сжатого воздуха.
29
Рис. 2.4. Схема для определения полного напора насоса:
Pi, Pi — давление всасывания и нагнетания; Нг — геометрическая высота подъема жидкости; рвс, рк — давление жидкости на входе и выходе насоса на расстоянии Нв
• напор (//, м) — характеризует удельную энергию, сообщаемую насосом единице веса перекачиваемой среды. С помощью уравнения Бернулли (1.12) напор можно представить как высоту, на которую может быть поднят 1 кг перекачиваемой жидкости за счет энергии, сообщаемой ей насосом.
Таким образом полный напор насоса (рис. 2.4) определяется уравнением
Я = ^А+Яг + Лп
Р£
либо
7 7
И = Р-"~Р^ + я0 + -н-~- ^Ес, (2.1) pg 2
где р\ и p-i — давление в сечениях всасывания и нагнетания; Нг — геометрическая высота подъема жидкости; йп — напор, затрачиваемый на создание скорости и на преодоление местных сопротивлений во всасывающей и нагнетательной линиях; рн, ркс — давления жидкости на выходе и входе насоса на расстоянии Но; wH, %с — скорости на вы-
ходе и входе в насос.
Если wH~ vv№, а Но мало, то уравнение (2.1) упрощается;
рр _ Рн Рве .
Р£ ’
• мощность (N, кВт), потребляемая двигателями насоса,
7V= QvgH/( 1000л),
где г) = Цнт1пт1л ~ общий коэффициент полезного действия (КПД) насосной установки, представляющий собой произведение КПД насоса цн, КПД передачи цп и КПД двигателя цд.
Динамические насосы
Центробежные насосы (рис. 2.5) характеризуются тем, что всасывание и нагнетание жидкости происходят под действием центробежной силы, возникающей при вращении заключенного в кожухе рабочего колеса, снабженного лопатками.
30
Рис. 2.5. Схема центробежного насоса:
1 — рабочее колесо; 2 — лопатка; 3 — кожух; 4, 5 — патрубки; 6 — вал
Центробежный насос состоит из рабочего колеса 1, снабженного лопатками 2 и насаженного на вал 6. При вращении рабочего колеса в жидкости, заполняющей кожух 3, возникают центробежные силы, отбрасывающие ее по межлопаточным каналам в спиральный кожух, а затем через патрубок 5 в нагнетательный трубопровод. В центральной части рабочего колеса 7 создается разрежение, способствующее подаче жидкости из всасывающего трубопровода через патрубок 4
В зависимости от создаваемого напора центробежные насосы классифицируют на насосы:
• низкого давления (Н < 0,2 МПа);
• среднего давления (0,2 МПа < Н < 0,5 МПа);
• высокого давления (Н> 0,5 МПа).
По скорости вращения различают быстроходные, нормальные и тихоходные центробежные насосы. К преимуществам центробежных насосов относятся: равномерная и высокая подача жидкости; компактность; высокий коэффициент полезного действия (до 0,95); хорошая регулируемость; возможность перекачивания загрязненных сред.
Недостатками являются: менее высокий (по сравнению с объемными машинами) напор; необходимость заливки перед пуском; сложность изготовления рабочих колес; зависимость между создаваемым напором и подачей.
Осевые насосы (рис. 2.6) используются для перемещения больших количеств жидкости при низких давлениях.
Основным рабочим элементом осевых насосов является корпус 1 с коаксиально установленным рабочим колесом, состоя-
31
Рис. 2.6. Схема осевого насоса:
1 — корпус; 2 — радиальная лопатка; 3 — ва.
4 — винтовая лопатка
щим из нескольких винтовых лопаток 4 насаженных на вал 3. При его вращении создается давление лопаток на жидкость, и она перемещается в осевом направлении. Для уменьшения вихреобразования в ряде случаев за рабочим колесом уста навливается раскручивающее устройство, представляющее собой радиальные лопатки 2, превращающие энергию вращения жидкости в осевой напор. Коэффициент полезного действия осевых насосов составляет 0,8...0,9.
Преимуществами осевых насосов являются простота, возможность перекачивания загрязненных жидкостей, высокая производительность. Однако созда-
ваемый ими напор относительно небольшой — 0,1...0,2 МПа.
В случае перекачивания жидкостей, утечка которых недопустима вследствие их химической агрессивности, токсичности или
Рис. 2.7. Схема герметического центробежного насоса:
1 — рабочее колесо; 2 — ротор; 3 — обмотка статора, 4 — цилиндрическая оболочка
32
ывопожароопасности, применяют герметические центробеж-насосы (рис. 2.7). Полная герметизация рабочего объема в них стигается путем установки рабочего колеса 1 непосредственно - 1 валу ротора 2электродвигателя. Обмотка статора Зэлектродви-теля герметически отделяется от обмоток ротора 2 цилиндри-кой оболочкой 4 из немагнитной нержавеющей стали, через лорую проходят силовые линии магнитного поля. Заключенный оболочку ротор электродвигателя и подшипники, покрытые кислостойкой изоляцией, погружены в перекачиваемую жидкость, которая служит смазкой для подшипников и охлаждающей средой для ротора.
Герметичные насосы отличаются компактностью и безопасностью эксплуатации, однако КПД их несколько ниже, чем у обычных центробежных насосов.
Подбор насосов
В практической деятельности при выборе технологического оборудования для конкретного процесса, часто возникает задача подбора насосного оборудования. При этом основными параметрами, определяющими выбор конкретного насоса, являются его подача и напор.
Количество перекачиваемой жидкости определяется из технологических требований, когда известно, сколько продукта должно быть перемешено из одного аппарата с внутренним давлением Рх в другой аппарат с давлением Р2. Параметрами, определяющими тип выбираемого насоса, будут являться также физические свойства перекачиваемой среды, ее температура и агрессивность, учитываемые при назначении конструкционного материала.
При выборе насоса с требуемым напором следует также учитывать гидравлическое сопротивление системы (включающей расширения, сужения, повороты, запорную арматуру), по которой перекачивается жидкость.
После определения величин подачи и напора, а также типа насоса и его исполнения осуществляют его подбор по каталогам, используя карты рабочих полей, на которых нанесены области применения насосов различных типоразмеров (рис. 2.8). Если точка А, соответствующая требуемым значением подачи и напора, попадает в область его применения, соответствующий насос может быть использован в заданном процессе. Если же рабочая точка А' не лежит на рабочей характеристике серийного выпускаемого насоса, выбирают ближайший насос с большими типоразмерами, который либо используют в выпускаемом виде, либо осуществляется операция подрезки рабочего колеса, изменяющая его эксплуатационные характеристики.
2 Баранов
33
Насосы объемного типа
Поршневые насосы применяют при относительно небольших ачах и высоких давлениях (до 100 МПа) для перекачивания .оковязких пожаро- и взрывоопасных жидкостей.
Простейшая схема горизонтального поршневого насоса при-ена на рис. 2.9. Он состоит из поршня 2, совершающего воз-:тно-поступательное движение в цилиндре 1, внутри которо-установлены всасывающий 5 и нагнетательный 6 клапаны. Пор-*нь 2 приводится в действие кривошипно-шатунным механиз->м 3.
При движении поршня 2 влево в цилиндре 1 создается разре-.ение, в результате которого клапан 5 открывается, клапан 6 зарывается, и жидкость из всасывающего трубопровода закачива-тся в цилиндр 1. Процесс всасывания происходит до тех пор, ока поршень не достигнет крайнего правого положения. Затем оршень начинает движение справа налево, и в цилиндре 1 воз-икает избыточное давление, закрывающее клапан 5 и открывающее клапан 6, через который жидкость под давлением выталкивается в нагнетательный трубопровод. Процесс завершается при достижении поршнем крайнего левого положения. Затем цикл повторяется.
В зависимости от конструкции поршня различают поршневые насосы (см. рис. 2.9) (поршни в виде дисков, уплотняемые металлическими разрезными уплотнительными кольцами 4 или эластичными манжетами), а также плунжерные насосы (рис. 2.10) (рабочий орган — плунжерный поршень 2, установленный в корпусе /).
Преимуществами поршневых насосов является: возможность получения высоких напоров при малой подаче; незначительная зависимость подачи от напора; способность самовсасывания. Плунжерные насосы благодаря простоте регулирования движения пор-
шня могут использоваться для перекачивания загрязненных и вязких жидкостей
К недостаткам можно отнести: меньшую, по сравнению с центробежными насосами, подачу; некоторую неравномерность подачи; большие габаритные размеры и сложность конструкции.
Для выравнивания подачи поршневых и плунжерных насосов существует несколько способов:
Рис. 2.9. Схема горизонтального поршневого насоса простого действия:
1 — цилиндр; 2 — поршень; 3 — кривошипно-шатунный механизм;4 — уплотнительное кольцо, 5, 6 — всасывающий и нагнетательный клапаны
35
• применение многопоршневых машин с общей приводной частью и общими магистральными трубопроводами;
• использование воздушных колпаков на всасывающей и напорной линиях для демпфирования (сглаживания) потоков жидкости Теоретическая средняя подача насоса простого действия (Q. м3/с) составляет
Q=FSn,
где F — площадь поперечного сечения поршня (или плунжера). м2; 5 — ход поршня, м; п — частота вращения вала, об/с.
Действительная подача
Сд= 4JFSn,
где г]р = 0,8...0,9 — коэффициент подачи; i — кратность подачи.
Большую группу насосов объемного типа составляют роторные насосы, к которым относятся шестеренные (зубчатые), пластинчатые (шиберные), а также винтовые.
Шестеренный насос (рис. 2.11) состоит из двух зубчатых колес 1 и 3, находящихся в зацеплении и размещенных с малым зазором в корпусе 4, одно из которых является ведущим, другое — ведомым. При вращении колес жидкость из полости всасывания 5 перемещается в напорную полость 2.
Подача шестеренного насоса, состоящего из двух колес различных размеров, определяется как
Q = (flW\ +Лг2П2)г]0,
Рис. 2.10. Схема плунжерного насоса:
/ — корпус; 2 — поршень
Рис. 2.11. Схема шестеренного насоса:
/, 3 — зубчатые колеса; 2 — напорная полость; 4 — корпус; 5 — полость всасывания
36
— площадь поперечного сечения впадины между зубьями, . — длина зуба колеса, м; Zi и г? — число зубьев колес; и л2 —
частота вращения, об/мин; т)0 — объемный коэффициент насоса.
Если колеса одинаковы, то
Q = Zflznr^.
Шестеренные насосы применяют для перекачивания вязких •.едкостей при невысоких подачах и высоких давлениях (до
МПа).
Пластинчатый насос (рис. 2.12) состоит из корпуса / с ротором иде установленного в нем с эксцентриситетом цилиндра 3, в сотором выполнены радиальные прорези. В этих прорезях с возможностью свободного перемещения установлены пластины 4, которые при вращении, в результате действия на них центробежных сил плотно прижимаются к стенкам корпуса, образуя камеры, в которых жидкость от всасывающей магистрали 5 перемещается к нагнетательной магистрали 2. При этом объем камеры, формируемой у всасывающего патрубка, увеличивается, создавая разрежение и всасывание, а у нагнетательного патрубка уменьшается, увеличивая давление.
Пластинчатые насосы применяют для перемещения чистых жидкостей при умеренных подаче и напоре.
Рис. 2.12. Схема пластинчатого насоса:
1 — корпус; 2 — нагнетательная магистраль, 3 — цилиндр; 4 — пластина; 5 — всасывающая магистраль
Рис. 2.13. Схема винтового насоса:
1, 2— ведущий и ведомый винты; 3 — корпус; 4, 5 — патрубки всасывания и нагнетания
37
Винтовой насос (рис. 2.13), как правило, состоит из одного ведущего винта (червяка) 1 и находящихся в зацеплении с ним нескольких ведомых винтов (червяков) 2, заключенных в корпусе 3 с патрубками всасывания 4 и нагнетания 5. Направления винтовых нарезок ведомых и ведущего винтов противоположны.
При вращении винтов всасываемая жидкость заполняет впадины винтовых нарезок и перемещается по направлению вращения ведущего винта.
Ведомые винты при этом играют роль герметизирующих устройств, позволяющих передавливать жидкость из патрубка всасывания в патрубок подачи.
Винтовые насосы используются для перекачивания высоковязких жидкостей, топлив, нефтепродуктов и т. п. Подача этих насосов достигает 300 м3/ч, а напор — 20 МПа.
Давление, обеспечиваемое винтовыми насосами, зависит в первую очередь от числа шагов винтовой линии.
Подачу (Q, м3/с) можно определить по формуле
п d3n
е=Ч5П"’
где г]0 = 0,7 ...0,95; п — частота вращения ведущего винта, об/мин; d — диаметр червяка, м.
Перемещение, сжатие и разрежение газов
В технологических процессах различных отраслей промышленности осуществляется перемещение газа между соответствующими стадиями. В этом случае, так же как для жидкостей, требуется создание перепада давлений, который могут создать компрессорные машины.
Классификация компрессорных машин основывается на степени сжатия (отношении конечного давления р2, создаваемого компрессорной машиной, к начальному давлению при котором происходит всасывание газа).
В зависимости от этого показателя различают следующие компрессорные машины:
• вентиляторы (р2/Р\ > 1,1), предназначенные для перемещения больших объемов газа при относительно низких давлениях;
• газодувки (1,1 < р2/р{ < 3,0), предназначенные для перемещения газов по трубопроводам с высоким гидравлическим сопротивлением;
• компрессоры (р2/р\ < 3,0), предназначенные для перемещения газов под высокими давлениями;
• вакуум-насосы, предназначенные для отсасывания газов при давлениях ниже атмосферного.
38
.новными конструкциями компрессорных машин являются невые, центробежные (вентиляторы, турбогазодувки, тур-
. । мпрессоры), осевые и струйные.
качестве вакуум-насосов могут применяться компрессорные . 4 . ины, в которых всасывание производится при давлениях ниже гмосферного, а нагнетание — выше.
Поскольку газы являются сжимаемыми средами, при их переме-снии изменяется не только объем, но и давление, и температура.
Изменение состояния газов может происходить тремя способами.
1. Изотермическое сжатие, при котором температура обраба-ываемой среды не меняется (Т, = Т2), а удельная работа (/из, Дж/кг) о осуществлению этого процесса может быть определена по за-. симости
/из = pxvx\np2/px, (2.2)
де vx — удельный объем газа при начальных условиях.
2. Адиабатический процесс, при котором теплота, образующаяся при сжатии, расходуется на увеличение внутренней энергии (5. = 32).
Удельная работа адиабатического процесса сжатия (/ад, Дж/кг) и конечная температура среды Т2 могут быть рассчитаны по уравнениям
'ад = т—тРМ
К — 1
*-1
k -1
J
(2.3)
где k = cp/cv — показатель адиабаты; ср, с„ — теплоемкости газа при постоянном давлении и при постоянном объеме.
3. Политропический (действительный) процесс, при котором происходит изменение температуры и увеличение внутренней энергии, может рассчитываться по зависимостям
т
‘пал ~~ . РАЛ
т - 1
Т2
(2.4)
где /пол — удельная работа политропического процесса, Дж/кг; т — показатель политропы.
Теоретическая мощность (Nnop), затрачиваемая на работу компрессорных машин, определяется произведением производительности компрессора G на удельную работу сжатия (2.2) —(2.4)
Меор = Gl = Vpl, где V — объемная производительность компрессора; р — плотность газа.
39
Мощность на валу компрессионной машины равна отношению мощности, затрачиваемой на сжатие газа, к механическому КПД цмех, характеризующему потери мощности на механические потери в компрессоре
Поршневые компрессоры. По числу всасываний и нагнетаний бывают простого (одинарного) и двойного действия, по числу ступеней, в которых происходит сжатие газа, — одноступенчатыми и многоступенчатыми. По расположению поршня — горизонтальными, вертикальными, угловыми.
Поршневой компрессор (рис. 2.14) устроен аналогично поршневому насосу. Поршень 1 двигается в охлаждаемом цилиндре 2, куда газ поступает с давлением р{ через всасывающий клапан 3 и выходит сжатый до давления р2 через нагнетательный клапан 4. Таким образом, цикл работы поршневого компрессора включает в себя стадии: расширение, всасывание, сжатие и выталкивание.
Процесс работы поршневого компрессора характеризуется индикаторной диаграммой (р — И), представленной на рис. 2.15. Линия АВ соответствует всасыванию газа, линия ВС — сжатию
Рис. 2.14. Схема поршневого компрессора с одной ступенью сжатия: / — поршень; 2 — цилиндр; 3, 4 — всасывающий и нагнетательный клапаны
Рис. 2.15. Индикаторная диаграмма работы поршневого компрессора: АВ — всасывание газа, ВС— сжатие газа; CD — линия нагнетания
40
. которое может осуществляться по адиабате ВС, изотерме г. или политропе ВС, CD — линия нагнетания.
Поршневые машины используют также и в качестве вакуум-• «_ов. При этом устройства, откачивающие только газы, назы-
аычся сухими, а откачивающие одновременно газ и жидкость — - . рыми.
Сухие поршневые вакуум-насосы могут обеспечивать разреже-- . до 99,9 % от абсолютного, мокрые — 80...97 %.
Поршневые компрессоры могут создавать высокие давления, еют высокий КПД (0,85... 0,90), однако обладают низкой про-»водительностью, подача газа неравномерна, неприменимы при длинии в перекачиваемых средах абразивных включений.
Центробежные машины
В зависимости от создаваемого напора условно различают: вентиляторы (напор 1 ...3 кПа и реже до 10 кПа); турбогазодувки (напор 30..40 кПа, реже до 0,3 МПа), турбокомпрессоры (напор до 0,5 МПа, реже до 1,3 МПа).
Вентиляторы по устройству и принципу действия аналогичны центробежным насосам и состоят из кожуха, в котором вращается рабочее колесо с загнутыми лопатками. Под действием центробежной силы газ выбрасывается из межлопаточных каналов в спиральный кожух, а затем в напорный трубопровод.
Поскольку газ имеет незначительную плотность, действующая на него центробежная сила мала и достигаемые значения напора невелики. Различают вентиляторы низкого (напор до 1 кПа), среднего (напор 1 ...3 кПа) и высокого давления (напор выше 3 кПа).
Вентиляторы надежны и просты в эксплуатации, могут перекачивать запыленные газы, при изготовлении из специальных материалов используются для транспортирования коррозионноагрессивных газов.
Турбогазодувки (рис. 2.16) состоят из корпуса / с вращающимся в нем рабочим колесом 2с лопатками. Колесо обычно помеща-
Рис. 2.16 Схема турбогазодувки:
/ — корпус; 2 — рабочее колесо; 3, 5 — патрубки;
4 — направляющая
41
ют внутрь направляющей 4, представляющей собой два кольцевых диска, соединенных между собой наклонными лопатками, причем угол наклона этих лопаток противоположен углу наклона лопаток рабочего колеса. Газ поступает в турбогазодувку через патрубок 3 и выводится из нагнетательного патрубка 5.
В случае наличия на одном валу нескольких рабочих колес турбогазодувки называются многоступенчатыми. Благодаря такой конструкции достигается дополнительное сжатие газа на каждой последующей ступени без изменения скорости вращения рабочих колес и их размеров.
Турбокомпрессоры по конструкции весьма близки к турбогазодувкам, однако по мере увеличения степени сжатия газа уменьшаются ширина и диаметр рабочих колес, которые к тому же часто размещают в нескольких корпусах.
Кроме того, в связи со значительными степенями сжатия, в таких конструкциях предусмотрен отвод теплоты благодаря подаче воды в специальные каналы внутри корпуса, либо в промежуточные холодильники между секциями.
Центробежные газовые машины нашли широкое применение в технике из-за компактности, простоты конструкций и возможности изготовления из различных коррозионно- и износоустойчивых материалов, равномерной подачи газа при низких степенях сжатия и высокой производительности.
Осевые (пропеллерные) вентиляторы аналогичны рассмотренным ранее осевым насосам. По сравнению с центробежными вентиляторами они имеют более высокий КПД, но более низкий напор, что позволяет использовать их для перемещения больших объемов газа по коммуникациям с низким гидравлическим сопротивлением.
Осевые компрессоры включают несколько ступеней, каждая из которых состоит из рабочего вращающегося и неподвижного венца лопастей. Рабочие лопасти установлены на дисках или барабане ротора, неподвижные лопасти жестко закреплены в корпусе компрессора. Число ступеней составляет 10...20, поскольку степень сжатия не превышает 4, охлаждение газа не требуется.
Рис. 2.17. Схема струйного вакуум-насоса:
1,2— патрубки; 3 — камера смешения; 4 — горловина; 5 — диффузор
42
труйных вакуум-насосах (рис. 2.17) для создания разрежения тьзуют энергию рабочей жидкости (или пара) при непосред-_ снном контакте между ними. Рабочая среда подается в вакуум-.^ос через патрубок 1, причем на выходе из сужающегося сопла -1 приобретает большую скорость и, согласно уравнению Бер-гули, понижает давление, что способствует подсасыванию газа . з патрубок 2 в камеру смешения 3. Затем смесь через горлови-4 поступает в диффузор (расширяющуюся трубу) 5.
Разрежение, создаваемое одноступенчатым пароструйным на-_ом не превышает 90 % абсолютного. Для получения большего - режения используют многоступенчатые пароструйные насосы с промежуточной конденсацией пара между ними.
Несмотря на низкий КПД (0,15...0,4) струйные вакуум-насоса применяют в различных производственных процессах благодаря отсутствию движущихся частей, простоте устройства, возмож-юсти перекачивания агрессивных газов, использованию в качестве смесителя (конденсатора).
Контрольные вопросы
1. Каковы назначение трубопроводов и их устройство?
2. На чем основана классификация гидравлических машин?
3. Какими параметрами характеризуется работа гидравлических машин?
4. Какие типы насосов относятся к динамическим насосам и насосам объемного типа?
5. На чем основана классификация компрессорных машин?
Глава 3
РАЗДЕЛЕНИЕ ЖИДКИХ И ГАЗОВЫХ ГЕТЕРОГЕННЫХ СИСТЕМ
Гатерогенные, или неоднородные, системы состоят из двух и более фаз, распределенных друг в друге. Фаза, находящаяся в раздробленном состоянии, называется дисперсной, или внутренней, фазой. Сплошная фаза, в которой распределены частицы дисперсной фазы, называется дисперсионной, или внутренней, средой (фазой).
В зависимости от того, какая фаза является дисперсной, а какая дисперсионной, различают следующие гетерогенные системы (табл. 3.1).
Эмульсии и пены обладают при определенных концентрациях дисперсной фазы инверсией (обращением) фаз, заключающейся в переходе дисперсной фазы в дисперсионную среду, и наоборот.
43
Таблица 3.1
Классификация гетерогенных систем
Дисперсионная среда Состояние дисперсной фазы Наименование гетерогенной системы Размер частиц дисперсной фазы, мкм
Газ Твердое Пыль 5 ... 100
Твердое Дым 0,3... 5
Жидкое Туман 0,3... 3
Жидкость Твердое Суспензия:
грубая >100
тонкая 0,5... 100
муть 0,1 ...0,5
Коллоидный <0,1 (с возникновением
раствор броуновского движения)
Жидкое Эмульсия <0,5
Газообразное Пена —
Таблица 3.2
Классификация процессов и аппаратов для разделения гетерогенных систем
Движущая сила Гетерогенная система Процесс Аппарат
Сила тяжести Разность давлений Центробежная сила Сила электрического поля Пыль Суспензия Эмульсия Суспензия Пыль Суспензия Пыль Эмульсия Дым Туман Осаждение Отстаивание Отстаивание Фильтрование Фильтрование Центрифугирование (отстойное или фильтрующее) Циклонный Циклонный Центрифугирование (отстойное) Циклонный Осаждение Осаждение Пылеосадительная камера Отстойник Отстойник Фильтр ЖИДКОСТНОЙ Фильтр газовый Центрифуга Гидроциклон Циклон Сепаратор Гидроциклон Электрофильтр сухой Электрофильтр мокрый
44
В технологических процессах часто необходимо осуществлять . леление гетерогенных систем, методы и аппаратура для кото-классифицируются в первую очередь по природе движущей ты процесса (табл. 3.2).
Кроме перечисленных процессов для разделения применяется других, например промывание газов (мокрое разделение) для ^ымов и туманов.
Как правило, выбор процесса и аппаратуры для разделения гетерогенных систем определяется размерами дисперсной фазы, изическими свойствами разделяемых фаз, энергозатратами на го реализацию.
Материальный баланс процесса разделения
Если в аппарат для разделения гетерогенных систем подается некоторое количество исходной смеси в количестве 6СМ, кг, содержащей хсм (вес, %) дисперсной фазы, а после разделения образуется концентрированная дисперсная фаза в количестве Goc с концентрацией хос и очищенная дисперсионная среда в количестве <7ф с концентрацией оставшейся дисперсной фазы фильтрата %ф, материальный баланс такого процесса записывается в соответствии с уравнением (В.5) для входящих и выходящих материальных потоков
(3.1)
^см ~ ^ос + для содержащейся в них дисперсной фазы
^СМ-^СМ = ^ОС^ОС бфХф. (3.2)
Совместным решением уравнений (3.1) и (3.2) можно определить два необходимых для расчета технологического процесса параметра.
Разделение в поле сил тяжести (отстаивание)
Кинетика отстаивания. При определении скорости отстаивания частицы дисперсной фазы сделаем следующие допущения: частица имеет сферическую форму; на осаждение не оказывают
влияния ни другие частицы, ни стенки аппарата; плотность частицы рч больше плотности среды рс, в которой она осаждается. Скорость движения частиц постоянна.
В этом случае на частицу, движущуюся в среде со скоростью %, действуют следующие силы (рис. 3.1):
сила тяжести G = m4g = -~Lp4g', 6
подъемная сила (сила Архимеда) 6А - —- pcg; 6
45
Рис. 3.1. Силы, действующие на осаждающуюся частицу:
СА — сила Архимеда; G — сила тяжести; R — сила сопротивления; </4 — диаметр частицы
• сила сопротивления к - фу —.
Поскольку движение частицы направлено вниз (рч > рс), запишем уравнение баланса сил (уравнение осаждения частицы под действием силы тяжести)
ndl рси/„ лД2 л
-Г-РчЯ—т^Рс^-Ф-V "и = 0> о о 2 4
где g — ускорение свободного падения; Ф — коэффициент гидравлического сопротивления.
Отсюда скорость осаждения может быть выражена как
4#(Рч -РсМ
3 Рс ф
(3.3)
% =
Входящий в уравнение (3.3) коэффициент гидравлического сопротивления ср определяется в зависимости от режима осаждения частицы (рис. 3.2).
1. При ламинарном режиме осаждения 1СН < Re < 1,0, обтекание носит плавный характер, ф = 24/Re (формула Стокса).
2. При переходном режиме осаждения 1,0 < Re < 500, плавность обтекания нарушается, ф= 18,5/Re0-6 (формула Аллена).
Рис. 3.2. Зависимость коэффициента гидравлического сопротивления <р от режима осаждения частицы:
10"“ < Re < 1 — ламинарный режим; 1 < Re < 500 — переходный режим; Re > 500 — турбулентный режим
46
При турбулентном режиме осаждения Re > 500, движение - -овится неупорядоченным, траектории частиц — извилисты-
<р~ 0,44 (формула Ньютона).
В турбулентной области наступает автомодельный режим, т.е. м не зависящий от изменяемого параметра (Re).
Поскольку осаждение в промышленных аппаратах-отстойни-. х осуществляется при ламинарном режиме, подставив в уравне-е (3.3) коэффициент гидравлического сопротивления в виде рмулы Стокса, получим
w
° 18 Рс
(Рч - Рс)
Для практических расчетов скорости осаждения используют акже критериальную зависимость, учитывающую фактор формы частиц у,
Re = J(\|/Ar)n, где в качестве диаметра несферической частицы используется ее эквивалентный диаметр, полученный на основании ее веса G4,
6G„ л£Рч
Поскольку не всегда возможно предсказать, в каком режиме будет осаждаться частица и какую зависимость для определения скорости ее осаждения следует использовать, считается, что ламинарный режим наблюдается при Аг < 1,8, переходный — при 1,8 < Аг < 8,3- 104; турбулентный — при Аг > 8,3 • 104.
На практике для приближенного определения скорости осаждения во всех режимах обтекания частиц можно воспользоваться зависимостью
18+ 0,61 Аг0-5 ’
Отстаивание является одним из самых дешевых процессов и осуществляется в аппаратах, называемых отстойниками.
Различают отстойники для разделения пылей, суспензий и эмульсий. Эти аппараты могут быть периодического, полунепрерывного и непрерывного действия.
По функциональному назначению отстойники для разделения суспензий делят на сгустители, осветлители и классификаторы.
Основной характеристикой отстойного оборудования является его производительность Кот, определяемая как
К>т “
где F — площадь поверхности осаждения.
47
Рис. 3.4. Схема отстойного газохода:
7 — перегородка; 2 — сборник
Рис. 3.3. Схема полочной пылеосадительной камеры:
/ — перегородка; 2 — полки; 3 — клапан; 4 — крышки; 5 — штуцер
Для отстойников с несколькими поверхностями осаждения (многополочные отстойники), каждая из которых имеет площадь /п011,
Р = И/пОВ,
где п — число поверхностей осаждения.
Для увеличения скорости осаждения мелкодисперсных частиц используют специальные растворы — коагулянты, способствующие объединению частиц между собой, что увеличивает массу
осаждаемого агломерата.
Для разделения пылей применяются полочные пылеосадительные камеры (рис. 3.3), включающие расположенные друг над другом горизонтальные полки 2, равномерное распределение газа,
вдоль которых осуществляется с
Рис. 3.5. Схема механизированного отстойника непрерывного действия: 1 — корпус; 2 — кольцевой желоб; 3,5 — патрубки; 4 — электродвигатель; 6 — гребок; 7 — мешалка; 8 — разгрузочное устройство
помощью вертикальной перегородки /. Скорость вдоль полок регулируется клапаном 3. Разгрузка осуществляется периодически через штуцер 5 скребками, вводимыми через люки с крышками 4.
Для автоматизации разгрузки полки могут устанавливаться с наклоном, а на слой осадка может оказываться вибрационное воздействие и т.п. Аппараты аналогичных конструкций могут применяться для разделения суспензий (полочные отстойники).
Одновременное воздействие сил тяжести и инерции на разделяемую пыль осуществляется
48
. тстойном газоходе (рис. 3.4), снабженном вертикальными пе-спородками 1, о которые ударяются, не успевающие обогнуть их ержащиеся в газе твердые частицы. За счет этого они теряют □ >рость и под действием силы тяжести опускаются вдоль поверх-- . 1И перегородок в сборники 2, откуда отводятся периодически «. I непрерывно.
На рис. 3.5 представлен отстойник для разделения суспензий •гпрерывного действия с гребковой мешалкой. Отстойник состо-• из цилиндрического корпуса 1 с коническим днищем, кольце-м желобом 2 и патрубком 5 для отвода очищенной жидкости, ешалки 7 с гребками 6 для перемещения постоянно образующееся осадка к разгрузочному устройству 8. Подача суспензии осу-ествляется через центральный патрубок 3. Вращение мешалки с »кими скоростями, не разрушающими осадок, осуществляется . помощью электродвигателя 4.
Разделение суспензий в поле сил давления (фильтрование)
Фильтрование — процесс разделения суспензий и пылей с помощью пористых перегородок, задерживающих дисперсную — твердую фазу и пропускающих дисперсионную среду (жидкость или газ). При этом фильтрование может осуществляться как с образованием осадка, так и с забивкой пор (отложение осадка внутри перегородки). В дальнейшем будем рассматривать чаше встречаемое в практике фильтрование с образованием осадка.
В этом случае скорость процесса фильтрования прямо пропорциональна разности давлений, создаваемых по обеим сторонам фильтровальной перегородки (движущая сила), и обратно пропорциональна сопротивлению, испытываемому средой при ее движении через поры перегородки и слой образовавшегося осадка:
=______________ (3 4)
цс(Аф.п+ /?«)
где Кф — объем фильтрата; Fф — площадь фильтрования; т — время проведения процесса; АфП, — сопротивление фильтровальной перегородки и слоя осадка; цс — динамическая вязкость среды (фильтрата).
Сопротивление осадка является величиной переменной, так как фильтрование происходит с непрерывным увеличением толщины слоя осадка и, следовательно, ростом его сопротивления:
Fqq ^ос4>с Лэс^ос ^ф/^ф' (3-5)
Здесь гж — удельное сопротивление осадка; /ос — толщина осадка; хос — отношение объема осадка к объему фильтрата
49
В зависимости от изменения удельного сопротивления осадка при увеличении давления различают несжимаемые (гос = const) и сжимаемые (roc * const) осадки.
Движущая сила в процессе фильтрования суспензий может создаваться: гидравлическим давлением столба жидкости над перегородкой; использованием насосов для подачи суспензии в фильтр; энергией сжатого газа над суспензией или созданием вакуума под фильтрующей перегородкой.
При этом процессы фильтрования могут осуществляться при постоянной разности давлений (Др = const), при постоянной скорости (Уф = const) и при переменных значениях Др и уф.
Для несжимаемых осадков с учетом зависимости (3.5) уравнение (3.4) может быть записано в виде
= Лр
( И ₽ Y
Рс ^ОС-^ОС г. *" *'ф.п у ГФ J
Для случая Др = const результат интегрирования уравнения (3.6) в пределах 0 — и 0 — т после разделения переменных запишется в виде
Г2+2^^Кф =2-^-т (3.7)
« Мс'ос-^ос
ИЛИ
Гф2 + 2СИф = Кт, где С и К— постоянные фильтрования, определяемые для конкретных систем экспериментально.
Из уравнения (3.7) время на получение объема фильтрата через поверхность фильтрования Кф при перепаде давлений Др составит
т =
Рс^ос-^ос ^Ф 2Др
Ар ^Ф>
(3-8)
dV.
В случае L = const в уравнении (3.6) „ . можно заменить на гф <-
-=г~, и, преобразовав к виду, аналогич-
тождественное значение ному (3.7), получим
И2 ГФ
'ос % о М-с 'ос -^ос
50
км
Гф2 + 2С'Иф = К'х,
С’ и К' — постоянные фильтрования, определяемые экспериментально.
Аналогично (3.8) получим
т =
Рс^ос-^ос ^Ф
Д/7 ч j
^ф.пйс (Гф'
ЛР 1л,
(3.9)
Сравнительный анализ уравнений (3.8) и (3.9) показывает, «го процессы фильтрования с постоянным перепадом давлений ри одинаковых и F$ осуществляются быстрее, чем при уф = const.
Аппараты для осуществления процессов фильтрования называются фильтрами.
По способу организации процесса фильтры подразделяются на
периодически действующие и непрерывнодействуюшие.
Конструкции фильтров отличаются многообразием. Выбор их зависит от свойств разделяемых систем, производительности, условий проведения процесса (давления, температуры и т.д.).
К наиболее распространенным конструкциям для разделения пылей относится рукавный фильтр (рис. 3.6), содержащий фильтрующие элементы / в виде матерчатых рукавов, подвешенных к раме 2. Запыленный газ подается через патрубок 7 внутрь рукавов, в которых накапливается пыль. Расход удаляемого газа регулируется заслонкой 3. Регенерация рукавов осуществляется встряхивающим механизмом 5, а также обратным током чистого газа, подаваемого через заслонку 4при закрытой заслонке 3. Отделенная пыль ссыпается в конический бункер и выгружается через патрубок 6
Рукавные фильтры обеспечивают высокую степень разделения, однако име-
Рис. 3.6. Схема рукавного фильтра:
1 — фильтрующий элемент; 2 — рама; 3, 4 — заслонки; 5 — встряхивающий механизм; 6. 7 — патрубки
51
ют значительное гидравлическое сопротивление, а фильтрующая ткань чувствительна к высокой температуре и наличию паров химически агрессивных веществ.
К непрерывнодействующим фильтрам с постоянным перепадом давлений для разделения суспензий относится барабанный вакуум-фильтр (рис. 3.7), состоящий из вращающегося полого барабана 5 с перфорированной боковой поверхностью, разделенной внутренними перегородками 1 на отдельные ячейки 2 и покрытого снаружи фильтровальной тканью. Его вал имеет полую цапфу, торец которой пришлифован к распределительному устройству (головке) 8. Поверхность барабана частично погружена в суспензию, находящуюся в корыте 7, уровень которой поддерживается постоянным с помощью сливного порога 9. Образуемый на поверхности барабана слой осадка снимается ножом 4. При помощи трубок каждая ячейка барабана сообщается с распределительным устройством, служащим для последовательного соединения их с источником вакуума и сжатого воздуха. Под барабаном расположена медленно качающаяся маятниковая мешалка 6, предотвращающая осаждение суспензии на дно корыта.
В зоне фильтрования /, когда поверхность фильтра погружена в корыто, каждая ячейка последовательно соединяется со сборником фильтрата, находящимся под разрежением. Затем в зоне первого обезвоживания II осадок выходит из суспензии, и филь-
Рис. 3.7. Схема барабанного вакуум-фильтра:
1 — перегородка; 2 — ячейка; 3 — тканевая лента; 4 — нож; 5 — барабан; 6 — мешалка; 7 — корыто; 8 — распределительное устройство; 9 — сливной порог
52
отжимаемый из осадка вследствие вакуума в ячейках, соби-э гя в том же сборнике фильтрата. После этого осадок попадает • ну промывки III, где на него из разбрызгивающих устройств »а^ается промывная жидкость, которая с остатками фильтрата лрается в сборнике, находящемся под разрежением. В зоне вто-*ого обезвоживания IVиз осадка отжимается остаток промывной • • кости. В некоторых случаях для предотвращения растрескива-«ч, лучшей промывки и отжима на осадок накладывается не-- .-рывная тканевая лента 3. В зоне удаления осадка Иячейка со-бшается с ресивером сжатого воздуха, а в зоне регенерации VI -кань продувается сжатым воздухом или промывается обратным • ком жидкости.
Зенточные вакуум-фильтры (рис. 3.8) непрерывного действия и <_тояиного перепада давлений предназначены для фильтровала агрессивных и неагрессивных быстро осаждающихся суспен--и с различными размерами частиц твердой фазы.
Традиционный ленточный вакуум-фильтр состоит из бесконечен резинотканевой ленты 4, натянутой на два вращающихся ба-лбана У и б. В верхней части между барабанами лента скользит по 'оризонтальным направляющим (столу) 3 с прорезями, соединяющими область фильтровальной перегородки с вакуум-камерами.
Суспензия поступает на фильтр из лотка 5. Осадок либо удаляется с ленты ножом, либо сползает в бункер 7при огибании лентой приводного барабана 1. Жидкость для промывания подается из специальных устройств 2, которые могут быть закреплены в любом месте подлине фильтра. Регенерация ткани осуществляется при ее движении в нижнем положении.
К преимуществам ленточных фильтров относятся возможности реализации оптимальных технологических режимов фильтрования и промывки осадка, регулирования толщины слоя осадка и скорости движения фильтровальной ленты, а также простота обслуживания.
Рис. 3.8. Схема ленточного вакуум-фильтра:
7, 6 — барабаны; 2 — распыляющее устройство; 3 — стол; 4 — резинотканевая лента; 5 — лоток; 7 — бункер
53
Вертикальный рамный фильтр-пресс (рис. 3.9) периодического действия применяют для разделения труцнофильтрующихся суспензий. Работают они, как правило, при постоянной скорости, дешевы, компактны, обладают большой поверхностью фильтрования, приходящейся на единицу объема, хорошо приспособлены к изменяющимся свойствам суспензии.
Рамный фильтр-пресс (рис. 3.9, а) состоит из заключенного между упорными плитами 1 и 5 набора вертикально расположенных чередующихся рам 2 и плит 3 (рис. 3.9, б), опирающихся боковыми ручками на горизонтальные направляющие 6. Между ними расположена фильтровальная ткань 4.
Герметизация фильтра-пресса осуществляется зажимным винтом 7. При сборе, отверстия, выполненные в рамах и плитах, образуют каналы: 8 — для подачи суспензии, соединенные с рамами 2, и 9 — для подвода жидкости для промывки, соединенные с плитами 3. Кроме того, в плитах выполнены каналы 10для отвода фильтрата и жидкости для промывки.
Рис. 3.9. Схема рамного фильтра-пресса:
а — общий вид; б — рама и плита; 1,5— упорные плиты; 2 — рама; 3 — плита; 4 — фильтровальная ткань; 6 — направляющие; 7 — винт; 8, 9, 10 — каналы
54
Цикл работы фильтра-пресса состоит из следующих операций: • ка; заполнение камер осадком (фильтрование); промывка осад-с. отжим осадка (отдувка); разборка и разгрузка фильтра.
Механизированный камерный фильтр-пресс (рис. 3.10) периоди-«е.кого действия предназначен для фильтрования труднофильт-? :мых суспензий с высокоэффективной промывкой. Он состоит : набора горизонтальных плит 6, верхняя 1 из которых закрепле--. неподвижно, а остальные, включая нажимную 2, могут пере-• цаться вверх и вниз по специальным направляющим с помо-. ю механизма зажима 3. Фильтровальная ткань 7 непрерывной хнтой проходит между плитами 6, огибая ролики 8.
Цикл работы камерного фильтра-пресса аналогичен рамному | зьтру-прессу, однако сборка, разборка и разгрузка осадка вы-чняются специальными механическими устройствами. В процессе иижения загрязненная ткань очищается специальными ножами ли щетками и промывается в специальных устройствах камеры регенерации 4. Осадок при движении ткани перегибается вместе с «ею через ролики и под действием собственного веса или ножей, прижатых к ткани пружинами, удаляется с ткани и падает либо в ункер 5, либо на транспортер (на схеме не показан).
Механизированные фильтры-прессы имеют ряд преимуществ перед рамными: полная механизация и автоматизация процесса; минимальные затраты времени на вспомогательные операции; высококачественная промывка осадка благодаря его горизонтальному расположению; осуществление процесса при оптимальной толщине слоя и давлении; низкое влагосодержание осадка в результате отжима с помощью диафрагмы при давлении до 1,0 МПа; возможность механического удаления осадка практически с любыми адгезионными свойствами; более высокая производительность.
Рис. 3.10. Схема механизированного камерного фильтра-пресса:
I — неподвижная плита; 2 — нажимная плита; 3 — механизм зажима; 4 — камера регенерации; 5 — бункер; 6 — плита; 7 — фильтровальная ткань; 8 — ролик
55
Фильтрующие материалы
Выбор фильтровальных перегородок оказывает в ряде случаев определяющее влияние на качество фильтрования. Поэтому к фильтровальным перегородкам предъявляются следующие требования: высокая задерживающая способность; минимальное гидравлическое сопротивление; минимальная адгезия к фильтруемому материалу (при фильтровании с образованием осадка) и, наоборот, высокие адсорбционные свойства (при фильтровании малоконцентрированных суспензий с закупориванием пор); достаточно высокая прочность; химическая устойчивость к воздействию обрабатываемых сред (фильтрат, жидкости ддя промывки и регенерирующие жидкости); хорошая термостойкость (не менять фильтрационные свойства в температурных пределах эксплуатации); сохранение постоянства фильтрационных свойств в течение длительного времени.
В настоящее время изготавливают фильтровальные перегородки из хлопчатобумажных, шерстяных, синтетических, стеклянных, керамических, металлокерамических и других материалов.
Для повышения качества процесса фильтрования на фильтрующую перегородку предварительно в ряде случаев наносят фильтровальные вспомогательные вещества, образующие на ней плотный слой с более мелкими порами. В качестве таких веществ применяют: диатомит, перлит, асбест и асбестовые композиции, целлюлозу, древесную муку, опилки, синтетические материалы (полистирол, поливинилхлорид, крекозит) и т.д. Кроме того, применяют вещества, обладающие адсорбционной способностью: активированный уголь, отбеливающую глину, силикагель, цеали-ты и др.
Разделение в поле центробежных сил
В поле центробежных сил разделяют пыли, суспензии и эмульсии, для этого применяют два основных способа разделения'
• разделяемая смесь закручивается вместе с аппаратом, в который подается (центрифугирование);
• разделяемая смесь закручивается в неподвижном аппарате (циклонный процесс)
Центрифугирование осуществляют в аппаратах, которые называются центрифугами и сепараторами. В первых из них основной частью является вращающийся цилиндрический барабан-ротор (с перфорированными или сплошными стенками), во вторых — набор (пакет) тарелок, вращающихся с высокой скоростью.
Основным параметром, характеризующим работу центрифуг, является центробежный критерий Фруда Fru или центробежный фактор разделения Ки, являющийся отношением центробежной
56
• -J, действующей на частицу в центробежном поле рассматри-« - <ого аппарата к силе тяжести, действующей на ту же частицу звитационном поле,
Fr„ = Ки = mu>2R/(mg) = v?R/g, (3.10)
со = 2r.n — угловая скорость вращения ротора; п — частота щения ротора; R — радиус ротора.
Центрифуги с фактором разделения Ки < 3000, условно назы-
• тся нормальными центрифугами, а те, у которых Ки > 3000, — .рхцентрифугами.
Характеристикой работы центрифуг является также индекс про-дителъности, определяемый как
Значение индекса производительности численно соответствует ощади поверхности осаждения гравитационного отстойника, ьдторым можно заменить рассматриваемую центрифугу с сохра-ением показателей ее разделения.
Промышленные центрифуги разделяют:
• по характеру протекания процесса — на непрерывного и пе-иодического действия;
• по способу выгрузки осадка из ротора — с ручной выгрузкой, контейнерной (кассетной), вибрационной, инерционной, равитационной (самовыгружающаяся), выгрузкой ножом, пульсирующим поршнем и шнеком и др.;
• по расположению оси вращения ротора — на вертикальные, оризонтальные и наклонные.
Маятниковые фильтрующие центрифуги периодического действия нижней выгрузкой осадка (рис. 3.11) применяют для получения осадка с низкой влажностью и обеспечения высокой эффективности его промывки, а также при разделении суспензий с абразивной или измельчающейся твердой фазой. Осадительные центрифуги этого типа в отличие от фильтрующих имеют сплошной ротор вместо перфорированного и применяются для получения осветленной жидкости высокой чистоты.
Общим конструктивным признаком маятниковых центрифуг является вертикальное расположение оси ротора /, вал 2 которого вращается в подшипниках. Станина 10подвешена на трех тягах с шарнирами и пружинами в колонках 6, установленных на фундаментной плите 9, для смягчения вибраций. Крышка кожуха центрифуги открывается механизмом подъема 4. Вращение ротору передается от электродвигателя 5 с помощью клиноременной передачи 8 и гидромуфты 7. Вал снабжен тормозом И.
Суспензия подается в ротор через патрубок 3, а фильтрат и жидкость для промывки выводятся из кожуха через сливной штуцер 13. Осадок выгружается при полной остановке ротора через
57
Рис. 3.11. Схема маятниковой фильтрующей центрифуги:
1 — ротор; 2 — вал; 3 — патрубок; 4 — механизм подъема; 5 — электродвигатель; 6 — колонка; 7 — гидромуфта; 8 — клиноременная передача; 9 — фундаментная плита; 10 — станина; 11 — тормоз; 12 — отверстие; 13 — сливной штуцер;
14 — отверстие в роторе
отверстие в днище 12 или через верхнее отверстие 14 ротора, что требует использования ручного труда.
Горизонтальные фильтрующие ножевые центрифуги с автоматической выгрузкой осадка (рис. 3.12) предназначены для разделения суспензий со средне- и мелкозернистой (размер частиц более 30 мкм) твердой фазой. Осадительные центрифуги этого типа предназначены преимущественно для разделения плохо фильтрующихся суспензий с нерастворимой твердой фазой (размер частиц 5...40 мкм).
Общим конструктивным признаком центрифуг является горизонтальное расположение оси ротора 7, вал 9 которого вращается в подшипниках качения 8, установленных в станине 10. Вращение валу 9 передается от электродвигателя 11. На передней крышке центрифуги смонтированы: привод механизма среза осадка 3 с ножом 5, разгрузочный бункер 1, питающая труба 2. В кожухе 6 центрифуги предусмотрен люк для доступа к ротору при замене или ремонте фильтрующих центрифуг и люк-воздушник 4 для отвода паров и газов из внутренней полости кожуха.
Осадительные горизонтальные центрифуги со шнековой выгрузкой осадка непрерывного действия (рис. 3.13) предназначены для разделения суспензий с твердой фазой и объемной концентрацией 1...40%, размером частиц свыше 5 мкм и широко применяются для очистки сточных вод от твердых частиц в природоохранных целях.
Основной частью центрифуги является горизонтально расположенный цилиндроконический ротор 6 с соосно расположенным внутри него шнеком 5. Ротор и шнек вращаются в одном
58
4
5
Рис. 3.12. Схема горизонтальной ножевой центрифуги с автоматизированной выгрузкой осадка:
— бункер; 2 — труба; 3 — привод механизма среза осадка; 4 — люк-воздушник; — нож; 6 — кожух; 7 — ротор; 8 — подшипник качения; 9— вал; 10— станина; 11 — электродвигатель
направлении, но с разной частотой, в результате чего шнек транспортирует образовавшийся осадок вдоль ротора к окнам 9 для выгрузки, расположенным в узкой части ротора.
Ротор центрифуги, расположенный на двух опорах 3 и 8, приводится во вращение от электродвигателя через клиноременную
Рис. 3.13. Схема осадительной горизонтальной центрифуги со шнековой выгрузкой осадка;
1 — защитное устройство; 2 — редуктор; 3, 8— опоры; 4 — кожух; 5 — шнек; 6 — ротор; 7 — труба; 9 — окно для выгрузки осадка; 10 - камера для выгрузки осадка; // — камера для отвода фугата; 12 — окно для слива
59
передачу. Привод шнека — от ротора центрифуги через специальный редуктор 2. Ротор закрыт кожухом 4 с перегородками, отделяющими камеру 10 (для выгрузки осадка) от камеры 11 (дл отвода фугата — очищенной жидкости). При перегрузке защитное устройство 1 выключает центрифугу.
При работе центрифуги суспензия по питающей трубе 7 подается во внутреннюю полость шнека, откуда через окна поступаег в ротор. Под действием центробежной силы суспензия разделяется, и на стенках ротора осаждаются частицы твердой фазы. Осветленная жидкость течет к сливным окнам 12, переливается чере сливной порог и выбрасывается из ротора.
Центрифуги данного типа могут быть выполнены также в фильтрующем исполнении.
Фильтрующая центрифуга с пульсирующей выгрузкой осадка (рис. 3.14) — одна из наиболее экономичных конструкций центрифуг непрерывного действия.
Центрифуга приводится во вращение электродвигателем через клиноременную передачу 7. Внутри ротора 2, закрепленного на валу 5, расположен толкатель 4, который, вращаясь с ротором, одновременно воспринимает пульсацию от гидроцилиндра 6.
При работе центрифуги суспензия по питающей трубе 1 и приемному конусу 3 подается в ротор. Проходя конус, суспензия постепенно приобретает скорость, почти равную скорости вращающегося ротора. Из широкого конца конуса через проемы между опорными стояками днища ротора она выбрасывается на внутреннюю поверхность ротора. Фильтрат проходит через сито ротора и выводится из кожуха. Слой осадка, образовавшийся на по-
Рис. 3.14. Схема фильтрующей центрифуги с пульсирующей выгрузкой осадка:
/ — питающая труба; 2 — ротор; 3 — приемный конус; 4 - толкатель; 5 — вал; 6 — гидроцилиндр; 7 — клиноременная передача
60
« кости сит ротора, при движении толкателя вперед перемеща-. на величину его хода. При обратном движении толкателя Horn порция суспензии поступает на освободившийся участок сит, «. лняя его осадком. Таким образом, толкатель, совершая пуль-.. ющее движение, постепенно перемещает осадок вдоль рото-м и производит выгрузку его небольшими порциями в приемок..
По пути к выходу осадок может быть дополнительно промыт.
Основным недостатком данного типа центрифуг является за-| >ка фильтрующего полотна и истирание его движением осадка.
К суперцентрифугам относятся трубчатые сверхцентрифуги и • сльчатые сепараторы.
Трубчатые центрифуги (рис. 3.15) предназначены для осветле-суспензий, содержащих незначительное количество твердых ^сокодисперсных примесей, или для разделения стойких эмуль-ий.
При разделении эмульсий центрифуги работают непрерывно, 1 разделении суспензий — периодически, так как необходимо регулярно выгружать накопившийся в роторе осадок.
Общим конструктивным признаком этих устройств является •рхбчатый ротор 8, подвешенный на валу 4, с вертикальной осью
вращения и нижней плавающей порой 10 скольжения. Трехлопастная крыльчатка 1 сообщает разделяемой жидкости угловую скорость ротора. Станина 9 представляет собой чугунный литой корпус, привод центрифуги осуществляется от электродвигате-1я 3, расположенного в верхней части корпуса.
При работе центрифуги суспензия через сопло питающей трубы 11 подается в нижнюю часть ротора и, вращаясь вместе с ротором, протекает вдоль его
Рис. 3.15. Схема трубчатой сверхцентрифуги:
1 — крыльчатка; 2 — отверстие в головке; 3 — электродвигатель; 4 — вал; 5, 7 — верхняя и нижняя сливные тарелки; 6 — отверстие для отвода легкого компонента; 8 — трубчатый ротор; 9 — станина; 10 — плавающая опора; 11 — питающая труба
61
Рис. 3.16. Схема жидкостного тарельчатого сепаратора:
/ — труба; 2 — тарелки; 3 — ребро; 4 — отверстие для отвода тяжелой жидкости; 5 — кольцевой канал для отвода легкой жидкости
стенок в осевом направлении. Твердые частицы осаждаются на стенках ротора, а фугат через выходное отверстие 6 в головке ротора выводится в сливную камеру. Осадок периодически удаляют при остановке центрифуги и разборке ротора.
Эмульсия, поступающая в нижнюю часть ротора, по мере продвижения вверх разделяется на тяжелый и легкий компоненты.
Тяжелый компонент проходит через отверстия 2 в головке, расположенные у стенки ротора, поступает в нижнюю сливную тарелку 7 и выводится из центрифуги. Легкий компонент проходит через отверстия 6
в головке, расположенные ближе к оси ротора, поступает в верхнюю сливную тарелку 5 и выводится из центрифуги.
Жидкостные тарельчатые сепараторы (рис. 3.16) являются отстойными сверхцентрифуга-
ми непрерывного действия с вертикальным ротором и предназ-
начены для разделения эмульсий и малоконцентрированных суспензий.
Эмульсия подается в сепаратор по центральной трубе 1 в нижнюю часть ротора, откуда через отверстия в тарелках 2 распределяется между ними тонкими слоями. Тяжелая жидкость, переме
щаясь вдоль поверхности тарелок, отбрасывается центробежной силой к периферии ротора и отводится через отверстия 4. Легкая
жидкость перемещается к центру ротора и удаляется через кольцевой канал 5. Отверстия в тарелках располагаются по поверхности раздела между тяжелой и легкой жидкостями. Для того чтобы жидкость не отставала от вращающегося ротора, он снабжен ребрами 3.
Циклонные процессы осуществляют в циклонных аппаратах — инерционных пылеуловителях, в которых центробежные силы
возникают вследствие тангенциального движения запыленного потока. Закручивание разделяемой системы и создание центробежного поля осуществляются в них благодаря неподвижным закручивающим устройствам, установленным на входе в эти аппараты.
62
Так, в циклонах (рис. 3.17) конструк-НИИОГАЗ пыль поступает со зна-1г”.льной скоростью (20...30 м/с) в кор-состоящий из цилиндрической 1 и । -ической 5 частей с крышкой 2, че-ж тангенциально установленный патру--•-» 3 Под действием центробежной силы - элые частицы отбрасываются к стен-сам корпуса, по спиральной траектории .скаются вниз и собираются в бунке-X 6. Очищенный газ поднимается вверх • отводится из циклона через выхлоп-*. о трубу 4.
Циклоны характеризуются простотой • компактностью конструкции, высокой тэоизводительностью и качеством раз-ения, низким гидравлическим сопротивлением.
Для циклонных аппаратов, в которых тсутствуют вращающиеся элементы, нтробежный фактор разделения (3.10) лесообразно записывать не через уг-овую скорость вращения, а через мак-имальное значение окружной скорое-и движения частиц w около внутрен-ей стенки аппарата, эти скорости связаны соотношением
Рис. 3.17. Циклон конструкции НИ ИОГАЗ:
I, 5— цилиндрическая и коническая части корпуса; 2 — крышка; 3 — патрубок; 4 — выхлопная труба; 6 — бункер
со = w/R.
В этом случае
Ка = rf/(Rg).
Отсюда следует, что для повышения степени разделения необходимо увеличивать либо скорость потока, что связано с увеличением гидравлического сопротивления, либо уменьшать радиус цилиндрической части циклона, а следовательно, увеличивать их число для обеспечения требуемой объемной производительности по исходной смеси.
Для улавливания мелкой пыли (вплоть до 5... 10 мкм) применяется батарейный циклон (рис. 3.18), который состоит из циклонов малого (100 ...250 мм) диаметра (циклонных элементов), работающих параллельно. Размещены они внутри общего кожуха 2, переходящего в общий бункер 1 для сбора пыли из каждого элемента. Все корпуса циклонов 4 установлены в кожухе на нижней трубной решетке 10, а выхлопные трубы 8 — на верхней 6. Для предотвращения перетока эти места уплотняются засыпкой 3. Ус-
63
Рис. 3.18. Схема батарейного циклона:
1 — бункер; 2 — кожух; 3 — засыпка; 4 — циклон 5, 7 — патрубки; 6, 10— верхняя и нижняя тру ные решетки; 8 — выхлопная труба; 9 — винто вые вставки
тановка верхней трубной решетки наклонно способствует выравниванию скоростей газа на входе в каждый элемент
Очищаемый газ при входе в батарею циклонов через патрубок 7 попадает в межтрубное пространство выхлопных труб. На входе в каждый циклон 4 газ закручивается специальными винтовыми вставками 9. Осажденная пыль собирается в общий бункер, а очищенный от пыли газ удаляется из батарейного циклона через выходной патрубок 5.
Производительность единичного циклона определяется с помощью условной скорости и>усл, характеризующей расход газового потока через цилиндрическую часть корпуса (см. рис. 3.17),
_ nD2
~ ^усл >
а необходимый для осуществления этого процесса перепад давлений
&Р - 4^.
где Е, — коэффициент местного сопротивления; рг — плотность газа.
Для получения определенной производительности Ис применением батарейных аппаратов число элементов и в них определяется с учетом объемной производительности каждого из них как
п= V/Vx.
Для разделения суспензий и эмульсий используются гидроциклоны.
Традиционный цилиндроконический гидроциклон (рис. 3.19) представляет собой аппарат, состоящий из цилиндрической 1 с крышкой би конической 2частей. В цилиндрической части установлен входной патрубок 4, по которому разделяемая смесь тангенциально подается в гидроциклон. Для вывода осветленной жидкости
64
19. Схема цилиндроконического гидроциклона:
. — цилиндрическая и коническая части гил-«ы* юна; 5 — насадка; < 5 — входной и слив-трубки; 6 — крышка; I — периферийная II — зона восходящего потока; III — зона разрежения
в кой фазы) служит сливной патру-5. В вершине конуса гидроциклона положена насадка 3 для вывода тя-« -.ой фазы.
При тангенциальной подаче исходной • си, как правило, образуются два ос-«'вных вращающихся потока жидкости, t периферийной зоне I жидкость дви-жстся вниз к вершине конуса. При этом есть ее выходит через насадку 3, основ-- же количество изменяет направле-е движения и, образуя внутренний восходящий поток (зона II), поднимается вверх, удаляясь из аппарата через
ливной патрубок 5. При движении внешнего потока к вершине • онуса из него выделяется часть жидкости, которая, перемещаясь радиальном направлении, вливается во внутренний восходящий оток.
Обычно напорные гидроциклоны работают со свободным ис-ечением из сливного патрубка 5 и насадки 3, поэтому во время работы через них подсасывается воздух, который вместе с газом, ыделившимся из жидкости, образует вдоль оси зону разрежения III (воздушный столб), существенно влияющую на проходное сечение разгрузочных отверстий.
Крупные тяжелые частицы отбрасываются к стенкам гидроциклонов, по винтовой траектории перемещаются к насадке 3, откуда и выгружаются.
Мелкие легкие частицы концентрируются в восходящем потоке, с которым выносятся через патрубок 5.
Гидроциклоны малых размеров (мультигидроциклоны) объединяют так же, как и газовые, — в батареи.
Разделение неоднородных смесей под действием электрического поля
Электроочистка применяется для выделения из газовых потоков мелких частиц, которые трудно осадить предыдущими методами.
3 Баранов
65
Принцип электроосаждения заключается в ионизации газово го потока, содержащего твердые частицы или мелкие капли. Последние при этом приобретают отрицательный электрический за
ряд, перемещаются к положительно заряженному электроду и осе
дают на нем.
Ионизация газа может осуществляться самостоятельно — под действием высокой разницы потенциалов на электродах и несамостоятельно — под воздействием излучений (радиоактивного рентгеновского и др.).
В технике газоочистки в настоящее время осуществляют только самостоятельную ионизацию.
Основными типами промышленных сухих (для отделения твердых частиц) и мокрых (для отделения капель) электрофильтров в зависимости от формы осадительного электрода являются трубча
тые и пластинчатые.
В трубчатом электрофильтре (рис. 3.20) осадительные электроды 3 выполнены в виде цилиндрических или шестигранных (сотовых) труб и соединены внизу с камерой подачи 2, а вверху с камерой 5 отвода очищенного газа. Отрицательно заряженные (ко-ронирующие) электроды 4 в виде проволоки с грузом И расположены по осям труб и закреплены в нижней части в решетке 10, препятствующей их колебанию, а в верхней — присоединены к раме 6, подвешенной через изоляторы 7. Осадительные электроды заземлены с помощью устройства 9. Уловленная в сухих электрофильтрах пыль удаляется путем встряхивания с помощью приспособлений 8, в мокрых — стекает в виде пленки и удаляется из
бункера 7
В пластинчатых электрофильтрах (рис. 3.21) осадительные электроды 2, выполненные в виде плоских или волнистых пластин (сеток), расположены параллельно друг другу внутри камеры 3 и прикреплены к общей раме 5. Коронирующие электроды 7 связаны в нижней части рамой с грузами 4.
Рис. 3 20. Схема трубчатого электрофильтра:
1 — бункер; 2, 5 — камеры подачи и отвода очищенного газа; 3 — осадительный электрод; 4— коронирующие электроды; 6 — рама; 7 — изолятор; 8 — приспособления для встряхивания; 9 — заземление; 10 — решетка // — груз
66
.эрость газа для сухих элек- . '1ьтров выбирается в пре-0,5 ... 1,5 м/с, а для мок-— 1,0 ...2,5 м/с. Гидравли-сопротивление этих ап-. .tub незначительно и состав- 50. .200 Па. Затраты на очи--< 1000 м3 газа составляют i 0,8 кВт • ч.
Скорость осаждения частиц в ктрофильтрах может быть . читана по зависимости
% = £oeJ4£2/[(£ + 2)цс],
ео = 8,85 • 10~12 Ф/м — ди-ктрическая проницаемость куума; £ — относительная ди-ктрическая проницаемость
Рис. 3.21. Схема пластинчатого электрофильтра:
1,2— коронирующие и осадительные электроды; 3 — камера; 4 — рама с грузами; 5 — общая рама
гицы диаметром d4\ Е — средняя напряженность электричес-. -О поля.
Мокрая очистка газов
Мокрая очистка газов основана на прилипании частиц к по-
рхности жидкости при движении загрязненного газа через ап-
:рат. Таким образом, основным -ребованием к аппаратам, основным на данном принципе, вляется создание максимально :звитой поверхности контакта -зза и жидкости.
Различают полые, тарельчатые и насадочные газопромыва--ели (барботажные и пенные), аппараты ударно-инерционного тействия (ротоклоны) и центробежного действия, скоростные газопромыватели (скрубберы Вентури).
В пенном газопромывателе (рис. 3.22) запыленный газ проходит через перфорированную решетку, по которой протекает вода. При определенных скоростях газа она превращается в подвижную пену, таким обра-
Очищенный
Рис. 3.22. Схема пенного газопромывателя
67
Рис. 3.23. Схема скоростного газ» промывателя (скруббер Вентури) 1 — труба-распылитель; 2 — каплеул витель
зом значительно увеличивая поверхность контакта фаз и эффективность очистки.
Скоростной газопромывател (скруббер Вентури) (рис. 3.23 состоит из трубы-распылителя 7, в которой орошающая жидкость интенсивно дробится газовым потоком, и каплеуловителя 2 (чаще циклонного типа) Скорость газа в распылителе до
стигает 40... 150 м/с.
Достоинствами скруббера Вентури являются простота и ком-
пактность устройства, высокая степень очистки при небольшом
расходе воды, недостатком — значительное гидравлическое сопротивление.
Контрольные вопросы
1 Какие гетерогенные системы существуют?
2. Что такое инверсия фаз?
3. Что называется внутренней фазой?
4. На чем основывается принцип выбора метода и аппаратуры для разделения конкретных гетерогенных систем?
5. Каков физический смысл разделения в поле сил тяжести (отстаивание)?
6. Каким образом рассчитывается скорость осаждения частиц?
7. Каким образом требуемая площадь отстойника связана с его производится ьностью?
8. Каков физический смысл процесса фильтрования?
9. Какие основные типы фильтров применяются в промышленности?
10. Какие фильтрующие материалы используют в промышленности и какие требования к ним предъявляются?
11. Каков физический смысл центробежного фактора разделения?
12. Какие типы центрифуг существуют?
13. Каков принцип работы циклонов и гидроциклонов?
14. На чем основывается процесс осаждения газовых неоднородных систем в электрическом поле?
15. Какие типы мокрых пылеуловителей существуют?
16. Какими достоинствами обладает скруббер Вентури?
68
Г лава 4
ПЕРЕМЕШИВАНИЕ В ЖИДКИХ СРЕДАХ
Перемешивание представляет собой процесс многократного пе-•г >-сшения макрообъемов жидкости друг относительно друга бла-•_ря вводу внешней энергии в рабочую среду.
Перемешивание осуществляется в целях:
• обеспечения равномерного распределения твердых частиц в
• .кости;
• дробления до заданной крупности (дисперсности) и распре-ения в жидкости газа или другой жидкости;
• интенсификации тепловых и массообменных процессов.
Таким образом, как правило, температура и концентрация в гремешиваемом объеме постоянны во всех его точках.
Наиболее распространенными способами перемешивания яв-
лютея:
• механическое (рис. 4.1) (при помощи мешалок 1 с лопастями личных конструкций);
• пневматическое (барботажное) (рис. 4.2) (при помощи газа, -ропускаемого через перемешиваемую среду, посредством барбо-ера 7 или другого распределительного устройства);
• циркуляционное (рис. 4.3) (путем многократного перекачивания перемешиваемых сред из исходной емкости 2 насосом 1 по амкнутому контуру (труба) 4 и возвратом его в емкость с помощью разбрызгивателя 3 или эжектора 5).
Основными качественными характеристиками процесса перемешивания являются его эффективность и интенсивность.
Эффективность перемешивающего устройства характеризует ка
чество процесса перемешивания и выражается различными параметрами в зависимости от цели проведения этого процесса. При проведении перемешивания для получения суспензий и эмульсий эффективность перемешивания может характеризоваться равномерностью распределения фаз в полученной гетерогенной системе. В этом случае из разных точек объема приготовленной смеси отбираются пробы, производится их анализ на концентрацию дисперсной фазы и ее размеры с последующим сравнением полученных результатов. Эффективным перемешивающим устройством является то, у которого анализируемые параметры имеют наибольшее совпадение.
Рис. 4.1. Схема механического перемешивания:
1 — мешалка; 2 — корпус
69
При интенсификации тепловых и массообменных процессов эффективность перемешивания может характеризоваться отношением коэффициентов тепло- и массопередачи при перемешивании и без перемешивания.
Интенсивность перемешивания определяет скорость достижения требуемого результата и характеризуется для каждого способа сочетанием определенных параметров. Так, при механическом перемешивании интенсивность определяется как отношение вводимой в перемешиваемую среду энергии к ее объему. При пневматическом перемешивании интенсивность определяется количеством газа, пропускаемым в единицу времени через 1 м2 свободной поверхности аппарата.
При этом различают: слабое пневматическое перемешивание — 0,4 м3/(м2- мин); перемешивание средней интенсивности — 0,8 м3/(м2- мин); интенсивное перемешивание — 1,2 м3/(м2- мин).
Циркуляционное перемешивание характеризуется кратностью циркуляции, определяемой отношением объемной подачи насоса к объему перемешиваемой среды. Физический смысл данного параметра заключается в определении числа обновлений объема в аппарате в единицу времени.
При проектировании установок, включающих стадию механического перемешивания, важным параметром является мощ-
70
• необходимая для качественного осуществления данного .есса.
Механическое перемешивание должно осуществляться в актив-• м гидродинамическом режиме, причем основная часть энергии чивается на преодоление вязкостного трения и создание вих-х потоков. Таким образом, вынужденное движение жидкости перемешивании может быть записано критериальным урав--чием
Eu = /(Re).
Однако при описании процесса перемешивания чаще исполь-ют модифицированные критерии Эйлера и Рейнольдса, в кото-к трудноопределимая линейная скорость жидкости заменена : личиной, пропорциональной окружной скорости жидкости у «. нца лопасти мешалки (см. рис. 4.1):
w - 2nndK,
в качестве характерного линейного размера используется диаметр самого перемешивающего устройства
ReM
Рс
Еим =
Ар рсл2^
Рассматривая работу механического перемешивающего устрой-~гва по аналогии с насосом, перемещающим жидкость, потребляемую им мощность можно определить как
N = РсДр, (4.1)
где Ис — расход перемешиваемой жидкости; Др — давление, создаваемое мешалкой.
Количество перемешиваемой жидкости можно представить как объем жидкости в цилиндрическом аппарате (см. рис. 4.1), умноженный на кратность циркуляции, характеризующую интенсивность воздействия мешалки на обрабатываемую среду:
Ус=^Нт, (4.2)
где D- cxdM — диаметр аппарата с мешалкой; Н- c2dM — высота заполнения аппарата; сь с2 — постоянные, связывающие характерные размеры аппарата и диаметра установленной в нем мешалки; т = с3п — кратность циркуляции; с3 — коэффициент пропорциональности.
Используя зависимость (4.1) и (4.2), получим
4/V
Др=Жс= 2 ,3--
71
Подставив значение Др в модифицированный критерий Эйлера, имеем
Ей -pcn2dl ncic^CiP^d^
Без учета постоянных величин модифицированный критерий Эйлера можно записать как
EUm J ,5 i
Рс^м
называемый также критерием мощности KN, который может также определяться по уравнению
KN=cRe°,
где а — показатель степени.
Значения модифицированного критерия Рейнольдса характеризуют режимы движения жидкости при перемешивании: ламинарный, переходный и турбулентный. Однако конкретные значения чисел ReM, определяющие их границы, зависят от типа мешалки, наличия перегородок, конструкции аппарата и т.д.
Конструкции механических мешалок по устройству лопастей бывают лопастные, пропеллерные, турбинные и специальные.
Все механические мешалки делятся на тихоходные (и < 1 об/мин) и быстроходные (л > 1 об/мин).
Лопастные мешалки (рис. 4.4) имеют несколько плоских лопастей, установленных перпендикулярно оси вращения.
При вращении мешалки на поверхности жидкости образуется центральная воронка, глубина которой увеличивается с возрастанием скорости вращения перемешивающего устройства. Существование воронки уменьшает объем перемешиваемой среды и разрушает создаваемые мешалкой вихри, снижая эффективность процесса. Для предотвращения образования воронки у стенок аппарата устанавливаются 2...4 радиальные отражательные перегородки с рекомендуемой шириной b-Q,\D и высотой h = 2dM.
Для повышения эффективности перемешивания на одном валу можно устанавливать несколько пар лопастей.
Достоинства лопастных мешалок — простота устройства и дешевизна изготовления.
Основной областью примене ния лопастных мешалок является перемешивание жидкостей небольшой вязкости, растворение и суспендирование твердых
Рис. 4.4. Лопастная мешалка: 4М — диаметр мешалки
72
vTB с малой разностью плот-
ропеллерные мешалки (рис. 4.5) ставляют собой устройства с люлькими фасонными лопастя-•w в виде судового винта.
Благодаря обтекаемой форме
-• пеллерные мешалки потребля-«- меньше энергии при тех же чис-Рейнольдса, чем премешиваю-пяе устройства другой конструк-кви. Создавая преимущественно _евые потоки перемешиваемой ды, пропеллерные мешалки сошлют общее время перемеши-чия.
Пропеллерные мешалки применяются для интенсивного переме-
ивания жидкостей со средней вязкостью, приготовления сус-ензий и эмульсий.
Турбинные мешалки имеют форму колес с лопатками открыто-“0 (рис. 4.6, а) и закрытого (рис. 4.6, 6) типов, работают при высоких скоростях вращения (до 350 об/мин) и осуществляют интенсивное перемешивание жидкости.
Рис. 4.5. Пропеллерная мешалка: du — диаметр мешалки
Рис 4.6. Турбинные мешалки: а — открытого типа; 6 — закрытого типа; du — диаметр мешалки
73
Рис. 4.7. Специальные мешалки:
а — шнековая; б — ленточная; dH — диаметр мешалки
Открытые турбинные мешалки имеют несколько лопастей, расположенных под углом к вертикальной плоскости, что позволяет создавать радиальные и осевые потоки перемешиваемой жидкости, а, следовательно, интенсифицируют процесс перемешивания.
Закрытые турбинные мешалки установлены внутри направляющих, представляющих собой неподвижное колесо с лопатками, изогнутыми под углом 45 ...90°, закрытые коническими крышками. Эти мешалки созда-
ют преимущественно радиальные потоки жидкости при небольших энергозатратах.
Достоинствами турбинных мешалок являются высокая эффективность перемешивания и растворения, в том числе вязких жидкостей, тонкое диспергирование твердых частиц.
Для перемешивания вязких жидкостей, пастообразных материалов и систем с высокой концентрацией дисперсной фазы применяют различные типы специальных (шнековых, ленточных и др.) мешалок (рис. 4.7).
В ряде случаев при перемешивании вязких жидкостей используют интенсивные физико-механические воздействия на обрабатываемую среду (напрймер, вибрации и пульсации в различных диапазонах частот).
Контрольные вопросы
1. Какие способы перемешивания существуют?
2. Что характеризуют эффективность и интенсивность перемешивания?
3. Какие факторы и как именно влияют на величину мощности, затрачиваемой на механическое перемешивание?
4. Какие конструкции механических мешалок существуют?
РАЗДЕЛ II
ТЕПЛОВЫЕ ПРОЦЕССЫ И АППАРАТЫ
Глава 5
ОСНОВЫ ТЕПЛОПЕРЕДАЧИ
Тепловые процессы или теплообмен — обобщенное название провесов передачи энергии в виде теплоты между телами, имеющими различную температуру.
Движущей силой процесса теплообмена является разность температур. Причем передача теплоты осуществляется от тела с большей к телу с меньшей температурой.
Температурой называется физическая величина, характеризующая степень нагретости тела. Измерение температуры можно производить только косвенным путем, основываясь на зависимости от температуры таких физических свойств тел, которые поддаются непосредственному измерению. Применяемые для этого тела (вещества) называются термометрическими, а устанавливаемая с их помощью шкала температуры — эмпирической. В качестве исходных значений, служащих при построении шкалы температуры для установления начала отсчета температуры и единицы ее измерения — градуса, применяется температура перехода химически чистых веществ из одного состояния в другое, например температуры плавления льда гП1 и кипения воды при нормальном атмосферном давлении.
Эти величины в зависимости от типа шкалы имеют следующие значения:
• шкала Цельсия (стоградусная шкала): /пп = 0°С, /кип= 100 °C;
• шкала Фаренгейта: гпл = 32°Р, гкип = 212 °F. Связь между температурами, выраженными в градусах Цельсия и Фаренгейта, имеет вид
г °C/100 = (/°F-32)/180;
• шкала Кельвина: температура Тотсчитывается от абсолютного нуля (/ =-273,15 °C) и называется абсолютной температурой. Связь между значениями температуры по шкале Кельвина (Г, К) и шкале Цельсия (/, °C) имеет вид
ГК = г°С + 273,15 °C.
75
Таким образом, шкалы Кельвина и Цельсия только смещены друг относительно друга.
К тепловым процессам, используемым в промышленности, относятся процессы нагревания, охлаждения, испарения и конденсации.
Вещества и тела, участвующие в процессе теплообмена, называются теплоносителями. Теплоносители с более высокой температурой, отдающие теплоту в процессе теплообмена, называются горячими теплоносителями, вещества с более низкой температурой, воспринимающие теплоту в процессе теплообмена, называются холодными теплоносителями.
Передача теплоты может осуществляться как при непосредственном соприкосновении теплоносителей, так и через тепло-проводящую стенку (поверхность теплообмена) и является основным расчетным конструктивным параметром теплообменных аппаратов (теплообменников).
Различают стационарные (установившиеся) и нестационарные (неустановившиеся) теплообменные процессы.
При стационарных процессах, характерных обычно для непрерывно действующих теплообменных устройств, температура в каждой точке рабочего объема (тела) не меняется во времени. При нестационарных процессах, характерных для периодически действующего оборудования, температура, напротив, меняется во времени.
Совокупность значений температур во всех точках объема (тела) называется температурным полем и описывается функцией
t=f(x,y,z,T),
где t — температура в рассматриваемой точке с координатами х, у, Z в момент времени т. Кроме трехмерного температурного поля, в зависимости от условий проведения процесса и числа используемых координат могут рассматриваться двумерные х, у и одномерные х температурные поля.
Так же, как тепловые процессы, температурное поле может быть стационарным и нестационарным.
Изотермическая поверхность в температурном поле — поверхность, объединяющая точки с одинаковыми температурами. Из-за отсутствия разности температур теплота вдоль такой поверхности не распространяется.
Теплота в температурном поле, таким образом, может распространяться только между изотермическими поверхностями. При этом степень интенсивности изменения температуры характеризуется температурным градиентом, выраженным пределом отношения приращения температуры Д/ к расстоянию между изотермическими поверхностями Дл, направленным по нормали к этой поверхности,
76
, i- dt
grad t = lim — = —.
лл->о дл dn
Передача теплоты осуществляется в том случае если grad t * 0. едует, однако учитывать, что поскольку передача теплоты осу--ствляется по линии температурного градиента от более нагре-т>го к более холодному телу, т. е. в сторону понижения температу-Л „ ы 7<0.
dn
Количество передаваемой теплоты описывается основным ки-- етическим уравнением теплопередачи в дифференциальном виде
dQ= KtbtdFdz,
для стационарных процессов в интегральном
0=АД/срЛ, (5.1)
де dQ, Q — количество переданной теплоты; К — коэффициент еплопередачи; А/, ДГср — разность и средняя разность температур; dF, F— элемент поверхности и поверхность теплообмена; dz, т — время осуществления процесса передачи теплоты.
Тепловой баланс
При расчете тепловых балансов пользуются следующими теп-товыми характеристиками:
• удельной теплоемкостью (с, Дж/(кг • К)) — количеством теплоты, необходимым для нагревания (охлаждения) 1 кг вещества на 1 К.
Теплоемкости зависят от температуры. Теплоемкости твердых и жидких веществ незначительно зависят от температуры, теплоемкости газов существенно увеличиваются с повышением температуры. Поэтому различают истинные теплоемкости при данной температуре и средние теплоемкости в некотором интервале температур;
• удельной энтальпией (i, Дж/кг) — количеством теплоты, которое необходимо для нагревания 1 кг вещества от 0 °C (энтальпия при 0 °C условно принимается равной 0) до требуемой температуры /,
i = \cdt=ct\ (5.2)
о
• удельной теплотой фазовых превращений — количеством теплоты, которое выделяется (поглощается) при изменении агрегатного состояния 1 кг вещества (Дж/кг). При этом различают удельную теплоту парообразования (конденсации) г, удельную теплоту плавления (отвердевания) X.
П
Значения удельных теплоемкостей, энтальпий и теплот фазовых превращений приведены в справочной литературе.
В процессе теплообмена теплота, передаваемая от горячего теплоносителя Qx, затрачивается на нагрев холодного теплоносителя Q2, кроме того, часть теплоты идет на тепловые потери Qn в окружающую среду.
Уравнение теплового баланса в этом случае может быть записано в виде
Q = Q> = Qi + Qn, (5.3)
где Q — тепловая нагрузка аппарата.
Если расход горячего теплоносителя — его энтальпия на входе в аппарат — /)н на выходе — /1к, расход холодного теплоносителя — G2, его начальная энтальпия — i2w конечная — /2к, то уравнение (5.3) принимает вид
G\(i\n~ /|к) = G2(i2K~ z2h) + Qn. (5.4)
Если процесс протекает без изменения агрегатного состояния теплоносителей, уравнение (5.4) с учетом (5.2) может быть записано через средние удельные теплоемкости теплоносителей с,, с2 и соответствующие начальные и конечные температуры теплоносителей /н, /к
^1с1(Лн~ 4 к) = ^2с2(6к“ 6н) + Qn-
Если горячим теплоносителем является насыщенный пар в количестве D, который, конденсируясь, отдает теплоту холодному теплоносителю, то выделившуюся при этом теплоту можно определить по формуле
Q = ^(4" 4<онд) = Dr,
где 4, /конд — энтальпия насыщенного пара и конденсата соответственно.
При использовании перегретого пара в качестве горячего теплоносителя тепловая нагрузка будет представлять собой сумму следующих теплот:
Спер — теплота, отдаваемая при охлаждении пара от /пар до температуры насыщения ts (энтальпия изменяется соответственно от Мар ДО 4)>
Сковд — теплота конденсации (t5 = const),
Сом ~ теплота охлаждения конденсата от ts до температуры /охл
С = Спер "* Сконд Сохл = 4^Cnap(4iap —' 4) + Dr + ^^конл(4 ~~ 4>хл) = ~ ^(4iap— 4) Dr + DcKOHB(ts- /Охл)’
Здесь спар и сконд — средние удельные теплоемкости пара и конденсата.
78
Механизмы передачи теплоты
Теплота от одного тела к другому передается: теплопроводное-о, конвекцией и тепловым излучением.
Теплопроводность (кондукция) — перенос теплоты вследствие _»ижения и колебаний микрочастиц, соприкасающихся друг с рутом. Теплопроводностью передается теплота в твердых телах и -. нких слоях жидкости и газа.
Конвекция — перенос теплоты путем перемещения макрообъ-сктов жидкости или газов. Перемещение возможно за счет разно-ти плотностей, обусловленной неодинаковой температурой от-мьных участков объема системы (естественная, или свободная, энвекция), а также путем принудительного их перемещения в результате внешних механических воздействий с помощью насо-ов, компрессоров, воздуходувок и т.п. (вынужденная конвекция).
Тепловое излучение (лучеиспускание) — перенос теплоты в виде лектромагнитных волн, излучаемых нагретым телом.
Указанные механизмы распространения теплоты редко встречаются в чистом виде. Обычно они сопутствуют друг другу — происходит так называемый сложный теплообмен.
Теплопроводность описывается основным законом передачи теплоты — законом Фурье, указывающим, что количество теплоты, переданное вследствие теплопроводности, пропорционально градиенту температуры dt/dn, площади dF, через которую осуществляется передача теплоты, времени dz проведения процесса:
dQ =-T^-dFdz. (5.5)
dn
Знак минус в уравнении (5.5) компенсирует отрицательное значение градиента температур. Коэффициент пропорциональности , Дж м ( Вт ,
X, —з---— —— , называется коэффициентом теплопроводности
м -с- Цм-К)
и показывает, какое количество теплоты проходит вследствие теплопроводности через 1 м2 поверхности за 1 с при разности температур 1 К, приходящейся на 1 м длины нормали к изотермической поверхности.
Коэффициент теплопроводности зависит в первую очередь от природы и агрегатного состояния веществ, через которые осуществляется передача теплоты. В меньшей степени на теплопроводность газов влияют температура, давление и влажность.
При нормальных температурах и давлениях лучшими проводниками теплоты являются металлы (?. = 17,5...384 Вт/(м • К)), худшими — газы (X = 0,006...0,6 Вт/(м • К)). Для строительных материалов (в том числе теплоизоляторов) Х = 0,05... 1,0 Вт/(м • К), для капельных жидкостей Х = 0,1 ...0,7 Вт/(м • К).
79
На основании решения уравнения Фурье можно получить зависимость, описывающую передачу теплоты через стенки различных конфигураций.
Плоская стенка. Считаем, что температура стенки меняется в одномерном поле от температуры /ст1 до /ст2 (ZCTi > /ст2), толщина стенки — б, а теплопроводность — X.
В соответствии с уравнением Фурье количество теплоты, проходящей через стенку площадью F при стационарном режиме, можно записать как
0 = -Х — F. dx
Разделив переменные, проинтегрируем данное уравнение в заданных граничных условиях
Х=б /ст2
Q J dx = -).F J dt, х~0 rCTi
получим
Q = 7F(/CT1-rCT2).
Величина, обратная коэффициенту пропорциональности, R = = называется термическим сопротивлением стенки. В случае многослойной стенки (л — число слоев) ее термическое сопротивление определяется по зависимости Rn =^2б,/Х, .
<•=1
Цилиндрическая стенка. Изменение температуры в цилиндрической стенке происходит от /ст| на радиусе г, до /ст2 на г2 (/ст| > /ст2, Г| > г2). При этом поверхность теплообмена будет величиной переменной, зависящей от текущего радиуса г, и составляет
F= 2кгL,
где L — высота стенки.
Уравнение Фурье запишется в этом случае в виде
Q^-KlnrL —.
dr
Разделив переменные, проинтегрируем полученное выражение в соответствующих пределах:
В результате получим
80
Q ln(r2/ri) = X2n£(/CT1 - /ст2) или Q = 21л£ ^ст| .
Для многослойной стенки, состоящей из п слоев это уравне-е может быть записано в виде
Q = 2я£ „.(kl-fcrz)--.
Х1Д, ln(r2/ri)
i 1
Конвекция — процесс распространения теплоты в жидкости или зе от поверхности твердого тела или наоборот. Процесс переда-•! теплоты одновременно конвекцией и теплопроводностью на-ывают теплоотдачей.
При теплоотдаче теплота передается от стенки через тонкий юграничный слой теплопроводностью, а затем в поток (ядро) • идкости конвекцией.
Основным законом теплоотдачи является закон Ньютона, согласно которому количество теплоты dQK0UB, переданное конвекцией от поверхности к окружающей среде (или наоборот), пропорционально поверхности теплообмена dF, разности температур поверхности /ст и окружающей среды tf и времени г/т проведения процесса:
dQKOHB = а(/ст- tf)dFdr. (5.6)
Лж ( Вт А
Коэффициент пропорциональности а, —--------— 2 — , назы-
м с • К. м - К. J
вается коэффициентом теплоотдачи и показывает, какое количество теплоты передается от теплообменной поверхности 1 м2 в окружающую среду или наоборот в течении 1 с при разности температур теплообменной поверхности и окружающей среды 1 К.
Коэффициент теплоотдачи не является постоянной величиной для рассматриваемой среды и зависит в первую очередь от гидродинамических условий течения жидкости вдоль теплопередающей поверхности, а также плотности, вязкости, удельной теплоемкости и других параметров теплоносителя.
Далее приведены ориентировочные значения коэффициентов теплоотдачи для типичных процессов.
Коэффициент теплоотдачи а, Вт/(м2- К)
Нагревание и охлаждение газов................ 1,0...60
Нагревание и охлаждение воды................... 200 ... 10 000
Кипение воды................................. 2000 ... 24 000
Конденсация водяных паров..................... 4000 ... 15 000
Конденсация паров органических жидкостей..... 500 ...2000
81
Тепловое подобие
Поскольку аналитическое определение значения коэффициента теплоотдачи а является достаточно сложной проблемой, для этол цели прибегают к экспериментальным исследованиям с использованием теории подобия. Полученные в этом случае результаты могут быть с высокой степенью достоверности распространены на широкий диапазон подобных процессов.
Анализ дифференциальных уравнений, описывающих процесс конвективного переноса теплоты с позиций теории подобия, позволил получить критерии, приведенные в табл. 5.1
Следует обратить внимание, что критерий Пекле является произве-
I w/ wZ v А
дением критериев Рейнольдса и Прандтля Ре = — =--= Re Рг ,
V а v а )
поэтому при описании тепловых процессов вместо него чаше используют произведение критериев гидромеханического Re и теплового Рг подобия.
Полученные критерии подобия позволяют записать общее критериальное уравнение конвективного переноса теплоты
/(Re, Gr, Nu, Рг, Fo) = 0.
Таблица 5 1
Основные критерии теплового подобия
Критерий Обозначение Физический смысл
Нуссельта .. al Nu = — X Характеризует интенсивность теплообмена на границе раздела фаз
Пекле Ре = — а Характеризует соотношение количеств теплоты, распространяемых в потоке жидкости конвекцией и теплопроводностью
Прандтля Рг = -а Характеризует поле теплофизических величин потока жидкости
Фурье гг Ст Fo=f Характеризует связь между скоростью изменения температурного поля, размерами и физическими характеристиками среды в нестационарных тепловых процессах
Грасгофа Сг = ^-рд/ V2 Характеризует соотношение между термической подъемной силой и силой трения в условиях естественной конвекции
Примечание. « =---------коэффициент температуропроводности, м2/с; В —
ср
коэффициент объемного температурного расширения, К"1.
82
Определяемым критерием, который нельзя определить из ус-юеий однозначности, является критерий Nu, содержащий иско-• ж коэффициент теплоотдачи. Остальные критерии являются "тределяющими:
Nu = /(Re, Gr, Nu, Pr, Fo). (5.7)
Уравнение (5.7) в зависимости от условий проведения пронес -. теплообмена может быть упрощено. Так, если процесс является -тационарным, из него выпадает критерий Fo. Поскольку крите-- ли Re и Gr характеризуют различные гидродинамические режи-(вынужденной и естественной конвекции), чаще всего для »знкретных условий используется только один из них.
Таким образом, для стационарных процессов теплообмена при ’•ынужденной конвекции уравнение (5.7) запишется
Nu = /(Re, Рг) или Nu = JRenPrm, (5.8)
тля естественной
Nu = /(Gr, Рг) или Nu = JGr"Prm. (5.9)
В выражениях (5.8) и (5.9) / л, т — экспериментальные коэффициенты, определяемые для конкретных систем и условий теплоотдачи.
В качестве примера рассмотрим ряд экспериментальных критериальных уравнений, описывающих различные случаи конвективной теплоотдачи.
Теплоотдача при свободном движении жидкости характеризуется уравнением (5.9), которое в этом случае принимает вид
Nu = c(GrPr)n, (5.10)
где сил - константы, численные значения которых выбирают в зависимости от произведения GrPr (табл. 5.2).
Физические параметры, входящие в формулу (5.10), определяются при средней температуре /ср = 0,5(/ст + /у).
Теплоотдача при вынужденном движении жидкости зависит от характера этого движения (развитое турбулентное течение, неустойчивое турбулентное течение, ламинарное течение).
Таблица 5.2
Определение констант силе зависимости от GrPr
GrPr C n GrPr C n
< IO-3 IO’3... 5- 102 0,45 1,18 0 1/8 5- IO2...?- 107 > 2 - 107 0,54 0,135 1/4 1/3
83
Развитое турбулентное течение (Re > 104). Теплоотдача в этом случае зависит от характера движения и физических свойств жидкости:
Nu = 0,021£/Re°'8Pr°-43(Pr/PrCT)0-25.
Здесь определяющая температура — средняя температура жидкости, а для критерия Рг„ все физические величины берутся при температуре стенки.
Коэффициент теплоотдачи в коротких трубах и каналах несколько больше, что учитывается поправочным коэффициентом е (табл. 5.3).
Неустойчивое турбулентное течение в переходной области (2,3 • 102 < Re < 104) можно описать либо приближенной формулой
Nu = 0,008Re°’9Pr°’43,
либо графической зависимостью (рис. 5.1).
Ламинарный режим течения характеризуется тем, что вследствие разности температур у стенки и в ядре потока на основное движение жидкости накладывается естественная конвекция. Интенсивность теплоотдачи при этом усиливается, а в уравнение дополнительно входит критерий Грасгофа:
Nu = 0,15E/Re0’33Gr°’lPr°-43(Pr/PrCT)0’25.
Теплоотдача в аппаратах с мешалкой. Для повышения интенсивности теплообмена в аппаратах со змеевиками и рубашками используют мешалки. В этом случае значения коэффициентов теплоотдачи зависят от конструкции аппарата и мешалки, а также физических свойств перемешиваемой среды. Для расчета можно воспользоваться упрощенными уравнениями:
Таблица 5.3
Значения коэффициента е7 для коротких труб и каналов
Значение Re Значение Е/при l/d
1 2 5 10 15 20 30 30 50
1 104 1,65 1,50 1,34 1,23 1,17 1,13 1,07 1,03 1,0
2- 104 1,51 1,40 1,27 1,18 1,13 1,10 1,05 1,02 1,0
5- 104 1,34 1,27 1,18 1,13 1,10 1,08 1,04 1,02 1,0
1105 1,28 1,22 1,15 1,10 1,08 1,06 1,03 1,02 1,0
1 - 10б 1,14 1,11 1,08 1,05 1,04 1,03 1,02 1,01 1,о
84
• при теплообмене со стен-и сосуда
Nu = 0,36ReM°’67Pr°’33;
• при теплообмене со змее-s. ком
Nu = 0,87ReM°-62Pr°’33.
Теплоотдачу при изменении . регатного состояния жидко-ги можно разделить на теплоотдачу при кипении жидкости а теплоотдачу при конденсации ара (подвижного и неподвиж-юго).
Теплоотдача при кипении жидкости. Кипение — процесс интенсивного парообразования, происходящего во всем объеме жидкости, перегретой относительно температуры насыщения с образованием паровых пузырей.
Режим кипения, при котором пар образуется в виде от-тельных периодически зарожда
Рис. 5.1. График зависимости параметров теплоотдачи от критерия Рейнольдса при переходном режиме (2,3 - 102 < Re < 104)
ющихся, растущих и отрывающихся паровых пузырей, называется пузырьковым кипением.
Режим кипения, при котором происходит слияние образующихся пузырьков в подвижную паровую пленку, поднимающуюся у поверхности нагрева, называется пленочным кипением.
Коэффициенты теплоотдачи при пузырьковом кипении выше, чем при пленочном кипении.
Коэффициент теплоотдачи для кипящей жидкости может быть рассчитан по уравнению, связывающему коэффициент теплоотдачи с тепловым потоком и физическими свойствами жидко
сти:
а кип
1/3
I ч1'3
или
Г >2 \
“кип =И—А7^п, \ -«кип )
85
где b = 0,075
1 + 10 -А_-1 к Рпар
,-2/3‘
— безразмерный коэффициент.
рс, Рпар — плотности среды и пара, кг/м3; v — кинематическая вязкость, м2/с; А. — коэффициент теплопроводности, Вт/(м К): о — поверхностное натяжение, Н/м; Тккп — температура кипения, К; Д4ИП = Гст- Ткип — движущая сила процесса теплоотдачи. К; q — удельная тепловая нагрузка, Вт/м2.
Все физико-химические константы следует брать при темпера
туре кипения.
Теплоотдача при конденсации пара. Если пар соприкасается со стенкой, температура которой ниже температуры насыщения, то он конденсируется на ней. Различают три вила конденсации пара на твердой поверхности:
• пленочная конденсация, когда конденсат стекает по поверхности в виде сплошной пленки;
• капельная конденсация, когда конденсат выпадает на поверхности в виде отдельных капель;
• смешанная конденсация, когда часть поверхности покрыта каплями, а часть — пленкой конденсата.
В результате гидродинамического и теплового анализа процесса пленочной конденсации пара получена формула
Nu = C(PrKTnGa)0,25
(5-11)
или
_ z->.щконд^Рконд^ V £ЛФконл
(5.12)
где ктп =---- — критерии теплового подобия при изменении
Сд/
агрегатного состояния; С — коэффициент, равный 0,94 для кон-
денсации пара на вертикальной стенке или трубе и 0,74 — для
конденсации на горизонтальной трубе; Хконд, рконд, цконд — параметры конденсата при средней температуре пленки tcp = 0,5(/s + /ст); ts — температура насыщения пара; L — определяющий размер (для вертикальной стенки — высота, для горизонтальной трубы — диаметр).
Формулы (5.11) и (5.12) получены для случая конденсации неподвижного пара. Для движущегося пара значение коэффициента теплоотдачи может быть либо больше, либо меньше по срав
нению с неподвижным.
Зависимости для расчета коэффициентов теплоотдачи для различных условий и конструкций аппаратов можно найти в справочной литературе.
86
Тепловое излучение характеризуется длинами волн, которые гжат в невидимой (инфракрасной) части спектра и имеют длину в...40 мкм.
При попадании на тела лучистая энергия частично поглощается гл, частично отражается 0отр, частично проходит сквозь них (?пр:
Q: = Qnorn + Оэтр + С?пр-
Поглощаемая телом часть лучистой энергии переходит в теп-овую, а отраженная и прошедшая сквозь него может поглощать-fl другими телами.
Если рассматривать долю каждой энергии в общем количестве тучистой энергии
I = бпогл/бл + ботр/Ол + Сг.р/Сл,
о в случае, если:
• (2погл/0л= 1 (вся энергия поглощается), тело называется абсо-тютно черным;
• Qorp/Cn = 1 (вся энергия отражается), тело называется абсо-гютно белым;
• СпР/Сл= 1 (вся энергия проходит сквозь тело), тело называется абсолютно прозрачным (или диатермичным).
Тела, имеющие все три доли, называют серыми телами.
Основные закономерности процесса теплового излучения могут быть описаны с помощью следующих законов.
Закон Стефана— Больцмана. Лучеиспускательная способность серого тела Е пропорциональна четвертой степени его температуры Т, К, и коэффициенту лучеиспускания серого тела С:
Сопоставив энергию излучения серого тела с энергией излучения абсолютно черного тела при той же температуре, получим относительную излучательную способность (степень черноты) тела
е = Е/Ео= С/ Со,
где £0 — лучеиспускательная способность абсолютно черного тела; Вт
Со = 5,7 2 iz4 — коэффициент лучеиспускания абсолютно чер-м К.
ного тела.
Закон Кирхгофа. Согласно этому закону поглощательная способность и степень черноты равны между собой:
£ = А,
где А — отношение поглощаемой телом лучистой энергии к общему ее количеству, падающему на тело.
87
Из закона Кирхгофа следует, что лучеиспускательная способ ность тела тем выше, чем больше его поглощательная способность. Этим и объясняется наивысшая лучеиспускательная способность абсолютно черного тела, так как для него А = 1, а следовательно, и е = I.
Наоборот, тела, хорошо отражающие лучистую энергию, самь излучают мало, а для абсолютно белого и абсолютно прозрачногс тел лучеиспускательная способность равна нулю.
Теплообмен лучеиспусканием между телами. Количество теплоты, отданной телом с абсолютной температурой Тх окружающим более холодным телам с абсолютной температурой Тъ составляет
Q = eC0F
(5.13)
где F— условная расчетная поверхность теплообмена.
Совместная передача теплоты конвекцией и лучеиспусканием Передача теплоты лучеиспусканием обычно сопровождается одновременной передачей теплоты конвекцией. Пусть от стенки с абсолютной температурой Т„ теплота передается к среде с абсолютной температурой ^(соответствующие температуры в °C будут /ст и /у).
Теплота, передаваемая конвекцией, в соответствии с формулой (5.6) при стационарном режиме составит
Сконв = &(4:т— tj)F,
а теплота, передаваемая лучеиспусканием, в соответствии с (5.13) составит
Ол =>еС0Г
т Y
100 )
Общее количество передаваемой теплоты равно
Q = Сконв + Qn = «('ст - tf)F + еС0Г
(Т V booj
или
г _m4
88
Второй член выражения, заключенного в квадратные скобки, вается коэффициентом теплоотдачи при лучеиспускании ал.
Таким образом
Q=(a + aJI)F(/CT-//), (5.14)
I (а + ал) — общий коэффициент теплоотдачи (при совместной ж <лаче теплоты конвекцией и лучеиспусканием).
Теплопередача
Теплопередача — процесс передачи теплоты от более нагретой ды к менее нагретой среде через стенку.
Механизм теплопередачи складывается из трех стадий (рис. 5.2): конвекции от первой среды к плоской стенке:
е = а1Д/,-/ст1); (5.15)
теплопроводности через плоскую стенку:
0 = 7^(^1-4т2); (5.16)
о
конвекции от плоской стенки ко второй среде:
Рис. 5.2. Схема для расчета процесса теплопередачи через плоскую стенку:
8 — толщина стенки; X — теплопроводность материала стенки; /стЬ /ст2 — температуры на границах плоской стенки; Q — количество теплоты, проходящее через стенку, аь й и а2, /2 — коэффициенты теплоотдачи и температуры первой и второй сред
Рис. 5.3. Схема для расчета процесса теплопередачи через цилиндрическую стенку:
г2 - г, — толщина стенки; L — высота цилиндра; /СТ|, /ст2 — температуры на внутренней и внешней поверхностях цилиндрической стенки, аь а2 и /2 — коэффициенты теплоотдачи и темпера туры первой и второй сред
89
Из закона Кирхгофа следует, что лучеиспускательная спосоГ ность тела тем выше, чем больше его поглощательная способ ность. Этим и объясняется наивысшая лучеиспускательная способность абсолютно черного тела, так как для него А = 1, а следовательно, и £ = 1.
Наоборот, тела, хорошо отражающие лучистую энергию, сами излучают мало, а для абсолютно белого и абсолютно прозрачногс тел лучеиспускательная способность равна нулю.
Теплообмен лучеиспусканием между телами. Количество теплоты, отданной телом с абсолютной температурой Т\ окружающим более холодным телам с абсолютной температурой Т2, составляет
Q = eQF
(5.13)
где F— условная расчетная поверхность теплообмена.
Совместная передача теплоты конвекцией и лучеиспусканием Передача теплоты лучеиспусканием обычно сопровождается одновременной передачей теплоты конвекцией. Пусть от стенки с абсолютной температурой Т„ теплота передается к среде с абсолютной температурой ^(соответствующие температуры в °C будут /ст и /у).
Теплота, передаваемая конвекцией, в соответствии с формулой (5.6) при стационарном режиме составит
Сконв = И(1ст~ tf)F,
а теплота, передаваемая лучеиспусканием, в соответствии с (5.13) составит
СЛ =.£C0F
fr V
'ст 1100 J
Общее количество передаваемой теплоты равно
Q = Скопв + Qn = «(G - + eC0F
или
« + еС0
88
^^^^^^^^^^^^^^^тетая^аютюченно^м^свадратаы^кобки, «вается коэффициентом теплоотдачи при лучеиспускании ал.
аким образом
(2 = (а + ал)Г(/ст-//), (5.14)
BE (а + ал) — общий коэффициент теплоотдачи (при совместной «--.‘даче теплоты конвекцией и лучеиспусканием).
Теплопередача
Теплопередача — процесс передачи теплоты от более нагретой - ды к менее нагретой среде через стенку.
Механизм теплопередачи складывается из трех стадий (рис. 5.2): конвекции от первой среды к плоской стенке:
0 = -/ст1); (5.15)
теплопроводности через плоскую стенку:
G = ^(4ti-1ст2); (5.16)
конвекции от плоской стенки ко второй среде:
Рис. 5.2. Схема для расчета процесса теплопередачи через плоскую стенку:
5 — толщина стенки; X — теплопроводность материала стенки; /ст1, /ст2 — температуры на границах плоской стенки; Q — количество теплоты, проходящее через стенку, а,,/, и а2, /2 — коэффициенты теплоотдачи и температуры первой и второй сред
Рис 5 3. Схема для расчета процесса теплопередачи через цилиндрическую стенку:
гг - г, — толщина стенки; L — высота цилиндра; /стЬ /ст2 — температуры на внутренней и внешней поверхностях цилиндрической стенки; cq, а2 и Н — коэффициенты теплоотдачи и температуры первой и второй сред
89
Q = a2F(/CT2 - h)-
(5.Г
B результате совместного решения уравнений (5.15) —(5.1" получим
Q = -j--|---Г Лб -h) = KF(t} -/2), (5.18
—- + —+ — ct] X а2
где К = —------------коэффициент теплопередачи, а сумма в
18 1
— + —+ —
a, X. а2
знаменателе — общее термическое сопротивление процессу теплопередачи.
Вт
Коэффициент теплопередачи К, —:
М'
5---— 7 „ , показывает
г-с-К(м2-К)
какое количество теплоты переходит в единицу времени от более
нагретого к менее нагретому теплоносителю через разделяющую их стенку с площадью поверхностью 1 м2 при разности температур между теплоносителями один градус.
В случае рассмотрения процесса передачи теплоты через стенку цилиндрической формы (рис. 5.3) механизм теплопередачи остается прежним, а количество теплоты, передаваемой на каждой стадии, можно записать:
для первой стадии
С = а|-2лг|£(Г1 - Гст|); (5.19)
для второй стадии
/3 I vcrl 2ст2 J для третьей стадии ►
Q = а2- 2лг2£(/ст2 - /2). (5.21)
Совместное решение уравнение (5.19)—(5.21) позволяет получить выражение
Q = —-----—-------— 2л£(/, - /2) = Хцил • 2л£(г, - /2). (5.22)
—+ 11п Р + — «16 а2г2
Здесь коэффициент теплопередачи для цилиндрической стенки АГ11ИЛ имеет размерность иную, чем для плоской стенки АцИЛ, Дж ( Вт А
м • с КI м К J
Ориентировочные значения коэффициентов теплопередачи приведены в табл. 5.4.
90
Таблица 5.4
Ориентировочные значения коэффициентов теплопередачи
Вид теплообмена Коэффициент теплопередачи, Вт/(м2 К) при
свободном движении вынужденном движении
газа к газу (при невысоких давле-\) 4...12 10...40
т газа к жидкости (газовые холодиль- . IK») 6 . .20 10 ..60
конденсирующего пара к газу здухоподогре вате л и) 6...12 10 ...60
>г жидкости к жидкости (вода) 140 ...340 800 ...1700
Jr жидкости к жидкости (углеводо-юды, масла) 30 ...60 120 ...270
h конденсирующего пара к воде конденсаторы, подогреватели) 300 .. 1200 800 ...3500
От конденсирующего пара к органи-еским жидкостям (подогреватели) 60... 170 120 ...340
От конденсирующего пара органиче-.ких веществ к воде (конденсаторы) 230 ...460 300 ...800
От конденсирующего пара к кипящей жидкости (испарители) 300... 2500 —
Как следует из анализа уравнений (5.18) и (5.22) движущей силой процесса теплопередачи является разность температур между орячим и холодным теплоносителем.
Однако температуры теплоносителей в процессе теплопередачи чаще всего меняются вдоль поверхности теплообмена (за исключением случая изменения агрегатного состояния теплоносителя), поэтому при расчетах в уравнение (5.1) подставляют среднюю разность температур Д/Ср.
Определение Л/Ср осуществляется следующим образом.
Если Д/так и Д/тш большая и меньшая разности температур между теплоносителями в начале и конце процесса теплопередачи и Д/тах/Л^т>п 2, то средняя разность температур определяется как среднеарифметическое
_ ^тах A^min ср 2
В случае Д/тах/д^тт > 2 определение осуществляется по среднелогарифмической зависимости
_ A^max ~ A4nin
СР >п(ДГтахМ^п)’
91
Теплопередача при переменных температурах зависит от взаимного направления движения теплоносителей вдоль разделяющей их стенки.
При прямотоке теплоносители движутся в одном направлении. Противоток характеризуется движением теплоносителя в противоположных направлениях
При перекрестном токе теплоносители движутся перпендикулярно один другому, при смешанном токе один из теплоносителей движется в одном направлении, а другой — как прямотоком, так и противотоком к первому.
Наиболее распространенными видами движения являются прямоток и противоток. Однако применение противотока более экономично, чем прямотока.
Это следует из того, что средняя разность температур при противотоке больше, чем при прямотоке, а расход теплоносителей одинаков (при одинаковых начальных и конечных температурах теплоносителей).
Сопоставление температурных режимов работы теплообменных аппаратов при прямотоке и противотоке убеждает, что при прямотоке максимальный температурный напор имеет место у входа в теплообменник. Затем этот напор уменьшается, достигая минимального значения на выходе из аппарата. При противотоке тепловая нагрузка более равномерна, а конечная температура нагревающей среды может быть выше конечной температуры охлаждающей среды.
При расчете теплообменных аппаратов, а также аппаратов, работающих со средами, температура которых отличается от температуры окружающей среды, необходимо знать температуры на внешней и внутренней поверхностях стенок.
Так из уравнений (5.15) и (5.17)
4т1 = 6 —и fcj2 - h + ~(5.23) а2г
Подставив в (5.15) значения тепловой нагрузки из уравнения (5.1), получим выражение для определения температуры поверхностей стенки
АГД/СР АГД/СР
zcti - А-----------и 4т2 - h 4-------------
а( а2
Тепловые потери. Если одна из поверхностей теплопередающей стенки контактирует с окружающей средой, то тепловой поток, проходящий через нее от обрабатываемого вещества с противоположной стороны, теряется безвозвратно. Поэтому целью разработчика технологической аппаратуры чаще всего является уменьшение таких потерь.
92
Отдача теплоты от поверхности аппарата в окружающую среду происходит в общем случае путем конвекции и лучеиспускания, поэтому при расчете потерь теплоты следует пользоваться уравнением (5.14).
При расчете задаются температурой наружной поверхности аппарата (rCT), а затем проверяют ее.
Для уменьшения потерь теплоты аппараты покрывают слоем ’епловой изоляции, т.е. слоем материала с низкой теплопроводностью. При нанесении тепловой изоляции увеличивается тепловое сопротивление стенки и уменьшается температура наружной поверхности аппарата. Этим достигается снижение потерь теплоты, улучшаются условия труда обслуживающего персонала.
При выборе толщины изоляции следует исходить из допустимых потерь теплоты, которые не должны превышать 3...5% от общей тепловой нагрузки, а также допустимой температуры стенки, которая на рабочих местах и в проходах во избежание ожогов, юлжна быть меньше 45 °C.
Далее приведены коэффициенты теплопроводности некоторых теплоизоляционных материалов.
Теплоизоляционный материал Коэффициент теплопроводности,
Вт/(м К)
Асбест................................................. 0,151
Войлок шерстяной ...................................... 0,163
Изоляционный кирпич.............................. 0,116...0,209
Пенопласт.............................................. 0,047
Стеклянная вата ................................. 0,035...0,070
Шлаковая вата.......................................... 0,076
Контрольные вопросы
1. Что является движущей силой тепловых процессов9
2. Какие механизмы передачи теплоты существуют?
3. От чего зависит коэффициент теплопроводности?
4. В чем состоят различия между естественной и вынужденной конвекцией?
5. От каких параметров наиболее существенно зависит коэффициент теплоотдачи?
6. Какие критерии относятся к критериям теплового подобия и каков их физический смысл?
7. На чем основывается механизм передачи теплоты излучением?
8. В чем заключается сущность процесса теплопередачи?
9. Как определяется средняя движущая сила процесса теплопередачи?
10. Какие теплоизоляционные материалы применяются в промышленности?
93
Глава 6
ИСТОЧНИКИ ЭНЕРГИИ. ТЕПЛООБМЕННАЯ АППАРАТУРА
Основными видами источников энергии являются горючие ископаемые (уголь, нефть, природный газ, торф, сланцы) и продукты их переработки; энергия воды (гидроэнергия); биомасса (древесина и другое растительное сырье); атомная энергия. Частично используется энергия ветра, а также морских приливов и отливов.
Источники энергии
Источники энергии традиционно разделяют на топливные (уголь, нефть, природный газ, сланцы, битуминозные пески, торф, биомасса) и нетопливные (гидроэнергия, энергия ветра, лучистая энергия Солнца, глубинная теплота Земли и др.); возобновляемые и невозобновляемые; первичные и вторичные.
Все возобновляемые источники энергии являются в той или иной мере производными от энергии Солнца и классифицированы по следующим категориям: солнечная энергия (прямая радиация); гидроэнергетические ресурсы (испарительно-конденсационный цикл); энергия ветра и волн; биомасса (растительного и животного происхождения).
К практически неисчерпаемым относят геотермальные и термоядерные источники энергии. В геотермальные источники энергии включается глубинная теплота Земли, которая может быть использована как для теплоснабжения, так и для выработки электроэнергии.
К невозобновляемым источникам энергии относятся те, запасы которых по мере их добычи необратимо уменьшаются. К ним относятся уголь, сланцы,' нефть, битуминозные пески и природный газ.
Все рассмотренные виды источников энергии относятся к первичным
Вторичными источниками энергии являются отходы, побочные и промежуточные продукты, образующиеся в технологических агрегатах. Энергетический потенциал этих отходов не используется в самом агрегате, но может быть частично или полностью использован для энергоснабжения других устройств.
Наибольшими тепловыми вторичными источниками энергии располагают предприятия химической, нефтеперерабатывающей и нефтехимической промышленности, черной и цветной металлургии, промышленности строительных материалов, газовой промышленности, тяжелого машиностроения и ряда других отраслей.
94
зависимости от агрегатного состояния топливо подразделяют рдое, жидкое и газообразное. К твердым топливам относят-урые и каменные угли, антрациты, торф, сланцы и дрова, а -е продукты их переработки (кокс, полукокс, торфяные и * ьные брикеты, термоантрацит, древесный уголь); к жидким — : ъ, газовый конденсат и продукты их переработки (бензин, син, дизельное топливо, мазут, смолы и т.п.); к газообраз-• • • — природный, нефтепромысловый (попутный) и шахтный , а также сжиженный нефтезаводской, коксовый, полукок- • ый, генераторный, водяной, доменный и ваграночный газы, . род и газы процессов брожения.
Основной технологической характеристикой топлива является - юта сгорания (теплотворность) — теплота реакции горения шва, т.е. количество теплоты, которое выделяется при пол-м сгорании 1 кг твердого или жидкого топлива (кДж/кг) или । м2 газообразного топлива (кДж/м3) и при охлаждении продук-горения до начальной температуры процесса. Различают низ-ю Qp и высшую QI теплоту сгорания топлива. Низшей теплотой орания называется количество теплоты, выделяющееся при сго-- нии 1 кг водорода с образованием водяного пара, высшей теп-той — количество теплоты, выделяющееся при сгорании 1 кг водорода с образованием воды. В практических расчетах обычно эльзуются величиной Q,1’. Далее приведены ориентировочные теп-)ты сгорания некоторых природных топлив.
Топливо Теплота сгорания, кДж/кг
Торф ........................................ 18 800 ...23 300
Бурый уголь.................................. 25 700 ... 27 600
Каменный уголь............................... 27000 ...32 000
Антрацит..................................... 33 500... 36 000
Горючие сланцы............................... 30 100 ...32 700
Нефть ....................................... 41 800 ...62 700
Природный газ ............................... 35000...45800
Важными условиями развития промышленного производства являются повышение эффективности использования и экономия сырьевых и топливно-энергетических ресурсов.
К основным мероприятиям, направленным на решение этих задач, можно отнести:
• рациональное и комплексное использование природных сырьевых ресурсов, сокращение их потребления путем замены химическими материалами (полимерами, синтетическими волокнами и т.д.);
• разработку и внедрение эффективного генерирующего и энергоиспользующего оборудования, технологических процессов, установок и машин, обеспечивающих высокий технический уро
95
вень производства при минимальных затратах сырьевых и энергетических ресурсов;
• создание систем централизованного теплоснабжения в результате строительства и использования атомных станций и кру] ных котельных, экономии энергии путем повышения качест тепловой изоляции;
• модернизацию действующего и замену устаревшего энерп. тического и энергоиспользующего оборудования, машин и меха низмов, оптимизацию режимов работы энергетических и техно логических установок;
• широкое использование современных средств автоматизацш для учета, контроля и оптимизации расхода топлива, теплоты электрической энергии в котельных установках, тепловых и электрических сетях;
• повышение уровня использования вторичных материальных и топливно-энергетических ресурсов, максимальное применение рекуперации теплоты в технологических агрегатах, а также за сче утилизации других видов низкопотенциальной теплоты с помощью тепловых насосов и абсорбционных холодильных машин;
• широкое использование нетрадиционных возобновляемых источников энергии, в том числе солнечной энергии, глубинной теплоты Земли, ветровой и приливной энергии, а также биомассы
Теплоносители
Основным рабочим процессом, реализуемым в теплообменной аппаратуре, является теплообмен между теплоносителями.
При выборе теплоносителей руководствуются следующими требованиями: первоначальная температура теплоносителя должна быть достаточной для создания движущей силы в течение всего процесса теплообмена;,он должен быть экономичен и безопасен при использовании, обеспечивать высокие коэффициенты теплоотдачи, не оказывать отрицательного воздействия на материал теплообменного аппарата.
В зависимости от производственных процессов в качестве теплоносителей могут применяться различные газообразные, жидкие и твердые тела.
Нагревание сред до необходимых температур в промышленности осуществляют с помощью греющих теплоносителей.
Водяной пар (особенно насыщенный) как греющий теплоноситель получил большое распространение в теплообменных аппаратах различных конструкций благодаря ряду положительных качеств. Он может транспортироваться по трубопроводам на значительные расстояния (сотни метров). При его конденсации выделяется значительное количество теплоты (около 2- 106 Дж/кг), сопровождающееся высокими коэффициентами теплоотдачи (поряд-
96
Вт/(м2- К). Постоянство температуры конденсации при оп-т денном давлении обеспечивает поддержание неизменного 5вого режима, равномерности обогрева и легкости регулиро-•*>4Я процесса теплообмена. Водяной пар доступен, дешев, не-ч • ичен и пожаробезопасен.
Недостатком применения насыщенного водяного пара являет-необходимость увеличения его давления с целью увеличения — ипературы, что требует повышения прочностных характерис--• • а следовательно, и материалоемкости теплообменных ап паев, в которых он используется. Так при температурах насы-нного водяного пара 140... 180 °C его абсолютное давление со-лвляет 0,37... 1,02 МПа.
В промышленности применяют нагрев острым и глухим водя-• ч паром.
При нагреве острым паром он вводится непосредственно в обо-ваемую среду и смешивается с ней. Использование данного особа допускается в случае возможности контакта и разбавле-нагреваемой среды образующимся конденсатом.
Расход острого пара Лост определяется из уравнения теплового ланса
67c/H +
пар ~ (7с/к + DOCTcBtK + Qn.
Отсюда
Z)<xrr = 6с(/к -/„) + gn> (6 1)
^пар — ^вА<
де G— расход нагреваемой среды; с, св — удельные теплоемкости нагреваемой среды и воды (конденсата); /2 — начальная и конечная температуры нагреваемой среды; /пар — удельная энтальпия пара.
При нагревании глухим паром теплота передается через стенку — поверхность теплообмена
Расход глухого пара 2)гл определяется по зависимости, аналогичной (6.1),
П ^(Гк — ) + Qn ,угл ~ . >
^пар — 'конд
где /конд — удельная энтальпия конденсата.
Горячая вода (при нормальных давлениях) как греющий теплоноситель получила большое распространение для нагрева сред до температур порядка 100 °C, особенно в отопительных и вентиляционных установках. Приготовление горячей воды осуществляется в специальных водогрейных котлах и водонагревательных установках.
4 Баранов
97
Горячую воду можно транспортировать по трубопроводам значительные расстояния (несколько километров). Она обладае-относительно высокими коэффициентами теплоотдачи. Однак нагревание горячей водой сопровождается снижением ее температуры вдоль поверхности теплообмена, что ухудшает равномерность обогрева и затрудняет регулирование температуры.
Топочные (дымовые) газы позволяют нагревать среды в интервале температур 180 ... 1000 °C. Образуются они при сжигании твердого, жидкого или газообразного топлива в топках или печах различной конструкции.
При нагреве топочными газами наблюдаются значительные перепады температур между горячим теплоносителем и нагревае мой средой («жесткие» условия нагрева), позволяющие достигать высоких тепловых нагрузок. Однако при этом методе нагревания трудно регулировать процесс теплопередачи и избежать локальных перегревов из-за неравномерности обогрева. Коэффициенты теплоотдачи от топочных газов к теплообменным поверхностям значительно ниже, чем у других сред (30 ...50 Вт/(м2- К)). Кроме того, обогрев топочными газами является пожароопасным, сопровождается необходимостью регулярной чистки аппаратов. Существенным недостатком топочных газов является возможность использования их только непосредственно на месте получения из-за больших тепловых потерь.
Высокотемпературные промежуточные теплоносители получают теплоту либо от топочных газов, либо от электрического тока и передают ее нагреваемому материалу.
Перегретая вода (выше 100 °C) существует при повышенных давлениях. Так, при температуре около 370 °C и давлении 22,5 МПа перегретая вода позволяет нагревать материалы до 350 °C. Однако обогрев перегретой водой из-за высоких давлений значительно удорожает нагревательную установку.
Минеральные масла позволяют нагревать среды до температуры 300 °C. При нагреве используются компрессорное, цилиндровое масло и другие вещества с высокой температурой вспышки. Однако данный способ имеет ряд недостатков: низкие коэффициенты теплоотдачи; пожароопасность; загрязнение теплопередающей поверхности продуктами окисления и разложения, снижающими коэффициенты теплопередачи.
Высокотемпературные органические теплоносители (ВОТ), применяемые как в жидком, так и в парообразном состоянии, позволяют осуществлять нагрев до температуры 400 °C. К ВОТ относятся глицерин, этиленгликоль, нафталин, а также производные ароматических углеводородов (дифенил, дифениловый эфир, ди-фенилметан, дитомилметан и др.), кремнийорганические жидкости и т.п. Большинство ВОТ отличаются термической стойкостью, взрывобезопасностью, значительными коэффициентами теп-
98
• дачи (1500... 1700 Вт/(м2- К)) и теплотворной способностью 300 кДж/кг) при нормальном давлении.
Расплавы солей (нитрит-нитратные смеси), состоящие из 40% \О2, 7% NaNO3, 53% KNO3, предназначены для нагрева ве-. в до температуры 550 °C. Процесс осуществляется при вы-- 1енной циркуляции смеси.
Нитрит-нитратные смеси являются сильными окислителями,
•тому по соображениям взрывобезопасности недопустим их . нтакт с органическими веществами.
Расплавы металлов (литий, натрий, калий, ртуть, свинец и I ) применяют для нагрева до температуры 800 °C.
Теплообменные установки, наполненные натрием, должны быть метичны и защищены инертным газом. Сплав натрия и калия пляется весьма опасным горючим и взрывчатым веществом. Ртуть -'именяется при атмосферном давлении для подачи теплоты толь-при пониженной температуре. Пары ее являются очень токсич-ыми.
Эффективным теплоносителем с высоким коэффициентом теп-
>тдачи является эвтектика Pb + Bi. Этот теплоноситель в обращении сравнительно безопасен.
В настоящее время жидкие металлы приобретают особое значение при их применении в теплоустановках атомных электростанций.
Твердые зернистые теплоносители позволяют нагревать различные технологические газы до температуры 1500 °C.
В качестве зернистых теплоносителей применяют жаростойкие твердые материалы (кварц, алюмосиликаты, диабаз, алунд, шамот и др.) с частицами размером 0,05...8 мм. Такие зернистые материалы имеют большую удельную поверхность — 500... 100 000 м2/м3 в зависимости от размеров частиц.
Благодаря этому в сравнительно небольших аппаратах удается разместить значительные теплообменные поверхности и осуществить эффективный теплообмен между заполняющими аппараты зернистыми материалами и продуваемыми через них газами.
Для нагревания топочными газами применяют установки с циркулирующим зернистым материалом, движущимся сплошным потоком; с циркулирующим зернистым материалом, находящимся в аппаратах в псевдоожиженном состоянии, а также с неподвижными слоями.
Нагревание электрическим током характеризуется легкостью и точностью регулирования, равномерностью обогрева, компактностью нагревающих устройств.
По способу превращения электрической энергии в тепловую различают электрические печи сопротивления, индукционные и дуговые. Электрические печи сопротивления делятся на печи прямого действия и печи косвенного действия.
99
В электрических печах сопротивления прямого действия нагреваемое тело включается непосредственно в электрическую цепь и нагревается при прохождении через него электрического тока.
В электрических печах сопротивления косвенного действия теплота выделяется при прохождении электрического тока по нагревательным элементам. Нагревательные элементы печей изготавливают из проволоки (диаметр 3...5 мм) либо из ленты нихрома (сплав, содержащий 20% Сг, 30 ...80 % Ni и 0,05 ...50 % Fe) или хроможелезоалюминиевых сплавов (отношение толщины к ширине — 0,05...0,2).
Выделяющаяся теплота передается материалу лучеиспусканием, конвекцией и теплопроводностью. Нагрев сред в таких печах осуществляется до температур 1000... 1100 °C.
Количество теплоты, выделившееся при прохождении электрического тока в нагревательном устройстве Q3, необходимое для нагрева вещества от /н до /к, определяется из теплового баланса
(7с/н + £)э = GctK +
откуда
Q3 = Gc(tK - /„) + Qn.
В электрических индукционных печах нагрев осуществляется вследствие тепловых эффектов, вызываемых индукционными токами, возникающими под воздействием переменного электрического тока, либо в стенках аппарата, либо в самом нагреваемом веществе.
Диэлектрические материалы, не проводящие электрический ток (пластмасса, стекло, дерево и др.), нагреваются токами высокой частоты (5 • 105... 1 • 108 Гц) при напряжении электрического поля 1000...2000 В/см, которые воздействуют непосредственно на молекулы нагреваемого вещества. Диэлектрическое нагревание отличается рядом преимуществ: непосредственное выделение теплоты во всей толщине нагреваемого материала (обеспечивающее равномерный прогрев обрабатываемого материала); большая скорость нагревания; возможность нагревания только отдельных частей материала; легкость регулирования процесса нагревания и возможность его полной автоматизации.
В дуговых печах нагреваемое тело взаимодействует непосредственно с электрической дугой, возникающей в газовой среде между электродами. Нагрев данным способом позволяет достигать температур 2500 ...3000 °C, однако отличается повышенной «жесткостью», неравномерностью нагрева, а также трудностью регулирования.
Охлаждение сред до температур 10...30 °C в промышленности осуществляют с помощью доступных и дешевых теплоносителей — воды и воздуха. Однако температуры окружающих нас воды и воз-
100
весьма подвержены климатическим и сезонным колебаниям.
। температура воды из водоемов (рек, прудов, озер) в средней юсе России колеблется в пределах 10... 25 °C. Из артезианских _ лажин вода поступает с температурой 8... 12°C, но она более
- тая.
Расход необходимого количества охлаждающей воды W опре-тяется из теплового баланса
GctH + И7В.Н = GctK + fVtBK + Qn,
—куда
уу _ ^('н ~ ) Gl
Ак — "в.н
-де гвн, tBK — начальная и конечная температуры охлаждающей оды. Знак «-» перед величиной Qn, характеризующей потери в ружающую среду, показывает, что они способствуют процессу хлаждения и в расчетах не учитываются.
Для экономии воды и охраны окружающей среды на предприятиях вводят систему замкнутого водоснабжения, при которой рактически отсутствует забор свежей воды и слив отработанной воды в водоемы. Оборотная вода в дальнейшем подвергается обработке в теплообменных устройствах, позволяющих понизить ее температуру. Чаще всего для этих целей используют градирни — башни с насадкой (или полые), в которых осуществляется противоток воды и воздуха, причем основная часть теплоты отводится от жидкости путем ее частичного испарения.
Атмосферный воздух как охлаждающий агент, хотя и имеет бо-тее широкие сезонные изменения температуры, в связи с низкой теплоемкостью и коэффициентами теплоотдачи (50... 60 Вт/(м2- К)) охлаждает взаимодействующие с ним среды только до температур 25... 30°C. При этом процесс теплопередачи осуществляют обычно при принудительной циркуляции воздуха, требующей дополнительных энергозатрат на вентиляционное оборудование.
Для достижения температур, близких к 0°С, производят охлаждение льдом. При этом лед вносится непосредственно в охлаждаемую жидкость и плавится в ней, отбирая теплоту плавления (-А.) из взаимодействующей среды. Необходимый расход льда L определяется из уравнения теплового баланса
GctH + L(-X) - GctK + LcBtK,
откуда
cBZK +
101
Такой метод охлаждения применяется для жидкостей, которые не взаимодействуют с водой, и при этом допускается их ра> бавление.
Для охлаждения до температур ниже О °C применяют холодильные рассолы (растворы СаС12, NaCl и др.), обладающие температурой замерзания ниже этой величины.
Теплообменная аппаратура
Применяемая в промышленности теплообменная аппаратура разнообразна как по своему функциональному назначению, так и по конструктивному исполнению. В теплообменных аппаратах могут происходить различные тепловые процессы: нагревание, охлаждение, испарение, конденсация, кипение и др.
Учитывая большой диапазон температур и давлений рабочих сред, а также разнообразие свойств теплоносителей при различных параметрах тепловой обработки, к основным требованиям, которым должны удовлетворять современные теплообменные аппараты, относятся следующие:
• аппарат должен обеспечивать передачу требуемого количества теплоты от одной среды к другой с получением необходимых конечных температур и при возможно большей интенсивности теплообмена;
• при заданной тепловой нагрузке и других рабочих параметрах аппарат должен иметь меньшие габаритные размеры и низкую удельную материалоемкость;
• аппарат должен работать стабильно при изменении в процессе теплообмена физических (а возможно и химических) свойств рабочей среды (вязкость, плотность, теплопроводность, фазовое состояние и др );
• поверхность теплообмена и другие элементы конструкции аппарата, омываемые рабочей средой, должны обладать высокой химической стойкостью;
• при обработке загрязненной среды или среды, образующей отложения на стенках, в конструкции аппарата должна быть предусмотрена возможность периодической очистки поверхностей теплообмена;
• аппарат должен обладать запасом прочности, гарантирующим его безопасное состояние при напряжениях, возникающих в результате давления рабочей среды и температурных деформаций;
• при заданных термодинамических параметрах рабочих сред (давление, температура, объем) аппарат должен быть работоспособным и надежным.
Теплообменные аппараты по принципу действия разделяют на поверхностные (рекуперативные), регенеративные и смесительные.
102
Поверхностные (рекуперативные) теплообменники бывают с труб-• ой поверхностью теплообмена — кожухотрубные (кожухотрубча-е), погружные змеевиковые, типа «труба в трубе», оросительные; плоской поверхностью теплообмена — пластинчатые, спираль-е, с оребренной поверхностью теплообмена; с поверхностью теп-иобмена, образованной стенками аппарата; блочные; шнековые.
Регенеративные теплообменники можно разделить на теплооб-<нники с неподвижной и движущейся насадкой.
Смесительные теплообменники подразделяют на градирни, кон-нсаторы смешения, аппараты с барботажем газа, аппараты с погружными горелками.
Поверхностные теплообменные аппараты представляют собой еплообменные устройства, в которых теплоносители разделены ленкой различной конфигурации, через которую передается теп-эвой поток.
Наибольшее распространение среди аппаратов этого типа по-гучили кожухотрубные теплообменники. Они предназначены для •аботы с теплоносителями жидкость — жидкость, пар—жидкость, газ — жидкость, газ —газ и представляют собой аппараты, выполненные из рядов труб 7, собранных при помощи решеток в пучок и заключенных в кожух 2 (рис. 6.1). Концы труб для обеспечения плотности их соединения с трубными решетками (досками) развальцовывают, припаивают или приваривают к трубным решеткам, либо закрепляют с помощью сальниковых соединений и т.д. (рис. 6.2).
В стандартных кожухотрубных теплообменниках обычно применяют трубы с внутренним диаметром не менее 12 мм (для удобства чистки поверхностей) и не более 38 мм, так как дальнейшее увеличение диаметра труб снижает его компактность и увеличивает материалоемкость. Длина трубного пучка колеблется от 0,9 до 5... 6 м. Толщина стенок труб — 0,5 ... 2,5 мм. Поверхность теплообмена в них может достигать 2000 м2.
В теплообменнике (рис. 6.1, а) теплоносители, текущие внутри трубок 7 и по межтрубному пространству, проходят их за один проход. Такие конструкции называют одноходовыми. В одноходовых теплообменниках скорость движения потоков сравнительно невелика, поэтому они характеризуются пониженными коэффициентами теплопередачи.
Теплообменники жесткой конструкции применяют при незначительной разности температур теплоносителей (разность температур кожуха и трубок не должна превышать 40 ... 50 °C) во избежание разрушения в результате различного температурного расширения трубок 1 и кожуха 2.
При большей разности температур теплоносителей температурные напряжения необходимо компенсировать. Одним из способов компенсации является установка линзового компенсатора 3
103
Рис. 6.1. Кожухотрубные теплообменники:
а — с жестким креплением труб в трубных решетках; б — с линзовым компенсатором на корпусе; в — с U-образными трубами; г — с нижней плавающей головкой; д — с концентрическими поперечными перегородками; е — с сегментными поперечными перегородками; ж — с многоходовым движением в трубном пространстве; 1 — труба; 2 — кожух; 3 — линзовый компенсатор; 4 — U-образная труба; 5— плавающая головка; 6, 7 — сегментная и концентрическая перегородки; 8 — перегородки в крышке и днище
на кожухе 2 (рис. 6.1, б). Линза компенсатора (торового пофиля) может свариваться из двух полулинз. Полулинзы штампуются из шайбообразных заготовок. Наружный диаметр линзы обычно больше наружного диаметра кожуха на 250 мм. Линзы можно сваривать по 2, 3, 4, 5 и 6 штук подряд. Одна линза допускает растяжение или сжатие кожуха до 8 мм.
Теплообменники с линзовым компенсатором применяются при давлениях не выше 1,6 МПа. При более высоком давлении применяют линзу с большей толщиной стенки, что увеличивает ее жесткость и снижает компенсирующую способность. При давлении выше 1,6 МПа обычно применяют теплообменники с U-образными трубами 4 (рис. 6.1, в) и плавающей головкой 5 (рис. 6.1, г).
104
В кожухотрубных теплообменных аппаратах с плавающей го-«•ой, или, как их иначе называют, с подвижной решеткой (см. я». 6.1, г), трубчатый пучок со стороны плавающей головки не ш с корпусом и свободно меняет длину при изменении тем-з -;гуры труб. Это устраняет температурные напряжения в конст-г-кдии.
В теплообменных аппаратах с подвижной решеткой можно вы-
•нять ремонт, замену трубного пучка, механическую чистку труб с 4ружи. Однако конструкция этих аппаратов относительно слож- для их изготовления требуется большой расход металла на _->ницу поверхности теплообмена, при работе аппарата плаваю-головка недоступна для осмотра.
В теплообменниках с U-образными трубами обеспечено сводное удлинение труб, что исключает возможность появления ~кпературных напряжений вследствие разности температур труб • корпуса. Разность температур стенок труб по ходам не должна ^вышать 100 °C. Преимущество конструкции с U-образными зубами — отсутствие разъемного соединения внутри корпуса. Та-сме аппараты успешно применяют при повышенных давлениях, ри U-образной форме труб затруднена механическая чистка их мгутренней и наружной поверхностей, поэтому, как правило, их применяют для теплообмена между чистыми средами.
Для увеличения скорости теплоносителя с целью повышения значения коэффициента теплоотдачи со стороны межтрубного ространства в нем часто устанавливают и сегментные 6, и кон-
Рис. 6.2. Способы крепления труб в трубных решетках:
а — развальцовка; б — развальцовка с отбортовкой; в — развальцовка с уплотнительными канавками; г — сварка; д — пайка; е — сальниковое соединение, эк — склейка
105
центрические 7 перегородки, которые удлиняют путь теплонои теля (рис. 6.1, д, е). При этом размеры и расстояние между neper родками выбирают так, чтобы скорость среды во всех сечени была одинакова. Аналогично многоходовое движение теплонос теля по трубному пространству создается в результате разбив. > труб на секции перегородками 8, установленными в крышке днище теплообменника (рис. 6.1, ж).
Для кожухотрубных теплообменников применяют, как правт ло, цельнотянутые трубы из сталей 10 или 20. При работе с агре». сивными средами используют трубы из легированных и коррози онно-стойких сталей, меди, титана, алюминия, графита.
Наиболее распространено крепление труб в трубной решетк способом развальцовки (рис. 6.2, а, б), производимой путем плас тической деформации конца трубы специальным инструментом — вальцовкой. При расширении трубы она плотно прижимается к внутренним стенкам отверстия в решетке.
При давлении сред внутри теплообменника более 0,6 МПа способ развальцовки, показанный на рис. 6.2, а, б, уже не может обеспечить герметичность соединения, поэтому используют другом способ (рис. 6.2, в). В этом случае на внутренних поверхностях отверстий в решетках делаются канавки глубиной 0,5...0,8 мм. Обычно делают две канавки, но при высоких давлениях их число увеличи вают. Труба должна выступать из решетки на величину, равную толщине стенки трубы. При развальцовке материал трубы начинает течь, заполняя канавки решетки. Благодаря этому соединение оказывает максимальное сопротивление вырыву труб из ре шетки и становится более плотным (герметичным).
На прочность соединения влияет степень развальцовки, определяемая величиной расширения трубы в процессе крепления их в трубной решетке. Чем больше степень развальцовки, тем прочнее соединение трубы с решеткой. Однако эта зависимость справедлива до некоторого значения, выше которого прочность соединения падает. Более надежно соединение труб сваркой (рис. 6.2, г). Приварка труб к решетке используется при высоких давлениях (или температурах), а также в том случае, когда требуется повышенная герметичность соединения. Последнее условие обычно ставится, когда совершенно недопустимо соединение сред, текущих по трубам и межтрубному пространству, во избежание взрыва, пожара или порчи одного из продуктов.
Если требуется повышенная герметичность, трубы можно развальцевать и обварить. Обварка без развальцовки не рекомендуется, так как при этом возникают условия для щелевой коррозии, двусторонней коррозии сварного шва.
Пайка и заливка концов труб мягким припоем (рис. 6.2, д) используется при изготовлении медной аппаратуры. Реже, в связи с высокой трудоемкостью сборки, применяют крепление с сальни-
106
•i 6.3. Схема теплообменника типа «труба в трубе»:
. — трубы; 3 — «калач»; 4 — патрубок /, II — теплоносители
"I
м соединением (рис. 6.2, ё). Г-гбы из полимерных матери- в и графита соединяются с ’-.Сными решетками с помо-склейки (рис. 6.2, ж).
Кожухотрубные тсплообмен-- - и имеют условные обозна- ния.
В зависимости от назначения: Т — теплообменники, X — холо-- тьники; К — конденсаторы; И — испарители.
По конструкции; Н — аппараты с неподвижными трубными тшетками, К — с температурным компенсатором на кожухе, П — плавающей головкой, У — с U-образными трубами.
Теплообменники типа «труба в трубе» (рис. 6.3) смонтированы з труб /, каждая из которых установлена внутри трубы 2больше-ло диаметра. Одна среда / течет по внутренней трубе, другая II — о кольцевому каналу. Внутренние трубы соединены последовательно «калачами» 3, наружные — патрубками 4.
В теплообменниках типа «труба в трубе», создавая различные
гидродинамические условия, можно получать высокие значения коэффициента теплопередачи. Недостатком таких теплообменных аппаратов является большой расход металла на единицу теплопередающей поверхности, что приводит к значительному увеличению стоимости аппарата.
Змеевиковый теплообменник (рис. 6.4) представляет собой изогнутую в виде спирали трубу (змеевик) 1, установленную внутри сосуда 2. Одна из сред 1
Рис. 6.4. Схема емкостного аппарата со змеевиковым теплообменником;
1 — змеевик; 2 — сосуд; I — среда, находящаяся в змеевике; II — среда, омывающая змеевик снаружи
107
Рис. 6.5 Схема емкостного аппарата с теплообменной рубашкой:
1 — стенка; 2 — рубашка, /, II — теплоносители
проходит по змеевику, дру П — омывает его снаружи.
Змеевиковые теплообменни-имеют обычно низкие коэффициенты теплопередачи, величина которых лимитируется значением наименьшего частного коэффициента теплоотдачи среды омывающей змеевик снаружи В этом случае их обычно снабжают мешалками, которые не только интенсифицируют технологический процесс, но и повышают общий коэффициент теплопередачи в результате увеличения скорости движения среды.
В ряде случаев емкостные аппараты обогреваются или охлаждаются через стенку 7, снабженную внешней рубашкой 2 (рис. 6.5). По самой конструкции рубашечного теплообменного аппа-
рата скорость среды 7 внутри него невелика, поэтому коэффициент теплопередачи будет определяться именно этим малым коэффициентом теплоотдачи. Кроме того, они имеют небольшую поверхность нагрева на единицу объема аппарата. Рубашечные аппараты применяются главным образом для осуществления химичес-
Рис. 6.6. Схема пластинчатого теплообменника:
а — сборочная схема; б — пластина; I — пластины; 2 — балка; 3, 5 — подвижная и неподвижная плиты; 4 — патрубок; I, II — теплоносители
108
«г реакций, процессов кристаллизации, растворения, требую-ш нагрева или охлаждения в ходе их проведения.
Тшстинчатые теплообменники (рис. 6.6, а) имеют щслевид-каналы в параллельно установленных пластинах /. Пластины сшиваются на направляющих балках (штангах) 2 между не-* 1ижной 5 и подвижной 3 плитами. Последняя прижимает 1СТИНЫ друг к другу и герметизирует пространство между ними. I каждой пластине (рис. 6.6, б) и плитах просверлены совпадаю-. :е отверстия, образующие сплошные каналы: два — для подво-и отвода одной из теплообменивающихся сред /, два — для . стой II. Первая среда, поступая через патрубок 4 в плите 3 в хин их этих каналов, направляется в каналы между черсдующи-« ся (через одну) нечетными пластинами и, перемещаясь по ним, ходит в отводящий канал. Вторая среда движется также по че-• дующимся четным каналам. Для создания жесткости, увеличе->ия теплопсредающей поверхности и турбулентности потока пла-.тины снабжены штампованными выступами.
К достоинствам пластинчатого теплообменника относятся:
• большая удельная теплопередаюшая поверхность (200 м2/м3 и юлее), компактность и значительная экономия материала;
• большие значения коэффициентов теплоотдачи, а следова-"ельно, и коэффициента теплопередачи благодаря использованию фасонной формы пластин;
• легкость изменения величины теплопередающей поверхности в результате установки соответствующего числа пластин;
• легкость разборки и сборки теплообменника, обеспечивающие возможность чистки теплопередающей поверхности.
Блочные теплообменники, показанные на рис. 6.7, выполнены из графитовых прямоугольных или цилиндрических блоков 8, имеющих проточные вертикальные 5 и горизонтальные 1 каналы для охлаждающего и нагревающего теплоносителя. Блоки
Рис. 6.7. Вертикальный прямоугольно-блочный теплообменный аппарат: 1, 5 — горизонтальный и вертикальный каналы; 2, 3, 7 — прокладки; 4, 6 — распределительные крышки; 8— блок;
/, II — теплоносители
109
Материал
I , Теплоноситель
V7 / |
,_лП Л Л ЛЛ Л Л Л I------1, ,1-1 , п
-PJ"'.' V V v V V ETLJ
। Материал^
J.- л
Теплоноситель
Рис. 6.8. Схема шнекового тепл > менника:
/ — корпус теплообменника; 2 — (*• башка; 3, 4 — шнеки
устанавливаются один на др> с прокладками 2 между ними
По сторонам блоков имеют ся прокладки 3 и 7 перед ра пределительными крышками
и 6, которые прижимаются с пс-
мощью болтов. В качестве прокладок применяют теплостойкую ре-
зину, комбинированные прокладки из резины и фторопласта, также фторопластовый уплотнительный материал (ФУМ), допус кающие температуру агрессивной среды в пределах -18°...+150°С Рабочее давление греющего пара — не более 0,3 МПа.
К преимуществам этих аппаратов относятся сравнительная про-
стота изготовления и компактность, высокая теплопроводность материала (графита) и его коррозионная стойкость.
В шнековых теплообменниках (рис. 6.8) интенсификация теплообмена осуществляется путем непрерывного обновления поверхности нагреваемого или охлаждаемого материала (высоковязки., среды, суспензии, пасты и др.), который соприкасается со стенками аппарата. Обновление поверхности происходит в результате вращения винтообразных валов навстречу друг другу с одновременным перемешиванием и перемещением материала вдоль шнека.
Эти устройства предназначены в первую очередь для тепловой обработки высоковязких жидкостей и сыпучих материалов, обладающих низкой теплопроводностью.
Материал поступает через загрузочное отверстие в корпус / теплообменника с рубашкой 2 и перемещается с помощью шнеков 3 и 4 к противоположному концу корпуса, т.е. к разгрузочному бункеру. При этом происходит тепловая обработка (нагревание или охлаждение) материала.
Иногда для увеличения поверхности теплообмена валы шнеков делают полыми и внутрь по всей длине шнека и в пустотелые витки также подают теплоноситель.
Шнековые теплообменники занимают мало места, высокоэффективны и могут быть приспособлены к различным производственным условиям путем объединения нескольких аппаратов в один агрегат. Однако шнековые теплообменники требуют затрат сравнительно большого количества энергии.
Регенеративными теплообменными аппаратами называют устройства, в которых передача теплоты от одного теплоносителя к
ПО
•ш 6.9. Схема непрерывного нагрева с > 1ьзованием регенеративных тепло-• - нников с неподвижной насадкой:
регенераторы; 2, 4— клапаны; /, // — теплоносители
<угому происходит с помощью теп-ккумулируюшей массы, называе-насадкой. Различают регенератив-»^е теплообменники с неподвижной • иркулирующей насадками.
В первом случае неподвижная на-гадка периодически омывается потопчи горячего и холодного теплоно-.ителей. В течение первого периода периода нагревания насадки) через д"парат пропускают горячий тепло-• житель, при этом отдаваемая им :плота расходуется на нагревание мсадки. В течение второго периода (периода охлаждения насад-си) через аппарат пропускают холодный теплоноситель, кото--ый нагревается за счет теплоты, аккумулированной насадкой. Периоды нагревания и охлаждения насадки продолжаются от не-.кольких минут до нескольких часов.
Для осуществления непрерывного процесса теплопередачи от дного теплоносителя к другому необходимы два регенератора / и 3 с неподвижной насадкой, схема соединения и переключения которых приведена на рис. 6.9. В то время как в одном из них происходит охлаждение горячего теплоносителя, в другом нагревается холодный теплоноситель. Затем аппараты переключаются, после чего в каждом из них процесс теплопередачи протекает в обратном направлении. Переключение производится поворотом клапанов (шиберов) 2 и 4.
Регенеративный теплообменник с циркулирующей насадкой (рис. 6.10). В качестве насадки 2 используется зернистый материал, который непрерывно перемещается сверху вниз через два регенератора 7. В верхнем регенераторе насадка нагревается благодаря охлаждению горячей среды /, например топочных газов, а в нижнем — холодная среда II, например технологические газы, нагревается при соприкосновении с горячей насадкой. Охлажденная зернистая насадка непрерывно выводится из нижнего регенератора и передается в верхний обычно сжатым воздухом (пневматическим транспортом) по трубе 3.
В таких теплообменниках можно нагревать технологические газы до 1500 °C. Регенераторы и зернистая насадка должны быть жаростойкими.
111
Рис. 6.10. Схема регенеративнсгг теплообменника с циркулирующей насадкой:
1 — регенератор; 2 — насалка; 3 -труба (пневматический транспорт);
И — теплоносители
К недостаткам теплообменников этого типа следует отнести необходимость установки пылеулавливающих устройств герметизации охлаждаемого и нагреваемого газов и абразивное изнашивание трактов движения насадки.
Теплообменники смешения применяют в тех производствах, в которых нет необходимости получать чистые конденсаты и продукты нагрева для их последующего использования, они достаточно просты и относительно дешевы. По конструктивным признакам различают следующие типы теплообменников смешения:
• полые колонны, в которых жидкость распыливается форсунками в газовую среду;
• насадочные колонны, в которых смешение газа с жидкостью происходит на смоченной поверхности насадки;
• каскадные аппараты, имеющие внутри горизонтальные или наклонные перегородки, по которым стекает жидкость;
• струйные аппараты, где нагревание воды происходит эжек-тируемым и инжектирующим паром;
• пленочные подогреватели, в которых вода нагревается водяным паром почти до температуры насыщения пара;
• пленочные аппараты, используемые для улавливания из газов плохо смачиваемой (гидрофобной) пыли.
Конденсаторы смешения применяют для создания вакуума в различных аппаратах путем конденсации отсасываемых из них паров. Для отвода теплоты конденсации паров служит холодная вода, которая, смешиваясь с конденсатом, сливается в канализацию.
Полочный барометрический конденсатор (рис. 6.11) работает при противоточном движении охлаждающей воды и пара. В цилиндри-
112
кий корпус 7 с сегментными полками 2 снизу через штуцер 6 «ступает пар. Вода подается через штуцер 7 и перетекает по пол-с м, имеющим невысокие борта. При соприкосновении с водой конденсируется.
Смесь конденсата и воды сливается самотеком через штуцер 3 » барометрическую трубу 4 и (алее — в барометрический ящик 5. поскольку остаточное давление в конденсаторе поддерживается в
делах (1 ...2) 104 Па за счет постоянного отсасывания некон-:нсируемых газов через штуцер 8, барометрические труба и ящик грают роль гидравлического затвора, препятствующего прониканию наружного воздуха в аппарат.
Высота барометрической трубы (Нтр м) определяется равенством
77тр — Л3 + Адин + 0,5,
тле Л3 — высота столба (затвор) воды в барометрической трубе, -равновешивающего разность давлений в конденсаторе и атмос-: ирного; Лдин — высота столба воды в барометрической трубе, задающего динамический напор, который обеспечивает движение жидкости по трубе; 0,5 м — запасная высота, предотвращающая заливание водой штуцера, для ввода пара при колебаниях атмосферного давления.
Численные значения соответ
ствующих высот определяют по следующим зависимостям:
Л3= 1,02- 10~4/>,
где b — разрежение в конденсаторе, Па;
Л1ИН ~ 2g
w2
где — скорость жидкости в барометрической трубе, которую принимают равной 1 ...2 м/с; X — коэффициент трения при дви-
Рис. 6.11 Схема барометрического противоточного конденсатора: а — с сегментными полками; б — с кольцевыми полками; / — корпус; 2 — сегментная полка; 3, 6, 7, 8 — штуцеры; 4 — барометрическая труба; 5 — барометрический ящик
113
жении жидкости по барометрической трубе; drp — диаметр барометрической трубы, м.
Диаметр барометрической трубы определяется из уравнени расхода
l4(D + 1У) “тр ~ Л 9
V
где D — количество конденсирующегося в аппарате пара, кг/с W — расход воды, кг/с; рв — плотность воды, кг/м3.
В барометрических конденсаторах иногда вместо сегментные полок 2 (рис. 6.11, а) применяются полки, представляющие собой чередующиеся круглые диски и кольца (рис. 6.11, б), а также ситчатые сегментные полки. Через отверстия последних вода сте кает каплями, вследствие чего увеличивается поверхность ее соприкосновения с паром.
Рис. 6.12. Схема прямоточного конденсатора:
1 — сопло, 2 — корпус; 3 — центробежный насос, 4 — воздушный насос; 5 — патрубок
114
Прямоточные конденсаторы (рис. 6.12) применяются в установках с умеренной производительностью. Вода засасывается в аппа-л! под действием созданного в нем разрежения и впрыскивается • корпус 2 через сопло 7. Пары поступают в конденсатор сверху .грез патрубок 5. Охлаждающая вода и конденсат удаляются цент-•эобежным насосом 3, а воздух отсасывается воздушным насосом 4.
Такие конденсаторы значительно компактнее противоточных рометрических. Однако основной недостаток противоточных аппаратов (большая высота) компенсируется в прямоточных кон-енсаторах меньшим расходом охлаждающей воды и меньшим эбъемом отсасываемого воздуха, а также более простым и дешевым способом отвода удаляемой воды.
Насадочные аппараты (рис. 6.13) применяются для конденсации паров и охлаждения газов какой-либо жидкостью. Охлаждающая вода подается через разбрызгиватель 3 в верхней части корпу-а 7 аппарата. Далее она растекается по насадке 2, при этом поверхность воды значительно увеличивается. Пар движется противотоком к воде. Вода и конденсат выводятся из нижней части аппарата, а воздух отсасывается из верхней части.
Теплообменные аппараты с погружными горелками (рис. 6.14). В этих аппаратах продукты сгорания непосредственно соприкасаются с нагреваемой жидкостью.
Рис. 6.13. Схема насадочного конденсатора:
/ — корпус; 2 — насадка; 3 — разбрызгиватель
Рис. 6.14. Схема теплообменного аппарата с погружными горелками: 1 — корпус; 2 — решетка; 3 — горелка;
4 — штуцер разгрузки
115
В горелку 3, опущенную в жидкость, находящуюся в корпусе 1 подаются газ и воздух для горения. При барботаже образующихс продуктов сгорания через решетку 2 происходит равномерное дис пергирование потока газа на мелкие пузырьки, которые, всплывая, отдают свою теплоту жидкости и одновременно насыщаются парами воды. Благодаря этому значительно повышается интенсивность теплоотдачи.
При непосредственном контакте продуктов сгорания с жидкой средой теплообмен протекает с малыми потерями Коэффициент использования теплоты сгорания топлива в погружной горелке при испарении жидкостей достигает 95...96 %.
Наиболее часто аппараты с погружными горелками применяются в выпарных установках для выпаривания коррозионно-активных жидкостей.
Расчет поверхности теплообменных аппаратов
При проектировании поверхностных теплообменных аппаратов их расчет сводится к определению необходимой поверхности теплообмена.
При выборе стандартных конструкций выполняют поверочные тепловые расчеты, целью которых является определение оптимальных размеров теплообменного аппарата и режима его эксплуатации, т. е. они должны сочетать в себе интенсивный теплообмен, низкую стоимость, надежность и удобство эксплуатации.
При расчете теплообменников поверхностного типа в первую очередь следует установить целесообразность направления теплоносителей в то или иное рабочее пространство аппарата, в том или ином направлении. Целесообразность выбора определяется исходя из условия улучшения теплоотдачи теплоносителя с большим термическим сопротивлением.
Рекомендации по применению кожухотрубных теплообменных аппаратов со стальными трубами приведены в табл. 6.1.
Полный расчет теплообменных аппаратов включает в себя тепловые, гидравлические и конструктивные расчеты.
При осуществлении теплового расчета определяют:
• тепловую нагрузку и расход теплоносителя по уравнениям теплового баланса;
• среднюю разность температур теплоносителей;
• коэффициент теплопередачи по предварительно рассчитанным коэффициентам теплоотдачи по обе стороны теплопередаю-шей поверхности и с учетом ее термического сопротивления;
• поверхность теплообмена по основному уравнению теплопередачи.
В процессе работы теплообменник неизбежно потребляет энергию, расходуемую на преодоление гидравлических сопротивле-
116
Таблица 6.1
Рекомендации по применению кожухотрубных теплообменников
Тип аппарата Применение и условия работы
в кожухе в трубах
плообменники Td иТК Нагревание и охлаждение жидких и газообразных сред Температура теплообменивающихся сред -70...+350 °C
р = 0,6 ...1,6 МПа (TH) р = 0,6 ...1,6 МПа(ТК) р = 0,6... 1,6 МПа
•-оцденсаторы кН и КК Конденсируемая среда Температура 0...+350°С р = 0,6 ...1,6 МПа (КН) р = 0,6 ...1,6 МПа (КК) Охлаждающая среда Вода или другая нетоксичная, невзрыво-и не пожароопасная среда
Холодильники ХН и ХК Охлаждаемая среда Температура -20...+300 °C р= 0,6 ...4,0 МПа(ХН) р = 0,6 ...1,6 МПа (ХК) Охлаждающая среда Температура -20 ...+60 °C р< 0,6 МПа
Испарители ИН иИК Нагревающая среда Температура теплообмени -30...+350 °C р = 0,6 ...4,0 МПа (ИН) р= 0,6... 1,6 МПа (ИК) Испаряемая среда зающихся сред р = 0,6...1,0 МПа
ний при движении теплоносителей. Количество этой энергии — одна из важнейших характеристик, учитываемых при оценке конструктивных вариантов. Поэтому второй задачей проектного расчета является определение энергии, расходуемой на движение теплоносителей. Эта задача решается гидравлическим расчетом.
Конструктивный расчет обычно начинается с выбора основных конструкционных материалов, отвечающих основным условиям технологического процесса в аппарате, характеризуемых средой, давлением и температурой. Выбор конструкционных материалов производится с учетом требуемой химической стойкости, прочности при заданных рабочих параметрах (давлении и температуре), стоимости.
117
После выбора материалов составляется конструктивная схе- . аппарата с учетом основных его размеров, полученных в результате теплового и гидравлического расчетов, и проводится расч на прочность отдельных нагруженных деталей и узлов с цел • определения их номинальных размеров (толщины стенок, флан цев, трубных решеток и других деталей). Рассматривается необ\ димость использования компенсационных устройств.
В большинстве случаев требованиям, предъявленным в техническом задании на разработку аппарата, удовлетворяет не один, . несколько вариантов конструкции. Выбор наилучшего вариант является задачей оптимизационного расчета, основанного на выборе критерия оптимизации.
Поскольку такой критерий может быть только один, от нег~ требуется, чтобы он учитывал сумму по возможности больше! числа характеристик рассматриваемого варианта. Такой величиной может являться технико-экономический критерий, известный под названием «приведенные затраты». При сопоставлени различных вариантов оптимальным является тот, который характеризуется минимальным значением приведенных затрат.
Контрольные вопросы
1. Какие источники энергии относятся к первичным и вторичным?
2. Какие основные мероприятия направлены на повышение эффективности использования и экономии сырьевых и топливно-энергетических ресурсов?
3. Какие горячие теплоносители могут быть использованы в процессах нагревания?
4. Какие теплоносители могут быть использованы в процессах охлаждения?
5. Какие требования предъявляются к современной теплообменной аппаратуре?
6. На какие типы делятся теплообменники по принципу действия?
7. Какова последовательность расчета поверхности теплообменных аппаратов?
8. Каковы цель и способы компенсации температурных удлинений в кожухотрубных теплообменниках?
Глава 7
ВЫПАРИВАНИЕ РАСТВОРОВ
Выпаривание — процесс концентрирования растворов твердых нелетучих веществ путем частичного удаления растворителя при кипении в виде пара.
118
В технике процесс выпаривания получил широкое распростра-01ие, так как многие вещества (щелочи, соли, сахар и др.) поют в виде растворов (чаще всего водных), а для дальнейшего >—зебления, хранения и транспортировки концентрация ихдолж-ыть значительно повышена.
Выпаривание применяют иногда для выделения растворителя летом виде, например при опреснении морской воды, когда ’ученный пар конденсируется и используется в бытовых или нических целях.
При использовании насыщенного водяного пара в качестве ячего теплоносителя он называется греющим или первичным. 4 - чичие от него образующийся в процессе кипения раствора пар ывают вторичным. Вторичный пар, отбираемый для дальней-з го технического использования, называют экстрапаром.
Свойства растворов
1. Концентрацией х, или составом раствора, называется массо-• количество растворенного твердого вещества 6ТВ в определен-м массовом или объемном количестве раствора или раствори-тя которое определяется в процентах как
——100.
Для большинства растворов в определенном количестве растворителя при конкретных условиях можно растворить ограниченное • оличество твердого вещества. Раствор, содержащий при данных словиях предельное количество растворенного вещества, называется насыщенным. Количество растворенного вещества в насыщенном растворе, отнесенное к определенному количеству раствора или растворителя, называется растворимостью. Растворимость твердых веществ в воде не является постоянной величиной, а изменяется в значительных пределах в зависимости от температуры. При этом различают вещества с прямой растворимостью, которая увеличивается с повышением температуры (NaNO3, KNO3, NaOH, КОН и др.), и обратной растворимостью, падающей с повышением температуры (MnSO4, Na2SO4 и др )
2. Теплоемкость с веществ, и в частности растворов, незначительно зависит от температуры. Однако концентрация растворенного вещества оказывает значительное влияние на величину теплоемкости. Функция эта имеет нелинейную зависимость, поэтому для проведения расчетов обычно пользуются справочными данными, представленными в виде таблиц или графиков.
3. Температурная депрессия Дт д. Температура кипения воды при нормальном давлении составляет 100 °C. Ту же температуру имеют
119
образовавшиеся водяные пары. Температура кипения воды пони жается с уменьшением окружающего давления и повышается его увеличением. На ту же величину изменяется температура па ров над чистой жидкостью.
Если в кипящей жидкости находится растворенное веществе то раствор начинает кипеть при более высокой температуре, увеличивающейся с повышением концентрации растворенного вещества. Температура образующихся при этом паров над растворо будет меньше, и ее величина соответствует температуре кипени чистого растворителя при том же давлении.
Разность между температурой кипения раствора Гкипр и растворителя Гкип называют физико-химической или температурной депрессией
АТД = Асип.р ~ А<ИП (7.1,
и определяют по таблицам и графикам, составленным на основании опытных данных.
4. Теплота растворения (концентрирования). При проведении процесса растворения солей происходят физико-химические процессы, сопровождающиеся противоположными тепловыми эффектами.
Так, разрушение кристаллической решетки твердого вещества требует затрат энергии и сопровождается поглощением теплоты. Химическое взаимодействие растворяемого вещества с растворителем — сольватация (при растворении в воде — гидратация) сопровождается выделением теплоты. Алгебраическая сумма выделившейся и поглощенной теплоты определяет общий тепловой эффект процесса растворения. Эта же величина с обратным знаком характеризует тепловой эффект в процессе концентрирования А<у и может быть определена из справочной литературы для конкретных условий проведения процесса.
Способы и методы выпаривания
Процесс выпаривания может осуществляться под вакуумом, при атмосферном и избыточном давлениях.
При выпаривании под вакуумом снижается температура кипения раствора, что позволяет использовать для обогрева аппарата греющий пар низкого давления. Способ применим при выпаривании растворов, чувствительных к высокой температуре. Кроме того, увеличение разности температур греющего пара и кипящего раствора позволяет уменьшить поверхность теплообмена и габаритные размеры аппарата.
Выпаривание при атмосферном давлении является наиболее простым, но наименее экономичным способом, поскольку вторичный пар обычно не используется и выбрасывается в атмосферу.
120
Выпаривание под избыточным давлением вызывает повышение пературы кипения раствора, что позволяет использовать вто- ный пар (экстрапар) для других теплотехнических целей. Од-. -о данный способ применим только для выпаривания терми-ки стойких веществ и осуществим при использовании высоко-:мпературного греющего пара.
Различают также простое выпаривание, проводимое в однокор--.сных выпарных установках, в которых греющий пар использу-гтся однократно.
Для экономии греющего пара применяют многократное выпаивание, осуществляемое в многокорпусных установках, в кото-х вторичный пар каждого предыдущего корпуса используется в ичестве греющего для последующего корпуса. Первичный пар согревает в этом случае только первый корпус. Давление в корках по ходу движения пара при осуществлении такого способа эстоянно снижается.
Экономия первичного пара может быть достигнута в однокор-•всной выпарной установке благодаря применению теплового на--оса путем повышения теплосодержания вторичного пара в ре-,льтате его сжатия в турбокомпрессоре или инжекторе с после-тующим использованием в том же выпарном аппарате.
По принципу работы выпарные аппараты разделяются на периодически действующие и непрерывнодействующие.
Периодическое выпаривание применяется для получения растворов высоких концентраций при небольших производительностях.
Непрерывнодействующие выпарные установки имеют значительные производительности, более экономичны в тепловом отношении, легко автоматизируются и регулируются.
Выпарные аппараты
Выпарной аппарат должен отвечать ряду требований: быть простым, компактным, надежным в эксплуатации; иметь высокую производительность; допускать возможно большие напряжения поверхности нагрева и высокие коэффициенты теплопередачи при минимальном весе и стоимости.
Разнообразие конструкций выпарных аппаратов усложняет их классификацию. Так, выпарные аппараты могут подразделяться в зависимости:
• от расположения и вида поверхности нагрева;
• конфигурации поверхности нагрева;
• компоновки поверхности нагрева;
• рода теплоносителя;
• взаимного расположения рабочих сред;
• кратности и режима циркуляции.
По методу выпаривания выпарные установки бывают:
121
Рис. 7.1. Схема выпарного аппа с центральной циркуляционн трубой:
/ — корпус; 2 — кипятильные труба 3 — циркуляционная труба; 4 — калл уловитель; 5 — сепаратор; 6 — тр
7 — фонарь
• поверхностного типа, в к торых раствор контактирует поверхностью теплообмена;
• контактного типа, в кото рых нагревание осуществляет, без разделяющей поверхност» теплообмена;
• адиабатного испарения.
Рассмотрим наиболее рас пространенные в промышленности конструкции выпарных ап паратов.
Выпарной аппарат с цент ральной циркуляционной труби (рис. 7.1) имеет нагревательна камеру, состоящую из корпуса с кипятильными трубками 2 центральной циркуляционном трубой 3 большого диаметра
закрепленными в трубных решетках. Греющий пар подается в меж трубное пространство, конденсируется и отводится из аппарата виде конденсата. Исходный упариваемый раствор непрерывно по дается сверху, а упаренный раствор также непрерывно удаляется через штуцер, находящийся в днище аппарата, или через фонарь 7 который предназначен для поддержания постоянного уровня ра створа в аппарате. В нем с помощью трубы 6 поддерживается то же давление, что и в сепараторе 5. Парообразование внутри цент ральной трубы значительно меньше, чем в кипятильных трубах
так как на единицу объема жидкости в ней приходится меньшая теплопередающая поверхность. Вследствие этого плотность паро жидкостной эмульсии (практически жидкости) в центральной трубе больше, чем в кипятильных трубах. Это вызывает естествен ную циркуляцию раствора: гидростатическим давлением столба жидкости в циркуляционной трубе раствор передавливается в ки пятильные трубки, поднимается по ним вверх, частично выпари вается и, освобожденный вверху от пара, возвращается вниз по центральной трубе. Образующийся пар удаляется в верхней части аппарата, пройдя предварительно через каплеуловитель 4.
122
Недостатком данного аппарата является жесткая конструкция фкюшей камеры, не имеющая температурной компенсации. Ап-р ы могут быть использованы только для упаривания некрис--1 оующихся растворов, так как в противном случае в трубах « от образовываться кристаллические пробки.
.парной аппарат с подвесной греющей камерой (рис. 7.2) состо-с из греющей камеры 4, которая свободно подвешивается внут-* корпуса 5, опираясь на лапы 6. Греющий пар подается в меж-- оное пространство нагревательной камеры по трубе 3, кон-с* -ат удаляется по трубе 7. Образующийся вторичный пар прохо-сепарационное пространство над греющими трубками и далее рционный каплеуловитель 7, из которого уловленная жидкость
• ает вниз по трубе 2.
Принцип циркуляции здесь же: малоэмульгированный * . 1вор из-за большой плотно-.- । опускается вниз по кольце-> (у пространству между кор-- ом аппарата и нагревательной мерой, передавливая вверх оянно образующуюся в трубках более легкую парожидкост-ю эмульсию.
Благодаря большему сечению юльцевого канала гидравлическое сопротивление циркуляци-ного контура здесь меньше, следствием чего является увели-ние скорости циркуляции ра-твора. Погружение нагревательной камеры в выпариваемую реду препятствует возникнове-шю температурных напряже-шй, так как в этом случае кор-тус камеры и трубки находятся одинаковых температурных условиях.
Рис. 7.2. Схема выпарного аппарата с подвесной греющей камерой:
/ — каплеуловитель; 2 — труба для стекания уловленной жидкости; 3 — трута для подачи греющего пара; 4 — греющая камера; 5 — корпус; 6 — лапа; 7 — труба для удаления конденсата
Пар
Упаренный раствор
123
Однако аппараты данного типа обладают несколько бодни » материалоемкостью, чем с центральной циркуляционной труб. i В них также нельзя обрабатывать высоковязкие и кристаллизу. щиеся растворы.
Выпарной аппарат с вынесенной греющей камерой (рис. 7.3) с стоит из нагревательной камеры (кипятильника) 2 и сепаратора соединенных между собой патрубком 3 и циркуляционной трубой • Через эту трубу большая часть концентрированного раствора вс вращается обратно в нижнюю часть кипятильника, смешив*, ясь с исходным раствором, который подается через патрубок Часть концентрированного раствора отводится из сепаратора в bi готового продукта через патрубок 7. Вторичный пар, пройдя брыз гоуловитель 5, удаляется из сепаратора через верхний патрубок -
Высота трубок в таких аппаратах составляет 5 ...7 м. Сечен? циркуляционной трубы равно или больше площади поперечной-сечения всех кипятильных трубок. Следствием большой движуще силы циркуляции (разности давлений столба сплошной, некипящей жидкости в циркуляционной трубе 8 и парожидкостной эмульсии внутри кипятильных трубок) при небольшом гидравлическом сопротивлении циркуляционного контура является значительная скорость циркуляции раствора (до 1,5 м/с). В результате повы-
Рис. 7.3. Схема выпарного аппарата с вынесенной греющей камерой: 1,7— патрубки, 2 — нагревательная камера; 3, 4 — патрубки; 5 — брызгоулови-тель; 6 — сепаратор; 8 — циркуляционная труба
124
» ся коэффициент теплоотдачи и уменьшается опасность отло-• ш пристенных осадков.
Чистка и замена трубок выпарных аппаратов с выносной на-- вательной камерой достаточно удобны.
Выпарной аппарат с вынесенной зоной кипения (рис. 7.4) приме-для разделения раствора на растворитель и растворенное ество. В этих условиях вещество часто выпадает из раствора в • е кристаллов. В таких случаях обычно применяются аппараты с - -осной нагревательной камерой и вынесенной зоной кипения. - -ревательная камера 1 соединена с сепаратором 2 трубой 3. 1?овень жидкости в сепараторе поддерживается на линии верхне-обреза трубы 3, что достигается отбором суспензии через фо-... >ь 4. В нагревательных трубках раствор испытывает дополнитель-вх давление столба жидкости, находящейся в трубе 3. Высота темной трубы, т.е. гидростатическое давление столба жидко-ггм, подбирается таким, чтобы в нагревательных трубках проис-дил только нагрев раствора. Интенсивное парообразование на-•нается лишь при переходе раствора в подъемную трубу и сепа-iop. Разность давлений столба жидкости в сепараторе и паро-кидкостной эмульсии в подъемной трубе обеспечивает естествен-г ю циркуляцию раствора. Чтобы уменьшить сопротивление цир-ляционного контура, отношение сечения подъемной трубы к .чению греющих трубок принимают (с учетом увеличения объе-а образующейся парожидкостной эмульсии) равным 1,5 ...2,0. зависимости от длины трубок, i зности температур пара и жидкости, а также давления в сепа-'аторе скорость циркуляции раствора в трубках колеблется в зределах 1,2 ...2,0 м/с.
Большая скорость циркуля-ши, вынос зоны кипения из •реющих трубок и поддержание постоянного количества кристаллов в циркулирующей суспензии (не менее 5 ... 10 %) во многих случаях предотвращают образование накипи и кристаллов на греющих трубках.
Рис. 7.4. Схема выпарного аппарата с вынесенной зоной кипения:
I — нагревательная камера; 2 — сепаратор; 3 — труба; 4 — фонарь
125
Скорость циркуляции в этих аппаратах ограничена. Для пса держания больших скоростей циркуляции необходима значите, ная разность температур греющего пара и раствора (до 20 ... 25 С< Поэтому в них не всегда можно предотвратить образование н • пи и кристаллов.
Выпарной аппарат с принудительной циркуляцией растъ (рис. 7.5) применяют для создания больших скоростей движе! упариваемого раствора относительно теплопередающей пове: ности. Наиболее часто в этом случае используются аппараты выносной греюшей камерой. Раствор прокачивается через нагрг вательную камеру 7, сепаратор 2 и обратную трубу 4 насосом (центробежным или осевым). Осевой насос более эффективен, как перекачивает большие массы жидкости при малом проти! давлении. Питающий раствор подается в обратную трубу и сме шивается с большим количеством циркулирующего раствора. Сус пензию отводят через фонарь 3.
Сооружение и эксплуатация таких выпарных аппаратов доро • из-за высокой стоимости насоса и большого расхода энергии перекачку. Оптимальная скорость циркуляции раствора по трубкам — 2 ...3 м/с.
При меньших скоростях возможно отложение соли на тепло-передающей поверхности. Увеличение скорости циркуляции не экономично из-за резкого возрастания гидравлического сопро-
Рис. 7.5. Схема выпарного аппарата с принудительной циркуляцией раствора:
1 — нагревательная камера; 2 -сепаратор; 3 — фонарь; 4 — труба: 5 — насос
126
wi ния контура, а следовательно, и большого расхода энергии ввод насоса. Кроме того, при скорости движения раствора 3,0...3,5 м/с становится заметным механическое истирание с». галлов (при упаривании растворов до появления твердой || Ы).
Большие скорости циркуляции в этих аппаратах могут быть обес-»-..-ны при любой малой разности температур между конденси-g • .имея паром и циркулирующим раствором. Поэтому в них _аются наиболее благоприятные условия для предупреждения
• . ювания пристенных осадков.
Выпарной аппарат с поднимающейся пленкой (рис. 7.6) состоит । кипятильных труб большой высоты (6...9 м), что позволяет • аривать раствор от начальной до конечной концентрации за -- мя одноразового прохода его через кипятильные трубы (без ; ’куляции).
Свежий раствор, подогретый до температуры кипения, пода-гггя в трубки снизу через патрубок 1 в днище аппарата. Закипая в
-.ней части трубок, раствор в виде парожидкостной эмульсии - днимается вверх, создавая кольцевой режим кипения почти по ven длине трубок.
Этот кольцевой режим обеспечивает большие значения коэф
фициента теплоотдачи.
При большой длине трубок доста-чно одноразового прохода раство-тн через аппарат для упаривания его требуемой концентрации. Концен-тированный раствор выбрасывается j трубок в верхней части аппарата в сепаратор 2 и в виде готового продукта отводится через патрубок 3.
Аппарат может работать при мень-дей разности температур между грешим паром и раствором, чем вы-ларные аппараты с естественной циркуляцией раствора. Отсутствие циркуляции и большая скорость движе-чия выпариваемого раствора по трубкам обусловливают небольшое время пребывания его в аппарате. Кипение пленке, а не в объеме поднимающегося раствора, предупреждает об-
Рис. 7.6. Схема выпарного аппарата с поднимающейся пленкой:
1, 3 — патрубки; 2 — сепаратор
Вторичный
| пар
Раствор
127
Рис. 7 7. Схема выпарного апп* с нисходящей пленкой:
/ — трубная решетка; 2 — кип» ная трубка; 3 — сепаратор
разование пены. Поэтому п- ► менение данных аппаратов ос, бенно целесообразно при вып» ривании пенящихся раствор,» а также растворов, не терпишь, перегрева и чувствительных | длительному нагреванию. Не статком этих аппаратов являе' ся то, что в них нужно подде живать постоянный термогидродинамический режим; так как при недостаточной nt даче раствора здесь возмож-обсыхание стенок, что север
шенно недопустимо из-за обрастания их слоем кристаллов, а п избыточной подаче — уменьшение концентрации упаренного р створа Эти аппараты непригодны для упаривания кристаллизую-
щихся растворов.
Выпарной аппарат с нисходящей (падающей) пленкой (рис. 7.7 используют обычно для растворов, чувствительных к длительном) воздействию высоких температур. В этом аппарате раствор подаете на верхнюю трубную решетку 1, откуда стекает в виде тонко пленки по стенкам кипятильных трубок 2. Для создания тонки устойчивой пленки в верхней части трубок установлены специальные распределяющие устройства. Упаренный раствор отделяется от вторичного пара в сепараторе 3. В этом аппарате кольцевой режим с высоким значением коэффициента теплоотдачи существует по всея высоте греющих трубок, а время пребывания раствора в трубках еще меньше, так как пар увлекает за собой раствор, способствуя увеличению скорости стекания пленки.
Этот аппарат может работать при еще меньшей разности температур между конденсирующимся паром и раствором, чем выпарной аппарат с поднимающейся пленкой. В аппарате можно создать такой режим работы, при котором пар будет образовываться не на стенке, а на поверхности пленки со стороны парового пространства. В результате уменьшается опасность образования накипи и кристаллов, предупреждается пенообразование, облегчается
сепарация вторичного пара.
Роторный прямоточный аппарат (рис. 7.8) применяют для выпаривания нестойких к повышенным температурам вязких и пас-
128
') разных растворов. Внутри цилиндрического корпуса 1 аппа-М снабженного паровыми рубашками 4, вращается ротор, со-змщий из вертикального вала 2 (расположенного по оси аппа-«*.) и шарнирно закрепленных на нем скребков 3.
Выпариваемый раствор поступает в аппарат сверху, захватыва-фащаюгцимися скребками, под действием центробежной силы расывается к стенкам аппарата и перемещается по их внутрен-поверхности в виде пленки. Постепенно происходит полное ж. аривание пленки, и на стенках аппарата образуется тонкий и порошка или пасты, который снимается вращающимися гребками (зазор между наружной кромкой скребков и стенкой арата составляет менее 1 мм). Твердый или пастообразный про-кт удаляется через специальный секторный затвор из днища
арата.
В роторных прямоточных аппаратах достигается интенсивный гплообмен (до 15 000 Вт/(м2- К)) при небольшом уносе жидко-и вторичным паром. В то же время роторные аппараты сложны в • готовлении и отличаются относительно высокой стоимостью <сплуатации из-за наличия вращающихся частей, непригодны ?я использования в крупнотоннажных производствах.
Барботажный выпарной аппарат применяют для выпаривания сильноагрессивных и высококипящих растворов, например раство-ов серной, соляной, фосфорной кислот, растворов хлористого
агния и других при непосредственном соприкосновении ра-твора с нагретыми инертными азами. Для таких растворов передача через стенку теплоты, необходимой для выпаривания, оказывается практически неосуществимой из-за трудностей, связанных с выбором конструкционного материала, который должен сочетать хорошую теп-топроводность с коррозионной и термической стойкостью.
Выпаривание при непосредственном соприкосновении раствора и теплоносителя осуществляют обычно с помощью то-
Рис. 7.8. Схема роторного прямоточного выпарного аппарата:
1 — корпус; 2 — вал; 3 — скребок; 4 — паровая рубашка
5 Баранов
129
Воздух
Рис. 7.9. Схема барботажного выпарного аппарата:
1 — выносная топка; 2, 6, S — трубы; 3, 4, 5 — барботажные трубы; 7 — корп\ I, //, III — камеры
почных газов или нагретого воздуха в аппаратах с металлически' кожухом, футерованным изнутри коррозионно-стойкими материалами, например диабазовой и керамической плиткой, кислотоупорным и шамотным кирпичом и т.д. Барботажные трубы, п которым поступают в раствор газы, изготавливаются из термоси-лида, графита и других коррозионностойких материалов.
Барботажный аппарат для концентрирования серной кислоты (рис. 7.9) состоит из выносной топки / и горизонтального цилиндрического корпуса 7. Часть аппарата заполняется слабым раствором кислоты, подаваемой по трубе 6. Топочные газы поступают по трубам 2, концы которых погружены в раствор. При перемешивании раствора и теплоносителя происходит интенсивное испарение растворителя и частично кислоты. Из камеры III (третьей по ходу кислоты) газы поступают по барботажной трубе 3 в камеру Н-
Для повышения температуры парогазовой смеси в эту камеру по барботажной трубе 4 подается дополнительно некоторое количество свежих топочных газов. Из камеры II газы вместе с парами кислоты и воды по барботажной трубе 5 направляются в камеру /, где отдают теплоту на подогрев исходного слабого раствора кислоты. Упаренная кислота удаляется по трубе 8 из камеры III.
Противоток кислоты и газов позволяет лучше использовать теплоту топочных газов, но потери теплоты с отходящими газами весьма значительны. Кроме того, происходит большой унос газами капель кислоты, которые улавливаются в отдельном электрофильтре.
Выпарной аппарат с погружными горелками (рис. 7.10) применяют для более эффективного выпаривания. При барботаже нагретых газов через слой раствора создается значительная межфа-
130
поверхность и происходит перемешивание жидкости пузырь-выи газа. В результате достигается интенсивный теплообмен.
В плоской крышке корпуса / аппарата расположена одна (или -.колько) горелка 2, погруженная в выпариваемый раствор. Уро-<1ь раствора в аппарате поддерживается постоянным с помогаю переливной трубы 3.
Упаренный раствор отводится из конического днища аппара-i а выпадающие здесь кристаллы могут отсасываться посредством эрлифта. Парогазовая смесь отводится из пространства над • 1костью через сепаратор 4.
Для таких аппаратов обычно используют специальные горелки сепламенного горения, снабженные огнеупорной насадкой, ко-эрая в накаленном состоянии каталитически ускоряет процесс орсния.
В барботажных выпарных аппаратах, работающих при непос-щственном соприкосновении выпариваемого раствора и грею-его агента, достигаются более высокие коэффициенты теплопе-'дачи, чем при выпаривании через стенку.
Рис 7 10. Схема выпарного аппарата с погружной горелкой:
1 — корпус; 2 — горелка; 3 — переливная труба; 4 — сепаратор
131
Для изготовления выпарных аппаратов в качестве конструкционных материалов применяются углеродистые, кислотостой* -стали и медь.
Выпарные аппараты и отдельные элементы изготавливают сталей, разрешенных к применению Госгортехнадзором: ВСтЗс-ВСтЗГпс, 06ХН28МДТ, 09Г2С, 16ГС1, 08Х18Г8Н2Т, 08Х22Н6? 08Х21Н, 12Х18Н10Т, 10Х17Н13М2Т.
Кроме того, применяют двухслойные стали с плакирующ слоем: 08X13, 12Х18Н10Т, 10Х17Н13М2Т.
Для изготовления оболочек, соприкасающихся с морской в< дой, применяют двухслойную сталь СтЗ + I2X18H10T; внутренние устройства аппаратов выполняют из нержавеющей стал 12Х18Н10Т.
Детали аппаратуры, соприкасающиеся с паром и конденс том, изготавливают из углеродистой стали.
Для выпаривания высококонцентрированных растворов щелочи применяют чугунные выпарные аппараты с медными теплообменными трубами.
Простое выпаривание
Простое выпаривание осуществляется на установках небольшой производительности, когда затраты теплоты не имеют большого значения.
Материальный баланс простого выпаривания включает два уравнения, составленные:
по материальным потокам
GH = (7.2а)
по растворенному веществу
= (7.26)
где GH, GK — массовый расход исходного (упариваемого) и конечного (упаренного) раствора; W — массовый расход выпариваемого растворителя; хн, хк — проценты (массовые доли) растворенного вещества в исходном (начальном) и конечном растворах.
Тепловой баланс простого выпаривания может быть записан на основе потоков прихода и расхода теплоты.
Обозначим: D — массовый расход греющего пара; /пар, iB п, /конд — удельные энтальпии греющего и вторичного пара, а также конденсата; tH, tK — начальная и конечная температуры раствора; Д</ — теплота концентрирования от концентрации хн до концентрации х^; сн> ск — удельные теплоемкости исходного (начального) и конечного растворов.
В этом случае тепловой баланс будет основываться на следующих тепловых потоках:
132
Поступление теплоты
Расход теплоты
С исходным раствором бнСц'н
С греющим паром Т^пар
С конечным раствором бкСк/к
С вторичным паром пл гг *в.п
С теплотой концентрирования 0,01 GyX^q
С конденсатом
Т^конл
Тепловые потери Qn
Тогда тепловой баланс простого выпаривания будет
G„cHtH + Dinap = G,cJK + И7ВП + 0,01 GKx^q + Р/конд + Qn. (7.3)
Заменив в выражении (7.3) в соответствии с уравнением (7.2а) на (7К + W и решив его относительно расхода греющего пара, .д.тучим
D GTh +0, 01хкД^ । у <вп Гн'н Qn
'nap ~ 'конд 'пар — 'конд 'пар — 'конд
(7.4)
Из равенства (7.4) следует, что общий расход пара определяется тремя слагаемыми, которые можно интерпретировать следующим образом: первое — расход пара на изменение теплосодер-кания упариваемого раствора, второе — расход пара на образова-ие вторичного пара и третье — расход пара на компенсацию потерь теплоты в окружающую среду.
Значение первого и последнего слагаемых невелики по сравнению со вторым, поэтому при приближенных расчетах считается, что 1 кг испаряемой из раствора воды требует затрат 1,1... 1,2 кг греющего пара.
Площадь поверхности теплообмена выпарного аппарата опреде-тяется в соответствии с основным уравнением теплопередачи
г = -2-
где Q
тепловая нагрузка аппарата; К — коэффициент теплопе-
редачи;
А/пр — полезная разность температур.
При расчетах выпарных аппаратов учитывают следующие тем-
пературные характеристики:
• общую разность температур — разность между температурой
греющего пара
'гр.п,
ратурои
вторичного
поступающего в выпарной аппарат, и темпе-пара /вп, отбираемого из аппарата:
А'обш 'гр.п 'вп>
133
• полезную разность температур, которая всегда меньше об разности температур на величину температурных потерь (депрх сий),
А^П.р “ ~ 2ХОТ,
• температурные потери (депрессии), которые складываются температурной, гидростатической и гидравлической депресси,
= А^Г.Д
• температурную депрессию Д^д — разность между темпераг» рами кипения раствора и чистого растворителя (7.1);
• гидростатическую депрессию Д/гд — повышение температу кипения раствора за счет гидростатического давления столба жид-кости в трубах выпарного аппарата;
• гидравлическую депрессию ДГг п — потери температуры вторич ного пара, вызванные гидравлическими сопротивлениями на вы ходе из выпарного аппарата.
Многократное выпаривание
Сущность многократного выпаривания заключается в том, чтс процесс выпаривания осуществляется в нескольких соединенных последовательно аппаратах, давление в которых поддерживается таким образом, чтобы вторичный пар предыдущего корпуса мог быть использован как греющий пар в последующем корпусе.
Многокорпусные установки могут быть прямоточными, противоточными и комбинированными.
Рис. 7.11. Схема прямоточной многокорпусной выпарной установки:
1, 2, 3 — корпуса; 4 — барометрический конденсатор
134
В противоточной многокорпусной установке (рис. 7.11) исходил раствор подаемся в корпус 7, далее в корпуса 2 и 3 и удаляет-0 «з корпуса 3 в виде упаренного продукта. Давление в установке ^гньшается в направлении от корпуса 1 к корпусу 3, что позво-перемещать раствор под действием перепадов давлений без В лнительного перекачивающего оборудования.
Греющие пары перемещаются в том же направлении, что и жтвор: свежий пар вводится в корпус 7; образовавшийся в этом лпусе вторичный пар поступает в качестве греющего в корпус 2; жразующийся в нем вторичный пар поступает на обогрев корпу-
3; вторичный пар из корпуса 3 отводится в барометрический конденсатор 4.
Преимуществом прямоточной схемы является возможность эеремещения раствора из корпуса самотеком. К недостаткам мож-• отнести неблагоприятные для теплопередачи условия. Так, ко-•: фициенты теплоотдачи от пара к упариваемому раствору умень-ются от корпуса к корпусу в связи со снижением теплосодержания греющего пара, уменьшением количества упариваемого ра-.твора, но увеличением его концентрации. Таким образом, коэф-ициент теплопередачи в последнем корпусе оказывается в несколько раз меньше, чем в первом.
Схема противоточной многокорпусной выпарной установки представлена на рис. 7.12. Свежий греющий пар поступает, как и в редыдушем случае, в корпус 7, а вторичные пары в качестве греющих перемещаются в направлении от корпуса 7 к корпусу 3 и конденсируется в барометрическом конденсаторе 4. Выпариваемый раствор вводится в корпус 3, перемешается в установке в
Рис. 7.12. Схема противоточной многокорпусной выпарной установки:
1, 2, 3 — корпуса; 4 — барометрический конденсатор 5, 6, 7 — насосы
135
направлении от корпуса 3 к корпусу I и отбирается из корпуса насосом 7. Поскольку давление в каждом последующем корт.-меньше, чем в предыдущем, для перемещения раствора испо. . зуются насосы 5, 6.
Преимуществом противоточной схемы является более интенсивный теплообмен во всех корпусах, недостатком — необходимого использования в схеме насосов, работающих на горячих легко кр. сталлизующихся потоках, что усложняет эксплуатацию уставов-
В комбинированных схемах осуществляются различные вари анты ввода и перемещения раствора. Так, например, возможна схемы с вводом раствора в каждый корпус в отдельности, с вводом раствора в средний корпус с дальнейшей передачей его в пос ледний и выпуском через первый и т.д. Подобные схемы примени ются в специальных случаях. В промышленной практике они мал распространены и поэтому в данном учебнике не рассматриваются.
Материальный баланс многокорпусной установки, состояше из п корпусов, записывается аналогично уравнениям (7.2) в виде
С» = GK + fV, + W2 + ... +
GHxH = GKxK = (Сн-Н\-№2- ... - Wn)xK,
где I, 2, ..., n — номера корпусов многокорпусной установки.
Тепловой баланс при расчете многокорпусной установки составляется обычно для каждого корпуса по аналогии с уравнениями (7.3) и (7.4) с целью определения необходимого количества греющего пара для первого корпуса и достаточности количества вторичного пара из предыдущего корпуса для нормальной работы последующего корпуса. В случае избытка вторичного пара для обогрева последующего корпуса он частично может отбираться в качестве экстрапара для нужд производства.
Общую разность температур для многокорпусной установки — разность между температурой греющего пара /гр п, поступающего в первый корпус, и температурой вторичного пара tB п, отводимого из последнего корпуса, определяют по формуле
А4>бш = ^гр.п ~ 4.п-
Общую полезную разность температур, которая меньше общей разности температур на величину температурных потерь во всех корпусах установки, можно определить как
Д^П.р ~ Д^обш ~ 2L А^П.р-
1=1
При расчете многокорпусных выпарных установок для определения площадей теплопередающих поверхностей общую полезную разность температур необходимо предварительно распределить по корпусам установки.
136
Существует два подхода к проведению такого расчета:
• равенство поверхностей нагрева корпусов, т.е. применяемые . арные аппараты имеют одинаковые размеры. В этом случае езная разность температур для каждого корпуса определяется зависимости
La/*, 1=1
Q, — тепловая нагрузка /-го корпуса; К, — коэффициент теп-передачи в /-м корпусе;
• минимальная общая поверхность нагрева корпусов установки, е. определение величин полезной разности температур в каждом । рпусе осуществляется в этом случае по зависимости
pi ^~1, Д^п.р
»=i
При этом следует учитывать, что для нормального функциони-:ювания выпарных аппаратов с естественной циркуляцией полезная разность температур в корпусе не должна быть менее 5... 7 °C, а для аппаратов с принудительной циркуляцией — не менее 3 °C.
Несмотря на то, что установки с минимальной поверхностью нагрева обладают меньшей материалоемкостью, унификация кон-гтрукций корпусов, а также удобство их обслуживания и ремонта, делает более целесообразным применение установок с равны
ми поверхностями нагрева.
Выбор числа корпусов производят с учетом того, что основным преимуществом многокорпусной выпарной установки является ис-
пользование первичного греющего пара только в первом корпусе. Остальные корпуса обогреваются теплотой вторичного пара, получаемого в предыдущем корпусе. Таким образом, увеличение числа корпусов приводит к уменьшению производственных затрат, связанных с полу-
Рис. 7.13. Определение затрат на проведение процесса выпаривания в зависимости от числа корпусов:
а — суммарные затраты на процесс выпаривания; б — затраты на производство пара; в — амортизационные расходы; г — трудозатраты
Число корпусов
137
чением греющего пара. Однако число корпусов нельзя увелич! вать постоянно, поскольку каждый из них увеличивает темпер-турные потери всей установки. Поэтому предельным числом кор пусов в установках многократного выпаривания является такое ш число, при котором полезная разность температур имеет положительное значение.
Оптимальное число корпусов установок многократного выпаривания обычно определяется экономическими соображениях / (рис. 7.13) — приведенными затратами на проведение процесс, выпаривания (кривая а). Приведенные затраты состоят из затрат н производство пара (кривая б), которые уменьшаются с увеличе нием числа корпусов; амортизационных расходов, увеличивающихс с ростом количества корпусов (кривая в); трудозатрат (линия г), практически не зависящих от числа корпусов. Оптимальное число корпусов в промышленных условиях, соответствующее минимальным приведенным затратам обычно составляет 3...4 корпуса.
Адиабатные выпарные установки
В установках адиабатного испарения концентрирование растворов осуществляется путем испарения растворителя в рабочей камере, давление в которой ниже давления насыщения, соответствующего температуре поступающей в камеру жидкости.
Рис. 7.14. Схема адиабатных выпарных установок:
а — одноступенчатая; б — многоступенчатая; 1 — камера выпаривания; 2 — подогреватель; 3 — конденсатор; 4, 6, 7 — насосы; 5 — поддон
138
На рис. 7.14 представлены схемы одноступенчатой и многосту-::нчатой адиабатных выпарных установок.
В одноступенчатой адиабатной выпарной установке (рис. 7.14, а) ходный раствор подается насосом 4 в конденсатор 3, где нагре-I :тся образовавшимися при испарении парами, конденсируя их • внешней поверхности. Попадая в подогреватель 2, исходный iBop нагревается до требуемой температуры и направляется в . меру выпаривания /. Образующийся в испарителе пар конден-. -руется в конденсаторе 3 и стекает в поддон 5, откуда удаляется • _осом 6. Упаренный раствор откачивается насосом 7.
Многокорпусная адиабатная выпарная установка (рис. 7.14, б) _ботает аналогичным образом. Перепад температур на каждой _тупени составляет 2... 3 °C, производительность по дистилляту со-.тавляет десятки тысяч тонн в час.
Обычно такие установки применяют для выпаривания воды из астворов минеральных солей, опреснения морской воды и дру-~их слабоминерализованных растворов.
Выпарные установки с тепловым насосом
Использование вторичного пара возможно не только в многокорпусных установках, но и в одном и том же выпарном аппарате. В этом случае вторичный пар подвергается дополнительному сжатию для повышения его энтальпии тепловым насосом и возвращается на обогрев того же самого аппарата. В качестве тепловых насосов для сжатия пара применяют турбокомпрессоры и пароструйные компрессоры-инжекторы.
На рис. 7.15, а представлена схема однокорпусного выпарного аппарата / с турбокомпрессором 2. Степень сжатия вторичного пара выбирается в зависимости от необходимой разности температур между возвращаемым вторичным паром и кипящим упариваемым раствором.
Если считать, что в греющую камеру выпарного аппарата возвращается весь вторичный пар, получаемый в однокорпусной установке, и его энтальпия после компрессора составляет /вк, то уравнения теплового баланса (7.3) и (7.4) можно переписать в виде
GHc„tH + Dimp + И4ВК = GKcK/K + И7ВП + 0,01 G^q + (D + W)iK + Qn и
D ~ G ~ ^H'n । pj/ 'в.п ~ 'в. к ~ 'к । Qn (7 5)
'nap ~ 'к 'пар ~ 'к 'пар ~ 'к
Как следует из уравнения (7.5), расход первичного греющего пара на выпаривание с применением теплового насоса значительно
139
раствор
а
б
Рис. 7.15. Схемы выпарных установок с тепловыми насосами:
а — с турбокомпрессором; б — с пароструйным инжектором; / — выпарной аппарат; 2 — турбокомпрессор; 3 — инжектор
уменьшается по сравнению с простым выпариванием, так как второе слагаемое уменьшается на величину (/вк- О-
Однако реализация данного способа требует применения машин-компрессоров, а также значительных энергетических затрат на их работу.
Другим способом, получившим широкое распространение в настоящее время для повторного использования вторичного пара в тех же установках, является применение пароструйного инжектора (рис. 7.15, б).
В сопло инжектора 3 подается первичный греющий пар, который всасывает вторичный греющий пар из этого же аппарата, повышает его давление и подает назад в нагревательную камеру.
Отношение весового количества инжектируемого вторичного пара к весовому количеству первичного пара называется коэффициентом инжекции т. Общее количество конденсирующего пара составит в этом случае Д(1 +т).
Уравнения теплового баланса для случая применения в качестве теплового насоса пароструйного инжектора могут быть записаны в виде
(гнСнГн + Z>(1 + w)/nap = GKcKtK + И7ВП + 0,01 GKxKbq + D(1 + m)iK + Qn или
[) — q ~ ^-h^h +0,01xKAg । iB,n ~ cH/H।Qn (1 + w)(lnap — 4) (1 ^OO'nap — 4) 0 ^ООпар ~ 'к)
Сопоставление этих выражений с уравнениями (7.3) и (7.4) для простого выпаривания показывает, что расход греющего пара при применении инжектора уменьшается в (1 + т) раз.
140
Обычно коэффициент инжекции для установок с тепловыми • ; осами выбирается в диапазоне 0,5 ... 1.
Инжектор дешев, прост и удобен в обслуживании, однако имеет • гзкий коэффициент полезного действия.
Экономическая целесообразность применения выпарных аппа-св с тепловым насосом определяется соотношением стоимос-« энергии, затрачиваемой на сжатие вторичного пара, и стоимо-свежего греющего пара на данном предприятии. В одних случа-п выпарной аппарат с тепловым насосом может оказаться эконо-«•гчнее многокорпусной выпарной установки, в другом — наобо-1 Установлено, что для средних величин стоимости энергии и эа выпарные аппараты с тепловыми насосами экономически юдны, если температурная депрессия не превышает 8... 10°C. : .ли же температурная депрессия больше 10... 15 °C, то рента-тьнее многокорпусная выпарка.
Контрольные вопросы
1. В чем заключается сущность процесса выпаривания?
2. Какие основные свойства растворов учитываются при расчете прессов выпаривания?
3. Какие способы и методы выпаривания существуют?
4. По какому принципу классифицируют выпарные аппараты?
5. В чем заключается процесс простого выпаривания?
6. Каковы сущность и особенности многократного выпаривания9
7. Каким образом определяется общая и полезная разность темпера-для процессов выпаривания?
8. Какова область применения адиабатных выпарных установок?
9. В чем заключаются особенности применения выпарных установок с -епловым насосом?
Глава 8
ИСКУССТВЕННОЕ ОХЛАЖДЕНИЕ
Осуществление различных процессов (кристаллизации, разде-тения газов, сублимации, абсорбции, хранения пищевых продуктов) требует проведения их при низких температурах. Однако для охлаждения сред до температур ниже температур окружающей среды необходимо, в соответствии со вторым законом термодинамики, затратить определенную работу (энергию), которая реализуется в специальных холодильных установках.
Техника производства холода при этом зависит от требуемой температуры охлаждения. По этому признаку различают: умеренное охлаждение — до 150 К (около -100 °C) и глубокое — ниже
141
150 К. Современная техника позволяет получать температуры, близ кие к абсолютному нулю 0 К (-273 °C).
В холодильных установках перенос теплоты от среды с низк температурой к среде с высокой температурой осуществляется помощью промежуточной среды, называемой холодильным аге-том, или хладагентом.
Снижение температуры хладагента при проведении процессов искусственного охлаждения может осуществляться:
• испарением низкокипящих жидкостей;
• расширением предварительно сжатых газов.
Первый способ может осуществляться посредством резкогс расширения — пропускания через дросселирующее устройство например диафрагму с отверстием, представляющего изоэнталь-пийный процесс без совершения внешней работы. Второй способ заключается в расширении газа с совершением внешней работы специальной машине-детандере*, процесс можно считать адиабатическим.
Хладагенты
При выборе хладагентов руководствуются следующими требованиями: они должны иметь высокую теплоту парообразования, т.е. поглощать при испарении большое количество теплоты; большую критическую температуру, обеспечивающую конденсацию паров хладагента естественными охлаждающими агентами (вода, воздух); небольшие удельные объемы паров; низкую температуру замерзания; безвредность для обслуживающего персонала; пожаробезопасность; коррозионную нейтральность; доступность и низкую стоимость. С целью снижения гидравлического сопротивления при течении хладагента в системе и уменьшения поверхности теплообмена желательно, чтобы его вязкость и плотность были небольшими, а коэффициенты теплоотдачи — высокими.
К наиболее часто применяемым в холодильных машинах относятся аммиак, диоксид серы, диоксид углерода, хладоны (насыщенные фторуглероды, содержащие хлор, реже — бром).
Однако все они не лишены определенных недостатков. Аммиак обладает необходимыми термодинамическими и гидродинамическими характеристиками, доступен, имеет низкую стоимость. В то же время он взрывопожароопасен и ядовит.
Хладоны отвечают практически всем перечисленным требованиям, однако имеют значительно меньшую (в 5... 10 раз) теплоту парообразования, а соответственно, их холодопроизводительность значительно меньше.
* Детандер (от фр. detendre — ослаблять) — машина для охлаждения газа путем его расширения с совершением внешней работы
142
Установки, применяемые для получения умеренного холода, ывают холодильными машинами. В зависимости от принципа дей-~вия и вида затрачиваемой энергии различают:
• парокомпрессионные машины, в которых происходит пикли-кое испарение и конденсация хладагента после сжатия с пошью компрессора;
• газокомпрессионные машины, в которых происходит расшире-ме предварительно сжатых в компрессоре газов, но отсутствует -талия их конденсации;
• абсорбционные холодильные машины, в которых используется способность веществ абсорбировать хладагент;
• пароэжекторные холодильные машины, в которых сжатие хладагента производится с помощью парового эжектора, а конденса-:ия — смешением с водой.
Парокомпрессионные холодильные машины
Компрессионные холодильные машины наиболее распространены и экономичны. В качестве хладагента в них используются имиак (NH3), диоксид серы (SO2) или диоксид углерода (СО2).
Наименьшие энергетические затраты на получение искусственного холода достигаются в идеальной компрессионной машине, работающей по обратному циклу Карно, представленному на диаграмме Т— 5(рис. 8.1).
Принцип работы идеальной компрессионной машины (рис. 8.1, а) заключается в следующем. Пары хладагента 1 подаются в компрессор I, где подвергаются сжатию при постоянном значении
Рис. 8.1. Цикл работы идеальной компрессионной холодильной машины (цикл Карно)
а — схема компрессионной машины; б — цикл ее работы в Т— 5-диаграмме; / — компрессор II — теплообменник-конденсатор; III — детандер; IV — теплообменник испаритель
143
энтропии (адиабата 1—2) (рис. 8.1, б). В теплообменнике-конденсаторе II происходит конденсация паров 2 при постоянной теч пературе (изотерма 2—3). Далее жидкий хладагент 3 попадает детандер III, в котором происходит его расширение (адиабат 3—4). Испарение хладагента 4 осуществляется в теплообменнике испарителе /Ипри постоянной температуре (изотерма 4— 1), пост чего он возвращается в первоначальное состояние, с которой начиналось рассмотрение процесса.
Теплота, отводимая от среды при испарении 1 кг хладагента (удельная холодопроизводительность), графически может изображаться площадью а—4—I—b и равна qQ = T0AS. Соответственно теплота, отводимая от 1 кг хладагента при конденсации, изображается площадью b—2—3—a и определяется как q = TkAS.
Затраченная механическая работа (компрессор, детандер) составит
/ = 9-9о = ЛОД-То) = 9о^-Д.
7о
Холодильный коэффициент идеального цикла равен отношению получаемой в нем удельной холодопроизводительности к совершенной механической работе
еил
=?о// = ТДГ-
1 к ~ 10
На практике вместо детандера в компрессионных машинах используют дроссельное устройство (рис. 8.2), работающее в изоэн-тальпийном режиме (дроссельный эффект Джоуля—Томпсона). Используемый эффект заключается в
снижении температуры реального газа (пара) при дросселировании на величину АД пропорциональную перепаду давлений на входе и выходе из дроссельного устройства
бр = Р\ - Р1-
Компрессионные холодильные машины могут работать в режиме «влажного» или «сухого» хода компрессора.
Рис. 8.2. Дросселирующее устройство:
D. d — диаметры трубопровода и диафрагмы (соответственно); ы,, р, — скорость и давление перед диафрагмой; н>2, р2 — после диафрагмы; Др — перепад давлений
144
Цикл с «влажным» ходом компрессора (рис. 8.3, а) наиболее бли-• к обратному циклу Карно и поэтому обладает наиболее высо-эффективностью. Отличие заключается в том, что процесс сселирования осуществляется при постоянной энтальпии (изо-ггальпа 3—4). Линия 3' — 3 соответствует возможному пере-хклаждению среды в теплообменнике-конденсаторе.
Холодильный коэффициент в этом случае определяется отно-_гнием удельной хладопроизводительности в теплообменнике-• . парителе (/, — ц) к удельной производительности компрессора -й)
е = ^—\ (8.1)
h ~ 'i
Несмотря на энергетические преимущества, цикл с влажным )дом компрессора обладает рядом недостатков, таких как боль-ие тепловые потери при контакте хладагента со стенками ци-гиндра компрессора и наличие гидравлических ударов, вызываю-_их повреждение внутренней поверхности цилиндра.
Поэтому в компрессионных холодильных установках чаще используют цикл с «сухим» ходом компрессора, при котором сжатию одвергается перегретый (сухой) пар.
Цикл включает следующие стадии (рис. 8.3, б): сжатие сухого тара в компрессоре по адиабате 1—2, охлаждение перегретого тара до насыщения по изобаре 2— 2', конденсация по изотерме 2—3', переохлаждение по линии равновесия З'-З (если в этом есть необходимость), дросселирование по изоэнтальпе 3— 4 и испарение по изотерме 4— 1.
Рис. 8.3. Циклы работы реальной компрессионной машины: а — с «влажным» ходом компрессора; б — с «сухим» ходом компрессора
145
Основными параметрами, характеризующими работу компре.. сионной установки в обоих циклах являются:
• удельная холодопроизводительность (Дж/кг)
до - h ~
• удельная объемная холодопроизводительность (Дж/м3)
ди = р(Л - й),
где р — плотность пара хладагента, всасываемого компрессором кг/м3;
• холодопроизводительность установки (Дж/с, Вт)
Qo - GQo = ^(zi ~ М),
где G — расход хладагента, кг/с;
• теоретическая мощность компрессора (Дж/с, Вт)
£= G^-Z,);
• коэффициент полезного действия установки (%)
П = (L/N) 100,
где 7V — действительная мощность компрессора, Вт;
• холодильный коэффициент (е).
Абсорбционные холодильные установки
В абсорбционных холодильных установках (рис. 8.4) в отличие от компрессионных используется не механическая работа компрессора, а сорбционные свойства взаимодействующих сред, процесс отгонки хладагента из растворителя с последующим проведением обратного процесса улавливания парообразного хладагента охлажденным растворителем.
В установках такого типа наиболее часто применяют систему аммиак (хладагент) — вода (растворитель).
Принцип работы абсорбционной холодильной установки заключается в следующем. Водоаммиачный раствор, содержащий около 50% аммиака, поступает в кипятильник 1, работающий при повышенном давлении, чтобы пары аммиака могли конденсироваться в теплообменнике-конденсаторе 2 при нормальных условиях. Далее жидкий аммиак проходит через дроссель 3 и испаряется в теплообменнике-испарителе 4, отбирая теплоту от охлаждаемой среды. Затем пары аммиака направляются в абсорбер 5, где они поглощаются слабым водоаммиачным раствором, поступающим из кипятильника 7.
С целью интенсификации процесса абсорбции перед подачей в абсорбер водный раствор аммиака охлаждается в теплообменнике 7 и дросселирующем вентиле 6. Хладагентом в теплообменнике 7
146
Рис. 8.4. Схема абсорбционной холодильной установки:
I — кипятильник; 2 — теплообменник-конденсатор; 3 — дроссель; 4 — теплообменник-испаритель; 5 — абсорбер; 6 — вентиль; 7 — теплообменник; 8 — насос
является обогащенная и охлажденная водоаммиачная смесь из абсорбера 5, подаваемая насосом 8 в кипятильник 7, которая в свою очередь нагревается.
Таким образом, в абсорбционной холодильной установке искусственный холод получается в первую очередь за счет тепловой энергии, подаваемой в куб кипятильника 7.
Холодильный коэффициент в данном случае представляет собой
Е = Со/Огрп. (8-2)
где Qo — холодопроизводительность установки; £)грп — количество теплоты, переданное водоаммиачному раствору первичным (греющим) паром в кипятильнике.
Коэффициент полезного действия таких установок меньше, чем у компрессионных, и они более громоздки. В то же время, в них отсутствуют сложные механизмы, а в качестве источника энергии может использоваться дешевый утилизируемый пар любого сопутствующего производства.
Пароэжекторная холодильная установка
Пароэжекторные установки работают благодаря кинетической энергии расширяющегося потока газа или пара. Это позволяет использовать в них в качестве хладагента воду или захоложенные рассолы на ее основе.
147
Рис. 8.5. Схема пароэжекторнои холодильной установки:
1 — эжектор; 2 — конденсатор; 3, 6 -насосы; 4 — вентиль; 5 — испаритель.
7 — теплообменный аппарат
Установка (рис. 8.5) работае следующим образом. Рабочи ,• пар поддавлением 0,3...0,6 МП направляется в сопло эжектора / где, расширяясь, он создает раз-
режение, благодаря котором), «холодный» пар из испарителя 5 также поступает в эжектор 1. Смесь рабочего пара и «холодных» паров сжимается в эжекторе I и конденсируется в конденсаторе 2. Основная часть конденсата отводится из установки насосом 3, а часть, регулируемая вентилем 4. возвращается в испаритель 5 для сохранения материального ба
ланса.
Производство холода осуществляется в теплообменном аппарате 7, через который насосом 6 подается вода. Часть ее испаряется в результате разрежения, созданного эжектором / в испарителе 5, что и приводит к охлаждению в нем воды.
Холодильный коэффициент определяется по зависимости (8.2). где 0гр п — теплота, затраченная на получение рабочего пара.
Достоинством пароэжекторных машин является простота, взры-вопожаробезопасность, экологичность, недостатком — трудность регулирования.
Глубокое охлаждение
Глубокое охлаждение применяют в промышленности для разделения однородных тазовых смесей на компоненты: кислород, азот, водород и др. При этом температура ожижения таких газов ниже критической.
Понижение давления в системах охлаждения неэффективно и создает значительные технические сложности. Поэтому основным направлением создания глубокого охлаждения является использование каскадных установок, в которых происходит постепенное понижение температур до требуемых. При этом применяют два основных метода:
• дросселирование — понижение температуры газа без совершения внешней работы путем уменьшения давления (цикл Линде);
• расширение газов с совершением внешней работы в детандере (цикл Капицы).
Критерий выбора того или другого способа получения глубокого охлаждения сред определяется энергетическими показателя-
148
• •, которые можно осуществить, учитывая конкретные свойства * каемых газов.
Так, при расширении в области между сравнительно высоки-давлениями эффективным является процесс дросселирования, , гели перепад давлений велик или расширение начинается при . мнительно высоких температурах, предпочтительнее будет де-- лидирование. Для повышения холодопроизводительности комбинируют методы расширения газа в детандере и его дросселировался.
Контрольные вопросы
1. Какие виды хладагентов используются при осуществлении пронес-. \ меренного охлаждения?
2. Какие холодильные машины могут применяться для осуществле-ч процессов умеренного охлаждения?
3. В чем заключаются циклы с «влажным» и «сухим» ходом компрессора в парокомпрессионных установках?
4. Какие основные параметры характеризуют работу парокомпресси-ной установки?
5. Каковы принципы и особенности эксплуатации абсорбционных «иодильных установок?
6. В чем заключается принцип работы пароэжекторных холодильных становок?
РАЗДЕЛ III
МАССООБМЕННЫЕ ПРОЦЕССЫ И АППАРАТЫ
Глава 9
ОСНОВЫ МАССОПЕРЕДАЧИ
Технологические процессы, скорость которых определяете» скоростью переноса вещества из одной фазы в другую, называются массообменными (диффузионными) процессами.
Движущая сила массообменных процессов — разность концентраций.
К массообменным процессам относятся:
• абсорбция — процесс избирательного поглощения компонентов из газовых или парогазовых смесей жидкими поглотителями (абсорбентами);
• ректификация — процесс разделения однородных жидких смесей, не находящихся в термодинамическом равновесии, на компоненты в зависимости от их летучести при противоточном взаимодействии жидкости и пара;
• экстракция (жидкостная) — процесс извлечения вещества, растворенного в одной жидкости, другой жидкостью, не растворимой и не смешивающейся с первой;
• экстрагирование — процесс извлечения компонента из твердого вещества с помощью растворителя;
• адсорбция — процесс избирательного поглощения компонентов из газов, паров или растворенных в жидкостях веществ твердыми поглотителями (адсорбентами). Разновидностью адсорбции является ионный обмен — процесс извлечения вещества из раствора, основанный на способности некоторых твердых веществ (ионитов) обменивать свои подвижные ионы на ионы извлекаемого вещества;
• сушка — процесс удаления влаги из твердых влажных материалов путем ее испарения и отвода образовавшихся паров.
• кристаллизация — процесс выделения компонента из растворов или расплавов в виде твердой фазы (кристаллов);
• растворение — процесс перехода твердой фазы в жидкую (растворитель);
• мембранное разделение — процесс разделения находящихся в однородных растворах веществ, основанный на способности не-
150
рых тонких пленок (мембран) пропускать одни вещества и В-рживать другие.
Все перечисленные процессы характеризуются переходом ве-ва из одной фазы в другую и называются массопередачей.
Механизмом массопередачи является молекулярная, или кон-• • явная, диффузия. Процесс осуществляется в направлении рав- м?сия и прекращается при его достижении.
В массообменных процессах участвуют как минимум три веще-Два из них (распределяющие вещества, или фазы) обменива-между собой содержащуюся в них третью (распределяемое ве-л тво). Распределяющие вещества не участвуют в процессе мас-ередачи, а являются носителями распределяемого вещества, и количество в процессе взаимодействия не изменяется (G=const a L = const).
Первую и вторую распределяющие фазы, а также их расход ринято обозначать G и L. Распределяемое вещество и его коли-тво обозначается буквой М. Концентрацию вещества М в фазе принято обозначать у(С^), а в £ — х(Сх).
Некоторые способы выражения состава фаз двухкомпонент-UJX систем представлены в табл. 9.1
Поскольку уравнения, описывающие конкретные массообмен--ые процессы, могут записываться с использованием различных
Таблица 9.1
Способы выражения состава двухкомпонентных систем
Концентрация Обозначение концентрации распределяемого компонента
в фазе G в фазе L
Мольная доля, кмольА/кмоль(А + В) У X
Массовая доля, кг А/кг (А + В) У X
Относительная мольная концентрация [доля), кмольА/кмольВ Y X
Относительная массовая концентрация (доля), кг А/кг В Y X
Объемная мольная концентрация, кмольА/м3(А + В) Су Сх
Объемная массовая концентрация, кг А/м3 (А + В) Су сх
Примечание. А — количество распределяемого вещества М в двухкомпонентной системе соответствующих размерностей; В — количество распределяющего вещества (С или L) в двухкомпонентной системе соответствующей размерности.
151
размерностей концентраций, в каждом случае они будут оговад» ваться особо.
Концентрация компонента в газовой смеси может быть выр жена также через его парциальное давление, т.е. через давле-газа, входящего в состав газовой смеси, которое он оказы бы при рассматриваемой температуре, занимая один весь обт . смеси.
Равновесие массообменного процесса есть такое термодинам--ческое состояние системы, при котором скорости перехода рай пределяемого вещества из одной распределяющей фазы в другуг равны.
В общем случае связь между составом фаз при равновесии может быть выражена зависимостями
Уравн = /(*) ИЛИ Храв,, = /(у), (9
где Уравн и ^равн ~ равновесное содержание компонента распределяемого вещества в соответствующей распределяющей фазе, выраженное через его содержание в противоположной фазе. Знание равновесных концентраций позволяет определить направление течения процесса.
Графическое выражение зависимости (9.1) называется линиеи равновесия.
Все массообменные процессы в зависимости от температуры, давления и других условий являются обратимыми, т.е. могут протекать как в прямом, так и в противоположном направлениях.
Материальный баланс
Рассмотрим массообменный процесс между фазами G и L в противоточном аппарате, схема которого представлена на рис. 9.1
-dy
dx
Будем считать, что начальные хн, ун и конечные хк, ук массовые (мольные) концентрации распределяемого вещества в фазах д и £ соответствуют его переходу из фазы G в фазу £. В этом случае на некотором малом участке произвольного сечения массообменного аппарата концентрация компонента М в фазе £ увеличится на величину dx, а в фазе G уменьшится на величину dy (по ходу движения фазы).
Рис. 9.1. Схема для составления материального баланса массообменных процессов:
G, L — расходы взаимодействующих фаз; хн, у„, хк, ук — концентрации распределяемого компонента в соответствующих фазах в начале и конце процесса
152
Таким образом, переданное количество dM распределяемого понента можно записать как по одной, так и по другой расселяющим фазам:
dM = G(-dy) = Ldx. (9.2)
Уравнение (9.2) является дифференциальным уравнением мате-чьного баланса массообменного процесса
Для получения полного (интегрального) уравнения материаль- о баланса проинтегрируем его в пределах изменения рабочих нцентраций
Ук хк
J G(-dy) - J Ldx.
Ун *н
В результате получаем
G(yK - Ун) = Цхк - хн)- (9-3)
Легко убедиться, что уравнение (9.3), так же как и (9.2), не висит от направления движения взаимодействующих фаз, а ха-ктеризует только материальный баланс системы при массопе-редаче.
Важной характеристикой массообменных процессов являются равнения рабочих линий, которые связывают между собой концентрации распределяемого компонента в распределяющих фазах во время осуществления процесса.
Различают два основных способа взаимодействия распределяющих фаз в процессе массообмена: противоток и прямоток.
1. Противоточная схема проведения процесса массопередачи рис. 9.2, а).
Используя уравнение материального баланса (9.2), проинтегрируем его для верхней части аппарата в указанных на схеме пределах:
J G(-dy) = J Ldx.
У
В результате получаем уравнение рабочей линии противоточного процессамассопередачи
L ( L \
У = 7?* + Ук-77*н Ь (9.4)
G (. О J
которое является уравнением прямой с тангенсом угла наклона L/G. Второе слагаемое является постоянной величиной, не меняющейся в случае интегрирования уравнения (9.2) в пределах концентраций в нижней части массообменного аппарата.
153
Рис. 9.2 Схема для определения уравнений рабочих линий массообмсн-ных процессов: а — противоток; б — прямоток
2. Прямоточная схема осуществления процесса массопередачи (рис. 9.2, б).
Интегрирование уравнения (9.2) произведем также для верх ней части массообменного аппарата в указанных на схеме пределах:
j G(-Jy) = J Ldx.
Ун *н
В результате получаем уравнение рабочей линии прямоточного процесса массопередачи
L (L А
г = сх+(?Хн+>'н} <9 5>
Уравнение (9.5) также является уравнением прямой линии, однако угол наклона этой прямой противоположен углу наклона рабочей линии противоточного массообменного процесса, о чем указывает знак «-» перед значением тангенса угла (L/G) наклона прямой.
Изображения рабочих линий процесса массопередачи для противотока и прямотока представлены на рис. 9.3.
Движущая сила массообменного процесса определяется степенью отклонения системы от равновесия и может быть выражена разностью содержаний целевого компонента в рабочем и равновесном состояниях системы (Ду или Дх). Направление переноса
154
Рис. 9.3. Рабочие линии процессов массопередачи: а, в — противоток; б, г — прямоток
распределяемого вещества удобно определять на диаграмме у — х по расположению равновесной и рабочей линий.
Если рабочая линия расположена выше линии равновесия рис. 9.3, а, б), то для любой точки, расположенной на этой линии (точка А), у > УраВН и X < Хравн, где УравН и хравн — равновесные составы фаз, соответствующие текущим концентрациям у и х. В этом случае распределяемое вещество будет переходить из фазы G в фазу L, а движущая сила в точке А составит Ду = у - УраВН (по фазе G) и Дх = хравн- х (по фазе £).
Если рабочая линия расположена ниже линии равновесия (рис. 9.3, в, г), то для произвольно выбранной точки В концентрации у < Уравн И X > Хравн-
При таком процессе распределяемый компонент будет переходить из фазы L в фазу G, причем движущая сила в точке В, выраженная через концентрации соответствующих фаз, может быть записана как Ду = УраВН- у и Дх = х~ ХраВн.
Скорость массопередачи может быть выражена через количество вещества, переходящего в единицу времени из одной фазы в
155
другую В этом случае, в соответствии с (В. 3) можно запис. . основное уравнение массопередачи в дифференциальном
dM = KydxdF = KydydF (9 •
или интегральном (для стационарных процессов) виде
Л/= K^F= KyycpF. (9-
Скорость массопередачи связана с механизмом переноса рас пределяемого вещества в фазах, между которыми происходит мае сообмен.
Перенос вещества в фазах может происходить либо путем молекулярной диффузии, либо конвекцией и молекулярной дифф) зией одновременно (конвективная диффузия).
Массопередача молекулярной диффузией осуществляется в неподвижной среде вследствие движения молекул, атомов и ионов
Массопередача конвективной диффузией реализуется в движущейся среде. При этом если движение жидкости обусловлено градиентами температуры или концентрацией, то такая конвекция называется свободной, или естественной. Если движение вызвано внешними силами, конвекция является вынужденной.
В случае турбулентного движения жидкости, сопровождающегося массопередачей, в ряде случаев рассматривают турбулентный механизм переноса вещества, при котором оно переносится беспорядочными турбулентными пульсациями потока. Такой механизм называется турбулентной диффузией.
Молекулярная диффузия описывается первым законом Фика, в соответствии с которым количество продиффундировавшего вещества dM пропорционально градиенту концентрации в направлении диффузии дс/сп, площади массопередачи dF, перпендикулярной направлению диффузионного потока и времени осуществления процесса dx,
8с dM = -D — dFdx
дп
или
М = D—Ft, 8
(9-8)
(9-9)
слоя 8.
Дс где — — изменение концентрации вещества по толщине 8
Коэффициент пропорциональности D в уравнениях (9.8) и (9.9) называется коэффициентом молекулярной диффузии и имеет размерность м2/с при с, кг/м3.
Коэффициент молекулярной диффузии показывает, какая масса вещества диффундирует в единицу времени через единицу поверх-
156
- ги при градиенте концентрации, равном единице. Значение . -«ффициента молекулярной диффузии зависит от природы и 1ств как распределяемого вещества, так и среды, через кото-он диффундирует, а также давления и температуры. Причем зичению его значения способствует повышение температуры । .меньшение давления. Знак минус перед правой частью уравне-(9.8) указывает на то, что молекулярная диффузия протекает правлении уменьшения концентрации распределяемого ком-нента.
В ряде случаев по аналогии с первым законом Фика, записыва-уравнение, характеризующее массопередачу в результате тур-। лентной диффузии,
дс dM = -D^ c~dFdx, ди
:е Z>iyp6 — коэффициент турбулентной диффузии, зависящий от идродинамических условий протекания процесса — скорости тока и масштаба турбулентных пульсаций.
Конвективная диффузия характеризуется тем, что полный по-• ж вещества складывается из конвективного и диффузионного отоков.
Поскольку конвективный перенос вещества осуществляется реимущественно потоками жидкости, его интенсивность учиты-ется компонентами скорости перемещения массы, диффузионная составляющая — коэффициентом молекулярной диффузии и уммой вторых производных концентраций по соответствующим координатам
— + ЖЛ — + — + WZ — = D
дх дх у ду 1 dz
д2с д2с S2c'| дх1 ду2 dz2 J
(9-10)
Уравнение (9.10) является дифференциальным уравнением кон-ективной диффузии.
При массообмене в неподвижном слое проекции скорости на оси координат Wx= Wy = Жг = 0, и уравнение (9.10) преобразуется в дифференциальное уравнение молекулярной диффузии (второй закон Фика)
— = D дх
д2с д2с
дх2 ду2 dz2 J
Трудности теоретического описания и расчета процесса массопередачи обусловлены сложностью механизма переноса вещества к границе раздела фаз и от нее, недостаточной изученностью гидродинамических закономерностей турбулентных потоков, особенно вблизи границы раздела фаз.
157
Поверхность
Пограничный слой
Рис. 9.4 Схема процесса массоп дачи в системе без твердой ф
G и L — количество взаимодейсг. в» щих фаз; М — количество распреде мото вещества, хгр, Кр — концентр' распределяемого вещества на гран-_-раздела фаз; X/, yf— концентрации рь. пределяемого вещества в фазах L и
В связи с этим предложен ря теоретических моделей, в осн,-ву большинства которых пол, жены допущения:
• общее сопротивление процессу массопередачи складываете из сопротивления распределяющих фаз. Сопротивлением поверх ности раздела в большинстве случаев можно пренебречь;
• на поверхности раздела фазы находятся в равновесии.
На рис. 9.4 представлена схема массопередачи между системами жидкость —газ (пар) или жидкость — жидкость. Фазы разделены поверхностью раздела и движутся друг относительно друга с некоторой скоростью.
Процесс массопередачи заключается в переносе распределяемого вещества из фазы G к поверхности раздела фаз (процесс массоотдачи), а затем массоотдачи от поверхности раздела к фазе L
Процесс массопередачи связан со структурой потока в каждое фазе, которая включает турбулентное ядро потока, где массопе -ренос осуществляется конвекцией и концентрация компонента практически постоянна. При приближении к поверхности раздела в пограничном слое происходит затухание пульсаций, преобладание механизма молекулярной диффузии, а следовательно, резкое уменьшение концентраций.
Для нахождения скорости перехода вещества из одной фазы к поверхности раздела фаз и далее от нее во вторую фазу используют уравнения массоотдачи, которые для схемы, представленной на рис. 9.4, можно записать как
dM = - yrp)dF = px(Xrp - xfidF (9.11)
или для установившегося процесса
М = py(yz- yrp)F= рл(хгр- xf)F, (9.12)
где yf- угр и xrp- Xf— движущие силы в процессах массоотдачи в фазах би L; F— поверхность массопередачи; ру и рх — коэффициенты массоотдачи (р, м/с, при размерности единичной движущей силы — кг/м3).
Коэффициент массоотдачи показывает, какое количество вещества переходит из ядра потока к поверхности раздела (или на-
158
. >т) через единицу площади поверхности за единицу времени движущей силе, равной единице, и зависит в первую очередь гидродинамических условий.
Если равновесная линия массообменного процесса — прямая ангенсом угла наклона Лраин, то между коэффициентами мас-ередачи Ку, Кх из уравнений (9.6) (9.7) и коэффициентами оотдачи ру, рЛ. из уравнений (9.11) (9.12) существует одно-• чная связь
~_р _______
Р> Рх Рх ^равнРу
Коэффициент массопередачи показывает, какое количество •сшества переходит из одной фазы в другую за единицу времени - ез единицу площади поверхности контакта фаз при движущей сите массопередачи, равной единице. Размерность коэффициента ссопередачи совпадает с размерностью коэффициента массо-дачи.
Поскольку величины, обратные значениям коэффициентов -jссопередачи, представляют собой общее сопротивление пере-осу вещества из фазы в фазу (В.З), то выражения в знаменателях равнений (9.13) представляют сумму сопротивлений массоотда-и в фазах.
Для расчетов коэффициентов массоотдачи рх и р,. чаще всего -пользуют уравнения, которые получают на основании теории одобия.
Подобие диффузионных процессов
Анализ дифференциальных уравнений, описывающих массо-обменные процессы с позиций теории подобия, позволил выявить основные критерии подобия процессов массопередачи, приведенные в табл. 9.2.
Некоторые из приведенных критериев носят двойные названия. Первое часто используется в отечественной литературе, второе — в зарубежной.
Поскольку гидродинамические характеристики оказывают существенное влияние на процесс массопередачи, они учитываются гидродинамическими критериями Re (вынужденное движение) и Gr (свободное движение).
При подобии процессов переноса массы должно соблюдаться также геометрическое подобие, которое выражается равенством симплексов Г2,..., Г„, представляющих собой отношение характерных геометрических размеров объектов системы к некоторому определяющему ее размеру.
159
Таблица »
Основные критерии подобия процессов массопередачи
Критерий Обозначение Физический смыст
Нуссельт диффузионный (Шервуд) Nu^(Sh) = Характеризует интенсивность переноса вещества на границе п< верхности раздела
Фурье диффузионный РОдиф — у 2 Характеризует изменение СКОРОСТИ ПОТОК-диффундирующей массы во времени для нестационарных процессов
Пекле диффузионный Редиф - р Характеризует соотношение массы вещества, перемещаемой путем конвективного переноса, и молекулярной диффузии
Прандтль диффузионный (Шмидт) Р'-(ЗД= r7'd Характеризует подобие полей физических свойств среды в процессе массоотдачи
Таким образом, критериальная зависимость для описания процесса конвективной массоотдачи с учетом Редиф = РгдифРе может быть записана в виде
/(Мп^ф, Родиф, РГдиф, Re, Gr, ГГ2,Г„). (9.14>
Определяемым критерием в рассматриваемом уравнении является критерий Миднф, который нельзя рассчитать используя условия однозначности, так как в него входит определяемый коэффициент массоотдачи р.
Критериальное уравнение (9.14) в этом случае принимает вид
Ыидиф =/(Родиф, Ргдиф, Re, Gr, Г„ Г2,Гп). (9.15)
Применительно к конкретным задачам уравнение (9.15) может быть упрощено. Так, при рассмотрении стационарных процессов из него выпадает Родиф, вынужденное движение характеризуется только критерием Re и исключает Gr, свободное — наоборот.
Таким образом для установившегося процесса массопередачи при вынужденном движении распределяющей фазы уравнение (9.15) имеет вид 1Мидиф =/(Ргдиф, Re, Г,...) или МиД11ф = J Re" Рг",ф Tf.
160
По значениям критериев Мидиф>, и Мидифх определяют величи-• - Ру и р/
о ^Ндифу^у п ^идифЛ/)х
Ру - ----J--- И Р х - —- ,
ффициенты массопередачи Ку и Кх (9.13) и необходимую по-к эхность контакта фаз (9.7).
Движущая сила процесса массопередачи определяется разностью рабочей и равновесной концентраций и указывает направление тшествления процесса (см. рис. 9.3).
Поскольку движущая сила меняется вдоль поверхности меж-ззового контакта по высоте аппарата, то при расчетах использу-гт значение средней движущей силы Дуср или Дхср, входящей в равнение массопередачи (9.7).
Различают два подхода к расчету средней движущей силы мас-ообменного процесса:
• с линейной равновесной зависимостью;
• с нелинейной равновесной зависимостью.
В случае линейной равновесной зависимости вначале определяется движущая сила в начале и конце процесса как разность соответствующих рабочих и равновесных концентраций. Поскольку одна из них является большей (Дутах, ДХтах), а Другая меньшей (ДУтт. Axmin), в случае Дутак/Дут1П < 2 средняя движущая сила определяется как среднеарифметическое
Дуср = А^+^пйп> (9 16а)
в случае Дутах/ДУт1п > 2 — как среднелогарифмическое
Луср =, • (917а)
1П (ДУтах /ДУпип )
То же справедливо для противоположной фазы:
при Axmax/Axmin <2 Дхср = АХтах * A^min- (9.166)
и при Дхтак/Дхт,п > 2 Дхср = ~ . (9.176)
1п(ДХ1Т1ах/ДХт,п)
Если равновесная линия является нелинейной, то расчет ведется с использованием чисел единиц переноса, определяющих изменение рабочих концентраций, приходящееся на единицу средней движущей силы,
mv = ; т = ~.х* . (9.18)
у Дуср Дхср
6 Баранов
161
В соответствии с уравнением материального баланса (9.2) * основного уравнения массопередачи (9.6)
dM = G(-dy) = Ку(у - ypaB„)dF. (9.1
Из уравнения (9.19)
Ку (У Уравн )
а после интегрирования в пределах 0 —£и ун—Ук
F= Ч ;
Ку Ук У ~ Уравн
м
Заменив из уравнения (9.3) G =------, найдем
Ун ~Ук
р - м 7 dy
Ку(ун-ук)^у-урлт
или, записав его относительно М, получим
М = Kv •Vh ~ К - F. (9.20)
У'г dy
ук У ~ З'равн
Сопоставив уравнения (9.7) и (9.20), получим для фазы G среднюю движущую силу при нелинейной равновесной зависимости
У* <9.21а)
г dy
ук У- З’равн
Аналогично для фазы L получим
Лхср = /К~/-Н-. (9.216)
dx
j У — Y
хн Лравн Л
Поскольку аналитическое вычисление значений Дуср и Дхср часто невозможно в связи с отсутствием в большинстве случаев математической функции равновесной зависимости, то численные значения интегралов в знаменателях выражений (9.21а,б) определяются графически.
162
». 9.5. График для расчета средней дви-• .йся силы массообменного процесса графическим методом:
— движущая сила массообменного процесса
Легко видеть, что численным зна-ием искомого интеграла является щадь под кривой, построенной в
-эответствующих масштабах в коорди-
ах у— 1/(у - уравн) и ограниченной ординатами ук и ун (рис. 9.5).
чение у - уравн получают в интервале после построения фиков (см. рис. 9.3).
Модифицированные уравнения массопередачи
Недостатком расчета геометрических размеров массообменных тпаратов через поверхность контакта фаз по основному уравне-ю массопередачи (9.7) является то, что в большинстве случаев . личина поверхности зависит от способа ее создания и метода юздействия на взаимодействующие фазы (барботаж пузырьков рез жидкость, эмульгирование одной жидкости в другой и т.п.), не от конструкции самого устройства.
Так, если в качестве основной характеристики массообменно-по аппарата выбрать его объем V, то, используя величину удель-ой поверхности фазового контакта о = F/V ъ единице объема, равнение (9.7) можно записать как
М = Ку Дуср Ил,
откуда
М
И =—-------. (9.22)
Если за расчетную характеристику аппарата принять его высоту Н при заданной площади поперечного сечения аппарата /, а количество переданного в процессе массообмена вещества из материального баланса представить как М= G(ytl- уу), уравнение (9 22) запишется в виде
Hf = или Я = -6— (9.23)
/ГуДуСр° Alep
Первый сомножитель называется высотой, эквивалентной единице переноса, и обозначается — hy, а второй — числом единиц переноса ту (9.18).
163
Тогда уравнение массопередачи (9 23) может быть записат (для фазы G) в виде
H=hymy (9.2-
и по аналогии для фазы L
Н ~ hxmx. (9.24-
Уравнения (9.22) и (9.24) в отличие от основного уравнен, массопередачи (9.7) называются модифицированными, и они позволяют определить размеры массообменных аппаратов.
Массопередача в системах с твердой фазой (сушка, адсорбция, экстрагирование и т.п.) представляет собой более сложны процесс. В нем, кроме массоотдачи от поверхности раздела фазы поток жидкости (газа, пара), имеет место перемещение веществ! в твердой фазе массопроводностью.
Процесс массопроводности может быть описан законом массопроводности, аналогичным первому закону Фика: количестве вещества, переместившегося в твердой фазе за счет массопровод-ности, пропорционально градиенту концентрации дс/дп, площади dF, перпендикулярной направлению потока вещества, и времени осуществления процесса de,
Qc
dM = -К — dFdx дп
В этом уравнении коэффициент пропорциональности К, имеющий размерность коэффициента молекулярной диффузии, называется коэффициентом массопроводности.
Процесс перемещения вещества внутри твердой фазы может быть описан дифференциальным уравнением массопроводности
дс „( S2c д2с д2с\ дг ^йх2 ду2 5z2)
Схема передачи вещества в твердом теле массопроводностью иллюстрируется рис. 9.6. Твердая фаза представляет собой неограниченную пластину толщиной 28, омываемую с внешних сторон потоком жидкости, концентрация распределенного вещества в ядре которого постоянна и равна у.
Передача вещества осуществляется только в направлении, совпадающем с осью х.
Поскольку в начальный момент времени т0 концентрация извлекаемого вещества постоянна по толщине пластины и равна сн = сгро (градиент концентрации по толщине пластины дс/дх = 0) вещество начинает перемещаться в омывающую фазу из твердой фазы из слоя, непосредственно примыкающего к поверхности раздела фаз.
164
9.6. Схема процесса массопе-*иачи в системе с твердой фа зой:
толщина стенки; сгро, ..., сгр„ — - тентрации на границе раздела фаз; Ь , С(|„ — концентрации в твердой ть т2, —, т„ — моменты времени
В омывающей фазе концен-'ация изменяется от угр до у ЛИ ОТ Сгр ДО Сравн.
В последующие моменты смени т,, т2,т„ вследствие ерехода вещества из твердой в омывающую фазу по толщи-
не пластины наблюдаются градиенты концентраций дс/дх * 0, а
концентрации в твердой фазе меняются соответственно от сог, , с0„ в средней плоскости до сгр1, сгр2, ..., <?гр„ на границе
заздела фаз, в воспринимающей фазе — от сгр1, сгр2, ..., сгр„ до . мвн в ядре потока. Предельное (минимальное) значение концен-’рации в твердой фазе сравн соответствует времени т -> <ю (тх).
Как видно из рассмотренной схемы, особенностью массопро
водности является неустановившееся состояние процесса.
Процессы, протекающие в системах с твердой фазой, описываются с помощью диффузионных критериев Био | В1диф =77], характеризующих перенос распределяемого вещества на границе твердой и жидкой (газовой или паровой) фаз, и Фурье
г°Диф = ~р- I, характеризующих изменение скорости потока вещества, перемещаемого массопроводностью в твердом теле (нестационарный режим).
Критериальное уравнение, описывающее изменение концентраций вещества в твердой фазе для случая одномерного перемещения вещества (см. рис. 9.5), имеет вид
с -- с ~равн
С —С
vh иравн
с сравн м « z-
где-------— — параметрическим критерии, представляющим оез-
^•н — £равн
размерную концентрацию распределяемого вещества в твердой фазе в точке с координатой х; х/5 — безразмерная координата точки, в которой концентрация равна с.
165
Контрольные вопросы
1. Какие технологические процессы называются массообменньь» (диффузионными)?
2. Какие процессы относятся к массообменным процессам?
3. Какие способы выражения состава двухкомпонентных смесей существуют?
4. Что понимается под равновесием массообменного процесса?
5. Какие способы взаимодействия распределяющих фаз существуют в процессе массопередачи?
6 Каким образом осуществляется перенос вещества между фазами процессе массопередачи?
7. От чего зависит коэффициент молекулярной диффузии?
8. Какова связь между коэффициентами массопередачи и коэффициентами массоотдачи?
9. Какие критерии относятся к критериям подобия процессов массо-псредачи и каков их физический смысл?
10. Каким образом определяется средняя движущая сила массообменных процессов?
11. С какой целью используются модифицированные уравнения мае сопередачи?
12. В чем заключается особенность массопередачи в системах с твердой фазой?
Глава 10
АБСОРБЦИЯ
Абсорбцией называют процесс избирательного поглощения компонентов из газовых или парогазовых смесей жидкими поглотителями — абсорбентами.
Принцип абсорбции основывается на различной растворимости компонентов газовых и парогазовых смесей в жидкостях при одних и тех же условиях. Поэтому выбор абсорбентов осуществляют в зависимости от растворимости в них поглощаемых компонентов, которая определяется:
• физическими и химическими свойствами газовой и жидкой фаз;
• температурой и давлением осуществления процесса;
• содержанием газа в смеси.
При выборе абсорбента необходимо учитывать такие его свойства, как селективность (избирательность) по отношению к поглощаемому компоненту, токсичность, пожароопасность, стоимость, доступность и др.
Различают физическую абсорбцию и химическую абсорбцию (хемосорбцию). При физической абсорбции поглощаемый компо-
166
eg ft образует с абсорбентом только физические связи. Процесс I в большинстве случаев является обратимым. На этом свой-основано выделение поглощенного компонента из раствора — орбция. Если поглощаемый компонент вступает в реакцию с . сорбентом и образует химическое соединение, то процесс на- лют хемосорбцией.
Процесс абсорбции обычно является экзотермическим, т.е. со-вождается выделением теплоты.
Хбсорбция широко используется в промышленности для раз-тения углеводородных газов на нефтеперерабатывающих уста-• >вках, получения соляной и серной кислот, аммиачной воды, чистки газовых выбросов от вредных примесей, выделения ценных компонентов из газов крекинга или пиролиза метана, из га-в коксовых печей и т.д.
Равновесие в процессах абсорбции определяется правилом фаз иббса (В.4), представляющим обобщение условий гетерогенно-о равновесия:
С = К - Ф + 2.
Поскольку процесс абсорбции осуществляется в двухфазной газ — жидкость) и трехкомпонентной (один распределяемый и ва распределяющих компонента) системе, число степеней свободы — три.
Таким образом, равновесие в системе газ (пар) — жидкость может характеризоваться тремя параметрами, например темпера-урой, давлением и составом одной из фаз.
Равновесие в системе газ — жидкость определяется законом растворимости Генри, согласно которому при данной температуре мольная доля газа в растворе (растворимость) пропорциональна парциальному давлению газа над раствором:
х=р/Е, (10 1)
где р — парциальное давление газа над раствором; х — мольная концентрация газа в растворе; Е — коэффициент пропорциональности (коэффициент Генри).
Закон Генри распространяется в первую очередь на слаборастворимые газы, а также на растворы с низкими концентрациями хорошо растворимых газов при отсутствии химической реакции.
Коэффициент Е имеет размерность давления, совпадающую с размерностью р, и зависит от природы растворяющегося вещества и температуры. Установлено, что с увеличением температуры растворимость газа в жидкости уменьшается. Когда в равновесии с жидкостью находится смесь газов, закону Генри может следовать каждый из компонентов смеси в отдельности.
Поскольку тепловой эффект, сопровождающий процесс абсорбции, отрицательно сказывается на положении линии равнове
167
сия, он должен обязательно учитываться при расчетах. Колг ство теплоты, выделяющейся при абсорбции, может быть опре лено по зависимости
Саб = ЧЛХХ - х2),
где qB — дифференциальная теплота растворения в пределах изм нения концентрации х, - ху, L — количество абсорбента.
Если абсорбция ведется без отвода теплоты, то можно допус тить, что вся выделяющаяся теплота идет на нагревание жидкс сти, и температура последней повышается на величину
Д/ = —(х, -х2), с
где с — теплоемкость раствора.
Для понижения температуры исходную газовую смесь и абсорбент охлаждают, отводя теплоту, выделяющуюся в процессе абсорбции, с помощью встроенных (внутренних) или наружных теплообменников.
Парциальное давление растворяемого газа в газовой фазе, соответствующее равновесию, может быть определено по закон\ Дальтона, согласно которому парциальное давление компонента в газовой смеси равно общему давлению, умноженному на мольную долю этого компонента в смеси, т.е.
р = Ру или у = р/Р, (Ю.2)
где Р — общее давление газовой смеси; у — мольная концентрация распределяемого в смеси газа.
Сопоставляя уравнения (10.2) и (10.1), найдем
Р Е
У = = у х или у = Яравнх, (10.3)
где Лравн = Е/Р — константа фазового равновесия, применимая для областей действия законов Генри и Дальтона.
Пусть Ра6 — давление паров чистого абсорбента в условиях абсорбции; да6 — парциальное давление паров абсорбента в растворе; Р — общее давление; х — мольная доля абсорбируемого газа в растворе; у — мольная доля распределяемого газа в газовой фазе; Уаб — мольная доля абсорбента в газовой фазе.
Согласно закону Рауля парциальное давление компонента в растворе равно давлению пара чистого компонента, умноженному на его мольную долю в растворе:
Лб = Лб(1-Д (10.4)
По закону Дальтона (10.2) парциальное давление абсорбента в газовой фазе равно
Раб = ЕУаб-
168
При равновесии
Лб (1 -х)
РУаб = Лб(1 - X) ИЛИ уа6 =--.
Анализ факторов, влияющих на равновесие в системах газ ар) — жидкость, позволил установить, что к параметрам, улуч-ющим условия абсорбции, относятся повышенное давление и сниженная температура, а к факторам, способствующим десор-;ии, — пониженное давление, повышенная температура и вве-кние в абсорбент добавок, уменьшающих растворимость газов в жидкостях
Материальный баланс процесса абсорбции выражается диф-ренциальным уравнением
dM = G(-dY) = LdX
ли интегральным уравнением
М = G( Гн - Ук) = L(XK - Хн), (10.4)
де G — поток газовой смеси (инертного газа), кмоль/с; L — юток абсорбента, кмоль/с; Ун и Ук — начальное и конечное содержание распределяемого вещества в газовой фазе, кмоль/кмоль инертного газа; Хк и Х„ — начальное и конечное содержание распределяемого вещества в абсорбенте, кмоль/кмоль абсорбента; И — количество распределяемого вещества, перенесенного из фазы G в фазу L в единицу времени, кмоль/с.
Из уравнения материального баланса (10.9) можно определить необходимый общий расход абсорбента
у -Y
L = G ———
Хк -Хн
или его удельный расход
L _ Y„ - YK ~G~ Хк-Хн'
Процесс абсорбции характеризуется также степенью извлечения (поглощения), представляющей отношение количества фактически поглощенного компонента к количеству, поглощаемому при полном его извлечении,
С(Г„-ГК) Г„ . Г, " . о) г„
Кинетика процесса абсорбции характеризуется тремя основными стадиями, которые соответствуют схеме, представленной на рис. 9.4.
169
Первая стадия — перенос молекул абсорбируемого компонег та из ядра потока газа (пара) к поверхности раздела фаз (поверх ности жидкости).
Вторая стадия — диффундирование молекул абсорбируемо! компонента через поверхностный слой жидкости (граница разде ла фаз).
Третья стадия — переход молекул абсорбируемого вещества о-поверхности раздела фаз в основную массу жидкости.
Кинетические закономерности абсорбции соответствуют общем' уравнению массопередачи для двухфазных систем:
для I стадии dM = Ky(Y - ypaBH)dFmiH М- KyAYcpF, (10 5а
для III стадии dM = КА(%равн- X)dF или М = К,ЛХсрХ. (10.6а
Экспериментально установлено, что вторая стадия процесса абсорбции идет с большей скоростью и не влияет на общую скорость процесса, ограниченную скоростью наиболее медленной стадии (первой или третьей).
Движущая сила процесса абсорбции для I и III стадий в уравнениях (10.5а) и (10.6а) может быть выражена через другие параметры:
для I стадии dM= Кр(р - ppaBli)dF или М = KpApcpF, (10.56) для III стадии dM = Кс(С - Сравн)ДЕили М = KcACcpF. (10.66)
В уравнениях (10.56) и (10 66) р — рабочее парциальное давление распределяемого газа в газовой смеси; р|ИВН — равновесное давление газа над абсорбентом, соответствующее рабочей концентрации в жидкости*, С — рабочая объемная мольная концентрация распределяемого газа в жидкости; Сравн — равновесная объемная мольная концентрация распределяемого газа в жидкости, соответствующая рабочему парциальному давлению его в газовой смеси.
При таком выражении движущей силы процесса абсорбции уравнение равновесной зависимости принимает вид
С =Чр,
где ¥ — коэффициент пропорциональности, кмоль/(м3 Па).
Коэффициенты массопередачи выражаются для уравнений (10.5а) и (10.6а) в виде
1 v 1
1 Лави И * 1 1
Ру Рх Р* (ЯравнРу)
(10.7)
для уравнений (10.56) и (10.66)
170
КР=-Х \ 00.8)
pJ + ^pT р?+р7
Е уравнениях (10.7) и (10.8) р,,, рр — коэффициенты массоот-и от потока газа к поверхности контакта фаз; рх, рс — коэффи-нты массоотдачи от поверхности контакта фаз к потоку жид-..ти.
Коэффициенты массоотдачи по газу и жидкости pv и рх могут ib определены из критериальных уравнений, имеющих вид: для газовой фазы Nufl^J=/(Re, Ргдифл,);
для жидкой фазы NuflH(J)x=/(Re, Ргдифх).
Величина коэффициента Ч7 оказывает существенное влияние 1 кинетику процесса абсорбции. Если Ч* имеет высокие значения высокая растворимость компонента — диффузионное сопротивле-<ие сосредоточено в газовой фазе), то 1/(Рс'+') < 1/РрИли Кр^ рг Если Ч* мало (извлекаемый компонент трудно растворим — диффузионное сопротивление сосредоточено в жидкой фазе), то Ч7рд «
< 1/рс и можно считать Кс~ Рс-
Так же, как для массообменных процессов при L/G= const, рабочие линии процесса абсорбции являются прямыми и описываются в случае противотока уравнением (9.4), а прямотока — равнением (9.5).
Средняя движущая сила в уравнениях (10.5а) и (10.6а) опре-геляется в случае прямолинейной равновесной зависимости через относительные мольные концентрации компонентов по зависимостям (9.6) и (9.7).
Эти же зависимости можно использовать и при выражении движущей силы процесса абсорбции через парциальные давления распределяемого компонента в газе или объемные мольные концентрации этого же компонента в жидкости в уравнениях (10.56) и (10.66)
Дл = Д7?тах ~ Д/Утп [j - Д^тах ~ Д^тт
СР 1п(Дртах/ДРтт) °₽ In ( Д Стах/Д Ст1П ) ’
Здесь Дртах, ДРтт — большее и меньшее значения движущей силы в начале и конце процесса абсорбции, выраженные через разность парциальных давлений поглощаемого компонента; ДСтах, ДСт1П — большее и меньшее значения движущей силы в начале и конце процесса абсорбции, выраженные через объемные мольные концентрации поглощаемого компонента в жидкости.
В случае ^pmzJ^pmm < 2, ДСтах/ДСт1П < 2 при сохранении линейности равновесной зависимости средняя движущая сила процесса абсорбции может равняться среднеарифметическому этих значений.
171
При проведении процесса абсорбции, сопровождаемой хи*, ческой реакцией (хемосорбция), протекающей в жидкой фа часть распределяемого компонента переходит в химически с занное состояние. В результате этого концентрация растворенн, (физически связанного) распределяемого компонента в жидк сти уменьшается, что приводит к увеличению движущей си. • процесса по сравнению с чисто физической абсорбцией.
Скорость хемосорбции зависит как от скорости массоперед чи, так и от скорости химической реакции. В этом случае различ» ют диффузионную и кинетическую области протекания хемосорбции. В диффузионной области скорость процесса определяет^ скоростью массопередачи, в кинетической — скоростью хими ческой реакции. В тех случаях, когда скорости массопередачи реакции соизмеримы, процессы хемосорбции протекают в сме шанной, или диффузионно-кинетической, области.
При расчете хемосорбции коэффициент массоотдачи в жидко фазе, учитывающий протекающую в ней химическую реакции рх, может быть выражен через коэффициент массоотдачи ирг физической абсорбции рх с учетом фактора ускорения массообме-на Фм, показывающего, во сколько раз увеличится скорость абсорбции за счет протекания химической реакции:
Рх'= РхФм-
Фактор Фм определяют по графическим зависимостям.
Принципиальные схемы абсорбции
В технологических процессах наиболее широко используются непрерывные процессы абсорбции.
При прямоточной схеме взаимодействия газа (пара) и жидкости (рис. 10.1) их потоки движутся параллельно друг другу.
При противоточной схеме взаимодействия газа (пара) и жидкости (рис. 10.2) их потоки движутся в противоположных направлениях.
Сопоставление условий проведения прямоточного и противоточного процессов абсорбции показывает, что противоточный процесс позволяет обеспечить более высокую конечную концентрацию поглощаемого вещества в абсорбенте и меньший расход абсорбента, но средняя движущая сила процесса при этом меньше, а следовательно, противоточные аппараты требуют большую поверхность контакта фаз, что часто связано с увеличением общих размеров самих аппаратов.
Схемы с рециркуляцией предусматривают частичный возврат в массообменный аппарат либо жидкости, либо газа. При этом рециркуляцию жидкости (рис. 10.3) осуществляют в том случае, если лимитирующей стадией процесса является переход вещества
172
Рис. 10.2. Схема противоточной абсорбции:
G и L — взаимодействующие фазы
Рис. 10.1. Схема прямоточной абсорбции
и L — взаимодействующие фазы; Х„, Ук — концентрации распреде-~мого вещества в начале и конце процесса
зт поверхности раздела фаз в жидкость, а рециркуляцию газа рис. 10.4) — когда лимитирующей стадией является переход ве-шества из газовой фазы к поверхности раздела фаз.
При противоточной схеме абсорбции с рециркуляцией жидкости (см. рис. 10.3) газ проходит через аппарат снизу вверх, и концентрация распределяемого вещества в нем изменяется от Ун до Кк. Жидкость подводится к верхней части аппарата при концентрации распределяемого вещества Хн, затем смешивается с выходящей из аппарата жидкостью, в результате чего концентрация повышается до Усм. Рабочая линия представляется на диаграмме отрезком прямой, крайние точки его имеют координаты Кн, Хк и Гк, Лм соответственно. Величину А"см легко найти из уравнения материального баланса.
Рис 10.3. Схема противоточной абсорбции с рециркуляцией жидкости: G и L — взаимодействующие фазы; Хн, Ун; Хк, Ук — концентрации распределяемого вещества в начале и конце процесса; — концентрация смеси
173
Обозначим отношение количества поглощающей жидкости входе в аппарат к количеству свежей поглощающей жидкости че рез п.
Тогда
G(YH- yk) = ад- хн) = тад- лм) и
адк(и-1) + ун
Лсм
П
При противоточной схеме абсорбции с рециркуляцией газа (пара) (см. рис. 10.4) поглощающая жидкость подводится к верхней части аппарата с концентрацией Хн, взаимодействует с восходящим газовым потоком и отводится из него с концентрацией Хк. Начальная концентрация поглощаемого компонента в газе — YH, конечная — Yy. После возвращения части выходящего газа и смешения его с исходным концентрация газовой смеси, направляемой в абсорбер, уменьшается и становится Усм. Положение рабочей линии определяют точки Усм, Хк и YK, Хи.
Обозначив отношение подаваемого в абсорбер газа к свежемх очищаемому газу через п, запишем уравнение материального баланса
ад - Л) = ад- К) = 6«(УСМ- К), определим значение ординаты Усм
_ Гк(»-1) + Ун
7 СМ ~
П
Важной особенностью схем с рециркуляцией жидкости и газа является увеличение скорости движения рециркулирующей фазы через аппарат путем увеличения ее общего расхода, что приводит
Рис. 10.4. Схема противоточной абсорбции с рециркуляцией газа (пара): G и L — взаимодействующие фазы; Хя, Ун; Хя, YK — концентрации распределяемого вещества в начале и конце процесса; — концентрация смеси
174
увеличению коэффициента массоотдачи (массопередачи) по этой е при некотором уменьшении движущей силы процесса.
При рециркуляции жидкости в ветви рециркулирующего аб-фбента может быть установлен холодильник (см. рис. 10.3) для "вода выделяющейся в процессе теплоты, что позволяет интен-фицировать процесс абсорбции путем увеличения растворимо-ли газа.
Цесорбция — процесс выделения поглощенного газа из абсор-нта, который производят с целью регенерации поглотителя для •то повторного использования либо получения ранее уловленно-компонента в чистом виде.
Десорбция может осуществляться:
• отгонкой в токе инертного газа и водяного пара, который риводят в соприкосновение с раствором после проведения про-есса абсорбции. В качестве инертного газа может использоваться воздух, в который выделяется поглощенный компонент. Поскольку последующее разделение инертного газа и компонента затруднительно, данный метод применяют в тех случаях, когда извле-енный из абсорбента компонент в дальнейшем не используется.
Водяной пар как десорбирующий агент применяют для извле-4ения нерастворимых в воде газов. При этом смесь десорбированного газа и водяного пара из десорбера направляют в конденсатор, в котором происходит отделение газа от водяного пара путем конденсации последнего. Если же температура кипения десорбированного компонента высока, то его конденсируют совместно с водяным паром и затем отделяют от воды отстаиванием;
• нагреванием абсорбента, которое приводит к смещению равновесия в сторону десорбции и испарению десорбируемого компонента. Поскольку вместе с извлекаемым компонентом частично испаряется сам абсорбент, в дальнейшем требуется дополнительное разделение образующейся смеси;
• снижением давления над абсорбентом до атмосферного, если абсорбция проводилась при избыточном давлении, и вакуумированием с отсасыванием выделившегося компонента, если абсорбция проводилась при атмосферном давлении.
В ряде случаев для более полной регенерации абсорбента два последних способа объединяют вместе, а также применяют процесс ректификации.
Конструкции абсорберов
Абсорбционные аппараты в зависимости от форм контакта газа (пара) и жидкости делят на абсорберы: поверхностные, пленочные, насадочные, барботажные, распыливающие.
Поверхностные абсорберы используются для поглощения хорошо растворимых газов и их компонентов с выделением большого
175
Рис. 10.5. Схема оросительного поверхностного абсорбера: / — труба; 2 — сливной порог
количества теплоты, поскольку эти аппараты снабжены высокоэффективной системой ее отвода. В то же время эти аппараты применяются при невысоких нагрузках по газу, так как поверхность массопередачи у них недостаточно развита.
К аппаратам такого типа относится оросительный абсорбер (рис. 10.5), состоящий из нескольких рядов горизонтальных труб 1. орошаемых снаружи водой. Необходимый уровень жидкости (абсорбента) в каждом элементе поддерживается с помощью сливного порога 2.
Пластинчатый абсорбер (рис. 10.6) состоит из двух систем каналов. По каналам большого сечения 1 движутся противотоком газ и жидкость (абсорбент), по каналам меньшего сечения 2 — охлаждающая вода. Пластинчатые абсорберы могут быть изготов-
Рис. 10.6. Схема пластинчатого абсорбера:
I — канал для движения противотоком газа и жидкости; 2 — канал для охлаждающей воды
176
хны из графита, так как он хорошо проводит теплоту и является весьма стойким химически материалом.
Поверхностные абсорберы имеют ограниченное применение . тедствие громоздкости и относительно малой эффективности.
В пленочных абсорберах газ контактирует с пленкой жидкости абсорбента), стекающей по поверхностям различных конфигураций.
Трубчатый пленочный абсорбер (рис. 10.7) по конструкции близок к вертикальному кожухотрубному теплообменнику. Жидкость абсорбент) подается на верхнюю трубную решетку 1 и стекает по нутренней поверхности трубок 2 в виде пленки. Газ движется нутри трубок снизу вверх (противоток). Охлаждающая вода пода-гтся в межтрубное пространство.
Абсорбер с листовой насадкой (рис. 10.8) выполнен в виде котонного аппарата с насадкой из вертикальных листовых пластин 2, над которыми расположено распределительное устройство 1 для подачи жидкости (абсорбента), стекающей в виде пленки с обеих сторон каждой пластины. Газ движется противотоком движению пленки снизу вверх. Однако в аппаратах таких конструкций отсутствует возможность отвода теплоты.
Достоинством этих аппаратов является низкое гидравлическое сопротивление, недостатком — небольшая удельная поверхность контакта фаз, приходящаяся на единицу объема абсорбционного аппарата.
Рис 10.7. Схема трубчатого пленочного абсорбера:
/ — трубная решетка; 2 — трубка, по внутренней поверхности которой стекает жидкость в виде пленки
177
Рис. 10.8. Схема пленочного абсорбера с плоскопараллельной листовой насадкой:
I — распределительное устройство для подачи жидкости; 2 — пластина
Абсорбер с восходящей пленкой (рис. 10.9) состоит из вертикальных труб 7, закрепленных в трубных решетках 2. Газ из камеры 3 проходит через патрубки 4, расположенные соосно трубам 7. Абсорбент поступает в трубы через щели 5.
Движущийся с высокой скоростью газ увлекает жидкость в виде пленки в направлении своего движения (снизу вверх), т.е. аппарат работает в режиме восходящего прямотока. По выходе из труб 7 жидкость сливается на верхнюю трубную решетку и выводится из абсорбера. Для отвода теплоты абсорбции по межтрубному про
странству пропускают охлаждающий агент (воду). Для увеличения степени извлечения применяют абсорберы, состоящие из двух или более ступеней, каждая из которых работает по принципу прямотока, в то время как в аппарате в целом газ и жидкость движутся противото-
Рис. 10.9. Схема абсорбера с восходящей пленкой жидкости: / — труба; 2 — трубные решетки; 3 — камера; 4 — патрубок; 5 — шель
178
•м друг к другу. В аппаратах с восходящим движением пленки •ледствие больших скоростей газового потока (до 30...40 м/с) тигаются высокие значения коэффициентов массопередачи, вместе с тем, гидравлическое сопротивление этих аппаратов гтносительно велико.
Насадочные абсорберы — колонные аппараты, заполненные садками — твердыми телами различной формы (рис. 10.10). Ос-овным назначением насадки является распределение пленки жидкости по всей поверхности для создания развитой поверхности межфазового контакта.
Эффективная насадка должна отвечать следующим требованием: обладать большой поверхностью в единице объема; хорошо омачиваться орошающей жидкостью; оказывать малое гидравли-еское сопротивление газовому потоку; равномерно распределять решающую жидкость; обладать химической стойкостью к воз-_ействию жидкости и газа, контактирующих в аппарате; иметь малый удельный вес; обладать высокой механической прочностью; иметь низкую стоимость. Поскольку универсальной насадки не существует, выбор ее обуславливается конкретными условиями применения.
Насадочные аппараты отличаются простотой устройства, возможностью работы с агрессивными средами, созданием высокой ..дельной поверхности контакта фаз и коэффициентами массопередачи.
Рис. 10.10. Насадочные элементы:
а — кольца Рашига; б — седла Берля; в — кольца с перегородками; г — шары; д — пропеллерная насадка; е — кольца Паля; ж — хордовая насадка; з — спирали; и — керамические блоки
з
и
179
В насадочной колонне (рис. 10.11) насадка I укладывается на оп ные решетки 2, имеющие отверстия или щели для прохожден. газа и стока жидкости, которая с помощью распределителя (р брызгивателя) 4 равномерно орошает насадочные тела и стека? вниз. По всей высоте слоя насадки равномерное распределен жидкости по сечению колонны обычно не достигается, поскот ку из-за разного гидравлического сопротивления насадки и вли ния пристеночных эффектов, она имеет тенденцию растекатьс от центральной части колонны к ее стенкам. Поэтому для улучшения смачивания насадки в колоннах большого диаметра насадю иногда укладывают слоями (секциями) высотой 2... 3 м и под каж дой секцией, кроме нижней, устанавливают перераспределится» жидкости 3.
В зависимости от скорости подаваемого в насадочную колонн» газа (расход жидкости при этом постоянен), различают несколько гидродинамических режимов ее работы, которые могут быть наглядно представлены гидравлическим сопротивлением орошаемой насадки (рис. 10.12).
7. Пленочный режим характеризуется тем, что практически вся жидкость стекает по поверхности насадки в виде пленки. Наблюдается при небольших плотностях орошения и низких скоростях газа. Режим заканчивается в точке А.
II. Подвисание характеризуется увеличением сил трения газа жидкость на поверхности соприкосновения фаз. В результате спо-
Рис 10 12. Зависимость гидрав
лического сопротивления насадки от скорости газа в колонне:
Рис. 10 11. Схема насадочного абсорбера:
I — насадка; 2 — опорная решетка; 3 — перераспределитель жидкости; 4 — разбрызгиватель
сухая насадка;
орошаемая
насадка;
/-
IV
— гидродинамические
I
2 —
режимы
180
* :>иное течение пленки нарушается — появляются завихрения, сызги. Это способствует увеличению поверхности контакта и ин-гнсивности массообмена. Режим заканчивается в точке В.
HI. Эмульгирование характеризуется накоплением жидкости в
>бодном объеме насадки. Накопление жидкости происходит до гх пор, пока сила трения между стекающей жидкостью и поднимающимся по колонне газом не уравновесит силу тяжести жидкости, находящейся в насадке. При этом наступает обращение (или инверсия) фаз (жидкость становится сплошной фазой, а газ — исперсной). Гидравлическое сопротивление колонны резко воз-
~астает (отрезок ВС). Наступает «захлебывание» колонны.
Фиктивная скорость газа, соответствующая скорости захлебывания w3axjI, описывается уравнением
1g — ц0’16 = о, 022 - 1,75 ~ , (10.9)
V £^СВ Рж ) \^) \Рж7
1де 5СВ — свободное сечение насадки, м2/м2; о — удельная поверхность насадки, м2/м3; L и G — расходы жидкости и газа, кг/с; рг, рж — плотность газа и жидкости, кг/м3; р = Рж/рв — отношение динамической вязкости жидкости к динамической вязкости воды.
Из уравнения (10.9) следует, что с увеличением плотности орошения снижается предельная скорость газа. В точке инверсии фаз скорость газа уменьшается также с увеличением вязкости жидкости и снижением ее плотности. При одинаковых расходах газа и жидкости скорость газа, соответствующая точке инверсии, выше для более крупной насадки.
IV Унос жидкости газовым потоком. На практике не используется.
Режим эмульгирования соответствует максимальной эффективности насадочных колонн, прежде всего путем увеличения поверхности контакта фаз, которая в этом случае определяется не только геометрической поверхностью насадки, а суммарной поверхностью пузырьков и струй газа в жидкости, заполняющей весь свободный объем насадки. Однако при работе колонны в таком режиме ее гидравлическое сопротивление относительно велико.
В режимах подвисания и эмульгирования целесообразно работать, если повышение гидравлического сопротивления не имеет существенного значения (например, в процессах абсорбции, проводимых при повышенных давлениях). Для абсорберов, работающих при атмосферном давлении, гидравлическое сопротивление может оказаться недопустимо большим, что вызовет необходимость работать в пленочном режиме.
Недостатком насадочных колонн является то, что они малопригодны при работе с загрязненными жидкостями, а в случае малых количеств орошающей жидкости не достигается полная
181
смачиваемость насадки. Кроме того, в насадочных колоннах затруднен отвод теплоты, выделяющейся при поглощении газа.
Барботажные абсорберы — аппараты, в которых поверхность контакта между жидкостью и газом образуется в результате дробления газа на струи и пузырьки, барботирующие через слой жидкости. Такие режимы осуществляются в тарельчатых колоннах с колпачковыми, ситчатыми и провальными тарелками.
Основной особенностью тарельчатых колонн является ступенчатый характер осуществляемых в них процессов, так как газ и жидкость последовательно вступают в контакт на отдельных стадиях (тарелках) аппарата.
Колонны с колпачковыми тарелками (рис. 10.13). В колпачковых тарелках газ барботирует через жидкость, выходя из прорезей колпачков, расположенных на каждой тарелке. В прорезях газ дробится на мелкие струйки, которые по выходе из прорези поднимаются вверх и, проходя через слой жидкости на тарелке, сливаются друг с другом.
В колоннах с колпачковыми тарелками находятся тарелки 7 с патрубками 2, закрытые сверху колпачками 3 (число колпачков на тарелке определяется ее конструкцией). Нижние края колпачков снабжены зубцами или прорезями в виде узких вертикальных щелей. Жидкость перетекает с тарелки на тарелку через переливные трубы 4. Уровень жидкости на тарелке соответствует высоте, на которую верхние концы переливных труб выступают над тарелкой. Чтобы жидкость перетекала только по переливным трубам, а не через патрубки 2, верхние концы патрубков должны быть выше уровня жидкости. Нижние края колпачков погружены в жидкость так, чтобы уровень жидкости был выше верха прорезей.
Газ проходит по патрубкам 2 в
пространство под колпачками и, выходя через отверстия между зубцами или через прорези в колпачках, барботирует через слой жидкости.
Чтобы газ не попадал в переливные трубы и не препятствовал таким образом нормальному перетоку жидкости с тарелки на тарелку, нижние концы переливных труб опущены ниже уровня жидкости.
Рис. 10.13. Схема колонны с колпачковыми тарелками:
I — тарелка; 2 — патрубок; 3 — колпачок; 4 — переливная труба
182
Рис. 10.14. Устройство колпачков: с — круглого; б — прямоугольного
Благодаря этому создается гидрозатвор, предотвращающий прохождение газа через переливные трубы.
По конструкции различают круглые колпачки (рис. 10.14, а) и прямоугольные колпачки (рис. 10.14, б). Круглые колпачки имеют диаметр 80... 100 мм, при работе с загрязненными жидкостями — до 200...300 мм. Ширина прямоугольных (туннельных) колпачков 70... 150 мм.
Колонны с ситчатыми тарелками (рис. 10.15). Сйтчатые тарелки имеют отверстия 1 диаметром 2... 5 мм. Газ проходит через отверстия и барботирует слой жидкости на тарелке. При нормальной работе колонны жидкость не протекает через отверстия, так как она поддерживается снизу давлением газа. Высота слоя жидкости на тарелке составляет 25... 30 мм и определяется положением верхних концов переливных труб 2.
Ситчатые колонны отличаются простотой устройства и высокой эффективностью. Основной их недостаток заключается в том.
что они удовлетворительно работают лишь в ограниченном диапазоне нагрузок. При малых нагрузках, когда скорость газа мала, жидкость протекает через отверстия, и работа колонны нарушается. При больших нагрузках гидравлическое сопротивление тарелки сильно возрастает, причем наблюдается значительный унос жидкости. Другой недостаток ситчатых колонн состоит в том, что отверстия в тарелках могут легко забиваться.
Рис. 10 15. Схема колонны с ситчатыми тарелками:
/ — отверстия; 2 — переливная труба
183
Колонны с провальными тарелками. В провальных тарелках отсутствуют переливные трубы, вследствие этого газ и жидкость проходят через одни и те же отверстия.
Дырчатые провальные тарелки по устройству аналогичны ситчатым тарелкам и отличаются от них лишь отсутствием переливных труб и большим диаметром отверстий (5 ... 8 мм). На тарелке такой конструкции одновременно происходит барботаж газа и пар через слой жидкости и частичное «проваливание» жидкости.
Газ (пар) движется снизу вверх только через часть отверстии или щелей пульсирующим потоком, жидкость стекает с тарелки на тарелку в местах максимального гидростатического давления.
Решетчатые тарелки (рис. 10.16, а) имеют отверстия в виде фрезерованных щелей / шириной 2...3 мм. Иногда тарелки собирают из полос, поставленных на ребро.
Трубчато-решетчатые тарелки являются разновидностью решетчатых тарелок. Решетку образует труба 2, изогнутая в плоскую спираль (рис. 10.16, б). По трубам пропускают охлаждающий агент для отвода теплоты, выделяющейся при абсорбции. Не занятую трубами площадь тарелки перекрывают перфорированным листом 3, живое сечение которого близко к живому сечению решетчатой части тарелки.
Благодаря отсутствию переливных устройств, провальные тарелки проще тарелок других типов.
Преимуществами барботажных абсорберов являются хороший контакт между фазами и возможность работы при любом, в том числе при низком, расходе жидкости. В барботажных абсорберах может быть осуществлен отвод теплоты. Для этого на тарелках устанавливают змеевики, по которым протекает охлаждающий агент,
Рис. 10.16. Схемы решетчатой (а) и тубчато-решетчатой (б) тарелок: / — щели; 2 — труба; 3 — перфорированный лист
184
ибо применяют выносные холодильники, через которые прохо-ит жидкость, поступающая с вышележащей тарелки на нижележащую. Барботажные абсорберы по сравнению с насадочными более пригодны для работы с загрязненными средами.
Основные недостатки барботажных абсорберов — сложность конструкции и высокое гидравлическое сопротивление, связанное при пропускании больших количеств газа со значительными затратами энергии на перемещение газа через аппарат. Поэтому барботажные абсорберы применяют преимущественно в тех случаях, когда абсорбция ведется под повышенным давлением, так как при этом высокое гидравлическое сопротивление несущественно.
В распыливающих абсорберах поверхность соприкосновения фаз создается путем распыления жидкости в массе газа на мелкие капли. Такие абсорберы изготовляются обычно в виде колонн, в которых распыление жидкости производится сверху, а газ движется снизу вверх. Применяются они главным образом для поглощения хорошо растворимых газов.
Воздух
Жидкость
Рис. 10.17. Форсунки и распылители:
а — механическая форсунка; б — пневматическая форсунка; в — центробежный распылитель
185
Общая поверхность капель возрастает с увеличением плотное ти орошения и с уменьшением их размера и скорости движени Поэтому для эффективной работы абсорбера большая плотност» орошения имеет решающее значение.
Распыление жидкости в абсорберах производят механическ ми и пневматическими форсунками, а также центробежными ра. пылителями.
Механические форсунки (рис. 10.17, а) распыливают жидкост при избыточном давлении 0,2 ...20,0 МПа и дают мелкий распы. (размер капель 50 мкм и менее), но легко засоряются и неприго ны для распыливания суспензий, загрязненных и вязких жидк ь стей.
Пневматические форсунки (рис. 10.17, б) работают под действие сжатого воздуха или пара под избыточным давлением до 0,5 МПа пригодны для распыливания жидкостей с высокой вязкостью (например, масел). Расход воздуха составляет 0,3...0,75 м3/дм3 распыленной воды.
Центробежные распылители (рис. 10.17, в) изготавливают в виде турбинок или дисков, вращающихся с большой скоростью, на которые подводится (вблизи оси) жидкость. Частота вращения дисков составляет 4000 ... 50 000 об/мин.
Диски в отличие от форсунок могут распыливать суспензии и загрязненные жидкости.
Преимуществами распыливающих абсорберов являются их простота и дешевизна, низкое гидравлическое сопротивление и возможность использования при абсорбции газов, сильно загрязненных механическими примесями.
К их недостаткам относятся трудность применения загрязненных жидкостей в качестве поглотителей, необходимость затрат энергии на распыление жидкости и применение больших плотностей орошения, а также трудность регулирования количества подаваемой жидкости.
Контрольные вопросы
1. В чем заключаются физический смысл и особенности процесса абсорбции?
2. Какими основными законами характеризуется равновесие в процессах абсорбции?
3. Какие принципиальные схемы абсорбции существуют?
4. В каких случаях применяют схемы абсорбции с частичной рециркуляцией жидкости (газа)?
5. Каким образом может осуществляться процесс десорбции?
6. Какие основные типы абсорберов существуют?
7 В чем состоит назначение насадки?
8. Какие гидравлические режимы работы насадочных колонн наблюдаются в зависимости от скорости подачи газа (пара)?
186
Глава 11
ДИСТИЛЛЯЦИЯ И РЕКТИФИКАЦИЯ
Дистилляция (перегонка) и ректификация получили широкое пространение во многих отраслях промышленности для разде-кния однородных жидких смесей с различной температурой ки-кния образующих их жидкостей.
Дистилляцией называется процесс частичного испарения раз-веляемой смеси жидкостей и последующей конденсации образу-< дшхся паров, осуществляемой однократно или многократно, оставы жидкой и паровой фаз, образующихся при этом, заметно различаются, однако с помощью дистилляции нельзя полу-лть компоненты исходного раствора в практически чистом виде.
Получение практически чистых компонентов может быть осу-.ествлено с помощью ректификации — разделения однородных .жидких смесей, не находящихся в термодинамическом равнове-ш, на составляющие вещества или группы составляющих ве-деств в результате противоточного взаимодействия паровой и жидких фаз.
Состав паров в процессах дистилляции и ректификации опре-еляется различной летучестью компонентов при одной и той же -гмпературе. Исходя из этого различают низкокипящие (легколетучие) и высококипящие (труднолетучие) компоненты. Низко-кипящий компонент имеет наибольшее давление паров при данной температуре по сравнению с давлением паров любого другого компонента смеси и соответственно наименьшую температуру кипения при одинаковом для всех компонентов давлении. Компонент, обладающий наименьшим давлением или наивысшей температурой кипения, называется высококипящим компонентом.
Согласно правилу фаз Гиббса (В. 4), учитывая то, что число компонентов, участвующих в массообменном процессе, равно двум, фаз также две (жидкость и пар), число степеней свободы равно двум.
В соответствии с законом Рауля (10.4)
рА= РАх, рв= Рв{\ ~ х), (11.1)
где рА, рв — парциальные давления компонентов А и В, х, (1 -х) — мольные доли компонентов А и В в исходной смеси; РА, Рв — давления паров чистых компонентов А и В.
В то же время, парциальные давления компонентов в системе по закону Дальтона (10.3)
РА- Ру\Рв=Р^-У>, (Н.2)
где Р — общее давление в системе; у, (1 - у) — мольные доли компонентов А и В в паровой смеси.
187
Для установившегося равновесия из уравнений (11.1), (11 -
Рл = Руи \-y = h-(l-x).
Поскольку процессы в аппаратах осуществляются практичен > всегда при изобарических условиях (Р= const), равновесную зав симость рассматриваемого процесса можно представить как фу • кции двух переменных (по количеству степеней свободы) /— < t—y и у—х. При этом графики 1—у и 1—х можно совмести^ (рис. 11.1).
Нижняя ветвь на диаграмме (см. рис. 11.1) отвечает температ. рам кипения жидкой смеси, верхняя — температурам конденс. ции паровой смеси. /кип А и /кип в — температуры кипения чист компонентов А и В соответственно.
Используя диаграмму (см. рис. 11.1), можно по составу жидко, фазы Х| найти равновесный ей состав пара У| и температуру системе
Для идеальных смесей в соответствии с законами Рауля (11.1 и Дальтона (11.2) можно записать
у = hl =_____hl-------=------hl------ (| 1.3|
P PAx+PB(\-x) PB+(PA+PB)x
Введя величину относительной летучести компонента А по отношению к компоненту В
а=РА/Рв, уравнение (11.3) можно записать в виде
у =____21_____, (11.4)
1 + (а - 1)х
графическая зависимость которого для разных давлений в системе представлена на рис. 11.2.
Поскольку отношение РА и Рв не являются постоянными в диапазоне температур кипения разделяемых компонентов /к„„ и tamB, в уравнение (11.4) следует вво-
дить среднее уравнение относительной летучести
«ср = V«l«2>
Рис. 11.1. Зависимость температуры парожидкостной системы от состава фаз в условиях равновесия
188
11.2. Влияние изменения давления ш положение равновесной кривой для идеальных смесей:
Л. Ръ Рз — рабочие давления
ie а, и а2 ~• относительные лету-ссти компонентов А и В при /кипд и
в-
В то же время следует учитывать, по равновесие в рассматриваемой .меси зависит от давления в систе
ме (см. рис. 11.2).
Кроме идеальных систем существуют реальные, к которым, зпример, относятся смеси компонентов А и В, полностью нера-.творимых друг в друге. В этом случае силы взаимодействия молекул этих компонентов равны нулю, а каждый из них ведет себя независимо друг от друга. Рассматриваемая смесь закипает при
явлении
Р-Ра + Рв-
При этом парциальное давление каждого компонента равно давлению насыщенного пара при той же температуре. Температура кипения смеси /см остается постоянной независимо от состава жидкой смеси (линии abd на рис. 11.3, а).
Так как в природе нет абсолютно нерастворимых друг в друге веществ, в интервалах незначительной растворимости одного компонента в другом температура кипения по линиям ас или de будет
Рис. 11.3. Равновесные кривые для различных типов бинарных смесей: а — равновесная зависимость; б — для частично растворимых смесей; в, г — для хорошо растворимых смесей с минимумами и максимумами температур кипения
189
меняться до температуры кипения основного компонента см . * В областях растворимости будет плавное изменение темпера г конденсации пара по линиям cb и eb. В точке b будет конденси: ваться пар состава уь, причем значение этой величины равно
Уь = Ра/Р = const.
На основе представленной диаграммы t—x, у можно постро. . равновесную зависимость в координатах у—х (см. рис. 11.3, а)
Если рассмотреть поведение частично растворимых смесей. для этих систем зона между линиями постоянных температур J (рис. 11.3, б).
Для неидеальных хорошо растворимых смесей характерны висимости с явно выраженными минимумами (рис. 11.3, в) i максимумами (рис. 11.3, г) температур кипения смеси.
На приведенных диаграммах имеются точки пересечения равновесной линии с диагональю, в которых состав пара равен с ставу жидкости. Это так называемые точки азеотропных состав в которых системы находятся в термодинамическом равновесии и разделение их методами дистилляции и ректификации нево. можно.
Дистилляция
Дистилляция в технологических процессах может осуществляться следующими основными способами.
Простая дистилляция (простая перегонка) производится путем постепенного испарения исходной смеси. Образующиеся пары конденсируются.
Простая дистилляция осуществляется в тех случаях, когда летучести разделяемых компонентов резко различаются, и к получаемым продуктам не предъявляют высоких требований по чистоте
Простая дистилляция может осуществляться периодически и непрерывно, однократно и многократно, с дефлегмацией и фракционированием.
Однократное испарение, или равновесная дистилляция, обычно осуществляется в непрерывном режиме. Исходная смесь нагревается в теплообменнике паром, топочными газами или электронагревом. Образовавшаяся парокапельная смесь поступает в сепарационную камеру, откуда пар направляется в конденсатор, где конденсируется и отводится в сборник дистиллята, а жидкость — в сборник кубового остатка.
Так как жидкость достаточно долго взаимодействует с образующимися парами, то можно считать, что между фазами достигается равновесие.
Зная начальное количество смеси £н, поступающей на разделение, а также ее начальную концентрацию хн, из уравнения ма-
190
вльного баланса можно рассчитать количество получаемой з • вой фазы G:
G л'н - х _ л
ДЛ = (£н - G)x - Gy или -Ц ~ у х ~ е-
Ьесь х и у — текущие концентрации легколетучего компонен-э в жидкой и паровой фазе, определяемой из условия равнове-• тибо путем подбора, либо графически; е — доля отгона лег- стучего компонента в дистиллят, являющаяся отношением ы образовавшихся паров к массе исходной смеси.
При простой дистилляции (однократном испарении) (рис. 11.4), доводимой периодическим способом, смесь загружается в куб 1, • греваемый через змеевик или рубашку паром или дымовыми ми. После нагрева смеси образующиеся пары конденсируются • • энденсате 2, и конденсат направляется в сборники 3. Остаток, ж стащенный высококипящим компонентом, удаляется из куба 1 ж» окончании операции.
Простая дистилляция может проводиться при атмосферном зении или под вакуумом.
По мере испарения, содержание легколетучего компонента в стилляте непрерывно уменьшается, составляя максимальную мичину в начале процесса и минимальную — в его конце. Отбор стиллята различного состава в отдельные сборники позволяет пучать несколько фракций разного состава. Такой способ назы-иется фракционной перегонкой.
Рис. И.4. Схема установки для простой дистилляции: / — куб; 2 — конденсатор; 3 — сборники
191
Степень разделения компонентов простой дистилляцией жетбыть повышена применением дефлегмации (рис. 11.5). По ч схеме пары, покидающие куб 7, поступают в дефлегматор . котором они конденсируются не полностью, а частично. При ч
стичной конденсации конденсируется в основном менее лет><«| компонент, и пары обогащаются низкокипящим компонен ж Конденсат (называемый флегмой) из дефлегматора возврат-, в перегонный куб и подвергается многократному испарению
Дистилляцию в токе водяного пара применяют в том сл\ к когда компоненты исходной смеси нерастворимы в воде, что а
зволяет снизить температуру кипения смеси и тем самым и жать разложения компонентов.
Дистилляция с водяным паром применяется при перераб- . жирных кислот, эфирных масел, смол, а также для дезодорации -удаления веществ, обусловливающих неприятный запах ма
жиров и других продуктов.
При осуществлении этого процесса исходная смесь загружа.
ся в куб, обогреваемый глухим паром через рубашку.
Внутрь
ку’..
через барботер подают острый пар. Пары, выделившиеся при i парении смеси, направляют в конденсатор-холодильник. Обра
вавшийся
конденсат поступает в сепаратор,
где
нерастворим
друг в друге жидкости расслаиваются.
Дистилляция с водяным паром протекает в неравновесных у ловиях. При этом острый пар выполняет две функции — теплой сителя и агента, снижающего температуру кипения. Таким обр<.
Рис. 11.5. Схема установки для простой дистилляции с дефлегмацией: / — куб; 2 — дефлегматор
192
при расчете необходимого количества острого пара надо учи-
•тьто, что его расход должен превышать количество, затрачи-м. мое на процесс отгонки выделенного вещества.
Недостатком метода является наличие влаги в продуктах пере-
нки.
.Дистилляция в токе инертного газа проводится с использова-•ем азота, водорода, диоксида углерода. Пар заменяется инерт-м газом в том случае, когда дистилляции подвергаются композиты, растворимые в воде. Преимуществом применения инерт-«ых газов является также отсутствие нижнего температурного прела проведения процесса, поскольку применяемые газы при этих
-товиях не конденсируются.
Дистилляция в токе инертного газа имеет ряд недостатков: римесь газа в отгоняемом паре резко снижает коэффициент .плоотдачи при конденсации пара из парогазовой смеси, что приводит к увеличению размеров холодильника-конденсатора; при такой конденсации часто образуется туман, отделить который от раза весьма трудно, поэтому возникают потери дистиллята с инертным газом.
Молекулярная дистилляция используется в технике для разделения компонентов, кипящих при высоких температурах и не облагающих необходимой термической стойкостью.
Процесс проводится под глубоким вакуумом (остаточное дав-дение 0,10 ... 1,0 Па). При таком разрежении молекулы легко преодолевают силы взаимного притяжения, число столкновений между ними значительно сокращается, а длина свободного пробега резко возрастает.
Если расстояние между поверхностями испарения и конденсации меньше длины свободного пробега молекул, то отрывающиеся от поверхности испарения молекулы летучего компонента
попадают на поверхность конденсации Расстояние между поверхностями испарения и конденсации составляет обычно 20... 30 мм, а разность температур между ними порядка 100 °C.
На рис. 11.6 представлена схема простейшего аппарата для молекулярной перегонки. Внутренний цилиндр 1 снабжен спиралью для электронагрева и является испарителем. Внешний цилиндр 2,
Рис. 11.6. Схема аппарата для молекулярной дистилляции:
1,2 — внутренний и внешний цилиндры; 3 — рубашка; 4 — воронка
и улавливаются на ней.
7 Баранов
193
являющийся конденсатором, имеет рубашку 3, по которой дв жется охлаждающий агент. Исходная смесь вводится через патр> бок в воронку 4 и стекает пленкой по наружной поверхности ис парителя. Остаток и дистиллят, собирающийся на внутренне; поверхности конденсатора, удаляются через патрубки в нижне» части аппарата. В кольцевом пространстве между испарителем и конденсатором поддерживается требуемый вакуум при помощ насоса глубокого вакуума, присоединенного к верхнему патрубю
Более эффективным аппаратом для молекулярной перегонки является аппарат, схема которого представлена на рис. 11.7. Исходная смесь, подлежащая разделению, поступает в аппарат через трубу 2 на дно ротора центрифужного типа 1. Под действием центробежной силы поступающая жидкость поднимается по конусу (конусность 10... 25°) и подвергается нагреву излучением от электронагревателя 3. Вырвавшиеся из жидкой фазы молекулы стремятся к конденсирующим поверхностям конденсатора 4 и змеевика 5. Первая представляет собой разрозненные секции, соединенные коллекторами для ввода и вывода охлаждающей воды, вторая — змеевик, охлаждаемый водой. Первая конденсирующаяся фракция стекает с элементов конденсатора 4 на поддон 7, а вторая конденсируется на змеевике 5 и стекает на поддон 8. Неис-паренная часть под действием центробежной силы выбрасывается с ротора 7 в отводной желоб 10 и удаляется из аппарата. Из поддона /дистиллят удаляется через периферийную секцию кольцево-
Рис 11.7. Схема аппарата для молекулярной перегонки с ротором центробежного типа:
/ — ротор; 2— труба; 3— электронагреватель; 4— конденсатор; 5— змеевик; 6 — сборник; 7, 8 — поддоны; 9 — плита; 10 — желоб
194
v6opHHKa 6, а из поддона 8 дистиллят отводится по патрубку «с осз центральную секцию кольцевого сборника. Для теплоизоля-и установлены концентрические плиты 9.
Ректификация
Ректификация — способ разделения однородных жидких сме-.и, состоящий из нескольких компонентов, основанный на про-воточном взаимодействии двух неравновесных фаз — жидкости пара, образующихся из этой смеси. При этом пар при движении стоянно обогащается низкокипящим (легколетучим) компонен-»м, а жидкость — высококипящим (труднолетучим) компонентом.
Процесс ректификации может осуществляться непрерывно и ериодически под атмосферным и избыточным давлением, а так-*.е под вакуумом.
Непрерывнодействующая ректификационная установка (рис. 11.8) состоит из ректификационного массообменного аппарата — ректификационной колонны /, представляющей собой вертикальный цилиндрический корпус, внутри которого расположены кон-актные устройства (насадка, тарелки). Снизу вверх по колонне движется поток пара, поступающий в ее нижнюю часть из испарителя 9, находящегося рядом или под самой колонной. Поступа-
Рис. 11.8. Схема непрерывнодействующей ректификационной установки:
1 — ректификационная колонна (1а и 16 — соответственно укрепляющая и исчерпывающая части); 2 — дефлегматор; 3 — делитель; 4 — холодильник-теплообменник, 5 — насос; 6, 7 — сборники; 8 — холодильник; 9 — испаритель; 10 — теплообменник
195
ющий в колонну пар по составу представляет собой практичес чистый труднолетучий компонент. На каждой тарелке при его перемещении по колонне происходит конденсация поднимающее ся пара, и за счет теплоты его конденсации — испарение нахо щегося в этой зоне легколетучего компонента.
Таким образом, происходят постоянное удаление из выходе щего пара труднолетучего компонента и обогащение его легколе тучим. В результате из верхней части колонны выгружаются пар практически чистого легколетучего компонента, который конденсируется в дефлегматоре 2. Получаемая жидкость разделяется делителе 3 на два потока. Первый поток — флегма, возвращаете назад в колонну 7, создавая тем самым нисходящий поток жидкости, состоящий практически из чистого легколетучего компонента. Стекая вниз по колонне и взаимодействуя с восходящим паром, флегма постоянно обогащается конденсирующимся из нее труднолстучим компонентом, заменяющим постоянно испаряющийся легколетучий компонент. В результате жидкость, достигающая нижней части колонны и поступающая в испаритель 9, состоит практически из низколетучего компонента.
Подаваемую на разделение исходную смесь подогревают до температуры кипения в теплообменнике 10 и подают в колонну, в зону (или на тарелку), положение которой определяют в результате расчета контактного ректификационного аппарата.
Зона питания (или тарелка питания) делит колонну на две части. Верхняя, или укрепляющая, часть Ус обеспечивает наибольшее укрепление поднимающихся паров, т.е. обогащение их легколетучим компонентом. Нижняя, или кубовая (исчерпывающая), часть 16, обеспечивает наибольшее удаление из жидкости легколетучего компонента. ,
Второй поток жидкости, получаемый в дефлегматоре 2 и называемый дистиллятом, поступает в холодильник-теплообменник 4, а затем в сборник 6, откуда перекачивается в качестве целевого продукта насосом 5.
Жидкость, выходящая из нижней части колонны, также делится на два потока. Первый возвращается в испаритель 9, откуда в виде пара подается назад в колонну, второй, называемый кубовым остатком, после охлаждения в холодильнике 8 направляется в сборник 7.
Материальный баланс
При описании и расчетах процессов, осуществляемых в ректификационных аппаратах при противоточном взаимодействии потоков жидкости и пара (рис. 11.9), принимают следующие допущения
1. Мольные теплоты испарения компонентов одинаковы, т.е. при конденсации каждого киломоля пара испаряется такое же ко-
196
Рис. 11.9. Схема для расчета материал ь-ого баланса ректификационной установки:
1 — колонна; 2 — дефлегматор
тичество киломолей жидкости. Отсюда следует важный вывод о том, что количество пара, движущегося в аппарате снизу вверх, выраженное в киломолях, одинаково в любом сечении ректификационной колонны.
2. При конденсации пара в дефлегматоре изменения его состава не происходит, т.е. состав пара, выходящего из верхней части колонны, равен составу получаемого дистил
лята и флегмы (ур = хр).
3. При испарении кубовой жидкости в испарителе изменение
ее состава также не происходит, т.е. состав жидкости, выгружаемой из нижней части колонны, равен составу возвращаемого в колонну пара (yw = xw).
4. Теплоты смешения компонентов разделяемой смеси равны
нулю.
Таким образом, легко видеть, что при расчетах ректификационных аппаратов количество и состав фаз удобно выражать в молярных величинах.
Обозначим: бу— количество смеси, поступающей на ректификацию; Gp — количество получаемого дистиллята; Gw — количество получаемого кубового остатка; Xf, хр, х„ — содержание легколетучего компонента соответственно в исходной смеси, дистилляте и в кубовом остатке. Количественная размерность потоков — кмоли или кг; качественная размерность (состав) — мольные или массовые доли (проценты).
Уравнение материального баланса при этом состоит из двух равенств:
по входящим и выходящим потокам
Gf=Gp+Gw; (11.5)
по легколетучему компоненту в этих же потоках
Gfxf= GpXp + (?/„ (Н-6)
При описании процесса ректификации часто используют безразмерные отношения Gf/Gp = F и GJGP = W, показывающие количества исходной смеси и кубовой жидкости, приходящиеся на I кг получаемого дистиллята.
197
При использовании безразмерных отношений уравнения (II и (11.6) запишутся в виде
F= I +
Fxf = хр + Wxw = хр+ (F - l)xw.
Если количество паров, отбираемых из верхней части колонны и направляемых в дефлегматор 2, составляет Gd, а количеств» флегмы, возвращаемой после него назад в колонну, — GR, тс материальный баланс узла дефлегмации запишется как
Gd = Gr + Gp. (11."
Используя безразмерные величины, можно записать
D = R + 1 или Gd = Gp(R + 1), (П-8)
где D= GD/Gp, R = G^G? — флегмовое число.
Поскольку легколетучий компонент, по которому обычно ведется расчет, переходит в процессе ректификации из жидкой фазы в паровую, дифференциальное уравнение материального баланса запишется в виде
Gdy = L(-dx).
Рассмотрим материальные балансы для верхней (укрепляю щей) и нижней (исчерпывающей) частей ректификационной колонны. В этом случае все количественные расходы будут иметь размерность кмоль/с, а содержание в них компонентов — мольные доли.
В верхней части расход пара, постоянный по высоте колонны (см. допущение I), будет равен расходу флегмы и дистиллята (11.7).
Поскольку мольный состав пара и флегмы будет меняться по высоте укрепляющей части, то
GDy=GRx+Gpxp. (11.9)
Подставим (11.7) в (11 9) и, записав потоки через отношение к расходу дистиллята, получим
^-у + У = угХ + хр или Ry + у = Rx + хр.
'-’р ^р
Выразив концентрацию легколстучего компонента в паре через концентрацию легколетучего компонента в жидкости в верхней части колонны, получим уравнение рабочей линии процесса ректификации в укрепляющей части колонны
R х у =----х + ——
R + \ R + \
(Н Ю)
198
В нижней (исчерпывающей) части при составлении уравнения шанса следует учитывать поток исходной смеси и отбор кубовой
• лдкости (кубового остатка)
GD+Gw=Gf+GR (11.11)
(11.13)
тегколетучего компонента
бду + G*xK = (Gf+ GR)x. (11.12)
Подставив Gw из уравнения (11.11) в (11.12) и записав потоки грез отношение к расходу дистиллята, получим
Dy + (F- I )xw = (F + R)x.
Учитывая (118), получим выражение для рабочей линии процес-а ректификации для исчерпывающей части колонны
R + F F-1 у =----— X------хи.
У /? + 1 А + 1 v
Легко видеть, что рабочие линии процесса ректификации <11.10) и (11.13) при соблюдении допущений 1—4 являются прямыми линиями с различными углами наклона.
В то же время, положения рабочих линий в у—х-диаграмме зависят не только от состава исходной смеси и продуктов разделения, но также и от тепловых параметров исходной смеси
Теоретически возможны следующие случаи тепловых характеристик исходной смеси, подаваемой в ректификационный аппарат;
• при температуре кипения;
• при температуре ниже температуры кипения;
• в виде смеси насыщенного пара и жидкости;
• в виде насыщенного пара;
• в виде перегретого пара.
Все приведенные варианты могут быть реализованы в промышленности, но наиболее часто на разделение подают исходную смесь при температуре кипения.
Для построения рабочих линий процесса ректификации для этого случая на оси абсцисс диаграммы у—х (рис. 11.10) откладывают заданные составы xf, хр, xw. В соответствии со вторым допущением (ур = хр) и третьем допущением (yw = х„) точки 1 и 2, принадлежащие концам рабочих линий для верхней и нижней частей колонны, располагаются на диагонали диаграммы. Точка Охарактеризуется значением Ху, принадлежит обеим рабочим линиям и может перемещаться в диапазоне между точками 3' (диагональ диаграммы) и 3" (равновесная линия), в зависимости от значения флегмового числа R.
В случае расположения рабочих линий на линии 1—3'—2 они совпадут с диагональю и будут соответствовать уравнению у = х,
199
что может произойти только в случае бесконечно большого фле мового числа (R -» да). В этих условиях (уравнение (11.8)) ректификационный аппарат работает без отбора дистиллята (Gj, = O что может происходить при испытаниях и запуске установки. Данному случаю соответствует максимальная движущая сила.
Второе предельное положение рабочих линий (1—3"—2) характеризуется размещением точки 3" на равновесной линии. В это точке движущая сила равна нулю, а, следовательно, для проведения процесса в ректификационном аппарате необходима бескс нечно большая поверхность контакта фаз, что на практике неос\ ществимо.
С увеличением ординаты точки 3 значение флегмового чисза уменьшается и становится минимальным в точке 3". Значение минимального флегмового числа может быть найдено из уравнения (11.10) подстановкой у=У/раВн, x=xf, где у/равн — состав пара, находящегося в равновесии с жидкостью, поступающей на ректификацию:
п _ Хр У/рзвч 'чтил
Уг ~Xf fравн J
Положение рабочей линии 1— 3— 2 соответствует проведению реального процесса ректификации при некотором значении /?min < < R<R„.
В то же время необходимо отметить, что с увеличением флегмового числа увеличивается движущая сила массообменного процесса, но также увеличиваются затраты теплоты на парообразование, и наоборот.
Для определения положения точки 3 на диаграмме у—х при известном флегмовом числе R из уравнения (11.10) при х=0 вы-
„ хп
числяют отрезок В = ——, откладывают его на оси ординат, по-R + 1
лучая точку 4. Пересечение ли-
нии, соединяющей точки I— 4 и x-Xfi определяет положение точки 3. Соединив точки 2 и 3, получают ломаную линию /— 3— 2, отвечающую изменению рабочих концентраций в укрепляющей и исчерпывающей частях колонны.
Рис. 11.10. Диаграмма у—х для непрерывнодействующей ректификационной колонны
200
Рис. 11.11. График для определения оптимального флегмового числа:
Лор, — оптимальное флегмовое число
Оптимальное флегмовое число Ropt для эксплуатации ректификационной установки выбирают чаще всего из условий минимального объема колонны.
С этой целью задаются рядом значений /?min < R < Rx и на диаг-
т,.(Л+1)
О
рам му у—х наносят соответствую-
щие им рабочие линии процесса. Для каждого процесса методом графического интегрирования получают значения чисел единиц переноса ту, и строится график в координатах my(R + 1) — R (рис. 11.11), по минимуму которого определяется значение R^pt.
В соответствии с (9.24) ту~ Н. По уравнению (11.8) выражение (/?+ 1) ~ Gd, которое, как любой расход, пропорционально площади сечения аппарата Д. Следовательно, произведение my(R + 1) ~ ~ Hfa~ Ка, где И, — объем ректификационного аппарата.
В ряде случаев оптимальное флегмовое число находится по минимуму приведенных затрат, включающих эксплуатационные расходы и капитальные затраты. Однако, как показывает практика, найденные разными методами оптимальные флегмовые числа
отличаются незначительно.
Тепловой баланс ректификационной колонны непрерывного действия (см. рис. 11.9) складывается из следующих частей:
Поступление теплоты
С исходной смесью
GyC/z
С греющим паром в испарителе Он
С флегмой
= GpRcKtK
Расход теплоты
С паром
Guin = Gp(R + 1)ф
С кубовой жидкостью
Потери в окружающую среду
Q.
Gfytf + QH+ Gp RcKtR = Gp(R + I )iD + Gwcwtw + Q„, (11.14) где Cf, cR, cw — теплоемкости исходной смеси, дистиллята и кубовой жидкости соответственно; тр, tw — температуры исходной смеси, флегмы и кубовой жидкости; iD — энтальпия пара, выходящего из колонны.
Из уравнения теплового баланса (11.14) обычно определяется расход греющего (первичного) пара в испарителе, необходимый для проведения ректификации,
201
D = -^, ^rp
где г — удельная теплота конденсации (парообразования) гре щего пара; хгр — степень сухости греющего пара.
Периодически действующие ректификационные установи. (рис. 11.12) представляют собой фактически укрепляющую час1", ректификационного аппарата и работают по такому же прж ципу.
Исходная смесь загружается в куб /, где нагревается до температуры кипения и испаряется. Пары проходят через ректификационную колонну 2, взаимодействуя в противотоке с жидкостью возвращаемой из дефлегматора 3. В дефлегматоре обогащенные легколетучим компонентом пары конденсируются, и конденсат поступает в делитель потока 4. Флегма из делителя направляете на орошение ректификационной колонны, а дистиллят через холодильник 5 направляется в сборник 6 или 7.
Эти установки могут работать в режимах постоянного расхода флегмы и постоянного состава дистиллята (рис. 11.13).
Для обеспечения режима постоянного состава дистиллята (хр = = const) (рис. 11.13, а) процесс ректификации необходимо проводить при непрерывно изменяющемся флегмовом числе, минимальном в начале процесса и максимальном в конце. Для концентраций Xf и хр положение рабочей линии находится на основании уравнения рабочей линии для укрепляющей части колон-
Рис. 11.12. Схема ректификационной установки периодического действия: 1 — куб; 2 — ректификационная колонна; 3 — дефлегматор; 4 — делитель потока; 5 — холодильник; 6, 7 — сборники
202
Рис. 11.13. Рабочие линии процесса периодической ректификации: . — с постоянным составом дистиллята; б — с постоянным флегмовым числом
<ы (11.10). При этом по мере отгонки летучего компонента концентрация его в кубе уменьшается до хк, проходя через ряд промежуточных значений, например х{, х2 и т.д.
Проведение процесса ректификации при режиме хр=const практически весьма затруднительно, поскольку для этого требуется непрерывное и четкое изменение питания колонны флегмой. По этой причине рассмотренный режим ректификации применяется в промышленности достаточно редко.
Более широкое распространение в промышленности получил режим периодической ректификации в условиях постоянного значения флегмового числа (R = const). Преимущество этого способа заключается в том, что с помощью одного ректификационного аппарата можно разделить смесь, состоящую из большого числа компонентов.
При постоянном флегмовом числе наклон рабочих линий не зависит от концентраций. Пусть в первый момент ректификации концентрация летучего вещества в кубовой жидкости составляет величину Ху, а в дистилляте — хр/(рис. 11.13, б). По мере осуществления процесса концентрация летучего компонента в кубовой жидкости будет уменьшаться и принимать значения хь х2 и далее вплоть до конечного значения xv. Соответственно будет уменьшаться и концентрация летучего компонента в дистилляте: хр/, хрХ хр2 и т.д. В результате будет получен дистиллят среднего состава в пределах xpf— xpw и остаток состава xw либо несколько продуктов с близкой, но постоянно уменьшающейся концентрацией в них легколетучего компонента.
Экстрактивная ректификация предназначена для разделения смесей компонентов с близкими температурами кипения и очень
203
низкой относительной летучестью (а < 1,05). В этом случае в исходную смесь вводится третий компонент, предназначенный для ре. кого увеличения летучести основных компонентов. Вводимый ко понент должен быть менее летуч, чем оба исходных компонент, разделяемой смеси, и должен хорошо растворять низколетучи компонент разделяемой смеси.
Установка для экстрактивной ректификации состоит из двм обычных ректификационных колонн 1 и 2 (рис. 11.14), в перву» из которых поступает на разделение исходная смесь компоненте А и В. В укрепляющую часть колонны одновременно вводится ра деляющий агент С. Выбор компонента С производят в соответствии с ранее приведенными условиями, чтобы он хорошо растворялся в компоненте В, в то время как Аи С взаимно нерастворимы (или ограниченно растворимы). Летучести компонента А и смеси В + С становятся существенно различными, и в результате процесса ректификации в дистилляте получают практически чистый компонент А, а смесь В + С удаляется из первой колонны в виде кубового остатка и подается на разделение во вторую последовательно установленную колонну. В ней осуществляется разделение смеси на компоненты Ви С.
Рис 11.14. Схема установки для экстрактивной ректификации
1,2 — ректификационные колонны; А + В — исходная смесь; С — разделяющий агент
204
зс. 11.15. Схема установки для азеотропной ректификации:
колонна; 2— отстойник; 3 — деф-гматор; А + В — азеотропная смесь;
С — вводимый компонент
Компонент В является целе-ым и отбирается из установки, а регенерированный компонент С возвращается в первую колонну для повторного использова
ния.
Азеотропная ректификация смеси А и В, находящейся в термодинамическом равновесии, осуществляется аналогичным способом. К азеотропной смеси* добавляют третий компонент С, образующий с одним из разделяемых компонентов новую (более летучую, чем исходная) азеотропную смесь. Эта азеотропная смесь выделяется в качестве дистиллята, а другой практически чистый компонент удаляется в виде кубового остатка.
Вариант схемы азеотропной ректификации показан на рис. 11.15, когда образующаяся азеотропная смесь состоит из компонентов с резко отличающейся взаимной растворимостью при разных температурах.
С этой целью после дефлегматора 3 установлен отстойник 2, где происходит разделение компонентов ВиС. Компонент В отводится из установки, а компонент С возвращается в колонну 1.
Примером такого процесса является разделение азеотропной смеси этиловый спирт — вода, где в качестве вводимого разделяющего компонента применяется бензол, образующий с водой и спиртом тройную азеотропную смесь с более низкой температурой кипения (64,8 °C), чем для азеотропной смеси спирта с водой (~78 °C).
Ректификационные аппараты
Для ректификации применяют практически исключительно аппараты колонного типа — насадочные и барботажные ректификационные колонны. По устройству они не отличаются от абсорберов аналогичного типа.
Насадочные ректификационные колонны обычно применяют с кольцевой насадкой. Недостатки, присущие насадочным абсорберам, несущественны при ректификации, так как в этом процессе
* Азеотропная смесь — жидкая смесь, находящаяся в термодинамическом равновесии с газовой фазой одинакового с ней состава.
205
разделяются чистые однородные смеси, не требуется отвода тег лоты, а количество орошающей жидкости обычно достаточно ве дико. В укрепляющей части колонны количество жидкости меньше количества поднимающихся паров на количество отводимоп. дистиллята, в исчерпывающей части колонны количество жидкости больше, чем в укрепляющей на количество вводимой смеси
Неравномерное распределение жидкости по сечению колонны может привести к недостаточно четкому разделению компонентов, особенно при большом диаметре колонны. Низкое гидравлическое сопротивление насадочных колонн существенно лишь при ректификации в вакууме.
Насадочные ректификационные колонны небольшого диаметра (до 1 м) применяют при ректификации в вакууме и для разделения химически агрессивных веществ.
Барботажные ректификационные колонны применяют с колпачковыми, ситчатыми и провальными тарелками. Значительное сопротивление барботажных колонн при ректификации обычно несущественно (кроме процесса ректификации в вакууме), так как вызывает лишь некоторое повышение давления и, следовательно, температуры кипения в нижней части колонны и не связано с дополнительным расходом энергии.
Барботажные колонны являются наиболее распространенными ректификационными аппаратами благодаря возможности разделения в них компонентов с любой степенью четкости. Чаще всего применяют колонны с колпачковыми тарелками. Колонны с ситчатыми и провальными тарелками применяют в установках, работающих с постоянной нагрузкой.
Расчет тарельчатых ректификационных колонн
После определения оптимального флегмового числа основной расчетной величиной, характеризующей высоту ректификационного аппарата, является число ступеней контакта (тарелок) в нем.
Рассмотрим на графике (рис. 11.16) схему работы произвольной тарелки в ректификационной колонне. Для этого в первую очередь построим равновесную кривую 1 и рабочую линию процесса 3. С верхней тарелки жидкость приходит на рассматриваемую тарелку с концентрацией хн, протекает по ней и за счет мас-сообмена с паром удаляется с тарелки, имея концентрацию хк, отличающуюся от хн. Газ (пар) приходит с ниже расположенной тарелки при концентрации ун и покидает тарелку с концентрацией ук.
Поскольку пар, барботируя через жидкость, не приходит с ней в состояние равновесия, ук < уравн. Таким образом концентрация жидкости в случае ее полного перемешивания на тарелке меняется скачком от до хк (линия BD). Концентрация пара изменяется
206
11.16. Схема работы тарелок на у—х-диаграмме;
— равновесная кривая; 2 — кинети-еская кривая; 3 — рабочая линия
-г ун до ук (линия АВ). Положе --ие точки В можно найти из от-эшения отрезков
Ь- = ет^ = 1-Пм, (11.15)
ле е — основание натурального огарифма; т)ч — эффективность арелки по Мэрфи, представля-
ющая собой отношение действительного изменения концентра-
ций в паровой фазе к предельно возможному
„ Ук ~ Ун Чм ~
Уравн ~ Ун
Выше- и нижерасположенные тарелки изобразятся на диаграмме (см. рис. 11.16) аналогичными ступеньками. Линия, проходящая через точки В', В, В", называется кинетической линией, которая показывает, какие действительные концентрации достигаются в тарельчатой колонне.
Следовательно, для определения числа тарелок в колонне достаточно вписать ступенчатую ломаную линию в интервале рабочих концентраций между кинетической и рабочей линиями. Чис-чо ступеней этой ломаной равно искомому числу реальных тарелок колонны.
Контрольные вопросы
I. В чем заключаются физический смысл и назначение процессов дистилляции и ректификации?
2 Каким образом осуществляется графическое выражение условий равновесия между паром и жидкостью в процессе ректификации?
3. Какие технологические способы осуществления процесса дистилляции существуют?
4 Какова схема устройства непрерывнодействующей ректификационной установки?
5. Что характеризует и как определяется оптимальное флегмовое число при работе непрерывнодействующей ректификационной установки?
6. Какие режимы работы периодически действующих ректификационных установок существуют?
207
7. В чем заключается принцип экстрактивной и азеотропной ректи: кации?
8. Какие типы ректификационных аппаратов используют в промы ленности?
Глава 12
ЭКСТРАКЦИЯ
Экстракция — массообменный процесс извлечения компонента из жидких смесей или твердых веществ жидким растворителем (экстрагентом), избирательно растворяющим только извлекаемые компоненты.
В соответствии с агрегатным состоянием взаимодействующих фаз различают жидкостную экстракцию, характеризующуюся извлечением компонента, растворенного в одной жидкости другой жидкостью, не растворимой и не смешивающейся с первой, и экстрагирование (выщелачивание), заключающееся в растворении компонента, находящегося в твердой фазе, жидкостью с последующим удалением его вместе с ней.
Движущей силой процесса экстракции является разность концентраций извлекаемого компонента в исходной смеси и в растворителе.
Экстракция осуществляется как периодически, так и непрерывно.
Процессы экстракции применяются для очистки жидкостей и твердых веществ от примесей, извлечения из них ценных компонентов.
Жидкостная экстракция
Принцип экстракции в системе жидкость—жидкость основан на различной растворимости распределяемого компонента в распределяющих веществах.
Жидкостная экстракция находит широкое применение в различных отраслях промышленности: при производстве технологических органических веществ и редких металлов, очистке продуктов и полупродуктов от примесей, получении ядерного горючего, синтезе лекарственных веществ, а также в радиационной химии, процессах нефтепереработки и нефтехимии.
Благодаря простоте осуществления, низким энергетическим затратам и высокой эффективности процессы жидкостной экстракции успешно конкурируют, а иногда используются в сочетании с другими процессами разделения (ректификацией, выпари-
208
нием и др.). Ею можно разделять азеотропные смеси, а также меси компонентов с близкими температурами кипения и малой тносительной летучестью.
В процессе жидкостной экстракции исходная смесь F, содержащая распределяемое вещество, вступает в контакт с экстраген-'v.m (растворителем) 5, в который в результате массопередачи ереходит компонент. После разделения (отстаивание, центри-угирование или другой метод) получают две новые фазы — кстракт Е, представляющий собой раствор распределяемого вещества в экстрагенте, и рафинат R — исходный раствор, из ко-орого частично или полностью извлечено распределяемое ве-цество.
В ряде случаев следующей стадией за процессом экстракции и разделения полученных продуктов является регенерация экстра-ента (удаление из экстракта ранее поглощенного компонента), которую можно осуществить ректификацией, перегонкой в токе водяного пара, повторной экстракцией, реже кристаллизацией или химической обработкой.
При выборе экстрагента (растворителя) к его составу предъявляют ряд требований: селективность (избирательность) по отношению к извлекаемому компоненту; высокая растворимость из-атекаемого компонента; возможность проведения эффективной регенерации; разность плотностей с исходной смесью, достаточной для расслоения полученных продуктов; безопасность при работе (отсутствие токсичности, пожаро- и взрывобезопасность); сохранение свойств при обработке, хранении, регенерации; низкая стоимость; доступность.
Основные промышленные экстрагенты, применяемые в процессах экстракции, делятся на три класса.
I. Органические кислоты или их соли (алифатические монокарбоновые кислоты, нафтеновые кислоты, сульфокислоты, фенолы, оксимы, кислые эфиры фосфорной кислоты), которые извлекают катионы металлов в органическую фазу из водной.
2. Соли органических оснований (соли первичных, вторичных и третичных аминов, а также четвертичных аммониевых оснований), с помощью которых извлекают анионы металлов из водных растворов.
3. Нейтральные растворители (вода, спирты, простые и сложные эфиры, альдегиды и кетоны), с помощью которых осуществляют разные механизмы извлечения в зависимости от кислотности исходного раствора.
Равновесие в процессах жидкостной экстракции подчиняется так называемому закону распределения. В соответствии с этим законом отношение равновесных концентраций распределенного между двумя жидкими фазами вещества при постоянной температуре есть величина постоянная, называемая коэффициентом распределения
209
CG1 _ CG2 _ _
Ql CL2 cLn
(12
или
cG = mcL. (12.:
В уравнениях (12.1) и (12.2) размерность концентраций выражена в кг/м3.
Если уравнения (12.1) и (12.2) записать для соответствуюш концентраций (у, х), размерности которых выражаются в кг/к растворителя, они примут вид
Лрав|)Х = 1+(1 + 4„)л-’
№ 4.» = Т—.
Pg
По величине коэффициента распределения судят об экстрак ционной способности экстрагента. Так, увеличение значения Т соответствует более высокой способности экстрагента извлекать целевой компонент. Значение коэффициента распределения находится в пределах от 1 до 10 000.
Коэффициент распределения зависит от свойств взаимодействующих систем, наличия химического взаимодействия извлекаемого компонента с растворителем. Величина т незначительно зависит от температуры и, вследствие несжимаемости жидкостей, практически не зависит от давления.
Данные для построения линий равновесия и значения коэффициентов распределения приведены в справочниках.
Рис. 12.1. Треугольная диа1рамма:
А, В — компоненты жидкой смеси; С — растворитель
210
При рассмотрении статики процесса экстракции предполага-_ь, что экстрагент и раствор, содержащий распределяемый коммент, являются взаимно нерастворимыми или же обладают не-ачительной растворимостью.
Если же они взаимно растворимы, то для таких систем равно-<.ные соотношения изображаются с помощью треугольных диграмм, построенных для постоянной температуры.
Треугольная диаграмма (рис. 12.1) представляет собой равно-оронний треугольник, вершины которого соответствуют содер-•энию чистых компонентов А, В и С. При этом А и В — компонента жидкой смеси, подлежащей разделению, С — растворитель, тороны треугольника являются шкалами, точки которых опре-. тяют составы двухкомпонентных смесей или растворов АВ (ком-тонента В), СА (компонента А) и ВС (компонента С), а точки тнутри треугольника — составы трехкомпонентных систем.
Так, точка М на рис. 12.1 соответствует составу тройной смеси, одержащей 20 % компонента Л, 40 % компонента В и 40 % компонента С.
В дальнейшем, считая, что исходная смесь и экстрагент взаимно нерастворимы, для изображения процессов экстракции будем использовать диаграмму у—х.
Материальный баланс процесса экстракции соответствует общему для массообменных процессов уравнению
(7(У, - У2) = L(X{ - Х2), (12.3)
где G — количество экстрагента; L — количество исходного растворителя; У| и У2 — содержание распределяемого компонента в экстракте и экстрагенте, кг компонента/кг экстрагента; X, и Х2 — содержание распределяемого компонента в исходном растворе и рафинате, кг компонента/кг исходного растворителя.
Из уравнения (12.3) можно определить необходимый расход экстрагента
или его удельный расход / = — = —!.
Z, У, - У2
Зависимость между составами экстрагента и рафината графически выражается рабочей линией, являющейся прямой, уравнение которой соответствует уравнениям (9 4) и (9.5), крайние точки которой определяются составами исходного раствора, экстрагента, экстракта и рафината.
Процессы экстракции проводятся чаще всего без подвода или отвода теплоты, поэтому для их расчета составление теплового баланса не требуется.
211
Уравнение материального баланса может быть записано процесса экстракции по входящим и выходящим потокам в в л
F+ S= R+ Е,
где F, У R, Е— весовые расходы исходного раствора, экстрагент, рафината и экстракта.
Кинетика процесса экстракции (кинетические закономерное ти) определяются основными законами массопередачи. В проц се происходит взаимодействие капель дисперсной фазы и дисперсионной среды. При этом основными стадиями этого процесс являются: переход распределяемого вещества из среды к повер' ности капли, а затем внутрь нее или, наоборот, из капли чере. поверхность раздела фаз в ядро потока среды.
При этом различают три случая.
1. Диффузионное сопротивление сосредоточено в дисперсионной среде.
В этом случае коэффициент массопередачи Кх может быть принят равным коэффициенту массоотдачи среды рс, т.е. Кх~ рс, а количество переданного вещества определяется из соотношения
М = РсДХсрД
Коэффициент массоотдачи для этого случая рассчитывается пс критериальному уравнению
^идифс = Рс^/^диф.с =
где Мидифс — диффузионный критерий Нуссельта для среды; £)дифс — коэффициент диффузии распределяемого вещества в среде; d — диаметр капли; Редифс = wd/D^,. — диффузионное число Пекле для среды; w — относительная скорость движения капли и среды.
2. Диффузионное сопротивление сосредоточено в дисперсной фазе (капля).
Коэффициент массопередачи Ку может быть принят равным коэффициенту массоотдачи дисперсной фазы РДИС11, т.е. Ку~ рдиС11, а количество переданного вещества определяется из соотношения
М ~ РдиспДУср^*-
Коэффициент массоотдачи для этого случая определяется из уравнения
^Ццифд ~ Рдисп^/^дифд —/(Редиф.д)>
где 1Чидифд — диффузионный критерий Нуссельта для дисперсной фазы; £)диф д — коэффициент диффузии распределяемого вещества в капле; Редифд = wd/Da^a — диффузионное число Пекле для капли
3. Диффузионные сопротивления в среде и капле соизмеримы.
212
В этом случае количество переданного вещества определяется в тветствии с основным уравнением массопередачи (9.7), а коэффициенты массопередачи рассчитываются по выражениям
'ДИСП
или Кх -
ДИСИ
Конструкции экстракторов
Промышленные экстракторы, как правило, представляют со-юй устройства непрерывного действия. Экстракторы периодического действия применяют в малотоннажных производствах и при .збораторных работах.
По характеру изменения состава жидких фаз экстракционные аппараты делятся на смесительно-отстойные, колонные (диффе-иенциально-контактные) и центробежные.
В смесительно-отстойных экстракторах происходит смешение и разделение фаз в каждой ступени. Поэтому концентрации из-злекаемого компонента в экстрагенте и обрабатываемой смеси изменяются ступенчато.
В колонных экстракторах осуществляется непрерывный или близкий к непрерывному контакт экстрагента и исходного раствора. Фазы движутся противотоком друг к другу и непрерывно разделяются на выходе из аппарата. Концентрация извлекаемого компонента в фазах изменяется также непрерывно по всему аппарату.
В центробежных экстракторах сам процесс экстракции и разделение фаз происходит в центробежном поле, причем контакт фаз может осуществляться как ступенчато, так и непрерывно.
Смесительно-отстойные экстракторы могут представлять собой один аппарат, в котором процесс осуществляется периодически (перемешивание — расслоение), либо два аппарата, обеспечивающих непрерывный процесс: в первом происходит процесс экстракции (перемешивание), во втором — разделение полученных продуктов (отстаивание).
Экстракторы с мешалками являются наиболее распространенными аппаратами этого типа. Перемешивающее устройство необходимо для дробления одной из жидкостей в другой, что обеспечивает увеличение поверхности контакта фаз. Кроме того, оно обеспечивает поддержание капель во взвешенном состоянии и их перемещение относительно дисперсионной среды.
Для перемешивания применяют чаще всего быстроходные пропеллерные или турбинные мешалки. На рис. 12.2 представлен экстрактор с мешалкой, на вертикальном валу которой установлено
213
Рис, 12.2. Схема экстрактора с мешалк
1.2— пропеллеры; 3 — циркуляционная 4 — отверстие
два пропеллера / и 2с противополо* ным наклоном лопастей. Для усиле дробящего действия эти пропелле?. могут быть помешены в центральна. циркуляционную трубу 3 с отверстг ми 4.
Смесительные экстракторы могут иметь движущихся частей.
Инжекторный смеситель (рмс. 12.3, _
обеспечивает перемешивание фаз в диффузоре путем подачи него с большой скоростью жидкости L, засасывающей за счс своей кинетической энергии жидкость G.
Диафрагменный смеситель (рис. 12.3, б) обеспечивает дробле ние и перемешивание жидкостей L и G путем пропускания их через установленные внутри трубы перфорированные диафрагмы К экстракторам этого типа относятся трубы, заполненные насад-
кой, сопла, а также вентили.
Рис. 12.3. Схемы смесительных экстракторов: а — инжекторный; б — диафрагменный; в — трубчатый
214
Трубчатый смеситель (рис. 12.3, в) состоит из коаксиально ус-* влснных труб. Во внутреннюю перфорированную трубу пода-под давлением жидкость (фаза G), в межтрубное простран- также под давлением, — фаза L. Перемешивание фаз (экст-5 ия) происходит в кольцевом зазоре между трубами.
Недостатками последних трех типов смесителей является не-п -ительная продолжительность перемешивания жидкостей в их ->чих зонах, а также необходимость установки после них сепа-ч конного оборудования (отстойников).
Колонные экстракторы подразделяют на распылительные (по- _•), насадочные, тарельчатые, пульсационные и роторно-дис-
вые.
Распылительные (полые) экстракторы представляют собой пустые колонны, заполненные одной из взаимодействующих зкостей. На рис. 12.4 представлен экстрактор /, заполненный • елой жидкостью L. Более легкая жидкость G распыляется в etc с помощью диспергирующего устройства 2, установленного в < >жней части аппарата. Если в качестве сплошной фазы исполь- .тся легкая жидкость, тяжелая жидкость распиливается в нее
.рху.
На некотором уровне капли дисперсной фазы сливаются и об-1зуют слой, отделенный от сплошной фазы поверхностью разде-
Над ней установлен патрубок для отвода экстракта. Из нижней
•сти колонны постоянно отводится сплошная фаза в качестве
.гфината.
Распылительные колонны обладают -сокой производительностью, но мало-ффективны, что объясняется укрупнени-м капель дисперсной фазы и обратным срсмешиванием вследствие возникнове-гия местных циркуляционных токов, на- шающих противоток фаз.
Насадочные экстракторы представляют обой распылительные экстракторы, за-юлненныс насадочными телами, что способствует многократному дроблению и слиянию капель дисперсной фазы, а так--е сводит к минимуму обратное перемешивание.
По конструкции и простоте устройства насадочные экстракторы близки к распы-
Рис. 12.4. Схема колонного распылительного (полого) экстрактора:
/ — экстрактор; 2 — диспергирующее устройство
215
Рис. 12.5. Схема колонного экстрактора с < -чатыми тарелками:
/ — экстрактор; 2 — переливной патрубок, тарелка
лительным, но производительность их н сколько ниже, так как некоторая час~ сечения колонны занята насадкой. Эффе-тивность разделения в этих аппаратах так же невысокая.
Колонные экстракторы с тарелками (п-. регородками) применяют для уменьшен! явления обратного перемешивания, а также организации благоприятных гидродинамических режимов проведения процес сов экстракции.
В качестве перегородок могут использоваться чередующиеся друг с друго плоские диски (тарелки) и кольца. Контакт между фазами осуществляется при обтекании перегородок дисперсной фазо! в виде тонкой пленки (при коалесценции'
капель) и при движении капель дисперсной фазы в пространстве
между перегородками.
В промышленности часто применяются колонные экстракторы с ситчатыми тарелками (рис. 12.5). В этом случае экстрактор 1 заполняется сплошной средой, которая перетекает из одного межтарельчатого пространства в другое через переливные патрубки 2 Противотоком ей вводится дисперсная фаза, которая, накапливаясь в виде подпорного слоя под каждой тарелкой 3, диспергируется через отверстия тарелок в сплошную среду. Капли под действием подъемной силы движутся в среде и сливаются вновь в подпорном слое следующей тарелки.
В результате многократного диспергирования и слияния капель дисперсной фазы в противоточном слое сплошной среды осуществляется ступенчатая противоточная экстракция. С последней тарелки капли дисперсной фазы поступают в разделительную камеру или в специальный отстойник, откуда и выводятся из ап
парата.
В колонных экстракторах дисперсной фазой может быть как легкая (см. рис. 12.5), так и тяжелая жидкости В последнем случае
* Коалесценция (от лат. coalesce — срастаюсь, соединяюсь) — слияние мельчайших объемов вещества, сопровождающееся уменьшением свободной энергии.
216
.дивные патрубки направлены вверх, подпорные слои накап-ются над тарелками, а разделительная камера находится под оследней тарелкой в нижней части аппарата.
Колонные экстракторы с механическим перемешиванием фаз при-еняют при малой разности плотностей дисперсной фазы и дис-рсионной среды и значительном межфазовом поверхностном - 1яжении, затрудняющем дробление из-за естественного тече-- т жидкости. Высокая степень диспергирования в этом случае жктигается путем введения в двухфазный поток механической ергии с помощью мешалок различных конструкций.
Одним из распространенных аппаратов такого типа является >торно-дисковый экстрактор (рис. 12.6, а). По оси колонны вра-дается ротор-вал 7, на который насажены плоские диски 2, пе-мешивающие двухфазный поток. Колонна делится на секции кольцевыми перегородками 3, укрепленными на стенках корпуса 4. Диски ротора вращаются в середине каждой секции. Движущиеся ротивотоком фазы L и G смешиваются дисками 2 и затем частично расслаиваются около неподвижных кольцевых перегородок
Если в экстракторе сплошной фазой является тяжелая жидкость L, то для окончательного расслоения легкой дисперсной
Рис. 12.6. Схема колонного экстрактора с механическим перемешиванием: а — роторно-дисковый: 1 - ротор-вал; 2 — диск; 3 — перегородка; 4 — корпус; 5 — перфорированная перегородка; 6 — верхняя часть аппарата; б — смесительно-отстойный с мешалками: 1 — смесительная секция; 2— отстойная зона; 3 — лопастная мешалка
217
фазы G и сплошной L служит верхняя часть 6 аппарата, отдел. -ная от рабочей зоны перфорированной перегородкой 5.
Разновидностью аппаратов этого же типа является колош экстрактор (рис. 12.6, б), в котором вместо плоских дисков ус* -новлены на валу лопастные 3 или открытые турбинные мешали
Для улучшения расслаивания фаз между смесительными се< циями 1 расположены отстойные зоны 2, заполняемые сетке насадочными телами или блоками концентрических цилиндре Достоинством колонных экстракторов с механическим пер< мешиванием фаз является сочетание значительной производите, ности с высокой интенсивностью процесса массопередачи, 41 позволяет уменьшать их высоту по сравнению с распылительны ми и насадочными колоннами. В то же время они потребляют значительное количество энергии.
В пульсационных экстракторах ввод дополнительной энергии двухфазный поток осуществляется путем придания возвратно-поступательного движения (пульсации) жидкостям в рабочей зон аппарата. Пульсация жидкостей увеличивает турбулизацию потоков и степень дисперсности фаз, повышая тем самым эффективность массопередачи в насадочных экстракторах или экстракторах с ситчатыми тарелками.
Для придания возвратно-поступательного движения жидкостным потокам используют бесклапанный поршневой, плунжерный или мембранный насос, или специальные пневматические устройства.
Режим работы пульсационного экстрактора зависит от интенсивности пульсации, характеризуемой произведением амплитуды (расстояния между крайними положениями уровня жидкости в экстракторе за один цикл) на частоту пульсации (число циклов в единицу времени). При малой интенсивности пульсации попеременно диспергируются легкая жидкость в слой тяжелой жидкости над тарелкой (первый период цикла) и тяжелая жидкость в слой легкой жидкости под тарелкой (второй период цикла). При увеличении интенсивности пульсации рабочая зона равномерно заполнена мелкими каплями, движущимися противотоком в сплошной фазе.
При дальнейшем увеличении интенсивности пульсации наступает захлебывание экстрактора вследствие образования стойкой эмульсии.
В центробежных экстракторах в качестве дополнительной механической энергии, обеспечивающей эффективное диспергирование, повышение относительной скорости движения фаз, а также интенсивного разделения, используется центробежная сила.
Центробежные экстракторы являются интенсивно работающими аппаратами. Значительные скорости движения жидкости обусловливают их высокую производительность и компактность.
218
Недостатками центробежных экстракторов по сравнению с | .гими типами аппаратов является их высокая стоимость и зна-• ельные затраты на эксплуатацию и ремонт из-за сложности струкции.
Характеристики и выбор экстракторов
Все перечисленные типы экстракционных аппаратов исполь-тотся в химической и других отраслях промышленности. При-• м, выбор той или иной конструкции определяется в первую -ередь конкретными условиями ее использования, а также тех-ко-экономической целесообразностью.
Так, к преимуществам колонных экстракторов перед смесильно-отстойными относятся: простота конструкции, более низ-«ле капитальные затраты на сооружение и меньший расход энер-ки на проведение процесса.
Однако смесительно-отстойные экстракторы имеют меньшие баритные размеры. Они менее чувствительны к наличию меха--лческих примесей в жидкостях, которые могут забивать насад-
. отверстия тарелок и распыливающих устройств. Время для ютижения стационарного режима работы смесительно-отстой-ых экстракторов после пуска очень мало по сравнению с Кожиными аппаратами, запуск которых продолжается в течение «скольких часов. Эти преимущества смесительно-отстойных эк-тракторов имеют особое значение в производствах с периодическим циклом работы и там, где возможны частые остановки аппаратов.
Следует отметить, что все более широко применяются экстракторы с принудительным перемешиванием, в которых в ре-«ультате подвода к жидкости энергии из внешнего источника достигаются значительное увеличение поверхности контакта фаз и интенсификация массообмена.
В крупнотоннажных производствах, где необходима большая производительность, но требуется умеренное число единиц переноса для разделения смеси, эффективны колонные экстракторы с механическими мешалками.
Общим недостатком экстракторов с механическими мешалками является сложность их эксплуатации при обработке химически агрессивных или вредных веществ. Этот недостаток отсутствует у пульсационных экстракторов, сочетающих большую производительность с высокой интенсивностью массопередачи. Пульсационные экстракторы успешно применяются в процессах разделения и получения редких и рассеянных элементов. Использование этих аппаратов в многотоннажных производствах сопряжено с трудностями сообщения вибраций значительным массам жидкости.
219
Центробежные экстракторы — компактные высокоэффек ные аппараты, отличающиеся от экстракторов других типов .. лым временем пребывания в них взаимодействующих веществ, экстракторы пригодны для обработки систем с малой разнос плотностей фаз и веществ, требующих проведения высокоск стной экстракции. В то же время, из-за сложной конструкции •-» аппараты имеют более высокую стоимость и повышенные эь. луатационные расходы.
Принципиальные схемы экстракции
В технологических процессах используются различные схе . экстракции: однократная; многократная с перекрестным ток . растворителя (экстрагента); многократная с противотоком раст; рителя; непрерывная противоточная; ступенчатая противоточн
Однократная экстракция осуществляется как периодически так и непрерывным способом. В экстрактор загружается исходи . раствор F, содержащий распределяемое вещество конпентрацие xF, и к нему добавляют порцию растворителя 5 с конпентрацие. распределяемого вещества у5. Жидкости перемешивают длительное время, так что можно считать, что в массообменной систе» наступает состояние равновесия. После проведения процесса эк стракции жидкости расслаиваются в этом же аппарате. В результа те получают рафинат R с концентрацией xR и экстракт Е с концентрацией уЕ.
При проведении непрерывного процесса однократной экстрак ции смесь рафината и экстракта непрерывно отводится из смесительного устройства в отстойник, где осуществляется их разделе
ние.
Этот процесс в случае взаимной нерастворимости фаз может быть изображен на y-r-x-диаграмме (рис. 12.7) прямой ab, тангенс угла наклона которой соответствует отношению массовых расходов исходного раствора Fn растворителя 5. Как следует из приведенной диаграммы при увеличении количества растворителя можно получить рафинат высокой степени чистоты, но предельное на-
сыщение экстракта определяется величиной у£тах.
Рис. 12.7. Изображение процесса однократной экстракции на у—х-диаграмме:
xf, ys, Уе> Xr — концентрации распределяемого вещества в исходной смеси, растворителе, экстракте и рафинате; у^ — максимально возможная концентрация распределяемого вещества в экстракте
220
эффективность проводимого по этой схеме процесса экстрак-невелика, поскольку концентрации распределяемого веще-в целевых продуктах мало отличаются от исходных.
Многократная экстракция с перекрестным током растворителя 12.8) обеспечивает более высокую эффективность проведе-процесса. В ходе экстракции исходный раствор на каждой ста-обрабатывается свежим растворителем.
Из первой ступени однократной экстракции Э| исходного ра-твора Fрастворителем 5, полученный после разделения рафинат « с концентрацией xR, вводится в контакт с новой порцией ра-эорителя S2 на второй ступени Э2 и т.д. (рис. 12.8, а). Процесс работки осуществляют до тех пор, пока не получен рафинат иуемого состава.
Общий расход растворителя равен сумме всех порций экстра-гга на всех ступенях экстракции. В зависимости от количества 1Ворителя, подаваемого на каждую стадию, может меняться ”Т)л наклона рабочих линий процесса ab и cd (рис. 12.8, б).
Недостатком данного способа является значительный расход творителя и его невысокое насыщение на стадиях процесса • стракции.
Многократная экстракция с противотоком растворителя (рис. 12.9) ,-остоит из нескольких стадий смесительно-отстойной экстракции ис. 12.9, а). Свежий растворитель 5 вводится в процесс на последней стадии Э3 обработки исходной смеси, а получаемый экстакт в качестве растворителя перемещается на предыдущую стадию Э2. Таким образом на каждой ступени осуществляется одно- ратная экстракция очищаемого рафината движущимся противотоком ему растворителем.
При взаимной нерастворимости фаз этот процесс может быть представлен на диаграмме у—х (рис. 12.9, б) в виде рабочих ли-
Рис. 12.8. Схема процесса многократной экстракции с перекрестным током растворителя:
а — схема процесса; б — изображение процесса на диаграмме у—х
221
У
Рис. 12.9. Схема процесса многократной экстракции с противотоков растворителя:
а — схема процесса; б — изображение процесса на диаграмме у—х
ний ab, cd и ef, соответствующих каждой ступени однократн • экстракции. Поскольку отношение количества исходного вещ ства и растворителя в процессе не меняется, угол наклона рабочих линий на каждой стадии постоянен.
Непрерывная противоточная экстракция осуществляется в ко лонных экстракторах (полых, насадочных, тарельчатых). При это. составы взаимодействующих фаз могут меняться как непрерыв но, так и скачкообразно от ступени к ступени.
Рабочая линия в том и другом случае представлена отрезком соответствующим противоточному процессу массопередачи (см. рис 9.3, в).
Экстрагирование
Экстракция в системе жидкость—твердое тело (экстрагирование) представляет собой процесс извлечения одного или нескольких компонентов, распределенных в твердом веществе. Извлекаемый компонент либо в твердом, либо в жидком состоянии может находиться в твердом веществе, скелет которого играет роль инертного носителя.
Извлечение распределяемого компонента из твердой структуры жидкостью эффективно по следующим причинам:
• жидкое состояние вещества позволяет обеспечить максимальную поверхность контакта фаз;
• диффундирование компонентов к границе раздела фаз и в обратном направлении в жидкости ускоряется вследствие увеличения подвижности молекул и микрообъемов среды;
• молекулы, находящиеся в растворе, более активны, чем молекулы вещества, находящегося в твердом состоянии.
222
•' -ханизм процесса экстрагирования имеет две основные ста-«- определяющие его кинетику: диффузию вещества из пор твер-вг- келета-носителя к поверхности вещества и диффузию от то чности через пограничный слой в ядро потока.
!жущей силой процесса экстрагирования является разность -нтраций. Если извлекаемое вещество находится в растворен-I • состоянии, то равновесие наступает при равенстве концент-жим компонента в порах и растворителе. При экстракции ком-ггов, находящихся в твердом состоянии, равновесие насту-момент достижения в растворителе концентрации насыще-а по извлекаемому компоненту.
Повышение температуры способствует возрастанию движущей ш (разности концентраций), вызывает увеличение коэффици-- молекулярной диффузии, что значительно интенсифициру-•роцесс экстрагирования. Вследствие этого экстрагирование wee всего осуществляют при повышенной температуре, ограни-« «ой температурой кипения растворителя при конкретных ус-• 5 ЛЯХ.
Процесс экстрагирования может проводиться при интенсив-перемешивании, позволяющем обеспечить максимальную рхность контакта фаз, а также при интенсивной турбулиза-растворителя, увеличивающей коэффициент массоотдачи от ерхности твердых частиц в раствор. Однако перемешивание >ктически не влияет на процесс диффузии компонента внутри рдого вещества, который в этом случае может являться лими-ующей стадией.
В этом случае повышение скорости процесса экстрагирования >жет достигается путем измельчения твердой фазы, что не толь-увеличивает поверхность контакта фаз, но и сокращает путь жутренней диффузии.
Процесс экстрагирования осуществляется периодически и непрерывно.
Периодическое экстрагирование применяют обычно в мало--оннажных производствах, когда другие операции этого техноло-ического процесса также осуществляются периодически.
В крупнотоннажных производствах экстрагирование осуществ-яется обычно непрерывными способами, которые в зависимос-и от движения раствора и твердой фазы делятся на прямоток, противоток и их различные комбинации.
При организации потока растворителя и твердого материала щедует учитывать, что эффективность экстрагирования противо-оком выше, чем прямотоком. Это обусловлено тем, что средняя скорость процесса увеличивается при извлечении вещества свежим растворителем из внутренней части частиц перед удалением их из процесса, а концентрированным растворителем — с поверхности частиц в момент их ввода в установку.
223
К основным конструкциям экстракторов для систем жидкость — твердое тело относятся: карусельные, конвейерные, вертикальные колонные, горизонтальные шнековые и лопастные, барабанные, смесительно-отстойные и др.
Контрольные вопросы
1. В чем заключаются принцип и назначение процессов экстракции?
2. Какие требования предъявляются к экстрагентам (растворителям) в процессах жидкостной экстракции?
3. Какому закону подчиняется равновесие в процессах жидкостной экстракции?
4. Какие основные конструкции жидкостных экстракторов применяются в промышленности?
5. Какие принципиальные схемы жидкостной экстракции используются в промышленности?
6. В чем заключаются принцип и особенности процесса экстрагирования?
Глава 13
АДСОРБЦИЯ
Адсорбция — массообменный процесс избирательного поглощения компонентов из газовых (паровых) систем и жидкостей тверды ми поглотителям и-адсорбентам и.
Адсорбция широко применяется в промышленности при очистке и осушке газов, выделении компонентов из растворов, разделении газожидкостных смесей. Процесс адсорбции используется в хроматографических методах разделения газовых смесей и в газовой хроматографии — эффективном методе анализа состава газов и паров, а также в качестве одного из методов инженерной зашиты окружающей среды.
По сравнению с другими массообменными процессами адсорбция наиболее эффективна в случае малого содержания извлекаемого компонента в исходной смеси.
Различают два вида адсорбции: физическую и химическую.
Физическая адсорбция вызывается силами взаимодействия молекул поглощаемого вещества с адсорбентом без образования химических связей.
Химическая адсорбция (хемосорбция) характеризуется химическим взаимодействием между средой и адсорбентом, что позволяет образовывать новые химические соединения на поверхности и внутри адсорбента.
224
Оба вида адсорбции экзотермичны. Однако если теплота, выделяющаяся при физической адсорбции газов и паров соизмерима с их теплотой конденсации (85... 125 кДж/кмоль), а в случае растворов даже меньше, то теплота химической адсорбции достигает нескольких сотен кДж/кмоль.
Десорбция — процесс обратный адсорбции, заключающийся в извлечении из адсорбента адсорбированных веществ, предназначенный для восстановления его первоначальных свойств.
К сорбционным процессам относятся также ионообменные процессы, заключающиеся во взаимодействии растворов электролитов с сорбентами-ионитами, обладающими способностью обменивать присутствующие в них свободные ионы на ионы, находящиеся в растворе.
Простота и высокая эффективность ионообменных процессов позволяет реализовать их на любом уровне: от лабораторных колонок и тонких слоев, до многотонных промышленных фильтров.
Эти процессы применяются для глубокой очистки растворов (деминерализация воды в теплоэнергетике, удаление из сточных вод вредных примесей, регенерация электролитов гальванических цехов); получения кислот и щелочей из солей, а также солей требуемого состава; извлечения металлов из обедненных руд и океанических вод и т.д.
Равновесие в процессах адсорбции и ионном обмене
Равновесие сорбционных процессов описывается в виде зависимостей поглощательной способности от температуры и концентрации извлекаемого вещества.
Поскольку условия адсорбционного равновесия изучают при постоянной температуре, получаемая функция называется изотермой адсорбции. Конкретная форма этой зависимости определяется свойствами и механизмом взаимодействия адсорбента и адсорбируемого вещества.
В настоящее время в связи с разнообразием адсорбентов и адсорбируемых веществ единая теория адсорбции не разработана, но на основании различных моделей предложены различные виды изотерм. К ним относятся уравнения Эйкена и Поляни, Брунауэ-ра, Эммета, Теллера и др.
Большой вклад в развитие теории и практики процессов адсорбции в нашей стране принадлежит академику М. М. Дубинину.
Для описания физической адсорбции наибольшее применение получила теория Ленгмюра, изотерма адсорбции которой описывается уравнением
Х = (13.1)
1 + Ьр
8 Баранов
225
где X — равновесная концентрация поглощенного адсорбентом вещества, кг/кг адсорбента; р — равновесное давление поглощаемого вещества в парогазовой смеси; а, b — константы, определяемые опытным путем.
В ряде случаев вместо уравнения (13.1) используется изотерма Фрейндлиха, имеющая вид
Х= кр'"1 или X=AY'/B, (13.2)
где Y — равновесная концентрация поглощаемого вещества в парогазовой смеси или растворе, кг/кг инертной части; к, п, А, В — константы, определяемые опытным путем.
Количество вещества, поглощенного адсорбентом, часто называют активностью а.
На активность оказывают влияние следующие факторы.
1. Природа поглощаемого вещества. Как правило, активность тем выше, чем больше молекулярный вес поглощаемого газа, а в случае растворов — чем меньше растворимость поглощаемого вещества в жидкости.
2. Температура. С увеличением температуры равновесная активность адсорбента уменьшается.
3. Давление. С увеличением давления равновесная активность адсорбента увеличивается.
4. Примеси в фазе, из которой поглощается вещество, уменьшают равновесную активность.
Рассмотренные факторы оказывают противоположное влияние на процесс десорбции, которому способствуют повышение температуры адсорбента, понижение давления, наличие в фазе над адсорбентом примесей (вытесняющего) вещества.
В промышленных условиях десорбцию часто проводят насыщенным водяным паром, так как при этом выполняются практически все вышеперечисленные условия.
Важными характеристиками адсорбента является его статическая и динамическая активности.
Статическая активность — количество адсорбируемого вещества, которое поглощается к моменту достижения равновесия единицей массы (объема) адсорбента при данной температуре.
Динамическая активность — количество адсорбируемого вещества, поглощенного единицей массы (объема) адсорбента при пропускании через него газа или жидкости до начала проскока.
Момент проскока — это момент обнаружения поглощаемого вещества в выходящем из адсорбера потоке газа или жидкости.
Динамическая активность всегда меньше статической. Поэтому расход адсорбента на установку определяют обычно по динамической активности адсорбента.
Если имеется слой адсорбента высотой Н > Но, продолжительность его поглотительного действия т определяется уравнением
226
Н А. Шилова, полученным им для определения времени защитного действия противогаза,
т = то + ЦЯ-Яо),
•де к — коэффициент поглотительного действия, с/м; Но — высо-а слоя адсорбента, на котором за время т0 формируется профиль фронта равных концентраций, м. Значения к, Но и т0 определяются экспериментально.
Состояние равновесия при ионном обмене, так же как и при адсорбции, описывается изотермами равновесия, к которым с довлетворительной сходимостью относятся уравнения Ленгмюра • 13.1) и Фрейндлиха (13.2).
На равновесие в процессе ионного обмена влияют природа ионита и поглощаемых ионов, температура и pH раствора.
Так, в случае ионной сорбции двух ионов с разными зарядами ионит преимущественно поглощает ион с наибольшим зарядом. Активность и избирательность ионитов также уменьшается при повышении температуры. Влияние pH раствора на состояние равновесия различно: с увеличением pH емкость катионитов увеличивается, а для анионитов — уменьшается.
Адсорбенты и ионообменные смолы
В качестве адсорбентов в промышленности используют твердые материалы, обладающие большой удельной поверхностью. Существенное значение имеет также химическая стойкость адсорбента в рабочей среде, его механическая прочность и крупность частиц.
Активированные угли — одна из наиболее распространенных групп адсорбентов, получаемых путем сухой перегонки природных углеродистых материалов (дерево, кость и др.). Активированные угли имеют удельную поверхность 600... 1700 м2/г и обладают гидрофобными свойствами (поглощают органические вещества и не поглощают воду). Этот адсорбент применяется для выделения веществ как из газовой, так и из жидкой фаз. Недостатки активированных углей — горючесть и низкая механическая прочность.
Силикагель — высушенный гель двуокиси кремния. Различные сорта силикагеля имеют удельную поверхность 300... 800 м2/г. Размер пор может изменяться в широких пределах в зависимости от принятой технологии приготовления. Силикагель наиболее прочен по сравнению с другими адсорбентами. Являясь гидрофильным* адсорбентом, он не может использоваться для поглощения
* Гидрофильность — свойство поверхностей твердых тел, заключающееся в их смачивании водой.
227
компонентов из водных растворов, но успешно применяется при адсорбции из газов и из неводных растворов.
Алюмогель, получаемый термической обработкой гидрата оксида алюминия, гидрофилен, так же как и силикагель, он может применяться при температурах выше 500 °C.
Особенное внимание уделяется в настоящее время использованию молекулярных сит, т.е. адсорбентов с очень тонкими порами, размеры которых соизмеримы с размерами молекул. В качестве молекулярных сит используются цеолиты — водные алюмосиликаты натрия и кальция. Использование молекулярных сит позволяет разделять смеси веществ по размерам их молекул и гибко управлять процессом адсорбции. Изменение условий приготовления цеолитов позволяет регулировать их поглотительную способность и селективность и использовать в качестве ионообменных смол.
Иониты, так же как и адсорбенты, для эффективного процесса обмена должны обладать максимальной поверхностью контакта с раствором. Различают природные и искусственные иониты.
Природные иониты (глины, апатиты, угли, целлюлоза и т.д.) нестойки в щелочах и кислотах, что существенно ограничивает их применение.
Искусственные иониты (плавленые цеолиты, гидроксиды железа и алюминия, а в особенности синтетические смолы) позволили значительно расширить область применения ионного обмена. Синтетические смолы, используемые для изготовления ионитов, чаще всего представляют собой решетку (матрицу), в которой находятся функциональные активные группы (ионы), определяющие свойства ионитов.
По знакам зарядов, принадлежащих активным группам, различают: катиониты (марка — К) и аниониты (марка — А).
Смолы, содержащие несколько функциональных активных групп различной природы, называют полифункциональными (полиамфолитами).
Сухая ионообменная смола становится ионитом только после набухания ее в воде, когда после диссоциации ионогенных групп появляются подвижные ионы.
Классификация и устройство аппаратов для проведения адсорбции
Процессы адсорбции проводятся в основном следующими способами: с неподвижным слоем адсорбента; с движущимся слоем адсорбента; с псевдоожиженным слоем адсорбента.
Аппараты с неподвижным слоем адсорбента чаще всего представляют собой вертикально установленную цилиндрическую емкость 1, заполненную адсорбентом, подаваемым через штуцер <?и
228
выгружаемым после окончания срока службы через люки 2 (рис. 13.1). Такие аппараты работают периодически, причем полный цикл их работы сводится обычно к четырем стадиям.
1. Собственно адсорбция — насыщение поглотителя адсорбируемым компонентом. Исходная смесь подается через штуцер 7и отводится через патрубок 3.
2. Десорбция — выделение поглощенного компонента из адсорбента, осуществляемое путем подачи через патрубок 5 регенерирующего пара. Отвод паров при десорбции и конденсата осуществляется через штуцер 6 и патрубок 4.
3. Сушка адсорбента — удаление остатка конденсата (образовавшегося на стадии десорбции за счет воздействия регенерирующего пара) из адсорбента горячим воздухом, подаваемым через штуцер 7.
4. Охлаждение адсорбента — поскольку активность адсорбента повышается с уменьшением его температуры, после сушки он обрабатывается холодным воздухом, который также подается через штуцер 7.
Включение в технологическую схему нескольких адсорберов с неподвижным слоем адсорбента позволяет создавать условия его непрерывной работы. При этом в одном аппарате осуществляется стадия адсорбции, а в другом (других) — стадии десорбции и регенерации адсорбента.
К недостаткам таких аппаратов и схем относится сложность управления. Кроме того, необходимость частых переключений, пропарок, сушек и охлаждений адсорбента вызывает неизбежные потери материалов, непропорциональный расход водяного пара
и воздуха, велика вероятность возникновения каналов в слое адсорбента.
Аппараты с движущимся слоем адсорбента делятся на аппараты в виде полых колонн, применяемые в основном для адсорбции компонентов из газовых и паровых смесей, а также аппараты с механическими транспортными приспособлениями, используемые при обработке жидкостей.
Рис. 13.1. Схема адсорбера периодического действия с неподвижным слоем поглотителя:
1 — емкость; 2 — люк; 3, 4, 5 — патрубки; 6, 7,8 — штуцеры
229
б
Рис. 13.2. Схемы адсорберов:
а — с движущимся зернистым адсорбентом: /, 3, 4, 7 — патрубки; 2 — тарелки; 5 — дозатор; 6 — подогреватель; 8 — холодильник; б — с механическим транспортированием адсорбента:
1 — корпус; 2, 3, 4 — шнеки
Адсорбер с движущимся зернистым слоем адсорбента (рис. 13.2, а) представляет собой вертикальную колонну, в которую встроены холодильник 8, подогреватель 6 и распределительные тарелки 2. Зернистый адсорбент, вводимый в аппарат, перемещается сверху вниз. Скорость движения регулируется в нижней части аппарата дозатором 5. При движении адсорбент вначале охлаждается в трубах холодильника 8, затем взаимодействует с исходной парогазовой смесью, которая поступает через патрубок 7. Непоглощенная часть парогазовой смеси отводится по патрубку /.
Далее адсорбент нагревается в трубчатом подогревателе 6 десорбционной секции и, опускаясь, взаимодействует с вытесняющим веществом (острый водяной пар), которое вводится через патрубок 4. Регенерированный адсорбент удаляется из аппарата через дозатор 5. Продукты десорбции отводятся вместе с вытесняющим веществом через патрубок 3. Распределительные тарелки 2 препятствуют смешению парогазовых потоков адсорбционной и десорбционной секций.
230
В аппарате с механическим транспортированием адсорбента (рис. 13.2, б) в качестве транспортирующего приспособления используется перфорированный шнек 3. Адсорбент поступает в левую секцию корпуса 7 и шнеком 3 перемещается вниз. Далее шнеком 2 он полается в правую секцию, в которой шнеком 4 поднимается вверх и удаляется из аппарата. Поток жидкости, содержащей адсорбируемое вещество, перемещается через аппарат в направлении, обратном движению адсорбента.
Достоинством аппаратов с движущимся слоем адсорбента является возможность регулирования режимов их работы, подбора аппаратов оптимальной конструкции и размеров, осуществления
непрерывности процесса.
Технологические схемы с использованием этих аппаратов отличаются сложным оборудованием, а также возможностью истирания адсорбента.
Аппараты с псевдоожиженным слоем адсорбента разделяются на одно- и многоступенчатые и обеспечивают хорошие условия для осуществления интенсивного массообмена в связи с постоянным
перемешиванием частиц адсорбента в слое.
Одноступенчатый адсорбер с псевдоожиженным слоем (рис. 13.3) представляет собой цилиндрический вертикальный корпус 2, внутри которого смонтированы газораспределительная решетка 3 и пылеотделяющее устройство 1. Адсорбент загружается и выводит
ся из аппарата через соответствующие трубы, находящиеся в его верхней и нижней частях. Рабочий газ вводится в адсорбер через
нижний патрубок и выводится через верхний.
Многоступенчатый адсорбер состоит из вертикально расположенных одноступенчатых адсорберов, адсорбент в которых перемещается сверху вниз со ступени на ступень, а рабочий газ движется навстречу потоку снизу вверх.
Несмотря на то, что каждая ступень работает в режиме, близком к полному перемешиванию, общее секционирование аппарата позволяет ему работать по схеме, близкой к аппаратам полного вытеснения, что позволяет осуществлять процесс адсорбции по противоточной схеме и наиболее
Рис. 13.3. Схема адсорбера с псевдоожиженным слоем адсорбента:
1 — пылеотделяющее устройство; 2 — корпус; 3 — газораспределительная решетка
231
Газ
Рис. 13.4. Схема адсорбера непрерывного действия с псевдоожиженным слоем на тарелках: 1 — циклон; 2, 3 — верхние и нижние тарелки; 4, 5, 7, 10 — патрубки; 6 — трубка; 8 — регулятор; 9 — пневмоотруба
эффективно использовать движущую силу процесса.
Эти аппараты получили развитие в конструкциях адсорберов, совмещающих процессы адсорбции в псевдоожиженном слое и десорбции в движущемся слое.
В аппаратах непрерывного действия с псевдоожиженным слоем на тарелках (рис. 13.4) адсорбент поступает из сепаратора на верхнюю ситчатую тарелку и по перетокам спускается вниз к выходу из последней тарелки в десорбционную секцию.
Адсорбент подается в аппарат из циклона / при повышенной температуре (после десорбции), на верхних тарелках 2 происходит его охлаждение проходящим остаточным газом. На нижних тарелках 3 адсорбент поглощает целевые компоненты из поступающей через патрубок 4 исходной газовой смеси. В десорбционной секции насыщенный адсорбент движется вертикально по трубкам 6, обогреваемым снаружи глухим водяным паром, подаваемым через патрубок 10. При этом из адсорбента выделяются адсорбированные продукты, выводимые через патрубок 5 в конденсатор. Для повышения качества процесса десорбции через патрубок 7 может вводиться острый
пар, поступающий далее в конденсатор. Через регулятор 8 зернистый адсорбент выводится из колонны и поднимается пневматическим транспортом по пневмотрубе 9 на-
верх.
Псевдоожиженный слой может использоваться при адсорбции как из газовой, так и из жидкой фаз.
Основным недостатком рассматриваемого способа является возможность сильного измельчения адсорбента, а следовательно, необходимость установки эффективной системы его улавливания.
Ионообменная аппаратура по конструкции и принципу действия близка к адсорбционным установкам.
232
Рис. 13.5. Схема ионообменного аппарата со смешанным движением фаз:
/ — эрлифты; 2— дренажное устройство
Цикл ионообменного процесса включает в себя следующие стадии: сорбция ионов из исходного раствора; отмывка ионита от исходного раствора; регенерация ионита; отмывка ионита от регенерирующего раствора.
Для ионного обмена используются аппараты периодического и непрерывного принципа действия с неподвижным, движущимся. пульсирующим, перемешиваемым и циркулирующим
ионитом.
Если скорость ионообмена лимитируется внешней диффузией, особенности гидродинамики взвешенного слоя ионита позволяют в 2...3 раза по сравнению с неподвижным слоем интенсифициро
Рис. 13.6. Схема ионообменного аппарата с циркулирующим слоем ионита
233
вать процесс массопереноса. Кроме того, псевдоожиженный слой позволяет перерабатывать пульпы, илистые растворы и имеет малые гидравлические сопротивления.
На рис. 13.5 представлен ионообменный смесительно-отстойный аппарат типа «пачук», снабженный двумя эрлифтами /.
Эрлифты служат для перемешивания ионита и раствора, выгрузки ионита и откачки пульпы ионит—раствор на дренажное устройство, из которого ионит снова возвращается в контактную зону, а раствор выводится из аппарата. Объем этих аппаратов составляет от нескольких десятков до сотен кубометров, время пребывания раствора в аппарате — 20...60 мин. Для достижения заданных технологических показателей устанавливают каскад таких аппаратов.
Прямоточный аппарат с перемешиваемым, или циркулирующим, слоем ионита показан на рис. 13.6. На практике такие аппараты соединяют в противоточный каскад, и время пребывания в таком каскаде аппаратов может меняться от десятков минут до десятков часов. Удельная производительность аппарата достигает 100 м3/(м2-ч).
Контрольные вопросы
1. В чем заключаются принцип и назначение процессов адсорбции и ионного обмена?
2. Как описываются условия равновесия в процессах адсорбции и ионного обмена?
3. Какие параметры влияют на активность адсорбента?
4. Какие вещества используются в качестве адсорбентов и ионообменных смол?
5. Какие основные типы аппаратов применяются для проведения процессов адсорбции и ионнрго обмена?
Глава 14
СУШКА
Сушка — процесс удаления влаги из твердого материала путем ее испарения и отвода образовавшихся паров.
Обезвоживание материалов осуществляется обычно с целью повышения качества целевого продукта, предупреждения слежи-ваемости, удешевления транспортировки, уменьшения коррозии аппаратуры и трубопроводов, повышения теплотворной способности (для топлив).
Вследствие больших величин теплот парообразования жидкостей сушка, как и выпаривание, является сравнительно дорогим
234
технологическим процессом. С этой целью перед сушкой часть влаги удаляется более дешевым механическим путем — фильтрованием, прессованием, центрифугированием.
Высушиваемые материалы в зависимости от способа сушки условно можно разделить на следующие группы:
• жидкотекучие материалы — истинные и коллоидные растворы, эмульсии и суспензии;
• пастообразные материалы;
• твердые дисперсные материалы, обладающие сыпучестью во влажном состоянии (пылевидные, зернистые и кусковые);
• тонкие гибкие материалы (ткани, пленки, бумага, картон);
• штучные, массивные, крупногабаритные материалы и изделия: керамика, элементы строительных конструкций, изделия из древесины;
• изделия, подвергающиеся сушке после грунтования, окраски, склеивания и других работ на поверхности.
По способу подвода теплоты к высушиваемому материалу различают:
• конвективную сушку (теплота для осуществления процесса передается материалу при его непосредственном контакте с сушильным агентом, например нагретым воздухом, топочными и другими газами);
• контактную (кондуктивную) сушку (теплота передается материалу через разделяющую их стенку);
• радиационную сушку (теплота передается инфракрасными лучами);
• диэлектрическую сушку (теплота выделяется в материале в результате воздействия на него токов высокой частоты);
• сублимационную сушку (высушивание материала осуществляется в замороженном состоянии при глубоком вакууме).
В технике наиболее часто применяют конвективную и кондуктивную сушки. Последние три способа относятся к специальным видам, их применяют несколько реже.
Равновесие в процессе сушки
Процессу сушки, как любому массообменному процессу, соответствует обратный процесс — поглощение твердым материалом влаги из окружающей среды, содержащей либо пары влаги, либо смесь паров влаги с другими газами. Обозначим давление паров влаги, когда только она является окружающей средой, через Рпар, а ее парциальное давление в смеси с газами окружающей среды — через pD.
В то же время, влаге, содержащейся в материале, соответствует определенное равновесное давление водяного пара над влажным высушиваемым материалом рчат
235
Условием сушки в этом случае являются неравенства
Рмат > Рпар ИЛИ рмят > Р[). (14.1)
Влажность материала, отвечающая условию рмат=/>пар (рмат = Ро), соответствует условию равновесия.
Обратному процессу (сорбции паров влаги из окружающей среды твердым материалом) соответствуют неравенства рпяр > рмат и Pd > Рыат.
Давление пара над высушиваемым материалом рмат зависит от влажности материала, температуры и характера связи влаги с материалом. С ростом температуры и влажности материала значение рмат возрастает (рис. 14.1). Кроме того, чем сильнее связь влаги с материалом, тем меньше при прочих равных условиях давление паров влаги над этим материалом.
Различают несколько форм связи влаги с материалом (если под влагой понимать воду, то в порядке убывания энергии связи).
Химически связанная влага — гидратная или кристаллизационная, входящая в состав самого химического соединения, в процессе сушки не удаляется. Для ее удаления необходимо либо высокотемпературное воздействие (прокалка), либо химическая обработка.
Физико-химически связанная влага (адсорбционная и осмотическая) — влага, находящаяся в микропорах и связанная с материалом на молекулярном уровне адсорбционными и осмотическими силами.
Механически (капиллярно} связанная влага, заполняющая макро- и микрокапилляры, может быть удалена не только при сушке, но и при механических воздействиях.
Значения концентраций влаги в материале используются для описания кинетики процесса сушки, а также расчета аппаратов, в которых он осуществляется.
Значения концентраций влаги определяются:
• влажностью с — отношением массы влаги, содержащейся в материале, к массе влажного материала, кг/кг;
• влагосодержанием х — отношением массы влаги, содержащейся в материале, к массе сухого материала, кг/кг;
Рис. 14.1. Кривые равновесной влажности материала:
Р«ат ~ равновесное давление водяного пара нал влажным высушиваемым материалом; сь съ сз ~ влажности материала
236
• относительной влажностью <р — отношением количества паров в газе к максимально возможному, отвечающему насыщенному состоянию при тех же температуре и давлении, %.
Кинетика сушки
Кинетика сушки определяется изменением во времени средней влажности материала, которую строят обычно по опытным данным для каждого конкретного материала (рис. 14.2).
Как следует из рис. 14.2, кривая сушки состоит из двух участков, соответствующих различным ее периодам, которые хорошо видны на графической зависимости скорости сушки от влажности материала (рис. 14.3).
Первый период (линия АВ) — период постоянной скорости сушки или внешней диффузии (поверхностного испарения).
В этот период поверхность материала покрыта влагой, что обеспечивается высокой влажностью материала в начале сушки и возмещением испаряющейся влаги вследствие диффузии ее из внутренних слоев. Скорость диффузии влаги равна скорости испарения воды с поверхности высушиваемого материала. Это означает, что подвод воды к поверхности твердого тела полностью компенсирует ее удаление с этой поверхности. Скорость суммарного процесса в этот период ограничивается скоростью поверхностного испарения, т.е. скоростью отвода молекул пара от поверхности.
Кинетические уравнения для первого периода сушки могут быть записаны в виде
ИЛ=РлЛхнас-х)т| (14.2)
или
Рис. 14.2. Кривая влажности высушиваемого материала:
АВ — период постоянной скорости сушки; BE — период падающей скорости сушки
Рис. 14.3. Кривая скорости сушки: АВ — период постоянной скорости сушки; BE — период падающей скорости сушки
237
где И7— количество испаренной жидкости; F — поверхность фазового контакта; хнас — влагосодержание насыщенного воздуха в условиях сушки; х — действительное (рабочее) влагосодержание воздуха; рнас — парциальное давление влаги в условиях насыщения; р — действительное парциальное давление паров влаги в воздухе; рл, — коэффициенты массоотдачи; Т] — продолжительность первого периода сушки.
Факторами, определяющими скорость сушки в первый период, являются:
• влажность газа (чем суше газ, тем больше движущая сила процесса, а значит, больше скорость сушки);
• температура газа (чем выше температура газа, тем выше температура поверхности материала, а следовательно, больше упругость насыщенного пара и выше скорость сушки);
• скорость газа (величина коэффициента массоотдачи зависит от скорости газового потока, а увеличение скорости влечет за собой рост турбулентности потока, сдувание, т.е. уменьшение толщины пограничного ламинарного слоя газа и, следовательно, ускорение переноса в нем вещества — диффузии пара);
• поверхность испарения (скорость испарения увеличивается прямо пропорционально поверхности испарения, т.е. скорость сушки растет при измельчении материала, так как при этом увеличивается удельная поверхность).
Первый период сушки соответствует изменению влажности материала в пределах сн — скр (начальная влажность — критическая влажность).
Второй период (линия BE) — период падающей скорости сушки или внутренней диффузии.
В этот период подвод влаги к внешней поверхности высушиваемого материала оказывается недостаточно быстрым для компенсации испаряющейся с -нее влаги из-за увеличения глубины ее извлечения.
Изменение скорости сушки в этот период зависит от того, насколько быстро по сравнению со скоростью испарения будет подходить влага из внутренних слоев к наружным. Это изменение зависит от формы связи влаги с материалом, структуры твердого вещества, толщины куска и т.д. Экспериментально установлено, что чаще всего на участке BE скорость сушки изменяется по линейному закону (см. рис. 14.3).
Кинетическое уравнение для второго периода сушки может быть записано в виде
Г=*Нс-сравн)т2, (14.4)
где К — коэффициент скорости сушки; с — влажность материала в данный момент; сравн — равновесная влажность материала; т2 — продолжительность второго периода сушки.
238
Следует отметить, что этот кинетический закон описывает явление лишь приближенно. Действительное изменение скорости сушки в пределах изменения влажности скр— ск (критическая влажность — конечная влажность) может и не следовать линейному закону (пунктирные линии на рис. 14.3).
Когда в ходе сушки поверхность высушиваемого материала покрывается коркой, скорость процесса уменьшается и выражается на графике кривой, расположенной ниже прямой линии. В других случаях, когда в результате сушки происходит растрескивание высушиваемого материала, а в результате этого — увеличение поверхности контакта фаз, скорость сушки увеличивается и выражается на графике кривой, расположенной выше прямой скр—ск.
Интенсификация второго периода процесса сушки может быть достигнута путем перемешивания высушиваемого материала, способствующего механическому переносу влаги из внутренних слоев к поверхности контакта с сушильным агентом.
Таким образом, для периодических процессов обшая продолжительность сушки т складывается из продолжительности сушки в первом Т| и во втором т2 периодах:
т = т, + т2.
Значение Т] определяют при этом из уравнений (14.2) и (14.3)
W
Рр^ЛРср
или
W
Т‘ Рх^ср ’
В этих уравнениях Дрср и Лхср — средняя движущая сила процесса, которая определяется по формулам
д = АР.< - АРк .
СР 1п(Дрн/Дрк)’
(14.5)
.. ДХн-Лхк ср 1п(Дхн/Дхк)’
где Д/?н = (рнас - р)н — начальная разность между парциальным давлением насыщенного водяного пара в условиях сушки и рабочим парциальным давлением; Л.рк- (днас- р)к ~ конечная разность между парциальным давлением насыщенного водяного пара в условиях сушки и рабочим парциальным давлением; Дхн = (хнас - х)н — на
239
чальная разность между влагосодержанием насыщенного воздуха в условиях сушки и рабочим влагосодержанием; Дхк = (хнас - х)к — конечная разность между влагосодержанием насыщенного воздуха в условиях сушки и рабочим влагосодержанием.
Для определения продолжительности второго периода сушки пользуются уравнением (14.4):
dW = Gdc = KF(c - Сравн)di2, (14.6)
где G — количество высушиваемого материала, кг сухого вещества.
Из уравнения (14.6) следует:
Jc KF ,
---------= с — ^равн 6,
(14.7)
Интегрируя уравнение (14.7) в пределах ск — скр и 0 — т,
получим
1пСкр Сравн- =—т2 или г2 = —1п-кр_-равн
— £равн 67 KF — £равн
Значения скр и ск определяются экспериментально.
Конвективная сушка
Конвективная сушка — сушка влажного материала в потоке горячего воздуха или топочных газов, которые при этом являются тепло- и влагоносителями. Так как в качестве сушильного агента при конвективной сушке наиболее часто используют воздух, ее называют воздушной сушкой.
Материальный баланс конвективной сушки составим при условии, что масса влажного материала, поступающего на конвективную сушку, GH с влажностью сн, выраженной в процентах (массовых долях), а после сушки получим массу высушенного материала GK с влажностью ск и количеством испаренной влаги W. В этом случае материальный баланс для этих потоков может быть записан
(14.8)
(14.9)
6„ = GK + W, а для сухого твердого вещества представлен в виде GH(100 - сн) = <7К(100 - ск), где сн и ск- влажности, %.
Из уравнений (14.8) и (14.9) может быть получено либо количество высушенного материала GK = GH —— , л11^° количество
100-ск
испаренной влаги W = GH С” -Ск
100-ск
240
В процессе конвективной сушки участвует также воздух, абсолютно сухое количество которого обозначим L. При подаче на сушку его влагосодержание составляет хь а после сушки и поглощения испаренной влаги в количестве Wоно становится равным х2.
Баланс конвективной сушки по влаге в сушильном агенте может быть в этом случае записан
Lxx + W = Lx2, откуда расход воздуха
L = ^-.
xi~x2
Важной характеристикой процесса конвективной сушки является удельный расход воздуха (на 1 кг испаренной влаги)
L W
W х, - х2 ’
(14.10)
зависящий от разности влагосо де ржания отработавшего и свежего воздуха.
Тепловой баланс конвективной сушки составим для конвективной сушилки, схема которой представлена на рис. 14.4. Допустим, что на высушивание поступает влажный материал в количестве GH = ^с.в + где Сс.в и (У — количество в нем абсолютно сухого вещества и влаги соответственно. Подача и перемещение влажного материала в сушильную камеру может осуществляться транспортными средствами (ленточным транспортером, вагонетками и т.д.), вес которых составляет Стр. Кроме того, в сушилку вводится L абсолютно сухого воздуха. Для подогрева воздуха к калориферу подводится теплота Qy.
Рис. 14.4. Схема для расчета теплового баланса конвективной сушки:
Li0 — количество теплоты на входе в сушильную камеру; Z./, — количество теплоты после нагревания в калорифере; Li2 — количество теплоты на выходе из сушильной камеры; Qn — потери теплоты в окружающую среду; QK — теплота, подводимая к калориферу
9 Ьлранов
241
Обозначим: ссв, стр — теплоемкости сухого вещества и транспортных средств; О, 6К — температуры материала, поступающего на сушку и после сушки; /трн, /трк — температуры транспортных средств на входе в сушильную камеру и на выходе из нее; /0, it; i2 — удельные энтальпии воздуха на входе в сушильную камеру, после нагревания в калорифере, на выходе из сушильной камеры; Qn — потери теплоты в окружающую среду.
Баланс теплоты может быть выражен следующим образом:
Поступление теплоты Расход теплоты
К калориферу QK С сушильным агентом Ы2
С сушильным агентом Li0 С высушенным материалом ^.В^С-В^К
С влажным материалом: с сухим веществом GCBcCB0 С транспортными средствами Get v/TpcTp*Tp.K
с влагой IVcBe С транспортными средствами 6грСтр/трн Потери в окружающую среду Q„
Таким образом, тепловой баланс процесса конвективной сушки можно представить равенством
С?к + ^^0 ^с.вГс.цб + И4?в0 + ^тр^тр^тр и ^2 + ^с.в^с в^к ^Ар^тр^тр.к. 4" ^?пз откуда можно определить расход теплоты на сушку:
Qk = ~ 4)) + ^c.bQ.b(®k — 6) + ^п/тр(Ар.К ~’ Ар.н) —
-WcBQ + Qn. (14.11)
Удельный расход теплоты, приходящийся на 1 кг испаряемой при сушке влаги, можно получить, разделив каждый член выражения (14.11) на IV. Обозначив удельные расходы теплоты как
vv W
перепишем уравнение (14.11) в виде
9к = /(Ъ- 'о) + + 9тр + ?п-(14.12)
При принятых обозначениях удельный расход теплоты в калорифере можно также представить в виде
Як = - 4))-
Подставив это выражение в уравнение (14.12), получим
l(i2-it) = св6 - (qM + qTp + <?п) = A, (14.13)
где А — изменение энтальпии сушильного агента.
242
Уравнение (14.13) является основной формой теплового баланса конвективных сушилок. При Л > 0 энтальпия сушильного агента увеличивается, при Д < 0 — уменьшается, при Д = 0 величины /, = /2 = const, что соответствует теоретической сушилке.
Подставив в уравнение (14.13) удельный расход воздуха из (14.10) и заменив /2 и х2 на их промежуточные значения / и х, получим выражение
' ~ ‘i
Л — Л|
являющееся уравнением рабочей линии процесса сушки, представляющей прямую линию в координатах i — х диаграммы состояния влажного воздуха.
Диаграмма состояния влажного атмосферного воздуха (г—х) впервые была построена в 1918 г. J1. К. Рамзиным и выражает зависимость между его энтальпией и влагосодержанием (рис. 14.5). Диаграмма построена для 1 кг сухой массы воздуха и давления, равного 745 мм рт. ст., которое можно считать среднегодовым для центральных районов России. И хотя угол между координатными осями составляет 135°, для удобства расчетов на диаграмме нанесена вспомогательная ось х, проведенная под углом 90°.
На диаграмме (см. рис. 14.5) построены:
• линии постоянного влагосодержания (х = const), представляющие собой вертикальные прямые, параллельные оси ординат;
• линии постоянной энтальпии (/ = const) — прямые, параллельные оси абсцисс, идущие под углом 135°;
• линии постоянных температур, или изотермы (t = const);
• линия парциальных давлений водяного пара рпар во влажном воздухе;
• линии постоянной относительной влажности (ф-const), представляющие расходящийся пучок кривых. При t= 99,4 °C — температуре кипения воды при давлении 745 мм рт. ст. — кривые <р имеют перелом и идут вертикально вверх. Это объясняется тем, что при />99,4 °C парциальное давление насыщенных паров водяного пара, находящегося в воздухе, будет равно общему давлению, а влагосодержание воздуха при данной относительной влажности остается постоянным.
Кривая <р= 100%, соответствующая насыщенному состоянию воздуха паром при данной температуре, делит диаграмму на две части. Выше линии насыщения находится область ненасыщенного состояния влажного воздуха. Здесь любое состояние влажного воздуха находится по двум любым параметрам (например, пересечением изотермы и линии влагосодержания). По найденной точке могут быть определены энтальпии и относительная влажность воздуха.
243
Рис. 14.5. Диаграмма состояния влажного воздуха (диаграмма Рамзина): i = const — линии постоянной энтальпии; t = const — линии постоянных температур (изотермы); х = const — линии постоянного влагосодержания; <р= const — линии постоянной относительной влажности
Ниже линии насыщения находится область пересыщенных состояний (в технике сушки это нереально).
Процессы изменения параметров воздуха на диаграмме /—х
Нагревание и охлаждение — процессы, при осуществлении которых влагосодержание влажного воздуха остается постоянным (х = const). Таким образом, эти процессы изображаются на
244
диаграмме i—х вертикальными прямыми, параллельными оси i (рис. 14.6, а).
Смешение двух объемов воздуха (1 кг воздуха с параметрами z, и х, смешивается с л кг воздуха с параметрами /2 и х2) изображено на z—х-диаграмме (рис. 14.6, б).
Для рассматриваемого процесса могут быть записаны уравнения теплового баланса
Z, + л/2 = (1 + л)/см и материального баланса по влаге
Xi + лх2 = (1 + л)хсм,
Рис. 14.6. Изображение процессов состояния влажного воздуха на i—х-диаграмме:
о — нагревание и охлаждение; б — смешение потоков воздуха с разными параметрами; в — определение температуры точки росы; г — рабочие линии сушки при различных значениях Д
245
которые могут затем быть преобразованы к виду
£ = _£_ = £; (14.15)
/2 - z'i 1 + п Ь
*СМ~Х| = _£_ = £, (14.16)
х2 - х, 1 + п Ь'
Приравняв уравнения (14.15) и (14.16), получим
*см ~ 6 _ -*см ~~ -Х1 ] 7)
/2 - /| Х2 - X]
Уравнение (14.17) показывает, что точка, характеризующая состояние полученной смеси, лежит на отрезке прямой, соединяющей точки, характеризующие состояния смешиваемых объемов. Эта точка делит этот отрезок на части в отношении 1 : п.
Конденсация. Температурой точки росы называют температуру, охлаждаясь до которой при постоянном влагосодержании, воздух приобретает относительную влажность, равную 100%. Легко видеть, что точку росы В (рис. 14.6, в) для воздуха с начальными параметрами, соответствующими точке А, можно найти как изотерму /роС точки пересечения вертикальной прямой, проходящей через А, с линией <р= 100%.
Сушка. Рабочая линия сушки. Если при расчете сушильного аппарата известно начальное состояние воздуха (точка В на рис. 14.6, г), а также один из параметров, характеризующий его на выходе из
Рис 14.7. Схема для определения движущей силы процесса сушки. а — по парциальному давлению Д/?ср; б — по влагосодержанию Дхср
246
сушилки (например, относительная влажность), то в соответствии с уравнением (14.14) в зависимости от значения Д рабочие линии процесса сушки могут располагаться на диаграмме i—x в виде линий ВС (Д > 0); ВС'(Д = 0) и ВС"(Д< 0) (см. рис. 14.6, г).
Движущая сила процесса сушки. Для определения средней движущей силы процесса сушки в соответствии с уравнениями (14.5) удобно пользоваться z—х-диаграммой. Последовательность графических построений для этой цели приведена на рис. 14.7, а, б.
Принципиальные схемы конвективной сушки
Кроме простой однократной воздушной сушки, когда воздух нагревается и один проходит через сушильную камеру (см. рис. 14.6, г) существует ряд других вариантов.
Сушка с многократным промежуточным подогревом воздуха (рис. 14.8). Для осуществления процесса обычно принимают максимальные и минимальные значения температур воздуха /тах и /min. Воздух предварительно нагревается калориферами / до /тах и после этого взаимодействует с влажным материалом в сушилке 2, охлаждаясь до температуры /min. Затем воздух вновь нагревают до температуры /тах и направляют для взаимодействия с влажным материалом, температура воздуха понижается до /min и т.д. Конечные параметры воздуха в этом случае определяются точкой В.
Рассмотренный вариант сушки характеризуется тем, что требуемое количество теплоты подводится к высушиваемому материалу при пониженной температуре воздуха. Пунктирные линии показывают, что для сушки без промежуточного подогрева воздуха потребовалось бы предварительное нагревание его до температуры Ц (точка С), более высокой, чем /тах.
Сушка с частичным возвратом отработавшего воздуха (рис. 14.9). Исходный воздух смешивается с частью отработавшего воздуха,
Рис 14.8. Сушка с многократным промежуточным подогревом воздуха: а — схема процесса сушки; б — изображение процесса (диаграмма Рамзина); / — калорифер; 2 — сушилка
247
Рис. 14.9. Сушка с частичным возвратом отработавшего воздуха:
а — схема процесса сушки; б — изображение процесса (диаграмма Рамзина); 1 — калорифер; 2 — сушилка; 3 — вентилятор
который возвращается на вход в сушилку вентилятором 3 (линии АС и ВС), далее нагревается калорифером / до требуемой температуры tD и после этого взаимодействует с высушиваемым материалом в сушилке 2. Особенностями этого варианта сушки по сравнению с сушкой при однократном проходе воздуха являются пониженная температура воздуха при контактировании его с влажным материалом, повышенное начальное влагосодержание воздуха, его больший объемный расход и линейная скорость воздуха в сушильной камере, приводящая к увеличению коэффициентов массоотдачи.
Сушка с замкнутой циркуляцией высушивающего газа (рис. 14.10, а). Применяется в тех случаях, когда в качестве высушивающего газа используют чистые и дорогостоящие газы, либо осуществляется сушка вредных, токсичных продуктов. В этих условиях отработав-
Рис. 14.10. Сушка с замкнутой циркуляцией высушивающего газа:
а — схема процесса сушки; б — изображение процесса (диаграмма Рамзина); 1 — калорифер; 2 — сушилка; 3 — конденсатор; 4, 5 — сборники
248
ший газ не может отводиться в атмосферу, и появляется необходимость замкнутой его циркуляции с последующей утилизацией.
Процесс осуществляется следующим образом. Полностью насыщенный водяными парами газ нагревается калорифером I (это соответствует линии АВ на рис. 14.10, б), в результате чего резко снижается его относительная влажность и одновременно возрастает высушивающая способность. После этого газ взаимодействует с влажным материалом в сушилке 2 (этот процесс отражается линией ВС), насыщаясь влагой. Увлажненный газ охлаждается до точки росы в конденсаторе 3 (этому соответствует линия CD), часть находящейся в нем влаги конденсируется в результате дополнительного охлаждения воздуха и собирается в сборнике 4 (кривая DA). Затем газ вновь направляется на нагревание и сушку, а сконденсированная жидкость отводится в сборник 5.
Следует подчеркнуть, что, используя тот или иной рабочий вариант сушки, можно лишь ускорить или замедлить процесс массопередачи, сделать более мягкими или более жесткими условия его проведения, но нельзя существенно повлиять на расход теплоты, поскольку она, как было показано, определяется только начальными и конечными параметрами высушивающего газа.
Контактная сушка
Контактная сушка, или сушка на греющих поверхностях, осуществляется при атмосферном давлении и под вакуумом, понижающим температуру сушки и увеличивающим ее скорость.
Материальный баланс контактной сушки можно описать уравнениями (14.8) и (14.9).
Тепловой баланс контактной сушки отражает два периода осуществления процесса: нагревание материала до начальной температуры сушки и собственно сушка.
Соответственно расход теплоты на нагрев материала (первый период процесса контактной сушки) составит
Qh = Gt.vc,.JA<-» - L) + Wcn(tCH - t„) + Спн,
где Gc в — количество сухого вещества, содержащегося в подаваемом на сушку влажном материале; ссв — теплоемкость сухого вещества; /сн, /н — начальные температуры сушки и влажного материала; W — количество влаги, содержащееся в исходном материале и испаряющееся в процессе сушки; св — теплоемкость влаги; Qn н — потери в окружающую среду при нагревании материала.
Расход теплоты собственно на сушку (второй период) составляет
GcbCcrGc.K~ 4н) + ~ ^в4н) + Qn.CI
249
где tCK — конечная температура сушки; i — энтальпия водяных паров, образующихся при сушке; (?пс — потери теплоты в окружающую среду при сушке.
Радиационная сушка осуществляется подводом к материалу тепловой энергии потоком инфракрасных лучей. Поскольку удельные тепловые потоки к материалу в десятки раз превышают соответствующие величины при контактной и конвективной сушке, происходит интенсивный нагрев и испарение влаги из высушиваемых тел.
В качестве нагревающих устройств при радиационной сушке применяют либо специальные электролампы с увеличенными нитями накаливания, либо экраны или панели, нагреваемые газом или электрическим током. В современных установках эффективно используются излучающие насадки с беспламенными горелками. Радиационные сушилки компактны и эффективны для сушки тонколистовых материалов и окрашенных поверхностей.
Диэлектрическая сушка (сушка токами высокой частоты) предназначена для высушивания толстослойных материалов, когда необходимо регулировать скорость сушки, температуру и влажность не только на поверхности, но и в глубине материала.
Физические основы диэлектрической сушки заключаются в том, что под действием электрического поля ионы и электроны в материале меняют направление движения синхронно с изменением заряда электродов, полярные молекулы приобретают вращательное движение, а неполярные молекулы поляризуются в результате смещения их зарядов. Эти процессы приводят к выделению теплоты, которая равномерно нагревает материал, способствуя перемещению влаги к периферийным слоям и испарению ее с поверхности тела.
Таким образом можно сушить материалы, обладающие диэлектрическими свойствами. Однако диэлектрическая сушка требует расходов энергии, в несколько раз превышающих соответствующие расходы на контактную или конвективную сушку, а также более сложного и дорогого оборудования.
Сублимационная сушка — удаление влаги, находящейся в материале в виде льда, переводом в пар, минуя жидкое состояние. Теплота, расходуемая на испарение влаги, подводится к материалу излучением от обогреваемых теплоносителем (горячей водой) полых плит. Остаточное давление в сублимационных сушилках составляет 13... 133 Па (0,1... 1,0 мм рт. ст.), температура порядка -50 °C.
Сушку производят при мягком обогреве замороженного материала, так как количество передаваемой теплоты не должно превышать ее расход на сублимацию льда без его плавления.
Способ сублимационной сушки дорогостоящ и целесообразен только в тех случаях, когда к высушенному продукту предъявля
250
ются высокие требования по сохранению свойств при длительном хранении (в частности, биологических).
Сублимационную сушку применяют для высушивания плазмы крови, лекарственных препаратов, высококачественных продуктов питания и т.д.
Конструкции сушилок
Современная техника сушки чрезвычайно разнообразна. Стремление к интенсификации процессов сушки и производительности единичного агрегата привело к созданию разнообразных конструкций сушильного оборудования.
Сушилки классифицируют:
• по принципу действия (периодические и непрерывные);
• по виду сушильного агента (воздушные, газовые, паровые);
• по величине давления (атмосферные, вакуумные);
• по направлению движения материала и сушильного агента для конвективных сушилок (противоточные, прямоточные, с перекрестным током);
• по состоянию высушиваемого слоя (неподвижный, движущийся, взвешенный и фонтанирующий);
• по способу подвода теплоты к высушиваемому материалу (контактные (кондуктивные), конвективные (воздушные и газовые), специальные).
Сушилки для контактной сушки используют в тех случаях, когда непосредственный контакт высушиваемого материала и сушильного агента недопустимы.
Сушильный шкаф — сушилка периодического действия (рис. 14.11), представляющая собой горизонтальный цилиндрический корпус 7 с греющими плитами 2, на которых располагается высушиваемый материал. Шкафы могут работать как при атмосферном давлении, так и под вакуумом. Образовавшиеся пары отводятся через патрубок 3.
К недостаткам сушильных шкафов относятся невозможность проведения непрерывных процессов, наличие ручных операций, малая производительность. Сушильные шкафы применяют в малотоннажных и штучных производствах, для сушки разнородных материалов.
Рис. 14.11. Схема сушильного шкафа: 1 — корпус; 2 — греющие плиты; 3 — патрубок
251
Гребковые сушилки являются более сложными аппаратами (рис. 14.12). Обычно они имеют горизонтальный цилиндрический корпус 7, внутри которого находится гребковая мешалка 6. Аппарат снабжен загрузочным 4 и разгрузочным 3 люками, паровой рубашкой 2. Патрубок 5 служит для отвода паров, образующихся при сушке, либо в атмосферу, либо в вакуум-конденсационную систему. Высушиваемый материал заполняет обычно 0,2...0,3 общего объема аппарата. Гребки мешалки расположены под углом к оси аппарата и могут вращаться в различных направлениях. Благодаря этому материал перемешается слева направо либо справа налево. В процессе сушки, а также выгрузки высушенного материала из аппарата направление вращения мешалки периодически изменяют.
Вальцовые сушилки применяются для сушки пастообразных и липких материалов. Сушка в них осуществляется на наружных поверхностях пустотелых вращающихся барабанов, в которые подается теплоноситель (насыщенный водяной пар). Образовавшийся в результате сушки за один оборот барабана тонкий слой материала снимается ножом.
Вальцовые сушилки могут быть как одно-, так и двухвальцовыми.
Все приведенные конструкции могут работать под вакуумом, что имеет ряд существенных преимуществ перед сушкой при атмосферном давлении: независимость процесса от атмосферных условий; создание стерильности среды; сушка при низких температурах, что особенно важно для обработки веществ, не выдерживающих высокотемпературного нагрева; быстрота сушки; меньший расход теплоты; меньшие габаритные размеры установки; возможность более полного улавливания ценных или вредных паров, выделяющихся при сушке; пожаробезопасность.
Рис. 14.12. Схема гребковой сушилки:
I — корпус; 2 — паровая рубашка; .?, 4— разгрузочный и загрузочный люки; 5 — патрубок; 6 — гребковая мешалка
252
К недостаткам вакуум-сушки следует отнести более высокую стоимость сушильного агрегата (который включает кроме сушилки с нагревательными элементами конденсатор для конденсации отгоняющихся паров и вакуум-насос для создания разрежения в системе).
Конвективные (воздушные) сушилки как правило состоят из трех основных элементов: камеры, в которой происходит контакт высушиваемого материала с сушильным агентом, узлов подогрева и транспорта сушильного агента.
Камерные сушилки являются простейшими сушилками периодического действия. Высушиваемый материал располагается в камерной сушилке (рис. 14.13) на полках 2, смонтированных внутри камеры /. Сушильный агент (горячий воздух) перемещается между полками над слоем высушиваемого материала. Свежий воздух засасывается вентилятором 4 через окно 5 и подогревается в калориферах 3. Отработавший воздух отводится в атмосферу через окно 7 либо возвращается в калорифер через окно 6.
Камерные сушилки применяют главным образом при высушивании материалов, требующих длительной сушки или сложного индивидуального режима, а также для высушивания небольших партий материалов.
Туннельные сушилки (рис. 14.14) представляют собой длинные камеры, внутри которых по рельсам перемещаются вагонетки 1 с высушиваемым материалом. Нагретый в калориферах 3 воздух, подаваемый вентиляторами 2, обтекает лотки или противни (размещенные на вагонетках) прямо- или противотоком (или перекрестным током). По сравнению с камерными сушилками, туннельные более удобны, так как в них сушка идет непрерывно, но затрачивается много ручного труда при их обслуживании (разгрузка, выгрузка и т.д.). Туннельные сушилки используются при сушке штучных изделий (кирпича, керамики), окрашенных и лакированных металлических поверхностей, пищевых продуктов
и т. п.
Ленточные сушилки (рис. 14.15), предназначенные для сушки сыпучих материалов, представляют собой камеру 2, в которой
расположены одна или несколько движущихся бесконечных лент 3. Пересыпание материала с ленты на ленту способствует его перемешиванию, что ускоряет процесс сушки. Загрузка матери-
Рис 14.13. Схема камерной сушилки:
1 — камера; 2 — полка; 3 — калорифер;
4 — вентилятор; 5, 6, 7 — окна
253
Выход вагонеток
Свежий воздух
Ф*Шв
I I I I____________________________________________I I____________1____________I I_____________
Вход вагонеток
Рис. 14.14. Схема туннельной сушилки:
I — вагонетка; 2 — вентилятор; 3 — калорифер
Отработавший воздух
ала в сушилку осуществляется через бункер /, выгрузка — через бункер 6. По отношению к материалу воздух, подаваемый вентилятором 4 и нагреваемый калорифером 5, может двигаться в этих сушилках прямотоком, противотоком, поперек движения ленты, а также направляться сквозь слой материала, лежащего на перфорированной ленте. Отвод отработавшего воздуха осуществляется через газоход 7.
Барабанные сушилки (рис. 14.16) применяют для сушки различных сыпучих материалов. Основным узлом этих сушилок является полый барабан 1, установленный под небольшим углом а к горизонту. Барабан снабжен бандажами 2, каждый из которых катится по двум опорным роликам 7 и фиксируется упорными роликами 6. Барабан приводится во вращение с помощью зубчатого колеса 10, насаженного на барабан. Влажный материал вводится в барабан через питатель 9. При вращении барабана высушиваемый материал пересыпается и движется к приемному бункеру 5. За время пребывания материала в барабане происходит его высушивание при взаимодействии с газообразным теплоносителем. Обычно теплоносителем являются тбпочные газы, которые поступают в барабан из топки 8.
Для равномерного распределения материала по поперечному сечению барабана и улучшения его взаимодействия с газом в барабане устанавливают распределительные насадки. Теплоноситель может двигаться по отношению к высушиваемому материалу как прямотоком, так и противотоком.
Рис. 14.15. Схема ленточной
сушилки:
1,6— бункеры; 2 — камера; 3 — движущаяся лента; 4 — вентилятор; 5 — калорифер; 7 — газоход
254
Рис. 14.16. Схема барабанной сушилки:
1 — барабан; 2 — бандаж; 3 — вентилятор; 4 — циклон; 5— приемный бункер; б — упорный ролик; 7— опорный ролик; 8— топка; 9— питатель; /0— зубчатое колесо
Отработавшие газы отсасываются через циклон 4 вентилятором 3.
Распылительные сушилки (рис. 14.17) применяют для сушки жидких пищевых продуктов, ферментов и растворов минеральных солей, красителей и т. д. Сушилки представляют собой камеру 5 (полую башню с диаметром до 5 м и высотой до 8 м), в верхней части которой распыливается высушиваемый материал через форсунки / или с помощью центробежных распылителей. Высушенный продукт в виде порошка шнеком 4 отводится из сушилки. Скорость сушки велика, время сушки снижается до сотых долей секунды. Поскольку скорость сушильного агента составляет порядка 0,4 м/с, для улавливания унесенного им высушенного материала его пропускают через систему пылеуловителей: цик-
лонный аппарат 2 и рукавный фильтр 3. Уловленный материал собирается шнеком 4. Поверхность контакта капель с воздухом достигает 300 м2 на 1 дм3 высушиваемого материала. С помощью распылительных сушилок получают продукт однородного монодисперсного состава.
Рис. 14.17. Схема распылительной сушилки:
1 — форсунка; 2 — циклонный аппарат; 3 — рукавный фильтр; 4 — шнек; 5 — камера
255
Сушилки со взвешенным (псевдоожиженным) слоем (рис. 14.18) применяют для сушки сыпучих материалов (зерна, минеральных солей, угля и т.п.), а также паст и растворов. Сырой материал с шнека питателя 3 поступает в корпус 2, через отверстия в решетке / поступает снизу газ, сухое вещество удаляется через разгрузочное устройство 4. В промышленности применяют аппараты круглого и прямоугольного сечения, одно- и многокамерные, аэро-фонтанные, с кипящим, виброожиженным или с фонтанирующим слоем. В последнее время эти сушилки получают все большее применение.
Пневматические сушилки (рис. 14.19) применяют для интенсивного удаления свободной (поверхностной) влаги. Линейная скорость воздуха в сушильной трубе должна быть больше скорости уноса высушиваемых частиц. Практически принимают, что 1 кг воздуха перемещает по пневматической трубе от 8 до 20 кг высушиваемого материала.
Высушиваемый материал подается из бункера -/дозатором 3 в вертикальную трубу 5, по которой движется воздух, подаваемый
Рис. 14.19. Схема пневматической сушилки:
1 — вентилятор; 2 — калорифер; 3 — дозатор; 4 — бункер; 5 — труба; 6 — фильтр; 7 — циклон; 8 — разгрузочное устройство
Рис. 14.18. Схема сушилки с псевдоожиженным слоем:
1 — решетка; 2 — корпус; 3 — шнек питателя; 4 — разгрузочное устройство
256
вентилятором / и нагреваемый калорифером 2. Отделение высушенного в трубе 5 материала от сушильного агента осуществляется в циклоне 7 и фильтре 6, разгрузка — через устройство 8.
Контрольные вопросы
1 В чем заключаются назначение и основные принципы процесса сушки?
2 Какие виды сушки различают по способу подвода теплоты к влажному материалу?
3. Какими параметрами определяется равновесие в процессе сушки?
4. Каким образом выражается концентрация влаги в различных материалах?
5. Какими периодами определяется кинетика процесса конвективной сушки?
6. Каково назначение диаграммы состояния влажного атмосферного воздуха (/—х)?
7 Какие существуют принципиальные схемы конвективной сушки и как они изображаются на диаграмме /—х?
8. Какие основные типы контактных и конвективных сушилок существуют?
Глава 15
КРИСТАЛЛИЗАЦИЯ
Кристаллизация — массообменный процесс перехода вещества из раствора (или расплава) в твердую фазу. Особенностью процесса кристаллизации является возможность получения распределяемого компонента в чистом виде, связанная с различной растворимостью выделяемого вещества и примесей, которые остаются в растворе.
Кристаллизация сопровождается явлениями полиморфизма, образования кристаллогидратов и изоморфизма.
Полиморфизм — явление образования при различных термодинамических условиях одним и тем же веществом разных по симметрии и форме кристаллов.
Кристаллогидраты — кристаллы, содержащие в структуре химически связанные молекулы воды, причем одно и то же вещество в зависимости от условий кристаллизации и хранения может включать различное число молекул воды.
Изоморфизм — явление образования смешанных кристаллов из химически однотипных и сходных по кристаллографическим признакам веществ.
257
Кристаллизация осуществляется вследствие изменения растворимости кристаллизуемого компонента в исходной смеси.
Растворы, находящиеся в равновесии с твердой фазой при определенной температуре, называют насыщенными. Вещества, у которых растворимость увеличивается с ростом температуры, называют веществами с положительной растворимостью. Вещества с растворимостью, понижающейся с увеличением температуры, называются веществами с обратной растворимостью.
Если концентрация вещества превышает его растворимость, растворы называются пересыщенными и являются нестабильными, легко переходя в состояние насыщения. При этом из них выпадает часть твердой фазы.
Растворимость в зависимости от свойств растворенного вещества и растворителя в определенном температурном интервале характеризуется кривой растворимости.
На диаграмме состояния (рис. 15.1) растворов нанесены линии растворимости некоторого вещества в зависимости от температуры. Область А называется неустойчивой, или лабильной', область Б — относительно устойчивой, или метастабильной, и область В — областью ненасыщенных растворов.
Пересыщенные растворы с концентрациями, соответствующими лабильной области, кристаллизуются мгновенно, в метастабильной же области эти растворы какое-то время остаются без изменения.
Границы метастабильной области зависят от температуры раствора, скорости его охлаждения, перемешивания и других факторов.
Скорость процесса кристаллизации зависит от температуры раствора, степени его пересыщения, скорости образования зародышей кристаллов, интенсивности перемешивания и других факторов.
Зародыши (или центры) кристаллизации образуются из пересыщенных или переохлажденных растворов самопроизвольно. Скорость их образования может быть увеличена повышением температуры, перемешиванием, встряхиванием, присутствием примесей (например, ПАВ*), ультразвуковым воздействием и др.
Различают две стадии образования кристалла: возникновение в пересыщенном растворе центра кристаллизации (зародыша); рост кристалла на основе этого зародыша (при условии его термодинамической устойчивости).
Размеры получаемых кристаллов зависят в первую очередь от условий кристаллизации и времени осуществления процесса. Кроме
* ПАВ — поверхностно-активные вещества, способные концентрироваться на поверхности раздела фаз, что приводит к снижению межфазового поверхностного натяжения.
258
Рис. 15.1. Диаграмма состояния раствора: А — неустойчивая область; Б — метастабиль-ная область; В — область ненасыщенных растворов
этого, на их гранулометрический состав влияют скорость зародышеобразования, скорость роста кристаллов, дробление частиц в ходе процесса в результате соударения друг с другом и столкновения со стенками аппара
туры, агрегации и т.д.
Различают кристаллизацию из растворов, наиболее часто используемую в технологических процессах, и кристаллизацию из расплавов. Одновременное получение большого числа кристаллов, в частности в производстве минеральных удобрений, называется массовой кристаллизацией.
Кристаллизацию из растворов осуществляют изогидрическим способом — изменением температуры (для веществ с прямой растворимостью — понижением температуры; для веществ с обратной растворимостью — повышением температуры) или изотермическим способом — удалением части растворителя испарением или вымораживанием; добавлением в раствор веществ, связыва
ющих растворитель.
Кристаллизация из расплава, осуществляемая постепенным его охлаждением с целью получения отливок, монокристаллов, пластинок, гранул и др.
Комбинированные способы кристаллизации, к которым относятся вакуум-кристаллизация, кристаллизация с испарением части растворителя в потоке носителя (чаще всего воздуха) и фракционная кристаллизация, используемая для разделения бинарных и многокомпонентных расплавов на индивидуальные компоненты или фракции, содержащие определенные компоненты.
Материальный баланс
Материальный баланс потоков, участвующих в процессе кристаллизации, записывается в общем виде уравнением
G„ = GK+L+W, (15.1)
где (7Н — количество раствора, поступающего на кристаллизацию; GK — количество маточного раствора после кристаллизации; L — число образовавшихся кристаллов; W — количество удаленного растворителя.
Баланс кристаллизующегося вещества записывается в виде
259
GHxH = GKxK + La, (15.2)
где xH, xK — массовые доли растворенного вещества в исходном и маточном растворах; а — массовая доля безводного вещества в кристаллогидрате.
Совместное решение уравнений (15.1) и (15.2) позволяет получить уравнение для определения числа образовавшихся кристаллов в процессе изотермической кристаллизации
/ — (*н ~ )+ (15 3)
а - хк
Для изогидрической кристаллизации (1^=0) уравнение (15.3) упрощается:
Тепловой баланс процесса изогидрической кристаллизации может быть записан в виде
G„CHtH + Икрист + 1^охсох41х.н = GKCKtK + LC[t^ + И/Г0х£‘ох^ох.к + Qn, (15-4) где сн, ск, cL, ст — теплоемкости исходного и маточного растворов, кристаллов и охлаждающего агента; /н, tK, tL, /ох.н, /ох.к — температуры исходного и маточного растворов, кристаллов, начальная и конечная охлаждающего агента; — поток охлаждающего агента; <7крист — теплота кристаллизации; Qn — потери теплоты.
Уравнения (15.4) и (15.1) позволяют определить расход охлаждающего агента для осуществления процесса изогидрической кристаллизации
GH (е„/н _'Ск^к)+ ^(^крист ~clLl + (х/к)“Сп Щох = -------------------------Т------------•
0>х (/ох.к ~ Аэх.н )
Тепловой баланс процесса кристаллизации методом удаления растворителя при нагревании раствора глухим паром может быть записан в виде
*" ^9крист "* ^rp.n(s ~ 0)<СК^К *" + ^гр.п'конд + 147ц/ + Qn, (15.5)
где Дгр.п — расход греющего пара; is, /конд, iw— энтальпии греющего пара, конденсата и удаленного в виде пара растворителя соответственно.
По уравнению (15.6) определяют необходимый расход греющего пара
_ GH (ск4 ~ сн4) + ^ (o/z. ~ Икрист ~ ciA ) + ^ (/'и/ - ск/к) + Qn "т11 = i -i
‘s ‘конд
260
Кристаллизационное оборудование
Технологический процесс кристаллизации из растворов состоит из следующих стадий: кристаллизация; отделение образовавшихся кристаллов; перекристаллизация; промывка и сушка кристаллов. Последние две стадии не являются обязательными и назначаются в соответствии с требованиями к конечному продукту.
Первая из стадий осуществляется в аппаратах специальных конструкций — кристаллизаторах.
Различие требований к целевому продукту и условий осуществления процесса обусловило многообразие конструкций кристаллизаторов.
По способу работы они делятся на аппараты периодического и непрерывного действия.
Аппараты периодического действия используют обычно в кристаллизационных установках небольшой производительности. Они достаточно экономичны, просты по конструкции и обеспечивают требуемое качество продукта. Недостатком является относительно большая доля вспомогательных операций (загрузки, разгрузки и т.д.).
Кристаллизаторы непрерывного действия применяют в условиях обеспечения высокой производительности.
По способу создания пересыщения все кристаллизаторы можно разделить на выпарные, охладительные, испарительные, химические и др.
Выпарные кристаллизаторы, используемые для проведения изотермической кристаллизации с удалением части растворителя в виде пара, чаше всего представляют выпарные аппараты (см. гл. 7) с внутренней циркуляционной трубой, подвесной греющей камерой, выносной греющей камерой и другие, как при естественной, так и вынужденной циркуляции раствора. Однако при кристаллизации возникают специфические условия — наличие твердой фазы в растворе, возможность отложения кристаллов на стенках аппарата и греющих трубках, необходимость регулирования размера кристаллов в продукте. Все это требует ряда изменений в конструкции обычных выпарных аппаратов.
На рис. 15.2 изображен выпарной аппарат — кристаллизатор 1 с подвесной нагревательной камерой 2 и двумя работающими поочередно нутч-фильтрами* 3 для отделения кристаллов.
Выпарной аппарат — кристаллизатор 1 с вынесенной нагревательной камерой 2 и сборником кристаллов 3 показан на рис. 15.3.
* Нутч-фильтр — фильтр периодического действия, состоящий из небольшой камеры с перфорированным днищем, покрытым фильтровальной тканью, работает под вакуумом, используется в малотоннажных производствах.
261
Рис. 15.2. Схема выпарного аппарата-кристаллизатора с подвесной греющей камерой и нутч-фильтрами:
1 — кристаллизатор; 2 — нагревательная камера; 3 — нутч-фильтр
Суспензия
Рис. 15.3. Схема выпарного аппарата-кристаллизатора с вынесенной греющей камерой:
1 — кристаллизатор; 2 — нагревательная камера; 3 — сборник кристаллов
Охладительные кристаллизаторы применяют для изогидрической кристаллизации растворов веществ с прямой растворимостью.
В малотоннажных производствах применяют кристаллизаторы, оборудованные перемешивающими устройствами, теплообменными рубашками или змеевиками. На рис. 15.4 показан кристаллизатор 1 емкостного типа со змеевиком 3, расположенным внутри аппарата, и лопастной мешалкой 2.
Для непрерывной кристаллизации применяют барабанный кристаллизатор 1 (рис. 15.5), представляющий собой цилиндрический сосуд с водяной рубашкой 2, установленный на роликах 3 под небольшим углом к горизонту. Недостатком этих аппаратов является значительная кристаллизация внутренней поверхности
262
Рис. 15.4. Схема кристаллизатора емкостного типа со змеевиком и лопастной мешалкой:
1 — кристаллизатор; 2 — лопастная мешалка; 3 — змеевик
Рис. 15.5. Схема барабанного кристаллизатора:
I — барабанный кристаллизатор; 2 — водяная рубашка; 3 — ролик
263
аппарата, поэтому для разрушения кристаллов на стенке в барабан могут помешать специальные насадки (цепи и штанги).
Испарительные кристаллизаторы можно разделить на кристаллизаторы с воздушным охлаждением и вакуум-кристаллизаторы.
В аппаратах первой группы охлаждение раствора производится путем непосредственного соприкосновения его с воздухом. Вследствие этого одновременно с охлаждением происходит испарение части растворителя.
В вакуум-кристаллизаторах создается пониженное давление с помощью вакуум-насоса, что способствует испарению части растворителя с одновременным охлаждением раствора.
Аппараты этого типа нашли широкое распространение в промышленности благодаря высокой производительности, герметичности, простоте изготовления и обслуживания, надежности в работе.
Химические кристаллизаторы используются для проведения в одном аппарате химической реакции и кристаллизации образующейся при этом твердой фазы.
Контрольные вопросы
1. В чем заключаются назначение и основные принципы процесса кристаллизации?
2. Какие технические способы процесса кристаллизации используют в промышленности?
3. Какие типы аппаратов используются для осуществления процесса кристаллизации?
Глава 16
МЕМБРАННЫЕ ПРОЦЕССЫ
Мембранные процессы — процессы разделения смесей на компоненты посредством полупроницаемых перегородок (мембран).
При взаимодействии с мембраной из исходной смеси выделяются прошедший через нее чистый компонент — пермеат и оставшийся перед мембраной концентрированный (очищенный) продукт — ретант.
Основными характеристиками мембранного процесса являются:
• проницаемость, или удельная производительность, G, определяемая как
G= W/F,
где W — расход пермеата; F— поверхность мембраны;
264
• селективность (избирательность) <р:
хА - уА , .
Ф = —----~ = ^~Уа хА\
*а
• фактор разделения аАВ:
где хА, хв — мольные концентрации компонентов А и В в исходной смеси, уА, ув — мольные концентрации компонентов А и В в пермеате.
К мембранным процессам относятся:
• баромембранные процессы разделения жидких сред, включающие микрофильтрацию, ультрафильтрацию и обратный осмос*. Эти процессы в указанной последовательности отличаются уменьшением размеров задерживаемых частиц и молекул, а также возрастанием необходимого для этого давления, которое является движущей силой процесса.
В отличие от процесса фильтрации при осуществлении баромембранных процессов на поверхности мембраны осадок практически не образуется, а образуются два раствора различной концентрации.
Микрофильтрация применяется для очистки жидкостей от коллоидных частиц и микрочастиц (0,02... 10 мкм). Перепад давлений в процессе составляет 0,1... 1,0 МПа.
Ультрафильтрация применяется для разделения растворов высоко- и низкомолекулярных соединений. Мембраной задерживаются частицы (молекулы) размером 0,001 ...0,02 мкм (молекулярные массы 300... 300000). Перепад давлений на мембране составляет 0,1 ...2,0 МПа.
Обратный осмос применяется для разделения растворов низкомолекулярных веществ (0,0001 ...0,001 мкм). Рабочий перепад давлений должен превышать осмотическое давление для данных растворов и составляет обычно 1,0...25,0 МПа;
• диализ — процесс мембранного разделения растворов веществ, отличающихся друг от друга по молекулярным массам, движущей силой которого является разность концентраций компонентов по обе стороны мембраны;
• электродиализ — мембранный процесс, применяемый для разделения электролитов. Перенос ионов через мембрану в данном случае осуществляется под действием разности электрических потенциалов, являющейся движущей силой процесса;
* Обратный осмос — мембранное разделение растворов под давлением, превышающим осмотическое давление; осуществляется путем преимущественного проникновения растворителя через полупроницаемую мембрану.
265
• испарение через мембрану {первапорация) — разделение жидких смесей, при котором исходный раствор контактирует с мембраной с одной ее стороны, а проникающий компонент в виде паров отводится с другой стороны мембраны в вакуум или поток инертного газа;
• диффузионное разделение газов — разделение, основанное на различных коэффициентах диффузии газов через непористые полимерные мембраны под действием градиента концентраций.
Мембранные процессы нашли широкое применение в различных технологических операциях: очистка и концентрирование растворов; разделение близкокипящих компонентов, азеотропных и нетермостойких смесей; отделение высокомолекулярных веществ от низкомолекулярных растворителей; водоподготовка и глубокая очистка сточных вод и т.д.
Достоинствами мембранных процессов являются: возможность непрерывного их осуществления, низкие энергетические затраты, невысокие температуры осуществления процесса, легкость сочетания с другими процессами разделения, высокая селективность при разделении практически любых систем благодаря широкому диапазону существующих мембран и их свойствам, возможность масштабирования процесса.
Основным недостатком данного процесса является относительная недолговечность функционирования мембран.
Мембраны
Для эффективного осуществления мембранных процессов разделения необходим в первую очередь правильный выбор самой мембраны, к которой предъявляется ряд важных требований: высокие разделительная способность (селективность) и удельная производительность (проницаемость), химическая стойкость, механическая прочность, относительно низкая стоимость, постоянство характеристик мембран в процессе эксплуатации.
К основным типам промышленных мембран относятся:
• пористые мембраны, осуществляющие разделение по размеру частиц. Эти мембраны используют для микрофильтрации и ультрафильтрации. Высокая селективность может быть достигнута, когда размер растворенного (диспергированного) вещества больше, чем размер пор в мембране. Селективность в основном определяется соотношением размера пор и размера разделяемых частиц, причем материал мембраны относительно мало влияет на показатели процесса разделения;
• непористые мембраны, способные отделять друг от друга молекулы примерно одинакового размера. Разделение происходит из-за различных коэффициентов диффузии разделяемых веществ через мембрану. Таким образом, селективность и проницаемость та
266
ких мембран определяется свойствами материала, из которого они изготовлены. Мембраны такого типа используются в процессах первапорации и газоразделении;
• жидкие мембраны, в которых определяющую роль играют молекулы-переносчики, находящиеся внутри пор данной мембраны. Перемещаемый компонент может быть газообразным или жидким, ионным или неионным.
По природе мембран различают: живые (биологические); из природных веществ (модифицированные и регенерированные); неорганические (металлические, керамические, стеклянные и т.п.) и синтетические органические (полимерные: полиэтилен, полипропилен, фторопласт, ацетилацетат и т.д.).
Влияние различных факторов на процесс мембранного разделения
Концентрационная поляризация — повышение концентрации растворенного вещества у поверхности мембраны вследствие избирательного отвода растворителя через мембрану.
При разделении газовых смесей концентрационная поляризация мала и может не приниматься в расчет. Однако она оказывает значительное влияние при проведении жидкофазных процессов, а также в процессах разделения испарением через мембрану.
Основными отрицательными эффектами концентрационной поляризации являются: уменьшение движущей силы процесса; возможность образования на мембране слоя нерастворимого осадка, который может привести к изменению рабочих характеристик мембран, в том числе к возрастанию гидравлического сопротивления; возможность изменения структуры и даже разрушения материала мембраны; увеличение омического сопротивления в элек-тромембранных процессах.
Для уменьшения отрицательного влияния концентрационной поляризации перемешивают раствор над мембраной посредством увеличения скорости исходной смеси над ее поверхностью, а также применения турбулизирующих вставок.
Давление над мембраной существенно влияет на проницаемость и селективность мембранного процесса. С увеличением разности давлений увеличиваются проницаемость и селективность мембран из полимерных материалов.
Повышение селективности с увеличением давления объясняется деформацией и уплотнением структуры мембраны, приводящих к сужению пор.
Однако знакопеременные деформации, связанные с уменьшением и увеличением давления, могут привести к необратимому изменению рабочих характеристик мембран, которые делают невозможным их дальнейшее использование.
267
Для мембран с жесткой структурой проницаемость увеличивается с повышением давления. Селективность же у таких мембран от давления практически не зависит.
Температура исходной смеси оказывает значительное влияние на проведение процесса мембранного разделения. Повышение температуры смеси, понижающей ее вязкость и увеличивающей скорость диффузии молекул через мембрану, приводит к увеличению проницаемости.
Большинство полимерных мембран не выдерживают эксплуатации при высоких температурах, поэтому их используют при нормальных условиях.
Природа разделяемых веществ оказывает влияние на селективность и в меньшей степени на проницаемость мембран. Например, неорганические вещества задерживаются мембранами лучше, чем органические; вещества с большей молекулярной массой задерживаются лучше, чем с меньшей; вещества, образующие связь с мембраной (например, водородную), задерживаются тем лучше, чем менее прочна эта связь.
Повышение концентрации растворенных веществ в исходной смеси приводит к увеличению осмотического, а следовательно, и рабочего давлений. Кроме того, увеличение вязкости смеси снижает проницаемость мембран.
Следует учитывать, что большинство разделяемых систем являются многокомпонентными, и одни растворенные вещества влияют на разделение других веществ, находящихся в растворе. Поэтому переносить экспериментальные данные по проницаемости и селективности, полученные для бинарных растворов, на многокомпонентные смеси нужно с осторожностью.
Аппараты для мембранного разделения
Основные требования, предъявляемые к аппаратам для мембранного разделения смесей, сводятся к следующим: большая удельная рабочая поверхность мембран в единице объема аппарата; равномерное распределение разделяемой смеси вдоль поверхности мембраны; создание относительно высоких скоростей ее движения относительно мембраны с целью уменьшения влияния эффекта поляризационной концентрации; герметичность; прочность; простота сборки и монтажа; надежность в эксплуатации.
Применяемые в настоящее время мембранные устройства для разделения смесей в соответствии с их конструктивными особенностями можно отнести к аппаратам: с плоскокамерными мембранными элементами; с трубчатыми мембранными элементами; со спиральными мембранными элементами; с мембранами в виде полых волокон.
268
Аппараты с плоскокамерными фильтрующими элементами (рис. 16.1) имеют относительно невысокую производительность и включают параллельно установленные разделяющие элементы, состоящие из двух мембран /, расположенных с противоположных сторон плоской пористой дренажной пластины 2, предназначенной для сбора и стока пермеата. Разделяющие элементы расположены на небольшом расстоянии друг от друга (0,5 ... 5 мм), образуя камеры 3 для протока разделяемой смеси. Пакет разделяющих элементов зажимается между двумя плитами 4, 7 и стягивается штангами 6. Исходный раствор последовательно перетекает через все камеры, концентрируется и в виде концентрата (ретанта) выводится из аппарата. Пермеат, прошедший через мембраны, поступает в пористые дренажные пластины и через коллектор 5 также выводится из аппарата.
В качестве дренажных элементов используют пластины из металла или пластмассы с каналами для отвода пермеата; пористые металлокерамические и пластмассовые листовые материалы; ткани из натуральных, искусственных, синтетических и металлических волокон; различные виды бумаги, фетра, войлока и т.д. Форма элементов чаще всего квадратная (прямоугольная), но может быть и круглой (эллиптической).
Аппараты этого типа просты в изготовлении, удобны в монтаже и эксплуатации. Однако имеют низкое значение удельной поверхности мембран, приходящейся на единицу объема аппарата (60...300 м2/м3), а также требуют ручной сборки и разборки при замене мембран.
Аппараты с трубчатыми мембранными элементами (рис. 16.2) состоят из мембран и дренажного каркаса. Дренажный каркас со-
Рис. 16.1. Схема аппарата с плоскокамерными мембранными элементами 1 — мембраны; 2 — дренажная пластина; 3 — камера; 4. 7 — плиты; 5 —коллектор; 6 — штанга
269
стоит из трубки 7, выполненной из пористого материала (металлокерамика, пластмасса, металлическая сетка и т.д.), обеспечивающей отвод пермеата, и микропористой подложки 3, исключающей вдавливание мембран 2 в каналы трубок под внешним давлением.
Мембранные элементы в трубчатых аппаратах могут располагаться внутри (рис. 16.2, а) и снаружи (рис. 16.2, б) трубок в кожухе 4, а расположение мембран также может быть комбинированным (рис. 16.2, в).
В промышленности широко применяют мембранные аппараты с внутренней установкой мембран. К преимуществам этих устройств относятся: малая материалоемкость; низкое гидравлическое сопротивление; равномерное движение потока вдоль поверхности мембраны и отсутствие застойных зон; удобство сборки и разборки; герметичность конструкции.
Однако этот аппарат имеет относительно низкую удельную поверхность мембран на единицу объема (60...200 м2/м3) и требует ручной сборки и разборки конструкции.
Аппараты со спиральными мембранными элементами имеют значительно более высокую удельную поверхность мембран на единицу объема (300...800 м2/м3). Это обеспечивается использованием спиральных мембранных элементов, устанавливаемых в цилиндрический корпус высокого давления.
Спиральный мембранный элемент (рис. 16.3) состоит из двух мембран I, расположенных с противоположных сторон дренаж-
liriiHiiiHiiiiiiiiiiiiiiiiiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiiiH
Пермеат а
в
•I----Пермеат-------
Hi । । ill нн
Рета нт
Г||11Ш1111»11И1|Г|111111111111111111Н1Н»111Н111111Н11И1М11
Рис. 16.2. Трубчатые мембранные элементы:
а — с мембранами внутри трубки; б — с мембранами снаружи труб; в — комбинированная конструкция; / — трубка; 2 — мембрана; 3 — микропористая подложка; 4 — кожух
270
Пермеат
Рис. 16.3. Схема укладки мембран в спиральном фильтрующем элементе:
1 — мембрана; 2 — дренажный слой; 3 — сетка-сепаратор; 4 — труба для отвода пермеата
ного слоя 2 и накручиваемых в виде спирали на трубу отвода пермеата 4. Вместе с пакетом мембран накручивается сетка-сепаратор 3, образующая спиральный канал, в который под давлением подается разделяемая смесь. В процессе навивки торцы дренажного слоя с мембранами проклеивают для герметизации.
Исходная смесь перемещается по каналу, образованному сеткой-сепаратором 3, вдоль оси навивки и выгружается с противоположного конца в виде концентрата (ретанта). Прошедший через мембраны пермеат движется по спиральному дренажному пористому слою к центральной оси и попадает в фильтроотводящую трубу, по которой и выводится из аппарата.
К достоинствам аппаратов со спиральными мембранными элементами относятся: высокая производительность; малая материалоемкость; большая плотность упаковки; механизированная сборка мембранных элементов.
Недостатки аппаратов этого типа: сложность монтажа пакетов; необходимость замены всего пакета при повреждении мембраны; высокое гидравлическое сопротивление.
Аппараты с мембранами в виде полых волокон имеют очень высокую плотность укладки мембран, равную 20000...30000 м2/м3. Эта величина достигается благодаря использованию мембран из полых волокон диаметром 45...200 мкм (толщина стенки 10...50 мкм) для осуществления процессов обратного осмоса и диаметром 200... 1000 мкм (толщина стенки 50...200 мкм) для проведения процессов ультрафильтрации. Полые мембранные волокна могут
271
Ретант
Рис. 16.4. Схема аппарата с мембранами из U-образных полых волокон:
I — пористая подложка; 2 — шайба; 3 — U-образный пучок волокон; 4 — корпус; 5 — крышка; 6 — болт
выдерживать значительные давления (1... 10 МПа), поэтому необходимость в дренажных и поддерживающих устройствах отсутствует. При этом исходный раствор при различных конструкциях аппаратов может подаваться как внутрь полых волокон, так и снаружи.
Существует большое число аппаратов с мембранами из полых волокон, отличающихся в первую очередь относительным расположением (плетением) волокон (параллельным, цилиндрическим, U-образным, сферическими и т.д.).
На рис. 16.4 представлен аппарат с мембранами при U-образ-ном расположении волокон. Мембранный элемент в этом устройстве выполнен из U-образного пучка 3 волокон длиной 1,5...2 м и шайбы 2, служащей для склеивания открытых концов полых волокон. Шайба 2 опирается на пористую подложку 7. Шайба с подложкой зажата посредством фланцевого соединения болтами 6 между корпусом 4 и крышкой 5. Аппараты этого типа просты по устройству; технологичны в изготовлении; легки и удобны в сборке и эксплуатации; имеют низкую материалоемкость.
Недостатки таких аппаратов — повышенные требования к предварительной очистке разделяемых смесей от взвеси; замена всего пучка в случае разрыва одного из волокон; довольно сложная система герметизации; уменьшение (до 10%) рабочей поверхности волокон при вклеивании их в шайбу 2.
Контрольные вопросы
1. В чем заключается сущность процесса мембранного разделения?
2. Какие процессы относятся к мембранным?
3. Какие типы мембран используются в промышленности?
4. Какие факторы оказывают основное влияние на процесс мембранного разделения?
5. Какие типы аппаратов используются для осуществления процессов мембранного разделения?
РАЗДЕЛ IV
МЕХАНИЧЕСКИЕ ПРОЦЕССЫ И АППАРАТЫ
Глава 17
ИЗМЕЛЬЧЕНИЕ ТВЕРДЫХ МАТЕРИАЛОВ
Измельчение — процесс многократного разрушения твердого тела на части под действием внешних сил, превышающих силы молекулярного притяжения в измельчаемом теле.
Процесс измельчения сопровождается многократным увеличением удельной поверхности измельчаемого материала, что позволяет резко интенсифицировать химические и массообменные процессы, скорость которых определяется площадью межфазного взаимодействия.
При проведении процессов измельчения учитывают следующие свойства твердых тел:
• прочность при сжатии и изломе:
Характеристика материала Напряжение, Па -10 5
Очень прочные ...................................... >1800
Прочные....................................... 1500... 1800
Средней прочности............................ 1000... 1500
Мягкие ....................................... 500... 1000
Особо мягкие.................................. 100... 500
С низкой механической прочностью.............. <100
• твердость оценивается по 10-балльной шкале Мооса. За нулевой балл принята твердость талька, за десятый — твердость алмаза. Твердость твердых тел определяет не только параметры проведения процесса измельчения, но и скорость изнашивания применяемых при этом рабочих органов машин.
Поскольку исходный измельченный материал содержит частицы различного размера, для их характеристик используют следующие величины: наибольший Jmax и наименьший г/т|Г1 диаметры частиц в анализируемом материале, размах варьирования R = dmn/dm.M, средний диаметр частиц dcp.
Так как частицы твердого материала имеют неправильную форму, при расчетах используют их эквивалентный диаметр либо размер отверстий сит, через который они просеиваются.
I0 Баранов
273
Важное значение для оценки измельченного материала имеет удельная поверхность его частиц, а также гранулометрический состав, характеризующий долю или процент массы частиц каждого класса крупности в пробе.
Процесс измельчения характеризуется степенью измельчения — отношением среднего размера твердого тела до измельчения dcp н к среднему размеру материала после измельчения dcpK
I = ^ср.н/^ср.к-
В зависимости от назначения оборудования меняется и степень измельчения, которая для машин крупного измельчения составляет / = 3...8, для мелкого и тонкого измельчения — до /= 100.
В зависимости от крупности исходного и измельченного твердого материала различают процессы дробления и измельчения. Эти процессы в зависимости от конечной крупности получаемого материала, условно разделены на несколько стадий, представленных в табл. 17.1.
Дробление твердых материалов обычно осуществляют сухим способом, а тонкое измельчение — мокрым способом, что исключает пылеобразование и облегчает транспортирование получаемых продуктов.
Основными способами измельчения являются удар, раздавливание, истирание, раскалывание и резание (рис. 17.1).
При ударе (рис. 17.1, а, б) под действием динамических нагрузок в теле возникают напряжения, приводящие к его разрушению. При этом различают разрушение при стесненном и свободном
Таблица 17.1
Стадии дробления и измельчения
Стадии Размер, мм
до измельчения после измельчения
Дробление: крупное > 500 100...400
среднее 100... 500 20... 100
мелкое 50... 100 4...20
Измельчение: крупное 20... 100 1,0. .4,0
среднее 5...50 0,1... 1,0
тонкое 1,0... 10 0,01 ...0,1
сверхтонкое 0,1... 1,0 < 0,01
274
Рис. 17.1. Способы измельчения твердых тел:
а — стесненный удар; б — свободный удар; в — раздавливание; г — истирание; д — раскалывание; е — резание; Р — нагрузка; V — скорость
ударе. Стесненный удар обеспечивается наличием нескольких рабочих органов, оказывающих воздействие на тело. Свободный удар обеспечивается столкновением с рабочим органом машины или другим измельчаемым телом. Удар применяется в роторных и молотковых дробилках, молотковых и струйных мельницах, дезинтеграторах.
При раздавливании (рис. 17.1, в) определяющими являются напряжения сжатия под действием статической нагрузки между рабочими органами. Раздавливание применяется в щековых дробилках.
При истирании (рис. 17.1, г) основные разрушающие напряжения — напряжения сдвига. Истирание в комбинации с раздавливанием применяется в валковых и шаровых мельницах, валковых и конусных дробилках.
При раскалывании (рис. 17.1, д) в теле создаются изгибающие напряжения, этот способ измельчения применяется в дискозубых дробилках.
При резании (рис. 17.1, е) возникают напряжения сдвига, этот способ применяется при измельчении пластичных материалов, древесных отходов, бумаги и т. п.
Схемы измельчения
Осуществление процесса измельчения любым способом связано с затратой большого количества энергии, поэтому основной принцип, положенный в основу схемы измельчения, — «не дробить ничего лишнего». Полученный после каждой стадии измельченный продукт подвергается рассеву (классификации). Более крупные куски возвращаются на повторное измельчение, а куски требуемых размеров поступают на следующую стадию.
При этом, чем прочнее материал, тем меньше выбирается значение степени измельчения, а следовательно, увеличивается число самих стадий.
275
Рис. 17.2. Схемы дробления:
а — открытый цикл; б — открытый цикл с предварительным грохочением; в — замкнутый цикл с предварительным и поверочным грохочением; г — замкнутый цикл с грохочением
Измельчение может осуществляться в открытом и замкнутом циклах, а также в один или несколько приемов.
При измельчении в открытом цикле (рис. 17.2, а, б) твердый материал проходит через измельчающее устройство только один раз. По такой схеме проводят измельчение, когда нет необходимости соблюдать четкий размер частиц в продуктах размола. В ряде случаев для сокращения энергозатрат исходный материал классифицируют и измельчают только крупные куски, а отделенную мелочь присоединяют к конечному продукту (см. рис. 17.2, б).
При измельчении в замкнутом цикле (рис. 17.2, в, г) измельчающая машина функционирует совместно с классифицирующим и транспортирующими устройствами, при помощи которых крупный продукт непрерывно возвращается на повторное измельчение. Такие схемы, позволяющие рационально использовать энергию и повысить производительность оборудования, используют для получения конечного продукта однородного состава.
Количество материала, возвращаемого на повторное измельчение, называемое циркуляционной нагрузкой, может изменяться в пределах 25...600% от количества исходного материала.
Оборудование для измельчения
Измельчающее оборудование классифицируют:
• по организации процесса (периодические и непрерывные);
• по крупности измельчаемого продукта (машины крупного, среднего и мелкого дробления, тонкого и коллоидного измельчения);
• по применяемому в них способу измельчения (раскалывающего и разламывающего действия; раздавливающего действия; ис
276
тирающего и раздавливающего действия; ударного действия; ударного и истирающего действия; коллоидное измельчение).
Наиболее общим является способ классификации по виду энергии, используемой для измельчения: механические дробилки; механические мельницы (с мелющими телами); взрывные, пневматические, электрогидравлические, электроимпульсные, электротермические размольно-дробильные аппараты; аэродинамические и пневмомеханические мельницы (струйные аппараты без мелющих тел).
Щёковые дробилки (рис. 17.3) применяют для дробления крупного кускового материала. Состоит из неподвижной щеки 7 и подвижной щеки 2, шарнирно подвешенной на оси 3 таким образом, что при качании она то приближается к неподвижной щеке, то удаляется от нее. Движения эти создаются вращением вала 4, сообщающего возвратно-поступательное движение шатуну 77, соединенному с распорными плитами 10. Плиты 10 шарнирно соединены с подвижной щекой 2 и распорными клиньями 6 и 7, позволяющими изменять ширину выпускной щели, а следовательно, и степень измельчения материала.
Дробление твердого материала, подаваемого сверху, осуществляется в момент сближения подвижной щеки и неподвижной. При прохождении между ними вниз размер частиц измельчаемого продукта уменьшается. Перемещение подвижной щеки в период холостого хода осуществляется под действием собственного веса и тяги 9 с пружиной 8.
Рис. 17.3. Схема щековой дробилки:
1,2 — неподвижная и подвижная щеки; 3 — ось; 4 — вал; 5 — маховик; 6, 7 — распорные клинья; 8 — пружина; 9 — тяга; 10 — распорная плита; 11 — шатун
277
Поскольку цикл работы щековой дробилки состоит из периодов измельчения (с затратой энергии) и холостого хода (без затрат энергии), нагрузка на приводной двигатель является неравномерной. С целью ее выравнивания вал 4снабжен двумя маховиками 5, аккумулирующими энергию при холостом ходе и отдающими ее при рабочем ходе.
Достоинства щековых дробилок — простота и надежность конструкции, широкая область применения, компактность и легкость обслуживания.
Недостатки — периодический характер воздействия дробящего усилия и неуравновешенность движущихся масс, вызывающие шум и вибрацию.
Конусные дробилки применяют для крупного, среднего и мелкого измельчения, они отличаются постоянным воздействием на дробимый материал дробящей поверхностью.
Известны два типа конусных дробилок.
Рис. 17.4. Схемы конусных дробилок:
а — с подвешенным валом и головкой в виде крутого конуса: / — наружный конус; 2 — подвижный конус; 3 — воронка; 4 — сферическая опора; 5 — эксцентриковый стакан; 6 — шкив; 7 — зубчатая передача; 8 — желоб; 9 — вал; б — с консольным валом и головкой в виде полого конуса: / — тарелка; 2 — корпус;
3 — пологий конус; 4 — пружина; 5 — станина; 6 — шаровой подпятник
278
I. Конусная дробилка с подвесным валом и головкой в виде крутого конуса (рис. 17.4, а) состоит из наружного конуса 7, внутри которого помещен подвижный дробящий конус 2, установленный на валу 9, подвешенном на сферической опоре 4. Нижний конец вала 9 свободно вставлен в эксцентриковый стакан 5, который получает вращение от шкива 6 через зубчатую передачу 7. Благодаря наличию эксцентриситета геометрические оси наружного и внутреннего конусов не совпадают, а имеют лишь общую точку пересечения в месте подвеса. Поэтому при вращении эксцентрикового стакана 5ось вала дописывает коническую поверхность вокруг этой точки, т.е. совершает круговое, так называемое, гирационное качание. Вместе с валом круговые качания совершает и дробящий конус. Он не вращается принудительно от приводного механизма машины, а только катится по внутренней поверхности наружного конуса; при приближении к нему материал измельчается, а при отдалении от него — опускается вниз к разгрузочному отверстию.
Материал загружается в дробилку через воронку 3, а измельченный продукт разгружается либо по наклонному желобу 8 сбоку, либо под дробилку, уменьшая ее высоту и предотвращая забивание ее материалом.
2. Конусная дробилка с консольным валом и головкой в виде полого конуса (грибовидная дробилка) (рис. 17.4, б) отличается от описанной ранее формой головки и корпуса. Корпус 2 представляет собой конус, расширяющийся в ту же сторону, что и пологий конус 3 дробящей головки, причем их стенки на определенной длине параллельны и образуют узкую щель (зону параллельности). Корпус 2 связан, и станина 5 амортизируется пружинами 4, расположенными по периметру корпуса.
Основной вал дробилки установлен консольно и опирается на шаровой подпятник 6; на верхнем конце вала установлена тарелка 7, с которой куски материала равномерно сбрасываются в дробилку при качаниях вала. Степень измельчения регулируется подъемом или опусканием корпуса.
В грибовидных дробилках достигаются большая производительность и высокая степень измельчения (/ = 10... 30).
Для более мелкого измельчения применяют короткоконусные дробилки с большей зоной параллельности и большим углом наклона конуса.
Достоинства конусных дробилок: высокая производительность из-за непрерывности измельчения материала одновременно раздавливанием и изгибом; спокойная, уравновешенная работа; высокая степень измельчения.
Валковая дробилка (рис. 17.5) состоит из двух параллельно расположенных гладких или зубчатых цилиндрических валков 7 и 2, установленных в станине 3 машины и вращающихся навстречу
279
Рис. 17-5 Схема валковой дробилки:
1, 2 — цилиндрические валки, 3 — станина; 4 — пружина
друг другу. При вращении они захватывают поступающий сверху материал и дробят его раздавливанием.
Для предохранения валков от аварии в случае попадания в них кусков более твердых материалов валок / устанавливается в подвижных подшипниках и удерживается в заданном положении силой пружин 4, которые при увеличении давления позволяют валку отходить влево. Степень измельчения валковой дробилки не более 10 и регулируется изменением расстояния между валками. В зависимости от свойств исходного материала степень измельчения составляет / = 10... 15 для зубчатых и /= 3... 8 для гладких валков.
Молотковые дробилки (рис. 17.6) — машины ударного действия и используются, как правило, для измельчения малоабразивных материалов.
В корпусе / дробилки, футерованном броневыми зубчатыми плитами 2, на горизонтальном вращающемся валу 3 насажены
Рис. 17.6. Схема молотковой дробилки:
/ — корпус; 2 — зубчатые плиты; 3 — вал; 4 — диск; 5 — молоток; 6 — колосниковая решетка; 7 — загрузочное отверстие
280
диски 4с шарнирно закрепленными на них ударными молотками 5. Исходный материал подается через загрузочное отверстие 7, подхватывается молотками, частично разбивается ими на лету, а частично измельчается ударом о плиты корпуса. Измельченный материал высыпается из машины через колосниковую решетку 6. Конечные размеры измельчаемого материала определяются размерами отверстий разгрузочной решетки.
Молотковые дробилки различают по числу роторов (одно- и двухроторные), а также по расположению молотков в одной или нескольких плоскостях вращения (одно- и многорядные). Степень измельчения в однороторных дробилках i= 10... 15, в двухроторных / = 30...40.
Дезинтегратор (рис. 17.7) состоит из двух дисков / и 2, закрепленных на соосных валах 5 и 9. Диски приводятся во вращение в противоположных направлениях от шкивов 6 и 8. На дисках по концентрическим окружностям расположены пальцы (била) 3 Каждый ряд пальцев одного диска расположен с небольшим зазором между двумя рядами пальцев другого диска.
Материал поступает в дезинтегратор сбоку через питатель 4 и измельчается ударами быстровращающихся пальцев. Измельченный материал удаляется через разгрузочный конус 7.
Достоинства дезинтеграторов — простота устройства и компактность, высокие производительность и степень измельчения, надежность в работе.
Недостатки — повышенное изнашивание консольно закрепленных пальцев; большое пылеобразование; значительный расход энергии.
Барабанные мельницы являются одними из самых распространенных машин, которые могут использоваться для грубого, среднего, тонкого и сверхтонкого измельчения. По принципу действия барабанные мельницы относятся к машинам ударно-истирающего действия и по способу возбуждения движения мелющих тел делятся на мельницы с вращающимся барабаном, вибрационные и центробежные.
Вращающаяся барабанная мельница (рис. 17.8) представляет собой враща-
Рис. 17.7. Схема дезинтегратора:
I, 2— диски; 3 — пальцы; 4 — питатель, 5, 9 — соосные валы; 6, 8 — шкивы; 7— разгрузочный конус
281
Рис. 17.8. Барабанная мельница: I — барабан; 2 — шары
ющийся барабан 7, в который помещены дробящие тела (шары) 2 и измельчаемый материал. При вращении барабана шары и материал под действием трения и центробежной силы поднимаются до некоторой высоты, а затем падают и скатываются вниз. Измельчение материала при этом происходит как от удара падающих шаров, так и от истирания его между шарами и внутренней поверхностью мельницы.
Вращающиеся барабанные мельницы могут работать как периодически, так и непрерывно.
Эти мельницы хорошо работают, если влажность измельчаемого материала меньше 5 %. При влажности измельчаемого материала 8... 15 % мельница перестает работать из-за налипания материала на шары. Однако, начиная с влажности 20...30 % и выше, мельница вновь начинает работать, даже более эффективно по сравнению с размолом сухого вещества.
Шаровые мельницы отличаются универсальностью, постоянством степени измельчения в течение длительного периода работы, надежностью, безопасностью и простотой обслуживания.
Недостатки шаровых мельниц — громоздкость и большой вес; низкий КПД; изнашивание мелющих тел (шаров) и загрязнение материала продуктами изнашивания, шум во время работы.
282
Коллоидные измельчители обеспечивают величину измельчаемого продукта менее микрона. Измельчение осуществляется чаще всего мокрым способом. Основными частями коллоидного измельчителя являются корпус с коническим гнездом и ротор. Между конической поверхностью корпуса и поверхностью ротора устанавливается зазор для подачи суспензии, равный долям миллиметра, в котором твердые частицы измельчаются истиранием.
Механохимическая активизация
Исследования процессов в мельницах показали, что измельченные материалы аккумулируют значительно большую энергию, чем та, что идет на образование новой поверхности. Они также позволили определить, что твердые тела в зависимости от условий измельчения (интенсивности подвода энергии, свойств вещества, длительности процесса и т.д.) аккумулируют 8... 30 % подведенной энергии.
Эта энергия делает твердое тело химически столь активным, что становятся возможными химические превращения, которые были в иных условиях нереализуемы.
При создании напряженного состояния твердого тела часть подведенной механической энергии накапливается в нем в виде новой поверхности и линейных точечных дефектов. В свою очередь, химические свойства кристаллов определяются наличием в них дефектов, их природой и концентрацией.
С помощью механической активации изменяется структура твердых тел, ускоряются процессы диффузии при пластических деформациях, образуются активные центры на новых поверхностях (как внешних, так и внутренних), возникают импульсы высоких локальных температур и давлений при продвижении трещин, эмиссия электронов высоких и средних энергий при образовании трещин и т.д.
Эти явления наиболее интенсивны в процессе деформации твердых тел, особенно при высокой скорости подвода к ним энергии.
Проведенные исследования показывают, что накопленную энергию можно использовать для интенсификации различных процессов с участием активированной твердой фазы:
• существенного повышения реакционной способности твердых тел;
• ускорения твердофазных и каталитических реакций, реакций в полимерных системах;
• повышения скоростей диффузии, тепло- и массообмена при реализации комбинированных процессов в системах газ — твердое тело, жидкость — твердое тело;
• увеличения растворимости, т.е. скоростей растворения, и сублимации твердых тел.
283
Контрольные вопросы
1. Какова основная цель процесса измельчения?
2. Какие существуют основные способы измельчения?
3. По каким показателям осуществляют классификацию оборудования для измельчения?
4. Какие устройства используются для осуществления процесса измельчения?
5. В чем заключается сущность механохимической активизации?
Глава 18
КЛАССИФИКАЦИЯ, ДОЗИРОВАНИЕ И СМЕШЕНИЕ ТВЕРДЫХ МАТЕРИАЛОВ
Классификация материалов
Скорость проведения процессов и длительность их осуществления с присутствием твердой фазы (измельчение, растворение, адсорбция, сушка, химические реакции и т.д.) определяются размером частиц, находящихся в обрабатываемой среде. Поэтому для осуществления таких процессов стараются использовать частицы близкого размера, которые получают чаще всего классификацией исходного сырья.
Классификация — процесс разделения сыпучего материала на части (фракции, классы) с различным размером содержащихся в них кусков и частиц.
Основными способами классификации являются:
• грохочение (механическая классификация) — рассев сыпучих материалов на ситах, решетках или других устройствах;
• гидравлическая классификация — разделение смеси твердых частиц на фракции, основанное на их различной скорости осаждения в жидкости;
• воздушное (пневматическое) сепарирование — разделение твердых частиц на фракции, основанное на их различной скорости осаждения в воздухе.
Размер твердых частиц характеризуется их гранулометрическим составом, который выражается либо в виде таблиц, либо графически в виде интегральной (суммарной) или дифференциальной кривой.
Интегральная кривая (рис. 18.1, а) изображает суммарное процентное содержание всех фракций. Дифференциальная кривая (рис. 18.1, б) показывает процентное содержание отдельных фракций в материале. При этом на оси абсцисс откладывается размер час-
284
Рис. 18.1. Гранулометрический состав твердых частиц
а — интегральная кривая; б — дифференциальная кривая; 7 — материал с разнородным размером частиц; 2 — материал с однородным размером частиц; Ad — интервал размеров частиц
тип, а на оси ординат — процентное содержание каждой фракции х, отнесенное к интервалу размеров ее частиц. Кривая 7 (см. рис. 18.1) характеризует материал с разнородным размером частиц, кривая 2 — с более однородным размером.
Таким образом, содержание любой фракции равно площади под кривой, отсекаемой граничными размерами рассматриваемой фракции. Соответственно площадь под всей дифференциальной кривой составляет 100 %.
Для гранулометрического анализа твердых веществ на практике применяют следующие методы: ейтовый, микроскопический, седиментационный*, гидравлической и воздушной классификации.
При ситовом анализе навеска материала просеивается через набор сит с постепенно уменьшающимися размерами отверстий. Сита характеризуются их номером, который по ГОСТ 3584 соответствует размеру отверстий в миллиметрах. По стандарту Германии номер сита соответствует числу отверстий на 1 см, по стандарту США — числу отверстий («меш») на 1 дюйм (24,5 мм). Материал, прошедший через данное сито, обозначается знаком минус, а оставшийся на сите — плюс. Средний размер фракции на каждом сите обычно принимается как среднеарифметическое значение размеров отверстий этого и вышележащего сита.
При выборе размеров отверстий последовательных сит принимается постоянство отношения размеров отверстий смежных сит. Это отношение называется модулем. В зависимости от выбранного модуля (V2 = 1,414; V2 = 1,189; 2лУ10 = 1,122 по ГОСТ 3584) имеются различные системы серий сит.
* Седиментация (от лат. sedimentium — оседание) — оседание мелких твердых частиц в жидкости и газе под действием силы тяжести или центробежных сил.
285
Микроскопический анализ заключается в замере под микроскопом с измерительной шкалой частиц пробы. Необходимо учитывать, что микроскопический анализ непосредственно дает не массовые проценты фракций, а процентное число частиц в них. Под микроскопом можно измерить размеры частиц до 0,4 мкм, а при применении ультрафиолетового света — до 0,1 мкм. Электронный микроскоп позволяет видеть частицы размером до 0,001 мкм.
Седиментационный анализ заключается в отстаивании суспензированной пробы материала в инертной жидкости, при этом наблюдается количество осевшего материала за определенные интервалы времени. Пользуясь выражениями для скорости отстаивания частиц определенного размера, можно вычислить размер частиц, которые выпали в ту или иную (по времени отстаивания) фракцию на данной высоте сосуда.
Фракционный анализ может быть выполнен методом гидравлической классификации в восходящем потоке жидкости (воды). При скорости потока, большей скорости осаждения частиц заданного размера, фракция, состоящая из более мелких частиц, уносится с потоком. При последующем увеличении скорости восходящего потока могут быть отделены все более и более крупные фракции Аналогичная классификация может быть проведена и в восходящем потоке газа (воздуха).
Грохочение осуществляется на специальных рассеивающих устройствах (грохотах), к которым относятся:
• сита, изготавливаемые с квадратными или прямоугольными отверстиями. В зависимости от их размера различают рассев: грубый (десятки миллиметров), средний (миллиметры), тонкий (десятые доли миллиметров);
• решета, изготавливаемые из металлических листов, в которых штампуют круглые или продолговатые отверстия размером 510 мм;
• колосники, представляющие собой стержни, чаще всего трапецеидального сечения. Такая форма препятствует забиванию отверстий, расширяющихся книзу.
Работа грохотов оценивается по двум показателям:
• эффективность грохочения — отношение веса просеянного (нижнего) продукта к общему весу твердого материала того же размера в исходном материале;
• производительность грохота — весовое количество материала, получаемого с 1 м2 поверхности сита.
Грохочение осуществляется непрерывно и периодически. В промышленности наибольшее распространение получило многократное непрерывное грохочение, осуществляемое следующими способами.
• от мелкого к крупному — через сита, расположенные в одной плоскости, размеры отверстий которых увеличиваются от каждого предыдущего сита к последующему (рис. 18.2, а);
286
Рис. 18.2. Способы многократного грохочения: а — от мелкого к крупному; б — от крупного к мелкому; в — комбинированный
• от крупного к мелкому — через сита, расположенные один над другим, размеры отверстий которых уменьшаются от верхнего сита к нижнему (рис. 18.2, б);
• комбинированным способом (рис. 18.2, в).
Достоинства грохочения первым способом — удобство обслуживания, ремонта и смены сит, небольшая высота грохота, удобство распределения отдельных фракций продукта по сборникам.
Недостатки — невысокое качество грохочения, так как отверстия мелких сит перекрываются крупными кусками, перегрузка и повышенное изнашивание мелких сит, значительная длина грохота.
Достоинства грохочения вторым способом — лучшее грохочение вследствие отсева в первую очередь наиболее крупных кусков, меньшее изнашивание сит.
Недостатки — сложность ремонта и смены сит, большая высота грохотов, неудобный отвод готового продукта.
Недостатки первых двух способов грохочения удается в известной мере преодолеть при грохочении комбинированным способом.
Типы грохотов зависят от формы рабочей поверхности, различают плоские и барабанные (цилиндрические) грохоты. Принцип действия грохотов основан на просеивании сыпучего материала при его движении вдоль рабочей поверхности грохотов.
Плоские грохоты по конструкции рабочей поверхности разделяют на решетчатые, сйтовые, колосниковые и валковые.
Для предварительного грохочения (отделения мелочи или больших кусков) используют неподвижные грохоты, рабочая поверхность которых установлена с углом наклона 30...50°, аналогичные конструкциям, изображенным на рис. 18.2. Движение твердых частиц вдоль их поверхности осуществляется путем естественного
287
скатывания материала, однако грохот дает несовершенное разделение частиц по размерам, а также может легко забиваться.
Указанных недостатков частично лишены роликовые грохоты, рабочая поверхность которых состоит из параллельно расположенных валов с насаженными на них роликами или дисками, вращающимися в направлении движения сортируемого материала, причем скорость их вращения постоянно возрастает, что препятствует забиванию зазоров между ними.
Мелкие частицы проваливаются в зазор между роликами, крупные — разгружаются в конце грохота.
Значительная интенсификация и повышение эффективности процесса грохочения достигается путем придания рабочей поверхности грохотов колебательного движения.
По устройствам привода ситовые грохоты делят на качающиеся, гирационные и вибрационные.
Качающийся грохот представляет собой прямоугольный короб с ситом, установленный на пружинящих опорах, которому сообщаются качания от эксцентрикового механизма. Короб устанавливается на 4... 6 наклонных пружинящих стержнях. При качаниях грохота, наклоненного к горизонту по утлом 7... 14°, материал перемещается вдоль сита; при этом нижний продукт просеивается, а верхний сбрасывается с разгрузочного конца грохота.
Наклон грохота, частота вращения эксцентрикового вала и длина хода сита для получения достаточной производительности и эффективности грохочения устанавливаются опытным путем. Обычно частота вращения эксцентрикового вала составляет 300...500 об/мин.
Качающиеся грохоты применяют для классификации сухим и мокрым способом твердых материалов с размером кусков не более 50 мм.
Достоинства качающихся грохотов — большая производительность, чем у колосниковых и барабанных грохотов, высокая эффективность грохочения, компактность, удобство обслуживания и ремонта.
Недостатки грохотов — неуравновешенность конструкции, в результате работа их сопровождается сотрясениями и толчками.
Гирационный грохот представляет собой короб с одним или двумя ситами, совершающий круговые движения в вертикальной плоскости с помощью эксцентрикового вала.
Спокойная работа вследствие уравновешенности конструкции, высокие производительность и эффективность грохочения — основные достоинства гирационных грохотов.
Вибрационный грохот состоит из плоского и обычно наклонного сита, совершающего с помощью вибратора 900... 1500 колебаний в минуту с амплитудой 0,5... 12 мм. У вибрационных грохотов жесткая связь между элементами грохота полностью или частично
288
отсутствует, вследствие чего амплитуды колебаний сита в различных точках его поверхности неодинаковы и зависят от числа колебаний, упругости опорных пружин, движущейся массы грохота с материалом и других факторов.
Преимущества вибрационных грохотов — отсутствие забивки материалом отверстий сит при любых режимах работы; более высокая производительность и эффективность грохочения, чем у грохотов других типов; пригодность для грохочения влажных материалов; компактность; относительная легкость регулирования и простота смены сит; меньший, чем для других грохотов, расход энергии.
Барабанный грохот (рис. 18.3) представляет собой барабан 2 цилиндрической, конической или многогранной формы, выполненный из сетки или перфорированных стальных листов. Барабан открыт с торцов и установлен под углом 4...7° (барабаны конической формы устанавливаются горизонтально). При вращении барабана с помощью приводного механизма 3 с окружной скоростью 0,6... 1,25 м/с материал, поступающий через патрубок 1, перемещается вдоль его поверхности, причем размер отверстий чаще всего уменьшается по ходу движения материала.
Многогранные грохоты (бураты) применяют для сравнительно тонкого грохочения. В буратах возможна быстрая смена сит, установленных на каждой грани.
Достоинства барабанных грохотов — простота конструкции и обслуживания, хорошее качество классификации. Однако эти устройства имеют высокую металлоемкость и низкую удельную производительность с единицы поверхности сита, легко забиваются.
Гидравлическая классификация происходит в движущихся потоках капельной жидкости (восходящем, горизонтальном, вращающемся и т.п.), скорость которых подбирается таким образом, чтобы частицы меньше определенного размера уносились в слив, а большего оставались в классификаторе. В отличие от грохочения гидравлическая классификация применяется для разделения мелких материалов (0,05... 5 мм и менее).
Рис. 18.3. Цилиндрический барабанный грохот: 1 — патрубок; 2 — барабан; 3 — приводной механизм
289
3
Рис. 18.4. Схема спирального классификатора:
1 — порог; 2 — спираль; 3 — Корыто
К основным типам гидроклассификаторов относятся: многосекционные; конические; спиральные или шнековые; реечные и реечно-чашевые, или грибковые; центробежные.
Спиральный классификатор (рис. 18.4) представляет собой установленное под углом 12... 18° корыто 3, внутри которого со скоростью 2,5... 17 об/мин вращаются одна или несколько спиралей 2, погруженные в суспензию и перемещающие ее вместе с крупными частицами в верхнюю часть корыта. Суспензия с более мелкими частицами удаляется из нижней части классификатора через порог 7. Эффективность классификации зависит от угла наклона корыта, числа оборотов спиралей, концентрации твердого материала в суспензии.
В реечных классификаторах перемещение суспензии вдоль наклонного корыта осуществляется рамами со скребками, совершающими возвратно-поступательное движение. Число качаний рам с грибками составляет 14... 28 в минуту. Однако по сравнению со спиральными классификаторами реечные имеют несколько меньшую удельную производительность и более сложную конструкцию. Спиральные и реечные классификаторы часто работают в замкнутом цикле с измельчителями.
Высокую производительность и эффективность, особенно при обработке мелких частиц, обеспечивают центробежные классификаторы, в качестве которых используются гидроциклоны (см. рис. 3.19) и отстойные центрифуги со шнековой выгрузкой (см. рис. 3.13).
Воздушная классификация отличается от гидравлической классификации тем, что скорость осаждения частиц в воздухе значительно выше, чем в воде, поэтому воздушная сепарация осуществляется обычно в восходящем воздушном потоке.
Сепараторы делятся на воздушно-проходные и воздушно-циркуляционные (рис. 18.5).
В воздушно-проходном сепараторе (рис. 18.5, а) поток воздуха с твердым материалом поступает по патрубку 7 со скоростью
290
15...20 м/с, омывает отбойный конус 2, проходит по кольцевому пространству между корпусом 3 и внутренним конусом 4 и затем через тангенциально установленные лопатки завихрителя 5.
Выделение крупных твердых частиц из исходной смеси происходит сначала в кольцевом пространстве между корпусом 3 и конусом 4 под действием силы тяжести вследствие резкого снижения скорости воздушного потока в этом пространстве (до 4...6 м/с). Дальнейшая сепарация осуществляется под действием центробежных сил, возникающих при закручивании потока в лопатках завихрителя 5. При этом крупные частицы отбрасываются на внутреннюю стенку конуса 4, попадают на отбойный конус 2 и удаляются через патрубок 7, предварительно подвергаясь дополнительному разделению в воздушном потоке кольцевого пространства. Тонкая фракция вместе с воздухом отводится через патрубок 6.
Сепараторы этого типа позволяют разделять материал по граничному составу 150...200 мкм. Эффективность разделения можно регулировать изменением скорости воздуха и положения лопаток завихрителя.
Воздушно-циркуляционные сепараторы (рис. 18.5, б), позволяющие осуществлять более тонкое разделение (по границе 30... 60 мкм), отличаются от воздушно-проходных тем, что воздушный поток циркулирует внутри аппарата и не выводится наружу.
Исходный ♦ Грубая материал фракция
а
Рис 18.5. Схемы воздушных сепараторов:
а — воздушно-проходной: 1, 6, 7 — патрубки; 2 — отбойный конус; 3 — корпус; 4 — внутренний конус; 5 — лопатки завихрителя; б — воздушно-циркуляционный: /, 4, 5 — патрубки, 2 — диск; 3, 7 — конусы; 6 — корпус; 8 — лопатки завихрителя; 9 — вентиляторное колесо: 10 — вал
291
Разделяемый материал по патрубку 1 поступает на вращающийся диск 2. Крупные частицы отбрасываются центробежной силой к стенке конуса 3, опускаются по ней и удаляются через патрубок 4. На валу 10тарелки укреплено вентиляторное колесо 9, создающее поток воздуха, циркуляция которого показана на рис. 18.5, б стрелками. Циркулирующий пылевоздушный поток, проходя между лопатками завихрителя 8, под действием центробежных сил дополнительно освобождается от крупных частиц, которые по внутренней поверхности конуса 7 отводятся к патрубку 4. В корпусе 6 аппарата улавливаются частицы мелкой фракции, которые удаляются через патрубок 5. Процесс выделения мелкой фракции в корпусе 6 аналогичен выделению пыли в циклонах. Центробежное ускорение потоку в корпусе 6 сообщает вентиляторное колесо 9.
Выполняя одновременно функции классификатора, вентилятора и циклона, воздушно-циркуляционные сепараторы по сравнению с воздушно-проходными более компактны и требуют меньших затрат энергии.
Дозирование
При осуществлении технологических процессов часто необходима регулярная и равномерная подача зернистых материалов в аппараты. Для этой цели применяют порционные или непрерывнодействующие механические устройства — дозаторы или питатели, которые могут регулировать как объем, так и вес подаваемого материала.
Шнековый (винтовой) питатель представляет собой шнековый транспортер, соединенный с бункером, из которого выгружается материал.
Подача материала определяется скоростью вращения шнека. Недостатком шнекового питателя является истирание материала, а также невозможность перемещения налипающего материала.
Барабанный (секторный) питатель (рис. 18.6) состоит из кожуха 7, в котором вращается барабан 2 с перегородками. Подача материала регулируется изменением частоты вращения барабана. Достоинством секторных питателей является малый расход энергии и компактность. Недостатки этих устройств те же, что и у шнековых питателей.
Тарельчатый питатель (рис. 18.7) представляет собой медленно вращающийся вокруг вертикальной оси горизонтальный диск (тарелку) 7, который расположен под бункером 5 на массивной поддерживающей опоре. Материал попадает на вращающуюся тарелку через «манжету» 4 и располагается на тарелке в виде усеченного конуса под углом естественного откоса. При вращении тарелки часть материала набегает на скребок 2, скользит по нему и
292
Рис. 18.6. Схема барабанного (секторного) питателя:
1 — кожух; 2 — барабан
Рис. 18.7. Схема тарельчатого питателя:
1 — диск; 2 — скребок; 3 — винт; 4 — «манжета»; 5 — бункер
сталкивается в приемную камеру. Изменение подачи в широких пределах достигается изменением объема материала на тарелке соответствующей установкой (вертикальным перемещением) «манжеты». В небольших интервалах изменение подачи достигается различной установкой скребка 2, осуществляемой винтом 3.
Тарельчатый питатель конструктивно прост и надежен в работе. Недостаток его — неточность дозировки как результат изменения угла естественного откоса даже при незначительных изменениях фракционного состава, влажности, условий слеживаемости материала в бункере.
Весовые дозаторы (питатели) включают устройства для взвешивания материала и для автоматического поддерживания заданной подачи. Взвешивание обычно производится на ленточных весах (рис. 18.8). На ленточном транспортере <?между двумя опорами ленты расположен весовой рычаг 3, шарнирно укрепленный на стойке 2. Этот участок ленты является весовой платформой. На одном плече рычага смонтирован весовой ролик 1, на который действует вес ленты и материала, находящегося на весовой платформе. Второе плечо рычага тягой 5 соединено с коромыслом 6. Находящийся на весовой платформе материал уравновешивается передвигающейся по коромыслу гирей 7 в соответствии с требуемой подачей материала.
Для обеспечения постоянства заданной подачи коромысло должно быть соединено с регулятором подачи того или иного питателя.
293
Рис. 18.8. Схема весового ленточного питателя:
1 — ролик; 2 — стойка; 3 — рычаг; 4 — шибер; 5 — тяга; 6 — коромысло; 7 — гиря; 8 — ленточный транспортер
Если коромысло весов связано с шибером 4 питающей воронки этого же транспортера непосредственно или с помощью передаточного механизма и мотора, то это будет уже ленточный весовой дозатор. При подаче питателем материала, превышающего по весу заданную подачу, коромысло 6 изменит свое положение, что явится импульсом для изменения положения регулирующего шибера 4, который уменьшит подачу. При уменьшении подачи шибер откроется и увеличит слой материала на ленте.
Смешение
Смешение твердых материалов осуществляется с целью получения однородной смеси из отдельных сыпучих компонентов.
Процесс смешения осуществляют в смесителях, которые можно классифицировать по ряду признаков:
• по организации процесса смешения во времени — периодического и непрерывного действия;
• по механизму процесса смешения — циркуляционные, объемного, диффузионного смешения и др.;
• по конструктивным особенностям — барабанные, шнековые, ленточные, лопастные, плунжерные, планетарно-шнековые, спиральные и др.
Барабанный смеситель (рис. 18.9) состоит обычно из цилиндрического корпуса 7, вращающегося на опорных роликах 4. Барабан снабжен внутренними спиральными ребрами 2 и полками 3 для эффективного смешения.
Барабанные смесители — устройства периодического действия, загрузка и выгрузка материала осуществляется с помощью шнека 5. Эти смесители просты по устройству, но пригодны для смешения в основном сухих порошкообразных материалов и требуют значительного времени смешения.
294
1
Рис. 18.9. Схема барабанного смесителя:
1 — корпус; 2 — спиральные ребра; 3 — полка; 4 — опорный ролик; 5 — шнек
Смесители с вращающимися лопастными рабочими органами применяют для смешения сухих твердых материалов, густых и вязких масс и паст.
Как правило, смесители такого типа (рис. 18.10, а) состоят из корпуса 1 с двумя полуцилиндрическими днищами, в котором вращаются навстречу друг другу два горизонтальных вала 2 с ло-
Рис. 18.10. Схема двухвалкового смесителя (о) и конфигурации лопастей валов:
б — Z-образная; в — Т-образная; г — ленточная; / — корпус; 2 — вал с лопастями
295
пастями, перемешивающими материал. Отличие состоит в конфигурации лопастей вращающихся валов (рис. 18.10, б, в, г), учитывающей специфические свойства смешиваемых материалов.
Контрольные вопросы
1. Какова основная цель процесса классификации твердых материалов?
2. Какие существуют основные способы классификации?
3. Какие способы гранулометрического анализа существуют в технике?
4. Каковы принципы работы, основные типы и устройство грохотов?
5. Каков принцип действия и устройство гидравлических и воздушных классификаторов?
6. Какие основные типы дозирующих устройств существуют?
7. Какие смешивающие устройства твердых материалов используются в промышленности?
Глава 19
ПЕРЕМЕЩЕНИЕ ТВЕРДЫХ МАТЕРИАЛОВ
На многих стадиях технологических процессов возникает необходимость в перемещении твердых материалов, которые осуществляются подъемно-транспортными устройствами или сооружениями.
Подъемно-транспортные устройства можно классифицировать:
• по организации процесса (непрерывный и периодический транспорт);
• по направлению перемещения транспортируемого материала (горизонтальное или слабонаклонное, вертикальное или крутонаклонное, смешанное или пространственное);
• по роду перемещаемого материала (сыпучие материалы и штучные грузы).
К сыпучим материалам относятся порошкообразные и кусковые материалы, перемещаемые навалом. К штучным грузам — изделия, имеющие определенную форму, а также материалы, упакованные в тару.
По конструктивным особенностям для различных случаев транспортировки твердых материалов применяют следующие подъемно-транспортные устройства:
• для горизонтального перемещения — транспортеры ленточные, пластинчатые, скребковые, винтовые, вибрационные, пневматические транспортные желоба;
• для вертикального перемещения — элеваторы;
296
• для смешанного перемещения — транспортеры с погружными скребками, устройства пневматического и гидравлического транспорта.
Ленточный транспортер (рис. 19.1) представляет собой бесконечную ленту 2, натянутую на двух барабанах, которая перемещается со скоростью 0,5...2,5 м/с для сыпучих и 0,75... 1,5 м/с для штучных грузов. Один из барабанов 1 — приводной, второй 5 — натяжной с грузовым или винтовым натяжным приспособлением. Для предупреждения провисания ленты под ней устанавливают опорные ролики 3. Загрузочная воронка 4 имеет направляющий лоток с боковыми стенками для предотвращения разброса материала и заднюю наклонную стенку, воспринимающую на себя удары и давление подаваемого материала. Разгрузка транспортера осуществляется либо сбросом материала при огибании лентой приводного барабана, либо удалением с помощью ножей или скребков (промежуточная).
Материалом для ленты, ширина которой варьируется в пределах 400... 1000 мм, может служить прорезиненная многослойная ткань либо металлическая сетка, применяемая при транспортировании горячего или крупнокускового материала. При необходимости перемещения материала на какую-либо высоту угол перемещения сыпучего материала ленточным транспортером должен быть меньше угла естественного откоса (не более 12... 22°) данного материала, а длина транспортера — до 150...200 мм.
Достоинства ленточных транспортеров — малый расход энергии, высокая производительность, способность перемещать влажный, налипающий и штучный материал, возможность перемещения материала на значительное расстояние.
Недостаток — трудность герметизации транспортируемого материала.
Скребковый транспортер (рис. 19.2) состоит из неподвижного желоба 7, в котором со скоростью 0,25...0,75 м/с движется бесконечная цепь 2со скребками 3. Движение цепи осуществляется при помощи приводной звездочки 6, противоположная звездочка 8
Рис. 19.1. Схема ленточного транспортера:
7, 5 — приводной и натяжной барабаны; 2 — лента; 3 — опорный ролик; 4 — загрузочная воронка
297
является натяжной. На шарнирах цепи укреплены ролики 4, которые катятся по направляющим 7.
Загрузка материала осуществляется через лоток 9. Скребки при движении цепи захватывают и перемещают по желобу на расстояние до 150 м материал, который разгружается либо с другого конца желоба, либо через разгрузочное отверстие 5.
Достоинства скребкового транспортера (по сравнению с ленточным) — простота и дешевизна устройства, удобство загрузки и разгрузки материала, большой угол наклона перемещаемого материала (до 45°).
Недостатки — высокий расход энергии, большое изнашивание движущихся частей, возможность разрушения транспортируемых хрупких материалов из-за истирания.
Винтовой транспортер, или шнек (рис. 19.3), предназначен для перемещения материала под углом до 20° к горизонту и состоит из закрытого желоба 7, в котором вращается шнек 2.
Транспортируемый материал поступает в желоб через загрузочное отверстие 3, захватывается вращающимся шнеком, перемещается вдоль устройства на расстояние до 40 м и выгружается через отверстие 4. Однако загрузка и выгрузка могут быть осуществлены в любой точке по длине желоба.
Достоинства винтового транспортера — простота, компактность, дешевизна, герметичность, позволяющая использовать его при перемещении токсичных и пылящих материалов.
Недостатки винтового транспортера — достаточно высокий расход энергии, значительное изнашивание стенок желоба и поверхности винта, истирание перемещаемого материала.
Элеватор (рис. 19.4) предназначен для вертикального перемещения сыпучих материалов и состоит из кожуха /, предохраняющего окружающую среду от транспортируемых пылящих материалов, в нижней части которого находится башмак 2, а в верхней — головка 7. В головке установлен приводной барабан 8 (рис. 19.4, а) или звездочка 70 (рис. 19.4, б), а в башмаке — натяжной 4. На них
Рис. 19 2. Схема скребкового транспортера:
1 — неподвижный желоб; 2 — цепь; 3 — скребок; 4 — ролик; 5 — разгрузочное отверстие; 6, 8— приводная и натяжная звездочки; 7— направляющие; 9— лоток
298
Рис. 19.3. Схема винтового транспортера:
1 — желоб; 2 — шнек; 3, 4 — загрузочное и разгрузочное отверстия
натянута лента (или цепь) 6, к которой прикреплены ковши 5. Натяжение ленты регулируется винтовым устройством 3.
Материал из приемного бункера поднимается ковшами, из которых высыпается в верхней части транспортера при огибании приводного барабана в разгрузочное устройство 9.
Достоинствами элеваторов являются плавность хода и относительно высокая скорость (скорость перемещения быстроходных элеваторов — 0,9... 1,5 м/с; тихоходных элеваторов — 0,4...0,6 м/с), возможность подъема больших грузов на высоту 40 м и более.
Для подъема зернистых материалов на высоту до 30 м применяют пневматические подъемники — аэролифты (рис. 19.5). Твердые частицы подаются питателем 2 в аэрокамеру 3 с перфорированной перегородкой I. Сжатый воздух подается под перегородку,
Рис. 19.4. Схема элеватора с приводным барабаном (а) или со звездочкой (б):
/ — кожух; 2 — башмак; 3 — винтовое устройство; 4, 8 — натяжной и приводной барабаны; 5 -ковш; 6— лента; 7— головка; 9 — разгрузочное устройство; 10 — звездочка
а
299
Рис. 19.5. Схема пневматического подъемника (аэролифт):
1 — перфорированная перегородка; 2 — питатель; 3 — аэрокамера; 4 — транспортирующий трубопровод; 5 — сепаратор
увлекает зернистый материал и поступает вместе с ним в транспортирующий трубопровод 4. В сепараторе 5 материал отделяется от воздуха и поступает для дальнейшей переработки.
Для транспортировки мелкозернистых материалов в горизонтальном направлении (с небольшим уклоном вниз) применяют пневматические транспортирующие желоба.
В таких конструкциях через сыпучий материал, находящийся на пористом днище желоба, продувается воздух, в результате материал приобретает текучесть. Если днище имеет небольшой уклон (З...6°), то материал будет перемещаться в сторону уклона. Этот вид транспорта удобен для транспортировки и одно
временного охлаждения сыпучего материала. Таким образом материал может перемещаться на расстояние до I км со скоростью 0,5...2,5 м/с.
Достоинства пневмотранспорта — герметичность транспортировки, гибкость коммуникаций, возможность автоматизации процесса, небольшая стоимость строительства и эксплуатации.
Гидротранспорт применяют для перемещения зернистых материалов в струе воды. Его достоинством является высокая скорость транспортирования больших масс материалов.
Недостатки гидротранспорта — относительно высокий расход воды, а также необходимость использования специальных устройств для отделения твердого материала от воды. Кроме того, этот метод применим только для зернистых материалов, не растворимых в воде и не боящихся контакта с ней.
Контрольные вопросы
1. Какие основные принципы используются при классификации подъемно-транспортных устройств?
2. Какие устройства для перемещения твердых материалов используются в промышленности?
ЗАКЛЮЧЕНИЕ
Повышение производительности промышленных предприятий связано в первую очередь с интенсификацией технологических процессов, совершенствованием производственной аппаратуры при одновременном снижении приведенных затрат и себестоимости продукции.
В связи с этим к основным направлениям развития технологических процессов, применяемых в химической промышленности, в настоящее время можно отнести следующие:
• оптимизацию технологических процессов на основе их математического моделирования с привлечением современной компьютерной техники;
• совершенствование методов расчета аппаратов, основанное на точном знании происходящих в них процессов;
• интенсификацию происходящих в аппаратах технологических процессов, основанную на совмещении воздействий на обрабатываемую среду разнородных физических полей (центробежного, электрического и магнитного полей, вибраций и др.);
• разработку новых высокоэффективных конструкций аппаратов, учитывающих специфические особенности осуществляемых в них процессов и характеристик обрабатываемых сред;
• использование для изготовления технологической аппаратуры новых конструкционных материалов, в том числе неметаллических, позволяющих обеспечить ее химическую стойкость и высокое качество получаемого продукта, а также снизить общую металлоемкость и материалоемкость конструкций.
Изложенный в данном учебнике материал позволяет получить основные знания по данному курсу, которые через определенное время могут быть применены для решения указанных задач.
СПИСОК ЛИТЕРАТУРЫ
1. Авербух Я.Д., Заостровский Ф. П., Матусевич Л. Н. Процессы и аппараты химической технологии: Курс лекций. Ч. I. Гидравлические и механические процессы / Под ред. К. Н. Шабалина. — 2-е изд. — Свердловск: УПИ, 1969. — 306 с.
2. Авербух Я.Д., Заостровский Ф. П., Матусевич Л. Н. Процессы и аппараты химической технологии: Курс лекций. Ч. II. Теплообменные и массообменные процессы / Под ред. К. Н. Шабалина. — 2-е изд. — Свердловск: УПИ, 1973. — 428 с.
3. Касаткин А. Г. Основные процессы и аппараты химической технологии: Учебник для вузов. — 9-е изд. — М.: Химия, 1973. — 752 с.
4. Павлов К. Ф., Романков П. Г., Носков А. А. Примеры и задачи по курсу процессов и аппаратов химической технологии / Под ред. П. Г. Романко-ва. Учеб, пособие для вузов. — 10-е изд. — Л.: Химия, 1987. — 576 с.
5. Плановский А. Н., Николаев П. И. Процессы и аппараты химической и нефтехимической технологии: Учебник для вузов. — 3-е изд. — М.: Химия, 1987. — 496 с.
6. Плановский А. Н., Рамм В.М., Каган С.З. Процессы и аппараты химической технологии: Учебник для техникумов. — М.: Химия, 1966. — 848 с.
7. Процессы и аппараты химической промышленности / П. Г. Романков, М. И. Курочкина, Ю.Я. Мозжерин и др.: Учебник для сред. спец. учеб, заведений. — Л.: Химия, 1989. — 560 с.
8. Процессы и аппараты химической технологии: Явления переноса, макрокинетика, подобие, моделирование, проектирование. Т. 1. Основы теории процессов химической технологии: Учеб, пособие для вузов / Д. А. Баранов, А. В. Вязьмин, А. А. Гухман и др.; Под ред. А. М. Кутепова. — М.: Логос, 2000. — 480 с.
9. Процессы и аппараты химической технологии: Явления переноса, макрокинетика, подобие, моделирование, проектирование: Т. 2. Механические и гидромеханические процессы: Учеб, пособие для вузов / Д А. Баранов, В. Н. Блиничев, А. В. Вязьмин и др.; Под ред. А. М. Кутепова. — М.: Логос, 2001. — 600 с.
ОГЛАВЛЕНИЕ
Предисловие..................................................3
Введение.....................................................4
Раздел I
Гидромеханические процессы и аппараты
Глава 1. Общие вопросы прикладной гидромеханики ..........12
Гл а ва 2. Перемещение жидкостей и газов..................26
Г л а в а 3. Разделение жидких и газовых гетерогенных систем.43
Г л а в а 4. Перемешивание в жидких средах................69
Раздел II
Тепловые процессы и аппараты
Г л а в а 5. Основы теплопередачи.........................75
Г л а в а 6. Источники энергии. Теплообменная аппаратура..94
Г л а в а 7. Выпаривание растворов.......................118
Гл ав а 8. Искусственное охлаждение......................141
Раздел III
Массообменные процессы и аппараты
Гл а в а 9. Основы массопередачи.........................150
Глава 10. Абсорбция......................................166
Глава 11. Дистилляция и ректификация.....................187
Глава 12. Экстракция ....................................208
Глава 13. Адсорбция......................................224
Глава 14. Сушка..........................................234
Глава 15. Кристаллизация.................................257
Глава 16. Мембранные процессы............................264
Раздел IV
Механические процессы и аппараты
Глава 17. Измельчение твердых материалов.................273
Глава 18. Классификация, дозирование и смешение..........284
Глава 19. Перемещение твердых материалов.................296
Заключение...............................................301
Список литературы........................................302
Учебное издание
Баранов Дмитрий Анатольевич Кутепов Алексей Митрофанович
Процессы и аппараты
Учебник
Редактор В.Г.Гатагогу
Технический редактор Н. И. Горбачева Компьютерная верстка: Л. М. Беляева Корректоры С. Ю. Свиридова, Е. В. Соловьева
Диапозитивы предоставлены издательством
Изд. № А-785—1/1. Подписано в печать 24.10.2003. Формат 60*90/16.
Гарнитура «Таймс». Печать офсетная. Бумага тип. Ns 2. Усл. печ. л. 19,0.
Тираж 20000 экз. (1-й завод 1—7000 экз.). Заказ № 12612.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.003903.06.03 от 05.06.2003.
117342, Москва, ул. Бутлерова, 17-Б, к. 223. Тел./факс: (095)330-1092, 334-8337.
Отпечатано на Саратовском полиграфическом комбинате
410004. г. Саратов, ул. Чернышевского, 59.
ПРОЦЕССЫ
И АППА = А’:
СРЕДНЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Д.А. БАРАНОВ
А. М. КУТЕПОВ
1П'ОЦ1ССЫ И Д| IIIA 1’А I Ы
ПРОЦЕССЫ И АППАРАТЫ
ACADEMA