

















































































































































































































































































































































































































































Author: Алексеева Н.А.
Tags: авиация и космонавтика летательные аппараты ракетная техника космическая техника воздушный транспорт авиация и воздушные соединения воздушные линии и аэропорты транспорт машиностроение авиация авиастроение
ISBN: 5-217-00356-1
Year: 1989




ДЛЯ ВУЗОВ
ОСНОВЫ РАСЧЕТА
И КОНСТРУИРОВАНИЯ
ДЕТАЛЕЙ
И МЕХАНИЗМОВ
ЛЕТАТЕЛЬНЫХ
АППАРАТОВ
• МАШИНОСТРОЕНИЕ*
ДЛЯ ВУЗОВ
ОСНОВЫ РАСЧЕТА
И КОНСТРУИРОВАНИЯ
ДЕТАЛЕЙ
И МЕХАНИЗМОВ
ЛЕТАТЕЛЬНЫХ
АППАРАТОВ
Под редакцией
профессора В.Н. Кестельмана
и профессора Г.И. Рощина
Допущено Государственным комитетом СССР
по народному образованию в качестве учебного пособия
для студентов высших технических учебных заведений
Москва
•Машиностроение-
1989
ББК 39.52-04-2я73
0-75
УДК 629.7.02.001.24(075.8)
Авторы: Н. А. Алексеева, | Л. А. Бони-Осмоловский/» В. В. Волгин,
П. П. Дементьев, В. В. Джамай, Н. Л. Зезин, В. Н. Кестельман,
Ю. М. Климов, В. А. Комков, Ю. Б. Михайлов, А. Д. Павлов, Г. И. Ро-
щин, Е. А. Самойлов, |М. Я. Чирсков| , В. А. Чубиков
Рецензенты: проф. Е. И. Степанычев, кафедра деталей машин
Куйбышевского авиационного института
Основы расчета и конструирования деталей и механиз-
0-75 мов летательных аппаратов: Учеб, пособие для втузов/
Н. А. Алексеева, Л. А. Бонч-Осмоловский, В. В. Волгин
и др.; Под ред. В. Н. Кестельмана, Г. И. Рощина. — М.:
Машиностроение, 1989. — 456 с.: ил.
ISBN 5-217-00356-1
Изложены критерии работоспособности деталей машин и механиз-
мов ЛА. Приведены требования к конструкционным материалам и их
характеристики, основы расчета и конструирования механических пере-
дач, их деталей и узлов; особое внимание уделено использованию ЭВМ
и САПР. Приведены примеры расчета ряда механизмов ЛА.
О
2705140400—259
038(01)—89
259-89
ББК 39.52-04-2я73
ISBN 5-217-00356-1 © Издательство «Машиностроение», 1989
ПРЕДИСЛОВИЕ
Настоящая книга является учебным пособием по ряду кур-
сов («Детали машин», «Техническая механика», «Конструиро-
вание механизмов РЭА» и др.), в которых студенты авиацион-
ных вузов изучают вопросы расчета и конструирования деталей
и механизмов летательных аппаратов (самолетов, вертолетов
и космических аппаратов различного назначения). Изучение
этих курсов завершает общеинженерную подготовку; в даль-
нейшем студенты приступают к изучению специальных дис-
циплин.
Расчет и конструирование деталей ;1|,'ие^анизмов летатель-
ных аппаратов (ЛА) связаны с процеве»м*-оптимального выбо-
ра их механизмов, материалов, технологии изготовления. При
этом следует учитывать требования к ЛА, последние дости-
жения науки и техники, состояние и перспективы развития
производства. К числу специальных требований, предъявляе-
мых к ЛА, относятся, например, минимальные масса и габари-
ты, высокие надежность, долговечность, удельная прочность,
работоспособность в различных эксплуатационных, в том чис-
ле экстремальных, условиях (низкие температуры, вакуум,
ионизирующие излучения и пр.).
Разнообразные задачи, решаемые ЛА, обусловливают слож-
ный характер нагружения деталей и механизмов. Особенности
конструкций ЛА, необходимость обеспечения высокой надежно-
сти предъявляют повышенные требования к точности расчета и
конструктивным решениям деталей и узлов.
Различным ЛА присуща своя специфика расчета и констру-
ирования как аппарата в целом, так и отдельных его узлов и
Деталей, которые рассматриваются в специальных курсах [8, 23,
3
38]. Однако во всех ЛА имеются узлы и детали общего назна-
чения: передачи (зубчатые, червячные, волновые и др.), муф-
ты, валы, подшипники, уплотнения, пружины, рессоры и др.
Механические передачи и составляющие их узлы и детали,
а также различные соединения и являются предметом рассмо-
трения данного учебного пособия.
Настоящее издание подготовлено коллективом авторов.
Н. А. Алексеева написала гл. 7, 10, разд. 12.2; В. В. Волгин —
гл. 18, разд. 25.3; В. В. Джамай — гл. 16, 17, 23; Н. Л. Зе-
зин — гл. 6, 11, 22; В. Н. Кестельман — разд. 25.2; Ю. М. Кли-
мов— гл. 15, разд. 13.1, 13.2, 25.1; В. А. Комков — гл. 19,
разд. 2.8; Ю. Б. Михайлов — гл. 20, 21; А. Д. Павлов — гл. 14;
Г. И. Рощин — гл. 1, 2 (кроме разд. 2.8), гл. 5, разд. 25.4;
Е. А. Самойлов — гл. 4, 9, разд. 5.9, 13.3, 25.5; М. Я. Чирсков —
гл. 8; В. Н. Чубиков — разд. 2.7, 12.3; Предисловие и гл. 3
написаны совместно В. Н. Кестельманом и Г. И. Рощиным;
разд. 12.1 — Н. А. Алексеевой и В. Н. Чубиковым; гл. 24 —
П. П. Дементьевым и Н. Л. Зезиным; разд. 25.6 — Г. И. Рощи-
ным и М. Я. Чирсковым.
РАЗДЕЛ I
ОБЩИЕ ВОПРОСЫ КОНСТРУИРОВАНИЯ
МЕХАНИЧЕСКИХ ПЕРЕДАЧ
ГЛАВА 1. ТИПОВЫЕ МЕХАНИЗМЫ, УЗЛЫ И ДЕТАЛИ ЛА,
УСЛОВИЯ ИХ ЭКСПЛУАТАЦИИ
1.1. МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ, УЗЛЫ И ДЕТАЛИ,
ИСПОЛЬЗУЕМЫЕ В ЛА
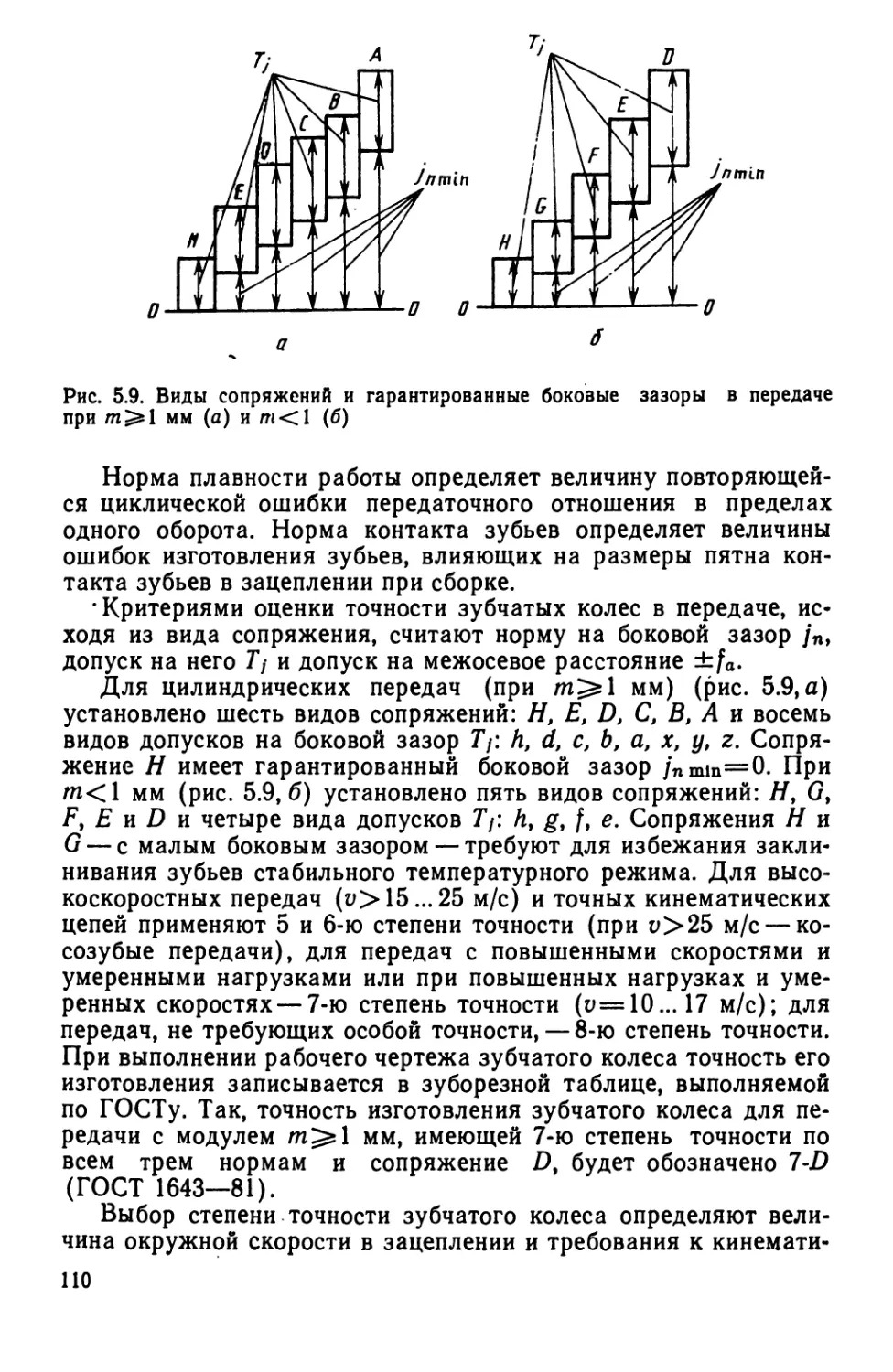
В современной авиационной технике в основном ис-
пользуют реактивные силовые двигательные установки реак-
тивного движения. Если при использовании турбовинтовых
двигателей (ТВД) при частотах вращения газовой турбины
6000...17000 и винта 900...1100 об/мин был необходим редуктор,
то при применении прямоточных воздушно-реактивных
(ПВРД) или жидкостных ракетных (ЖРД) двигателей такая
необходимость отпадает. Однако необходимость в снижении
частоты вращения остается при отборе мощности с турбины
ТРД для стартер-генератора, генератора переменного тока,
гидронасоса и других агрегатов. Редукторы необходимы также
и в рулевом приводе, входящем в систему управления. Приво-
ды с зубчатыми передачами используют для механизации кры-
ла и хвостового оперения самолета, в механизмах триммирова-
ния, в различных авиационных приборах. В конструкциях вер-
толетов редукторы используют в приводах несущего и рулевого
винтов. В ракетах и космических аппаратах применение зуб-
чатых передач ограничено; однако зубчатые планетарные пере-
дачи применены в приводах колес луноходов, в стыковочных
узлах КА используются шарико-винтовые и другие механизмы.
Пример конструктивных решений узла коробки агрегатов двух-
роторного ТРД приведен на рис. 25.3, главного редуктора вер-
толета — на рис. 25.6.
Рычажные механизмы широко применяют в механизмах вы-
пуска и убирания шасси (рис. 1.1), в системах управления поло-
жением самолета в пространстве и изменения режима полета
(рис. 1.2), а также в некоторых приборах для преобразования
движения между входным (мембрана) и выходным (стрелка)
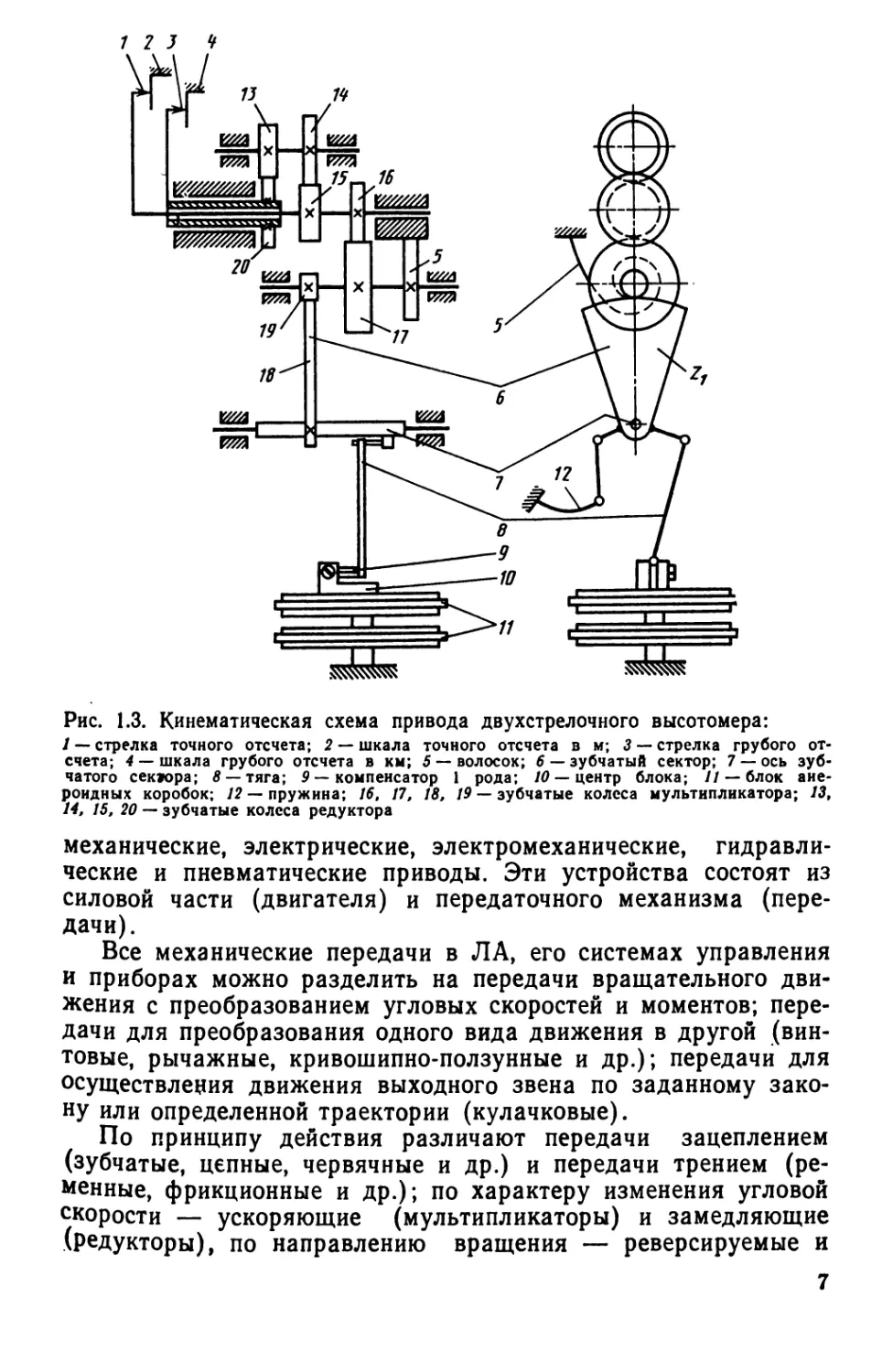
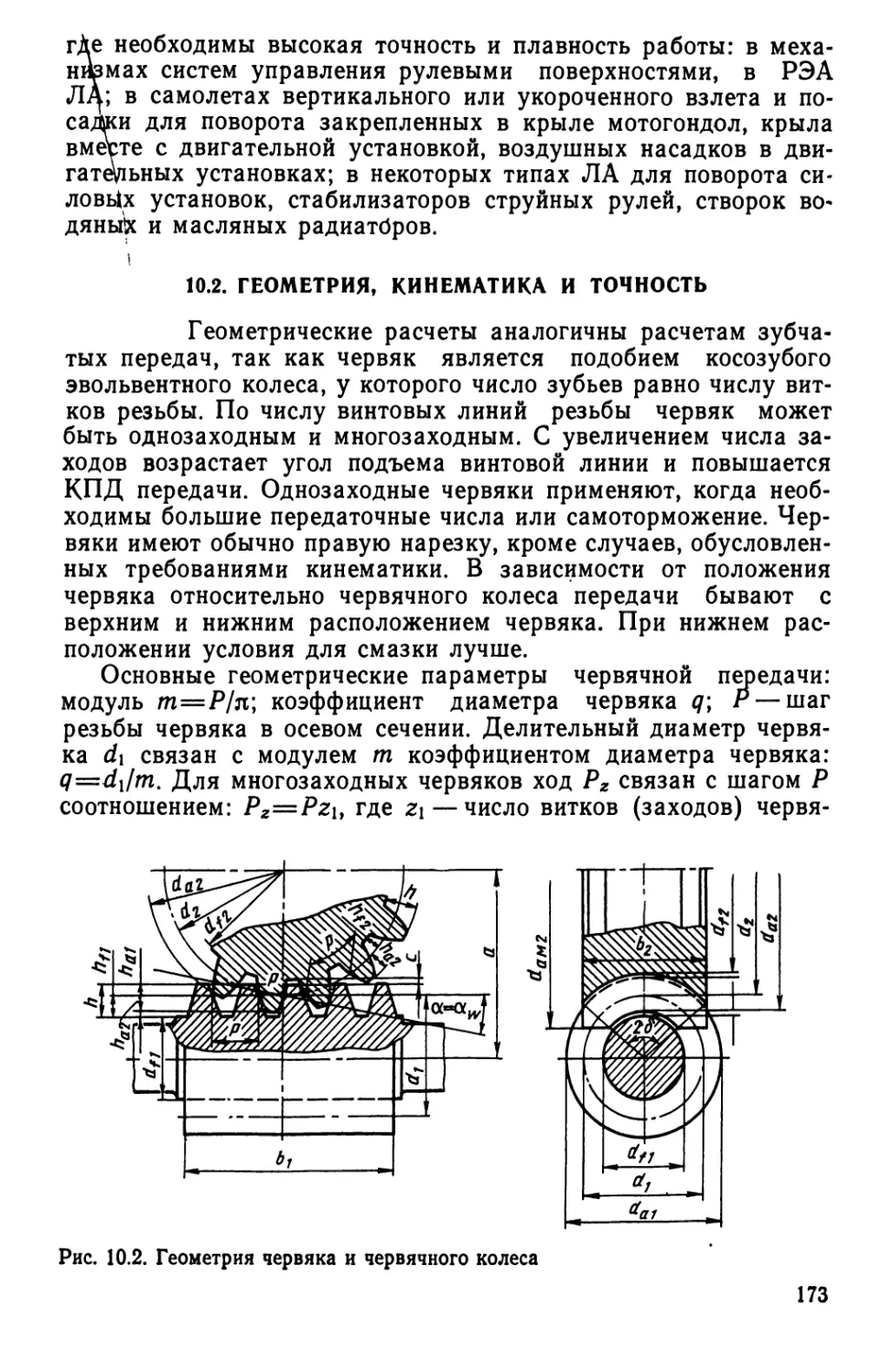
звеньями (рис. 1.3).
Шарико-винтовые механизмы в устройствах механизации
крыла, в механизмах триммирования преобразуют вращатель-
ное движение в поступательное и создают большие усилия (до
нескольких десятков тысяч ньютон) на выходном звене (винте).
В силовых установках ЛА и его системах управления для
приведения в движение исполнительных органов используют
5
3
Рис. 1.2. Схемы жестких рычажных механизмов (а) и их сочетания с пере-
дачами гибкой связью в бустерном (б) и безбустерном (в) вариантах в си-
стеме управления поверхностью Л:
/ — рычаг управления; 2 — тяга; 3 — ведущий шкив; 4 — направляющий ролик; 5 — ве-
домый шкив; 6 — гидроусилитель; 7 —система загрузки (бустер)
6
Рис. 1.3. Кинематическая схема привода двухстрелочного высотомера:
1 — стрелка точного отсчета; 2 — шкала точного отсчета в м; 3 — стрелка грубого от-
счета; 4 — шкала грубого отсчета в км; 5 — волосок; 6 — зубчатый сектор; 7 — ось зуб-
чатого сектора; в —тяга; 9 — компенсатор 1 рода; 10 — центр блока; // — блок ане-
роидных коробок; /2 —пружина; 16, 17, 18, /9 — зубчатые колеса мультипликатора; 13,
14, 15, 20 — зубчатые колеса редуктора
механические, электрические, электромеханические, гидравли-
ческие и пневматические приводы. Эти устройства состоят из
силовой части (двигателя) и передаточного механизма (пере-
дачи).
Все механические передачи в ЛА, его системах управления
и приборах можно разделить на передачи вращательного дви-
жения с преобразованием угловых скоростей и моментов; пере-
дачи для преобразования одного вида движения в другой (вин-
товые, рычажные, кривошипно-ползунные и др.); передачи для
осуществления движения выходного звена по заданному зако-
ну или определенной траектории (кулачковые).
По принципу действия различают передачи зацеплением
(зубчатые, цепные, червячные и др.) и передачи трением (ре-
менные, фрикционные и др.); по характеру изменения угловой
скорости — ускоряющие (мультипликаторы) и замедляющие
(редукторы), по направлению вращения — реверсируемые и
7
Рис. 1.4. Болтовые соединения элементов ЛА
постоянного направления вращения, по числу потоков переда-
ваемой мощности — одно- и многопоточные, а по числу сту-
пеней — одно- и многоступенчатые.
Наиболее широко используемые зубчатые передачи по вели-
чине скорости разделяют на тихоходные (о<3 м/с), среднеско-
ростные (о=3...15 м/с) и быстроходные (о>15 м/с); по виду
зуба — на передачи с прямыми, косыми, шевронными и винто-
выми зубьями; по форме кривой профиля — на передачи с
эвольвентным, круговым и специальными .(циклоидальным, ча-
совым и др.) профилем. Опоры скольжения, рассчитанные на
Рис. 1.5. Узел крыла с сотовым наполнителем:
1 — верхняя обшивка; 2 — сотовый наполнитель; 3 — нижняя обшивка
8
условие обеспечения жидкостного трения, используют в ряде
случаев в качестве опор в узлах двигателя ЛА ввиду их высо-
кой несущей способности, долговечности и надежности.
Так как механические передачи и их детали играют важную
роль в передаче и преобразовании движения, изменении сило-
вых и кинематических параметров в различных устройствах
ЛА, то их изучение является важной составной частью курса
«Детали машин».
Соединение валов в приводах обеспечивается применением
обгонных, шарнирных, зубчатых, кулачковых и фрикционных и
других муфт, как правило, с электромагнитным управлением.
Для соединения деталей узлов и механизмов широко при-
меняют различные виды соединений: резьбовые, заклепочные,
сварные, клеевые и др. На рис. 1.4 показано соединение болта-
ми двух стыковочных профилей контурного разъема крыла.
На рис. 1.5 показан узел крыла с внутренним сотовым напол-
нителем. Отдельные рифленые элементы сотового блока при-
варивают друг к другу, а сотовый блок к обшивке припаива-
ется.
1.2. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ДЕТАЛЕЙ, УЗЛОВ
И ПЕРЕДАЧ ЛА*
Условия эксплуатации деталей машин и механизмов ЛА
очень многообразны по внешним воздействиям — механичес-
ким, климатическим, радиационным и др. Механическое воз-
действие может быть представлено силовой картиной нагру-
жения в виде статической, динамической и вибрационной со-
ставляющих. На детали ЛА воздействуют вибрации, удары,
инерционные перегрузки, вызванные линейными и угловыми
ускорениями и пр. Удары и толчки в виде отдельных неуста-
новившихся импульсов также вызывают перегрузки. Возника-
ющие при этом ускорения могут достигать десятков g (g — ус-
корение свободного падения). Опасность вибраций состоит в
том, что они постепенно приводят к разрушению конструкции,
так как даже колебания деталей с малой амплитудой могут
вызвать появление усталостных трещин. Особое влияние виб-
рации оказывают на качество соединений: ухудшается крепле-
ние деталей в узлах с резьбовыми соединениями, расшатыва-
ются заклепочные соединения, а паяные, клеевые или сварные
особо подвержены разрушению. Инерционные перегрузки могут
возникать также из-за линейных ускорений при взлете, манев-
рировании и посадке ЛА. Степень механической перегрузки
при ускорении а для ЛА оценивают величиной
J=(a-g)!g. (1.1)
9
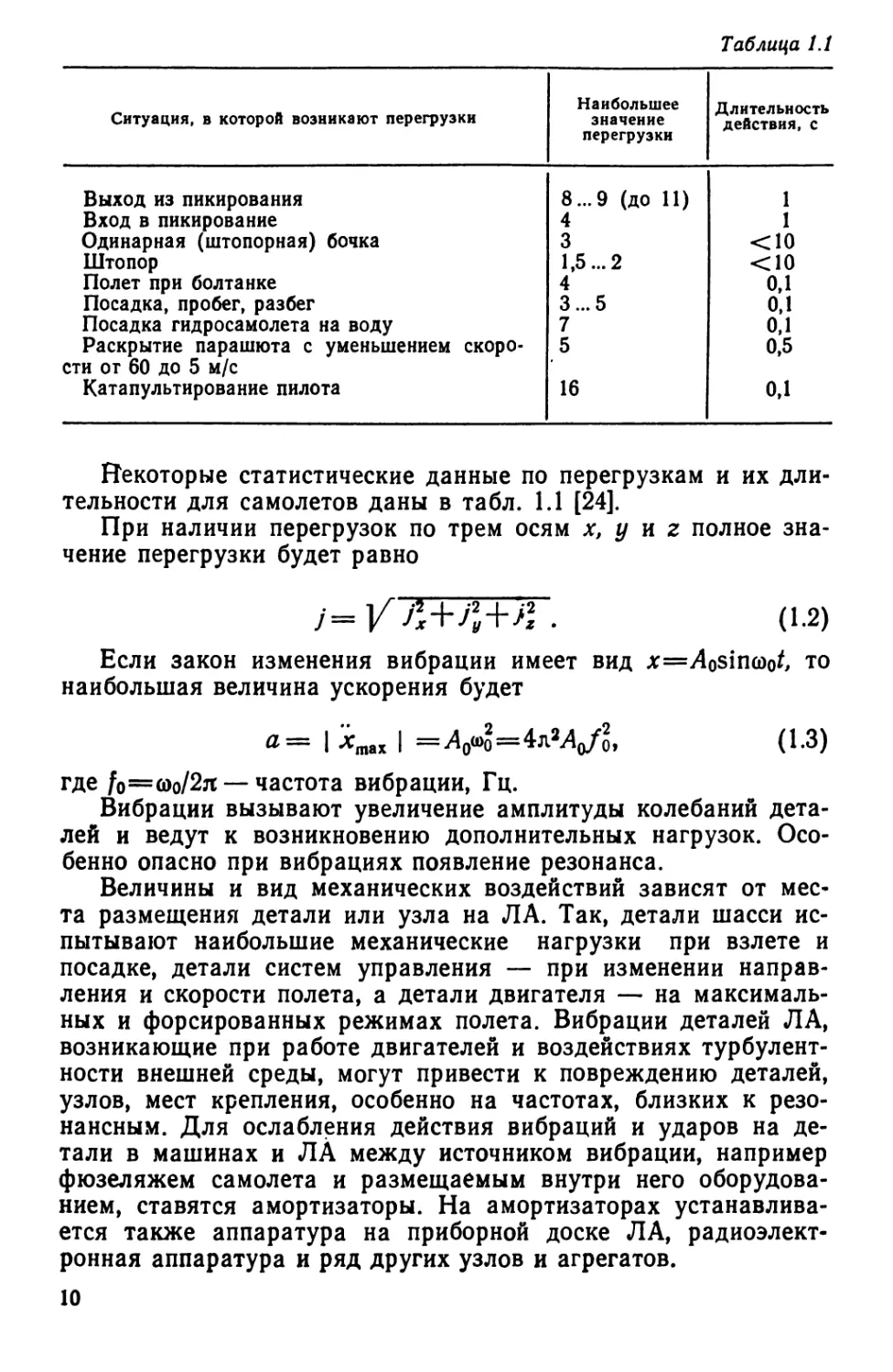
Таблица 1.1
Ситуация, в которой возникают перегрузки Наибольшее значение перегрузки Длительность действия, с
Выход из пикирования 8...9 (до 11) 1
Вход в пикирование 4 1
Одинарная (штопорная) бочка 3 <10
Штопор 1,5 ...2 <10
Полет при болтанке 4 0,1
Посадка, пробег, разбег 3...5 0,1
Посадка гидросамолета на воду 7 0,1
Раскрытие парашюта с уменьшением скоро- сти от 60 до 5 м/с 5 0,5
Катапультирование пилота 16 0,1
Некоторые статистические данные по перегрузкам и их дли-
тельности для самолетов даны в табл. 1.1 [24].
При наличии перегрузок по трем осям х, у и z полное зна-
чение перегрузки будет равно
/= V Л+/! + >! . (1.2)
Если закон изменения вибрации имеет вид x=Aosin(Oot то
наибольшая величина ускорения будет
а- = I *max I = (1.3)
где /о=®о/2я — частота вибрации, Гц.
Вибрации вызывают увеличение амплитуды колебаний дета-
лей и ведут к возникновению дополнительных нагрузок. Осо-
бенно опасно при вибрациях появление резонанса.
Величины и вид механических воздействий зависят от мес-
та размещения детали или узла на ЛА. Так, детали шасси ис-
пытывают наибольшие механические нагрузки при взлете и
посадке, детали систем управления — при изменении направ-
ления и скорости полета, а детали двигателя — на максималь-
ных и форсированных режимах полета. Вибрации деталей ЛА,
возникающие при работе двигателей и воздействиях турбулент-
ности внешней среды, могут привести к повреждению деталей,
узлов, мест крепления, особенно на частотах, близких к резо-
нансным. Для ослабления действия вибраций и ударов на де-
тали в машинах и ЛА между источником вибрации, например
фюзеляжем самолета и размещаемым внутри него оборудова-
нием, ставятся амортизаторы. На амортизаторах устанавлива-
ется также аппаратура на приборной доске ЛА, радиоэлект-
ронная аппаратура и ряд других узлов и агрегатов.
10
Климатическое воздействие сводится к влиянию температу-
ры, влаги, давления и других факторов на работу деталей и
механизмов при их эксплуатации. При проектировании ЛА раз-
личают четыре вида климата, обладающие следующими осо-
бенностями:
умеренный .... (—45... +40) °C
Холодный .... до— (65... 70)°С
Жаркий.......... (40... 45)°С
в тени
Тропический . .. более 20°С
Относительная влажность до 80%,
солнечная радиация — умеренная
Иней, обледенение, ветер со снежной
пылью
Низкая влажность, высокая солнеч-
ная радиация, ночью возможны ми-
нусовые температуры
Относительная влажность до 100%,
ливневые дожди
Большие перепады температур могут вызывать температур-
ные деформации, а также температурные напряжения при
закреплении (заделке) детали с обоих концов. При низких
температурах (—50 °C и ниже) конструкционные стали обыч-
ного исполнения приобретают хрупкость, их механические ха-
рактеристики ухудшаются. Твердость резины обычного состава
резко увеличивается, она становится хрупкой. Увеличение вяз-
кости смазочных масел приводит к возрастанию момента соп-
ротивления или даже отказу механизма. Поэтому в этих усло-
виях применяют специальные стали и резины, низкотемпера-
турные смазочные материалы.
Высокая влажность воздуха вызывает коррозию металлов,
особенно интенсивно протекающую при наличии в эксплуата-
ционных средах растворов солей и кислот. Коррозия ухудшает
качество поверхности, механическую прочность детали, герме-
тизацию. Она особенно опасна в местах соприкосновения раз-
ных материалов, которые при наличии влаги и солей образуют
гальванические пары. Поэтому в ответственных случаях для
предотвращения коррозии используют коррозионно-стойкие ста-
ли, пластмассы, различные покрытия.
Солнечная радиация оказывает непосредственное воздейст-
вие на элементы конструкции, находящиеся на открытом воз-
духе, вызывает нагрев деталей и связанные с ним температур-
ные деформации, а также, в особенности у пластмасс, измене-
ние структуры, химического состава и механических свойств
(старение).
Радиационное воздействие большой интенсивности (10 Р/ч
и более) проявляется в космическом пространстве и связано с
наличием у Земли радиационных поясов. Радиационное воз-
действие большой и длительной интенсивности может изменять
структуру материала детали, механические характеристики, в
11
частности прочностные свойства. Поэтому для деталей, работа-
ющих в космосе, применяют материалы, стойкие к радиацион-
ному воздействию.
1.3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТЬ
ДЕТАЛЕЙ МАШИН И МЕХАНИЗМОВ ЛА
ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ
Оценка прочности деталей и элементов конструкции
ЛА при статическом нагружении с помощью традиционных ин-
женерных методов основана, с одной стороны, на определении
номинальных напряжений по формулам сопротивления матери-
алов, теории упругости и пластичности, теории пластин и обо-
лочек и, с другой стороны, на характеристиках прочности мате-
риалов, используемых при изготовлении деталей. При одно-
кратном нагружении стандартных образцов определяют такие
характеристики материалов, как предел прочности ов, предел
текучести от или условный предел текучести оо,2-
Различают вязкое и хрупкое разрушение. При вязком раз-
рушении деформация в момент разрушения достигает 10...20%,
при хрупком — менее 3%. Характер разрушения определяется
прежде всего свойствами материала. Вязкое разрушение свой-
ственно обычно пластичным материалам, например низкоугле-
родистым сталям, хрупкое — высокоуглеродистым сталям, чу-
гунам, керметам и др. Разделение материалов на пластичные
и хрупкие производят на основании испытаний на разрыв и на
удар по относительному удлинению б, относительному сужению
ф и ударной вязкости аи. Для пластичных материалов б>6%,
ф^ 10%, ан^50 Дж/см2, для хрупких — 6^3%, ф^6%, ан^
^30 Дж/см2. Особенно опасно хрупкое разрушение, происходя-
щее внезапно, начинаясь от зон наибольшей концентрации нап-
ряжений. Хрупкому разрушению способствуют концентрация
напряжений; работа материала при низких температурах и в
температурном интервале хладноломкости; нагружение резко
возрастающими и ударными нагрузками.
Пластичные материалы менее чувствительны к концентрации
напряжений, так как в результате пластичного течения дефор-
мации происходит перераспределение, выравнивание напряже-
ний. Поэтому для ответственных деталей применяют материа-
лы с достаточной пластичностью.
Каждый из указанных выше видов разрушения существенно
отличается по уровню номинальных и местных разрушающих
напряжений, скорости развития повреждения и виду излома
при разрушении, при этом для оценки прочности выбирают те
или иные критерии. Для деталей машин и элементов конструк-
ций ЛА, испытывающих однократное (статическое) нагруже-
ние при действии сравнительно небольших сил, при уровнях
12
Рис. 1.6. Зависимость коэффициентов влияния абсолютных размеров на
прочность Ка», К<гт и Кла от диаметра d для валов, изготовленных из углеро-
дистых (-----) и легированных (--) сталей
коэффициента запаса прочности по пределам текучести и проч-
ности в пределах 1.5...3, имеют место упругие деформации.
Критерием прочностной надежности является недопустимость
необратимых пластических деформаций в расчетных сечениях
деталей из пластичных материалов, разрушения для деталей
из высокопрочных малопластичных конструкционных сталей и
композиционных материалов, диаграммы деформирования ко-
торых близки к линейным до момента разрушения.
При недопустимости остаточных деформаций в качестве
предельных напряжений при расчетах на прочность использу-
ют пределы текучести детали при определении запаса проч-
ности по нормальным от.д и по касательным тт.д напряжениям;
в качестве предельного напряжения при хрупком разрушении
используют предел прочности детали ов.д.
При увеличении размеров поперечного сечения детали по
сравнению с сечением стандартного образца прочностные ха-
рактеристики, получаемые при статических испытаниях стан-
дартных образцов (ств, От, тв, Гт), уменьшаются.. Это учитыва-
ют с помощью коэффициентов влияния абсолютных размеров:
Kda — на предел прочности ов, Кат — на предел текучести от.
Таким образом, значения этих коэффициентов можно предста-
вить так:
Kdaz= ®в.д/°В’ Кат^=^Т,11°Т’ 0-4)
Значения этих коэффициентов для валов круглого сечения
из конструкционных углеродистых и легированных сталей при-
ведены на рис. 1.6. Снижение механических характеристик с
Увеличением размера сечения связано с неоднородностью меха-
нических свойств металла и влиянием структурных дефектов.
13
1.4. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТЬ ДЕТАЛЕЙ
МАШИН И МЕХАНИЗМОВ ЛА ПРИ ДЕЙСТВИИ
ПЕРЕМЕННЫХ НАПРЯЖЕНИИ
В процессе эксплуатации в сечениях деталей ЛА
обычно возникают напряжения, циклически изменяющиеся во
времени. Под циклом понимают совокупность последователь-
ных значений напряжений за один период их изменения при
регулярном нагружении. При воздействии переменных напря-
жений в структуре детали постепенно накапливаются повреж-
дения материала, приводящие к изменению свойств, образова-
нию трещин, их развитию и в конечном счете к разрушению
детали.
Одним из основных параметров законов изменения напря-
жений во времени (рис. 1.7) является коэффициент асиммет-
рии цикла Л = 0т1п/атах> ГДв Omfn, Отах — МИНИМЭЛЬНОе И МЭК-
симальное напряжения цикла. Для нормальных напряжений
Ra=<Jmin/Omax, Я ДЛЯ КЭСЭТеЛЬНЫХ /?т=Тт1п/Ттах. ПоСТОЯННОе ВО
времени (статическое) напряжение характеризуется коэффици-
ентом асимметрии цикла Ra— + 1, так как 0max=0min (см. рис.
1.7, а). Цикл напряжений может быть знакопостоянным с
/?„>0 (см. рис. 1.7, б) и знакопеременным с R„<.0 (см. рис.
1.7, в); при Отах=—Отт — цикл знакопеременный симметрич-
ный с Ra=—1 (см. рис. 1.7, г), а при amin=0 — отнулевой с
/?а=0 (см. рис. 1.7, д).
К параметрам цикла относятся также его амплитуда оо и
среднее напряжение ат, связанные с omin, Отах и R„ следующи-
ми зависимостями:
=0,5 (атах - вга1п)=0,5 (1 - R') стах; (1.5)
ят = 0.5 (Отах + Omin) = 0,5 (1 + Z?e) атах. (1.6)
Длительность одного цикла характеризуется периодом Т.
Тогда за время t текущее число циклов будет Nn=t/T.
Рис. 1.7. Основные виды циклов изменения напряжений
14
Рис. 1.8. Кривые усталости
Свойство материала противостоять усталости называется
сопротивлением усталости. Как известно, под долговечностью
объекта понимается свойство сохранять свою работоспособ-
ность до наступления предельного состояния при установлен-
ной системе технического обслуживания и ремонта. При цик-
лическом действии напряжений сопротивление усталости объек-
та определяется циклической долговечностью N— числом цик-
лов напряжений и деформаций, полученных нагруженным объ-
ектом до образования усталостной трещины определенной про-
тяженности или до усталостного разрушения.
Результаты испытаний на сопротивление усталости обычно
представляют в виде кривой усталости — зависимости между
максимальными напряжениями или амплитудами цикла и цик-
лической долговечностью N стандартных образцов, построен-
ной либо при от=0, либо при /?=const. Кривая усталости при
const приведена на рис. 1.8, а. Для большей наглядности
применяют также логарифмические шкалы по одной из осей
координат (оси N). В этом случае наклонный участок кривой
усталости (АВ) будет прямой линией (рис. 1.8, б). Число цик-
лов Nq, соответствующее точке перелома, представляемой дву-
мя прямыми линиями, называют абсциссой точки перелома.
Число циклов нагружений No называют базой испытаний.
Обычно для сталей средней твердости Л'о=#с=107 циклов на-
гружений, так как для них кривая усталости при числе циклов
нагружения N>N0 практически имеет горизонтальный участок.
У легких сплавов и сталей с высокой твердостью максималь-
ное напряжение непрерывно уменьшается с ростом числа цик-
лов нагружений. Поэтому за базу испытаний для них принима-
ют JVo=lO-107.
Если при начальном нагружении (W<105 циклов) имеет
Место упругопластическое деформирование, то при JV>105 воз-
никает переход' от упругопластичного деформирования к упру-
15
Рабочее сечение образца
и
Рабочее сечение kF
Образец
б
Рис. 1.9. Схемы испытаний при определении предела выносливости:
а —чистый изгиб при вращении образцов типов I, II; б — чистый изгиб в одной пло-
скости образцов типов I—-IV; в — поперечный изгиб при вращении образцов типа I, II
при консольном нагружении; г —поперечный изгиб в одной плоскости образцов типов
I—IV при консольном нагружении
тому циклическому, характеризуемому накоплением поврежде-
ний усталостного характера в виде микротрещин.
Максимальное по абсолютному значению циклическое нап-
ряжение, которое с заданной вероятностью неразрушения
может выдёржать стандартный образец при практически неог-
раниченном числе циклов (обычно за базу испытаний берется
число циклов Мо=Ю7), называется пределом выносливости и
Рис. 1.10. Рабочие части образцов для испытаний на усталость:
°— круглого сечения типа I: R>d, <1—5... 15 мм; б —круглого сечения типа II: <1—
-5... 25 мм; при d-5 мм I-5d, Я-5 мм; « — прямоугольного сечения типа III: при
изгибе в плоскости размера Л: Л<3 мм, 6—ЮЛ, R>2b; при изгибе в плоскости разме-
ра 6: Л-3... 20 мм, Ь— (0,5... 2)Л, Д>5Л; г — прямоугольного сечения типа IV: Л<3 мм,
Ь-ЮЛ, 1-5,65 bh, R>2b
16 ’ 1 ‘
при любом цикле R обозначается <jr. Обычно на стандартных
образцах определяют значение предела выносливости изгибом
при R=—1 и обозначают его о-ь
Варианты схем испытаний различных образцов (рис. 1.10)
при определении предела выносливости при изгибе приведены
на рис. 1.9 (ГОСТ 25.502—79).
Исследование чувствительности материалов к концентрации
напряжений и влияние формы и абсолютных размеров детали
на предел выносливости проводят на образцах с кольцевой
выточкой (тип V), с боковыми надрезами (тип VI), с цент-
ральным поперечным круглым отверстием (тип VII) и кольце-
вой выточкой круглого профиля (тип VIII). При этом рабочие
части образцов всех типов должны быть изготовлены по точ-
ности не ниже 7-го квалитета с шероховатостью поверхностей
рабочей части Яа=0,32...0,16 мкм. Построение кривой устало-
сти и определение предела выносливости ведут при испытании
не менее 15 образцов с вероятностью неразрушения 50%.
Поэтому приводимые в справочниках значения er—i даются с
вероятностью 0,5.
При циклической долговечности N<No максимальное по
абсолютному значению циклическое напряжение, соответствую-
щее этой долговечности, носит название предела ограниченной
выносливости и в общем виде обозначается orn для стандарт-
ного образца и orna для детали. Наклонный участок кривой
усталости аппроксимируется зависимостью
const. (1.7)
Тогда предел ограниченной выносливости равен:
для стандартного образца
aRN=aR^o.\ (1-8)
для детали
вЯАГд = aRn V N0^ = ц» (1-9)
где Kn=7N0/N.
Если N>N0, то принимают Кц=1.
Величина т зависит от механических характеристик мате-
риала (о«, от), его числа твердости (НВ), вида деформации
образца при проведении испытаний (растяжение—сжатие, из-
гиб). Для сталей при изгибе при твердости менее 350 НВ при-
нимают т=6, при твердости, большей или равной 350 НВ,
принимают т=9.
Однако при переходе от стандартных образцов к детали,
имеющей конструктивные формы и размеры, отличные от стан-
дартного образца, orka будет отличатьря от оду, ТЯ1Г, при “увели-
п
Рис. 1.11. Напряжения в зоне концентратора-галтеля ступенчатого вала:
а —эпюры аи и атах к по галтели; б — зависимость от pid при различных D/d
чении размеров сечения детали по сравнению с сечением стан-
дартного образца предел выносливости снижается. При расче-
тах это учитывают коэффициентом влияния абсолютного
размера детали при действии нормальных ^а=а_]д/з_1 и ка-
сательных ^Т=т_1д/г_1. Здесь о-1д и т-1д — пределы вынос-
ливости детали круглого, сечения соответственно при действии
нормальных и касательных напряжений (см. рис. 1.6). При рас-
четах обычно принимают Kde=Kdv
Форма детали также оказывает влияние на сопротивление
усталости. Это влияние проявляется в местах изменения фор-
мы— у галтелей, отверстий, проточек, в резьбе, в шлицах
и т. д., где возникают повышенные местные напряжения — кон-
центрация напряжений. Конструктивные элементы, вызываю-
щие ее, называют концентраторами напряжений. Например,
номинальное напряжение пи=Л1и/1Ги при действии изгибающе-
го момента Ми в плоскости чертежа (рис. 1.11, а), вычислен-
ное по формулам сопротивления материалов, у детали в зоне
концентратора — галтели радиуса р — увеличивается до Отахк-
Отношение максимального местного напряжения Отахк к дя
называют теоретическим коэффициентом концентрации напря-
жений и обозначают для нормальных <х« (рис. 1.11, б) и для
касательных а,. Для большинства концентраторов значения а,
и а» можно найти в справочной литературе. Поскольку а, и
ат получены для абсолютно упругих материалов, а материал
деталей обладает пластичностью, поэтому это не отражает
истинной картины распределения напряжений по сечению.
Из этих соображений при расчетах на прочность деталей из
пластичных материалов при переменных напряжениях сниже-
ние сопротивления усталости в зоне концентрации напряжений
оценивается эффективным коэффициентом концентрации напря-
жений К«=а-1/о-1к, где о-щ — предел выносливости образца
18
Тип A
Тип В
Рис. 1 .12. Зависимости эффективных коэффициентов концентрации напряжений Ка и Кх от
предела прочности материала огв:
а, б —для ступенчатых валов [p/d=var, Я2=10 мкм, d=15 мм, £>/d=2 (a), D/d-1,4 (6)]; в — для вала со шпо-
ночными пазами (R2=\0 мкм, а — 15 мм)
Рис. 1.13. Зависимость коэффи-
циента чувствительности стали к
концентрации напряжений q от ра-
диуса выкружки р
с концентратором напряжений
(для касательных напряжений
/С^т-j/t-ik). ГОСТ 25.504—82
содержит данные по величи-
нам эффективных коэффициен-
тов концентрации напряжений
Ка и Кх для валов е различны-
ми видами концентраторов на-
пряжений (рис. 1.12).
В расчетах на прочность К„
и Кх можно также определить
по значениям а0 и ат из соот-
ношений Ко= 1 + <7(а0—1) и Лг=1+<7(ат—1), где q — коэффи-
циент чувствительности металла к концентрации напряжений
(рис. 1.13).
Приближенно для стали принимают q=0,0008ав; для
алюминиевых деформируемых сплавов 7 «0,3 ...0,5.
Шероховатость поверхности детали существенно влияет на
сопротивление усталости, поскольку возникновение и развитие
усталостных трещин связано с микрогеометрией поверхностно-
го слоя. Оставшиеся после обработки поверхности микронеров-
ности способствуют повышению напряжений в поверхностном
слое, являясь как бы их микроконцентраторами. Влияние
качества поверхности на предел выносливости оценивается
коэффициентом влияния шероховатости поверхности: при
нормальных напряжениях ^o = c_lf/a_1, при касательных
ATf x = r_lF/r_i,
где ct-if и т-if — пределы выносливости образцов с заданной
шероховатостью.
Значения коэффициентов К Fa и Kfx в зависимости от шеро-
ховатости поверхности могут быть определены по формулам
KF.= (1 +
KF^a+anT-i/lO4)-1,
(1.10)
где о-] и т-1 — пределы выносливости, МПа; ап — коэффици-
ент, зависящий от вида обработки (шероховатости) поверхно-
сти (табл. 1.2).
Наиболее сильное снижение сопротивления усталости из-за
ухудшения качества поверхности наблюдается при наличии
коррозии; ее влияние оценивается коэффициентом Ккор—
= <т-1дкор/о-1д. где ст- 1дкор — предел выносливости детали, име-
ющей коррозионное повреждение поверхности. В авиационных
механизмах особенно опасна фреттинг-коррозия, возникающая
в соединениях деталей (шлицевое, заклепочное и др.) при нали-
чии коррозионной среды и микроперемещениях одной из дета-
20
Таблица 1.2
Вид обработки Шероховатость, Ra или Rz, мкм Од
Электрополирование или механическое Яа=0,08... 0,16 0
полирование высокой чистоты
Механическое полирование средней чи- Яа = 0,32...0,16 0,5
стоты
Шлифование или шевингование тонкое Яа=0,63 ...0,32 2...3
Шлифование обычное Яа=2,5... 1,25 4
Резание тонкое Яг=20... 10 5
Резание обычное (чистовое) =40 ...20 6
Резание получистовое, штамповка, про- Яг=80... 40 10
кат, фрезерование Наличие окалины, следы коррозии
— 20
лей относительно другой. В расчетах влияние коррозии оцени-
вается снижением коэффициента Кр.
Для повышения несущей способности деталей широко ис-
пользуют технологические процессы, ведущие к упрочнению
поверхности деталей и повышению ее прочностных свойств бла-
годаря появлению в поверхностном слое остаточных напряже-
ний сжатия. Такими технологическими процессами являются
дробеструйный наклеп, накатка роликами, поверхностная за-
калка, химико-термические способы упрочнения поверхности.
Влияние этих факторов может быть учтено коэффициентом
упрочнения /Сь=о-1д.у/о-1д, где о-1д.у и о—1Д— соответственно
пределы выносливости детали, подвергнутой упрочнению, и без
упрочнения. Упрочнение особенно эффективно в местах кон-
центрации напряжений, так как Kv увеличивается с ростом /Са.
В табл. 1.3 приведены значения коэффициента Kv при различ-
ных способах упрочнения деталей. В числителе приведены Kv
для образцов без концентратора напряжений, а в знаменате-
ле — с концентратором.
Влияние анизотропии на предел выносливости учитывают с
помощью коэффициента анизотропии fta=o-inon/a-inp, где
а-inon — предел выносливости образцов, вырезанных из заготов-
ки в направлении, перпендикулярном направлению волокон,
образующихся при прокатке или других технологических про-
цессах; а_1пр — предел выносливости образцов, вырезанных из
заготовки в направлении волокон. Для деталей из стали Ка
зависит от Ов’ при ов=600..,900 МПа ^a=0,86, при ов=900...
1200 МПа 7(а=0,83, при ав>1200 МПа Ка=0,8. Влияние ани-
зотропии при растяжении, сжатии и изгибе учитывают, если
главное напряжение o-i в зоне его действия перпендикулярно
волокнам. При кручении влияние анизотропии не учитывается.
21
Таблица 1.3
Способ упрочнения поверхности d, мм
7 ... 20 8 ... 15 30 ... 40
Закалка ТВЧ, глубина закаленного слоя 0,9... 1,5 мм Обкатка роликом Обдувка дробью Азотирование при глубине слоя 0,1... 0,4 мм, твердости слоя (730... 970) НВ Цементация при глубине слоя 0,2 мм 1,3 ...1,6 1,15... 1,25 1,2... 1,5
1,6... 2,8 1,2... 1,4 1,5... 2,5 1,10... 1,25
1,5 ...2,20 1,10... 1,30 1,30... 1,80 1,10... 1,20
1,40... 2,5 1,10... 1,50 1,10... 1,15
1,90... 3,00 1,20 ...2,10 1,3 ...2,00 1)10... 1,50
1,50... 2,50 1,20... 2,00
Влияние всех факторов на сопротивление усталости детали
учитывают с помощью коэффициента снижения предела вынос-
ливости К, величина которого при известных значениях коэф-
фициентов Kda, Ка, Kfo, Kv и Ка определяется по формулам:
для нормальных напряжений
Н—----1"|—!—;
для касательных напряжений
---------------------------1)—— .
к 5,-----------------------МЛа
(1-И)
(М2)
ГЛАВА 2. ОСНОВНЫЕ КРИТЕРИИ РАБОТОСПОСОБНОСТИ
ДЕТАЛЕЙ МАШИН И МЕХАНИЗМОВ ЛА
И ПУТИ ИХ ОБЕСПЕЧЕНИЯ
Для обеспечения работоспособности машины или ме-
ханизма ее детали, узлы и конструкция должны удовлетворять
ряду требований. Важнейшими из них для деталей ЛА явля-
ются прочность, жесткость, износостойкость, теплостойкость,
виброустойчивость, надежность и ряд специальных требований.
Значение и первостепенность каждого из них для конкретной
детали определяются требованиями к конструкции машины в
22
целом и условиями ее эксплуатации. Так, для вала редуктора
вертолета первостепенным является требование прочности, для
подшипника скольжения — его износостойкость и т. д.
2.1. ПРОЧНОСТЬ
Под прочностью понимается способность детали вы-
держивать приложенные нагрузки без разрушения. Различают
прочность объемную и поверхностную (контактную). При недо-
статочной объемной прочности деталь разрушается по всему
сечению (поломка зуба шестерни, поломка вала, разрыв бол-
та), при недостаточной контактной прочности происходит раз-
рушение (выкрашивание) поверхности контакта (выкрашива-
ние поверхности зуба у зубчатых колес, рабочей поверхности
колец у подшипников качения).
Различают разрушение под действием однократного нагру-
жения и при действии переменных нагрузок. Нагрузкой Q на
деталь, например вал редуктора, может быть сила F, изгибаю-
щий Ми и крутящий Л!к моменты. Они могут быть сосредото-
ченными и распределенными. При циклическом нагружении
плавное изменение нагрузки Q за какое-то время цикла дейст-
вия нагрузки /ц обычно при расчетах заменяют ступенчатым
путем вписывания прямоугольников со сторонами Qi, t\; h:
Qk, tk (рис. 2.1). Применительно к передаточному механиз-
му зубчатого редуктора интервалам времени ti, tz, ..., tk соот-
изменения нагрузки Q и частоты вращения от вре-
РЦс> 2.1. Зависимости
Мевд п
23
Рис. 2.2. Приведенный закон изменения нагрузки Q и числа циклов нагру-
жений Яц
ветствуют средние значения частоты вращения th, пг,...,пк вала
механизма (см. рис. 2.1). Максимальную нагрузку Q и соот-
ветствующее время ее действия t отмечают индексом 1; после-
дующие значения нагрузок по убывающей и соответствующие
им времена их действия обозначают индексами 2, 3 и т. д.
Изменение нагрузки за цикл можно изобразить в виде диаг-
раммы (рис. 2.2), где /ц=/1-Н2+- + ^- Тогда долговечность
механизма L может быть задана в виде произведения времени
цикла действия нагрузки /ц на число циклов нагрузки Уц.н:
L,=tyN ц.н-
Число циклов нагружений какой-либо детали механизма за-
висит от его кинематики и ряда других факторов. Для вала
зубчатого редуктора число циклов изменения напряжений Nn
при однократном его изменении за один оборот вала будет
равно
ЛГц=60Л'ц.),2'Мр (2.1)
i=i
где rii — частота вращения вала, об/мин; t, — длительность дей-
ствия нагрузки, ч.
При расчетах на прочность заданную переменную нагрузку
Qi, Q2, Qk обычно заменяют постоянной Qp, равноценной по
ее влиянию на прочность детали. Задавая нагрузку Qp=Qmax=
= Qi, находят эквивалентное ей число циклов нагружений
Ne<Nq (см. рис. 2.2), при котором Qp=Qi оказывается равно-
ценной по ее влиянию на прочность заданной переменной наг-
рузке. Возможен также вариант, когда по расчетному числу
циклов изменения нагружений N* находят эквивалентную ему
24
нагрузку Qe, которая оказывает
то же влияние на усталостную
прочность, что и заданная пере-
менная нагрузка.
Методика определения экви-
валентного числа циклов нагру-
жений Ne, при котором постоян-
ная нагрузка QP=Qi оказывает-
ся равноценной по влиянию на
прочность детали заданной пере- Рис. 2.3. Кривая усталости для
менной нагрузке, базируется на определения QP и Ne
зависимости (1.7). Показатель т
в этом случае заменяется на m'=mlv, где v — коэффициент, оп-
ределяемый зависимостью между нагрузкой Q и напряжением
о или т: Q=o)av, или Q=o)Tv, где со — постоянный коэффициент.
При расчетах на изгиб, кручение, растяжение и сжатие прини-
мают v=I, при расчетах зуба на контактную прочность v=2.
Для кривой усталости в координатах (рис. 2.3) можно за-
писать
• (2.2)
где Qi — нагрузка на t-м цикле; Мщ- — число циклов изменения
нагрузки Qi.
Тогда
л
^=a-i2[(Q//Qp)m'^«J, (2.3)
i=i
где а — поправочный коэффициент, зависящий от характера
изменения нагрузки, его величина при спектре нагружения с
резкими перегрузками и малыми продолжительными нагрузка-
ми снижается и может быть значительно меньше единицы.
Под влиянием циклических напряжений разрушение детали
носит усталостный характер, характеризуемый постепенным
накоплением повреждений. Сопротивление усталости детали
значительно снижается при наличии концентраторов напряже-
ний (проточек, галтелей, шпоночных канавок, отверстий под
штифты и заклепки, резьбы и др.), обусловленных ее конст-
руктивной формой.
Для оценки прочности детали используют ряд способов.
Один из них состоит в использовании для этой цели неравен-
ства <т^[сг] при расчете по нормальным или т<[т] при расчете
по касательным напряжениям. Здесь о и т — номинальные
(расчетные) напряжения, [о] и [т] — допускаемые напряжения.
Величины [о] и (т] могут задаваться в виде табличных значе-
ний, полученных в результате испытаний деталей, или опреде-
25
ляться расчетом как часть разрушающего (предельного) нап-
ряжения. Однако эта форма оценки прочности не позволяет
получить в явном виде соотношение между номинальным (рас-
четным) и предельным напряжениями. Поэтому при инженер-
ных расчетах наибольшее распространение получила проверка
по запасу прочности:
Лв=<’11тд/’ >[«];
(2.4)
«г = Т|1тд/Т >[«],
где па и п, — запасы прочности по нормальным и касательным
напряжениям; огптд и тнтд — предельные напряжения детали
при действии нормальных и касательных напряжений; [п] — до-
пустимый запас прочности.
Предельные напряжения детали ацтд и тнтд определяются
как напряжения, при которых происходит разрушение детали
или возникают остаточные пластические деформации. При дей-
ствии переменных напряжений и работе на выносливость в ка-
честве сгцтд и тнтд используют ее усталостные характеристи-
ки; при действии постоянного по времени напряжения расчет
на прочность ведут по зависимости (2.4), используя при опре-
делении оптд и тнтд пределы прочности Ов или текучести ат.
С учетом влияния размеров детали при расчетах на статиче-
скую прочность на основании (1.4) оцтд—от^йт для пластич-
ных материалов при недопустимости остаточных деформаций
и опт л=ОвК<1в — для хрупких материалов.
В отдельных случаях (в местах конструктивной концентра-
ции напряжений, в сварных швах, в заклепочных соединениях,
при действии температурных напряжений) под действием экс-
плуатационных статических нагрузок могут возникать локаль-
ные или общие пластические деформации. Тогда изменение
номинальных и местных напряжений при увеличении действу-
ющих нагрузок происходит не пропорционально этим нагруз-
кам. В результате при переходе из упругой области в упруго-
пластическую эксплуатационные номинальные и местные нап-
ряжения увеличиваются на 5...15% при возможном возрастании
деформаций в 1.5...3 раза. Поэтому в этих случаях результаты
расчетов прочности по номинальным или местным напряжени-
ем становятся недостаточными и могут заменяться или допол-
няться проведением расчетов по предельным нагрузкам. В прак-
тике расчета таких деталей ЛА, как правило, используют зави
симости вида
^*р -^разр ИЛИ Ср ®разр’ (2.5)
Расчетное значение нагрузки Fp и расчетное напряжение аР
определяются по формулам
26
о₽ = °э/. (2.6)
где F3, (Уз — эксплуатационная нагрузка и эксплуатационное
напряжение; f — коэффициент безопасности, согласно нормам
прочности для основных деталей ЛА он изменяется от 1,3 до
2 с учетом характера действия нагрузки, ее повторяемости,
требований надежности и условий эксплуатации.
Одним из условий применения этого метода для расчета
деталей ЛА является использование норм прочности, в кото-
рых рассмотрены возможные режимы нагружения ЛА при экс-
плуатации, которые являются наиболее опасными для прочно-
сти его деталей и определяют величины эксплуатационных
нагрузок. Эти случаи нагружения выбраны на основе летных
испытаний, лабораторных и теоретических исследований, а так-
же обобщения опыта эксплуатации ЛА. Для типовых схем наг-
ружения в нормах прочности приведены величины эксплуата-
ционных нагрузок на ЛА и его части, а также их направление
и распределение.
Величины разрушающих нагрузки Гразр и напряжения
Стразр. полученные путем экспериментальных испытаний узлов
и деталей, приводятся в справочниках в виде нормируемых
показателей прочности. При отсутствии экспериментальных
данных разрушающую нагрузку можно ориентировочно опре-
делить расчетным путем:
^’разр = 0в'-*раб^> (2-7)
где 5Раб — площадь рабочего сечения; 6 — коэффициент ослаб-
ления сечения, учитывающий концентрацию напряжений, шеро-
ховатость поверхности и другие факторы, если нагружение но-
сит циклический характер, для деталей ЛА 6=0,85...0,95.
При расчетах деталей ЛА по запасу прочности принимают
допускаемый запас прочности [п]=1,3 ...2 в зависимости от
достоверности используемых в расчетах значений исходных
данных, точности расчетной методики, проверки расчетов экс-
периментом. Надежность ответственных деталей авиационных
конструкций подтверждают, проверяя результаты расчета экс-
периментально и проводя их натурные испытания. Поскольку
Для современных конструкционных материалов, используемых
в ЛА, ов/от= 1,25...1,3, то эта величина и обосновывает выбор
(п]= 1,25...1,3, как обеспечивающего достаточную прочность
по от.
Возможно также при расчетах на прочность применение
Других критериев: проведение расчета по эквивалентному запа-
су длительной прочности, по эквивалентному времени работы
И Другим критериям [6].
Расчеты на прочность при многоцикловом нагружении.
Многоцикловая область сопротивления усталости начинается с
27
Af>105 и характеризуется накоплением усталостных поврежде-
ний. Рассмотрим расчет на сопротивление усталости при изги-
бе с кручением, который характерен для некоторых деталей
машин и механизмов ЛА, например валов. В этом случае про-
верка прочности ведется по запасу прочности:
п п
О Т
п
[«].
V nl + n^
(2-8)
где л0, пх определяют по формулам (2.4); оцтд> титд — пре-
дельные нормальные и касательные напряжения для расчетно-
го сечения детали при цикле с коэффициентом асимметрии R
и циклической долговечности N.
Для деталей машин и механизмов ЛА коэффициент асим-
метрии цикла R определяется по циклограмме нагружения. При
переменных напряжениях для наиболее типичных циклов R =
=—1и7?=0.
Рассмотрим определение предельного напряжения детали
при действии переменных напряжений с коэффициентом асим-
метрии R. При R=—1 ог-1д обычно в 2...6 раз меньше, чем
о-ь Эта разность характеризуется коэффициентом снижения
предела выносливости К, отражающим влияние всех конструк-
тивных и технологических факторов на сопротивление устало-
Рис. 2.4. Диаграммы предельных амплитуд цикла для образца (/) и де-
тали (2)
28
сти детали. При растяжении — сжатии, изгибе и кручении ко-
эффициент К рекомендуется определять по формуле (1.11) для
нормальных и (1.12) —для касательных напряжений. Коэффи-
циенты, входящие в выражения (1.11) и (1.12), учитывают
влияние на сопротивление усталости детали концентрации нап-
ряжений (Ка, Кх), масштабного фактора (Kdo, Ках), шерохова-
тости поверхности (К Fa, Kfx) и технологических методов по-
верхностного упрочнения (Kv)- Предельное напряжение ацт и
оптд Для любого R применительно к нормальным напряжени-
ям можно найти с помощью диаграммы предельных амплитуд
<ja—От (рис. 2.4). Экспериментальное получение такой кривой
(часть ее показана пунктирной линией) для стандартных об-
разцов по ряду значений a_i>aa^0 требует длительных испы-
таний. Поэтому ее построение по точкам заменяют прямой 1,
проходящей через точку А с координатами 0; <у_i и точку В с
координатами <То/2; <т0/2, где а0 — предел выносливости, при
R„=0 (через точку В проходит прямая с Ra=0). Для луча с
Ra=0 для стандартного образца
«а = в-1 - °т = 3-1 - °® tg « =
DC
= а-1 —°m(—?~*~ао )=e-i —(2.9)
где согласно основным терминам сопротивления усталости
фа= (2о_1—Оо)/оо — коэффициент чувствительности к асиммет-
рии цикла напряжений.
Из (2.9) следует, что при оа=0 ат=<У-1/^>а соответствует
абсциссе точки D. Тогда можно принять о_1/ф0=от.и.
Для детали прямую 2 предельных напряжений построим по
о-1д. Эта прямая пересекает ось от в точке D\, причем
OZ?i/OZ) = СГт.и.дК^т/От.и == KdT* Отсюда ODi = (Jx.nKdr^= (<Т-1/фа)Кат.
Тогда для детали аад=<т-1д—<Jmp)ga', где 1£а'=У„/(КатК),
К=0-1/(Т-1д.
Для детали получим
<’ад = а-1д-а®дФ,/(^Л). (2.10)
По (1.5) И (1.6) И рис. 2.4 получим (Ja/(Jm = (1— Ra)l(l +
+/?«)=tg₽.
Тогда для детали
(2.Н)
Подставив (2.11) в (2.10), получим для детали
Одд-.’-1 д ’ад .
29
откуда
______Q-iC1 -Я„)______
0-*a)K+('+'W^ ‘
Предельное напряжение детали <тцт д для цикла Ra при чис-
ле циклов напряжений N равно
а =--------ЯЛ2--.=---------*=1"-----------, (2.13)
Итд 0,5(1-Я.) (i_^)K4-(14-/?e)V^t
где a-iN — ограниченный предел выносливости для цикла с
Re=—1, равный на основании (1.7)
т/~^0 /0 14\
о—i№a_j 1/ — < ат. (2.14)
Тогда запас прочности по нормальным напряжениям с уче-
том (1.5) и (1.6) будет равен
л _ »11тд _____________________2д-1.у__________
’ °тах [(1 - Я,) К + (1+Я.) ’max
_______________^3-\N_____________
/ ’а к , ’т )
0,5отах Л 0,5атах Kdt I таХ
ИЛИ
*,= (2-15)
'аК + Om’P./KdT
(2.12)
Для касательных напряжений получим
nt=---------------------------. (2.16)
Рекомендуется величину ф0 определять по формуле
Ф/= 0,02-|-2-10“4зв, и фх = 0,5ф3, где ав, МПа.
При расчетах в среднем принимают для деталей, изготовленных из
Ф, Фг
углеродистых мягких сталей................. 0,05 0
среднеуглеродистых сталей.................. 0,15 0,05... 0,1
хромоникелевых и аналогичных легированных ста-
лей при ов>800 МПа......................... 0,3... 0,4 0,15... 0,2
легированных сталей, подвергнутых цементации . 0,6 0,4
легированных сталей, подвергнутых азотированию 0,8 0,5
Величину допустимого коэффициента запаса прочности
можно определить так:
1п] = [«1][п2] [л3].
(2.17)
30
где [«iL [/hl [«з! — коэффициенты достовернос'ги расчетных наг-
рузок, однородности механических характеристик, точности
расчетной методики и особых требований безопасности, [«i]=
U 1,0... 1,5, («2]= 1,2...1,5, [л3]= 1,0...1,5.
Принятые величины [П1], [п2], [п3] в предположении неблаго-
приятного сочетания всех трех факторов приводят к увеличе-
нию массы и габаритных размеров детали. Поэтому при отсут-
ствии точных значений частных коэффициентов пользуются
следующими рекомендациями:
[«]
Применение методики расчета, обеспечивающей повышенную
достоверность результатов, с учетом основных и дополнительных
нагрузок; контроль расчетов натурными испытаниями ответствен-
ных деталей и узлов ЛА и стабильности механических характери-
стик материала ...................................... 1,2... 1,45
Расчеты с приближенным учетом динамических нагрузок, не-
полным контролем прочности путем натурных испытаний .... 1,5... 2
Применение методики расчета, дающей приближенную точ-
ность результатов без проведения натурных испытаний, а также
при расчете деталей из хрупких и анизотропных материалов
(пластмассы, керамика)............................... 2... 3
Особенности расчета на прочность при малоцикловом нагру-
жении. Разрушение от малоцикловой усталости — это разру-
шение в условиях повторного упругопластического деформи-
рования с числом циклов (к моменту образования макротре-
щины или окончательному разрушению) до 5-(Ю^.-Ю5) циклов.
Это число циклов является условной границей между мало-
цикловой и многоцикловой усталостью для пластичных сталей
и сплавов и определяет среднее число циклов для зоны пере-
хода от упругопластического к упругому деформированию.
Зависимость между деформацией и напряжением при
малоцикловом нагружении обычно изображают в виде диаг-
раммы о—е, где о — напряжение, е — деформация. Размах
пластической деформации для каждого полуцикла k обозна-
чается 8(Ч
Нагружение при исследовании малоцикловой усталости мо-
жет быть жестким и мягким. Жесткое нагружение (рис.
2.5, а) — циклическое нагружение, при котором в процессе
испытания среднее значение и размах e(ft) циклических
Деформаций сохраняют свои исходные значения. Мягкое нагру-
жение (рис. 2.5, б) — циклическое нагружение, при котором в
процессе испытания средние и амплитудные значения цикличе-
ских напряжений сохраняют свои исходные значения, их раз-
мах S(*)=const.
Циклическое деформирование в упругопластической области
® жестком и мягком режимах сопровождается образованием
Петли гистерезиса, характеризующей работу упругопластиче-
ского деформирования за полный цикл изменения усилий. Диа-
31
Рис. 2.5. Диаграммы циклического упругопластического деформирования
грамма циклического деформирования отражает зависимость
напряжения о от деформации е при различном числе полуцик-
лов нагружения k (рис. 2.6). Исходное нагружение описывает-
ся в соответствии с диаграммой статического деформирования,
проходящей через точки А, В, С с началом в точке 0. Исход-
ное нагружение доводят до определенного значения напряже-
ний и деформаций, характеризуемых в этом полуцикле (как
нулевом) точками А, В, С. Для этих точек напряжения исход-
ного нагружения составляют о/0*, ог(0) и а3(0), а деформации
е/0), е2(°) и е3<°>. После разгрузки остаются пластические дефор-
мации еР1(0\ ер2(0) и ер3<°>. Деформация, соответствующая преде-
лу пропорциональности оПц, обозначена еПц. Исходное нагруже-
ние и разгрузка образуют нулевой (k=Q) полуцикл нагру-
жения.
Реверс нагружения про-
исходит по своей диаграмме,
достигая, например, состоя-
ний, характеризуемых точ-
ками D, К, N, соответствую-
щих напряжениям —o-i(1),
—О2(1), —о3(1). Реверсивное
нагружение и последующая
разгрузка образуют первый
(6=1) полуцикл нагруже-
ния; совокупность нулевого
и первого полуциклов обра-
зуют первый цикл нагруже-
ния.
Рис. 2.6. Обобщенная диаграм-
ма циклического деформирования
a S
Рис. 2.7. Диаграммы деформирова-
ния циклически упрочняющегося (/),
циклически разупрочняющегося (//)
и циклически стабилизирующегося
(III) материалов при мягком нагру-
жении от числа циклов нагружений
для различных материалов
Характеристиками циклической диаграммы являются упру-
гая е/к\ пластическая ер^ и упругопластическая e^=eew+
+ер<*> деформации в полуциклах нагружения, максимальные
напряжения и амплитуда напряжений в цикле 0а(Л)> ширина
петли гистерезиса 6<Л), модуль разгрузки т, определяемый как
тангенс угла наклона прямой, соединяющей точки диаграммы,
соответствующие началу и концу разгрузки.
В зависимости от структурного состояния материалы могут
быть упрочняющимися, разупрочняющимися или циклически
стабильными. При малоцикловом нагружении они ведут себя
по-разному.
У циклически упрочняющихся материалов ширина петли
гистерезиса при мягком нагружении уменьшается (рис. 2.7,
а), а максимальные напряжения цикла при жестком нагру-
жении увеличиваются (рис. 2.7, I б), показатель упрочнения
от цикла к циклу возрастает. У циклически разупрочня-
ющихся материалов ширина петли гистерезиса при мягком на-
гружении увеличивается (рис. 2.7, II а), а отах при жестком
нагружении уменьшаются (рис. 2.7, // б); m(h) от цикла к цик-
лу снижается. У циклически стабилизирующихся материалов
ширина петли гистерезиса при мягком (рис. 2.7, III а) и жест-
(рис. 2.7, III б) нагружениях, а также mw остаются прак-
тически постоянными.
Материалам, находящимся в упрочненном состоянии, кото-
Рое характеризуется высокими ов и от, свойственно разупроч-
нение. Материалам с низкими механическими характеристика-
2—1085 33
Рис. 2.8. Зависимость деформации при
мягком нагружении от числа циклов нагру-
жений для различных материалов
ми и высокими пластическими свой-
ствами присуще упрочнение. Ука-
занным свойствам соответствуют
характерные особенности их диа-
грамм статического разрушения.
Материалы, у которых упругая де-
формация невелика, склонны к цик-
лическому разупрочнению. Мате-
риалы с большой равномерной де-
формацией упрочняются, а мате-
риалы, у которых упругая деформа-
ция и удлинения на стадии образо-
вания шейки приблизительно рав-
ны, имеют циклическую стабиль-
ность. Циклически анизотропные
материалы, в отличие от цикличе-
ски изотропных, имеют неодинаковое сопротивление цикличе-
скому деформированию во время четных и нечетных полуциклов
нагружения.
В зависимости от изотропных свойств материала, характе-
ра изменения свойств при малоцикловом нагружении, режима
испытаний односторонние деформации либо накапливаются,
либо отсутствуют. Для циклически упрочняющихся материа-
лов накопление односторонних деформаций носит затухающий
характер с увеличением числа циклов нагружений. Для цикли-
чески разупрочняющихся и стабилизирующихся материалов
возможно прогрессирующее либо стабилизирующееся с числом
циклов нагружений накопление односторонних деформаций.
Односторонне накопленную деформацию определяют по вели-
чине упругопластической eW или пластической дефор-
мации, достигнутой в процессе циклического нагружения после
k-ro полуцикла.
На рис. 2.8 показан характер изменения односторонних де-
формаций от числа циклов нагружения для циклически изо-
тропных упрочняющихся (а), разупрочняющихся (б) и стаби-
лизирующихся (в) материалов. В процессе малоциклового на-
гружения возможны накопление односторонних деформаций в
направлении как четных, так и нечетных полуциклов, смена
направления процесса накопления деформаций, а также умень-
шение накопленных односторонних деформаций. В зависимо-
сти от значений и характера накопленных односторонних де-
формаций различают квазистатическое, усталостное и смешан-
ное малоцикловое разрушение.
34
Квазистатическое малоцикловое разрушение происходит пре-
мущественно вследствие одностороннего накопления деформа-
ий равных деформациям при статическом разрыве. При этом
накопленная упругопластическая деформация на k-м полуцик-
ле доходит до (0,9... 1,0) ев, пластическая деформация на
том же полуцикле — до (0,9... 1,0) 67, где ей и ef — дефор-
..апии соответствующие соответственно пределу прочности и
статическому разрыву.
Усталостное малоцикловое разрушение происходит без вы-
раженного накопления односторонних деформаций, при этом
e(ft)<0,l<?z, 4ft)<0,le?„.
При смешанном малоцикловом разрушении значения одно-
сторонне накопленных деформаций имеют широкий предел из-
менения:
е?(й) = (0,1.. .0,9) ев; =(0,1.. .0,9) ef.
Диапазон квазистатических малоцикловых разрушений зани-
мает область от однократного статического разрыва до 103 цик-
лов и зависит от типа и состояния материала, а также от
режима нагружения. Смешанное малоцикловое нагружение
занимает область от десятков до нескольких тысяч циклов и
наблюдается в переходной области долговечностей между ква-
зистатическим и усталостным типами разрушения.
Уравнение кривой усталости при мягком нагружении имеет
вид
(2.18)
где v=lg(oB/o-i)/lg^o-iWB); NB и W0-i— число циклов до
разрушения соответственно на уровнях пределов прочности ов
и выносливости о-1 материала.
При расчетах принимают jVb~10 и Na-i« 106. Тогда v=
e0.21g(aB/o-i), и при o-i«0,4 ов зависимость (2.18) преобра-
зуется к виду
a№’06=auNB’06. (2.19)
Экспериментальные данные (рис. 2.9) [24] подтверждают,
что для большинства материалов формула (2.19) обеспечивает
хорошее совпадение с экспериментальными данными.
Таким образом, использование зависимости (2.19) право-
мерно для большинства материалов, имеющих or-i«0,4oB.
Расчет малоцикловой долговечности выполняется на осно-
вании анализа местных деформаций при условиях нагружения,
к°гда максимальные деформации достигают 0,5...1%. Кривую
Малоцикловой усталости строят по результатам испытаний
Серии образцов при жестком нагружении. Основным видом
Рис. 2.9. Кривая малоцикловой
усталости при мягком нагружении
нагружения является растяже-
ние-сжатие, хотя возможно
испытание на изгиб и кручение
основных образцов типов I и
II (см. рис. 1.10) диаметром 5;
7,5; 10 и 12 мм. Испытания
проводятся на испытательных
машинах, обеспечивающих тре-
буемый режим нагружения,
с регистрацией результатов с
допустимой погрешностью. Ре-
зультаты представляются в
виде зависимости долговечно-
сти N от циклической упруго-
пластической e(ft) или пласти-
ческой деформаций.
Аналитически кривую малоцикловой усталости при жест-
ком нагружении можно описать уравнениями:
размах пластической деформации в Л-м полуцикле
^}=cN~mP\
(2.20)
размах упругопластической деформации
= (2.21)
где с=0,51п(1—фв)-1, или с=0,51п(1—ф)"1.
Показатели т и тр для конструкционных сталей и сплавов
в первом приближении равны 0,5...0,6. Кривые усталости (рис.
2.10) строят обычно по формулам (2.20), (2.21) в двойных
логарифмических координатах: зависимости размаха упругоплас-
тической деформации е, размаха пластической деформации гР
и размаха упругой деформации ге от числа циклов Nf. Испы-
Рис. 2.10. Зависимость долговеч-
ности от величины упругопластиче-
ской деформации при е(*>=const
лости при жестком нагру-
жении в зависимости от ве-
личины средней деформа-
ции ет
36
ния проводят до образования трещины длиной 0,5...1,0 мм,
Тпоеделяемой визуально или с помощью оптических средств.
Попускается продолжение испытаний до разрушения образца.
При жестком нагружении, когда статическая составляющая
еформации в цикле жесткого нагружения равна примерно
половине значения пластичности при статическом разрыве об-
оазца материала, имеет место снижение долговечности. Так,
для стали с содержанием Ni до 2,5%, Сг и Мо до 1% (24] при
увеличении среднего значения деформации гт от 20 до 40%
долговечность по числу циклов снижается до пяти раз (рис.
2.И).
Аналитически долговечность в циклах при этом виде нагру-
жения описывается уравнением
= (2.22)
Оценку прочности при малоцикловом нагружении элемен-
тов конструкций для заданных условий эксплуатации проводят
по критериям квазистатического и усталостного разрушения.
Квазистатические разрушения возникают вследствие накопле-
ния в процессе нагружения односторонних пластических дефор-
маций, равных деформациям при однократном статическом раз-
рушении. Усталостные разрушения — разрушения с образова-
нием трещин — происходят из-за накопления усталостных пов-
реждений.
Несущую способность по долговечности рассчитывают на
основании данных по предельным (соответствующим образова-
нию трещин) местным деформациям еа или напряжениям оа
для чисел циклов, равных эксплуатационным. При расчете
местных предельных деформаций используют кривые цикличе-
ского деформирования, полученные по данным испытаний стан-
дартных образцов.
Значения местных эксплуатационных деформаций еа3 или
напряжений оа9 в элементах конструкций определяют их изме-
рением на моделях или на натурных образцах при заданных
эксплуатационных нагрузках.
В результате расчета на прочность получают коэффициен-
ты запаса прочности по деформациям пе или напряжениям па
в виде
пе=еа/еа; n,=oaha. (2.23)
Коэффициент запаса по долговечности nw определяют путем
олучения данных по разрушающему числу циклов N для де-
формации еа или напряжений аа и эксплуатационному числу
nN=N!N3.
(2.24)
37
Для трубопроводов, листовых конструкций, корпусов допус-
каемые запасы прочности {ne]=[nj=2, [ллг]= 10; для деталей
машин (сварных, резьбовых соединений и др.)
К]=К1=1.5, ы=з.
Если испытанию при эксплуатационных нагрузках подвер-
гают натурные конструкции или полномасштабные модели, то
при расчете по моменту образования трещин принимают
[«е1 = [«Л'=1,25, а [л„]>2,1.
Контактная выносливость. Рассмотрим причины разрушения
контактирующих поверхностей и пути обеспечения их выносли-
вости. При контактном взаимодействии двух тел нормальная
сила действует на малый участок поверхности в зоне контакта,
образующейся при соприкосновении сферических и цилиндри-
ческих тел с плоскими, сферическими и цилиндрическими по-
верхностями. Размеры площадки соприкосновения зависят от
упругости материалов и формы контактирующих поверхностей.
В зоне контакта при отсутствии деформирующего усилия со-
прикасание тел происходит в точке или по линии (рис. 2.12).
После приложения усилия в результате деформирования тел
образуется площадка контакта, форма которой зависит от гео-
метрии соприкасающихся тел. При контакте двух цилиндров по
образующей в результате их деформирования силой Fn обра-
зуется площадка шириной 2Ьн (см. рис. 2.12, в). Интенсивность
сил, нормальных к сопряженным поверхностям, характеризу-
i
Рис. 2.12. Точечный (а, б) и линейный (в) контакт двух тел
38
максимальным контактным напряжением он в зоне кон-
еТ та деталей, распределенным по эллиптическому закону. Мак-
ТЯмальное значение контактного напряжения сн используется
сИкаЧестве критерия работоспособности сопряженных поверхно-
В ей при условии, что величина оя не превышает допустимого
качения, полученного экспериментально при аналогичных ус-
3оВИях в’ зоне контакта. Касание по линии в зоне контакта
характерно для зубчатых передач, роликовых подшипников и
других случаев. Величина ан в зоне контакта определяется
Формулой Герца—Беляева, полученной из решения контактной
задачи теории упругости для контакта двух цилиндров по об-
щей образующей, имеющих модули упругости Е\ и £2, радиусы
и /?2 и длину линии контакта 1К:
ан
-----------------------------------, (2.25)
л[е2(1 - h)2 + £i(i - ^)2] рпр
где qH=FnilK — удельная контактная нагрузка; щ, ц2 — коэф-
фициенты Пуассона материалов цилиндров; рпр — приведенный
радиус кривизны, pnp=/?i/?2/(^2±^i) (знак плюс принимают
при внешнем касании, знак минус — при внутреннем касании).
Для стали при ц=0,3 получим
ая = 0,418]/ ^£пр/Рпр , (2.26)
где £Пр=2£1£2/ (£1+ Е2)— приведенный модуль упругости.
В реальных конструкциях, как правило, в зоне контакта
происходит относительное движение контактирующих поверх-
ностей, а нагрузка действует циклически. Это искажает кар-
тину распределения напряжений в зоне контакта, которая име-
ет место при статическом сжатии.
Процесс усталостного разрушения контактирующих поверх-
ностей при нагружении зоны контакта циклически действую-
щей нагрузкой состоит в зарождении первичных трещин в зоне
действия максимальных касательных напряжений на глубине
нескольких десятков микрометров от поверхности. Постепенно
Развиваясь, эти трещины выходят на поверхность, отдельные
точечные дефекты сливаются, материал в зоне трещин отслаи-
вается, а крупные частицы выкрашиваются, в результате чего
Деталь выходит из строя. Поскольку разрушение поверхностно-
го слоя детали в зоне контакта зависит от числа циклов нагру-
жений, можно в этом случае говорить о контактной выносли-
вости детали. Типичным примером контактного разрушения
является выкрашивание рабочих поверхностей зубьев зубчатых
°Дес, которое сосредоточивается на участках зуба, близких к
ячальной окружности. Это объясняется изменением направле-
Ия сил трения в этой зоне, а также тем, что на этих участках
агрузку несет один зуб, а участки, близкие к головке и нож-
39
ке, менее нагружены, так как нагрузка здесь распределяется
на два зуба. Кроме того, при высоких давлениях в зоне кон-
такта масло, внедряясь в вышедшие на поверхность детали от
зоны наибольших касательных напряжений микротрещины,
вызывает процесс ускоренного выкрашивания материала.
Действительная картина нагружения в зоне контакта зубь-
ев гораздо сложнее, вследствие чего зависимости (2.25) ц
(2.26) носят в определенной степени условный характер. Однако
их использование для оценки контактной выносливости зубьев
по условию оя<[оя] правомерно, если принятые при определе-
нии вн и (ая] условия достаточно хорошо будут соответство-
вать истинной картине.
2.2. ЖЕСТКОСТЬ
Жесткость — способность детали сопротивляться об-
разованию деформации под действием нагрузок. Если действу-
ющая нагрузка при этом не меняется во времени, то говорят
о статической жесткости. Виброжесткость — способность дета-
ли сопротивляться деформации при вибрации определенной час-
тоты и амплитуды, под крутильной жесткостью понимается
способность детали иметь в определенных пределах деформа-
цию кручения под действием приложенного крутящего момен-
та определенной частоты. При резонансе деформации возрас-
тают до опасных пределов.
Расчеты на статическую жесткость сводятся к определению
линейных f и угловых 0 прогибов при изгибе, удлинения А/ при
растяжении и угла закручивания <р при кручении. При этом
используют зависимости из курса «Сопротивление материалов»
и сравнивают результаты расчета с допускаемыми значениями.
При каждом виде деформации жесткость можно характе-
ризовать коэффициентом жесткости c=dFidb, где F—воздей-
ствующая сила; б — деформация. Тогда при растяжении стерж-
ня cP=ES/l, при кручении с = GJPH, а при изгибе cK=kElх/13,
где Е — модуль упругости при растяжении; G — модуль упру-
гости при сдвиге; S — площадь сечения стержня; ]р и Jx — по-
лярный и осевой моменты инерции; I — длина стержня; k — ко-
эффициент, зависящий от схемы нагружения и способа задел-
ки концов. Величина, обратная коэффициенту жесткости, назы-
вается коэффициентом податливости е= \jc.
2.3. износостойкость
Износ — изменение размеров, формы, массы тела или
состояния поверхности разрушения поверхностного слоя изде-
лия. Износ обычно проявляется при трении, которое возникает
при относительном перемещении (скольжении) поверхностей.
40
этом происходит как бы снятие неровностей, расположен-
ПРИ на СОПрИкасающихся поверхностях; попадание абразивных
НЫ тин и продуктов изнашивания в область трения усиливает
ЧЭоцесс износа. Износ является результатом не только меха-
Пического, но также теплового, химического и молекулярного
нзаимодействия вершин неровностей трущихся поверхностей.
В Для уменьшения износа, происходящего при соприкоснове-
нии вершин неровностей, следует трущиеся поверхности обиль-
но смазывать, а поверхности контакта должны иметь весьма
малую высоту неровностей. Это приближает работу трущихся
поверхностей к условиям жидкостного трения, когда между
поверхностями трения всегда находится слой смазочного мате-
риала и износ практически не имеет места.
Н Под износостойкостью понимают свойство материала оказы-
вать сопротивление изнашиванию в определенных условиях
трения. Ее оценивают величиной, обратной скорости изнашива-
ния или интенсивности изнашивания. При этом значение изно-
са может выражаться в единицах длины, объема, массы и др.
Скорость изнашивания оценивают отношением значения
износа к интервалу времени, в течение которого он возник, а
интенсивность изнашивания — отношением значения износа к
пути, на котором происходило изнашивание, или объему выпол-
ненной работы:
Jh=hLlL, (2.27)
где hL— толщина слоя, снятая в результате изнашивания;
L — перемещение точки поверхности, на которой фиксировал-
ся износ.
Различают следующие виды изнашивания: механическое
(абразивное, усталостное), коррозионно-механическое и моле-
кулярно-механическое.
Абразивное изнашивание возникает при попадании твердых
частиц абразива и продуктов изнашивания в зону трения. Внед-
ряясь в менее твердую поверхность, частицы абразива движут-
ся вместе с ней и при скольжении одной поверхности относи-
тельно другой действуют на более твердую поверхность как ре-
зец. Эффективное средство уменьшения абразивного износа —
защита зоны трения от попадания частиц абразива с помощью
специальных уплотнений, а для защиты зон трения от продук-
тов изнашивания при использовании жидкой смазки — очистка
сМазки с помощью специальных фильтров.
Усталостное выкрашивание, причины которого выявлены
пРи рассмотрении контактной выносливости, сначала проявля-
ется на участках с перегрузкой контактной поверхности. Воз-
Икающие в результате перегрузки выкрашивание микрообъе-
°в металла и отслаивание отдельных частиц с увеличением
пела циклов нагружений прогрессируют и ведут к ускорению
41
разрушения поверхности от усталости и пластическому дефор.
мированию.
Если в зоне контакта имеет место скольжение профилей,
как, например, в зубчатой паре при зацеплении зубьев, то, как
правило, сопротивление усталостному выкрашиванию у опере-
жающей поверхности выше, чем у отстающей. Одно из объясне-
ний этого — снижение коэффициента трения скольжения в свя-
зи с ростом суммарной скорости для опережающей поверхно-
сти; это ведет к росту толщины масляного слоя, разделяющего
соприкасающиеся поверхности.
Коррозионно-механическое изнашивание характерно для
процесса разрушения поверхностных слоев контактирующих по-
верхностей деталей под действием нормальных сил, микропе-
ремещений и связанных с ними сил трения; оно возникает при
наличии в зоне контакта смазок с поверхностно активными при-
садками, в условиях высоких местных давлений и высоких ло-
кальных температур в зоне контакта. Образующиеся в этих ус-
ловиях на поверхности металла поверхностные пленки разру-
шаются и снова образуются. Одним из видов такого изнаши-
вания является окислительное изнашивание — разрушение не-
прерывно восстанавливающихся окисных пленок.
Коррозионно-механическое изнашивание, обусловленное
очень малыми колебательными относительными перемещения-
ми сопряженных поверхностей, возникающих из-за деформаций
и зазоров в соединении при наличии взаимного перемещения,
называется фреттинг-коррозией. Относительные микропереме-
щения контактных поверхностей вследствие контактного трения
ведут к разрушению окисных контактных пленок и их после-
дующему восстановлению под действием агрессивных составля-
ющих окружающей среды, что нарушает прочность соединения.
Этот вид изнашивания характерен для шлицевых и шпоночных
соединений, соединений с натягом, зубчатых муфт, рессор.
Молекулярно-механическое изнашивание проявляется при
разрушении защитных пленок на контактирующих поверхно-
стях, в результате чего приходят в действие силы молекуляр-
ного сцепления. Это явление называется схватыванием, а про-
цесс возникновения трения на этой основе — заеданием. Его ин-
тенсивность растет с увеличением удельного давления, скоро-
сти скольжения и температуры в зоне контакта. Разновидно-
стью этого вида изнашивания является задир — повреждение
поверхности контакта в виде борозд глубиной до 100... 200 мкм
в направлении вектора скорости относительного движения. Про-
цесс схватывания обычно происходит при значительной скоро-
сти скольжения и больших усилиях поджатия контактирующих
поверхностей. Уменьшение схватывания достигается изготовле-
нием поверхностей трения из разных материалов и применени-
ем смазок с антизадирными присадками. Наличие износа удо-
42
жает эксплуатацию машин, увеличивает простои в связи с
Р°монтом, проверкой и наладкой, что снижает их производи-
^льность. Износ снижает также точность механизма, его КПД,
ТовЫшает ШУМ> создаваемый им, и может служить причиной
поломки. Основными критериями оценки износостойкости для
случая полужидкостного трения являются ограничения по ус-
ловному удельному давлению: р< [р]; по тепловыделению (на-
гоеву): pv^[pv], где р —удельное давление, МПа, v — ско-
иость скольжения, м/с. Значения [р] и [ри] для подшипников
скольжения с различными материалами вкладыша приведены
в табл. 14.1.
Обеспечение жидкостного трения на основе использования
гидродинамического эффекта состоит в получении минималь-
ной толщины масляной пленки ho при определенном значении
нагрузки Fr, скорости скольжения t»s, динамической вязкости
смазки ц, температуре t и приведенной кривизне сопряженных
поверхностей рпр, т. е. ho=f(Fr, vs, ц, t, рпр). Расчет парамет-
ров подшипников скольжения исходя из этого условия приве-
ден в гл. 14.
Одним из главных путей уменьшения износа является при-
менение соответствующих смазок для разделения поверхностей
трения. Применяемые при этом смазочные материалы разделя-
ют на газообразные, жидкие, пластичные и твердые. Для смаз-
ки узлов трения в механизмах ЛА используются жидкая, пла-
стичная и твердая смазки. Жидкая смазка в зону трения может
подаваться разбрызгиванием, под давлением или благодаря
гидродинамическому эффекту. Этот эффект используется в под-
шипниках скольжения жидкостного трения. Условия такого тре-
ния обеспечиваются при заданной нагрузке на подшипник и
частоте вращения вала выбором определенного зазора между
валом и подшипником, вязкости масла, шероховатости и мате-
риалов поверхностей вала и подшипника.
В качестве жидкой смазки (для деталей и узлов редукторов
авиационных двигателей) при принудительной ее подаче в зо-
ну трения используются высококачественные масла, способные
Длительное время работать в условиях разнообразных режимов
трения, высоких температур, нагрузок и скоростей. Их приме-
нение уменьшает трение и износ деталей, обеспечивает отвод
от них тепла, предохраняет от коррозии, удаляет твердые вклю-
чения и частицы износа от пар трения. К качеству масел предъ-
являются требования высокой смазывающей способности, хо-
роших вязкостно-температурных характеристик (для обеспече-
ния надежной работы при низких температурах), отсутствия
Коррозионного воздействия на соприкасающиеся с маслом де-
али. В авиационных редукторах и узлах трения ГТД и ТВД
спользуют масла СМ-4,5; СМ-8; СМ-11,5; МН-7,5 и синтетиче-
к°е масло Б-ЗВ; последнее имеет противозадирную и анти-
43
окислительную присадки; стабильно до 200°С, имеет темпера,
туру застывания —60°С и обладает высокой смазывающей спо-
собностью.
Пластичные смазки являются продуктами загущения смазоч-
ных нефтяных или синтетических масел загустителями и вве-
дения в них присадок, придающих им коллоидную структуру ц
дополнительные свойства, определяющие их назначение и ка-
чество. По внешнему виду пластичные смазки представляют
собой мази различных консистенций и цвета. Наиболее приме-
нимы в узлах трения ЛА следующие виды антифрикционных
смазок.
Тугоплавкая самолетомоторная (СТ) — высокотемператур-
ная пластичная смазка темно-зеленого цвета. Смазка работо-
способна при температуре от —15 до +200°С. Она предназна-
чена для смазывания подшипников шасси и других узлов са-
молета.
Универсальная среднеплавкая (УС) (солидол жировой)—
водостойкая антифрикционная и консервационная смазка. Для
подшипников качения и зубчатых редукторов ЛА используют
солидол марки УС-2, работоспособна при температуре от —40
до +70°С.
ЦИАТИМ-203 — антифрикционная смазка темно-коричнево-
го цвета; предназначена для смазывания механизмов, работаю-
щих при высоких удельных нагрузках и температуре от —50 до
+90°С.
ЦИАТИМ-221 — высокотемпературная водостойкая смазка;
мягкая мазь белого или светло-серого цвета. Работоспособна
при температуре от —60 до 150°С.
ОКБ-122-7 — мягкая мазь желтого или светло-коричневого
цвета; работоспособна при температуре от —60 до + 120°С.
Твердые смазки применяются при работе в условиях низ-
ких (ниже —100°С) и высоких (выше 300°С) температур для
смазывания подшипников и узлов трения. Наиболее часто при-
меняют коллоидальный графит (до /<350°С), дисульфид мо-
либдена (M0S2) и нитрид бора (BNO2). Дисульфид молибдена
сохраняет в атмосфере свои смазывающие свойства до темпе-
ратуры 400°С; при более высокой температуре образуется окись
молибдена, обладающая абразивными свойствами. В вакууме
и в инертных газах дисульфид молибдена сохраняет свои сма-
зочные свойства до 800... 1150°С.
2.4. ТЕПЛОСТОЙКОСТЬ
Нагрев деталей машин, обусловленный рабочим про-
цессом и трением в узлах, может вызывать следующие явления,
отражающиеся на надежности их работы.
44
1. Снижение прочностных характеристик материала и появ-
ление при напряженных температурных режимах явления пол-
зучести, характеризуемого изменением характеристик ползуче-
сти, а также возникновением с течением времени остаточных
деформаций. Для деталей из конструкционных легированных
сталей это наблюдают при температурах свыше 300... 400°С,
для алюминиевых сплавов — при 150...200°С. Применение жа-
ропрочных сплавов титана повышает эти температуры до 450...
55{гС, для легких жаропрочных сплавов — до 250... 300°С и бо-
лее, а У стальных жаропрочных — до 1000°С и более. Ползу-
честь особенно опасна для узлов, где возможна выборка зазора
при вращающихся или поступательно движущихся деталях.
В затянутых соединениях явление ползучести может вызвать
снижение усилия затяжки.
Работоспособность материала при повышенной температуре
оценивается пределами ползучести и длительной прочности.
Обозначение предела ползучести сопровождается двумя индек-
сами: например, Оод/юо, где первый индекс означает остаточ-
ную деформацию в процентах (в данном случае 0,1%), вто-
рой— время в часах, за которое получается эта деформация,
для соответствующей температуры материала.
2. Повышение износа или появление заедания ввиду нару-
шения нормальной работы масляного слоя. Расчет зубчатых
колес на заедание в этом случае основан на предположении по-
тери смазкой смазывающих свойств.
Приводящее к заеданию повышение температуры рабочих
поверхностей зубчатых колес лежит для закаленных сталей в
пределах 200... 350°С.
3. Изменение зазоров в узлах машин ввиду температурной
деформации деталей (в опорах скольжения и качения, в турби-
не между лопатками и корпусом газотурбинного двигателя
и др.) может быть причиной (при уменьшении зазора до нуля)
выхода из строя подшипников и поломки лопаток. При опреде-
лении изменения величины зазора в качестве исходной зависи-
мости используют формулу температурного изменения длины
Детали при нагреве ее на Д/ градусов Д//=а«Ш, где at — тем-
пературный коэффициент линейного расширения материала де-
тали.
4. Возникновение температурных напряжений и деформаций
ПРИ жесткой заделке концов детали или при ее неравномерном
иагреве.
Появление температурных деформаций и температурных на-
пряжений может являться причиной снижения прочности дета-
ли или узла и должно учитываться при расчете. В точных ме-
ханизмах, часто являющихся составной частью приборов, они
*°гут служить причиной появления погрешностей измере-
45
2.5. ВИБРОУСТОИЧИВОСТЬ
В связи с высокими частотами колебаний деталей ма-
шин и большими диапазонами их изменения имеется опасность
их разрушения от возникающих колебаний, амплитуда которых
может возрастать под действием возмущающей силы, что осо-
бенно опасно на частотах, близких к резонансным. Это явле-
ние наступает, когда частота возмущающей силы совпадает с
частотой собственных колебаний детали. При возрастании ам-
плитуды колебаний напряжения в детали резко увеличиваются,
в результате чего может произойти ее разрушение. Под вибро-
устойчивостью понимается способность детали сохранять рабо-
тоспособность в требуемом диапазоне режимов угловых скоро-
стей, создающих определенную частоту возмущающей силы без
появления недопустимых амплитуд колебаний. При эксплуата-
ции деталей машин, а также узлов и агрегатов ЛА наиболее
возможными видами колебаний являются вынужденные коле-
бания и автоколебания. Причинами первых могут быть дина-
мическая неуравновешенность вращающихся частей, периодич-
ность действия внешних возмущающих сил и другие факторы.
Автоколебания, являющиеся самовозбуждающимися, возни-
кают при достижении равенства между энергией демпфирова-
ния и энергией возбуждения, поступающей в колебательную
систему. Демпфирование может быть, например, аэродинамиче-
ским при колебаниях лопаток компрессора двигателя. Оно мо-
жет создаваться благодаря изменению сил трения или других
периодически изменяющихся внутренних факторов.
Частота f (Гц) собственных колебаний балки постоянного
поперечного сечения под действием собственного веса, вызы-
вающего статический прогиб бет, определяется по формуле
/= (2.28)
Для консольной балки постоянного поперечного сечения с
моментом инерции /з и длиной I при нагрузке на конце Q бСт=
= Q/3/(3EJ). В практике расчетов, например, лопаток ГТД
формула собственной частоты учитывает распределенную массу
лопатки как консольной балки.
Для консольной балки
8СТ=11/140 [qWJ)];
(2-29)
где ?=pS— масса единицы длины балки; S — площадь сече-
ния; р — плотность материала.
46
р!з (2.29) видно, что частота f зависит от Е/р (см. табл.
3 2 и 3.14). Зависимости для определения бет для различных
конструктивных схем и сечений балок рассматривается в курсе
«Сопротивление материалов».
В авиационных конструкциях расчет деталей ЛА на коле-
бания имеет особо важное значение в связи с периодичностью
действия возмущающих сил, широким диапазоном частот их
действия и применительно к ряду деталей и узлов ЛА рассмат-
ривается в специальных курсах.
2.6. ТЕХНОЛОГИЧНОСТЬ
Под технологичностью конструкции понимается ис-
пользование при ее разработке таких конструктивных решений,
которые обеспечивают наиболее быстрое и экономичное освое-
ние этой конструкции в производстве с современными техноло-
гическими процессами. Технологичность конструкции подразу-
мевает возможность применения при изготовлении высокопро-
изводительных и наиболее прогрессивных способов формообра-
зования при минимальных затратах рабочей силы, рациональ-
ного использования производственного оборудования, материа-
лов; исключает сложную подготовку производства; позволяет
осуществить автоматизацию производственных процессов и
контроль при выпуске изделия.
Детали машин очерчиваются чаще всего цилиндрическими
и коническими поверхностями, получаемыми на токарных, свер-
лильных, расточных, кругло- и внутришлифовальных станках,
плоскостями, обрабатываемыми на фрезерных, строгальных и
плоскошлифовальных станках, а также винтовыми и эвольвент-
ными поверхностями, получаемыми на винторезных, резьбофре-
зерных, резьбошлифовальных и зуборезных станках.
Литые детали должны быть легко формируемыми, качество
отливки должно быть высоким; детали должны быть удобны
Для последующей базировки и механической обработки.
Штампованные детали должны иметь форму, обеспечиваю-
щую хорошее растекание металла в штампе, и уклоны, обеспе-
чивающие удаление детали из штампа.
Технологичность конструкции тесно связана с серийностью:
изделие, изготовленное в условиях мелкосерийного производст-
®а, может оказаться нетехнологичным для крупносерийного.
Технологичные конструкции подразумевают широкое внед-
рение стандартизации, нормализации и унификации, использо-
Иание полуфабрикатов и рекомендованных к использованию
Материалов, а также типизацию технологических процессов.
47
2.7. НАДЕЖНОСТЬ
Перечень требований, обеспечивающих работоспособ-
ность, будет неполным, если его не дополнить требованием на-
дежности. Надежность — свойство объекта сохранять во време-
ни в установленных пределах значения всех параметров, ха-
рактеризующих способность выполнять требуемые функции в
заданных режимах и условиях применения, технологического
обслуживания, ремонта, хранения и транспортирования. На-
дежность состоит из сочетаний свойств безотказности, долговеч-
ности, ремонтопригодности и сохраняемости. При этом безот-
казность определяется как свойство объекта непрерывно сохра-
нять работоспособное состояние в течение некоторого времени
или некоторой наработки. Долговечность — свойство объекта
сохранять работоспособное состояние до наступления предель-
ного состояния при установленной системе технического обслу-
живания и ремонта. Ремонтопригодность заключается в при-
способленности объекта к предупреждению и обнаружению
причин возникновения отказов, повреждений и поддержанию и
восстановлению работоспособного состояния путем проведения
технического обслуживания и ремонтов. Сохраняемость — свой-
ство сохранять значения показателей безотказности, долговеч-
ности и ремонтопригодности в течение и после хранения и тран-
спортировки.
Для конкретных объектов и условий их эксплуатации эти
свойства имеют различную относительную значимость. Так, для
некоторых неремонтируемых объектов (самолетные электро-
двигатели, стрелочные приборы, турбина ГТД и пр.) основным
свойством в полете является их безотказность. Для ремонтируе-
мых объектов (ячейки памяти стационарной ЭВМ, электродви-
гателя привода самолетной радиолокационной антенны) одним
из важнейших свойств является ремонтопригодность. Парамет-
рами, характеризующими способность выполнять требуемые
функции, являются кинематические и динамические характери-
стики, показатели точности функционирования, скорости и т. п.
С течением времени значения этих параметров могут изменять-
ся. При изменениях, превышающих допустимые пределы, про-
исходит переход объекта в неработоспособное состояние. Коли-
чественно надежность объекта оценивается с помощью показа-
телей, которые выбирают и определяют с учетом его особенно-
стей, режимов и условий его эксплуатации и последствий отка-
зов. Значения этих показателей определяют для заданных ре-
жимов и условий применения, технического обслуживания, ре-
монтов, хранения и транспортировки.
Причиной ненадежной работы является отказ — событие,
заключающееся в полной или частичной утрате машиной, меха-
низмом или изделием работоспособного состояния. Отказ как
48
ачественный показатель надежности зависит от многих случай-
ных величин (качества материала изделия, состояния оборудо-
вания и инструмента при обработке, изменений температуры
и т. д), поэтому при расчете надежности используются методы
теории вероятностей.
Причинами отказов могут быть: 1) конструктивные ошибки
и недоработки, снижающие надежность изделия (недостаточ-
ная прочность деталей, плохая защита от влаги, пыли, неучтен-
ные механические и температурные деформации); 2) производ-
ственные дефекты (раковины, трещины, включения примесей,
пониженные физико-механические характеристики материала);
3) неправильная эксплуатация изделия; 4) плохой ремонт и по-
вреждения; 5) естественный износ, старение, потеря усталост-
ной прочности детали.
Одним из путей повышения надежности деталей и механиз-
мов ЛА является разработка такой конструкции, которая ис-
ключала бы появление таких отказов. Повышение надежности
возможно также за счет резервирования и восстановления. Ре-
зервирование— применение дублирующих средств или возмож-
ностей с целью сохранения работоспособности; восстановле-
ние— устранение отказов в изделии во время эксплуатации пу-
тем ремонта или замены вышедшей из строя детали.
При оценке надежности механизмов ЛА наиболее часто
определяют наработку, технический ресурс, срок службы. На-
работка— продолжительность или объем работы объекта. Тех-
нический ресурс — наработка объекта от начала его эксплуата-
ции или после ремонта определенного вида до перехода в пре-
дельное состояние. Срок службы — календарная продолжитель-
ность работы объекта от начала эксплуатации или после ре-
монта до перехода в предельное состояние. При этом под пре-
дельным понимают такое состояние объекта, при котором его
дальнейшее применение по назначению, а также и восстановле-
ние, недопустимо или нецелесообразно.
Для оценки надежности могут использоваться такие харак-
теристики, как Р(/)—вероятность безотказной работы в тече-
ние заданного отрезка времени t\ Х(/) —интенсивность отказов;
Тер—среднее время безотказной работы.
Вероятность безотказной работы Р(/) есть вероятность того,
что в заданном интервале времени не возникает отказа объек-
та или что его параметры не будут выходить за границы задан-
ных допусков (при заданных условиях эксплуатации), 0^
^р(0^1; Р(0) = 1; Р(оо)=0.
Вероятность безотказной работы изделия (точечная оценка)
спытаний некоторого числа изделий в течение заданного про-
е5кутка времени можно определить по формуле
Р (/)=N (t)/N0=(N0-n (2.30)
49
где No — общее число испытанных изделий; N(t), n(t) — число
изделий, исправно работавших и вышедших из строя за время
испытаний.
Наряду с вероятностью безотказной работы для характери-
стики надежности можно пользоваться также вероятностью от-
каза Q(f)—ненадежностью. Так как безотказная работа и от-
каз есть несовместимые и противоположные события, то
Q(/)==l— Р(/). (2.31)
Интенсивность отказов %(/) или К — условная плотность ве-
роятности возникновения отказа невосстанавливаемого объекта,
определяемая для рассматриваемого момента времени при ус-
ловии, что до этого момента отказ не возник. Условной эту
плотность называют потому, что она не обладает необходимым
«•
свойством плотности распределения: dt ф 1*
о
Интенсивность отказов за время испытаний М примерно
можно оценить по формуле
Х(О=л(/да(/)Д/). (2.32)
Средним временем безотказной работы называется величи-
на, равная площади, ограниченной кривой надежности и осями
координат:
Тср= [P(/)J/.
(2.33)
При оценке надежности используют различные законы рас-
пределения частоты отказов, например экспоненциальный, Вей-
булла, нормальный, логарифмически нормальный (рис. 2.13).
Для экспоненциального закона распределения (см. рис.
2.13, a) k(t) =Хо=const,
Р (/)==ехр (—ty)=exp (—х), (2.34)
где X—М;
Рис. 2.13. Экспоненциальный (а), Вейбулла (б) и нормальный (в) законы
распределения
50
Таблица 2.1
4 6 8 * 0 2
0,0 1,000 0,980 0,961 0,942 0,923 0,6 0,549 0t538 0,527 0,517 0,507
0,1 0,905 0,887 0,869 0,852 0,835 0,7 0,500 0,487 0,477 0,467 0,458
0,2 0,819 0,803 0,787 0,771 0,756 0,8 0,449 0,440 0,432 0,423 0,415
0,3 0,741 0,726 0,719 0,688 0,684 0,9 0,407 0,398 0,391 0,383 0,375
0,4 0,670 0,657 0,644 0,631 0,619 1,0 0,368 0,361 0,353 0,346 0,340
0,5 0,607 0,595 0,583 0,571 0,560 1,1 0,333 0,326 0,320 0,314 0,307
/(/)=~4г₽=х°е~ч
(2.36)
Значения ехр(—х) приведены в табл. 2.1.
Этот закон справедлив для описания потока отказов с по-
стоянной интенсивностью, когда время появления отказа не
связано с предыдущей наработкой изделия. Этому закону под-
чиняются отказы по причинам усталостного разрушения, раз-
рушение от сочетания неблагоприятных факторов в процессе
эксплуатации изделия и др.
Распределение Вейбулла (см. рис. 2.13, б) используют для
статистических моделей надежности в первый период эксплуа-
тации, когда возможны так называемые приработочные отка-
зы. Он имеет следующие характеристики:
P(O=e-um; (2.37)
/(/)= __±L = X/n/’B-,e-x/m; (2.38)
X(/)=^L=kznf'n-’. (2.39)
Здесь m>0; при 0<т<1 интенсивность отказов со време-
нем убывает, что характерно для «приработочных» отказов.
Нормальный закон распределения (см. рис. 2.13, в) имеет
следующие характеристики:
/(0= Jy- exp [ —(/—а)2/(2э2)], (2.40)
а У ЛЛ
где а и а—соответственно среднее значение времени наработ-
ки до отказа и среднее квадратическое отклонение;
51
Таблица 2.2
Z Ф(г) % риска 2 Ф(2) % риска Z Ф(г) % риска
0,1 0,0398 92,04 1,6 0,4452 10,96 2,6 0,4953 0,94
0,5 0,1915 61,7 1,8 0,4641 7,18 2,8 0,4974 0,52
1,0 0,3413 31,74 2,0 0,4772 4,56 3,0 0,4986 0,27
1,2 0,3849 23,02 2,2 0,4861 2,78 3,2 0,4993 0,04
1,4 0,4192 16,16 2,4 0,4918 1,64 3,6 0,4998 0,03
(2.41)
- / t — а\
где Ф ------- =
\ а /
J
о
(<—а)1
2’’ di — функция Лапласа, зна-
чения которой приводятся в справочниках (табл. 2.2). В табл. 2.2
также приводится для каждого значения z процент риска, т. е.
процент изделий, надежность которых не обеспечена.
Нормальному закону распределения подчиняются отказы,
связанные с износом детали.
Выбор вероятностной модели может быть произведен толь-
ко на основании статистического анализа функционирования
данного класса объектов при испытаниях или эксплуатации и
не может быть обоснован математическими выкладками. Мате-
матические модели надежности, хотя и являются в значитель-
ной мере идеализацией реальных законов надежного функцио-
нирования объектов, в ряде случаев позволяют получать вполне
достоверные оценки параметров. При этом степень идеализации
модели определяется требованием простоты ее использования.
Так, сложная модель надежности часто требует настолько боль-
шого объема выборки для оценки ее параметров, что ее ис-
пользование становится невозможным. И наоборот, использо-
вание простой модели может не согласовываться с реальными
О
ч
Рис. 2.14. Зависимость
ности отказов от времени
результатами эксплуатации
объекта.
Физическая природа при-
работочных отказов (рис. 2.14)
заключается в неидеальности
технологии изготовления дета-
лей, сборки узлов и агрегатов,
контроля качества изготовлен-
интенсив- ных изделий. Не замеченные
наработки при изготовлении изделия де-
52
фекты являются концентраторами напряжений различного ро-
да, что приводит к уменьшению запаса прочности и разрушению
даже при более низких уровнях нагрузки в течение короткого
периода. Закон распределения отказов в этот период может
быть самым различным, однако из рис. 2.14 видно, что он дол-
жен отражать уменьшение интенсивности отказов до постоянно-
го значения в течение сравнительно короткого периода 0—Л.
В этот период надежность изделия определяется, главным обра-
зом, интенсивностью приработочных отказов, снизить которые
можно разработкой методов их устранения.
Внезапные отказы (отрезок Л—/г) считаются неустранимы-
ми при приработке и возможными при эксплуатации изделия,
но они должны быть минимальными. Причина таких отказов
связана с тем, что при эксплуатации существует вероятность
появления внезапной концентрации нагрузки, ведущей к сниже-
нию запаса прочности ниже допустимого значения. При этом
закон распределения вероятности появления критических на-
грузок может быть описан моделями, основанными на статис-
тических теориях их значений.
Износовые отказы (при отражают естественные про-
цессы разрушения объектов при их нагружении и взаимодейст-
вии со средой. Для механических объектов износовые отказы
основываются в основном на недостаточной длительной объем-
ной и поверхностной прочности. Эти процессы по скорости раз-
рушения могут быть быстро текущими (например, поломка зу-
ба шестерни в результате превышения изгибных напряжений
от динамических нагрузок), средней скорости (например, по-
степенное снижение параметров изделия от изменения темпе-
ратуры) и медленно текущие (например, отказ от усталости,
коррозии, ползучести материала). Построение модели отказов
конкретно для определенного класса изделий позволяет оцени-
вать их надежность и должно базироваться на физических про-
цессах разрушения. В механических объектах объемное и по-
верхностное разрушения имеют наибольшее значение и явля-
ются причиной 80 ...85% отказов.
Особенно большое число отказов, т. е. снижение надежно-
сти, связано с недооценкой внешних условий, например влия-
ния на надежность механических и температурных воздействий.
Так, вибрации ведут к появлению в материале усталости, от
ударов возникают местные перенапряжения; стали при низких
температурах становятся хрупкими, обычные резины теряют уп-
ругость, а смазки — пластичность. Причем, эти процессы могут
быть как быстротекущими (мгновенная повреждаемость в виде
поломки), так и медленно текущими (постепенное накопление
микродефектов или изменение свойств). Задача конструктора
при создании изделия — исключить в пределах заданного ре-
сурса появление отказов обоснованным выбором соответствую-
53
щих материалов, смазки, методов упрочнения и защиты от
влияния внешних условий, учетом в методике расчета всех фак-
торов, влияющих на надежность. Большое влияние на повыше-
ние надежности изделия имеет выбор рациональных техноло-
гических процессов изготовления, завершаемого техническим
контролем.
Вероятность безотказной работы системы, состоящей из п
элементов, зависит от способа соединения их между собой. При
последовательном соединении отказ хотя бы одного элемента
ведет к отказу всей системы. В этом случае вероятность без-
отказной работы такой системы будет
Л
Рпосл W=P1 (О Р2 (О • • • р„ (0= п Р/ (О, (2.42)
i-i
При экспоненциальном законе распределения вероятность
безотказной работы системы, состоящей из п элементов, с ин-
тенсивностью отказов каждого элемента If будет равна
РпосЛ(О= ПехР(“ М)=ехр(-М), (2.43)
Z-1
п
где Xs=^kz — интенсивность отказов всей системы.
При наличии в системе (или ее узле) п параллельно соеди-
ненных элементов, обеспечивающих резервирование,
п
Р(/)Ъ=1- П[1-Р/(0]. (2.44)
i-i
Если рассматриваемый элемент механической системы ис-
пользуется не на номинальную нагрузку, то, исходя из условий
работы, определяют коэффициент нагрузки по мощности: kw=
= И7раб/^ном или ПО напряжению: t/раб/t/ном, где Wpa6 и
Whom — рабочая и номинальная мощности; 1/раб и t/H0M — рабо-
чее и номинальное напряжения.
Для приближения интенсивности отказов к реальным усло-
виям работы вводят также поправочный коэффициент k\, учи-
тывающий место размещения объекта. Для лабораторных по-
мещений 1, для наземных стационарных устройств &=10,
для самолетов /г»=120... 150. С учетом этих поправок интенсив-
ность отказов i-ro элемента будет равна
У-1 — (2.45)
где Хо — интенсивность отказов элемента при kv=\, ki—1.
54
Пример 2.1. Наработка механизма до отказа подчиняется экспоненциаль-
ному распределению с параметром Хо=1О“4 ч-1. Определить среднее время
наработки до отказа и вероятность безотказной работы механизма в течение
400 ч при номинальной нагрузке в лабораторных условиях.
Среднее время наработки до отказа согласно (2.36) Тср=1/Хо=1О4 ч.
Вероятность безотказной работы по (2.34) Р(0 = Р(400) =ехр(—М) =
=ехр(— 10”4-400)=ехр(—0,04); нз табл. 2.1 определяем Р(/) = 0,961.
Пример 2.2. Определить интенсивность отказов, время наработки до от-
каза и вероятность безотказной работы механизма высотного корректора само-
лета за время эксплуатации /о=ЗОО ч, если механизм состоит из двигателя
ДИД-0,5, трехступенчатой зубчатой передачи, электромагнитной муфты сцеп-
ления и потенциометра обратной связи, имеющих за время /=106 ч соответ-
ственно интенсивности отказов Х4 = 8,6; Х2=0,12; Х3=0,6; Х4=4,4 ч-1. Дви-
гатель в работе используется на 0,25 мощности; запас прочности зубчатой
передачи принять 1,2, а передаваемый муфтой момент — не более 0,5 номи-
нального. Потенциометр нагружен мощностью не более 0,2 номинальной.
Определить, как изменится вероятность безотказной работы, если осущест-
вить трехкратное резервирование.
С учетом коэффициентов загрузки элементов механизма по мощности
4Г1=0,25; Лт2=(1,2)“1; £уз=0,о; ЛУ4=0,2 и коэффициента £х=120, учи-
тывающего летную эксплуатацию, согласно (2.43) за время /=10в ч средняя
интенсивность отказов всего механизма будет равна ХЕ = (8,6 0,25+0,12Х
хз- ^г-^о.б-о.б+м-о.г) • ю-в-120=0,435- ю-3 ч-1.
Среднее время наработки до отказа согласно (2.36) составит
Тср = I/Хд = 1 /(0,435• 10-3) = 2300 ч.
Вероятность безотказной работы одного механизма корректора в течение
заданных 300 ч согласно (2.43) и табл. 2.1 составит
(300) = ехр (- 0,435-10-3.300) = ехр ( - 0,13) = 0,88.
При трехкратном резервировании вероятность безотказной работы со-
гласно (2.44) будет равна
р<3> (300) = 1 - [I - pj.‘> (ЗОО)]3 = I - (I -0,88)3 = 0,998.
т. е. значительно возрастет.
2.8. ПРИМЕНЕНИЕ ВЕРОЯТНОСТНЫХ МЕТОДОВ
В РАСЧЕТАХ ДЕТАЛЕЙ МАШИН
При решении многих прикладных задач проектирова-
ния и изготовления деталей машин и механизмов ЛА необходи-
мо использовать вероятностные методы расчета. Это обуслов-
лено тем, что оценка их работоспособности основана на исполь-
зовании данных о физических свойствах материалов в виде тех
или иных характеристик, которые по своей природе являются
случайными величинами. Кроме того, технологические процес-
сы обработки деталей также представляют собой случайные
процессы, характеризуемые случайными величинами.
Применение вероятностных методов расчета позволяет ре-
шать следующие задачи:
оценивать вероятности неразрушения или безотказной ра-
боты;
55
оценивать влияние внешних силовых воздействий на вероят-
ность безотказной работы;
выработать способы обеспечения требуемой работоспособ-
ности на стадии проектирования и изготовления.
Таким образом, использование вероятностных статистиче-
ских методов создает базу для научно обоснованного выбора
наиболее эффективных конструктивно-технологических путей
повышения работоспособности деталей машин и механизмов
ЛА.
Физические свойства материалов, применяемых при изготов-
лении деталей, изменение этих свойств при получении загото-
вок и обработке, влияние условий эксплуатации — все это обыч-
но случайные функции времени или случайные величины. Слу-
чайные величины не имеют постоянного знака и величины и,
хотя значение каждой из них при разовом появлении не пред-
сказуемо, при многократном появлении они подчиняются опре-
деленным законам.
К случайным величинам обычно относятся такие, которые
могут принимать то или иное заранее неизвестное значение.
К ним могут быть отнесены значения механических характери-
стик материала (ов, От, o-i и др.), получаемые в результате
опыта, отклонения действительных размеров детали от номи-
нала, значения коэффициента трения, величины эксплуатаци-
онных нагрузок и т. д.
Противоположностью случайным величинам являются детер-
минированные, т. е. такие, значения которых известны заранее
с определенной точностью. К таким величинам могут быть от-
несены площадь круга радиуса R, момент инерции сечения с
размерами b%h и т. д.
Законы, которым подчиняются случайные величины, рас-
сматриваются в теории вероятностей. Так, если случайная ве-
личина X в процессе испытаний принимает значения Xi,x2.хп,
образующие конечную или бесконечную последовательность чи-
сел, то она называется дискретной. В противном случае — не-
прерывной.
Вероятность непревышения случайной величиной X задан-
ного уровня х — доля значений случайных величин в совокуп-
ности, не превышающих этот уровень.
Для нее выполняются условия
О< Р {X< х} < i.
Функция распределения случайной величины
Fx(x)=P{Z<x} (2.46)
описывает зависимость вероятности непревышения случайной
величиной X заданного уровня х. Fx(x) является функцией ар-
56
гумента х. Индекс х означает ее принадлежность к заданной
случайной величине и обычно опускается.
Функция распределения однозначно задает распределение
случайных величин в общей совокупности. Например, функция
распределения предела прочности ав записывается так: F0)t(3).
Соотношение F,я(540) = 0,1 означает, что 10% значений ав не
превосходит величины 540 МПа. Все остальные характеристи-
ки распределения выражаются через функцию распределения.
Квантиль распределения случайной величины определяется
соотношением
Fx(xp) = p, (2.47)
или в соответствии с (2.46)
Р{х<хр}=р.
Квантиль хр уровня р представляет собой значение случай-
ной величины, вероятность непревышения которой равна р.
Квантиль хо,з уровня р=0,5 называется медианой распределе-
ния. Так, квантиль распределения предела прочности ав уровня
р обозначается как [ав]р. Соотношение [ов]о,о5 = о означает,
что значения ав, не превышающие о, составляют 5% всей сово-
купности.
Характеристикой случайных величин с вероятностной точки
зрения является функция распределения Fx(x), определяющая
вероятность попадания величины х в какой-то промежуток от
Х\ ДО Х2.
Производная от функции распределения Fx(x) по парамет-
ру х есть плотность вероятности fx(x), т. е.
Л(х)=-^^-). (2.48)
Математическое ожидание случайной величины определяет-
ся соотношением
М{Х}= J xf (x)(x)dx=a. (2.49)
— 00
Математическое ожидание дискретной случайной величины
представляет собой среднее арифметическое ее значений.
Дисперсия случайной величины определяется соотношением
D {%} = +j (х - М {X})*fx (х) dx. (2.50)
— 00
Дисперсия дискретной величины представляет собой сред-
нее арифметическое значение квадрата отклонения случайной
величины от ее математического ожидания.
57
Среднее квадратичное отклонение случайной величины оп-
ределяется соотношением
а{Х}=]/ЩЛ}=3 (2.51)
и характеризует отклонение значений случайной величины от
математического ожидания.
Коэффициент вариации случайной величины определяется
соотношением
у{Х) = а {X}IM {X} = ala (2.52)
и характеризует относительное отклонение значений случайной
величины от математического ожидания.
Поведение случайной величины X может моделироваться
рядом законов распределения, причем на практике при расче-
тах обычно пользуются нормальным распределением, называе-
мым также Гауссовым, которому подчиняется целый ряд слу-
чайных величин. Применительно к механическим характеристи-
кам материала закон нормального распределения означает, что
отклонение этих характеристик от математического ожидания
можно представить в виде суммы элементарных отклонений,
каждое из которых вызвано случайным изменением какого-ли-
бо фактора от одного испытания к другому. Например, приме-
нительно к пределу прочности ов в качестве таких факторов
выступают содержание химических элементов, разнозерни-
стость, шероховатость поверхности и т. д. Рассмотрим основные
зависимости, характеризующие закон нормального распределе-
ния:
/(х)=—2»» . (2.53)
з у
Функция распределения для закона нормального распреде-
ления имеет вид
(2.54)
\ а /
х - —
где t=±^, а Ф(х)=—(’ е 2 dt-
О /2я J
— со
функция Лапласа, значения которой для некоторых величин х
приведены в табл. 2.3.
Квантиль нормального закона распределения
jCp=a-f-zpa, (2.55)
где zp — квантиль нормированного нормального распределения
уровня р,
Ф(£р)=р.
58
Таблица 2.3
X Ф(Х) X Ф(х) X Ф(х) * Ф(х)
0,0 0,5000 1.1 0,8643 2,2 0,9861 3,3 0,9995
0,1 0,5398 1,2 0,8849 2,3 0,9893 3,4 0,9996
0,2 0,5793 1,3 0,9032 2,4 0,9918 3,5 0,9997
0,3 0,6179 1,4 0,9192 2,5 0,9938 3,6 0,9998
0,4 0,6554 1,5 0,9332 2,6 0,9953 3,7 0,9999
0,5 0,6915 1,6 0,9452 2,7 0,9965 3,8 0,9999
0,6 0,7258 1,7 0,9554 2,8 0,9974 3,9 0,9999
0,7 0,7580 1,8 0,9641 2,9 0,9981 4,0 0,9999
0,8 0,7881 1,9 0,9713 3,0 0,9987
0,9 0,8159 2,0 0,9773 3,1 0,9990
1,0 0,8414 2,1 0,9821 3,2 0,9993
Значения zp уровня р приведены в табл. 2.4.
Оценки параметров а и а нормального распределения по
данным эксперимента вычисляют по формулам
(2.56)
где xi — значение измеряемой величины при испытании i-ro
объекта; п — число испытаний объектов.
Оценки вероятности Рх непревышения заданного уровня х
и квантиля хр уровня р вычисляют на основе функции нор-
мального распределения по следующим формулам:
Рж = ф( х~а xf=a-\-z^s. (2.57)
Поскольку приведенные оценки вычисляют на основе слу-
чайной выборки, то они имеют случайные отклонения от ис-
Таблица 2.4
Р Р
0,00 0,55 0,13
0,05 —1,64 0,60 0,25
0,10 —1,28 0,65 0,39
0,15 —1,04 0,70 0,52
0,20 —0,84 0,75 0,67
0,25 —0,67 0,80 0,84
0,30 —0,52 0,85 1,04
0,35 —0,39 0,90 1,28
0,40 —0,25 0,95 1,64
0,45 —0,13 0,999 3,09
0,50 0,00
59
тинных значений оцениваемых характеристик распределения;
возможные отклонения от истинных значений характеризуются
доверительными границами.
Верхняя доверительная граница Р1в). для вероятности Рх
превышения заданного уровня х отвечает соотношению
Р{Р'в)>Рж) = р, (2.58)
где р<1—доверительная вероятность.
Соотношение (2.58) означает, что при статистической обра-
ботке каждых ста совокупностей результатов измерений в сред-
нем до 100 р совокупностей измерений истинное значение Рх не
будет превышать оценки Р1в)
Верхняя доверительная граница АрВ) для квантиля хр уров-
ня р отвечает соотношению
Р {Хрв>>хр)=р. (2.59)
Нижняя доверительная граница X™ для квантиля хр уров-
ня р отвечает соотношению
PMf’<xpl=p. (2.60)
Очевидно, что
Р {X <Х(РИ)} < р, (2.61)
т. е. с вероятностью 0 доля измерений во всей совокупности,
меньших А'рк), не превзойдет уровня р.
Для нормального распределения верхнюю и нижнюю одно-
сторонние доверительные границы квантиля уровня р вычисля-
ют по формулам
Хрв)=а-|-/р[п—1; Vnz ]а/Уп;
(2.62)
А’рН)=а-|-/1_р[/г—1; Vn.zp] а/У~п ,
где /т[£, и]—квантиль уровня у(у=₽ или у=1—0) нецент-
рального распределения Стьюдента с k степенями свободы и с
параметром нецентральности u=zpV7i. Здесь zp— квантиль
уровня р стандартного нормального распределения. Верхнюю
доверительную границу вероятности непревышения уровня вы-
числяют по формуле
р^ = ф(и/|/й), (2.63)
где и вычисляют как корень уравнения
Л-р [п - 1, и] = . (2.64)
О
во
Рассмотрим примеры применения вероятностных методов к
расчетам деталей ЛА.
Пример 2.3. Определить предел текучести материала детали с заданной
вероятностью Р=0,08, если предел текучести ат изменяется в интервале
560... 585 МПа и подчиняется нормальному закону распределения.
Определим величину oTpmin, при которой вероятность неравенства а<
<Отртш равна заданному значению Р=0,08. Из (2.52) и (2.53) получим
°Tpmin = °i ^Р°»т= О’® (втт1п "I" °гтах) + ~ •
При Р=0,08 по табл. 2.4 определяем, что ?₽«=—1,41. Тогда
585 — 560
erpmin == 0,о(560 585) — 1,41 = 566,63 МПа.
Вероятность того, что <тт>Отрт1п будет равна Р(ат><Ттрт»х) = 1—0,08=
=0,092, т. е. 92%.
ГЛАВА 3. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ДЕТАЛЕЙ
МЕХАНИЗМОВ ЛА
3.1. ТРЕБОВАНИЯ К КОНСТРУКЦИОННЫМ МАТЕРИАЛАМ
И ИХ ХАРАКТЕРИСТИКИ.
Выбор материалов для деталей машин и механизмов
ЛА определяется назначением конструкции, условиями ее экс-
плуатации и технологическими возможностями производства.
Поэтому технологические свойства материала при его выборе
определяют как возможность его модификации с целью улучше-
ния или придания изготовленной из него детали специальных
свойств; при этом трудоемкость и стоимость ее изготовления в
конкретных условиях производства должна быть оптимальной.
Основными характеристиками конструкционных материалов
являются:
1. Прочность, показателями которой являются: пределы
прочности св, текучести от и Сто,2, выносливости o-i; для жаро-
прочных материалов при высоких температурах показателями
являются: предел ползучести ое//, вызывающий деформацию е
(%) за t ч при температуре Т, предел длительной прочности одл,
или ot, т. е. предел прочности, вызывающий разрушение за t ч,
при температуре Т.
2. Контактная выносливость, показателями которой являют-
ся предел контактной выносливости онитв для базового числа
Циклов перемены напряжения NHo, а также твердость поверх-
ности по Бринеллю (НВ) или по Роквеллу HRC.
3. Жесткость, характеризуемая величиной модуля продоль-
ной упругости Е.
61
Таблица 3.1
Материал р, кг/м’-Ю-3 ав, МПа £• 10-4, МПа Коэффициент теплопровод- ности X, Вт/(м«С)
Сталь конструкцией- 7,8 320... 750 . 35
ная углеродистая каче-
ственная
Сталь конструкционная
легированная:
качественная 7,8 700... 1500 (20 ...21)
особо прочная 7,8 2000... 3000
Сплавы титана 4,54 800... 12000 11,5 7,5
Сплавы меди 8,8 300... 500 11 380
Алюминиевые сплавы 2,7 200... 500 7,1 120—170
Магниевые сплавы 1,8 100... 280 4,2 —
Текстолит ПТК 1,35 100 — —
Стеклопластики 1,6... 1,9 200... 950 — —
4. Ударная вязкость ая, показателем которой является
удельная работа по разрушению образца в поперечном сечении.
5. Пластичность материала, характеризуемая относительны-
ми удлинением б и сужением ф.
6. Износостойкость, косвенно характеризуемая твердостью
поверхности НВ или HRC и допускаемым давлением [р].
7. Фрикционные свойства, характеризуемые коэффициентом
трения f, допускаемым давлением [р] и скоростью скольжения
Ы-
8. Плотность р.
9. Удельные показатели прочности стт/р, ударной прочности
ств2/(2Ер), жесткости Е/р, Е/пв.
Таблица 3.2
Материал ат/р (^в/2ЕР)-103 (£/р)-103 (£/св).Ю-3
Сталь углеродистая обыкновенного качества 3,1 . .. 3,9 17,5... 29 2,7 3,3... 5,5
Сталь углеродистая 2,4.. ,. 18,8 11 ... 66 2,7 1,2... 6,6
конструкционная каче- ственная Сталь конструкцион- ная легированная 5,7.. .. 19,1 61 ...71 2,7 1,1... 3,5
Коррозионно-стойкие 3,6.. . 18,1 24 ...610 2,7 1,2... 11,0
жаропрочные и жаро- стойкие стали
Алюминиевые сплавы 4,1 . .. 22,5 3... 102 2,5-2,7 1,0... 4,4
Магниевые сплавы 4,7.. .. 13,8 44... 368 2.5-2,6 1,3... 3,5
Титановые сплавы 8,9.. , 32,2 1450... 1840 2,4-2,7 0,7... 0,8
62
10. Коррозионная стойкость, характеризуемая обычно поте-
рей массы, определяемой на единицу поверхности в единицу
времени.
11. Теплофизические свойства — теплостойкость, хладнолом-
кость, теплопроводность, удельная теплоемкость, термостабиль-
ность, определяемая коэффициентом линейного расширения
и др.
При изготовлении деталей машин общего назначения наи-
более широко используют металлы, сплавы цветных металлов,
пластмассы. В конструкциях современных ЛА применяют, глав-
ным образом, легкие алюминиевые сплавы, титан и его сплавы,
стали и их сплавы, пластмассы, древесину, композиционные ма-
териалы, керамико-металлические материалы (керметы) и др.
В табл. 3.1 и 3.2 приведены некоторые характеристики основ-
ных конструкционных материалов.
3.2. ЧЕРНЫЕ МЕТАЛЛЫ
К черным металлам относят железо и его сплавы:
чугун, сталь, сплавы, состоящие из легирующих элементов и
железа, в которых железа менее 50... 55%.
Чугун — сплав железа с углеродом (свыше 2%), обладаю-
щий хорошими литейными свойствами. Из-за недостаточной ме-
ханической прочности серые и ковкие чугуны с легирующими
добавками в авиационной технике применяют лишь в отдель-
ных случаях. Для деталей машин применяют серый и высоко-
прочный чугуны.
Конструкционные стали содержат углерода не более
0,7%, по химическому составу делятся на две основные груп-
пы: углеродистые, и легированные. Углеродистая делится на
обыкновенного качества и качественную. Легированная сталь
делится на низколегированную (легирующих элементов менее
3%), среднелегированную (легирующих элементов 3...5,5%) и
высоколегированную с содержанием легирующих элементов
свыше 5,5%.
Для исключения вредных примесей и повышения механиче-
ских характеристик стали и сплавов применяют улучшающую
обработку: электрошлаковый переплав, электронно-лучевой пе-
реплав, плазменно-дуговую плавку и др. Стали, полученные
указанным способом, используют для изготовления деталей и
узлов повышенной надежности, например подшипников каче-
ния авиационных двигателей.
Стали конструкционные углеродистые обыкновенного каче-
ства марок подразделяют на группы А, Б и В в зависимости
от нормируемых показателей. Они широко используются при
Изготовлении сортового и листового проката, а малоуглероди-
стые сорта хорошо свариваются.
63
Таблица 3.3
Марка стали Термообработка МПа ат, МПа МПа НВ (HRC) Примеры применения
Нормализа- ция 590 315 255 180 Стаканы подшип- ников качения, штиф-
45, 45А Термоулуч- шение 690 490 325 Не менее 220 ты, болты, винты, шпильки, гайки, ва- лы, полумуфты и др.
Закалка, средний отпуск Закалка ТВЧ 880 880 635 635 390 390 Не менее 270 (Не ме- нее 52)
65 Закалка, средний отпуск 980 635 490 290 Пружины, рессоры, диски и др.
65Г То же 1470 1270 580 440 То же и пружинные шайбы, стопорные кольца
10, 10А Нормализа- ция 335 205 157 130 Оггибные шайбы, шплинты, регулиро-
15, 15А > 370 225 175 137 вочные прокладки, заклепки, гнутые де- тали
20, 20А Нормализа- ция 410 245 195 145 Гнутые, сварные и штампованные дета- ли, крепежные дета- ли
45Л Нормализа- ция 540 295 235 153 Станины, корпусы, муфты, водила, ры- чаги и др.
Стали углеродистые качественные при С<0,3% отличаются
хорошей пластичностью и вязкостью, хорошо свариваются и
куются, однако не подвергаются закалке. Увеличение содержа-
ния С приводит к повышению прочностных характеристик, но
к снижению пластичности. Свойства стали повышают термиче-
ской обработкой. Углеродистые стали используются для дета-
лей малой и средней напряженности в общем машиностроении,
а в ЛА применяются ограниченно. Некоторые марки и меха-
нические характеристики приведены в табл. 3.3.
Сталь легированная конструкционная содержит примеси ле-
гирующих элементов, каждый из которых имеет условное бук-
венное обозначение (например, X — хром, М — молибден, С —
кремний, Н — никель, Г — марганец, Ю — алюминий, Т — титан,
Ф — ванадий, Р — бор). Легированные стали применяют при
требованиях высокой прочности или специальных свойств: теп-
лостойкости, жаропрочности, коррозионной стойкости, износо-
64
Таблица 3.4
Марка стали Термообработка <ТВ, МПа сгт, МПа <7-1. МПа НВ Применение
38ХА Закалка, высо кий отпуск - 930 785 420 300 Зубчатые коле- са, червяки, звез- дочки, валы и оси, водила, ходовые винты, кулачки, пальцы, вилки, бол- ты, винты, гайки и др.
15ХА Закалка, низки? отпуск Цементация, за калка, низкий от пуск 685 685 490 . 490 315 390 220 560
ЗОХГСА Нормализован- ные Термоулучшение Поверхностная* закалка ТВЧ, вы- сокий отпуск Закалка, низкий отпуск 685 910 1080 1660 490 765 830 1560 360 440 470 570 230 290 320 500 Клепаные и тон- костенные узлы из листов и труб, ка- чалки, рычаги, оси, валы, стаканы под- шипников, зубча- тые колеса и др.
20ХНЗА Закалка, высо- кий отпуск Цементация, по- верхностная за- калка, низкий от- пуск 930 930 735 735 410 520 280 560 Высокоответст- вённые и высоко- напряженные де- тали, испытываю- щие вибрационные и . динамические нагрузки, обла- дающие повышен- ной термостой- костью и прокали- ваемостью
12ХНЗА Термоулучшение Закалка, низкий отпуск Цементация, за- калка, низкий от- пуск 880 930 930 685 735 735 350 370 490 260 280 560
18Х2Н4МА 1 1 Закалка, высо- кий отпуск Закалка, низкий отпуск . Цементация, за- калка, низкий от- пуск Азотация после закалки и высоко- го отпуска 1030 ИЗО 1175 1030 785 835 980 785 510 550 610 570 290 320 560 580
38Х2Ю Закалка, отпуск Азотирование 900 750 430 • 210 Азотируемые и лиловые детали, >аботающие на из- ю с и выносли- вость
500 с
38Х2МЮА Закалка, отпуск Азотирование 1000 850 500 - Г 260 i 500 Е
3—1085
65
стойкости и др. Эти стали обычно эффективны после термиче-
ской обработки.
Хромистые стали (15ХА, 38ХА, ШХ15) обладают повышен-
ной прочностью, износостойкостью; при содержании хрома бо-
лее 13% являются коррозионно-стойкими.
Хромоникелевые стали (12ХНЗА, 12Х2Н4А, 20ХНЗА) соче-
тают высокую прочность и износостойкость с повышенной вяз-
костью, хорошо подвергаются закалке. Стали с молибденом или
вольфрамом (18Х2Н4ВА, 40ХНМА, 25ХНВА) обладают высо-
кими механическими и технологическими свойствами. Их при-
меняют для ответственных деталей, например валов редукто-
ров, турбин и компрессоров, шестерен, болтов и шпилек.
Хромомарганцево-кремнистые низколегированные стали ма-
рок 20ХГСА, 25ХГСА, ЗОХГСА обладают повышенной прочно-
стью и умеренной вязкостью. Они используются в сварных кон-
струкциях и при обработке деталей резанием; при содержании
углерода более 0,25% хорошо подвергаются отпуску и закалке.
Для азотируемых деталей используют хромоалюминиевые ста-
ли (38Х2ЮА) и стали с добавками молибдена (38Х2МЮА) и
ванадия (40ХФА).
Хромоникелевые коррозионно-стойкие (нержавеющие) стали
имеют высокую коррозионную стойкость (2X13, 4X13); жаро-
стойкие стали (1Х17Н2, Х18Н9, Х18Н9Т) обладают стойкостью
против химического разрушения поверхности.
Марки, механические характеристики и области применения
некоторых сортов легированных конструкционных сталей при-
ведены в табл. 3.4.
3.3. ТИТАН И ЕГО СПЛАВЫ
Титан обладает высокими прочностью, вязкостью с
малой, по сравнению со сталью, плотностью (4,5 г/см3) при
высокой коррозионной и повышенной термостойкости. Ряд спла-
вов титана обрабатываются давлением, свариваются аргонно-
дуговой и контактной сваркой, удовлетворительно обрабатыва-
ются резанием. Сплавы титана обладают высокой коррозион-
ной стойкостью. Это определило их применение в авиационной
технике. Напримёр, замена стальных валов на титановые в
главном приводе вертолета УС400 и зубчатых колес в плане-
тарном редукторе вертолета ВА105 позволила снизить массу и
повысить ресурс этих деталей. Зубчатые колеса из титановых
сплавов широко применяют во вспомогательных агрегатах вер-
толетов и самолетов. В США 45% общего объема сплавов ти-
тана используют в авиадвигателях и 35% — в вертолетах и са-
молетах. В перспективе сплавы из титана будут составлять 15%
всех применяемых в авиационной технике материалов, спла-
вы алюминия — 45%. К недостаткам титана и его сплавов сле-
66
дует отнести низкие теплопроводность и модуль упругости
(11,5-Ю4 МПа), плохие антифрикционные свойства. В конст-
рукциях ЛА используют сплавы титана с алюминием, марган-
цем, хромом, железом. Сплавы титана с дорогими и дефицит-
ными элементами (цирконием, ниобием, оловом и др.) исполь-
зуют при работе в агрессивных средах, при температурах жид-
кого гелия, а также в условиях высоких нагрузок и темпера-
тур. Они используются для изготовления обшивки высокоско-
ростных самолетов (М=3...4), передних кромок крыльев, ста-
билизатора, лонжеронов, нервюр, шпангоутов, перегородок, топ-
ливных баков, тяг, а также высоконагруженных болтов и шпи-
лек. Сплавы титана широко используют в двигателестроении
ЛА для изготовления деталей компрессора, камеры сгорания,
корпусных деталей и др.
По технологии изготовления титановые сплавы делят на де-
формируемые и литейные, а по механическим характеристи-
кам— на сплавы нормальной прочности, высокопрочные, жаро-
прочные, повышенной пластичности. Некоторые сплавы могут
упрочняться путем термической обработки (ВТ6, ВТ8, Вт9,
ВТ14, ВТ15, ВТ16). В табл. 3.5 приводятся марки и механиче-
ские характеристики некоторых деформируемых титановых
сплавов.
Таблица 3.5
Вид сплава Марка сплава ав, МПа ат, МПа а_р МПа Рабочая тем- пература, °C
Пластичные средней проч- ности ОТ4-1 ОТ4 ВТ5 600... 750 700... 900 700... 950 470... 650 550... 650 600... 850 210...250 240... 300 ДО 500 200... 300 до 400
Конструкци- онные повы- шенной прочно- сти ВТ5-1 ВТ4 ОТ4-2 ВТ6 750... 950 850... 1050 950... 1000 1100... 1150 650... 850 700... 800 900 1000... 1050 240... 300 до 500 300... 400 300... 400 400... 450,
Высокопроч- ные коррозион- но-стойкие и жаропрочные ВТЗ-1 ВТ8 ВТ9 1000... 1200 1000... 1150 1140... 1300 850 ...1100 850... 1050 1000 ...1150 260... 340 310 ...350 330... 370 600... 700 600... 700 600... 700
Высокопроч- ные, термически и механически обрабатывае- мые ВТ14 ВТ15 ВТ16 1150... 1400 1300... 1500 1250 ...1450 1080... 1300 1180... 1400 1100... 1200 340... 370 300... 400 300... 350 300... 400
3* 67
Таблица 3.6
Марка сплава ав, МПа б. % ан, Н-м/см2
ВТ1 400—600 15—23 50
ВТ5Л 700—900 6—12 30—35
ВТЗ-1Л 1000—1100 4—6 30
ВТЛ1 900—1000 5-10 15
ВТ21Л 1000—1100 4—7 20
Сплавы ВТ5 и ВТ5-1 имеют высокий предел ползучести, хо-
рошо свариваются аргонно-дуговой и контактной сваркой, удов-
летворительно обрабатываются резанием, хорошо работают при
низких температурах. Сплав ВТ4 имеет хорошую пластичность,
удовлетворительно сваривается. Сплав ВТ6 с повышенной жа-
ропрочностью имеет хорошую пластичность при 950... 980°С, но
плохо сваривается. Он используется для изготовления крепеж-
ных деталей и деталей обшивки ЛА. Сплавы ВТ8, ВТ 14, ВТ 15,
ВТ 16 деформируются в горячем состоянии, свариваются кон-
тактной сваркой и обрабатываются, прокатываются.
Литейные титановые сплавы имеют хорошие литейные ка-
чества (высокую жидкотекучесть и плотность) и используются
для изготовления заготовок и фасонных отливок. Ввиду склон-
ности к поглощению газов и взаимодействию с формовочными
материалами плавку и разливку их ведут в вакууме или в среде
нейтральных газов.
3.4. МЕДЬ И ЕЕ СПЛАВЫ
Медь отличается высокой электропроводностью и теп-
лопроводностью, диамагнитными свойствами, хорошим сопро-
тивлением коррозии, пластичностью. В механизмах ЛА приме-
няются сплавы меди: бронзы и латуни.
Бронзой называют сплавы меди с различными элементами,
кроме цинка (некоторые специальные сплавы меди с марган-
цем и никелем также имеют другие названия). В обозначение
марки бронзы входят буквы Бр, а также обозначения А — алю-
миний, Б — бериллий, Ж— железо, К — кремний, Мц — марга-
нец, Н — никель, О — олово, Ц — цинк, Ф — фосфор. Бронзы
обладают хорошими антифрикционными, антикоррозионными и
литейными свойствами, а ряд марок (бериллиевые)—и упру-
гими. Они применяются для изготовления опор с трением сколь-
жения, венцов червячных колес, гаек винтовых передач, пружин
(табл. 3.7).
Оловянистые бронзы, содержащие 4... 12% олова, хорошо ра-
ботают при высоких скоростях скольжения без заедания. Вви-
68
Таблица 3.7
Марка сплава Вид полуфаб- риката °в. МПа °Т’ МПа Е, МПа Свойства
БрОФ 6,5-0,15 Прутки, ПОКОВКИ 420 300 1,12-10’ Хорошая прира- батываемость и об-
БрОЦ4-3 То же 440 310 1,1-10’ рабатываемость резанием, высокие антифрикционные свойства (без смазки f=0,l ... 0,12)
БрАЖ9-4 Прутки, поковки 440 340 1,14-10’ Повышенная прочность, пригод- ность к повыше-
БрАЖМц 10-3-1,5 Прутки, лента 590 315 1,08-10’ нию твердости и прочности термо- обработкой; при-
БрКМцЗ-1 Полоса, лента 620 240 1,04-10’ рабатываемость и антифрикционные свойства хуже, чем
БрБ2 То же 980 360 1,35-10’ у оловянистых бронз (без смазки f=0,18... 0,2)
БрАЖ9-4П Литье в кокиль 500 250 1,1-10’ Хорошие литей- ные свойства:
БрАЖН10-4-4П То же 600 350 1,16-10’ литье в песчаные формы, в кокиль
Таблица 3.8
Марка Состояние поставки ов, МПа б. % Область применения
ЛАЖ60-1- 1Л Литье в кокиль 420 18 Арматура, втулки, подшип- ники
ЛС59-1Л Литье под дав- лением 200 6 Детали, изготовляемые лить- ем под давлением: арматура,
ЛМцОС58-2- 2-2 Литье в кокиль 294 4 втулки, сепараторы подшипни- ков, зубчатые колеса
Л63 Прессованные прутки 300 30 Детали, изготовляемые реза- нием, штамповкой, вырубкой:
ЛСбЗ-З Тянутые твер- дые прутки 600 1 платы, втулки, крепежные де- тали, шестерни, пружины
Л63 7 о же 450 9
ЛАЖ60-1-1 Прессованные прутки 450 18
69
ду дефицитности применение оловянных бронз ограничено.
Бронзы безоловянистые имеют более высокие механические
характеристики по прочности, твердости, упругости. Однако они
хуже работают на скольжение, возможны заедания.
Латуни — сплавы на основе меди и цинка — немагнитны, об-
ладают высокими механическими и технологическими свойст-
вами. Латуни также обладают высокой коррозионной стойко-
стью и используются для изготовления арматуры, втулок, пру-
жин и других деталей в авиационном приборостроении. Постав-
ляются в виде прутка, лент, полос, проволоки, труб, а литей-
ные— в чушках (табл. 3.8).
3.5. АЛЮМИНИЯ. МАГНИЙ И ИХ СПЛАВЫ
Алюминий в чистом виде (марки АДО, АД1 с содер-
жанием алюминия более 99,5%) ввиду его низкой механиче-
ской прочности практически используется мало. Применяют в
основном сплавы алюминия с медью, кремнием, марганцем и др.
Для некоторых марок алюминиевых сплавов удельные показа-
тели прочности выше, чем у стали. Поэтому сплавы алюминия
применяют в ЛА, летающих на дозвуковых и умеренных сверх-
звуковых скоростях при температурах нагрева не свыше 150...
200°С. Сплавы алюминия обладают высокой коррозионной стой-
костью, хорошо обрабатываются резанием и давлением, свари-
ваются, паяются, ряд сплавов обладает хорошими литейными
свойствами. По технологическим свойствам различают сплавы
алюминия литейные и деформируемые, а по основным компо-
нентам— силумины (в основном алюминий — кремний) и дю-
ралюмины (в основном алюминий — медь — марганец). Литей-
ные алюминиевые сплавы АЛ предназначены для фасонного
литья и разделяются на пять групп в зависимости от основы:
I —Al—Si; II —Al—Mg; III —Al—Си; IV —Al—Si—Си; V —
Al—Ni—Zn—Fe (табл. 3.9).
Таблица 3.9
Марка сплава ав, МПа б, % Твер- дость, НВ Марка сплава ав, МПа б, % Твер- дость, НВ
АЛ2 130 6,0 50 АЛЮ 320 8,0 80
АЛ4 180 3,0 60 АЛЮ 360 5,0 100
АЛ4 260 4,0 70 АЛ32 270 3,0 80
АЛ5 220 1,0 80 ВИ11-3 240 3,0 95
АЛ7 220 8,0 65 В-300 180 ’0,6 —
АЛ7 250 ’ 5,0 80 В-300 220 0,6 —
АЛ8 АЛ9 320 200 12,0 6,0 70 55 В14А 170 0,8 —
70
АЛ4 и АЛ5 являются сплавами повышенной прочности. Они
применяются для изготовления корпусных деталей крупных и
средних двигателей, подверженных значительным нагрузкам.
Выдерживают температуры до 200... 250°С. Сплавы АЛЗ и АЛб
имеют хорошие литейные свойства, среднюю механическую
прочность. Они применяются для средних и мелких деталей
двигателей и механизмов ЛА, не подверженных значительным
нагрузкам.
АЛ7, АЛ8, АЛ9 используют для литья деталей типа крон-
штейнов, корпусов редукторов, качалок, педалей и др.
Сплав ВИ-11-3 обладает высокой коррозионной стойкостью,
хорошими литейными свойствами (литье в землю, кокиль или
под давлением) и повышенной прочностью; удовлетворительно
сваривается аргонно-дуговой сваркой и хорошо обрабатывает-
ся резанием.
Сплав АЛ 19 обладает высокими механическими характери-
стиками, жаропрочностью, однако имеет низкую коррозионную
стойкость и невысокие литейные качества. Он хорошо сварива-
ется и обрабатывается резанием; применяется для деталей ЛА,
работающих при 175... 300°С.
Деформируемые алюминиевые сплавы (табл. 3.10) поставля-
ются в виде листового проката, проволоки, фасонного профиля
и труб, в основном изготовленных прессованием. Сплавы по-
ставляются повышенного качества (А), мягкими отожженными
(М), полунагартованными — степень обжатия 40% (П) и нагар-
тованными — степень обжатия 80% (Н).
Сплав АМц обладает высокой пластичностью в отожженном
состоянии (АМцМ) и низкой — в нагартованном состоянии
(АМцН), хорошо сваривается, подвергается ковке и штамповке.
Сплав АМг также обладает хорошей пластичностью, хорошо
сваривается. Сплав АВ имеет высокую пластичность в отож*
женном состоянии и среднюю после закалки и старения, хоро-
шо сваривается точечной и атомно-водородной сваркой, куется
и штампуется при 470... 475°С. Сплав Д16 — дюралюмин повы-
шенной прочности. В отожженном состоянии он имеет сред-
нюю пластичность и пониженную обрабатываемость, в закален-
ном и нагартованном состояниях — обрабатываемость удовлет-
ворительная. Хорошо работает при низких температурах. Сплав
применяют для изготовления силовых элементов конструкции
ЛА.
Сплав В95 — высокопрочный после термической обработки,
среднепластичный в отожженном и свежезакаленном состояни-
ях; хорошо обрабатывается резанием и сваривается точечной
сваркой.
Алюминиевые сплавы для ковки и горячей штамповки обоз-
начаются АК (АК4, АК6, АК8). К этой группе относится так-
же сплав Д20. Жаропрочный сплав АК4 удовлетворительно
71
Таблица 3.10
Марка ав, МПа <тт, МПа 6, % Область применения
АДО АД1 60 — 25 Ненагруженные детали, требующие материала с вы- сокими пластическими свой- ствами
АМц 100 — 20 Детали, изготовляемые глубокой вытяжкой и гиб- кой
АДЗЗ 180-270 ПО... 230 15... 10 Профили сложной формы, требующие высокого преде- ла текучести
АМгЗ АМг5 АМгб 180 250... 270 290... 320 80 ПО... 120 120... 160 13 10... 15 11... 15 Сварные мало- и средне- нагруженные детали
АВ 180... 300 — 12... 14 Средненагруженные дета- ли высокой пластичности
Д1 360... 380 200... 220 10... 12 Детали средней прочности
Д16Т 400... 430 250... 300 6... 10 Детали повышенной проч- ности при переменных на- грузках и низких темпера- турах
В95 500... 540 400... 430 4... 6 Нагруженные детали, дли- тельно работающие при 120°С, клепаные конструк- ции
АК4 320... 360 — 8 Штампованные и кованые детали, работающие при повышенных температурах (до 350°С)
АК8 420... 460 200 10 Высоконагруженные штампованные детали
72
сваривается атомно-водородной сваркой. АК6 — сплав с хоро-
шей пластичностью; применяются для изготовления штампо-
ванных и кованых деталей сложной формы. АК8— сплав с
большой прочностью, обрабатывается давлением в горячем со-
стоянии.
Сплавы магния благодаря малой плотности, высокой удель-
ной прочности, хорошим литейным качествам используют в
авиационном приборостроении для литья корпусов, крышек, ар-
матуры и других деталей. Магниевые сплавы склонны к по-
верхностному окислению, поэтому требуют защиты поверхности
от разрушения. Для этой цели используются специальные виды
покрытий. Сплавы магния делятся на деформируемые и литей-
ные. Деформируемые сплавы марок MAI, МА2, МА5, МА8 наи-
более распространены и поставляются в виде плит, полос и
горячепрессованных профилей.
Литейные магниевые сплавы марок МЛ2, МЛЗ и МЛ4 ис-
пользуют для деталей средней нагруженности, МЛ5 и МЛ6 —
для высоконагруженных деталей, в том числе корпусов редук-
торов ЛА. Магниевые сплавы МЛ 12 и МЛ 15 (ов=250...
290МПа) могут также работать при 200... 250°С.
Сверхлегкие магниево-литиевые сплавы марок ИМВ1.ИМВ2,
ИМВЗ с р=1,4... 1,65 г/см3 хорошо обрабатываются давлением
и свариваются аргонно-дуговой сваркой.
3.6. КОМПОЗИЦИОННЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
В настоящее время требования к летно-техническим
характеристикам ЛА опережают темпы развития традиционных
конструкционных материалов: физико-механические характери-
стики традиционных конструкционных материалов улучшились
незначительно. Так, прочность алюминиевых сплавов за послед-
ние 20... 25 лет возросла на 100... 150 МПа. Прочность конструк-
ционной стали и титановых сплавов повысилась на 300 МПа.
Этим объясняется повышенный интерес к композиционным по-
лимерным материалам (КПМ), механические характеристики
которых в ряде случаев выше, чем у алюминиевых и титановых
сплавов. Применение КПМ для изготовления деталей ЛА име-
ет также следующие преимущества: низкая трудоемкость и воз-
можность автоматизации производства деталей и программно-
го управления; меньшие капитальные затраты на организацию
участков и цехов по производству изделий из КПМ; высокий
коэффициент использования материала, близкий к 1; повыше-
ние технического уровня и качественных показателей деталей
благодаря снижению массы, повышению коррозионной стойко-
сти, долговечности, расширению функциональных возможно-
стей. Их особенностью является и то, что при создании деталей
из КПМ можно исключить стадию получения исходного мате-
73
Таблица 3.11
Материал р, г/см® Разрушающее напряжение. МПа Д-10-®, МПа Теплостойкость*. Способ пере- работки**
при растяже- нии ав при сжатии °В.СЖ при изгибе
морозостойкость °C
Полиэтилен высокой плотности 0.95 22... 30 25... 60 20... 35 при изгибе 0,55... 0,75 128 —60 1—7
Фторопласт-4 2.19 21... 25 12 14 0.5... 0,8 250 (М) —269 2,6
Поливинилхлорид Полиметилметакрилат 1,4 1.18 40... 70 42... 70 70 ...130 100... 120 90... 120 2... 3,5 60... 80(B) —10 70 —40 4, 6, 7, 8 2, 4, 5, 6, 7
Полиамиды 610 кпс-зо 1,2 1.36 50... 90 130 80 ...90 195 70... 100 245 1,2... 1,9 8.3 70(М) — (40 .'.60) 200 (М) —2 1-7 1-7
Полиамиды ПМ-67 1.39... 1,41 100... 130 200... 230 180... 230 2...3 280(B) 1» 2
ПМ-69 1,38... 1,41 90... 125 210... 240 180... 230 2...3 280(B) 1, 2
Поликарбонаты 1,4 90 ...ПО 120... 140 150... 200 2,2... 2,4 150(р) —60 1, 4—7
Гетинакс 1,3... 1,45 70... 100 — 105... 125 1,2... 2,1 150 -60 2, 4, 5, 6, 7
Текстолит ПТК 1,3 ...1,4 68... 100 120... 180 120... 160 4... 6,5 130 —60 2, 4, 5, 7
Стеклотекстолит КАСТ 1,8 150... 250 — — 1,6 ...2 250 —60 2, 4, 5, 7
Волокниты 1,7... 1,9 78... 80 по... 12а ПО... 120 34,3 280 —60 2, 4, 5
Аминопласты А, Б, В 1,6 ...1,8 32... 38 90... 100 60... 70 7,4 ... 9,8 100... 140(М) 2
• М — по Мартенсу, В — по ВИка, р — температура работоспособности. 1—литье под давлением; 2 —прессова-
ние; 3 — экструзия; 4 — штамповка; 5 — механическая обработка; 6 — сварка; 7 — склеивание.
сл _________________________________________________________________________________________________________________________
риала, совместив ее со стадией формирования конкретной де-
тали. Для такой детали можно определить оптимальную струк-
туру армирующих волокон и связующего, качественное и коли-
чественное их соотношение, упаковку и ориентацию волокон,
оптимальные параметры технологического процесса получения
деталей из КПМ.
КПМ представляют собой композиции на основе полиме-
ров— высокомолекулярных органических и элементоорганиче-
ских соединений, включающие в себя наполнители, стабилиза-
торы, пластификаторы, красители и другие компоненты. Термо-
пластичные полимеры способны многократно размягчаться. Ре-
актопласты под влиянием нагрева необратимо отверждаются
и не могут быть использованы повторно. К термопластичным
пластмассам относятся полиэтилен, винипласт, ряд марок фто-
ропласта, полиметилметакрилат (оргстекло), полиамиды, поли-
имиды, поликарбонаты (табл. 3.11). Наполнителем в них служит
бумага, ткани, древесный шпон, волокна (текстильные, стек-
лянные, асбестовые) или мелкие частицы в виде муки (древес-
ной, минеральной и др.). Широкое применение пластмасс свя-
зано с их технологическими преимуществами и широким диа-
пазоном физико-механических свойств. К недостаткам КПМ от-
носят низкие теплопроводность и теплостойкость, старение, ани-
зотропность, ползучесть.
Полиэтилен и поливинилхлорид (винипласт)—материалы с
высокой химической стойкостью; они используются при невысо-
ких температурах в виде прокладок, труб, пленок. Фторопласт
имеет ряд модификаций; основные из них фторопласт-4 (отно-
сящийся к термореактивным пластмассам), фторопласт-40,
фторопласт-42. Фторопласт-4 отличается высокой химической
стойкостью, повышенными тепло- и морозостойкостью, малым
коэффициентом трения (может работать без смазки), при дли-
тельном нагружении склонен к ползучести. Фторопласт-40 и
фторопласт-42 имеют повышенные механическую прочность, ра-
диационную стойкость и ползучесть.
Полиметилметакрилат (оргстекло) — прозрачный полимер,
изготовляемый обычно в виде листов толщиной 0,8... 24,0 мм.
Полиамиды — литьевые пластмассы, допускающие наполне-
ние стекловолокном (КПС-30), графитом, тальком, дисульфидом
молибдена и другими наполнителями, придающими им повы-
шенные триботехнические и прочностные свойства. Полиамиды
применяют для изготовления подшипников, уплотнений, зубча-
тых колес, роликов, муфт, звездочек, втулок, блоков и других
деталей. Литые детали из полиамидов используются как амор-
тизаторы, снижающие вибрацию машин.
Полиимиды — термостойкие пластмассы, используемые в ка-
честве прессовочных и литьевых материалов (ПМ-67 и ПМ-69).
Допускают с целью снижения коэффициента трения наполне-
76
ние графитом (ПМ-67-Г-40) и дисульфидом молибдена
(ПМ-67-ДМ-3). Коэффициент трения без смазки 0,15...0,2, со
смазкой 0,05... 0,12.
Поликарбонаты для повышения механических свойств на-
полняют стекловолокном (СТН-30).
Свойства термопластов можно регулировать пластификаци-
ей, ориентационной вытяжкой и другими способами.
К реактопластам относят фторопласт-4, гетинакс, текстолит,
стеклотекстолит, волокниты, аминопласты и др.
Гетинакс состоит из наполнителя в виде бумаги, пропитан-
ной фенолформальдегидной смолой; в текстолите наполнителем
является хлопчатобумажная ткань, а в стеклотекстолите — стек-
лоткань. Изготовляются эти пластмассы методом горячего
прессования в виде листов, блоков, прутка, труб. Волокниты
имеют наполнитель в виде крошки, волокон, нитей. Аминопла-
сты имеют минеральный или органический наполнитель и ле-
Таблица 3.12
Детали
Зубчатые и червячные колеса
Шкивы, маховички, ступицы
Подшипники скольжения, вкладыши
Детали шарикоподшипников
Тормозные колодки, накладки
Облицовка барабанов, шкивов трения
Трубы, фитинги, детали арматуры, фильтры,
вентили и другие детали масляных и водных си-
стем
Уплотнения (манжеты, прокладки, сальниковые
набивки), мембраны, антикоррозионные покрытия
металлических деталей, облицовка аппаратуры
Износоустойчивые покрытия металлических из-
делий
Рукоятки, штурвалы, кнопки, колпачки
Пружины, рессоры
Кулачковые механизмы, клапаны и другие де-
тали машин, воспринимающие ударные нагрузки
Крупногабаритные элементы конструкций, несу-
щие нагрузки корпуса, емкости и т. д.
КПМ*
1, 9, 10, 11, 16, 17, 20, 21
4, 9, 11, 12, 14-18, 20
1, 3, 11, 12, 14, 17
1, 9, 11 ♦
15, 22
5, 15, 20, 22
1, 7, 9, 12, 13, 18
1—5, 8, 9
1, 3, 7, 8, 9, 10, 11
4, 6, 7, 11—14, 16, 18
24, 25
1, 6, 9Г—11, 14
20, 23, 24, 25
* 1 — полиамиды; 2 — полиэтилены; 3 — фторопласты; 4 — винипласты
жесткие; 5 —винипласты пластифицированные; 6 — полистирол и его сополи-
меры; 7 — акрипласты; 8"— эпоксипласты; 9 — пентапласты; 10 — поликарбо-
наты; 11 — полиформальдегиды; 12—пресс-порошки фенольные; 13 — пресс-
порошки карбамидные; 14 — волокниты; 15 — асбоволокниты; 16 — стеклово-
локниты; 17 — текстолитовая пресс-крошка; 18 — древесная пресс-крошка;
19 — гетинакс; 20 — древесно-слоистые пластики; 21 — текстолит; 22 — асбо-
текстолиты; 24 — угле- и стеклопластики; 25 — стеклопластики листовые, на-
мотанные из стекломатов на связующем контактного типа.
77
Таблица 3.13
Материал р, г/см’ <тсж. МПа ар, МПа £, МПа <Ур/р, МПа-см’/г Е/р. МПа*см’/г
Сталь ЗОХГСА 7,85 1200 1050 210 155 25
Титановый сплав ВТ-4 4,50 1800 1800 ПО 400 25
Алюминиевый сплав АМг-6 Стеклопластик на основе: 2,70. 320 320 70 120 . * 26
хаотичных воло- кон АГ-4С 1,75 270 200 24 150 14
ткани ТС 8/3 1,80 500 300 25 240 11,5
однонаправлен- ных волокон ВМП 2,21 1600 700 66 724 27,1
Углепластик ВМП-5 1,5 1100 200 170 733 ИЗ
Боропластик 2,0 1200 800 200 600 100
Органопластик 1,35 1500 200 80 1100 59,7
гирующие добавки. Прессовочные массы пластмасс поставля-
ются в виде порошков, крошки, пучков. Для изготовления де-
талей в зависимости от вида и марки пластмасс могут исполь-
зоваться литье под давлением, прессование, напыление, экстру-
зия, выдувание, механическая обработка, сварка и склеивание.
Области использования КПМ для деталей ЛА приведены в
табл. 3.12.
Таблица 3.14
Материал Р, г/см8 ар. МПа МПа Е, МПа Gp/plO-’, МПа*см’/г £/р-10-\ МПа*см’/г ь.108 Е
Сталь с упроч- нением термооб- работкой Алюминиевый 7,85 1100 300 210000 153 267 1,43
2,77 393 72000 145 267 —
сплав 2024-76
Стеклопластик «Э> 1,85 380 — 27500 206 149 ——
Стеклопластик ЭФ 32-301 1,85 500 120 35000 270 189 1,9
Стеклопластик СК-5-2113 1,95 1000 180 50000 513 256 3,6
Углепластик КМУ-3 1,4 800 — 120000 570 857 3,0
Орга нит 7Т 1,25 520 — 30000 416 240 —
Боропластик 2,0 1300 400 260000 » 650 1300 1,54
78
Особенностью КПМ является возможность достижения и
обеспечения наиболее полного соответствия их свойств характе-
ру и условиям работы деталей ЛА. Используя различные мат-
рицы, вырьируя содержание армирующих волокон, их ориен-
тацию, сочетая в одной матрице волокна с различными упруго-
прочностными свойствами, можно создавать материалы с за-
данным комплексом свойств.
В табл. 3.13 и 3.14 для сравнения приведены свойства неко-
торых металлических сплавов и композиционных материалов
на основе тканых наполнителей. Из таблиц видно, что КПМ
имеют высокие показатели удельной прочности и жесткости.
Кроме того, они обладают низкой чувствительностью к концент-
раторам напряжений, высокой стойкостью к воздействию ат-
мосферы, хорошие удельные прочности и жесткости.
Эффективность применения тех или иных конструкционных
материалов наиболее наглядно можно оценить по возможности
снижения массы агрегатов ЛА при сохранении показателей
прочности или уменьшения трудоемкости изготовления. Иссле-
дования показали эффективность применения для изготовления
деталей ЛА КПМ на основе стеклянных, углеродных, органиче-
ских волокон и полимерных матриц.
3.7. АНТИФРИКЦИОННЫЕ И ФРИКЦИОННЫЕ
МАТЕРИАЛЫ
Антифрикционные и фрикционные материалы, исполь-
зуемые в узлах трения машин, должны обладать свойствами
минимизации или максимизации коэффициента трения и по-
вышенной износостойкостью при длительной безотказной рабо-
те узла трения. При этом антифрикционные (подшипниковые)
материалы, предназначенные для работы в узлах трения сколь-
жения, должны обладать наименьшими коэффициентом трения
и износом, а фрикционные (тормозные), применяемые в тор-
мозах, фрикционных передачах, муфтах, требуют материалов
с высоким коэффициентом трения и минимальным изнашива-
нием.
Для подшипников тихоходных и слабо нагруженных пере-
дач применяются латуни и бронзы. Для подшипников и подпят-
ников при больших скоростях и нагрузках применяют специаль-
ные антифрикционные сплавы:
алюминиевые — АОЗ-7, АО9-2, АО6-1 и др.;
баббиты оловянные, свинцовые и кальциевые марок Б88,
Б83, БКА и др.;
цинковые ЦАМ9-1, ЦАМ10-5Л и др.; антифрикционная ме-
таллокерамика (железографитовая и меднографитовая). Марки
и свойства металлокерамических материалов приведены в табл.
79
Таблица 3.15
Марка ме- таллокера- мики Допускаемое удельное давление, МПа Твердость, НВ Материал контртела Коэффициент трения f
со смазкой без смазки
Железо- графитовые МФ-15 0,5 130... 160 чугун СЧ — * 0,26... 0,45
МП-11 1,0 15... 20 18..,. 40 НВ 250... 270 Ст35 0,10... 0,13 0,3
Медногра- фитовые МК-5 15... 20 стали 0,08... 0,12 0,16... 0,32
ФАБ-1 40 80 ...90 65Г; 45 То же 0,08... 0,9 —
углеродные (углеграфитные) антифрикционные материалы,
работающие в интервале температур от —200 до 2000°С при
скоростях скольжения до 100 м/с и в агрессивных средах. Ма-
териалы имеют плотность 1,65... 3,1 г/см3, предел прочности
LOO... 200 МПа в зависимости от марки материала. Углеродные
обожженные материалы марок АО-1500, АО-600 и графитизи-
рованные марок АГ-1500 и АГ-600 могут пропитываться бабби-
том Б83 и сплавом СО5 (95% РЬ и 5% Sn).
Графитофторопластовые антифрикционные материалы яв-
ляются полимерными композициями фторопласта-4 и углерод-
ных наполнителей (марки 7В-2А, АФГМ и АФГ-80ВС).
Графитопластовые антифрикционные материалы на эпоксид-
но-кремнийорганическом связующем работают при температу-
рах до 200°С (АМС-1, АМС-3, АМС-5), антифрикционные час-
тично графитизированные материалы работают в агрессивных
средах при температурах до 300°С, высоких скоростях и дав-
лениях (НИГРАН, НИГРАН-В).
Применяют новые композиционные материалы на основе
алюминия или бронзы, содержащие дисперсный порошок либо
нитевидные криста'ллы графита как твердую смазку.
Эксплуатация машин с узлами трения при низких и высоких
температурах и в вакууме требует соответствующих антифрик-
ционных покрытий. Эти покрытия представляют собой пленки,
образующиеся после высыхания суспензии антифрикционных
порошков и пленкообразующей композиции, которые обладают
свойствами твердых смазочных материалов. К ним относятся:
дисульфидмолибденовое антифрикционное покрытие ВНИИ
НП-209 на основе кремнийорганического связующего. Предназ-
начено для узлов трения с возвратно-поступательным движени-
80
Таблица 3.16
Марка материала р, г/см3 ап.сж» МПа ап н, МПа Ор, МПа £-10-з, МПа
АО-1500 1,65... 1,7 150... 180 60 ... 80 16
АГ-1500 1,7... 1,8 80... 100 40... 50 13
АПГ 1,8... 1,9 85... 105 45... 55 20... 25 11
Химанит-Т 1,85... 1,9 130... 170 — 32... 38 —
ем. Работоспособно при температурах от —70 до 850°С и в ва-
кууме до 900°С;
дисульфидмолибденовое антифрикционное покрытие ВНИИ
НП-230 на основе эпоксидной смолы. Используется для раз-
личных узлов трения скольжения в условиях радиационного об-
лучения. Работоспособно при температурах от —60 до 250°С;
дисульфид молибдена — эффективная твердая смазка для
узлов трения, работающих в жестких условиях. Может исполь-
зоваться в смеси со связующими материалами;
твердые смазки на основе мягких металлов — золота, сереб-
ра, индия, фториды вида CaFr, BoFr.
Для деталей узлов трения, работающих в сложных усло-
виях, применяют самосмазывающиеся антифрикционные мате-
риалы на основе углерода, которые имеют повышенные плот-
ность, твердость и теплопроводность (табл. 3.16).
Фрикционные материалы применяются, главным образом,
в различного вида тормозных устройствах. Изыскание фрикци-
онных материалов с большим коэффициентом трения, высоки-
ми износоустойчивостью, теплостойкостью, надежностью акту-
ально для современного самолетостроения. Так, для обеспече-
ния нормальной посадки самолета один тормоз за 25... 30 с дол-
жен совершить работу до 107 Н-м. Для решения этих задач
могут использоваться следующие материалы:
ретинакс — асбосмоляная композиция с включением латун-
ной проволоки (тип А); в паре с чугуном 4НМХ допускает тем-
пературу трения до 1100°С при скорости скольжения до 50 м/с
и давлении до 2,5 МПа. Коэффициент трения меняется в зави-
симости от температуры: /=0,4 при t= (100... 300)°С, /=0,3...
0,2 при /= (300... 500)°С;
металлокерамические материалы на основе железа исполь-
зуются в тормозных устройствах в паре с чугуном ЧНИМХ или
сталью 3X13: ФМК8, ФМКИ, ФМКПМ, МКВ50А и др. Пере-
численные материалы допускают удельную мощность трения
300 Н-м/см2, давление 130 Па, объемную температуру 500°С,
скорость скольжения 30 м/с и удельную работу трения 5Х
ХЮ3 Н-м/см2 (табл. 3.17).
81
Таблица 3.17
Пара тревия Коэффициент трения f Твердость диска, НВ
Твердость контртела, НВ
ФМК8-ЧНМХ 0,16... 0,2 60-85
160... 220
фмки—чнмх 0,25... 0,29 65... 95
160... 220
фмким—чнмх 0,22... 0,27 65... 95
160... 220
ФМК11—3X13 0,18... 0,22 65... 95
270 - 300
МКВ50А—ЧНМХ 0,34... 0,38 70... 85
160... 220
3.8. НОВЫЕ МАТЕРИАЛЫ ДЛЯ ДЕТАЛЕЙ ЛА,
РАБОТАЮЩИХ В ЭКСТРЕМАЛЬНЫХ УСЛОВИЯХ
Детали ЛА могут эксплуатироваться в экстремаль-
ных условиях:
при температурах —(80... 50)°С и ниже;
при кратковременном нагреве до температуры 500... 1000°С
и длительном—до температуры 300... 500°С;
в вакууме;
при радиационном воздействии на материалы.
Для обеспечения надежной работы деталей в таких усло-
виях требуются материалы, обладающие соответствующими
свойствами. При снижении температуры у конструкционных ма-
териалов (стали, титановые и алюминиевые сплавы) величины
<Гв, От, 1 и Е могут несколько повышаться, однако ударная
вязкость при этом снижается, причем особенно резко при тем-
пературах ниже —60°С. Снижение ударной вязкости при этих
температурах у легированных сталей зависит от ее марки и
может составлять 25% и более. Поэтому для изготовления де-
талей, работающих при низких температурах, рекомендуются
материалы с высокой ударной вязкостью (стали марок 12ХНЗА,
Х18Н10Т, 18Х2Н4ВА, ОН6А, ОН9А, сплавы титана ВТ6, ВТ5-1,
алюминиевые сплавы Д16Т, АМгб и др.).
Для изготовления деталей, работающих при 500°С, исполь-
зуются жаропрочные и теплостойкие стали, а также специаль-
ные сплавы, композиционные материалы и металлокерамика.
Так, жаропрочный деформируемый сплав ЭП-800 может дли-
82
тельное время работать в нагруженном состоянии при темпе-
ратурах до 80(гС, имея при 200°С ав=1150 МПа, а при 800...
850°С ов=750... 950 МПа; его предел длительной прочности за
время, соответствующее 20-103 циклов при 800°С, более
900 МПа. Сплавы 75Х28Л и 185Х34Л также отличаются высо-
кими жаростойкостью (до 1100°С) и прочностью.
На основе алюминия используются спеченные сплавы, об-
ладающие высокими жаропрочностью и коррозионной стойко-
стью. Так, деформируемый жаропрочный сплав САП из алю-
миниевого порошка, получаемый прессованием со спеканием
при 500... 600°С, может длительно работать при ЗОО...55О°С и
кратковременно — при 700... 1100°С (у сплава САП-3 ав=
= 130 МПа при 500°С).
На основе алюминия изготовляются также композиционные
материалы, имеющие волокнистые или нитевидные наполнители
из окиси алюминия, углерода, вольфрама, бора и др. Так, сплав
ВКА-1 на основе алюминия с волокнами бора имеет при тем-
пературе 500°С предел прочности в 2...3 раза выше, чем у
обычных алюминиевых сплавов (ов=600 МПа при 400°С).
Металлокерамика обладает высокими химическими и тер-
мохимическими свойствами при высоких температурах. Карби-
ды, бориды, нитриды, силициды и другие окислы, входящие в
состав металлокерамики, придают им жаростойкость, а ме-
таллы— жаропрочность. Наиболее качественны такие материа-
лы на основе алюминия, циркония, бериллия и других метал-
лов (железа, кобальта, никеля, хрома) с характеристиками:
св=1225 МПа при 980°С, ов=490 МПа при 1200°С. Исполь-
зуется также волокнистая металлокерамика на основе нитевид-
ных волокон из алюминия, меди, коррозионно-стойкой стали.
ГЛАВА 4, ИСПОЛЬЗОВАНИЕ ЭВМ И САПР
ПРИ КОНСТРУИРОВАНИИ И РАСЧЕТАХ
ДЕТАЛЕЙ МЕХАНИЗМОВ ЛА
4.1. ЗАДАЧИ ПРОЕКТИРОВАНИЯ, РЕШАЕМЫЕ
С ПОМОЩЬЮ ЭВМ И САПР
Развитие авиационной техники сопровождается ус-
ложнением всех систем самолета и его элементов. Возрастает
и трудоемкость создания современных ЛА при одновременном
повышении требований к их качеству, эффективности, сокра-
щению сроков разработки и промышленного освоения. Выпол-
нение этого комплекса задач базируется на широком внедре-
нии в проектирование вычислительной техники. Основное на-
правление— создание систем автоматизированного проектиро-
83
вания (САПР), позволяющих повышать качество, сокращать
сроки проектирования, снижать трудоемкость и стоимость про-
ектных разработок [33].
Использование САПР сокращает сроки проектирования и
доводки самолетов в 2...3 раза, а подготовки производства —
в 3...5 раз. Так, с помощью специальной САПР, разработан-
ной фирмой «Локхид», компоновочные чертежи небольшой слож-
ности выполняются в 10... 13 раз быстрее, а выпуск деталиро-
вочных чертежей — в 10... 17 раз. На фирме «Боинг» автомати-
зированное проектирование составляет более 60% общего
объема работ.
При традиционных методах работы проектировщиков толь-
ко 10% затраченного времени используется на творческую ра-
боту, а 90%—на поиск нужной информации, вычисления,
оформление документации. При автоматизированном проекти-
ровании (АП) эта часть работы осуществляется ЭВМ, причем
намного быстрее и качественнее.
Использование САПР также позволяет исключить субъекти-
визм при принятии решений и реализовать выбор оптимально-
го варианта конструкции.
Автоматизация проектирования не только повьцпает произ-
водительность труда конструктора, но и делает его труд более
привлекательным. ЭВМ осуществляет размножение документа-
ции, вычерчивание деталей и сборок по заданным типовым об-
разцам, использование автоматизированных каталогов норма-
тивных материалов и стандартных изделий, деталировку черте-
жей, построение графиков, таблиц и т. д.
Переход от набора средств для автоматизации отдельных
конструкторских операций к разработанным на базе современ-
ных технических средств системам, включающим правила взаи-
модействия их элементов друг с другом, порядок выполнения
работ и обработки документации, определяет использование
САПР.
САПР — это организационно-техническая система, состоя-
щая из комплекса средств автоматизации проектирования, вза-
имосвязанного с подразделениями проектной организации, и
выполняющая автоматизированное проектирование.
При автоматизированном проектировании отдельные преоб-
разования описаний объекта и(или) алгоритма его функциони-
рования или алгоритма процесса, а также представление опи-
саний на различных языках осуществляются взаимодействием
человека и ЭВМ.
При работе человека в режиме диалога с ЭВМ целесооб-
разно следовать следующему правилу: всю рутинную работу —
ЭВМ, а творческую — конструктору. Это требует более высокой
квалификации проектировщика.
Однако разработка САПР требует проведения комплекса
84
научных исследований и использования сложных вычислитель-
ных устройств — ЭВМ второго и третьего поколений.
Автоматизированное проектирование позволяет совершенст-
вовать процесс создания изделия в следующих основных на-
правлениях:
1. Повышение качества проектирования за счет увеличения
числа анализируемых конструкторских решений; более деталь-
ного и всестороннего анализа каждого проектного решения;
решения принципиально новых задач, связанных с моделиро-
ванием на ЭВМ сложных процессов функционирования элемен-
тов; обеспечения конструктора современными техническими
средствами, расширяющими его возможности при разработке
новой конструкции.
2. Сокращение срока разработки конструкции за счет ав-
томатизации выполнения чертежных работ; совершенствования
расчетных операций и операций по обработке графической ин-
формации, автоматизации использования информации; механи-
зации процесса выпуска чертежно-технической документации и
процесса изготовления изделия.
3. Уменьшение стоимости проектных работ путем сокраще-
ния числа специалистов, особенно занятых рутинной работой по
проведению вычислений и обработке графической и текстовой
информации; замены ряда экспериментальных работ на натур-
ных объектах и установках моделированием на ЭВМ.
Основными структурными звеньями САПР являются под-
системы. Подсистемой называют выделенную по некоторым
признакам часть САПР, обеспечивающую получение закончен-
ных проектных решений и соответствующих проектных доку-
ментов.
Различаются объектно ориентированные (объектные) и объ-
ектно независимые (инвариантные) подсистемы САПР. Объ-
ектные подсистемы предназначены для выполнения процедур,
специфичных для конкретного объекта. Инвариантные рассчи-
таны на выполнение типовых проектных процедур и использу-
ются для более широкого ряда объектов.
•В САПР выделяют компоненты, выполняющие определенные
функции в подсистемах и являющиеся элементами средств обе-
спечения САПР. Различают компоненты методического, прог-
раммного, технического, информационного и организационного
обеспечения.
Компонентами методического обеспечения являются доку-
менты, в которых изложены: теории, методы, способы, матема-
тические модели, алгоритмические языки для описания объек-
тов, терминология, нормативы, стандарты и другие данные, обе-
спечивающие методологию проектирования в подсистемах САПР.
Из состава методического обеспечения выделяют компоненты
математического и лингвистического обеспечения.
85
Компонентами программного обеспечения являются доку-
менты с текстами программ, программы на машинных носите-
лях и эксплуатационные документы, обеспечивающие функциони-
рование соответствующих подсистем САПР. Программное обе-
спечение подразделяется на общесистемное и прикладное. Ком-
понентами общесистемного программного обеспечения являются,
например, операционные системы, трансляторы с алгоритмиче-
ских языков. Компонентами прикладного программного обе-
спечения являются программы и пакеты прикладных программ,
предназначенных для получения проектных решений.
Компонентами технического обеспечения являются устрой-
ства вычислительной и организационной техники, средства пе-
редачи данных, измерительные и другие устройства или их со-
четания, обеспечивающие функционирование соответствующих
подсистем САПР. Совокупность компонентов технического обе-
спечения образует комплекс технических средств САПР.
Компонентами информационного обеспечения являются до-
кументы, содержащие описания стандартных проектных проце-
дур, типовых проектных решений, типовых элементов, комплек-
тующих изделий, материалов и другие данные, а также файлы
и блоки данных на машинных носителях с записью указанных
документов, обеспечивающие функционирование соответствую-
щих подсистем САПР. Совокупность компонентов информаци-
онного обеспечения образует информационную базу (базу дан-
ных) САПР.
Компонентами организационного обеспечения САПР явля-
ются методические и руководящие материалы, положения, ин-
струкции и другие документы.
В развитии САПР механизмов можно выделить три этапа:
использование ЭВМ для выполнения расчетов; ввод-вывод
информации (включая графическую) . в диалоговом режиме;
комплексная автоматизация проектирования. На последнем
этапе результаты могут выдаваться в виде сборочных и рабочих
чертежей, программ для станков с программным управле-
нием.
Одной из основ методики автоматизированного проектиро-
вания является системный подход. Его главными задачами яв-
ляются исследование специфических связей, присущих отдель-
ным типам систем, и разработка на этой основе определенных
методов их описания и изучения. При системном подходе иссле-
дуется структура объекта (системы) и свойства его частей в
их взаимосвязи. Система состоит из подсистем, элементов и т. д.
Такое деление отображает иерархическую (ступенчатую) струк-
туру САПР.
При таком подходе механизм рассматривается как совокуп-
ность сборочных единиц и деталей, которые находятся в опре-
деленной взаимосвязи и обеспечивают требуемое функциониро-
86
ванне (рис. 4.1). На схеме видна иерархичность уровней. Низ-
ший иерархический уровень включает в себя поверхности дета-
ли, которые рассматриваются как базовые элементы, не под-
лежащие дальнейшему делению. Например, для зубчатого ко-
леса такой поверхностью является рабочая поверхность зуба.
Следующим уровнем является часть детали и т. д. Такая си-
стематизация используется при расчетах рабочей поверхности
зубьев на контактную прочность, на основании которых опре-
деляется геометрия части детали — зубчатого венца колеса.
Зубья проверяются на изгибную прочность. На следующем
уровне идет формирование конструкции детали, в которую мо-
гут входить ее части: зубчатый венец, обод, диск, ступица.
Можно в качестве базового элемента использовать и другой
объект, например деталь. Это реализуется при укрупненном
рассмотрении. Использование в схеме декомпозиции — разбив-
ки— каждого уровня на ряд составных частей (блоков) дает
возможность раздельного (поблочного) проектирования на
каждом уровне.
В САПР системный подход используется при выделении ха-
рактерных подсистем, элементов, рассмотрении связи между
ними, изучении влияния отдельных компонентов на функциони-
рование всей системы, анализе возможности внесения измене-
ний в функционирование системы и процесс проектирования.
Составной частью системного подхода является разработка
структуры системы, рассматриваемого изделия, что учитывает-
ся при классификации. Под классификацией понимают процесс
распределения объектов и их элементов в соответствии с уста-
новленными признаками сходства. Классификация связана с
Рис. 4.1. Структурная схема механизма
87
теми требованиями, которые к ней предъявляются. Основные
требования делятся на эксплуатационные и производственно-
технологические.
Эксплуатационные требования — это требования функциони-
рования; выполнения штатных работ; технологии и организации
обслуживания; технологии и организации ремонта. Основными
являются требования функционирования, которые отражены в
эксплуатационных характеристиках машин и указаны в техни-
ческом задании (ТЗ) на проектирование.
Создаваемая конструкция должна удовлетворять и произ-
водственно-технологическим требованиям: технологического и
вспомогательного процессов, их обслуживания и организации
производства.
Обычно детали механизмов классифицируют по функцио-
нальным признакам: корпусные детали, соединения, передачи,
валы, оси, подшипники и т. д. Иногда используют и производ-
ственно-технологические признаки, например детали классифи-
цируют по способу изготовления на литые, механически обра-
ботанные, штампованные и т. д. В соответствии с классифика-
цией по функциональным признакам в курсе «Детали машин»
отдельно рассматривают каждый элемент механизма, особенно-
сти его конструирования и расчета. Однако проектировщики
ЛА дополнительно, кроме зубчатых и червячных передач, раз-
рабатывают рычажные, кулачковые, гидравлические, пневмати-
ческие механизмы и характерные для них детали: тяги, качал-
ки, кронштейны, подвижные соединения и т. д.
При составлении программ для автоматизированного проек-
тирования пользователь составляет лишь головную программу,
используя готовые подпрограммы (модули), хранящиеся в па-
мяти ЭВМ. Такие модули разработаны в ряде организаций для
передач и других типовых деталей, выделенных по функцио-
нальным признакам. Проектирование каждого элемента обеспе-
чивается рядом модулей, выполняющих расчеты поверхностей,
частей, формирование конструкции и ее изображения и воспро-
изведение чертежа. Например, модули DET составляют пакет
прикладных программ кафедры «Детали машин» МАИ. Они
обеспечивают автоматизированное проектирование зубчатых пе-
редач, валов, осей, соединений вал — ступица и других де-
талей.
При подготовке модулей DET использована методика рас-
чета и конструирования, изложенная в настоящей книге. По
ней составлены алгоритмы и программы счета на ЭВМ на язы-
ке ФОРТРАН-IV.
Совершенствование конструкции при проектировании обеспе-
чивается ее оптимизацией по одному или нескольким крите-
риям. Для механизмов ЛА критериями эффективности конст-
рукции могут являться высокая надежность, минимальные мас-
88
са, габаритные размеры и стоимость, наибольший КПД, высо-
кая точность и др. При этом часто критерии могут быть про-
тиворечивыми.
Различают два направления оптимизации механизмов:
структурное, включающее в себя оптимизацию структуры; пара-
метрическое, обеспечивающее оптимальные параметры элемен-
тов заданной структуры.
При оптимизации используют исходные условия (данные),
управляющие параметры — варьируемые параметры, сущест-
венно влияющие на показатели качества, ограничения. При па-
раметрической оптимизации управляющими параметрами, на-
пример, зубчатых приводов могут быть: распределение переда-
точных отношений по ступеням, относительная ширина колес,
материал колес, геометрия зацепления, частота вращения дви-
гателя и др.
При структурной оптимизации можно анализировать раз-
личные типы редукторов, например многоступенчатый цилинд-
рический, планетарный, волновой, комбинированный.
Исходные данные при проектировании механизмов в соот-
ветствии с ТЗ могут включать в себя следующие характери-
стики: мощность, скорость, ход, ресурс, режим работы, цикло-
грамму нагружения и др.
Ограничения разделяют на кинематические (по передаточ-
ному отношению одной пары, предельным окружным скоро-
стям); прочностные (по условию контактной и изгибной проч-
ности зубчатых колес); конструктивные (по габаритным разме-
рам, условию размещения элементов, их взаимодействию и
соединению) и др.
При оптимизации по одному критерию задача решается наи-
более просто. Например, решение можно получить перебором
различных вариантов конструкции и выбором наилучшего.
Решение многокритериальных задач более сложно. Много-
критериальную оптимизацию используют, когда одного крите-
рия для оценки качества проектируемой системы недостаточно.
Например, когда стоит задача обеспечения максимальной на-
дежности и минимальной массы при создании редуктора.
Рассмотрим некоторые методы решения многокритериальных
задач оптимального проектирования.
Первая группа классических методов включает в себя метод
множителей Лагранжа, вариационное исчисление, принцип мак-
симума Понтрягина, линейное программирование, нелинейное
программирование и другие. Например, для решения задач с
несколькими переменными, когда известно аналитическое вы-
ражение целевой функции и ограничения на переменные в ви-
де равенств, можно использовать метод множителей Лагранжа.
Группа методов связана с вычислением на каждом шаге
Движения к оптимальному решению значения функции цели.
89
Наиболее простым является метод прямого перебора, или ме-
тод сканирования, который можно использовать при малом чис-
ле переменных. Однако он требует больших затрат времени.
В более эффективных методах осуществляется выбор направле-
ния поиска оптимума по результатам последовательных вычис-
лений целевой функции. Отличие методов случайного поиска
заключается в том, что большинство шагов формируется с ис-
пользованием случайных чисел.
Группа методов решения многокритериальных задач связа-
на с использованием различных приемов, которые преобразу-
ют их в одну либо несколько однокритериальных. Обычно для
этого применяют метод ограничений, обобщенные критерии или
критерии более высокого уровня. В первом, наиболее распро-
страненном, случае на все целевые функции, кроме одной, вво-
дят ограничения типа неравенств. Задача сводится к определе-
нию максимума этой функции при принятых ограничениях. Во
втором — множество критериев сводится в один обобщенный
критерий. При этом необходимо установить коэффициенты обоб-
щенного критерия, которые выбирают на основании расчетов
аналогичных наиболее совершенных конструкций. Решение за-
дачи сводится к определению экстремальных значений обоб-
щенного критерия. Третий поясним на примере. Если оптималь-
ные значения некоторых параметров задаваемого механизма ЛА
зависят от массы и от стоимости, то, вводя критерий более вы-
сокого уровня — стоимость, сводим задачу к однокритериаль-
ной.
К группе компромиссных методов также относится метод по-
следовательных уступок, метод Парето и другие. Метод после-
довательных уступок применяют, когда показатели эффективно-
сти могут быть расположены в порядке убывания их важности.
В этом случае находят последовательно экстремум для каждо-
го показателя и назначают уступку (величину допускаемого от-
клонения от максимума). При заданных значениях уступок на-
ходят оптимальную величину варьируемого параметра.
Метод Парето основан на следующих допущениях: степень
достижения общей цели возрастает, если увеличивается эффек-
тивность всех частных показателей по сравнению с некоторыми
начальными условиями; степень достижения общей цели уве-
личивается, если возрастает один или несколько показателей, а
остальные не изменяются. Состояние, при котором нельзя боль-
ше увеличивать хотя бы один из критериев качества, не умень-
шая хотя бы один из остальных, свидетельствует о достижении
оптимума Парето.
Большое распространение при оптимальном проектирова-
нии механизмов и их деталей также получили методы услов-
ной оптимизации: геометрического программирования и штраф-
ных функций.
90
В настоящее время имеется много математических методов
оптимизации систем. Поэтому возникает вопрос о выборе луч-
шего математического метода для решения каждой конкретной
задачи исследования системы.
4.2. ТЕХНИЧЕСКИЕ СРЕДСТВА ДЛЯ АВТОМАТИЗАЦИИ
ПРОЕКТИРОВАНИЯ
Существует два направления выбора и использова-
ния технических средств для САПР. Первое направление осно-
вано на использовании универсальных ЭВМ средней или боль-
шой мощности, оснащенных наряду с основными традиционны-
ми устройствами специальными устройствами ввода и вывода
графической информации. Второе направление — использование
мини-машинных комплексов с графическими устройствами. Для
автоматизированного проектирования механизмов целесообраз-
но использовдть первое направление, а при решении частных
задач — второе.
К устройствам для ввода и вывода графической информации
относятся: графические дисплеи, графопостроители и устройст-
ва для ввода графической информации.
Устройства для ввода графической информации. Автомати-
ческие устройства графического ввода информации, преобра-
зующие в цифровой код ЭВМ начертания линий, символов, на-
несенных на бумагу или другой носитель, разделяют на скани-
рующие и следящие. В сканирующих устройствах поле чертежа
просматривается построчно с помощью развертывающих систем,
в следящих — отслеживаются линии чертежа. Автоматические
следящие устройства обычно используют для ввода в ЭВМ от-
носительно несложной информации.
Более широкое распространение получили устройства полу-
автоматического ввода графической информации. Оператор,
анализируя чертеж, выделяет элементы, подлежащие кодирова-
нию, устанавливает рабочий орган устройства в определенные
точки чертежа. После этого по его сигналу автоматически вы-
числяются их координаты и представляются в цифровом коде.
Так по точкам осуществляется ввод графической информации
в ЭВМ.
Разработаны разные конструкции машин для полуавтомати-
ческого ввода информации, отличающиеся методами выполне-
ния основных процессов и техническими принципами реализа-
ции этих методов. Распространены устройства ввода графиче-
ской информации, использующие электромагнитный принцип.
Он используется в полуавтомате кодирования графической ин-
формации (ПКГИО) (рис. 4.2), который входит в состав авто-
матизированного рабочего места (АРМ). Рабочим полем полу-
автомата является планшет 2 с координатной сеткой. При на-
91
Рис. 4.2. Полуавтомат кодирования гра-
фической информации
жатии магнитным карандашом 3
на точку планшета определяются
ее координаты. Эти координа-
ты запоминаются и высвечиваются
на индикаторах 4. С помощью
пульта 1 пользователь кодирует тип
линии: сплошная, основная, штри-
ховая, размерная стрелка и др. На полуавтомате имеется план-
шет символов 5. При касании магнитным карандашом какого-
либо символа планшета символ вводится в устройство для даль-
нейшего воспроизведения на чертеже.
Устройство вывода графической информации. Графопострои-
тели воспроизводят графическую информацию, рисуют точки,
линии и символы изображения на различных бумажных и син-
тетических носителях. Графопостроители могут работать в ав-
тономном режиме или в режиме ввода-вывода по каналу, со-
пряженному с ЭВМ. В автономном режиме графическая инфор-
мация выводится с ЭВМ на магнитную ленту или перфоленту,
с которых затем вводится с помощью магнитосчитывающего
или фотосчитывающего устройства в графопостроитель, который
воспроизводит изображение на носителе.
В ЕС ЭВМ применяются планшетные (ЕС-7051, ЕС-7054) и
рулонные (ЕС-7052, ЕС-7053) графопостроители. В графопо-
строителях планшетного типа (рис. 4.3, а) носитель закрепля-
ется на планшете 1, вдоль которого в двух взаимно перпенди-
кулярных направлениях хну перемещается пишущий узел 2.
На нем закреплены пишущие устройства, воспроизводящие
Рис. 4.3. Графопостроители планшетного (а) и рулонного (б) типов
92
изображение. Принцип действия исполнительного блока графо-
построителя рулонного типа (рис. 4.3, б) отличается от план-
шетного тем, что пишущий узел 2 перемещается по направляю-
щим только вдоль оси х, а ведущий барабан перемещает носи-
тель 1 вдоль оси у. Носитель сматывается с рулона, укреплен-
ного на ведомом барабане.
Исходная информация поступает в графопостроитель в ви-
де совокупности следующих групп данных. Первая включает в
себя приказы, определяющие режим работы графопостроителя,
а вторая — данные, характеризующие исполняемый чертеж и
представляющие собой координаты узловых точек перемещения
пишущего устройства. В первую группу входят приказы, опре-
деляющие выбор пишущего устройства, его состояние (опуще-
но или поднято), режим работы (линейной интерполяции, кру-
говой интерполяции), тип линии и др. Приказы позволяют вы-
чертить всевозможные комбинации линий различной толщины и
прерывности.
Графические приказы для графопостроителей ЕС ЭВМ фор-
мируются с помощью базисного программного обеспечения.
Входящие в состав ОС ЕС ЭВМ базисные подпрограммы для
графопостроителей позволяют с помощью средств алгоритмиче-
ского языка ФОРТРАН-IV описывать практически любые гра-
фические изображения. Базисными эти подпрограммы называ-
ются потому, что на их основе разрабатывают функциональные
и проблемно ориентированные программы.
Базисное программное обеспечение состоит из шести под-
программ, которые вызываются с помощью оператора CALL.
Подпрограмма PLOTS выдает данные, по которым графопо-
строитель выполняет вычерчивание. PLOTS имеет восемь вход-
ных точек; используя их, оператор управляет типом вычерчива-
емых линий, масштабом чертежа, состоянием пишущего узла,
сменой пишущих элементов, сменой систем координат и др.
(см. разд. 13.3).
Диалоговые устройства (терминалы) используют для ввода-
вывода информации, что обеспечивает диалог пользователя с
ЭВМ. Они обычно имеют клавиатуру с алфавитно-цифровыми
и символьными знаками. Для вывода информации используются
электронно-лучевые трубки и печатающие устройства. Диалого-
вые устройства с выводом информации на экран называют дис-
плеями.
Дисплеи делятся на алфавитно-цифровые и графиче-
ские. Последние позволяют выводить на экран графическую ин-
формацию и работать с ней.
В графическом дисплее ЕС-7064 (размер рабочего поля эле-
ктронно-лучевой трубки 250x250 мм) световое перо, выведенное
из корпуса, позволяет выполнять редактирование изображения
на экране. Другой вариант светового пера — введение светового
93
маркера (знака плюс, треугольник и др.), который с помощью
специальных устройств перемещается по экрану, например, с
помощью дискретных переключателей. После установки марке-
ра по команде с пульта осуществляется преобразование ука-
занной информации.
В состав графического дисплея кроме электронно-лучевой
трубки и пульта с символьной и функциональной клавиатурой
входят генераторы знаков и векторов, буферная память, свето-
вое перо, устройство управления. В системе автономного проек-
тирования графический дисплей должен взаимодействовать с
мини-ЭВМ. Графические дисплеи осуществляют прием инфор-
мации из вычислительного комплекса, работу с графической и
алфавитно-цифровой информацией на экране, обработку инфор-
мации с помощью оперативных диалоговых средств и устройств
ввода-вывода.
Диалоговые системы обеспечивают обратную связь — реак-
цию одного из партнеров (пользователя или ЭВМ) на действия
другого в процессе их взаимодействия до логического заверше-
ния проектирования.
Взаимодействие в процессе автоматизированного проектиро-
вания можно рассматривать как последовательность запросов
и ответов. Инициатором взаимодействия может быть любой из
партнеров — как оператор, так и ЭВМ. Системы, обеспечиваю-
щие такой вид взаимодействия, называются интерактивными.
Значение таких систем велико. Оперативный диалог проекти-
ровщика и ЭВМ необходим, так как проектирование включает
в себя трудно формализуемые этапы, требующие вмешательст-
ва оператора, принятия им тех или иных решений. В таких си-
стемах имеется возможность просмотреть за короткое время
множество вариантов конструктивных решений и выбрать опти-
мальное. Ускоряется поиск научно-технической и нормативно-
справочной информации. Характерно и то, что диалог может
осуществляться быстро и в наиболее удобной форме. Есть пред-
положение, что в будущем все большее значение будут
приобретать методы диалога с помощью графических изобра-
жений.
Для автоматизированного проектирования разработаны спе-
циализированные графические системы. Комплекс АРМ-М—ав-
томатизированное рабочее место конструктора изделий машино-
строения. Он создан на базе малых ЭВМ, оснащенных внешни-
ми устройствами, обеспечивающими разностороннюю обработку
текстовой и графической информации. Для работы с графиче-
ской информацией комплекс имеет графический дисплей УПГИ
(рабочее поле электронно-лучевой трубки 210X297 мм), полу-
автомат кодирования графической информации ПКГИО и план-
шетный графопостроитель АП-7251. Предусмотрена связь с
ЭВМ.
94
4.3. ИСПОЛЬЗОВАНИЕ ЭВМ И САПР
ПРИ ПРОЕКТИРОВАНИИ ДЕТАЛЕЙ И МЕХАНИЗМОВ ЛА
Важным этапом автоматизированного проектирова-
ния является формирование исходного изображения, которое
может реализоваться различными способами. Один из спосо-
бов основан на использовании базового образа. На экран вы-
водится изображение проектируемой типовой детали или меха-
низма. Это изображение вызывается на экран из банка дан-
ных или вводится с помощью устройства для ввода графиче-
ской информации. Затем пользователь редактирует изображе-
ние путем изменения на экране отдельных элементов, устране-
ния ненужных, добавления других элементов. ЭВМ получает
исходную информацию и выполняет необходимые расчеты, ре-
зультаты которых выдаются пользователю.
Другой способ связан с синтезом конструкции из отдель-
ных типовых элементов. ЭВМ также должна воспринимать ин-
формацию и выдавать результаты расчетов. Использование это-
го способа требует решения более сложных задач. Автоматизи-
рованное проектирование зубчатого колеса по последнему спо-
собу используется, например, в подпрограмме DET 29, которая
воспроизводит изображение зубчатых венцов по результатам
расчета на прочность, построение ступиц насаживаемых на вал
зубчатых колес в зависимости от диаметра вала, а для колес
большого диаметра осуществляет построение обода и диска с
отверстиями.
При интерактивном автоматизированном проектировании
процесс создания конструкции протекает при постоянном взаи-
модействии человека и машины. ЭВМ демонстрирует результа-
ты и по указанию пользователя осуществляет корректировку
исходных данных и текущих результатов, ставит вопросы о не-
достающей информации по ходу решения задачи, о продолже-
нии или окончании выполнения задания. Основной элемент диа-
логовой системы — точка диалога. Она определяет и регламен-
тирует момент взаимодействия пользователя и машины (см.
рис. 5.18).
В настоящее время САПР широко используются при созда-
нии самолетов, что привело к существенному изменению мето-
дов работы конструктора. Чертежную доску он сменил на си-
стему интерактивной графики, где используются графический
терминал со световым пером и алфавитно-цифровая клавиату-
ра. Способность ЭВМ выполнять намеченную задачу во много
раз быстрее, чем человек, наличие большого объема памяти для
хранения информации и способность графически воспроизво-
дить эту информацию позволяют конструктору выпускать ком-
поновочные схемы и чертежи во много раз быстрее, чем это
делается на чертежной доске. В то же время все большее рас-
95
пространение находит автоматизация изготовления деталей ЛА.
Наибольший эффект дает объединение разрозненных автомати-
зированных гнетем и создание системы, в которой проектиро-
вание и изготовление деталей осуществляются с помощью ЭВМ.
Такие работы проводятся в СССР и за рубежом. Американ-
ские фирмы все больше используют объединенные системы
проектирования и изготовления при создании самолетов. На-
пример, система CAD/CAM обеспечила возможность процесса
производства с прямым доступом к результатам проектирова-
ния. Использование CAD/CAM позволяет после завершения
разработки узловых и деталировочных чертежей через базу
данных передать их специалистам по подготовке производства
и программированию для станков с ЧПУ, которые разрабаты-
вают управляющие программы для оборудования, изготавли-
вающего детали.
Проведенные фирмой «Локхид» исследования показали, что
производительность системы типа CAD/CAM в 4... 17 раз выше,
чем при использовании старых способов проектирования. Уве-
личение производительности в 4 раза характерно при выполне-
нии чертежей компоновки механических узлов и подготовке уп-
равляющих программ для станков с ЧПУ, а в других случаях
больше. Эта система, в частности, может применяться при раз-
работке принципиальных схем систем и механизмов, кинемати-
ческом анализе, разработке схем гидросистем и т. д.
В СССР также осуществляется разработка таких систем и
для других отраслей машиностроения.
РАЗДЕЛ II
ОСНОВЫ РАСЧЕТА И КОНСТРУИРОВАНИЯ
МЕХАНИЧЕСКИХ ПЕРЕДАЧ
ГЛАВА 5. ЗУБЧАТЫЕ ЦИЛИНДРИЧЕСКИЕ ПЕРЕДАЧИ
6.1. ВИДЫ ЗУБЧАТЫХ ПЕРЕДАЧ И ИХ ПРИМЕНЕНИЕ
В ЛА. КОНСТРУКЦИЯ ЗУБЧАТЫХ КОЛЕС
Зубчатые передачи наиболее широко применяются
для передачи вращательного движения в широком диапазоне
мощностей и окружных скоростей. Передачи для понижения уг-
ловых скоростей называют редукторами, а для повышения —
мультипликаторами. Зубчатые передачи используют, например,
в двигателях, системах управления ЛА, механизмах радиолока-
ционных антенн. Их достоинства: высокая несущая способность,
технологичность, надежность, высокий КПД. Недостатки: огра-
ниченность передаточного отношения в одной ступени (не бо-
лее шести), появление шума при больших окружных скоростях,
износ.
В двигателестроении зубчатые передачи носят название
авиационных: они обеспечивают передачу крутящего момента
от ротора ТВД к его винту и привод к различным агрегатам
двигателя, передачу крутящего момента от двигателя к валам
несущего и рулевого винтов вертолета, применяются в приводе
изменения стреловидности крыла у самолета й т. д. t помощью
редукции передачи увеличивают крутящий момент двигателя в
десятки раз при высокой надежности работы, малых массе и
габаритных размерах, высоком КПД.
По назначению авиационные зубчатые передачи делят на
следующие четыре группы: 1) зубчатые передачи основной ки-
нематической цепи главных и промежуточных редукторов вер-
толетов; 2) зубчатые передачи редукторов ТВД; 3) зубчатые
передачи силовых установок самолетных и вертолетных агре-
гатов; 4) передачи трансмиссий самолетов и прочие передачи,
в том числе кинематические.
Первые две и частично третья группа передач являются вы-
соконапряженными, а часть из них также и высокоскоростны-
ми. Улучшение характеристик этих передач — повышение несу-
щей способности, снижение массы и габаритных размеров, уве-
личение срока службы и повышение КПД являются задачами
авиационного редукторостроения.
При параллельных валах используют передачи с цилиндри-
ческими зубчатыми колесами с прямым (рис. 5.1, а) и косым
4—1085 97
Рис. 5.1. Зубчатые передачи
(рис. 5.1, б) зубом. Косозубые передачи применяются при по-
вышенных скоростях (о>5 м/с). При пересекающихся валах
применяются передачи с коническими зубчатыми колесами, ко-
торые могут иметь прямые (рис. 5.1, в), тангенциальные и кру-
говые зубья (рис. 5.1, г).
Меньшее зубчатое колесо в передаче называют шестерней,
а большее — колесом. Термин зубчатое колесо является общим.
Зацепление двух зубчатых колес может быть как внешним, так
и внутренним (см. рис. 5.1, а). Основной характеристикой за-
цепления является стандартизованный модуль т (мм) *:
Первый ряд (предпочти-
тельный) ............ 0,1; 0,12; 0,15; 0,2; 0,25; 0,3; 0.4; 0,5; 0,6; 0,8; 1,0;
1,25; 1,5; 2,0; 2.5; 3,0; 4,0; 5,0; 60 и т. д.
Второй ряд........... 0,14; 0,18; 0,22; 0.28; 0,35; 0,45; 0.55; 0,7; 0,9;
1,125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5 и т. д.
Форма зубчатых колес в большинстве случаев определяется
технологическими соображениями, зависящими от способа по-
лучения заготовки, а также требований прочности и жесткости.
В свою очередь, способ получения заготовки зависит от мате-
риала и размеров зубчатого колеса, масштаба производства.
Зубчатые колеса механизмов ЛА выполняют обычно из легиро-
ванных сталей с соответствующей термообработкой, что обе-
спечивает необходимую прочность при минимальных габарит-
ных размерах; в отдельных случаях, особенно в приборах, мо-
гут применяться бронзы и пластмассы. Зубчатые колеса изго-
товляют из круглого проката (прутка) и заготовок, получаемых
ковкой, штамповкой и литьем. Шестерня изготовляется заодно
с валом (вал-шестерня), если ее диаметр da близок к диаметру
вала dB. Зубья нарезают на выступающем венце (рис. 5.2, а).
При диаметре венца, большем или равном диаметру вала,
зубья углубляются в тело вала частично или полностью (рис.
• Для цилиндрических косозубых и шевронных колес значения модуля
относят к нормальному сечению.
98
Рис. 5.2. Конструкции зубчатых
колес, выполненных совместно с ва-
лом
5.2, б); зубья в этом случае нарезаются червячной фрезой. Из-
готовление шестерни заодно с валом при da>2dB возможно пу-
тем глубокой горячей высадки заготовки, обеспечивающей ма-
лоотходную технологию обработки (рис. 5.2, в). Цилиндриче-
ские зубчатые колеса, насаживаемые на вал, можно выполнять
со ступицей (рис. 5.3, а) и в виде сплошного диска, где заго-
товка выполнена штамповкой (рис. 5.3, б) или точением (рис.
5.3, в). В отдельных случаях два смежных зубчатых колеса
выполняются в виде блока (рис. 5.3, г). Для соединения зубча-
тых колес с валом используется шпоночное или шлицевое (зуб-
чатое) соединение.
Конструктивные параметры. Основными конструктивными
размерами цилиндрических зубчатых колес являются наруж-
ный диаметр da и ширина колеса Ь. Рекомендации по выбору
размеров других элементов цилиндрических зубчатых колес за-
висят от назначения конструкции, вида заготовки, требований
по жесткости, массе, точности. Для снижения массы в переда-
точных механизмах ЛА зубчатое колесо делают часто с более
тонким диском и облегченным ободом; для облегчения и удоб-
ства транспортировки в диске делают отверстия.
Рекомендации по выбору размеров отдельных элементов
цилиндрического зубчатого колеса общего применения следую-
щие (см. рис. 5.3): /CT=(0,7...1,7)rf,,; rfCT=(l,35...l,55)rfB; 8 =
= (2...3)m; £>o=(rfa+dcT)/2; d0= Pi—dCT)/(3...4); е=0,25й;
c=(0,15...0,3) 6; f—Q,5m.
Надежное базирование зубчатого колеса на валу обеспечи-
вает достаточная длина /ст посадочного отверстия. При lc-r<dB
применение шлицевого соединения улучшает центрирование. Ис-
пользование одной или двух дополнительных цилиндрических
поверхностей повышает точность центрирования; шлицы тогда
передают только крутящий момент.
4» 99
Вид посадки зубчатого колеса на вал по центрирующему
диаметру зависит от величины передаваемой нагрузки, требо-
ваний точности работы и монтажа. При постоянных нагрузках
в неподвижных соединениях используют посадки H7/h6; H7/k6.
Посадки Н7/р6; Н7/гб; H7/s6 используют при циклических на-
грузках и наличии осевых сил. Для стабильности соединения
возможно применение более высоких квалитетов.
Шероховатость посадочных мест (среднее арифметическое
отклонение профиля Ra) обычно для седьмой степени точности
зубчатого колеса составляет 1,25 мкм, для шестой 0,63 и
0,32 мкм, а для профилей зубьев соответственно 0,63 и 0,32 мкм
(рис. 5.3, е). Кроме того, у цилиндрических зубчатых колес ог-
раничивают: предельное отклонение диаметра вершин зубьев,
радиальное биение вершин зубьев, биение торцевой поверхности
венца, если эта поверхность является базой при нарезании
зубьев (эти величины должны соответствовать стандартам).
Для отверстия в ступице, которое является технологической
и конструкторской базой, указывают также предельное отклоне-
100
ние формы цилиндрической поверхности — допуск на некруглость
и нецилиндричность отверстия, а также торцевое биение.
Особенностями авиационных зубчатых колес являются малая
относительная масса и ажурность конструкций. В редукторах и
приводах авиационных конструкций подавляющее большинство
цилиндрических зубчатых передач являются прямозубыми с пере-
даточным числом в одной ступени не более четырех, с числом
зубьев у первой ступени 25^2^45, у зубчатых колес внутрен-
него зацепления 81 ^z^ 127, модуль т=2,25... 8 мм, числа зубь-
ев z^20 применяются редко.
Конструктивными параметрами зубчатого колеса, непосред-
ственно влияющими на прочность, являются коэффициенты
tyba=bw/aw, tybd=bw/mz и tybm—bw/m. Авиационные зубчатые ко-
леса относятся к категории колес с узким зубчатым венцом. Это
обеспечивает снижение неравномерности распределения нагрузки
по длине зуба. С целью снижения неравномерности распределе-
ния нагрузки по длине зуба в авиационных редукторах старают-
ся избегать консольного расположения зубчатых колес. Неравно-
мерность распределения нагрузки по длине зуба при несиммет-
ричном расположении зубчатого колеса относительно опор уме-
ньшают модификацией — приданием зубу бочкообразной формы.
Обод и диск зубчатого колеса (соединение обода со ступицей)
при значительных окружных скоростях проектируют так, чтобы
исключить резонансные колебания. Для снижения неравномер-
ности распределения нагрузки вдоль линий контакта стремятся
к симметричности конструкции колеса, а для выравнивания жест-
кости зубчатого колеса по его ширине внутреннюю поверхность
обода часто выполняют криволинейной (рис. 5.3, д). Толщина
обода оценивается коэффициентом фОб=(^а—£>i)/(2m). У высо-
конапряженных колес 2,3фоб 6,8; среднее значение фоб.с₽=
=4,5. Уменьшение толщины обода требует более тщательной
обработки самого обода и зубчатого венца для повышения его
надежности.
На жесткость зубчатого венца существенно влияет толщина
диска с, которую оценивают коэффициентом ^с=с/.Ь; 0,1^фс^
^0,5. Переход от диска к ступице и к ободу делают плавным,
радиусом не менее 1,5 мм. Обычно коэффициент длины ступицы
фст ^ст/^в 1 •
Кроме профильной модификации, величина которой зависит
от нагруженности и точности изготовления зубчатого колеса и
узла в целом, у авиационных зубчатых колес у вершины профиля
зуба снимается фаска (фланкирование зуба), что смягчает или
исключает кромочный контакт зубьев и обеспечивает благопри-
ятные условия для формирования масляного слоя. Фаски сни-
маются также по контуру торцевой поверхности зубьев. При
цементировании зуба глубина слоя берется примерно Д= (0,15...
0,3) т, но не менее 0,5... 0,6 мм.
101
8.2. МАТЕРИАЛЫ, ТЕРМИЧЕСКАЯ ОБРАБОТКА
И ОСОБЕННОСТИ ТЕХНОЛОГИИ ОБРАБОТКИ
ЗУБЧАТЫХ КОЛЕС
Авиационные зубчатые колеса изготавливают из вы-
соколегированных и цементируемых высоколегированных сталей
электрошлакового или вакуумного переплава.
Для изготовления зубчатых колес используют хромоникеле-
вые стали марок 12Х2Н4А, 14ГСН2МА, 18Х2Н4ВА, 14ХГСН2МА
и др. Для зубчатых пар с повышенной рабочей температурой (до
300°С) используют сталь 20ХЗМВФА; при рабочих температурах
в зоне контакта до 350...400°С рекомендуют теплопрочные це-
ментируемые стали марок 16ХЗНВФМБ, 13ХЗНВМГФ и др. Вве-
дение небольшого количества ниобия в сталь способствует из-
мельчению зерна и повышению теплопрочности цементирован-
ного слоя до 500°С.
Зубчатые передачи четвертой группы изготовляют из легиро-
ванных конструкционных сталей 20Х, 20ХФ, 12ХНЗА, 20X13,
16Х16НЗМА и др. При упрочнении поверхностного слоя азотиро
ванием используют стали 38ХМЮА, 35ХМЮА, 30ХН2МФА.
Для получения высокой несущей способности применяют хи-
мико-термическую обработку стали, заключающуюся в нагреве
детали, выдержке при высокой температуре (85О...95О°С) в ак-
тивных газовых, жидких или твердых средах, последующем ох-
лаждении, отпуске. При этом регламентируются процентное
содержание углерода в поверхностном слое, однородность и мел-
козернистость структуры, глубина химико-термического слоя, его
твердость и изотропность. Это приводит к изменению химическо-
го состава, структуры и свойств поверхностных слоев. Результа-
том является повышение поверхностной твердости (более
HRC60) при твердости сердцевины HRC (31... 41), износостой-
кости, усталостной прочности. Оцениваются также величина и
характер распределения остаточных сжимающих напряжений,
влияющих на выносливость зуба.
Используются следующие виды химико-термического упроч-
нения.
Цементация — газовая в шахтных печах, в твердом карбюри-
заторе и нитроцементация. Для авиационных зубчатых колес
наибольшее применение получила газовая цементация, осуществ-
ляемая подачей в зону цементации жидкого карбюризатора и га-
зовой среды в виде светильного или природного газа. Нитроце-
ментация используется в основном для авиационных зубчатых
колес малого модуля. Ее проводят в муфельных печах в смеси
жидких или газообразных карбюризаторов с аммиаком при
850... 900°С.
В зависимости от марки стали для получения необходимой
структуры металла используют закалку, отпуск и обработку
102
холодом при —(50... 100)°C. В результате этого может быть по-
вышена пластичность и снижены остаточные напряжения.
Технология изготовления авиационных зубчатых колес наряду
с конструкцией играет важную роль в обеспечении их высокой
эксплуатационной надежности. Технологический процесс состоит
из следующих операций: 1) получение заготовки из проката, по-
ковки или штамповкой; 2) обдирка заготовки; 3) нормализация
для снятия внутренних напряжений и улучшения структуры ме-
талла; 4) предварительная механическая обработка посадочных,
базовых и других точных поверхностей и окончательная — вспо-
могательных поверхностей; 5) нарезание зубьев; 6) зачистка за-
усенцев и скругление острых кромок; 7) цементация; 8) механи-
ческая обработка нецементируемых поверхностей; 9) закалка;
10) окончательная механическая обработка; И) зубошлифова-
ние, отделка зубьев и контроль.
Нарезание зубчатых колес с внешними зубьями производится
червячными фрезами. В процессе обработки зуба получают три
вида впадин зубчатого венца: 1) шлифованные по поверхности
впадины и по всему контуру зуба; 2) шлифованные с уступом,
где качество поверхности впадины определяется зубофрезерова-
нием, когда этот процесс является чистовой операцией; 3) с под-
нутрением оснований зубьев (см. рис. 5.3, е). Поднутрение вы-
полняется в две операции (черновое и чистовое), для чего исполь-
зуются два типа фрез. Для особо ответственных колес вводится
дополнительная операция по отделке дна впадин — полирование.
Шлифование профиля зуба является отделочной операцией,
обеспечивающей высокую точность зубчатых колес. Уменьшая
шероховатость поверхности [/?а= (0,20... 1,20) мкм], оно из-за
интенсивного тепловыделения в зоне резания способно изменить
структуру, твердость, напряженное состояние, т. е. работоспособ-
ность зубчатых колес. Наибольшее отрицательное влияние ока-
зывают прижоги в слое толщиной 20... 25 мкм, вызывающие
структурные изменения. Шлифование изменяет также напряжен-
ное состояние. До шлифования в поверхностном слое зуба имеют
место остаточные напряжения сжатия. При шлифовании слой с
остаточными напряжениями сжатия частично или полностью сре-
зается, что приводит к перераспределению напряжений. При
шлифовании с прижогами в большинстве случаев на поверхности
зуба формируются остаточные напряжения растяжения, выра-
стающие с увеличением дефектного слоя, что снижает прочност-
ные показатели зубчатых колес.
Для повышения эксплуатационных (прочностных) свойств мо-
гут использоваться различные методы поверхностного пластиче-
ского деформирования. К ним относятся обкатка роликами, об-
дувка дробью; особенно эффективно их сочетание с электрополи-
рованием. Кроме электрополирования в качестве финишной
операции повышения точности зубчатых колес применяют при-
103
тирку пастами с использованием притиров, а также хонингова-
ние, позволяющие снимать тонкий дефектный слой, оставшийся
после термообработки, шлифования и травления для выявления
прижогов.
6.3. КРАТКИЕ СВЕДЕНИЯ ПО КИНЕМАТИКЕ
И ГЕОМЕТРИИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ
ПЕРЕДАЧ
Зацепление двух зубчатых колес с числами зубьев z\
и z2 можно представить как качение без скольжения двух окруж-
ностей диаметрами dw] и dw2, называемых начальными. Эти ок-
ружности определяют диаметры двух цилиндров, называемых на-
чальными (рис. 5.4). Параметрам шестерни согласно стандартам
присваивают индекс «1», а параметрам колеса — «2». У парамет-
ров зубчатых колес индекс «о»» относится к начальной поверхно-
сти (окружности), «а»— к поверхности (окружности) вершин и
к головке зуба, — к поверхности (окружности) впадин и нож-
ке зуба, «Ь» — к основной окружности.
При эвольвентном профиле зубьев траектория точки контак-
та двух сопряженных профилей зубьев во время зацепления
представляет собой прямую линию и называется линией зацеп-
ления.
Рис. 5.4. Схема зацепления зубчатых колес
104
Делительная
Рис. 5.5. Влияние числа зубьев и смещение рейки на форму зуба
Точка касания начальных окружностей и одновременно точка
пересечения линии центров с линией зацепления называется по-
люсом зацепления.
Угол между нормалью к линии центров, проведенной через
полюс зацепления, и линией зацепления называют углом зацеп-
ления aw, для стандартного зацепления а»=20°.
Окружность зубчатого колеса, делящуюся при его нарезании
на равное число частей длиной Р, называемых шагами, и имею-
щую стандартный модуль, называют делительной. Диаметр такой
окружности находят из равенства Pz—nd, откуда d=P/(jtz) =
= mz.
Зубчатые колеса с модулем т менее 1 мм называются мелко-
модульными. Для снижения номенклатуры и унификации режу-
щего и мерительного инструментов модули стандартизированы
(см. разд. 5.1).
Отношение угловых скоростей ведущего <oi и ведомого ©2 зуб-
чатых колес называют передаточным отношением: i=a>i/<x>2.
В редукторах (понижающих угловую скорость передачах)
(02<Wi и »>1, в мультипликаторах <В2>ш1 и i<l.
В зубчатой паре отношение чисел зубьев зубчатого колеса Z2
и шестерни z\ называют передаточным числом: u=zzlz\. Так как
всегда Z2>zb то и>1. В силовых передачах наибольшее значение
передаточного числа 6, в отдельных случаях, особенно в кинема-
тических передачах, оно может доходить до 10... 12.
При нарезании на зубчатом колесе зубьев профиль в зави-
симости от их числа при одном модуле меняется (рис. 5.5,а).
С уменьшением z его толщина у основания и вершины уменьшэ
ется, что приводит к уменьшению прочности зуба. При стандарт-
ных параметрах зуба при некотором z<zmm=17 происходит
подрезание ножки зуба, что ведет к снижению его прочности,
105
а искажение профиля нарушает правильность зацепления. При
нарезании зубчатого колеса рейкой без смещения начальная и
делительная прямые рейки совпадают (рис. 5.5,6). Для исклю-
чения подрезания ножки зуба и в отдельных случаях для повы-
шения несущей способности зуба режущий инструмент при наре-
зании смещают. В этом случае делительная прямая рейки (рис.
5.5, в) или делительная окружность долбяка смещаются от цент-
ра зубчатого колеса на величину хт (положительное смещение),
которое обычно применяется к зубчатому колесу зубчатой пары
с меньшим числом зубьев; возможно также отрицательное сме-
щение к центру на величину —хт. Здесь х — коэффициент
смещения исходного контура. Как видно из рис. 5.5, в, смещение
инструмента от центра зубчатого колеса (положительное сме-
щение) приводит к изменению формы зуба; увеличивается его
толщина у основания и заостряется головка. Отрицательное сме-
щение вызывает обратную картину. При этом для шестерни бе-
рут Х]>0, а для колеса х^<0.
Суммарное смещение передачи из двух зубчатых колес равно
Хх=Х1+Х2-
При хх=0 (при Xj=—х2) начальные dw и делительные d ок-
ружности совпадают: dWi=dit dw2=di; межосевое расстояние
будет равно aw=0,5/n(zi4-Z2); диаметр вершин зубьев da=d+
+2m(ha*+x); диаметр впадин df=d—2m(ha*+c*—х); высота
зуба h=m(2ha*+c*), где ha* — коэффициент высоты головки
зуба; с* — коэффициент радиального зазора. Для зубчатых ко-
лес при т^1 мм Ла*=1, с*=0,25. Исходный контур производя-
щей инструментальной рейки имеет стандартный угол профиля
а=20°.
При хх=^0 (обычно Хх>0 при Xi>0 и х2>0) делительные и
начальные окружности зубчатых колес не совпадают, причем
начальные окружности становятся больше делительных. При
этом увеличивается угол наклона линии зацепления как общей
касательной к основным окружностям, т. е. увеличивается угол
зацепления а», что ведет к снижению коэффициента перекрытия.
Смещения Xi и х2 при этом изменяют большее число параметров
зацепления. В этом случае
межосевое расстояние опреде-
ляется по формуле:
ao,=m(0,5zI+x1—Ах/), где
Xx=z( + z2;
At/ — коэффициент уравни-
тельного смещения. Рекомен-
дации по выбору смещений Xi
и Хг для различных случаев и
определению At/ приведены в
ГОСТ 16532—70.
Ширина венца зубчатого
Рис. 5.6. Исходный производящий
реечный контур авиационных зубча-
тых колес
106
колеса b (bw — рабочая ширина зубчатого венца) определяется
как произведение межосевого расстояния aw, делительного диа-
метра d или модуля т на соответствующий коэффициент ширины
зубчатого венца: &=фьаДи>=фм^==фьотт, причем фьй=фьа(и±
±1)/2. Значения фг>а при фьт — 8 ... 12 для различных условий
применения приведены ниже.
Кинематические и легконагруженные передачи . ...... 0,01 ...0,1
Легко- и средненагруженные передачи при повышенной жест-
кости валов............................................... 0,1... 0,25
Передачи повышенной и высокой нагруженности при доста-
точной жесткости валов и точности зубчатых колес ....... 0,25... 0,35
Передачи авиационные высоконапряженные и высокоскоро-
стные (требуют достаточной жесткости валов и высокой точности
зубчатых колес)...........................................0,08... 0,45
Особенности геометрии авиационных зубчатых колес. Пара-
метры исходного производящего реечного контура (ИПК) высо-
конапряженных авиационных зубчатых колес (рис. 5.6) в основе
соответствуют стандарту (табл. 5.1).
Здесь ha* и hf* — коэффициенты высоты головки и ножки,
ра* — коэффициент радиуса кривизны скругления головки, са*
и Cf* — коэффициенты высоты скругления головки и ножки.
Этот ИПК обеспечивает высокую контактную и изгибную
прочность, а также стойкость против заедания поверхностей зубь-
ев. Этот контур использован при изготовлении ряда редукторов
ТВД: АИ-20, АИ-24, главного редуктора Р-26 вертолета и др.
Применение ИПК с углами профиля, превышающими стандарт-
ный (а=20°), приводит к увеличению угла зацепления aw и
уменьшению коэффициента перекрытия ев, увеличению толщины
гидродинамической пленки, росту
контактной прочности зубьев
и стойкости их поверхностей к за-
еданию; облегчает изготовление у
зуба поднутренного основания.
Рассмотрим особенности гео-
метрии косозубых цилиндриче-
Рис. 5.8. Схема распределения на-
грузки по профилю зуба за время
зацепления
Рнс. 5.7. Косозубое зацепление
(а) и эквивалентное зубчатое коле-
со (б)
107
Таблица 5.1
а® Ла* ¥ Ро* са* <7*
25 1,0 1,0 0,35208 0,20328 0,20328
28 0,9 0,9 0,34754 0,18438 0,18438
ских колес.. У косозубых колес направление зуба с образующей
делительного цилиндра составляет некоторый угол 0 (рис. 5.7, а).
В косозубых передачах зубья нагружаются постепенно по мере
захода в зацепление, причем в отличие от прямозубых передач
в зацеплении всегда находится минимум две пары зубьев. По-
этому косозубое зацепление снижает шум и уменьшает допол-
нительные динамические нагрузки. Это качество особенно суще-
ственно при больших окружных скоростях, поэтому при i»>5 м/с
часто переходят на применение косозубых передач.
Профиль зуба косозубого колеса в нормальном сечении п—п
совпадает с профилем прямого зуба (см. рис. 5.7, а), и модуль
тп в этом сечении берется по ГОСТу. В торцовом сечении t—t
модуль m< = mn/cos0, соответственно шаг P<=Pn/cos0, диа-
метр делительной окружности d=mtz=mnzl cos 0.
Оценку прочности зуба косозубого зубчатого колеса ведут в
нормальном сечении, рассматривая в этом случае эквивалентное
прямозубое зубчатое колесо (рис. 5.7,6) с диаметром dv=2rv=
=<//cos2 0.
Нормальное к зубу сечение образует эллипс с полуосями а=
=d/(2cos0) и 6 = d/2; радиус кривизны (относительно малой
оси) эллипса rv=a2/b=d/ (2cos2 0). Тогда число зубьев для эк-
вивалентного колеса будет равно
z -з — d — т‘г — z .
v тп тп cos2 ? «/cos3? cos3?
Увеличение dv и zv по сравнению с d и z ведет к повышению
прочности косозубых колес.
В прямозубой передаче линия контакта пары зубьев переме-
щается по линии зацепления на отрезке qa — рабочем уча-
стке линии зацепления (рис. 5.8,а). Торцевой коэффици-
ент перекрытия Za.=qalPb, где Рь— основной шаг. Для
обеспечения непрерывности зацепления и плавности работы
передачи необходимо, чтобы еа>1. Поэтому при работе
прямозубой передачи в начале зацепления (рис. 5.8, б) участок
зуба 1—1' будет зоной двухпарного зацепления с нагрузкой на
зуб Fn/2. Участок Г—2 — зона однопарного зацепления с нагруз-
кой на зуб Fn, участок 2—2' — зона двухпарного зацепления с
нагрузкой Fn/2. Зона однопарного зацепления зависит от коэф-
фициента торцевого перекрытия ев. Рекомендуется для прямозу-
108
бых передач еа^1,2, для косозубых еа>1. Величина ев зависит
от числа зубьев и увеличивается при возрастании г. Для передач
без смещения
еа = [1,88 — 3,2(-— ± —Y| cos
I \ *1 *2 /J
Здесь знак « + » соответствует внешнему, «—» внутреннему
зацеплению. Увеличение угла наклона зуба 0 снижает еа и уве-
личивает осевую силу; это ограничивает использование у зубча-
тых колес больших 0.
В косозубой передаче в любой момент времени в зацеплении
находятся одновременно несколько зубьев. Кроме того, в косо-
зубой передаче зубья нагружаются постепенно по мере захода в
поле зацепления, что обеспечивает плавность работы косозубого
зацепления, снижает шум и дополнительные динамические на-
грузки. Это преимущество особенно заметно в быстроходных пе-
редачах, так как динамические нагрузки пропорциональны квад-
рату скорости.
Осевое перекрытие в косозубой передаче определяется коэф-
фициентом осевого перекрытия e₽=6u,tg fi/Pbt, где Ры — шаг за-
цепления по торцу. При перемещении точки контакта зубьев по
линии зацепления при зацеплении пары зубьев имеют место их
перекатывание и скольжение, причем скорость скольжения vs
уменьшается по мере приближения точки контакта профилей к
полюсу зацепления, в котором она становится равной нулю, а
затем меняет знак. Таким образом, максимальное скольжение
имеет место на ножках и головках зубьев, и при наличии сил
трения вызывает их износ и снижает КПД.
5.4. ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Погрешности изготовления зубчатых колес приводят
к повышению динамических нагрузок, вибрации, шума и нагрева
силовых передач. Те же погрешности в кинематических переда-
чах нарушают согласованность движения ведущих и ведомых
звеньев ввиду нестабильности передаточного отношения и в пре-
делах одного оборота. Основными погрешностями изготовления
зубчатых колес являются погрешности шага и формы профиля
зубьев, ошибки направления зубьев.
Точность изготовления зубчатых колес и передач регламен-
тируется соответствующими ГОСТами, предусматривающими для
их оценки двенадцать степеней точности, причем для каждой из
них устанавливаются нормы на кинематическую точность, плав-
ность работы и контакта зубьев.
Норма кинематической точности регламентирует наибольшую
погрешность передаточного отношения или полную погрешность
угла поворота в пределах одного оборота.
109
Рис. 5.9. Виды сопряжений и гарантированные боковые зазоры в передаче
при т^1 мм (а) и т<1 (б)
Норма плавности работы определяет величину повторяющей-
ся циклической ошибки передаточного отношения в пределах
одного оборота. Норма контакта зубьев определяет величины
ошибок изготовления зубьев, влияющих на размеры пятна кон-
такта зубьев в зацеплении при сборке.
•Критериями оценки точности зубчатых колес в передаче, ис-
ходя из вида сопряжения, считают норму на боковой зазор /п,
допуск на него 7/ и допуск на межосевое расстояние ±fa.
Для цилиндрических передач (при т^1 мм) (рис. 5.9, а)
установлено шесть видов сопряжений: Н, Е, D, С, В, А и восемь
видов допусков на боковой зазор Г/: h, d, с, b, а, х, у, г. Сопря-
жение Н имеет гарантированный боковой зазор /ппнп=0. При
ш<1 мм (рис. 5.9,6) установлено пять видов сопряжений: Н, G,
F, Е и D и четыре вида допусков 7/: h, g, f, е. Сопряжения Н и
G — с малым боковым зазором — требуют для избежания закли-
нивания зубьев стабильного температурного режима. Для высо-
коскоростных передач (о>15...25 м/с) и точных кинематических
цепей применяют 5 и 6-ю степени точности (при и>25 м/с — ко-
созубые передачи), для передач с повышенными скоростями и
умеренными нагрузками или при повышенных нагрузках и уме-
ренных скоростях—7-ю степень точности (i»=10... 17 м/с); для
передач, не требующих особой точности,—8-ю степень точности.
При выполнении рабочего чертежа зубчатого колеса точность его
изготовления записывается в зуборезной таблице, выполняемой
по ГОСТу. Так, точность изготовления зубчатого колеса для пе-
редачи с модулем т^1 мм, имеющей 7-ю степень точности по
всем трем нормам и сопряжение D, будет обозначено 7-D
(ГОСТ 1643—81).
Выбор степени точности зубчатого колеса определяют вели-
чина окружной скорости в зацеплении и требования к кинемати-
110
ческой точности, плавности ра- боты и пятну контакта. С ро- стом окружной скорости повы- шаются требования к точности передачи, так как динамиче- ские нагрузки, вызванные по- грешностями зубчатых колес, пропорциональны скорости. Ориентировочные значения предельных окружных скоро- стей в зависимости от степени Таблица 5.2
Степень точности Окружная скорость в зацеплении, м/с
прямозубом косозубом
5 и более 6 7 8 15 до 15 до 10 до 6 30 до 30 до 15 до 10
точности и вида передачи приведены в табл. 5.2.
Вид сопряжения, определяющий величину бокового зазора
/п, выбирается в зависимости от рабочей температуры передачи
и исключает возможность заклинивания передачи от температур-
ных деформаций деталей передачи и корпуса.
Увеличение ресурса у высокоресурсных и высоконапряженных
авиационных зубчатых колес достигается их выполнением по
4-й степени точности по нормам плавности и контакта зубьев.
Однако в ряде случаев повышение точности до приведенных зна-
чений не всегда является целесообразным, поскольку на факти-
ческое распределение нагрузки влияют жесткость сопряженных
зубьев и всей системы в целом. Зубчатые авиационные передачи
средней нагруженности изготавливают с точностью 6-5-5-В или
7-6-6-В.
6.5. УСИЛИЯ, ДЕЙСТВУЮЩИЕ в зацеплении,
влияние погрешностей изготовления зубчатых
КОЛЕС И ДЕФОРМАЦИИ ВАЛОВ НА РАБОТУ ПЕРЕДАЧИ
В прямозубой цилиндрической передаче (см. рис. 5.4)
нормальная сила Fn в любой точке контакта зубьев направлена
по линии зацепления как общей нормали к рабочим поверхностям
зубьев. Перенося эту силу в полюс зацепления П, разложим ее
на окружную силу Ft и радиальную Fr. При известном вращаю-
щем моменте Мх и диаметре di зубчатого колеса
Ft=2Mx/dx; Fr=Fttgaw-, Fn=Ft/(cos aw). (5.1)
В косозубой передаче (рис. 5.10) сила Fn раскладывается на
три составляющие: окружную Ft, осевую Fa и радиальную Fr:
Ft=2Tx/dc, Fa=FM-,
Fr=Ft tg aw=Fztgaw/cosP; (5.2)
Fn=Fdcos aw=FJcos % cos p.
При расчете зубчатых колес на контактную и изгибную проч-
ность обычно имеют дело с расчетной нагрузкой, под которой
Ш
понимается значение удельной нагрузки q, распределенной по
линии контакта зубьев, учитывающее перекрытие зубьев, нерав-
номерность ее распределения по ширине венца колес и влияние
динамических составляющих:
q = ^-K?Kv
•к
cos aw ’
(5.3)
Здесь /K=&w^ea/cos р — суммарная длина контактных ли-
ний, зависящая от коэффициента торцевого перекрытия еа и его
эффективности, оцениваемой коэффициентом К,. Величина Kt
зависит от степени точности зацепления, Ке=0,8 ...1,0, в среднем
принимают Ке=0,9. l/Keee=Ka учитывает распределение на-
грузки между зубьями; К» — неравномерность распределения
нагрузки по ширине венца колеса, Kv— дополнительную дина-
мическую нагрузку, возникающую в зацеплении при работе
передачи. Параметр
(Ftibw)K$Kv=wt (5.4)
называют удельной окружной динамической силой, имеющей
размерность Н/мм.
При расчете зуба на контактную прочность параметрам Ка,
К», Kv и Wt добавляется индекс Н, а при расчете на изгиб — ин-
декс F.
Введение в (5.3) коэффициента неравномерности нагрузки по
ширине венца колеса К» связано с прогибами валов и деформа-
циями опор, корпуса и зубьев зубчатых колес. Так, в зависимо-
сти от положения зубчатых колес относительно опор наблюда-
ется перераспределение нагрузки вдоль образующей зуба, вы-
зывающее в отдельных местах ее концентрацию. При симметрич-
ном расположении зубчатых колес относительно опор (рис.
5.11, а) прогиб валов почти не
Рис. 5.10. Схема сил на косозу-
бом колесе
изменяет распределение на-
грузки по длине зуба (концен-
трация минимальная); несим-
метричное (рис. 5.11,6) и кон-
сольное (рис. 5.11,4) располо-
жение зубчатых колес относи-
тельно опор вызывает их вза-
имный перекос и ведет к пере-
распределению нагрузки от но-
минального значения q=Ft/bw
(рис. 5.11, а) до значения <7шах=
= q+q' (рис. 5.11,6). Концент-
рация нагрузки увеличивает
контактные напряжения и на-
пряжения изгиба у краев зуба
в месте <7тах- Приработка зуба
112
Рис. 5.11. Схемы расположения зубчатых
нагрузки (г, д) по длине зуба
г д
колес (а, б, в) и концентрации
при невысокой твердости зубчатых колес и применение тонких
колес уменьшает это явление. Для зоны концентрации
^тах = ^ + ^ = ^(1+^) = Л (5.5)
где К» — коэффициент концентрации нагрузки по длине зуба.
При расчете зуба на контактную прочность для определения Кн»
можно воспользоваться графиками в приложении к ГОСТ
21354—75 *. Его величину оценивают также по формуле
(14-Се/^С^Ся), (5.6)
где С,, Се, Си, СОб— коэффициенты, учитывающие наклон зуба,
расположение зубчатых колес относительно опор, твердость зуб-
чатых колес и жесткость обода соответственно.
Таблица 5.3
Коэффициент Cq при расположении колеса
Расположение ше- стерни относительно опор симметричном несимметричном консольном !=—=
Симметричное 0,1 0,2 0,2 0,45 0,45
Несимметричное 1= 0,2 0,3 0,15 0,4 0,4
I Консольное 0,45 0,5 0,5 0,6 0,35
113
Рис. 5.12. Схема зацепления
двух зубчатых колес с ошиб-
ками по шагу
Для прямозубых колес. Сц=1,
для косозубых Cf=l,2 . Выбор Се
осуществляется по табл. 5.3.
Коэффициент Сн учитывает воз-
можность приработки зубчатых ко-
лес при понижении твердости и оп-
ределяется по формуле
С
н—
HBt нв2
600 600 ’
где HBi и НВ2 — соответственно
твердости шестерни и колеса. Коэф-
фициент СОб учитывает податливость обода; при жестком ободе
СОб=1, при ободе с утонченными краями СОб=0,9.
Введение в (5.3) коэффициента Kv объясняется возникнове-
нием при работе передачи динамической составляющей нагрузки,
связанной с ошибками зацепления. Одной из причин ее появле-
ния является ошибка основного шага бРь=Ры—Рьг, где Ры и
Pi>2 — основные шаги шестерни и колеса (рис. 5.12). Если Ръг>
>Ры, то вторая пара зубьев вступает в зацепление в точке Ь' до
выхода на линию зацепления в точке Ь. При этом изменяется
мгновенное значение передаточного отношения и происходит кро-
мочный удар (при Pb2<.Pbi — срединный удар). Величина этой
нагрузки зависит также от скорости v, размеров передачи и. ряда
других факторов. Удельная нагрузка на зуб с учетом ее концент-
рации по длине зуба и динамической составляющей от погреш-
ности зацепления будет равна
^max^wH-^— 9max^w П 4~Рд/0?max^w)] —t^- Hv (5-7)
где ^max&w — статическая составляющая нагрузки (окружная си-
ла) с учетом концентрации; КяР= l + fA/(^max^w ) — коэффициент
динамической нагрузки, учитывающий появление динамической
составляющей Fn от динамического момента Т. = J„ м ——-;
di
г du>2
•'в.м и -----момент инерции и угловое ускорение вращающих-
ся ведомых масс. Возникновение динамической составляющей
F^ связано с погрешностью основного шага зубчатых колес, вы-
зывающего кромочный удар при dd)2/^^=0. Таким образом:
(5.8)
где WHi>—Fnlbw — удельная окружная динамическая сила, Н/мм;
Т\ — вращающий момент на шестерне, Н-мм.
114
Таблица 5.4
Твердость поверхности зуба, Нв Виды зубьев
Не менее 350 HBi или 350 НВ2 Прямые без модификации головки 0,006
Прямые с модификацией головки 0,004
Косые 0,002
Более 350 HBt и 350 НВг Прямые без модификации головки 0,014
Прямые с модификацией головки 0,010
Косые 0,004
Удельная окружная динамическая сила оценивается также по
формуле
=Ънёо10 Vaw/U <wHvUm, (5.9)
где дн — коэффициент, учитывающий вид зуба и твердость мате-
риала колес (табл. 5.4) (ГОСТ 21354—75*); go — коэффициент,
учитывающий погрешность зацепления по шагу; при т<3,5 мм
для 6-й степени точности go=38, для 7-й — go=47, для 8-й —
go=56.
Если значения whv, вычисленные по (5.9), превышают шн«ит
(табл. 5.5), то их следует при /п<3,5 мм принимать равными
Whv Иш-
5.6. ДЕФЕКТЫ И РАЗРУШЕНИЯ ЗУБЧАТЫХ КОЛЕС
Причиной выхода из строя зубчатых колес являются
неправильные условия эксплуатации, выбор материала и ошибки
в конструкции. Основными видами разрушения являются кон-
тактные разрушения, износ, задиры по боковым поверхностям
зубьев и разрушение (поломка). Контактные разрушения зубьев
являются основной причиной отказов быстроходных зубчатых
колес. Они проявляются в выкрашивании материала на контакт-
Таблица 5.5
Степень точности wBv 11m- tlm- W““ Степень точности w/fpllnv “'follm- Н/ММ
4 32 7 240
5 85 8 380
6 160 9 700
115
ной поверхности и могут быть ограниченными и прогрессирую-
щими. Прогрессирующее выкрашивание проявляется, как пра-
вило, у зубчатых колес с твердыми зубьями и развивается со
временем до значительных размеров. Может также наблюдаться
глубинное контактное разрушение в виде отслаивания сравни-
тельно крупных участков упрочненного (цементированного) слоя
металла.
Основными причинами контактных разрушений зубьев явля-
ются: концентрация нагрузки по длине и профилю зубьев, осо-
бенно проявляющаяся при твердых зубьях ввиду их плохой при-
рабатываемости; дефекты изготовления деталей передачи и их
сборки; неблагоприятные упругие деформации деталей, обуслов-
ленные их недостаточной жесткостью; неблагоприятное воздей-
ствие на зубья смазки. Концентрация нагрузки проявляется в
большинстве случаев у одного из краев зубьев, вызывая разру-
шение поверхности в этом месте. Особенно часто это проявляется
у конических зубчатых колес. Неблагоприятное воздействие смаз-
ки проявляется в эрозионных повреждениях поверхности, что ве-
дет к повышению местных контактных напряжений и разруше-
нию. Изнашивание и заедание зубьев по их боковым поверхно-
стям происходит из-за недостаточной несущей способности
масляного слоя, разрывов масляной пленки в местах контакта,
отсутствия и прекращения подачи смазки, несоответствия сорта
смазки режиму работы и др. Износ зубьев является причиной
отказа зубчатых колес как открытых, так и закрытых передач,
работающих в среде, засоренной абразивными частицами. Износ
связан с работой сил трения в зоне контакта.
Задиры возникают вследствие молекулярного сцепления ма-
териалов на участках разрыва пленки и вырыва частиц материа-
ла. Это происходит обычно при сочетании высоких давлений в
зоне контакта и больших окружных скоростей.
Разрушение (излом) зубьев является распространенным ви-
дом выхода из строя зубчатых колес. Оно обычно является уста-
лостным. Излом начинается, как правило, на переходной поверх-
ности зуба. При наличии у зуба локальных механических дефек-
тов (раковин, включений) разрушение может начинаться от этих
дефектов. Причиной поломки зуба может быть также значитель-
ная концентрация нагрузки на отдельные участки зуба, особен-
но по его краям.
6.7. ОСНОВЫ РАСЧЕТА ЗУБЬЕВ ЦИЛИНДРИЧЕСКОЙ
ПЕРЕДАЧИ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ
Расчет на контактную выносливость прямозубых и ко-
созубых эвольвентных цилиндрических передач (ГОСТ
21354—75*) предусматривает предотвращение усталостного вы-
116
крашивания активных поверхностей зубьев. Рассмотрим основы
этого расчета с некоторыми упрощениями.
Расчет зубьев ведут в полюсе П контакта (см. рис. 5.4), по-
скольку околополюсная зона обладает наименьшей контактной
прочностью ввиду того, что нагрузка здесь наибольшая, а сколь-
жение зубьев выше и ниже этой зоны способствует развитию
микротрещин и выкрашиванию частиц металла.
Контакт зубьев с радиусами кривизны р! и р2 рассмотрим как
контакт двух цилиндров с радиусами =pi и #2=рг; для опре-
деления контактных напряжений, возникающих в зоне контакта
под действием нагрузки Fn, используем формулу Герца (2.25).
Удельная нагрузка q—Fnllv, распределенная по линии контакта
зубьев /к, с учетом перекрытия зубьев, неравномерности распре-
деления нагрузки по ширине венца колеса и влияния динамиче-
ских составляющих на основании (5.3) и (5.4) будет равна
' д^К„,К„.= , (5.10)
th COS dm К. * COS
где 'wHt=^ntl^,u)^H^nv (5.П)
В общем случае для косозубой передачи радиусы кривизны по
диаметрам dv эквивалентных прямозубых колес будут равны (см.
рис. 5.7)
Pi =0,5rfl,1 sin aw; p2=0,5rft,2 sin аю.
Тогда
1 1,1 2 cos2? , 2 cos2? 2(«±l)cos2? ,C1O.
' I* “““““ 1 i* j (U. 1 & J
рлр Pi P2 rfisinatp d2 sin aw rftasinaw
где знак «+» соответствует наружному, а «—» — внутреннему
зацеплению.
Подставляя в (2.25) значение q из (5.10), 1/рПр из (5.12) и
заменяя cos aw sin aw на 0,5sin 2a®, получаем
a 1/ wHt 2(a±l)cos2? £np
9fi V sin2aa,rf1u л(1— n2)
Обозначив Zh— V 2 cos2 p/sin 2a„, — коэффициент, учиты-
вающий форму сопряженных поверхностей зубьев; ZM=
— У £пр/л (1 — р2) — коэффициент, учитывающий механические
свойства материалов сопряженных зубчатых колес; Z,=
= V 1/(Л\еа)— коэффициент, учитывающий суммарную длину
контактных линий, получим зависимость для проверки контакт-
ной выносливости зубчатой пары в виде
a„=Z^Z Z 1/ wff‘ “ 1
° Я— I/-------
И di и
aHp<
(5.13)
где внр — допускаемое контактное напряжение.
117
6»
tfvilm
0
"на Nhq ^u,
Рис. 5.13. Зависимость предельных кон-
тактных напряжений owim от числа цик-
лов N
Для передачи без смещения или при смещении Xi+X2=*x=0
и aw=a=20°, Zh— 1,76 cos р, для стальных зубчатых колес ZM=
=275 МПа1/2, для прямозубых передач Z,= l, для косозубых —
При проектном расчете, когда необходимо определить разме-
ры передачи из условия контактной выносливости, зависимость
(5.13) решают относительно aw или dt. При определении aw,
заменяя FHt=2Ti/dwl; b=^baOw и dwi=2aw/u±l, получим:
... _ ± Ч
wHt—------1-----"--------i 72 ’
"w rbaaw
Обозначив 0,5(ZHZuZt)2=Ka, получим после преобразо-
вания
(5-14)
। Для стальных зубчатых колес при прямых зубьях и aw=20°
Ла=48,5 МПа1/3.
Допускаемое контактное напряжение определяют, используя
кривую предельных контактных напряжений (рис. 5.13) по фор-
муле
. _ °Я111П _ °Я11т» £Л
ЯНр—----------------A HL'
SH SH
(5.15)
Здесь (Гнить — предел контактной выносливости поверхностей
зубьев, соответствующий базовому числу циклов перемены на-
пряжений Nho', Sh — коэффициент безопасности, Khl — коэффи-
циент долговечности, стя um а — верхний предел контактной вынос-
ливости, он um — предел контактной выносливости, соответствую-
щий числу ЦИКЛОВ Nhu<Nh<NhO-
Предел контактной выносливости он нт ь и базовое число цик-
лов перемены напряжений Л/яо зависят от твердости рабочих по-
верхностей зубьев; анить определяется по табл. 5.6, а Nho — по
рис. 5.14 и в зависимости от твердости колеблется в пределах от
ЛГяо=1О7 (200 НВ) до#яо=12-10г (550 НВ).
118
Nuo, или. циклов
Рис. 5.14. Зависимость базового числа циклов перемены напряжений Nho
от твердости
Коэффициент безопасности для материала зубчатых колес
с однородной структурой (при нормализации, термоулучшении
или обычной закалке) $н=1,1; для зубчатых колес с поверхност-
ным упрочнением (поверхностная закалка, цементация, азотиро-
вание) $я=1,2. Для передач, выход из строя которых связан с
тяжелыми последствиями, $н=1,25... 1,35.
Коэффициент долговечности Khl учитывает влияние срока
службы и режима нагружения. Его расчет основан на исполь-
Таблица 5.6
Материал Способы термической или термохимической обработки Твердость поверхности
Углеродистая или легированная сталь Отжиг, нормализация или термоулучшение Объемная закалка со средним или низким от- пуском Поверхностная закал- ка Цементация и нитро* цементация Азотирование не более 350ЯВ 38... 50HRC 40... 56HRC 56... 64HRC 550... 750ЯУ 2НВ+70 18ЯЯС+150 17Я/?С+200 23HRC 1050
Безоловянистая бронза Закалка с отпуском не менее 80ЯВ 2НВ
Оловянистая бронза Закалка с отпуском не менее 60Я® 2,ЗЯВ
119
зовании кривой выносливости (см. рис. 5.13), для которой на
участке Nna^Nfi^Nno справедлива зависимость
^н(аНМп)6 = ^Яо(аЯНт»)в==СОП5^ (5.16\
Тогда можно записать, что
аЯПтв °ЯПт — aHlImft
6 Г ft я
I / НО ____„ is
I/ “77---—°ЯНт6/'//£»
Г п н
(5.17)
где при ./Vtf^lO5 2,4>ЛГЯД= 1/ но > 1; при поверхност-
F NH
ном упрочнении 1,8>Кк>1.
При расчетах на контактную выносливость авиационных зуб-
чатых передач, с учетом того, что они изготавливаются из опре-
деленной группы сталей и к ним предъявляются жесткие требо-
вания, допускаемые напряжения в области NH=5-107 циклов
могут доходить до Олр=1500 МПа. Для обеспечения высокой
контактной выносливости и износостойкости поверхности зуба
твердость цементируемой стали должна быть не менее HRC 60
при твердости сердцевины HRC 30... 42.
Определение Nh зависит от срока службы и режима нагруз-
ки. При постоянных режимах нагрузки, к которым обычно от-
носят режимы с отклонениями до 20% от номинального, расчет-
ное число циклов перемены напряжений
NH = 60nthc, . (5.18)
где л — частота вращения колеса, по материалу которого опре-
деляют допускаемое напряжение, об/мин; th — время работы пе-
редачи (ресурс), ч; с — число зацеплений зуба за один оборот
колеса.
При переменных режимах нагрузки (рис. 5.15) расчет Khl
ведут по эквивалентному чис-
лу циклов Nhe<Nh- Методика
его расчета базируется на тео-
рии суммирования поврежде-
ний. Ведя расчет на контакт-
ную выносливость, в этом слу-
чае по максимальному моменту
циклограммы Ть используя за-
висимость (5.16), получим
= вя.1т/Уя£=const. (5.19)
Рис. 5.15. Циклограмма нагруже- Здесь —SA/нь где
ния при переменном режиме S/Vjh — число циклов действия
120
некоторого предельного напряжения Онить например ан iimi,
Он 11т 2 И Т. Д.
Так как контактные напряжения согласно (5.13) пропорцио-
нальны корню квадратному из нагрузки в виде момента Т, по-
лучим, используя (2.3) при m'=mjv=3 и а= 1, зависимость для
подсчета эквивалентного числа циклов
ЛГя2?=60с (5.20)
Г-1
где — частота вращения i-ro вала редуктора, об/мин; ti — дли-
тельность действия момента, ч.
При расчете на контактную выносливость не принято учиты-
вать кратковременные перегрузки, поскольку ввиду малости чис-
ла циклов они ее не снижают.
5.8. РАСЧЕТ ЗУБЬЕВ НА ВЫНОСЛИВОСТЬ
ПО НАПРЯЖЕНИЯМ ИЗГИБА
При работе передачи зуб испытывает сложнонапря-
женное состояние; при этом наибольшие напряжения возникают
у корня зуба в месте перехода эволь-
вентного профиля в' галтель. В этом
же месте возникает и концентрация
напряжений. Расчетная схема на-
пряжений в прямозубой цилиндриче-
ской передаче приведена на рис.^
5.16. При расчете принимают сле-
дующие допущения: 1) вся нагрузка
в зацеплении воспринимается одним
зубом и приложена к его вершине;
2) зуб рассматриваем как консоль-
ную балку, для расчета которой
справедливы методы сопротивления
материалов. Полученные зависимо-
сти, являющиеся приближенными,
уточняем введением коэффициентов.
Нагрузку на зуб в виде силы Fn
по линии действия переносим в точ-
ку А, лежащую на оси симметрии
зуба, и раскладываем на составляю-
щие Ft'=Fncosaw и Fr'=Fncosaa>,
принимая а'=Оа>. Наибольшее зна-
чение напряжения в зоне растяну-
Рис. 5.16. Эпюры напряжений в
опасном сечении зуба
121
тых волокон, где обычно возникают трещины:
--вц ®СЖ
Ма
«"и
сж
S
6f'tl
^Х
F'r
Ьп$х
где sx — размер зуба в сечении, расположенном вблизи основной
окружности; Wn — момент сопротивления изгибу.
С учетом концентрации напряжения у корня зуба получим
а/7=олав=
QF’tl
sx2
tg и»
&wsx
а.
Используя геометрическое подобие зубьев различного модуля,
положим 1=Гт-, sx=s'xm, где I' и s'x—безразмерные коэффи-
циенты. Тогда с учетом дополнительной динамической нагрузки в
зацеплении, ее распределения по ширине венца зубчатого колеса
и наличия перекрытия, принимая F/=F/tgaw, получим
д __ Pt^p^F^Pv Г 6/'_________tg aw
Р bwm I (s^)2 s’x
Параметр yP=
называют коэффици-
ентом формы зуба. Принимая в запас прочности Ft'=Ft, полу-
чим условие изгибной выносливости зуба:
°р — Ур
Ft^F^F^Fo
bwm
(5.21)
где gfp — допускаемое напряжение на выносливость при изгибе.
Обозначая wFt=-----‘ Рл ? (удельная расчетная окруж-
bw
ная сила), преобразуем зависимость (5.21) с учетом наклона
зуба:
яр—УрУ»У^
wpt
т
(5.22)
где yt=l/ea — коэффициент, учитывающий перекрытие зубьев;
ffo=l—Р/140 — коэффициент, учитывающий наклон зубьев; для
прямозубой передачи yt=yfi=\.
Безразмерный коэффициент ур зависит только от формы зуба
(размеров I и $я) и формы галтели у его основания, вызывающей
концентрацию напряжений (учитывается коэффициентом eta).
Величину ур в зависимости от эквивалентного числа зубьев zv—
=z/cos3p и коэффициента смещения х определяют по рис. 5.17. Ко-
эффициент Kf» зависит от тех же факторов, что и Кн»- При рас-
четах принимают Кр^=К.нь. Коэффициент Kpv определяют по
122
Рис. 5.17. Зависимость коэффициента Y? от эквивалентного числа зубьев
z0 и коэффициента смещения х
(5.8) с учетом (5.9) путем замены в (5.8) буквы Н на F. При
этом для прямозубых передач без модификации головки бр=
=0,016, с модификацией головки 6f=0,011, для косозубых и
шевронных передач 6f=0,006. Предельные значения wFv цщ даны
в табл. 5.5. Если значения wFv, вычисленные по (5.8), превыша-
ют Wviim, их принимают равными этим предельным значениям.
Вводя вспомогательный коэффициент Кт и принимая Kf*=
=Л’р1>=1, после преобразований (5.22) получим ориентировоч-
ное значение модуля зацепления:
-у,*)''’. (5.23)
Величину коэффициента фм берут в пределах 0,3... 0,6, при-
чем меньшие значения назначают тогда, когда возможна боль-
шая концентрация нагрузки по длине зуба (консольное располо-
жение зубчатых колес); принимают Л'т«1,4 для прямозубых,
Кт» 1,12 для косозубых передач.
Допускаемые напряжения изгиба при расчете на выносли-
вость при de<300 мм определяют по формуле
(5.24)
SF
123
Таблица 5.7
Стали Способ термической или термохимиче- ской обработок зубьев Твердость зубьев аП1тЪ> МПа
поверхности сердцевины
Углероди- стые и леги- рованные (40, 45, 40Х, 40ХН, 40ХФА, 40ХН2МА, 18Х2НЧВА и др.) Нормализация, термоулучшение Объемная закал- ка с применением средств против обезуглерожива- ния То же при воз- можном обезугле- роживании 180... 300ЯВ 45... 55ЯЯС 180... 300ЯВ 45... 55ЯЯС 1,8 НВ 600
Содержа- щие алюми- ний Азотирование зубьев на глубину 0,1... 0,2m 700...950ЯУ 24... 40HRC 12ЯЯС+300
Прочие легирован- ные То же 550... 750ЯИ 24... 40HRC
Легиро- ванные всех марок Цементация на глубину не менее 0,2m с последую- щей закалкой без обезуглерожива- ния 56... 63ЯЯС 30... 45HRC 800... 950
где предельное напряжение при изгибе aFiim=OFiim
X KpcKpl.
Значения базового предела выносливости для отнулевого цик-
ла в зависимости от вида термической или термохимической об-
работки приводятся в табл. 5.7.
Для зубчатых колес с нешлифованной переходной поверхно-
стью КР<=1; при шлифовании с наличием шлифовочных прижо-
гов и острой шлифовочной ступеньки Kpg=0,75... 0,8.
Коэффициент Kpd учитывает деформационное упрочнение, при
его отсутствии Kpd=l. Коэффициент Крс учитывает снижение
Of ишь в случае двухстороннего приложения нагрузки; в этом
случае Kfc=0,65... 0,8 (большие значения берутся при повышен-
ной вязкости стали).
Коэффициент долговечности Kfl= (Npo/Npe)'1”1, где т — не-
который коэффициент, /и=6 для зубчатых колес со шлифованной
переходной поверхностью, т=9 при нешлифованной переходной
поверхности. При m=6 2,8^KfL^;l, при т=9 1,63>Хм>1.
124
Базовое число циклов Уко=4-106, а эквивалентное число цик-
лов перемены напряжений определяется по циклограмме в за-
висимости от нагружения. При постоянном режиме нагружения
Nfe определяется по (5.18), а при переменном режиме по ана-
логии с (5.20) по формуле
(5.25)
Для нормализованных и улучшенных сталей т=6, для за-
каленных сталей /п=9.
Коэффициент безопасности Sp= 1,75... 2,2. Большие значения
Sf берутся при обеспечении надежности свыше 0,99.
Коэффициент у3 учитывает чувствительность материала к кон-
центрации напряжений и зависит от модуля т (табл. 5.8).
Коэффициент ун учитывает шероховатость переходной поверх-
ности, при шлифовании и зубофрезеровании ун= 1; при полиро-
вании в зависимости от способа термического упрочнения при-
нимают: при цементации и азотировании (полирование до хими-
ко-термической обработки) «/я=Г,05; при закалке ТВЧ, когда
закаленный слой повторяет очертания зуба, уд=1,05.
Расчет на малоцикловую выносливость при изгибе. При мало-
цикловом нагружении (JV< 10s) прочность зубьев лимитируется
их изгибной выносливостью. Предотвращение излома зубьев от
малоцикловой усталости при плавном и ударном нагружении с
заданной степенью вероятности гарантируется при соблюдении
неравенства
aFL ~ УрУзУ$ —-iL -С aFPL‘ (5.26)
tn
Здесь коэффициенты ур, у„ У» вычисляются аналогично рас-
чету на выносливость при изгибе. Удельная расчетная окружная
сила вычисляется по формуле
р __ M\fil г f // 97 \
wFtL—г FtL----------------——К.pj\ р$'\(5-27)
Оу
За расчетную нагрузку Tifii, при ступенчатой циклограмме
принимают каждую из ступеней с соответствующим ей на цик-
Таблица 5.8
т, мм Уя т, мм Уя
1 м 5 0,96
2 1,03 6 0,94
3 1,0 7 0,93
4 0,98 8 0,92
125
КЗ о>
Стали Способ и вид термической или химико- термической обработок Твердость аяи
поверх- ности сердце- вины 10»
Легирован- ные, содер- жащие никель более 1% Цементация. Закалка с применением средств про- тив обезуг- лероживания 57...62ЯЯС 30...45ЯЯС 2650 2100
Прочие ле- гированные
Легирован- ные, содер- жащие никель более 1% Цементация. Закалка в ус- ловиях, допу- скающих обез- углерожива- ние 56...62ЯЯС 2650 2100
Прочие ле- гированные
Легирован- ные, содержа- щие молибден (25ХГМ и др.) Нитроцемен- тация. Закал- ка с примене- нием средств против обез- углерожива- ния, деаэоти- зация 57...62ЯЯС (азота 0,15...0,5% 2650
Прочие ле- гированные 57...62ЯДС (азота 0,15...0,5%)
Легирован- ные, содержа- щие алюминий Азотирован- ные 700...950ЯУ 24...31ЯЯС 32...40ЯЯС 1700 1800
Таблица 5.9
mL. МПа, при числе циклов KPLg при числе циклов при числе циклов при ве- роятности неразрушения
10s 10< 105 10я и 10s 10‘ 10® 102 и 10» 10< 10® 0,99 свыше 0,99
2150 1750 1650 1350 1100 1000 1,1 0,9 0,85 0,95 1,05 1,1 1,55 1,98
2100 1700 1450 1250 1000 900 — 1,15 1,3 1,75 2,2
220 1700 1350 0,95 0,85 0,75 0,95 1,05 1,1 1,55 1,95*
1,0 1,3 1,6
1300 1400 1000 1100 750 850 - — — — — 1,75 2,2
Рис. 5.18. Структурная схема автоматизированного проектирования зубча-
тых колес
лограмме числом циклов, если оно не превышает 10s; при этом
производится проверка по каждой ступени. При плавной цикло-
грамме нагружения расчет производят при числах циклов, рав-
ных 103, 104 и 105, принимая за исходные те расчетные нагрузки,
которые на циклограмме нагружения соответствуют указанным
числам циклов.
При проектировании зубчатой передачи в случае ее работы
на малоцикловую выносливость модуль зацепления по исходным
данным определяют, используя (5.26), подбирая затем его бли-
жайшее большее значение по стандарту.
Допускаемое напряжение определяется отдельно для шестер-
ни и колеса по формуле
у,Кг. (5.28)
SFL
Предельное напряжение аршпь, не вызывающее излома зуба
при малоцикловой усталости, а также коэффициенты KvLg, Кыл
и sfL определяют в зависимости от способа термической или хи-
мико-термической обработки и числа циклов перемены напряже-
ний (табл. 5.9).
5.9. ИСПОЛЬЗОВАНИЕ ЭВМ ПРИ ПРОЕКТИРОВАНИИ
ЗУБЧАТОЙ ПЕРЕДАЧИ
Кратко рассмотрим один из возможных вариантов диа-
логово-автоматизированного проектирования цилиндрической
зубчатой передачи (рис. 5.18). В точке диалога Д-1 на экран
дисплея выводится опросный бланк, заполнение которого поль-
зователем обеспечивает ввод числовых значений исходных дан-
ных, а при повторном счете — их редактирование. После выпол-
нения проектных расчетов цилиндрической зубчатой передачи
127
Таблица 5.10
Идентифи- катор Обозначение величины Единица измерения Наименование величины Тип переменной
Zl; Z2 Zt; Z2 — Число зубьев шестерни и колеса REAL
НВ1; НВ2 НВс нв2 — Твердость рабочей по- верхности зубьев шестер- ни и колеса REAL
Е Е МПа Модуль упругости ста- ли REAL
SAI; SB1 GFllmai; ОЛ1тМ МПа Верхний и нижний пре- делы выносливости .зуба шестерни при изгибе REAL
SA2; SB2 <JFIlma2> ОЯ1тЬ2 МПа Верхний и нижний пределы выносливости зуба колеса при изгибе REAL
KD Кд — Коэффициент динамич- ности REAL
Т1 Т1 Н-мм Расчетный момент на ведущем валу REAL
AW aw мм Межосевое расстояние REAL
М т мм Модуль REAL
SIPH Онр МПа Допускаемое контакт- ное напряжение REAL
КНА — Коэффициент, учиты- вающий распределение нагрузки между зубьями REAL
кнв Коэффициент, учиты- вающий неравномерность распределения нагрузки по длине зуба REAL
BW bw мм Рабочая ширина венца REAL
ATW O>tw градус Угол зацепления REAL
DA1 DA2 dal da2 мм мм Диаметры вершин зубьев шестерни и коле- са REAL
SIH ОН МПа Расчетное контактное напряжение зубьев REAL
L — — Число, обозначающее диапазон твердости ра- бочих поверхностей зуба INTEGER
L1 — — Число, обозначающее модификацию головок зуба Степень точности пе- редачи по нормам плав- ности INTEGER
L2 — — INTEGER
N1 ni об/мин Частота вращения ве- дущего вала REAL
NHE1 Nhei — Расчетное число цик- лов контактных напря- жений зуба шестерни REAL
NFE1 Nfei — Расчетное число цик- лов изгибных напряже- ний зуба шестерни REAL
128
Продолжение табл. 5.10
Идентифи- катор Обозначение величины Единица измерения Наименование величины • Тип переменной
W1 wt кВт Мощность на ведущем валу REAL
в 3 градус Угол наклона зуба REAL
PSIA 1|>а — Относительная ширина колес REAL
CQ — Коэффициент, учиты- вающий влияние прогиба валов REAL
ЕА еа — Коэффициент торцево- го перекрытия REAL
XI Х2 Xi Х2 Коэффициент смеще- ния исходного контура зубьев шестерни и коле- са REAL
SF SF — Коэффициент без- опасности REAL
(блок 1) в точке Д-2 результаты расчетов (геометрические ха-
рактеристики зубчатого венца) выводятся на экран дисплея и
при необходимости уточняются. В блоке 2 выполняются прове-
рочные расчеты цилиндрической передачи, и результаты выво-
дятся на экран (блок 3). На основании анализа полученных ре-
зультатов в точке Д-З принимается решение об окончании рас-
четов и переходе к воспроизведению детали или повторении счета
с соответствующим уточнением данных в Д-1. Далее осуществля-
0001
0002
оооз
0004
0005
QQQ6
0009
0010
0011
0012
0015
0014
0015
0016
0017
COMMON LI.L2.N1.W1,SA1,SB1.SB2.В,Z1.Z2.H1.Н2.
Е,NHE1.NP4l.fSlA.Ci.EA.X1,a2,SF. YR1.YR2,К D,STHP
L]KHA.£HB.F fe,AW.6w,ft,AtW, t)A1 ,DA2,Slfi,T1
rSal Й1 .nAeiInpSi,i(D’KHA,KHB’M. _
NAMELlSt/РНОёКТ/ 1Л ,Lf,N1]W1.SAI.SB1,
SA2.SB2,B,Z1,Z2.H1,H2XE,NHE1.NFE1,
PSlA.CQ eA.x! .X^.SP1 ,Yrt1 ,YR2,?.D
READ (5.PR6EKT)
CALL DET71 ,, „
Л?У1Ж9**7*К1)/(5-1416*М1)
v A Jj-Li Ub 1 I c.
CALL DET73
AW=0.8~' ^'
•PSIA*
Ms 2* AW
PRINT '
FORMAT
CALL DL_. .
iw=few*pl|/siHP)»»2
CALL DET76
CALL DET77
3
М
0018 STOP
0019 END
Рис. 5.19. Головная программа расчета цилиндрической зубчатой передачи
5—1085
129
' Г
DET76 Для изгива зувьев опреде лаются расчетные напряже чип Ъ-Шв . допускаемые напряжения Проверка бр « бРР Проверка по изгибу
SFZ7.SFP7.5FZZ.SFPZ
0ЕТ77 Проверка резупьтав расчета | \Расчетные значения |M,fllKBW.Z7.ZZ.Dfl7.DflZ,X7,XZ..
Рис. 5.20. Алгоритм расчета цилиндрической зубчатой передачи
130
ется формирование изображения (блок 4), которое требует ввода
дополнительных исходных данных в точке Д-4 (диаметр вала,
характер соединения, вид конструкции). В точке Д-5 изображе-
ние выводится на экран, и в конструкцию могут вноситься из-
менения. В точке Д-6 принимается решение о повторении счета
или формировании изображения с необходимыми изменениями.
Уточнение данных выполняется в точках Д-1 и Д-4.
Более подробно рассмотрим расчет на ЭВМ цилиндрической
зубчатой передачи. При составлении программы применяется мо-
дульное программирование, которое связано с использованием
готовых подпрограмм (модулей). Расчет может выполняться как
в диалоговом режиме, так и с вводом информации с перфокарт.
В основной программе используются идентификаторы (табл.
5.10).
На рис. 5.19 приведена головная программа расчета цилинд-
рической зубчатой передачи, а на рис. 5.20 — ее алгоритм.
В заключение отметим, что использование ЭВМ позволяет
быстро выполнить расчет для ряда вариантов зубчатых передач
и выбрать из них оптимальный, что повышает качество конструк-
ции. Еще больший эффект дает автоматизация проектирования.
5.10. ЛЮФТОВЫБИРАЮЩИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Наличие бокового зазора /п между зубьями в ревер-
сивных передачах вызывает погрешность мертвого хода и появ-
ление дополнительных динамических нагрузок. Особенно это от-
носится к передачам авиационного приборостроения, в которых
ошибка мертвого хода снижает их точность и в некоторых.случа-
ях должна быть сведена к нулю.
Погрешность мертвого хода бфм (рад) на валу зубчатого ко-
леса оценивают по формуле
8?H=/n/(rcosaw), (5.29)
где аш — угол зацепления; /п, мм; г — радиус начальной окружно-
сти зубчатого колеса, мм.
При aw=20° и величине /п, выраженной в микрометрах и оп-
ределяемой по ГОСТу в зависимости от вида сопряжения, по-
грешность мертвого хода на валу зубчатого колеса в угловых
минутах определяется так:
8<рм=7,4/л/(/п,г). (5.30)
Величина суммарного или приведенного к входному или вы-
ходному валу многоступенчатой (трехступенчатой) зубчатой пе-
редачи (рис. 5.21) при мертвом ходе на валу 2 — 6фм2, на валу
3— бфмз и на валу 4 — бфМ4, определяемых по формуле (5.30) в
5* 131
Рис. 5.21. Схема трехступенчатой зубчатой передачи
зависимости от величины бокового зазора /я, будет
движном входном вале):
—+-^+8?м4=
«2-3«3-4 «3-4
_&Рм2«1—2 ^?м3«1-3 I
«1-4 «1-4 М4’
или в общем случае при п валах
п
8?мл = —— У 8?м*
И1-Л «
(при непо-
(5.31)
(5.32)
Здесь «1-2, «2-з. «(n-i)-n — передаточные числа между ва-
лами 1, 2,п.
При приведении к валу 1 получим
п
8?м1= 28?m*«i-s.
»=2
(5.33)
Для уменьшения погрешности мертвого хода на основании
зависимостей (5.32) и (5.33) следует разбивку передаточного
числа редуктора выполнить согласно условию Ы1-2<«2-з< — <
<«(П-1)_П, т. е. увеличивая передаточные числа последних ступе-
ней за счет уменьшения начальных.
132
Для устранения погрешности мертвого хода применяют люф-
товыбирающие (разрезные) зубчатые колеса с пружинами растя-
жения или сжатия (рис. 5.^2, а) или с моментной пружиной кру-
чения (рис. 5.22, б). Их основой является сдвоенное зубчатое
колесо, одна половина которого неподвижна, а другая может
перемещаться, выбирая боковой зазор либо за счет пружины
растяжения или сжатия, либо за счет усилия, создаваемого ото-
гнутым концом моментной пружины кручения.
Расчет усилия на пружине растяжения или сжатия (рис.
5.22, в) ведется по формуле
(5<34)
где Тк — момент на колесе; г' — расстояние от оси колеса до
пружины; п — число пружин; 0=1,5...3 — коэффициент запаса
по моменту.
Деформация пружины ДЯ, создаваемая силой Fnp смещением
подвижного колеса на kz зубьев (kz=3 ...6), будет равна
ДА/=kznmr'lr. (5.35)
По величинам ГПр и ДЯ ведется расчет пружины.
Рис. 5.22. Конструкции разрезных
зубчатых колес
133
Рис. 5.23. Конструкции мелкомодульных зубчатых колес
Возникновение у разрезных зубчатых колес дополнительной
силы на рабочей и нерабочей поверхностях зуба от усилия пру-
жины заметно снижает их КПД. Он падает до 0,3 и менее с уве-
личением р и уменьшением окружной силы Ft.
Конструкция мелкомодульных зубчатых колес зависит от их
размеров, метода изготовления и материала. При конструирова-
нии им стремятся придать такую форму, которая удовлетворяла
бы требованию жесткости, малой массы, технологичности и др.
При d<40... 50 мм и Ь^З мм используют форму, приведенную на
рис. 5.23, а. При больших размерах для облегчения делают двух-
сторонние выточки (рис. 5.23, б) или предусматривают отверстия
(рис. 5.23, в). Односторонние выточки делают тогда, когда для
компактности внутрь колеса помещают какую-либо деталь (рис.
5.23, г, д, е). Ступица зубчатого колеса по соображениям техно-
логичности делается обычно односторонней. Двухсторонняя сту-
пица (рис. 5.24) допускается в случае, если для компактности
Рис. 5.25. Конструкции сборных зубчатых колес
Рис. 5.24. Зуб-
чатое колесо с
двухсторонней сту-
пицей
134
она соединяется с другими вращающимися деталями колеса или
при необходимости использования торца ступицы в качестве упо-
ра при посадке на вал другой детали.
При d^50 мм и небольшой ширине венца (6^6 мм) изготов-
ление колес из одной заготовки становится экономически невы-
годным и их делают сборными: тело колеса выполняют из листо-
вого материала и напрессовывают на ступицу (рис. 5.25, а) или
на вал-шестерню, предварительно срезав часть зуба (рис. 5.25, б).
Они могут также соединяться со ступицей на винтах (рис. 5.25, в).
Основной способ крепления мелкомодульных колес на ва-
лах— штифтовое (коническим штифтом). Для его осуществления
в ступице под углом 90° делают два односторонних отверстия:
под стопорный винт с резьбой и гладкое, диаметр которого равен
меньшему диаметру штифта. При сборке колесо фиксируют на
валу винтом, а через гладкое отверстие в ступице делают сквоз-
ное отверстие через вал и другую сторону ступицы. Затем это
отверстие развертывается под штифт, после чего штифт забива-
ется, а стопорный винт удаляется; от выпадания штифт стопо-
рится.
ГЛАВА 6. ЗУБЧАТЫЕ ПЕРЕДАЧИ С ЗАЦЕПЛЕНИЕМ
НОВИКОВА
6.1. ОБЩИЕ СВЕДЕНИЯ
В 1954 г. М. Л. Новиков предложил зацепление с кру-
говым профилем зубьев, имеющее точечный контакт и отличаю-
щееся высокой несущей способностью. Зубья передачи Новико-
ва располагаются по винтовым линиям и имеют профиль, вы-
полненный по дугам окружностей (рис. 6.1). В зацеплении Но-
викова контакт зубьев перемещается не по боковдму профилю,
как в прямозубой эвольвент-
ной передаче, а вдоль зуба
по линии, параллельной оси
колеса. Так как скорость пе-
ремещения контакта vK—
= »ctg₽ (где v — окружная
скорость; р — угол наклона
зубьев) и угол давления ад
остаются постоянными, то
профили зубьев шестерни и
колеса могут быть очер-
чены несопряженными кри-
выми — дугами окружно-
стей с близкими радиусами
кривизны.
Рис. 6.1. Цилиндрическая переда-
ча Новикова
135
Рис. 6.2. Исходные кон-
туры передачи Нови-
кова с одной (а) и с дву-
мя (б) линиями зацепле-
ния
В связи с тем, что точка контакта зубьев перемещается вдоль
линии, параллельной оси колес, коэффициент торцевого пере-
крытия еа в передаче Новикова равен нулю. Следовательно, для
обеспечения постоянства передаточного отношения ii2=coi/®2=
=d,2ld\=zzlzi необходимо, чтобы коэффициент осевого перекры-
тия es=&w//3o=bw sin sin р/лтп был больше единицы.
В этих выражениях d\ и dz— диаметры делительных окружно-
стей колес; Zi и Zz — числа зубьев колес; bw — ширина колес;
Рп и тп — шаг зацепления и модуль в нормальном сечении.
В основном применяют два вида зубчатых передач Новикова:
с выпуклым профилем зубьев шестерни и вогнутым профилем
зубьев колеса (рис. 6.2, а); с выпукло-вогнутым профилем зубь-
ев шестерни и колеса (рис. 6.2, б). У передач первого вида од-
на линия зацепления. При ведущем зубчатом колесе с выпуклым
профилем зубьев линия зацепления расположена за полюсом за-
цепления по направлению вращения ведущего колеса. При ве-
дущем зубчатом колесе с вогнутым профилем зубьев линия за-
цепления располагается до полюса зацепления по направлению
вращения ведущего колеса (рис. 6.3, а, б). У передач второго
вида две линии зацепления: одна располагается до полюса, дру-
гая,, за полюсом — такие передачи получили название дозапо-
136
люсных (рис. 6.3, в). Дозаполюсные передачи наиболее распро-
странены. Их несущая способность больше, чем у передач с од-
ной линией зацепления, так как число точек начального контак-
та при двух линиях зацепления больше, чем при одной. Кроме
того, зубья шестерни и колеса в этом случае можно нарезать
одним и тем же инструментом.
Радиусы кривизны профилей зубьев шестерни и колеса в пе-
редачах Новикова выбирают близкими по значению и после при-
работки зубья соприкасаются по всей их высоте. В плоскости,
перпендикулярной линии соприкосновения зубьев, в связи с боль-
шими радиусами кривизны винтовых поверхностей зубьев их
касание происходит на значительной длине. Нагрузка распреде-
ляется на значительную площадку контакта (см. рис. 6.3), что
является причиной высокой нагрузочной способности зацепления
Новикова. Допускаемая нагрузочная способность по условию
контактной прочности зубьев передач Новикова в 1,7...2 раза
больше, чем для эвольвентных передач. Благодаря большой на-
грузочной способности передачи Новикова по сравнению с пе-
редачами эвольвентного зацепления более компактны и допус-
кают большие передаточные отношения. Благодаря образова-
нию режима жидкостного трения уменьшается износ зубьев и
повышается КПД передачи.
Недостатком таких передач является значительное уменьше-
ние контактной площадки при перекосах зубчатых колес и из-
менении межосевого расстояния в результате погрешностей из-
готовления и сборки.
Для деталей передач Новикова применяются те же материа-
лы, что и для эвольвентных — стали с твердостью рабочих по-
верхностей менее 350 НВ. Это связано с тем, что в переда-
чах Новикова контактная и изгибная прочности достигаются
не увеличением твердости поверхности, а увеличением площади
пятен контакта. Применение материалов с высокой твердостью
поверхности здесь менее эффективно, так как снижается способ-
ность к приработке профилей зубьев в зубчатой паре.
12 1^2 2 1
Рис. 6.3. Линии зацепления, контактные линии и площадки контакта в пере-
дачах Новикова:
а — выпуклый зуб; б — вогнутый зуб; в — выпукло-вогнутый зуб; 1 — след линии зацеп-
ления; 2 — контактная линия; 3 — площадка контакта
137
В нашей стране и за рубежом передачи Новикова с заполюс-
ным и дозаполюсным зацеплением находят применение и в авиа-
ции. Так, в вертолете «Lynx-13» в силовом редукторе использо-
вано зацепление Новикова, позволившее вдвое повысить нагру-
зочную способность nd сравнению с эвольвентными передачами,
облегчить конструкцию вертолета и существенно улучшить его
летно-тактические данные.
в.2. ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
ПЕРЕДАЧИ
Для цилиндрических зубчатых передач Новикова с
одной и двумя линиями зацепления стандартизованы модули
зацепления по нормальному шагу ГОСТ 14186—69. Исходный
контур для колес с одной линией зацепления установлен из
условия прочности нормалью.
Геометрические соотношения для определения основных гео-
метрических размеров цилиндрических передач Новикова сле-
дующие:
для одной и двух линий зацепления
dx=/n2:t/cos Р; rf2= /nzj/cos р;
aw=0,5/n (Zj -f-z2)/cos P; Pa=л/n/sin P;
(6.1)
й2=^— 4pa\
e?: 1,1...1,3; 2,1...2,3; 3,1...3,3; 4,1...4,3;
для одной линии зацепления для двух линий зацепления
^ei=rfi4"2Ael; da\=d\-\-2ha\
dai=d2 — 2c-, dtt2=d2-[:2ha;
(O.v
df\=d\—2йд; dfi=di 2(йв-]-с);
dj2^d\ — 2йу2; df2=d2—2(йв-|-с).
6.3. РАСЧЕТ НА ПРОЧНОСТЬ
При проектировочном расчете на контактную и изгиб-
ную прочность определяют основные геометрические размеры
передачи. Затем проводят уточненный проверочный расчет
зубьев.
В случае необходимости вносят изменения в размеры переда-
чи, полученные при проектировочном расчете.
При проектировочном расчете диаметр d\ определяют по фор-
муле
(64)
’яр » Kfv-ma
138
Рис. 6.4. Зависимость* коэффи-
циентов /(в, /С» от р и фк от Де
проверочный расчет проводят
сначала из условия обеспече-
ния контактной прочности:
= 1 | /7^я^//Л,(ц+1) <
V КуРти
< аНр’ (6-5)
где « 2 • 10-5 1 /МПа — коэф-
фициент исходной рейки, ха-
рактеризующий конкретный
исходный контур зацепления, а
также величину приведенного
модуля упругости; Kt — коэф-
фициент, учитывающий особен-
ности контактирования зубьев
в передачах Новикова (рис.
6.4); р, — величина, зависящая
от осевого коэффициента пере-
крытия ер (если ер=2,3, то р.=2)
Значения Кнь Khv, Онр передач Новикова принимают таки-
ми же, как для эвольвентных передач.
При проектировочном расчете на изгибную прочность рас-
считывают модуль
(6.6)
проверочный расчет проводят из условия изгибной прочности:
аР\
*1‘рУ₽1'»3
(6.7)
где ofi и ofp — расчетное и допускаемое напряжения для зубьев
шестерни на изгибную прочность; Кт— коэффициент, учитыва-
ющий влияние угла 0 на изгибную прочность; фк=/(Ае)—экс-
периментальный коэффициент, учитывающий отличие объемного
напряженного состояния в зубьях передач Новикова от плос-
кого (см. рис. 6.4); Ае — коэффициент, зависящий от коэффи-
циента осевого перекрытия ер. Так, если ер=2,3, то Ае=0,3. Зна-
чения коэффициента формы зуба t/p для зубьев с контуром по
ГОСТ 15023—76 приведены ниже:
2, 10 11 12 13 14 15 16 18 20 22 24 26 28 30
Др 0,79 0,83 0,87 0,89 0,92 0,93 0,95 0,97 0,99 1,02 1,03 1,04 1,05 1,05
139
Эквивалентное число зубьев zo=z/cos3p.
Допускаемое напряжение при расчете на изгиб:
при односторонней нагрузке на зубья
0,54а_! (N FJN рЕ)1!т\ (6.8)
при двухсторонней нагрузке на зубья
Ofp ^0,34а_1 (6.9)
где а_1 — предел выносливости материала зубьев при изгибе;
Npo — базовое число циклов напряжений (рекомендуется при-
нимать JVfo=107); Npe — расчетное число циклов напряжений;
т — показатель степени корня, для зубьев со шлифованной пе-
реходной поверхностью т = 6, для нешлифованной переходной
поверхности т = 9.
ГЛАВА 7. КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
7.1. ВИДЫ КОНИЧЕСКИХ ПЕРЕДАЧ И ОБЛАСТИ
ИХ ПРИМЕНЕНИЯ В ЛА
Конические зубчатые колеса используют в передачах,
где оси ведущего и ведомого валов пересекаются в пространст-
ве под некоторым углом S. Наиболее часто встречаются переда-
чи с 2=90° — ортогональная передача (рис. 7.1). В ЛА полу-
Рис. 7.1. Ортогональная коническая передача
140
чили распространение кони-
ческие зубчатые колеса с
прямыми и круговыми зубь-
ями. В прямозубых колесах
(рис. 7.2, а) линии зубьев со-
впадают с образующими де-
лительного конуса; круговой
зуб (рис. 7.2, б) располага-
ется по дуге окружности. С
увеличением угла наклона
Рис. 7.2. Коническое зубчатое ко-
лесо с прямыми (а) и круговыми (б)
зубьями
зуба рт передача работает
более плавно; рекомендует-
ся выбирать рт=35°. Колеса
с круговыми зубьями при
одинаковых габаритных размерах передачи имеют в 1,5 раза
большую несущую способность по сравнению с прямыми зубья-
ми; передача с такими зубьями работает плавно и бесшумно да-
же при повышенных окружных скоростях (до 100 м/с). Это объ-
ясняется многопарностью зацепления, постепенным входом зубь-
ев в зацепление, начиная с контакта в точке, что делает их ма-
лочувствительными к динамическим нагрузкам. Это обусловило
применение конических передач с круговыми зубьями, например,
в приводе винтов вертолетов. Такая коническая передача в транс-
миссиях вертолетов, если рассматривать ближайшую перспекти-
ву, сможет передавать мощность до 6000 кВт.
Тяжелые вертолеты одновинтовой схемы могут быть трех-
двигательными (рис. 7.3, а). При этом возможна передача мощ-
Рис. 7.3. Схемы трансмиссий вертолетов:
а — одновинтовая; б — продольная; в — поперечная
141
ности от каждого двигателя через двухпоточный зубчатый ре-
дуктор, состоящий в каждом потоке из конической пары z\—z<i
и цилиндрической z%—Z3. Следовательно, максимальная мощ-
ность, передаваемая от трех двигателей через шесть пар кони-
ческих колес, может доходить до 36 000 кВт.
Вертолет продольной схемы может иметь два синхронизиру-
ющих вала, которые обеспечивают синхронное вращение несу-
щих винтов с взаимным перекрытием, а также в случае отказа
одного из двигателей обеспечивают равномерное перераспреде-
ление мощности между винтами (рис. 7.3, б). При этом макси-
мальная мощность, передаваемая от двух двигателей к двум
несущим винтам двумя двухпоточными редукторами через четы-
ре пары конических колес, составит 24 000 кВт.
Вертолет поперечной схемы может иметь четыре двигате-
ля (рис. 7.3, в). Передача мощности к двум несущим винтам
ведется через четыре двухпоточных редуктора (восемь пар ко-
нических колес). Поэтому максимальная передаваемая мощность
у такого вертолета — 48 000 кВт.
Конические передачи широко используют также в системах
управления рулевыми поверхностями ЛА, в механизмах прибор-
ных устройств, в различных механизмах ЛА, условия компонов-
ки которых требуют передавать движение между валами, пересе-
кающимися в пространстве.
Нагрузочная способность конических передач составляет
около 0,85 от нагрузочной способности цилиндрических передач.
Это объясняется, в частности, сложностью изготовления, монта-
жа и обеспечения требуемой точности, наличием осевых сил в
зацеплении, неравномерностью распределения нагрузки по дли-
не зуба. Конические передачи в вертолетных редукторах ис-
пользуют чаще на быстроходной ступени, что приводит к упро-
щению конструкции опорных узлов.
7.2. ГЕОМЕТРИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ.
СИЛОВОЙ РАСЧЕТ. ПОНЯТИЕ ОБ ЭКВИВАЛЕНТНОМ
ЗУБЧАТОМ КОЛЕСЕ
Конические зубчатые колеса изготовляют с тремя
различными осевыми формами зубьев: 1) пропорционально по-
нижающиеся зубья, вершины делительного конуса и конуса впа-
дин сходятся в одной точке; 2) понижающиеся зубья, вершины
конусов делительного и впадин не совпадают. Толщина зуба по
делительному конусу растет пропорционально расстоянию от вер-
шины. Эта форма позволяет обрабатывать одним инструментом
обе поверхности зуба. Ширина дна впадин здесь постоянна;
3) равновысокие зубья. Образующие конусов вершин, делитель-
ного конуса и конуса впадин параллельны.
Первая форма является основной для прямозубых и косозу-
142
бых передач и, частично, — для передач с круговыми зубьями
при Zz=20... 100. Вторая форма является основной для колес
с круговыми зубьями. Третья форма применяется также для кру-
говых зубьев при гх^40. Остановимся на передачах с наиболее
распространенными зубьями первой формы.
По аналогии с цилиндрическими передачами вводится поня-
тие начальных и делительных конусов (обычно они совпадают)
(см. рис. 7.1): dm\=d\ — для шестерни, dm2—(fa—для колеса.
Угол делительных конусов шестерни бь колеса бг, 2=61+62.
Эвольвентная форма зубьев получается на развертке дополни-
тельного конуса, образующие которого перпендикулярны обра-
зующим делительного конуса. Сечение зуба дополнительным де-
лительным конусом называют торцевым; параметрам зубчато-
го колеса в этом сечении присваивается индекс ”t". Выделяют
внешнее торцевое сечение ”/е”, среднее ”/т” и внутреннее
Ширину зубчатого венца bw измеряют по образующей
делительного конуса, а высоту зуба h — по внешнему торце-
вому сечению. Участки образующей дополнительного ко-
нуса, ограниченные по длине внешней de и средней dm делитель-
ными окружностями, называются внешним Re и средним Rm де-
лительными конусными расстояниями. Делительные диаметры
в торцевом сечении определяют из соотношений:
<4=/n„z; dm=mtaz‘ /п/т=от/е(1+0,5фл),
где z— число зубьев шестерни или колеса; mte—средний
и внешний торцевые модули; фя=bv>IRe — относительная шири-
на зубчатого венца.
Для колес с прямыми зубьями стандартизирован внешний
торцевой модуль т<е; величина конусного расстояния равна
Re=^V ; (7.1)
тогда Rm=Re—0,5bw.
Высоту головки hae и ножки hfe зуба по внешнему торцу при-
нимают равными hae=mte, hfe=l,2mte — ДЛЯ прямого зуба; hfe =
— 1,25т/е — для кругового.
Для круговых зубьев стандартизирован средний нормальный
модуль mnm:
I* tn = ж мп/COS (7.2)
Передаточное число конической передачи:
“=^m2/^mi=22/2i=sin 82/sin 8i-
При 2=90° получим u=tg62=ctg6i. Этим выражением при за-
данном и пользуются для вычисления углов di и бг.
Для. повышения сопротивления заеданию рекомендуют шес-
терню выполнять с положительным смещением хь а колесо —
с отрицательным х2=—хг, тогда Xz=Xi+*2=0 и а»=а=20°.
143
Рис. 7.4. Усилия, действующие в коническом зацеплении
В отличие от величины смещения для цилиндрических колес
(у которых обычно Xi = + 0,3, х2=—0,3) у конических колес рас-
ширена область целесообразного применения высотного корри-
гирования. Коэффициенты смещения Xi для прямых зубьев и xni
для круговых с округлением до 0,1 определяют по формуле
х1=хщ = 2(1—u2/cos3 Pm/zi)- Тогда внешний диаметр колес dae=
=de+2hae cos б, высота головки зуба hae = mte{h*te -f-xcos
где h*te=cospm. Основные геометрические размеры вычисляют
для шестерни и колеса.
В зацеплении'прямозубой конической передачи действуют
окружная Ft, радиальная Fr и осевая Fa силы. Если силы при-
ложены к шестерне (рис. 7.4), между ними можно установить
зависимости. Нормальную силу в зацеплении Fn раскладывают
на Ft и Fr', a FT' — на Fo и FT. Тогда
Р.
Fn=Ftlcosa', Fr=Fttga;
Fr = Fr cos 8! —Ft tg a cos 8! I
fe=y/sin &i=Ft tg a sin 8P ’
Для колеса направление действия сил противоположно:
^2“ 3 P{fi^ Fn.
Силы в зацеплении конической передачи с круговыми зубья-
ми определяются по формулам
Ft^TJd^-,
(1А)
Fr=(Ft/cos pm) (tg a cos 8! ± sin sin 8t);
Pa = (F-t/cos POT) (tg a sin 8! ± sin cos 8J.
144
Знаки в последних двух формулах означают: плюс — при сов-
падении направления момента (при наблюдении с внешнего тор-
ца) и винтовой линии зуба, минус — при несовпадении.
Профиль зубьев конических колес близок к эвольвентному
профилю зубьев цилиндрического колеса, образованному раз-
верткой среднего дополнительного конуса (см. рис. 7.1). Такое
цилиндрическое колесо называется эквивалентным. При этом
диаметр начальной окружности эквивалентного колеса dv равен
длине образующей среднего дополнительного конуса: dv —
=dm/cosd. Число зубьев эквивалентного прямозубого колеса
или шестерни:
zv=djmtm=zlcos 8.
Для конических колес с круговыми зубьями производится
двойной переход к биэквивалентному колесу: в нормальном се-
чении среднего дополнительного конуса к профилю прямозубых
колес с числом зубьев
^OT=2/(cos8cos3?m).
Передаточное число эквивалентной передачи равно
uv=--Zv2 = Znv2 = (cos S^cos 82) (z2/zl)=w2.
zvl znvl
Параметры биэквивалентных и эквивалентных колес исполь-
зуются в расчетах на прочность.
7.3. УЧЕТ ДИНАМИЧЕСКИХ НАГРУЗОК
И ДРУГИХ ФАКТОРОВ ПРИ РАСЧЕТАХ ЗУБА
НА ПРОЧНОСТЬ
Удельная расчетная окружная сила при определении
контактных напряжений в зубе с рабочей шириной зуба bw=bi =
— b2 равна:
(7.5)
где Ft=2Tildm\ — расчетная окружная сила на шестерне; dmi =
= monZi — средний диаметр конической шестерни; Кна — коэффи-
циент, учитывающий распределение нагрузки между зубьями
(см. разд. 5.5); — коэффициент, учитывающий неравномер-
ность распределения нагрузки по ширине зубчатых венцов;
K.hv — коэффициент, учитывающий дополнительную динамиче-
скую нагрузку: Khv = l+wHvbw/Ft, при проектировочных расче-
тах в первом приближении можно принять 2СнР=1; whv — удель-
ная окружная динамическая сила, W№=8//g0'D]/rfff,1(a4-l)/(2«)^
^O’wuiim; v=ndminif(60-103)—окружная скорость в среднем
сечении конических колес; бя и Whv 11m определяются по
145
табл. 5.4 и 5.5, go—аналогично зубчатой цилиндрической пере-
даче.
Удельная расчетная окружная сила при определении изгиб-
ных напряжений в зубе
(7.6)
гдеЖр«— коэффициент, учитывающий распределение нагрузки
между зубьями (см. разд. 5.5).
Коэффициент торцевого перекрытия еа определяют через чис-
ло зубьев эквивалентных zv или биэквивалентных Zm колес (см.
разд. 5.3); коэффициент Кр» учитывает неравномерность распре-
деления нагрузки по длине зуба, Кп=*Кн£ коэффициент Кр0,
учитывающий возникающие дополнительные динамические на-
грузки, вычисляют по формуле (5.8).
Окружная динамическая сила равна
(« + 1У(2«) < ®>₽Пп..
где бк=0,016 для прямых зубьев без модификации головки; ду=
=0,006 для круговых зубьев, величины g0, выбираются
так же, как при расчете на контактную прочность цилиндриче-
ских передач.
7.4. ОСНОВЫ РАСЧЕТА КОНИЧЕСКОЙ ПЕРЕДАЧИ
С ПРЯМЫМИ И КРУГОВЫМИ ЗУБЬЯМИ
Контактные напряжения в конических зубьях рассчи-
тывают по формуле
9h=ZhZmZ, У wh Vu2 +1 +2а cos S/(0,85udml), (7.7)
где zw= 1,76 cos pm (при xx=0 и отсутствии смещения инстру-
мента); Zm=270 МПа,/2— для стальных колес; Z,= (К,ев)-1/2;
ев определяется по формуле, приведенной в разд. 5.3, исходя из
числа зубьев эквивалентного и биэквивалентного колес, a Kt—
согласно рекомендациям, приведенным в разд. 5.5.
Условие контактной прочности зубьев конической передачи:
(7.8)
Рекомендации по расчету допускаемых величин контактных
напряжений оНр аналогичны .приведенным в разд. 5.7 для пря-
мозубой передачи. Следует отметить, что в случае невыполне-
ния условия прочности (7.8) для конических передач нельзя ог-
раничиваться увеличением расчетной ширины зубчатых колес bw,
как это делают в цилиндрических передачах, так как это ведет
к изменению многих геометрических параметров зацепления.
Возможно (до 10... 15%) увеличить ширину венца bw, но только
в сторону внутреннего торца; при этом конусное расстояние R»
146
не изменится. Если этого недостаточно, то следует перейти на
ближайший больший стандартный модуль и повторить расчеты
основных геометрических размеров и проверочные расчеты. При
недогрузке передачи можно уменьшить ширину зубчатого венца
bw, но также только в сторону внутреннего торца.
Поскольку за критерии работоспособности авиационных ко-
нических передач принимается контактная выносливость, то про-
ектировочный расчет конусного расстояния Re (мм) проводят
по формуле
Re >0,82.r“2+l+2“cosS .1/ ./(?). (7.9)
Vasias У 9hp^ (1 “ 0 ’ 5’^)
При расчете прямозубых колес f(p) = l, а для колес с кру-
говым зубом f(P) =cos2pm/(£i8a). Коэффициент эффективности
торцевого перекрытия ki зависит от степени точности:
Степень точности 4 5 6 7 8 9
kt 0,99 0,97 0,93 0,87 0,80 0,70
После вычисления в первом приближении конусного расстоя-
ния Re по (7.9) из (7.1) определяют в первом приближении тор-
цевой внешний модуль mte (мм)
mte=2Re sin 2 /zl-[-Z2-\-2zlZ2Cos'£l. (7.10)
Далее mte округляют до стандартного значения (см. разд.
5.1). Для передач с круговым зубом стандартизуют нормальный
модуль тпт (построением дополнительного конуса в среднем
сечении зуба). Тогда mnm=/nte(l—0,5фьн)соз рт; затем округ-
ляют его до ближайшего большего стандартного значения. Ве-
личина торцевого модуля rn(e=mnm/[(l—0,5фьд)соз рт].
В соответствии со стандартным значением модуля определя-
ют основные геометрические параметры конических зубчатых
колес, используя зависимости разд. 7:2.
Проверка изгибной прочности производится для зубьев шес-
терни и колеса отдельно.
Напряжения изгиба в зубе конической передачи вычисляют
аналогично напряжениям в зубе цилиндрической передачи, при-
нимая его параметры по среднему сечению зуба. Путем приве-
дения конического колеса к биэквивалентному получим следу-
ющую расчетную формулу:
°г=УрУ№Р11((),85гппт). (7.11)
Здесь wFt и тпт определяют по (7.6) и (7.2) соответственно;
Уе — коэффициент формы профиля конических зубьев — опреде-
ляют в среднем нормальном сечении (см. рис. 5.16) с подста-
новкой числа зубьев биэквивалентного колеса отдельно для шес-
терни и колеса; у^— коэффициент, учитывающий наклон ли-
147
нии зуба, t/s=l для прямых зубьев, —₽т/140°^0,7 — для
круговых зубьев.
Условие изгибной прочности зубьев конической передачи
(7.12)
Допускаемое изгибное напряжение ofp выбирают согласно
рекомендациям, приведенным в разд. 5.8.
ГЛАВА 8. ПЛАНЕТАРНЫЕ И ДИФФЕРЕНЦИАЛЬНЫЕ
ПЕРЕДАЧИ
8.1. ОБЩИЕ СВЕДЕНИЯ. КИНЕМАТИКА.
ОСНОВНЫЕ СХЕМЫ ПЛАНЕТАРНЫХ ПЕРЕДАЧ
У рассмотренных ранее зубчатых передач оси колес
в пространстве не перемещались. Зубчатые передачи, имеющие
зубчатые колеса с перемещающимися осями, называются пла-
нетарными (рис. 8.1). Эти зубчатые колеса называются сателли-
тами; деталь Н, на которой закреплены оси сателлитов, назы-
вается водилом. Зубчатые колеса, вокруг которых обкатываются
сателлиты, называются центральными; неподвижное централь-
ное колесо называется опорным.
Используя различные схемы расположения зубчатых колес,
можно обеспечить этому виду передач широкие кинематические
возможности, компактность и малую массу. Наиболее часто при-
меняют в механизмах ЛА, приборах и радиоэлектронной аппа-
ратуре (РЭА) ЛА следующие схемы планетарных передач. В си-
ловых передачах используют однорядную планетарную (см.
рис. 8.1, а, схема 1), двухрядную (см. рис. 8.1, б, схема 2) и од-
Рис. 8.1. Кинематические схемы планетарных передач
148
Таблица 8.1
Число сателлитов Степень точности зубчатых колес
5 6 7
2 1,19 > 1,31 1,50
3 1,25 1,42 1,65
норядную многоступенчатую (см. рис. 8.1, в, схема 3) передачи.
В несиловых передачах, достоинством которых является воз-
можность получения больших передаточных чисел, используют
двухрядную схему наружного (см. рис. 8.1, г, схема 4) и внутрен-
него (см. рис. 8.1, д, схема 5) зацеплений. Однако они имеют су-
щественные недостатки — низкий КПД, уменьшающийся с увели-
чением i, и динамическую неуравновешенность из-за возможно-
сти размещения только одного сателлита. Число сателлитов в си-
ловых передачах берется не менее двух и в отдельных конструк-
циях доходило до 24 (редуктор привода авиационного поршне-
вого двигателя). Расположение сателлитов по окружности рав-
номерное, что позволяет разгрузить опоры от радиальных на-
грузок и распределить мощность по нескольким потокам. Вмес-
те с тем из-за погрешностей изготовления зубчатых колес и мон-
тажа некоторая неравномерность распределения по сателлитам
остается. Ее можно оценить коэффициентом неравномерности
Kti=Ft'/Ft, где Ft' — действительная нагрузка; Ft — номиналь-
ная нагрузка. Значения коэффициента Кя в зависимости от чис-
ла сателлитов и степени точности изготовления колес приведе-
ны в табл. 8.1.
Для более равномерного распределения нагрузки между са-
теллитами рекомендуется центральные зубчатые колеса делать
самоустанавливающимися, без жестких радиальных опор, с по-
датливым ободом. Кроме того, следует обеспечивать высокую
точность изготовления деталей и монтаж их с подбором сател-
литов по величине бокового зазора в зацеплении с центральны-
ми зубчатыми колесами.
Для исследования кинематики движения планетарных пере-
дач используется метод остановленного водила (метод Вилли-
са), механизм с остановленным водилом называют приведен-
ным. Планетарной передаче условно сообщают вращение с час-
тотой вращения водила, но в обратном направлении. Тогда
водило останавливается, а частоту вращения зубчатых колес при-
веденного механизма определяют с учетом его останова. При
определении передаточного отношения каждой пары колес знак
<+» при i ставят при одинаковых направлениях их вращения
149
(внутреннее зацепление), а знак «—» — при различных (внеш-
нее зацепление).
Схема 1 (см. рис. 8.1, а). Передаточное отношение при оста-
новленном водиле (приведенный механизм) равно
(8.1)
*1*2 *1
У реального механизма л3 = 0, следовательно, из (8.1) полу-
чим
—-—, откуда L-н=— =i3i-H = 1 +— • (8.2)
пн Z1 пн Zl
КПД такой передачи t)i-h=0,98, а рациональные пределы
передаточных отношений i3i-H=4 ... 8.
Схема 2 (см. рис. 8.1, б). Передаточное отношение равно
= l + (8.3)
пН г\г2
Рациональные пределы /1-я=8 ... 16, а т] 1-н=0,96 ... 0,98.
Схема 3 (см. рис. 8.1, в). При последовательном соединении
п входных и выходных валов ступеней общее передаточное от-
ношение равно
А-н=(/;-н)я. (8.4)
где i'i-н — передаточное отношение одной ступени.
Схемы 4 и 5 (см. рис. 8.1, г, д). При передаче движения от
водила Я к зубчатому колесу z\ (при п3=0) передаточное отно-
шение равно
/н-1 = М—(8-5)
\ г'г‘2 /
Большое i получаем, если ZtZzKziZz)»1; тогда одновременно
КПД снижается до 0,5 и менее.
8.2. ОСОБЕННОСТИ ГЕОМЕТРИИ. ВЫБОР ЧИСЕЛ ЗУБЬЕВ
И МАТЕРИАЛА ЗУБЧАТЫХ КОЛЕС
Планетарные передачи являются соосными и много-
сателлитными, что накладывает дополнительные требования на
выбор чисел зубьев зубчатых колес. Если для обычной переда-
чи без смещения числа зубьев выбираются только из условия
неподрезания (zmin>-17) и обеспечения заданного I, то для пла-
нетарных должны выполняться дополнительные условия: сосед-
ства, соосности и собираемости.
150
Условие соседства должно обеспечить гарантированный за-
зор между сателлитами. Для этого необходимо, чтобы АБ>
>R<a (си. рис. 8.1, а), где АБ=ОА sin p=0,5/n(zi+z2)sin р;
7?а2 = 0,5/П (z24-2) .
Тогда формула для проверки условия соседства принимает
вид
(Zj+<г2) sin л/с > z2-{-2.
Это условие можно проверить и графически.
Условие соосности соблюдается при равенстве межосевых
расстояний между зацепляющимися парами зубчатых колес:
схема 1
аа,1_2=л1г2_з; Zi+z2=z3—z2, или Zi+2z2=z3; (8.6)
схема 2
аа,1_2=а«й»_з; m1(z1-|-z2)=/n2(z3 —z2); (8.7)
схема 4
awl_2=aw2x_3; /n^Zj—z2)=/n2(z3—z2); (8.8)
схема 5
а®1-2=л«й'-з; /n1(Zi+z2)=/n2(z3-|-z2). (8.9)
Для схемы 3 условия для каждой ступени определяются
по (8.6).
Условие сборки должно обеспечить свободный вход зубьев
сателлитов во впадины между зубьями центральных колес. Это
достигается определенным угловым размещением зубьев и впа-
дин колес.
Зависимости для проверки условия сборки имеют вид
схема 1
(zt+«,)/<: (8.10)
схема 2
(ztz2 -|- z2z3)/(cd)=N; (8.11)
схемы 4, 5
(,zlZ2—z2z3)/(cd)=N, (8.12)
где N — целое, положительное или отрицательное, число; d—на-
ибольший общий делитель чисел и z2'.
Для схемы 3 условие сборки каждой пары определяют
по (8.10).
В авиационных редукторах рубчатые колеса изготавливаются
из легированных конструкционных сталей марок 12ХНЗА,
18Х2Н4МА, 38Х2Ю, 38Х2МЮА с заналкой до твердости 320...
151
450 НВ. Для зубчатых колес механизмов систем управления
и РЭА используют стали ЗОХГСА, 38ХА, 40ХН с твердостью
280 ...320 НВ, что позволяет производить термическую обработ-
ку заготовки до зубонарезания (см. табл. 3.4).
8.3. СИЛОВОЙ И ПРОЧНОСТНОЙ РАСЧЕТЫ
ПЛАНЕТАРНОЙ ПЕРЕДАЧИ
На рис. 8.1 показаны также силы, действующие на
элементы планетарной передачи: Ft — усилие в зацеплениях,
Fh — усилие на водиле (радиальные силы Fr на схемах не пока-
заны).
Для рассматриваемых схем планетарных передач окружное
усилие в зацеплении пары колес zt—Z2 при заданном крутящем
моменте 7\ с учетом неравномерности распределения нагрузки
равно
27-1(1-ПИ„
где П — коэффициент потерь на трение в опорах качения пер-
вого вала, П — 0,001... 0,008.
Для нахождения остальных сил, используя уравнения стати-
ки = TtT0(Fi)—Q, получаем:
схема 1
Ft\—2=Ft2-i, FF(8.13)
схема 2
F a—2—Kff2T1/(dtC')', F fj = F д—2
FtV-3=F Hd2/(d2-\-d2); (8.14)
схемы 4, 5
F H = T 2» F t\—2 — F /y</2'/(^2' — d2)',
F t2'—3=LF tx-id^ld1!. (8.15)
Для схемы 3 силы, действующие в каждой ступени, опреде-
ляют по (8.13).
При расчете на контактную и изгибную выносливость зуба
зубчатых колес zt—z2 номинальный крутящий момент, переда-
ваемый этим зацеплением, равен
Т[ = Тх(\-П)Кн!с-, (8.16)
крутящий момент на водиле —
F H==Fxix~IIr^_n. (8.17)
152
Рис. 8.2. Схема нагружения центральных валов дополнительной нагрузкой
Окружная скорость vHi_2 (м/с) в зацеплении при определе-
нии коэффициента определяется в относительном движении:
viL2=ndt (пх — пя)/(60-1000).
Дополнительная радиальная нагрузка Д7?1 от неравномерности
ее распределения по сателлитам, для схемы 1 на вал централь-
ного зубчатого колеса 2\ равна (рис. 8.2)
A/?i = 47\ — l)/(^iawi-2 cos aw). (8.18)
При расчете вала водила Н нагрузка на вал, как результат
неравномерности распределения нагрузки по сателлитам, будет
WH = <2TH[KH-V)l(awc). (8.19)
8.4. ПРОЕКТНЫЙ РАСЧЕТ ПЛАНЕТАРНЫХ РЕДУКТОРОВ
Рассмотрим пример расчета однорядного и двухрядного планетарных ре-
дукторов (см. рис. 8.1, а и б).
Исходные данные. Мощность на ведущем валу IFi, Вт; частота вращения
выходного вала привода пн, об/мин; расчетная долговечность — число циклов
нагрузки Nh.h — определяется по нагрузочному графику Г(/) (рис. 8.3),
здесь /ц.н — длительность цикла нагрузки, с.
Порядок расчета.
1. Определение передаточного отношения и-я привода. По формулам
(8.2) и (8.3) в зависимости от схемы.
2. Разбивка общего передаточного отношения и выбор чисел зубьев:
схема 1
Z«_2 = ----1; _; (8.20)
2 ll-H
схема 3, передаточное отношение каждой ступени будет равно
«Я.
где п — число ступеней.
Разбивка далее идет по (8.11);
схема 2
/Г_2 = /^-1; = (8.21)
По полученным значениям передаточных отношений выбираются числа зубьев
зубчатых колес, удовлетворяющие требованиям соседства, соосности и соби-
раемости.
153
Рис. 8.3. Циклограмма нагружения
входного вала редукюра
3. Определение примерного значения межосевых расстояний по формуле
„ 0.82-^- (8.22)
у uH V ^Hp^fba
Здесь знак «+> берут для расчета awi-г, знак <—»— а^,^; T't опре-
/ к
деляют по (8.16) при расчете awi-2; при определении а= Т—IL-;
с
=1,05; Кн = 1,1; К„в = 1.05,
/IV ПЛ г пр
Величину ОнР определяют аналогично прямозубым цилиндрическим пере-
дачам (см. гл. 5). При этом число циклов нагружений Nhe при одностороннем
вращении определяется в относительном движении для зубчатого i-ro колеса:
NНЕ — (л/ л/у)^ц.нс • (8.23)
где /Р— рабочая длительность одного цикла изменения нагрузки на деталь;
щ—пн=*П1н — частота вращения i-ro зубчатого колеса при остановленном
водиле; с' — число контактов с одной стороной поверхности зуба за один
оборот колеса.
Для центрального зубчатого колеса при с=3 с'=3, для сателлитов
с'=1, так как в каждом из зацеплений зубья работают разными сторонами.
У передачи по схеме 2 для сателлитов с'=1.
4. Определение примерного значения модуля зацепления по формуле
/я = 4* *к)» (8.24)
где zm, zK — числа зубьев шестерни и колеса.
Затем полученное значение модуля in определяется до ближайшего стан-
дартного значения (см. разд. 5.3).
5. Определение окончательного значения межосевого расстояния:
aw =, 0,5m (гш 4- zK). (8.25)
Для двухрядной передачи из условия соосности в конструкции .принима-
ется большее из двух значений awl_2 и ^w2/_3.
6. Определение значений относительных угловых (об/мин) и линейных
(м/с) скоростей:
„н _ „н _ ”1 . ,,Н _ (Я1 Яя) .
”2 ~Я2'~ Z«_2 • Vl-2 - 60.1000 ’
v£_3 = Л<*2 (f>2 - пн)/(60-1000).
154
8.6. ДИФФЕРЕНЦИАЛЬНАЯ ПЕРЕДАЧА
Рассмотренные выше планетарные передачи являют-
ся механизмами с одной ступенью свободы. Если в таких пе-
редачах, например в однорядном планетарном редукторе (см.
рис. 8.1, а), освободить неподвижное опорное колесо z3 и предо-
ставить ему возможность вращаться в подшипниках, то полу-
чится планетарная передача с двумя степенями свободы. Такой
механизм называется дифференциальной передачей (дифферен-
циалом). С его помощью можно суммировать два движения или
разделять одно движение на два.
Например, для схемы 1, пользуясь понятием приведенного
механизма, получим:
/ь-з=(о>1— шя)/(шз — <•>//). (8.26)
где iBi-з — передаточное отношение от колеса г\ к колесу 2з в
движении относительно водила Я. Из этой формулы
ш3= [Ш1 + ({’Г_з - 1) шя]//Г-3. (8.27)
Углы поворота фЬ ф2, фя тех же звеньев будут связаны соотно-
шением
?з=[?1 + (/Г-з-1)?я]//Г-з. (8.28)
Таким образом, задаваясь углами поворота ф1 и фн, можно
по (8.28) определить угол поворота ф3. Из (8.28) можно также
получить зависимость^ =/(ф2. <Рн> ii-з)-Таким образом диф-
ференциальный зубчатый механизм можно применять для сум-
мирования двух движений.
На рис. 8.4 показана схема использования однорядного пла-
нетарного редуктора для вращения двух воздушных винтов (си-
дящих соответственно и 8
оси водила и оси зубчато-
го колеса z3) с равными
УГЛОВЫМИ СКОРОСТЯМИ (Obi
и Шв2 в противоположные
стороны от ведущего вала
/. При вращении воздуш-
ных винтов в противопо-
ложные стороны с одина-
ковыми угловыми скоро-
стями Пв1 = Пп И «В2=л3 =
»—Пн получим П$1Пн =
=—1.
Рис. 8.4. Схема дифферен-
циального редуктора с двумя
соосными воздушными винтами
155
Моменты на валах найдем из уравнений равновесия сил на
сателлите (см. рис. 8.1, а):
Th=Fн (di-^-dz)/^', T$=F2—з^2)х= //(0,5 d\-\-d2),
так как Гн=2Гг-з. отношение моментов на валах будет равно
тн °’5Гя <rfi + dx + di i (8 29ч
2"з (Кб-/*1 (0,5rf[ 4- г/2) 0,5<fi 4-4/2
Это значит, что при ыз=—ыя момент сопротивления на первом
воздушном винте должен быть больше, чем на втором, что может
быть достигнуто изменением угла установки винта.
ГЛАВА 9. ВОЛНОВЫЕ ПЕРЕДАЧИ
9.1. ОБЩИЕ СВЕДЕНИЯ
Принцип действия волновых передач основан на из-
менении параметров движения вследствие волнового деформи-
рования одного из звеньев механизма.
Основные достоинства зубчатой волновой передачи:
1. Малые масса и габаритные размеры при большой нагру-
зочной способности. Это связано с тем, что одновременно в за-
цеплении находится 20...40% общего числа зубьев, а нагруз-
ки на налы и опоры невелики.
Масса волнового редуктора при i=80...300 меньше, чем
планетарного и многоступенчатых зубчатых передач. В неко-
торых конструкциях при переходе от планетарной к волновой
передаче удается снизить массу вдвое.
2. Высокая кинематическая точность, которая обеспечивает-
ся многопарностью зацепления и наличием нескольких зон кон-
такта зубьев.
3. Большое передаточное отношение одной ступени (t=80...
300).
4. Возможность передачи движения из герметизированного
пространства.
5. Достаточно высокий КПД (т]=0,8... 0,9) при работе пе-
редачи в качестве редуктора. КПД волновой и планетарной пе-
редач близки при одинаковых передаточных отношениях.
6. Возможность использования не только в качестве редукто-
ра или мультипликатора, но и в качестве дифференциала.
К недостаткам волновых передач можно отнести: сложность
изготовления гибкого колеса и генератора волн, большое зна-
чение минимального передаточного отношения.
Достоинства волновой передачи делают целесообразным ее
широкое использование на ЛА в механизмах с большим пере-
даточным отношением и в устройствах с повышенными требо-
156
Рис. 9.1. Волновая передача с роликовым генератором волн
ваниями к герметичности и кинематической точности. Напри-
мер, герметичную волновую передачу успешно использовали на
луноходе LRV (см. разд. 25.5).
Волновая передача (рис. 9.1) состоит из трех основных звень-
ев: генератора волн h, гибкого колеса g и жесткого колеса Ь.
Зубчатый венец гибкого колеса деформируется генератором
волн и входит в зацепление с центральным жестким колесом,
имеющим делительный диаметр db, в зонах у точек А и С. Гиб-
кое колесо изготовляется в виде стакана с фланцем. Зубча-
тый венец на гибком колесе нарезан снаружи в середине ста-
кана; его стенка имеет малую толщину, что позволяет ему лег-
ко деформироваться при воздействии вставленного внутрь гене-
ратора волн. Двухволновой генератор состоит из водила с дву-
мя роликами. Наружный .размер генератора по оси АС (боль-
шая ось генератора) больше внутреннего диаметра цилиндра
на 2о»о, где w0 — радиальное перемещение стенки гибкого коле-
са по большой оси генератора. При установке генератора внутрь
Рис. 9.2. Радиальные перемещения гибкого колеса
157
гибкого колеса происходит увеличение делительного диаметра
гибкого колеса dg по большой оси на величину
db — dg=2w0. (9.1)
При вращении генератора волн волна деформации переме-
щается по окружности гибкого колеса. На рис. 9.2, а показан
график радиальных перемещений w(t) гибкого колеса по длине
окружности. Любая точка цилиндрической поверхности гибкого
колеса перемещается и совершает у двухволновой передачи два
колебания за один оборот генератора волн (рис. 9.2, б). При
вращении генератора две волны бегут по окружности гибкого
колеса независимо от частоты его вращения. В точках А и С
зубья гибкого колеса зацепляются по всей рабочей высоте, а в
точках В и Е находятся на некотором расстоянии друг от друга.
За один оборот генератора волн зоны зацепления зубьев у то-
чек А и С также совершают один оборот, в результате чего про-
исходит поворот одного колеса относительно другого на число
угловых шагов, равное разности их чисел зубьев.
Если три основных звена волновой зубчатой передачи враща-
ются, то она имеет две степени свободы и называется дифферен-
циальным механизмом. Чаще используются волновые передачи, в
которых одно из основных звеньев (гибкое или жесткое колесо)
остановлено. Тогда механизм имеет одну степень свободы. Если
ведущим является генератор волн, то механизм работает как ре-
дуктор, а если генератор является ведомым, то как мультипли-
катор.
В трехволновых передачах генератор волн имеет три ролика
и образует на гибком колесе три волны деформации. Напряжения
изгиба в таком гибком колесе выше, чем в двухволновой пере-
даче, поэтому эти передачи применяют редко.
Различают волновые передачи: зубчатые, фрикционные и
типа винт — гайка; с различными генераторами волн: механи-
ческим, электромагнитным, гидравлическим.
Работоспособность гибкого колеса определяется, в первую
очередь, его прочностью, а в передачах с кулачковым генерато-
ром волн — и прочностью гибких подшипников.
9.2. КИНЕМАТИКА И ГЕОМЕТРИЯ ВОЛНОВОЙ ПЕРЕДАЧИ
Рассмотрим волновую передачу, у которой ведущим
является генератор, а ведомым гибкое колесо при остановлен-
ном листком или жесткое колесо при остановленном гибком.
За один оборот генератор волн поворачивается на угол ул =
= 2л. При этом из-за разности чисел зубьев происходит пово-
рот ведомого колеса zB.M относительно остановленного z0 на угол
Yb.m = С^в.м — z0) pl(0,5do), (9.2)
158
где zb.m и zo — числа зубьев ведомого и оставленного колеса;
р — шаг зубьев по делительной окружности; do — делительный
диаметр остановленного колеса.
В общем случае передаточное отношение для волновой пере-
дачи
Z=-^- = Zn* . (9.3)
¥а.м гв.ы .го
Из (9.1) и (9.3) получим
при неподвижном гибком колесе (ng=0)
*1»=— = —= 'db ; (9.4)
пц zb — zg do — dg 2»о
при неподвижном жестком колесе (пь=0)
/£ =• - -2L =-----—=---------=--------, (9.5)
ng Zb — Zg db — dg 2w0
где tih, ng, nb— соответственно частоты вращения генератора
волн, гибкого и жесткого колес.
Знак минус в (9.5) указывает на разные направления вра-
щения генератора волн и гибкого колеса.
Для обеспечения условия сборки разность зубьев колес долж-
на быть равна или кратна числу волн, возбуждаемых генерато-
ром:
I хлМ—г0 | —kV, или zb — Zg=kV, (9.6)
где k — коэффициент кратности, k=l, 2, 3...; обычно для умень-
шения напряжений при деформации гибкого колеса принимают
k=l; V—число волн деформации (число зон зацепления).
Из (9.3) и (9.6) получим
I =^.м/(А V)=rfB.M/(2w0), (9.7)
или
ilt=ZbKkV) при ng=0, ikg=~~Zgl(kV) (9.8)
при «»=0.
Из (9.7) видно, что с уменьшением i увеличивается а>о, что
приводит к увеличению ои стакана гибкого колеса, т. е. при ма-
лых i увеличивается опасность его усталостного, разрушения,
что ограничивает минимальное значение i.
С увеличением i число зубьев у колес становится больше.
Это приводит к возрастанию требований к точности их изготов-
ления и увеличению габаритных размеров и массы передачи.
Числа зубьев гибкого г» и жесткого zg колес согласно (9.6)
и (9.7) будут равны zB.M=ifcV, или
159
zb=ilbkV\ zg=zb-kV при n^=0; (9.9)
zg = ibgkV-, zb=zg-\-kV при nb=0. (9.10)
Модуль зацепления при известных dg и zg или db и хь будет
равен
m=dglzg=dblzb.
(9.П)
Затем значение т округляется до ближайшего стандартного
значения.
В волновых передачах используют несколько профилей зубь-
ев. Наиболее распространены эвольвентные зубья с исходным
контуром а=20°. При z> 150 форма эвольвентного зуба близка
к трапецеидальной.
На рис. 9.3 показаны три положения зуба гибкого колеса
g относительно зуба жесткого колеса b при различных углах по-
ворота генератора (положение 1: <р = 0; положение 2: 0<ф<90°;
положение 3: ф = 90°). Из диаграммы видно, что в положении 2
происходит интерференция: зубья гибкого и жесткого колес упи-
раются друг в друга поверхностями вершин, генератор волн
сжимается, жесткое колесо деформируется в радиальном на-
правлении, что приводит к проскакиванию зубьев, т. е. наруша-
ется зацепление. Это может также вызвать разрушение дета-
лей передачи, поэтому интерференция зубьев не допускается.
Устранение интерференции можно осуществить путем умень-
шения высоты зуба. Так, на диаграмме после уменьшения вы-
соты зуба жесткого колеса с йы до йь2 интерференция не наб-
людается. Одновременно с уменьшением высоты зуба уменьша-
ется глубина захода с hd\ до h^. Это нежелательно, так как при
малой величине hd возможно проскакивание зубьев передачи
под нагрузкой. Для устранения ин-
терференции выгоднее уменьшать
высоту зуба гибкого колеса при од-
новременном увеличении ширины
впадины (рис. 9.4).
Модифицированные таким спо-
собом зубья называются зубьями с
широкой впадиной. Зубья жесткого
колеса имеют только ножки, а гиб-
кого— только головки. Высота зу-
ба уменьшается на (0,5... 1,0)/п
(Ad2~w). Положительный эффект от
такой модификации зубьев заключа-
Рис. 9.3. Взаимное положение зубьев
жесткого и гибкого колес
ло
Рис. 9.4. Зацепление зубьев жесткого и гибкого зубчатых колес на большой
оси генератора:
а — немодифицированные зубья; б — модифицированные зубья с широкой впадиной
ется и в том, что увеличивается гибкость гибкого колеса и в
нем снижается уровень напряжений от деформации изгиба.
Различают свободную и принудительную деформации гибко-
го колеса, вызываемые генератором волн. При принудительной
деформации ее форма определяется профилем кулачка или дис-
ка генератора на участках их контакта с гибким колесом. При
действии нагрузок, возникающих в зоне зацепления, форма де-
формации на этих участках изменяется мало. Свободная дефор-
мация происходит на тех участках, где перемещение гибкого ко-
леса не ограничено. Поэтому при действии нагрузки первона-
чальная форма меняется. Наиболее распространены формы де-
формации гибкого колеса под действием двух или четырех сил,
по дугам окружностей или контуру кулачка (см. рис. 9.5).
9.3. КОНСТРУКЦИЯ ВОЛНОВОЙ ПЕРЕДАЧИ
Генераторы волн. Форма гибкого колеса волновой
передачи при деформации его генератором волн определяется
конструкцией последнего. Различают генератор с двумя ролика-
ми (рис. 9.5, а); генератор с четырьмя роликами (рис. 9.5, б);
дисковый генератор (рис. 9.5, в); кулачковый генератор (рис.
9.5, г). Кулачковый генератор дает возможность получить лю-
бую форму гибкого колеса.
Роликовый генератор со свободной деформацией не обеспе-
чивает под нагрузкой сохранения гибким колесом первоначаль-
но заданной формы. В зоне за катящимся роликом имеет место
контакт по всей высоте зуба, перед роликом резко меняется кри-
визна цилиндрической поверхности гибкого колеса, а в некото-
рых случаях и ее знак. Это снижает прочность гибкого колеса.
Возможность изменения начальной формы у дисковых генерато-
ров весьма ограничена.
Роликовые генераторы применяют в малонагруженных пере-
дачах, например во фрикционных, в которых зубья на жестком
6—1085 161
£
Рис. 9.5. Деформирование гибких колес при различных конструкциях гене-
раторов волн (/ — эксцентриситет)
и гибком колесе отсутствуют, а передача нагрузки осуществля-
ется силами трения.
Форма деформирования гибкого колеса четырьмя силами
принята в передачах общего назначения с кулачковым генерато-
ром волн. Окружные напряжения изгиба в гибком колесе за-
висят от угла р между вертикальной осью и вектором силы F,
вызывающей деформацию (см. рис. 9.5, б). При р = 25° напря-
жения минимальны, при р>35° они резко возрастают. Поэто-
му для снижения уровня напряжений в гибком колесе рекомен-
дуется использовать форму деформации с углом р = 25 ... 35°, вы-
бираемым в зависимости от передаточного числа и из условий
обеспечения минимума напряжений в гибком колесе и достаточно
большого числа зубьев, находящихся в одновременном зацепле-
нии:
и 60... 100 100... 130 130
₽ 25е ' 30е 35°
Кулачковый генератор волн лучше сохраняет форму дефор-
мации гибкого колеса под нагрузкой (рис. 9.6). Он состоит из
кулачка 1 и напрессованного на него гибкого подшипника 2 с
меньшей толщиной колец и особой конструкцией сепаратора.
Форма профиля кулачка должна быть эквидистантной к за-
данной форме деформации гибкого колеса. При определении фор-
мы профиля кулачка следует учитывать величину зазора в раз-
мерной цепи кулачок — гибкое колесо.
У дискового генератора (рис. 9.7) деформирование гибкого
колеса происходит по дугам окружности у большой оси генера-
162
тора (см. рис. 9.5, в). Для каждой зоны контакта длина дуги
соответствует углу 2у. Минимальные окружные напряжения из-
гиба на гибком колесе возникают при у=20 ... 40°, исходя из чего
определяют радиус диска и эксцентриситет.
Диски 1 и 2 генератора (см. рис. 9.7) установлены на втулках
3 и 4, внутренние отверстия которых имеют эксцентриситет е по
отношению к наружной поверхности. Втулки 3 и 4 обрабатывают
как одну деталь с общими эксцентриситетом и шпоночным па-
зом, а затем разрезают на две части и при сборке поворачивают
одну относительно другой на 180°. Аналогично вместо шпоноч-
ного соединения втулок 3 и 4 с валом 5 можно использовать шли-
цевое с четным числом зубьев. Для предохранения гибкого ко-
леса с толщиной Л] от раскатывания опорной поверхности уста-
навливают стальное подкладное кольцо толщиной Лк=1,5Ль
Кольцо изготавливают из стали ШХ15 или другой с твердостью
50... 58 HRC. Твердость рабочей поверхности стальных дисков
48 ...50 HR С.
Конструкция дискового генератора волн проще, чем кулачко-
вого: нет специальных подшипников и кулачков со сложным про-
филем. Момент инерции массы дискового генератора относи-
тельно оси вращения значительно ниже, чем кулачкового, так
как частота вращения диска пд значительно меньше, чем часто-
та вращения кулачка пк. Так, при остановленном гибком колесе
па=п*,11гд. Дисковые генераторы предпочтительнее при индиви-
дуальном и мелкосерийном производстве. Однако при специа-
лизированном массовом производстве кулачковый генератор из-
готавливать проще и дешевле.
В волновых передачах применяют жесткое или подвижное
соединение генератора с валом. При жестком креплении тре-
бования к точности изготовления повышаются, так как несоос-
ность звеньев передачи приводит к неравномерности распреде-
Рис. 9.6. Кулачковый гене-
ратор волн
6*
163
ления нагрузки по зонам за-
цепления. Подвижное соедине-
ние компенсирует несоосность
генератора, гибкого и жесткого
колес. Такое крепление обеспе-
чивают с помощью упругих эле-
ментов (резиновых упругих ко-
лец, муфт).
Гибкие колеса. Гибкое коле-
со волновой передачи под дей-
ствием генератора волн под-
в нагружен-
Рис. 9.8. Напряжения
ном гибком колесе
вергается циклическому нагру-
жению при деформации его цилиндрической части, а также
нагружению от окружных сил в зацеплении. При этом значения
окружных напряжений at, вызванных изгибом гибкого колеса, и
напряжений растяжения ор, вызванных окружными силами, вы-
соки (рис. 9.8). Одновременно это колесо подвергается нагру-
жению крутящим моментом, который вызывает касательные на-
пряжения т. Кроме того, на зубчатом венце возникает концент-
рация напряжений. Поэтому гибкое колесо является одним из
слабых звеньев волновой передачи. При проектировании необхо-
димо проводить проверочный расчет его на прочность.
Передача движения может осуществляться через герметич-
ную стенку (рис. 9.9, а). В такой конструкции деформация гиб-
кого колеса ограничивается по краям с одной стороны фланцем,
а с другой — днищем, что оказывает влияние на его напряжен-
ное состояние. Для снижения влияния краевого эффекта и уров-
ня напряжений принимают /^(1... 1,25)£> и снижают жесткость
переходных участков от цилиндра к фланцу и днищу. Обычно
они делаются той же толщины, что и стенка цилиндрической
части гибкого колеса.
В негерметичных волновых передачах (рис. 9.9, б) правая
часть стакана не нужна, и тогда 1\ = (0,7... 1,0)£>. Жесткость
крепления стакана можно уменьшить, заменяя фланцевое сое-
Рис. 9.9. Волновые передачи
164
динение шлицевым. Это приводит к снижению о< и возможности
уменьшения
В негерметичных волновых передачах (рис. 9.9, в) возмож-
но дальнейшее уменьшение 1\. Гибкое колесо выполнено здесь
в виде кольца с двумя зубчатыми венцами. При zi=z2 эта пе-
редача аналогична двум другим (см. рис. 9.9), но КПД снижа-
ется на 20... 25% и примерно вдвое уменьшается допускаемый
крутящий момент на тихоходном валу. При zj>z2 и г4>гз по-
лучаем двухступенчатую волновую передачу с максимальным i=
=3000... 8000, однако с очень низким КПД. Так, при i>4000
т] <0,05. Одна из причин снижения КПД заключается в том, что
обе ступени нагружены максимальным моментом.
Во всех рассмотренных случаях использование гибких колес
с зубьями, имеющими широкую впадину, приводит к снижению
их жесткости, что вызывает уменьшение а<. Для увеличения ре-
сурса гибкого колеса его изготавливают с повышенной точно-
стью, а шероховатость поверхности должна быть не ниже 6 клас-
са. На основные размеры устанавливают допуски по 6—8-му ква-
литету, а допуск на некруглость, нецилиндричность и несоос-
ность цилиндрической поверхности должен быть не более 0,01...
0,05 мм.
Жесткие колеса. Конструкция их аналогична колесам с внут-
ренними зубьями цилиндрических и планетарных передач. Сое-
динение жесткого колеса с корпусом осуществляется по посадке
Hlljjo с дополнительной фиксацией штифтами или винтами. Ши-
рину зубчатого венца жесткого колеса делают на 2... 4 мм боль-
ше, чем гибкого.
Толщину жесткого колеса h выбирают так, чтобы его мак-
симальное радиальное перемещение wOb под нагрузкой от сил в
зацеплении удовлетворяло неравенству:
®>0й<(0,05...0,02) w0. (9.12)
Это обеспечивается при толщине стенки
Л = (0,17...0,18)£>. (9.13)
Материалы гибкого и жесткого колес. Тяжелонагруженные
гибкие колеса при малом передаточном отношении i и допускае-
мом напряжении при смятии [оСм]^20 МПа изготовляют из кон-
струкционных сталей с повышенной вязкостью марок 40ХНМА,
38ХМЮА, так как они менее чувствительны к концентрации на-
пряжений. Средне- и легконагруженные гибкие колеса общего
назначения (i> 100, [аСм]<20 МПа) изготовляют из более деше-
вых сталей ЗОХГСА и ЗОХМА. Гибкие колеса подвергают термо-
обработке— улучшению (280 ...320 НВ) (табл. 9.1).
Напряжения в жестком колесе волновой передачи значитель-
но ниже, чем в гибком. Поэтому жесткое колесо изготовляют из
165
Таблица 9.1
Марка стали Термообработка и упрочнение Твердость Механические характеристики, МПа Удельная ударная вязкость он, Дж/см2
сердцевины, НВ поверх- ности, HRC стт a-i
ЗОХГСА Улучшение 280... 320 1100 850 420 40
ЗОХГСА Улучшение + -{-дробеструй- ный наклеп 280... 320 28... 32 1100 850 48С 40
ЗОХГСА Улучшение 4- +азотирование 280... 320 50... 54 1100 850 600 90
38ХМЮА Улучшение . 320 — 1000 850 450 90
38ХМЮА Улучшение+ +азотирование 320 65... 70 1000 850 620 80
40ХНМА Улучшение 320 —. 1100 950 480 80
Х18НЮТ Состояние поставки 180... 220 — 600 350 280 ПО... 250
конструкционных сталей 45, 40Х, ЗОХГСА с твердостью НВ на
20 ...30 единиц ниже, чем у гибкого колеса.
9.4. РАСЧЕТ ВОЛНОВЫХ ПЕРЕДАЧ
Рассмотрим пример расчета основных параметров герметичной волновой
передачи (гибкое колесо неподвижно) с дисковым и кулачковым генератором
волн.
Исходные данные. Мощность на ведущем валу Wh, Вт; частота вращения
ведущего вала п*, об/мин; частота вращения ведомого вала пь, об/мин; коэф-
фициент динамичности внешней нагрузки Ад; ресурс /, ч.
Порядок расчета.
1. Передаточное отношение волновой передачи
1ы> = пьШь-
2. Задаваясь числом волн У=2, из (9.8) при £=1 находим число зубьев
гибкого и жесткого колес
zb = 2ihb< Zg = zi>-2. (9.14)
3. Выбираем материал и вид термообработки зубчатых колес (см.
табл. 9.1) и определяем [<тСм]. Рекомендуется выбирать [аСм]= 10... 30 МПа
для стальных зубчатых колес (с числом твердости порядка 300 НВ) быстро-
ходных и среднескоростных передач; [<уСм]=60... 100 МПа для режимов с
кратковременными перегрузками и тихоходных передач.
4. Диаметр делительной окружности зубчатого венца гибкого колеса
dg (мм) определяем из условия обеспечения прочности рабочих поверхностей
зубьев на смятие:
dg = V ЮГ»/[«см]фл , (9.15)
где Ть~ расчетный крутящий момент на жестком колесе, Н-мм,
^ = л:а/^га,
где Th — крутящий момент на ведущем валу;
166
[сГсм] — допускаемые напряжения смятия на рабочих поверхностях зубьев;
^a=bgldg — коэффициент ширины зубчатого венца, рекомендуется принимать
фв=0,1...0,3 (меньшие значения для малых i и малонагруженных передач).
По (9.15) определяем наименьший допустимый диаметр dg.
5. Определяем модуль Ч
m^dglzg}
По табл. 9.2 выбираем гибкий подшипник (см.
рис. 9.6); полагая, что dg=D (D — внутренний
диаметр гибкого колеса, равный наружному диа-
метру подшипника), получим
m—DIzt.
Выбираем ближайшее значение стандартного модуля т (табл. 9.3) (обыч-
но берут ближайшее большее значение):
Уточняем число зубьев гибкого колеса по
формуле
zg=D!m\
принимаем целое число, зубьев гя и уточняем
гь и i*hb, используя (9.4), (9.14).
6. Выбираем основные геометрические параметры зацепления при нареза-
нии зубьев стандартным инструментом с а = 20°, xq = 0,3 и радиальное пере-
мещение стенки гибкого колеса wQ.
Задаем значение у для Задаем значение 0 для кулачкового генератора:
дискового генератора: р = 25... 35° (см. с. 162)
у=20... 40° (ббльшие
значения для больших
О.
Принимая £=1, находим w0, хв, he, hd (рис. 9.10) в соответствии с
рекомендациями: w0= (1,05... l,2)m (меньшие значения для меньших 0;
Таблица 9.2
Условное обозначе- ние под- шипника Размеры, мм Радиальный зазор б, мм Число шариков Z Пре- дельная частота враще- ния п-10-’. об/мин
d D В г
806 30 42 7 0,5 3,969 0,01...0,024 21 3
808 40 52 8 0,5 3,969 0,012...0.026 23 3
809 45 62 9 0,5 5,953 0,012...0,029 21 3
812 60 80 13 0,5 7,144 0,013...0,033 .23 3
815 75 100 15 1,0 9,128 0,014...0,034 21 3
818 90 120 18 1,0 11,113 0,016...0,040 23 3
822 110 150 24 1,0 14,288 0,02...0,046 21 1,5
824 120 160 24 1,0 14,288 0,02...0,046 23 1,5
826 150 200 30 1,0 19,05 0,023...0,058 23 1,5
1 Слева приводим расчет волновой передачи с дисковым генератором,
справа — с кулачковым.
167
Таблица 9.3
Модуль, мм Номинальный делительный диаметр, мм Коэффи- циент высоты головки зуба h*e0
ряд 40 64
1-й 2-й Число зубьев *0 Диаметр вершин зубьев do0' мм Число зубьев 2о Диаметр вершин зубьев do0. “«
0,2 200 40,67 320 64,67 1,5
0,22 182 40,77 290 64,53 1,5
0,25 160 40,82 256 64,82 1,5
0,28 140 40,12 228 64,76 1,5
0,3 132 40,59 212 64,59 1,5
0,35 114 40,05 182 64,85 1,5
0,4 100 41,32 160 65,32 1.5
0,45 90 41,98 144 66,28 1.5
0,5 80 41,65 128 65,65 1,5
0,55 72 41,41 116 65,61 1,35
0,6 66 41,58 108 66,78 1,35
0,7 56 41,51 90 65,31 1,35
0,8 50 42,64 80 66,64 1,35
0,9 44 42,57 72 67,77 1,35
коэффициент смещения хв— 3 ... 4; высота зубьев hg= (1,5 ... l,8)m; глубина
захода hd= (1,3... 1,5)/п, предпочтительнее использовать большие значения
hg и hdf так как при малых hd возможно проскакивание зубьев под нагрузкой.
7. Уточняем и определяем геометрические параметры зацепления dfgt хе,
dag и размеры гибкого колеса Л, г, D, нарезаемого червячной фрезой. Задаем
hi (см. рис. 9.10, а); рекомендуется hi = (0,005 ... 0,015)dg.
Определяем диаметр окружности впадин гибкого колеса (см. рис. 9.10, а):
d/g=dg—2 (h*o—xg) т=
=m(zg—2ft *Q+2xg);
определяем внутренний диаметр гиб-
кого колеса
D=dfg—2Ль
dfg=D~i“2hif
(9.16)
уточняем коэффициент смещения гиб-
кого колеса
xg=d/g/(2m) — zg/2+ft*0, (9.17)
где fta0 — коэффициент высоты го-
ловки зуба долбяка (см. табл. 9.3).
Определяем диаметр окружности вершин зубьев гибкого колеса:
dag~djg + 2hg. (9.18)
Находим радиус срединной поверхности до деформации:
r = (D + ^!)/2. (9.19)
8. Находим параметры зубчатого венца жесткого колеса, нарезаемого
долбяком. После определения коэффициента смещения жесткого колеса
xb = xg — [т — (wQ/k)]/mt (9.20)
168
Рис. 9.10. Геометрия зубчатых колес волновой передачи
вычисляем
inv tfWo = 2 [(х* — хй)/(гь — z0)l tg а — inv а, (9.21)
где а=20в; хо=О,3; г» — число зубьев долбяка, а» — угол зацепления в ста-
ночном зацеплении с долбяком.
Найдя а»о по таблице invaw, определяем межосевое расстояние в ста-
ночном зацеплении с долбяком:
я w0 = т (2ъ — z0) cos a/(2 cos а®0). (9.22)
Найдем:
диаметр окружности впадин жесткого колеса (см. рис. 9.10, б)
dp = 2(awo + 0,5dfl0)> (9.23)
где dao —диаметр окружности выступов долбяка;
диаметр окружности вершин жесткого колеса
dab = dag + 2wQ — 2hd. (9.24)
9. Проверяем отсутствие интерференции, определив для гибкого колеса
‘g «I = ‘g a — 4 (Л*о - Ро - Xg)/(zg sin 2a), (9.25)
где ро ^0,35 —коэффициент высоты скругленного участка вершины зуба
инструментальной рейки.
Найдем диаметр окружностей граничных точек гибкого колеса:
dig = mzg cos a/ cos а/. (9.26)
Определим для жесткого колеса:
cos аа0 = mzQ cos a/daQ; (9.27)
tg Чь = tg aw0 + z^zb (tg %0 - tg
Найдем диаметр окружности граничных точек жесткого колеса
dib = тгь cos a/ cos а/^. (9.28)
Проверяем условие отсутствия интерференции:
dag<dlb — 2w0; dab>dig + 2w$. (9.29)
Если эти условия не выполняются, то уменьшаем и hd.
10. Выбираем и рассчитываем геометрические параметры конструкции.
Ширина зубчатого венца гибкого колеса bg=dg^a , жесткого колеса
~bg + (2...4) мм. Для гибкого колеса (см. рис. 9.1) />(1... 1,25)D.
169
По формуле, полученной из вы-
ражений, описывающих форму дефор-
маций, определяем радиус диска Rg
и величину эксцентриситета е:
fig = R—0,5/t 1—hm\
e=r+wQ—R, (9.30)
где А =
=л/2—sin у cos у—у; В = (4/л) X
X(cos у+у sin у)—2sin у.
Толщину диска принимаем рав-
ной: Ь«0,1Л<.
Значение радиуса-вектора профи-
ля кулачка найдем по формуле
Р (ф) = 0,5d—wK (<р), (9.31)
где Шк(ф)=шок/(ф); приращение ра-
диуса-вектора кулачка по большой
оси шок определяем с учетом зазоров
и деформаций,
Ш0к=Шо+бэ+бу,
где ба — средняя величина зазора в
размерной цепи кулачок — гибкое ко-
лесо (зазоры в подшипнике и его
посадке); бу — упругое сближение
колец подшипника под нагрузкой.
Расчет профиля кулачка упро-
щаем 1 * путем использования таблиц
значений шк(ф)/шОк при заданном
угле 6.
Толщину кулачка принимаем рав-
ной Ь»В.
11. Рассчитываем гибкое колесо на прочность.
Определим напряжения, действующие на гибкое колесо (см. рис. 9.8):
а) напряжения изгиба о/ в окружном направлении, связанные с дефор-
мацией гибкого колеса генератором волн (/?а=—1):
a/ = XEAr-2Wo; /(=СУг,
(9.32)
где Yz =1,26... 2,35 — коэффициент, учитывающий влияние зубчатого веица на
прочность гибкого колеса:
hi/m 1 1,5 2 2,5 3
Yz 2,35 1,85 1,52 1,36 1,26
С9 — коэффициент, величина которого зависит от формы деформации (при
деформировании по форме w=w0 cos 2ф С9 = 1,5):
у, ° 20 30 40 50 I ₽,° 25 30 35
С9 1,41 1,4 1,51 1,72 I С9 1,45 1,55 2,0
б) напряжения растяжения оР от окружных сил в зацеплении (7?в=0).
Они максимальны у большой оси генератора волн:
9ртах = 0, $Tbl(Dbghy, (9.33)
в) напряжения кручения (/?т = 0)
тк=Т^/(2лг2А). (9.34)
Проверочный расчет на прочность выполняется по формуле
« = W ( Л» + л«)~1/2 > М ’ <9-35)
где
„ а-1У X.-\N . ЯР .
’ K.’a + V/» ’ + • °а 9,+ 2 '
1 Иванов Н. М., Иванов В. Н. Детали машин: Курсовое проектирование.
М.: Машиностроение, 1985. 516 с.
170
\ ~~ 2 ’ Ха ~ Хт ~~ 2
Прочность гибкого колеса проверяется в двух сечениях: А — А — на
краю зубчатого венца и В — В — на цилиндрической части стакана (рис. 9.11).
Для сечения А—А принимают Ко = 1,8... 2; = (0,7 ... 0,8)Ко; =
а=0,15; фх=0,1; A=Ai.
Для сечения В — В (сгр=О) принимают КО=КТ=1; фо=0,15; фт=0,Г,
Yz=l,h = h3.
Из (9.32) — (9.34) видно, что с увеличением h напряжение ст/ увеличива-
ется, а Ор и тк уменьшаются. Поэтому существует оптимальная толщина
стенки Л, которая обеспечивает максимальный запас прочности Птах. Для
определения оптимального значения повторяем проверочные расчеты, зада-
ваясь несколькими значениями Л, и строим график зависимости п от h. Из
графика определяем оптимальную толщину А, при которой получаем лШах.
ГЛАВА 10.ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
10.1. ВИДЫ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
Червячные передачи относят к категории зубчато-
винтовых. Они применяются для передачи движения в тех слу-
чаях, когда оси ведомого и ведущего валов перекрещиваются
в пространстве. Угол перекрещивания чаще всего равен 90°.
Передача состоит из двух звеньев — червяка 1 и червячного
колеса 2 (рис. 10.1).
Червячные передачи классифицируют по форме поверхности
червяка, на которой нарезается резьба: различают передачи с
цилиндрическими (см. рис. 10.1, а) и глобоидными (см. рис.
10.1, б) червяками. Глобоидные червяки обладают более высо-
кой несущей способностью, но сложнее в изготовлении и экс-
плуатации. Цилиндрические
профиля резьбы в торцевом
сечении на архимедовы, кон-
волютные и эвольвентные.
Архимедовы червяки, как
наиболее экономичные и тех-
нологичные в изготовлении,
применяют с нешлифованны-
ми витками при числах твер-
дости не более 350 НВ. Для
повышения работоспособно-
сти уменьшают шерохова-
тость и увеличивают твер-
дость до чисел не менее 45
HRC. В этом случае приме-
червяки подразделяют по форме
Рис. 9.11. Элемент конструкции
гибкого колеса
171
Рис. 10.1. Червячные передачи
няют эвольвентные червяки, так как они шлифуются плоской
стороной шлифовального круга, что является их существенным
преимуществом. В передачах с эвольвентными червяками, по
сравнению с другими червяками, улучшен геометрический кон-
такт, повышены контактная прочность, КПД и износостойкость.
Это достигается, в частности, при выборе угла профиля ап от
14,5 до 30°.
В ЛА широко применяют цилиндрические червячные пере-
дачи с архимедовым червяком. Такие червяки являются винта-
ми с трапецеидальным профилем резьбы в осевом сечении, в
торцевом — витки очерчены архимедовой спиралью. Касание зу-
ба колеса с витком червяка происходит по контактной линии,
благодаря чему у таких передач более высокая по сравнению с
винтовой несущая способность.
Основные достоинства червячной передачи следующие: ра-
циональность компоновки и минимальные габаритные размеры
всего механизма для передачи движения между перекрещиваю-
щимися осями, возможность получения больших передаточных
чисел (до 100, чаще всего 10... 50), плавность зацепления и бес-
шумность работы, высокая кинематическая точность, возмож-
ность самоторможения (под действием вращающего момента
со стороны червячного колеса червяк остается неподвижным).
К недостаткам относят низкий КПД из-за больших потерь
на относительное скольжение под нагрузкой сопряженных про-
филей червяка и колеса. Нагрев, износ и склонность к заеда-
нию при больших скоростях скольжения обусловливают особые
требования к материалам, шероховатости рабочих поверхностей,
точности, что повышает стоимость передачи. В передачах для
изготовления червячных колес используют дорогостоящие
бронзы.
В авиации червячные передачи применяют для передачи не-
больших мощностей (5... 10 кВт), а также при кратковремен-
ной работе или в слабонагруженных кинематических механиз-
мах, где не требуется специальных охлаждающих устройств,
172
гДе необходимы высокая точность и плавность работы: в меха-
низмах систем управления рулевыми поверхностями, в РЭА
ЛД; в самолетах вертикального или укороченного взлета и по-
садки для поворота закрепленных в крыле мотогондол, крыла
вместе с двигательной установкой, воздушных насадков в дви-
гательных установках; в некоторых типах ЛА для поворота си-
ловых установок, стабилизаторов струйных рулей, створок во-
дяные и масляных радиаторов.
।
10.2. ГЕОМЕТРИЯ, КИНЕМАТИКА И ТОЧНОСТЬ
Геометрические расчеты аналогичны расчетам зубча-
тых передач, так как червяк является подобием косозубого
эвольвентного колеса, у которого число зубьев равно числу вит-
ков резьбы. По числу винтовых линий резьбы червяк может
быть однозаходным и многозаходным. С увеличением числа за-
ходов возрастает угол подъема винтовой линии и повышается
КПД передачи. Однозаходные червяки применяют, когда необ-
ходимы большие передаточные числа или самоторможение. Чер-
вяки имеют обычно правую нарезку, кроме случаев, обусловлен-
ных требованиями кинематики. В зависимости от положения
червяка относительно червячного колеса передачи бывают с
верхним и нижним расположением червяка. При нижнем рас-
положении условия для смазки лучше.
Основные геометрические параметры червячной передачи:
модуль т=Р1п\ коэффициент диаметра червяка q; Р — шаг
резьбы червяка в осевом сечении. Делительный диаметр червя-
ка di связан с модулем т коэффициентом диаметра червяка:
q=d\lm. Для многозаходных червяков ход Рг связан с шагом Р
соотношением: P2—Pzi, где Zi— число витков (заходов) червя-
Рис. 10.2. Геометрия червяка и червячного колеса
173
ка. Угол подъема винтовой линии определяют из соотношения
tg y = nmzxlnd^=mzxldi—zjq.
В цилиндрических передачах с архимедовым червяком шаг
червяка Р и шаг зубьев червячного колеса совпадают. Гео-
метрические размеры червяка и червячного колеса (рис. 10.2)
приведены в табл. 10.1 (z2— число зубьев колеса).
В целях ограничения номенклатуры стандартного инстру-
мента для нарезания червячных колес и червяков значения т,
q, Zi стандартизированы. Рекомендации по выбору т, q, z при-
ведены ниже (угол профиля в осевом сечении также стандарти-
зирован: а=20°):
т, мм 1,0; 1,25; 1,6; 2; 2,5; 3,15; 4; 5; 6,3
q 6,3: 8; 10 (кроме т=2); 12,5 (кроме т=2,5); 16; 20
zt 1; 2; 4
Таблица 10.1
Параметры Обозначение Расчетные соотношения
Червяк
Диаметр делительный вершин витков впадин червяка di dal du (при d{ — mq dai=di—2t4m d/\ = dl—2,4m радиальном зазоре 0,25 мм)
Длина нарезной части червяка bl bi> (ll+0,06z2)m при 21 = 1 И 2 (1,25 + 0,0922)т при 21=4
Высота витка головки витка ножки витка hi hai hn Л1=2,2т ha2 = m hf[ = \,2m
Червячное колесо
Диаметры делительный вершин зубьев впадин зубьев наружный Высоты зуба головки зуба ножки зуба Ширина венца Угловая ширина чер- вячного венца ^2 da2 djz davi2 h2 hat Л/2 26 62 d2 — ^TlZz daz=mz2-^2m df2=tnz2—2,4m daMZ^daZ^~^f^l (^1 + 2) h2=2,2m ha2=rn hf2 = l,2m f 0,75dai при 2i=l и 2 ( 0,67dai при Zi = 4 90... 110° —для силовых передач 75... 90° — для приборных передач
174
\ Из опыта проектирования рекомендуется выбирать: Zi = l
паи i>=40; Zi=2 при t=18...4O; Z\=4 при t=10... 18; q^
;5a0,25z2 (во избежание сильных прогибов червяка); z2^28 (по
условию неподрезания зубьев).
1Межосевое расстояние червячной передачи равно
\ aw=0,5m(z2-\-q).
При нарезании червячных колес со смещением х, а червяка
без смещения получаем следующие соотношения:
aw=0,5.71 (^ + z2+2х); da2=m(z2-j-2-j-2x);
dJ2=m(z2 — 2,4 -f- 2x).
Коэффициент смещения профиля зубьев червячного колеса:
—0,7^х^4-0,3. Отрицательное смещение профиля уменьшает
размер и момент инерции червячного колеса, улучшает условия
смазки и зацепления.
Таким образом, изменяя параметры т, q, х, можно вписать
в заданные габаритные размеры механизма (ада) червяки и
червячные колеса с различными z\ и z2, получая требуемые пе-
редаточные отношения.
Рассмотрим кинематику передачи. В червячной передаче на-
чальные делительные цилиндры не обкатываются, а скользят
друг по другу. Окружные скорости червяка vt и червячного ко-
леса v2 не совпадают (рис. 10.3). Поэтому передаточное отноше-
ние не может быть определено отношением делительных пара-
метров, а определяется так:
. <>! п; nd2 ятг2 г2
о>2 л2 л/п*! amzi z\
Так как Zi = l; 2; 4, то в червячной передаче могут быть
реализованы большие значения передаточных отношений. Аб-
солютные значения скоростей червяка t»i и червячного колеса
Vi, относительная скорость скольжения vs в зацеплении опре-
деляются следующим образом:
‘O1 = niZ1/i1/60; v2—nd2n2/(60-103);
v-i/vi=tg YI 4=^ +^2 =i»t/cos y-
Точность изготовления червячных передач регламентируется
стандартом. Однако по сравнению с зубчатыми цилиндрически-
ми передачами, ошибки в межосевом расстоянии, а также в по-
ложении средней плоскости колеса относительно червяка более
существенно влияют на распределение нагрузки по длине зуба.
175
Рис. 10.3. План скоростей в чер-
вячном зацеплении:
/ — зуб колеса; 2 — резьба червяка
Рис. 10.4. Схема сил, действующих в
червячном зацеплении
Поэтому назначают более жесткие допуски на нормы точности
и монтажа передачи. Конструкция передачи должна обеспечи-
вать возможность регулирования взаимного положения червяка
и червячного колеса. Стандарт устанавливает 12 степеней точ-
ности червячных передач. В ЛА используют передачи 5, 6-й сте-
пеней точности.
10.3. СИЛЫ В ЗАЦЕПЛЕНИИ. КПД. САМОТОРМОЖЕНИЕ
Для упрощения расчетов будем полагать, что распре-
деленное давление в зоне контакта червяка с червячным коле-
сом можно заменить сосредоточенной и нормально приложенной
в полюсе зацепления силой Fn. В червячной передаче действуют
окружная Ft, радиальная Fr и осевая Fa силы. Окружная сила
на червяке Fn (рис. 10.4) равна осевой силе на червячном ко-
лесе: Fti=Fa2=2T\/d\, где Т\ — вращающий момент на червя-
ке. На рис. 10.4 изображено осевое сечение витка червяка. Ок-
ружная сила колеса Ft2 равна осевой силе червяка Fai: Ft2 =
=Fat=2T2/d2, где Т2 — расчетный момент на колесе. В осевом
сечении червяка силы Ft2 и Fr являются составляющими силы
Fc (проекция суммарной силы Гс=^п+Лр на осевую плос-
кость, где Г— приведенный коэффициент трения). Радиальна?
сила Fr=r(2tga; нормальная сила Fn=Ft2/(cos a cos у). По
аналогии с передачей винт — гайка окружная сила на червяке
связана с окружной силой на колесе соотношением Fti=
=Ft2 tg(y-l-<p')> гДе ф'— приведенный угол трения, <p'=arctgf'.
КПД червячного зацепления ниже, чем зубчатого за счет
больших потерь на скольжение. КПД определяют, как в паре
винт — гайка. При ведущем червяке КПД T)=tg y/tg (qp'+y),
при ведущем червячном колесе r|,=tg (V—фЭ/tg У- Если у^ф',
то движение от колеса к червяку невозможно, так как rfs^O.
Такая пара называется самотормозящейся, и при движении
от червяка к колесу для нее т)^0,5 (при у^ф'). Но для обе-
176
ёпечения надежности самоторможения, особенно в условиях
вибрации, выбирают у<0,5ф'.
\ При проектировочных расчетах, когда геометрия передачи
еще неизвестна, КПД ориентировочно определяют по следую-
щим рекомендациям: при Zi=l т)=0,7...0,75; при Zi=2 т) =
= 0,75... 0,82; при Zi=4 т]=0,87 ... 0,92.
КПД передачи растет с увеличением у и с уменьшением ф'.
Приведенный коэффициент трения f' зависит не только от ма-
териала зубьев колес и червяка, но и от скорости скольжения
в зацеплении. Он существенно снижается при увеличении vs,
что связано с улучшением условий смазки трущихся поверхно-
стей.
Выбор материалов червячной передачи в основном опреде-
ляется скоростью скольжения vs. При проектировочных расче-
тах червячной передачи vs можно предварительно определить
по эмпирической формуле vs^Q,02nl у Т2, где Т2—в Н-м.
Червяк изготавливается из легированных сталей ЗОХГСА,
40ХН, 20Х и др. Поверхность витков термообрабатывают (це-
ментация, закалка ТВЧ), а затем шлифуют и притирают. Чер-
вячные колеса при vs< 10 м/с изготавливают из безоловянистых
бронз (БрАЖ9-4) и малооловянистых бронз (БрОЦС-б-б-3,
БрОЦС-4-4-17 и др.), а при vs>10 м/с —из высокооловянистых
бронз (БрОФЮ-1, БрОФб), которые дефицитны и дороги.
10.4. ОСНОВЫ РАСЧЕТА НА ПРОЧНОСТЬ
Основные виды повреждений червячных передач — это
износ и заедание, а не усталостное выкрашивание зубьев, как
у зубчатых передач. Это вызвано спецификой передачи, высоки-
ми скоростями скольжения и неблагоприятными условиями для
смазки. Выбор антифрикционных материалов для изготовления
червяка и червячного колеса (сталь — бронза) снижает заеда-
ние, но не ликвидирует износ. Однако на практике основным
критерием работоспособности передачи считают контактную вы-
носливость, а расчет изгибных напряжений делают провероч-
ным. Стальной червяк всегда значительно прочнее бронзового
колеса, поэтому червяк на прочность не рассчитывают. В осно-
ву расчета положены соотношения, используемые при расчетах
на прочность косозубых колес с поправками, учитывающими
форму зубьев и положение контактных линий. Условие контакт-
ной прочности зуба колеса:
4.65
Q ГГ - --
Н (?2/q)
где Ещ> — приведенный модуль упругости, Enp=2EiE2/(Ei+
+£2); Z2 — число зубьев колеса; Кяр= 1,05 ... 1,1 ввиду хорошей
177
72£пр(г2/4 +
------------------------о
(ЮЛ)
(28)°а®
Таблица 10.2
Материал зубчатого венца червячного колеса Предельное контактное напряжение
ан Нт а °'н пт °Я Пт Ъ
Бронзы оловянистые Бронзы безоловянистые 0,95о. 0,8ов 0,85Ов 0,7(Тв 4Z V 1+V. 0,55о. 0,5(Гв
прирабатываемости зацепления; Khv — коэффициент, учитываю-
щий дополнительную динамическую нагрузку, Кяо=1 +
+wHv6w/Ft2, где б® — ширина зуба по дуге делительной окруж-
ности, 5a=ndi(26)7360°; Whv— удельная окружная динамиче-
ская сила,
O’vKz.Jq) < wWtIllm;
6н — коэффициент, учитывающий тип зуба, 6н=0,002.
Коэффициент go, учитывающий погрешность шага в зацеп-
лении, и предельную величину удельной окружной динамиче-
ской силы и'яонщ выбирают по табл. 5.5 и рекомендациям, при-
веденным в разд. 5.5. Допускаемое контактное напряжение авр
определяется, как и для зубчатой передачи (см. гл. 5):
°Hp~aHHmlSH'i aHUma aHUm~aHUmV WIN
Для определения граничных значений контактных напряже-
ний и значения аниш можно воспользоваться табл. 10.2.
Если условие контактной прочности не выполняется, не-
большая перегрузка устраняется путем увеличения угловой ши-
рины 26°. При значительной перегрузке нужно пересчитать ос-
новные геометрические размеры передачи при большем стан-
дартном модуле, повторить проверочные расчеты.
Преобразуя условие контактной прочности (10.1), получают
формулу для проектировочного расчета межосевого расстояния
червячной передачи а®, мм:
3 Л-
aw > 2,9-Z2/g±j- 1/ . (10.2)
to/?)2/3 V 'HpW
При проектировочном расчете, выбрав материал червяка и
червячного колеса, необходимо определить передаточное отно-
шение червячной передачи i, расчетный момент на колесе Т2 и
допускаемое контактное напряжение материала колеса онР. Ве-
личины Zi и q стандартизированы; z2=zii (округляется до бли-
жайшего целого числа). При проектировочном расчете прини-
мают Кя0=1. Угловая ширина червячного венца (26°) для
178
Рис. 10.5. Номограмма для определения
в зависимости от zt, т и i
силовых передач — 90... 110°, в при-
борных передачах может снижаться
до 75°.
После определения приближен-
ного значения межосевого расстоя-
ния aw находят величину осевого
модуля червяка (торцевого модуля
червячного колеса) m^2aw/ (z2 + q).
Эту величину округляют до ближай-
шего большего стандартного значе-
ния. Далее переходят к расчету гео-
метрических размеров червячной пе-
редачи.
Для выбора zi, z2, i при различ-
ных т можно воспользоваться но-
мограммой (рис. 10.5). Три наклонные прямые внизу характе-
ризуют зависимость Z2 от i, вверху — зависимость aw от i при раз-
личных т. Если, например, (=24 и т=1 мм, то, проводя вер-
тикальные прямые, получаем: z2 = 48 и aw=32 мм. Заметим, что
точка i=24 лежит в зоне zi=2. Это значит, что число заходов
червяка следует брать Z] = 2.
Наибольшее разнообразие передаточных чисел можно реали-
зовать в червячном редукторе с aw=24... 25,2 мм. Так, для ре-
дуктора с aw=24 мм возможны следующие параметры:
т, мм
1
0,8
0,6
Q zi z2
16 4,2,1 32
18 4,2,1 42
20 4,2,1 60
I
8, 16,32
10,5; 21; 42
15, 30,60
Условие изгибной прочности зуба червячного колеса:
^=УрУ^р,1шп<оРр. (Ю.З)
Здесь of — расчетное местное напряжение изгиба у основа-
ния зуба со стороны растяжения; ур— коэффициент формы зу-
ба, который выбирается по табл. 10.3 в зависимости от эквива-
лентного числа зубьев
zo = z2/cos3y; Y=arctg (zJqY,
Ун — коэффициент, учитывающий наклон зуба,
^ = 1-у7140в>0,7;
wf— удельная расчетная окружная сила при расчете на изгиб,
. (Ю.4)
bw
179
Таблица 10.3
zv Ур zv Ур zv Ур zv Ур
20 1,98 30 1,76 40 1,55 80 1,34
24 1,88 32 1,71 45 1,48 100 1,30
26 1,85 35 1,64 50 1,45 150 1,27
28 1,80 37 1,61 60 1,40 300 1,24
Кра — коэффициент, учитывающий торцевое перекрытие в
червячной передаче, Kfa=l/ee£'; еа — торцевой коэффициент
перекрытия в средней плоскости зацепления, для передач с ци-
линдрическим червяком еа= 1,8... 2,2; — коэффициент, учиты-
вающий уменьшение суммарной длины контактных линий вслед-
ствие того, что зуб колеса соприкасается с витками червяка не
по полной дуге обхвата, |'=0,75; Kf» — коэффициент, учиты-
вающий неравномерность распределения нагрузки по дуге зуба,
Kfo=Kho= 1,05... 1,1; Kfv — коэффициент, учитывающий допол-
нительную динамическую нагрузку на зуб, Лр»=14-и’£О&«/^2;
wf«— удельная окружная динамическая сила,
V ?2iq
(10.5)
6f=0,006; go и выбираются согласно рекомендациям
разд. 5.5 с подстановкой нормального модуля тп в среднем се-
чении зуба; орр — допускаемые напряжения изгиба,
aFll.nM*
(10.6)
Предел изгибной выносливости зубьев червячного колеса оп-
ределяется по неравенству
1,2ат> аГ11П1 = 1 > l,7s_j,
где а-1 — предел выносливости материала червячного колеса.
Методика определения уr, ys, Sf и Nfb приведена в разд. 5.8.
При этом при вычислении ys вместо осевого значения модуля
т используют величину модуля в нормальном сечении тп—
=/ncos у.
Если условие изгибной прочности не выполняется, то нужно
повторить проверочные расчеты передачи при большем значе-
нии стандартного модуля.
180
ГЛАВА 11.ПЕРЕДАЧИ ВИНТ—ГАЙКА
11.1. ВИДЫ ПЕРЕДАЧ ВИНТ-ГАИКА И ОБЛАСТИ
ИХ ПРИМЕНЕНИЯ В ЛА
Передачи винт —гайка предназначены для преобра-
зования вращательного движения в поступательное. Их широко
применяют в механизмах управления ЛА. Так, они использу-
ются в механизмах управления внутренними и внешними за-
крылками, предкрылками, рулями высоты и направления, в ме-
ханизмах изменения стреловидности крыла, выпуска шасси
и т. п. Передачи винт — гайка при значительной несущей спо-
собности имеют небольшие габаритные размеры и массу, позво-
ляют с малым вращающим моментом создать большую осевую
силу и обеспечивают высокую точность требуемого закона дви-
жения.
Передачи винт — гайка по характеру движения звеньев раз-
деляют на:
передачи с ведущим вращающимся винтом, совершающим
одновременно осевое перемещение. Такие передачи применяют
при незначительных перемещениях, например в измерительной
технике;
передачи с вращающимся винтом и ведомой, поступательно
перемещающейся гайкой (рис. 11.1). Такая схема обычно ис-
пользуется в силовых передачах при больших перемещениях,
например в механизме изменения стреловидности крыла само-
лета (см. рис. 11.5). Такие передачи в механизмах управления
ЛА обычно применяют одновременно с зубчатой передачей, по-
нижающей частоту вращения винта;
передачи с вращающейся гайкой и ведомым поступательно
перемещающимся винтом (рис. 11.2). Такие передачи применя-
ются при небольших перемещениях и значительных осевых си-
лах на винте, например в механизмах управления стабилиза-
торами ЛА (см. рис. 11.3).
Передачи винт — гайка по виду трения делятся на передачи
скольжения и качения.
Рис. 11.1. Схема передачи винт —гайка с вращающимся винтом и посту-
пательно перемещающейся гайкой
181
Рис. 11.2. Схема передачи винт — гайка с вращающейся гайкой и посту-
пательно перемещающимся винтом
11.2. ПЕРЕДАЧИ ВИНТ—ГАЙКА С ТРЕНИЕМ
СКОЛЬЖЕНИЯ
Эти передачи при значительной несущей способности,
небольших габаритных размерах и массе конструктивно просты
и технологичны в изготовлении. Для механизмов управления
ЛА важно, что при однозаходной резьбе такие передачи обе-
спечивают самоторможение.
На рис. 11.3 в качестве примера использования передачи
винт — гайка скольжения показан подъемник стабилизатора
современного самолета. Движение от гидромотора передается
к вращающейся гайке 2 через понижающий частоту вращения
двухступенчатый цилиндрический редуктор 4, 5. С помощью
трапецеидальной резьбы вращение гайки преобразуется в по-
ступательное движение винта /, который, в свою очередь, через
карданный узел 6 перемещает стабилизатор. Гайка фиксирует-,
ся в корпусе подъемника 3 радиальными 8 и упорными 7 шари-
коподшипниками.
Недостатками передач винт — гайка с трением скольжения
являются низкий КПД (0,25... 0,40 при однозаходных резьбах)
и невозможность использования ее при высоких скоростях по-
ступательного движения гайки или винта, так как скорость
скольжения витков гайки относительно витков винта в 10...40
раз превышает скорость осевого перемещения, что ведет к по-
вышенному износу и перегреву механизма.
В силовых реверсивных передачах винт — гайка скольжения,
характерных для механизмов управления ЛА, чаще всего при-
меняют трапецеидальную резьбу (рис. 11.4, а), обладающую
высокой прочностью витков, технологичностью изготовления и
меньшими по сравнению с метрической треугольной потерями
на трение. Метрическую резьбу мелкого шага (рис. 11.4, б) при-
меняют для получения точных перемещений в механизмах при-
боров.
Резьба характеризуется наружным d(D), внутренним di(Di)
и средним d2(D2) диаметрами (d относится к винту, D — к гай-
ке); шагом резьбы Р; теоретической высотой профиля Н;
рабочей высотой профиля Н\\ углом профиля а; числом
182
Рис. 11.3. Подъемник стабилизатора самолета
Рис. 11.4. Трапецеидальная (а) и метрическая (б) резьбы
в
заходов z, ходом резьбы Рг—Рг, углом подъема резьбы ф. Для
трапецеидальной резьбы профиль и основные ее размеры тести-
рованы: а=30°; Я1 = 0,5Р; di—d—0,5Р; dmin=8 мм; Ртш=
= 1,5 мм.
Для метрической резьбы эти параметры даны в ГОСТ 8724—
71. Для каждого диаметра резьбы указаны основной и мелкий
шаги. Резьба ходовых винтов и гаек в зависимости от назначе-
ния передачи может быть правой и левой, одно- или многоза-
ходной.
Ходовые винты передач винт — гайка скольжения изготов-
ляют из сталей, обладающих высокой прочностью и износостой-
костью. При числах твердости поверхности не более 350 НВ —
из сталей 45, 50 и др.; при числах твердости не менее 50 ЯРС—
из сталей 65Г, 45Х, 40ХН, 12ХНЗА и др. Для уменьшения по-
терь на трение гайки выполняют из антифрикционных оловяни-
стых (БрОФЮ-1, БрОЦС6-6-3) и безоловянистых (БрАЖ9-4,
БрАЖМцО-3-1,5) бронз, способных воспринимать большие удель-
ные нагрузки и обладающих антикоррозионными свойствами и
хорошей прирабатываемостью. Оловянистые бронзы применяют-
ся при окружных скоростях 0,2... 0,25 м/с. При окружных скоро-
стях, меньших 0,2 м/с, применяют безоловянные бронзы, кото-
рые менее дефицитны, но имеют по сравнению с оловянными
бронзами больший коэффициент трения в паре со сталью.
Расчет передачи винт —гайка с трением скольжения. При проектирова-
нии передачи задают величину перемещений гайки или винта L (мм), время
перемещения t (с) и силу на гайке или винте F(a). Зависимость между пере-
мещением, временем, частотой вращения винта п, (об/мин) и параметрами
резьбы имеет вид
L=PznBt/60, (11.1)
откуда
лв=60£/(РгО;
(И.2)
184
поступательная скорость перемещения гайки v (мм/мин) равна
v = 6QL/t = Ргпв. (11.3)
Формула (11.3) может быть использована также для выбора Риги для
определения пв при выбранных г и Р.
Поскольку основным видом разрушения в передачах винт —гайка с тре-
нием скольжения является износ резьбы, то в качестве критерия работоспо-
собности таких передач принимается износостойкость. Давление q между вит-
ками резьбы винта и гайки не должно превышать допускаемого [<?], завися-
щего от материала винтовой пары и условий ее эксплуатации. Условие изно-
состойкости:
g = Fe/(rtrf2Hi?B) < (11.4)
где zB — число витков резьбы гайки, связанное с высотой гайки Нг соотноше-
нием
гв = Нг/Р. (11.5)
Подставляя (11.5) в (11.4) и учитывая, что /71=0,5Р, получаем формулу
для проверочного расчета винта и гайки на износостойкость резьбы
q=2Fa/(nd2HT)< [д]. (11.6)
При проектировочном расчете средний диаметр определяют из (11.6):
^2 = V2Ffl/(ny [g]), (11.7)
где y=Hr/d2— коэффициент высоты гайки, у выбирают из конструктивных
соображений в пределах 1,2... 1,5; большие значения у назначают для резьб
малых диаметров.
При трении закаленной стали по бронзе рекомендуют выбирать [<?]=
= 10... 13 МПа; при незакаленной стали по бронзе — [?]=8... 10 МПа. Если
изнашиваемость резьбы в процессе работы передачи необходимо уменьшить,
то принимают М=4 ...6 МПа.
По найденному значению среднего диаметра резьбы d2 по соответствую-
щему ГОСТу находят размеры всех параметров резьбы: di(Di); ^2(^2);
d(D); Hi; Р. Угол подъема резьбы ф определяют по формуле:
tg^ = Pz/(nrf2)-
После выбора параметров производят проверочные расчеты резьбы гайки
на срез, а стержня винта на прочность при действии осевой силы и крутя-
щего момента. Прочность витков резьбы гайки на срез проверяют по соот-
ношению
^ср.г = Ft^cp.rl » (11*6)
где Тср.г — расчетное напряжение на срез в витках гайки; 5 — коэффициент
полноты резьбы, показывающий отношение высоты витка в опасном сечении
к шагу резьбы (для трапецеидальной резьбы £=0,65); [тср.г] — допускаемое
напряжение на срез резьбы гайки, [тсР.г]= (0,2... 0,3) огт.
Так как ресурс ЛА в настоящее время приближается к десяткам тысяч
часов, а передачи винт —гайка в механизмах управления ЛА работают в ре-
версивном режиме, то число циклов изменения напряжений в этих передачах
достигает значений W=104... 105. Это дает основание вести расчет на проч-
ность стержня винта с учетом усталостного характера разрушения. В этом
случае определяют коэффициент запаса прочности винта в опасном сечении
по формуле
п = nent/V л’+л’ > (л), (11.9)
где [л] — допускаемый коэффициент запаса прочности, для ходовых винтов
ЛА [л]=1,3... 1,5; п9 и пх —коэффициенты запаса прочности по нормальным
и касательным напряжениям,
185
па— allm д/°р(сж)’ — ^Пшд/^к»
где огцтд и тцтд — предельные напряжения для расчетного сечения винта
(см. гл. 2); Ор(сж) и тк — рабочие напряжения растяжения (сжатия) и кру-
чения,
а₽(сж)=4^^^ <11Л°)
тк - 0,5^2 tg (ф + ?')/(0,2<ф, (11.11)
где ф' — приведенный угол трения, ф'=агс!д/'; f'— приведенный коэффи-
циент трения, f'=f/cos(a/2); / — коэффициент трения в резьбе; для пары
сталь — бронза при пластичной смазке /=0,08 ... 0,10.
В случае Af<103 циклов стержень винта на прочность рассчитывают по
формуле
®экв = J/’p+3tk < [’р] . (4.12)
где Оэкв — эквивалентное напряжение в опасном сечении винта; [сгР] — допу-
скаемое напряжение на растяжение для винта, [aP]=aT/l,5.
Винт, нагруженный сжимающей силой Fa, проверяют также на продоль-
ную устойчивость по запасу устойчивости по формуле
Пу = Fакр/Fа > [лу] > (11.13)
где пу — коэффициент запаса устойчивости; Fa к₽ — критическая сила; [лу] —
допускаемый коэффициент запаса устойчивости, обычно [пу]=2,5... 5; меньшие
значения (2,5... 4) для вертикальных, большие (3,5... 5) для горизонтальных
винтов.
По формуле Эйлера при X=p//i^Xnp
FaKP = n2£//(|A/)2r (Ц.14)
где Е —модуль упругости материала винта; / — приведенный момент инерции
сечения винта, /= (ndi4/64) (0,4+0,6d/cG); р, — коэффициент приведения дли-
ны винта, зависящий от условий закрепления винта (табл. 11.1); I — длина
сжатого участка винта; X, ХПр — гибкость и предельная гибкость винта; для
углеродистых и легированных сталей Хпр«90, i — радиус инерции сечения
винта (i«dj/4).
Таблица 11.1
Примечание. Опоры скольжения при l/di^2 и опоры качения с од-
ним подшипником эквивалентны шарнирной опоре; гайки с опорой рассматри-
ваются как заделка.
186
Для винтов любой гибкости удобно пользоваться объединенным условием
прочности и устойчивости
AFal(nd\) < [iclt()Ty, (11.15)
где [Осж] — допускаемое напряжение для винтов передач, [аСж]=От/3; фу—
коэффициент понижения допускаемых напряжений на сжатие, выбираемый в
зависимости от параметра гибкости:
X 10 20 30 50 60 80 100 120 140 160
Фу 0,98 0,95 0,91 0,86 0,82 0,70 0,52 0,37 0,29 0,24
КПД винтовой пары в случае преобразования вращательного движения
в поступательное равен
’) = tg+/tg(«|/+v'). (П-16)
КПД передач винт — гайка с трением скольжения невысок. При ф=
= 2... 20° и ф'=5 ... 6° т]=0,25... 0,70.
Условие самоторможения в винтовых передачах ф^ф' выполняется
только в винтовых передачах с однозаходными резьбами.
11.3. ПЕРЕДАЧИ ВИНТ—ГАЙКА С ТРЕНИЕМ КАЧЕНИЯ
Передачи винт — гайка с трением качения широко
применяют в силовых и приборных механизмах ЛА. Усилие
между винтом и гайкой передается через шарики, которые пе-
ремещаются в винтовых дорожках качения, выполненных на
винте и в гайке. Скорость перемещения этих шариков отлича-
ется от скорости ведущего и ведомого звеньев, поэтому для
обеспечения непрерывной циркуляции шариков концы рабочей
части резьбы в гайке соединены возвратным каналом. Шарико-
винтовые механизмы (ШВМ) применяются для рабочих нагру-
зок от сотен до сотен тысяч ньютон. Средние диаметры винтов
в этих механизмах 5... 150 мм, диаметры шариков 1...20 мм.
На рис. 11.5, а показан шарико-винтовой механизм, приме-
няющийся в узле изменения стреловидности крыла современно-
го сверхзвукового самолета (рис. 11.5, б). Движение к вращаю-
щемуся винту 6 передается от конического двухпоточного ре-
дуктора через зубчатую цилиндрическую передачу 2, понижаю-
щую частоту вращения винта. С помощью винтовой резьбы и
шариков 4- вращение винта в ней преобразуется в поступатель-
ное перемещение гайки 5. Непрерывность циркуляции шариков
обеспечивается перепускным каналом 3, выполненным в гайке.
Узлом крепления 7 гайка связана с крылом самолета. Винт в
корпусе ШВМ 1 фиксируется радиальными 9 и радиально-упор-
ными 10 шарикоподшипниками. Для предохранения пары
винт—гайка от загрязнения в конструкции ШВМ предусмот-
рен защитный кожух 8.
ШВМ имеют ряд преимуществ перед обычными передачами
винт — гайка скольжения: малые потери мощности на трение
качения, позволяющие повышать КПД механизма до 0,9; низкий
187
a
Рис. 11.5. Шарико-винтовой меха-
низм в узле изменения стреловидно-
сти крыла
6
Рис. 11.6. Профили резьбы в шарико-винтовых механизмах
в
е
приведенный коэффициент трения покоя и, следовательно, высо-
кая кинематическая чувствительность; малый износ рабочих
винтовых поверхностей винта и гайки, обеспечивающий высо-
кую точность и равномерность поступательного движения с со-
хранением стабильности этих параметров в процессе эксплуа-
тации; надежная работа в широком диапазоне температур и
вакууме.
К недостаткам ШВМ относят относительную сложность и
трудоемкость изготовления. Особенно трудоемкой является опе-
рация шлифования специального профиля резьбы гайки и хо-
дового винта. Однако с появлением станков для шлифования
профиля резьбы винта и гайки и разработкой более совершен-
ных методов обработки деталей этот недостаток устраняется.
В ШВМ различного назначения применяют криволинейные
профили резьбы винта и гайки (рис. 11.6, а, в), прямолинейные
(рис. 11.6, г, д, е) и комбинированные (рис. 11.6, б). Для си-
ловых ШВМ, применяемых в ЛА, рекомендуют полукруглые
профили с двухточечным контактом и углом контакта ак=45°
(см. рис. 11.6, а). Прямолинейный профиль резьбы (треуголь-
ный, трапециевидный) является наиболее технологичным, но
значительно уступает по нагрузочной способности криволиней-
ному. Это объясняется тем, что допускаемая нагрузка на ша-
рик, находящийся в желобе с профилем в виде дуги окружно-
сти, более чем в три раза выше допускаемой нагрузки на ша-
рик, лежащий на плоской поверхности трапецеидального или
треугольного профиля. Прямолинейный профиль резьбы приме-
няют в ШВМ для восприятия небольших осевых нагрузок, на-
пример в приборах. В измерительных устройствах с высокими
189
требованиями к точности перемещения узла рекомендуются
ШВМ с прямоугольным профилем и трехточечным контактом
между шариком и элементами винта и гайки (см. рис. 11.6, г,
д). При таком контакте положение шарика определяется одно-
значно.
Высокий КПД, надежность ШВМ в значительной степени
зависят от конструкции и качества изготовления перепускного
канала. Каналы должны быть просты в изготовлении и допус-
кать регулировку элемента, направляющего шарики из резьбо-
вой канавки в возвратный канал; иметь плавный переход резь-
бовой канавки в возвратный канал; обеспечивать минимальный
путь возврата шарика при малом числе поворотов. Одним из
распространенных способов перепуска является перепуск шари-
ков по изогнутой трубке, соединяющей начало и конец винто-
вой канавки гайки (рис. 11.7, а). Шарики направляются в
трубку либо концом самой трубки, либо специальными отража-
телями в корпусе гайки около концов трубки. Существенным
недостатком таких конструкций возврата шариков является уве-
личение радиальных размеров гайки.
Более рациональной является конструкция, в которой воз-
врат шариков осуществляется с помощью специальных вклады-
шей, вставленных в окна гайки по диагонали и соединяющих
соседние винтовые канавки ее резьбы (рис. 11.7, б). Обычно в
гайке предусматривают три вкладыша, которые располагают
под углом 120°, причем шарики разделены на три независимо
циркулирующие группы.
Твердость контактирующих поверхностей резьбы винта и
гайки определяет нагрузочную способность и долговечность
ШВМ. Она должна быть не ниже 60 HRC. В случае поверхно-
стного упрочнения (азотирования, объемной закалки после це-
ментации или закалки ТВЧ) толщина слоя должна быть доста-
точной для восприятия высоких контактных напряжений.
Винты изготовляют из сталей ХВГ и 7ХГ2ВМ с объемной
закалкой, 8ХВ с закалкой при индукционном нагреве и
20ХЗМВФ с азотированием поверхности. Для гаек применяют
Рис. 11.7. Шарико-винтовые механизмы с перепуском шариков с помощью
трубки (а) и с помощью вкладышей (б)
190
Рис. 11.8. Шариковая пара винт — гайка
стали марок 9ХС, ШХ15 с объемной закалкой и цементируемые
стали 18ХГТ, 12ХНЗА, 18ХНВА и др. Шарики обычно изготав-
ливают из стали ШХ15, ШХ15СГ. Твердость поверхности шари-
ков должна быть не ниже 63 HRC.
Расчет шарико-винтового механизма. Расчет силовых ШВМ существен-
но отличается от расчета передач винт-—гайка с трением скольжения. Его
геометрические размеры определяют исходя из нагрузочной способности, осно-
вываясь на зависимости размеров механизма в зоне контакта шариков от ве-
личины допускаемых контактных напряжений и числа циклов нагружения.
Диаметр винта выбирают, прежде всего, из условия устойчивости винта.
Внутренний диаметр резьбы винта di определяют по формуле
dI = l,2^Fe[ny]((i/)2/fi- (11.17)
При проектном расчете диаметр шарика dmt шаг резьбы Р, средний диа-
метр резьбы d0, наружный диаметр резьбы гайки Di, радиус профиля каналов
в винте и гайке гп; угол подъема винтовой линии резьбы ф на среднем диа-
метре (рис. 11.8) можно выбирать в зависимости от d\ по табл. 11.2. Для
полукруглого профиля ак=45 . Диаметр отверстия в гайке D и наружный
диаметр резьбы винта d находят по формулам
£> = Г>2-2Л; d = 6f14-2A, (11.18), (11.19)
где A, dm— глубина профиля резьбы у винта и гайки, Л= (0,3 ... 0,35); меньшее
значение h принимают для ШВМ, воспринимающих небольшие осевые нагруз-
ки, большие — для механизмов со значительными осевыми нагрузками.
Ходовой винт ШВМ проверяют на прочность при сложном напряженном
состоянии. Определяют крутящий момент Тк, приложенный к ходовому винту
для преодоления осевой нагрузки. В ШВМ учитывают момент трения в шари-
коподшипниках винта Топ, который сравним по величине с моментом трения
в резьбе шарико-винтовой пары Тв. Тогда
Тк = Тв+Топ, (11.20)
где Тв=О,5Та^о1д(ф+ф'к); Ton==T0+l,5k'Fad'o/d'm; <рк — приведенный угол
трения качения, <p'K=arctg kl(dm cos d*)\ k — коэффициент трения качения в
Шариковинтовой паре, А=0,01... 0,015 мм; А'— коэффициент трения качения
в шарикоподшипниках винта, А'=0,005... 0,007 мм; То —момент трения нена-
груженного шарикоподшипника, Н-мм, To=O,OO4d'oFa; d'o — средний диаметр
Шарикоподшипника, d'o= (D'4-d')/2; d'w — диаметр шарика шарикоподшип-
ника; d't D' — внутренний и наружный диаметры подшипника.
191
Таблица 11.2
do. мм di. мм D,. мм ^Ш’ ММ Р, мм гп> мм ф
10 6,98 13,02 3,000 4,00 1,54 7° 19'
17 13,80 20,20 3,175 5,0 1,68 5°22'
20 16,80 23,20 3,175 5,0 1,68 4°33'
22 18,80 25,20 3,175 5,0 1,68 4°08'
25 21,80 28,20 3,175 5,0 1,68 5°06'
30 25,20 34,80 4,763 4° 15'
36 31,20 40,80 4,763 7,0 2,45 3°32'
36 29,60 42,40 6,350 8,5 3,27 4°18' ,
40 33,60 46,40 6,350 8,5 3,27 3°52'
40 33,60 46,40 6,350 10,0 3,27 4°33' 1
40 32,20 44,80 4,763 7,0 2,45 3°11'
45 40,20 49,80 4,763 7,0 2,45 2°50'
45 38,60 51,40 6,35 7,0 2,45 3°26'
50 43,60 56,40 6,350 8,5 3,27 3°06'
50 41,93 58,07 8,000 12,0 4,12 4°22'
55 48,60 61,40 6,350 10,0 3,27 3°19'
55 47,79 62,21 7,144 12,0 3,68 3°58'
60 53,60 66,40 6,350 10,0 3,27 3°02'
Проверка винта на продольную устойчивость производится аналогично
методике, приведенной в разд. 11.2.
КПД ШВМ при преобразовании вращательного движения в поступатель-
ное определяется по формуле (11.16) с заменой ф' на ф'к. Так как ф'к<ф,
то КПД шариковой передачи даже при малых углах подъема винтовой линии
достигает 80... 90%.
У ШВМ, работающих при значительных нагрузках, деформация его эле-
ментов вызывает наряду с трением качения трение скольжения. В этом слу-
чае действительные значения КПД будут на 6... 8% ниже. Влияние трения,
скольжения на КПД тяжелонагруженного ШВМ можно учесть с помощью
коэффициента kc: = £<:?«• Величина kc зависит от нагрузки и твердости
контактирующих тел, 1,5 ... 3.
Условие самоторможения в ШВМ имеет вид
Расчеты ШВМ с параметрами, указанными в табл. 11.2, показывают, что
все ШВМ не являются самотормозящимися.
Грузоподъемность и долговечность ШВМ можно определять по соответст-
вующим формулам для радиально-упорного шарикоподшипника, нагруженного
осевой силой, поскольку условия работы шариков в них близки.
Грузоподъемность ШВМ при выбранных диаметрах ходового винта и
шарика зависит о г числа шариков, одновременно воспринимающих нагрузку,
и от твердости контактирующих поверхностей резьбы и шарика.
Наибольшие контактные напряжения на площадке контакта для сопри-
касающихся поверхностей шарик — поверхность резьбы ходового винта опре-
деляется по формуле Герца
о
’я = a v FnE* (2гп - *ш)2/(*шП.)2 < ’ О L22)
где Fn — нагрузка на шарик, действующая по нормали к площадке контакта;
£ —приведенный модуль упругости материалов шарика и ходового винта;
192
рис. П«9. График для выбора ко-
эффициента а
а — коэффициент, зависящий от от-
ношения рпр max/Рпр mln (рис. 11.9);|
рпр max, Рпр min — НЗИбОЛЬШИЙ И НЗИ-
меньший приведенные главные ра-
диусы кривизны площадки контакта
шарика с резьбой ходового винта,
рпр шах = ^шГп/(2Гп—dui)'t рпр mln =
ss={/ni^i/[2 (^ш COS (Хк4*^1)1
Для ШВМ ЛА при числах твердо-
сти соприкасающихся поверхностей
более 60 Н/?С рекомендуют <УнР =
= 2500... 4000 МПа, при кратковре-
менной работе он5000 МПа. При
числах твердости менее 60 HRC при-
нятое значение ОяР следует снижать,
умножая его на коэффициент /Ст, за-
висящий от числа твердости HRC\
HRC 29 35 40 45
Хт 0,38 0,415 0,5 0,6
49 54 58 62
0,69 0,79 0,89 1
Из (11.23) при выбранных значениях радиуса профиля резьбы гп и
СнР определяют допускаемую нагрузку, действующую на шарик по нормали
к поверхности контакта:
'•frM®3*2 (2rn - • (1L23)
Действующая нагрузка на шарик равна
Нп = Fal(zk sin ак cos Р) < [/=*„], (11.24)
где z — число рабочих шариков в гайке; X — коэффициент, учитывающий не-
равномерность распределения нагрузки между шариками, Х=0,8, отсюда
минимальное число рабочих шариков равно
z = Fa/([Fn] * sin ак cos р); (11.25)
минимальное число рабочих витков в гайке
^niln — Р/(Л^о)- (11.26)
В ШВМ из условия равномерности нагружения общее число рабочих ша-
риков, находящихся между витками резьбы и в перепускном канале, не долж-
но превышать 125 для каждой замкнутой цепи, а максимальный путь, прохо-
димый шариками под нагрузкой, не должен превышать четырех витков резь-
бы. Если по расчету z> 125, то следует увеличить диаметр шарика.
Общее число витков в гайке пОбщ зависит от конструкции перепускного
канала — числа рабочих витков nmfn:
Hmin 1,5 2,5 3,5 4
Побщ 3 4,5 5,5 6
Высоту гайки в ШВМ вычисляют по формуле:
Яг = [^общ +(!...!, 5)] Р. (11.27)
Полученные зависимости применимы для расчета как однозаходной, так
и многозаходной резьбы.
7—1085 193
Долговечность ШВМ рассчитывается по методике расчета радиально-
упорного подшипника. Отличие в расчете ШВМ состоит лишь в расчете дина-
мической грузоподъемности по формуле:
С = fc (г cos Ок)0’7 <^8, (11.28)
где fe — коэффициент, зависящий от геометрии ШВМ:
dmcosax/do 0,05 0,06 0,07 0,08 0,09 0,10 0,12 0,14 0,16 0,18
fc 46,7 49,1 51,1 52,8 54,3 55,5 57,5 58,8 59,6 60,0
ГЛАВА 12.РЫЧАЖНЫЕ ПЕРЕДАЧИ
12.1. НАЗНАЧЕНИЕ И ОСНОВНЫЕ СХЕМЫ РЫЧАЖНЫХ
ПЕРЕДАЧ. ОБЛАСТИ ПРИМЕНЕНИЯ В ЛА И ПРИБОРАХ
Рычажные передачи широко применяют в системах
управления и в приборах ЛА для передачи и преобразования
движений, перемещений, скоростей, силовых воздействий, вы-
полнения некоторых математических операций, воспроизведения
функций и т. д.
В составе систем управления рулевыми поверхностями ЛА
применяются: механические передачи, называемые силовыми
механическими проводками, обеспечивающие дистанционную пе-
редачу управляющих воздействий в виде перемещений и усилий;
суммирующие устройства или механизмы дифференциального
управления, осуществляющие алгебраическое суммирование или
разделение управляющих воздействий на узлы ЛА; устройства
регулирования или механизмы изменения передаточного числа,
корректирующие величины управляющих воздействий на узла
ЛА за счет изменения линейных размеров (плеч) звеньев меха-
нической проводки.
Эти механизмы включают в себя такие конструктивные эле-
менты, как тяги, качалки, рычаги. Поэтому они получили наз-
вание механической передачи типа качалка — тяга. Входные
Рис. 12.1. Кинематическая схема механической проводки
194
Нейтральное
положение
руля
управляющие усилия для работы
передачи качалка — тяга могут
создаваться непосредственно лет-
чиком через рычаг управления
(штурвал), а также различными
автоматическими системами (ав-
топилотом, автоматом коррекции
траектории, рулевой машинкой),
соединенными с входным звеном
механизма. Закон управления ру-
левыми поверхностями, реализуе-
мый механизмом, зависит от ре-рис 12.2. Схема передачи усилия
жима полета ЛА. По результатам^ тяге
сравнения текущей информации о
траектории движения с требуемой формируется входное воздей-
ствие в виде перемещения рычага управления (входного звена)
механизма качалка — тяга. Далее механизм преобразует это пе-
ремещение в соответствующие отклонения органов управления
(рулей). На рис. 12.1 изображен вариант кинематической схемы
механической проводки. Управляющее воздействие Fq-i с рычага
управления 0—2 (входное звено) передается на руль 11 с помо-
щью возвратно-поступательного движения тяг 2—3, 4—5, 6—10,
качательного движения рычага 1—2 и поворотных качалок 12, 13.
Направляющие устройства (ролики) 7 и 9 используют для
подвески тяг и создания требуемого направления сил в пере-
даче.
В схеме передачи усилия по тяге (рис. 12.2) рулевая ма-
шинка (РМ) 3 сообщает возвратно-поступательное движение
тяге 2, а она, в свою очередь, через рычаг 1 поворачивает вал
руля 4. Угол р поворота рычага может быть любым, а угол у
должен быть близок к прямому при среднем (нейтральном) по-
ложении руля. Этим достигается одинаковый поворот вала ру-
ля в обе стороны от нейтрального положения при одинаковом
ходе тяги. Изменение величины и направления управляющего
воздействия, передаваемого на тягу 2 в механизме качалка —
тяга (рис. 12.3), осуществляется силовой (поворотной) качал-
кой 3 треугольной формы. Управляющие усилия передаются тя-
гой 1 через качалку 3 на тягу 2. Силовая качалка крепится к
каркасу летательного аппарата 4 с помощью кронштейна 5.
Разворот тяг 1 и 4 (рис. 12.4) друг относительно друга на 180°
обеспечивает коромысловая качалка 3, которая крепится к кар-
касу 5 с помощью кронштейна 2.
Величину входного воздействия на рычаг управления, а так-
же значения ходов (перемещений) рычага управления и руле-
вой поверхности задают как исходные данные при проектиро-
вании согласно установленным нормам.
7*
195
Рис. 12.3. Конструкция силовой (поворотной) качалки
Ход или перемещение рулевой поверхности следует понимать
как перемещение выходной тяги 6—10 (см. рис. 12.1), соеди-
ненной с валом руля через одноплечий выходной рычаг. Анали-
зируя возможную трассу прокладки механической проводки по
ЛА (с учетом накопленного опыта проектирования и эксплуа-
тации), выбирают рациональные значения перемещений проме’-
жуточных тяг, рычагов и качалок. При этом выделяют три ха-
рактерных положения рулевой поверхности — два крайних и
нейтральное. Для определения управляющих усилий, передавае-
мых в нейтральном положении любым из промежуточных, а
также выходным звеном, рекомендуют пользоваться соотноше-
Рис. 12.4. Конструкция коромысловой качалки
196
нием: F0-iH0=F(n-i')-nHn-i, где Fo-i — входное усилие (входное
воздействие); Но — суммарное перемещение (в обе стороны)
входного звена 0—1 в точке приложения силы Fq-i, мм (см.
рис. 12.1); F(n-i)-n — усилие, передаваемое тягой (п—1)—п ме-
ханизма; Hn-i — суммарное перемещение (в обе стороны) соот-
ветствующего звена, п=3,5,.„ ,2^4-1; k — номер звена, fe=O,
1,... ,т.
Исходя из требований прочности, для равномерного нагру-
жения звеньев механизма ограничивают величину радиуса R
рычагов и качалок: Rmin^Hn-i. Выполнение условия ограниче-
ния усилия в крайних положениях FKVH на любом звене приб-
лиженно определяют из соотношения Лфи/Ли-^ 1,15, где FHT —
усилие в нейтральном положении.
Для более точного определения передаваемых усилий по
трассе механической проводки необходимо проанализировать
кинематику механизма в двух крайних и нейтральном положе-
ниях. При известном входном усилии Fo-i значения усилий
F2-3, —, F(n-iy-n, передаваемых тягами механической проводки
(см. рис. 12.1), будут зависеть от величин плеч п,...,Г(П-о соот-
ветствующих рычагов и качалок и определяются из равенств:
F2-3 = ^o-iri/r2< F= F2—згз1г^--->
^(n-i)-n—^(n—3)—(n—2)r‘n—2lrn-l'
Величины плеч различны в крайних и нейтральных положе-
ниях механизма. Используя вышеуказанные равенства, опреде-
ляют максимальные значения передаваемых усилий в тягах,
которые затем используются как эксплуатационные нагрузки
при расчете на прочность тяг, рычагов и качалок.
В нейтральном положении рулевых поверхностей передаточ-
ное отношение I механизма качалка — тяга приближенно опре-
деляется так: io-(n-\)—Ho/Hn-\. После проведения кинетостати-
ческого анализа, в результате которого находят величины уси-
лие. 12.5. Аксиальный (а) и дезаксиальный (б) кривошипно-ползунные ме-
ханизмы:
1 — ползун; 2 — шатун; 3 — кривошип
197
Рис. 12.6. Кулисный механизм:
1 — кривошип; 2 — кулиса
Рис. 12.7. Поводковый ме-
ханизм:
1,2 — поводки; 3, 4 — валики
лий в крайних положениях механизма, передаточное отношение
можно определить более точно:
*0—(л—1) = ^0—1)-л- (12.1)
В авиационных приборах применяют кривошипно-ползунный
(рис. 12.5), кулисный (рис. 12.6), поводковый (рис. 12.7, 12.8),
синусный и тангенсный (рис. 12.9) механизмы. В приборных
рычажных механизмах вращающиеся звенья (а^2л) называ-
ются кривошипами, качающиеся (а<л) — коромыслами,
звенья, совершающие плоскопараллельное движение,— шатуна-
ми, а движущиеся поступательно — ползунами. Звенья, образую-
щие с ползунами поступательные пары, называют направляю-
щими; подвижные направляющие — кулисами.
Кривошипно-ползунные механизмы (см. рис. 12.5) предназ-
начены для преобразования возвратно-поступательного движе-
ния во вращательное и наоборот. Они широко применяются в
манометрических авиационных приборах (барометрических вы-
сотомерах, указателях скорости, варио-
метрах и др.). Например, в передаточ-
ном механизме вариометра (рис. 12.10)
ползуном является жесткий центр 2
мембранной коробки 1, шатуном — тя-
га 3, а кривошипом — стержень 5.
Кулисные механизмы (см. рис.
12.6) предназначены для передачи
вращательного движения с одной оси
на другую, обеспечивая определенную
величину передаточного отношения.
Например, применение кулисного ме-
ханизма в вариометрах обеспечивает
возможность применения затухающей
шкалы, что позволяет повысить точ-
ность измерения при малых значениях
скоростей спуска и подъема ЛА.
Рис. 12.8. Конструкция
механизма высотомера:
1 — манометрическая коробка;
2, 3 — поводковые передачи;
4 — зубчатая передача; 5 —
стрелка
198
Рис. 12.9. Синусный (а) и тангенсный (б) механизмы:
/ — толкатель; 2 — рычаг
Поводковый механизм (см. рис. 12.7, 12.8) является про-
странственным механизмом и предназначен для преобразования
вращательного движения из одной плоскости в другую.
Синусные и тангенсные передачи (см. рис. 12.9) служат для
преобразования поступательного движения во вращательное.
Рис. 12.10. Передаточный механизм вариометра с затухающей шкалой:
' — мембранная коробка; 2 — жесткий цен гр; 3 —тяга; 4 — штифт; 5 — кривошип; б
винт; 7 — валик; 8 — рычаг; 9 — поводок; 10 — кулиса; 11 — зубчатый сектор; 12
трнбка; 13 — волосок; 14 — стрелка; 15 — шкала
199
В них перемещение толкателя пропорционально синусу или тан-
генсу угла поворота рычага.
Основные достоинства рычажных передач — простота конст-
рукции, малогабаритность, надежность в работе, универсаль-
ность, малые потери на трение и более высокий, чем у зубча-
тых и кулачковых передач, КПД. Рычажные механизмы преоб-
разуют движение с высокой точностью, так как элементы их
кинематических пар — простые поверхности (плоскость, ци-
линдр или сфера).
К недостаткам рычажных передач можно отнести ограничен-
ность угловых и линейных перемещений, зазоры в шарнирах
снижающие точность передачи.
12.2. РЫЧАЖНЫЕ МЕХАНИЗМЫ СИСТЕМ УПРАВЛЕНИЯ ЛА.
ОСНОВЫ РАСЧЕТА
Рассмотрим механизм дифференциального управле-
ния, осуществляющий алгебраическое суммирование или разде-
ление управляющих воздействий на рулевые поверхности. Боль-
шую роль в информации, получаемой летчиком об изменении
режима полета и о действии органов управления, играют физи-
ческие ощущения перегрузок и изменения усилий на рычагах
управления. Причем изменение и точность дозирования усилий
Рис. 12.11. Кинематическая схема дифференциальной качалки
200
существенно выше точности дозирования перемещений. Резкое
возрастание аэродинамических вращающих моментов на руле-
вых поверхностях для скоростных самолетов привело к увели-
чению потребной мощности для передачи движения на органы
управления. Физических возможностей человека при этом не-
достаточно, поэтому для сохранения «чувства управления» в
механизмах управления и создания дополнительных усилий на
рычагах управления стали вводить специальные загрузочные
устройства, а также различные дифференциальные механизмы,
которые формируют или корректируют управляющие воздейст-
вия совместно с летчиком или независимо от него. На рис.
12.11 изображен дифференциальный механизм качалка — тяга,
позволяющий создавать это дополнительное усилие. Две вход-
ные /, 3 и выходная 2 тяги шарнирно соединены со сложной
пространственной качалкой. Дифференциальная качалка служит
для того, чтобы управляющие воздействия, создаваемые авто-
матическими системами управления, передавались только в
сторону рулевых поверхностей через звенья механической про-
водки и не передавались в сторону рычага управления (штур-
вала). В качестве автоматической системы может быть исполь-
зован, например, рулевой агрегат системы демпфирования ко-
роткопериодических колебаний ЛА, работающий по сигналам
от автомата продольной устойчивости (АПУ). Дифференциаль-
ная качалка состоит из двух качалок — внешней 4 (V-образной
формы) и внутренней — рычага 6. Верхний конец внешней ка-
чалки установлен на кронштейне 7, а к нижнему присоединена
входная тяга 1, усилие на которую через звенья механической
проводки передается от штурвала. Внутренняя качалка 6 уста-
новлена на оси 5 внутри большой качалки и к ней присоедине-
ны две тяги: к верхнему концу — тяга 3 от АПУ, а к нижне-
му— выходная тяга 2, передающая усилия на рулевую поверх-
ность.
Когда не работает АПУ, верхний конец внутренней качалки
6 перемещаться не может. При отклонении тягой 1 внешней ка-
чалки 4 внутренняя качалка отклоняется вместе с ней как еди-
ное целое и перемещает выходную тягу 2. При работе только
АПУ перемещается тяга 3, а тяга 1 неподвижна (т. е. внешняя
качалка также неподвижна); при этом внутренняя качалка по-
ворачивается вокруг своей оси на угол, заданный АПУ, и пере-
мещает выходную тягу 2 в точку С'. Таким образом, перемеще-
ние от АПУ благодаря дифференциальной качалке в сторону
штурвала (тяги /) не передается. При одновременной работе
АПУ (тяга 3) и летчика (тяга /) внутренняя качалка отклоня-
ется на суммарный угол, заданный АПУ. Усилия на выходной
тяге 2 при этом алгебраически суммируются. В нейтральном
положении усилия в тяге 2 при заданных усилиях в тягах 1 и
5 определяются из равенств:
201
F2==F1/?3/^4 при работе только тяги /;
F'2=F3RilR2 ПРИ работе только АПУ;
F2=F2 ± F’2 при совместной работе летчика и АПУ .
Радиусы R\, R2, R3, R* качалки выбирают из конструктив-
ных соображений с учетом указанных выше рекомендаций.
Точные значения усилий в крайних положениях определяют
после кинетостатического анализа.
На рис. 12.12 представлена конструкция дифференциального
механизма качалка — тяга. Входные и выходные тяги механиз-
ма выполнены в виде трубчатых стержней цилиндрической
формы. Для шарнирного соединения с качалкой тяги на концах
имеются стандартные наконечники типа «уха» или «вилки». На-
конечник— отдельная деталь, привариваемая к концу тЯг или
ввинчиваемая в них. Наконечники могут быть фиксируемые и
регулируемые. Регулировка длины тяги облегчает сборку меха-
низма. Тяги и нерегулируемые наконечники делают обычно из
стали ЗОХГСА или алюминиевых сплавов Д1Т, Д16Т, регули-
руемые наконечники — из стали ЗОХГСА (для повышения проч-
ности резьбы).
Конструирование тяг сводится к определению длины и сече-
ния трубчатой части тяги исходя из трассы прокладки механи-
Рис. 12.12. Конструкция дифференциальной качалки
202
рис. 12.13. Конструкции тяг с одной (а) и двумя (б) пружинами
ческой проводки, а также к выбору способа сборки этой части
со стандартными наконечниками. Трубы тяг подбирают из ус-
ловия устойчивости по усилию: Fp=F3Kf, где Fp и F3K— расчет-
ное и эксплуатационное усилия, f — коэффициент безопасности,
/=2. Эксплуатационное усилие — максимальное усилие, пере-
даваемое тягой. При известных длине тяги L и критическом
усилии FKp, принимаемом равным Fp (рис. 12.13), подбирают
сечение трубы dX6, где d — диаметр трубы, мм, б — толщина
трубы, мм (рис. 12.14).
Расчет тяг на устойчивость проводят по формуле л = °кр/о^
^1, где я — коэффициент запаса прочности при расчете ЛА по
разрушающим нагрузкам; окр— критическое напряжение при
потере устойчивости тяги при заданных длине L и радиусе инер-
ции сечения трубы i, оКр=ф(Ь/7); о — расчетное напряжение
при растяжении в трубе с площадью сечения S, <j—Fp/S. На
рис. 12.4, б изображен наконечник тяги с двойной проушиной.
Трубы тяг также рассчитывают на растяжение по условию проч-
ности я=^в/о^1.
203
Рис. 12.15. Наконечники тяг
На рис. 12.15 показаны варианты сочетания тяг с различны-
ми наконечниками: с шариковым подшипником /, с шаровым
шарниром 2 и с наконечником в виде простой вилки 3. Конт-
ровочная шайба 4 служит для стопорения резьбы наконечников
тяг. Для стопорения резьбовых соединений регулируемых нако-
нечников часто используют гайки с отгибной шайбой. Для из-
готовления качалок, рычагов используют алюминиевые дефор-
мируемые сплавы (ВМ65, Д19, Д20, Д1Т, АК4 и др.), а также
Таблица 12.1
с-х/у b/d К для материалов при ав, МПа
Д1Т (350 ... 400) Ст45 (650 ... 800) ЗОХГСА 1200
1 2 0,706 0,946 0,820
1 2,5 0,535 0,886 0,766
1 2,5 0,585 0,805 0,716
1 2,75 0,555 0,796 0,675
1 3 0,530 0,786 0,655
1 3,5 0,500 0,755 0,630
1 4 0,500 0,746 0,620
1,2 2 0,765 0,930 0,910
1,2 2,25 0,760 0,916 0,850
1,2 2,5 0,660 0,890 0,810
1,2 2,75 0,630 0,870 0,786
1,2 3 0,616 0,857 0,750
1,2 3,5 0,585 0,830 0,730
1,2 4 0.580 0,810 0,726
1,4 2 0,846 1,0 1,00
1,4 2,25 0,786 0,985 0,945
1,4 2,5 0,740 0,966 0,905
1,4 2,75 0,715 0,945 0,875
1,4 3 0,695 0,925 0,860
1,4 3,5 0,675 0,895 0,830
1,4 4 0,575 0,87 0,810
204
магниевые литейные сплавы
(МЛ5-Т4 и др.) - Проушины кача-
лок рассчитывают на разрыв и
смятие.
Условие прочности проушины
на разрыв: г)=Хств/<Тразр> 1, где
К — коэффициент снижения пре-
дела прочности, учитывающий
концентрацию напряжений вбли-
зи отверстия (табл. 12.1), оразр=
=FX/S — расчетное напряжение
при расчете на разрыв; S =
= (b—d)6 — площадь разрыва
(рис. 12.16); Fx— проекция рас-
четного усилия Fp на ось х проу-
шины; <Тв — предел прочности на
Рис. 12.16. Проушина
растяжение.
Условие прочности проушины на смятие: t)=£i(Tb/<Tcm^1,
где ki — коэффициент, выбираемый в зависимости от степени
подвижности соединения: £i=l,3 (неподвижное соединение),
£1=0,65 (малоподвижное); £1=0,2 (подвижное) ов— предел
прочности на смятие, стСм — расчетное напряжение смятия, аСм=
^Fx/Sck, SCM — площадь смятия, 5См=^б.
Тело внутренней качалки, представляющее собой тонко-
стенную конструкцию с ребрами жесткости, рассчитывается на
изгиб по опасным сечениям А—А и Б—Б (см. рис. 12.12) по
формуле я=0Гв.и/<Ти^ 1, где <тв.и— предел прочности при изгибе,
ов.и«1,2ов; Пи — расчетное напряжение изгиба в опасных сече-
ниях; <3u=MyjWyA-Mz/Wz\ Му — расчетный изгибающий момент
от боковой силы, которую при проектировании задают равной
3% от Fy\ Fy — проекция расчетной силы Fp на ось у, Мг —
расчетный изгибающий момент от силы Fy (см. рис. 12.16); Wy,
Wz—моменты сопротивления изгибу опасных сечений (Л—А,
Б—Б на рис. 12.12).
Для внешней качалки расчет проводится по сечению В—В
на изгиб, по сечению Г—Г — на изгиб и кручение (см. рис.
12.12).
Расчет на прочность по сечению Г—Г состоит в определении
запаса прочности по разрушающим нагрузкам:
- аЯ.И 3Я.И |
°зкв +
где п=3 для стали, п=4 для цветных металлов; тк— касатель-
ные напряжения при кручении в сечении Г—Г, возникающие
под действием крутящего момента от силы Fy/2.
205
12.3. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ И ВЫБОР
ПАРАМЕТРОВ РЫЧАЖНЫХ ПЕРЕДАЧ В ПРИБОРАХ ЛА
Основной особенностью характеристик рычажных пе-
редач в приборах ЛА является непостоянство передаточного от-
ношения; постоянным его можно считать только с определенной
степенью точности на определенном интервале работы при за-
ранее установленных размерах отдельных деталей и узлов, их
соотношениях, расположении и т. д.
Для определения передаточного отношения рычажной пере-
дачи составляют уравнение функциональной связи между вы-
ходными и входными параметрами; при этом ведущее звено
передачи выбирается в зависимости от требований конструкции.
Кроме проведения кинематических расчетов в процессе проек-
тирования требуется проводить как силовые, так и динамиче-
ские расчеты. При этом необходимо учитывать, что рычажная
передача будет осуществлять заданное теоретическими расчета-
ми передаточное отношение только тогда, когда ее конструкция
разработана и выполнена в строгом соответствии с геометриче-
ской схемой, а все узлы и элементы имеют достаточные проч-
ность и жесткость.
Рассмотрим методику расчета характеристик и выбора па-
раметров типовых рычажных механизмов, применяемых в авиа-
ционных приборах.
Рассмотрим дезаксиальный кривошипно-ползунный меха-
низм (см. рис. 12.5, б). В таком механизме ползун движется
в плоскости, которая смещена относительно оси вращения кри-
вошипа на величину d, называемую дезаксиалом. В манометри-
ческих приборах ползун 1 обычно является ведущим звеном, не-
посредственно связанным с жестким центром упругого чувстви-
тельного элемента, перемещение которого передается ведомому
звену — кривошипу 3. Характеристикой механизма, выражаю-
щей функциональную связь между входной и выходной величи-
нами, в данном случае является зависимость перемещения w
ползуна от угла поворота а кривошипа. В результате геометри-
ческих расчетов получаем характеристику механизма w=f(a)
в следующем виде:
w=(a sin a —sin a0) — b(]^l — A — К1 — &), (12.2)
где A=[(acosa—d)/b}2\ B=[(acosao—d)/b}2\ a —радиус
кривошипа; b — длина шатуна, ao — начальный угол кривоши-
па; a — угол кривошипа при перемещении ползуна на w.
Передаточное отношение механизма при ведущем ползуне
можно получить из
• 14 U I /
----=la cos a
d w-I \
a sin 2a — 2d cos a XI-1
2b /]
(12.3)
206
В авиационных приборах наиболее часто применяются кон-
струкции механизмов, имеющих Ь/а~^7 и data. Тогда характе-
ристика и передаточное отношение с достаточной для практики
точностью будут равны:
wssa(sina — sina0); i ss l/(acosa). (12.4), (12.5)
Как видно из (12.4) и (12.5), i не является постоянным и
зависит от а; плавность изменения i зависит также от соотно-
шения а и Ь, определяющих размеры механизма, а введение
дезаксиала d вызывает более резкое уменьшение передаточно-
го отношения на малых углах а. Таким образом, регулировка
кривошипно-ползунного механизма может производиться изме-
нением а, b и d.
Рассмотрим кулисные рычажные механизмы (см. рис. 12.6)
с вращающейся (а) и качающейся (б) кулисами. В таких ме-
ханизмах кривошип 1 считается ведущим звеном, а кулиса 2 —
ведомым. Из Д О АВ и Д АВО' имеем:
tg?=/sin а/[с —/cosaj, (12.6)
где a — угол поворота ведущего звена кривошипа /; 0— угол по-
ворота кулисы 2; I—длина кривошипа, с — расстояние между
осями вращения кривошипа и кулисы.
Отсюда характеристика механизма имеет вид:
P=arctg [I sin аЦс—l cos a)], (12.7)
а передаточное отношение равно
1=^-= У 7 "‘°’° , , (12.8)
da л2 — 2л cos a + 1
где п=1/с.
Из (12.8) видно, что /—величина переменная, зависящая от
угла а поворота кривошипа и отношения 1/с. Регулировка ку-
лисного механизма может осуществляться изменением расстоя-
ния с между осями вращения кривошипа и кулисы и изменени-
ем угла а между кривошипом и кулисой в начальном положе-
нии, если кулиса при работе поворачивается на ограниченный
угол. Радиус кривошипа в этом случае остается неизменным, а
изменяется величина 1/с, что используется для выбора требуе-
мого характера изменения i от а. В некоторых приборах пре-
дусматривается возможность изменения радиуса кривошипа.
Рассмотрим поводковый рычажный механизм. Элементами
поводковой передачи (см. рис. 12.7) являются поводки 1 и 2,
укрепленные на валиках 3 и 4. При повороте валика 3 на угол
а поводок 1 будет давить на поводок 2 и поворачивать валик
4 на угол р. Здесь поводок 1 считается ведущим, а 2—ведо-
мым. Расстояния от осей вращения валиков до точки А сопри-
косновения поводков называются плечами поводков. Из рисун-
207
ка видно, что а — плечо ведущего звена, b — ведомого. Посколь-
ку траектории точек касания А ведущего звена atga и ведо-
мого b tg р одинаковы, характеристика поводкового механизма
запишется в виде
|3 = arctg[(a/£)tga], (12.9)
а передаточное отношение —
b 1 + sin2a(a2/*2_ 1) ' ' ‘ '
Из (12.10) следует, что при а=Ь, при всех a 1=1. В ос-
тальных случаях передача обладает переменным i, что исполь-
зуется в ряде конструкций приборов. В механизме высотомера
(см. рис. 12.8) регулировка поводковых передач может осущест-
вляться либо изменением плеч поводков и установкой нужного
начального положения передачи, либо изгибом ведущего повод-
ка на определенный угол <р (см. рис. 12.7). В этом случае ха-
рактеристика имеет вид
р = arctg {a tg a/[b -{-(a/cos a) tg ?]}, (12.11)
а передаточное отношение —
I = = а (6 + д cos a tg <р) . (12 12)
da (i cos a + a tg <р)2-j-(a sin a)2
Для того чтобы поводки для изменения длины плеч можно
было легко изгибать при точной настройке механизма, их обыч-
но делают из мягкой латунной проволоки. Иногда требуется,
чтобы передаточное отношение менялось более резко или более
плавно в крайних положениях передачи. В этих случаях изги-
бают конец поводка, как это, например, показано на рис. 12.8
во второй поводковой передаче 3 при затухающей шкале.
В синусном механизме (см. рис. 12.9, а) при поступательном
движении толкателя 1 длина а рычага 2 практически остается
постоянной. При этом зависимость между ходом толкателя w
и углом поворота рычага а имеет вид:
w=a(sin a—sin а0). (12.13)
Следовательно, характеристика механизма при ведущем тол-
кателе имеет вид
a=arcsin(w/a-|-sin a0). (12.14)
Передаточное отношение механизма равно
/ = —=-------!---. (12.15)
dw a cos a
208
Определив cos а из (12.13) и подставив в (12.15), найдем
выражение передаточного отношения через ход толкателя:
i=a~iyrl — (wM4-sin а0)2. (12.16)
В тангенсном механизме (см. рис. 12.9, б) длина рычага 2
изменяется, а расстояние а остается неизменным, следова-
тельно,
w=a(tga — tga0). (12.17)
Характеристика механизма при ведущем толкателе имеет
вид
a=arctg(w/a + tgao). (12.18)
а передаточное отношение —
i, = ^ = JK.!ia=1r Л +iyi. (|2.19)
dw a a L \ a / J
Пример 12.1. Расчет вариометра на основании следующих исходных дан-
ных: максимальный прогиб центра манометрической коробки Хтах при макси-
мальных скоростях спуска и подъема — не более ±2 мм; максимальный угол
поворота стрелки прибора утах=±180°; начиная с Л = ±1,2 мм, цена деления
шкалы должна возрасти в три раза.
1. Анализ основных характеристик рычажных, зубчатых и других передач
показывает, что в качестве передаточного механизма целесообразно применять
дезаксиальную кривошипно-ползунную, кулисную и зубчатую передачи (см.
рис. 12.10). Это обусловлено тем, что дезаксиальная кривошипно-ползунная
передача наилучшим образом может быть использована для преобразования
линейного перемещения центра мембранной коробки во вращательное движе-
ние стрелки 14. Кулисная передача чаще всего используется для получения
неравномерных шкал, а зубчатая передача служит для получения необходи-
мой величины общего передаточного отношения. Ползуном кривошипно-пол-
зунной передачи является верхний жесткий центр 2 манометрической коробки
1, перемещающейся при изменении давления р. В начальном положении, когда
манометрическая коробка не нагружена, тяга 3 и кривошип 5 должны быть
взаимно перпендикулярны (или близки к этому). Из конструктивных сообра-
жений для устойчивой работы длину а кривошипа выбирают не менее 4 мм,
а длину b тяги —не менее 16 мм. Выберем а = 5 мм, приняв d = at а из усло-
вия bla^l следует д = 35 мм.
2. Определим углы at- поворота кривошипа 5 по формуле (12.4) при про-
гибах X/ от нуля до Атах, например, через ДА=0,4 мм. Принимая ао = О, по-
лучим Qi = arcsin Ai/a = arcsin 0,4/5 = 4°34'. Аналогично определяем значения
углов а2|..., as и заносим их в табл. 12.2.
3. Исходя из заданной неравномерности шкалы определим размеры кулис-
ного механизма. Из (12.8) для ао = О и аз = 13°50' (см. табл. 12.2) получим
следующие передаточные отношения:
л2 — л л (л — 1)_____л '
° = л2-2л + 1 = (л-1)2 = л-1 ’
Л2-ЛС03 13°15у________л2-0,9708л
3~ л2 —2лсоз 13°15'+1 “ л2-1,9416л+ 1
209
Таблица 12.2
i 1 2 3 4 5
М, мм 0,4 0,8 1,2 1,6 2
а/ 4°34' 9° 14' law 18°45' 23о40'
₽< 29°46' 50°56' 64°48' 74°22' 81°04'
Y< 66°05' 113°04' ИЗ^О7 165°06' 180°
Поскольку на основании исходных данных необходимо обеспечить
=3, получаем п= 1,1627. Приняв из конструктивных соображений длину ры-
чага 8 равной 28 мм, определим расстояние с между осями кулисы и рычага:
с =//л = 28/1,1627 » 24 мм.
4. Из (12.7) определим углы 0 поворота кулисы для всех заданных точек,
результаты заносим в табл. 12.2. Например, для а5=атм=23°40' получим
₽5 = Ртах=arctg 6,36=81 °04'.
5. Определим параметры зубчатой передачи, исходя из условия, что ее
передаточное отношение «з.п в первом приближении равно передаточному
числу иа.п:
/з.п = Ymax/Pmax = 180°/81 °04' » 2,22 » tf3,n »Z\\J Z\%9
где Zh и Z|2 — соответственно числа зубьев сектора 11 и трибки 12. Принимая
£12=18, получим 211=212Кэ.п = 18-2,22»40. Уточненное передаточное число
Ma.n=211/zi2=40/18=2,22. Приняв модуль зубчатой передачи т=0,3 мм,
получим размер диаметра сектора </j1=mzH=0,3-40=12 мм, а диаметр
трибки di2=mz12=0,3-18=5,4 мм.
6. Определим углы у поворота стрелки 14 по формуле у=иэ.пР и значе-
ния у при различных i также занесем в табл. 12.2.
Из-за неточностей расчетов, различной жесткости мембранных коробок и
других факторов характеристика реального механизма может несколько от-
личаться от требуемой. Для этого в конструкции, изображенной на рис. 12.10,
показаны возможные методы некоторых регулировок, например, изменением
длины а кривошипа 5 с помощью винта 6, перештифтовкой тяги 3 штифтами
4 и др.
РАЗДЕЛ III
ДЕТАЛИ И УЗЛЫ ПЕРЕДАЧ ЛА
ГЛАВА 13.ВАЛЫ И ОСИ В ПЕРЕДАЧАХ ЛА
13.1. КОНСТРУКЦИИ ВАЛОВ И ОСЕЙ. МАТЕРИАЛЫ,
ИСПОЛЬЗУЕМЫЕ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ
Вал — деталь, вращающаяся в подшипниках, служащая
опорой и передающая крутящий момент. Ось только поддержи-
вает детали, но крутящий момент не передает. Валы (оси) могут
совершать вращательное или качательное движения (например,
в передаче качалка — тяга). Некоторые валы предназначены
только для передачи вращающих моментов (валы трансмиссий
ЛА, торсионные и гибкие).
Валы при работе испытывают действие вращающих и изгиба-
ющих моментов, поперечных и осевых нагрузок — от усилий в
зацеплениях, аэродинамических нагрузок на несущие и хвосто-
вые винты вертолетов, от угловых и линейных ускорений при
эволюциях ЛА. Отдельные конструктивные элементы валов
(осей) такие, как буртики, уступы, торцы кольцевых канавок
и др., могут испытывать также напряжения среза и смятия.
В передачах ЛА используют валы с постоянной формой гео-
метрической оси — прямые и с изменяемой формой геометриче-
ской оси — гибкие, по конструкции они могут быть гладкими,
ступенчатыми и выполненными заодно с зубчатыми и червячны-
ми колесами и другими деталями, по форме сечений участков
вала — круглыми, профильными, со шлицевыми участками. Валы
(оси) могут быть сплошными и пустотелыми. Пустотелые валы
наиболее широко применяют в передачах ЛА, так как при почти
одинаковых со сплошными валами моментах сопротивления
изгибу и кручению и равной жесткости дают значительный выиг-
рыш в массе.
Конструктивные формы валов передач ЛА разнообразны
(рис. 13.1) и зависят от многих факторов: назначения механиз-
ма, вида нагрузки и характера ее распределения по длине вала,
способа передачи крутящего момента, формы сопряжения участ-
ков насадных деталей, способов осевой фиксации деталей и вала
в корпусе, условий сборки, технологии получения заготовок
(поковка, штамповка и др.), способа центрирования деталей на
валу, конструкции стопорящих устройств и др.
Выходной вал редуктора вертолета имеет ступенчатую форму
(см. рис. 13.1, а). Такая форма объясняется неравномерностью
211
Рис. 13.1. Валы и оси передач ЛА:
а — выходной вал главного редуктора вертолета; б — промежуточный вал авиационного
редуктора; в — вал механизма управления рулем высоты; г — вал привода лунохода;
д — вал-винт; е — вал-шестерня; ж — вал углового редуктора; з — вал-червяк; и — вал-
шестерня привода агрегатов; к — вращающаяся ось; л — невращающаяся (неподвижная)
ось
212
распределения нагрузки по его длине и необходимостью провод-
ки насадных деталей при сборке до посадочных мест без заеда-
ний и повреждений других участков. Промежуточный вал
авиационного редуктора выполнен заодно с зубчатым колесом
(см. рис. 13.1, б). Такая конструкция повышает усталостную
прочность и жесткость вала. Составная конструкция вала с по-
саженными на нем зубчатыми (червячными) колесами обуслов-
ливает более быстрое коррозионно-механическое изнашивание
соединения, увеличение массы узла и стоимость его изготовле-
ния, усложнение производства. У реверсивного вала циклические
деформации изгиба усиливаются деформациями кручения, вызы-
вая микроперемещения поверхностей вала и посаженной на него
детали. Поэтому вал выполняют заодно с деталями во всех
случаях, когда это позволяют технология и условия сборки.
Если вал (ось) с минимальной прочностью сечений не удов-
летворяет требованию поперечной жесткости или продольной
устойчивости, то его делают сплошным целиком или на отдель-
ных участках (см. рис. 13.1, в). Допускаемые прогибы и углы
поворота в опорах определяют исходя из условия исключения
защемления тел качения в подшипниках.
Конструкция отдельных участков вала определяется их на-
значением. Можно выделить, например, следующие функцио-
нальные участки: опорные (под подшипники), для соединения с
различными деталями, для центрирования, под уплотнения под-
шипниковых узлов.
Опорные участки валов и осей на концах вала называют
цапфами. Они имеют, как правило, цилиндрическую форму. В пе-
редачах приборов и радиотехнических конструкциях для под-
шипников скольжения применяют также конические и сфериче-
ские цапфы. Посадочные диаметры под подшипники качения
выбирают из стандартного ряда (по справочникам)—для диа-
метров 3... 10 мм — через 1 мм; 10...20 мм — через 2...3 мм;
20... ПО мм — через 5 мм; ПО... 200 мм — через 10 мм. Шерохо-
ватость опорных поверхностей выбирается в зависимости от
характера сопряжения с кольцом подшипника, диаметра цапфы
и класса точности подшипника.
Рис. 13.2. Переходные участки валов и осей
213
Переходные участки валов и осей для устранения или умень-
шения концентрации напряжений в месте изменения диаметров
выполняют по радиусу (галтельный переход). Для плотного
упора ступицы детали или кольца подшипника в торец уступа
вала берется г<гь г<с (рис. 13.2, а, б). В противном случае
между этим торцом и деталями образуется осевой зазор, что
недопустимо.
На свободных переходных участках (для исключения кон-
центрации напряжений) r>0,ld, где d — наименьший диаметр в
месте перехода. Для увеличения гх рекомендуется вводить про-
ставку с внутренней фаской (рис. 13.2, в) или применять галтель
с поднутрением (рис. 13.2, г).
Высота уступа (буртика) для упора внутреннего кольца
подшипника должна быть такой, чтобы подшипник можно было
снимать при демонтаже. При передаче больших осевых усилий
высота уступа выбирается из условия прочности торцевой по-
верхности на смятие, а ширина буртика — из условия прочности
на соез.
При необходимости шлифования на валу посадочных мест,
примыкающих к уступу (буртику), рядом с ним вместо галтели
может выполняться канавка для выхода шлифовального круга
(рис. 13.2, д). Размеры и форма канавок стандартизированы. На
валах диаметром d^lO мм они имеют ширину 1 ... 2 и глубину
0,15 мм, при d=10... 50 мм соответственно 3 и 0,25 мм, при d=
=50 ... 100 мм — ширину 5 мм и глубину 0,5 мм. Однако наличие
канавки вызывает в этом месте концентрацию напряжений, что
существенно снижает циклическую (усталостную) прочность
валов.
Участки соединения валов с различными деталями имеют
форму, необходимую для соединения их со ступицами насажи-
ваемых деталей и зависящую от вида соединения. Для передачи
вращающих моментов в передачах ЛА используют шлицевые,
шпоночные, фланцевые и другие соединения (см. гл. 21 и 22).
Участки перехода шлица в вал выполняют с закруглениями
радиуса г при центрировании по D (рис. 13.3, а) или с выкруж-
ками при центрировании по d (рис. 13.3, б). Это делают для
снижения концентрации напряжений. Для предохранения наруж-
ных кромок шлицев от скалывания на них выполняют фаски.
Прочность шлицевых участков вала повышают за счет приме-
нения шлицев с внутренним диаметром, равйЪш диаметру вала
или больше него, а также плавного выхода шлицев на поверх-
ность вала (рис. 13.3, в). Диаметр фрезы £>фР (мм) подбирают
по соотношению
£)фр^0,65Р4-15, (13.1)
где D — наружный диаметр шлицев вала; при шлифовании шли-
цов выход инструмента /вых увеличивают на 4... 5 мм.
214
f*450
f*45'
Ряс. 13.3. Участки валов для соединения со ступицами
Шлицевые пазы изготовляются протяжкой (более произ-
водительный способ), долблением или прошивкой. При изготов-
лении долблением или прошивкой предусматривается канавка
для выхода долбяка (рис. 13.3, г).
Для передачи вращающих моментов с помощью шпонки на
валу выполняют паз (рис. 13.3, д). Паз ослабляет сечение вала,
уменьшает его площадь и создает концентрацию напряжений в
месте перехода паза в тело вала. Для уменьшения концентрации
напряжений рекомендуется делать в этом месте скругление
радиусом т. Невозможность передачи значительных вращающих
моментов, снижение прочности сечений вала и недостаточно
высокая точность центрирования насаживаемых деталей по
цилиндрической поверхности вала ограничивают применение
шпоночных соединений в силовых передачах ЛА.
Форма паза определяется типом шпонки (призматическая,
сегментная, круглая, клиновая). Длина шпонки (паза на валу)
выбирается в соответствии с длиной ступицы насаживаемой дета-
ли (на 5... 10 мм меньше) из стандартного ряда длин шпонок.
При циклическом нагружении валов ступицы детали со
шпоночным пазом имеют посадку с натягом (например, Я7/р6),
а при действии еще и значительной осевой нагрузки (валы
червячных колес) —с гарантированным натягом. При этом натяг
создает на валу дополнительную концентрацию напряжений.
215
Поэтому при значительных нагрузках в передачах ЛА шпоноч-
ное соединение применяется редко и заменяется шлицевым.
Участки вала для крепления на них колец подшипников с
фиксацией в осевом направлении с помощью гайки имеют резьбу
(рис. 13.4, а). Для выхода резьбонарезного инструмента на валу
предусматривают кольцевые проточки. Ширина, глубина и фор-
ма проточки стандартизированы. Для стопорения гайки с по-
мощью стопорных шайб, имеющих внутренние выступы, на валу
выполняется продольный паз. Для уменьшения концентрации
напряжений выход паза должен иметь радиус R>0,ld.
Для осевой фиксации подшипников на валу применяют раз-
резные пружинные шайбы (рис. 13.4, б). Они вставляются в
кольцевые канавки, диаметр dj и ширина b которых стандарти-
зированы.
Для центрирования деталей, например зубчатых колес, на
валу при повышенных требованиях к точности вала предусмат-
ривают специальные пояски (рис. 13.4, в). Два разнесенных по
краям ступицы пояска обеспечивают более надежную продоль-
ную устойчивость насаженной детали.
Ширина центрирующих поясков зависит от диаметра вала.
Для облегчения сборки посадка детали по пояску меньшего диа-
метра производится с меньшим натягом, а по большему диамет-
ру— с большим натягом. При этом с увеличением натяга
снижается усталостная прочность вала из-за концентрации на-
пряжений, а также под воздействием переменных напряжений,
трения между сопряженными поверхностями и коррозии. На
участки вала, охватываемые уплотнительными устройствами,
указывается допуск цилиндричности поверхности. Наиболее рас-
пространены в передачах ЛА резиновые манжеты и лабиринтные
уплотнения, а в отдельных случаях — войлочные. Поля допусков
на номинальный диаметр участка под уплотнение обычно /8
или Й8.
Конструктивные элементы валов (осей) для осевой фиксации
деталей и передачи осевых усилий выполняют в виде уступов
(буртиков) с высотой, зависящей от диаметра вала. Диаметр
уступа (буртика) при отсутствии осевой нагрузки ориентиро-
вочно определяют по зависимости
Рис. 13.4. Участки валов для фиксации и центрирования деталей
d' ^rf+(3...4)/,
(13.2)
где f — размер катета фаски детали, мм.
Буртики увеличивают диаметр заготовки и снижают коэффи-
циент использования металла. Для уменьшения высоты бурти-
ков рекомендуют применять кольца или втулки (проставки), уве-
личивающие торцевую поверхность соприкосновения кольца или
втулки с деталью (см. рис. 13.2, в).
Для облегчения сборки насаживаемых на вал деталей и
устранения опасности скалывания острых кромок и поврежде-
ния рук рабочего кромки на выступах и на торцах валов выпол-
няются с фасками (см. рис. 13.1, а, б, рис. 13.4, а, б). Они слу-
жат также направляющими, облегчая сборку деталей. Размеры
фасок зависят от величины диаметра участка вала и стандарти-
зированы.
Ширина участков вала под ступицы деталей определяется
длиной ступиц, зависящей от диаметра вала d. Для кованых
и штампованных зубчатых колес длина ступицы /Ст= (0,8...
l,5)d; для колес, соединяемых с валом при помощи шлицев,
/ст= (0,8... 1,4)4/.
Развитие авиации сопровождается увеличением передавае-
мой мощности и частот вращения валов. Это приводит к увели-
чению нагрузок и, соответственно, напряженности элементов
валов передаточных механизмов ЛА при жестких ограничениях
массы.
При выборе материала вначале учитывают условия работы
вала (оси), возможные виды напряженного состояния и изнаши-
вания конструкции вала. При выполнении валов со шлицами
заодно с зубчатыми колесами материал выбирают по критериям
износостойкости и прочности зубьев. Для увеличения износо-
стойкости и стойкости к фреттинг-коррозии, а также снижения
массы вала материал должен обладать высокой твердостью.
Поэтому в ряде случаев марка материала назначается с учетом
проведения последующей термообработки и получения необхо-
димой твердости. Для избежания фреттинг-коррозии обеспечи-
вается высокая твердость в местах сопряжения с другими
деталями.
Выбор материала вала производится с учетом его механиче-
ских характеристик. Однако при работе валов в сложных усло-
виях нагружения (на различных режимах и при случайном
характере изменения нагрузок) кроме стандартных механиче-
ских характеристик следует учитывать весь комплекс свойств
материала, в том числе таких, которые определяют накопление
повреждений и характер его разрушения при различных видах
н характере нагружения (стационарном, нестационарном, слу-
чайном).
217
У валов передач ЛА возможны повреждения материала, ве-
дущие к его разрушению. Недопустимыми повреждениями
являются остаточная деформация или значительные прогибы;
износ; трещины; контактное выкрашивание; коррозия. В разных
условиях работы один и тот же вид нагружения может вызвать
различные виды повреждений: в одних условиях возникает
хрупкое, а в других — вязкое разрушение. Повторно статическое
нагружение может вызвать статическую и усталостную трещину.
Это объясняется многообразием и сложностью микромеханизмов
разрушения. При возникновении в сечениях вала объемного на-
пряженного состояния валы склонны к хрупкому разрушению, в
особенности при понижении температуры. Поэтому при выборе
материала вала (оси) следует учитывать его чувствительность к
трещинообразованию.
Наиболее полно требованиям к материалу валов и осей
передач ЛА удовлетворяют стали. В малонагруженных переда-
чах возможно применение конструкционных сталей марок
45А, 50. Для средне- и тяжелонагруженных валов применяют
легированные стали 40Х, 40ХН, 40ХН2МА, ЗОГСА и др. Для
валов и осей кинематических (несиловых) передач применяют
конструкционные стали и цветные сплавы.
Валы из легированных сталей подвергают улучшению, закал-
ке с высоким отпуском; для повышения износостойкости отдель-
ные места подвергаются поверхностной закалке ТВЧ.
Цапфы валов и осей под подшипники скольжения механиз-
мов с большим ресурсом для повышения износостойкости реко-
мендуется цементировать. Выбор твердости и вида термообра-
ботки осуществляется в соответствии с маркой стали (цементи-
руемой или позволяющей азотирование). Для получения высокой
износостойкости вала применяют хромоникелевые стали или
хромируют шейки вала (хромирование может увеличить ресурс
в 3 ... 5 раз).
Валы и оси изготавливают из проката, особо ответственные
валы — из поковок. Малонагруженные валы и оси (для прибор-
ных передач и механизмов следящих систем) могут изготавли-
ваться из штампованных заготовок или из труб.
Посадочные места валов и осей после токарной обработки
обязательно шлифуют. Особо ответственные валы рекомендуется
шлифовать по всей поверхности, а высоконапряженные участки
подвергать полированию даже на несопряженных поверхностях.
В процессе циклического знакопеременного нагружения вала
неровности, как микроконцентраторы напряжений, являются
источником усталостных трещин. Шлифование, полирование и
термическая обработка снижают величину неровностей и увели-
чивают долговечность валов. Шероховатость поверхностей вала
должна быть не ниже /?а=2,5 мкм, а под подшипники качения —
не ниже /?а=0,63 мкм.
218
• Прочность валов и осей, их долговечность и надежность в
эксплуатации зависят не только от механических свойств мате-
риала, но и от состояния поверхностного слоя наиболее напря-
женных участков, а также от микрогеометрии, остаточной
напряженности поверхности после механической, термической
и термохимической обработки. Для уменьшения возможных по-
вреждений поверхностного слоя после механической обработки
и повышения прочности валы, применяющиеся в авиационной
технике, подвергаются поверхностному пластическому деформи-
рованию (ППД). К таким методам относят дробеструйную об-
дувку, обработку шариками на вибростенде (виброупрочнение и
виброшлифование), раскатывание поверхности после чистовой
обработки, пневмодинамический наклеп и др. Они являются
высокоэффективными средствами повышения чистоты поверхно-
сти, создания сжимающих остаточных напряжений, повышения
твердости поверхностей и их контактной выносливости и износо-
стойкости.
Обкаткой роликами, чеканкой галтельных переходов можно
упрочнить участок вала и повысить его несущую способность
в 1,5 ... 2 раза. Вибрационной обработкой (шариками) шлицевых
участков вала значительно повышают их усталостную прочность.
Некоторые особо ответственные валы подвергаются алмазному
выглаживанию.
13.2. ОСНОВЫ РАСЧЕТА ВАЛОВ И ОСЕЙ НА ПРОЧНОСТЬ
И ЖЕСТКОСТЬ
Проектировочный расчет валов и осей. На валы пере-
даточных механизмов действуют поперечные силы от зацеплений
зубчатых и червячных колес (червяков) и в ряде случаев про-
дольные силы. На валы редукторов вертолетов могут действо-
вать также поперечные и продольные составляющие тяги винта,
а на валы передач винт — гайка — значительные осевые нагруз-
ки. При эволюциях ЛА добавляются инерционные нагрузки и
гироскопические моменты.
На начальной стадии проектирования передаточных механиз-
мов данные о распределении нагрузок по длине вала обычно
отсутствуют. За исходный размер для конструирования вала
(вращающейся оси) принимают диаметр предполагаемого наи-
более нагруженного его участка. Расположение этого участка
можно приближенно оценить по кинематической схеме.
При отсутствии данных об изгибающих моментах ориентиро-
вочный диаметр вала можно определить по величине вращающе-
го момента, принимая в условии прочности
где [тк]=т-,/[п]. При t-i«0,6o-i получим
d^lTy^l-c4)]!’73, (13.3)
219
где d — наружный диаметр вала; ТР — расчетная величина
вращающего момента, 7’р=7’н/Сд; Тк — номинальное значение
вращающего момента, Ун=9550 W/n; W — передаваемая валом
мощность; п — частота вращения вала; Кл — коэффициент дина-
мичности приложенной нагрузки (задается в ТУ на проектируе-
мый объект, /Сд=1,0... 1,3; верхнее значение выбирают при не-
стабильности подводимой к механизму мощности или возмож-
ном росте сопротивления в исполнительном органе); o-i — пре-
дел выносливости материала вала при изгибе; c=dold— отно-
шение диаметра отверстия do к наружному диаметру d участка
вала (для сплошных валов с=0); с=0,7...0,85 (нижнее значе-
ние принимают при ограничении жесткости вала). К.— коэффи-
циент, учитывающий влияние изгибающего момента на проч-
ность сечения вала.
Ниже приведены значения К в зависимости от положения
зубчатых колес относительно опоры и типа вала:
Положение зубчатых Быстроходный вал Тихоходный вал
колес
симметричное 3,8 3,0
несимметричное 4,0 3,1
консольное 4,4 3,2
Для вала, не работающего на изгиб, К. оценивают по пока-
зателю асимметрии цикла изменения вращающего момента
Rx—T'min/T'max:
Я, 4-1 0 —1
К 2 2,4 2,8
После проверочного расчета геометрия сечения обычно коррек-
тируется. Это объясняется тем, что в (13.3) используется предел
выносливости а-i, а не предел ограниченной выносливости, и
эта формула лишь приближенно учитывает действие изгибаю-
щего момента. При наличии концентраторов напряжений, кото-
рые не учитываются выражением (13.3), окончательный запас
прочности тяжелонагруженных валов может оказаться ниже
допускаемого.
Диаметры валов, работающих только на кручение и жестко
ограниченных по массе, рекомендуется оценивать исходя из
условия крутильной жесткости с учетом допускаемого угла за-
кручивания по формуле
d > 16,4 3/Г/(п [?]), (13.4)
где W—мощность, передаваемая валом; п — частота вращения
вала; [<р] — допускаемый угол закручивания на 1 м длины ва-
ла> °. [ф]=0,25... 1,5° (верхние значения соответствуют длинным
трансмиссионным валам и торсионным валикам).
220
Приближенный диаметр невращающихся осей (например, в
коробках приводов агрегатов ВРД) можно оценить исходя из
прочности на изгиб:
d^lOAlu/K]₽» (13.5)
где Ми — максимальный изгибающий момент, определяемый по
эпюре Ми при примерных длинах участков и ориентировочных
значениях нагрузок; [ии] — допускаемое напряжение на изгиб.
После оценки диаметра вала (оси) разрабатывают его конст-
руктивную форму.
Проверочный расчет валов и осей. В сечениях вала возника-
ют напряжения, переменные по величине и направлению. Ряд
механизмов ЛА периодического действия (управления стабили-
затором, элеронами и др.) являются реверсивными. Для боль-
шинства передаточных механизмов характерна работа на разных
режимах нагружения.
При постоянной внешней нагрузке F и действии распределен-
ной нагрузки от силы тяжести узла вала с насаженными деталя-
ми (рис. 13.5, а) упругая линия вала деформируется; при этом
напряжения сжатия будут в одной части сечения, а растяже-
ния— в другой. В крайней точке 2 сечения вращающегося вала
за один оборот напряжение изгиба сти изменяется по симметрич-
ному циклу (Ra——1). Если в сечении действует продольная си-
ла, вызывающая напряжения сжатия аСж или растяжения оР, то
Ra определяется по формуле
=(’и — 3р)/(3иН-3?) ИЛИ Ra (Зи 0сж)/(3иЗсж)*
Амплитудное значение напряжения аи в точке А в любой
момент времени I равно:
®в=(ДХи) sin W=aHmax sin <
где Мк — изгибающий момент в сечении; 1ГИ— момент сопротив-
ления сечения изгибу; со — угловая скорость вала.
Напряжения кручения в сечениях вала (оси) изменяются в
зависимости от характера изменения вращающего момента во
времени и от направления вращения вала (рис. 13.6). При вра-
Рис. 13.5. Схема вала (а) и цикл изменения напряжения аи (б)
221
Рис. 13.6. Циклограммы нагружения зубчатых колес
щении вала в одном направлении (валы редукторов вертоле-
тов, приводы агрегатов ВРД) с остановками между полетами
принимают Rx=0.
Расчетные схемы валов и осей. При расчете валов (осей) на
прочность необходимо знать фактические нагрузки. Но при
сложных спектре нагружения и характере распределения на-
грузки по сопряженным поверхностям действительные условия
нагружения и работы вала (оси) заменяют условными и состав-
ляют расчетные схемы. Нагрузки на валы и оси передаются от
насаженных деталей, соединительных муфт и в виде реакций
связей. Расчетная схема представляет собой упрощенное изобра-
жение реальной схемы нагружения вала. Приближенные расче-
ты затем уточняют по результатам натурных испытаний и дан-
ным эксплуатации.
В расчетных схемах опоры валов считают либо шарнирно-
неподвижными, либо шарнирно-подвижными. Если опора вала
закреплена и допускает небольшой поворот вала, то ее можно
считать шарнирно-неподвижной. Подшипники, одновременно вос-
принимающие радиальные и осевые нагрузки, схематизируют
как шарнирно-неподвижные, а воспринимающие только радиаль-
ные нагрузки и имеющие возможность перемещения — как шар-
нирно-подвижные.
Нагрузки, передаваемые валам и осям от насаженных дета-
лей и являющиеся распределенными (примерная эпюра
интенсивности нагрузки q(x) вдоль ступицы показана на рис.
13.7, а), в первом приближении заменяют сосредоточенными
силами F, приложенными в середине ступицы. Распределенные
нагрузки, действующие в зубчатых и червячных зацеплениях,
при расчетах заменяют сосредоточенными силами Ft, Fr, Fa, при-
ложенными в середине длины зубьев (рис. 13.7, б, в).
При составлении расчетной схемы вала в виде балки силы
переносят на ее ось. При приведении действующих в зацеплении
сил к оси балки в точке приведения возникают сосредоточенные
изгибающие моменты: MK=Fadwl2 от силы Fa (см. рис. 13.7, б),
Мив и Л4иг от сил Fa и Fr в вертикальной и горизонтальной
плоскостях (см. рис. 13.7, в); MnB—Fadm/2—Frl; MaT=Ftl,
где I — плечо силы Fr и Ft при их переносе на ось вала. От
силы Ft при переносе на ось балки возникает также крутящий
момент TK=0,5Ftdw и TK—0,5Ftdm (см. рис. 13.7, в).
222
Валы и оси, вращающиеся в опорах качения, рассчитывают
на изгиб как балки на шарнирных опорах. В случае радиальных
подшипников условную опору помещают посередине подшипника
(рис. 13.8, а). В случае радиально-упорного подшипника поло-
жение условной опоры определяют с учетом угла контакта а как
точку пересечения нормали к площадке контакта с осью вала
(рис. 13.8, б). Для увеличения грузоподъемности опоры при
ограничении размеров в радиальном направлении применяют
опору из двух подшипников. При приближенном расчете услов-
ную опору помещают посередине общей ширины двух подшип-
ников (рис. 13.8, в), при уточнении расчета — на одной трети
общей ширины, но ближе к нагруженной части вала (рис.
13.8, г). При точном расчете тяжелонагруженных валов и осей
условную опору размещают под каждым подшипником (рис.
13.8, д), а реакции в опорах находят путем решения статических
уравнений равновесия и уравнений деформаций.
^нс. 13.8. Схемы расположения опор
223
Ftf Рис. 13.9. Расчетная схема вала
На рис. 13.9 показан промежуточный вал двухступенчатого
редуктора с прямозубым (Zi) и косозубым (z2) цилиндрически-
ми зубчатыми колесами, с опорами в виде радиально-упорных
подшипников и его расчетная схема. Для удобства построения
эпюры изгибающего момента от усилий в зацеплениях Fa, Fr
и Ft зубчатых колес усилия спроецированы на две взаимно пер-
пендикулярные плоскости хоу и xoz. Суммарный изгибающий
момент в сечениях равен Afz= где Му и Мг соот-
ветственно изгибающие моменты в горизонтальной и вертикаль-
ной плоскостях.
Крутящие моменты от сил Ft\ и Ftz будут соответственно
равны:
7'к1=0,5/7tidwi', 7’К2=0,5/7tidW2-
Кроме изгибающего и крутящего моментов, возникающих
при работе передаточных механизмов, на валы передач могут
действовать при эволюциях ЛА перегрузки, инерционные силы
и гироскопические моменты, а от неуравновешенности узла ва-
ла— инерционные силы и моменты.
Величины этих дополнительных нагрузок оцениваются сле-
дующими зависимостями:
Fu=mf^, Ма—кРл1-, MT=aJрч>^ Мл=те<^1. (13.6)
Здесь Ги — инерционная сила, возникающая при эволюции
ЛА и действующая по радиусу кривизны в направлении от цент-
ра; т — масса узла вала; р — радиус кривизны траектории
ЛА; Йэ — угловая скорость эволюции ЛА; — инерцион-
224
Рис. 13.10. Прецессионное движение вала
ная сила от неуравновешенности ротора; со — угловая скорость
вала; е — эксцентриситет (смещение центра масс ротора от оси
вала); Мп— изгибающий момент от перегрузки; k — коэффи-
циент перегрузки (для истребителей 6=8, для вертолетов k=2);
Fg — сила тяжести узла вала; I — плечо силы; Мг — гироско-
пический момент, возникающий при эволюции ЛА; а — ко-
эффициент, учитывающий влияние угла поворота воздушного
или несущего винта на Мг (а=2 для выходных валов с двух-
лопастным винтом, а= 1 для винтов с тремя и более лопастями,
а.также для валов с массивными зубчатыми колесами и дисками
любых передач ЛА); /р — полярный момент инерции винта, ко-
леса или диска; Мл — инерционный момент от неуравновешен-
ности ротора.
Для получения минимальной массы валы передач ЛА вы-
полняют пустотелыми с минимальными запасами прочности в
сечениях. Такие валы становятся податливыми и прогибаются
под нагрузкой. Из теории колебаний известно, что прогнувший-
ся вал может вращаться вокруг оси вращения со скоростью й,
отличной от скорости собственного вращения вала со. Такое дви-
жение называют прецессионным (рис. 13.10). В плоскости А
лежит упругая линия вала, которая вращается со скоростью й
или в ту же сторону, что вал (прямая прецессия), или в проти-
воположную сторону (обратная прецессия). При этом на вал
от насаженных зубчатых колес действует результирующий изги-
бающий момент
M^=AJ^Wa, (13.7)
где А — коэффициент прецессии; А = 1—2со/й, /л — экваториаль-
ный (диаметральный) момент инерции диска; а — угол поворота
сечения вала в месте закрепления сосредоточенной массы.
Наибольший момент возникает при со/Й= —1 (обратная
синхронная прецессия).
Момент Мрез, а также другие нагрузки, вычисленные по
(13.6), являются исходными данными для проектирования валов
при точных расчетах. При приближенных расчетах их учитыва-
ют в эквивалентной нагрузке или путем увеличения исходного
8—1085 225
диаметра вала по данным прототипов и некоторым завышением
запасов прочности при проверочных расчетах.
Расчет на усталостную прочность. При действии циклических
и вибрационных нагрузок, инерционных сил и моментов, кратко-
временных перегрузок в материале валов и осей накапливаются
необратимые микроповреждения, приводящие к зарождению в
поверхностном слое микроскопических трещин. Их развитие
приводит после определенного числа циклов изменения нагрузок
к появлению макротрещин критического размера и последую-
щему разрушению усталостного характера. Для валов и осей
передач ЛА этот вид разрушения является основным.
При расчете на усталостную прочность принимают следую-
щие допущения: вал заменяют балкой на шарнирных опорах;
при расчете используют статические и усталостные характеристи-
ки стандартных образцов материала; распределенные нагрузки
заменяют сосредоточенными; влиянием силы тяжести валов
(осей) и насаженных деталей пренебрегают; расчет ведут с уче-
том конструктивных и технологических факторов, влияющих на
прочность и выносливость сечения (введением коэффициентов
влияния размеров, формы, состояния поверхности, упрочняющей
технологии и др.); учет'гироскопического эффекта и перегрузок
производят для передач маневренных ЛА (истребителей, верто-
летов, КА), а также для валов редукторов ТВД.
Расчет на усталостную прочность целесообразно производить
в таком порядке:
1. Составить расчетную схему вала (оси) (см. рис. 13.9).
2. Определить реакции опор, использовав уравнения равно-
весия балки.
3. Построить эпюры изгибающих и крутящих моментов.
4. Выявить сечения, где ожидаются наименьшие запасы проч-
ности, учитывая величину нагрузок по эпюрам и наличие кон-
центраторов напряжений (галтелей, отверстий, пазов, шлиц, ка-
навок, резьбы и т. п.).
5. Определить амплитудные и средние значения напряжений
изгиба и кручения, используя зависимости, приведенные в курсе
сопротивления материалов. При одновременном действии в рас-
четном сечении изгибающего момента и продольной силы N
суммарное максимальное напряжение равно:
(13.8)
где для валов момент сопротивления круглого сечения изгибу
U7H~0,lrf3(l — с4); c=ddd.
При наличии концентраторов напряжений, уменьшающих пло-
щадь сечения вала, момент сопротивления сечения изгибу
вычисляется по следующим формулам:
226
а) в случае сплошного вала и поперечного отверстия диамет-
ром
Wp=^-(l-dk/dy, (13.9)
32 10
б) в случае участка вала со шпоночным пазом шириной b
и глубиной t
^H=n</3/32-W-/W; Wp=nd3n^-bt(d-t)/2d. (13.10)
6. Определить коэффициенты запаса прочности по изгибу па
и по кручению на основании формул (2.15) и (2.16), учитывая
что при оценке o-in по (2.14) при переменном режиме нагруже-
ния вместо N для о нужно подставить эквивалентное число
циклов Ne, а в правой части (2.14) вместо предела текучести
при растяжении от подставить предел текучести при изгибе
(Гт.и=1,2от. При оценке формула (2.14) принимает вид
г_1ЛГ=т_1 < тт, (13.11)
где t-i«0,6q_i; тт~0,6от. При переменном режиме нагружения
вместо N нужно определить Ne-
В общем случае числа циклов изменения ои и тк будут раз-
ными. При постоянной нагрузке и заданной долговечности в
часах число циклов изменения ои равно
^=60л/А, (13.12)
где п — число циклов изменения ои в минуту, равное частоте
вращения вала (подвижной оси) в об/мин (см. рис. 13.5); th —
долговечность (ресурс), ч.
При вращении вала в одну сторону Nx равно числу циклов
нагружения механизма за весь срок эксплуатации, а для валов
редукторов вертолетов и ТВД — числу запусков двигателя.
7. При совместном действии изгиба и кручения определить
общий коэффициент запаса прочности и сравнить его с допускае-
мой величиной
п=п„пх / (13.13)
где [п] выбирают согласно рекомендациям, приведенным в
разд. 2.1 в зависимости от точности расчета и полноты проверки
прочности вала натурными испытаниями.
В (2.15) и (2.16) входят коэффициенты К, учитывающие
влияние конструктивных и технологических факторов на сопро-
тивление усталости детали и определяемые по (1.11) и (1.12).
Эффективные коэффициенты концентрации напряжений К,
и Кх для различных концентраторов напряжений определяют по
графикам или таблицам. Для ступенчатых валов с галтелями
и проточками значения Ка при D/d=2 и Kt при D/d=l,4 в за-
«* 227
Кб
J
г
1
г
Рис. 13.11. Зависимость коэффи-
циентов К, и Кт поправочных коэф-
фициентов а и Ь от p/d для валов с
галтелью
висимости от отношения p/d и предела прочности материала ов
приведены на рис. 1.12, а и рис. 13.11, а, б. Для значения D/d<2
при определении Ка и Кх можно использовать поправочные ко-
эффициенты а и b (рис. 13.11, в, г):
Ka — (Ka)D/d-l(l\ К\=(К\)D/d-l,4b. (13.14)
Для концентратора напряжений в виде кольцевой канавки зна-
чения Ко в зависимости от отношения радиуса канавки р к диа-
метру канавки d и высоты h к р приведены в табл. 13.1, значения
Кх в зависимости от p/d— в табл. 13.2.
Коэффициенты Ко и Кх для шлицевых участков валов приве-
дены в табл. 13.3, а для сечений валов с поперечным отверстием
диаметром d* в табл. 13.4. При расчете малонагруженных вали-
ков при ов^700 МПа и любых валов с промежуточными значе-
ниями Ов величины Ко и Кх оценивают по рис. 13.12.
Для резьбовых участков вала, испытывающих изгиб, значе-
ния Ко приведены ниже:
о,, МПа 500 600 700 800 900 1000 1200
К, 1,8 1,95 2,20 2,30 2,45 2,60 2,90
Валы передач винт — гайка в ряде механизмов (например,
изменения геометрии крыла) имеют резьбовые участки, испыты-
вающие растяжение или сжатие.
228
Таблица 13.1
оа, МПа P/d
0,01 0,02 0,03 0,05 0,1 0,01 0,02 0,03 0,05
й/р=0,5 Л/р = 1
700 2,05 1,95 1,85 1,75 1,55 2,25 2,15 2,1 1,95
900 2,15 2,05 1,95 1,9 1,6 2,4 2,3 2,2 2,1
1200 2,3 2,2 2,1 2,05 1,75 2,6 2,5 2,35 2,25
Л/р=2 л/1 р=5
700 2,5 2,4 2,3 2,65 2,5
900 2,65 2,5 2,4 — — 2,8 2,65 —
1200 2,85 2.7 2,6 — — 3,05 2,85 — —
Таблица 13.2
аВ’ МПа Pld
0,01 0,02 0,03 0,05 0,1
700 1,9 1,75 1,65 1,5 1,25
900 2,1 1,95 1,8 1,65 1,3
< 1200 2,4 2,2 2,05 1,8 1,4
Таблица 13.3
<jb, МПа К а К для шлицев т
прямобочных эвольвентных
700 1,60 2,45 1,49
800 1,65 2,55 1,52
900 1,70 2,65 1,55
1000 1,72 2,70 1,58
1200 1,75 2,80 1,60
229
Таблица 13.4
<*В’ МПа К t
dA/d-0,05...0,l dk/d-0,15.. .0,25 0,05...0,25
<700 2,00 1,80 1,75
900 2,15 1,90 1,90
>1100 2,35 2,10 2,00
В месте посадки насаженных деталей на вал возника!ет кон-
центрация напряжений, зависящая от абсолютных размеров
сечения. Поэтому при расчете валов на таком участке использу-
ются отношения KaIKda и KxIKdx (табл. 13.5), учитывающие
в расчете сразу два фактора.
После оценки усталостной прочности вала путем сравнения п
с [п] в наиболее напряженных местах уточняют диаметр внут-
реннего отверстия или наружный диаметр вала с целью получе-
ния минимальных массы и размеров, соответствующих п=[л]
во всех сечениях вала. Для ускорения расчетов при большом
числе сечений целесообразно применять ЭВМ.
Расчеты валов на жесткость. Нагрузки на валы в виде сил
и моментов при минимальных запасах прочности в сечениях
вызывают прогибы валов и повороты сечений. Упругие попереч-
ные перемещения валов вызывают перекос зубчатых колес в
пространстве и увеличивают концентрацию нагрузки по ширине
зубьев, а при значительных углах поворота упругой линии вала
приводят к защемлению тел качения подшипников (особенно
роликовых). При высоких частотах вращения возникает опас-
ность появления колебаний вала (вызванных неуравновешенно-
стью, возрастающей с увеличением прогиба) и роста напряжений
в сечениях по сравнению с расчетными. При вращении валов в
подшипниках скольжения прогиб вызывает увеличение неравно-
мерности распределения нагрузки по опоре. В приборных устрой-
ствах прогибы валиков приводят к снижению точности изме-
рений.
Рис. 13.12. Зависимости
К и К от о, для валов с
поперечным отверстием
230
Таблица 13.5
диаметр вала, мм Посадка * ав, МПа
700 800 900 1000 1200
I 3.0 3,25 3,50 3,75 4,25
30 II 2,25 2,44 2,63 2,82 3,19
III 1,95 2,11 2,28 2,44 2,76
I 3,66 3,96 4,28 4,60 5,20
50 II 2,75 2,97 3,20 3,45 3,90
III 2,38 2,57 2,78 3,0 3,40
100 и более I 3,94 4,25 4,60 4,90 5,60
II 2,96 3,20 3,46 3,98 4,20
III 2,56 2,76 3,0 3,18 3,64
I 2,20 2,35 2,50 2,65 2,95
30 II 1,75 1,86 1,98 2,09 2,31
III 1,57 1,67 1,77 1,86 2,06
I 2,60 2,78 3,07 3,26 3,62
50 II 2,15 2,28 2,42 2,57 2,74
III 1,83 1,95 2,07 2,20 2,42
100 и более I 2,76 2,95 3,16 3,34 3,76
II 2,18 2,32 2,48 2,80 2,92
III 1,94 2,06 2,20 2,31 2,58
* I —посадки с гарантированным натягом; II — переходные посадки;
Ш — посадки типа H/h.
Допускаемые прогибы и углы поворота зависят от требований
К жесткости вала, обеспечивающей нормальную работу зацепле-
ний и подшипников, и требований по точности балансировки узла
вала с насаженными деталями.
Изгибная жесткость оценивается стрелой прогиба у и углом
Наклона упругой линии вала 0 (рис. 13.13). Крутильная жест-
кость оценивается углом закручивания фо на единицу длины
вала или общим углом закручивания ф.
Прогибы и углы наклона упругой линии вала определяют
Методами, изложенными в курсе сопротивления материалов.
231
Рис. 13.13. Прогиб и угол поворота упругой линии вала
Жесткость вала проверяется условиями
У—\У\\ 0<[9]- (13.15)
При расчете прогибов у и углов поворота 0 в любых точках
вала можно использовать упрощенные формулы сопротивления
материалов (табл. 13.6). Для увеличения жесткости участка
вала и уменьшения его прогиба опоры располагают ближе к
плоскости действия сосредоточенной нагрузки. Уменьшению
прогибов вала от инерционных нагрузок способствуют современ-
ные методы балансировки вращающихся деталей на рабочих
частотах вращения в собственных подшипниках [37] и высокие
требования к точности изготовления деталей. К деталям тяжело-
нагруженных роторов предъявляются следующие требования к
погрешностям формы и взаимного расположения поверхностей:
овальность цапф вала под подшипники качения должна быть не
более 0,005 мм; биение поверхности цапф друг относительно
друга — не более 0,02 мм; торцевое биение упорных буртиков,
в которые упираются подшипники качения,— не более 0,02 мм;
разностенность колец подшипника — не более 0,005 мм, разно-
размерность роликов в подшипнике — не более 0,003 мм; торце-
вое биение зубчатых колес — не более 0,02 мм; радиальное бие-
ние— не более 0,01 мм.
В каждой конкретной конструкции прогибы валов зависят от
величины нагрузки, размеров участков вала, расположения на-
грузок относительно опор. Норм на допускаемые прогибы и
углы поворота не существует. Но статистика опасных прогибов
позволила получить эмпирические рекомендации по величине
допускаемых прогибов [у] и углов [0] в местах расположения
зубчатых колес, опор и в месте максимального прогиба вала.
Для валов зубчатых передач стрела прогиба в месте посадки
колеса ограничивается величиной, определяемой в зависимости
от модуля зацепления т и типа передачи: 0,01т — для
цилиндрических передач; [t/] 0,005m— для конических, гипо-
идных и глобоидных передач. Угол наклона упругих линий валов
в месте расположения колес [0]^О,ОО1 рад. Максимальный про-
гиб вала
!/тзх<М-0.0003/, (13.16)
где I — расстояние между опорами.
232
Таблица 13.6
Углы поворота упругой линии вала Прогибы Ур
0В e.
Frab(l + д) 6£/о/ Ffab(a — b) 3EJU. FfaW 3E/Ul
Fa (d/2) (a^—ab—0,5 №) Fa (d/2) (дз л- V) Fa(d/2)ab(ai-bi)
3EJJ 3EJal2 3EJal2
frel 3EJa Frc(2l + 3c) 6£/a Frc^l -j- c) 3£/B
Fad/2 ‘ (4^ + c) Fq(d!2)l 3EJa Fad/21 I c \ 1 — 4- — 1 c EJU\3 2 )
Для обеспечения нормальной работы подшипников без за-
щемления тел качения и заклинивания допускаемые углы накло-
на [0] не должны превышать величин: в шарикоподшипниках
0,005 рад; в сферических шарикоподшипниках 0,05 рад; в роли-
ковых подшипниках 0,002 рад; в игольчатых подшипниках
0,0005 рад; в подшипниках скольжения 0,002 рад.
При недостаточной крутильной жесткости валов зубчатых
передач концентрация нагрузки по ширине зубьев может увели-
чиваться, а длинные валы трансмиссий могут разрушиться;
При оценке крутильной жесткости (преимущественно валов
трансмиссий, соединительных и торсионных) определяют угол
закручивания и сравнивают его с допускаемым значением:
?=7’,//(О/р<[?], (13.17)
где Тк — крутящий момент; / — длина участка вала; G — модуль
сдвига; Jp — полярный момент инерции сечения.
Если участки ступенчатого вала нагружены различными
крутящими моментами, то после определения <р на каждом уча-
стке их величины суммируются.
Допускаемые углы закручивания [<р0] различных валов могут
резко отличаться по величине. Например, торсионные валики
и соединительные рессоры допускают углы закручивания не бо-
лее 30° на 1 м длины, а валики в приводах следящих систем —
не более нескольких секунд. Поэтому для валов определенного
типа [ф0] должны уточняться при натурных испытаниях или за-
даваться в технических условиях.
Для оценки крутильной жесткости участков вала, ослаблен-
ных шпоночными пазами, галтелями, шлицами, натягом и дру-
гими концентраторами используют специальные рекомендации.
13.3. ПРИМЕНЕНИЕ ЭВМ И САПР
ПРИ ПРОЕКТИРОВАНИИ ВАЛА
В авиационных механизмах валы обычно испытывают
комплекс нагрузок с переменными режимами и имеют различные
ресурсы. Валы механизмов ЛА обычно рассчитывают на проч-
ность лишь в опасных сечениях. Поэтому в других сечениях
коэффициенты запаса прочности п часто завышены, что приводит
к увеличению вала.
Использование ЭВМ позволяет быстро провести расчеты
вала на прочность для большого числа сечений. За счет соот-
ветствующего изменения конфигурации вала можно разработать
близкую к равнопрочной конструкцию с заданным запасом проч-
ности п и спроектировать оптимальный по массе вал.
Применение ЭВМ также позволяет получить подробную ин-
формацию о жесткости валов, определить прогибы и углы
наклона упругой линии по всей его длине.
234
Таблица 13.7
Иденти- фикатор Обозначение величины Единица измерения Наименование величины
J / — Число точек, в которых заданы внешние силовые факторы, опоры, на- чало и конец вала
X(J) X ММ Массив координат точек, в которых задаются внешние силовые факторы, опоры и торцы вала
F(J. 3) F H Массив величин внешних сил, осе- вых и перпендикулярных оси вала в плоскостях хоу и xoz в точках с коор- динатой X
M(J,3) 1\ Н-мм Массив вращающих и изгибающих моментов в плоскостях хоу и xoz в точках с координатой х
JA; JB /a; js — Номера точек, в которых располо- жены опоры вала
К k Число интервалов деления вала с постоянным шагом h
X4(K) Xi мм Массив координат точек, заданных с постоянным шагом h
QY(K) Qv Массив поперечных сил в плоско-
QZ(K) Qz Н стях хоу и xoz в точках с координа- той х4
MY(K); MZ(K) Mv-, мг Н-мм Массив изгибающих моментов в плоскостях хоу и xoz в точках с ко- ординатой Xi
MS(K) Н-мм Массив суммарных изгибающих мо- ментов в точках с координатой х4
N(K) N Н Массив нормальных сил в точках с координатой х4
MK(K) Тц Нмм Массив крутящих моментов в точ- ках с координатой х4
R(2) R Н Массив полных реакций в опорах
N1 ni Число расчетных сечений
X4(N1) *4 мм Массив координат расчетных се- чений
D(N1); DO(N1) d; d0 мм Массив наружных и внутренних диаметров вала в расчетных сечени- ях
K(N1); KN(NI) К; Kn мм Массив величин, учитывающих ос- лабление сечений вала при изгибе и растяжении
KS(N1); KT(N1) К; К — Массив коэффициентов снижения предела выносливости при изгибе и кручении Массив коэффициентов влияния абсолютных размеров
KDT(Nl) KdT —
K2 hi — Число точек, определяющих кон- фигурацию вала
X2(K2) Xi мм Массив координат точек, определя- ющих конфигурацию вала
235
Продолжение табл. 13,7
Иденти- фикатор Обозначение величины Единица измерения Наименование величины
Dl (К.2); DO1(K2) TY(K); TZ(K); TS(K) Y(K); Z(K); PR(K) м s O’ T- О N O’ ММ ММ Массив наружных и внутренних диаметров вала в сечениях с коор- динатой Х2 Массив углов наклона упругой ли- нии в плоскостях хоу и xoz и сум- марных в точках k Массив прогибов вала в плоско- стях xoyt xoz и суммарных в точ- ках k
S(8) 0's, От, O—i МПа Механические характеристики ма- териала
Npa, NPx Расчетное число циклов нагруже- ний
№ Коэффициент асимметрии цикла
[«] Допускаемый коэффициент запаса прочности
E МПа Модуль упругости материала
С помощью ЭВМ можно провести дополнительные исследо-
вания, повышающие качество проектируемого вала; провести
оптимизацию по массе, сделать вероятностный расчет на проч-
ность, исследовать динамику и устойчивость. Рассмотрим состав-
ленную на языке ФОРТРАН-IV программу расчета на ЭВМ
прочности и жесткости вала. При составлении ее используется
модульное программирование. Основная программа составляется
пользователем с применением готовых подпрограмм (модулей)
«DET».
Характерной особенностью программы является ее универ-
сальность. Ее можно использовать для расчета двухопорных
валов любой расчетной схемы. Программа позволяет оптимизи-
ровать вал по массе при заданных ограничениях. Геометрические
ограничения в основном распространяются на участки наружной
конфигурации вала.
В табл. 13.7 приведено описание идентификаторов, исполь-
зуемых в программе расчета вала. Для идентификаторов J, JA,
JB, К, Nl, К2 тип переменной INTEGER, а для всех остальных —
REAL.
Для вала (рис. 13.14) на рис. 13.15 приведен алгоритм голов-
ной программы, в которой производится расчет вала на проч-
ность и жесткость. В этой программе (рис. 13.16) сокращена
236
Рис. 13.14. Схема нагружения вала
часть, в которой дается описание идентификаторов и выполняет-
ся присвоение им числовых значений в соответствии с исходны-
ми данными.
На рис. 13.14 Fj2=FTi; Fj3=Fti', F(j+i)2=Fr2; F(/+i)3=^t2;
Мц=T\=Ft\d/2‘, F(j+i)i=—М2=—F<2^2/2.
Поясним каждую из подпрограмм DET, используемую в про-
грамме расчета вала. В подпрограмме DET61 по действующим
на вал внешним нагрузкам определяются реакции в опорах и
распределение внутренних силовых факторов по длине вала.
Могут рассчитываться лишь двухопорные статически определи-
мые валы.
Рис. 13.15. Алгоритм программы расчета вала на прочность и жесткость
237
ООО1
0002
ООО?
0004
0005
REAL Х(6/0,,10,.35..60,,85,.95./. ,
INTEGER J/б/,JA/2/,j6/5/,N1 / 2/.К/200/,
CALL DET61(X> ,M.J IJA.JB, К, КГ, Й,
QY.QZ.MY.MZ.MS1MK.X4.RJ
CAtL f)ET^9(i4. ЙЗ.ЙК.Й ,К,ХЗ, D, DO,
K.KN.KS.KT.KDt.NI.S)
cAll рв;341MYxAzxbiadoi.k.ja.jb.x2.
... -x -X _x Y 2 ,f>R,14 ,§Y ,SZ,
* с
* DLiTS
* SY1 Зь ।
CALL DET?8(X2,D1,D01,DL,K4)
STOP
END
0006
0007
0008
Рис. 13.16. Программа расчета вала на прочность и жесткость
Для определения реакций
уравнения равновесия:
п
2^)=°;
в опорах используются четыре
п
(13.18)
n
Z-l
Два неиспользованных уравнения равновесия должны учиты-
ваться при определении крутящих моментов и нормальных сил.
Из (13.18), (13.19) определяются реакции в опорах Л и В:
^Ау = 2 Мвг (/Г‘)/(хл “ :
/-1
/-1
n
2 ^(Л)=о.
(13.19)
(13.20)
#ву = 2 ~ ^А«' ^Вг (г) “ ^Al’
/-1 Z-1
где Ха, Хв — координаты опор; MBy(Fi), MBz(Fi)—моменты в
плоскости хоу и xoz относительно точки В.
Суммарные реакции в плоскости yoz будут равны
^a=/>2a,+/?L; %B=VJ&y+Rb. (13.21)
Внутренние силовые факторы определяются методом сечений:
т=1т'-
Z-1
0.=%Г,Ю; ЛГ=2ЛГ,;
1-1 1 — 1
(13.22)
238
х т кт
My = j Qydx +2 Му1; М, = $ Qtdx +2 Mtl,
О 1-1 О 1-1
где МУ1 и MZi — внешние сосредоточенные моменты в плоскостях
Хоу и xoz.
Для уменьшения погрешности при интегрировании нужно
разбивать вал не менее чем на 100 участков (k~^ 100).
Суммарный изгибающий момент
MZ=V МУ+Mi
(13.23)
В подпрограмме выводятся на печать величины опорных
реакций и их составляющие: Ra, Rb, Rab, Rey, Raz, Rbz- Можно
также выводить на печать массивы внутренних силовых факто-
ров и в графическом виде их эпюры.
В подпрограмме DET39 проверяется прочность вала в рас-
четных сечениях и проводится оптимизация его по массе путем
изменения внутренней конфигурации. Наружную конфигурацию
нельзя менять, так как имеется ряд ограничений: в местах уста-
новки подшипников, уплотнений, зубчатых колес и т. д.
В подпрограмме выводятся на печать для каждого сечения
исходные данные (геометрия сечения, внутренние силовые фак-
торы и коэффициенты, используемые в расчетах), а также
результаты расчетов. В ней дается информация о прочности
вала: «БОЛЬШОЙ ЗАПАС ПРОЧНОСТИ» при л>1,2[л];
«НЕПРОЧНО» при п<[п]; «ПРОЧНОСТЬ В НОРМЕ» при
При большом запасе прочности размер отверстия последова-
тельно увеличивается, пока не будет удовлетворено условие
1,2[п]. При недостаточной прочности конструкции, на-
оборот, размер отверстия уменьшается.
В подпрограмме DET34 анализируется жесткость вала. Углы
наклона и прогибы упругой линии вала определяются по фор-
мулам:
dx-\-Ci\
Qy-
о
dx J
о
(13.24)
о о
о о
239
Постоянные интегрирования Ci определяют из граничных
условий в опорах вала: у=0 и z=0 при х=Ха и х=хв.
Из граничных условий и (13.24) получаем
J Ef J J £/
о оо
(^А— ХВУ,
„ СА СА Мд
£2 — ) j £/ " ^1Ха'
о о
dx—С3хА.
(13.25)
Суммарные прогибы и углы наклона упругой линии равны
08=^+0-
Для уменьшения погрешности при интегрировании нужно
разбивать вал на 200 или больше участков (Л^200).
В подпрограмме можно вывести на печать массивы координат
точек по шагам интегрирования и значения в них прогибов и
углов наклона или их значения в точках приложения внешних
силовых факторов и у опор или построить графики /х и 0г.
В подпрограмме DET38 определяется масса вала и печатается
ее величина. Полученную из расчетов оптимальную конструкцию
вала пользователь должен оценить с точки зрения возможности
конструктивной реализации внутренней конфигурации вала.
В случае необходимости можно провести корректировку не толь-
ко внутренней, но и наружной конфигурации вала путем измене-
ния исходных данных и проведения повторного счета. При
выполнении таких изменений нужно определить возможность их
реализации на участках, где имеются геометрические ограниче-
ния, например в местах установки подшипников и уплотнений.
Дальнейшая автоматизация проектирования вала связана с
формированием данных для геометрических построений и вос-
произведением чертежа на графопостроителе. Разработанные
программы предназначены для выполнения упрощенного черте-
жа, в котором следует осуществить выбор баз, проставить разме-
ры, допуски, посадки, шероховатость поверхностей, сформулиро-
вать технические требования.
Алгоритм головной программы, в которой производится рас-
чет соединений вал — ступица и выполняется воспроизведение
чертежа, приведена на рис. 13.17. В программу входит подпро-
240
Рис. 13.17. Алгоритм расчета шпонки и формирования изображения вала
со шпоночными пазами
грамма DET40, которая выполняет построение наружной и внут-
ренней конфигурации вала по исходным данным, используемым
для проверочного расчета. Однако этого изображения недоста-
точно для выполнения чертежа.
Для отдельных участков вала может возникнуть необходи-
мость более подробного воспроизведения ряда конструктивных
элементов: переходных участков (галтелей, канавок...), элемен-
тов соединения вал — ступица (шпоночных, штифтовых, шлице-
вых...). Тогда в программу вводятся подпрограммы, выполняю-
щие дополнительные построения. Так, в основную программу
для вала с двумя пазами (рис. 13.18) под сегментные шпонки
включены подпрограммы DET158, которая выполняет расчет
0001
0002
ООО?
0004
0005
0006
0007
REAL X2(6)/0.,
* MK.D,LST,STS"
CALL DET40(X
CALL DET156(i
♦ DSHR.TSHR) k
2(6)/0.,2*20..2*75..95./
mi^,d’lst,st,bshr,hshr,
VU ГI П у ЮПП/
STOP
END
Рис. 13.18. Программа расчета шпонки и формирования изображения ва-
ла со шпоночными пазами
241
Таблица 13.8
Иденти- фикатор Обозначение величины Единица измерения Наименование величины
BSHR Ь СМ Ширина шпонки
HSHR Л > Высота >
DSHR d > Диаметр >
TSHR t > Глубина паза под шпонку
LST » Длина ступицы
Ml; М2 — — Масштабы вала и сечения
LK /к СМ Расстояния от края паза шпонки
до торца выступа вала
ST Or МПа Предел текучести материала вала
обоих шпоночных соединений, и DET159, используемая дважды
для изображения шпоночных пазов.
В табл. 13.8 приведено описание идентификаторов, используе-
мых в программе для воспроизведения изображения элементов
вала.
Поясним подпрограммы, используемые в основной программе
(см. рис. 13.18). Подпрограмма DET158 осуществляет расчет
сегментной шпонки на прочность по заданным силовым факто-
рам, геометрическим параметрам и механическим характеристи-
кам материала. На АЦПУ печатается обозначение шпонки по
ГОСТу. В подпрограмме DET159 по геометрическим данным для
вала и результатам расчета формируется и воспроизводится
изображение шпоночного паза на валу и выносного сечения.
Подпрограмма DET40 выполняет построение вала с количе-
ством узловых точек К2. Каждая из них задается двумя коор-
динатами. Точки наружного контура Х2, D1/2, а внутреннего
Х2, DO1/2. Эти точки координат верхней половины вала графо-
построитель в соответствии с программой соединяет отрезками
прямой, а затем вычерчивает изображение симметричной ей
нижней половины. Обращение к подпрограмме DET40:
CALL DET40 (Х2-, DI, DOI, К2).
У графопостроителей ЕС ЭВМ имеется базовое обеспечение,
позволяющее использовать язык графических приказов. Проил-
люстрируем его использование на фрагменте из подпрограммы
DET40 (рис. 13.19) при построении контура вала (см. рис. 13.14).
В ней выполняются следующие операции: строка 1 — заголовок
подпрограммы, строка 2 — описание области ввода в основной
памяти для накопления данных и других массивов; строка 3 —
обращение к графопостроителю.
Оператор CALL PLOT (X, Y, К) осуществляет перевод пера
графопостроителя из предыдущего положения в точку с коорди-
натами X, Y. Если К=2, то линия вычерчивается, а если К=3,
то перо поднято.
242
Строка 4 — оператор перевода пера в новое начало коорди-
нат О (К= —3). Строка 5 — определение нового типа линии —
«щтрихпунктирная». Строка 6 — перевод пера в исходное поло-
жение для вычерчивания осевой линии (точка /о). Строка 7 —
вычерчивание осевой линии от точки /о до 20. Строка 8 — пере-
род пера в начало координат (точка О). Строка 9 — определение
типа линии — «сплошная», строки 10—12 — вычерчивание в
цикле отрезков верхней половины контура вала. Соединяются
отрезками точки 0—1, 1—2, 2—3,.... 5—6. Последний отрезок от
точки 6 до 7 вычерчивается по отдельной команде. Строка 13 —
перевод пера в начало координат (точка О). Строки 14 и 15 —
вычерчивание верхней половины внутреннего контура (отвер-
стия) вала. Отрезками последовательно соединяются точки
0—Ь, 1 ь—4ь... Строка 16 — перевод пера в начало координат О.
Далее аналогично вычерчивается нижняя половина вала (строки
17-24).
Переход к автоматизированному проектированию связан с
объединением программ расчета и воспроизведения вала. Вхо-
дящие в нее отдельные блоки уже рассмотрены. Для полной
автоматизации проектирования вала программу нужно допол-
нить блоком, выполняющим проектные расчеты и формирую-
щим конструкцию. Это не представляет трудностей при заданной
схеме конструкции после проведения расчетов зубчатых передач.
Для других конструкций вала подпрограммы DET158 и
DET159 заменяются на другие, выполняющие расчеты и воспро-
0001 0002 0003 0004 0005 888$ ооой 88?8 0012 0013 0014 88! S 0017 0018 0019 0020 0021 SUBROUTINE DET40(ХЗ.D.DO.N) REAL BUP£2000J ,хШ). D(N), D0( N CALL PLOTSCBUP 12000JO) 8® Жг - Шййййл’о.д CALL PLOT(O*,0.,3) CALL TYPLM J 6 (Fall PLot(X3(j),d(j)/2.,2) CALL PLOT X3 NO.,2) CALL PLOT(O.,0.,3) 5 йй Й^ОЬТ172-’2’ call plot(o.,o; 3) DO 3 J=1,N
0022 0023 0024 0025 0026 3 CALL PL0T(X3(J),-D0(J)/2. ,2) CALL PL0TlX3(N)!0.,2) CALL PL0T(-7.,-20.,-3) STOP END
Рис. 13.19. Фрагмент подпрограммы DET 40
243
Рис. 13.20. Схема диалогово-автоматизированного расчета вала
изводящие другие конструктивные элементы вала и соединений
вал — ступица.
Рассмотрим методику интерактивного диалогово-автоматизи-
рованного проектирования детали на примере разработки опти-
мального по массе вала (рис. 13.20). В точке Д-1 на экран
дисплея выводится опросный бланк, который с помощью клавиа-
туры заполняет пользователь, обеспечивая тем самым ввод
числовых значений исходных данных или при повторном счете
их корректировку. В точке диалога Д-2 выбирается контур опти-
мизации— наружный или внутренний. При счете на ЭВМ раз-
меры выбранного контура меняются по длине вала до получения
равнопрочной конструкции с заданным коэффициентом запаса
прочности, что обеспечивает получение конструкции минималь-
ной массы. В блоках 1 и 4 вычисляются внутренние силовые
факторы.
Оптимизация путем изменения внутреннего контура преду-
смотрена в программе расчета вала на прочность (блок 2). По-
сле окончания счета программа выводит на печать данные по
внутреннему контуру, а с помощью блока 3 определяется его
масса.
При оптимизации путем изменения наружного контура
после каждого расчета вала на прочность (блок 5) результаты
выдаются на экран (блок 6). После анализа последних в точке1
диалога Д-З пользователь решает и дает указание о необходи-
мости определения массы (блок 7), а в точке Д-4 — окончить
счет или провести его повторно. В последнем случае в точке Д-1
проводится корректировка размеров наружного контура с уче-
том заданных ограничений — диаметров отверстий ступиц, под-
шипников и т. д. Этот процесс, используя итеративный метод,
нужно повторять до тех пор, пока не будет получен минималь-
ной по массе вариант конструкции.
244
При автоматизированном проектировании должны не только
выполняться расчеты, но и создаваться конструкции и воспро-
изводиться их изображения. Это требует формирования изобра-
жения и подготовки данных для вычерчивания детали на графо-
построителе. В этом случае схема разработки конструкции (см.
рис. 13.20) должна быть дополнена блоками, приведенными на
рис. 13.21.
В точке диалога Д-5 дается указание о построении контура
вала (блок 8). Если этого недостаточно, так как на валу имеются
переходные участки (канавки, галтели и др.) или соединения
вал — ступица (шпоночное, шлицевое, штифтовое и др.), то
нужно дать указания по выполнению необходимых для этого
операций и ввести для них исходные данные. Так, в точке диало-
га Д-6 дается указание о построении переходных участков
(блок 9), а в точке Д-7 вводится дополнительная информация.
В Д-8 принимается решение о необходимости выполнения расче-
тов и воспроизведения соединений вал — ступица. Необходимые
для расчетов и построения данные вводятся в Д-9. Они содер-
жат информацию о типе соединения, нагрузках, некоторые гео-
метрические характеристики и т. д. В блоке 10 проводятся рас-
четы и определяются геометрические характеристики соединений,
а в блоке //^формируются данные для построения и воспроизве-
дения изображения соединения на чертеже.
После изучения изображенного чертежа в точке диалога
Д-10 дается указание о прекращении счета или о повторном
счете, или о воспроизведении после соответствующего редакти-
рования информации.
Кратко остановимся на результатах, полученных при расчете
вала (см. рис. 13.14) на ЭВМ. Как отмечалось выше, подпро-
грамма выдает рекомендуемый размер диаметра отверстия, при
котором обеспечивается заданный запас прочности [п] в рас-
₽ис. 13.21. Схема диалогово-автоматизированного воспроизведения вала
245
Рис. 13.22. Чертеж вала
сматриваемом сечении. Отме-
тим, что в соответствии с на-
гружением изгибающий 'мо-
мент в сечении I—I больше, чем
в сечении II—II. С помощью
ЭВМ получают радиусы отвер-
стий для 9-и сечений. Далее
пользователь, изучая эту ин-
формацию и учитывая эксплуа-
тационные и производственно-
технологические требования, выбирает рациональный контур
отверстия вала. Он обозначен на рис. 13.22, а сплошной линией.
При традиционных методах, когда расчеты выполняются
вручную, обычно проверяют лишь прочность предполагаемых
наиболее опасных сечений. В нашем случае это сечения I—I и
III—III. На основании проведенных расчетов для 2-х сечений
конфигурация внутреннего контура будет иной (рис. 13.22, б).
Сравнивая контуры отверстия вала, определенные на ЭВМ
и вручную, можно отметить, что конструкция первого вала бли-
же к равнопрочной и масса его меньше.
Еще больший эффект при использовании ЭВМ будет получен
при проектировании сложных многоступенчатых валов больших
диаметров.
При автоматизированном проектировании в КБ по выполнен-
ным расчетам формируется и воспроизводится чертеж вала, что
еще более повышает производительность труда. При нашем под-
ходе на графопостроителе выполняется упрощенный чертеж (см.
рис. 13.22, б), который должен самостоятельно закончить кон-
структор.
ГЛАВА 14. ПОДШИПНИКИ СКОЛЬЖЕНИЯ
14.1. КОНСТРУКЦИИ ПОДШИПНИКОВ скольжения.
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ
Опоры скольжения (подшипники и подпятники) при-
меняются в таких механизмах ЛА и КА, как гироприборы, мас-
ляные насосы системы смазки, поршневые авиационные двига-
тели, авиационные приборы. Применение опор скольжения
предпочтительнее по сравнению с опорами качения при относи-
тельной скорости скольжения более 30 м/с, при вибрационных
246
и ударных нагрузках (наличие масляного слоя оказывает демп-
фирующее воздействие), при необходимости уменьшения ради-
альных габаритов подшипника, в случае использования механиз-
ма в особых условиях (в агрессивной среде, глубоком вакууме,
при низких температурах и др.), а также при работе механизма
с редкими остановами и пусками.
В авиационных приборах опоры скольжения (опоры без
смазки) позволяют сохранить момент трения постоянным при
изменении температуры окружающей среды. Минимальные
потери на трение в высокооборотных авиационных механизмах
(например, гироскопах) обеспечивают газостатические или газо-
динамические подшипники.
В зависимости от вида и режима смазки подшипниковые
опоры разделяют на опоры с газовой, жидкостной, твердой, гид-
родинамической (газодинамической), гидростатической (газо-
статической), эластогидродинамической, граничной и полужид-
костной смазкой.
Наиболее благоприятным режимом для подшипника сколь-
жения является работа в условиях жидкостного трения, при
котором сопряженные поверхности в зоне наибольшего сближе-
ния разделены слоем смазки, превышающим сумму шероховато-
стей поверхностей контакта. Коэффициент жидкостного трения
составляет 0,001 ... 0,005.
Режим жидкостного трения может быть реализован двумя
путями. Первый предполагает создание давления в масляном
слое между рабочими поверхностями опоры, необходимого для
уравновешивания внешней нагрузки, с помощью насоса. Он
используется в гидростатических (газостатических) опорах. Во
втором случае избыточное давление в масляном слое создается
за счет гидродинамического эффекта, возникающего между
сопряженными поверхностями опоры при клиновидной форме
зазора, определенных значениях вязкости масла и относительной
скорости скольжения (рис. 14.1). Сущность эффекта состоит в
Рис. 14.1. Эпюра гидростатического давления
247
Рис. 14.2. Конструктивная схема подшипника скольжения
том, что благодаря вязкости масло увлекается вращающейся
цапфой в клиновидный зазор, при этом внутреннее трение за-
трудняет истечение жидкости через зазор Лтщ и в слое возникает
избыточное давление. Это давление возрастает с увеличением
скорости вращения цапфы и при некоторой ее величине со, при-
поднимая цапфу и уравновешивая внешнюю нагрузку, обеспечи-
вает режим жидкостного трения в подшипнике.
Простейший подшипник скольжения (рис. 14.2) представляет
собой втулку-вкладыш 2 в стенке корпуса 1. Вкладыш и цапфа
вала должны образовывать антифрикционную пару. Материал
вкладыша подшипника должен обладать способностью к прира-
ботке, достаточной износостойкостью, сопротивляемостью к зае-
данию (во время пуска и останова отсутствует режим жидкост-
ного трения), усталостной прочностью, теплопроводностью, низ-
ким коэффициентом линейного расширения, способностью обра-
зовывать на поверхности стойкие и быстровосстанавливаемые
масляные пленки. Для обеспечения сочетания прочности конст-
рукции вкладыша с низким коэффициентом трения скольжения
изготовляют биметаллические вкладыши, в которых антифрик-
ционный слой наносится на стальную основу.
В качестве антифрикционных материалов для подшипников
скольжения применяют сплавы металлов (баббиты, бронзы),
металлокерамику, пластмассы. Баббит — сплав на основе олова
или свинца — хорошо прирабатывается, стоек к заеданию. При-
менение баббитовых вкладышей ограничивается низкой темпе-
ратурой плавления материала (~110°С). Бронза обладает
достаточно высокими механическими характеристиками, повы-
шенной, по сравнению с баббитами, усталостной прочностью, но
пониженной прирабатываемостью. Вкладыши из свинцовых
бронз делают биметаллическими (штампуют из стальной ленты,
на которую нанесен слой бронзы), а из оловянистых и алюми-
ниевых— однородными.
248
Металлокерамику получают путем высокотемпературного
прессования порошков бронзы или железа с добавлением графи-
та, меди, олова или свинца. Высокая пористость материала
(объем пор до 30% объема вкладыша) позволяет предваритель-
но пропитать его маслом. При нагреве опоры масло выступает
на рабочей поверхности вкладыша, способствуя продолжитель-
ной работе подшипника без дополнительной смазки.
Для вкладышей подшипников скольжения используют такие
пластические массы, как полиамиды, текстолиты, фторопласты,
композиционные материалы на основе различных полимеров.
Полиамиды хорошо сопротивляются истиранию, обладают
низким коэффициентом трения, могут работать без смазки до
100... 110°С в условиях вибрационных и ударных нагрузок.
Основной недостаток — низкая теплопроводность. Рабочая тем-
пература подшипниковых вкладышей из текстолита ограничена
(85°С). Для охлаждения и смазки текстолитовых подшипников
используется вода. Коэффициент трения для текстолита (без
смазки) равен 0,2... 0,38. Улучшению антифрикционных свойств
текстолита в условиях работы без смазки способствует добавле-
ние в качестве наполнителей графита, дисульфида молибдена,
фторопласта-4. Фторопласт-4 при скоростях скольжения менее
0,01 м/с обладает низким коэффициентом трения (0,004 ... 0,009),
но при скоростях более 1,5 м/с — до 0,35. Он обладает высокой
стойкостью в агрессивных средах, сохраняет работоспособность
при температуре вкладыша до 250°С. Фторопласт-4 и полиамиды
обычно тонким слоем наносят на металлическую основу вкла-
дыша подшипника, что в значительной степени снижает влияние
низкой теплопроводности пластмасс на работоспособность под-
шипника.
При работе подшипникового узла при высоких температурах
в агрессивных средах используют прессовый графит с коэффи-
циентом сухого трения 0,04 ... 0,05 или композиционные материа-
лы на его основе (углепласты, графитопласты).
В авиационных приборах для уменьшения трения и износа
применяют опоры на естественных и искусственных камнях
(агате, корунде, рубине, сапфире).
В подшипниках скольжения могут использоваться жидкие,
консистентные (пластичные), твердые и газообразные смазочные
Материалы. Наиболее широко применяют жидкие смазки: мине-
ральные (нефтяные), растительные, животные и синтетические.
Эксплуатационные свойства масел могут быть значительно
Изменены легированием — введением в них различных присадок.
При работе механизма в глубоком вакууме используют твердые
смазки: коллоидный графит, дисульфид молибдена и их компо-
зиции. В подшипниках скольжения быстроходных и малонагру-
исенных валов применяют газовую смазку.
249
Рис. 14.3. Газостатическая опора
На рис. 14.3 показана кон-
струкция газостатической опо-
ры гироскопа, характеризую-
щаяся высокой виброустойчи-
востью и небольшим давлением
газа в зазоре. Шип 1 вращает-
ся в опоре, состоящей из угле-
пластового вкладыша 2, за-
прессованного во втулку 3, и
подпятника 5 из пористого ма-
териала. Во вкладыше сдела-
ны две круговые канавки 9 и одна продольная 8. В круговые
канавки газ подается через радиальные отверстия 10, а в про-
дольную— через отверстие (4), а выходит по краям подшипника
и далее — через отверстие (7). Круговые канавки предназначе-
ны для подъема шипа при пуске гироскопа и в статическом со-
стоянии образуют газовую подушку, на которой лежит шип, при-
жатый давлением газа со стороны продольной канавки. Расход
газа через подпятник зависит от пористости материала подпят-
ника и глубины отверстий 6.
Шероховатость сопрягаемых поверхностей гидростатического
подшипника не должна превышать 0,4... 1,6 мкм при жидкост-
ной смазке и 0,1 ...0,4 мкм — при газовой. Характерная величина
зазора в подшипнике 20 ... 50 мкм.
Виды опор, широко используемые в авиационных электроиз-
мерительных приборах, показаны на рис. 14.4. Цилиндрические
опоры (см. рис. 14.4, а) работают при значительных нагрузках,
вибро- и ударостойкие. Применение упорной пластинки (подпят-
ника) исключает смещение оси. Недостатки опор — невысокая
точность центрирования, значительный момент трения. Кониче-
ские опоры (см. рис. 14.4, б) применяют, когда требуется высо-
кая точность центрирования'оси, а скорость вращения и нагрузка
на ось невелики. Для предотвращения защемления оси при
Рис. 14.4. Виды опор скольжения, применяемые в приборостроении
250
значительном изменении температур поджим ее одним из цент-
ров может регулироваться пружиной. Опоры на кернах (см.
рис. 14.4, в) имеют наименьший момент трения скольжения. Их
применяют в приборах с малой массой подвижной системы и
частоте вращения менее 90 об/мин. Опора представляет собой
сферическую поверхность большого радиуса гп= (3... 10)гк,
выполненную в подпятнике, на которую опирается конусообраз-
ная цапфа со сферической полированной поверхностью малого
радиуса (гк=0,015 ... 0,15 мм) при вершине конуса.
14.2. РАСЧЕТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
Для создания в подшипнике скольжения режима жидкостного
трения необходимо наличие между сопрягаемыми поверхностями
клиновидного зазора, постоянно заполняемого смазывающим
материалом, и достаточной скорости вращения цапфы, обеспечи-
вающей возникновение уравновешивающего внешнюю нагрузку
гидродинамического давления. Однако в неустановившемся ре-
жиме работы (пуск, останов), при плохом подводе смазки в
подшипник, в тихоходных механизмах режим жидкостного тре-
ния может не соблюдаться. В таких случаях подшипник работает
в режиме полужидкостного трения и его рассчитывают по услов-
ному среднему давлению
P=F,/(/d)<[p], (14.1)
и по произведению этого давления на окружную скорость
цапфы v:
pv=Frwd/(2ld)=Fru>l(2l)^. [рк], (14.2)
где Fr — радиальная нагрузка на подшипник; Id — длина и диа-
метр цапфы; (о — скорость вращения цапфы.
Давление характеризует несущую способность подшипника, а
произведение pv — теплонапряжбнность опоры и степень опас-
ности заедания цапфы. Допускаемые значения [р] и [ро], полу-
ченные из опыта эксплуатации подобных конструкций, для неко-
торых материалов подшипников приведены в табл. 14.1.
Таблица 14.1
Материал вкладыша и, м/с менее Гр1. МПа [ри], МПа «м/с
Бронза БрОФ 10-1 10 15 15
БрАЖ9-4 4 15 12
Баббит Б-16 12 15 10
Металлокерамика (бронзографит) 2 4 —
Полиамид АК-7 4 15 15
251
Рис. 14.5. Расположение полей
допусков в деталях подшипни-
ка скольжения
Расчет подшипника
жидкостного трения сво-
дится к определению его
геометрических парамет-
ров (см. рис. 14.1): длины
подшипника I, величины
зазора между цапфой и
Ькладышем s=D—d, а также к подбору сорта масла (динамиче-
ской вязкости р) и его расхода для обеспечения необходимого
температурного режима в подшипнике. При этом предполагают-
ся известными d, о>, Fr.
При определении длины подшипника l=tpd относительную
длину подшипника <р рекомендуется принимать равной 0,5... 1,0.
При <р<0,4 уменьшается грузоподъемность из-за утечки масла
через торцы подшипника, при ф> 1,0 требуются повышенные
жесткость вала и точность монтажа.
Определив длину подшипника, предварительно проверяют его
работоспособность в неустановившемся режиме по (14.1) и
(14.2). Если условия работоспособности выполняются, переходят
к расчету подшипника на жидкостное трение.
Уравнение Рейнольдса, выражающее изменение давления в
масляном клине радиального подшипника скольжения, в поляр-
ных координатах с началом отсчета от линии центров имеет вид
—бр.а>ф 2x(cos0 —cos0m)(l-|-xcosO)_3, (14.3)
где 0m — угол, соответствующий зазору в масляном клине, где
гидродинамическое давление максимальное р=ртах', Х=
=e/0,5s — относительный эксцентриситет; ty=s/d — относитель-
ный зазор в подшипнике.
Решение этого уравнения относительно радиальной нагрузки
на подшипник, уравновешиваемой равнодействующей сил давле-
ния, в масляном слое имеет вид
5, = |»ш/</ф-2Ф, (14.4)
где Ф — безразмерный коэффициент нагруженности подшип-'
ника.
Минимальная толщина масляного слоя равна
Лт1п = (0,5$ —е)=0,5$(1 —х). (14.5)
Среднее значение относительного зазора ф определяют по
эмпирической формуле:
<|» яа 0,8-IO"3 (14.6)
где v, f, м/с — окружная скорость цапфы, o=ndn/60=(od/2.
252
Величину зазора согласуют с одной из стандартных
посадок: Я7//7; Hljefy, Н2/еЗ-, HtydS и другими в зависимости от
абсолютных размеров подшипнику
Для выбранной посадки подшипника скольжения, расположе-
ние полей допусков размеров которого схематично показано на
рис. 14.5, определяют максимальный и минимальный зазоры:
$тах = ^тах ^тШ>
smln=^min ^тах»
затем рассчитывают предельные значения относительного зазора
Фтах = $тахАА ФтШ” (14.7)
выбирают сорт масла и его среднюю рабочую температуру tcp.
Рекомендуют задавать /Ср=45... 75°С. По зависимости p=f(t)
(рис. 14.6, а) определяют расчетное значение динамической вяз-
кости масла р,.
Подсчитав коэффициент нагруженности подшипника
Ф=5гф2/(/4/ри>)=рф2/(р.о>), (14.8)
Рис. 14.6. Графики для выбора характеристик подшипника скольжения
253
для значений фта1с и фт|п по графику Ф=/(х. ф, <р) (рис. 14.6, 6)
определяют величину относительного эксцентриситета х1 и х11,
а далее по (14.5) находят значения минимальной толщины мас-
ляного слоя Amin и Amin> соответствующие величинам макси-
мального и минимального относительного зазора.
Рекомендуется назначать шероховатость поверхности цапфы
#zi^3,2 мкм, а вкладыша Ra^6,3 мкм. Определив критическое
значение толщины масляного слоя hKP=Rzi+RZ2, рассчитывают
коэффициент запаса надежности подшипника по толщине масля-
ного слоя:
$л = Ат1п/Акр [$л1;
п п (14.9)
Sh ^АпИп/Акр
При о>0,5 м/с рекомендуют принимать [s/J^2. Этот коэф-
фициент учитывает возможные отклонения расчетных парамет-
ров от эксплуатационных.
В ответственных случаях проверяют температурный режим
подшипника. Тепло, выделяемое в подшипнике, должно отво-
диться маслом, а также в корпус подшипника за счет теплопере-
дачи. Уравнение теплового баланса в стационарном режиме
Frfv=cVpM + I<nDlM, (14Д0)
где f — коэффициент трения (рис. 14.6, в); с, р — удельная теп-
лоемкость и плотность масла; V — расход масла через подшип-
ник (рис. 14.6, г); К — коэффициент теплопередачи, К=9... 16;
А/ — разница температур масла на выходе и входе в подшипник;
v — окружная скорость шипа.
По (14.10) определяют прогрев масла в подшипнике At Так
как fCp выбрана, то задают температуру масла на входе в под-
шипник:
/M=4p-O.5At (14.11)
При неудовлетворительном температурном режиме изменяют
один или несколько параметров: ф, ц, /Ср, <р-
Упругая деформация неметаллического подшипника скольже-
ния в процессе его работы оказывает существенное влияние на
гидродинамическую грузоподъемность подшипника, поэтому рас-
чет таких подшипников целесообразно проводить в соответствии
с контактно-гидродинамической теорией смазки. При этом, как
и в рассмотренном выше случае, считают заданными d, со, Fr.
Учитывая условия эксплуатации, выбирают материал вкладыша
подшипника и его размеры: б — толщину стенки вкладыша под-
шипника и l=<pd. Выбрав сорт масла и его среднюю рабочую
температуру, по графику n=f(t) (см. рис. 14.6, а) определяют
среднюю расчетную динамическую вязкость масла ц..
254
рис. 14-7. Зависимость без- „
оаэйерной грузоподъемности р и
'т коэффициентов деформации
ft и г
Используя ранее при-1,0
веденные рекомендации
по выбору шероховатости
поверхности цапфы и
вкладыша подшипника,°<6
определяют минимальную
толщину масляного слоя:
о,г
^mln ^2)
it с =32 ^28 ^22 1—
16 \
8 \
А
^2
О 10 20 30 W 50 С,
(14.12)
и толщину масляного слоя в точке максимального гидродинами-
ческого давления:
Apmax = (l,06-l,14)Amlo; (14.13)
затем рассчитывают основные параметры работы подшипника:
а) режимный параметр
B = 3^d2//<MA,max , (14.14)
где ф определяют по (14.5);
б) коэффициент деформации вкладыша подшипника в при-
ближенном решении
c=lB/(E/ipnlai), (14.15)
где Е — модуль упругости материала вкладыша подшипника;
в) коэффициент деформации в уточненном решении
c1=<pz//(2Apmax)—1. • (14.16)
По графику безразмерной грузоподъемности от рассчитанных
коэффициентов деформации p=f(c, ci) (рис. 14.7) определя-
ют р и рассчитывают гидродинамическую грузоподъемность еди-
ницы длины подшипника скольжения:
p0=dBp/V2(cl-\-\). (14.17)
Глава 15.ПОДШИП НИКИ КАЧЕНИЯ
Подшипники качения входят в опорные устройства валов
Н осей. Они служат для их фиксации в корпусе, воспринимают
Радиальные и осевые нагрузки от них и передают эти нагрузки
На корпус' В отличие от подшипников скольжения подшипники
/ 255
качения обеспечивают трение качения за счет разделения тру-
щихся поверхностей корпуса и вала (оси) телами качения. Валы
и оси в опорах качения совершают вращательное или качатель-
ное движение (например, в узлах управления ЛА). В некоторых
механизмах оси неподвижны относительно корпуса, но насажен-
ные на них детали совершают вращательное движение (напри-
мер, оси коробок приводов агрегатов). Возможны случаи вра-
щения корпуса относительно оси.
В подшипниках качения потери на трение очень малы (коэф-
фициент потерь пары опор качения П=0,001 ...0,008). К основ-
ным достоинствам подшипников качения по сравнению с под-
шипниками скольжения относятся: высокий КПД; в 10... 20 раз
меньшие, чем в подшипниках скольжения, моменты трения при
пусках; упрощение системы смазки, обслуживания и замены в
эксплуатации; относительно невысокая стоимость; возможность
стандартизации и массового производства. В узлах и механиз-
мах ЛА с резким изменением нагрузки и скорости, частыми пус-
ками и остановами возможны кратковременные перебои в пода-
че смазки. Потери на трение в подшипниках скольжения в этих
условиях увеличиваются в 50... 100 раз, что может приводить к
выплавлению опорной поверхности. Вероятность отказа или раз-
рушения подшипников качения в этих условиях уменьшается по
сравнению с подшипниками скольжения.
При применении подшипников качения проще и надежнее
решаются вопросы осевой фиксации валов и компенсации боль-
ших температурных деформаций (особенно валов двигателей
ЛА). Подшипники качения менее чувствительны к перекосам и
прогибам валов под нагрузкой, к несоосности опор, чем подшип-
ники скольжения.
Подшипники качения ЛА применяют, в основном, до частот
вращения 20 000 об/мин и в диапазоне температур —60 ...200°С,
кратковременно до 500°С. Для космической техники созданы
подшипники качения, обеспечивающие работу узлов в глубоком
вакууме.
К недостаткам подшипников качения по сравнению с под-
шипниками скольжения относят: меньшую долговечность при
больших нагрузках и частотах вращения; большие радиальные
габариты при одинаковой нагрузке, увеличивающиеся с ростом
требуемой долговечности; невозможность разъема корпуса вдоль
оси подшипников; ограниченная быстроходность; низкая работо-
способность при вибрационных и ударных нагрузках, особенно
в агрессивных средах; низкая демпфирующая способность; зна-
чительные инерционные нагрузки на вращающиеся детали, свя-
занные с кинематикой и динамикой тел качения.
Подшипники качения широко применяются в узлах и меха-
низмах ЛА. Их массовое и крупносерийное производство
256
осуществляется на автоматическом или полуавтоматическом обо-
рудовании.
у Крупногабаритные подшипники качения'йри наличии повреж-
дений более длительное время сохраняют работоспособность, чем
подшипники скольжения. Однако при особо больших нагрузках
подшипники скольжения могут иметь преимущества по долго-
вечности перед подшипниками качения.
15.1. КОНСТРУКЦИИ И КЛАССИФИКАЦИЯ
ПОДШИПНИКОВ КАЧЕНИЯ
Подшипники качения применяют в узлах и механиз-
мах ЛА в виде готового изделия — сборочной единицы (узла).
Они состоят в общем случае (рис. 15.1, а) из наружного 2 и
внутреннего 3 колец, тел качения 4 и сепаратора 1, разделяюще-
го и удерживающего тела качения в собранном состоянии.
На внутренней поверхности наружного кольца и наружной
поверхности внутреннего кольца шарикоподшипников выполня-
ются дорожки качения с радиусом гж>гш, где гж— радиус же-
лоба, гш — радиус шарика; обычно гж/гш~1,03. Тела качения,
применяемые в подшипниках, приведены на рис. 15.1, б. На
кромках колец подшипника выполняются фаски или скругления.
Сепараторы изготавливаются штампованными или клепан-
ными из стальной ленты. При скоростях колец больше 10 м/с
Мнопр с туф л
Рис. 15.1. Подшипники/качения
9—1085
257
применяют сепараторы из бронзы, латуни, дюралюминия и неме-
таллических материалов.
Подшипники качения принято классифицировать по следую-
щим основным признакам (см. рис. 15.1): 1) по форме тел каче-
ния— шариковые (в—л) и роликовые (м—х), ролики могут
быть короткими (м, н, о) и длинными (п), цилиндрическими,
коническими (у), бочкообразными (р), игольчатыми (с), виты-
ми (г); 2) по направлению воспринимаемых сил — радиальные
(а, м), радиально-упорные (ж, з, у), упорно-радиальные (и),
упорные (к, л); 3) по числу рядов тел качения — однорядные
(в, м); двухрядные (г, л, р, х); многорядные; 4) по способности
самоустанавливаться — несамоустанавливающиеся и самоуста-
навливающиеся— сферические (г, р, х); 5) по радиальным габа-
ритам — на пять серий: сверхлегкая, особо легкая, легкая, сред-
няя и тяжелая; по ширине — особо узкие, узкие, нормальные,
широкие и особо широкие; 6) по точности — пять классов:
О (нормальный); 6 (повышенный); 5 (высокий); 4 (особо
высокий); 2 (сверхвысокий). При переходе от класса точности О
к классу точности 2 стоимость изготовления подшипника увели-
чивается примерно в 10 раз.
Подшипники качения выполняются с сепараторами (см. рис.
15.1, в) и без сепараторов (см. рис. 15.1, е). Последние применя-
ют, когда радиальные габариты узлов должны быть невелики
(например, в штурвалах, гермовыводах, узлах системы управле-
ния и др.).
Для уменьшения габаритов и массы конструкции применяют
подшипники без внутреннего или наружного колец. Беговые
дорожки при этом выполняют непосредственно на деталях.
Радиальные подшипники (см. рис. 15.1, в, г, д, м—т) воспри-
нимают радиальную нагрузку Fr и осевую нагрузку Fa в преде-
лах 30 ...35% неиспользованной радиальной. Радиальные шари-
коподшипники менее чувствительны к несоосности опор и проги-
бам валов, просты в монтаже (и демонтаже), наиболее дешевы
в производстве.
Радиально-упорные подшипники (см. рис. 15.1, ж, з, у)
воспринимают обычно одновременно действующие радиальные
Fr и осевые Fa нагрузки. Осевые нагрузки воспринимаются
обычно со стороны узкого торца наружного кольца, кроме трех-
и четырехточечных подшипников. Величина осевой нагрузки*
которую может воспринимать подшипник, зависит от угла кон-
такта а (см. рис. 15.1, ж), образуемого под нагрузкой между
плоскостью, нормальной к оси подшипника, и линией, проходя-
щей через точки контакта шарика с кольцами. Стандартные
подшипники имеют а, равные 12, 18, 26 и 36°. С ростом а под-
шипники воспринимают все большие осевые нагрузки. При этом
снижается быстроходность подшипников, оцениваемая парамет-
ром dmti, где dm — диаметр в мм (см. рис. 15.1, а); п — частота
258
вращения вала (оси), с которым жестко связано одно из колец
подшипника, об/мин. Предельное значение р-того параметра зави-
сит от типа подшипника, класса точности, условий монтажа
(точности сборки, надежности крепления подшипника), типа
сепаратора (штампованный, массивный), от способа и режима
смазки, от свойств смазочных материалов и др.
Упорные подшипники воспринимают только осевые нагрузки.
Однорядные воспринимают осевую нагрузку только в одном
направлении (см. рис. 15.1, к), двухрядные — в двух направле-
ниях (см. рис. 15.1, л). Одно из колец однорядных шарикопод-
шипников закрепляется жестко на валу, а второе — в корпусе.
При применении двухрядных подшипников на валу надежно
закрепляется промежуточное кольцо. Такие подшипники реко-
мендуется использовать в опорах с жесткой фиксацией или при
больших осевых нагрузках.
В авиационных подшипниках для защиты поверхности каче-
ния в узел подшипника могут входить защитные шайбы 5 (см.
рис. 15.1, д) или уплотнения 7 (см. рис. 15.1, ф). Эти детали
служат для защиты подшипника от грязи и пыли, а также удер-
живают пластичную смазку от вытекания при температуре
4-60°С и выше, а также от выдавливания ее под действием
динамических нагрузок внутри подшипника. В узлах и механиз-
мах ЛА широко применяют подшипники с двумя защитными
шайбами (см. рис. 15.1, д), без. сепаратора с выступающим
внутренним кольцом (см. рис. 15.1, е) и роликоподшипники со
сферическими кольцами 6 и двухсторонним уплотнением 7 (см.
рис. 15.1, ф).
Сравнительная оценка различных стандартных подшипников
показывает, что подшипники более тяжелых серий имеют более
высокую грузоподъемность, но допускают меньшую частоту
вращения, чем подшипники более легких серий. При этом ради-
альные и радиально-упорные шарикоподшипники имеют наи-
большую быстроходность. Грузоподъемность роликоподшипни-
ков при тех же габаритах выше, чем шарикоподшипников. Это
объясняется тем, что у первых контакт тел качения осуществ-
ляется по линиям образующих цилиндров, а у вторых — в точ-
ках. Но роликоподшипники имеют большие потери на трение и
более чувствительны к перекосу колец (прогибам валов). Ра-
диальные роликоподшипники без бортов (см. рис. 15.1, м, п,с,
ф) не воспринимают осевые нагрузки и не могут применяться
Для осевой фиксации валов.
Игольчатые подшипники имеют тела качения в виде цилинд-
ров с d^5 мм (см. рис. 15.1, б), могут воспринимать
большие радиальные нагрузки и изготавливаются без сепарато-
ров (см. рис. 15.1, с). Они применяются при ограничении ради-
альных габаритов опор и при небольших частотах вращения. Их
Применяют в таких узлах ЛА: в катках-роликах для кареток
259
закрылков, в карданных соединениях кареток для поворота
вокруг горизонтальной оси, в узлах замков дверей, а также в
комбинации с упорными подшипниками в опорах силовых пере-
дач винт — гайка, в подъемниках предкрылков, закрылков, ста-
билизатора и др.
Подшипники с витыми роликами (см. рис. 15.1, г) хорошо
воспринимают переменные и ударные радиальные нагрузки,
демпфируют их. Они менее чувствительны к прогибам податли-
вых валов, чем подшипники с длинными цилиндрическими роли-
ками.
При наличии перекосов колец применяют роликоподшипники
с бочкообразными или бомбинированными роликами. При такой
форме снижается концентрация напряжений на кромках и повы-
шается несущая способность подшипников.
Самоустанавливающиеся подшипники имеют преимущества
при значительных прогибах валов и несоосности опор. Требова-
ние максимального снижения массы деталей приводит к сниже-
нию их жесткости. Поэтому в ряде узлов и механизмов ЛА
применяют сферические подшипники, допускающие взаимный
поворот осей колец до 2... 3°. К таким узлам относятся опоры
многоопорных валов трансмиссий самолетов и вертолетов, двух-
опорные валы, подверженные значительным прогибам при ра-
боте, узлы навески элеронов, интерцепторов, узлы управления
и др. В соединениях тяг с качалками, узлах навески органов
управления в закрытых местах применяют подшипники с за-
щитными шайбами (см. рис. 15.1, х).
Радиально-упорные подшипники с одним разъемным кольцом
(см. рис. 15.1, з) воспринимают осевую нагрузку с обеих сторон.
При одинаковых наружных диаметрах они могут выдержать
значительно большие осевые нагрузки при высокой частоте вра-
щения, чем другие подшипники. Фактически они являются
упорно-радиальными или упорными подшипниками. Их применя-
ют в нагруженных значительной осевой силой опорах роторов
ВРД. При рабочих температурах до 200°С их изготовляют из
подшипниковой стали ШХ15 со специальной термообработкой,
при рабочих температурах 250... 450’С тела качения и кольца
выполняют из жаропрочных сталей типа ЭИ347, при более высо-
кой— применяют специальные термостойкие сплавы. Этот тип
подшипников применяют также в мощных редукторах ТВД и
главных редукторах вертолетов, в подъемниках стабилизаторов
и в других механизмах ЛА.
В узлах ЛА с качательным и вращательным движением
применяются специальные подшипники (см. рис. 15.1, д, е, ф).
В конструкции разных типов таких подшипников (радиальных,
радиально-упорных, сферических — шариковых и роликовых)
учтены особенности нагружения и условий работы в узле ЛА.
Для работы при высоких температурах (опоры ГТД, узлы
260
управления реактивным соплом) при необходимости повышения
ресурса применяют прецизионные подшипники. С увеличением
ресурса до 15 000 ... 20 000 ч задачи повышения термостойкости,
вибростойкости и релаксационной стойкости, определяющей
способность деталей работать длительное время без нарушения
посадок, а также обеспечения смазки, являются решающими.
Применение подшипников качения в условиях космического
пространства имеет свои особенности: подшипники должны рабо-
тать при низких температурах, при которых материалы стано-
вятся хрупкими, а смазка затвердевает; вакуум исключает воз-
можность использования обычных смазок; создается опасность
холодной сварки соприкасающихся деталей, особенно в период
останова.
При высоком вакууме ухудшается теплообмен при работе и
повышается температура трущихся деталей. Отсутствие разде-
ляющей окисной пленки и повышение температуры привода к
увеличению трения, опасности схватывания и заедания контак-
тирующих деталей. В условиях невесомости жидкие смазки
малоэффективны.
Поэтому для подшипников качения, работающих в вакууме,
применяют твердые смазки в тонкодисперсном состоянии (мяг-
кие металлы — золото, серебро, индий и т. п., мягкие окислы).
15.2. УСЛОВИЯ РАБОТЫ И ОСНОВЫ РАСЧЕТА
ПОДШИПНИКОВ КАЧЕНИЯ УЗЛОВ И МЕХАНИЗМОВ ЛА
Причинами разрушения и отказа подшипников явля-
ются усталостное выкрашивание контактирующих поверхностей,
обусловленное переменными напряжениями, и абразивное изна-
шивание (при недостаточной защите от пыли и грязи) от воздей-
ствия твердых частиц, образовавшихся при истирании в механиз-
ме трущихся элементов (зубьев, шлиц и др.) и от абразивов при
недостаточно чистой смазке. Развитие усталостного разрушения
приводит к увеличению вибраций подшипников и валов. При пе-
регрузках и вибрации ЛА, особенно при взлете и посадке, возни-
кает опасность повреждений (контактной коррозии) невращаю-
Щихся подшипников в узлах и механизмах кратковременного
срабатывания. При перегрузках на беговых дорожках и телах
качения могут появиться остаточные деформации в виде вмятин
И лунок. Неучтенные при проектировании и возникающие при
эксплуатации ЛА случайные перегрузки (особенно ударного и
Вибрационного характера), погрешности монтажа (перекос ко-
лец, их смещение относительно друг друга вдоль оси подшипни-
ка и пр.) могут приводить к раскалыванию колец и тел качения.
Распространенной причиной выхода из строя подшипников
Качения является разрушение сепаратора. Оно происходит из-за
Увеличенного давления на него тел качения при высоких скорос-
261
тях вращения и повышенного износа при их проскальзывании
относительно сепаратора под воздействием инерционных сил и
гироскопических моментов. На тело качения при его вращении
вместе с сепаратором относительно оси вала действует инерцион-
ная сила, прижимающая его к наружному кольцу и к сепаратору
упорного подшипника:
5ин = /пшс^т/2, (15.1)
где т — масса тел качения; wc — скорость вращения тела каче-
ния (сепаратора) вокруг оси вала; dm — диаметр окружности,
проходящей через центры тел качения.
Инерционная сила в упорных подшипниках расклинивает
кольца.
Тела качения совершают сложное движение: вращаются со
скоростью (ос вокруг оси вала и со скоростью w вокруг своей оси.
В радиально-упорных и упорных подшипниках ось вращения тел
качения изменяет свое положение, и это приводит к появлению
гироскопического момента
7’г = /<ошс sin а, (15.2)
где У — момент инерции тела качения относительно своей оси;
а — угол контакта (для упорных подшипников а=90°). Под дей-
ствием Тг тело качения стремится повернуться вокруг касатель-
ной к окружности обкатки его по кольцу. Поворот произойдет,
если
TT>7\p=fFD, (15.3)
где Тт₽ — момент силы трения между телом качения и кольцами;
f — коэффициент трения скольжения; F — сила, прижимающая
тело качения к кольцам; D — диаметр тела качения.
Повороты тел качения под действием гироскопического мо-
мента Тг приводят к дополнительному износу тел качения, колец
подшипника и сепаратора и увеличивают потери на трение в под-
шипнике.
На элементы подшипников быстровращающихся валов меха-
низмов ЛА воздействуют дополнительные нагрузки, возникаю-
Рис. 15.2. Схема маятниковых колебаний вала
262
рис. 15.3. Распределение нагрузки . по
телам качения
щие при колебании вала с насаженны-
ми деталями на жестких или упругих
опорах, а также при вибрациях и эво-
люциях ЛА. При увеличении зазоров в
подшипниках и неуравновешенности
роторов в эксплуатации могут возник-
нуть маятниковые колебания валов в
опорах. Рассмотрим это явление на •
примере упрощенной системы (рис.
15.2,а). Без учета деформаций опор и
корпуса инерционная сила от неуравно-
вешенности ротора для упругодеформируемого вала в стацио-
нарном режиме движения (прямая регулярная процессия) равна
5=/71р(е-|-г/)(0в, (15.4)
где /пр — масса ротора; е — эксцентриситет (смещение центра
массы ротора от геометрической оси вала); у — суммарный ста-
тический и динамический прогиб вала; сов— частота вращения
прогнутой оси вала, равная при прямой регулярной процессии
частоте вращения вала.
Центр масс системы движется по замкнутым траекториям
разного вида, совершая сложное движение при изгибных и од-
новременно маятниковых колебаниях, а цапфы вала при F<mg
будут совершать безотрывное маятниковое покачивание в опо-
рах. Вектор силы F вращается со скоростью о>в (рис. 15.2, б, в).
Из положения, когда направление силы F совпадает с направле-
нием радиальной силы Fr (например, от зацепления зубчатых ко-
лес и силы тяжести), за четверть периода собственного вращения
вала Т=2л/о)в сила F повернется на 90° и вызовет смещение ва-
ла вправо. Через три четверти периода Т она повернется на 270°
и сместит вал влево. Цапфы вала будут совершать маятниковые
колебания в опорах с периодом ТМ = Т.
В случае возникновения таких колебаний смещение цапфы ва-
ла против вращения тел качения вызовет их проскальзывание и
Увеличение износа деталей подшипника.
Распределение нагрузки на тела качения. При отсутствии за-
зора и натяга сила Fr распределяется по телам качения нерав-
номерно (рис. 15.3, кривая /). Из условия равновесия оил, дей-
ствующих на тела качения от вала и наружного кольца,
л=г„+2 2л.
Z-1
(15.5)
263
По зависимости между нагрузкой в зоне качения сопряжен-
ных поверхностей и деформацией при абсолютной точности раз-
меров деталей подшипника получают соответственно для шари-
ковых и роликовых подшипников
^/ = Лп.х Cos3/2 Fl ==Лпах COS Л?, (15.6)
где Гщах — нагрузка на тело качения, расположенное на линии
действия силы Fr; Л — проекция нагрузки на любое тело каче-
ния на линию действия силы FT в пределах нагруженной поло-
вины подшипника; п—порядковый номер тела качения от наи-
более нагруженного, n^z/4, z — число тел качения; <p=2n/z.
При наличии радиального зазора (кривая 2) принимают для
шарикоподшипников
Гты = 5Г,/г, (15.7)
для роликоподшипников
Лпах^.б/^/г.
(15.8)
С увеличением зазоров при эксплуатации от износа сила
Лпах возрастает, что может привести к преждевременному раз-
рушению подшипника. Для снижения коэффициента трения
скольжения пары кольцо — тело качения целесообразно приме-
нять твердые покрытия (например, серебро), обеспечивать бес-
перебойную индивидуальную смазку подшипников, повышать
надежность уплотнений.
В местах контакта тел качения с кольцами подшипника под
нагрузкой возникают контактные напряжения од (рис. 15.4, а).
Во всех подшипниках (за исключением сферических и при очень
высоких окружных скоростях колец) напряжения в зоне внеш-
него контакта она будут больше напряжения в зоне внутренне-
го контакта одв. В точках А и В колец напряжения изменяются
по пульсирующему циклу. Изменения напряжений в точке А
внутреннего кольца при его вращении и в точке В неподвижно-
го внутреннего кольца показаны на рис. 15.4, б.
Сравним число циклов изменения напряжений в точках А и
В колец подшипника в случае вращения внешнего кольца при
неподвижном внутреннем кольце и в случае вращения внутренне-
го кольца при неподвижном внешнем кольце. Окружную ско-
^нв
fyfA
\Л л л л л л л
и »
Т=2тг/ыс | f
S
Рис. 15.4. Эпюры и цик-
лы изменения контактных
напряжений в зонах контак-
та тел качения и колец
подшипника
264
ряс. 15.5. Шаны скоро-
стей тел качения:
—при (Од-0; б — при (0в—О
рость тела качения (сепаратора) при неподвижном внутреннем
кольце обозначим цсл, при неподвижном наружном — vcB. В пер-
вом случае тело качения увлекает в движение наружное кольцо
(за счет трения) (рис. 15.5, а), во втором случае — внутрен-
нее кольцо (рис. 15.5, б).
Окружные скорости наружного кольца в точке В и центра
тела качения в точке О равны соответственно:
vB=wDBl2; tvcA='vB/2=wDB/4. (15.9)
Окружные скорости внутреннего кольца и центра тела каче-
ния
х>д=юОд/2; х>сВ/2=х>д/2=шОд/4. (15.10)
Из сравнения планов скоростей следует, что vcA>vcb, так как
Db>Da. Частота вращения сепаратора
шсА—2фсД/£>0; шсВ—2t>cB/D0, (15.11)
откуда получаем (лСА>а>св- Это означает, что при неподвижном
внутреннем кольце тела качения за один оборот вала чаще по-
падают в зону наибольшей нагрузки (точку Л), чем тела каче-
ния при неподвижном наружном кольце (в точку В). Посколь-
ку онл>0нв и число циклов изменения напряжений Na>Nb (со-
ответственно при неподвижных внутреннем и внешнем кольцах),
то усталостное разрушение наступит раньше у внутреннего коль-
ца, если бы оно было неподвижным. Это явление учитывается
при расчете подшипников коэффициентом вращения кольца V.
Расчет подшипников качения. Работоспособность и долго-
вечность элементов подшипников зависит от их контактной вы-
носливости, статической прочности и пластических свойств мате-
риала, которые проявляются при накоплении малоцикловой уста-
лости. Расчет подшипников качения производят по двум крите-
риям: усталостному выкрашиванию и остаточным деформациям.
Расчет по критерию усталостного выкрашивания. Анализ на-
гружения зоны контакта показал, что кольца и тела качения
Испытывают действие переменных во времени контактных напря-
265
жений. Напряжения ан и число циклов их изменения до уста-
лостного разрушения N связаны зависимостью
a„N=const, (15.12)
где а' — показатель степени, определяемый по результатам уста-
лостных испытаний; jV— число циклов изменения напряжений,
N=60cnthE, (15.13)
где с — число циклов контактных напряжений точки неподвиж-
ного кольца за один оборот вала; п — частота вращения, об/мин;
thE — эквивалентный срок службы (ресурс).
В стандартной методике расчетов подшипников качения дол-
говечность выражается числом миллионов оборотов и обознача-
ется L, млн. об.
Подставив (15.13) в (15.12) и разделив на 10е циклов,'полу-
чим зависимость в виде
a/y£=const, (15.14)
или через нагрузку
P«Z=const. (15.15)
Под Р здесь понимается приведенная нагрузка. Для радиаль-
ных и радиально-упорных подшипников Р является такой услов-
ной постоянной радиальной нагрузкой, которая при приложении
к подшипнику с вращающимся внутренним кольцом и непо-
движным наружным обеспечивает такую же расчетную долговеч-
ность, какую подшипник имеет при действительных условиях на-
гружения и вращения. Для упорно-радиальных и упорных под-
шипников Р соответственно является постоянной осевой
нагрузкой.
Из (15.15) следует, что в любых точках кривой усталости про-
изведения Р“ на долговечность L равны. При нагрузке, равной С,
долговечность L'=l млн. об; тогда можно записать P*L=CaL'
или P*L = Ca, откуда получаем
L=(£IPyt (15.16)
где а = 3 — для шарикоподшипников, а=10/3 — для роликопод-
шипников.
Номинальная долговечность в часах с учетом (15.16) будет
равна
£а= 106 (С/Р)*ДбО/г). (15.17)
Формулы для расчета долговечности подшипников по крите-
рию усталостного разрушения получены после испытаний под-
шипников как узла, а не отдельных его деталей. Они могут ис-
пользоваться при частоте вращения вала выше 10 об/мин и до
предельной частоты вращения, указанной в справочной литерату-
266
ре для каждого стандартного подшипника. При л= 1...10 об/мин
расчет ведут как для /г= 10 об/мин.
Долговечность узлов и механизмов ЛА колеблется от несколь-
ких часов для периодически действующих узлов и механизмов
кратковременного срабатывания в узлах управления ЛА, подъем-
никах предкрылков, закрылков, шасси самолетов и т. д. до не-
скольких тысяч часов в подъемниках стабилизаторов, ГТД, ре-
дукторах ТВД и вертолетов, в приводах агрегатов систем
обслуживания ЛА и авиадвигателей.
При малом ресурсе и значительной нагрузке на подшипник
возможно его разрушение статического или квазистатического
характера. В этом случае разрушающую нагрузку рекомендует-
ся ограничивать величиной Р^О,5 С.
При испытании больших групп подшипников до усталостно-
го разрушения разброс величин долговечности отдельных под-
шипников велик. В каталогах и справочниках приведены значе-
ния динамической грузоподъемности для нормального класса
точности и вероятности безотказной работы Р=0,9. Для узлов и
механизмов ЛА обычно требуется более высокая надежность.
Поэтому подшипники, используемые в авиационных и космиче-
ских конструкциях, должны иметь надежность выше, чем у стан-
дартных подшипников нулевого класса. Так, для ряда узлов и
механизмов ЛА надежность подшипников должна быть не ниже
0,99.
При требовании более высоких надежности и долговечности
расчет ведут с учетом всех факторов по уточненным формулам
4 = 1О6£7(6ОЛ),
где L', Lh'—расчетная долговечность подшипника соответствен-
но в млн. об и ч; Я] — коэффициент надежности; «2,з — коэффици-
ент свойств материалов и условий работы, повышающийся при ис-
пользовании стали вакуумной плавки (<*2,3 = 0,1...5); Кк&ч — коэф-
фициент качества, зависящий от класса точности подшипника; он
равен 1; 1,05; 1,1 соответственно для 0, 6 и 5-го классов точности.
Коэффициент долговечности ai зависит от вероятности безот-
казной работы Р:
Р 0,90 0,95 0,96 0,97 0,98 0,99
О1 1 0,62 0,53 0,44 0,33 0,21
Расчет по критерию остаточных деформаций. Из формулы
(15.16) следует, что с уменьшением назначенного срока службы
Допускаемая нагрузка на подшипник может возрастать. При этом
Нозрастают и напряжения в точках контакта тел качения с коль-
цами. Превышение определенной для каждого подшипника на-
грузки может привести к статическому разрушению или появле-
567
нию опасных деформаций и задиров. Для предотвращения этих
явлений нагрузку на подшипник ограничивают статической гру.
зоподъемностью:
Р0<С0, (15.19)
где Ро— приведенная статическая нагрузка; Со — статическая
грузоподъемность.
Под статической грузоподъемностью Со понимают такую ста-
тическую нагрузку, при действии которой возникает общая оста-
точная деформация тел качения и колец в наиболее нагруженной
точке контакта, равная 0,0001 диаметра тел качения.
Для радиальных и радиально-упорных подшипников статиче-
ская; грузоподъемность является радиальной нагрузкой, а для
упорно-радиальных и упорных подшипников — осевой.
При п<1 об/мин подшипники подбираются только по стати-
ческой грузоподъемности, так как в этом случае число циклов
изменения контактных напряжений в точке неподвижного кольца
мало и не вызывает усталостного разрушения. При небольших
частотах вращения и малом ресурсе подшипники проверяют на
оба вида грузоподъемности.
Приведенная нагрузка на подшипники. При расчете подшип-
ников по динамической грузоподъемности под приведенной дина-
мической нагрузкой для радиальных и радиально-упорных под-
шипников понимают условную постоянную нагрузку Рг, а для.
упорных и упорно-радиальных подшипников — условную посто-
янную осевую нагрузку Ра.
Эти условные нагрузки определяются по формулам
Pr=(xVPr+yFe)K6K;, (15.20)
Pa=(xFr + yFa)K6Kr, (15.21)
где Fr, Fa — соответственно радиальная и осевая нагрузки; х,
у — коэффициенты радиальной и осевой нагрузок [4]; V — коэф-
фициент вращения, зависящий от того, какое из двух колец под-
шипника вращается относительно вектора нагрузки Fr, ¥*=!>
если вращается внутреннее кольцо, У=1,2, если вращается на-
ружное кольцо (это связано с разными условиями работы и со-
ответствующей им разной грузоподъемностью элементов под-
шипника); Кб — коэффициент безопасности, учитывающий ха-*1
рактер нагрузки Fr, Кб —1,0...1,8, причем нижние значения
выбираются при спокойной работе, верхние — при значительных
толчках, тряске, вибрации; Кт— температурный коэффициент,
/<т=1 при рабочей температуре подшипника Т<105°С и Кт =
= (108 + 0,497’)/150 при Т= 1О5...25О°С.
Для радиальных подшипников с короткими цилиндрически-
ми роликами Fe=0; х—1, поэтому
Pr=VFrK6K'. (15.22)
268
\ Для упорных подшипников Fr—О, У=1, V=l. Тогда
\ Po=FaK6Kr (15.23)
^начения х и у для всех остальных подшипников определя-
ется в зависимости от отношения FaIVFT и параметра нагруже-
ния е, который зависит от отношения FalC0 и угла контакта а.
С увеличением Fa до некоторой величины при постоянной вели-
чине Fr уменьшается зазор в подшипниках, между телами каче-
ния и кольцами, что приводит к снижению неравномерности
распределения нагрузки по телам качения. Долговечность при
этом повышается. Пределом отношения FaIFr, при котором дол-
говечность повышается, является параметр е.
При дальнейшем увеличении Fa кольца смещаются и зажима-
ют тела качения, ввиду чего работоспособность подшипников
ухудшается. При Fal(VFr)<e для однорядных подшипников ша-
риковых и любых радиально-упорных х=1, t/=0, а при
Fa/(VFr) >е величины х и у зависят от е, приводимой в литерату-
ре для разных значений Fa/.C0 [4].
При расчете радиальных и радиально-упорных подшипников
под приведенной статической нагрузкой Ро [см. (5.19)] понимают
условную радиальную статическую нагрузку, а для упорных
и упорно-радиальных — условную осевую статическую нагрузку.
Величина Ро определяется по формуле
P0=x0Fr + y0Fa, (15.24)
где хо, уо — коэффициенты радиальной и осевой статических на-
грузок на подшипник, приводимые в справочной литературе. При
этом должно выполняться условие Po^Fr. При Fa = 0 P0=Fr.
Для радиальных однорядных и двухрядных шарикоподшип-
ников Xq = 0,6; i/o = O,5. Для радиально-упорных шарикоподшип-
ников значения х0 и у0 зависят от а:
а/ 12 26 36
Хо 0,5 0,5 0,5
Уо 0,47 0,37 0,28
Для радиально-упорных роликоподшипников Xq = 0,5, уо=
e0,22 ctga (таКЙе же значения для самоустанавливающихся
Шарико- и роликоподшипников).
Для специальных авиационных подшипников приведенная на-
грузка не определяется. Такие подшипники сразу подбираются
по указанной для них разрушающей статической нагрузке или по
Допускаемой нагрузке.
Особенности определения осевой нагрузки на радиально-упор-
ные подшипники обусловлены возникновением осевых составля-
ющих S на кольцах подшипника от радиальной нагрузки (рис.
15.6). При действии силы Fr на тела качения возникает нормаль-
ная реакция Fn. Ее вертикальная составляющая F/ равна по
269
Рис. 15.7. График зависимости е'
ОТ ОТНОШеНИЯ Fr/Co
Рис. 15.6. Возникновение осе-
вых составляющих на кольцах
радиально-упорных подшипников
величине Fr, а горизонтальная составляющая S стремится сдви-
нуть внутреннее кольцо в осевом направлении. Усилие передает-
ся по нормали к площадке контакта, а осевая составляющая S
от нагрузки на внешнее кольцо сдвигает кольцо. Если S, (1=1,
II — номер опоры) превысит усилие, действующее отвала на
подшипник Fai, то подшипник расклинится и не сможет воспри-
нимать осевую нагрузку. При этом перераспределится нагрузка
по телам качения и на нижнее тело качения будет действовать
почти вся сила Fr-
При отсутствии радиального зазора или натяга, когда почти
половина тел качения находится под* нагрузкой, S = e'FT, где
е' — фактор нагружения, зависящий от типа подшипника. Для
шарикоподшипников при а=18° е'—е, для а<18° он выбирает-
ся по графику в зависимости от FrIC0 (рис. 15.7). Для подшип-
ников с коническими роликами е'=0,83е. При Fai<Si осевую
нагрузку при определении приведенной нагрузки не учитывают,
а при Fai>eVFri ее надо учитывать.
Если вал фиксируется в корпусе относительно одной опоры
(рис. 15.8, а), то она воспринимает всю внешнюю осевую на-
грузку. При схеме «враспор» (рис. 15.8, б) осевая нагрузка, от
вала воспринимается обоими подшипниками, но заранее неиз-
вестно, какую ее долю воспринимает каждый из них. В конст-
рукции предусматривают регулировку подшипников. При пра-
Рис. 15.8. Схемы осевой фиксации валов:
а — с плавающей опорой; б — «враспор»
270
вариант 1
Вариант 2
б
рй^ьной регулировке осевых зазоров от вала на кольца подшип-
диирв должны действовать усилия
\ Fal>Si(Fal>Sl-, FoU>Sn). (15.25)
Осевые усилия на подшипники можно определить с помощью
уравнения равновесия вала
1 (15-26)
где Fai» Fan — реакции опор, равные усилиям Fai.
Для решения (15.26) используются дополнительные условия
(15.25). Если после подстановки Sai—Si получают Рвц>5ц, то
осевые нагрузки на подшипник определены. Если окажется, что
Faii<Siu то надо принять FaH=Sn и определить Fai. При
Sn>Si можно сразу принять Fan=Sn.
При изменении направления Fai (реверс нагрузки) находят
для каждого подшипника наиболее тяжелый вариант нагруже-
ния, подставляя в (15.26) поочередно Fai с плюсом и с минусом.
А
1^3. ВЫБОР ПОДШИПНИКОВ КАЧЕНИЯ УЗЛОВ
И МЕХАНИЗМОВ ЛА
Практически выбирают тип и серию подшипника ка-
чения, а также определяют его размеры. Тип подшипника выби-
рается в зависимости от величины, направления и характера на-
грузки, частоты вращения вала, требуемой долговечности, жест-
кости вала (углов поворота оси вала в опорах), выбранного
варианта схемы фиксации вала в корпусе («враспор» или с од-
ной «плавающей» опорой) и воздействия окружающей среды.
Размеры подшипника определяются требованиями к грузо-
подъемности, диаметром цапфы вала (определяемой прочно-
стью), условиями размещения опор в узле или механизме, требу-
емой надежностью (коэффициент at в формуле долговечности),
материалом и условиями работы (режим смазки, параметры
внешней среды и т. д.).
Для выбора подшипника по размеру цапфы и условиям раз-
мещения опоры (конструктивным соображениям) надо, чтобы
опоры соседних валов не пересекались, т. е. должно выполняться
Условие
(Dx -^-D2)/2 aw, (15.27)
гДе D\, D2 — наружные диаметры стаканов подшипников; aw —
Межосевое расстояние (или расстояние между осями опор сосед-
них валов).
Для конических передач условие непересечения соседних опор
определяется при компоновке узлов.
271
Для узлов систем управления в редукторах и узлах управле-
ния ЛА рекомендуется применять несамоустанавливающиеся
подшипники; для многоопорных валов трансмиссий при значи-
тельных прогибах двухопорных валов, при несоосности посадоч-
ных мест — самоустанавливающиеся подшипники; в закрытых
местах — подшипники с защитными шайбами и двухсторонним
уплотнением. /
Выбор подшипников — задача ответственная, так как^ресурс
подшипников в ряде случаев должен быть равен ресурсу узла
или механизма ЛА, а надежность должна стремиться к 100%.
Она решается при проектировании методом последовательных
приближений.
При выборе подшипников качения возможны два подхода.
Если задана долговечность (ресурс) узла или механизма th, то
можно определить требуемую грузоподъемность и сравнить ее с
грузоподъемностью намеченного подшипника. При этом должны
выполняться условия
и С0>С0ли (15.28)
где С и Со — динамическая и статическая грузоподъемности под-
шипника (определяются по каталогу или справочнику); Стр,
Сотр — требуемые по техническому заданию (долговечности)
динамическая и статическая грузоподъемности.
Требуемая динамическая грузоподъемность из (15.16) равна
Стр = Р(60п/А/106)1/»; (15.29)
Другой подход применяют при подборе подшипника по кон-
структивным соображениям (по размеру). Он заключается в
сравнении расчетной долговечности с требуемой:
L'h = 10^2,3 (СКкач/Р)а/(60п) > thE, (15.30)
где Lh—расчетная долговечность при заданных вероятности
неразрушения и условиях работы подшипника, ч; thE — требуе-
мая долговечность при постоянном режиме нагружения, ч; п —
частота вращения вала (кольца подшипника), об/мин.
Ряд подшипников узлов и механизмов ЛА (управления ста-
билизаторами и рулями самолета, главных и хвостовых редук-
торов вертолетов, приводов агрегатов и др.) работает при пере-
менных режимах нагрузки и частотах вращения. Учет перемен-
ных режимов заключается в замене нагрузки Р в (15.30) экви-
валентной нагрузкой РЕ (см. гл. 2) при th — ^Lhi или в сравне-
нии Lh при Р=РШах с эквивалентной долговечностью:
LhE —
- к
.1-1
(15.31)
^тах^" ^Л£»
272
rite k — число режимов нагрузки и изменения частот вращения
в течение всей наработки (срока службы); Pi — приведенная
нагрузка на i-м режиме, Н; Ртах— приведенная максимальная
нагрузка, Н; п< и птах— частоты вращения вала на i-м и макси-
мальном режимах нагрузки, об/мин; Lm — продолжительность
•работы на i-м режиме, ч.
Формула (15.31) получена на основе зависимостей (2.1) и
(2.3). Нагрузки Frmax и Famax, входящие в приведенную нагруз-
ку Ртах, находят как реакции в опорах вала.
При схематизации нагрузки на узел или механизм ЛА за один
цикл (блок) нагружения эквивалентная долговечность подшип-
ника оценивается следующим образом. Если задано число цик-
лов нагружения за весь срок службы узла или механизма Nn,B,
то эквивалентная долговечность подшипника, ч, равна
к
—
(15.32)
где Pi, п<, Lni относятся к одному циклу нагружения.
При подборе и расчете подшипников тяжелонагруженных
механизмов с учетом требуемой высокой надежности для перво-
начально выбранного подшипника может не выполняться усло-
вие Lh>THE- Это вызывает необходимость замены намеченно-
го подшипника на другой, с большей грузоподъемностью, т. е.
переход на более массивный подшипник. Если увеличение мас-
сы и габаритов подшипника превышает 20%, то нужно исполь-
зовать другие пути увеличения долговечности намеченного по
конструктивным соображениям подшипника. Эффективным спо-
собом является обеспечение режима жидкостного трения в зоне
контакта. Но для подшипников узлов ЛА, расположенных в за-
крытых местах, этот путь часто невозможен. Тогда нужно повы-
шать класс точности подшипника и наносить твердые смазки
(мягкие металлы) или твердосмазочные покрытия на трущиеся
поверхности. Для опор ГТД и космических конструкций, рабо-
тающих при высоких температурах, применяют прецизионные
подшипники, специальные покрытия колец (серебрение) и за-
меняют стали типа ШХ15 на более термостойкие материалы.
Подбор подшипников качения для узлов ЛА, совершающих
качательное движение, производится по критерию малоцикловой
усталости, т. е. по допускаемой динамической нагрузке, при кото-
рой подшипник выдерживает 25000 качаний. При малом числе
качаний их подбирают по разрушающей нагрузке. Величины
разрушающей статической и допускаемой динамической нагру-
зок приведены в [25]. При числе качаний более 25000 подшип-
ники должны подвергаться специальным испытаниям на мало-
Цикловую усталость, остаточные деформации от перегрузок,
Износ и контактную коррозию.
273
ГЛАВА 16.УПЛ0ТНЕНИЯ
Уплотнениями называют устройства для разделения
полостей с различными давлениями, рабочими средами или тем-
пературами. Они препятствуют перетеканию рабочей среды из
полости с высоким давлением в полость с низким давлением,
проникновению посторонних частиц в рабочую среду. В механиз-
мах, требующих смазки, уплотнения предотвращают утечку мас-
ла из подшипниковых узлов, а также попадание в эти узлы гря-
зи, пыли, влаги. Утечка смазки и попадание в зону контакта
инородных тел приводят к разрушению масляной пленкй и повы-
шению износа контактирующих поверхностей.
В авиационной и космической технике большое внимание при
создании конструкции уделяют вопросам разработки уплотняю-
щих устройств, обладающих высокой эффективностью и большим
ресурсом в широком диапазоне рабочих температур и давлений.
От надежности уплотнений зависит, в частности, надежность
авиационных ТРД и ТВД, где особенно важно разделение полос-
тей с различными давлениями в газовоздушном тракте двигате-
ля и герметизация узлов подшипников. Уплотняющие устройства
используют также для герметизации фюзеляжей самолетов и
космических аппаратов. Так, на корпусе космической станции
«Салют» около 400 гермосоединений (в шлюзовых камерах, сты-
ковочных агрегатах, механизмах привода солнечных батарей
и т. д.).
Высокие требования предъявляют к уплотнениям турбонасос-
ных агрегатов (ТНА) жидкостных реактивных двигателей, рабо-
тающих в агрессивных средах при высоких давлениях. Наруше-
ние нормальной работы уплотнений в ТНА может привести к
смешению компонентов топлива, взрыву или разрушению дета-
лей из нестойких материалов.
По характеру работы разделяют уплотнения подвижных
соединений и стыков неподвижных соединений.
По принципу действия уплотнения разделяют на контактные
(герметизация осуществляется за счет плотного прилегания уп-
лотняющих элементов к соответствующим сопряженным поверх-
ностям соединения); бесконтактные (герметизация осуществля-
ется за счет малых зазоров сопряженных элементов); комбини-
рованные, состоящие из комбинации контактных и бесконтакт-
ных уплотнений.
16.1. УПЛОТНЕНИЯ ПОДВИЖНЫХ СОЕДИНЕНИИ
В контактных уплотнениях герметичность обеспечива-
ется благодаря непосредственному контакту между подвижным
и неподвижным элементами соединения. Однако наличие трения
между контактирующими поверхностями приводит к дополни-
274
ри<\ 16.1. Уплотнение вой-
дочными кольцами
тельным энергетическим
затратам, а сами поверх-
ности подвержены нагре-
ву и износу. Трение и из-
нос контактной пары ог-
раничивают долговеч-
ность уплотнительных уст-
ройств.
Рассмотрим основные типы контактных уплотнений подвиж-
ных соединений.
Уплотнения войлочными кольцами (сальниковые) применяют
для герметизации полостей подшипников, работающих на плас-
тичной смазке до м/с и Т^90°С. Контакт кольца 2 с валом
1 (рис. 16.1, а) обеспечивают путем предварительного натяга или
специальными прижимными гайками 3 (рис. 16.1, б). Размеры
колец из грубошерстного, полугрубошерстного и тонкошерстного
технического войлока стандартизированы. Перед установкой в
проточку в корпусной детали войлочное кольца пропитывают
разогретой смесью из пластичной смазки (85%) и графита. Не
рекомендуется применять эти уплотнения при избыточном давле-
нии и повышенной запыленности среды.
Для уменьшения износа колец шейка вала в месте контакта
должна иметь 1,25 мкм при 2 м/с и Ra^Z0,4 мкм при
с»^8 м/с. Поверхность вала закаливают до HRC 45. Долговеч-
ность и эффективность работы уплотнения войлочными кольца-
ми повышаются при установке их в комбинации с другими уплот-
нениями (щелевыми, лабиринтными). Уплотнения с сальниковой
набивкой из графитизированного асбеста способны работать при
температурах до 400°С и давлениях до 10 МПа.
Манжетные уплотнения (рис. 16.2) имеют уплотнительное
кольцо 3 сложного сечения, изготовленное из упругого материа-
ла, имеющее выступающие рабочие элементы, за счет прижатия
которых к поверхности сопряженной детали обеспечивается
Контакт в уплотнении. Манжетные уплотнения применяют в
Рис. 16.2. Некоторые типы манжетных уплотнений
275
подшипниковых опорах при о^25...30 м/с и р = 0,2...0,3 МПа.
В зависимости от условий эксплуатации и сорта смазочного
материала манжеты изготавливают из износостойкой и кероси-
новодостойкой резины или полимерных материалов. Контакт
рабочей кромки манжеты шириной 0,2...0,5 мм с валом 1 обеспе-
чивают путем предварительного натяга, а также поджатием ее
к валу браслетной пружиной 2 (рис. 16.2, а). Когда в полости
повышенное давление, уплотнение устанавливают так, чтобы
рабочая кромка прижималась к валу давлением уплотняемой
среды.
Манжеты для работы в засоренной среде выполняют с до-
полнительной рабочей кромкой-пыльником 5. Для повышения
жесткости корпус манжеты может быть армирован стальным
кольцом 4. При р>0,05 МПа для предотвращения выворачива-
ния манжеты применяют упорную втулку 6 (рис. 16.2, б).
Детали, совершающие возвратно-поступательные движения
и имеющие форму тела вращения, уплотняют манжетой 7 (рис.
16.2, в), устанавливаемой с предварительным натягом в кольце-
вую проточку одной из стыкуемых деталей. Благодаря избыточ-
ному давлению она дополнительно прижимается к уплотняемым
поверхностям.
Эффективность работы манжетного уплотнения повышают
последовательной установкой двух манжет на расстоянии 3...
8 мм. Полость между ними заполняют пластичной смазкой. Од-
нако при больших скоростях на контактных поверхностях много-
манжетного уплотнения возникают силы трения, вызывающие
разогрев и выход из строя уплотнения.
Шероховатость Ra и величину радиального биения Д поверх-
ности вала под манжетой назначают в зависимости от v: при о =
= 5...10 м/с принимают Ra = 0,66...9,4 мкм; Д=0,175...0,1 мм, а при
о = 15...20 м/с — Ra = 0,3...0,25 мкм; Д=0,075...0,04 мм.
Для повышения износостойкости шейки вала твердость ее по-
верхности должна быть 35...50 HRC. Отверстие в крышке под
манжету выполняется с допуском по /78 с /?а^2,5 мкм. Для уда-
ления изношенной манжеты в крышке делают 2...3 демонтажных
отверстия диаметром 3...4 мм.
Долговечность манжетного уплотнения повышается при сни-
жении температуры в месте контакта, что достигается улучшени-
ем условий теплоотвода и смазки в зоне трения. Простейшие
устройства, обеспечивающие теплоотвод в опорах на жидкой
смазке — масляный карман 8 (рис. 16.2, г) или втулка из тепло-
проводного материала. Для подвода масла к рабочей кромке
манжеты на вал может быть нанесена насечка глубиной 0,01...
0,05 мм, которая является трех- или четырехзаходной резьбой
(рис. 16.2, д). Направление насечки должно быть согласовано с
направлением вращения вала, и поэтому этот способ можно при-
менять только в нереверсивных механизмах.
276
Герметичность торцевых уплотнений обеспечивают за счет
трения между двумя кольцами (рис. 16.3): фиксированным коль-
цом 2, которое крепится на валу 1 (см. рис. 16.3, а) или в корпу-
се 5 (рис. 16.3, б), и плавающим 3, которое перемещается вдоль
корпуса или вала и прижимается к фиксированному кольцу уп-
ругим элементом 4. Торцевые уплотнения длительно обеспечива-
ют высокую герметичность при v^60 м/с и перепаде давлений
Др до 40 МПа. Температурный диапазон 200...450°С обеспечива-
ется подбором материалов.
Фиксированные кольца обычно выполняют из хромистых ста-
лей 20Х, 40Х, 30X13, 40X13, 95X18 с твердостью 50...60 HRC или
твердых неметаллических материалов (керамика, силицирован-
ный графит). Плавающие кольца делают из бронзы (БрОФЮ-1,
БрОЦС6-6-3), углеграфита или полимерных материалов (фторо-
пласта-4).
Кольца из материала с большей поверхностной твердостью
делают на 2...4 мм шире колец из мягкого материала. В против-
ном случае врезание твердого материала в мягкий делает невоз-
можным относительное перемещение колец в радиальном на-
правлении. Ширину поверхности контакта колец b (см. рис.
16.3, а) выбирают в зависимости от d: при d=10...20 мм Ь = 2...
3 мм, а при d=80...150 мм Ь=4...7 мм.
Рис. 16.3. Торцевые уплотнения
277
Рис. 16.4. Уплотнение фа-
сонными шайбами:
а — крепление шайбы в корпусе;
б — крепление шайбы на валу
Шероховатость поверхностей трения должна быть не более
/?а=0,16 мкм. Контактные поверхности колец притираются на
плите с пастой, неплоскостность допускается не более 1...2 мкм.
При о>20 м/с, с целью исключения влияния центробежных сил
на упругий элемент, фиксированное кольцо вместе с упругим эле-
ментом выполняют неподвижным. Для уменьшения дисбаланса
вращающиеся детали изготавливают из легких материалов. В ка-
честве упругих элементов применяют винтовые пружины, силь-
фоны и мембраны, которые одновременно выполняют роль
вспомогательных уплотнений. Уплотнения с мёмбранами и силь-
фонами широко используют в ТНА ЖРД (рис. 16.3, в). Здесь
между валом 1 и корпусом 5 поставлено торцевое уплотнение,
состоящее из подвижной втулки 2, графитового плавающего
кольца 3, сильфона 6 и пружины 7. Для снижения давления в
полости 8 перед торцевым уплотнением на втулке 2 имеются спи-
ральные канавки 10 и щелевое уплотнение 9.
Для уплотнения подшипниковых узлов при любой смазке и
о<5 м/с могут быть использованы фасонные шайбы (рис. 16.4).
Толщина шайб в зависимости от их размера составляет 0,3...
0,5 мм. Фиксация шайбы осуществляется гайкой. Шайбы приме-
няют для уплотнения подшипников с жесткой фиксацией наруж-
ного (см. рис. 16.4, а) и внутреннего (см. рис. 16.4, б) колец.
Самоустанавливающиеся подшипники с большими осевыми зазо-
рами уплотнять фасонными шайбами не рекомендуется из-за
возможности нарушения контакта между шайбой и обоймой под-
шипника. Размеры шайб выбирают в зависимости *от размеров
подшипника.
Уплотнение упругими металлическими кольцами применяют
при постоянном перепаде давлений между разделяемыми полос-
тями. Разрезные кольца 1 устанавливают в проточки на уплотня-
емых деталях (валах или штоках 3) (рис. 16.5, а). К поверхно-
сти стакана 2 кольца прижимают силами упругости, а постоян-
ный контакт торцев кольца и проточки обеспечивают перепадом
давлений.
Кольца изготавливают из высокосортного серого чугуна
(АЧС-1) или из высокооловянистой бронзы (БрОЦС6-6-3), втул-
278
КН и стаканы — из цементируемой стали. Твердость торцов ка-
давок 56 HRC, внутренней поверхности стакана — 52 HRC. Ше-
роховатость контактирующих поверхностей кольца и проточки
/?в^0,63 мкм; кольца и стакана Ra^ 1,25 мкм. Непараллель-
цость стенок канавки и их неперпендикулярность к оси вала
должны быть не больше 0,05 мм.
В авиационной технике для упругих колец с £) = 30...150 мм
рекомендуют 6i = 1...1.5 мм; б2=0,4...2,0 мм; 63=0,05...0,15 мм;
б==2...3 мм; h = 2,5b.
Наружный диаметр кольца в свободном состоянии должен
быть на 2...3% больше D. В противном случае в результате тре-
ния повышается температура кольца, что приводит к еще боль-
шей потере упругости вплоть до выхода уплотнения из строя.
При значительных перепадах давления для улучшения работы
колец необходимо на поверхность трения подавать уплотняе-
мую жидкость через 2...3 отверстия диаметром 0,8... 1,2 мм.
Для облегчения монтажа уплотнения в стакане выполняют
конические расточки под углом а=15...30°, максимальный диа-
метр которых должен быть больше наружного диаметра колец
в свободном (несжатом) состоянии. Для повышения эффектив-
ности уплотнения устанавливают несколько колец так, чтобы
стыки находились в разных плоскостях.
₽ис. 16.5 Уплотнение упругими ме-
таллическими кольцами
Упругие металлические кольца применяют для уплотнения
узлов подшипников редукторов вертолетов и турбовинтовых
авиационных двигателей.
Для герметизации полостей с быстровращающимися валами
применяют уплотнения с плавающими разрезными кольцами,
в которых каждое кольцо состоит из нескольких отдельных сег-
ментов, прижимающихся друг к другу по торцам браслетной
пружиной 5 (рис. 16.5, б). Кольцо от проворачивания удержива-
ется штифтом.
Бесконтактные уплотнительные устройства работают за счет
использования сопротивления протеканию уплотняемой среды
через узкие щели или каналы с резко изменяющимися проходны-
ми сечениями. Они не обеспечивают абсолютной герметичности,
а служат для ограничения утечек. Основными преимуществами
бесконтактных уплотнений является повышенная долговечность
и надежная работа при любых температурах и v.
По принципу действия бесконтактные уплотнения можно раз-
делить на статические и динамические. В статических уплотне-
ниях (щелевых и лабиринтных) величина утечек зависит только
от геометрических характеристик соединения сопряженных эле-
ментов. Эффективность динамических уплотнений (спиральное и
импеллерное уплотнения) зависит от геометрии соединения и от
относительной скорости вращения сопряженных элементов/
Щелевое уплотнение (рис. 16.6, а) применяют при густой
смазке и м/с. Эффективность уплотнения зависит от зазора
6 и длины щели I. Зазор б определяется прогибом вала в месте
установки уплотнения, эксцентриситетом поверхностей вала 2 и
корпуса 1 по отношению к оси вращения, зазором в подшипник
ках и т. п. Уменьшение зазора 6 может быть достигнуто путем
нанесения на неподвижную деталь мастики 3, приготовленной на
порошкообразном графите.
Щелевые уплотнения выполняют с радиальными (см. рис.
16.6, а) и осевыми зазорами (рис. 16.6, б). Длина радиальной
щели принимается равной 4...10 мм.
Для уплотнения подшипниковых узлов, работающих на гус-
той и жидкой смазках при 7'=80...400°С и v ^30 м/с, используют
z 2 3
a s
Рис. 16.6. Щелевое и спиральное уплотнения
280
жировые канавки (рис. 16.6, в, г). При сборке канавки заполня-
ют пластичной смазкой. Размеры канавок и величину зазора
назначают в зависимости от диаметра вала. Например, при d—
=20...95 мм, г=1...1,25 мм и 6=0,3...0,4 мм.
Спиральное уплотнение (резьбовое) (рис. 16.6, д) выполняют
в виде одно- или многозаходной нарезки прямоугольного или тре-
угольного профиля. Направление нарезки согласуют с направле-
нием вращения вала. Уплотняемая среда (масло, жидкость, газ)
при вращении вала отбрасывается внутрь уплотняемой полости.
Применять спиральное уплотнение можно только в нереверсив-
ных механизмах.
Уплотнение подшипниковых узлов при о>30 м/с обеспечива-
ют радиальные (рис. 16.7, а) или аксиальные (рис. 16.7, б) лаби-
ринтные уплотнения. В зависимости от числа щелей они могут
быть одно- и многоступенчатыми. Радиальное уплотнение (см.
рис. 16.7, а) допускает осевое смещение втулки 2 относительно
Крышки опоры 1. Поэтому его применяют для плавающих опор
Подшипников.
В аксиальном лабиринтном уплотнении (см. рис. 16.7, б) при
Неразъемном корпусе 3 используют составную лабиринтную
втулку 4. Это уплотнение не используют при осевых перемеще-
ниях вала.
В авиационных ГТД широко используют воздушные лаби-
ринтные уплотнения. На рис. 16.7, в показано использование
итого уплотнения для Йодшипника 1 передней опоры компрессо-
Ра ТРД. Лабиринтные уплотнения на цапфе 3 и кольце 4 пред-
упреждают попадание масла в проточную часть компрессора
281
при незначительной утечке воздуха в полость опоры 2 из раз-
грузочной полости 5 с повышенным давлением воздуха.
Для повышения эффективности уплотнения на неподвижную
часть наносят графитотальковые или графитоалюминиевые по-
крытия. При работе гребешки уплотнения врезаются в мягкое
покрытие, обеспечивая нулевой зазор.
В подшипниковых опорах с жидкой смазкой применяют ди-
намические уплотнения, которые эффективно работают при вра-
щении вала, но теряют эффективность при остановках. Для
предотвращения утечек в неработающих механизмах такие уп-
лотнения применяют в комбинации со статическими контактны-
ми или бесконтактными уплотнениями.
На рис. 16.8, а показано комбинированное уплотнение узла
подшипника редуктора двигателя АИ-14В, состоящее из масло-
отражательного кольца 2 и упругих металлических колец 1.
Здесь под действием центробежной силы масло отбрасывается
к периферии кольца 2 и стекает в нижнюю часть полости корпу-
са 4, где имеется канал 3 для его слива.
Форма и размеры маслоотражательных колец зависят от
диаметра и частоты вращения вала, способа подачи масла и
других факторов.
Импеллерное уплотнение (рис. 16.8, б) применяют в.комби-
нации с другими уплотнениями и в качестве основного уплотни-
тельного устройства. Импеллер 1 представляет собой диск, на
одной стороне которого имеется несколько радиально направ-
ленных лопастей. На валу импеллер устанавливают так, чтобы
зона высокого давления уплотняемой жидкости с избыточным
давлением Др находилась с гладкой стороны диска. При враще-
нии импеллера жидкость с него под действием центробежных
сил сбрасывается. Высота лопастей h должна быть значительно
Рис. 16.8. Динамические уплотнения
282
больше зазора 6 (6^1 мм). Правильным подбором всех разме-
ров импеллера можно добиться почти полной герметизации.
На стадии проектирования для предварительного выбора уп-
лотнений подшипниковых узлов, работающих при о^50 м/с,
дожно пользоваться номограммой (рис. 16.9) (dB, VB, пв— диа-
метр, скорость и частота вращения вала).
16.2. УПЛОТНЕНИЯ СТЫКОВ НЕПОДВИЖНЫХ
СОЕДИНЕНИЙ
Конструкции таких уплотнений можно разделить на
два типа: разборные и неразборные. К первому типу относят
уплотнения при непосредственном контакте, с плоскими проклад-
ками, деформируемыми кольцами и др.
Для обеспечения стыка деталей и узлов авиационных меха-
низмов широко применяют фланцевое болтовое соединение (рис.
16.10, а). Герметичность обеспечивают плотным прилеганием
стыкуемых поверхностей, которое проверяется по краске. По-
верхность контакта должна составлять 75...90% общей площади
поверхности стыка без разрыва отпечатка по окружности. Шеро-
ховатость контактирую-
щих поверхностей Ra^
^0,15 мкм. Условие гер-
метичности фланцевого
соединения проверяется
по напряжению смятия
Оси на поверхности сты-
ка: п,
0СМ==^е/,-»СТ
к *
где — суммарное уси-
лие затяжки; SCt — пло-
щадь стыка; Др — пере-
пад давлений между уп-
лотняемой и внешней сре-
дой.
Размеры фланцев мож-
но назначать исходя из
статистических данных по
фланцевым соединениям
в ГТД, работающих при
Др=0,2... 1 МПа и по уп-
лотнению стыков масля-
ных полостей. При Do=
Рис. 16.9. Номограмму для
Выбора уплотнений
283
Рис. 16.10. Уплотнение неподвижных соединений
= 100... 1300 мм (см. рис. 16.10, а): для конструкционных ста-
лей и жаропрочных сплавов /фЛ=(3...5)+O,O25£>o, d«(l,25...
2,0)D0; для алюминиевых и магниевых сплавов (литье) 1фЛ=
= (4... 8) +O,OlO8Do, (0,65... 0,9) 1фЛ> К=£>/2+(1 ...3).
Расстояние между центрами равномерно расположенных по
окружности отверстий принимают равным (5...8) d.
Для обеспечения надежной герметичности соединения при по-
вышенных давлениях и длительной работе применяют специаль-
ные уплотнительные элементы. Наибольшее распространение
получило уплотнение плоскими прокладками, которое не требу-
ет тщательной обработки контактирующих поверхностей. Про-
кладки могут быть мягкими и жесткими (металлическими).
Мягкие прокладки изготавливают из картона, паронита, фиб-
ры, пробки, резины, кожи, пластмасс и других материалов. Чем
пластичнее материал прокладки, тем лучше она заполняет неров-
ности на сопрягаемых поверхностях, что способствует повыше-
нию герметичности. Условия применения некоторых материалов
для прокладок приведены в табл. 16.1.
Таблица 16.1
Материал прокладок Уплотняемая среда 1 Допустимые значения рабочих параметров
р, МПа т, °C
Картон прокладочный Вода, нефтепродукты 1 40 <
Паронит > Вода, пар, воздух Жидкий и газообраз- ный кислород 5 0,25 450 — (180...60)
Резина Вода, воздух 0,6 60
Фторопласт-4 Агрессивные жидкости — 250
284
Прокладки делают из металла, когда они работают при высо-
ких температурах или их используют для регулировки. Изготав-
ливают их из алюминиевой фольги б = 0,005...0,2 мм, медной фоль-
ги б = 0,05...0,09 мм, латуни и т. п. Сопрягаемые поверхности сое-
динения должны иметь неплоскостность под мягкими прокладка-
ми порядка 0,025...0,035 мм на каждые 100 мм диаметра, под
металлическими — порядка 0,015...0,025 мм. Шероховатость по-
верхности стыков /?а^2,5 мкм— под мягкими, ^а^1,25 мкм —
под металлическими прокладками.
После разборки соединения мягкие прокладки заменяют на
новые, а металлические можно использовать многократно.
Когда прижатие фланцев по торцу не обеспечивает герметич-
ности, применяют уплотнение деформируемыми кольцами круг-
лого сечения, которые закладывают под фаску (рис. 16.10, б) или
в проточку (рис. 16.10, в, г). Площадь сечения проточки должна
быть на 10...20% больше площади сечения кольца.
Неразъемные металлические конструкции соединений полу-
чают при помощи сварки или пайки места стыка. При этом обес-
печивается почти полная герметичность. Такие уплотнения при-
меняют в вакуумной и космической технике. Недостатками этих
уплотнений являются невозможность их использования при раз-
нородных материалах соединяемых деталей и обязательное раз-
рушение конструкции при разборке соединения.
ГЛАВА 17. МУФТЫ
Муфты служат для соединения концов валов с целью
передачи вращающего момента без изменения угловой скорости.
Помимо этого муфты могут в определенной степени компенсиро-
вать погрешности расположения осей валов, являться демпфера-
ми крутильных колебаний, обеспечивать плавный пуск и останов
механизма, предохранять механизмы от перегрузки и т. д. Муф-
ты широко применяют в приводах авиационных механизмов; в
силовых редукторах несущих и хвостовых винтов вертолетов, в
Кинематических цепях стартеров генераторов ГТД, в турбонасо-
сных агрегатах ЖРД, в системах привода рулей, в кинематиче-
ских цепях различных приборов и т. д.
К авиационным муфтам предъявляют общие требования: ми-
нимальные деформации и напряжения в соединяемых ими валах
И опорах; минимальные потери мощности; повышенная надеж-
ность; минимальные габариты и масса.
По конструкции, назначению и принципу действия муфты
весьма разнообразны. По признаку управляемости все механиче-
ские муфты разделяют на четыре типа: неуправляемые — не до-
пускают рассоединения валов в процессе работы; управляемые —
Позволяют принудительно соединять и рассоединять ведущий и
285
ведомый валы в процессе работы; самоуправляемые — автомати-
чески рассоединяют валы при изменении заданного режима ра,
боты; прочие — например комбинированные, состоящие из неуп.
равляемой и управляемой или самоуправляемой муфт.
Неуправляемые муфты по характеру соединения валов разде.
ляют на глухие — для постоянного жесткого соединения строго
соосных валов; компенсирующие — для соединения валов с не-
значительными взаимными смещениями и перекосами осей, вы-
званными погрешностями изготовления и монтажа; упругие —
для предохранения от динамических нагрузок.
Муфты управляемые разделяют на кулачковые и зубчатые —
для соединения и рассоединения валов при почти равных угловых
скоростях; фрикционные — для плавного соединения ведущего и
ведомого валов при любой разности их угловых скоростей.
Самоуправляемые муфты разделяют на центробежные — для
автоматического соединения или рассоединения валов при задан-
ной угловой скорости ведущего вала; обгонные — для передачи
момента только в заданном направлении и только при равенстве
угловых скоростей; предохранительные — для предохранения де-
талей машин от перегрузок.
Большинство муфт, применяемых в общем машиностроении,
стандартизировано. Основной характеристикой стандартной муф-
ты является расчетный крутящий момент Тр=К\КгТк, где Тр и
Тн — соответственно расчетный и номинальный крутящие момен-
ты; Kt — коэффициент безопасности; К2— коэффициент режима
работы. Значения Кз= 1,0...1,8 принимают в зависимости от по-
следствий, к которым приводит поломка муфты. Коэффициент
режима работы К2= 1,0— при равномерной нагрузке, К2=1ч3...
1,5 — при ударной нагрузке.
В авиационных механизмах наряду со стандартными широко
используют специальные нестандартные муфты.
17.1. НЕУПРАВЛЯЕМЫЕ МУФТЫ
Наиболее просты конструкции втулочных (рис. 17.1, а)
и фланцевых (рис. 17.1, б) глухих муфт. Они допускают смёще-
ние осей валов не более 0,05 мм. Глухие муфты помимо крутяще-
го передают изгибающие моменты, а также поперечные и осевые
усилия. Для разгрузки муфт от действия изгибающего момента
их располагают вблизи опор. С помощью втулочных и фланце-
вых муфт соединяют тихоходные валы и поворотные тяги в ЛА.
Втулочная муфта (см. рис. 17.1, а) представляет собой втул-
ку, соединяющую ведущий и ведомый валы. Передача момента
осуществляется с помощью цилиндрических или конических
штифтов, шпонок или шлицев. При шпоночном или шлицевом
соединении осевая фиксация втулочной муфты осуществляется
стопорными винтами. Преимуществами втулочных муфт явля-
286
Рис. 17.1. Глухие муфты
ются простота конструкции, малые габариты и масса. Размеры
муфты , выбирают в зависимости от диаметра вала: 1,5 </;
L^3d; a~0,75d; d^nfuG^d, а затем уточняются расчетом. Рас-
чет муфты ведут по методикам расчета на прочность соответст-
вующих соединений вала со ступицей (см. гл. 21 и 22).
В авиационных приводах применяют поперечно-свертные
фланцевые муфты (см. рис. 17.1, б). Плоскость стыка полумуфт
перпендикулярна к оси вала. Размеры фланцевой муфты: £ =
= (2,5...4)d; D= (3...3,5)d, £>o = 2,6d. Допускаемая окружная ско-
рость о^35 м/с.' Соединяют полумуфты призонными болтами или
болтами, поставленными с зазором, с дополнительным центриро-
ванием полумуфт. Призонные болты рассчитывают на срез:
т = 87'р(л^Г>0гб)-’ < [т],
где ds— диаметр болта, zs— число болтов.
Болты, поставленные с зазором, рассчитывают по усилию за-
тяжки, найденному из условия передачи крутящего момента си-
лами трения на поверхности контакта фланца:
F3aT=2prp(t/cpZ6/)-’,
Где р — коэффициент запаса сцепления, р = 1,2...3,5; f — коэффи-
циент трения, f=0,15...0,2; dcp— средний диаметр кольцевой по-
верхности трения.
287
Для соединения валов и дисков осевых компрессоров и тур,
бин ГТД, втулок несущих винтов с валами редукторов примени,
ются торцевые треугольные шлицы, которые обеспечивают соос-
ность валов (рис. 17.1, в, г). Чтобы шлицы не вышли из зацепле-
ния при передаче крутящего и изгибающего моментов,
предусматривают затяжку стыка. Зубья шлицев рассчитывают на
смятие. Если расчетные напряжения меньше допускаемых, шли-
цевой пояс выполняют прерывистым с целью снижения массы и
трудоемкости изготовления.
При взаимном смещении и перекосе осей валов применяют
компенсирующие муфты. Для компенсации незначительных осе-
вых, радиальных и угловых смещений используют поводковую
(рис. 17.2, а), зубчатую (рис. 17.2, б, в) и кулачково-дисковую
(рис. 17.2, г) муфты. Соединение валов с большой угловой несо-
осностью (30...45°) осуществляют шарнирными муфтами (рис.
17.2, <5).
Поводковые муфты (см. рис. 17.2, а) применяют в авиацион-
ных механических передачах приборного типа при незначитель-
ной несоосности валов. Передача момента осуществляется паль-
Рис. 17.2. Компенсирующие муфты
288
‘рем 1, закрепленным на одной полумуфте и входящим в радиаль-
ный паз другой полумуфты. Для облегчения монтажа соединения
ралеи. закрепляется на плоской пружине 2, соединенной с одной
рз полумуфт. Диаметр пальца в зависимости от величины Тр при-
нимают равным 3...8 мм, эксцентриситет валов — до 0,5 мм, осе-
вой зазор между полумуфтами 0,5...2 мм.
В передачах большой и средней мощности широко использу-
ют, компактные зубчатые муфты с большим числом одновремен-
но работающих зубьев, стабильными техническими характери-
стиками, обладающие высокими прочностью и жесткостью.
Стандартные зубчатые муфты общего назначения могут переда-
вать крутящие моменты от 7-102 до 105 Н-м при v^25 м/с.
Муфта состоит из двух обойм 1 (см. рис. 17.2, б) с внутренними
зубьями, находящимися в зацеплении с двумя зубчатыми втул-
ками 2 с наружными зубьями. Поверхности наружных зубьев
яа окружности выступов сферические. Компенсация смещений
валов достигается перекосом втулок относительно обоймы за
счет боковых зазоров и сферической поверхности наружных
зубьев. Зубья делают эвольвентного профиля с углом зацепле-
ния aw=20, 30° и высотой головки зуба /io = 0,8 т (aw = 20°) и
Aa=0,5m (aw=30°). Твердость рабочих поверхностей не менее
40 HRC. В авиационной промышленности используют более
компактные специальные зубчатые муфты для передачи крутя-
щего момента от 400 до 7000 Н • м при 3000 об/мин. Зубья муфт,
применяемых в вертолетных трансмиссиях, имеют высокую по-
верхностную твердость, не менее 58 HRC. При большой относи-
тельной ширине зубчатого венца b/d^0,3 (где b — ширина зуб-
чатого аднца муфты, d — диаметр делительной окружности) не-
обходима продольная коррекция (бочкообразность) зубьев
полумуфт. Центрирование полумуфт осуществляют по наруж-
ному диаметру сферических зубьев или по специальным центри-
рующим поверхностям, обеспечивающим перекос полумуфт. При
расчете зубьев муфт учитывают отличия работы в результате
перекоса. Например, при изменении угла перекоса от 0 до 1°30'
напряжения смятия увеличиваются в три раза.
На рис. 17.2, в приведена зубчатая муфта, устанавливаемая
Между валами двигателя и главного редуктора вертолета МИ-8.
Мощность передается через зубчатую муфту 2, снабженную сфе-
рическими центрирующими поверхностями 1.
Муфты с некорригированными зубьями рассчитывают по на-
пряжениям смятия в предположении равномерно распределенной
Нагрузки между зубьями:
«CM=2^r„/(^Sc„)< [асм]»
гДе К2= 1,3...1,5; d — диаметр делительной окружности зубьев;
2-—число зубьев; SCM — расчетная поверхность смятия зуба, SCm =
**bh, bh — рабочая длина и высота зуба; [оСм] = 120...150 МПа
10—1085 289
при монтажных перекосах 10... 15 и твердости не менее 58 HRC.
Расчет зубчатых муфт с бочкообразными зубьями ведут по
формулам для зубчатых передач с определением контактных
и изгибных ар напряжений. Принимают известными следующие
параметры зубчатой муфты: модуль т, число зубьев г, угол за-
цепления aw, ширину зубчатого венца Ь, высоты головки ha и
ножки hf зуба, радиальный зазор Со. Радиус кривизны R боковой
поверхности зуба в нормальном сечении определяют из зависи-
мости
3,75- 10547/[oh]2C^<5,8- Wb/q,
где q=Fjh\ F=2Tvl(dz)\ h= (ha+hf)/cos aw; F— усилие, прихо-
дящееся на один зуб муфты; d— диаметр делительной окружно-
сти, d=mz-, h — расчетная высота зуба; [ан] —допускаемое кон-
тактное напряжение; ан — расчетные контактные напряжения,
Он=0,418(<7£//?)1/2.
Напряжения изгиба в торцевых сечениях, где происходит наи-
большее количество разрушений, определяют по формуле:
aP = \3T^0KxKmd2Kl),
где Ко = О,5—при приложении силы к вершине зуба; Кх=1,33
при aw=20°; Ки — коэффициент, зависящий от числа зубьев,
/Сн=1,3 при z=20; Кн=1,4 при z=40; Кн=1,5 при z^lOO.
Долговечность зубчатых муфт ограничивается износом зубь-
ев. Износостойкость повышают применением жидкой смазки с
принудительной подачей ее в зону контакта зубьев.
Кулачково-дисковая муфта (см. рис. 17.2, г) предназначена
для соединения валов со значительным радиальным смещением
(не более 0,04d, где d — диаметр вала), допускает также незна-
чительные угловые (до 30') и осевые смещения. Муфта состоит
из двух полумуфт и промежуточного диска с кулачками, распо-
ложенными крестообразно и входящими з соответствующие пазы
на полумуфтах.
Шарнирная муфта (см. рис. 17.2, д) состоит из двух вильча-
тых втулок 1 и крестовины 2, шарнирно соединенной с койцами
вилок. Технологически они более сложны и применяются только
при больших (до 45°) угловых смещениях валов — в вертолетных
трансмиссиях для передачи мощности к несущим и хвостцрым
винтам, для привода вспомогательных агрегатов силовой уста-
новки (вентиляторов, коробок приводов и т. д.). Недостатком
их является неравномерное вращение ведомого вала при равно-
мерном вращении ведущего. Синхронность вращения можно
обеспечить установкой сдвоенных шарнирных муфт с промежу-
точным валом. Шарнирные муфты рассчитывают по величине
давления в шарнирах [р] =35...40 МПа.
Упругие муфты, в конструкцию которых включены упругие
290
7
Рис. 17.3. Упругие муфты
элементы, служат для защиты от крутильных колебаний и дина-
мических нагрузок, для обеспечения угловых, осевых или ради-
альных смещений соединяемых валов и для предупреждения по-
ломок. Основной характеристикой упругой муфты является ее
жесткость — зависимость угла поворота от величины крутящего
момента. Различают муфты с постоянной и переменной .жестко-
стью. Последние применяют в механизмах с опасными крутиль-
ными колебаниями. В качестве упругого элемента здесь исполь-
зуют неметаллические вкладыши (резину) и металлические
пружины, пластины или пакеты пластин. По конструктивному
исполнению упругие муфты весьма многообразны. На рис. 17.3, а
показана муфта трансмиссии вертолета, состоящая из двух по-
лумуфт /,2 с резиновыми блоками 3. Резиновые элементы фор-
мируют в пресс-формах, где одновременно с вулканизацией
резины происходит приклейка блоков к лопаткам полумуфт. •
На рис. 17.3, б показана втулочно-пальцевая муфта, предна-
значенная для передачи крутящего момента между валами си-
ловой трансмиссии вертолета в условиях их возможного переко-
са. Передача крутящего момента осуществляется восемью паль-
цами 6, закрепленными винтами во фланце входного вала 5. На
Пальцах напрессованы упругие резиновые втулки 7, входящие в
расточки корпуса муфты. Дополнительная центровка входного
и выходного валов осуществляется специальным промежуточным
фланцем 4, центральный выступ которого входит во втулку, за-
прессованную во внутренней полости корпуса муфты. Для со-
хранения центровки при перекосе валов центрирующий поясок
Промежуточного фланца расточен на сфере.
Ю* 291
17.2. УПРАВЛЯЕМЫЕ МУФТЫ
Управляемые муфты по принципу работы являются
сцепными. Они служат для принудительного соединения и рас-
соединения валов механизма на ходу или во время останова. По
конструкции сцепные муфты делят на кулачковые или зубчатые,
основанные на зацеплении; фрикционные, основанные на трении.
Простейшие сцепные муфты являются модификацией зубчатых
и кулачковых (рис. 17.4, а) муфт, в которых одна из полумуфт 1
(обычно ведомая) может передвигаться вдоль вала. На торцах
полумуфт имеются треугольные, прямоугольные или трапецеи-
дальные выступы — кулачки 2. В рабочем положении выступы
одной муфты входят во впадины другой. Включают эти муфты в
неподвижном состоянии или на ходу при До<1 м/с. Для облегче-
ния включения на кулачках выполняют дополнительные скосы
или часть кулачков имеют пониженную высоту.
Расчет кулачков ведут по напряжениям смятия на контактных
поверхностях и изгибающим напряжениям у основания кулачков.
Предполагая равномерное распределение нагрузки по кулачкам,
получим:
°см=27' fKdfpzS)',
ая=2,Т ph/( W KdcpZ),
где dCp — средний диаметр муфты (по кулачкам); 3 — площадь
проекции опорной поверхности кулачка на диаметральную плос-
кость; h — высота кулачка; z — число кулачков; №и— момент со-
противления основания кулачка изгибу.
Для стальных цементированных кулачков [стСм]==90...
120 МПа — для муфт, не включаемых на ходу, и [осм]=35...
70 МПа — для муфт, включаемых на ходу.
Ж Ж Ж:
Рис. 17.4. Зубчатая (а) и фрикционная (б) управляемые муфты
292
Плавное сцепление и расцепление валов осуществляют фрик-
ционными муфтами.
По форме рабочих поверхностей различают дисковые, конус-
ные и цилиндрические фрикционные муфты. Многодисковые
фрикционные муфты (рис. 17.4, б) имеют относительно малые
габариты и обладают высокой плавностью включения.
Муфта состоит из двух неподвижных полумуфт 4, й и несколь-
ких наружных 6 и внутренних 7 дисков. Наружные диски 6 сое-
диняются с полумуфтой 5, а внутренние 7 — с полумуфтой 4. При
включении муфты диски поджимаются, между ними возникает
сила трения и происходит сцепление полумуфт. Поднятие дисков
силой Q осуществляется рычагом 3.
Расчет муфт проводят по величине момента трения Ттр и ве-
личине допускаемого давления [р]. Момент трения должен пре-
вышать расчетный момент в 0 раз (0 — коэффициент запаса
сцепления): 7’Тр=07’р, где 0= 1,25...1,5.
Для многодисковых муфт:
7’тр = я/1/’](^3-^3)гтр/12,
где f — коэффициент трения; zTp — число поверхностей трения.
Сила Fa, необходимая для сжатия дисков, равна
Fa=0,25n(D2-d2)[p].
Величины f и [р] зависят от материала дисков (табл. 17.1).
Верхние значения [pl относят к малому числу поверхностей тре-
ния. Значения [р] должны быть уменьшены при v = 5 м/с на
15%, при и = 10 м/с — на 30%, при о=15 м/с — на 35%. Для
увеличения трения наружные диски имеют фрикционные наклад-
ки. В зависимости от материала фрикционные муфты работают
со смазкой или без сцдзки. Смазка уменьшает износ и улучшает
расцепляемость.
Таблица 17.1
Материал дисков f [р], МПа
Со смазкой:
сталь — сталь 0,5... 0,08 0.6... 0,8
сталь — чугун 0,08... 0,1 0,6... 0,8
сталь — текстолит v 0,1 0,5... 0,6
сталь — металлокерамика Без смазки: 0,1... 0,12 0,8
сталь — металлокерамика 0,4 0,3
сталь — чугун 0,15... 0,18 0,2... 0,3
293
17.3. САМОУПРАВЛЯЕМЫЕ МУФТЫ
Самоуправляемые муфты служат для автоматическо-
го разъединения валов при определенной величине передаваемо,
го момента (предохранительные), при изменении направления
вращения (обгонные или муфты свободного хода) и при дости-
жении заданной частоты вращения (центробежные).
К предохранительным относят все фрикционные муфты, отре-
гулированные на определенную величину крутящего момента,
при превышении которого происходит проскальзывание фрикци-
онных элементов. При моментах от 4 до 400 Н-м применяют пру-
жинно-шариковые муфты (рис. 17.5, а). В полумуфте 1 выполне-
ны кулачки с большим углом наклона к оси (а=30...45°), а в
полумуфте 2 имеются шарики, которые пружинами прижимаются
к впадинам полумуфты 1. При перегрузках осевые усилия превы-
шают силу сжатия пружины и полумуфты «прощелкивают». Пос-
ле снижения момента до расчетного полумуфты автоматически
Рис. 17.5. Предохранительные муфты
294
сцепляются. Сила сжатия пружины определяется зависимостью
/?₽ (2Tp/Dcp)tga, где £>ср — диаметр окружности, на которой
расположены шарики.
Если возможны только случайные (эпизодические) перегруз-
ки, применяют более простые предохранительные муфты со спе-
циальным разрушающимся элементом 3, в качестве которого ис-
пользуют радиальные или осевые штифты (рис. 17.5, б). Момент,
при котором происходит разрушение штифтов, равен
Гр=0,25л4/шТтв.сргО/2,
где z — число штифтов (/ или 2); — диаметр штифта в плос-
кости среза; тв.ср — предел прочности на срез, тв.ср=£ов, £=0,7...
0,8 для гладких штифтов и £ = 0,9 для штифтов с шейкой.
Для предохранения полумуфт от повреждения штифты уста-
навливают в закаленные стальные втулки, а в месте среза они
имеют шейку. Недостатком таких муфт является необходимость
замены разрушающегося элемента после каждого срабатывания
муфты.
Центробежные фрикционные муфты автоматически сцепляют-
ся или расцепляются с помощью грузов, на которые действует
центробежная сила. Включение фрикционной муфты (см. рис.
17.4, б) производится центробежной силой грузов, шарнирно за-
крепленных на вращающемся поводке 3. Для срабатывания муф-
ты при определенной угловой скорости в конструкции предусмот-
рены пружины, силы действия которых преодолеваются центро-
бежными силамн.^Цормально разомкнутые муфты используют
для запуска механизмов с большими моментами инерции от
асинхронных электродвигателей, имеющих малые пусковые мо-
менты. Нормально замкнутые муфты используют для ограниче-
ния скорости механизма.
Обгонные муфты, или муфты свободного хода, разделяют на
храповые, работающие по принципу зацепления; фрикционные,
действующие вследствие заклинивания промежуточных тел (ро-
ликов, шариков) между полумуфтами. Эти муфты являются обя-
зательным элементом трансмиссий вертолетов и предназначены
Для автоматического отсоединения вала отказавшего двигателя
от редуктора и обеспечения полета в режиме авторотации.
В храповой муфте (рис. 17.6, а) полумуфта 1 имеет венец с
несимметричными внутренними зубьями, а на полумуфте 2 шар-
нирно закреплены храповики 3, которые пружинами прижимают-
ся к зубчатому венцу. Храповики обеспечивают передачу крутя-
щего момента, если угловая скорость ведущей полумуфты 1 пре-
вышает угловую скорость ведомой полумуфты 2. Иначе
храповики отжимаются скошенной поверхностью зубьев, и мо-
мент не передается. v
В узлах привода стартер-генератора ГТД храповые муфты яв-
ляются одновременно центробежными, так как отверстия в хра-
295
А-А
Рис. 17.6. Обгонные муфты
повиках под оси не совпадают с центром масс. При определенном
числе оборотов выключение муфты происходит под действием
центробежных сил храповиков, которые превышают силы натя-
жения пружин, прижимающих храповики к зубчатому венцу.
В авиационной технике наиболее широко испрльзуют роли-
ковые фрикционные муфты для передачи моментов от 500 до
5000 Н-м при п=2600...П 700 об/мин (рис. 17.6, б). Эти муфты
имеют относительно малые габариты, технологичны, просты в
эксплуатации. Односторонняя передача крутящего момента осу-
ществляется при заклинивании роликов 1 между обоймой 5 и
звездочкой 4. Ролики разделяют сепаратором 2. Контакт роли-
ков с обоймой и звездочкой обеспечивается кольцевой пружи-
ной 3. В такой муфте крутящий момент при ведущей обойме
передается при вращении против часовой стрелки и при ведущей
звездочке — при вращении по часовой стрелке. При обратном
296
вращении ролики западают в расширенную часть пазов звездоч-
ки и свободно проворачиваются. Характеристикой, определяющей
работоспособность и надежность муфты, является угол заклини-
вания роликов а — угол между касательными, проведенными
через точки касания ролика с обоймой и звездочкой. При малых
о ролики могут остаться заклиненными после снятия нагрузки,
При больших—возможно проскальзывание муфты под нагруз-
кой. В вертикальных муфтах 3°^а^5°30', число роликов в сепа-
раторе zp=8...2O, диаметр роликов dp= (1/7...1/10)£) (£> — внут-
ренний диаметр обоймы), длина ролика 1= (l,5...4)dp. Обоймы и
звездочки устанавливают из цементируемой стали 12Х2Н4А
(твердость не менее 60 HRC), ролики из стали ШХ15 (61...
65 HRC).
Проверочный расчет роликовой муфты проводят по контакт-
ным напряжениям в зоне контакта ролика со звездочкой:
2EiE2 ( J_____М < га
Е1 + Е2 \ Гр Гд /
где N — нормальная сила взаимодействия ролика со звездочкой,
N=KN4Tp/(Dazp)-, KN — поправочный коэффициент, /<№0,55...
0,75 при а=0,07...0,104 рад; Ei и Е2 — модули упругости материа-
ла ролика и звездочки; гр — радиус ролика; г0 — радиус кривиз-
ны рабочей поверхности звездочки.
Муфты вертолетов относятся к механизмам с малым числом
включений за ресурс (3...5 включений на час наработки). Дли-
тельное время они «работают в заклиненном состоянии при плав-
ном характере изменения нагрузки.
ГЛАВА 18.ПРУЖИНЫ, АМОРТИЗАТОРЫ И УСПОКОИТЕЛИ
18.1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ПРУЖИН,
ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ
Пружины относятся к упругим элементам конструк-
ций механизмов ЛА и приборов и выполняют следующие функ-
ции: накопление потенциальной энергии и использование пру-
жины в качестве движителя (например, в парашютном автома-
те, в механизме раскрытия антенн спутников); создание посто-
янного контакта между отдельными деталями или узлами (в
замковых устройствах подвесных баков, в безлюфтовых зубча-
тых колесах); обеспечение постоянного усилия поджима (в пре-
дохранительных муфтах); поглощение энергии вибрации и уда-
ров (амортизаторы шасси ЛА, амортизаторы бортовых прибо-
ров); возвращение деталей в исходное положение (в храповых
механизмах); устранение зазоров в соединениях элементов при-
боров (спиральный волосок на оси стрелки измерителя скорос-
297
ти и числа Маха М); подведение электрического тока к подвиж-
ным элементам приборов и устройств (спиральный волосок,
соединяющий токосъемник некоторых потенциометров с токопод’
водом колодки).
В зависимости от назначения к пружинам предъявляют раз-
личные требования. Пружины для создания постоянного нажи-
ма или натяжения должны обладать большей упругостью, быть
более жесткими, а пружины, воспринимающие вибрацию или
служащие токоподводами, должны быть менее упругими, т. е.
более податливыми.
По конструкции пружины разделяют на четыре группы:
1) винтовые цилиндрические (рис. 18.1, а), конические (рис.
18.1, б) и фасонные (рис. 18.1, в); 2) плоские (рис. 18.1, г);
3) плоские спиральные (рис. 18.1, д); 4) тарельчатые (рис.
18.1, е).
Винтовые пружины изготовляют в основном из проволоки
круглого сечения, иногда из полосы квадратного или прямо-
угольного сечения. Различают винтовые пружины, работающие
на сжатие (см. рис. 18.1, а—в), на растяжение (рис. 18.1, ж) и
на кручение (рис. 18.1, к). Витки пружин растяжения обычно
навивают плотно друг к другу, без зазоров. Для удобства креп-
ления крайние неработающие витки отгибают в виде петель или
крючков (см. рис. 18.1, аю) или укрепляют в специальных подве-
сах 1 (рис. 18.1, з, и). Витки пружин сжатия навивают с зазо-
ром между витками (см. рис. 18.1, а—в). Их крайние витки
поджимают к соседним и сошлифовывают для обеспечения' наи-
более полного контакта с поверхностью соприкасаемой детали.
Рис. 18.1. Конструкции пружин
298
С целью увеличения сил, развиваемых пружинами, и умень-
шения габаритов винтовые пружины делают многожильными,
сВитыми из двух или нескольких проволок, а также составными,
е. размещают несколько пружин концентрически внутри друг
друга. Если необходимо получить пружину переменной жестко-
сти, применяют конические (см. рис. 18.1, б) или фасонные (см.
рис. 18.1, в) винтовые пружины. Винтовые пружины допускают
значительные осевые и угловые деформации. В винтовых пру-
жинах, работающих на растяжение или сжатие, проволока ра-
ботает на кручение, а пружины, создающие или воспринимаю-
щие крутящие моменты, — на изгиб.
Плоские пружины могут быть прямыми или искривленными.
Они просты в изготовлении, имеют малые габариты, но их до-
пускаемые перемещения относительно малы. Плоские прямые и
искривленные пружины, работающие на изгиб, применяют как
контактные пружины в различных электрических и электроме-
ханических устройствах, например в щетках электродвигателей,
в контактах реле.
Плоские спиральные пружины (см. рис. 18.1, д) представля-
ют собой, как правило, плоскую пружину прямоугольного сече-
ния, закрученную по спирали Архимеда. Они используются для
аккумулирования энергии, «выборки» люфтов в приборах и в
качестве токоподводов. Спиральные пружины работают на из-
гиб. Тарельчатые пружины (см. рис. 18.1, е) представляют со-
бой сплошные или частично разрезанные по образующим конус-
ные диски. Они обладают большой упругостью при относительно
малых габаритах и используются в амортизаторах, фрикционных
муфтах и других устройствах. Основной характеристикой пружи-
ны является ее жесткость, под которой понимается зависимость
перемещения X от величины нагрузки F, вызвавшей это переме-
щение. Эта характеристика (см. рис. 18.2, г) может быть нели-
нейной (/), линейной (2) или смешанной (3). Большинство пру-
жин обладает смешанной характеристикой. Линейной характери-
стикой должны обладать измерительные пружины. Нелинейная
характеристика свойственна коническим и фасонным пружинам.
Чувствительность пружины равна s = dX/d/7. Тогда жесткость
пружины C=\ls = dFld'k.
Выбор материала для пружины определяется ее назначением
и условиями эксплуатации. Чаще всего пружины изготовляют из
высокоуглеродистых и легированных сталей марок Ст. 60, 65, 70,
65Г, 60С2А, 65С2ВА, 60С2Н2А, приобретающих высокую упру-
гость после термообработки. Для пружин, работающих в усло-
виях повышенной влажности, применяют коррозионно-стойкую
сталь Х18Н10Т, а для работы в агрессивных, химически актив-
ных средах — бронзы марок БрОФ6-5-0,15, БрОЦ4-3, БрКМцЗ-1;
Для наиболее ответственных пружин используют бронзу БрБ2,
обладающую высоким пределом выносливости.
299
18.2. ОСНОВЫ РАСЧЕТА ПРУЖИН
Цилиндрические одножильные винтовые пружины рас-
тяжения-сжатия. Геометрические характеристики этих пружин
показаны на рис. 18.2: D — средний диаметр пружины; d — диа-
метр проволоки; Р — шаг навивки витков; X — осевая деформа-
ция пружины под нагрузкой; Н — высота пружины в ненагру-
женном состоянии; L — длина развертки пружины; п — число
рабочих витков пружины. Условие прочности пружины растяже-
ния-сжатия имеет вид
Тк<К]. (18.1)
где [тк]—допускаемое напряжение кручения, тк = 0,2ав для
динамически нагруженных пружин и тк=0,4ов для статически
нагруженных пружин; максимальное расчетное напряжение
max=KBTKIWp=2,55KBFD/d*—2,55KBFc/da, (18.2)
Кв— коэффициент, учитывающий разницу в напряжениях внут-
ренней и внешней точек поперечного сечения витка пружины;
F — максимальная осевая нагрузка, Н; с — индекс пружины,
c=D/d; d и D, мм.
Приближенно Кв может быть вычислен по эмпирической
формуле
^=(4с+2)/(4с-3). (18.3)
Обычно индекс пружины выбирают в интервале 4^с^ 1G.
Расчет пружины по (18.1) является проверочным, если ее
геометрические размеры известны. При проведении проектиро-
вочного расчета геометрические размеры пружины при задан-
ной осевой нагрузке определяют, задаваясь значением индекса
пружины с и вычисляя минимально необходимый диаметр про-
волоки пружины:
d>\fiVKBFci\xK\, <18.4)
Рис. 18.2. Конструктивные параметры и характеристики пружин
300
который затем округляют до ближайшего большего значения по
соответствующим ГОСТам для пружинной проволоки из выбран-
ного заранее материала.
Средний диаметр пружины определяют по формуле D = cd.
При расчете пружин рассматривают три силы: F\ — сила
предварительной деформации (обычно пружины устанавливают
с предварительным сжатием или растяжением); р2— предельная
сила, развиваемая при рабочей деформации пружины, обычно в
(18.4) F=Fi', F3 — сила, развиваемая пружиной при максималь-
но допустимой деформации. Предварительное сжатие (или рас-
тяжение) пружины в зависимости от условий работы выбирают
в пределах Л= (0,1...0,5)р2, а максимальную силу, развиваемую
пружиной, F3 = (1,1...1,7)Р2. При работе пружина деформирует-
ся— растягивается или сжимается на величину X, называемую
рабочим ходом пружины. При этом сила, развиваемая пружиной,
изменяется от Fi до F2 и жесткость пружины С может быть най-
дена так:
C=(F2-F1)/X, (18.5)
где рабочий ход пружины % выбирают из конструктивных сообра-
жений или назначают равным максимальному перемещению по-
движного звена, действующего на пружину. Жесткость одного
витка пружины вычисляют по формуле
C1=G^/(8c3), (18.6)
где G — модуль сдвига материала проволоки пружины, МПа.
Число рабочих витков пружйны n2=C/Ci, а полное число вит-
ков пружины п=П] + п2, где П\ — число опорных витков, П] = 1,5...
2. Максимально допустимая осевая нагрузка Г3 на пружину мо-
жет быть найдена из условия обеспечения прочности:
53=0,4(/з[ТкЖвО), (18.7)
а деформация Х2 пружины с числом рабочих витков п2, обуслов-
ленная действием нагрузки Р2:
X2=8F2n2c3/(Gd). (18.8)
При заданных X и нагрузке Р2 рабочее число витков п2 пру-
жины может быть найдено так:
n2=GX(//(8F2c3). (18.9)
Шаг навивки витков пружин растяжения Р= (l...l,2)d, пру-
жин сжатия P^d+Kzltii. Высота пружины в ненагруженном со-
стоянии: для пружин сжатия Н=Рпг+ (2...2,5)d, для пружин
Растяжения /7=Pn2+2/i, где h — высота конечного участка пру-
жины, зависящая от способа ее закрепления. Длина развертки
Пружины сжатия L=nDn, пружины растяжения £=лб?л+2/,
301
где I — длина развертки конечного участка пружины, зависящая
от способа ее закрепления (см. рис. 18.1, ж—и).
При H/D>3 пружины сжатия следует проверять на осевую
устойчивость по условию
<|» = [Я-(П1-0,5M|/D< [ф], (18.10)
где ф — гибкость пружины, [ip] =2,25 — допускаемая гибкость
для пружин, устанавливаемых без оправки, a [ip] =5,1—допус-
каемая гибкость для пружин, устанавливаемых на оправке.
Цилиндрические одножильные винтовые пружины кручения.
Винтовые пружины кручения (см. рис. 18.1, к) обычно располага-
ют на оправке. Один конец пружины жестко закрепляют, а вто-
рой (свободный) при скручивании пружины служит для созда-
ния или восприятия силы F, которая на плече I, равном расстоя-
нию от центра пружины до точки приложения силы F, создает
момент. При этом в материале витков пружины возникают в ос-
новном напряжения изгиба.
Условие прочности пружины кручения из одножильной прово-
локи круглого сечения имеет вид
%=M*/(0,ld3)<[eB], (18.11)
где ои — расчетное максимальное напряжение изгиба в попереч-
ных сечениях проволоки пружины; М — момент, возникающей от
действия силы F; d— диаметр проволоки пружины; [<ги] —допус-
каемое напряжение изгиба для выбранного материала пружины,
([<ги]=0,25тв для динамически нагруженных пружин и [<ти]=0,5ов
для статически нагруженных пружин); £в=(4с—1)/(4с—4)—
коэффициент, учитывающий разницу в напряжениях внутренней
и внешней точек поперечного сечения витка пружины; 4^с^12.
Расчет пружины по (18.11) является проверочным для пружи-
ны с известными размерами.
Если необходимо провести проектировочный расчет, то иэ^ус-
ловия прочности находят
z/ '> 1 /”
0,1[аи]
(18.12)
Затем d округляют до ближайшего большего значения по
ГОСТу для пружинной проволоки. Задаваясь значением индекса
пружины, определяют D = cd. Если задан (или может быть опре-
делен из конструкции) угол закручивания пружины <р( рад), то
находят число рабочих витков
n=<fEd3/(.^cFl), (18.13)
или при заданном числе витков — максимально допустимый угол
закручивания пружины <р (рад)
<?=McFlnl(Ed3). (18.14)
302
ti Обычно принимают шаг P=d+6, где 6 — зазор между вит-
ками, 6=0,1 ...0,5 мм; а высоту пружины H=nP+2h, где h —
0цсота одного зацепа. Длина развертки пружины кручения, как
g пружины растяжения, может быть найдена по формуле L=
^sgDn+2h. Диаметр оправки (направляющего стержня) выби-
рают из условия Dc^0,9(D—d), округляя его в меньшую сторо-
ду до ближайшего размера по ГОСТу.
Плоские прямые пружины прямоугольного сечения, работаю-
щие на изгиб. Такие пружины (см. рис. 18.1, г) характеризуют
также параметры: f—максимальный прогиб свободного конца
пружины под действием приложенной на нем силы Г, мм; fA —
прогиб пружины в какой-либо точке А, мм. Условие прочности
плоской пружины:
aH = 6F£/(M2)<[aJ. (18.15)
Расчет является проверочным, если известны геометрические
размеры пружины.
При проектир'овочном расчете, исходя из условия прочности
и используя выражение для определения допускаемой нагрузки
на пружину
^=^2K]/(6Z), (18.16)
выбирают L, Ь и h пружины, соразмеряя их с особенностями
конструкции проектируемого меейГнизма. Тогда
f=Fl3/(3EJ)=$FL*l(EbhV)=2£2 (аи]/(ЗЛ£), (18.17)
где J — осевой момент инерции поперечного сечения пружины;
7a = (£-/a/3)F£2/(2£J). (18.18)
Прогиб fi свободного конца пружины от действия силы F,
приложенной на каком-либо расстоянии 1В от точки заделки
пружины, может быть найден так:
/1 = (£-/B/3)F/’/(2£J). (18.19)
Если по условиям эксплуатации пружины необходим ее пер-
воначальный прогиб /о, то он может быть вычислен по формуле
/o=/pa</,o/^-^o)> (18.20)
где Fq — сила предварительного натяжения пружины; F — пол-
ная действующая сила; /раб— рабочий прогиб пружины (прогиб
пружины от положения, которое занимала бы пружина без пред-
варительного прогиба).
Полный прогиб f равен
/ = /+/раб = /раб^/(^ ( 18.21)
Плоские спиральные пружины. Чаще всего плоские спираль-
ные пружины (см. рис. 18.1, д) изготовляют из полоски прямо-
303
угольного сечения. Основные геометрические параметры спи-
ральной пружины: L — длина развернутой пружины, мм; Ь —.
ширина полоски, мм; h — высота полоски, мм; <р — угол закрутки
пружины, рад.
Условие прочности плоской спиральной пружины
аи=?£й/(2£)<[3а1. (18.22)
При проектировочном расчете спиральных пружин геометри-
ческие параметры пружины подбирают, используя выражение
для противодействующего момента, развиваемого пружиной:
7'=£6А3<?/(12£). (18.23)
Длину пружины можно определить из выражения
Z = nn(dB+#H)/2, • (18.24)
где п — число витков пружины; dB и dH— внутренний и наруж-
ный диаметры пружины.
Проверку спиральной пружины (волоска) для приборов про-
изводят из условия
Тт=пТ^, (18.25)
где Л — минимальный момент, развиваемый волоском; Тпр —
момент сил трения, приведенный к оси волоска; п — коэффициент
запаса, п=3... 8.
Тарельчатые пружины. Тарельчатые пружины (см. рис.
18.1, е) стандартизированы, поэтому их подбирают по требуе^
мой силе сжатия. Максимально допустимая осадка пружины
должна удовлетворять условию fmax^0,8ft, а рабочая осадка —
А^0,65Л. При этом l,4<D/d<3,2. Если необходимо увеличить
несущую способность и податливость, то тарельчатые пружины
собирают в комплекты и устанавливают их в механизмах на
оправке. f
Порядок выбора тарельчатых пружин: *
а) исходя из заданной нагрузки F, которую должна воспри-
нимать или развивать пружина, и конструктивных соображений
размещения пружины в механизме, выбирают диски с оптималь-
ными D и d\
б) исходя из заданных хода X и рабочей осадки f\ выбран-
ной пружины, определяют необходимое число дисков
полученное значение округляют до ближайшего целого;
в) для проверки выбранной конструкции пружины рассчиты-
вают силу, развиваемую всей пружиной:
F“ А/2)+821> (18-26)
rLj* (I — р*)
где ц— коэффициент Пуассона (для стали ц=0,3); k — коэф-
фициент, зависящий от соотношения диаметров D/d: 6=0,5 при
l,4^£)/d^2,0, 6=0,66 при 2,0<Z)/d^2,5, 6=0,76 при Dld=2,§.
304
18.3. КОНСТРУКЦИИ И ОСНОВЫ РАСЧЕТА
УСПОКОИТЕЛЕЙ
В процессе эксплуатации подвижная часть измеритель-
ного прибора с указателем может совершать колебания относи-
тельно неподвижной части или положения равновесия. Подобные
колебания нежелательны, так как они снижают точность измере-
ний, приводят к «дрожанию» стрелки прибора, что затрудняет
отсчет показаний. Кроме того, они увеличивают динамические
нагрузки на опоры, что уменьшает срок службы прибора. Основ-
ные причины колебаний подвижной части прибора — это скачко-
образное изменение измеряемой величины и воздействие ускоре-
ний и вибрации летательного аппарата. В первом случае коле-
бания называют собственными, а во втором — вынужденными.
Для обеспечения скорейшего затухания собственных колебаний
подвижной системы приборов применяют специальные устройст-
ва, называемые успокоителями или демпферами.
Процесс перехода подвижной системы прибора из одного
положения в другое, обусловленный изменением измеряемой
величины, называется переходным процессом. На рис. 18.3 при-
ведены графики переходных процессов с успокоителем (кри-
вая 2) и без него (кривая 1) при скачкообразном изменении
входной величины. Основным показателем качества переходного
процесса является его длительность /п.п — время, в течение ко-
торого кривая переходного йроцесса входит в зону допускаемой
погрешности измерения ±АаДОп. Введение демпфера позволяет
обратить колебательный (кривая /) переходный процесс в апе-
риодический (кривая 2), а также существенно уменьшить в
(3... 5 раз) время переходного процесса (4п.п<Лп.п).
В качестве успокоителей применяют демпферы пневматиче-
ские, жидкостные, магнитоиндукционные токовихревые и демп-
феры, основанные на использовании емкостной обратной связи.
В пневматических демпферах в качестве рабочего тела
используется воздух. Конструктивно они делятся на поршневые
И с пористой керамической перегородкой. В поршневом демпфере
(рис. 18.4, а) при поступательном движении штока 5, жестко или
Шарнирно соединенного с поршнем 4, последний сжимает воздух,
Рис. 18.3. Графики пере-
ходных процессов
305
Рис. 18.4. Конструкции успокоителей
находящийся во внутренней полости стакана 2, и выталкивает
его через капилляр 1 и зазор 3 между поршнем 4 и стаканом 2.
В результате этого со стороны сжатого воздуха на поршень
действует противодавление — сила успокоения Fy, и поршень
может двигаться в стакане с ограниченной скоростью.
Демпфер с пористой керамической перегородкой (рис.
18.4, б) выполняется в виде цилиндра 3, в днище которого уста-
новлена пористая керамическая перегородка 4. Свободный торец
цилиндра 3 герметически закрывается гофрированной мембра-
ной 2, с которой жестко или шарнирно связан шток 1. Г1ри
поступательных движениях штока 1 мембрана 2, представляю-
щая собой упругий элемент, прогибается, воспринимая при этом
на себя часть кинетической энергии штока 1. При прогибе
мембраны воздух внутри цилиндра 3 сжимается и продавливает-
ся через пористую керамическую перегородку 4. В этом демпфе-
ре сила успокоения Fy складывается из силы сопротивления
деформируемой мембраны и силы противодавления сжатого
воздуха.
Воздушные демпферы — единственные успокоители, вязкость
рабочего тела которых повышается с возрастанием температуры.
В жидкостных демпферах в качестве рабочего тела чаше
всего используется силиконовое масло, обладающее более ста-
бильной температурной характеристикой по сравнению с другими
маслами. Жидкостный демпфер (рис. 18.4, в) представляет
собой цилиндр 3, заполненный маслом. В масло погружен
вал 2, снабженный двумя или несколькими лопастями 1. Вал
может совершать колебательные движения, при этом на лопа-
стях, погруженных в масло, создается противодействующий
(успокаивающий) момент. С помощью жидкостного демпфера
может быть получено лучшее демпфирование, чем при использо-
вании воздушного демпфера.
В магнитоиндукционных успокоителях используется эффект
наведения токов в сплошных проводящих телах или в коротко-
замкнутых обмотках при их движении в поле постоянного маг-
нита. Магнитоиндукционный успокоитель (рис. 18.5, а) обычно
306
1S-5. Электромагнит-
Jjie успокоители
выполняется в виде тонкого проводящего, чаще всего алюминие-
вого, диска (или цилиндра) 1, укрепленного на валу 2, и посто-
янных магнитов 3. Вал соединяется с подвижной системой при-
бора и может совершать колебательные движения. При этом в
теле диска, находящегося в поле магнита, будут наводиться
вихревые токи. В результате взаимодействия магнитных полей
токов и постоянного магнита создается противодействующий
(успокаивающий) момент.
Успокоитель с емкостной обратной связью (рис. 18.5, б)
представляет собой магнитоэлектрический датчик моментов 1,
в обмотку управления 2 которого подается продифференциро-
ванный и, как правило, усиленный сигнал, пропорциональный
скорости изменения измеряемой величины. При таком способе
можно обеспечить необходимое демпфирование при малых раз-
мерах датчика момента.
Рассмотрим более подробно конструкцию одного из поплав-
ковых жидкостных успокоителей (рис. 18.6), применяемого для
демпфирования колебаний флюгера в измерителе аэродинамиче-
ских углов. Успокоитель состоит из корпуса 6, на котором тремя
Винтами /5 укреплен кожух /. Внутри кожуха расположены
обойма 2, температурный компенсатор 17 и ротор 3, жестко
укрепленный на валу 12 и имеющий в своем теле сквозные
отверстия 18. Внутренний объем успокоителя, ограниченный
Корпусом 6 и кожухом 1, заполнен демпфирующей жидкостью.
В корпусе плотно установлена втулка 16, положение которой
регулируется упорной гайкой 11. При закручивании гайки
Втулка своим торцем упирается в температурный компенсатор 17,
Который фиксирует положение обоймы 2 по отношению к днищу
Кожуха 1. Отверстие в корпусе 6, закрываемое винтом 10, слу-
жит для заполнения внутренней полости успокоителя демпфиру-
ющей жидкостью. Стопорный винт 14 фиксирует положение
стопорной гайки 11, предотвращая ее самопроизвольное отвора-
чивание. Герметизация внутренней полости успокоителя осуще-
ствляется благодаря наличию уплотнений 5, 7, 8 и 9. При нор-
307
1 Z 3 9 9 6 7 8 9
Рис. 18.6. Поплавковый жидкостной успокоитель
мальной температуре компенсатор 17 и обойма 2 находятся в
свободном состоянии. При эволюциях флюгера вращение посред-
ством зубчатой передачи (на рисунке не показана) передается
на вал 12 успокоителя. Ротор 3, вращаясь в обойме ?, увлекает
ее в свободное вращение. Силы трения, возникающие от сопри-
косновения вращающихся частей успокоителя с вязкой жидко-
стью, демпфируют колебания флюгера. При повышении темпера-
туры вязкость жидкости уменьшается, что должно повлечь
за собой уменьшение сил трения и ухудшение демпфирующих
свойств успокоителя. Однако этого не происходит, так как при
повышении температуры компенсатор 17, представляющий собой
биметаллическую пластину, прогибается и, касаясь своими края-
ми обоймы 2, тормозит ее вращение. При значительном увели-
чении температуры компенсатор 17 прижимает обойму 2 к дни-
щу кожуха 1, вынуждая ротор 3 вращаться в неподвижной
обойме 2. Так как зазор между обоймой и ротором весьма мал,
то силы трения в жидкости возрастают, обеспечивая относитель-
ное постоянство демпфирующих свойств успокоителя. При
понижении температуры компенсатор 17 прогибается в обратную
сторону, освобождая обойму 2 и увеличивая зазоры между нею,
днищем кожуха 1 и компенсатором 17. Ротор 3 вращается с
обоймой 2 как одно целое в больших зазорах, что снижает силы
трения в жидкости. Однако за счет увеличения вязкости жидко-
сти при охлаждении суммарный эффект демпфирования практи-
чески остается неизменным, что очень важно.
308
Демпфирующие свойства успокоителей характеризуются
силой успокоения Fy или моментом успокоения му и степенью
успокоения 0:
где су=20]/г/С/п ;
(18.27)
ЛГу=су<о, где Су—20 VKJ ,
где v и (о — соответственно линейная и угловая скорости движе-
ния подвижной системы прибора; су — коэффициент успокоения;
К— жесткость подвеса подвижной системы; т и J — масса и
момент инерции подвижной системы прибора относительно оси
вращения.
Степень успокоения 0 и частота собственных колебаний ®о
являются основными показателями работы подвижной системы
прибора:
р = су/(2/ш0). (18.28)
При р>1 подвижная система подходит к новому положению
равновесия апериодически (см. рис. 18.3, кривая 2), причем, чем
больше 0, тем более длительным переходным процессом обла-
дает подвижная система (кривая 3 более пологая). При 0=1
переходный процесс еще остается апериодическим, но это значе-
ние является критическим, при 0<1 переходный процесс стано-
вится колебательным, затухающим (см. рис. 18.3, кривая /).
Обычно при проектировании воздушных успокоителей раз-
меры всех их элементов выбирают из конструктивных соображе-
ний, исходя из требуемых габаритных размеров успокоителя.
Рассчитывают, как правило, лишь диаметр капилляра, необхо-
димый для обеспечения заданного коэффициента успокоения.
Часто проходное сечение капилляра выполняют регулируемым,
например с помощью винта, который при ввинчивании перекры-
вает часть проходного сечения капилляра. Диаметр капилляра
и коэффициент успокоения су связаны с размерами воздуш-
ного успокоителя следующими зависимостями:
dK= (Зл/п]£>п4/к/п-4Су8з£)п^)/(ЗСу/п/8); (18.29)
су=Зл«71О4п/к/п/(3£/к/п/8+4rfK83Dn/K). (18.30)
Где п — коэффициент, учитывающий возможное^» регулировки
проходного сечения капилляра, для нерегулируемых капилляров
#®1, для регулируемых л^З; т| — коэффициент вязкости воз-
духа; Dn — диаметр поршня; 1П — длина поршня; 1К — длина
Капилляра; 6 — радиальный зазор между поршнем и цилиндром.
С целью уменьшения габаритов цилиндр воздушного успо-
коителя изготовляют из стали, а поршень — из латуни. Внутрен-
309
нюю поверхность цилиндра и боковую поверхность поршня шли-
фуют.
Расчет успокоителей с пористой керамической перегородкой
и жидкостных успокоителей вследствие ограниченности их при-
менения здесь не рассматривается.
Расчет жидкостного успокоителя поплавкового типа (см.
рис. 18.6) состоит в определении момента успокоения Му по
(18.27), в которой коэффициент успокоения су может быть выра-
жен через конструктивные параметры успокоителя так:
cy = m]£>3//(48), (18.31)
где т] — коэффициент вязкости демпфирующей жидкости; D и
I — наружный диаметр и длина ротора или обоймы (в зависи-
мости от режима работы успокоителя); -*б — радиальный зазор
между ротором и обоймой или между обоймой и кожухом в
зависимости от режима работы успокоителя.
18.4. КОНСТРУКЦИИ И ВЫБОР АМОРТИЗАТОРОВ
Амортизаторы предназначены для защиты аппарату-
ры от вынужденных колебаний (в основном вибраций) и уда-
ров. Амортизаторы выполняют роль механических фильтров
низкой частоты, гася поступающие на них колебания и удары,
тем самым изолируя внутренние элементы аппаратуры от колеб-
лющегося корпуса летательного аппарата.
Основные технические параметры амортизаторов стандарти-
зированы. Это — диапазоны частот и амплитуд колебаний, а так-
же коэффициенты динамичности и передачи удара, равные отно-
шениям амплитуды виброускорения или ускорения ударного
воздействия на выходе амортизатора к соответствующей ампли-
туде на входе. Это — характеристики качества защиты аморти-
затора. Кроме того, на практике пользуются коэффициентом
амортизации, равным отношению амплитуд вибрации на выходе
и на входе амортизатора. Коэффициент амортизации должен
быть меньше единицы, и чем он меньше, тем лучше защитные
свойства амортизатора. Коэффициент амортизации А можно
вычислить по формуле
| +4?2W2/W2
^4 — ..
(2?^/<Oq)2 + (1 — “2/“о)2
где р — степень успокоения; со и ®о — круговые частоты вынуж-
денных и собственных колебаний амортизируемого объекта.
Существующие амортизаторы можно разделить на три типа:
резиновые, пружинные и пружинно-резиновые. Простейшими из
них являются резиновые амортизаторы (рис. 18.7, а) и более
эффективные металлорезиновые (МР), отличающиеся от рези-
310
Рис. 18.7. Конструкции амортизаторов
новых тем, что они при изготовлении армируются тонкой про-
волокой, как правило, свернутой кольцами. Они применяются в
виде различных прокладок, ножек, вкладышей. Разновидностью
резиновых амортизаторов являются резинометаллические амор-
тизаторы серии АП (рис. 18.7, б). Достоинства резиновых
амортизаторов — простота, дешевизна, способность гасить также
собственные колебания объекта, т. е. одновременно выступать
в качестве амортизатора и успокоителя. Недостаток — изменение
упругих свойств резины под действием внешних условий — тем-
пературы, влажности, радиации и т. п.
В пружинных амортизаторах (рис. 18.7, в) в качестве
упругого элемента используется пружина /ив качестве ограни-
чителя— резиновый вкладыш 2. Достоинства — простота и
дешевизна. Недостатки — медленное затухание колебаний, воз-
можность возникновения резонансных колебаний с большими
амплитудами, что существенно ограничивает их применение.
Наилучшими по своим характеристикам являются пружинно-
резиновые амортизаторы серии АД и их модификации (см.
рис. 20,7 г) и пружинно-фрикционные амортизаторы серий АФД
И АДН (рис. 18.7, д). При возникновении вибрационной или
Ударной нагрузки, а также собственных колебаний амортизи-
руемого объекта происходит взаимное перемещение штока 1 и
Корпуса 4. В пружинно-резиновом амортизаторе (см. рис. 20.7, г)
возникающая нагрузка воспринимается конической пружиной 3,
в резиновая емкость 2 вместе с капилляром 5 является демпфе-
ром и служит для успокоения объекта. В пружинно-фрикцион-
Вом амортизаторе (см. рис. 20.7, д) нагрузка воспринимается
пружинами 2 и 6, роль успокоителя выполняет резиновый или
311
пластмассовый фрикцион 3, прижимаемый к корпусу 4 пружи-
ной 5. Возникающие при этом силы сухого трения демпфируют
колебания.
Число и место установки амортизаторов выбирают таким
образом, чтобы центр тяжести амортизируемого объекта нахо-
дился между ними и, по возможности, они были одинаково
нагружены. Амортизаторы не рассчитывают, а подбирают исходя
из заданной (ожидаемой) нагрузки на амортизатор, диапазона
ожидаемых частот и максимальной амплитуды возможных
вибрационных и ударных воздействий.
ГЛАВА 19. РЕДУКТОРЫ
19.1. ОБЩИЕ СВЕДЕНИЯ
Редуктором называется передающий механизм, пред-
назначенный для снижения частоты вращения валов и увеличе-
ния крутящего момента. Редуктор обычно является промежу-
точным звеном между входным звеном — двигателем и выход-
ным звеном — рабочей машиной или агрегатом. Выходным
звеном ЛА являются рабочие органы: винт, стабилизаторы, за-
крылки и др. Соединение редуктора с входным и выходным
звеньями обычно осуществляется с помощью муфт. Редуктор
компонуется в зависимости от целевого назначения из передач
различного вида: зубчатых, планетарных, винтовых и других,
которые размещаются в общем корпусе. Опорами валов в редук-
торе обычно являются подшипники качения, хотя в отдельных
случаях при тяжелых условиях (высокие частоты вращения,
вибрации) могут использоваться подшипники скольжения.
Тип редуктора определяется видом используемых в нем пере-
дач, схемой их размещения, расположением валов в простран-
стве, числом ступеней. Наиболее широко в ЛА используются
редукторы с цилиндрическими и коническими зубчатыми пере-
дачами, а также планетарные редукторы. Их достоинства: ком-
пактность, высокий КПД, долговечность и надежность работы.
Червячные передачи ввиду низкого КПД, как правило, в редук-
торах ЛА не применяют.
Исходными данными для разработки конструкции редуктора
являются: передаточное число и, максимальный крутящий мо-
мент Тщах; ресурс th', режим эксплуатации; требования по массе,
габаритам, компоновке и др.
Критерием технического уровня редуктора является относи-
тельная масса у=т/Ттах, где т — масса редуктора, кг; Гшах""
максимальный вращающий момент, Н-м. В настоящее время
значения у^0,2 соответствуют низкому уровню конструкции:
высшему уровню редукторостроения в общем машиностроении
312
соответствует у<0,06; для авиационных конструкций у=
=0,006... 0,009.
Основные пути повышения технического уровня редукторо-
строения состоят в применении высокопрочных материалов, по-
вышении твердости рабочих поверхностей зубьев, применении
современных технологических способов формообразования и
обеспечении требуемой точности и качества сопрягаемых поверх-
ностей.
Экономическим критерием оценки редуктора может служить
относительная себестоимость р=С/т, где С — стоимость.
19.2. ОСНОВНЫЕ КИНЕМАТИЧЕСКИЕ СХЕМЫ
И КОНСТРУКЦИИ РЕДУКТОРОВ
В зависимости от значения общего передаточного
отношения 1р=Пдв/пВЫх редукторы выполняют одно- и много-
ступенчатыми. Типовые кинематические схемы зубчатых редук-
торов, применяемых в общем машиностроении, приведены на
рис. 19.1. Это одноступенчатый редуктор (а), двухступенчатый
развернутой схемы (б), двухступенчатый соосный (в), двухсту-
пенчатый двухпоточный на первой ступени (г), конический (д)
и коническо-цилиндрический (е). Обычно в одноступенчатом
редукторе iP=l,6... 6, коэффициент ширины колеса tyba=b/R,
ф»а=0,25 ... 0,5. Рекомендуемый диапазон передаточного отно-
шения для двухступенчатых редукторов ip=8... 40, при этом
для быстроходной ступени фРа=0,25... 0,35, для тихоходной
ф»а=0,35 ... 0,5. Двухпоточная схема редуктора требует устрой-
ства для выравнивания нагрузки по потокам или повышенной
точности изготовления.
19.1. К' нематические схемы зубчатых редукторов
313
Трехступенчатые цилиндрические редукторы обычно имеют
(р=30... 180. Для лучшего использования объема корпуса валы
в редукторе часто располагают не в одной плоскости, а по так
называемой «свернутой» схеме.
В редукторах с коническими зубчатыми колесами зубья
выполняют с криволинейным профилем; рекомендуемый диапа-
зон передаточных отношений ip=1...5 при ф&а^0,25 с пред-
почтительным углом наклона зуба р=35°. Колесо обычно рас-
полагают между опорами вала, а шестерню — консольно.
Существуют рекомендации по рациональной разбивке пере-
даточного отношения по ступеням в зависимости от величины
передаточного отношения. В соосных редукторах, например
рулевых машинах в системе автопилота, обычно используют
равные передаточные отношения для каждой ступени. Для
несоосных механизмов, при работе без реверсирования, распре-
деление ip по ступеням можно выполнять по следующим зави-
симостям:
Число Две Три Четыре Пять
зубчатых
пар
Диапазон 6</Р^33 33</р<190 190</р<1100 1100</р<6400
uqmpupuug 7-
«ЙеТ™ = °^/*Л /12= 0,95/^ iV2 = 0,95/^;
-гупеням ip /,,,=0,98/1/4. Л,=0 9711/5-
*2'3 ~------*2'3 *р • 23 ’ р > *2'3 u»v'*p >
Z3,4=_J₽_. W='.02/V<; /зч=1,00/у5;
'’12'2'3 ^5=1,05 /»'4. ^5=1,03/у5;
/5,6 = 1,05/у5.
В других случаях с целью уменьшения инерционности в
системах с частым реверсированием и облегчения работы двига-
теля используют следующие зависимости:
Число зубчатых Две Три Четыре Пять
пар
Диапазон 3,5 /р 15 15<tp^75 75</p^450 450</Р<2700
изменения ip Распреде- ление ip по '12 = ^/3; /12 = i^, /4-5 = 2.8 /"’; /5.6-6,05;
ступеням / = fp /2-3 = / = fp • / = /р
24 • *-4 /4-5 ’ ь"5 /5'6
Zn далее, как для далее, как для
*3'4 ~ s трех пар четырех пар
314
Рис. 19.2. Конструкция главного ре-
дуктора вертолета Ми-1:
1 — маслоотстойник; 2 — маслонасос; 3 — ниж-
ний корпус; 4 — средний корпус; 5 — ведущее
зубчатое колесо первой ступени; 6 — ведомое
зубчатое колесо первой ступени; 7 — ведущее
зубчатое колесо второй ступени; 8 — верхний
корпус; Р —крышка с приводом датчика та-
хометра; 10 — вал несущего винта; // — ведо-
мое зубчатое колесо второй ступени; 12 — ве-
домое зубчатое колесо привода хвостового
вала; 13 — ведущее зубчатое колесо привода
хвостового вала; 14 — входной вал
Редукторы составляют обычно часть силовой установки ЛА
(вертолета, самолета, дельтаплана и др.) - Редукторы вертолетов,
связывающие двигатель с несущими или рулевыми винтами, на-
зываются главными. Кроме главного редуктора в вертолете
одновинтовой схемы применяют промежуточные и хвостовые
315
редукторы, соединяемые между собой с помощью трансмиссион-
ных валов. Кроме того, в редукторе могут иметь место дополни-
тельные кинематические цепи: приводы генератора, тахометра
и других агрегатов (см. рис. 7.3).
Главный редуктор ВР-2 вертолета Ми-1 (рис. 19.2) предна-
значен для передачи момента от двигателя через главный вал
на несущий винт. Частота вращения главного вала на взлетном
режиме Пв=232 об/мин, передаточное число мр=6,82; редуктор
двухступенчатый.
Корпус главного редуктора выполнен разъемным и состоит
из верхнего, среднего и нижнего корпусов. К нижнему корпусу
крепится маслоотстойник, являющийся одновременно маслоба-
ком главного редуктора. В отстойник заливается 6 л масла. От
нагнетающего масляного насоса через каналы масло поступает
под давлением к зацеплениям и подшипниковым узлам. Ох-
лаждение осуществляется обдувом корпуса и маслоотстойника,
который имеет ребра, воздухом. На корпусе установлен суфлер
для уравнивания давлений внутри корпуса и окружающей
среды. Уплотнение внутренней полости главного редуктора в
месте выхода вала осуществляется манжетой и сальником.
Назначение системы смазки редукторов состоит в обеспече-
нии подвода смазки ко всем трущимся деталям — зубчатым
колесам, подшипниковым опорам, шлицевым соединениям для
уменьшения коэффициента трения и эффективного охлаждения
деталей. Если во время работы передачи смазка и теплоотвод
недостаточно эффективны, то температура отдельных точек на
поверхности зубьев превысит температуру отпуска и возможно
местное снижение твердости цементированного слоя и резкое
снижение контактной прочности зубьев.
В редукторах вертолетов температура масла, подаваемого в
зацепление, не превышает 90—95°С. Подача гарантированного
количества масла во все точки, требующие смазки и охлажде-
ния, обеспечивается шестеренными насосами заданной произ-
водительности и специальной разветвленной системой каналов,
в которых масло постоянно находится под рабочим давлением,
а его истечение происходит через тарированные и строго ориен-
тированные форсунки или жиклеры. В относительно простых
редукторах типа промежуточного и хвостового редукторов вер-
толета Ми-2, где окружные скорости зацепления не превышают
20 м/с, применяется смазка разбрызгиванием. Уровень масла в
редукторе выбирается таким, чтобы одно из колес было погрУ'
жено в масло на 15—20 мм. При вращении зубчатых колес
масло разбрызгивается, попадая на зубчатые колеса, а также в
специальные карманы, откуда по системе просверленных в кор*
пусе и крышках каналов поступает к подшипникам и други14
деталям. Существуют различные конструкции узла уплотнения
в месте подачи масла из неподвижного корпуса на вращающий'
316
Рис. 19.3. Узлы уплотнения:
в —кольцевое маслоуплотнение с вращающейся втулкой; б — уплотнение «плавающей»
втулкой; /, 2 — каналы; 3 —трубка; 4 — кольцевое уплотнение; 5 — втулка, залитая
баббитом; 6 — вал; 7 — стопор
ся вал винта, например кольцевое маслоуплотнение (рис.
19.3, а), уплотнение с помощью «плавающей» втулки (рис.
19.3, б). Втулка 3 залита изнутри баббитом, масло к ней
подводится по трубкам 1 с резиновыми кольцевыми уплотнени-
ями 2. Втулка 3 ориентируется по валу 4 и удерживается от
проворачивания стопором 5. Корпуса редуктора выполнены из
алюминиевого сплава АЛ5; зубчатые колеса — из стали
18Х2Н4МА твердостью 55 ...63 HRC, валы — из стали
18Х2Н4МА.
Модуль зацепления передачи первой ступени 5 мм, второй
ступени 7 мм.
Конструкция главного редуктора вертолета Ми-2, его харак-
теристика и пример его расчета приведены в разд. 25.2.
Редукторы турбовинтовых и газотурбинных двигателей само-
летов, как правило, являются частью конструкции двигателя и
Обычно компонуются в корпусе, имеющем общие стыковочные
Ловерхности с корпусом двигателя.
Частота вращения вала газовой турбины современных ГТД
Лаходится в> пределах 6000 ... 17 000 об/мин. Для получения наи-
большего значения КПД винта при максимальной скорости
Самолета частота вращения винта составляет обычно 900 ...
U00 об/мин. Таким образом, передаточное отношение на этих
317
режимах будет составлять 7... 18. Как правило, эти передаточ-
ные отношения обеспечиваются применением планетарных или
многоступенчатых цилиндрических передач.
19.3. ОСНОВНЫЕ ПУТИ СОВЕРШЕНСТВОВАНИЯ
КОНСТРУКЦИЙ РЕДУКТОРОВ
Требование повышения качества и надежности конст-
рукции редуктора позволяет наметить следующие пути улучше-
ния характеристик редукторов: снижение удельного расхода
материалов и относительной массы у; снижение удельной тру-
доемкости изготовления путем выбора рациональной технологии;
повышение качества изготовления и обеспечение оптимальной
надежности путем выбора рациональных конструктивных реше-
ний и новых технологических приемов.
Рассмотрим некоторые правила, которых следует придержи-
ваться при выборе рациональных конструктивных решений.
1. Придавать конструкции необходимые прочность и жест-
кость целесообразными, не требующими увеличения массы
способами: применением передач с высокой несущей способно-
стью, использованием пустотелых и оболочковых конструкций,
блокированием деформаций поперечными и диагональными свя-
зями, применением ребер жесткости, рациональным расположе-
нием опор и др.
2. Избегать открытых механизмов и передач, заключать их
в закрытые корпуса, предотвращающие проникновение в них
грязи, пыли и влаги и позволяющие обеспечивать непрерывную
смазку.
3. Обеспечивать надежное стопорение резьбовых соединений
и надежную фиксацию деталей внутри корпуса.
4. Предупреждать возникновение коррозии деталей примене-
нием коррозионно-стойких материалов и различного вида защит-
ных покрытий.
5. Уменьшать относительную массу конструкции у путем
увеличения ее компактности, устранения невыгодных схем на-
гружения, замены изгиба деталей растяжением-сжатием, приме-
нения легких сплавов и неметаллических материалов.
6. Обеспечивать легкое и удобное обслуживание без перио-
дических регулировок с максимальной автоматизацией обслу-
живания и управления.
7. Обеспечивать максимальную технологичность деталей, У3'
лов и конструкции в целом, закладывая при конструирований
наиболее производительные способы их изготовления.
8. Осуществлять максимальную унификацию деталей, ис-
пользовать нормализованные детали, экономить дорогостоящие
и дефицитные материалы.
РАЗДЕЛ IV
СОЕДИНЕНИЯ ДЕТАЛЕЙ В УЗЛАХ
И МЕХАНИЗМАХ ЛА
ГЛАВА 20.РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
20.1. КЛАССИФИКАЦИЯ РЕЗЬБ И ИХ ОСНОВНЫЕ
ПАРАМЕТРЫ
Резьбовыми называют разъемные соединения деталей
С помощью резьбы или резьбовых крепежных деталей.
Резьба представляет собой винтовую канавку определенного
профиля на поверхности детали. В зависимости от формы базо-
вой поверхности различают цилиндрические и конические резь-
бы. Конические применяют редко, например в трубопроводной
арматуре для обеспечения плотности соединения. По форме
профиля винтовой канавки резьбы бывают треугольные (рис.
20.1, а, б), трапецеидальные (рис. 20.1, в, г), прямоугольные
и круглые.
По назначению резьбы делятся на крепежные, служащие
для соединения деталей, и ходовые, служащие для преобразова-
ния вращательного движения в поступательное, и наоборот.
Для этой классификации определяющим являются КПД пары
;винт — гайка и обеспечение самоторможения.
' Рассмотрим силовые соотношения при преобразовании
вращательного движения в поступательное в кинематической
Паре винт — гайка. Пусть элемент гайки, нагруженный осевой
силой Fa (рис. 20.2, а), движется под действием окружной
силы Ft относительно винта с прямоугольной резьбой. Это дви-
жение аналогично движению тела вверх по наклонной плоско-
сти. Соотношение между движущей силой Ft и силой сопротив-
ления Fa для наклонной плоскости (рис. 20.2, в) с углом накло-
на ф и коэффициентом трения f имеет вид Ft—Faig (ф!-ф),
где <р — угол трения, ф=агс!§ f.
КПД винта, аналогично КПД наклонной плоскости при
Движении тела вверх, равен л=^ф/1д(ф+ф).
; В винтовой паре с треугольной резьбой (рис. 20.2, б)
fn^>Fa, поэтому сила трения и соответственно угол трения боль-
ше, чем в прямоугольной резьбе. Тогда по аналогии с резьбой
прямоугольного профиля можно записать:
;• Л=ЛЛе(Ф+?'); (20.1)
ч
[i Tl = tg<J»/tg(’|» + ?'). (20.2)
319
Рис. 20.1. Основные типы резьб:
а — метрическая (ГОСТ 9150—81); б —дюймовая (ГОСТ 6357—81); в — трапецеидальная
(ГОСТ 9484-81); г - упорная (ГОСТ 10177-82)
Угол подъема винтовой линии на среднем диаметре d^ равен
tp=arctg[Ph/nd2], а приведенный угол трения <p'=arctg f', где
/'=f/cos(a/2)—приведенный коэффициент трения, учитываю-
щий наклон профиля резьбы; f — коэффициент трения фрикцион-
ной пары; f=0,15... 0,4, в зависимости от вида покрытия; а —
угол профиля резьбы (для метрической резьбы а=60°), Ph —
ход резьбы.
Для винтовой пары принципиально возможным является и
преобразование поступательного движения во вращательное.
В этом случае осевая сила Fa является движущей, а окружная
Рис. 20.2. Силы, дейсТ'
вующие в резьбовом соеди‘
нении
320
сила Ft — силой сопротивления. По аналогии с движением тела
по наклонной плоскости вниз получим
Ft = Fa^^ — ?');
TQ = tg (ф — <p')/tg ф-
При ф<ф' реализуется явление самоторможения, т. е. невоз-
можность движения при наличии только осевой силы. Для
вращения необходима дополнительная окружная сила:
• ЛотВ=^а1§('Р'-Ф)- (20.3)
С увеличением а растет ф', а значит, уменьшается КПД
винтовой пары при прямом движении. При этом возрастает
эффект самоторможения при обратном движении, что уменьшает
возможность самопроизвольного отвинчивания гайки под дейст-
вием осевых сил. Поэтому в качестве крепежных применяют
резьбы с большим углом профиля — резьбы треугольного про-
филя (см. рис. 20.1, а, б), у которых угол подъема винтовой
линии ф значительно меньше угла ф' даже при наличии в резь-
бе смазочного материала.
Основной крепежной резьбой является метрическая (см.
рис. 20.1, а). Параметры резьбы стандартизированы: диамет-
ры — наружные d и D, внутренние d\ и Д, средние d2 и D2, шаг
резьбы Р, угол профиля а, радиусы скругления впадин R. Номи-
нальным считается наружный диаметр винта d. Стандарт пре-
дусматривает для одного диаметра резьбы с крупным и мелким
шагом. Например, резьба Мб может иметь крупный шаг Р=
= 1 мм (рис. 20.3, а) и мелкие шаги: Р=0,75 мм (рис. 20.3, б)
и Р=0,5 мм (рис. 20.3, в). Резьба с крупным шагом менее
чувствительна к точности изготовления и износу. Мелкие резьбы
имеют меньшую глубину, что увеличивает прочность тела винта;
меньший угол подъема винтовой линии, что повышает эффект
самоторможения и уменьшает возможность самоотвинчивания.
Поэтому мелкие резьбы применяют для динамически нагружен-
ных, а также полых и мелких деталей и при необходимости
регулировки их осевого положения.
Рис. 20.3. Крупные и мелкие резьбы Мб (/=2 мм)
И—1085
321
Трубную крепежную резьбу (см. рис. 20.1, б) применяют в
соединениях трубопроводов. Выполняется с мелким шагом, с
плавными скруглениями профиля и без радиальных зазоров.
Параметры трубной резьбы измеряют в дюймах; за основной
размер резьбы принят внутренний диаметр трубы.
20.2. РЕЗЬБОВЫЕ КРЕПЕЖНЫЕ ДЕТАЛИ
Резьбовые соединения являются одним из самых рас-
пространенных видов соединений в ЛА благодаря технологично-
сти и высокой надежности. Например, в самолетах тяжелого
класса число резьбовых соединений составляет 150... 200 тысяч
на изделие.
Широкое применение резьбовых соединений привело к много-
образию их конструктивных решений. Вместе с тем опыт эксплу-
атации показывает, что нарушения прочности и надежности
резьбовых соединений происходят, главным образом, вследствие
несовершенства их конструкции. Это относится и к конструкции
самих резьбовых крепежных деталей — болтов, винтов, шпилек
и гаек. Основные типы соединений с использованием резьбовых
крепежных деталей показаны на рис. 20.4.
Применение болта с гайкой (рис. 20.4, а) не требует нареза-
ния резьбы в соединяемых деталях, поэтому болтовое соедине-
ние применяется при частых сборках, а также при соединении
листовых деталей. Однако при такой конструкции необходимы
место для гайки и обеспечение возможности подхода инструмен-
та с двух сторон соединения; наличие гайки искажает внешние
очертания соединения. Кроме того, распределение нагрузки
между витками резьбы в болтовом соединении менее благопри-
ятно, чем в соединении винтом или шпилькой (см. разд. 20.4).
Если нельзя поставить гайку со стороны соединяемой детали,
в детали выполняют резьбу и осуществляют соединение с по-
Рис. 20.4. Основные типы резьбовых крепежных деталей
322
мощью винта (рис. 20.4, б). Винт отличается от болта тем, что
исполнение резьбовой части позволяет ввинчивать его в резьбу
детали по самую головку. В общем случае масса соединения,
выполненного с помощью винта, меньше массы болтового, а
надежность выше за счет меньшего числа крепежных деталей.
Однако соединение винтом не может быть применено при малой
прочности материала нижней детали и при малой длине резьбо-
вого участка в ней (при малой толщине).
При больших перегрузках и повышенной температуре приме-
няют в основном соединения при помощи шпилек (рис. 20.4, в),
так как шпилька при прочих равных условиях прочнее винта
или болта из-за отсутствия концентрации напряжения в месте
перехода от стержня к головке винта или болта. Кроме того,
соединение шпильками применяют вместо болтового при частых
сборках и невозможности подхода инструмента для удержания
гайки со стороны нижней детали и вместо винтового соединения
при изготовлении нижней детали из легких сплавов. Для повы-
шения надежности резьбовых отверстий в деталях из легких
сплавов, особенно при частых сборках, применяются стальные
резьбовые вставки (рис. 20.4, г) и резьбовые втулки (рис.
20.4, д).
Болты и винты чаще всего имеют шестигранную головку с
наружным захватом (рис. 20.5, а). В ЛА применяют болты
(винты) с уменьшенными размерами головки (D«l,6d, hm
»0,6d), соответствующими прочности резьбы и стержня болта
(винта). Размеры S стандартизированы и соответствуют разме-
рам зева стандартных гаечных ключей. Когда невозможно
использовать наружный ключ, например, если головка утопле-
на, применяют головку с внутренним шестигранником (рис.
20.5, б).
С уменьшением d для предотвращения перетяжки соедине-
ния необходимо снижать момент завинчивания. Поэтому соот-
ветственно уменьшают длину ключа, а при малых диаметрах
?езьбы переходят на головки болтов (винтов) под отвертку,
оловки под отвертку применяют также в малонагруженных
соединениях и в соединениях, требующих при завинчивании-от-
винчивании подхода с торца.
Головки под отвертку бывают цилиндрические, конические
(потайные и полупотайные) и полусферические, с простым и
Крестообразным пазом (рис. 20.5, в—з). Размеры паза зависят
От диаметра резьбы. Цилиндрические и конические головки
Утапливают в присоединяемую деталь, причем конические при-
меняют при малой толщине присоединяемой детали. При соеди-
нении деталей несколькими винтами с конической головкой к
Расположению конических гнезд в соединяемых деталях предъ-
являются повышенные требования по совпадению осей отверстий
И* 323
о
Рис. 20.5. Основные виды резьбовых крепежных деталей:
а — о — болты и винты; п — р — шпильки; с — ф — гайки
под винты. Полусферические головки применяют при невозмож-
ности утапливания.
Головки с прямым пазом под отвертку с плоским лезвием
вытесняются головками с крестообразным пазом, так как такая
форма паза позволяет создавать большее усилие затяжки и
благодаря центрированию лезвия в пазу облегчает механизацию
процесса завинчивания. Винты с головкой под отвертку, пред-
назначенные для нескольких установок, во избежание разраба-
тывания паза обязательно подвергают термообработке до HRC
44... 45.
Головки шестигранной и цилиндрической формы часто вы-
полняют с отверстиями под стопорение проволокой (рис.
20.6, о).
324
При действии на болты главным образом поперечных нагру-
зок применяют цилиндрические головки уменьшенной массы,
имеющие лыски для фиксирования от проворачивания при
завинчивании гайки (рис. 20.5, и). Даже при упоре головки в
соединяемую деталь одной стороной (рис. 20.6, п) лыски выпол-
няют с двух сторон во избежание неосевого или несоосного на-
гружения головки при затяжке.
• В ЛА находят применение болты и винты с нестандартными
головками, например с головками в виде ушка, применяемые в
системах управления (рис. 20.5, к).
Установочные винты (рис. 20.5, м—о), служащие для пред-
отвращения сдвига деталей, передают усилие на соединяемую
деталь не головкой, а концом стержня, поэтому их выполняют
без головки с пазом под отвертку непосредственно на стержне.
Длину стержня болтов, винтов и шпилек выбирают несколь-
ко большей суммарной толщины стягиваемых и свинчиваемых
деталей (см. рис. 20.4). Длину резьбовой части стержня прини-
мают равной ~2d. Концы ее имеют фаски с катетом, примерно
равным шагу резьбы. Для предотвращения скручивания стержня
под воздействием момента затяжки на торцах длинных болтов
пли шпилек предусматривают устройства под ключ (рис. 20.5, л).
Концы стержней установочных винтов или выполняют с цилинд-
рическим участком (см. рис. 20.5, м) для восприятия сдвигаю-
щих сил при условии выполнения соответствующего отверстия
В детали, или заостряют (см. рис. 20.5, н, о) для стопорения
Незакаленных деталей. В последнем случае твердость поверхно-
сти детали должна быть не более 30... 35 HRC, а твердость
Винта не менее 44 ... 45 HRC. Установочные винты не могут пере-
давать крутящий момент, поэтому их используют в 'сочетании,
например, со шпонкой.
Диаметр гладкой части стержня d0 (рис. 20.5, а, р) мало-
Нагруженных коротких болтов, винтов и шпилек, применяемых
В ЛА и работающих на растяжение, выполняют равным d с до-
пуском АП, а болтов, работающих на срез,— с до-
пуском А8. В ответственных случаях при действии переменных
Нагрузок применяют удлиненные податливые болты и шпильки
С d0^di (рис. 20.5, л, п). Применение более тонкого стержня
Позволяет увеличить усталостную прочность болта или шпильки
Путем выполнения плавных переходов с большим радиусом
Иежду стержнем и головкой болта и между гладкой и резьбовой
Настями стержня. Кроме того, утонение стержня облегчает
Изготовление резьбы.
Гайки чаще всего имеют шестигранную форму (рис. 20.5, с).
° ЛА применяют низкие гайки (D»l,6... l,8d, /f«0,6d). Для
Облегчения надевания ключа на шестигранник и для обеспече-
ния кольцевой формы опорной поверхности на торцах гаек вы-
325
Рис. 20.6. Способы стопорения:
а — з —с созданием дополнительных сил трения; ц—п—с применением формозапирающих элементов и устройств;
р — ф — с помощью сварки, пайки, склеивания и пластического деформирования
’цолняют фаски с углом 30° и 01» 0,95. Часто гайки выполняют
с элементами стопорения (рис. 20.6, е, ж, з, и, о).
Для затяжки насаживаемых деталей на валах применяют
круглые гайки с внутренней резьбой и пазами под ключ на
периферии поверхности (рис. 20.6, м, н) или на торце (рис.
JJ0.6, м), или с отверстиями под ключ на торце (рис. 20.5, т).
Для затяжки деталей в отверстиях корпусов применяют круглые
установочные гайки с наружной резьбой с торцевыми пазами
дод ключ (рис. 20.5, у). Из-за малой высоты круглых гаек в них
используют только мелкие резьбы с Р=1,5... 2 мм. Высоту гай-
ди выбирают так, чтобы она имела не менее 5... 6 витков.
Д ЛА применяют специальные гайки с наружной резьбой и на-
ружными пазами под ключ (рис. 20.5, ф), а также гайки специ-
альных конструкций для уменьшения неравномерности распре-
деления нагрузки по виткам резьбы (см. разд. 20.4).
Материалы для резьбовых крепежных деталей выбирают в
Соответствии с выбранным классом прочности.
ж Для материала болтов, винтов и шпилек из углеродистых
я легированных сталей установлено 12 классов прочности: 3.6,
j».6, 4.8, 5.6, 5.8, 6.6, 6.8, 6.9, 8.8, 10.9, 12.9, 14.9, из которых в
Соединениях ЛА используют последние семь. Первое число
Обозначения, умноженное на 100, определяет величину ов, МПа,
р произведение чисел, умноженное на 10, определяет величину
'for, МПа. Для гаек из тех же сталей установлено 7 классов проч-
ности 4, 5, 6, 8, 10, 12, 14, из которых в соединениях ЛА
Используют последние четыре. Число, обозначающее класс проч-
ности, умноженное на 100, определяет напряжение (в мегапас-
жалях), равное испытательной нагрузке, отнесенной к сечению
; Олта. ,
Для болтов, винтов и шпилек из коррозионно-стойких, жаро-
рочных и жаростойких сталей установлены классы прочности
1, 22, 23, 24, 25, 26, а для гаек — 21, 22, 23, 25, 26.
< Для резьбовых деталей из цветных сплавов, широко приме-
яемых, в частности, при малых диаметрах резьбы, установлены
Лассы прочности 31, 32, 33, 34, 35.
( Выбор материалов зависит от условий работы соединения
Диапазона рабочих температур, среды, характера нагружения)
от требований по надежности.
В Высокопрочные стали для крепежных деталей с <тв> 1400 МПа
Применяют при жестких требованиях к габаритам и массе, осо-
бенно в конструкциях, где требуется создание больших усилий
•атяжки, или вместо заклепочных соединений при действии
Поперечных нагрузок, вызывающих деформации среза. Примене-
ние высокопрочных материалов позволяет снизить массу и
Уменьшить габариты соединения, а при том же усилии затяжки
Уменьшить момент затяжки, облегчить монтаж. Однако умень-
шение размеров соединения ограничивается допустимыми дав-
327
лениями на поверхность соединяемых деталей. Поэтому часто
гайки и головки болтов из высокопрочных материалов снабжа-
ют опорными фланцами круглой формы, увеличивающими пло-
щадь поверхностей контакта. Кроме того, болты из высокопроч,
ных материалов обладают высокой чувствительностью к кон-
центрации напряжений. Поэтому их делают с проточками на
стержне после резьбы и под головкой, что дает возможность
выполнить переходы между сечениями с максимальным радиу.
сом скругления. Такие болты должны устанавливаться без пере-
коса торцевой поверхности головки или гайки относительно
поверхности детали.
Перспективно использование в соединениях ЛА высокопроч-
ных коррозионно-стойких сталей марок СН-2а и ВНС-5, обла-
дающих высокими пластичностью и ударной вязкостью. Болты
из этих сталей не только удовлетворительно работают в услови-
ях низкой температуры (до —200°С), но и малочувствительны к
перекосу (до 8°) и к концентрации напряжений.
Болты из ниобиевых сплавов типа ВН-2 жаростойки и не
обладают хладноломкостью в широком интервале температур.
Для работы при высоких температурах рекомендуется при-
менять болты из молибденовых сплавов, имеющих высокий пре-
дел длительной прочности.
В конструкциях, к которым предъявляются высокие требова-
ния по массе, габаритам и коррозионной стойкости, находят
применение болты из титановых и бериллиевых сплавов. Болты
из титановых сплавов ВТ16, ВТ14, ВТ9 легче стальных. Вместе
с тем они чувствительны к концентрации напряжений; предел
выносливости у них ниже, чем у стальных. Но ввиду высокой
податливости (модуль упругости титана в 2 раза меньше, чем
стали) их широко применяют для соединения стальных деталей
при действии на соединение переменных нагрузок (см.
разд. 20.5). Из-за высокого коэффициента трения пар из тита-
новых сплавов титановые болты (для уменьшения склонности к
заеданию) используют в паре с гайками из стали.
Болты из бериллиевых сплавов в несколько раз легче сталь-
ных. Однако бериллиевые сплавы очень чувствительны к кон-
центрации напряжений и к качеству поверхности, поэтому
детали из них требуют тщательной обработки. Из-за высокой
чувствительности титановых и бериллиевых болтов к концентра-
ции напряжений их применяют главным образом в таких соеди-
нениях, где они работают на срез.
Для повышения прочности и коррозионной стойкости кре-
пежных деталей применяют различные виды термической и
термохимической обработки и нанесение покрытий: металличе-
ских, неметаллических (химических) и лакокрасочных. Напри*
мер, окисные пленки, создавая остаточные напряжения сжатия
во впадинах резьбы, могут на 40... 50% повысить предел вынос-
328
дивости соединения. Для резьбовых крепежных деталей из
конструкционных сталей чаще всего применяют кадмиевое по-
крытие, в среде топлива — цинковое с последующим фосфатиро-
ванием, для деталей из коррозионно-стойких сталей (кроме
гаек) — химическое пассивирование, для деталей из алюминие-
вых и титановых сплавов — анодное оксидирование.
При работе в условиях вакуума качество покрытия зависит
|>т давления упругих паров материала покрытия. Например,
^асто применяемое для резьбовых деталей из легированных
сталей кадмиевое покрытие в условиях вакуума и высокой
’температуры быстро возгоняется (сублимирует). Процесс воз-
гонки затрудняется применением оксидных и фосфатных покры-
тий, приводящих в глубоком вакууме к созданию на поверхно-
сти стабильных пленок.
’ Покрытия широко применяют для резьбовых пар разъемных
соединений с целью уменьшения тенденций к схватыванию,
которая особенно проявляется в условиях вакуума и повышен-
ной температуры и которую можно значительно уменьшить
покрытием серебром или дисульфидом молибдена. Серебряное
покрытие применяют также и для улучшения свинчиваемости
деталей из коррозионно-стойких сталей. Особое значение имеет
покрытие титановых сплавов ввиду повышенной склонности ти-
тана к окислению при нагреве. Кроме того, детали из титановых
хплавов, как и из коррозионно-стойких сталей, плохо свинчива-
ются. Поэтому, например, резьбу шпилек из титановых сплавов
омедняют перед завинчиванием в корпус из титановых сплавов.
Резьбовые крепежные детали в основном получают из про-
ката с нарезкой резьбы на станках или вручную. Но для дета-
лей ответственных соединений применяют накатку резьбы, по-
скольку холодное пластическое деформирование упрочняет
поверхностный слой металла, исключает перерезание волокон
И создает остаточные напряжения сжатия. Это приводит к повы-
шению предела выносливости и уменьшает рассеяние характе-
ристик резьбовых деталей. Однако накатка технологически
рправдана только при твердости менее 350 НВ.
Стандарты устанавливают различные степени точности
резьбы, отличающиеся величиной поля допуска на диаметры d2
И d (см. рис. 20.1, а) для болтов, винтов и шпилек и на диамет-
ры D2 и Di для гаек и резьбовых отверстий. В качестве основ-
ного принят ряд по 6-й степени точности. Разъемные резьбовые
соединения выполняют с зазором. На рис. 20.7 показано соот-
ветствующее расположение полей допусков наружной (h, g, f,
е> d) и внутренней (Е, F, G и Н) резьб. Соединение с зазором
способствует легкому свинчиванию деталей, позволяет компен-
сировать температурные деформации, уменьшает неравномер-
ность распределения нагрузки по виткам. Уменьшение величины
взоров в резьбе повышает выносливость соединений. Поэтому
329
Рис. 20.7. Поля допусков для гайки
(а) и винта (6)
д для деталей без покрытия ре-
комендуются отклонения Hah,
а для деталей с покрытием в
зависимости от его толщины
отклонения G, g, е, d. Наиболее
а 5 распространено соединение с
небольшим зазором по посадке
6/f/6g.
Для резьбы шпилек, а также при специальных требованиях
к резьбовым соединениям применяют соединения с натягом.
Условное обозначение „Болт 2М6Х0,75—4gX30 ЗОХГСА
12.6 ГОСТ 7796—70” означает, что болт выполнен в соответствии
с размерным стандартом ГОСТ 7796—70, по исполнению 2(d==
=6 мм, длина 30 мм, резьба метрическая мелкого шага Р=
=0,75 мм, средний и наружный диаметры 4-й степени точности
с отклонением g) из стали ЗОХГСА, с серебряным покрытием
толщиной 6 мкм.
В обозначениях не указываются: исполнение 1, крупный шаг
резьбы, степень точности и отклонение наружного диаметра,
если они совпадают с теми же параметрами среднего диаметра,
марка материала, если указан соответствующий ей класс проч-
ности, вид покрытия 00 (без покрытия).
Винты, шпильки и гайки обозначаются аналогично.
20.3. УСИЛИЯ И МОМЕНТЫ В РЕЗЬБОВЫХ
СОЕДИНЕНИЯХ. СТОПОРЕНИЕ РЕЗЬБОВЫХ
СОЕДИНЕНИИ
При стягивании деталей усилием Fзат С ПОМОЩЬЮ
резьбовых крепежных деталей в резьбовой паре возникает осевая
сила Fa=F3at под действием приложенной силы Ftw. Зависи-
мость между силами F/эав и Fa согласно теории винтовой пары
определяется формулой (20.1).
Если считать окружную силу F/зав приложенной на среднем
диаметре резьбы d2, момент в резьбе, необходимый для получе-
ния осевой силы Fa (см. рис. 20.2, а), будет равен
^P.a.=F4ea.<72/2=Fetg(«|»+?')</2/2. (20.4)
При отвинчивании зависимость между необходимой окру*
ной силой F/отв и усилием Fa определяется формулой (20.3) •
Тогда
^рЛТв=^Ив^/2=Га(<?'-ф)</2/2. (20.5)
330
Осевая сила Fa прижимает гайку к поверхности соединяемой
детали. Поэтому при завинчивании и отвинчивании гайки на ее
торне возникает трение, для преодоления которого требуется
приложить момент
M.=Faf.fi., (20.6)
где ft — коэффициент трения скольжения торца гайки по поверх-
ности соединяемой детали; 7?т — приведенный радиус сил трения
на торце гайки.
В приближенных расчетах можно принимать 7?т= (Di+d)/4,
где Di — наружный диаметр опорной поверхности гайки (см.
рис. 20.5, с).
При завинчивании резьбового соединения момент завинчи-
вания Мзав, передаваемый со стороны инструмента на гайку,
Преодолевает моменты сил трения в резьбе ЛГр.зав и на торце
гайки М.:
Af3a.=MP.3aB + ^r (20.7)
Для стандартных деталей с крупным шагом в обычных усло-
виях /?T~0,7d, dlPmS, f»0,15 и Af3aB«0,2Fad. При отвинчива-
нии момент на инструменте соответственно Моп=Мр.о.в+Мт.
При статическом нагружении соединения самопроизвольное
его развинчивание исключено благодаря свойству самоторможе-
ния резьбы. Однако при вибрациях, приводящих к взаимному
смещению деталей, коэффициенты трения в резьбе и на торце
существенно уменьшаются, а также могут быть периоды, когда
гайка оказывается свободной от осевых сил. В этом случае
нарушаются условия самоторможения и происходит самоотвин-
Чивание резьбового соединения. Самоотвинчивание возможно и
при действии переменных сил в плоскости стыка, создающих
Момент, передаваемый на гайку или головку болта и приводя-
щий к их отвинчиванию. Поэтому в ЛА резьбовые соединения
Могут надежно работать только в застопоренном состоянии.
' Существуют следующие методы стопорения резьбовых соеди-
нений: создание дополнительных сил трения за счет радиально-
го или осевого давления; фиксация одной резьбовой детали
относительно другой или относительно соединяемой детали; сто-
порение путем местных пластических деформаций. Эти методы
реализуются с помощью различных стопорящих элементов,
выбор которых зависит от назначения соединения, его конструк-
ции и характера нагружения.
Элементы, стопорящее действие которых основано на созда-
нии дополнительных сил трения (см. рис. 20.6, а—з), применяют
Для менее ответственных соединений, допускающих частичное
Отвинчивание. Они эффективны только при действии на соеди-
нение осевых нагрузок.
331
Применение контргайки (см. рис. 20.6, а) создает дополни-
тельную силу трения даже при отсутствии затяжки соединения.
Способ надежен при осевых силах или скручивающих моментах
в плоскости стыка. Однако контргайка увеличивает габариты
и массу соединения. Для снижения массы применяют контргай-
ки уменьшенной высоты или штампованные из листовой стали
(см. рис. 20.6, б).
Для соединений большого диаметра применяют разрезные
круглые гайки со стягивающими или распорными винтами (см.
рис. 20.6, в). Пружинные шайбы (см. рис. 20.6, г) за счет своей
упругости обеспечивают при колебаниях нагрузки сохранение
сил трения в резьбе. Они наиболее эффективны при малой твер-
дости поверхности детали и гайки (до НВ 300), когда острые
кромки разведенных концов шайбы, врезаясь в деталь и гайку,
препятствуют отвинчиванию. По аналогичному принципу рабо-
тают шайбы с наружными или внутренними зубьями (см. рис.
20.6, д), применяемые как для гаек и болтов, так и для винтов,
в том числе с потайной головкой. Шайбы с наружными зубьями
предпочтительнее, так как создают больший момент трения. Все
виды пружинных шайб при действии осевой нагрузки благопри-
ятно влияют на стабильность затяжки и усталостную прочность
соединения. Однако они не обеспечивают надежного стопорения
при действии сдвигающих и скручивающих нагрузок в плоско-
сти стыка. Надежность в этих условиях может быть обеспечена
применением фланцевых болтов и гаек с зубьями (см. рис.
20.6, е).
Высокие стопорящие свойства, особенно при осевых нагруз-
ках, имеют самоконтрящиеся гайки различных модификаций.
Дополнительное трение в соединении создается натягом в верх-
ней части гайки (см. рис. 20.6, ж), деформированной на эллипс
(неразрезная коронка) или по окружности (коронка с прорезя-
ми) после выполнения в ней резьбы. Фиксирование обеспечи-
вается, даже если соединение не затянуто. Перспективно их
применение в труднодоступных местах. Разновидностью само-
контрящихся гаек являются гайки с гладкими кольцами из
капрона, полиамида или фибры, деформируемыми при завин-
чивании (см. рис. 20.6, з), однако они эффективны только при
осевых усилиях.
Формозапирающие элементы (см. рис. 20.6, и—п) применяю1,
при динамических нагрузках и в ответственных соединениях; они
не понижают стабильности затяжки соединения. Повторное
использование деформируемых деталей (шплинтов, шайб, про*
волоки) не рекомендуется во избежание их поломки.
Стопорение шплинтами применяют в соединениях с прорез-
ными или корончатыми гайками (см. рис. 20.6, и). При затяжке
гайки одна из ее прорезей должна совместиться с отверстием 8
болте. Основным недостатком такого соединения является стУ'
332
пенчатость регулировки затяжки, что при коротких болтах
может привести к существенным перетяжкам или недотяжкам.
Кроме того, стопорение шплинтом увеличивает габариты и мас-
су соединения.
Стопорные шайбы для гаек, болтов и винтов имеют различ-
ные конструкции (см. рис. 20.6, к—н). Лапки одинарных шайб
(см. рис. 20.6, к) отгибают на край детали или заводят их в
отверстие или паз. При большом расстоянии от края или уступа
соединяемой детали применяют шайбы для попарного стопоре-
ния (см. рис. 20.6, л). Для стопорения круглых гаек, фиксирую-
щих на валах подшипники и разные детали, служат лепестковые
стопорные шайбы (см. рис. 20.6, м). При большой частоте вра-
щения вала предпочтительнее стопорение в сочетании с гайкой,
имеющей торцевые пазы под ключ. Стопорные шайбы недоста-
точно надежны при стопорении резьбовых деталей на валах.
Поэтому их часто используют в комплекте со стопорящим
кольцом (см. рис. 20.6, н).
Для стопорения групповых резьбовых соединений, регулиро-
вочных и установочных винтов применяют обвязку мягкой про-
волокой из отожженной стали (см. рис. 20.6, о). Скручиванием
концов проволоки создается натяжение, препятствующее отвин-
чиванию. При большом количестве резьбовых соединений их
рекомендуется стопорить попарно. Стопорение проволокой поз-
воляет осуществлять «бесступенчатую» затяжку, поэтому широ-
ко применяется в соединениях с короткими болтами, особенно
при тарированной затяжке.
В некоторых болтах для исключения их проворачивания
выполняют специальные элементы в виде подголовков или
срезов головки (см. рис. 20.6, п). Применение таких болтов
предусматривает наличие на скрепляемой детали паза или
уступа.
Стопорение сваркой, пайкой или пластическим деформирова-
нием практически превращает соединение в неразъемное. Прива-
ривание и припаивание осуществляют в одной-двух точках (см.
рис. 20.6, р). Накернивание является наиболее простым и на-
дежным способом стопорения соединений с потайными и утоп-
ленными головками (см. рис. 20.6, с). При высокой твердости
соединяемых деталей в зазор между головкой болта или винта
и соединяемой деталью закладывают и раскернивают сухарик
из пластичного материала.
В механизмах приборов применяют стопорение соединений с
потайными и утопленными головками путем нанесения покрытий
Краской, лаком или эмалью, которые должны затекать в зазор
(см. рис. 20.6, т).
Стопорение шпилек в соединяемой детали осуществляют раз-
личными способами. Наиболее простой способ стопорения — де-
формация резьбы в соединяемой детали на участке сбега резьбы
333
шпильки (см. рис. 20.6, у). При этом возникает радиальный
натяг, благоприятно влияющий на усталостную прочность
шпильки. Эффективность стопорения возрастает с уменьшением
«угла» сбега.
Посадка шпильки в соединяемую деталь с натягом по сред-
нему диаметру резьбы (см. рис. 20.6, ф) обеспечивает высокие
стабильность затяжки и усталостную прочность шпильки. Но
возможность антикоррозионной защиты при этом ограничена.
Часто посадку с натягом заменяют посадкой с помощью клея.
Иногда стандартную шпильку завинчивают в гладкое отвер-
стие корпуса (особенно если корпус из алюминиевого или маг-
ниевого сплава). Прочность соединения получается не ниже, чем
при посадке с натягом, а стопорящие свойства выше.
20.4. ПРОЧНОСТЬ РЕЗЬБОВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ
ПРИ СТАТИЧЕСКОЙ НАГРУЗКЕ
Расчет витков резьбы на прочность при осевой на-
грузке. В соединении болт — гайка осевая нагрузка (рис. 20.8)
передается через резьбу гайке. Если каждый виток резьбы вос-
принимает одинаковую часть нагрузки F\=Fz= ... =Fn, то
осевая нагрузка в сечениях болта и гайки будет изменяться
равномерно по длине свинчивания и соответствовать эпюре I.
При этом по линии ab в витке болта и по линии cd в витке
гайки возникают напряжения среза и изгиба, а по линиям Ьс
и ad — напряжения смятия. Рабочие поверхности витков подвер-
гаются и износу при завинчивании и развинчивании. Для про-
верки прочности резьбы необходимо вести ее расчет от указан-
Рис. 20.8. Распределение осевой нагрузки между витками резьбы
334
них напряжений под действием силы, приходящейся на виток.
Однако определение этой силы затруднено из-за неравномерно-
сти распределения нагрузки по виткам.
Основной причиной неравномерности является неблагоприят-
ное сочетание деформаций болта и гайки. Под действием при-
ложенной к болту нагрузки участок стержня болта в зоне свин-
чивания удлиняется на определенную величину, а соответствую-
щий ему участок тела гайки укорачивается. При этом витки
резьбы, расположенные на рассматриваемых участках, подвер-
гаются деформации изгиба и сдвига. Если касание до и после
нагружения происходит по всем виткам, то это означает, что
деформация витков компенсирует разность деформаций стержня
болта и тела гайки. Участки болта и гайки, расположенные
ближе к опорной поверхности гайки, нагружены большей силой,
поэтому растягиваются и сжимаются на большую величину, а
значит больше деформируются и витки резьбы, принадлежащие
этим участкам, т. е. эти витки передают большую нагрузку.
По мере передачи силы от болта к гайке в связи с постепенным
удалением от опорной поверхности гайки уменьшаются нагру-
жение участков болта и гайки и разность их деформаций. Витки
резьбы становятся все менее нагруженными. Неравномерность
распределения нагрузки по длине свинчивания для стандартной
гайки с шестью витками в предположении абсолютно точной
резьбы показана на эпюре II. Первый от опорной поверхности
виток воспринимает 52% общей нагрузки, а последний — толь-
ко 2%.
В отличие от соединения болт — гайка в соединении типа
стяжки (рис. 20.9) тела обеих резьбовых деталей испытывают
растяжение, поэтому распределение нагрузки между витками в
этом случае более близко к равномерному. При одинаковых
размерах резьбовых деталей в зоне свинчивания максимальная
нагрузка на виток в соединении типа стяжки примерно в два
раза меньше, чем в соединении болт — гайка. Причем неравно-
соединении типа стяжки
мерность распределения нагрузки в
может быть выравнена увеличением
податливости деталей благодаря пе-
ременному сечению.
В соединении болт — гайка од-
ним из эффективных путей вырав-
нивания нагрузки по виткам резьбы
является изменение конструкции
гайки с целью замены деформации
сжатия гайки деформацией растяже-
ния. Для этого применяют висячие
гайки, гайки с поднутрением и спе-
Рис. 20.9. Соединение типа стяжки
335
Рис. 20.10. Конструктивные приемы, уменьшающие неравномерность рас-
пределения нагрузки между витками резьбы
циальные конструкции зон расположения гнезд для шпилек в
корпусных деталях (рис. 20.10, а, б, в).
Неравномерность распределения нагрузки по виткам резьбы
в соединении болт — гайка может быть также сглажена путем
увеличения податливости витков резьбы, например, применени-
ем гаек с утопленной резьбой (рис. 20.10, г) или срезом части
нижних витков (рис. 20.10, д), что делает нижние витки более
податливыми. Использование податливости резьбовых вставок
(см. рис. 20.4, г) позволяет разгрузить наиболее нагруженный
виток в 1,5 ... 1,7 раза. Выполнением гайки из материала с мень-
шим модулем упругости увеличивают податливость витков на
величину, большую суммарной податливости тела гайки и
стержня болта. Это позволяет на 15... 20% уменьшить нагрузку
на наиболее нагруженный виток.
Выравниванию нагрузки способствует также изготовление
резьбы гайки и болта с различным шагом. При нагружении шаг
резьбы болта в результате растяжения его стержня увеличива-
ется, а шаг резьбы гайки в результате сжатия ее тела умень-
шается. Эти процессы в большей мере проявляются в наиболее
нагруженной части по длине свинчивания.
Увеличение до определенных пределов зазоров в резьбе на
наиболее нагруженных участках благоприятно влияет на рас-
пределение нагрузки. Разность деформаций болта и гайки
компенсируется дополнительным изгибом витков. Для этого
гайку выполняют с переменным средним диаметром резьбы,
увеличивающимся к более нагруженной части. Это же достига-
ется уменьшением толщины стенок гайки и выполнением отвер-
стия в стержне болта, что приводит к большей податливости
болта и гайки.
Кроме деформирования стержня болта, тела гайки и витков
резьбы на действительный характер распределения нагрузки
между витками влияют также местные пластические деформа-
336
ции, неточность изготовления и износ резьбы. Поэтому в пред-
положении равномерного нагружения витков резьбы проводят
условный расчет резьбы деталей ЛА на срез по разрушающим
напряжениям тв (см. разд. 2.1) (на смятие, изгиб и изнашива-
ние стандартные крепежные резьбы не рассчитывают):
а) для винта
’^расч = ^*расч/(я^1^^'Сп) ^в> (20.8)
б) для гайки
Трасч = ^расч/(л^^Л'т)<Тв, (20.9)
где трасч — расчетное напряжение, FpaC4 — расчетная нагрузка;
fpac4=Fof; Fa — осевая нагрузка на соединение; f — коэффи-
циент безопасности; Н — длина свинчивания (рабочая высота
гайки); К—коэффициент полноты резьбы, учитывающий, ка-
кая часть длины Н принимает участие в срезе, для метрической
резьбы Л=0,87; Кт — коэффициент, учитывающий влияние
пластических деформаций при неравномерном распределении
нагрузки между витками резьбы. При однородных материалах
винта и гайки можно принимать Кт=0,6, при более податли-
вом материале гайки Л™=0,7, для соединений шпильками
Кт=0,8, при использовании резьбовых вставок Кт=1-
При одинаковой прочности материалов винта и гайки расчету
подлежит только резьба винта, так как d>di. Для практических
расчетов можно рекомендовать разрушающее напряжение тв=
= 0,65ов, f=l,5... 2 (меньшие значения — при проведении меро-
приятий по выравниванию нагрузки по виткам резьбы).
Такой расчет обязателен для соединений с малой длиной
свинчивания и для резьб с мелким шагом.
Для стандартной крепежной резьбы с крупным шагом, если
высота гайки H>Q,8d или если глубина ввинчивания винта или
шпильки в деталь из стали H\>d (см. рис. 20.4), а в деталь из
цветного металла Hi>l,5d, то прочность резьбы больше проч-
ности стержня болта (винта, шпильки) на растяжение. При
высоте головки болта или винта /i>0,6d срез головки исклю-
чается.
Все приведенные зависимости учитываются в стандартах на
резьбовые крепежные детали, что позволяет, не проводя расчета
резьбы на прочность, считать соединение только на прочность
стержня. Методика расчета стержня крепежной детали зависит
от схемы нагружения, поэтому рассматривают различные
случаи.
Расчет стержня крепежной детали на прочность при дейст-
вии осевой нагрузки, приложенной к незатянутому соединению.
Осевая нагрузка Fa, приложенная к болту (винту, шпильке),
вызывает напряжения в гладкой части стержня диаметром d0
337
и в нарезанной части стержня (рис. 20.11). В нарезанной части
напряжения распределены по площади поперечного сечения
неравномерно и имеют наибольшие значения в зоне впадин
резьбы. Однако пластические деформации в этой зоне несколько
выравнивают распределение напряжений.
Если осевую нагрузку относить не к фактической площади
поперечного сечения (см. рис. 20.11), а к меньшей площади кру-
га диаметром d\, то это позволяет условно вести расчет деталей
из пластических материалов в предположении равномерного
распределения напряжений растяжения по сечению диамет-
ром d\.
Если болт нагружен осевой силой Fa, приложенной к неза-
тянутому соединению, то условие прочности на растяжение по
разрушающему напряжению ав (см. разд. 2.1) имеет вид
apac4==f'расч/(0«25л(/т1а) °в> (20.10)
где оРасч — расчетное напряжение; f=l,5—коэффициент безо-
пасности; dam — минимальный диаметр стержня (наименьший
из d0 и di).
Рис. 20.11. Распределение напря-
жений в сечении болта с учетом
(/) и без учета (2) пластической
деформации
338
Рис. 20.12. График выбора раз-
меров резьбы винта и гайки при дей-
ствии осевой нагрузки
Минимальный диаметр определяют из условия прочности по
разрушающему напряжению:
(20.11)
Затем по стандарту находят резьбу с di^dmin и подбирают
стандартные резьбовые крепежные детали с этой резьбой. Если
расчет ведут не по разрушающим напряжениям, а по разруша-
ющим нагрузкам, то условие прочности ^расч^^разр.
На рис. 20.12 показаны зависимости между диаметрами
резьбы винта dB и гайки dr и разрушающей нагрузкой и
классами прочности болтов и гаек (сплошные кривые соот-
ветствуют гайкам нормальной высоты, штриховые — гайкам
уменьшенной высоты). Видно, что в паре с болтом М14 из стали
класса 10.9 (например, из стали ЗОХГСА) при разрушающей
нагрузке 105 кН может работать гайка уменьшенной высоты из
той же стали ЗОХГСА (класс прочности Г2) или гайка нормаль-
ной высоты из менее прочной стали 45 (класс прочности 8).
Рассмотренный случай нагружения относится к ненапряжен-
ному резьбовому соединению, в котором отсутствует затяжка.
Однако в авиационной технике используют в основном напря-
женные резьбовые соединения, обеспечивающие прочность и
плотность стыка соединяемых деталей. Это достигается предва-
рительной, а часто и последующими, затяжками соединения с
учетом податливости соединяемых деталей, величины и харак-
тера внешней нагрузки на соединение.
Расчет стержня крепежной детали на прочность при дейст-
вии осевой нагрузки от затяжки соединения. Если болт нагру-
жен осевой силой Fx=Fa=F3aT в процессе завинчивания, то его
стержень работает на растяжение и кручение:
Ор=/гв/(0,25л41п); (20.12)
тк=Л!р.ззв/Гр, (20.13)
где ЛТр.зав — момент в резьбе при «завинчивании (20.4);
»0,2dmin—полярный момент сопротивления круглого сечения.
Согласно 4-й теории прочности эквивалентное напряжение
(20.14)
Для стандартной метрической резьбы можно принять
а£«1,3зр. (20.15)
Тогда условие прочности при расчете по разрушающему на-
пряжению Ов
Яр.сч=®£/= l>3Fe//(0,25ndmin) < св. (20.16)
339
Минимальный диаметр стержня
rfmln>y \,3-4Faf/(Mn). (20.17)
По полученной величине dmin подбирают диаметры резьбы
и d и стандартные резьбовые крепежные детали.
Для выбора величины f большое значение имеет достижение
при затяжке соединения заданной величины силы F3at. Поэтому
при контролируемой затяжке принимают /=1,5, а при неконтро-
лируемой /=2...3 (большие значения — для болтов меньших
диаметров).
С целью увеличения прочности резьбовых деталей принимают
меры по исключению скручивания стержня при затяжке соеди-
нения, предусматривая на конце болта или шпильки устройства
под ключ (см. рис. 20.5, л) или фиксируя конец стержня от про-
ворота специальными шайбами.
Если осевая нагрузка на болт приложена эксцентрично, в
Стержне болта кроме напряжений растяжения возникают допол-
нительные изгибающие напряжения. Такое нагружение возника-
ет при использовании болтов с эксцентричной головкой (рис.
20.13, а), при непараллельности опорных поверхностей (рис.
20.13, б, в), при погрешностях изготовления соединяемых дета-
лей, болтов и гаек или из-за их деформаций при монтаже и экс-
плуатации. Тогда суммарное напряжение в стержне равно
’х = ’р+<’и- (20.18)
Здесь ор рассчитывается по формуле (20.12);
ая = Л4и/^, (20.19)
где 0, Idmin— осевой момент сопротивления сечения стерж-
ня диаметром dmm; Ми — изгибающий момент, определяется в за-
висимости от эксцентриситета нагружения е (см. рис. 20.13, а, б)
по формуле MK=Fae или в зависимости от величины угла накло-
на а упругой линии стержня при изгибе (см. рис. 20.13, в) по фор-
Рис. 20.13. Резьбовые соединения при действии эксцентрично приложен*
ной осевой нагрузки
340
Рис. 20.14. Способы уменьшения напряжений изгиба в стержне болта
муле Мл=Е]а/1, где Е — модуль упругости материала стержня;
J — момент инерции сечения стержня, J=0,05d4; I — длина де-
формируемой части стержня; d — диаметр стержня.
Эксцентричное нагружение значительно снижает прочность
болта. Например, при e=dmin Oz«8op. Особенно чувствительны
к перекосу болты, винты и шпильки из высокопрочных сталей.
Для уменьшения напряжений изгиба обрабатывают черновые
поверхности под гайками и головками болтов (рис. 20.14, а), вво-
дят допуски на перекосы опорных поверхностей и биение торцев,
применяют сферические шайбы (рис. 20.14,6), предусматривают
центрирующие конические опорные поверхности (рис. 20.14, в).
Чтобы исключить появление эксцентрического усилия, в ответст-
венных соединениях рекомендуется применять не пружинные
шайбы (см. рис. 20.6, г), а шайбы, исключающие появление экс-
центрической нагрузки (см. рис. 20.6, д).
Болты, нагружаемые осевой силой при завинчивании, могут
быть нагружены и дополнительной внешней силой, раскрываю-
щей стык. Например, болты крепления крышек сосудов, находя-
щихся под давлением (рис. 20.15), болты фланцевых соединений.
Пусть F3aT — сила предварительной затяжки болта (монтаж-
ная сила), F — внешняя осевая нагрузка, приходящаяся на болт.
При F3aT соединяемые детали деформируются на определенную
величину Дд.Эат (рис. 20.16, а, б), а их
упругая реакция вызывает удлинение
болта на величину Дб.зат, причем
Дд.зат== ^зат^-д И Дб.зат^-Рзат^б, ГДв Хд И
Хо — податливость деталей или болта
(отношение деформации к усилию),
равная их деформации под нагрузкой в
Рис. 20.15. Резьбовое соединение крышки
сосуда, находящегося под давлением:
1 — фланец; 2 — прокладка; 3 — крышка; 4 — болт;
« - шайба
341
Рис. 20.16. Деформация болта и соединяемых деталей:
а — соединение ие затянуто; б — соединение затянуто силой Гзат; в — соединение затя-
нуто силой Гзат и нагружено внешней силой F
1 Я; Х=// (ES), где / — длина детали в направлении действия
нагрузки, S — площадь сечения.
После приложения к затянутому соединению внешней силы F
болт дополнительно растягивается на величину Др (рис. 20.16,
б, в), а деформация сжатия соединяемых деталей уменьшается
на ту же величину. Итоговая деформация болта Дб=Дб.зат+Др,
а деталей Дд=Дд.зат—Af-
При этом только часть внешней силы F нагружает болт, а дру-
гая идет на разгрузку стыка. Пусть дополнительная нагрузка на
болт %F, тогда итоговая нагрузка на него
(20.20)
Соответственно уменьшение нагрузки на стык (1—%)F, а ито-
говая нагрузка на него
(20.21)
Так как деформации болта и деталей под действием внешней
силы равны, то Ар=х^б= (1— х)^д, откуда
(20.22)
Коэффициент внешней нагрузки х показывает, какая часть
внешней силы приходится на болт, обычно х=0,2 ...0,4.
В общем случае все элементы соединения можно разделить
на две системы (см. рис. 20.15): систему болта, куда входят болт,
шайбы и другие элементы, сумма абсолютных деформаций ко-
торых под действием внешней нагрузки возрастает; систему кор
пуса, куда входят соединяемые детали, т. е. фланцы, крышки,
342
прокладки и другие элементы, сумма абсолютных деформаций
которых под действием внешней нагрузки уменьшается. Тогда
// п п \
<20-23)
\/=1 /=1 /
п
где — сумма податливостей отдельных элементов и уча-
i-i
п
стков сечений системы болта; — сумма податливостей
i=i
отдельных элементов и участков сечений системы корпуса.
При определении податливостей системы болта, если болты
короткие (l<6d), учитывают также податливость резьбы и го-
ловки болта, для чего к расчетной длине болта I (см. рис.
20.16, а) прибавляют 1/2 высоты гайки.
При определении податливостей системы корпуса в расчет
принимают только ту часть площади поперечного сечения дета-
лей, которая участвует в деформации при затяжке соединения.
При большой толщине / соединяемых деталей условно счита-
ют, что деформацией захватываются участки деталей, имеющие
форму полого усеченного конуса высотой I' в соединениях шпиль-
кой или винтом (рис. 20.17, а) или двух полых усеченных кону-
сов в соединениях болтом (рис. 20.17,6). Введение конуса дав-
ления означает замену действительных напряжений равномерно
распределенными напряжениями в пределах площадей сечения
конуса. Диаметр малого основания конуса а равен диаметру
опорной поверхности крепежной детали, а тангенс угла конуса а
принимается равным 0,5.
Конусы давления в соединениях винтом или шпилькой (а) и
болтом (б)
343
Податливость детали в пределах одного такого конуса (см.
рис. 20.17, а)
х _ I ।n (а + rfpn.) (а + 2/' tg а — rf0TB).
nEdon tg а (а — rfOTB) (а + 2Z' tg а 4- d0TB)'
Податливость в пределах двух конусов (рис. 20.17,6) в 2 раза
больше.
При малой толщине деталей (/^ 1,5а) конус можно заменить
эквивалентным цилиндром. Тогда
---------.
ЯЕ [(a + Z')2-4B]
Если х мал, то большая часть внешней силы идет на разгрузку
стыка деталей, а меньшая — на дополнительное нагружение бол-
та. Поэтому с точки зрения прочности стержня болта необходимо
увеличивать податливость элементов системы болта и уменьшать
податливость элементов системы корпуса. Для этого применяют
податливые болты (рис. 20.18, а, 6), вводят в систему болта вы-
сокие втулки (см. рис. 20.18,6), пружинные шайбы и пружины
(рис. 20.18, в), уменьшают толщину деталей системы корпуса
(особенно прокладок), а для уменьшения контактных деформа-
ций улучшают качество обработки поверхностей стыка. С этой
же целью у резьбовых крепежных деталей из высокопрочных ма-
териалов (ств> 1400 МПа) отношение длины к диаметру не долж-
но быть меньше пяти.
Из (20.21) следует, что сила поджатия деталей стыка Ед
уменьшается при уменьшении силы затяжки Ёзат. Условие суще-
ствования силы Ед и нераскрытия стыка: Еэат^(1—х)^7- Но пер-
воначальное усилие затяжки соединения Езат, выбранное из усло-
вия нераскрытия стыка, в процессе эксплуатации может снизить-
Рис. 20.18. Способы увеличения податливости элементов болтового соеди-
нения
344
ся в результате контактных деформаций неровностей (выступов
шероховатости) стыка деталей и резьбы, пластических деформа-
ций деталей. Поэтому для исключения опасности раскрытия сты-
ка необходимо применять высокую затяжку соединения
(20.24)
где 0 — коэффициент запаса.
Для обеспечения прилегания плоскостей стыка принимают 0 =
= 1,2... 1,5 при статическом нагружении и 0=2...4 при перемен-
ных нагрузках. Для обеспечения герметичности 0=1,2... 4 в за-
висимости от типа уплотняющих прокладок (большие значения
при более жестких прокладках).
Большая предварительная затяжка повышает надежность ра-
боты резьбовых соединений, так как приводит к уменьшению до-
ли рабочей нагрузки, воспринимаемой болтом, и уменьшает ин-
тенсивность повышения усилий в болте с ростом рабочей на-
грузки.
Однако максимальная величина предварительной затяжки ог-
раничивается прочностью стержня болта при совместном дейст-
вии усилия затяжки F3aT и внешней силы F. Условие прочности
по разрушающему напряжению ов:
°расч = 3эУ °в> (20.25)
где оэ — эксплуатационное напряжение,
‘э=1.3^зат+ахг; (20.26)
1’9'3а/,зат —напряжение, возникающее в стержне болта при за-
тяжке соединения [коэффициент 1,3 согласно формуле (20.15)
учитывает напряжение кручения]; —изменение напряжения
в стержне болта при действии внешней нагрузки; f=l,5 — при
контролируемой затяжке, f=2... 3 — при неконтролируемой за-
тяжке (большие значения для болтов меньших диаметров).
Для сечения стержня диаметром </min условие прочности име-
ет вид
°расч= < ав. (20.27)
0.25л<1п 0,25л<1п
Учитывая, ЧТО Г3ат = 0Л можно получить
//го1п > Г(1,30+ • (20.28)
Расчет стержня крепежной детали на прочность при дейст-
вии поперечной силы. Условия работы болта различны при
установке его в отверстие соединяемых деталей без зазора или
с зазором.
В первом случае (рис. 20.19, а) болты устанавливают по по-
садке в отверстия, калиброванные разверткой. Рекомендуется
посадка HtyhS, а при переменных нагрузках Н8/р6. Шерохова-
345
Рис. 20.19. Установка болта в отверстие соединяемых деталей: без зазора
по посадке (а), с зазором (б)
тость поверхности отверстия мкм. В этом случае стер-
жень болта рассчитывают на срез в плоскости стыка деталей по
разрушающему напряжению тв:
(20.29)
где i — число поверхностей среза (в соединении на рис. 20.19, о
i=2); f=l,5; Тв~0,6ав-
Тогда
4/у/7(лгв). (20.30)
При Zmin<^, т. е. при малой толщине одной из соединяемых
деталей или при малой длине зоны контакта стержня болта с
деталью, а также если предел прочности материала детали мень-
ше предела прочности материала болта, прочность соединения
проверяется по напряжениям смятия (в предположении равно-
мерного распределения напряжений по площади полуцилиндра):
°расч = FyfKdlmiп) °в> (20.31)
где /щщ — наименьшая длина зоны контакта болта с одной из
соединяемых деталей (на рис. 20.19, а наименьшая из 1=1/+1"
и /=/2); Цв — разрушающее напряжение смятия, выбирается для
менее прочного материала контактирующих пар (болт и деталь
1 или болт и деталь 2); f—1,7.
Тогда
d>Fyf/(lmlD^. (20.32)
При установке резьбовой детали в отверстие соединяемых
деталей с зазором (рис. 20.19, б) для исключения взаимного пе-
ремещения деталей силе Fy должна противостоять сила трения
на поверхностях стыка FTP~^Fy. Обычно принимают
Лр=?/> (20.33)
где 0— коэффициент запаса (при статической нагрузке 0=1,3...
1,5, при переменной 0=1,8... 2).
346
Необходимая величина силы трения FTp может быть получена
затяжкой соединения до появления в стыке соответствующей нор-
мальной силы
^"зат— ?трЛ/трО,
(20.34)
где fTP — коэффициент трения скольжения поверхности стыка
(для металлических поверхностей без смазки fTp=0,15...0,2);
i — число пар трения (число стыков).
В этом случае Fv не передается на крепежную деталь и стер-
жень рассчитывают только на прочность по эквивалентному на-
пряжению по формулам (20.16) и (20.17).
Соединение с зазором не требует точного изготовления кре-
пежных деталей и отверстий, поэтому является более простым и
дешевым. Однако оно менее надежно из-за трудности контроля
силы затяжки, нестабильности величины коэффициента трения и
высокого уровня напряжений, получаемых в результате высокой
затяжки.
При требовании малой массы и габаритов предпочтительнее
выполнять соединение без зазора, так как при той же величине
поперечной силы в этом случае резьбовые детали получаются в
2... 3 раза меньше по диаметру и в 4... 5 раз по массе.
Часто применяют резьбовые соединения, в которых для ис-
ключения взаимного смещения деталей ставят штифты или втул-
ки (рис. 20.20), воспринимающие поперечные силы. В этом слу-
чае размер болтов может быть значительно уменьшен. Такие
соединения применяют при больших поперечных силах или в ус-
ловиях одновременного действия поперечных (срезающих) и осе-
вых (отрывающих) нагрузок.
Влияние температуры на статическую прочность крепежной
детали. Для резьбовых крепежных деталей, работающих в усло-
виях высоких температур, расчет необходимо вести по пределу
длительной статической прочности, что должно учитываться при
выборе материала. В результате ползучести материала возмож-
но ослабление затяжки соединения.
Низкие температуры приводят к хладноломкости, т. е. созда-
ют возможность хрупкого разрушения материала. Это особенно
проявляется в накатанных резьбах, у которых в результате на-
клепа поверхностных слоев снижена
Если материалы болта и со-
единяемых деталей имеют разные
коэффициенты температурного
расширения, то при изменении
температуры затянутого соедине-
Рис. 20.20. Разгрузка резьбового со-
единения от срезающих усилий
пластичность.
347
ния в нем могут возникнуть дополнительные нагрузки, вызван-
ные температурной деформацией. Эти нагрузки могут быть оп-
ределены по условию совместности деформаций крепежных и
соединяемых деталей и должны быть учтены при определении
усилия предварительной затяжки болта (во избежание раскры-
тия стыка) и при расчете болта на прочность. Так как темпера-
турные напряжения уменьшаются с увеличением податливости
любой детали системы, то для их уменьшения ставят специаль-
ные компенсаторы в виде втулок, податливые болты, шайбы, про-
кладки и пружины (см. рис. 20.18). В качестве податливых эле-
ментов могут быть использованы и пружинные стопорные шайбы
(см. рис. 20.6, г, д).
20.6. ПРОЧНОСТЬ РЕЗЬБОВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ
ПРИ ПЕРЕМЕННЫХ НАГРУЗКАХ
Обеспечение прочности резьбовых соединений при пе-
ременных нагрузках является сложной проблемой, так как наи-
более частым видом их разрушения на практике является уста-
лостное разрушение. Наибольшее значение переменной состав-
ляющей напряжения, приводящее к усталостному разрушению,
здесь значительно меньше, чем величина разрушающего напря-
жения при статическом разрушении.
Вероятность усталостного разрушения зависит от величины
переменной составляющей нагрузки, приходящейся на болт, и от
его предела выносливости.
Например, переменная сила, приложенная к незатянутому со-
единению (см. рис. 20.11), воспринимается болтом полностью.
Если соединение предварительно затянуто силой Лат (см.
рис. 20.15), то после приложения внешней переменной силы F она
передается на болт лишь частично. Стержень болта находится
под действием нагрузки Fc (20.20), где Лат — постоянная состав-
ляющая нагрузки; F—Fmtn---Fmax.
Таким образом, затяжка соединения является средством
уменьшения влияния на прочность болта внешней переменной
нагрузки.
При малой величине предварительной затяжки Лат<^(1—х)
происходит раскрытие стыка, и внешняя нагрузка тогда полно-
стью передается на болт, что приводит к появлению дополнитель-
ных напряжений ударного характера. Поэтому Лат выбирают
так, чтобы при заданной величине F стык оставался нераскры-
тым. Недостаточная сила затяжки или ее чрезмерное уменьшение
в эксплуатации — наиболее часто встречающиеся причины от-
каза резьбовых соединений.
Для защиты болтов от усталостного разрушения необходимо
снижать величину коэффициента йешней нагрузки х» чтобы
меньшая доля переменной нагрузки F приходилась на болт,
348
Рис. 20.21. Эпюра напряжений, дейст-
вующих в стержне болта с учетом кон-
центрации
а большая — на соединяемые дета-
ли. Этого достигают снижением же-
сткости элементов системы болта
(повышением податливости Хе): при-
менением податливых болтов (см.
рис. 20.18, а, б) или введением по-
датливых деталей (пружинных
шайб, колец, втулок и т. д.) (см.
рис. 20.18, б, в). Второй путь защиты болтов от усталостного
разрушения состоит в увеличении жесткости (уменьшении по-
датливости Лд) элементов системы деталей. Это достигается уве-
личением площадей опорных поверхностей, снижением кон-
тактной податливости путем повышения чистоты и точности по-
верхностей стыка, уменьшением толщины упругой прокладки
или заменой ее на более жесткую. Правило конструирования
резьбовых соединений, работающих в условиях переменных на-
грузок, можно сформулировать так: податливые болты — жест-
кие соединяемые детали.
На усталостную долговечность болтов существенное влияние
оказывают очаги концентрации напряжения, в которых зарож-
даются трещины. Эпюра напряжений в стержне болта показана
на рис. 20.21. При усталостном разрушении незначительные пла-
стические деформации не снижают напряжений в зонах концент-
рации.
При переменной нагрузке наиболее слабым местом в соеди-
нении является резьбовая часть стержня в зоне первого рабочего
витка от опорного торца гайки. Рассмотренные в разд. 20.4 спо-
собы сглаживания неравномерности распределения нагрузки по
виткам резьбы значительно увеличивают усталостную прочность.
Но эти способы приводят к усложнению конструкции, увеличе-
нию ее габаритов, появлению нестандартных деталей (уменьше-
нию степени стандартизации) и т. д. Поэтому важное значение
приобретают меры, уменьшающие концентрацию напряжений во
впадинах резьбы, например увеличение радиусов закругления
впадины, замена нарезания резьбы накатыванием, обкатывание
роликом впадин нарезанной резьбы, увеличение угла профиля
До 90°.
Стандартные метрические резьбы имеют радиус впадин Р=
=0,144Р (см. рис. 20.1,а). Применяемые в ЛА болты из высоко-
прочных сталей с ав>1200 МПа выполняют с Р=0,18Р, что
Повышает среднюю долговечность примерно в 1,5 раза. Болты
Из титановых сплавов рекомендуется изготавливать с Р=0,224Р,
а из бериллиевых сплавов с Р=0,268Р.
349
Усталостное разрушение у головки болта происходит реже,
чем в зоне первого рабочего витка, так как концентрация напря-
жений в этом месте меньше. Она обусловлена резким изменением
сечения и различным характером деформаций стержня (растя-
жение) и головки (сжатие и изгиб). В стандартных болтах отно-
шение радиуса закругления под головкой к диаметру стержня
составляет 0,016... 0,05. При использовании болтов при перемен-
ных нагрузках это отношение должно быть не ниже 0,05, а увели-
чение этого отношения до 0,2 увеличивает выносливость в 2...
2,5 раза. Если увеличение радиуса до необходимой величины не-
возможно по соображениям конструктивного характера, приме-
няют упрочняющую обработку, например обкатку роликом или
алмазное выглаживание.
С точки зрения выносливости сопряжение гладкой и резьбо-
вой частей стержня лучше выполнять не в виде сбега резьбы, а
в виде проточек. Проточки на гладкой части стержня у конца
резьбовой части обеспечивают удобный выход инструмента и уве-
личивают податливость стержня. Для повышения выносливости
места перехода обкатывают.
Указанные для болтов мероприятия применяются и для по-
вышения усталостной прочности шпилек и винтов. Выносливость
шпилек (как и винтов) выше, чем выносливость болтов благо-
даря более равномерному нагружению по виткам. Из всех поса-
док в корпус с точки зрения выносливости наиболее эффективна
посадка с помощью спиральных вставок. Но при любой посадке
предел выносливости конца шпильки, ввернутого в корпус, выше
гаечного, и прочность шпильки определяется прочностью послед-
него.
В общем случае предел выносливости резьбовых соединений
зависит от размера соединения, материала резьбовых деталей,
основных параметров резьбы, конструктивной формы и материа-
ла гайки, технологии изготовления, допусков и посадок.
Обычно переменному нагружению подвергаются предвари-
тельно затянутые резьбовые соединения с напряжением затяжки,
равным (0,4 ...0,6) От. При расчете прочности пользуются экспе-
риментальными диаграммами предельных напряжений, описы-
вающими зависимость наибольшей несущей способности от сред-
него напряжения цикла.
При расчете по максимальным напряжениям запас статиче-
ской прочности
^« = 0lin/3max> (20.35)
где Отах—'максимальное напряжение в стержне болта; сттах=
— (^зат+х^тах)/5, S — площадь опасного сечения; опт — пре-
дельное напряжение, в качестве которого принимают предел те-
кучести.
Запас по статической прочности па берется не менее 1,25.
350
При расчете по переменным напряжениям запас прочности по
амплитудам
Л0в = 1аИп1/3а’ (20.36)
где Ста—амплитуда напряжений в стержне болта (винта, шпиль-
ки), Оа=х(Fmax—Fmin)/(2S); ooiim — предельная амплитуда, ко-
торую приравнивают к пределу выносливости болта при знако-
переменном симметричном цикле, оа ит=ст-1р,сж/Ка; ст-1Р,сж— пре-
дел выносливости материала при знакопеременном симметрич-
ном растяжении или сжатии, a-iP, c«~0,75a_i; Ка — эффективный
коэффициент концентрации напряжений.
Для болтов из легированных сталей со стандартной метри-
ческой резьбой Да=5,5... 7,5 (большие значения соответствуют
более прочным сталям и большим диаметрам резьбы). Для на-
катанных резьб величина Ка уменьшается на 25%, а при прове-
дении мероприятия по выравниванию нагрузки по виткам резь-
бы — на 30... 50% в зависимости от их эффективности.
Величина запаса прочности по переменным напряжениям пОа
должна быть больше 2,5.
Более подробно расчет прочности резьбовых крепежных де-
талей при переменных нагрузках изложен в работе [6].
В соединениях с малым значением коэффициента внешней
нагрузки х, с накатанной резьбой и сглаженной неравномерно-
стью нагрузки по виткам резьбы несущая способность лимити-
руется не усталостной, а статической прочностью.
ГЛАВА 21.ШПОНОЧНЫЕ, ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ)
И ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ
21.1. ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпоночные соединения служат для закрепления дета-
лей на валах с помощью шпонок, устанавливаемых в пазах дета-
ли и вала и передающих крутящий момент.
Соединения широко распространены благодаря простоте кон-
струкции и низкой стоимости. Недостатки их заключаются в ос-
лаблении вала шпоночным пазом и в снижении его усталостной
Прочности из-за концентрации напряжений. На полых валах при-
менять шпонки не рекомендуется.
Чаще всего применяют ненапряженные шпоночные соедине-
ния, обеспечивающие достаточно высокую точность центрирова-
ния, с использованием призматических и сегментных шпонок
(рис. 21.1).
Для призматических шпонок (см. рис. 21.1, а) в определен-
ных интервалах диаметров валов стандартизированы размеры
сечения шпонки (ширина Ь, высота й, фаска с или радиус скруг-
351
Рис. 21.1. Соединение призматической (а) и
сегментной (б) шпонками
ления г) и размеры пазов (глубина паза вала t и втулки ti и ра-
диус закругления г). Длина шпонки I выбирается из стандарт-
ного ряда.
Для сегментных шпонок (см. рис. 21.1, б) в определенных ин-
тервалах диаметров валов стандартизированы размеры шпонки
(ширина Ь, высота h, диаметр dm и фаска с) и размеры пазов
(глубина паза вала t и втулки tx и радиус закругления г).
Сквозные пазы под шпонку во втулке выполняют протягива-
нием (рис. 21.2, а), а глухие — долблением (рис. 21.2,6). Пазы
на валу выполняют фрезерованием: для призматической шпон-
ки— пальцевой фрезой (рис. 21.2, в), а для сегментной — диско-
вой фрезой (рис. 21.2, г). Возможно выполнение паза под призма-
тическую шпонку и дисковой фрезой (рис. 21.2,6). При этом
Рис. 21.2. Выполнение пазов под призматические и сегментные шпонки
352
повышается производительность, но увеличиваются осевые раз-
меры паза и возникает необходимость осевой фиксации шпонки,
например, винтом. Во избежание пригонки торцев призматиче-
ской шпонки длину паза I' (см. рис. 21.1, а) делают больше дли-
ны шпонки I. Пазы не рекомендуется доводить до ступенек вала,
так как их врезание в ступеньку увеличивает концентрацию на-
пряжений.
Соединение сегментной шпонкой технологичнее, чем призма-
тической, но требует более глубокого паза на валу, сильно ос-
лабляющего вал. Поэтому сегментные шпонки применяют для
передачи малых крутящих моментов, главным образом, в кине-
матических механизмах.
Шпонку выполняют с отклонением ширины /i9 и ставят в паз
вала с натягом, а в паз втулки — с зазором. Соответственно реко-
мендуются посадки: PtyhS и Js9l№— для призматической шпон-
ки, N9/H9 и Js9/h9 — для сегментной. Призматические шпонки
могут применяться в качестве направляющих в подвижных шпо-
ночных соединениях. В этом случае рекомендуется посадка в паз
втулки а шпонка закрепляется на валу от осевого пере-
мещения (см. рис. 21.2, е).
Соединяемая с валом деталь в радиальном направлении фик-
сируется на валу переходной посадкой Hl/kb или посадкой с на-
тягом при циклическом нагружении, а в осевом направлении —
буртиком вала, гайкой (см. рис. 21.1,о), упором в торец, уста-
новочным винтом (см. рис. 21.1,6) или другими способами. При-
менение осевой затяжки соединения с базированием по торцам
втулки позволяет уменьшить длину сопряжения втулки и вала L
(см. рис. 21.1, а) до величины менее 0,8d.
С помощью шпонки соединяемая деталь фиксируется на валу в
окружном направлении. Под действием крутящего момента в
шпонке возникают напряжения смятия, среза и изгиба. Но в
шпонках стандартного сечения напряжения среза и изгиба малы,
поэтому проверку прочности шпоночного соединения ведут толь-
ко по напряжениям смятия:
асм = Рсм/$см 13см1> (21.1)
где Feu — результирующая сила, действующая на боковую грань
Шпонки, FCMs«7’p/(0,5d); SCM — площадь смятия боковой грани;
5см=/рА/2 — для призматической шпонки, SCu=l(h—t)—для
сегментной; Тр— расчетный крутящий момент; 0,5</— примерное
значение плеча результирующей силы, действующей на шпонку.
Расчет условен, так как не учитывает влияния перекосов
Шпонки и появления дополнительных напряжений на кромках.
Кроме того, силы трения, возникающие между втулкой и валом
В случае посадки с гарантированным натягом, частично разгру-
жают шпонку от действия крутящего момента. Аналогичный ре-
12-Ю85 353
Рис. 21.3. Соединение цилиндрически-
ми шпонками
зультат дает введение осевой
затяжки соединения (см. рис.
21.1,а).
Для неподвижных шпоноч-
ных соединений рекомендуют:
при статической нагрузке
[Стсм]=0,8от, при пульсирую-
щей (осм]=0,55<Тт, при знакопе-
ременной [осм]=0,4ат.
Значение ат принимается
для наименее прочного мате-
риала деталей соединения
шпонки, вала или втулки. В не-
ответственных соединениях ЛА
применяют шпонки из чистотя-
нутой стали 45 с от=350 МПа, в ответственных — из стали
ЗОХГСА с от=850 МПа.
Если прочность соединения недостаточна, ее можно повысить
применением шпонки большего стандартного сечения (при до-
статочной прочности вала) или увеличением длины призмати-
ческой шпонки. Установка нескольких шпонок по окружности
центрирования нежелательна, так как дает малое увеличение
прочности соединения из-за неравномерности распределения на-
грузки между шпонками при одновременном снижении прочности
вала.
В соединениях цилиндрическими шпонками (рис. 21.3) исполь-
зуют стандартные цилиндрические штифты с dm<0,2d. Штифт
ставится в отверстие с натягом по посадке НТ/иЪ. Такое соедине-
ние может быть выполнено только при условии удобного подвода
инструмента для совместной обработки (сверления и разверты-
вания) отверстия в торцах соединяемой детали и участка вала.
Совместная обработка позволяет получить многошпоночное со-
единение (до четырех шпонок), что в сочетании с малым ослаб-
лением сечения вала и малой концентрацией напряжения при-
водит к высокой несущей способности соединения. Однако соеди-
нение получается неразборным. Проверку прочности такого со-
единения проводят по формуле (21.1), где 5см=/рО,5.
При значительной разности твердостей вала и соединяемой
детали соединение цилиндрическими шпонками получается ме-
нее прочным, так как во избежание увода сверла ось отверстия
должна располагаться в более твердой детали, что уменьшает
поверхность смятия мягкой детали.
Для осевой фиксации детали на валу в случае соединения
цилиндрическими шпонками обычно применяют несколько вин-
тов (см. рис. 21.3), равномерно расположенных по окружности
центрирования. Резьбовые отверстия под винты, так же как и
отверстия под шпонки, выполняют в сборе втулки и вала.
354
21.2. ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯ
Зубчатые соединения образуются выступами — зубья-
ми— на валу, входящими в пазы — шлицы — соединяемой с ва-
лом детали. Применяют в неподвижных и подвижных соедине-
ниях для передачи крутящего момента.
По сравнению со шпоночными соединениями зубчатые обла-
дают рядом преимуществ: имеют более высокую несущую спо-
собность за счет большей площади рабочих поверхностей; имеют
большую усталостную прочность вала благодаря меньшей глу-
бине пазов, меньшей концентрации напряжений в пазах и рав-
номерному распределению нагрузки по окружности вала; исполь-
зуют современные методы обработки, исключают подгонку, име-
ют меньшее число деталей и обеспечивают высокую точность и
взаимозаменяемость.
По форме профиля зубьев различают прямобочные (рис.
21.4, а), эвольвентные (рис. 21.4,6) и треугольные (рис. 21.4,в)
соединения.
Соединения с прямобочными зубьями (см. рис. 21.4, а) быва-
ют трех серий (легкая, средняя и тяжелая). Соединения тяже-
лой серии, отличающиеся наибольшей высотой и числом зубьев,
предназначены для более напряженных условий работы.
Центрирование соединений может осуществляться по наруж-
ному (рис. 21.5) или внутреннему (рис. 21.5) диаметрам
или по боковым граням (рис. 21.6). При центрировании по
одному из диаметров достигается лучшая соосность вала и со-
единяемой детали. Наиболее распространено центрирование по
наружному диаметру (см. рис. 21.5, а). При этом центрирующие
поверхности втулки получаются протягиванием, а центрирующие
поверхности вала — шлифованием.
Пазы во втулке выполняются напроход — под протяжку (рис.
21.6,а), а при обработке долблением необходимо предусматри-
вать стандартную проточку для выхода инструмента (рис.
21.6, б).
Рис. 21.4. Виды зубчатых (шлицевых) соединений
12* 355
Рис. 21.5. Центрирование зубчатых (шлицевых) соединений
При выполнении зубьев на валу фрезерованием должен быть
предусмотрен выход фрезы с РфР«4 (рис. 21.6,в). Не рекомен-
дуется выполнять зубья на валу долблением (рис. 21.6, г) в си-
ловых соединениях, так как наличие проточки для выхода ин-
струмента снижает прочность вала. Для удобства монтажа на
торцах вала и втулки выполняют фаску под углом 30°, катет
которой больше высоты зуба.
Углы пазов втулки и вала выполняют по радиусам (см. рис.
21.5, а), а на углах зубьев делают фаски с катетом, большим, чем
соответствующий радиус. Если втулка имеет высокую твердость
(более 350 НВ), применяют центрирование по внутреннему диа-
метру (см. рис. 21.5, б), обрабатывая центрирующие поверхности
вала и втулки шлифованием. Эта технология изготовления сое-
динения менее производительна, чем при центрировании по на-
ружному диаметру, но обеспечивает более высокую точность
центрирования. При центрировании по внутреннему диаметру на
наружном диаметре выполняют радиусы скругления пазов и
соответствующие фаски зубьев, а в углах пазов вала для выхода
кромок шлифовального круга делают поднутряющие канавки.
Рис. 21.6. Выполнение элементов зубчатых (шлицевых) соединений
356
Центрирование по боковым граням (см. рис. 21.5, в) обеспе-
чивает более равномерное распределение нагрузки по зубьям,
поэтому применяется при больших нагрузках и реверсивном дви-
жении. Это соединение сохраняет правильность посадки, если
соединяемая с валом деталь расширяется при работе под дейст-
вием центробежных сил или температуры. Боковые поверхности
зубьев на валу обрабатывают шлифованием, а во втулке — про-
тягиванием. Поэтому это центрирование применяют только при
небольшой твердости втулки (менее 350 НВ).
Условное обозначение соединения должно включать букву,
обозначающую поверхность центрирования (D, d или Ь), число
зубьев и номинальные размеры d, D и Ь с обозначением их по-
п о. о. Н12 . Hi „ о
садок, например D-8X36------х 40 ----X 7------- . Зазоры по
all fl /8
центрирующим поверхностям должны быть минимальными. За-
зоры по неценгрирующим диаметрам выполняют всегда больши-
ми и их можно не указывать в обозначении.
Длину соединения I (рис. 21.7, а) выбирают равной (0,8...
l,5)d. При Z<0,8d уменьшается продольная устойчивость детали
на валу, а при />l,5d уменьшается относительная фактическая
площадь контакта центрирующих поверхностей из-за проявления
неточности изготовления. Соединение малой длины (Z<0,8d) мо-
жет быть выполнено только при базировании деталей по торце-
вым поверхностям с осевой затяжкой. Силовая затяжка в осевом
направлении значительно повышает работоспособность соеди-
нения.
Профиль соединения с эвольвентными зубьями (см. рис.
21.4, б) стандартизирован и отличается от профиля зубчатых ко-
лес увеличенным углом профиля исходного контура (до 30°) и
уменьшенной высотой зуба, равной величине модуля. За номи-
нальный диаметр соединения принят наружный диаметр D. Ис-
пользуют модули от 0,5 до 10 мм.
Центрирование соединения может быть по наружному (см.
рис. 21.5, г) или внутреннему (см. рис. 21.5, д) диаметрам или по
Рис. 21.7. Соединение прямобочными шлицами с поджатием деталей
по торцевым поверхностям (а) и эвольвентными шлицами с центрированием
Деталей по специальным поверхностям (б)
12*—1085 357
боковым сторонам (см. рис. 21.5, е). Наиболее распространено
центрирование по боковым сторонам, более полно отвечающее
технологии изготовления эвольвентного зубчатого соединения.
Зубья вала и протяжки для калибровки пазов в ступице обра-
батывают на оборудовании для изготовления зубчатых колес. Но
для реализации технологических преимуществ эвольвентных со-
единений втулка должна иметь твердость, при которой возможна
обработка протягиванием (менее 350 НВ).
Технологические методы обработки поверхностей эвольвент-
ного соединения аналогичны методам формообразования прямо-
бочного соединения и отличаются только видом используемого
инструмента. Конструкции деталей эвольвентного и прямобочно-
го соединений также аналогичны.
Условное обозначение эвольвентного соединения должно
включать в себя величину номинального диаметра соединения,
величину модуля, посадку центрирующих элементов и номер
стандарта. Например, для соединения с D=50 мм и т=2 мм
при центрировании по наружному и внутреннему диаметрам и
по боковым сторонам обозначения будут иметь соответственно
следующий вид: 50 х X 2; 50 х 2 х I 50 X 2 х •
В первых двух случаях (при центрировании по одному из диа-
метров) указаны отклонения соответствующих цилиндрических
поверхностей втулки и вала, а при центрировании по боковым
сторонам указаны степень точности ширины паза втулки и тол-
щины зуба вала (буква — отклонение их размеров).
Часто допуски на размеры зубьев и пазов назначают как на
свободные размеры, центрируя вал и втулку по специальным
поверхностям. Такое решение принимают при коротких шлицах
с Z<0,5d, не обеспечивающих продольной устойчивости детали
на валу, или в эвольвентных соединениях с твердостью ступицы
более 350 НВ, когда нельзя осуществить центрирование по бо-
ковым сторонам из-за невозможности шлифования пазов втулки
(см. рис. 21.7,6), и применяют центрирование по специальным
кольцам, размеры которых стандартизированы.
Эвольвентные соединения по сравнению с прямобочными об-
ладают: увеличенной несущей способностью благодаря больше-
му числу зубьев; повышенной прочностью вала благодаря уве-
личенному радиусу скругления у корня зуба; возможностью об-
работки на стандартном зуборезном оборудовании и значительно
меньшим числом необходимых инструментов (эвольвентные
зубья одного модуля нарезаются одним комплектом инструмен-
тов); возможностью повышения прочности и достижения любой
плотности соединения (вида посадки) только смещением режу-
щего инструмента.
Зубчатые соединения с треугольным профилем (см. рис.
21.4, в) не стандартизированы. Эти соединения — мелкошлице-
358
вые с модулем 0,2 ...0,5 мм и числом зубьев 20... 70. Угол при
вершине зуба во втулке принимают чаще всего равным 72°. Цен-
трирование осуществляют по боковым сторонам. Такие соеди-
нения применяют при ограниченных радиальных габаритах (при
тонкостенных втулках), для замены посадок с гарантированным
натягом (при небольших крутящих моментах) и для регулиро-
вания углового положения детали на валу (например, качалки
рулевого управления). При ограниченных осевых размерах при-
меняют торцевые треугольные соединения (рис. 21.8). При стя-
гивании деталей осевым усилием происходит их самоцентриро-
вание по зубьям. При передаче момента зубья соединения ис-
пытывают напряжения смятия, среза и изгиба. В зубьях стан-
дартного профиля напряжения среза и изгиба малы, поэтому
оценку прочности проводят только по напряжениям смятия. Дру-
гим важным критерием работоспособности зубчатых соединений
является сопротивление изнашиванию сопрягаемых поверхно-
стей, связанному с их взаимным перемещением при наличии ра-
диальных смещений и угловых перекосов геометрических осей
втулки и вала. Эти смещения и перекосы вызываются зазорами
и деформациями деталей соединения. Деформации вала от из-
гиба и кручения приводят к микросдвигам поверхностей контак-
та, зависящим как от величины зазоров в соединении, так и от
режима его работы. Вместе с тем нагружающие соединение силы
вызывают неравномерное распределение нагрузки между зубь-
ями и по их длине. Например, при соединении с валом ступицы
косозубого зубчатого колеса (рис. 21.9) сила F = \/Г F}-\-Fr
вызывает неравномерное распределение нагрузки между зубья-
Рис. 21.8. Соединение Рис. 21.9. К расчету зубчатого соединения
торцевыми треугольными
Шлицами
12*» 359
ми, приводящее к их смещениям в пазах и деформациям. Эти
смещения и деформации при вращении вала относительно места
приложения силы F перераспределяются между зубьями, вызы-
вая циклические относительные перемещения сопрягаемых по-
верхностей зубьев. Кроме того, силы F и Fa образуют момент от-
носительно центра соединения точки О: M—Fe±0,5Fadw (знак
минус — при разном направлении моментов от сил Fr и Fa отно-
сительно точки О). Момент М вызывает неравномерность
распределения нагрузки по длине зубьев, что при вращении вала
приводит к дополнительным относительным перемещениям со-
прягаемых поверхностей соединения. При расчете зубчатого сое-
динения влияние силы F и момента М на нагрузочную способ-
ность оценивается с помощью параметров ty — Fdт/ (2ТР) и г=
= (Fl±0,5Fadw)/Fl.
Для определения нагрузочной способности зубчатых соедине-
ний проводят расчеты на смятие и износ. Расчет прямобочных
соединений рекомендуют вести путем сравнения среднего давле-
ния на рабочих поверхностях с допускаемыми давлениями из
расчета на смятие и износ. По аналогичной методике рассчиты-
вают и эвольвентные соединения.
Условие прочности на смятие
(21.2)
условие износостойкости
0<[=>изнЬ (21.3)
где о — среднее давление на рабочих поверхностях; [оСм] — до-
пускаемые напряжения смятия менее прочного материала соеди-
нения; [оизн] —допускаемое напряжение износа для менее твер-
дой поверхности соединения.
Среднее давление вычисляют по формуле
a = Tf/(0,5dmlhz), (21.4)
где Тр — расчетный крутящий момент; dm — средний диаметр со-
единения, dm=0,5(D+d)—прямобочного, dm=zm— эвольвент-
ного; z— число зубьев; т — модуль; I — рабочая длина соедине-
ния; h — рабочая высота зубьев, h=0,5(D—d)—2с для прямо-
точных, А «0,8— для эвольвентных, с — величина фаски.
Допускаемое напряжение смятия определяют по формуле
+ (21.5)
где От — предел текучести поверхностного слоя менее прочного
материала соединения; п — коэффициент запаса прочности, за-
висящий от ответственности соединения, п= 1,25... 1,4; Кз— ко-
эффициент неравномерности распределения нагрузки между
зубьями, зависящий от параметра ф, Кз=1,6...3; Ккр — коэффи-
циент концентрации нагрузки от закручивания вала, зависящий
360
Таблица 21.1
Условия эксплуатации соединения Твердость поверхности наименее твердой из сопрягаемых поверхностей
не более 350 НВ не менее 40 HRC
Тяжелые (знакопеременная нагрузка с ударами и вибрацией, большие углы пере- коса, отсутствие смазки) Средние (переменная нагрузка, малые углы перекоса, бедная смазка) Легкие (приближенно статическая на- грузка, практическое отсутствие перекоса, хорошая смазка) 25 ... 40 30 ... 50
45... 75 75... 105
60... 90 90... 150
от диаметра вала и отношения Z/D, при l/D=l Ккр=1,2...3,1;
Ке — коэффициент концентрации нагрузки в связи со смещением
ее от средней плоскости ступицы, зависящий от параметров ф и е,
Ке=1 ...2,6; Кп — коэффициент концентрации нагрузки в связи с
погрешностями изготовления, зависящий от погрешности шага
зубьев и непараллельности их осям вала и ступицы; Кп=
= 1,1... 1,6.
Ввиду сложности определения приведенных коэффициентов
для прямобочных соединений и отсутствия данных по их опре-
делению для эвольвентных соединений рекомендуют [аСм] для
неподвижных соединений всех видов выбирать из табл. 21.1, со-
ставленной с учетом практики эксплуатации.
Для подвижных соединений, передающих крутящий момент,
но перемещающихся без нагрузки, табличные значения умень-
шают в 3 раза, для подвижных соединений под нагрузкой при
твердости не менее 40HRC принимают [<тСм]=5... 15 МПа в за-
висимости от условий эксплуатации.
В качестве [оизн] для малоответственных неподвижных соеди-
нений рекомендуют принимать допускаемое среднее давление
[от] (табл. 21.2).
Для ответственных соединений рекомендуется определять
[<Тиэн] по формуле
[°изн] = [Зусл] [КЖр + К,- 1) КЛЛЛос]-1. <21.6)
где [оусл] — допускаемое наибольшее условное давление (см.
табл. 21.2), при котором должно быть нормальное изнашивание
(при работе с частыми реверсами табличные значения рекомен-
дуется уменьшать на 20%); К3'—коэффициент влияния неравно-
мерности распределения нагрузки между зубьями и скольжения
зубьев, зависящий от параметра ф, К/=1,1... 4,5; Кв — коэффи-
361
Таблица 21.2
Параметры
внешней нагрузки
Термообработка и твердость
менее твердой из сопрягаемых поверхностей
ф в без об- работки //В 220 улучше- ние ЯВ270 Закалка Цемен- тация или азоти- рование HRC 60
HRC 40 HRC 45 HRC 52
[(Ут]»
МПа
0,35 0 73 85 105 130 142 158
0,35 0,25 52 60 77 97 105 117
0,35 0,5 38 45 60 75 80 90
0,42 0 65 76 92 116 127 141
0,42 0,25 42 49 60 75 82 91
0,42 0.5 35 41 50 63 68 76
0,5 0 47 55 67 85 92 100
0,5 0,25 32 37 47 60 66 72
0.5 0,5 22 26 34 42 45 50
0,59 0 38 42 55 69 75 83
0,59 0.25 21 23 29 36 39 44
0,59 0,5 18 21 25 32 35 39
[вусл], МПа
0,35...0,59 0... 0,5 95 | 1 "° 1 135 170 185 | 205
[(Уб. и], МПа
0.35...0.59 0... 0,5 6,2 | в.6 1 12 13,5 15,6 | 24
циент переменности нагрузки, зависящий от характеристики на-
гружения; /Сн= 1 ...0,43; Кц — коэффициент числа циклов, зави-
сящий от суммарного числа оборотов вала N за общее время
работы; Кя=у 7V/1O8; Кс— коэффициент, учитывающий ус-
ловия смазки, Ле=0,7.. 1,4; Кос — коэффициент, учитывающий
условия закрепления втулки на валу и возможность ее переме-
щения, Кос=1 ...3.
При требовании безызносной работы соединения при неогра-
ниченно большом числе циклов нагружения стандарт рекомен-
дует формулу
[*изи1 = Ки1 [КЛКкАКе-ЬКЛЖос]-’. (21.7)
где [об. и] — допускаемое наибольшее давление (см. табл. 21.2),
при котором можно ожидать, что смещение в соединении не бу-
дет превышать тангенциальной податливости поверхностных
слоев.
Формулы (21.6) и (21.7) и значения коэффициентов для рас-
чета на износ получены из условия обеспечения постоянства ра-
боты сил трения на рабочих поверхностях при различных усло-
362
виях работы. Расчет зубчатых соединений на износ можно вести
также исходя из допустимого угла перекоса осей вала и втулки
при монтаже или под нагрузкой.
Ввиду сложности и трудоемкости расчета на износ прямобоч-
ных соединений согласно стандарту и отсутствия данных
для расчета эвольвентных соединений в приближенных расчетах
можно ограничиться расчетом соединений только на смятие со-
гласно вышеизложенным рекомендациям, проведя мероприятия
по повышению износостойкости, включающие в себя:
уменьшение зазоров в соединении путем перехода на плотные
посадки, заполнение зазоров полимерами, дополнительное цен-
трирование по цилиндрическим поясам (см. рис. 21.7, б);
уменьшение углов перекоса в соединении при монтаже, умень-
шение опрокидывающего момента соответствующим расположе-
нием зубчатого венца насадного зубчатого колеса относительно
соединения;
жесткая фиксация втулки относительно вала в осевом на-
правлении, силовая затяжка соединения, например, с помощью
круглых гаек (см. рис .21.7,а);
увеличение твердости рабочих поверхностей цементацией,
азотированием и цианированием;
применение покрытий, снижающих коэффициент трения, твер-
дых и жидких смазок, принудительной смазки.
Борьба с износом особое значение имеет при применении по-
движных зубчатых соединений. В этих соединениях твердость
рабочих поверхностей обязательно повышают до 54... 60 HRC.
Они выполняются с гарантированным боковым зазором, обеспе-
чивающим перемещение без заклинивания концов зубьев. С це-
лью уменьшения длины соединения его часто выполняют полно-
профильным с высотой зуба, равной 2m, и с углом профиля ис-
ходного контура а=20°. Для увеличения допустимого угла пе-
рекоса зубьям на валу придают бочкообразную форму. Смазку
осуществляют струйной подачей в зону соединения или органи-
зацией масляной ванны. Для устранения контактной коррозии,
которая появляется в зубчатых соединениях даже при высокой
твердости поверхностей и невысоких контактных напряжениях и
способствует интенсивному износу, используют омеднение по-
верхностей одной из сопрягаемых деталей.
21.3. ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ
Профильными называются соединения, в которых кру-
тящий момент передается гладкими некруглыми поверхностя-
ми— лысками (рис. 21.10, а, б) или гранями (рис. 21.10, в, г),
Число которых достигает четырех. Силы, передающие крутящий
Момент, направлены перпендикулярно граням (лыскам) и дей-
ствуют на небольшом плече относительно центра вала. Прибли-
363
Рис. 21.10. Виды профильных соединений
женно можно считать, что напряжения смятия распределяются
на каждой половине грани по закону треугольника (см. рис.
21.10, в). Полагая, что в передаче крутящего момента принимают
участие все грани (лыски), величину передаваемого момента
рассчитывают так (рис. 21.11):
Т’Р=г(всМтах/2)5^, (21.8)
где z — число граней (лысок); S — рабочая площадь одной грани,
S=bll2, R — радиус действия равнодействующей сил смятия,
R=2blfy, b — ширина грани (лыски); I — рабочая длина соедине-
ния, 1= (1... 1,5)</.
Условие прочности по напряжениям смятия
<’смтах=12Гр/(г^)<[ссм], (21.9)
где [осм] назначается для менее прочного материала контакти-
рующей пары в соответствии с рекомендациями (разд. 21.1).
Рис. 21.11. Способы осевой фиксации деталей профильных соединений
364
Соединения с лысками (см. рис. 21.10, а, б), в которых втулки
центрируются на валах по цилиндрической поверхности, имеют
большую точность центрирования, чем соединения с гранями (см.
рис. 21.10, в, г), хотя уступают последним по несущей способно-
сти. Из соединений с гранями, центрирующимися по плоским
поверхностям, более широко применяется соединение-с четырьмя
гранями как более технологичное, однако соединение с тремя
гранями обеспечивает лучшую соосность и согласно формуле
(21.9) имеет большую несущую способность.
Недостатком соединений с острыми кромками является нали-
чие скачков напряжений в углах на участках перехода несущих
плоских поверхностей в цилиндрическую поверхность. Этот не-
достаток устраняется применением соединений с овальным кон-
туром поперечного сечения (см. рис. 21.10, <5). Этот контур при
нечетном числе z циклически повторяющихся участков контурной
кривой обладает свойством неизменности расстояний d между
двумя параллельными касательными к контуру, что позволяет
обрабатывать поверхности на токарных станках с копировальным
устройством, на станках для бескопирного точения валов некруг-
лого сечения, на зуборезных станках, работающих по методу об-
катки, и шлифовать поверхности с помощью эпи- и гипоцикличе-
ских механизмов.
Однако несущая способность соединений с овальным конту-
ром меньше, чем v соединений аналогичной формы с острыми
кромками из-за менее благоприятного распределения напряже-
ний и уменьшения плеча сил по мере скругления профиля.
По сравнению со шпоночными и зубчатыми соединениями
профильные соединения, обладая рядом достоинств (отсутствие
выступающих элементов, вызывающих концентрацию напряже-
ний, лучшее центрирование деталей, возможность точной обра-
ботки обеих сопряженных поверхностей с высокой твердостью),
имеют меньшую несущую способность из-за большой величины
максимального напряжения смятия. Поэтому их применяют
в основном в соединениях с малой величиной крутящего мо-
мента.
При конструировании профильных соединений необходимо
обеспечивать фиксацию посаженной на вал детали в осевом на-
правлении. В механизмах приборов применяется упор насадной
детали в торец вала с фиксацией установочным винтом (см. рис.
21.11,а). В силовых механизмах применяют затяжку винтами
(см. рис. 21.11, б) или гайками (см. рис. 21.11, в). Затяжка на
упорные поверхности буртика п (см. рис. 21.11, в) предпочти-
тельнее, чем на ступенчатые участки т перехода граней в ци-
линдрическую поверхность вала (см. рис. 21.11, б), так как труд-
но достичь расположения торцевых поверхностей т в одной пло-
скости. При низких требованиях к точности центрирования при-
меняют клеммовую затяжку (см. рис. 21.11, г).
365
ГЛАВА 22.ШТИФТОВЫЕ И КЛЕММОВЫЕ СОЕДИНЕНИЯ
22.1. ШТИФТОВЫЕ СОЕДИНЕНИЯ. КОНСТРУКЦИИ
И ОСНОВЫ РАСЧЕТОВ
Штифтовые соединения предназначены в основном для точ-
ного взаимного фиксирования деталей, когда отсутствуют дру-
гие фиксирующие элементы, а также для передачи относитель-
но небольших нагрузок. В силовых авиационных конструкциях
штифты используют в качестве фиксирующих элементов, напри-
мер, для обеспечения соосности отверстий под подшипники в
крышке и корпусе редукторов, соединяемых по плоскости
(рис. 22.1). Для этого соединяемые детали 1 и 3 сверлят и раз-
вертывают совместно под один размер. В корпус 1 штифты 2
устанавливают с натягом, а отверстия в крышке 3 дополнитель-
но развертывают, что обеспечивает разборку без выколачива-
Рис. 22.1. Применение штифтов в конструкции главного редуктора вертолета
Рис. 22.2. Основные типы штифтов:
а — цилиндрический; б — конический; в — конический, с резьбовой цапфой; г — кон“4^.
скнй разводной; д — цилиндрический пасечной; е — цилиндрический пружинный; »
цилиндрический с засверленными концами
366
Рис. 22.3. Способы применения штифтов:
а — конического; б — конического с резьбой; в — насечного цилиндрического; е — кони-
ческого разводного
ния штифтов. Для такой фиксации в соединяемые детали до-
статочно установить два штифта. В приборах штифтовые сое-
динения применяют для передачи небольших нагрузок.
По форме штифты делятся на конические и цилиндрические,
они выполняются гладкими или насечными. Основные типы
штифтов приведены на рис. 22.2.
Гладкие цилиндрические штифты обычно используют для
фиксации взаимного положения соединяемых деталей, а также
для соединения деталей машин. В этом случае штифты ставят-
ся в отверстия с натягом и удерживаются трением, что не га-
рантирует надежности соединения. Насечные цилиндрические
штифты применяют только для соединения деталей (рис. 22.3,
а). По сравнению с гладкими они обеспечивают повышенную
надежность соединения, не требуют развертки отверстий, допу-
скают многократную сборку и разборку соединений. Цилиндри-
ческие пружинные штифты вальцуют из ленты и закаливают.
Благодаря большой податливости их можно устанавливать в от-
верстия с большими допусками, обеспечивая достаточное сцеп-
ление даже при ударной нагрузке. Пружинные штифты ставят-
ся с натягом за счет уменьшения диаметра отверстия. Натяг вы-
бирают (0,015 ... 0,025) d, где d — диаметр штифта.
Конические штифты, по сравнению с цилиндрическими, по-
зволяют получать безлюфтовые соединения и без снижения на-
дежности осуществлять многократные сборку и разборку. Одна-
ко применение этих штифтов требует конической развертки.
Обычно штифты выполняют с конусностью 1 :50, обеспечиваю-
щей их самоторможение. При сквозных отверстиях ставят обык-
новенные конические штифты, которые можно выбивать с про-
тивоположной стороны (рис. 22.3, б). При гладких отверстиях
ставят конические штифты с резьбой, которая используется для
извлечения штифта (рис. 22.3, в). В соединениях, испытываю-
щих ударные нагрузки, применяют конические разводные штиф-
367
ты, концы которых после установки слегка разводят
(рис. 22.3, г).
Штифты изготавливают из углеродистых сталей 30, 45, 50
и др. Насечные штифты рекомендуется изготовлять из пружин-
ной стали марок 65Г, 50ХФА, 60С2А и др. Диаметр штифтов,
применяемых лишь для фиксирования положения деталей, вы-
бирают из конструктивных соображений. Диаметр штифта для
соединения деталей определяют из расчета штифта на срез по
условию
тср — 4F/nd2n < [тср], (22.1)
где п — число поверхностей среза; F — сила, действующая на
штифт перпендикулярно его оси.
Определяем из (22.1) диаметр штифта:
О 1,13 KF/(/i [тср]). (22.2)
Для соединения, передающего крутящий момент Т и имею-
щего две поверхности среза (см. рис. 22.3, в), получаем усло-
вие прочности
тср=2Л/(Л4/2)=4Г/(4/вП4/2)<[тср], (22.3)
откуда минимальный диаметр штифта при диаметре вала dB
должен удовлетворять условию
d>2/7WB[Tcp]). (22.4)
Допускаемое напряжение на срез для штифта из углероди-
стой стали [тср]=75... 80 МПа, при ударной нагрузке [тСр]=
=35 ...40 МПа.
Диаметр цилиндрических штифтов d выполняют с допуска-
ми по м8, пб, Л8 и ЛИ.
22.2. КЛЕММОВЫЕ СОЕДИНЕНИЯ
Клеммовые соединения применяют для крепления де-
талей на валах, осях, кронштейнах и т. д. В ЛА их применяют
в механизмах управления и др. Клеммовые соединения отлича-
ют простота монтажа и демонтажа, возможность регулировки
взаимного расположения деталей в осевом и окружном направ-
лениях, самопредохранение от перегрузок. Однако такие соеди-
нения не рекомендуется применять для передачи больших на-
грузок.
Различают клеммовые соединения со ступицей с прорезью
(рис. 22.4, а) и с разъемной ступицей (рис. 22.4, б). При разъ-
емной ступице масса и стоимость соединения больше, но клем-
му можно устанавливать в любой части вала независимо от
формы соседних участков и расположенных на валу деталей.
368
Рис. 22.4. Клеммовые соединения:
а — со ступицей, имеющей прорезь; б — с разъемной ступицей
Расчет клеммовых соединений проводят в зависимости от их
конструктивного выполнения.
1. Клемма обладает большой жесткостью и посажена на вал
с большим зазором (рис. 22.5, а). В этом случае допустимо счи-
тать, что контакт деталей происходит по линии. Тогда условие
прочности
Ftd=Fnfd>T\ 2Fnf^Fa, (22.5)
где Fn — реакция в месте, контакта; Fa — внешняя осевая сила;
f — коэффициент трения; Т — крутящий момент, передаваемый
соединением.
По условию равновесия клеммы
/=-п=2Гзат, (22.6)
где Лат — сила затяжки болтов.
Рис. 22.5. Расчетные схемы клеммовых соединений
369
После подстановки (22.6) в (22.5) имеем
2F3aT/d>r; 4f3aT/>Fe. (22.7}
2. Клемма достаточно податливая и посажена на вал с за-
зором, близким к нулю (рис. 22.5, б). В этом случае можйс
принять, что давление распределено равномерно по поверхности
соприкосновения деталей. Тогда условие прочности соединения
имеет вид
pfndbQ,5d>T-, pfndb>Fa, (22.8)
где b — ширина клеммы; р — давление по поверхности.
Рассматривая равновесие полуклеммы, можно записать
p=2F3„l(db).
nF3„fd>T;
Fa-
Тогда
(22.9)
(22.10)
Сравнение (22.7) и (22.10) показывает, что 1-й случай яв-
ляется неблагоприятным. К этому следует добавить, что боль-
шие зазоры в клеммовом соединении вызывают изгиб клеммы,
снижающий прочность соединения. Практически конструкция
клеммового соединения с большими зазорами для эксплуата-
ции недопустима.
В авиационных конструкциях клеммовые соединения выпол-
няют с малыми зазорами. Поэтому можно рассматривать такой
вариант как промежуточный между двумя рассмотренными ра-
нее случаями. Тогда расчет на прочность клеммового соедине-
ния проводят по формулам
2,5F3aT/d>r;
(22.11)
5F3aT/>fa.
Здесь коэффициенты 2,5 и 5 выбраны как средние значения
коэффициентов в формулах (22.7) и (22.10).
Клеммовые соединения со ступицей, имеющей прорезь, рас-
считывают аналогично. Из (22.11) находят силу затяжки:
F33r=[n]T/(2,5zfd);
^зат=М^/(5г/).
(22.12)
При одновременном действии крутящего момента Т и сдви
гающей силы Fa находят Гзат:
/?заг=[«] /(2W+W/(5z/), (22.13)
где [л] — коэффициент запаса; [и]=1,3 ... 1,8; г — число бол-
тов, расположенных с одной стороны вала; f — коэффициент
трения, для стальных деталей без смазки f=0,15... 0,18.
Болт при найденной силе Гзат рассчитывают на прочность.
370
.ГЛАВА 23.ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
\ Заклепочные соединения относят к классу неразъем-
йых соединений. Они являются одним из наиболее распростра-
ненных и надежных способов соединения деталей, узлов, пане-
лей и агрегатов ЛА. В конструкции планера широкофюзеляж-
ного самолета до 75% всех соединений выполняют с помощью
заклепок. На самолете ИЛ-86 общее число заклепок достигает
почти 1,5 млн. штук. Заклепки применяют в особо ответствен-
ных конструкциях, воспринимающих большие вибрационные или
повторные нагрузки; для соединения несвариваемых деталей;
в конструкциях, недопускающих сварку из-за коробления или
опасности отпуска термообработанных деталей. Заклепочные
соединения, по сравнению со сварными, более стабильны, лучше
контролируются.
Недостатком заклепочных соединений являются более высо-
кая стоимость изготовления, повышенный расход металла, шум
и вибрация в процессе клепки.
23.1. КЛАССИФИКАЦИЯ И КОНСТРУКЦИИ ЗАКЛЕПОК
И ЗАКЛЕПОЧНЫХ СОЕДИНЕНИИ
Заклепка представляет собой стержень круглого по-
перечного сечения с головками на концах. Закладная головка .1
выполняется одновременно со стержнем, а замыкающая 2 фор-
мируется при клепке (см. рис. 23.1, а). Диаметр отверстия под
заклепку в соединяемых деталях делают несколько большим
диаметра стержня заклепки. В результате клепки стержень за-
клепки плотно заполняет отверстие.
В авиационной технике применяют следующие основные ти-
пы заклепок (рис. 23.1).
Рис. 23.1. Основные типы заклепок
371
1. Заклепки сплошные повышенной точности: с плоско-вы/
пуклой головкой (а), с потайной головкой (б), с полукруглой
головкой (в), с плоской головкой (г), с компенсатором 1 (dj,
стержневые (е). I
2. Заклепки с высоким сопротивлением срезу, состоящие цз
стержня 1 с плоской или потайной головкой и обжимного коль-
ца 2 (ж).
3. Болты-заклепки (з).
4. Заклепки для односторонней клепки: взрывные (и), с сер-
дечником (к), гайки-пистоны (л).
5. Полупустотелые (м) и пустотелые или трубчатые («, о).
Заклепки изготовляются из алюминиевых сплавов (В65, Д18,
Д19П, АМгбП и др.), сталей (10, 15, 20Г2, 12Х18Н9Т, ЗОХМА),
латуни (Л63) и меди (М2). При соединении деталей из легких
сплавов, а также из легких сплавов и стали рекомендуют при-
менять заклепки из алюминиевых сплавов, так как большие
усилия клепки, необходимые для расклепывания стальных за-
клепок, вызывают значительные деформации деталей из легких
сплавов. Наиболее распространены заклепки из сплава В65.
В конструкциях, работающих при 150... 250°С, используют за-
клепки из сплава Д19П. Для соединения деталей из деформи-
руемых сплавов АМц, АМгЗ и неметаллических материалов при-
меняют заклепки из пластичного алюминиевого сплава АМг5П.
Детали из титановых сплавов и сталей соединяют стальными за-
клепками. Заклепки из коррозионно-стойкой стали 12Х18Н9Т
применяют для обеспечения коррозионной стойкости соедине-
ния, а также при температурах выше 250°С.
Заклепки из легких сплавов и стальные заклепки </<10 мм
клепают холодным способом. Клепку стальных заклепок боль-
шого диаметра осуществляют горячим способом, разогревая ко-
нец заклепки до 1000°С.
Наиболее распространены сплошные стержневые заклепки
диаметром стержня d=\... 10 мм с закладной головкой (см.
рис. 23.1, а — г), замыкающую головку которых образуют ме-
тодом прессования или ударом. При прессовой клепке замыкаю-
щую головку заклепки формируют путем равномерного сжатия
стержня на полуавтоматических прессах и клепальных автома-
тах.
Различают одиночную и групповую клепку, при которой за
один ход пресса расклепывают несколько заклепок. Клепку уда-
ром выполняют с помощью пневматических клепальных молот-
ков. Образование замыкающей головки происходит в процессе
ударного воздействия и осаживания стержня заклепки. Каче-
ство прессовой клепки выше, чем ударной. Поэтому при проек-
тировании заклепочных соединений учитывают возможность
применения прессовой клепки.
372
а Зв
Рис. 23.2. Способы выполнения гнезд под потайные головки
В соединениях, обтекаемых внешним воздушным потоком,
используют заклепки с потайной головкой с углом конуса а=
= 90°, d=l... 10 мм и а=120°, d=2...6 мм (см. рис. 23.1, б).
На современных самолетах такие заклепки составляют до 70%
общего числа заклепок. Способ выполнения гнезд под голов-
ки потайных заклепок зависит от толщины соединяемых дета-
лей. При толщине обшивки 61 больше высоты закладной голов-
ки гнездо образуют зенкованием (рис. 23.2, а), для обшивок с
di^l,2 мм — штамповкой (рис. 23.2, б) или штамповкой об-
шивки и зенкованием каркаса (рис. 23.2, в). При толщине об-
шивки меньше высоты головки применяют заклепки с а=120°.
При передаче усилий в материале листа в зоне отверстий
под заклепки наблюдается концентрация напряжений, которая
при переменных нагрузках является причиной разрушения сое-
динения. Совершенствование конструкции и технологии изготов-
ления заклепочных соединений ведется в направлении повыше-
ния их усталостной прочности. С этой целью упрочняют стенки
отверстия. Например, при образовании замыкающей головки
заклепки, когда стержень увеличивается в диаметре, деформи-
руется и упрочняется материал соединяемых деталей в зоне от-
верстия. Различные способы клепки (рис. 23.3), приводящие к
упрочнению деталей в зоне отверстия, дают различный эффект
повышения усталостной прочности соединения. Используются
клепка с образованием потайной замыкающей головки (ПЗГ),
«5 иоо ‘
| 1100 -
t 900-
£
700 -
•5
* МО-
1
53
? 100 -
Рис. 23.3. Выносливость потайных клепаных соединений при различных
способах клепки
373
заклепками с компенсатором (ЗУК) и стержневыми заклепка-
ми (ЗУС). При установке обычных заклепок с потайной голов-
кой и образованием плоской замыкающей головки (способ Д)
материал детали деформируется со стороны замыкающей голов-
ки. Способ ПЗГ приводит к упрочнению зенкованного листа и
дает повышение выносливости в 1,5... 2 раза. Заклепки, с ком-
пенсатором (ЗУК) имеют на закладной головке выступ-компен-
сатор 1 (см. рис. 23.1, д'), который при клепке вдавливается в
тело закладной головки. При этом происходит двухсторонняя
деформация заклепки с плотным заполнением отверстия и соз-
данием натяга в зонах закладной и замыкающих головок. Уста-
лостная прочность соединения повышается в 2... 3 раза. В про-
цессе двухсторонней осадки стержневой заклепки из сплава В65
(см. рис. 23.1, е) обеспечивается радиальная деформация отвер-
стия по всей толщине пакета. Наибольшее и практически рав-
номерное упрочнение по толщине деталей получают при клепке
стержневых заклепок с образованием головок заклепок в замк-
нутом объеме (КЗО-ЗУС). Здесь выносливость соединения по-
вышается в 12 раз по сравнению со способом Д. Клепку стерж-
невых заклепок выполняют на сверлильно-клепальных автома-
тах, где образование отверстий под стержни, вставка стержней
и расклепывание головок выполняются за один автоматический
цикл. Стержневые заклепки применяют в клепаных панелях топ-
ливных отсеков.
В силовых соединениях, где действуют значительные срезы-
вающие усилия и прочность заклепок из легких сплавов недо-
статочна, применяют заклепки с высоким сопротивлением срезу
(см. рис. 23.1, ж). Стержень 1 (d=5... 12 мм) изготовлен из
стали ЗОХГСА, а кольцо 2 — из алюминиевого сплава Д18. Об-
разование замыкающей головки происходит путем обжатия
кольца вокруг кольцевой выточки стержня. При формировании
соединения этими заклепками осаживание стержня не происхо-
дит, и они должны ставиться в отверстия с допуском по Н8.
Стержень заклепки термообработан до ов=1250 МПа и отшли-
фован.
Болты-заклепки (см. рис. 23.1, з) рекомендуют применять
вместо болта с гайкой при наличии подходов к соединению для
использования специального инструмента. Стержень с диамет-
ром 3,5... 10 мм из алюминиевого сплава имеет гладкий цилинд-
рический участок, равный по длине толщине пакета, и участок
с накатанными кольцевыми ребрами. Обжимное кольцо изготав-
ливают из алюминиевого сплава или мягких сортов стали. По-
становка болтов заклепок не сопровождается шумом и вибраци-
ей, масса такого соединения в 1,2... 1,5 раза меньше, а уста-
лостная прочность на разрыв — в 2 раза выше, чем у болтового
соединения из соответствующих материалов.
374
' При одностороннем доступе к месту клепки используют
взрывные заклепки, заклепки с сердечником и гайки-пистоны.
Взрывные заклепки с плоско-выпуклой (см. рис. 23.1, и) или
потайной головкой имеют в конце стержня камеру, заполняе-
мую взрывчатым веществом. Заклепку ставят на место в холод-
ном состоянии и нагревают до 500°С, в камере происходит
взрыв, разворачивающий свободный конец стержня.
Заклепки с сердечником (см. рис. 23.1, к) состоят из двух
частей — пистона с потайной или полукруглой головкой 1 (из
Д18П или 1Х18Н9Т) и сердечника 2 (из Д16П или 3X13). Об-
разование замыкающей головки происходит при протягивании
сердечника через отверстие пистона. Выступающая часть сер-
дечника удаляется.
Для соединения деталей из композиционных материалов
(стеклотекстолитов, углепластиков и др.) применяют полупусто-
телые металлические заклепки d=3...5 мм (см. рис. 23.1, м).
Глухое отверстие в стержне заклепки снижает усилие расклепы-
вания, уменьшает увеличение диаметра стержня заклепки и по-
вышает выносливость соединения.
Пустотелые заклепки с фланцами (см. рис. 23.1, н) предна-
значены для несиловых соединений металлических деталей. Де-
тали из эластичных материалов соединяют пустотелыми заклеп-
ками с загнутыми бортами (рис. 23.1, р).
Соединение группой заклепок называется заклепочным
швом. По конструкции заклепочные швы выполняют внахлестку
(рис. 23.4, а), встык с одной накладкой (рис. 23.4, б) и двумя
накладками (рис. 23.4, в). Заклепки в соединении располагают
рядами (см. рис. 23.4, а, б) или в шахматном порядке (см.
рис. 23.4, в).
По числу сечений заклепок, работающих на срез, соединение
может быть односрезным (см. рис. 23.4, а, б) и двухсрезным (см.
рис. 23.4, в). В ЛА используют в основном односрезные соеди-
Рис. 23.4. Виды заклепочных швов
375
нения. По назначению заклепочные соединения разделяют на
прочные и прочноплотные. Прочные соединения служат для
обеспечения прочности, восприятия внешней нагрузки и переда-
чи ее с одного элемента на другой. Прочноплотные соединения
при восприятии значительных усилий обеспечивают также гер-
метичность (клепаные баки, герметичные кабины и т. д.).
Соединение встык с одной накладкой — наиболее распро-
страненный шов в конструкциях самолетов и вертолетов. Его
применяют для соединения внешней обтекаемой обшивки со
стрингерами, лонжеронами, шпангоутами и т. д. В сочетании с
потайной клепкой это соединение отвечает требованиям совре-
менной аэродинамики. Встык с двумя накладками соединяют
элементы конструкций, передающие большие усилия, например
лонжероны, рамы, балки, узлы шасси и др. Соединения вна-
хлестку применяют для крепления элементов электрооборудо-
вания и других агрегатов внутри планера.
Расчет заклепочных соединений на прочность обычно ведут
после компоновки конструкции узла, когда известны материа-
лы соединяемых деталей, их толщина и вид шва.
Диаметр заклепки для_однородных материалов соединяемых
деталей и заклепок d=2Удх, где бх — суммарная толщина дета-
лей. Полученное значение округляют до стандартного из ряда:
1; 1,4; 1,6; 2; 2,6; 3; 3,5; 4; 5; 6; 7; 8; 10 мм. Основные пара-
метры заклепочного шва находят по следующим соотношениям:
расстояние между рядами заклепок h=3d; шаг заклепок для
односрезного шва t=3d и для двухсрезного шва t=5d; при
шахматном расположении заклепок t0=5d. Окончательно шаг
заклепок назначают из стандартного ряда: 12,5; 15; 17,5; 20; 25;
30; 40; 50; 60 мм. Для механизированной клепки желательно
применять шаг 20 или 25 мм. Минимальное расстояние от оси
заклепки до края листа принимают равным e=2d +2 мм. При
меньших значениях е происходит образование трещин и вспучи-
вание материала по кромкам деталей.
23.2. ОСНОВЫ РАСЧЕТОВ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Основными нагрузками для заклепочных соединений
являются продольные силы, стремящиеся сдвинуть соединяе-
мые детали одну относительно другой. Для обеспечения герме-
тичности прочноплотного соединения не допускается сдвиг де-
талей, т. е. внешние продольные силы должны уравновешивать-
ся силами трения между соединяемыми деталями. При расчете
прочноплотного шва силу, растягивающую заклепку и сжимаю-
щую соединяемые детали, определить невозможно. Сила трения
между этими деталями также неизвестна, поэтому заклепки
прочноплотных швов условно рассчитывают на срез, а герме-
376
Таблица 23.1
Материал заклепки Гразр, кН при d, мм
2 2,6 3 3,5 4 5 6 7 8 10
Стали 10,15 1,1 1,8 2,4 3,2 4,2 6,5 9,4 12,8 16,8 26,2
20Г2 — — — 4,7 6,2 9,6 13,9 18,9 24,6 38,5
ЗОХМА, 12Х18Н9Т, 12Х18Н10Т 1,4 2,3 3,1 4,2 5,4 8,5 12,2 — — —
Сплавы В65 — 1.3 1,7 2,4 3,1 4,8 6,9 9,4 12,1 18,9
Мг5П 0,5 0,8 1,1 1.5 2,0 3,1 4,4 6,0 7,9 12,3
Д18 Д19П 0,6 1,0 I.S 1.3 1,9 1,8 2,6 2,3 3,5 3,7 5,4 5.3 7,8 10,2 13,3 —
тичность соединения обеспечивают выбором соответствующего
допускаемого напряжения среза.
В прочных соединениях возможен относительный сдвиг сое-
диняемых деталей. Поэтому расчет проводят на срез заклепок,
на смятие заклепок и листа, на разрыв листа и срез края листа.
При расчете пренебрегают трением между соединяемыми дета-
лями. Заклепочные соединения рассчитывают по разрушающим
нагрузкам, значения которых для заклепок и листов приведены
в соответствующих стандартах и нормалях. Нагрузка, приходя-
щаяся на одну заклепку в односрезном шве, равна
F^FJz,
где FP — расчетная нагрузка, действующая на соединение, ГР=
=F3f; F3 — эксплуатационная нагрузка; f — коэффициент без-
опасности, f= 1,5 ...2,0; z — число заклепок в шве.
Нагрузку Ft сравнивают разрушающей Граэр (табл. 23.1)
Так, ЧТОбЫ Ti^Fpaap.
Напряжения смятия осм выбирают из условия
аси=Л/(</8)< 1,5ав,
где 1,5 Ов — предельное напряжение смятия материала заклеп-
ки или листа. Условие прочности на смятие, записанное в на-
грузках, имеет вид Л^Граэр. Величину Граэр на смятие опреде-
ляют по табл. 23.2.
377
W /
00 d, MM Материал листа
0,6 0,8 1,0 1,2 1,5
MA8 Д16АТ 0,23 0,94 0,31 1,25 0,39 1,56 0,47 2,18
2,6 B95AT 20 ЗОХГСА 1,09 1,09 2,34 1,46 1,46 3,12 1,82 1,82 3,9 2,18 2,18 4,68
MA8 0,27 0,36 0,45 0,54 0,67
Д16АТ 1,08 1,44 1,8 2,52 3,15
3,0 B95AT 1,26 1,68 2,1 3,24 4,05
20 1,26 1,68 2,1 2,52 3,15
ЗОХГСА 2,7 3,6 4,5 5,4 6,75
МА8 0,31 0,42 0,52 0,63 0,79
Д16АТ 1,26 1,68 2,1 2,94 3,67
3,5 В95АТ 1,47 1,96 2,45 3,78 4,72
20 1,47 1,96 2,45 2,94 3,67
ЗОХГСА 3,15 4,2 5,25 6,3 7,87
МА8 0,36 0,48 0,5 0,72 0,9
Д16АТ 1,44 1,92 2,4 3 36 4,2
4,0 В95АТ 1,68 2,24 2,8 4,32 5,4
20 1,68 2,24 2,8 3,36 4,2
ЗОХГСА 3,6 4,8 6,0 7,2 9,0
Таблица 23.2
Гразр, при б, ММ
1.8 2.0 2,5 3,0 3,5 4,0 4,5
0,81 3,78 4,86 3,78 8,1
0,94 4,41 5,67 4,41 9,45 1,05 4,9 6,3 4,9 10,5 1,31 6,12 7,87 6,12 13,12 1,57 7,35 9,45 7,35 15,75
1.08 5,04 6,48 5,04 10,8 1,2 5,6 7,2 5,6 12 1.5 7,0 9,0 7,0 15 1,8 8,4 10,8 1 8,4 18 2,1 9,8 12,6 9,8 21 2,4 11,2 14,4 11.2 24 2,7 12,6 16,2 12,6 27
co
S
d. MM Материал листа
0.6 0.8 1.0 1.2 1.5
5,0 MA8 Д16АТ B95AT 20 ЗОХГСА 0,45 1,8 2,1 2,1 4,5 0,6 2,4 2,8 2,8 6 0,75 3 3,5 3,5 7,5 1 0,9 4,2 5,4 4,2 9 1,12 5,25 6,75 5,25 11,25
6,0 MA8 Д16АТ B95AT 20 ЗОХГСА 0,72 2,88 3,36 3,36 7.2 0,9 3,6 4,2 4,2 9 1,08 5,04 6,48 5,04 10,8 1.35 6,3 8,1 6,3 13,5
7,0 МА8 Д16АТ В95АТ 20 ЗОХГСА 1,26 5,88 7,56 5,88 12,6 1,57 7,35 9,45 7,35 15,75
8,0 МА8 Д16АТ В95АТ 20 ЗОХГСА
Граэр, кН при О, мм
1.8 2.0 2.5 3.0 3.5 4.0 4.5
1,35 1,5 ' 1,87 2,25 2,62 3 3,37
6,3 7 8,75 '10,5 12,25 14 15,75
8,1 9 11,25 13,5 15,75 18 20,25
6.3 7 8,75 10,5 12,25 14 15,75
13,5 15 18,75 22,5 26,25 30 33,75
1,62 1.8 2,25 2,7 3,15 3,6 4,05
7,56 8,4 10,5 12,6 14,7 16,3 18,9
9,72 10,8 13,5 16,2 18,9 21,6 24;з
7,56 8,4 10,5 12,6 14,7 16,8 18,9
16,2 18 22,5 27 31,5 36 40,5
1,89 2,1 2,62 3,15 3,67 4,2 4,72
8,82 9,8 12,25 14,7 17,15 19,6 22,05
11,34 12,6 15,75 18,9 22,05 25,2 28,35
8,82 9,8 12,25 14,7 17,15 19,6 22,05
18,9 21 26,25 31,5 36,75 42 47,25
2,16 2,4 3 3,6 4,2 4,8 5,4
10,08 11,2 14 16,8 19,6 22,4 25,2
18,96 14,4 18 21,6 25,2 28,8 32,4
10,08 11,2 14 16,8 19,6 22,4 25,2
21,5 24 30 36 42 48 54
Рис. 23.5. Номограмма для выбора параметров заклепок с непотайной
головкой
380
Напряжение растяжения в сечении листа, ослабленного от-
верстиями под заклепки (см. рис. 23.4, б), должно удовлетво-
рять условию
«=Л/[(/-^)-8]<ЛГав,
где К—коэффициент, учитывающий концентрацию напряже-
ний вокруг отверстий, для листов из сплавов Д16АТ, В95АТ,
Д19 и MAI К=0,94.
Срез края листа начинается примерно с четверти диаметра
заклепки (волнистые линии на рис. 23.4, а). Напряжения среза
должны удовлетворять условию
Fi
Тс₽ . 2(е — 0,25rf)Jz твср-
В некоторых соединениях заклепки могут работать на растя-
жение (отрыв головки). Экспериментальными исследованиями
установлено, что среднее разрушающее напряжение заклепок
на растяжение Ораэр=0,6 ов. Тогда условие прочности заклепки
на растяжение
op=s4Fz/(nrf2) < 0,6з„.
При эксцентричном приложении нагрузки на заклепочный
шов расчет на прочность по приведенным выше формулам про-
водят для наиболее нагруженной заклепки.
Длину заклепки с непотайной головкой (рис. 23.5) выбира-
ют в зависимости от диаметра заклепки и толщины соединяе-
мых деталей.
ГЛАВА 24.СОЕДИНЕНИЯ СВАРКОЙ, ПАЙКОЙ
И СКЛЕИВАНИЕМ
24.1. СОЕДИНЕНИЯ СВАРКОЙ
Сваркой получают неразъемные соединения между
свариваемыми частями при их местном или общем нагреве, а
также пластической деформации. Сварка — один из наиболее
производительных и экономичных методов создания неразъем-
ных соединений с высоким уровнем механизации и автоматиза-
ции технологических процессов. Она позволяет создавать кон-
струкции наиболее рациональные по форме и размерам с высо-
кой весовой отдачей и максимальным коэффициентом исполь-
зования металла.
При производстве современных самолетов, вертолетов, кос-
мической техники сварку применяют для изготовления фюзеля-
жей, панелей, крыльев, двигателей, топливных баков, трубопро-
водов, узлов шасси, стыковочных узлов и т. п.
381
Таблица 24.1
Вид соединения Технологи- ческая себестои- мость 1 м шва, руб. Условный относительный показатель изготовления 1 м шва, %
трудоем- кость себестои- мость масса
Точечная сварка 0,0693 100 100 100
Точечная сварка с при- менением клепки 0,0815 151 119 по
Механизированное сверление и групповая клепка с герметизацией 0,2029 560 290 143,5
В настоящее время освоена сварка всех конструкционных
сталей, чугуна, медных, алюминиевых, титановых и других спла-
вов цветных металлов, а также некоторых пластмасс.
Использование сварных конструкций по сравнению с клепа-
ными и литыми при равных прочностных показателях обеспечи-
вает существенную экономию металла и значительно снижает
трудоемкость процессов изготовления. В конструкциях из алю-
миниевых сплавов более эффективна контактная сварка, чем
клепка. При замене клепаной конструкции сварной экономия
достигается за счет устранения дополнительных деталей (накла-
док, косынок и т. п.) и лучшего использования металла из-за
отсутствия отверстий, ослабляющих рабочие сечения. Примене-
ние сварки вместо клепки снижает массу конструкции на 10 ...
20% (табл. 24.1).
При замене литых конструкций сварными экономия металла
достигается благодаря возможности применения меньших сече-
ний элементов конструкции, так как толщина стенок литых де-
талей, определяемая с учетом технологии литья, обычно значи-
тельно больше, чем у сварных деталей. В сварных конструкци-
ях по сравнению с литыми меньше опасность возникновения
больших остаточных напряжений, уменьшаются припуски на
механическую обработку, поэтому масса сварных конструкций
ниже на 30%. Снижение трудоемкости процесса сварки, по
сравнению с клепкой и литьем, обусловливается отсутствием
разметки и пробивки отверстий для заклепок; при сварке иск-
лючается изготовление моделей и стержней, а сам процесс мож-
но автоматизировать. Поэтому сварные конструкции в большин-
стве случаев гораздо дешевле клепаных и литых.
С помощью сварки можно изготовлять типичные для ЛА не-
разъемные. герметичные и негерметичные соединения деталей
382
сложной пространственной формы, изготовленных различными
технологическими -процессами (штамповкой, ковкой, прокатом,
механообработкой и т. п.). Однако необходимо учитывать, что
сварка оказывает существенное влияние на исходные свойства
основного материала — механические свойства, как правило,
ухудшаются. В сварных конструкциях возникают остаточные на-
пряжения и деформации, которые могут значительно уменьшать
точность размеров и искажать первоначальную форму. Сварные
соединения создают концентраторы напряжений из-за неодно-
родности свойств металла шва и основного металла и плохо вос-
принимают переменные и особенно вибрационные нагрузки. От-
носительно сложен и трудоемок контроль качества сварных
швов. Целесообразность применения сварки при изготовлении
ЛА устанавливают в каждом отдельном случае на основании
конструктивных и экономических показателей с учетом специ-
фических требований и технологических возможностей пред-
приятия.
Классификация видов сварки. Различают термический, тер-
момеханический и механический виды сварки. В ЛА использу-
ют в основном термический и термомеханический виды сварки.
Из них наиболее применимы дуговая сварка (ручная и автома-
тическая), электронно-лучевая, плазменная, контактная (точеч-
ная и роликовая). Меньше распространены механические спо-
собы сварки: холодная при помощи сжатия, диффузионная в ва-
кууме, сварка ультразвуком.
При ручной дуговой сварке источником тепла для местного
расплавления материалов соединяемых элементов является
электрическая дуга между электродом и деталями. Сварной шов
формируется не только за счет плавления материалов деталей,
но в некоторых случаях и за счет плавления электрода. Этим
способом сваривают стальные детали толщиной от 1 до 60 мм
с короткими и неудобно расположенными сварными швами.
В конструкциях со швами значительной длины наиболее про-
изводительной является дуговая автоматическая сварка под
флюсом, при которой подача электрода и перемещение дуги
вдоль свариваемых кромок механизированы. Этим видом свар-
ки соединяют детали из углеродистых и низколегированных ста-
лей толщиной от 2 до 130 мм.
Для соединения деталей из высоколегированных сталей, раз-
личных сплавов со специальными свойствами и цветных метал-
лов применяют дуговую сварку в среде инертных газов — арго-
на и гелия — плавящимися или неплавящимися (вольфрамовы-
ми) электродами. Например, широко используемые в конструк-
циях ЛА титановые сплавы, обладающие активностью к кисло-
роду, азоту, водороду, рекомендуется сваривать в аргоне или в
вакууме.
383
Легированные стали, алюминиевые и медные сплавы, туго-
плавкие металлы и неметаллические материалы (графит, кера-
мика и др.) достаточно хорошо свариваются в вакуумных ка-
мерах электронным лучом большой мощности (2... 15 кВт, плот-
ность 106 Вт/см2) при вакууме 1,3-10~3 Па.
Плазменная сварка использует в качестве источника тепла
сжатую дугу. Ручная и автоматическая микроплазменная свар-
ка позволяет сваривать детали толщиной от 0,1 до 0,5 мм: силь-
фоны, тонкостенные трубопроводы, детали приборов из легиро-
ванных сталей, алюминиевых и титановых сплавов, некоторых
тугоплавких металлов.
При контактной сварке разогрев соединяемых деталей про-
исходит за счет тепла, выделяющегося при прохождении через
них электрического тока. К контактной сварке относят стыко-
вую сварку, точечную и роликовую (шовную).
Для контактной сварки характерна быстрота процесса, вы-
сокая степень механизации и автоматизации. В ЛА используют
точечную и роликовую контактную сварку. Точечной сваркой
можно сваривать листовые детали одинаковых или различных
толщин, пересекающиеся стержни, листы с угловыми профиля-
ми, швеллерами и т. п.
В ЛА точечную сварку применяют для соединения внахлест-
ку листов и профилей из сталей и цветных металлов и сплавов:
носков крыла, узлов нервюр, шпангоутов, панелей, перегородок
Рис. 24.1. Стыковые сварные соединения и виды разделки кромок для
дуговой сварки:
а — прямой шов; б — косой шов; в — кольцевой шов; г — виды разделки кромок
384
Рис. 24.2. Сварные нахлесточные соеди-
нения
баков. Точечной сваркой можно одновременно сваривать не-
сколько деталей. Однако с увеличением числа свариваемых де-
талей качество сварного соединения снижается. Поэтому в от-
ветственных конструкциях рекомендуется сваривать одновре-
менно не более двух деталей. Толщины свариваемых деталей из
листового материала не должны различаться более чем в
3 раза.
Роликовую сварку применяют для получения герметичных
швов в тонколистовых конструкциях с толщиной стенки до 2...
3 мм — в топливных баках, герметичных сосудах и контейнерах.
Роликовой сваркой соединяют шпангоуты с цилиндрическими
обечайками, что обеспечивает высокую надежность соединений,
работающих при значительных нагрузках.
В зависимости от расположения соединяемых частей разли-
чают стыковые сварные соединения (рис. 24.1), нахлесточные
(рис. 24.2), прорезные (рис. 24.3, а), проплавные (рис. 24.3, б),
пробочные (рис. 24.3, в), угловые (рис. 24.4, а — г), тавровые
(рис. 24.4, д — ж), точечной (рис. 24.5, а) и роликовой
(рис. 24.5, б) сваркой.
Наиболее простым видом сварных соединений являются сты-
ковые, получаемые дуговой или контактной сваркой. В зависи-
мости от толщины соединяемых деталей соединение дуговой
сваркой выполняют либо с подготовкой, либо без подготовки
кромок (рис. 24.1, г). При статическом нагружении прочность
стыковых сварных соединений в большинстве случаев близка к
прочности основного металла. Когда стыковые швы по прочно-
сти уступают основному металлу, в зоне расположения швов
385
Рис. 24.3. Прорезные (а),
проплавные (б) и пробочные
(в) сварные соединения
предусматривают местные утолщения или используют косые
швы (см. рис. 24.1, б, в).
Нахлесточные соединения, угловые и тавровые выполняют
угловыми швами. Угловые швы, в зависимости от расположения
относительно нагрузки, называют лобовыми (см. рис. 24.2, а),
фланговыми (см. рис. 24.2, б), косыми (см. рис. 24.2, в), ком-
бинированными (см. рис. 24.2, г). По форме сечения угловые
швы бывают: нормальными (рис. 24.6, а); выпуклыми (рис. 24.6,
б); улучшенными (рис. 24.6, в); вогнутыми (рис. 24.6, г). Фор-
Рис. 24.4. Соединения угловые и тавровые:
а, б — угловые без предварительной обработки кромок; в, е — угловые с предваритель-
ной обработкой кромок; д — тавровые без предварительной обработки кромок; е, яс
тавровые с предварительной обработкой кромок
386
Рис. 24.5. Соединения точечной (а) и роликовой (б) сваркой
ма швов достигается механической обработкой их после сварки.
Концентрация напряжений минимальна при вогнутых швах с от-
ношением катетов 1 : 1,5 или 1 :2. Выпуклые швы из-за повы-'
шейной концентрации напряжений применять не рекомендуется.
Прорезные соединения (см. рис. 24.3, а) допускаются в тех слу-
чаях, когда угловые швы не обеспечивают требуемой прочности.
Прорезь с а=2 6 и 1= (10... 25) б располагают вдоль линии дей-
ствия силы. Проплавные соединения получают проплавлением
одного элемента, наложенного на другой (см. рис. 24.3, б). Их
применяют для повышения прочности соединения при 6=5...
10 мм. Пробочные соединения осуществляют путем заполнения
расплавленным металлом отверстий d=2 6 в одной или в обеих
соединяемых деталях (см. рис. 23.3, в). Такие соединения ра-
циональны при 6^5 мм.
Рис. 24.6. Поперечные сечения сварных угловых швов
387
Угловые и тавровые соединения (см. рис. 24.4) в зависимо-
сти от толщины свариваемых элементов выполняют без подго-
товки кромок (см. рис. 24.4, а, б, д) и с подготовкой кромок (см.
рис. 24.4, в, г, е, ж).
При точечной сварке детали собирают внахлестку и свари-
вают по точкам касания (рис. 24.5, а). При роликовой сварке
точки частично перекрывают друг друга, образуя непрерывный
сварной шов (см. рис. 24.5, б). В табл. 24.2 приведены размеры
точечных и роликовых сварных соединений деталей ЛА из кон-
струкционных, коррозионно-стойких жаропрочных сталей, тита-
новых, алюминиевых и магниевых сплавов.
Расчет сварных швов. Сварные швы в ЛА рассчитывают на
прочность по разрушающим нагрузкам и напряжениям. В этом
случае исходным условием прочности является неравенство
^р "С ^разр'
(24.1)
где Fp — расчетная нагрузка, действующая на сварной шов;
Гразр — разрушающая шов нагрузка.
Расчетное значение нагрузки на сварной шов определяется
по формуле
(24.2)
где F3 — эксплуатационная нагрузка, f — коэффициент безопас-
ности.
Таблица 24.2
Толщина тонкой детали, 6, мм Диаметр точки d, мм Ширина ролико- вого шва, мм Минимальное расстояние оси шва от края листа /|, мм Минимальный шаг точек t, мм
Углеро- дистые и леги- рован- ные стали Корро- зионно- стойкие, жаро- прочные стали, титано- вые сплавы Алюми- ниевые и магние- вые сплавы
Стали, тита- новые сплавы Алюми- ниевые и магни- евые сплавы
0,3 2,5 2,5 3,0 4,0 7,0 5,0 8,0
0,5 3,0 3,0 4,0 5,0 9,0 7,0 10.0
0,8 3,0 3,5 5,0 6,0 и,о 9,0 13,0
1,0 4,0 4,0 5,5 7,0 12,0 10,0 15,0
1,2 5,0 5,0 6,5 8,0 13,0 11,0 15,0
1,5 6,0 6,0 7,0 9,0 14,0 12,0 20,0
1,8 6,5 6,5 7,5 9,5 16,0 13,0 22,0
2,0 7,0 7,0 8,5 10,0 18,0 14,0 25,0
2,5 8,0 8,0 9,5 11,0 20,0 16,0 30,0
3,0 9,0 9,0 10,5 13,0 24,0 18,0 35,0
3,5 10,0 10,0 12,0 14,0 28,0 22,0 40,0
4,0 12,0 12,0 14,0 15,0 32,0 24,0 45,0 ——
388
Способы и указания по определению наибольшей величины
эксплуатационной нагрузки F3 на различные узлы конструкции
в различных случаях нагружения по различным классам ЛА да-
ются в соответствующих нормах прочности. Там же указывается
и конкретная величина коэффициента безопасности f, принимае-
мого для основных частей ЛА в пределах .1,25 ... 2.
Величину разрушающей нагрузки Fpa3p определяют либо экс-
периментально путем статических испытаний сварного соедине-
ния, либо расчетным путем, зная размеры шва и используя в ка-
честве разрушающего напряжения предел прочности материала
соединяемых деталей ов (тв— при кручении). Тогда, например,
при растяжении разрушающая нагрузка будет равна
(24.3)
где S — площадь сечения шва; <р — коэффициент ослабления се-
чения сваркой.
Подстановка (24.3) в (24.1) приводит к условию прочности
по разрушающим напряжениям:
0=5р/5<<р3в, (24.4)
где а — расчетное напряжение в сварном шве.
Будем считать, что нагрузка, передаваемая сварным соеди-
нением, найдена по (24.2) при F=FP.
Стыковые швы, работающие только на растяжение или сжа-
тие (см. рис. 24.1, а), рассчитывают по формуле:
а = 5/(8/)<<рав, (24.5)
где F — расчетная растягивающая или сжимающая сварной шов
сила; б — наименьшая толщина свариваемых деталей; I — дли-
на свариваемого шва; <р — коэффициент ослабления материала
деталей сваркой, <р=0,8; ств— предел прочности материала на
растяжение (по меньшему значению для свариваемых материа-
лов).
При действии изгибающего момента Ми в плоскости соеди-
няемых элементов (рис. 24.7, а) условие прочности стыковых
швов имеет вид
(24.6)
где W„=6l2/6 — момент сопротивления расчетного сечения при
изгибе.
При действии на стыковой шов изгибающего момента Ми и
растягивающей или сжимающей силы F (рис. 24.7, б) шов рас-
считывают по формуле
°=5/(8/) -j- 6М и/(8/2) < <р3в. (24.7)
Угловые швы всех видов рассчитывают на срез по наимень-
шему сечению плоскостью, проходящей через биссектрису пря-
389
Рис. 24.7. Расчетные схемы сварных соединений
390
мого угла поперечного сечения шва (см. рис. 24.4, а). Расчетная
высота углового шва т=k sin 45°= 0,7 k, rjifi k — катет шва.
При действии на угловой шов силы F (см. рис. 24.2, а, б, в)
его рассчитывают по формуле
T=F/(0,7^Z)<?rB, (24.8)
где т — расчетное напряжение среза в сечении шва; тв — предел
прочности материала на срез, тв=0,6 ов.
Для соединений с несколькими швами под размером I пони-
мают суммарную длину швов, например, 2 /л и 2 1$л для соедине-
ний, показанных на рисунках (рис. 24.2, а, б) и /=/* — для сое-
динений (рис. 24.2, в). Длину углового лобового шва обычно
принимают равной ширине привариваемой детали. У флангово-
го шва длину определяют расчетным путем:
/ф1=/7(0,7^тв). (24.9)
На практике для уменьшения неравномерности распределе-
ния напряжений в шве /фЛ ограничиваются условием /фЛ^50 k.
При расчете сварных соединений с несимметричным сечени-
ем одного из элементов, например при приварке уголков
(рис. 24.7, д), суммарную длину фланговых швов определяют
по (24.9). Затем из условия равновесия находят:
Г1=5а2/(Л1+а2); (24.10)
F2=Fa1/(a1+a2); (24.11)
^фл1 —^ф.#2/(а14~а2); (24.12)
4*^)» (24.13)
где F\ и F2 — усилия, передаваемые швами длиной /фЛ t и 1$я 2',
и а2 — расстояния от центра масс сечения элемента уголка до
центра масс сечений швов.
Если соединение угловым швом нагружено изгибающим мо-
ментом М„ в плоскости приварки (рис. 24.7, в), то условие проч-
ности шва принимает вид
т = 2Ии/иГи<<ргв, (24.14)
где И7Н — момент сопротивления расчетного сечения шва при из-
гибе, №„=0,7 6/2/6.
При действии на угловой шов изгибающего момента Мя и
силы F, перпендикулярной шву (рис. 24.7, г), его рассчитывают
по формуле
т=Г/(0,7А/)4-6/Ии/(0,7Л/2) < <рг„. (24.15)
При расчете комбинированных угловых швов (рис. 24.7, ж),
нагруженных моментом М в плоскости стыка, принимают, что
привариваемый элемент стремится повернуться вокруг центра
391
масс фигуры, образованной сечениями швов. В этом случае ус-
ловие прочности принимается в виде
^max “Мртах/'/р(24.16)
Здесь Ттах — максимальное расчетное напряжение в точке
шва, наиболее удаленной от центра масс площади опасных сече-
ний;
Ртах — расстояние от указанного центра масс до наиболее
удаленной точки шва; Jp=Jx+Jy— полярный момент инерции
фигуры, образованной сечениями швов; Jx, Jy— осевые моменты
инерции, при подсчете Jx и /у сечения швов представляют в ви-
де прямоугольников, одна сторона которых равна длине шва,
вторая — 0,7 k.
При совместном действии на комбинированный угловой шов
момента М„ и силы F (рис. 24.7, з) расчетное результирующее
напряжение ттах находят геометрическим сложением напряже-
ний гр от силы F и гм от момента Ми, определяемых по (24.8)
и (24.16).
Угловой кольцевой шов (рис. 24.7, е) под действием осевой
силы F рассчитывают по формуле (24.8); при этом l=nd. В слу-
чае действия крутящего момента Т шов рассчитывается из усло-
вия:
т—2T/(0,7Ajrd2).<<prB, (24.17)
где 2 T/d — сила, вызывающая напряжения в шве.
По (24.8), (24.14) ... (24.17) проводят как проверочные, так
и проектировочные расчеты. При проектировочных расчетах за-
дают k и определяют I.
Прорезные, проплавные и пробочные швы рассчитывают на
срез:
т=5/5<<ртв, (24.18)
где S — расчетная площадь сечения.
Тавровые соединения, выполненные угловыми швами без
подготовки кромок (см. рис. 24.4, д), рассчитывают на срез по
(24.8). При сварке соединений с предварительной разделкой
кромок (см. рис. 24.4, е, ж) расчетные напряжения в швах на-
ходят так же, как и для целых деталей. Разрушающие напряже-
ния рассчитывают с учетом ослабления материала деталей свар-
кой:
^азр=?’в- (24.19)
Угловые соединения применяют, как правило, при передаче
малых нагрузок и на прочность не рассчитывают.
Швы точечной сварки (см. рис. 24.5, а) рассчитывают так же,
как и заклепочные швы, на срез. Условие прочности при сим-
метричном нагружении точечного шва:
Л1) = ^<^разр(1)> (24.20)
392
Таблица 24.3
Тол- Разрушающие усилия на срез. Н. при прочности основного материала <тв, МПа Разрушаю-
щина тон- кой Алюминиевый сплав Магние- вый Сталь, титан щие усилия на отрыв (% от сре-
дета- зывающего
ли. мм усилия),
130 ... 200 320 240 ... 300 400... 500 600 ... 700 900 не менее
0,3 150 350 800 1150 1600
0.5 450 700 500 1400 2000 2850 Ст20—25%
0,6 550 850 600 1800 2650 3550 ЗОХГСА—
0,8 20%
950 1250 1000 2750 3950 5600 —
1,0 1300 1600 1400 3850 5500 7650 Х18Н9Т —
60%
1,2 1700 2200 1900 5250 7500 10600 —
1,5 2300 3300 2700 7600 10850 15350 Титан —
25%
2,0 3450 4800 3500 11000 15650 22200 Д16Т—30%
2,5 4300 6700 4000 14000 19950 28250 В95—30%
3,0 4900 8900 5500 17000 24200 34300 —
3,5 6700 11900 7100 22500 32000 44100 —
4,0 8500 15000 8500 26500 37700 51800 —
где z — число сварных точек в шве; F — расчетная нагрузка на
шов; F(i) — расчетная нагрузка на одну сварную точку; Fvt3P —
разрушающее усилие сварной точки, определенное эксперимен-
тально.
Таблица 24.4
Толщина тонкой детали, мм Прочность основного материала ав, МПа
Алюминиевый сплав Магниевый сплав Сталь, титан
150 150 ... 230 230 ... 320 320 240 ... 300 —
0,3 0.5 0,8 1,0 1,2 1,8 100 100 100 100 100 100 100 100 100 100 100 100 90 85 80 80 75 75 70 65 60 60 55 50 65 65 60 55 Не менее 90%
2,0 3,0 100 100 100 100 70 60 45 40 55 50 Не менее 80%
4,0 100 90 50 35 —- Не менее 70%
13—1085
393
Таблица 24.5
-|Коэффициект у для
стыкового шва углового шва
4* 1 1 1
+ 0,8...+0,6 1 0,94 ... 0,88
+ 0,8... +0,2 1 0,83... 0,75
0 1 0,75
—0,2... —0,4 0,94... 0,88 0,75... 0,67
-0,6... -0,8 0,82... 0,78 0,65... 0,63
-1 0,75 0,60
При эксцентричном приложении нагрузки условие прочности
записывается для наиболее нагруженной сварной точки: Лшах^
^FPa3p(i). Наиболее нагруженная сварная точка в этом случае
находится так же, как в эксцентрично нагруженном болтовом
или клепаном соединении.
В табл. 24.3 приведены полученные экспериментально раз-
рушающие усилия среза сварной точки точечного соединения
для образцов из различных материалов. Для сварных точек, ра-
ботающих на отрыв, в табл. 24.3 приведены разрушающие уси-
лия на отрыв сварной точки. Видно, что эти усилия значительно
меньше разрушающих сил среза. Отсюда следует, что необходи-
мо избегать нагружения сварной точки на отрыв.
В соединениях роликовой сваркой шов несколько уменьшает
прочность металла. Вследствие этого роликовый шов внахлестку
разрушается при разрыве материала вблизи шва. Поэтому рас-
чет на прочность соединений роликовой сваркой ведут по фор-
муле
o=F/S<aB, (24.21)
где F — расчетное усилие, действующее на шов; S — площадь
сечения более тонкого листа; ав — предел прочности шва роли-
ковой сварки.
Прочность швов роликовой сварки (% от прочности основ-
ного материала) приведена в табл. 24.4.
Значения разрушающих напряжений прй действии на свар-
ной шов переменных нагрузок снижают умножением их на ко-
эффициент у, зависящий от коэффициента асимметрии цикла
нагружения R (табл. 24.5).
24.2. СОЕДИНЕНИЯ ПАЙКОЙ
При пайке деталей ЛА места соединений нагревают
до температуры плавления припоя, которая должна быть ниже
температуры плавления соединяемых материалов. Расплавлен-
394
ный припой при этом растекается по нагретым поверхностям
стыка деталей, образуя при охлаждении паяный шов, диффузи-
онно и химически связанный с материалом деталей.
Пайка позволяет соединять детали не только из однородных,
но и из разнородных материалов. Пайкой соединяют, например,
стали со сплавами цветных металлов; металлы с графитом, фер-
ритом, фарфором; керамику с полупроводниками; пластмассу,
резину и т. п. Кроме того, можно паять детали с тонкостенными
элементами, где применение сварки недопустимо из-за опасности
прожога. Пайкой можно изготавливать за один производствен-
ный цикл сложные по конфигурации узлы и целые конструкции.
Это позволяет рассматривать пайку как групповой метод соеди-
нения деталей.
Технические возможности соединения пайкой значительно
расширились. Этому способствуют такие методы, как пайка в
печах с нейтральной и восстановительной средой, в вакууме с
нагревом в печах и электронно-лучевых установках, пайка с ис-
пользованием индукционного нагрева, с помощью ультразвука
и др. Большое внимание уделяется пайке высокопрочных туго-
плавких металлов: молибдена, ниобия, тантала, вольфрама.
В связи с этим объем паяных соединений в ЛА все более
увеличивается. Пайку применяют при изготовлении современ-
ных камер сгорания жидкостных реактивных двигателей, лопа-
ток турбин, топливных трубопроводов и других конструкций из
тугоплавких металлов, плохо поддающихся сварке. С помощью
пайки удалось заменить в обшивке самолета малопрочные алю-
миниевые сплавы высокопрочными тонкими стальными листами
с сотовым и гофровым промежуточным заполнителем. Эту об-
шивку изготовляют в виде панелей, паянных в термических пе-
чах (рис. 24.8). При этом прочность паяных конструкций оказы-
вается выше клепаных. Пайка является одним из основных
видов соединения в приборах ЛА. Во многих случаях примене-
ние пайки приводит к значительному повышению производи-
тельности труда, снижению массы и стоимости конструкций.
Тип паяного соединения, его конструктивные параметры за-
висят от требований к прочности изделия, его массе, от харак-
тера нагрузок и направления их действия.
В плоских паяных конструкциях встречают соединения вна-
хлестку (рис. 24.9, а), встык (рис. 24.9, б, з), Т-образные
Рис. 24.8. Панели с сотовым и гофровым заполнителем
13*
395
F
м
IW/Ж
т
г
twx^aaatn&sssssss^
ЕййййивйВННВ
ккккк^ННВ
7//////////'^<s^^
6
Рис. 24.9. Примеры плоских паяных соединений
(рис. 24.9, в) и угловые (рис. 24.9, г). Нахлесточные соедине-
ния наиболее распространены, так как позволяют изменением
величины нахлестки достигать равнопрочности паяного соедине-
ния. Соединения ступенчатые (рис. 24.9, д), гребенчатые
(рис. 24.9, е), замковые (рис. 24.9, ж) и косостыковые (рис. 24.9,
з) обеспечивают высокую прочность, но требуют сложной под-
готовки кромок. Их применяют только в особо ответственных
конструкциях.
Соединения встык, Т-образные и угловые в паяных соедине-
ниях применяют редко: они не обеспечивают равнопрочности
конструкции.
Некоторые другие соединения, характерные для пайки стерне
ней (а) и труб и стержней (б, в) между собой и с плос-
кими деталями, приведены на рис. 24.10. Зазор между деталя-
ми при пайке зависит от вида припоя и паяемых материалов и
в значительной мере определяет прочность соединения. Умень-
396
шение зазора до некоторого предела увеличивает прочность.
При малых зазорах диффузионный процесс и процесс растворе-
ния материалов деталей и припоя может распространяться на
всю толщину паяного шва, а диффузионный слой и слой ра-
створа прочнее самого припоя. Необходимость малых и равно-
мерно распределенных зазоров является одним из недостатков
пайки, ограничивающих ее применение. По этой же причине пе-
ред пайкой требуется более точная по сравнению со сваркой ме-
ханическая обработка и сборка деталей. В качестве припоев ис-
пользуют многие металлы и сплавы (табл. 24.6). Одной из важ-
нейших характеристик припоя, определяющей назначение и спо-
соб его применения, является температура плавления ТПл- По
этому признаку припои разделяют на высокотемпературные с
Тпл>450:>С и низкотемпературные с ТПл<450°. К высокотемпе-
ратурным относятся припои на основе меди, никеля, серебра, к
низкотемпературным — на основе олова и свинца.
Хорошее соединение пайкой можно получить лишь при иск-
лючительно чистых поверхностях спаиваемых деталей. Поэтому
непосредственно перед пайкой эти поверхности подвергают со-
ответствующей обработке для очистки от грязи и масел и уда-
ления окисных пленок. Наносят покрытия, облегчающие пайку,
V77/77/7/7771
а
Рис. 24.10. Паяные соединения стержней и труб
397
Таблица 24.6
Марка припоя Основа Лиг ’С Назначение
Л 63 Медь 900 Пайка стальных труб и других деталей неответст- венного назначения
ПСр 25 Медь, сереб- ро 650 Пайка трубопроводов и других деталей из конструк- ционных и коррозионно- стойких сталей
ПСр 45 ПСр 72 Серебро, медь 670 780 Пайка деталей из стали, меди и медных сплавов с высокой вакуумной плот- ностью и электропроводно- стью
ПОС 90 ПОС 61 ПОС 40 ПОС 30 Олово, сви- нец 185 185 185 185 Пайка радиаторов, элек- тро- и радиоаппаратуры, деталей, не подвергающихся ударным нагрузкам
и барьерные покрытия, препятствующие взаимодействию припоя
с паяемой поверхностью (например, при пайке титановых спла-
вов наносят барьерные покрытия хрома и никеля). Для умень-
шения вредного влияния окисления поверхностей деталей при-
меняют специальные флюсы, которые не только защищают, но
и растворяют окисные пленки, повышая текучесть припоя. Флю-
сы в зависимости от температурного интервала активности раз-
Таблица 24.7
Марка припоя тв при пайке материалов. МПа ав при пайке материалов, МПа
меди латуни титановы? сплавов корро- зионно- стойкой стали меди лату- ни тита- новых спла- вов кор- рози- онно- стой- кой стали
ПОС 40 51 ...53 51 ... 53 51 ...53 71 80 115
ПОС 30 25 ...35 25... 35 — 25... 35 78 — — 100
Л 63 — — —. 300... 350 __ — — —
ПСр 25 180... 230 180... 230 — 250... 300 . — 230 — —
ПСр 40 160 ...210 160 ...210 — 200... 260 — — — ——
ПСр 72 — — 120... 200 — — — — '
398
деляют на низкотемпературные с 7’пл^450°С (канифольные,
кислотные, фтороборатные и т. д.) и высокотемпературные с
7пл>450сС (боридные, боридно-углекислые и др.).
Расчет паяных соединений на прочность ведут по разрушаю-
щим нагрузкам и напряжениям. Так, для нахлесточных соеди-
нений (см. рис. 24.9, а), нагруженных растягивающей силой, ус-
ловие прочности имеет вид
t = F/(W)<tb; (24.22)
для стыковых (см. рис. 24.9, б) —
c = (24.23)
где ант — расчетные напряжения растяжения и среза в шве;
св, Тв — пределы прочности паяного шва соответственно на ра-
стяжение и срез (табл. 24.7).
Для обеспечения равнопрочности нахлесточных соединений
величину нахлестки находят из формулы
где Ов.д — предел прочности на растяжение материала детали.
24.3. СОЕДИНЕНИЯ СКЛЕИВАНИЕМ
Благодаря созданию высококачественных клеев на ос-
нове полимеров соединению склеиванием подвергаются практи-
чески все промышленные материалы (стали, сплавы, серебро,
медь, пластики, дерево и др.).
В конструкциях ЛА с помощью склеивания изготавливают
агрегаты оперения (рули направления и высоты, триммеры, ста-
билизаторы), агрегаты механизации крыла (панели хвостовой
части, предкрылки, закрылки, дефлекторы, тормозные щитки,
элероны, спойлеры), агрегаты фюзеляжа (люки и лючки, пане-
ли пола), агрегаты установки двигателя (капоты, панели пило-
нов, воздухозаборные каналы),'агрегаты несущих и хвостовых
лопастей вертолетов и др.
Клеевые соединения по сравнению с заклепочными, сварны-
ми и паяными имеют ряд достоинств: возможность соединения
деталей из разнородных материалов, в том числе из тонколисто-
вых, не поддающихся уварке и пайке; равномерное распределе-
ние напряжений по всей склеиваемой поверхности и, как след-
ствие, снижение концентрации напряжений и повышение вынос-
ливости клеевого соединения; высокая коррозионная стойкость;
герметичность; низкая себестоимость.
Основные недостатки клеевых соединений: старение со вре-
менем; ограниченный диапазон рабочей температуры (от —60°
до -т-300°С); малая прочность при неравномерном отрыве (от-
399
Рис. 24.11. Типы клеевых соединений
3SSS&
дире); необходимость сложной оснастки для изготовления слож-
нопрофильных конструкций и точной пригонки склеиваемых по-
верхностей; трудность контроля качества склейки.
Процесс склеивания обычно состоит из ряда последователь-
ных операций: подготовки поверхности склеиваемых материалов
(увеличение шероховатости, различные виды химической и фи-
зико-химической обработки), нанесения клея, сборки соедине-
ния, выдержки при соответствующих давлениях и температу-
рах.
На рис. 24.11 представлены наиболее распространенные ти-
пы клеевых соединений в ЛА: нахлесточные (а), врезные и сты-
ковые по косому срезу, позволяющие получать гладкие
внешнюю и внутреннюю поверхности (б), с накладками (в).
Для повышения прочности соединения внахлестку выполня-
ют так, чтобы плоскость клеевого слоя находилась в плоскости
воспринимаемых им нагрузок, а само соединение работало на
сдвиг. Для уменьшения напряжений отрыва, возникающих по
краям плоскости склеивания, соединяют детали со скошенными
на ус концами нахлестки (рис. 24, а). Прочность такого соеди-
нения в 1,5... 2 раза больше, чем прочность соединения с пря-
мыми концами при прочих равных условиях.
Прочность клеевых соединений зависит от толщины слоя
клея. Рекомендуемая толщина составляет 0,05... 0,15 мм и зави-
сит от вязкости клея и давления при склеивании. Существует
большое разнообразие клеев. В производстве ЛА в основном на-
ходят применение клеи на основе органических полимерных
400
смол: фенольно-каучуковые клеи ВК-25, ВК-32-200, ВК-3, эпок-
сидные ВК-40, ВК-27, ВК-9, полиуретановые ПУ-2 и т. п. Эти
клеи применяют для склеивания деталей, работающих при тем-
пературах не выше 200°С. Выбор марки клея определяется тех-
ническими требованиями, предъявляемыми к клеевым конструк-
циям.
Клеевые соединения хорошо работают при сдвиге и равно-
мерном отрыве, плохо — при. неравномерном отрыве. В таких
случаях для обеспечения надежности предусматривают допол-
нительное механическое крепление соединяемых деталей клеп-
кой, сваркой, болтами или винтами. Такие соединения называют
клеезаклепочными, клеесварными, клееболтовыми или клеевин-
товыми и применяют для создания особо прочных соединений,
хорошо работающих при различных видах нагрузок. Испытания
на срез показали, что прочность комбинированных соединений
более чем в 2 раза превышает прочность клеевых соединений.
Успешно применяют клеи для повышения прочности соеди-
нения зубчатых колес с валами (например, локайтов-смол, твер-
деющих при отсутствии воздуха); при установке наружных ко-
лец подшипников в корпус; для стопорения резьбовых соедине-
ний.
Прочность клеевого соединения, работающего на сдвиг, про-
веряют по формуле
t=F/0Z)<tb, (24.24)
где Тв — предел прочности клеевого слоя при сдвиге (табл. 24.8).
Для обеспечения равнопрочности нахлесточных клеевых сое-
динений длина нахлестки может быть рассчитана так:
а) при сдвиге
(24.25)
б) при растяжении
»=Ч,м/гв- (24.26)
_________________________________________________Таблица 24.8
Марка клея Режим склеивания Температура испытаний, °C
Тем- пера- тура, °C Давление, МПа —60 +20 +60 + 150 +200 +300 +20 +60 +200
при сдвиге, МПа при отрыве, МПа
ПУ-2 ВФ-2 МПФ-1 ВК-32-200 ВС-ЮМ ВК-32-ЭМ ВК-1 105 140 155 180 180 150 150 0,1...0,3 0,5...2,0 0,1...0,5 0.8...3.0 0,06... 1,0 0,05...0,3 0,05...0,3 14 10 30 14 14 16,5 18 20 15 20 18 15 16 16 9 7,5 15 15 18 1,5 10 12 1 3,5 1 1 1°°£ 12- 4 6 35 45 50 40 25 20 46 2,5 2,0 3 1 2 2,2
401
Здесь б — толщина более тонкого из соединяемых элементов;
Тв. д и Ов. д — пределы прочности при сдвиге и растяжении мате-
риала детали соответственно.
ГЛАВА 25.ПРИМЕРЫ РАСЧЕТОВ УЗЛОВ МЕХАНИЗМОВ ЛА
25.1. КОРОБКА ПРИВОДОВ АГРЕГАТОВ ДТРД
25.1.1. Конструкции, материал и основные узлы
коробки приводов
В связи с тенденцией к увеличению частоты враще-
ния агрегатов для увеличения мощности их приводы становят-
ся более компактными, так как при передаче мощности к агре-
гату вращающие моменты обратно пропорциональны частоте
вращения:
Т=9550Г/л, (25.1)
где Т — вращающий момент, Н-мм; W—потребляемая агрега-
том мощность, Вт; п — частота вращения ротора агрегата,
об/мин.
С уменьшением вращающих моментов нагрузки на зубча-
тые колеса и валы снижаются и зубчатые колеса могут выпол-
няться узкими, а валы с меньшим диаметром. Поэтому появи-
лась возможность размещать все агрегаты на одной коробке.
Коробка приводов агрегатов ДТРД предназначена для пе-
редачи вращательного движения й вращающего момента от
ротора двигателя к .агрегатам, обслуживающим системы и си-
ловые установки ЛА. Она обычно устанавливается под корпу-
сом компрессора (рис. 25.1). Устройство коробки приводов
агрегатов рассмотрим на примере коробки двухвального тур-
бореактивного двигателя (ДТРД). Для удобства сборки всех
приводов агрегатов коробка состоит из двух разъемных частей,
которые условно назовем центральной, где размещается ве-
дущий привод, и консольной (ведомой). На кинематической
схеме (рис. 25.2) показаны все передачи к агрегатам, входящие
в обе части коробки. В верхней части условно выделен блок
центрального ведущего привода, в нижней части — блок ведо-
мого привода. Части коробки соединяются с помощью шпилек,
а коробка крепится к ДТРД с помощью специальных шпилек,
ввернутых в корпус компрессора и проходящих через отверстия
в части коробки 2 (см. рис. 25.1). Шпильки изготовлены из ста-
ли ЗОХГСА. Корпус коробки изготовлен из магниевого сплава
МЛ-5 (возможно применение и других литейных сплавов) со
стенками (минимальной) толщиной 5—6 мм. Толщина стенок
выбрана с учетом прочности и жесткости корпуса, а также воз-
402
Рис. 25.1. Место установки коробки приводов агрегатов (2) на ДТРД (/)
можностей технологии литья. Для выполнения технологических
требований при литье все острые углы стенок корпуса, выступов
и перемычек округлены. Это сделано также для снижений кон-
центрации напряжений в зоне сопряжения сечений. Детали пе-
редач: зубчатые колеса, валы и оси выполнены из хромоникеле-
вых сталей (12ХНЗА и 12Х2Н4А.
В местах концентрации нагрузок под опорами валов, у флан-
цев крепления агрегатов, в местах расположения крепежных
.деталей сделаны местные утолщения стенок корпуса, приливы
и ребра жесткости, благодаря которым нагрузка распределя-
ется более равномерно. Использование перечисленных конст-
руктивных мер направлено на минимизацию массы корпуса.
Форма корпуса учитывает структуру кинематической схемы,
форму места установки и пространственное размещение приво-
дов агрегатов. Корпус консольной части коробки выполнен не-
разъемным. Он имеет сбоку вид полумесяца и облегает корпус
компрессора ДТРД (см. рис. 25.3, а). Такая форма позволяет
уменьшить длину коробки. Для обеспечения сборки узлов при-
водов в центральной части коробки предусмотрена задняя
крышка. Сборка приводов в консольной части коробки (см.
рис. 25.3) осуществляется через окна в стенках корпуса. Через
Рис. 25.2. Кинематическая схема приводов агрегатов ДТРД:
/ — воздухоотделитель; 2 — датчик тахометра; 3 — датчик оборотов; 4 — насос основного
топлива; 5 — масляные агрегаты; 6 — основной привод; 7 — генератор переменного тока
403
404
Рис. 25.3. Коробка приводов агрегатов ДТРД. Места установки:
сл / — суфлера; 2 — насосов; 3 — стартер-генератора; 4 —генератора переменного тока
боковые окна производится обработка глухих отверстий под
опоры валов и стаканы подшипников.
Отбор мощности, потребной для вращения агрегатов, осу-
ществляется от вала компрессора высокого давления через
коническую передачу zj—z2 (см. рис. 25.1). С помощью верти-
кальной рессоры вращающий момент подводится к ведущей
конической шестерне (см. рис. 25.2). Через ведомое кониче-
ское зубчатое колесо z2 и цилиндрические зубчатые колеса гз
и z9 вращающие моменты передаются на две группы агрега-
тов, установленных на центральной и консольной частях короб-
ки (см. рис. 25.2, 25.3), а внутри групп — на левые и правые
ветки.
Все зубчатые колеса приводов отдельных агрегатов, кроме
привода масляного агрегата, являются прямозубыми цилинд-
рическими, что обусловлено необходимостью сборки колес через
боковые окна корпуса. Уменьшение нагрузки на зубья вслед-
ствие высоких окружных скоростей роторов агрегатов позволи-
ло применить зубчатые колеса узкого типа и тонкостенные
полые валы. Выборка материала с дисков зубчатых колес сни-
зила их массу. При меньших частотах вращения агрегатов и
более массивных зубчатых колесах их приходилось размещать
отдельными группами в отдельных корпусах. Каждая коробка
устанавливалась сверху, сбоку и снизу компрессора двигателя.
Объединение всех приводов в единый комплекс стало возмож-
ным при уменьшении массы и габаритов приводов и агрегатов
с ростом их частот вращения. Рациональное размещение агре-
гатов на коробке зависит от их числа, формы и размеров, а
также от габаритов места установки коробки агрегатов на ЛА.
Рассмотрим конструкцию приводов агрегатов консольной
части коробки, которые могут быть объектами курсового про-
ектирования. Наибольшее число узлов входит в приводы гене-
ратора переменного тока (ГПТ), гидронасоса (ГН) и центро-
бежного суфлера (см. рис. 25.3).
Привод ГПТ включает в себя узлы I, II, III и IV и состо-
ит из трехступенчатой цилиндрической передачи (зубчатые ко-
леса zio, Zu, zi2 и Z13). Ведущее колесо z]0 передает мощность
трем агрегатам: стартер-генератору (СТГ), ГПТ и ГН. Оно
насажено на ступицу зубчатого колеса z9, выполненного заод-
но с входным валом, и центрируется по цилиндрической по-
верхности ступицы колеса z9. В осевом направлении оно фикси-
руется с одной стороны уступом колеса z9, с другой — резьбо-
выми штифтами, расположенными по окружности через один с
гладкими штифтами, передающими вращающий момент (см.
рис. 25.3, А—А). Вал узла I выполнен пустотелым с внутрен-
ними шлицами на одном конце для передачи вращающего
момента от соединительной рессоры к агрегатам. Буртики на
валу служат для осевой фиксации радиальных шарикоподшип-
406
ников, установленных по схеме «враспор». Подшипники разме-
щены в стальных стаканах, закрепленных шпильками в стен-
ках корпуса'. Внешний стакан имеет развитый фланец и утол-
щение в диске для подвода смазки к подшипнику. Зубчатое
колесо 2ц соединяется с валом II при помощи эвольвентного
шлицевого соединения. Для отбора вращающего момента к
СТГ вал имеет внутренние шлицы. Центрирование зубчатого
колеса осуществлено по наружному диаметру шлицев, а его
осевая фиксация обеспечивается двумя распорными втулками,
установленными между ступицей колеса и внутренними обой-
мами подшипников.
Зубчатое колесо — промежуточное. Оно вращается на
неподвижной оси III (см. рис. 25.3, А—4), которая с помощью
фланца и шпильки крепится к корпусу. Колесо z^ образует
единый блок с колесом zi2 и стаканом одного из подшипников,
по которому центрируются оба колеса. Передача вращающего
момента от zi2 к Zu производится через гладкие цилиндриче-
ские штифты, а осевая фиксация колес осуществляется резь-
бовыми штифтами и упором кольцевого выступа стакана и
распорного кольца в наружные кольца подшипников.
Зубчатые колеса z)3 и z15 выполнены заодно с валами IV
и V, установленными в радиальные шарикоподшипники. На-
ружные подшипники установлены в стаканах с фланцами для
крепления агрегатов, внутренние — в общем стакане, ^алы IV
и V имеют внутренние эвольвентные шлицы для подвода вра-
щающего момента к агрегатам.
Для предотвращения утечки масла в полость агрегата на
валу IV установлено контактное уплотнение в виде разрезных
колец, расположенных в кольцевых канавках вала, а к стака-
ну подшипника крепится щелевое уплотнение (с подводом к
нему воздуха под давлением, что препятствует утечке масла).
Комбинированное уплотнение надежно герметизирует полость
коробки.
Фланцы крепления ГПТ и ГН имеют бурты с наружной
конической поверхностью для центрирования половин стяжных
хомутов, с помощью которых агрегаты крепятся к корпусу
коробки.
Конструкция узлов приводов к остальным агрегатам ана-
логична рассмотренным узлам. Для герметизации стыков меж-
ду фланцами крепления агрегатов и корпусом коробки преду-
смотрены резиновые прокладки в виде колец (см. рис. 25.3).
Подвод смазки к подшипникам и зацеплениям осуществляется
по калиброванным отверстиям в стенках и внутренних перего-
родках корпуса. Фрагменты системы подвода смазки видны на
рис. 25.1, 25.2, 25.3. Подвод смазки к консольной части короб-
ки осуществляется через перепускную втулку, запрессованную
в корпус ведущей части коробки и входящую в отверстие кор-
407
пуса ведомой части (вид Д на рис. 25.3). Слив масла из ведо-
мой части коробки в ведущую производится через отверстие в
нижней части соединительного фланца.
25.1.2. Основы проектного и проверочного расчетов
узлов коробки приводов
Проектный расчет. В исходных данных к расчету
приводов агрегатов, обслуживающих системы ЛА и силовой
установки, указаны кинематическая схема, потребляемые от-
дельными агрегатами мощности, частоты вращения роторов
двигателя и отдельных агрегатов, долговечность (ресурс) и
некоторые другие данные. Они позволяют выполнить кинемати-
ческий, силовой и проектный расчеты приводов. Перед конст-
руированием приводов проверяют условие размещения агрега-
тов на коробке в соответствии с кинематической схемой, срав-
нивая расчетные межосевые расстояния с требуемыми. В про-
цессе разработки эскизного проекта производится проверочный
расчет зубчатых колес, валов (осей), подшипников и элемен-
тов конструкции (шлицевых соединений, штифтов, крепежных
деталей и т. п.).
Кинематический расчет приводов агрегатов. Целью расчета
является определение передаточных отношений приводов от-
дельных агрегатов, а также частот вращения всех зубчатых
колес. Для варианта приводов агрегатов, приведенных на рис.
25.2, 25.3, передаточные отношения отдельных приводов будут
равны
/стг=-^; W=-^;
ЛСТГ ЛНФТ
/гпт=-252-; /гн=-^52- И т. д,
лгпт лгн
где в числителе плв — частота вращения ротора двигателя; в
знаменателе — частоты вращения агрегатов: СТГ, насоса фор-
сажного топлива (НФТ), ГПТ, ГН и т. д.
На участках кинематической цепи между агрегатами воз-
никает необходимость в разбивке передаточных отношений по
ступеням. Ориентировочно можно использовать данные прото-
типа или вводить промежуточные (паразитные) зубчатые коле-
са и принимать в одной из пар i=l. В трехступенчатых пере-
дачах (например, между валами VII и XI) можно использовать
рекомендации по разбивке, приведенные в гл. 19.
После предварительной оценки передаточных отношений
ступеней определяют частоты вращения валов у всех зубчатых
колес:
408
«1=«вх; Лц=лстг; пг\2=—г~^----------;
'11-12
Л1
л1У=лгпт; Яу = Пгн; wvi =—;---------;
й-vi
"vn
«уп1=«нфт; Душ = v“ и т. д.
4VII-VII1
Силовой расчет приводов агрегатов. По мере передачи мощ-
ности (вращающего момента) от входа к крайним агрегатам
производится ее отбор к промежуточным агрегатам и имеют
место потери на трение в зацеплениях зубчатых колес, в под-
шипниках, на перемешивание и разбрызгивание смазки.
При приближенном расчете мощность на входе или на лю-
бом участке силовой цепи определяют через мощности отдель-
ных агрегатов:
п
2^0 (25.2)
i-i -.
где 1Г1, ТГг,.... Wi — потребные мощности отдельных агрегатов,
входящих в участок цепи; тр, лг....... Л*— КПД всех ступеней
от данного зубчатого колеса до каждого агрегата последова-
тельно; t — номер агрегата участка, i=l, 2........ п. КПД всей
совокупности ступеней равно
Л/=Л1Лц...Л*. (25.3)
где т]ь Лп, Л* — КПД каждой ступени от данного зубчато-
го колеса до данного агрегата, k — число ступеней данного
элемента цепи до каждого агрегата.
Например, КПД, учитывающий потери мощности, проходя-
щей через колесо zg к подкачивающему насосу, равен
Л/ = 5 = Л l^ll I • • • Лу = 719,167116,177117,187119,207120.21 >
где 9, 16, .... 21 — номера зубчатых колес (см. рис. 25.2, 25.3),
образующих ступени привода.
КПД отдельных ступеней равны
Л*=Лэц(1 — П)л«, (25.4)
где лзц—КПД зацепления зубчатых колес, т]зц=0,97...0,98;
П — коэффициент потерь в паре подшипников; Лм — КПД, учи-
тывающий потери на перемешивание и разбрызгивание смазки.
По мощности на данном зубчатом колесе определяют со-
гласно (25.1) вращающий момент. Вращающие моменты на
ведущем и ведомом колесах связаны формулой
7'2=7'1/12Лэц» (25.5)
409
а моменты на входе Т и выходе вала Т' (на двух зубчатых
колесах, сидящих на одном валу) — формулой
Т' = Т(1- П). (25.6)
Используя зависимости (25.1)...(25.6), определяют вращаю-
щие моменты на всех колесах и на участках валов.
При проектном расчете по зависимостям (5.21) и (7.9) опре-
деляют межосевые и конусные расстояния (а® и Re). Затем
производят проверку и корректировку межосевых расстояний
по условию размещения агрегатов. Проверку производят в сле-
дующем порядке:
1. Размещают на миллиметровке геометрические оси зуб-
чатых колес в соответствии с кинематической схемой и габа-
ритами места установки коробки агрегатов на ЛА (примерной
формой коробки).
2. Наносят на эскиз размеры между осями агрегатов с уче-
том их габаритов и фланцев для их присоединения.
3. Проверяют и корректируют расчетные величины aw и чис-
ло ступеней всех приводов к отдельным агрегатам.
После выполнения условия размещения агрегатов опреде-
ляют размеры зубчатых колес по проектным формулам и уточ-
няют передаточные отношения всех зубчатых пар (t=u=z2/zi).
При этом расчете частота вращения агрегатов не должна изме-
няться. Затем определяют ориентировочные диаметры валов по
формуле (13.3). Для участков валов с внутренними шлицами
для передачи вращающего момента к агрегатам (например,
валы II, IV) диаметр выбирается в соответствии с принимаемы-
ми размерами шлицев. Размеры шлицев оцениваются исходя
из прочности на кручение и крутильной жесткости соединитель-
ных рессор и прочности шлицев (на смятие).
Проверочный расчет приводов агрегатов и их элементов.
Расчет производится на стадии разработки эскизного проекта
и включает в себя проверку зубьев колес на контактную и из-
гибную прочность, оценку запасов прочности сечений валов я
осей по методике, изложенной в гл. 13, проверку подшипников
качения на динамическую грузоподъемность по формуле
(15.29) или на долговечность по (15.30).
Расчетные схемы осей и их расчет на изгибную прочность
аналогичны таковым для валов, но при Тк=0 (см. гл. 13).
Проверка на прочность элементов конструкции коробки
включает в себя проверку шлицев на смятие, гладких штиф-
тов для передачи вращающих моментов (см. рис. 25.3) на срез
и смятие как круглых шпонок и шпилек, соединений частей
коробки агрегатов на растяжение от действия силы тяжести
части коробки с агрегатами и силы предварительной затяжки.
410
Таблица 25.1
Главные редукторы Редукторы привода рулевого винта
Марка верто- лета Wx П} ГП\ U\ z' n3 u* Из m2 m3
Ми-1 423 323 135 6,8212 1 3i 2300 1348 1 1,1700 13,5 17,5
Ми-2 321 246 300 23,9808 2 44 2460 1445 1 1,7067 12,4 17,0
Ми-4 1250 198 471 13,4517 1 86 2400 1040 1 2,3917 18.5 43,0
Ми-6 4045 120 3200 69,2041 2 2096 2063 688 1,033 2,9069 108 271
Ми-8 1100 192 785 62,5 2 256 2589 1124 1 2,3041 19,3 47
Ка-15 280 377 80,5 2,0 1 — —_ —. — —
Ка-26 239 294 201 2,9429 2 — — — — — — —
Ка-25К 662 237 560 80,1 2 — — — — — — —
25.2. РЕДУКТОР НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА
Для выполнения различных народнохозяйственных
задач используют вертолеты Ми-1, Ми-2, Ми-4, Ми-6, Ми-8,
Ка-15, Ка-25К, Ка-26. Кинематические схемы этих вертолетов
включают в себя приводы несущих винтов (главный редуктор)
й рулевых винтов (промежуточный и хвостовой редукторы).
В табл. 25.1 приведены их основные характеристики: Wt и
— мощности взлетного режима и передаваемая, кВт; П\ и
п2 — частоты вращения несущих и рулевых винтов, об/мин;
Ui, и2 и «з — передаточные числа главного, промежуточного и
хвостового редукторов; г' — число двигателей; т2 и т$—
массы главного, промежуточного и хвостового редукторов, кг.
25.2.1. Кинематика и конструкция привода
Привод вертолета Ми-2 (трансмиссия) включает в
себя главные валы правого и левого двигателей, главный ре-
дуктор, хвостовой вал, промежуточный редуктор, промежуточ-
ный вал и хвостовой редуктор (рис. 25.4). Мощность от двух
двигателей поступает через главные валы на главный редук-
тор, через которые она передается несущему винту вертолета.
Главный редуктор имеет два входных вала и один выходной —
вал несущего винта. Редуктор крепится к подредукторной ра-
ме двадцатью специальными болтами, равномерно распределя-
ющими нагрузку по местам крепления. Мощность на рулевой
винт поступает через хвостовой вал, промежуточный редуктор,
промежуточный вал и хвостовой редуктор.
На рис. 25.5 показана кинематическая схема трансмиссии
вертолета Ми-2, на которой условно на одной плоскости с ва-
лом несущего винта и хвостовым валом изображены главные
валы и задние приводы. Ведущие валы муфт свободного хода
411
1
Рис. 25.4. Трансмиссия вертолета Ми-2:
1,3 — главные валы; 2 — главный редуктор; 4 — вал привода вентилятора; 5 — хвостовой вал; 6 — промежуточный редук-
тор; 7 — промежуточный вал; 8 — хвостовой редуктор
(МСХ) главного редуктора жестко связаны с валами двига-
телей.
Мощность на несущий винт поступает от валов двигателей
через МСХ вил, две пары зубчатых конических колес 8, 7
и 22, 21 первой ступени, две пары зубчатых цилиндрических
колес 6, 5 и 23, 20 второй ступени и две пары зубчатых цилин-
дрических колес 16, 17 и 19, 17 третьей ступени. На валу зуб-
чатого колеса 21 имеется привод барабана тормоза к, обеспе-
чивающего торможение несущего и рулевого винтов на стоянке
и при транспортировке вертолета. Через зубчатые колеса 8, 7
и 14, 15 приводится датчик тахометра ж. Через зубчатые коле-
са 8, 7, 13, 12, 9 мощность подается к промежуточному редук-
тору компрессора, а через зубчатые колеса 10, 11 — к венти-
лятору д.
От левого двигателя через зубчатые колеса 22, 21, 23, 20, 18
и 1, 2 приводится в движение хвостовой вал с, далее через
зубчатые колеса 30, 31 промежуточного редуктора у, промежу-
точный вал ф и зубчатые конические колеса 32, 33 хвостового
редуктора и мощность передается на рулевой винт вертолета.
От зубчатых колес 2, 27, 28 и 29 приводится генератор т,
а через колеса 27, 26, 25, 24 — гидроагрегат п.
Рис. 25.5. Кинематическая схема трансмиссии вертолета Ми-2:
а — привод нагнетающего масляного насоса; б, « — приводы откачивающих маслона-
сосов для муфт свободного хода; в, л — муфты свободного хода; г — главный вал от
правого двигателя; д — вентилятор: е — привод к компрессору; ж — привод датчика
тахометра; u — привод несущего винта; к — тормоз несущих винтов; м — главный вал
от левого двигателя; п — привод гидроагрегата; р — привод откачивающего масло насо-
са; с —хвостовой вал; г —генератор; (/ — промежуточный редуктор; ф — промежуточ-
ный вал; ц — хвостовой редуктор; ч — привод рулевого винта; 1, 2, 18 — зубчатые ко-
леса привода рулевого винта; 3, 4 — зубчатые колеса привода нагнетающего масло-
насоса; 5, 6, 20, 2а — зубчатые колеса второй ступени; 7, 8, 21, 22 — зубчатые колеса
первой ступени; 9, 10, 11, 12, 13 — зубчатые колеса привода вентилятора; 14, 15 —зуб-
чатые колеса привода датчика тахометра; 16, 17, 19 — зубчатые колеса третьей сту-
пени; 24, 25, 26, 27 — зубчатые колеса привода гидроагрегата; 28, 29 — зубчатые колеса
привода генератора; 30, 3/— зубчатые колеса промежуточного редуктора; 32, 33 — зуб-
чатые колеса хвостового редуктора
413
a
Рис. 25.6. Главный редуктор:
а — поперечный разрез: / — кррпус; 2 — вал; 3 — крышка; 4 — ведомое зубчатое колесо
третьей ступени; 8 — откачивающий маслонасос; 9 — ведомое зубчатое колесо привода
12 — нагнетающий маслонасос; б — продольный разрез по оси привода вентилятора и
чатое колесо первой ступени; 3 — ведомый вал муфты свободного хода МСХ; 4 — корпус
пени; 8 — промежуточный вал; 11 — ведомое зубчатое колесо второй ступени; 12 —
Главный редуктор (рис. 25.6) состоит из крышки, корпуса
и поддона. Внутри корпуса размещены валы, зубчатые кони-
ческие и цилиндрические колеса. Два входных вала главного
редуктора соединены с выходными валами двигателей с помо-
щью карданных узлов, что допускает несоосность валов до
5 мм. На корпусе редуктора расположены привод датчика та-
хометра, штуцер для установки датчика давления масла, вал
для крепления барабана тормоза несущего винта, суфлер, ко-
робка приводов хвостового вала, вала привода генератора и
414
третьей ступени; 5 — вал несущего винта; 6 — суфлер; 7 — ведущее зубчатое колесо
хвостового вала; 10 — ведущее зубчатое колесо привода хвостового вала; 11 — корпус;
оси правых датчиков тахометра: / — ведущее колесо втордй ступени; 2 — ведущее зуб-
МСХ; 5 — ведущий вал МСХ; 6 — сепаратор; 7 — ведомое зубчатое колесо первой сту-
крышка коробки приводов; 13 — поддон
вала привода гидроагрегата, шпильки для установки узлов
электрооборудования двигателей, узлов управления несущим
винтом вертолета.
Масляная система главного редуктора включает в себя два
маслонасоса, масляный фильтр, клапан предельного давления,
маслопроводы, форсунки для подачи масла на зубчатые зацеп-
ления в узлы трения и т. д.
Зубчатые колеса главного редуктора изготавливают из леги-
рованной стали 12Х2Н4А.
415
25.2.2. Расчет привода
Рассмотрим пример расчета привода несущего винта вертолета по следую-
щим условным исходным данным:
1. Передаваемая от двигателя мощность 171 = 321 кВт, мощности, переда-
ваемые: на хвостовой винт —44,12 кВт, на вентилятор — 18,38 кВт, на гене-
ратор— 23,53 кВт, на гидроагрегаты — 1,62 кВт, на гидронасос—11,76 кВт,
на датчик тахометра — 0,36 кВт.
2. Частота вращения несущего винта nBUx = 246 об/мин.
3. Общее передаточное отношение трехступенчатого редуктора привода
несущего винта Wi-6 = 23,9808.
4. Передаточные отношения по ступеням: Ui-2 = 2,3043; из-4 = 3,9378;
«5-6 = 2,6429.
5. Числа зубьев колес: первой ступени (конической передачи) Zi = 23,
z2 = 53; второй ступени (цилиндрической передачи) z3 = 15, z4=59; третьей
ступени (цилиндрической передачи) z5=14, z6 = 37.
6. Модули зацеплений в первой ступени mi=4,5 мм; во второй ступени
т2 = 5,5 мм, в третьей ступени т3 = 8,0 мм; зубья прямые (р = 0); ф&а = 0,45.
7. Материалы зубчатых колес — легированная конструкционная сталь
12Х2Н4А с числами твердости шестерен 320 НВ, колес 290 НВ, ов=1150 МПа,
От=950; 01 = 510 МПа. Твердость поверхности зубьев шестерни 60 HRC, ко-
леса 57 HRC.
8. Температурные условия эксплуатации: от —60 до +60°С.
Кинематический расчет. При заданных и и z найдем частоты вращения
валов:
лвх = — Л4«1-б = 5900 об/мин;
а) для ведомого вала первой ступени:
П2 = п\/и\-.2 = 5900/23043 = 2560 об/мин;
б) для ведомого вала второй ступени
л3 = л2/^з-4 = 2560/3,9378 = 650 об/мин.
Силовой и прочностной расчеты.
1. Мощность, поступающая от двигателя на вал редуктора винта:
W = 321 -44,12- 18,38-23,53- 1,62- 11,76-0,36 = 233 кВт.
2. КПД трехступенчатого редуктора несущего винта:
— __„.3 3
^зуб^п»
где т)зуб — КПД зубчатой пары; т)п = КПД пары подшипников. При учете
влияния температуры получим
^зуб — 1 П3цК/, "% — 1 — П/Сь
где Пэц —потери в зацеплении, Пзц=0,02... 0,03; Пп — потери в паре подшип-
ников, Пп=0,0015... 0,002; Kt — коэффициент влияния отрицательных темпе-
ратур на потери Kt= 1+0,011/|. При /=—60°С Kt = 1+0,01 -60= 1,6, 11376=
= 1-0,03-1,6=0,952; т]'п= 1—0,002-1,6=0,997.
В итоге получим т)=0,9523-0,9973 = 0,855.
3. Максимальные мощности и крутящий момент на выходном валу несу-
щего винта вертолета:
17вых = 17^ = 233-0,855 = 199,2 кВт;
Лшх = 7*6 = 955017вых/лвых = 9550-199,2/246 = 773-3 Н-м.
4. Проверочный расчет зубчатой цилиндрической пары третьей ступени
редуктора на контактную выносливость проводим из условия
416
При заданных условиях zH=l,76; zM = 271 МПа1/2, z Е =1.
Удельная расчетная окружная нагрузка на зубья колеса
WHt =
Окружная сила
FHt = 2Гвых/^6 = 6Гб//игб = 2-7733* 103/8*37=52250 Н.
Так как 8 = 0, то К = 1 •
1 //а
Коэффициент К учитывающий неравномерность распределения на-
грузки по ширине зубчатых венцов, равен
Кн9 = У^СНС0б.
Для прямых зубьев К=1. С учетом конструкции валов и расположения
их опор в третьей ступени С е =0,15.
Си = /(ЯВш/600) (WBK/600) = /(320/600) (290/600) = 0,51.
С учетом конструкции обода колес Сов=0,9.
Тогда Кн9 = 1 (1 + О,15-/оТ45-0,51-0,9)= 1,046.
Коэффициент Кяо, учитывающий дополнительную динамическую нагрузку
в зубчатом зацеплении, находим по формуле
КН9 = 1 + wHvb^F<
где wHv = &Hgov/aw/u <
При заданных исходных параметрах найдем бн=0,004; go=42; tt’viim=
= 194 Н/мм; о=л</6Пб/(60-1000) =nmzene/(60-1000) =3,14-8-37-246/(60Х
ХЮ00)=3,81 м/с; aw=m(zs4-ze)/2=8(14+37)/2=204; &u,=i|)»aa»=0,45X
Х204=91,8 мм.
Тогда =0,004-42-3,81 /204/2,6429 = 5,62 < 194,
а Хяр = 1 +5,62-91,8/52250 «1.
В результате получим
wHt* = 52250-1 • 1,046 -1/91,8 = 603,3 Н/мм;
чн =1,76-271-1 /6ОЗ,3-(2,642+1)/(2,96-2,6429)=7,99 МПа.
К
ЬЬГжнее значение базовых пределов контактной выносливости Ояцт&=
= a„1Im=23 ЯЯС=23*57=1311 МПа.
Допускаемые контактные напряжения при коэффициенте безопасности
$я=1,2
a„= 1380/1,2 = 1573 МПа.
пр
Условие контактной выносливости Оя=799 МПа<Оярт(п= 1573 МПа вы-
полняется.
Расчет зубьев пары z5=ze на выносливость по изгибу ведем по формуле
«5 = YpFtKF^KPvl(b^m) < арр.
При z6 = 37= 3,8; при z5 = 14ГЛ = 4 ,1;
417
= = 1.046; KPo = KHv=\.^ Ft = FHi = ^m. Тогда
a^= 4,1-52259-1,046-1,0/(91,8-8) =305 МПа,
<зР =3,8-52250-!,046-1,0/(91,8-8) =283 МПа.
к
Нижние базовые пределы изгибной выносливости при твердости шестер-
ни 320 НВШ и колеса 290 НВц находим из соотношений:
’Л11та = 1>8-ЯВа1= 1,8-320 =515 МПа;
= 1 >8-29э = 522 МПа.
Допускаемое изгибное напряжение
яРр = 3 F Um mltiXдУ s^F ‘
При заданных параметрах колес Уя=1,2; У«—1,1; Sx=2,0
<зРр — 515-1,2-1,1/2,0=339 МПа.
Условие прочности на выносливость по изгибу Ог=305 МПа<Огр=
=339 МПа выполняется.
25.3. ПРИВОД ОБЗОРНО-ВИЗИРНОГО УСТРОЙСТВА
Обзорно-визирное устройство (ОВУ) предназначено
для обзора какого-либо сектора пространства. Привод ОВУ
необходим для перемещения визирующей рамки ОВУ и пред-
ставляет собой реверсивный редуктор с приводом ведущей шес-
терни от двигателя. Кинематическая схема, выбор вида и кон-
струкция ОВУ зависят от мощности двигателя, быстродействия
привода и габаритного объема, в который должен быть вписан
механизм.
25.3.1. Кинематика и конструкция привода ОВУ
Кинематическая схема одного из вариантов привода
ОВУ показана на рис. 25.7. Вращение от электродвигателя 1
через четыре пары цилиндрических прямозубых зубчатых колес
Рис. 25.7. Кинематическая схема привода обзорно-визирного устройства
418
передается на выходной вал-шестерню. Все зубчатые колеса
имеют модуль зацепления т = 0,3 мм. Вал электродвигателя
выполнен в виде трибки с zi = 12 без смещения профиля зубь-
ев; j2, =z3, = z4, = *5-= 17. с целью уменьшения габаритов
передачи принято фьо=0,2. Зубчатые колесам.....закреп-
лены на валах I, II, III, IV. Валы вращаются в подшипниках,
размещенных в корпусе 2. Поверхность 3 корпуса 2 является
опорной поверхностью привода. В механизме применен элек-
тродвигатель ДИД-0,5 ТА с номинальной частотой вращения
выходного вала пдв = 14 000 об/мин и мощностью 1Г=0,5 Вт.
Конструкция привода ОВУ приведена на рис. 25.8. Корпус
редуктора 1 изготовлен из алюминиевого литейного сплава
АЛ5, валы-шестерни (трибки) 4, 7, 10, 12 и зубчатые колеса
5, 6, 8, 11 — из легированной стали 40ХНА, подвергнутой тер-
моулучшению, с твердостью 300 НВ. Зубчатое колесо 5 уста-
Рис. 25.8. Привод обзорно-визирного устройства
419
новлено на валу 4 с посадкой H7jp§, а зубчатые колеса 6, 8,
11 закреплены на валах 7, 10, 12 с помощью штифтов, кото-
рые передают крутящий момент и одновременно фиксируют
зубчатые колеса на валах в осевых направлениях. В качестве
опор валов применены однорядные радиальные шарикоподшип-
ники 9 с буртиком на наружном кольце. Электродвигатель 3
крепится к корпусу 1 двумя винтами 2 и центрируется на при-
соединительном фланце корпуса при помощи посадочного пояс-
ка 0 16 Я7/Л6. Для крепления в корпусе ОВУ привод имеет
три лапки с отверстиями 0 4,4 под крепежные винты. В двух
лапках выполнены также отверстия диаметром 0 1Я8 для
штифтов, установленных в корпусе ОВУ. Штифты 13 и винты 2
стопорятся эмалью ЭП-572. В качестве смазки подшипников и
зубьев зубчатых колес использована пластичная смазка
ОКБ-122-7. .
25.3.2. Пример проектного и проверочного расчетов
Исходными данными для проектирования привода ОВУ являются сле-
дующие величины: частота вращения выходного вала редуктора л,их=
=75 об/мин; коэффициент динамичности внешней нагрузки Кд=1,1; £*=
= 1500 ч; допускаемый запас прочности [я]=1,3.
Проектирование привода ОВУ рекомендуется проводить в следующей
последовательности:
1. Кинематический расчет механизма. Используя исходные данные частот
вращения вала электродвигателя и выходного вала механизма, находим об-
щее передаточное отношение редуктора и проводим его разбивку по ступеням
передачи, исходя из обеспечения минимальных габаритов:
/общ = пЯв/Лвых= 14000/75=186,7; /12 = 0,93 =0,93 {/186J = 3,3;
/2'з = 0,98 у^общ = 3,5; fa,* = 1,02у'"/общ = 3,7; = /общ/(/12/2'з/з'4) =
= 186,7(3,3-3,5-3,7) =4,3.
Используя для редуктора тождество передаточных отношений и переда-
точных чисел i^u, подбираем числа зубьев для всех зубчатых колес. Трибка
(шестерня) электродвигателя имеет Zi=12. Числа зубьев шестерни из условия
неподрезания ножки зуба выбираем равными *2, = = *4/ = ^/ = 17. Тогда
*2=UnZ\ = 39,6; *3 = 59,5; *4 = 62,9; z5=73,l.
Округляя до ближайших целых значений, находим
*2=40; *з = 59; *4=63; *5 = 73, 1ц = = *2/*1 =40/12 = 3,33; *2,3 =
= и2'3 = ^»47; /3/4 = И3/4 = 3,7 /4,5 = 1/4,5 = 4,29.
Зная окончательные значения передаточных отношений, находим частоты
вращения всех валов: ni = nAB/h2 = 14000/3,33=4204,2 об/мин; лц =
= 1211,58 об/мин; пш=327,45 об/мин; niv=76,32 об/мин.
Проводим проверку полученных результатов. Расхождение между задан-
ной Лвых и полученной niv частотами вращения выходного вала механизма в
результате расчета не должно превышать 2%. У нас Дл=75—76,32Х
ХЮ0%/7,5= 1,7<2%, т. е. неравенство выполняется. При его невыполнении
необходимо изменить числа зубьев колес в одной или нескольких ступенях
передачи, добившись его выполнения.
420
2. Расчет геометрических параметров зубчатых колес. Учитывая ожидае-
мые малые окружные скорости, выбираем для редуктора цилиндрические
прямозубые зубчатые колеса как наиболее технологичные и дешевые в произ-
водстве. Геометрические параметры d, da, df, b зубчатых колес и межосевые
расстояния а определяются по зависимостям, приведенным в гл. 5. Опреде-
ляем геометрические параметры: а) зубчатых колес Z\ и z2 в мм: di = 3,6;
dai=4,2; dn=2,85; d2 = 12; da2=12,6; df2 = 11,25; ai2=7,8; Z/i2=l,6;
б) для зубчатых колес z2' и z3:
d2/ = 5,1; d^2z == »7; dy2, 4»85; = 17,7; da3 = 18,3; dy3 == 16,95;
a2'3 = H’^» ^2'3 = 2,3.
Геометрические параметры шестерен , z4,, z5, те же, что и у ше-
стерни z2,;
в) для зубчатых колес z^ и z5:
d4 = 18,9; da< = 19,5, d/4 = 18,15; a3,4 = 12; $3,4 =2,4; d5 = 21,9; dfl5 =
= 22,5; d/5 = 21,15; a4,5=13,5; £4,5=2,7.
Принимаем для всех зубчатых колес 6-ю степень точности.
3. Определение КПД редуктора. Ориентировочное значение КПД редук-
тора для принятой кинематической схемы: т]общ=т]1Т]2Пзт14(1—Пв)4, где тр.
т]4 — КПД зубчатых зацеплений ступеней передачи, учитывая малые величины
сил, действующих в зацеплениях, принимаем их равными 0,9; Пв — коэффи-
циент потерь на валу на пару работающих подшипников, принимаем для
подшипников качения Пв=0,008. Тогда т]общ=0,94- (1—0,008)* = 0,635.
4. Определение расчетных крутящих моментов на валах передачи. Номи-
нальный крутящий момент, развиваемый электродвигателем: ГН1 =
=95501Гдв/лдв=9550-0,5/14 000=0,341 Н-мм; крутящий момент на колесе z2:
7'h2 = ThiT]i2«i2=0,341-0,9-3,33=1,022 Н-мм; крутящий момент на шестерне
z2,: Тн2, =Гн2(1 -Пв) = 1,022.(1 — 0,008)=1,014 Н-мм.
Аналогично находим моменты в Н-мм:
Гя3 = 3,167; Гн3,= 3,142; 7\4 = 10,463;
Гн4, = 10,379; Гн5 = 40,592; Тн5, =40,178.
Величины расчетных крутящих моментов Гр в Н-мм на каждом элементе
передачи находим так:
Т’р = ГЛд; Гр2 = 1,124; Гр2, = 1,115; Грз =3,484; Гр3, =3,456; Гр4 =
= 11,509; 7^,= 11,417; Тр5 = 44,552; Тр5, =44,196.
5. Расчет сил, действующих в зацеплении. Окружные Ft и радиальные Fr
силы в Н, действующие в зацеплении на каждом колесе, находим по форму-
лам (5.1):
Ft2 = 0,188; />2 = 0,068; F/2, =0,437; Fr2, =0,159; F/3 = 0,394; Fr3 =
= 0,143; F/3, = 1,355; Fr3, =0,497; F/4=1,2I7; Ff4 =0,443; F/4z=4,477;
7^ = 1,620; F,5 = 4,069; Fr5 = 1,481; Ft5, = 17,331; />-, = 6,308.
6. Расчет на контактную и изгибную выносливость зубчатых колес. Рас-
чет на контактную прочность по условию и изгибную выносливость
по условию Ог^Огр проводим для наиболее нагруженной пары zv—zs
(гл. 5). В результате получаем:
а Я4/= 258,247 < ан4/= 1495 МПа и а_ =245,95<а„. = 1782 МПа.
/74 ’ П pt Пд про
По изгибной выносливости получаем:
оЛ, =5,527<oFpV= 250 МПа и aF5 = 5,023 <а^р3=. 250 МПа.
421
Неравенства выполняются, и следовательно, контактная и изгибная проч-
ность зубьев обеспечены.
7. Предварительное определение диаметра вала и выбор опор. Мини-
мально допустимый диаметр вала, исходя из обеспечения прочности при кру-
чении, равен 12 = 12 >/ 0,5-0,635/76,32= 1,926,где №=№ДвТ)общ—
мощность на валу, Вт; п — частота вращения вала, об/мин.
Выбираем в качестве опор шарикоподшипники по каталогу так, чтобы
d^dBt где d— внутренний диаметр подшипника.
Из условия унификации принимаем для всех валоз одинаковые подшип-
ники, и следовательно, и диаметры d всех валов. Выбираем шарикоподшип-
ники № 1840092 ГОСТ 10058—62 с параметрами: d=2 мм, D=6 мм, 6 =
= 2,3 мм.
8. Разработка конструкции механизма и проверочный расчет вала. По
полученным ранее геометрическим размерам зубчатых колес, валов и подшип-
ников, используя кинематическую схему механизма, разрабатываем эскизный
проект компоновки механизма, а затем сборочный чертеж и спецификацию.
Проверочный расчет наиболее нагруженного выходного вала проводим по ме-
тодике, приведенной в гл. 13. Геометрические параметры вала берем со сбо-
рочного чертежа. В результате расчета получаем, что при совместном действии
нормальных и касательных напряжений запас прочности вала п% =4,21..
9. Расчет штифтового соединения ступицы зубчатого колеса с валом.
Предварительно выбираем диаметр штифта б/шт^^в/3=0,6 мм, а затем про-
водим его расчет на срез, по условию тср^[тср]: тср= 14,4^[тср]=0,25стт =
= 125 МПа.
Если данное условие не выполняется, следует перейти на другой тип со-
единения, внести соответствующие изменения в конструкцию механизма.
10. Расчет долговечности подшипников. Долговечность выбранных под-
шипников Lh в часах по известной динамической грузоподъемности С опреде-
ляется по методике, приведенной в гл. 15. Для механизма ОВУ получаем
Lh= 1625,58 ч, что больше заданного ресурса £*=1500 ч. Если это условие
не выполняется, то необходимо подобрать другой подшипник с большей ди-
намической грузоподъемностью, внести изменения в конструкцию и провести
повторный расчет.
25.4. ПРИВОД ЗЕРКАЛА САМОЛЕТНОЙ
РАДИОЛОКАЦИОННОЙ АНТЕННЫ
Кинематическая схема, конструкция и вид приводов
зеркала антенного блока самолетной радиолокационной стан-
ции (РЛС) зависят от ее целевого назначения, параметров
движения наблюдаемого с помощью РЛС объекта и ряда дру-
гих требований, определяющих в конечном счете их кинемати-
ку и режим работы.
Используемые самолетные РЛС при строчном обзоре про-
странства имеют, как правило, приводы . зеркала антенны по
азимуту и наклону. Стабилизация луча при эволюциях ЛА в
пространстве (крене, тангаже и др.) обеспечивается либо спе-
циальными приводами, либо дополнительными движениями зер-
кала по азимуту и наклону, которые реализуются автоматиче-
ски специальными устройствами.
422
25.4.1. Кинематика и конструкция привода
Кинематическая схема приводов антенного блока по
азимуту и наклону зеркала самолетной радиолокационной ан-
тенны при строчном обзоре пространства (рис. 25.9) состоит
из кинематических схем привода зеркала по азимуту (А) и по
наклону (Б). Привод зеркала обеспечивает обзор пространства
в пределах угла азимута а=±90° с частотой па=20+
+ 3 цикл/мин. Перемещение зеркала от двигателя азимута 2
через трехступенчатый редуктор 3 с передаточным числом
«р= (Z2Z3Z4)/(Z1Z2Z3) =61 -63-91/19-17-17=63,5 передается да-
лее на шестерню^' и зубчатый сектор z5(z5/z4, = 133/20) на ва-
лу зеркала. Двигатель азимутального вращения — асинхрон-
ный двухфазный ((7=115 В, f=400 Гц) с номинальным мо-
ментом 7’н=78 Н-мм и частотой вращения ядв=4000 об/мин.
Привод наклона состоит из двигателя 3 переменного тока
(7’н=9 Н-мм, пДв=5000 об/мин) и четырехступенчатого редук-
тора с передаточным число*м up = (.^iz3ziz5)/(zlz2,z3,z4^—(56.70-54x
Рис. 25.9. Кинематическая схема привоя я зеркала РЛС по азимуту (Л)
и наклону (£)
423
Рис. 25.10. Кинематическая
схема привода зеркала ан-
тенны по азимуту с ревер-
сом на порошковых муфтах
Х90)/(20-20-18-18) = 145, выходная шестерня которого за-
цепляется с закрепленным на валу антенны зеркала по наклону
зубчатым сектором ze(us'-6=230/22). Скорость наклона зерка-
ла р=15... 25 градус/с. Для предохранения от перегрузок при-
водов по азимуту А и наклону Б имеются предохранительные
фрикционные муфты. Реверс движения зеркала в крайних поло-
жениях обеспечивается реверсом электродвигателя, что не всегда
обеспечивает требуемое время реверса и необходимую надеж-
ность привода. Поэтому для снижения времени реверса вала ан-
тенны и повышения надежности возможно использование кине-
матических cxeif привода без реверса электродвигателя. В од-
ной из таких схем для этой цели используют порошковые муфты
ДКИ-6-12-ТВ
Рис. 25.11. Кинематическая схема самолетной РЛС «Гроза»
424
М, и M2 (рис. 25.10), попеременное включение которых при од-
ностороннем вращении электродвигателя 1 обеспечивает реверс
вращения выходного вала редуктора с шестерней гт, находя-
щейся в зацеплении с зубчатым сектором гв- Тахогенератор 2 че-
рез передачи (88/22) (20/40) обеспечивает обратную связь по уг-
лу поворота.
Реверс вала антенны может быть также обеспечен исполь-
зованием в схеме кривошипно-коромыслового механизма. Кине-
матическая схема такого привода используется в самолетной
РЛС «Гроза» (рис. 25.11). Здесь движение от безреверсивного
электродвигателя Mi и семи пар цилиндрических зубчатых колес
с передаточными числами и=645 передается через кривошип-
но-коромысловый механизм 1 и две пары зубчатых колес на
зеркало антенны 2. Последние две пары зубчатых колес имеют
передаточное число и= (48/20) (48/48) =2,4 и увеличивают угол
обзора по азимуту до а=100° при угле качания коромысла
ак=±41,6°. Обратная связь по углу а обеспечивается враща-
ющимся трансформатором 3, соединенным с осью азимута без-
люфтовой зубчатой передачей с передаточным числом и=1.
Конструкция редуктора азимута по схеме привода приведена
на рис. 25.12. Корпус редуктора 1 изготовлен из магниевого
сплава МЛ5, шестерни — из термически улучшенной легиро-
ванной стали 4X13. Фрикционная предохранительная муфта
имеет фрикционные пары в виде больших дисков 11 и малых
дисков 9 (сталь по бронзе без смазки). Малые диски соедине-
ны с валом 10 с помощью шлицев, а большие диски имеют
выступы, входящие в пазы стакана 12, выполненного заодно
Рис. 25.12. Редуктор азимута
14—1085
425
Рис. 25.13. Редуктор азимута самолетной РЛС <Гроза>
20 10 0
^^^zzz^^^^^^zz^^^^zzzzzzzzzzzzzzzzzzz.
с зубчатым колесом 8. Последнее по посадке с зазором поса-
жено на вал 10 и при превышении вращающего момента на
шестерне 2 выше номинального проворачивается вместе со ста-
каном и большими дисками 11 относительно неподвижных ма-
лых дисков 2, сидящих на шлицах вала 10. Регулировка муф-
ты по моменту обеспечивается осевой силой, создаваемой
путем деформации пружины 7, с помощью гайки 6. Соединение
зубчатых колес с валами — штифтовое, смазка подшипников и
зубчатых колес — пластичная. Формы корпуса и посадочных
мест определяются местом, отведенным редуктору внутри
антенного блока. Ввиду размещения редуктора внутри корпуса
антенного блока подшипниковые узлы не имеют обычных на-
дежных уплотнений. Выходная шестерня 5 при закреплении
редуктора на корпусе 4 антенного блока с помощью винтов 3
зацепляется с зубчатым сектором, сидящим на оси азимуталь-
ного вращения зеркала.
Редуктор азимута антенного блока самолетной РЛС «Гро-
за» показан на рис. 25.13. Корпус редуктора является основа-
нием антенного блока. Двигатель азимута 4 через семь пар
зубчатых колес, на одном из валов которых расположена фрик-
ционная предохранительная муфта 6, передает движение от
пальца 3 кривошипно-коромыслового механизма на коромыс-
ло 2 и далее через повышающую передачу на вал антенны 1
с волноводным трактом 7, заканчивающимся излучателем.
Валы и зубчатые колеса изготовлены из конструкционной леги-
рованной стали 4Х18Н2М с твердостью 28...32 HRC. Соедине-
ние зубчатых колес с валами штифтовое. Фрикционная предо-
хранительная муфта отрегулирована на передачу 1,2 Тп. Мате-
риал дисков — бронза ОФ 6,5-0,15 и сталь 4Х18Н2М, твер-
дость стальных дисков 48...50 HRC, толщина дисков 1 мм,
класс шероховатости поверхности — восьмой. Муфта, зубчатые
колеса и подшипники смазываются смазкой ЦИАТИМ-221.
Корпус редуктора выполнен литьем из магниевого сплава МЛ5.
25.4.2. Пример расчета привода
Рассмотрим пример проведения проектно-проверочных расчетов отдельных
узлов механизма привода азимута самолетной радиолокационной антенны по
следующим исходным данным:
1. Кинематическая схема привода (см. рис. 25.1).
2. Двигатель реверсируемый типа ДПР-62-03 мощностью ТГДВ=9 Вт и с
частотой вращения пдв = 4500 об/мин.
3. Угол обзора зеркала антенны по азимуту а=±100°, скорость обзора
а = 80 градус/с, время реверса /Р=0,08 с.
4. Режим работы механизма — долговременный, с реверсом (рис. 25.14,а).
Графики изменения динамического Т'л и статического Т'ст моментов на валу
антенны приведены на рис. 25.14, бив. Динамический момент определялся по
формуле Г'д=/а.преа, где /а.пр — среднестатистическое значение приведенного
14* 427
Рис. 25.14. Циклограмма моментов на
валу антенны
к валу антенны момента инерции всех
подвижных частей, 8а=(0а//р/2 — угло-
вое ускорение вала антенны на интерва-
лах работы привода при й)а¥=0. При
этом Т д1 == 7',дд=5,23 Н • м, 7'Лдз=7'д4 =
= —5,23 Н-м. Статические моменты со-
противления вращению равны
гс1-3 = 2,645 Н-м, Г^_б = 2,645 Н-м.
5. Передаточное отношение привода
разбить по ступеням по условию q_2<
< ^2'—з *Оз'-4 5* Передаточное
отношение последней пары допускается
принять в пределах Z4,_5 =8... 10 (zs —
зубчатый сектор).
6. Модули зацеплений и ширина
зубчатых колес: mt = 0,5 мм, &i=4 мм;
гп2=0,6 мм, &2=5 мм; т3=0,8 мм, 63 =
=6 мм: т4=1,0 мм; 64=10 мм; степени точности зацеплений соответственно
6-G, 7 —F, 7-F и 7 —D.
7. Материал зубчатых колес —сталь 20X13 с твердостью по Бринеллю у
шестерен 320 НВ, у колес 290 НВ, материал валов —сталь 20Х, 320 НВ, ов =
= 790 МПа, От=585 МПа, 0-1 = 350 МПа. Материал фрикционных дисков
предохранительной фрикционной муфты — сталь 20X13, 500 НВ и бронза
ОФ-10-1 (без смазки); корпус редуктора изготовлен из сплава МЛ5.
8. Допустимая погрешность мертвого хода на выходном валу редуктора
6ф'мз^20'.
9. Условия эксплуатации: инерционные перегрузки до 4, температура от
—60 до +60°С.
10. Срок службы механизма до регламентных работ 1200 ч.
По приведенным исходным данным проводят кинематический, силовой
расчеты, а расчеты зацепления z3, — z4 на выносливость — по контактным на-
пряжениям и изгибу, расчет погрешности мертвого хода на каждом валу и
суммарной погрешности мертвого хода на выходном валу редуктора.
Кинематический расчет
Частота вращения вала 4 антенны (Г. И. Рощин «Несущие конструкции
и механизмы РЭА». М.: Высшая школа. 1981).
па = а/6 = 80/6 = 13,3 об/мин.
Передаточное отношение привода
/цр = Tij^l Пд = 4500/13,3= 338,3.
Передаточное отношение редуктора при Z4,_5 = 10 будет
Zp = Znp//4z_5 = 338,3/10 = 33,83.
Передаточные отношения ступеней принимаем
zl-2 = Vh = кЖЗЗ = 2.4;
3 — 3
*2'-3 = //₽ = /33,83 = 3,2;
428
1Р_________33,83 ,
3'-4- ~3,2-2,4“ ’ •
1.5. Числа зубьев шестерен определяем по формуле гш=гБ/(*ш-к—1)
при суммарном числе зубьев =80 ... 100. Тогда Zi=zs /(*1-2 +1) =
= 100/24+1» 2,9; z2 = — Zi = 100—29 = 71; z'2 = 100/ (3,2+1) = 2,4; z3 =
= 100—24 = 76; z'3= 100/(4,4+1) = 18; z4= 100—18=82.
Принимаем z4, = 18, тогда z5 = 18-10= 180.
Получим общее передаточное число привода при ui_2 = 2,45; u2_3 = 3,17;
п3-4 = 4,5; 1*4-5 = 10,0 равным иПр=**1-2и2-3и3-4Щ_5 = 2,45-3,17-4,5-10,0 =
= 349,5; погрешность передаточного числа ДиПр=Ппр/*пр—1 =349,5/333,8— 1 =
= 0,03, что допустимо ([ДлПр]^3 ... 5%).
Частоты вращения валов
п1 = ЛдВ = 4500 об/мин; л2 = П\/и\—2 =4500/2,45 = 1835,7 об/мин;
л3 = л2/н2/_3 = 1836,7/3,17 =579,4 об/мин;
л4 = л3/и3,_4 = 579,4/4,5 = 128,7 об/мин; л3 = 128,7/10 = 12,87 об/мин.
Силовой расчет
Номинальный момент двигателя
Гн = 95501Гдв/лДв = 9550-9/4500 = 19 Н-мм.
Величины движущих моментов (абсолютные значения) в интервалах вре-
мени Л, /2./в на валу антенны равны
Гдв1 =гдв1 = тд1 +<1 =5,23+2,645=7,875 Н-м;
гдв2 = ^в5 = Т'Л2 + ^С2 = 0+2,645 = 2,645 н.м;
^двз = гдвб = Т'дз + Тез = 5,23-2,645 = 2,585 Н м.
Циклограмма полученных значений движущих моментов приведена на рис.
25.14.
Время цикла /ц определим так: ^=/1+6+... +/3. Примем /4 =
= /з = /4 = /в = 0,5/р=0,5 • 0,08=0,04 с;
/2 = Ct2/W>
где а2 = а—ai — угол, соответствующий движению вала антенны с постоянной
скоростью <оа. Здесь ai = a/i=80-0,04= 1,6° — угол поворота вала антенны
при изменении угловой скорости от ш = 0 до (о=й)а или наоборот. Тогда а2 =
= а—2(11 = 100—2 1,6=96,8°; /2 = а2/а=96,8/80 = 1,22 с, /ц=4/t+2^=4Х
Х0,04+2,22 = 2,6 с.
Эквивалентный крутящий момент на валу антенны
т ./ (ГДв1)2/1+(Тдв2)2/2+... +(Тдв6)2/6
1 эхв — I/ . —
Г *Ц
2(7,875)2 0,04 +2(2,645)2 1,22 +2(2,585)2 0,01
= V 2,6 “
Мощность на валу антенны
IFa = Лисв^а =2,95-1,395 = 4,11 Вт.
429
Коэффициент полезного действия привода согласно кинематической схеме
^пр = 'Пзуб-пя * где 'Пзуб “ КПД зубчатой пары, т)п — КПД подшипников.
С учетом температурного режима т]ЗУб=1—ПзцКг, т)п=1—ПпК/, где Пзц=
= 0,02 ... 0,03 — потери в зацеплении; /7П = 0,0015 ... 0,002 — потери в подшип-
нике; /0=1+0,01/°— коэффициент, учитывающий повышение потерь при от-
рицательных температурах. При /°=—-60° Л'/ = 1+0,01 -60= 1,6; тогда т)3уб =
= 1—0,03-1,6=0,952, т)п= 1-0,002-1,6 = 0,997. Тогда КПД привода будет
Inp = = 0.9524-0,8874 = о,8.
Потребная мощность на входе
1Гвх = 1Га/т)пр =4,11/0,8 =5,14 Вт.
Электродвигатель ДПР-62-03 имеет номинальную мощность 9 Вт при ча-
стоте вращения 4500 об/мин.
Крутящие моменты на валах при максимальном моменте на валу антенны
Т'дв! = Т'вых = 7875 Н-м будут Л = Твых/(апРт]пР) =7875/(349,5-0,8) =
= 28,16 Н-мм; 7'2 = 7'iUi-2t)1_2=28,16-2,45-0,9522=65,5 Н-мм; Т3 =
= 7'2и2-3т)2-з=65,5-3,17-0,952-0,9972 = 194 Н-мм; Т4=7'зИз-4т1з-4= 194Х
Х4,5-0,952-0,9972 = 822 н-мм; 7'5 = 7'4и4_5т14_5 = 822-10-0,952-0,9972 =
=7875 Н-мм.
Проверочный расчет зацепления z3, — z4 на контактную выносливость
Проверку ведем по формуле
!/ *
°h-z"z“V awli <9нр'
Расчетное значение удельной окружной силы
wHt = 1 ’°5’1 >,/6=5,2 Н/мм.
Окружная сила
FHt = 2Г3/^з = 2T3/mz3 = 2-194/0,8-18 = 2,7 Н;
= ввиду малой толщины зубчатых колес и невысокой твердости, спо-
собствующей их приработке, Кяр=1,1 ввиду невысокой окружной скорости
(ц<1 м/с) при седьмой степени точности.
Расчетное значение контактного напряжения
7 7 ИЗ'-4 + 1
= 1,76-270 1/- д3[5 МПа.
у 14,4-4,5
Здесь 2Я= 1,76 при 0^=20°; ZM = 270 МПа1/2 (для стальных зубчатых
колес); а3,_4 =4,5; ^^3,-4 = тз*з' =0,8-18 = 14,4 мм.
Эквивалентное время цикла
/ 2,645 \з / 2,585 \з
==0-04 + I-22V^r +°>04 (ТйтГ) = °-084 с-
\ /,о70 J \ I ,о/0 /
430
Расчетное число циклов нагрузки при стендовой наработке 7^=1200 ч и
времени цикла /ц=2,6 с
ЛГц.н = 3600Гр//ц = 3600-1200/2,6 = 1,6-106.
Эквивалентные числа циклов напряжений для шестерни и колеса
МНЕШ = (*я£/60) л3ЛГц.яс = 0,084-579,4-1,6 - 10е -1/60 = 1,3 - 10е;
NHE* = (/я£./60) л4Уц.нс =0,084-128,7.1,6-106.1/60 = 0,29- 10е.
Базовые пределы контактной выносливости для шестерни 320 НВ и ко-
леса 290 НВ
°ЯИп1&ш = 2НВ + 70 = 2-320 + 70 = 710 МПа;
a//Hni^ = 2//B+70 = 2-290 4-70 = 650 МПа.
Коэффициенты долговечности для шестерни и колеса при NHOm=NHOK=
= 12-10е (см. рис. 5.14)
КИ1л = т/ЛГяош/^ягш “ ^12-10«/1,310б = 1,45;
KHLk = 6VnhoJ^hek = ^12-106/0,29.10’ = 1,87.
Допускаемые контактные напряжения для шестерни и колеса при коэф-
фициенте безопасности $я=1,2
аЯрш---Я1^Ш = 710-1,45/1,2 = 860 МПа;
<г„„ = —Wllml>lt- К „.=650-1,87/1,2 = 1000 МПа.
прк $ пик
Условие контактной выносливости Оя = 315 МПа^Оярт1п=860 МПа вы-
полняется.
Расчет зубьев пары z3, — z4 на выносливость по изгибу
Проверку ведем по формуле
Gp = YрВtKр^Кpvl(ЬфТп) < Gpp*
При ^3, = 18 KF = 4,3, при.г4=82 rf = 3,5; *= = I ,°5;
Fpv = KHv = М; Ft~ FHt = Zl H; bw = 6 мм, m =0,8 мм.
Тогда
О^ш = 4’3,2’7,,’05,,’1/6 0’8=:27’8 МПа;
=3,5.2,7.1,05.1,1/6.0,8 = 22,3 МПа.
ГК
Базовые пределы изгибной выносливости при 320 НВт и 290 НВК будут
°л11т»ш=1-8 ЯВ = 1.8-320 = 515 МПа; ^„^ = 1,8.290 = 522 МПа;
^0=4-106; ^£ш = 2Я„£ш = 2.1,3.|06; ^ = 2^ =
= 2.0,29.106 = 0,58.106.
431
Допускаемые напряжения при расчете на выносливость при изгибе:
а) для шестерни <зр =—Л'1т6-при sF=2,2, Kfc=0,7 (реве-
Р г ___ _____________
f Л. 1 Qo
= 1/ = 1 тогда
Ofp = 575’0,7-1,04/2,2= 190 МПа;
б) для колеса при
/<F£ = / 4-106/0,58-106 = 1,23; <зрр =522’0,7-1,23/2,2 = 205 МПа.
Условие прочности на выносливость по изгибу выполняется, так как для ше-
стерни и колеса О/?<О/>
Проверочный расчет фрикционной предохранительной муфты
Момент трения, развиваемый на z парах рабочих поверхностей фрикцион-
ных дисков фрикционной муфты, расположенной на втором валу редуктора:
7* тр.м = $Т 2 = 1,2-65,5=132 Н-мм при коэффициенте запаса по сцеплению
0=1,2.
Усилие поджатия фрикционных дисков
Q = pr2/(//?cpz) = 1,2’65,5/(0,18-10’4)= 12 Н.
При коэффициенте трения скольжения /=0,18 (сталь по бронзе без смаз-
ки), среднем радиусе дисков /?Ср при наружном диаметре дисков Di = 32 мм
и внутреннем диаметре D2 = 8 мм и четырех парах поверхностей трения
(z=4) получим /?ср= (Di+D2)/4= (32+8)/4= 10.
Определение суммарной погрешности мертвого хода на выходном валу редук-
тора
Погрешности мертвого хода на валах с зубчатыми колесами исходя из
величины бокового зазора /2, определяемого видами сопряжения и межосевы-
ми расстояниями, равными:
а) для пары Zi—z2: a«,i-2 = m1(zi+z2)/2=0,5(29+71)/2=25 мм, степени
точности 6— G jn=26 мкм; тогда
Ь?м2 = 7,4A/(mz2) = 7,4.22/(0,5-71) = 4,6';
б) для пары z2, — z3: aw2,_3 = m2(z2, + z3)/2 = 0,6(24 + 76)/2 = 30мм,
степени точности 7 — F jn=63 мкм, тогда
Ь?мз = 1Ajnlmzz = 7,4’63/(0,6-76) = 10,2';
в) для пары_г3,—z4: = m3(z3, + z4)/2 = 0,8 (18 + 82)/2 = 40,
степени точности 7 — F jn=75 мкм, тогда
=1AjnlmZi = 7,4-75 (0,8-82) = 8,45'.
Суммарная погрешность на выходном валу редуктора
= &?m2/G2'_3*3'_4) + 4 ^Рм4 = 4,6/(2,45-3,17) +
+ 10,2/3.17 + 8,45 = 12,3' < [»^4] =20'.
432
25.5. ПРИВОД КОЛЕСА ЛУНОХОДА
25.5.1. Особенности конструкции
Планетоходы предназначены для передвижения по
поверхности планет. Они управляются космонавтом или дис-
танционно с Земли. Скорость планетоходов, исследовавших
Луну, не превышала 13 км/ч.
Конструкция планетохода имеет ряд характерных особенно-
стей, связанных с тем, что они должны обладать высокой про-
ходимостью для движения по поверхности планет («без до-
рог»); доставляются на другие планеты космическими кораб-
лями.
Эти особенности накладывают ряд требований и на элемен-
ты планетоходов: они должны иметь малую массу и габариты,
выдерживать большие нагрузки при транспортировке (вибра-
ционные, ударные и линейные перегрузки); их работоспособ-
ность должна обеспечиваться после длительного пребывания в
космической среде и на поверхности планеты.
Планетоходы, их узлы и детали должны обладать высокой
надежностью, так как при их эксплуатации ремонтно-регламент-
ные работы проводиться не могут. Отдельные незначительные
работы по обслуживанию можно допустить, как исключение,
при наличии космонавтов на борту.
Исследовательскими планетоходами являются советские
«Луноход-1» и «Луноход-2», а также транспортный американ-
ский планетоход LRV.
Советский луноход управляется дистанционно, а американ-
ский— астронавтами. Функционирование LRV связано с воз-
можностью пребывания на нем человека, которое непродолжи-
тельно (не превышало 21 ч 42 мин за три поездки).
Привод колес самоходного шасси планетохода преобразует
электрическую энергию от бортовых источников в механиче-
скую энергию движения планетохода и обеспечивает заданную
частоту вращения колес, определяющую его линейную скорость
передвижения.
На планетоходах наиболее оптимальным конструктивным
решением является объединение электромеханического привода
и колеса в один узел мотор-колесо. Мотор-колесо планетохода
обычно включает в себя электродвигатель, редуктор-колесо,
тормоз и другие узлы, которые являются единым агрегатом.
Использование мотор-колес имеет и недостатки. Наиболее
существенные из них — неравномерность распределения нагруз-
ки между колесами, что приводит к недогрузке некоторых из
них при движении по пересеченной местности и снижает КПД
агрегата.
433
В электроприводах планетоходов используют электродвига-
тели постоянного тока, источником питания которых являются
аккумуляторные батареи.
Конструкция мотор-колеса планетохода весьма специфична
и отличается от аналогичных образцов в транспортном маши-
ностроении как по компоновке, так и по используемым матери-
алам и способам смазки. Мотор-колесо на наземном транспор-
те применяется в машинах особо большой /грузоподъемности.
Привод мотор-колеса обычно располагается внутри колеса.
Планетоходы имеют достаточно широкие колеса, которые огра-
ничивают осевые размеры электропривода. Его узлы не долж-
ны выходить за габариты колеса, иначе проходимость плането-
хода ухудшается. Передаточные числа редуктора мотор-колеса
от 80 до 2000 и более.
В силовых редукторах для обеспечения больших передаточ-
ных чисел обычно используют планетарные и волновые пере-
дачи. Последние позволяют легко осуществить герметизацию
внутренней полости.
Применение волновых передач (см. гл. 9) в приводах мо-
тор-колес целесообразно лишь для определенных передаточных
чисел, например, для одноступенчатой передачи и=80...100.
Нижнее предельное значение передаточного числа ограничива-
ется прочностью стального гибкого колеса, а верхнее значение и
ограничивается габаритами. Так, при и=100, числе волн де-
формации U=2, k=l и модуле 0,3 (минимальная величина из
числа распространенных значений модулей) получаем дели-
тельный диаметр гибкого колеса </д=£/ит=2-100-0,3=60 мм.
Этот делительный диаметр примерно равен диаметру двигате-
ля, что должно выполняться в рациональной конструкции мо-
тор-колеса.
При и>100 в конструкции привода мотор-колеса целесооб-
разно использовать многоступенчатые планетарные передачи.
Так как у простой одноступенчатой планетарной передачи с
внешним и внутренним зацеплением (схема 2k—h) рациональ-
ные пределы передаточных чисел 3...9, то для получения боль-
Рис. 25.15. Кинематическая схема
привода мотор-колеса лунохода
ших передаточных чисел ис-
пользуют двух- или трехступен-
чатый редуктор («об=9...729).
При больших передаточных от-
ношениях (и>200) можно так-
же использовать редуктор,
включающий в себя волновую
и планетарную передачи. КПД
волнового и планетарного ре-
дукторов при близких переда-
точных числах и входных мо-
ментах примерно одинаковы
434
~0,85. Однако масса волнового редуктора меньше, чем плане-
тарного.
Рассмотрим кинематическую схему силового привода мотор-
колеса «Лунохода-1 и -2» (рис. 25.15). Электромеханический
привод включает в себя двигатель постоянного тока 1 со специ-
альными щетками для работы в вакууме, фрикционный диско-
вый тормоз 2, трехступенчатый планетарный редуктор 3.
Дисковый тормоз используется на стоянках для удержания
лунохода на уклонах. Торможение лунохода осуществляется
переключением электродвигателей мотор-колес на режим элек-
тродинамического торможения с последующим включением
дискового тормоза. Работа тормоза основана на возникновении
сил трения между дисками под действием силы сжатия от пру-
жины. Выключение тормоза производится после подачи пита-
ния на катушку электромагнита, который притягивает кольцо
и сжимает пружину и тем самым расцепляет трущиеся поверх-
ности дисков.
Герметизация внутренней полости редуктора включает в
себя уплотнения подвижных и неподвижных соединений и гер-
метичные электроразъемы. На выходном валу редуктора уста-
новлено подвижное торцевое уплотнение 5.
Для повышения надежности шасси предусмотрено резерви-
рование. Так, при отказе четырех двигателей из восьми, вращаю-
щих колеса, советский луноход не теряет возможности
двигаться. Все восемь колес лунохода являются ведущими и
снабжены механизмами разблокировки 4. При заклинивании
редуктора или других отказах по команде происходит сраба-
тывание механизма разблокировки, который разрушает вал в
ослабленном сечении, и колесо перестает быть ведущим, а ста-
новится свободно катящимся.
Шестерни, валы, диски тормозов и другие элементы редук-
тора изготовлены из специального самосмазывающегося ком-
позиционного материала, титана и алюминиевых сплавов.
Ступица колеса алюминиевая, покрыта снаружи и внутри спе-
циальными красками с заданными оптическими характеристи-
ками для регулирования тепловых потоков. Ступица 6 на ша-
рикоподшипниках 7 установлена на корпусе редуктора. Между
ступицей и корпусом имеется лабиринтное уплотнение 8. Каж-
дое колесо крепится на луноходе с помощью рычага 9. Пере-
даточное число редуктора и=216, а КПД не ниже 0,85.
Рассмотрим другой вариант конструкции привода колеса
с передаточным числом и=80... 100, в котором используется од-
ноступенчатая волновая передача (рис. 25.16). Здесь двигатель
постоянного тока 11 приводит в движение дисковый генератор
волн 2. При вращении он образует волны деформации на за-
крепленном гибком колесе 1. В результате этого жесткое коле-
со 3 начинает вращаться. Гибкое стальное колесо выполнено в
435
Рис. 25.16. Конструкция волнового редуктора мотор-колеса LRV
виде цилиндрического стакана. Его стык с электродвигателем
уплотняется прокладкой 10 из вакуумной резины. В результа-
те герметизируется внутренняя полость гибкого колеса и элек-
тродвигателя, что создает благоприятные условия для его
работы. Правый фланец гибкого колеса фиксирует положение
относительно него двигателя 11 и полуоси 9.
Внутри гибкого колеса расположен дисковый фрикционный
тормоз, который используется для торможения и удержания
лунохода на уклонах.
На стоянках диск тормоза 7 прижимается пружиной 8 к
диску вала 6 и фиксирует его положение. Перед началом дви-
жения для отключения тормоза подается питание на катуш-
ку 12 электромагнитного привода, который притягивает втул-
ку 13, тогда диски тормоза разъединяются и электродвигатель
начинает вращать вал, передавая движение на волновую пере-
дачу. При выключении подачи тока в катушку диски сжима-
ются пружиной 8 и начинается торможение. Пружина 8 цент-
рируется снаружи, что исключает ее соприкосновение с враща-
ющимся валом 6.
Тормоз, установленный на валу тягового двигателя, имеет
минимальные массу и габариты. Однако в такой конструкции
зацепление волновой передачи испытывает динамические наг-
рузки при торможении.
436
Жесткое колесо центрируется буртиком на ступице 5 и кре-
пится к ней тремя винтами 4. Ступица установлена на полу-
оси 9 на двух радиальных подшипниках.
Крутящий момент от жесткого колеса к ступице колеса
лунохода передается тремя штифтами 14. В конструкции также
имеется устройство разблокировки, которое при отказе двига-
теля разрывает связь между приводом и ступицей, и ведущее
колесо становится ведомым. Разблокировка осуществляется с
помощью пироустройства 15 (Super Zip), наружная стальная
оболочка которого при срабатывании под действием большого
внутреннего давления становится круглой. Она с большой си-
лой давит на жесткое колесо и отстреливает его, разрывая три
винта 4.
Обеспечение малой массы привода осуществляется пу-
тем использования титановых, алюминиевых и магниевых
сплавов. Так, ступица колеса изготавливается из алюминиево-
го сплава, диски генератора волн и вал — из титанового
сплава.
Луноходы предназначены для эксплуатации в течение лун-
ных дней, когда в соответствии с проведенными измерениями
температура конструкции выше ноля. При отсутствии терморе-
гулирования была отмечена максимальная температура приво-
да ~130 °C. В герметизированном пространстве внутри гибко-
го колеса в этом случае используется для смазки подшипни-
ков генератора волн пластичная смазка ЦИАТИМ-221. Герме-
тизация полости, расположенной между ступицей колеса и гиб-
ким колесом, выполнена менее надежно. Поэтому для подшип-
ников, установленных на полуоси, и зубьев волновой передачи
необходимо применять вакуумные пластические смазки, напри-
мер ВНИИ НП-284.
25.5.2. Расчет волновой передачи на ЭВМ
Проведение расчетов на ЭВМ позволяет варьировать
ряд параметров и осуществлять выбор совершенного варианта
конструкции.
На рис. 25.17 приведен алгоритм программы расчета гео-
метрии двухволновой передачи с дисковым генератором волн.
Гибкое колесо передачи нарезается червячной фрезой, а жест-
кое— долбяком. Исходными данными для расчетов являются:
параметры передачи: Zt>, zg, т, у, г и долбяка: z0, rfa0, Лао, с*.
В программе варьируются следующие параметры зацепле-
ния xg, hg, hd и L3=hb—hg (блоки 2, 3, 5, 6).
В конце счета на печать в виде таблицы выдаются резуль-
таты для ряда варьируемых параметров, что позволяет выб-
рать оптимальный вариант геометрии волновой передачи
(табл. 25.2). Геометрические характеристики зацепления полу-
437
( Пуск )
/______________ "I _____________________
Описание инденти/рикатороб и присвоение значе-
ний исходным данным: zbtZg, т,z0, дао,дао, с*, W
2 1 - -
г**<Г Цикл L3~0.001... 0.01(L)-hb-hg) J>
J I
--------Цикл Xg —0,3...0,4
21 I
( Останов )
[ Определение wo
5 I
Цикл J= 1.5... 1.0 (0— hg/m)
6 I
Цикл K—1.5.„1.5 =
Рис. 25.17. Алгоритм программы расчета волновой передачи с дисковым
генератором волн
чены при расчете на ЭВМ волновой передачи при исходных
данных: zg=244, гь==246, т—0,3; dg— 73,2; db=73,8 мм.
При определении параметров зацепления нужно с высокой
точностью порядка 1" (0,000005 рад) находить угол aWt после
определения invaWj. На рис. 25.18 приведена подпрограмма
DET91, в которой после получения inva^ (INV) вычисляется
угол aw> с точностью до 0,000001 рад. При определении угла
используется разложение tga в степенной ряд.
Таблица 25.2
Гибкое колесо Жесткое колесо ^Зтах
xg dfg dag хь hb dfb dab
3,2 0,54 74,31 75,30 3,35 0,54 76,38 75,3 0,001
3,3 0,57 74,37 75,51 3,35 0,57 76,38 75,24 0,001
3,6 0,525 74,55 75,6 3,75 0,527 76,565 75,51 0,003
3,7 0,540 74,61 75,69 3,75 0,542 76,565 75,48 0,003
438
0OQ1
0002
0005
0006
0007
оооё
0009
0010
0011
0012
4
3
2
SUBROUTINE DET91(INV,AL,XC. XO. ZC . ZO. ALWO)
REAL INV.AL.XC,X0,ZCJZOIalIaa12.ftNfALwO
AL1 = /^^^АбУ-АЪ
RN=TAN(AL1j-ALlvALj**3/3.
AL2=?3*(INV-RN))**(l/3.k
IPCABS(AL1-AL2)-O.OOOOOI)2,2»3
AL1=AL2 ’
GO TO 4
ALW0=AL2
RETURN
END
Рис. 25.19. Кинематическая схема рычажной передачи с использованием ПМТ
25.6. ПРИВОД МЕХАНИЗМА ТРИММИРОВАНИЯ
25.6.1. Назначение механизма
В связи с полетами современных самолетов на боль-
ших скоростях возникают большие скоростные напоры и, сле-
довательно, значительные усилия на органы управления. Для
автоматического и ручного управления углом поворота руля
высоты в этих условиях на ЛА применяется механизм, умень-
шающий нагрузку, которую должен создавать летчик на ручку
управления. Этот механизм (рис. 25.19) состоит из ручки уп-
равления 1, пружины загружателя 2, привода механизма трим-
мирования (ПМТ) 4, гидравлического привода 5 и руля вы-
соты 6.
Наличие в этой системе гидравлического привода обеспечи-
вает уменьшение усилия на ручке управления рулем высоты.
Управление гидравлической системой привода сводится к пере-
Рис. 25.19. Кинематическая схема рычажной передачи с использованием ПМТ
439
мещению пилотом золотника бустера гидравлического привода.
Ввиду малого усилия, необходимого для этого перемещения,
на больших скоростях полета обратная связь по усилию между
рулем и ручкой управления по этой причине недостаточна и
при таких режимах полета не обеспечивает надежный конт-
роль угла поворота руля. Поэтому для плавности управления
и для обеспечения необходимой нагрузки на ручку управления,
обеспечивающую контроль угла поворота руля,’ вводят искус-
ственную «обратную связь», используя пружину-загружатель 2.
Тогда при повороте ручки управления одновременно с переме-
щением золотника бустера гидропривода растягивается или
сжимается пружина загружателя. При этом усилие на ручке
управления пропорционально углу отклонения руля; в этом
случае соответственно возрастает противодействующее усилие
со стороны пружинного загружателя и на ручку управления.
С целью его уменьшения до требуемых значений применяется
механизм триммирования. Привод механизма триммирования 4
преобразует усилие со стороны пружинного загружателя на
ручку управления в сторону его уменьшения. В этом случае
ПМТ преобразует вращательное движение вала в поступатель-
ное движение штока 3, снимая таким образом основную часть
нагрузки с пружинного загружателя 2, а следовательно, и с
ручки управления 1.
25.6.2. Кинематика механизма
Для создания осевого усилия Fa на штоке 1 (рис.
25.20) используется привод, выполненный в виде двух кинема-
тических цепей: от двигателя-генератора Д1 на винт-водило 2,
перемещающий связанную со штоком гайку 3, и от двигателя-
генератора Д2 на тот же винт-водило 2.
Вращение от двигателя Д! идет через редуктор 5, состоя-
щий из зубчатых колес —z2, z2, —z3, зз- —z4,выходная шестер-
ня zv которого передает движение через передачу z4-— z5, —
z6, z6' — на солнечное колесо планетарного редуктора zy'
Планетарный редуктор состоит из солнечных колес zy, z9 и
сателлита zg, передающего движение на винт-водило 2; винто-
вая передача 2—3 обеспечивает перемещение штока 1.
Кинематическая цепь от двигателя Д2 через редуктор 4,
состоящий из зубчатых колес Дю—Zu, Znz—Zi2, zI2z—Zi3 и вы-
ходной шестерни Zi3', передает движение колесу Zi4 и далее
через зубчатые колеса Zu—Z15 на колесо г9-; затем через цент-
ральное колесо z9 и сателлит Zg — на водило 2. Поэтому при
работе двух двигателей получаем дифференциальный механизм,
с помощью планетарной передачи обеспечивающий сложение
двух движений — от двигателей Д1 и Д2. Передаточное отно-
440
Рис. 25.20. Кинематическая схема ПМТ
шение кинематической цепи от двигателя Д1 до водила Н
(винта 2)
z-2 z3 Zi Z5 Z6 Z7 ( Zg \
1-H *1 z2, z3, z4, z5, Z6, \ zr )
35 43 43 40 44 96 / 15 \ Л
12 11 24 10 27 20 \ 75 )
Передаточные отношения второй кинематической цепи от
двигателя Дг до водила Н (винта 2)
I _ *11 *12 Z\3 Zu *15 Zg ( г7,
fio—н---------------------------------1 Н-------------
*10 Zl2, Z13, ZI4, ZlS *9 /
35 43 44 40 42 66 /, 75 \ ,„n
1 ~~~“— 1 —~ I 1 4" 11 : - 1020
17 11 24 10 26 42 ( 15 )
Если работает один двигатель Д1 при неподвижном зубча-
том колесе z9, то частота вращения водила л'м будет
ЛН~ 1 +*9/*7' ~ 1 +*9/*7»
441
При работе двух двигателей Д1 и Дг частота вращения водила
«н, как для дифференциальной передачи, на основании (8.19)
будет
ЛЯ" ~ ПТ ~~ ;Н <-пц'
*9—7'
Выдачу сигнала на отключение перемещения штока 1 обес-
печивает жестко закрепленное на винте 2 зубчатое колесо Zh,
обеспечивающее с помощью идущей от него кинематической
цепи обесточивание двигателей и электромагнитных муфт Mi
и М2. При обесточивании двигателей и электромагнитных муфт
сила давления на диски, возникающая от пружин, создает сйлу
трения между ними, фиксируя шток в заданном положении.
25.6.3. Описание конструкции ПМТ
В конструкции ПМТ используются электродвигатели-
генераторы мощностью 1ГдВ=3 Вт и частотой вращения лдв=
= 10000 об/мин. Кинематические цепи с зубчатыми колесами
zj,..., и zia...z9, • (см. рис. 25.20), и имеющие модули т=
=0,5 мм, от электродвигателей обеспечивают посредством во-
дила — винта 2 поступательное перемещение гайки — штока 1.
Для повышения КПД пара винт—гайка типа трения качения
имеет замкнутый канал, обеспечивающий перемещение шари-
ков по нему при работе винтовой пары. Материал винта и гай-
ки— сталь 18Х2Н4ВА, твердость 55...58 HRC, диаметр шариков
dm=3 мм, шаг винтовой пары Р=4 мм; параметры винта и
гайки: d0=10 мм, di=6,98 мм, £>2= 13,02 мм, р=7°19/ (см.
рис. 11.8).
Закрепленное на винте 2 зубчатое колесо Zh имеет модуль
т=0,5 мм, число зубьев Zh=34. Электромагнитные муфты Mi
и М2 состоят из катушек питания муфт и фрикционных дисков
с одной поверхностью трения. Один из дисков закреплен на
валу с помощью сегментной шпонки; другой диск имеет воз-
можность смещаться в осевом направлении, скользя по трем
направляющим штифтам, фиксирующим его от поворота отно-
сительно корпуса. Торможение вала обеспечивается поджатием
подвижного диска усилием пружины, когда муфта обесточи-
вается. Детали кинематической цепи от двигателя до водила —
винта 2 аналогичны.
Муфта рассчитана на создание момента трения 7’т=₽7’=
=Qf/?cp, где Т — номинальный крутящий момент на валу; 0 —
коэффициент запаса; /?ср — средний радиус рабочих поверхно-
стей дисков; f — коэффициент трения; Q — усилие пружины.
Корпусные детали механизма изготовлены из алюминиевого
сплава АЛ9, ведомые зубчатые колеса редуктора выполнены из
бронзы БРОФ7-0.2Т; остальные зубчатые колеса и валы вы-
442
полнены из стали ЗОХГСА с твердостью 33...39 HRC. Все тру-
щиеся поверхности механизма смазываются. Смазка зубчатых
колес, опор и винтовой пары — ОКБ-222-7.
25.6.4. Особенности расчета ПМТ
В техническом задании на проектирование привода
механизма триммирования обычно приводятся:
1) номинальная величина всей осевой нагрузки на шток
Fa, Н;
2) максимальный рабочий ход штока Lmax, мм;
3) продолжительность рабочего хода /р, с.
Расчет ПМТ ведется при условии работы одного двигателя,
так как передача работает обычно в одном режиме.
Порядок расчета основных параметров механизма следу-
ющий:
1. Определение мощности на выходном конце штока, Вт:
«"вых = ^а^тах/(1^р)ф
2. Определение требуемой мощности двигателя (на вхо-
де), Вт:
Гвх = ^7вых/(1)пр1)и1.п'’)пл) >
где т)пр — примерное значение КПД промежуточной зубчатой
передачи; Цшп — КПД шариковой винтовой пары; т)Пл — КПД
планетарной передачи.
При определении т]с КПД одной ступени силовой передачи
(при Ff>30 Н) принимается т]пР=0,97...0,98; при окружном уси-
лии на зубчатом колесе F<<30 Н КПД этой пары, как кине-
матической, определяем по формуле
Т)к = 1 — лс/ОМ ± 1/г2),
где поправочный коэффициент c=('Ft+3)/(Ft+0,18). Коэффи-
циент трения берется в пределах /=0,055...0,10. Ориентировоч-
ное значение КПД планетарной передачи принимается т)Пл=
=0,95.
КПД шариковой винтовой пары т, шп определяется по рис.
25.21 в зависимости от угла р + q/. Угол р берется по табл. 11.2
в зависимости от do, а приведенный угол трения <р' определяется
по рекомендациям, приведенным в разд. 11.3.
По требуемой мощности W** подбирают двигатель по усло-
вию где К—коэффициент запаса по мощности,
выбираемый в пределах 1,1...1,25, вводимый для обеспечения
быстродействия и надежной работы механизма в случае загус-
тения смазки, небольших заеданиях и др. При подборе двига-
теля для разработки конструкции ПМТ приводится его эскиз
с габаритными и присоединительными размерами (рис. 25.22).
443
Рис. 25.21. График для определения КПД
ШВП
3. Определение разме-
ров шариковой винтовой
пары.
При расчете винта оп-
ределяют внутренний диа-
метр di резьбы винта (см.
рис. 11.8). Для его опреде-
ления используется про-
ектировочная формула
(11.18). Затем по по
табл. 11.2 находят пара-
метры резьбы: d0, D2, Р,
Р и др.
4. Кинематический рас-
чет ПМТ:
а) частота вращения
винта, об/мин
Лв=60£max /P/pZ,
где Lmax — максимальный
ход штока, мм; Р— шаг
резьбы, мм; tp — продол-
жительность максималь-
ного хода, с; z —число
заходов резьбы;
б) определение пере-
даточного отношения при-
вода и его разбивка по ступеням при работе двигателя Дв
Рис. 25.22. Эскиз электродвигателя ДИД-ЗТА
444
I — п1 — _£1_ *3 Z4 Z$ Z(j Z7 Ml _£1_
1-H nB Zi z2, z3, z4, z5, z6, Z7,
Передаточное отношение от двигателя Дг до водила Н
: _ *11 *12 *33 *14 *15 *9
»ю-н ——----------------------------
*10 *11' *12' *13' г14'
у
При назначении чисел зубьев зубчатых колес следует ис-
пользовать рекомендации по их разбивке в прототипе, выбран-
ные из условия рациональной компоновки конструкции. Если
zC17, следует при их изготовлении применять смещение.
5. Проверочный расчет ШВП на прочность. Методика расче-
та на прочность ШВП изложена в гл. 11.
СПИСОК ЛИТЕРАТУРЫ
1. Авиационные зубчатые передачи и редуктсры/Под ред. Э. Б. Булгако-
ва. М.: Машиностроение, 1981. 347 с.
2. Александров В. Г., Базанов Б. И. Справочник по авиационным мате-
риалам и технологии их изготовления. М.: Транспорт, 1979. 264 с.
3. Анурьев В. Н. Справочник конструктора-машиностроителя. М.: Маши-
ностроение. 6-е изд. перераб. и доп. В 3 т. 1982. Т. 1 — 736 с.; Т. 2 — 584 с.;
т. 3 —- 576 с.
4. Бейзельман Р. Д., Цыпкин Б. В., Прель Л. Я. Подшипники качения:
Справочник. М.: Машиностроение, 1975. 572 с.
5. Биргер И. А., Иосилевич Г. Б. Резьбовые соединения. М.: Машинострое-
ние, 1973. 254 с.
6. Биргер И. А., Шорр Б. Ф., Иосилевич Г. Б. Расчет на прочность дета-
лей машин: Справочник. М.: Машиностроение, 1979. 702 с.
7. Бич М. М., Вейнберг Е. В., Сурков Д. И. Смазка авиационных газотур-
бинных двигателей. М.: Машиностроение, 1979. 176 с.
8. Богданов Ю. С. Конструкция вертолетов. МАИ, 1978. 84 с.
9. Бойцов Б. В. Надежность шасси самолета. М.: Машиностроение, 1976.
216 с.
10. Волошин Ф. А., Попов Ю. И. Конструирование заклепочных и болто-
вых соединений. МАИ, 1983. 53 с.
11. Гаевик Д. Т. Подшипниковые опоры современных машин. М.: Маши-
ностроение, 1985. 247 с.
12. Гаркунов Д. Н., Поляков А. А. Повышение износостойкости деталей
конструкций самолетов. М.: Машиностроение, 1974. 200 с.
13. Герлах Л. Р. Методические указания по курсовому проектированию
зубчатых и червячных передач в авиационных приводах и приборах. МАИ,
1980. 50 с.
14. Далин В. Н. Конструирование агрегатов планера вертолета. МАИ,
1979. 51 с.
15. Горбунов М. Н. Основы технологии производства самолетов. М.: Ма-
шиностроение, 1976. 260 с.
16. Григорьев В. П. Сборка клепаных агрегатов самолетов -и вертолетов.
М.: Машиностроение, 1975. 343 с.
17. Гуров А. Ф., Севрук Д. Д., Сурнов Д. Н. Конструкция и проектиро-
вание двигательных установок. М.: Машиностроение, 1980. 320 с.
18. Дунаев П. Ф„ Леликов О. П. Конструирование узлов и деталей ма-
шин. М.: Высшая школа, 1985. 416 с.
19. Заблонский К. И. Детали машин. Киев: Вища школа, 1985. 518 с.
20. Зубчатые передачи с зацеплением Новикова/А. В. Павленко и др.
Киев: Техн1ка, 1978. 144 с.
21. Иванов М. Н. Детали машин. М.: Высшая школа, 1976. 399 с.
22. Иосилевич Г. Б., Лебедев П. А., Стреляев В. С. Прикладная механика.
М.: Машиностроение, 1985. 576 с.
446
23. Кестельман В. Н., Федоров А. В. Механизмы управления самолетом.
М.: Машиностроение, 1987. 430 с.
24. Когаев В. П., Махутов Н. А., Гусенков А. П. Расчеты деталей машин
и конструкций на прочность и долговечность. М.: Машиностроение, 1985
223 с.
25. Комиссар А. Г. Уплотнительные устройства опор качения. М.: Маши-
ностроение, 1980. 192 с.
26. Конструкция и прочность самолетов и вертолетов/Под ред. К. Д. Мир-
това и Ж. С. Черненко. М.: Транспорт. 1977. 440 с.
27. Крылов К. А., Хаймзон М. Е. Долговечность узлов трения самолетов.
М.: Транспорт, 1976. 184 с.
28. Кудрявцев В. Н. Детали машин. Л.: Машиностроение, 1980. 464 с.
29. Лопато Г. А., Кабатов Н. Ф„ Сегаль М. Г. Конические и гипоидные
передачи с круговыми зубьями. М.: Машиностроение, 1977. 423 с.
30. Механические передачи вертолетов/Под ред. В. Н. Кестельмана. М.:
Машиностроение, 1984. 120 с.
31. Никитин Ю. М. Конструирование элементов деталей и узлов авиадви-
гателей. М.: Машиностроение, 1968. 323 с.
32. Орлов П. И. Основы конструирования: в 3 т. Т. 1. М.: Машинострое-
ние, 1979. 623 с.
33. Основы проектирования ЛА (транспортные системы)/В. П. Мишин,
В. К. Безвербый, Б. М. Панкратов, Д. Н. Щеверов. Под ред. В. П. Мишина.
М.: Машиностроение, 1985. 360 с.
34. Павловский Н. И. Вспомогательные силовые установки самолетов. М.:
Машиностроение, 1977. 240 с.
35. Поляков В. С., Барбаш И. Д., Ряховский О. А. Справочник по муфтам.
М.: Машиностроение, 1979. 351 с.
36. Проектирование конструкций самолетов/Е. С. Войт, А. И. Ендогур,
3. А. Мелик-Саркисян, И. М. Алявдин. М.: Машиностроение, 1987. 416 с.
37. Проектирование механических передач/Под ред. С. А. Чернавского.
М.: Машиностроение, 1984. 560 с.
38. Проектирование самолетов/С. М. Егер, В. Ф. Мишин, Н. К. Лисейцев
и др. Машиностроение, 1983. 616 с.
39. Раздолии М. В. Уплотнения авиационных гидравлических агрегатов.
М.: Машиностроение, 1965. 190 с.
40. Расчет валов на ЭВМ/Под ред. П. П. Дементьева, Е. А. Самойлова.
МАИ, 1978. 45 с.
41. Расчет зубчатых и червячных передач на ЭВМ/Под ред. Е. А. Самой-
лова. МАИ, 1976. 66 с.
42. Решетов Д. Н. Детали машин. М.: Машиностроение, 1974. 655 с.
43. Решетов Д. Н., Дудко В. Д. Расчеты деталей машин на ЭВМ. М.:
Машиностроение, 1986. 368 с.
44. Савостьянов В. П. Расчет и конструирование деталей аппаратуры
САУ. М.: Машиностроение, 1982. 328 с.
45. Системы автоматизированного проектирования: Учеб, пособие для
вузов/Под ред. И. П. Норенкова: В 9 кн. Кн. 1. М.: Высшая школа, 1986.
128 с.
46. Скубачевский Г. С. Авиационные газотурбинные двигатели. Конструк-
ция и расчет деталей. М.: Машиностроение, 1974. 520 с.
47. Слюдиков М. Н. Механизмы приводов систем управления летательны-
ми аппаратами. Справочник. М.: Машиностроение, 1975. 384 с.
48. Тищенко М. Н., Некрасов А. В., Радин А. С. Вертолеты. М.: Машино-
строение, 1976. 366 с.
49. Фролов К. В. Методы совершенствования машин и современные проб-
лемы машиноведения. М.: Машиностроение, 1984. 224 с.
50. Элементы приборных устройств/О. Ф. Тищенко, Л. Т. Киселев,
А. П. Коваленко. В 2 ч. Ч. 1. М.: Высшая школа, 1982. 304 с.
447
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматизированное проектирование
вала 244
-----зубчатой цилиндрической пере-
дачи 127
Амортизаторы 297
Амплитуда переменных напряже-
ний 28
Б
Безотказность 48
Болты:
классификация 322
материалы 323
расчеты на прочность 334
способы стопорения 325
В
Валы:
классификация 211
колебания 232
расчеты на прочность, жесткость,
устойчивость 219
регулирование осевого положе-
ния 223
Винты 322
Волновые передачи:
генераторы волн 161
гибкие колеса 164
жесткие колеса 165
интерференция 160
конструкции 163, 171, 436
передаточное отношение 159
принцип действия 156
расчет 166
схемы 157, 164
Г
Гайки 324
Грузоподъемность подшипников ди-
448
намическая 266
----- статическая 266
Д
Деталь 87
3
Заклепки:
материалы 372
основные типы 371
нагрузки разрушающие 377
расчет 376
Зацепления зубчатые 97
И
Изнашивание, износ 40
Индекс пружины 298
К
Конструкционные материалы:
алюминий и его сплавы 70
антифрикционные и фрикционные
материалы 79
композиты 73
медь и ее сплавы 70
титан и его сплавы 66
характеристики 61
черные металлы 63
Коэффициент безопасности 286, 377
— запаса сцепления 287
— режима работы 286
— трения 293
Кривые усталости 15
Критерии работоспособности:
вибростойкость 46
жесткость 40
износостойкость 40
надежность 48
прочность 23, 38
теплостойкость 44
технологичность 47
М
Модуль зацепления 290
— упругости 297
Муфты втулочные 286
— втулочно-пальцевые 291
— глухие 286
— зубчатые компенсирующие 289
— зубчатые управляемые 294
— компенсирующие 288
— обгонные 295
— поводковые 288
— предохранительные 294
— упругие 290
— фланцевые 287
— фрикционные 293
— храповые 295
— центробежные 295
— шарнирные 290
Н
Нагрузка 23
Напряжение допустимое 290
— контактное 290, 297
— переменное 14
— растяжения 381
— смятия 283, 289, 292, 377
— среза 287
О
Оптимизация при проектировании:
направления 89
методы решения задач 89
П
Передачи механические:
волновые 156
зубчатые цилиндрические 97
кинематика и геометрия 104
расчеты на прочность 116
планетарные и дифференциальные
148
рычажные 394
Передачи с зацеплением Новикова:
геометрические параметры 138
принцип действия 135
расчет на прочность зубьев 139
Передачи винт — гайка с трением
скольжения:
принцип действия 182
расчет 184
материалы деталей 184
Передачи винт —гайка с трением ка-
чения:
принцип действия 187
материалы деталей 190
перепускные каналы 190
расчет 191—194
Подшипники скольжения 246
Подшипники качения:
классификация 257
конструкции деталей и узлов 257
материалы 260
точность 258
расчет долговечности 265
смазка 261
Привод колеса лунохода:
алгоритм программы расчета 438
конструкция 436
схема 434
Пружины:
классификация 297
кручения 298, 302
назначение 297
растяжения 298
расчеты 300
сжатия 298
Р
Работоспособность 23
Расчеты на ЭВМ волновой передачи
437
------- валов 234
-------цилиндрических зубчатых
передач 131
Резьбы:
детали 322, 327
классификация 320
расчеты на прочность 334, 348
степень точности 329
С
САПР:
графопостроители 92
графический дисплей 93
определение 84
компоненты 85
устройства ввода графической ин-
формации 91
Соединения, классификация 320
Соединения клеевые 399
— клеммовые 368
— резьбовые 319
— сварные 381—394
— пайкой 394
— шлицевые 355
— штифтовые — 366
У
Уплотнение лабиринтное 281
— манжетное 275
449
— сальниковое 275
— стиральное 280
— стыков жестких 283
— торцевое 277
— упругими кольцами 278
— фасонными шайбами 278
— целевое 280
Ф
Фреттинг-коррозия 20
Ч
Червячные передачи:
число витков червяка 173
— зубьев колеса 174
Ш
Шлицевые соединения
классификация 355
конструкции 357
расчеты на прочность и износ 360
Шпоночные соединения:
конструкции 351
расчет на прочность 353
Шпильки 324
ОГЛАВЛЕНИЕ
Стр.
Предисловие.................................................. 3
РАЗДЕЛ!. ОБЩИЕ ВОПРОСЫ КОНСТРУИРОВАНИЯ
МЕХАНИЧЕСКИХ ПЕРЕДАЧ......................................... 5
Глава 1. ТИПОВЫЕ МЕХАНИЗМЫ, УЗЛЫ И ДЕТАЛИ ЛА,
УСЛОВИЯ ИХ ЭКСПЛУАТАЦИИ...................................... 5
1.1. Механические передачи, узлы и детали, используемые
в ЛА.............................................. 5
1.2. Особенности эксплуатации деталей, узлов и передач ЛА 9
1.3. Факторы, влияющие на прочность деталей машин и
механизмов ЛА при статическом нагружении........ 12
1.4. Факторы, влияющие на прочность деталей машин и
механизмов ЛА при действии переменных напряжений 14
Глава 2. ОСНОВНЫЕ КРИТЕРИИ РАБОТОСПОСОБНОСТИ
ДЕТАЛЕЙ МАШИН И МЕХАНИЗМОВ ЛА И ПУТИ
ИХ ОБЕСПЕЧЕНИЯ.............................................. 22
2.1. Прочность.................................... 23
2.2. Жесткость.................................... 40
2.3. Износостойкость.............................. 40
2.4. Теплостойкость............................... 44
2.5. Виброустойчивость............................ 46
2.6. Технологичность.............................. 47
2.7. Надежность................................... 48
2.8. Применение вероятностных методов в расчетах деталей
машин............................................. 55
Глава 3. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ДЕТАЛЕЙ МЕ-
ХАНИЗМОВ ЛА................................................. 61
3.1. Требования к конструкционным материалам и их ха-
рактеристики ..................................... 61
3.2. Черные металлы.............................. 63
3.3. Титан и его сплавы................*........... 66
3.4. Медь и ее сплавы.............................. 68
3.5. Алюминий, магний и их сплавы.................. 70
3.6. Композиционные полимерные материалы........... 73
3.7. Антифрикционные и фрикционные материалы..... 79
3.8. Новые материалы для деталей ЛА, работающих в эк-
стремальных условиях.............................
451
Глава 4. ИСПОЛЬЗОВАНИЕ ЭВМ И САПР ПРИ КОНСТРУИ-
РОВАНИИ И РАСЧЕТАХ ДЕТАЛЕЙ МЕХАНИЗМОВ
ЛА.......................................................... 83
4.1. Задачи проектирования, решаемые с помощью ЭВМ и
САПР............................................. 83
4.2. Технические средства для автоматизации проектиро-
вания ........................................... 91
4.3. Использование ЭВМ и САПР при проектировании де-
талей и механизмов ЛА............................ 95
РАЗДЕЛ II. ОСНОВЫ РАСЧЕТА И КОНСТРУИРОВАНИЯ
МЕХАНИЧЕСКИХ ПЕРЕДАЧ........................................ 97
Глава 5. ЗУБЧАТЫЕ ЦИЛИНДРИЧЕСКИЕ ПЕРЕДАЧИ ... 97
5.1. Виды зубчатых передач и их применение в ЛА. Кон-
струкция зубчатых колес.......................... 97
5.2. Материалы, термическая обработка и особенности тех-
нологии обработки зубчатых колес ............... 102
5.3. Краткие сведения по кинематике и геометрии цилин-
дрических зубчатых передач...................... 104
5.4. Точность изготовления зубчатых колес........... 109
5.5. Усилия, действующие в зацеплении. Влияние погреш-
ностей изготовления зубчатых колес и деформации ва-
лов на работу передачи.......................... 111
5.6. Дефекты и разрушения зубчатых колес............ 115
5.7. Основы расчета зубьев цилиндрической передачи на
контактную выносливость......................... 116
5.8. Расчет зубьев на выносливость по напряжениям изгиба 121
5.9. Использование ЭВМ при проектировании зубчатой пе-
редачи ......................................... 127
5.10. Люфтовыбирающие зубчатые передачи ............ 131
Глава 6. ЗУБЧАТЫЕ ПЕРЕДАЧИ С ЗАЦЕПЛЕНИЕМ НОВИ- *
КОВА......................................... 135
6.1. Общие сведения ................................ 135
6.2. Основные геометрические параметры передачи .... 138
6.3. Расчет на прочность........................ 138
Глава 7. КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ........... 140
7.1. Виды конических передач и области их применения в
ЛА......................................... 140
7.2. Геометрия конических зубчатых передач. Силовой рас-
чет. Понятие об эквивалентном зубчатом колесе . . . 142
7.3. Учет динамических нагрузок и других факторов при
расчетах зуба на прочность...................... 145
7.4. Основы расчета конической передачи с прямыми и кру-
говыми зубьями.................................; 146
Глава 8. ПЛАНЕТАРНЫЕ И ДИФФЕРЕНЦИАЛЬНЫЕ ПЕРЕ-
ДАЧИ .................................................... 148
8.1. Общие сведения. Кинематика. Основные схемы плане-
тарных передач...................................... 148
8.2. Особенности геометрии. Выбор чисел зубьев и мате-
риала зубчатых колес............................ 150
452
8.3. Силовой и прочностной расчеты планетарной передачи 152
8.4. Проектный расчет планетарных редукторов..... 153
8.5. Дифференциальная передача................... 155
Глава 9. ВОЛНОВЫЕ ПЕРЕДАЧИ............................... 156
9.1. Общие сведения.............................. 156
9.2. Кинематика и геометрия волновой передачи.... 158
9.3. Конструкция волновой передачи............... 161
9.4. Расчет волновых передач..................... 166
Глава 10. ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ............................. 171
10.1. Виды червячных передач и области их применения . 171
10.2. Геометрия, кинематика и точность........... 173
10.3. Силы в зацеплении. КПД. Самоторможение..... 176
10.4. Основы расчета на прочность ............... 177
Глава 11. ПЕРЕДАЧИ ВИНТ—ГАЙКА............................ 181
11.1. Виды передач винт —гайка и области их применения
в ЛА............................................. 181
11.2. Передачи винт — гайка с трением скольжения ... 182
11.3. Передачи винт —гайка с трением качения..... 187
Глава 12. РЫЧАЖНЫЕ ПЕРЕДАЧИ............................ 194
12.1. Назначение и основные схемы рычажных передач.
Области применения в ЛА и приборах.......... 194
12.2. Рычажные механизмы систем управления ЛА. Основы
расчета.......................................... 200
12.3. Основные характеристики и выбор параметров рычаж-
ных передач в приборах ЛА........................ 206
РАЗДЕЛИ!. ДЕТАЛИ И УЗЛЫ ПЕРЕДАЧ ЛА .... 211
Глава 13. ВАЛЫ И ОСИ В ПЕРЕДАЧАХ ЛА........................ 211
13.1. Конструкции валов и осей. Материалы, используемые
для их изготовления.............................. 211
13.2. Основы расчета валов и осей на прочность и жест-
кость ........................................... 219
13.3. Применение ЭВМ и САПР при проектировании вала 234
Глава 14. ПОДШИПНИКИ СКОЛЬЖЕНИЯ..................... 246
14.1. Конструкции подшипников скольжения. Материалы,
используемые для их изготовления............ 246
14.2. Расчет подшипников скольжения.............. 251
Глава 15. ПОДШИПНИКИ КАЧЕНИЯ....................... 255
15.1. Конструкции и классификация подшипников качения 257
15.2. Условия работы и основы расчета подшипников ка-
чения узлов и механизмов ЛА...................... 261
15.3. Выбор подшипников качения узлов и механизмов ЛА 271
Глава 16. УПЛОТНЕНИЯ..................................... 274
16.1. Уплотнения подвижных соединений............ 274
16.2. Уплотнения стыков неподвижных соединений .... 283
453
Глава 17. МУФТЫ...........................................i 285
17.1. Неуправляемые муфты............................... 286
17.2. Управляемые муфты................................. 292
17.3. Самоуправляемые муфты............................. 294
Глава 18. ПРУЖИНЫ, АМОРТИЗАТОРЫ rf УСПОКОИТЕЛИ . 297
18.1. Назначение и классификация пружин, применяемые
материалы............................................... 297
18.2. Основы расчета пружин............................. 300
18.3. Конструкции и основы расчета успокоителей.. 305
18.4. Конструкции и выбор амортизаторов................. 310
Глава 19. РЕДУКТОРЫ.................................. 312
19.1. Общие сведения.................................... 312
19.2. Основные кинематические схемы и конструкции ре-
дукторов ............................................... 313
19.3. Основные пути совершенствования конструкций ре-
дукторов ............................................... 318
РАЗДЕЛ IV. СОЕДИНЕН ИЯ ДЕТАЛЕЙ В УЗЛАХ И МЕХА-
НИЗМАХ ЛА....................................................319
Глава 20. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ.................................. 319
20.1. Классификация резьб и их основные параметры ... 319
20.2. Резьбовые крепежные детали........................ 322
20.3. Усилия и моменты в резьбовых соединениях. Стопоре-
ние резьбовых соединений........................ 330
20.4. Прочность резьбовых крепежных деталей при стати-
ческой нагрузке................................. 334
20.5. Прочность резьбовых крепежных деталей при пере-
менных нагрузках................................ 348
Глава 21. ШПОНОЧНЫЕ, ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) И ПРО-
ФИЛЬНЫЕ СОЕДИНЕНИЯ.................................... 351
21.1. Шпоночные соединения.............................. 351
21.2. Зубчатые (шлицевые) соединения.................... 355
21.3. Профильные соединения............................. 363
Глава 22. ШТИФТОВЫЕ И КЛЕММОВЫЕ СОЕДИНЕНИЯ ... 366
22.1. Штифтовые соединения. Конструкции и основы рас-
четов ...................................... 366
22.2. Клеммовые соединения.............................. 368
Глава 23. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ................................ 371
23.1. Классификация и конструкции заклепок и заклепоч-
ных соединений ............................. 371
23.2. Основы расчетов заклепочных соединений............ 376
Глава 24. СОЕДИНЕНИЯ СВАРКОЙ, ПАЙКОЙ И СКЛЕИВА-
НИЕМ ................................................. 381
24.1. Соединения сваркой................................ 381
24.2. Соединения пайкой................................. 394
24.3. Соединения склеиванием............................ 399
454
Глава 25. ПРИМЕРЫ РАСЧЕТОВ УЗЛОВ МЕХАНИЗМОВ ЛА . 402
25.1. Коробка приводов агрегатов ДТРД................... 402
25.1.1. Конструкции, материал и основные узлы ко-
робки приводов................................ 402
25.1.2. Основы проектного и проверочного расчетов
узлов коробки приводов......................... 408
25.2. Редуктор несущего винта вертолета................ 411
25.2.1. Кинематика и конструкция привода......... 411
25.2.2. Расчет привода......................... 416
25.3. Привод обзорно-визирного устройства........... 418
25.3.1. Кинематика и конструкция привода ОВУ . . 418
25.3.2. Пример проектного и проверочного расчетов . 420
25.4. Привод зеркала самолетной радиолокационной антен-
ны ............................................... 422
25.4.1. Кинематика и конструкция привода......... 423
25.4.2. Пример расчета привода.................... 427
25.5 Привод колеса лунохода........................... 433
25.5.1. Особенности конструкции................... 433
25.5.2. Расчет волновой передачи на ЭВМ.......... 437
25.6 . Привод механизма триммирования.................. 439
25.6.1. Назначение механизма...................... 439
25.6.2. Кинематика механизма...................... 440
25.6.3. Описание конструкции ПМТ ................. 442
25.6.4. Особенности расчета ПМТ................... 443
Список литературы ................................................. 446
Предметный указатель............................................... 448
УЧЕБНОЕ ИЗДАНИЕ
Алексеева Наталья Адольфовна, Бонч-Осмоловский Лев Анатольевич,
Волгин Виктор Васильевич и др.
ОСНОВЫ РАСЧЕТА И КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ И МЕХАНИЗМОВ
ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Редактор Е. И. Кравченко
Художественный редактор В. В. Лебедев
Технический редактор Н. Н. Скотникова
Корректоры О. Ю. Садыкова, Л. А. Ягупьева
ИБ № 5519
Сдано в набор 15.12.88. Подписано в печать 26.04.89. Т-07997
Формат 60X88716 Бумага офсетная № 2. Гарнитура литературная.
Печать офсетная. Усл. печ. л. 27,93. Усл. кр.-отт. 28,5. Уч.-изд. л. 29,02.
Тираж 7700 экз. Заказ 1085. Цена 1 р. 30 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Московская типография № 8 Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
101898. Москва, Центр. Хохловский пер., 7.