/

































































































































































































































































Text
МОНТАЖ, НАЛАДКА
И ЭКСПЛУАТАЦИЯ
АВТОМАТИЧЕСКИХ
УСТРОЙСТВ
ХИМИЧЕСКИХ ПРОИЗВОДСТВ
П. М. КАЗЬМИН
Допущено
Министерством высшего и среднего спе-
циального образования СССР в качестве
учебника для учащихся химика-механи-
ческих техникумов
УДК 62.66—52(62.74)
К-14
Казьмин П. М., Монтаж, наладка и экс-
плуатация автоматических устройств химических
производств.
В книге рассмотрены общие вопросы организации
монтажа средств контроля и автоматизации химических
производств, организации службы КИП и автоматики на
предприятиях; организации поверки и ремонта средств
контроля и регулирования. Описаны монтаж щитов,
пультов и их коммутация; монтаж трубных и электриче-
ских проводок, первичных и вторичных приборов; про-
верка, испытание и сдача смонтированных устройств н
их эксплуатация.
Книга предназначена в качестве учебника для уча-
щихся техникумов по специальности «Эксплуатация ав-
томатических устройств химических производств». Она
будет полезна среднему техническому персоналу служб
КИП и автоматики предприятий химической и смежных
с ней отраслей промышленности.
В книге содержится 175 рисунков и 20 библиографи-
ческих ссылок.
3-14-2
121—7)
СОДЕРЖА НИЕ
Введение................................................................5
РАЗДЕЛ ПЕРВЫЙ. ПРОИЗВОДСТВО МОНТАЖНЫХ РАБОТ..........................9
Глава 1. Организация монтажных работ....................................9
1. Техническая документация при выполнении проектных работ .... 9
2. Структура монтажного управления.................................И
3. Оборудование производственной базы и монтажных участков упра-
вления ........................................................... 12
4. Проект производства работ по монтажу средств контроля и автома-
тизации . .:................................................13
Глава 2. Монтаж щитов и пультов и их коммутация........................16
1. Назначение и виды щитов и пультов...............................16
2. Расположение средств контроля и автоматизации на щитах и пультах 20
3. Монтажно-коммутационные схемы щитов и пультов.24
4. Порядок выполнения коммутации щитов и пультов.26
5. Монтаж щитов и пультов..........................................31
Глава 3. Монтаж трубных проводок.......................................41
1. Виды труб и трубных проводок, применяемых при монтаже средств
контроля и автоматизации......................................... 41
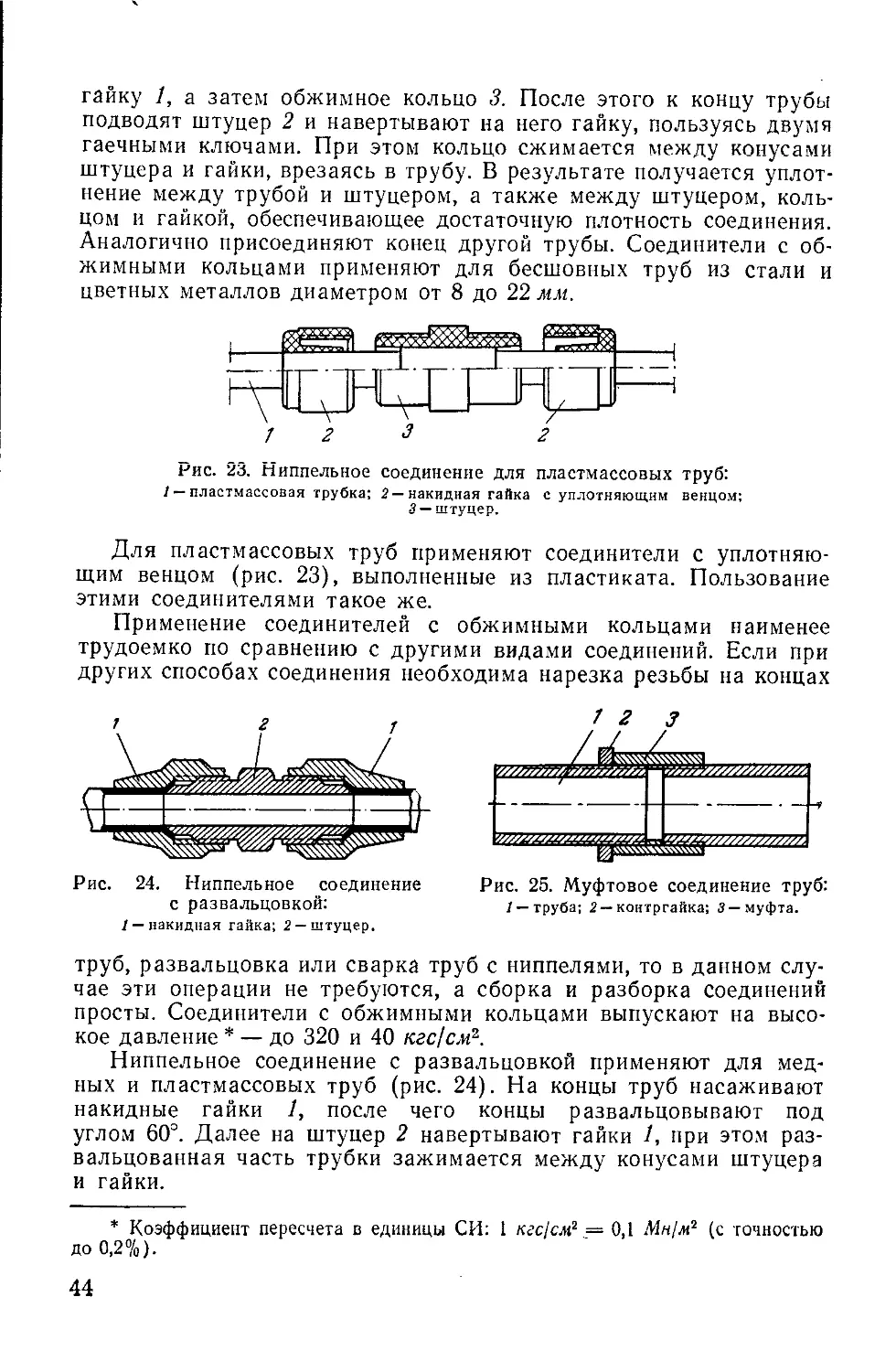
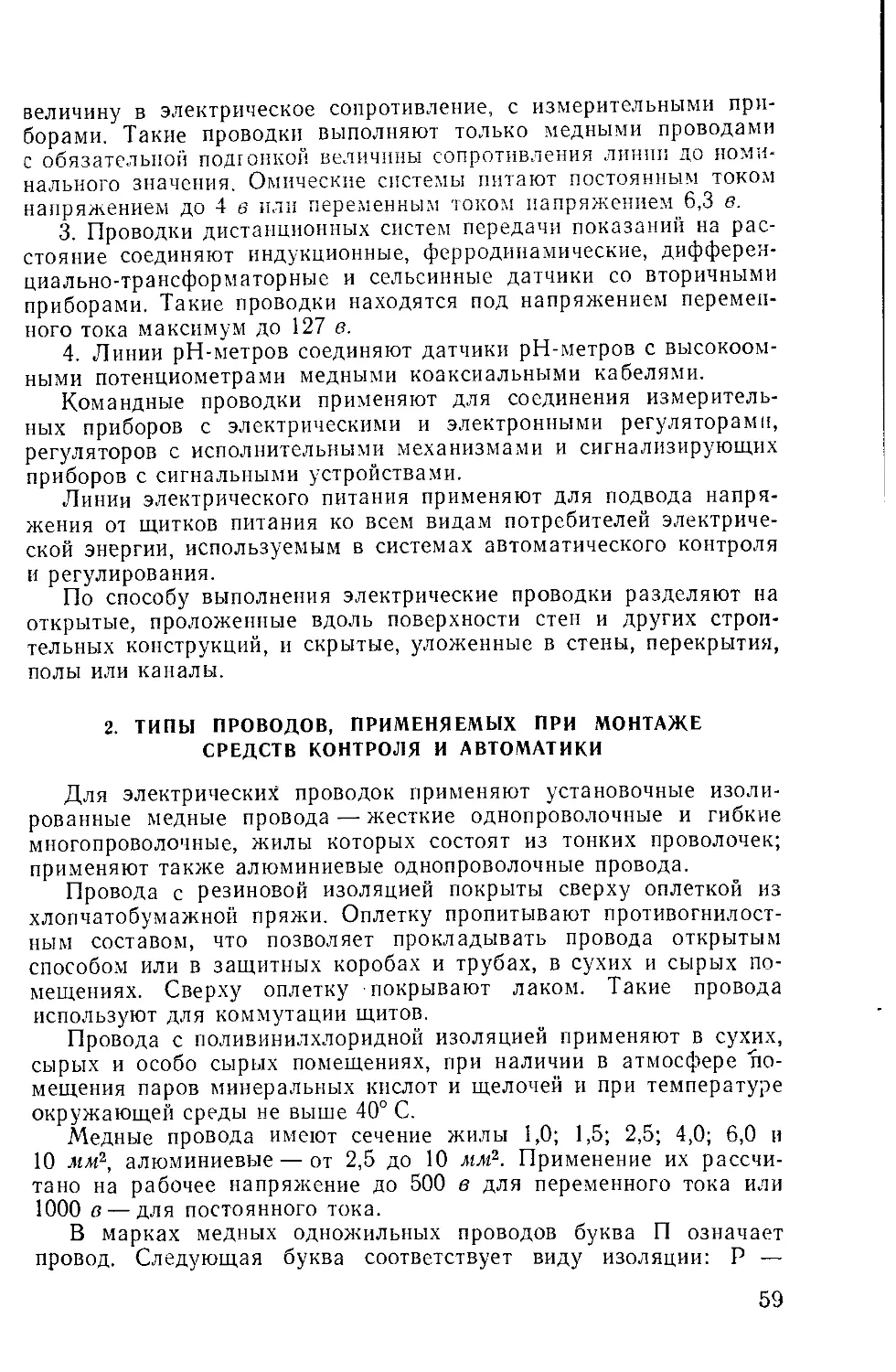
2. Способы соединения труб.........................................42
3. Обработка труб..................................................45
4. Прокладка труб по трассе........................................48
5. Защита трубопроводов от низких температур окружающей среды и
коррозии . ..... ............................................... 56
Глава 4. Монтаж электрических проводок.................................58
1. Назначение электрических линий..................................58
2. Типы проводов, применяемых при монтаже средств контроля и авто-
матики .......................................................... 59
3. Виды кабелей и условия их применения............................61
4. Прокладка электрических линий..................................62
5. Прокладка проводов и кабелей во взрывоопасных помещениях ... 69
6. Соединение и оконцевание проводов и кабелей.....................70
Глава 5. Монтаж первичных и вторичных приборов ........................76
1. Общие правила установки чувствительных элементов и первичных
приборов......................................................... 76
2. Монтаж устройств для отбора импульсов давления и разрежения 77
3. Монтаж датчиков для измерения температуры..................... 81
4. Монтаж отборных устройств для измерения расхода ...... 86
5. Монтаж отборных устройств для измерения уровня.................91
6. Монтаж датчиков контроля качества и состава жидкостей .... 95
7. Монтаж вспомогательной аппаратуры газоанализаторов.............99
1
3
8. Место и основные правила монтажа первичных и вторичных при-
боров . ........................................................105
9. Монтаж регуляторов .......................................... ПО
10. Монтаж регулирующих органов и исполнительных механизмов . .111
11. Монтаж электроаппаратуры....................................114
12. Монтаж вспомогательной аппаратуры.......................... 115
13. Установка приборов контроля и регулирования в пожаро- и взрыво-
опасных помещениях...........................................116
Глава 6. Проверка, испытание и сдача смонтированных средств контроля
и регулирования .....................................................117
1. Проверка и испытание труб и трубных проводок ........ 117
2. Контроль и испытание электрических линий......................119
3. Испытание смонтированных приборов автоматического контроля . . 121
4. Испытание смонтированных регуляторов, исполнительных механизмов
и вспомогательных устройств......................................123
5. Пуск и пробная эксплуатация смонтированных средств контроля и
регулирования . . ......................................... 128
6. Оформление технической документации на сдачу смонтированного
оборудования в эксплуатацию .................. 133
РАЗДЕЛ ВТОРОЙ. ЭКСПЛУАТАЦИЯ И РЕМОНТ СРЕДСТВ КОНТРОЛЯ
И РЕГУЛИРОВАНИЯ .........................136
Глава 7. Организация службы контроля и автоматики на предприитиях . 136
1. Задачи и структура службы контроля и автоматики предприятия . . 136
2. Планировка помещения службы контроля и автоматики ...... 140
Глава 8. Организация поверки и ремонта средств контроля и регулиро-
вания . . .....................................141
1. Общие вопросы поверки приборов . ........................... 141
2. Специализация ремонтных работ.................................145
3. Ремонт, наладка и поверка приборов для измерения температуры . . 149
4. Ремонт, регулировка и поверка приборов для измерения давления и
разрежения.......................................................183
5. Ремонт, поверка и наладка расходомеров и счетчиков............189
6. Ремонт, наладка и поверка уровнемеров.........................201
7. Ремонт, наладка и поверка датчиков и приборов качества и состава
веществ........................................................ 204
8. Ремонт, регулировка и иаладка регуляторов и вспомогательного обо-
рудования .......................................................214
Глава 9. Эксплуатация средств автоматического контроля и регулирова-
ния ............................................................... 223
1. Организация службы текущей эксплуатации средств автоматического
контроля и регулирования...................................... 223
2. Эксплуатация импульсов и командных трубных проводок и разде-
лительных сосудов................................................227
3. Эксплуатация приборов для измерения давления и разрежения . . . 230
4. Эксплуатация приборов для измерения расхода...................233
5. Эксплуатация приборов для измереиня температуры ....... 236
6. Эксплуатация приборов с дистанционной передачей показаний на рас-
стояние .........................................................244
7. Эксплуатация регуляторов, исполнительных механизмов и вспомога-
тельных устройств................................................250
8. Техника безопасности при эксплуатацив устройств контроля и регу-
лирования ...................................................252
Литература . 254
Предметный указатель • . . ................................ .256
ВВЕДЕНИЕ
рручение курса «Монтаж, наладка и эксплуатация автоматиче-
ских устройств» дает учащимся знания по вопросам органи-
зации, ведения монтажа и эксплуатации систем автоматического
контроля и управления производственными процессами, знакомит
с методами ремонта, наладки и поверки элементов систем.
Осмысленному усвоению учебного материала способствует
предшествующее и параллельное изучение курсов «Технологиче-
ские измерения и КИП», «Автоматическое регулирование и регуля-
торы», «Автоматизация производственных процессов» и приобрете-
ние навыков по монтажу и ремонту средств автоматического кон-
троля и регулирования во время обучения в учебно-производствен-
ных мастерских техникума и на производственной практике, кото-
рую учащиеся проходят на рабочих местах, выполняя обязанности
электрослесарей.
Директивами XXIV съезда КПСС по пятилетнему плану разви-
тия народного хозяйства СССР на 1971—1975 гг. намечено даль-
нейшее ускоренное развитие химической и нефтехимической про-
мышленности.
Для увеличения выпуска продукции запланировано строитель-
ство новых и реконструкция действующих химических заводов,
оснащенных новейшим оборудованием и средствами автоматиче-
ского контроля и регулирования, обеспечивающими высокую сте-
пень автоматизации производства,
5
За счет замены устаревшего оборудования, внедрения передо-
вой технологии и автоматизации производственных процессов уве-
личивается производительность труда, улучшается качество
выпускаемой продукции, снижаются потери от брака и повышается
культура производства.
При строительстве новых предприятий и реконструкции дей-
ствующих большой объем работ приходится на монтаж систем
автоматического контроля и управления технологическими процес-
сами.
Высокие требования к качеству монтажа, сжатые сроки произ-
водства монтажных работ и их непрерывно возрастающий объем
привели к необходимости поиска новых форм организации труда и
технологических методов, применения новых унифицированных
конструкций и новых, более экономичных, материалов.
В настоящее время широкое распространение получил инду-
стриальный метод полносборного монтажа систем автоматического
контроля и управления, при котором большая часть монтажных
изделий выпускается специализированными заводами и производ-
ственными базами монтажных управлений и поставляется на мон-
тажную площадку в виде собранных укрупненных блоков и узлов.
На монтажной площадке производят только сборку и установку
этих узлов и блоков.
При полносборном методе монтажа повышаются требования к
подготовке технической документации, планомерности ведения
монтажных работ всеми смежными строительно-монтажными орга-
низациями, к более тщательной разработке проектов производства
работ с применением унифицированных деталей, узлов и блоков.
Производство монтажных работ на строящемся предприятии
становится возможным лишь с момента сдачи строительной орга-
низацией помещений КИП, по мере установки технологического
оборудования и обвязки его технологическими трубопроводами.
Применение полносборного метода монтажа предусматривает вы-
полнение основного объема монтажных работ: заготовку укрупнен-
ных узлов и блоков, изготовление и коммутацию щитов и пультов
в
вплоть до установки на них приборов, т. е. до момента готовности
строящегося объекта к монтажу средств контроля и автоматики.
Это позволяет в сжатые сроки, качественно, с применением меха-
низации и минимальными затратами труда смонтировать заготовки
на объекте.
Решаемые в настоящее время задачи по комплексной автома-
тизации производственных процессов со все большим переходом к
цехам и предприятиям-автоматам увеличивают -сложность систем
автоматического контроля и управления, насыщенность процессов
приборами и автоматическими устройствами. При этом ход техно-
логического процесса, производительность установок, качество вы-
пускаемой продукции и состояние технологического оборудования
зависят от качества автоматических систем.
В процессе работы средства автоматизации подвергаются воз-
действию измеряемых и окружающих сред, загрязняются и засо-
ряются, что приводит к их износу. Качество их работы ухудшается,
понижается точность, возрастает инерционность и увеличивается
возможность отказа в работе. Кроме того, отдельные элементы си-
стемы устаревают морально вследствие быстрого развития прибо-
ростроительной промышленности, осваивающей выпуск новых ви-
дов приборов унифицированной системы датчиков ГСП, унифици-
рованной системы элементов промышленной пневмоавтоматики
УСЭППА и др.
Обслуживание автоматических систем и их элементов, поддер-
жание в чистоте и исправном состоянии, внедрение новой аппара-
туры, периодическую поверку, наладку и ремонт для обеспечения
нормального хода технологического процесса и выполнения плана
выпуска продукции производит на заводах служба контроля и
автоматики.
Для эксплуатации современных систем с применением автома-
тических приборов, управляющих машин необходима высокая орга-
низация службы контроля и автоматики, четкая и слаженная рабо-
та всех звеньев службы, укомплектованной грамотными и квалифи-
цированными работниками.
7
Выпускаемые учебными заведениями страны техники-электро-
механики по эксплуатации автоматических устройств химических
производств призваны сыграть важную роль в улучшении работы
службы контроля и автоматики, стать инициаторами внедрения
новой техники и совершенных методов монтажа, наладки и экс-
плуатации автоматических устройств.
раздел первый
ПРОИЗВОДСТВО МОНТАЖНЫХ РАБОТ
Глава 1
ОРГАНИЗАЦИЯ МОНТАЖНЫХ РАБОТ
1. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПРИ ВЫПОЛНЕНИИ
ПРОЕКТНЫХ РАБОТ
Монтаж средств контроля и автоматики на предприятиях хими-
ческой промышленности ведут на основании технической до-
кументации, выполненной проектными организациями. Состав и
содержание технической документации определяются указаниями
по проектированию автоматизации производственных процессов
СН 281—64.
Генеральный проектировщик или заказчик выдает проектной
организации задание на проектирование, в котором должны быть
следующие необходимые данные:
состав проектируемого объекта, описание технологических ап-
паратов и агрегатов и их основные характеристики;
перечень пунктов управления объектом, их расположение и
взаимосвязь, вытекающие из принятой системы управления объек-
том;
перечень контролируемых и регулируемых параметров с ука-
занием характеристики среды, значений параметров, требуемой
точности контроля и функциональных признаков приборов;
перечень дистанционно управляемого силового электрообору-
дования и электроприводов с указанием пунктов управления ими,
характера взаимодействия и месторасположения оборудования.
Кроме задания, проектировщики получают исходные материа-
лы: технологические схемы-производства; чертежи производствен-
ных помещений, на которых показано расположение технологиче-
ского оборудования и трубопроводных коммуникаций и указаны
рекомендуемые места расположения щитов и пультов; строитель-
ные чертежи помещений для установки щитов и пультов; схемы
снабжения сжатым воздухом, электроэнергией и водой для пита-
ния средств контроля и автоматики; сведения, необходимые для
расчета технико-экономической эффективности автоматизации.
Проектирование систем автоматизации производственных про-
цессов ведется в две стадии — Проектное задание и Рабочие
9
чертежи, а для несложных объектов в одну стадию — Рабочие
чертежи.
В проектное задание входят следующие документы:
схемы взаимосвязи между пунктами контроля и управления
(выполняются при проектировании сложных систем с централизо-
ванным управлением);
принципиальные схемы автоматизации;
чертежи расположения щитов и пультов на плане объекта;
заявочные ведомости на приборы, регуляторы, вспомогательное
оборудование, электроаппаратуру, щиты и пульты, кабели, провода
и трубы;
перечень новых нестандартных приборов и средств автомати-
зации, а также технические задания на их конструирование;
сметно-финансовый расчет стоимости оборудования, материа-
лов и монтажа;
пояснительная записка с технико-экономическим расчетом;
задания на щитовые помещения, посты управления, туннели,
каналы или эстакады для прокладки соединительных линий.
После утверждения проектного задания приступают к выполне-
нию рабочих чертежей. В состав рабочих чертежей, кроме доку-
ментов первых двух пунктов проектного задания, входят:
принципиальные электрические, гидравлические и пневматиче-
ские схемы автоматического регулирования, управления, блоки-
ровки и сигнализации;
принципиальные электрические схемы питания;
общие виды щитов и пультов;
монтажно-коммутационные схемы щитов и пультов;
схемы внешних электрических и трубных проводок;
монтажные чертежи электрических и трубных проводок (пла-
ны трасс);
чертежи установки аппаратуры, вспомогательных устройств,
щитов и пультов;
чертежи общих видов нетиповых элементов, узлов и конструк-
ций и нестандартного оборудования;
пояснительная записка;
результаты расчета систем регулирования, регулирующих дрос-
сельных органов и сужающих устройств расходомеров;
спецификации приборов, регуляторов и вспомогательного обо-
рудования; щитов, пультов, соединительных и протяжных коро-
бок; монтажных материалов (электро- и пневмокабели, провода,
трубы, трубопроводная арматура, фитинги, металлоконструкции,
металлы); нестандартного оборудования;
смета стоимости оборудования и монтажа;
задания на конструкции и сооружения для установки щитов и
пультов; на туннели, каналы, проемы, размещения отборных и
приемных устройств, регулирующих и запорных органов, устанав-
ливаемых на технологическом оборудовании и трубопроводах.
Ю
Заявочные ведомости, входящие в проектное задание, служат
для приближенного определения стоимости автоматизации объекта.
По спецификациям, выполняемым в рабочих чертежах, заказывают
необходимые средства контроля и автоматики.
На принципиальных схемах показывают, как решены вопросы
автоматизации технологических процессов, агрегатов и аппаратов.
При этом на упрощенной технологической схеме с помощью услов-
ных обрзначений (соответствующих ГОСТ 3925—59) показаны из-
мерительные и регулирующие приборы, приемные устройства, ис-
полнительные механизмы и регулирующие органы, а также
различное вспомогательное оборудование. Взаимосвязь элементов
схемы обозначают соединительными линиями.
Принципиальная схема автоматизации наряду со схемой взаи-
мосвязи пунктов контроля и управления является основным черте-
жом проекта.
2. СТРУКТУРА МОНТАЖНОГО УПРАВЛЕНИЯ
Как на строящихся, так и на реконструируемых предприятиях химической
промышленности монтаж средств контроля и автоматики ведут специализирован-
ные монтажные тресты. Они строятся по территориальному признаку и состоят
из монтажных и наладочного управлений. Монтажные управления заключают
договора с подрядчиком на выполнение работ по монтажу оборудования авто-
матизации, а наладочное управление выполняет на всех объектах треста работы
по испытаниям, поверке, наладке и пуску смонтированного оборудования.
Структура монтажного управления показана на рис. 1. Начальник управле-
ния руководит работой всех участков монтажной организации и заключает до-
говора на выполнение монтажных работ.
Главный инженер получает и рассматривает проектную документацию, раз-
рабатывает планы организации работ и календарные графики их проведения,
ведет подготовку производства, руководит внедрением индустриальных методов
полносборного монтажа и работой по рационализации и изобретательству, отве-
чает за технику безопасности.
Плановый отдел планирует и анализирует работу монтажных участков.
Отдел снабжения по сведениям участков составляет годовые заявки на обо-
рудование, инструмент, вспомогательные материалы и обеспечивает их своевре-
менное получение.
Бухгалтерия производит расчет и выдачу заработной платы работникам
управления, контролирует правильность оформления денежной документации,
ведет учет расхода материалов, составляет финансовый и материальный отчеты,
определяет себестоимость выполненных работ.
Главный механик осуществляет контроль за эксплуатацией оборудования,
разрабатывает графики планово-предупредительного ремонта и отвечает за их
выполнение.
Производственно-технический отдел обеспечивает необходимой документа-
цией монтажные участки и производственную базу, увязывает их работу, контро-
лирует выполнение месячного плана как по количеству, так и по номенклатуре.
Группа подготовки производства занимается разработкой проектов органи-
зации полносборного монтажа, разработкой и выполнением проекта ведения ра-
бот на монтируемых объектах, анализом технической проектной документации
объекта; составляет перечень замечаний, вносимых в проект для согласования
с проектной организацией; оформляет заказы производственной базе на изго-
товление индустриальной полносборной заготовки; наблюдает за изготовлением
заготовки, а также за процессом сборки на монтажной площадке.
Производственная база включает производственные мастерские и лаборато-
рии. Мастерские централизованно изготовляют укрупненные монтажные узлы и
блоки, нестандартное оборудование и определенную часть монтажных заготовок.
Лаборатория оснащается поверочной аппаратурой н стендами, позволяющими
вести поверку всех средств контроля и автоматизации подлежащих монтажу.
Поступающую аппаратуру осматривают и определяют ее комплектность в
соответствии с сопроводительной документацией завода-нзготовнтеля. После
этого производят поверку градуировок и технических характеристик, а при не-
обходимости — и регулировочные работы. Приборы снабжают актами поверки,
в которые занесены градуировочные данные и регулировочные характеристики.
Укомплектованное оборудование, признанное годным к эксплуатации, передают
для монтажа. На неисправное оборудование составляют акт с приложением
ведомости дефектов, подлежащих устранению поставщиком.
Рис. 1. Структура монтажного управления.
Монтажные участки размещены на монтируемых объектах, где на время
монтажных работ оборудуют мастерские. Монтажный участок является основ-
ным подразделением монтажного управления и состоит, в свою очередь, из спе-
циализированных бригад слесарей-монтажников и электромонтеров.
Слесари-монтажники прокладывают импульсные и защитные трубные ли-
нии, устанавливают металлоконструкции, отборные устройства, регуляторы и
исполнительные механизмы, щиты и пульты. Электромонтеры ведут прокладку
проводов и кабелей, присоединение их к клеммным колодкам щитов и при-
боров, маркировку и прозвонку кабелей, проверку коммутационных схем.
Бригадир, наиболее квалифицированный рабочий бригады, выдает слесарям
задание на работу, контролирует его выполнение н предъявляет сделанное ма-
стеру.
В каждой бригаде имеются один или два электрогазосварщика. Освоение
рабочими бригады нескольких профессий позволяет при любом фронте работ
обеспечить полную загруженность каждого рабочего.
3. ОБОРУДОВАНИЕ ПРОИЗВОДСТВЕННОЙ БАЗЫ
И МОНТАЖНЫХ УЧАСТКОВ УПРАВЛЕНИЯ
В слесарно-сборочной мастерской производственной базы уста-
навливают оборудование для резки стальных листов — гильотин-
ные ножницы. Для поперечной резки проката различного сечения,
пробивки отверстий в листовом материале, фасонной резки, штам-
повки монтажных деталей применяют универсальные передвиж-
ные пресс-ножницы.
12
Для выполнения работ по холодной штамповке резкой, вырез-
кой, гибкой, прошивкой отверстий, а также по горячей штамповке
с калибровкой поковок и обрезкой заусениц широко применяют
штамповочные механические прессы. На них же изготовляют раз-
личные скобы, хомуты.
Для вырезания отверстий под приборы, габариты которых от-
личаются от габаритов часто применяемых приборов, применяют
фигурно-высечные ножницы, не требующие, в отличие от прессов,
штампов на каждый размер отверстия. Кроме внутренних вырезов,
ножницами можно выполнять разрезы и обрезку листового мате-
риала по различным кривым.
Для гибки листов и кромок при изготовлении щитов и пультов,
перфорированных коробов, лотков и т. д. необходимы кромкозаги-
бочные прессы и листогибочные станки.
Механическая мастерская оснащается токарно-винторезными,
резьбонарезными, строгальным, фрезерным и сверлильным стан-
ками. На этом оборудовании изготовляют элементы всевозможных
соединений трубных трасс, бобышки всех размеров и нестандарт-
ные изделия.
На производственных базах крупных монтажных управлений
организуют кузнечную мастерскую, имеющую механический пресс,
молот, нагревательную кузнечную печь. Это оборудование при на-
личии соответствующих штампов позволяет выпускать поковки бо-
бышек, тройников, фитингов, специального инструмента и других
деталей. Изготовление поковок снижает затраты труда на даль-
нейших операциях и расход металла.
В трубозаготовительной мастерской устанавливают трубоги-
бочные, трубоотрезные и резьбонарезные станки и специальные
стенды, на которых ведут сборку трубных блоков.
Электрокоммутационное отделение оборудуют стендами для
коммутации щитов. Панель щита или шкаф крепят на стендах го-
ризонтально, так, чтобы обеспечивалась возможность вращения
вокруг горизонтальной оси (вдоль длины панели) на угол 360°.
В покрасочном отделении необходимо иметь покрасочную и
сушильную камеры, снабженные вытяжной и приточной вентиля-
цией. Равномерный слой краски наносят на изделие с помощью
покрасочного пистолета, в котором краска распыляется сжатым
воздухом.
На монтажных участках используется более легкое, перенос-
ное, оборудование — настольные токарные, заточные, сверлильные
станки, механические переносные ножовки, сварочные трансфор-
маторы, трубогибочные станки.
4. ПРОЕКТ ПРОИЗВОДСТВА РАБОТ ПО МОНТАЖУ
СРЕДСТВ КОНТРОЛЯ И АВТОМАТИЗАЦИИ
Стремление сократить сроки монтажных работ, их стоимость,
уменьшить применение ручного труда привело к индустриализа-
ции монтажных работ.
13
Монтажные работы можно условно разделить на три основных
вида: подготовительные, заготовительные и монтажно-установоч-
ные. Подготовительные работы ведут строители. Сюда входит
рытье каналов и траншей, оборудование проходов в стенах и пе-
рекрытиях для импульсных и других линий.
Заготовительные работы ведут на производственных базах и на
заводах монтажных трестов, где изготовляют нестандартное обо-
рудование, различные монтажные изделия, ведут сборку трубных
блоков, монтажных узлов и изделий, а также сборку и коммута-
цию щитов и пультов.
Подготовительные и заготовительные работы выполняют на
первой стадии монтажа средств автоматизации одновременно с ос-
новными строительными механо-монтажными работами. Монтаж-
но-установочные работы ведут на монтажных участках. Они за-
ключаются в установке готовых узлов и блоков, щитов и пультов,
датчиков, первичных приборов, исполнительных механизмов, ме-
таллоконструкций, прокладке электрических и трубных линий.
Этот вид работ является второй стадией монтажа средств автома-
тизации и выполняется в производственных помещениях после
окончания строительных и отделочных работ.
Для обеспечения высокого качества монтажных работ, сокра-
щения сроков монтажа и уменьшения трудовых затрат на монтаж-
ной площадке необходимо тщательно подготовить проведение мон-
тажных работ. Основным видом подготовки является составление
проекта производства работ. Состав и порядок разработки проекта
определяются действующей «Инструкцией о порядке составления
и утверждения проектов организации строительства и проектов
производства работ» (СН47—67).
Проекты производства монтажных работ составляют только
для крупных или технически сложных объектов, а также для тех
объектов, на которых проведение работ связано с применением
высокого давления, взрывоопасных или токсичных веществ, с тя-
желыми условиями труда или работой на действующих агрегатах.
Составление проекта ведется на основе рабочих чертежей в со-
ответствии с проектом организации строительства объекта и проек-
том производства работ по монтажу технологического оборудова-
ния. При составлении проекта необходимо руководствоваться
организационно-техническими мероприятиями монтажного управ-
ления. График выполнения монтажных работ должен быть согла-
сован с графиком ведения строительных работ.
В проекте предусматривают правильный выбор номенклатуры
полносборной заготовки и стремятся к ее укрупнению; комплекс-
ную механизацию работ с максимальным использованием монтаж-
ных механизмов, оборудования, приспособлений и инструмента;
применение научной организации труда; соблюдение правил тех-
ники безопасности и промышленной санитарии.
В проект производства монтажных работ входят следующие
основные документы:
14
рабочие чертежи по уточнению привязки трубных и электриче-
ских трасс;
рабочие чертежи на нетиповыс изделия, не вошедшие в проект-
ную документацию;
спецификации на монтажные изделия, изготовляемые вне мон-
тажной площадки; на монтажные материалы, запорную арматуру
и оборудование, поставляемое заказчиком и монтажным управле-
нием; на щиты и пульты;
перечень отборных устройств и приборов, монтируемых непо-
средственно на технологических трубопроводах и аппаратах смеж-
ными строительно-монтажными организациями;
перечень строительных сооружений и закладных деталей;
график монтажа смежными строительно-монтажными органи-
зациями закладных деталей, отборных устройств и приборов, мон-
тируемых на технологических трубопроводах и аппаратах;
сетевой график выполнения работ по монтажу средств кон-
троля и автоматики;
пояснительная записка.
Пояснительная записка содержит описание технологии, указа-
ния по монтажу проводок индустриальными методами и по мон-
тажу укрупненных блоков щитов и пультов. В записке дается опи-
сание и обоснование уточненных мест прокладки электрических и
трубных трасс со ссылкой на рабочие чертежи основного проекта,
описание места установки щитов и пультов, внещитовой аппара-
туры, отборных устройств, первичных приборов и регулирующих
органов.
В записке указывают объем подлежащих выполнению работ,
необходимые мероприятия по технике безопасности на данном
объекте и дают чертежи временных креплений, ограждений, лесов.
Сетевые графики организации монтажных работ в последнее
время получили широкое распространение и полностью вытесняют
календарные графики, применяемые ранее. При построении сете-
вых графиков определяют все виды выполняемых работ (монтаж
щитов, прокладка импульсных линий и т. д.), последовательность
выполнения, затраты времени на каждый вид работы.
В результате по сетевому графику можно определить общую
продолжительность выполняемых параллельно монтажных работ,
связанных определенной последовательностью. Продолжитель-
ность параллельно проводимых работ (параллелей) может быть
различной. Та из параллелей, в которой время между началом и
окончанием работ будет максимальным (критическим), определит
общий срок ведения монтажных работ. Если этот срок окажется
больше установленного срока ввода объекта в эксплуатацию, про-
изводят оптимизацию сетевого графика, т. е. сокращают продол-
жительность работ в данной параллели. Это можно осуществить
при максимальной подготовке сборочных работ вне монтажной
зоны и увеличении количества механизмов, материалов и рабочих
для выполнения работ, определяющих срок монтажа.
15
При организации монтажных работ определяют общее число
рабочих, необходимое для выполнения всего объема работ. Затем
составляют ведомость трудовых затрат по конструктивным элемен-
там и, исходя из установленных сроков ведения работ по сетевому
графику, подсчитывают общее количество трудовых затрат. Учи-
тывая перевыполнение норм выработки, определяют необходимое
количество рабочих каждой профессии и комплектуют монтажные
бригады.
В проекте организации работ содержатся мероприятия, направ-
ленные на выполнение заданий перспективных планов по сокра-
щению трудоемкости и повышению уровня индустриализации ра-
бот.
Глава 2
МОНТАЖ щитов И ПУЛЬТОВ
и их коммутация
1. НАЗНАЧЕНИЕ И ВИДЫ ЩИТОВ И ПУЛЬТОВ
I I Титы и пульты являются конструкцией, на которой размещают
* * s приборы и средства контроля и автоматики с электрическими
и трубными проводками. На лицевой стороне их размещают мне-
монические схемы, накладные надписи, сигнальные лампы и табло.
Щиты и пульты позволяют сконцентрировать средства контроля и
автоматики и предохранить их от механических, температурных и
других вредных воздействий.
С помощью аппаратуры, расположенной на щитах и пультах,
оператор получает необходимую информацию о ходе процесса и
ведет управление процессом автоматически или вручную. Щиты
можно классифицировать по двум признакам: по назначению и по
конструкции. По назначению щиты подразделяются на местные,
агрегатные, блочные, центральные, релейные, питания, щиты для
приборов — датчиков.
Местные щиты устанавливают в непосредственной близости от
точек отбора импульсов. На них сосредоточена аппаратура кон-
троля и управления некоторыми параметрами технологического
процесса.
На агрегатных щитах размещают приборы контроля и управ-
ления аппаратом, агрегатом или группой однотипных агрегатов
(теплообменников, фильтров, печей), расположенных в одном по-
мещении. В этом же помещении устанавливают агрегатные щиты.
Блочные щиты предназначены для обслуживания взаимосвя-
занных агрегатов, представляющих комплексную установку (на-
пример, контактного разложения спирта или полимеризации сти-
рола в производстве синтетического каучука).
На центральные щиты выносят приборы контроля и управле-
ния работой цеха, комплекса технологически связанных произ-
16
и элементы систем электрической
управления. Релейные щиты распола-
7
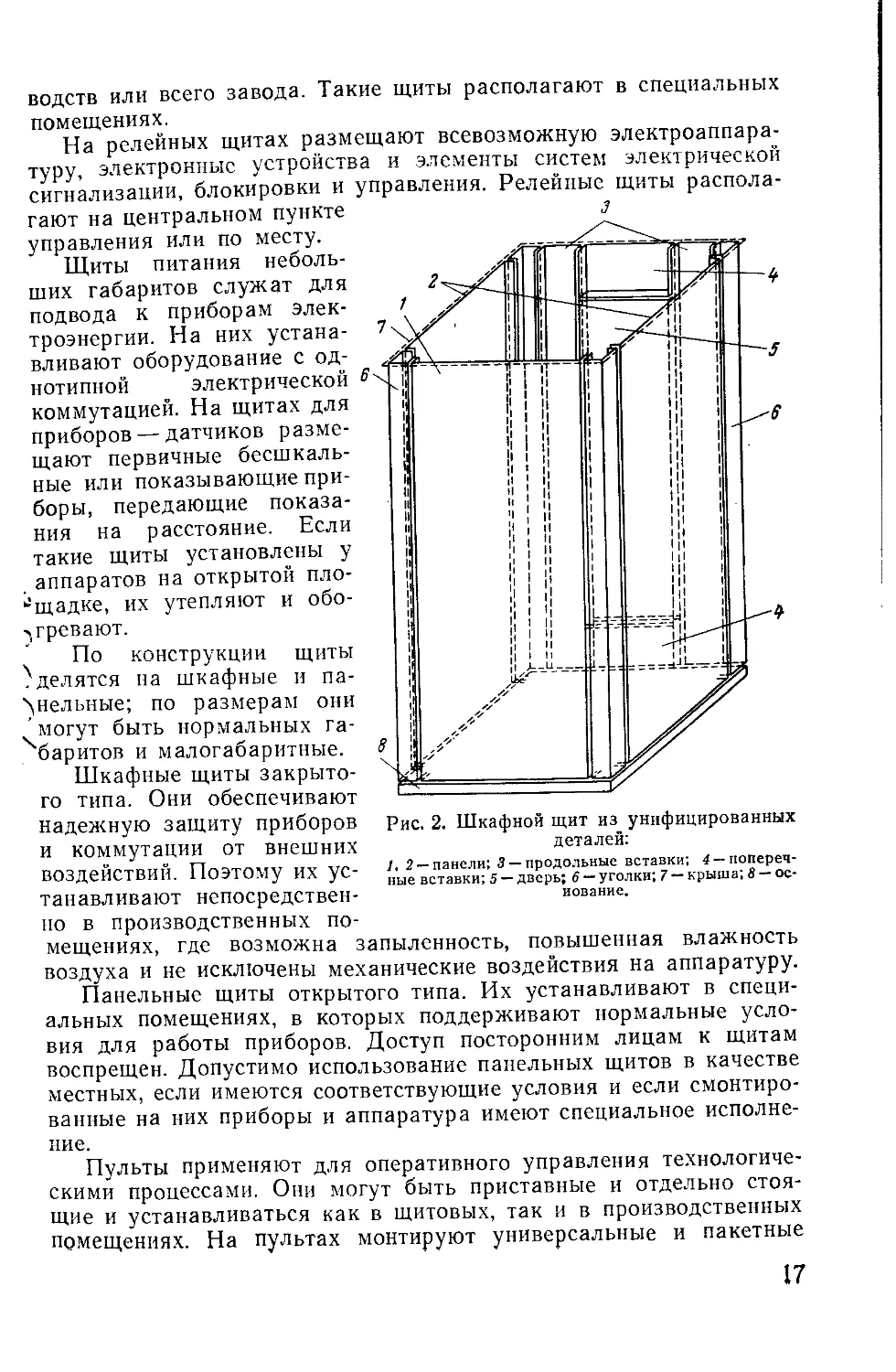
Рис. 2. Шкафной щит из унифицированных
деталей:
1, 2 —панели; 3 — продольные вставки; 4 — попереч-
ные вставки; 5 —дверь; 6 — уголки; 7 — крыша; 5 — ос-
нование.
водств или всего завода. Такие щиты располагают в специальных
помещениях.
На релейных щитах размещают всевозможную электроаппара-
туру, электронные устройства
сигнализации, блокировки и
гают на центральном пункте
управления или по месту.
Щиты питания неболь-
ших габаритов служат для
подвода к приборам элек-
троэнергии. На них устана-
вливают оборудование с од-
нотипной электрической
коммутацией. На щитах для
приборов — датчиков разме-
щают первичные беешкаль-
ные или показывающие при-
боры, передающие показа-
ния на расстояние. Если
такие щиты установлены у
аппаратов на открытой пло-
^щадке, их утепляют и обо-
'.древают.
По конструкции щиты
делятся на шкафные и па-
>нельные; по размерам они
^могут быть нормальных га-
оаритов и малогабаритные.
Шкафные щиты закрыто-
го типа. Они обеспечивают
надежную защиту приборов
и коммутации от внешних
воздействий. Поэтому их ус-
танавливают непосредствен-
но в производственных по-
мещениях, где возможна запыленность, повышенная влажность
воздуха и не исключены механические воздействия на аппаратуру.
Панельные щиты открытого типа. Их устанавливают в специ-
альных помещениях, в которых поддерживают нормальные усло-
вия для работы приборов. Доступ посторонним лицам к щитам
воспрещен. Допустимо использование панельных щитов в качестве
местных, если имеются соответствующие условия и если смонтиро-
ванные на них приборы и аппаратура имеют специальное исполне-
ние.
Пульты применяют для оперативного управления технологиче-
скими процессами. Они могут быть приставные и отдельно стоя-
щие и устанавливаться как в щитовых, так и в производственных
помещениях. На пультах монтируют универсальные и пакетные
17
переключатели, аппаратуру управления и сигнализации. Размеры
и типы щитов и пультов определены ГОСТ 3244—68.
На рис. 2 дана конструкция щита, собранного из унифициро-
ванных деталей. Щит состоит из панелей 1 и 2, образующих три
его стороны; двух продольных вставок 3, двух поперечных вста-
вок 4 и двери 5, образующих заднюю стенку; основания 8 и
крыши 7. Все перечисленные элементы (кроме 7) имеют по пери-
метру отбортовку, в которой сделаны отверстия. Используя
уголки 6 и отверстия в отбортовке, можно собрать щит стандарт-
ных размеров на болтах или при помощи сварки. На рис. 3 в ка-
честве примера показаны варианты сборки щитов из стандартных
элементов.
Рис. 3. Варианты сборки шкафных щитов (обозначения позиций
соответствуют рис. 2).
Согласно ГОСТ 3244—68, ширина передней панели щита мо-
жет составлять 600 и 800 мм\ высота щита 2200 мм.
Размеры деталей 1, 2, 3, 7, 8 определяются типоразмером
шкафных щитов, тогда как размеры поперечных вставок 4
(400 Х150 мм), двери 5 (1900 Х400.и.и) и уголка 6 (100 X 100 мм)
постоянны для всех типоразмеров. Все перечисленные детали уни-
фицированы, их изготовляют массовым производством, достав-
ляют на склад, откуда производят комплектование требуемых для
монтажа щитов. Из унифицированных деталей могут быть со-
браны щиты с дверью сзади, слева, справа или проходные (в слу-
чае многопанельного щита).
На рис. 4 показан панельный щит из унифицированных деталей.
В панелях вырезают отверстия для установки в них приборов и
регуляторов. Ширина панелей та же, что и ширина щитов. Короб-
обрамление 2 может быть разделен по длине на две или три сек-
ции, в которых прокладывают раздельно пирометрические, элек-
трические и пневматические линии. Кроме того, он улучшает внеш-
ний вид щита. В унифицированном щите короб-обрамление заме-
нил специальные конструкции, предназначенные для защитных
18
трубных пневмотрасс, которые трудоемки в изготовлении и загро-
мождают пространство за щитом.
Панельные щиты пространственной конструкции (рис. 5) соби-
рают из перфорированных уголков, швеллеров и кронштейнов
двух-трех типоразмеров. Конструкция щита обусловливает его
жесткость, устойчивость (отпадает необходимость крепления па-
нелей ригелями к стене), а перфорированные уголки и швеллеры
служат для электрической и трубной коммутации. Сборка таких
Рис. 4. Панельный щит из унифици-
рованных деталей:
1 — панелъ;2 — короб-обрамление; 3 — ригели;
4 — клеммная сборка; 5 —перфорированный
короб; 6— воздушный коллектор.
Рис. 5. Панельный щит пространственной
конструкции.
щитов различных размеров производится болтами Мб без приме-
нения сварки.
Расположение щитов и пультов в производственных помеще-
ниях определяется техническим проектом на монтаж средств кон-
троля и автоматизации.
Специальные щитовые помещения должны быть расположены
так, чтобы протяженность импульсных линий была минимальной,
что позволяет экономить материалы, уменьшает транспортное за-
паздывание и обеспечивает большую надежность работы систем.
На пожароопасных производствах с категорией пожароопас-
ности А, Б и В щитовые помещения должны быть изолированы от
19
производственных. Их нельзя располагать под помещениями, из
которых в результате течи продуктов могут через перекрытия
проникать жидкости.
Высота щитового помещения должна быть не менее 3,8 м, ши-
рина не менее 6 м, размеры дверей должны позволять проносить
щиты и пульты. В щитовом помещении необходимо обеспечить
нормальное естественное освещение; искусственное освещение
должно быть равномерным, бестеневым. Наименьшая допустимая
освещенность фасада щитов лампами дневного света составляет
200 лк, лампами накаливания — 75 лк-, с обратной стороны щитов
допустимая освещенность вдвое меньше.
Стены и потолок помещения штукатурят и окрашивают, при-
чем на высоте до 2 м стены красят масляной краской, а остальную
поверхность — клеевой. Полы должны быть ровными; их покры-
вают линолеумом, релиновыми или метлахскими плитками. В по-
мещении должна поддерживаться температура 20 ± 4° С, влаж-
ность 60%; оно должно быть оборудовано приточной вентиляцией
с трехкратным обменом воздуха в час.
Щиты располагают так, чтобы было удобно наблюдать за ап-
паратурой. Проходы между рабочими сторонами щитов или пуль-
тов и стенами или аппаратами должны быть не менее 0,8 м. Вы-
сота прохода в свету должна составлять не менее 1,9 м. Между
шкафными малогабаритными щитами с боковой дверью допу-
скается расстояние не менее 1 м. В случае многопанельных щитов
длиной более 7 м предусматривают два самостоятельных выхода.
Малогабаритные шкафные и панельные щиты следует разме-
щать на такой высоте, чтобы расстояние от пола до осевой линии
показывающих приборов и сигнальной аппаратуры было 800—
2100 мм, до осевой линии регистрирующих приборов 1000—1600 мм,
до переключателей, кнопок и т. д. 700—1600 мм.
Для более рационального использования помещений щиты
устанавливают вдоль стен буквой П или по дуге окружности.
В этом случае применяют отдельно стоящие пульты, расположен-
ные так, чтобы обеспечивался наилучший обзор панелей щита.
В случае местных щитов и щитов с малогабаритными и миниа-
тюрными регистрирующими приборами применяют приставные
пульты. Для этого в передней панели щита, в месте присоедине-
ния пульта, вырезают отверстие. Приставные пульты не имеют
задней стенки; их крепят к тем же основаниям, на которых уста-
навливают шкафные или панельные щиты, при помощи разъемных
болтовых соединений.
2. РАСПОЛОЖЕНИЕ СРЕДСТВ КОНТРОЛЯ
И АВТОМАТИЗАЦИИ НА ЩИТАХ И ПУЛЬТАХ
При расположении аппаратуры на многопанельных агрегатных,
блочных и центральных щитах придерживаются технологического
признака. Это значит, что аппаратура, относящаяся к объектам
20
регулирования, являющимся частью технологической линии, дол-
жна размещаться на отдельной панели (или на нескольких пане-
лях, в зависимости от ее многочисленности).
Если имеется несколько аналогичных аппаратов, то необходи-
мую аппаратуру контроля и управления располагают последова-
тельно на нескольких панелях в том же порядке. Аппаратуру
компонуют на панелях так, чтобы обеспечить удобство ее эксплуа-
тации с учетом ее значимости и частоты использования. Так, реги-
стрирующие приборы, требующие регулярной заправки чернилами
и смены диаграмм, следует устанавливать на высоте не более
1600 мм от основания щита (чтобы их было удобно обслуживать
без подставок). Наиболее часто используемые приборы следует
размещать в самом удобном для обслуживания месте.
Приборы, контролирующие важнейшие параметры процесса,
должны занимать центральное место на щите. Вспомогательное
оборудование может быть вынесено на вспомогательные щиты,
устанавливаемые позади пульта оператора или за панелями. Ре-
гуляторы должны быть расположены так, чтобы имелась возмож-
ность нормальной работы с элементами настройки. Переключа-
тели и кнопки управления устанавливают в нижней части щита,
под измерительными приборами; световые табло и сигнальные
лампы монтируют в верхней части щита, над приборами.
Аппаратуру управления на пультах располагают в соответ-
ствии с ее значимостью и частотой использования, причем компо-
новка ее должна быть несимметричной — это уменьшает вероят-
ность ошибочных включений в случае аварийных режимов. Рас-
стояния между корпусами приборов должны обеспечивать полное
открытие крышек и возможность подключения к приборам труб-
ных и электрических соединений.
Для того чтобы облегчить оператору управление сложными
объектами, освободить его от необходимости запоминать, к какому
участку объекта относится тот или иной сигнал, применяют мне-
монические схемы (мнемосхемы). Они представляют собой данное
в условных обозначениях графическое изображение технологиче-
ского процесса.
Мнемосхемы могут быть нарисованы непосредственно на па-
нели щита (пульта), с разноцветной раскраской отдельных участ-
ков эмалевыми красками, или наложены на панель. Наложенные
элементы мнемосхемы предварительно вырезают из листового
алюминия или пластических масс, окрашивают и устанавливают
на панель.
В соответствующих технологической схеме точках мнемосхемы
встраивают органы управления и световую сигнальную аппара-
туру.
Состояние производственного процесса и его отдельных участ-
ков (их работа, аварии, простои) отмечается на схеме включением
соответствующих индикаторов. При отклонении контролируемых
параметров от заданных значений зажигаются сигнальные
21
лампочки или специальные знаки с указанием допустимых пре-
делов.
Чертежи общих видов щитов и пультов выполняют проектные
организации. В соответствии с чертежами на щитах и пультах вы-
резают отверстия для монтируемой аппаратуры, производят ее
установку, собирают из отдельных панелей блоки, а из блоков
компонуют щиты (блочный, центральный и т. д.). Руководством
для их выполнения служат принципиальные схемы автоматизации,
управления и сигнализации, спецификации средств автоматики и
строительные чертежи щитовых помещений.
Проектировщик решает вопрос о размещении приборов и аппа-
ратуры на панелях, их количестве, компонует из панелей щит
исходя из размеров и формы помещения и требований техники
безопасности к проходам между щитами и окружающими их кон-
струкциями. Таким образом определяется план щитового помеще-
ния. Его выполняют в масштабе 1 : 50. На нем указано располо-
жение панелей щита и пульта по отношению друг к другу и
к строительным конструкциям помещения.
На чертежах общих видов щитов и пультов выполняют глав-
ный вид (вид спереди), виды сбрку на внутренние стенки щита и
пульта, на которых установлена аппаратура, и вид сверху (для
пультов). Эти чертежи выполняют в масштабе 1 : 10. На всех ви-
дах в принятом масштабе вычерчивают аппаратуру линиями, огра-
ничивающими ее внешний контур (рис. 6). Каждый прибор обо-
значают номером, взятым с принципиальной схемы автоматизации.
При наличии мнемонических схем их изображают полностью,
со всеми элементами, без указания размеров. Если в принятом
масштабе это сделать трудно, их вычерчивают на отдельных ли-
стах в масштабе 1 : 5 или 1:2, а на чертеже общего вида дают
лишь контуры схемы.
На общих видах проставляют размеры панелей и дают при-
вязку всех устанавливаемых средств автоматизации: указывают
размеры от нижнего и бокового обрезов панели до соответствую-
щих осевых линий приборов. На чертежах должны быть показаны
крепление щита и пульта и их заземление.
Над штампом чертежа дают перечень панелей, из которых со-
стоит щит. Выше в виде таблицы помещают перечень приборов
и аппаратуры, расположенных на лицевой стороне панели. Далее
следует перечень аппаратуры, размещенной внутри щита, а также
содержание надписей в рамках под аппаратурой и табло. Если ука-
занные данные не помещаются в одну вертикальную колонку, их
располагают левее штампа в нижней свободной части поля чер-
тежа. Необходимые примечания помещают над таблицами.
Щиты и пульты изготовляют в основном на специализирован-
ных предприятиях Минмонтажспецстроя СССР, а также на про-
изводственных базах монтажных организаций. Материалом для
их изготовления служит листовая сталь 10кп толщиной до 3 мм
(в зависимости от типоразмеров).
22
Изготовление щитов и пультов начинают с обрезки листов по
шаблонам гильотинными ножницами на заготовки. После раз-
метки листа на основании чертежей общих видов и нормалей на
размеры щита заготовки подают на пресс-ножницы или механиче-
ские прессы. Затем вырезают отверстия в заготовках и отбортовы-
вают их на кромкогибочных станках.
Далее из панелей собирают щиты. Панельные щиты собирают
в секции на болтовых соединениях, а шкафные щиты и пульты
Рис. 6. Общий вид щита:
/ — панель; 2 — прибор ПВ10. 1Э; 3 —рамка для надписей; 4 —электрон-
ный мост ЭМП; 5 —вентиль; 6 — коллектор сжатого воздуха.
обычно сваривают точечной сваркой. На собранных щитах после
разметки при помощи болтовых соединений или сварки устанавли-
вают короба-обрамления, перфорированные лотки и уголки, скобы
и кронштейны.
После указанных операций щиты очищают от ржавчины и не-
ровностей пескоструйными аппаратами, механическими щетками
или абразивами, обезжиривают и подают в покрасочное отде-
ление.
Щиты и пульты окрашивают нитрокрасками или нитроэмалями
стального или салатного цвета путем распыления из пневматиче-
ских пистолетов. В процессе окраски в отделении должна быть
23
включена вытяжная и приточная вентиляция. Маляры должны ра-
ботать в защитных очках и респираторах. В помещении запре-
щается курить и производить любые работы, связанные с приме-
нением огня.
3. МОНТАЖНО-КОММУТАЦИОННЫЕ СХЕМЫ ЩИТОВ И ПУЛЬТОВ
По монтажно-коммутационным схемам производят электриче-
скую и трубную коммутацию щитов и пультов: присоединение
проводов и труб к приборам и другим средствам автоматизации;
подключение к щитам и пультам внешних электрических и труб-
ных проводок.
Монтажно-коммутационные схемы составляют на основании
принципиальных схем автоматизации, управления, сигнализации,
а также электрических и пневматических схем питания, чертежей
общих видов щитов и пультов и схем внешних электрических и
трубных проводок с указанием наименований и номеров использо-
ванных схем.
На монтажно-коммутационной схеме вычерчивают в разверну-
том виде стенки щита и пульта, а расположенные на них средства
автоматизации показывают в_ виде монтажных символов. Послед-
ние представляют собой очертание контура прибора (вид сзади)
с колодками зажимов для присоединения электрических линий и
присоединительных устройств для трубных линий. Монтажные
символы на приборы берут из соответствующих инструкций заво-
дов-изготовителей.
Обозначение аппаратуры должно соответствовать принятому
на принципиальных исходных схемах. Чертежи монтажно-комму-
тационных схем выполняют в масштабе 1 : 5, допускается отклоне-
ние от масштаба.
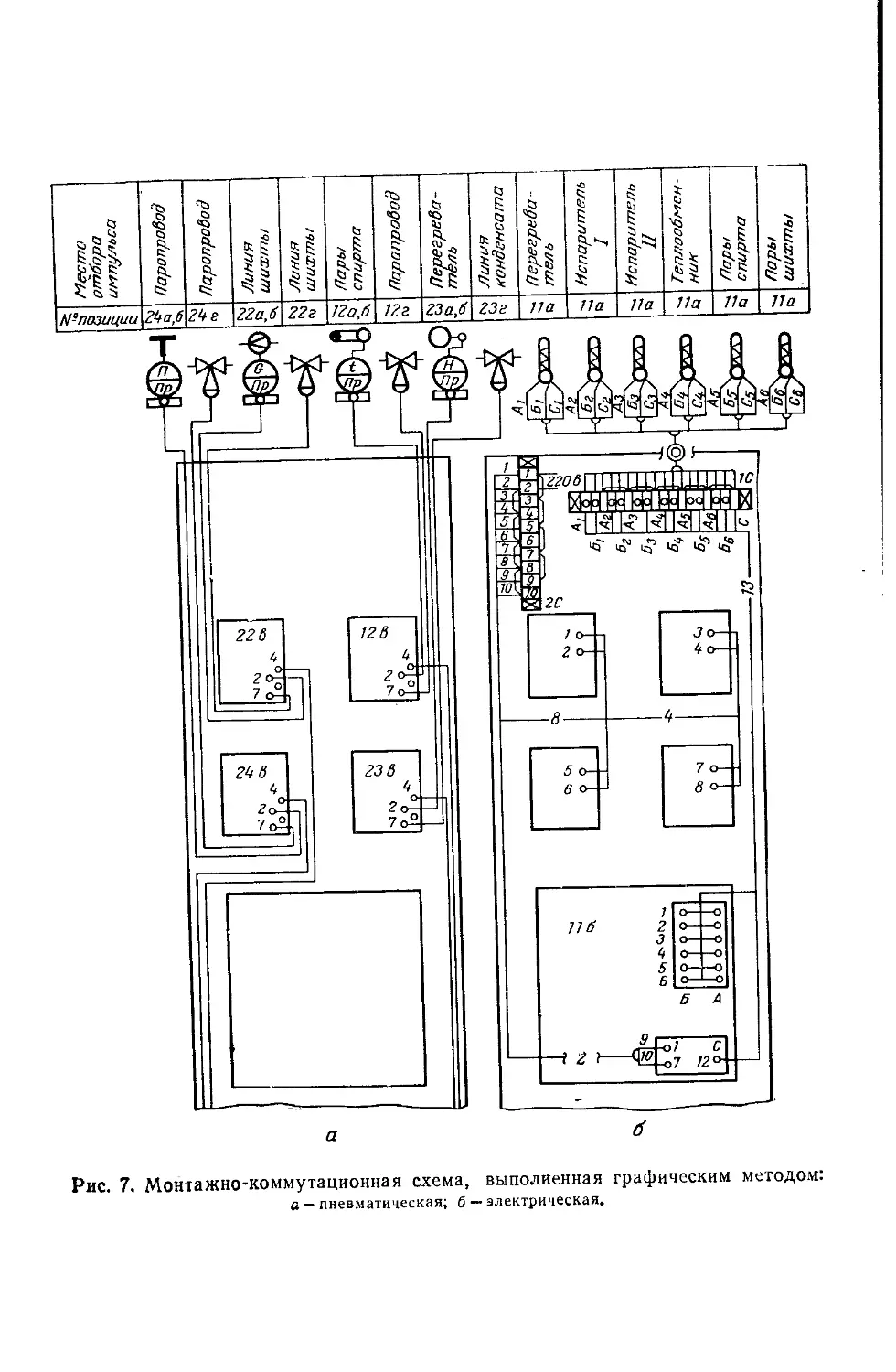
Электрические монтажно-коммутационные схемы выполняют
графическим, адресным и табличным методами. При графическом
методе всю соединительную проводку показывают линиями, при-
чем проводку, имеющую одинаковое направление, объединяют
в жгуты и обозначают одной линией, на которой цифрой указы-
вают количество проводов. В свою очередь жгуты, имеющие оди-
наковое направление, также объединяют в одну линию (рис. 7).
Начала и концы всех проводов маркируют номерами цепей, со-
ответствующими номерам на принципиальных электрических схе-
мах. Концы проводов между коммутационными зажимами в пре-
делах одной сборки не маркируют; то же относится и к перемыч-
кам в пределах одного прибора.
При автоматизации несложных установок на монтажно-комму-
тационных схемах дают также электрические и трубные соедине-
ния элементов проекта, находящихся за пределами щита или
пульта, но связанных с ними. Около условного изображения дат-
чика или первичного прибора указывают номер его позиции на
принципиальной схеме и место установки. На проводах указывают-
24
Рис. 7. Монтажно-коммутационная схема, выполненная графическим методом:
а — пневматическая; б — электрическая.
их полярность и порядковый номер. Каждый кабель и компенса-
ционный провод обозначают на схеме номером в двойном кружке.
Элементы систем, не вошедшие в спецификации и не имеющие
номеров позиций, отмечают цифрами в кружке и расшифровывают
в экспликации, помещаемой на свободном поле чертежа.
Монтажно-коммутационные схемы, выполненные графическим
методом, наиболее наглядны, по ним легче выполнять коммута-
цию, чем по другим схемам, но они довольно громоздки при боль-
шой насыщенности панелей аппаратурой.
Адресный, или встречный, метод заключается в том, что на
каждом конце соединительного провода указывают марку прибора
и зажима, к которому должен быть присоединен противополож-
ный конец этого провода. При этом линии соединительных прово-
дов не вычерчивают.
На адресных монтажных схемах (рис. 8) производят марки-
ровку сборок зажимов и контактов приборов. Если на приборах
отсутствует заводская маркировка, ее заменяют порядковыми но-
мерами по горизонтальным рядам слева направо, а по вертикаль-
ным — сверху вниз.
Поскольку при адресном методе прокладку проводов и жгутов
по панелям не показывают графически, то монтажникам, зани-
мающимся коммутацией щитов и пультов, приходится самим груп-
пировать провода и жгуты и выбирать место для их прокладки,
для чего необходим определенный опыт.
При табличном методе каждому из монтируемых приборов
присваивают марку в соответствии с принципиальной электриче-
ской схемой, а сборкам зажимов — в соответствии с чертежом об-
щего вида. В этом случае марка любого зажима может быть запи-
сана в таблицу в виде дроби, в числителе которой указывают
марку прибора (сборки), а в знаменателе — порядковый номер
зажима на этом приборе (сборке). Когда все элементы схемы про-
маркированы, остается лишь внести марку начала и конца элек-
трической цепи в таблицу. Все цепи в таблице нумеруют теми же
номерами, что и в электрической схеме.
Монтажно-коммутационные схемы с трубной проводкой отли-
чаются от электрических тем, что трубную проводку изображают
графически утолщенными сплошными линиями. Для щитов со
сложной электрической и трубной проводкой соответствующие
монтажно-коммутационные схемы выполняют раздельно. На чер-
теже приводят спецификацию монтажных материалов и изделий,
не вошедших в спецификацию чертежа общего вида данного щита
или пульта.
4. ПОРЯДОК ВЫПОЛНЕНИЯ КОММУТАЦИИ ЩИТОВ И ПУЛЬТОВ
Работы по коммутации щитов и пультов ведут в основном на
заводах и производственных базах монтажных организаций.
Согласно ГОСТ 3244—68 для электрической коммутации при-
меняют медные провода с поливинилхлоридной изоляцией сече-
26
Рис. 8. Монтажно-коммутационная схема, выполненная адресным методом
нием 0,75; 1,0 или 1,5 мм2 марки ПВ (по ГОСТ 6323—62)—для
проводок к аппаратуре, установленной на неподвижных частях
щитов и пультов, марки ПГВ (по ГОСТ 6323—62) и ПМГВ (по
техническим условиям, утвержденным в установленном порядке) —
для проводок к аппаратуре, установленной на подвижных элемен-
тах (дверях, поворотных рамах). Применение проводов других
марок и сечений возможно в технически обоснованных случаях.
Для цепей различного назначения необходимо применять про-
вода с изоляцией разного цвета. По согласованию с заказчиком
допускается применение изоляции одного цвета для различных
цепей.
При электрической коммутации щитов и пультов провода груп-
пируют в жгуты, каждый из которых может содержать не более
64 проводов. Измерительные цепи пирометрических приборов, при-
боров контроля и автоматики, цепи напряжением до 36 в необхо-
димо прокладывать отдельными жгутами, а на клеммниках отде-
лять от других цепей маркировочными колодками. В месте пересе-
чения жгутов проводов измерительных цепей с силовыми
проводками между ними необходимо оставлять воздушный зазор
до 20 мм во избежание токов наводки.
В настоящее время распространена прокладка проводов по
перфорированным полосам, которые крепят к стенкам щита вин-
тами или на точечной сварке в направлении основных потоков
проводов, идущих от вводных коммутационных зажимов к прибо-
рам щита. В соответствии с монтажно-коммутационной схемой
производят заготовку проводов нужной длины. Затем собранные
с помощью специального приспособления (кондуктора) жгуты
прокладывают по перфорированным полосам к соответствующим
клеммам приборов и колодок. На полосы под провода кладут слой
изолирующего электрокартона — пресшпана. Жгуты крепят при
помощи перфорированной ленты с монтажными кнопками или
алюминиевыми поясками.
Для того чтобы обеспечить надежную жесткость конструкции
и защиту коммутации при транспортировке и монтаже щитов,
упростить процесс коммутации и уменьшить его трудоемкость, в
щитах современной конструкции применяют перфорированные ко-
роба. Их крепят к панелям щитов так же, как полосы. Жгуты про-
водов вкладывают в короба без крепления. Концы проводов выво-
дят через перфорацию к соответствующим зажимам клеммников
и приборов, затем их разделывают, прозванивают и подключают
к зажимам. При разделке концы проводов очищают от изоляции
на длину 15—25 мм клещами КСИ-1 или ножом. На изолирован-
ную часть провода надевают (после прозвонки) маркировочные
оконцеватели или манжеты (рис. 9).
Перед установкой оконцевателей наружную поверхность изоля-
ции проводов покрывают бакелитовым лаком. В случае свободной
посадки оконцевателя провод обматывают поливинилхлоридной
изоляционной лентой.
28
В зависимости от конструкции коммутационных зажимов, мате-
риала и сечения проводов применяют различные виды (способы)
электрического оконцевания проводов — штырем, кольцом, шайбой-
звездочкой или наконечником (рис. 10). Оконцевание штырем
(рис. 10, а) применяют для специальных зажимов (рис. 10, з), в
отверстие которых вводят штырь и прижимают винтом. Оконцева-
ние кольцом (рис. 10, б, в) применяют для контактных зажимов
с диаметром гайки или головки винта более 9 мм. В этом случае
многопроволочная (гибкая) жила провода скручивается в кольцо
и облуживается, для чего ее сначала погружают в расплавленную
Рис. 10. Электрическое оконцевание жил
проводов и кабелей:
а —штырем; б, в —кольцом; г, д — наконечни-
ками; в —зажим с шайбой-звездочкой; ж—за-
жим с шайбовым оконцевателем; з —зажим
с оконцевателем штырем.
Рис. 9. Маркировочные оконцеватели:
с —из поливинилхлоридной трубки: б — типа
ОКМ; е — типа А-67; г — наборный типа ОПС;
5 —с изоляционным наконечником; / — изо-
ляционный наконечник типа ОИ; 2 — марки-
ровочная манжета типа ММ.
канифоль, а затем в ванночку с припоем ПОС-40. Такую жилу
можно помещать в шайбовый оконцеватель типа ОШ-2,5 (рис. 10, ж).
При размерах головок винтов меньше 9 мм в качестве оконцева-
теля применяют шайбу-звездочку типа ШЗ-2,5 (рис. 10, е).
Если сечение провода меньше 1 мм2, очищенные концы припаи-
вают к наконечникам (рис. 10, г, д). Соединение таких проводов с
ламелями приборов производят припайкой их непосредственно к
ламелям, без оконцевания.
После прозвонки проводов на оконцеватели наносят маркиро-
вочные знаки, соответствующие монтажно-коммутационной схеме.
Знаки наносят краской или несмываемыми чернилами. На марки-
ровочных манжетах знаки набивают цифровым набором. Под
манжету на проводе ставят поливинилхлоридную муфту или на-
матывают 2—3 слоя липкой ленты.
Трубную коммутацию выполняют трубками диаметром 6—
из меди, алюминия, стали или полиэтилена. Наиболее часто при-
меняют медные трубки. Их подводят к приборам по кронштейнам
из перфорированных полос (плоская коммутация) или по специ-
альным защитовым конструкциям (пространственная коммутация).
29
Автоматизация химической промышленности привела к широ-
кому применению средств пневмоавтоматики, в частности, систем
пневматических приборов «Старт», что связано с большой насы-
щенностью панелей щитов трубными проводками. В этих условиях
Рис. 11- Трубная коммутация щита в перфорированных коробах.
ни плоская, ни пространственная коммутации металлическими
трубками не удовлетворяют индустриальным методам монтажа и
эксплуатации. Конструкция трубной коммутации должна обеспе-
чить возможность сборки щита на месте из укрупненных транспор-
табельных узлов; элементы конструкции должны быть унифициро-
ванными.
30
Наиболее рационально применение перфорированных коробов и
лотков в качестве несущих конструкций с заменой металлических
труб полиэтиленовыми или поливинилхлоридными.
Вели защитовые межпанельныс трассы выполнены из полиэти"
леновых трубок, их выводят из короба-обрамления через специаль-
ные отверстия пучками и прокладывают далее в перфорированных
коробах, установленных на стыках панелей или на специальных
элементах панели щита между рядами приборов. Крепление тру-
бок, уложенных в коробах, не требуется. Из короба-обрамления
пучки трубок выводят через пластмассовую втулку, предохраняю-
щую их от повреждения, а затем их через отверстия в перфорации
подводят к соответствующим приборам (рис. 11).
Если к щитам подведена проводка металлическими трубами, то
в верхней или нижней части щита устанавливают пневмоклеммник,
обеспечивающий соединение подводимых к панели трубок с поли-
этиленовыми трубками, прокладываемыми по панели.
Питание к приборам подают по трубкам от коллектора сжатого
воздуха, также уложенным в коробах.
Щиты с пневмоклеммниками могут поступать на монтажную
площадку в виде укрупненных узлов из 3—4 панелей с полностью
законченной трубной коммутацией, а при благоприятных условиях
транспортировки — с установленными и подключенными прибора-
ми. Сборка таких узлов становится малотрудоемкой операцией.
Если на панели имеется электрическая и трубная проводка, то
трубки, заполняемые негорючими газами, укладывают в коробах
вместе с электропроводкой; трубки, заполняемые горючими газами
или жидкостью, следует прокладывать отдельно.
Способы соединения труб на клеммнике и с приборами рассмо-
трены ниже (см. гл. 3, стр. 42).
5. МОНТАЖ ЩИТОВ И ПУЛЬТОВ
К началу монтажа щитов и пультов в щитовых помещениях
должны быть закончены строительные и отделочные работы; гото-
вы кабельные каналы, проемы в стенах или перекрытиях для ввода
•кабелей и труб, фундаменты под щиты и пульты; установлены все
металлоконструкции и закладные детали, заделываемые в пол.
При приемке щитового помещения особое внимание следует об-
ратить на правильность установки опорных конструкций под щиты
и крепежные детали, так как при отклонении от заданных разме-
ров собранный щит не будет сопрягаться с этими конструкциями.
Монтаж начинают с основных щитов, причем установку пане-
лей ведут от одного конца к другому или от середины в обе сто-
роны. Укрупненные узлы поднимают и устанавливают на место при
помощи автокрана (если позволяет помещение) или передвижной
лебедки.
Положение щитов выверяют с помощью уровня и отвеса. За-
зоры между панелями и отклонения от прямой линии не должны
31
превышать 1 мм. Верхнюю часть панельных щитов крепят к стеш
ригелями. Соединения панелей между собой, с опорами и ригелямр
выполняют разъемными (на болтах).
При установке панелей на значительном расстоянии от стенг
крепление ригелями неудобно. В этом случае применяют панель
ные щиты пространственной конструкции. Панели таких щитсн
крепят к основанию при помощи кронштейнов, установленных н;
панелях. Стойки крепят к полу анкерными болтами.
Рис. 12. Узел централизованного питания приборов сжатым воздухом.
После монтажа основных щитов устанавливают защитовые рам-
ные конструкции, щитки электропитания. В удобном месте за щи-
том помещают узел централизованного питания приборов сжатым
воздухом (рис. 12), состоящий из двух параллельно включенных
воздушных фильтров и регулятора давления. Коллектор воздуха
собирают из отдельных секций и крепят к специальным кронштей-
нам на нижней части щита. На коллекторе должны быть установ-
лены вентили и концевые соединения под трубки, применяемые
для щитовой коммутации.
Заготовку секций коллектора и узла питания ведут на производ-
ственной базе и поставляют их в виде, удобном для монтажа.
К узлу питания подключают внешнюю воздушную трассу от завод-
ской пневмосети, а от него соединительную линию к коллектору,
от которого подают питание к соответствующим приборам.
Наиболее простой и экономичной является закрытая проклад-
ка электрической и трубной межщитовой проводки. По панелям
щита линии прокладывают в коробе-обрамлении, разделенном на
секции для трубных, электрических и пирометрических проводок.
32
и
Я
Рис. 13. Установка щита на ленточном
фундаменте:
/ — основание; 2 —ленточный фундамент; 5 —щит.
юробам-обрамлениям в отдельных
электрическую проводку. Пиромет-
От щитков электрического питания к коробу-обрамлению и к вспо-
могательным щитам прокладывают защитные металлические
трубы.
От места ввода в помещение трубных и электрических линий
до короба-обрамления, между основными щитами контроля и упра-
вления и вспомогательными прокладывают двух- и трехсекционные
(в зависимости от многообразия проводок) защитные короба-кол-
лекторы, собранные из унифицированных деталей.
По защитным коробам и
секциях укладывают трубную
рическую проводку уклады-
вают в отдельную секцию во
избежание наводки электри-
ческого тока. Электрическую
и трубную проводки в ко-
робах укладывают без креп-
ления, что упрощает их мон-
таж и последующую экс-
плуатацию.
Если внешние трубные
проводки выполнены из пла-
стмассовых трубок, их про-
кладывают по защитным ко-
робам и коробам-обрамле-
ниям вплоть до соответ-
ствующих панелей и разводят по панелям; в этом случае перебо-
рочные колодки на панелях не ставят. При выполнении внешних
пневматических трасс из металлических трубок целесообразно на
входе в щитовое помещение установить соединительный ящик. К
переборочным соединениям ящика подключают пластмассовые
трубки для трубной разводки до приборов.
При установке шкафных щитов и пультов в производственных
помещениях необходимо заранее знать, будет ли их основание под-
вергаться вибрации в процессе работы. При необходимости уста-
новки щитов в таких помещениях под них подкладывают резино-
вые амортизаторы.
Для установки шкафных щитов на бетонном полу применяют
ленточные фундаменты (рис. 13), при установке на металлическом
перекрытии под щиты устанавливают раму из швеллера, положен-
ного на боковую плоскость. Получающийся в обоих случаях под-
щитовой канал используют для прокладки кабелей и труб.
Щиты и пульты нормальных габаритов устанавливают на бе-
тонном основании (рис. 14)—или на рамах из швеллера, или на
болтах, залитых в фундамент. Контур фундамента многопанель-
ного щита определяется конфигурацией щита.
При установке щитов и пультов на металлическом перекрытии
(рис. 15) для увеличения жесткости опоры с нижней стороны пере-
крытия вдоль щита устанавливают опорные уголки. Уголки
2 Зак. 1327
33
приваривают торцами к фермам, а вдоль длины — к пере-
крытию.
Малогабаритные шкафные щиты устанавливают на подставках
(рис. 16), которые крепят либо над каналами в бетонном полу для
прокладки кабелей (рис. 16, а) либо на железобетонном перекры-
тии (рис. 16, б) болтами, залитыми в фундамент, либо на металли-
ческом перекрытии (рис. 16, в), причем в этом случае под перекры-
тием устанавливают уголки.
Рис. 14. Установка щитов и пультов на бетонном основании:
а —щит шкафной; б—отдельностоящий пульт; s —щит панельный; г, е —на раме; д, ж — на
болтах;/ — настил; 2 — рама; 3 — фундамент; 4 — болт; ЩП —щит панельный; ЩП-ЛС —щит
панельный елевой стеикой; ЩП-ПС —щит панельный с правой стенкой; ЩП-2С —щит
панельный с двумя стенками; ПнП — приставная панель без двери.
Малогабаритные шкафные щиты могут быть укреплены на кир-
пичных или железобетонных стенах с помощью ригелей (рис. 17,а),
дюбелей (рис. 17,б), с закладными деталями, на металлических
стенках и железобетонных колоннах. Малогабаритные панельные
щиты устанавливают на подставках, колоннах и стенах (рис. 18).
Трубы, провода и кабели вводят в щитовое помещение через
стены, полы или перекрытия, в которых проделывают специальные
окна — проходы (в случае больших пучков трассы) или устанавли-
вают проходные патрубки. В зависимости от условий эксплуатации,
проходы выполняют открытыми или герметизированными. По-
следние применяют в том случае, когда трасса проложена из
взрыво- или пожароопасного помещения.
34
Рис. 15. Установка щитов и пультов на металлическом перекрытии:
а — щит шкафной; б — отдельностоящий пульт; в —щит панельный.
а
Рис. 16. Установка малогабаритных шкафных щитов на подставке:
а —над каналом в бетонном полу; б —па железобетонном перекрытии; в —на метал-
лическом перекрытии.
2*
Патрубок должен выступать из стены с обеих сторон на 20—
ЗОльи, а при прокладке через перекрытие — на 20—ЗО.илг снизу и
на 250—300 мм сверху. Открытый патрубок заделывают в стену
или перекрытие так, чтобы была восстановлена целостность сте-
ны. После прокладки пучка труб в свободное пространство внутри
патрубка 1 (рис. 19,6) с двух сторон набивают асбест или шлако-
вату 2. Возможна заделка короба 1 из листовой стали с уплот-
нением асбестом или шлаковатой 2 (рис. 19,8).
Рис. 17. Установка малогабаритных шкафных щитов на кирпичной или
железобетонной стене:
а —на ригелях; б —на дюбелях; / — съемная крышка для ввода кабелей и труб;
2 — дюбель.
При большом количестве трубных проводок в окно 1 с целью
герметизации замуровывают металлическую панель 2 с приварен-
ными к ней патрубками 3, на концах которых устанавливают труб-
ные соединения (рис. 19,а). Для герметизаций прохода в случае
электрических проводок со стороны щитового помещения на па-
трубок устанавливают электрофитинг 8 (рис. 19,г), заливаемый
кабельной массой после затяжки проводов (заливной электро-
фитинг) . Патрубок в стене 7 заделывают цементным раствором 6.
Между защитным трубопроводом 1 и патрубком ставят тройник 2
с водосборным патрубком 3, муфтой 4 и пробкой 5 для периодиче-
ского слива конденсата из защитного трубопровода.
Трубы, провода и кабели вводят в щиты и пульты через пол,
боковые стенки или сверху, на расстоянии не более 150 мм от па-
нели или стенок щита. Вводы размещают у стенок с аппаратурой,
для которой они предназначены, для чего желательно разводку,
соответствующую расположению приборов,- производить под
щитом.
36
В определенных местах щитов предусматривают отверстия или
люки для вводов. Люки представляют собой металлическую крыш-
ку с резиновой прокладкой, укрепляемую с помощью болтового со-
единения на вырезе в дне или стенке щита. В процессе монтажа
определяют точное расположение вводов, производят разметку
люка, согласно которой сверлят отверстия.
Рис. 18. Установка малогабаритных панельных щитов:
а —на подставке; б —на металлоконструкции; в —на железобетонной колонне с по-
мощью шпилек; г —на бетонном основании; б —на железобетонном перекрытии;
е —иа металлическом перекрытии.
Вводы через стенку щита или крышку люка осуществляют с
помощью переборочных проходных соединений и сальников
(рис. 20). Для обеспечения безопасности эксплуатации щитов и
пультов их заземляют. Заземлению подлежат щиты и пульты с ап-
паратурой, питаемой напряжением выше 36 в (для переменного
тока) и ПО в (для постоянного тока). Если щиты находятся во
взрывоопасных помещениях, заземление необходимо при любом
напряжении. Щиты заземляют на общий контур заземления. За-
земляющими проводниками служат стальные провода или полосы.
Стальные провода, проложенные открыто, должны иметь диа-
метр не менее 5 мм, а шины — сечение не менее 24 мм2. Недоступные
37
для наблюдения стальные провода должны иметь диаметр не
менее 6 мм, а площадь сечения шин должна быть не менее 48 мм2.
Стальные заземляющие проводники соединяют с заземлителями
и между собой сваркой. Сварку производят внахлестку, длина
сварного шва должна быть равна двойной ширине шины или в
6 раз превышать диаметр провода.
Рис. 19. Проходы трубных и электрических проводок через стены и
междуэтажные перекрытия:
а — при большом количестве трубных проводок: / — окно; 2—металлическая панель;
5 —патрубок; б —с закладкой патрубка: / — патрубок; 2 — асбест или шлаковата;
в~ с закладкой короба из листовой стали: / — короб; 2 — асбест илн шлаковата;
г — герметизированный: / — защитный трубопровод; 2 — тройник; 3 — водосборный
патрубок; 4 — муфта; J —пробка; 6 — цементный раствор; 7—стеиа; 3 —заливной
электрофитинг.
Если щиты и пульты соединены между собой крепежными де-
талями, обеспечивающими надежный электрический контакт, за-
земляют одну из панелей. Если щиты и пульты установлены во
взрывоопасных помещениях, необходимо соединить между собой
все панели, приварив к ним стальной провод или полосу, и под-
вести заземление к двум крайним панелям.
Заземляющие проводники присоединяют к щитам с помощью
сварки или болтовых соединений, при этом место присоединения
38
Рис. 20. Вводы труб, проводов и кабелей в щиты и пульты:
а —с помощью сальника типа С; б —с помощью сальника типа СКПрт: / — стенка щита}
2~ корпус сальника; 3— кабель, провод или труба; 4 — упорное кольцо; 5 —шайба сальника;
6 — шайба; в — ввод капилляра посредством сальника: 1 — контргайка; 2 — шайба; 3— прокладка;
^—корпус сальника; 5 —шнур; 6 — разъемное кольцо; 7—нажимная гайка; S—капилляр»
9 — стенка щита; г —ввод трубы с креплением контргайками: / — втулка; 2— контргайка;
3 —шайба; 4 — прокладка; 5—водогазопроводная труба; 6 — кабель или провод; 7 —стенка
щита; б —ввод защитных труб с уплотнением сальником типа CRT: / — шайба сальника;
2 — уплотняющее кольцо; 3 — гайка; 4 — прокладка; 5 — шайба; 6 — контргайка; 7 — водогазопро-
водная труба; 3 —кабель, провод или труба; 5 —стенка щнта; е — ввод гибкого металло-
рукава: / — контргайка; 2 —штуцер; 3 — хомут; 4— металлорукав; 5 —прокладка; 6 — стенка
Щнта; ж — ввод импульсных илн командных трубопроводов с помощью проходных трубных
соединений; з—то же, с помощью переборочных трубных соединений: 1, 5— соединяемые
трубы; 2 —шайба; 3 — прокладка; 4 — соединение типа СПП; 6—стенка щита.
и провод должны быть зачищены до металлического блеска и сма-
заны бескислотным вазелином. Все заземляемые устройства присо-
единяют к заземлителям индивидуально, не допуская последова-
тельного их соединения.
Щиты и пульты, установленные на заземленных металлических
основаниях, а также корпуса всех электрических приборов, уста-
новленные на заземленных щитах и пультах, не заземляют.
Переносные электроприемники должны получать питание через
штепсельные розетки, снабженные специальным контактом для
проводника заземления. При включении вилки в такую розетку
в первую очередь должно включаться заземление.
При установке открытых щитов в помещении, доступном для
посторонних лиц, необходимо все токоведущие части закрывать
кожухами, которые можно снять только с помощью специального
инструмента. Для предупреждения поражения током обслуживаю-
щего персонала пол в щитовых помещениях с электрооборудова-
нием покрывают резиновыми ковриками.
Техника безопасности при монтаже щитов и пультов. При ин-
дустриальном монтаже щитов и пультов они поступают на монтаж-
ную площадку в виде укрупненных блоков весом более 60 кгс. Та-
кие грузы следует поднимать и перемещать только механизирован-
ным способом, с помощью доступных в конкретных условиях гру-
зоподъемных механизмов.
Перед началом работ по доставке щитов и пультов на место
монтажа необходимо тщательно проверить состояние грузоподъем-
ных механизмов и приспособлений. Они должны пройти испытание
в соответствии с нормами Госгортехнадзора СССР. Лебедки и
краны можно применять только с исправными тормозными и пред-
охранительными устройствами; тросы и канаты не должны иметь
перетертых мест.
Щиты и пульты поднимают за специальные отверстия так,
чтобы при строповке крюк был расположен над центром тяжести
поднимаемого груза. Во время подъема нельзя допускать подтяги-
вания груза при косом натяжении троса. Во время горизонтального
перемещения щитов их нужно сопровождать до места установки.
После опускания блока панелей на подготовленные конструкции
сначала обеспечивают устойчивое положение их, а затем освобо-
ждают стропы.
На время перерыва в работах нельзя оставлять груз поднятым.
Люди не должны находиться под поднятым грузом и стрелой кра-
на. Монтажная площадка должна быть хорошо освещена. Допу-
щенные к работам монтажники должны быть проинструктированы
по технике безопасности ведения монтажа. Монтаж должен вестись
под руководством мастера или опытного бригадира.
Глава 3
МОНТАЖ ТРУБНЫХ ПРОВОДОК
1. ВИДЫ ТРУБ И ТРУБНЫХ ПРОВОДОК, ПРИМЕНЯЕМЫХ
ПРИ МОНТАЖЕ СРЕДСТВ КОНТРОЛЯ И АВТОМАТИЗАЦИИ
'Трубные и электрические проводки обеспечивают связь между
1 отдельными элементами систем автоматического контроля, ре-
гулирования и управления производством. По назначению трубные
проводки можно разделить на импульсные, командные, питающие,
дренажные, обогревные, охлаждающие и вспомогательные.
Импульсные проводки предназначены для передачи различного
рода сигналов (измерения давления, уровня, расхода, концентра-
ции) от отборных устройств до чувствительных элементов соответ-
ствующих приборов. Длина импульсных линий не должна пре-
вышать 50 м.
Командные проводки служат для передачи пневматических или
гидравлических сигналов и команд от измерительных устройств
к регуляторам и от них к исполнительным механизмам. Протяжен-
ность линий передачи пневматических сигналов может составлять
до 300 м.
Питающие проводки предназначены для подвода газа или жид-
кости под давлением и для снабжения энергией пневматических и
гидравлических систем автоматизации.
Дренажные, или сливные, проводки служат для удаления отра-
ботанных жидкостей, продуктов периодической промывки и про-
дувки импульсных линий, слива отстоя, конденсата.
Обогревные проводки применяют для подвода тепла к щитам,
приборам, отборным устройствам, трубным проводкам с целью их
обогрева. Обогрев указанных средств необходим для обеспечения
нормальных условий работы при их размещении в неотапливаемых
помещениях или на открытых площадках.
Охлаждающие проводки предназначены для охлаждения датчи-
ков и отборных устройств, работающих в условиях высоких темпе-
ратур.
Вспомогательные проводки применяют для подвода инертных
жидкостей или газов к импульсным линиям с целью предохранения
отборных устройств от засорения, а измерительных приборов (на-
пример, расходомеров) — от действия агрессивных сред.
Основное количество трубных проводок составляют импульсные,
командные и питающие.
Согласно СНиП Ш-И. 7—67 для трубных проводок рекомен-
дуется применять стальные, медные, алюминиевые, пластмассовые,
резиновые трубы и многотрубные пневмокабели из полиэтиленовых
труб.
По ГОСТ 3262—62 выпускают черные и оцинкованные, обык-
новенные, усиленные и облегченные водогазопро.водные трубы с
41
диаметром условного прохода 8, 15, .20, 25, 32 и 50 мм. По
ГОСТ 8734—58 выпускают бесшовные трубы из углеродистой ста-
ли, а по ГОСТ 9941—62 — трубы из пержавеющси стали наружным
диаметром 8, 10, 14 и 22 мм.
Медные цельнотянутые трубы выпускают, согласно ГОСТ 617—64,
отожженными или без отжига, наружным диаметром 6, 8 и 10 мм
с толщиной стенки не менее 1 мм. Алюминиевые трубы выпускают
наружным диаметром 8 и 10 мм с толщиной стенки не менее 1 мм
(ГОСТ 1947—56). Резиновые трубы имеют внутренний диаметр
8 мм и толщину стенки 1,25 мм (ГОСТ 5496—57).
Пластмассовые трубы из полиэтилена низкой плотности вы-
пускают в соответствии с МРТУ 6 № 05—918—63 и СТУ 104—644—
65, а из полиэтилена высокой плотности — в соответствии с
МРТУ 6 № 05—917—63, с наружным диаметром 6, 8, 10, 12, 16,
20 мм и более.
Пластмассовые трубы из поливинилхлорида выпускают наруж-
ным диаметром 6, 8 и 10 мм (согласно МРТУ 6 № 05—919—63), а
из винипласта — наружным диаметром 10 и 12 мм (по
МН 1427-61).
Трубы из меди и алюминия выпускают в бухтах длиной до
25 м, а из полиэтилена и поливинилхлорида — до 400 м.
Полиэтиленовые трубы наружным диаметром 6 и 8 мм идут на
изготовление пневмокабелей из 7, 12 и 19 труб в оболочке из поли-
винилхлоридного пластиката, бронированные двумя навитыми
стальными лентами, с джутовым покрытием и без него.
Выбор материала и параметров труб зависит от физических
и химических свойств (токсичность, агрессивность, воспламеняе-
мость, вязкость), температуры и давления заполняющего их про-
дукта. Во всех случаях параметры применяемых труб из металлов
и пластмасс должны определяться проектом. При прочих равных
условиях отдают предпочтение пластмассовым трубам и пневмо-
кабелям из полиэтиленовых труб как более дешевым и позволяю-
щим вести монтаж индустриальными методами.
2. СПОСОБЫ СОЕДИНЕНИЯ ТРУБ
Различают два вида соединения труб: неразъемные и разъемные.
Неразъемные соединения выполняют сваркой и пайкой. Для труб
из стали любых марок применяют сварку, причем трубы с толщи-
ной стенки до 3,5 мм соединяют газовой сваркой, в то время как
при большей толщине стенок производительнее дуговая сварка, не
требующая времени на прогрев свариваемого материала.
Сварку производят встык (рис. 21, в) или с помощью муфты
(рис. 21,г). Перед сваркой торцы труб опиливают так, чтобы они
прилегали друг к другу по всему периметру, а концы труб зачи-
щают до металлического блеска, причем при сварке встык их за-
чищают на длине около 10 мм, а при наличии муфты — на длине,
равной примерно 1,5 диаметра трубы. Длина муфты должна рав-
42
пяться двум диаметрам свариваемых труб. Между трубами и муф-
той оставляют небольшой зазор, величина которого зависит от
диаметра труб.
Подготовленные концы труб соединяют и закрепляют прижим-
ным приспособлением, после чего прихватывают сваркой в трех или
четырех точках окружности. Затем,
проверив прямолинейность и соос-
ность, проваривают шов по всей ок-
ружности, не допуская протекания
расплавленного металла внутрь
труб. Муфту, надетую на концы сое-
диненных труб, приваривают с обе-
их сторон.
Медные трубы сваривают ана-
логично стальным, в пламени газо-
вой горелки, применяя присадочную
проволоку из электролитической
меди.
Для соединения медных и латун-
ных труб применяют также пайку
встык с развальцовкой (рис. 21, а)
или с муфтой (рис. 21,6). Перед
пайкой концы труб очищают меха-
ническим путем или травлением в
10%-пом растворе азотной кислоты.
Место пайки прогревают в пламени горелки, а затем на него
накладывают последовательно буру и твердый припой. Эксплуа-
тация спаянных труб допускается при температуре среды до 200° С.
Разъемные соединения труб могут быть проходными, предна-
значенными для труб, идущих в одном направлении; переходны-
S г
Рис. 21. Способы сварки и пайки
труб:
а —пайка с развальцовкой; 6 —пайка
с муфтой; в —сварка встык; г —сварка
с помощью муфты.
Рис. 22. Ниппельное соединение
с обжимными кольцами:
/ — накидная гайка; 2 —штуцер; 3—обжим-
ное кольцо.
ми, с помощью которых изменяют
направление соединяемых труб,
устанавливают ответвления или
соединяют трубы разных диа-
метров; переборочными, предна-
значенными для соединения труб
разных диаметров, с креплением
их к металлической панели.
Для трубных проводок средств
контроля и автоматики приме-
няют проходные соединения нип-
пельные с обжимными кольцами
или уплотняющими венцами, ниппельные приварные соединения с
коническими уплотнениями или с развальцовкой, а также муфто-
вые и гаечные соединения.
Ниппельные соединения с обжимными кольцами (рис. 22) со-
стоят из штуцера 2, двух обжимных колец 3 и двух накидных
гаек 1. На опиленный конец трубы надевают сначала накидную
43
гайку 1, а затем обжимное кольцо 3. После этого к концу трубы
подводят штуцер 2 и навертывают на него гайку, пользуясь двумя
гаечными ключами. При этом кольцо сжимается между конусами
штуцера и гайки, врезаясь в трубу. В результате получается уплот-
нение между трубой и штуцером, а также между штуцером, коль-
цом и гайкой, обеспечивающее достаточную плотность соединения.
Аналогично присоединяют конец другой трубы. Соединители с об-
жимными кольцами применяют для бесшовных труб из стали и
цветных металлов диаметром от 8 до 22 мм.
J 2 3 г
Нис. 23. Ниппельное соединение для пластмассовых труб:
/ —пластмассовая трубка; 2 — накидная гайка с уплотняющим венцом;
л — шт'/цеп.
Для пластмассовых труб применяют соединители с уплотняю-
щим венцом (рис. 23), выполненные из пластиката. Пользование
этими соединителями такое же.
Применение соединителей с обжимными кольцами наименее
трудоемко по сравнению с другими видами соединений. Если при
других способах соединения необходима нарезка резьбы на концах
Рис. 24. Ниппельное соединение
с развальцовкой:
/ — накидная гайка; 2 — штуцер.
Рис. 25. Муфтовое соединение труб:
/ — труба; 2—контргайка; 3— муфта.
труб, развальцовка или сварка труб с ниппелями, то в данном слу-
чае эти операции не требуются, а сборка и разборка соединений
просты. Соединители с обжимными кольцами выпускают на высо-
кое давление * — до 320 и 40 кгс!см2.
Ниппельное соединение с развальцовкой применяют для мед-
ных и пластмассовых труб (рис. 24). На концы труб насаживают
накидные гайки 1, после чего концы развальцовывают под
углом 60°. Далее на штуцер 2 навертывают гайки 1, при этом раз-
вальцованная часть трубки зажимается между конусами штуцера
и гайки.
* Коэффициент пересчета в единицы СИ: 1 кгс/см2 — 0,1 МЩи? (с точностью
до 0,2%).
44
Муфтовые соединения применяют для водогазопроводных труб
(рис. 25). На концах соединяемых труб нарезают резьбу. Длина
ее па одной трубе должна равняться примерно половине длины
муфты, на другой — несколько больше суммарной длины муфты 3
и контргайки 2. Сначала контргайку и муфту навертывают на
трубу 1 полностью, присоединяют другую трубу, и муфту навер-
тывают на нее до упора. Затем контргайку подвинчивают к муфте
Рис. 26. Соединительная
гайка:
/ — ниппель* 2 — гайка; 3-шту-
цер.
Рис. 27. Переходные соединители:
а —муфта; б —угольник; в — тройннк прямой;
г — тройник переходной; б —крест.
и затягивают. Чтобы получить требуемую герметичность соедине-.
ния, на резьбу наматывают перед сборкой волокна пакли, пропи-
танной суриком. Это соединение применяют при сборке защитных
трубопроводов.
Соединительные гай^и (рис. 26) применяют для соединения
труб с конусной трубной резьбой на условные давления до 2,5; 16
и 64 кгс/см2. Ниппель 1 и штуцер 3 навертывают на трубы, после
чего их соединяют накидной гайкой 2 и стягивают.
Переходные разъемные соединения обеспечивают муфтами,
угольниками, тройниками, крестами, изображенными на рис. 27.
3. ОБРАБОТКА ТРУБ
Все виды труб, поступающие для монтажа на производствен-
ную базу, должны быть осмотрены и проверены на соответствие
требованиям ГОСТ.
На монтажной площадке трубные трассы собирают из загото-
вленных секций, узлов и блоков металлических труб или из про-
меренных и подготовленных к прокладке медных и пластмассо-
вых цельных труб, свернутых в бухты и маркированных. Все за-
готовительные работы — резку, гибку, подготовку концов труб для
соединений и сборку блоков — ведут на производственной базе.
Трубы, предусмотренные проектом, размечают на отрезки тре-
буемой длины и разрезают на специальных труборезных станках
45
типа ВМС-35, обеспечивающих перпендикулярность плоскости
разреза к оси трубы.
коррозии, очищают либо на специальных станках механическим
путем, либо травлением в ванне с ортофосфорной кислотой с по-
следующей пассивацией в растворе тринатрийфосфата и каусти-
ческой соды. Острые кромки на торцах труб притупляют механи-
ческой шорошкой.
На трубах, предназначенных для разъемных соединений, наре-
зают резьбы — трубную цилиндра
Рис. 28. Приспособление для разваль-
цовки медных труб:
1 — гайка-барашек; 2 — фасонные губки; <? — пуан-
сон; 4 — винт; 5 —струбцина; 5 —вороток.
ческую, трубную коническую или
дюймовую коническую, соглас-
но ГОСТ. Нарезку производят
на резьбонарезных станках ти-
па ВМС-2. Нарезанная резьба
должна быть полной, т. е.
иметь требуемый профиль с
чистой поверхностью.
Стальные трубы гнут в хо-
лодном состоянии на трубоги-
бочных станках типа ВМС-23;
медные и алюминиевые трубы
гнут ручным способом с по-
мощью трубогиба. Трубогибы
снабжены двумя роликами,
один из которых (неподвиж-
ный) имеет радиус, равный ра-
диусу изгиба трубы, а другой
(подвижный) меньшего радиу-
са. По наружной поверхности
роликов выполнена профиль-
ная проточка радиусом, соответствующим половине диаметра тру-
бы, подлежащей сгибанию.
Для труб различных диаметров применяют комплект сменных
роликов. Подвижный ролик укреплен на рычаге, с помощью кото-
рого этот ролик обкатывают вокруг неподвижного; между роли-
ками закладывают и закрепляют трубу. В результате получают
плавный изгиб требуемого радиуса. Изгиб считается качественным,
если в поперечном сечении трубы овальность составляет не более
10% и сохраняется прочность шва водогазопроводных труб.
Для уменьшения громоздкости трубных проводок стремятся
применить минимальные радиусы изгибов, обеспечивающие незна-
чительную деформацию труб. Минимальный рекомендуемый ра-
диус внутренней кривой изгиба составляет для стальных и отож-
женных алюминиевых труб не менее 4 наружных диаметров трубы,
а для медных труб — не менее 2 наружных диаметров.
Развальцовку концов медных труб производят для ниппель-
ного разъемного соединения. Опиленный конец медной трубы с
надетой на него накидной гайкой зажимают между фасонными
46
губками 2 при помощи двух гаек-барашков / (рис. 28). Затем,
установив струбцину 5 над трубой, воротом 6 подают винт 4 с ко-
нусным пуансоном 3 на конце к торцу трубы, придавая последнему
требуемую форму.
Заготовка трубных трасс. На предприятиях химической про-
мышленности достигнута высокая степень централизации автома-
тического контроля и управления технологическими процессами.
Это привело к большой концентрации импульсных и командных
пневматических трубных проводок, которые по основным напра-
влениям могут насчитывать до 200 и более труб.
Наиболее экономична сборка многотрубных трасс из унифици-
рованных блоков, изготовляемых серийно. Находят применение
Рис. 29. Конструкция секции
коробчатого трубного блока:
/—трубки; 2 — распорная рамка;
3 —водогазопроводная труба; 4 —
скоба; 5 — болтовое соединение.
Рис. 30. Конструкция скобы для сборки
пакетных трубных блоков.
трубные блоки без несущих конструкций, в которых необходимая
жесткость обеспечивается самими трубами. Блоки собирают из
коробчатых или пакетных секций.
Основным элементом коробчатой секции являются квадратные
распорные рамки 2 (рис. 29) со стороной квадрата 1С0 или 120 мм,
изготовленные из стальной перфорированной полосы 4 X 20 или
4Х 30 мм. Трубы 1 диаметром от 8 до 22 мм укладывают па двух
противоположных сторонах рамки по 8—20 штук, затем прикла-
дывают скобы 4 и крепят их болтовым соединением 5 к рамке.
Две другие противоположные стороны рамки остаются свободны-
ми, что необходимо для сборки из секций блоков с требуемым чис-
лом труб. К верхней секции для увеличения жесткости блока мед-
ных труб иногда крепят водогазопроводные трубы 3 диаметром
1 ’/2 или 2". Расстояние между рамками 500 мм, длина секции за-
висит от назначения труб. Так, длина секции импульсных линий
составляет 4 и 6 м, пневматических—10—12 м.
Пакетные и бескаркасные секции собирают из ряда труб, уло-
женных в скобы и прижатых сверху планкой, прикрепленной к
скобе с помощью болта М8 (рис. 30). Ширина скобы зависит от
47
числа труб в ряду; при числе труб от 6 до 14 она составляет от
52 до 116 мм. Применяя скобы различных размеров, можно полу-
чить секции из 1, 2 или 3 рядов по 6, 8, 10, 12 или 14 труб в ка-
ждом. Скобы располагают вдоль труб с интервалом 500—600 мм.
Повороты блоков трубных трасс в различных направлениях про-
изводят с помощью угловых нормализованных вставок, которые
позволяют собирать трубные потоки из любого требуемого числа
труб.
Из секций собирают трубные блоки или узлы на общей несу-
щей конструкции, снабженные средствами крепления при монтаже
и подготовленные к разъемному на утках соединению со смеж-
ными участками трубной трассы. Для удобства сборки разъемные
соединения располагаются в шахматном порядке.
Для прокладки медных и пластмассовых труб цельными на всем
протяжении трассы от бухты отрезают куски требуемой длины,
продувают, опрессовывают, обраба ТЫВ2ЮТ ДЛЯ СООТВе 1С 1 ьуЮЩИХ
соединений, маркируют и сматывают в бухточки.
4. ПРОКЛАДКА ТРУБ ПО ТРАССЕ
Трубные трассы прокладывают по стенам, колоннам, перекры-
тиям и эстакадам на кронштейнах, подвесках и в траншеях. Про-
кладку ведут в местах, удобных для обслуживания соединений и
креплений, а также защищенных от механических повреждений,
вибрации, радиации и действия окружающей среды.
Трубные узлы и блоки следует укладывать на несущие кон-
струкции без перекосов и зазоров. Чтобы предотвратить появление
воздушных и гидравлических пробок в трубах, их прокладывают с
уклоном к горизонту. Импульсные линии к манометрам, а также
к газоанализаторам и другим приборам контроля состава и каче-
ства веществ прокладывают с уклоном не менее 1 :50, а импульс-
ные линии к расходомерам переменного перепада давления, диф-
манометрическим уровнемерам и сливные — с уклоном не ме-
нее 1 : 10.
Направление уклона выбирают так, чтобы выделившийся из
жидкости газ выходил по трубе в отборное устройство или газо-
сборник, а сконденсировавшаяся жидкость стекала по трубе в от-
стойники или в отборное устройство. С этой целью в высших точ-
ках жидкостных линий устанавливают газосборники, а в низших
точках газовых линий — сборники конденсата. Без уклона прокла-
дывают трубы, заполненные сухим воздухом или газом.
Проходы через стены и перекрытия выполняют открытыми или
герметизированными (см. выше, стр. 38). Герметизированные про-
ходы оборудуют в стене, разделяющей два взрыво- или пожаро-
опасных помещения либо обычное и взрыво- или пожароопасное.
Если трубы в процессе эксплуатации подвергаются действию
температурных колебаний, превышающих 20—30° С, необходимо
предусмотреть элементы самокомпенсации. Для этого на пово-
48
ротах трубопроводов оставляют прямые незакрепленные участки
(рис. 31,6). Длину незакрепленного участка определяют по фор-
муле:
/ 1,5££>Л/
-----/С---- СМ
где £____модуль упругости материала трубопровода, кгс/см2 (для стали
£ = 21 105, для меди £ = 9 • 105); D — наружный диаметр трубы, см\ — уве-
личение длины трубы в результате измерения температуры, слц Л*и — допустимое
напряжение материала трубы на изгиб, кгс/см2 (для стали Кя — 800, для меди
Ли = 300).
При переходе трубных проводок через температурные швы
зданий устанавливают П-образные компенсаторы (рис. 31,а). Раз-
меры компенсаторов зависят
от диаметра трубы. Их изго-
товляют из цельного куска тру-
бы и устанавливают в гори-
зонтальной плоскости.
Перед прокладкой труб
уточняют монтажные чертежи
трубных проводок — трасси-
ровку. На объекте точно опре-
деляют протяженность труб-
ных трасс, места и способы их
крепления. По результатам из-
мерений вычерчивают в мас-
Рис. 31. Термокомпенсатор.
штабе схему трассы и разбивают ее на блоки так, чтобы большая
часть их была собрана из унифицированных (типовых) секций'.
Если вся трасса не складывается из нормализованных блоков,
то для подгонки ее длины по отдельным чертежам изготовляют
индивидуальные подгоночные блоки (обычно не больше одного —
двух на трассу). На монтажной площадке блоки укладывают на
несущие конструкции, крепят, соединяют между собой и присоеди-
няют концы труб к соответствующим приборам.
В случае длинных пневмотрасс с большим количеством труб вы-
годнее прокладывать медные трубы жгутом. При этом заготовлен-
ные для монтажа трубы прокладывают от начала до конца трассы
цельными, что исключает необходимость разрезать их по длине
блоков, а затем соединять. Отсутствие соединений в линии увели-
чивает ее надежность и упрощает эксплуатацию.
Проложенные по несущим конструкциям трубы собирают
в пучки с помощью зажимов-скоб (рис. 32) и крепят к перфориро-
ванным элементам конструкции. В скобы можно укладывать от
10 до 60 труб в зависимости от размеров скобы. Собранная жгутом
трасса занимает меньше места, монтаж ее более прост и менее тру-
доемок, чем при прокладке труб блочными методами.
Прокладка пластмассовых труб. Увеличение выпуска отече-
ственной промышленностью пластмассовых труб и ряд преиму-
ществ пластических масс по сравнению с другими материалами
49
обеспечивают широкое применение пластмассовых труб для труб-
ных проводок.
Пластмассовые трубы стойки к действию коррозионных сред
(за исключением ароматических углеводородов), поэтому их можно
прокладывать в любых влажных помещениях. Эластичность труб
упрощает прокладку трассы в местах изгибов и допускает эксплуа-
тацию в условиях вибрации.
Полиэтиленовые трубы сохраняют гибкость при температурах
до —60°С, а поливинилхлоридные до —40°С, поэтому их можно
применять в качестве проводок вне помеще-
ний. Вследствие эластичности пластмасс при
замерзании жидкости в трубках они не выхо-
дят из строя.
При замене дефицитных металлических
труб дешевыми пластмассовыми сокращаются
стоимость монтажных работ и эксплуатацион-
ные расходы. Это объясняется уменьшением
соединительных элементов (длина труб в бух-
тах от 200 до 400 я), упрощением способов
прокладки трасс, сокращением транспортных
расходов, отсутствием необходимости окраски
труб и большей долговечностью пласт-
массовых труб по сравнению с металличе-
скими.
Область применения пластмассовых труб
ограничена температурой выше 50—60° С и
РИСзажима°-скобы<и1!Я давлением больше 10 кгс/см2. Исходя из
этого, их можно применять в пневмоавтома-
тике в качестве питающих, сливных и
импульсных линий при соответствующих давлении и темпера-
туре.
В зависимости от условий монтажа и эксплуатации применяют
несколько методов прокладки трасс пластмассовыми трубами.
Трубы прокладывают жгутом на стальных тросах, натянутых по
направлению трасс между строительными конструкциями. Для под-
вески используют стальную оцинкованную проволоку диаметром
3—6 мм, натянутую между опорами винтовой стяжкой.
Трубы собирают в пучок полосками из листовой стали 3 с пряж-
кой 4 (рис. 33, а) или перфорированной поливинилхлоридной лен-
той 5 с кнопкой 6 (рис. 33,6). В пучок закладывают проволоку 2
подвески (рис. 3, а, б) или используют подвески типа ПТ (рис. 33,8 ),
состоящие из хомута 7, подвешенного на проволоке 2. Хомут скре-
пляет уложенные в него пластмассовые трубы /. Между хомутом
и трубами устанавливают резиновую прокладку 8. В зависимости
от диаметра труб и размеров подвесок ПТ в них можно уклады-
вать от 1 до 18 труб. Этот способ применим при температуре среды
не более 30°С и в помещениях, где исключено механическое повре-
ждение труб.
50
Большое распространение получил метод прокладки пластмас-
совых труб в защитных коробах. Его применяют как для внутрен-
них, так и для наружных проводок. Короба защищают трубы от
внешних воздействий, упрощают монтаж и позволяют вести его
индустриальными метода м и.
Применяют унифицированные короба из листовой стали тол-
щиной 1—1,5 мм со съемными или открывающимися крышками.
Их можно собирать на болтах или
сваривать точечной сваркой. На
рис. 34 изображены одно-, двух- и
трехканальные стальные короба,
собранные на болтах. Каналы обра-
зованы перегородками 4 и 5. Шири-
на коробов В может быть равна
100, 160 и 200 мм, высота Н — 50,
80 и 100 мм, длина I— 1200 и
2000 мм. Крышка 2 коробов фикси-
руется с помощью вырезов на упо-
рах 3 корпуса /.
Обычно применяют одноканаль-
ные короба. При небольшом числе
труб бывает удобно воспользовать-
ся двух- или трехканальными коро-
бами для совместной прокладки
Рис. 33. Способы подвески жгута
пластмассовых труб:
а —с пряжкой из листовой стали; б —с
перфорированной полихлорвиниловой
лентой; в —с подвеской типа ПТ;
1 — пластмассовые трубы; 2 — проволока;
3 — полоска из листовой стали; 4 — пряж-
ка; 5 — полихлорвиниловая леита; £> —
кнопка; 7— хомут; S — резиновая про-
кладка.
трубной и электрической проводок.
Наряду с металлическими находят
применение пластмассовые короба
(рис. 35).
Ответвления трассы из коробов
производят через переборочные сое-
динения в стенках короба (при от-
воде металлическими трубами) или
в защитном гибком металлорукаве
(при отводе пластмассовыми
трубами).
При монтаже короба крепят к стенкам на кронштейнах бол-
тами (рис. 36, а, б), а к перекрытиям, на подвесах (рис. 36, в).
Кронштейны пристреливают к стенам дюбелями с помощью строи-
тельно-монтажного пистолета.
После разметки трассу комплектуют типовыми секциями коро-
бов, разветвительными устройствами и крепежными конструкциями.
На монтажной площадке короба собирают, скрепляют между со-
бой и крепят к опорам. Продутые, опрессованные и нарезанные на
куски требуемой длины отдельные трубы или пучки труб уклады-
вают в короба навалом. Концы труб присоединяют к соответст-
вующим устройствам и приборам контроля и автоматики.
При расположении пластмассовых труб на подвесках изменение
длины трубы в результате температурного воздействия компенси-
руется на поворотах трассы; прокладка труб в коробах должна
51
производиться без натяжения, а при подключении к приборам
надо оставлять некоторый запас трубы в виде изгиба.
Монтаж многотрубных пневмокабелей. Применение пневмока-
белей из полиэтиленовых труб более выгодно по сравнению с труб-
ными проводками из металлических и пластмассовых труб. Стои-
мость пневмокабеля в 1,5 раза ниже стоимости медных труб рав-
ной длины. При этом отпадает необходимость в предварительной
заготовке и сборке, повышается производительность труда, умень-
шается количество соединений, сокращаются сроки монтажа, что
в целом приводит к высокому экономическому эффекту.
Рис. 34. Конструкции стальных коробов:
в—одноканальный; б— двухканальный; в — трехканальный; / — корпус; 2 — крышка;
5 —упор; 4, 5 — перегородка.
Пневмокабель типа ТПББГ, бронированный стальными лентами
с противокоррозионной защитой (рис. 37, а), используют для внут-
ренних и наружных проводок, прокладываемых на открытых пло-
щадках по эстакадам, фермам, железобетонным конструкциям, при
отсутствии сред, разрушающих броню. Пневмокабель типа ТПББ
бронированный, с джутовым покрытием (рис. 37, б) можно исполь-
зовать для наружных и внутренних проводок, прокладывая его
в земле, в траншеях и лотках.
Пневмокабели типа ТПО из полиэтиленовых труб в поливинил-
хлоридной оболочке (рис. 37, в) применяют в отапливаемых поме-
щениях, в местах, наименее опасных в отношении механических
повреждений и пожара, в условиях действия паров кислот, щело-
чей и нефтепродуктов, колебаний и вибраций.
52
1Чонтаж пневматических кабелей аналогичен монтажу кон-
трольных электрических кабелей (см. гл. 4).
Температурный коэффициент линейного расширения полиэти-
лена больше, чем металлов, что необходимо учитывать при
Рис. 35. Конструкции пластмассовых коробов:
а —с разрезными стенками; б —с перфорированными стенками; в — со
сплошными стенками.
прокладке пневмокабелей из полиэтиленовых труб. На поворотах
трассы предусматривают незакрепленные участки, на опорах при-
меняют скользящие крепления, кабель между ними при
Рнс. 36. Крепление коробов:
а, б —на кронштейнах; в —на подвесах.
минимально возможной температуре должен иметь стрелу провиса
не менее 10—15 мм.
Трассу, выполненную пневмокабелем, разветвляют посредством
соединительных коробок с установленными в них переборочными
ниппельными соединениями. С другой стороны к коробке подводят
одиночные проводки от исполнительных механизмов и пневмопрс-
53
образователей, выполненные металлическими или пластмассовыми
трубами (рис. 38). Соединительные коробки нормализованы, их
выпускают па 7 и 14 соединителей (КС-7 и КС-14). Введенный
в коробку кабель разделывают. Для этого на длине' 150—200 мм
снимают защитную оболочку; затем, отступив на 20—30 мм от
края защитной оболочки, снимают амортизирующий слой. После
Рис. 37. Виды кабелей:
а — бронированный стальными лентами; б — бро-
нированный с джутовым покрытием; в —в поли-
хлорвиниловой оболочке; 1 — трубы; 2 — ленточ-
ный пластикат; 3 — кабельная бумага; 4 — броня;
5 —джутовый покров; 6 — тканевая лента;
7 —резина; 8 — пластикатовая оболочка.
этого накладывают бандаж
поливинилхлоридной лентой на
длине 40—50 мм, захватывая
оболочку и трубку кабеля.
Разводку трубок от пнев-
мокабелей, подведенных к щи-
там, производят с помощью
переборочных соединений на
перфорированном лотке или в
защитовом коробе, по которо-
Рис. 38. Соединительная коробка:
/ — пластмассовая или металлическая
трубка; 2 — переборочный соединитель;
3 — маркировочный оконцеватель; 4 —
трубка пневмокабеля; 5—бандаж;
6 — сальник привертный; 7 —корпус
коробки.
му кабель прокладывают до щита. Это удобно в тех случаях, ког-
да трубки каждого кабеля разводят на несколько стоящих рядом
панелей, например, когда на панели группируют приборы, отно-
сящиеся к одному агрегату.
Крепление одиночных труб. Применяя индустриальные методы
монтажа трубных проводок, нельзя в то же время обойтись без
прокладки одиночных труб от мест отбора импульсов, установки
датчиков и исполнительных механизмов, расположенных рассредо-
точение по технологическому оборудованию. Одиночные трубы
прокладывают по стенам, колоннам, железобетонным конструк-
циям.
54
в
г
Рис. 39. Приспособления для крепления труб:
а —скоба одинарная; б — скоба двойная; в —скоба пакетная; г —хомут.
Рис. 40. Крепление труб на кирпичных или бетонных поверх-
ностях:
в —на опорной скобе; б —без опорной скобы; в —на опорной скобе
с одной точкой крепления.
Для крепления труб применяют скобы (одинарные, двойные,
пакетные) и хомуты (рис. 39). Несущие конструкции — опорные
скобы и мостики — укрепляют на элементах зданий заложенными
в них болтами или шпильками, пристреливают из строительно-
монтажного пистолета дюбелями (рис. 40) или приваривают к ме-
таллическим конструкциям (рис. 41).
Расстояние между скобами зависит от материала и диаметра
труб. На горизонтальных участках стальных труб диаметром до
16 мм это расстояние равно 1 —1,5 м, диаметром 22 мм и более —
2—4 м; для труб из цветных металлов это расстояние равно 0,75 м,
Рис. 41. Крепление труб на мостике с перфорацией (собран-
ном на сварке):
а —с продольными отверстиями; б —с поперечными отверстиями.
для пластмассовых — 0,6—0,7 м. На вертикальных участках рас-
стояния между скобами могут быть примерно в 1,5—2 раза больше,
чем на горизонтальных.
5. ЗАЩИТА ТРУБОПРОВОДОВ ОТ НИЗКИХ ТЕМПЕРАТУР
ОКРУЖАЮЩЕЙ СРЕДЫ И КОРРОЗИИ
Чтобы избежать замерзания жидких сред в наружных трубных
проводках, параллельно с ними прокладывают обогревные трубо-
проводы, а затем покрывают их общей тепловой изоляцией. Для
удобства нанесения теплоизоляции обогреваемые трубы должны
быть проложены на расстоянии не менее 200 мм от стен и других
конструкций.
Плоские пучки обогреваемых труб вместе с обогревной трубой
(рис. 42) обтягивают стальной сеткой 1 и сшивают проволокой 6.
На сетку накладывают теплоизоляционный мат 2. Он представ-
ляет собой слой стекловаты размером 1000 X 500 мм, толщиной
40 мм, обложенный с двух сторон стальной сеткой и прошитый
стеклянной нитью. На стыках маты сшивают проволокой 4 за
внешние сетки; дополнительно через каждые 0,5 м ставят прово-
лочные бандажи 5. Теплоизоляция защищена от внешних воздей-
ствий листами оцинкованной жести 3, которые накладывают вна-
хлестку и закрепляют винтами 7.
Теплоизоляция должна обеспечивать доступ к элементам и уз-
лам трубной проводки для осмотра их в процессе эксплуатации.
Иногда трубные проводки прокладывают вместе с технологиче-
скими трубопроводами или с линиями, предназначенными для обо-
56
грева, и покрывают их общим слоем изоляции. Тепловую изоля-
цию наносят только после гидравлических испытаний трубных про-
водок.
Сразу после окончания монтажа производят окраску металли-
ческих трубных проводок, чтобы избежать распространения корро-
зии в местах повреждения защитных покрытий, возникших при
транспортировке и прокладке труб, а также в местах сварки
соединений.
Рис. 42. Тепловая изоляция пучка труб:
/ — стальная сетка; 2— теплоизоляционный мат; 5 — лист оцинкованной жести; 4, 6—проволока
5—проволочный баидаж; 7 —виит.
Перед окраской трубопроводы и элементы крепления очищают
от пыли и грязи, если требуется, обезжиривают. Для окраски при-
меняют лаки № 7, № 12, битумный, бакелитовый. В проекте дол-
жен быть указан лакокрасочный материал и оговорен его цвет.
Окраску ведут пневматическими распылителями, предохраняя ра-
нее окрашенные поверхности стен, колонн, аппаратов от загрязне-
ния с помощью передвижных экранов; можно производить окраску
вручную, кистями.
Техника безопасности при монтаже трубных проводок. Работы
по прокладке трубных трасс должны вестись на лесах и подмост-
ках. Их состояние необходимо проверять ежедневно, обращая осо-
бое внимание на качество крепления их к конструкциям зданий,
соединений между собой, на прочность настила и перил. Леса и
подмостки должны быть снабжены закрепляемыми лестницами.
К работе на высоте допускаются лица, достигшие 18 лет, про-
шедшие врачебную комиссию и имеющие удостоверение о прохож-
дении курса по технике безопасности.
57
Находясь на лесах и подмостках, необходимо соблюдать мак-
симальную осторожность, работать надо в касках. Если настил
лесов не подходит вплотную к стене, рабочие не должны находить-
ся один над другим. Запрещается спуск и подъем рабочих по кон-
струкциям эстакад и технологическому оборудованию, не имею-
щим для этих целей лестниц. Ручной инструмент и крепежные де-
тали должны переноситься рабочими на высоте в индивидуальных
ящиках или сумках. Разрешается работа только исправным ин-
струментом.
При работе на высоте более 1,5 м без настилов (там, где их
установка невозможна) монтажники должны надевать предохрани-
тельные пояса, снабженные паспортами и бирками. Место закреп-
ления цепочки предохранительного пояса должно обеспечивать бе-
зопасную работу верхолаза.
При подъеме блоков весом более 60 кгс необходимо применять
грузоподъемные механизмы. Если в зоне монтажа расположены
действующие электрические проводки, поднимать трубные блоки
можно только при обесточенных проводах. Монтаж внешних труб-
ных проводок на высоте нельзя проводить во время дождя, снего-
пада, гололеда и ветра силой в 6 баллов.
При очистке труб металлическими щетками от окалины и ржав-
чины рабочие должны быть в защитных очках и хлопчатобумаж-
ных рукавицах. При проведении малярных работ с применением
летучих растворителей и нитрокрасок рабочие должны быть снаб-
жены защитными очками и устройством, подающим чистый воздух
для дыхания. В зоне окраски труб нельзя вести работы с приме-
нением огня.
Глава 4
МОНТАЖ ЭЛЕКТРИЧЕСКИХ ПРОВОДОК
1. НАЗНАЧЕНИЕ ЭЛЕКТРИЧЕСКИХ ЛИНИЙ
В системах автоматизации технологических процессов химиче-
ских производств важное место занимают электрические про-
водки, не уступающие по протяженности трубным. По назначению
электрические проводки делят на измерительные, командные и пи-
тающие.
Измерительные проводки могут быть нескольких типов, отли-
чающихся особенностью монтажа и материалами.
1. Пирометрические проводки представляют собой соединения
термоэлектрических датчиков термопар или термобатарей с изме-
рительными приборами с помощью специальных компенсационных
проводов.
2. Проводки омических систем соединяют термометры сопро-
тивления и другие омические датчики, преобразующие измеряемую
58
величину в электрическое сопротивление, с измерительными при-
борами. Такие проводки выполняют только медными проводами
с обязательной подгонкой величины сопротивления линии до номи-
нального значения. Омические системы питают постоянным током
напряжением до 4 в или переменным током напряжением 6,3 в.
3. Проводки дистанционных систем передачи показаний на рас-
стояние соединяют индукционные, ферродинамические, дифферен-
циально-трансформаторные и сельсинные датчики со вторичными
приборами. Такие проводки находятся под напряжением перемен-
ного тока максимум до 127 в.
4. Линии pH-метров соединяют датчики pH-метров с высокоом-
ными потенциометрами медными коаксиальными кабелями.
Командные проводки применяют для соединения измеритель-
ных приборов с электрическими и электронными регуляторами,
регуляторов с исполнительными механизмами и сигнализирующих
приборов с сигнальными устройствами.
Линии электрического питания применяют для подвода напря-
жения от щитков питания ко всем видам потребителей электриче-
ской энергии, используемым в системах автоматического контроля
и регулирования.
По способу выполнения электрические проводки разделяют на
открытые, проложенные вдоль поверхности стен и других строи-
тельных конструкций, и скрытые, уложенные в стены, перекрытия,
полы или каналы.
2. ТИПЫ ПРОВОДОВ, ПРИМЕНЯЕМЫХ ПРИ МОНТАЖЕ
СРЕДСТВ КОНТРОЛЯ И АВТОМАТИКИ
Для электрических проводок применяют установочные изоли-
рованные медные провода — жесткие однопроволочные и гибкие
многопроволочные, жилы которых состоят из тонких проволочек;
применяют также алюминиевые однопроволочные провода.
Провода с резиновой изоляцией покрыты сверху оплеткой из
хлопчатобумажной пряжи. Оплетку пропитывают противогнилост-
ным составом, что позволяет прокладывать провода открытым
способом или в защитных коробах и трубах, в сухих и сырых по-
мещениях. Сверху оплетку покрывают лаком. Такие провода
используют для коммутации щитов.
Провода с поливинилхлоридной изоляцией применяют в сухих,
сырых и особо сырых помещениях, при наличии в атмосфере по-
мещения паров минеральных кислот и щелочей и при температуре
окружающей среды не выше 40° С.
Медные провода имеют сечение жилы 1,0; 1,5; 2,5; 4,0; 6,0 и
10 лгм2, алюминиевые — от 2,5 до 10 мм2. Применение их рассчи-
тано на рабочее напряжение до 500 в для переменного тока или
1000 в — для постоянного тока.
В марках медных одножильных проводов буква П означает
провод. Следующая буква соответствует виду изоляции: Р —
59
резиновая изоляция с оплеткой, пропитанной противогнилостным
составом; В — поливинилхлоридная изоляция. За буквенным обо-
значением марки ставят цифру, соответствующую рабочему напря-
жению. Так, провода ПР-500 и ПВ-500 — медные с резиновой и
поливинилхлоридной изоляцией, с однопроволочной жилой на на-
пряжение 500 в. В марке многопроволочного гибкого провода
имеется буква Г: ПРГ-500 и ПВГ-500. Если провод имеет резино-
вую изоляцию и оплетку, покрытую лаком, то в конце марки стоит
буква Л: ПРЛ, ПРГЛ. Марки алюминиевых проводов имеют вна-
чале букву А: АПР-500 и АПВ-500.
Находят применение многожильные медные и алюминиевые
провода. АПРТО-500—алюминиевые провода с числом жил от
одной до трех сечением от 2,5 до 10 мм2 с резиновой изоляцией,
в общей оплетке из хлопчатобумажной пряжи, пропитанной проти-
вогнилостным составом. ПРТО-500 — медные провода в той же изо-
ляции с числом жил от 5 до 12 сечением 4—6 мм2 или с числом жил
от 13 до 37 сечением 1—2,5 льи2.
В обозначение установочных проводов входят марка провода,
сечение жилы и номер стандарта. Например, провод марки
АПВ-500-2,5 ГОСТ 5352—52 имеет сечение жилы 2,5 лш2.
Компенсационные провода выполняют термоэлектрически
подобными электродам термопар, к которым их присоединяют.
В системах автоматизации применяют несколько марок компенса-
ционных проводов.
КПО, КПГО— двухжильные провода с резиновой изоляцией,
покрытой цветной оплеткой, в общей хлопчатобумажной оплетке,
пропитанной противогнилостным составом. Пара жил этих прово-
дов может быть выполнена из меди и константана (обозначение
М)—для хромель-алюмелевых термопар, хромеля и копеля (обо-
значение ХК), меди и сплава «ТП» (обозначение П) —для плати-
нородий-платиновых термопар. Провода КПО применяют для про-
кладки в защитных трубах и коробах в сухих и влажных помеще-
ниях при температуре не выше 65° С. Гибкие провода КПГО при-
меняют для переносных установок в сухих и влажных помещениях.
Провод марки КПС отличается от КПО свинцовой оболочкой.
В сырых помещениях и в местах с возможным воздействием хими-
ческой среды его можно прокладывать в защитных трубах.
Провода ПК-8, ПК-9 и ПК-10 — двухжильные гибкие из хро-
меля и копеля с дельта-асбестовой изоляцией, пропитанной гли-
фталевым лаком, в общей оплетке из хлопчатобумажной пряжи,
покрытой лаковой пленкой. Эти провода применяют для прокладки
в трубах при температуре до 100° С.
Сечение каждой жилы проводов КПО и КПС составляет 2,5 льи2,
КПГО—1,0; 1,5; 1,8; 2,5 лш2; проводов ПК-8—1,5; ПК-9—1,8-
ПК-Ю — 2,5 мм2.
Для определения материала жил компенсационных проводов
оплетка из хлопчатобумажной пряжи, покрывающая резиновую
изоляцию, окрашена в определенный цвет, присвоенный данному
60
материалу. Оплетка медных жил имеет красный цвет, константа-
новых— коричневый, хромелевых — фиолетовый, алюмелевых —
черный, копелевых — желтый.
'Выбор установочных проводов зависит от условий эксплуата-
ции — от температуры, влажности, агрессивности среды, от длины
соединительных линий и заданных значений величины их сопро-
тивления, которое указано на шкалах приборов.
3. ВИДЫ КАБЕЛЕЙ И УСЛОВИЯ ИХ ПРИМЕНЕНИЯ
Для электрических проводок систем контроля и автоматики
применяют контрольные кабели с медными и алюминиевыми жи-
лами на рабочее напряжение переменного тока до 500 в. Контроль-
ные кабели имеют большее число жил, чем силовые, но меньшего
сечения.
В кабеле может быть 4, 5, 7, 10, 14, 19, 27, 37 и 52 медные жилы
сечением 1,0; 1,5 и 2,5 мм2 или 4, 7 и 10 жил сечением 4 и 6 мм2.
Кабели с алюминиевыми жилами имеют до 37 жил сечением 2,5 лгл2
или 4, 7 и 10 жил сечением 4; 6 и 10 мм2.
Контрольные кабели различают по материалу электрической
изоляции, защитной оболочки и по виду внешнего покрытия. Ка-
бели с медными жилами выпускают в резиновой, поливинилхлорид-
ной, полиэтиленовой изоляции и в изоляции из кабельной пропи-
танной бумаги. Для кабелей с алюминиевыми жилами применяют
все те же виды изоляции, кроме пропитанной бумаги.
Защитные оболочки применяют свинцовые, поливинилхлорид-
ные, резиновые. Кабели могут быть без внешнего покрытия или с
внешним покрытием типа Б, БГ и К-
Внешнее покрытие типа Б состоит из двух стальных лент, нало-
женных на защитную оболочку кабеля по винтовой линии и по-
крытых пропитанной кабельной пряжей (джутом). Кабели с таким
внешним покрытием применяют для прокладки в земле.
Внешнее покрытие типа БГ состоит из стальных лент, на по-
верхность которых наносят противокоррозионный слой из битум-
ного состава и мелового покрытия. Кабели с таким внешним по-
крытием применяют для прокладки в туннелях и каналах внутри
помещений, где возможны механические повреждения кабелей. Ка-
бели с покрытиями Б и БГ не должны подвергаться значительным
растягивающим усилиям.
Внешнее покрытие типа К состоит из круглых стальных оцин-
кованных проволок, защищенных пропитанной кабельной пряжей.
Кабели с покрытием этого типа имеют медные жилы, их приме-
няют при наличии значительных растягивающих усилий и для про-
кладки под водой.
Марка контрольного кабеля включает буквенную и цифровую
части. Буквенная часть определяет конструктивное устройство ка-
беля, материал токоведущих жил, изоляцию и защитные оболочки,
а цифровая часть — число жил и их сечение.
61
Буквой А обозначают кабель с алюминиевыми жилами; отсут
ствие этой буквы означает, что кабель с медными жилами. Втора’
букве — к укззывзст ня то, что кабель контрольный’ в марке си
ловых кабелей буква К отсутствует. Третья буква соответствус
материалу оболочки кабеля: буква С — оболочка свинцовая; В —
поливинилхлоридная, Н — резиновая негорючая. Четвертой букво:
обозначают материал изоляции жил кабеля: буква Р—изоляци:
резиновая, В — поливинилхлоридная, П — полиэтиленовая. Отсут
ствие соответствующей буквы на четвертом месте означает, чт<
жилы кабеля имеют изоляцию из кабельной пропитанной бумаги
На пятом месте буквенного обозначения кабеля ставят тш
внешнего покрытия: Б, БГ или К. Буква Г, стоящая на пятом ме
сте, означает отсутствие на кабеле внешнего покрытия. Так, кабел:
марки АКВПГ 14 X 2,5 является контрольным с алюминиевым!
жилами в поливинилхлоридной оболочке с полиэтиленовой изоля
цией жил без внешнего покрытия, состоит из 14 жил сеченисл
2,5 мм2.
Кабели без внешнего покрытия в свинцовой оболочке (КСРГ'
применяют для прокладки внутри помещений при отсутствии меха
нических воздействий, в местах, не подверженных вибрации, в среде
нейтральной по отношению к свинцу, в каналах и туннелях.
Кабели КВПГ, АКВПГ, КВРГ, АКВРГ и АКВВГ в поливинил
хлоридной оболочке применяют для прокладки в сырых и особ(
сырых помещениях, в условиях действия агрессивных сред, при
отсутствии механических воздействий в каналах и туннелях. Ка-
бели КНРГ и АКНРГ в резиновой оболочке применяют для про-
кладки в сырых и особо сырых помещениях, в каналах и туннелях,
при отсутствии механических воздействий.
Контрольные кабели с резиновой и пластмассовой изоляции1
жил можно применять при температуре до 65° С, а с бумажног
изоляцией — до 80° С. При прокладке кабелей с бумажной изоля
цией ограничивают разность уровней между концевыми заделками
чтобы избежать вытекание пропиточного состава, приводящее
к ухудшению изоляционных свойств бумаги.
4. ПРОКЛАДКА ЭЛЕКТРИЧЕСКИХ ЛИНИЙ
Электрические линии прокладывают по кратчайшим трассам
вдоль стен, перекрытий, по колоннам, в земле, избегая при этом
влияния механических воздействий, действия высоких температур
и агрессивных сред, способных привести к нарушению целостности
электропроводки.
Прокладка кабелей в земле. Для прокладки применяются кабели
с внешним покрытием типа Б. По размеченной трассе роют тран-
шею (рис. 43) так, чтобы обеспечить глубину залегания кабеля 1
не менее 0,7 м. Трассу нельзя прокладывать по участкам грунта,
пропитанного кислотами и щелочами и содержащего гниющие
остатки, известь и золу.
62
Перед прокладкой необходимо с помощью мегомметра прове-
рить целостность жил кабеля, состояние изоляции жил по отноше-
нию друг к другу и к оболочке кабеля.
Разложенный без натяга вдоль трассы кабель отмеряют и от-
резают специальной ножовкой. Концы кабеля заливают кабельной
массой, что предотвращает попадание влаги между жилами, а у
кабелей с бумажной изоляцией — вытекание пропиточного состава.
Затем кабель укладывают на подготовленное дно траншеи на слой
песка без натяжения, немного извилисто, и засыпают слоем песка 2
толщиной 0,1 м, а далее грунтом 4 до края траншеи. В местах, где
могут проводиться земляные работы, поверх песка для защиты
кабеля укладывают плитки или красный кирпич 3.
Рис. 43. Укладка кабеля
в траншею:
7 —кабель; 2 —слой песка; 5 —кир-
пич; 4 — грунт.
Рис. 44. Ввод кабеля в здание:
1 — кабель; 2— кабельная масса; 3 — труба.
При прокладке нескольких контрольных кабелей в одной тран-
шее расстояние между ними в свету / (рис. 43) должно составлять
не менее 50 мм, а от силовых кабелей они должны быть удалены
не менее 0,5 м. При прокладке кабелей вдоль фундаментов зданий
расстояние в свету между кабелем и фундаментом должно быть
не менее 0,6 м. Расстояние в свету между кабелем и теплопрово-
дами должно составлять не менее 2 м, между кабелем и трубами
с горючими жидкостями и газами — не менее 1 м, между кабелем
и другими трубопроводами — не менее 0,5 м.
При пересечении трассы с подземными сооружениями глубину
залегания кабеля в случае необходимости можно уменьшить до
0,5 м на участке длиной до 5 м, помещая кабель для защиты
в стальную трубу. В местах пересечения каналов и туннелей ка-
бели прокладывают в защитных металлических трубах.
Кабель вводят в здание через подземную часть или выше
уровня земли. Для ввода кабеля 1 в стене пробивают отверстие,
63
в которое заделывают трубу 3 (рис. 44), выступающую с двух сто-
рон на 200—250 мм. Диаметр отверстия трубы должен быть равен
не менее 1,5 диаметра кабеля. На концах трубу заливают кабель-
ной массой 2 для изоляции здания от влаги в грунте. При введении
кабеля в наземную часть здания его помещают в защитную трубу
(на участке от глубины залегания кабеля в грунте до отметки не
менее 2 м над уровнем земли) или защищают стальным уголком.
С кабеля, введенного в помещение, снимают джутовое покрытие.
Изменение направления трассы бронированных кабелей выпол-
няют по радиусу внутренней кривой изгиба, составляющему не
менее 15 диаметров для кабеля с бумажной изоляцией и не менее
10 — с резиновой или пластмассовой изоляцией.
Открытая прокладка кабелей в помещениях, каналах и тунне-
лях. Бронированные и без внешнего покрытия контрольные кабели
можно прокладывать открытым способом по тем же элементам
зданий, что и трубные проводки, а также в каналах и туннелях,
в зависимости от условий эксплуатации.
В химической промышленности целесообразно применять ка-
бели вместо электрических проводов. Они более надежны и долго-
вечны, так как представляют собой жгуты проводов, защищенных
оболочками и броней от механических воздействий и действия аг-
рессивных сред. Применение кабелей значительно сокращает сроки
монтажа электрических линий, снижает затраты труда при мон-
таже и уменьшает расход металла, необходимого для защиты уста-
новочных проводов. Перечисленные преимущества полностью оку-
пают большую стоимость кабелей по сравнению со стоимостью
проводов.
Вдоль будущей кабельной трассы устанавливают опорные кон-
струкции. Расстояние между ними должно быть не менее 1 м для
небронированных кабелей диаметром более 18 мм и для всех бро-
нированных и не более 0,5 м — для небронированных кабелей диа-
метром менее 18 мм.
Нормализованная опорная конструкция (рис. 45) состоит из
стойки и полок, штампованных из листовой стали толщиной 2,5 лиг.
Стойка 1 имеет несколько пар профильных отверстий, в которых
закрепляют полки 2 (число пар отверстий соответствует количе-
ству устанавливаемых полок). С помощью специальных вырезов
полку крепят в стойке. Отверстия на опорной поверхности полки
предназначены для крепления кабеля.
Проверенные кабели укладывают по опорным конструкциям
в один ряд (рис. 46) с некоторой слабиной, чтобы обеспечить тем-
пературную компенсацию. Расстояние h по вертикали между пол-
ками должно быть не менее 100 мм. Кабели, прокладываемые го-
ризонтально, крепят в конечных точках, в местах изгибов, у соеди-
нительных коробок и концевых заделок. На вертикальных участках
кабели прикрепляют к каждой опоре. Под элементы крепления
небронированных кабелей устанавливают эластичные прокладки,
предохраняющие защитные оболочки кабелей от разрушения.
64
В туннелях кабели прокладывают над трубопроводами на рас-
стоянии не менее 0,5 м. При наличии силовых кабелей контроль-
ные прокладывают по противоположной стороне. Если под кабелем
находится теплопровод, снизу под полкой подвешивают асбоце-
ментный экран.
В кабельных каналах можно прокладывать кабели непосред-
ственно на дно, ничем не засыпая. Кабели любой марки, прокла-
дываемые в местах, где возможны их повреждения под действием
движущихся механизмов и грузов, необходимо помещать в сталь-
ные трубы или короба на высоте не менее 2 м от пола.
Рис. 46. Прокладка кабел?й на полках:
а — под перекрытием; б — вдоль стены; 1 — стой-
ка; 2 —полка; 3— основание стойки.
Кабели в пластмассовой оболочке должны быть защищены от
действия солнечных лучей и проложены в местах, не доступных
для грызунов.
Прокладка проводов в защитных трубах и коробах. Установоч-
ные и компенсационные провода прокладывают в стальных водо-
газопроводных трубах диаметром от V2 до 2" и в стальных элек-
тросварных трубах с условным проходом от 15 до 50 мм. Водогазо-
проводные трубы применяют для защиты открытых и скрытых
электрических проводок в помещениях всех категорий и вне поме-
щений. Электросварные трубы применяют для защиты проводок
внутри помещений всех категорий, кроме взрывоопасных, сырых и
особо сырых. Там, где допускается применение электросварных
труб, следует использовать их, поскольку они легче и дешевле во-
догазопроводных.
При прокладке одиночных и малочисленных защитных труб
используют трубные заготовки на основании технической докумен-
тации и замеров на монтажной площадке. Всю трассу разбивают
на участки с соединительными коробками или электрофитингами
з Зак. 1327
65
йа концах. При монтаже одиночных защитных трубопроводов ре-
комендуется применять электрофитинги (рис. 47), а при числе труб
более двух — протяжные коробки (рис. 48), которые закрываются
крышками на винтах. Во влажных, сырых, особо сырых и пыльных
Рис. 47. Электрофитингн для соединения защитных труб:
А—*при повороте электрических проводов в вертикальной плоскости; б —при повороте
электрических проводов в горизонтальной плоскости; / — корпус; 2 —крышка; 3 — винт;
4 —прокладка; 5 —лапка.
помещениях места соединения труб с электрофитингами и короб-
ками уплотняют, а под крышки устанавливают прокладки.
Для обеспечения затяжки проводов длина прямого участка не
должна превышать 30 м. В пределах участка применяют резьбо-
вое или сварное соединение труб при помощи муфты; сварка встык
8
Рис. 48. Протяжные коробки для соединения защитных труб:
с — переходная; б —протяжная; в —протяжная угловая; / — провода; 2— сальники*
3 —гайки; 4 —защитные трубы. ’
не допускается. Длина участка, имеющего один или два поворота
на угол 90°, не должна превышать 15 м. Внутренний диаметр за-
щитных труб должен составлять не менее 1,5 наружного диаметра
пучка проводов.
66
При переходе защитных трубопроводов из отапливаемых поме-
щений в неотапливаемые и из сухих в сырые в трубах может обра-
зоваться конденсат. Для его удаления трубы прокладывают с укло-
ном не менее 1 : 100, а в нижней точке линии устанавливают
тройник с отводной трубкой, закрытой пробкой или вентилем для
периодического слива конденсата. Водосборники устанавливают со
стороны сырых и неотапливаемых помещений; с противополож-
ной стороны стены устанавливают заливной электрофитинг (см.
рис. 19, г).
Защитные трубы электрических проводок устанавливают и за-
крепляют на тех же конструкциях, которые применяют для труб-
ных проводок. В некоторых случаях допускается приварка неоцин-
кованных водогазопроводных труб к металлоконструкциям зданий.
На участках от концов труб до головок термопар, термометров
сопротивления, индуктивных и других электрических датчиков про-
вода устанавливают в защитных металлорукавах. Металлорукав
соединяют с защитной трубой при помощи соединителей «метал-
лорукав— труба» с присоединением к трубе на резьбе или с уплот-
нением клеем. Для соединения металлорукава с датчиком приме-
няют еоединители «металлорукав — прибор» с трубной резьбой.
Защитные трубы, проложенные по трассе, подготавливают для
затяжки в них проводов. С этой целью трубы очищают и продувают
сухим сжатым воздухом, а затем вдувают в них тальк. До затяжки
проводов концы труб закрывают пробками.
На основании схем электрических проводок и измерения за-
щитных трубных трасс компонуют схему разводки проводов, по
которой составляют спецификацию жгутов. В спецификации ука-
зывают длину и номер жгута, число проводов в жгуте и тип про-
вода.
На производственной базе жгуты собирают в соответствии со
спецификацией, прозванивают и маркируют временными бирками.
Концы проводов жгута скручивают на длине 200—300 мм и заде-
лывают изоляционной лентой. Через каждые 2,5—3 м жгут пере-
вязывают, после чего сматывают в бухту. Отдельные бухты мар-
кируют согласно спецификации и поставляют для затяжки в трубы.
Провода затягивают в трубы с помощью стальной проволоки
или троса диаметром 1,5—2 мм, предварительно введенного в трубу.
Для введения троса применяют приспособление типа ПКН-1
(рис. 49). Сменный поршень 5, прикрепленный карабином к капро-
новой нити, вставляют в трубу, прижимают приспособление 2
конусом к концу трубы и нажимают пальцем кнопку клапана 1.
Сжатый воздух проталкивает поршень через трубу вместе с капро-
новой нитью. Затем поршень освобождают, а к карабину крепят
трос. Вращая за рукоятку 4 катушку 3, наматывают на нее капро-
новую нить до тех пор, пока трос не пройдет через всю трубу.
После этого приспособление отсоединяют от троса, а на коней
трубы надевают пластмассовую втулку (рис. 50), предохраняющую
изоляцию затягиваемых проводов от повреждения о конец трубы.
3’
67
Затягивание проводов производят с помощью замка (рис. 51).
Замок присоединяют к тросу за отверстие в болте 1. Провода 3
затягиваемого жгута вставляют в отверстия конусной втулки 2
замка. С другого конца трубы затягивают провода вручную или
с помощью приводных лебедок типа ЛЗП-2, собранных на базе
ручной электродрели.
По мере затягивания жгута с него удаляют перевязки, чтобы
обеспечить возможность замены вышедших из строя в процессе
Рис. 49. Пневмоустройство для
затягивания троса в защитные
трубы:
1 — клапан; 2 — корпус приспособления:
^ — катушка; 4 — рукоятка; 5 —сменный
поршень.
107
эксплуатации проводов. Необходимо следить, чтобы во время за-
тягивания проводов в трубы не попадала влага. Провода в трубах
не следует натягивать, они должны свободно лежать в электрофи-
тингах и соединительных коробках.
Весьма перспективна замена металлических защитных труб ви-
нипластовыми и полиэтиленовыми. Винипластовые трубы можно
применять для защиты проводов от механических повреждений,
при наружных проводках, а также при открытой и скрытой про-
водке, в сухих, влажных, сырых, особо сырых, пыльных помеще-
ниях и в помещениях с химически активными средами. Особо важ-
ное значение имеет применение пластмассовых труб в цехах со
средами, разрушающими металлы.
68
Защита электрических трасс в металлических и пластмассовых
коробах имеет ряд преимуществ по сравнению с защитой в трубах,
особенно при большой концентрации электрических проводок на
трассе. Конструкции коробов, их прокладка и крепление аналогич-
ны описанным выше (стр. 51). Го-
товые жгуты проводов сматывают с
бухт и укладывают в короба со-
гласно схеме свободно, без натяга.
Во влажных помещениях и для
защиты наружных проводок короба
Рис. 51. Замок для затягива-
ния проводов:
/ — болт; 2 — конусная втулка;
5 — провода.
Рис. 50. Втулка для защиты про-
водов при протягивании.
устанавливают с уклоном не менее 1 :100. В нижних точках таких
участков в дне короба вырезают отверстие, к которому привари-
вают влагосборник — отрезок трубы с пробкой.
5. ПРОКЛАДКА ПРОВОДОВ И КАБЕЛЕЙ
ВО ВЗРЫВООПАСНЫХ ПОМЕЩЕНИЯХ
К прокладке установочных проводов и кабелей во взрывоопас-
ных помещениях предъявляют особые требования. В этих условиях
применяют бронированные кабели с внешним покрытием типа БГ,
небронированные кабели и установочные провода с резиновой или
поливинилхлоридной изоляцией.
Бронированные кабели разрешается прокладывать в каналах
в помещениях всех классов. В помещениях классов В-1, В-Ia иВ-П,
содержащих горючие пары или газы с относительной плотностью
более 0,8, каналы необходимо засыпать песком. В помещениях
класса В-П можно прокладывать небронированные кабели в ка-
налах, покрытых асфальтом.
Для защиты проводов и кабелей применяют водогазопроводные
стальные трубы. Их соединяют на резьбе с помощью соедини-
тельных деталей и взрывобезопасных электрофитингов типа ФТ
в помещениях класса В-I или фитингов типа У в помещениях клас-
са В-Ia. Соединения должны быть герметичны и опрессованы
согласно техническим условиям. Герметичность резьбовых
69
соединений достигают намоткой на резьбу пеньковой пряжи, про-
питанной тертыми на масле красками.
Защитные трубы электропроводок прокладывают вдоль стен
помещений классов В-П и В-Па на расстоянии не менее 30 мм от
стены. Прокладку труб ведут в один слой, оставляя зазоры между
трубами, чтобы избежать скопления между ними взрывоопасной
пыли и облегчить ее удаление. При прокладке защитных труб
в бетонированном полу помещений классов В-I, В-П и В-Па трубы
следует погружать на глубину не менее 20 мм от поверхности
пола.
В зимнее время кабель следует прогревать, если в месте хра-
нения его в течение суток перед прокладкой температура кабеля
с бумажной изоляцией была ниже 0°С, а кабеля с резиновой изо-
ляцией в свинцовой или поливинилхлоридной оболочке — ниже
—7° С. Кабель прогревают, либо выдерживая его в теплом поме-
щении в течение 3—20 суток, в зависимости от температуры окру-
жающего воздуха, либо электрическим током.
Для подогрева кабеля электрическим током на барабане жилы
кабеля на одном конце соединяют попарно, а другой конец каждой
пары проводов присоединяют к источнику тока с регулируемым
напряжением, включая в цепь амперметр и предохранитель. По
амперметру устанавливают ток через жилы из расчета 8 а на
1 мм2 сечения. К оболочке кабеля прикладывают стеклянный тер-
мометр, покрытый слоем тепловой изоляции (асбестовый шнур).
Кабель прогревают до температуры оболочки по термометру от
.4-20 до 4-30° С. После прогрева кабель должен быть уложен за
30—45 минут.
6. СОЕДИНЕНИЕ И ОКОНЦЕВАНИЕ ПРОВОДОВ
И КАБЕЛЕЙ
Виды соединений. Прокладку электрических трасс ведут так,
чтобы полностью использовать длину кабеля на барабане или про-
вода в бухте. Если протяженность трассы больше этой длины,
жилы проводов и кабелей соединяют.
В местах соединения должен быть обеспечен надежный и ста-
бильный контакт токоведущих жил. Изоляция жил в месте соеди-
нения должна быть равноценна изоляции целого провода и ка-
беля. Соединяемые концы следует надежно защитить от попада-
ния влаги, а при соединении кабелей с бумажной изоляцией — от
вытекания пропиточного состава.
Отдельные жилы проводов соединяют пайкой, электросваркой,
опрессовкой и на зажимах. Соединение опрессовкой применяют
только для медных проводов.
Концы проводов очищают от изоляции и окислов (не допуская
надрезов на жиле) на длину, равную 12—15 диаметрам провода.
Медные жилы сечением до 2,5 мм2 для пайки скручивают
(рис. 52,а), большего сечения —вставляют в медные разрезные
70
гильзы встык (рис. 52,6); алюминиевые жилы складывают вна-
хлестку и скручивают (рис. 52,в).
Медные жилы паяют припоем ПОС-ЗО и бескислотными флю-
сами, алюминиевые — припоем марки А или Б. Перед пайкой изо-
ляцию жил защищают от высокой температуры асбестовым шну-
ром. Паяльной лампой нагревают место соединения до температу-
ры плавления припоя, которым натирают поверхность спаиваемых
жил до тех пор, пока жилы не будут облужены и спаяны.
При сварке одну зачищенную жилу накручивают на другую
(рис. 52,г). Место соединения медных и компенсационных прово-
дов покрывают бурой, алюминиевых — флюсом ВАМИ. Плоско-
губцами с медными губками зажимают свариваемые провода на
участке между витками и изоля-
цией, затем угольным электродом
прикасаются к концу прямой жи-
лы. Медные губки плоскогубцев
и угольный стержень соединены
проводами со вторичной обмот-
кой понижающего трансформа-
тора 220/12 в. В результате при-
косновения угольного электрода
происходит контактный нагрев
жил провода. После оплавления
первого витка с образованием
шарика сварку прекращают.
Алюминиевые жилы после
сварки промывают бензином и
покрывают глифталевым лаком.
Рис. 52. Подготовка жил проводов
и кабелей к соединению:
а — скручиванием: б — встык; в — внахлестку;
г —сваркой.
Места соединения медных или алюминиевых жил с резиновой или
пластмассовой изоляцией покрывают липкой поливинилхлоридной
лентой. Жилы с бумажной изоляцией закрывают пропитанными
парафином бумажными гильзами, надеваемыми на жилы до их со-
единения.
Соединение на зажимах производят в соединительных короб-
ках (рис. 53), имеющих клеммные сборки с коммутационными за-
жимами. В такой коробке могут быть соединены провода, идущие
от первичных приборов, с проводами кабеля.
Соединение кабелей. Кабели с резиновой и пластмассовой изо-
ляцией соединяют в муфтах и в соединительных (разветвительных)
коробках. При открытой прокладке применяют свинцовые, резино-
вые или поливинилхлоридные муфты. Кабели с бумажной изоля-
цией при открытой прокладке соединяют в свинцовых муфтах, при
прокладке в земле — в свинцовых и чугунных муфтах. Пластмас-
совые и резиновые муфты применяют для соединения кабелей
с пластмассовыми и резиновыми оболочками.
Концы соединяемых кабелей разделывают. Для этого на рас-
стоянии от конца кабеля Б -|- 70 мм на броню 3 накладывают
бандаж 2 из бронеленты (рис. 54, а). При числе жил кабеля от 6
71
до 10 величина Б — 200 мм, при 14—19 жилах Б = 250 мм, при
24—37 жилах Б = 300 мм. Левее бандажа броню надрезают по
окружности и удаляют все слои до оболочки. Отступив на 70 мм
от края бандажа, оболочку 4 надрезают и удаляют. Надвинув на
конец одного из кабелей муфту, располагают кабели, как показано
на рис. 54, б, и закрепляют. Концы жил 1 обрезают, зачищают от
Рис. 53. Соединительная коробка.
изоляции, паяют и изолируют. Места соединения жил в кабеле
располагают вразбежку.
При соединении в поливинилхлоридных или резиновых муфтах
(рис. 55) соединенные жилы выравнивают и обматывают киперной
лентой 4. Оболочки кабелей и концы муфт обезжиривают и покры-
вают лаком № 2. Муфту 1 устанавливают симметрично отдоси-
Рис. 54. Разделка кабелей для соединения:
а —до соединения; б — соединение; / — провода; 2 — бандаж; 3 —броня; 4 — оболочка.
тельно места соединения и стягивают бандажами 2 из крученого
шпагата; бандажи пропитывают лаком № 1 и обматывают тремя
слоями липкой поливинилхлоридной ленты 3 с напуском на обо-
лочку кабелей до среза брони. Все соединение обматывают кипер-
ной лентой 4, пропитанной лаком, а сверху накладывают не менее
двух слоев поливинилхлоридной ленты 3.
При соединении в свинцовой муфте (рис. 56) дополнительно
снимают пояски свинцовой или алюминиевой оболочек кабеля
длиной 10 мм, концы оболочек отбортовывают, а вместо них на-
72
кладывают бандажи 1. Соединенные жилы 3 выравнивают в пучок.
Концы муфты и участки оболочек кабелей, попадающие в место
соединения с муфтой, зачищают. Затем накладывают муфту 4 и
обжимают концы ее молотком до прилегания к оболочке кабеля
по всей окружности. Алюминиевые оболочки кабелей облуживают
припоем марки А. Нагревая паяльной лампой оболочку, наносят
припой и растирают его стальной кисточкой, пока он не соединится
2 3 Ь
Рис. 55. Соединение кабелей в поливинилхлоридных или ре-
зиновых муфтах:
/ — муфта; 2—бандаж; 3— поливинилхлоридная лента; 4 —киперная
лента.
с оболочкой. Затем на облуженные места устанавливают муфту и
запаивают припоем ПОС-ЗО; при этом образуется шов в виде ров-
ного валика.
Не дав соединению остыть после пайки, через одно из отвер-
стий 2 в муфту заливают расплавленный заливочный состав для
кабелей с бумажной изоляцией или парафин для остальных типов
кабелей. Отверстия на муфте закрывают отогнутыми уголками и
запаивают припоем ПОС-ЗО.
Рис. 56. Соединение кабелей в свинцовой муфте:
/ — бандаж; 2— отверстие; 3 —соединенные жилы провода; 4— муфта.
Концевая заделка проводов и кабелей. При подводе проводов
и кабелей к щитам и пультам, средствам контроля и автоматики,
соединительным и разветвительным коробкам концы их заделы-
вают. При выводе жгута проводов 1 из защитного трубопровода 3
или отверстия короба (рис. 57, а) на жгут накладывают бандаж 2
из шпагата шириной 20—25 мм. До места разветвления проводов
жгут скрепляют шпагатом в виде петель (рис. 57,6), наложенных
вдоль жгута через каждые 10—15 мм. В отверстие короба или
трубы 3 вставляют пластмассовую втулку 4, предохраняющую изо-
ляцию проводов от повреждения.
73
Концевые заделки кабелей могут быть сухими или с заполне-
нием кабельной массой в воронках. Концы кабелей разделывают
на длину А, равную расстоянию от бандажа 2 на покрове кабеля
до самого удаленного контакта сборки или клеммника аппарата,
с учетом 100 мм на укладку и оконцевание жил (рис. 58, а). Нало-
жив бандаж 2 из бронеленты, джутовую оболочку удаляют. За-
тем отступив 100 мм, накладывают бандаж на броню 3. На рас-
стоянии 3—5 мм от бандажа 4 броню надрезают и удаляют, после
чего удаляют джутовую подушку 5. На расстоянии Б от бандажа 4
делают кольцевой надрез 6 оболочки, через 10 мм от него — вто-
рой надрез 7. Расстояние Б при сухой заделке равно 40 мм, при
Рис. 57. Концевая заделка прово-
дов:
у—-провод; 2 — бандаж; 3 —защитный трубо-
провод; 4 — втулка.
Рис. 58. Разделка кабеля для кон-
цевой заделки:
а, б— стадии разделки; / — оболочка
кабеля; 2, 4, И — бандаж; 3 — броня; 5 — джу-
товая подушка; 6. 7 — кольцевой надрез
оболочки; 3 —продольный надрез оболочки:
9 — оболочка; 10 — торец бандажа; 12 — жилы
кабеля; /3—отбортовка.
заделке в воронках—15 мм. От надреза 7 до конца кабеля де-
лают два продольных надреза 8 на расстоянии друг от друга
10 мм. Глубина надрезов должна равняться половине толщины
оболочки.
Пассатижами удаляют продольную полоску и оболочку. Затем
с помощью ножа и пассатижей удаляют полоску между надрезами
6 и 7. На конце оболочки 9 делают отбортовку 13 (рис. 58,6),
а между надрезами 6 и 7 накладывают бандаж 11 из ниток. Даль-
нейшая обработка кабеля зависит от вида заделки.
Сухую заделку кабелей с резиновой и пластмассовой изоляцией
выполняют с защитой изоляции лаками или поливинилхлоридными
трубками. После разделки кабеля жилы разводят в стороны и
обильно покрывают конец оболочки (на длине 10—15 мм от бан-
дажа 11) и бандаж (рис. 58, б) найритовым лаком. Затем жилы
соединяют и на покрытую лаком поверхность наносят бандаж из
74
№ 2. Затем на-
Рис. 59. Концевая
заделка кабеля в
воронке:
/ — жилы кабеля;
2 —крышка; 3 —ворон-
ка; 4— парафин; 5 —
бандаж; 6 — оболочка
кабеля; 7 —просмо-
ленная лента.
шпагата. Резиновую изоляцию жил покрывают лаком до конца;
бандаж пропитывают лаком и обматывают липкой лентой.
Поливинилхлоридные трубки должны находить на изоляцию
жил с зазором от 0,3 до 0,5 мм на сторону. Жилы разводят в сто-
роны, надевают на них трубки до упора в торец 10 бандажа и ко-
решок разделки заливают заполнительным лаком
кладывают жгут, пропитывают его лаком № 1 и
обматывают поливинилхлоридной лентой.
При концевой заделке кабелей в стальных
или пластмассовых воронках, заполняемых ка-
бельной массой (рис. 59), на разделанный кабель
надевают чистую воронку и сдвигают ее вдоль
кабеля, чтобы она не мешала дальнейшей рабо-
те. На жилы 1 кабеля надевают поливинилхло-
ридные трубки и пропускают их в отверстия
крышки 2. Корешок разделки стягивают банда-
жом 5, захватывая оболочку 6. Кабель закре-
пляют в вертикальном положении. На броню на-
матывают просмоленную ленту 7, чтобы ворон-
ка 3 плотно наделась на нее. Провода равномер-
но распределяют внутри воронки. Воронку про-
гревают, заливают в нее парафин 4 и закрывают
крышкой.
Заземление электрических линий. Согласно
Правилам устройства электроустановок (ПУЭ),
заземление выполняют во всех случаях при на-
пряжении 500 в и выше, а также при напряже-
нии выше 36 в (для переменного тока) и выше
ПО в (для постоянного тока) в случаях проклад-
ки линий в помещениях с повышенной опасно-
стью, особо опасных и вне помещения.
При заземлении между землей и заземляе-
мым объектом создается малое электрическое
сопротивление, так что случайное прикосновение
к объекту человека (представляющего собой большое сопротивле-
ние) не приводит к опасным последствиям.
Заземляют броню в металлические оболочки кабелей, защитные
трубопроводы, коробки, кабельные муфты, лотки и короба. Броню
и металлическую оболочку кабелей спаивают вместе и заземляют
на каждом конце кабеля. Металлические защитные трубы, под-
лежащие заземлению, соединяют между собой для обеспечения
электрического контакта облуженными хомутами или металличе-
скими шинками, привариваемыми к концам труб. Сварку произво-
дят до затяжки проводов. Трубы соединяют с коробами с помощью
заземляющих гаек 2 (рис. 60).
Каждый заземляемый объект присоединяют к заземлителю от-
дельно. Для заземления применяют стальную проволоку диамет-
ром 6 мм; шинки толщиной 4 мм и сечением 48 мм2; медные ого-
75
ленные провода сечением 4 мм2 или изолированные сечением
1,5 мм2.
Для заземления кабеля медный проводник облуживают и на-
кладывают на облуженную броню и оболочку вдоль кабеля. Про-
водник крепят бандажами из медной
проволоки и припаивают к обеим лентам
брони. Места припайки покрывают ас-
фальтовым лаком или заливочным со-
Рис. 60. Присоединение защитной трубы к коробу:
/ — короб; 2—заземляющая гайка; 3 — защитная труба;
4 — втулка.
ставом. При сращивании кабелей в муфтах проводник припаи-
вают к броне обоих кабелей и к свинцовой муфте.
Глава 5
МОНТАЖ ПЕРВИЧНЫХ И ВТОРИЧНЫХ ПРИБОРОВ
1. ОБЩИЕ ПРАВИЛА УСТАНОВКИ ЧУВСТВИТЕЛЬНЫХ
ЭЛЕМЕНТОВ И ПЕРВИЧНЫХ ПРИБОРОВ
[Тувствительные элементы датчиков и сами датчики, используе-
мые в системах автоматического контроля и регулирования
химических производств, находятся в наиболее тяжелых условиях
эксплуатации: как правило, чувствительные элементы непосред-
ственно контактируют с измеряемыми средами, поскольку их уста-
навливают на технологическом оборудовании и трубопроводах.
Монтаж каждого вида датчиков в различных производственных
условиях имеет свои особенности. Однако существуют общие тре-
бования, предъявляемые к установке чувствительных элементов и
первичных приборов. Место установки должно быть доступным и
удобным для обслуживания датчика в процессе эксплуатации; при
установке датчиков на высоте оборудуют стационарные лестницы
и площадки для их обслуживания; установка вблизи тепловых
объектов допускается при условии защиты датчиков от радиации
изолирующими экранами. Датчики должны быть хорошо освеще-
ны; температура окружающего воздуха должна находиться в
пределах от +5 до +50° С. Установка большинства датчиков в
условиях тряски и вибрации недопустима. В случае особой необхо-
димости применяют амортизирующие устройства.
При сильной запыленности, наличии агрессивных газов, повы-
шенной влажности окружающей среды первичные приборы поме-
щают в герметичные шкафы с напорной вентиляцией сухим и
76
чистым воздухом. Датчики и приборы, устанавливаемые в неотап-
ливаемых помещениях и на открытых площадках, должны быть
утеплены или помешены в обогреваемые шкафы.
При выборе места для установки чувствительных элементов и
первичных приборов необходимо учитывать допустимые расстоя-
ния между ними, а также расстояния до вторичных приборов. Рас-
стояние между датчиками и вторичными приборами пневматиче-
ских систем может составлять до 300 м, дифференциально-транс-
форматорных систем — до 250 м, систем передачи на ферродинами-
ческих датчиках — до 1000 м. В индукционных системах передачи
расстояние ограничено требуемым сопротивлением соединительных
проводников, равным 3 ом.
При монтаже чувствительных элементов, датчиков и первичных
приборов необходимо руководствоваться чертежами, выполненны-
ми в соответствии с действующими нормалями, и монтажно-
эксплуатационными инструкциями. Отклонение от требований,
излагаемых в указанных документах, приводит к появлению
дополнительных погрешностей, искажающих действительные зна-
чения измеряемых параметров.
2. МОНТАЖ УСТРОЙСТВ ДЛЯ ОТБОРА ИМПУЛЬСОВ
ДАВЛЕНИЯ И РАЗРЕЖЕНИЯ
Отборное устройство следует устанавливать на прямолинейных
участках трубопроводов, на достаточном расстоянии от запорных
устройств, тройников, колен и разветвлений.
При измерении давления газовой или воздушной среды отбор-
ные устройства устанавливают в верхней части горизонтальных и
наклонных трубопроводов. Импульсные линии прокладывают
с уклоном в сторону отбора, манометр устанавливают в верхней
точке линии. Такое расположение способствует стоку в трубопро-
вод конденсата, образующегося в импульсной линии. Если мано-
метр необходимо установить ниже трубопровода, в нижней точке
импульсной линии ставят влагосборник.
При измерении давления воды и жидкостей отборные устрой-
ства устанавливают по горизонтальной оси трубопровода, импульс-
ную линию прокладывают с уклоном в сторону манометра. Отбор
давления пара производят в верхней части трубопровода.
Отборное устройство обычного исполнения (рис. 61) состоит из
бобышки 2, привариваемой к трубопроводу /, штуцера 3, вверну-
того в бобышку, и вентиля 4. К вентилю через соединительную
гайку 5 подключают импульсную линию.
В месте установки бобышки на трубопроводе сверлят или вы-
резают газовой горелкой отверстие. Заусенцы, образующиеся при
сверлении, и наплавы, появляющиеся при газовой резке на внут-
ренней поверхности трубы, удаляют. Выступы у отверстия внутри
трубопровода приводят к изменению динамического напора и, сле-
довательно, измеряемого статического давления. Чем больше
77
скорость движения потока в трубопроводе, тем сильнее сказы-
вается эта погрешность.
К трубопроводам с давлением до 16 кгс/см2 приваривают шту-
цер без бобышки. Бобышки и штуцера приваривают к трубопро-
водам электросваркой. Материал бобышек и штуцеров должен
быть той же марки, что и материал трубопровода.
Запорную арматуру на отборных устройствах выбирают в за-
висимости от величины максимального давления в трубопроводе,
рабочей температуры и характера среды. Запорные вентили уста-
навливают на штуцерах так, чтобы давление среды подавалось под
шток закрытого вентиля, а не на сальник.
р
а
Рис. 61. Отборное устрой-
ство для измерения давле-
ния:
1 — трубопровод; 2 — бобышка;
3 —штуцер; 4— вентиль; 5 —со-
единительная гайка.
Рис. 62. Трехходовой кран в различных
положениях:
а —для измерения; б —для продувки; в —для
проверки рабочей точки; г— для поверки нуля.
При расположении манометров на значительном расстоянии от
отборного устройства запорные вентили устанавливают у отбор-
ного устройства и перед манометром. При давлениях до 64кгс/см2
манометры устанавливают непосредственно на трехходовой кран
(рис. 62), пробка которого может занимать четыре положения.
В положении а манометр включен на измерение. В положении б
соединительная трубка через отверстие во фланце сообщается с ат-
мосферой — в этом положении пробки производят продувки им-
пульсной линии. В положении в все три отверстия соединены, дав-
ление по импульсной линии поступает в манометр и через отвер-
стие во фланце — в контрольный манометр, устанавливаемый на
фланце с помощью струбцины, в таком положении производят по-
верку показаний манометра в рабочей точке. В положении г им-
пульсная линия перекрыта, манометр сообщен с атмосферой, при
этом поверяют установку стрелки на нуль.
Если манометр устанавливают на отборном устройстве, вместо
запорного вентиля применяют трехходовой кран.
78
В случае измерения давления пара или сред с температурой
выше 70° С при установке манометра в месте отбора необходимо
применять сифон (рис. 63), в котором пар конденсируется и
жидкость остывает.
Рис. 63. Отборное устройство для измерения давлений пара
или горячих сред:
/ — манометр; 2—стальная прокладка; 3 —трехходовой вентиль;
4— кольцеобразная трубка— сифон; 5 — штуцер; 6 — хомут; 7 — опорный
кронштейн; 8 — трубопровод.
При измерении давления жидкостей и газов, разрушающих чув-
ствительные элементы манометров, а также вязких или кристалли-
зующихся при обыкновенной температуре жидкостей вблизи отбор-
ного устройства монтируют разделительный сосуд (рис. 64) или
мембранный разделитель.
В бобышку 2, приваренную к трубопроводу 1, устанавливают
запорный угловой вентиль 3. К нему через штуцер 4 присоединяют
разделительный сосуд 8. В дне сосуда установлена трубка 9, по
которой в него вводится измеряемая среда. Крышка снабжена
трубкой 10, по которой измеряемое давление передается раздели-
тельной жидкостью манометру. Сосуд имеет воздушный вентиль 7
и две пробки 5 и 6; он крепится к кронштейну хомутом 11.
Разделительный сосуд описанной конструкции предназначен
для сред, плотность которых меньше плотности разделительной
жидкости. Если плотность измеряемой среды больше плотности
разделительной жидкости, трубки 9 и 10 не нужны.
79
Рис. 64. Установка разделительного сосуда на отборном устройстве:
/ — трубопровод; 2—бобышка; 3 — угловой вентиль; 4 — штуцер; 5, 6 — пробки; 7 —воздушный
вентиль; 5 —разделительный сосуд; 9, /0—трубки; 11 — хомут.
Рис. 65. Отборное устройство для запыленных газов:
/-штуцер; 2— муфта; 3—контргайка; 4 — циклон; 5-пробка;
6 — прокладка.
80
Разделительная жидкость не должна смешиваться с измеряе-
мой средой, вступать с ней в химическое взаимодействие и дей-
ствовать разрушающе на измерительный прибор. В зависимости от
измеряемой среды в качестве разделительной жидкости применяют
воду, керосин, глицерин, этиленгликоль и др. Если измеряемая
среда — жидкость, кристаллизующаяся при обыкновенной темпера-
туре, разделительный сосуд и отборное устройство должны быть
теплоизолированы.
Устройства для отбора давления запыленных газовых сред
(рис. 65) снабжены циклонами, в которых взвешенные частицы за-
держиваются и не проникают в импульсные линии. С помощью
пробки 5 удаляют скопившуюся пыль.
ЛГеста резьбовых соединений в отборных устройствах должны
быть уплотнены с помощью прокладок. Для давлений до 20 kzcIcm1
при нормальной температуре применяют кожу, для давлений до
50 кгс/см"1 — свинец и паронит, для давлений до 150 кгс/с.и2—
отожженую медь, алюминий и фибру.
3. МОНТАЖ ДАТЧИКОВ ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
Чувствительные элементы датчиков устанавливают так, чтобы
они воспринимали действительную температуру измеряемой среды.
При этом должен быть исключен лучистый теплообмен между по-
верхностью чувствительного элемента и поверхностью, нагревае-
мой раскаленными газами, а также сведен к минимуму отвод тепла
через арматуру датчика в окружающую среду.
На технологическом оборудовании датчики устанавливают в ме-
стах, предусмотренных заводом-изготовителем. На оборудовании,
находящемся в ведении Госгортехнадзора, установка любых датчи-
ков, связанная со сверлением отверстий в стенках, допускается
только по согласованию с инспекцией Госгортехнадзора и заводом-
изготовителем.
Рекомендуется устанавливать датчики на расстоянии не менее
2—3 диаметров трубопровода от различных сопротивлений — вен-
тилей, задвижек и сужаюших устройств. Датчики не должны под-
вергаться действию посторонних источников тепла, в противном
случае их защищают экранами или теплоизоляцией. Не следует
устанавливать датчики в нишах дымоходов, газоходов и в различ-
ных углублениях, где нарушена циркуляция потоков, вследствие
чего местное значение температуры отличается от температуры в
потоке.
Стеклянные термометры устанавливают в местах, удобных для
наблюдений за их показаниями и не представляющих опасность
в отношении механического повреждения. Лучше всего устанавли-
вать их на высоте 1,5—1,8 м от пола.
Датчики температуры крепят на трубопроводах и аппаратах
с помощью нормализованных бобышек (рис. 66). Различные
типоразмеры бобышек отличаются диаметром резьбы d
81
(соответствующим резьбе на защитной арматуре датчиков), на-
ружным диаметром D (зависящим от d и рабочего давления сре-
ды) и высотой h, определяющей степень погружения чувствительных
элементов в измеряемую среду.
Если возможна установка датчиков перпендикулярно оси тру-
бопровода или стенке аппарата, применяют прямые бобышки. Ко-
гда диаметр трубопровода или свободное пространство в аппарате
таковы, что невозможно погрузить чувствительный элемент датчи-
ка на требуемую глубину, используют скошенные бобышки. Дат-
чик, устанавливаемый под углом, должен быть направлен на-
встречу потоку.
Рис. 66. Бобышки для установки датчиков измерения температуры:
а —прямая; б —скошенная; ММ —место маркировки.
Требование достаточного погружения чувствительного элемента
в измеряемую среду обусловлено его размерами (это относится,
в частности, к термометрам сопротивления и термобаллонам ма-
нометрических термометров), а также стремлением к уменьшению
разности между температурами чувствительного элемента и изме-
ряемой среды.
После определения места установки датчика в соответствии
с материалами проектной документации и конкретными условиями
на трубопроводе вырезают цилиндрическое или овальное отверстие
(в зависимости от вида применяемой бобышки). Диаметр отвер-
стия должен быть на 1—2 мм больше диаметра di скошенной бо-
бышки или диаметра d3 прямой бобышки (рис. 66). Скошенную бо-
бышку подгоняют по наружному диаметру трубопровода до
плотного прилегания скошенной поверхности,
82
Прямую бобышку устанавливают в отверстие, в трех местах
электросваркой прихватывают к трубопроводу, проверяют правиль-
ность ее положения и приваривают. Скошенную бобышку центри-
руют по отверстию вставленной в нее оправкой и приваривают.
Вварку бобышек должен вести опытный сварщик. В отверстия
приваренных бобышек ввертывают пробки на резьбе. Температур-
ные датчики устанавливают после монтажа и продувки трубопро-
вода перед его испытанием.
При установке датчиков в колене трубопровода вваривают ско-
шенную бобышку 4 (рис. 67), в которую ввертывают защитный
Рис. 68. Установка термопары
на вертикальном трубопроводе
при помощи скошенной бо-
бышки:
/ — бобышка; 2 —прокладка; 3 —шту-
цер; 4 — головка термопары.
Рис. 67. Установка углового стеклян-
ного термометра в колене трубопровода
с помощью скошенной бобышки:
/ — набивка; 2 —оправа; 3 — гайка; 4—бобышка;
5 —защитный чехол; 6 — кольцо; 7 —прокладка.
чехол 5 с прокладкой 7. На термобаллон стеклянного термометра
насаживают металлические пружинящие кольца 6\ касаясь внут-
ренней поверхности чехла и поверхности термобаллона, они способ-
ствуют быстрой передаче тепла от измеряемой среды к термометру.
Стеклянный термометр, предварительно вставленный в оправу 2
с асбестовой набивкой 1, вводят в защитный чехол и крепят гай-
кой 3. Расстояние от конца защитного чехла до оси оправы
L — I + 50 мм.
На вертикальном трубопроводе при восходящем потоке термо-
пары устанавливают на косой бобышке 1 (рис. 68), поджимая
прокладку 2 гаечным ключом при повороте штуцера 3. Головку 4
термопары располагают крышкой вверх.
На аппаратах и трубопроводах с условным давлением не более
2,5 кгс[см2 монтируют термопары и термометры сопротивления
с подвижным штуцером. Штуцер 2 (рис. 69) приваривают к трубе
83
I, заложенной в кирпичную кладку. Длина трубы I на 300—500 мм
меньше длины термопары L.
Фиксирующие ребра 7 обеспечивают неподвижность закладной
трубы. На внутреннем конце трубы приваривают опору 6, на кото-
рую опирается защитная оболочка, в результате уменьшается на-
пряжение изгиба оболочки при высоких температурах. Сальнико-
вой гайкой 3 крепят датчик 4 и уплотняют набивку 5.
При установке термобаллонов манометрических термометров
(рис. 70) на аппаратах и трубопроводах с условным давлением до
64 кгс/см2 герметичность обеспечивают сальниковым уплотнением.
7 R-R
Рис. 69. Установка термопары с подвижным штуцером:
1 — труба; 2 —штуцер; 3 —гайка; 4 — датчик температуры; 5 — набивка;
6 —опора; 7—ребро.
Место для установки термобаллона должно быть выбрано так,
чтобы обеспечить погружение его в измеряемую среду с припуском
50—60 мм. Требуемая длина погружения (в мм) указана на пло-
скости грани штуцера 4 или на втулке хвостовика.
Защитный чехол 8 с отверстиями для улучшения теплообмена
устанавливают при значительных скоростях движения среды в тру-
бопроводе; при малой скорости движения среды его не ставят.
Если условное давление в измеряемом объекте больше 64 кгс/см2,
чехол выполняют цельным.
Устанавливаемый термобаллон 7 вводят через бобышку 6 и
ввертывают штуцер 4 с прокладкой 9, предварительно ослабив
сальниковую гайку 2. Погрузив термобаллон на требуемую глуби-
ну, фиксируют его положение. Для этого ввертыванием сальнико-
вой гайки 2 плотно сжимают между двумя разъемными шайбами
84
3 асбестовую уплотнительную набивку 5 и хвостовик 1, достигая
этим требуемую герметичность.
При прокладке капилляра до места установки измерительного
прибора капилляр защищают от механи-
ческих повреждений стальным уголком или
укладкой в общем коробе. Если весь ка-
пилляр не укладывается на трассе, избы-
точную часть его следует оставлять у изме-
рительного прибора.
Перед установкой датчиков температуры
необходимо проверить соответствие услов-
ного давления, на которое рассчитана за-
щитная арматура, действительному рабоче-
му давлению измеряемой среды.
Рис. 70. Установка термобаллона манометрического
термометра:
/ — хвостовик термобаллона; 2—сальниковая гайка; 3—разъем-
ная шайба; 4 — штуцер; 5 — уплотнительная набивка; 6 — бобы-
шка; 7 —термобаллон; S —защитный чехол; 9 — прокладка.
При уплотнении резьбовых соединений под опорные поверхно-
сти штуцеров устанавливают прокладки из паронита марки У — для
Рис. 71. Установка радиационного пирометра с калильной трубой:
а —общий вид; б —вид закладной части; / — телескоп пирометра; 2 —шарнир-
ное устройство; 3 — патрубок воздушного охлаждения; 4 — фланец крепления
пирометра к трубе; 5 — карборундовая труба; 6 — шланг электропроводки;
7 — кран; S —шланг; 9 — асбест; 10 — закладная труба.
воды и пара при температуре до 425° С, или из паронита маслоупор-
ного марки УВ и алюминия — для нефтепродуктов с температурой
соответственно до 325 и 550° С.
85
Перед установкой датчиков проверяют целостность арматуры,
сопротивление изоляции между электрическими частями и корпу-
сом, соответствие материала защитной оболочки измеряемой среде.
Телескопы радиационных пирометров устанавливают на визир-
ных трубках, замурованных в кирпичных стенках печи, если излу-
чение непрозрачного светящегося пламени в отверстии трубки
близко к излучению абсолютно черного тела.
При измерении температуры газовой среды применяют калиль-
ные трубки из карборунда (рис. 71). Калильную трубку 5 устанав-
ливают в закладной трубе 10, набивая в пространство между ними
асбестовый шнур 9. Закладную трубу приваривают к металличе-
ской облицовке; закрытый конец калильной трубки должен высту-
пать в рабочее пространство на 20—50л«л«. Через штуцер 7 по
шлангу 8 для охлаждения вводят очищенный воздух под напором
100 мм вод. ст. при температуре до 30° С. Такую установку при-
меняют для измерения температуры до 1200° С при температуре
окружающей среды до 100° С; при больших значениях температуры
окружающей среды телескоп 1 помещают в кожух, через который
непрерывно пропускают охлаждающую воду.
4. МОНТАЖ ОТБОРНЫХ УСТРОЙСТВ
ДЛЯ ИЗМЕРЕНИЯ РАСХОДА
Монтаж сужающих устройств. Конструкции сужающих уст-
ройств и их установка должны соответствовать требованиям Правил
28—64. Сужающие устройства устанавливают на прямых участках
I; > 611 2Q T-gl/Ugo
Рис. 72. Установка сужающего
устройства на трубопроводах
с Дао 80 мм.
трубопроводов постоянного диа-
метра, соблюдая определенную
длину прямого участка перед су-
жающим устройством и после него.
Обычно прямой участок характе-
ризуется отношением его длины I
к диаметру /До отверстия трубо-
провода.
Длина прямого участка перед
сужающим устройством может
составлять от 10 до 100 Di0, в зависимости от вида местных сопро-
тивлений и модуля сужающего устройства. Длина прямого участка
за сужающим устройством составляет от 4 до 8 £>20 в зависимости
от модуля.
Длина прямых участков может быть сокращена вдвое при из-
мерении перепада давления через кольцевые камеры.
Установка и способ крепления сужающего устройства должны
обеспечивать возможность его разборки с целью проверки. На
трубопроводах диаметром £>2о 80 мм сужающее устройство реко-
мендуется устанавливать между двумя патрубками (рис. 72). Па-
трубки растачивают на расчетный размер £>20. При установке дол-
жна быть обеспечена перпендикулярность входного торца сужаю-
86
щего устройства по отношению к его оси с точностью до 0,5°. Сме-
щение оси отверстия относительно оси трубопровода диаметром
D2o^2OO мм должно быть не более 0,6 мм; D2o от 200 до 500 мм —
не более 1,0; D2o от 500 до ЮООльи — не более 2,0, свыше 1000 мм—
не более 3,0 мм.
Прямой участок трубопровода должен иметь круглое сечение:
при измерении диаметра отверстия не менее чем в четырех диа-
метральных направлениях вблизи сужающего устройства и на рас-
стоянии 2 £>20 от него результаты отдельных измерений не должны
Рис. 73. Установка диафрагмы с из-
мерением перепада давления через
кольцевые камеры:
/, 4 —кольцевая камера; 2 —диафрагма;
3, 5—прокладка.
Рис. 74. Установка диафрагмы высо-
кого давления на горизонтальном
участке трубопровода:
1 — конденсационный сосуд; 2 — прокладка;
5—диафрагма; 4 — фланец; 5 — соединение
на шпильке.
отличаться от расчетного значения более чем на 0,3%. Внутренний
диаметр трубопровода за сужающим устройством на том же рас-
стоянии от него не должен отличаться от расчетного более чем на
2%. На внутренней поверхности указанных участков не должно
быть уступов, наростов, сварных швов, заметных на глаз.
Для измерения расхода по методу перепада давления приме-
няют стандартные диафрагмы, сопла и сопла Вентури. Отбор пере-
пада давления может производиться через кольцевые камеры или
отдельные отверстия. У сопла Вентури отбор перепада давления
производят только через кольцевые камеры.
На рис. 73 показан в собранном виде узел сужающего устрой-
ства при измерении расхода стандартной диафрагмой с кольцевы-
ми камерами. На трубопроводе готовят место установки диафраг-
мы. На обрезанные концы трубопровода заподлицо с его торцами
насаживают фланцы так, чтобы расстояние между ними равнялось
толщине камерной установки и толщине прокладок. Выверяют их
87
положение, прихватывают и приваривают. Затем проверяют пра-
вильность положения диафрагмы 2 в кольцевых камерах 1 и 4:
острая кромка диафрагмы должна быть направлена в сторону
плюсовой камеры. Уточнив направление потока в трубопроводе,
плюсовую камеру устанавливают навстречу потоку так, чтобы на-
правление стрелки совпадало с направлением потока. Во впадины
камер вкладывают проклади 3 и 5 и устанавливают диафрагму ме-
жду фланцами так, чтобы выступы во фланцах вошли во впадины
камер 1 и 4, а прокладки не сбились со своего места.
Рис. 75. Установка сужающего устрой-
ства в обойме:
/ — трубопровод; 2 — фланец; 3 — обон*ма;
4 — диафрагма; 5, 6 —прокладки.
Рис. 76. Монтаж сужающего устройства
и соединительных линий при измерении
расхода жидкости:
/ — сужающее устройство; 2 — запорный вен-
тиль; 3— отстойный сосуд; 4 — продувочные
вентили; 5 — дифманометр: 6—газосборник.
В этой конструкции происходит самоцентровка диафрагмы 2
в камере 1, а также камер между собой и фланцами. Фланцы цен-
трируют по наружному диаметру трубопровода, что обеспечивает
требуемую соосность между отверстиями диафрагмы и трубопрово-
да. После этого фланцы стягивают болтами.
При установке сужающего устройства во фланцах с гладкой
уплотнительной поверхностью, т. е. без посадочного места, центри-
рование диафрагмы и прокладок производят исходя из равенства
зазоров между болтами и поверхностью камер. Прокладки 5 дол-
жны иметь диаметр отверстия, равный £)2о- Если они выступают
в живое сечение трубопровода, измерение расхода будет непра-
вильным.
На трубопроводах высокого давления диафрагмы и сопла уста-
навливают между фланцами, в теле которых выточены кольцевые
камеры (рис. 74). Отбор перепада давления через отдельные от-
88
верстия или группу отверстий с трубчатыми кольцевыми камера-
ми производят на трубопроводах диаметром больше 400 мм при
условных давлениях до 16 кгс/'см2. Сужающее устройство устанав-
ливают в составной оооимс (рис. 75) или между фланцами, в ко-
торых просверлены отдельные отверстия.
При измерении расхода жидкости на горизонтальных или на-
клонных участках трубопровода соединительные линии подклю-
чают к нижней половине сужающего устройства, а дифманометр
располагают ниже (рис. 76). При необходимости расположить диф-
манометр выше сужающего устройства в верхних точках линий
устанавливают газосборники (показано пунктиром).
Рис. 77. Монтаж сужающего устрой-
ства и соединительных линий при
измерении расхода пара и горячих
жидкостей:
а — на горизонтальном трубопроводе; б — на
наклонном и вертикальном трубопро-
водах; 1 — сужающее устройство; 2 — уравни-
тельный сосуд; 3 —запорный вентиль;
4 — дифманометр; 5 — продувочный вен-
тиль.
Рис. 78. Монтаж сужающего устрой-
ства и соединительных линий при
измерении расхода газа:
/ — запорный вентиль; 2 — сужающее устрой-
ство; 3 — продувочный вентиль: 4— отстой-
ный сосуд; 5~ дифманометр.
При измерении расхода пара и жидкостей при температуре
выше 120° С вблизи сужающего устройства устанавливают уравни-
тельные сосуды, соединяемые с сужающим устройством трубками,
расположенными горизонтально; сосуды должны быть располо-
жены на одном уровне (рис. 77,а). На вертикальных участках
трубопровода боковые трубки при измерении расхода пара распола-
гают на уровне верхнего отверстия для отбора перепада давления,
а при измерении расхода горячих жидкостей — на уровне нижнего
отверстия (рис. 77,6).
При измерении расхода газа соединительные линии устанавли-
вают в верхней части сужающего устройства, а дифманометр раз-
мещают выше сужающего устройства (рис. 78). При установке
дифманометра ниже сужающего устройства в нижних точках ли-
нии располагают отстойные сосуды 4. Для удаления конденсата из
трубопровода вблизи сужающего устройства с двух сторон от него
в нижней точке устанавливают трубки с продувочными вентиля-
ми 3,
89
В случае измерения расхода агрессивных жидкостей или газов
вблизи сужающих устройств ставят разделительные сосуды (см.
стр. 79). При измерении расхода жидкости разделительные сосуды
ставят ниже сужающего устройства (рис. 79). При отсутствии рас-
хода уровни разделительной жидкости в сосудах должны быть
одинаковыми. На рисунке пунктиром показан второй возможный
вариант установки дифманометра.
Монтаж расходомеров постоянного перепада и счетчиков коли-
чества вещества. Ротаметры с электрической и пневматической си-
стемами передачи показаний на рас-
стояние устанавливают на вертикаль-
ных участках трубопроводов при дви-
жении измеряемой среды снизу вверх.
Рис. 80. Установка ротаметра на трубо-
проводе:
1 — датчик; 2 — конусные переходы; 3 — запорные
органы; 4 —обводная линия.
Рис. 79. Схема установки
разделительных сосудов при
измерении расхода агрессив-
ной жидкости:
1 — газосборник; 2 — дифманометр;
3 —сужающее устройство; 4 — запор-
ный вентиль; 5 —уравнительный
вентиль; 6 — разделительный сосуд;
7 —контрольный вентиль.
Условное давление в трубопроводах до 64 и 160 кгс/см2, длина
прямых участков до и после датчика не менее 10D.
На трубопроводах с диаметром условного прохода, равным
8 мм, ротаметры монтируют на ниппельном соединении, а с диамет-
ром от 20 до 70 мм — на фланцевом.
Если трубопровод имеет диаметр больший, чем отверстие при-
соединительных фланцев, датчик 1 помещают между двумя конус-
ными переходами 2 (рис. 80), а запорную арматуру устанавливают
на основном трубопроводе до и после конических патрубков. При
установке и креплении ротаметров положение корпуса выверяют
90
трого по отвесу. Ротаметры и счетчики количества вещества мон-
ируют с обводной линией 4 и запорными органами 3, позволяю-
щими демонтировать и отключать датчики на время поверки и ре-
юнта.
Скоростные счетчики с крыльчатой и винтовой вертушкой уста-
швливают на горизонтальных участках трубопроводов, счетчики
: винтовой вертушкой можно ставить на наклонных и вертикаль-
1ых участках при восходящем движении потока. Скоростные счет-
1ики монтируют на трубопроводах с условным давлением до
Юкгс/см2. Длина прямых участков трубопровода до и после счет-
шков с крыльчатой вертушкой равна соответственно 30 D и 15 D,
1 для счетчиков с винтовой вертушкой—10Z) и 5Д
Сечение трубопровода в месте установки счетчика должно
5ыть заполнено измеряемой жидкостью. Если счетчики ставят на
юнце трубопровода с открытым сливом, то конец трубопровода
госле прямого участка за счетчиком должен быть поднят выше
/ровня счетчика. При наличии механических примесей в жидкости
геред счетчиком ставят металлические фильтры корзиночного ти-
та. Направление потока через счетчик должно соответствовать на-
правлению стрелки, нанесенной на корпусе прибора.
Объемные счетчики жидкости и газа более чувствительны к за-
грязнениям, чем скоростные, поэтому установка фильтров перед
ними обязательна. Счетчики монтируют после монтажа трубопро-
вода, продувки и очистки его от окалины и грязи.
5. МОНТАЖ ОТБОРНЫХ УСТРОЙСТВ
ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ
Измерители и сигнализаторы уровня широкого диапазона с по-
плавком постоянного погружения монтируют на открытых резер-
вуарах. Если в резервуарах возможно движение жидкости в гори-
зонтальном направлении, то по вертикальной оси перемещения по-
плавка устанавливают трубчатые успокоители или направляющие
струны.
На патрубке 4 устанавливают и крепят болтами фланец 5
с приваренной к нему трубой (рис. 81). От указателя уровня 7
через колена труб в резервуар 1 вводят перфорированную ленту
с подвешенным на ней поплавком 3. Через ушки поплавка пропу-
скают направляющие струны 2, натянутые вертикально между ос-
нованием и крышкой резервуара.
Если в резервуаре имеется некоторое избыточное давление, гид-
розатвор 6 заполняют жидкостью. Указатель уровня крепят на
скобе, приваренной к резервуару на высоте 1200 мм от пола.
Уровнемеры широкого диапазона измерения с буйком перемен-
ного погружения в жидкость крепят на горловине закрытой емко-
сти (рис. 82). Перед монтажом берут буек с номером, соответ-
ствующим номеру прибора; замена буйка другим требует перена-
стройки прибора.
91
Буек 1 собирают из отдельных звеньев, для удобства монтажа
к ушку буйка привязывают трос или проволоку и опускают буек
в емкость через горловину 4. Фланец горловины уплотняют паро-
нитовой прокладкой. Трос пропускают через резьбовое отверстие
головки буйка 3, подтягивают буек к горловине, присоединяют
к нему ленту 2 из нержавеющей стали, а трос освобождают. Опу-
стив буек, ленту 2 крепят к рычагу прибора. Головку буйка за-
крепляют на фланце, в резьбовое отверстие ввертывают пробку.
Рис. 81. Установка указателя уровня
жидкости типа УДУ-5 иа резервуаре:
1 — резервуар; 2—направляющая струна;
3 — Поплавок; 4 — патрубок; 5 — фланец;
6 — гкдрозатвор; 7 —указатель уровня.
Рис. 82. Установка измерителя уровня
типа ИУВЦ-ШК на резервуаре:
/ — буек; 2—лента; 5—головка; 4 — горло-
вина; 5—резервуар.
Аналогично монтируют регуляторы уровня вертикальные цилин-
дрические.
Для монтажа поплавковых сигнализаторов и фланцевых регу-
ляторов уровня на аппаратах отмечают номинальный уровень
жидкости, по которому должна расположиться ось привариваемого
фланца (рис. 83), размечают и вырезают отверстие, соответствую-
щее наружному диаметру патрубка 2. Если диаметр резервуара
больше 600 мм, патрубок приваривают изнутри аппарата, при
меньшем диаметре — снаружи. Затем подгоняют накладку 1, изги-
бая ее по радиусу резервуара, и приваривают сначала патрубок,
а потом — накладку к резервуару и патрубку. Отверстия на флан-
це патрубка перед сваркой располагают так, чтобы при установке
регулятора 3 поплавок 4 перемещался по вертикальной плоскости.
Для буйковых уровнемеров системы ГСП типа УБ на боковой
поверхности верхней части резервуаров приваривают патрубок
92
с фланцем (как на рис. 83). Для защиты буйка от движущейся
жидкости в резервуаре приваривают экран.
Измерители и регуляторы уровня камерные цилиндрические
устанавливают с помощью привариваемых к аппарату патрубков 1
(рис. 84) с фланцами и запорных вентилей 2 так, чтобы верхний
конец буйка в камере 4 был расположен на отметке максималь-
ного значения уровня. Камеру 4 ставят в вертикальное положение
по отвесу. Размер Н зависит от тре-
буемого предела измерения и может
составлять от 0,4 до 10 м. При не-
обходимости демонтажа прибора
Рис. 84. Установка регулятора
уровня типа РУКЦ на резервуаре
с Ру = 40 кгс/см2'.
/ — патрубок; 2, 3 — запорный вентиль;
4 —цилиндрическая камера.
Рис. 83. Установка регулятора уровня
типа РУГТФ-40 на резервуаре:
/ — накладка; 2—патрубок; 3— регулятор
уровня; 4 — поплавок.
через запорный вентиль 3 при закрытых вентилях 2 жидкость сли-
вают из камеры 4.
Отборные устройства дифманометрических уровнемеров, монти-
руемых на закрытых баках с условным давлением до 64 кгс)см2
(рис. 85), состоят из трубок 1 и 6, врезаемых в бак в верхнем и
нижнем сечениях столба жидкости. К трубке 1 на резьбе с контр-
гайкой присоединяют уравнительный сосуд 2, который крепят хо-
мутом 4 к угольнику 3, привариваемому к баку. На линии от ура-
внительного сосуда и отвода 6 устанавливают запорные вентили 5.
Отборное устройство гидростатических уровнемеров с продув-
кой воздухом или инертным газом на аппаратах под давлением до
0,5 кгс!см2 монтируют на горловине 1 (рис. 86). В отверстие флан-
ца 2 вставляют пьезометрические трубки 3 и 4 и приваривают их.
Размер L трубки 3 определяется габаритами аппарата. При уста-
новленном фланце конец трубки 3 должен находиться на расстоя-
нии 100 мм от дна резервуара, а конец трубки 4 — у верхней
93
стенки. Материал трубки 3 должен быть стойким к действию изме-
ряемой среды.
К верхним концам трубок 3 и 4 присоединяют на резьбе запор-
ные вентили 5. На переходе от вертикального участка импульсных
линий к горизонтальному устанавливают тройники 6, через кото-
рые подают воздух для продувки и передают измеряемую раз-
ность давлений, зависящую от уровня жидкости, к дифманометру.
Рис. 85. Установка отборного устрой-
ства дифманометрического уровне-
мера на закрытом баке:
У, б —трубки*. 2 —уравнительный сосуд;
б —угольник; 4 — хомут; 5 —запорный вен-
тиль.
Вид В
Рис. 86. Установка отборного устрой-
ства уровнемера с продувкой воз-
духом:
1 — горловина; 2 — фланёц; 3,4 — пьезометри-
ческие трубки; 5 —запорные вентили;
б— тройник.
На линии подачи газа в пьезометрические трубки устанавливают
блок питания воздухом или газом, контролируя расход ротаметра-
ми или барботажными стаканчиками.
Емкостные датчики электронных индикаторов уровня устанав-
ливают в вертикальном положении, ввертывая их в штуцеры
с резьбой М27, приваренные к крышке резервуара. Их можно
устанавливать на резервуарах с максимальным давлением 1,5; 16
и 25 кгс1см2, в зависимости от тцпа датчика, при температуре из-
меряемой среды от —60 до +250°С.
Измерительное устройство монтируют на расстоянии не более
20 м от датчика. Датчик соединяют с измерительным устройством
коаксиальным кабелем, проложенным в защитном трубопроводе
или в металлорукаве.
94
Емкостные датчики электронных сигнализаторов уровня уста-
навливают горизонтально в стенке резервуара в соответствующих
контролируемому значению уровня точках.
Для защиты датчиков, устанавливаемых на бункерах с
засыпкой гранулированных сред сверху, над ними приваривают
V-образный козырек из пластин толщиной 6 мм с углом при вер-
шине 80°. Длина козырька для датчика ДЕ-9 составляет 190 мм.
Датчики реле и сигнализаторов уровня, работающие на прин-
ципе использования свойства электропроводности среды, устанав-
ливают на объектах вертикально и горизонтально. При монтаже
на крышке резервуара расстояние между датчиками верхнего,
нижнего и аварийного уровней должно быть не менее ПО мм для
датчиков ЭРСУ-2, мм — для стержневых датчиков и 160 мм для
тросовых датчиков реле типа РУ-ЗЭ.
При горизонтальном монтаже датчики устанавливают на боко-
вой стенке в местах контролируемых уровней. Если резервуар и
корпус блока сигнализации заземлены на общий контур, к дат-
чику прокладывают один провод.
Датчики радиоактивных уровнемеров типа УР-8, применяемые
для измерения уровня различных агрессивных жидкостей и сыпу-
чих материалов, устанавливают на аппаратах с давлением до
250 кгс/см2 и измеряемым уровнем от 2 до 10 м.
Датчик монтируют на фланцах двух вертикальных герметичных
труб, устанавливаемых внутри аппарата. Трубы приваривают к дну
и верхней стенке аппарата так, чтобы фланцы выступали над стен-
кой не менее чем на 2W мм. Расстояние между центрами труб
должно строго соответствовать расстоянию между центрами при-
соединительных фланцев датчика.
6. МОНТАЖ ДАТЧИКОВ КОНТРОЛЯ КАЧЕСТВА
И СОСТАВА ЖИДКОСТЕЙ
Для уменьшения запаздывания показаний приборов контроля
качества и состава жидкостей необходимо производить отбор проб
из самих аппаратов или из отводящих трубопроводов в непосред-
ственной близости к аппаратам. Датчики должны быть установле-
ны как можно ближе к местам отбора проб, а если возможно —
смонтированы на обводной линии технологического трубопровода.
Условия монтажа датчиков зависят от принципа их действия и
конструкции.
Монтаж датчиков плотномеров. Поплавковые датчики 1 типа
ДПП-1 (рис. 87) устанавливают на двух угольниках 3, закрепляе-
мых на строительной конструкции, не подвергающейся вибрации.
На верхнем фланце монтируют ротаметр 2 типа РС-5 для измере-
ния расхода анализируемой жидкости. Ротаметр устанавливают
вертикально по отвесу, что обеспечивает горизонтальное положе-
ние датчика 1.
95
Для очистки жидкости от механических примесей перед датчи-
ком монтируют жидкостной фильтр 5 типа ФЖ-2, а для снижения
и стабилизации давления — регулятор давления жидкости 4 типа
РДЖ-2В. Для фильтра и регулятора давления применяют индиви-
дуальное крепление. Материал труб 7 должен быть стойким к дей-
ствию измеряемой среды. Жидкость вводят в датчик через нижний
фланец от регулятора давле-
ния. На входе в датчик ина
выходе из него устанавли-
вают запорные вентили 6.
Проточные датчики пье-
зометрических плотномеров
типа КМ монтируют в раз-
рыве технологического тру-
бопровода, если расход жид-
кости в нем не превышает
50 м3/ч. Датчики устанавли-
вают на горизонтальных и
наклонных трубопроводах
со сливом жидкости в от-
крытый резервуар непрерыв-
ным потоком. Если возмож-
но содержание газов в
жидкости, перед датчиком
ставят бак-газосборник. При
расходе жидкости больше
50 м3/ч датчики монтируют
на обводной линии. Датчик
устанавливают на фланцах,
Рис. 87. Установка датчика плотномера
типа ДПП-1:
/ —датчик; 2 —ротаметр; 3 —угольник; 4 — регуля-
тор давления жидкости; 5 —фильтр; 6 —запорный
вентиль; 7 —труба.
расстояние между фланца-
ми должно быть равно
500 мм. При креплении тру-
бопровода отверстия на
фланцах располагают так,
чтобы обеспечивать вертикальное положение датчика. Погружные
пьезометрические датчики монтируют на горловинах аппаратов,
находящихся под атмосферным давлением.
Датчики пикнометрических плотномеров типа ДУВ, выполняе-
мые совместно со сварным каркасом и четырьмя ножками из
угольника, устанавливают на горизонтальных основаниях. Плотно-
меры типа ПЖК-1 крепят к опоре с помощью диска на трех бол-
тах. Перед окончательным закреплением необходимо установить
базовую плиту датчика по уровню.
Максимальное расстояние от пробоотборного устройства до дат-
чика составляет 10 м. Для отбора пробы на трубопроводе монти-
руют задвижку, с двух сторон от нее вваривают импульсные труб-
ки. На задвижке создают перепад давления, обеспечивающий
требуемый расход жидкости через датчик. На импульсной линии
96
ставят запорные вентили со стороны трубопровода и дат-
чика.
При монтаже пикнометрических плотномеров с возвратом кон-
тролируемой среды в трубопровод давление в трубопроводе не
должно превышать давления, допустимого для плотномеров (2 и
10 кгс/см2).
Датчикй радиоактивных плотномеров устанавливают на трубо-
проводах наружным диаметром от 100 до 300 мм с толщиной стен-
ки до 20—25 мм. Расстояние между блоками источника и прием-
ника излучения не должно превышать 500 мм. При наличии
в жидкости газов в трубопровод врезают U-образный участок,
в нижней части которого монтируют датчик. При измерении плот-
ности пульпы датчик ставят на вертикальном участке трубопровода.
Если в процессе работы прибора возможно изменение толщины
стенок трубопровода вследствие истирания или налипания на них
выделяющихся из жидкости твердых частиц, в месте установки
датчика необходимо вставить патрубок на фланцевом соединении.
Для этого применяют патрубок из материала, стойкого к измеряе-
мой среде, или футерованный специальным покрытием.
Вблизи от места установки датчика на трубопроводе вваривают
трубку с запорным вентилем для отбора пробы на анализ.
Блоки источника и приемника излучения монтируют на общем
кронштейне так, чтобы указанное на боковой стенке приемника
место облучения находилось против потока гамма-лучей от источ-
ника. Если возможно значительное увеличение температуры жидко-
сти в трубопроводе, датчик предохраняют от нагрева экраном, ко-
торый не снимают и в процессе настройки прибора.
Монтаж датчиков вискозиметров. Датчики типа ДВ-1 вибра-
ционных вискозиметров ВВН-1А устанавливают на обводной линии
(рис. 88). Перепад давления в ней создают вентилем 1, устанав-
ливаемым на технологическом трубопроводе 2. С помощью запор-
ных вентилей 3 датчик отключают для ремонта и поверки. Е1а об-
водной линии устанавливают пробоотборник 4, трубку 5 подачи
растворителя для промывки датчика, термометр 6, вентиль 7 для
сообщения внутреннего пространства линии с атмосферой при сли-
ве жидкости. Датчик 8 крепят на болтах фланцем 12 к фланцу 11
колена 9. Внутренняя поверхность колена должна быть хорошо об-
работана с целью уменьшения налипания продукта.
Проточные датчики Д-9 ультразвуковых вискозиметров АС-1
монтируют на обводных линиях с условным диаметром труб 50 и
113 мм с помощью фланцев. Расстояние между фланцами 420 мм.
Датчики ДВ-1 и Д-9 монтируют на трубопроводах при давлении
до 10 к.гс1см2. Их можно устанавливать в помещениях всех клас-
сов и на наружных установках, где возможно образование взрыво-
опасных смесей, отнесенных к первой, второй и третьей категориям
групп А, Б, Г.
После присоединения кабеля и заземляющего провода к датчи-
кам клеммную коробку закрывают крышкой и пломбируют. Место
4 Зак, 1327
97
ввода кабеля должно быть уплотнено с особой тщательностью, так
как от качества уплотнения зависит взрывозащищенность ввода.
Монтаж датчиков кондуктометрических концентратомеров. Про-
точные датчики контактные КСО-3, КК, бесконтактные низкоча-
стотные АКС, КНЧ, КПО, АНК-И-02, высокочастотные АКБ и
емкостные ВКД присоединяют к импульсным трубкам на фланцах.
Особенности монтажа указанных датчиков определяются свойства-
ми контролируемой среды, ее температурой, номинальным расхо-
дом и статическим давлением.
Погружные модификации датчиков КК, АКС, КНЧ, КПО и
других устанавливают на горловинах резервуаров так, чтобы над
Рис. 88. Установка датчика типа ДВ-1 вискозиметра на трубопроводе:
/, 3, 7—вентили; 2 —трубопровод; 4—пробоотборник; 5—трубка подачи растворителя;
6 — термометр; 8 — датчик; 9— колено трубопровода; /0—чувствительный элемент
датчика; 11. 12 — фланцы.
ними не было кранов, вентилей и других источников попадания
агрессивных жидкостей на выступающую часть датчика. В месте
установки датчика концентрация анализируемой среды должна
наиболее полно отражать ход технологического процесса в дан-
ном аппарате.
Монтаж датчиков pH-метров. Проточные датчики устанавли-
вают в выбранном месте, прикрепляя их к стене или кронштейну
двумя болтами через отверстия в задней стенке корпуса. Над дат-
чиком на высоте 1—1,5 м крепят сосуд с насыщенным раствором
хлористого калия или корпус сравнительного электрода, в зависи-
мости от типа датчика.
К месту установки подводят импульсную и дренажную линии,
причем на дренажной линии должен быть обеспечен свободный
слив контролируемого раствора. Если давление в трубопроводе
не превышает 0,25 kzcIcm2, вместо дренажной линии прокладывают
импульсую линию к трубопроводу. В этом случае сосуд с раствором
хлористого калия или сравнительный электрод должны быть под-
98
няты над датчиком на 2,5 м, чтобы контролируемая среда не про-
сачивалась в сравнительный электрод.
Для установки погружных датчиков на крышке аппарата к
ней приваривают патрубок 1 (рис. 89) с двумя откидными болта-
ми на фланце 2, уплотняемом резиновой
прокладкой. На трубах 4 датчика крепят
фланец 3 с уплотнением резиновыми коль-
цами. Через фланец 2 в аппарат вводят по-
гружаемую часть датчика, фланцы 2 и 3
соединяют и стягивают болтами.
Соединительную коробку 7 крепят на
скобе с помощью болтов на расстоянии не
более 5 м от датчика и соединяют с голов-
кой 5 датчика коаксиальным кабелем, за-
щищенным гибким металлорукавом 6. Сое-
динительная коробка должна быть надежно
заземлена. Металлорукав с кабелем кре-
пят на расстоянии около 1 м от головки
датчика и соединительной коробки, а так-
же в промежуточных точках, чтобы при
вибрации оборудования избежать переме-
щения кабеля, которое может вызвать ко-
лебания стрелки прибора вследствие пьезо-
электрического эффекта в изоляции ка-
Рис. 89. Установка по-
гружного датчика типа
ДПг-5274 рН-метра:
1 — патрубок; 2, 3 —фланцы:
труба; 5 —головка датчи-
ка; 5 — металлорукав; /—сое-
динительная коробка.
линию от термометра
беля.
От соединительной коробки к потенцио-
метру в защитной трубе вместе с коаксиаль-
ным кабелем прокладывают изолированный
провод для заземления измерительной схе-
мы прибора на месте установки датчика.
При использовании температурного компен-
сатора в той же трубе можно проложить
сопротивления.
7. МОНТАЖ ВСПОМОГАТЕЛЬНОЙ АППАРАТУРЫ
ГАЗОАНАЛ ИЗАТОРОВ
Газоотборные устройства. Чтобы увеличить срок службы газо-
анализаторов и обеспечить постоянство физических параметров по-
даваемых на анализ газовых смесей, для отбора и подготовки газа
применяют специальные вспомогательные устройства. С их по-
мощью газ очищают от механических и химических примесей, охла-
ждают до нормальной температуры, отделяют конденсат, осушают,
стабилизируют давление и расход пробы на анализ.
Для того чтобы состав подаваемой на анализ пробы наиболее
полно соответствовал составу потока газа в дымоходе и чтобы на
участке от топки до отборного устройства не было подсоса воз-
духа, искажающего состав смеси, место отбора выбирают на
прямолинейном газовом канале. Температура газового потока в
4*
99
месте отбора должна быть не менее 200 и не более 600° С. При
меньшей температуре керамические фильтры, установленные на
гззоззборной трубке, быстро загрязняются смолистыми вещества-
ми, а при большей углекислый газ может частично восстанавли-
ваться в окись углерода, отдавая кислород осевшим на фильтрах
несгоревшим частицам топлива, и металлическая арматура фильт-
ра быстро разрушается.
В кирпичной кладке газохода под углом 20—24° к горизонту
закладывают трубу 2 (рис. 90) с приваренными к ней ребрами
Рис. 90. Установка газоотборного устройства в кирпичной кладке:
/ — керамический фильтр; 2— труба; 5—газозаборная трубка; 4 — крестовина;
5 — запорный край; 6 —прокладка.
жесткости и фланцем или без ребер (когда кладка имеет метал-
лическую обшивку) с приваренным к ней фланцем, на котором
крепят газозаборную трубку 3 с фланцем. Фланцевое соединение
уплотняют с помощью прокладки 6. На конце трубки 3 укрепляют
керамический фильтр 1, который должен отстоять от стенки на рас-
стоянии одной трети диагонали прямоугольного сечения канала.
Фильтр представляет собой огнеупорный керамический стакан с
порами размером 70—90 мк, защищенный металлическим экраном,
устанавливаемым со стороны газового потока и предохраняющим
фильтр от засорения. С наружной стороны трубки 3 навертывают
на резьбе крестовину 4 с запорным краном 5, на котором монти-
руют соединительную трубку к газоанализатору.
Холодильники газов типа ХК, ХГФ-1 и ОГ-39 используют
для охлаждения анализируемой газовой смеси, температура кото-
рой в месте отбора составляет от 40 до 600° С. Корпус холодиль-
ников цилиндрический, в центре корпуса проходит газовая труб-
ка, в межтрубном пространстве навстречу потоку газа протекает
100
охлаждающая вода. В нижней части холодильник имеет расшире-
ние для влагоотстойника.
Фильтры. На рис. 91, а показан фильтр для очистки газовой
смеси от сернистого газа. Корпус фильтра 1 овальной формы
снабжен двумя цилиндрическими камерами 10, на дне которых
установлены металлические сетчатые диски 4. Камеры заполнены
обезжиренной железной стружкой 5. На крышке 6 установлена
Рис. 91. Фильтры для очистки газовой пробы:
а — сернистый: / — корпус; 2 — струбцина; 3, 7,9- штуцеры; 4 — сетчатый
дней; 5 —железная стружка; 6 — крышка; 8 — лапка; 10 — цилиндрическая
камера; б — предварительный типа ФП: / — корпус; 2, 5 —штуцеры;
—патрубок; 4—планка; 6 — крышка.
струбцина 2, винт которой, упираясь в дно сосуда, прижимает
крышку через резиновую прокладку к корпусу. Штуцера 7 и 9
предназначены для подвода и отвода фильтруемого газа; через
штуцер 3 в дне фильтра периодически отводят образующийся
конденсат. Фильтр крепят к несущей конструкции двумя болтами
через отверстия в лапках 8.
Фильтр устанавливают на отборной линии при наличии в ана-
лизируемой смеси сернистого газа. Его монтируют в нижней точке
линии непосредственно у места отбора газа и используют одно-
временно как конденсационный сосуд. Смоченная конденсатом
железная стружка поглощает сернистый газ и задерживает меха-
нические примеси.
Ю1
Предварительный фильтр типа ФП (рис. 91,6) представляет
собой корпус 1, заполненный фильтрующим материалом, который
засыпают через верхнее отверстие с крышкой 6. Газ подают на
очистку через штуцер 2 и выводят через штуцер 5; конденсат
отводят через патрубок 3. Фильтр устанавливают перед редукто-
ром давления и блоком регулировки и фильтрации; крепление
производят четырьмя болтами через отверстия планок 4. Фильтр
рассчитан на давление до 25 кгс]см2 и расход газа до 600 л/ч.
Контрольные фильтры (рис. 92) применяют для дополнитель-
ной очистки газов перед подачей их в датчик газоанализатора,
Рис. 92. Контрольный фильтр:
1 — цилиндрический корпус; 2, 5 —
штуцер; 3 — гайка; 4 —стекло;
6 — вата; 7 — прилив.
а также для контроля качества работы
предварительных фильтров. Цилиндриче-
ский корпус фильтра 1 со штуцерами 2 и
5 для подключения газовой линии запол-
нен ватой 6. Сверху корпус закрыт
стеклом 4, заложенным между двумя
резиновыми прокладками и прижатым к
корпусу с помощью гайки 3. Фильтр
крепят горизонтально двумя болтами к
приливам 7. При таком положении
фильтра удобно по чистоте ваты наблю-
дать за качеством предварительной
фильтрации.
Гидрокомпрессоры и побудители рас-
хода электромеханические применяют для
обеспечения необходимого расхода ана-
лизируемой газовой смеси через датчики
газоанализаторов в тех случаях, когда
пробу газа отбирают из емкостей, нахо-
дящихся под разрежением или под дав-
лением, близким к атмосферному. Их
устанавливают после датчиков или перед
ними.
Водоструйный компрессор состоит из цилиндрического кор-
пуса 1 (рис. 93), внутри которого установлены две концентри-
ческие трубы 6 и 8. По трубе 3 через сопло в трубу 8 подается
струя воды под давлением 1,5—2,5 кгс/см2. К пространству за
соплом через штуцер 2 подведена трубка с подаваемой на анализ
пробой газа. При прохождении воды через сопло под давлением
скорость струи возрастает, что приводит к уменьшению давления
за соплом и засасыванию газовой пробы. Газ вместе с водой про-
ходит по трубе 8, а затем, барботируя между ограничивающим
кольцом 7 и трубой 8, собирается в пространстве между труба-
ми 6 и 8, вытесняя из него воду. Вода сливается через отвер-
стие 5. Вследствие разности уровней воды от нижнего конца тру-
бы 6 до сливного отверстия 5 создается напор 400 мм вод. ст., под
которым газ выходит из компрессора. На всасывающей стороне
компрессора может создаваться разрежение до 700 мм вод. ст.
102
Одновременно газ в компрессоре охлаждается й очищается от
механических примесей.
Побудитель расхода ПР-7 (рис. 94) представляет собой рота-
ционный двухпластинчатый насос 1 с приводом от электродвига-
теля переменного тока 3 типа АД-7. При вращении ротора насоса
;порция газа засасывается через штуцер 4, попадает между пла-
(Стлнками ротора, сжимается и выталкивается через штуцер 5 в
(отводную линию. При производительности 180 л/ч побудитель
расхода обеспечивает разрежение до
1500 лсм вод. ст. Его устанавливают в го-
ризонтальном положении и крепят к опоре
двумя болтами, проходящими через отвер-
стия 2 в основании кожуха двигателя.
Блоки регулировки и фильтрации, явля-
ющиеся комплексными устройствами, при-
меняют для очистки от агрессивных при-
месей, осушки, контроля чистоты, стабили-
зации и контроля расхода газов, подавае-
мых в датчики газоанализаторов.
В блок типа Б-1 (рис. 95) предвари-
тельно охлажденная и очищенная газовая
гсмесь поступает через входной вентиль 2.
(Смесь направляется на дроссель 3, кран
отбора проб 1 и через кран 4 — к фильтрам.
Дроссель 3 обеспечивает сбрасывание в
атмосферу из импульсной линии до 600 л]ч
газа, вследствие чего уменьшается запазды-
вание в показаниях газоанализатора, свя-
занное с длиной импульсной линии. Кран 1
Рис. 93. Гидрокомпрес-
сор:
/ — корпус; 2 — штуцер вход-
ной; 3, 6, 8 —трубы; 4—шту-
цер выходной; 5- сливное от-
верстие; 7 —кольцо.
предназначен для отбора пробы на анализ,
кран 4 — для подачи газа в один из химических фильтров 5 (со-
став наполнителя фильтра определяется свойствами удаляемых
агрессивных компонентов газовой смеси). Затем газ поступает в
фильтр-осушитель 6, заполненный гигроскопичным гранулирован-
ным хлористым кальцием. Фильтры 5 и 6 установлены попарно в
две ветви, краном 4 можно включать в работу одну из них, остав-
.ляя в резерве другую для смены наполнителя и чистки. Далее газ
проходит через контрольный фильтр 7, регулятор расхода 8 и рота-
метр 9 к датчику.
Блоки Б-2, Б-3, Б-4, Б-5, Б-7, Б-8 и Б-12 отличаются от рас-
смотренного блока Б-1 емкостью фильтров и отсутствием некото-
рых элементов. Так, в блоках Б-3 и Б-7 нет химических фильтров,
в блоках Б-4 и Б-8 нет фильтров-осушителей, в блоке Б-12 имеет-
ся только контрольный фильтр. В зависимости от состава и со-
стояния анализируемого газа выбирают соответствующий блок.
Выбранный блок монтируют вертикально на панели щита, стенде
или кронштейне в непосредственной близости от приемника. Со-
став вспомогательного оборудования для отбора и подготовки
103
Газов, подаваемых на анализ, определяется конкретными усло-
виями. При отборе газов из трубопроводов или аппаратов, находя-
ттшмро плтт по(Лкттп1тцк!м тт ар пойлом ипт a u а п и тл п а шт no п utzTnnu
4-ij, t t У1 14 X1,j W1 1 М‘1П U1 1»1 Д С* D ll 1 V » * * » V Pl , jviuuuuniluuivi Д, у IX 1 M LU J
снижающие давление до требуемых значений, а для аппаратов
под разрежением устанавливают побудители расхода или ком-
прессоры. Химические фильтры применяют для газов, содержащих
агрессивные компоненты; холодильни-
ки— для охлаждения смеси и т. д.
Датчики газовых хроматографов и па-
нели подготовки газа монтируют как
можно ближе к месту отбора пробы на
вертикальной панели в помещении или
в обогреваемом шкафу. Баллон с газом-
Рис. 95. Схема блока
фильтрации и регулиро-
вания расхода газа:
/, 4 —краны; 2 —входной
вентиль; <3 — дроссель; 5, 6 —
фильтры; 7 — контрольный
фильтр; 8— регулятор рас-
хода; '9 — ротаметр.
Рис. 94. Побудитель расхода типа ПР-7:
/ — насос; 2 — отверстие в основании; 3 — электро-
двигатель; 4, 5 —штуцеры.
носителем должен находиться в отапливаемом помещении. После
редуктора, устанавливаемого на баллоне, монтируют фильтр-осу-
шитель. При использовании воздуха в качестве газа-носителя в ме-
сте отбора воздуха из пневмосистемы устанавливают редуктор,
фильтр-осушитель, химический и механический фильтры. Если в
анализируемом газе содержатся углеводороды выше С4, импульс-
ную линию прокладывают вместе с обогревной, чтобы температура
пробы была не ниже 40° С.
Датчики психрометров типа ПЭ монтируют непосредственно в
местах, где необходимо определять влажность воздуха. Датчик /
типа ДВП-03 (рис. 96) крепят четырьмя болтами на панели щита.
Слева от него на расстоянии 100—150 мм на кронштейне 3,
укрепленном на панели, устанавливают вытяжное устройство 4\
104
при этом шланг 2 должен быть в горизонтальном положении. Над
датчиком на уровне 250—500 мм от резервуара на кронштейне 7
крепят бачок 8, соединяемый с датчиком трубками 5 и 6.
Датчики ДВП-04 устанавливают на трубопроводах при давле-
нии до 1 кгс!см2 и температуре от 15 до 100° С, помещая в трубо-
провод заборную часть датчика. Вытяжное устройство выносят
Вид Я
Рис. 96. Установка датчика типа ДВП-03 психрометра
ПЭ на панели щита:
/ — датчик; 2 —шланг; 3, 7 —кронштейны; 4 — вытяжное устрой-
ство; 5, 6 — трубки; 8 — бачок.
в помещение с температурой не выше 40° С. Бачок устанавливают
на такой высоте, чтобы гидростатический напор высоты столба
превышал давление в трубопроводе.
8. МЕСТО И ОСНОВНЫЕ ПРАВИЛА МОНТАЖА
ПЕРВИЧНЫХ И ВТОРИЧНЫХ ПРИБОРОВ
Контрольно-измерительные приборы монтируют на панельных
или шкафных щитах, либо на отдельных металлоконструкциях в
соответствии с требованиями проектно-технической документации
и монтажно-эксплуатационных инструкций. Приборы следует раз-
мещать так, чтобы были обеспечены свободный доступ к запор-
ным и настроечным органам, удобство обслуживания, наблюдения
и демонтажа, достаточная освещенность отсчетных устройств.
Местные приборы располагают группами, что упрощает мон-
таж как самих приборов, так и трубных и электрических прово-
док, а также их эксплуатацию. В месте установки температура воз-
духа должна быть в пределах от 5 до 50° С при относительной
влажности до 80%.
Не рекомендуется монтировать приборы открытым способом
в зоне действия теплового излучения, повышенной влажности,
наличия агрессивных паров и газов, низких температур, вибрации.
105
В этом случае приборы монтируют в закрытых щитах. При низких
температурах щиты обогревают, при повышенной влажности в
щиты подают сухой и очищенный сжатый1 воздух.
На монтаж поступают приборы, прошедшие внешний осмотр
и стендовую поверку. Разрешается монтировать приборы на окон-
чательно подготовленных и окрашенных конструкциях. Конструк-
ции должны быть снабжены устройствами, позволяющими приме-
нять способы крепления, предусмотренные заводом-ййтотовителем.
При установке приборов необходимо выверять их положение по
уровню или отвесу. В зоне монтажа приборов должны быть за-
кончены все строительные и отделочные работы, а также монтаж
технологического оборудования.
Монтаж манометров. Манометры, мановакуумметры и' вакуум1-
метры с одновитковой трубчатой пружиной общего назначения
типов I и IV по ГОСТ 8625—65 крепят штуцером с резьбой
M20XU5 на вертикальной (тип I) или горизонтальной (тип IV)/
трубке отборного устройства. При монтаже под торец штуцера ста-
вят прокладку и, держа манометр в руках и избегая перекоса,
Ввертывают штуцер в резьбовое гнездо трехходового крана на 2—
3 оборота. После этого один гаечный ключ ставят на шестигран-
ник крана и вращая вторым на штуцер, завинчивают манометр до
упора и требуемого уплотнения. Недопустима установка манометра
вращением его за корпус:1 это приводит к перекосу и поврежде-
нию. передаточного механизма.
Для утопленного монтажа на щите используют манометры
Чипа III с передним фланцем, имеющим четыре отверстия для
крепления к панели, й с радиальным расположением штуцера.
Крепление манометров типа I без борта производят при помощи
разрезного кольца и П-образной скобы с прижимным винтом.
Борт приборов с многовитковой трубчатой пружиной и сильфонных
приборов с цилиндрическим корпусом диаметром 342 мм прижи-
мают к панели при утопленном монтаже тремя «сухарями».
Унифицированные датчики ГСП для измерения абсолютного,
избыточного и вакуум метрического давления типов МАС, МС,МП,
ВС, МВС, ТС, НС, ТНС, МСв с пневматическим и токовым выхо-
дом монтируют на горизонтальной или вертикальной трубке диа-
метром от 30 до 50 мм или на специальном кронштейне. Приборы
^рекомендуется монтировать вертикально (рис. 97).
Монтаж дифманометров. Независимо от расположения диф-
манометров (в защитных шкафах или открыто в помещениях) их
устанавливают на специальных унифицированных кронштейнах.
На них крепят приборы поплавковые типа ДП, мембранные ком-
пенсационные ДМПК-4, сильфонные ДС (рис. 98,а). Труба крон-
штейна для крепления приборов ДП имеет на конце трубную
резьбу 1,5", на которую навертывают дифманометр; в случае кре-
пления приборов ДС и ДМПК-4 труба гладкая, наружный диа-
метр ее соответственно 40 и 30 мм. После посадки приборов на
кронштейн их закрепляют на трубе стопорными винтамм.
106
Дифманометры ДМПК-ЮО устанавливают на универсальные
кронштейны (рис. 98,6) или на кронштейны более простой формы
(рис. 99) в зависимости от положения плоскости опоры крепле-
ния кронштейна.
При монтаже приборов в шкафных щитах кронштейны крепят
на полках щитов. При открытой установке используют различные
Рис. 97. Установка унифицированного
датчика давления на кронштейне
с вертикальной трубкой.
Рис. 98. Кронштейны для установки
дифманометров:
а —поплавковых, сильфонных, мембранных
типа ДИПК'4; б —типа ДМПК'100.
конструкции для монтажа на стенах, колоннах или на полу. Диф-
манометры мембранные типа ДМ снабжены в нижней части ско-
бами-лапками с отверстиями для крепления на опорных конструк-
циях, в щитах или открыто. Дифманометры монтируют вертикаль-
но, выверяя их положение по уровню.
Монтаж электрических приборов. Вторичные электронные при-
боры нормальных габаритов, малогабаритные и миниатюрные
конструктивно приспособлены для утопленного монтажа в панель-
ных или шкафных щитах. При монтаже пирометрических милли-
вольтметров и логометров нельзя допускать их сотрясения и уда-
ров по панелям.
Внешние соединения измерительной и силовой цепей электрон-
ных приборов следует вводить через отдельные отверстия в кор-
пусе прибора, закрытые резиновыми заглушками. В резиновых
заглушках делают отверстия, соответствующие диаметру вводи-
мого через них жгута проводов.
107
Термометры сопротивления подключают к мостам и логомет-
рам по трехпроводной схеме (для логометров применима и двух-
проводная схема), подгоняя сопротивление соединительных про-
водов к стандартной величине, указанной на лицевой панели при-
бора. Замыкая зажимы в головке термометра, со стороны при-
бора измеряют сопротивления проводов попарно и составляют
Рис. 99. Монтаж группы дифманометров типа ДМПК-100.
три уравнения с тремя неизвестными:
Я1 = ЯА + ЯС R2 = RA + ЯБ = +
где Ri, Ri, R3 — результаты измерения; RA, RB, Rc—сопротивления проводов,
подключаемых соответственно к зажимам А, Б, С (рис. 100).
Решая уравнения совместно, находят значения РА и Re-
Снимая катушки с подгоночными сопротивлениями 5 с пане-
ли 4, уменьшают сопротивление катушки /?лб на величину сопро-
тивления /?а, катушки /?лб на величину сопротивления /?Б. После
этого катушки ставят на свои места. Эту операцию выполняют для
всех термометров. Затем снимают перемычки в головках термо-
метров и присоединяют провода к прибору.
При подключении термопар к пирометрическим милливольт-
метрам подгоняют сопротивление внешней цепи к стандартному
значению, на которое рассчитан монтируемый прибор (0,6; 5; 15;
25 ом). Для этого уменьшают сопротивление подгоночной катуш-
108
ки коммутационного зажима на величину измеренного сопротивле-
ния внешней цепи.
При монтаже электронных приборов на местных щитах вблизи
щитов не должно быть агрегатов или кабелей, создающих электро-
магнитное поле, влияющее на работу приборов. После закрепле-
Рис. 100. Схема виешиих соединений многоточечного электронного моста:
/ — задняя панель моста; 2 — колодка № 4; 3 — колодка № 3; 4 — панель подгоночных
сопротивлений; 5 —подгоночное сопротивление.
ния приборов на щите к зажиму «Земля» присоединяют зазем-
ленный медный изолированный провод. У высокоомных потен-
циометров, работающих с датчиками pH-метров, помимо заземле-
ния корпуса прибора на щите заземляют измерительную схему
датчика.
Стремясь к индустриализации монтажных работ, целесообраз-
но монтировать приборы на производственной базе в комплексе
с крупноблочной заготовкой. Шкафные щиты приборов — датчи-
ков можно поставлять на монтажную площадку с установленными
в них приборами. Практикуется также доставка на монтажную
площадку укрупненных узлов с приборами центральных и мест-
ных щитов. При этом уменьшается объем работ на монтажной
109
площадке, повышается производительность труда на производ-
ственной базе и сокращаются сроки монтажа средств контроля
и автоматики.
9. МОНТАЖ РЕГУЛЯТОРОВ
Монтаж регуляторов на щитах в основном аналогичен мон-
тажу контрольно-измерительных приборов. Приборы и регулято-
ры систем АУС и СТАРТ монтируют на панельных и шкафных
щитах. Вторичные приборы типа РЛ и ПВ крепят на панелях
щитов с помощью двух боковых кронштейнов. У приборов
ПВ10.1Э(П) и ЗРЛ-29В возможна установка регуляторов на зад-
ней стенке корпуса при помощи штеккерного присоединения и кре-
пления двумя винтами.
При монтаже регуляторов ситемы СТАРТ вблизи аппаратов их
крепят к гнезду со штеккерным разъемом на двух болтах Мб, а
гнездо, в свою очередь, крепят на болтах к опорной конструкции.
Блоки АУС и приборы системы СТАРТ монтируют внутри щита
на перфорированных конструктивных элементах, обеспечивающих
удобство их установки, обслуживания и настройки, а также мини-
мальную длину соединительных линий.
Сжатый воздух к приборам и регуляторам подводят либо от
индивидуального воздушного фильтра и редуктора давления, либо
от узла централизованного питания приборов (см. рис. 12).
Измерительно-регулирующие блоки электронных регуляторов,
выпускаемых Московским заводом тепловой автоматики (МЗТА),
приборы электронной агрегатной унифицированной системы
ЭАУС-У совместно с ключами дистанционного управления, задат-
чиками и указателями положения регулирующего органа монти-
руют на лицевых панелях щитов в закрытом взрывобезопасном по-
мещении. Регуляторы должны быть защищены от действия агрес-
сивной среды, повышенной влажности, теплового излучения, от
сильных магнитных полей и пыли. В блоки регуляторов систем
МЗТА и ЭАУС-У для предохранения от влажности и пыли через
штуцер на задней стенке корпуса подводят сухой воздух под дав-
лением до 10 мм вод. ст.
Гидравлические струйные регуляторы Харьковского завода
«Теплоавтомат» монтируют на щите или пульте в комплексе, со-
стоящем из маслонасосной установки и регулирующей части с из-
мерительными приборами и органами дистанционного управления.
Чтобы избежать действия вибрации насоса на приборы, маслона-
сосные установки MCA-1-50 и МСА-1-125 могут быть вынесены за
пределы щита или щитового помещения и обслуживать от 3 до
15 регуляторов.
Регуляторы размещают за лицевой панелью щита ниже кон-
трольно-измерительных приборов и электрической аппаратуры. Для
регуляторов устанавливают общий сливной коллектор, а ниже —
масляной бак. Блокирующие золотники и предохранительные кла-
110
паны размещают после кранов дистанционного управления. Регу-
ляторы монтируют выше уровня установки сервомоторов, в про-
тивном случае в верхних точках маслопровода необходимы вен-
тили для выпуска воздуха. На линиях от маслонасосов устанавли-
вают запорные и обратные клапаны.
При монтаже всех видов регуляторов необходимо такое взаим-
ное расположение элементов системы, чтобы при настройке регуля-
тора или перестановке задания на задатчике оператор мог с одного
места наблюдать за значениями регулируемого параметра и поло-
жением регулирующего органа.
Регуляторы прямого действия монтируют так же, как и регули-
рующие органы (см. ниже). Монтаж регуляторов непосредственно
в производственных помещениях должен обеспечивать удобство их
обслуживания при достаточной освещенности и доступ к элемен-
там настройки.
Пульты и блоки гидравлических регуляторов крепят на полах
и перекрытиях или на специальных фундаментах и опорных рамах.
Регуляторы, являющиеся составной частью измерительных прибо-
ров, устанавливают согласно требованиям, предъявляемым к мон-
тажу соответствующих приборов.
Вне помещений, а также в помещениях с агрессивными средами,
повышенной запыленностью и влажностью регуляторы устанавли-
вают в специальных шкафных щитах. Для этих целей применяют
шкафные щиты уплотненной, пыле-водонепроницаемой и герметич-
ной конструкций. Наибольшее распространение получили щиты
уплотненной конструкции с подачей в них сухого воздуха под не-
большим избыточным давлением.
Для стабилизации напряжения, подаваемого на электронные
регуляторы, в схемах питания применяют электромагнитные ста-
билизаторы напряжения, обеспечивающие работу отдельного регу-
лятора или группы регуляторов, включающей до 10 приборов. Про-
вода подключают к регуляторам на коммутационных зажимах или
пайкой. Неизолированные электрические контакты и токоведущие
элементы регуляторов должны быть закрыты изолированными
крышками, особенно в тех случаях, когда регуляторы установлены
открыто в производственных помещениях.
10. МОНТАЖ РЕГУЛИРУЮЩИХ ОРГАНОВ
И ИСПОЛНИТЕЛЬНЫХ МЕХАНИЗМОВ
Регулирующие органы устанавливают монтажные организации,
ведущие монтаж технологических трубопроводов. Эти работы
должны вестись по указаниям и под руководством специалистов
по монтажу средств автоматизации.
Клапаны монтируют на горизонтальных и прямых участках
трубопроводов (длиной не менее 10 D), чтобы направление потока
регулирующей среды совпадало с направлением, указанным на
ш
корпусе клапана. Нормальное положение регулирующего органа
вертикальное (рис. 101).
Если диаметр трубопровода больше присоединительных разме-
ров клапана, на производственной базе изготовляют по индивиду-
альным чертежам переходные патрубки с приваренными к ним
фланцами для присоединения к фланцам клапана и трубопровода.
Регулирующие органы поступают
Рис. 101. Установка мембранных регу-
лирующих клапанов.
малой механиза-
на монтажную площадку с при-
соединенными на прокладках
патрубками и затянутыми
резьбовыми соединениями. На
пневматических клапанах, ра-
ботающих совместно с пози-
ционными реле, производят
установку реле и обвязку
пневмотрубками.
Поворотные заслонки уста-
навливают на горизонтальных,
вертикальных и наклонных уча-
стках трубопроводов. Регули-
рующие органы монтируют со-
вместно с обводной линией
(байпасом), снабженной венти-
лями и задвижками, что позво-
ляет производить ремонт и за-
мену регулирующих органов и
вести процесс вручную при
аварийном режиме работы.
При большом весе регулирую-
щих органов их устанавливают
на опоры, применяя для этого
средства
ции.
Перед монтажом регулирующих органов необходимо прове-
рить их соответствие проектным данным; сюда входят условное
давление в трубопроводе, температурный предел применения, ре-
гулирующая среда, характеристика самого органа. Внутренняя
поверхность трубопровода должна быть тщательно очищена от
грязи. Соединение на резьбе или на фланцах должно быть герме-
тичным. Концы трубопровода в месте установки регулирующего
органа закрепляют на опорах, чтобы усилие от веса или прогиба
трубопровода не передавалось на болты фланцевого соедине-
ния.
Мембранные исполнительные механизмы, соленоидные и элек-
трические малой мощности типа ДР и ПР либо являются состав-
ной частью регулирующего органа, либо монтируются непосред-
ственно на нем. В остальных случаях исполнительные механизмы
устанавливают на специальных опорных конструкциях и соединяют
с регулирующими органами передаточными механизмами.
щ
Электрические исполнительные механизмы типа КДУ, МЭО и
МЭК имеют в основании 4 отверстия для
конструкции. Их размещают на сварных
подставках из угольников или на трубча-
тых подставках высотой 800 лл. Трубча-
тая подставка представляет собой трубу
2 диаметром 100 мм (рис. 102), нижнее
основание которой 1 с приваренными реб-
рами жесткости крепится на перекрытии,
полу и т. д. с помощью болтов или на
сварке. Верхнее основание 3 имеет отвер-
стия для крепления исполнительного ме-
ханизма 4. Исполнительные механизмы
размещают так, чтобы выходной вал, на
котором насажен рычаг 5, располагался
горизонтально. Магнитные пускатели
устанавливают вблизи исполнительных
механизмов на отдельных кронштейнах
или на общей подставке.
Гидравлические исполнительные меха-
низмы, а также электрические с большим
крутящим моментом монтируют на
Рис. 102. Установка электрического исполнитель-
ного механизма на трубчатой подставке:
/ — нижнее основание; 2—труба; 3 — верхнее основание»
4 —исполнительный механизм; 5 —рычаг.
крепления на опорной
низких подставках (рис. 103). Гидравлические кривошипные ис-
полнительные механизмы нельзя устанавливать картером вниз, а
Рис. 103. Установка гидравлического исполнительного механизма типа СПГК-2:
Г —подставка; 2 — исполнительный механизм; 3, 4—болты крепления механизма и подставки.
прямоходные проходные — штоком вниз, чтобы обеспечить возмож-
ность удаления из них воздуха,
ИЗ
Применяют жесткое и гибкое сочленение исполнительных ме-
ханизмов с регулирующими органами или непосредственное их
соединение. Жесткое сочленение обеспечивается системой рычагов,
тяг, кулачковых механизмов, гибкое — тросами или цепями. Со-
членения должны обеспечивать жесткость системы, минимальные
соединениях, малые упругие деформации.
Применяя соответствующую передачу,
можно изменить закон движения регули-
рующего органа, улучшить его характе-
ристику. Чтобы перемещение регулирую-
щего органа было пропорционально пере-
мещению исполнительного механизма,
рычаги 4 и 6 регулирующего органа 2 и
исполнительного механизма 1 устанавли-
вают параллельно (рис. 104). Не реко-
мендуется применять тягу 3 длиной бо-
лее 2 м однако иногда она может дости-
гать 8 м.
зазоры в шарнирах и
Рис. 104. Рычажное сочле-
нение регулирующего органа
с исполнительным механиз-
мом:
/ — исполнительный механизм;
2 — регулирующий орган; 3 — тяга;
4, 6 — рычаги; 5 — шток.
11. МОНТАЖ ЭЛЕКТРОАППАРАТУРЫ
Ключи, переключатели и кнопки уп-
равления размещают на щитах и пуль-
тах в наиболее удобном для оператора
месте. Аппараты управления и переклю-
чатели монтируют на одной линии с
функционально связанными сигнальными
устройствами и контрольными прибора-
ми. Управляющие органы отдельных
аппаратов или агрегатов группируют в
одном месте.
Вспомогательные электрические устройства — трансформаторы,
выпрямители, стабилизаторы напряжения, реле — монтируют вну-
три шкафных щитов или на задней стороне панельных щитов.
Трансформаторы и источники питания устанавливают в полнога-
баритных щитах на высоте 1700—2000 мм от пола, реле — на вы-
соте 600—1900 мм.
Электрическую аппаратуру управления монтируют также от-
дельно в малогабаритных щитах 1, укрепляемых на стенах или
колоннах (рис. 105). Кнопки управления 3 и 4 снабжены двумя
шпильками, которые пропускают через отверстия в панели щита и
затягивают гайками. Универсальные переключатели 5 крепят тре-
мя винтами через отверстия на переднем фланце переключателя.
Гайки на винтах следует подтягивать равномерно, чтобы не рас-
колоть пластмассовый фланец.
Слаботочную аппаратуру в устройствах телемеханики монти-
руют отдельными блоками в релейных шкафных щитах. Телефон-
114
ные реле в каждом блоке размещают на несущей конструкции. На
каркасе из листового материала прессом вырубают отверстия
(рис. 106), обеспечивающие возможность крепления реле (два от-
верстия диаметром 5 мм) и присоединения проводов пайкой к уп-
равляющей обмотке 1 и контактной группе 2 с обратной стороны
Рис. 105. Монтаж аппаратуры упра-
вления в шкафном малогабаритном
щите:
7 — щит типа ЩШМ-1Д; 2 —световое табло;
3 — двухштифтовая кнопка управления;
4 — одноштифтовая кнопка управления;
5 — универсальный переключатель; 6— рамка
для иадписей.
Рис. 106. Установочные разме-
ры реле типа РКН:
1 — отверстие для ввода проводов
к управляющей обмотке; 2 — то же
к контактной группе.
каркаса. На такой панели реле располагают горизонтально, кон-
такты находятся над обмоткой реле.
12. МОНТАЖ ВСПОМОГАТЕЛЬНОЙ
АППАРАТУРЫ
Для стабилизации давления питающего воздуха и дистанцион-
ного управления регулирующими клапанами применяют панели
дистанционного управления ПДУ-2 и ПДУ-А, на которых установ-
лены редуктор давления и манометр.
Байпасные панели дистанционного управления типа МБПДУ и
БПДУ-А имеют кран-переключатель 1, манометр 2 и редуктор 3
(рис. 107, а). Кран-переключатель (рис. 107) может находиться
в трех положениях. В среднем положении (в) давление на мем-
бранный исполнительный механизм отсечено и неизменно, в поло-
жении «автомат» (б) мембранный исполнительный механизм сое-
динен с регулятором, в третьем положении (г) давление после
115
редуктора подано на мембранный исполнительный механизм. Во
всех трех случаях манометр измеряет давление, подаваемое на
мембранный исполнительный механизм.
Описанные панели монтируют на передней стенке щита под
приборами и регуляторами, на которые подается питание. При от-
сутствии общего узла очистки воздуха и стабилизации его давле-
ния перед каждым прибором и регулятором ставят воздушные
фильтры типа ВФ и редукторы давления воздуха типа РДВ. Их
монтируют в нижней части щита над воздушным коллектором и
Рис. 107. Байпасная панель дистанционного управления:
а — общий вид; б —г—различные положения переключателя; 1 — кран-переключатель;
2—манометр; 3—редуктор.
под соответствующими приборами. Фильтры крепят к панели хо-
мутиками.
Подключая трубки к воздушному фильтру и редуктору, необ-
ходимо обеспечить соответствие направления движения воздуха
направлению стрелки, изображенной на них.
Блоки питания воздухом типа БПВЩ, состоящие из редуктора,
манометра и контрольных стаканчиков, смонтированных на общей
панели, устанавливают на щитах совместно с пьезометрическими
измерителями уровня или плотности жидкостей. Для крепления на
щите в панели блока имеются четыре отверстия под винты.
13. УСТАНОВКА ПРИБОРОВ КОНТРОЛЯ
И РЕГУЛИРОВАНИЯ В ПОЖАРО- И ВЗРЫВООПАСНЫХ
ПОМЕЩЕНИЯХ
В пожаро- и взрывоопасных помещениях и наружных установ-
ках разрешается устанавливать электрооборудование и приборы
только во взрывозащищенном исполнении. Такое оборудование
обеспечивает безопасность его применения в указанных условиях.
116
В зависимости от группы взрывоопасных смесей и взрывоопас-
ных сред взрывозащищенное оборудование имеет исполнение
взрывонепроницаемое, повышенной надежности против взрыва,
маслонаполненное, продуваемое под избыточным давлением,искро-
безопасное и специальное.
Перед установкой проверяют соответствие взрывозащиты элек-
трооборудования проектным данным. При вводе электрических
проводов в защитных трубах в корпус прибора и исполнительного
механизма устанавливают разделительные уплотнения, если ввод-
ные устройства не имеют специальных сальниковых уплотнений,
выдерживающих давление испытания, или арматур, заливаемых
кабельной массой.
Кабели вводят с помощью присоединительных муфт с зажи-
мом кабелей по броне и уплотнением по наружной оболочке. Кон-
струкции муфт должны обеспечивать заделку кабелей сухим спо-
собом или с заливкой кабельной массой. Устройства для ввода
проводов и кабелей в электроаппаратуру, устанавливаемую в по-
жароопасных помещениях, должны соответствовать требованиям,
предъявляемым к данному классу помещений.
Диаметр болтов заземляющих зажимов должен быть не менее
6 мм, а площадки под головки болтов следует зачистить до метал-
лического блеска и защитить от коррозии консистентными смаз-
ками. Крышки вводных устройств, закрывающие токоведущие ча-
сти, после присоединения проводов устанавливают на место и
пломбируют. Конструкция крепления должна быть такой, чтобы
крышки снимались только с помощью специальных инструментов.
Глава 6
ПРОВЕРКА, ИСПЫТАНИЕ И СДАЧА
СМОНТИРОВАННЫХ СРЕДСТВ
КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
Перед испытанием и опробованием полностью смонтированных
приборов и средств автоматизации, а также трубных и элек-
трических проводок их осматривают. При этом устанавливают со-
ответствие смонтированных средств проектной документации и
техническим условиям. Проверяют качество выполненных работ,
надежность крепления опорных конструкций и элементов систем,
правильность прокладки электрических и трубных линий, отсут-
ствие механических повреждений, состояние антикоррозионных по-
крытий.
1. ПРОВЕРКА И ИСПЫТАНИЕ ТРУБ
И ТРУБНЫХ ПРОВОДОК
Для определения прочности и плотности трубных проводок
проводят гидравлические или пневматические испытания. Перед
испытанием трубы продувают сухим очищенным воздухом,
117
а заполняемые кислородом трубы продувают инертным газом; при
продувке приборы и датчики отсоединяют.
Трубные проводки, заполняемые кислородом при давлении от
'0,7 кгс/см2 и выше, а также горючими и токсичными газами, для
проверки на прочность подвергают гидравлическим испытаниям,
а на плотность — пневматическим. Трубы, заполняемые кислоро-
дом под давлением до 0,7 кгс/см2, подвергают пневматическим ис-
пытаниям на прочность. Трубы, заполняемые средами, не огово-
ренными выше, а также работающие при низком вакууме прове-
ряют на прочность и плотность путем гидравлических испытаний.
Трубные проводки при низком вакууме испытывают на проч-
ность и плотность под давлением 1,5 кгс/см2. Полиэтиленовые и
поливинилхлоридные трубы для рабочего давления до 1,4кас/слг2
подвергают испытаниям под давлением 3 кгс/см2, а -для рабочего
давления свыше 5 кгс/см2 подвергают гидроиспытаниям под дав-
лением, равным 1,5 рабочего. При заполнении кислородом под дав-
лением до 0,7 кгс/см2 трубы испытывают пробным давлением, пре-
вышающим рабочее на 0,3 кгс/см2. В остальных случаях при рабо-
чих давлениях до 5 кгс/см2 пробное давление равно 1,5 рабочего,
но не менее 2 кгс/см2, а при рабочих давлениях свыше 5 кгс/см2
пробное равно 1,25 рабочего, но не менее чем рабочее плюс
3 кгс/см2. Приведенные данные соответствуют «Строительным нор-
мам и правилам» СНиП Ш-И. 7—67.
Для проведения испытания к одному концу трубопровода под-
ключают жидкость, воздух или инертные газы от насосов, комп-
рессоров или баллонов, а другой конец и ответвления закрывают
заглушками. Трубные проводки, проложенные в одном потоке и
подвергающиеся одинаковому давлению, испытывают одновремен-
но, соединяя их с источником давления коллектором. Испытания
проводят до наложения на трубы тепловой изоляции. Давление из-
меряют манометрами с классом точности не ниже 1,5 с пределом
измерения, составляющим 4/з измеряемого.
Гидравлические испытания ведут водой, а при окружающей
температуре ниже 5° С — раствором хлористого кальция или инду-
стриальным маслом, не замерзающим до —30° С. Жидкость под-
водят к нижней точке трубопровода, оставляя открытыми вентиль
в верхней точке (для выхода воздуха) и все промежуточные вен-
тили. По мере заполнения трубопровода жидкостью вентили за-
жрывают. В заполненном трубопроводе не должен оставаться воз-
дух, для этого можно через трубопровод прокачать жидкость.
В трубопроводе создают пробное давление, выдерживают его
5 мин, затем снижают до рабочего и тщательно осматривают тру-
бопровод, обстукивая металлические трубы легким молотком.
Если при гидравлических испытаниях пробное давление не сни-
жается и не появляются выпучины, трещины и запотевания во
время осмотра, трубные проводки принимают в эксплуатацию.
После испытаний жидкость из труб сливают и продувают возду-
хом или газом.
118
Кислородные трубные проводки должны обеспечивать постоян-
ство пробного' давления при испытаниях на плотность в течение не
менее 12 ч, после чего трубы просушивают и обезжиривают четы-
реххлористым углеродом.
Пневматические нсвытания проводят сжатым воздухом, а ис-
пытания трубных проводок, заполняемых кислородом, ведут инерт-
ным газом. Воздух и инертный газ должны быть очищены от
влаги, масла и пыли. При испытании на прочность давление под-
нимают до требуемого, выдерживают в течение 5 мин, затем сни-
жают до рабочего и осматривают трубопровод. При пневмоиспы-
танйи на плотность после гидравлических испытаний на прочность
создают рабочее давление и отключают испытываемые трубные
провоДКй! от компрессора или баллона. Давление, зафиксирован-
ное манометром, не должно меняться, в противном случае мыльной
водой смачивают подозрительные участки для обнаружения течи.
Обнаруженные неплотности устраняют в отсутствие давления.
Если при испытании на плотность не было падения рабочего дав-
ления, а после пневмоиспытаний на прочность не обнаружено
вспучивания и трещин, трубные проводки считают годными к экс-
плуатации.
Техника безопасности при испытании трубных проводок должна1
соблюдаться особо тщательно, так как даже незначительные от-
клонения от требуемых норм могут привести к несчастным слу-
чаям. Участники испытания должны быть проинструктированы!
ответственным лицом о безопасных методах и приемах заполнения'
проводок, простукивания труб, сварных швов и резьбовых соеди-
нений.
При пневмои-спытании не разрешается обстукивать трубы и
устранять течи в трубах под давлением, повышать давление сверх
установленного нормами на испытания, осматривать трубопроводы
в момент нагнетания. В зоне испытания не должно быть посторон-
них лиц. Перед испытанием трубных проводок необходимо произ-
вести гидроиспытание подводящих трубопроводов' в собранном,
виде совместно с запорной арматурой и манометрами.’-
2. КОНТРОЛЬ И ИСПЫТАНИЕ
ЭЛЕКТРИЧЕСКИХ ЛИНИЙ*
Для всех видов электрических проводок производят измерение
омического сопротивления изоляции. При этом электрическую ап-
паратуру отключают, так как иначе ири измерении сопротивления
между жилами проводов и кабелей может быть измерено сопро-
тивление обмоток приборов. Провода и кабели должны быть под-
ключены к. сборкам зажимов щитов и пультов, соединительным и
разветвительным коробкам.
* Требования по испытанию- электропроводок соответствуют СНиП:
Ш-И.7—67. '
11.9;
Сопротивление изоляции измеряют переносными мегомметрами
типа Ml 101 или МС-05. Для силовых электропроводок, а также
для всех электропроводок во взрывоопасных помещениях всех
классов и в пожароопасных помещениях класса П-1 напряжение
мегомметра должно быть 1000 в, для остальных — 500 в.
Сопротивление изоляции измеряют между всеми жилами ка-
беля или жгута проводов в защитном устройстве, а также между
каждой жилой и защитной металлической оболочкой кабеля, за-
щитного трубопровода или короба. Величина измеряемого сопро-
тивления, определяемая требованиями заводов — изготовителей
приборов, должна быть указана в проектной документации.
Защитные трубопроводы, проложенные во взрывоопасных по-
мещениях класса В-1, испытывают на плотность под давлением
2,5 кгс!см2, а в помещениях класса В-Ia, В-П и В-Па — под дав-
лением 0,5 кгс/см2. Если защитные трубопроводы проходят через
помещения разных классов взрывоопасности, то проверку их на
плотность проводят отдельно в каждом помещении. Трубопроводы
испытывают с затянутыми в них проводами или кабелями при от-
ключенных приборах. С одного конца трубопровода подводят су-
хой и. очищенный сжатый воздух, другой конец закрывают времен-
ными заглушками.
Создав давление в защитном трубопроводе, его отключают от
источника давления и по манометру определяют падение давления
в течение 3 мин. Для пригодных к эксплуатации защитных трубо-
проводов падение давления должно быть не более 50%. При
неудовлетворительных результатах испытаний смачиванием мыль-
ной водой определяют места утечки воздуха и при снятом давлении
устраняют неплотности. Эти операции повторяют до тех пор, пока
плотность защитного трубопровода не будет соответствовать тре-
бованиям. После этого уплотнительные фитинги заливают уплот-
няющим составом, а крышки коробок, электрофитингов и пробки
слива конденсата пломбируют.
Если при испытании сопротивления изоляции обнаружено ее
повреждение, участок с поврежденной изоляцией делят примерно
на две одинаковые по длине цепи и измеряют сопротивление изо-
ляции каждой из цепей. Участок с поврежденной изоляцией вновь
делят на две части и опять измеряют сопротивление изоляции
этих частей. Так продолжают до тех пор, пока место повреждения
не окажется на коротком участке, на котором его нетрудно обна-
ружить.
К началу испытания электрических проводок должны быть пре-
кращены все работы с ними. На концах проводов и кабелей выве-
шивают плакат «Под напряжением». Защитный трубопровод и
металлическая оболочка кабеля должны быть обязательно зазем-
лены. В момент определения сопротивления изоляции нельзя ка-
саться жил проводов и кабелей. При работе в сырых помеще-
ниях электрослесари должны быть обуты в диэлектрические га-
лоши.
120
3. ИСПЫТАНИЕ СМОНТИРОВАННЫХ ПРИБОРОВ
АВТОМАТИЧЕСКОГО КОНТРОЛЯ
Закончив монтаж, приступают к пуску и наладке систем авто-
матического контроля и регулирования. Для этого производят
опробование смонтированных схем с приборами, регуляторами и
аппаратурой, определяя правильность выполнения монтажных ра-
бот, работоспособность измерительных и регулирующих приборов,
отклик на искусственно подаваемые сигналы. Проверяют соответ-
ствие смонтированных приборов требованиям проектных чертежей
и техническим условиям. Проверяют состояние устройств заземле-
ния приборов и щитов, присоединенных к цеховым контурам за-
земления или специальным заземлителям.
Все измерительные приборы разарретируют в сооответствии
с монтажно-эксплуатационными инструкциями, проверяют пра-
вильность работы измерительной и регистрирующей частей при-
боров.
В случае необходимости поверки манометрических термомет-
ров снятый с места установки термобаллон вместе со стеклянным
термометром погружают в сосуд с нагретой жидкостью и через
5—6 мин проверяют показания прибора по стеклянному термо-
метру.
На регистрирующих приборах дисковую диаграмму устанавли-
вают на диаграммодержатель и по времени установки фиксируют
совпадение линии времени с положением пера. Перо промывают
в спирте и заполняют специальными чернилами с помощью пи-
петки. Включают синхронный двигатель или заводят часовой ме-
ханизм привода диаграммы и определяют состояние прибора.
У пирометрических милливольтметров проверяют подгонку
сопротивления внешней цепи, у логометров и электронных мос-
тов— сопротивление соединительных проводников, у милливольт-
метров и электронных потенциометров — полярность присоединения
термопары. Проверку работы измерительной схемы милливольт-
метров и потенциометров осуществляют включением источника
регулируемого напряжения последовательно в цепь термопары.
Регулируя величину подаваемого напряжения, контролируют пере-
мещение стрелки или регистрирующего устройства по шкале, про-
веряя при этом и срабатывание контактного сигнализирующего или
регулирующего устройства.
Измерительные схемы электронных мостов и логометров про-
веряют включением в цепь термометра магазина сопротивлений.
Для проведения наладочных работ с электронными приборами
используют переносные универсальные приборы. Находит приме-
нение универсальный переносной измерительный прибор типа
УПИП-60М, в корпусе которого находятся потенциометр постоян-
ного тока, одинарный мост постоянного тока, источник регулируе-
мого напряжения и магазин сопротивлений. Для более сложных
наладочных работ применяют универсальный прибор наладчика
121
УПН-2, выполняющий функции электронного осциллографа, лам-
пового вольтметра и миллиамперметра, измерителя R, Z, С, ис-
пытателя электронных ламп и транзисторов, источника регулируе-
мого напряжения, потенциометра и моста постоянного тока,
магазина сопротивлений.
Опробование вторичных регистрирующих приборов типа РЛ,
ПВ4—ПВ10 и показывающих типа ПМ и ПВ1 производят пода-
чей сухого и очищенного воздуха к штуцерам входа соответствую-
щих измерительных сильфонов под давлением 0,2 кгс/см2, при
этом давление питания устанавливают равным 1,4 кгс/см2. Ве-
.личину пробного давления измеряют по контрольному манометру.
1Перья и стрелки опробуемых приборов должны установиться на
нулевой отметке с отклонением не более ±0,5% диапазона шкалы
для всех приборов, кроме ПМ для последних допускается откло-
нение ±1,0%.
Проверку прибора ПВ10.1Э производят, установив переклю-
чатель на ручное управление, а давление 0,2 кгс/см2 подают на
штуцера входа и исполнительного механизма.
Включением синхронного двигателя регистрирующих приборов
определяют работу лентопротяжного механизма и качество за-
писи показаний. При необходимости перо приборов типа РЛ про-
чищают специальной стальной проволокой диаметром 0,15 мм,
а капилляр пера приборов типа ПВ продувают, соединив трубкой
пузырек-пульверизатор с бачком для чернил. Чернила подкачи-
вают до их появления на конце капилляра. У приборов 2РЛ и
ЗРЛ проверяют ход стрелок в пределах всей шкалы, наблюдая,
чтобы не было зацепления между стрелками.
Работу задатчика приборов ЗРЛ-29В, 4РЛ-29Г проверяют,
устанавливая переключатели в положение Автомат или Промежу-
точное; задатчик прибора ПВ10 при ручном или автоматическом
управлении проверяют, нажав соответственно кнопки Р и Откл.
-или А и Вкл. При плавном вращении маховичка винта задатчика
.давление должно меняться плавно, а стрелка должна переме-
щаться по шкале «Задание» без толчков и срывов. При скачко-
образном изменении давления необходимо прочистить дроссель
задатчика.
Манометры, дифференциальные манометры, вторичные при-
Гборы анализаторов качества и состава веществ и электрических
дистанционных систем проверяют включением электропитания и.
регистрирующих устройств. Неправильное подключение вторич-
ных приборов электрических дистанционных систем приведет
к установке стрелки на конечной отметке шкалы при входном
сигнале, соответствующем началу шкалы.
Перед опробованием жидкостные дифманометры заполняют
рабочей жидкостью, прилагаемой с прибором на заводе-изгото-
вителе. При таком количестве жидкости дифманометры тариро-
вались на заводе. Жидкость переливают из баллона в чистую
посуду. Из крышки поплавкового сосуда вывертывают арретир,.
122
i
в отверстие вставляют воронку, через которую заливают жидкость,
тонкой струей.
Под сливное отверстие подставляют чистую посуду и немного'
отвертывают пробку. Если ртуть потечет, значит предохранитель-
ный клапан всплыл; если ртуть не потечет, нужно деревянной па-
лочкой погружать поплавок в ртуть до момента касания клапана,
пока последний не всплывет, о чем будет свидетельствовать вы-
текание ртути из сливного отверстия. После этого сливную пробку
завертывают и доливают в прибор вытекшую ртуть. Если толка-
ние клапана поплавком не помогает, надо закрыть пробку слив-
ного отверстия, перекрыть уравнительный вентиль и подать воз-
дух под давлением 0,3—0,6 кгс!см2, пока не будет слышно про-
булькивание воздуха через слой ртути в поплавковом сосуде.
Полностью перелитая в прибор жидкость должна обеспечить уста-
новку стрелки на нуль.
4. ИСПЫТАНИЕ СМОНТИРОВАННЫХ РЕГУЛЯТОРОВ,
ИСПОЛНИТЕЛЬНЫХ МЕХАНИЗМОВ И ВСПОМОГАТЕЛЬНЫХ
УСТРОЙСТВ
Пневматические исполнительные механизмы. Сначала регули-
руют полный ход клапана (рис. 108), подавая в мембранный
привод 1 воздух под давлением 0,15—0,95 кас/сл2. Размах переме-
щения клапана, наблюдаемый по указателю 8 на шкале 6, изме-
няют вращением регулировочной гайки /0, при этом меняется сте-
пень сжатия пружины 2. Если при изменении командного давле-
ния от минимального значения до максимального размах шкалы
соответствует указанному в паспорте механизма, но клапан пол-
ностью не закрывается или не открывается, надо изменить на-
чальное положение плунжера относительно седла, меняя длину
штока, соединяющего исполнительный механизм с регулирующим
органом. Для этого, отвернув контргайку 7, вращают муфту 9,
удлиняя или укорачивая шток.
Затем снимают характеристику клапана, подавая давление ко-
мандного воздуха при прямом и обратном ходе, чтобы клапан
устанавливался на фиксированных отметках шкалы 6. Разница
в давлениях для одного и того же положения клапана при прямом
и обратном ходе (вариация) приводит к нелинейности системы
регулирования. Вариация может возникнуть в результате чрез-
мерного уплотнения сальниковой набивки 3 или искривления
штока. Поэтому проверяют прямолинейность штока и при необ-
ходимости его рихтуют; если надо, ослабляют уплотнение на-
бивки гайкой 5 и подают смазку из лубрикатора 4.
При наличии на клапане позиционного реле производят его
наладку. На реле подают питание (рис. 109), через редуктор Р на
штуцер с надписью Прибор подают сжатый воздух, подключают
контрольный манометр М для измерения давления командного
сигнала. Устанавливают величину командного сигнала 0,6 кгс/см2,
123
что соответствует степени открытия клапана 50%. Сначала гру-
бо— установкой места сочленения клапана с рычагом обратной
точно — натяжением пружины об-
связи позиционера 1, а затем
Рис. 108. Мембранный регулирующий
орган:
Z—мембранный привод; 2 —пружина*»
5— сальниковая набивка; 4 — лубрикатор!
5— гайка; 6 — шкала; 7 — контргайка; 8 — ука-
затель; 9—муфта; /0—регулировочная гайка.
ратной связи гайкой 4 добивают-
ся, чтобы степень открытия кла-
пана была 50%.
Устанавливают командное да-
вление, соответствующее 90% от-
крытия клапана. Если должного
открытия клапана не произойдет,
изменяют степень обратной свя-
зи, перемещая ролик 3 по рыча-
гу 2 до установки клапана в по-
ложение 90% открытия. Подав
первоначальный сигнал 0,6
кгс!см2, корректируют гайкой 4
Рис. 109. Принципиальная схема клапана
с позиционером:
/—рычаг обратной связи; 2 —рычаг; 3 —ролик;
4 — гайка.
открытие клапана на 50%. Еще раз устанавливают клапан на
90% открытия. Эту операцию повторяют до тех пор, пока не бу-
дет достигнуто соответствие между величиной командного сигнала
и степенью открытия клапана.
Затем, изменяя командное давление, устанавливают клапан
на разные отметки шкалы 6 (см. рис. 108), в пределах всего хода,
фиксируя величину командного давления для каждой отметки,
и определяют характеристику клапана.
124
Электрические исполнительные механизмы. У колонки дистан-
ционного управления точка присоединения тяги 3 (см. рис. 104)
к рычагу 4 должна быть расположена так, чтобы полный ход
штока 5 обеспечивался поворотом рычага 6 выходного вала
исполнительного механизма на 90°. Длина рычага 4 определяется
опытным путем: если ход штока 5 меньше требуемой величины,
длину рычага 4 уменьшают; если же при полном ходе штока 5
рычаг выходного вала КДУ не повернется на 90°, длину рычага 4
надо увеличить. Для изменения длины рычага используют заранее
подготовленные на нем отверстия. Чтобы не исказить линейную
Рис. НО. Колонка дистанционного управления:
а —общий вид; б — электрическая схема; / — штурвал; 2 — вал редуктора; 3—клеммная
колодка; 4— плаика; 5 — кулачок; 6 — тяга; 7 —движок; 3 —реостат; Р —подстроечный
реостат; 10 — плата; // — электродвигатель.
характеристику регулирующего органа изменением длины тяги 3,
устанавливают рычаги 4 и 6 в горизонтальное положение, когда
шток 5 зафиксирован на 50% хода. Сочленение колонки с клапа-
ном должно быть выполнено так, чтобы при повороте штурвала
КДУ против часовой стрелки клапан открывался, а при повороте
по часовой стрелке — закрывался.
Далее проверяют и отлаживают работу колонки. Для этого,
вытянув штурвал 1 (рис. НО), разъединяют редуктор колонки
с выходным валом 2. Ключ управления на пульте поворачивают
в положение Больше и определяют направление вращения штур-
вала. Если штурвал вращается по часовой стрелке, то, предвари-
тельно сняв напряжение, меняют местами провода на клеммах
10—12 колодки дистанционного управления 3, укрепленной на
плате 10. Затем окончательно проверяют правильность вращения
штурвала при положениях ключа управления Больше и Меньше.
При этом последовательно приподнимаются планки 4, и при оста-
125
новке двигателя 11 определяют срабатывание конечных выключа-
телей Больше (КВБ) и Меньше (КВМ).
Вращая штурвал вручную, ставят регулирующий орган в по-
ложение, когда он полностью закрыт. Кулачок 5 тяги 6 указа-
теля положения и конечных выключателей, насаженный на вал 2
редуктора, устанавливают так, чтобы движок 7 реостата 8 ка-
сался дужки со стороны КВМ и чтобы при повороте вала в сто-
рону Больше движок указателя положения перемещался к про-
тивоположной дужке реостата. После установки кулачок 5 фик-
сируют на валу 2 стопорными винтами.
В закрытом положении регулирующего органа стрелка ука-
зателя положения должна находиться на нуле, а при вращении
штурвала против часовой стрелки должна двигаться к положению
100%. Если стрелка, находящаяся в исходном положении на 0%,
при вращении штурвала в сторону Больше зашкаливает за нуль,
надо поменять местами провода на клеммах 5—6 колодки 3. Если
стрелка зашкаливает за нуль в исходном положении и при вра-
щении штурвала в сторону Больше, надо перемычку на клеммах
А—Б—В на внутренней панели КДУ переставить в другое поло-
жение. Если стрелка в исходном положении установилась на 100%,
а при вращении штурвала в сторону Больше перемещается к нулю,
перемычку на А—Б—В переставляют в другое положение и ме-
няют местами провода на клеммах 5—6 колодки 3.
Проверив соответствие перемещения стрелки указателя и регу-
лирующего органа, проверяют положение стрелки при полном от-
крытии регулирующего органа. Если стрелка указателя положе-
ния не дошла до 100% или зашкалила, вращая ручку подстроеч-
ного реостата 9, устанавливают стрелку точно на 100%.
Установив вручную регулирующий орган последовательно
в два крайних положения, подстроечными винтами 12 конечных
выключателей устанавливают зазор между контактами КВБ и
КВМ, равный 0,2—0,3 мм, после чего винты фиксируют.
Далее проверяют правильность соединения колонки с регу-
лятором. Разъединив редуктор КДУ с выходным валом, переклю-
чатель на пульте ставят в положение Авт. Задатчик поворачивают
в сторону Больше, чем нарушают баланс регулятора. При этом
штурвал колонки должен вращаться против часовой стрелки.
Если он вращается в противоположную сторону, меняют местами
провода на клеммах 1—2 колодки 3.
Электрические исполнительные механизмы позиционного регу-
лирования ДР И ДР1 проверяют на правильность установки пол-
зуна поддерживающего выключателя на контактах. С помощью
секундомера проверяют время прохождения поддерживающим вы-
ключателем половины оборота. Если время срабатывания меха-
низма не отвечает предъявляемым требованиям, по таблице на-
строек шестерен редуктора, прилагаемой к исполнительному ме-
ханизму, производят замену шестерен.
126
У исполнительных механизмов ИМТ-2/2,5 и ИМТ-4/2,5 следует
проверить правильность подключения обмоток двигателя в соот-
ветствии с выбранным напряжением (380 или 220 в). Фиксируй
заданный угол поворота выходного вала, проверяют правильность
работы конечных выключателей, которые должны останавливать
двигатель в крайних положениях.
У пропорциональных исполнительных механизмов ПР и ПР(
опробируют и регулируют конечные выключатели, которые должны
обеспечить требуемый угол поворота выходного вала, и проверяют'
величину сопротивления реостата жесткой обратной связи.
Регуляторы. При испытаниях пневматических регуляторов си-
стемы СТАРТ, АУС и типа 04 проверяют смещение контрольной
точки, диапазон дросселирования и время изодрома. Методика
проведения этих работ описана в главе 8 (стр. 214).
При проверке электронного регулирующего устройства типа
РУ4-16А ключ на пульте переводят в положение ручного управле-
ния. После включения напряжения питания нажатием кнопок или
возвратным ключом добиваются правильного вращения вала ис-
полнительного механизма. Затем регулируют концевые выключа-
тели в крайних положениях ползунка реостата обратной связи.
При нажатии кнопки Прибавить вращение должно происходить
в направлении открытия регулирующего органа. Если вращение
происходит в обратном направлении, необходимо провода, иду-
щие от кнопок или возвратного ключа к обмотке двигателя, по-
менять местами. Проверяют правильность показаний указателя
положения регулирующего органа.
На лицевой панели регулирующего устройства устанавливают
необходимые величины сопротивлений изодрома и предварения и
закорачивают зажимы конденсатора. Рукоятку Нуль устанавли-
вают в положение, соответствующее симметрии срабатывания
реле. Рукоятку Чувствительность устанавливают на величину не-
обходимой чувствительности. Рукоятку Статизм ставят на 1-е—2-'е
неоцифрованное деление. При выключенном измерительном. пг,и.
боре совмещают указатели датчика посредине шкалы. Ключ
фиксированный переводят на автоматическое регулировала©, При
этом исполнительный механизм должен оставаться в сред»ем по-
ложении. Если же исполнительный механизм идет в одно Из край-
них положений, надо поменять местами идущие к нему 'провода.
Перемещая вручную ползунок задатчика в прибери, следят,
чтобы исполнительный механизм закрывался, когда показание
датчика больше, чем задатчика, и наоборот. Если атого не проис-
ходит, необходимо поменять местами концы проводов, идущие
к исполнительному механизму и от реостата обратной 'связи.
Средства технологической сигнализации. Внешним осмотром
устанавливают надежность присоединения проводов и правиль-
ность крепления и установки реле, особенно поляризованных, рас-
полагаемых строго вертикально. Проверяют исправность реле и
других устройств, отсутствие перекоса подвижной части, чистоту
127
и плотность касания контактов. Если отдельные контакты соеди-
няются недостаточно плотно, контактные пластины подгибают.
Проверяют надежность отпадания якоря реле при обесточива-
нии управляющей обмотки. У реле времени проверяют время сра-
батывания контактов по секундомеру и соответствие действитель-
ного времени проектному.
Сначала проверяют срабатывание каждого реле индивиду-
ально, подключая к катушкам реле соответствующее напряжение,
при этом устраняют выявленные дефекты в подвижной системе.
Далее определяют последовательность срабатывания реле в за-
висимости от их функционального назначения путем опробования
каждой цепи командных импульсов, проверяют включение сиг-
нальных ламп, появление звукового сигнала и снятие сигналов.
Затем испытывают систему в целом при отключенных датчи-
ках. Включив питание, замыкают или размыкают провода комму-
тации, предназначенные для присоединения к контактным устрой-
ствам датчиков, проверяя тем самым правильность включения сиг-
нальных ламп и звонка в соответствии с подаваемым командным
импульсом. Подключив провода к датчикам и подавая в датчики
искусственно созданные сигналы, вызывают замыкание и размы-
кание контактов измерительным механизмом датчиков. Этим про-
веряют правильность настройки датчиков в зависимости от значе-
ния сигнализируемого параметра.
5. ПУСК И ПРОБНАЯ ЭКСПЛУАТАЦИЯ
СМОНТИРОВАННЫХ СРЕДСТВ КОНТРОЛЯ и РЕГУЛИРОВАНИЯ
Контрольно-измерительные приборы. Последовательность вклю-
чения приборов в работу определяется очередностью пуска техно-
логического оборудования. В первую очередь включают хозрасчет-
ные приборы измерения расхода пара, воды, топлива и перераба-
тываемых продуктов.
В начале пуска процессом управляют вручную до момента
достижения управляемыми технологическими параметрами задан-
ного значения. В этот период все регулирующие приборы исполь-
зуют как измерительные, регулирующие устройства приборов
отключают. Для включения приборов, измеряющих давление,
плавно открывают запорные вентили у отборных устройств и
у приборов. При измерении давления жидкостей поворотом трех-
ходового крана соединяют импульсную линию с атмосферой для
выпуска воздуха и заполнения линии измеряемой средой. При
измерении давления пара прибор не включают до тех пор, пока
сифон не заполнится конденсатом и конденсат не остынет. После
включения манометров проверяют установку стрелки на нуль и,
если требуется, проверяют рабочую точку по контрольному мано-
метру.
128
Включение в работу дифманометров-расходомеров производят
плавно, чтобы избежать резкой подачи перепада давления и од-
ностороннего статического давления в трубопроводе на одну из
камер.
При измерении расхода неагрессивных газов открывают за-
порные вентили у сужающего устройства. Открыв уравнительный
вентиль, плавно и одновременно открывают запорные вентили
дифманометра, после чего уравнительный вентиль закрывают. До
момента, пока не будет закрыт уравнительный вентиль, вследствие
перепада давления, созданного средой в сужающем устройстве,
будет происходить циркуляция газа по импульсным трубкам через
уравнительный вентиль. При высокой температуре газа импульс-
ные трубки и запорная арматура нагреваются, что нежелательно.
Если включают нежидкостные дифманометры, можно, не откры-
вая уравнительного вентиля, одновременно открывать оба запор-
ных вентиля у дифманометра.
При измерении расхода неагрессивных жидкостей включение
производят аналогично, с той лишь разницей, что уравнительный
вентиль закрывают через некоторое время, когда циркулирующая
жидкость вытеснит из импульсной линии находящийся в ней до
включения воздух. При наличии в верхних точках линии газосбор-
ников воздух удаляют через них. При измерении расхода пара
открывают запорные вентили у сужающего устройства; через
два — три часа, когда конденсационные сосуды и импульсная ли-
ния заполнятся конденсатом, открывают запорные вентили у диф-
манометра. В процессе заполнения импульсной линии конденса-
том слегка постукивают по трубкам для облегчения выхода
воздуха. Если дифманометр смонтирован выше сужающего устрой-
ства, воздух удаляют через газосборники, установленные над диф-
манометром.
При измерении расхода агрессивных сред с применением раз-
делительных сосудов перед включением выравнивают уровни жид-
кости в разделительных сосудах. Для этого открывают запорные
вентили дифманометра и уравнительный вентиль разделительных
сосудов, затем все вентили закрывают. Включение прибора начи-
нают с открывания запорных вентилей у сужающего устройства.
Не открывая уравнительного вентиля, одновременно открывают
запорные вентили у дифманометра.
Далее включают приборы измерения температуры. Электрон-
ные приборы следует включить заранее, чтобы они успели про-
греться.
Для пуска уровнемеров и сигнализаторов уровня с чувстви-
тельными элементами, расположенными внутри резервуаров, не-
обходимо включить электрическое или пневматическое питание.
Для пуска уровнемеров, чувствительные элементы которых по-
мещены в сообщающиеся с резервуарами сосуды, необходимо
еще открыть запорную арматуру, соединяющую резервуар с со-
судом.
5 Зак. 1327
129
У дифманометрических уровнемеров заполняют соответствую-
щей жидкостью уравнительный сосуд, а из линии, соединенной
с нижней частью резервуара, удаляют воздух. При пуске пьезо-
метрических уровнемеров регулируют расход воздуха, обеспечи-
вающий вытеснение жидкости из пьезометрической трубки.
При пуске приборов контроля состава и качества материалов
включают измерительные схемы и пробоотборные устройства,
стабилизируют давление и расход анализируемых веществ.
После включения контрольно-измерительных приборов необхо-
димо установить постоянное наблюдение за их показаниями и ра-
ботой и в случае необходимости производить поверку правиль-
ности показаний и подналадку приборов.
Регулирующие приборы. Автоматические регуляторы включают
после того, как параметры процесса при ручном управлении уста-
новлены на заданном значении, соответствующем требованиям
технологии.
Для включения регулятора ПР2.5, работающего со вторичным
прибором ПВ10.1Э, все измерительные приборы должны быть
включены в работу. Переключатель прибора ПВ10 ставят в поло-
жение ручного управления нажатием кнопки Р и ОТКЛ. Враще-
нием ручки задатчика устанавливают величину командного пнев-
матического сигнала, подаваемого на мембранный исполнительный
механизм, обеспечивая поддержание регулируемого параметра на
заданном значении в течение некоторого времени. Величину регу-
лируемого параметра контролируют по шкале вторичного прибора.
Затем нажатием кнопки А переключатель на вторичном при-
боре переводят в промежуточное положение, при этом кнопка Р
возвращается в исходное положение, отключая задатчик от ис-
полнительного механизма. Вращением ручки задатчика подводят
стрелку, указывающую заданную величину, к стрелке, указываю-
щей регулируемую величину (переменная). Устанавливают необ-
ходимую величину диапазона дросселирования ДД. Эти операции
подготавливают переход на автоматическое регулирование.
Регулятор включают нажатием кнопки ВКЛ. При этом выход-
ной сигнал с регулятора подается на исполнительный механизм
и на правую шкалу прибора. С этого момента поддержание регу-
лируемого параметра на заданном значении ведется автомати-
чески. В ходе процесса регулирования производят корректировку
величины диапазона дросселирования, находя ее оптимальное зна-
чение.
Регуляторы ПР3.21 и ПР3.22 включают в работу в той же
последовательности при выключенном изодроме с дальнейшим
определением параметров настройки регулятора на процесс.
Включение регуляторов соотношения ПР3.23 и ПР3.24 произ-
водят после ручного дистанционного управления процессом ручкой
задатчика вторичного прибора, добившись стабилизации регули-
руемого параметра на заданном уровне. При этом должны быть
нажаты кнопки Р и ОТКЛ. После этого включают кнопку АП, за-
130
поминают величину второго параметра по шкале задания вторич-
ного прибора. Затем снова нажимают кнопку Р и, воздействуя на
регулируемый параметр ручным задатчиком, добиваются требуе-
мого соотношения между двумя параметрами. Соотношение, уста-
новленное на регуляторе, проверяют, наблюдая за его выходным
давлением по контрольному манометру, подключенному к выходу
регулятора. Если выходное давление регулятора не равно давле-
нию на исполнительном механизме, добиваются равенства этих
давлений корректировкой соотношения. Затем устанавливают тре-
буемые значения диапазона дросселирования и времени изодрома.
После проведенной подготовки нажимают кнопки АП и ВК<Л, чем
обеспечивается пуск регулятора соотношения.
Регулятор 4РБ-32А(ПР3.8), работающий совместно с показы-
вающим прибором 2МП-30В или с регистрирующим прибором
ЗРЛ-29В, включают, когда пущены все датчики, измерительные
блоки, вторичные приборы и реле. После этого, установив ручки
переключателя в положение Р, ведут ручное дистанционное управ-
ление со вторичного прибора красной ручкой задатчика.
Управляя дистанционно, добиваются стабилизации регулируе-
мого параметра на заданном значении. Зная величины настроеч-
ных параметров регулятора, в зависимости от объекта регулиро-
вания устанавливают требуемый диапазон дросселирования и
время изодрома. Если сведения об объекте отсутствуют, ставят
максимальное время изодрома, а дроссель предела пропорциональ-
ности устанавливают на 50%.
После этого ручку переключателя из положения Р переводят
в положение П (промежуточное) При этом выход регулятора от-
ключен от исполнительного механизма, который соединен только
с сильфоном вторичного прибора. Давление от задатчика посту-
пает в регулятор и измеряется по шкале прибора. Вращая ручку
задатчика, ставят стрелку на шкале Задание соответственно уста-
новившемуся значению регулируемого параметра. После этого
ручку переключателя ставят в положение А, переходя на автома-
тическое регулирование.
Включение регулятора 04, работающего совместно с панелью
дистанционного управления, также производят после того, как при
ручном управлении процессом достигнута стабилизация регули-
руемого параметра на заданном значении. Поставив кран-пере-
ключатель панели в среднее положение, редуктором создают дав-
ление питания регулятора по правому манометру, равное
1,1 кгс1см2. Устанавливают требуемую величину диапазона дрос-
селирования и времени изодрома. Стрелку задатчика совмещают
со стрелкой, регистрирующей текущее значение параметра в мо-
мент, когда давление на левом манометре регулятора станет рав-
ным давлению на исполнительном механизме, зафиксированному
манометром дистанционной панели. Переводом крана-переключа-
теля панели в положение Авт заканчивается процесс включения
регулятора в работу.
5!
131
Для каждого технологического процесса может быть определена
очередность пуска регуляторов с учетом специфики и особенностей
процесса. Эта очередность должна совпадать с последователь-
ностью пуска технологического оборудования. На каждом техно-
логическом объекте в первую очередь включают регуляторы не-
зависимых систем несвязанного регулирования, затем зависимых
систем несвязанного регулирования, затем систем регулирования
соотношений и каскадного регулирования. В момент пуска каж-
дый регулятор сначала работает автономно, а при установившем-
ся технологическом режиме вводят в действие корректирующие
связи.
После пуска систем автоматического регулирования присту-
пают к определению параметров оптимальной настройки регуля-
торов. При наличии математического описания объекта регулиро-
вания параметры настройки получают расчетным путем. Для
большинства объектов химической промышленности параметры
настройки определяют путем расчета, исходя из полученных экс-
периментальных данных. Для этого снимают кривые разгона или
амплитудно-фазовые частотные характеристики объектов.
Кривые разгона можно снять при ручном управлении объек-
том. Снятие амплитудно-фазовой частотной характеристики лучше
производить автоматически, для чего регулятор включают как
позиционный. На основании полученных экспериментальных дан-
ных рассчитывают настройку регуляторов по известной мето-
дике *
Особенности пробной эксплуатации смонтированных средств
контроля и автоматики. Пуск и пробную эксплуатацию средств
контроля и автоматики осуществляют совместно с пуском и проб-
ной эксплуатацией технологического оборудования. Обслуживаю-
щий персонал технологической службы не может в совершенстве
знать оборудование и не имеет достаточного опыта управления
им. На ход технологического процесса большое влияние оказы-
вают как недостатки в работе автоматических систем, так и нека-
чественная работа производственного оборудования. Эти обстоя-
тельства усложняют возможность быстрого определения и устра-
нения причин неудовлетворительного регулирования параметрами
процесса.
Несмотря на предпусковую поверку и наладку средств авто-
матизации, в процессе пуска многие приборы приходится налажи-
вать заново, учитывая условия и особенности данного технологи-
ческого процесса.
В период пуска и пробной эксплуатации в помощь работникам
пуско-наладочной организации, а также для освоения средств
контроля и автоматики выделяют наиболее квалифицированных
* Копелович А. П., Инженерные методы расчета при выборе автомати-
ческих регуляторов, Металлургнздат, 1960; Ротач В. Я., Расчет настройки про-
мышленных систем регулирования, Госэнергоиздат, 1961.
132
специалистов службы эксплуатации во главе с заместителем на-
чальника цеха.
После удовлетворительной работы систем контроля и автома-
тики в течение трех суток пробной эксплуатации смонтированные
средства по актам сдают заказчику.
6. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
НА СДАЧУ СМОНТИРОВАННОГО ОБОРУДОВАНИЯ В ЭКСПЛУАТАЦИЮ
Пуск и пробная эксплуатация средств контроля и автоматики
являются завершающим этапом их монтажа и сдачи работникам
эксплуатационной службы заказчика. При этом составляют сда-
точный акт в двух экземплярах, к которому прилагают соответ-
ствующую сдаточную документацию. Акт составляет комиссия,
в которую входят официальные представители заказчика и
монтажной организации.
В акте перечисляют проектные материалы, на основании кото-
рых велись монтажные работы; указывают дату начала и оконча-
ния этих работ; записывают результаты внешнего осмотра и
индивидуального опробования средств контроля и автоматики;от-
мечают недоделки и недостатки в монтаже, которые не влияют на
эксплуатацию, а также назначают сроки их ликвидации и кон-
кретных исполнителей. Выявленные недостатки монтажа, нару-
шающие качество работы оборудования, должны быть устранены
до момента пуска средств автоматизации. В конце сдаточного акта
дают оценку выполненной работе. В приложении к акту перечис-
ляют все средства контроля и автоматики, принятые в эксплуа-
тацию.
К сдаточному акту прилагаются следующие документы.
1. Рабочие чертежи проекта. Если в процессе монтажа были
внесены изменения, они должны быть внесены в рабочие чертежи
или представлены на отдельных листах. Все изменения и добав-
ления в чертежах должны быть заверены подписями ответствен-
ных лиц.
2. Акты на скрытые работы. К таким работам относят уста-
новку сужающих устройств, пароотборных устройств солемеров,
а также специальных защитных устройств внутри технологического
оборудования для защиты чувствительных элементов приборов и
регуляторов от повреждения; укладку защитных труб электриче-
ских линий в элементах зданий; прокладку кабелей в земле. Акты
составляют с представителем заказчика. В них указывают необ-
ходимые размеры смонтированных устройств, а для кабелей —
марку, длину и глубину заложения от планировочной отметки.
Прилагают схему прокладки кабеля с размерами всех участков,
позволяющую определить места поворотов трассы, расположения
муфт и пересечений.
3. Акты обезжиривания труб, арматуры, фасонных частей и
приборов при монтаже трубных линий для кислорода,
133
4. Протоколы испытания трубных проводок на прочность и
плотность. В них приводят технические характеристики контроль-
ных приборов, по которым производились измерения, указывают
температуру воздуха в начале и в конце испытаний. Для каждой
проверенной трубной линии указывают ее номер по проекту, на-
значение, длину (общую и подвергавшуюся испытаниям), расчет-
ные рабочие параметры, давление в начале и в конце испытания,
длительность выдержки при максимальном давлении.
5. Протоколы испытания на плотность защитных трубопрово-
дов электрических линий во взрывоопасных помещениях. В про-
токолы вносят данные о контрольных приборах, указывают номера
линий и показания установленных на них приборов в начале ис-
пытания и через 5 мин.
6. Протоколы измерения сопротивлений изоляции электриче-
ских линий, в которые вносят сведения о контрольных приборах,
величине напряжения испытания, указывают номера линий и ве-
личину сопротивления в мегаомах.
7. Протоколы прогрева кабелей перед прокладкой в зимних
условиях, куда записывают характеристики контрольных прибо-
ров, полные данные о кабеле, его температуру в начале и в конце
прогрева, напряжение и силу тока при прогреве, температуру воз-
духа на участке прокладки кабеля.
8. Протоколы стендовой поверки средств контроля и автомати-
ки, в которых дают общее заключение о пригодности средств кмо-
тажу, приводят технические данные о поверяемых и контрольных
приборах, указывают погрешности для оцифрованных участков
шкалы.
9. Ведомость смонтированных средств контроля и автоматики,
в которой указывают номера их позиций по проектным специфи-
кациям, а также наименование, тип и заводские номера. В соот-
ветствии с ведомостью сдают и монтажно-эксплуатационные ин-
струкции, паспорта и прочую техническую документацию, получен-
ную вместе с приборами от заводов-изготовителей.
10. Документы, необходимые для сдачи трубных линий высо-
кого давления. Сюда входят: исполнительные схемы монтажа
трубных линий с подетальной спецификацией;
сертификаты труб и ведомости индивидуальной приемки труб;
паспорта и сертификаты на каждую единицу арматуры с при-
ложением документов по ревизии и испытаниям на прочность и
плотность;
паспорта и сертификаты на резьбовые соединения, фланцы,
фасонные части, линзы, шпильки и гайки, комплектующие соеди-
нения трубных линий;
паспорта или ведомости на изготовление гнутых отводов труб
и ведомости проверки фланцевых соединений;
ведомости выполнения сварочных работ с приложением сер-
тификатов на электроды и флюсы и копии удостоверений свар-
щиков, производивших сварку трубных линий;
134
журнал сварочных работ, в котором должны быть заполнены
следующие графы: дата производства работ, номер трубной линии
по проекту и номер стыка, диаметр и толщина стенки линии, но-
мер сертификата, вид сварки, номер и марка сертификата элек-
тродов или присадочных прутков, номер клейма, фамилия и ини-
циалы сварщика, подпись производителя работы;
ведомости испытаний контрольных образцов сварных стыков
труб; журналы регистрации рентгено- или гаммаграфии сварных
стыков.
РАЗДЕЛ ВТОРОЙ
ЭКСПЛУАТАЦИЯ И РЕМОНТ СРЕДСТВ КОНТРОЛЯ
И РЕГУЛИРОВАНИЯ
Глава 7
ОРГАНИЗАЦИЯ СЛУЖБЫ КОНТРОЛЯ
И АВТОМАТИКИ НА ПРЕДПРИЯТИЯХ
1. ЗАДАЧИ И СТРУКТУРА СЛУЖБЫ КОНТРОЛЯ
И АВТОМАТИКИ ПРЕДПРИЯТИЯ
l-Га предприятиях химической промышленности функционирует
* * специальная служба контроля и автоматики, подразделения
которой выполняют различные виды работ. Основной задачей
службы является обеспечение бесперебойной и нормальной ра-
боты всех технических средств автоматического контроля и регу-
лирования, позволяющей предприятию выполнять плановые задания.
В соответствии с этим на службу контроля и автоматики воз-
лагают обязанности обслуживания и контроля за нормально?! экс-
плуатацией средств автоматического контроля и регулирования,
проведения периодической поверки, их планово-предупредитель-
ного, среднего и капитального ремонта, а также ведомственного
надзора за мерами и измерительными приборами.
Служба контроля и автоматики обеспечивает безопасность ве-
дения технологического процесса с помощью противоаварийных
средств защиты; обеспечивает оборудованием и осуществляет тех-
нический надзор при монтаже средств автоматики на вновь строя-
щихся или реконструируемых участках предприятия, принимает
в эксплуатацию смонтированное оборудование. Кроме того,
служба КиА составляет заявки на получение контрольно-повероч-
ного оборудования, средств контроля и автоматики, запасных час-
тей и различных материалов. Она обеспечивает также обучение
техническим знаниям и безопасным методам работ личного со-
става, внедрение новых видов приборов, регуляторов и автомати-
ческих систем, передового опыта эксплуатации.
Структура службы контроля и автоматики химических заводов
строится с учетом поставленных выше задач и объема выполняе-
мых работ. Примерная структурная схема службы контроля и
автоматики химических заводов показана на рис. 111.
136
Службу возглавляет заместитель главного инженера завода
по автоматизации, подчиняющийся главному инженеру завода.
Он является проводником передовой технической мысли в области
автоматизации производственных процессов па заводе и отвечает
за качество работы вверенной ему службы.
Начальник цеха подчиняется заместителю главного инженера
по автоматизации, он осуществляет административно-хозяйствен-
ное и техническое руководство работой служб и участков цеха
Рис. 111. Структурная схема службы контроля и автоматического управления
химического предприятия.
непосредственно и через своих заместителей, обеспечивая беспе-
ребойную и высококачественную работу средств автоматического
контроля и регулирования, сигнализации и блокировки.
Вычислительный центр выполняет задачи централизации управ-
ления заводом. Информация о ходе технологического процесса
в виде унифицированных сигналов поступает на центральную ин-
формационную машину, где производят периодическую регистра-
цию и сравнение текущих значений параметров с заданными. При
отклонении параметров от заданного значения информация посту-
пает на электронно-вычислительную машину дискретного дей-
ствия. Машина производит расчет технико-экономических показа-
телей отдельных участков производства по формулам, заложен-
ным в программу, и, осуществляя логические операции, выдает
рекомендации для изменения технологических режимов. Старший
137
инженер производства на основании анализа рекомендаций и ин-
формации о ходе технологического процесса дает команду об из-
менении режима сменным инженерам участков через блоки вы-
дачи команд.
Группа ведомственного надзора следит за правильной эксплу-
атацией контрольно-измерительных приборов, хранением их в над-
лежащем состоянии и представлением в установленные сроки для
поверки. Составляет графики ведомственной и государственной
поверки приборов, организует поверку контрольных и образцовых
приборов завода, которую производит поверитель местного Коми-
тета мер и измерительных приборов. Группа выводит из эксплуа-
тации не представленные своевременно на поверку, поврежден-
ные, изношенные и незаконно используемые измерительные при-
боры.
Группа ведомственного надзора занимается разработкой и
внедрением мероприятий по выявлению, предупреждению и устра-
нению причин потерь вырабатываемой продукции в виде брака
вследствие неправильного пользования приборами или примене-
ния неисправных приборов. Обязанности группы определены пра-
вилами Государственного Комитета стандартов Совета Мини-
стров СССР.
Группа паспортизации, находящаяся в ведении ведомственного
надзора, учитывает все имеющиеся на заводе измерительные при-
боры и заводит на каждый из них паспорт, куда заносятся все
необходимые сведения о приборе, периодичность его поверки, ре-
зультаты поверки и ремонта. Группа имеет тесный контакт с пред-
ставителями органов Госстандарта СССР, к которым обращается
по всем вопросам, связанным с измерительным хозяйством.
Вопросами новой техники и реконструкции занимается замес-
титель начальника цеха. В его ведении находятся эксперименталь-
ные лаборатории, состав которых определяется профилем завода,
а также лаборатория внедрения новой техники и возглавляемые
мастерами бригады монтажников и электрослесарей. Заместитель
начальника цеха по новой технике и реконструкции является пред-
ставителем заказчика для монтажной и пуско-наладочной органи-
заций, ведущих работы во вновь строящихся цехах завода. Он
осуществляет технический контроль за качеством монтажа средств
контроля и автоматики, выделяет представителей для участия
в стендовой поверке приборов и регуляторов и в испытании элек-
трических и трубных проводок. Кроме того, он ведет работы по
опытному и промышленному испытанию новых видов элементов
систем контроля и автоматики и систем в целом, а также дает
заключение о результатах испытания.
Группа учета обрабатывает диаграммы хозрасчетных расходо-
меров, снабжает диаграммами эксплуатационные участки и хра-
нит снятые с установок диаграммы. В ведении этой группы нахо-
дятся техническая документация цеха, инструкции и справочники.
Она оформляет отчетные материалы для составления баланса по
138
хозрасчетным показателям технологических цехов, а также рас-
считывает сужающие устройства и регулирующие клапаны.
Хозяйственная группа ведает табельным учетом, делопроизвод-
ством цеха, снабжением и материальньш складом. Группа состав-
ляет заявки на приобретение средств контроля и автоматики
в соответствии с планом развития производства и с учетом вы-
шедших из строя в процессе эксплуатации или морально устарев-
ших приборов. В заявках должно быть предусмотрено создание
3%-ного резерва средств контроля и автоматики (от основного
фонда завода) для обеспечения своевременной замены приборов,
вышедших из строя. Это создает условия бесперебойного обслу-
живания технологического процесса. Резерв средств контроля и
автоматики и основной их фонд находятся в распоряжении техно-
логических цехов и состоят на их балансе. Хозяйственная группа
составляет заявки и обеспечивает получение запасных частей и
узлов, а также различных материалов, необходимых для ремонта
приборов и регуляторов и для нормальной работы ремонтных мас-
терских и лабораторий.
Группа противоаварийной защиты и сигнализации во главе
с начальником- находится в подчинении начальника цеха. Группа
обеспечивает безотказную и надежную работу средств противо-
аварийной защиты и сигнализации технологического оборудова-
ния. Деятельность группы определяется действующими на заводе
инструкциями и графиком поверки средств защиты. Не реже двух
раз в день работники группы должны осматривать и подвергать
профилактическому уходу находящиеся в эксплуатации средства
противоаварийной защиты. После остановки аппаратов их вновь
включают только в присутствии начальника группы противоава-
рийной защиты или другого доверенного, лица. Опробование
средств защиты производят в присутствии начальника технологи-
ческого участка и начальника службы эксплуатации контроля и
автоматики данной зоны, о чем составляют акт, хранящийся
в группе защиты.
Службу ремонта и поверки средств контроля и автоматики воз-
главляет заместитель начальника цеха, который через мастеров ру-
ководит работой мастерских и лабораторий:
В токарно-механической мастерской изготовляют сужающие
устройства, детали кинематических передач приборов, а также
плунжеры и седла регулирующих органов, если они отсутствуют на
складе запасных частей, получаемых централизованно. Кроме того,
в мастерской изготовляют нестандартные детали и узлы вновь
разрабатываемых или усовершенствуемых приборов, регуляторов
и вспомогательных устройств.
В мастерской точной механики ремонтируют редукторы ревер-
сивных и синхронных двигателей, часовые механизмы, передаточ-
ные и отсчетные устройства счетчиков, изготовляют мелкие детали
к этим устройствам, поверяют часы.
139
В слесарной мастерской ремонтируют приборы, не требующие
лабораторной поверки и градуировки. К ним относятся клапаны,
сужающие устройства, различные датчики, реле, панели дистан-
ционного управления, воздушные фильтры, редукторы давления
и др. В этой мастерской также изготовляют нестандартное обору-
дование, специальные щиты, опорные конструкции.
Мастерская электро- и газосварки выполняет все необходимые
сварочные работы для нужд цеха, связанные с ремонтом средств
контроля и автоматики, их монтажом и изготовлением новых кон-
струкций.
Служба эксплуатации занимается повседневным уходом и об-
служиванием средств контроля и автоматики в производственных
цехах завода, наладкой приборов и регуляторов и их поверкой
в промежуток между сроками обязательной поверки в лаборато-
риях. Производит текущий ремонт, участвует в пуске и остановке
технологического процесса, ведет монтажные и демонтажные ра-
боты, связанные с поверкой датчиков, приборов и регуляторов
в лаборатории, обеспечивает их перевозку в цех и обратно.
Персонал службы эксплуатации распределен по участкам, кото-
рые закрепляют за цехом или группой цехов с однотипным обору-
дованием. Руководит участком и отвечает за его работу начальник
или мастер по эксплуатации. Шесть-семь участков, объединенных
производственным признаком, находятся в ведении заместителя на-
чальника цеха по эксплуатации. В зависимости от размеров заво-
да в цехе могут быть два или три заместителя начальника цеха
по эксплуатации средств контроля и автоматики завода.
Начальник смены руководит работой бригад дежурных прибо-
ристов в технологических цехах- завода, которые находятся в его
подчинении. В дневное время начальник смены подчиняется на-
чальнику цеха и выполняет работы по его указанию. В вечерней
и ночной сменах он выполняет функции начальника цеха и опе-
ративно подчиняется дежурному диспетчеру завода.
2. ПЛАНИРОВКА ПОМЕЩЕНИЯ СЛУЖБЫ КОНТРОЛЯ
И АВТОМАТИКИ
Наиболее удобными для размещения цеха службы контроля и
автоматики являются первый и второй этажи производственных
зданий. На первом этаже располагают производственные груп-
пы— мастерские, лаборатории и материальный склад, на втором —
административно-управленческий аппарат, группы ведомственного
надзора, учета, паспортизации, вычислительный центр, хозяйствен-
ную группу.
В слесарной мастерской и мастерских электро- и газосварки
должны быть отдельные выходы из помещения, что облегчает до-
ставку громоздких регулирующих органов и вывоз сваренных кон-
струкций. Ртутная и радиоизотопная лаборатории должны быть
изолированы от других лабораторий и мастерских и не должны
140
иметь с ними сообщения. В этих лабораториях предусматривают
установку системы кондиционирования с десятикратным обменом
воздуха и отдельное помещение для гардеробной и душевой
комнат.
Цех службы контроля и автоматики должен быть изолирован
от вредных производств; мастерские цеха следует отделить от
лабораторий служебными помещениями. Площади, выделяемые
под мастерские и лаборатории, определяются составом и количе-
ством устанавливаемого в них оборудования и объемом работ по
ремонту и поверке средств контроля и автоматики, что в свою
очередь зависит от общего количества оборудования автоматики
на заводе, его сложности и разнотипности.
Глава 8
ОРГАНИЗАЦИЯ ПОВЕРКИ И РЕМОНТА
СРЕДСТВ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
1. ОБЩИЕ ВОПРОСЫ ПОВЕРКИ ПРИБОРОВ
Контрольно-измерительные приборы, находящиеся в ведении
службы контроля и автоматики завода, должны проходить -
государственную поверку в установленные сроки и после ремонта.
Поверку производят на соответствие приборов техническим требо-
ваниям и действующим стандартам. Государственной поверке в ор-
ганах Государственного Комитета стандартов Совета Министров
СССР подлежат находящиеся в эксплуатации и прошедшие ре-
монт основные образцовые меры и измерительные приборы; рабо-
чие меры и измерительные приборы для измерения количества
электроэнергии, жидкостей, газов, массы и расхода веществ,
а также предназначенные для учета и отчетности в деятельности
предприятия.
Все остальные технические приборы проходят поверку на пред-
приятиях, если предприятия зарегистрированы в местных органах
Комитета. Сроки поверки устанавливают сами предприятия по
графикам, утвержденным руководителями службы контроля и ав-
томатики, с учетом обеспечения постоянной исправности и пра-
вильности показаний измерительных приборов.
Поверку ведут на основании разработанных и действующих
Инструкций, утвержденных Государственным Комитетом стандар-
тов Совета Министров СССР. Для поверки некоторых приборов
контроля качества и состава материалов, на которые не разрабо-
таны Инструкции, а также для поверки регулирующих приборов
основанием служат монтажно-эксплуатационные инструкции заво-
дов—изготовителей указанных приборов.
141
Условия поверки средств автоматического контроля и регули-
рования изложены в настоящей главе в соответствии с требова-
ниями действующих на 1970 г. Инструкций.
Для ведения поверки лаборатории цеха должны быть обеспече-
ны стендами с контрольными приборами и вспомогательным ин-
вентарем. Пирометрическая лаборатория оборудована стендами
для поверки электронных автоматических потенциометров и мо-
стов на 8—12 рабочих мест, для поверки пирометрических милли-
вольтметров и логометров — на 2—3 рабочих места, а также для
поверки термопар, пирометров излучения, термометров сопротивле-
ния. Кроме этого, необходимы стенды для поверки и настройки
Рис. 112. Стенд поверки электронных приборов,
электронных усилителей, стабилизированных источников питания,
реверсивных двигателей.
Стенды снабжены подставками или панелями для установки и
крепления поверяемых приборов (рис. 112). В качестве контроль-
ных приборов используют образцовые потенциометры 1 и 2 раз-
ряда, мосты постоянного тока, магазины сопротивления, универ-
сальные переносные измерительные приборы типа УПИП-60М, из-
мерительно-поверочные установки для поверки электронных при-
боров типа ИПУ-01, испытатели электронных ламп типа Л1-2 и
Л1-3, электронные осциллографы типа С1-1 и ЭМО-2.
Прибор типа УПИП-60М может служить для поверки автома-
тических мостов и потенциометров, пирометрических милливольт-
метров и логометров. С помощью этого прибора можно произво-
дить поверку основной погрешности указанных приборов, подгонку
сопротивлений, измерять компенсационным методом напряжения
в пределах от 0 до 100 мв, измерять сопротивления уравновешен-
ным мостом и компенсационным методом, этот прибор можно ис-
пользовать как источник регулируемого напряжения.
Установка типа ИПУ-01 может быть использована для провер-
ки исправности измерительных схем автоматических потенциомет-
142
ров и мостов, электронных усилителей постоянного и переменного
тока и вибропреобразователей, для проверки электрических трех-
позиционных, пропорциональных и изодромных регулирующих
устройств, а также электрических исполнительных механизмов.
Электронные осциллографы применяют для визуального наблю-
дения электрических процессов, измерения тока или напряжения
во времени при проверке и регулировке электронных усилителей и
вибропреобразователей.
Находят применение ампервольтметры типа Ц-51 и Ц315 для
прозвонки электрических измерительных цепей; ламповые вольт-
метры типа В7-2 с высокоомным входом для проверки работы кас-
кадов электронных усилителей; переносные мегомметры типа
Ml 101 или МС-05 для измерения сопротивления изоляции.
Стенды поверки термопар и термометров сопротивления осна-
щают образцовыми термопарами 2-го или 3-го разрядов, контроль-
ными термометрами сопротивления, термостатами для поверки ну-
левой точки, водяными кипятильниками, горизонтальными трубча-
тыми электропечами типа Т-40/600.
Стенд поверки пирометров излучения должен быть оснащен
образцовой температурной лампой 2-го разряда с линзой и стек-
лом ПС-5; образцовым оптическим пирометром 1-го разряда; из-
лучателем «черное тело»; штативами для крепления поверяемого
и контрольного приборов; стабилизатором напряжения типа
ЭПА-27 или СНЗ-220; регулировочным реостатом и термостатом
типа ТС-15.
В оборудование термоманометрической лаборатории входят
стенды для установки и крепления манометрических термометров;
образцовые ртутные стеклянные термометры 2-го разряда; образ-
цовые 2-го разряда медь-константановые термопары и платиновые
термометры сопротивления с соответствующими измерительными
приборами; термостаты для поверки нулевой точки; водяные ки-
пятильники; термостаты типа ТС; низкоградусная ванна-криостат,
мегомметр и часы. Для заполнения манометрической системы тер-
мометрическим веществом необходимы вакуум-насос, образцовые
пружинные манометры и ванны для проверки герметичности сис-
темы.
Лаборатория физико-химических измерений должна быть осна-
щена оборудованием, соответствующим применяемым на заводе
приборам контроля качества и состава веществ. Так как в ка-
честве вторичных приборов анализаторов состава и качества
применяют в основном электронные потенциометры и мосты, обо-
рудование стендов должно быть аналогичным оборудованию пиро-
метрической лаборатории. Необходимо иметь также переносные
потенциометры типа ППТВ и Р300 с высокоомным входом для по-
верки потенциометров pH-метров, баллоны с газами известной
концентрации для поверки газоанализаторов, переносные химиче-
ские газоанализаторы, сосуды с эталонными жидкостями различ-
ных концентраций для поверки рефрактометров.
143
Лаборатория весов и манометров оборудована стендами для
поверки и регулировки манометров, оснащенными контрольными
приборами и трубной коммутацией для подключения поверяемых
манометров. В качестве контрольных используют образцовые
поршневые манометры МП-60 и МП-600 с верхним пределом изме-
рения соответственно до 60 и 600 кгс!см\ образцовые пружинные
манометры МО и вакуумметры ВО, жидкостные чашечные мано-
метры, ртутный чашечный барометр МД-21. Стенды должны быть
снабжены электрической коммутацией для проверки электрических
систем передачи показаний на расстояние и сигнализирующих
устройств, а также сжатым воздухом, необходимым для поверки
пневмопреобразователей и в качестве источника давления. Для
поверки порционных дозаторов и транспортерных весов лаборато-
рия должна быть обеспечена образцовыми весами 4-го разряда
с предельной нагрузкой 20 кгс и набором образцовых гирь 3-го и
4-го разряда.
Расходомерную лабораторию оборудуют стендами для поверки
дифманометров-расходомеров с контрольными пружинными, жид-
костными (чашечными и двухтрубными) манометрами и устройст-
вами для поверки дистанционных систем передачи показаний на
расстояние; к стендам подводят сжатый воздух.
Для поверки объемных и скоростных счетчиков, расходомеров
постоянного перепада давления, а также индукционных и ультра-
звуковых имеется стенд, на котором подключают последовательно
до шести поверяемых приборов с одинаковым калибром или каж-
дый прибор к линии подачи жидкости в мерный бак. На конце
линии устанавливают сменные насадки-сопла и указатель расхо-
да, проградуированный в единицах расхода. Каждой насадке соот-
ветствует свой коэффициент отсчета показаний по шкале. При по-
верке индукционных и ультразвуковых расходомеров необходим
стенд вторичных приборов со стабилизатором питающего напряже-
ния и электрическими проводками.
Для поверки газовых счетчиков должен быть подведен сжатый
воздух, установлен газовый объемный колокольный мерник 2-го
разряда и оборудован стенд для монтажа и крепления поверяе-
мых приборов и трубных проводок, соединяющих прибор с мерни-
ком и линией сжатого воздуха.
Пневматическую лабораторию оборудуют стендами для повер-
ки и регулировки приборов и регуляторов систем СТАРТ и АУС.
К каждому стенду подведен коллектор сухого и очищенного сжа-
того воздуха с фильтром и редуктором. С коллектора воздух
через краны малого давления с помощью тройников подается
к контрольным приборам (манометры пружинные МТИ, ВТИ клас-
са точности 0,6 или жидкостные) и к поверяемому прибору или
регулятору. Пружинные манометры устанавливают на вертикаль-
ной панели стенда утопленным монтажом в один или два ряда.
С помощью резиновых трубок от тройников и манометров соби-
рают схему поверки.
144
Ртутная лаборатория должна быть оснащена стендами для раз-
борки и сборки приборов, под которыми устанавливают металли-
ческие желоба с уклоном в сторону слива ртути в сосуд с водой.
Лабораторные столы следует накрыть гладкими цельными листа-
ми из материалов, не реагирующих с ртутью; по краям стола
необходимы желоба со сливной трубкой, опущенной в сосуд с во-
дой. Ртутные приборы с хрупкими стеклянными деталями устанав-
ливают в деревянных или металлических корпусах, закрытых
с лицевой стороны стеклом.
Поверку приборов ведут по графикам, предусматривающим по-
верку каждого прибора обычно не менее одного раза в год. От ко-
личества применяемых на заводе приборов зависит состав персо-
нала и оборудования лабораторий.
2. СПЕЦИАЛИЗАЦИЯ РЕМОНТНЫХ РАБОТ
Ремонт средств контроля и автоматики и ежедневный уход за
ними при эксплуатации позволяют увеличить срок службы прибо-
ров и обеспечить их соответствие техническим требованиям и
стандартам. Различают текущий, средний, капитальный и восста-
новительный ремонты.
При текущем, или малом, ремонте, проводимом на месте, при-
боры чистят и устраняют мелкие дефекты, обнаруженные в ре-
зультате внешнего осмотра или поверки. При среднем ремонте
приборы очищают от грязи и пыли, производят частичную или
полную разработку отдельных устройств, разобранные детали
промывают в бензине или спирте, мелкие изношенные детали заме-
няют новыми. В случае капитального ремонта наряду с чисткой
необходима полная разборка, ревизия и замена изношенных дета-
лей новыми. Восстановительный ремонт необходим для крайне из-
ношенных приборов, которые нельзя списать из-за отсутствия год-
ных аналогичных приборов. В этом случае большая часть деталей
И узлов может быть заменена новыми.
Техническая документация на средства контроля и автоматики.
При получении приборов в эксплуатацию на них заводят паспорт,
в который вносят все сведения о приборе, схемы соединений и
включений, указывают дату начала эксплуатации, неполадки при
установке и пуске в работу, отмечают место установки и приво-
дят эскиз с основными монтажными размерами. В паспорте при-
бора также дают указания по его наладке и обслуживанию, вно-
сят записи о проведенном ремонте, поверках и изменениях в
установке.
После каждого ремонта и поверки заполняют аттестат, на ос-
новании которого производят записи в паспорте. Паспорта и
аттестаты хранят на участке ведомственного надзора в группе
паспортизации, они являются официальными государственными до-
кументами на находящиеся в эксплуатации приборы.
145
При направлении прибора на ремонт или поверку на участке
эксплуатации должен быть составлен дефектный ярлык, в который
заносят все замеченные дефекты и неисправности. В приемочном
отделении цеха или соответствующей мастерской проводят более
тщательный осмотр и пробное включение прибора, после чего сос-
тавляют ведомость дефектов в двух экземплярах В ведомости да-
ют указания по устранению неисправностей и определяют катего-
рию ремонта. Один экземпляр ведомости дефектов отправляют на
участок эксплуатации в качестве расписки за полученный в ремонт
прибор, а вторым руководствуются при ремонте.
После ремонта и поверки прибора ведомость дефектов сдают
в группу паспортизации. Получая из цеха отремонтированный при-
бор, представитель службы эксплуатации расписывается в дефект-
ном ярлыке, который хранят в приемочном отделении.
Применение дефектных ярлыков и ведомостей дефектов не яв-
ляется обязательным. На многих химических заводах приемку
в ремонт и сдачу отремонтированных приборов производят реги-
страцией в специальном журнале.
Выполнение общих ремонтных операций
Пайка. Надежность работы приборов в условиях эксплуатации
зависит от качества электрических соединений в измерительных
схемах приборов. Для получения хорошего качества пайки необ-
ходимо, чтобы рабочие грани острия паяльника имели ровные пло-
скости и были полностью облужены; поэтому следует периодиче-
ски подправлять грани острия напильником и облуживать их.
В процессе пайки нельзя перегревать паяльник, так как при этом
олово окисляется и появившаяся окалииа затрудняет пайку. Если
паяльник недостаточно нагрет, припой получается рыхлым, а со-
единение— некачественным и непрочным.
Спаиваемые поверхности деталей очищают до металлического
блеска и облуживают. Затем спаиваемые детали механически со-
единяют между собой скручиванием, продеванием провода в отвер-
стие контактного лепестка и т. д. На место пайки наносят флюс,
прогревают паяльником и подводят припой. Когда расплавленный
припой заполнит место соединения, паяльник осторожно отводят,
чтобы не стряхнуть расплавленный припой. Место пайки после
остывания должно быть блестящим. Проверив остывшее соедине-
ние на прочность, с него удаляют остатки флюса кисточкой, смо-
ченной спиртом или бензином. Для защиты от окисления место
пайки покрывают бесцветным лаком.
При замене вышедших из строя полупроводниковых диодов и
триодов, конденсаторов и непроволочных сопротивлений новыми
устанавливаемые элементы следует припаивать осторожно, чтобы
не перегреть их. Для этого не рекомендуется укорачивать контакт-
ные выводы, а сами элементы надо оборачивать увлажненной сал-
феткой.
146
Намотка проволочных сопротивлений. Проволочные сопротивле-
ния измерительных схем выполняют из стабилизированного манга-
нинового провода. Чтобы предотвратить вредное воздействие на
измерительную схему внешних магнитных полей, сопротивления
наматывают бифилярно, что обеспечивает безындукционные свой-
ства катушки. Перед намоткой определяют необходимую длину
провода I по формуле:
, лЯО2
/ = —-— м
4р
где R — номинальная величина сопротивления, ом; D — диаметр наматываемого
провода, м; р—удельное сопротивление манганина, олгль
С бухточки сматывают провод полученной расчетной длины
с некоторым запасом. Оба конца его припаивают к выводам ка-
тушки изготавливаемого сопротивления, складывают провод вдвое
и наматывают на катушку. Намотку ведут вручную или на на-
моточном станке, в зависимости от длины и сопротивления про-
вода.
Намотанное сопротивление измеряют с помощью уравновешен-
ного моста или потенциометрическим методом и подгоняют до ну-
жной величины путем укорачивания оставшейся петли на зачи-
щенном месте пайкой. Окончательно сопротивление подгоняют не-
посредственно на приборе. Замерять величину сопротивления или
опробовать его в измерительной схеме можно лишь при полном
охлаждении сопротивления после пайки. Нельзя подгонять вели-
чину проволочного сопротивления вытягиванием провода, так как
после деформаций в процессе естественного старения провода
электрическое сопротивление его будет меняться.
Закончив подгонку, излишек петли до места спая отрезают,
спай промывают и покрывают лаком с целью изоляции. Поверх
провода катушку обертывают кембриковым полотном и наклеи-
вают на нее бирку с указанием величины действительного сопро-
тивления.
Ремонт трансформаторов и индукционных катушек. В некоторых
случаях при выходе из строя трансформаторов и индукционных ка-
тушек и отсутствии запасных производят их ремонт, который со-
стоит в разборке и перемотке обмоток.
Неисправный трансформатор отпаивают от схемы и снимают.
При этом помечают выводы обмоток и записывают точки схемы,
к которым они были припаяны. Пользуясь инструкцией на прибор,
принципиальной схемой его и обмоточными данными трансформа-
тора, уточняют неисправность. Обрыв в обмотках устанавливают
прозвонкой. Замыкание витков обмоток определяют измерением
сопротивления остывших обмоток или по величине снимаемого на-
пряжения: уменьшение сопротивления вторичных обмоток из-за за-
мыкания отдельных витков приводит к уменьшению трансформи-
руемого напряжения; замыкание витков первичной обмотки приво-
дит к падению напряжения на всех вторичных обмотках.
147
После уточнения неисправности трансформатор разбирают. Для
этого скручивают гайки со шпилек, стягивающих пластины сердеч-
ника, и осторожно, чтобы не погнуть, вынимают пластины. Первые
пластины удаляются с трудом, затем разборка становится легче.
Обмотки, находящиеся над поврежденной, срезают или сматы-
вают. Если отсутствуют данные о трансформаторе, обмотки раз-
матывают на намоточном станке, чтобы определить число витков.
Диаметр провода измеряют микрометром. Полученные для ка-
ждой обмотки данные записывают. Удалив поврежденную обмот-
ку, проверяют качество оставшихся, т. е. состояние изоляции про-
водов и бумажных прокладок между слоями. Эмалевое покрытие
должно прочно держаться на проводе, а бумажные прокладки не
должны быть повреждены.
Для новых обмоток следует применить медный провод соот-
ветствующего диаметра с эмалевой изоляцией. Применение прово-
да большего диаметра приведет к увеличению объема каркаса,
в результате чего трансформатор нельзя будет собрать. Провод
с меньшим диаметром может не выдержать режима работы об-
мотки.
При намотке провода на намоточном станке необходимо убе-
диться в исправности счетчика оборотов. Чтобы объем каркаса не
увеличился, а вероятность замыкания между витками была мини-
мальной, намотку следует производить аккуратно, укладывая про-
вод виток к витку. Один слой обмотки изолируют от другого бу-
мажной прокладкой, которая, кроме того, предохраняет от проска-
кивания витков в нижние слои, особенно на краях. Витки обмотки
не следует укладывать вплотную к боковым стенкам каркаса, так
как это приводит к расширению каркаса.
Выводы от обмоток выполняют гибким проводом, припаивая
его к крайним и средним точкам обмоток. На залуженный конец
гибкого провода наматывают зачищенный конец обмотки и при-
паивают. Соединение изолируют несколькими слоями бумаги. Вы-
вод у места пайки привязывают прочной ниткой к каркасу, чтобы
в процессе работы тонкий обмоточный провод не оборвался. Все
выводы должны быть сконцентрированы на стороне каркаса, не
попадающей внутрь сердечника. После намотки катушку пропиты-
вают бакелитовым лаком и сушат при температуре 100—120° С.
Сборку сердечника начинают с основных Ш-образных пластин,
вставляя их в каркас поочередно то с одной, то с другой стороны.
Пластины не должны быть прогнутыми. Вкладывать их в каркас
следует аккуратно, чтобы не прорезать гильзы каркаса и не повре-
дить обмотки. Перед тем как вставлять последние пластины, надо
обжать сердечник в тисках для уплотнения или стянуть шпилька-
ми. После того как вставлены основные пластины, в сердечник
вставляют дополнительные, пропускают через пластины шпильки
и стягивают гайками. Все пластины разобранного трансформатора
должны быть установлены на место, иначе набивка сердечника бу-
дет неплотной и трансформатор при работе будет гудеть.
148
У собранного трансформатора проверяют отсутствие поврежде-
ний обмоток и их сопротивление, сопротивление изоляции между
обмотками, а также между обмотками и корпусом. Включив после
этого напряжение питания на первичную обмотку, измеряют вели-
чину напряжений, снимаемых со вторичных обмоток.
Ремонт индукционных катушек заключается в замене обмотки,
которую производят так же, как и у трансформаторов.
При отыскании неисправностей в измерительных схемах (обры-
ве или замыкании), проверке сопротивлений и конденсаторов не-
обходимо один конец контролируемого участка отпаять от схемы.
В противном случае может образоваться электрическая цепь че-
рез параллельно включенные элементы схемы, что приведет к ис-
кажению ожидаемых результатов измерения.
3. РЕМОНТ, НАЛАДКА И ПОВЕРКА ПРИБОРОВ
ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
Ремонт, наладка и поверка манометрических
термометров
Ремонт. При поступлении манометрических термометров в ре-
монт путем внешнего осмотра определяют наличие трещин в кор-
пусе, повреждений стекла и шкалы, состояние защитной металли-
ческой оплетки. После внешнего осмотра проверяют кинематиче-
скую часть, для чего, вывернув винты, снимают нижний и верхний
сегменты с лицевой части прибора; осмотрев передаточный меха-
низм, устраняют обнаруженные заедания и люфты.
Если нарушена герметичность термосистемы, находят место по-
вреждения. Для этого отрезают расклепанный конец капиллярного
отростка 5 (рис. ИЗ), открытый конец отростка впаивают в пере-
ходную втулку 4 и собирают изображенную на рис. 113 схему.
Термобаллон 8 и капилляр 7 опускают в сосуд с водой, а труб-
чатую пружину 6 — в сосуд с бензином. Открыв баллон 1 с азотом
и управляя редуктором 2 с помощью манометра 3, создают давле-
ние в системе 20—30 кгс!см?. Поврежденное место легко обнару-
жить по пузырькам азота, пробулькивающим через слой жидко-
сти. Поврежденный участок капилляра облуживают, плотно
обертывают листовой медью и запаивают оловом, предваритель-
но освободив поврежденное место от защитной металлической
оплетки. Для пайки поврежденного термобаллона применяют твер-
дый припой.
Если негерметична трубчатая пружина б, ее заменяют новой,
так как пайка пружины нарушает линейность характеристики и,
следовательно, равномерность шкалы. Новая трубчатая пружина
должна соответствовать пределу шкалы прибора по характеристи-
ке Рх, которая представляет собой приращение давления в замкну-
той системе при изменении значения температуры от начала до конца
149
шкалы. При установке новой пружины важно в процессе пайки
не залудить отверстие капилляра, иначе давление термометриче-
ского вещества не будет передаваться в трубчатую пружину.
После исправления повреждения термосистему заново прове-
ряют на герметичность. Исправную термометрическую систему за-
полняют азотом до определенного
давления Рв, величина которого за-
висит от интервала шкалы термо-
метра и характеристики пружины и
определяется по формуле:
Рис. 113. Схема заполнения азотом
манометрической системы термо-
метра:
1 — баллон; 2 — редуктор; 3 — манометр;
4 — втулка; 5, 7 — капилляр; 6 — трубчатая
пружина; 5 —термобаллои.
Лпах ^mln
где Ря — давление азота в системе при
температуре ?min, равной началу шкалы
термометра; Рх — прнращенне давления при
изменении температуры от lmin До /Шах,
равной концу шкалы прибора.
Заполняя термобаллон азотом,
надо плавно создать давление после
редуктора, равное Рн. Если при пе-
рекрытом редукторе 2 манометр 3
не показывает уменьшение давле-
ния— система заполнена. После этого следует отсечь подачу азота
в термосистему, для чего капиллярный отросток расклепывают мо-
лотком около втулки 4, откусывают кусачками и, убедившись, что
через отросток нет утечки азота, опаивают его конец оловом.
Рис. 114. Передаточный механизм манометрического термо-
метра:
/ — ось; 2, 4 — винты; 3, 6 — рычаги; 5— тяга.
Собрав кинематическую часть прибора, производят его регули-
ровку, устанавливая стрелку в начале и конце шкалы при соответ-
ствующей температуре термобаллона. Поместив термобаллон
в термостат при температуре, равной начальной отметке шкалы,
устанавливают стрелку прибора на эту отметку. С этой целью
150
винтом 2 фиксируют рычаг 3 (рис. 114) на оси 1, прибли-
зительно ориентируя стрелку (или перо) на устанавливаемую
отметку.
Смещая стрелку 1 прибора (рис. 115) относительно мостика 2
или вращая эксцентрик 3 корректора нуля, совмещают стрелку
с начальной отметкой шкалы.
Поместив термобаллон в термостат при температуре, равной
конечной отметке шкалы, стрелку устанавливают на этой отметке,
изменяя плечо рычага 3 (см. рис. 114) вращением винта 4. Если
стрелка не доходит до отметки, длину плеча увеличивают, если
проходит отметку — уменьшают.
После регулировки стрелки на конечной отметке шкалы прове-
ряют установку ее на начальной отметке, производят корректи-
ровку и переходят на конеч-
ную отметку. Повторяя эту
операцию несколько раз и с
каждым разом улучшая по-
казания прибора, достигают
требуемых результатов. При
регулировке можно также
изменять длину рычага 6
и тяги 5 (см. рис. 114).
Поверка манометриче-
ских термометров проводит-
ся после устранения заме-
ченных неисправностей и на-
ладки их. Для поверки не-
обходимо иметь следующие
образцовые приборы: ртут-
Рис. |115. Установка стрелки манометри-
ческого термометра на нуль:
/ — стрелка; 2— мостик; «3 —эксцентрик.
ные стеклянные термометры 2-го разряда для измерения темпера-
тур от —30 до +300° С, медь-константановую термопару 2-го разря-
да для интервала температуры от —100 до -f-30°C и платиновый
термометр сопротивления 2-го разряда для температуры до 630° С.
Поверку проводят методом сравнения с образцовыми термомет-
рами в жидкостных термостатах или блочных печах и по постоян-
ным точкам 0 и 100° С. Погрешность и вариацию прибора опреде-
ляют не менее чем для пяти равномерно расположенных точек
шкалы сначала при повышающейся температуре и перемещении
стрелки от начала к концу шкалы (прямой ход), затем — при по-
нижающейся температуре и перемещении стрелки в обратном на-
правлении (обратный ход).
Для поверки термометры устанавливают в нормальное рабочее
положение. Погрузив образцовый термометр и термобаллон пове-
ряемого термометра в нагревательную ванну или печь, устанавли-
вают в ней температуру, соответствующую первой поверяемой
отметке. Через три минуты снимают показания образцового и пове-
ряемого приборов и записывают их. Затем температуру ванны по-
вышают до величины, соответствующей следующей поверяемой
151
отметке, и после трехминутной выдержки при постоянной темпера-
туре снимают показания образцового и поверяемого приборов.
Перед каждым отсчетом показаний поверяемый прибор следует
слегка постукивать рукой и отмечать происходящее при этом сме-
щение стрелки. Смещение, превышающее половину величины ос-
новной допустимой погрешности, неприемлемо.
Таким образом ведут поверку до температуры, соответствующей
конечной отметке шкалы, при которой выдерживают стрелку в те-
чение 5 мин. Затем снимают показания при понижающейся темпе-
ратуре, т. е. при обратном ходе стрелки. Поверку при обратном
ходе производят только в конечной, средней и начальной точках
шкалы.
Показания поверяемых приборов отсчитывают с точностью до
одной-двух десятых наименьшего деления шкалы, в зависимости
от длины деления и ширины конца стрелки. По результатам по-
верки находят величину основной относительной приведенной по-
грешности прибора по формуле:
—Ъ-г,00%
'Чщах -^mln
где а — абсолютная погрешность, т. е. разность между показаниями поверяемого
и образцового приборов; Атлх — Дтт— интервал шкалы прибора.
Вариацию определяют по формуле:
д л
е= л—100%
^max ^min
где ДД — максимальная разность показаний прибора, полученная при прямом и
обратном ходе.
Величины погрешности и вариации для годного прибора дол-
жны находиться в пределах значений, установленных классом точ-
ности прибора.
Ремонт и поверка термопар
Ремонт. Поступившие в ремонт термопары после разборки и
чистки осматривают, определяя состояние термоэлектродов, горя-
чего спая, изоляции, защитной трубки и зажимов контактной го-
ловки.
Термоэлектроды из неблагородных металлов должны иметь чи-
стую и гладкую поверхность; термопары с сильно изношенными,
перегоревшими и хрупкими электродами бракуют. На поверхности
электродов из благородных металлов допускается небольшая за-
грязненность; в местах трещин (не более чем в двух в пределах
электрода) электроды разрывают и сваривают.
Термопары из благородных металлов подвергают чистке и отжи-
гу. Отжигают током 10,5—11 а при температуре 1100—1150° С,
152
1— 0ХЛ7------
Рис. 116. Сварка электродов
термопар:
/ _ металлический стакан; 2—гра-
фит; 3 — шамотный стакан
4 — пластина.
для чего электроды присоединяют к токоподводящим проводам,
растягивая свободные концы в разные стороны так, чтобы рабо-
чий спай стал ниже их на 200—250 мм. Включив ток, на верхние
концы электродов наносят буру, которая, плавясь, каплями скаты-
вается по электродам, очищая их. Закончив очистку термопары,
с рабочего конца ее удаляют буру, промывая электроды в ди-
стиллированной воде. Затем в течение часа термопару опять от-
жигают током при той же температуре.
Вышедшие из строя термоэлектроды
заменяют новыми, а при отсутствии го-
товых сваривают из отдельных электро-
дов.
Сварку можно производить в пламени
электрической дуги или газовой горелки,
в угольном порошке и в хлористом
барии.
Наиболее проста и качественна свар-
ка термопар в угольном порошке. Для
этого концы нарезанных электродов
тщательно очищают на длине 25—30 мм
механическим путем на полировальном
круге или путем травления. Травление
ведут в вытяжном шкафу, очищенные
электроды промывают сначала в горячей,
а затем в холодной воде.
Подобрав соответствующие пары элек-
тродов, зачищенные концы скручивают
в 5—6 витков и последние 2—3 витка
отрезают. На расстоянии 60—80 мм от спая электроды зажимают
металлической струбциной с деревянной ручкой (рис. 116). Струб-
цина соединена с выводом от источника питания. В металлический
стакан 7 помещают шамотный стакан 3. В последний насыпают
мелко дробленый графит 2 (размер зерна до 1 мм) и погружают
в него стальную передвижную пластину 4, соединенную с другим
выводом от источника питания.
Включив питание, рабочий конец термопары погружают
в угольный порошок на глубину 10—20 мм до появления шарика
расплавленного металла на конце скрутки. Негерметичные места
в защитной трубке заваривают газо- или электросваркой.
Поверка термопар сводится к их внешнему осмотру и градуи-
ровке— проверке соответствия градуировочной характеристики
поверяемой термопары стандартной. Для поверки термопар необ-
ходимы обазцовая термопара, нагревательные устройства и из-
мерительные приборы класса точности 0,03 или более высокого
(потенциометры КЛ-48, ПМС-48).
Термопары из благородных металлов перед поверкой очищают
и отжигают, как было описано выше. Термопары из небла-
городных металлов не проходят предварительную обработку.
153
Термоэлектроды благородных термопар изолируют фарфоровыми
одноканальными или двухканальными трубочками, неблагород-
ных— короткими одноканальными керамическими бусами.
Градуировку термопар производят в трубчатой печи сравне-
нием с образцовой термопарой. Для градуировки технических тер-
мопар в интервале температур от 300 до 1200° С используют об-
разцовые платинородий-платиновые термопары 2-го или 3-го
разряда, а при температурах от 900 до 1770° С — образцовые тер-
мопары типа ПР 30/6.
Рис. 117. Установка для поверки термопар:
1 — электропечь; 2 — пробирка; 3 — сосуд; 4 — переключатель; 5 — потенциометр; 6 — авто-
трансформатор.
Армированные термопары помещают в печь так, чтобы обеспе-
чить равенство температур рабочих концов всех поверяемых и
образцовой термопар. Для этого рабочие концы благородных тер-
мопар оставляют обнаженными на 2—5 мм от спая, а неблаго-
родных— на 8—10 мм. Все спаи платинородий-платиновых термо-
пар вместе с образцовой плотно связывают платиновой проволокой
или помещают в специальный платиновый блок с отверстия-
ми. Рабочие спаи термопар из неблагородных металлов связы-
вают в пучок или помещают в аналогичный платиновому никеле-
вый блок; при этом спай образцовой термопары изолируют от
остальных фарфоровым наконечником. Число одновременно пове-
ряемых термопар должно быть не больше шести.
Сблокированные рабочие спаи поверяемых термопар помещают
в зону максимальной температуры печи 1 (рис. 117). Свободные
концы термопар опускают в пробирки 2, залитые сухим минераль-
ным маслом. Пробирки погружают в сосуд 3 с чистым тающим
льдом, чем обеспечивают температуру холодных спаев термопар,
равную 0° С.
Холодные спаи можно не помещать в термостат, тогда погреш-
ность при измерении их действительной температуры должна
быть не более 0,1 градуса. Не требуют термостатирования термо-
пары ТПР и ТНС(НК-СА).
После установки термопар отверстия печи плотно закрывают
пережженным асбестом и включают печь. По достижении необхо-
154
димой температуры силу тока в нагревательной обмотке регули-
руют автотрансформатором 6 так, чтобы скорость изменения тем-
пературы в печи не превышала 0,2—0,4° С в минуту После этого
замеряют, э. д. с. всех термопар, подключая их переключателем 4
к потенциометру 5, начиная с образцовой сначала в прямом, затем
в обратном порядке. Для каждой термопары делают не менее че-
тырех замеров.
Измерения т. э. д. с. термопар производят через каждые 100—
200° С при температурах, близких к целым сотням градусов, начи-
ная от 300° С и кончая верхним температурным пределом градуи-
ровки. Поверку производят в четырех точках, равномерно распо-
ложенных в интервале температур градуировки.
Допустимые отклонения т. э. д. с. термопар от градуировочных
таблиц при температуре выше 300° С составляют:
для термопары ПП-1 .........................±0,01 +2,5-10 S (t — 300) мв
» » ПР 30/6.......................±0,01 +3,3- 10 (t — 300) мв
» » ХА............................±0,16 + 2,0- 10 (/ — 300) мв
» » ХК.............................±0,2 + 6,0-10 (/ — 300) мв
ъ » НК-СА.........................±0,15 мв
Ремонт и поверка термометров
сопротивления
Ремонт. Поступившие в ремонт термометры сопротивления чи-
стят, разбирают и осматривают. При внешнем осмотре устанавли-
вают правильность маркировки на головке термометра, наличие
видимых на глаз повреждений защитной арматуры, головки, за-
жимов и чувствительного элемента. Основной вид ремонта термо-
метров сопротивления — замена испорченного чувствительного
элемента новым, восстановление прочности и герметичности за-
щитной арматуры, устранение повреждений зажимов и головки
термометра.
Поверка начинается с внешнего осмотра. При этом проверяют
обозначения, нанесенные на головке термометра, отсутствие види-
мых на глаз повреждений. Внешнему осмотру подвергают и чув-
ствительный элемент, извлеченный из защитной арматуры.
Затем измеряют сопротивление изоляции. Для этого зажимы
термометра замыкают накоротко и подключают к одному из за-
жимов мегомметра с рабочим напряжением 500 в. Ко второму за-
жиму присоединяют металлическую защитную трубку. Сопротив-
ление изоляции измеряют при температуре 20° С (оно должно
быть не менее 20 Мом) и при температуре, соответствующей верх-
нему пределу применения (оно должно составлять от 0,5 до 2 Мом,
в зависимости от температуры верхнего предела). Сопротивление
изоляции при температуре верхнего предела применения измеряют
после двухчасовой выдержки в среде с соответствующей темпера-
турой.
155
Поверку сопротивления термометра при температурах 0 и
100° С или отношения Rioo/Ro производят в следующем порядке.
Сначала подготавливают водяной кипятильник для поверки точки
100° С (рис. 118). Проверяют по водомерному стеклу уровень воды
в кипятильнике и включают нагреватель 1. Затем подготавливают
термостат для поверки нулевой точки (рис. 119). Заполняют
его до верхнего уровня мелкодробленым чистым льдом и зали-
вают водой так, чтобы уровень ее был несколько ниже уровня
льда. Удельная электропроводность воды и льда при 20° С должна
быть не более 1 X 10-4 ол-1 • сл-1. Лед в термостате тщательно
Рис. 118. Термостат-кипятильник:
/ — нагреватель; 2 —корпус; 3 — цилиндр:
4— термометр сопротивления; 5— манометр;
6 — крышка; 7 — термометр стеклянный;
8 — холодильник.
Рис. 119. Термостат со льдом:
1 — кран; 2 — термометр сопротивления;
3 —внешний цилиндр; 4 —внутренний ци-
линдр; 5 —стеклянный термометр.
утрамбовывают, чтобы в смеси льда и воды не оставалось пузырь-
ков воздуха; его уплотняют перед началом измерений и периоди-
чески во время измерений.
Для поверки чувствительный элемент извлекают из защитной
арматуры и помещают в стеклянную или металлическую пробир-
ку, диаметр отверстия которой на 1—2 мм больше диаметра гра-
дуируемых термометров. Пробирку сверху закрывают ватой или
156
используют вместо нее водонепроницаемый чехол. Глубина погру-
жения пробирки с термометром в кипятильник или тающий лед
должна быть равна длине чувствительного элемента плюс 200 мм.
Поверку отношения RiooIRo проводят сравнением поверяемого
термометра с контрольным с помощью двойного моста, в котором
контрольный термометр включают в качестве образцового, а по-
веряемый — в качестве неизвестного сопротивления. Можно про-
водить поверку измерением сопротивлений термометра /?юо и Ro
с помощью компенсационной установки, собранной согласно схеме,
показанной на рис. 120.
По миллиамперметру 3 источником регулируемого напряже-
ния 2 устанавливают ток че-
рез термометр в пределах
5 ма. Величина образцового
сопротивления Rx должна
быть одного порядка с со-
противлением термометра.
Сначала измеряют величи-
ну сопротивления /?юо, для
этого пробирку с термомет-
ром погружают в водяной
кипятильник на требуемую
глубину. Регулируют вели-
чину тока через термометр.
Подготавливают к работе
потенциометр 1, т. е. коррек-
тором устанавливают меха-
нический нуль, а регулято-
ром тока — рабочий ток.
Через 30 мин после по-
Рис. 120. Компенсационная схема для
измерения сопротивления:
1 — потенциометр типа ПП — 63; 2 — источник
регулируемого напряжения; 3 — миллиампер-
метр; 4 — двухполюсный переключатель.
гружения термометра в ки-
пятильник измеряют падение напряжения Ut с помощью потенцио-
метра; затем, подключив RN, измеряют падение напряжения UN.
Если I — ток, измеренный миллиамперметром, то
Откуда
Rt у Rn
\т
Одновременно измеряют барометрическое давление, которое
учитывают при определении температуры кипения воды. Анало-
гично поверяют термометр при температуре 0° С, помещая про-
бирку в сосуд с тающим льдом (см. рис. 119). При этом термометр
должен быть окружен слоем льда толщиной не менее 3 см.
Сопротивление термометра следует измерять с погрешностью,
не превышающей 0,02% от значения измеряемой величины. Допу-
стимые отклонения отношения RiooIRo от градуировочных таблиц
157
составляют для термометров класса точности К-1 платиновых
1,391 ±0,007, класса К II платиновых 1,391 ±0,001, медных
1,426 ±0,001; класса К-Ш медных 1,426 ±0,002.
На термометры, удовлетворяющие описанным требованиям, ста-
вят клеймо; его наносят на наружную поверхность металлической
контактной головки термометра.
Ремонт, наладка и поверка
милливольтметров
Ремонт. При определении неисправности милливольтметра, пос-
тупившего в ремонт, к его зажимам подключают источник регули-
руемого напряжения. Если при подаче напряжения на рамку
стрелка неподвижна, а при легком дуновении на конец стрелки она
свободно проходит вдоль всей шкалы, причиной неисправности яв-
ляется замыкание электрической цепи милливольтметра или ее
обрыв. В этом случае повреждение находят поэлементной провер-
кой всей цепи.
Если обрыва нет, плавно меняя величину регулируемого напря-
жения, заставляют перемещаться стрелку по шкале прибора, отме-
чая, нет ли препятствий для плавного перемещения. Причиной пре-
пятствия может быть деформация рамки, плохая центровка ее
в воздушном зазоре, а также попадание крупных частиц пыли.
Если обнаружено затирание, стрелку плавно подводят к подозре-
ваемому в неисправности участку шкалы и, не меняя силы тока,
постукивают пальцем по корпусу прибора. Смещение стрелки от
постукивания не должно превышать половины погрешности, до-
пустимой для данного прибора. Пыль между сердечником и полюс-
ными наконечниками можно удалить продуванием резиновой гру-
шей. Замеченные ворсинки, мешающие движению стрелки, уда-
ляют пинцетом.
Если затирание происходит на всей шкале, а рамка переме-
щается в пределах всего хода с равномерным зазором и стрелка
не трется о шкалу и стекло, значит появился дополнительный про-
тиводействующий момент из-за сил трения в опорах (коррозия
кернов, засорение подпятников). Для устранения этого дефекта
милливольтметр разбирают, керны очищают от грязи и коррозии и
радиусное окончание проверяют под микроскопом. При необходи-
мости керн удаляют из буксы и на часовом станке доводят ра-
диус до требуемой величины. Радиус кернов пирометрических мил-
ливольтметров составляет от 0,005 до 0,08 мм. Радиус кратера
подпятников должен быть в 5—10 раз больше радиуса кернов.
Прочистив кратеры подпятников папиросной бумагой, прове-
ряют качество поверхности под микроскопом. Поврежденные
рамки заменяют новыми. Если пришли в негодность спиральные
пружинки или ленточные растяжки, их заменяют новыми.
Балансировка подвижной системы милливольтметров необходи-
ма для установки центра тяжести подвижной системы на ось вра-
158
%
щения. Это уменьшает износ кернов и усилие трения при верти-
кальном расположении рамки и исключает неравномерность
шкалы при горизонтальном.
Установив стрелку с помощью источника регулируемого напря-
жения на середину шкалы, при вертикальном расположении рамки
поворачивают милливольтметр на 90° так, чтобы стрелка распо-
ложилась вертикально, концом вверх. При этом замечают откло-
нение стрелки от установленного положения. Пусть она отклони-
лась влево. Для приведения системы в равновесие понадобилось
бы уменьшение плеча левого грузика или увеличение плеча пра-
вого. Не производя регулировки, поворачивают прибор из послед-
него положения налево, располагая стрелку горизонтально, и опять
замечают положение стрелки. При отклонении стрелки в ту же сто-
рону от средней отметки шкалы (конец стрелки тяжелее) надо
увеличить момент грузиков, т. е. увеличить плечи.
Заметим, что левый грузик предыдущего положения в послед-
нем положении стал нижним, а правый — верхним. Увеличить мо-
мент грузиков для горизонтального положения стрелки можно, из-
менив плечо как верхнего, так и нижнего грузика. Для нашего
конкретного случая надо увеличить плечо верхнего грузика.
Конец усика зажимают пинцетом и касаются грузика разогре-
тым паяльником. Как только шеллак расплавится, кончиком па-
яльника вращают грузик по резьбе, перемещая его к концу усика.
Перемещение грузика прекращают, когда стрелка займет установ-
ленное ранее положение — среднюю отметку шкалы.
Затем прибор поворачивают в предыдущее положение, при ко-
тором стрелка располагалась вертикально. Если стрелка не встала
на среднюю отметку, а сместилась в одну из сторон, надо переве-
шивающий грузик приближать к оси вращения рамки, а другой
удалять от оси вращения на то же расстояние до тех пор, пока
в этом положении стрелки система не сбалансируется. Такая регу-
лировка не должна нарушить балансировки при горизонтальном
положении стрелки. Балансировку повторяют до тех пор, пока не
получат удовлетворительных результатов.
Регулировка. Отремонтированный милливольтметр после балан-
сировки необходимо отрегулировать. Рассмотрим регулировку мил-
ливольтметра, в котором заменили рамку и спиральные пружинки
или ленточные растяжки.
При замене рамки надо было измерить электрическое сопротив-
ление ее мостом постоянного тока. Если этого не сделали, то в со-
бранном виде измерять сопротивление рамки электрическим
мостом нельзя, т. к. через рамку потечет ток большой силы, что мо-
жет привести к поломке подвижной системы милливольтметра. Со-
противление рамки на милливольтметре следует измерять потен-
циометрическим методом, установив с помощью источника
регулируемого напряжения ток в рамке, отклоняющий стрелку
примерно на две трети от начала шкалы.
159
После этого определяют величину дополнительного сопротивле-
ния 7?д. Для пирометрического милливольтметра имеем:
_ ь>г
^вн + Rp + Ri
где ср —• угол поворота подвижной системы (стрелки с рамкой); Е^ — т. э. д. с.
термопары; S — чувствительность приборов по току; /?вн, и /?д— сопротивле-
ния соответственно внешней цепи, рамки и дополнительное манганиновое со-
противление.
Если температура рабочего спая термопары соответствует верх-
нему пределу измерения Ец, tj, сопротивление внешней цепи
равно одному из стандартных значений (указанному на цифербла-
те милливольтметра), чувствительность S— постоянная для дан-
ного прибора величина, сопротивление рамки — величина извест-
ная и постоянная, то для обеспечения требуемого угла <р отклонения
Рис. 121. Схема регулировки милливольтметра:
/ — магазин сопротивлений; 2 —источник регулируемого напряжения;
3 — потенциометр; 4 — милливольтметр.
стрелки милливольтметра надо менять величину сопротивления /?д.
В этом и заключается регулировка прибора.
Собирают схему (рис. 121), приводят все элементы ее в рабочее
состояние. Стрелку милливольтметра корректором устанавли-
вают на начальную отметку шкалы. С помощью секционированно-
го переключателя и реохорда потенциометра 3 устанавливают
т. э. д. с., соответствующую конечной отметке милливольтметра 4.
Реостатами ИРН 2 создают такое напряжение, чтобы стрелка
нуль-индикатора потенциометра установилась на нуле. На магази-
не 1 набирают сопротивление, постепенно увеличивая его до тех
пор, пока стрелка милливольтметра 4 не установится на конечной
отметке шкалы. При этом меняется падение напряжения на мил-
ливольтметре, следовательно, надо немного выдвинуть реостаты
ИРН, пока стрелка нуль-индикатора потенциометра не станет на
нуль.
С помощью магазина сопротивлений и реостата ИРН доби-
ваются, чтобы стрелка милливольтметра стала на конечную отмет-
ку шкалы при скомпенсированном на потенциометре напряжении,
снимаемом с ИРН.
160
Полученное на магазине сопротивление /?м представляет собой
сумму сопротивлений /?вн и 7?д. Поскольку величина /?та известна,
находят 7?д: /?п = 7?м — /?вн- Из манганиновой проволоки наматы-
вают катушку сопротивления /?. и устанавливают ее в прибор. Ве-
личины сопротивлений /?Р и /?д вносят в паспорт прибора.
Поверка. На поверку поступают милливольтметры, находя-
щиеся в эксплуатации и вышедшие из ремонта.
Поверку начинают с внешнего осмотра шкалы, стрелки, корпу-
са, зажимов. Проверяют отсутствие обрывов в цепи прибора и за-
держки хода стрелки, исправность арретира. Определяют работу
корректора, обеспечивающую перемещение стрелки вправо до
50° и влево не менее чем на 2% длины шкалы, в зависимости от
предела измерения и наличия автоматического компенсатора тем-
пературы свободных концов термопары.
После этого измеряют сопротивление милливольтметра потен-
циометрическим способом. Внутреннее сопротивление милливольт-
метров классов точности 1,0; 1,5 и 2,5 должно быть соответственно
не менее 300, 200 и 100 ом. Далее выявляют основную погрешность
и вариацию милливольтметра, используя схему на рис. 121. На ма-
газине сопротивлений / набирают сопротивление, соответствующее
/?вн, указанному на шкале прибора. Основную погрешность и ва-
риацию приборов классов 1,0 и 1,5 определяют по всем оцифро-
ванным точкам шкалы, а класса 2,5 — в трех-четырех точках.
Установив корректором стрелку прибора на нуль, включают
ИРН и, увеличивая напряжение источника, плавно подводят стрел-
ку к конечной отметке шкалы. Подаваемое напряжение измеряют
потенциометром, после чего записывают показания потенциометра
и поверяемого милливольтметра.
Затем устанавливают стрелку прибора на следующую поверяе-
мую отметку шкалы и, сняв показания потенциометра, записы-
вают результаты измерений. Таким образом поверяют все оцифро-
ванные точки до начальной отметки шкалы. Далее снимают пока-
зания в тех же точках при движении стрелки от наименьшего зна-
чения к наибольшему. В результате получают по два отсчета для.
каждой поверяемой точки. Если для одного из отсчетов погреш-
ность показаний превышает допустимую, следует произвести по-
вторную поверку этой отметки шкалы.
Величины основной погрешности и вариации определяют от ин-
тервала шкалы, выраженной в милливольтах. В процессе повер-
ки определяют также, на сколько стрелка не подошла к нулевой
отметке шкалы; эта величина не должна превышать половины аб-
солютного значения допустимой основной погрешности. Для этого
стрелку плавно доводят от максимальной отметки до нуля.
Для проверки уравновешенности подвижной системы устанав-
ливают стрелку прибора последовательно в начальное, среднее и
конечное положения и в каждом положении прибор наклоняют на
5 или 10° во все стороны, отмечая при этом изменение показаний.
На 5° наклоняют приборы с рамкой, укрепленной на растяжках,
6 Зак. 1327
161
а на 10° — с рамкой, установленной на кернах. В любом случае
изменение показаний не должно превышать абсолютного значения
допускаемой погрешности.
В самом конце производят поверку сопротивления изоляции
электрической цепи относительно корпуса милливольтметра для
приборов, вышедших из ремонта. Поверку ведут мегомметром в те-
чение 1 мин при напряжении переменного тока 500 в. Сопротивле-
ние изоляции должно быть не менее 40 Мом при температуре
окружающего воздуха 20° С и относительной влажности 80%. Если
корпус милливольтметра из изоляционного материала, то сопро-
тивление изоляции не подлежит поверке.
Ремонт, наладка и поверка
логометров
Ремонт. Для ремонта снимают кожух и осматривают детали
прибора. С помощью пинцета проверяют надежность и качество
паек схемы. Проверке подлежат безмоментные вводы и вся подвиж-
ная система. Проверяют, нет ли посторонних частиц в магнитном
зазоре. Наблюдают за перемещением рамок в кольцевом зазоре
и стрелки относительно других частей прибора.
При необходимости замены кернов или агатов удаляют по-
движную систему. Произведя соответствующую замену изношен-
ных деталей, логометр собирают. По окончании сборки проверяют
надежность изоляции токоведущих частей по отношению к корпусу.
С этой целью между корпусом и всеми зажимами, соединенными
накоротко, создают напряжение 500 в переменного тока. Приборы,
прошедшие проверку изоляции, поступают на балансировку подви-
жной системы.
Перед балансировкой еще раз проверяют отсутствие затираний
в подвижной системе. Для балансировки прибор устанавливают
в нормальное положение и подключают питание, после чего на ма-
газине сопротивлений, подключенном вместо термометра, вводят
сопротивление, соответствующее средней отметке шкалы. Замечают
положение стрелки относительно отметки и поворачивают прибор
на 90° так, чтобы ось и острие стрелки были в горизонтальном по-
ложении. В этом положении проверяют уравновешенность стрелки
и грузиков. При полном равновесии системы стрелка должна нахо-
диться на замеченной ранее точке шкалы.
Если стрелка смещена, то возможны два положения:
стрелка уходит вниз, если ее момент .больше момента грузиков;
чтобы уравновесить систему, нужно грузики переместить дальше
от оси, т. е. увеличить длину рычага;
стрелка уходит вверх, если ее момент меньше момента грузи-
ков, следовательно, надо передвинуть грузики ближе к оси.
Чтобы определить, каким из грузиков пользоваться при балан-
сировке, прибор поворачивают на 90° в той же плоскости, чтобы
стрелка была направлена вертикально вниз, и отмечают ее положе-
ние. Если стрелка уходит вправо от середины шкалы, момент ле-
162
вого грузика больше момента правого, если она уходит влево —
момент правого грузика больше момента левого.
После перемещения грузиков прибор снова поворачивают
тот или иной грузик. Балансировку считают законченной, если при
повороте прибора в указанные при поверке положения отклонения
стрелки не будут выходить за пределы допустимой погрешности.
Регулировка. Подгоняют сопротивления 7?i и /?4 (рис. 122) так,
чтобы полный угол отклонения стрелки составлял 72 ± 2°. Для
этого термометр заменяют магазином М3, а сопротивления Ri и
Rk — соответственно магазинами и М2. Сообразуясь с преде-
лами измерения регулируемого логометра, на магазинах Mt и М2
Рис. 122. Схема регулировки логометра.
устанавливают расчетные значения сопротивлений катушек Ri и
Ri согласно данным градуировки, приведенным в инструкции на
прибор.
На магазине М3 устанавливают сопротивление термометра для
начальной отметки шкалы (по градуировочным таблицам) плюс
5 ом, включают ток и наблюдают за положением стрелки. Затем
устанавливают значение сопротивления термометра для конечной
отметки шкалы плюс 5 ом и наблюдают за отклонением стрелки.
По результатам двух наблюдений производят регулировку.
Если стрелка не доходит до нуля, уменьшают сопротивление
на магазине Mi, если переходит начальную отметку, сопротивление
увеличивают. Если стрелка отклоняется не на полный угол, т. е. не
доходит до конечной отметки, уменьшают сопротивление магазина
М2, если переходит — увеличивают.
После регулировки стрелки в конце шкалы проверяют установку
стрелки на начальную отметку и, если необходимо, еще раз из-
меняют сопротивление магазина Mt и проверяют установку стрел-
ки на конечной отметке шкалы. Подгонку сопротивлений Mt и М2
производят поочередно до тех пор, пока при соответствующих зна-
чениях сопротивления Rt стрелка прибора не установится на конт-
рольных отметках.
- 6*
163
Рис. 123. Схема поверки лого-
метра:
/ —логометр; 2 — магазин сопро*
тивлениЙ; 3 — рубильник; 4— вольт-
метр.
По окончании регулировки в паспорт прибора заносят значения
сопротивлений Ri и Rit изготовляют катушки и /?4 и устанавли-
вают их в прибор. При градуировке наносят отметки шкалы на
миллиметровую бумагу, по которой изготовляют циферблат.
При необходимости переградуировки шкалы прибора на дру-
гие. пределы измерения сопротивления катушек подбирают по таб-
лице, прилагаемой в инструкции на прибор.
Поверка. Поверке подлежат логометры, бывшие в эксплуата-
ции и вышедшие из ремонта. При этом осматривают циферблат,
стрелку, проверяют положение конца
стрелки относительно отметок шкалы,
наличие красной контрольной черты,
на которой должна установиться
стрелка при включении контрольной
катушки, маркировку прибора.
Затем проверяют сопротивление
изоляции электрической цепи логомет-
ра, для чего к одному зажиму мегом-
метра подключают соединенные концы
измерительной цепи, а другой зажим
соединяют с корпусом прибора. Сопро-
тивление изоляции должно составлять
не менее 40 Мом при температуре
20° С и относительной влажности, не
превышающей 80%.
Перед определением основной погрешности проверяют установ-
ку стрелки на красную черту, включая контрольную катушку со-
противления R3 (рис. 122). Величину основной погрешности и ва-
риации можно определить по образцовому мосту или по образцо-
вому магазину сопротивления. Наиболее просто производить по-
верку по образцовому магазину сопротивления, собирая схему,
как показано на рис. 123.
При разомкнутом рубильнике 3 устанавливают сопротивление
магазина 2 на 1—2 ом меньше, чем градуировочное сопротивление
Я гр’.
Rrp — Rt + Rn
где Rt — величина сопротивления термометра в поверяемой точке; 7?л — сопро-
тивление внешней линии, указываемого на шкале прибора.
Рубильник 3 замыкают и реостатом R по вольтметру 4 уста-
навливают номинальное напряжение питания логометра. Затем ру-
кояткой магазина с наименьшей степенью изменения сопротивле-
ния воздействуют на положение стрелки до тех пор, пока она не
станет на поверяемую отметку шкалы, после чего замеряют сопро-
тивление Rt, установленное на магазине 2. Таким же образом под-
водят стрелку к поверяемой отметке с противоположной стороны
(при обратном ходе), при этом замеряют сопротивление R%.
164
Поверку повторяют для всех числовых отметок шкалы. Абсо-
лютная погрешность равна наибольшей из разностей ai=Rrf—Ri,
а2 = Rrp — R2. Вариация ДА равна абсолютному значению разно-
сти । R2— Ri । Величины основной погрешности и вариации опре-
деляют от интервала шкалы, выраженной в омах.
Изменения показаний, вызванные наклоном прибора, поверяют
при положении указателя в начале, середине и конце шкалы. Для
этого, установив стрелку в одно из требуемых положений, подкла-
дывают клин с определенным для данного прибора углом наклона
под стойку, на которой укреплен логометр, чтобы он был поочеред-
но наклонен вперед, назад, влево и вправо. Изменение показаний
прибора не должно превышать допустимой основной погреш-
ности.
У логометров, вышедших из ремонта, определяют влияние из-
менения напряжения питания на показания прибора в трех от-
метках шкалы — начале, середине и конце. При отклонении на-
пряжения питания от номинального на ±10% для приборов с се-
тевым источником питания и от +5 до —20% для приборов с хи-
мическим источником изменение показаний не должно превышать
основной допустимой погрешности. Чтобы исключить влияние тре-
ния, отсчет производят после легкого постукивания по прибору.
Ремонт, наладка и поверка электронных
потенциометров и мостов
Ремонт. Наиболее трудоемкой и сложной работой при ремонте
потенциометров, мостов и других электронных приборов является
нахождение неисправностей. Обнаружив неисправности, устранить
их почти всегда несложно, так как это сводится в основном к за-
мене изношенных деталей или узлов новыми или восстановленны-
ми, устранению обрыва цепи или короткого замыкания в ней.
Поступивший в ремонт прибор следует сначала очистить от
грязи и пыли, причем реохорд чистят щеткой, смоченной в бензине.
Проверив состояние контактных роликов, изношенные заменяют.
Меняют масло в редукторе реверсивного двигателя. Проверяют
стрелки прибора, механизм продвижения диаграммной бумаги, на-
тяжение стального тросика.
У многоточечных приборов проверяют и налаживают работу
всей шестереночно-червячной передачи так, чтобы не было люфтов
и обеспечивалось надежное и правильное сцепление между этими
кинематическими узлами. Если диаграммная бумага натянута сла-
бо, перфорация соскакивает с направляющего устройства ведущего
барабана, а последний заедает или легко проворачивается, ленто-
протяжный механизм подлежит регулировке.
У переключателя термопар или термометров сопротивления ме-
няют масло и чистят ламели, проверяют соответствие номера оциф-
рованного диска переключателя номеру печатающей каретки. Про-
веряют четкость работы печатающего механизма и натяг тросика.
165
Чистят и смазывают шариковые подшипники синхронного двига-
теля, чистят печатающий барабан каретки.
Приступая к проверке неисправного прибора, необходимо уст-
ранить возможность неправильного подключения источника пита-
ния и присоединения контрольных приборов. Производя проверку,
следует пользоваться монтажной и принципиальной схемами при-
бора. Все соединения проверяемого прибора с источником пита-
ния, датчиком и другими элементами также должны соответство-
вать схеме.
Прежде всего определяют, какая часть прибора неисправна —
измерительная схема, электронный усилитель или силовая часть
Рис. 124. Общий вид панели прибора типа ИПУ-01:
/ — рукоятка „Чувствительность"; 2 —рукоятка „Фаза“; 3 — микроамперметр;
4 —панели вибратора; 5 —кнопка „Симметрия"; 6 — переключатель вида работ
(П); 7 и 3 —кнопки „Замыкание" и „Размыкание".
схемы. Для этого отсоединяют усилитель и проверяют его состоя-
ние на измерительно-поверочной установке ИПУ-01. Установив про-
веренный и отрегулированный электронный усилитель на место,
проверяют исправность силовой части схемы — работу реверсив-
ного двигателя. Убедившись в исправности усилителя и силовой
части, пробуют прибор в работе. Если он не работает, значит не-
исправна измерительная схема.
Проверка исправности и ремонт электронных усилителей. При
большом объеме работ в пирометрической лаборатории должен
быть электрослесарь, занимающийся ремонтом и регулировкой
электронных усилителей.
С полученного на проверку усилителя снимают электронные
лампы и проверяют их на испытателе ламп Л1-2 или Л1-3. Про-
веряют и, если надо, регулируют вибропреобразователь. Для этого
его удаляют из электронного усилителя и устанавливают в соот-
ветствующую панель ИПУ (рис. 124). Переключатель П ставят
в положение Вибратор. Включив прибор, ручкой Чувствительность
устанавливают величину тока через вибратор 1,5—2 мка. В этом
случае ток проходит через микроамперметр, когда контакт 4 якоря
166
замкнут с боковым контактом 3, расположенным справа
(рис. 125, а).
Нажав кнопку Симметрия (см. рис. 124), включают микроам-
перметр, когда контакт якоря 4 замыкается с боковым контактом
Рис. 125. Схема проверки и регулировки вибропреобразователя (поз. 3, 4, 5
см. на рис. 126).
5, расположенным слева (рис. 125,6). Если вибропреобразователь
исправен, стрелка микроамперметра должна отклониться на ту
же величину, что и в предыдущем случае
(допускается расхождение на 1—2 деле-
ния), что свидетельствует об одинаковом
времени замыкания боковых контактов 3 и
5 с якорем 4.
Нажатием кнопок Замыкание и Размы-
кание проверяют время одновременного за-
мыкания или размыкания боковых контак-
тов со средним (рис. 125, в, г). В обоих слу-
чаях стрелка микроамперметра не должна
отклониться от нуля больше чем на 1—2 де-
ления— точнее величина тока не должна
превышать 5% от той, при которой боко-
вые контакты 3 или 5 замыкаются с яко-
рем.
Если перечисленные условия не соблю-
даются, следует приступить к регулировке
вибропреобразователя. Для этого отпус-
кают стопорные винты 7 (рис. 126); если
при нажатии кнопки Размыкание стрелка
отклоняется на большую величину, чем при
нажатии кнопки Замыкание, и разность
токов при нажатой и отпущенной кнопке
Симметрия велика, то винтом 6 поджи-
мают тот контакт (3 или 5), при замыкании
которого ток на микроамперметре был мень-
Рис. 126. Общий вид виб-
ропреобразователя:
1 — постоянный магнит; 2—ка-
тушка возбуждения; 3, 5 — бо-
ковые неподвижные контак-
ты; 4—вибрирующая контакт-
ная пластинка; 6 — регулиро-
вочный винт; 7 —стопорный
винт.
ШИМ.
При выравнивании токов в положениях, показанных на
рис. 125, а и б, следует проверить отклонение стрелки микроампер-
метра при нажатии кнопок Замыкание и Размыкание.
167
Производят проверку и регулировку вибропреобразователей
также на электронном осциллографе, для чего имеется постоянно
собранная схема (рис. 127). Установив вибропреобразователь в ко-
лодку, включив и настроив осциллограф, наблюдают изображение
импульсов тока, соответствующее показанному на рис. 128. Длина
черты а-б эквивалентна времени замыкания одного контакта виб-
ропреобразователя со средним, а черты д-е — времени замыкания
другого. Черточки в-г соответствуют времени одновременного за-
мыкания или размыкания обоих контактов со средним. У хорошо
отрегулированного вибропреобразователя длина линий а-б и д-е
должна отличаться не более чем на 5%. Длина черточки в-г долж-
на составлять не более 5% длины прямых а-б и д-е.
Рис. 127. Схема проверки вибро-
преобразователя с помощью элек-
тронного осциллографа.
Рис. 128. Изображение импуль-
сов тока на экране осцилло-
графа.
Закончив регулировку, фиксируют положение винтов 6 (см.
рис. 126), для чего стопорные винты 7 поджимают до конца. По-
сле этого необходимо еще раз проверить результаты регулировки,
так как в процессе фиксации положение винтов 6 может изменить-
ся. После регулировки вибропреобразователь оставляют включен-
ным на 5—6 ч для приработки, а затем его проверяют еще раз.
Усилитель с испытанными электронными лампами и отрегули-
рованным вибропреобразователем подключают к измерительно-по-
верочной установке ИПУ-01, для чего к зажимам 8—12 установки
присоединяют наконечники пятижильного провода усилителя, а к
зажимам 14 и 15 — наконечники 7 и 8 двужильного провода
(рис. 129).
Переключатель П установки (см. рис. 124) ставят в положение
Усилитель переменного тока. Включив установку, вращением ру-
коятки Чувствительность усилителя и изменением положения ру-
коятки Фаза определяют состояние электронного усилителя. При
неисправном усилителе диск реверсивного двигателя ИПУ не вра-
щается. Для нахождения неисправности надо последовательно про-
верить состояние схем питания усилителя, фазочувствительного
каскада и усилителя напряжения.
168
Проверку схемы питания усилителя производят измерением на-
пряжения на вторичных обмотках трансформатора TPI (рис. 130).
Отсутствие напряжения на одной из вторичных обмоток свидетель-
ствует об обрыве провода в этой обмотке, что дополнительно
можно проверить омметром. Повышение напряжения на всех вто-
ричных обмотках происходит при замыкании части витков первич-
ной обмотки. Уменьшение напряжения на одной из вторичных об-
моток свидетельствует о замыкании витков в этой обмотке. При
обрыве обмотки или замыкании витков трансформатор подлежит
ремонту.
Неисправный трансформатор обычно заменяют годным из ре-
зерва, что сокращает время пребывания приборов в ремонте. Если
Рис. 129. Схема проверки электронного усилителя на ИПУ-01.
напряжения на вторичных обмотках в пределах нормы, трансфор-
матор считают исправным и переходят к проверке исправности
выпрямителя, питающего аноды ламп. Для этого ламповым вольт-
метром измеряют напряжение, подаваемое с выпрямителя на анод
первого каскада усиления (Vi). Отсутствие напряжения может
быть вызвано обрывом цепи диодов Dt и D2 выпрямителя, замы-
канием между обкладками конденсаторов фильтра С7, С8, С9, обры-
вом в сопротивлениях Rg, /?ц, Ri2-
Если на аноде второго каскада (V2) напряжение есть, а на
аноде первого каскада отсутствует, значит оборвана цепь через
сопротивление Rs. Если есть напряжение только на третьем каска-
де (]/3), это говорит о замыкании конденсатора С7 либо об обрыве
сопротивлений или Rs и Rg. Отсутствие напряжения на аноде
третьего каскада усиления можно объяснить замыканием конден-
сатора С8 ИЛИ Сд, обрывом В СОПрОТИВЛеНИИ Riz или Rio, либо об-
рывом цепи диодов Di и D2. Если нет напряжения только на аноде
третьего каскада, значит вышло из строя сопротивление /?ю-
Утечка тока в конденсаторах приводит к снижению анодного
напряжения. Так, при утечке на конденсаторе С7 несколько
169
г го в
Рис. 130. Принципиальная электрическая схема усилителя электронных потенциометров и мостов.
понизится напряжение на анодах первого и второго каскадов уси-
ления. Степень понижения напряжения зависит от величины утечки.
Потеря емкости конденсаторов С* и Сд приводит к ухудшению
фильтрации переменной составляющей напряжения, в результате
на аноды ламп подается пульсирующее напряжение, степень пуль-
сации которого легко проверить осциллографом.
Для проверки исправности усилителя мощности на сетки ламп
Л3 и Л4 подают переменное напряжение с цепи накала ламп. Если
диск реверсивного двигателя ИПУ вращается, надо предполагать
неисправность в усилителе напряжения, при отсутствии вращения
диска надо искать неисправность в усилителе мощности.
Обнаруженная при проверке фазочувствительного каскада не-
исправность может быть связана с порчей ламп Лз и Л4, неисправ-
ностью обмотки силового трансформатора, обрывом в сопротивле-
ниях /?в и /?7, с утечкой или порчей разделительного конденсато-
ра Се.
Так как после предварительной проверки неисправные элек-
тронные лампы из усилителя удалены и проверено питание элек-
тронных ламп, остаются под сомнением указанные выше сопротив-
ления и конденсатор.
При замыкании сопротивления /?6 сетки заземляются, и усили-
тель не работает. Обрыв этого сопротивления приводит почти к та-
кому же результату; иногда сохраняется небольшая чувствитель-
ность, усилителя. Усилитель не работает при обрыве сопротивления
Ri, в этом случае разрывается цепь управляющей обмотки ревер-
сивного двигателя. Замыкание /?7 приводит к возрастанию посто-
янной составляющей анодного тока в момент баланса, что может
стать причиной перегрева управляющей обмотки электродвигателя.
Отсутствие цепи в линии разделительного конденсатора С6 пре-
рывает связь между усилителем напряжения и фазочувствитель-
ным усилителем мощности.
Усилитель напряжения проверяют в последнюю очередь. Про-
верку начинают с измерения анодного тока всех трех каскадов,
поочередно подключая в разрыв анодной цепи миллиамперметры
I, II и III (см' рис. 130). Для измерений используют миллиампер-
метр с пределом измерения 1—2 ма. Отсутствие тока может быть
из-за обрыва цепи катода или сетки лампы (при условии, что про-
изводилась проверка источников питания и электронных ламп).
Это может произойти при обрыве сопротивлений автоматического
смещения /?1( Rz, Rs и утечке сеток R3 и /?4. Уменьшение анодного
тока связано с возрастанием сопротивлений Ri, R2, Rs. Причиной
увеличения анодного тока может быть замыкание сопротивлений
Ri, Rz, Rs, пробой конденсатора С2 (для первого каскада усиле-
ния), замыкание сопротивлений утечки сетки R3 и Rit замыкание
сопротивлений R&, Rg, R)0 анодной нагрузки.
Дальнейшая проверка усилителя напряжения состоит в измере-
нии постоянного напряжения на сетках ламп ламповым вольтмет-
ром. Если в конденсаторах С3 или С4 большая утечка, то на сетках
171
второго или третьего каскадов появится положительный потенциал,
при котором данный каскад не будет работать.
Окончательно убеждаются в работоспособности усилителя на-
пряжения проверкой электронным осциллографом коэффициента
усиления каждого каскада. Для этого надо замкнуть между собой
провода входа усилителя (зажимы 7 и 8 на рис. 129) и отсоеди-
нить провод 10 управляющей обмотки реверсивного двигателя.
Осциллограф ЭО-7 подключают к усилителю, как показано на
рис. 131.
Рис. 131. Схема измерения коэффициента уси-
ления каскадов усилителя напряжения с по-
мощью электронного осциллографа:
а — осциллограмма напряжения на сетке; б —то же,
на аноде.
Рис. 132. Схема проверки
реверсивных двигателей.
Емкость конденсатора С\ должна быть равна 0,01—0,02 мкф,
а С2 — 0,04—0,05 мкф. Усилитель и осциллограф включают в сеть,
осциллограф настраивают для измерения напряжений при положе-
нии переключателя входного делителя 1:1. Включив осциллограф
на сетку проверяемого каскада, при небольшом сигнале, снимае-
мом с делителя (10—50 мв), регулятором чувствительности вер-
тикального усилителя осциллографа добиваются высоты изобра-
жения на экране LTC = 8— 10 мм.
Далее переключатель входного делителя ставят в положение
1 : 10 и зажим осциллографа переносят на анод проверяемого ка-
скада. Не изменяя положения ручек на осциллографе, измеряют
высоту изображения на экране £Та- Затем определяют коэффи-
циент усиления каскада по формуле:
= Ю
LTc
Нормальное значение коэффициента усиления первого и вто-
рого каскадов может быть в пределах 40—50, а третьего каскада —
172
25—30. Можно проверить также исправность разделительных кон-
денсаторов С3 и С5 и сопротивлений утечки сетки Rs и R^ для чего
после измерения напряжения на аноде каскада переносят зажим
осциллографа на сетку следующего каскада. Уменьшение высоты
изображения больше чем на 5—10% свидетельствует о неисправ-
ности разделительного конденсатора или сопротивления утечки
следующего каскада. Причиной малого коэффициёнта усиления
при исправной лампе может быть недостаточная величина сопро-
тивления анодной нагрузки, замыкание на корпус цепи сетки сле-
дующего каскада или малая величина сопротивления утечки сетки.
Проверка исправности и ремонт реверсивных двигателей. Для
проверки двигатель подключают в сеть, как показано на схеме
рис. 132. Реостат R, вольтметр V и двухполюсный ключ Кг могут
быть собраны в виде установки с четырьмя выводами (2, 5, 6, 7),
которые подключают к соответствующим зажимам колодки № 3
прибора. Ключ Ri включают при выведенном реостате R, при этом
на управляющую обмотку реверсивного двигателя напряжение не
подается. Вводя реостат, постепенно увеличивают напряжение, по-
даваемое на управляющую обмотку двигателя, до тех пор, пока
ротор не станет вращаться.
Величину поданного напряжения фиксируют по вольтметру.
Переключив ключ Кг, повторяют испытание при обратном враще-
нии ротора реверсивного двигателя. Если двигатель исправен, ро-
тор начинает вращаться при напряжении 3—6 в, причем величина
напряжения должна быть одинакова при вращении в обоих направ-
лениях.
Если и при максимальном напряжении на вольтметре двига-
тель не работает, следует искать неисправность. Это может быть
замыкание конденсаторов Сю и С)Ь замыкание обмоток двигателя,
их обрыв, замыкание на корпус. Замыкание конденсатора Сю за-
корачивает управляющую обмотку. При замыкании обкладок или
обрыве цепи фазосдвигающего конденсатора Си двигатель рабо-
тать не будет. Обрыв в любой из обмоток приведет к прекращению
тока через обмотку. Замыкание части витков любой обмотки или
замыкание на корпус уменьшит чувствительность двигателя. Кроме
того, причиной остановки двигателя может быть обрыв проводов
или плохой контакт на зажимах в цепи от колодки № 3 до клемм
реверсивного двигателя.
Последовательной поэлементной проверкой находят неисправ-
ность, а затем устраняют ее. При обнаружении замыкания или раз-
рыва цепи в обмотках двигателя нужно, отделив редуктор, изме-
рить сопротивление каждой катушки отдельно. Вышедшую из
строя обмотку удаляют и наматывают новую.
Возможны также механические неисправности двигателя — вы-
работка подшипников ротора (при этом он начинает цеплять за
статор), срабатывание и поломка зубьев шестерен редуктора. Об-
наруженные путем осмотра и измерения изношенные детали за-
меняют. Если электронный усилитель и реверсивный двигатель
173
гп
Рис. 133. Принципиальная измеритель-
ная схема потенциометра типа ЭПД.
Если ток в диагонали питания
проверены и отремонтированы, а прибор все же не работает, при-
ступают к проверке измерительной схемы.
Определение неисправности в измерительной схеме потенцио-
метра типа ЭПД. В потенциометрах с батарейным источником пи-
тания включают контур нормального элемента на вход в электрон-
ный усилитель нажатием кнопки контроля ПК, проверяя стан-
дартизацию рабочего тока (рис. 133). Если стандартизация не до-
стигается, т. е. ротор реверсивного двигателя приводит реостат /?р
стандартизации тока в крайнее положение и продолжает вращать-
ся, следует подключить миллиамперметр в диагональ питания МО'
стовой схемы и измерить силу
тока при вращении реостата
стандартизации.
Отсоединив сухой элемент
от зажима 5 колодки № 4, в
образовавшийся разрыв цепи
(рис. 134) включают миллиам-
перметр. Отсутствие тока в
цепи миллиамперметра свиде-
тельствует об обрыве измери-
тельной цепи. Обрыв можно
обнаружить последовательной
проверкой электрической цепи,
начиная от зажима 5 колодки
№ 4 присоединения источника
питания постоянного тока до
зажима 7 этой же колодки,
сть, а величина его при враще-
нии реостата стандартизации рабочего тока вручную остается
меньше 6 ма, значит сел сухой элемент или имеются плохие кон-
такты в измерительной цепи; если величина тока остается больше
6 ма — имеется замыкание реостата стандартизации (когда при
его вращении ток совершенно не изменяется) или замыкание
в одном из сопротивлений измерительной схемы.
Сопротивление измерительной цепи и состояние реостата /?р
можно проверить, подключив вместо сухого элемента омметр. При
исправной схеме сопротивление с введенным реостатом будет око-
ло 300 ом, с выведенным — около 170 ом.
Если ток /1 меняется и величина его проходит через 6 ма при
вращении реостата /?р, следует проверить вспомогательную ветвь
измерительной схемы, подключив миллиамперметр вместо компен-
сационного сопротивления /?м к зажимам 6 и 7 колодки № 4 (см.
рис. 134). Ток /2 при вращении реостата /?р должен, изменяясь,
проходить через нормальное значение 2 ма. (При измерении тока
следует учитывать величину сопротивления миллиамперметра, ко-
торое уменьшает силу тока в цепи. Если прибор включать вместо
сопротивления /?м схемы, искажение уменьшается.) В этом случае
стандартизация не достигается, если не исправен нормальный эле-
174
мент или переключатель ПК либо отсутствует согласование фазы
на реверсивном двигателе с сигналом измерительной схемы. Подо-
зреваемый в неисправности нормальный элемент можно либо про-
верить с помощью лампового вольтметра, подключив его к зажи-
мам 1 и 2 колодки № 4, либо заменить на заведомо исправный.
Исправность переключателя ПК проверяют, отключив плюсовой
вывод нормального элемента с клеммы 6 колодки № 1 и присоеди-
нив миллиамперметр в образовавшийся разрыв цепи. При нажатии
Рис. 134. Монтажная схема измерительной части потенциометра типа ЭПД.
кнопки переключателя ПК и вращении реостата регулировки ра-
бочего тока через миллиамперметр должен проходить ток. Если
тока нет, надо зачистить контакты переключателя и при нажатии
кнопки визуально убедиться в том, что контакты соединяются.
Несогласование в фазах между сигналом небаланса и напря-
жением на управляющей обмотке реверсивного двигателя можно
проверить нажатием кнопки ПК, предварительно поставив рео-
стат в одно из крайних положений. При отсутствии фазировки
ротор реверсивного двигателя будет вращаться в направлении,
в котором реостат поворачивали вручную при установке в край-
нее положение. Неисправность устраняют заменой концов прово-
дов на клеммах 3 и 4 колодки № 4, идущих к электронному уси-
лителю.
17$
При измерении тока /2 вспомогательной ветви можно одновре-
менно контролировать напряжение небаланса милливольтметром,
который подключают к зажимам 3 и 4 колодки № 4 (см.
рис. 134). Если напряжение небаланса не проходит через нуль
при прохождении величины силы тока /2 через значение 2 ма,
значит замкнуто сопротивление RK (см. рис. 133) или испорчен
нормальный элемент.
Если стандартизация тока происходит нормально, нужно про-
верить изменение напряжения на входе усилителя при замкнутых
зажимах термопары (контакты 9 и 10 колодки № 4 на рис. 134).
Перемещением движка реохорда вручную убеждаются в правиль-
ности изменения напряжения: оно должно меняться от нуля до
максимального значения (соответствующего т. э. д. с. термопары)
мерительная схема моста типа
ЭМД.
при температуре конца шкалы потен-
циометра. При отсутствии напряжения
на входе электронного усилителя нуж-
но проверить поэлементно прохожде-
ние тока через все сопротивления мо-
стовой измерительной схемы.
Определение неисправности в изме-
рительной схеме электронного авто-
матического уравновешенного моста
ЭМД. в первую очередь следует убе-
диться, поступает ли питание на из-
мерительную схему (рис. 135). Для
этого присоединяют вольтметр посто-
янного или переменного тока к зажи-
мам 5 и 10 колодки № 4 (рис. 136).
Выбор вольтметра зависит от питания
измерительной схемы моста; допустимые значения напряжений:
6,3 в ±10% для переменного тока и от 1,5 до 1,0 в —для постоян-
ного тока. Если напряжение питания сети в норме, а питание изме-
рительной схемы вышло за пределы допустимых значений, может
быть неисправен силовой трансформатор. Если напряжение сухого
элемента меньше 1,0 в, его заменяют свежим.
Вместо термометра к зажимам 8, 9 и 10 присоединяют по трех-
проводной системе магазин сопротивлений (см. рис. 136) с вы-
ключателями П[ и П2 на проводах, присоединяемых соответ-
ственно к зажимам 8 и 9. На магазине устанавливают сопротив-
ление по градуировочной таблице для температуры средней точки
шкалы прибора. Отсоединив источники питания от клемм 5 и 10
колодки № 4, присоединяют к ним омметр или мост постоянного
тока.
Зафиксировав величину измеренного сопротивления, разры-
вают цепь моста с реохордом, для чего выключатель П] ставят
в положение Выключено; измеряют оставшееся сопротивление.
Включив затем П], выключают П2, чем размыкают ветвь с со-
противлениями R\ и R2 (см. рис. 135); измеряют оставшееся со-
176
тельности г
ном ходе yi
Основну
образцовое
превышать
матическоо
присоедине
няют мангг
равняться ।
чения на z!
скоро поте
т. э. д. с. те
на 30° С.
Поверю
веряемого
накового з
нием стре^
струкции г
ного знака
гонкой на1
/?п2 (рис. :
сопротивле
му при ко
тивлений п
ПОДГОН!
нием neper
лельно на
Если поел
начале и 1
межуточнь
грешности,
Основн
противление. Величины оставшихся сопротивлений (при отклю-
ченных ветвях мостовой схемы) должны быть примерно в два
раза больше, чем сопротивление всей измерительной схемы, ког-
да она исправна.
Если при отключении ветви реохорда сопротивление схемы не
изменилось, значит в этой ветви есть разрыв. Если с отключением
ветви с и Т?2 сопротивление схемы не изменилось, значит
при КОТОр]
ляется дог
нальное н;
риацию п<
лы. Посте
ку за кон
ее на коне
Произв
метра. Сн
1цую отме'
при этом
ции при
к наиболы
У поте
ником пит
ответствиг
Рис. 136. Монтажная схема измерительной части моста типа ЭМД.
имеется разрыв в отключенной ветви. В то же время можно пред-
полагать, что закорочено одно из сопротивлений оставшейся вет-
ви. Окончательно убеждаются в неисправности, оставив для из-
мерения сопротивления подозреваемую в отсутствии контакта
цепь. Например, при отключении ветви с реохордом сопротивле-
ние измерительной схемы не изменилось. Подключив ветвь рео-
хорда, отсоединим ветвь с сопротивлениями /?t и /?2- Если при
этом зафиксировано отсутствие цепи, значит, в ветви реохорда
есть обрыв; если же сопротивление возрастает в два раза, зна-
чит закорочено одно из сопротивлений отключенной ветви.
Значительно проще найти неисправность в измерительной схе-
ме, если для данного исправного моста ранее замерены сопротив-
ление всей схемы, сопротивление при одной отключенной ветви и
при другой отключенной ветви. Эти данные для каждого прибо-
ра можно записать в паспорт прибора при первой поверке.
177
г
сопр
и пр
конт;
П
пре»
СТВИ(
ВИЛЬ!
ма,
совп;
тип устройства. Для проверки стабилизированный источник вклю-
чают на вход электронного усилителя прибора (рис. 138) и ис-
пользуют нормальный элемент. В прибор встроено сопротивле-
ние R, падение напряжения на котором должно равняться э. д. с.
нормального элемента при прохождении по нему номинального
рабочего тока.
Если значение рабочего тока отличается от номинального, то
на усилитель будет действовать разность между э. д. с. нормаль-
ного элемента и падением напряжения на сопротивлении R, при
этом ротор реверсивного двигателя будет перемещать стрелку
диаг
гомм
цепе
С
чере:
пров
боче
греш
П
усил1
ние [
6opoi
строг
НИЯ I
П
цию.
лиру
зате/
вели»
но п
178
Рис. 138. Схема включения ИПС-148 для проверки правильности установлен-
ного рабочего тока.
прибора вправо или влево. Перемещая движок реостата RB, уста-
навливают требуемую величину тока через сопротивление R до
остановки реверсивного двигателя.
Основную приведенную погрешность потенциометра рассчиты-
вают по формуле:
£*Гп ^0 UD
Дпз = —тг-------- Ю0%
о н
где £Гр — э. д. с. термопары по градуировочной таблице, соответствующая пове-
ряемой отметке шкалы, мв; Ео — э. д. с. термопары по градуировочной таблице,
соответствующая температуре свободных концов (30°С), мв; UD — напряжение,
отсчитанное по образцовому потенциометру и соответствующее наибольшему от-
клонению от номинального, мв; — номинальное напряжение, соответствующее
диапазону шкалы, мв.
Вариация показаний потенциометра в данной отметке шкалы
равна максимальной разности показаний образцового потенцио-
метра, полученных при прямом и обратном ходе по формуле:
и'п-и"
Епр = ~-п -- 100%
ия
где UD — показания образцового потенциометра при прямом ходе, мв; —
показания образцового потенциометра при обратном ходе, ма.
180
Далее определяют время прохождения стрелкой всей шкалы
при прямом и обратном ходе. Его находят как среднее из четырех
измерений. У самопишущих приборов определяют погрешность и
качество записи, а также разброс одноименных точек записи —для
многоточечных приборов. Кроме того, проверяют совпадение край-
них линий диаграммной сетки со шкалой прибора и погрешность
средней скорости движения диаграммы.
При поверке и корректировке градуировки электронных авто-
матических мостов производят внешний осмотр, измерение сопро-
тивления изоляции, проверку чувствительности усилителя, опре-
деление погрешности и качества записи, средней скорости дви-
жения диаграммы, порога чувствительности, времени прохожде-
ния указателем всей шкалы аналогично тому, как это делали
при поверке потенциометров.
Для определения основной погрешности и вариации моста
к нему присоединяют по трехпроводной системе образцовый мага-
зин с наименьшим делением 0,01 ом, допустимая основная по-
грешность которого не должна превышать '/б класса точности
поверяемого прибора. В двух соединительных проводах должно
быть подогнано сопротивление по 2,5 ом с отклонением не более
±0,2%.
Поверку начинают, как и у потенциометров, с начальной и ко-
нечной отметок шкалы. При необходимости переменными сопроти-
влениями /?ni и /?п2 корректируют градуировку. Основную погреш-
ность определяют на всех числовых отметках шкалы. Изменяя со-
противление магазина, подводят стрелку прибора к каждой пове-
ряемой отметке слева и справа; при этом записывают величины
сопротивлений Rl и /?2.
Основную приведенную погрешность рассчитывают по форму-
ле:
Лпр= „ - п- 100%
Лк — "и
где Д— наибольшая из разностей, вычисляемых по формулам Д> = R,-sl—Ri и
д2 = Rrp — fa-, RTp — сопротивление термометра по градуировочной таблице,
соответствующее поверяемой отметке шкалы; Rn п RK — сопротивления, соответ-
ствующие начальной и конечной отметкам шкалы.
Ремонт, наладка и поверка пирометров излучения
Ремонт. При ремонте радиационных, оптических, фотоэлектри-
ческих и цветовых пирометров производят чистку оптической си-
стемы телескопов. Линзы протирают ватой, смоченной в спирте.
Оставшиеся пылинки и ворсинки со стекла сдувают резиновой гру-
шей, а вокруг оправы — снимают острым пинцетом. Линзы, имею-
щие трещины или другие дефекты, заменяют.
У оптических пирометров очищают поглощающее стекло, пи-
рометрическую лампочку, светофильтр. После чистки пирометри-
ческую лампочку устанавливают нитью накала в центр телеско-
пической трубки. Зубной щеткой, смоченной в бензине, очищают
181
реостат; проверяют состояние движка реостата: надо, чтобы дви-
жок плотно прилегал к обмотке реостата. Если на серебряных
пластинах имеется выработка, их нужно опилить надфилем или
заменить новыми.
У радиационных пирометров проверяют состояние термобата-
реи и компенсационного сопротивления. У фотоэлектрических пи-
рометров в визирной головке проверяют, кроме оптики, работу
вибратора и электронного усилителя фототока. В силовом блоке
в случае неисправности прибора проверяют работу выходного
каскада и силового трансформатора. В датчике ДЦП цветового
пирометра типа ЦЭП-2М от грязи очищают также диск со свето-
фильтрами и фотоэлемент. Зачищают контакты коллекторного
переключателя и проверяют исправность предварительного уси-
лителя.
Ремонт электронных блоков, показывающих и регистрирую-
щих ириборов, входящих в комплект пирометров излучения, ана-
логичен ремонту соответствующих узлов приборов, описанному
выше.
Поверка. При поверке пирометров излучения производят внеш-
ний осмотр для обнаружения повреждений и загрязнения. Ком-
плектность и обозначения каждого из блоков должны удовлетво-
рять монтажно-эксплуатационной инструкции.
Определение основной погрешности и вариации показаний
оптических и фотоэлектрических пирометров производят в ос-
новном сравнением показаний поверяемого пирометра с данными
градуировки образцовой температурной лампы II разряда. На-
ведя объектив пирометра на ленту лампы и подготовив его к ра-
боте, устанавливают в температурной лампе силу тока, соответ-
ствующую поверяемой отметке шкалы. Измеряют температуру
пирометром, снимают отсчет и записывают в протокол поверки.
У оптических пирометров эту операцию для каждой точки про-
водят шесть раз, у фотоэлектрических — два раза. Поверку про-
изводят в каждой оцифрованной точке шкалы. Результаты по-
верки сравнивают с величиной основной допустимой погреш-
ности.
Если действительная погрешность фотоэлектрического пиро-
метра окажется больше допустимой, проводят подгонку показа-
ний путем регулирования размеров щели перед лампой обратной
связи с последующей установкой стрелки потенциометра на началь-
ную отметку.
Радиационные технические пирометры поверяют сопоставле-
нием их показаний с образцовыми оптическими пирометрами
II разряда, производя во всех оцифрованных точках шкалы по
пять измерений. Цветовые пирометры поверяют с помощью об-
разцовых температурных ламп II разряда по всей шкале через
каждый 50° С при прямом и обратном ходе. Если основная по-
грешность больше допустимой, то определяют новую градуиро-
вочную характеристику прибора. Для этого в каждой поверяемой
182
точке трижды снимают показания при прямом и обратном ходе
стрелки и вычисляют среднее значение показаний прибора.
4. РЕМОНТ, РЕГУЛИРОВКА И ПОВЕРКА ПРИБОРОВ
ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ И РАЗРЕЖЕНИЯ
Ремонт и регулировка манометров с одновитковой трубчатой
пружиной. Перед ремонтом манометра определяют его изношен-
ность. Крышку со стеклом снимают и удаляют с них грязь. Если
крышка требует окраски, снимают стекло. Резьбу на штуцере очи-
щают металлической щеткой и при необходимости калибруют
плашкой. С помощью струб-
цинки снимают стрелку, затем
снимают шкалу, а стрелку сно-
ва насаживают на ось. Уста-
новив манометр на винтовой
пресс, проверяют работу пере-
даточного механизма при плав-
ном повышении и понижении
давления. Чтобы не перегру-
зить ремонтируемый прибор,
наблюдают за показаниями
образцового манометра пресса.
При проверке механизм дол-
жен иметь плавный ход стрел-
7
Рис. 139. Секторно-зубчатый переда-
точный механизм:
КИ без заеданий и рывков. / — пластина; 2 — трибка; 3 — спиральная пру
Н mt жииа; 4 — сектор; 5 —поводок; 6— трубчатая
Затем ПрОВерЯЮТ прибор пружина; 7 —кулиса сектора.
при установленной на место
шкале. Определяют смещение стрелки от постукивания по корпу-
су прибора и наблюдают за возвращением стрелки к нулевой от-
метке. Если после снижения давления стрелка не доходит до на-
чальной отметки на величину, превышающую половину допустимой
погрешности, или не касается упорного шрифта, трубчатую пру-
жину заменяют новой.
После этого манометр полностью разбирают. Удаляют штифт,
крепящий поводок 5 к пробке пружины 6, и отделяют от корпуса
держатель (рис. 139). На держателе наносят риски, отмечающие
положение цередаточного механизма, отделяют последний от дер-
жателя и разбирают. Удаляя плоскогубцами штифты, освобож-
дают спиральную пружинку 3. Вывернув два винта, крепящие
верхнюю пластинку к стойкам, снимают сектор 4 и трибку 2.
Все детали механизма погружают на 15 мин в бензин, затем
протирают насухо салфеткой. Элементы механизма проверяют на
прямолинейность, погнутые детали рихтуют. Биение трибки про-
веряют на часовом токарном станке. Сектор с изношенными
зубьями заменяют новым.
Сборку передаточного механизма ведут в обратном порядке.
183
Витки спиральной пружинки, установленной на место, не должны
касаться друг друга. После установки сектора и верхней пластин-
ки 1 закручивают спиральную пружинку поворотом трибки на 2—
3 оборота. При введении в зацепление сектора с трибкой пружинка
должна раскручивать трибку до тех пор, пока она не повернет сек-
тор полностью. Вращающий момент, развиваемый пружинкой,
должен прижимать зубья трибки к левой стороне зубьев сектора.
Трущиеся части механизма смазывают часовым маслом и устанав-
ливают на площадку держателя, который крепят затем в корпусе
прибора. Кулису сектора 7 соединяют с поводком 5, а последний —
с концом пружины 6.
На манометре устанавливают регулировочную шкалу с выре-
зом, позволяющим вести регулировку прибора. Манометр ставят на
гидравлический пресс с образцовым манометром. Создают давле-
ние, равное одной из цифровых отметок шкалы в пределах 10%
максимального хода стрелки; против этой отметки насаживают
стрелку. Поднимают давление в прессе до величины, равной конеч-
ной отметке шкалы. Если стрелка не дошла до этой отметки, из-
меняют положение точки соединения поводка 5 с кулисой сектора
7, уменьшая величину плеча г; если стрелка манометра прошла
конечную отметку, плечо г увеличивают.
Давление в прессе снижают до первоначального значения и
стрелку вручную переставляют на эту отметку. Положение стрелки
на верхнем пределе шкалы и начальной отметке регулируют, доби-
ваясь того, чтобы показания манометра в этих двух точках совпали
с установленным значением давления по образцовому манометру.
Если показания регулируемого и образцового манометров не
совпадают после изменения плеча г и перестановки стрелки, регу-
лировку дополнительно ведут изменением длины I поводка 5 и по-
воротом передаточного механизма относительно держателя. После
этого повторяют первоначальные регулировочные операции.
Далее определяют погрешность показаний манометра во всех
оцифрованных точках шкалы. Если имеется участок шкалы, на ко-
тором погрешность выше допустимой, передвигают точку зацепле-
ния трибки с сектором на несколько зубьев и снова регулируют
манометр. Если указанный прием не приводит к положительному
результату, это свидетельствует об износе сектора, который сле-
дует заменить новым.
Добившись положительных результатов, регулировочную шкалу
заменяют рабочей (опытные слесари по ремонту манометров регу-
лировочной шкалой не пользуются). Стрелку прибора насаживают
на ось против установленной отметки и опрессовывают. Манометр
закрывают крышкой и предъявляют на поверку.
Ремонт и регулировка сильфонных манометров. Причиной выхо-
да из строя сильфонных манометров может быть нарушение гер-
метичности сильфона и загрязнение передаточного механизма. Пе-
редаточный механизм разбирают, промывают в бензине и выти-
рают.
184
Подлежащий замене сильфон отпаивают паяльником. Посадоч-
ное место платы очищают от излишков припоя и загрязнений,
чтобы поверхность соприкосновения платы с сильфоном была чи-
стой и облуженной. Края нового сильфона облуживают. устанав-
ливают его на место и паяльником прогревают по периметру осно-
вания сильфона. При пайке применяют бескислотный флюс.
Припаянный сильфон испытывают на герметичность сжатым
воздухом под давлением около 1,5 кгс!см2 в течение 10 мин, погру-
жая его в ванночку с бензином. Появление пузырьков воздуха
свидетельствует о течи, которую устраняют дополнительным пая-
нием.
После этого сильфон подвергают искусственному старению в те-
чение 20 ч, сообщая его восемь раз в минуту поочередно с избы-
точным давлением воздуха около 0,25 кгс/см2 и атмосферой, для
чего перед сильфоном на трубке устанавливают трехходовой кран,
а пробку крана соединяют через редуктор с электромотором.
Собрав полностью манометр, регулируют показания для двух
точек шкалы, как и у манометров с одновитковой пружиной. При
расхождении в показаниях для промежуточных точек шкалы ра-
боту манометра улучшают изменением длины тяги, рычага, соеди-
ненного с тягой, и винтовой пружины. Правильный подбор отно-
шения плеч рычажной передачи позволяет довести основную по-
грешность прибора до допустимых значений.
Ремонт и регулировку мембранных манометров и мембранных
тяго-напоромеров производят аналогично рассмотренным выше
приборам, а ремонт манометров с многовитковой трубчатой пру-
жиной рассмотрен выше (стр. 149).
Ремонт и регулировка приборов с пневматическим выходным
сигналом (датчики ГСП). Прежде всего снимают верхний и ниж-
ний кожух, загрязненные поверхности чистят смоченной в бензине
щеткой и вытирают салфеткой. Проверяют затяжку всех крепеж-
ных болтов и винтов.
К штуцеру Выход подключают образцовый манометр, к шту-
церу Вход — линию питания сжатым воздухом. В зависимости от
предела измерения на чувствительный элемент прибора подают
гидравлическое или пневматическое давление, одновременно изме-
ряемое образцовым манометром.
При проверке пневмопреобразователя заслонкой 15 прикрывают
сопло 14 (рис. 140), чтобы создать максимальное давление на вы-
ходе из прибора. В этом состоянии проверяют герметичность пнев-
матического усилителя, сильфона обратной связи и соединительных
трубок прибора. Подозрительные места смачивают мыльной водой.
Негерметичность усилителя устраняют подтягиванием скрепляю-
щих болтов или, если это не помогает, заменой мембран.
Проверяют состояние упругих ленточных опор 1 и 16, на кото-
рых укреплены рычаги 2 и 17. При наличии выработки на рабочей
поверхности подвижной опоры 8 ее заменяют новой, так как умень-
шение длины опоры изменяет характеристику прибора.
185
После устранения замеченных механических неисправностей ре-
гулируют показания прибора. При нулевом измеряемом давлении
у манометров, вакуумметров, напоромеров, тягомеров и маномет-
ров абсолютного давления пневматический сигнал на выходе дол-
жен быть 0,2 кгс/см2. Наблюдая за стрелкой образцового маномет-
J5 /в п !S ра, винтом корректора нуля 7
Рис. 140. Передаточный механизм силь-
фонного датчика давления ГСП:
/, 16 — ленточная опора; 2 — Т-образный рычаг;
5 —крепление регулировочной пружины; 4 — ко-
лодка; 5 —стопорный виит; 6 — винт-ограннчн-
тель; 7 —винт корректировки нуля; 8— подвиж-
ная опора; 9—болт; /0—пружина корректировки
нуля; // — подвижная колодка; 12 — неподвиж-
ная колодка; 13 — проволочный фиксатор;
14 — сопло, укрепленное на плате; /5—заслонка;
17—Г-образный рычаг обратной связи; 18—виит
крепления сильфона; 19 — снльфон обратной
связи; 20 — плата; 21— крепление измерительно-
го сильфона к Т-образиому рычагу; 22 — изме-
рительный снльфон; 23, 25 —гайки крепления
измерительного сильфона к кронштейну 24,
изменяют натяжение пружины
10, чем воздействуют на поло-
жение заслонки 15 относитель-
но сопла 14 до тех пор, пока
на выходе не будет требуемый
сигнал.
Затем создают давление в
соответствии с верхним преде-
лом измерения прибора. Если
сигнал на выходе больше
1 кгс/см2, отпустив болт 9, пе-
ремещают опору 8 по рычагу
17 вверх, увеличивая тем са-
мым действие обратной связи,
пока на образцовом маномет-
ре стрелка не станет на отмет-
ку 1 кгс/см2. Если сигнал на
выходе не достиг максимально-
го значения, опору 8 переме-
щают вниз.
Прибор регулируют при ну-
левом и максимальном значе-
нии давления до тех пор, пока
сигнал на выходе не будет со-
ответствовать норме.
Регулировка не приводит к
положительным результатам,
если засорено сопло 14 (при
этом показания прибора будут
завышены) или засорен дрос-
сель постоянного сечения в пневмоусилителе (показания при-
бора будут занижены). После окончания регулировки болт 9 за-
тягивают.
Поверка манометров. Для поверки необходимо иметь образцо-
вый прибор с основной погрешностью, которая в четыре раза мень-
ше допустимой погрешности поверяемого прибора. В качестве об-
разцовых могут быть использованы поршневые манометры типа
МОП, МП-60, МП-600 и пружинные ОМН, ОМВ и ВО18Р.
Поверку ведут в следующем порядке. Установив на поршневом
манометре два поверяемых манометра класса точности 1; 1,5 или
2,5 с одинаковым пределом измерения, с помощью грузов создают
давление последовательно для пяти равномерно расположенных
186
точек шкалы приборов. В момент снятия отсчета с поверяемого
манометра поршень должен быть погружен на 2/з длины в цилиндр
и приведен во вращательное движение от руки. Постукивая паль-
цем по корпусу прибора, проверяют смещение стрелки и повторяют
отсчет для определения величины смещения. Смещение стрелки
указывает на наличие заеданий и зазоров в передаточном меха-
низме, оно не должно превышать половины основной допустимой
погрешности.
Положение поршня по высоте устанавливают вращением махо-
вика. Поверку производят при повышении и понижении давления,
т. е. при прямом и обратном ходе, выдерживая давление на верх-
нем пределе в течение 5 мин.
Вакуумметры поверяют по показаниям образцовых вакууммет-
ров на прессах с манжетным поршнем и большим объемом ци-
линдрового пространства или с вакуумным насосом. Поверку ма-
нометрической и вакуумной частей шкалы мановакуумметров про-
водят раздельно. Если предельное значение манометрической части
шкалы 25 кгс/см2, вакуумная часть не поверяется. По полученным
результатам поверки подсчитывают величину основной погрешно-
сти и вариацию и дают заключение о годности прибора.
У регистрирующих манометров проверяют плавность хода и со-
осность пера с диаграммой перемещением пера от нулевой отметки
до максимума диаграммы и обратно. Проверку производят в че-
тырех участках диграммы, равномерно расположенных через 90°.
Линия регистрации может быть отклонена от дуги не более чем
на 0,25 мм, а в середине — на 0,5 мм. Скорость вращения диаграм-
мы проверяют при установке пера на середину шкалы.
Для поверки манометров, мановакуумметров и вакуумметров,
снабженных пневматическими преобразователями с унифицирован-
ными выходными сигналами без отсчетных устройств, применяют
два образцовых прибора: для измерения давления, подаваемого
в поверяемый прибор, и для измерения выходных сигналов. Если
применяемые образцовые приборы имеют одинаковую точность, то
основная допустимая погрешность каждого из них должна быть
в пять раз меньше погрешности поверяемого прибора или же
должно быть соблюдено следующее условие:
где Д1 — относительная погрешность образцового прибора при давлении, равном
верхнему пределу измерений поверяемого прибора; Д2 — относительная погреш-
ность образцового прибора, измеряющего величину выходного сигнала при дав-
лении 1 кгс/см2; 6' — основная допустимая погрешность поверяемого прибора.
Поверку следует производить при температуре окружающего
воздуха 20 ± 5° С, выдержав прибор в нерабочем состоянии не ме-
нее 2 ч. Поверяемый прибор устанавливают в рабочее положение
так, чтобы он не подвергался действию вибрации и тряски.
Погрешность показаний определяют при пяти или шести зна-
чениях измеряемого давления входных или выходных сигналов,
187
взятых равномерно в диапазоне измерений. Поверку ведут при
прямом и обратном ходе. На верхнем пределе измерений делают
выдержку в течение 5 мин, в конце которой давление повышают
па 5—10% от верхнего предела.
Перед поверкой добиваются герметичности собранной установ-
ки без поверяемого прибора, для чего в течение 5 мин выдержи-
вают установку под давлением, равным верхнему пределу пове-
ряемого прибора. При этом давление в установке не должно па-
дать. О герметичности поверяемого прибора свидетельствует не-
изменное давление в течение пятиминутной выдержки на верхнем
пределе.
По образцовому манометру на выходе поверяемого прибора
устанавливают давление, равное расчетному значению выходного
сигнала для заданного номинального значения давления Ря в при-
боре. По другому образцовому манометру измеряют действитель-
ное давление Р в поверяемом приборе.
Нулевое значение сигнала на выходе при измеряемом давлении
в приборе, равном атмосферному, должно устанавливаться равным
0,2 кас/см2 для манометров и 1,0 кгс/см2 — для вакуумметров; для
мановакуумметров его определяют по формуле:
So = 0,2 + 0,8 —-г - кгс/см2
* 1Л \ * В
где So — нулевое значение сигнала на выходе; Ри — верхний предел измерения
избыточного давления; Ра — верхний предел измерений вакуумметрического дав-
ления.
Погрешность приборов вычисляют по формулам:
для манометров
6 = 100%
* и
для мановакуумметров
для вакуумметров
6=-^-Lioo%
г в
где 6 — основная погрешность поверяемого прибора в процентах от верхнего
предела измерений для манометра и вакуумметра и в процентах от суммы
верхних пределов измерений для мановакуумметра; Рн — заданное номинальное
значение давления; Р— действительное значение давления.
Для определения погрешности вторичного прибора к нему па-
раллельно подключают образцовый манометр и, создавая входное
давление, устанавливают стрелку на поверяемую отметку шкалы
Зр. По образцовому манометру фиксируют действительное значе-
ние входного сигнала 3. Погрешность определяют по формуле:
S„-S
6=Лг-1ООО/о
188
5. РЕМОНТ, ПОВЕРКА И НАЛАДКА РАСХОДОМЕРОВ
И СЧЕТЧИКОВ
Ревизию и ремонт сужающих устройств производят в период
остановок оборудования производственных цехов на капитальный
ремонт. Стандартные сужающие устройства — диафрагмы, сопла
и сопла Вентури — должны удовлетворять Правилам 28—64 (см.
список литературы). Поступившие на ревизию сужающие устрой-
ства очищают от отложений и грязи механическим путем или рас-
творителями. Чистке подвергают также кольцевые камеры или
обоймы и каналы для отбора перепада давления.
Если внутренняя поверхность камер подверглась сильному кор-
розионному действию измеряемой среды и нарушены геометриче-
ские размеры камер, в собранном виде может быть значительно
увеличена ширина кольцевой щели, соединяющей камеру с внут-
ренней полостью трубопровода, что недопустимо. Такие камеры
заменяют новыми.
Диафрагмы, сопла и сопла Вентури после чистки должны
иметь гладкую поверхность, без вмятин и выбоин. Выходная кром-
ка цилиндрического отверстия сопла должна быть острой, без за-
кругления или фаски. Входная кромка отверстия диафрагмы долж-
на быть острой; острота кромки диафрагм с отверстием диамет-
ром до 125 мм считается приемлемой, если падающий на нее све-
товой луч не дает видимого отражения. У диафрагм с большим
диаметром отверстия луч может отражаться, но кромка не должна
иметь заметного невооруженным глазом притупления.
Диаметр отверстия сужающих устройств измеряют индикатор-
ным или микрометрическим нутрометром или штангенциркулем;
погрешность инструмента не должна превышать ’/3 допуска на из-
меряемый диаметр. Отверстие измеряют не менее чем в четырех
точках, равномерно расположенных по окружности. У сопел и со-
пел Вентури измерение производят в двух поперечных сечениях
цилиндрической части отверстия — в начале и в конце. Отклонение
действительного размера от расчетного значения не должно превы-
шать 0,1% от диаметра отверстия сужающего устройства при
модуле т < 0,4 и 0,05% — при т > 0,4.
Профильную часть сопел измеряют прилагаемым к ним шабло-
ном в четырех равноотстоящих диаметральных направлениях.
Сопряжение дуг профильной части между собой, торцом и ци-
линдрической частью отверстия должно быть плавным. Отклоне-
ние радиусов дуг от номинальных значений не должно превышать
10% от величины радиуса при модуле т 0,25 и 3%—при
т > 0,25.
Если сужающие устройства не удовлетворяют одному из пере-
численных требований, их бракуют и заменяют новыми. Растачи-
вать повторно отверстия сужающих устройств не рекомендуется,
так как это приводит к необходимости переградуировки расходо-
мера, увеличению модуля сужающего устройства и, следовательно,
189
к увеличению требуемой длины прямых участков трубопровода и
уменьшению предельного числа Рейнольдса.
Дифманометры-расходомеры, поступившие в ремонт, чистят,
разбирают и осматривают детали и узлы, выявляя изношенные и
неисправные. Проверяют состояние резьбовых соединений, герме-
тичность запорных и уравнительных вентилей. Резьбу с забоинами
и повреждениями калибруют. Наружные резьбы обрабатывают
плашками, а внутренние — метчиками соответствующих размеров.
Негерметичность сальниковых уплотнений устраняют подтягива-
нием сальниковой гайки
Рис. 141. Уплотнительная муф-
та поплавкового дифманометра:
/ — корпус камеры; 2 —прокладка;
3 —пробка; 4 —корпус прибора;
5 —фетровая прокладка; б —эбони-
товая втулка; 7—рычаг; 8, //—сталь-
ные подшипники; 9—уплотнительная
муфта; IQ—ось; 12—рычаг поплавка.
или заменой набивки с последующим ее
уплотнением. Если запорные вентили
в закрытом состоянии пропускают сре-
ду, надо зачистить рабочую конусную
поверхность шпинделя, вывернув его
из вентиля.
Работы с жидкостными дифмано-
метрами, заполненными ртутью, сле-
дует вести в специально оборудован-
ных мастерских, изолированных от
всех остальных помещений.
После разборки и чистки поплавко-
вых дифманометров проверяют прямо-
линейность рычага, передающего пере-
мещение поплавка к отсчетному
устройству, люфты в передаточном ме-
ханизме, качество уплотнительной муф-
ты и состояние клапана-предохраните-
ля. Ремонт и регулировка передаточ-
ного механизма аналогичны рассмотренным ранее для манометров.
Если уплотнительная муфта (рис. 141) пропускает продукт,
набивку пополняют с помощью винтового лубрикатора, соеди-
ненного трубкой с муфтой. Для этого лубрикатор заполняют све-
жей набивкой. Завертывая винт лубрикатора, набивку подают в
полость муфты при вывернутой пробке 3. Пробку ставят на ме-
сто, когда через отверстие будет выходить свежая чистая на-
бивка.
Если и после этого при испытании на статическое давление уп-
лотнительная муфта остается негерметичной, следует заменить ось
10 и подшипники 8 и И Если нет герметичности на резьбе между
корпусом 1 и муфтой 9, следует подтянуть резьбу или заменить
медную прокладку 2
У мембранных дифманометров типа ДМ (рис 142) в процессе
эксплуатации может быть нарушена герметичность мембранного
узла ~1 и возможно заедание сердечника 7 внутри разделительной
трубки. В зимнее время на наружных установках при недостаточ-
ном утеплении возможно размораживание разделительной трубки.
Приборы разбирают, для чего вывертывают штуцеры 2 и осво-
бождают импульсные трубки 9; затем отвертывают гайки с болтов
190
14, стягивающих крышки 10 и 13. При отделении верхней крышки
10 от подушки 11 необходимо соблюдать осторожность, чтобы
не погнуть основание сердечника 7.
Очистив камеры разделительной трубки, сердечника и мем-
бранных коробок от грязи и отложений, путем внешнего осмотра
Рис. 142. Мембранный дифманометр
типа ДМ:
/—мембранная коробка; 2—штуцер; 3—нип-
пель; 4, 6, 8 — гайки; 5 — дифференциальный
трансформатор; 7—сердечник; 9 — трубка;
10 — верхняя крышка; 11 —подушка; 12—кла-
пан; 13 — нижняя крышка; 14 — болт с гай-
кой.
Рис. 143. Конструкция пневмореле:
/ — болт; 2, 4, 8 —мембраны; 3, 5, 7—седло;
6 — шариковый клапан; 9 — дроссель постоянно-
го сечения; 10 — фильтр; 11—14 — отверстия под
штуцер.
сердечник не терся о стенки разделительной трубки, производят
окончательную центровку, заменив разделительную трубку спе-
циально изготовленной. У этой специальной трубки в месте рас-
положения сердечника по высоте вырезают три или четыре рав-
номерно расположенных по окружности продольных окна, через ко-
торые можно наблюдать положение сердечника относительно
оси трубки, а затем, сняв трубку, отогнуть сердечник в нужную
сторону.
191
Дифманометр регулируют совместно со вторичными приборами
дифференциально-трансформаторной системы; вращением гаек 6
и 8 достигается перемещение катушки дифференциального транс-
форматора относительно сердечника и изменение электрического
сигнала на выходе дифманометра. Такой регулировкой добивают-
ся грубой установки стрелки вторичного прибора на нулевую от-
метку.
Приборы типа ДМПК после разборки и чистки осматривают,
определяют герметичность сильфона обратной связи, мембранного
блока (в ДМПК-ЮО) или мембраны (в ДМПК-4). Негерметич-
ные элементы заменяют новыми. Пневмореле пневмопреобразова-
теля разбирают, для чего вывертывают из резьбовых гнезд 11 и 12
(рис. 143) штуцера питающей линии и выходного давления, а из
гнезд 13 и 14 — штуцера к сильфону обратной связи и соплу; от-
вертывают гайки с болтов 1.
Проверяют мебраны 2, 4 и 8. Они должны быть герметичны
и не иметь повреждений. Если замечена выработка в седлах 3,
5 и 7 клапана 6, их обрабатывают зенкером или заменяют новы-
ми. Дроссель 9 постоянного сечения вывертывают и прочищают от-
верстие иглой; фильтр 10 вывертывают, разбирают и очищают от
грязи.
Собирают пневмореле в обратной последовательности. После
сборки проверяют герметичность камер пневмореле, присоединение
штуцеров в отверстиях 11—14, установку дросселя 9 и фильтра 10,
смачивая мыльным раствором контролируемые поверхности при
включенном давлении питания.
Если камеры и соединения на штуцерах негерметичны, этот
недостаток устраняют дополнительным подтягиванием гаек и
штуцеров. При этом необходимо пользоваться гаечными ключами
соответствующих размеров. При пропуске воздуха на дросселе 9
и фильтре 10 следует заменить уплотнительные резиновые кольца.
Дифманометры регулируют по показаниям контрольных мано-
метров, один из которых подключают параллельно регулируемому
дифманометру, а другой— к выходу пневмопреобразователя. При
изменении перепада давления от нуля до максимального значения
давление на выходе должно меняться от 0,2 до 1 кгс/см2.
При перепаде, равном нулю, давление воздуха на выходе, рав-
ное 0,2 кгс/см2, у дифманометров типа ДМПК-ЮО грубо устанав-
ливают изменением расстояния заслонки 7 относительно сопла 8
(рис. 144), для чего вращают гайки 6, навинченные на конец што-
ка заслонки. Приближая заслонку к соплу, увеличивают давление
воздуха на выходе, удаляя от сопла, —уменьшают. Точную регу-
лировку на начальном значении выходного сигнала производят вин-
том корректора нуля, изменяющим силу натяжения пружины 11,
действующей на рычаг обратной связи 4.
Предел измерения (при максимальном перепаде давления) на-
страивают путем изменения передаточного отношения в кинемати-
ке пневмопреобразователя перемещением ножевой опоры 2. Для
192
S 7 8
П
;г
Рис. 144. Кинематическая схема
дифманометра типа ДМПК-ЮО:
1, 13—болты; 2—ножевая опора; 3—винт:
4—рычаг обратной связи;' 5—пластина;
6, /0 —гайки; 7 —заслонка; 8 — сопло;
9 — снльфон; // — пружина; 12— пневмо-
реле.
этого ножевую опору освобождают ослаблением двух винтов, а за-
тем винтом 3 перемещают ее в нужную сторону. Если пневмосигнал
на выходе больше 1,0 кгс/см2, движок перемещают вверх (винт 3
вращают по часовой стрелке); если меньше — движок переме-
щают вниз.
После смены сильфона обратной связи 9 или настройки прибо-
ра на другой предел измерения регулировка винтом 3 может ока-
заться недостаточной. Тогда, установив ножевую опору 2 посере-
дине винта <3, грубо настраивают прибор перемещением сильфона
9. Если сигнал на выходе больше
нормы, сильфон перемещают вниз,
если меньше — вверх. Для переме-
щения сильфона отпускают крепеж-
ные гайки 10.
После настройки прибора на
максимальном значении перепада
давления обязательно поверяют по-
казания при нулевом перепаде и,
если требуется, регулируют. Затем
еще раз поверяют максимальную
точку. Регулировку в двух крайних
точках ведут, как описано выше, до
тех пор, пока отклонение давления
воздуха дистанционной передачи со-
ставит не более 1 %
После завершения регулировки
следует окончательно закрепить
сильфон 9 гайками 10, ножевую
опору 2 и заслонку гайками 6.
Во время эксплуатации дифма-
нометр-расходомер может находить-
ся под статическим давлением до
100 кгс/см2 (ДМПК-100), при кото-
ром возможно смещение нулевой
точки. Чтобы смещение было в пределах допустимых значений,
прибор регулируют во время испытания на прочность. Если смеще-
ние происходит в сторону возрастания пневмосигнала, болты 1 под-
тягивают, а болты 13 ослабляют; если же пневмосигнал стано-
вится меньше 0,2 кгс/см2, подтягивают болты 13, а болты 1 ослаб-
ляют.
Для поверки показывающих и регистрирующих дифманомет-
ров-расходомеров относительная приведенная погрешность образ-
цового прибора должна быть в четыре раза меньше величины, ха-
рактеризующей класс точности поверяемого прибора. В случае по-
верки дифманометров с унифицированными выходными сигналами
погрешность образцовых приборов для измерения перепада дав-
ления и величины выходного сигнала должна быть в пять раз
меньше класса точности поверяемого прибора.
7 Зак. 1327
193
Верхний предел измерений образцовых приборов должен соот-
ветствовать предельной величине контролируемого параметра; если
это не соблюдается, относительная погрешность образцовых при-
боров в максимальной контролируемой точке должна удовлетво-
рять описанным выше требованиям. Образцовые приборы должны
быть снабжены непросроченными свидетельствами, в которых ука-
зывают результаты проверки при значениях давления, равных рас-
четным значениям перепада давления, входного и выходного дав-
лений.
Для поверки дифманометров с токовым выходом применяют
миллиамперметры классов 0,1—0,2. Определение погрешности ин-
теграторов производят механическим или электрическим секундо-
мером класса 1. Перед поверкой дифманометры испытывают на
механическую прочность. Для испытания к одному запорному вен-
тилю подключают линию от насоса, второй закрывают. Уравни-
тельный вентиль должен быть открыт. Гидравлическое давление
испытания создают плавно, следя при этом за состоянием прибора.
Давление испытания должно на 50% превышать максимальное ра-
бочее давление, на которое рассчитан прибор. Созданное давле-
ние выдерживают в течение 10 мин.
Если в процессе испытания в соединениях прибора и вентилях
появится течь, испытание прекращают; после устранения течи его
возобновляют и повторяют до тех пор, пока не получат положи-
тельных результатов.
Для поверки дифманометры устанавливают и закрепляют на
стенде в рабочем положении. К запорному вентилю плюсовой ка-
меры через редуктор подключают линию сжатого воздуха с соот-
ветствующим по пределу измерения и классу точности образцо-
вым манометром. Уравнительный вентиль должен быть закрыт,
минусовая камера через запорный вентиль сообщается с атмосфе-
рой.
К приборам с электро- и пневмовыходом подключают питание.
Отклонение напряжения и давления питания от номинального зна-
чения не должно превышать ±10%. К выходу этих приборов под-
ключают соответственно миллиамперметр или образцовый мано-
метр.
Дифманометры с индукционной и дифференциально-трансфор-
маторной передачами показаний на расстояние подключают к со-
ответствующим вторичным приборам.
Собрав схему поверки прибора, необходимо удостовериться
в ее герметичности без поверяемого прибора. Для этого в уста-
новке создают давление, равное предельному значению пере-
пада поверяемого прибора, и отключают схему от источнйка
давления. В течение 5 мин не должно наблюдаться падение дав-
ления.
Погрешность определяют при значениях расхода, равных 30,
40, 50, 60, 80 и 100% верхнего предела измерений, сначала при
прямом, затем при обратном ходе. На верхнем пределе давление
194
выдерживают 5 мин, а перед обратным ходом повышают его на
5—10%. После поверки отклонение стрелки от нуля не должно
превышать величины, указанной в руководстве по монтажу и экс-
плуатации данного прибора.
При поверке дифманометров с отсчетными устройствами и ра-
ботающих в комплекте с вторичным прибором стрелку поверяе-
мого прибора ставят на нулевую отметку шкалы при нулевом пе-
репаде давлений. Создавая редуктором давление, определяют по-
грешность одним из двух способов:
1) стрелку поверяемого прибора устанавливают на отметку
шкалы, соответствующую поверяемому значению расхода, отсчет
действительного значения перепада производят по образцовому
манометру;
2) у приборов с равномерной шкалой расчетное значение пе-
репада устанавливают по образцовому манометру и отсчет пока-
зания производят по шкале поверяемого прибора.
Расчетное значение перепада ftp для поверяемого значения
расхода определяют по формуле:
ЛР = (-у )
\ п max /
где Лтах — предельный номинальный перепад давления дифманометра; W и
Л^тах — соответственно поверяемое значение расхода и верхний предел измере-
ний дифманометра, выраженные в одинаковых единицах расхода.
Погрешность 6М дифманометра или комплекта для двух ука-
занных способов вычисляют по формулам:
для первого способа
бл/=(^—тА- )1оо°/°
\ max т атах /
для второго способа
6W = Л™ ~-N- 100%
Атах
где 6ЛГ — основная погрешность поверяемого прибора в процентах верхнего пре-
дела измерений; — показание по шкале или диаграмме поверяемого прибора;
h — действительное значение номинального перепада давления.
При поверке дифманометров с унифицированными пневмати-
ческими выходными сигналами корректором нуля устанавливают
давление на выходе 0,2 кгс/см2 при нулевом перепаде. Создавая ре-
дуктором перепад, определяют погрешность одним из двух спосо-
бов:
1) по образцовому манометру на выходе устанавливают пневмо-
сигнал, равный расчетному значению S'; дйствительное значение
полученного при этом перепада h измеряют по другому образцо-
вому манометру;
2) устанавливают расчетное значение перепада ftp по образцо-
вому манометру, а на выходе измеряют действительную величину
пневмосигнала S'.
Т
195
Расчетное значение выходного сигнала S' для поверяемого зна-
чения расхода определяют при квадратичной зависимости между
расходом и выходным давлением по формуле а, при линейной за-
висимости— по формуле б:
, IN \2 h
S = 0,2 + 0,8 —---I = 0,2 + 0,8 -т- кгс/см2
\ Л'max / «max
N i /
S' — 0,2 + 0,8-тт-— = 0,2 + 0,8 |/ -r-t- кгс/см1
р Afmax Г hmax
(а)
(б)
Погрешность дифманометров двух указанных способов опреде-
ления рассчитывают по формулам:
для первого способа
для второго способа
/ S' - 0,2
\ 0,
лГ~) 100 %
При поверке дифманометров, снабженных токовыми преобразо-
вателями с унифицированными выходными сигналами, по милли-
амперметру с помощью корректора нуля устанавливают выходной
ток равным нулю. Создавая редуктором перепад давления, по-
грешность определяют одним из двух способов:
1) по миллиамперметру устанавливают выходной ток S',
равный расчетному значению, а по образцовому манометру изме-
ряют действительное значение перепада h;
2) по образцовому манометру устанавливают расчетное зна-
чение перепада hp, а на выходе измеряют действительную величи-
ну токового сигнала S'.
Расчетное значение выходного тока S' для поверяемого зна-
чения расхода определяют при квадратичной зависимости между
расходом и выходным током по формуле в, при линейной зависи-
мости— по формуле г:
Q' — С' ________
р max кг
1 ™ max
(в)
(г)
Погрешность дифманометра для указанных способов определе-
ния рассчитывают по формулам:
для первого способа
w==(aT---V тМ100%
196
для второго способа
(<у .V \
---------— 1100%
S N I
max 1Vmax/
где S^ax — верхнее предельное значение выходного сигнала.
Погрешность интегратора определяют при значениях расхода,
равных 30, 50, 80 и 100% верхнего предела измерений при увели-
чении и уменьшении перепада давления. Установив нулевое зна-
чение расхода, в течение 5 мин убеждаются, что показание инте-
гратора не изменяется.
При поверке показания отсчитывают по счетчику интегратора
и дополнительному устройству для отсчета дробных значений.
Продолжительность работы интегратора при поверке т зависит от
погрешности отсчета по дополнительному устройству и для интегра-
торов с допустимой погрешностью +0,5% вычисляется по фор-
муле:
60 ОООп
т = —-г--
Япах
где п — погрешность отсчета по дополнительному устройству интегратора;
^тах—расчетная разность показаний интегратора за 1 ч, соответствующая
верхнему пределу измерений.
Продолжительность работы интегратора зависит также от его
конструктивных особенностей и выбирается кратной периоду ми-
нимально необходимого целого числа оборотов элементов меха-
низма интегратора.
При поверке интегратора приборов с отсчетным устройством
стрелку прибора устанавливают по центру отметки шкалы, а для
приборов без отсчетного устройства подают входной сигнал, со-
ответствующий значению поверяемого расхода. В процессе повер-
ки значение расхода не должно меняться.
Показания интеграторов непрерывного действия фиксируют
в момент включения и выключения секундомера. Механизм уста-
навливают в положение начала цикла интегрирования и фикси-
руют показание, затем после установки стрелки прибора на пове-
ряемую отметку включают интегратор и секундомер одновременно.
По окончании времени поверки выключают интегратор и секун-
домер, регистрируя показание интегратора и время по секундомеру.
Погрешность показаний 6М интегратора вычисляют по фор-
муле:
где М — действительная разность показаний интегратора за время поверки;
Л11пах ~ '/воЛ1тах • t—расчетная разность показаний интегратора, соответствую-
щая верхнему пределу измерений за время t; Afmax — расчетная разность за
1 ч, соответствующая верхнему пределу измерений.
197
Скоростные счетчики с крыльчатой и винтовой вертушкой раз-
бирают. Промывают в бензине сетку, струевыпрямитель, вертушку
и передаточный механизм, очищая щеткой образовавшийся в про-
цессе работы налет. Рабочую поверхность керна 6 (рис. 145) по-
лируют вручную или на часовом токарном станке.
Погнутые оси шестерен передаточного механизма выправляют
на плите ударами легкого молоточка. Шестерни с изношенными
Рис. 145. Водомер крыльчатый типа ВК:
/ — сетка; 2 — струевыпрямитель; 3 — вертушка; 4 — корпус; 5—трубчатая ось; 3 —керн;
7—передаточный механизм; 3 — счетный механизм; 9 — сальник; 10 — чашка; // — регу-
лировочная пластина.
или выкрошенными зубьями заменяют новыми. При большом
люфте оси шестерен передаточного механизма в отверстии платы,
положив ее на плиту, производят посадку отверстия ударами мо-
лоточка по плате в зоне отверстия. После посадки отверстие обра-
батывают разверткой, диаметр которой должен быть равен диамет-
ру оси шестерни.
Сальник 9 (рис. 145 и 146), предохраняющий счетный механизм
от попадания в него воды, очищают от старой смазки и запол-
няют свежей.
После устранения механических дефектов в элементах счетчика
его собирают. При сборке передаточного 7 и счетного 8 механиз-
мов следят за тем, чтобы не было перекоса осей шестерен, иначе
198
оси могут погнуться, а шестерни не будут иметь равномерного за-
цепления между собой. Опоры шестерен счетного устройства счет-
чиков перед сборкой должны быть смазаны тонкой пленкой масла
МВП, что предохраняет трущиеся поверхности от коррозии и бы-
строго износа.
Рис. 146. Водомер с винтовой вертушкой типа ВВ:
/ — корпус; 2 —вертушка; 3 —червяк; 4 —кронштейн; 5 —подшипник; 6 — червячное ко-
лесо; 7 —передаточный механизм; 8 — счетный механизм; 9 — сальник: 10— циферблат;
/I — струевыпрямитель; /2 —подшипник; 13 — регулятор; 14 — рычаг регулятора.
После ремонта счетчики поверяют на герметичность и опреде-
ляют погрешность показаний. Герметичность проверяют гидравли-
ческим давлением до 16 кгс/см2, создаваемым насосом испытатель-
ной установки. Пружинный манометр установки, измеряющий
давление испытания, должен иметь такой предел измерения, что-
бы измеряемое давление было в пределах второй трети его шка-
лы. Выдержав счетчик под давлением 5—8 мин, определяют его
состояние: вода не должна подтекать из счетчика, сальник не дол-
жен пропускать воду в счетный механизм.
Поверку основной погрешности ведут на испытательной уста-
новке, которая состоит из мерного бака, стола для размещения
199
и установки счетчиков и устройства для измерения расхода
(рис. 147).
В качестве мерного бака применяют цилиндрический или пря-
моугольный резервуар 1 с клапанами 10 для спуска воды и стек-
лянными указателями уровня 2, снабженными шкалами 14. Для
счетчиков калибром от 10 до 40 мм объем бака должен быть не
менее 0,22 м3, а для счетчиков калибром от 50 до 80 мм и от 100
до 300 мм — соответственно не менее 1,1 и 11 м3. Мерные баки мо-
гут быть однокамерными и двухкамерными.
Рис. 147. Схема испытательной установки для поверки счетчиков калиб-
ром от 10 до 80 мм:
/ — резервуар; 2 —указатель уровня; 3 — сопло; 4 — указатель расхода; 5 —кран;
6, 12 — счетчики; 7 —переходный патрубок; 8 — задвижка; 9, 11 — столы; 10 — клапан;
13 — несменяемое сопло; 14 — шкала.
Стол 9 п 11 представляет собой металлический каркас с под-
доном, оборудованный, в зависимости от калибра счетчиков 6 и
12, зажимными приспособлениями для крепления поверяемых
счетчиков к трубопроводам испытательной установки с помощью
переходных патрубков 7.
Устройство для измерения поверочных расходов состоит из
указателей расхода 4, работающих комплектно с соплами 3 (уста-
новленными в кранах отводящих трубопроводов), с несменяемым
соплом 13 или с насадками — соплами с малым сечением отвер-
стий, устанавливаемыми на выходном конце отводящей трубы.
Установка снабжена задвижками 8 и регулировочными кранами 5
для установки требуемого расхода воды через счетчики.
Для определения погрешности показаний счетчики устанавли-
вают на испытательном столе по одному или группами. При груп-
повой установке счетчики должны иметь одинаковый номинальный
расход и соединяться последовательно, чтобы поток воды прошел
200
через все приборы и поступил в мерный бак. Пропущенное коли-
чество воды определяют по показаниям счетчика и мерного бака.
Погрешность счетчиков определяют при трех значениях расхода
(пропусках), устанавливаемых по индикаторам расхода. Величина
поверочного расхода (в лг3/ч) для каждого пропуска зависит от
калибра счетчика и обусловлена инструкцией по поверке. При
этом время поверки зависит от проходящего через счетчик наи-
меньшего общего количества воды, представляющего сумму коли-
честв воды в каждом пропуске, зависящих от калибра счетчика.
Например, для счетчика с крыльчатой вертушкой калибром 40 мм
и номинальным расходом 6,3л«3/ч устанавливают поверочные рас-
ходы при первом пропуске 10 м3/ч, при втором—2 м3/ч, при
третьем — 1 м3/ч, пропуская соответственно 0,2; 0,1 и 0,06 л«3 воды
в каждом пропуске.
Относительную погрешность показаний б вычисляют для каж-
дого поверочного пропуска по формуле:
d = QaT Qs 100%
Об
где QB—количество воды, пропущенное через счетчик за один поверочный про-
пуск (отсчитанное по циферблату счетчика как разность между показаниями
конца и начала отсчета); Qa—количество воды, поступившее за время пропуска
в мерный бак.
Если действительная величина относительной погрешности бу-
дет больше допустимой (±2% для первого и второго пропусков
и ±3% для третьего), счетчик необходимо подрегулировать.
Счетчики одноструйные с крыльчатой вертушкой (см. рис. 145)
регулируют подъемом и опусканием вертушки 3 и поворотом чаш-
ки 14 с регулировочной пластиной 15. Многоструйные счетчики
регулируют изменением сечения отверстия в перепускном регули-
ровочном кране (счетчики типа ВКМ) или поворотом регулировоч-
ной пластины, установленной над камерой вертушки (счетчики
типа ВМХ).
Счетчики с винтовой вертушкой (см. рис. 146) регулируют по-
воротом пластины регулятора И, для чего снимают колпачок и
ключом поворачивают рычаг регулятора 12.
Методика ремонта, наладки и поверки объемных счетчиков
жидкости во многом совпадает с рассмотренной для скоростных
счетчиков.
6. РЕМОНТ, НАЛАДКА И ПОВЕРКА УРОВНЕМЕРОВ
Малый и средний ремонт буйковых уровнемеров чаще всего ве-
дут, не снимая прибора с рабочего места, и лишь при капиталь-
ном ремонте их доставляют в мастерские.
В узле пневматического усилителя изношенные конусные по-
верхности золотника притирают, а при сильном износе золотник
заменяют. Если мембраны стали грубыми или на них появились
201
трещины, они подлежат замене. Торсионную трубку 8 (рис. 148)
проверяют на упругость, создавая вращающий момент 39 кгс-см.
При этом заслонка 17 должна повернуться на угол 1,42°±8".
После ревизии и ремонта пневматического усилителя, трубча-
той пружины с соплом 11 и заслонки приступают к регулировке
Рис. 148. Кинематическая схема измерителя уровня типа
ИУВЦ-ШК:
/ — стрелка; 2 —валик; 3 —кулачок; 4, 7, 9 — рычаги; 5 —шток; £ —контргайка;
8 — торсио! ная трубка; 10 — буек; 11 — сопло; 12 — плата; 13 — ось; 14, 15, 15 —вин-
ты; /7 —заслонка.
прибора. Если уровнемер находится на аппарате, значение уров-
ня жидкости сравнивают по указательному стеклу. В лаборатор-
ных условиях в процессе регулировки к рычагу 9 вместо буйка
10 подвешивают грузы, имитирующие изменение выталкивающей
силы жидкости, действующей на буек при изменении уровня. При
расчете массы груза принимают действительную плотность изме-
ряемой жидкости.
Для установки на нуль стрелки манометра, измеряющего вы-
ходной пневматический сигнал, тремя винтами 15 освобождают
плату 12, а винтом 16 поворачивают трубчатую пружину вокруг
оси 13, тем самым приближая сопло И к заслонке 17 (или уда-
ляя от нее). При этом меняется величина пневматического сигнала
на выходе.
202
При полном погружении буйка 10 в жидкость (или при подве-
шенном грузе, масса которого равна массе буйка без массы вы-
тесненной им жидкости) стрелку манометра устанавливают на от-
метку 100% вращением винта 14, чем достигают перемещение соп-
ла в горизонтальной плоскости относительно заслонки и изменение
передаточного отношения в кинематической системе буек — за-
слонка.
Если стрелка манометра не дошла до отметки 100%, винт 14
вращают по часовой стрелке, перемещая сопло влево; если дав-
ление на выходе больше нормы, сопло перемещают вправо. Опе-
рации регулировки повторяют до получения положительных ре-
зультатов.
После этого настраивают механизм контроля работы прибора.
Для этого отпускают два винта на кулачке 3 и перемещают кула-
чок вдоль валика 2 до риски на рычаге 4, соответствующей плот-
ности измеряемой жидкости. При этом из аппарата должна быть
вылита жидкость или должен быть подвешен груз, соответствую-
щий массе буйка.
Вращая кулачок 3 по часовой стрелке торцовым четырехгран-
ным ключом, устанавливают стрелку 1 на шкале механизма кон-
троля на нулевую отметку. Отвернув контргайку 6 со шлицом и
плавно вращая находящуюся под ней гайку, перемещают шток 5
вниз, пока он не коснется конца рычага 7, что будет заметно по
смещению стрелки манометра. В таком положении шток 5 фикси-
руют, затягивая контргайку 6. При этом надо следить, чтобы по-
ложение штока по высоте не изменилось.
Затем стрелку 1 ставят в положение 100%. Из-за спиралеоб-
разной поверхности кулачка 3 правое плечо рычага 4 вместе со
штоком 5 опускается вниз и воздействует на рычаг 7 с усилием,
равным весу жидкости, вытесняемой буйком 10 при его полном
погружении в жидкость. При этом давление на выходе пневмо-
устройства должно стать максимальным, а стрелка манометра
должна установиться на отметке 100%. Если стрелка не дошла до
этой отметки, кулачок передвигают по валику ближе к оси вра-
щения рычага если максимальное давление установилось, ког-
да контрольную стрелку 1 еще не довели до отметки 100%, кула-
чок передвигают дальше от оси вращения рычага 4.
Настроив механизм контроля на максимальной отметке шка-
лы, следует проверить настройку в нулевой точке и, если есть сме-
щение стрелки манометра, подрегулировать штоком 5, как опи-
сано выше. Затем повторяют настройку на отметке шкалы 100%.
Закончив регулировку, шток 5 фиксируют контргайкой 6, а про-
фильный кулачок 3 — двумя винтами.
Показания прибора поверяют на остальных точках шкалы че-
рез каждые 10 или 20% при прямом и обратном ходе. Основная
погрешность и вариация измерительного механизма и меха-
низма контроля не должны превышать ± 1,5% от интервала
шкалы.
203
При ремонте электронных сигнализаторов и индикаторов уров-
ня емкостные электроды очищают от накипи и загрязнения изме-
ряемым продуктом, промывают, проверяют состояние электроизо-
ляционной оболочки защищенных датчиков, состояние изоляции
между обкладками плоского конденсатора.
В электрической схеме зачищают контакты электрического пи-
тания, выявляют и заменяют испорченные элементы схемы.
У электронных сигнализаторов уровня проверяют срабатывание
прибора при погружении в измеряемую среду емкостного датчика,
настроенного на сигнализацию при повышении уровня, или при
осушении датчика, настроенного на сигнализацию при понижении
уровня. Настройку срабатывания ведут изменением емкости под-
строечного керамического конденсатора датчика.
У электронных индикаторов уровня при сухом датчике пово-
ротом ручки Установка 0 переводят стрелку контрольного прибора
на нуль. Погрузив датчик в измеряемую среду, ручкой Установ-
ка 100 переводят стрелку прибора на конечную отметку. При не-
достаточной чувствительности прибора стрелка не доходит до ко-
нечной отметки, в этом случае следует поменять диапазон изме-
рения.
7. РЕМОНТ, НАЛАДКА И ПОВЕРКА ДАТЧИКОВ
И ПРИБОРОВ КАЧЕСТВА И СОСТАВА ВЕЩЕСТВ
Датчики pH-метров. Погружные и проточные датчики тщатель-
но промывают водой, удаляя грязь и отложения контролируемого
вещества. Отсоединяют от клеммы провод стеклянного электрода,
затем отвертывают конусную гайку 2 (рис. 149) и осторожно уда-
ляют электрод 1. Детали крепления и электрод промывают в воде
и протирают насухо салфеткой. Имеющий трещины или разбитый
электрод заменяют запасным.
У стеклянных электродов, не имеющих повреждений, измеряют
электрическое сопротивление. Для этого рабочую часть электрода
погружают в воду на глубину 30—50 мм. Один проводник мегом-
метра опускают в сосуд с электродом, а второй присоединяют
к выводу электрода. Величина сопротивления отдельных электро-
дов может в 1,5—2 раза отличаться от номинального значения.
После измерения сопротивления стеклянных электродов вследствие
поляризации их можно использовать в работе только через не-
сколько часов, когда восстановится их нормальный потенциал.
У непроточных сравнительных хлоросеребряных электродов
после чистки заменяют раствор хлористого калия в нижнем отсеке.
Для этого удаляют резиновую мембрану 2 из электрода 1 с по-
мощью крючка 3 (рис. 150,а). Затем заливают свежий 3,5 н. рас-
твор, предварительно прокипяченный для удаления воздуха (256 г
кристаллического хлористого калия растворяют в дистиллирован-
ной воде и доводят объем до 1л). Мембрану ставят на место, а из-
быток раствора между стенкой трубки и мембраной удаляют
204
инъекционной иглой 4 (рис. 150,6). При этом мембрана прини-
мает свою форму.
У проточного сравнительного хлоросеребряного электрода из
напорного сосуда выливают раствор хлористого калия через рези-
новую трубку после снятия наконечника. На наконечнике разби-
рают электрический ключ, вывернув винт с микропористой про-
кладкой. Затем вывертывают хлорсеребряный электрод. Все эле-
менты тщательно промывают водой, протирают или просушивают.
Изношенные детали заменяют.
Рис. 150. Замена раствора хлористого
калия в нижнем отсеке непроточного
сравнительного электрода:
1 — электрод; 2 — резиновая мембрана;
,3 — крючок; 4—инъекционная игла.
Рис. 149. Установка стеклянного элек-
трода в датчик:
/—стеклянный электрод; 2—гайка; 3—втул-
ка; 4 — уплотнительная набивка; 5—штуцер.
Перед сборкой резьбу хлорсеребряного электрода, резиновое
уплотнительное кольцо, штуцер для резиновой трубки и наконеч-
ник смазывают тонким слоем технического вазелина. При сборке
хлорсеребряный электрод устанавливают в дно сосуда и плотно
завертывают рукой; гаечным ключом подтягивают в том случае,
если после заполнения сосуда раствором последний будет проса-
чиваться.
В сосуд заливают 3,5 н. раствор хлористого калия при подня-
той над сосудом трубке с наконечником. При этом винт в нако-
нечнике должен быть вывернут. Плавно опуская наконечник ниже
уровня раствора, удаляют из трубки воздух и при медленном вы-
текании раствора ввертывают винт с прокладкой в резьбовое
гнездо наконечника.
Опустив наконечник, регулируют протекаемость электрического
ключа так, чтобы пористая шайба пропускала от 10 до 30 капель
205
раствора в час. Уменьшение расхода может привести к появлению
диффузионных потенциалов и к ошибкам в измерении pH, увели-
чение — к перерасходу хлористого калия.
Проницаемость изменяют степенью затягивания винта в нако-
нечнике, а если прокладка из слюды — подбором числа пласти-
нок.
У собранных сравнительных электродов измеряют электриче-
ское сопротивление авометром, погружая электрод в 3,5 н. рас-
твор хлористого калия. Контакт авометра с раствором осущест-
вляют серебряной проволокой. Сопротивление измеряют дважды,
изменив полярность присоединения авометра, и принимают сред-
нее арифметическое значение результатов двух измерений. Сопро-
тивление цепи проточного электрода должно быть в пределах от
4 до 10 ком, непроточного — от 2 до 18 ком.
С помощью лабораторного pH-метра ЛПУ-01 измеряют потен-
циал сравнительного электрода относительно хлорсеребряного
вспомогательного электрода, входящего в комплект датчика
ЛПУ-01, в 3,5 н. растворе хлористого калия. Поверяемый сравни-
тельный электрод подключают к датчику лабораторного рН-метра
вместо стеклянного электрода. Разность потенциалов между пове-
ряемым проточным сравнительным электродом и электродом дат-
чика не должна превышать ±5мв, а между непроточным электро-
дом и электродом датчика— ±10л/в.
Э. д. с. электродной системы датчика измеряют с помощью ла-
бораторных высокоомных потенциометров Р-300, ППТВ-1 и
ЛПУ-01 при погружении электродов в буферный раствор с извест-
ным значением pH.
Для поверки используют стандартные буферные растворы.
Правда, они, как правило, сильно разбавлены, и у датчика с не-
проточным сравнительным электродом возможно появление диф-
фузионного потенциала. Датчики, работавшие в концентрирован-
ном промышленном растворе, при погружении в буферный раствор
могут изменить величину его pH, так как полностью отмыть дат-
чик от измеряемого продукта трудно. Поэтому для поверки лучше
использовать раствор, близкий по составу и концентрации
к контролируемому раствору. Величину pH данного раствора из-
меряют титрованием или лабораторным рН-метром.
Для поверки арматуру датчика надежно заземляют в месте
заземления схемы лабораторного прибора. Датчик погружают
в неметаллический сосуд с эталонным раствором. Раствор зазем-
ляют проволокой из нержавеющей стали, соединив ее с датчиком,
если заземленная арматура датчика не находится в контакте
с раствором.
При установлении показаний прибора компенсатором коррек-
тируют характеристику датчика в соответствии с номинальной ве-
личиной э. д. с. электродной системы в растворе. При этом надо
учитывать температуру раствора, которая должна соответствовать
марке поверяемого стеклянного электрода.
206
После поверки электроды помещают в датчик, подключая про-
водники к соответствующим клеммам. На стеклянный электрод
устанавливают резиновый сальник 4 (рис. 149), прикладывают
вкладыш 3 и накидную гайку 2, предварительно смазанные тон-
ким слоем технического вазелина. Уплотнение собирают, затягивая
от руки накидную гайку. При этом сальник 4 должен надежно
уплотнить зазор между электродом 1 и штуцером 5 датчика.
Уплотнение непроточного электрода и наконечника проточного
сравнительного электрода собирают так же, как стеклянного.
Рис. 151. Верхняя часть оптнко-акустического блока приемника:
а —блок излучателей; б — излучатель; 7—гайка; 2 —корпус излучателя; 3, 4 — винты;
5— кронштейн; 6 —продольный паз; 7 —отражатель; 8 — излучатель; Р — щиток;
10 —шкала.
Оптико-акустические газоанализаторы типа ОА. Ремонт реги-
стрирующего прибора, электронного усилителя, реохорда, синхрон-
ного двигателя приемника не рассматривается, так как аналогичен
описанному выше. В приемнике снимают рабочую камеру с платы
и, вывернув четыре винта, отсоединяют от фильтровой камеры. При
этом соблюдают осторожность, чтобы не порвать резиновую про-
кладку. Внутреннюю поверхность камеры и наружные поверхности
окон газовых камер протирают мягкой батистовой тканью, смо-
ченной спирто-бензольной смесью. При чистке камеры надо сле-
дить, чтобы спирто-бензольная смесь не попала на клеевой шов
камеры. Отражающую пластину чистят беличьей кисточкой, чтобы
не повредить полированную поверхность.
Отвернув винты 4 (рис. 151), снимают арматуру излуча-
телей 2 с кронштейна 5 блока излучателей. Отражатели 7 чистят
207
беличьей кисточкой. Если излучатель 8 перегорел, то отпустив винт
3, вращением гайки 1 поднимают стержень излучателя вверх и
удаляют. При установке нового излучателя необходимо продоль-
ный паз 6 расположить в сторону рабочего конца винта 3 и, при-
держивая излучатель в таком положении, вращать гайку 1 до вхо-
да конца винта 3 в паз 6 излучателя.
Микрофонный каскад снимают с крышки лучеприемиика и, от-
соединив штепсельный разъем, промывают чистым спиртом ректи-
фикатом. После промывки каскад просушивают в термостате при
температуре 70—80° С.
Электронную лампу Л1 (рис. 152) проверяют на испытателе
ламп и при необходимости заменяют. Исправность работы микро-
фонного каскада проверяют (при исправном электронном усилите-
ле приемника) по электронному осциллографу, подключенному
Рис. 152. Электрическая схема ми-
крофонного каскада.
Рис. 153. Кривые, получаемые
на осциллографе при настройке
газоанализатора типа ОА.
к выходу электронного усилителя приемника, наблюдая форму
кривой напряжения на экране. Если величина помех (отклонение
кривой напряжения от синусоидальной формы) включенного ми-
крофонного каскада превышает 80 мкв, причиной этого может
быть малая величина изоляции конденсаторного микрофона МК
или неисправность сопротивлений Ri и R3. Параметры подозревае-
мых элементов следует проверить отдельно.
Наладку приемника начинают с юстировки оптико-акустиче-
ского блока изменением взаимного расположения излучателей
8 (см. рис. 151) так, чтобы разность сравниваемых потоков ра-
диации была минимальной. Для юстировки включают прибор, че-
рез рабочую камеру продувают азот или воздух, не содержащий
определяемого компонента. Тумблером на плате оптико-акустиче-
ского блока отключают питание реверсивного двигателя. Вручную
устанавливают нулевое деление шкалы компенсирующего устрой-
ства против неподвижного индекса.
Поток радиации одного излучателя перекрывают; отпустив
винт 3, перемещают второй излучатель по вертикали и вращением
208
Гайки 1 добиваются максимального сигнала, наблюдаемого ПО
осциллографу, подключенному к клемме 1 колодки Kt усилителя
приемника. Если сигнал на выходе усилителя имеет искаженную
форму (рис. 153,а), то вращая ручку переменного сопротивления
Усиление на шасси электронного усилителя приемника, доби-
ваются, чтобы форма сигнала соответствовала кривой б на рис. 153.
Точно так же регулируют положение второго излучателя.
Затем сравнивают потоки радиации двух излучателей и доби-
ваются минимального значения остаточного сигнала от двух по-
токов. Для этого, кроме вертикального перемещения излучателей,
используют еще горизонтальное перемещение при отпущенных вин-
тах 4 относительно кронштейна 5 (см. рис. 151). Юстировка счи-
тается удовлетворительной, когда отношение сигнала от полного
потока одного излучателя к остаточному сигналу достигнет 100.
Закончив юстировку, закрепляют винты 4 и стопорные винты 3.
Далее при напряжении на выходе усилителя, не превышающем
30 в регулируют фазу синхронного выпрямителя по осциллографу,
подключенному к клемме 3 колодки 4 усилителя. Смещением впра-
во или влево щитка 9 (см. рис. 151) надо добиться, чтобы сигнал
г (см. рис. 153) от полного потока закорачивался и имел вид обре-
занной синусоиды в. Новое положение щитка отмечают по шка-
ле 10 и заносят в паспорт прибора.
Ручкой переменного сопротивления Фон на шасси электронного
усилителя приемника уменьшают фон частоты 50 гц, накладываю-
щейся на основной сигнал частоты 5 гц. При вынутом поляризо-
ванном реле РП-4 и включенном питании реверсивного двигателя
балансируют каскад усиления мощности сопротивлением Баланси-
ровка на шасси электронного усилителя. Форма сигнала на осцил-
лографе, подключенном к клемме 2 колодки 4, должна соответство-
вать кривой б (см. рис. 153).
Коэффициент усиления усилителя регулируют до отсутствия
вариации в показаниях прибора.
Через три часа после включения газоанализатора проверяют
нулевое показание. Через рабочую камеру пропускают азот или
воздух (0,05—0,3 л/мин), предварительно прошедшие через фильтр
с хлористым кальцием и аскаритом. При этом отклонение стрелки
регистрирующего прибора от нулевой отметки шкалы не должно
превышать ±1% от верхнего предела измерений. Этого достигают
изменением положения нулевой заслонки оптико-акустического
блока через специальное отверстие в крышке корпуса приемника,
обычно закрытое пробкой, на резьбе.
Показания газоанализатора поверяют по контрольной газовой
смеси, состоящей из определяемого компонента (в количестве, со-
ответствующем 75 ±5% от верхнего предела измерений) и азота
(остальное). Для поверки собирают схему питания контрольной
смесью (рис. 154). Расход газовой смеси из баллона 1 регулируют
вентилем точной регулировки 2 по барботеру 6 с высотой столба
жидкости над концом трубки не более 10 мм. Влага удаляется
1/2 7 Зак, 1327
209
ё фильтре-осушителе 4. Элементы Схемы соединяют С помощью
переходной втулки 3 с трубками из вакуумной резины.
Показания газоанализатора контролируют в течение 10—
20 мин по записи регистрирующего прибора.
Сопротивлением, обозначенным надписью Конец (рис. 155) на
щитке настройки регистрирующего прибора МСР1, совмещают по-
казывающую стрелку прибора с отметкой шкалы, соответствую-
щей данным химического анализа контрольной газовой смеси.
Далее пропускают азот или воздух
через рабочую камеру приемника и со-
противлением Начало совмещают стрел-
ку прибора с нулевой отметкой шкалы.
Рис. 155. Щиток настрой-
ки регистрирующего при-
бора газоанализатора.
Рис. 154. Схема питания газоанализатора
контрольной смесью при поверке:
/ — баллон; 2 —вентиль; 3 — переход; 4 — фильтр-
осушитель; 5 —газоанализатор; 6 — барботер.
Операции настройки повторяют до получения положительного ре-
зультата.
Газоанализатор настраивают при включенном тумблере на
щитке MCPI (рис. 155) в положении Измерение. При переключе-
нии тумблера в положение Контроль дополнительные сопротивле-
ния, введенные в измерительную схему уравновешенного моста,
отключаются, что позволяет проверять работу схемы согласно мон-
тажно-эксплуатационной инструкции на МСР1.
Поверка. Температура воздуха в помещении для поверки и
температура поверочных газовых смесей в баллонах должна быть
в пределах 20 ±5° С. С этой целью баллоны объемом 40 л выдер-
живают при температуре помещения не менее 16 ч.
Регистрирующий прибор располагают вблизи от приемника для
удобства наблюдения за его показаниями. Перед поверкой по-
грешности показаний проверяют газовую систему приемника на
герметичность. Для этого выходной штуцер приемника заглушают,
а к входному присоединяют тройник. К тройнику присоединяют
редуктор с баллоном, содержащим технический водород или воз-
дух, и [/-образный ртутный манометр.
210
Создают давление 500 мм рт. ct. и в течение 20 мин определяют
падение давления; оно не должно превышать 5 мм рт. ст. Во время
проверки герметичности надо следить по термометру за темпера-
турой окружающей среды; она не должна изменяться более, чем
на 0,5 град.
Перед поверкой контролируют напряжение и частоту питания
сети и напряжение на выходе стабилизатора, правильность мон-
тажа электрических соединений.
Включают электрическое питание и прогревают газоанализа-
тор в течение 3 ч, затем включают механизм записи вторичного
прибора. Для поверки собирают газовую схему по рис. 154. Нуле-
вое показание контролируют по записи на диаграмме в течение
15—20 мин. Показание газоанализатора при продувке воздухом
или азотом не должно отклоняться от нулевой отметки более чем
на ± 1 мм. При большем отклонении показание корректируют ну-
левой заслонкой оптико-акустического блока. После корректиров-
ки вновь проверяют нулевое показание в течение 15—20 мин.
В дальнейшем операций настройки и подрегулировки узлов прибо-
ра не производят.
Перед определением основной погрешности газоанализатор
должен проработать в течение 3 ч на газовой смеси, дающей пока-
зания на любой точке шкалы в диапазоне от 40 до 90% верхнего
предела. В течение третьего часа работы проверяют ширину за-
писи на диаграмме при работе на газовой смеси с нулевой кон-
центрацией измеряемого компонента (нулевая смесь) и с концен-
трацией, соответствующей 75% верхнего предела. Ширина записи,
измеряемая между двумя крайними отклонениями за время 20—
30 мин, не должна превышать 1% от верхнего предела измерения
газоанализатора.
Основную погрешность определяют в пяти точках шкалы: на
нулевой смеси и на четырех контрольных газовых смесях, состоя-
щих из определяемого компонента (в количествах 25,50,75 и 100%
от верхнего предела измерения) и азота (остальное). Давление
в баллонах должно быть не менее 50 кгс!см2, чтобы смеси хватило
на весь процесс поверки. Состав поверочных газовых смесей дол-
жен быть определен с погрешностью не более ±1% от верхнего
предела измерения поверяемого газоанализатора.
Отсчет показаний на каждой поверяемой отметке шкалы произ
водят не менее трех раз. Газовые смеси пропускают вначале в по-
рядке возрастания содержания измеряемого компонента, затем
в обратном порядке, затем еще раз в порядке возрастания на ну-
левой смеси и на смеси с содержанием измеряемого компонента,
равным верхнему пределу измерения.
Показания записывают через 1 и через 3 мин после подачи смеси
на вход приемника. Расхождения между этими двумя отсчетами
не должны превышать 0,5% от верхнего предела измерения.
Основную погрешность определяют по наибольшей разности
между показаниями газоанализатора и величиной концентрации
*/» 7*
211
поверочной газовой смеси. Вариацию определяют как максималь-
ную разность отсчетов на данной точке шкалы при подходе к ней
стрелки во время прямого и обратного хода. Вариация по абсо-
лютной величине не должна превышать половины основной допу-
стимой погрешности.
Перед поверкой термокондуктометрических, термохимических и
электрохимических газоанализаторов монтируют установку вместе
со схемой электрического и газового питания, проверяют герме-
тичность.
Устанавливают нулевое показание газоанализатора с помощью
корректора при выключенном питании. Включив датчик, проду-
вают систему чистым воздухом или другим балластным газом, не
Рис. 156. Оптическая схема датчика рефрактометра АР-3:
/—осветительная лампа; 2 — стекло в оправе; 3 —диафрагма; 4, 10 — зеркала; 5 — объек*
тив; 6 — прямоугольная диафрагма; 7, // — защитные стекла; 8 — эталонная кювета;
5 —кювета; 12 — стекло фотосопротивления; 13 — фотосопротивленне.
содержащим определяемого компонента. Через 3—5 мин предвари-
тельно и через 10—15 мин — окончательно устанавливают стрелку
показывающего прибора на нулевую отметку шкалы.
Поверку ведут в трех точках на контрольных газовых смесях
с содержанием определяемого компонента, соответствующим на-
чалу шкалы 4-10%, середине шкалы ±10% и концу шкалы — 10%
от диапазона измерения.
После поверки и настройки нулевой точки датчик газоанализа-
тора переключают на контрольную газовую смесь и через 3—4 мин
записывают в протокол установившееся показание газоанализато-
ра. Затем продувают датчик балластным газом и проверяют нуле-
вое показание. Вторично пропускают ту же контрольную газовую
смесь через датчик и записывают установившееся показание. Рас-
хождение между первым и вторым отсчетом не должно превы-
шать основной погрешности показаний прибора. Остальные точки
поверяют в той же последовательности.
Рефрактометр АР-3. После чистки датчика проверяют состоя-
ние лампы просвечивания / (рис. 156). Для ее замены отверты-
212
вают круглую гайку, крепящую патрон к корпусу осветителя. Из-
влекают из корпуса патрон с лампой, снимают лампу. Рефлектор
излучателя чистят беличьей кисточкой.
Для замены фотосопротивления 13 отворачивают винт, прижи-
мающий обойму с фотосопротивлением к гнезду, извлекают обой-
му из гнезда и отпаивают под-
ходящие к нему провода. К но-
вому фотосопротивлению под-
паивают соответствующие кон-
цы проводов, обойму ставят на
место и крепят винтом.
Оптическую систему (стек-
ло в оправе 2, отражающие
зеркала 4 и 10, коллиматорный
объектив 5, защитное стекло 11,
стекло фотосопротивления 12)
чистят ватой, смоченной в
эфире, после чего протирают
мягкой фланелью. Промывка
оптики бензином или кероси-
ном недопустима.
Измерительную кювету 9
разбирают. Для этого отверты-
вают четыре винта 7 (рис. 157),
снимают крышку 8 и эталон-
ную кювету 5 вместе с крыш-
кой 9. Вывернув гайки 3, из-
влекают диафрагму 2, стекла 4
с прокладками 10, сетку И.
Все элементы кюветы чистят
так же, как и наружную опти-
ку. Потом разбирают, промы-
вают, чистят и собирают гид-
равлическую схему датчика.
Выполнив работы по чистке и
замене вышедших из строя эле-
ментов датчика, приступают к
юстировке и регулировке.
При снятых верхней и пе-
редней крышках шкафа дат-
чика и снятой эталонной кю-
Рис. 157. Измерительная кювета реф-
ректометра АР-3:
/ — корпус; 2 — диафрагма; 3 — гайка; 4 —защит-
ное стекло; 5 —эталонная кювета; 6 — проклад-
ка; 7 —винт; 5 —крышка со шкалой в градусах;
9 — крышка регулировки положения эталонной
кюветы; 10 — прокладка; // — сетка; 12 — штуцер
для подключения анализируемой жидкости.
вете 5 (рис. 157) тумблером в блоке питания включают комплект
рефректометра в работу. С помощью зеркала 10, перемещая пат-
рон с лампой 1 (рис. 156), направляют прямоугольный пучок па-
раллельных лучей света от излучателя на фотосопротивление 13
так, чтобы он не срезался на зеркалах и окнах кюветы. Ручку
Настройка нуля (сопротивление Rt, рис. 158) устанавливают в
среднее положение.
213
Двумя регулировочными винтами изменяют Положение Зеркала
10 (рис. 156) и устанавливают световое пятно на фотосопротивле-
нии 13 симметрично его светочувствительным поверхностям. При
этом стрелка датчика должна установиться в пределах шкалы.
Если измерительный мост не уравновешивается и стрелка идет
до упора, меняют полярность на входе в усилитель ЭУ (рис. 158).
При настройке на требуемый диапазон измерения эталонную
кювету 5 (рис. 157) заполняют эталонным раствором. Для темпе-
ратурной компенсации показатель преломления эталонного раст-
5 6
Рис. 158. Электрическая измери-
тельная схема датчика рефракто-
метра.
вора п следует выбирать по возмож-
ности близким к середине измеряе-
мого диапазона. Кроме того, нужно,
чтобы температурный коэффициент
показателя преломления эталон-
ной жидкости был равен темпе-
ратурному коэффициенту показате-
ля преломления измеряемой жидко-
сти.
В рабочую кювету заливают ра-
створ с показателем преломления иь
отличным от п. Эталонную кювету
ставят на нуль по шкале крышки 8,
вращая четырехгранным ключом
крышку 9 вместе с кюветой при от-
пущенных винтах 7.
Зеркалом 10 (рис. 156) стрелку
датчика ставят на отметку 50. За-
тем, поворачивая эталонную кювету, устанавливают стрелку на
отметку шкалы Alt соответствующую (в делениях шкалы) показа-
телю преломления «ь
Рабочую кювету опорожняют, промывают и заливают раство-
ром с показателем преломления п2, входящим в измеряемый диа-
пазон. Если при этом стрёлка прибора не установится на соответ-
ствующем делении шкалы Аг поворотом зеркала 10 устанавли-
вают ее на отметку Л2. Вновь заливают раствор с показателем
преломления гц и поворотом эталонной кюветы приводят стрелку
на отметку Ai.
Повторяя описанные операции регулировки, добиваются соот-
ветствия настраиваемого диапазона полной шкале прибора.
При недостаточной чувствительности измерительной схемы дат-
чика добиваются положительных результатов вращением ручки
Чувствительность (переменного сопротивления R6 на рис. 158).
8. РЕМОНТ, РЕГУЛИРОВКА И НАЛАДКА РЕГУЛЯТОРОВ
И ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ
Пневматические регуляторы системы СТАРТ, поступившие в
ремонт, подвергают чистке от пыли и грязи. Из элементов
УСЭППА, на которых собраны схемы регуляторов, вывертывают
214
Дроссели постоянного сечения ПД, прочищают их проволочкой,
прилагаемой к регулятору, и продувают чистым воздухом.
Каждый элемент проверяют на герметичность, для чего на вход
подают давление питания, измеряемое манометром. К выходным
отверстиям также подключают манометры. Места, подозреваемые
в утечке, смачивают мыльной водой. Если есть утечка воздуха,
подтягивают гайки на стяжных болтах. Элементы с порванными
мембранами заменяют.
Позиционный регулятор ПР1.5 поверяют на основную погреш-
ность и дифференциал срабатывания. Для этого регулятор уста-
навливают на стенде. К штуцеру 4 (рис. 159) подводят питание,
редуктором по манометру устанавливают давление 1,4 кгс/см2.
К штуцеру 1 подключают образцовый манометр Ml с пределом
1 кгс/см2 для измерения давле-
ния задатчика П-1099, встроен-
ного в регулятор; к штуцеру 2
подключают манометр М2 с
пределом 1,6 кгс/см2 для изме-
рения давления на выходе ре-
гулятора. К штуцеру 3 подво-
дят сжатый воздух от редук-
тора, контролируемый образ-
цовым манометром М3.
Для поверки основной по-
грешности при срабатывании
на максимум диск переключе-
ния работы регулятора уста-
Рис. 159. Схема соединений для стен-
довой поверки регулятора ПР 1.5.
навливают так, чтобы риска у надписи Максимум совпала с ри-
ской на плате. После установки диска винт в центре его должен
быть затянут.
Собрав схему, проверяют герметичность соединений. Затем за-
датчиком по манометру Ml устанавливают величину контрольного
давления Р3. Плавно увеличивая редуктором давление Рп, контро-
лируемое манометром М3, добиваются изменения давления на вы-
ходе Рвых от 0 до 1 гкс/см2, которое определяют по манометру
М2. Значение давления Рп в момент срабатывания регулятора фик-
сируют, а затем рассчитывают величину основной погрешности
по формуле:
Ь = —— юо%
"вх. max
где Рцх. max—наибольшее значение входной величины (переменной), равное
1 кгс/см2.
Дифференциал срабатывания определяют при неизменном дав-
лении задания Р3, увеличивая (или уменьшая) значение давления
Рп до тех пор, пока не произойдет изменение давления на выходе
регулятора /’вых от 0 до 1 кгс/см2 (или наоборот). По манометру
М3 фиксируют значение давления при прямом р' и при обратном
215
Р" ходе в момент срабатывания регулятора. Дифференциал сра-
батывания определяют по формуле:
р' — р"
Ь = ----—100%
* вх. max
Основную погрешность и дифференциал срабатывания опреде-
ляют в трех-четырех точках диапазона изменения входного сигна-
ла (от 0,2 до 1 кгс/см2). Их величина не должна превышать 1%.
Поверка основной погрешности при срабатывании на минимум
аналогична.
Пропорциональный регулятор ПР2.5 поверяют на смещение
контрольной точки, работу диапазона дросселирования и отклю-
чающего реле. Регулятор устанавливают на стенде и подключают
согласно схеме на рис. 160. К манометру Мб подводят давление
Рис. 160. Схема соединений для стендовой поверки регулятора ПР2.5.
от задатчика настройки уровня регулирования; для этого в эле-
менте сравнения П-1062 вместо заглушки в камере Д ставят шту-
цер, к которому подключают манометр Мб.
Для поверки смещения контрольной точки при диапазоне дрос-
селирования от 5 до 100% задатчиком регулятора устанавливают
давление Рн по манометру Мб последовательно 0,3; 0,6 и
0,9 кгс/см2. Для каждого значения PR по манометру М5 устанав-
ливают давление Р3, равное 0,3; 0,6 и 0,9 кгс/см2. При этом для
каждого значения Р3 по манометру М2 изменяют давление Рп до
тех пор, пока на выходе регулятора не установится давление Рвых,
контролируемое манометром Ml и соответствующее установлен-
ному Рп- Разность между значениями Р3 и Рп составляет абсолют-
ную погрешность смещения контрольной точки.
При диапазоне дросселирования 250—3000% по манометрам
М2 и М5 устанавливают последовательно давление РП, равное Р3
и составляющее 0,3; 0,6 и 0,9 кгс/см2. Задатчиком регулятора по
манометру Мб устанавливают давление Рв соответственно 0,3; 0,6
и 0,9 кгс/см2, фиксируя при этом давление РВЫх на манометре Ml.
Разность между давлениями Рв и РВых составит абсолютную по-
грешность смещения контрольной точки регулятора.
Абсолютная величина смещения контрольной точки, отнесенная
к максимальному значению входного давления Рп (1 кгс/см2) и
216
умноженная на 100, составит величину смещения контрольной точ-
ки (в процентах), которая не должна превышать ±1%.
Диапазон дросселирования поверяют, установив по соответ-
ствующим манометрам давления Ри — Ри — 444 мм рт. ст.
(0,6 кгс/см2). Затем для поверяемого диапазона дросселирования
изменением давления Рп смещают РВЫх на 300 мм рт. ст.
(6,408 кгс/см2), чтобы получить ДРЕых = 300 мм рт. ст. По мано-
метру М2 фиксируют значение Рп, при котором получено ДРВЫХ =
== 300 мм рт. ст.
Определяют ДРП = Рп — Дп(где Рп = 0,6 кгс/см2). Действитель-
ное значение диапазона дросселирования ДД подсчитывают по
формуле:
Лр
ДД = ±=~—100%
вых
Размерность величин ДРП и ДРВЫх должна быть одинаковой,
она зависит от применяемых манометров (ртутных двухтрубных
или чашечных либо образцовых пружинных).
Допустимые отклонения действительных значений диапазонов
дросселирования от установленных на диске дросселя сумматора
у регуляторов с диапазоном дросселирования 5—100% для раз-
ных поверяемых точек должны иметь следующие значения:
Отметка шкалы . 5% 10% 20% 40% 60% 100%
ДД...........±4% ±5% ±8% ±10% ±15% ±18%
У регуляторов с диапазоном дросселирования до 3000% в
трех указанных точках ДД должен быть равен: 250% ± 18%;
1000% ± 200%; 3000% ± 400%.
Работу отключающего реле проверяют подачей давления, рав-
ного 2 кгс/см2, на штуцер 3 по манометру М3 при установленном
давлении на выходе Рвых = 1 кгс/см2. При этом выход регулято-
ра должен быть герметично перекрыт, что проверяют нанесением
мыльной пленки на торец штуцера 1, предварительно освободив
его от трубки манометра.
Регуляторы ПР3.21 и ПР3.22 поверяют на смещение контроль-
ной точки, вариацию показаний, время интегрирования, диапазон
дросселирования и работу отключающего реле. Собирают схему
поверки согласно рис. 161. У регуляторов ПР3.22 к штуцеру 5
присоединяют манометр М5, так как задатчик встроен в регу-
лятор.
Установив минимальное время изодрома, поверяют смещение
контрольной точки при давлениях Рп — Рз, равных 0,3; 0,6 и
0,9 кгс/см2 при настройках диапазона дросселирования на 40, 100,
250, 1000 и 3000%. Изменяя давление Рп в каждой точке, доби-
ваются постоянства давления на выходе Рвых, равного 0,3; 0,6 и
0,9 кгс/см2. Разность между полученными для каждой поверяемой
точки давлениями задания Р3 и переменной Рп, отнесенная к
максимальному значению входного сигнала и выраженная в
247
процентах, даст действительную величину смещения контрольной
точки. Эта величина не должна превышать ±1%.
Для поверки времени изодрома устанавливают Р3 = Рп =
= 0,6 кгс/см2 и находят контрольную точку при наименьшем вре-
мени изодрома. Диапазон дросселирования может быть любым,
кроме 5%- Установив время изодрома на максимальное значение,
меняют величину переменной до тех пор, пока давление на выхо-
де не изменится на ±100 льи рт.ст. (0,136 кгс/см2), и фиксируют
соответствующее значение Ра. Затем приводят регулятор к конт-
рольной точке, устанавливают головку дросселя изодрома на по-
веряемую отметку и как можно быстрее меняют величину пере-
менной Рп до уровня ранее зафиксированного значения; включают
секундомер, отмечая время, в течение которого выходное давле-
ние изменится на ±100 мм рт. ст.
Рис. 161. Схема соединений для стендовой поверки регулятора ПР3.21.
-^54
___J
Поверку диапазона дросселирования ведут, как и у регулято-
ра ПР2.5, поставив диск настройки времени изодрома на макси-
мальное время.
Регуляторы ПР3.23 поверяют на смещение контрольной точки,
диапазон дросселирования, время изодрома и работу отключаю-
щего реле.
Для поверки смещения контрольной точки дроссели I и II за-
крывают, т. е. их головки ставят на отметке 1 : 1, а головку дрос-
селя интегрирования VI ставят на минимальное время (рис. 162).
К штуцерам 2 и 5 подают сжатый воздух через редукторы с конт-
рольными манометрами Ml и М2 для измерения входных величин
Рщ и РП2 соответственно.
Создавая поочередно давление Pai, равное 0,3; 0,6 и 0,9 кгс/см2
и изменяя в каждой точке давление Рпг, добиваются постоянства
давления воздуха на выходе регулятора в пределах от 0,3 до
0,9 кгс/см2, наблюдаемое по контрольному манометру М3, подклю-
ченному к штуцеру 1. Разность между значениями Pni и Рп2, полу-
ченными в каждом случае поверки, и будет составлять смещение
контрольной точки, или погрешность регулятора.
Для поверки диапазона дросселирования устанавливают конт-
рольную точку на давление 0,6 кгс/см2, т. е. устанавливают РП1 =
218
— РП2 ± Л — Рвых (где Д — смещение контрольной точки). Голов-
ку дросселя изодрома VI ставят в положение бесконечность. Ме-
няя значение одной из входных переменных величин Р„, далее ве-
дут поверку диапазона дросселирования, как и у регулятора
ПР2.5.
Для поверки времени изодрома головку диапазона дроссели-
рования VIII устанавливают на любую отметку шкалы, кроме 5%.
Находят контрольную точку при значении переменных, равном
0,6 кгс/см2, и наименьшем времени изодрома. Далее проделывают
все те же операции, что и для регуляторов ПР3.21 и ПР3.22.
Рис. 162. Принципиальная схема поверки регулятора ПР3.23.
Для поверки отключающего реле в регулятор в рабочем со-
стоянии через штуцер 3 подают давление команды, равное
1 кгс/см2. Закрывают дроссель VI автоматической перестановки.
Изменяют давление Рп и по манометру М3 следят за давлением
на выходе регулятора, которое должно оставаться неизменным.
У регулятора ПР3.24 дополнительно поверяют коррекцию по
третьему параметру.
Неисправности и методика их устранения. При отклонении по-
верямых параметров регулятора от допустимых значений следует
проверить работу отдельных элементов: задатчика, элемента сра-
внения, усилителя мощности, сумматора и отключающего реле.
К задатчику регуляторов ПР3.22, ПР3.23 (элемент III на
рис. 162), ПР3.24, снятому с платы, подключают на вход питание,
а на выход — контрольный манометр. При плавном ввертывании
регулировочного винта давление на выходе должно увеличиваться
плавно, без скачков и задержек и достигать величины не менее
1,25 кгс/см2. При вывертывании винта давление должно плавно
219
уменьшаться и при полностью ослабленной пружине не должно
превышать 0,05 кгс/см2. Если давление не достигает максимальной
величины, следует прочистить дроссель ПД3, вывернуть регулиро-
вочный винт, пружину, промыть спиртом шарик и внутреннюю по-
верхность корпуса, продуть чистым воздухом, чтобы на рабочей
поверхности не было следов грязи и масла.
Максимальное и минимальное давление на выходе можно от-
регулировать при чистом и исправном задатчике подбором по-
стоянного дросселя. Если давление не сбрасывается до минимума,
ставят дроссель с меньшим’ отверстием; если давление не дости-
гает максимума, берут дроссель с большим отверстием.
Для регулировки элемента сравнения П-1062 (элементы IV, V,
IX на рис. 162), работающего на сравнении двух входных величин,
его снимают с платы и собирают схему (рис. 163).
Рис. 163. Схема поверки элемента
сравнения П-1062.
Рнс. 164. Схема проверки сумматора;
а —пропускной способности; б— герметич-
ности.
Создают давление А = 0,3 кгс/см2. Изменяя давление А, оп-
ределяют, при каком значении его давление на выходе (по мано-
метру М4) будет равно 0,3 кгс/см2. Основная относительная по-
грешность не должна превышать ±1% от максимального выходного
давления. Уменьшая давление А (в пределах основной погрешно-
сти), определяют его величину при давлении на выходе элемента
кгс/см2. Дифференциал срабатывания будет равен разности
между значениями переменной А при давлении на выходе 0,3 и
0,9 кгс/см2. Он не должен превышать 4 ммрт.ст. (0,005кгс/см2).
В том же порядке поверяют основную погрешность и дифференциал
срабатывания в точках 0,6 и 0,9 кгс/см2.
Если погрешность превышает норму, элемент регулируют. При
положительной погрешности сопло Са приближают к заслонке,
а сопло Ct удаляют, при отрицательной, наоборот, приближают
сопло Ci и удаляют Сг. Для изменения положения сопла встав-
ляют отвертку в прорезь винта и ключом отпускают контргайку,
после чего отвертку поворачивают в нужном направлении.
Из-за малой величины зазора между торцом сопла и заслон-
кой (0,05—0,1 мм) отвертку надо поворачивать медленно и осто-
220
рожно, наблюдая при этом за стрелкой манометра М4. Закончив
регулировку, контргайку затягивают. Если подобная регулировка
не дает положительных результатов, элемент следует разобрать,
прочистить и промыть сопла и камеры для удаления попавшего
в них масла и грязи.
Для проверки исправности усилителя мощности П-1100 (эле-
мент X на рис. 162) его снимают с платы регулятора, а в камеры
А и Г подают питание через редуктор давления. Для измерения
давления в камере Г (Рвх) и в камере Б (Рвых) подключают ма-
нометры. Создавая на входе в усилитель поочередно давление 0;
0,2; 0,4; 0,6 и 0,8 кгс!см2, замечают давление на выходе. Разность
между давлениями на входе и выходе усилителя не должна пре-
вышать 0,07 кгс1см2 (50 мм рт. ст.). При большой погрешности эле-
мент разбирают и промывают спиртом шариковые клапаны.
Сумматор П-1087 (элемент VIII на рис. 162) проверяют на
пропускную способность, герметичность и диапазон дросселирова-
ния. Для проверки пропускной способности через штуцер 3
(рис. 164, а) подают питание и набирают давление до 1,0 кгс!см2
при вывернутом на 2—3 оборота постоянном дросселе. Полностью
открывают регулируемый дроссель, открывают тумблер и реги-
стрируют время сбрасывания давления с 0,7 до 0,5 кгс/см2 по ма-
нометру М и секундомеру; оно не должно превышать 2 сек. За-
вернув постоянный дроссель, проверяют остаточное давление, ко-
торое не должно превышать 30—40 мм рт. ст.
Чтобы проверить герметичность, штуцер 3 заглушают, через
штуцер 2 подают воздух под давлением Р = 1,6 кгс/см2 (рис.
164,6). Регулируемый дроссель закрывают, а штуцер 1 смачивают
мыльной водой. Если есть утечка воздуха дроссель вывертывают
и промывают спиртом.
Если при поверке диапазона дросселирования в регуляторах
обнаружится отклонение действительных значений от установлен-
ных на диске, превышающее допустимые значения, следует снять
шкалу с головки дросселя и произвести подтарировку регулиро-
вочными винтами. После регулирования каждой последующей
точки необходимо проверить все предыдущие.
Если отключающее реле негерметично, его разбирают и прове-
ряют узел сопло — заслонка. Пневмоконтакт промывают спиртом
от масла и грязи. Если отстала резиновая прокладка от жесткого
центра, место соединения обезжиривают и прокладку приклеивают
клеем Б-88.
Электронные регуляторы завода МЗТА, марок РП1 и КП1 си-
стемы ЭАУС-У, Киевского завода электроприборов РУ4 и РУ5, Че-
лябинского завода Теплоприборов БРУ, ИРМ, ЭР, поступившие
в ремонт, проверяют покаскадно. Проверяют подачу электрического
питания, напряжение на обмотках силовых трансформаторов, на-
пряжения в характерных точках схемы, работу электронных ламп
и транзисторов. Для проверки работы электронных усилителей
приемлема методика, описанная выше (стр. 166).
221
У электронных блоков проверяют работоспособность всего бло-
ка, минимальную и максимальную зоны нечувствительности, дина-
мические характеристики, для чего пользуются соответствующими
заводскими инструкциями и измерительными приборами: милли-
вольтметром переменного тока с высокоомным входом, ламповым
вольтметром, ампервольтметром, электронным осциллографом, ис-
пытателем электронных ламп Л1-2 или Л1-3, специальным испы-
тателем транзисторов.
Вспомогательное оборудование — редукторы, фильтры, блоки
питания воздухом, побудители расхода, панели и др. — чистят, раз-
бирают, выявляют механические повреждения, изношенные детали
заменяют запасными.
Соблюдение правил техники безопасности при ремонте средств
контроля и регулирования устраняет случаи травматизма, сохра-
няет здоровье работающих и повышает производительность труда.
Все вновь поступившие на работу должны пройти общий ин-
структаж непосредственно на рабочем месте, что оформляют доку-
ментально. Начальник цеха обязан обеспечить ежегодную проверку
знаний техники безопасности рабочих и ИТР.
Все работы по ремонту, регулировке и поверке должны вестись
в светлом, сухом и теплом помещении. Работы, связанные с при-
менением ртути, токсичных газов и жидкостей, следует вести в от-
дельном изолированном помещении, оборудованном приточно-вы-
тяжной вентиляцией. Работающие в таких помещениях должны
проходить медицинский осмотр не реже одного раза в три месяца.
Рабочие места следует содержать в чистоте и порядке. Нельзя
допускать скопления на стенде приборов и узлов, не используемых
в процессе работы. Ремонтируемые приборы и регуляторы необхо-
димо надежно закреплять. Перед началом работы следует убе-
диться в исправности заземления стенда. Движки лабораторных
автотрансформаторов надо оставлять в нулевом положении.
Во время работы на стенде поверку и ремонт средств контроля
и автоматики проводят согласно рабочим инструкциям. В случае
обнаружения неисправности в работе стенда надо немедленно
выключить его с помощью автомата. Устранять неисправности на
работающем стенде и приборах, находящихся над напряжением,
категорически запрещается.
При измерении режима работы электрических схем необходи-
мо пользоваться проводами с изолированными наконечниками и
исправными лабораторными зажимами. Разборку и сборку прибо-
ров разрешается вести только соответствующими размеру болта
или гайки ключами. Нельзя применять для увеличения плеча сое-
динение двух ключей— для этого применяют трубки, надеваемые
на ключ не менее чем на половину его длины.
При испытании приборов на прочность и плотность запрещается
вести работы по устранению течи и неисправности в собранной
схеме. По окончании работы обязательно отключают электрическое
питание, сжатый воздух, подачу воды.
222
Глава 9
ЭКСПЛУАТАЦИЯ СРЕДСТВ АВТОМАТИЧЕСКОГО
КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
I. ОРГАНИЗАЦИЯ СЛУЖБЫ ТЕКУЩЕЙ ЭКСПЛУАТАЦИИ
СРЕДСТВ АВТОМАТИЧЕСКОГО КОНТРОЛЯ
И РЕГУЛИРОВАНИЯ
Структура службы эксплуатации. Согласно структурной схеме
службы контроля и автоматики завода (см. рис. 111), эксплуата-
цию возглавляют заместители начальника цеха по производствам.
Рис. 165. Структурная схема службы эксплуатации.
В ведении заместителя начальника цеха по производству (рис. 165)
находится 6-7 участков. Работу службы на участке обеспечивает
начальник участка или мастер. Участок является основной еди-
ницей службы эксплуатации; его организовывают, как правило,
в каждом технологическом цехе. При незначительной оснащенно-
сти отдельных цехов средствами автоматического контроля и регу-
лирования участки создают для группы цехов.
Для обеспечения нормальной деятельности персонала участка
эксплуатации, для хранения приборов, запасных частей и инстру-
мента в технологическом цехе выделяют специальное производ-
ственное помещение. В нем устанавливают стеллажи для запас-
ных частей, приборов и контрольного оборудования, верстаки с тис-
ками для выполнения необходимых слесарных работ, стол для
ведения записей.
Штат работников участка состоит из дневного и дежурного
персонала. В зависимости от состава и количества средств конт-
роля и автоматики на участке, в штате дневного персонала преду-
сматривают 3—4 старших прибориста 5—6-го разряда, 8—10
223
электрослесарей и слесарей 3—4-го разряда. Дежурный персонал,
ведущий круглосуточное наблюдение за работой средств контроля
и автоматики, состоит из 3—4 человек.
Начальник участка закрепляет за личным составом дневного
персонала объекты или технологические линии, за состояние рабо-
ты которых прикрепленные несут полную ответственность. Глав-
ным на объекте назначают старшего прибориста.
Прикрепление к производственным цехам службы эксплуата-
ции средств автоматики создает экономическую заинтересован-
ность последней в качественной и безаварийной работе цеха, так
как оплата труда производится в зависимости от выполнения це-
хом производственного задания.
Права и обязанности работников службы. Дежурный прибо-
рист должен хорошо знать принцип действия и устройство всех
средств автоматического контроля и регулирования, применяемых
на его участке, их роль и назначение в ходе управления техноло-
гическим процессом. Он должен знать расположение на технологи-
ческом оборудовании всех датчиков, чувствительных элементов,
отборных устройств, регулирующих клапанов, их связь с местными
первичными приборами, связь местных приборов со вторичными
приборами и регуляторами, а также расположение и направление
трубных и электрических проводок.
Дежурный приборист должен знать обслуживаемый технологи-
ческий процесс, расположение оборудования и взаимосвязь между
отдельными аппаратами. Он должен быть знаком с действующи-
ми на участке инструкциями по технике безопасности и противо-
пожарной технике обслуживания технологического процесса и
средств контроля и автоматики.
Во время дежурства приборист обязан наблюдать за работой
элементов и систем автоматического контроля и регулирования и
обеспечивать их работоспособное состояние. На протяжении сме-
ны он должен 2—3 раза осмотреть все датчики, местные прибо-
ры, регуляторы, регулирующие органы, запорную арматуру, щито-
вые приборы и коммутацию, поддерживая их в чистоте и порядке.
Осматривая регулирующие органы, запорную арматуру, необхо-
димо проверять состояние сальников и устранять течь.
При обнаружении течи в импульсной линии приборист обязан
сам или с помощью дежурного слесаря принять меры для их уст-
ранения. В случае необходимости следует продуть импульсные
линии. При обнаружении течи в линиях высокого давления с горя-
чими продуктами или газами, выходящими в помещение, прибо-
рист обязан поставить об этом в известность оператора и началь-
ника смены участка и принять меры по Устранению течи в
соответствии с их указаниями.
Во время дежурства приборист поверяет установку стрелки из-
мерительных приборов на нуль. У регистрирующих приборов при
поверке нуля и при других видах работ, связанных с перемеще-
нием пера, не зависящим от изменения величины измеряемого ца-
224
раметра, необходимо помечать полученные кривые краткой над-
писью, объясняющей причины их появления.
Дежурный приборист должен вести мелкий ремонт и наладку
приборов и регуляторов. Если выявляются неисправности, которые
он не в состоянии устранить сам, необходимо известить об этом
начальника смены, а в дневное время — начальника участка. По
требованию работников технологической службы приборист отклю-
чает неисправные приборы и регуляторы, включает в работу ис-
правные и в соответствии с требованиями технологического про-
цесса настраивает автоматические регуляторы.
Приборист должен вести записи в журнале обо всей проделан-
ной за смену работе, о появившихся неисправностях и о мерах,
принятых по их устранению, о необходимости профилактических
работ в следующей дневной смене. При выходе на участок прибо-
рист должен сообщать начальнику смены и технологической служ-
бе о своем местонахождении. Дежурный приборист должен сле-
дить за тем, чтобы работники технологической службы правильно
пользовались приборами, и не допускать включения неисправных
приборов. Он не должен разрешать работы, связанные с повер-
кой, настройкой и ремонтом приборов лицам, не имеющим к ним
непосредственного отношения по службе. Дежурный приборист
подчиняется начальнику смены, а днем — начальнику участка; опе-
ративно подчиняется начальнику технологического цеха и смен-
ному инженеру.
Старший приборист совместно с выделенными в его распоря-
жение прибористами и электрослесарями обеспечивает нормаль-
ную эксплуатацию средств контроля и автоматики на закреплен-
ной технологической линии. Он принимает активное участие в пу-
ске и остановке технологического оборудования; производит за-
полнение разделительных сосудов и импульсных линий раздели-
тельной жидкостью, продувку импульсных линий; устраняет недо-
статки в креплении трубных и электрических проводок; произво-
дит настройку и мелкий ремонт приборов и регуляторов.
Старший приборист обеспечивает выполнение работ по графику
поверки и планово-предупредительного ремонта средств контроля
и автоматики: демонтирует датчики, приборы и регуляторы, достав-
ляет их в мастерские и лаборатории цеха и устанавливает на ме-
сто после ремонта и поверки. Старший приборист подчиняется
начальнику участка и выполняет работы по его указанию.
Начальник участка службы эксплуатации является техническим
и административным руководителем обслуживания средств конт-
роля и автоматики во вверенном ему технологическом цехе. Вы-
полнение возложенных на участок задач он осуществляет через
подчиненных ему старших прибористов, прибористов, электросле-
сарей и слесарей.
Начальник участка должен хорошо знать технологический про-
цесс, иметь четкое представление о свойствах аппаратов как объек-
тов регулирования, в совершенстве знать принципиальную схему
225
автоматического контроля, регулирования и сигнализации. Он дол-
жен быть знаком со всеми особенностями измерения и регулиро-
вания технологических параметров на его участке. Начальник
участка обеспечивает нормальную и бесперебойную работу всех
средств контроля и автоматики на участке и не допускает к ра-
боте неисправные приборы и регуляторы.
Начальник участка обязан систематически контролировать ка-
чество работы своих подчиненных, состояние и чистоту рабочих
мест, оборудования. Он должен следить за своевременным выпол-
нением графика обязательной проверки средств контроля и авто-
матики и обеспечивать повседневный профилактический ремонт
эксплуатируемого оборудования в соответствии с графиком. При
направлении приборов и регуляторов на ремонт после осмотра он
выписывает дефектные ярлыки, внося в них все замеченные не-
исправности.
Начальник участка составляет графики обязательной государ-
ственной и ведомственной поверки всех средств контроля и авто-
матики, подлежащих поверке; графики среднего и капитального
ремонта всех средств, включая вспомогательные устройства, элек-
трические и трубные проводки; графики профилактического ремон-
та всего оборудования участка.
Начальник участка обязан проверять готовность оборудования
контроля и автоматики к пуску после ремонта и принимать уча-
стие в пуске после ремонта и после аварийной остановки. Он дол-
жен обеспечивать выполнение подчиненным персоналом правил
техники безопасности и противопожарных мероприятий, а также
внутреннего распорядка, производственной и трудовой дисципли-
ны. Начальник участка распределяет по участку подчиненных ра-
ботников с учетом их квалификации и опыта работы; выдает ежед-
невное задание на работу и требует качественное и своевремен-
ное его выполнение; организует мероприятия по повышению зна-
ний подчиненных.
Через заместителя начальника цеха по эксплуатации началь-
ник участка должен составлять заявки на получение необходимых
приборов, запасных частей, инструмента и материалов и пода-
вать заявки на ремонтные, наладочные и поверочные работы. На-
чальник участка подчиняется заместителю начальника цеха по
эксплуатации и оперативно начальнику технологического цеха, на
котором создан участок.
Начальник смены службы контроля и автоматики осуществля-
ет техническое и административное руководство бригадами де-
журных прибористов на заводе. Он должен знать технологиче-
ский процесс на заводе, правила эксплуатации оборудования при
аварийном выключении электроэнергии, воздуха и пара, правила
приема и сдачи дежурства.
Не менее одного раза за время дежурства начальник смены
должен обойти все участки завода с целью контроля выполнения
обязанностей дежурными прибористами и работы средств автома-
226
тизации, извещая о месте своего пребывания дежурного диспет-
чера завода.
В случае неполадок в работе оборудования контроля и авто-
матики на участке начальник смены должен принять меры к вы-
явлению причин неполадок и срочному их устранению. Если
характер неисправности может привести к серьезному нарушению
хода технологического процесса или созданию аварийной ситуа-
ции, начальник смены должен немедленно поставить об этом в из-
вестность начальника цеха службы контроля и автоматики и за-
местителя начальника цеха по эксплуатации. Начальник смены
обязан принимать участие в пуске технологических установок,
происходящем в его смене. Он имеет право в случае необходи-
мости временно увеличить число дежурных прибористов в брига-
де на отдельных участках завода за счет других участков.
О проделанной за смену работе, об отклонениях в работе обо-
рудования контроля и автоматики и принятых мерах по ликвида-
ции отклонений, о необходимых ближайших профилактических
мероприятиях, способствующих улучшению работы средств конт-
роля и автоматики начальник смены записывает в журнале
приема и сдачи смен. Начальник смены подчиняется начальнику
цеха и оперативно сменному диспетчеру завода.
Основные задачи службы текущей эксплуатации средств
контроля и автоматики состоят в том, чтобы обеспечить исправ-
ное состояние этих средств, верность их показаний, правильное
применение и хранение. Исходя из этих задач производят прием-
ку вновь поступающих приборов, текущую наладку, их системати-
ческую поверку на месте установки, текущий и профилактический
ремонт, замену вышедших из строя исправными, направляют
в ремонт неисправные. Работники службы эксплуатации обеспе-
чивают выполнение графиков принудительной поверки, среднего и
капитального ремонта приборов, следят за сохранностью и бе-
режным обращением с работающими приборами.
2. ЭКСПЛУАТАЦИЯ ИМПУЛЬСНЫХ И КОМАНДНЫХ ТРУБНЫХ
ПРОВОДОК и РАЗДЕЛИТЕЛЬНЫХ СОСУДОВ
Состояние трубных линий определяет качество работы систем
автоматического контроля и регулирования. Засорение импульс-
ных проводок, появление воздушных или гидравлических пробок,
неплотности в соединениях приводят к искажению передаваемых
сигналов или полному прекращению их передачи.
При повседневном уходе за трубными проводками их осматри-
вают, определяют герметичность труб и запорной арматуры.
На линиях, заполненных жидкостью, в местах незначительного
пропуска трубы и запорные органы будут влажными и загряз-
ненными (из-за оседающей пыли). Неплотности в линиях,
заполненных газами, определяют по характерному шипению, а
227
незначительные утечки — смачиванием подозрительных мест мыль-
ной водой.
На запорных вентилях и клиновых задвижках проверяют на-
личие маховиков и прямолинейность шпинделей; искривление
шпинделей в результате ударов и других механических воздей-
ствий может привести к пропуску продукта через асбестовую на-
бивку и потере герметичности в закрытом состоянии. Открывать и
закрывать запорные органы необходимо только с помощью ма-
ховиков. Применение для этой цели газовых ключей недопустимо,
так как может привести к искривлению шпинделя и появлению на
его поверхности надиров, которые разрыхляют сальниковую на-
бивку; в результате появляется течь.
Если обнаружен пропуск среды через сальник вентиля, то
при закрытом вентиле подтягивают накидную гайку сальника.
Если это не привело к желаемым результатам, следует подмотать
или заменить сальниковую набивку. Течь на штуцерных соедине-
ниях вентилей и на трубной линии устраняют, отключив трубо-
провод от технологической линии.
Проверяют крепление трубных линий, устраняют провисания,
приводящие к появлению гидравлических пробок из-за накапли-
вания конденсата в низших точках и образования воздушных
мешков в высших. Вблизи точек отбора трубки должны быть за-
креплены, чтобы на патрубки отборных устройств не действовали
изгибающие силы: постоянное механическое напряжение патрубка
может привести к нарушению сварного шва у бобышки или по-
ломке патрубка. Большие нагрузки на отборное устройство могут
возникнуть в случае установки разделительного сосуда, если на-
рушено или ослаблено его крепление.
Импульсные трубки для удаления из них конденсата и газо-
вых пробок, а также с целью очистки от загрязнения периодиче-
ски продувают. Если на импульсной линии нет разделительных
сосудов и не подается принудительно воздух, газ или жидкость со
стороны измерительного прибора (для защиты прибора и им-
пульсной линии от действия агрессивных сред), продувку прово-
дят измеряемой средой. Линии, заполняемые негорючими и не-
токсичными газами, продувают в атмосферу, открыв вентиль у из-
мерительного прибора. Продувку прекращают, когда выходящий
газ не содержит влаги.
Продувку импульсных линий, заполненных негорючими и не-
токсичными жидкостями, производят в приготовленную посуду до
тех пор, пока поток не будет содержать газовых включений. Ли-
нии с горючими и токсичными газами и жидкостями продувают,
соединив шлангом продувочный вентиль герметично с дренажной
линией. Результат продувки определяют по шуму проходящей че-
рез вентиль среды. Когда в среде имеются воздушные или га-
зовые пробки, она проходит через вентиль рывками, с характер-
ным треском; как только среда становится однофазной, треск
прекращается.
228
Если в ходе эксплуатации установлено, что в измеряемых сре-
дах нет механических примесей и импульсные линии не засо-
ряются, ограничиваются сливом конденсата из отстойников, уста-
новленных в нижних точках газовых линий, и выпуском воздуха
из газосборников на линиях, заполненных жидкостью.
Импульсные линии, заполняемые разделительной жидкостью,
при остановке технологического участка на ремонт продувают и
заполняют вновь. Для слива жидкости разделительный сосуд от-
ключают от измеряемой среды и вывертывают верхнюю пробку,
сообщая полость сосуда с атмосферой. К продувочному вентилю
присоединяют резиновый шланг, опущенный в приемный бачок,
после чего вентиль открывают. Когда вся жидкость стечет, им-
пульсную линию продувают сжатым воздухом со стороны разде-
лительного сосуда. В зависимости от применяемой разделитель-
ной жидкости импульсную линию продувают паром или промы-
вают соответствующей жидкостью.
Импульсную линию заполняют из бачка емкостью 15—20 л,
имеющего ручки для переноски. Для создания давления в бачок
через крышку подают сжатый воздух. К трубке, пропущенной до
дна бачка, сверху присоединен резиновый шланг, по которому
жидкость подают в заполняемую систему. Шланг соединяют
с продувочным вентилем и подают в бачок сжатый воздух. У раз-
делительного сосуда предварительно открывают пробку нормаль-
ного уровня; когда жидкость дойдет до уровня открытого отвер-
стия в сосуде, продувочный вентиль закрывают. Оставшийся воз-
дух удаляют легким постукиванием молотком по трубке вдоль
всей длины линии, начиная от измерительного прибора.
Если после удаления воздуха уровень жидкости в раздели-
тельном сосуде понизится, следует довести его до требуемого зна-
чения. Желательно, чтобы жидкость, предназначенная для запол-
нения, имела температуру, близкую к эксплуатационной, так как
с нагреванием растворимость газов уменьшается и выделенные
газы создают воздушные пробки. После заполнения ставят на
место пробки в разделительном сосуде, закрывают продувочный
вентиль и отсоединяют от него шланг.
Периодически, не реже одного раза в год, трубные линии ис-
пытывают на прочность. Испытания проводят так же, как и при
сдаче смонтированных линий в эксплуатацию, или одновременно
с использованием технологических трубопроводов и аппаратов.
Испытания ведут при закрытых вентилях у приборов.
Ежегодно металлические трубные проводки необходимо очи-
щать от грязи и коррозии и после обезжиривания окрашивать.
Эксплуатация электрических линий заключается в осмотре за-
земления защитных трубопроводов, коробов и кабелей; проверке
крепления электрических трасс; систематической проверке каче-
ства электрических соединений в разветвительных и переходных
коробках; поддержании в чистоте электрических контактов. Недо-
пустимо скопление пыли и грязи на проложенных электрических
229
линиях, провисание проводов и кабелей и чрезмерное их натяже-
ние. Проверяют и при необходимости восстанавливают качество
концевых заделок проводов и кабелей, особенно кабелей с бумаж-
ной изоляцией, где возможно вытекание кабельной массы, приво-
дящее к ухудшению изоляции жил кабеля. Следует обеспечить
такие условия эксплуатации, чтобы через концевые заделки не
проникала влага внутрь кабеля. Защитные трубопроводы, короба
и лотки ежегодно окрашивают, а защитные трубопроводы еще и
испытывают на герметичность (см. главу 6, стр. 119).
3. ЭКСПЛУАТАЦИЯ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ
ДАВЛЕНИЯ И РАЗРЕЖЕНИЯ
Все приборы для измерения давления и разрежения обеспечи-
вают правильность показаний в течение длительного времени,
если выполняются нормальные условия эксплуатации.
Манометры, вакуумметры и тяго-напоромеры следует вклю-
чать и выключать так, чтобы давление в приборе изменялось
плавно, без скачков и резких ударов. В противном случае в пру-
жинных приборах может быть поврежден передаточный меха-
низм, а в жидкостных — выброшена рабочая жидкость. С целью
предохранения упругих элементов пружинных приборов от появле-
ния остаточных деформаций, а жидкостных приборов — от выбро-
са рабочей жидкости нельзя допускать превышения измеряемого
давления сверх предельного значения шкалы.
Для пружинных приборов плавно меняющееся и постоянное
измеряемое давление должно быть не более 2/з предельного зна-
чения шкалы, а резко колеблющееся измеряемое давление — не
более У2 предельного значения шкалы.
При измерении пульсирующего давления после насосов про-
исходит быстрый износ передаточных механизмов приборов, сня-
тие отсчета затруднено, поэтому перед прибором следует уста-
новить дроссель, представляющий местное сужение импульсной
линии, или демпфер (рис. 166), состоящий из буферной емкости
с дросселями на входе и выходе. Дросселирование путем частич-
ного закрывания трехходового крана или вентиля перед прибо-
ром недопустимо, так как может привести к полному отключению
манометра от импульсной линии.
После продувки импульсной линии при измерении давления па-
ра или высокотемпературных сред включают прибор только тог-
да, когда температура в сифонной трубке достигнет нормального
предела. Во время продувки импульсной линии с любой средой
манометр должен быть отключен.
При измерении давления агрессивных, полимеризующихся,
кристаллизующихся и загрязненных средств с применением мем-
бранных разделителей необходимо следить, чтобы пространство
230
над Мембраной до измерительного прибора было полностью за-
нято заполнительной жидкостью. Попадание в это пространство
воздуха из-за утечки жидкости приводит к грубому искажению
результатов измерения. Если для защиты от перечисленных выше
сред используется продувка газом или промывка жидкостью со
стороны измерительного прибора, у отборного устройства необхо-
димо установить обратный клапан, предохраняющий импульсную
линию от измеряемой среды в случае непредвиденного увеличения
измеряемого давления или падения давления
прокачки.
При установке приборов выше или ниже
точки отбора и заполнении импульсной линии
жидкостью следует вносить поправку на гид-
ростатическое давление столба жидкости. Ве-
личина поправки АР определяется по формуле:
АР = ± Hpg н/м2
где Н — высота столба жидкости от точки отбора дав-
ления до точки установки прибора, л; р — плотность
жидкости в импульсной линии, кг/л3; g — ускорение
свободного падения, м/сек2.
Поправка имеет положительный знак, ког-
да прибор установлен выше отборного устрой-
ства. Чем меньше измеряемое давление, тем
большее влияние оказывает поправка на ре- Рис. 166. Демпфер для
зультаты измерения. сглаживания пульсн-
При испытании импульсных линий все рующего давления.
приборы должны быть отключены, так как
давление испытания в 1,5—2 раза больше измеряемого рабочего
давления. Устанавливая и снимая манометры, необходимо пользо-
ваться гаечными ключами, не допуская вращения манометра за
корпус, так как это может привести к перекосу держателя пере-
даточного механизма, а у манометров типа МСТМ — к поврежде-
нию капилляра.
Герметизацию подключения манометра обеспечивают проклад-
кой, устанавливаемой под торец ниппеля. Подмотка на резьбу
штуцера пакли и других уплотняющих материалов недопустима;
при частой смене манометров может быть сорвана резьба. Мате-
риал прокладки должен соответствовать измеряемому давлению
и свойствам среды. При измерении давления кислорода нельзя при-
менять прокладки из материалов, которые при соприкосновении
с кислородом могут воспламеняться со взрывом. Ацетилен акти-
вен по отношению к меди и медным сплавам; аммиак, сернистый
газ и другие агрессивные газы активны к меди и алюминию.
При замене приборов нельзя ставить манометры общего на-
значения вместо специальных. Корпуса специальных приборов
окрашены в разные цвета, в зависимости от среды. Манометры
на линии кислорода окрашены в голубой цвет, ацетилена — в
белый, водорода — в темно-зеленый, хлора и фосгена — в серовато-
231
зеленый, остальных горючих газов — в красный, негорючих га-
зов — в черный. На шкале специальных приборов дополнительно
наносят наименование газа, подчеркнутое линией соответствующе-
го цвета.
В процессе эксплуатации все приборы и отсчетные устройства
должны содержаться в чистоте. Манометры с разбитыми стекла-
ми, поврежденными или сорванными пломбами следует немедлен-
но заменить исправными приборами.
В зависимости от условий работы и влияния на ход техноло-
гического процесса измеряемого давления определяют периодич-
ность поверки приборов на рабочем месте. При этом поверяют
установку стрелки на нуль и правильность показаний в рабочей
точке.
У жидкостных двухтрубных и чашечных манометров ежеднев-
но проверяют заполнение рабочей жидкости на нулевую отметку,
отключая приборы от измеряемого давления. При необходимости
добавляют рабочую жидкость, а у тяго-напоромеров с наклонной
трубкой корректируют установку на нуль смещением шкалы. При
загрязнении внутренней поверхности трубок приборы отключают,
снимают и сливают рабочую жидкость (работы с ртутью проводят
в специальной комнате), очищают трубки от осадков на внутрен-
них стенках, промывая их растворителем и протирая ватой, смо-
ченной в бензине или спирте. Устанавливая жидкостные приборы
на место, проверяют вертикальность их положения (микромано-
метры с наклонной трубкой имеют для этой цели уровень).
Поверку на месте мембранных тяго- и напоромеров ведут,
отсоединив их от импульсной линии. Сообщив прибор с атмосфе-
рой, корректором устанавливают стрелку на нуль. Рабочую точ-
ку поверяют с помощью жидкостного микроманометра, создавая
требуемую тягу или напор резиновой грушей, подключаемой че-
рез тройник к поверяемому и контрольному приборам.
В процессе эксплуатации может произойти искривление стрел-
ки из-за толчков об ограничители при перегрузках, проворачива-
ние ее на оси, стрелка может задеть за шкалу или корпус при-
бора. Мелкие неисправности устраняют по мере их обнаружения.
С увеличением погрешности сверх допустимой приборы подлежат
ремонту и градуировке в лаборатории.
Манометры, вакуумметры и мановакуумметры с одновитковой
и многовитковой трубчатыми пружинами и сильфонные монтируют
на трехходовых кранах, что обеспечивает удобство продувки им-
пульсных линий, а также поверки нуля и рабочей точки. Посред-
ством трехходового крана (см. рис. 62) манометры сообщают
с атмосферой и поверяют установку стрелки на нуль. Затем при
помощи струбцины укрепляют на трехходовом кране контроль-
ный манометр типа МКД с прокладкой на присоединительном
фланце. Кран плавно переводят в положение в, и измеряемое
давление подается на рабочий и контрольный манометры для по-
верки рабочей точки. При отклонении показаний прибора в ра-
232
бочей точке выше нормы прибор подлежит ремонту и поверке
в лаборатории.
У регистрирующих приборов раз в сутки заменяют дисковые
диаграммы, соответствующие пределу измерения приборов. На
диаграммах должна быть записана позиция п-рибора в схеме
контроля и дата установки. Устанавливая новую диаграмму, ее
крепят диаграммодержателем в таком положении, чтобы запись
на шкале времени соответствовала действительному времени и
диаграмма не проворачивалась на оси. Перед установкой прове-
ряют центровку отверстия диаграммы.
Заменив диаграмму, заполняют перо прибора чернилами, при-
менимыми специально для этой цели. Чернила заполняют пипет-
кой, после чего перо плавно подводят к диаграмме до момента
касания держателя пера с ограничивающим рычагом, отводящим
перо от диаграммы при открытой крышке прибора. Не следует
допускать удара пера о диаграмму, так как при этом происходит
разбрызгивание чернил. Далее проверяют качество записи. При
перемещении пера от начальной отметки до конечной линия за-
писи должна совпадать с радиальной дугой шкалы времени.
Имеющееся отклонение устраняют изменением длины пера с дер-
жателем. '
Если перо не пишет, прочищают капилляр прилагаемой к при-
бору иглой диаметром 0,1 мм и проверяют прилегание пера
к диаграмме. Перемещение пера по диаграмме может происхо-
дить рывками из-за появления большого усилия трения пера
о диаграмму. Усилие прилегания пера к диаграмме регулируют
изгибанием держателя, пока дефект не будет устранен.
Регулярно раз в шесть суток заводят пружину часового меха-
низма привода диаграммы. Два раза в год часовой механизм про-
мывают, чистят в спирте или бензине и смазывают. У синхронных
двигателей чистят и смазывают редуктор.
4. ЭКСПЛУАТАЦИЯ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ РАСХОДА
Дроссельные расходомеры переменного перепада давления. Для
получения достоверных результатов измерения расхода необходи-
мо обеспечивать в процессе эксплуатации герметичность им-
пульсных линий и запорных органов на участке от сужающего
устройства до дифманометра-расходомера; не допускать скопле-
ния конденсата в газовых линиях, образования газовых пробок
в жидкостных линиях, засорения импульсных линий, и в первую
очередь сужающих устройств. Сужающие устройства периодиче-
ски (в зависимости от чистоты измеряемой среды) прочищают,
открывая продувочные вентили. Продувку ведут до тех пор, пока
не прекратится выброс из сужающего устройства осадков, скопив-
шихся в камерах или отдельных отверстиях для отбора перепада
давления. На время продувки дифманометр отключают, так как
8 Зак. 1327
233
при сообщении с атмосферой одного положительного или отрица-
тельного вывода сужающего устройства по второму будет действо-
вать на дифманометр статическое давление в трубопроводе, во
много раз превышающее измеряемый перепад давления. Проду-
ваемая среда должна отводиться в дренажную линию или спе-
циальную емкость.
Мембранные дифманометры. Перед установкой после ремонта
и поверки в лаборатории дифманометры, применяемые для изме-
рения расхода пара и жидкостей, необходимо заполнить измеряе-
мой или разделительной жидкостью (когда измеряемая среда аг-
рессивна). Для заполнения дифманометров типа ДМ на клапа-
ны 12 (см. рис. 142) плюсового и минусового сосудов поочередно
надевают резиновый шланг с сосудом емкостью 0,5—1 л с жид-
костью.
При закрытом уравнительном и открытых запорных вентилях
сосуд с жидкостью поднимают над дифманометром и клапан, на
который надет резиновый шланг, отвертывают ключом на 1—
1,5 оборота. Когда жидкость заполнит камеру и будет поступать
через вентиль без пузырьков воздуха, клапан закрывают. Запол-
нив вторую камеру дифманометра, закрывают запорный вентиль
на трубке, идущей от заполняемой камеры, и открывают уравни-
тельный вентиль, чтобы вытеснить воздух из уравнительной труб-
ки. При заполнении камер жидкостью надо наклонять дифмано-
метр так, чтобы клапан с присоединенным шлангом при этом под-
нимался вверх, что способствует удалению воздуха из камеры.
Заполнение жидкостью дифманометров типа ДМПК произво-
дится в вакуумированные полости. Шланг с ниппелем от вакуум-
насоса присоединяют к одному из запорных вентилей; второй вен-
тиль закрывают и открывают уравнительный. После откачивания
воздуха вентиль закрывают, а через второй по шлангу заливают
жидкость. Можно заливать жидкость под напором без откачива-
ния воздуха. Минусовую и плюсовую полости заливают отдельно
при закрытом уравнительном вентиле. Подавая жидкость через
вентиль, немного отвертывают пробку, установленную на запол-
няемой камере. Как только жидкость начнет вытекать, пробку
закрывают. Заполнив вторую камеру, прибор наклоняют (лице-
вой частью вниз) и, открыв уравнительный вентиль, продолжают
подавать жидкость до прекращения выхода пузырьков воздуха.
Для лучшего удаления воздуха из трубок по ним следует слегка
постукивать.
Заполнение жидкостью измерительных камер дифманометров
мембранных и сильфонных — датчиков ГСП производится анало-
гично. Во всех случаях необходимо полностью удалять из них
воздух, наличие которого приводит к дополнительной погрешности
измерения.
Не реже одного раза в сутки поверяют нулевую точку. При
измерении расхода газов и неагрессивных жидкостей, имеющих
нормальную температуру, для поверки открывают уравнительный
234
вентиль. Если среды имеют высокую температуру, перед поверкой
надо закрыть запорные вентили дифманометра, чтобы прибор не
нагревался в результате циркуляции среды. При измерении расхо-
да агрессивных сред с применением разделительных сосудов за-
крывают одновременно запорные вентили у сужающего устрой-
ства, после чего открывают уравнительный вентиль на раздели-
тельных сосудах. Поверять нулевую точку при закрытых запорных
вентилях и открытом уравнительном на дифманометре не реко-
мендуется, так как это приводит к появлению перепада уровней
жидкости в разделительных сосудах и, следовательно, к допол-
нительной погрешности измерения.
Если результаты измерения вызывают сомнение, производят
контрольную поверку на рабочем месте. Контрольный дифмано-
метр жидкостной двухтрубный типа ДТ можно присоединить
к импульсным линиям параллельно поверяемому прибору, если
статическое давление в трубопроводе не превышает допустимого
для контрольного. В этом случае можно проверить показания ра-
бочего дифманометра только в рабочей точке.
Для поверки дифманометра по всей шкале через 20% измеряе-
мого перепада давления рабочий прибор отключают от импульс-
ной линии, к плюсовой камере подключают контрольный мано-
метр с соответствующим пределом измерения и через редуктор —
линию сжатого воздуха; запорный вентиль минусовой камеры от-
крывают. На поверяемом или вторичном регистрирующем приборе
устанавливают диаграммную бумагу с равномерной 100%-ной
шкалой, если эти приборы не имеют устройства, автоматически
извлекающего квадратный корень из измеряемого перепада дав-
ления.
Плавно меняя редуктором давление, устанавливают стрелку
поверяемого прибора на соответствующую отметку и фиксируют
величину созданного давления по контрольному манометру. За-
писав результаты поверки всех точек, подсчитывают погрешность
измерения рабочего прибора. Для поверки дифманометров-рас-
ходометров, у которых предельный перепад -давления выражен в
кгс/см2 или кгс)м2, лучше использовать образцовые пружин-
ные манометры, а для поверки старых приборов с предельным пе-
репадом в мм рт. ст. — двухтрубные монометры с ртутным запол-
нением.
Дифманометры-расходомеры должны содержаться в чистоте.
При повседневном уходе за ротаметрами, скоростными и объ-
емными счетчиками устраняют неплотности в соединении послед-
них с трубопроводами, подтягивают крепления, производят чист-
ку. У ротационных газовых счетчиков следят за уровнем масла
в масляных ваннах. При эксплуатации барабанных газовых счет-
чиков необходимо следить за уровнем запирающей жидкости в ко-
жухе и поддерживать его на заданном значении.
Измерители, сигнализаторы и регуляторы уровня с шаровым
поплавком регулярно осматривают и чистят; не реже одного pa-
s'
235
за в неделю вводят смазку в сальники, для чего открывают
вентиль лубрикатора и винтом вытесняют смазку в сальник. Если
сальник пропускал и подача смазки не дала положительных ре-
зультатов, подтягивают затяжную гайку сальника. Сальник уплот-
няют осторожно, чтобы не повредить сальниковой набивки и не
зажать выходной валик, иначе прибор не будет реагировать на
изменение уровня.
Необходимо следить, чтобы груз, уравновешивающий попла-
вок, находился на установленной отметке и полностью уравнове-
шивал поплавок, иначе степень погружения поплавка в жидкость
может измениться.
Уход за буйковыми измерителями и регуляторами уровня за-
ключается в поддержании их в чистоте и периодической поверке
показаний по мерным стеклам. Для поверки показаний камерных
уровнемеров без мерных стекол камеры отключают от аппарата
запорными вентилями, сливают рабочую жидкость из камеры и
при пустой камере поверяют и настраивают нижний предел из-
мерения. Затем в камеру наливают жидкость плотностью, соответ-
ствующей измеряемой, до верхнего значения уровня, поверяют и
настраивают верхний предел измерения. Методика настройки при-
боров рассмотрена выше (стр. 201).
При обслуживании электронных сигнализаторов и индикаторов
уровня нужно периодически очищать электроды датчиков от на-
липшей грязи, не нарушая защитного покрытия на них; следить
за качеством контактов в цепи питания; прочищать контакты
реле, удаляя с них нагар; своевременно заменять перегоревшие
сигнальные лампы и вышедшие из строя электронные; регулиро-
вать чувствительность, а у индикаторов — установку нуля.
5. ЭКСПЛУАТАЦИЯ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
Манометрические термометры. Постоянный уход за манометри-
ческой частью термометров аналогичен эксплуатации манометров.
Б процессе наблюдения за работой приборов необходимо следить
за герметичностью установки термобаллонов на аппаратах и тру-
бопроводах и при просачивании среды подтягивать сальниковую
гайку 2 (см. рис. 70); проверять качество крепления капилляра
у термобаллона, манометра и по всей длине. Необходимо защи-
щать с помощью экранов или другим способом участки капилля-
ра, находящиеся в зоне капели или тепловой радиации.
Термобаллоны, установленные в защитных гильзах, должны
быть полностью погружены в жидкость, улучшающую передачу
тепла от измеряемой среды. Жидкость выбирают в зависимости от
измеряемой температуры; по мере испарения жидкости ее следует
периодически доливать.
Не реже одного раза в месяц и во всех случаях, вызывающих
подозрение в правильности работы термометров, следует поверять
их показания. Для этого рядом с местом установки термобаллона
должна быть вмонтирована гильза для ртутного термометра. Вал-
236
лончик ртутного термометра, опущенного в гильзу, должен быть
погружен в масло или медные опилки. Выход из гильзы для умень-
шения отвода тепла заполняют асбестом. Через 8—10 мин после
установки сверяют показания манометрического термометра с кон-
трольным.
При отсутствии поверочной гильзы термобаллсн снимают и
вместе с образцовым ртутным термометром погружают в сосуд
с жидкостью, нагретой до температуры измеряемой среды. Через
5—6 мин снимают отсчет; если в поверяемой точке погрешность
измерения превышает допустимую, прибор направляют в лабора-
торию.
Термометры сопротивления и термопары каждую смену ос-
матривают. При этом проверяют, чтобы крышки на головках были
плотно закрыты и под крышками обязательно были прокладки.
Асбестовый шнур для уплотнения вывода проводов должен быть
плотно поджат штуцером. В местах возможной течи продукта сле-
дует предотвращать его попадание на защитную арматуру и го-
ловки термометров сопротивления и термопар. Проверяют состоя-
ние и наличие съемного слоя тепловой изоляции, уменьшающей
отвод тепла от чувствительного элемента по защитному чехлу
в окружающую среду.
В зимнее время на наружных установках нельзя допускать об-
разования ледяных наростов на защитной арматуре и отходящих
проводках, так как они могут привести к повреждению термомет-
ров сопротивления и термопар, а также к обрыву электрической
проводки. Не реже одного раза в месяц осматривают и чистят
электрические контакты в головках термометров сопротивления и
термопар.
Милливольтметры и логометры. В процессе эксплуатации сле-
дят, чтобы приборы не подвергались толчкам и встряскам; защи-
щают их от нагрева радиацией от находящихся вблизи источни-
ков тепЛа. Самыми лучшими условиями работы являются темпе-
ратура 20°С и относительная влажность, не превышающая 80%.
Отклонение температуры пирометрического милливольтметра от
нормальной увеличивает погрешность измерения из-за изменения
сопротивления рамки.
Если милливольтметр подключен к термопаре последовательно
с компенсационным мостиком КТ—-08, обеспечивается автоматиче-
ская компенсация изменения температуры холодных спаев тер-
мопары. При этом у отключенного прибора стрелка должна стать
на нулевой отметке; в противном случае ее устанавливают руч-
кой корректора. Установку стрелки на нуль поверяют каждую
смену.
На правильность показаний милливольтметров и логометров
влияет сопротивление внешней цепи, которое перед включением
приборов в работу должно быть подогнано до номинальной вели-
чины, указанной на приборе. В процессе эксплуатации проис-
ходит окисление контактов в местах присоединения проводов
237
к чувствительным элементам и приборам, а у милливольтметров —
еще и к компенсационному мостику. При этом растет контактное
сопротивление, а вместе с ним и сопротивление внешней цепи. Это
обстоятельство заставляет с особой тщательностью следить за со-
стоянием электрических контактов измерительной цепи каждого
из приборов.
Милливольтметры и логометры имеют чувствительную подвиж-
ную систему. Попадание пыли и ворсинок в пространство между
полюсными наконечниками и сердечником, а также в подпятники
приводит к затиранию рамки на отдельных участках шкалы и
увеличению вариации в показаниях прибора. Открывать и закры-
вать крышки приборов надо плавно, не хлопая: образующийся
при этом воздушный поток увлекает стрелку и может погнуть ее
об ограничитель хода.
Для поверки показаний милливольтметра на рабочем месте со-
бирают схему (см. рис. 121) или используют переносной потен-
циометр как источник известной э. д. с. У такого потенциометра
при включении его на измерение рамка нулевого гальванометра
закорачивается. Милливольтметр присоединяют к зажимам изме-
ряемой э. д. с потенциометра последовательно с катушкой, сопро-
тивление которой соответствует сопротивлению внешней цепи
данного милливольтметра. После установки рабочего тока потен-
циометра на нем устанавливают по градуировочным таблицам ве-
личины э. д. с. для поверяемых отметок шкалы милливольтметра.
В остальном поверка прибора не отличается от рассмотренной
выше (стр. 161).
Для контроля работы логометра при отключенном питании
ставят перемычку на головку термометра, а провод от термомет-
ра, подключенный к зажиму 2 (см. рис. 122), переносят на зажим
4, чем включают в цепь термометра эталонную катушку /?э. При
правильной подгонке внешней цепи и исправном логометре после
включения питания стрелка должна стать на контрольную крас-
ную черту. Если стрелка не устанавливается на красной черте,
сначала проверяют правильность подгонки сопротивления внеш-
ней цепи, измеряя его величину уравновешенным мостом постоян-
ного тока или потенциометрическим методом. При нормальном со-
противлении внешней цепи регулируют измерительную схему лого-
метра.
Электронные потенциометры и мосты. Обслуживание прибо-
ров нормальных габаритов с дисковой и ленточной диаграммой,
малогабаритных показывающих и регистрирующих, а также ми-
ниатюрных имеет много общего.
При установке и замене потенциометров и мостов надо про-
верять соответствие градуировки указанных приборов градуиров-
ке термопар и термометров сопротивления, к которым их присое-
диняют. Во время работы приборов следят за тем, чтобы нормаль-
ные условия эксплуатации сохранялись в течение всего срока
службы приборов. Необходимо обеспечивать питание сети в пре-
238
Делах нормы. В запыленных помещениях и в помещениях с по-
вышенной влажностью необходимо следить за исправностью уп-
лотнителей, предусмотренных конструкцией прибора. В случае
применения химических осушителей воздуха внутри приборов сле-
дует регулярно восстанавливать их активность.
У потенциометров, работающих с нормальными элементами,
необходимо следить за напряжением сухого элемента. Когда на-
пряжение достигает 1,1 в, при стандартизации рабочего тока рео-
статы регулировки тока полностью выводятся и в правом верх-
нем углу лицевой панели прибора появляется флажок с надписью:
«.Сменить батарею». Элемент меняют после полного появления
флажка. У мостов постоянного тока сухие элементы заменяют
после двух-трех месяцев работы.
Ежедневно определяют чувствительность электронных усилите-
лей по колебаниям стрелки прибора при подходе к установивше-
муся значению измеряемой величины. Нормальной считается чув-
ствительность, когда стрелка останавливается после двух-трех
полуколебаний около установившегося значения. Для регулиров-
ки чувствительности электронного усилителя пользуются перемен-
ными сопротивлениями, установленными во втором и третьем
каскадах усилителя напряжения. Вращением винта регулятора
чувствительности против часовой стрелки увеличивают напряже-
ние на сетке каскада усиления, при этом чувствительность воз-
растает; при вращении в обратную сторону чувствительность
уменьшается. Винты регуляторов чувствительности вынесены на
лицевую панель усилителя, а у усилителей типа УЭУ для доступа
к ним на лицевой панели имеются отверстия.
Чувствительность приборов уменьшается с потерей эмиссии
электронными лампами усилителя. При правильной эксплуатации
приборов электронные лампы работают в нормальном режиме не
менее 1000 ч. Лампы заменяют, если невозможно отрегулировать
чувствительность прибора и если причиной этого не являются
другие неисправности (загрязнение реохорда, большое трение в
кинематической цепи, разрегулирование вибропреобразова-
теля) .
Реохорд чистят не реже одного раза в месяц, работу ведут
при выключенном приборе. Отверткой освобождают винты, кре-
пящие крышку экрана, разворачивают крышку против часовой
стрелки и снимают. Рукой устанавливают рычаг, перемещающий
контактный ролик по реохорду, в верхнее псложение. Ролик за-
хватывают пинцетом и, отогнув рычаг вверх, удаляют со спиралей
реохорда. Зубной щеткой, смоченной в бензине, промывают спи-
рали реохорда до полного удаления грязи. Промывают и осматри-
вают контактный ролик; если он потерял форму бочонка и стал
цилиндрическим в результате износа, его заменяют новым. Для
предохранения реохорда от коррозии после чистки его смазывают
смазкой типа аэрофлот—122-7. У приборов, в которых реохорд
помещен в масляную ванночку, после чистки заменяют масло.
239
При обрыве тросика, передающего вращение ротора реверсив-
ного двигателя показывающей стрелке приборов с дисковой диа-
граммой, прибор выключают. Устанавливают движок на реохорде
в крайнее правое положение. На одном конце нового тросика за-
вязывают узелок, второй конец протягивают на всю длину в ле-
вое отверстие шкива 5, установленного отверстиями вверх
Рис. 167. Схема установки тро-
сика:
а —в приборе типа ЭПД; б — в при-
боре типа ЭМД; /, 2, 5 —шкив;
3, 6 — винт; 4 — натяжной ролик.
(рис. 167). Шкив 5 поворачивают на
угол 90° против часовой стрелки и, не
давая ему проворачиваться, обматы-
вают тросик по два оборота на шкн:
вах 1, 2 и 5, укладывая тросик в ка-
навки в направлении, указанном на
чертеже стрелкой. Второй виток тро-
сика на шкиве 2 продевают в паз, об-
водят вокруг винта 3 и винт затяги-
вают. Свободный конец тросика проде-
вают в отверстие в головке стопорного
винта б, обертывают вокруг головки
винта два раза, выбирая при этом
лишнюю длину тросика, и фиксируют
стопорный винт гайкой. Натяжным ро-
ликом 4 устанавливают необходимое
натяжение тросика.
На приборы с ленточной диаграм-
мой тросик устанавливают, повернув
шкив 10 против‘часовой стрелки до
упора (рис. 168). Один конец тросика
продевают в правое отверстие на шки-
ве и завязывают на конце узелок. Тро-
сик прокладывают по блокам, как по-
казано на рисунке. Затем медленно
поворачивают шкив 8 по часовой
стрелке до упора, оборачивая укреп-
ленный конец тросика вокруг шкива
по канавке. Второй конец тросика про-
девают во второе отверстие
на шкиве, затем в отверстие на стерж-
не и делают на конце тросика узел.
Затем регулируют натяг тросика. Для этого ослабляют два
винта, прижимающие планку 11 (а вместе с ней и головку стерж-
ня) к ободу шкива, и поворачивают отверткой стержень для уве-
личения натяга по часовой стрелке, а для ослабления—"против
часовой стрелки. После этого винты затягивают и проверяют на-
тяг тросика. Каретку прибора ставят в крайнее положение, на се-
редину тросика между кареткой и противоположной щекой крон-
штейна подвешивают груз 50 г. Стрела прогиба должна быть та-
кой, чтобы точка приложения груза опустилась до уровня нижней
образующей цилиндрического стрежня, по которому перемещается
каретка.
240
Затем устанавливают заходы указателя прибора за крайние
отметки шкалы так, чтобы они не превышали -2 мм. Для этого пе-
редвигают каретку относительно тросика или регулируют положе-
ние ограничителя (находящегося под шкивом 10), от которого за-
висит угол поворота шкива, сидящего на оси реохорда.
Рис. 168. Кинематическая схема многоточечного прибора:
/ — редуктор; 2 —синхронный двигатель; 3 —кулачок; 4 —пружина: 5—бугель; 5—ручка;
7 —диск; 8 — реверсивный двигатель; 9 —винт: 10 — шкив; Л—планка; 12 — трос; 13—ба-
рабан; 14, 15— червячные колеса: /5 —переключатель; 17 — диск.
При эксплуатации приборов с записью на ленточной диаграм-
ме следует следить за появляющимися предупредительными над-
писями об окончании диаграммной ленты и своевременно ее за-
менять. Для замены поднимают передний щиток кронштейна и,
оттянув вправо диск 17 до упора, освободившуюся гильзу уда-
ляют и ставят на ее место новую гильзу рулона так, чтобы круг-
лая перфорация была со стороны начала шкалы. Конец ленты
пропускают между направляющим щитком и барабаном 13, оги-
бают его сверху и пропускают поверх переднего щитка. Ленту
натягивают до совмещения перфорации с пуклевкой барабана и,
поворачивая ручку 6 барабана 13 на себя, протягивают ленту до
приемной гильзы. Конец ленты заводят в щель приемной гильзы
и наматывают на гильзу несколько оборотов, следя, чтобы края
ленты совместились с краями гильзы. Затем устанавливают гильзу
241
между двумя нижними дисками так, чтобы выступ левого диска 7
вошел в прорезь гильзы. Когда отпечатки цифр и точек на диаграм-
ме становятся нечеткими от засорения печатающего барабана ка-
ретки, его чистят. Для этого вынимают из каретки обойму с крася-
щим фетром и щеточкой, смоченной в олеиновой кислоте, тщатель-
но промывают, а затем протирают чистой салфеткой печатающий
барабан каретки. Затем обойму с фетром устанавливают на место.
При изменении цикла печатания появляется неполный отпеча-
ток цифры, происходит сдваивание отпечатка, отпечатывание до
прихода измерительной схемы в равновесие, смазывание записи.
Указанные недостатки записи свидетельствуют о необходимости
изменения натяга пружины 9, расположенной у левой стенки
кронштейна над барабаном. Если происходит сдваивание отпечат-
ка, отпечатывание до прихода измерительной схемы в равновесие
и смазывание записи, натяжение пружины уменьшают; если от-
печаток недостаточно четкий, натяжение пружины увеличивают.
Натяжение пружины изменяют перестановкой рычага, к кото-
рому она крепится, из одного гнезда планки в другое. Если из-
менение натяжения пружины не обеспечивает требуемого качества
записи, изменяют натяжение пружины, расположенной на внут-
ренней стенке кроштейна под барабаном.
Для предотвращения износа щеток и ламелей переключателя
датчиков 5 его необходимо чистить и менять масло, которым он
был залит. Для этого с переключателя снимают кожух и щеточ-
кой, смоченной в бензине, промывают щетки, кольца и ламели,
после чего протирают всё чистой замшей.
После чистки определяют состояние серебряных контактов ще-
ток. Если контакты износились, щетки заменяют новыми. Чтобы
снять траверзу с щетками, сначала отвертывают два винта и сни-
мают с траверзы накладку, которая стопорит шестигранную гай-
ку на оси переключателя, затем отвертывают гайку и снимают
траверзу. Отвернув винты, пластины с контактами удаляют и за-
меняют новыми.
Собрав траверзу, ее устанавливают на место и, поджимая
шестигранную гайку, регулируют контактное давление щеток на
кольца и ламели. Затем ставят на место накладку. После сборки
проверяют правильность установки щеток на ламелях; они не
должны одновременно замыкать две ламели и устанавливаться на
краю кольца или ламели. При неправильной установке щеток ос-
лабляют винты, крепящие пластину с контактами к траверзе, и,
сдвигая пластину, добиваются правильного положения контактов
относительно ламели или кольца. После этого кожух заливают чи-
стым трансформаторным маслом и устанавливают на место, про-
верив соответствие между номером в окошечке каретки и номером
на оцифрованном диске переключателя.
Для увеличения срока службы приборов и обеспечения нор-
мальной работы в процессе эксплуатации следует в рекомендуе-
242
мне сроки чистить и смазывать подвижные части. Масленку чер-
вячного колеса 14, расположенную слева на передней части крон-
штейна под шкалой, заполняют маслом МС-20 по мере его
израсходования: отсутствие масла в масленке может привести к
поломке прибора.
Два раза в месяц смазывают маслом МС-20 ось бугеля 5 пе-
чатающей каретки через специальные отверстия во втулках буге-
ля и зубцы червячных колес 14 и 15 редуктора. Один раз в
месяц смазывают оси кулачков 3, приводящих в действие печатаю-
щую каретку и переключатель, а также оси зубчатых колес редук-
тора и оси механизма переменного цикла.
Раз в три месяца, сняв ванночку с червячной передачи 1 син-
хронного двигателя 2, промывают червяк, червячное колесо и
ванночку в бензине, вытирают насухо и заливают в ванночку
10 см3 чистого масла МС-20. Смазывают шариковые подшипники
печатающей каретки или каретки пера, рычаги механизма пере-
менного цикла, бугель, рычаг, приводящий в действие переклю-
чатель, рычаг регулировочного устройства, ось реохорда, оси
блоков, служащих направляющими для тросика 12, не допуская
при этом попадания масла на тросик. Смазывают также зубчатые
колеса редуктора, зубчатые конические колеса и храповое устрой-
ство передачи движения к переключателю, механизмы печатаю-
щей каретки, оси дисков лентопротяжного механизма, цепочку
лентопротяжного механизма.
Один раз в шесть месяцев смазывают тяги привода переклю-
чателя. Два раза в год меняют масло в редукторе реверсивного
двигателя 8, для чего под нижнее отверстие редуктора подстав-
ляют посуду и вывертывают из него винт. Чтобы отработанное
масло лучше вытекало, надо вывернуть винт 9 из верхнего от-
верстия. Закрыв нижнее отверстие винтом, через верхнее зали-
вают 10 см3 чистого масла МВП.
Потенциометры и мосты малогабаритные с вращающейся шка-
лой типа ЭПВ и ЭМВ имеют устройство сигнализации обрыва
цепи датчика. При обрыве цепи минимальная отметка шкалы
совмещается с указателем, ограничитель разрывает цепь питания
сигнальной лампы и последняя гаснет. Многоточечные приборы
этого типа имеют кнопочный переключатель, которым в случае
надобности можно включить любой из шести или двенадцати чув-
ствительных элементов, подключенных к прибору, в измеритель-
ную схему. Контакты кнопочного переключателя следует не реже
раза в неделю, а при повышенной влажности ежедневно очищать
от загрязнения и окислов и наносить на них тонкий слой техниче-
ской смазки.
У приборов с ленточной диаграммой надо каждую смену про-
верять исправность измерительной схемы нажатием кнопки
контроля исправности прибора. У исправного прибора стрелка
должна при нажатии кнопки установиться на начальной отметке
шкалы.
243
У потенциометров со стабилизированным источником питания
измерительной схемы следует не реже одного раза в 6 месяцев
поверять правильность работы и настраивать стабилизированный
источник питания по методике, изложенной в главе 8 (стр. 180).
Пирометры излучения. Для обеспечения нормальной работы
приборов следует в каждой смене следить за оптической систе-
мой, поддерживая её в чистоте. В условиях повышенной запылен-
ности рекомендуется направлять на объектив слабую струю сжа-
того воздуха, очищенного от влаги, масла и пыли. Загрязненные
и запыленные стекла объективов протирают чистыми стиранными
хлопчатобумажными салфетками. Применение для этой цели зам-
ши нежелательно, так как в ней легко задерживаются твердые
частицы, царапающие стекло.
У стационарно установленных пирометров необходимо регуляр-
но проверять правильность наведения объектива телескопа на
излучатель. При пользовании оптическими пирометрами нельзя
допускать длительного нагрева пирометрической лампочки. После
каждого измерения надо полностью выводить реостат. Раз в ме-
сяц надо чистить реостат регулировки тока пирометрической лам-
почки щеточкой, смоченной в бензине. Необходимо следить за на-
пряжением щелочных аккумуляторов и своевременно ставить их
на подзарядку.
6. ЭКСПЛУАТАЦИЯ ПРИБОРОВ С ДИСТАНЦИОННОЙ
ПЕРЕДАЧЕЙ ПОКАЗАНИЙ НА РАССТОЯНИЕ
Пневматические системы передачи. Для нормальной работы
прибора необходимо обеспечить систему очищенным и осушенным
сжатым воздухом. При обслуживании датчиков необходимо про-
верять по манометрам, установленным в правой части прибора,
давление питающего воздуха, которое должно быть 1,1 или
1,4 кгс/см2. При отклонении давления питания от заданной вели-
чины его регулируют настройкой редуктора.
Необходимо регулярно продувать воздушные фильтры, уста-
новленные перед датчиками, для освобождения их от скопившейся
влаги. Для продувки краник фильтра плавно открывают и стравли-
вают воздух, пока в нем не будет следов влаги. В зимнее время
воздушные фильтры надо продувать не реже двух раз за смену.
При переходе на питание от аварийного компрессора продувать
фильтры надо как можно чаще, а при наличии большого количе-
ства влаги оставлять их немного приоткрытыми.
В процессе эксплуатации пневмодатчиков возможно искривле-
ние и загрязнение заслонки, засорение сопла и загрязнение его
торцовой поверхности в результате проникновения с воздухом не-
которого количества масла и пыли. Искривление и загрязнение
заслонки и загрязнение торцовой поверхности сопла приводит
к тому, что при достижении измеряемым параметром максималь-
244
Рис. 169.Узел сильфона обратной
связи пневмопреобразователя:
/ —сильфон; 2 — гайка; <3 — шток;
4 —регулировочный вннт; 5 —вннт;
5 — рычаг; 7 — заслонка; 8 — поводок.
кого значения заслонка Неплотно прикрывает сопло и сигнал на
выходе не достигает максимальной величины.
Искривленную заслонку необходимо выправить, а загрязненную
рабочую поверхность заслонки тщательно очистить, следя за тем,
чтобы не погнуть ее. Торец сопла также очищают от грязи. Регу-
лярно надо прочищать отверстие сопла, так как его засорение при-
водит к искусственному завышению показаний прибора. Засоре-
ние дросселя постоянного сечения первичного реле, наоборот, при-
водит к занижению показаний. Перио-
' дически надо прочищать входной и вы-
ходной дроссели усилителя.
Ежедневно надо проверять нуль
датчиков, наблюдая при этом за дав-
лением командного воздуха на выходе
и положением стрелки или пера вто-
ричного прибора. Регулярно на месте
монтажа приборов проверяют правилу
ность показаний системы пневматиче-
ской передачи и в случае необходимо-
сти корректируют показания датчика
или вторичного прибора.
Если при поверке нуля датчика
стрелка вторичного прибора не уста-
новилась на нулевой отметке, необхо-
димо, пользуясь корректором, устано-
вить стрелку на нуль. При наличии
больших расхождений надо проверить
датчик и вторичный прибор.
Для поверки пневмодатчиков, уста-
новленных на приборах типа ДПП,
МСП, МГП, разъединяют связь стрел-
ки датчика с измерительной системой,
от датчика отсоединяют воздушную
линию, соединяющую его со вторич-
ным прибором. К освобожденному
штуцеру датчика резиновой трубкой
присоединяют контрольный или образ-
цовый пружинный манометр.
Закрепив стрелку датчика на нулевом делении, по контроль-
ному манометру наблюдают давление воздуха на выходе, кото-
рое должно быть 0,2 кгс/см2. Если давление не соответствует
требуемой величине, изменяют натяжение пружины сильфона об-
ратной связи 1 (рис. 169) при помощи гайки 2, затем стрелку
датчика закрепляют на точке, равной 80% шкалы. Если давление
на выходе, замеряемое контрольным манометром, не равно
0,84 tiZcfcM2, изменяют длину плеча рычага 6 обратной связи, для
чего отпускают винт 5 и вращают регулировочный винт 4 до по-
лучения требуемого давления. После этого повторяют настройку
245
датчика на начальной отметке шкалы и в точке, равной 80%, пока
давление воздуха на выходе в этих точках не будет равно гра-
дуировочному.
Для поверки датчиков с пневмовыходом, построенных по прин-
ципу пневматической силовой компенсации, необходимо отсоеди-
нить их от объекта измерения, на выходе присоединить образцо-
вый или контрольный манометр. Подавая в датчики искусственно
созданные сигналы, соответствующие поверяемым отметкам шка-
лы, по контрольному манометру на выходе снимают показания.
Рис. 170. Принципиальная схема электропневмопреобразова-
теля типа ЭПП:
/ — переменное сопротивление; 2 — сопло; 3,8 — рычаг; 4 — пружина;
5 —гайка; 6— опора; 7 —тяга; 9— сильфон; 10 — катушка магнитоэлектри-
ческого механизма.
Для установки начального значения давления воздуха дистан-
ционной передачи, равного 0,2 кгс1см\ изменяют степень натяже-
ния пружины, действующей на положение заслонки, вращением
винта корректора нуля. Настройку давления воздуха на выходе
в зависимости от предела измерения датчика производят пере-
мещением сильфона обратной связи и изменением передаточного
отношения в кинематике обратной связи (см. рис. 144). Эти опе-
рации повторяют до удовлетворительной настройки пневмодат-
чика.
Для поверки электропневмопреобразователя типа ЭПП при
включенном питании сжатого воздуха к клеммам «плюс» и «ми-
нус» (рис. 170) подключают источник регулируемого напряжения
и миллиамперметр. Давление на выходе контролируют по образ-
цовому манометру. Меняя значения входного тока по миллиампер-
метру, снимают показания образцового манометра. Погрешность
определяют как разность между показаниями манометра и рас-
четными значениями выходного сигнала.
Начальное значение выходного сигнала устанавливают при
закрытой крышке прибора вращением гайки 5, чем изменяют на-
246
тяжение пружины 4 и положение рычага-заслонки 3 относитель-
но сопла 2. Конечное значение выходного сигнала подгоняют из-
менением положения на рычаге 3 опоры 6 тяги 7, соединяющей
рычаг 8 с сильфоном 9, чем изменяют действие обратной связи.
При завышенных значениях входного сигнала опору 6 переме-
щают вправо, увеличивая правое плечо рычага 3.
Кроме того, при регулировке изменяют величину переменного
сопротивления 1, изменяющего входной токовый сигнал и, следо-
вательно, выходной пневматический.
Рис. 171. Схема внешних соединений унифицированного электросилового
преобразователя.
При замыкании или обрыве катушки 10 магнитоэлектриче-
ского механизма преобразователь не будет реагировать на из-
менение тока, и давление на выходе будет соответствовать нуле-
вому токовому сигналу.
Электрические системы передачи. При эксплуатации датчиков
ГСП — приборов с электрической силовой компенсацией и уни-
фицированным выходным сигналом постоянного тока 0—20 и
0—5 ма в комплекте с электронными автоматическими потенцио-
метрами, управляющими машинами и электрическими регулято-
рами необходимо периодически проверять величину выходного
сигнала. Для этого к зажимам 6 и 7 (рис. 171) датчика подклю-
чают переносной потенциометр постоянного тока. Зажимы дат-
чика соединены с постоянным манганиновым сопротивлением, через
которое протекает постоянный ток датчика. Контроль производят
без разрыва измерительной цепи постоянного тока датчика и без
нарушения нормальной работы всего комплекта системы измере-
ния и передачи сигнала на расстояние. Пределы измерения
247
8
выходной}
сигнал О-ИОма.
Рис. 172. Принципиальная схема уни-
фицированного электросилового пре-
образователя:
/ — рычаг; 2 — движок; 3 — пружина; 4—флажок;
5 — индикатор рассогласования; 6 — электрон-
ный усилитель; 7 —рамка; 8 — магнитоэлектри-
ческое устройство.
' ный. 1
I блох
контролируемого падения напряжения в зависимости от выходного
сигнала датчика равны 0—50 мв:
Рабочую точку поверяют подключением параллельно датчику
контрольного показывающего прибора. Сняв отсчет по контроль-
ному прибору и переносному потенциометру, определяют величину
абсолютной погрешности измерения в данной рабочей точке.
Для датчиков, измеряющих параметр от 0 до /4тах, при зна-
чении измеряемого параметра в рабочей точке А определяют зна-
чение измеряемой величины (в % от предела шкалы):
л/=д£7100%
Затем определяют соответствующее измеренной величине па-
на манганиновом сопротивлении
датчика (U = 0,5ЛДщ). Если
падение напряжения, измерен-
ное потенциометром, равно U',
то абсолютная погрешность из-
мерения в данной рабочей точ-
ке будет равна а = U' — U.
Если абсолютная погреш-
ность больше допустимой, из-
меняют передаточное отноше-
ние рычажной системы обрат-
ной связи датчика за счет пе-
ремещения движка 2 (рис. 172)
до момента ликвидации этой
погрешности. После этого по-
веряют выходной сигнал при
нулевом значении измеряемого
параметра и, если потребуется, изменением натяжения пружины
корректора нуля 3 устанавливают нуль датчика.
Полупроводниковые усилители 6 типа УП-20 и УП-20-5 длитель-
ное время работают стабильно и кроме содержания их в чистоте
дополнительного ухода не требуют.
При эксплуатации индукционных систем передачи на расстоя-
ние контролируют напряжение питания, которое должно быть
в пределах 120—127 в. При уменьшении питающего напряжения
уменьшается втягивающее усилие плунжера вторичного прибора,
вследствие чего начинают приобретать большое значение силы
трения, увеличивающие погрешность прибора. При напряжении
свыше 127 в возникает опасность перегрева катушек и порчи изо-
ляции проволоки.
Характерными неисправностями являются: ослабление затяж-
ки винтов передаточных механизмов, проворачивание стрелки,
люфты в передаточных механизмах, большое трение плунжеров
в катушках, неправильное присоединение проводов при подклю-
чении, обрывы проводов линии связи и питания.
248
В процессе эксплуатации дифференциально-трансформаторных
систем проверяют исправность вторичного прибора нажатием кно-
пки 1 «Контроль» (рис 173). При этом стрелка должна стать про-
тив контрольного указателя 3. Если стрелка устанавливается на
контрольной отметке с отклонением более чем на ±1%, ее следует
скорректировать перемещением рабочего дифференциального
трансформатора 1 вращением гайки 2 (рис. 174). Отрегулировав
положение стрелки у контрольного индекса, устанавливают и по-
веряют положение стрелки на нуле. Стрелку устанавливают на
Рис. 173. Прибор типа ЭПИД
с открытой крышкой:
/ — кнопка „контроль*, 2—шпиндель (ре-
гулировочный винт); 3 — контрольный
указатель.
Рис. 174. Прибор типа ЭПИД с откину-
тым кронштейном:
1, 3 — дифференциальный трансформатор:
2—гайка.
нуль (если перед этим был выставлен механический нуль), вста-
вив четырехгранный ключ на шпиндель 2 (рис. 173) катушки ре-
гулировки нуля (см. поз. 3 на рис. 174) и вращая его в ту или
другую сторону, пока стрелка не станет на нуль. Регулировка
прибора на контрольной отметке и на нуле должна вестись после-
довательно, пока не будут достигнуты положительные результаты
в обеих точках.
Может случиться, что винт катушки регулировки нуля вывер-
нут до предела, а стрелка не устанавливается на нуль. Причиной
этому является смещение дифференциального трансформатора
датчика из-за самопроизвольного отвертывания прижимной гай-
ки вследствие вибрации. Тогда надо вести настройку всей систе-
мы, предварительно поставив плунжер катушки регулировки нуля
в среднее положение. После этого добиваются грубой установки
стрелки на нуль перемещением катушки датчика относительно
плунжера при входном сигнале датчика, равном нулю. Оконча-
тельно ставят стрелку на нуль регулировкой вторичного прибора.
249
Эксплуатация сельсинных и ферродинамических систем пере-
дач показаний на расстояние в основном состоит в проверке со-
гласования показаний вторичных приборов с датчиками, содержа-
нии в чистоте и порядке датчиков и вторичных приборов. При
рассогласовании характеристик ферродинамических датчиков и
приемников типа ДФ изменяют величину магнитного потока в ярме
за счет регулировки зазора между подвижным и неподвижным
плунжерами, соответственно ввинчивая или вывинчивая подвиж-
ный плунжер.
7. ЭКСПЛУАТАЦИЯ РЕГУЛЯТОРОВ, ИСПОЛНИТЕЛЬНЫХ
МЕХАНИЗМОВ И ВСПОМОГАТЕЛЬНЫХ УСТРОЙСТВ
Пневматические регуляторы и приборы. Бесперебойная работа
пневматических регуляторов, блоков и приборов зависит от ис-
правного состояния всех элементов, составляющих системы авто-
матического регулирования. Большую роль играет правильная на-
ладка и настройка приборов, регуляторов и блоков; не в меньшей
степени важна герметичность соединительных линий, бесперебой-
ное снабжение сжатым воздухом требуемого давления, очищен-
ным и осушенным.
У регуляторов систем СТАРТ, АУС и типа 04 необходимо про-
верять и устранять смещение контрольной точки, у регуляторов и
блоков соотношения — настраивать соотношение.
У приборов типа ПВ ежедневно проверяют положение стрелок
(перьев) при давлении, соответствующем нулевому значению шкал
(диаграмм) прибора. К штуцерам входа и исполнительного меха-
низма прибора ПВ10.1Э(П) подключают через редуктор сжатый
воздух и параллельно подключают контрольные манометры. Редук-
тором устанавливают давление, равное 0,2 кгс/см2, проверяя его
величину по контрольному манометру. При этом давлении перья
(стрелки) прибора должны установиться на нулевой отметке диа-
граммы (шкалы) с допустимым отклонением не более ±0,5% диа-
пазона измерения. Если отклонение стрелки от нулевой отметки
больше допустимого, подстраивают прибор с помощью винта кор-
ректора нуля, выведенного на переднюю панель прибора.
Создав редуктором последовательно давление 0,6 и 1,0 кгс/см2,
определяют погрешность прибора в точках, соответствующих се-
редине и концу шкалы (диаграммы). Корректировку показаний
производят изменением натяжения пружины обратной связи.
Не реже двух раз в год поверяют показания по всей шкале
в точках, выраженных в процентах от предела шкалы:
Отметка шкалы, % . 0 10 20 30 40 50 60 70 80 9,0 100
Давление, кгс/см2 ... 0,2 0,28 0,36 0,44 0,52 0,60 0,68 0,76 0,84 0,92 1,00
Поверку прибора ПВ1О производят при установке переключа-
теля на ручное управление нажатием кнопок Р и ОТКЛ,
25Q
По окончании диаграммной бумаги устанавливают новый ру-
лон. Для этого снимают лентопротяжный механизм (рис. 175),
с приемной катушки 6 снимают трубку 11 вместе с использован-
ной диаграммной лентой и пружиной 5, трубку освобождают от
ленты и устанавливают на место.
На катушку 7 надевают новый рулон, ленту протягивают вок-
руг направляющего валика 9, пропускают над щитком 10 из орга-
нического стекла, огибают ведущий барабан 2, направляющий
валик 4 и заправляют под пружину 5 приемной катушки 6. Затем
лентопротяжный механизм устанавливают на место.
Рис. 175. Лентопротяжный механизм прибора типа ПВ10:
/ — редуктор; 2 —ведущий барабан; 3 —зубчатая передача; 4 — направля-
ющий валик; 5 —пружина; 6 —приемная катушка; 7 —катушка; 8 — план-
ка; 9 — направляющий валик; 10 — щиток; 11 — трубка.
Во время работы с прибором ПВЮ необходимо соблюдать
последовательность включения кнопок. В любом переходном ре-
жиме регулятор должен быть отключен, т. е. кнопка ОТКЛ на-
жата. Регулятор включают только после необходимой настройки.
При обслуживании приборов типа РЛ выполняют аналогичные
операции.
Мембранные регулирующие клапаны ежедневно осматривают и
содержат в чистоте, особенно шток, шкалу 6 (см. рис. 108) и
указатель 8. Особое внимание уделяют подвижной системе кла-
пана, которая, кроме того, должна быть всегда смазана. На што-
ке, перемещающемся в сальнике 3, не должно быть даже следов
ржавчины, так как это приведет к затиранию и потере герметич-
ности сальника.
Если сальник пропускает, его уплотняют, подавая смазку из
лубрикатора 4. При этом следят, чтобы лубрикатор был всегда
заполнен смазкой. При больших зазорах между уплотнительной
251
Набивкой сальника 3 и штоком клапана смазка не поможет, тог-
да подтягивают накидную гайку 5. Если гайка завернута до упо-
ра, ее вывертывают, подматывают асбестовый шнур и снова за-
тягивают. При замене сальника клапан следует отключать от тех-
нологического трубопровода.
Еженедельно проверяют состояние уплотнения присоединений
клапана к трубопроводу, герметичность рабочей полости мембран-
ного привода, состояние затяжки соединения плунжера со штоком
привода, герметичность присоединения импульсной трубки, лег-
кость хода подвижной системы.
Электронные и электрические регуляторы. Постоянно наблю-
дают за работой регуляторов по регистрирующим приборам и
в зависимости от характера протекания процесса регулирования
и значений регулируемых параметров изменяют параметры на-
стройки.
Повседневное обслуживание заключается в содержании бло-
ков и узлов в чистоте, проверке надежности заземления, электри-
ческих соединений и контактов. По мере загрязнения реостатов
прямой и обратной связи, а также настроечных их чистят зубной
щеткой, смоченной в бензине. Если блоки работают в условиях
повышенной влажности, необходимо обеспечить непрерывную по-
дачу сухого очищенного воздуха внутрь корпусов.
У магнитных контакторов, переключателей, магнитных пуска-
телей периодически в обесточенном состоянии зачищают от окис-
ления контактные поверхности и подтягивают отверткой винты на
зажимах проводов. Всю электроаппаратуру, расположенную на
производственном участке, предохраняют от попадания разбрыз-
гиваемых продуктов и радиации экранами.
При эксплуатации контактно-релейной аппаратуры следят за
состоянием контактных поверхностей и систематически зачищают
их от окислов, так как нарушенные контактные поверхности пе-
регреваются, корродируют и быстро разрушаются, а реле с та-
кими контактами отказывает в работе. Подтягивают крепление
элементов реле, так как ослабление приводит к перекосам и
быстрому износу деталей.
8. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ
УСТРОЙСТВ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
Персонал, обслуживающий средства контроля и автоматики,
должен знать и соблюдать правила техники безопасности, дей-
ствующие на обслуживаемом технологическом участке. Кроме
того, эксплуатационникам предъявляют дополнительные требова-
ния к технике и методам безопасного ведения работ.
Запрещается ремонтировать импульсные линии, запорную ар-
матуру и регулирующие органы, находящиеся под давлением.
Перед работой на паропроводах и линиях с высокотемпературными
или агрессивными жидкостями у запорных вентилей вывеши-
252
вают плакат: «Не включать, ремонт!». Проверяют правильность
отключения нужного участка; после охлаждения импульсной ли-
нии через продувочный вентиль линию сообщают с атмосферой.
Инструмент должен быть чистым и исправным. Нельзя поль-
зоваться гаечными ключами с разработанным зевом; размер гаеч-
ного ключа должен соответствовать завинчиваемым гайкам и бол-
там.
Работы с кислотами, щелочами и легколетучими ядовитыми
жидкостями следует вести в специальной защитной одежде, оч-
ках и респираторах. В загазованном помещении надо работать
в противогазе. За работающим должны наблюдать из неопасной
зоны, чтобы вовремя оказать помощь. Если газовая смесь взрыво-
опасна, применяют только обмедненный инструмент, чем преду-
преждают искрообразование.
Продувая импульсные линии, необходимо обеспечить безопас-
ный отвод продукта в дренаж или специальную посуду. Если про-
дукт пожароопасный, на продувку необходимо разрешение на-
чальника участка или смены.
При ремонте электрических приборов необходимо выключать
питание и на пускателе вывешивать надпись, запрещающую вклю-
чение электроэнергии. Ремонтировать приборы, находящиеся под
напряжением, а также проверять наличие напряжения прикосно-
вением руки или замыканием проводов категорически запрещает-
ся. Если аппаратуру обесточить нельзя, работают инструментом
с изолированными ручками, в резиновых перчатках и стоя на ре-
зиновом коврике.
Все работы в траншеях должны вестись двумя рабочими,
один из которых должен безотлучно находиться у люка. До на-
чала работ вокруг открытого места ставят ограждение высотой
не менее 1 м. При попадании на одежду или тело работающего
кислоты или щелочи надо немедленно тело промыть водой,
а одежду снять. При попадании на одежду горючей и легко вос-
пламеняющейся жидкости одежду следует заменить; нельзя по-
являться около источников открытого огня до полного испарения
жидкости.
При обнаружении неисправности в системе автоматического
контроля и регулирования, угрожающей созданию аварийной си-
туации на участке, необходимо немедленно доложить о случив-
шемся начальнику участка или смены. Все работы по ликвидации
неисправности следует вести по указанию и с ведома начальника
участка.
ЛИТЕРАТУРА
1. Адабашьян А. К., Монтаж контрольно-измерительных приборов и аппа-
ратуры автоматического регулирования, Госстройиздат, 1962.
2. Адабашьян А. К., Минаев П. А., Монтаж и наладка систем контроля
и автоматики, Издательство литературы по строительству, 1969.
3. Б а к у т к и н А. Б., Семенов Б. С., Эксплуатация и ремонт измерительных
приборов и автоматических регуляторов на нефтезаводах, Гостоптехиздат,
1953.
4. Б у т у с о в И. В., Автоматические контрольно-измерительные и регулирую-
щие приборы, изд. 2-е, Гостоптехиздат, 1961.
5. В а й н б е р г И. Б., К а л и т е и к о К- Л., Контрольно-измерительные при-
боры и средства автоматики в нефтеперерабатывающей и нефтехимической
промышленности, Изд. «Высшая школа», 1967.
6. Вайнштейн Д. М., Монтаж приборов контроля и автоматического регу-
лирования, Машгиз, 1962.
7. Емельянов А. И., Теплотехнические контрольно-измерительные и регули-
рующие приборы. Поверка, регулировка и пуск, Машгиз, 1963.
8. Каминский М. Л., Монтаж приборов и аппаратуры автоматического
контроля и регулирования, Изд. «Высшая школа», 1966.
9. Кошарский Б. Д. и др., Автоматические приборы, регуляторы и управ-
ляющие машины, Изд. «Машиностроение», 1968.
10. Кузин М. Д., Монтаж и эксплуатация контрольно-измерительных приборов,
Металлургиздат, 1961.
11. Кулаков М. В., Технологические измерения и приборы для химических
производств, Изд. «Машиностроение», 1966.
12. Мир ан це в Г. Я., Монтаж, наладка и эксплуатация приборов и систем
автоматизации и контроля в нефтяной промышленности, Изд. «Недра».
1965.
254
13. Миранцев Г. Я., Ремонт автоматических приборов и регуляторов, Изд.
«Энергия», 1968.
14. Правила 28—64 измерения расхода жидкостей, газов и паров стандартными
диафрагмами и соплами, Изд. стандартов, 1964.
15. Правила устройства электроустановок (ПУЭ) изд. 4-е, Изд. «Энергия»,
1965.
16. Смирнов А. А., Ремонт теплотехнических контрольно-измерительных при-
боров, изд. 2-е, Гостоптехиздат, 1952.
17. Таманов Г. И., Канцибко И. П., Монтаж систем контроля и автома-
тики в химической и нефтеперерабатывающей промышленности, Изд. лите-
ратуры по строительству, 1965.
18. Техника проектирования систем автоматизации, под ред. Шипетина Л. И.,
Изд. «Машиностроение», 1966.
19. Чистяков С. Ф., Эксплуатация и наладка теплотехнических приборов и
регуляторов, Госэнергоиздат, 1953.
20. Чистяков С. Ф., Монтаж теплотехнических приборов и аппаратуры авто-
матики на электростанциях. Изд. «Энергия», 1966.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Блоки регулировки и фильтрации 103,
104
Вакуумметры 106
Вариация
газоанализаторов 212
логометров 165
манометрических термометров 152
милливольтметров 161
электронных потенциометров 180
Вискозиметры
вибрационные 97, 98
ультразвуковые 97
установка на трубопроводе 97, 98
Вспомогательная аппаратура газоана-
лизаторов
блоки регулировки и фильтрации
103, 104
гидрокомпрессоры 102
побудители расхода 102, 103
фильтры 100 сл.
холодильники 100, 101
Выпрямители тока, монтаж 114
Газоанализаторы
вспомогательная аппаратура см
Вспомогательная аппарату-
ра газоанализаторов
определение основной погрешности
211
поверка 209 сл.
психрометры 104, 105
ремонт 207 сл.
установка газоотборного устрой
ства 99, 100
хроматографы 104
Гидрокомпрессоры 102
Датчики
вискозиметров см. Вискозиметры
газоанализаторов см. Газоанали
заторы
монтаж см. Монтаж датчиков
рН-метров
монтаж 98. 99
поверка 206, 207
ремонт 204 сл.
Датчики
плотномеров
пикнометрических 96, 97
поплавковых 95, 96
пьезометрических 96
радиоактивных 97
уровнемеров
буйковых 91 сл.
гидростатических 93, 94
дифманометрических 93, 94
поплавковых 91, 92
радиоактивных 95
электронных индикаторов и сиг
нализаторов уровня 94, 95
Диапазон дросселирования регулято-
ров 217
Дифманометры-расходомеры
жидкостные 190
мембранные 106, 190, 191
монтаж 106, 107
определение основной погрешно-
сти 195 сл.
поверка 193 сл.
поплавковые 106, 190
пуск и пробная эксплуатация 129
ремонт 190 сл.
эксплуатационные требования 234
235
Заземление
защитных труб 75
электрических линий 75, 76
электронных приборов 109
щитов и пультов 37
Заземляющие проводники 37 сл.
Заслонки регулирующие 112
Защитные короба 51 сл., 69
Защитные трубы
водогазопроводные 65, 69
заземление 75
испытание на плотность 120
пластмассовые 68
прокладка по трассе 67
соединение с помощью электрофи
типгов 65, 66, 69
электросварные 65
256
Измерительно-проверочная установка
ИПУ-01 142, 143, 166 сл.
Индукционные катушки, ремонт
147 сл.
Исполнительные меха низмы
гидравлические 113
проверка и испытание 123 сл.
соединение с регулирующими ор-
ганами 112, 114
электрические 112, 113, 125 сл.
Кабели
ввод в щитовое помещение 34, 36
для электрических проводок 61, 62
заделка концов 73 сл.
заземление 75, 76
контрольные 61 сл.
материал покрытия 61, 62, 69
пневматические 52 сл.
прогрев электрическим током 70
прокладка в земле 62 сл.
— во взрывоопасных помещениях
69, 70
— открытая 64, 65
силовые 63, 65
способы соединения 71 сл.
Клапаны мембранные регулирующие
монтаж 111, 112
проверка и испытание 123, 124
эксплуатационные требования 251,
252
Концентратомеры, монтаж 98
Коммутация щитов и пультов
трубная 29 сл.
электрическая 26 сл.
Короба защитные 51 сл., 69
Коробки соединительные 53, 65, 66,
71, 72
Логометры
балансировка подвижной системы
162, 163
основная погрешность 165
поверка 164, 165
проверка и испытание 121
регулировка 163, 164
ремонт 162, 163
эксплуатационные требования 237,
238
Манжеты маркировочные 28, 29
Манометрические термометры
монтаж датчиков 82, 84, 85
наладка 150, 151
определение величины основной
погрешности 152
поверка 151, 152
проверка герметичности 150
ремонт 149, 150
Манометры и вакуумметры
монтаж 106
Манометры и вакуумметры
основная погрешность 187, 188
поверка 186 сл.
проверка и испытание 122
ремонт и регулировка 149, 183 сл.
эксплуатационные требования
230 сл.
Милливольтметры
балансировка подвижной системы
158, 159
поверка 161, 162
регулировка 159 сл.
ремонт 158, 159
эксплуатационные требования 237,
238
Мнемосхемы 21, 22
Монтаж датчиков
вискозиметров см. Вискозиметры
газоанализаторов см. Г азоанали-
заторы
для измерения давлений
агрессивных газов и жидко-
стей 79 сл.
воды и жидкостей 77, 78
запыленных газов 80, 81
пара или горячих сред 79
для измерения расхода
агрессивных жидкостей и газов
90
газов 89
жидкостей 88, 89
— загрязненных 91
общие требования 86, 87
пара и горячих жидкостей 89
ротаметров 90, 91
сужающих устройств 86 сл.
счетчиков количества вещества
91
для измерения температуры
общие требования 81
радиационных пирометров 85,
86
стеклянных термометров 81, 83
термобаллонов манометриче-
ских термометров 82, 84,
85
термометров сопротивления 82,
83
термопар 81, 83, 84, см. также
Термопары
для измерения уровня см. Датчи-
ки уровнемеров
концентратомеров 98
общие требования 76
рН-метров 98, 99, см. также Дат-
чики рН-метров
плотномеров 95 сл. см. также Дат-
чики плотномеров
расстояние до вторичных прибо-
ров 77
257
Монтажное управление
оборудование производственной
базы 12, 13
— монтажных участков 13
структура 11, 12
Монтажно-коммутационные схемы
24 сл.
Монтажные тресты 11
Монтаж проводок
трубных 41 сл. см. также Трубные
трассы
электрических 58 сл. см. также
Электрические линии
Монтаж средств автоматизации
виды монтажных работ 14
в пожаро- и взрывоопасных поме-
щениях 19, 20, 116, 117
вторичных приборов 107 сл.
датчиков см. Монтаж датчиков
исполнительных механизмов 112сл.
см. также Исполнительные
механизмы
панелей дистанционного управле-
ния 115, 116
первичных приборов 105 сл.
проектная документация 9 сл.,
14 с л.
регулирующих органов 111, 112
регуляторов 110, 111
сетевые графики работ 15
щитов и пультов 31 сл., 40,
см. также Щиты и пульты
электрической аппаратуры 114, 115
Муфты соединительные 71 сл., 117
Наладка
логометров 163, 164
манометрических термометров 150,
151
милливольтметров 159 сл.
электронных мостов 181
— потенциометров 178 сл.
Наладочное управление 11
Намотка проволочных сопротивлений
147
Оборудование
монтажных участков 13
производственной базы монтажно-
го управления 12, 13
Оконцеватели маркировочные 28, 29
Основная погрешность
вакуумметров и манометров 187,
188
дифманометров-расходомеров 195
сл.
логометров 165
манометрических термометров 152
милливольтметров 161
пневматических регуляторов 215
скоростных счетчиков 201
Основная погрешность
термометров сопротивления 15?
электронных мостов 181
— потенциометров 180
Пайка приборов 146, 149, 150
Панели дистанционного управления
монтаж 115, 116
ремонт 222
Пирометрические милливольтметры,
проверка и испытание 121
Пирометры излучения
поверка 182, 183
ремонт 181, 182
установка на аппаратах и трубо-
проводах 81, 85, 86
эксплуатационные требования 244
Плотномеры
пикнометрические 96, 97
пьезометрические 96
радиоактивные 97
установка иа аппарате 95 сл.
Пневматические регуляторы
определение основной погрешно-
сти 215
поверка 215 сл.
проверка и испытание 127
ремонт 214, 215
эксплуатационные требования 250,
251
Пневмокабели 52 сл.
Побудители расхода газов
монтаж 102, 103
ремонт 222
Поверка
газоанализаторов 209 сл.
датчиков рН-метров 206, 207
дифманометров-расходомеров 193
сл.
контрольные приборы 142 сл.
логометров 164, 165
манометрических термометров 151,
152
манометров 186 сл.
милливольтметров 161, 162
пирометров излучения 182, 183
пневматических регуляторов
215 сл.
скоростных счетчиков 199 сл.
термометров сопротивления
155 сл.
термопар 153 сл.
техническая документация 146
уровнемеров 203
электронных мостов 181
— потенциометров 178 сл.
Принципиальные схемы автоматиза-
ции 11
Провода см. также Электрические
линии
258
Провода
алюминиевые 59, 60, 71
ввод в щитовое помещение 34, 36
для электрической коммутации
щитов и пультов 26 сл.
медные 59, 60, 71
Проводки
пирометрические 33
трубные 32, 33 см. также Трубные
трассы
электрические 32, 33 см. также
Электрические линии
Проект производства монтажных ра-
бот 14, 15
Проектное задание, состав 10, 11
Психрометры 104, 105
Пульты см. Щиты и пульты
Рабочие чертежи, состав 10, II
Радиационные пирометры см. Пиро-
метры излучения
Разделительные сосуды 79 сл., 90
Расчет
вариации приборов см. Вариация
диапазона дросселирования пнев-
матических регуляторов 217
дифференциала срабатывания пнев-
матических регуляторов 215,
216
длины незакрепленного участка
трубной трассы 49
дополнительного сопротивления
милливольтметра 160
основной погрешности приборов
см. Основная погрешность
поправки на гидростатическое да-
вление столба жидкости 231
Регулировка
логометров 163, 164
милливольтметров 159 сл.
рефрактометров 213, 214
Регуляторы
монтаж 110, 111
пуск и пробная эксплуатация
130 сл.
Редукторы давления воздуха
монтаж 116
ремонт 222
Реле, монтаж 114, 115
Ремонт
виды ремонта 145
— ремонтных операций 146 сл.
вспомогательного оборудования
222
газоанализаторов 207 сл.
датчиков рН-метров 204 сл.
дифманометров-расходомеров
190 сл.
логометров 162, 163
Ремонт
манометрических термометров 149,
150
манометров 149, 183 сл.
милливольтметров 158, 159
пирометров излучения 181, 182
пневматических регуляторов 214,
215
рефрактометров 212 сл.
скоростных счетчиков 198, 199
сужающих устройств 189, 190
термометров сопротивления 155
термопар 152, 153
техническая документация 145, 146
трансформаторов и индукционных
катушек 147 сл.
уровнемеров 201 сл.
электронных мостов и потенцио-
метров 165 сл.
электронных регуляторов 166 сл.,
. 221, 222
Рефрактометры, ремонт и регулиров-
ка 212 сл.
Ротаметры
монтаж 90, 91
эксплуатационные требования 235
Сетевые графики монтажных работ 15
Служба контроля и автоматики
задачи группы эксплуатации 223 сл.
планировка помещения 140, 141
структура 136 сл.
Соединения труб
муфтовые 45
неразъемные 42, 43
ниппельные 43, 44
разъемные 43 сл.
Соединительные коробки 53, 54, 65,
66, 71, 72
Соединительные муфты 71 сл.
Сопла 87, 88, 189, см. также Сужаю-
щие устройства
Сопротивление соединительных про-
водов 108
Стабилизаторы напряжения, монтаж
114
Стеклянные термометры, монтаж 81,
83
Сужающие устройства, см. также
Монтаж датчиков для из-
мерения расхода
диафрагмы 87
ремонт 189, 190
сопла 87, 88
установка на трубопроводе 86 сл.
эксплуатационные требования 233,
234
Счетчики количества вещества
монтаж 91
259
Счетчики количества вещества
определение погрешности показа-
ний 201
поверка 199 сл.
ремонт 198, 199
скоростные 198 сл.
эксплуатационные требования 235
Термокомпенсаторы 49
Термометры манометрические
монтаж 81 сл.
проверка и испытание 121
эксплуатационные требования 236,
237
Термометры сопротивления
монтаж 81 сл.
поверка 155 сл.
погрешность 157
подключение к вторичным прибо-
рам 108, 109
ремонт 155
эксплуатационные требования 237
Термопары
допустимые отклонения т. э. д. с.
155
монтаж 81, 83, 84
поверка (градуировка) 153 сл.
подключение к вторичным Прибо-
рам 108, 109
ремонт 152, 153
эксплуатационные требования 237
Техника безопасности
при испытании трубных проводок
119
--------электрических проводок 120
—- монтаже приборов контроля и
регулирования 116, 117
— — трубных проводок 57, 58
— — щитов и пультов 19, 20, 40
— окраске щитов и пультов 23, 24
— эксплуатации средств контроля
и регулирования 252, 253
средства технологической сигна-
лизации 123, 127
Трансформаторы
монтаж 114
ремонт 147 сл.
Трубные трассы см. также Трубы
виды 41
защитные короба 51 сл.
Испытание 117 сл.
прокладка пневмокабелями 52 сл.
продувка импульсных линий 228,
229
расчет длины незакрепленного
участка 49
сборка 45, 47, 48
способы прокладки труб 48 сл.
соединительные коробки 53, 54
термокомпенсация 48, 49, 53
Трубные трассы
техника безопасности при монта-
же 57, 58
эксплуатационные требования
227 сл.
Трубы см. также Трубные трассы
алюминиевые 42, 46
ввод в щитовое помещение 34, 36
для коммутации щитов и пультов
29 сл.
защита от коррозии 57
защитные см. Защитные трубы
крепление 54 сл.
медные 29, 42, 46, 47
обработка 45 сл.
поливинилхлоридные 42, 49, 50
полиэтиленовые 31, 42, 49, 50
сборка трасс 45, 47, 48, см. также
Трубные трассы
соединение с помощью электрофи-
тингов 65, 66
способы соединения 42 сл.
стальные 41, 46
тепловая изоляция 56, 57
Универсальный переносной измери-
тельный прибор УПИП-60М
121, 142
Уровнемеры
датчики см. Датчики уровнемеров
монтаж 91 сл., см. также Монтаж
датчиков уровнемеров
поверка 203
пробная эксплуатация 129, 130
ремонт и регулировка 201 сл.
эксплуатационные требования 235
236
Фильтры
монтаж 100 сл.
ремонт 222
Холодильники газов 100, 101
Хроматографы 104
Щиты и пульты
виды и конструкции 16 сл.
заземление 37 сл.
коммутация пневматическая 29 сл.
— электрическая 26 сл.
короба защитные 33
— обрамления 32, 33
малогабаритные 34 сл.
мнемосхемы 21, 22
монтаж 31 сл., 40
монтажно-коммутационные схемы
'24 сл.
назначение 16, 17
расположение аппаратуры 20, 21
260
Щиты и пульты
чертежи общих видов 22
щитовые помещения 19, 20
Электрические линии см. также Элек-
трические провода
заземление 75, 76
защитные трубы 65 сл.
контроль и испытание 119, 120
прокладка в защитных коробах
69
— в защитных трубах 65 сл.
— в земле 62 сл.
— во взрывоопасных помещениях
69. 70
— открытая 64. 65
типы 58, 59
эксплуатационные требования 229,
230
Электрические провода см. также
Электрические линии
заделка концов 73 сл.
кабели 61 сл.
компенсационные 60, 65
способы соединения 70, 71
установочные 59 сл., 65
Электронные мосты
основная погрешность 181
поверка 181
проверка и испытание 121
ремонт 16э, 166
измерительной схемы 176 сл.
реверсивных двигателей 173, 174
электронных усилителей 166 сл.
эксплуатационные требования
238 сл.
Электронные осциллографы 143, 168
Электронные потенциометры
вариация 180
основная погрешность 180
поверка 178 сл.
ремонт 165, 166
измерительной схемы 174 сл.
реверсивных двигателей 173, 174
электронных усилителей 166 сл.
эксплуатационные требования
238 сл., 249
Электронные регуляторы
ремонт 166 сл.. 221, 222
эксплуатационные требования 252
Электрофитииги 38, 65 сл., 69
ПАВЕЛ МИХАИЛОВИЧ КАЗЬМИН
Монтаж, наладка н эксплуатация
автоматических устройств химических
производств
Издательство „Химия", М., 1972 г.
с. 264 УДК 62.66—52(62.74)
Редактор Р. Е. Миневич
Технический редактор 3. И. Яковлева,
В. М. Скитина
Художник Н. В. Носов
Корректор М. С. Хрипунова
Т-01440. Подписано к печати 28/1 1972 г. Формат бу-
маги 60X 90’/i6- Печ. л. 16,5. Уч.-и*8д. л. 17,18. Тираж 18000 экз.
Типогр. бум. № 2. Цена 73 коп. Тем. план 1971 г. № 121.
Заказ № 1327.
Ордена Трудового Красного Знамени
Ленинградская типографиях® 2 имени Евгении Соколовой
ГлавполиграфпромаКомитета по печати при Совете
Министров СССР. Измайловский проспект, 29.
готовится
К ВЫПУСКУ
В 1972 ГОДУ
И 3 Д А Т Е Л.Ь С ТВ О «ХИМИЯ»
ГОЛУБЯТНИКОВ В. А., ШУВАЛОВ В В.
Автоматизация
производственных процессов
в химической промышленности
22 л., ц. 93 коп. в пер.
В книге рассмотрены общие вопросы
автоматизации, автоматизация типовых
химико-технологических процессов, цен-
трализация управления технологическими
установками. Описаны схемы автомати-
зации отдельных производств химической
промышленности. Приводятся обоснова-
ния применяемых средств автоматизации.
Книга является учебным пособием для
студентов химических техникумов.
ПРЕДВАРИТЕЛЬНЫЕ ЗАКАЗЫ НА КНИГУ
МОЖНО ОФОРМИТЬ В МАГАЗИНАХ, РАС-
ПРОСТРАНЯЮЩИХ НАУЧНО-ТЕХНИЧЕСКУЮ
ЛИТЕРАТУРУ
ДЛЯ ЗАМЕТОК