/









































































































































































































































Tags: выбросы атмосферу валовые выбросы вредных веществ
Year: 1991




Text
Министерство автомобильного и сельскохозяйственного
машиностроения
Государственный оодена "Знак Почета" институт по
проектированию заводов автомобильной промышленности
ГЖРОАВТОПРОМ
Специальный проектно - конструкторския институт
спки
Московское научно- производственное объединение
"Газоочистка"
Государственный научно - исследовательский институт
по промышленной и санитарной очистке газов
1ШИ0ГАЗ
гл Е Т О Д И К А
определения валовых выбросов вредных веществ в
атмосферу основным технологическим оборудованием
предприятий автомобильного и сельскохозяйственного
машиностроения
1991
-la-
Настоящая ” Методика определения валовых выбросов
вредных веществ в атмосферу основным технологическим оборудо-
ванием предприятий автомобильного и сельскохозяйственного
машиностроения" разработана Государственным ордена "Знак Помета"
институтом по проектированию заводов автомобильной промышлен -
ности (Гипроавтопром) совместно с Государственным научно-исследо-
вательским институтом по промышленной и санитарной очистке газов
(НИИОГАЗ) и Специальным проектно-конструкторским институтом
(СПКИ) г.Одесса взамен вышедшей в I9dc году аналогичной методики
и представляет собой её уточненную и дополненную редакцию.
С момента выхода настоящей "Методики" предыдущая редакция
19о6 года утрачивает силу.
В разработке методики принимали участие
от Гипроавтопрома: О.В. максимов, Е.А. 'Сульков, Г.И. Батлаев,
Н.Г. Долганова, Т.Я. Бэрменкова.
от НИИОГАЗ’а: А.Ю. Бальдберг, Л.Я. Градус, И.А. Козак
от СПКИ: А.Д. Морозов, В.Д. Дратва, м.Я. Фарберович
Замечания и предложения направлять по адресу: 125299,москва,
ул. Космонавта Волкова, 16, Гипроавтопром
-2-
СОДЕРЖАНИЕ
I. Введение................................................ 3
1.1. Термины и определения.................................3
1.2. Источники выделения вредных: веществ на предприятиях
отрасли и их характер.................................3
2. Определение массы выцедившихся вредных веществ
расчетными методами........................................5
2.1. Расчеты массы выделившихся вредных веществ при
сжигании топлива...........................................5
2.2. Расчеты выделения вредных веществ основным
технологическим оборудованием..............................6
3. Определение массы выделившихся вредных веществ по
результатам экспериментальных измерений....................12
3.1. Основные положения................................ ...12
3.2. Периодичность проведения измерений и оценка их точности 14
4. Расчет валового выброса вредных веществ в атмосферу...24
4.1. Определение массы вредных веществ, уловленных
аппаратами и установками очистки выбросов..................24
4.2. Расчет валовых выбросов вредных вещеехЗ в атмосферу...26
Приложение I. Удельные показатели выделения вредных
веществ с дымовыми газами котлоагрегатов...................2d
Приложение 2. Удельные показатели выделения вредных
веществ основным технологическим оборудованием и коэффициенты
стационарности и влияния технологических параметров........30
I. Литейные цехи......................................30
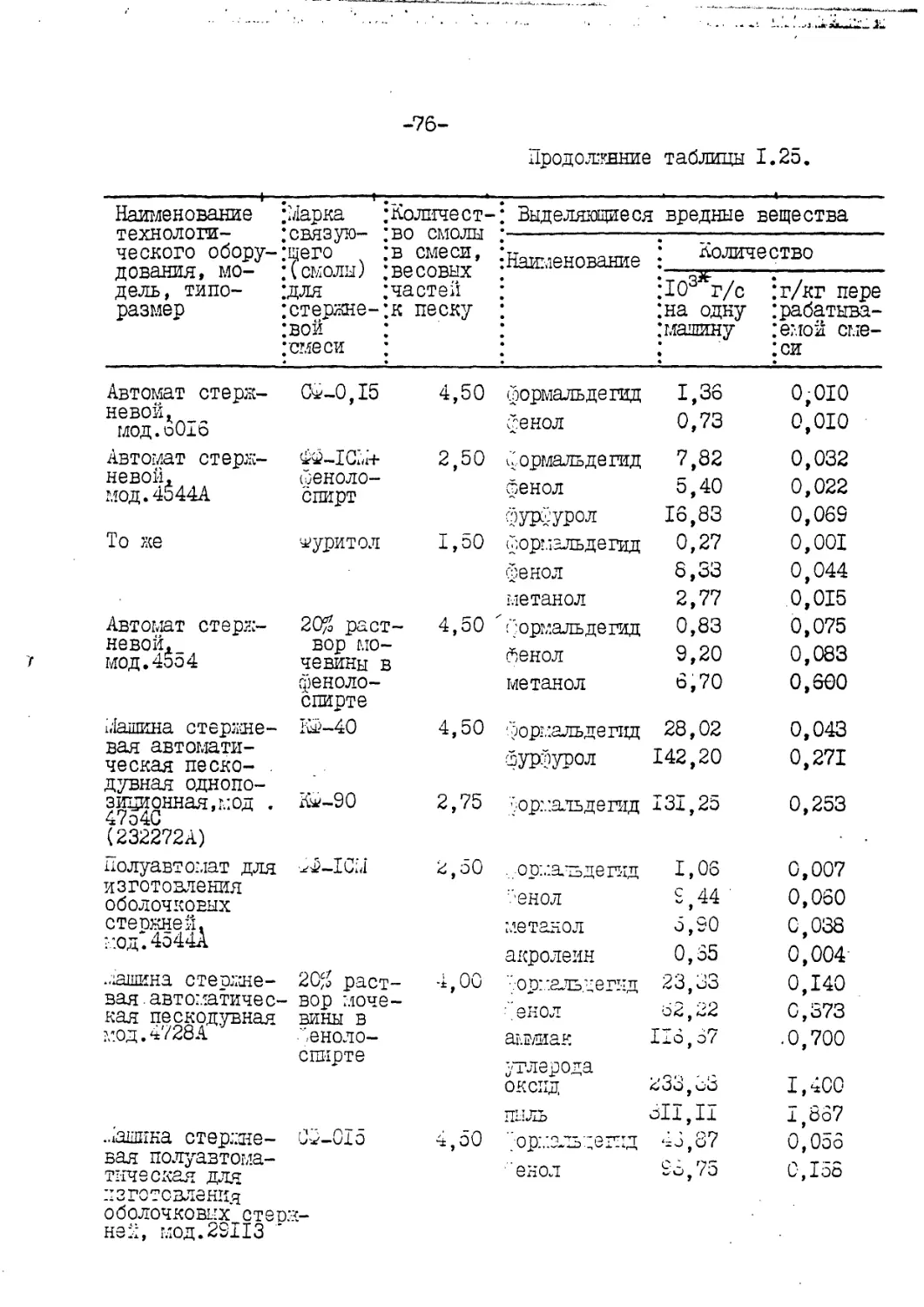
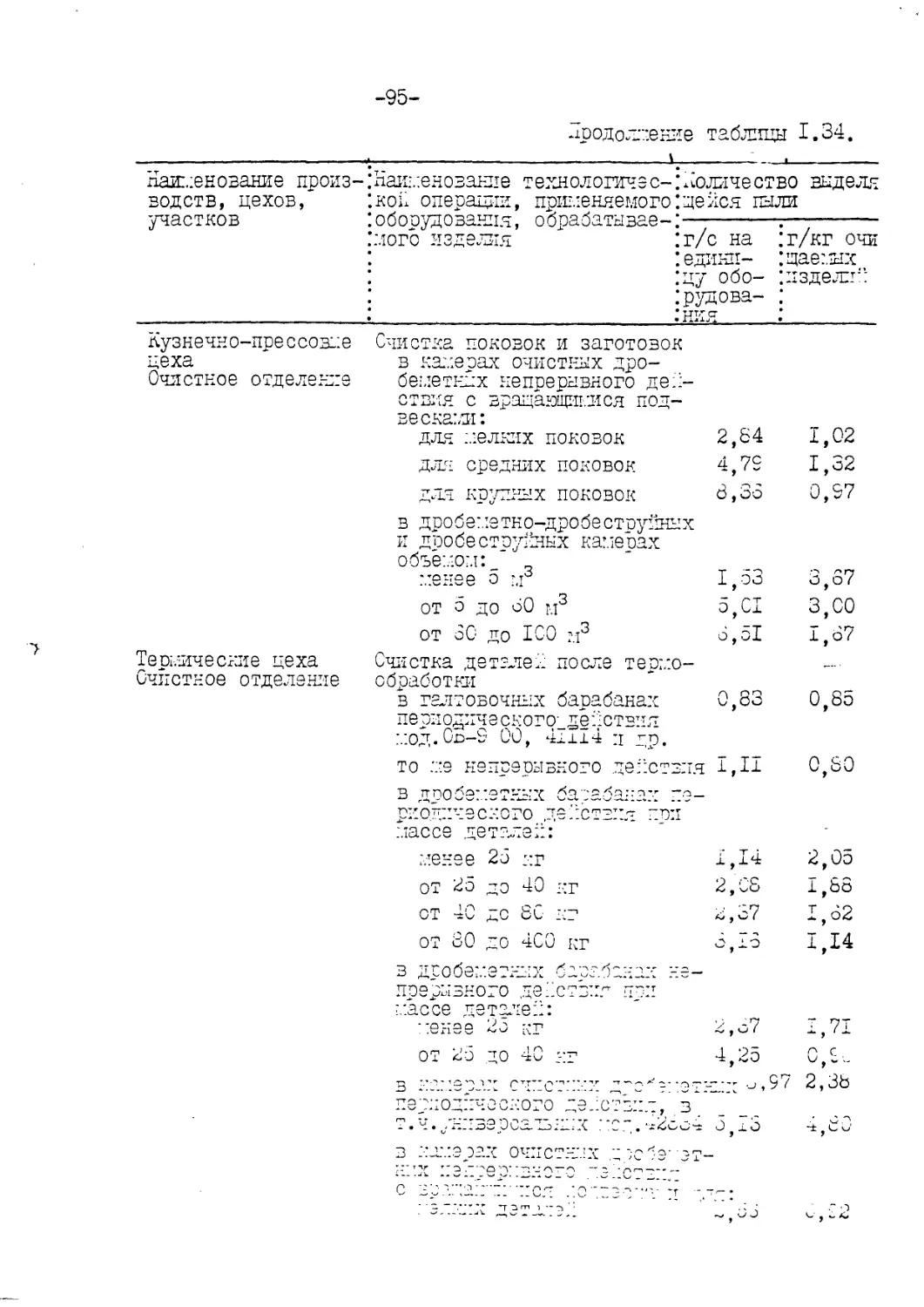
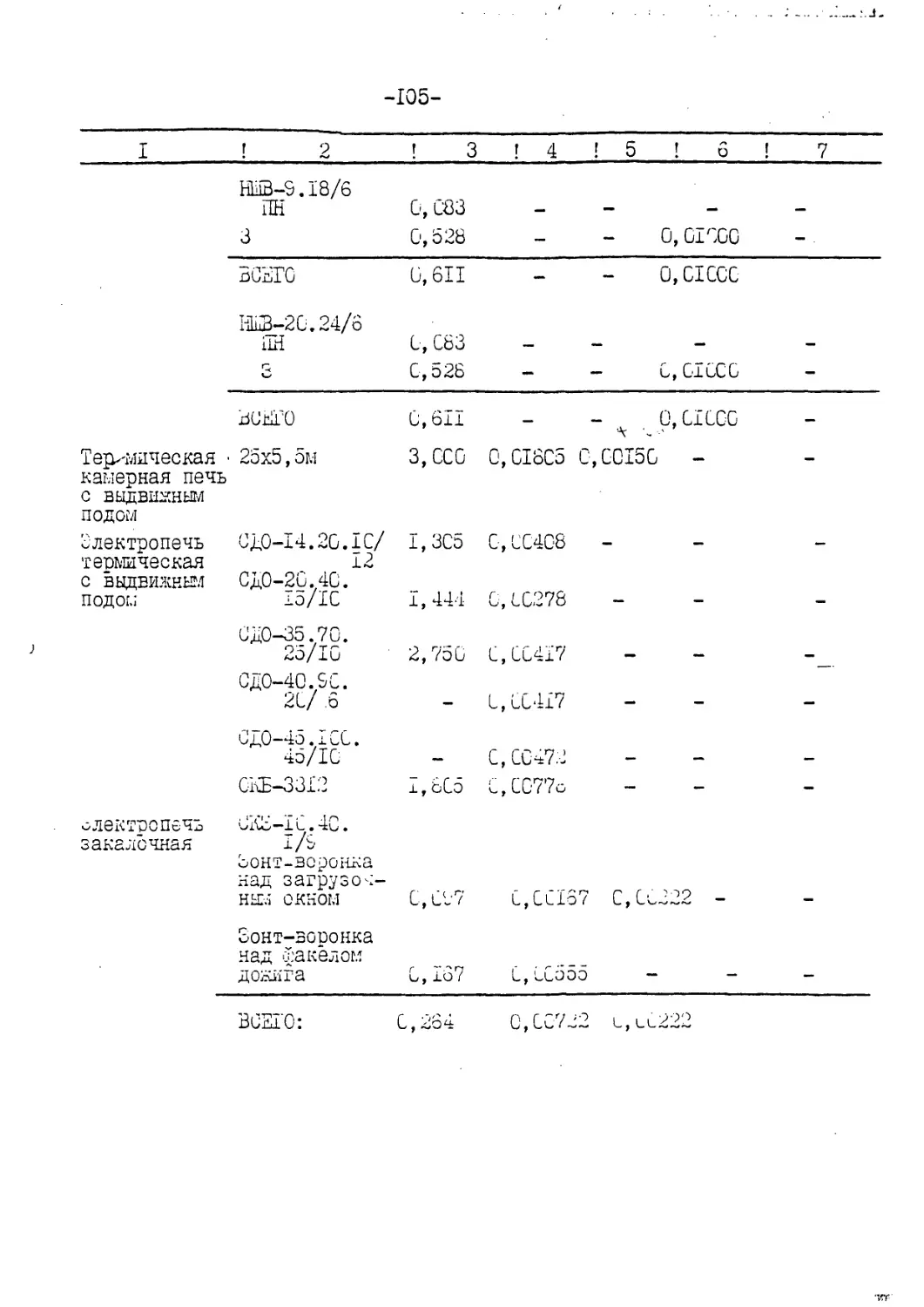
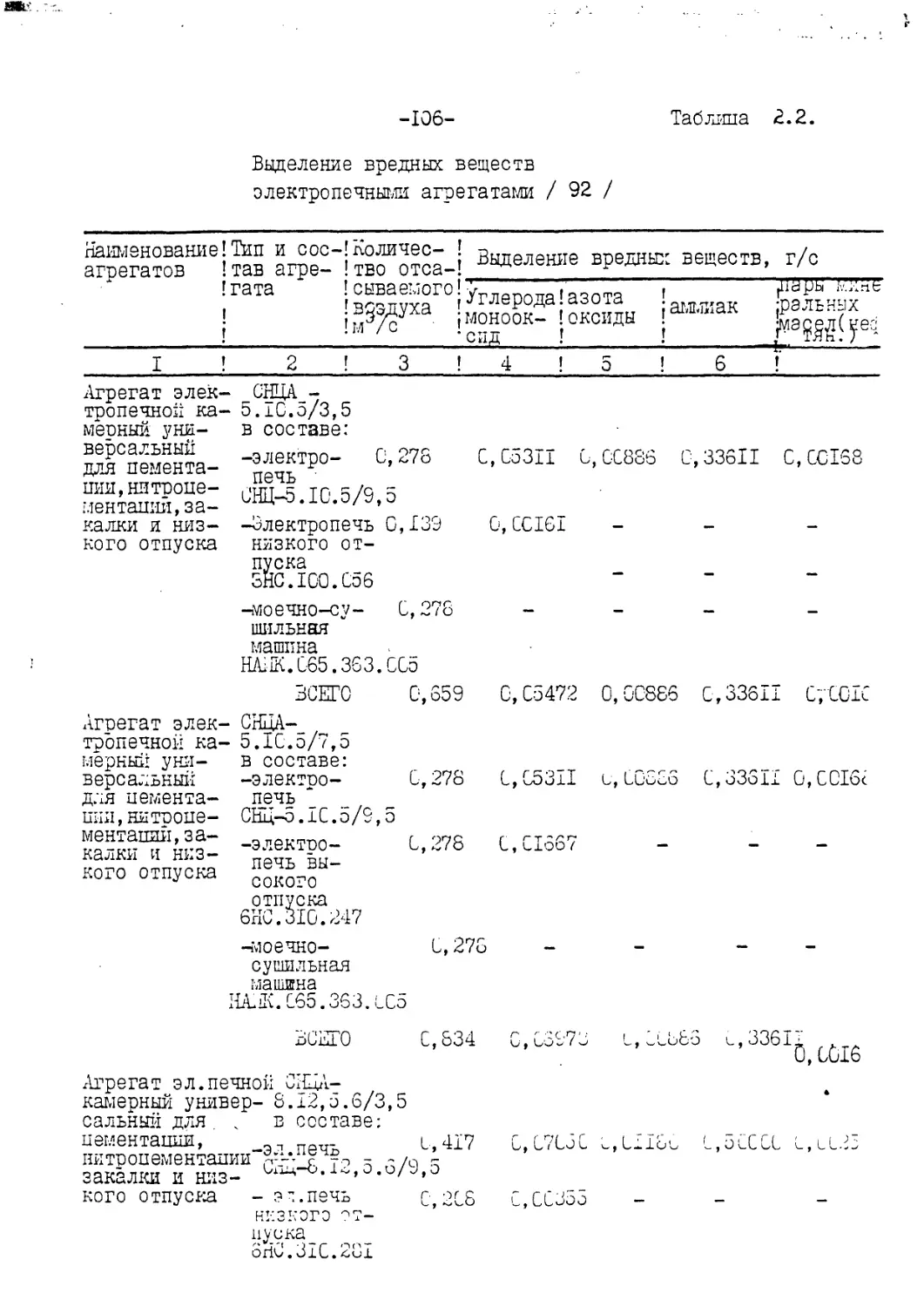
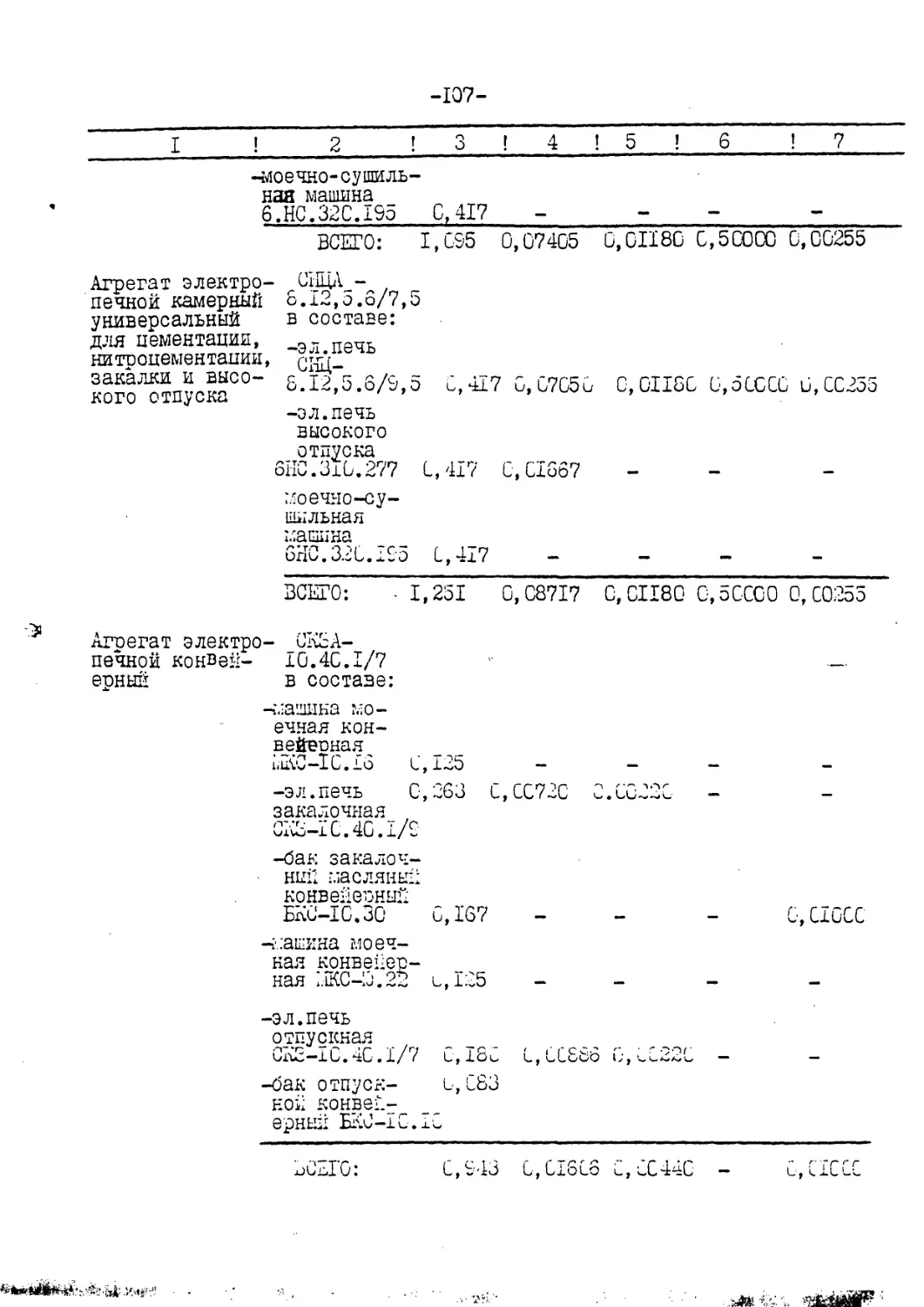
2. Кузнечно-прессовые и термические цехи..............100
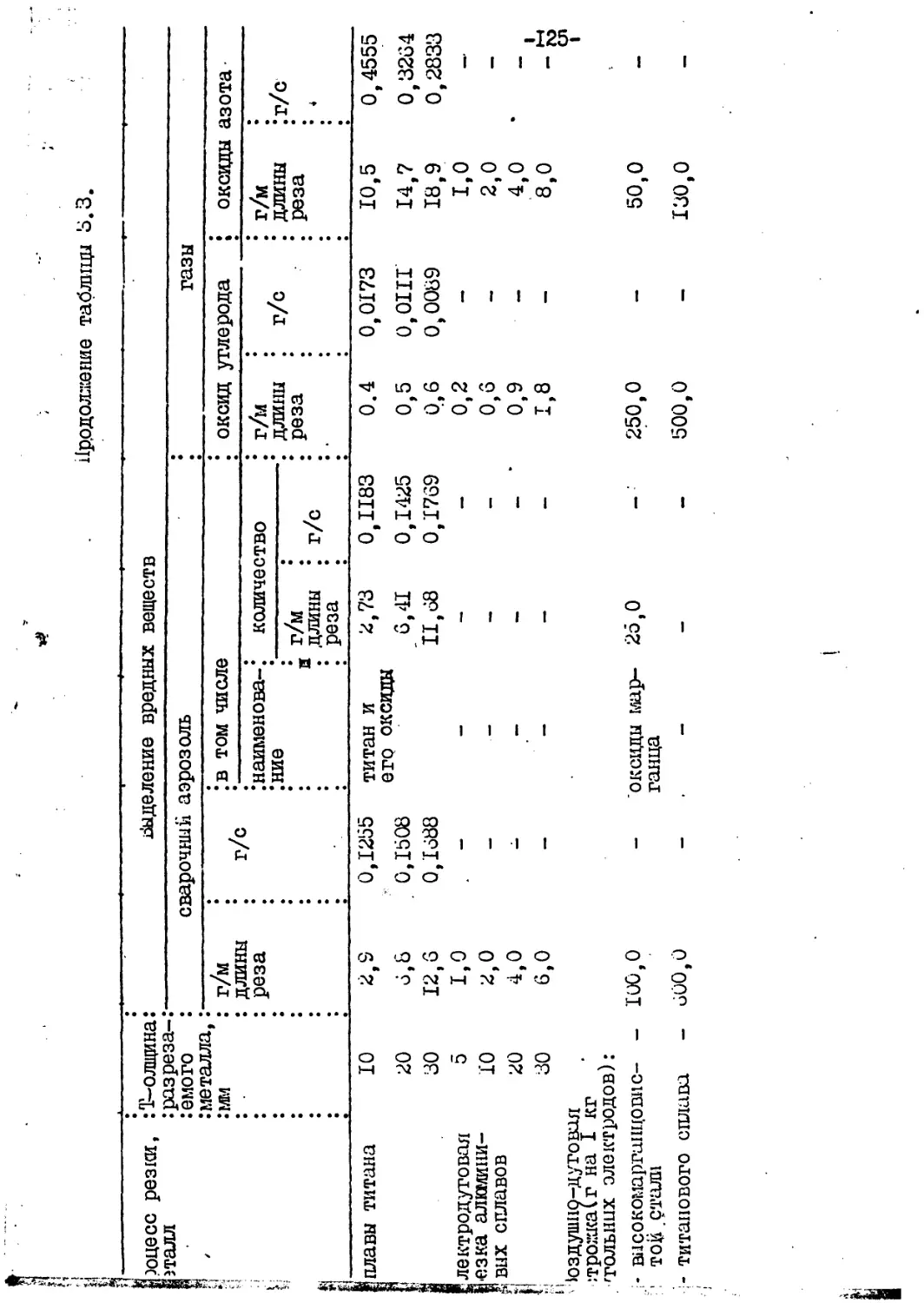
3. Раскройно-заготовительное производство.............П5
4. Сборочно-сварочные цехи............................131
-3-
;.1етсдика устанавливает правила оиределе:ыия валовых выбросов в
атмосферу действудням л проектлруета:?.! технологическим оборудование:,
заводов автомобильного и сельскохозяйственного машиностроения. При-
веденные в не.': значения удельных выделении вредных компонентов и
способы расчетов валовых выбросов основным технологически.! оборудо-
ванием могут быть использованы в паче севе исходна и: данных: при одре:
лении их эдологический хардитеристих в экспертных оценках, расчета:
выбросов в ходе хнвентаризадии, игл заполнения 'орм статистической
отчетности, а такие при разработке мероприятии но ссг.ра.дзни:о вибро
сов в атмсс 'эру для дзстлменил про,.ольно допустимых выбросов, раз-
работке планов по сонрддепии выбросов как для отдельных предприя-
тии, так и для отрасли в делом.
j.. 1. Те о:.ыны и определения
Термины, их понятия л определения, иснольоованные в настоя-
щей методике, соответствудт установленным ГОСТ 17.2.1.04-77
ГССТ 17,3. о.02-78 и другим нооыатлвнки документам.
1.2. Источники выделения взедкхх веществ
на поеплоияы-лх ст одели и их характер
1.2.1. К основным источникам загрязнения атмос"еры на пред-
приятиях отрасли относятся: технологическое обору рваные .тите:пд::
цехов, нагревательное и кузнечное обору .звание, обору,.,звание нан:
сения химических лакокрасочных хсроыдоыгх и электро/пп.ыческих по-
крыты::, сварки и тэплово! резки, :.:эидкичэскои обработки металли-
ческих и неметаллических материалов, испытания двигателей и т.д.
к ниц ие относятся заводокне энергетические устдытвки ( ко-
те«х:зН_:Э установки ти:ловых и элзктыг-7ос’"’х с”Уты’: ), со—---q
-4-
твердое, жидкое и газообразное топливо.
Величины удельных выделений вредных веществ для них приведены
в приложениях I и 2.
1.2.2. Кроме основных видов технологического обору-
дования, на заводах могут быть и другие источники выделения вредны::
веществ, присущие только данному предприятию л не имеющие массового
характера для отрасли. Для них величины удельных выделений принима-
ются как для аналогичного вида оборудования по приложениям I и 2 иг.
используются подобные настоящей методики других отраслей.
1.2.3. Выделение вредных веществ в атмосферу или
воздух производственных помещений: происходит во время работы техно-
логического оборудования, поэтому определение валового выброса свя-
зано для действующего предприятия с тактическим Пондом времени раб-
ты оборудования, а ,_ля проектируемого - с планируемым -'ондом рабоч
го времени, применяемым по действующим в отрасли нормативам.
1.2.4. Перечень вредных веществ, выделяющихся при
производстве продукции на предприятиях отрасли, дирок и разнообра-
зен. Это связано как с уровнем технологии и культуры труда на дан-
ном предприятии, так и с экологически:, л характер:: стиками применяем
го оборудования и материалов в процессах основного и вспомогательн
го производств.
В отходящих газах и аспирадюнном воздухе местных отсосов со-
держатся различные пыли минерального и органического происхождения
возгоны и оксиды черных, цветных и редких металлов, их сплавов;
оксиды и соединения углерода, серы, азота; пары и туманы кислот,
щелочей,.. органических веществ и их соединений; аэрозоли масел,
эмульсий, -йногяе из них весьма токсичны к вредят здоровью людей,
работающих на данном предприятии или проживающих вблизи, наносят
значительный ущерб окружающей среде и народному хозяйству.
1.2.5. Определение валового выброса вредных веществ в газах,
отходящих от технологического оборудования, и в воздухе, отводимом
местными отсосами и общеобменной вентиляцией, по результатам инст-
рументальных измерений производится различными методами, применяе-
мость и выбор которых прямо связаны с основными свойствами загрязн
иного потока в соответствии с рекомендациями "Сборника методик по
определению концентраций загрязняющих веществ в промышленных выбро
сах" Л., Гидрометеонздат, 1387г.
2. Определение массы выделившихся вредных
веществ расчетными методами
2,1, Расчеты массы выделившихся вредных
веществ при сжигании топлива
2.1.I. Балансовый метод
Расчет массы выделившихся вредных веществ проводится в соот-
ветствии с методиками для котлов с паропроизводительностью более
30 т/ч по "Методике определения валовых выбросов вредных веществ
в атмосферу от котлов тепловых электростанций" ГТ 34-70-010-83/.I,
СПО "Союзтехэнерго, 1984г., а для котлов с паропроизводительностх
до 30 т/ч по методике, приведенной в Сборнике методик по расчету
выбросов в атмосферу загрязняющих веществ различными производстве
ми. л., Гидрометеоиздат, 1988г. Годно использовать для котлов ма-
лой мощности книги: Сигал Я.Я. "Защита воздушного бассейна при с:
гании топлив", Я., Недра, 1988г. Борщев ~.Я., Ноликов А.Я,..Защит
И
окружающей среды при эксплуатации котлоз малой мощности, J., Стр
—о—
2.1,2. Расчеты по удельным показателям
Jaccy выделившихся вредных веществ при сжигании любого из ви-
дов топлива в котлоагрегатах различного типа рассчитывают по выра-
жению
,Л7= I03 • , т/год ( 2.1 )
«
где: <//х - удельный показатель выделения вредного компонента X в
кг/т натурального топлива или кг/тыс.гл3 газа, приведенного к нормал:
ным условиям; В - суммарный расход топлива, т, тыс.м3.
Значения удельных показателей выделения вредных веществ при
сгорании топлив в котлоагрегатах принимать по таблице приложения I.
2.2. Расчеты выделения вред.хых веществ
основным технологическим оборудованием
2.2.1. Исходными материалами для расчетов массы выделившихся
вредных веществ служат экспериментальные и расчетные данные о их
количествах, выделяемых в ходе технологического процесса или его
отдельной операции, приведенных к единице массы получаемого продук-
та, расходуемого материала или к единице времени работы агрегатов,
машин, станков - удельные показатели.
2.2.2. Значения величин удельных показателей для основных ви-
дов технологических процессов л оборудования даны в приложении 2.
Ниже приводятся способы расчета по этим удельным показателям. В
таблицах даны максимальные значения удельных показателей при техно
логических режимах, принятых за номинальные. ,-ля учета отклонений
фактического процесса от номинального, нестационар„ости его проте-
кания, интенсификации процесса или работы оборудования ( увеличен:.-
производительности агрегатов , подогреве шихты и дутьевого воздух,
ускоренной сушки и т.п.) принимать соответствующие коэффициенты.
-7-
Таким образом, удельный показатель образования и выделения
вредных компонентов для конткретного технологического агрегата при
Фактической технологии производственного процесса Кх должен при-
ниматься в виде величины, равной произведению удельного показателя
выделения при номинальном режиме на ряд поправочных коэффициентов,
учитывающих отклонение процесса от номинального и его нестационар-
ность во времени, т.е. г . .
кх = ^ • 4’1’1 ’ (2-2)
где К£ - удельный показатель выделения вредного компонента при
номинальных режимах технологического процесса и стационарной рабо-
те производственного процесса, г/с, кг/т и т.п.; 4 4, hl,
произведение поправочных коэффициентов, учитывающих отклонение
технологических режимов от номинальных и не стационарность процес-
сов и оборудования. При предпроектной экологической оценке возмож-
ности размещения производства на данной плсцгдпе рг.ск с ты вести
по максимальным значениям удельных выделений.
2.2.3. Выражение удельных показателей в различной размерности
на единицу времени и на единицу перерабатываемого, используемого
или получаемого продукта позволяет приманить расчетные методы опр-
деления валовых выбросов для решения больного числа задач: инвент
ризации выбросов ( в случае когда не представляется возможность
провести ее методами расчета по данным прямых инструментальных из
мерений ), получения исходных данных для планирования их на перси
ктиву с учетом возможных реконструкций предприятия и изменения ег
производственных мощностей, заполнения "орм статистической отчет- |
i !
нести и т.п., что дает возможность наиболее удобного использования ' ।
их для того пли иного технологического оборудования или произвол- ;
ственного процесса и радения расчетной задачи. :
В связи с этим ниже предусматриваются некоторые рекомендации
по таким расчетам для групп технологических процессов и оборудо-
вания с последующим суммированием одинаковых компонентов по всему
предприятию.
2.2.4. Плавильные агрегаты. Этот вид оборудования характери-
зуется большой нестационарностью выделения вредных веществ, менян
щейся во времени, в зависимости от особенностей ведения процесса
плавки. Более стабильны в силу своей статистичности удельные по-
казатели выделения вредного вещества на единицу массы готового
жидкого металла ( г/кг ), используя только коэффициенты, вносящие
исправлен-ия, соответствующие отклонениям от технологии плавки,
принятой за номинальную. Поэтому именно этот показатель чаще все-
го используется для целей планирования и определения массы вред-
ных веществ, выделившихся за продолжительный промежуток времени
( месяц, год и т.д.).
Однако при расчетах выделения вредных веществ за короткий проме-
жуток времени, например, для целей разработки ПДВ, более правил
ным будет использование удельных показателей, приведенных к еда
нице времени ( г/с ) с введением в расчеты коэффициентов, учиты
вающих как отклонение рассматриваемого процесса от номинального
так и нестационарность процесса плавки во времени.
Используя удельный показатель выделения, приведенный к ед
нице массы выплавляемого металла, для данного плавильного агре-
гата или группы одинаковых агрегатов массу каждого из выделив-
шихся компонентов вредных веществ можно определить из соотноше-
ния
= I03. Кх. р . п. , кг ( 2.3 )
где Ы* - масса выделяющегося вредного вещества, кг; Кх - удельный
показатель выделения этого вредного вещества при конкретных услови-
ях ведения процесса, г/кг; объем выплавляемого или планируемого к
выплавлению металла, кг; - число одинаковых агрегатов, ыг.:,
х - индекс компонента вредного вещества ( пыль - £ , монооксид
углерода - СО, диоксид серы - , оксиды азота Ь'д/ , углево-
дороды С И и др.) При использовании для расчетов значения Р в тон-
-А- X
нах/год удельный показатель Кх берется в кг/т, а множитель I03 не |
используется.
При расчете выделения вредных веществ по удельному показателю
приведенному к единице времени, расчетная ’ормула будет иметь вид
п‘ , КГ (2.4)
где - удельный показатель выделения компонента л вредных ве-
ществ в единицу времени, г/с;
- время 'актическод или планируемой работы плавильных аг-
регатов за данный промежуток времени, С;
К - по выражению ( 2.3 ).
Суммарная масса вредных веществ по каддому из компонентов для
всех плави, ъкых агрегатов предприятия определится; их суммирование?,
сначала по однотипным группам плавильных агрегатов, а затем для
всех их видов: j
- для вагранок , н х
л/х > /у
' у < 2.5 )
- для электродуговых печей
/У ( 2.S )
/
- для индукционных печей к л
Мщ ( 2.7 )
- для других типов плавильных печей
-10-
всех
- дл^Швильных агрегатов предприятия
+zc +... +//И2.9)
где - суммарное выделение компонента X для всех плавильных
агрегатов предприятия, кг.
При работе плавильных агрегатов кроме выделении, отводимых в
атмосферу системами аспирации ( организованные выделения), имеют
место неорганизованные выделения за счет неплотностей технологичес
кого оборудования и выполнения некоторых операций производственно:
процесса ( например, выпуска расплавленного металла в изложницы,
ковши и др.). -'1х общее количество составляет в среднем до 40% от
массы веществ, выделяемых плавильный! агрегатами. Тогда общая мас-
са организованных и неорганизованных выделений (/// 0(5щ ) модет
быть определена при плановых и предпроектных расчетах как: .
Н* общ = 1>4 ( 2-10 >
2,2.5. для участков литейных цехов, где производится перера-
ботка сыпучих материалов ( участки складирования и транспортиров^
ния ), масса выделяемой в ходе технологического процесса пыли
( 2 момет быть определена через удельные показатели, при:
денные как к единице времени работающего оборудования, так и к е;
нице массы перерабатываемых материалов. При расчете через удельн
показатель, выращенный в г/с на единицу работающего оборудования
определение массы выделений производится по ~ормуле 2.4.3 случае
использования удельного показателя, выращенного в г/кг пэрерабат
ваемых сыпучих материалов, должна быть использована "ормула 2.3.
Аналогично ведется расчет и для участков очистки литья черных и
цветных металлов.
2.2.3. Подобно рассмотренному выше определяются валовые вы;
-II-
ления для других участков производства.
В случае применения удельного показателя выделения на единицу
массы перерабатываемого материала:
М[ = I03. Xх . 9'п , кг ( 2.II )
3 случае применения удельного показателя выделения на единицу
времени работающего оборудования:
Н[ = Ю3^ • /7 , кг ( 2.12 )
В случае применения удельного показателя выделения на единицу
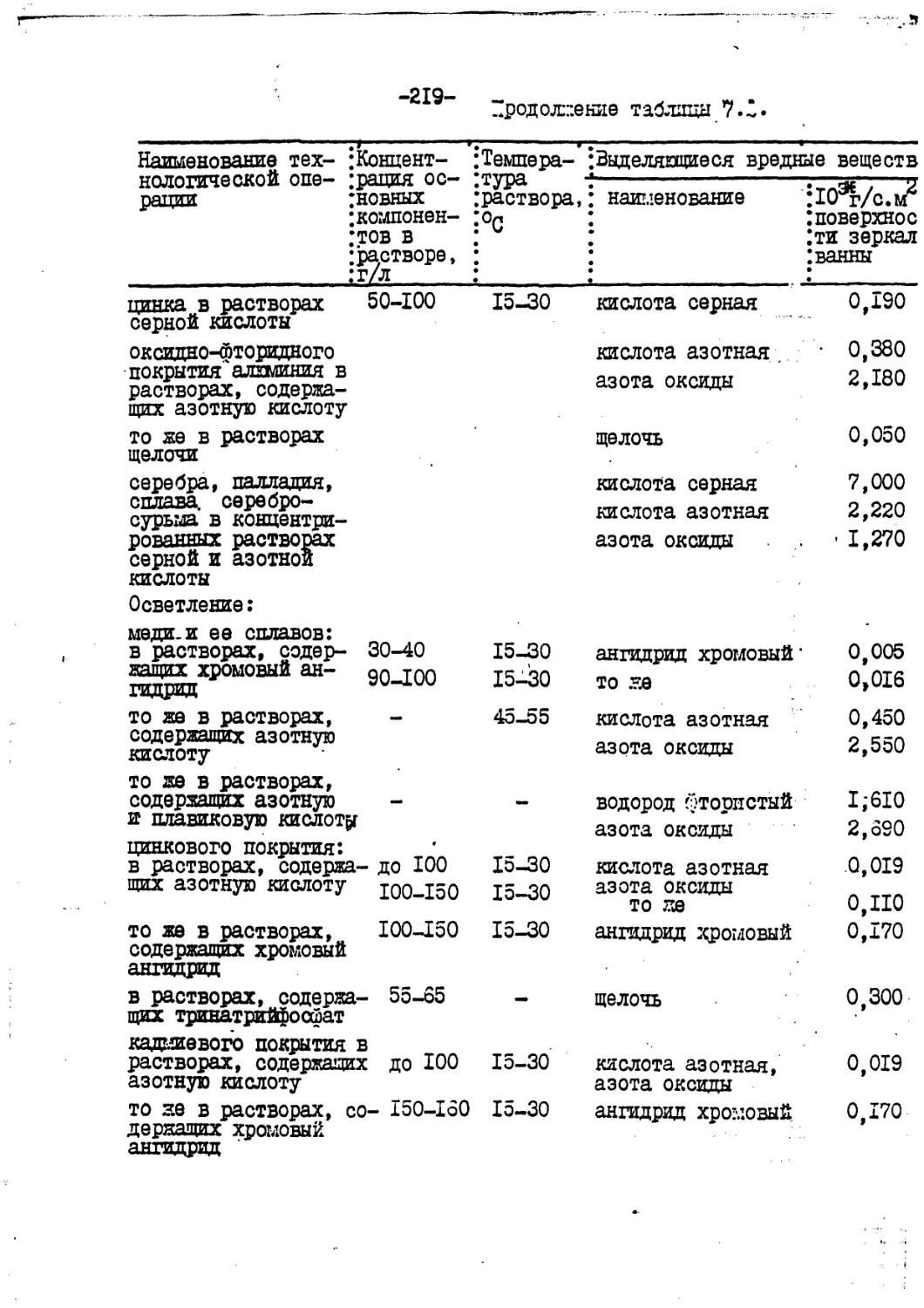
площади зеркала раствора:
Л// = Xх • У ' Т- >1 , ;-:г ( 2.13 )
где Кх - удельный показатель выделения, определяег.ый по таблице
приложения 2;
- площадь зеркала раствора;
7 - время фактической или планируемой работы технологической^
. оборудования за рассматриваемый промежуток времени; 1
/7 - число однотипных единиц технологического оборудования.
Так, например, расчеты по определению валовых выбросов по ~о;
муле 2.3 удобно вести для больдииства операций сварки, нанесения
лакокрасочных покрытий я др.; по ''ору.дле 2.4 - для участков резки
и механической обработки матепи-алов; по ~.:о:.ггле 2. /3 - для технол
гических операций химической обрасстки поверхностей и нанесения
химических и электрохимических покрытий.
При применении удельного показателя выделения на единицу пло-
щади зеркала раствора следует помнить, что в этом показателе учте-
ны не только выделения за счет испавэ-пя раствора, но и масса пх,:
!
связанная с реакциями раствора с поверхностью металла, как в са-
мом растворе, так и при погружении и вынимании деталей, так и при
переносе их в соседним ванну.
-12-
2.2.7. Общее количество выделяемых технологическим, оборудова-
нием вредных веществ по какому из компонентов, присутствующих в
выбросах предприятия ( цеха, участка ), находится суммированием
величин во всех процессах
Л//+ М* + +- /7,*, + МиЛ (2.14)
где - масса неорганизованных выбросов.
Общий суммарный выброс всех компонентов
1/1 Общ = 1,1общ + Мобщ + Чэбщ 2,15
где X, I/ - твердые и газообразные компоненты вредных
веществ в выбросах ( пыль, оксид углерода
оксид серы и др.)
Из приведенной схемы расчета неслолхно определить в образующие
ся вредных выделениях количества веществ по их агрегатному состоя-
нию или другим признакам. Так, например, для определения количеств
твердых и газообразных веществ помет быть использовано одно из сл<
дующих выражений: Z/
т<ТВ . ТВ ,,ТВ _ ТБ л: ГР
%бщ ~ ^1 + ^2 + ... + Л = у ,кг ^.ТЗ
Г г
^общ = i.lf + ‘zI2 + ••• + = ’ кг ( 2-17
2.2.8. Для источников, тлеющих неоргшн:зован?п:е выбросы с я:
вестными значениями удельных выделений вре.ц.'мх веществ, опре.~еле.:
валовых выделений производится по аналогии с организованными.
3. 011Р 1, Ц. Д .8^.^ ...оЛ £jx
вжзств по рпз/;оьтАТ1;1 эпопее z..~htaj:z.hl:x
.lOi.LjPixllX. X
3.1. Основные поло.'ленлля
3.I.I. Определение объемного расхода загрязненного газозогс
-13-
или воздушного потока, отводимого от технологического оборудования,
и содервсания в нем вредных компонентов осуществляется в соответствии
с унифицированными методиками, рекомендованныш: Госкомприродой СССР.
/казанные методики содержат варианты условий их применения,
калдый из которых определяется отраслью с учетом особенностей своих
производств.
3.1.2. При измерениях концентраций твердых и смолистых частиц
следует использовать единую ” методику определения запыленности
промышленных газов В пределах, предусмотренных этой методикой,
для двух разновидностей способов оса-дени.я частиц внутренней и внеш-
ней Фильтрацией, на предприятиях отрасли рекомендуется применение
следувцих устройств для их аппаратурного оформления.
По способу внешней Фильтрации:
- патрон с бумажной гильзой при температурах потока до Ю5°С;
- тканевые Фильтры при температурах потока до 350°С;
- Фильтры A5A-J3-I8 из материалов типа ГПП при температурах до 60°С
и запыленностях не более 0,02 г/м3.
По способу внутренней "ипьтрацли:
- стеклянный патрон со стекловатой при температурах потока до 450°С
- металлический патрон со стекловолокном при температурах потока
до оСО°С;
й /казанная мето,дика разработана по заданию ГАНТ 0.85.04 институ-
тами НН10ГАЗ,ВЮ1Ж1Чершетэнергоочистка, Гинцвэтмет и ЗТЛ им.Азерлп
ского; согласована с ГТО им.3ое-д:о2а Г~.С5.ч.Зг. и утверждена Управ-
лением нор.мирования и надзора за выбросами в природную среду 2.0.М
воздуха, их число и место расположения определяется исходя лз уи^с-
вия получения полной и достоверной информации о количестве вредных
веществ, отходящих от технологических агрегатов и установок. При
этом предпочтение в первоочередности измерений отдается тем вещест-
вам, которые наиболее опасны по степени воздействия на организм чел
века согласно требованиям п.10.4. CH-245-7I.
3.2. Периодичность проведения измерений
и оценка их точности
3.2.1. ~ля определения валовых выделений вредных веществ измер
ние параметров загрязненных потоков долгжо быть распределена по вре
мени и отражать все стадии производственного цикла технологического
х
Сборник методик по определению концентраций загрязняющих зецест!
в промышленных выбросах. П., Пдцрометеоизват, 1£с7г.
-15-
оборудования или процессов - источников загрязнения атмосферы. Ва-
ловые выделения рассчитываются по величинам среднесуточных парамет-
ров: концентраций и объемного-расхода.
3.2.2. Измерения концентраций вредных веществ в промышленных
выбросах производятся при Фактическом регдиме загрузки технологичес-
кого оборудования, стабильной номенклатуре перерабатываемого сырья
и полуфабрикатов, отлаженной работе аспирационных и вентиляционных
установок и эффективной работе газоочистных и пылеулавливающих ус-
тановок. Все эти -параметры должны регистрироваться в рабочих журна-
лах.
3.2.3. Для технологического оборудовался ( агрегатов, станков
и др. ), работающего с нестабильным во временя выделением вредных
веществ в результате изменяющейся загрузки, с вариациями качества
сырья и полуфабрикатов и т.д., измерение концентрации вредных ве-
ществ и других параметров потока выполняется для максимальных, ми-
нимальных и превалирующих значений этих отклонений. Величина откло-
нений в режиме работы оборудования, качестве сырья и полуфабрикато
технологии изготовления продукции л т.п. устанавливается по опера-
тивным журналам работы оборудования и учета расхода сырья и матери
алов.
при стабильности этих отклонений измерения выполняются при
ДактичеСхЯсм режиме работы технологического обору дваиия.
Д в этом и в других случаях измерение концентрации ведется с
отбором пробы как на один "ильтр ( поглотительный сосуд к т.д.) в
течение всего времени пробоотбора, так и на разные, время непрерыв
него отбора пробы составляет 20 ппД- с интервалом, обеспечивающим
Оказания _хС ии.вседкова ( письмо аб—юО—ъд от 22.6-^.оог. )
-16-
попадание процесса пробоотбора в характерные по интенсивности вы-
деления вредных веществ стадии производственного цикла, но не ре-
пе, чем раз в два часа.
Средняя суточная концентрация вредного в-цества при этом мо-
жет быть рассчитана как средняя арифметическая величина по выраже-
нию . Л й?
г- = -----( 3.1 )
СР /£ /£.
где Cj , С2 ,... С - отдельные измерения величин концентраций
г/м3, мг/м3; /2- - число измерений.
0.2.4. „ля технологического оборудования и процессов, характе
рчзувдихся резкими изменениями выделения вредных веществ и объем-
ных расходов газа в ходе производственного цикла, измерения кон-
центрации компонентов в потоке отходящего газа над вентиляционной
воздуха выполняются на всех стадиях производственного .цикла (.на-
пример, для плавильных агрегатов эти периоды розжига, завалки дих-
ты, плавки и слива металла и др.). При этом измерения осуществля-
ются путем отбора проб на один "ильтр ( поглотительный сосуд ) в
течение всего процесса, так и на разные, с интервалами, обеспечив
ющижи представительный отбор проб для каждого периода производст-
венного цикла.
Здесь средняя суточная концентрация вредного вещества рассчи-
тывается как средняя взвешенная величина по выражению
/г
где Cj, С2,... Сд, - отдельные измерения величин концентраций,
г/м3,-мг/м3; 62/ , - объемные расходы газа ( нозд;
ха ) в период измерения концентраций, м3/ч.
3.2.5. По величинам средних концентраций вредных веществ в от
ходящих газах или вентиляционном воздухе рассчитываются секундные
количества вредных веществ, содержащихся в mix при Фактических ре-
мямах работы технологического оборудования и показателях качества
сырья и продукции
О; Ос
= %. , г/с ( 3.3 )
.д
где Л- - секундное количество массы t -го вредного вещества при
фактическом режиме работы технологического оборудования, г/с;
tL
О-ср - объем отходящих газов или вентиляционного воздуха при Фактя
ческом ре.зпме работы технологического агрегата, приведенный к нор-
мальным условиям, м3/с.
Аналогичным образом рассчитываются секундные количества вред-
ных веществ в продымленном выбросе.
3.2.3. При отсутствии на выбросе ст источника загрязнения ат-
мосферы газоочистных сооружений за величины вредных концентраций
вредных веществ в прсыылленном выбросе принимаются значения средни
концентраций вредных веществ в отходящих газах или вентиляционном
воздухе.
Истинное значение измеряемой величины, как правило, неизвест-
но. Поэтому для проведения анализов проводят ряд измерений одной и
той же величины. Эта совокупность измерений носит название вариацп
онного ряда, где каждый отдельный результат носит название вариант
Среднее арифметическое ~ величин вариационного ряда дает
значение среднего значения измеряемого параметра. Одо может быть
найдено из выоаяения
-18-
где X’ - не зависшие друг от друга результаты отдельных измерений’
t - число измерений.
Тогда ошибка измерения мош.ет быть определена как разность мезд
средни?,! арифметическим значением измеряемой величины и результатом
конкретного измерения
Ю Zt = X — Ус (3,5)
которая носит название абсолютной ошибки. Однако, более удобно ка-
чество полученных результатов характеризовать не абсолютной ошибкой
ДХс , а ее отношением к среднеарифметическому значению из:.:еряе?.:ой
величины, которое называют относительной ошибкой дХ обычно вы
рацаемой в процентах
ziX^ _Цй__ . Ю0£ ( 3.S )
X
Среднее арифметическое всех абсолютных ошибок независимо от их зна-
ка называется средней абсолютной ошибкой а - , а ее отношение к
ср
среднему арифметическому вариационного ряда - средней относительно!
ошибкой.
3.2,7. Точность ( воспроизводимость ) результатов измерений,,
оценивается по величине среднего квадратичного отклонения по Йорму-
ле _____________—7
Д = ( 3.7 )
При достаточно большом числе измерений /г , величина
стремится к некоторому постоянному значению ХГ , яяяяюце.муся ста
диетическим пределом. Именно этот предел и называют средней квадрз
тичной ошибкой, а ее квадрат - дисперсией результатов измерения,
величину З7 относят к катцому отдельному измерению. Большой инте
рес представляет среднее квадратичное отклонение вариационного г
-19-
да, его значение У, и ошибку б; ...одно определить по уравнениям
чп
Je-дду средней квадратичной ошибкой & н средней абсолютной
ошибкой а хпп существует численная зависимость
ср
6 - I,2o3 акср
3.2.8. Статистическая характеристика, полученная с ограничен-
ного числа изглерений, является приближенной. Йо от:: у она может
иметь смысл только в гои случае, если указаны границы возмогло::
погрешности оценки. Зтими границами являются интервалы значений
X - j X и л + а X и называемых доверптолывип пит: рв/дат. истин
ное значение измеряемой величины находится внутри этого довери-
тельного интервала с выбранной статистической вероятностью Р.
Вероятность того, что результаты измерений отличаются от истинно
го значения на величину, не выходящую за пределы повелительного
интервала, носит название доверительной вероятности или коэ~‘й’п~
ента доверия и это условие записывается в следундэ.ы виде
РЦР -j*) Л ‘«иДД , 3.1С )
Преимущественное значение для массовых про?.:пленных измерений
получили значения Z , равные 38,3 и ЗС'Й
для определения границ ,„оверительного Интерпола слапует ис-
пользовать понятие ?.?р?т!роваппого отклонения , нахсдядегос
в ЗГ.ВИСИМОСТИ от выбранной статистической вероятности ? и числа
из:.:ерений >2 . Оно является отклонением того ::л: и:-ого из?.:ере
ния от средней арифметической, отнесенного н средней квадратнчн
сшибке (j г.э.
£ = XimZ_____--i, ’ '
-20-
При нормальном ( гауссовском ) законе распределения вариаци-
онного ряда значения могут колебаться в пределах + 3.
Для указанных выше значений доверительной вероятности соотв»
ственно будут равны I и 1,35.
Тогда верхнюю и нлкнюю границы доверительных интервалов мо:ю
определить соответственно следующим образом:
верхнюю границу ТС + -™=-( 3.12 )
нигвнюю границу л - л
В связи с тем, что при практических измерениях рассеивание значе.
измеряемой величины достаточно высоко, то для сопоставления резу.
татов нудно пользоваться коэффициентом вариации, равным
= -Л— . ЮСД (3.13 )
. . А
3.2.3. Приведенные выше понятия позволяют не только оценить
уме выполненные измерешгя, но и предусмотреть сколько , их надо еде
лать, чтобы получить необходимую точность результатов.
Из выражения ( 3.12 ) следует, что точность измерений растет
с их числом, _ -
Задаваясь требуемьп.д величинам допустимой ошибки средь
го арифметического Р, нормированного отклонения t и коэмРициен:
вариации 'IV' для измерения данного параметра модно определить
требуемое число измерений, по выражению
И = t’-.UJ-/?- ( 3.14'
Причем значение коэ''''ициента вариации долппо быть определено для;
данного ’’.етсда измеоэ.ния заоанее и пои мапсичальпо большом числе?
измерений для кам..'.ого из вариационный рядов. ?
i
-21-
Так, например, для определения запыленности при наиболее рас-
пространенных значениях статистических показателей необходимое
число измерений представлено в табл.3,1.
1аби1Лца , .L.
Необходимое число измерений ( отборов пылевых проб )
!допусти- йарактер пыли ;мая ошиб- ’.ка % : Гарантия I точности, • с/ • Коэ(¥’ициент : вариации,^ : необходимое число измере- ний
Грубодисперсная 10 38,3 25 7
25 38,3 25 I
10 90,0 25 17
25 90,0 25 3
ТО 58,3 30 9
25 38,3 30 2
ТО 90,0 30 24
25 90,0 30 4
Тонкодисперсная ТО 38,3 50 25.
25 68,3 50 4
ТО 90,0 50 68
25 90,0 50 II
ТО 68,3 60 36
25 38,3 30 6
ТО 90,0 30 97
25 90,0 60 16
3.3. Прибли жеиные вычисления пои обвабс ?тке
результатов измерений.
3,3.1. Каждый результат отдельного измерения прямой и косвен?:
величины или величины, рассчитанной по этому измерению представляе
собой приближенное число, точность которого определяется погреш-
ностью измерения. Такое число принято записывать таким образом, чт
бы ошибка последней ци"ры не превышала десяти единммд соответствую-
щего разряда. 3 это:.’, случае все дГ'ры числа, характеризующие ре-
зульат измерения, кроме последней будут верным:::, последняя ди'ра
сомнительной, а все находящиеся за сомнительной - неверными.
-22-
При окончательной записи результата измерения все неверные
цифры отбрасываются с соблюдением правил округления. В том случае
когда полученное приближенное число входит в расчетную формулу, в
нем сохраняется одна неверная цифра, как запасная. Например, если
результат измерения равен 1,4573, а ошибка составляет 0,01, то ок
нательный результат будет записан в виде 1,46 + 0,01, т.е. оставл|
ны две верные цифры и одна сомнительная. Если леэтот результат из;
мерения входит в вычисления, то используется число 1,457, где циф
ра 7 является запасной.
3 таблице математических и фчтзических величин в различных сп
ночниках приводятся числа с верными цифрами и одной сомнительной.
Здесь за максимальную ошибку округления принимается половина едиь
цы сомнительной ци’ры.
3.3.2. Правила округления величин общеизвестны и сводятся к
следующему:
- если первая отбрасываемая цифра больше пяти, то последняя
остающаяся ци^ра увеличивается на единицу;
- если отбрасываемая цитра меньше дпт::, то последняя остаюгд
яся цифра не изменяется;
- если отбрасываемая цифра равна мяты, а исследующие ци’ры
млэдших разрядов отсутствуют, то сохраняемая четкая цп”ра увелич
вается на единицу; в том случае, когда округляемое число предста
ляет собой ошибку, то при отбрасывании цгГры лить сохраняемые
цифры как четные, так и нечетные увеличивают? сл на етииину;
- если округляются целые ци'рн, то отброшенные заменяются ,
’ Л
.юттелем 10 , где - количество отброшенных ци Р, наприме
55014 = 56.103; при округлении десятичных дробей цп“.рн после заг
-23-
тон просто отбрасываются без замены их нулягд!. Нуль в конце деся-
тичной дроби характеризует степень точности, напри:.:ер, 5,48 и 5,480
отличаются друг от друга тем, что они имеют соответственно две и
три верные ци<ры.
3.3.3. Результат любого математического действия с приближенны
ми числа-'.-и также является приближенным числом. Следует учитывать,
что округлению подлежат не только конечные результаты, но и числа в
промежуточных выкладках. При этом округление производится следующие
образом:
- при сложении и вычитании все слагаемые округляются до сомни-
тельной цифры, стоящей в самом высшем разряде, а затем производите:
сложение или вычитание. Сто позволяет облегчить процесс сложения
( вычитания ) без потери точности;
- при умножении и делении в получаемом результате должно быть
столько значащих цифр, сколько их в одном из чисел с наименьшим
числом значащих цифр. При необходимости перед выполнением действи
над..числами производится их округление;
- при возведении в степень и нзэлечегдп: корня у результата дел::
но быть столько значащих цифр, сколько их было в основании или в
числе под корнем;
- при логарифмировании в мантиссе получаемого приближенного чпе
ла оставляется столько значащих ци 'р, сколько их в логарим.-друемс
числе.
-24-
4. Расчет ЗААОЗОГО ВЫБРОСА ЗЗЙЩЗЫХ веществ
В АТЗОС5ВР/
4.1. Определение массы .вредных веществ,
уловленных аппаратами и установками
очистки выбросов
4.I.I. Количество вредных веществ, уловленных из общей массы
образовавшихся в ходе производственного цикла вредностей, определя-
ется, исходя из оснащенности какого источника загрянения аппарата-
ми и установками газоочистки и пылеулавливания по величине показа-
телей рлективности их работы.
Так, дли одного источника, группы объединенных или однотипных,
источников загрязнения атмосферы масса уловленных вредных веществ
( Mi ) определяется по выражению
у‘ = к- г , кг (4.x) ....
где /V/ - масса вид единые гося компонента X от L - го источника
( группы источников загрязнения атмосферы, кг ); / - оснащенное'
аспирационных л вентиляционных систем, источников загрязнения атм.0'
меры установками и аппарата:.!! газоочистки и пылеулавливания ( 100^
оснащенность принимается равной I ); - э”"ектизность устанозо.
и аппаратов газоочистки л пылептавливанля ( в относительных едини-
цах ).
4.1.2. Значения э^'-ективности для данных, расчетов могут быть
приняты л:бо по паспортным данный установок и аппаратов, либо по
величинам средней эксплуатационной а'''ективкостп,приведенным в при
лощении о, л:бо по результатам натурных измерены.:.
4.1.3. Зри определении эффективности методами непосредственны
измерений используются метощикп из :ерения концентраций и параметре
-25-
потока, упомянутые в разделе 3. 3 этом случае, эггектлвность опреде-
ляется как соотношение концентраций вредного вещества на входе в
аппарат ( установку ) газоочистки и на выходе из него ( при подсо-
сах воздуха по тракту газоочистки менее 5 % ), т.е.
с = = 1 - > ( 4.2 )
где Cj и Cg - концентрации вредного вещества на входе и выходе из
аппарата газоочистки, г/м3 ( мг/ы3 ).
/ля установок газоочистки и систем пылеулавливания, включающих
две и более ступеней очистки суммарная эффективность будет равна
2 = I - (I - щ ). (I -)••• (1 - U- (4-3 ’
4.1.4. При определениях эффективности непосредственными измере
ниями имеют силу все указания по правилам отбора и осреднения проб,
рассмотренные в разделе 3.
но измеренным средним концентрациям вредных веществ в отходя-
щих газах или вентиляционно?.: воздухе, выбрасываемы:-: в атмосферу,
рассчитывается фактическая эффективность 2^ очистки при такти-
ческих (на м.отдентизмерения ) загрузках технологического оборудована
показаниях качества используемых материалов и топлива, готовой про-
дукции
( 4.4 )
- концентрации
и -го вредного вещества в
промышленном выбросе, отходящих газах и вентиляционном воздухе при
“актических ре.шмах работы оборудования соответственно, ч/м3;
/О
(Лер и Ым - . .актичесмк: объем про:мыленного выброса отходя-
щих газов дли вентиляционного воздуха, приведенный к нормальным ус-
ловиям, м3/с.
-25-
потока, упомянутые в разделе 3. 3 этом случае, эп"е.-:тлвиость опреде-
ляется как соотношение концентраций вредного вещества на входе в
аппарат ( установку ) газоочистки и на выходе из него ( при подсо-
сах воздуха по тракту газоочистки менее о $ ), т.е.
6 = = I - -4Д- , ( 4.2 )
С/
где C-j- и 0% - концентрации вредного вещества на входе и выходе из
аппарата газоочистки, г/м3 ( мг/ы3 ).
лЗш установок газоочистки и систем пылеулавливания, включающих
две и более ступеней очистки суммарная эюмективностз будет равна
2 = I - ( I - 2, ) . ( I - Д )... ( I - Д), ( 4.3 )
4.1.4. При определениях эффективности непосредственней.:!! измере
киями имеют силу все указания по правилам отбора и осреднения проб,
рассмотренные в разделе 3.
По измеренным средним концентрациям вредных веществ в отходя-
щих газах или вентиляционном воздухе, выбрасывает:-: в атмосферу,
рассчитывается Фактическая эр-ектпзность 2^ очистки при /акти-
ческих(на моментизмерения ) загрузках технологического оборудования
показаниях качества используе:.:кх материалов и топлива, готовой про-
дукции
промышленном выбросе, отходящих газах и вентиляционном воздухе при
фактических режимах работы оборудования соответственно, ч/м3;
/О r\ci-
(jtp и cxjj - ...актине с кп к объем про: вводе иного выброса отходя-
щих газов или вентилввионного воздуха, привэдсинкы к ноомавы'лм мс-
ловпятл, м3/с.
-26-
Среднле значения эф-активности работы газоочистного оборудо-
вания определяются по аналогии со средними концентрация^-!.
4.1.5. Общая масса веществ, уловленных по каждому из вредных
компонентов, полет бить определена с использованием результатов
определения их выделения в ходе технологического цикла ( в раздел
3 ) и л-ормулы 4.1, суммированием значении по группам источников
загрязнехчпя атмосферы
У общ = У,'+ + -V +--- + • кг ( 4-5 )
а сутд.-арныл улов по всем компонентам ( твердым, газообразным,
жидким и их сумме )
-Уобщ = +... + Жц = -^44/ , кг ( 4.о )
4.2. Расчет вахтовых выбоосов вредных
веществ в ат:лос'"еру
4.2.1. масса вредных веществ, выбрасываемых в атмосферу дан-
г *
ным источником или группой однотипных ИСТОЧНИКОВ ИХ- . , опреде
ляется как разность медду их количеством, выделенным за устанозлЕ
ный промежуток времени и уловленным аппаратами и установками газо-
очистки
4.2.2. Определение валовых выбросов вредных веществ по груп-
пам одинаковых компонентов, по агрегатному составу и другим приз:
кам в целом для предприятия ( участка, цеха к т.д. ) осуществляв
ся по М'срмулам, аналогичным -^.7, т.е.
& общ “ //общ ~ У общ ’ ЕГ
/Ь общ “ //общ “ У общ ’ (».-)
-27-
4.2.3. Если одновременно с очисткой выбросов производится
сокращение выделения вредных веществ за счет совершенствования
технологических процессов ( Сх ), то "ормула примет вид
Д= Mi - (V; + С\ ), ЕГ ( 4.10 )
4.2.4. Для создания нормативной! базы, обеспечивающей наз^чн
обоснованное планирование мероприятий по сокращению провален-
ных выбросов, определение их целесообразности и эконо: лчесисй'
эффективности, соединение данных об основной деятельности пред-
приятия с его работе!! по защите окружающей среды нудны объект::^
ные оценочные показатели. Такими показателями являются удельные
выбросы вредных веществ на единицу продукции.
Порядок и схема их расчета изложены в "Методических указа-
ниях для проведения исследований в основных отраслях промышлен-
ности по определению удельных выбросов в атмосферу на единицу
продукты!", разраб с таивши научно-и с следователь с киш институте?,!
планирования и нормативов Госплана СЗОР ( Москве, 1975г.), из-
ложение которых в настоящей методике нецелесообразно.
Настоящая методика может служить только базой для опреде-3
ленля удельных выбросов до "Методическим указаниям" а части ус
тановления количества вредных веществ, мтдэлтемых технологичес •
ким оборудовавшем и выбрасывае:.нх в атмосферу.
-28-
Уд е льны е показатели выделения вредных веществ с
дымовыми газаг.л котлоагрегатов / I /
: Удельные показатели выделехчия вредных веществ
Вид топлива ; кг/тнт, кг/IOOO м, газа_______________________
: твердые час-: : тицы : • • оксид серы :оксид угле- вода :оксиды азе :та
Угли: донецкие 67,6 50,4 49,0 2,21
кузнецкий 53,6 7,2 51,3 2,23
карагандин- ский 75,2 14,4 43,9 1,97
воркутинский 67,2 14,4 45,5 2,17
ИНШ1НСКИЁ 70,8 46 ,8 оо, о 1,31
подмосковный 70,4 -3,6 25,8 С 95
кизеловский 82,0 102,8 39,7 1,37
челябинский 72,0 18,0 34,7 1,27
свердловский 67,8 7,2 54,0 1,04
башкирский 34,0 9,0 24,4 С, ос;
черемховский 74,0 19,8 оо о 9 I ,ох
азейский 45,6 7,2 43,1 1,64
гусино-озер- ский 0<J ? О 9,0 .1,2 1,45
читинский 32,2 9,0 -2,1 1,45
хакасский 51,0 9,0 26,1 1,37
канс ко-ачинский об, 0 7,2 о2,6 г, 21
приморские 37 6 9 7,2 •--О , -х 3,18
С С. 04:,2 7,2 / 1 > ' -Z J *** х * W- -
магаданский 43,0 -4,3 X , С О
якутский Л-.У 0 о 9 -15,1 ►ч/ а *
-29-
..родолление прило.д.. I
Вид топлива Удельные показатели рыделенпя вредных вещее кг/тнт, кг/ICCO :.г газа
твердые час- тицы .’оксид серн • • : оксид угло- :рода :оксиды :азота •
Угли: львовско- волынский 59,6 46,8 43,0 2,08
Ставрополь си: 1й 74,0 23,4 33,4 1,75
туванский 36,0 10,8 33,4 2,43
селезений 36,0 0,0 50,3 2,22
Торф 32,6 1,8 24,0 1,25
Дрова 21,2 — 30,1 0,78
Дкдкое топливо: мазут топочный вксокосернистый 6,0 54,9 . 37,7 2,46
мазут -лотскип малосернистый 5,3 5,9 37,7 2,57
печное бытовое топливо 0,0 53,8 37,7 2,31
Газ ( на TOGO и3) — 12,9 2,15
-30-
ПЕ1ЛОЙЗН?3 2.
Удельные показатели выделения
вредных веществ основным тех-
нологическим оборудованием и
коэффициенты стационарности и
влияния технологических пара-
метров
Большое разнообразие технологических процессов и оборудования,
применяемых в отрасли, требут-от систематизации по цехам и участкам
производства значений удельных показателей выделения вредных
веществ, а внутри них - по технологическим операциям и группам обо-
рудования.
При этом основное внимание уделяется наиболее крупным, по мас-
се выделившихся веществ, источникам для данного цеха ( участка ).
Во всех таблицах значения выделений относятся к нормализованному
технологическому процессу или к технологическому процессу, принято-
му за номинальный. По группам оборудования с нестационарны*^ или
переменными условиями ведения процесса даны коэт“ициенты перехода
к реальным ( фактически?.; ) условия?.: производства.
I. Питейные цехи
литейный цех предприятия включает в свой состав: шихтовой, с?д
сепрлготовительный, стер:жевой, 'ормовочныд, плавильный, разливоч-
ный, очистной. Производство отливок в таки:: цехах мояет быть массо-
вым, крупносеря'-цщм, среднесерийным, мелкосерийным и единичным, а
сами отливки: особо *.:елкими, мэлки?ш, средлн.п, крупными тяыелци
и особо тя:::елы?ш. Они отливаются в объэ:/яы2 разовые песчаные ’'ор:.д
постоянные металлические ц-орг.пл ( кокиля ), под давлением и др.
-31-
Такое разнообразие процессов, особенности работы в них технологи-
ческого оборудования, стационарность его работы во времени, способ
ствует значительным колебаниям масс, выделяющихся вредных компоне!
тов и долито быть учтено при определении этих выделении как в пе-
риод установления удельных выделений, так и при расчетах валовых
выделений для конкретных процессов и оборудования.
Не стационарность загрузки и использования оборудования могут
быть учтены применением в расчетах коэффициента использования цик
левой или расчетной производительности ( для неавтоматизированно!
оборудования ), равного примерно 0,7-0,8 и коэффициента неравноме
кости, принимаемого по табл.1.1 в соответствии с нормами проект!
рования литейных цехов машиностроительных заводов ( общесоюзные
нормы технологического проектирования предприятий машиностроения,
приборостроения и металлообработки. Питейные цеха и склады шихто-
вых и Формовочных материалов fOHTH 07-86 .йшавтопром, 1987.)
Таблица I.I.
Коэффициент неравномерности
- :крупносерий- :ное и массо- :вое мелкосерийное I и среднесе- : ри.'дсе : единичное мелкосери ное
Плавильное 1,1-1,2 I,2-1,3 1,2-1,4
Формовочно-заливочное 1,0 1,0 . 1,0
Смесеприготовительное 1,1-1,2 I,2-1,3 1,2-1,4
Стержневое 1,05-1,10 1,1-1,2 I,2-1,3
для сушки форм и стер:. •дед - -,2 — ,— г_ 9
Очистное 1,1-1,2 1,1-1,2 I,2-1,3
Термическое 1,05-1,10 1,1-1,2 I,2-1,3
Грунтовочное 1,05-1,10 и 1 Г\? и
-32-
I.I. Плавка черных металлов
Плавка черных металлов осуществляется на предприятиях отрасли
в основном в открытых и закрытых чугунолитейных вагранках, дуговых
н индукционных печах.
Открытые п закрытые чугунолитейные вагранки имеют производи-
тельность, не превышающую 25 т/ч. /дельные показатели выделения
вредных веществ открытой коксовой вагранкой с холодным дутьем при
номинальном режиме процесса приведены в табл.1.2, а закрытой в
табл. 1.3. Из этих таблиц следует, что с ростом производительности
вагранки удельное выделение на единицу времени увеличивается, а
удельное выделение на единицу массы выплавляемого металла остает-
ся практически постоянным, /дельные показатели выделения углеводо-
родов даны для случая ?.т.алозамасленного скрапа и представляют собой
сумму углеводородов, образующихся при смигании кокса и выгорания
масла. Поправочные коэ'vициенты на отклонение в них резим.ов плавки
от номинального ( см.примечания к табл.1.2 ) и нестационарность
процесса и работы оборудования даны в табл.I.И и 1.5.
3 процессе выпуска I т чугуна в новый из загранок в атмосферу
цеха выделяются около 125-130 г оксида углерода и 18-22 г графито-
вой пыли, удаляемых через ''онарные проемы или через систему обще-
обменной вентиляции.
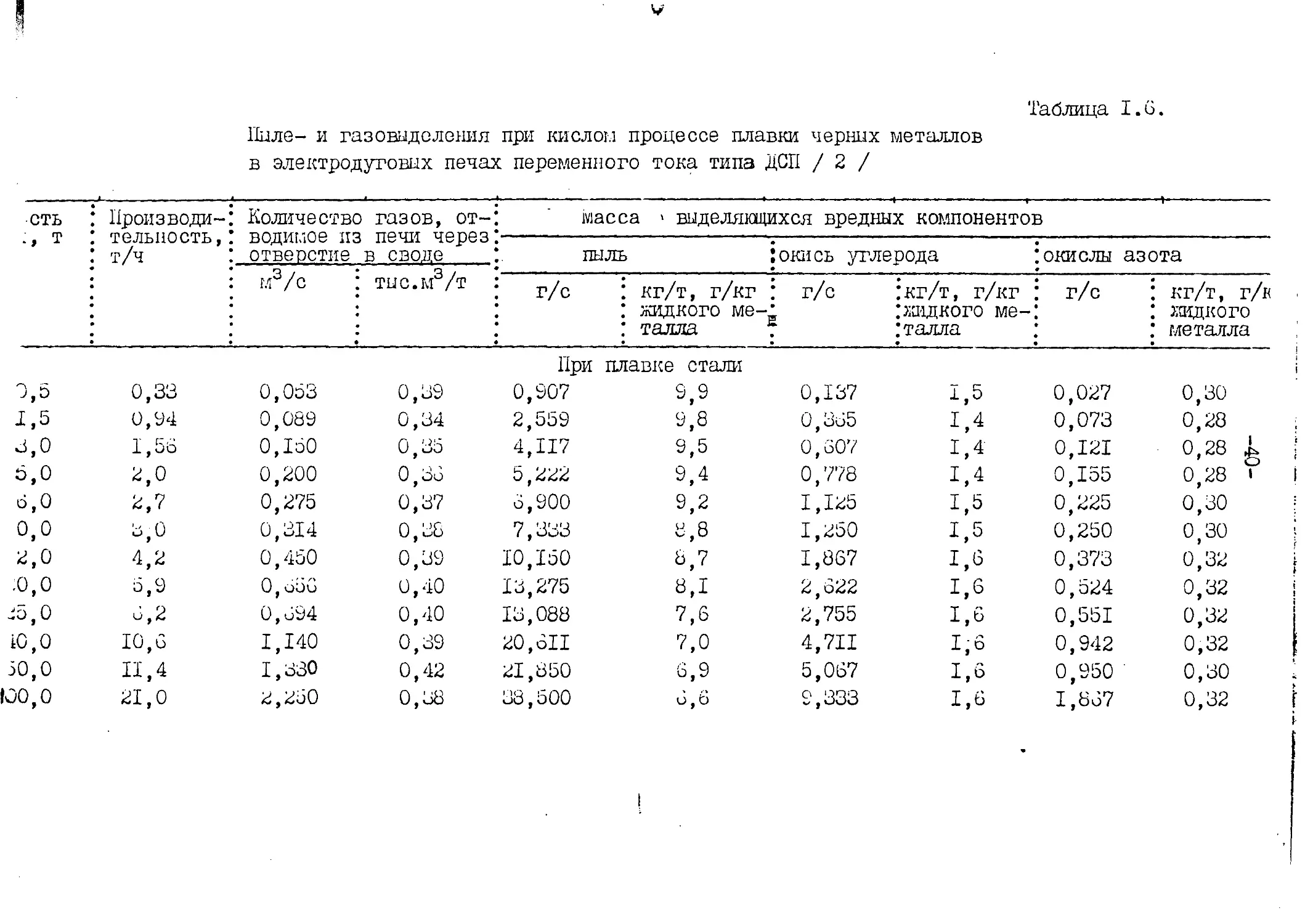
Электродуговые печи плавки стали и чугуна на машиностроитель-
ных предприятиях, не превышают емкости 100 т. Выделение ими вред-
ных веществ в ходе технологического процесса зависит от марок вы-
плавляемых сплавов, продувки кислородом и ряда других факторов,
пойдем состав и количество выделяйщихся компонентов изменяется в
< I’7
различные периоды плавки. В табл.a.3V приведены показателя выделе- ।
ния вредных веществ при плавке стали и ч;туна и влияние на их кол,
честзо различных моментов, сопровоцдающдх процесс плавки. При раз--'
-33-
ливе металла в воздух цеха выделяется до 40$ вредннх веществ, отса-
сываемых непосредственно от печен.
В табл.1*9-1*Юданы поправочные коэсчпциенты на отклонение мас-
сы пыле- и газовыделений при изменениях технологии плавки от процес-
са, принятого за ногдшальиый ( табл. 1.6 } д его недтацпонарности.
Индукционные тигельные печи для плавки стали . повышенной час-
тоты ) и чугуна ( прог'ншленной чистоты ) характеризуются значитель-
но меньшими пыле- и газовыделэниятш. Их характеристики приведены в
табл. 1.8. Динамика пыле- и газообразования в них изучена еще недо-
статочно для установления поправочных коэ''ги<д:ентяв на нестабиль-
ность процесса во времени. Б табл.I.II. приведены поправочные коэф-
фициенты для внесения корректив на отклонение значений пыле- и газо
выделений от технологических ре.чимов процессов,
При разливе чугуна в “ормы в атыосферу цеха
выделяется оксид углерода, ыочгч^ство которого в зависимости от ве-
са отливок приведено в табл. 1.15-
1.2. Плавка цветных металлов и сплавов.
Плавка цветных металлов и сплавов на их сситве на машинострои-
тельных заводах осуществляется в основном в л-дуыдпоииых тигельных
и канальных печах, печах сопротивления и элэктрсдуговых. Как прави
ло, их производительность находится в пределах С,15-2,0 т/ч. Для
осуществления процесса получения металлических слитков из лома
цветных металлов, а такие изготовления сплавов с различными харак-
теристиками применяются разнообразные пихтовые ~ присадочные матег
алы. Поэтому в газовых выделениях в процессе плдвки присутствует
много различных компонентов. Дроге возгонов металла и его сплавов
оксидов серы н аз.та встречаются “тористый воде год, аемпак, ионы
хлора, графитовая пыль, ’'тористый кальций, хлористый барий и друг
количественный состав этих выделений еще не,.,осгатсчно изучен, з
-34-
связи с чем отсутствуют надежные коэффициенты к удельным пока-
зателям в зависимости от типоразмеров оборудования, технологии
плавок металла и др. Количественные характеристики основных
компонентов выделений; пыли, оксидов азоте и серы, оксида угле-
рода и др. представлены в табл. I.I2. - I.I4.
Таблица 1,2
Выделение пыли и газов
при выплавке чугуна в открытых коксовых вагранках при номинальном режиме* / 2 /
юизво- Объемный рас- Масса выделившихся вредны; — - — - - - - - - с веществ
толь— »сть .гранки ход ооразую— щихся газов, приведенный к нормальным условиям твердые частицы • углерода мо- ; нооксид • • серы диоксид азота оксиды углеводороды
?/ч м3/с тыс.м3/т г/с ;кг. ;г/ /т**, кг г/с • кг/т, г/кг г/с . - кг/т, г/кг г/с .. :кг/т, ;г/кг г/с ; кг/т, ;г/кг
[ 2 3 4 : 5 ’ 6 7 8 9 . 10 : II 12 : is g : с
1,5 0,51 1,22 7,71 18,5 91,1 222,0 0,204 0,49 0,017 0,041 0,044 г 0/06
2,0 0,04 1,15 10,11 1о,2 116,7 210,0 0,267 0,48 0,022 0,040 0,054 0,098
2,5 0,76 1,09 12,64 13,2 140,0 202,0 0,326 0,47. 0,029 0,042 0,071 0,103
.,0 О,о9 1,07 15,08 18,1 166,2 202,0 0 ,з83 0,46 0,032 0,039 0,093 0,112
м 1,14 1,03 20,00 18,0 221,1 199,0 0,489 0,44 0,039 0,035 0,130 0,117
5,0 1,44 1,04 24,58 17,7 276,4 199,0 0,611 0,44 0,057 0,041 0,172 0,124
о, 0 1,79 1,07 29,50 17,7 827,8 197,0 0,717 0,43 0,061 0,037 0,210 0,126
7,0 2,15 1,10 34,61 17,8 379,2 195,0 0,2786 0,40 0,074 0,038 0,268 0,138
10,0 6,00 1,08 46,89 17,6 оЗЗ,1 193,0 1,157 0,42 0,097 0,035 0,397 0,143
12,0 6,40 1,02 57,37 17,3 Зоб, 9 191,0 1,3о7 0,41 0,133 0,040 0,503 0,151
15,0 4 ,60 1,03 70,83 17,0 772,2 188,0 1,667 0 40 9 0,179 0,043 0,312 0,147
Продолжение табл. 1.2.
I 2 3 4 5 6 7 8 9 10 11 12 13
16,0 4,Ь8 1,03 76,44 17,2 841,7 188,0 1,778 U,40 0,187 U,042 0,715 0,161
20,0 6,69 1,02 97,22 17,5 1018,1 183,0 2,167 0,39 0,194 0,035 0,950 0,171
26,0 7,32 1,05 125,69 18,1 1251,4 180,0 2,847 0,41 0,264 0,038 1,284 0,185
Примечания:
* Номинальный режим плавки: расход кокса - 11% от веса металле завалки; подача воздуха на горение
кокса - НО м3/м^.мин; содержание серы в коксе 1,1%, дутье холодное; загрязнение скрапа маслами 1
минимальное; искрогаситель и система дожигания монооксида углерода отсутствуют.
— Удельный выброс дан в г(кг) на кг(т) жидкого металла.
*** Углеводороды содержат сумму летучих полициклических ароматических углеводородов, главным образом,
альдегид НСНО и уксусной кислоты СН3СООН, акролеина, а также паров минеральных масел из
замасленного скрапа.
Средний химический состав пыли: диоксид кремния - 30%, углерод - 30%, оксиды железа, пары
железа - 147о , оксид кальция - 4%, оксид алюминия - 3%, оксид магния - 2%, оксид марганца - 2%,
оксиды натрия и калия - 5%, оксиды цинка - 4%, диоксид серы - 0,07%,пятиокись фосфора - 0,^6,
прочие оксиды металлов - 4,9%. При плавке специальных чугунов в пыли присутствуют в пропорциональ-
ном составе компоненты, являющиеся добавками в шихту и чугун.
Таблица 1.3.
Пыле- и газовыделения'
при плавке чугуна в закрытых коксовых вагранках при номинальном режиме 36 / 3 / j
)ИЗВО- Объемный рас- *. 1 1 . < , — Масса выделившихся вредных веществ
?ель- ль ?ранок I ход ооразутощих-.- ся газов, при- веденный к : нормальным ус- л0ВИЯМ : Твердые части-: цы : Углерода моно- : оксид : Серы диоксид Азота оксиды : Углеводороды
м '° ’. тыс.м3: .. : т: / : г/кг : г/с : (кг/т): • « / : г/кг : г/ :(кг/т) : • • г/с !($?) • г/с : г/кг :(кг/т) • : г/с ; Ж •
о,0 I, 208 0,37 15,9с>3 11,61 223,680 161,05 1,597 1,15 0,069 0,05 0,180 0,13
•7,0 1,7о0 21,т47 11,03 608,с02 168,07 Z X»' / Т ~ •-> 0,6J? 0,05 0,253 0,13
0,0 2,444 0,38 28,11’1 10,12. 428,500 154,26 3,083 1,П 0,139 0,05 0,389 0,14
Примечание. со
х - Характеристика номинального режима, а также все примечания к табл. 1.2 справедливы 1
для настоящей таблицы, -лг.пческий состав пыли также аналогичен приведенному в
примечаниях к табл.а.2.
-38-
Таблица 1.4.
Поправочные коэуйициенты на изменение пыле-
и газовыделений вагранками открытого и за-
крытого типов в связи с отклонениями техно-
логии производства от номинальных значений
стационарного процесса ( табл.1.2, 1.3 ).
Изменение выделений оксида углерода:
а) от расхода природного газа
Расход при- ; 250 родного га- : за, и3/ч • 270 : 290 зю : ззо • 350 • з?о : зэо : 4Ю
Ь 0,152 о, 303 0,515 0, 765 I, 0 1,02 0,606 0,242 0,10.
d) от расстояния не яду осяди ~ урм и горелок ( за номинальное
расстояние принято с =1100 мм, при котором содержание СО = 14$ )
Расстоя- ; 700 ; 800 ние мезду : : осями мурм: : и горелок,; : мм : ооо • юоо • 1100 1200 *1300 *1400 ;1500
1,12 1,0! в 1,08 1,03 1,0 0,96 0,91 0,86 0,81
в) от удельного расхода кокса
Расход кокса : в % от массы : 10 металлоыихты : II : 12 : 13 14 : 15 : 16
0,07 1,0 1,08 1,26 1,39 1,53 1,65
г) при переходе с крупного i :окса п =1,30
д) при переходе э от коксового темп и р о о о и р о W о <н *1 II и *•
-38-
Таблица 1.4.
Поправочные коэрйициенты на изменение пыле-
и газ©выделений вагранками открытого и за-
крытого типов в связи с отклонениями техно-
логии производства от номинальных значений
стационарного процесса ( табл.1.2, 1.3 ).
изменение выделений оксида углерода:
а) от расхода природного газа
Расход при- родного га- за, м /ч ; 250 ; 270 • ♦ ♦ • • • • 290 ; зю ззо ; 350 : 370 : 390 : 4io
4; 0,152 0,303 0,515 0,765 1,0 1,02 0,606 0,242 0,10.
б) от расстояния медду осями сурм и горелок ( за номинальное
расстояние принято =1100 мм, при котором содержание СО = 14$ )
Расстоя- ние между осями йурм и горелок, мм 700 : 800 * »г : 900 : 1000 ;11С0 :12оо :1зоо •1400 :1500
ч 1,12 1,08 1,06 1,03 1,0 0,96 0,91 0,86 0,81
в) от удельного расхода кокса
Расход кокса в % от массы металлошихты 10 II 12 13 ±4 15 16
0,07 1,0 1,08 1,28 1,39 1,53 1,65
г) при переходе с крупного кокса на мелкий = 1,30
д) при переходе от коксового топлива к кскссгаоово?.1у<~/.
-39-
Изменение выделений пыли
а) от удельного расхода воздуха
Удельный расход • воздуха ( при : нормальных ус- ; ловлях ) Г.Г/Ч 70 •* 80 ; 90 ; юо : ПО • • : 120 i 130 4 • • • ’•140
i с ,45 0,59 0,72 0,86 1,0 1,15 1,28 1,42
б) от применения в ) при переходе горячего дутья с крупного кокса -1.34- на мелкий \ -1,36
Таблица 1.5.
Поправочные коэффициенты на нестационарность
пыле- и газовиделений в процессе плавки
Время с начала плавки, час 8 : то = 12 • : 14 : 16 : is 20
Оксид лтлеро- Да 0,943 1,270 1,303 1,284 1,215 1,169 1,143
Пыль 1,795 1,216 0,962 0;706 0,642 0,705 1,024
Таблица 1.6.
Пыле- и газовыдслсния при кислом процессе плавки черных металлов
в электродуговых печах переменного тока типа ДСП / 2 /
сть Производи- Количество газов, от- — — - -1 - - | iviacca ' выделяющихся вредных компонентов ,
• > т 1 Ю W 1 4-> J хЗОДШлиУ Но НУ 411 ЧУ^1Уо •
т/ч отверстие в своде пыль Iокись углерода : окислы азота
м3/с : тис.м3/т г/с I кг/т, г/кг : г/с :кг/т, г/кг : г/с : кг/т, г/в
: жидкого ме- "т* гадкого ме-; : жидкого
; талла • .’талла металла
При плавке стали
0,5 0,33 0,053 0,39 0,907 9,9 0,137 1,5 0,027 0,30
4,5 0,04 0,089 0,34 2,559 9,8 0, Зи5 1,4 0,073 0,28
3,0 1,56 0,150 0,35 4,117 9,5 0,607 1,4 0,121 0,28 1
5,0 2,0 0,200 0,36 5,222 9,4 0,778 4,4 0,155 0,28 •
6,0 2,7 0,275 0,37 6,900 9,2 1,125 4,5 0,225 0,30
0,0 3,0 0,314 0,38 7,333 8,8 1,250 4,5 0,250 0,30
2,0 4,2 0,450 0,39 10,150 Ь,7 1,867 4,6 0,373 0,32
:0,0 5,9 0,656 0,40 13,275 ВД 2,622 4,6 0,524 0,32
Jo,0 и,2 0, о94 0,40 13,088 7,6 2,755 4,6 0,551 0,32
10,0 10,G 1,140 0,39 20,611 7,0 4,711 4,6 0,942 0,32
50,0 11,4 1,330 0,42 21,850 6,9 5,067 4,6 0,950 0,30
100,0 21,0 2,250 0,38 38,500 6,6 9,333 4,6 1,867 0,32
Продолжение табл.I.6.
ость . и, т Производи- тельность , т/ч Количество газов,отво- димых из печи через Масса выделяющихся вредных компонентов
пыль ! окись углерода I окислы азота
отверстие в своде
м3/с : тыс.м3/т г/с кг/т, г/кг жидкого металла * г/с .*кг/т, г/кг : жидкого :металла ! г/с .’ кг/т,г/кг : жидкого : металла •
3,0 1,65 0,161 0,35 При плавке 4,354 чугуна 9,5 0,642 1,4 0,128 0,28
5,0 2,5 0,250 0,36 6,527 9,4 0,972 1,4 0,194 0,28
3,0 2,8 0,288 0,37 7,155 9,2 1,167 1,5 0,233 0,30
10,0 4,5 0,476 0,38 П,000 8,8 1,875 1,5. 0,375 0,30
12,0 5,1 0,552 0,39 12,325 8,7 2,267 1,6 0,453 0,32
20,0 7,0 0,785 0,40 15,750 8Д 3,Ш 1,Б 0,622 0,32 7
25,0 8,0 1,000 0,40 16,889 7,6 3,555 1,6 0,711 0,32
40,0 12,0 1,321 0,39 23,333 7,0 5,333 1,6 1,067 0,32
50,0 14,0 1,640 0,42 26,833 6,9 5,833 1,5 1,167 0,30
00,0 23,0 2,465 0,38 42,167 6,6 10,222 1,6 2,044 ’ 0,32
Примечания: I. /дельные выделения даны в г/кг ( кг/т ) .жидкого металла.
2. Кроме указанных в таблице вредных компонентов в газах присутствуют: оксиды серы - 5 мг/м3
( 1,6 г/т ); нданидн 50 цг/г.г ( 2з,4 г/т ); шториды - 1,2 мг/м3 ( 0,56 г/т ). В период
расплава в шли содержится до окислов марганца, в период доводки 6% окислов кальция
и 7/ окислов магния.
3. Технологический процесс - кислый. Еихта: легковес, стружка брикнтированная и россыпью, отсос
газов технологический.
4. При газоотсосе с разрывом расход газа увеличивается в 4-5 раз, через кольцевой отсос в 10-12
раз, при удалении через зонты и колпаки - в 15-20 раз.
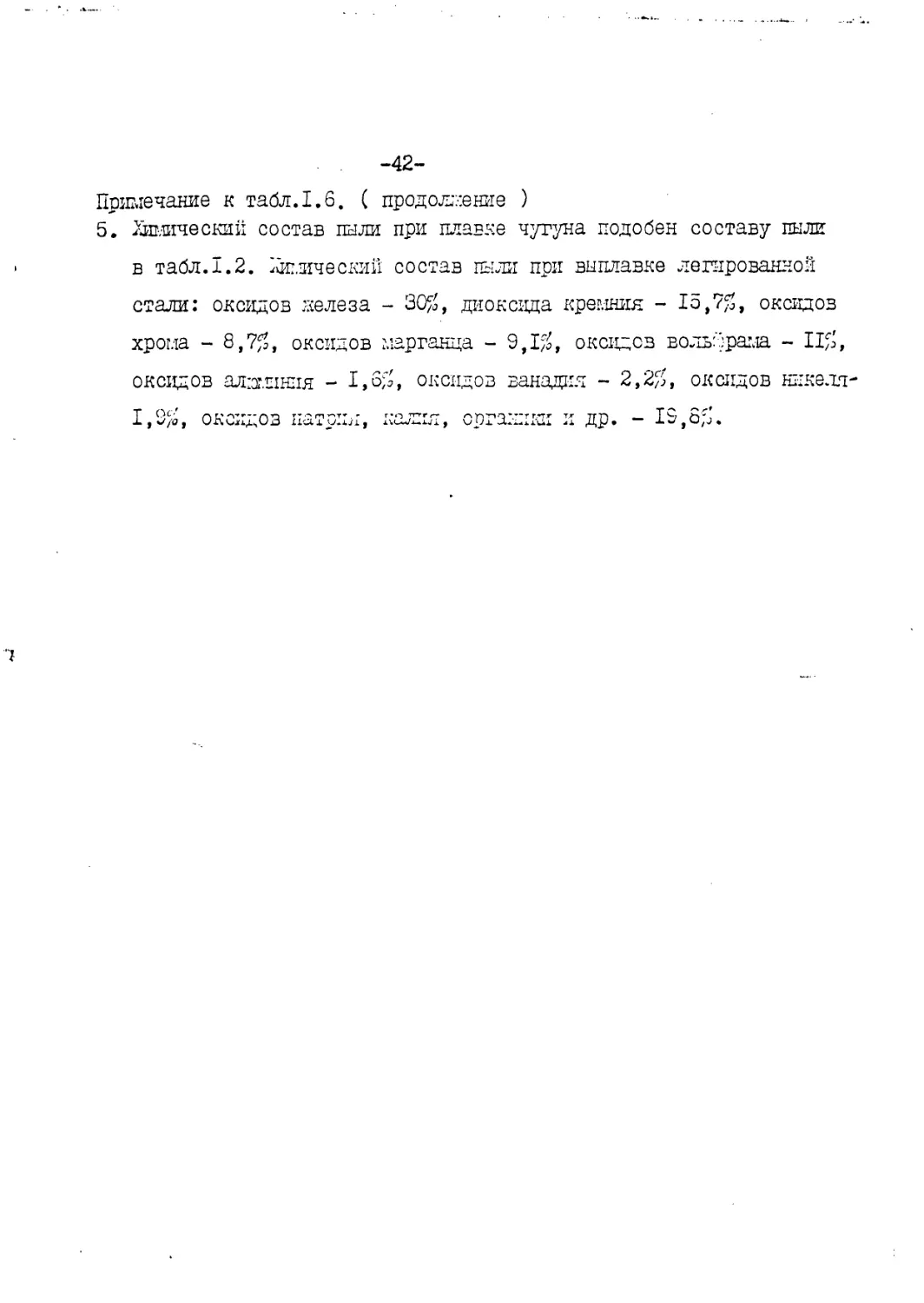
-42-
Примечание к табл. 1.6. ( продолжение )
5. Химический состав пыли при плавне чугуна подобен составу пыли
в табл.1.2. Химический состав пыли при выплавке легированной
стали: оксидов железа - 30$, диоксида кремния - 15,7$, оксидов
хрома - 8,7$, оксидов марганца - 9,1$, оксидов вольфрама - 11$,
оксидов алдминия - 1,3$, оксидов ванадия - 2,2$, оксидов никеля
1,9/а, оксидов натрия, палия, оргалит и др. ~ 1^,0, о.
Таблица 1.7
Пыле- и газообразование при плавке черных металлов в электродуговых печах
постоянного тока типа ДСПТ и печах электрошлакового переплава типа ЭША /4/
Тип печи ^ид вы— хин печи плавля- Вид и состав Масса наделяющихся вредных веществ, г/кг садки печи
емого металла шихты для шихтовки пыль плавильная газообразные компоненты
и за- печи при вен- при тех- при ком- углерода монооксид
валки тиляци онном отсосе газов нологи- ческом отсосе газов биниро- ванном отсосе газов при вен- тиляци- онном отсосе при тех- при ком- нологи- биниро- ческом ванном отсосе отсосе азота ОКСИ- ДЫ серы ДИ- ОКСИД фтори тый ВОДО- РОД
газов газов газов
Электродуго- сталь Шихта
вые печи по- (твер- средней
стоянного дая за- чистоты
тока (ДСПТ) валка) 3,0 3,0
чугун жидкая 0,22 завалка 0,22
Печи электро-сталь Шихта чис- 0,51 —
шлакового инстру- тая котхо-
переплава (ЭША) менталь-ды инстру-
ная ментально- го произ- водства) , флюс АН-295-30
Шихта сред- 1,02
ней чистоты
(отходы ин-
4,0 0,17 4,0 0,17 4,0 0,17 0,14 0,18 0,16 0,16 1
0,98 — 0,07 0,023
0,98 0,07 0,02с
струменталь-
ного произ-
водства, струж-
ка россыпью) ,
Таблица 1.8.
Пыле- и газообразование при плавке стали и чугуна в индукционных печах / 3 /
гменование. состъ печи ' -г Произво - дитель- ность печи (расчет- ная), т/ч — Объем отса- сываемых га- зов через отводной зонт или кольцевой отсос(рас- четный) , Md/c 1 • ——— 1 — . — Масса/выделившихся основных вредных компонентов
пыль углерода монооксид азота оксиды прочие
г/с г/кг ,(кг/т) г/с г/с 1 г/кг (кг/т) г/с г/кг (кг/т)
Плавка стали по кислому процессу
?чи индук-
'онные по-
денной
лстоты ти-
1 ИСТ
3,06 0,05 0,083 0,023 I.S4 , 0,002 0,14 0,001 0,07 0,002 0,18
0,10 0,130 0,044 I,60f< 0,004 0,14 0,002 0,07 0,005 0,18
3,25 0,18 0,194 0,079 1,58 0,007 0,54 0,003 0,07 0,008 0,17
3,40 0,23 0,250 0,113 1,57 0,010 0,14 0,005 0,07 0,012 0,17
1,0 0,57 0,500 0,247 1,56 0,020 0,13 0,011 0,07 0,027 0,17
^,5- 1,75 0,8оЗ 0,739 1,52 0,053 О,0П 0,034 0 07 у 0,083 0,17
з,о 3,0 1,555 1,208 1,45 0,092 0,11 0,058 0,07 0,133 0,16
10,0 3,5 2,000 1,274 1,31 0,097 0,10 0,058 0,06 0*146 0,15
Продолжение табл.I.8
1- .. ... . X- _ ................. -К. ~ - . ...._____________________________________________I
лменование iемкость чи, т Произ- ; води- :Объем тель- :отсасыва- ность I емых га- печи :зов через (рас- :отводной четная) ;зонт или :кольцевой ;отсос(рас- :четный) ;mi /с • Ыасса выделившихся основных вредных компонентов
пыль углерода моно- оксид азота оксиды прочие
г/с г/кг (кг/т) г/с г/кг (кг/т) г/с 9/у. кКГ/т) г/с (%/9
•чи индук- 11лавка чугуна при работе с ’’болотом" 50% и температурой выдачи сплава 1400°С ) \J J /Дл tllJl С XI ю часто- I типа V1 [Т 1 1,0 0,36 0,500 0,130 1,30 0,011 0,11 0,006 0,06 0,014 0,14 3,5 1,00 0,833 0,353 1,27 0,025 0,09 0,017 0,06 0,039 0,14 6,0 2,75 1,555 0,924 1,21 0,069 0,09 0,046 0,06 0,099 0,13 10,0 4,95 2,000 1,499 1,09 0,124 0,09 0,082 0,06 0,179 0,13 £6,0 и,50 6,555 1,896 1,05 0,162 0,09 0,108 0,06 0,235 0,13 21,5 9,00 2,972 2,350 0,94 0,200 0,08 0,150 0,06 0,300 0,12 25,0 10,40 о,139 8,542 0,88 0,231 0,08 0,173 0,06 0,347 0,12 31,0 13,90 3,472 3,282 0,85 0,309 0,08 0,232 0,06 0,463 0,12
Таблица 1.9.
Поправочные коэсу;ициенты
на изменение пыле- и газовыдэлений электродуговыми
печами в связи с отклонениями технологии производ-
ства от номинальных значений стационарного процесса
С табл.1.3 )
Изменение выделений пыли
а) от вида выплавляемой стали
Вид Углеро- Средне чт- • :Средне- :Низко- Нержа- ! маро- Кислот
стали дистая :леродис- :тая кон- :струкци- :онная • :углеро- :дпстая :легиро- :ванная • :углеро- :дистая • • веющая .•проч- ная 1 ная
1,38 1,0 0,о4 0,41 0,9 1,4 1,2
— 1,0 0,71 0,44 — —
к при завалке печи в один прием
кх - при завалке печи в два приема
б) от вида шихты ( для плавки стали при твердой завалке )
, - — — И- Характеристи- ка дихты 1—t- Чистая (круп- новес .собст- венные отходы, возврат) ,— Средне й чистоты (легковес, покупной лом; , загрязненная (стружка бри- кетированная легковес) "• У ~ : Стружка хроссыпь:-:
0,55 1,0 X , Зх 2,33
в) от вида [пихты ( для плавки ч;туна )
2 Характеристика шихты Чистая (’цтун доменный, пере- дельный Ч7ЩК0- вый, возврат) ;Загрязненная *< лом покупной, :пересортиЬсван- ;el:x, сточйжа • ччтч'иная') -идкая зав^
Твердая завалка^ - _ ! t ) Со с, —
-^дкая завалка <^fi — х,24
-47-
г) от продувки кислородом ( при плавке чугуна и стали )
Расход кислорода, г.г/т —< < — : 15 о 18 ь — : 21 : 24 : 27 2 : зо
4; 1,0 1,74 1,90 2,06 2,22 2,38 2,53
д) на пгп плавке при плавке переход тт ту’ГР’ ° стали - от кислого процесса на - 1,2 1,5 основный £ •
Таблица 1.10.
поправочкие коэСУпциенты
на нестационарность пыле- и газовыделекий
а) пыли в течение времени процесса плавки:
Доля времени; от начала : плавки, % : 22 • 1 зз : 44 об : 67 1 : 78 89
0,25 0,75 1,39 1,81 1,94 1,32 0,14
б) пыли и газа в течение различны:: этапов плавки
Доля времени : Загрузка этапа в про- : г^ессе плавки,: /О I . — ... ... .. v : Расплавление: Окисление •Зосстановле- :ние
Пыли 0,о9 1,55 2,79 0,22
Окиси углерода - 1,0 1,25 0,65
Окислов азота -J" - 1,0 I 25 9 0,65
-48-
Таблица 1.11
поправочные коэффициенты
на изменение пыле- и газовыделении индукционными
печами в связи с отклонением технологии произ-
водства от номинальных значени и стационарных
процессов ( по табл.1.8.)
п/п : Характер отклонения процесса : Обозначение : • Величина
Плавка чугуна о
I. Перегрев металла до 1550°0 0,9
2. Подогрев пихты до 300-7С0°С 1Д
о. Применение в пихте стругни 2,0
4. Плавка стали Переход от кислого к основному процессу I 0,8
О. На чистоту струкки: 1
- чистая стручка 0,5
- средней чистоты 1,0
- загрязненная к 1,5
- струйка россыпью 2,2
-49-
Таблица I.12
Выделение вредных веществ при плавке цветных металлов и сплавов
Тип печи Емкость печи,т Производи- тельность, т/ч : Объем от -, • • • . - 1 , . Масса выделившихся вредных веществ
: мого воз- ; духа через ; отводной ; зонт или .* кольцевой = ЖС’ взвешенные частицы газообразные
углерода монооксид ; азота оксиды прочие
г/с : г/кг : (кг/т) г/с г/с : г/с
Плавка сплаво! 1 на медной основе
Дуговые печи типа ДМК.ДМБ 0,25 0,50 0,35 0,50 0,416 0,694 0,2о7 1,383 2,76 2,71 0,197 0,^72 2,05 1,96 0 092 0,94 0,91 0 050 0* 080 0,53 0,58
1,0 0,70 1,278 1,5и8 2,66 0 358 » 1,85 0,169 0,87 о,юз 0,54
Индукционные I,0 тигельные печи промыш- 2,5 \/ ленной частоты типа ИЛТ 6,0 0,6-0,9 1,4-1,8 2,1-2,8 0,972 1,667 2,638 0,122 0, 2ь 9 0,386 < 0,56 ' 0,59 0,55 о, озо 0,058 о.оаэ' 0,14 0,13 0,13 о,139 о г92 0 475 0,64 0,64 0,64 0 °И о’069 о’037 0,16 0,15 0,13
10,0 3,2-3,7 3,889 0 472 9 0,55 0,П7 0,14 0 528 0,62 О,119 0,14
25,0 6,6-7,5 5,833 0» 933L 0,47 0,267 0,13 I, 21?. 0,62 0,269 0,13
Индукционные канальные печи типа ИДК 1,0-16,0 0,8-10,0 - - Выделения вредных веществ приблизительно на 4-5^ Объемы аспирации аналогичны ИЛТ, нике тигельных печей типа ИЛТ.
Печи сопротив- ления типа СМБ - 1,03 Плавка алиииниевых сплавбв*36 1 0,35 — 0,50 — 0,25
Индукционные тигельные печи промышленной <|астоты типа 0,25 °.4 0,60 0,15 0,28 0,36 0,278 0,500 0,611 0.QI7 0,030 о,039 0,41 •> 0,41 0,41 0,003 0 008 q CXEI 0,11 0,11 0,11 0£08 О?17 О?19 ’ 0,21 0,21 0,20 о 005 0’ОЕ1 o’,017 0,15 0,15 0,16
1,0 0,55 0,833 0, 061 0,41 0, 017 0,11 0,025 0,18 0,022 0,14
-50-
Продолжение табл.I.12.
Тип печи Емкость печи, т Производи-.* Объем отса- тельность,: сываемого т/ч : воздуха : через от- : водной *— ►—————*».,,* г— • • Масса выделившихся вредных веществ
взвешенные частицы газообразные прочие
углерода монооксид ; азота оксиды
кольцевой Ж’ г/с А г/с : г/кг • : (кг/т) : г/с = (к$У г/с ; « •
2,5 1,55 1,389 0Д61 0,37 0PI4 0,10 0,072 0,17 0, 061 0,14
6,0 1,95 2,000 о;э2 0,35 0Р53 0,10 0р80 0,15 0,072 0,13
Тигельные печи со- противления 0,15 0,05 ори 0,80 ороз 0,26 0003 0,26 0, ооз 0,18
0,25 0,08 0₽17 0,80 0P05 0,26 0Р05 0,26 0,003 0,18
типа САГ 0,5 0,125 0Р25 . 0,78 ори 0,26 0,008 0,26 0, 005 0,18
Расход топ- лива, кг/ч
Тигельные га- - 0,18 30 0,036 1,92 0,011 0,58 ороз 0,26 0,003 0,28
зовне печи типа ШИ 0,25 40 0,044 1,92 0014 0,74 0005 0,28 0,(Р03 0,30
Отражательные3004 1,0 50 0.4II 2,91 0 303 2,14 0,044 0,33 0 414 • t 2,92
пламенные ма- зутные печи 2,0 90 0 767 » 2,95 I р28 3,65 0,122 0,43 I 433 9 5,12
3,5 90 1,^72 2,87 . I ,422 3,65 0,164 0,43 I 947 9 5,12
7,0 100 2 , 272 2,77 3 139 * 9 4,03 0 355 9 0,46 4 408 • 5,67
12,0 140 3 9и0 » 2,81 5 850 1 5,54 0 7J7 9 0,55 10 275 t 7,87
Плавка магни-30006 Объемы аспирации аналогичны плавке медных сплавов в индукционных печах: взвешенных частиц 0,95 г/кг (кг/т); фтористого водо-
евых сплавов рода 0,10 г/кг(кг/т); хлористого водорода 63,7 г/кг (кг/т); фреона - 4,5 г/кг (кг/т).
в индукционных
печах под слоем
флюса
Примечания: *) При плавке сплавов с высокой температурой плавления ( титановые, никелевые и др.) масса выделившихся вредных компонентов увеличит-
ся на 15-20%
зее) При плавке металлов с (флюсами выделение вредных веществ увеличится на 10-15%, .
В составе прочих вредных веществ выделяются: фториды - до 0,12 кг/т и хлориды - до 0,23 кг/т (г/кг;
яезе) Основную долю в прочих выделениях печей с мазутным топливом составляют оксиды серы, достигающие 2,7-7,7 кг/т (г/кг)
taaat) Расходы фреона для создания защитной атмосферы при плавке составляют - 130 л/ч, а при дитье - 400 л/ч
—r —----—_— ---—————— - ------------ ; - - ---------------
I
Таблица 1.13
Валовые и удельные выделения вредных веществ при выплавке алюминиевых сплавов (4,5) i
Тип печи Марка и Количество выделившихся вредных веществ
тилораз- — мер печи твердая составляющая аэрозоля газообразные компоненты
Общее ко- в том числе
пшиСТВ° алюминия кремния гексахлор- соли фтора
оксид диоксид бензол и хлора
г/с г/кг г/с г/кг г/с г/кг г/с г/кг г/с г/кг
на I рас- на I рас- на I рас- на I рас- на I рас-
печь пла- печь пла- печь пла- печь пла- печь пла-
вки вки вки вки вки
углеводоро- серово- серы ди—
ды до роды оксид
углерода азота хлор
оксид оксиды
г/с г/кг г/с г/кг г/с г/кг г/с г/кг г/с г/кг г/с г/кг
на I рас- на I рас- на I рас- на I рас- на I рас- на 1 рас
печь плав- ки печь пла- вки печь пла- вки печь пла- вки печь пла- печь пла вки вки
Индукционные
тигельные печи
промышленной
частоты
ИАТ-0,4 ИАТ-1,0 0,100 0,250 1,5 1.4 0,027 0,069 0,35 0,003 0,040 0,43 0,006 0,040 0,093 0,160 1,20 1,10 0,012 0,023 0,15 0,25 0,023 0,038 0,30 0,25 0,013 0,021 0,17 0,14 0,140 0,260 1,8 1.7 0,19 1,25 0,040 0,039 0,50 0,30 О,О69^>45
ИАТ-1,5 0,340 1.2 0,052 0,20 0,003 0,030 0,260 1,06 0,263 0,13 0,063 0,25 0,037 0,14 0,420 1,6 0,05 0,50 0,080 0,29 0,118 0,45
ИАТ-2,5 0,470 1,1 0,065 0,15 0,006 0,015 0,387 0,90 0,470 0,11 0,080 0,22 0,056 0,13 0,620 1,8 0,26 1,50 0,120 0,28 0,168 0,43“
ПАТ-6 0,540 1,3 0,080 0,15 0,008 0,013 0,433 0,85 0,540 0,10 0,108 0,20 0,065 0,12 0,812 1,8 0,22 1,50 0,140 0,33 0,217 0,40
Печи сопротив- САТ-0,15 ления тигельные 0,015 2,4 0,008 0,59 0,00009 0,015 0,017 1,20 0,009 0,26 0,014 1,00 0,003 0,20 0,020 1,5 -
САТ-0,5 0,030 2,2 0,018 0,56 0,0001 0,010 0,037 1,10 0,070 0,21 0,038 1,00 0,006 0,20 0,043 1.3 —
САТ-2,5 0,070 1,8 0,021 0,53 0,0004 0,010 0,166 1,00 0,133 0,20 0,170 1,00 0,300 0,20 0,180 1,1 -
Печи сопротивле- САН-0,3 ния наклоняющиесяСАН-1,0 САН-2,5 0,020 0*040 0*070 1,6 1,6 1,5 0,017 0,016 0,021 0,50 0 43 0,40 0,0001 0 0002 0 0004 0,010 0,041 0,008 0,069 0^008 0,153 1,20 1,10 1,00 0,009 0,25 0,027 0,012 0,20 0,050 0,037 0,18 0^120 0,80 0 80 0,80 0,005 0*009 0,023 0,15 0,15 0,15 0,052 0,075 0,186 1.5 1,2 1,0 -
Печи сопротивле- ПК-40 ния стационарные ПК-90 ПК-120 0,015 0,020 0,030 1,9 1,6 1,5 0,008 0,017 0,018 0,50 0,0001 0,50 0,0001 0,44 0,0002 0,013 0,018 0,010 0,038 0,008 0,042 1,10 1,10 1,00 0,004 0,25 0,013 0,009 0,25 0 027 0,010 0,22 0,033 0,80 0 80 0,80 0,003 0,005 0,007 0,10 0,15 0,15 0,025 0 052 0,054 1,5 1,5 1,3 -
Печи сопротив- НО-136 ления AR-20.000 Aft-60.000 0,020 0,040 0*060 1,6 1,4 1,4 0,006 0,013 0,022 0,50 0,12 0,16 0,0001 0,0020 0,0030 0,010 0,015 0,008 0,032 0,080 0,043 1,20 1,10 1,00 0,006 0,50 0,020 0,060 0,070 1,20 0,092 0,0130,013 0,50 0,014 0,70 0,12 0,03 — — —
Печи газовые "Колеман" тигельные ТАТ-0,24 0,060 0,060 2,8 2,8 0,006 0,004 0,20 0,20 0,002 0,002 0,090 0,036 0,090 0,026 1,20 1,20 0,004 0,14 0,085 0,007 0,17 0,085 1,20 1,20 0,05 0,004 0,20 0,19 0,040 0,034 1,8 1,8 -
Печи газовые Конструк- отражательные ции емкостью 1,5т ВНИИТМАШ 0,630 3,5 0,012 0,10 0,010 0,060 - — 0,006 0,04 0,595 3,3и 0,092 0,70 0,325 1,8 —
0,004 0,40 0,006 0,50 0,011 0,35 0,051 0,45 0,014 0,30 0,067 0,40
0,006 0,50 0,017 0,50
— 0,008 0,32 0,028 0,45
— 0,014 0,30 0^061 0,40
— - 0,008 0,50
- 0,056 0,45
— - 0,067 0,40
— - 0,003 0,25
- 0,004 0,04
— - 0,004 0,03
— - 0,013 0,60
— 0,011 0,60
- 0,144 0,80
Примечание: I.Гексахлорбензол выделяется при рафинировании гексахлораном.
2 . Соли фтора и хлора выделяются при применении солевых флюсов .причем выделения хлоридов в два раза превшают выделения фторидов.
З .При применении солевые флюсов имеет место выделение фосфорного ангидрида в количестве до 0,74 г/кг расплава и фтористого водорода в
количестве до 0,2 г/кг расплава.
4 .Диоксиды серы выделяются при модифицировании серосодержащими препаратами расплава алюминиевых сплавов, в шихте которых содержались вторич-
ные алюминиевые сплавы с повышенным содержанием железа. При работе газовых печей на мазуте выделения диоксиодов серы на порядок больше ука-
занных в таблице.
5 .Выделение углеводородов имеет место при применении в составе шихты замасленных материалов.
Таблица I.14.
Валовые и удельные выделения вредных веществ при плавке
медных сплавов / 4,5 /
ш вчи " 11 » Марка и типо- размер Тип сплава L- Тип COCrf тава, применя- емого . при ра- финиро- вании с 1 и -»- 4 — , 4 1 г - . , . - I > Количество выделяющихся вредных веществ
Твердая составляющая аэрозоля Газообразные компо- ненты
Общее ко- личество пыли в том числе углерода оксид азота оксиды
цинка ди- оксид свинца ди- оксид меди оксид хлора сили
:г/с тг/кг :на I Трас- печь :пла- г/с тг/кг на I;рас- печь Т пла- Тва • г/с Тг/кг на IТрас- печь Тпла- Тва • г/с :г/кг на I :рас- печь тпла- :ва • г/с тг/кг на I Трас- печь Тпла- Тва • г/с Тг/кг- на I Трас- печь т пла- Тва • г/с :г/кз на I Трас- печь т пла- Тва •
0,069 0,5 0,007 0,050 0,206 1,48 0,020 0,16 0,278 2,00 0,080 0,5«
товые ДЖ-0,5 Брон- Медь фос- 0,40 2,9
чи за Бр. гористая
05Ц оС5,'
бронзо-
вые
сплавы
(ОЦС и др.)
ДЖ-1,0 то же то же 0,54 .2,8
1чь соп- НО-195 - " - - ” -^0,03 1,2
этивления
адукци- ИАТ-2,5 латуни - ^1,60 1,1
шал печь сплавы
0,09? 0,5 0,008 0,040 0,026 1,36 0,023 0,12 0,369 2,00 1,103 0,53<
-------- 0,020 0,65 0^012 0,45t
<83^1,2 0,006 0,009 0,278 0,40 0,069 0,010 0,063 0,09 0,003 0,001
г Примечания:
I >
Примечания к табл.I.I4.
I. При введении в расплав бронзы фосфористой меди происходит выде-
ление фосфорного ангидрида в количестве до 0,44 г/кг расплава
( ориентировочно ).
2. Выделение оксида свинца имеет место при выплавке свинцовистой
бронзы Бр 05Ц5С5 и латуни ЛС-59-1.
-54-
1.3. Выделение вредных веществ на некоторых
участках выдержки и разлива металлов
Данные о выделении вредных веществ при выдержке расплавленного
металла, разливе его по формам и охлаждений недостаточно исследованы
и носят отрывочный характер. В большинстве случаев отвод загрязнен-
ного воздуха и газов от оборудования не организован, а выделяющиеся
вредные вещества удаляются из рабочего помещения общеобменной венти-
ляцией.
В табл. I.15 приведены сведения о выделении вредных веществ
при заливке чугуна в формы и охлаждении отливок вместе с формой, а
в табл.I.16 выделения вредных веществ при выдержке и разливе сплавов
цветных металлов.
1.4. Выделение вредных веществ в процессах '
подготовки шихтовых и формовочных
i
материалов 1
Подготовка шихтовых и формовочных материалов включает в свой
состав следующие операции: сушка, дробление и измельчение компонен-
тов, просеивание. Между собой эти операции связаны с разгрузкой и
транспортом сыпучих и кусковых материалов.характеристики выделения
пыли в этих процессах приведены в табл. 1.17+1.18. В процессах
сушки материалов с пылью выделяются так же продукты неполного
сгорания топлива.
1.5. Выделение вредных веществ в процессах
приготовления смесей, изготовления
форм и стержней ।
В состав формовочных смесей для чугунного и стального литья
входят в качестве добавок сульфитно-спиртовая барда (.до 3% по массе;
или связующее СБ (.до 5% по массе). При этом происходит вы -
-55-
деление в окружающую среду ароматических углеводородов 40-50 г/т
смеси в час.
В состав песчано-глинистых Форм в настоящее время не вводят
олифу, уайт-спирит и ряд других веществ, заменив их на молотый
уголь, :?идкое стекло, раствор едкого натра, древесные опилки.
В последние годы из различных составов новых формовочных и
стержневых смесей стали шире применяются смеси холодного твердения
( АТС ) с синтетическими смолами. В процессах работ с этими смесями
происходит выделение различных вредных компонентов, количественный
состав которых изучен еще недостаточно.
Процессы литья по выплавляемым моделям, в оболочковые формы,
под давлением, в металлические ~ормы ( кокили ) являются более сов-
ременными и высокопроизводительными, ^ни находят все большее распре
странение на предприятиях. Однако, с точки зрения выделения вредны:
веществ в окружающую среду, при их осуществлении они изучены еще не
достаточно. Это не позволяет дать подробные сведения об удельных
величинах, характеризующих поступление загрязняющих веществ в атмо'
Феру. Аналогичное положение сохраняется л для производств стершиен
из .ютдконаливных самотвердеющих смесей ( -СО ) и смесей холодного
твердения ( АТС ), из которых пои производстве происходит выделен::
некоторой дол! вредных веществ, содериалкхся в их составных частях
хромовый ангидрид ( ~£С ), .'енол, \'ормальдегпд, 'ур''урол, метанол,
цианиды, пары растворителей и др. Имеющиеся сведения о количествен
ном составе выбросов в этих операциях приведены в табл.1.19 + 1.2.
Таблица I.15.
Выделения глонооксида углерода при заливке чугуна в 4юрмы и охлаждении отливок / Э /
— — — 4- характеристика : 1» - 1 biacca отливок,кг
до ю : • го : • зо ; • 50 * • loo : • 200 300 • 500 • • 1000 : 2000 •
? )емя до полного осты- ятя отливок в цехе с , )глента начала заливки, с 600 900 1300 1800 3400 збоо 5400 7200 9000 10800
юса выделившегося мо- ) с к ci 1да углерода, г/кг: • при заливке чугуна 1 ,20 1,з0 1,30 i,ig 1, со 0,80 0,о0 и 75 0 70
при заливке стат А 0, оО М 0,оЬ 0, о2 и, иО 0,45 0,40 о; 37 0,35
. задняя масса внделив- эгося монооксида угле- эда за период заливки остывания, г/с при заливке чугуна 0,0<i0 0, 024 и, 038 0,033 0,040 0,0-хб 0,053 0,064 0,083 0,I2t
при заливке стали 3,010 0,012 0,014 0,01 о 0,020 0,024 0,023 0,032 0,042 0,05k
регля, за которое выделя- тся в воздух рабочей они до 702 всея массы бразующегося i.-юяооксида глерода, с 192 240 Зя2 480 730 9и0 1440 2040 3400 ЗОбС
-57-
Таблица 1.16.
Выделение вредных веществ при выдержке,разливе и сливе технологического состава сплавов
цветных металлов / 2 /
- 1 - 1 Процесс и оборудование : Объемы аспирации,: Масса выделившихся вредных веществ 1 •
: ьГ^/с : взвешенные * частицы I углерода : азота ок- ;водород ;водород ;серы диок- аммиак : монооксид: сиды ;фтористый ;хлористый :сид . : : фреон прочие
г/с :г/кг,; :(кг/т) - > — г/с:г/кг; г/с:г/кг,; г/с:г/кг, :г/с :®/кг,; г/с:г/кг,, ; г/с:г/кг,; :1кг/т) :(кг/т} :Скг/т): ;(кг/т) : (кг/т) ;(кг/т) - - « * * * » » . _ « . t г/с«г/кг. ;(кг/т) ..... 1 ..... » «
Раздаточные печи ( миксеры ) 0,78 - 0,46 - 0,24 - — _ — — — — — — — - 0,29 2,7
Плавильно-заливочные участки: - аспирация через панель по всей
длине конвейера-0,555
- литье цветных метал- лов и сплавов м/с на 1 м длины конвейера 0,01 — 0,42 0,06 - — — — 0,34 .. 0,57 «* — ••
- литье алюминиевых спла- вов через зонт-0,416 м/с на I м гори- 0,08 тч * - 0,02, а 1,21 — г» -У ~
зонтальной прое- 0,19 0,15 0,56 .
- литье магниевых сплавов кции зонта — — — — _ - 0,02 — •• — * — —
Слив и очистка технологи- ческого остатка при плавке магниевых сплавов 0,12 - 0,01 3,52 —
Примаияниа В составе прочих: при печах с мазутным топливом - оксида серы, при плавке с флюсами - фторида и хлорида.
Расходы фреона для создания защитной атмосферы при литье - 400 л/ч.
-58-
Таблица 1.17.
Выделение пыли на участках складирования
и транспортирования шихтовых и /оомовочных
материалов / 3 /
процесс, оборудование Обрабатываемый материал । .. —1 t— масса выделяю- ;С дейся пыли :с - »г на едини-.* на массу цу рабо- ;перера- тающего ;батывае- оборудова-цлого ма- ния, : теопала г/с- :г/кг ч :(кг/т) Способ и >бъем ас- шрации
Выгрузка из вагонов и само свалов в приемные ямы: - грейдерный механизм песок 0,21 0.09 Неорга-
с коапом емкостью бентонит,цемент 0,54 0.2о низован
до I ьг известняк 0,52 0,22 ный вы-
кокс литейный 0,62 0.26 брос пр
уголь каменный 0,31 0’13 скорост
глина Формовочная ветра
сухая 0,17 опилки, тоишяная 0,07 2-5 м/с
Выгрузка из вагонов и крошка '' 0,74 0,31
самосвалов в приемные бункера и закрома че- рез аспиридуемые течки:
- грейдерными механиз- мами с„ковшом емкостью песок 0,32 0,17 п
до I М бентонит,цемент 0,42 известняк т,00 кокс литешгыи 1,00 уголь каменный 0,53 глина ~оргловочнад\ сухая ~ 0,з2 0,27 0,65 о;з2 0,3о 0,20
опилки, торенная крошка ' 1,13 0,74
11еремещение сыпучих ма- териалов: - одноковшовым экскава- песок 0,47 0.15
тором производитель- ностью до 30 м3/ч бентонит, цемент 1,30 о;28
известняк 1,28 0.45
кокс литейный 1,42 0.15
уголь каменный о,оО 0,07
глина Формовочная сухая о,об 0,12
опилки, тор.'Яная
г. сошка х,50
-59-
Продолжение таблицы I.I7
Процесс, обо- рудование — Обрабатываемый материал масса выделяющей- щейся пыли Способ и объем ас- пирации
на едини-:на массу цу рабо- :перераба- тающего :тываемого оборудо- материала, вания, г/с :(кг/т)
— мостовыми кранами пе сок- 0,33 0,05
с грейдерными бентонит, цемент 0,02 0,09
механизмами и ка- известняк 1,03 0,15
натно скре ппе рными каке литейный 1,11 o;i7
установка!.®; про- уголь каменный 0,55 0,08
изводительностью до 17 м3/ч глина Формовочная сухая 0,28 0,04
опилки, торфяная крошка 1,05 0,16
Загрузка сыпучего материала в желоба кзгсковой материал ( S мм ) 1,04 1,24
при перегрузках и транспортировании порошкообразный материал (йер 8 мм ) 3,04 3,65
Разгрузка сыпучего кусковой материал 0,85 1,02
материала из -желоба при перегрузках и транспортировании порошкоообразный материал 1,99 2,38
пересыпка на транс- кусковой материал 0,54 0,-3о
портеры порошкообразный 1,20
материал 1,43
горелая земля С 38 0,4х0
Кабинные укрытия лен- кусковой материал 0,31 0,35
точных конвейеров, транспортесов,эле- порошкообразный 0,79 0,95
ваторов горелая земля 0,22 ч>,27
Объем ас-
пирации
по расче-
ту, исходя
из площа-
ди откры-
тых отвер-
стий и со-
блюдения
скорости
в них,рав-
ной полу-
торной
скорости
движения
ленты
Объем ас-
пирации
через ук-
ытия
42-
^89 м3/с
Объем ас-
пирации
через 2
отсоса от
головки ::
башмака
034-1,11
м/с
-60-
.фодолмение таблицы I.I7.
- - - , - •— — - - » Лооцесс, обо- рудование Обрабатываемый хлат ериал -и.,,,, .. * и. < Лаоса выделяющейся ПЫЛИ на едини- :на массу цу работа-:перераба- ющего обо-.’тываемо- рудования,:го мате- г/с : риала, :г/кг, :(кг/т) Способ и объем аспира- ции
Комбинированные Кусковой материал 0,42 0,50 Объем аспира-
укрытия в гале- реях ленточных конвейеров по рошкообраз ный материал горе лад земля 0,02 0,32 1,10 1,38 ции-0,083 м/с на I пог.м укрытия
Лестные отсосы кусковой материал 0,35 0,42 Объем аспира-
питателей и до- пооошкообразный 0,70 0,29 ции чеоез ук-
заторов материал горелая земля 0,54 0,24 оытия 0 42- ыо,83 м3/с на I пог.м
укрытия
Загрузка откры- кусковом материал 0,33 1,12 Иеорганизова.
того контейнера сыпучим матери- алом порошкообразный материал 1,84 2,56 ный выброс при скорости ветра 205 м/
приобъектные скла- порошкообразный
ды порошкообраз- материал
них матеоиалов
емкостью хЗт: - при загрузке по оошкообсазннй 4,2о
пневмотранспортом материал 45,32
- раздаче мате- риала емкостью 25 т: - пш загрузке пневмотранспоо- поссшкосбвазннй материал пооошкообоазный материал ' С,оЗ 7, .7 0,86 40,84
тсм - оаздаче ма- порошкообразный
териала материал 0,94 о, 78
-61-
Таблица 1.18.
Выделение пыли в процессах подготовки
компонентов шихтовых и формовочных
материалов / 2 /
Процессы, оборудование, обрабатываемый материал Расчетный объем аспи- рации из укрытия оборудова- ния, ч t Масса выделяющейся пыли
в единицу времени работы ;на единиц; .‘массы пери :рабатывае-
м/с оборудо- ,‘мого мате-
вания, .•риала,
г/с ‘.г/кг, :(кг/т) •
Сушка шихтовых и формовочных
материалов.
Сушильные барабаны горизонтальные,
производительностью, т/ч:
ДО 5:
песка 1,04 8,125 7,65
глины 1,14 5,263 4,75
бентонита 1,04 33,527 31,20
шлака 1,80 38,292 35,85
- 5-10:
песка в,29 10,139 5,80
глины 2,77 7,986 4,00
бентонита 1,80 57,014 27,55
шлака 3,51 61,388 31,40
- 10-15:
песка 4,09 17,083 5,40
глины ч,93 12,778 3,80
бентонита 3,40 86,528 25,85
шлака 3,18 £1,667 26,80
- 15-20:
песка о,25 20,833 4,50
глины 7,43 18,889 3,80
бентонита 4,79 103,542 21,80
шлака 8,89 117,986 24,75
-62-
Продолжение таблицы I.I8.
Процессы, оборудование, обрабатываемый материал Расчетный объем ас- пирации из укрытия оборудова- ния, 3 . м/с Масса выделяющейся пыли
в единицу:на единицу
времени работы оборудо- вания, г/с :кассы пере :рабатывае- :мого мат .’риала, :Ш) •
20-25:
песка 7,63 27,333 4,40
глины 8,95 22,083 3,50
бентонита 6,18 127,833 20,20
шлака 10,76 146,903 23,25
Установка сушки песка в потоке
горячих газов, производитель-
кость 3-5 т/ч 1,39 5,708 4,95
Установка сушки песка в кипящем
слое производительностью, т/ч:
- 3 2,36 7,042 8,45
- 10-16 8,33 24,555 7,75
- 25 13,67 46,528 6,70
Дробилки щековые производитель-
ностью, т/ч:
— 3-5 0,42 2,083 2,72
- 5-10 0,72 3,750 2,72
- 10-13 9,139 2,61
- 15-20 1,94 12,299 2,53
- 25-30 2,78 18,944 2,48
_ 35-40 3,33 25,104 2,41
Дробилки конусные производитель-
ностью 20-30 т/ч 2,08 24,305 3,50
Дробилки молотковые производитель-
ностью до 5 т/ч О,8Ь 5,347 3,85
Дробилки валковые производитель-
ностью 3,5 т/ч 0,55 3,1о2 3,25
Дезинтегратор для помола глины 1,74 4,250 1,75
/ 1350 мм
-63-
Продолжение таблицы I.I8
Процессы, оборудование Расчетный объем ас- пирации из укрытия оборудова- ния, 3 / Md/c Масса выделившейся пыли
на единицу:на единицу
времени работы оборудова- ния, г/с :массы х.ерс- Грабатывае- •Гмого мате- риала, ife •
Бегуны для помола глины произво- дительностью, т/ч: 3-5 0,47 0,583 0,55
8-10 0,68 1,694 0,65
Мельницы шаровые производитель- ностью т/ч: - I 0,42 2,705 9,74
- 3 0,69 5,942 7,13
- 6 0,82 8,617 5,17
- 8 1,14 9,690 4,36
Мельница молотковая производится! ностью до 2 т/ч: 0,333 8,660 15,59
Сепавапид, смешение и дозирование Формовочных материалов Грохоты качающиеся вибрационные 2 и инерционные с рабочей площадью,^ I ' 0,55 5,514 0,66
2 0,89 8,444 0,61
3 1,25 И, 444 0,56
Сито вибрационное грубой очистки производительностью, мд/ч 25 1,67 II,III 4,0
40 2,50 17,778 4,0
63 3,89 28,042 4,0
100 5,97 44,444 4,0
160 8,89 71,111 4,0
240 11,39 106,667 4,0
-64-
Продолжение таблицы I.I8.
V
Процессы, оборудование Расчетный объем ас- пирации из укрытия оборудова- ния, „ м3/с Масса выделившейся пыли
на единицу:на единиц
времени работы оборудова- ния, г/с :массы пер .’рабатывае ,’мого мате .’риала, •
Сито вибрационное тонкой очистки производительностью, м3/ч: 25 0,55 5,556 2,0
40 0,67 9,028 2,0
63 1,11 13,889 2,0
100 1,58 22,222 2,0
160 2,92 35,555 2,0
240 3,89 53,333 2,0
Сито плоское вибрационное производительностью, м /ч: 160 3,05 71,110 4,0
250 4,58 III,III 4,0
Сита плоские механические качающи- еся производительностью 3-4 т/ч 0,55 6,250 6,5
Сито-бурат производительностью, т/ч 1,5 0,25 0,694 1,7
3,0 0,39 1,333 1,6
Сита барабанные ( полигональные ) производительностью, т/ч: 4-7 4,167 4,0
10-14 — 13,333 4,0
25-35 — 26,736 3,5
55-65 — 58,333 3,5
II0-I30 101,261 з,о
160-170 125,046 з,о
Бункеры песка 0,44 С, 430 —
Бункеры.глины 0,28 1,050
Транспортеры горелой земли 0,55 1,670 1
Примечания: I. К массе выделенной сушильным оборудованием пыли до б;
ляются вредные компоненты, образующиеся при слсиганл;
топлив I см.приложение I ). i
-65-
2. При просеивании материалов с температурой более 50° выделение
пыли увеличивается на 20-25$.
3. При увлажнении обрабатываемых материалов выделение пыли сокращает
ся в 10 раз.
-66-
Таблдда 1,19.
Валовые и удельные выделения вредных веществ
при приготовлении Формовочных и стержневых
смесей в бегунах / 4 /
Наименование технологического оборудования ;.1арка,типо- размео обо- рудования Количество выделяю- щейся пыли
г/с на еди- ницу обору- дования г/кг при- готовляе- мой смесы
Бегуны ( смесители ) для приго-
товления формовочных смесей пе-
риодического действия с верти-
кально вращающимися кяткаг.ш про-
изводительностью
от 5 до 15 т/ч III 0,417 0,250
112 0 500 9 0,250
ИЗ 0,694 0,167
I All, AIIM 0,381 0,163
I5I0I 0 222 0,089
от 15 до 30 т/ч IAI2, IAI2LI 0,889 0,267
114, 11421 0,785 0,115
I5I02 0,337 0,133
I5I04 0,833 0,136
более 30 т/ч I5I07 1,000 0,075
I5I08 I ,в50 0,050
То же пе ppi одического действия
центробежные производитель-
ностью 115, 115.Й 1,367 0 625 9
менее 30 т/ч IIS, II3J 1,889 0,450
117, 117м 2,000 0,240
более 30 т/ч 15326 2,083 о <do0 9
I532S 2,300 0 140 9
То же непрерывного действия с 15204 d, 056 0,114
вертикальн о-вращающими ся кат - 15207 3,333 0, xll
ками хо208, 1520еА 5,ООО 0,131
Продолжение таблицы 1.12
Наименование технологического ..1арка, мо- Количество выделяю-
оборудования ..-.ель, типо- щемся пыли
рамер обо-
рудования г/с на еди- г/кг при-
шщу обору- готовлё-
дования ния смеси
Прочие
производства хПЕаР .‘.iP-I20 0 ь52 О.юЗ
производства ГаР Л.1Д-20иОЙ 0;824 о; 129
аЛя стержневых смесей произ-
водителькостью
менее 5 т/ч IA12 0,133 0,096
аЛя стержневых смесей
произ води т е ль но сть ю
менее о т/ч 47273 0,069 0,092
Паксе0-250 0,083 0,100
Примечания:
I. 3 момент загрузки выделения пыли увеличиваются в 2 раза в тече-
ние 0,3-1 мин.
2. Значения выделений пили ,чакы при введении в смесь глиняной
эмульсии в количестве з,3-5,5д.
3. При работе на "сухих" смесях при введении порошкообразной
глины выделения пыли увеличиваются в Ю раз.
4. При введении в качестве связующего в см?сь мазута или сольвента
и увлажнении смеси водой значения вмделогдгй пыли следует прини-
мать в 2 раза меньше указанных в таблице.
5. При работе с продувкой количество выделяющееся пыли следует
увеличить в 2-3 раза.
6. При приготовлении стержневых смесей, кроме пыли, выделяются
пары летучих веществ, вхо...,ядих в состав смол - связующих,
например, при изготовлении смеси на основе смолы выделя-
ются вредные вещества в количестве:
/енол - 0,00С8о г/кг,
Формальдегид - 0,00047 г/кг,
Оур'урол - 0,00413 г/кг.
Таблица 1.20.
Выделение химических компонентов при сушке форм и стержней / 2 /
Оборудование :Объем от- :сасывае- :мого воз— :даа, :ма/с 1 ——ч—- : Содержание " " 1 ,— - ' - . - - | - ——————-1 —— веществ, наделяющихся в процессах, г/с
:углерода : азота :монооксид : оксиды : серы :водород :Формальдегид: : ДИОКСИД :фтористый :' метан ;акролеин • •
эризоктальные
энвеиерные /шила 8,50 0,1048 0,06о8 0,0409 — 0,0218 0,0067 0,0242
энвеиерные ушила ЗЯл 1,73 0,0642 0,0031 — 0,0027 — — —
ертикальные сушила 2,64 0,0о80 0,0687 0,0189 0,0044 — — —
ышерные сушила 1,25 0,0173 0,0002 0,0182 — — 0,0092 1 сг> - со 1
Таблица I.21.
Выделение вредных компонентов . при отверждении и охлаждении оболочковых
форм и стержней из плакированных смесей / 6 /
эмя от начала от- —< — • : Количество выделяющихся вредных компонентов, г/кг.; смеси. »
/ДЦвШ'Ш, с •
• Смесь 2-3 Смесь L
•
- ь -
: фенол • • формальдегид :фенол : .юрмальдегид : • - • метанол : аммиак
об 0,052 0,014 0,016 0,006 0,010 0,022
Xis О 0,153 0,037 0,0'18 0,015 0,084 1,586
300 0,200 0,052 0,065 0,022 0,085 1,624
оОО 0,256 0, 096 0,093 0,040 0,088 1,632 g
1200 о, 461 и,180 0,144 0,076 0,090 1,636 1
1200 0,593 0,255 0,187 0,108 0,093 1,638
2400 0,755 0,331 0,236 0,123 —
3000 0,006 0 332 9 0,284 0,161 — —
иоСО 0,585 0,440 0,329 0,200 — —
- /и-
Примечание к таблице I.21. данные приведены для смесей следующего
состава:
Смесь I (горячеплакированная)
Смола СФ-015 уротропин стеарат кальция - 4,3 (весовых частей к песку) -0,58 - - 0,2
песок 100,0
Смесь 2 (холодного плакирования, механическая)
пульвербакелит - 4,U (весовых частей к- песку)
смола - 18,0
борная кислота -0,15
сода кальцинированная - 0,15
песок 100,0
Смесь 3 (холодного плакирования,механическая) 4
пульвербакелит - 6,Ь (весовых частей к песку)'
уротропин -0,12
спирт гидролизный - 1,65
дибутилфталат - 0,06
песок 100,0
-71-
Таблица 1.22.
Удельные выделения вредных веществ в процессе
отверздения стержневых смесей / 4 /
Парка смолы : Время от на-: : чала отверг-: : дения, с : Количество выделяющихся г/кг стесжневой смеси вредных вещест
формальдегид : ; • .;енол : • ур /рол
Пй-IC4 60,0 0,0007 0,0005 —
180,0 0,0049 0,0061 —
300,0 0,0083 0,0089 —
300,0 0,0108 0,0149 —
1200,0 0,0128 0,0159 —
1800,0 0,0148 0,0179 —
J-3 60,0 0,0075 0,0014 —
180,0 0,0581 0,0350 —
300,0 0,0981 0,0496 —
600,0 0,1621 0,1121 —
1200,0 0,1921 0,1401 —
1800,0 0,2121 0,1521 —
20%-ный раствор 60,0 0,0035 0,0032
мочевины в меноло- 180,0 0,0299 0,0416
спирте 300,0 0,0515 0,0758 —
600,0 0,0985 6‘, 12-18 —
1200,0 U у IиОО 0,1658 —
1800,0 0,1485 0,1228 —
К-1-40 60,0 0,0035 — 0,0121
1'80,0 — 0,02 63
300,0 V , V ^3. к- — 0,1=27
800,0 -,С-^ — 0,3178
1200,0 0,1271 — 0,3742
1800,0 0,1301 — 0,3822
И—IC.4 60,0 0,0031 0,0024 0,0022
180,0 г 0139 ~ 9 9 и, 0_^_1>
с00,0 0,0208 ~ 00 -К 0,0182
.80,0 ' 5,0-02 0,С2у2
1200,0 0, 3318 0,0831 0,0302
1800,0 0,0128 0,0881 0,2322
Таблица 1.23.
Удельные выделения вредных веществ при изготовлении стержней из песчано-
смоляных смесей с отвервдением в нагреваемой оснастке / 4 /
, А --- — - -Л- ....-а ... а , , д, ...
<а смолы : количество выделяющихся вредных веществ, г/кг стержневой смеси
е фенол • • (формальдегид: аммиак :метиловый: :спирт : ^урйурол «оурйур.ипо-: выи спирт : углерода оксид азота оксида
6^-015 и, 450 0,158 0,500 0,100 •мм — 0,190 —-
Ож—48и 0,455 0,107 0,570 0,0о0 *— — 0,210 —
^енолоспирты 1,590 0,140 — 1,150 —• — 0,200 0,025
кх-чО — 0,150 0,150 0,010 0,275 — 0,240 0,010
0,113 0,0и7 — 0,048 — 0,200 0,025 (
жури то л-107 0,167 0,010 — 0,050 0,230 — - кз
xw—90 — О,150 0,065 0,006 0,098 0,700 0,400 0,140 1
С*-4П 0,020 0,0о9 — 0,060 — — —
Примечания:
1.В таблице приведены максимальные значения выделений вредных веществ, полученных в
производственных условиях для оборудования, оснащенного местной вытяжной вентиляцией.
2. Величина выделышП вредных веществ определена с момента заполнения стержневого ящика
до съема стержней с машины.
Таблица 1.24
Заделе ни е вредных веществ при основных технологических операциях
изготовления стержней из холодно-твердеющих смесей / 4,6 /
арка смолы -1 ; 1 и г Количество выделяющихся вредных веществ
при заполнении ящиков смесью ДО3^ г/с.кг стержневой смеси : при отверждении смеси Ю^г/с.м^ площади открытой поверхности стержня
формаль- дегид фенол спирт ме- тиловый Фурйурол :полные : газовые- :деления : ( в пе- иресчете :на фор— :маль..'1,е- :гид ) Формаль- дегид Фенол спирт ме- тиловый Фурфу- рол • :полные :газовцце :пения :( в пере :счете па :Формаль- дегид ) •
A2-I 1,39 0,28 3,17 1,50 0,39 0,20 1,27 —. 0,40
3>_90 0,61 — 7о,иб 0,20 8,72 0,28 — 50,00 0,06 10,00 (
7KG-<j? и,92 — 111,67 12,08 0,23 — 40,00 в* 4,38
50-40 -А4>- 1,08 1,42 0,20 14,72 и, 00 2,56 0,37 2,39 0,60 0,21 0,18 10,00 1,80 0,18 1,60 1 0,72
*1 р 78 , оЗ 11,83 — —- —• —
КУ-К — — — — — 0,61 — 10,00 в* 1,86
0ч?_3042 1,03 0,50 11,33 1,25 0,19 0,08 1,72 — 0,19
х-Здесь и последующих таблицах тактические значения выбросов получают делением величин на ТО3
-74-
Таблица 1.25.
Выделение вредных веществ от ^лашин
для изготовления стер.дней / 4 /
— • Наименование : и!арка технологичес-: связую- кого оборудо-: щего вания,машин, ; (смолы) типоразмер : для : стерлне- : вой* : смеси • ‘п Количес- тво смо- лы в смеси, (весовых частей) к песку . — । Выделяющиеся вредные вещества
наименование количество
10^/с на одну машину г/кг пер( рабатыва- мой смес:
Пашина стер:::- 0^-411 2,о0 невая полуав- томатическая, пескодувная, мод.2ВЬ2мГ Стержневой Сь-015 1,50 автомат мод. АЦИС-ЮБ ПК-104 о,00 ПК-104 4,00 Автомат стер:::- 2С$ раствор 2,45 невой мод.4309 мочевины в ленолоспирте То де 3,90- 4,40 C1-4II 2,76 10.4 2,76 'ж'*— ICi.I 2,оО Формальдегид 3,61 Фенол 10,00 у ормальд е гид 3,79 Фенол 2,97 Формальдегид 2,93 ."енол 2,11 3 ориаль д е гид 1,67 Сенол 50,00 метанол 20,00 пыль 140,00 углерода оксид 13,00 аммиак 14,10 ормальде гид 9,44 Аенол 10,00 .формальдегид 13,90 /енол 7,36 ! ’ орыаль~ егид 19,50 фенол 3,44 /ур'.урол 12,90 /ормальде гид а, 08 / енол 6,40 //уаутсл 7,64 С ориаль ~е гид 1,37 енол 6,47 ' "Р алел 7,33 0,090 0,022 0,010 0,010 0,010 0,010 0,010 0,032 0,018 1,690 0,840 0,190 0,099 0,140 0,058 0,030 0,033 0,022 0,050 0,050 0,078 0,094 0,с17 0,и79 а, ы 4
-75-
Продолтение таблицы 1.25.
- . - . Наименование технологи- ческого обо- рудования, модель,типо- оазмер !»1арка связую- щего (смолы) ДЛЯ стерж- невой смеси ; Количест- во смолы в смеси, весовых частей к песку Выделяющиеся вредные вещества
наименование количество
10*г/с на одну машину г/кг пере рабатыва- емой смес
Н1ашина авто- 20% раст- 3,50- Формальдегид 7,20 0,065 матичеокая вора мо- 5,50 Доиптт о qc о прд стержевал чешны в jSH0JI “• двухпозици- феноло- онная, мод. спирте 4705Б ;/1ашина стерж- М-З 3,00- формальдегид 27,50 0,038 невая автома- о rnpunn 15 50 0 021 тическая пес- (ренол 10 кодувная од- КФ-40 4,50 формальдегид 19,80 0,021 мод?47^СННаЯ’ ФУЙУРОЛ 100,00 0,107 (23225л1А) при изготовле- КФ-90 2,75 формальдегид 61,20 0,037 ™ccoF§5:le метанол 227,50 ОД-36 20 кг аммиак 227,50 0,136 с механизмом ВФ-90 2,75 формальдегид 53,80 0,054 стерщейЮ1 метанол 215,23 0,215 мод.4633 аммиак 150,69 0,151 при изготов- 20% раст- 3,50- Формальдегид 10,21 0,014 лении стерж- вор моче- - -п /1OurvTT ? ТР 0 озо ней массой вины в °’°и ’'енол менее 20 кг феноло- аммиак 14о,83 0,202 спирте Автомат стерж- ФФ-ICLi + 2,00 ; Формальдегид 19,40 0,070 невой двухпо- Феноло- ,;.нпя 29 16 0 ИЗ зиционныи спиот •енол и’- мод.Р01ь метанол 1х,П 0,043 , акролеин 0,63 0,003 Автомат стерж- &2-ШЯ 2,50 •’'ормальдегид 53,33 0,120 невой двухпо- /.'-рчотт 123 61 0 278 зиционныи, енол и, 2^, । МОД.Р015 СФ-411 2,00 'формальдегид 25,97 0,051 1 фенол 7,02 0,013 ФФ-1СМ 2,50 формальдегид 5,42 0,004 Фенол 216,67 0,557 7 метанол 27,08 • 0,070 акролеин ^,о9 0,012
-76-
йродолкнние таблицы I.2d.
Наименование :Ларка технологи- ;связую- ческого обору-;щего дования, мо- ;(смолы) дель, типо- :для размер ;стержне- ;вой .•смеси Количест- во смолы в смеси, весовых частей к песку *——————4——— Выделяющиеся вредные вещества
Наименование : Количество ;103*г/с :г/кг пере ;на одну :рабатыва- ;машину :е?.юй сме- .* :си • •
Автомат стерж- СП-0,15 4,50 формальдегид 1,36 0,010
невой мод.оОХб фенол 0,73 0,010
Автомат стерж- ПТ—Юм+ 2,50 формальдегид 7,82 0,032
невой, мод.4544А меноло- спирт фенол 5,40 0,022
ФУЙурол 16,83 0,069
То же ^уритол 1,50 формальдегид 0,27 0,001
Фенол 8,33 0,044
метанол 2,77 .0,015
Автомат стерж- 20^ раст- 4,50 ' формальдегид 0,83 0,075
не во йл мод.4о54 вор мо- чевины в с5енол 9,20 0,083
феноло- спирте метанол 6,70 0,600
Лашина стержне- КТ-40 4,50 формальдегид 28,02 0,043
вая автомати- ческая песко- . дувная однопо- - ФУРЙУРОЛ 142,20 0,271
зиционная, мод . 47о4С (232272А) КП-90 2,75 формальдегид 131,25 0,253
Полуавтомат для ^T-ICu 2,50 ...ормальдеглд 1,06 0,007
изготовления оболочковых "енол 9 44 ' 9 0,060
стержней. мод‘. 4544а метанол акролеин 5,90 0,35 0,038 0,004
..Машина стержне- 20^ раст- -1,00 формальдегид 23,33 0,140
вая .автоматичес- кая пескодувная вор моче- вины в фенол 62,22 0,373
мод.4728А ’еноло- агллиак 116,57 .0,700
спирте углерода
оксид I, чСО
пыль 311,11 1,867
..ашина стержне- СП-015 4,50 ор:.'.эльдегпд 43,87 0,056
вая полуавтома- тическая для •'енол 93,75 0,158
изготовления
оболочковых стерж-
ней, глод.29113
Продолжение таблицы 1.25.
Наименование технологичес- кого оборудо- вания, модель, типоразмер 4 „ , — Марка связую- щего (смолы) для стерж- невой смеси Коли- чество смолы в смеси, весовых частей к песку Выделяющие ся вредные вещества
наименование количество
1033ег/с : г/кг ПС на одну : оераба- мадину .* тываемс ; смеси
1дашина стерж- невая автома- 0^-480 2,50
тическая пес- кодувная, мод. (23223А2А) 20^5 раст- вор моче- вины в Феноло- спирте 4,40
Автомат стерж- невой, мод. Р064 Р065 РО64Й, РОбоЫ Смесь на основе йеноло- спирта, в т.ч. мочевина иенолосгшрт 0 30 2,40
формальдегид фенол 14,39 34,94 0,083 0,201
формальдегид 14,63 0,088
фенол 178,00 0,297
аммиак 110,00 0,660
углерода моно- оксид 152,78 0,917
пыль 274,44 1,650
формальдегид 1,87 0,027
фенол 9,38 0,-135
метанол 9,38 0,135
аммиак 34,38 0,495
углерода моно1- окспд 53,12 0,765
ацетон 532,50 8,100
I03 55 - фактическое значение выбросов получается делением
величины на I03.
-78-
1.6. Специальные способы литья
Современные и высокопроизводительные способы литья в оболочко-
вые -.ормы, в металлические Йормы к по выплавляемым моделям к насто-
ящему времени в отношении выделений вредных веществ изучены недоста
точно. Поэтому в табл.1.26 4-1.30 приведены лишь значения для не-
больших ( до 20 кг ) отливок в песчано-глинисты:: нормах с исполь-
зованием оболочковых стергяей, а такше литье в облицованный кокиль
по данным ВНИПОТ З^СПС ( г.Свердловск ), от оборудования автомати-
ческих линий изготовления оболочковых Оорм по данным ClLui ( г.Одес-
са ) И др.
1.7. Некоторые виды автоматических лите!кых линий
В последние годы на предприятиях получают широкое распростра-
нение автоматические линии отечественного л зарубежного производ-
ства. Для некоторых из :-их окачения выделений вредных веществ-при-
ведены в табл. I.3I, 1,32.
Таблица 1.27.
Выделения вредных веществ при литье в оболочковые формы и в
облицованный кокиль / 7 /
эеия лчала •IBKH, - -А- ОТ За- С _--А - » * количество выделяющихся вредных веществ , I03 г/кг л- - .—- « - . - _ стержне во 11 сме си
при литье в песчано-глиняные -.-.•орЕш с использованием обо- лочковых стертые й при литье в оболочковые '.'Йормы при литье кокиль в облицованный
енол ; • • цианиды углерода монооксвд ренол : цианиды углерода монооксвд 4)е нол цианиды I углерода ; монооксу
120 0,02 0,13 332 2,1 0. ,1 7,4 Зо8 104 5,6
300 0,07 0,30 805 3,4 0,3 18,5 898 106 7,8
ООО и,1о и,.|1 1811 4,3 0,6 и'/, 8 922 НО 10,3 . П,3 о
1200 и, 30 0,49 3598 5Д 1,1 68,8 1045 ИЗ
1300 и, 40 0, о4 0434 о,4 1,5 97,ч 1169 115 12,3
2400 и 00 > 0,32 7187 4,3 184,0 1175 123 13 3
ooOU и,зи 0,37 10705 — 204,6 — 130 14,4
4а 0U »_
примечания:
I. данные в таблице приведены для стержневой смеси на основе смолы CSp-015,
Общая металлоемкость отливок не более 20 кг.
б. после 2ч0и с вре.цпне вещества практически не выделяются.
-79-
Таблица 1.26.
Выделение вредных веществ в процессах получения оболочковых
форм и стержней из смеси на основе смолы С^_015х / 2 /
Процесс, воеыя от начала цикла, мин. Выделяющиеся вредные вещества, мг/кг
йормаль-: '.'енол дегид : :метанол ;аммиак:цианиды оксид углеро- да
Изготовление смесей горячим плакированием
0-4,5 0,69 0,80 — — — — 1
4,5-7,0 0,40 0,10 — — — —
0-7,0 1,29 0,90 — 0,15 — • —
Отверждение и охлажде- ние морм и стержней
I 6,0 16,3 10,6 22,4 — —
3 15,4 47,8 84,0 1586,0 — — 1
5 21,9 65,4' 85,0 1624,0 — 1
10 40,6 92,5 88,4 1632,0 —
20 76,2 144,1 90,4 1636,0 — —
30 107,5 186,5 92,6 1638,0 — —
40 122,7 236,4 — — — —
50 161,2 283,7 — — — —
60 200,0 328 8 — — — —
Заливка металла
2 — 3,1 — — э — ' , 4
5 — 5,4 — — 0,3 18,5
10 — 4,3 — —. 0,6 37,8
20 — 5,1 — — 1,1 68,8
30 — 5,4 — — т,э 97,4
40 — 5,7 1,9 134,0
60 — — — — — £ Ю 4,8
эе) Исходные данные приведены д ЛЯ 1 КГ о CD (.>
песок - 100 в.ч.; с: стеарат кальция - 0 lOv^a и*— 015 - 1, - .
-81-
Таблица 1.28.
Выделение вредных веществ от технологического оборудования
линий для изготовления оболочковых форм на базе стержневых
автоматов мод.РОЗО и Р040 конструкции Ж1/1ТРхи<Т0Р0СЕлЬХ03МАШ /4/
Наименование технологи- ческого обо- рудования линии и ее узлов Ч — • 1 : Количество выделяющихся вредных веществ
.-единица; :измере-; :ния : наименование
пыль углерода ! монооксид; • аммиак ; фенол до шаль- дегцд
Дозатор смеси 10ь*.г с.кг смеси 53,65 ' — 4,48 2,31
Кантователь то же 3,95 5,56 38,09 13,51 0,11
Печь поли- меризации Ю6ДЕ— с.кг оболочек — 41,70 55,04 30,02 8,42
Узел про- тяжки То же — — — 2,83 —
Съемник. Узел обдува и опрыскива- ния оснастки _п— 27,8 0,72 4,34 4,36
Печь нагрева оснастки ... __н_ 0,14 0,08 3,67 0,06
Сито полиго-
нальное -JI 0,83 — — — —
Примечания:
I. Количество выделяющихся вредных веществ подведено для
смеси следующего состава I в весовых частях ):
песок 94,1
смола С^-0,15 5,0
уротропин 0,6
стеарат кальция 0,3
2. Значения количества выделяющихся воедных веществ, поизе^ениые в
таблице, получены при натуоных изменениях на обооудозанин,
оснащенном местной вытяжной вентиляцией.
3. В таблице поиведены максимальные значения количества вое. ных
веществ.
б? у
10 Л - фактическое значение выбросов получается делением
величины на ДО.
-62-
Таблица 1.29.
Ввделение вредных веществ оборудованием участка
литья по выплавляемым моделям / 2 /
Участок,процесс и Объем ас- тип технологичен- пирируе- кого оборудования мого воз- духа, тыс.мг/ч Участок изготовления модельных блоков и керамических оболо- чек: баки расплавления 0,6 компонентов модель- ной массы столы опайки зумпфа 0,75 автомат обмазки и обсыпки модельных блоков: ванна окунания 1,0 ванна с кипящем слоем песка I,5 агрегат приготовления огнеупорного покрытия . / модели 662______ У^биы^доМтор^^ 0,6 установка приготовле- ния огнеупорного по- крытия мод. 661 0,2 агрегат приготовления 0,45 огнеупорного покрытия мод.о62А автомат для нанесения 1,5 \ огнеупорного покрытия установка воздушно- аммиачной сушки 26,5 Выделяющиеся вредные вещества Наименование количество г/кг г/ч парафин * - 116 паоафин* - 144 ацетон* - 230 изопропиловый - 210 спирт пыль кварца - 3750 пыль, маршалита, . кварца - 3001 пыль маршалита - J324Q ацетон - 84 пыль маршалита -6120 ацетон - 252 пыль маршалита - 3600 ацетон - 216 пыль кварцевого песка - 3600 аммиак 230
-83-
1Хродоаиение таблицы 1.29.
Участок, процесс и тип технологичес- кого оборудования Объем аспи- рируемого воздуха, тыс.м°/ч -4————————— Выделяющиеся вредные вещества
наименование количестве
г/кг I г/ч
- ванна для выплавки 19,6 углеводороды — 292
модельного состава, мод.672
- установка для вы- плавки модельного о,0. углеводороды — 7о
состава.
- полуавтомат отде- 2,0 ления керамики и (узел отде- отливок :,год.693 ления кера- мики) пыль кварца и керамит — 6000
i,5 <узел отде- ления отли- вок ) пыль кварца и кераттки — 4500
- установка для от- деления кератит - установка выдела- 1,2 з,с пыль кварца и кератшГ — 3600
чивания керамики ку места за- мод.69о грузки) , 3’7 (у места выгрузки) аэрозоли целочи аэрозол:! мелочи — 31,3 26,2
полуавтомат обработ- Q । ; i;i 1; cl И со с > 'О с! — -LOO
ки готовых изделии
пары
Выделение вредных веществ при литье алюминиевых сплавов под
даьлениегл и в кокиль / 8 /
Таблица 1.30.
- — ... - * именование гхнологическо- ) процесса Е Наименование оборудования, его тип, марка I . - - . - - .. . . - Наименование состава, применяемого для смазки борм , 1 U ч Количество выделяющихся вредных веществ, 103г/с
твердая состав- ляющая аэрозоля ( пыль оксида алюминия; пары газовая составляющая аэрозоля
масла ;керосина • • • • углерода :серы ;углеводо- роды
оксид :оксид •
тье алюминие- эгс сплава -2 под дав- нием Литьевые ма- шины типа A7IIB08 A7IIBO9 Смазка "Вапор" Силиконовая смазка в аэрозольной упаковке Смазка горным воском 0,0416 0,0416 0,0416 13,69 3,77 1,33 47,22
Смазка пчелиным воском 0,0416 — — — — 33,33
Смазка прессолом 0,0416 8,33 — 3,33 0,97 — A?
Смазка состава: вазелин тех11Ический-84% 0,0416 пуд.ра алюг1И1шевая-12% гра..ит-1,3;' ' керосин-2, 4;б — — 4,17 —• — 4^ 1
^итье алю. тние- д?< сплавов в кокиль «лИтьев. 10 i.ia— iiimui марки CXft? 400/35 ( чи^р ) -питьевые i.ia— мины марки Италия) - Кокильная ма- ГДПа I ’ ОД. -Jia Смазка ".запор" Смазка горным воском смазка "Вапор" Смазка горным воском 115 0,0722 0,0722 0,0944 0,0944 0,иаоО I 14,16 14,16 — 3,ь3 У, 44 1,61 1 ,о9 об 67 би, и7 V
-85-
Таблица 1.31.
Выделение вредных веществ от участков автоматических
линий литья s кокиль / 7,4 /
- и Наименование линии Наименование участ- ков (секторов; ли- нии и оборудования технологической операции Выделяющиеся вредные вещества
наименова- ние количество
г/с на участке 1 секторе) г/кг лить
Кольцевая ка- Сектор нанесения пиль 0,7о0 - русельная ли- присыпок ния центре- Сектор заливки то ле 0,139 - бедной отлив- LlTa-до затор ки гильз в Сектор выбивки -"- 1,556 кокиль Извлечение гильз из кокиля Сектор очистки кокилей 1,244 В целом по всей линии 4,339 Автоматичес- Нанесение и отверг::- сенол 0,022 0,0590 кая линия дение облицовки литья в обли- Подготовка модели то ле 0,024 0,0330 цованные ко- Осмото кокилей -"- 0,036 0,0960 кили, мод. Сборка Соси -"- 0,003 0,0067 AI20 передача Йоом на заливку ' * -"- 0,002 0,0052 Сектой' заливки углевода оксид 1,о89 4,2300 йенол 0,0о6 0,1480 крезол 0,044 0,1185 Теомостат с залиты- углерода ми нормами оксид 0,775 2,0о00 енол 0,028 0,0750 коезол С,Col 0,083 Раз бочка ,роом углевода оксид 0,Со7 0,1780 • енол 0,001 0,0036 Сектоо очистки ко- углесода шлей* оксид 0,0оЗ 0,1480 'енол 0,174 0,4330 крезол В целом по дьш углевода оксид 2,486 3,3300 -енол 0,х74 0 46а д- ое з ол 0,073 0,2020
-86-
Таблтдда I • 32,
Валовые выделения вредных веществ от литейных
автоматических линии / 4 /
Наименование и модель ли- нии — 1— Наименование участков линии, обооудования Выделяющиеся вредные вещества
наименование количества
г/с г/кг за- литого металла
Линия мелкого Участок залив- углерода 38.6888 - и среднего ки оксид 250,0000*’ •^тья на базе уи-ютск ле 5С.СССС - - тележечных юб 000* конвеиепсв , Участок выбив- пыль 4,8200 ки, устройство угле иода выбивное оксид 0,0003 Линия автола- Участок залив- то ме 88л0000 - - тическая ли- ки 1Об,3333* теиная, „юд. Участок охла:::- -"- 50 0000 - дения 106,0000* Участок выбив- пыль 3,1388 ки, прессово- формовочных автомат Линия литей- Участок залив- углерода 100,0000 - ная автоматы- ки оксид оОС,ОООС* черкая, мод. Участок охла:::- то ле 13,с333„- дения ы7,8167я Участок выбив- пыль 15,4537 ки, устройство углевода выбивное оксид 3,8x84 Автоматичес- Участок залив- то :::е -0,2778 кая Оормовоч- ки "о? ЙоОЯ’' Участок охла:::- - " - 2,7778 (конструкции Де—1я KEiTCXi) с Гастон bl:бив- пыль -3,с889 размерами кн углерода ЗЖ свету чисток Оооыов- оксид 0,5556 1оООх!о00х ки <позиция" о00/о00 очистки и ‘он- пыль 5 5556 литье в пес- рыскпванлл плит чанс-пп*-^--- ---г-- ‘ кеоосин 0.2778 ТГЦ '.Т’7’ О
-87-
Наименование и модель линии Наименование участков линии, оборудования Выделяющиеся вредные вещества
наименование ; количество
:г/с :г/кг залитс ;го металла
Автоыатичес- Участок заливки углерода оксид 2,7778 0,3700
кая формовоч- ная линия, серы диоксид 0 2228 f 0,0500
мод.3803 Участок силам- углерода оксид 9,о553 2,3000
формовочная смесь на ос- дения серы диоксид 2,0000 0,4800
нове Участок выбивки пыль 124,4444 2,9900
сульфата Стер:кневая углерода оксид 2,5778 0,6200
смесь—ЫЗС серы диоксид 2,4917 0,6000
Участок фордов- пыль I,63о9 0,3900
ки керосин 0 8333 0,2000
Узел срезания пиль и j оисО 0,1200
напуска смеси
Участок окраски пыль 2,1337 0,5100
полуформ ацетон 0,4137 0,1000
Автоматическая Участок заливки углерода оксид 0,2222 0,0600
йормовочная линия миомы серы диоксид 0,0с94 0,0200
*Аюнкель-Ваг- азота оксиды 0,000с 0,0023
нер” с раз- Участок охламде- ,’углерода
мерами. корм НИСТ оксид О, -loot’ 0,±20\j
в свету 2900х1700х серы диоксид 0,1250 0,0350
500/400 азота оксиды v, СоЗЗ и, 001'2
ацетон 5,0333 1,4100
сероводород и,00с8 0,0025
бензол 0,2514 0,0700
бензин о,2778 0,9080
Участок выбивки Участок соомов- пыль I,3300 0,3700
ки то ые 0,х7о0 0,0'iv „
ИЕГ
-88-
продолжение таблицы 1.32,
Наименование и модель линии Наименование Выделяющиеся вредные вещества
j4ctCiKuB JUlrulM," оборудования наименование количество
г/с г/кг за- литого металла
Авт оматиче с кая формовочная Участок рормов- ки пыль 1,7833 0,4400
линия пирмы "Германн с очистка лаза опок
размерами юорм
в свету 2500х обдувка модели п I,3333 0,0330
1600x50 0/600 обдувка и окрас-
ка полунорм и 0,7778 0,1910
Участок заливки углерода оксид 1,2500 0,0310
Участок охлажде- то же 1,2639 0,0310
ния ( в т.ч. час- тично заливки )
Участок выбивки ( каскад реше- ток ) пыль 73,3333 18,0880
к - размерность - г/с на один ?:етр длины заливочного или
охладительного конвейера
-о$-
1.8. Вшивка форм и стержней
Извлечение отливок из песчано-глинистых форм и освобождение
их от отработанных формовочных смесей производится с помощью вы-
бивающего оборудования и также сопровождается выделениями вредных
компонентов в виде пыли, газов и паров. В общем виде на I т отлито-
го металла отсасывается до 12 тыс.м3/ч загрязненного воздуха,
содержащего до 30 кг пыли, горедой земли и окалины. В табл.1.33
приведены величины выделения пыли и газов оборудованием наиболее
часто встречающегося типа. При очистке отливок основными вредными
компонентами в аспирируемом от технологического оборудования возду-
хе являются пыль, углерода монооксид, оксиды серы, азота и аммиак.
В связи с отсутствием надежных результатов инструментальных измере-
ний выбросов при использовании этого оборудования в процессах вы-
бивки форм и стержней при производстве цветного литья их значения
можно принимать по соответствующим данным для черных металлов.
1.9. Механическая очистка отливок
Отливки, полученные любым из способов литья, в большей или
меньшей степени требует очистки их поверхности от остатков
пристывшей и пригоревшей формовочной и стержневой смеси, удаления
литников и заливов (прибылей). Для этого применяется различное
технологическое оборудование. Очень широко используются дробемет*»
ные, дробеструйные и абразивнозачистные устройства различного
типа. Удаление литников и заливов осуществляется с помощью диско-
вых пил или тепловой резкой. Значения выделений при этом вредных
веществ следует принимать по соответствующим разделам обработки
материалов механическими способами и тепловой резки.
Очистные и галтовочные барабаны предназначены для очистки
мелкого и среднего литья несложной конфигурации и не подверженные
-90-
бою.Все остальное литье - в дробеметных и дробеструйных аппаратах.
Основным компонентом в этих выбросах является пыль.В табл.1.34 *•
1.35 приводятся величины этих выделений.
Таблица 1.33.
Выделения вредных веществ при выбивке (норм и стер;кней / 3 /
1аименование оборудования тля выбивки норм и стержней Количество выделяющихся вредных веществ
пыль углерода оксид серы диоксид азота оксид аммиак
г/с на единицу оборудова- ния г/кг от- ливок г/с на единицу оборудо- вания г/кг от- ливок г/с на единицу оборудо- вания г/кг от- ливок г/с на единицу оборудо- вания г/кг от- ливок г/с на единицу оборудо- вания г/кг от- ливок
одвесные вибра- 4,06 9,7 0,5 1,20 0,017 0,040 0,08 0,20 0,17 0,40
оры при высоте
поки под решет-
ой не более 1 гл
ешетки выбивные . Л67 3,7 0,4 0,94 0,014 0,029 0,09 0,17 0,16 0 28
ксцентриковые мод. 421
‘о же мод. 422 'ешетки выбивные 1,94 4,1 0,5 0,93 0,015 0 030 0,11 0,18 0,18 0 29
инерционные,мод. 31211 1,37 3,6 °,4 0,94 6,014 0,029 0,09 0,17 0,16 0 28
’о же мод. 31212 1,94 4,1 0,5 0,98 0 015 0,030 0,11 0,18 0,18 0 29
.‘о же мод.31213 2,50 4,7 С, о 0,99 0,017 0,031 0,12 0,18 0,21 0 31
’о же мод.31214 3,30 0 О 0, о 1,02 0 018 0,031 0,14 0,19 0,24 0 33
.'о же мод.31215 ы,70 и, 4 и,8 1,05 0,024 0,031 0,17 0,20 0,31 0 36
..’о же мод.3121о 7,10 7,8 и, 9 1,11 0,030 0,032 0,21 0 21 у 0,39 0 43
io же мод.31217 10,40 з , ° 1,3 1,21 0*040 0,035 0,23 0,24 0,57 0 52
Со же мод.31218 15,30 10,7 I ,О 1,з7 0,057 0,037 0,46 0,28 0,79 0 о?
L’o же мод.з121ь 2-т, 10 11,3 2,6 1,63 0 Ооб 0,042 0,55 0,34 1,19 О 81
lO же М0Д..Ц-' 120 0 , оО о, 9 0 8 1,08 0,025 0,031 0,18 0,20 0,33 0 Зо
-Тб-
-93-
Таблица 1.34.
Выделения пыли при дробеметно-дробеструйной
очистке поверхностей деталей и галтовке / 2,4 /
Наименование производств,це- хов, участков Наименование технологичесдой операции, применяемого обо- рудования, обрабатываемого изделия Количество выделя ющейся пыли
г/с на :г/кг очи- единицу ;щае.мых sic оборудо-:делий вания
литейные цеха Очистка отливок
серого, ковкого в галтовочных барабанах
и высокопрочного пеонодического действия
чугуна (мод.0Б-900,4114,41124 и
Отделение очист- др.) при массе очищаемых
ки и обрубки от- отливок:
ливок менее 20 кг 1,83 3,66
от 20 до 40 кг 1,25 2,05
от 40 до 60 кг 0,63 1,00
в галтовочных баоабанах не-
прерывного действия (про- ходных) , мод.314,-х1212 и др.
при массе очищаемых отливок:
менее 40 кг 3,34 2,40
от 40 до 100 кг 2,63 1,02
в барабанах и машинах полуав-
томатических очистных дробе-
метных пеоиодическоро > дейст-.
вия. иод. 323;4,324м, 326,4221 3.4 ,42213’4,
422^3,42233 и др.) при массе
очищаемых отливок:
менее 25 кг 2,78 4,00
от 25 до 40 кг 4,4о 4,00
от 40 до 60 кг _3,?5 4,06
от оО до 400 кг х4,оЬ 4,04
иепоерыьяого действия и~оо-
ходных) мод.317,42322,42313,
42232,42234 и др.) пои лассо
очищаег.'Их отливок:
менее 25 кг
10, Си
от 20 «“ойстЬх
я стогахТбгпобрг -я
П,.7
__ _____________THHX “ЭОИО-;
дического действия, мод.345м,
343.1 и др._____5,^0
то ::е непрерывного .г.е.-стви.
'.од.>-j“/,с-г2,ооо п Л»
-94-
Продол.иение таблицы 1.34.
Наименование производств, цехов, участков Наименование технологической операции, применяемого обору- дования, обрабатываемого из- делия А- ,.— ..—.- „а , количество выделя- ющейся пыли
г/с на единицу оборудо- вания ;г/кг очи- щаемых .’изделий
Литейные цехи Очистка отливок: серого,ковко- в камерах очистных дробемет- 22,94 го и высоко- ных.периодического действия, прочного глод. 42815,42815,42825,42826 и др. чугуна в т.ч. Отделение универсальных, мод.42834 и др. 13,90 очистки и об- в каы.еоах очистных дробеметных. рубки отливок непрерывного действия с враща- ющимися подвесками ?лод.37о,376, 378,42733,4^734,42735 и до: для мелкого и среднего литья 7,17 для крупного литья 24,13 в дробеструйных к/мерах с объемом камеры: менее 5 м3 17,35 от 5 до 60 м3 29,19 от 60 до 100 ?т3 14,82 в дробеметно-дробеструйных 14,68 камерах и установках'различных типов дузнечно-прес- Очистка поковок и заготовок совые цеха в дробеметных барабанах п ма- Птттгп^ипп шинах очистных полуавтсмати- отдетение ческих периодического действия отделение при ыассе покозок; менее 25 кг 1,74 от 2и до *хС* кг от 40 до 80 кг 0,39 от 80 до 400 кг 5,77 то яе непрерывного действия при массе поковок: менее 25 кг 4,73 от 25 до -±0 кг t?,3I в камерах очистных дробеметных периодического действия, 4,89 г, m тг 'ППГВЭОСЭЛЬНЬ’Х 5,ы1 13,75 ' 12,50 2,33 2,23 41,60 16,16 4,72 8,60 3,13 . 1,9э 5,74 2,01 3,40 2,09 4,22 i
-95-
цродолпение таблицы 1.34.
Наименование произ- водств, цехов, участков L 1— Наименование технологиямс-;Количество кои операции, применяемого!дейся пыли выдели
ииии^диюнн.т., uujJciuaiJijaae—. иого изделия !г/с на :едини- цу обо— !рудова- • НИЯ г/кг очи щаемых изделий
Кузнечно-прессовые цеха Очистное отделение Счистка поковок и заготовок в камерах очистных дро- беметнмх непрерывного дей- ствия с вращающимися под- весками: для мелких поковок 2,84 1,02
для средних поковок 4,70 1,32
дли крупных поковок 8,33 0,07
в дробеыетно-дробеструйных и дробеструйных камеоах объёмом: менее 5 ?,ц 1,53 3,37
ОТ о ДО 60 м3 5,01 3,00
от 30 до ЮО ?13 о,51 1,87
Термические цеха Очистное отделение Счистка детелей после термо- обработки в галтовочных барабанах периодического_действил мод.ОЬ-S 00, 4ш4 п др. 0,83 0,85
то де непрерывного действия 1,11 0,80
। С.' I: м р, М га га cd t: VJ 01 Ctf E l О Cd- : VD CD гаг • • о cd til Гч га еч о га cd Еч ;; о cd Д) Ф 4--Г ОНО) С’( 1Я о t{ о о га cd га гаке -
менее 25 кг 1,14 2,05
от 25 до 40 кг 2,08 1,88
от 40 до 80 кг в,37 1,32
от 80 до 400 кг 0,16 1,14
в дробеметных барабана." не- прерывного действия при массе деталей: менее 2о кг 2,о7 1,71
от 25 до 40 нг 4,25 0,0 с.
'•3 14 Ш • CD га’га Ц , о 5 р: J-4 cd u j Й! м cd cd га 1<и о О M о га О га га га i I U О О Пп И га 1 1.11 1 • : 4 с.) н •! 1 К > d с< . : G Id <D 4 >) -д:х --л97 5 хЗ 2,38 4,80
Еч ! CD cd га ' V- га - о с га О С ! Г/ ! г 1 га ' с: М о • Ei l-i CD О 1- м га ;: о : : : ii ' К ф • с; <га °(га га Ф cd П С) ” * . ч га га га о
) ; Ч ! Е< П) ! »1 । ; ( И) О J 9 V 9
-96-
Продолмение таблицы 1.34.
Наименование производств, цехов, участков > 1 -—II- Наименование технологической операции, применяемого обо- рудования, обрабатываемого изделия * - — - 1 Количество выделя- гэдейся пыли
г/ с ха : едхшгцм: обору- : дования: • г/кг очи- щаемых изделий
Термические цеха Очистное отделе- ние Гальванические це- ха Отделение очистки Сварочные цеха средних деталей 3,88 крупных деталей 7,17 Очистка деталей после теомооб- работки в дробеметно-дробестоуйных камерах, мод. 334,3343/, 42612, 42634 и др. с объемом камеры: менее 5 м3 0,39 от 5 до 60 м3 2,28 от 60 до 100 м3 3,53 на столах очистных дробемет- ных периодического действия 1,37 непрерывного действия 2,56 - Очистка поверхностей деталей перед нанесением покрытий в барабанах очистных галто- вочных 0,28 в барабанах очистных дообе- метных ' 3,39 в камеоах очистных рообеые ?- ных ' ' 5,14 Стру:д-:о-абразивная обработ- 0.22 ка деталей пород нанесением м покрытий плазменным напила- 0,16- нием в камерах объемом до 5 м с применением электло- корунда 1,32 0,83 1,86 1Д7 0,91 3,60 2^3 1,00 2,50 5,00
количество оксидов ыелеза, г/с
Таблица I«35.
Выделения глеталлообразивной пыли при абразивной
обдирке, шлифовании, зачистке и обрубке изделий / 4,9 /
наименова- ние произ- водств (цехов), технологи- ческая операция Наименование обо- рудования, его тип, марка,модель диаметр абра- зивного круга, ’.ЕЛ количество выделяющейся пыли
г/с на единицу обору- дования г/кг обработанных отливок нассой
до 5 кг :до 25 кг •
литейные Стационарные об- 200 0,18 0,80 1,30
цеха дирочно-шлифоваль- 0 50 3 00
грубая об- ные и точильно- ЧУ р Ч/ \У ^У р хУ чУ
дирка и шлифовальные стан- 500 0,62 2,78 4,44
шлийовка отливок ки йод.36634(3л634), ЗЙ635 3й636,3м634 °/и 1,12 5,00 8,00
и др. ( с двумя 750 1,57 7,00 11,20
кругами ) Скоростные обдироч- 500 0,28 0,90 1,25
но-шлийовальные станки ыод.343бП(Л), ии 0,31 1,00 1,38
3437П(л) и др. 750 0,34 1,09 1,50
Автоматические и по- 0,34 • 7,50 1,*50
луавтоматиче ские
станки для зачистки
и шлифования отливок
механизированные комп- лексы и линии абра- 0,41 0,08
зивы oil зачистки
подвесные (некачающи- 400 1 43 7,26 17,00
еся) навдаки с ме- 500 1,71 8,71 20,00
ханической подачей
круга 600 1,99 10,14 23,60
Аузнечно- Стационарные точпль- 200 0 ZI 1,00 2,00
прессовые цеха ночплийовальные станки 400 U,22 2,00 4,00
Очистка и 500 0,31 2,7 5 5,50
зачистка 600
поковок о,о7 6,60
Термичес- То ме вОы 0,06 0 70 2,20
кие цеха Л 79 ~ г.
Очистка де- 0,12
талей после 500 0,15 1,70 0 , 20
тевглообра- ботки 600 0Д8 2,16 6,50
литейные це- - Станки для электро- 500- 6,35
ха контактной зачистки 600
отливок
Продолжение таблицы 1.35
L Наименование производств (цехов),тех- нологическая операция .1 Наименование оборудования, его тип,марка, модель f. 1 - - диаметр : Количество выделяэдейся абразив-: пыли ног: ; круга, ;г/с на ; г/кг обработанны: мм :единицу ; отливок массой •‘в1шцчД°_ : до 5 КР :до 25кг
Литейные, Зачистка переносны-
сборочно- сварочные ми шлифлааинками: отливок 0,13
и заготови- тельные дефектов проката 0,07
цеха Литейные Установки для об- 0,90
цеха Литейные наддачивания мелкого литья Столы очистки и обрубки изделий Обнадцачивание Обрубка пневмомо- лотками Участки(столы) зачистки крупных сложных отливок (не очищенных от оборотной Формо- вочной смеси) Станет для обрубки отливок по контуру зубилом, обработки Фрезой или круглым напильником Карусельные станет 1,12й 0,06 0,39* 0,04 0,34 0,43й*
цеха стержневые отделения для зачистки изделий Станет для зачистки и шлифовки стержней: 0,57й* 0,14 0,18хх
грубая зачистка зачистка и шлифовка
заточка 0,12 0 14й*
цехи това- Зачистные станки для 0 с 9 f
ров народно- круглого пооката с
го потребле- ния оальвакичес- кониче сетей круга;.и крацевание изделий 0,07
киё цеха ст алыш: и щетка'л
размерность г/с на а кв.м повеохности стела или ое":етиатот’о ~о
хх г/кг обработанных стеоете”. ' * "
-100-
2. K/3E34hO-ilPECCO3JE и TER.uI4ECxClE ЮТ
Основным технологически:.: оборудование:.: кузнечно-прессовых и
термических цехов являются нагревательные печи, работающие на газе
и мазуте, электротермические печи и ванны, закалочные баки, ковоч-
ные и штамповочные машины, это оборудование многообразно по своему
конструктивному исполнению и видам получения тепла. Несмотря на
широкое распространение на предприятиях машиностроительного пробил
различных типов электрических нагревательных печей, еще достаточно
часто встречаются мазутные и газовые печи. При своей работе они вы-
деляют такие вредные вещества как пыль, монооксид углерода, оксиды
серы, азота, цианистый и хлористый водород, аммиак, пары масел и
др. Следует отметить, что динамика выделения вредных веществ обору
дованием этих цехов изучена недостаточно и полной достоверности не
имеет. При правильной организации горения газового топлива присутс
вне в выбросах оксида углерода и азота делло быть :.дн:п.1альним.
Следует такме иметь в виду, что во -многих случаях продукты сгорания
выбрасываются прямо в цех и отводятся в ат. .ос'еру через Фонарные
проемы; кроме того в воздух рабочего по ’.ещ-э:-:ия поступают продукты
сгорания загрязнений металла в садке доп транспортировании нагрет-
изделий от печи к кузнечно-прессовому обору оныычю.
В термических цехах основным, наиболее, массовым загрязнителе:
кроме продуктов сгорания топлива в нагревательных печах, являются
пары масел, пары расплавов солен и щелочей и другие вещества.
3 табл.2.1 приведены данные о виде.тепл: вредных веществ при
нагреве металла под ковку и штамповку / 92 /, а в табл. 2.2 - зле!
тропечными агрегатами / 92 /.
-IOI-
Taблина 2.1.
выделение вредных веществ
нагревательными печами / 92 /
Наименование ! тип печи !Кол-во !Выделение вредных веществ,
печей ’ ’ о тса с ы- ’__г/с ___________
1 i ! • [ ! ! !ваемого’угле_ ja30T2 ’аммиак ! пасы !мине- !раль- !ного ! глас ла ’(нефт.
!воздухе .! (газа) ! М3/с I (рода ! (моно- ! (оксид ! оксиды ! । i t i
I ! 2 ! 3 ! 4 ! 5 ! 6 ! 7
Электропечь СИЗ-З.6.2/10 0,250 0, 00305 0,0С75Г -л —
“Яй ат- CH3-4.8.2.5/IC0 г) 0,305 0,00555 0, 0009'7 ’ - —
мосйерой СНЗ-6.12.4/ 0,653 0,01278 0, 00167 —
10(12)
СНЗ-8.16.5/ С । оСо 0,01667 0,00222 *
10(12)
СНЗ-11.22.7/ 0,272 0,02167 С, 00278
10(12)
Электропечь СНО-3.6.2/ 0, 250 0,00027 — —
камерная с 10(15)
ОКИСЛИТеЛЬНОИ рттг 1 с о с Лп атмосферой 0,305 0,00044 — -* —
СНО-6.12.4/10 0,653 0, CCI6I — — —
СНО-8.16.5/10 0,833 0,00355 — — —
СНО-9.14.7/10 0,861 0,00489 •—
Электропечь шахтная для азотирования США-6.6/7 кольпевой отсос от печи (к.о.) 1,167 - 0,01333 -
зонт-ворон- ка над фа- келом долшга (3~8 ) 0,083 0,00555
ВСЕГО 1,250 0, 00555 - 0,01333 -
США 6.7,5/6 к.о. 1,167 -- 0,01667
о-в 0, 083 0,00555 — — —
ВСЕГО
1,2о0 0,С0о5о
С, 01667
-102-
• I ! 2 ! 3 ! 4 ! 5 ! $ ! 7
США 6.12/7 1,278 0,02333 -- С-
• К.О. ЗтВ 0,083 0,00555
ВСЕГО: 1,361 0,00555 0,02333
США 6.20/7 К.О. 1,333 * 0,03333
ЗтВ 0,083 0,00555 — — —
ВСЕГО: 1,416 С, 00555 - 0,03333
США 8.12/6 к.о. 1,444 * 0,02083
з-в 0,083 0^00555 — — —
ЗСЕГО: 1,527 0,00555 0,02083
£ 0США 8.24/6 1,750 — • 0,03194
ф СО 0.083 0,00555 — — —
* ВСЕГО: 1,833 0, 00555 0,03194
электропечь шахтная ОВД -6.6/9 Кольцевой' отсос от печи(К.О.) 1,222 0,01817 0,00303 0,01333s-
Зонт-воронка над йакелом доднга(ЗтВ) 0,083 0,CG555 — — —
ВСЕГО: 1,305 0,02372 0,00303 0,01333s
СВДЛ - 6.12/9 к.о. 1,278 0,03272 0,00667 0,02333s -
з—в 0,083 U , CL.000 — — —
ВСЕГО: 1,36 ± 0,03827 0,00667 0,02333s
СИЖ-6.2С/9 К.О. 1,278 0,04000 0,00667 0,03000s -
з-в 0, 083 0,00555 — - —
ВСЕГО 1,361 0,04555 0,00667 С.СЗССС»
Только при нитроцементашш
-103-
I ! 2 ! 3 ! 4 ! 5 ! 6 ! ’• 7
СШЩ-6.30/9
К.О. 1,333 0, 05444 0, 0C9II 0, 04000х"' — -
з-в 0, 063 0,00555 — — —
ВСЕГО: 1,416 0,05900 0,009II 0,04000х — •
Электропечь СЖЗ-6.6/7 1,167 0,02761 0,00439
шахтная с • к.о. — —
защитной ЗтВ 0,063 0,00555 ——
атмосферой
ВСЕГО: 1,250 0,03316 С,00439 — —
СШЗ-6.12/7
К.О. 1,278 0, 03278 0, 00547 — —•
3 — В 0, 083 0, 00555 — — —•
ВСЕГО: 1,361 0,03833 G,GG547
СШ0-6.3С/7 К.О. 1,278 0, 06600 0,005 47 *
З-В 0, 083 0,00555 — — —
ВСЕГО: 1,361 0, 07155 0,00547 1 .
СЕЗ-6.12/12
К.О. 1,444 0,03278 0,00547 —
Э-В С, 0& о 0,00555 — — - —
ВСЕГО: 1,527 0,03833 0,00547 — • —
СШЗ-10.20/12 К.О. 1,889 с,ибОЭО 0, 01004 *
З-В 0,083 Cj сСО'ЭО —• —- —•
ВСЕГО: 1,972 С,07110 3,01094 — —
СЕ 13-15.30/1 С К.О. 2, 333 0, ООьэЗ о, 01330
3—Б 0, 083 0,00555 — —• —
ВСЕГО: 2,4±6 0,10388 0,0163'5 —
электропечь СЕО-6.3/10 1,000 0,00272 — —
лахтная с окислительной СшО-6.12/10 1,000 0, 00547 — — —
атмосферой СЕО-6.20/10 I, 055 0, 0IIC5 —
UL0-6.30/10 СЕО-15.30/7 1,Ш 0,01282 — —
Г у Ч» * — 0,04471 — — -
-104-
• I ! 2 ! 3 ' ! 4 ! О| G~>
Электропечь СНЦ-o.IG.o/S, 5 С,273 0, C53II 0,ССи88 0,33611 С,CCI68
Электропечь 3HC.ICC.C53 низкого от- пуска С, 130 С,CGI6I — — —
Электропечь СНЦ-5.Г0.5/ с, 6 С, 278 С, 05311 0, 00686 0,336II С, 00168
Электропечь высокого отпуска ЭНС.Эх0.247 С, 27S 0,00555 — — —
электропечь СНЦ-8.1^5.6/9, 5 0,417 0,07650 0,01180 0,5600 0,00255
Электропечь 6HC.3IC.2SI низкого отпуска 0, 2С8 С,СС355 — — —
Электропечь высокого отпуска 6HC.31C.277 С, 4x7 0,61867 м* _
электропечь отпускная СЕЗ-10.4G.1/7 Зонт-воронка над загрузоч- ным окном Зонт -воронка над факелом докига С., 067 С, С83 С,ссззз 0,00555 0,60222 - ‘
ВСЕГО: С, 186 6,00888 С, 60222
электропечь 6.6/6 ионная колпа-Вакуумный ковая ваку- насос ут,1Ная Зонт над блоком пи- тания С, 083 С, 417 — С, 01ОСО -
Sght над блоком уп- равления 6,180 — - 0,01060 / -
ВСЕГО; электропечь H1LB-6.IC/6 вакуумная патрубок от вакуум- ного насоса (ИН) 0,680 С, С83 0,02600
Зонт над блоком пита- ния л управ- ления 13) с. О1 гэ со яа* 0, 01000
ВСЕГО: 0,6x1 — - 0,01660
-105-
I 1 2 • о*/ ! 3 ! 4 ! 5 ! 6 ! 7
НШВ-5.18/6 ПН 0,083 —> —
3 0,528 — —• 0, 01200 — .
йСлГО 0, 611 — — 0,01000
Н1ьВ-20.24/6 ilH 0, С83 — —> —
3 С, 528 — и । С1 ОС 0 —
всего 0,611 — ~ \ - О, 01000 —
Термическая • камерная печь с выдвижным подом 25x5,5м 3, 000 0,01805 0 ,00150 —
электропечь термическая с выдвижным подом С±0-14.20.1С/ 12 СдО-2С.40. 15/10 I, ЗС5 1,444 0,00408 0,00278 —
J UдО-Зо. 7 и. 25/10 2, 75 С 0,00417
СдО—40.So. 20/ .6 — 0,00417 — — —
0дО-45.ICC. 45/10 — 0, 00472 — — —
ОКБ-3312 1,8С5 0,0077с — — —
электропечь закалочная ъКс—1 0. 4и • 1/э оонт-воронка над загрузоч- ным окном С, С 07 0,0 С ±67 С, 0с 222 -
Оонт-воронка над факелом дожита 0,137 0,0С555 — —
ВСЕГО: С, 264 0,00722 L, СС 222
-106-
Таблипа 2.2.
Выделение вредных веществ
электропечными агрегатами / 92 /
Наименован! агрегатов те!Тип и сос-!Количес- ! Выделение вредны:: веществ, г/с !тав агре- !тво отса-!
!гата ! ! J 'вр"духаГ 'Углерода!азота ! (Моноок- ! оксиды ! •м /с -сид ! ! jiiapbi мине аммиак :ральных
I ! 2 ! ! 3 ! 4 ! 5 ! 6 !
Агрегат элек-
тропечной ка-
медный уни-
версальный
для цемента-
ция, нитроце-
ментаций, за-
калки и низ-
кого отпуска
СНЦА -
5.1С.о/3,5
в составе:
-электро- 0,278
печь
СНЦ-5.10.5/9,5
-Электропечь 0,139
низкого от-
пуска
3HC.I00.C56
0,05311 0,00886 0,33611 0,00168
О, 0CI6I - - -
-моечно-су- 0,278
шильная
машина
НАИК.065.363.СОо
ВСЕГО
0,659
Агрегат элек-
тропечной ка-
мерный уни-
версальный
для цемента-
ции, ни твопе-
менташш, за-
калки и низ-
кого отпуска
СНЦА-
S.10.5/7,5
в составе:
-электро- 0,278
печь
СНц-5.1С.о/9,5
-электро-
печь вы-
сокого
отпуска
6HC.oI0.247
0,278
0,05472 0,00886 0,33611 О’,'0016
0,05311 и, 00606 0,33611 0,СС16с
0,01667 — - —
-моечно-
0,278
сушильная
машина
НАЙК.065.363.005
ВСЕГО 0,834
Агрегат эл.печной СНЦА-
камерный универ- 8.12,5.6/3,5
сальный для ч в составе;
цементации, и,417
нитроцементации л-~/q -
закалки и низ-
кого отпуска - эс.печь 0,208
низкого ^т-
пуска-
ЗНС.310.281
C,L*7U L’336i6>tCK
А
0,07050 0118л 0,50000 L,lL25
0,00355 _ _
-107-
I ! 2 I 3 I 4 I 5 ! 6 ! 7
-моечно-сушиль-
ная машина
6.НС.320.195 С,417 _______- _________-
ВСЕГО: 1,095 0,07405 0.СП80 0,50000 0,00255
Агрегат электро- СНЦА -
печной камерный 5.12,5.6/7,5
универсальный в составе:
для цементации, _эл печь
нитроцементации, СКц_
кото^птек-00- 6.12,5.6/5,5 С, 417 G.C7C5C С, CIICC О.оСССС и, СС255
-эл.печь
высокого
отпуска
6i-IC.3iG.277 0,417 0,01667 - -
моечно-су-
шильная
машина
6rIC.32C.I95 0,417 - - -
ВСЕГО: - 1,251 0,08717 0,01180 0,50000 0,00255
Агрегат электро- _СКсА-
печной конвей- 10.40.1/7 '
ерный в составе:
-машина мо-
ечная кон-
вейерная
ЕКС-Ю.йб 0,125 — _ _ _
-эл.печь 0,263 0,00720 0.С022С.
закалочная
01^-10.40.1/9
—da к. закалоч—
ный масляный
конвейерный
БлС-10.30 0,167 - - - 0,01000
-машина моеч-
ная конвейер-
ная ИКС-2.22 и, 125
-э л.печь
отпускная
0x10-10.40.1/7 0,18с 0,50666 С-,сО22С — -
-бак отпуск- 5,083
ной конвей-
ерный БЕС-10.х0
uCcIG: 0,943 0,01606 5,10440 — 0,11000
-108-
I ! 2 ! 3 ! 4 ' 5 ! 6 ! 7
Агрегат электро- CT0A-I6.120.6/10
печной толкатель- в составе:
НЫЙ -эл.печь толка- тельная С, 834 С, 00138 - -камера охлаж- дения 8,333 - - ВСЕГО: 0,167 0,00138
Таблица 2.3.
Выделение вредных веществ от соляных электрованн / 92 /
Наименование ! ванн ! । i i i Тип ванны ! ! i i i i Кол-во ! отсасывав емого ! воздуха ! (газа), ! м3/с ! Выделение вредных веществ, i 7с
Водо- рода хлорид i ;Бария j хлорид ЛТ₽ИЯ !№?рат •(Хлорид f !Щелочи ! едкие । !Азота ! !диокси- ! !ды ! Озон
I ! 2 ! 3 ! 4 ! 5 ! 6 ! 7 ! 8 ! 9 ! 10
олектрованна соляная слектрованна соляная для изотермическо’ закалки СВС-2.3.4/9 СВС-4.8.4/9 СВС-4.8.4/ 6,5 СВС-2.3/13 СВС-2.5/43 J16-2367 0,167 0,333 0,333 0,500 U, о 00 0,389 0, 00903 0, 02222 0, 02500 0, 03472 и,00986 0,02428 0,03500 (1, 04861 0,00683 0, 00683 0,02230 0,00214 0,00394 0,00175 ।
Агрегат иолу- автоматическик для отпуска ТА-С8 в составе -1 ванна отпуска 4,750 0,02480 0,00430
-11 ванна отпуска - ванна горячен промывки и, 609 0- J 0,02480 0,00430
nCBI'O:
С,04960 6,00360
I____________! •; 2_______! 3 ! 4 ! 5 ! 6 ! 7 !- 8 ! 9 ! 10
Лаэер газовый JHT-2. G2ZJJI4.2 0,555 0,000300,00005
технологичес- ’ ’ ’
Kiiii комбинирован-
ный
-НО-
-III-
Таблица 2.4.
Выделение вредных веществ
различным закалочным оборудованием / 92 /
Наименование! Тип !Количество !3ьщеление введных
оборудования! оборудования !отсасывав- !веществ, г/с
। i • !ыого возду-! !ха (газа), !Углевода !Павы мае-
1 • » 3/п ! монооксид! ла мине-
• !вального
1 । । !(нефтяное
й I ! 2 ! 3 ! 4 ! 5
Установка Б434-60/С, 066 0, III ' 0,00342
высокочастот- ная для закалки B43I-I00/0,066 0,125 0,00094 —
B43I-I6G/C,L66 0,139 0,00-142 -•
B4T7-6G/0, 066 0,Ш 0,00100 «а»
Станок закалочный 22СС - ЗИСП 0,Ш 0,00036
233С - ЗИСП 0,611 0,00044 —
Бак закалочный 600x800x800 '0,555 - 0,00375
масляный 800x1GCGxSGC 0,694 0,00625
800x1200x1000 0,833 — 0,00750
1000x1500x1500 1,055 0,02125 '
1132x1632x2500 1,139 0,02875
2000x1500x25ОС 1,667 . - 0,06944
2500x4000x5000 2,000 0,31250
800x1200' 0,750 - 0,00625-
0 1000x3000 0,944 0,02250
0 1500x6000 1,583 0,11250
0 2000x8250 2,083 0,20833
0 2400x4500 2,500 0,03750
Бак-масляный закалочный с 1500x2000x1800 1,667 С, С6667
подъемным сто- лом
Таблица 2.5.
Баловне выделения вредных веществ в кузнечно-прессовых и метизных цехах / 4 /
наименование •ехнологической Применяемое оборудование, марка, модель его тип, * . t —— —.г-- — -у - -- Количество выделяющихся вредных веществ, г/с на единицу оборудования
ШбрсЩИИ твердый аэро- Гаэрозоль :углерода : прочие золь (окалина :масел • :оксид : ; + графит+сажа): Ссмазки) : :наименова- :количест- : * :ние :во
зрячая штампов- ка Пресс кривошипный горячештамповоч- ный глодРК 400/1000 0,0087 — МВ —
Пресс КГШП-2500 ( в составе — 0,0152 —
автоматизированного комплекса -1
^<KA-bO44-I ) 1 Ь-4
Пресс КГШП мод.К863Б,1£а8б4 0,2859 0;5367 0,0551 — го 1
,овка пзде ин Горизоктально-ковочная машина — 0,0042 —“• •в»
Нбка листового in б оч пая машина мод.И1232 0,7250* 0,1208 0,2658 углеводороды 0,9667
;роката акролеин 0 0053
Формальдегид 0,0017
юлодная высадка Автоматы холодно-высадочные мод.:
16ТИЗОВ Л222А —. 0,0119 —
л4П — 0,0120 — МВ м
A192I ("Комбайн") ***** 0,0217 МВ
138.112 — 0,0253 — «в
1381-12 — 0,0250 — •W л —
— (•ирми „ ( Бельгия ) Д'£ 30375 0,0016 0,0052 «МВ
Л71 22475 0,0024 0,0051 —
Продолжение таблицы 2.5
Л
у ~ " ' Наименование Технологичес- кой операции Л Применяемое оборудование, его тип, марка, модель Количество выделяющихся вредных веществ, г/с на единицу оборудования
твердый : аэрозоль аэрозоль : масел (окалина+ ; (смазка) гра/рит+сажа: • углерода оксид прочие
наименова- ние количест
Й :
юдная высад- метизов Автомат гайко-высадочный мод.Аб! Автомат обграночный мод.АА2322 — и,0243 0,0109 — — —
>щчая высад- .. метизов блтов) Установка с ручной подачей заготовок, в том числе: индуктор для нагрева заготовок ТВЧ, пресс мод.2330Б, всего на установку 0,0024 0,0018 0,0011
То же, в том числе: индуктор для нагрева заготовок ТВЧ, пресс мод.КВ235, всего на установку 0,0091 0,0090 0,0029
' * Установка полуавтоматическая с пода- чей деталей из механизированного бункера, в том числе: индуктор + пр-есс мод.K3I4.00.00.00 0,0346 0,0026 0,0024
бункер механизированный для охлаж- дения готовых изделий 0,0246
всего на установку 0,0346 0,0026 0,0269
То же с механизированной подачей детален от индуктора, в том числе: индуктор+пресс мод. PffibCs , 0,0022 0,0042
бак для охлаждения готовых изделий — 0,0046 0,0084 «>«
всего на установку — 0,0068 0 0126 — —
-из-
Продолжение таблицы 2.-5.
Наименование эхнологичес- ой операции Применяемое оборудование, его тип, : Количество выделяющихся вредных веществ, г/с на марка, модель : единицу оборудования : твердый : аэрозоль : углерода : прочие
:а--эрозоль : масел : оксид : ; :: :(окалина+ : (смазка) : , :наименова-; количеств» :граоит+сажа): : :ние ! • • • • • • • • • •
- То же в том числе:
индуктор +-пресс мод.K3I4.00.00.00, . - 0,0017 0,0024 - бак для охлаждения готовых изделий - 0,0033 0,0045 всего на установку - 0,0050 0,0069
олочепие и равка бухт руглого про- ата. нравильно-волочильныи стан 0,0053х - - - ( пруток диаметром 10-20 мм ) f
96 1Шль гранитовой'смазки
*
г
I
-115-
В табл. 2,3 и 2,4 приведены значения выделений вредных
веществ при термообработке в соляных, щелочных, селитровых ван-
нах, масляных баках и ваннах и др. / 92 /; в табл. 2.5 - при горяче
и холодной ковке и штамповке / 4 /.
3. РАС.СРихНО - За№0311Т£1Ы.0£ iL?0.lo3C^CT30
Разделение металла ( проката ) на заготовки производится в
отдельных цехах ( участках ), а такл:е в заготовительных отделениях
(участках) механообрабатывающих, термических, инструментальных и
других производств. Основными способами резки являются механичес-
кая, тепловая и плазменная резка.
механическая резка осуществляется абразивными кругами, диско-
выми, ленточными и нояовочныгд! пилами. Количество выделяющейся
пыли зависит от способа подачи и диаметра инструмента, резилов ре-
зания и вида разрезаемого материала. Наибольшее количество металл
абразивном пыли выделяется при резке проката на абразивыо^отрезны:
станках.
3 табл.3.1. приведены величины выделения вредных веществ на
единицу обору.,оваяня в процессах механдчэскси резни проката по
данным CZLvi, полученным в производственных условиях / 4 /.
дри газоплазменной резке металл с.мигаэтся и выплавляется в
струе газа, которая одновременно слупит для удаления ( выдувания
продуктов сгорания. 3 основном применяется разделительная резка
ацетилено-кислородным пламенем или резка гордчлг.л газами ( nponai
бутановая смесь ), а такие воз^удно-дугозая :г электрическая резке
3 последние годы широкое приме некие при раскрое метплла нах-
днт плазменная резка, производимая струей плазг.д: на га:.т.:г
применяемого обо^^удовандл.
-116-
В процессе газовой и плазменной резки выделяется твердая сос-
тавляющая аэрозоля - мелкодисперсная пыль, содержащая оксиды желе-
за, марганца и других компонентов разрезаемых металлов, а также
газовые компоненты - монооксид углерода и оксиды азота, масса и
состав выделяющихся вредных веществ зависит от ряда технологичес-
ких параметров: скорости резки, толщины :• вида разрезаемого метал-
ла, расхода теплоносителя и т.п.
В табл.3.2 приводятся значения величин удельных выделений
при газовой и электродуговой резке / 4, 12,13,14, 15, 16 /.
3 табл.3.3 и 3.4 даются сведения о выделениях вредных ве-
ществ при плазменной резке по данным / 3 / и / 4, 15, 16, 17, 18,
IS, 20, 21, 22 /.
В табл. 3.5 приведены эмпирические формулы для расчета удель-
ных выделений вредных веществ пр:? тепловой резке .металлов по дан-
ным разных источников, собранные в работе / 4 /.
ir
г Таблица 3.1. t1 ' Выделения вредных веществ при механической резке проката и заготовок / 4 /
,' именование про- L зводств (цехов, застков), пршленяе- ое станочное обо- /дование Наименование технологичес- кой операции модель, марка станка Диаметр разрезного крута, мм Количество выделяющихся вредных веществ,г/с на единицу оборудова- ния 4
пыль в том числе
железа оксиды кремния оксиды
аскройно-заготови- ] альные цеха (участ- 1 л, отделения) Манки абразивно- Резка проката уголков 8А240 300-400 0,1311 0,1072 Ьтрезние 50x50x4 ’ . в Резка проката квадрата 20x20 88240 300-400 0,1072 0,0831 - Д ч Резка проката-прутков диамет- 8Г240 300-400 0,2150 0,1336 - I3 ром 20-30 мм Резка проката-квадрата 40x40 лбразивно-от- 250 0,7458 0,5528 _ резной станок заводской кон- струкции с ка- чающимся кругом Резка толстостенных трубок То же 400 0,5711 0,5542 - наружным диаметром 30 мм 1 (по 15-17 трубок в пучке) Резка пучков неоыедненных 8Ь240 300 0,3008 - 0,0021 тонкостенных,трубок для гидросистем (диаметр на- ружны н-20 мм, число трубок в пучке-11-12 шт.)
. Продолжение таблицы 3.1,
именование про- зводств (цехов, застков), приме- зеыое станочное борудование Наименование технологической . :Ыодель, марка операции :станка • • • • • Диаметр раз- резного кру- га, мм Количество выделяющихся вредны: веществ, г/с на единицу обору- дования пыль : в том числе • железа ; кремния • • • 1
эханообрабатываю- Отрезка заготовок из быстро- 0,5944 - - ие и инструменталы- режущей стали ые цехи трезные станки с исковыми пилами резерно-отрезные Отрезка заготовок без приме- 0,2550 - - танки с ди сковы- нения 00k’ и пилами г • 1 ’трезные ножовочные То хе 0,1528 - - д :танки • «о
- количество аэрозоля 00k, г/с
' Ъ. /:’
I
Таблица 3,2.
Удельные выделения вредных веществ при газовой и электродуговой резке
металлов / 4, 12, 13, 14, 15, 16 /
именование ятнологичес- g ii операции Наименование вида разрезаемого материа- ла, его марка Толщина разреза- емых листов, мм * X. 1 - — —»— Выделяющиеся вредные вещества
твердая составляющая аэрозоля : газообразные ком- поненты
к № 1 4' • ->• г г • общее количество пыли В Т( марганца оксиды )м числе ; прочие компонента • количество, г/м длины реза
г/м реза г/см3 вы- плавлен. металла г/м дли- ны реза иаимено-: количе ст- вание :во, г/м :длины :реза : углерода : оксид азота ОКСЦД1
разовая резка Сталь углеродистая, I 0,45 0,024 0,0013 • - - етжг" 5 2>2s °-024 °*0700 - - ii5° х’ю«- Я х и цвет- 6 2,90 0,024 0,0800 - - - - S Их металлов 10 4,50 0,024 о,1300 - - 2,18 2,20' 12 о,00 0,024 0,1800 j '20 9,00 0,024 0,2700 - - 2,93 2,40 ' j ' . Сталь низколегирован- 5 3,50 - - - 1,30 0,9- J ; ная 10 7,00 - - 1,90 1;2 1 st. 20 14 00 - - - - 2,50 1,5 L - Сталь низколегирован- 4 0 1 б 0,024 0,08 - - - - 1 ная марки lO^drU Ю 0,50 0,024 0,2о - ; . - - - | 32 1,64 -• U,024 0,60; - - - ' марки 091*2 14 1,40 0,020 0,27 - - -
Продолжение таблицы 3.2
пленование
хнологичес-
3 операции
Наименование вида
разрезаемого материа-
ла, его марка..
1олщина
разрезае-
мых лис-
тов, мм
Выделяющиеся вредные вещества .
твердая составляющая аэрозоля
общее количество ; ' в том числе
пыли
газообразные ком-
поненты________.
количество, г/м
длины реза
Сталь качественная
легированная марки
зовая резка
стового
юката чер-
х й цвет-
х металлов
Сталь высококачествен-
ная высокомарганцовис-
тая (17^ Mu')
Спецсталь марки Art-9
Титана сплав марки ЗВ
марганца
прочие компонен-
оксиды : ты :
:г/м :длины :реза Т/см" :выплавлен :металла :г/м . длины реза : наимено-: количе ст- :ванне :во,г/м : :длины : :реза углерода оксид :азота : оксиды
5 2,5 0,058 0,65 ангидрид 0,12 1,40 1,42
10 5,0 0,039 1,15 хромовый 0,23 1,95 1,54
20 7 15 0,079 2 40 то же 0,47 2 65 2 02
30 ю;о 0,079 2*50 з;оо 2,20
•I — — 0,12 м. - з.
5 2,47 0,60 ем 1,40 1,10Й
10 5,71 — 1*20 и м 2,00 1,60'
20 10,40 — 2,40 2,70 2,35
10 0,87 0,058 0,13 — —• — —
I — — — титана диоксид 0,15 — —
4 5,0 0,060 — то же 4,00 1,00 0,50
12 15,0 0,030 — 14,00 1,80 0,90
15 20,0 0,060 19,00 2,00- 1,00
20 25,0 0,060 — 24,00 2,20 1,10
24 80,0 0,030 — 29,00 2,45 1,30
оО 36.0 0.030 35.0 2.70 1.50
Продолжение таблицы 3.2.
аименование хнологичес- >ь операции - Наименование вида разрезаемого мате- риала, его «марка 1 Толщина разрезае- мых лис- тов, мм « 1 г—» 1 . Выделяющиеся вредные вещества
- твердая составляющая аэрозоля газообразные ком- поненты
общее количество пыли в том числе количество,г/м длины реза
марганца оксиды прочив компоненты
г/м дли-:г/см3 ви- ны реза :плавлен. : металла г/м дли- ны реза наимено-: количест- вание :во г/м :длины :реза • углерода :азота оксид : оксиды
Сталь углеродистая 14 6,0 — п. — 2,00 10,00
низколегированная марки 0912 20, 10,0 — м 2,50 14,00
Сплав алюминиево- I — алюминия 0,20 — - ьн «к «к
магниевый марки Л.12 8 2,5 — ОКСИДТО ЖВ 2,40 0,60 2,50^
20 4,0 — 3,50 0,90 4,00
80 6,0 — 3,00 1,80 8,00
Таблица 6.3.
Выделения вредных веществ при резке металлов и сплавов > ! 3 /
• < 1-
Еюцесс резки, фталл Толщина Выделение вредных веществ
разрезае— csaj ючный а: эрозоль •
1 ,мого ме- талла, газы
г/м дли-
мм у г/с в том числе оксид углерода оксиды азота
ны реза
• г/м дли- г/м дли-
К'' наииенова- количество Г * г/с : г/с
ние ны реза ны реза
г/м дли-
г/с •
ны реза
Ь&зовая резка ЖФаль углеро- 5 2,26 0,0206 оксиды 0,07 0,00064 1,50 0,0137 1,18 0,0136
Кдстая низко- Кзгаро ванная 10 4,50 0,0364 марганца 0,13 0,00105 2,18 0,0176 2,20 0,0178
20 9,00 0,0556 0,27 0,00167 2,93 0,0180 2,40 0,0147,,
Каталь качествен- 5 2,50 0,0229 оксиды.. -0,12 0,00110 1,30 0,0119 1,02 0,0093g
Иая легированная 0,0404 хрома
ЕМ 10 5,00 0,23 0,00185 1,90 0,0153 1,49 0,0120 '
С 20 10,00 0,0617 0,47 0,00287 2,60 0,0158 2,02 0,0124
;<; &аль bi !сокомар- 5 2,45 0,0224 оксиды 0,60 0,00549 ’ 1,40 0,0128 1,10 0,0100
^анцовистая 10 марганца •1,20
У 4,v0 J 9 0,00975 2,00 0,0161 1,60 0,0129
2U 9,о0 и,0604 2,40 0,01481 2,70 0,0167 2,20 0,0135
| йиавы титана •4 5,00- 0,0389 титан и 4.70 0,03653 0,60 0,0046 0,20 0,00X5
' '• ' f . i' . 12 15,00 и, Jg7o его оксиды 14,00 с,с/778 1,50 v,G(V7 0, о0 и,оозб
3U J0 0,10оо 22,00 0,09528 2,50 0,0105 1,00 0,0043
0 o5,u0 v.UUOO X 32,60 0,09222 2,70 0,0076 1,50 0,0042
Продолжение таблицы 3.3 •
ррцесс резки, [вталл Толщина разреза/ емого металла, мм Выделение вредных веществ
сварочный аэрозоль газы
г/м длины реза г/с в том числе оксид углерода оксиды азота
наимено- вание количество г/м длины реза : г/с г/м длины реза • 4 ‘ г' - : г/с
:г/м .’длины :реза : г/с
итазменная резка
/таль углеро- 10 4,1 0,2252 оксиды 0,12 0,00658 1,4 0,0769 6,8 0,3297
(истая низко- марганца
тегированная 14 6,0 0,2200 0,18 0,00658 2,0 0,0733 10,0 0,3667
20 10,0 0,2667 0,30 0,00800’ 2,5 0,0686 14,0 0,3444
/таль качествен- 5 3,0 0,2750 оксиды 0,14 0,01283 1,43 0,1191 6,3 0,5763
тая легированная хрома
хо 5,0 0,3805 0,24 0,01833 1,87 0,1297 9,5 0,7250
20 12,0 0,4394 0,58 0,02128 2,10 0,0758 12,7 0,4652
/таль высокоглар- 5 4,0 0,2202 оксид 0,72 0,3958 .1,4 0,0767 6 ,5 0,3572
ганцовистая марганца
10 5,8 0,2125 .1,16 0,04250 2,0 0,0733 10,0 0,3597
20 • Л* 0,2555 1,73 0,04611 2,5 0,0667 13,0 0,3463
Сплавы 8 2,87 0,2294 оксиды 2,50 0,21222 0,5 0,0425 2,0 0,1700
алюминия
20 ' 3,8 0,1327 - - 3,50 0,12250 0,6 0,0208 з,о 0,1050
80 6,4 0,0455 8,00 0,04500 1.0 0,0075 9,0 0,0675
Продолжение таблицы 3.3.
зоцесс резки,
зталл
fl—олщина
разреза-
емого
металла,
глг-л
Наделение вредных веществ
сварочный аэрозоль газы
г/м длины реза г/с в том числе оксид углерода : оксиды азота •
наименова-i количество ТТТГА • г/м длины реза г/с г/м длины реза г/с 4
з Г4М . длины ! реза г/с
[плавы титана 10
। 20
30
лектродуговая 5
•езка алкмини- ХО
вых сплавов
20
30
2,9 0,1255 титан и 2,73 его оксида 0,1183 0.4 0,0173 10,5 0,4555
6,8 . 0,1508 6,41 0,1425 0,5 0,0ПГ 14,7 0,3264
12,6 0,1688 11,68 0,1769 0,6 0,0089 18,9 0,2833
1,0 . - - - 0,2 1,0
2,0 - - _ о,6 - 2,0
4,0 - - - - ’ 0,9 - 4,0
6,0 - - - 1,8 - 8,0
' Зоздушпо-дуговая
:трожка(г на I кг
•толышх электродов):
-125-
- высокомарганцовис- -
’ той ртали
титанового сплава
100,0 ‘оксиды мар- 25,0 - ганца 250,0 — 50,0 —
600,0 — — — — 500,0 — 130,0 —
-126-
Таблица 3.4.
/дельные выделения вредных веществ при плазменной
резке металлов / 4, 15 + 22 /
Наименова- ния техно- логической операции — Наименование раз-' резаемого матери- ала, его марка Толщина Выделяющиеся вредные ве- разре- : щества : твердая составляющая ,ГдТ ; аэрозоля • ©общее коли- :в т.ч. г/м ’.чество пыли «длины реза
-- - :г/м ir/cw3 :царган- : длины :выплав-: да ’ОК- :реза :ляемого:сиды- : .’металла: • • • хрома окси- ды
Резка сталей ‘ Сталь углеподас- 10 4,10 «м* — —
тая низколё гипо- ванная марки Ст.З 12 4,05 — —
14 5,50 0,95 —
16 8,64 — в. «в»
• 20 10,00 — —
30’ 13,30 0,09 0,05 9.1250
40 55,0 0,36 «м* —
100 80,00 0,10 в* —
Сталь качественная 5 3,00 *• в*
легированная 10 5,00 а
20 12,00 — —
Сталь марки 20,45 8 1,30- 0,22 0,17 0,007
14 2? ,50 0,85 — в
50 30,00 0,20 •МВ
Сталь высокомарган- 5 4,00 в. •В« —
цовистая 10 5,80 — —
20 9,60 — — >
• Стали углеродистые 10 4,10 0,12
с низколешрованные марок и9Г2 14 6,00 3,13 0,18 ; 0.58 30 0,020
1 о, О.иб С, 06 С,2ч0
I0Cli£ • •> 2,40 0,0/6 0,04 v 9
Спец стали маэки Ал-25 Ы I8H ST 20 25 25,00 ° -»- С t с» с» *• W с> с —5,00 1,05 0.05С
VI*»
V
-127-
Тродсл::эгд:е таблицы 3.4.
Наименование технологичес- кой операции Наименование разрезаемого материала, его марка j ' - г-' 1 । 1 Толщина: Выделяющиеся вседные вещест] разре- : заемого: Твердая составляющая аэрозо.
ала,;,ш : общее количес- : тзо ПЫЛИ у- А вт»ч. г/м длины реза
:г/м :г/с:.!3 .•длины :выплав- :реза :ляемого : :металла • • мар- ганца окси- ды хрома ОКСИД!
Резка медных сплавов Сплавы марки Д-2 1 о 8 1,35 0,88 — «*
* ±0 1,20 — —
12 1,80
30 46^90 0,30 —
35 44,0 0,44
50 64,00 0,46 — —
60 71,00 0,42 —
80 об, 00 0,38 —
Л-62 15 78,70 0,90 в»
.4-33 50 89, 00 2,70 —
..ниА 13 4,50 0,13 0,16 0,005
Резка алюми- Сплавы марки ХЁГ 8 2,69 «м
ниевых спла- вов 12 7,10 С, 10 0,11
15 16,40 — — —
20 3,80 — —
80 3,20 — а.
> АБТ 15 10,10 — — — '
АД 15 16,40 0,23 0,05 0,060
* а-1 25 2х, 00 • 0,18 «в»
Д-16 40 41,00 0,26 «в»
30 72,00 v,30
Резка титано- и плав маркл оБ 30 3..C0 о, 25 0,06 0,070
вого сглаза
Нродолмение таблицы 3.4.
— Г Наименование т ехнологиче ско й операции Наименование разреза- емого материала, его марка Толщина разреза- емого материа- ла, ш i Выделяющиеся вред- ные вещества
газообразные: компо- ненты, г/м длинырез;
углерода оксид ; азота ; оксиды
Резка сталей' Сталь углеродистая 10 — ' • “ .
низколегированная марки Ст. о 12 30,0 20,0
14 —
32,0 в»
40 36,0 в»
100 — 46,0
25 — 33,0
Сталь качественная 5 в. «в»
легированная 10 — —
20 — —
Сталь марш 8 вв* —
20 14 «т - «ян
45 50 мм f’ 55,0
Сталь высокомаоган- 5 в»
•• цовистая 10 —
20 — —
Стали углеродистые 10 в. «V
ни з коле пюованные мазок 0ST2 14 1,40 3,8 .
16 2,0 10,0
30 2,5 14,0
Ю^.СгЦц с «ь» : —
Спецстали марки .иС-25 25 —
7’,'Trzjc*? 20
f —. i -129- Продэлжнние таблицы 3.4.
Наименование технологи- ческой опера- ции •У 1, - • : . Наименование раз- резаемого матери- ала, его марка Толщина разреза- емого матери- ала,!^ Выделяющиеся вредные вещества
ЖШВДз§ошюнет
углерода : азота оксид : оксиды •
Резка медных Сплавы марки М-3 6 . - сплавов g _ _ 10 12 30 35 — 56,0 ; 50 - - 60 - - 80 Л62 15 - * - Л63 50 - 100,0 ; ,, мга 13 - Резка алюмини- Сплавы марки АЛТ 8 0,50 2,0- евых сплавов 12 о, 60 2,5 15-1 20 0,60 3,0 80 1,80 8,0 АВТ 15 АД -15 - - Д-1 25 - 85;00 Д-16 ^0 - 106,00 Резка титано- Сплав марки ЗВ з8 - - вого сплава
-130-
Таблица 3.5.
Эмпирические формулы для определения выделений
вредных веществ при тепловой резке металлов / 4 /
Технологиче ская операция Вид и марка; материала : Выделяющиеся вредные вещест-: ва, г/м длины ; реза : Эмпирическая формула
Газовая резка Легированная железа оксиды 0,56* л11
сталь 45Г17ЮЗ Ыарганца оксиды О 75 и»° 100
Углерода оксид 0,6
* Азота оксиды 0,5
Углеродистые Лелеза оксиды с 0,45
и низколеги- цримесью до 3$
• рованные стали марганца оксидов h. **
Высоколеги- Марганца оксиды loo
рованные стали Хрома оксиды 0,135X1.* 100
Титан и его Пыль 1,2 Г
сплавы Титана оксиды S.,7 №
Углерода оксид . 0,5 /F -
Электрическая Легированная Азота оксиды Хрома оксиды °,25^ °.013
резка метал- сталь Адшиния оксиды
лов, плазмен- Алюминий и 0,07 Г
НаЯ . - его сплавы X. 1
Плазменная Алюминия • Алюминия оксиды I 4 * fv
резка сплавы •
- толщина разрезаемого металла, ш
Mhz ; Ст - процентное содержание элементов в металле
-131-
4; СБОРОТНО-СВАРОЧНЫЕ ЦЕХИ /4/
Основным методом образования неразъемных соединений в совре-
менном машиностроительном производстве является электросварка. При
производстве металлических сварных конструкций ведущее место зани-
мает полуавтоматическая сварка в среде углекислого газа и контакт-
ная сварка, значительно меньше объемы ручной дуговой сварки, сварк
под слоем улюса и других специальных видов сварки.
В процессе сварки над сварочной дугой образуется восходящий
поток вредных веществ, включающий твердую составляющую сварочного
аэрозоля ( сварочную пыль ) и газообразные компоненты. Сварочная
пыль является по преимуществу аэрозолем конденсации и состоит на
45-65% из оксидов железа, в небольших количествах содержатся в нем
также оксиды марганца, хрома, никеля, диоксид кремния и фториды.
Газовая фаза аэрозоля включает в себя, как правило, оксид углерода
и оксиды азота, а в некоторых случаях фтористый водород и озон /2с
24, 25, „26 /. Количество выделяющихся вредных веществ при сварке
зависит от марки электрода и вида свариваемого металла, типа швов
их параметров, скорости и других режимных параметров сварочного щ
цесса ( силы тока, расхода защитного газа ). Удельные выделения
вредных веществ при сварке .выражают в г на I кг расходуемых сваро1
ных или наплавочных материалов, Методика определения количествен^
характеристик выделений при сварке регламентирована рядом докумен
тов, утвержденных Минздравом СССР и УССР / 27 /. Банк данных по
удельным выделениям при различных видах сварки достаточно велик
/ 24, 26, 28 /.
В табл. 4.1, 4.2, 4.3 и 44.61 приведены данные об удельных вщ
леняях вредных веществ при сварке по нормативным материалам ЗЕИ71(
ВЦСПС в г.Ленинграде /15, 16, 25 /, а также по материалам ПЗС
им.В.0.Патона, КтИЛГТиЕЗ /28,28 /, HIT Л.К СССР / 29,30 / и дру
источников / 31/.
В табл. 4.5 / 4 / приведены данные об удельных и валовых выделе-
ниях вредных веществ при различных видах сварочных работ, не вошед-
шие в табл.32 * 35. Таблица составлена по данным различных источнике
/15, 16, 29, 8, 32, 33 / и данным Сх1КИ, полученным в производствен-
ных условиях.
При пайке электропаяльниками электросхем и мелких изделий, а
также при лужении концов проводов выделяются аэрозоли олова и свин-
да и пары канифоли. При обжиге изоляции выделяются газовые компонен
ты - оксид, углерода, фтористый водород и др.
В табл.4.6./ 4 / даны сведения о количестве выделяющихся при .
пайке и лужении вредных веществ по материалам ВНИИОТ ВЦСПС в г. Ле-
нинграде / 34 /, ЛКИ / 35 / и ХГПИ / 8 /.
Широкое применение нашла в последние годы в механосборочных,
термических и других цехах индукционная пайка и наплавка на устано!
ках ТВЧ. В табл. 4.7./ 4 / приведены данные о выделении вредных ве-
ществ пр# этих вадах пайки и наплавки, полученные СПКИ в производ-
ственных условиях.
•
Современным вадом упрочнения материалов и повышения их эксплуа-
тационных свойств являются процессы газотермического, в т.ч. плазм-
ного, напыления и наплавки. 3 табл.4.8./ 4 / приведены данные по в
левым, и удельным выделения?.! вредных веществ при газ отер: ическом на-
несении покрытий, плазменной наплавке и плазменно-механической обр
ботке. Таблица составлена по материалам различных источников / 33,
37 , 38 , 39 , 40 , 41 / и натурных замеров СПЬИ.
-133-
Одам из методов образования неразъемных соединений являе
склеивание, широко применяемое в сборочных4цехах при наклейке
прокладок, соединении неметаллических материалов и Других опер
циях. В табл.4.9. приведены удельные выделения летучих вредных
веществ при работе с клеями по данным / 42 /. По'другиМ процес
сборочных операций сведения о выделениях вредных веществ крайн
отрывочны/ II /.Все таблицы настоящего раздела заимствованы из
Таблица 4.1.
Удельные выделения вредных веществ при ручной дуговой сварке и наплавке
штучными электродами / 4 /
— ихнологическая терация, сварочный ти наплавочный ма- эриал и его марка — — — — — Количество выделяющихся вредных веществ, г/кг расходуемых сварочных иди наплавочных материалов
твердая составляющая сварочного аэрозоля газообразные компоненты
общее количество пыли в том числе фтористый водород азота оксиды углерода оксид
марганеД и его оксиды хрома оксиды прочие
наименова- количество ниа :
варка углеродистых
низколегированных
инструкционных
талей электродами
бщего назначения
-134-
лектроды Wlii 13/45 . 13,0 0,У0 1,40 фториды 3,45 0,75 1,50 13,3
'ОНИ 13/55 13,0 1,10 1,00 то же 1,00 — 2,70 13,3 t |
г011И 13/35 7,5 1,41 0,80 0,80 1,16 —
Ю1Д4 13/ьО 11,2 ' С; 78 1,05 It —— ««• 1,05 1,14 —
ЮПИ 13/55 12,1 0,39 • 1,30 —.’I— 1,30 1,10 — j' — 1
U10-I 0,6 0,43 — — — 2,13 *" 1
AiiO-3 17,0 2,20 — — — — - i
АНО-4 17,8 1,05 ; 0,41, * — — —
э 10 > 1,44 — — — —
; di 0-3 13,3 1,54 — ! ! ~ г
Продолжение таблицы 4.1
Количество выделяющихся вредных веществ, г/кг расходуемых сварочных или наплавочных
материалов
хнологическая
врация, сварочный
и наплавочный стериал и его марка твердая составляющая сварочного аэрозоля
общее ко- : в том числе
личество •
пыли :?лаоганеп : хрома С прочие
Си его : оксиды • •
: оксиды Снаименова- : количество
• • :ние :
АНО-7 12,2 9,00 1,10 фториды 1,00
аНО-9 16,5 4,00 — —
AHO-II 20,5 фториды 0,87
АНО-13 17,1 1,00- 0,32 — --
АНО-14 11,2 0,71 — — —
АНО-15 16,2 0,99
AhO-17' 11,3 0,81 0,81 — —
АНО-16 13,0 и, 73 1,07 —•
АНО-1?.. 12,8 0,77 0,57 —
АНО-20 9,9. 0,41 0,37 — —
хкНО—/ь 15,3 1,29 0,85 — —
ОЗС-З 15,2 0,41 — — —
ОЗС-4 1,37 — •а* —
ОЗС-6 11,4 0,86 «м —
НА-606/И- 11,4 0,70 0,30 фториды 1,У0
18,5 1,20 0,32 —
О 40
фтористый
водород
1,53
0,004
0.9
газообразные компоненты
азота
оксиды
1.2
углерода
ОКСИД
4 5
-SSI-
1Л
о:з
Продолжение таблицы 4.1,
г“ F . — 1 | , >— » < , ,.1. , —1..» ..,
.'ехнологическая Количество выделяющихся вредных веществ, г/кг расходуемых сварочных или •
шерация, сва- наплавочных материалов
точный или на-
иавочный мате- риал и его марка Твердая составляющая аэрозоля газообразные компоненты - ~ -
общее ко- фтористый
: в том числе / » азота : углерода
личество водород
:марганец и: окиццы .ОКСИД'
пыли хрома окси- : прочие . -
:его оксиды: • 4
ды :наименова- : :ние : количество
• ЭА-981/15 10,3 0,74 0,81 — 0,8
ЭА-400/Юу 7,2 0,48 0,85 фториды 0,02 «м «* —
ЭА—903/12 25,0 2,80 * «м — — —•
ЭА_48м/18 13,0 2,50 — 1
ЭА-48М/22 10;6 1,00 0,85 • фториды 1,70 0,003 0.8 - ?
&U686/II 13,0 — — — — —
ЭА-48Л/2 17,8 0,45 0,91 фториды 0,33 1,68 0,8 1,9
СШ-2 0,83 — — i
KI13-32 11,4 1,36 ж
ЫР-З 10,6 1,56 0,40
1ЛР-4 10,8 1,08 —• — 1;53 • -‘«‘чМ
РБ/-4 6,9 0,74 — — •ж м* м.
ЗРС-З 11,4 1,03 — «м
1U-26U 9.1 — 0,09 ж «* —
ЦЛ-17 . 10,0 < 0,63 0,17 1,13 г %
(Ш-5 30.0 1.83 1190 - «*
Продолжение таблицы 4.1
ихнологическая
герация, свароч-
1Й или наплавоч-
<й материал и
?о марка
^Количество выделяющихся вредных веществ, г/кг расходуемых сварочных или
наплавочных материалов
твердая составляющая сварочного аэрозоля
газообразные компоненты
ЦЖ-Ю
Ц.А-7
Щ-8
Щ-9
ОЗЛ-5
ОЗЛ-6
ОЗЛ-7
03Л-14
озл~9а
03Л-20
Д11-6Л
общее ко- личество пыли в том числе фтористый водород
марганец и его оксиды : хрома Ок- ленд j прочие
:наи?ленова- : количество
:ние . _ • _ ...
6,9 0,34 0,13 молибден, 0,314
никель и
его оксиды
97,0 1,9 — —
25,0 1,50 — —
19,0 0,30 2,8 —
3,9 0,37 0,48 — 0-^43
6,9 0,25 0,59 — 1,23
7,8 0,21 0,47 — — 0,69
2,2 1,41 0,46 — — ’ 0,91
5,0 0,98 0,27 никель и его 0,39 1,13
1 оксиды
о,Ь 0,88 0,28 0,99
13,0 0,62 0,23 никель и его 0,43 1,21
оксиды
4,2 и,53 0,24 — 1,60
7,9 0,55 0,35 никель и его 0,04 1,51
- оксиды
азота
оксиды
1.20
углерода
оксид -
-137-
Продолжение таблицы 4.1
энологическая зрация, сва- чный или напла- чный материал и о марка " ИД./ ; Количество выделяющихся вредных веществ, г/кг расходуемых сварочных и наплавных материалов
твердая составляющая сварочного аэрозоля газообразные компоненты
общее ко- личество пыли в том числе фтористый водород азота оксиды углерода оксид
марганец и его оксиды хрома ок- сиды прочие
наименова- ние количество
- то же 0,08
ЦТ-28 13,9 0,96 0,21 молибден 2,00 1,05 —
ЦТ-36 7,6 1,19 — никель и его 0,12 0,66 — •—
оксиды
НИАТ-1 4,7 0,12 4 0,40 — — 0,35 — —
НИАТ-ЗИ ОД 0,21 — — — —
НИ-Им-1 5,8 0,43 0,12 никель и его 0,60 0,63 —
оксиды
ВИ-10-6 15,6 0,45 — 0,39 — —
348-171/18 10,0 1,00 1,43 фторида 1,50 0,001 —
ЦД—3 9,8 1,32 — — — —
УСК-42. 14,5 1,20 • —- — — —
РдЗБ-2 17,4 1,08 — — — — — —
РБУ 6,9 0,74 — —- — — —
1ЛЭЗ-04 S 34,0 - 1,00 — — — — —
ДЗЗ-Ш 41,0 — — — — — —
СК-2-50 12,0 0,90 — — — —
К-5 13,0 — — — —
-138-
1 i - Продолжение таблицы 4.1. ’
- ехнологиче скал итерация, свароч- Шй или наплавоч- ный материал и !ГО/ марка Количество выделяющихся вредных веществ, г/кг расходуемых сварочных или наплавочных материалов
твердая составляющая сварочного аэрозоля газообразные компоненты
общее ко- личество пыли в том числе (йтористый водород азота ок- : углерода оксиды
! марганец и его оксиды : хром^ ок-: прочие- ' сиды .
i ф сиды :наименова-: количество :ние ; • • 4
* К-5А 24,1 ] ВСД-4,4а 22., 3 Т-590 45,5 Т-620 42,5 иная сварка и на- тавка меди, ее спла- эв и титана Электроды эмсомолец-ЮО 19, о эльшрамовый электрод ащитой гелия (медь) 19,5 эплавящийся электрод 9,2 аргоне и гелии (титан) электродная проволока 17,1 р;Ю,75-К1Рк..1цТ) учная сварка алюминия его сплавов олектроди ;зд зь,о Jiiu-2/АК 61,0 $еплавящийся электрод 5,0 1 аргоне, гелии 0,67 3,90- 0,44 - фториды 4,46 - железа оксиды 21,51 3,70 - 2;В7 - - - медь 9,80* вольфрам 0,08 медь 2 10 - титан и его диоксид з,60 медь 15,40 оксид алюминия 20,0 в виде аэрозоля конденсации оксид алюглиния 28,0 - оксид алюминия ^,0 1,п °, 76 1 1 Г 1 III 1111 -6EI-
« и ' -Г , г ’ • « • • Продолжение таблицы 4.1. . . ' _ Л i . . ’ ? ' ; ' , : г- ' ' г.. ;’
хнологическая ерация, сварочный И'наплавочный ма- риал и его марка Количество выделяющихся вредных веществ, г/кг расходуемых сварочных или наплавочных материалов
твердая составляющая аэрозоля газообразные компоненты
Общее ко- личество пыли в том числе о>тористый водород 1 - ... д азота оксиды углерода ок*сид
марганец и его оксиды хрома : прочие
:наименова- ;ние • количество
BGH-6 17,9 0,54 1,54 _ - - 0,80 <чная дуговая на- бавка сталей Электроды 03Н-250 22,4 1,63 - железа оксиды 19,73 1,04 - - 0311-300 22,5 4,42 - - * - 1,09 - - ОЗШ-1 13,5 1,01 0,14 - - 1,10 - - г ! 3H-60U 15,1 0,49 0,15 - - 1,28 - - & /0НИ-13/НН * 10,2 0,53 0,39 - - 0,97 - »“ 1 0.1Г-Н 37,6 0,92 1,54 никель и его ' 0,016 1,74 - - оксиды .Ж-70 21,5 3,90 - - - - _ 4-/ Ручная дуговая сварка и наплав- ка чугуна олектродц цЧ-4 13,8 0,44 - ванадий 0,54 - - - 034-Х 14 7 0,47 - - - - ' 4_ 034-3 14,0 0,49 0,18 - - 4,97 - .314-2 20,4 и,92 - никель и его 2,73 1,54 - - оксиды медь 6,05
* * ~ "
t
Удельные выделения вредных веществ при полуавтоматической сварке’/ 4 / Таблица 4.2.
ехнологическая перация, свароч- ый материал и ггб марка Г1 1 " —— - " — , , t....... Количество выделяющихся вредных веществ, г/кг расходуемых сварочных материалов
твердая составляющая сварочного аэрозоля газообразные компоненты
общее ко- личество пыли в том числе е)торкстнй :азота водород .'оксиды • • углерода оксид 4
марганец и его окислы окислы хрома прочие наименова- .'количество ние :
варка стали без га- овой защиты
рис^очная проволока 12,4 0,54 •от оксиды железа 11,50 0,36 •от
ЦСК-3 13,9 I,II •от то жо 12,26 0,53 -от «от
(орошкова^/Проволока 8,4 0,90 •ОТ —ОТ 0,80 -от
Ш1-108 15,4 алюминий -0,55 0,35 31,2
1Ш-ДСЛД 11,7 0,77 аот —ОТ —ОТ 0,10 —от •от
1Ш-ДСК-2 11,2 0,42 <—от —ОТ —ОТ 0,10 аи* от
ИСК—3 7,7 0,41 — «ОТ «ОТ 0,70 —от от—
1Ш-АН-2 8 ,0-12,0 0,20-0,70 —от окислы железа 3,80-10,00 0,2-1,00 0,80 •от
Ш1-л11-3 Io,7 I;36 •от окислы железа - 2,70 —от •от
11Н-А11-4 7,5 0,76 •ОТ •от «от —от «от
ПИ-АН-8 9 ,4-14,4 2,18 ОТ— •от • m 0,95 / •От
Iuih-aH-9 11,7 •* •от • - ... , . «от ’ «в« -' ‘j
iUi-Ali-IO 19,1 •от •«ОТ ММ ’• . От» «от
1Ш-А11-11 20,1 —• •ОТ от * от» ’ а—Ъ.' •от
ilii—.ill—17 34,Г — — •ОТ ам — •от «от
iili—All-18 15,1 — в ота •от •От •от
-IH-
. |r--: V . Продолжение таблицы 4.2.
ихнологическая зерация, свароч- зй материал и го марка t nt - - - Количество выделяющихся вредных веществ, г/кг расходуемых сварочных материалов
твердая составляющая сварочного аэрозоля ; газообразные компоненты •
общее ко- личество пыли в том числе :фтористый ; азота ; углерода
' " ; ; ...... ... . ....... - - * ВОДОрОД . . ОКСИДЫ . ОКСИД.., марганец и ‘.окислы : прочие ; : : его окислы Схрома : ; ; ; : ; Наименование; количество; ; ; • • • • • •
арка стали в сре- •
i углекислого газа ектродная проволока Шх1СЖЦЦ 4,4 0,10 . 0,01
|ОЬлП12йГГ и,5 0,20 0,03-0,10
j 10431’20 8,0 0,50 0,02
108Г6Х1оН25.<[6 .15,0 2,00 0,50-1,00
й19Н9?2СЗ 7,0-8,0 0,42 0,30-1,50
з10^0Н7СТ ь,0 0,80 0,03
зО8И9Н>^С2 8,0 0,40 0,50
в10Г2Н2СиГГ 12,0 0,14 м
.1245 12,4 0,64 «а»
11704 . 8,4 и,о0 0,02-0,05
Н854 \ ’ 7,4 ‘ 0,74 0,80
Й06Й9Й1^2С2.?:. :: с,0 . : 0,20 0,60
варка меди и ее сплавов. • среде азота •лектродная проволока :2мДСГ-5-1-0,2-0,2 (для меди) 14,0 0,20 «а»
никель и его 0,05 «мм 0,06 1,7
оксиды то же 0,07 окислы железа 6,00 0,80 10,6
то же 0,03 0,06 14,0
- 2,00 0,20 5,0
—м— 0,04 ' «а» 14,0 Д.
— —— «•* 1
никель и его оксиды 0,06 Г- —а
то же 0,20 — — -
— — • — 3,2
никель и его оксиды о,и — 0,23 2,0_3,0
то же 0,08 аа 2,0 '
« 0,10 5,0 '
' 4 ! * • ч
медь никель и его оксиды 7,00 ► 0,70 — — —
Продолжение таблицы 4.2.
ехнологиче скал операция, свароч- ый-материал и его марка • Н — у, , Количество выделяющихся вредных веществ, г/кг расходуемых сварочных материалов
твердая ( доставляющая I сварочного аэрозоля газообразные компоненты
общее ко- личество пыли в том числе фтористый водород азота оксиды углерода оксид 4
марганец и его окислы окислы хрома прочие наименование ; количество •
UKT-5-1-0,2-0,2 ;ля медно-никеле- 1ых сплавов) 18,0 0,30 — медь никель и его оксиды 11,00 0^50 — «в «м
(медные сплавы) 18,0 0,30 никель и его оксиды 11,0 —
ИЦмедь и сплавы) 8,8 0,59 0,26 медь 6,30 — X «НВ —
зарка алюминия и ?о сплавов в сре- з аргона и гелия эоволока -20 10,9 0,09 оксиды алюглиния 7,60
Д 22,1 0,63 — то же 20,40 — 2,45
Л’-6Т 52,7 0,23 _н 8,50 — 0,33 -М.
Д’ 20,6 0,78 — и_ 16,50 — 0,38
люминип 10,0 . — — — — 0,90 м.
плав-3" 26,0 1,05 — сплавы алюминия 12,20
еплавящпеся электроды ЗА-2/ак 61,0 — — то же , 28,00 — «>
3A-I 68,4 — — 20,00 м
варка титановых Сила- ев в среде аргона и елия роволока 14,7 —_ —_ титан и его 4,75 м
диоксид
- данные отсутствуют
-143-
Таблица 4,3. 1
Удельные выделения вредных веществ при сварке и наплавке металлов под флюсами / 4 /
энологическая ТАПаТГИЯ _ — Наплавоч- Количество выделяющихся' вредных веществ, г/кг расходуемого сварочного
Aw^XXU'IrWl ный мате- и наплавочного материала ......
/ риал и твердая составляющая сварочного аэрозоля • газовая составляющая
UPU МсЦДъс! обшее ко-: в том числе : водород :азота :углерода
личество :марганца:хрома .:алюмшшя : прочие : ffip00** .оксид
:оксвды :оксвды : оковд :наиМенова- ;коли- : : :
: : : :ние :чество: * : :
статическая Плавленные
полуавтомати- флюсы,
экая сварка и электродные плавка стали проволоки ОСц-45 о,и . 0,030 0,05 —— — 0,200 •т
<х?Ц-2 0,08 0,010 — — — 0,300 «в м
‘гц_2а 0,08 0,010 — — — 0,200
тЦ-2Л 0,09 0,007 0,05 — «м — 0,033 0,006 1
гЦ—6 0,12 0,007 0,05 — — 0,033 0,58 f
гц—7 0,08 0,009 0,05 — 0,045 0,003
чгц—9 0,08 0,007 0,05 — — — 0,033 0,006 0,34
'ГЦ-11 0,06 0,050 — — — — 0,020
'гц-12 0,09 0,036 — — . 0,018
>гц11-2 0,08 — 0,05 0,030 0,005
АП—22 0,12 0,009 . — — •• 0,020 «в ••• -/>
/кН-26 0,07 0,004 — 0,030
АН—30 0,vc v ,-0Ow — — 0,030 ** ' - ' у.»
*Ui-42 0,0и 0,006 — •— — •— 0,020
ikii—30 0,07 0,012 — — — — **
Aix_u4 0,06 0,020 — *- — —
Продолжение таблицы 4.3.
Ихнологическая :Наплав- : Количество выделяющихся вредных веществ, г/кг расходуемого сварочного и
: герация .’ленный : наплавочного материала .
Н ' : твердая составляющая сварочного аэрозоля : газовая составляющая
: ’марка гобщее ко-.’ в том числе ; водород ;азота ;углерода
: :тштпгСТВ0 ’«марганца; хрома .’алюминия! прочие : ’.ОКСИДЫ ! оксиды
jokcw : окода :окаа. : н^еноваЛко^"™ «
: : : : : : ние :чество : : :
АН-348А 0,04 0,012 0,05 - фториды 0,070 0,030 0,001 0,71
48-0^-6 0,08 0,002 - - - 0,070
48-0^-614 0,19 0,009 - - фториды 0,025 0,030 — —
48-0*'-7 0,06 0,050 - - - -- 0,020
48-0j?-II 0,19 0,073 - — (Ьториды 0,015 - -
никеля оксид 0,050
Нерамичес-
кие (плюсы, • Д,
электродные &
проволоки I
АН-18 0,46 0,013 0,04 - - - 0,042
АНН-30 0,24 0,012 - - 0,020
НС-450 о,30 0,142 - - 0,180 - 22,40
%... A-I 0,06 0,023 - - - 0,156 - 0,50
1С-8 4,90 - . - - - 0,130 - 17,80
1C-II 1,30 и,0о9 - - - - “ 0Д40 - 0,60
кС-12ГА2 3,40 О,ХЗЗ - - - 0,430 - 20,00
автоматическая давленые
и полуавтомати- сшюсы л / , ческал сварка и аН-а! 52,80 - - 34,20 - _ 4,160: _ ' г
наплавка алюми- /Ш-Тз •
ния и его спла- Керамический
ВОВ v-'ЛЮС ' ПА-64 0,30 - - 0,12 - - 0,076
- ... Таблица 4.4.
Удельные выделения вредных веществ при наплавке литыми твердыми сплавами
и карбидно-баридннми соединениями / 4 /
* . t—
шологическая Наименование наплавочного матери- Количество выделяющихся вредных веществ, г/кг
эрация ала и его марка наплавочного материала
твердая составляющая аэрозоля *
общее коли- : в том числе
чество пыли ; г-
: :хрома оксиды ; прочие
: : : наименование :количество
: : _ : :г/кг
'учная электро- Литые твердые сплавы
.уговая наплавка С-27 22,20 1,010 никеля оксид 0,050
В-2К 16,60 1,660 кобальт 0 600 i
Стержневые электроды с легирующей &
обмазкой 1
ЮЗ-45 39,60 2,120
БХ-2 42,80 2,560 — -
А. XP-I9 41,40 4,350
Наплавочные смеси
КБХ 81,10 0,033 -
БХ 54,20 0,008 - -
Ручная газовая Литые твердые сплавы
наплавка С-27 3,16 0,005 никеля оксид 0,025
J—2К 2,32 0,475 кобальт 0,013
литые трубчатые карбиды РиЛИТ-ТЗ 3,94 - , вольерам 3,940
Таблица 4,5.
Валовые и удельные выделения вредных веществ при других процессах
сварочных, газорезательных и прочих работ в сварочных цехах / 4 /
Технологический процесс, : " ' - .1 -... , - ~ — Выделяющиеся вредные вещества
трименяемое ооорудование . наименование ; единица измерения • • количество — s
.<онтактная электросварка стали
стыковая сварка стали Ст.З твердая составляющая сварочного
стыковая и линейная сварка аэрозоля (пыль, содержащая же-
стали: леза оксиды с примесью до 3%
марганца оксидов)
для машин мощностью до 50 кВА
^лямощностью более
1/1ашины стыковые марки ЫС—1602
ыС-1202
UG-802
Точечная сварка стали
то же
‘и
углерода оксид
твердая составляющая свароч-
ного аэрозоля ( пыль ) .
то же
’ то же
Точечная сварка оцинкован- углерода оксид
твердая составляющая свароч- ного аэрозоля ( пыль )
ной стали
г/кг стали 45,0000
Ю3.г/с на ТООкВА номинальной мощности машины 9,2500
I03.г/с на 75 кВА номинальной‘ мощности 6,5440
Ю3;г/с на I машину 6,5440
Ю3.г/с на I машину 17,5000
Ю3.г/с на I машину 1О3.г/с на. I машину । 9 2500
то же 5 1667 73
И 2J4167 1
1О3.г/с на 50 кВА номинальной 0,6944 k
мощности машины 1О3.г/с на 100 кВА номинальной 1,3889
мощности 1О3.г/с на I глашину 2,ПП
г/4000 сварок 0,3500
Продолжение таблицы 4.5, .
у Технологический процесс, | применяемое . .оборудование | '.-.т - Г -у---—.— : Выделяющиеся вредные вещества
: '-наименование •• единица измерения • Количество
Машины точечной сварки г 0Ш-ЗОО . ; 'T-25lb строчного твердая составляюцаяУаэрозоля (пыль) : то же 103.г/с на I машину тоже 4,1667 2,2222
1 Р-2507 —, 11 — 1,7222-
лТ-1617, 44Ш1-15О М _ It MW 1,3885
jffiT-75, UTIL-75, i.iM-IO/35 — 11 — 0,9722 '
ЬТП~15О_6 It tt an* 0;8885у
кварка трением углерода оксид мг/см^ площади стыка 2?2222
ручная дуговая сварка оцин- кованной стали электродами • . . 4РЗ ( ^=180-220А, Т=28-30В) при; толщине покрытия 60 мкм твердаясоставляющая СА, в т.ч.: ( горячее цинкование ) марганца оксиды цинка оксид г/кг 93,2000 316500 44,0000 । 1
при толщине покрытия 12Солгал ( металлизация ) твердая составляющая сварочного аэрозоля, в т.ч. марганца оксиды цинка оксид г/кг * г/кг г/кг 109,5000 4 0000 8417000
при толщине покрытия ЗООмкм твердая составляющая сварочного аэрозоля, в т.ч. марганца оксиды цинш оксид гадиочастотная сварка алаиншя г^кг г/кг 167,1000 5 5700 123*0000
агрегат ”10-76" алигшия оксиды Ю3.г/с на, I агрегат 2,0278
газовал сварка стали азота оксиды Ю3.г/с на I пост 2,4000
Продолжение таблицы 4.5
.’ехнологический процесс, трименяецое оборудование -7* : : : Выделяющиеся вредные — , . вещества
: наименование •’ единица измерения • • количество •
.'азовая сварка стали: ацетилено-кислородным пламенем с использованием сжиженных газов (пропан-бутановая смесь) Газовая сварка-пайка изделий аце- алюминия оксиды азота оксиды г/кг ацетилена • г/кг смеси газов 22,0000 15J0000
гилено-кимородным пламенем в
цехах ТНГГ
ручная сварка деталей и масляных
радиаторов
ручная пайка деталей радиаторов
с использованием стальной при-
садочной проволоки
Ручная сварка и пайка горловин
канистр КС-20 с использованием
присадочной проволоки
углерода
оксид
I03 г/с на I пост
16.0056
Сварка канистр КС_2 и КС-Ю
на полуавтоматической машине
(констр.РостПИНТЛ) неплавящимся
угольным электродом
Сварка кольцевых швов мелких
деталей гидросистем на сварочном
полуавтомате с использованием
омедненной проволоки диаметром-
1,6мм
ПЫЛЬ
марганца
углерода
азота оксид
пыль
железа оксиды
углерода оксид
азота оксиды
пыль
железа оксиды
марганца оксиды
углерода оксид
азота оксцд
пыль
железа оксид
марганца оксид
.леди оксиды
углерода оксид
азота диоксид
твердая составляющая сварочного г/кг сварочного материала
аэрозоля (пыль)
оксиды
оксид
то же
н
и
и
в
if
If
II
II
II
II
If
lt(
II
II
II
II
«лектрошлаковая сварка
4,3776
О 1417
I 8722
1,2083
1,0056
0 4028
6.2778
2;1139
9,9611
4 7306
О 2417
I8J0833
4,3611
9,7569
6 1583
0,0919
О 1328
15]3139
5,2000
5.0000
।
«о
I
Технологический процесс,
применяемое оборудование
НродоллС&.ме таблицы 4.5.
1— • Выделяющиеся вредные вещества » —
наименование : единица измерения ; количество
Ьдушно-дуговая, стродка вы сокогларган-
® {овистой стали ( марки 451*1 7ЮЗ )
?итанового сплава
|]3трезка прибылей отливок газовой рез-
JiKoIi применением флюса:
на стенде с нижним отсосом
на тележке с верхним отсосом
«:1 Исправление дефектов
1 отливок сварочными аппаратам! и маши-
•янами (мод.А_?65, ПСГ-500 и др.) с _
Иприменением штучных электродов АНО-5,
< j OlL.i-5 и др.
1' Приготовление шихты1* для наплавочных
работ в термическом отделении свароч-
ного цеха
мельница шаровая для размола шихты
сито механическое
i 11лавильно-волочильный станок для
очистки и намотки сварочной проволоки
---------------------—
Ft „
* Состав шихты
? .тлюс НАИ - 16g
сормайт - 84%
пыль в т.ч.марганца оксиды углерода оксид азота оксиды пыль углерода оксид азота оксиды г/кг угольных электродов то же п * 100,0000 25,0000. 250,0000 50;0000 500,0000 500,0000 130,’0000
пыль то же твердая составляющая сварочного аэрозоля углерода оксид 1О3.г/с на то„же 1О3.г/с на то же • I I установку аппарат 8333,0000 416 6667 2’,2222 3,6667 । •—I СП о 1
пыль пыль пыль !03.г/с на 1О3.г/с Ю3.г/с I установку 20,4167 33,8333. 86,6667
-151-
Таблица 4.6.
Удельные выделения вредных веществ в процессах
пайки, лужения и подготовка проводов / 4 /
Наименование : технологической: операции : марка припоя, материал изоляции — — - Выделяющиеся вредные вещества
наименование: единица : измерения • • количест- во
V Пайка единичных Оловяно- мелких изделий свинцовые электропаяльни- припои: ками ручного ПОС-ЗО типа мощностью 20-о0Вт П0С-40 - ПОС-ЗО . П0С-40 ’ ПОС-60 Пайка единичных То же изделий на конвейере Газовая пайка на установке УПГ Лужение погруже— нием в припой Лужение и пайка "волной" Обжиг изоляции Материал при подготовке изоляции: проводов винипласт полихлор- винил полиэтилен фторопласт хлопок шелк шелк и вини- пласт свинец олово свинец олово свинец олово свинец то де канийоль’' спирт этиловый свинец то де • углеоода оксид то же _!Г__ водород ‘.ТООИСТЫЙ углеоода . оксид то де 11 МВ « 10^ г/с на I пост то же п 11 МВ м 11 -"-ЗЕ Ю^г на 100 паек Ю^г/с на I пост 10 .г/с на I рабочее место ТО^г/с то :$е io/г/с.м2 поверхности вадны 10°г/с.г/ поверх- ности "волны" г/г ИЗОЛЯЦИИ- то де н 11 11 II It II •м 7,500 3, ЗоО 5 000 3J3S0 4,440 з;озо 30,000 “ 0,007 161, ш 21,300 55,556 152,778 III,ООС Ш0,0С 0,24С 0,I8C 0,Ю( и ЮС о; оо; 0,Ю( 0,20'. 0,Ю(
1 ' >; .4 i { г • ( ' ! , Н ’ • 1 > г* t -i » 1 • : >*: i 1 i f ; н' 4 ; । ' I j J ; ’ -152- > ij i. ' ; . Продолжение; таблицы ;4.d.
Наименование технологической операции «{арка припоя, материал изоляции Выделяющиеся вредйые'вещества
наименование: ?единица' : измере- нная ; количестве >
Зачистка и луже- * > НИе ПРОВОДОВ то о ^оо Полуавтомат - углерода оксид 10о,г'с г ПАЗдЛ—I на I уста- новку. .. водород итог- ' То же! о, 190 • РИСТЫЙ ‘ ! а свинец ; 111,100 канифоль j 55,600 спирт этиловый1 ;j 15,200 Снятие изоляции - углерода оксид , 69,400 Установка <- ЖВ.792.001 . г Обжиг термостойкой ; - * изоляции монтажных проводов ‘ ж Установка - то же - • 34,700 ira2.II4.004 ’• * ’ ' то чоо ,: ! водород сото- . iu.ouu ристый ‘ •
10 - фактическое значение выбросов получается делением
величины на 10^.
Таблица 4.7.
Удельные выделения вредных веществ при индукционной наплавке и пайке / 4 /
, , ; < хаименование тех- юлогической опе- эации, применяе- юго оборудования, обрабатываемые де- тали (узлы) Вид и марка наплавочно- го материала и припоя « * - , « 1 - - Выделяющиеся вредные вещества
единица измере- ния твердая составляющая аэрозоля общее : в том числе
т в^яияй' железа тво пыли:окси£ы • • марган- ца ок- сиды цинка :меди : борный: прочие ,, оксид ’.оксид : ангид-: наимеНо- : ко личе ст е : : вание :во
индукционная на- <1лавка на режущих Порошки(ших- gaJ^ggK: г/кг на- 1,25
деталях сельхоз- машин на установ- ках ТВЧ(лемехИ; ПС-С1 плавляе- мого по- 0,35
ПГ-С27 рошка • 2,64
плугов, лапы куль- тиваторов) Индукционная пай- ка: наплавка твердосплавных шихты
Твердый сплав-сормайт припой-бура Ю3 г/с на один пост ТВЧ —
пластинок на режу- щие инструменты
на установке ТВЧ Индукционная пайка
соединений стальных деталей на установ- »
ках Пайка деталей типа Присадочный то же 4,07
’’втулка-стержень ” материал-ла-
(маслоуказатели) тунные коль-
Пайка узлов гидро- ца.припои-бура 4,84
То же «в»
систем сельхозмашин Пайка соединений ти- Присадочный tl <* 130,00
па ’ трубка-штуцер" (с ганкой) материал - проволока * бледный сплав)
0,132 0,010 — - 1,044 0,270 кремния диоксид о.п 0,02
0,413 0,003 — то же
0,638 0,540 0,39
• - 1,739 «мм tn
GJ 1
— 0,056 0,0116 3,606 •ММ,
•в* 0,585 0,0819 - •ВЦ» f i ** 1
«м •мм <
Продолжение таблицы- 4.7.
. ; ; Наименование технологической опе- рации, применяемого оборудования, обрабатываемые детали (узлы) Вид и марка наплавоч- ного материала и при- поя Выделяющиеся вредные вещества
единица измерения газообразные компоненты
углерода оксид азота : серы диок- оксиды : сид •
Индукционная наплавка на режущих Порошки (шихта) марок: деталях сельхозмашин на уставов- ПК-УС-25 г/кг наплавляе- ках ТВЧ ( лемемг плугов, лапы ПС-CI кого порошка . культиваторов ) ПГ-С27 (шихты) Индукционная пайка: Твердый сплав-сормайт, Ю3.г/с на один наплавка твердосплавных пластинок" припой-бура пост ГВЧ на режущие инструменты на уставов- 0,395 0 312 0^600 10^000 ♦ __ . •в»
Индукционная пайка соединений стальных деталей на установках ТВЧ- Пайка деталей типа "втулка-стержень" Присадочный материал- то же 4,554 1 ы
(масло указатели) латунные кольца, при- пой-бура HaiiKa узлов гидросистем сельхозмашин Пайка соединений. типа "трубка-шту- Присадочный материал- цер" (с гайкой),"трубка -ниппель" латунные кольца, при- по^-бура Трубки тонкостенные омедненные, шту- Присадочный материал- цер с гайкой-анодированпые проволока (медный сплав), прппой-бура 3,022
4,833
Продолжение таблицы 4.7
—— 1- Ааименование технологи- ческой операции, приме- няемого оборудования, Вид и марка : наплавочно- :• го материа- .* Выделяющиеся вредные вещества 1 •
единица измере- ния : твердая составляющая аэрозоля
обрабатываемые детали ( узлы ) ла и припоя С :общее в том числе
• • • :коли- :чество :пыли :железа Смарган-: цинка меди :борный: прочие
• • :оксид :ца ок- : оксид оксид :ангид-.наимено_: коли-
• • • • .сид : :вание :чество
"трубка-ниппель". Гр тонкостенные, омедненные, штуцер с гайкой-анодированные Пайка соединений типа "трубка-гайка", "трубка- штуцер" на постах ТВЧ Трубки неомедненнне диаметром 25мм + гайки (медный сплав) Припой-бура . Ю3.г/с •
Присадочный 7,45 — 1,313 0,0530 -
материал- на один 1
- кольца ла- пост ТВЧ
тунные, при- сл сл
пой-бура 1
То же + штуцера То же то же 7,40 — 0,986 0,0341 -
Трубки тонкостенные «1 И «I /Г — 7,17 1,094 0,1258 -
Омедненные диаметром 8 мм + штуцера ( по 6
узлов в наборе па индукторе)
То же +, гайки ( по 10 узлов в наборе на индукторе ) —м 7.75 0,844 0,1242 -
Индукционная наплавка Припол-медные 0,83 0,1900 -
медными припоями на установках ТВЧ* сплавы f
- по данным НПО"Оргстанкинпром" - - - - . * - .. - ..
Продолжение таблицы 4.7.
аименование технологической опе- ации, применяемого оборудования, брабатываемые детали (узлы) Вид и марка наплавочно- го материала и припоя .—. > . .. . . Выделяющиеся вредные вещества
единица измерения газообраз! углерода оксид ше компоненты азота 'серы диок- оксиды : сид
Пайка соединений типа "трубка- гайка", "трубка-штуцор" на . ♦ постах ТВЧ _ Трубки неомедненные диаметром Присадочный материал-. I0d г/с на один 3,550 2,911 I.I36 25мм + гаыси кольца латунные пост припой-бура То же + штуцера То же - то же 3,193 2,427 1,299 Трубки тонкостенные омедненные г диаметром 8мм + штуцера — 3,420 2,463 2,097 Т по о узлов в наборе на ин- дукторе ) е То же + гайки ( по 10 узлов 4,086 2,576 2,419 8» в наборе на индукторе ) 1 Индукционная наплавка медными Припон-медные сплавы - - - припоями на установках ТВЧ*
Таблица 4.8.
Удельные выделения вредных веществ при нанесении газотермических
покрытий, плазменной наплавке и плазменно-механической обработке металлов / 4 /
^именование техноло- : Наименование, вид и 1 1 ... I*.. Выделяющиеся вредные вещества :
•илта Atf а{< АТТЛ AQTTTfW ТТТУГЛ- . НТЧГ/О 1Л *ЗТП 1 ТТСТАЖ ЛАТТА иг
.HHwUiVUH ииорсЩША| • Mcipivl tlcuXJLiJl/iUIvlUlv И е • •
леняемое оборудование докрываемого мате- ; наименование ; единица измерения : количество
; пиала • «
• Полуавтоматическое га- Порошки для напыле- •
зовое напыление ния
СН1И пыль г/кг порошка 39,700
ангидрид хромовый то же 0,357
бор 0,285
ВСН1И пыль 23,400
« ангидрид хромовый — 0,063
бор «1 0,288
никеля оксид —п«. 0,095 S3
Плазменное напыление Порошки для напыле- I
ния на основе: -
алюминия алюминия оксид 77,500
циркония циркония диоксид __п_ 193,000
воль . .рама вольфрама оксид — 150,000
, Проволоки для наш-
ления:
хромоникелевая ангидрид хромовый г/кг проволоки 1,400
марганцовистая марганца оксиды то же 4,500
, ч алтсминиево-марган-
цовистая бронза меди оксид 40,000
хромомолибденовая ангидрид хромовый 0,570
Продолжение таблицы 4.8.
-,. —— - — ^именование техноло-: Наименование, вид и ической операции, : марка напыляемого и рименяемое оборудо- : покрываемого мате- ' - , , ,, : Выделяющиеся вредные вещества
: наименование : единица измерения » ... _ _ . • количество • , • '
ание : риала
Плазменное напыление Установка мод. УШ-5 Порошок ПГ—^ВОСР—2 ( на основе алюми- ния ) пыль г/с на установку г/кг порошка 0.II5 16$,000 4-
алюминия оксид г/с на установку 0,086
Установка плазменная универсальная УПУ-З* Проволока для напы- ления пыль, всего в т.ч.: г/с на установку г/кг проволоки 0,642 660J600
железа оксиды- г/с на установку г/кг проволоки 0,390 400*960
• марганца оксид I03 г/с на установку г/кг проволоки 0,450 0,463 1
алюминия оксид г/с на установку г/кг проволоки 0,007 61690 S 1
- ангидрид хромовый ХО3 г/с на установку г/кг проволоки 0,501 О,’ 5X5
углерода оксид г/с на установку г/кг проволоки 0,0X4 10,723
азота оксиды г/с на установку г/кг проволоки 0,137 493*0X0
Плазменная наплавка нержавеющей стали в среде аргона Проволока 04XI9HIU3 .на сталь Ст. 35 пыль хрома оксиды никеля оксид азота .диоксид г/кг проволоки то же £ II W г 1,500 0 061 ... 0 063 2,850
Продолжение таблицы 4.о
Наименование техноло- гической операции» применяемое оборудо- вание • Наименование, вид и :марка напыляемого и :покрываемого матери- :ала - - - : Выделяющиеся i 1 : федные вещества —.
: наименование ; единица измерения • • количество
Плазменная наплавка Бронза БрКЩЗ-1 пыль г/кг проволоки 0,80
медных сплавов на сталь с применением на сталь Ст.З марганца оксиды то же 0,06
токоведущеи присадочной меди оксид 0,400
проволоки кремния диоксид — 0,140
азота оксиды 26,000
Бронза БрА14цЗ-2 ПЫЛЬ 4,500
на сталь Ст.З марганца оксиды elt 0 260 9
алюминия оксид 0,180
* меди оксид — — 1,900
углерода оксид 11 2,900 1 гл
азота диоксид — — 4,000 <о 1
Бронза Бр0^6,5-0,4 на БрйдцЗ-! ПЫЛЬ меди оксид ___ п 0,6’00 0,620
кремния диоксид — — 0,020
азота диоксид 4,000
Плазменное напылешю
труб > .леталлизатор 12 АлшимешИ сплав алкг.шння оксид I03 г/с на установку 1,111
« . • г/кг сплава 0.500
...едь :..еди оксид Ю3 г/с на установку U,oil
г/кг сплава 0,400
с
t
4
Продолжение таблицы 4.8.
(аименование технологи- щскоЦ операции, примени- змое оборудование Наименование, напыляемого и го материала ....—.—г вид и марка: ПЛРСПМ'МРМП— *- Выделяющиеся .4 вредные вещества — t
• • • наименование : единица измерения • Z количество s
Цинк
| Металлизация стали цинком
Металлизатор 3(4-12-67
. дуговая металлизация
Проволоки
СВ08Г2С
CB-07X25HI3
ЗК-7
Распыляемый электрод из
титана нитрита
1лазменно-вакуут.шое напы-
ление прочнеаие инстру-
мента методом КПБ Сконден-
t зационио-ионная бомбарди-
^ровка) на установке типа ЫШ=*
& плазменно-механическая об- нисоколегированних ста-
it оаботка лен и сплавов на пике-
Г левой основе
легированных сплавов на
хроаоникельйолибденовой
основе титановых сплавов
средней прочности
цинка оксид I03 г/с на установку г/кг проволоки 0,408 96^000
пыль г/кг проволоки 28,000
марганца оксиды то же 1,090
кремния диоксид и 0,115
пыль 37,500
марганца оксиды и 2,850
хрома оксиды 0,205
кремния диоксид 0;175
пыль _н_ 15,000
марганца оксиды _н_ ’ 0,070
?Ытитана оксиды ) I03 г/с на установку 23^ 106
углерода оксид азота оксиды то же и 0,839 0,550
никеля оксид г/кг ророшка 0,074
хрома оксиды то же 0,032
титана диоксид 12,000
।
।
Продолжение таблицы 4.8
аитленование технологи-:Наименование, еской операции, приме-:напыляемого и 1яемое оборудование :го материала * — вид и марка покрываемо- — , . “ Выделявшиеся вредные вещества f
наименование : единица измерения : • * количество
Плазменно-механическая обработка Токарный станок Сталь 24ЖСФ ПЫЛЬ I03 г/с на стапск 51,400
( 1=240А, =160в) железа оксиды то яе 16,700
хрома оксиды 1,390
марганца оксиды 5,-500
азота оксиды 115,000
карусельный станок Сталь Г13Л- г 2ТК-&2 ( I=200A , V =140в) пыль . железа оксиды и MW 83,000 40,000
марганца оксиды — 13,000 । а
Получение соероидизи- озон Ю3 г/с на I00A нож- 0,0560
рованных порошков нального тока
х - по данным С11КИ
-162-
Таблица 4,9
-Удельный выделения вредных веществ при работе.
с клеевыми материалами и эпоксидными смола-.и / 4 /
Наименова-:Ларка клея или смолы Выделяющиеся вредные вещества
ние мате- :
наименование :количество, :г/кг клеево-
риала :
• у - • - е
, ......... ,:го материала :или смолы
Клей ЗПКТ.ЗПК, К-153. ЗА. аэд4хкв6-31хкйс-32х КЗС-2бхКВС-21, K3C-2S ТП-б-!*?? ’ эпихлоргидрин амины ацетон толуол 400,0
К-17 Формальдегид 1,2
BkiA'4—Ъ—3, К?—2,Ь»^—4, Фенол 14 80
К-6, бакелитовый спирт этиловый 15,00
.этанол ,.о! П!50
КС-609,ЗАК-А,циак- эФип бутиловый ;
рин ЗАЛ метакриловой кислоты диметиланилин этилцеллозольв 0,60
; г уайт-спирит
эиир метиловый метакриловой кислоты
Капроновый 1 кислота муравьиная ацетон 40,0
Эпоксидные ЭГ-9,ЭГ-20 эпихлоргидрин 160,00
иП,ПЭД-Б ,ПН-Э, 'ОЭП метиленхлорцд 38,00
«- - эпихлоргидрин . циклогексанон
амины
Стык-1 ,КиП-Д толуилентщиз сгланат 5,00
хлорбензол
88—Н,88—МП-88—ИС, 88-С, ol-xv-l, 5I-K-IC Фенол
л-оомальдегпд 540 00
дихлорэтан
этилацетат бензин
" Д^К-4с формальдегид 5,00
ДцС Формальдегид 0,25
• Фенол ззо;00
л<с спирт этлловий 35.00
ацетон 12 СО
бутилацетат 12 30
ксилол .* 30. СО
этанол 12; 00
.•-панмаа
-163-
Продолдение таблицы 4.9.
Наименование мате-: риала : и!арка клея или смолы : Выделяющиеся вредные вещества
: наименование • : количество, г/кг клеевого материала или смелы
Смолы эпоксидно- g го эпихлоргидрин 4,00
лиановые ЭД—20 то же 9,00
ЭД-16 II 0-,60
ЭД-14 0,60
ЭД-10 It 0,60
<зд—8 It «Ml м* 0,60
Смолы эпоксидные(пои wMB ( на
формовке) основе сл-20) эпихлоргидрин 0,16
• толуол 0,60
дибутиюталат 0,22
анилин 0,31
7 ОТ эпихлоргидрин 0,95
* толуол 43,50....
Примечание.
При работе с клеевыми материалами количество вредных
веществ, указанное в таблице, выделяется с открыто! поверх-
ности клея за 5 - 15 мин.
fT***'-- —<— .
i
♦ -164-
5. ЦЕХИ И УЧАСТКИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ.
В перечень процессов механической обработки металлов входят:
точение, фрезерование, сверление, шлифование и некоторые другие,
которые в ряде случаев сопровождаются образованием отходов,
загрязняющих окружающую среду в виде струдки, пыли, туманов масел
и эмульсионов. Интенсивность образования этих веществ зависит от
вада материала обрабатываемого изделия, режимов резания, произво-
дительности и мощности оборудования (43,44,45,46) .Наибольшие
выделения пыли имеют место при различных видах абразивной обработк
•
металлов: зачистка, грубое и тонкое сухое шлифование, очистка
поковок и заготовок и др. Образующаяся при абразивной обработке
пыль на 30-40% по массе представляет собой материал абразивного
круга и на 60-70% - материал обрабатываемого изделия. Интенсивност
пылевьщелений при этих видах обработки связана в первую очередь
с величиной абразивного инструмента и некоторых технологических
параметров резания. При обработке войлочными и матерчатыми кругам!
образуется текстильная, волокнистая пыль, с примесью полирующих •
материалов (например, пасты ГОИ).
В табл. 5.1 приведены в обработанном виде данные СПКИ,ХГПИ i
НИИОГАЗа о выделении пыли при обработке таких хрупких материалов
как чугун и бронза (8,44), а табл. 5.2 - сведения о пылеобразова-
нии при обработке графита по материалам ВЦНИИОТ ЕЦСПС (47).
Величины выделения пыли в процессах шлифования и полирование
по данным НИИОГАЗа и СНКИ к2,4) приведены в табл.5.3.
В табл. 5.4 даны величины выделения металлической и абразив-
ной пыли при заточке режущих инструментов по данным СПКЙ (10 ) и
ХГПИ (8 ). Сведения о выделении пыли при грубой абразивной заточке
отливок приведены в таблице 1,35.
Данные о выделении вредных веществ при электрофизической
k
обработке штампов по данным СПКИ (4) приводятся в табл.5.5.
-165-
3 ряде процессов механическом обработки металлов применяют
минеральные масла С индустриальные, сульфорезол и др.), эмульсии
из них и различные эмульсолы или как их называют смазочно-охлак-
дающие жидкости ( СОК) .Применение СОК сопровождается образованием
тонкодисперсного масляного аэрозоля ( тумана ). Количество выде-
ляющегося аэрозоля зависит от многих факторов - формы и размера
изделия, режимов резания, расхода и "способа подачи СОК. Экспери-
ментально установлена зависимость валовых выделений масляного
аэрозоля от энергетических затрат на резание металла, в связи с
чем принято относить выделения масляного аэрозоля к I кВт мощ-
ности привода станка.
Применение СОК снижает выделение пыли до минимальных зна-
чений, однако, в процессах непрерывного плоского шлифования из-
делия количество выделяющейся совместно с аэрозолями СОК металле
абразивной пыли остается значительным.
В табл.5.©Приведены количественные характеристики выделе-
ний масляного аэрозоля, отнесенные к I кВт мощности привода
главного движения или абразивного круга, для различных типов
станков с применением СОК. Данные табл.5.5 получены CiLCI при,на-
турных замерах на предприятиях отрасли / 48 /.
В табл.5.7 в качестве примера приведены некоторые данные
СПдй о выделении пыли и аэрозоля СОК при плоском шли овании.
-166-
Таблица о. I.
Валовы© выделения пыли при механической
обработке резанием хрупких материалов / 2,4 /
• Наименование 1 •— 1 Г Наименование ста- Выделяэди- Мощность ;Количествс
технологичес- кой операции, вид обрабата- ваемого мате- риала ночного оборудо- вания еся вредные вещества главного двигате- ля, кВт :выделяю- :щейся пыли ;Ю3 г/с не :единицу ;оборудова- :.ния
h i t i I i « Обработка реза- нием чугунных деталей без при- менения С(м < Обработка реза- нием чугунных деталей без применения С0£ Токарные станки, •в том числе: ’ токарные станки и пыль ме- автоматы малых и талличес- средних размеоов кая чугун- ная токарные одноппин- то .т.е дельные автоматы продольного точения токарные многошпин- -”- дельные, полуавтоматы токарные многорез- -"- цовые полуавтоматы токарно-винторезные -”- станки фрезерные станки, в том числе: продольно-^резеи- ные •вертикально- -"- 'Фрезерные карусельно- Фрезерные горизонтально- пыль метал- ;~резеоные лическаяч; гуняая .•’•.резерные специ- то ме альные зубоГ'резерные . -”- барабанно-фрезерные -”- । till । ЮО ЮО оо оо оо оо СОЮ сою ОО ОО ООО оо *•»***<* «ъ <•* • ОЮ ОЮ М’оо НО О'З’ NO МС\2 02 М 1 СХ2 6,30 1,81 9,70 9,70 5,60 13,90 ; 2,90 4,20 4,20 16,700 5,700 1,100 30,000
-167-
ыродслдение таблицы 5.1.
- - 4- Наименование технологической операции, вид обрабатываемого материала’ Наименование станочного обо- рудования Выделяющиеся вредине ве- щества 4 - *- мощность ; Количестве главного гвыделяю- двигате- ;щейся пшп ^кВт :Ю3г/с на •
: яди н цу >
:оборудЬва- :ния
Обработка резанием боонзы и других цветных металлов Обработка резани- ем бериллиевой бронзы Обработка резанием свинцовых бронз Обработка резанием алюминиевых бронз ххомллексная обра- ботка чугунных корпусных деталей Сверлильные станки, Пыль метал- 1,00- 1,100 в том числе: лическая 10,00 чугунная вертпкально-свер- То :::е 1,00- 2,200 лильные 10,00 специально-сверлиль- 8,300 ные ( глубокого сверления ) Расточные станки, 2,100 в том числе веотикально-расточ- -"- 2,900 ныё и наклонно- расточные специальные-расточные -"- 5,400 зубодолбегкные станки -"- 0,65- 0,300 ?;оо Токарные Пыль цветных 2,500 фрезерные металлов 1,900 Сверлильные 0,400 Расточные 0,700 Токарные Бериллий 0,100 фрезерные 0,014 Сверлильные I, ООО Расточные • 0,030 Токаоные Свинец ’ 0,800 - фрезерные 0,600 Сверлильные 1,200 Расточные 0г200 Токарные Свинец 0,050 *оезерные 0,022 Сверлильные 0,047 Расточные 0,008 Станки типа "обраба- 1Нль :.:етал-г 13,100 тывааций центр” с ллческая :.:од.22043.,у II чугунная -I Ар. 4 I к t { Л
10зх - фактическое значение выбросов получается делением
величины на I03.
и
1 ••
i
-168- Таблица 5.2.
Валовые выделения вредных веществ от оборудования
для механичесой обработки графита без применения OCXS /4.47 /
4- Наименова- ние станоч- ; 1 Наименование тех-: Выделяющиеся вред , — fc—- , ные вещества
.... . •
ного обору- рации :Общее количество :в т.ч.частиц раз- :мером менее 20§мкм
дованич .’твердых отходов : (стружки и,пыли).;:
! • •• --V- • ‘ *% от массы:г/с на . от об-: г/с на
:обрабаты- :единицу :ваемых де-:обору- :талей :дования :щего. ко-: :личества: :отходов : единицу оборудо- вания
Токарно-вин- торезные Точение наруж- 2 0 138,50 ное, торцевание 80 83,33
i - станки Токарные станки Внутренняя рас- 2,0 358,72 точка отверстий кольцевой соормы 60 215,23
Горизонталь- но-фрезерные станки фрезерование 1,5 * 9,69 цилиндрической или торцевой фрезой 65 6,30
• Л > Обработка нару:жых 1,5 517,99 поверхностей плит цилиндрической и дисковой фрезой 65 336,69
Вертикально- сверлильные станки Сверление отверстий 1,0 8,31 и каналов 65 .5,40
Настольно- сверлильные станки Сверление отверстий 1,0 2,22 малого диаметра 65 1,44
Ленточная Отрезка - 110,80 60 66,48
пила Распиловка загото- - 44,32 вок 60 26,59
Горизонтально- . 1оде •- ±б,о2 фрезерные стан- ки с дисковой пилой 85 10,8С ।
Радиально- .сверлильные станки Сверление отверстий 1,0 8,31 и каналов 65 5,40
-169-
Таблица 5.3.
Валовые выделения пыли при шлифовании и полировании
металлических . изделий / 2,4 /
Вид произвол- U Наименование Диаметр -J 1 . , — .. Выделяющиеся вредные
ства, наимено- вание техноло- гической опера- ции станочного обо-- круга, вещества
рудования мм вид пыли :количество, :г/с на еди- ;ницу обору- дования •
Механообработка 150 металличес- кая и абра- зивная 0,028
Шлифовка изделий Станки круг- 300 то яе 0,050
без применения лошлибюваль- СОл ные 350 II шот «• 0,053
400 и «я» «ОТ 0,060
600 0,090
750 11 шот шот 0,094’
900 11 от» от» 0,098
Станки плоско-, , 175 II ШОТ шот 0,069
шлифовальные" 250 Т,-от 0,076
350 11 шот от» 0,083
400 11 ШОТ От» 0,097
450 0,146
500 и «от шот* 0,189
Станки, бесцент- 30-100 0,013
рошлифовальные 395-500 и ОТ» «ОТ 0,019
4S0-300 11 от» от» 0,025
Станки зубо- и 11 от» от» 0,0I3v
резьбошлифо- 400 11 •От отот 0,018
вальные35
Станки внутри- 5-20 металлическая 0,019*
шлпфовальные и абоазивная
10-50 то .::е 0,023
17-80 п «ОТ ОТ» 0,033
40-150 — Мот. С, 047
125-200 11 ШОТ ШОТ 0,053
>♦ -170- i Продолжение таблицы 5.3.
-
. 1 i ( Вид производства, наименование тех- нологической опе- рации Наименование станочного оборудования Диаметр круга, мм Выделяющиеся вредные ,.л вещества
вид пыли : • количество. :г/с на еди- :нлцу обору- дования
- Гальваническое Грубое шлифование перед нанесением покрытий. товаров народного потребления СТЕШ) . Полирование алю- миниевых изделий (крышек, терглосов и т.д.) Гальваническое Полировка поверх- ности изделий пе- ред нанесением покрытий Станки таиФо- вальные Станки полиоо-* 450 вальные с ма- терчатая кру- гами, с примене- нием пасты ГОЯ (мод.31i3 9905- 141о и др.) Станки полиро- 150 вальные с вой- 200 лочнымИ кругами 250 300 350 400 450 ме талличе с- 0,181 кая и абра- зивная . 1 • 1 алюминия, 0,313 текстильная и полиро- вальной пасты 0,108 войлочная 0,144 • ; л 0,181 0,217 0,253 0,289 0,325
•• Финишное полирова- ние с применением хромсодернаших паст С паста 1011 ) Станки полиро- вальные С ВОЙ- лочныгл круга- ми 150 2С0 250 ' зсо 250 400 450 войлочная 0 i017 :г 0,022 “ПОТЫ 0.02о с; 033 0,039 0,044 0,050
Полирование поверх- ности изделий перед нанесением покры- тий Станки полиоо- 150 вальные,с матео- чатымп (текс- ' тильни:.зг) кругами ^оО . 300 о50 400 “X J U токстпльная 0,208 0,278 0,о47 °,-7 w , 14- Э , _'<5
♦ \ 1 *
-171-
Дродолденне таблицы 5.3.
Вцд производст- ва, наименова- — • : Наименование :станочного -.оборудования е Диаметр крута, мм <— Выделяющиеся вредные вещества
ние технологи— . ческой операции вид пыли :количество, :гЛ на еди- :шщу обогу- кования
-о :::е
Финишное полиро-
вание с примене-
нием хромсодер-
.уащих паст
(паста ГШ)
текстильная
и полиро-
вальной
пасты
0,042
0,05о
0,030
0,033
с,сот
О,III
0,125
Примечания:
I. Значения валовых выделений пыли приведены для станков,
оснащенных местной вытяжной вентиляцией.
2. При оснащении станков, отмеченных " , местными отсосами,
ось которых перпендикулярна направлению пылегазового
Факела от вращающегося круга, валовое количество удаляе-
мой пыли следует применять в 2,5 раза меньше указанного
в таблице.
1 •• . -172- Таблица 5.4. Валовые выделения пыли при абразивной заточке режущего инструмента / 8,10 /. * • ’Г~
Наименование Марка, станочного •модель, оборудования :типоразмер .•станка • • • • ;Наименование тех- нологической .•операции • • • : Диаметр Абразив- ного :круга, ' :ым... • ; Количество : выделяющей- : ся ныли, : iWc на : один станок •
1 7 Универсальные и крутлошли- Фовальные станки: точильно- ЗБ634 Черновая заточка шлифовальные (3K634) сверл, резцов и др. инструмента абразивным крутом 3LI634 То же ЗБ34 Чистовая заточка сверл среднего я малого диаметра универсально- ЗБ642 Черновая заточка заточные . сверл и резцов ЗА64 То же ЗБо4 Специальные станки для заточки сверл: станки для за- KiLl . Заточка сверл ма- точки сверл 3.105.014 лого .диаметоа малого даа- a/B--I20.000 метра станок для Зачистка сверл :.:а- зачцстки а. 105.017 лого диамэтра сверл плоско- ЗГ7Ы йотирование штампов шлифовальный кматриц) абразпв- заточной ним крутом Специальные Профилирование аб- станки для разлвного круга заточки сверл алмазным карандаше: Знятне ' асок и за- усениц V 400 400 200 ? 125 250 л 107,20 59,40 11,80 - 6,90 '.20,80 | 35,00 0,34 13,90* 325,60 и 1 ^70* 42,20
-173-
цродолг-енпе таблицы 5.4.
Наименование Г •Ыарка, : > 1.. —< Наименование тех- диаметр ; Количество
станочного :модель,: нологической one- абразивно- •: выделяющейся
оборудования :типо- : рации го крута, ;пылп, :103*г/с на :олин станок
:размер : ; станка : • • мм
Алмазно-заточ- ные станки:
алмазно-заточ- 3622 Заточка резцов, 150 22,80
ные для заточ- сверл и др.инстру-
ки резцов мента алмазным резцом Чистовая заточка 150 15,30
алмазно-заты- ловочные 1Б811 резцов Затылование червяч- ных фрез • 46,70
Специальные за точные станки
полуавтомат ЗБ667 Заточка тооцевых 150 34,20
для заточки торцевых фрез ..'рез
полуавтомат для заточки червячных фрез ЗА822 Заточка червячных фрез диаметром 1ОС-1о0 :яд- 250-300 66,40
36 ОМ Заточка круглых шлицевых протяжек 150-250 51,70
абразивным крутом То же протяжек из быстрорежущей стали 20,60
оптико-шлийо- вальный 395М доводка ннстр?.г.:энта 19,40
Станки для за- АЗ Черновая заточка 160 45,80
точки зубьев дисковых ппл дпажет-
дисковых пил ' ром менее 500 :.гл 2С0 105,60
отрезных станков Зчо92 то же
диаметром от оОС до 1000 мм
Чистовая заточка зубьев ппл 21,90
Станки для за- Эн-634 заточка ленточных 11,10
точки режущего пил
инструмента де- Тч*А-2 Заточка фрез 5,60
ревообрабатывя-
ющих станков”' Тчх1Н-3 Заточка дисковых пи; I 13,70
ТчПН-6 1ч11А То же о4,70
-174-
Продолжение таблицы 5.4
Наименование станочного оборудова- ния • :;;1арка, : модель, :типо- • •.размер :станка • : Наименование : дологической : рации — • тех- -Диаметр one- -.абразив- ного •.круга, :мм • • ; Количество : выделяющейся •пыли, :Т0^г/с на :олин станок
Станки для заточки ре- жущего ин- струмента деревообра- батывающих станков ТчН21-4 Тч-Н-3 Тч-Н6-3 Заточка ножей То же 13,90 34,70
- пыль абразивная
зве - по данным JL1TA и 2Гш1
Юзк- фактическое значение выбросов получается делением
величины на I03.
Таблица 5.5.
Удельное выделение вредных веществ от электроэррозионных станков / 4 /
1. 1 1арка, модель, типо- >азмер станка, режим >бработки / Размеры ванны, мм Площадь ванны, и2 !— Рабочая жид- кость 4 1 Выделяющиеся вредные вещества
наименование количество ю^г/о :ю4/о м* :зеркала :ванны
Станок электроэррози- 640x500 0,32 Трансформатор- твердые частицы 0,27 0,83 энный мод.45723 ное масло + (пыль + сажа ) * керосин (3($) масляный аэрозоль 0,36 1,11 £ рехсим - черновой углерода оксид 0,56 1,75 То же . ' .1 режим - основная 640x500 0,32 то же. твердые частицы обработка ( пыль + сажа ) 0,09 0,28 масляный аэрозоль 0 32 1,00 • углерода оксид 0,56 1,75 ' сл _ " _ . » ы режим - чистовой 640x500 ' 0 32 твердые частицы (пыль + сажа) 0,23 0,72 масляный аэрозоль 0,22 0,69 Станок электроэррози- 1X18x750 0,64 Трансформаторное твердые частиш онный мод.4Е724 масло + керосин (пыль + сажа J 2,05 2,44 I резни - черновой W) железа оксвд о,07 масляный аэрозоль 0,79 0,94 акролеин 0,17 0;21 .углерода оксид 6,41 7,63 ,
Продолжение таблицы 5Ч5
"" — 1 ийарка, модель, типо- размер станка, режим обработки г Размеры ванны,мм — .. । Площадь ванны, м2 Рабочая жид- кость ч , Выделяющиеся вредные вещества
наименование количество 103*г/с ilO^r/c м2 :зеркала :ванны ' *
Станок электроэррози- 1118x750 0,84 Транаоорма- твердые частицы онный мод.4Е724 торное масло (пыль + сажа) 1,74 2,07 П режим-чистовой |2о|?°СИН масляный аэрозоль 0,74 0,88 железа оксид 0,03 0,08 акролеин 0,03 0,08 углерода оксид 2,57 3,06 Станок электроим- 500x600 0,30 траноформа- твердые частицы А? пуль сны й торное, , (пыль + сажа ) 2,93 9,76 Черйоюй^шм Ма0Л° W келеза 1>87 6.24 ' масляный аэрозоль 2,36 7,85 углерода оксид 9,98 33,26 , угле-водороды 399,1? 1133,06
Ю3*- фактическое значение выбросов получается делением величины на I03.
-177-
Таблица 5.6.
Удельные выделения масляного аэрозоля при
механической обработке металлов с применением
смазочно-охлаздающих жидкостей / 4 /
• Наименование станоч- ного оборудования Мощность элект- родвигателя привода главно- го движения или привода шлифо- вального круга, кВт Количество выделяющегося масляного аэрозоля, г Юь- с.кВт при применении в качестве СОД
л эмульсии: эмульсии :масла~ с содер-:с содер- зсульфс ланием :.танием : фрезой эмуль со-эмуль со- : ла до 3% :ла до 10$; • •
Токарные и токарно-ре- вольверные станки и автоматы малых и сред- них размеров Токарные одношпиндель- ные автоматы продоль- ного точения 0,65-5,50 0,65-5,50 t 55,6 83,3 167,0 250,0 1000,0 ' 1000,0
Токарно-револьверные станки 13,0-22,00 с3,3 250,0 1000,0
Токарные многошпин- дельные полуавтоматы 14,00-28,00 — ’ 306,0 1560,0
Токарные многорезцовые полуавтоматы 4,50-20,00 — 306,0 1000,0
Токарные многошпиндельные I0,00-30,00 прутковые полуавтоматы — 306,0 1560,0
Вертикально-сверлильные станки 1,00-10,00 К □О,Ь 139,0 222,0
Вертикально-сверлильные 1,00-10,00 — 228,0
станки- глубокого сверления
Резьбонакатные станки 0,60-14,00 м» — 278,0
фрезерные станки горизон- тальные, вертикальные и универсальные 2,80-14,00 55,6 166,7 1305,6
Клицеурезерные автоматы 0,65-2,80 • 227,8 583 ;3
Зубофрезерные станки 0,65-20,00 — 227,8 1944,4
Зубофрезерные и зубодол- безные станки 0,65-7,00 — 305,6 1444,4 □□□□, с
Внутришлиф-овальные станки 2,ОО—4 fоО — —
-178-
Продолжение таблицы 5.6
Наименование ста- : ночного оборудования: • • • • • Мощность электродвигате - ля привода главного дви- жения или привода шли- фовального • : Количество выделяющегося -•.масляного аэрозоля, •iokLz. : с.кВт , ;ng применении в качестве • ...
V круга, • кВт ; эмуль- *СИИ С :содер- йжанием : э?дуль- Гсола :до 3$ • :эмульсии: :с содер-: ;жанием : :эмульсо-: = масла Ссульйо- фрезола;
Круглошлифовальные станки 0,70-25,00 138,8 305,6 47^2,2
Плоскопьтифовальные станки 1,70-30,00 138,8 305,6 5555,6
Бевцентровошлииовальные станки 4,50-20,00 138,8 305,6 3333,0
Резьбо- и шлицешлифоваль- ные станки - 2,80-4,20 — . м» 4722,2
Зубошлифовальные станки 3,20-10,00 — 47-22,2
Примечания:
I. Выделения масляного аэрозоля отнесены к I кВт мощности
электродвигателя' привода главного движения или привода
• шлифовального крута станка.
2. Значения удельных выделений приведены для станков,
оснащенных местной вытяжной вентиляцией.
3. 10^ 36 - фактическое значение выбросов получается делением
величины на 10 .
-179-
Таблица 5.7.
Валовые выделения пыли и масляного аэрозоля
при механической обработке металлов с применением C0Z
Наименование технологичес- кой операции Наименование станочного оборудования Диа- метр кру- га, мм Количество выпелящихся вредных веществ, IOdr/c на единицу обору- ^ования при применении в качестве
эмульсии с содер- жанием эму^сола эмульсии ‘.масел ин- с содер- :дустриаль- занием :ных эмульсола : ДО-ХОЗ
пыль: аэро- золь :C0ii • пыль аэро- :пыль:масл золь : :ный СОН : :аэро f Золь
7 Непрерывное "мокрое" шлифование стальных плит Плоскошлифо- вальные станки моделей ЗБ 724 1 *360 4С0 450 500 40,00 15,00 50,00 15,00 60,00 15,00 80,00 15,00 40,00 30,00 50,00 30,00 60,00 30,00 80,00 30,00 -
шлифование резьб ЗБ 722 3722 РезьбошлиФо- вальные стан- ки моделей: 5822м J3-I27, 138 450 450 50,00 5,00 60,00 5,00 50,00 10,00 60,00 10,00 .2,08 5,8 2,36 13,;
Нарезка зубьев Зуборезный мод.о8231 2,31 4,-
Фрезерование шлицев ьлицеФре- зерныё станки 0,59
Ю3* - фактическое значение выбросов получается делением
величины на I03.
' <’"' - ——(_- J _ ч ——w~— - — . —- — —- т ,—
4 гЧ,-».-..--' • •
1 I. •
I
I
-180-
6. производство издаил из
НИЯЕТАШ1ИЧЕСКИХ iMTEEIA/IOB.
6. 1, Производство изделий из пластмасс. Стеклопластиков
и эластомеров,
Па машиностроительных предприятиях к этому виду производст-
ва относятся участки по изготовлению комплектующих деталей из
пластмассы, эластомеров, пресс-порошков, волокнистых материалов
и древесины. Как и в случаях изготовления деталей, рассмотрении:
выше, они сопровождаются выделением в воздушную срэду различных
пылей, продуктов термодеструкции и испарения / 49,50,51,52 и др
В продуктах деструкции содержатся токсичные газы и: пары летучих
1 веществ, либо входящих в состав перерабатываемого материала,
либо образующихся в'Процессах переработки: монооксид углерода,
г
фенол, формальдегид и ряд других веществ. Количество .этих вред-
/ ных веществ определяется видом и режимом переработки. Во всех
таблицах значения валовых выделений даны на единицу работающего
оборудования, а удельные на I кг ( т ) перерабатываемого матерг
ала или на I м^ открытой поверхности изделия.
В табл.6.1 4- 6.3, составленным С1Ш / 4 / по данным/2,3,
49,50,53,54 и др*/ приведены значения выделений вредных вещест:
при переработке пластмасс,
В табл.3.4 - данные о выделениях в процессах ряда вспо?.:ога-
тельных.операций / 2,4£ /: растаривания, дробления, сушки,
переработки отходов и др.
3 табл.З.о-вмдслсЕпл з.редных веществ при производстве из-
делий из стеклопластиков, составленной CIL-uI / 4 / на основе
данных / 54,55,56 /.
!’ /
к
-181-
Выделение вредных веществ при механической обработке из-
делий дано в табл.6.6 по данным / 2,49,53,56 /и др.
В табл.6.7 т 6,9 приводятся сведения о изготовлении дета-
лей из резины на базе данных / 51 /.
6. 2. Участки обработки древесины
Настоящие участки производства сосредоточены в модельном
производстве литейных цехов, ремонтно-строительных и тарных
цехах. Номенклатура применяемого оборудования весьма широка и
связана с различными вида? л механической обработки древесины.
В процессе изготовления изделий образуются твердые отходы, со-
держащие стру?:ску, опилки.и пыль, к которой относят частицы с
размерами менее 200 г-км. Удаление опилок и пыли производится с
помощью встроенных в станки местных отсосов, объединенных в
большинстве случаев в коллективные аспирационные системы для
группы станков или цеха в целом.
В табл.6.10 4» 6.II , составленных на основании данных ря-
да .нормативных / 57,58,59 / и литературных / 52,60,61,62,2 и
др./ источников „приведены данные о выделениях пыли на этих
участках производства.
-182-
Таблица 6.1.
Удельные выделения вредных веществ при производстве
неметаллических изделий из реактопластов методом
прессования / 4,8,53 /
Наименование :Наименование участка,от- •:технологи- целения :ческой опе- : рации, при- меняемое :оборудова- : ние • г Вид перерабаты- ваемого мате- риала ' ——Т—" • Выделяющиеся вредные вещества
наименование : количество :г/кг массы ,’перерабаты .’ваемого .’материала
Отделение Прессование • пенопласты на • прессования изделий и основе смол фенол 0,650
реактоплас-. Cu-090 иФ-010 тов на гид- и Си-342 (кро-
равлических гле типа СП)
Пенопласт на л$-в*окатах оскове С1Л0Л фенол 1,000
Си-337
йенопласты на основе смол гоенол 2,250
Сй-330,Си-342 тип СП л
Волокнит на фенол 1,200
основе смолы Си-301
йенопласты ново- фенол 0,232
лачные C3-0I0-02 формальдегид 0,124
. йенопласты ре- фенол 0,730
зальные 32-330-02 формальдегид 0,144
Прессование изделий и реактопластов гидравлические
ц v . ми прессами-
. полуавтоматами
* с усилием 2оО-630 кН йенопласты фенол . 1,000
850-1000 кд то .т.е фенол 1,000
1200-2500 кН 1 ’енол 1,200
400С-о300 кН -”- енол 1,200
-183-
Продолжение таблицы 3.1.
' • • Наименование :Наименование :Вид перера- участка, от-: технологиче с-: батываемого деления :кой операции,:материала :применяемое : :оборудование : • • • • • • • • Выделяющиеся вредные вещества
наименование :каличество, :г/кг массы .’перерабаты- ваемого ма- териала
Отделение Стекловолок- яенол 1,500
прессования нит - Формальдегид Аминопласты формальдегид 0,500 0,160
Нагрев peai.ro- пластов в ус- тановках ТВЧ Волокнит фенол формальдегид Стекловолок- фенол 1011 формальдегид Пенопласты на йенол основе смол СФ 090,СПОЮ, СН342 (кроме типа СП);СП337 Пенопласты на йенол основе смолы СП-330 и СИ 342, тип СП Волокнит фенол Аминопласты формальдегид 1,’22О 0,060 1,040 0,195 0,200 0,450 0,300 0,200
Участок. Таблетирование Пенопласты пыль 8,000
таблетирова- порошков ния ТаблетЧ’/ашины, таблет-автома- ты Ротационные машины мод. ..IT-3A* J T?-iO;.jTP-6,5 А.дтнопласты пыль Золокниты пыль ‘енол Стекловолокнитп пыль ‘енол " ормальдегяд Порошки "ено- Цаль "еноплас- пластов й шла- тов п агдтно- нопластов пластов д.ыль пресспо- DO'-’KOb" »• 8,000 8,000 0,065 8,000 0,233 О’, 015 9,000 0,ЗЮ
мод.НТР-16 .лль пресспо- родков 0,830
-184-
Продо.1т.ение таблицы 6.1.
Наименование
участка,, от-
деления
Наименование
технологичес-
кой операции,
применяемое
оборудование
Вид перераба-
тываемого
материала
Выделяющиеся вредные
вещества
наим.енова- : количеств
няе :г/кг масс:
’.перераба-
тываемого
:материала
____________• ________
Участок таб-
летирования
Агрегаты для
таблетирова-
ния волок-
нистых мате-
риалов
Волокниты
Паль поесс- 0,260
порошков
-185-
Таблица 6,2.
Удельные выделения вредных веществ при производстве
неметаллических полых изделий экструзией / 4,f 6, 53 /
Наименование • отделения Наименование технологи- ческого обо- — 't- Вид перера- батываемого , ! „ Выделяющиеся вредные вещества
материала
рудования наименование количество, :г/кг массы ;перерабаты- ваемого :матеонала
Отделение ру- кавной пленки пленочные Полиэтилен агрегаты л Уксусная кис- лота Углерода оксид 0,290 0,345
^бргальдегцд 0,014
Отделение ТСЧб — V Трубные агре- Полиэтилен гатированные линии 1' ПЗХ блочный с добавкой свинца весовых частей) Углеводороды непредельные Уксусная кислота Углерода оксид Винил хлористый Углерода оксид Свинец Пыль (от вальцев) Пыль ПЗХ ( от бункера) 0,530 0,500 0,250 0, ЗоО 0,500 0,004 0,910 1,530
Отделение листа Нистовзльные Полистпоол агрегаты г о i'- Ч о о ( •, гмп £-< Г'. г>'-> 0,420 о; 300
Отделение вы- дувных изде- лий Выдувные ав- Пэлиэтилен томаты - Уксусная кислота ^г::эр:-*а оксид 0,400 0,сСО
-186-
Таблица 6.3.
Удельные выделения вредных веществ при производстве
неметаллических изделии .методом литья под '
давлением / 2,3,4,8,53 /
Наименование технологичес- кой операции, применяемое оборудование Вид перераба- тываемого материала , Зыделя’Жеся вредные вещества
наименование .Количество
103*г/с на :г/кг пе- единицу .’рераба- обооуцова- .’тываеио- кия :го мате- :оиала
Литье термо- Полиэтилен Зислоты органичес- - 0,40 пластов, кие (в пэоесчете на уксусную) литьевые машины Углерода оксид - 0,80 Пыль полиэтиленовая - 0,40 \J Полипропилен Кислоты органические (в пересчете на ук- • ' сусную) ; . 1,о0 Углерода оксид - ' 1,00 Пыль полипропилена 0,40 Полистирол Стирол ; 0,30 Углерода оксид . ; - 0,50 Пыль полистирола - 0,60 ✓ Сополимеры Стирол - 0,10 стирола Углерода оксид - 0,50 Акрилонитрил - 0,15 . 'Пыль сополимеров стирола - 0,60 Полиамиды Спирт метиловый - '0,50 Аммиак - 2,00 Углерода оксид - 1,00 Пыль полиамида - 0,50 Зтролы дибутил ?талат (пластификатор) - 0,40 Литье термо- Зтролы Углерода оксид - т 00 пластов ’ 11ыль этрола - 0,40 Литьевые ма- поликарбонат Ацетальдегид - ? то ШВН ( д-.тон ) -енол - _ -_с Углерода оксид \ - o,cQ .л:ли поликарбоната -. -,50
-187-
Продолление таблицы 6.3.
Наименова- Вид перера- Выделяющие ся вредные вещества
ние техно- логической батываемого материала наи?.:енование количество
операции • ;Ю3*г/с :на еди- :ницу :оборудо- : : вания г/кг пер< рабатыва- емого ма- териала
Поликормаль- Кислота муравьиная дегад Углерода оксид - Пыль цолиГюрмальдегида Поливинил-- Водород хлористый хлорид Углерода' оксид Пыль поливинилхлорида - HBLD—70—591.1 Хлористый винил Дакрил метилметакрилат • у женодласты *енол - новолачные Формальдегид Литье термо- Полиэтилен ди слоты органические . ч 2,08 пластов в и полипро- (в пересчете на уксусную) литьевых пилен Углерода оксид 0,83 гляпптнят с , объемом Углеводороды непрэдель- зпрыска до ные 1,81 200 см3 Полиметил- Метилметакрилат 8,89 метакрилат Полистиоол Стирол 0,97 и его сопо- Углерода оксид 0,83 лимеры Литье термо- Полиэтилен Кислоты органические(в пластов в и цслипропи- пересчете на уксусную) *=,72 С™ ° лен /глерода оксид 4,58 впрыска от о Углеводороды непредель- 2,78 210 до 450смм ные полные тил- Хе тилые такрилат 13,50 метакрилат• Полистирол Стирол 1,37 и его сопо- .. лагеры 7т •" / * ’ • ? - * *''{ 1,37 То ке с объ- Полиэтилен и Кислоты органические е:.:ом впрыс- полкпоопплен (в пересчете на уксусн’Пэ) 7.50 ка от 4ои ' т v “ до 800 см3 углерода оксид Углеводороды недэедель- ные * 4,44 LQ О О Ю О О НО С.О OJ о О ОО ЮО О <О о О 'О О О 'О О СО to to СО to ОО сг Ы со СГ>О CQC4 СО го О'» О 7\2 *.\J со с-Э <;» * •» «ь «ь * * * * ' * ш •» •* •* «ь •* «ь «ь •. «, О О О О О О ОЮ ООН О ОЮ ОО Н О О ’ОО О 14 о о 1.
-188-
Продолмение таблицы 6.3.
Наименование технологичес- кой операции, применяемое оборудование Вид перера- батываемого материала ... , j Выделяющиеся вредные вещества
наименование • ' количество
Ю3.г/с :г/кг пеое на:едини-:рабатыва- цу обору- :е;.юго :.а- дования :те опала
То же с объе- Полиэтилен Нислоты органические. - г
мом впрыска кв пеоесчете на ук- 1,60
от 810 до ТЛЛ А *7^ сусную) , с 13,20
1200 см* - Углерода оксад ’ ’ Углеводороды непредель.-У ные ; 6,53 1 7,92 0,85 0,9С
Полиметил- метакрилат Метилметакрилат • ; 37,40. 5,00
Полистирол Стирол о , СО 0,25
и его сопо- лимеры Углерода оксид : 3,89 0,20
То це с объе- Полиэтилен Кислоты ооганическпе ,
мом впрыска и полипро- (в пересчете на уксус- 17,80 8,61
пилен t ную) Углеопта оксид 1,60 0,85
Углеводороды 7 10 50
непоеделъные >
* Ноляметил- метилметакрилат 50, СО 5, ОС
акрилать:
Полистирол Стирол 7,22 0,25
и его сопо- лимеры Углерода оксид 5,55 0,20
103х - фактическое значение выбросов получается делением
величины на IQ3.,
Таблица 8.4.
Удельные выделения вредных веществ на вспо?догательных операциях
при изготовлении изделий из полимерных материалов /2, ^8 /
, — - —I. именование участка одоления) и технологи- —I Наименование оборудо- ПЙ ытл ст Пид перерабатываемого материала < 1 Выделяющиеся вредные вещества
1хишд
(Ского процесса с наименование : количество ,. ч ;№ г/с на :г/кг перер? ; единицу ’.батываеглогс : оборудова- : материала :ния ’ :
ропзводство полых изде- ;ип экструзией
Участок растарнваняя Раег.рочние установки Термопласты Пыль термоплас- ма 1,0000
сырья переработка отходов тов
'чисток дробления дробилки, измельчители Термопласты Пыль термоплас- 197,0 0,7000(
тов ы со
'часток гранулирования х'рануляторы на базе Полиэтилен Углерода оксид — 0,200Cf
экструдеров Нары воды аве 2,5000
♦ Полистирол Стирол аа 0,5000
Поливинилхлорид Винил хлористый аа 0,0200
(118Х) Пары воды «В 2,5000
производство термопластов методом литья иод, г/лле- /
/чисток ст: фпвания сырья Растарочная установка (типа РАоо-87 и др.) Термопласты пыль O.U0O0- 1’0000
Продолжение таблицы 6.4
— - - ! - • Наименование участка < (отделения) и техноло- | гического процесса » ! / Наименование оборудо- вания — Вид перерабатываемого материала 1 — « Выделяющиеся вредные вещества
наименование: количес :103*г/с на ;единицу :оборудовав * У ашя 'TBO г/кг перераба тываемого ма- териала
Переработка отходов
Участок дробления Роторные измельчители.
отходов в т.ч. типа ИПР1ОО-1-А Термопласты Пыль 16,7 1,3500
150 . 43,0 1,3500
300 14 303,0 1,3500
Мельницы*помола отходов Полистирол Пыль 149,0
Прочие дробилки Термопласты Пыль 719,0 4,0000 нч
Участок гранулирования Грануляция на базе Полиэтилен и Углерода оксид - 0,2000
экструдера полипропилен Пары воды
Поливинилхлорид Водород хло- - 0,0007
•ристый
пенопласты ново-
лачные фенол - 0,0870
Полистирол и его стирол - 0 1850
, сополимеры ’
Полиэтилен и по— : Кислота уксус— - 0,8000
липропилен ная
Полиметилмета- Метилметакрилат - I 5500
крилат ’
Смесительные барабаны Термопласты Пыль 1о,7 _
•
Продолжение таблицы 6.4.
1 именование участка отделения) и технологи- эского процесса Наименование оборудования - . L Вид перерабатывае- мого материала j . . . Выделяющиеся вредные вещества
наименование [ количество
зе : ICr.r/c на ; г/кг пере- единицу : рабатываем оборудова- : го материа :ния : ла ,
Смесительные машины Термопласты То же 254,0
Растариванпе сырья и Узлы разгрузки Фено- и аминопласты Пыль фено-амино- 20,0000
загрузка таблетмашин сырья и загрузки - пластов
таблетмашин.
Нагрев прессовочных Термошкафы . Таблетки Фенол 0,2500
материалов Резольные порошки Фенол — 0,360С
Контактный подоз’ров - Таблетки Фенол- 0,2100
Разборка пресс-форм Рабочий стол Реактопласты Фенол 55,6
Участок гранулирова- Грануляция на Полистирол и сопо- Стирол 0 1500 to
ния базе экструдера лимеры стирола Акрилонитрил 0,1500 Т*
Полиамиды, этрол, дифлон Углерода оксид «* 0,5000
Линия гранулирова- Термопласты ния типа лГТВ-90-200 Углерода оксид Винил хлористый 27,5 10,0 0,4950 0,2050
Стирол 33,8
Пыль 8,2
Сушка материалов Сушильные камеры Сополимеры стирола Акрилонитрил м» 0,0006
перед штьем и термостаты сырья Полиамиды Аммиак 0.0160
Продолжение таблицы 6.4.
_ —— -— — -- — * наименование участка ; Наименование Вид перерабатываемого материала Выделяющиеся вредные вещества
логического процесса V W J ,4 ШМШ J X наименование : количество :103*г/с на : г/кг пер : единицу : рабатыва :оборудова- : мого мат ’.ния : риала •’ * . *
Этролы Дибутилйталат - 0,0016
Поликарбонат ^енол - 0t0002
Полиформальдегид ди слота муравьиная > - 0,0007
10зх- фактическое значение выброов получается делением величины на I03.
Таблица 6.5.
/дельные выделения вредных веществ при производстве изделий из стеклопластов / 4 /
Наименование техноло- гической операции 1 пид применяемого матери- ала -» ( » • - . - — — Выделяющиеся вредные вещества-, г/кг
наименование г/м^ поверх-;-г/кг ном- ности :понента, :входящего ;в смолу ;или в свя- зующее г/кг связук щего или смолы
приготовление связую-
щего
Непрерывное фордюва-
ние и полимеризация
стеклопластика на ос-
нове стеклоткани
Т-П-ГЗС-9
На основе полиэфирных стирол 2,0-15,0* «•В
смол гипериз КМ 0,8-1,7х —
На основе (оеноло'.'.ормаль-
дегидных смол фенол — 0,7 —
• формальдегид — 1,8 —
Стирольные связующие
Ш-609-2114 стирол 15,0 — •МВ
толуол 6,5 ама
ШС—609-26 стирол 14,0 — —
толуол 6,5 •М —
Hii-6u9-27 стирол 14,0 «т т*
’ » толуол+ксилол 23,0 КМ
1наС-6С9-^8 стирол 15,0 амв —
толуол+ксилол 23,0 —
ruiU-609^9 стирол 16,0 — ям*
толуол 6,5 •мм
-193-
Продолжение таблицы 6.5.
' ' — - -—-Г Наименование техноло- гической операции г Вид применяемого материа- ла -Г—————- - 1 >— 4 ... Выделяющиеся вредные вещества, г/кг
наименование г/м^ поверх-:г/кг ком- ности :понента в •.смолу или :в связую- щее • г/кг^ связу щего или смолы
Непрерывное формование Бесстирольные связующие HH_609_2IU толуол .6,5 - < лопластика на основе J * стеклоткани НПС-609-21РК толуол 6,5 - — 1-II-1BC-9 ПНС-609-27Б толуол+ксилол 23,0 - - ацетил+ацетон 2,5 - - контактное Формование стирол - 95,0 - гипериз - 12,0 - аропитка стекложгута, стирол - 40,0 - i ковров и изделия гипериз ‘ - 24,0 - * Работа со связующими Связующие на полиэфирных веществами (при там- смолах пературе Формования^ ш_3 стирол _ _ 250 QQQ полимеризации 20-J0wG) малеиновый ангидрид - - 5; 200 гипериз • - - - 0,400 ацетон - - 0,200 f iillU-609-2IJ .стирол - 32,000 толуол -/ • - ЛуООО Работа со связующими НПС-609-21.4 малеиновый ангидрид - - 1,100 веществами (при темпе- гипериз - - 0 090 ратуре • ор-.овап.-я и - » . .
' / ........................
Продолжение таблицы 3.5. ‘ 1
Наименование техноло- : Вид применяемого матери-:. —— —, _ Выделяющиеся военные вещества. г/кг
гическои операции / ала : наименование :г/м^ по- : г/кг компо- ;верхности ; нента в смо- : : лу иди в :г/кг связу :ющего или :смолы
.. • : связующее
1 полимеризации 20-30°С) Формовка эпоксидных смол Работа с эпоксиднодиа- новыми смолами прессование изделий из стеклопластика (на основе ЭЛ-20) Эпихлоргидрин Толуол Дибутилрталат Анилин 3KU-70T ' Эпихлоргидрин Толуол' Эд-22 Зпихлоргидрин+толуол Эд-20 то же ЭД-Х6, ЭД-14, Эд-10, Эд-8 - ” - из материалов на основе стирол арирн-ых смол гипериз аз прессматеряалов Фенол Формальдегид анилин •хЗ материалов на основе «енол ।ченоло': орглальдегидннх смол gs S 1 1 1 1 1 1 1 1 1 °- - 1 1 1 & о со о М 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 • 0,160 0,596 0,217 0,306 0,948 43,500 4,000 , 9,000 S 0,600 ? 0,460** 0 130** О’,100** W
Прессование изделии стеклопластика из -13 .жэтернатов па основе :е нол •ор.-.альде гидних Формальдегид 370,00 •
скол
х - при otkjjutom разливе связующего
хх - размерность г/кг пресс.-материала
» • “I96- ф x Таблица о,ь. Удельные выделения вредных веществ при механической обработке изделий из неметаллических материалов / 2.4 /
- Наименование иехнологичес- >• ' кой операции, обрабатыва- емого материала, применя- . емого оборудования, ин- струмента Выделяющие ся, вредные Веще ства
-: '.количество наименование' :—дг“— :10s;г/с 1г/кг обра- за едини- :батываемо] :цу обору-:материала :дования : :(станок, : :уставов- : :ка) . :
Обработка резанием изделий пыль термопластов из термопластов на станках: токарных, сверлильных, фрезерных: деталей массой менее ЮОг то не 18,1 7,5 то же от 100 до 2000 г -"- • 37,5 11,0 абразивной зачистки и шлифовки: деталей массой менее 100г -"- 53,5 10,5 то же от 100 до 2000г 34,2 . 12,5 стирола пары .4,2 Обработка.резанием изделий пыль пресспооошков, из пресспорошков на стан- аминопластов"и до. / ках сверлильных то же 1,1 фрезерных 2,4 Обработка резанием изделий пыль реактопластов- из реактопластов обработка изделий из тек- столита на станках: пыль текстолитовая токарных то :::е 18,1 фрезерных 30,6 зубофрезерных 3,3 Обиаботка изделий из каибо- пыль карболита лита на станках токаоных и расточных: то ::в 13,7 фрезерных 33,9 сверлильных 11,9
-197-
Продолнение таблицы 5.6.
Наименование технологи- ческой операции, обра- Выделяющиеся вредные вещества
батываемого материала, применяемого оборудова- ния, инструмента • наименование количество •
;10зхг/с на :г/кг обраба .‘единицу обору-:гываемого Гдования (ста- ‘материала
:нок,установ- : :ка)
Обработка резанием изде- пыль реа лии из реактопластов на пластов кто-
Сс.-ено—
станках: пластов, амино-
пластов, волок-
токарных: нитов)
деталей массой менее ЮОг ТО . не г» 7,0
то не массой от 100 до 2000 г _ и 11,0
сверлильных: деталей массой менее ЮОг — «а* 8,0
2800г шсс0^ от д0 Абразивная зачистка и шлифовка изделий из реак- топластов на надачном круге деталей массой от 100 до 2000г в п » отв отв 12,0
_ 11 — 13,3
Краповка детхчей массой менее ЮОг II «•в 2,2
Полировка деталей массой
менее ЮОг — от» 1,0
от ЮО до 2000г Галтовка детхтей массой — ,, от» 1,5
от 100 до 2000г — 1» __ — о,5
Обработка изделий из стекло- пыль стеклозолок-
пластиков и стеклоткани на и стэклоткаяи
Раскропно-заготозлтельные операции
Раскрой стеклоткан:! на сто- in ль стеклоткани 50,0
ле размером 5,3x1,2x0,9м
Раскрой пакетов стеклоткани го :::е 4,0
толщиной до 50 :.г,1 на лен- точно-пильном стхчке
Распиловка стеклопластиков на круглопхтьном станке пыль стеклопласт:.:- a 2j,o —
Цродолмение таблицы 5.6.
-198-
Наименование технологи- ческой операции, обра- батываемого материала, применяемого оборудо- вания, инструмента — 1 1 Выделяющиеся вредные вещества
наименование : количество •
:103?г/с на .’единицу 1оборудова- :ния I станок, : установка) :г/кг обра :тываемогс !материала • • •
Обрезка труб из стекло- пластика в узле обрез- ки установки ШТ-Г25 пыль стекло- пластика 13,7 «
йлимовка изделий из стеклопластиков Обоаботка изделий из оогстекла то :-.:е 83,3
Резание оргстекла дис- ковыми пилаг.ц пыль оргстекла 243,1 —
- нет данных
Ю3 х - фактическое значение выбросов получается делением
величины на IC3.
-199-
Вцделение вредных веществ оборудованием подготовительных участков производств
изготовления резинотехнических изделий ( 2 )
Таблица 6.7.
Наименование оборудования, тип используемого материала Выделяхциеся вредные вещества, мг/кг резиновой смеси
Пыль ;Пыль техни-*белой ческо-:сажи го уг-:(окись леро- :крем- да :ния) .. • • • • Пыль 'Нео- серы :зон :"Д", ; кап- :такс, :тиу- :рам, :caza :белая :дог и !др. Сера, окись цинка, аль- доль, фтале- вый ангад- рид и ДР. Хлор- прен Нит- рил акри- ловой кис- лоты Окись угле- рода Хло- рис- тый водо- род Сти- рол Фто- рис- тый во- ло- род Дибу- тил- фта- лат Изо- прен Окись эти- лена, про- пи- лена Аце- то— фе- нон Пыль ин- гр#- ди- ен- тов Диви- нил Эти- лен । Изо- бу- ти- лен ! * Сер- нис- тый ангад-т РИД
Расходные бункера - технического углерода 18,0 - ___ __ - - - светлых ингрмдиентов с на- сыпным весом до 500 кг/*г - 3,1 - - - - - - - - - _ _ _ _ _ _ __ _ - светлых ингредиентов с на- . , ' сыпным весом более 500 кт/vr - - 1,2 - - - - - ____________
Весы-дозаторы
- технического углерода 84,0 - ___ _ _ _ ____________
- светлых ингредиентов с на- сыпным весом до 500 кг/м3 - 2,0 - - - - - - ____________
- светлых ингредиентов с на- • сыпным весом более 500 гк/м3 - - 0,93 __ - - - ____________
Весы технические
- светлых ингредиентов с на- сыпным весом до 500 кгДг _ _ _ 3,5* - - - - ____________
- светлых ингредиентов с на- _ сыпным весом более 500 кг/м3 _ - _ _ 1,9* - - - ________ _ _ _ _
Вальцы пластификации каучука
- наирита - - _ _ _ 0,13 - - _ __ __ ___ _ _
-нитредьных (СКН) - - _ _ _ _ 3,8 - - - — - - - __ -
- натуральных (НК) - - ___ _ _ _ ____ 0,1 _ _ _ _ _ _
Распарочная камера декристалли-
зацим каучука накрит _____ 0,21 - - -
Котел термопластификащш каучу- - - - - - - 3,4 - - - __ _ __ - ка стирольного (СКС)
Резиносмесители верхний затвор - - - - - - - - - - - - - - 140,0 _ _ _ -
хн-г/кг
I
-200
Продолжение таблицы 6.7.
Наименование оборудования, тип исследуемого материала ;5- л" — Выделяющиеся вредные вещества мг/кг резиновой смеси
Пыль ;Пиль техни-!белой чвеко-!сажж го уг-:(окись лерода:крем- .. :шя| • •’ 'л* Пыль *Нео— !ьера, серы :зон ;Окись :"Д", .’Цинка, :кап- :аль- :такс, .’даль, ;тиу- :фтале- ‘пяи *ВЫЙ :сажа ’.ангад- ;белая:ред и да и: др. Хлор- прен Нит- рил акри- ловой КИО- ЛОТЫ Окна угле- рода -'А - »: Хло- рис- : тый : во— 4дс- <РОД • • • • • • _2 Сти- рал Фто- рис- тый ВО- ДО- РОД Дибу- тил- фта- лат :Изо- *.прен «в Окись эти- лена, про- пи- лена Аце- то- фе- нон Пыль ин— гри- ди- ен- тов Диви- нил Эти- лен Изо-:Сер- бу- ’.нио- ти- :тый лен :ан- г :ид- ;РИД • • • 4 :
Нижний затвор - ре^цновые смеси на основе НК _ - . - резиновые смеси на основе СКС - - резиновые смеси на основе СКН - - резиновые смеси на основе СКЭП - - резиновые смеси на основе БК - ' - - резиновые смеси на основе СИР - ge^HHOgue смеси на основе - резиновые смеси на основе накрита Вальцы смесительные - резины на основе натуральных каучуков и изопрена - стирольных - нитрилышх - этилен-пропиленовых - фторкаучуков - - винилсмлоксановых - - хлорпреновых - Червячная машина стрейнирова- ния резиновых смесей на основе нитрильных каучуков - - । । । । । । । । । । । । । । । । । । । । । । । । । 1 । 1 । । । । । । । । । । । । । । । । > । । । । । । ы м 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 й в 18,6 18,6 18,6 6,4 6,3 5,3 1,7 О.з 0,4 6,4 6,3 5,3 1,7 о,3 0,4 2,7 мм . г 1 М *> О М <Ь. О ———1'111 1 М • —1111 1 -о м -о - м -з со -о со l^lllll 1 1 1 1 I- 1 1 1 1 1 ао 1 1 1 »» 1 м 1 1 | 1 1 I 1 1 1 1 1 10,3 11,1 10,3 11,1 1,8 II ,3 11,3 2,77 2,77 0,65 0,65 со со 1 1 1 1 1 1 J 1 1 1 1 1 1 1 -о I I 1 1 I 1 1 М 1 1 I I 1 1 1 I й 1 1 , 'ел . О’ •1* . ‘ » QI 1 | | .1 t i О 1 1 1 1 1 1 1 ® й ' М g ’ л? *J1 1 * 1 ’ 1 1 1 1 м ‘, м “ S Й 2 S 1 11*11» 1
-201
Таблица 6.8
Выделение вредных веществ при изготовлении формовых и неформовых резинотехнических изделий
Наименование оборудования, .уип резино- вой смеси Ввделяпциеся вредные вещества, мг/кг резиновой смеси 1
Окись угле- рода Хло- рис- тый во- до- род Фто- рис- тый ВО- ДО- РОД Сер- нис- тый ан- ГВД- рад .Ди- ви- нил Изо- прен» 1 - Нитуа:Ацэ- ркл :то- ак- :фе- ри- ;нон ло— : вой : кис- : лоты : Сти-:Х?ме- рол : тил- : о«- : рой ё • • Окись эти- лена, прод- лена Эти- лен Изо- бу- тн- лен Хлор- прен .Ди- ;Али- :Крем-;Фтор- бу- :фа- ;ний- ;орга- тил-.'ти- :орга-;ни- фта-:чес™ :нж- ;чес- лат :кие :чес- :кие :пре- :кие :сое- !дель-;ве- ;да- ;ные ;щест-;не- :угле-;ва :ния :водо-т : :рода : МП Т - - t Т *УР~ ФУ- род Фе- нол ..II Фор- маль- дегид Про- пи- лен Мета- нол Wfi f А. й ю I коли-' чест- во 1
I) Разогрева-
.тельные вальцы
а.Резиновые
смеси на осно-
ве каучуков
.НГСКВ.СЮ.
СКЙС.СЛИ.СКД,
наирита, бу-
•даучука. 2?
б. Резиновые
смеси на ос-
нове СКФСКТБ,
СКТ ’ 6,7
2) Шприцмашина,
калаадр
а.Резиновые
смеси на осно-
ве каучуков
НК.СКИ ЙКН.СКС,
-екйс сюгнАири-
та.ЕЛ.СКЗЛ 4.05
5.08
0.9
8.29 0,72
5,0 4,52 7,44 -
- 0,32
2,84 2,84
7,93 - 1;35
б. Резиновые
смеси на осно-
ве С1Й,СКТВ,СКТ
fe) Литьевой
яресс
тезиновые смеси
яа основе НК,
ОКИ-3
10,2 12,95 1,12
7,8 7,08 11,62 -
0,48 -
.4,43 4,43
,____ 1,9
&) Вулкапизацион -
вый пресс
_ 0,5
- 3.7
□."Резиновые смеси
на основе НК СКН,
скс.скисски’сй
Наирита,ЁК.СКЭП 5,3 25,4 -
3,88 25,0 22,6 37,2
- 14,2 14,2
1,10 1,63 4,36 4,1 4,43 5’,4 - - _ -
- - - 17,4 - - -
1,73 2,53 6,81 6,4 6,93 8,1 - - -
----- - 27,0 - 13,2 0,15 -
----- 5,4 - - -
5,54 261,0 118,8 20,5 22,2 287,5 - - - -
1,5 -
-202-
Продолжение таблицы 6.8.
•' Наименование Выделяющиеся военные вещества, мг/кг резиновой смеси s
оборудова- ния, тип ре- зиновой смеси / Окись угле- рода и Хло- рис- тый во- до- род Фто-’Срр- Ли- ви— НИЛ Изо- прен 1 Нит- рил ак- ри- ло- вой кис- лоты - Аце- то— фе— нон Сти- рал /-ме- тил- сти— рож » Окись эти- лена, пропм лена 1— Эти- лен Изо- бу- ти- лен Хлор- прен Ди- ;Али- бу- :фа- тил-:ти- фта-:чес- лат :кие :пре- :дель- це :угле- ;водс- ;ррдц Крем-;Фтор- ний- :орга- орга-:ни- ни- ;чес- чес- :кие кие ;сое- ве— ;ди- щест—;но- ва ;ния • 1 ,1 ФУР- ФУ- РОЛ Фе- нол L—__ Фор- маль- дегид Про- пи- лен Мета- нол Прочие ’
тый во- до- род — тый ан- гид- рид 1 наиме- нова- ние L_—___ коли- чест- во 4'—"" —
6. Резиновые
смеси на ос-
нове С КФ.
СКТВ.СКТ’ 10,1
5)Вулканизаци-
ннный котел
(неформрвые
изделия)
Резиновые
41,6 5,6
7,2 - - ______ 52,2 0,7
98,5 1,5 1,8
2,45 21,3 16,22,5 - 8,25 8,25 5,54 261,0 118,8 14,05 9,65 140,9 -
6 Непрерывный вул-
канизатор. Рези-
новые смеси на
основе СКИ СКМС
Наирита,СВД,
СКЭП,БК ’ 18,6
90,0
5,4 31,0 27,4 - - - 14,2 5,54 761,0 247,5 26,7и - 480,0 -
7)Термостат
Резиновые смеси
СКТБ^СКГ0 С1®’ 26,8 400,0 11,4 - - - - 2,2 - - - - - - - - 490,0 34,3 124,5 4,1 7,5
8) Типовая ли-
ния латунирова-
ния - - ------- - - - - - -_ -
- Масля- 670,0
ные аэро- .
золи
Окисям 1,5
азота
3,2
9)Типовая линия
фосфатирования
и - в г/с
Соля- 21,1
ная кисй
, лота ,
; Пари 238,8
'ВОДЫ' •
Соля- 0,002*
ная кис-
дота -
нормаль- L. -
гликоль 0,021
Пари «
води - 0,023
-203-
. Выделение вредных веществ при изготовлении приводных ремней и транспортерных лент Таблица 6,9,
Наименование оборудования, : Выделяющиеся вредные вещества, мг/кг резиновой смеси 1
; Окись: Хлорке-: Сер- :Резор-: Капрой: Фор- :Этил-:Хло>-:Днбу-:0киаь* Эти-: Изо-: Алм-'2-ме-1Ди-:.Изо-^ме- ;Бензин
: угле-: тый во-: вис- :цин : лактам: маль-:аце- :лрен :тил- :тя»-: лен 'Нит- бу-: фа- .‘тил- :вм-:преыТ тил- :
: рода : дород : тый : : : де- :тат : :фта- :лена,: ‘пич- Т1-: ти- ;5-ви-:нмл: : оти-:
• * • ан— . гид :лат :про— : :ак— ле»: чес-:>шл- : : : рол :
: : : : : : : : : :пкле-: :ри- : хне :пирк-: : : :
: : : : . . . . .ва : Мо- : пре-:дин : : : :
: : : а : : : : : : • «вой : дель: : : : :
: : : : : ::•••• :кис- : ные : : : : : «
: : : : : :::••• :лоты : уг-» : : : : :
: ле- : : : : :
• • • • • • ••••.. •.во— : : : : :
:'до- : : : : :
: ро- : : : :
- • • - • - * * • * < : ди : : : : :
Ванна (емкость) для приго-
товления пропиточного сос- V
тава емк,2ы", площадь ис- парения <1,0° м Г
- пропиточный состав на ос- »
ном реэорцрнформальдегед- „ ной смолы и латекса Сед - - 0,0034* - 0,0006*
- просщточный состав на ос-
'нова резорданформальдегмд- „ „ ной смолы и латекса МВи - - - 0,0034* - 0,0006* - - - _ _ _ - 0,0017* - -
Сушильно-пропиточный агрегат
пропитки и сушки кордшнура, производительностью 7800 нм /ч
- ЛПТТ-12-1800 производи-
телыюстьи 720 нм /ч: „ ~ „
пропитка тканой ’ _ _ _ о,0028* - 0,0028* - - _ _ _ _ - 0,0225* - - _ _
сушка тканей 26,0 — — 0,0031* - 0,0031* - - - - _ _ - 0,0250* - _
Сборочный станок СКР (про- • i г.;
изводит.48 шт.ремней в час) - - - - - - 0,0486* - - _ _ _ - - - - - 350,0
Разогревательные вальцы
- резиновые смеси на основе
Наирита, СКЭП СКВ (пр-во
ремней) ’ - 5,08 - - - - 4,1 4,43 1,1 1,63 7,44 <м —_ —_
- резиновые смеси на основе
СКИ.БК Наирита,CKUC СКД
(пр-во трансп.лент) 2,70 5,0ь 0,9 - - - - 4,1 4,43 - _ - 4,8 - - 5,0 4,52 2,84 -
Каландр
- резиновые смеси на основе
каучуков Наирит.СКЭП,СКН о тг со (пр-во ремней) - .7,93 - - 6,4 6,93 1,73 **»62 > - - - _ _ _ •
1 * в г/с 1
. -204-
Продолление таблицы 6.9.
t ’
Наименование оборудова- ния, тип используемых материалов Выделяющиеся вредные вещества, мг/кг резиновой смеси
Окись угле- рода Хлорис- тый во- дород L_^— Сер- нис- тый ан- гцд- РВД Резор- цин Капро- лактам Фор- маль— де- гвд Этил- аце- тат Хлор- прен Дибу- тил- фта- лат Окись;Нит- эти- :рил- лена,:ак— про- :ри- пи— Цо- лена :вой :кис- :лоты Эти- лен Изо-:Али- :2-ме- бу- :фатн-:тил-5 ти- :чес- :винил- лен ;кие :пири- :пре- :дин :дель-: :ные : .-угле-: :водо-: :РЭД" : Диви- нил Изо- прен <2~метил— ; Бензин стирол : • * е е е : ♦
Каландр — - резиновые смеси на ос- яи8.аа5№йГ”“*' [ш>~во транспорт» лент) 4,05 7,93 1,35 - 6,4 6,93 - 6,81 - - 7,8 7,08 4,43 Вулканизационный пресс - резиновые, смеси на ос- СК§П ?првоОре1Ёе§Г’ 10,6 25,4 - - - 20,5 22,3 5,54 - 261,0 247,5 _ ‘ _ - резиновые смеси на ос- порт.лент) 5,3 25,4 3,88 - 20,5 22,2 - - 118,8 287,5 - 25,0 22,6 14,2 - Вулканизационный котел - резиновые смеси на ос- аГ<5®ЙЙГ* 10.6 - ..... 14,3 22,2 - 13.6 . - 268.4 - - .
-205-
Таблица 6.10.
Валовые выделения твердых отходов при
механической обработке древесины /4, 2, 3, 57 /
Т*----------------------------гт— ......—..- ч
• • • • •• .*
Наименование станочного оборудования : ..юдель, марка, : типоразмер станков, : ЛИНИЙ • • • • • • . Количество образующихся древеснг’х отходов, г/с на единицу оборудования .
общее : в т.ч.частиц : древесной пы : ля размером I менее 200мкм
Станки крут- Ц-2и, Д-З, Д-5, Ц-З.Ц6-2 9,31 1,83
лопильные ДА; ЦА-2 32,00 ' 10,64
ЦП, ДПА, ДПЛ-40 13,53 2,58
• ЦА-2А 16,34 5,07
цлБ—4, ДУ—2 14,00 1,33
ЦКБ—40 12,36 ' =«: 4,44
ЦБ- 4, ДБ—5 18,00 ' 2,00
ЦР-2, ДР-3, ЦР-4 14,00 > : 1,19
ЦР—5 ,, 21,00 ! 1,83
УН, УН-1, УС-2Д 7,03 : 1,31
УС 14,00 1,19
Л1 47,22 17^0
да-2, щэ-21.1, да-з ,да_зА хз; бх 4,75
ЦУ-1, Ц^-5, ДТ-2 26,00 2,31
Ц-—2 24,00 2,47
11 д. 21,34 7,08
да-4-2, да-4-з 23,63, < 7,78
i !,< 1,Д—0 , 5 —2 103,34 . 38,06
хцд—2, ДЦ—3, Дц-4 30,00 2,78
* ijj,—0 45,56 8,58
гД'Г—5 28,00 2,50
Ц.Д—I 57,00; ' .5,11 .
да мк 50,00 4,50
Д2К-120, Д2Х-Х50, Д2К-200 10,17 3,19
ц2А—Z2, лд2д\—20 10,63
12,86 4,33
-206-
Продоляение таблицы 6.10.
Наименование станочного оборудования Ь1арка, модель, типоиазмер станков, линий Количество образующихся древесных Отходов, г/с на единицу- оборудования
• общее :в т.ч. частит ^древесной га- да разменом :менее 200мкм •
Станки кругло- дКЗ-2,5 КН-33203 15^9 .. 1,50
пильные ЦТЭ^-1
HTi.fi 75,00 ’ 6,81
ТС • io,оо 1,31
ПГГТС 25,00 1,61
ПАРК-6 12,00
ПАРК-8 17,00 0.69
Дц-3, Дц-8 25,00 2,19
ДЦ-10 60,00 5,50
Ц2д—оА f 4,50 1,53
Ц2Д-7А 11,00 3,97
Ц2К12Л *' 13,50 4,72"
Ц2К20Л 24,83 8,69
ДмР-1 38,89 14,03
Станки лен- ЛС-40, ЛС-40-1 15,42 7,03
точно-пильные ЛС-80, ЛС-80-01 8,05 2,78
ЛС-30-3, ЛС-80-4 13,00 5,00
ЛС-140 68,03 23,22
Лх/iC—3 5,00 0,56
ДД-125, ДД-140 75, СО 19,28
Станки стро- Cw—2 С*-—3, С^—4, -
гальные и фу- С^’—4—4, Сж—4—1J 5,72 2,31
говальные С4>4-1 30,00 7,50
С*Г Х«^, со 0,81
Cw—О , CwA—6, Loi-K—О 33,53 9,14
Схо—Z, С»?о—2 43,72 9,39
C-iA-4, С;А4-1, C2fi4-I , Xi 12,34
-207-
Прод слоение таблицы 6.10.
к
Наименование станочного оборудования Марка, модель, типоразмер станков, линии Количество образующихся древесных отходов, г/с на единицу оборудования
• общее : в т.ч.частш : древесной ш : ли размером : менее 200гж •
Станки стро- гальные и Фуговальные С2Ф22.С2ФЗ-2, С2Ф4-1, С2Ф-4 С*©—Г 49,00 24,39 3,00 1,00
СФ25-1 12,00 0,69
ЛЫС 47,00 3,00
СР-3. СРЗ-М, СРЗ-4 срз-S, срз-й 37,08 10,14
СР6-5Г , СР6-2, СР6-6, СР6-7 ’ 13,00 0,81
СР6-8 82,00 3;00
С2Р-8, С2Р8-2 123,61 31,11
CI2P-I2 136,11 ' 34,03
CPI2, CPI2-I, CPI2-2 103,89 19,69
C2P-I2-I, C2P-I2-2 158i00 5,11
C2P-I6 153,33 23,72
СР-6, СР-7, СР-9, СРЗ-6 68,06 17,03
CP-I8 138,89 34,72
CP8-I 120,00 42,00
LI2IC 100,00 3,00
CK—I5, CIo-4, CIt>-5 93,06 14,64
• СК-25 170,00 7,00
СП 30-1, СП-30, С 26, С26-2 165,28 30,28
С-Ю 80,00 3,00
С-16, C-I6-4A 90,28 \ 18,06
С-26, С-26-2, 180 200,00 8,00
2QP-4 300,00 12,00
К5-6, КЗ-7, КО-9 35,00 1,75
ПАРК-5, ЛАРК-7 100,00 4,00
-208-
Продолдение таблицы 6.10.
Наименование станочного оборудования гЛарка, модель, типоразмер станков, линий Количество образующихся древесных отходов,, г/с ш единицу оборудования
общее :в т.ч.частш :древесной п- ;ли размером :менее 200шс •
Станки фре- ЮК-1 6,00 2,00
зерные ЮК-2 6,75 1,75
0—3, 0—4, 0—о, wih—3, wiu- -4 8,58 1,17 ..
ОСЫ—I,. ОСШ-П , ОЛ 11,25 2,47
ФА-4 12,92 2,44
• Ф1К, ФПС-2 6,11 1,22
Ф2-ВК 6,14 0,50
02-4 18,00 1,61
ОВКО, ЛЫФ 9,00 0,39 ,
Станки шипо- резные ШлХА, ШлХА-2, ЩдХА-3, ад, адз 18,83 2,08
ШПА-40, да-40' 20,42 2,78 ..
Ш2ПА, Ы2ПА-2 30,00 2,-50
Ш0- 6 20,28 3,22
Ш0-10А, Ш0ЮА-1 28,22 4,56
ЕЮ-15А, Ш0-15А-1, Ш015Г-5 45,00 3,19
ЩД-10, liiii—10—3. .
ЩЦ-10-12 56,17 6,22
щц—10—10 85,00 5,54
ЩД-15, Щ-15-3 90,00 6,31
ЩД-16-8 67,00 4,69
ГС2-4 20,00 1,39
7П 5,83 1,75
Станки токар- ТВ-63 22,22 3,33
ные ТП-40 9,00 0,39
IE6I1.I, IA6I8 2,22
Станки свер- СЗП, СЗП-2 7,00 1,39
лильные и долбезные СВА, СЗА-2 3.8S 0,89
СЗПА 6,11 1,11
СЗЗГ . £,67 0,67 \
-209-
продолжение таблиц» SJ ГО.
1
Наименование Ыарка, модель, Количество образующих/
станочного ; оборудования i типоразмер станков, линий древесных, отходов, г/с на единицу оборудована общее :втюч.части :древесной г ;ли размером ;менее 200мк .. . •
Станки свер- СГВП-IA-OI; СГВП 5,17 о,п
лильные и долбежные СЗПГ-2; CBCiU2 6,39 1Д?
СВА-2Й 12,53 ДЦА-2, да-3, да_4, 2Н, 125Л 2,26
Станки шлишо- ШлНС, 1ШЙС-2 0,78 0,75
вальные и по- лировальные ШлСЛ, ШлСП-2 0,50 0,47
1Ы1С, ШлПС-2, 1ДлПС-2М 0,78 ШлПС-4, ДШПС-б^ Ш1С-7, ЩлПС-9 1,56 1длДБ ' 0,56 Д,72 1,56 0,53
ь •1 ШлДБ-З ; ШлДБ-4 0,89 3,89 0,86 2,72
- С .• Шл®-2, Шл2Д-2 1,22 1,11
* ШлЗЦ-З ШлЗЦВ-З 7,50 13,33 7,14 12,67
ШлЗЦ-12-12, ШлЗЦ-12-2 8,17 7,94
ШдЗЦ-19 ‘ 15,31 .15,31
ШлНСВ ШлК-чГ 0,33 2,69 0,33 2,50
libiK-6, "Барбара" 1,81 1,69
ВД - 1,31 1,19
г « ДШл-8 16,00 15,31
П16 0,89 0,81
Оборудование КСК, КПш-I, КПД-20 8,00 0,39
деревообраба- КПЛ-50 10,00 0,50
, - тывающее раз- ное дС-2 дС-3, ”С-0 284,00 303,50 2,81 24,00
• дС-6, дС—7 Г—а—3 , Д..1—4, Д1.1—6 1680,СО 1255,00 75,00 50,00
-210-
Продолжение таблицы 6.10.
Наименование станочного оборудования г— Марка, модель, типоразмер станков, линий Количество образующихся древесных отходов, г/с на единицу оборудования
общее ;в Т.ч.частил - :древесной пы :ли размером :менее 200мкг •
Линии полуав- М-1 5,39 5,00
тематические и автомата- 8,10 8,00
ческие ЦП/© 125;00 8,50
i£K-I 133,69 34,00
1.I0K-I, МОК-2 3,75 0,11
Линия раскроя Фирмы "Швабедессен” (ФРГ) 50,00 4,50
плит . Рамы лесопиль- РД-50^3 575;00 ж
ные РД-65,РК 400,00 —
РД-75 680;00 —
РД-IOOO, РД-П00 , 75о;оо —
Примечания:
I; Объемный вес древесины принят 500 кг/м2
2. Режим работы станков - средний; для станков, работающих в
тяжелых режимах, количество образующейся пыли следует
увеличить на 20 - 30%.
3. При наличии оборудования, для которого не приведены данные
по количеству образующейся пыли, следует принимать, что
пылевая фракция составляет от общего количества удаляемых
отходов:
при пилении - 35%;
при фрезеровании -12,5%;
при шлифовании - 98%.
-211-
Таблица 6. II.
Выделение пыли при обработке деревянных изделий,
покрытых полиэфирными лаками / 4, 59 /
Наименование тех-1 нологической операции » ""» • . Выделяющиеся вредные вещества
единица количество пыли 1
измерения общее в том числе
• пыль поли- эфирного лака и абразива пыль хлоп чатобумаж ная —I пыль -,’поли- :ро— :валь- :ной jnacTi . Соксщ ;алюми- :ния)
Первое шлифование Второе шлифование Полирование г/с на еди- ницу обооу- дования * то же г/м^ обра- батываемой поверхнос- ти г/с на еди- ницу обору- дования 0,22 0,04 46,90 1 1,01 0,22 0,04 0,02 «« 0,20 0,79 f ч
г/м^ обра- батываемой поверхнос- ти 115,00 — — —•
Покрытие лаком в лаконаливных' машинах г/кг лака 800,00 — — — •
-212-
7. ЦЕ2И И УЧАСТКИ НАНЕСЕНИЯ ПОКЕЫТш!
7.1. Участки подготовки поверхностей изделий
к нанесению покрытий.
7:1.1. Механическая подготовка поверхностей деталей.
Очистка поверхностей деталей производится с помощью пескодробе
струйной и гидроабразивной обработки. Удаление с поверхностей дета
лей неровностей, царапин, раковин, а также уменьшение шероховатости
или получение блестящей поверхности выполняются путем шлифования?
полирования, галтовки, вибрационной обработки и крацевания.
Все эти процессы в той или иной мере связаны с образованием
и поступлением через местные отсосы в вентиляционные системы пыле-
вых частиц.
В соответствии с нормами проектирования в воздуховодах венти-
ляционных систем от установок механической очистки должна поддер-
живаться скорость потока не менее 18-20 м/с и обеспечиваться объем-
ный расход порядка 300-350 ь^/ч на I м3 внутреннего объема камеры.
Для шлифовально-полировальных отделений объемные расходы аспирируе-
мого воздуха зависят от диаметра шли'овальных кругов и составляют
в среднем 2м3 воздуха в час .на I мм диаметра нового круга, ско-
рость движения воздуха в воздуховоде 16 - 20 м/с. Требования к сис-
темам отсоса от крацевальных станков те же, что и для отсосов от
шлифовальных станков.
Удельные выделения вредных веществ от работающего оборудование
на 15-20% ниже выделений аналогичного оборудования, рассмотренного
выше для механической обработки материалов.
3 табл.7.1 приведены значения этих выделений для наиболее рас-
пространенных типов оборудования механической очистки поверхностей.
-213-
Таблица 7.1.
Выделение вредных веществ некоторыми видами
оборудования для механической очистки
поверхностей / 3 /
L. Ввд оборудова-: —- ». —1 - - * Объемы ас-Г Выделение вредных веществ
ния пирируемо-. " ' ———
го возду- наименование: количество
ха, »Г/ с . . . щ/кг .oobaod:
: г'с .-изделий
Барабаны очист- до 1,11 пыль метал- 3,305 5,35
ные дробеметные Камеры очистные 1,39 лическая и окисных со- единений то не 4,208 6,65
дробеметные про- изводительностью до 500 кг/ч Барабаны очистные до 1,67 то не 0,778 2,00
галтовочные Крацевальные «м то лее 0,083
станки Зачистные абразив- 0,41 пыль' метал- 0,180
ные станки Полировальные станки лическая и абразивная то лее 0,011
^4дадми,1, t 1„;л. >« А-ЧД »urri^_ _ JW——
. J
-9
-214-
7.1.2. Подготовка поверхностей деталей в растворах
Подготовка поверхностей деталей в растворах заключается в их
обезжиривании, травлении, химическом и электрохимическом полирова-
нии и активировании. Для этих целей применяют органические раство-
рители, щелочные, водные, кислотные и эмульсионные моющие раствори
В .качестве органических, растворителей применяют уайт-спирит,
бензин и другие углеводороды, а такяе трихлорэтилен, тетрахлор-
этилен, фреон ИЗ, и другие хлорированные углеводороды. В состав
моющих и травильных растворов входят концентрированные щелочи,
кальцинированная сода, фосфаты и поверхностно-активные вещества
типа синтамада-5, синтанола ДС-10, сульфанола НП-3 и др.; серная,
азотная и фосфорная кислоты и входящие в них компоненты других
веществ. ",
Обработка поверхностей деталей проводится в специальных
ваннах, оборудуемых бортовыми отсосами или расположенными над
ними равномерными панелями всасывания.
В табл.7.2 приведены основные технологические процессы,
объемы аспирируемого от них воздуха через применяемые для них
отсосы, а также характер и ориентировочное содержание в них вред-
ных ког.шонентов по данным / 2, 4, 8, 83, 84 и др./
-215-
Таблица 7.2.
Удельные выделения вредных веществ в процессах
химической и электрохимической подготовки .
деталей перед нанесением гальванопокрытий / 4,2,8 /
Наименование тех-:Концент- нологической one-:рация рации :основных :компо- :нентов в :растворе :г/л • Темпера- тура раствора, °C Выделяющиеся вредные вещества
наименование :Ю3?/с.м* .’поверхнос- ти зеркал :ванны •
Обезжиривание: углеводородами 18-25 бензин 1 1260,00
хлорированными 18-25 керосин. уайт-спирит бензол трихлорэтилен 430,00 1610,00 830,00 1090,00
углеводородами химическое: в растворах моющих 60-80 тетрахлорэтилен трифтортрихлор- этилен (фреон ИЗ) сода кальциниро- 1210,00 1 4140,00 1,61
средств, содержа- щих препараты JjL-51, мл-52, лабомиды, ТмС-31 и др. в слабых растворах до 100 менее ванная щелочь 0,50
щелочи в растворах,содер- жащих: натр едкий 60 100 60-80 то же 1 0,50
соду кальцинирован- 30 ную тринатриййосссат 15 стекло жидкое. 4 то же с доба§кой сульйенола Ни-3 4 60-80 п 0,24 '
в растворах, содержащих: натр едкий 8 60-80 —11 0,20
соду кальцинированную 25 тринатриййоссЬат 25 стекло жидкое 4 то же с добавкой сульменола ды-2 4 30-30 0,08
Обезжиривание: электрохимическое: в растворах щелочи черных металлов i. '.енее ТОО ♦ II 10,0° i
-216-
... • ~ . , . - ... . л '>»%> ’ •«.»•— .г к Продолжение таблицы 7.2.
Наименование те?но5°™чеокоЬда операции :нентов в :растворе, — :г/л :Темпера- тура •.раствора, :°С • • Выделяющиеся вредные вещее ва
наименование :Ю^/с.М* : :верхности :зеркала :ванны
Обезжиривание электрохимическое:
цветных металлов менее 100 щелочь : 0,18
в растворах едкого натра 20 30 80 80 щелочь ' то же 0,14 О’,57
50 ‘ 90 0,34
то не в растворах, 8 а. не содержащих • натр едкий до ЮО сода кальциниро- ванная 1,31
Очистка деталей в растворах щелочи с помощью ультразвука 30-40 оО-60 щелочь 10,00
• Травление химическое: , в растворах содержа- ' щих: соляную кислоту 150 20 водород хлористый 0,07
170 20 то же 0,18
. . . _• М’-' 190 20 _п— 0,29
200 15-30 н «т «м 0,32
200 40-50 _и_' 80,00
4.», - 200 60-70 80,00
200-250 15-30 — 0,87
250-300 • 15-30 2,78
300—ЗоО 15-30 н •м «* 5,56
350-479 15-30 н «м» 13,88
• 220-479 60-70 — 80; 00
то же с добавкой сульфонола НП-З 210 4 20-30 0,20
в растворах серной ;кислоты 150- 350 15-30 кислота серная 10,00
. i 150-350 30-60 0,19
150-350 30-80 10,00
150 75 1.99
170 70 1,71
180 60 X 1,06
•1 4 ** 200 200 18-25 40-60 f 8$
217-
Продолжение таблицы 7.2
Наименование -.-ж..- U тех- :Концент- :’Темпера- Выделяющиеся вредные вещества
нологической :рация :тура
операции основных :раство- наименование - :104т/с.лг
.•компо- :ра, .•поверхности
•центов в :о_ •.зеркала
:растворе,; и :ванны
:г/л •
в растворах серной кислоты с добавкой сульфонола Ш-3 200 200 18-25 40-60 кислота серная то же 0,03 0,04
в концентрированных ( 5олее до 50 н и м 10,00
растворах сеиной < кислоты г 00 более 50 н •М МВ 10,00
то же при плотности тока 8-10 А/Дм 15-30 10,00
в растворах хромовой 50-70 ангидрид хромовый 2,78
кислоты и ее солей 15-30 то же 0,18
в концентрированных ^олее более 10*00
растворах, содержа- оО
щих хромовый ангидрид
Травление:
в растворах щелочи, более щелочь 60,00
алюминия, магния и их 50
сплавов, титана, бронзы
в растворах, содержа-
щих азотную кислоту Mggee 1о-30 кислота азотная 0,02
40-45 то же 0,45
100-655 15-30 0,17
азота оксиды 2,55
gggee 15-30 кислота азотная 1,38
’азота оксиды 10,00
в растворах ортофос- менее 30-70 кислота ортаоос- 0,61
форной кислоты 667 форная
&gee ооо 15-30 то i?jB 0,61
в растворах, содер-
жащих фтористоводород- - менее 1о-30 водород фтористый 0,29 ..
ную кислоту и ее соли 10
10-20 хо—30 то же 1,38
20-50 15-30 и 2 78
50-100 15-30 5,00
I00-150 15-30 и 10,00
150-200 15-30 и мм «м II 67
более 15-30 — 20,00
200
i
4
Продолжение таблицы 7.2.
f-. ' ’ - ' • - - - , - с. -
- ' -у* Наименование тех- ;Концент- : Темпера- : Выделяющиеся вредные веще си
н©логической .рация ос—.тура . .
операции *новных ; раствора,; наименование :10аг/с.м
;компонен-:ос : :поверхнос
;тов в . :ти зеркал
:растворе,: : :ванны
:г/л
Снятие травильного
-Л т, шлака: в растворах натра едкого при плот- о ности тока 2-10 А/да 70-90 щелочь 11,00
в концентрированных 15-30 кислота серная 7,00
растворах серной-и азотной кислот • кислота азотная , 0,45
азота оксиды 2,55
Активация:
в растворах, содер- до 200 15-30 водород хлористый 0,30
жащих СОЛЯНУЮ 220 479 15-30 то же 80,00
кислоту
в растворах, содер- до 100 15-30 кислота серная < 0,19
*• и/.й >, жащих серную кис- тол 200 лоту при плотнести тока 8-10 А/дас 15-30 то же 7,00
- в.растворах, содер- $олее 15-30 кислота азотная 1,38
наших азотную кис- лоту <□65 азота оксиды 7,84
в растворах, содер- жащих цианистые соли до 100 15-30 водород цианистый 1,50
• Снятие покрытий: контактной меди в 5 растворах, содержа- 250-300 15-30 ангидрид- хромовый 10,00
м й - ч щих хромовый ангидрвд то же в растворах, до 300 45$5 аммиак 2,54
содержащих надсерно- . кислый аммоний
кадмия в’ растворах, 100-150 15-30 аммиак 1,27
содержащих нитрат ’ аммония 450-550 15-30 то же - 3,80
никеля и. серебра в более 15-30 кислота серная 7,00
растворах, содержа- ь98 о О U о : О Ь' ft £н (D О i-ч Cj го С, 04
» щих серную кислоту
хрома, окисного по- до 200 15-30 'водород ХЛОРИСТЫЙ 0,30
крытия стали в раст- ворах соляной кислоты
хрома и олова в 55-75 щелочь 11,00.
растворах едкого натра
Продолжение таблицы 7.2.
Наименование тех- :Концент- нологической one- :рация ос- :Темпера- Выделяющиеся вредные веществ
.тура ZlO^/c.i?
рации ;новных Граствора, наименование
;компонен- •°C :поверхнос
;тов в :ти зеркал
:растворе, • : ванны
:г/л •
цинка в растворах 50-100 15-30 кислота серная 0,190
серной кислоты
оксидно-фторидного кислота азотная, • 0,380
покрытия алюминия в растворах, содержа- щих азотную кислоту азота оксиды 2,180
то же в растворах щелочи щелочь 0,050
серебра, палладия, кислота серная 7,000
сплава, серебро- сурьма в концентри- кислота азотная 2,220
рованных растворах серной и азотной азота оксиды 1,270
кислоты Осветление: меди, и ее сплавов: -
в растворах, содер- 30-40 15-30 ангидрид хромовый 0,005
жащих хромовый ан- ал тоо гидрид 15-30 то же 0,018
то же в растворах, 45-55 кислота азотная 0,450
содержащих азотную кислоту азота оксиды 2,550
то же в растворах, содержащих азотную м водород фтористый 1,-610
и плавиковую кислоту цинкового покрытия: 15-30 азота оксиды 2,690 .0,019
в растворах, содержа- до 100 кислота азотная
щих азотную кислоту Ю0-150 15-30 азота оксиды то же 0,110
то же в растворах, I00-150 содержащих хромовый ангидрид 15-30 ангидрид ^ромовый 0,170
в растворах, содержа- 55-65 щелочь 0,300
щих тринатрийфосфат
кадмиевого покрытия в растворах, содержащих до 100 15-30 кислота азотная, 0,019
азотную кислоту то же в растворах, со- 150-160 15-30 азота оксиды ангидрид хромовый 0,170
держащих хромовый ангидрид
< ч J » .. 1 ’! 1 * i » И ". - : <- ,| *' и.'; < • ’ -220- ’ Ъ; г-г' : 1 продолжение таблицы 7.2. *
1 i ♦ . г Наименование ;Концент- технологической:рация ос- - операции ;новных : компонен- тов 3 ;растворе, :г/л :Темпера- ;тура даство- :ра, •:°с ♦ • Вццеляпцмся вредные веществ
наименование 103г/с.мг поверхност: зеркала ванны
• ► U /.-'-.I'- - ►' - 1 i -•. ъ, , / , - . > М - Нейтрализация после электро- полирования: ;1в щелочном раст- 50-100 60-80 воре, содержащем соду кальциниро- ванную в аммиачном раст- - 15-30 воре Пассивирование: меди и ее сплавов 80-155 15-30 в раствооах,содер- жащих хромовый ангидрид легированных и уг- .280-500 45-55 леродистых сталей в растворах, содер- жащих азотную кис- лоту то же в растворах, 150-250 70-95 содержащих хромо- вый ангидрид то же в растворах 150-250 более хромпиков 50 ; т цинка, кадмия в 15-25 • 15-30 растворах, содержа- 25-35 15-30 ^ромат натрия 100_150 225-275 15-30 ‘ г то же в растворах, 150-200 15-30 содержащих хромо- вый ангидрид то же в растворах, 15-30 содержащих ликонды 2А, 1Б и 21 то же в растворах 15-30 содержащих ликонды 22А, 22Б и азотную кислоты то же в растворах, содержащих ликонду 31 15-30 хромовый ангидрид, кислоту уксусную то же в растворах, 15-30 щелочь 0,30 аммиак 0,22 ангидрид хромовый 0,17 кислота азотная 1,38 азота оксиды 7,84 ангидрид хромовый 1,00 то же 0,17 ангидрид хромовый 0,002 то же 0,005 . 0,17 0,18 0,18 ликонда 2А в пере- 0,018 счете на бихромат натрия кислота азотная 0,003 азота оксиды ликонда 31 в пеое- 0,020 счете на муравьино- кислый натрий ангидрид хромовый 0,017 кислота уксусная 0,079
Продолжение таблицы 7.2.
Наименование — тех- :Концент- .’Темпера- Выделяющиеся вредные вещества
нологической грация ос-:тура -- -у
операции ровных граствора, наименование :10ч7с.г
; компонентов :поверхности
:тов в : :зеркала
:растворе,: :ванны
:г/л •
содержащих ли- конду 25 ангидрид хромовый 0,008
то же в растворах, содержащих ликон- ду 41, натрий му- 15-30 ликонда 41 в пере- счете на муравьи- но-кислый натрий 0,022
равьино-кислый и хромовый ангидрид Декапирование: химическое в циа- нистых растворах электрохимическое в цианистых раст- ворах то же в растворах серной кислоты при плотностиптока 8-10 А/даг ангидрид хромовый водород цианистый то же кислота серная 0,017 1,500.. 5,500 7,000
Химическая обработ- I00-150 60-80 азота оксиды 3,610 .
ка металлов в анти- 150-500 15-30 1,860
коррозийном, пасси- вирующем, травиль- ном растворах, со- держащих нитрат натрия Образование гидрцд- нои пленки на титане: 60-80 15-30 10,220
в растворах, содер- - менее 50 водород хлористый жащих соляную кислоту в растворах, содер- кислота серная жащих серную кислоту гидрвдно-цинкатная водород йтористый обработка титана 80,00 7,000 0,002
10^ Я - фактическое значений выбросов получается делением
величины на I03.
-222-
7.2. Окрасочное производство
Для нанесения на изделие защитных и декоративных покрытий ис-
пользуют различные шпаклевки, грунтовки, краски, эмали и лаки,содер-
жащие в своем составе пленкообразующуто основу ( минеральные и орга-
нические пигменты, пленкообразователи и наполнители ) й растворители
или.разбавители ( в большинстве легколетучие углеводороды ароматичес-
кого ряда,- эфиры и др.). Процесс формирования покрытия на поверхнос-
ти изделия, как правило, заключается в нанесении лакокрасочного мате-
риала и его сушке; При этом происходит выделение аэрозоли краски и
паров органических растворителей. На величину этих выделений оказыва
ет влияние ряд факторов: технология окраски, производительность при-
меняемого оборудования, состав лакокрасочного материала и др. /65,
66, 67 и др./
Выделения вредных веществ при окраске может быть отнесено либо
к I кг расходуемого лакокрасочного материала, либо к I м окрашен-
ной поверхности изделия. При использовании первого показателя расчеа
ведется по данным фор .7.1.
В качестве исходных данных для такого расчета принимают: спосос
нанесения лакокрасочного материала, фактический или плановый расход1
окрасочного материала, долю содержания растворителя в нем, долю ком-
понентов лакокрасочного материала выделяющихся из него в процессах
окраски и сушки. Порядок расчета общей массы выделившихся вредных
'компонентов следующий.
Сначала определяют массу вредных веществ, выделившихся при на-
несении лакокрасочного материала на поверхность:
- массу вредных компонентов в виде аэрозоля краски
(7Д)
где - масса краски, используемой для покрытия, кг;
~ Додя краски, потерянная в-вдде аэрозоля,^;
- массу вредных компонентов в виде паров растворителя
Мн'-Рк •'I/) & (7.2)
-223-
где р - масса краски, используемая для покрытия, кг;
т" - доля летучей части (растворителя ) в лакокрасочном
материале,.
- доля растворителя, выделившегося дри нанесении покры-
тия, %.
Массу вредных компонентов, выделившихся в процессе сушки
окрашенных изделий определяют исходя из условия, что в этом про-
цессе форьлрования покрытия происходит фактически полный переход
легколетучей части лакокрасочного материала (растворителя) в па-
рообразное состояние.
<«>
гдеи 7Г - обозначения, соответствующие ( 7.2 );
z Ър “ доля растворителя, выделившаяся при сушки покры-
тия; %;
При необходимости определить массу паров, поступающих в
местные отсосы, необходимо учитывать тот факт, что определенная
их часть, порядка 2-3$, ( при системе отсоса, работающей в пас-
портном режиме ) через неплотности укрытий, транспортирующих
трубопроводов и проемов поступает в производственные помещения и
удаляется либо через фонарные проемы, либо системы общеобменной'
вентхляЦни.
В табл.7.4 + 7.8 приведены значения удельных выделений
вредных веществ в различных способа:-: (формирования слоя покрытия,
отнесенные либо к I м2 окрашиваемой поверхности, либо к I по-
верхности зеркала испарения ванн-по данным / 8 /, а в табл.7.9
сведения по выделению паров растворителей-по данным Госкомсель-
хозтехники и Линсудпрома СССР / 4 /.
Таблица 7.3.
' Выделение вредных компонентов при нанесении лакокрасоч! i г -ж..*. -V - ..™- - * - •** -- — * •• ' * • Способ окраски : Расчетные объемы отсасываемого воздуха,м3/с. их покрытий /2, 65 / Выделение вредных компонентов
:для камер :с нижним ютсесом на :1 М~.сумь :маркой .'площади :горизон- тальной •.проекции хизделйя и : площади :проходов -ВРКШ1 него. для беска- мерной ок- раски на 1м* габа- ритной площади решетки для камер с боковы- ми и верх- ними отсо- сами на 1м площа- ди проема для окрас- ки элек- троосажде- нием на 1м емкос- ти ванны аэрозолей,:паров растворителя в в % от от общего содержа- производи-:ния растворителя в тельности :краске по краске :
при ок- ; раске (при ок- раске при сушке
. Окраска способом распыления: -УС }Дэ - пневматическое 0,55 0,65 1,00 30 25 74 - безвоздушное 0,37 0,42 - - 2,5 23 77 - гидро электро статическое - 0,28 - - 1,0 25 75 - пневмо электрическое - 0,28 - - ' 3,5 20 80 - электростатическое - - 0,55 - 0,3 50 50 - горячее распыление 0,36 0,42 - - 20 22 78 . Окраска способом электро- - - - 0,06 - 10 90 осаждения . Окраска способом окунания - - 0-19 - - 28 72 . Окраска способом струйного - - 0,67 - - 35 65 облива
Продолжение таблицы ,7.3.
Способ окраски г • Расчетные объемы отсасываемого воздуха,м3/с] Ввделение вредных компонентов
.-для камер с : нижним отсо- сом на 1м :суммарной : площади :горизон- тальной •.проекции . : изделия и •.площади .‘проходов :вокруг :него • для беска- мерпой оп- равки .на 1мг габа- ритной площади решетки для камер с боковыми и верхними отсосами на 1м пло- щади прое- ма для окрас- ки электроз осаждением на 1м ем- кости ванн ( аэрозолей, в % от производи- тельности по краске паров растворителя в % от общего содержа- ния растворителя в краске
при ок- раске при ок- раске при* сушке
5. Покрытие лаком в лако- наливных машинах - металлических изделий 60 40 §
- деревянных изделий — — — — — 80 20 ‘
I - ‘ -
i
"226~-
. . \ lr * Таблица 7.4.
Удельные выделения вредных веществ при нанесении
х . лакокрасочных' материалов методом пневматического
„ ..... распыления / 4, 8 /
* ’••Г»'** !„ . . » . о ♦ — — ' -•' Лакокрасочные покры- тия по группам. Условное обозначение ЛК4.. Наименование летучих :Количество выделяющих-
компонентов, содер- жащихся в ЛЫЛ при ₽остуе?туГкос™ по :ся паров органических :растворителей,
:окрасоч- :ная каме- :оа сушильное устройство
V „.. ;j, 1 - е Глифталевые, пентафталевые. фе- нольные да,ПФ,ФЛ) Пе^хлорвиниловые С ополимервинилхло- ридные (2С) / Ксилол Сольвент Уайт-спирит Ацетон * Н-Бутилацетат Ксилол Толуол Ацетон Н-Бутилацетат Толуол Циклогексанон 8,9 6,7 5,3 32,2 7,5 6,8 33,3 26,1 4,5 30,0 4,7 6,0 8,2 12,2 0,0 24,2 19,2 57,3 0,0 10,7 50,0.. 21,2
4* К > - * . ... 4 / * V Эпоксидные (ЭП) : - Ацетон Н-Бутилацетат Ксилол Этанол Бутанол Толуол Этилацетат Этилцеллозольв 13,4 4,3 5,8 . 3,0 1,1 0,6 7,3 1,3 0,0 14,8 17,1 1,8 4,6 12,6 - 3,4 7Д
t - К^ем^ийорганические Ацетон Н-Бутилацетат Ксилол Толуол Этанол Бутанол Этилацетат 12,2 5,4 5,6 21,8 5,1 1,8 12,5 • 0,0 15,1 13,6 33,8 2,7 5,3 9,8
-2Z7
Продолжение таблицы 7.4.
Лакокрасочные по- крытия по группам. Условное обозначе- ние Лй4 > Наименование летучих компонентов, содержа- щихся в ЛКЛ при рабочей вязкости по ГОСТу (ТУ) Количество выделяю- щихся паров органиче ких растворителей, г/м2
окрасоч- ная ка- мера :. сушильное :устройстве
Полиакриловые (АК) Ацетон 7,1 0,0
Н-Бутилацетат 24;2 47,1
Ксилол 28,8 48,4
Сольвент 4,8 14,0
Этанол 19,2 0,0
Бутанол 11,5 29,3
Толуол 33,8 24,6
Нитроцеллюлозные Ацетон 11,1 0,0
Н-Бутилацетат 13,0 32,6 ,
Этанол 20,6 , 8,3 .
Бутанол 7,5 24,0
Толуол 46,4 67,4 ,
Этилацетат 16,6 4,8
Этилцеллозольв 3,1 12,1
Ыеламинные (Ш1) Ксилол 10,3 20,7
Сольвент 10,3 18,0
Толуол 10,2 0,9
Уайт-спирит 2,6 10,2
Бутанол 9,9 15,0
Полиуретановые (х©) Н-Бутилацетат 7,1 10,5
Ксилол • 30,3 36,7
Канифольные Сольвент 3;6 2,1
Уайт-спирит 12,3 .18,0
Мочевинные (МЧ) Ксилол 9,1 3,3
Бутанол 6;i 8,3
Этилцеллозольв 4,4 2,1 ,
Продолжение таблицы 7.4.
«♦
Лакокрасочные по- крытия по группам. Условное обозначе- ние ЛКМ ;Наименование летучих :компонентов, содерда- :щихся в ЛКМ при рабо- чей вязкости по :ГОСТу (ТУ) • • Количество выделякш : ся паров органически : растворителей,
окрасочная :камера • : сушильное :устройст1
* t ' ?“ ' • Масляно-стирбльные (МС) • ч > / Ксилол Сольвент Бутанол Уайт-спирит 27,3 10,8 Д 5,7 11,7 20,7 14,1 6,7 28,6
- • , Алкидно-акриловые Ацетон Н-Бутилацетат Ксилол Бутанол 38,7 12,2 19,8 2,3 0,0 34,7 49,1 8,3
h- 1 (П^ливинилацетатные ;; <! ) Ксилол Этанол Бутанол Этилцеллозольв 1 3,о 24,3 4,1 12,6 Э.7, 30,7^ 16н °’1
-229-
МИНеявЯЖЗ!1!».'. .
Таблица 7.5.
Удельные выделения вредных веществ при нанесении
лакокрасочных покрытий методом электроокраски i4,8)
Лакокрасочные Наименование ле- Количетсво выделяющихся паров
покрытия по тучих компонентов, органических растворителей,
группам. Условное обоз- начение лкм содержащихся в ЛКМ при рабочей вязкости по ГОСТу (ТУ) г/м2 линия электро- окраски конвейер сушильное устройстве
.Масляно-стироль - Ксилол оо, 8 31,9 0,0
ные (МС) Сольвент 11,2 21,4 0,0
Бутанол 6,1 10,2 0,0
Уайт-спирит 11,5 27,2 6,4
Глифталиевые, Ксилил 10,2 0,6 8,0
пентафталиевые, фенольные (ГФ, Сольвент 6,0 0,4 10,2
ПФ,ФЛ) Уайт-спирит 4.4 0,2 15,6
Меламинные <МЛ) Ксилол 11,7 10,6
Сольвент '5,9 5,2
Бутанол 5,5 — 4,9
Толуол 8,9 — 8,о
Уайт-спирит 1,9 — 1,7
• • -Ч- ' ~ 1 ' !. '•• -230- Таблица 7.6. Удельные выделения вредных веществ при нанесении лакокрасочных материалов методом окунания /4, 8 / * * - •
Группа лако- красочных мате- : риалов . 1 /7- ' ' С- 1 • 1 - - Наименование лету- чих компонентов, содержащихся в длЯ Количест- :Количество выделяю- во раство-:щихся паров органи • рителей, :ческих растворителей выделяю- :от источников ввделе- щихся от :ния на I иг поверх- ванн оку- :ности, г нанияя : : г/ч.лг глоток для Ссушильное :стока устройств
Глифталиевые,. Ксилол пентафталиевые, сол^ент гоенольные ДО, сольвент ПФ, ФЛ) Уайт-спирит Полиуретановые Бутилацетат Ксилол Полиакриловые ' Ацетон (ЛК)... Бутилацетат * Ксилол i ?, - Сольвент Т Бутанол ' >j'S Этанол Толуол Перхлорвиниловые Ацетон * Бутилацетат Ксилол . Толуол 130 3;4 * ’ 10,1 70 3,2 9,5 70 3,8 П,5 60 5,8 17,4 270 21,5 64,5 300 1,4 4,1 60 11,4 34,3 76 12,1 36,3 10 3,2 9,6 30 3,9 20,6 200 3,7 11,0 200 3,9 29,6 1900 11,5 34,5 40 9,8 29,4 40 7,8 • 23,о 30 26,2 78,7
-231-
Таблица 7.7
Удельные выделения вредных веществ при нанесении
лакокрасочных материалов кистью / 4, 8 /
1_________________________________________________________г
Лакокрасочные по- крытия по группам. Условное обозначе- ние ЛКМ Наименование летучих ком- понентов, содержащихся в ЛЫЛ при рабочей вязкости по ГОСТу (ТУ) Количество выделяющих- ся паров органических растворителей, г/кг рабочее : сушильное место : устройство
Глифталиевые, пен- Ксилол 1,7 15,5
тафталиевые, Фе- нольные (ГФ,ПФ, Сольвент 1,6 14,6
Уайт-спирит 2,0 17,8
Алкидно-акриловые Ацетон Н-Бутилацетат 4,4 4,4 39,8 39,8
Ксилол 6,3 56,6
Бутанол 1,0 .9,4
Сополимервинилхло- Ацетон 3,0 26,8 '
ридные (ас) Н-Бутилацетат 1,4 12,3
Этанол 0,7 6,4
Толуол 6,8 60,8
Циклогексанон 2,7 24,0
Эпоксидные (ЭП) Ацетон 1,5 . 13,2
Н-Бутилацетат 1,8 16,6
Ксилол 2,2 19,4
Этанол 0,5 4,3
Бутанол 0,6 5Д
Толуол 1,8 16,5
Этилацетат 1,1 1,0
Этилцеллозольв 0,0 7,8
-2^2-
Продолжение таблицы 7.7.
Лакокрасочные по- Наименование летучих крытии по группам, компонентов, содер- Условное обозначе- жашихся в ЛпМ при ние ЛКМ рабочей вязкости по ГОСТу (ТУ) Кремний-органичес- Ацетон кие (КО) Н.Бутилацетат Ксилол Толуол ' Этанол Бутанол Этилацетат Поливинилацетатные Ксилол Этанол Бутанол Этилцеллозольв Количестве выделяющихся паров органических раст верителей, г/м< рабочее сушильное место устройство 1,4 12,9 2,0 18,3 1,8 16,7 5,4 . 48,3 0,8 7.4 0,8 7,5 2,4 21,7 1,1 9,7 4,6 14,0 1,8 15,9 1,2 11,2
-233-
Таблица 7.6.
Удельные выделения вредных веществ при нанесении
лакокрасочных материалов шпателем / 4,8 /
---------------------I——------------v
Лакокрасочные по- •Наименование летучих: Количество выделяющих
крытия по группам. Условные обозначе- компонентов, содер- : :яащихся в ЛКЯ при : п-аоов органических I ворйтелей, гдг'
ния
• HS,sH4,e^_BH3K0CTH ПО :госту (тл : рабочее : сушилы
• 9 • • место : устройс
Шпатлевки эпоксид- ные (ЭП) Ацетон 0,5 4,5
Н-Бутил-ацетат о;з 2?
Ксилол 0,2 2,‘
Этанол 0,2 2,
- Толуол 0,7 6,
Шпатлевки нитро- целлюлозные (йД) Ацетон 0,2 I,
Н-Бутилацетат 1,1 9,
Этанол 0,6 5,
Бутанол 0,6 5,
Толуол 2,9 26,
Этилацетат' 0,5 4,
Шпатлевки перхлор- виниловые (УЗ) Ацетон- Н-Бутилацетат 3,7 3,7 33
Ксилол 4,9 43
Шпатлевки, пентафта- лиевые (П*) ...Сольвент Уайт-спирит 2,1 2,1 19 19
Таблица 7.9.
Удельные выделения паров летучих органических
растворителей при нанесении покрытий методом
пневмораспыления для некоторых видов
окрасочных материалов / 4 /
Sr* т: ;марка * •Наименование вредных :веществ — Количество выявляли! IX СЯ
:лЮ[ вредных веществ г/кг расхо-
• дуемых
•
• *
- •« • • при ок- .‘при сушке :(темпера- ;®Г • общее
• • • • • • - раске
Грун- ВД-0140 Спирт бутиловый 30,0 90,0 120,0
товки Бутилацетат 40,0 120,0 160,0
Этилацетат 30,0 90,0 120,0
Спирт этиловый 20,0 60,0 80,0
Толуол 40,0 120,0 160,0
Этилцеллозольв 30,0 90,0 120,0
• ” •* ' • • • - Циклогексанон 10,0 30,0 40,0
БНК -Ацетон 5,8 17,3 23,1
¥ Спирт бутиловый 13,3 39,8 53,1
. Л.. Бутилацетат 8,8 26,3 35,1
Этилацетат . 23,5 70,5 94,0
Спирт этиловый 23,5 70,5 94,0
Ксилол 44,5 133,5 178,0
Толуол 51,5 154,5 206,0
Этилцеллозольв 4,3 12,8 17,1
ЗЛ-02 Этанол — МВ 384,0
Бутанол — —» 226,0
Ацетон — МВ 176,0
Изопропанол — —» 150,С
— 3JL-05 Этанол — —» 358, С
Бутанол — 201, С
-щеток — — 301, С
-235-
Продолзение таблицы 7.9.
Tgjrnna: Uagxa • • • I • • • • • • Наименование вред- ных веществ । — .... . > —- > Количество выделяющихся’ вредных веществ г/кг расхо- дуемых .-КС
при ок- :при сушке раске : (темпеоа- • общее.
Грун- ВЛ-05 (о Этанол а «М 368,0
товки * раствори- телем о48, Бутанол -Ацетон мв мв мв мв 223,0 203,0
Бутилацетат — • «м 50,0
Толуол •м 20,0
ВЛ-023 Ацетон — — 180,0
Бутанол МВ «вм 140,0
Этанол МВ МВ 430,0
ОЛ-ОЗ Ксилол М «М 252,0
Уайт-спирит МВ МВ 252,0
Лаки НЦ-221 Ацетон 10,5 31,5 42,0
Спирт бутиловый 41,5 124,5 166,0
Бутилацетат 31,3 93,8 125,1
Этилацетат 20,8 62,3 83,1
Спирт этиловый 20,8 62,3 83,1
Толуол 83,0 249,0 332,0
Нц-222 Спирт бутиловый 18,5 55,5 74,0,-
Бутилацетат 18,0 54,0 72,0
Этилацетат 31,0 =3,0 124,0
Спирт этиловый 30,5 91;5 122,0
Толуол 90,8 272,3 363,1
Этилцеллозольв 6,3 18,8 25,1.
НЦ-223 Спирт бутиловый 25,1 75,3 100,4
Бутилацетат 30,2 80,5 390,7
Этилацетат 8,4 25,2 33,6
Ксилол 41,-9 125,7 137,6
Толуол 41,9 125,7 167,6
Э тилце лл о з оль в 20,1 30,3 4» о0,4
<...л • <• •Z f. , ‘ •-• . •» J -236- Продолжение таблицы 7.9.
л^''11а :Марка ;Наименование вред- : Количество выделяпцихся :ЛКЙ :ных веществ :вредных веществ в г/кг рас-
►ч : : :ходуемых лы • ' • •
• , : :при oj- :при сушке: общее : : : раске : (темпера-: = : = = ЖГ1 .
-ы ’
JIslkz НЦ-224 Спирт бутиловый 20,0 60,0 80,0
- • Y Бутилацетат 25,5 . 76,5 102,0
Этилацетат 26,3 78,8 . 105,1
Спирт этиловый • 85,1 255,3 340,4 Ксилол 25,8 77,3 103,1 Растворитель окситерпеновый 4,9 14,7 19,6
НЦ-218 Спирт бутиловый 15,8 47,3 63,1
Бутилацетат 15,8 47,3 63,1
h Этилацетат 28,0 84,0 112,0
Спирт этиловый 28,0 84,0 112,0
1 's’ tJH,.» , Ксилол 41,1 123,3 164; 4
f f Этилцеллозольв 5,3 15,8 21,1
НЦ-243 Спирт этиловый 22,8 83;3 111,1
Бутилацетат 18,5 55,5 74,0 Этилацетат 13,0 38,9 51,9 Спирт этиловый 18,5 55,5 74,0 Толуол 92,5 277,5 370,0 Этилцеллозольв' 14,8 44,4 59,2
Лаки БТ-99 Уайт-спирит 155,0 465,0 620,0
битум- ные БТ-577 То-же 157,0 472,5 629,5
-•'l БТ-985 150,0 450,0 600,0
•', : БТ-987 150,0 450,0
Лаки БТ-988 150,0 450,0 Различных 4 енол 0,1 0,2 0,3
бакели- товые марок Спирт этиловый 92,0 276,0 368,0
-237-
Продолжение таблицы 7.9.
। Марка : Наименование вгед- ЛКИ : ных веществ • • • • • • • • • • • Количество выделяющихся вредных веществ в г/кг рас- ходуемых лкм
при ок- при сушке (темпер- общее
Лаки,. ПЭ-246 Ацетон 3,8 11,3 15 Д Бутилацетат 12,5 37,5 50,0 ные. Стирол , 3,8 11,3 15,1 ПЗ-264 Ацетон 3,8 11,3 15,1 новые Бутилацетат 12,5 37,5 ' 50,0 5o“£l Стирол 3,8 11,3 15,1 танр-э ПЭ-232 Ацетон 7,3 21,8 29,1 вые Ксилол 2,5 7,5 10,0 Толуол 12,5 37,5 50,0 ПЭ-220 Ацетон 77,5 232,5 310,0 Ксилол 3,8 11,3 14,3 Толуол 6,3 18,8 25,1 ПЭ-250М Ацетон 95,0 285,0 • 380,0 Ксилол 2,5 7,5 10,0 Толуол 10,0 20,0 40,0 ПЭ-251Б Стирол 10,0 30,0 40,0 Ксилол 2,5 7,5 10,0 Толуол t 2,5 7,5 10,0 Метилизобутилкетон 23,8 71,3 99,1 циклогексанон 27,8 71,3 65,0’ УР-277М Ксилол 12,5 37,5 50,0 циклогексанон 85,0 255,0 340,0 Этилглико льацетат 65,0 195,0 260,0 УР-249М Бутилацетат 65,0 195,0 260,0 Ксилол 40,0 120,0 160,0’ Ц-иклогексанон 35,0 105,0 140,0 Этилгллкольацетат 37,5 112,5 150,0
*ч| ***• 1 " 1*; 1 .*“* ♦ •• м
i i j ..««л. • | s» • ;Л. - : •
1 1 г ’ -238-
1 j • ’’чамм-*» 1 -. - «.V-: , Продолжение таблицы 7. 9.
; * - . . •
Марка : Наименование вред-- Количество выделяют хся
лкй ; ных веществ вредных веществ в г/ кг рас-
ходуемых ЛГцД
при ок- :при сушке • общее
раске : (темпера- •тура. 100-
. r . '/ •IID°C)
1 ' 1 Краски XD-7L7 Ацетон м ма 234,0
Ксилол — Ml 399,0
Бутилацетат —» •м 108,0
• • Циклогексанон а — 35,0
i *4 Толуол —» 124,0
ЭКЗС-40 Ксилол — « 330,0
Сольвент — 80,0 i
Эмали НЦ-25 Бутилацетат 16,5 49,5 66,0
Л V Этилцеллоз ольв 13,2 39,6 52,8
л Ацетон 11,6 34,7 46,3
Спирт бутиловый 24,8 74,3 99,1
Спирт этиловый 24,8 74,3 99,1
* И - >' Толуол 74,3 222,7 297,0
Нц-132 Бутилацетат 16,0 48,0 64,0
Этилцеллозольв 16,0 48,0 64,0
Ацетон 16,0 48,0 64,0
Спирт бутиловый 30,0 90,0 120,0
Спирт этиловый 40,0 121,0 161,0
Толуол 82,0 246,0 323,0
НЦ-1125 Бутилацетат 15,0 45,0 60,0
• Этилцеллозольв 12,0 36,0 48,0
- Ацетон 10,5 31,5 42,0
* Спирт бутиловый 15,0 45,5 60,5
Спирт этиловый 22,5 67,5 90,0
Толуол 75,0 225,0 300,-0
ВЦ-257 Бутилацетат 15,5 46,5 62,0
Этилцеллозольв 12,4 37,2 49,6
Ацетон 10,9 32,6 43,5
Спирт бутиловый 23,3 69,8 93,1
-239-
Продолзение таблицы 7.9.
Марка ЛКЙ Наименование вред- ных веществ Количество выделяющихся вредных веществ в г/кг расходуемых ЛКМ
при ок- раске :при сушке :(темпера- ЖГ общее
Краски XB-5I53 Ацетон — мвв 96,0
Бутилацетат —» ШЯ 100,0
Толуол — •м 400,0
Циклогексанон мм» 50,0
Ацетон — 92,0
XC-5III Ксилол 60,0
Уайт-спирит «м 376,0
XB-I42 Ацетон — «м 96,0
Бутилацетат м» . мя» 100,0
Толуол •я» мЧ 400,0
Циклогексанон яя 50,0
Ж-726 Бутанол М 15,0
Бутилацетат 86,0
Толуол м» 315,0
Циклогексанон м» 82,0
Ацетон -ч «* 193,0
XC-5I0 Ацетон •мв 90,0
Бутидацетат « «» 78,0
• Толуол -• м» 430, С
Циклогексанон -• 90,’С
Ж-527 Ацетон — 170, С
Бутилацетат — 80,(
Толуол «В 360,(
•Циклогексанон 35,(
ХС-748 Ацетон —» . 90,(
Бутилацетат — I80P
Толуол — мв 340?
Циклогексанон «МВ «V 65 £
-240-
Продолпение таблицы 7.9.
Ыарка ЛЕЙ Наименование вред- ных веществ Количество выделяющихся вредных веществ в г/кг расходуемых ЛКМ
при ок- раске :при сушке ;(темпера- • общее
Эмали НЦ-257 Спирт этиловый 15,5 46,0 61,5
Толуол 77,5 232,0 309,0
НЦ-258 Бутилацетат 16,3 48,8 65,1
• Спирт бутиловый 26,0 78,0 104,0
Спирт этиловый ’ 14,6 43,8 58,4
Толуол 32,5 97,5 130,0
Этилацетат 1,9 5.6 7;5
Ксилол 46,6 121,9 162,5
Циклогексанон s,i 24,3 32,4
XB-5I8 Бутилацетат 17,5 52,5 70,0
Ацетон / 49,0 147,0 196,0
Сольвент 108,5 325,5 434’, 0
\ ; J Ш-115 Ксилол 56,3 168,8 225,1
Уайт-спирит 56,3 168,8 225,1
j Ш-133 Ксилол 62,5 187,5 250,0
Уайт-спирит 62,5 187,5 250,0
MC-I7 Ксилол 150,0 450,0 600,0
ПЭ-276 Ацетон 7.5 22,5 30,0
Стирол 3,8 11,2 15,0
Бутилацетат’ 12,5 37,5 50,0
- ХС-769Н Ацетон — — 920,0
ХС-534 Ацетон яма •а* 150,0
.Бутилацетат 90,0
Сольвент — — 210,0
Циклогексанон — м» 70,0
Ш-167 yaiir-спирит — 450,0
ЭП-755 Ксилол 210,0
Бутанол — — 210,0
-241-
Продолдение таблицы 7.9.
• ЛКм марка ЛКЙ Наименование вред- ных веществ Количество выделяющихся вредных веществ в г/кг расходуемых лКм
при ок- раске :при сушке :(темпера- =Ж) • J общее
Шпатлев- НЦ-Ш-002 Сольвент 62,5 187,5 -250,0
ки и rDVHTOB— Нц-008 Ацетон 11,3 33,8 - 45,1
ки Бутилацетат 22,5 67,5 90,0
Толуол 22,5 67,5 90,0
Спирт бутиловый 3,8 11,3 15,6
Этилацетат 15,0 45,0 60,0
мВ—005 Лцетон 21,3 63,8 85,1
Бутилацетат 10,0 30,0 40,0
Толуол 51,3 153,8 205,1
ГС-032
ГС-0163 Сольвент 80,0 240,0 320,0
ГС-032 Ксилол 127,5 382,5 510,0
ГС-032 Ксилол 152,5 457,0 609,5
ГС-0119 Сольвент 64,0 193,8 257,8
ЕС-020 Ксилол 107,5 322; 5 430,0
СЛ-ОЗК Уайт-спирит 37,5 П2;5 150,0
СЛ-039П Ксилол 37,5 П2Г5 . 150,0
ЛС-ОЮ . Ацетон • 43,5 130,5 173,5
Бутилацетат 20,0 60,0 80,0
Толуол 104,0 312,0 416,0
АК-070 Бутилацетат 103,8 326,3 435,0
Толуол 43,5 .. 130,5 174,0
Спирт бутиловый 43,5 130,5 174,0
Спирт этиловый 21,8 65,3 87,1
** . i
-242- j
7.3. Гальваническое производство
Производственные процессы нанесения химических и электрохими-
ческих покрытий отличаются большим разнообразием не только применя-
емых реагентов, но и технологией. Это вызывает образование вредных
выделений в различных концентрациях и агрегатных состояниях. Все
процессы гальванического производства осуществляются в ваннах, за-
частую объединенных в поточно-механизированные и автоматические
линии.
В процессе нанесения покрытий в воздушную среду выделяются
компоненты моющих, травильных и химических растворов и электролите!
в различных агрегатных и фазовых состояниях, сведения о которых;:
приведены в табл.7.1С. Качественный состав выделений определяется
содержанием компонентов в растворах и способом нанесения покрытий.
Количественная характеристика выделений вредных веществ зависит; от
вида технологической операции, применяемых растворов и концентра-
ции в них компонентов, температуры растворов, определяющей интен- ,
сивность химических реакций, режима обработки ( плотности тока и
др.), площади зеркала поверхности испарения и других факторов
/ 63, 68 /.
Особенности технологических процессов гальванического произ-
водства - большие поверхности испарения, наличие химических реак-
ций, высокая влажность воздуха, большое разнообразие рецептур; Г
растворов и операции, определяют и специфику выделения и выброса
вредных веществ в воздушную среду. Количество выделяющихся вредны
веществ в гальваническом производстве принято относить к 1м^ по-,
верхности зеркала испарения ванны. Удельные выделения при основны
процессах химической и электрохимической обработки металлов приве
ведены в табл. 7,П_7.12 /69, 2, 8/.
- ’
•< I.
}
I
I
I
-243-
Таблица 7,10.
Агрегатное состояние вредных веществ, выделяющихся
в производстве гальванопокрытий / 4 /
Наименование вредного вещества • Агрегатное состояние
Кислота азотная
азота оксиды
Кислота серная
Кислота фоойорная
(ортофо спорная)
Ангидрид хромовый
Соли никеля растворимые
Соли меди растворимые
Щелочь
Кислота борная
Водород фтористый
Водород хлористый
Водород цианистый
Спирт этиловый
ршлортдиторэтан
Уайт-спирит
дибутилфталат
Газовая фаза не менее 85,0%
аэрозольная фаза - не более 15
Аэрозоль
То же
и
«М» О*
и
м ••
—п—
It
мм
Пары
Газовая фаза не менее 75,0%
аэрозольная фаза не более 25,(
То же
Пары
То же
—п—
-244-
Таблица 7. II.
Выделение вредных веществ во вспомогательных и прочих
процессах гальванического производства, консервации,
алмазно-электрохимической и механо-химической обработки
/4,8/
;' - '• l Наименование технологичес- кого процесса, операции, тип, марка, модель обору- с-дования, применяемые ма- териалы — - — - — । ! Выделяющиеся вредные вещества
наименование единица : количе ство измерения . :
Очистка гидроне ско струйная Установка мод.ГВ81-0П Накатка кругов Станок мод.788А-00.00 7 : Изоляция подвесок . ч- Нанесение пластизоля \ Сушка пластизоля Окрашивание цинковых покрытий в растворах, содержащих щелочь (при температуре iS-Sb^C. плотности тока 1,5-2,5 А/дм2/ медных и никелевых по- крытий, латуни и оловянного покрытия в хлоридных, сульйатных, никелевых растворах сплавов неорганическими красителями в черный цвет алюминия после анодиро- вания в черный цвет ’ ‘ Леталлизация пластмасс обработка в отработан- ном- растворе травления щелочь * пыль абра- зивная щелочь дибутилйта- лат то же щелочь никеля соли растворимые медь сеоно- кислая анилин - ангидрид хромовый кислота серная 1С^.г/с на I установку г/с на I ста- н°вк ? 10 .г/см2 площади по- верхности испарения 10?.. г/с на I установку то же г/с.м2 поверх-' ности зеркала ванны ю^г/с м2 поверхности зеркала ванны . то же 11 ММ яшш 1! — п 166,6 i 0,125 278,0 1580,0 : 0,011 2,7 ' 4.4 222,2 388,8 186,1
-245-
Продол.:еяие таблицы 7.II.
— — г Наименование технологи- : Выделяющиеся вредные вещества
HtJuJtiOX'v HjpO*JwCC»f ОПрр^ • ции, тип, марка, модель .* оборудования, применяв- : мые материалы I наименование единица :количество измерения :
Нейтрализация в растворе соды сода кальцини- рованная - Ю°г/с.1/ поверхнос- ти зеркала 0,8
обработка в растворе гипосульфит ЮЬг/с.м^ восстановителя натрия площади зер- кала ванны обработка в растворе тиосульфат то не тиосульфата натрия натрия омеднение калий-натрий ' виннокислый Оловянивание металлов, оплавление оловянного глицерин покрытия масло касторо- вое консервация канифоль спирт этиловый -”- Промывка в этиленгликоле этиленгликоль Ингибирование ингибитор И-1В Промасливание масло веретен- ное алмазно-электрохимичес- кая обработка замочка инструмента на триэтаноламин IOs*r/c на станках с применением I станок электролита, содержащего: . нат^иу^нит^ат ^онцентра- натрия карбонат концент- рацией 20-30 г/л; триэтаноламин концентра- цией 1о-20 г/л 6х иехано-хшл!ческая обработка пыль металли- 10 г/с на (МХО)деталей сельхдзмашин^ ческая I станок . ангидрид то не Фосфорный Обработка внутренних позер- углерода оксид хностей порцневых гильз в азота пкпипы растворе,содержащем орто- аосфорнуюи азотную кислоты Станки Л0 иол.ЛЗС201 х - по данным uu&i 138,8 69,4 4,4 1166,6 8,3 129,4 325,0 5400,0 80,5 13,8 ОД 877,7 17,5 1369,4 1577,7
-246-
Таблица 7.12
Удельные выделения вредных веществ с поверхности
ванн в процессах нанесения гальванических
' покрытий на металлические изделия / 2, 8, 69 /
•Наименование техно- логической операции Концентра- ция основ- ных компо- нентов в растворе, г/л Температу- ра раство- V J Выделяющиеся вред- ные вещества
наименова- ние : количестве :10^г/с~м2 :поверхнос- :ти зеркал* .* ванны
Электрохимическая об- работка металлов: *
хромирование, анодное декапирование, снятие меди и др. в растворах, содержащих хромовую кислот, 5§§о?ле тока 150-300 60 ангидрид хромовый • 10,0000
ro se, при силе тока Ух oQOA 30-60 менее 60 то в:е 1,2500
электрополировка алюми- 30-60 ния, стали и др.в раст- ворах, содержащих хро- мовую кислоту менее 60 — 2,0000
Химическое оксидирование алюминия и магния:
анодирование алюминия и магниевых сплавов в раст- ворах, содержащих хромо- 30-100 вую кислоту при силе тока. ZX^500A менее 60 1,0000
Химическая обработка стали: пассивация, травление, сня- тие оксидной пленки, напол- нение в хромпике и др.раст- ворах хромовой кислоты и ее-солей более 50 010056
осветление, пассивация и др.
в растворах хромовой к: ты и ее солей* 1СЛО- менее 50 и 0,0006
-247-
-фодолхение таблицы 7.12.
Наименование технологичес- кой операции а l Концент- рация ос- новных компонен- тов в растворе, г/л Темпера- тура оаство- ₽а’ОС —. , — < Выделяющиеся вредные вещества
• наименова- ние -•коли- :м2 по- Гверхнос :ти зер- кала :ванны
Цинкование в растворах, содержащих: аммоний хлористый, цинк 180-240 хлористый, ЛИКОНДЫ З/т.Г/’-А и ZnSR - цинк сернокислый, цинк 180-200 хлористый, аммоний хлористый кислоту босную, ДЙТИ-120, цинк хлооистый, калий хлорис- тый, кислоту борную лимеды НЦ-Ю, 1щ-20; натрий едкий; цинка оксид, лигледы НБц-0, ЙЁМгД; аммоний хлористый, цинка оксид 220-250 кислоту ^°?НУЮ» препарат цинк хлористый калий хлористый кислоту борную лимеды 0Д-10, ОД—20; цианистые соединения хлористые и цианистые сое-_ динения с добавкой лимеды-пД Цинкование в растворах, содержащих: хлористоаммониевые и цианис- тые соединения с добавкой ли- конды аг.т.юний хлористый - 15-30 15-30 15-30 15-30 15-30 15-30 Ю-30 15-30 15-30 15-30 аммиак 1,7600 аммиак 1,7600 кислота 0,0060 борная калий 0,6600 хлорис- тый кислота борная 0,0020 щелочь Ю, 0000 4 аммиак 1,7600 клслота 0,0022 борная калий 0,6600 . хлористый.: кислота 0,0061 борная водород 2,7200 цианистый щелочь 10,0000 . едкая водород 0,0022 цианистый водеиод 0,0033 ацдиак 0,1600 то :::е 1,7500
продолжение таблицы 7.12.
Наименование технологической операции Концент- рация основных компо- нентов в растворе, г/л Темпера- тура' раство- Р^ос ... .г .Выделяющиеся вредные вещества •
наименова-; количесс ние :во.ч :юдг/сл ;поверх- ности :зеркала :ванны
цинк сернокислый - 15-30 цинк 2,9000
сернокислый
Цинкование контактное в
растворах, содержащих:
натрий пирофосфорнокислый Цинкатная обработка алюминия в концентрированных растворах щелочи > 18-25 натрий пирофо арат (в пере- счете на ортоспос- Форную кислоту) щелочь 2,3000 60,0000
Кадмирование в растворах, содержащих: цианистые соединения 18-22 водород 5,500С
оксид кадмия кислоту серную 15-25 цианистый щелочь кислота 10,0000 0,0833
лимеду БК-10А кадмий сернокислый с добавкой серная то же 2,5С0С
оксифоса кадмий сернокислый 15-30 кадмий 0,050с
аммоний сернокислый борную кислоту ДШ-203А сеино- ки слый аммиак кислота борная 0,3800 0,0061
ДлТИ-203Б
-249-
Продолжение таблицы 7.12.
Наименование технологической операции Концент- рация основных компо- нентов в растворе г/л Темпера- ратура раство- Р^ос Выделяющиеся вред- ные вещества
Наименова-: Количе ст ние !во„я :Ю3 г/с :м2 повер :хности :зеркала :ванны •
- Чдовянирование щелочное — 60-80 щелочь 10,0000
кислое химическое в растворах, 15-25 40-50 олово сер- нокислое кислота серная Олово сер- нокислое , кислота парасуль- фоновая 0,1800 0,0833 0,2300 0,4600
содержащих тиомочевину Осаздение сплава олово-' висмут в растворах, содержа- щих: 35-45 80-90 15-30 55-65 тиомоче- вина то же 0,0806 0,3000
олово сернокислое 40-50 15-30 олово серно- кислое 0,0228
— кислоту серную висмута соль, препараты 0С-20, МИ, гидролинон: 100-210 - кислота серная 0,1100
олово сернокислое кислоту серную висмута соль, днепрол, синтанол; 50-60 100-140 15-30 олово серно- кислое кислота 0,0228 0,0694
олово сернокислое кислоту серную 30-45 140-150 25-30 олово серно- кислое кислота серная 0,0228 0,0869
»
Л.1
-250- Продолжение таблиц» 7.12.
Наименование технологи- ;Концент- ческой операции :рация Темпера- тура раство- ра, °C : Выделяющиеся вред- : ные вещества
.основных :компонен- v :юв а . :растворе, - • :г/л • ♦ ♦ . ;наимено- ;количество, $вание :Ю3г/с.м^ : :поверхности : : зеркала : : ванны i
Формалин, синтанол. вис- мута соль, лимеду Ул-2 Осаждение сплава олово- свинец (П0С-60) в раст- ворах, содержащих: кислоту борФтористово- 40-400 дородную органические добавки лимеды ПОС-1 и др: кислоту борйтористо- 45-95 водородную * Осаждение сплава олово- цинк в растворах,содер- < жащих: натрий пирофосфорнокислый цианистые соединения менее 50 Нанесение сплава олово- никель Латунирование (покрытие сплавом медь-цинк) в растворах,содержащих: цианистые соединения менее СО то де более 50 натрий едкий натрий пивос: сборно- кислый 15-30 15-30 то же 65-75 15-30 50-70 15-25 кислота - борфторися* товодород- ная кислота борфто- ристово- дородная натрий пирофос- форнокис- лый (в пе- песчете на Фо борную кислоту) водород цианистый никеля соли(рас- творимые) водород цианистый щелочь натоий пя- роло бор- нокислый (в пересче те на орто •ф-оа ,’орную кислоту) J 0,5100 0,0667 I j 4 2,1000 । 1,5000 0,1500 1,5000 5,5000 10,0000 0,0750
-251-
Продолжение таблицы 7.12.
, , I. . >- Наименование технологичес- кой операции Концент- рация основных компо- нентов в растворе, г/л Темпе- ратура раст- вора, °C Выделяющиеся вредные вещества
наименова-: Колине ствс ™s ; кяг/с :поверхнос- ти зерка- :ла-ванны
Еелезнение в растворах,
содержащих: цианистые соединения более 50 «* водород цианистый 5,5000
железо сернокислое - 20-60 железо сер- нокислое 0,8300
калий сернокислый то же калий сер- нокислый 0,1400
железо хлористое 200-250 60-70 железо хлористое 0,0300
600-650 Свинцевание в раствора:;: 80-100 то же 0,1100
фторборатных 15-30 свинец бор— 0,1100
йтористово- дородный кислота борфтори- стоводо- родная (в пересчете на гТхгопис- 0,0472
тый бор)
Свинцевание в растворах:
кремнийфторидных - 15-30 ’ водород фторидный 1,9100
фенолсульфоновых 15-30 свинец *енол сульфоновый 0,0694
Ооаэатиоованде в растворах, *
содержащих: соль "М&жеф" 45-35 кислота ортоГ'ос- :;'О-рная 0,6100
цинк азотнокислый цинк азот- нокислый 0,5200
кислоту ортойос^орную, 90-98 кислота 0,3100
цинка оксид,’соединения .никеля; ортолос- ’'орная
ЩМ'
>3^
-252-
Продолзение таблицы 7.12.
Наименование технологичес- .:Концент- Темпе- -L. « Выделяющиеся вредные
кой операции Грация ратура вещества
. ‘ -V . и иНихзнЬьХ. компо- нентов в :раство- ре, г/л. • раст- вора, °C найм е но- •количе ство ванпг :ю3г/о.^ :поверхност :зеркала :ванны
t цинк азотнокислый, цинка моносоосаат, кислоту оотойос- фэтную цинк азотнокислый цинка монофо соат натрий азотнокислый; барий азотнокислый цинк азотнокислый цинка монойосфат Анодирование в растворах, содержащих: сернистую кислоту; кислоты сульйосалицило- вую и винную' кислоту хромовую при • плотности тока 0,2-0,3 А/дм2 Оксидирование стали,меди и их сплавов . в растворах щелочи: при плотности тока 1,о-2,5 А дм2; алпшния (химическое) в растворах содержащих: кислоту ортоФосфорную / 600-700 о0-100 125-200 40-50 85-95 кислота ор- тофосфатная цинк азот- нокислый цинка моно- оюсфата 15-25 кислота ор- тойосфорная цинк азот- нокислый . цинка моно- фосфата 80-90 баоий азот- нокислый цинк азот- нокислый 15-23 кислота серная л0—28 кислота сульФосали- циловая кислота винная 10-28 кислота ’ ангидрид хромовый 135-145 щелочь о5-65 то :::е SO—SO 20-30 кислота . ортоФос- "о он ?я ’ 0,6100 1,4300 0,3100 0,0291 0,0319 0,0002 0,1700 7,0000 0,0222 0,0194 1,0000 55.0С0С п,.ооос 22,С00С 0,120С •
-253-
Продолмение таблицы 7.12.
Наименование технологичес- кой операции Концент- рация 1 с« 0) Рч 1 ~ И ей S ЕН о Р ф о о Ен РчРЯЗ О 1 г - " * " — - Выделяющиеся вредны» вещества
основных компо- нентов в растворе г/л наимено- : вание : • • • • • • количеств 10^/с м2 поверхнос- ти зерка- ла ванны
ангидрид хромовый аммоний фтористый; магния в взстворах, содео- жащих: бихромат калия, 40-55 кислоту азотную 85-120 аммоний хлористый бихромат калия; I40-160 30-50 фторид натрия менее 50 алюминия анодное в раство- рах, содержащих: кислоту серную Эматалирование в раствооах, содержащих ангидрид - хрог'ювый Никелирование стали, меди и их сплавов в растворах,со- держащих: сульбрат никеля, - хлорид никеля, ютслоту _бовнуюэ добавки Hiw-JL, Hl'Ld-З, шА-I и др. цри плотности тока 2-8 а/дм2: сульфат к.ммгя, 100-200 хлорид никеля 30-200 20-30 70-80 75-80 , 40-45 15-30 20-60 оО—о0 ангидрид хромовый водород «тористый ангидрид хромовый кислота - азотная азота оксиды ангидрид хромовый то г.е водовод фтористый кислота серная ангидрид хромовый никеля соли Сраст зоримые) кислота борная никеля со- ли (раство- римые) 0,0005 0,2900 1,0000 0,4500 2,5500 1,0000 1,0000 2,7800 7,0000 1,0000 0,0611 0,0180 • 15,0000
-254-
Дродсинение та"”-- ц 7.12.
Наименование технологичес- кой операции - - . ,1 Концент- рация основных компо- нентов в растворе, г/л Темпе- ратура раст- вора, °C Выд-' тщеся вредные веще .... наи?"? - • количество ваг. -.Ю^/с.М2 ^поверхности :зеркала :ванны
кислоту борную: 30-50 кис;:? а боря 0,0194
сульфатаникеля с добавками хлорамина ”Б” и формалина; — 45-55 никеля со- ли ст- вор::?.-'э) 0,0305
химическое, в растворах 20 88-98 никеле со- 0,0091
сульфата никеля 60 то же ли 1; .от- вет:::, се)
контактное в растворах хлорида никеля 40 50-60 никеля со- ли (раст- вори” л: е) 0,0127
кисло та 0,1500
боря- -
Родирование в растворах,' содержащих: кислоту серную дри плотности 48-52 45-55 кислота 0,1800
тока 0,4-0,8 А/дм2 серная - -, -
карбонат аммония при плотнос- ти тока ±,0-2,0 А/дм2 50-100 70-80 аят:: 0,2200
Амальгамирование в раство- рах содержащих:
соединения цианистые — ±5-30 водород цианистый" 1,2200
нитрат ртути — то :::е нитист 0,0300
Ртути
Палладирование в растворах, содержащих: кислоту соляную ±0-20 «» водород хлористый 0,0013
сульфат аммония, аммиак — а» аммиак 0,1900
хлорид палладия, моноэтаноламад хлорид аммония 15-20 то те 0,19.00
50-80 п 0.3900
-255-
Продолжение таблицы 7.12.
Наименование теологичес- кой операции Концент- ;Темпе- рация ;ратура основных рраст- компо- .’вора, нентов в ;ол растворе,: г/л ; Выделяющиеся вредные вещества
наимено- ;количество, ванне -Ю^/с.м2 поверхности : зеркала :ванны •
соединения фо сборно-кислые 50-75 кислота 0,0583 _
ортофос-
форная
аммиак 0,1900
Меднение в растворах, ссодержащих:
сульфат меди натрий пиро-: сфорнокислый натрий фосфс докислый двухзамещенн й 120-240 60-100 45-65 натрий пи- 0,1000 рогоосфор- “ нокис- лый (в пересчете на босбор- ную кисло- ту) натрий йос- 0,77р0 борнокислый двухзаме- щенный
сульфат мед: . 160-250 15-30 меди суль- фат 0,0280
кислоту сер: до хлорид-ионы, добавки лиме- ды Л-2А, ЕС 1 и др. 50-70 л О—ЗО кислота серная 0,0027
медь борфтс истая 230-250 15-30 водовод фтористый I,5600
медь кремне тористая 250-300 15-30 то :::е 1,6700
цианистые ::единения — 15-30 более 50 водовод цианистый то же 1,7000 2,4000
железосине :дистые соеди- нения Золочение .. электролитах: — то :::е II 1,0600
цианистом — менее 50 II 5,5000
нитратном — более 50 5,5000
химическс. — то ле — и — 0,5500
Покрытие глазом золото- кобальт, : .лото-никель — — II ‘2,2000
-256-
Продолжение таблицы 7.12.
Наименование технологичес- кой операции Концент- рация основных компо- нентов в растворе, г/л Темпе- ратура раст- вора, °C . Выделяющиеся вредные вещества
наимено- ;количество ваш0 ^О^/с.м2 : поверхнос- ти зеркала :ванны •
Серебрение в растворах,
содержащих:
цианисты э соединения 18-30 водород цианистый 5,5000
железистосинеродистый калий - Покрытие сплавом серебро- сурьма ъ растворах, содер- жащих: то же 5,5000
цианистые соединения более 50 15-30 водород цианистый 5,5000
железист о синерод истый калий 15-30 то же 1,0800
Покрытие сплавом серебро- палладий в пирофосбсатных растворах 18-50 натрий, (калий) пирофос- фат (в пересче- те на ООТОГООС- боорную кислоту) 0,0277
IO3 х - фактические значения выбросов получаются делением
величины на Ю3.
- 257 -
8. СТЕНДУ ИСПЫТАНИЯ ДВИГАТЕЛЕЙ —
В табл. 8.1 приведены основные компоненты выделяющихся
% вредных веществ при стендовых испытаниях двигателе?! внутреннего
сгорания (2).
-258-
Таблица 8.1.
• Выделение вредных веществ при стендовых испытаниях двигателей внутреннего сгорания ( 2 ).
Наименование оборудования Примерные модели двигате- лей Манеж-: Объемный рас-: маль- : ход выхлопных: ная : газов.г/с ,: :сред- ;макси- : ность,.^ :мальный: Л» wee • • • • • • • • • • • • * Выделе >ние основных вредных веществ с выхлопными газами, г/с
оксид угле- рода оксида азота --.. углеводорода »--- — - бенз(а)пирен;Твердые час-! альдегады ‘оксиды серы {пары дизаль- :тицы. : • :ные
сред-макси- ний :маль- :ный • 1 сред-макси- ний :маль- :ный 1 * 1 сред-:мак си- ний ;мальный — * сред-;макси- :сред-:макси-:сред-;макеи4сред-;макси-:сред-‘макси- ний ;мальный:ний ‘маль- !ний ‘маль-:ний ‘маль- :ний ‘мальный Xiob :'xio6 ixio3^11*» и :Х103*:ный :хюз*:ный :х10эж:х103м : : :хЮ3 : jxIO3 : :хЮ3 • . ;
Kaj Стенды для КМЗ 8.152. 36 10,5 §3,3 0,73 3,33 ( испытания 01/04 двигателей до 36 л. с. Стенды для МеМз-966В, 30 2,8 9,2 0,19 0,92 испытания ЫеМз—969 двигателей МеМз—969Й дощностью МЗМА—408С 32 3,1 15,5 0,21 1,55 ( 1ЛеМз-968 МЗМА-408Н 41 4 4 18,6 0,31 1,86 М31ЛА-408Л МЗ!ЛА~408К 45 5,0 20,5 0,35 2,05 1ЛеМз-968А 1ЛЗМА-408Э 50 6,2 21,9 0,43 2,11 ЫеМз-245 Стенды для ГАЗ-69Б 62 2 7 24 4 0,54 2 44 испытания ВАЗ-^ двигателей ВАЗ-21011, мощностью ГАЗ-511, 70 9,1 26,4 0,64 2,64 604.90 л.с. ГАЗ-514 ’ ГАЗ-513 ГАЗ-5201, ГАЗ-5204 УМЗ-451 УиЗ-451Й, У143-412Э* 3143-21 А, 31ЛЗ-21В ЗШ-21Е’ 3143-21АД, 3U3-977, 3J3-45I* 343-451$, 3U3.45IE збюраторные двигатели ),04 . 0,27 0,17 0,99 0,11 0,51 0,16 1,016 10,5 66,7 - ),01 0,07 0,04 0,28 0,03 0,14 0,04 0,28 2,8 18,5 - - ),02 0,12 0,05 0,47 0,03 0,24 0,05 0,48 3,1 18,5 ),01 0,14 0,07 0,56 0,05 0,28 0,07 0,57 4,4 37,2 1,02 0,16 0,08 0,62 0,06 0,31 0,08 0,63 5,0 41,1 ),02' 0,17 0,09 0,64 0,07 0,32 0,09 0,иЗ 6,1 44,7 ),03 0,19 0,12 0,73 0,09 0,38 0 12 0,75 7,8 48 8 ),03 0,21 0,15 0,79 0,10 0,41 0,14 0,81 8,9 52,2 ,
-259-
Продолжение таблицы 8.1.
Наименование
оборудования
; Поимеоные :Макси-:Объемный рас-
тли :.мл_ выхлопни:
двигате-
ле*
*маль— ".ход выхлопных
•ная :гаяов.г/с
моц— • *-
•.ность,
•л. с.
сред-
ний
макси-
мальный
RUM.amra основныхвредных веществ с выхлопными газами, г/с
оксид угле-:оксвды азота* углеводорода рода I • бёцэ(а)прен:твердые час-: альдегиды :оксвды серы :пары дизельные » :тицы : ; ;
сред-:макси+ сред-:макси:сред- :ыакси- НИЙА :маль-: ний :маль-:ний ;^ь~ :ный : :ный : :ный соед-:макси+сред-:макси-:сред-:макси: сред-.макси-, сред- .максималь- ний м:маль-:ний :маль- :ний :маль-:ний :маль~ :ний :ный xitf ixio3*:^$з»:;х1°3 х:^х zxio3* -xio3»
ВАЗ-2103 ЗМЗ-2Ш ЗМЗ-2Ш ЗМЗ-24Д 3M3-270I ЗМЗ-977Д1 80 10,6 27,9 0,74 2,79 ' 0,04 0,23 0,17 0,84 0,12 0,43 0,16 0,86 10,5 55,7
ГАЗ-652А, ГАЗ-51Ф, ГАЗ-625^ 90 12,5 30,3 0,87 3,03 0,05 0,24 0,20 0,91 0,14 0,47 0,19 0,94 12,5 60,7
Стенды для испытаний двигателей ГАЗ-6526 ЗиЛ-64 ЗиЛ-157К ЗиЛ-I57К2 ЗиЛ-I5?КВ , Зил-157Д 100 14,1 32,5 0,99 3,25 0,05 0,26 0,23 0,97 0,16 0,50 0,22 1,0 14,2 65,0
W12 ПО й •tfcO ЕГ Ь Б П 0,63 0,33 21,2 QO О
ГАЗ—53 3M3-53 140 21,2 41,1 1,48 4, II 0,08 0,33 0,34 1,23 0,25 1,27
ЗМЗ-672 3143-66 3M3-66-0I
Стенды для испытания двигателей кл/мЯМПАФКЮ Зил-131 ЗиЛ-I30 Эиллзаяз ЗиЛ-13085 ЗиЛ-130Я7 180 27,8 49,7 1,96 4,97 0,11 0,40 0,44 1,49 0,32 0,77 0,43 1,53 27,8 99,4
¥§8-300 Л.с . ЗиЛ-375 ЗиЛ-375Г ГАЗЛЗ 195 30,3 53,0 2,12 5,30 0,12 0,42 0,48 1,59 0,35 0,81 0,47 1,63 30,3 106,1
ГАЗ-24
ЗиЛ-111 ЗиЛ-II4 ЗиЛ-11? 300 4о,1 74,7 3,26 7,17 0,13 0,60 0,77 Диаодьные двигатели 2,21 0,55 0,71 2 Г'О > Ы п •г-» . ' ПО,’.
Стенды для испытания двигателей ®ь!. ЯАЗ-Л204А ЯАЗ-204В ЯАЗ-206И с. 120 1о0 75,0 111,1 153,8 227,8 0,19 0,28 0,76 1,14 0,15 0,22 0,25 1,14 0,009 0,018 0,29 0,012 0,026 0,43 1,17 1,75 31,7 47,1 129,2 192,5 2,7 3,0 4,6 5,2
15,9 76,4 14,3 75,2
22,2 113,9 21,3 112,1
-260-
Продолжение таблицы 8.1.
Наименование оборудования Примерные модели двигате- Макси- Объемный рас- ход выхлопных газов, г/с Выделение основных вредных веществ с выхлопными газами, г/с
над оксид угле- оксиды азота углеводороды бенз(а)пирен твердые час- альдегиды :оксиды серы :паш дизель-
лей мощ- ность, л.с, сред-:макси- ний :мальный • • • • • • • • -« — _ рода тицы • ‘.ные
- - - сред- ний *макси {маль- ;ный J сред-:.мак си- ний ;маль- ;ный • • • • - . сред-;макси- ний ;маль- ;ный • • • t сред-'макси- ний 'маль- XI06 :ный :х106 ... t сред-;макси- ний 'маль- xio3 ;^5з“ сред-;максе ний х;мальт хЮ3 :нмй < :xIO3s * .1 сред-;максит сред-'макси- ний ;маль-1 ний ж;маль- х10з*:ный ж: х10з -ный м :хЮ3 : :х103 i 1 1 .
ЯАЗ-206В ЯМЗ-740 ЯМЗ-238А ЯМЗ-238 210 133,5 264,1 0,33 1,32 0,26 1,32 0,015 0,025 0,51 2,10 56,4 203,2 3,7 8,0 26,7 132,0 25,3 128,4
Стенды для испытания ЯМЗ-741 ЯМЗ-238Е 270 169,4 342,9 0,43 1,71 0,34 1,69 0,018 0,037 С,65 2,64 71,7 290,2 4,6 10,2 33,9 171,5 34,1 169,1
двигателей КамАЗ-741
мощностью 260-525 л.с 0,38 0,041
’ЯМЗ-238Н 300 188,9 372,2 0,47 1,86 1,79 0,024 0,73 2,86 .79,8 314,9 5,4 13,3 37,8 186,1 36,4 184,3
ЯМЗ-240 Д-12А-375Б
ЯМЗ-240Н1 500 313,9 631,7 0,78 3,16 0,63 3,11 0,037 0,072 12,1 4,86 132,8 534,5 8,6 17,3 62,8 315,8 61.4 314.9
Д—I2A-525A и
Стенды для ЯМЗ-8401 650 388,9 816,7 0,97 4,08 0,78 3,94 0,044 0,101 14,9 62,8 164,5 691,0 12,1 26,3 77,8 408,3 77,4 406,6
испытания
двигателей
мощностью
более
600 л.с
Примечания:
I . Кроме указанных компонентов в составе выбросов при работе двигателей па этилированном бензине
присутствуют соединения' свинца. Его количество, выбрасываемое с отходящими газами, достигает
90% от вводимого с бензином.
2. * I03 и 10® - фактические значения выбросов получаются делением величины на I03 и I06 соотвптствепно.
-261-
9. ВРЦдНЫХ ЗЖЕСТВ В ПРОЦЕССАХ
НЕКОТОРЫХ ВСПО:ЮГАТЕЛЬШХ ПРОИЗВОДСТВ
И СЛЛБ
9.1. Градирни и очистные сооружения
Выбросы вредных веществ от градирен систем оборотного водоснас
нения следует рассчитывать по методике Воронежского технологичес-
кого института / 71 /. : :
Для расчета выбросов вредных веществ от очистных сооружений
систем оборотного водоснабжения могут быть использованы методики
/ 72,73 /.
°. °. Склады дю^хче-смазочных материалов.
Выделен:'? вредных веществ от оборудования транспортирования
и хранен::." н-ути следует рассчитывать по методике ЦШЛ Госком-
нефтепро””.: СССР/ 74 /.
9.3. Зард—"~ станции аккумуляторов.
Выделе:"'? вредных веществ в аккумуляторных помещениях следуе:
рассчип" в соответствии с указаниями ГПИ Проектпромвентиляция
и других ср- ”пзаций 7 75 76» 77 ).
°. 4. Транспорт :г двигатели внутреннего сгорания,
Внхр "редных веществ от подвижного состава автотранспорта -
следует р г "тывать тм методике, разработанной институтом ком-
плексных г\’?-"?портннх проблем при Госплане СССР./ 78 /
Р”/-....’^пгателех.внутреннего сгорания регламентированы в
настоя-: -д ГОСТ 1^.2.2.03-77 и ОСТ 37.001.234-81.
С".’??.’: "Mi стенде: ых испытаниях выделения вредных веществ
могут - -'но с тли о ся от значении, полученных при ходовых
- 262 -
испытаниях. Для определения выбросез станций (стендов) испыта-
ний двигателей можно использовать '-рг^нтиро сочные данные (табл.8.1)
приведенные в методике ГИПРО АВТОПРОМ и НИИ) ГАЗ /2/, а также /78/.
9.5. Вспомогательные и битовые службы
Валовые выделения вредных веществ от оборудования вспомога-
тельных и бытовых служб предприятий приведены в табл.9»I, состав-
ленной по данным ХГПИ /8/. В табл.9.2 приведены данные о выделе-
нии вредных веществ в электроремонтном производстве в соответствии
сОНТП-01-85. -
-263- -
Таблица 9.1.
Валовые выделения вредных веществ от
оборудования вспомогательных и
бытовых служб /4,8/
Наименование служб, участков, Тин, парка, мо- дель оборудова- »_— — .. 4 - - Выделяющиеся вредные вещества
отделений техн- ния наименование ;Количество,
логического про- цесса : 10 .г/с на I ус-
:тановку, апла- грат, машину
Прачечные Отделение стирмн Стиральные маши- ны .папки
- ЧП-ОУЭ мыльно-содовый 444,4000 раствор (аэрозоль жидкий)
KH-0I7A то де 277,8000
СД-1 СБ 138,9000
Отделение обез- За:-а для обез- раствор,содержа-
врежпвания вряснвания щий
МОД.С2-01-П лаон(бй-ный) 312,5000 НФ (2%-ный) 104 2000 (задний аэрозоль)
Акал для хра- ме:..:.: химика- тов керосин 1,4000
Отделение хим- -bi оматизированг* перхлорэтилен или 308,3000
чис:ни спец- одежды на;: машина мод. -Э (произво- -ДНостью трихлорэтилен
-t- - кг/ч) с ад- дСдЛс-pOM МОД.
Отделение ремон- та .буви -Д-cj гладиль- перхлорэтилен ' 1,7000
. ХОД./пЛ-Р бензин 4,8000
...ловодитель- нсю 40 пар/ч) этилацетат 11^9000?
Кс—ровально-мпо- жис-явные работы - л :. ..нопироваль- атоматы денол 2,4000
- - аммиак 77,8000
К?’"•пение све- ооо-зоо то же 155,6000
' лл провет- 1,9000
тс.. ..шй в ня свето- 4
-264-
...хЗ таблицп 9.1.
Наименование Тип, марка, .модель • > ц । меся вред:ше ве-
служб, участков оборудования
отделений тех- нологического процесса i «-Л,- . • ' '' -.те ;колг;чество, :105)г/с на :1 установку, :аппарат, ма- :пину*
Получение электрографи- ческих копий i- . Г •« ’ ‘ Получение электоограйи- ческих копий Электрографичес кие аппараты, мод.: ЭП-12Р2 при получении одной копии размеоом, см до'30x42, ‘ 42x60 при получении трех копий с одной экспо- зиции размером, см до 30ц42 42x60 ЭР-420Р (средняя ско- рость копирования 0,0167 м/с) закрепляющее устроил ство ЭР-4209 (средняя ско- рость копирования 0,0167 м/с)закоепляю- щее устройство" Механизм очистки Эдектризаторы ЭР-620К (средняя скоро-сть копирования 0,045 м/с) закрепляющее устрой- ство механизм очистки Злектрязаторы । : г > ч ! f : -t о) < . : о < -> о ( । ' ‘ .1 [ । 1 1 - ci -f- 1 f -* t * . I ’ c i •’ < i ! J И у рЙ / c / H / P: . i : „ < . . с;;-; 1 ' - ' ' ; ; < c; ; у Ц 4,4000 15,0000 9,3000 31,7000 0,1560 оксид 0,6220 1ИДРПН 0,0310 ~роды 2,1120 окне пре- 0т-Сю ' 0,0610 0,0030 0,4190 а оксид 1,6810 шдрин 0,0830 ороды 5,8310 чэсхше псе— Gi - cib Oj—Q-xO \ С,0080
65-
Ыродолдение таблицы 9,1.
Наименование служб, участков, - и ...и., модель с... . >и.7Д.. г' .НИЯ Выделяющиеся ва —। —......., вредные вещест-
отделений техно- логического про- цесса наименование ;количество, :103.г/с на установку, •.аппарат, :машину
Нанесен::э коп - ровального ссм.:: на основе альбу- тина на основе див- - смолы на основе камер? лиственницы си СК ой на г-'"' о п~ — ни::о. :о св • Кладовпл Хранен _• и ; ча ю:о\ол.: Зкспреjo-”''- - ПС - . КС .мри.-, ура ве^тикаль- . .: .мод. в'ЦЗ-бо аммиак 0,3030 ангидрид хромо- вый 0,0003 поливинилаце- 0,1528 татная эмульсия ангидрид хоомо- 0,0017 вый спирт поливини- 0,0075 ловый спирт этиловый 30,5556 , ангидрид хро- мовый 0,0003 ' и повальная скипидар 2,5000 аммиак 0,1667 . хранения и кислота серная 4 4444 кислот мод. кислота азотная 5*5556 кислота соляная 0,0069 • . ксяклой кислота серная 51,11П кислота азот- 39 1о67 ная кислота соля- 33 0556 ная натр едкий 2,7778 -/сявсной кислота серная 0,0089 ангидрид хро- мовый 0,0003 .... .:,.::теля происходит периодически в • ' • с.