/



























































































Text
ММ.ДУРАНДИН, НП]РЫМЗУ1Н, Н.А.ШИХОВ
АЛЬБОМ КОНСТРЩЩЙ И СХЕМ
Москва « МАШИНОСТРОЕНИЕ • 1978
ББ5 34.823
Д8-1
УДК 621 >«Q (OS4.4)
ПРЕДИСЛОВИЕ
Рецензент кзнд. техн, наук Г. Д. Скворцов
Дуранднн М- М., Рымзин Н. П., Шихов Н. А.
Д84 Штампы для холодной штамповки мелких деталей.
Альбом конструкций и схем- М.: «Машиностроение,
1978. —103 с., мл.
2р.^л.
Б в <кстгматпля?»О1.лп*<ох вчде >> опягакн» прей
rpecct:cFe*& Kt'-cjpjx'sisA «utkmuvf к технологически* схем шт»мг>зхм мелких дети.”*1
раэлкхесгл- ч»>*еч*^*в w *»гссо¥ои м крупн‘Ч*сгмД^эм л-хг»пд~т?1'’. » тгкхе kos*
стр^кцна ?гт”и'»** ж штампы ^стпойст» дли чгх-»ч5*х*имч а «ютркетызацнм-аитач-
пово^хьх р<?См?т Ра;ч*члтривйсмые штампы м устрой кэ «мед» внедренных
тлпздых
Ajss'So-v с7?двалАа»*м для клмсгрхкторо». тсх*-ч^к>гзе техников лсх>»д»*оцп>?мп->
аочпогс npccvciae*»s чгталоооЛрабйТквак'щсй гром» длемич'Т* О* «смет £ь*тъ поле-
зем и дл* г-:«<-№х<ь> других отраслей г.ромышде<<з:©стж, а также хтч студент»» м*и'»Ь
ЫОСТрСГ! ^»м«ч вл-кьж
flSSrS75'*5 ББК 34-623
38(01 J-7S
6П4.2
Важнейшим условием создания материально-технической базы
коммунизма является технический прогресс в промышленности.
Одним из главных направлений технического прогресса народного
хозяйства СССР является комплексная механизация и автоматиза-
ция производственных процессов и широкое внедрение передовой
техники и технологии
Холодная штамповка относится к числу наиболее высокопроиз-
водительных и прогрессивных технологических процессов металло-
обработки и ш , *у операции холодной штамповки с каждым го-
дом находят веч.^мьшее применение в промышленности, а в ряде,
се отраслей занимают ведущее положение. Поэтому внедрение в про-
изводство прогрессивной штамповой оснастки и средств повышения
производительности имеет весьма большое организационно-техни-
ческое и экономическое значение.
За последние годы на ряде предприятий металлообрабатываю-
щей промышленности накоплен определенный опыт в области со-
вершенствования технологических процессов холодной штамповки
и внедрения высокопроизводительных штампов с высокой степенью
механизации и автоматизации хололноштамповочиых работ, пред-
назначенных для штамповки массовых деталей небольших размеров-
Однако этот материал пли вообще нигде не публикуется или осве-
щается в литературе недостаточно, разбросан по различным ниточ-
никам. Такое положение затрудняет инженерно-техническим работ-
никам других предприятий выбор прогрессивных конструкций
штампов и средств механизации, аналогичных уже созданным и
опробованным на практике, что приводит в конечном счете .к уве-
личению срока техннчикок подготовки пргсззодстьз для изготов-*
ления того или много изделия.
Авторы поставили перед собой задачу обобщить и систематизи-
ровать передовой производственный опыт ряда предприятий ме-.
таллообпабатыьаюшгй промышленности ^горьковского -завода
«Труд», московского завода «Молния», завода сМосштамггь, предприя.
тнй Ленинграда я др.) по внедрению оригинальных н наиболее хо-
рошо зарекомендовавших себя на практике штампов, предназна-
ченных для изготовления мелких деталей типа фурнитурных и
аналогичных км в условиях массового производства.
Вместе с тем, в альбом включен ряд прогрессивных штампов,
применяемых в других отраслях промышленности (автомобильной,
электротехнической, приборостроительной), которые интересны
совмещением штамповочных операций, а также устройством и прин-
ципом действия отдельных узлов я механизмов и могут быть исполь-
зованы в качестве прототипов при создании новых конструкций
прогрессивной штамповой оснастки для деталей иной формы.
Исходя из поставленной задали, авторы основное внимание уде-1'
лили рассмотрению конструкций штампов последовательного, по-
следовательно-совмещенного и совмещенного действия. Широко
представлены в альбоме штампы с шиберными механизмами, отли-.
чзюшиеся друг от друга конструктивным оформлением и способом
передачи штучных заготовок с одной позиции штампа на другую.
Приведено несколько оригинальных конструкций штампов, в ко-
торых наря-у со штамповкой деталей осуществляется последующая
их сборка. Большинство штампов, включенных в альбом, оснащены
устройствами, механизирующими и автоматизирующими процессы
холодной штамповки. *
Механизация и автоматизация технологических процессов хо-.
лодной штамповки немыслима без механизмов для надежного* а;
быстрого съема и удаления отштампованных деталей из рабочей
зоны штампов. В альбоме дан ряд примеров конструктивного ре-‘
шения таких механизмов, уже внедренных в производство и надежно
работающих как при механизированной, так и немеханизнрованной
штамповке.
Настоящий альбом не претендует на исчерпывающее освещений
всего разнообразия возможных .конструкций внедренных произ-i
целительных штампов, ко может служить существенным дополнен
пнем к имеющимся руководящим материалам по холодной ластовой'
штамповке н способствовать распространению опыта эксплуатаций
прогрессивных штампов при изготовлении мелких изделий.
Авторы приносят глубокую благодарность канд. техн, на у И
Г. Д. Скворцову за ценные замечания и предложения по улучшении
содержания альбома.
Авторы будут признательны читателям за отзывы и критическая
замечания, которые.< л прося г направлять в адрес издательств^
ф ИчДггслъсгег <M.»ss*. ксктреенир*, 19~8 г.
2
Глава 1
ШТАМПЫ ОДНОПОЗИЦИОННЫЕ—-РАЗНЫЕ, ОРИГИНАЛЬНЫЕ
(чертежи на с. 6—-15)
1.01. ШТАМП ДЛЯ ОБРАЗОВАНИЯ ВНУТРЕННЕГО ФЛАНЦА
ЦИЛИНДРИЧЕСКОЙ детали
В нижней плите штампа по центру жестко закреплен стержень 9
фасонной верхней концевой частью. На стержень надевается тра-
рса 12, в пазах которой установлены четыре больших кулачка 10
(етыре малых кулачка 8. Снаружи кулачки охватывает матрица 13,
полненная в виде кольца, прикрепленного к нижней плите. Па
»ржне с помощью винта 5 установлен .ограничитель хода 6.
аерху штампа смонтированы кольцо 1 и выталкиватель 2 с пру*
инами 4.
При холостом ходе пресса большие кулачки под воздействием
ркетных шпилек 11 поднимаются до ограничителя 6. При этом
>сы а, выполненные снаружи кулачков, находят на конусную
ирхность матрицы 13 н заставляют кулачки перемещаться к цен-
? штампа. Аналогично перемещаются и малые кулачки, подъем
горых производится пружинами 7. Поскольку кулачки 10 имеют
нянин вертикальный ход. чем кулачки 8, их верхние плоскости
й раскрытом штампе находятся выше верхних плоскостей малых
лачков, поэтому заготовка (полуфабрикат), укладываемая вруч-
ю, опирается на большие кулачки и фиксируется на них с по-
шью ограничителя 6.
При рабочем ходе выталкиватель 2, находясь ниже кольца 7,
рвым соприкасается через заготовку с большими кулачками,
лее пружины 4 сжимаются, а выталкиватель утапливается
Кольцо, охватывающее заготовку, до соприкосновения с верхней
«той. При дальнейшем движении ползуна выталкиватель 2 давит
йез заготовку нз большие кулачки и перемещает их вниз. При
и конусные поверхности о и о- стержня действуют на внутренние
СЫ кулачков п разводят нх в стороны до соприкосновения с за-
явкой. Такое же движение несколько позже получают и малые
ачкн. Таким образом, при выходе внутренних скосов больших
;алых кулачков на цилиндрическую поверхность стержня 9 со
ревы закатки фланца образуется сплошная (без зазоров между
(щями — кулачками) .кромка пуансона, при опускании которой
ец заготовки наталкивается на радиусную часть матрицы 13,
еходяшую в горизонтальную плоскость, и закатывается по
Атке пуансона внутрь. Образовавшийся фланец правится в конце
К при жестком ударе.
При движении ползуна вверх кулачки под действием маркетиых
илек 11 и пружин 7 поднимаются в верхнее положение и сме-
ются к центру до несколько меньшего размера, чем диаметр за-
нщованной кромки детали. Деталь удаляют из штампа вручную,
очком. Палец Л* используется для выталкивания детали, если
-сработают прх жинк 4.
'Замена старой конструкции штампа данной конструкцией позвэ-
а, увеличить произвол стельность в 2 раза и повысить каче-
з деталей. Сменная выработка на штампе составляет 5 тыс.
алей.
1.02. ШТАМП ДЛЯ ОБРЕЗКИ КРАЯ БОРТА
ПОЛОЙ КОРОБКИ
Штамп предназначен для обрезки бортов у детали типа коробки.
В прикрепленном к верхней плите 4 держателе 3 установлен
пуансон 2 с фиксатором 1. В держателе смонтированы четыре упора 5.
В нижней плите 8 установлены четыре клина: задний 12, левый 13,
передний 14 и правый 7. В окне нижней плиты штампа на буферной
плите 10 помещается кулачковая обойма 9, на каждой нз четырех
сторон которой имеются кулачки, называемые в дальнейшем задним,
левым, передним н правым. Профили этих кулачков выбраны так,
что под воздействием клиньев при опускании ползуна подвижная
система передвигается в четырех горизонтальных направлениях
в определенной последовательности. Сверху к обойме прикреплена
матрица 6, в окне которой помещается выталкиватель 11.
Деталь (коробку) устанавливают в окне матрицы на выталки-
ватель. Режущие контуры матрицы и пуансона выиолнеик по форме
обрезаемого контура коробки с зазорами 0,2—0,3 м.м на сторону.
Обрезка всех стенок, детали производится за один рабочий ход
пресса при перемещении кулачковой обоймы с матрицей в четырех
различных направлениях в горизонтальной плоскости. При каждом
перемещении срезается один из бортов коробки.
При опускании верхней части штампа фиксатор 1 утапливает
коробку до требуемой высоты обрезки, причем нижняя плоскость
пуансона с этого момента до конца процесса обрезки находится на
уровне плоскости матрицы. Такое взаимное положение пуансона
и матрицы обеспечивается совмещением рабочих плоскостей упо-
ров с режущей тонкостью пуансона, которое достигается одно-
временной i:X Ш.Н’фОйКСЛ
Затем пуансон и веч нчжняя подвижная система опускаются
имеете на З мм (свободный ход) до соприкосновения скоса «: заднего
кулачка с задним клином 12. При дальнейшем опускании на 6 мм
происходи г сдвиг вперед на 4 мм всей нижней подвижной системы
под действием заднего клина. При этом обрезается задняя стенка
коробки. Затем подвижная система, опускаясь еще нз 6 мм, сдви-
гается вправо на 4 мм из-за скольжения скоса б левого кулачка
по скосу левого клипа — обрезается левая стенка коробки. Опу-
скаясь еще «а 12 мм, подвижная система сдвигается назад на 6 мм,
обрезан переднюю стейку коробки (взаимодействуют chocs переднего
кулачка и скос переднего клина 14\. Увеличение сданга в атом слу-
чае вызывается наличием холостого хода в 4 мм, осестечитихзщего--
возвраг подвижной системы в исходное положение. И рабочего хода,
равного 4 мм, необходимого для среза переднем стенки. Срез правой
стенки осуществляется при дальнейшем опускают подвнжьбйсмстемы
на 12 мм и сдвиге ее на 8 мм влево (взаимодействуют скот е правого
кулачка и скос правого клика Л- Величина сдвига здесь тлкже опре-
деляется наличном хот. оттого и рабочего ходов. При хсл.ктом ходе
ползуна пресса ссдвижйзя система будет совершать движения
в обратной последоьзте.тьностн. Верхняя часть шта’-т.а гюд^лм.лсгся
на величину, позволяющую ^убрать отход, извлечь обрезанную ко-
робку йз матрицы и заложить в матрицу следующую заготовку.
Минимальный ход пресса в данном случае’складывается из удвоен-
ной высоты необрезанной коробки и потребного для процесса обрезки
хода ползуна, который в этом штампе равен 39 мм. '
При эксплуатации штампа необходимо следить не только за со-
стоянием режущих кромок пуансона и матрицы, но и за работой
буферных пружин, от усилия которых также завис,‘с качество об-
резки. Усилие буфера рассчитывается согласно работе 15J по фор-
муле
Р6уф=--(0,05—0,08) Рср,
где Рср— наибольшее усилие, необходимое для среза одной сто-
роны коробки.
1.03k. ШТАМП для ГИБКИ С АВТОМАТИЧЕСКИМ
СБРАСЫВАТЕЛЕМ УДАРНОГО ДЕЙСТВИЯ
Штамп предназначен для П-образной гибки деталей. Укладка
заготовок в штамп производится вручную, а удаление отштампован-
ных деталей нз рабочей зоны штампа — автоматическим сбрасыва-
телем ударного действия.
Сбрасыватель работает следующим образом. При закрытом
штампе ползушка о с толкателем 2 от?где?:ы клином 8, смонтирован-
ным на верхней плите, в исходное «.левое} положение, при этом
пружина 10 сжата. В таком положен^;! ползу шка фиксируется паль-
цем 4, который под действием пружины 5 заходит в отверстие
втулки 6, запрессованной в подкладку Р.
При ходе ползуна вверх упор 7, вмонтированный в паз клипа 8*:
после выталкивания готовой детали на Поверх посты матрицы,'Ж»
ходит до рычажка 11 и с его помощью поднимает палец, в резуль-
тате чего ползу шка освобождается а под действием пружины 40
толкатель 2 резким толчком выбрасывает деталь из штампа..В этот
момент скосы ползу шки попадают- в соответствующий проем клина*
Для смягчения удара ползува^»-^ секцию матрицы используется
резиновая прокладка 7. -б. . ; т
При дальнейшем движжннн клина вверх его ннжний.скос от^
дит ползушку влево,мрн Угом она снова стопорится
При опускания к*-ж|^^^Вобадна проходят,чфез отверсйЙ^вг'Э^Й
зушке. ’При этом упор Ф ййтыкаегзд к»**$|эд*$№
после чего под дййхтвнемпружнны
чальное яолоЖешйС/ - - -1
3
1.0 4. 1Н1АМП С ЛВТОпРТиЧЬ’КИ'й CHfACbiSAl Е.ПГ.М
ДЛЯ ! ЯРКИ КчРОЬкИ
Штамп предназначен идя гибки кср-'бчн. Заготовки у клады-
вг.юеся в штамп вручную.
Практичен; ни интерес представляет коду грукц-и* сбрасыва-
теля готовых деталей. Дшсга его за ключа ютя н следующем При
сомкнутом состоишь» нгамиа ползушка 7 и сбрасыватель 5 отве-
дены вправо и удерживаются в этом положении клипом 7. Пружина 2
сжата. При подъеме ползуна ползунка перемещается влево, в ре-
зультате чего серьга 12 набегает'на упор //, запрессованный в на-
правляющую планку 10, й ппнФт 13 через ось 9 поворачивает ку-
лачок 5. Последний поворачивает защелку 1 по часовой стрелке и
тем самым выводит ее из зацепления <' подпружиненным сбрасыва-
телем 5’, который под действием пружины 2 перемещается быстрее
ползушки и резким толчком удаляет деталь с поверхности гибоч-
ной матрицы. Пружины О' и о возвращают кулачок в защелку в пер-
вонэ"альное положение. Так как г.олзушка продолжает под дей-
ствием клина двигаться плего. защелка 7 снова заскакивает за вы-
ступ сбрасывателя и при еле ;ующем рабочем ходе пресса ползушка
со сбрасывателем возвращаются вправо. Ссрыа 12 благодаря про-
рези иод штифт свободно проходит через упор и под действием пру-
жины 14 поворачивается з шходиое положение.
1.05. ШТАМП С АВЮМАТИЧЕСКИМ СБРАСЫВАТЕЛЕМ
ДЛЯ ГИБКИ П-ОЬРАЗНЫХ ДЕТАЛЕН
Штамп Ы) предназначен для формовки и калибровки П-образ-
пой детали. Заготовки укладыгшотся в штамп вручную. В конструк-
ции штампа предусмотрен .механизм для автоманнеского сбрасы-
вания отштампованных деталей. Заготовка, уложенная на оправку 6,
обжимается на ней пол .утками 14, действующими от клиньев 13.
В верхней части штампа усганоглсны шш;-иг! 2. осуществляющий
в копне рабочего хода гра?к_\ ..’готовки, двл регулируемых по вы-
соте упорных больг 9 и зацеп .>, ещ'щщнн ж; оси ее.юо.що.
Удаление готовой детали из кощмпл нпои падгтся в два приема:
сначала сформованная деталь с'.П'маигся с оправки, а затем вы-
талкивается из рабочей зоггл ют.л на. Пеобходи.мь’г для этого дви-
жения обеспечг.ва’огся м’ыдетч м тлпомщического съема деталей,
принцип дейсгвия которою г.н.лющч тсч в с те.т юнгем В кронштей-
не 7, прикрепленном к пиж.кй плите ннзм.па, на оси д’ смонтиро-
ван рычаг 4. В Верхней часта рычага в скальном отверстии нахо-
дится ролик 10, ось к петнто закреп тепа в серьге о. Последчея
жестко соединена с оправкой 6. В нижней части рыщгга установлены
конусный козырек 1! к р”.-:к 12, сесбодно сидящий га оси. В рас-
крытом штампе опгавкь песиянчо удерживается з левом положении
пружиной 15 7см. положыи.е /к При опускании ползуна пресса
зацеп 3, находящийся пет газдстгзпем плоской пружины, скользя
по козырьку 11 рычага 4 оста ианл»1 вас гея в рабочем иоложеци*.
под роликом 12. В Kou.iv рибочеге Х'сдз гщлзушки под возденет гнем
клиньев производит обж.п 'е детали, а верхний пуансон калибрует
деталь при жестком ударе. В *гсг момент зацеп спущен относи-
тельно ролика 12 на рщ-стоянне ?, нечбх’лшмое для отхода пел-
зуше.к (см. положения 2 3).
При ходе ползуна г.нсса щзерх. ноелс шч-кг.'-що-ня дейсп-яч
упорных болтов. к;:..н~ - галлу уч-» о:ход* т и дегл. ъ освобожда-гтся.
Далее зацеп 3 при «щмщцч ро.-.’ ка 12 пегор-'ыгзег рычаг 4 вокруг
венодпижно»! оси с. Грч.'т. 'Связанг ый искр**усг-ом ролика Ю и
серии •; с оправкой о, ан щют г.осчеръюю вправо. логтль сорчты-
Бается с оправки съемш ь 1 и падает па ". иту штампа (см. по-
ложение 1).
Б конце хода кшеп сходит с ролика, освобождая рычаг,
а оправка под воздай.гвисм пружины яозрра.щ.еггя в иехп,", ice
положение и гталкпвзег деталь за пределы штампа.
Необходимая величина хода оправки устава вливается выбором
соответствующих плеч рычага а и б.
1.0S. ШТАМП для; ПРОБИВКИ с совковым
СБРАСЫВАТЕЛЕМ
Штамп 18] предназначен для пробивки отверстия в донной части
колпачка пуансоном 4 на .магрнце 7. Удаление детали из штампа
производится совковым сбрасывателем, состоящим нз двух пар
шарнирно соединенных между собой равноплечих рычагов, между
которыми расположен сопок 1, перемещающийся в горизонтальной
плоскости. П зеле пробгшки летал >. остающаяся на пуансоне, при
ходе ползуна нырх снимается с него съемником о. действующим
через толкатели 3 и 5 од траверсы пресса, и падает на находящийся
в этот момент под пуансонам совок, который н выносит деталь из
штампа при рабочем ходе ползуна.
Детали в штамп подаются вручную по лотку S проталкиванием
их до упора 2. В начале работы в лоток устанавливают одновре-
менно несколько заготоБОк, а затем после каждого хода пресса
добавляют по одной штуке.
Оснащение штампа лотком для загрузки деталей и совковым
сбрасывателем делает его безопасным в работе.
1.07. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
С МАЯТНИКОВЫМ СБРАСЫВАТЕЛЕМ
Штамп предназначен для изготовления колпачка. которое за-
ключается в вырубке загслакн, отбортовке и пробивке отверстия
в .донной части. 1ля у щ.шнич готовой детали гтл.чи оснащен ков-
шовым сбрасывателем маягииковеч<_» типа IS'. Козщ 6 жестко сое-
динен с держателем. 1, свободно вращающимся нз оси 2, ввернутом
г? верхнюю плнгч г гтачпз. Маятниковое движение ковша обеспечи-
вается клином д’, установи'иным в ичжней часта штампа, и мружд-
ьой .у. надетой i-’ о;ь При подъеме полях на ппесез ковш сходит
в рабочее пг.к гр. гътгг м.еж :у верхней н ниж.н •; щ.стъю ’штампа и
готовая деталь гадает я него.
При опускании но.:зур.1 клин д’, действуя ка' ролик 0. ззкреп-
лемный в держателе /, кыьодчт ковш с деталью из рабочей зоны
штампа и Деталь сбг?.сь «щсия в тару. Удален»’? отходов произво-
дится сжатым роздх чом. з?.-.ъодммым из сети к клопанх. действую-
щему как отгеьатсль от пружины 7, штифта 5 и бс.тгл 4, у креплен-
ного на верхней плите. Отходы от пробивки отверстий сдуваются
за пределы штампа.
1.C-S. ШТАМП ДЛЯ СБОРКИ ДВУХ ДЕТАЛЕЙ
С МЕХАНИЧЕСКИМ УДАЛЕНИЕМ ГОТОВЫХ ИЗДЕЛИЙ
Штамп пре дна* к-чек для глзркн двух детеле’- (обжчч колпачка
кз стержне», с ’йже". ор-?гана.“ъ.чы'! устронетьох’ для егтоматк'-’е-
сдого удала » о- ..ыии ’..зтгаия нз рабочей здз й. Оглччйгсльной
сселенн;сгиЮ я.т.г'..”? гвл’-четсг наличие смо.-т’и^’.-з-з'.сиой на n«v,-
зуйке быдъ-ж .ей Хатрнцы. которая при хздеотеы ходе пресса
₽к’< зи Госте я :м-с.р с пгнтг.мпованъы.м -з.ули^с. и; :'.’.'оч>'а осты,
что обе«’Н<дч is • т ;ч\ч)па~ьость загрузки шгд’.нщ ш-у <ет io Ннч
подъеме ползуна •фссг'а ногте совершения тех..<;"оги’.аскон олер;.1гчг
ползушки 12 вместе с матрицей ьытвигаегся кги-ом 1 нз рабрчегг ’
зовы штампа. При -том плунжер 9 набегает сапой кошшескон ча-
стью на скос о собачки S и нэдццуаегся имеете с бытллки Вётел ем 10,
который 'выталкиваег из матрицы стержень с обжатым чз нем кол-
пачком. Находящийся в нот момент над матоиц.”’] отсекатель 4
приемника 3 и>'.г\ воздекствш»м перемещающегося гжерх изделия по-
ворачивается вокруг' своей С|хч: против часовой стрелки, что позво-
ляет колпачку изделия ноц&сть в приемник »см. положение 1).
При дальнейшем перемещении матрицы вправо стержень изде-
лия входит в продольный паз приемника, а отсекатель &• это время
поворачивается пружиной 2 в исходное потожение (см. положение 2).
Затехг матрица нажимает ка рычаг о, поворачивая его вместе с при-
емником, в результате чего изделие из приемника попадет в лоток
и по нему — б тару (см. положение 3). При верхнем положении
ползуна (ползушкз находится в крайнем гплбом нолох.ешш) нлун-
жео 9, пройдя скос а собачки <?, занимает вместо с вытлвагелем' 10
под действием пружины 7 нижнее положение, осе . .чдая гнездо
матрицы для укладки в него следующих деталей.
При рабочем ходе ползуна пружина 7 возвращает рычаг с при-,
смешком в первоначальное положение, а релзушка с х атрнцей пе-’
ремещаются в рабочую зону. При этохг плунжер, не поднимаясь
вверх, свободно проходит собачку 3, так к«к’нрн Болдеистзни итун-:
же па на скос б собачки последняя поворачивается. Прмщинз // воз-,
вращает собачку обратно.
Длительная эксплуатация। штампа показала четкость п надеж-’--
кость его работы. Производительность труда при внедрении в про-'
изводство данного штампа увеличилась в 2,5 раза н составляет;
8—10 тыс. изделий за смену.
1.00. ШТАМП СОКЧЕЩЕ.ННОГО ДЕЙСТВИЯ
С АВТОМАТИЧЕСКИМ СБРАСЫВАТЕЛЕМ
ДЛЯ СБОРКИ ТРЕХ ДЕТАЛЕЙ
Штамп прсдна.зна’»сн для сборки чемоданной петл1'. Стержень;
петли, шарнирно соединяющий две сс створки, и.етот.и -чкщтсч на*
этом же шг ;мпе. Б штампе смен тиров;, на нпжевг.й "позолоктщ
Пча СОСТОИТ ИЗ ПС ГЬН ЖЧО.Й кчрг-тки 11 С ИОЖч’1” 5. скотч.! Ж кой]
(блокиру ‘оъсч'Л регкн 1 е ножом •/, ирзгшлщщ-х роли--- и- 3 н крон-]
штейна с?, прикрепленного к нижней плете щта-.чщ. По,’пнжн.’я|
каретка, распе.:а:зясь б ппсгч-зц матрицы 2. свсжх* <>с.чови;неу|
двигается п--> щ-каленной подкладке 10 и перемещает.сп г-ч рлестоМ
нас. рзвщч* хтине шго га вливаемого петжяя >23 мм',. Уп-рнц.з 9 —3
выдвижная, что низ пол чет укладывать собиргемыс сто >?•<;; п штамй
в безопасной зоче. Для обеспечения высокой ;ччч пч ’.ительности
в матрицу вмонтированы сбрасыватели 17, рабстающ» ? автомате!
чески при холостом ходе ползуна пресса.
При двчжешгн верхней ча-етн нггамцл г,ш-з визчзле и'д Лействчея
двухсторонних кланъев * ш-.чч-.г..” перемещать.'.-': сердца. Пройдя
расстояние, равное 17 мм, от- начинает толкатъ и по- .. <ную ка|
Тетку //, ир: етета ноч; 8 ет.ет,:- ' т ?х-сет» р„5оче?. кретчей. гл
волоке, а нот; 4 лггдлнннЕдет проселок*. Вместе с кг.г-с: кой пепем£|
щзкггся н заготовки, уложенные в рамку 16. Ну • б в копти
рабюче-о хода отрезает степж» ’ъ, который улЛ •.v.-.'.’o- в гпезЛ
между <язк-’к.'ми» стгарок, ?. прсисх з?.кгт*ет »,;р- -'ра. Ряд™
с цуанеонсм лтдкивлен гюсщжкштн упор 7, ир?лохр.’.’-щ?щна есся
4
От отскока в момент отрубки. Под.?-- т проголоки осущсс'.зляется
Подъеме верхней части штампа.
кьма орш инал1.но выполне-- С''пзс.ьпь<ель готового изделия.
Работает следующим образом. Прч выдвижении маточцы со-
; 14 наесгтс! на упор /5 и через иетьфт 72 и ось 13 по; ергы’-.ает
«ывателн 7, которые и Быбрчсываеот готовые петлю на склиз,
Ыий ее в тару.
>и верхнем положении ползуна с^расыватолн под действием
ялы 18 поз вращаю гея в свои гнезча. Собачка 14 на осп 13 со*
8ет небольшой поворот, необходимый для свободного прохо-
дя ес через упор 15 при рабочем ходе ползуна пресса. ,
^онзБОДительность штампа составляет 11 тис. петель в смену.
1.10. ШТАМП ДЛЯ ОДНОУГЛОВОЙ ГИБКИ
С ШИБЕРНЫМ ПИТАТЕЛЕМ
Ьдача заготовок в штамп 17 1 из питателя 5 производится по-
рю шибером 10 под воздействием пружины Г2 при хотгетом
(Ползуна пресса. Шаг подачи шибера равен ширине одн^н за-
кн. Перемещение заготовок осуществляется пеночкой до упора
вбочей позиции, которым служит выступ а. В исходное поло-
в шибер отводится при помощи клипа 11 через ролики' 13 и
шбка детали производится пуансоном 5 на матрице 3. Согнутая
Йь удаляется из матрицы въпалкнжателем 2 под действием пру-
ы /, а с пуансона — отл ипателем 4. Пуансон б жесткой связи
|хней частью штампа не имеет, а закреплен в траверсе 7. вместе
fropo’t поднимается пружиной 6. Необходимая величина по.тня-
йпуанссна регулируется болтами Зазор между пуансоном и
«щей выбирается таким, чтобы исключалась возможность по-
Ения заготовки на деталь и обеспечивалось надежное удаление
in из штампа.
1.И. ШТАМП ДЛЯ ВЫТЯЖКИ (СВЕРТЫВАНИЯ)
КОЛПАЧКА С ШИБЕРНЫМ ПИТАТЕЛЕМ
Ханнан конструкция штампа ill создает благоприятные у-ло-
рЦя р?.бсть шибера вследствие симметричности нагрузок, ден-
й&щнх на него.
|етали из магазина подаются на -формовочную позицию невоч-
^толкая отна другую до упора J. Формовка производится пуан*
Ш 1 в матпице 2 «напровал*. Подпружиненный фиксатор 4 слу-
7для притормаживания заготовок при их передвижения. Пере-
дние заготовок на шаг прп раскрытии штампа осуществляется
ером 5. смонтированным йл П-сбразной гюлзушке под дей-
Й»1 пружин 6. Клип 7 при рабочем ходе возвращает шибер с пол-
кой в исходное положение.
1.12. ШТАМП ДЛЯ ГИБКИ С МАГАЗИННЫМ
ЗАГРУЗОЧНЫМ УСТРОЙСТВОМ И ШАРНИРНО-РЫЧАЖНЫМ
ПРИВОДОМ ШИБЕРА
№тех случаях. когда необходимо иметь шаг подачи больше хода
ксгогру кровзнне шнбергп.с» устройств-? с приводом от клича
ИЬвчтся зал су длительным. Б этих случаях при конетру нрпва-
Йташюв применяют пкч.-л.-дя системы привода шиберов 171.
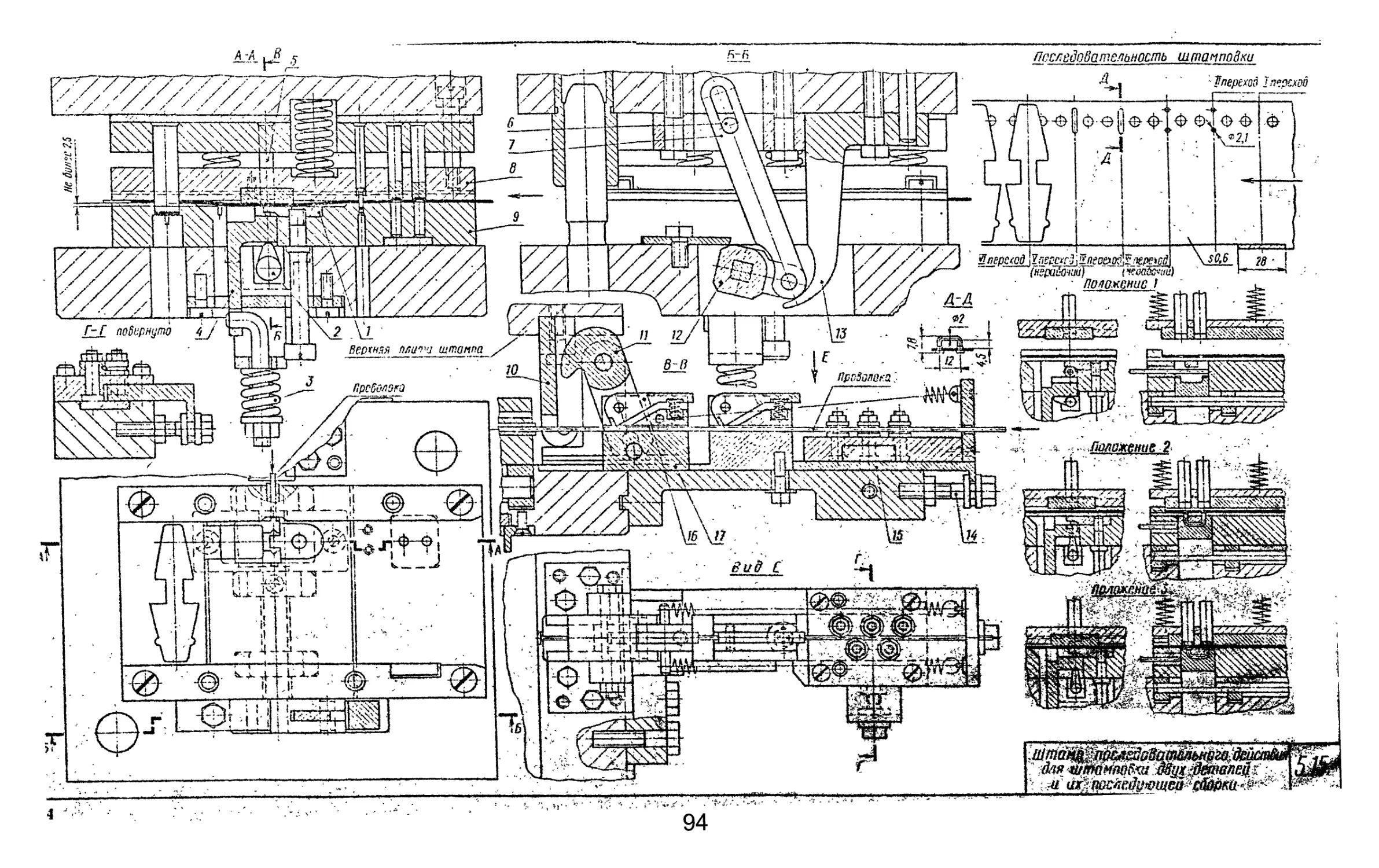
На черт. 1.12 показал штамп !с шарнирно-рычажным приводом
шибера и автоматическим сиршыяателем. Штамп предназначен для
гибки дс озли толщиной 0," мм, чт<о не позволяет подавать заготовки
цепочкой, поэтому мшазкн млкхималыю приближен к рабочей
позиции штампа и шибер подает каждую заготапку непосредственно
под рабочий инструмент. В шибер» 9 вильчатой формы смонтирован
шарнирный зацеп Л\ поджимаемый.снизу плоской пружиной 2, что
обеспечивает надежность передачи заготовок.
Гибка детали производится пуансоном 4 на матрице 5, имеющей
‘ выталкиватель 2. высту и которого служит упором при передаче
заготовок. Детали из штампа автоматически удаляются сбрасыва-
телем 7. '
Движение пшберу передастся от верхней части штампа через
систему рычагов 6, тяги 3 ш планку 11. Подача заготовок на опера-
цию гибки осуществляется при ходе пресса вниз и заканчивается
несколько раньше начала гиГуки. Остановка шибера в момент гибки
заготовки и в момент выхода пуансона 4 из гибочной матицы обе-
спечивается пружиной 10, которая сжимается после передачи за-
готовки п разжимается веред началом движения шибера назад ъа
величину а, равную 10—15 мм. Пружина 10 одновременно является
амортизатором при перегрузке шибера от случайных причин.
1.13. ШТАМП ДЛЯ ГИБКИ С МАГАЗИННЫМ
ЗАГРУЗОЧНЫМ УСТРОЙСТВОМ И ШАРНИРНО-РЫЧАЖНЫМ
ПРИВОДОМ ШИБЕРА С КЛАВИШАМИ
Штамп имеет шибер 1 с тремя клавишами-зацепами 2. Послед-
ние располагаются в. пазах шибера на оси, их концы могут утопать
в пазах пли подниматься под действием пружин над пешерх костью
шибера на высоту, равную толщине штампуемой заготовки. Движе-
ние шаберу передается от верхней части штампа через рычажную
систему 3, тягу 9 и планку 10.
При ходе ползуна пресса вверх шибер своими клавпшамн-зд-
пспами перемешает заготовку к рабочей позиции штампа на рас-
стояние несколько большее размера заготовки в направлении подачи.
При обратном ходе шибера заготовка остается там, где ее оставила
клавиша шибера, и удерживается от обратного перемещения пру-
жинными ограшшитслями 4. При повторении цикла заготовку пе-
ремещает у же следующая клавиша шибера. Таким образом, заго-
товка, уложенная на .клок, достигает своего рабочего положения
в штампе через несколько ходов ползуна пресса. Последняя кла-
виша подает заготовку в рабочую зону штампа до уступов а в на-;
правляющпх планках, служащих упорами при укладке заготовок
на матрицу 7.
Шибер имеет форму, позволяющую передавать заготовки на
одном уровне, а сбрасывать готовые детали из штампа торцом ши-
бера на другом. Заготовка после подачи ее в штамп остается лежать
из конце шибера, а после возвращения его назад падает с шибера
на выталкиватель 8. Деталь после гибки снимается с пуансона 5
съемником 6.
1.14. ШТАМП ДЛЯ ПРОБИБКИ- ГИБКИ И РАЗРЕЗКИ
С ШИБЕРНОЙ ПОДАЧЕЙ ЗАГОТОВКИ
Б магазин 11 иггампа закладываются заготовки, каждая из хо-
тсрых рассчитана на две детали: левую и правую. При. ходе пол-
зуна пресса ввзрх клин 6 выходит vs контакта с ползушкой 4 я г.о -
5
следняя пружиной 5 перемещается вправо. От иолзушки через ры-
чаг 3, смой •ров.-.чный на оси 12, движение передастся шиберу 2,-
Оба плеча рычага с ползушкон и шибером связаны шарнирно’по-
средством сухарей, которые при повороте рычага передвигаются
в соответствующих пазах.
; Шибер 2, перемещаясь влево, захватывает заготовку из мага-
зина и передвигает на шаг подачи. При следующем холостом ходе
пресса вновь захваченная шибером заготовка псретнигает преды-
дущую в зону пробивки отверстий пуансонами на матрице-вкла-'
дьпие 5.
Для обеспечения необходимой точности подачи заготовок в кон-
струкции штампа предусмотрены шесть шариковых фиксаторов 16.
При следующем движении ползуна пресса вверх заготовка, протал-
киваемая последующей заготовкой еще на один шаг, попадает в зону
гибки концов. Гибка производится пуансонами 13 на оправке 15
при ходе пресса вниз е предварительным прижатием заготовки
к оправке прижимом 14. Вкладыш 7 выполняет функцию съемника.
Далее, согнута’’. П-образвая за готовка при следующем рабочем
ходе ползуна подается в зону разрезки пуансоном 10 на матрице 9.
Здесь заготовка разрезается на дне отдельные детали (правую и
левую), которые при следующем перемещении их на шаг попадают
в соответствующие лотки. Величина шага регулируется упором 1,
снабженным на конце резиновым кольцом для смягчения удара
ползушки.
Производительность трудя при работе на этом штампе высокая
и достигает 50 тыс. деталей за смену.
1.15. ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ
С МЕХАНИЗМОМ ДЛЯ АВТОМАТИЧЕСКОГО
ПЕРЕМЕЩЕНИЯ ЗАГОТОВКИ
Штамп || П предназначен для последовательной пробивки от-
верстий рядами в дне прямоугольной коробки. Пробивка произво-
дится пуансонами 6. расположенными в шахматном порядке. В верх-
ней части штампа установлен съемник 7, работающий от резинового
буфера 8, в клин II. Деталь устанавливается на матрицу 4 в рамке 5.
Рамка с одной стороны имеет продольный паз. служащий для на-
правлении при перемещении, а с другой — рейку, число зубьев
которой соответствует числу рядов отверстий в детали. В матрице
имеются отлниатела 10, опирающиеся на планку 9, установленную
на резиновую прокладку.
Механизм для автоматической подачи рамки с деталью рабо-
тает следующим образом. При опускании ползуна пресса вниз
клин 11 передвигает г.олзушку 12 влево (ем. сечение В—В), сжимая
пружину 13. При этом подающая собачка о. смонтированная в пол-
зу шке, передвигает рейку с рамкой на один зуб, а вместе с ней и
штампуемую заготовку.
При обратном ходе ползуна пресса действие клина на ползушку
прекратится и последняя под действием пружины возвратится
в исходное положение. Тормозная собачка 2 служит для предотвра-
щения смещения рамки с заготовкой при возврате ползушки. При
следующем рабочем ходе ползунг пресса ползушка, двигаясь под
действием клина, петемеетит рамку нг. второй зуб. Итак, штамповка
будет происходить да тех пор, пока рзмк.т с заготовкой ме дойдет
до крайнего любого голежения и соСт-гк." ? не выйдет из зацепления
с рейкой. После этого деталь вынилч'.тгя и рачка 5 путем отжима
рукоятки 1 возвращается в первоначальное положение.
Деталь
Штамп для обрезки края
борта полой коробки
ш
8
т
Штамп с автоматическим
сбрасывателем для гибких
П- овразных деталей
кал»
О
A
с маятниковым сдрасыват^ем I i- U/\
10
Штамп для сборка двух деталей
с механическим удалением
готовых изделий
11
12
Деталь
0
г
иММЕЭДГК
Ua __V
’л
1,5
~~~^i
Штамп для гибки с магазинном загризы
ном датзойством и шарнир/ю-важном ] fo
ярибо&м шибера с клавишами
13
14
15
Глаза 2
СХЕМЫ ШТАМПОВКИ И ШТАМПЫ ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
(чертежи на с. 25—50)
В листовой штамповке мелких деталей в различных отраслях
промышленности большое место занимает комбинированная штам-
повка в штампах последовательного действия. При этом способе
штамповки в одном штампе последовательно выполняется большое
число операций (переходов), необходимых для изготовления слож-
• - ных по конфигурации деталей. Имеются штампы последовательного
действия, выполняющие до 25 переходов 191. Работа штампа осу-
. ществляется за несколько ходов ползуна пресса и за несколько ша-
гов подачи, причем за каждый ход ползуна пресса получается одна .
готовая деталь или несколько деталей при многорядной штамповке. ,
Этот способ штамповки полностью оправдал себя при изготовлепии
самых разнообразных деталей из ленточного материала при автома-
тической штамповке на быстроходных прессах в крупносерийном и
- массовом производствах. Так, например, в настоящее время прп
последовательной штамповке плоских деталей из ленты исполь-
зуются быстроходные прессы-автоматы с числом ходов в минуту
500 и более 112].
Последовательная штамповка детален из ленты позволяет пол-
ностью механизировать процесс межоперациоиной передачи полу-
фабриката и удаления из штампа готовых деталей. Процесс шгам-
. ловки можно’вести либо с ручной подачей обрабатываемого ыате-
1 р, .зла в рабочую зону штампа,, либо с помощью автоматических
устройств, встраиваемых в конструкцию штампа млн пресса.
Изготовление многооперацнонных последовательных штампов,
- как показывает практика ряда заводов, несложно и доступно любому
предприятию.
Ниже приводятся технологические схемы последовательной
штамповки.некоторых деталей, для изготовления которых требуются
различные числа и сочетания штамповочных операций,- а также
примеры конструктивного исполнения большой группы штампов
для однорядной и многорядиой штамповки детален различного
назначения, требующих выполнения гибочных и разделительных
операций, когда гибка предшествует окончательной вырубке или
отрезке детали от полосы (ленты).
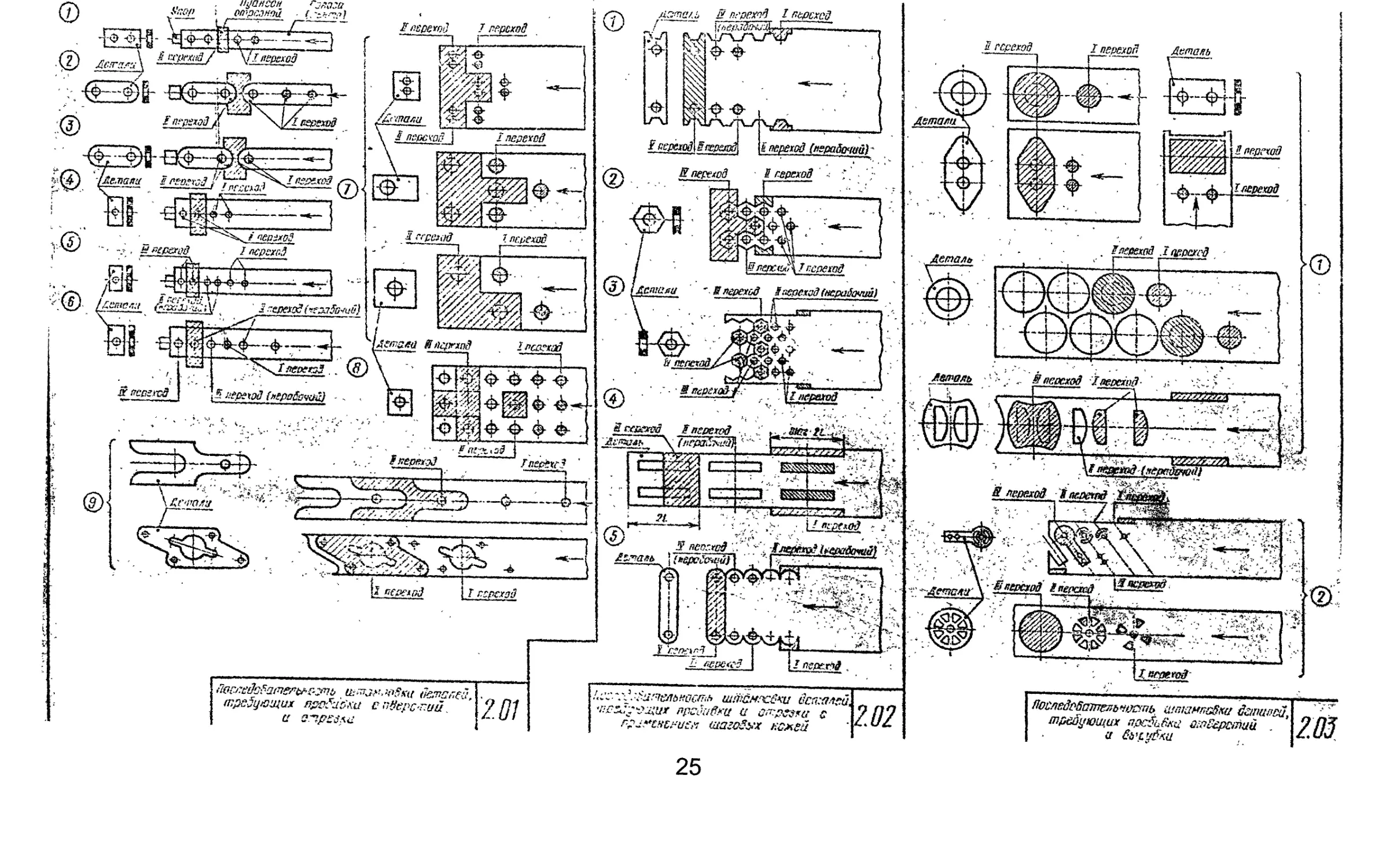
2.01. ПОСЛЕДОВАТЕЛЬНОСТЬ ШТАМПОВКИ ДЕТАЛЕЙ,
ТРЕБУЮЩИХ ПРОБИВКИОТВЕРСТИЙ И ОТРЕЗКИ
Схема I применяется при изготовлении прямоугольных и квад-
ратных пластинок с отверстиями. На I переходе пробиваются два
отверстия, а на II — производится отрезка (без отхода) готовой де- ~
тали от полосы (ленты)..
Схемы 2 и 3 иллюстрируют два варианта штамповки одной и
той же детали. В первом варианте на I переходе пробиваются сразу
два отверстия и при отрезке образуется левый конец детали. На II
переходе осуществляется только отрезка с образованием правого
конца детали. В случае штамповки детали по второму варианту
(схема 3' ел 1 переходе пробивается только одно отверстие и про-
взводится отрезка детали с левого конца. На II переходе проби-
кает ся второе отверстие и производится отрезка детали с правого
конца. Предпочтительнее второй вариант, так как штамп в этом
случае компактнее и деталь получается более точной. В обоих слу-
чаях детали отрезаются от полосы (ленты) с отходом, что вызвало .
наличием закруглений на концах детали.
В схемах 4, 5 и 6 на последнем -переходе прп отрезке одновре-
менно получаются две детали, причем в схеме 4 деталь получается
за два перехода, в схеме 5 — за три (при одном нерабочем), а
в схеме 6 — за четыре перехода (при двух нерабочих).
Схемы 7 аналогичны схеме 1 с той лишь разницей, что за каждый
•ход пресса штампуется несколько деталей. /
На схеме 8 показана последовательность штамповки заготовок
для квадратных гаек и подобных им деталей за три перехода. Штам-
повка производится в трн.ряда Такны образом, что за каждый ход
пресса получается шеетк деталей. Из них четыре детали удаляются
«напревал», а остальные, две — сталкиваются с зеркала матрицы •
штампуемой лентой при "ее перемещении.
При изготовлении фасонных планок с отверстиями применяют .
схему 9. Отличительной особенностью такой штамповки является
то, что отрезной пуансон образует одновременно контур двух дета;
лей. Пробивка всех отверстий осуществляется на I переходе.
Приведенные выше технологические схемы штамповки приме-
няют главным образом для деталей, у которых ширина- равна ши-
рине полосы (ленты), а форма наружного контура позволяет исполь-
зовать малоотходную пан безотходную штамповку 15; 91».
2.02. ПОСЛЕДОВАТЕЛЬНОСТЬ ШТАМПОВКИ ДЕТАЛЕЙ,
ТРЕБУЮЩИХ ПРОБИВКИ И ОТРЕЗКИ .
С ПРИМЕНЕНИЕМ ШАГОВЫХ НОЖЕЙ -
В отличие от ранее рассмотренных схем здесь {4 ] наряду с опе-
рациями пробивки отверстий п отрезки предусматривается обрезка
полосы (ленты) боковым»! ножами либо с целью образования части
контура детали (схемы 1, 2 н 5), либо для калибровки полосы (ленты)
по ширине с получением уступов, предназначенных для ограниче-
ния перемещения штампуемого материала (схемы 3 и 4).
2.03. ПОСЛЕДОВАТЕЛЬНОСТЬ ШТАМПОВКИ ДЕТАЛЕЙ, - ‘ 4
ТРЕБУЮЩИХ ПРОБИВКИ. ОТВЕРСТИЙ
< И ВЫРУБКИ ’.....
Здесь приведено' несколько примеров однорядной н многоряд-
ной последовательной штамповки плоских деталей, когда объеди-
няются операции пробивки и вырубки 19]. В схемах I наружный
контур деталей получают вырубкой пуансоном. имеющим конфигу-
рацию детали. Схемы 2 иллюстрируют способ штамповки, при кото-
< ром контур детали получают последовательней вырубкой его по
частям (элементам) пуансонами, имеющими конфигурацию соответ-
ствующих частей контура детали.
2.04. ПРИМЕРЫ ОБЪЕДИНЕНИЯ ПРОБИВКИ ОТВЕРСТИЙ
И ВЫРУБКИ. ПРИ. ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКЕ . . • '
Схемы 1. так же как и схемь» 2 на черт. 2.03, показывают после-
довательность получения наружного контура сложных деталей
по частям при помощи пробивных и вырубных операций U L
При штамповке детали по схеме 2 конту р детали получается
путем обрезки ленты боковыми и разрезными ножами. Деталь, по-
казанную на схеме 3, штампуют методом вырубания междетальной
перемычки с образованием контуров левой н* правой сторон детали
при сохранении боковых. перемычек. Отрезка -детали от полосы
(ленты) осуществляется простым пуансоном на последнем переходе.
Следует отметить, что ь практике нанСюлее целесообразно при-
менение схем 2 (черт. 2.0 J « схем I и 2 (черт. 2.04), так как они
позволяют создавать Простые по форме прочные пуансоны и матрицы.
, 2.05. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
; ШТАМПОВКИ, ОБЪЕДИНЯЮЩИЕ
ГИБКУ С РАЗДЕЛИТЕЛЬНЫМИ ОПЕРАЦИЯМИ
*
Схемы 1—J3 иллюстрируют последовательность штамповки де-
талей. при изготовлении которых требуется- сочетание гибки с раз-
делительными операциями — пробивкой, обрезкой, отрезкой и др.
При этом все операции совершаются в полосе (леоте) без полного
отделения от нее полуфабрикатов, которые удерживаются в ленте,
с помощью перемычек, а готовые детали отрезаются от ленты на
последней операции 15; 3; 9; 12).
ч г . ...; Такйм образом, штампуемая лента в этом случае является трале- -
портером для передачи полуфабриката с одного перехода штампа.
на другой. Такая штамповка мелких деталей в тенте высокопроиз-
водительна и безопасна, так как она позволяет вести процесс штам-
повки в автоматическом цикле я устраняет вторичные-штамповоч-
ные операции с ручной подачей заготовок в штамп.
Особенностью процесса штамповкидеталн, показанной на схеме 1,
является то, что за одни хоД/йрСссаодковременно. шта мпуетей три
детали.; Последовательность днтамновкн е пробивкой, частичной
<-fA’.ti6pe3Kofiv^ni6Koft К отрезкой детали после гибки приведена на
Примеры объединения пробивки, надрезкн,.гибки и отрезки или ,
вырубки в последовательных штампах показаны на схемах 3. Вве-
дение дополнительных нерабочих переходов в том я другом случаях
вызвано конструктивными соображениями с целью увеличения тол- ;
щнны стенок матрицы.
Деталь, показанная на схеме 4, изготавливается за шесть пере-
ходов с применением боковых- ножей, обеспечивающих точность
шага перемени ння ленты. 1 переход—пробнвка двух круглых от-
верстий, П переход нерабочий, III переход совмещает надрезку ,
с предварительной гибкой, на IV и V переходах производится вте-
' те
16
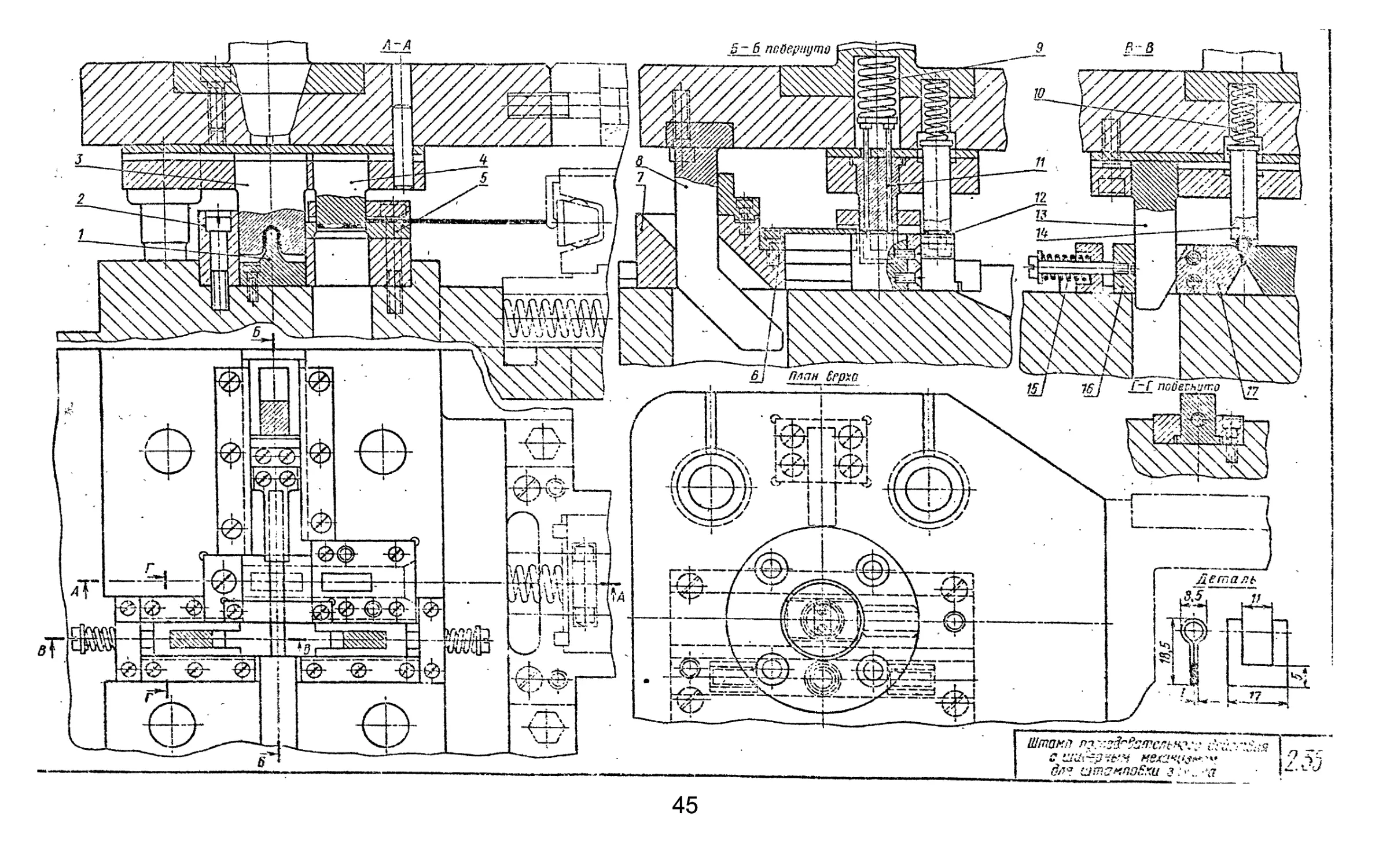
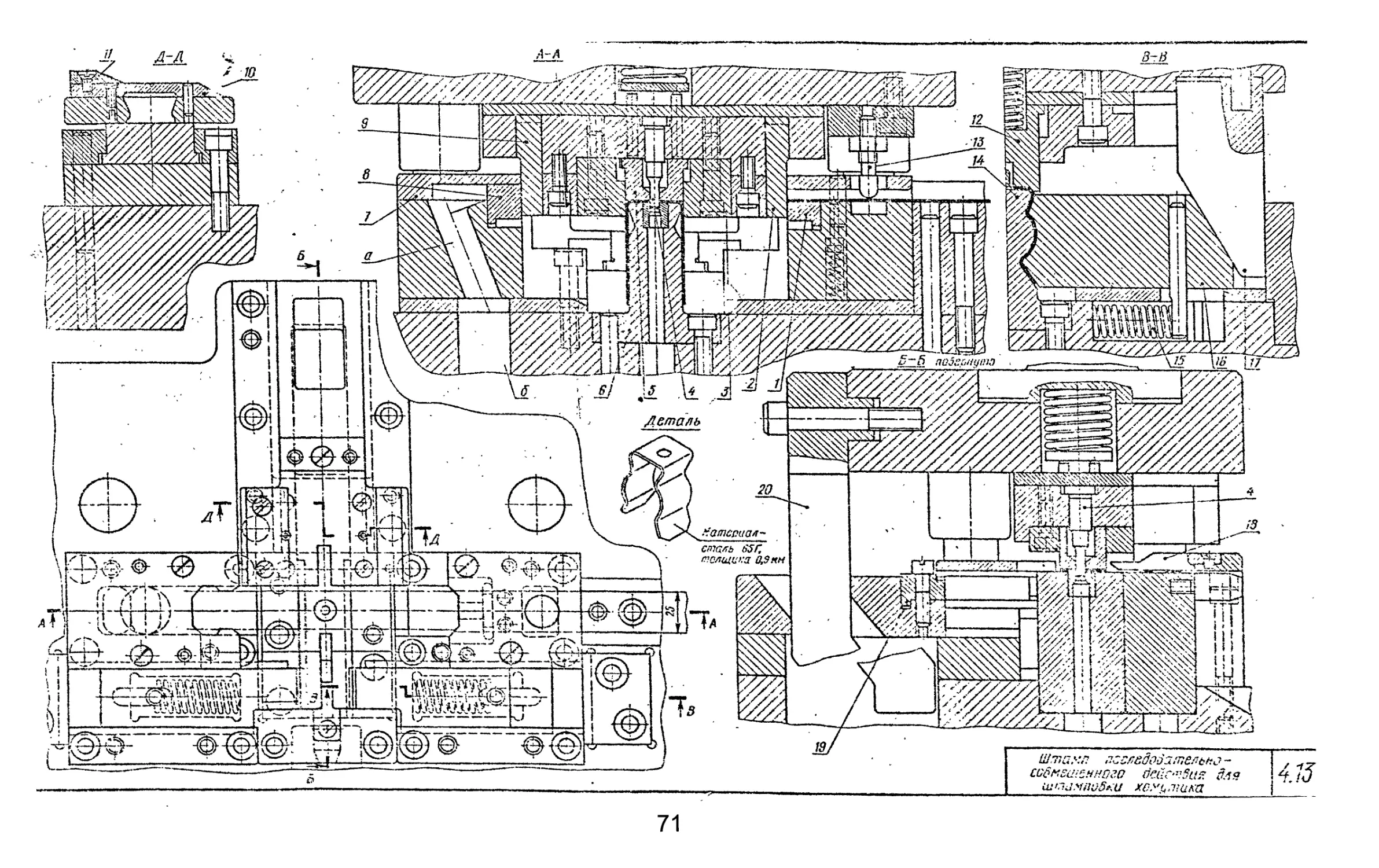
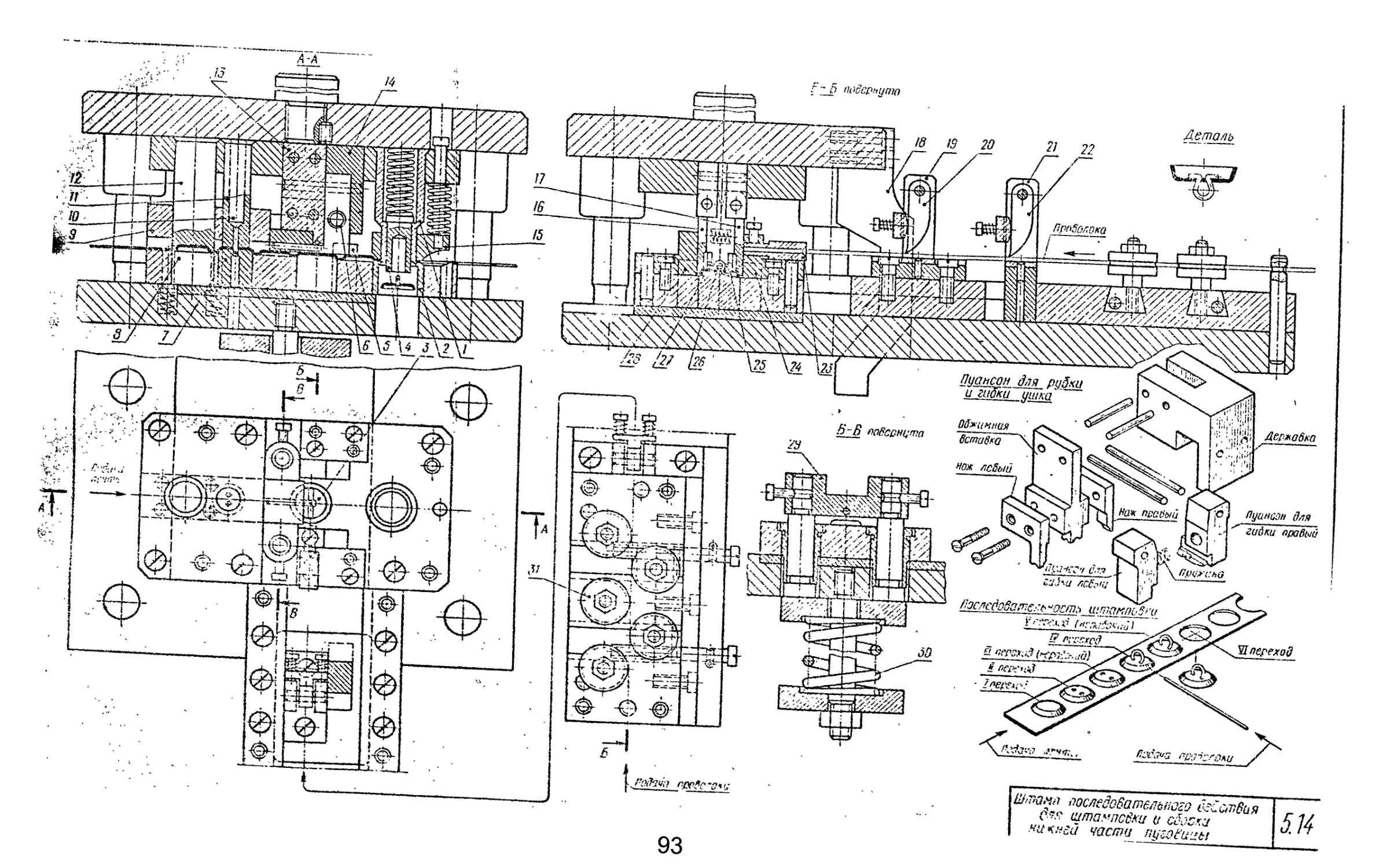
2.0А ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАЙПОВК11 ДЗНЖКА ЧЕМОДАННОГО ЗАМКА
Штамп предназначен для мкогоперсходкой автоматической штам-
повки детали массового производства из ленточного материала
с темпом работы 120 двойных ходов пресса в минуту. Деталь штам- '
пуется за пять переходов. Зз первые два перехода пуансонами /
по краям ленты последовательно вырезаются четыре фасонных от-
верстия с образованием контуров двух крепежных лапок будущей
детали, а пуансоном 2 вырезается промежуток уежду заготовками,
облегчающий операцию вытяжка с формовкой^ Пуансон 4 проби-
. вает центральное отверстие под ключ. За Ш переходпуансоном 3
производится вытяжка с формовкой при жестком ударе пресса и
первая .гибка крепежных лапок под углом 90е. При этом заготовка
фиксируется смонтированным в пуансоне ловителем 5. -
Вторая гибка лапок осуществляется на IV переходе. Пока пол-
зун не дойдет до крайнего нижнего положения, опрагжа7 под дей-
•. .ствием пружины б через обрабатываемую заготовку давит па нижний,
выталкиватель 13 и благодаря меньшей жесткости нижней пру-
жины J4 по сравнению с верхней утапливает его вниз. Встречаясь
со вставкой-матрицей 12, оправка останавливается, а держатель
в боковых пазах которого на осях 10 шарнирно .установлены два под-
гибателя 9, продолжает вместе с верхней частью штампа двигаться
вниз. Пря згоч подгнбателп своими выступами находят на уголше-.
пне оправки, поворачиваются и производят при этом вторую гибку _
лапок со смещением их к центрудетали. ‘ у
При раскрытии штампа оправка пружиной" перемещается.’отио- "Г
ептельно держателя вниз до своего крайнего положения. Вместе
с этим под действием пружин It подгибателп отходят^ в Стороны. j
. Для удаления обрабатываемых ‘ заготовок из матриц 111. к IV ,
Переходов служат выталкиватели 15 и 18, работающие от пружин /б
И 17. - ' ' .
На V переходе штампа деталь фиксируется ловителем 19
рубается пуансоном 20 «папровал». ; ••
ПроизЕодительноегь штампа 45 тыс. деталей в смену. ••
рлч и io гья гибка и, наконец, на VI переходе деталь окончательно
гг.егся п огрезается ст ленты.,
’ Схема б аналогична только что рассмотренной с той лишь । в-
шшей, что зчесъ нет шаговых ножей и пробивка отверстий пронз-,
гпдвт-я га пр.последнем переходе, перед отрезкой.
1». Оригинально штампуется деталь, показанная на схеме б. За одни
глючной ход пресса одновременно получают две одинаковые детали.
Пос.те.ювательность штамповки следующая. На 1 переходе произ-
^.'водится вырезка промежутков’ между деталями с оставлением не-
sp. большой перемычки' по центру ленты,-, на II переходе— первая '
г«гибкй свббодйЦ^^йопцов заготовок. III.переход из конструктивных
^соображений нерабочий,-на IV переходе происходит Вторая гибка,
2-ГУ и VI переходы нерабочие п на VII нереходе.,осущёствляется до-
^тмбка шарнира петли и разрезка деталей с отходом. - - .
ЦТ • Диалогичный пример одновременной штамповки двух деталей
g/йз ленты приведен „на схеме 7. В-зтомслучае правый и левый уголь-. .л
Гамаки штампуются‘^адри. перехода: ; переход—пробивка двенад- -
в&атн круглых отверстий,’ двух.техцблогическпх отверстий под ловн-
’трли. пробивка по центру ленты одного овального отверстия и вн-
jjpeska двумя фасонными пуансонами промежутков между д.тЬлями
^образованном части контура деталей и уступа на лентё.д:огра-
#нчення перемещения ее из заданный шаг; Ц переход?нерабочий,
та па -III переходе после фиксапнп ленты ловителями происходит
,‘тибка полок с последующей вырезкой в перемычке между деталями
’фасонного отверстия, необходимого для образования остальной части
жонтура деталей, а также разрезкидеталей ц отделения их от штам-
%уемой ленты. < -7, ’
Двухрядная малоотходная шта5*повка Деталей{ййёль).по схеме
позволяет сочетать в одном штампе операцин'вырезки. гибки/ за?'?
^вивкя, пробивки отверстий н отрезки готовых деталей..Петля аягам-
пуется за восемь переходов: I переход — фигурными шаговым»
1йзжами осуществляют калибровку лепты и вырезку двух пазов
жду деталями; П переход—производят вырезку двух пазов по
'центру деталей; III переход нерабочий; IV переход,— выполняют.
.Йфедварятельну ю гибку у концов для ушка; V переход нерабочий:
1Тпереход?— производят завивку петли у обеих деталей; VII пе-
’ рсх ' - a «yr- два круглых отверстняк отрезают от ленты,.
! ну петлю А ,стороны штампа и, На коней, МП переход— -
фъащт cine дй^Ьпа^стня й отрезают другую петлю с фронтдль-л ‘
стспо;:ь! штампа,'yS-H,.; ‘
tuie несколько п;н1мсров'ПрСледовательной штамповки в ле;гге
про транствеш’ЫХ детален, прп-/1йГотов»чен»1Н- которых требуется
^совмещение гибочных и раздел 1гтельиых рпераций, рассматриваются
Биа схемах. 9—13. ‘ .....
схемеЧ» совмещаются пробивка, отрезка н гибка. В схеме 10?
^п’меюг место вырубка заготовки с обратной запрессовкой ее а ленту
J'4t гибка; в схеме 11. —^-обрезка контура, пробивка, гибка ц отрезка:
’^в'схеме 12 — об резка контура, гибка н отрезка и, наконец,
схеме 13—обрезка контура, пробивка, отрезка н гибка.
11.: рассмотренных основщйс технологнческг*х схем послсдова-
’Чельчой штамповки в ленте сложных деталей сточки зреши» нан-
^большей нрочзщдтгголмюстп ’ преаВФг»ительнымп являются такие
^схсмы. г! которых счгдеде-що гоготюЙ-'Метали от лепты осуществляется
®Vh3 послсдкеч переходе, что позышае<у.взд«кносгь и устойчивость
" -в. гаСютс штампа. . - .
и ВЫ
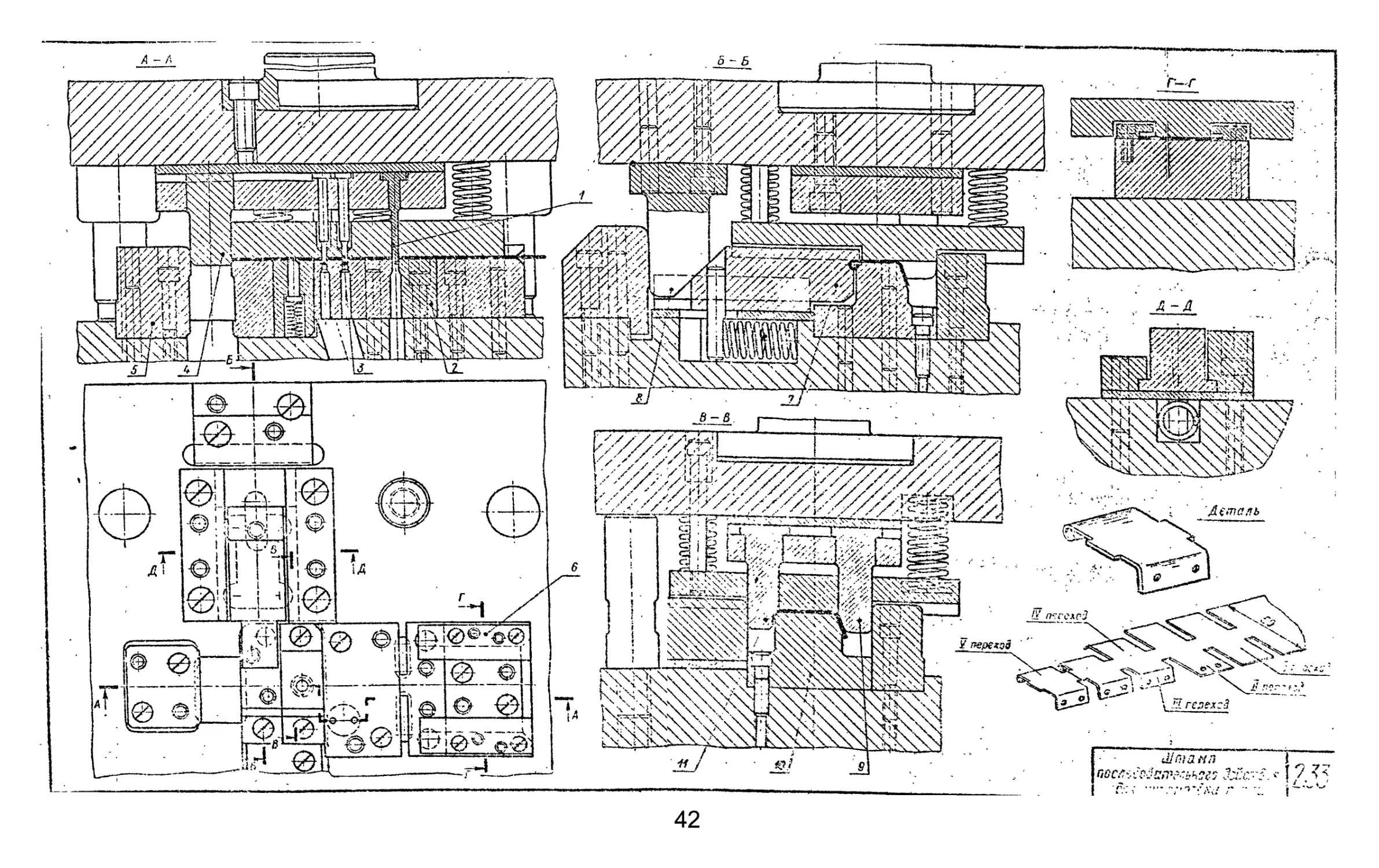
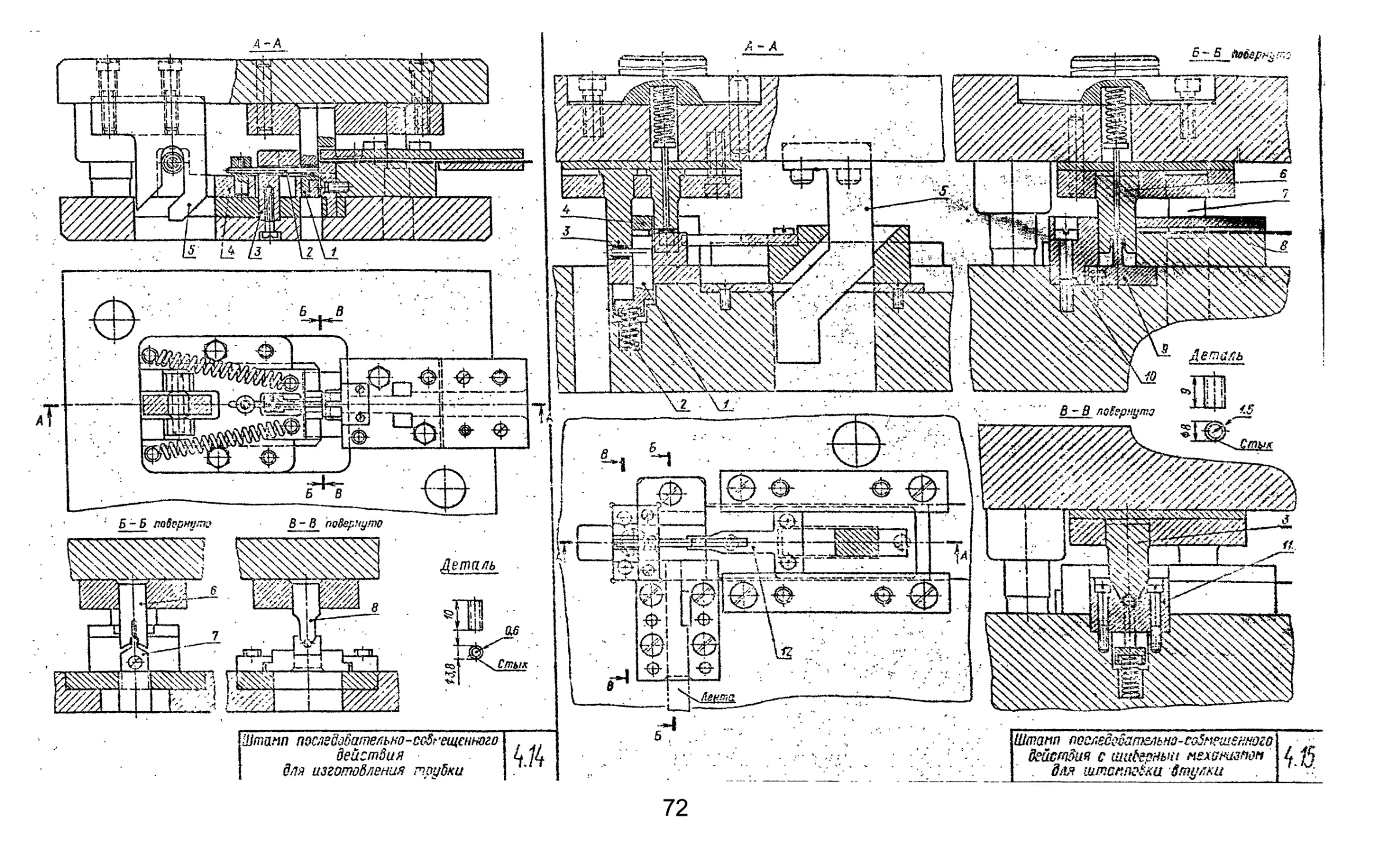
З.С7. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
\. .. ' ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБКИ ? .
-’Штамп предназначен для штамповки коробки за три перехода
: при 'одном нерабочем. Из шести штамповочных операций, требую-
щихся дДя изготовления детали (пробивка, обрезка, надрезка,
гибка, отрезка и формовка), четыре последние осуществляются на
III переходе. ,
Отличительной особенностью штампа является то,- что фуякцкю
' шаговых ножей выполняют два иуаАсона о, обрезающие ленту по
краям с целью образования наружного контура детали. Кроме
этого, зеркало матрицы 8 на Ш переходе расположено выше по
сравнению с 1 переходом, где пуансонами о п 7 осуществляется соот-
. вегствелно обрезка к пробивка. Величина этого превышения опре-
деляется высотой бортов детали, от которой зависит, в свою очередь,
глубина погружения гибочного пуансона 5 s матрицу 5. /
При ремонтах штампа необхоннмо следить за тем, чтобы при сом-
кнутом штампе зеркало матрицы I йерехедз совпадало с рабочей плос- ’
костью вхла т.ыша 2, осушствлягоанего под действием буфера штампа
съем леч’Ы с пуансона’ В прзтизном случае г.рн наличии жесткого
удара. который необходим .тля четкого оформления на лсталп ребер
жесткое»и, снизу ленты (детали) будут пондлхться поперечные следы
из-за перегиба последней через кромку окна гибочной матрицы,
поэтому кроме шлифовки режут1'! и гибочной плоскостей матрицы 8
шлифуют и нижнюю (опорную) поверхность вкладыша, причем со
всех трех'плоскостей снимают слои металла одинаковой толщины.
Операция отрезки детали осуществляется пуансоном 4 без от-
хода. Штамп снабжен направляющими колонками я жестким съем-
ником 3.’
Штамп устанавливается на пресс, оборудованный автоматнче-.
скон ролико-клиновой подачей ленты. Сменная выработка на штампе
составляет 55 ... 60 тыс. деталей..
, _ , 2.08. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ ДЕТАЛИ С ТРЕМЯ ШИПАМИ
Штамп предназначен для малоотходной штамповки детали с тремя
‘шипами; отогнутыми под утлом 90°. В качестве штампуемого ма-
териала используется мерная лента шириной 30 мм и толщиной
.1,3 мм. Штамп устанавливается на универсальный кривошипный
ппосс, оснащенный ролико-клиновой подачей с числом ходов 120
т- цикуту.- -
В штампе совмещены пять операций: обрезка, пробивка, отрезка
и надрсзка- с гибкой. Постедовзтельность штамповки следующая:
за I переход пуансонами 9 на матрице 10 производится «обрезка по
чкрзям лепты с оставлением узкой перемычки, с помощью которой
заготовка остается связанной с лентой, а пуансоном 7 в центре де-
тали пробивается квадратное отверстие; за 11 переход пуансоны $
производят надрезку шипов и отгибку их на угол 90°; в конце ра-
, бочего хода на этом же переходе пуансоном 2 производится отрезка'
(с отходом), готовой детали от ленты.
Особенностью штампа является конструкция матрицы, которая
состоит из четырёх частей, вставленных в общую стальную обойму 1.\
. Такая конструкция матрицы облегчает ее изготовление и ремонт,
„ так как позволяет использовать для шлифования и доводки режу-
щих частей высокопроизводительное оборудование, ускоряющее
ц удешевляющее изготовление штампа с получением высококаче-
ственных деталей.
Оригинальность данного, штампа состоит еще к в том, что на
• I переходе установлен жесткий съемник.3, а на U — подвижный
съемник 4, работающий через траверсу 5 и толкатель 6 от попере-
чины ползуна пресса. Подвижный съемник снимает с пуансонов .5
- готовую деталь, которая удаляется затем из рабочей зоны штампа
сжатым воздухом. . ;
. , ДС9. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
. ' . ДЛЯ ШТАМПОВКИ ОВАЛЬНОЙ КОЯОБКН
На штампе производится изготовление овальной коробки,' с от-
крытой стороны которой имеются две длинные лапки с двумя пере-
гибами (см. чертеж).-
В штампе последовательно выполняются операции вырезки,
обрезки, отрезки и гибки каждой детали. На 1 переходе пуансоны 5
„ на матрице 5 осуществляют вырезку двух фасонных отверстий и
самым образуют контуры левой и про бои сторон заготовки
при сохранении перемычек го бокам и по центру ленты. На II пе-
реходе пуансоны 4 (они же являются и шаговыми ножами) произ-
водят обрезку концов лапок по заданной чертежом форме. На III ке-
рсходе производят предварительную гибку липок, ка IV переходе
' отрезку заготовки (с отходом), и гябку. Все операции производят
одновременно и за Каждый ход пресса из ленты* вырубается одна
деталь, истото-ч проталкивается через матрицу и отверстия в штампе
и прессе в отведенную для нее тару.
Прелаор; тельную к-бку лапок осуществляют на вкладыше 7,
в котором смонтирован выталкиватель -5, работающий от буферных
пружин 1 через толкатели 6. Заготовка (лента) после гибки выдается
на поверхность матрицы и свободно перемещается в зазоре между
матрицей и съемником 1 на очередной шаг. В пуансоне 2 сделан паз
для -нхеда в него лапок при гибке детали.
Производительность штампа составляет 25 тыс. деталей в смену.
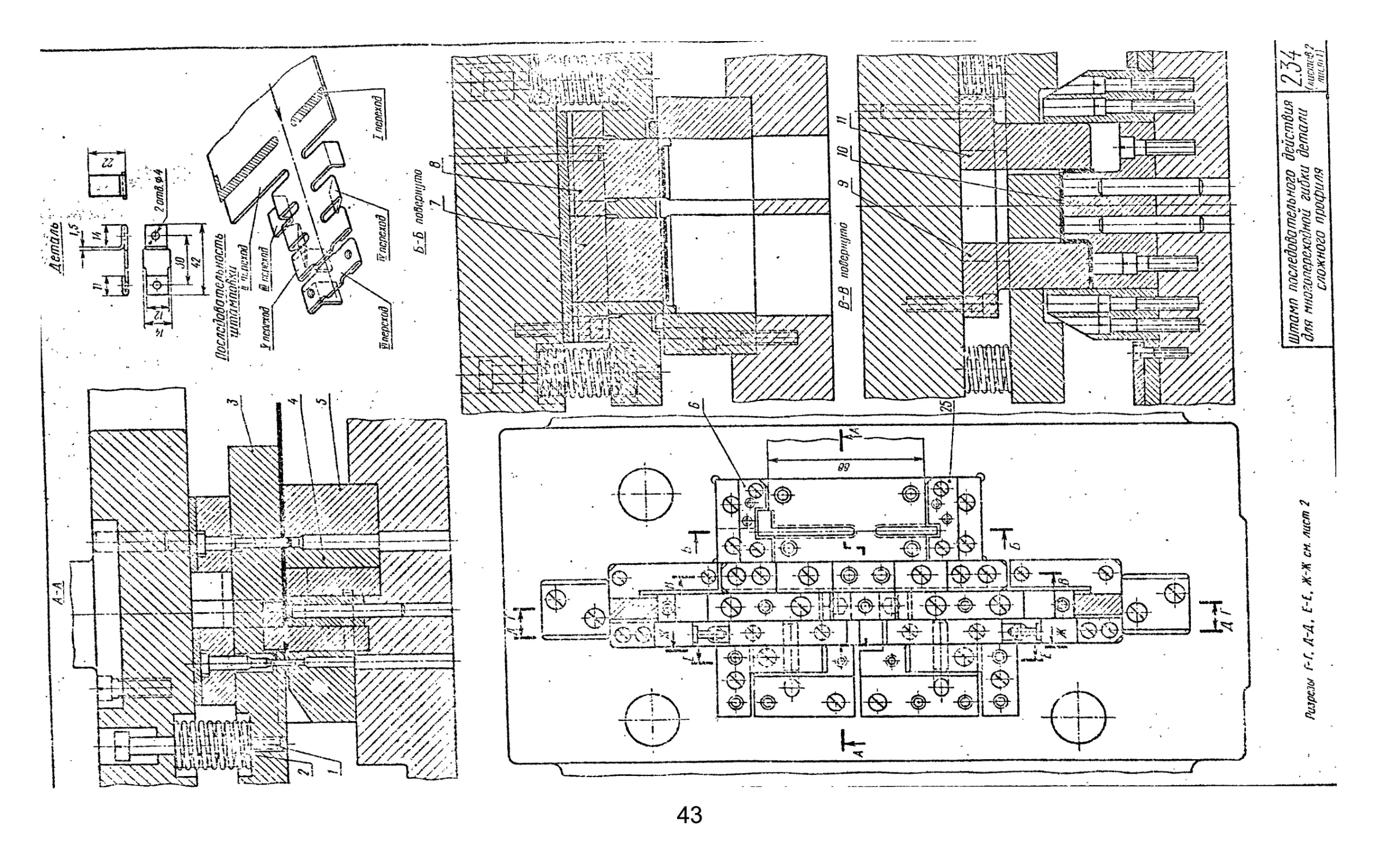
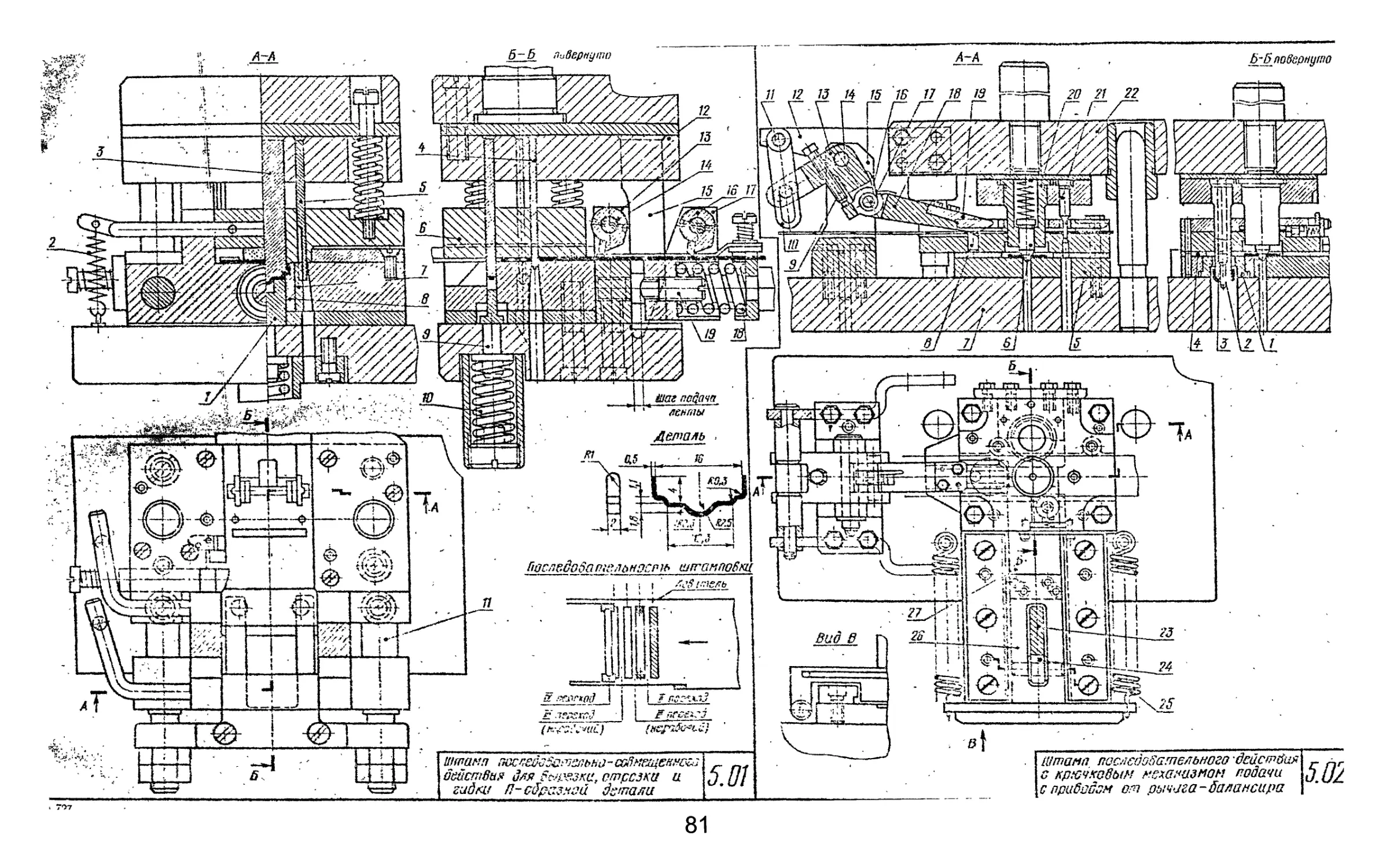
2.1П. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ П-ОБРАЗНОЙ ДЕТАЛИ
Штамп предназначен для изготовления из ленточного материала
П-образной детали за шесть переходов. Вначале пуансонами 17
и 14 производится пробивка грех круглых отверстий, а пуансо-
нами 15—катнбровка ленты по ширине с вырезкой между заго-
товками поперечных пазов. II переход необходим для получения
правого контура заготовки.
Надрезка с отгибкой двух упоров осуществляется на III пере-
ходе пуансонами 4 на пуансоне-матрице 3. Пуансоны имеют выступы,
которыми они фиксируют ленту по прорезям, образованным разъеди-
нительными пуансонами 15 на 1 переходе.
Далее с помощью пуансонов 16 и 12 последовательно выпол-
няются дзе гибки свободных концов заготовки. При этом лента спять
фиксируется ловителем 13. На последнем переходе пуансоном 6 на
матрице 5 производится отрезка детали, которая при подаче ленты
нз очередной шаг сталкивается сначала на скос матрицедержателя 6,
а затем на склиз 7. отводящий ее в тару. Лента для перемещения
с одного перехода на другой поднимается выталкивателями /, ра-
ботающими от пружин 2.
Для облегчения изготовления и ремонта штампа матрицы вы-
полнены б виде отдельных вставок, смонтированных в матрице-
держателе о, к которому прикреплены две направляющие планки //.
С пуансонов лента снимается подвижным съемником 10, рабо-
тающим от трех пружин 9, одна нз которых смонтирована в хвосто-
в пке пггачпл.
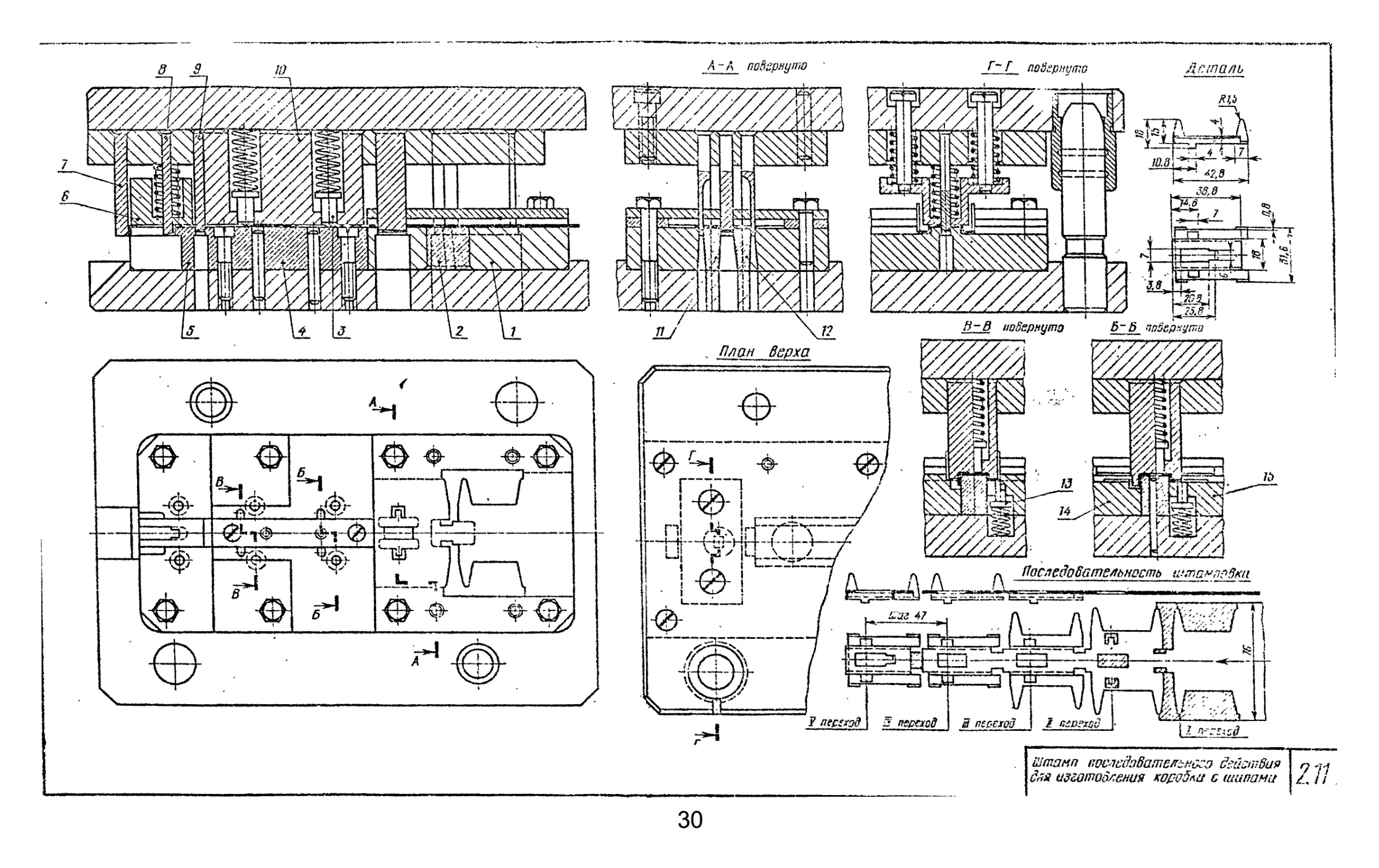
2.11. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБКИ С ШИПАМИ
Штамп состоит нэ двух основных узлов: узла, в котором осуще-
ствляют ел разделительные операции, связанные с получением на-
ружного п внутреннего контуров плоской заготовки будущей де-
тали (обрезка-—- I переход и пробивка— II переход), и узла фор-
монзмеъ’чдащ-'х операций (Ill, IV и V— переходы), где выполняются
гнбка горизонтальных полок, гибка шипов, гибка переднего борта,
над резка/язычка» с отгибкой его под углом 90° и, наконец, отрезка
детали с отходом.
Об. -Щ'-'см внимание на конструктивное оформление второго
узла. Ос.'.оьной деталью узла является пуансон 4, по обе стероны
которого з пазу нижней плиты установлены полуматрицы 14 и 15,
имеющие разную высоту на Ш и IV переходах: на 111 переходе
полуметр11 лы ниже пуансона 4 на 3.2 мм (см. чертеж детали), а на
IV— .новые по высоте с пуансоном. В верху штампа смонти-
рован. пуансон 10 с двумя подпружиненными прижимамн-выгалкн-
ватеаяк? о. С выходной стороны к низу штампа крепится матрица о.
а к верху — пуаьсоны 7, 5 ч 9 и подвижный съемник 6. Пуансон 10
при рабочем ходе выполняет одновременно две операции — гибку
полок (III переход) и гибку шипов (IV переход).
Подъем ленты для перемещения с одного перехода на другой
осушесгвтяется при помощи выталкивателей 13, действующих от
пружин. В матрице 1 (I и И переходы) предусмотрены вставки 2,
11 и 12, облегчающие изготовление фасонных отверстий матрицы
и ремонт штампа.
Описание остальных детален штампа не приводим, так как их
назначение, устройство и работа поця^ны из чертежа. Штамповка
детали производится при би ходах ползуна пресса в минуту.
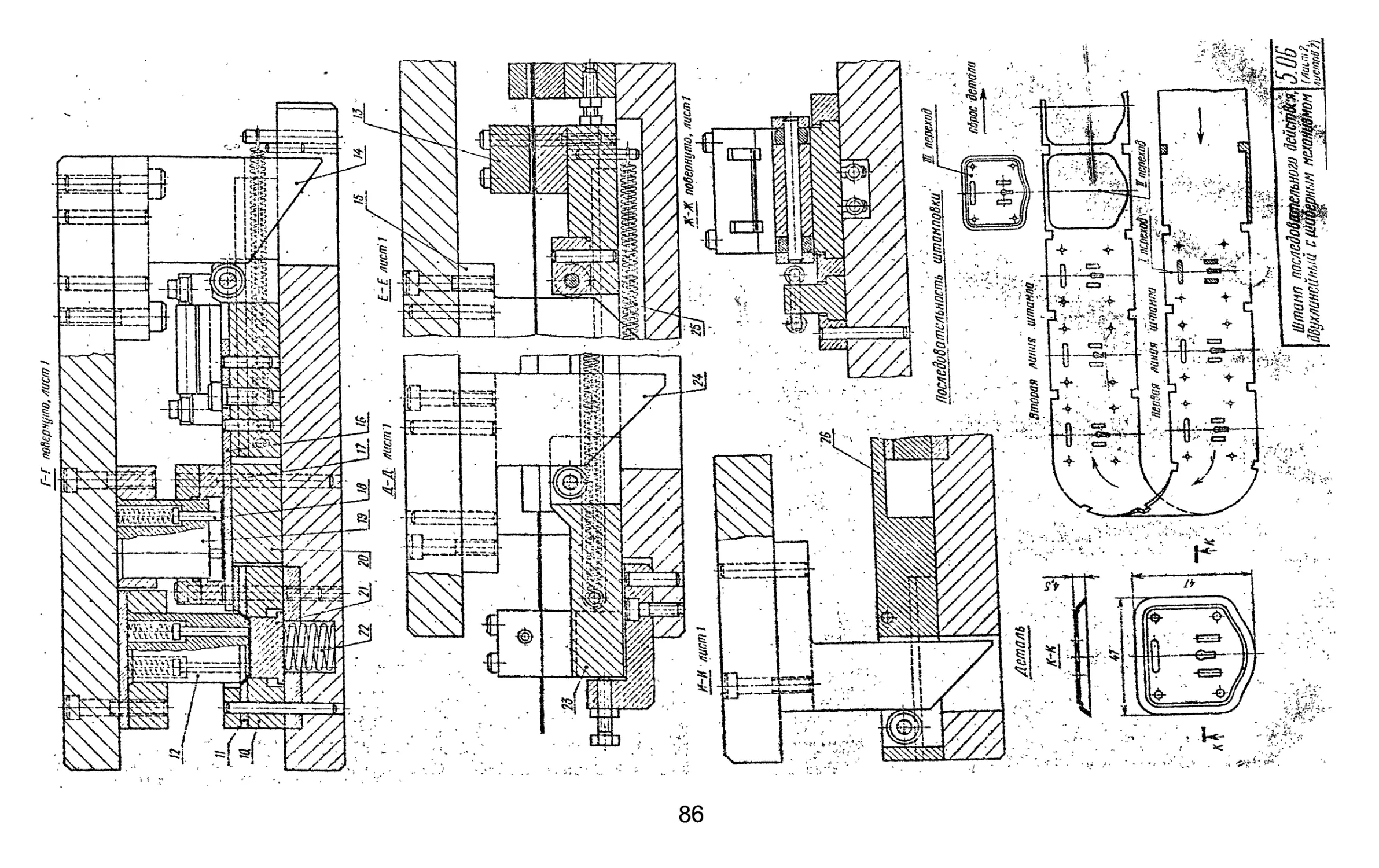
2.12.,ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ НАКОНЕЧНИКА РЕМНЯ
Штамп предназначен для изготовления наконечника за шесть
переходов. I переход—пробивка отверстия, II — обрезка ленты
со стороны боковых кромок, III переход нерабочий, он нужен по
конструктивным соображениям, IV и V переходы — соответственно
предварительная и окончательная гибка детали и, наконец, на по-
следнем VI переходе полуфабрикат отрезается (без отхода) от ленты,
тут же производится загибка под углом 90* передней стенки, после
чего деталь удаляется перемещающейся лептой из штампа в тару.
Остановимся подробнее на V переходе, требующем специального
устройства рабочих частей. В узел входят два пуансона 6. заделан-
ных в пуансонодержатель 5,’ пуансон -°, жестко закрепленный
в обойме 10, два пуансона 16, смонтированных на подвижной тра-
версе 17, двуплечий рычаг 15, который установлен на оси 12 держа-
теля 11, закрепленного в пазу нижней плиты штампа, и толкатель 8.
При опускании ползуна после корректировки ловителями 4 поло-
жения ленты относительно рабочих элементов штампа и прижима
ленты съемником 2, работающим от пружин 3, пуансонами 6 и 9
производится П-образная гибка заготовки. Затем вступают в работу
пуансоны 16, перемещающиеся вверх толкателем 8 через рычаг 15
и’траьерсу 17, и своими скошенными,поверхностями подгибают во
внутрь полки детали.
Следует заметить, чго пуансона 16 при выполнении догибки ка-
саются заготовки не по всей ее ширине, а только в середине той
своей зауженной верхней частью, которая входит в пазы верхних
пуансонов 6. Это дает возможность пуансонам 6 и 16 свободно, не
мешая друг другу, перемещаться во взаимно противоположных
направлениях и осуществляв при этом сложную гибку летала
с поднутрением без дополнительных перемещений пуансонов 16
в плоскости, перпендикулярной движению ползуна.
Таким обратом, этот узел штампа имеет принципиально отлнч- '
ное конструктивное решение, заключающееся в том, что здесь, по
.мере движения ползу на пресса вниз, одновременно совершается
двухпереходная гибка.
При раскрытии штампа пуанконы 16 возвращаются в исходное
положение с помощью пружин 14.'
~ ' Для повышения точности и надежности работы штампа съем-
ник 2 (он же и прижим) посредством четырех запрессованных в него
втулок (на чертеже не показаны!) связан с направляющими колон-
ками, запрессованными, в срою очередь, в держатель 5 и проходя-
щими через нижний пакет шкупа с направлением двух правых ко-
лонок по матрице 7. а двух лезых-—по втулкам 18 обоймы №.
Правильность перимещенкк .ленты обеспечивается кроме лови-
телей планкой 21, которая при пюмещн пружины 20 во время иггам-
18
повки постоянно прижимает лечту к задней плправл«ю цен 19.
Подъем ленты с зеркала матрицы осуществляется отлинагелем 13
и выталкивателем 1.
Матрицы в штампе выполнены в виде отделы < вставок, смон-
тированных в одной,обнеси обойме 10 1 Ipo- и води гельностъ штампа
за смену составляет 8 тыс. наконечников.
2.13. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ПРОБИВКИ, ОБРЕЗКИ, ГИБКИ И ОТРЕЗКИ
Штамповка детали производится за пять переходов при одном
нерабочем. Наличие, нерабочего III перехода вызвано необходи-
мостью обеспечить для получения прочной матрицы достаточный
промежуток .между режущей и гибочной матрицами.
, Отличительной особенностью штампа является наличие ступен-
чатой матрицы 1, у которой рабочая плоскость на четвертом пере-
ходе выше, чем на первых двух. Это сделано с целью уменьшения
перегиба ленты на участке нерабочего перехода при гибке заготовки,
которая не отрезается от ленты, а остается связанной с ней н под
действием пуансона 3 опускается как одно целое. Перегиб ленты,
который имеет место в данном случае из-за преду смогреч^счо для
перешлифовкн матрицы уступа (у нового г ’мпа он рааеи 2 мм),
небольшой и мало влияет из точность штамп- он детали. К гему же
это влияние уменьшается от одной переточка штампа к другой.
Гибка производится на подвижном вкладыше 2 при наличии же-
сткого у тара, так как вместе с гибкой в конце хода ползуна тре-
буется осуществить рельефную формовку рисунка на лицевой сто-
роне детали.
Штамп устанавливается на быстроходный пресс-автомат, обо-
рудованный ролико-клиновой подачей, с числом двойных, ходов
2U0 в минуту.
2.14. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ" ШТАМПОВКИ ДЕТАЛИ ИЗ МЕРНОЙ ЛЕНТЫ
Штамп предназначен, для изтотовления скрепки сиденья кабины
грузового автомобиля- Конструкция*, детали такова, что даст воз-
можность использовать мерную ленту н штамповать деталь без
отхода за один переход. Заготовка сначала отрезается от лен гы и
тут же г нет'. я с протолкнваияем се через провальные отверстия
штампа и просел з г’.ре.
Штамп представляет собой блок, в верхней части которого за-
креплены пуансон 5 для отрезки заготовки и пуансон 4. осуще-
ствляющий гибку детали. На нижней плите штампа крепится
обойма 1 с матрицей 2 и упорней планкой 3, служащей для претнво-
отжима пуансона при односторонней резке н направления ленты
во время штамповки.
Конструкция этого штампа отличается тем, что в процессе штам-
повки концевая часть ленты кроме перемещения ее в направлении
подачи совершает дополнительные перемещения: при рабочем ходе
ползуна пресса лента отгибается вниз; а при холостом—вверх.
Перегиб ленты вш-л. осуществляется пуансоном 5 с момента начала
отрезки (начала гпоют) детали до конца рабочего хо.дд. Величина
этого перегиба зависит от глубины погружения пуансона в окно
гибочной матрицы. При обратном ходе с помощью Г-обраэного
съемника 6, зскрепленкс'о на пуансоне 5, кочдезая часть ленты
выталкиваете.-! из матрицы с последующим небольшим перегибом ее
вверх с таким расчетом. чтобы при следующее перемещения ленты
на шаг сна не утыкалась в режущую кромку ыатрнцы 2.
Лента подастся п гэтамп при хоге ползуна пресса вниз клино-
гч?лн,новой подачей, смонтированной на штампе (на чертеже не по-
казана). .Производительность штампа составляет 70 тыс. деталей
. В С\'еиу,
I
ч
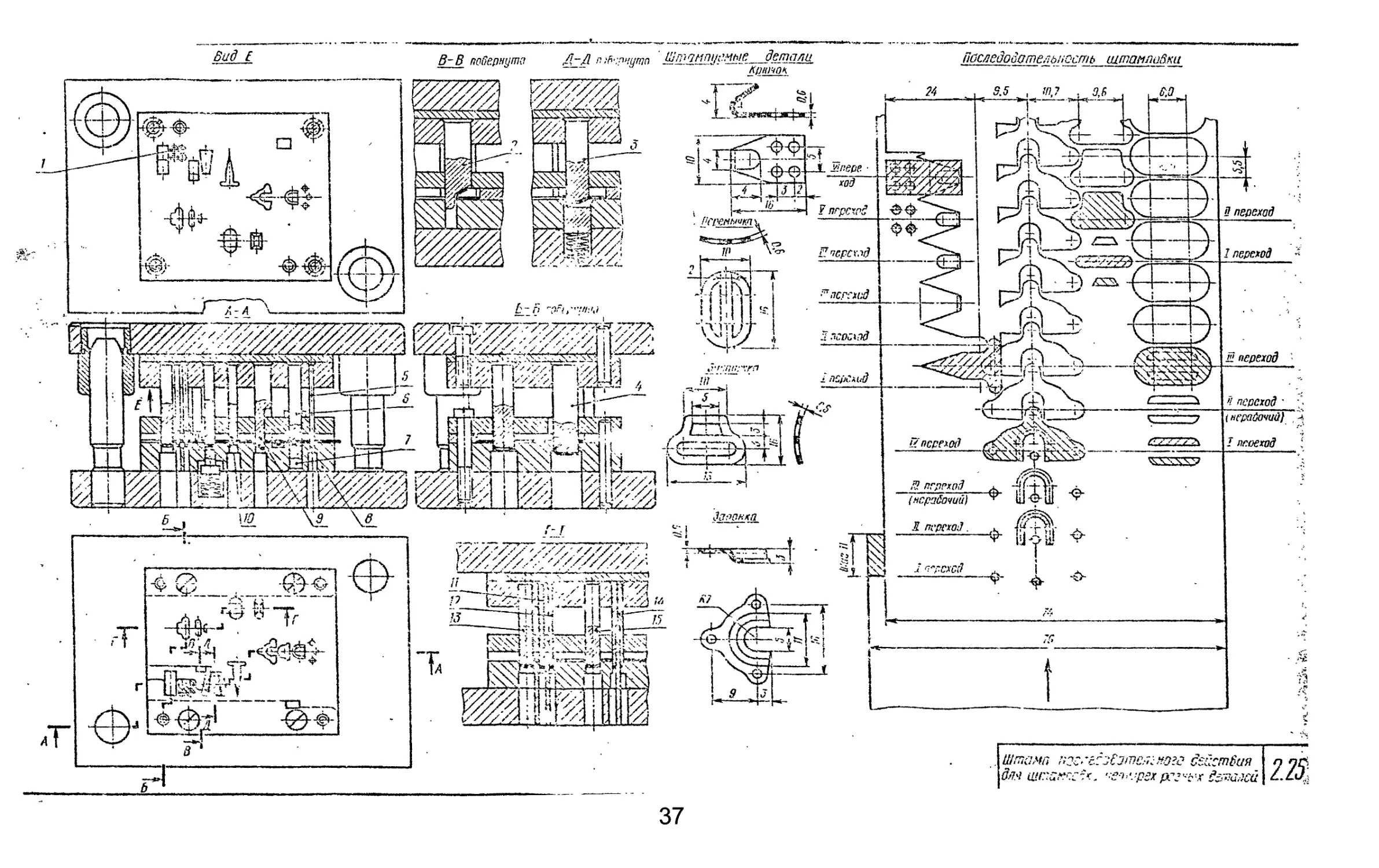
j 2.15. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
4 ДЛЯ ШТАМПОВКИ НАКОНЕЧНИКА
д
Наконйчник к электропроводам штампуется за четыре раздели-
тельные операции (пробивка, вырезка фасонных отверстий, надрезка
н вырубка!-— соответственно переходы I, II*, IV и XII) и три гибоч-
ные операции— переходы V!, VIII и X. Переходы III, V, VII, IX.
и XI по конструктивным соображениям нерабочие.
Все гибочные’ операции осуществляются сверху вниз при нали-
; чин подвижного съемника 5, перемещающегося по двум колонкам.
< Колонки запрессованы в верхнюю пли.у и проходят через пакет
~ штампе, обеспечивая направление верхнего пакета относительно
-ст нижнего. Штамп не имеет шаговых .ножей, а фиксация ленты при
ручной перестановке ее с одного г- цхрда на другой осуществляется
Штифтами 13 и 16, за прессованны;... о матрицу 14.
Процесс штамповки осуществляется так. Ленту вставляют
в штамп между направляющими линейками /5 и на I переходе про-
бивзют де? базовых отверстия (одно из них остается в отходе). Затем
ленту продвигают вперед, из девают ранее пробитыми отверстиями
- ‘ на фиксирующие ипшрты /.’> и 16 и производят пуансонами 10 на
матрице /-/.« вставке 12 вырезку двух фасонных отверстий, форма
ц размеры Которых соответствуют форме и размерам части контура
развертки Летали. Далее, через один нерабочий переход пуансо-
ном // производится надрезка заготовки с целью освобождения ее
от задши перемычки Здесь леата также фиксируется с помощью
- штьфта и отверстия в ленте.
При дальнейшем перемещении ленты вперед пуансонами 9, 8
и 7 на вкладышах /, 2 и 3 последовательно, через шаг, производятся
первая гнбнт, вторая я третья — окончательная. Вырубка (вырезка)
детали нз лепты на оставшейся части контура осуществляется на
последнем нсрсхоте пуансоном 6, имеющим ловитель 4, который
фиксирует расположение отверстия относительно контура детали.
Производигелыюегь. . штампа составляет 25 тыс. детален
в смену.
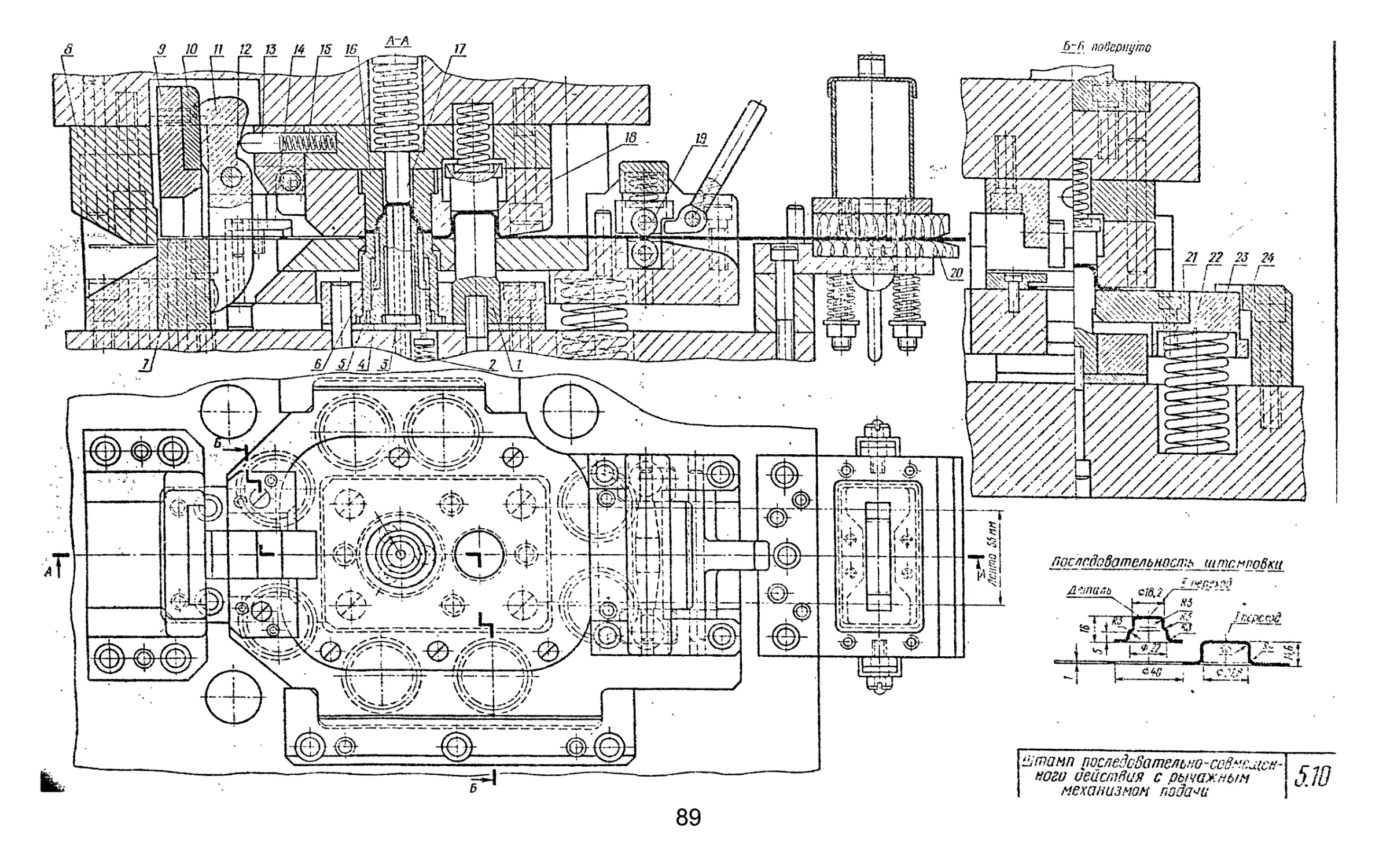
2.16. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ U-ОБРАЗНОЙ ДЕТАЛИ
Штамп предназначен для изготовления створки замка кошелька.
Он позволяет необходимые операции (пробивку, вырезку; гибку и
стрелку) гыполнять зз одни ход ползуна и получать при этом гото-
вую деталь. Вес onepaunn осуществляются последовательно в ленте
за четыре/перехода: 1 переход— пробивка двух фасонных отверстий
пуансонам:'. 7 на матрице 5; I! переход— вырезка пуансоном 4
, nepexr-’TK’i между заготогкамн, которые удерживаются в ленте
с почзщью боковых перемычек; III переход—U-юбразкая гибка
COCTE3I-VM пуансоном 5 на гк.’адыше 2. запрессованном в матрицу 5;
IV переход — вырубка детали из ленты двумя круглыми иуанео-
нам’* б. Подъем ленты ч,-.. зеркалом матрицы осуществляется вы-
трл? нг: гелями /, действу от пружин.
Шт.'.нп устанавливается быстроходный пресс-автомат и имеет
ярон2водчгетьность 40 тыс. деталей в смену.
2,17. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ КРОНШТЕЙНА
Изготовление детали (см. чертеж) на двух штампах (вырубном
и гибочном) приводило к браку из-за изменения размеров пазов при
гибке детали. Этот дефект устраняется при изготовлении детали
на штампе последовательного действия 120]. когда вырезка пазов
осуществляется после гибки, на пос еднем переходе.
Лента вначале подается до времен.-ого упора 6 и за первый ход
пресса пуансонами 4 и 5 на матрице 7 пробиваются три отверстия.
Затем лента подается до постоянного упора в уступы направляю-
щих планок / и при втором ударе пресса производятся одновре-
менно обрезка ленты пуансонами 8 с образованием полукоктура
заготовки и пробивка трех отверстий для второй детали.
При следующем ходе ползуна, после перемещения ленты еще
«на шаг к выполняемым за два предыдущих хода операциям, добав-
ляется образование второй половины контура будущей детали. За
четвертый ход выполняют ГЬобразную гибку заготовки пуансоном 3
и все операции, производимые за третий ход. За пятый ход — вы-
резку паза на одном конце согнутой детали пуансоном 2 и все опе-
рации, которые выполнялись за четвертый ход. И, наконец, за
шестой удар пресса у детали вырезают паз на другом конце и выпол-
няют операция, производимые за пятый ход. Таким образом, за ше-
стой и каждый последующий рабочий ход пресса получается гото-
вая деталь, которая при дальнейшем перемещении ленты сталки-
вается со штампа в тару.
Наличие II перехода вызвано малыми размерами перемычек
между краем детали и отверстиями 0 20 мм, а следовательно, со-
ображениями получения прочной матрицы.
1‘Я. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ ЧЕМОДАННОЙ ШЛЕВКИ
Штамп предназначен для изготовления чемоданной шлевки из
ленты за четыре операции: вырезка и пробивка — I переход, фор-
мовка— II переход и вырубка — 111 переход.
Де внедрения в производство данного штампа шлевка изготав-
ливалась на штампе с шиберным механизмом, что ограничивало
производительность, так как штамповку производили с числом хо-
дов пресса нс более 120 в минуту. В противном случае, при увели-
чении быстроходности пресса, вырубленная заготовка плохо фикси-
руется на второй позиции штампа после ее передачи шибером и,
как правило, выскакивает из рабочей зоны штампа.
> Рассматриваемый штамп позволяет производить все операции
непосредственно в ленте, посредством которой осуществляется и
передача полуфабриката с одного перехода штампа на другой.
После нгсбавкн двух круглых отверстий и вырезки фасонного
отверстия между деталями и?. 1 переходе лента подается на шаг.
За второй удар пресса пуансон / на матрице.2 и вкладыше 3 произ-
водит формовку заготовки. Наряду с этшм обоймой 4, которая г по-
мощью штифта 5 прикреплена к пуансо? . /. в коане хода осуще-
ствляется г.'гвка фланпз, необходимая для точной фиксации от-
формованной части заготовки в окне вырубной матрицы. Поскольку
фиксация полуфабриката на III переходе крэнсходит по кремкг-м
режущей мгтстщы. то ее исполнительные размеры должны сыть
строго сст.хтссвакы с рабочими размерам’: О'рщ.вочнай ма:л. пы.
Эксплуатсаня описанного штампа гфе-еззодится при 241? мцст
ползуна пресса в минуту.
2.19. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ПЯТИРЯДНЫЙ ДЛЯ ШТАМПОВКИ ЗВЕНА
МЕХАНИЧЕСКОЙ ЗАСТЕЖКИ
В штампе выполняются две операции: рельефная формовка и
вырубка. Форма наружного контура штампуемой детали позволяет
применить малоотходную штамповку: устранить перемычки между
деталями вдоль ленты и исключить обрезку боковых кромок ленты
шаговыми ножами. Вместо шаговых ножей в верхней части штампа
смонтированы пуансоны 5, предназначенные для разрезки отхода
(ленты), остающегося после вырубки деталей.
Автоматическое перемещение штампуемой ленты в рабочую зону
штампа производится валковой подачей, смонтированной на прессе,
при этом необходимая точность шага подачи обеспечивается упо-
ром 4, закрепленным на матрице 3 в просвете между съемником 10
и матрицедержателем 12.
Во время холостого хода ползуна пресса лента, подаваемая
по лотку (на рисунке не показан) между направляющими план-
ками 11' упирается торцом в упор 4, а во время следующего рабо-
чего хода пуансоны 5 отрубают от отхода (ленты) перемычки дли-
ной, равной величине шага подачи, Жесткость и прочность отхода
(ленты) достаточна для использования его в качестве упора при пе-
ремещении лепты в штампе с получением необходимой точности.
Штамповку звена осуществляют за четыре перехода: 1 переход —
рельефная формовка пуансонами 7 па матрицах /; II и III переходы
по конструктивным соображениям нерабочие, па IV переходе штампа
пуансонами 8 на матрицах 2 осуществляется вырубка деталей.
Матрицы 1 и 2 выполнены в виде вставок, запрессованных
в матрииедержатель, причем вырубные матрицы 2 состоят из двух
частей с целью облегчения изготовления в них рабочих отверстий,
имеющих сложный профиль.
Боковые неуравновешенные нагрузки, возникающие при одно-
сторонней резке, передаются съемником 10, выполняющим одно-
временно и функцию направляющей плиты, на нижний пакет
штампа, в результате чего направляющие колонки и втулки пре-
дохраняются от преждевременного износа, что. в свою очередь,
повышает стойкость рабочих частей штампа.
. Вырубные пуансоны S монтируются в термообработанной дер-
жавке 9 к фиксируются в последней с помощью штифтов 6. входя-
щих в пазы державки.
При установившемся процессе штамповки. который наступает
после двенадцати двойных ходов ползуна пресса, одновременно
вырубается из ленты пять деталей.
Штамп эксплуатируется нз прессе-автомате мод. ГЖ-500 с чис-
лом ходов 500 в минуту (12].
2.20. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ОДНОВРЕМЕННОЙ ШТАМПОВКИ ТРЕХ ДЕТАЛЕЙ
Штамп предназначен для малоотходной штамповки портфельной
шлевки за три операции (пробивка, гибка и отрезка). Шлевка изго-
товляется трехрядной штамповкой в ленте за четыре перехода.
За I переход боковым ножом 1 делается уступ нз ленте для упора
и одновременно пуансонами 2 пробиваются два узких прямоуголь-
ных отверстия, которые разделяют ленту гз три равные части.
Затем пуансонами 5 нз матрице 6 пробгззютсч шесть круглы?; от-
верстий. На ill переходе подаваемая лента обрезается пуансоном о
и тем самым образуются левые концы первых трех деталей. Одно-
19
временно e этем пуансоном 4 на вставке 7 осуществляется гибка.
На последнем переходе происходит отрезка деталей с образованием
их правых крнпсз. Таким образом, начиная с четвертого хода,
за каждый хойтсизуна пресса изготовляются три шлевки. Отрезка
деталей производится с отходом, так как необходимо получить за-
кругленные концы деталей. Удаление отхода происходит через про-
вальное окно' штампа, а деталей—по скосу матрицы в сторону.
В целях облегчения изготовления матрицы 6 она выполняется
сборной нз четырех частей. Производительность штампа при уста-
новке его на ^пресс-автомат, оборудованный ролико-клиновой по-
дачей. составляет 242 тыс. деталей .в смену.
т| .
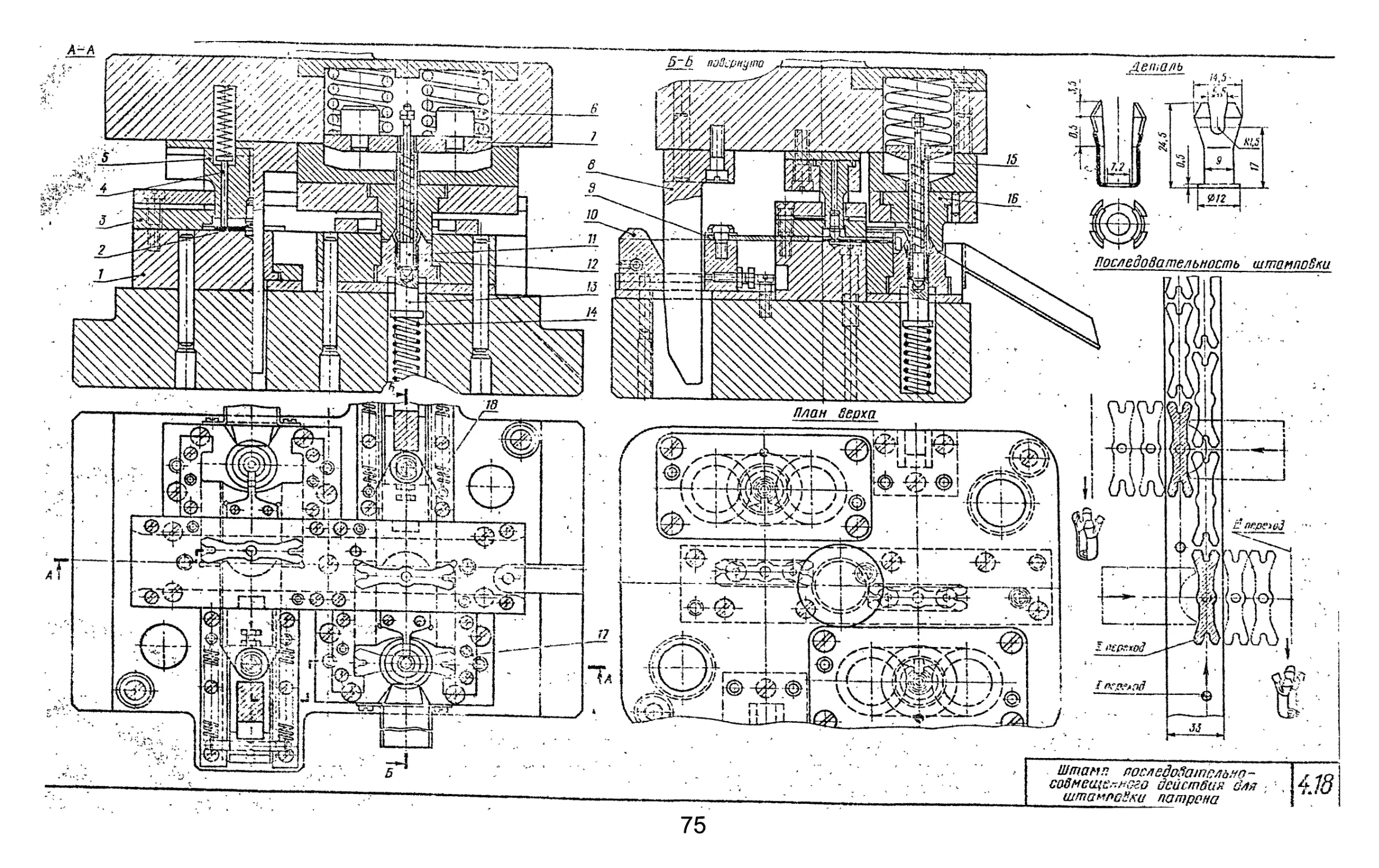
2.2L ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСА ЗАМКА
МЕХАНИЧЕСКИХ ЗАСТЕЖЕК
Штамп прогзгодпт пять операции: чеканку заходных фасок,
пробивку отверстий, выргаку, гибку ц отрезку.
Устройство и прчкцпп работы штампа состоят в следующем.
На нижней плите блока с четырьмя : равняющими колонками и
втулками закреплена обойма /3, в Которой смонтирован ряд матриц.
- На обойме закреплены Две направляющие планки 12 и жесткий
съемник //, являющийся одновременно направляющей плитой для
пуансонов, что обеспечивает необходимую стойкость рабочих ча-
стей штампа. В, съемник заделана каленая вставка .10 для направ-
ления пуансонов 9. предназначенных для пробивки отверстий.
Аналогичная вставка 0 смонтирована в пуаисонодержателе 7, ко-
торый опираете^ на прокладку 5, принимающую на себя удар при
- работе пуансонов. ’
Лента подается в штамп до упора в выступы передней и задней
направляющих планок (т. с. до Ш перехода) и при рабочем ходе
пресса пуансон осуществляет чеканку двух заходных фасок нз
• боковых кромках Дейты к четырех радиусных фасок в середине ленты
(1 переход). Одновременно с этим на участке 111 перехода шаговые
ножи 14. на матрице 13 производят обрезку лепты, образуя нз ней
боковые уступы. Затем лента подается на шаг и «га IV переходе про-
-*- изводится пробивка двух' квадратных н одного фасонного отверстий.
За V п VI переходы, образуется наружный контур затеи овкн
- посредством ныреэкп междетальпых ixpov.c-жутков. пуансонами 17
па матрица 16\ VII переход нерабочий. На VII1 переходе после
; фиксации положения лепты по двум ранее пробитым отверстнгм
ловителями, ззг-.пессот.ахшкмп в пуансон 4. последний па матрице
загибает кромки'па части контура заготоики с калибровкой их по
высоте. Удаленье полуфабриката нз гнезда матрицы производится
выталкивателем /у. связанным через штифты— толкатели с буфер-
ным устройством, штампа. В пазу съемника 11 с помощью двух
штифтов закреплена т еру ооб работа н кг я плзик.т облегчающая
. изготовление jps боне го окна 'съемника на VIII переходе штзл*пз
И позволяющая производить съем полуфабриката с пуансона.
* 'Матрицы 1$ » /Л а также вставки 10 и б в целях облегчения их из-
готовления выполнены составными.
IX - переход . по - конструггтнвным соображениям нерабочий н,
наконец, на X переходе пуансон 2 на матрице 1 отрезает от ленты
деталь, которая удаляется из-штампа сна провал».
Следует отмегатъ. что первые две детали из каждой, ленты идут
•» отход. так как.у. imx в связи е расположением шаговых ъежчм
на 111 переходе •• перяснсчальной нодячей ленты сразу до Ш пе-
• рехода-нет получаемых в Гцёреходо (II переход нерабочий*.
Следователыю, .установившийся процесс штамповки, позволяющий
за каждый удар прсс.-е получать по.т.'оценпую дета и-, наступает
после девяти рабочих хзу ползу га пресса. Про' чьодительность
штампа составляет б ц,;с деталей е час [1Й|. Шта'*п у стают»линают
на пресс-автомат с минимальным ходом ползуна, необходимым лишь
для тущсствтеипя сам?!о процесса штамповки. В противном слу-
чае будет иметь место быстрый износ направляющих отверстий
съемника, что, в свою очередь, может привести к зарубанию и по-
ломке рабочих частей штампа.
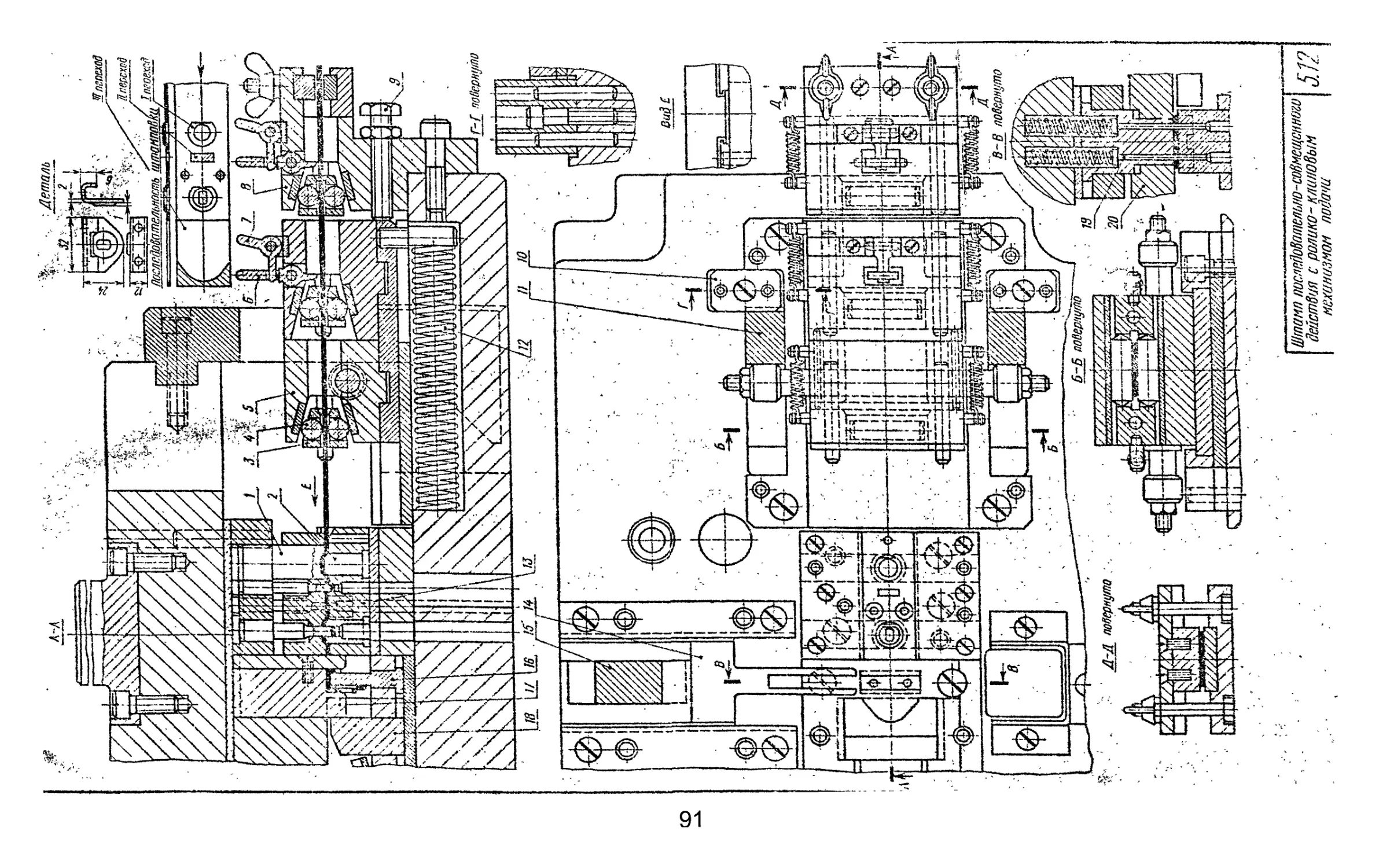
2.22. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ СКОБООБРАЗНОЙ ДЕТАЛИ
Штамп предназначен для последовательного изготовления скобы
путем вырубки ее по контуру методом «отхода», т. е. путем вырезки
перемычки между деталями.
В штампе объединены! операции вырезки, отрезки и гибки.*
Точность шага подачи ленты достигается с помощью шагового ножа,
что позволяет получить деталь заданной точности без применения
' вырубки по замкнутому контуру и обеспечивает надежность уда-
лення отштампованных деталей.
Деталь штампуется за три перехода. Особенностью штампа яв-
ляется конструкция узда гю.ле шего перехода. После отрезки за-
готовки от ленты пуансоном 5 на матрице 6 и вкладыше 2 сразу же
производится гибка детали при на шшгл жесткого улара вкладыша
о прокладку /. При холостом ходе ползу на деталь снимается с пуан-
сона съемником .? и остается на вкладыше,, верхняя часть которого
после каждой перешлифовки штг- та посредством регулировочных
винтов 4 устанавливается заподлицо с зеркалом матрицы. При оче-
редной подаче ленты на шаг происходит удаление детали нз штампа.
Для удобства Сбрасывания детали со штампа на матрице ..сделан
скос, а на съемнике — выемка. , /
При ремонтах штампа, связанных с неустойкой его режущих
кромок, шлифуют и нижнюю опорную поверхность вкладыша, обе-
спечивая тем самым, одну и ту же нелпчйну погружения пуансонов'
в матрицу на всех переходах за вес!, период эксплуатации штампа.
Штамп устанавливается ня быстроходный пресс-автомат, позволяю-
щий получать 40 тыс. деталей в' смену.
3.23. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ О1Н0ВРЕЛ'ГННОЙ ШТАМПОВКИ
ДВУХ РАЗНЫХ ДЕТАЛЕЙ
Штамп предназначен хтя одновременной штамповки двух раз-
ных деталей (верхней я нижней коробок портфельного замки) за
пять переходов, двз из которых {I и Щ) для нижией коробки яв-
ляются нерабочими.
Характерной особенностью штампа является наличие ступенча-
той матрицы 10, на низкой чч-сти которой выполняются полгото-
внтельно-раздолительвые ояерзцин, а . на высокой — формоизме-
няющие операции. Прц ремонтах штампа шлифуются обе рабочие
плоскости матрицы с последующим скруглением рабочих кромок
на участках гибки
Установка вкладышей 11 и 13 относительно рабочих плоскостей
матрицы после шлифовки последней производится путем подшлн-
фовки опорных илоскок.«ей вклады*’?».
Характерно также «юлячие в этом штампе Сокового прижима
ленты. Прижим осуществляется плс<’--кой Z6 с помощью двух пру-
жин 17, расположенных * ггслах -адней ка*.рг.влякчцей 13. Вели-
чина прижима регуляруетсч гонками 14.
С целью экономии металла в ипампе предусмотрена дополни-
тельная вырубка шайбы нз отхода, получаемого при пробивке от-
верстия трапешиг-чдкой формы в верхней корейке.
На I переходе пуансон 7 производит пробивку отверстия 0 2.мм.
Далее, фасонные пуансоны 18 н 2 осуществляют обрезку ленты .по
краям, а пуансон <? — вырезку по центру зекты фасонного отверстия
длиной, равной шагу штамповки, в результате «'его образуются на-
ружные контуры деталей. Пуансоны /6’ и 2 являются одновременно'
шаговыми ножами, обеспечивающими точность шага подачя ленты.
Здесь же пуансонами 1 и 1 соответственно пробиваются четыре кре-
пежных отверстия и, вырубается шайба. -
На III переходе пуансон 5 пробивает отверстие по центру верх*.'
ней коробки. На IV переходе пуансонами 8 и 9 совершается-гнбка'
буртиков с одновременной рельефной формовкой в ннжцей коробке
двух выла вок.?
.Вкладыши 11 и 13 связаны штырями 1Z2 с буферным устройствам\-
штампа, с помощью которого осуществляется выталкнваапе/дета~.^
лей, связанных с лентой, на поверхность гибочных матриц^/ - 4
На последнем V переходе пуансоном 6 выполняется отрезка де- 5
талей с удалением их по скосу матрицы в сторону. Отрезку осуще-.
сгвляют с небольшим отходом по шагу, который необходим, для-
получения у деталей ровных-(без уступов) терцовых кромок.
Штамп эксплуатируется на прессе-автомате при 120 ходах в ми-
нуту и позволяет пол> чать по 35 тыс. каждой детали в смену. \ -
2.24. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ ДВУХ ОДИНАКОВЫХ ДЕТАЛЕЙ
Штамп предназначен для малоотходной штамповки одноа^ви
менно двух деталей Г-образнон формы с выполнением пробивки^
гибки и отрезки. Для штамповки применяется мерная лента, ши(|
рпна которой равна удвоенной длине развертки летали. ./W
Штамп'не имеет шаговых-ножей. Точность шага подачи левт№|
обеспечиваемся механизмом «сдачи ленты в штамп. В поперечном!
направлении смещение ленты ограничивается двумя направляю*!
щнми линейками /. . 3
Матрица 2 выполнена составной, что упрощает и удешевляет!
изготовление штампа. Упор 4, вставленный в паз матрнцедержа-я
теля 3, служит протявсютншмом для пуансона 5, осущсчтвляяй^гет
одностороннюю резку металла, что предохраняет колонки я втулк!^
ог преждечремеш.огб износа.
Перед огеезздй готовых печалей от ленты пуансон 5 наьрав*|
лястся по окну.матрицы выступающей частью, высота которой при^
ннмается -
. - h <2/? ф-1.51. Л
где R — радиус завала кромок упора и хвостовой части пуансона^
i—толщина штампуемого материала. ' ,
Детали после отрезки.удаляются из штампа «налровпл».
Эксплуатация япзмйа ведется на кривошипном прессе. осна5
щенном ролико-клнногюй подачей. .Сменная выработка аз иггамп^
составляет 50 тые, деталей.
2.25. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ ЧЕТЫРЕХ РАЗНЫХ ДЕТАЛЕЙ
Штамп преднззиачсн длч изготовления четырех деталей, хокн
рые г> комплекте составллют одно изделие-- регат тялстунг., •
Штамп с но’?, тирован «а двухколонном б. ,скс (рол’гагоженке ко?
лонок—днаi опальное) с точной взаимной пршаккса и жестки»
20
u-ri’ |тсг.чм чр глсичеч псех у.-и'-'.’глх л ьслемоитсльннх частей
к верхней в ш’-кнел плитам ’ггзмца.
'Лммп эксп.м зти рвется на быстроходном прессе-автомате с ро-
лг.ко-кли новей годичен ленты. Изготовление каждой летали произ-
водится вол’сдэк'тсльно за ;нстолько ударов пресса.
Крючок реса.та штампуется за шасть переходов: за I и 1! пере-
ходы ш.аисечом 10 оформляется контур конечно:! части крючка,
на Ц1 переходе пуансоном 3 производится предварительная гибка
ночка под углом 75°, на IV—окончательная гибка пуансоном 2.
Но V переходе пуансонами / пробиваются четыре отверстия И,
наконец, из V! переходе деталь вырубается из ленты пуансоном 4.
Запонка регага штампуется в следующем порядке. Сначала
пуансонами 5 пробиваются три отверстия (I переход), затем пуан-
: сон 6 наружной кромкой производит формовку детали на матрице*
вставке S. а внутренней кромкой на вкладыше 7 осуществляет над-
< резку материала'(II переход), III переход нерабочий, а на IV пере-
? ходе пуансоном Р производится вырубка готовой детали.
. Процесс изготовления остальных двух детален (перемычки и
й застежки) заключается в пробирке четырех фасонных отверстий
^‘Пуансонами /Д /2. н 14 с последующей вырубкой и одновременной
[/гибкой по.радиусе на последнем переходе готовых легален пуавсо-
Ь намн 13 и Л>. Каждая деталь удаляется из штампа через-окно ма-
Г.трицы «игпровал» в соответствующую тару.
2.23. ШТАМП П(КЛЫ0В\ТЕЛЬ11ОГО ДЕЙСТВИЯ
; ДЧУХГЯДНЫЙ ДЛЯ ОДНОВРЕМЕННОЙ ШТАМПОВКИ
* . " • ДВУХ ОДИНАКОВЫХ ^ДЕТАЛЕЙ
Штамп предназначен для изготовления двух деталей (правого п-,;
левого ушка) отзеобом последовательной штамповки излентыза'
• семь пере ходов' при двух нерабочих. \*от’
; Гибка осуществляется в две операции е. раСположепием гибоч-
”. пы к-'пуансонов г- плоскости движения ползуна пресса.
* Особенностью конструкции...штампа" является наличие в нем
- двух .узлов: узла, в котором выполняются разделительные рпера-
в’ цпи, преднавлг.чеет.ые ц основном для получения той части контура
деталей, которая впоследствии бхдгт подвергаться гибке, и узла фор-
... монзменяющех и разделительных операций, с помощью" которых
производятся гибк.» деталей u пх отрезка от ленты.
С'пергыг узел я.ходят пуансоны 5'и 6, которые вмонтированы
.в ансоюдсржтимль 4; съемник (прнжнм) 25, направляемый двумя
призмам» .25 и поджимаемый сверху сильными пружинами 10; при-
крепленная, жестко к нужней-'плите, блока обойма 8, в которую за*
прессована треж.)шан матрица Д’7, Сбстонщвяйз трех секции.’Коли-
чество секций,, выбирается s зависимости от сложности' контура
вырубаемой детали н исходя из удобства сборки и запрессовки сек-
ций в обойму. Для предохранения средней секции от поперечного
смещения, она.*, фиксируется относительно правой секции замком.
?. В съёмнике 25 гусдусмотреиа фермео5рВботанная вставка 28, нгра-
б ющдя роль ауакерна при первой гкбке заготовок. . -
> , Зтбрбй.узел елегойт.н» матрицы 21. выполненной в виде подвпж*
£/кого'ВкдаД^шз. псромёщагсщегося гьерх код действием клиньев 7-
-и^ползущей.'22,-а вниз посредством пружины 20, смонтированной
Ef'na винте ’из пуансонов ?/ и 12. выполняющих окончательною
гибку летал??: вставки /, прикрепленной к подвижному съемнику’?:
Г нз матринедержлтеля /5-с матрицей 14 и составного пуансона 5’,
Ь. имеющего по контуру резки Т-образную форму, . ж
Пуансон 12 явтястхя одновременно и матрицей при отрезке
согнутой заготовки от ленты.
Оригинальность агорою узда штампа заключается б том. что
первая гибка деталей совершаете.! з направлении снизу вверх,
а вторая, наоборот, сверху вниз. Первая гибка выполняется ча
подпружиненном съемнике 25, прижимающем ленту к зеркалу
режущих матриц, при этом усилие пружин 10 превышает усилие
гибки.
В обоих узлах штампа предусмотрены проти всю: жимы (9 и 23),
которые воспринимают отжимающие нагрузки и обеспечивают тем
самым нормальную работу штампа.
й'Зледует обратить внимание на' конструкцию, устройства, обеспе-
:ющего стабильное положение деталей в штампе после их раз-
резки при раскрытии штампа. Оно состоит из упоров 13, стоек 17
и рычагов 16 с пружинами 18. В начале холостого хода ползуна
деталь фиксируется на матрице 14 упором 13, а затем — торцом
рычага 16, который поворачивается-по мере подъема ползуна и за-
нимает при раскрытом штампе горизонтальное положение.’ Готовые
детали сталкиваются с матрицы лентой при следующем перемеще-
нии ее на шаг.
Фиксация ленты в поперечном к ходх штамповки .направлении
обеспечивается планками 24 на 1 переходе и матрицами 12 и //-на
VI и VII переходах. Точность шага-подачи ленты обеспечивается
механизмом подачи. -
Выполнение матриц 27 и 14, а также пуансона 5-в виде отдель-
ных секций, имеющих более простой режущий контур, даст воз-
можность обрабатывать их наиболее дешевыми и производитель-
ными способами с применением после термической обработки про-
фильного шлифования на заточных или плоскошлифовальиых стан-
.ках. Наряду с этим возможна замена любой секции матрицы при
. износе, поломке или в результате изменения размеров детали. Все
- это, вместе • взятое, позволяет снизить трудоемкость изготовления
п ремонтов штампа. ' , '
Эксплуатируется штамп на крнвошнпном прессе, оснащенном
клино-роликовой подачей,’ при 120 ходах в минуту. Производитель-
ность штампа за смену составляет 50 тыс. деталей.
2.27. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ КОРОБЧАТОЙ ФОРМЫ ч.
Штамп предназначен для изготовления коробки к чемоданному
замку. При этом выполняются операции пробивки, надрезкп, гибки
п отрезки. Кроме того, из дпа ,коробки вырубается шайба.
'Штамповка детали' производит^ на быстроходном преесс-авто-
5 мате за четыре перехода. На.1 переходепуз неона мн 5, ,6 и 9 проби-
ваются пять круглых и два пржмоугслъйых отверстия, а пуансо-
нами 8 производится налрезка материала пр краям ленты. Далее,
па II переходе пуансоном 3 пробивается фасонное отверстие м тем"
самым образуются контуры левой я правой сторон заготовки при
•сохранении' боковых перемычек./ Одновременно пуансоном 2' вы-
рубается шайба. За !П переход производятся гибка с надрез кой
ленты, по лнчий ^контура а. На тиоследкем переходе происходит от-
' резка детали, которая удаляется через матрицу 7 «напровал». ' ;-
Вместо шаговых ножей в идтампе применены два ловителя-.
упора 1. -Они запрессованы в пуга мео кодер жателе 4. который кре-
пится к верхней плите блонд с диаго.чдлъныч расположением на-
правляющих колонок.
При движении верхней части штампа вниз ловители входят
в ранее пробитое фасонное отверстие к фиксируют ленту относи-
тельно режущих элементов штампа в поперечном направлении.
Кроме этого, онп как упоры служат для соб 1ения шага подачи
ленты.
Сменная выработка на этом штампе составляет 26 тыс, деталей,
2.28. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ СКОБЫ
В штампе 119J объединяются операции пробивки, формовки,
гибки и вырубки (отрезки). Скоба штампуется нз полосы за четыре
„перехода.'За I переход встюлосе пробиваются фасонное и прямо-
угольное отЪерстпя соответственно пуансонами 7 и 6 на матрице 10.
На II переходе пуансон 12 производит формовку выступа по ра-
диусу (R ~ 1,2 мм). На III переходе осуществляется пробивка
двух круглых отверстий пуансонами И -и гибка под углом 90° ко-
нусного конца детали пуансоном 5. На .последнем переходе деталь
отрезается от полосы боковыми режущими кромками пуансона 5.
и проталкиваегся вниз через провальное окно штампа. Чтобы не
происходило отгибания пуансона во время гибки заготовки, он
изготовлен с выступом, который скользит пр окну матрицы. Таким
образом, односторонние усилия, вози: •,. лцне при гибке, пере-
• даются матрице, чем достигается надежность работы штампа.
Точность передвижения полосы на шаг в процессе штамповки
достигается при помощи шаговых' ножей (для Полного использова-
ния полосы в штампе предусмотрено,два шаговых ножа), которые,
кроме того, калибруют полосу но ширине и обеспечивают получе-
ние необходимой точности размеров детали. Каждый нож со сто*,
роны подачи материала выполнен с выступом для предотвра?цення
образования на боковых кромках полосы из-за притупления вершин
углов режущих контуров ножей заусенцев, нарушающих точность
шага подачи.
В матрице 10 смонтирован выталкиватель 2, работающий от ре- -
зннового буфера 1. При нерабочем положении штампа выталкива-
тельлриподннмлст полосу над плоскостью матрицы, создавая тем
самым условия для беспрепятстаенного перемещения, полоты на шаг,
/от;. Штамп имеет верхний подпружиненный съемник /. который осу-
4 Мёствляет-npuiKifM полоты ь момент штамповки. Направляющими .
/ съемника служат колонки 9Г скользящие во втулках § пузкеоно-
? держателя 13 верхней чести штампа. . - , >
•; Безопасность работы нз штампе достигается-применением сыте<"
‘ вой и правой его сторон ограждений 3. \ . ' / \ . / . ' "
Штамп. собран на ноомалв^сйанном' блоке.Штамп готлцчаётси>
высокой пронзводительностью н обеспечивает подучениё качест-
\ венных и точных деталей,. от/, > '
.-Х7 • ’ ' - -•
2^9. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
_> , ДВУХРЯДНЫЙ ДЛЯ ШТАМПОВКИ НАКОНЕЧНИКА
Штамп предназначен дл< одновременной штамповки двух олн*
каковых деталей (наконечника к электропроводам) из ленточного
материала. Детали штампуются последовательно за. шесть перехо-
дов при одном • нерабочем. .
К верхней плите четырехколомного блока крешгтс.ч гуотг.соно-
"держатель 16, в который запрессованы пуансоны.// для «гобавкн
отверстий (I переход), пуансоны 73. е помощью которых сфхтл^етс.*?
ОТ . наружный контур чагтн* заготовки, Подлежащей в далъкелсдас габке
21
уи и ш переходы), рырубпыс пуансоны ц (VI переход). Кроме
этого, в пуансонодержатель заделаны два кожа ?/, образующие
на кромке ленты уступы, по которым производится фиксация ленты
при перемещении её в штампе.
В нижней плите штампа крепится рамка 19, в которой установ-
лены дне разрезные матрицы 2 и 3, а также гибочная матрица 5
с выталкивателем 4 н вырубная матрица 7 с выталкивателем 6.
Особенностью конструкции штампа является наличие в нем
дву ?< подвижных съемников, один из которых находится в верхней
половине штампа, а другой — в нижней.
Съемник 17, смонтированный в верху иггампа и находящийся
под воздействием четырёх мощных пружин /о, точно фиксируется
с помощью двух направляющих пар: колонок 10 и втулок 9, Этот
съемник предназначен для направления пуансонов и снятия с них
штампуемой ленты. Кроме того, в нем жестко закреплен с помощью
расклепки гибочный пуансон 12 (IV переход).
Нижний съемник 18, подпираемый снизу- пружинами 20 и на-
правляемый .матрниамн 2, 3, 4 и 5. служит для подъема ленты до
верхней плоскости гибочной матрицы и направления ее при подаче
на очередной шаг.
При смыкании штампа съемник 18 с закрепленными иа нем план-
ками 1 и 22 опускается вместе с лентой под действием съемника 17
и, дойдя до определенного положения, останавливается. При этом’
лента, зафиксированная двумя ловителями 8, ложится иа зерк • «о
разделительных матриц. .Пуансон 12 производит гибку заготовок.' “
Верхние пружины жестче нижних, поэтому съемник 18 опускается
за счет сжатия пружин 20 в только после остановки съемника и до
окончания штамповки происходит сжатие верхних пружин. За эту .
часть хода ползуна пресса осуществляются разделительные опе-
рации.
После размыкания штампа съемник с лентой поднимается, про- .
исходит подача ленты на шаг. съемник вновь опускается я т. д.
На последнем переходе отштампованные летали выталкивате-
лями п удаляются из гнезд матрицы на ее поверхность, откуда они
и сдуваются струей сжатого воздуха.
2.30. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ТРЕХРЯДНЫЙ ДЛЯ ШТАМПОВКИ УГОЛЬНИКА
Штамп 1181 предназначен для изготовления угольника за пять
штамлсвочных операций (пробивка, керновка, зенковка отверстия,
отрезка ч гибка), выполняемых в ленте по послеловательно-совме-
шенной схеме. Штамп позволяет получать за один рабочий ход
пресса одновременно три готовых угольника, штамповка которых
произгодится' за шесть переходов.
После калибровки ленты шаговым ножом на I переходе пл аксо-
нами 1 осуществляется пробивка трех отверстий, Н переход нера-
бочий. На*1Н переходе пуансонами 2 и 5*. запрессованными в ма-
трицу 7. и пуансоном 12, заделанным в держатель 13. производится
соответственно керновка трех меток на ленте и зенковка ранее про-
битых отверстий. На IV’ переходе пуансоны /6' вырезают проме-
жутки между деталями, а пуансоны-ножи /5 производя г дополни-
тельную обрезку ленты с двух сторон с целью получения деталей
запанной точности. За V переход пуансон 11 на матрице-вставке 6
выполняет обрезку ленты с образованием радиусных концов деталей.
На последнем переходе штампа осуществляется отрезка загетлвок
от ленты и их гибка. Для получения заданного чертежом детали
угла гибки (86 ± 1’) верхняя плоскость вкладыша и нижняя
плоскость гибочного пуансона въшелконъ! с со .'тзегству юшими
скосзмг.
Подпружиненные штыри 9, находящиеся внутри гибочного пу-
ансона 10. осуществляют прочное прижатие ’ заготовок (ленты)
к плоскост;' ъкладыша 8, опережая работу отрезжИо и гпбо«чсго
пуансонов. Нрп гозвращении ползуна вверх вкладыш 8, работаю-
щий от резинового буфср-i, выталкннзе.' из матрицы детали, кото-
рые затем удаляются из штампа лентой при очередной подаче ее
на шаг. В .матрице плюются два отлднатёля 4, которые при нера-
бочем положении штампа ’ приподнимают ленту над плоскостью
матрицы. 8 штампе предусмотрены ловители 5, фиксирующие ленту
на II и V переходах, а также прикрепленные сверху к жесткому'
съемнику 14 ограничители хода 17. которые гарантируют стабиль-
ное получение размеров фасок з отверстиях деталей» точечных
углублений. Ограничители хода шлифуются по мере износа ма-
трицы. Готовые детали из рабочей, зоны выбрасываются лентой
при очередном перемещении ее.
В качестве дополнительного страхующего устройства и для
принудительной очистки рабочей зоны от случайно попавших от-
ходов или загрязнений в съемнике штампа предусмотрен соединен-
ный со штуцером 18 какал с радиально расположенными мелкими
отверстиями, через которые в зону отрезки и гибки деталей перио-
дически подается сжатый воздух.
Матрица 7 выполнена составной, так как в зоне отрезки заго-
товок она имеет слабые по прочности выступающие элементы. ко-
торые в процессе работы штампа могут ломаться и подлежат замене.
Точность штампуемых деталей' достигает 4—5-го класса.
Производительность штампа — до 15 тыс. деталей .в час.
<* ‘ ?
2.31. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ . ’
ДЛЯ ВЫТЯЖКИ КОЛПАЧКА В ЦЕЛОЙ ЛЕНТЕ
Штамп предназначен для вытяжки пустотелого колпачка в ла-
тунной ленте без разделительно-подготовительных операций с вы-
рубкой готовой детали на последнем переходе.
Три первых перехода—вытяжные, осуществляются пуансо-
нами 10, 9 и 8 соответственно на матрицах 13, 12 и 11. В I переходе
производится основная вытяжка, при которой в матрицу втяги-
вается металла на 15—20% больше, чем нужно .тля окончательно
вытянутой детали. Набранный металл на последующих переходах
перераспределяется ла счет у:и'чьше.-:лч дилметра и увеличения вы-
соты детали, а таки е обратной посадки излишнего металла во фла-
нец и умсньшзвия радиусов закруглений детали.
По окончании вытяжных переколов пуансоном 7 из матрице 14
пробивается отверстие в донной части полуфабриката, а пуансо-
нами •> it 6 на матрице / осуществляется соответственно формовка
Фланца и калибровка диаметра пробитого отверстия. На послед-
нем переходе вначале происходит фиксация ленты ловителем 4,
а затем пр» опускании ползуна пуансон J вырубает деталь, удаляе-
мую из штампа «на провал». .Ченга снимается с пуансонов жестким
съемником 2. Точность перемешеки3 лечты по матрице обеспечи-
вается механизмом подачи, являющимся принадлежностью пресса.
Подъем ленты для ее перемещен'1 ч осуществляется выталкива-
телями. работающим» от пружин, смонтированных в отверстиях
нижней плиты.
Штамп устакпзлндзстся на быстроходный пресс-ачтомот и отли-
чается высокой !п>м.ззо.>.тель:.осяью. Сменная выработка на штампе
составляет S3 тыс, деталей.
2.32. ШГДИП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ВЫТЯХчкй ДЕТАЛИ В ЛЕНТЕ С ВЫРЕЗАМИ
Штамп отличается ст рассмотренного выше тем, что процесс вы-
тяжки в лете производится с фасонной вырезкой промежутков
межзу заготовками Деталь (окантовка) получается за пять перехо-
дов: три перехода вытяжки, пробивка дна и вырубка детали по
наружному кенгуру.
Особенностью конструкции штампа является наличие в нем
съемника-складкодержлтеля 2, действующего от пружин, смонти-
рованных на винтах 10 в верхней части штампа. Все матрицы вы-
полнены в виде отдельных вставок, установленных в обойму 3 и
удерживаемых в последней посредством заплечиков.
Лента вначале подается до перекрытия фасонного окна матрицы 4
и за первый удар производится обрезка конца ленты по профилю
вырезного пуансона 1. Затем лента подается до двух временных
упоров 11 и происходит первая вытяжка заготовки, после чего ленту
еще продвщают вперед на шаг и делают следующий удар пресса
и т. д.
При переходе на автоматический режим штамповки (лента по-
дает. , штамп клино-релиновой подачей, смонтированной ка прес-
се) J 11 утапливают. Для этого поворачивают планку 7 вокруг
. оси б Против часовой стрелки на угол 180° и освобождают от фикса-
ции смонтированный в пазу нижней плиты рычаг 12, давая воз-
можность траверсе 8, а следовательно, и соединенным с ней упо-
рам И переместиться вниз под действием пружин 9.
Провальные отверстия для удаления деталей .и отходов, полу-
чаемых пр» пробивке отверстий, разделены козырьком 5, прикреп-
ленным снизу к ннжней плите штампа.
Штамп позволяет получать в смену 65 тыс. деталей.
' 2.33. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ ПЕТЛИ > <
Петля штампуется без шаговых ножей нз мерной лепты за пять
переходов: 1 переход—вырезка пазок пуансонами / нз матрнпзх-
вставках.2 с оставлением перемычки по центру ленты; II — про-
бивка двух отверстие? пуансонами 8; III — гибка концов заготовки
пуансонами 9, 10 в 11\ IV —завивка шарнира пуансоном 7, пере-
мещающимся в горизонтальной плоскости под действием клипа 8.
жестко прикрепленного к верхней плите штампа: V переход пре-
лучматрнпаст or;>'>u.v 'г? огтода) пеглн от ленч ну "’.чсож" I
с удалением гон'ьст- дето ь« < наяривал» через отверстие штамп...
Лсшз подастся меж.л направляющими планками О’. Шаг по..ачи
фиксируется по упору 5. врезанному в паз нижней плиты. Упор слу-
. жиг одновременно проп-.впотжимом для отрезного пуансона, пре-
дохраняя колонки и втулки от преждевременного износа.
Штамп осчзщен рсл-ко-клинозой подачей (на чертеже не нок.т-
занэ) е клиновым г.рнэслом подающей каретки, позволяющей вести
процесс штамповки в автоматическом цикле при НЧ) ходах ползуна
пресса п минуту.
2.34. ШТАМП ПОСЛЕДОВ СТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ АНЮТ ^ПЕРЕХОДНОЙ ГИБКИ ДЕТАЛИ
СЛОЖНОГО ПРОФИЛЯ
Штамп нредпаз: ачег. для ‘ изготовления сложг.ой дгтал». когда
наряду с pax'.ejHiv.iT-uxMH операциям!! требуется 1'р;?аа5естн не-
сколько переходе з тдекк с расположением пкепныз пуансокоз
' зг
22
не том/».’ в плоскости движения ползуна пресса, но и в перпенди-
кулярной движению ползуна плоскости. Гибочные пуансоны в этом
случае приводятся в движение специальными клиньями, укреплен-
иями в верхней части штампа.
Деталь г.гампуется за шесть переходов. За I переход пуансо-
нами 7 и 8 на матрицах-вставках 7 и 5 вырезаются поперек ленты
два узких паза с образованием после II перехода контура заготовки.
На III переходе пуансонами 9, 10 и 11 выполняется первая гибка,
на IV переходе подгнбателямп 13 на пуансоне 12 осуществляется
вторая гибка свободных концов заготовки. Рабочий ход ползу-
щей 14, на которых крепятся подгибатели, производится под воз-
действием на них клиньев 16, а обратный (холостой) — под дей-
ствием пружин 15..
Окончательная.гибка детали совершается на V переходе штампа ’
с помощью двух рычагов 19, на которые действуют толкатели 17
верхней части штампа при рабочем ходе ползуна пресса. Нижняя
часть рычагов, выполненная по окружности, опирается на термо-
обрабованную-подставку 20, предохраняющую оси рычагов от сре-
зающих усилий при гибке деталей. Поворот рычагов в обратном на-
правлении производится при раскрытии штампа пружинами 18.
На VI переходе пуансонами 24 и 21 на матрицах 22 и 23 выпол-
няются соответственна пробивка отверстий и отрезка (с отходом)
детали от лектьи В конце рабочего хода детали правятся при же-
стком ударе пресса.
Правильность перемещения ленты в поперечном направлении
. обеспечивается плавками 6 и 25, а также пуансонами 10 и 12. Съем-
ник 3, смонтированный в верху штампа с помощью подвижных бол-
; тов 1 и подпираемый сверху мощными пружинами 2, служит для
съема ленты с пробивных и обрезных пуансонов и для прижатия
. ленты к рабочим частям низа штампа при выполнении технологи*
’ ческих операций. /
Удаление деталей с поверхности матриц производится сжатым
воздухом в направлении, совпадающем с движением ленты.
Весь процесс штамповки деталей на данном штампе автомати-
зирован путем оснащения его ролико-клиновой подачей (на чертеже
не показана). Штамп работает при 100 ходах пресса в минуту и
позволяет получать 40 тыс. деталей в смену.
2.35. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
С ШИБЕРНЫМ МЕХАНИЗМОМ ДЛЯ ШТАМПОВКИ ЗАЖИМА
Штамп-автомат предназначен для изготовления зажима из мер-
ной ленты <.а три перехода. На I переходе пуансон 4 на матрице о
пробивает прямоугольное отверстие. При втором ходе пресса после
подачи ленты на шаг до упора 2 пуансоном .? производится отрезка
заготовки ст ленты и П-спразная гибка ее на оправке 1 (П пере-
ход). Выталкивание полуфабриката из пуансона производится двумя
толкателями 11, действующими от пружин 9.
При ходе ползуна пресса вверх шибер 6, смонтированный на
ползушке 7 под воздействием клина 8, перемещает согнутую заго-
товку на позз/И.ию окончательной гибки (III переход), которая осу-
ществляется при ходе ползуна пресса вниз на оправке 12 подгнба-
телями 17, смонтированными в ползушках 16, перемещающихся
посредством клиньев 13. Перед гибкой заготовка поджимается
к оправке лгмам 14 лад воздействием пружины 13.
Ползут::-.» 16 возвращаются в исходное положение пружи-
нами 15. Удаление готовой детали из штампа яронзгоднтся очеред-
ной заготовкой, пере-лваем^й шибером со П перехода штампа.
Производительность шгемпа -.-.а смену составляет 30 тыс. деталей.
Штамп оснащен клино-роликовой подачей лепты с клиновым приво-
дом (см. черт. 6.01).
2.36. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
С ШИБЕРНЫМ МЕХАНИЗМОМ ДЛЯ ШТАМПОВКИ
РАЗРЕЗНОГО КОЛПАЧКА
Штамп 191 предназначен для изготовления разрезного колпачка
за три перехода. Г переход включает обрезку полосы шаговым ко-.
жом 1 и пробивку отверстия пуансоном 2. На II переходе произво-
дится вырубка ’заготовки - по наружному контуру пуансоном 9,
Заготовка под действием отлнпателя 8 укладывается на шибер 10,
смонтированный в ползушке 12.
При ходе ползуна пресса вверх шибер с ползушкой отводятся
клином II в крайнее правое положение, при этом заготовка надает
с шибера на верхнюю плоскость формовочной матрицы 6.
При следующем ходе ползуна пресса вниз происходит передача
вырубленной заготовки на III переход, где пуансоном 7 осущест-
вляется формовка детали. Удаление детали из матрицы произво-
дится подпружиненным выталкивателем 5, а из штампа —толкате-
лем 3,' приводимым в действие клином -7.
2.37. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
С ШИБЕРНЫМ МЕХАНИЗМОМ ДЛЯ ШТАМПОВКИ КОЛЬЦА
К ПОРТФЕЛЬНОМУ ЗАМКУ )
Приведенная конструкция штампа. предусматривает передачу
вырубленной заготовки на формовку с помощью шиберного ?>геха-
низма при рабочем ходе ползуна пресса. Принцип действия штампа
заключается в следующем. За 1 переход пуансон 1 пробивает два
сегментных отверстия с оформлением внутреннего контура заго-
товки кольца. На II переходе пуансон 2 рассекает середину пере-
мычки, образованной двумя рядом расположенным» сегментными
отверстиями, и при этом слегка отгибает одну ее половину. На сле-
дующем переходе пуансон 3 выполняет правку этой перемычки.
Вырубка заготовки ио наружному контуру производится пуансо-
ном 7 на IV переходе. Заготовка проталкивается сквозь матрицу 9
и отлипателем S укладывается на шибер 10. Далее при движении
ползуна пресса, а следовательно, и клина 4 вверх ползушка 5 вместе
с шибером отводится влево пружиной 11, в результате чего заго-
товка падает с шибера на подушку 6 н за следующий рабочий ход
Передается на V переход — формовку. .
Внутренняя отбортовка кольца производится находящимся
в нижней части штампа пуансоном 14 на нуансонс-млгриие 15 верх-
ней части.. O’-бортовка по наружному диаметру производится пуан-
сонотм-матрицей 15 на матрице 12. Заготовка кольца перед формов-
кой фнкси’ру. »ся в правильном положении с одной стороны торцовой
частью шибера, а с другой — стенкой матрицы 12,
Из матрицы кольцо удаляется выталкивателем 13, работающим
от буфера 75. а с поверхности матрицы —- толкателем 17, денству'Ю-
uup.t от к.-шч? 16 (1 нружнкы 19.
Этот работает на прессе, оборудованном роли ко-клиновой
подачей, с числом ходов 120 в минуту. Его сменная производитель-
ность 30 ... 36 ;ыс. деталей. ’
2.38. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
С ШИБЕРНЫМ МЕХАНИЗМОМ С ПРИВОДОМ ОТ КЛИНА
И ДОПОЛНИТЕЛЬНОГО РЫЧАГА
В тех случаях, когда ход щ.лзуна пресса недостаточен, чтобы
с помощью клина получить нужный ход шибера, применяют шибер-
ный механизм с дополнительным рычагом. Такая конструкция
шиберного устройства применяется в рассматриваемом штампе,
предназначенном для отрезки от полосы (ленты) заготовки и гибки
скобы 111.
Шибер 10 шарнирно связан с длинным плечом рычага 6, кото-
рый закреплен на осн 5 так, что может поворачиваться. Малое плечо
рычага тоже шарнирно связано с ползушкой 3, которая при рабо--
чем ходе ползуна пресса приводится в движение клином 2. При
ходе ползуна пресса вверх клин освобождает ползушку, которая
под действием ранее сжатой пружины 1 перемещается ’вправо до
соприкосновения с регулируемым упором 4. Таким образом шибер,
совершая рабочий ход, перемешает вырубленную пуансоном 9 за-
готовку на позицию гибки, под пуансон 7. Рабочий ход шибера при
необходимости можно регулировать. Выталкиватель 8 служит для
съема детали с гибочного пуансона.
. При конструировании штампов с таким устройством длины плеч
рычага надо подобрать так. чтобы обеспечить при определенном ходе
..ползушкн заданное перемещение шибера, передающего заготовки -
в зону гибки. *
Штамп описанной конструкции позволяет производить подачу
штампуемого материала как вручную, так н автоматически.
2.39. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ 7 . .
ДВУХРЯДНЫЙ С ДВУМЯ ШИБЕРНЫМИ МЕХАНИЗМАМИ
ДЛЯ ШТАМПОВКИ КОНТАКТА
Отличительной особенностью штампа является наличие' в нем
двух одинаковых шиберных механизмов для передачи вырублен-
ных заготовок на гибочные позиции. Шиберный механизм состоит
из клина 15 н качающегося в горизонтальной плоскости на оси 10
рычага 11, шарнирно соединенного с ползушкой. 13, к которой
прикреплен шибер 12. Рабочий ход шибера (передача заготовки)
осуществляется возвратной пружиной 14, а холостой (обратнее пе-
ремещение) — от клина 15.
За один рабочий ход ползуна пресса 1гз ленты одновременно
вырубаются две'заготовки, которые при обратном ходе ползуна пе-
редаются шиберами на гибку во взаимно противоположных направ-
лениях, перпендикулярных направлению подачи лепты в штамп.
Оригинально выполнены в штампе узлы гибки деталей. Каждый
узел состоит из пуансона 1?, внутри которое смонтированы лови-
тель 5 и выталкиватель 7. Внизу штампа установлены гибочные
матрицы 5, п которых под углом* 45" перемещаются вкладыши 6,
смонтированные в пазу нижней плиты штампа. Сбоку вкладыши
ограничиваются крышками 4, а снизу—пружинами’/, упирак>
шимися в заглушки 2, которые удерживаются от выпадения план-
ками 3, прикрепленными к нижней плите.
При раскрытом штзмне вкладыши находятся вверху, а заготовки
поданы на гибку и зафиксированы с одной стороны пазами шибе-
роэ. а с другой — выступами вкладышей.
При ходе ползуна вниз шиберы при помощи клиньев отводятся
назад, заготовки фиксируются ловителям.-? 5 по - ранее пробитым
квадратным отверстиям (при этом выталкиватели ? угаплнвгнотся),
после чего осуществляется гибка деталей. При гибке аклатытт $
23
под лейс;г::ем глрпсонов опускаются и уходят из-под детален в сто-
роны, дл'?.я во s межи ость им провалиться вниз через отверстия
штампа.
Ирк раскрытии штампа вкладыши 6 под действием пружин /
розврашаются в исходное положение, а шиберы передают новые
заготовки на ’-ибку.
Штамп эксплуатируется на кривошипном прессе, оборудованном
автоматической подачей ленты.
2.40. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ ПИСТОНА :
-Штамп предназначен для изготовления пистона нз стали марки
65Г, которое заключается, в вырубке, формовке и двухпереходной
гибке лапок, причем вторая гибка выполняется, с. поднутрением,
получаемых? при перемещении рабочего инструмента в горизонталь-
ной плоскости. Отличительной особенностью "штампа является на-
личие в нем шиберного механизма, предназначенного для передачи
вырубленной заготовки на вторую позицию Штампа!
, Штамп работает следующим образом. После подачн материала
вырубленная пуансоном 9 заготовка с помощью отлигателей 10
укладывается нз подушку 12 и при холостом ходе ползуна пере- - .
/мешается шибером. £ на формовочную позицию.. Формовка детали'
производится за два приема: при рабочем и холостом ходах пресса:.
Во время рабочего хо^а/пуансон И на матрице 13 производит
^отбортовку кромок средней части заготовки я гибку лапок под углом
90°. При .этом заготовка проталкивается Через матрицу 13 н отдн-
нателем * прижимается к подставке./-#» - -
. .л При'ходе ползуна вверх подгнбатгйн ^ смонтированные на Пол-/
лзушках 2, после снятия, заготовки с пуансона 11 производят под-
.гибку лапок- t помощью клиньев , " ; - г -
При раскрытий штамиа^клинья 1 освобождают ползушкн 2 и
.последние под действием пружин возвращаются. в исходное поло*,
жен не. В это время подставка 14 перемещается планкой 6 под воз-.
. действием ползушкн 7 и клиня 5 н крайнее переднее положение,
’При котором отверстие в "подставке совпадает с отверстием форыот
? ночной матрицы. В результате этого деталь через отверстие в.под-'
£ ставке под де нет в в ем собственной массы выпадает нз штампа. Пол-
зущий 7 короче, длины паза в пдапке 6 На величину, а, чЭто нсобхб-
/димо, чтобы подставка оставалась в покое во время подгибки
f'jrahok при '^ат0ут&|4'-^одё, пресса. .3 /крайних положениях планка б
^удерживается.:«дернгк>еЙ4й*фажатпф8»т.\.-/
/Штамп эксплуатируете)!. из-,прессе» оборудованном механизмом
Шелковой подачи'леп^,; при Г(Х) ходах ползуна в'минуту.
^J//А •••••?• .г. ?-
sAl^/WkAiH'штамп ' :-1
Л;;W суупЬнй атой шмвеИгоя передачей . заготовок /:
! *. 4: ; $ч.-7 4' ~ ч - “:. *" *. - • . -А; 71"
.Штамп де^даготовле^й ^портфельного уголка,
Акотороеоперациях гвбкЖ
.В качеств/и^АЙД1юго >Ы^рЙМа ^пользуется холоднокатаная
jS'keirra, подаваемая в ютамн р^ййо-Клйновой подачей, установлен*
йа*":’ ' - -Г- . ..:
1
тнет применять
За I переход пг-оь-водится пробивка двух отверст--’ луаис
нами 4 на матрице о; И переход по конструктивным соображениям
является нерабочим. .
На Ш переходе пуансон $ производит вырубку заготовки, ко?
торая в конце рабочего хода отлнпателями 9 укладывается на под
кладку 10. При ходе ползуна пресса вверх шибер 5 лсд .действие
пружины 11 подаст заготовку до упора 2\ где пуансоном 3 на полу^
матрицах 1 производится П-образная гибка детали с удаление!®!
последней «напровал». •
Снизу к шиберу прикреплены’ две пластины 7, которые перек
рывают рабочее отверстие лолуматриц. в момент укладки на ни
заготовки. '
Штамп устанавливается на пресс-автомат с ролико-клиново?
подачей и работает при 200 ходах ползуна пресса в минуту. Сме
нои выработка, при этом'составляет 35 тыс. деталей.
ной из стоте пресса. Консгрупция птзу.ла
малоотходный раскрой тенгы»
Принцип работы mrto заключается в следующем. В конце
первого рабочего хода ползуна пресса, после подачи ленты до упора
съемника /Г‘ пуансон 5 на матрице 2- вырубает заготовку уголка^
Заготовка укладывается отлипателями 4 "на верхнюю плоскости
гибочной матрицы о. Каретка 17 с двумя парами .шнберов 23 и 21
клином 1 отведена вправо. Передача заготовок шод пуансон б пер-’
’ вой гибки осуществляется верхней парой шиберов 24 в момент .
подъема ползуна пресса. , ‘
На концах верхних шиберов имеются пластинки 22, которые:
перекрывают отверстие гибочной матрицы в момент, когда на не^1
укладывается заготовка. -. , . 1|
За второй ход пресса заготовка после первой гибки ПротзлюЦг;
вается сквозь матрицу в боковые прорези нижних шиберов 23. При’
обратном ходе ползу из заготовка досылается под пуансон 7. Этот \ i
пуансон производит ив матрице 8 вторую гибКу под углом €8°. '<
На каждом нижнем шибере установлен, подвижный прихват 22- ’
Под действием пружин .2/ прихваты зажимают предварительно со-
гнутую заготовку, чем сохраняют нужное- ее' положение относи-
тельно направления движения гибочного пуансона. В крайнем ле-
вом положении прихваты упираются в.ограничители ^/установлен-
ные на нижней плите штампа, в результате чего, поворачиваются :’<
освобо:-:.лают, заготовку. Для того чтобы работа’ штампа.была более ,
четкой, заготовка кз прихватов выбивается. Выбивка производится
щитком 9, установленным на осн 11,-Щиток поворачивается при .
ходе ползунаПоверх пружиной-27, при ходе ползуна вниз—-кян-
ном 7S,через систему рычагов 10L12 н ^З^УголокДрп второй гибке ;
остаётся на пуансоне /. С пуансона он'сбр'а'сырйе^^ъёывйком.:J5;
/Щитком 14 под действием,пруиейны 23-уголок стха^вде^^^^^ подеется автоматически,
рону на лоток, ведущий к таре. Регулирование передачи ^rtrtoBKtt;• ” - *»
• на последующие операции производится с помсжьШ болта /^.укреп-
ленного в каретке/7. ' . т
С, Простота К надежность работы всех узлов и/мехаинзмов ипаХта ’'
обеспечивают бесперебойную норхюльяую. работу .его- на скоросШйх
режимах штамповки. П^юнзводнтеЛъность «. штзмпа составляет
< 35... 40 тыс», уголков в смеиу» ? /’z
"; :к. ; !«:.• ШТАМП ПОЕДЕДОВАТЕЛЬНОГО ДЕЙ^ВПЯ .;
МЕААНИ^ОХГЙ»Я<11ЯАМга^К^/р“ v-'
/.4 М^БГАЗЙаЙ-гДОТАЛН-^А?'---^
Замка Кош^ьВк.-Д2’РЖЯ*Ъс0Д • нуинсон J2 .-возвращается' наа^^а/согпутая
< меиен. щйб^н^ЭДаИАпизм дл - ’ - ’ •' - -----
2ЛЗ. ШТА&З . ПОСЛЕДОВ ХТЕДЬНОГО ЛЕЙДИГ ~ у
ДЛЯ СДУВКИ И ФАСОННОЙ ГИБКИ
Штамп 1101 предназначен для., изготовления детали сложно
профиля (см. чертеж), которое заключается в >вырубке заготовку
по наружному контуру из ленты и фасонной гибко детали За тр«
перехода- Отлиш!те^БНой.,.особенностью штампа является то, чт§
.все три операции гнбки производятся в плоскости, перпейднкуйкр2
ной-движению ползуна пресса'. КромеДого, шибер в денном штампу
^выполняет.. роль пуансона для первой гибка заготовки. Лент
/ Пуансон 2, вырубив заготовку на, матрице'$/ проталкивает
*’ вниз, где оаа.отлшпателями 10 укладывается на фнксатор^$^аакло
.НОМ положении. А- у*:/5 . /А-чА ~
. \ При: подъеме полгу па ' пресса пуансон смоктнррваннык шй
ползушке 7, под дейепшем клина 6 захватывает заготовку и пр<£
изводит первую гибку на полу матрицах 1 й 4; разведенных в стен:
роны на необходимое, расстояние клиньями.5 (см.’положение i).
При следуюадем-р^чЙ^^Ш^ййлзуна пресса патзушка с пуа
. соном 8 возврйй§ется\в'^ а согнухая;<даЁотов«
>^^Цл'€нймается с дуаксЬна’'Аедпруж?1ЙШтымн.'с.ъе^шпкамй ,11\ смок’
^^^л^’р^аннымп'-'в гнездах ползушк»,- « удерживается пма. на месте.
*. ’ После отвода пуансона нлиЦья 5 сдангают-полумигриии и осу^
/. \/ • щесгвляется втсрзя/жвбКа (см. положение ?). .
. йВ самом конце.^б’^^Дож^йдЖй^пуаИсов #2. укрсштс*и1ын&
йолзушкё’ 14,. гибку детали под
/'к^С'-Гсгвием клина/Х^С^^ккожшшё’ 3)/
Прн обратном ^оде ползуна полуматрицы вновь рчходятся||
-----------------------------------ч деталь. вод,^йствйей|
отверстие штампа.- В лг-гЙ|
^вг'^ькхгйа штампа производя^ по/;ктр4к*’^^
бп типа»-.;. г ^/'5-
24
Aama/.o
- пррр^ рррсхед
I { л ° ~~
¥ переходу переход
2^ & w^tod
\2 переход (нерабочий)
А * 1 ' *
2 переход -• '. ';•
& лерехьб § 7 переход
' ё переход Sпереход (нсрадочиа)
S переход
ti переход
itk
8 txpexpg Влерегод
рпюль'^\ {/>ер5((^йЗ^
«ааюуэп>жх.
ssxs&x<sa
^г^а,х
\f треиод,
3 пепг.хвд ’/. ' " j -IмрехудlepfxidQmid}
Деталь | (ьррейуазй) ’ ' 4 -•• г“ ' '
2 переход
- переход
детали
Деталь
\------
-------П
S переход
ш®
Влереход лпррсхед
S переход X переход' р
Деталь
VXXXWXfX.
^переход
шаг tC
ЧХМЛМЯЖЛ
лерехсд
II переход
^entseti
<
?
7 m^piad{xepa(^ul)
S переход S переход *'
“ frS
ЦЙЙГ*!
i
«А*>
ё переход дпеасхед
rtefe^-
Itxeperad
^'^дьячё/рл шм&рс&м дсгаалрй.
-jutttr примем и яч-джха а
p^£pe;pu^ taae^dyx к&кеы
домед^Зртпрль^дупь, штанпвдка детаоеа,
mpcpjutouf ux прс&д/т й.р&рррщй
а дь’су^хи
• v ; .
**** /4»
25
3 txsexpa В переход
'.i'naxAt,
В переход I переход
I / л epodufoukr*?
2 г орехов
I переход
Деталь
f переходу переход
В переход -
S переход
j* переход (нерабочий)
2 переход
в персы
^Ф.9“‘
Sпереход 'Xxtetxxod' о
Деталь
• S переход
\»хж^яппхжпл
В^Я|
"Н~ЗДХ—,».
Ц переход
шаг it
Гг
' ^переход В переход fнерабочий)
а переход
Деталь | (лерсда^й/
детали
ф-ф-дааий
В переход .Ipppacod
«!>
у/МХХГ//1
V n^Bj^dlxepad&mfii
. г ‘ "’ ”
S переход Воеоехпд
essspssss
>3v-^
X222ZSS22LX:
,.- ; , i f треход
^ес'*вд \' ' *4 -f
S переход Вперсхед
Шкг
tS*
пеоехс-З
I переход
^Детали
<
I
i
•S3.CS>
В переход
(г.реЗу&щих г ^ерс-гий
и а.^рр'зла
'Biiw&tbxecftib ш/данлевчи дсгсалей,
•жиг ppzuirfrtt а отвезла c
(наподух p:cjk£u
ЗрследРЗарт^ь^дупь ттзнп^ха дгтаааа,
трёйующих apc^Ldati PiPSepaPuu
а
25
27
28
29
Штамп пмяесЬва/пеяыкз скйствия п
для изготовления короЗли с типами р, Ц
30
Л _ .4
31
32
Н -/1
вос/\гдоСиж юность штамповки
L‘-tcmu ысхе^обагймьыги <
СЯЯ tU.T.iJMhO$KU fiGKCrc - • JKQ
33
1
34
35
A-A
5~ Б поверху mn
36
паследооате.ебиость еитампид/си
Вид £
Д-Д п ifr^igrno
В-В повернули
6.0
детали
крючок
W . 9Д
I переход
12 переход ’
и переход '
(нерабочий)
I переход
Запонка
\Ю
?7
д
. Рсреныикп
1Р
Д ц
t и ।
L Pinene.
ход
Дпереход
•‘’ переход
icotpad
1 псйсхид
Дпереход
3 переход
г
% переход ж
(нерабочий)
S. переход.
. Штамп ,
для ттак1’.
действия
wpsx ргг’'с'-x дджза
ч
37
38
39
Л-А
41
42
Разрезы Л~Д, £~£. Ж-Ж СМ. ласт 2
Штамп последовательного действия
для многопереюдной гибки детали
сложного профиля
254
(листав?
' .'llll.ni I)
Г- Г лист • , подернуто
Ж~Ж /!(1с:п I, г.абернутс
S
Штамп после Звательного Лшт5-'»'
£,w нножрёрехооной гибки детали
агажього профиля
44
45
46
47
48
49
50
Глава 3
СХЕМЫ ШТАМПОВКИ И ШТАМПЫ СОВМЕЩЕННОГО ДЕЙСТВИЯ
(чертежи на с. 53—57)*
Одним из наиболее распространенных способов выполнения
в одном штампе различных операций является‘совмещенная штам-
повка, при которой деталь штампуется, за один рабочий ход пол-
зуна пресса и в пределах одного шв^а подачи. В таких штампах пе-
реходы (операции), необходимые «для изготовления заданной детали,
как правило, размешаются в направлении перемещения ползуна, .
л значит, и верхней части штампа. В зависимости от размеров г. ’•
готовляемой детали и характера производства штампы совмещенною .
.действия делают однорядными и многорядными. - .
У штампов совмещенного" действия по; конструктивным сообра-
жениям. а также с целью более удобной их эксплуатации обычно
внизу штгмпа располагается матрица для пробивки, которанслужит
одновременно неподвижным пуансоном для вырубки по наружному
контуру. Матрица для вырубки — подвижная, и закрепляется
в верхней части штампа. Разделение металла происходит преиму-
щественно в плоскости, перпендикулярной движению инструмента.
Рабочие поверхности пуансонов й матриц у штампов совмещен-
ного действия смешены друг относительно друга по высоте таким
образом, «то все операция выполиялзтея последовательно по мере
опускания ползуна пресса. << , '
Достоинствами штампов совмещенного действия являются их
компактность л высокая точность размеров и взаимного располо-
жения внутренних и наружных поверхностей штампуемых деталей. .
Они являются высокопронзводительнымк и безопасными при работе
на прессах, так как устраняют вторичные операции с ручной пода-'
чей заготовок в штамп. . ' •
Штампы совмещенного действия используются для изготовления
не только плоских'деталей," но'й -лтЯ\оДноврём'енного выполнения
разделительных и формонзменяющих штамповочных операций.
3.01. ШТАМПСОВМЕЩЕННОГО ДЕЙСТВИЯ
. ' . ТРЕХРЯДНЫП ДЛЯ ВЫРУБКИ ШАЙБ
Штамп {8} предназначен для изготовления плоских шайб из
ленточного материала. Штамп смонтирован на нормализованном
блоке с тремя направляющими колонками обычной конструкции.
На нижней плите штампа в держателе 11 установлены и закреп-
лены пуансоны-матрицы /2, играющие, роль матрйц при пробнике
отверстий и роль пуансонов при вырубке шайб по наружному кон-
туру. Съемник 2 действует от ‘восьми' пружин /. Он нгг.рлвлчегся
, и удерживается винтами 10.. \
На верхней плите установлены пуансонодержатель 8 с запрееео-
взнными в него пробивными пуансонами 3 и вырубная матрица 9.
. Внутри матрицы смонтированы выталкиватели 6, действующие че-
рез траверсу 7 н толкатели 4 и 5 от поперечины ползуна.
/ Длч направления ленты, предусмотрены планки 15, прикреплен-
ные к съемнику 2. Для устранения 4>рнлнианпя шайб к выталкива-
телям в них сделаны проточки для,уменьшения поверхности сопри-
косновеяия с шайбами. ‘
Удаление шайб за пределы .штампа производится сжатым воз-
духом, который подводится к соплу 14, установленному на стойке 13,
прикрепленной к нижней плите.штампа. Штамп эксплуатируется
на прессе, оснащенном валковой двухсторонней подачей. . ,
3.02. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ XZX
ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ КОЛПАЧКА
• Штамп 18) отличается от предыдущего тем, что в нем по-иному -
расположены рабочие части. Матрица 5 для вырубки заготовки
устанавливается и закрепляется штифтами 10 и винтами 4 на ниж-
ней плите штампа, а пуансон-матрица 9, наоборот, смонтирована
в верхней части штампа. Здесь же устанавливается пружинный
‘съемник 6, предназначенный для съема -полосы (отхода) с‘пуансона-
матрицы 9. ' - .
Вырубленная заготовка зажимается между плоскостями пуансо-
на-матрнны 9 и складкодержателя 3 с помощью шпилек 2, опираю-
щихся на .-опорную планку пневматического буфера пресса. При
дальнейшем перемещении ползуна пресса вниз пуансон 1 произво-
дит вытяжку колпачка. Сьладкодержатель 3 при раскры.ип штампа
снимает с пуансона отштампованную деталь. Удаление детали из
пуансона-.матрнцы осуществляется выталкивателем 8, действую-
щим от поперечины пресса через шпильку 7.
С целью увеличения производительности подобные штампы це-
лесообразно эксплуатировать на прессах, оборудованных совко-
- еым сбрасывателем, или на наклоняемых прессах-
7 L З.оз7 ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ «Г Г*
ДЛЯ ВЫРУБКИ. ПРОБИВКИ ОТВЕРСТИЯ И ОТБОРТОВКИ
Штамп 18) предназначен для изготовления фланца за один ра-
бочий ход пресса. Полосу устанавливают на матрицу / и подают
до грибовидного упора 3, фиксируя полосу в поперечном направ-
лении по упорам 2, ввернутым в нижнюю плоту штампа. При рабо-
чем ходе ползуна вначале пуансон 9 пробивает В полосе отверстие
под огбортовку, а затем пуансон-матрица 12 на матрице 1 произ- .
водит вырубку заготовки с последующей отбортовкой отверстия
на пуансоне-матрице 10.
В процессе деформирования заготовка остается постоянно за-
ж-атой между рабочими плоскостями пуансона-матрицы 12 и при-
жимного кольца //. которое при обратном ходе ползуна под дей-
ствием толкателей 8, работающих от буфера пресса, выталкивает
деталь из нижней часта штампа. Из пуансона-.матрнцы 12 деталь
удаляется в конце холостого хода вкладышем 4, действующим от
поперечины пресса через толкатель 5 и траверсу 6. Подвижный
съемник 7 снимает полосу (отход) с пуансона-матрицы 12.
3.(М. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ , V
для высокоточной ШТАМПОВКИ ]
Штамп (51 предназначен длж высокоточной штамповки детали
из тонколистового материала, д.ея изготовления. которой требуется
совместить две разделительные операции — пробивку отверстия и
51
вырубку детали — и одну формоизменяющую операцию— отгибку
двух участков детали под небольшим углом (см. чертеж).
Особенностью штампа является то, что рабочие поверхности
у пуансона-матрицы 1, расположенного в нижней части штампа, и
выталкивателя Л, находящегося в окне верхней матрицы 4, не пло-
ские, .а спрофилированы в соответствии с формой и размерами- го-
товой детали, но иногда исполнительные размеры рабочих частей
; штампа, которые воспроизводят изогнутый профиль детали, при-
ходится корректировать опытным путем.
В конце рабочего хода ползуна пресса производится правка де-
тали, что приходится учитывать при выборе марок сталей для изго-
товления пу ансоно держателя 5, в который в конце рабочего хода
упирается выталкиватель 3, и нижней подкладки 11 под пуансон-
матрицу 1. По данным работы 12) рекомендуется изготовлять эти
детали из стали 50 с твердостью после закалки HRC 45 ... 50. .
В штампах, в которых совмещается вырубка и гибка, может
быть и другое расположение рабочих частей. Это зависит от требо^
ваний, предъявляемых к конструкции и назначению детали.
Пакет штампа смонтирован на блоке с осевым расположением
направляющих колонок н втулок. Конструкция втулок такова, что
позволит по мере необходимости регулировать-зазор в направ-
ляющей паре (колонка—втулка) и устранять тем самым возможное
зарубание режущих кромок. Втулки 6 имеют продольный разрез
и конусную наружную поверхность. Они закрепляются в верхней
плите посредством двух гаек 7 и 8. Внутренний диаметр втулки ра-
вен диаметру направляющей колонки. Образующийся между втул-
кой и колонкой зазор, который увеличивается по мере эксплуата-
ции штампа, выбирается сжатием втулки с помощью гаек. Приве-
денная конструкция штампа позволяет точно регулировать направ-
ление движения верхней половины штампа по отношению к нижней,
а следовательно, получать высокую точность штампуемых деталей
и высокую стойкость рабочих частей. Подача полосы и ес фикса-
ция при перемещении на шаг. а также в поперечном направлении
осуществляется вручную с помощью упора 2 и планки 9, жестко
прикрепленной к пружинному съемнику 10.
3.05. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
ДЛЯ НАДРЕЗКИ. ГИБКИ, ПРОБИВКИ И ВЫРУБКИ
Штамп lol предназначен для детали, изготовление которой тре-
бует совмещения операций вырубки, пробивки, надрезкн и гибки.
Все операции выполняются за один рабочий ход ползуна. Вначале
- пуансон 5 на пуансоне-матрице 2 надрезает клинообразный язы-
, чок, а затем отгибает его на угол 90е. Одновременно с этим осуще-
ствляется пробизка квадратного отверстия и вырубка детали по
контуру пуансоном-матрицей 2 на матрице 4.
Полоса пропускается через штамп дважды. Сначала проштам-
повывается одни ряд. а затем, после поворота полосы, штампуется
второй ряд. Фиксация полосы в направлении подачи осу-
ществляется с. помощью шагового упора 6,' запрессованного
в съемник 3, а в поперечном направлении упорами 8, расположен-
нымн попарно в пазах плапок 7, прикрепленных к держателю 1
впереди и сзади штампа. Регулировка размера,ширины паза в план-
ках 7 для прохождения полосы упорами 8 не отнимает много вре-
мени, так хак производится один раз для всей партии полос/
3.06. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ КОНЕЧНОГО ЗВЕНА
.МЕХАНИЧЕСКОЙ ЗАСТЕЖКИ
Конструктивной особенностью штампа 112] является наличие
в нем двух пу ансонодёржателей— верхнего 9 и промежуточного 13,
который может перемещаться относительно первого.
В пазу нижней плиты 15 установлена рамка матриц 16, в кото-
рой смонтированы гибочная матрица 17, трафарет 1 и вырубная
матрица 2. На рамке матриц установлены направляющие планки 3
в направляющая плита 4 со вставкой 5. В пуансонрдержатель 9,
прикрепленный к верхней плите штампа, запрессован гибочный
пуансон 7, осуществляющий также вырубку средней части периметра
звена. Вырубной пуансон состоит из трех частей: средней частью
является гибочный пуансон 7, а два боковых пуансона 6, которые
оформляют конфигурацию лапок звена, закреплены во вставке
промежуточного подвижного пуансонодержателя 13. Опорная
плита fl предохраняет пуансон 6 от выталкивания из пуансонодер-
жателя прн вырубке заготовки.
При нерабочем положении штампа пуансонодержатель 13 сме-.
щей вниз относительно верха, штампа пружинами 10 и в таком по-
ложении стопорится выступами боковых упоров 12, прижимаю-
щихся к пхансонодержатслям пластинчатыми пружинами 8.
Во время рабочего хода пресса до окончания процесса вырубки
звена все три пуансона движутся вместе, что обеспечивает одновре-
менную вырубку звена г.о всему периметру. После вырубки заго-
товки упоры 12 находят • а скосы планок 14 и отводя гея в стороны.
По мере опускания ползуна пресса заготовка после вырубки про-
талкивается вниз и укладывается’на гибочную матрицу. В это время
пуансонодержатель 13, а значит, и два боковых вырубных пуансона
- останавливаются, но поскольку пуансон 7 продолжает перемещаться
вниз, он производит гибку детали с удалением ее снапронал».
Штамп эксплуатируется, на однокривошипном прессе простого
действия при 300 ходах ползуна в минуту.
3 07. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
ДЛЯ ВЫРУБКИ. ЕЫТЯЖКИ, ПРОБИВКИ И ОБРЕЗКИ
Штамп предка ничем для изготовления конусного колпачка без
фланца, которое заключается » вырубке заготовки* вытяжке кол-
пачка, обрезке его по высоте и пробивке отверстия с одновременной
формовкой донной части колпачка по радиусу.. .
Штамп обычней типовой конструкции смонтирован на стальном
блоке с двумя направляющими колонками, расположенными по осн
.штампа. Пуансон-Стрипа 7, входя в матрицу 8, вначале.вырубает
. заготовку наружной режущей кромкой, затем происходит пытяжка
колпачка на пугисоие 2* обрезка его ио высоте и в конце рабочего
хода ползуна вробнвка отверстия пуансоном 6 с формовкой донной
Части. Прижим вырубленной заготовки происходят лишь в начальный
момент вытяжки, г.оеде чего заготовка выходит из-под прижима 4,
. - действующего ст резинового буфера 1 штампа. .
При обратном ходе ползуна деталь остается в пуансоне-
матрице 7, откуда сна выталкивается вкладышем 5 п удаляется
сжатым воздухом "а ::рег.«*лы штампа. Полоса с пуансона-матрицы
снимается подт?жнк:< съемником 8, а ,отход от-обрезки — прижи-
мом 4 врй раскрытии шхаива/• V :»• ’ -
3.11. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
- ; u ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ И ГИБКИ РАМКИ ПРЯЖКИ
Штамп ^7-]\йредназначен для изготовления рамки гуяжки (см.
чертеж) заожн рабочий, ход пресса. После подачи проволоки
в штамп до планки-1* прн .ходейблзунавниз .ножи 8 и 9 отрезают
заготовку,, после чего 4 ползушкой 5/
под действием клина 7- с последующей’ По}дгнбкой свободных кон-
цов подгибателями 11: под/^ействием клина 12.'
Оправка удерживается в верху штампа при его нерабочем поло-
жении с помощью разрезной шайбы 3, которая заходит в пазы
-оправки. Длина паза выбирается с.таким расчетом, чтобы прн смы-
кании, штампа оправка оставалась*.неподвижной во время резки к
гибки‘детали. Деталь снимается с оправки прикол остом ходе пресса
после того, как оправка верхними уступами пазов .-соприкоснется
с шайбой 3 и начнет перемещаться вверх. Пластяйы 2 и 6 служат .
противоотжнмами для оправки при гибке детали. Перемещение пол-
зушки 5 влево осуществляется в два этапа. Сначала ползушка пере-
мещается при воздействии нижнего скоса клина 7 на скос иолзушкн,
; , что ..соответствует отрезке заготовки и П-образнон гибке ее. Затем
’• ползушка делает остановку, за время которой происходит подгибка
^ 'концов детали. Прн дальнейшем движении _лолзуна пресса вниз на ,
ползушку начинает воздействовать верхний скос клцйа, в результате
чего ползушка дополнительно перемещается/влеьо ^на 6.5 мм. При
этом происходит окончательное обжатие, деталХползушкой 5 и под-
гнбателями 7/. В ползушку со стороны .рабочего торЦа Запрессованы
два штифта 10, предназначенные для поддержки отрезаемой заго-
товки. Работа штампа при ручной подаче проволоки может про-
исходить при самоходном действии пресса;/
З.И. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ 7
. ДЛЯ ШТАМПОВКИ КЛЕММЫ \ч
Штамп' предназначен для изготовления клеммы нз листовой
латуни Л62 толщиной 1,2 мм за один рабочий, ход патчу из пресса.
Штамп .состоит из подкладки 9, пуансонодержателя /6, пуансо*
\нов 11 t\J3 и матрицы 12, закрепленных на верхней плите шта?зпа.
: /Внутри матрицы размещен выталкиватель 8, действующий от по-
перечины пресса. В нижней части штампа нйходнтся’.подкладка 3,
. держатель 4 с пуапсоном-матрнцей 14 и подпружиненный съемник 6.
смонтированный на винтах 5.
Полоса в поперечном 'направлении фиксируется двумя штиф-
тами 2, а в направлении подачи — штифтом 1. Прн ходе пресса
вниз пуансон 11, рабочая часть которого ьыполнена в виде зубила,
сначала разрывает (рассекает) материал на пуансоне-матрице 14,
а затем, по мере опускания вниз, отгибает борта детали с калибров-
кой их на конусной поверхности пуансона-матрицы 14. Одновре-
- менно с этим пуансонам 13 производится пробивка круглого отвеп-
. V стия .и его отбортовка с утонением металла ио ьсей высоте борта.
Рабочие торцы иуэнсона-матрицы 14 и выталкивателя 8 выпол-
нены ступенчатыми как в направлении оси симметрии детали, так
и в перпендикулярном направлении, что позволяет вместе с вырубкой
заготовки осуществлять изгиб детали и отгибку краёв' в соотаетстник
с чертежом. Полоса (отход! снимается с пуансона-матрниы съемни-
ком 6, а готовая деталь, вытолкнутая лэ матрицы 12, удалнется за
пределы штампа струей сжатого воздуха. К. ci-еминку прикреплены
ограждения 7. защищающие руки рабочего от попадания нх в p.>-5<w\ ю
зону штампа. С целые экономин материала используют вг.треч:-.ый
.однорядный раскрой, прн котором полоса пропускается через игтамп
дважды с поворотом ее кз 1807. •- ' у
3.08. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
ДВУХРЯДНЫЙ ДЛЯ 1131 ОТСЕЛЕНИЯ ОПОРНЫХ кнопок
Штамп совмещает вырубку заготовок с их вытяжкой и удале-
нием «напровал». Рабочими частями штампа являются матрица 7
для вырубки заготовки по наружному контуру, вытяжные пуан-
соны 8, пуансон-магрица 3, наружный контур которого служит
пуансоном для вырубки, а внутренний — матрицей для вытяжки.
Вытяжные пуансоны смонтированы в каленых втулках 4 по .подвиж-
ной посадке и подпираются сверху сильными пружинами 5.
Штампуемая лепта перемещается по съемнику 2 в пазах направ-
ляющих' планок 1. При смыкании штампа вытяжные пуансоны,-
упираясь в ленту, утапливаются в матрицу 7 до тех пор, пока они
не упрутся хвостовой частью в промежуточную плиту 6. В это время
происходит вырубка заготовок с последующей вытяжкой кнопок
пуансонами 8, которые под действием сжатых пружин 5 прн нижнем
положении ползуна проталкивают готовые детали через пуансоны-
матрицы 3 «напровал».
Наличие плавающих вытяжных пуансонов уменьшает величину
погружения пуансонов-матриц 3 в матрицу 7, что улучшает условия
эксплуатации штампа. При холостом ходе ползуна съемник 2 с по-
мощью пружин 9 поднимает штампуемую ленту в исходное,п<ЭДь,
жение. ; - -
Штамп устанавливается на быстроходный ; пресс-автомат с чн-;
слом ходов 250 в минуту. Производительность штампа за смену
достигает 115 тыс. опорных кнопок.
3.00. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
ДЛЯ. ШТАМПОВКИ КНОПКИ ЗАМКА ЧЕМОДАНА
Штамп предназначен для изготовления кнопки чемоданного
замка. Исходным материалом является лента. В процессе штам-
повки она перемещается автоматически с помощью крючковой по-
дачи, которая монтируется на нижней плите штампа с его выход-
ной стороны (на чертеже не показана).
Вырубной пуансон 5 (он же является и вытяжнгй матрицей)
вырубает заготовку па матрице 1 и прижимает ее к прижимному
кольну 10, находящемуся под воздействием буфера 9. Вытяжка
кнопки осуществляется пуансоном 8, который одновременно прн
пробивке отверстия служит матрицей- Формовка кольцевой выемки
в донной части детали производите я пуансоном 6.
Пробивка отверстия и епбортоька выполняются пуансоном 7,
запрессованным в держатель 4. Готовая деталь выталкивается нз
нижней части штампа кольцом 10. а из верхней — толкателем 3
под действием пружины 2. Отштампованная деталь остается в ниж-
ней части штампа” й при перемещении ленты на очередной шаг уда-
дается последней через провальное окно в тару-
зло. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
ДЛЯ ВЫРУБКИ. ВЫТЯЖКИ, ПРОБИВКИ И ОТБОРТОВКИ
Рабочими деталями штампа 151 являются вырубной пуансон 5
(он же и вытяжная матрица), пробивной пуансон 4, вытяжной пуан-
сон 2 (он же н матрица дтч пробивки) и матрица 1 для вырубки за-
готовки. К вспомогательным деталям относятся пузнсонодержа-
. тель 6, выталкиватели 3 и 8. буферное устройство 9 п толкатели 7
я 10. Пакет штампа устанавливается на нормализованный блок
с задним расположением направляющих колонок и втулок.
Штамп имеет такую же компоновку рабочих частей» как к пре-
дыдущий. '.
52
4 5 6 7 S 9
Деталь
Ф3,7^3
Б~д aoSestwno
13
5KS«
ЧЯЦЧМ*
• I Штамп
I трехрй§ный 9ля ^мрд^на $иай^
/1 . . •
Заготг&а
53
Штамп сп§меш.еннйго дш&пбия
вь.'соко/п^яоа щтампо&си
Штамп собмещемвго дсйстёаи
д.^ обрезки, гибли^
-з щк£и8ха а Вьш&ш
54
Штамп аШмещехного действия
для штамповки коечного звж
мехиеичвсюй застежхи
55
4,8
д -/I Б -Б повернуто
Штамп совмещенного действия
двухрядный для изготовления
опорных кнопок
СП
О)
Штамп совмещенного действия
для штамповки кнопки замка
чемодана f
Штамп совмеще1П1ого дсшлп^Ш1
для выруокй, вытяжки, пробивки
и отбортовки____________________
410
Штамп совмещенного действия
. для штампсдкй клеммы
5.12
Глава 4
СХЕМЫ ШТАМПОВКИ И ШТАМПЫ ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ
(чертежи на с. 63—75) ' / .
4.0!. Ц^ГАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ! ДЛЯ ИЗГОТОВЛЕНИЯ ОВАЛЬНОЙ ПЛАНКИ
С, ДВУМЯ|ЛАПКАМИ, ОТОГНУТЫМИ ПОД УГЛОМ 90’
Штамп предназначен для изготовления овальной планки с двумя
- лапками, отогнутыми под углом 90°. г , ". *
. \ В штампе выполняется надрезка, гибка; вырезка и вырубка
детали по наружному контуру. Фиксация ленты в направлении по-
дачи достигается с помощью двух шаговых ножей, обрезающих
ленту по ширине с 50 до 46 мм. Деталь, и5 .: чуется за пять перехо-
дов при двух нерабочих (И n IV), налич.х которых вызвано кон-
структивными соображениями. За I переход пуансонами 19, впрес-
сованными в держатель /8, на подвижной матрице /5 производится
нэдрезка* ленты снизу вверх с одновременной отгибкой двух лапок
Под углом 90°. Съем ленты с пуансонов осуществляется вкладышем /,
действующим от пружин 2, прн движении ползуна пресса вверх.
На Ш переходе пуансоном 6 на матрице 3 вырезается перемычка
между лапками с образованием поперек ленты фасонного отверстия.
Далее, на V переходе пуансоном 5 осуществляется вырубка заго-
товки и гибка пуансоном 8 под углом 90° двух продольных буртиков
высотой 2,5 мм. Торцовая поверхность вырубного пуансона’ слегка
завалена к режущей кромке, это позволяет одновременно с выруб-
. кой произвести небольшую формовку плоской заготовки.
Для удаления детали из пуансона 5, являющегося одновре-
менно н матрицей для отгибки буртиков, в нем смонтирован вкла-
дыш 14, действующий от пружины 13 к удерживающийся от выпа-
дения из пуансона штифтом 12.
Прн опускании верхней части штампа штифт упирается
в упоры 11,. запрессованные в съемник 10, и приостанавливает свое
движение вниз. Вместе с ним останавливается и вкладыш; в резуль-
тате чего лапки, отогнутые на 1 переходе, не деформируясь, сво-
бодно входят в пуансон 5. .
В процессе длительной эксплуатации данного штампа наблю-
дались случаи попадания одной из лапок детали в зазор между
пуансоном и вкладышем, что приводило в конечном итоге прн бы-
строходной автоматической штамповке к поломке штампа.
С иелью исключения этого явления на вкладыше, по двум ею
боковым сторонам, на осях 16 шарнирно установлены рычажки 17,
.которые под действием пружин Р постоянно прижимаются к пуан-
сону, выбирая прн этом постоянно увеличивающийся зазор, и на-
дежно выталкивают из пуансоча деталь. Удаление детали из ма-
• трины 3 производится выталкивателем 7. действующим от буфера 4.
-Таким образом, готовая деталь при холостом ходе ползуна
пресса.остается на поверхности матрицы и с помощью ленты, после
подачи последней на очередной исг, сбрасывается по наклонной
плоскости в тару.
Сменная выработка на штампе составляет 30 тыс. деталей. -
58 . ./ '
4.02. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ, ПРОБИВКИ, ОТБОРТОВКИ
И ВЫРУБКИ
к Штамп предназначен для изготовления пустотелого колпачка
из латуни за пять ударов пресса с ручной передачей обрабатывае-
мого материала с одной позиции штампа на другую. Штамп смонти-
рован на двухколонном блоке с диагональным расположением ко-
лонок.
На I, II л Ш переходах пуайсонами 21, 13 в 16 на матрицах /,
4 и 5 осуществляется соответственно вытяжка колпачка, пробивка
отверстия в донной части ц отбортовка. На IV переходе с помощью
ловителя 8 стержневого типа, запрессованного в обойму Ц, вруч-
ную производится фиксация подачи ленты на шаг. На V переходе
пуансоном 17 на матрице 10 вначале производится вырубка заготовки,
а затем на матрице 9 прн жестком ударе пресса — формовка фланца.
Подъем (выталкивание) ленты для ее перемещения осуществляется
толкателями 2 и 6, действующими от г.ружнн З.и 7. Промежуточная
подпружиненная плита 14 выполняет функции съемника материала
с пуансонов и при смыкании верха штампа с низом проглаживает
ленту. .
Оригинально выполнено устройство для удаления готовых дета-
лей из штампа. При раскрытии штампа деталь остается на лови-
теле 15 и удерживается на нем до тех пор, пока толкатель 20, действу-
ющий от планки ползуна пресса, нс повернет по часовой стрелке дву-
плечий рычаг 1S, шарнирно установленный в пазу верхней плиты
штампа на оси 19. При повороте рычага происходит подъем ловителя,
при этом деталь с ловителя сннм!ается н сжатым воздухом удаляется
за пределы штампа.
Штамп снабжен двумя ограничительными планками 12 и 22,
которые предохраняют руки работающего от попадания в опасную
зону.
4.BS. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДВУХРЯДНЫЙ
ДЛЯ ШТА.МПОШКК НАКЛАДКИ
Штамп предназначен для двухрядной штамповки накладки
замка ве.тосумки, для изготовления которой требуется пробивка,
рельефная формовка, вырубка пю наружному к. -.туру и гибка де-
тали. При зтом две первые оцеращни выполняются последовательно
с перемещением ленты с I на If переходы, а две последние — совме-
щенью, без перемещения ленты, по мере движения ползуна пресса
вниз <1Н переход).
Особенность штампа состоит ев том, что его принцип работы ана-
логичен озботе ползунов у пресс со а двойного действия. Это дости-
гается оригинальным устройством верхней-части штампа. Она со-
стоит из двух пуансонодержателей 5 и 9,' один из которых может
перемещаться относительно другого. В‘ верхний пуансонодержа-
тель 9, жестко скрепленный с плитой штампа ./^.запрессованы
пуансоны 11 для рельефной формовки и пуансоны 8, предназначен-'
ные для гибки лапок под углом 90°. В промежуточном п'уансбнсМ
держателе 5, который связан с направляющими колонками 13 блока
посредством двух запрессованных в него втулок 15, закреплены
пуансоны 16 и 4, выполняющие соответственно пробивку отверстий
и вырубку заготовок. Плита 6 предотвращает пуансоны /б и 4 от
смещения их относительно пуансонодержателя вверх прн рабочем
ходе ползуна.
На. нижней плите блока монтируются матрица / со вставками-
матрицами 20 и 2/ и жесткий утолщенный съемник 2, являющийся
одновременно и .направляющей плитой для пуансонов.
При раскрытом штампе промежуточный пуансонодержатель под
воздействием пружин 7 опирается на головки винтов 3, а боковые
упоры 14 пол воздействием пружин /2 занимают в штампе верти-
кальное положение.
Во время рабочего хода ползуна пресса все пуансоны двигаются
вместе до момента окончания разделительных операций. Деформи-
рующее усилие прн этом передается через пуансоны и опорную
плиту 6 на боковые упоры, а следовательно, и на верхнюю плиту
штампа. При дальнейшем движении ползуна вниз ролики 17, встре-
чаясь с фасонными пальцами 18, отводят упоры в стороны и осво-
бождают пуансонодержатель 5, который, опираясь на упорные
болты 19, ввернутые в съемник, прекращает свое движение — пру-
жины 7 сжимаются, а винты 3 опускаются. При этом пуансоны 8,
перемещаясь - вниз, проталкивают вырубленные заютовкв через
матрицы 21 и производят загибку лапок у деталей с удалением по-
следних из штампа «напрогал*. В конце рабочею деда п\аксоны 11
на матрицах 20 производят рельефную Формовку .ютопнюк.
При холостом ходе ползуна промежуточный пуансонодержатель
вначале некоторое время неподвижен, а затем поднимается голов-
ками винтов 3 и перемещается как одно целое е верхней частью
штампа. Перемещение ленты осуществляется автоматически с по-
мощью механизма подачи пресса.
Простота конструкции, высокая произзоднтельность. «алые га-
бариты й возможность устаногки штампов такой конструкции на
обычные универсальные мелкие прессы позволяют рекомендовать
их для изготовления подобных деталей.
4.04. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ, ВЫТЯЖКИ И ВЫРУБКИ
Штамп предназначен длч изготовления детали типа колпачка.'
с конической боковой поверхностью и отверстием в донной части.’
Колпачок штампуется за два перехода: пробивка отверстия пуансо-
58
ном 3 па матрице 4 — I переход, вытяжка и вырубка детали соот-
ветственно пуансонами 2 и /т-П переход. Пуансон 2 является
одновременно и ловителем, фиксирующим перед’вырубкой положе-7 \
...^^ще^денты по пробитому предварительно отверстию. ' '
с шаговым ножом 5 в пуансонодержатель запрессована
^направляемая по окну матрицы планка 6, которая служит протнво-
; отжимом для ножа, воспринимая боковые усилия, возникающие'
^при односторонней резке.
В съемнике 7 укреплена термообработанная планка 3, пред- ,
. "назначенная для фиксации ленты при подаче на шаг.
<, . Характерным для этого штампа является наличие в. нем боко-
. Boro прижима ленты, для чего прижимная планка 9 неподвижно
-соединена с поперечиной /0, которая своими выступающими пол-
v ками ограничивает перемещение планки. Лоток 13 скреплен с пра- • ‘
вой и левой направляющими планками. Прижим ленты осущест-
..вляется пружиной 12, соединенной посредством штырей.// с попе- ’
речиной 10 я левой направляющей планкой штампа.
Штамповка колпачка производится с автоматической подачей
ленточного материала.
4.05. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ-ШТАМПОВКИ ВЕРХНЕЙ КОРОБКИ ЗАМКА
Штамп предназначен для изготовления из ленты верхней ко-
робки большого портфельного замка. Деталь штампуется ?за три
перехода: пуансонами 8 на матрице ,12 пробивается два фигурных
отверстия (I переход), пуансонами 9 и 10 производятся соответ-
ственно надрезка части контура заготовки в пробивка двух прямо-
угольных крепежных отверстий (И переход), На 1П переходе вы-
полняются три операции: пуансоном 7 осуществляется вырубка де-
тали по контуру йбвгде (см. последовательность штамповки)’ и одно-
временно с этим гибка буртика и пробивка отверстия. Эти операции,'
выполняются на подпружиненном вкладыше «?, внутри которого
на двух штифтах 2, запрессованных в подкладку 1, смонтирован
пуансон 4 для пробивки отверстия трапециевидной формы, Матри-
цей при этом является пуансон 7, из которого отход удаляется вкла-
дышем 5 под воздействием пружины 6. Отход легко запрессовы-
вается в деталь, которая при перемещении ленты сталкивается
с поверхности матрицы н направляется по скосу в тару. При паде-
нии детали отход отделяется от детали вследствие удара.
Шаговые ножи 11, калибрующие ленту до размера 49 мм, имеют
со стороны режущих кромок по два уступа, с помощью которых
на боковых кромках ленты образуются небольшие вырезы, способ-
ствующие свободному продвижению ленты в процессе штамповки
между направляющими планками штампа. Дело в том; что в про-
цессе штамповки происходит постепенная выработка упоров наг.рав-
ляющих плавок, до которых досылается лента при ее перемещении
’ на заданный шаС. Кроме того, при работе штампа наблюдается при-
тупление вершин прямых углов рабочих кромок ножей по радиусу.
Это приводит к тему, что на боковых кромках ленты после ее обрезки
остаются узкие, не отрезанные от ленты, выступы иглообразной
фермы, которые затрудняют перемещение ленты в штампе. Пра
, заданной же форме шаговых ножей эти уступы («яглыЯ находятся
<’не на калиброванных кромках ленты, соприкасающихся с надрав-
Еимн планками, а в специальных вырезах. Поэтому они легко
1Ваклея ударами планок и .не .препятствуют перемещению
на шаг. По данным работы (151, высоту устхков ножей ре-’
комендуется выбирать и пределах от половины доходной толщины
штампуемого материала. j
Штамп надежно и устойшво работает в автоматическом режиме
г.ри 60 ходах пресса в мшуту. ’ У •
4.1)6. ШТАМП ШЮЛ-ДОВАГЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ШТАМПОВКИ КОНТАКТНОГО ЛЕПЕСТКА
Штамп, предназначен для изготовления лепестка из ленты тол-
щиной 0,4 мм за семь переходов. Следует заметить,жто форма кон- .
тура детали- в данном случае получается при выру|бке перемычки
между деталями (см. последовательность штамповки).
, 3а I и II переходы пуансонами J и 2 вырубается междетальная .
. перемычка, пуансон 18 вырубает круглое отверстие, а шаговый.
. нож калибрует ленту. На Щ переходе ловители 3 и 12 фиксируют
ленту: на IV — пуансоны 11 на матрице 15 и матрице-вставке 8
. надрезают лапки н отгибают их под углом 90°; V переход из кон-
структивных соображений нерабочий; на VI переходе пуансон- 19
оформляет полуконтур концевой части заготовки и, наконец, на
VII переходе сначала пуансонами 19 и 4 осуществляется отрезка
заготовки or ленты с образованием окончательного контура, а за-
тем пуансоном 5 — гибка с последующим удалением готовой детали _
из гнезда .матрицы выталкивателем 9. находящимся под действием .
пружины 10. Таким же образом толкателями 13 выталкивается
полуфабрикат на поверхность матрицы 15 на IV переходе.
' Штамп позволяет изготавливать детали, к которым предъяв-
ляются высокие требования как по точности размеров, так и по
.взаимному расположению элементов детали. Это.достигается вве-
дением в конструкцию отдельных деталей в узлов штампа ряда
изменений, делающих этот штамп отличным от ранее рассмотренных.
Во-первых, штамп снабжен направляющими колонкам» 16,
закрепленными в. верхней части штампа и проходящими непосред-
ственно через пакет штампа с направлением в матрице /5. Для
устранения возможных перекосов подвижного съемника 6 при его
перемещении в процессе штамповки он имеет строгое направление
по колонкам 16. В свою очередь, съемник служит для строгою
* центрирования пуансонов относительно матрицы. . \ ’
Во-вторых, требуемая точность детали обеспечивается надеж-
ным направлением штампуемой ленты относительно режущих эле-
ментов штампа. для чего направляющая планка 14 иод действием
пружины 1 прижимает лен ту к неподвижной планке 17. Кроме
того, положение ленты перед совершением технологических one- .
раций корректируется двумя ловителями 3 и 12.
4.07- ШТАМП ПОСЛ1ЕДОВАТЕЛЬНО-СОВ.МЕЩЕННОГО
ДЕЙСТВИЯ С БВИБСРНЫМ МЕХАНИЗМОМ
ДЛЯ ШТАМПОВКИ ШАЙБЫ
В штампе выполняется итять операций: формовка а ленте, вы-
рубка заготовки, вытяжка жолпачка, пробивка отверстия и обжим.
В штампе предусмотрено пятгъ переходов, из которых I, П1 н IV
являются рабочими. II переход по конструктивным соображенном
нерабочий, a V является ршзгрузечпыч, здесь производится уда-
ление деталей нз штампа. 11ерзые лрк перехода располагаются по
ходу перемещения штамисемгой ленты, г дваостальных —перпенди-
кулярно к лепте. . .
Конструктивной особенностью штзмпа является налично з нем
шиберного устройства, позволяющего передавать обрабатываемые .
заготовки поштучно е одного перехода штампа на другой. В устрой- •
стзо входит двухсторонний клин 18, сообщающий возвратно-посту-
пательное движение ползущие 2, на которой закреплен шибер 8
с тремя отверстиями, из которых первые два справа являются ра-
бочими, а .ретье отверстие — вспомогательное, предназначенное ’
для прохождения через него пуансона 3 при рабочем ходе ползу на.
После формовки (I переход) лента через один (нерабочий! шаг
передается на третью позицию, где пуансон 3 на матрице 17 сна-
чала вырубает заготовку и проталкивает ее сквозь матрицу и от-
верстие в шибере; а затем на пуансоне 15, запрессованном в держа- ,
тель 16, осуществляет вытяжку колпачка. В конце рабочего хода
пуансон 4 производит пробивку отверстия.
При ходе ползуна вверх полуфабрикат удаляется из верхней
части штампа подпружиненным выталкивателем 5 и остается в ма-
трице 17 до тех пор, пока не будет рассгопорен выталкиватель 13.
Фиксация его осуществляется планкой 19, перемещающейся вправо
(ра< . гй ход) посредством пружины 1, а влево (холостой ход) — -
КЛ1.’. г 20. После выхода пуансона 3 из отверстия шибера в работу
' вступает клин IS и перемещает шибер в крайнее левое положение,
при этом среднее отверстие шибера совпадает с III переходом
* штампа.’ В этот момент клин 20 отводит планку 19 влево, выталки- ’:
ватель 13 освобождается и, двигаясь вверх под действием пру- -
жины 14, снимает полуфабрикат с пуансона 15 и вталкивает его
в отверстие шибера, обеспечивая, в свою очередь, фиксацию планки
в крайнем леном положении при раскрытом штампе.
При рабочем ходе ползуна колпачок транспортируется шибером
на IV переход и обжимается пуансоном 6 на конусной матрице 9,
в которой смонтирован выталкиватель 10, действующий от пру-\
живы 12. В нижнем положении выталкиватель /0тзк же, как н вы-/
• талкаватель 13, стопорится за фланец планкой 19.
При холостом ходе пресса шибер перемещается влево на шаг,
планка вновь под действием клина совершает холостой ход, осво-
бождая при этом выталкиватели 10 и 13, которые удаляют обраба-
гйвае.чые заготовки из гнезд матриц и переносят их в рабочие от-
верстия шибера. При смыкании штампа одна нз заготовок пере-,
дается шибером на следующую операцию, а другая — на позицию
разгрузки, где пуансоном 7 за каждый ход ползуна из шибера вы-
талкивается готовая деталь, направляемая по скосу нижней плиты'
штампа в тару—ковш 11.
Штамп устанавливается на обычный кривошипный пресс, обо-
рудованный универсальной ролико-клиновой подачей ленты.
4.0$. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ШТАМПОВКИ ПЛАНКИ С ПРОРЕЗЬЮ
По старому технологическому процессу планка (см. чертеж)
изготовлялась за две штамповочные операции: производилась вы-
рубка заготовки на прессе-автомате с использованием штампа по-
следовательного действия и формовка детали с поштучной ручной
укладкой заготовок в штамп. Вторая операция являлась малопро-
изводительной, так как при укладке заготовок в штамп необходимо
было следить за тем, чтобы заусенец по контуру заготовки перед ее
формовкой находился вверху, т. е. на внутренней поверхности го-
товой детали. Однако лаже при таком способе штамповки не уда-
валось полнее: ью избежать заусенца на лицевой стороне детали
59
по ее внутреннему контуру. Рассматриваемый штамп исключает
это явление и позволяет получать готовую деталь за каждый рабо-
чий ход пресса.
Штамп последовательно-совмещенного действия оригинален по
своей конструкции. Для ос\ш.ествленпя ючной передачи ленты на
заданный шзг.она калибруется шаговым ножом 11. Штамповка де-
тали производится на прессе-автомате с клино-роликовой подачей
за три перехода. На 1 переходе с помощью пеапсопов-матрнц 2 и
13, запрессованных соответственно в держатели 15 и 10, осущест-
вляется надрезка мерцала снизу вверх с одновременной гибкой
двух продольных буртиков. Съем ленты с пуансонj-матрипы. 2 про-
изводится выталкивателем 1, действующим от буфера 3 штампа.
На II переходе пуансоном S на матрице 14 выполняется раз- /
резка перемычки с отходом. Для-снятия ленты с пуансона на-по-
следнем смонтирован съемник-прижим 20. На III переходе проис-
ходит вырубка детали и отгибка на угол .90° двух крепежных лапок.
На режущей кромке пуансона-матрицы 7 сделана фаска, которая
позволяет в процессе вырубки скруглить у детали наружную кромку.
Для удаления детали из верхней части штампа предназначен
выталкиватель 12, действующий от пружины 8 н удерживающийся
от выпадения из пуансона-матрицы штифтом 19. В конце рабочего
хода ползуна штифт встречается с упорами 18, установленными
в съемнике 21, и приостанавливает вместе с выталкивателем свое
движение вниз, что позволяет пуансону 17 свободно произвести
операцию отгибки лапок. Из матрицы деталь удаляется выталкива-
телем 16 н с помощью лепты, после подачи последней на очередной
шаг, перемещается влево. Для полного удаления летали из штампа
служит выполненный в виде двуплечего рычага сбрасыватель 4
и пружина 5, установленные на осн штыря 6. При смыкании штампа,
перед началом вырубки следующей детали, рычаг, встречаясь с ка-
леной вставкой 22, прикрепленной к съемнику, поворачивается
по часовой стрелке, захватывает деталь и сталкивает ее с поверх-
ности матрицы в тару.
Штамп позволяет получать за смену 30 тыс. деталей.
4.0$. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ШТАМПОВКИ УГОЛКА ОКОННОЙ ЗАДВИЖКИ
Штамп 17] предназначен для изготовления угольника, которое
заключается в иробяьке двух отверстий диаметром 5 мм, обжимке
фасок в отверстиях, отрезке, гибке и пробивке одного отверстия
диаметром 12,5 мм. Штамп состоит из двух узлов: в первом узле вы-
полняются в ленте две первые штамповочные операции, а во «то-
ром— остальные три. Каждый узел легко разбирается, что упро-
щает изготовление и эксплуатацию штампа, так как дзет возмож-
ность замены или быстрого* восстановления менее стойких элемен-
тов конструкции.
Угольник штампуется за семь переходов. I переход — пробивка
двух отверстий пуансонами 11 на матрице 12: I! переход — по кон-
структивным соображенном нерабочий, здесь, лента фиксируется
двумя ловителями 15: Ш — обжимка фасок пуансонами 10 и 16:
IV — нерабочий; V — отрезка заготовки ножом 17 в гибка ее под
углом 90° пуансоном 5 на гибочной матрице 3 и вкладыше 2. Затем
согнутая заготовка смещается в сторон) от фронта апамиз н через
нерабочий переход ЛШ производится пробивка отверстия диаме-
тром 12,5 мм пу алсонсм на матрице 28.
лл
Повышенный зазор мои.дх ножом 17 ч пхаксоном 5. подл чаю-
щийся после nepfiii.nuk’r.-.,!! устраняется г.у гем перемещения ножа
к пуансону болтами 25. Гибка производится при жестком обхсттни
детали на вкладыше, на чотюры . через толкатели 18 перетзегся
воздействие буфера штампа. Пуансон 5 с державкой б'. смонтиро-
ванные в корпусе 22, нс имеют жесткой связи с верхней плитой
штампа; они поднимаются и удерживаются над матрицей пружи-
ной 7 так, что рабочий торец пуансона совпадает с плоскостью а
корпуса.
После гибки деталь выталкивается из матрицы до уровня режу;
щей плоскости ножа 17 и передается шибером 24 на ейедующий пе-
реход. При этом деталь направляется пуансоном 5 и нодйру^и-Л'у -
ценной шторкой 4, укрепленной на оси 6. При подаче лен гы шторка*-.^
отклоняется влево и не препятствует ее перемещению, а' посде
гибки шторка вновь занимает вертикальное положение. Передача-
согнутой заготовки на следующий переход происходит почти одно-
временно с подачей лепты, что становится возможным благодаря
подъему ленты с помощью штифта 1 до плоскости а корпуса. Лепта
подается в штамп механизмом валковой подачи, смонтированным
на прессе, а передача полуфабриката на последний переход иронз- '
водится шибером 21, получающим возвратно-поступательное дви-
жение от клина 9 через ролик*?/ и угольник 23.
Поскольку шибер при i иже заготовки находится в рабочей
зоне штампа, то ок располагается на такой высоте, которая не
препятствует' процессу гибки и обеспечивает надежную передачу
полуфабриката. На VI переходе согнутая заготовка фиксируется
(тормозится) подпружиненным пальцем 20, что исключает прежде-
временное попадание заготовки на VII переход под действием сле-
дующей заготовки. Фиксация заготовки на VII переходе «суще- -.
ствляется упором 49, боковой щтоскостью корпуса 22 и хтодщен-. ,'
ной частью пуансона 26. После пробивки, при ходе ползуна пресса .
вверх, деталь, находящаяся на пуансоне, поднимаясь, вверх, оувр->,^
дпт подпружиненный толкатель 27, доходит до Г-образной части,
корпуса 22 и выбрасывается из штампа.
Положение режущих плоскостей матриц. 12 и 28 для пробивки,
отверстий не изменяется по мере их перешлйфовок, так как они
поджимаются снизу соответственно винтами 13 с контргайках!»! 14
и клиновым устройством, состоящим нз скошенной шайбы 29,
клина 30 и винта с контргайкой. . .
4.10. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО J .
ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ, ПРОБИВКИ, ОТБОРТОВКИ.
РАЗВАЛЬЦОВКИ И ВЫРУБКИ
Штамп предназначен для изготовления детали (см. чертеж)
за два перехода: первый переход — вытяжка, пробивка отверстия
н его отбортовка, второй переход— вырубка детали по наружному
контуру и развальцовка отбортованной части детали.
Полоса (лента) подается до временного упора 18 полуавтомати-
ческого действия, смонтированного на осн 20 съемника 7. В упоре1
сделан продолговатый паз. па длину которого упор выдвигается
под действием пружины 19 и фиксируется s отведенном положении
в пазу съемника. Для фиксации полосы перед первым ударом пресса
упор 1S устанавливают вручную.
При совершении прессом рабочего хода клин 16 воздействует
на штифт 17 упора н выводит последний нз зоны перемещения по-
лосы. Пуансон-матрица 1 на .матрице /о производит вытяжку ци-
лнндрнческой части детали, а пуансон 14 пробивает отверстие и
осуществляет его отбортовку. После первого удара пресса полоса
подастся до второго упора 5 автоматического действия. IL. И пе-
реходе после фиксации полосы пуансонами 9 осуществляйся вы-
рубка заготовки пуансоном 2 на матрице 15, а в конце хода — раз-
вальцовка борта «детали.
При раскрытии щтампа полоса с помощью выталкивателя 13,
действующего от пружины 12, остается на съемнике 7, осуществля-
ющем съем полосы с рабочих частей нижней половины штампа.’
Готовая деталь остается вверху штампа и удаляется оттуда в конце
подъема ползуна !вы галкивателем 10, действующим через рычаг 11
от механического выталкивателя пресса.
Принцип действия упора 5 таков: при нерабочем положении
/.штампа упор находится над поверхностью съемника, пр» этом тол-
^Эйтель 6, действуя ниже оси 4 на собачку 3, расположенную s пазу
упО^а,д,устанавдиаает собачку в вертикальное положение, запод-
' лйцо^^^^9^<др которого подается полоса. При рабочем ходе
пресса упор и утапливает его; толкатель о начи-
нает воздействбват^^О:^^ач?<у выше осн 4, вследствие чего $обачка
поворачивается noVacS'^^^^w^ji заходит под перемычку полосы.
При обратном ходе пресса- 'л ^кдоепная собачка подымает
полосу выше упора и тем самым даёт* " ' ' ' ,ь;.ей переместиться
влево нз шаг. '
Штамп по сравнению со штампом старой конструкции, в котором
было пять переходов, компактен, небольших размеров, экономи-
чен в изготовлений и удобен в эксплуатации..
у
, 4.11. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО -
. 7 ; ДЕЙСТВИЯ ДЛЯ ШТАМПОВКИ ЗВЕНЬЕВ
„ И СБОРКИ ЦЕПОЧКИ
Описываемый штамп, состоит как -бы. из,.двух самостоятельных
штампов: штампа для разделительных операций и штампа для фор-
моизменяющих операций. В нервом штампе производится штамповка
заготовки звена нз ленты за четыре перехода (1 переход — про-
бивка двух отверстий, II и 111 — нерабочие, IV переход — вырубка
; звена). Во втором штампе осуществляется сложная гибка звеньев
с одновременной сборкой из них цепочки. Для передачи выдублен-
ной заготовки из одного штампа в другой имеется шиберный меха-
никам,.,.. t •
'71Вырублернаязагртовкапроталкиваетсяпуансоном 1 через ма-
:’*• трицу 3 мОТлмпателямй 2 укладывается на наклонную поверхность
паза в подушке 4 (см. 'положение 1). • ‘ -
При ходе ползуна пресса вверх шибер 5, смонтированный'в пол-
- зушке 7, под действием Клина 6 передвигает вырубленную заго-
товку’ на позицию гибки И сборки, при этом заготовка из наклон-
ного положения переходит в вертикальное (см. положение. 2) бла-
годаря тому, что рабочие торцы челноков 17 и 18 выполнены по вин-
товым поверхностям. Челноки смонтированы на ползушках 16 и 19
и при верхнем положении ползуна сходятся под действием пру-
жин 21 и 25. '
При очередном рабочем ходе ползуна пресса челноки разводятся
клиньями 20 и 24 « освобожденная заготовка падает на верхнюю
ч ’ плоскость кеду матриц Юн 14, принимая при этом горизонтальное
положение (см. положение 3). Этому способствует пластина 22,
2 установленная на челноке 13. При следующем ходе ползуна вниз
производится' первичная гибка заготовки пуансоном 15 на ноду-
60
в-
ТР’щах 10 и 14, установленных на ползушках’9 и 13, которые прн
рм двухсторонвпм клино'-: 11 разведены на определенное расс.оя-
&Аруг от друга (см. положение 4). ; . д
^При ходе ползуна пресса вверх согнутая заготовка снимается
^внеона съемником 23 и остается в дрлуматрицах, которые вместе
Йолзушкамн под действием гфу»рзддо1*/2 сходятся и осуществляют
нательную гибку первого -з^йа (см., положение 5). После зтого
ером производится подача на позицию гибки следующей заго-
а, которая проходит (через фигурное отверстие ранее согнутого
i (см. положенне 5,?6). При рабочем ходе Пресса цолуматрнцы
дятся в. етофрйыни пуансон 15 производит первичную гибку
го звена, некотором остается висеть предыдущее звено. Окон-
тьная гибка ^второго звена производится также при раскрытии
ша Хсму41б.чбженпе 7). Так создаётся день, ‘спускающаяся под
обладает высокой производительностью и-„ работает; на
’^"Числом ходов 100 в минуту. -- ’
4.12. штамп последовательно-совмещенного
ДЕЙСТВИЯ Л АВТОМАТИЧЕСКИМ СБ РАСЫ В АТЕ Л ЕМ
; УДАРНОГО ДЕЙСТВИЯ
Штамп предназначен для изготовления зажима из мерной ленты
ада перехода: I. переход — обрезка кромок ленты в соответствии
Дружным контуром заготовки, П переход-—отрезка с гибкой.
подается в штамп вручную.до упора б,'являющегося однозре-
о противоотжнмом для пуансона-матрицы «! при односторон-
ртрезке заготовки, Кйлрдкк 9- предохраняют пуансоны S от
"йш прн операции обрезки ленты. Поджим ленты к базовой
авляюшей планке 12 осуществляется пряжимом 11, дейсгвую-
ПОСлепЩкн остается на пуансоне/ и сбрасывается с него
устройством ударного действия несколько иной
р;укпиП, чём та, которая приводилась на черт. 1.04.
^сомкнутом штампе ползушка 2 со сбрасывателем 3 при по-
мНклвпа 4 отведены влево н зафиксированы подпружиненной
лкои 13, При раскрытии штампа сбрасыватель остается на месте
[йдех пор, пока клин 15 не начинает воздействовать на штнфг 14
.чкн и нс выводит последнюю из прорези в ползушке 2. После
^ ёолзушкз и сбрасыватель перемещаются играно пружиной 1
Удаляют деталь из штампа. При верхнем положении, ползуна за-
ткз удерживается клином в отведенном положении. .
.При движении верха штампа вниз защелка, освобождаясь"от
ина, упирается в боковую стенку ползушкп, которая клином 4
новь отводится в исходное- положение*, защелка попадает в пзз
Йолзушки и стопорят ее, после чего цикл повторяется в описанной
пос-зедователькости, 4
Кр Сменная выработка на штампе составляет .20 тыс. деталей.
4Л&. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ШТАМПОВКИ ХОМУТИКА
амп предназначен для изготовления'хомутика из пружинной
jto& мерной ленты толщиной 0,9 мм за двь перехода. На I пе-
реле подачи .тенты на сел юшку-шага зводнтея отрезка у
«г ленты с образованием на каждом конце заготовке двух
средней части выполнена с выступом,
при ее подаче на шаг. Отходы ленты .
фасок, расположенных под углом 45е. При згом фзеки на правом
конце выполняются одновременно с отрезков заготовки пуансо-
ном 2 на матрице-вставке 7, а на левом — при помощи обрезки
угловых участков заготовки н\\ неоном 9 на матрице-вставке 8,
верхняя плоскость которой в
. служащим упором для ленты
треугольной формы, образующиеся прн огрезке, отскакивают в сто-
рону н через пазы, образованные вставкой 8 и крышкой 7, и отвер-
стня а и б удаляются из штампа. При движении ползуна дальше
вниз производится П-образная гибка’ заготовки матрицей 3, рас-
положенной в верхней части штампа на пуансоне-матрице 6. Одно-
временно пуансон 4 пробивает отверстие.
При подъеме ползуна заготовка благодаря подпружиненному
вкладышу 5 остается в нчжней части штампа, а двухсторонний
клин 20 сообщает посту нагельное движение верхнему и нижнему
шиберам 10 и /9, которые своими рабочими торцами перемещают
предварительно согнутую заготовку на II переход штампа. В мо-
мент, когда ползун пресса совершает рабочий ход, клин 20 возвра-
• щает шиберы назад. вкладыш 12 прижимает заготовку к опраёке 14,
;> пуансоны 16 под действием клиньев 17 в это же время осуще-
ствляют окончательную (фасонную) гибку детали.' Планка 18 слу-
- жит для правильной фиксации положения полуфабриката на по-
следнем переходе штампа. При следующем холостом ходе ползуна
пружины 15 возвращают пуансоны 16 в исходное положение, а ши-
беры перемещают на П переход следующую П-образную заготовку,
благодаря чему осуществляется удаление из штампа готовой детали.
Чтобы лента при перемещении на шаг не упиралась в режущую ...
кромку матрицы 8, что ухудшает качество штампуемой детали;
сверху шибера 10 прикреплена планка 11, которая увеличивает
подъем подаваемой .ленты нал режущей плоскостью матрицы. Во
время подачи ленты (ползун пресса совершает холостой ход) по-
следняя по скосам, имеющимся на верхнем шибере 10 и планке 11,
поднимается, доходит до упора матрицы 8 и после возвращения ши-
бера назад опускается на зеркало режущих матриц.
В конструкции штампа предусмотрен регулируемый штырь 13,
предназначенный дня частичной правки ленты.
Штамп устанавливается нз универсальный кривошипный пресс
н работает прн ручной подаче лепты. Его производительность за
смену составляет 15 тыс. деталей.
4.14. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБКИ
Свертка я трубка изготозл четен непосредственно в ленте после-
довательно за два рабочие хода пресса. При смыкании штампа,
после подачи ленты на заданный .шаг (в данном случае на длину
сверх у гой .трубки), пуансон 6 надрезает ленту с двух сторон и про-
изводит гибку, прн которой заготовка кз матрице 7 принимает
С-образную форму. Заготовка после I перехода связана с лентой
небольшой перемычкой. За следующиГг рабочий ход пресса лента,
а вместе с ней и U-образная заготовка перемещаются на шаг подачи
до неподвижного упора <
Ползушка 4 с установленными на ней матрицей / в оправкой 2
под действием клина 5 перемещаются вправо под предварительно
согнутую заготовку. При дальнейшем движении ползуна пресса
вниз заготочк.> отрезается ст ленты пуансоном 8 и в конце хода обжи-
мается на оправке ? в трубку. Одновременно пуансон 6 выполняет
гибку следующей детали. Съем детали с оправки производится упо-
ром 3, когда ползушка 4 отходит влево. Конструкция штампа про-
ста, компактна п надежна в работе.
Производительность штампа 35 тыс. деталей в смену.
4.15. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ С ШИБЕРНЫМ МЕХАНИЗМОМ
ДЛЯ ШТАМПОВКИ ВТУЛКИ
Штамп предназначен для .изготовления небольших втулок ш
устанавливается на прессах, оснащенных механизмами автомати-
ческой подачи материала. Штамп работает при 100 ходах ползуна,
в минуту. Он отличается от предыдущего тем, что здесь оправка для
окончательной формовки втулки выполнена в виде подвижного
крючка. Эго позволило уменьшить габариты штампа и упростить
его констрхкпию.
Лента, обрезанная шаговым ножом 7 до ширины, равной длине .
втулки, подается до упора 10. Прн ходе ползуна пресса вниз пуан-
сон-матрица 6' вначале отрезает заготовку на матрице 8, а затем,
гнет ее на пуансоне 9. При ходе ползуна пресса вверх согнутая
заготовка перемещается шибером 12, действующим от клина 5, на
оправку 1, которая под действием пружины 2 располагается на
одном уровне с пуансоном 9. Для лучшей ориентации заготовки при
ее перемещении служит направляющая планка 4.
Окончательная формовка производится пуансоном 3, который
при ходе вниз утапливает оправку с П-образной заготовкой до ма-
трицы 11. Стенки nvчья матрицы от радиусной части выполнены
под углом 40’. Соответствующий профиль рабочей части имеет и пу-
ансон 3. Готовая втулка с оправкой удаляется очередной П-обраэ-
ной заготовкой.
1.16. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ШТАМПОВКИ ВТУЛКИ
Штамп предназначен для изготовления втулок нз сравнительно
толстой нержавеющей стали за дна перехода. В отличие от преды-
дущих штампов здесь окончательная гибка втулки производится
на оправке, принудительно перемещающейся в горизонтальной
плоскости и имеющей, кроме того, возможность качания в верти-
кальной плоскости.
Лента, ширина которой равна длине изготовляемой втулки,
подается через устройство 14 для чистки а смазывания до упора 16.
Прн опускании ползуна ’ пуз;icon-матрица 11 отрезает заготовку
необходимой длины и гнет ее на пуансоне 15 (I переход). При обрат-
ном ходе ползуна выталкиватели 12 под воздействием пружин 13
снимают«-с пуаксона-матрииы предварительно согнутую заготовку,
которзч далее шибером 3, смонтированным на ползушке /, пере-
мещающейся возвратно-поступательно от клина 2, подается нН
Н переход. Для лучшей ориентации заготовки при ее передаче
установлена направляющая планка 17. Окончательная гибка втулки
производится, при следующем ходе ползуна вниз пуансоном 7 на
оправке 4 к матрице 10, Оправка закреплена в державке 6, кото-
рая вместе с ползушкой Й приводится в движение клином 9. Дер-
жаака <> позволяет оправке качаться в вертикальной плоскости во
61
время гибки. Съем детали с оправки происходит при ходе ползуна
пресса netpx. В это время ползушка с державкой и оправкой кли-
ном 9 о . водятся от матрицы. При этом деталь отодвигает подпру-
жиненный толкатель 18, а съемник 5 снимает деталь с оправки.
Снятую с оправки деталь толкатель под воздействием пружины
выбрасывает из штампа.
Штамп позволяет получать втулки с точностью по 4—5-му клас-
сам. При изготовлении высокоточных втулок применяют опера-
цию калибровки — протягивание согнутых втулок через матрицы-
фильеры. 116]. Штамп эксплуатируется на прессе с числом ходов
90 в минуту. Производительность штампа составляет 25 тыс. вту-
лок в смену.
4.17. ШТАЛ1П ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЖИМА
. . ИЗ МЕРНОЙ ЛЕНТЫ
Рассматриваемый штамп подобен шиберному штампу, показан-
ному на черт. 4.13. В нем выполняются такие же штамповочные опе-
рации. Однако здесь имеются некоторые отличные конструктивные
решения. Так, например,- обрезка фасок на концах детали в данном
штампе производится на дополнительном переходе, перед опера-
цией отрезки. Здесь же осуществляется и пробивка двух круглых
отверстий. Отличительным признаком штампа является также
иная конструкция клина, с помощью которого осуществляется
перемещение полуфабриката па последнюю рабочую позицию.
Клин БЬ">олнен подвижным и позволяет шиберу при холостом ходе
ползуна пресса осуществлять два движения: рабочий ход (передача
заготовки.с одного перехода на другой) и холостой (возврат шибера
в исходное .положение).
Лента вначале подается до совмещения ее конца с осью пуансо-
нов /2,' которые при первом ударе пресса, вырезают в ленте треу-
гольные пазы на матрице 13. Затем лента досылается до совмещения
се конца с'режу щей кромкой матгрины 2 и производится пробивка
двух отьерстнй пуансонами //на ставках Г. За третий удар пресса
после подачи ленты до упора 7 югмцествляегся отрезка заготовки
от ленты пуансоном 3 и в конце хюда ползуна гибка заготовки пуан-
сонами 3 и 10 на пуансоне 5. Заготовка перед отрезкой и гибкой
фиксируется ловителями 4 и прижимается к пуансону 5 подпру-
жиненным вкладышем 8, под действием которого заготовка допол-
нительно изгибается по. вогнутой поверхности для компенсации
остаточного пружинения. ’’
Передача заготовки на вторую гибку производится шибером 6,
смонтированным на ползушке 16, получающей перемещение от
клина 17 при его движении вверх. Клин выполнен в виде планки,
на боковых сторонах которой в нижней части имеются выступы,
наклоненные под углом 45\ Клин смонтирован шарнирно в верх-
ней части штампа на осн 19 и поджимается к вертикальной стенке
держателя -подпружиненным пальцем 18. На боковых сторонах
окна ползушкп сделаны такие же, как на клине, выступы под
углом 45s, между которыми своей плоской частью проходит клан.
По технологическим соображениям ползу шка 16 выполнена из
двух частей, соединенных между собой штифтами и болтами. При
ходе ползуна пресса «верх выступы клина, скользя по выступам
ползушкп, приводят ее в движете вместе с шибером и деталью.
В конце хода, когда клин выходит из контакта с ползушкой, пру-
жины 9 возвращают последнюю в первоначальное положение. При
ходе ползуна пресса вниз клин, входя сверху в контакт с выступами
ползушки, отжимается вправо, поворачиваясь на оси, а в конце
хода толкателем 18 возвращается в исходное положение.
Вторая гибка производится Ла оправке 21 матрицами 20. дей-
ствующими от клиньев 14. Для правильной фиксации заготовки
при ее перемещении на последнюю гибку служит подпружиненная
планка 15.
Удаление детали из штампа производится очередной заготовкой.
4.18. ШТАМП ПОСЛЕДОВАВЕЛЬНО-СОВМЕШЕННОГО
ДЕЙСТВИЯ ДЛЯ ШТАМПОВКИ ПАТРОНА
Штамп предназначен для изготовлен. патрона, которое заклю-
чается в выполнении пробивки, вырубки заготовки и формовки.
Штамп двухрядный, оснащен двумя аналогичными шиберными
механизмами, передающими вырубленные заготовки на операции
формовки при холостом ходе пресса. На каждой вырубной позиции
заготовка после вырубки "проталкивается пуансоном 5 сквозь ма-
трицу 3 и укладывается отлнпателямп-4 на подушку /. Центриро-
вание ленты при вырубке осуществляется ловителем 2. При ходе
ползуна пресса вверх клин 8 поднимается, а ползушка 10 с шибе-
ром 9, перемещаясь под действием пружин. 18, передвигает выруб-
ленную заготовку к формовочной матрице. Эта заготовка, подтал-
киваемая вновь вырубленными, достигает позиции формовки через
три двойных хода пресса. ' - '
Для правильной ориентации заготовок при передвижении и
на позиции формовки имеются планки 17, выступы которых одно-
временно служат и упорами. Зазор «между заготовкой и планкой
составляет 0,7 мм.
При движении верхней части штампа вниз пуансон /5. формует
заготовку, придавая ей форму ст.щанчнка с конусами в верхней
части. При этом усилие.формовка не должно превышать усилия
пружин 6, которые через траверсу 7 давят на пуансон. В тот момент,
когда конусваяповерхность- нижней части пуансона .заканчивает
формовку детали на конусной Поверхности матрицы 12, движение
пуансона 15 прекращается, пружины ^ сжимаются, -а конусный
пуансон-матрица 16, опускаясь вниз, формует верхнюю часть де-
тали на конусной поверхности пуансона 15. Ловитель 11 служит
для фиксации заготовки перед формовкой.
Из матрицы деталь удаляется выталкивателем 13 под действием
пружины 14, а из штампа — при помощи сжатого воздуха.
Штамп отличается высокой производительностью, так как за
один ход пресса изготовляются две детали. Штамп устанавливается
на пресс, оборудованный механизмом автоматической подачи ленты.
62
п-в мбсриупю
Л-т4 повернуто
13 /4
г пере гoff
®!SS
,! переход
'йепаб^иа)
& переход
' (нерабочей)
£ переход
гЖ№Л'
I переход -
Щнузип поспвдоЗотельнз севмвшенноео \
сеистбия для изготовления овальной / Г)1-
планки с двумя лапками, отогнутыми i.ur
_______под углом 30
ЙВЙЯЙ
SSS&QI
. Деталь
Последовательность штамповки.
6-
Л~~А
20
Q12.B
44
ход
2 пере
xotf
Snepe
ход
Впере-
ход
елерв-
ход
Ireps-
Оослебователььость
штамповки
$6,4
Штамп последобатЕльно-совмещенкого ,_____
аеиствая Оля ббипыки, пробивки, 4 П?
____отбортовки и вырубки и*~
13
JL.
П
Деталь
64
65
67
Штамп последовательно-совмещенной
действия с автоматическим сбрасы-
вателем ударного действия
71
Штамп послгсо5атег^№-с€&‘ещ€нного
действия
для изготовления трубки
72
73
74
75
ШТАМПЫ СО СРЕДСТВАМИ МЕХАНИЗАЦИИ ДЛЯ ПОДАЧИ ИСХОДНОГО МАТЕРИАЛА
(штампы-автоматы, чертежа на с. 81—94)
В тех случаях, когда не удается произвести строгое закрепле-
ние прессов за определенными деталями, схожими по технологии
изготовления, целесообразным является создание штампов-автома-
тов, отличительной особенностью которых по сравнению с обычными
штампами является наличие в них механизмов, обеспечивающих
подачу ленты или полуфабриката в штамп,' транспортирование
полуфабриката, с одного перехода на другой, а также удаление
.отштампованных деталей. Создание штампов-автоматов позволяет
более свободно оперировать имеющимся оборудованием в процессе
производства без его переделки. Использование этих штампов не
только упрощает* решение проблемы автоматизации, но и в значи-
те. 1 Гой степени снижает трудоемкость изготовления, деталей.
/Обязанности штамповщика при работе на . штампах-автоматах
заключаются лишь в установке нового рулона ленты, заправке -
ее в штамп; а также в периодическом наблюдении за износом рабо-
чих частей штампа и качеством деталей. .
Ниже рассматриваются конструкции наиболее хорошо зйреко-
мёидовавтнх себя прогрессивных 'штампов со встроенными в них
устройствами .для.автоматизации транспортных операций.
зуна, когда клип выходит аз соприкосновения со скосом подающей
каретки, которая под действием сжатой пружины вместе с закли- ..
- ценной лентой перемещается на величину шага в направлении по-
дачи. При этом нож блокирующей каретки не препятствует пере-
мещению ленты. Шаг подачи регулируется винтом 19.
Описанный механизм подачи рекомендуется для лент толщи-
ной 0,3 ... 2 мм, шириной до 75 мм. Число ходов пресса; при кото-
ром обеспечивается надежная работа механизма, не должно пре-
вышать -200 в минуту 1101. '
1101
9'-
’ >' *' ’ ,’’>Ч ’Z'* **
перемещает его вперед.; Крючок перескакивает через пёремычку
ленты, которая при' этом удерживается., от смещения \ пиром 8.
Механизмы крючковой п()да.чп, моцут быть рекомендованы для
подачи как ленточного, так и полосового материала тслщнной
1. ДЗ—5 мм и шириной до 150 мм. При. использовании в качестве при-
вода подачи рычага-балансира можно пбл^йпчшаг подачи до 60 мм,
а при использовании, клина —до 40 мм*. Допустимое число ходов
пресса не более. 250 в минуту. Точность подачи колеблётся от =t0,15
до -‘-0,5 мм в зависимости от шага подачи, числа ходоВ пресса и
*•, способа привода крючкаJ91, Для более высокой точности штамповки •
•Г - В‘ П^^^')1^ус||^т^О&>ОТ'ГЛОВН1^<*;<%<; Л,; .
, . 5.02. ШТАМП
С КРЮЧКОВЫМ
' , у 5.03.,ШТАМП ПОСЛЕДОВАТЕЛЬНОЕ ДЕЙСТВИЯ
5 - 7 ,' С РОЛЯ ко- клиновым механнз-мом подачи ,
ДЛЯ ШТАМПОВКИ УГОЛКА
Штамп предназначен для изготовления- чемоданного -уголка
из холоднокатаной ленты толщиной 0,6 мм н шириной 50 мм. Уго-
; лок в этом штампе изготовляется последовательно за три перехода:-
1 переход — пробивка трех отверстий пуансонами 6 на матрице .Д'
II — вырубка заготовки пуансоном J0 н III переходг- формовка»
Fla Ш переход заготовка передастся, шибером ’Л'^у^йрепленШгШ'
на лодеуш1ОДр{:-довязд^^^ в иэпрзвляю-
ШКХ-.'; " ^/:Йви^ей^^)бера • »мфй.ендвкулярно пзправле-'
прекращается. и шноер под действием пружин х»э передвигает W’iети/га... перемещаетсяДлснта. При подъеме ползуна пру-
рубленную заготовку на, Формовочную по^ицшо до упорв '^11рв/. 7 ^ИКьг 4* сос.ща»от шиберу поступательное движение и ,он персме-
' - ' ' - > *‘Шает вырубленную заготовку по верхней ял<хжоспг- ^р|ад|^Ц1,/о
в матрицу 13 для формовка '
гда прлаУн-: ' ''' ^'Ж^ВйзгрлщаеТ'Шй*
./Сформирует деталь» При.
^^11^'з^на’-ТО1^^^^^Ж/удйЛяется из гшампз толкателем ;
действие которого/^еязапо/с движением вер,хней'.Т1Л»ПШг' .штампа»/
При размыкании штампа, после того хзЯ:Пуф-сон//ролностью
_______________________,___________? от деН-
12пружины 25. вы
'4еталЬ"йз'мзтрийН^"*^ " ' .йз’штазапаразр"^
, . ]Йа''пнжа^й хяионЯфоРа^а-фблнвд^!
да^а;=раббпйой&а’ ^таматийескд, оЩвй
ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ'.
МЕХАНИЗМОМ ПОДАЧИ С ПРИВОДОМ
ОТ РЫЧАГА-БАЛАНСИРА
Штамп предназначен для штамповки детали типа колпачка за
три перехода. В конструкции штампа предусмотрены крючковый
-механизм для подачи ленты н шиберный механизм для перемещения
вырубленной из ленты заготовки. . / • -
Fla I переходе выг< .ищется пробивка отверстия пуансоном 2/
<- на матрице .5. После подачи ленты па шаг производится , вырубка/(
заготовки пуансоном 20, который проталкивает ее сквозь матрицу.
Далее заготовка подаружннепным ловителем-6* укладывается на
плиту 7. .Одновременно "клин 2<?, соприкасаясь с роликом 24, отво-..
днт пблзушку 28 с шибером 27 й крайнее заднее положение.
.При Ходе ползуна пресса вверх влияние клина на нолзушку//
прекращается. и шибер Под действием пружин 25 переднигает дн^
I." . ... ./.'.г . ’.
следующем рабочем ходе*за готовка центре рустся.ловнтелем 2 м<
проталкивается глайссном о через матрицу // Вытянутая деталь
.снимается с пуанёойз увулам матрицы при ходе .щолауна. пресса .
jBfeepx и проваливается чер^з отверстие в тркне$лрд,.штам /'
• Подача ленты нронзводится при ходе пресй.чмч^ж* жрючкои^^
закрепленным на оправке J8.: Крючок с оправкой ;^ГаИов‘лё1Ш||ад
оси 17 в ГйЬджнм&ютоя к .плоскости Матрицы Jipy^jipoft '#-^в£йо-"
ЪЛ1. ШТАМП ПОСЛЕДОНАТЕЛЬНО-СОВМЕщГННОГО / '?
ДЕЙСТВИЯ ДЛЯ ВЫГЕЗКН; ОТРЕЗКИ И ГИБКИ \У
>//’/р-Х>ВРАЗНО/!Г МТАЛИ '• /
Деталь штампуется/ за' четыре. перехода с обрезкой ленты йо'";
ширине шаговым. яожрй, На. I переходе пуансоном 4 производятся '
вырезка в ленте хфЖдеталЫюй- перемычки/'П и Ш переходы нефа-'
бочне/Нд14, подходе-послеприжима ленты съемником 6 вначале
лраизводнтся ^отрезка заготовки; от ленты пуансоном 5 на Лгатри- ?
цах-гг ганках 7, а эаТем гибка детали пуансоном 3 на полуматри-
цах 8, После, гибки деталь уда^ется из матриц вкладышем /, сия- ъ/
аанным через ,толкатель $ Ь’Й^ериой/пружиной' 10, а из рабочей,/
зоны цгтампа ^ легпой, 'При\подзче ее иа шаг. /;/•/?
/ 'Лента подаётся'в'Шта^^йЫцауЕЧёсшг;с -помощью клино-гножс- Г. _ ........... ......v _________________
вой подачи. .Л^еханв'зм; «Уод^Со^онт из двух кареток:подающейS''дебхяостп выходятт/зфбрмовочиого гнезда; рычаг
кареткр;^---йЛ^^«руют^:^Ш&аюншяфретка;
иатеДьйое/4ШПжелй<WWtm зттрессовапно^^другое — •/
.;Ч^1,ШТаМйа<*д' «брятвое/дьм^М-€бедийёна щдрййрно кров-//
Hi *. кареток -сйт1ти^тй>'йог^4 Л
г.р При ходв^лолаун^ пресса^ вниз ФЖ«>ла«ЖУ»г1а-<^/«?.
р<етку в исходное рблрженве. Ыж&вленве;ХДретьй n««mihS»6W!RBM»8hrift»- .Дслепимейын
..... „ ...... _
«гаесцвв^/ходе-' .
’хсйкнжйй ^KTQfctt/^S^ttTOjrewy.BrraMiia/npn этом'4пй"ti&pu^a^
• / /-* ’<'/*.«•-'..’i?*,!.* '* 5 *>' ** ч -*</ - '%/’ •* " - . с. .- .. '? ' ** . » z* •
. .7^. <•.,. л-.-. .. ..... ! ». а > . ’ - - - ’г • -• *- * - -•
iL •' - •
|8>: :/*7- .•
г-
10-;
пруд-
ке
GOB
76
.л и. г-о”--.ч пдоскест'.ч накладок 2.-. з.-ж!.м.<юг лепту и
Содеют то- г;. _- уегаио то: шаг. 1\'Ыли iлг.лч-.ей
кззеткп в это 'тоемн сзсхо;ятсч ие препятствуют шремещеняю
ленты- Диаметр родахоз обычно принимается^ а преде.-...x от 10 до
}5 v.u. ото, наклона гнезда в кзретках 12—!5'\
П'-и холосГО»’ ходе пресса подающая каретка пружинами воз*
ВЭЗЩЫ-Щ'Я в ’Xxcin.e положение. В этот момент лента зажимается
дз’.мл парами роликов блокирующей карегки и, окалывая сопро-
.тивлепне рйвьчпм роликам, разжимает их. Ролики, пружинами 24
. керез ^najiatopu 23. в. пазах-которых находится втулки 25 цапф
т роликов постоя?, ко втягиваются в конусные гнезда кареток, вслед-
.crnne’SBtrb оСесг.-чкаается постоянный контакт роликов с лентой.
|Этр.^рйобстаует надежному захвату подаваемого материала и по-
” точное?и подачи.' -
^м^еобходимхетп протащить ленту в налрав.екин, обратном
Денты в нплмп, ролики разводятся с помощью планок Я.
^..Лцнх-фикса горы /5,-
g-Цщ'ло азо роликов в каретках может быть любым, но наиболее
1яи?о работает подача" с тремя парами роликов в подающей
' ,в\мя ч^лблокирхющей.
Описанная’ npaiw*Является универсальной и применяется для
,’ле.*гы годщПкой от 0.4 до 3 мм шириной до 80 мм. Шаг подачи с ирн-
: ведом подвижной кзсс-ткч от клиньев и пружин не более оО мм.
(Точность- неремещелкч ленты зависит от ее толщины, шага подачи
Йт, точности исполнения механизма подачи н составляет
в результате -тол pte'xu, * '.тсрзчщодют через шестерки
« храпог-ые то„то.то/ щ ?.. то’ i. щ.Г; в.токн. При этом про-
изьоднтся сюдлчт с<рхг.ей п^.тоссы ь.-з -;.х!Чекыл. шаг до плавающего
упора 3, {:редатеращ'’.к«’.’щго хва? тоеато- полосы вперед в процессе
вырубки шайб (s эго время Езалки г.росхальзывзют относительно
полосы).
При раскрытштампа ттраверел с рейками . ьозвращаегся
й исходное толожтог?е под денссп? .ем дружины 14. R этот момент
из-за скоса з бьее храмовою .чюхэнзииа ссм не поворачиваются и
валки остаются ксподвнжнымн. Огход полосы (ленты) поджимается
подпружиненным роликом 4.
Настройка подача материала! на необходимый шаг производится
болтами J0. После того как РЧ!р\-лля полоса будет полностью от-
штампована, автохигнчсеки вс^щет з контакт с подающим валком
нижележащая по леса.
В штлмпе пред усмотрено усттрогетвэ для направления полосы,
состоящее >?.з двух неподвижны х роликов 7 и подвижного "8. Зазор
между* млтрипея к съемником 6 для прохода материала выбирается
на 0,2 мм больше толщины штампуемого материала (для материала
толщиной U.5 мм зазор будет равен 0.7 мм).
Механизм автоматической иодачи компактен, прост и надежен
в. работе, исшетьловзть его рекомендуется при штамповке мелких
деталей толщиной до 2 мм.
жеяин мигрчнм из летого по?.-т.гн..« в нр;н-с-с до. jx/iK-i 10, натал-
ниваясь рлч.кч 21, емоптир. -щ •;: з д • - 2.‘. : .’двигаются
на 1,5 мм, перемещая ленту Л1 < то о гые у час’..-и и*. .-т\ же вели-
чину. Затем ползу тикк возврлищк тон .в нехощее пе :зжекне пру-
жкнамн IV.
При следующем рабочем ходе ползуна пресса каретка, переме-
таксы влево, правым выступом г.свсрачнизег ...-с ку в горттзон-
тяльяое положч'нне, при этом мат;.-остается i: j мсе-ге (см. поло-
жение 3), з пуансон /д’ во второй рол, производит отсрацян надрезкн
и отгибки.
При следующем подъеме полз'-",п пресса млтрчлз остается в пра-
вом потожении, а каретка левым выступом г..щлщчнв:?ет звездочку
по часовой стрелке на некоторый угол (см. ио.тс.ка-’”.е 4). При оче-
редном ходе ползуна пресса вниз каретка иод действием клина пе-
реместится влево н, воздействуя «и звездочку 4, передвинет ма-
трицу в крайнее левое положение »см. плтожт-пне 5), ползутки
вновь выдвинут ленту на 1,5 мм. з пуансон в третий раз произведет
технологические операции. Далее- цикл шщгоряетсч.
При работе на данном штампе длина сетка получается примерно
в 5 раз больше длины заготовки. Шгзмп отличается высокой про-
изводительностью и‘работает на прессе и автоматическом режиме
при 100 ходах ползуна в минуту.
к# Штамп устойчиво и надежно работает в автоматическом режиме
. штамповки при 120 ходах ползуна пресса в минуту.
£
,. 5.04. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ , Ч
С МЕХАНИЗМОМ ДВУХСТОРОННЕЙ 5 ' . ; '
ВАЛКОВОЙ ПОДАЧИ
" Штамп иг-едиазиачен для изготовления шайбы из полосового
^(ленгоч^го)*'млтер!!ала за два перехода: I переход — пробивка
Йотверетия’' IT переход-^вырубка: по наружному контуру. Отли-
&9^йм>Н4н особенность штампа —оригинальный механизм для авто*
^атиЧескоя подаче исходного материала в штамп; механизм подачи
^йалкогюго типа двухстороннею действия". .. . . -
Полосы, укладываются одна на другую (до 24 шт.) в загрузоч-
рное устройство 1 так, что концы полос х’пнраются в матрицу 2. Снизу
?рстопз полос поджимается к подающему вал е подпружиненным
Ч пр их-.?, jo м /9, который может опускаться (во з^емя закладки пс-
- -лос) при помощи эксцентрика 20' Подающий валок, состоящий из
« ; двух роликов 7ц и находящейся между ними втулки соединенных
между собой штифтом 5, смонтирован на сеи 17 н закреплен на ней
стопорным винтом* 15. На др у гой конец оси, с задней стороны штампа,'
. свободно посажена шестерня 12, которая’находится в постоянном
закеплепнн с рейкой /<7. Ось оканчивается’.буртиком, на котором
Ч-нарезаны храповые зубья (см. вид Е)." Передача движения от ше-
/'стерни к сын и. следовательно, подающему валку производится
, через .храповые зубья и подпружиненную собачку' 21, закреплен-
.!, ную на боковой ло ырхности шестерни. Такое же устройство имеет
х п тянущий мехд”.!.зм подачи, расположенный с левой стороны
движении г-ерхней части штампа вниз плита р нажимает
ЙЬбблты ft?,-с помощью которых рейки крепятся к траверсе 11,
5.05. ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ
МЕТАЛЛИЧЕСКОЙ СЕТКИ ИЛ ЛЕНТОЧНОГО
(ПОЛОСОВОГО) МАТЕРИАЛА
Штамп предназначен для изготоаления сетки из ленты (полосы)
' марки ЛД1М толщиной 0,5 мм. Сетка образуется путем равномер-
- ных частичных надрезов и от»вбив участков ленты, осуществляемых -
' в шахматном порядке через опретеленный шаг подачи. Лента (по-
лоса) устанавливается на кро.-шпейне /. между войлочными про-
.|кладкамн 2, пропускается под направляющими планками 3 и по-
' .дается в зазор .между матрице! 13 и прижимной планкой 12, уста-
новленной в держа»еле 14. .
.В пазах ьадгрмпи 13 смонтированы две «юлзушкн Ю, режущие
кромки которых пр» рабочем положении штампа совпадают с ре-
жущими кромками ножей 8, Ь и ц. жестко установленных на ма-
трице. Последняя с ножами и ползушкзми (вместе с кронштейном)
периодически перемещается вдоль режущей кромки пуансона 18'
то в одну, то в другую етсроя.' (иеищу направляющими планками 5
и 16) под действием или кармки 6 пли подпружиненного толка-
- теля 15. 3 вез течка 4 являете» связующим элементом между карет*
кой 6 и матрице» 13, в пазу юторой. она смонтирована на оси 23.
При ходе ползуна пресса шиз кляв 17, действуя, на ролик 19, -
передвигает каретку 6 влево. Последняя давит своим правым вы-
ступом на звездочку 4 и перестает матрицу в крайнее левое поло-
жение (см. положение 1). В конце рабочего хода пуансоном /8,
режущая кромка которого шлет специальную заточку (ем. вид £),
нроизводится" местная • надрека ленты е отгибкой надрезанных
участков вниз на 3,5 мм. . .
Т При холостом ходе ползу а каретка отводится клином вправо,
з вслед за ней толкателем К перемещается н матрица до упора 7
(ход матрицы составляет 15mxs). Поскольку каретка продолжает
двигаться дальше, то она свои левым выступом поворачивает звез-
дочку в вертикальное положние том. положение 2). При передви-
5.06. ШТАМП ПОСЛЕДОВУТСЛЬНОГО ДЕЙСТВИЯ,
ДВУХЛИНЕЙНЫЙ С ШИБЕРНЫМ МЕХАНЙЛМОМ
Раньше корпус замка изготовлялся хв двух штампах: штампе
последовательного действия (вырубка заготовки и пробивка отвер-
стий) и в штампе 4'°Р',!0в0ч110-м- Появившиеся после первого штампа
заусенцы располагались как на внутренней, так и на лицевой сто-
роне заготовки. Это обстоятельство приводило, прежде всего, к сни-
жению п рои» води тел ьностн, так как при укладке заготовок в фор-
мовочный штамп приходилось следить зз тем, чтобы заусенцы,
образовавшиеся по. краям отверстии, оказались вну ip» готовой де-
тали. Кроме того, наличие заусенца на лицевой стороне заготовки
по ее контуру повышало трудоемкость при отделочных технологи-
ческих операциях.
Рассматриваемый штамп позволяет изготовлять корпус замка
за одни ход ползуна пресса, причем заусенец образуется только на
внутренней поверхности детали. Штамп состоит из двух самостоя-
тельных шГампов, объединенных общим блоком. Вначале ленту
пропускают через первый штамп (первая линия), в котором выпол-
няются разделительные операции непосредственно в ленте. Затем
Лента, .делая петлю, поворачивается на 180“ и поступает во второй
штамп (вторая линия), где заготовка вырубается и передастся спе^
цнальным шиберным механизмом на формовку. Каждый штамп
имеет автоматическую крючковую подачу, в первом штампе — тя-
нущего типа, во втором штампе — толкающего типа.
В первом штампе в ленте, прошедшей через направляющее
устройство 5, состоящее из двух горизонтальных и двух вертикаль-
ных роликов, пробивается десять различных отверстий с образо-
ванием по боковым кромкам ленты двух технологических прямо-
угольных вырезов, необходимых для перемещения ленты механиз-
мом подачи. Каретка 2, в боковых гнездах которой смонтированы
два подпружиненных крючка 1, установлена на ползушке 23 н
вместе с ней при ходе ползуна пресса вниз клином 24 перемещается
• влево. Крючки захватывают ленту за бокодые вырезы и передои-
77
u fOT ее г.а i:ur пслзч’4. При обратном ходе ползуна ползушка ь-лз-
врашзетсп >ачзл пр’**.;’учмм 9, л лента фнкет'.р\ч.-гс? ъри этом \;ю
рама 7, - -
Во Бтсрсм штщше хг.ретка IS подач» ленты также приводится
в дсиетвг.е клиньями. J3 ври рабочем ходе ползуна и пружинамн ?о
прн холсетом ходе. Заготовка, вырубленная пуансоном 19, про
тал киваете я схвенъ - матрицу 17 н стднпзтелямн 18 укладывается,
на шибер IS, действукчдг.й or- клина /4. Прн движении ползуна
вверх, когда шнс-ер ’исзвращается в исходное положение пружи-
нами 8, заготовка * падает с шибера на верхнюю плоскость пол*
зушкв 20 н перемещается при очередном ходе ползуна на вторую
позицию штампа, где производится формовка детели пуансоном 12
нз матрицах 10 и //.
Удаление детали из формовочных матриц производится вклады-
шем 21 с помощью пружин 22, а нз штампа — сбрасывателем 26
с помощью пружин г?. В съемнике второго штампа также смонти-
рован пружинный упор возвратного действия, фиксирующий ленту
по шагу при возврате подвижней каретка J6 для новою захвага
ленты. Ножом 3 на матрице 11 осуществляется рубка отхсдэ
(ленты) на мелкие частя, которые собираются по летку 4 в тару.
Штамп-автомат устанавливается на универсальный кривошип-
ный пресс, работающий в автох'а’.нчкеком режиме. Производнтель-
иееть штампа 30 тыс. деталей в смену, что з а раз больше, чем при
старой технологи».
5.07. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
С КЛЕЩЕВЫМ МЕХАНИЗМОМ ПОДАЧИ
ДЛЯ ШТАМПОВКИ СКОБЫ
Штамп предназначен для изготовления скобы из‘проволоки за
один переход. Подача проволоки. осуществляется автоматически
при пимешн механизма клещевого типа- Проволока, подавая до
упора 1, отрезается ножами 15 и 18 и тут же гнется пуансоном 19
на матриц? б с прижимом заготовки в процессе гибки вкладышем 20,
действующим от буферных Щружин штампа. В конце рабочего хода
производится правка скобы при жестком ударе.-
Удаление детали из штампа производится снизу вкладышем 20,
сверху выталкивателем 2, который получает движение от попе-
речины пресса через толкатель 4. •
Оригинальна выполнено устройство, предназначенное для уда-
ления готовых детален из рабочей зоны штампа. Оно состоит нз
дГ; «ывателя /7, смонтированного иа стойках 7. При смыкании
щн.мпз. сбрасыватель под действием закругленной кромки ма-
трицы 3 отводится в сторону к не мешает выполнению технологи-
ческой операции. При раскрытии штампа сбрасыватель, освобо-
ждаясь от воздействия -гибочной матрицы, поворачивается с по-
мощью пружин 16 в обратном направлении и входит в рабочее про-
странство штампа. В это время деталь выталкивается из верхней
.части штампа и, попадая на сбрасыватель, удаляется последним
в лоток, а из'hero черед провальное отверстие штампа — в
тару. . -Jf • '
Механизм подачи проволоки состоит из подвижной каретки 12,
перемещающейся по' направляющей 13, неподвижной каретки 8
и клина 5, закрепленного'в верхней плите штампа. Внутри каждой
из кареток в расположенных под углом 120Q гнездах направляющей
втулки 6 находятся шарики 11, постоянно прижимающиеся к кони-
ческой поверхности втулки 10 при помощи пружины 14. В момент
у-щ noiTVHt :гехз вниз клишэ петет.ещзет кзретху 12 в сторону
’'.•тхм.лач при »•«:•'< шарики II плдг. е-лчет* кет-етгщ -.’зхаитывая ма-
:ч‘а:.'.л, кедшет -.-го вперед. si inuf-.x:: нещ д»-жчсл каретки про-
к'.скаюг его. В момент обретшего хода клик освобождает каретку* -
и’пружины 9 извращают се оюретн-л при этом щэрнкя подвижной
кзчетк» скользят г.о проволеше, а шарньц неподвижной каретки г
удерживают проволоку от емдещения назад. Затем процесс позто-
ряегся в инисанкой пбследоввателы-.иста.
5.CS. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
С ВАЛКОВЫМ МЕХАНИЗМОМ ПОДАЧИ
.’ . . С РЫЧАЖНО-ФРИКЦИОННЫМ ПРИВОДОМ
Штамп предназначен для вырубки плоской детали за один ход
пресса из ленточного материала, подаваемого в штамп автомати-
чески, при помощи валковой тодачи с рычажно-фрикционным при-
водом. Дента, проходя направляющее устройство с войлочными
прокладками 3, предназначенными лая очистки ленты от грязи,
подается в рабочую зону штампа двумя валками 1 и 2. Валка и зуб-
чатые колеса 13 и 14 сидят на осях 15 н 9 на шпонках.’ Шенки осей
находятся в подшипниках, емситяроьлгн.ых в ваз^ч щек корпуса 4.
На обоих ковках верхней оси установлены муфгы свободного хода
с рычагами 5. Корпус 6 каждой муфты посажен на ось 9 на шпонке 7.
Верхний валок постоянно поджимается к нижнему, пружинами 8.
! Привод верхнего ведущего валка производится при ходе пресса
вверх при помощи тяг 11, в пазу каждой нз которых находится
ролик 12 рычага 5. При заклшшаанин роликов 10 между корпу-.
езмн 6 муфт и рычагами 5 последние поворачивают верхнюю ось
с валком'по часовой стрелке и производят подачу ленты.
Требуемый ’ угол поворота валка, соответствующий необходи-
мому шагу подачи, устанавливается смещением роликов 12 в про-
дольных пазах рычагов 5.
Прн ходе пресса вниз (рабочий ход) муфты свободного хода не
заклинены и валки остаются неподвижными хотя рычаги 5 повора- -•
чпваются против часовой стрелки с гем, чтобы при подъеме пол-
зуна пресса вновь произвести поворот валков на требуемый угол.
Величина холостого хода тяг 17 должна быть достаточной для
обеспечения выхода рабочих частей штампа нз штампуемого мате-
риала до начала подачи. ..
Валковые г ,зчп описанной конструкции используются для
. автоматического перемещения ленточного и полосового материала
толщиной от 0,1 до 3 мм шириной от 10 до 200 мм с шагом подачи •
до 55 мм 112 L Точность подачи находится в пределах ±0,15 мм [101.
5.09. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
' -С ВАЛКОВЫМ МЕХАНИЗМОЛУ ПОДАЧИ
С КУЛИСНО-ХРАПОВЫМ ПРИВОДОМ
Штамп предназначен для изготовления колпачка за один рабо-
чий ход пресса. В штампе выполняются вытяжка пуансоном 8 на
матрице 10 и вырубка детали по наружному контуру с удалением
последней «напревал» через отверстие нижней части штампа.
Подача ленты осуществляется автоматически валковым меха-
низмом, встроенным в штамп Ведущий валок 20, смонтированный
жестко на оси 19, расположеяной на двух стойках 17 в подшипни-
ках 15 и 13, прижимается к валку’ 16 подпружиненной крышкой 14.
Усилие прижима регулируется болтами 11 с гайка’-. '. 22. На конце
оси на шпонке уст^г.оэлен храповик’ 13; Собачке * зак” • сена в ры-
чаге 3. Конец рычага шарнирно соединен с.кулисод # ..рп почеши
винта 21. Кулпсз. в свою очередь, установлена на оси. 22 крон-
штейна 7, прикрепленного к верхней плите штампа.
При ходе пресса вверх кулиса погорачпваег'рычаг с «ч'зчхой
и храйовик с валком по часовой стрелке иа угол^онределч.о'.дяй
шаг подачи ленты. При рабочем ходе ползуна ва.токч< храповиком
остаются неподвижными а удерживаются от поворота^ обрзтнем
направлении тормозной собачкой 9- Шаг подачи ленты эмулируется
изменением п^ложемнн сухаря 5 в пазу кулисы винтом’ того
чтобы рычаг с собачкой при сомкнутом штампе занимал по|тйщнное
(нижнее) положение, предусмотрен упор 2.
. 5.И). ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ С РЫЧАЖНЫМ МЕХАНИЗМОМ ПОДАЧИ
Штамп предназначен для изготовления из ленты колпачка по
последовательно-совмещенной схеме штамповки за два перехода.
До изготовления первой детали лента заправляется в штамп вруч-
ную через тормозное устройство и направляющие ро.пжи. На 1 не-,
реходе пуансон 1 на матрице 18 производит предварительную вы-
тяжку колпачка в ленте; на II переходе пуансоны 3 и 4 на матрице 16
выполняют окончательную формовку, а пуансон 6 в конце рабочего
хода вырубает деталь по наружному контуру.
Выталкивание детали из верхней части’ штампа производится
толкателем 17, действующим от поперечины пресса, а из нижней —
выталкивателем 5, движение которому передается через толкатели
<н пружин 2. Съем ленты с пуансонов производится съемником-
вставкой 21, установленным в обойме 23, подпираемой снизу мощ-
ными пружинами 22. Обойма с установленным на ней направляю-
щим устройством с роликами 19 и направляющими планками 14
во время рабочего хода ползуна пресса вместе с лентой опускаются
вниз под действием верхней части штампа, а при холостом ходе под-
нимаются пружинами до упора в буртики двух боковых планок.24.
Б верхней части штампа на оси 12 смонтирован рычаг 11, верхнее
плечо которого находится под воздействием .подпружиненного
пальца 13, который при раскрытом штампе фиксирует рычаг в на-
клоненном влево положении.
При опускании ползуна пресса рычаг 11, наталкиваясь верхним
плечом на термообработанную планкч 10 стойки 9, поворачивается
по часовой стрелке, прн этом нижнее плечо рычага захватывает
ленту за перемычку н перемещает ее на требуемый шаг. Сухарь 15
служит для фиксации рычага 11 в вертикальном положении при
первоначальных «ударах: штампа после заправки, в него новой ленты,
-когда: последняя перемещается-с Одного перебода на.другой вруч-
ную. Длц этого необходимо сухарь повернуть по часовой-стрелке
иа угол 90’.
Для очистки и смазки подаваемой ленты в штампе предусмот-
рено устройство 20, позволяющее одновременно производить регу-
лировку точности шага -подачи путем изменения усилия зажима
ленты между двумя войлочными прокладками., При выходе нз
штампа отход-высечка разрубается двумя ножами 7 и 8, один из ко-
торых прикреплен к верхней плите штампа, другойни-
жней. '
Штамп обладает высокой производительностью и работает на
прессе с числом ходов 120 в минуту.
78
Удаление гстсеых деталей. гл зоны г. л: чяэ яр сво-
дится -''сжатым зохдузтсч перпедщ-к; а^рло нане:.1>. .нтсю нерече-
щеввр. ы.
5.11- ШТАМП ПОСЛЕДОВ \Т£ЛЬН(>СО8МЕЩГНГ0ГО
- ‘ ДЕЙСТВИЯ с РОЛПКО-КЛИНОВЫМ МЕХАНИЗМОМ
ПОДАЧИ ДЛЯ ШТАМПОВКИ ГАЙ КОДЕРЖА ГЕЛЯ
Шт?, мп . предназначен для изготовления гай ко держателя из
.-биты зз четыре перехода. На 7 переходе пуансоном 6 на матрице 2
п-.хнзвюднтся рельефная формовка двух' иуклевок- На 11 переходе
пуансоном а* выполняется пробивка центрального отверстия и оо-
резка"ленты по краям фасонным пуансоном 16 с образованием на-
ружного контура заготовки. Отрезка заготовки от ленты и ее гибка
ссущестнляются на IV переходе пчансопом-матрнцей 4 н пуансо-
ном 1. Удаление детали с пуансона 1 производится съемником 8
под действием пружин 9, а из' пуансона-матрицы 4— подпружинен-
ным выталкивателем 5.
•.гйз штампа деталь выбрасывается в сторону сжатым воздухом,
'Мд.’одпмым от сети через распределитель /4,. кото’-ч.'.ч срабатыв.-.е?
u?.i ходе no.ijy.ia пресса вьерх, когда тодйагелъ it), i.iKyen.ierunjii
в верхней плите штампа» через ролик II смеет,и з-ллотпнк 12 вправо.
Паи рабочем, коде ползуна золотник возвратится в первоначаль-
nov положение пружиной 13 и иодача воздуха прекратится.
Штамп оснащен автоматической ролико-клиповой подачей не-
сколько иного конструктивного исполнения. чем подача, показан-
ная на черт. 5.03. Подача ленты.в штамп осуществляется при ходе
ползхяэ пресса вниз под действием клина 7, укрепленного в верх-
ней плите штампа. Цапфы’роликов расположены в зертикальпых
прорезях сепараторов 15, которые во время работы механизма имеют
небольшое линейное перемещение в боковых пазах кареток. Сепа-
раторы с роликами удерживаются в конусах кареток при помощи
прхжин 17.
;’цтамп надежно работает при установке его на кривошипный
пресс с числом ходов 120 в минуту. Сменная выработка на штампе
составляет. ,40 тыс- деталей.
5.12. ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ С РОЛИ КО-КЛИНОВЫМ МЕХАНИЗМОМ ПОДАЧИ
Штамп предназначен для штамповки детали из мерной' ленты
с выполнением формовки»: пробивки, отрезки и гибки. На I пере-
ходе пуансон 1 на пуансоне-вставкебЗ производит рельефную фор-
мовку выдавки выпуклостью вверх. На II переходе происходит про-
бивка двух круглых, одного прямоугольного и одного фасонного
отверстия. На IU переходе составной пуансон 17 на матрицах 13
и 18 обрезает'ленту с образованием контура левого конца заготовки,
отрезает заготовку от ленты и при дальнейшем ходе ползуна вниз
гнет заготовку на оправке 16.
Отходы ленты, получающиеся при обрезке, отскакивают от пуан-
сона п по наклонной поверхности матрицы 18 направляются в ло-
ток и далее — за пределы штамп:/-Ловители 19 служат для фикса-
ции заготовки в процессе гибки. С пуансонов лента снимается пру-
жинным съемником 20. Согнутая деталь с последнего перехода уда-
. лясгся при ходе ползуна вверх шибером 14, действующим от
"Шшиа :1о. Штамп оснащен ролико-клиновым механизмом подачи.
дч
Лента г.'-ол-.гкд-’тс г между греха:' нарами, ропаков 4, смонтирован-
ных в плзд.с се •./цг.-уо’з '< Д’; и псы. оточ рычагов 5 ь.трлз-л
отжимают с-'.: тсры Енсред. создавая между роликам» зазор,
необходимый с * я лроходз ленты к штампу. Защелки 7 при эхом
фиксируют рычаг». - . .
После ^зпрдялн ленты в штамп рычаг.? освобождают ст защелок
и лента зажимается рлтиками.
Подача ленты ск-уществляется при ходе ползуна вверх прн воз-
действии клиньев И на подающую каретку 5. Назад до упора 9 по-
дающая каретка отводится пружиной 12 so время рабочего хода
пресса. При этом лента фиксируется роликами тормозной каретки S.
i’liopu 10 противоогжнмом для клиньев привода подачи
при ходе ползуна вверх. ‘ ,
Штамп эксплуатируется прн 100 ходах ползуна пресса в ми-
нуту. Смежная выработка на штампе составляет 40 тыс. деталей.
5.13. ШТАМП ПОСЛЕЛОВАТЕЛЬНО-СОВМЕЩЕННОГО
ДЕЙСТВИЯ С КЛИНО НОЖЕВЫМ МЕХАНИЗМОВ ПОДАЧИ
Штамп прсдйазкзчен для шта.миолки коробки большого порт-
фельного замка за три перехода: I переход’— пробивка фасонных
отверстий пуансонами 8 и обрезка ленты шаговыми ножами 9; Ц пе-
рехчтд — пздрезкл материала на части контура заготовки пуансо-
; пом 7 на матрице 1 и вкладыше-выталкивателе 2; ill переход/- вы» ,
рубка заготовкя пуансонами 1 а 5 и пуансоном-матрицей б на вкла-
дыше 3, ззгнеха буртика, надрезка упорной лапки с отгибкой ее
на угол 90“ н рельефная формовка п детали одной поперечной н двух
продольных выдавск (формовка продольных выдавок производится
с надрезкой металла^ Снятие детали с пуансонов 4 и 5 и ленты
с пуансона-матрицы 6 осуществляется соответственно вкладышем 3.
. действующим от'буфера. штампа, я жестким съемникам • КК„ Затем .
лента перемещается* на шаг и сталкивает деталь с поверхности '
матрицы. ’ г .
[ля автоматической подачи лент?!: в рабочую зону /штампа
используется типовая конструкт’я клино-ножевой подачи с при-
водом от клиньев 13 и. пружин 16. Захват ленты осуществляется ’
за боковые кромки при помощи четырех пар ножей 21; шарнирно '
закрепленных в пазах колодок 12. установленных на поперечины 11
подающей каретки 14. Угол установки ножей по отношению к на-
правлению подач» ленты составлю .• 0а; а угол заточки ножей—-
75°. Под действием пружин 20 нож.> находятся в постоянном кон-
такте с боковыми кромками- ленты. ..
. При рабочем ходе ползуна клиньями 13 подающая каретка пе-
ремещается в сторону штампа. При этом происходит заклинивание
ленты между ножами и подача ее на шаг. В это время ножи 19 тор-
мозной каретки, имеющие такое же устройство, как и ножи подаю-
щей каретки, освобождают ленту. ,
При холостом ходе пресса под'действием пружин 16 происходит
обратное движение каретки/^: В это время лента стопорится но-
' жами блокирующей каретки, а ножи подающей, каретки |лжя-
маются и скользят по ленте. Шаг. подачи регулируется упо^рыми
, болтами 17. '
Отвод ножей от ленты для свободного протаскивания ее через
каретки во время наладки штампа и заправки новой ленты в штамп
осуществляется боковыми планками 15, связанными с кблод-'
камп 12 соединением «ласточкин хвост». 'ф
Л •
иегулнроакз механизма псс:чл з зззчс«люетн от ширины подз-
емзго м.атс,,«шла производятся счещекнем кол? с ножами
а колеречном яаарэоленнн зри оелзблехнехх болтах ,
Рассматриваемая подача яэляелся ч яласрсяльной п не требует
регулировки прн переходе с одной чолщипк штачшч'емой ленты кг
Арчтую. Она применяется дл?. подачи лепты ц поло.: толщиной от
С«.а до 2 мм, шириной до 80 мм ирн щаге подачи до 55 мм. Точность
кддачи составляет дхО, 1 мм 1121. Для получения бсиее высокой точ-'
нооти применяют шаговые нож.?., как эго к мест место в данном
епампе, или другие элементы конструкции; ограничивающие' пе-
ремещение лен гы по шагу.
Штамп устанавливается на кривошипный пресс с числом ходов
КО в минуту.
S.14. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
ДЛЯ ШТАМПОВКИ И СБОРКИ НИЖНЕЙ ЧАСТИ ИУГОЗИЦЫ
Штамп предназначен для изготовления нижней части пуговицы,
состоящей нз чашки, штампуемой из ленты, » ушкз, изготовляемого.
- нз проволоки. Перемещение ленты по переход?*.! штампа произ-
водится крючковой подачей (на чертеже не показана), действующей
- от • ползуна пресса, а перемещение проволоки — клино-ножевой
подачей при помощи клина, установленного в верхней части штампа.
Чашка штампуется последовательно в ленте за шесть переходов,
а изготовление ушка н его сборка с чашкой производятся а специаль-
ном узле штампа, работающем по совмещенной схеме.
• Лента.подается в штамп с левой стороны-вначале вручную, а
’> после того как она дойдет до крючка механизма подачи, tipecc пе-
, ' реводится на «самоход». На 1 переходе матрицей 12 на пуансоне 3
.. производится вытяжка чашки: на II переходе пуансоны 11 п 10
, на матрице 7 производят соответственно оттиск клеима и пробивку
двух отверстий под ушко.
. Для свободного, перемещения ленты последняя поднимается
подпружиненными толкателями.
П1 и V переходы—нерабочие; на IV переходе производится нз-'
- готовление ушка н сборка его с чашкой, выполненной в ленте.
Проволока для изготовления ушка, пройдя- узел правки, состоя-
- щнй из пяти правильных роликов,.?/, захватывается собачкой 20,
установленной на ползушке 19, которой клин 18 сообщает возврат»
.’ . но-посгупательное движение, п подается на шаг, равный дтнне за-
готовки ушка. Для предотвращения обратного смещения проволоки
прн возврате ползущий служит тормозная собачка 22, смонтиро-
ванная на стойке 21. Подача проволоки производится до упора 28
через патронный нож 23, расположенный в стойке 24.
Пуансон для рубки и гибки ушка состоит из Державин 14, в про-
дольном пазу которой жестко смонтированы два нож1 (левый /6'
. и правый 17) и обжимная вставка 13. В поперечном пазу державки
t шарнирно установлены два гибочных пуансона (левый 27 и пра-
вый 25), разжимаемые пружиной 6. Прн рабочем ходе ползуна пресса
отрезанная ножом 17 заготовки для ушка обжимается гибочным»
пуансонами 27 и 25 и вставкой 13 на оправке 2d/ Последняя уста-
новлена в кронштейне 29, находящемся псД воздействием пру-
79
=.а 1'кчз через рыча?" .* и 12
\ стре’кс. В:.-едет»ие зтзго
.миювну и ьа РллЗДЫше !
U-ftSgasjiah. заготовка Три дальнейшем спуска-
Еъдцвмёс^, ё конй<'.чй''зхс/диг в шверсхня чашки
по сносам ’вставки о’ в «роткво- .
“1-г>₽фИ38ОДХГГСЯ гибка проволок»
^Йамкмутбе. кольцо) пуансонами 25 -
«^^Кзжь^дю^пачнвйютгя на своих осях при сопрв-
:Ж|х^кю^<ео й»ий|Нй^К:":Вйр^бк« падуф^брн^та вз «енш про- ....-- _
;ХЦЙЯЮмИ»•-не.Толкатель 4 несводимого хтя точного
ае^^^рЦ--р.збочук> ‘' ’' -'5— * —
vj'- v..i етше
. i ’ч-ханизмом
..и;кенп.ч проао-
i!V
учЛйч Ьч/-.'^1^:1йТ^дЯ^,дсЙ^?^^ВАТЕЛЫЮГа--ДЕ(КТВЯЯ;г..'?-'
.ДЕ^МЕГ^-Г.
'г; - '-:Р л-•’.
кЩт^ш.,фёфвакй^"дая иэгозфвйй#* з^-.иееть. переходов верх-
ней час^пзклад^ ПлШ’Ъй'Пла-
;П^ампуетЙ1’'и^ v лекты^
скоба— из г;;гт.'.'сь> , Лента
pa.isiKO'K.THKCbi-M ? гханнзмом еллх.-. -.. ;
кравошииного пресса, а пронолсеаз .та,
г.одгчн, смонтированлым в штампие. К.-щр:
лонн перпендикулярно подаче ,ццта.млуем
Йа I переходе проязводнтснгрэед:.ефра>1
выдавох н кзлибровка ленты шаговым ноже
_____wcu.wnu'iv ... ...лгд •' / '“т ленты с одного перехода
на другой. Нз II переходе цррбй’Р1.-гл<л два отверстия под скобу.
ЛП я V*переходы — нерабочие..,IHa IV переходе изготовляется, за-
.^рр«^я,^кобау которая тут же вделывается в лепту. ?
7,U/;npW коде иоАауна пресса вв$| х4 Когда плавка -/ утоплена, в ма-
трипе 9. рычаг. Уб, прикреплений к верхней плите, при своем дан*-,-.
-женки вверх заходит за высТуп? качающейся серьги П\ п фво^
< рэчнваег ее. Серьга заставляс^нередвигахься. ползушку 17 с но-
жом 16. Последний захватывдат?^ропрлоку в перемещает ее на шаг,
подачи, равный длине заготовки скобы (ем. положение I). Подача
проволоки регулируется'болтом /< которым через подвижной ..j.,, ______________
упор /5 изменяется заднее", положение подвижней оолзушкн 17, водительность трудаГ Сменная выработка на штампе
, а следовательно, и величина/додачи". Штифт 6^ запрессованный .23 тыс. деталей.
, ч А - м 1 «•
гсч'.орач;ш:л-г л.-.чс-л 2 "
плэ’.гйа 4 водг.имлется, г
производит гибку СКОбЫ (CU.
При дальнейшем опускании колзмта пресса концы скобы- при
помощи подпружиненного съемника 5 входят В ранее гробитые
отверстия ленты и ра склепываю гея пуансонами 5 \см. положе-
ние 3). Благодаря небольшому зазору между лентой и вклады-
шем / при клепке получгег.'я двухсторонний наплыв металла,
который обеспечивает.-прочное соединение деталей. При подъеме
ползуна пресса вверх?: рйтаг выводит кулачок 2 нз заклини-
Бающегоположения н шОвиг ф под действием сильной пружины ’
буЦтера быстро у1аплнвается в 'матрицу. В результате появляется
£'• ..возможность передвинуть ленту • ^nefexea. На этом пёрё-
у«2ходе вырубленная деталь выпадает- “ нижней плиты
штампа. ,
^ Внефефе вышеприведенного штампа позвои
~ ную'т^удбеыкую-операцию клепки к значительно no#
_____________ 1 .. .. * ’ ' ....................................................... .............
и величина;- додачи". Штифт 6,-.. запрессованный .23 тыс. деталей.
80
i 707
81
82
Б~Ь повернуто
$
Ю
U
12
15 15
19
21
20
Схема раскроя полосы *
«5
Mcnepxsi-сталь X12W
М '
МОН
9,2 (. ..
Ролик (яШ5)
F
НЮ1
17
18
Г Г
ВиСЕ
М2Ч
Штамп последовательная) действия
[ с механизмом дв^хслюроннед "
валковой подачи
83
A-А
Б - Б п&йерндта
Положение 1
Ооязцн внизу, патрица-S ле&'п положении.
17
18
А
- 19
Положение 3
Вид Е
Д -Д
Шаг Гимн
Б___Лента (амаса) 270
»ллл»г«м
SSSS!
ТА
Патрииа-й прабоп положении
liloiatfa иля изготовления
металлической сетки из
ленточного (полосового) материала
ftSSSSSISWASS
Положение 2
Ползун вверху, патрица-в правом лалакении
1И
I 201 21 i 22i Г- Г побернуто
Матзица-б aeSon положении
Ползин Sway, патрица-в правом положении
Положение 4
Ползун вверху, питон ци-S правам шц/жении
6-8 повернут
Изделие (сетка)
материал - алюниний АД 1М
толщиной ОД пн
, ---------------------------------------------
Ползин бнизи, патрица-6 лебом положении
Положение 5
84
00
СП
Г-Г подернуто, лист /
87
A~A повернуто
8
О
13
Л7
21
11»
ISSfll
u
k.
v.
Штамп совмещенного аейстВия
с балковом мека/шзмом осЗам
с рычало-фрикционный росг&Ьм
Штамп совмещенного действия ГПП
с валовым механизмом подачи j (Jo
с куяасно- храповым приводом ' i
A . [±
В~5я&х,рни
7
✓ 2JLLZI\ ' IT "" У .'Ьг\_ P*"y
ИИ ИВШ1
Вид В
S
р~Б повернуто ft
И
к 1
.' *
L' j-
r ‘<
20
12
Вид В
Деталь
88
89
.ПС,СЛ8&
Б~Б
треть
деталь
(увеличено)
4
SSNN
'W&ai &танпэыи гаиводеежи'^ля
ИЬлинп н^едо8атепьно~ссё^1Ц&(вога
рэлаю-ктойф Ц к
• •. frt г^х< П.^£? v-4 i ^azy>
ш
t 4 В _. - -
\ гглгцехйд
восход
ч ‘лхьч? ччт?и1 штампа
В~В поверным
Ю 11
Вид Г
90
Kt -r [П--- — --г—.-- I I- . IWI^WWWW
Штамп посяедоватепыю-совмещсиного
действия с ролика-клиновым
механизмом подачи
***«£***•«
92
Глава 6
СРЕДСТВА МЕХАНИЗАЦИИ ШТАМПОВ
(чертежи на с. 99—106) •
Ниже механизмы подач, выполненные в, виде
атдельныхй^^^^встра1йаемых в штампы и получаю^а.ттрнвзД//
;от вйп^виМЙстн ютам па.r X а оактеоной особеннсетью-этйх'' мехйииз»
их универсальность, заключающаяся в том, что каж-
?^йчМ-этнх механизмов позволяет получать разную величину шага
^^ЙЙйленять разный, лр тддщвне ^Ширине штампуемый материал. .
^^Гакне мехаппзмы ^й^^р^можность автоматизировать процессы
холодной aijcTpBo^^MrtwRir не только в массовом Ji крупносерий- *
, кам, но^и.^^р11Аном:;произ5одстЕе, где автоматгщдия подачи ма- <
^.тернада^^Йуя^сталяется применением устройся.’ универсального •
б приводятся также-.устройства для загрузки‘штучных,,
.заготовок- в .штампы- иудйлен1тяетщтахшов8нных деталей, способ- <-
ствуюшие фёшёНйю проблемы анпасаШаонп штамповочного про-,
гзв’одства н,‘ следовательно, - обеспечения безопасного' и высоко-.
.производительного труда.
6.01, РОЛИКО-КЛИНОВОЙ МЕХАНИЗМ ПОДАЧИ . „ /
Ролико-клиновой механизм подачи /смонтирован на крон-
штейне .6, котовый кренитсяк нижней плите штампа. На пол-
Ж*ке 5 каретки,.перемещающейся.;® направляющих планках /7,
Цу^гаиовлены два.корпуса, Пссущн.е в сепараторах 8 по паре роли-
J«!»r 3, Ткл&рыет^^ К .наклонным ловерх-
ргостйм корпусов -пДанхами -7й На конце ‘крон-;
Мстейна б закреплена неподвижная, блокирующая каретка :10 с одной-
||ЬфОЙ Гормонных роликов 9. .
® Лента, ;заард'алснпая:;через ус1ройст-зз /2 й-’./З, предназначен-
^иые дяя.фяксааай -лентьЬ,л^йЙ^€?нжя вертикальном направле-
..ЯЙЯХ,^ пропускается чЬрез роЙнкгт'ТЗО^^нйвй Н подающей. ка* з
. ' • ' ' ’’7'74'.*^*7
{ ползунапресса^верх кдинья 75, закрепленные в верх- :
ней.лП41Йе штампа,'йерем&даДО*уполэушку 5 с корпусами 4 влево.
<;-Пр»Т4«га^.^^.икн.'3, неремешаась- ^наклонным Пйвсрхнестям кор-
на за ранее ’установ-
пресса.1^иэ подвижная каретка воз-
исходное' йатоженне до упорй 1 под действием пру<
жн^^^онтмрова>тно^лад кареткойв пззу/кронштейна б. Перед
3 освобождают
ролйками 9 тормозной ка-,’
Htkik-.^т^жд^чк оройззодится винтом 14:*
подачи-в случае необходимоста
яИрййван п$ ’ лём*н^и®дал? ййдх^мотрёиа ?т»укоятка 76. поворотом
3$ЯИР^жн<> яе^^^кть'соцлратрр^ <Гвперед я гем- самым «ы- .
веёти^^ики вз-'Кбнмийа. «„.уситойд Втормозяой каретке. рахи*йс;
Развошв^здютом 7//йП,рквод. механизма подачи может'б^ь'‘осу-
ществлен н при рабочем ходе пресса, для чего должна быть пзме-
.-.нена конструкция клина. .
Подача предназначена для автоматического перемещения лен-
точного материала толщиной от 0,5 до 3,0 мм, шириной до 50 мм,
с шагом подачи до 50 мм (при ходе ползуна 90 мм). Точность подачи
составляет ±0,05 мм 112]. .. . .
„ 6.02. КЛЕЩЕВОЙ МЕХАНИЗМ ПОДАЧИ
: ' (КОНСТРУКЦИИ Б. С. ЛИТВИНЕНКО)
При автоматической штамповке мелких деталей используется
много конструктивных разновидностей клещевых механизмов по-
? .дачи. Одной из них является подача конструкции Б. С. Литвиненко.
В лазах- основания 2, прикрепленного к нижней плите штампа,
\ -На роликах 11 перемещается каретка 12, в которой па осн 9 смон-
тирована находящаяся под воздействием пру-тин 10 собачка 8 для
зажима ленты или полосы. На осн 9 вместе с -иэбачкон установлена
рукоятка 6. Перемещение каретки 12 с зажатой собачкой 8 лентой
на заданный шаг производнтся рычагом 14, который действует на
- ролик 16, посаженный на ось каретки.
, При подъёме ползуна пресса су харь‘15, установленный на за-
' крепленном в верхней плите штампа вертикальном стержне 13,
Таблцгр 1
Технические ханныс механизма подача конструкции Б. С Литвиненко
IlepftUCTJ-a 1 <ч-*»<и*еА< зэточа-яческая - -
.V; 1 J .V 2 Nt 3
Габарнти, мм Масса, г Время установки, мин . . . Шаг подачи, ыч ...... Точность подачи,.мм . . . Толшнка штампуемого мате- рквГ’а. мм гитампуемого мате». ридоя. мм • . 74>8АХ1(& IW Ch 2до 25 —0.03 0.06 -До2 1 I00X12UX1S0 34СО От 2 до оЭ — 0,03 ... 0,06 До з, >' .71 105X150 X 150 1600 2-3 От 2 до 25 ^0.03... 0,06 . До 2 '» 4S
. поворачивая рычаг, перемещает каретку влево вместе с лентой,
/заклиненной собачкой 8>. Положение собачки регулируется винтом 7-
В крайнем левом положении каретка удерживается фиксатором 5г
который входит в отверстие рукоятка 6. Во время рабочего хода,
когда лента зажата рабочими пуансонами, толкатель 4 нажимает
на рукоятку, собачка отжимается -'и освобождетяая каретка пру-
жинами 3 вс/уращается в исходное положение-до-укора 1. . .
Штампы, оснащенные такой подачей, устойчиво работают при
340 ходах ползуна пресса в минуту. Основные технические харак-.
теристики механизма подачи приведены в табл. 1 112].
6.03. КЛЕЩЕВОЙ МЕХАНИЗМ ПОДАЧИ, ВСТРОЕННЫЙ В ШТАМП
Механизм подачп ленты смонтирован на прикрепленном к па-;
кету штампа кронштейне 5, в направляющих планках которого
движется подающая каретка 2. В каретке на осн 10 установлена за-5
щелка?, поджимаемая к поверхности подаваемой ленты пружиной 11/
При движении ползуна пресса вместе с верхней частью штампа вниз,
клин 6, воздействуя на ролики 12, передвигает каретку вправо,
при этом защелка проскальзывает по поверхности ленты. Для пред-
отвращения сдвига ленты назад в механизме имеется тормозная
защелка 8, устанапленная на оси в неподвижной стойке 9.
При движении ползуна пресса вверх действие клина на каретку*
прекращается и последняя перемещается пружиной 1 до упорного;
винта 4. Защелка, заклинивая ленту, подает ее на шаг, регулировка*
которого производится винтом 3. При подаче ленты в рабочую:-
зону штампа задняя защелка проскальзывает по ленте, не препят,?
ствуя ее перемещению. ' '
Механизмы подачи с защелками рекомендуются дзя подачи лен?
толщиной 0,3 ... 2 мм, шириной менее 75 мм, при числе ходов пресса
до 200 в минуту 110].
6.04. MEXAHIU4 ДВУХСТОРОННЕЙ КЛЕЩЕВОЙ ПОДАЧИ
^КОНСТРУКЦИИ К. И. ЛОГИНОВА),
ВСТРОЕННЫЙ В УНИВЕРСАЛЬНЫЙ БЛОК
При рабочем ходе ползуна пресса клин 9, установленный в верх-л
ней плите 4, воздействуя на ролик 10, перемещает вправо каретку
с державками 13 и. 14, в которых смонтированы подпружиненные^
защелки 2 и 5. Подвижные державки перемещаются по направляю^
щим колонкам. У, запрессованным в неподвижных державках /7:
Л 18, в которых также сдонпфованы находящиеся под воздействием*’
пружин защелки « к 6. При движении каретки 8 вправо (рабочий^
ход пресса) защелки 2 и 5 скользят по ленте, которая фиксируется^
защелками 1 и 6 неподвижных держазок. С подъемом ползуна пресса/
действие, клина 9 на каретку 8 прекращается м последняя пружн*,
нами 12 воззращаетсч влево до упорного винта 11. При этом за^
щелки 2 и 5 захватывают ленту и перемещают ее на шзг, а защелки /|
и 6, скользя до ленте, не препякгзуют ее перезлехцению- Усилие за-^
жима ленты защелками регулируется устройством дляй
— завода лружан (см- ннд Г). Положение содщ. и иеиодвижныХ|
95
дрржагок регулируется по высоте вчнгами /5 и фиксируется сто-
порными болта' л 7 л 15.
Такой механизм подачи 1101 рекомендуется применять для лент
толщиной 0,2 ... 2 мм.
6.05. МЕХАНИЗМ ОДНОСТОРОННЕЙ КЛЕЩЕВОЙ
ПОДАЧИ (КОНСТРУКЦИИ Н. И. ЛОГИНОВА),
ВСТРОЕННЫЙ В УНИВЕРСАЛЬНЫЙ БЛОК
В нижней плите 4 блока 1101 на четырех колонках S3 установлен
корпус 6, перемещающийся в вертикальной плоскости клином 5,
наклонная часть которого, соединенная с корпусом, имеет форму
«ласточкина хвоста? (см. сечение Г—Г). Клин 5, находящийся
в пазу нижней плиты, перемещается винтом 3. По закрепленным
ь корпусе 6 направляющим планкам 1 перемещается на шариковых
опорах 2 каретка 14. Каретка в верхней части имеет два выступа,
в которых на осн 13 смонтированы собачка 12 и поджимающая ле-
вый заостренный конец собачки пружина 11. На правом конце со-
бачки имеется упорный винт 25 с гайкой 16, которыми в зависимости
ог толщины штампуемого материала регулируется зазор между
острием собачки н плоскостью каретки. На осн 13 установлено
также коромысло 21, которое под действием пружин 22 через
штифт 15 давит на собачку, создавая дополнительное усилие за-
жима материала.
В вертикальные выступы корпуса 6 запрессована ось 17, на ко-
торой свободно посажены два двуплечих рычага 10. Длинные плечи
рычагов, находящиеся в пазах каретки 14, служат для ее переме-
щения, а короткие — для поворота рычагов вокруг оси. На каретку
постоянно воздействуют пружины 24, которые натянуты между
штырями, запрессованными в корпус п нижнюю часть каретки.
В пазу верхней плиты 9 установлен вкладыш 27, перемещающийся
в вертикальном наирагленин эксцентриком 18. В пазах вкладыша
. на осях сидят два клина 8, имеющие в нижней части выступы со ско-
' сом. Клинья поджимаются к боковой поверхности паза верхней плиты
пластинчатой пружиной 7. В центре вкладыша на определенной
высоте установлены вилка 19 с роликом 20.
При. рабочем ходе клинья 8, вощейсгвуя на короткие плечи ры-
ча; ов К), поворачиваю; последние по часовой стрелке, при этом
длинные плечи, находящиеся в пазах каретки, перемещают се влеьо.
Вместе с кареткой лента, зажатая собачкой, перемещается на шаг
подачи. В конце хода ползуна пресса, когда каретка находится
и положении, близком к крайнему левому, коромысло 21, наталки-
ваясь на ролик 20. поворачивается вместе с собачкой, освобождая
лонгу. При кра.ццм левом положении каретки поворот рычагов, 10
прекращается, а двигающиеся вниз клинья 8 соскакивают по ско-
сам рычагов, отжимая пластинчатую пружину, и занимают поло-
жение, при котором конец каждого клина находится под коротким
плечом рычага. Одновременно каретка под действием пружины 24
возвращается до упорного винта 23 в крайнее правое положе.п:е,
при котором собачка вновь зажимает ленту.
При подъеме ползуна пресса клинья о при воздействия на ры-
чаги 10 скользят по ним и занимают снова исходное положение.
Ход каретки определяют по шкале 31. Для удобства настройки ме-
ханизма подачи материала блок устанавливают на прессе так,
чтобы головки вита 3 и эксцентрика /8 находились со стороны ра-
бочего.
В качестве примера на чертеже приведен общий вид пакетного
штампа (см. сечение /7—Д), монтируемого на универсальный блок
и предназначенного для последователь’юй штамповки плоской де-
тали с выполнением разделительных операции —- пробивки и вы-
рубки. Основными деталями штампа являются: матрица 31, про-
бивные пуансоны 28, упоры 29 и 8(? и пуансонодержатель 32. Верх-
няя и нижняя часть пакета соединяются направляющими колон-
ками и втулками. Штамп в блоке крепится при помощи прихва-
тов 26.
Перед началом работы лента (полоса), заправленная между
направляющими планками блока и пропущенная под отжатой со-
бачкой, подается и штамп до упора. Наладка блока вместе с уста-
новкой штампа занимает не более 10 мин. Перестройка блока при
перешлифовке матрицы довольно проста, так как сводится лишь
к опусканию каретки. Точность подачи при толщине материала
до 1 мм и шаге не более 25 мм находится в пределах от ±0,05 до
±0,08 мм. При шаге до 10 мм точность подачи ±0,03 мм и менее.
На блоке можно вырубать любую деталь из полосы или ленты ши-
риной до 45 мм, толщиной до 1 мм при шаге не более 30 мм. При
переходе на другую деталь достаточно сменить штамп в изменить
шаг подачи в блоке.
6.06. МЕХАНИЗМ ОДНОСТОРОННЕЙ ВАЛКОВОЙ
ПОДАЧИ С ХРАПОВЫМ ПРИВОДОМ, ВСТРОЕННЫЙ В ШТАМП
С правой стороны пакета штампа на нижней плоте смонтирован
валковый механизм подачи полосы (ленты). Подача производи гея
периодически поворачивающимися валками 1 и 2, установленными
в подшипниках 12 и 14 корпуса 5. На шейке верхнего валка 2 смон-
тированы шестерня 11, рычаг 6 с двумя собачками 7 в храповое
колесо 10. Для поглощения инерционных сил, возникающих при
работе подачи, и для предотвращения поворота валков в обратную
сторону ведущий валок снабжен постоянно девствующим колодоч-
ным тормозом, усилию которого регулируется винтом /3. Верхний
валоктгоджнмастся к нижнему при помощи шпилек с гайками л пру-
жинами 3, действующими на подшипники через рычаги 4, что обе-
спечивает равномерный нажим валков на подаваемый материал
и исключает проскальзывание в случае колебания толщины' штам-
пуемого материала. Рычаги одновременно служат и для подъема
валков при заправке в штамп колка новой го;.осы (ленты).
При холостом ходе ползуна рычаг повеюппщэегся но часовой
стрелке. Подпружиненные собачки заскакивают между зубьев хра-
пового колеса н поворачивают его вместе с верхним валком па опре-
деленный угол, соответствующий шагу подачи.
При рабочем ходе пресса подпружиненная сферическая шайба 6'
болта 9 поворачивает рычаг против часовой стрелки. При этом со-
бачки проскакивают, скользя по зубья”, храпевка, в результате
чего последний, а вместе с ним и верхний валек, с которым хра-
повик жестко связан, остаются неподвижными и лента не переме-
щается. Регулировка величины шага подачи материала произво-
дится болтом 9.
6.07. МЕХАНИЗМ ДВУХСТОРОННЕЙ ВАЛКОВОЙ ПОДАЧИ
С ХРАПОВЫй ПРИВОДОМ. ВСТРОЕННЫЙ В ШТАМП
Рассматриваемый штамп в отличие от предыдущего оснащен
двухсторонней валкепей 'подачей; с левой сто; с?.ы штампа смонти-
рован 1янущ5-;т механизм подачи, а с правел — подающий. Пере-
дача движения от не дающего механизма к тянущему производится
через две пары конических шестерен 12 н 6 и про-мхе, ощый
вал 11. .
Механизмы нодачи аналогичны между собой, ио левое и
правое исполнение, В обоих механизмах основными дет.-..* -ми яв-
ляются две чары валков 13 и 7 Передачи вращении нсда-v '. л; гал-
кам осуществляется через храповой механн шатун 10 г. .ягу 2.
Храповой механизм состоит из рычага 8, на котором устлповлены
две подпружиненные собачки 4, и храпового колеса 5. • <
Подача ленты производится при ходе ползуна пресса вверх,
когда тяга 2 через шагу и 10 поворачивает рычаг 8 с собачками 4
и храповик 5 по часовой стрелке. Соответственно повет, -..:?аются
и подающие валки, производя подачу ленты на определи ?щ>> и шаг.
При рабочем ходе ползуна рычаг 8 под действием пружины 1,
тяги 2 и шатуна 10 поворачиваются в обратном направлении до,
упорного болта 9, с помощью которого производится, регулировка
шага подачи. Для предотвращения сдвига ленты в обратную сто-'
рону на промежуточном валке 11 установлен колодочный топмоз 8.'
Как и в предыдущем валковом механизме подачи, здесь преду-
смотрено устройство для подъема валков н поджатия их друг к Другу
при помощи регулируемых пружин.
6.08. РЕВОЛЬВЕРНЫЙ ПИТАТЕЛЬ
С БАЙОНЕТНЫМ ПРИВОДОМ ХРАПОВОГО МЕХАНИЗМА
С ПАЗАМИ ВО ВТУЛКЕ
Заготовки устанавливаются в гнезда револьверного диска 10,
который транспортирует их в зону штампа. К верхней плите штампа
жестко прикреплен шток 4. в нижней части которого имеется па-
лец 3 с роликами 2, входящими в винтообразные пазы ьту.жи 1.
При подъеме штока втулка поворачивается на определенный угол.
Одновременно собачка 11, смонтированная на втулке, поворачи-
вает храповое кольцо 12, а вместе с ним и револьверный диск. При
опускании штока вниз втулка с собачкой возвращаются в исходное
положение, при этом диск остается на месте, что обеспечивается
фиксатором 6 (положение I). При опускании верхней част,, штампа
толкатель 5 утапливает фиксатор, который удерщиваетсн в этом
положении защелкой 8 (положение 2). При подъеме ползу н«> пресса-
вместе с верхней частью штампа происходит поворот револьверного
диска на определенный угол. В момент попалагшя собзччп в гы-
рез револьверного диска рычажок 7 отводит защелку 8, а ср' -.д ат v 5
упирается в диск (положение 3). При совпадении pc-i г:4<встнч
диска с осью фиксатора последний под действ; <v пру ж.д.ы 13 ьдй-
дет в отверстие н зафиксирует диск.
к.чьг
Производительность штампов с револьверными чеханнзмачн гь:гч»
Ткл заготовки 1 I 1 1 Размеры, ьгч
ГрЧ ЗУЧ'.'ГТ азг-узке -«-I w г IK e
Плоская t * 20 i . fcO • : - kv. ... _,)
Па.-.'г. й w?oihvt3k » 20 .. 50 20 . 4053 I SO >' » KO
1 4 20 ... 50 1 3^..- 45 ь J
96
96
По/ [Vi огвелык-риого диска может выполняться как при
псД'Сч.е, тон к при спускании ползуна пресса.
Штампы с рево.стверн ими мелапилмамн подачи ЦО] прнче-
]’п,стся лрепм'-п’?егпс1!но для набольших заготовок, которые не
пало гоччг 'йчкссровать на рабочей позиции. Производительность
таких шп’чпкз зависит от размеров н способа загрузки заготовок
в револьверный диск (см. табл. 2).
Г:У 6.09. РЕВОЛЬВЕРНЫЙ ПИТАТЕЛЬ
• ,С БАЙОНЕТНЫМ ПРИВОДОМ ХРАПОВОГО МЕХАНИЗМА
С ПАЗАМИ НА ШГОКЕ
. В данном питателе 11} поворот револьверного диска Я несу*
для установки заготовок, производится при ПОМОЩИ
• Лтазот;' имеющихся на штоке 2. Во втулке 3 смонтированы два ро-
лика 4 и собачка 7. Периодическое движение храпового колеса,
жестко связанного с револьверным диском, осуществляется при
опускании штока, в-лтрофпльные пазы которого входят ролику
вращающиеся на осях и вызывающие поворот втулки с собачкой.
Фиксация диска производили смонтированным в верхней плите
•г, штампа пиленом о, который при опускании входит в соответетвую-
.^щие фиксирующие отверстия револьверного диска. Диск тормо-
й^знтся боковым подпружиненным тормозом 5.
.(сталь удаляется из матрицы толкателем 1, действующим от
^'кулачка 8,' а с поверхности диска — воздухом.
' ' '
6.10. УНИВЕРСАЛЬНОЕ ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО
Г: ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ И ОТХОДОВ ИЗ ШТАМПОВ
Универсальное пневматическое устройство (17] разработано
на базе стандартных конструкции, имеет механизм регулировки
г сжатого воздуха и набор сменных сопл. Устройство легко перена-
страивается a cooi cerci вин с конструктивными особенностями
' штампа, формой и габаритами штампуемых деталей. Привод устрой-
стьа сехшествляе-.с-: ;уличаем 5. ч.: •'’пленным па валу пресса.
Сещ'зной деталью устройства является клапанная коробка 4.
\ Сжатый воздух из сети подводится к штуцеру 1 и через пробка-
" г:-, . кран 2 поступает в полость и коробки. При подъеме ползуна
поток 5 набегает на ролик 6 штока 7 н клапан 3 опускается, в рс-
ре.о. плате чего сжатый воздух ?.з полости а попадает в полость б
г через штуцер 14 и гибкий щ.кгп поступает в жесткий рч'з-
ду xciT'op? .. закрепленный на столе пресса или ннжнеи п.’.чте
и.т’..мпл е уютом возможности регуллр-.ч-кн его положения по вы-
соте и в продольном направлении Д-полни тельная регулировка
•пел v.C'Ihh v'-e.iHcro сопла othcchtv.-.i.h.g штампа производится йз-
?.епен-ч’м у “. .а наклона сопла путем соответствующего поворота
1 ытошегз' п..трубка 9 шарнира 8.
г Расход сжат-" о ! езду ха регулируется дросселем 10. Чгобы
по-. гь рщ \ лире точный впит 1 3,-необходимо сначала ггестн ру-
Ьахтк. ?/ в з ’топленто с кьатргтикм хвостиком винта, преодолен
^^^^Вирстиз.« .*:> с нр-.жь”ы 12.
.ч, а тол..-г унш-еус” т ” ?."_> пневматического устго-й-
ства^база. гп высокую надск/.Расход воздуха уменьшается
п V;'?“
6.11. ПНЕВМАТИЧЕСКИЙ СБРАСЫВАТЕЛЬ ДЕТАЛЕЙ
Сбрасыватель [5] иредиазнзчзп для автоматического удаления
из рабочей зоны шгамюов мелких деталей при правке, рельефной
формовке, неглубокой вытяжке, гибке, вырубке, в штампах совме-
щенного действия и при других штамповочных операциях.
Основной частью пневмосбрасывате ш валяется распределитель-
ная коробка (клапан),,- которая устанавливается либо на нижней
плите штампа, либо сбоку на станине пресса. Коробка состоит из
корпуса 5, к которому с помощью накидных гаек прикреплены нип-
пели 1 и 6, и клапана лЗ, прижимаемого к седлу пружиной 4. Стер-
жень клапана упирается в рычаг 2. Сухарь 7 установлен шарнирно
на кронштейне 8, кокдрый крепятся либо к верхней плите штампа,
когда пневмосбрасывателъ встраивается в штамп, либо к ползуну
пресса, когда пневмосбрасыватель является частью пресса.
При раскрытом штампе рычаг 2 находится в нерабочем положе-
нии. Сухарь 7 расположен под рычагом (см. положение !). При ходе
ползуна вниз сухарь упирается закругленным концом в рычаг и.
поворачиваясь, скользит вниз, не вызывая перемещения рычага
(см. положение2). Когда ползун пресса находится внизу, сухарь рас-
положен под ним (гм. положение 3). Во время хода ползуна ш.ерх
сухарь, упираясь в ^ычаг, заставляет последний повернуться на
некоторый угол, в результате чего открывается клапан, сжатый
воздух из сети поступает в шланг и деталь удаляется из штампа.
Изготовление такого сбрасывателя доступно любому заводу.
Применение его позволяет снизить время удаления детзтн из штампа
на 20 ... 40%, облегчает работу и делает ее более безопасной.
в. 12. СХЕМЫ ' МЕХАНИЧЕСКИХ СБРАСЫВАТЕЛЕЙ
ч МЕЛКИХ ДЕТАЛЕЙ
На схеме 1 приведено простое и удобно»? в работе устройство для
удаления деталей или отходов из штампа 111]. Отштампованная
деталь (отход) поднимается на пуансоне при холостом ходе пресса,
отжимает толкатель Тн упирается в съемник /- После снятия детали
(отхода) с пуансона/толкатель под действием пружины выбросит
деталь из штампа. '/
.Механический боковой ебрзсывзлель, в котором сжатие пру-
жины производится не удаляемой деталью, а клином 15 I. показан
на схеме 2. Сбрасыватель предназначен для удаления деталей из
штампов при безотходной или малоотходной штамповке. когда уда-
ление детали производится в сторону.
В кронштейне 2 подвижно закреплен сбрасыватель 3. который
пружиной 4 поджимается к образующей штока /, перемещающегося
вместе с верхней частью штамта. При размыкании штампа, когда
проточка штока входит в отверстие сбрасывателя, последний с по-
мощью пружины перемещается влево и сбрасывает деталь со штампа.
Резкий ход сбрасывателю сообщается защ-глксь 5, которая стопорит
сбрасыватель до тех пор. соча торец защелнг не соскочат с обра-
зующей штока на его хвостовик. Пр;: далэъейшем подтеме ползуна
нижним скосом проточки штока сбрасывателе возвращается в неход-
кое положение. >
При рабочем ходе ползуна, когда придечкз штока входит в от-
верстие сбрасыпате та, погл*Д’'пк перем-штсто г. влево ц прижимает
полосу (ленту’| к Сизовел шщрщ;зч.-ос.<й -,'Иа.чС. Д?..-дс сбрасыва-
тель снова занимает аххеднто влмохл-. г? lij г этом хисхтовой вы-
ступ штока нажимает ка защелку в поворачизазг ее. а затем за-
щелка под действием пружины 6 вновь становится р годнментальное
положение. ;
Расположение проточки хвост озика на ни оке; должно обеспе-
чнвать своевременный отход сбрасывателя в ке.х'щисе положение •
во избежание поломки его пуансоном при опускании ползуна. л ’»
Для удаления мелких детален широко прнйенчегся устрой-
ство (51, показанное нз схеме 3. При смыкании иДгамаа клин о от-
водит сбрасыватель 4 влево. При этом иру?кина 1 е&нмается, а сбра- .
сыватель фиксируется стержнем 2. При раскрытии» штампа прекра- г
щается воздействие клина ла сбрасыватель, последний перемещается
пружиной и удаляет деталь из штампа.
Основным элементом .механического сбрасывателя деталей цз
шиберного штампа, приведенного на схеме 4, является качающийся •
в горизонтальной плоскости рычаг 2. установленный на стойке 5,
ввернутой в нижнюю плиту 4. С одним концом рычага связан тол-
катель /, а с другим— ролик 7 с пружиной 6. Клчаег рич.н клин 3,
укрепленный в верхней плите штампа. Механизм очень прост в из- 5
гоговленни и надех<еп в работе при автоматической штамповке 2
с повышенным числом ходов пресса.
На схемах 3 показаны примеры удаления .деталей из рабочей
зоны штампов при гибочных операциях 17] путем применения соот- <*
ветствующих конструкций фиксаторов, обеспечивающих свободный
выход готовых деталей.из рабочей зовы штампа ,прч подаче слё->
дующей заготовки. Заготовка 2 подается по лотку /‘,в рабочую зону *;
до упора в выступы удладочном рамки (трафарета) J. После того к
как деталь будет согнута, она сбрасывается со штампа следующей.'
заготовкой. При этом должно соблюдаться • условие .4 > ,-1ф
Примеры удаления деталей из штампа прп вытяжных операциях;-**
когда требуется откалибровать донную часть деталей при жестком,
ударе пресса, показаны на схеме 6. В первом случае деталь уда-’*
ляется из штампа путем сдвига ее в сторону шибером 7, а во вто-
ром—через проззлькое отверстие штампа. .:j
Ha схеме 7 приводится сбрасыватель крючково-рычажного типа’.-у
для удаления детали из гибочного штомпа, состоящий из крючка /,?'
шарнирно устарззленчого в подвижкой части штампа, и. двуплечего'?’
рычага 2, соединенно;о с толкателем 3, который иере.мещлегся по'’*
тазу ипамяа на рсл.жах 4 Принцип действия сбрасывателя ионя- "
тен из рисунка. * ‘ ’
Довольно простое и надежное в работе устройство для удалек.
ния деталей (5] показано па схеме Я. Оно рабстасг при ходе полк:
зуна пресса вверх, когда установленный на стойке 1 крючок 3 на-к
жимает на двуплечий рычаг 2, который с помощью толкателя '4.J
сбрасывает деталь со пп'амна.
Для удалении мелких деталей, которые после штамповки зани-.Т
мают наклонное положение, служит устройство (61. показанное^
на схеме 9. В верхней часгп штампа укреплена собачка 2. способ-»;;
ная псзорачнвагься только в одну сторону. В нижг’сй части штампа
установлена ползушкй 1 с выталкивателем 2. • •->*
При спусканья ползуна собачка «атэлкнааегся на ползушку ЙЧ
повора?1-вгется, после че:о опять зст-то.м. :сг вертикальное положение^
При подъеме ползуна собачка перемещает нолзушк», влево, вытад-^г
кизлтель поворачиваете»» н выбрасывает тегал-, из штампа. Послам'
этого собачка освсфч’ждзст долз^шку л цоследч.чя ~>оз»ращаетёя|
назад. ' ?2g
97
На схеме дрсдставлен i рл .. г сбрасыватель
П образных у дтз.яег.лых легален. lie б Сирасыг-стель усганавли-
г,аст;;. с двух стспич штампа но горна'’’ летали и последовательно
осуществляет rpv. даижепия: подъем детали, вынос ее из рабочей
зоны в сторону г. сбрасывание.
На держателях 5 установлены кулачки. 5, которые при движе-
• Нии вверх натз.ткпьаются на ролики 1 кронштейна 2 и поворачи-
ваются. Вместе с ними поворачиваются крючки 7, которые и выносят
деталь из рабочей зоны, после чего кулачки находят на сухари 8,
закрепленные в держателях 3, и расходятся в стороны, роняя при
этом деталь на склиз 9.
При ходе ползуна вниз пружина 4 возвращает кулачки с крюч-
ками в исходное' положение., Опускаясь, крючки наталкиваются
на собачки 6, отходят в стороны, и, не задевая деталь, занимают
рабочее, положение. При обратном ходе пресса собачки б повора-
чиваются крючками 7 вверх. Пружины 16 при этом растягиваются.,
. На схеме 11 представлен рычажный сбрасыватель, встраивав-
?' ’ - _ - i .. ,
мый в штамп последователе кс~о -,е;”:?ты-;я, в котором после про-
бивки отверстий заготовка отрез к-.ся от ленты н остается на нижней
части штампа.
Отличительной особенностию рассматриваемого сбрасывателя
является то, что удаление детали из штампа производится при ниж-
нем положении ползуна Пресса, когда рычаг 1 освобождает то^тга-
тель 2, который под действием пружин 3 перемещается вправо.
Сбрасыватель надежен в работе, прост конструктивно и в на-
ладке. • * ' - i ''
’ ’ ’’ „ - »
влз. АВТОМАТИЧЕСКИЙ СБРАСЫВАТЕЛЬ, 4
' ВСТРОЕННЫЙ В ШТАМП
Сбрасыватель предназначен для. удаления деталей, которые.,
после штамповки остаются в верхней части.штампа. Удаление
тали производится при ходе ползуна вверх толкателем Л прикрёп-
ленным к ползушке 3, которая под действием клина, 2 двигается
в направляющих- 4 верхней части штампа.
.Чехгнизм ш гооен н штз-.-п псследовательно-совмещс’ь'Г'о лей-,
ствчя. в которсм выполняются пробивка отверстий, отр.г'.*. заго-
товки or лети и гибка.
8.14. АВТОМАТИЧЕСКИЙ СБР/\СЫВАТЕЛЪ ШТАМПА ..
ДЛЯ ГИБКИ . ’<.
Сбрасыватель [11} состоит из пластины, 5, которая закреплена
в верхней части штампа и имеет наклоненную влево прорезь. В Ttiaa^
стине между двух направляющих планок 3 перемешается шчбер 2?г'
имеющий прорезь, наклоненную вправо. В прорезях ..пластины и*-
шибера находится ролик 1, закрепленный на рычаге 4^рторый сое-
динен со стойкой б нижней плиты’штампа. Деталь' удаливеуея из
штампа при холостом ходе ползуна,.При этом рычаг поворатаййй^я..
перемещающейся вв^рх пластиной, благодаря чему ролик, двиг^Щ^-
в. прорезях .пластины и шибера, вызывает ^горизонтальное пере^^^
щённе-последнего.JC шибером жестко связан толкатель 7, которы^т^
сталкивает готовую Деталь пуансона. При рабочем ходе ползуна "
пресса шибер с толкателей возвращаются в исходное положение, *7
98
о
CD
А-А
КлсшеМ механизм лодаш, ‘с'К
Встроен чьи в. штамп \D.Uu
।
100
101
102
А-А
103
Ось вала пресса
Степ преем
А-±
(при пабернутом
патрупке, тм. 0)
?№ПЬ. $1\5'
(к штаг, пи}
I (
А >
t
/Псввод боге уха от
клапанного устройства
В ~ 5 поварт. тп
воздуха
страна
Универсальное пнеВмашимское р щ
ucnipGucmCo для удалений деталей О. Ш
и ошешд из штампов
Сменные сопла-
(itfSetor,
Вид В
к штампу
Б
'4
104
Схемы механических сбст-.Са
мелких деталей
106
СПИСОК ЛИТЕРАТУРЫ
< 1. Автоматизирующие устройства для холоднел листовой н тамповчи штучных
заготовок.--Сб. РТМ70—63-. РТМ81—63. Изд-во стандартов, 1964, 212 с.
’ 2. Ваннтрпуб Д. А., Гиндин В. Б , Кузнецов Н. И. Опыт применения штампов
ссзмещенпого действия в приборостроении. 1963, 19 с. (Ленингр. орг. о-ва ♦Знание»
РСФСР, Ленинград, ДНТП. Сер. «Прогрессивное формообразование ц термообра-
ботка»), >,'
<3/ Волосатое В. А. Безотходная и мадсотхоадад штамповка листовых деталей.
Цзя/£е, нспр. и дол. Л., .М-цдгиз, 196!, 151 с
4. Дагелайская Н. А., Жохов П. А. Гибочные и калибровочные (правочные)
.pjfaxuiu с автоматическим съемом деталей. — В кп.: Механизации и автоматизация
.Процессов в холодноштамповочных цехах. Л., Лениздат, 1955. с. 5—16.
у 5. Дорин В. И. Точная штамповка деталей оптико-механических приборов.
•М., Оборингиз, 195s, 460 с.
6. Дуранднн М. М. Высокопроичводительнея оснастка для мелкой я средней
штамгоькн.— В: кк.: Передовую технику и теччологню—всем предприятиям.
Волго-Вятское йад-во, Горький, I960, с. 113—146.
7. Емельянов М Ф Ме.х.шиззция штамповочных работ.М. Машгиэ. 1959,
171 с.
8. Кухтаров В. И. Хелодшзя штамповка. Учебное пособие для техникумов.
М., .'Аадцнз, 1962, 403 с.
9. Малов А. И. Технология холодной штямпоька.Изд. 2-е, перервб М., Обо-
ронена, 1958, 376 с.
10. Малов А. Н. Автоматические н полуавтоматические штампы. Под общ.
рад. В. Г1 Романс'г.сксго. Л., Машгпз, 1962, 60 с. (Б-чка штамповщика. Вып. 4).
И. Малой А. Н-, П.х-йс В.. Ф. Мсхгиизация и автоматизация штамповочных
работ. М., Машгнз, 197-5, 308 с.
12. Михаленко Ф- П.. Грикжс А. X., Демиденко Е. И. Автоматическая холодная
штамповка мелких детзл> й на Сксгроходных прессах. Под общ. ред. Ф. П. Миха-
ленко. М,, Машиностроение, 1365. 288 с.
13. Нефедов А. П. Консгрунрсванне и изготовление штампов. М., Машино-
строение, 1973. 4С8 с.
14. Приспособление дтч лвгомати .есъс.' re.^vn ленты к штампам холодной
листовой штамповки. Ставрополь, 1974. 4 с. (Стаьрог.. межотрасл. террит. ЦНТИ.
Информ, листок Ас 270—73).
15. Скворцов Г. Д. Осноьп кснструвро ». -г. штампов для "хо’лодней листовой
штампоикн. Коншрукцип и расчет. Ч., Ма:->“остпсенчс, 1972," 360 с.
16. Скворцов Г. Д. Основы конструкрегл” штампов для холодной листовой
штамповки. П<адготовигелы1ые работы.' М., Машиностроение, 1974.
17. Сырнев Г. С. Универсал:,ное пчо'-уг л.четное устройство для удаления де-
тален «отходов из штампов. -- «Кузнечно- вхьк, точное производство:, 1971, 3.
18. Трехрядный комбинированный штамп. Харьков, 1974, 4 с. (Харьк. межот-
расл. теврнт. ЦИТ11. Информ, листок .'ч >33—74).
19. Штамп комбинированный для форм.н ч!, гребмвкн и вырхбки скобы. Став-
рополь, 1973, 4 с. (Сгавроп. межотрасл. :ад\ :л. СИТИ. Информ, листок .V 107—73).
20 Штамп Комбинированный дли Ви.\,4.ч. и тибки кронштейна епп.’ратз
«Элика». Ставрополь, 1974, 4 г. (Ставрэп. ’ v.ло-расл. терркг. ЦНТИ. Информ,
листок XT 318—74).
Предисловие
Глава 1
\ ' Штампы одиопозпционпые— разные, оригинальные
(чертежи на e. G—15)
1.01. Штамп для образования внутреннего фланка цилиндричссксй детали
1.02. Штамп iO'.'.’JKH края борта полой неробки.........................
1.03. Штамп -„-.я пи'ки с автоматическим сб| зечваталсм ударного действия
1 т'н. Штамп с авгом'1тиче-е?ям сбмасычаплем дли гпГ ,н коряки .....
I Со. Штамп с автоматическим сбрасызлтмлем для тнбчк П-'/гг’-щ деталей
1.0b , Штамп для ир-Фивки с совковым Сбрасывателем......................
1.07 . Штамп совмещенного де?.стг»пн с маятниковым сбрасывателем ....
1.08 . 111’емп 'л.ч сб. рхи двух деталей с механическим удалением готезых
ихи.-и' ................................................................
103. Ш'.иип co3Mii. •'’«'ого д.Гстаин v a-: •'vr-i. ,<• - сб,-з.ыг.’.*с :е.м адн
сборни трех деталей ...............................................
1.10. Штамп ад я одяоугловей гибки с шиберным питателем.................
1.11. Штамп для вытяжки (свертывании) колпачка с ши&р-ыч питателем
1.12. Шт«м:-. для гнбхн с нагаченным загрузочным устройством н шзрннрмо-
рычь “;:ым Приводим ШНОсрЗ .............................................
1.13- Штамп для гибни с магаз иным загрузочным устройством и ш-н т.ггно-
гычажаым приводом цд.берз с клавишами...................................
1.14. Штамп адч прУ-ивкн. гибки н разрезки с тад''-??! ой г.едиек ллгетлатк
1.15. Штамп для гробнвки отверстий с механизмом для азт-смгтччесеадго пере-
мещения заготовки
3
3
3
4
4
4
4
4
4
5
5
К
v
S
Глава 2
>
J
ОГЛАВЛЕНИЕ
2.С5. Технологические схемы последова гад иной штамповки, объеди чающие
гибку с рт’дглнт.льпым!! операциями .....................................
2.00. Штамп пссладсэательно.л действия тля штамповки движка чемодан-
псих замка ......................................................
3.07. Штамп послсдсьательно-и действия для изготовления коробки . . .
2.0S. Штамп пссладзватадытою действия для шта.млозкн детали с тремя
к > гами.............................................................
2л’л. Штамп послсдезгеельксю действия для штамповки овальней коробки
2.10 Шг?м:: после,, -’.•тел чпгэ Де.'нтви1’ .адг. шгахчпвкв П-обрззно>1 детали
2,11. ill: зми тчкледг-;- :гл’.м tn ’деГгтвш: для изготоадс-ия коробки с гсиадмн-
2.12. !11тамл п.хгл-.-д, •-.тел.>1;л>и леи, тзия дл*" шадмадв» и наконечника ремня
2 13. Uk.ivn -..>слей :о.'.:ол’ .ого действья дтя пробивки, обрезки, гибки и
2.14. Ш' ivii госладо,5.:т-'.л:.чопэ действия для ьгтампогкк детали на мерно,"
2.13. Г"- -Т ,xf, -,-с ГиТаМ" штчонечгика . . .
2.А-. Ill а1'.' _ t д.-t'.cie, я ад- ьзгоговле .иг U-r<[ адкой детали
2. Г-'. Ш е. । "ссладс: ’ч.-ьнсе деГ.стьия для штамчст^х i кронштейна. . .
2.18. Ш.-uvn пг-сладоьз’ели, гс дей.пп*3 для штампопх:: чемоданной шт.-гки
2.1Ч. Ill -'мп н-'с.:ад.ад -.тстого денадвн.- г.ять’радвый для шгампевли лве.-тз
УСХГсЧИЧССК'' V.C’i’KkH......................................................
2.2O ill,ам.т госладоагде. .•-. то дейсгРся дтя одневрехе} “ой штамповка трех
2.21. 1'1-ад:п пссшдоз >.-> т:»". го действи ’ дтя изгег’злення к.'рпуса зкз
меч.,ги«1чкнх згете .........................................................
Схемы штамповки и штампы последовательного действия
(чегтежн па с. 75 -50;
л 2.01. Псслед'-'вательность шгзмт.ггхи деталей, требузтщих пробивки свер-
9а*. стай и стрехкн . ..............................................................
>$£2. Гкслелонательвоеп» ir-sy-саки деталей, треСчсщг.х пге-'хахи с от-
резки с применением шаговых нежей . . . ^.........................................
2.&Э..ЗП-зсгаддвг.тслчктсть шг-’чповкн деталей, ~-.--б-ухад‘.х гр:бл~'4я ет.ср-
’’"етий v : vCntH................................................................
2-С4. Примеры о«'ьсдж:еглк г.р^пвкн отверстий н сыруб-.н при -.•адад'.ч-.--
телъвей ипдмг.секе ..............................................................
И’ I
’6
19
2.22. 11?,.мп послед.лсл:ного де.'.стёня для н-готох-.ения скобообрадпзй
лсала.......................................................................
2.23 й’.гам,. п •следогатадзнсго Дейсгегч д ;я одкевреме.гг.сй штамповки двух
ых д<:. .-ей ...............................................................
2,24. V.It.-v-,, чэс.-сД'Тсл. штогс действ- - для ипа’шззкх двух однна.-.л:-.’.х
2.23. Ш~з' т пссладава;<...ь»ого дгйстг-ё'.т для штамлоази. четырех ратных
леггл.чй .................................................................
2.2". Шт„мч послед?:зад г. хго де.’с"5; я двухрядной адт •адЕОвречс-.-'тй
т т-м- ,•.’<?. дтмд ад’”;, x.wj.’x Лёггг>.’; ........................'.....
2,2" Гт,-'.:т '-с-:лсд в т, --н-.-го действия адч иэтстозадтйя детали кг’с^ца-
.. -.. Г).1’ -г 7VK...............;..........................................
- ьд’.сл Гчсладе: »ч. .его лскстзнк ь:ч изготозленнк скобы................
2 ’v.r поед.д.ьзе».и с>е дей.твяя двухуадгъ:» адя адгмгезчм л»ка-
«:'т их.: ............................................................. .
16
17
17
17
17
18
18
18
18
18
1«
19
19 1
19
19
19
20
29
20
20
2С
21
XI
2!
2.30. Штамп последовательного ."ействик трекркдчы:" для штамповки уголь-
ника ...........................................................................
2.31. Ш:з-т посладоглтел иного дсис-.ьия дл* в кн кол лачка в це.адн ленте
2.32. Штамп последовательного действия для Е,тяжки детали в ленте с вы-
резами .........................................................................
2.33. Штамп последовательного действия для ’лтаяпонки петли.....................
2.31. Штамп последов пел итоги денегзин адя » .о.-хпсре.хсдной гибки Детали
сложного профиля................................................................
2.35. Штам;. тчтчледиваи.и ио;о дсГсмнм с _,,<<• ним меха, нзмом для штам-
пов <и зажина....................................'. .........................
2.36- 1!1гами п.к’ле ior,.ire.Ti.ii-.>ro дейетнн - с :ы:<е.~ад:м механизмом Для штам-
повки радрезчиго ко.|||,чк,«....................................................
2.3". Ulwv’i 1’*'>.'л<,т.’взгел1.11<’п> '.ейепч'ч с шибе' ’-:м мех.т'и «х’ом для штам-
повки кольца к к,''TOVbiioHy адм ;у ......................................
2.38. Шг'мп тнчтлсд! пато.ц, адго ;ейс., и : г 7».- -чт механизмом с пряв,адм
от в. i и д / • “I • .-.'лвж .-о ; .• .ада .....................................
2.3;- Шъ-.м': т. ел, то-г.тлт.Ч'Л о дс с . в : аду .: -г. ын с д .учя шиберным.:
х:.’> диизм.-...и для i лампов'.и к-адт-кад ....................................
2.40. Шт ’‘и л.к.тед 'взтсльнотс лещ.гв’гя ад? я-го-оадсииг пистс.нз..........
2.41. Штамп t.ec.~, т лаательнсго действия с ? г*;- • и.' зт ч'т ш.иберниГт передачей
з"1 гот-итох .............................................................
2.42. Штамп пехгледоз л тельного действия с щхЗ-зч'ы ханизыом для штам-
повки П-обрт.зпой детали.........................’..............................
2 43. Штамп последспателы.ого дейс.зия ад« гь’рубчн. и фасонной гибки
Г л г з . 3
Схемы штамповки и штампы, соад.етпениого действия
(ч-.-рк-жп 5-". с. ад —57!
3.01. Нндмг совмещенного дейс:.ч я .рехгнг-..'-ад.ч зц-руб:;,' вийо . . . •
3.02. Шг:е„п ссзмсщенного дейст.пн адч .- ад.тагетег-кл ь вп'.-ч ккн клх-
га«чя...................................."................................
3.03. ’.Шадд с-вмещетного действия адя rne's:, адпб.теки спсрс’ня и о:
б, р тезки .......................................(.......................
3.04. Ш" чп совещенного дейеггл: •> длт. е .:хкг:т ,-..>й шт.’я.: ад-хи » . . ,
З.С5. сг 'мсщ-ннего д-_>' ; д-.ч тщ-, г- бч т, грсбиьли. г. вы-
3.06. Шта а.-. с?2мещ?тшо>-а дейе«з,щ дл? шадк .адт ко течад тг- адепа м.адс-
<” -’есхо.’ задгеткя................................................
3.07. Ш..М-, с..'вх;-.щс:>ного д-- ада в:. пр.’бгвмт >’
22
22
22
22
22
23
23
23
23
24
24
21
24
51
5:
51
51
51
107
I3.0S. Штамп совмещенного действия д.пхрчдныи для и з го гоп.ъ ,-ч t опорных
кнопок ............................................................... 52
3.GP. Штамп совмещенного дойетвия д..ч шгампег.ки кнопки замка «емедина .‘2
t3.10- Штамп совмещенного действий для ».'!рубки. вытяжки, пробивки и
отбортовки ............................................................... 52
3.11. Штамп совмещенного аечегрнп хи. птрдакп заготовки и гибки рамки
пряжки................................................................ 52
3.12. Штамп совмещен’.к то действия дач и’тгмповкн клеммы................. 52
‘ Глава 4
Схемы штамповки и штампы
последовательчл-совмешенноп» действия
(чертежи на с- 63—75)
' 4.01. Штамп последоватсЛько-совмещепного действия для изготовления
овальной планки с двумя легкими, отогнутыми под углом 90°.... 58
4.02. Штамп последователтщгд-совметцщшогм действия для вытяжки, пробивки,
отбортовки и выребыт................................» - . ’............ 58
. 4.03. Штамп последов..гельно-е, омгщеяг.ото действии двухрядный дтя
штамповки накла. ............................................................ 58
4.01. Штамп последоват- льниссьмешечного действия для пробивки, вытяжки
и вырубки........................................................... S3
4.05. Штамп* гсследоваг 'з-ссгмещенкого действия для штамповки верх-
ней коробки замк .................................................... 59
; 4.06. Штамп последоватсль1’о-соз*еше>'ного действия для штамповки кон-
• тактного лепестка ..................................................... . 59
4.07. Штамп послелоиател» ’.»-совмешенного действия с шиберным меха-
•м . ннзмом для штамповки шайбы . .......................................... 59
/ 4.08. Штамп последоват''л:.:!л совмещен! ого действия для штамповки планки
с прорезью ....................................................... 59
,i 4.09. Штамп после.юеяг.мыи совмещенного действия для штамповки уголка
; . оконной задвижки........................................................ 60
4.10. Штамп последовалано-совиеще; »,пго действия для вытяжки, про-
бники. отбортовки, ра,*<алы10!(м; н тырубки ......................... 60
-4.11. Штамп последовательно совмещенного действия для штзмповкн звеньев
д сборки цепочки. . •.................................................. 60
4.12. Штамп послед; вательно-'.'е’змещеннпго действия с автоматическим
сбрасывателем ударного действия . ............................... 61
4.13. Штамп i-cc.ii- юга i.noro дгнетгл-я ,*ля штамповки хо-
мутнка .................................................................. 61
4.14. lli.-.’M” последов'»те,- : •, < oo'v.e д.-н-его жттг.ня для изготовления
ipy'-'n .................................................................... 61
4.15. Штамп посл-досател ’.ю-сов-.-сиишого де' -твч* с шнбераым механиз-
мом ДЛЯ K/bsM.lOJLKH В-Т 1<;!’............................................. ’61
4.16 Е;?.!’-’:’ последоваге.тщ1о«13»:.-.ц i i.orc действ!’»’ для u.t..mi;obkh втулки G1
4.17, Штамп последователь* ову'лл.. чего действия для изготовления за-
жима из мерной лепты........................................................ 62
4.18. Штамп послсдоойтельно-совм.-иич.ного действия для штамповки па-
трона ...................................................................... 62
Глава 5
Штампы со средствами механизации
дли подачи исходного материала
(штампы-автоматы, чертежи на с. 81—94)
5.01. Штамп,послсдолатсльЧ1' еог.мсщенного действия для вырезки, отрезки
и гибки П-обрлзчой Дета»н................................................. 76
5.02. Штамп псс.телонгг.слы'лг^ действия с крючковым механизмом подачи
с приводом от рыпе-г'-б.’тгпенра.......................................... 76
5.03. Штамп последо!ательие..) действия с ролгко-клиновым механизмом
подачи для штампезки ........... ......................................... 76
5.04. Штамп последопз’.е.’Ып’Го действия с механизмом двухсторонней вал-
ковой подачи ..... ....................................................... 77
5.05. Штамп для нзгоюил»’.'ьч .металлической сетки из ленточного (полосо-
вого) матарнэла ......................................................... 77
5.06. Штамп последовательного действия. двухлиней! ий с шиберным меха-
низмем .....................................*............................. 77
5.07. Штамп совмещенного деГ.спшч с клещопым механизмом подачи для
штамповки скобы............................................................ - 78
5.08. Штамп cvbmci иного дейептап с иалкогим механизмом г.одачн с ры-
чажко-^рикцисчп'ыы пр»и*о’,гм ............................................ 78
5.09. Ш’змп ссвмсщеч'.чг.у гг.й’-ьнч с валковым механизмом подачи с ку-
лиснс-храиовым приседом . . .............................................. 78
5.10. Штамп г.о'.'.тодсв:»тельчо-ссв.м<-ще!1;1ого де^ст.- та с рычажным механнз-
ьх’ч подачи............................................................. 78
5 11. Штамп поете доьательно-ссвхющ.’нного дейшы.л с гатико хл
мехата* люм потачи для ш';-:.:;чтжи га таодерж- еля.................................... 79
5.12. Шт-1м I ||Сс.'едо:.г.се.т1<по со.чмс1д'|’'П;ге дсистт’яя с рсл-и.о-х . л
.меха-’ зу. щ-д.-тан................................................................ 7!)
5.13. Штамп |;ос...ч.*вагм.1ьно-совмешеПкого дсйс.вия с кл"* 1'о-чо’кс'-с
хачиз.мом. п<;.,зчн ............................................ 79
5.14. Штамп посгг’дос.ч1елп|юго действия для ’штампов.”.!! и сборки ’.жд:
части пуговицы ........................ ................................. ту
5.15. Штамп ’последсвател .ного действия длятотдыповки двух деталей а пх
последующей сборки........................ • • SO
. Глава 6 .у •
Средства механизации штампов
(чер:еж1-. ьа с. 99—1С6)
6.01. Ролико-клиновой механизм подачи ................
6.02. Клетевой механизм Подачи (конструкции В. С. .Ъпбинсг.кр) . . . '\~5'
6.03. Клещевой мсхяшпм подачи, встроенным в штамп ... ... ’95’?
6.04. Механизм двухсторонней клещевой подачи (конструкции Н. И. *~'ч»
нова), вс-роенный в универсальный блок ........ 95;
6.05. Механизм односторонней кл'’щ.-Bcii подачи (конструкции Н И. .'Icri'-
HCBui, !’стрее1таы.й в унижи с-кТспый блок . . . .................. 1>6
6,06 . Механизм одностороги» и вс. k-'Bl'i по’.ачи с хрзге-иым привет''»-
встроенный в штамп ...................................................... уб
6.07 . Механизм двухсторонней в таково.-, годччи с храповым привсд та
встроенный н штамп ............................................... <6
6.08. Револьверный питатель с байонетным пр.-годом хрепопого мехзЧ>'~т.-»
с пазами во гтулке .............................'.................... -6
6.09. Револьверный пит..гель с байонетным приводом храпового механпи.
с лгзчми на штоке ............................................. . 97
6.10. Уннвегггльлое пневматическое устройство для уделения деталей в
отходе? из штампов ......................................................... 97
6.11. Пневматический сбрасыватель д.-тлей......................................... ч7
6.12. Схемы »’ех:!:1тас.';;их сбрасывателей мелких- дртв.лей . ....... 97
6.13. /Хвта.’гз гкческ-та сбр.-кы-.исл... ветре.-’;-!.,-,’ а к : -.-.п............ Х?
6.14. Автоматический сбросывотм.т.» шичг.: для гибки.............................. *'8
Список литературы ................................................................ Ш7
TIS X: 5501
Михаил Матвеевич Д\ранд«к. Нимх.’.пй Павлович! Рымзнн, Николай Алексеевич Шихов
ШТАМПЫ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ МЕЛКИХ ДЕТАЛЕЙ
ллььо.ч онс'.ехкцтй и схем
F<г* ?' Г. Ка
Техкичгский репкг ;• .3 **. Н. /?.
С<-‘ лк; Т,’;'Ч’ 5х; .7. Вг* •
Сх>г0 $ нгСч'р «ч U 77 i> ’ »*т> '-г Т«к- # 4S>WC4
I армигурэ лиге/-” Г ->• - гч. . •» > к ” : *’-ч. , <* Гмрах '-4 W0 мх
‘ ’> ч 'I...-» V2 у. < К»
вМч-!» -г. V» ГСП 5. i-icta»’ 'ey.. ?
г 5> С ” , 3 о .v ; ь Г*'<* СССР
п? !.л*ипл>. •’ и 7»^ - * ?fce- • • ' ..\tu Л* '•*;«: -L \д. 10
108