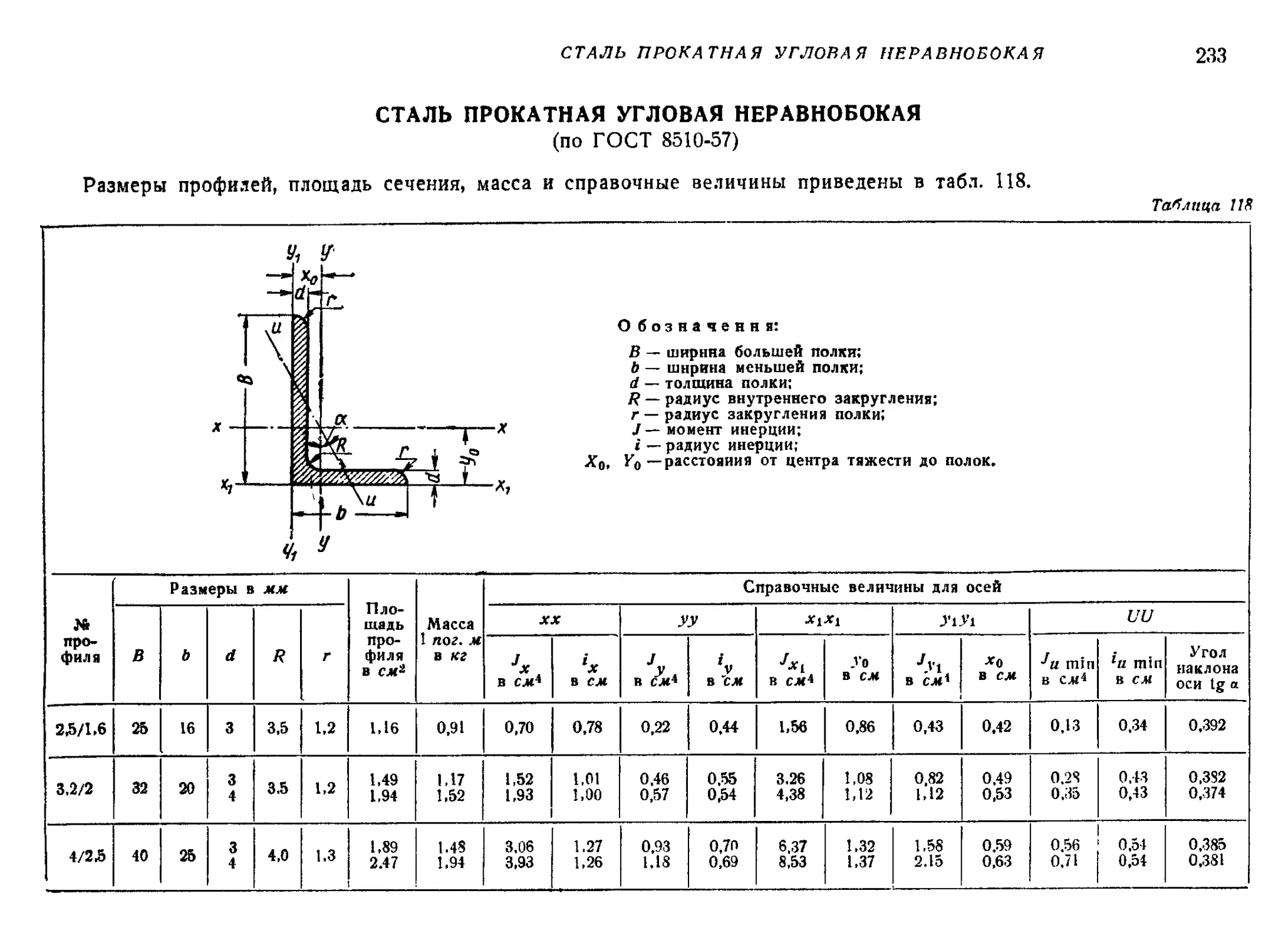
/














































































































































































































































































































































































Text
| В. 3. ВАСИЛЬЕВ I, А. А. КОХТЕВ, В. С. ЦАЦКИН,
К. А. ШАПОШНИКОВ
СПРАВОЧНЫЕ
ТАБЛИЦЫ
ПО ДЕТАЛЯМ МАШИН
В 2-х ТОМАХ
5-е издание, исправленное и дополненное
Том I
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1965
УДК 621.81(083.5)
В справочных таблицах приведены основные дан-
ные по деталям машин, составленные на основе го-
сударственных общесоюзных стандартов (ГОСТ и
ОСТ), нормалей машиностроения (МН) и нормалей
проектных организаций и крупнейших машинострои-
тельных заводов. Справочный материал подобран
применительно к практическим требованиям конст-
рукторских бюро и учебным программам вузов.
В первом томе приведены справочные сведения
из общих стандартов и нормалей, а также по материа-
лам, резьбам, крепежным деталям.
Справочные таблицы предназначены для конструк-
торов и технологов всех отраслей промышленности
машиностроения. Могут быть использованы студен-
тами втузов и учащимися машиностроительных тех-
никумов.
Редактор инж. Т. М. Мусинян
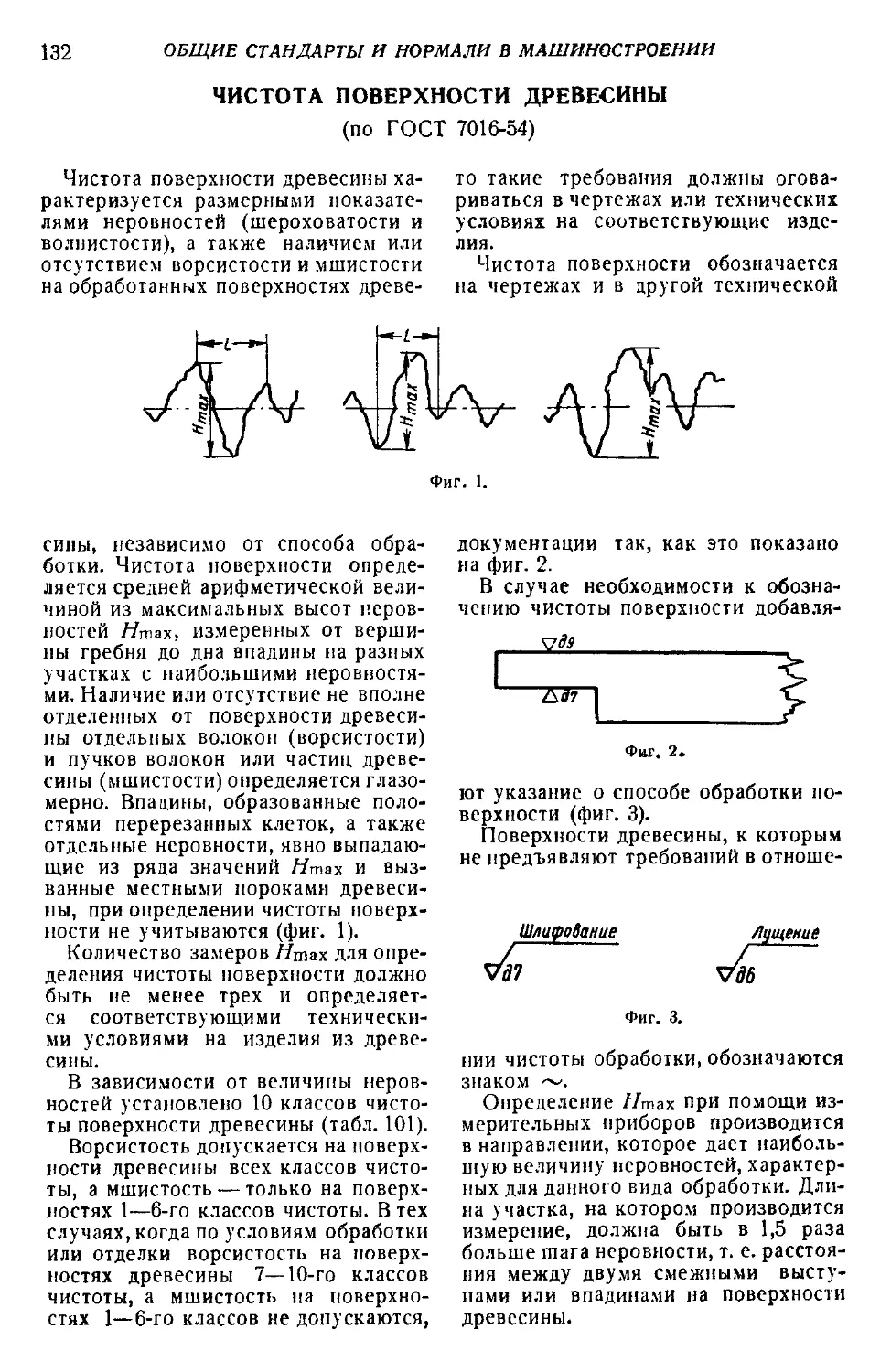
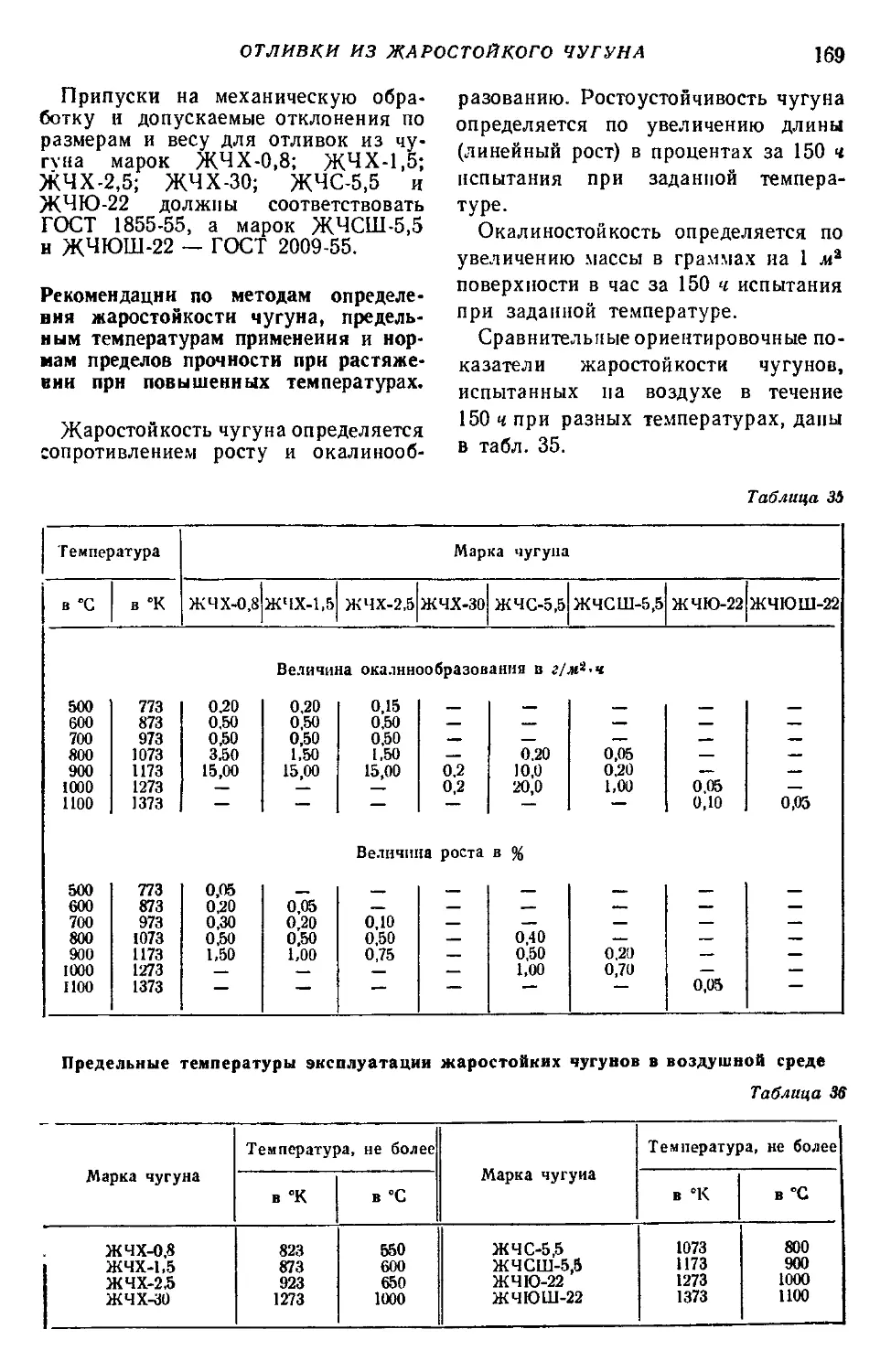
ПРЕДИСЛОВИЕ
Быстрое развитие отечественного машиностроения сопровождается по-
стоянным изменением действующих стандартов, нормалей и руководящих
материалов.
С 1 января 1963 г. введен в действие ГОСТ 9867-61, которым устанав-
ливается применение Международной системы единиц СИ как предпочтитель-
ной во всех областях науки и техники и в высших и средних специальных
учебных заведениях.
Пятое издание книги «Справочные таблицы по деталям машин» изме-
нено и доработано и существенно отличается от четвертого издания, вышед-
шего в 1961 г.
В частности, например, коренной переработке подверглись разделы,
относящиеся к резьбам, крепежным деталям, зубчатым передачам, редукто-
рам и др.
Учитывая перспективы широкого внедрения в машиностроение пласти-
ческих и других синтетических материалов эта часть книги особо рас-
ширена.
В ряде случаев, вследствие недостаточной изученности, сведения о пла-
стических материалах не полны. Учитывая это и бурное развитие произ-
водства пластических и других синтетических материалов, приведенные в
книге данные о них следует рассматривать как ориентировочные.
Необходимость постепенного внедрения международной системы единиц
СИ и новизна се принудили наряду с размерностями и величинами по си-
стеме СИ сохранить размерности и величины по применявшимся до настоя-
щего времени системам.
Как правило, размерности и величины по системе СИ поставлены на
первом месте, а по другим системам на втором — в скобках или в парал-
лельных колонках или строках таблиц. Особо сложные таблицы большого
объема даются, как исключения, по системе СИ и сопровождаются отдель-
ными таблицами перевода.
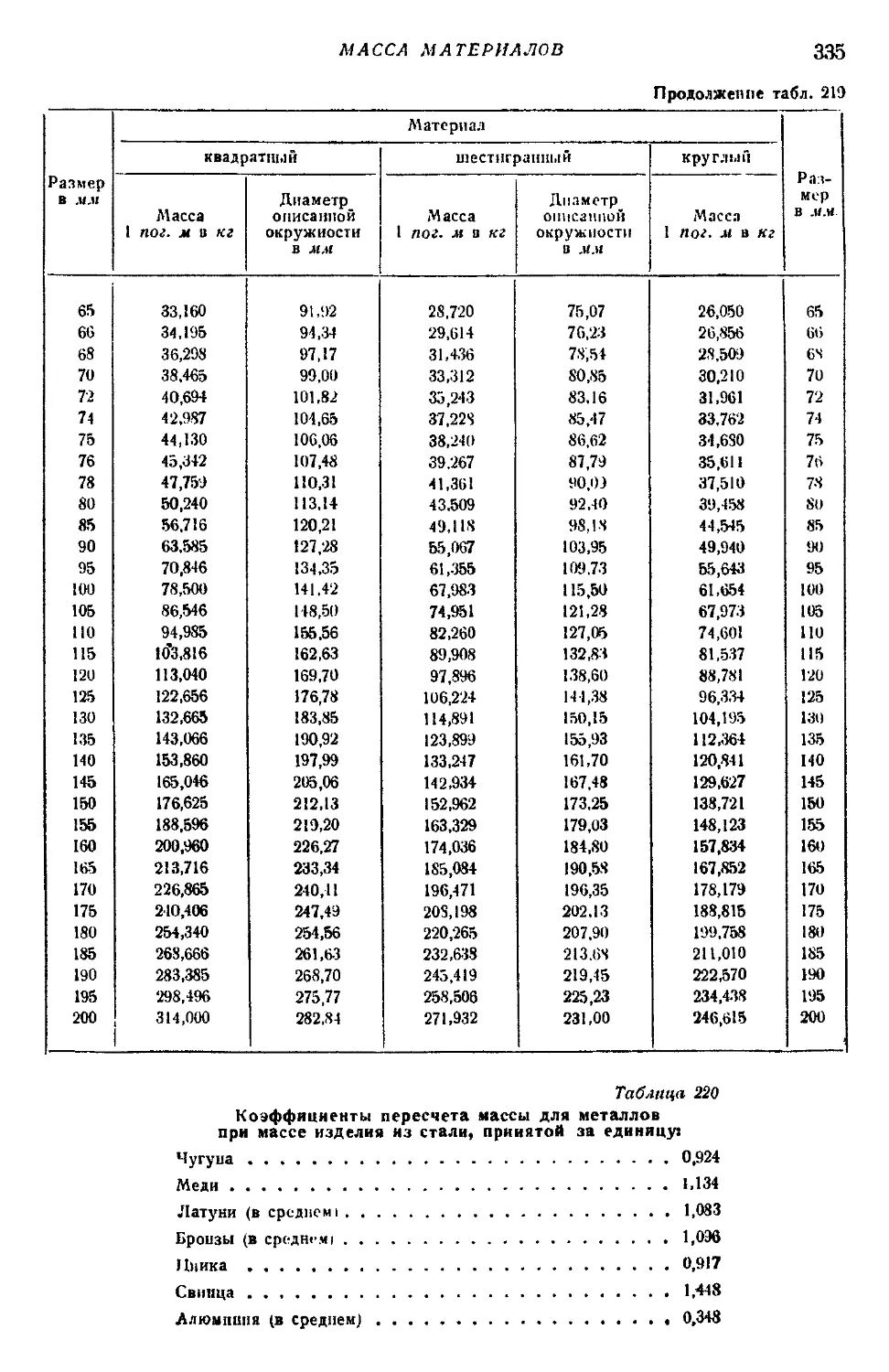
В соответствии с системой СИ во всех случаях термины «вес» и «удель-
ный вес» заменены терминами «масса» и «плотность».
Согласно правилу образования кратных и дольных единиц измерений
(ГОСТ 7663-55) наименование 0,000 001 доли метра „микрон" и его обозна-
чение мк заменены наименованием „микрометр" и соответствующим обоз-
начением мкм.
В первом томе книги приведены справочные сведения из общих стан-
дартов и нормалей о металлических и неметаллических материалах, резь-
бах, крепежных деталях.
Во второй том включены данные о допусках и посадках, валах и осях,
подшипниках, зубчатых и гибких передачах, редукторах.
Данные по элементам грузоподъемных машин, смазочным устройствам,
пружинам, муфтам, чертежам в машиностроении, электродвигателям, кабе-
лям и проводам помещены в дополнительной книге тех же авторов «Спра-
вочные таблицы по деталям машин», намеченной к выпуску в 1 кв. 1966 г.
РАЗДЕЛ 1
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ
В МАШИНОСТРОЕНИИ
ПРЕДПОЧТИТЕЛЬНЫЕ ЧИСЛА И РЯДЫ ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ
(по ГОСТ 8032-56)
Стандарт устанавливает предпочти-
тельные числа и ряды предпочти-
тельных чисел, которые должны при-
меняться при установлении градаций
параметров и размеров, а также от-
дельных числовых характеристик
продукции.
Ряды предпочтительных чисел (см.
табл. 1) представляют собой деся-
тичные ряды геометрической про-
грессии со знаменателями:
для ряда R 5 —-^<10=1,5849 =«1,6;
R 10 — ‘jZTO = 1,2589=5® 1,25;
R 20— |Пб= 1,1220^1,12;
R 40 — 4/Т0 = 1,0593 =® 1,06;
R 80 — ^<10= 1,02938=® 1,03
и с округленными значениями чисел.
Следует предпочитать R 5 ряду
R 10; R 10 ряду R 20; R 20 ряду R 40.
Дополнительный ряд R 80 следует
применять как исключение.
Установленные ряды предпочти-
тельных чисел просты и легко запо-
минаются, безграничны в обоих
направлениях и обеспечивают устано-
вление рациональных градаций пара-
метров, размеров и отдельных число-
вых характеристик продукции.
Числа свыше 10 получаются умно-
жением величин, установленных для
интервала 1—10, на 10, 100, 1000 и
т. д., а числа менее 1—умножением
на 0,1; 0,01; 0,001 и т. д.
Произведение или частное двух
любых членов ряда предпочтитель-
ных чисел является также членом
этого ряда. Целые положительные
или отрицательные степени любого
члена ряда предпочтительных чисел
всегда являются членами этого ряда.
При вычислении значений величин
по формулам, содержащим члены,
выраженные предпочтительными
числами, результат вычисления пред-
ставляет собой предпочтительное
число с точностью в пределах от
+ 1,26 до — 1,01 °/о. _
Если принять, что jZ10 =« j/2
(при вычислении с точностью до
0,001), то:
куб любого члена этого ряда будет
примерно в 2 раза больше куба пре-
дыдущего члена;
квадрат члена этого ряда будет
примерно в 1,6 раза больше квадрата
предыдущего члена.
Начиная от R 10 в числах рядов
находится число 3,15, приблизительно
равное я.
Отсюда следует, что длина окруж-
ности и площадь круга, диаметры
которых являются предпочтитель-
ными числами, будут выражаться
также предпочтительными числами.
Это применимо, в частности, к
окружным скоростям, скоростям ре-
зания, поверхностям и объемам ци-
линдров и шаров.
Ряд предпочтительных чисел R 40
включает числа 3000—1500—750—375,
имеющие особое значение в электро-
технике, так как они выражают
числа оборотов в минуту асинхрон-
ных электродвигателей, работающих
без нагрузки при переменном токе
частоты 50 гц.
Кроме основных рядов предпочти-
тельных чисел, указанных в табл. 1,
допускается применять производные
ряды, получаемые из основных или
дополнительного рядов путем отбора
каждого второго, третьего, четвер-
того или n-го члена основного или
дополнительного ряда.
6
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Таблица 1
Дополни- Дополни-
Основные ряды предпочтитель- тельный ряд предпочти- Основные ряды предпочтнтель- тельный ряд предпочти-
пых чисел тельных иых чисел тельных
чисел чисел
R5 R 10 R 20 R 40 R 80 R5 R 10 R 20 R 40 R 80
1,00 1,00 1,00 1,00 1,00 3.15 3,15 3,15 3.15
1,03 3,25
1.06 1,06 3,35 3,35
1,09 3,45
1,12 1,12 1.12 3.55 3.55 3,55
1,15 3,65
1,18 1,18 3,75 3.75
1,22 3.87
1,25 1,25 1.25 1,25 4,0 4,00 4,00 4,00 4,00
1,28 4,12
1,32 1,32 4,25 4,25
1,36 4.37
1,40 1,40 1,40 4,50 4,50 4.50
1,45 4,62
1,50 1,50 4,75 4,75
1,55 4,87
1.6 1,69 1.60 1,60 1,60 5,00 5,00 5,00 5,00
1,65 5,15
1,70 1,70 5,30 5,30
1.75 5,45
1,80 1,80 1,80 5,6:) 5,60 5,60
1,85 5,80
1,90 1,90 6,00 6JK)
1,95 6,15
2,00 2,00 2,00 2,09 6,3 6,30 6,30 6,30 6,30
2,06 6,59
2.12 2.12 6,70 6,70
2.18 6,90
2,24 2.24 2,24 7,10 7,10 7,10
2,30 7,30
2,36 2.36 7,50 7,50
2.43 7,75
2,5 2,50 2.50 2,50 2,50 8,00 8,00 8,00 8,00
2,58 8,25
2,65 2,65 8,50 8,50
2,72 8,75
2,80 2,8) 2,81 9,00 9,00 9,00
2.90 9,25
3,00 3.00 9,50 9.50
3,07 9.75
10,00 10.00 10,00 10,00 10,00
Производные ряды чисел следует
применять в тех случаях, когда
устанавливаются градации парамет-
ров, размеров и другие числовые
характеристики, зависимые от пара-
метров и размеров, образованных
на базе основных рядов.
Если при установлении градаций
параметров и размеров изделий тре-
буется в различных диапазонах ряда
иметь неодинаковую относительную
разность между числами, то необхо-
димо подобрать наиболее подходящий
основной ряд для каждого интервала
таким образом, чтобы последова-
тельности числовых значений обра-
зовали сочетание рядов с различ-
ными знаменателями, допускающими
дополнительные интерполяции.
При выборе того или иного число-
вого значения необходимо брать один
из членов основных рядов R 5, R 10,
R 20, R40 или в крайнем случае член
дополнительного ряда R 80.
Если при этом нельзя выбрать
предпочтительные числа для всех
параметров и размеров, то предпоч-
тительные числа должны применять-
ся для наиболее важных числовых
характеристик, а величины характе-
ристик, зависящих от основных,
устанавливаются согласно правилам,
ПРЕДПОЧТИТЕЛЬНЫЕ ЧИСЛА И РЯДЫ ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ
7
указанным для производных ря-
дов.
В отдельных технически обосно-
ванных случаях допускается произ-
водить округление следующих пред-
почтительных чисел:
1,06 на 1,05; 3,15 на 3,0; 3,2;
1,12 » 1,1; 3,35 > 3,4;
1,18 > 1,15; 1,2; 3,55 > 3,5; 3,6;
1,25 > 1,2; 3,75 > 3,8;
1,32 > 1,3; 4,25 » 4,2;
1,6 > 1,5; 4,75 » 4,8;
2,12 » 2,1; 5,6 > 5,5;
2,24 » 2,2; 2,25; 6,3 > 6,0;
2,36 » 2,35; 2,4; 6,7 > 6,5;
2,65 > 2,6; 7,1 > 7,0.
Примеры обозначения основных и
дополнительных рядов предпочти-
тельных чисел:
а) рядов, не ограниченных преде-
лами: R 5, R 10, R 20, R40, R 80;
б) рядов с ограниченными преде-
лами и числами:
R5 (...40...) — основной ряд R 5, не
ограниченный верхним и нижним
пределами, но с обязательным
включением члена 40;
R 10(1,25...) — основной ряд R 10, ог-
раниченный членом 1,25 в каче-
стве нижнего предела;
R 20 (.. .45) — основной ряд R 20, огра-
ниченный членом 45 в качестве
верхнего предела;
R 40 (75.. .300) — основной ряд R 40,
ограниченный членом 75 в каче-
стве нижнего предела и членом
300 в качестве верхнего пре-
дела.
В обозначения производных рядов
должны входить: обозначения основ-
ного или дополнительного ряда (R 5;
R 10; R 20; R 40; R 80), из которого
составлен производный ряд, наклон-
ная разделительная черта, цифра,
указывающая, что производный ряд
образован из основного ряда путем
отбора каждого второго, третьего,
четвертого, ..., n-го члена, а также
члены, ограничивающие производный
ряд (в скобках).
Примеры обозначения производ-
ных рядов;
R 5/2 (1...1 000000)—производный ряд,
полученный из каждого второго
члена основного ряда R5 и огра-
ниченный членами 1 и 1000 000;
R 20/4 (112...) — производный ряд, по-
лученный из каждого четвертого
члена основного ряда R 20 и ог-
раниченный по нижнему пределу
членом 112;
R 40/5 (.. .60) — производный ряд, по-
лученный из каждого пятого чле-
на основного ряда R40 и ограни-
ченный по верхнему пределу
членом 60;
R 10/3 (...80...) — производный ряд,
полученный из каждого третьего
члена основного ряда R 10, вклю-
чающий число 80 и неограни-
ченный в обоих направлениях.
Примеры определения состава чле-
нов производных рядов:
а) производный ряд R 10/3 (1...)
должен состоять из каждого третьего
члена основного ряда R 10 с единицей
в качестве нижнего предела; следо-
вательно, указанный ряд будет со-
стоять из следующих членов 1; 2; 4;
8; 16; 31,5...;
б) производный ряд R 80/8 (25,8...
... 165) должен состоять из каждого
восьмого члена дополнительного ряда
R80 с членом 25,8 в качестве ниж-
него предела и 165—в качестве
верхнего предела; следовательно,
указанный ряд должен состоять из
следующих членов; 25,8; 32,5; 41,2;
51,5... 165. Этот производный ряд
по знаменателю соответствует ряду
R 10, ио начинается с члена, принад-
лежащего ряду R 80.
8 ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
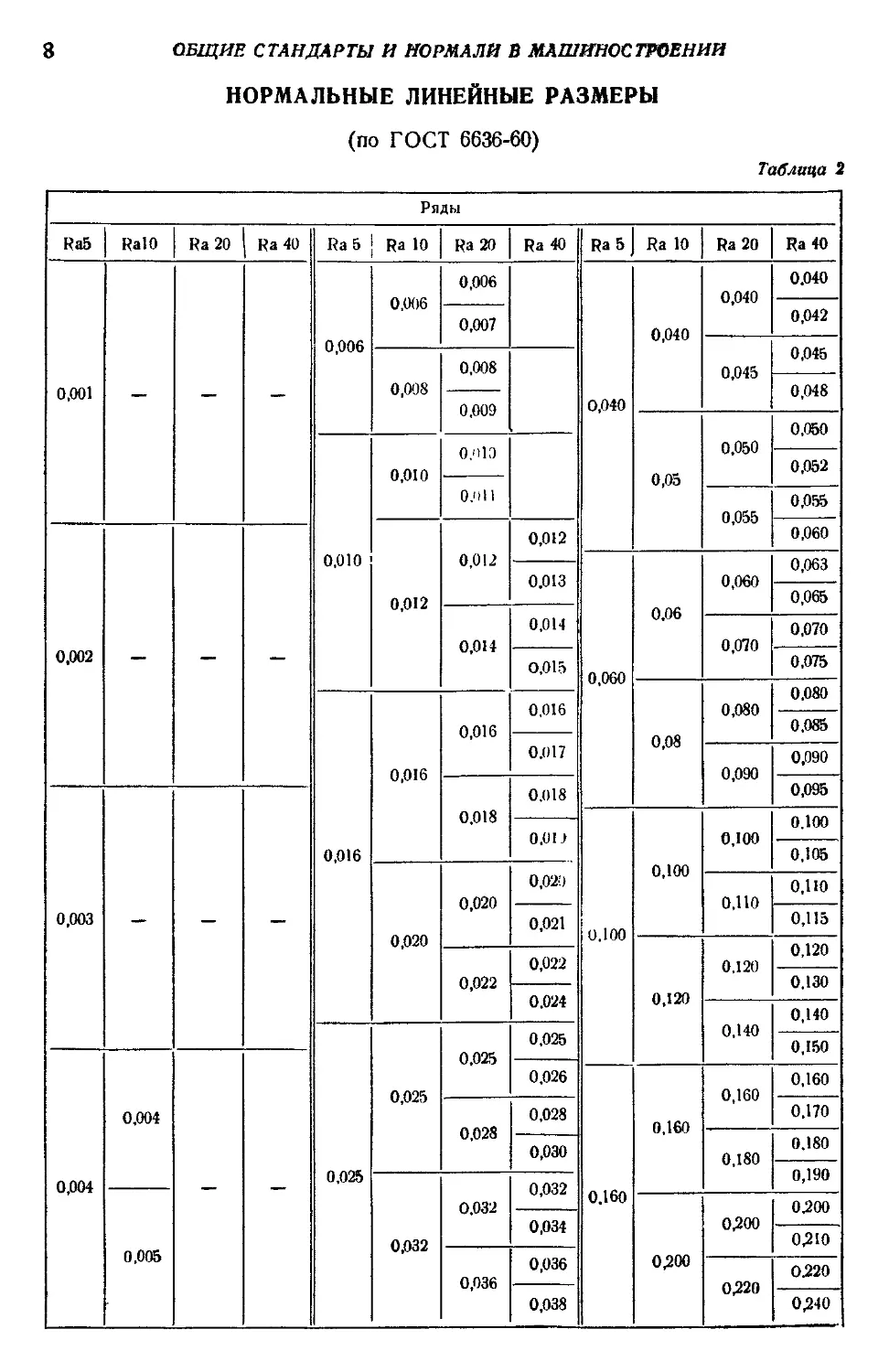
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
(по ГОСТ 6636-60)
Таблица 2
Ряды
Ra5 RalO Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40
0,001 — — — 0,006 0,006 0,006 0,040 0,040 0,040 0.040
0,042
0,007
0,045 0,045
0,008 0.008 0,009
0,048
0,05 0,050 0,050
0,010 0,010 0,019
0,052
O'Hl
0,055 0,055
0,012 0,012 0,012 0,060
0,002 — — —
0.013 0,060 0.06 0,060 0,063
0,065
0,014 0,014
0,070 0,070
0,015 0,075
0,08 0,080 0.080
0,016 0,016 0,016 0,016
0.085
0.017
0,090 0,090
0.018 0.018 0,095
0,003 — — —
0.100 0,100 0,100 0.100
0.01J
0,105
0,020 0,020 0.020
0,110 0,110
0,021 0,115
0,120 0,120 0,120
0,022 0,022
0.130
0.024
0,140 0,140
0,025 0,025 0,025 0,025
0,150
0,004 0,004 — —
0.026 0.160 0,160 0,160 0,160
0,028 0,028 0,170
0,030 0,180 0,180
0,190
0,032 0.032 0,032
0,005
0,200 0200 0200
0,034
0210
0,036 0,036 0220 0220
0,038
0240
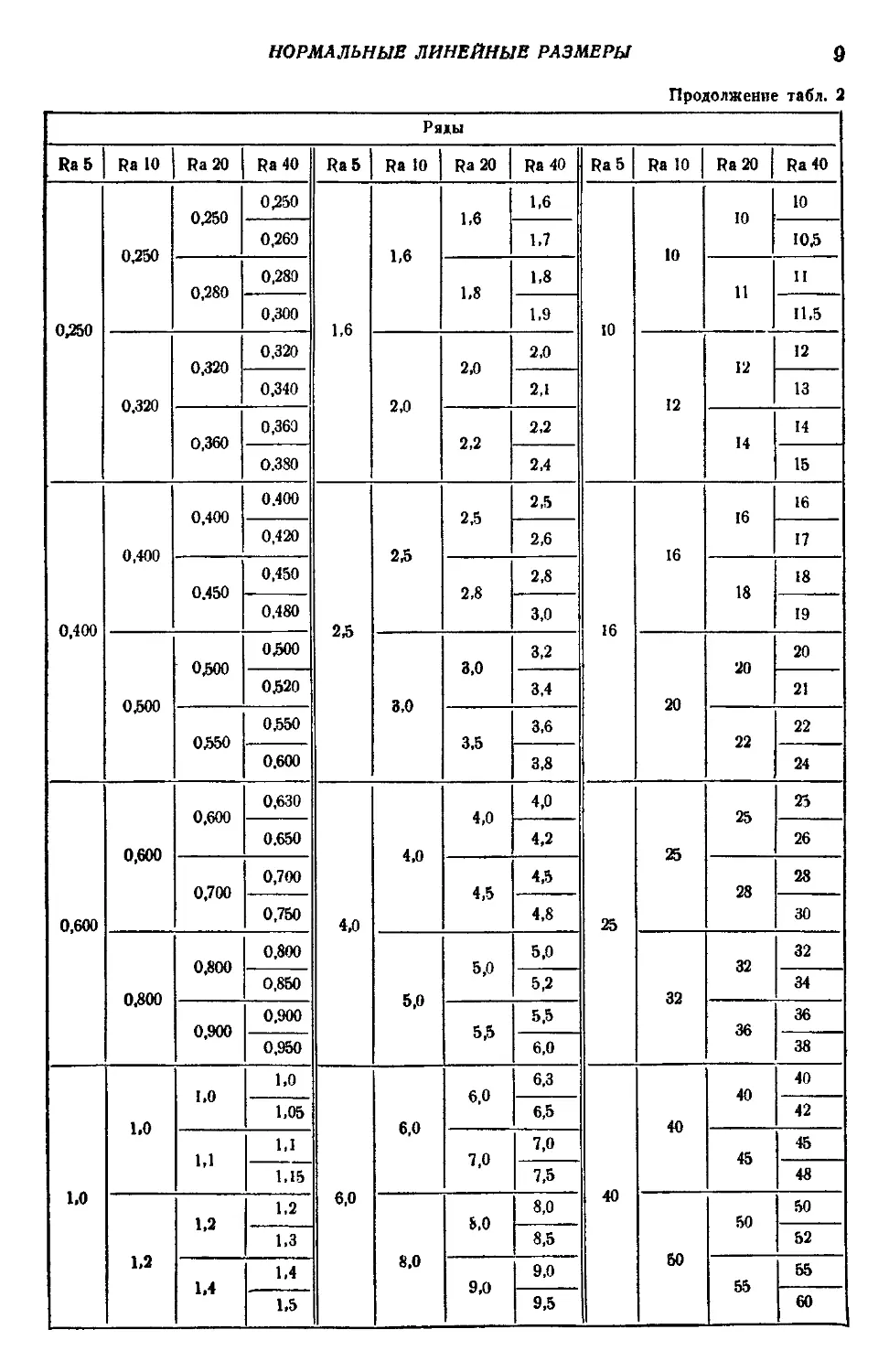
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ размеры д
Продолжение табл. 2
Ряды
Ra 5 Ra 10 Ra 20 Ra 40 Ra5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra40
ода) одао 0,250 ода 1,6 1,6 1,6 1,6 10 10 10 10
0,260 1,7 105
0,280 0,280 1,8 1,8 11 II
0.300 1,9 11,5
0,320 0,320 0,320 2,0 2,0 2,0 12 12 12
0,340 2,1 13
0,360 0,360 2,2 2,2 14 14
0.380 2,4 15
0,400 0,400 0,400 0.400 25 25 2,5 2,5 16 16 16 16
0,420 2,6 17
0.450 0,450 2,8 2,8 18 18
0,480 3,0 19
0500 0500 0500 3,0 3,0 3,2 20 20 20
0520 3,4 21
0550 0550 3,5 3,6 22 22
0.600 3,8 24
0,600 0,600 0,600 0,630 4,0 4,0 4,0 4,0 25 25 25 25
0.650 4,2 26
0,700 0,700 4,5 4,5 28 28
0,750 4,8 30
0,800 0,800 0.800 5,0 5,0 5,0 32 32 32
0,850 5,2 34
0,900 0,900 55 5.5 36 36
0,950 6,0 38
1,0 1,0 1.0 1,0 6,0 6,0 б.о 6,3 40 40 40 40
1,05 6,5 42
1,1 1,1 7,0 7,0 45 45
1,15 7,5 48
1,2 1.2 1,2 8,0 8.0 8,0 50 50 50
1,3 8,5 52
1,4 1,4 9,0 9,0 55 55
1,5 95 60
10
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 2
Ряды
Ra 5 Ra 10 Ra 20 Ra 40 Ra5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40
60 60 60 63 250 дл 250 250 1000 1000 1000 1000
65 260 1060
70 70 280 280 1120 1120
75 300 1180
80 80 80 320 320 320 1250 1250 1250
85 340 1320
90 90 360 360 1190 1100
95 380 1500
100 100 100 100 400 400 400 400 1600 1600 1600 1600
105 420 1700
110 110 450 450 480 1800 1800
120 1900
125 120 125 500 500 500 2000 2000 2000
130 530 2120
140 110 560 569 2240 2240
150 600 2360
160 160 160 160 630 630 630 630 670 2500 2500 2500 2500
170 2650
180 180 710 710 2800 2800
190 750 3000
200 200 200 800 800 800 3150 3150 3150
210 850 3350
220 220 900 900 3550 3550
240 950 3750
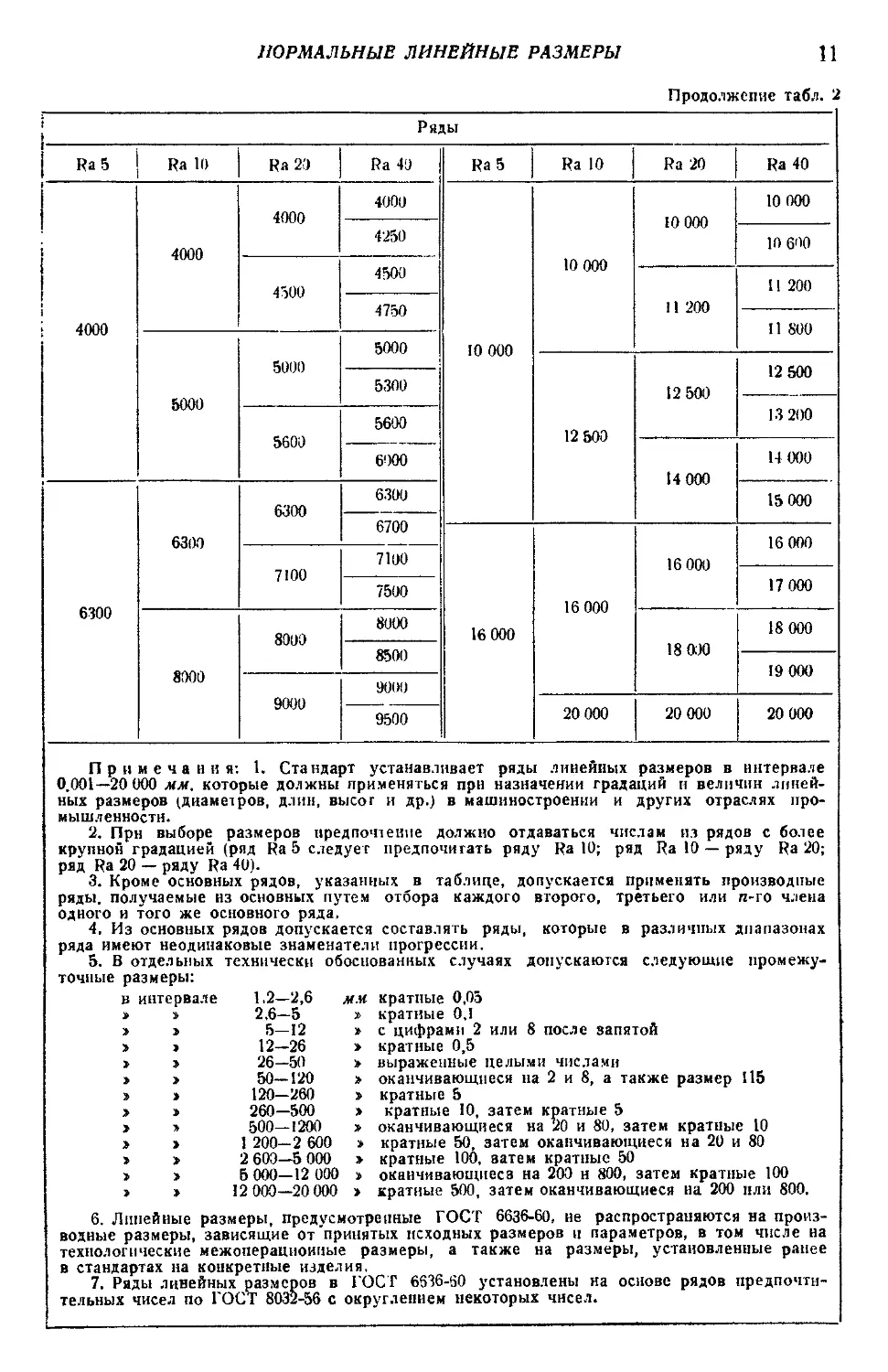
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
11
Продолжение табл. 2
Ряды
Ra 5 Ra 10 Ra 20 Ra 49 Ra 5 Ra 10 Ra 20 Ra 40
4000 4000 4000 10 000 10 000 10 000 10 000
4250
10 690
4500 4500
Il 200 Il 200
4750
4000 Il 800
5000 5000 5000
12 500 12 500 12 500
5300
13 200
5600 5600 6900
14 000 14 000
6300 6300 6300 6300 15 000
6700
16 000 16 000 16 000 16 000
7100 7100
17 000
7500
8000 8000 8000 18 0.10 18 000
8500
19 000
9000 9000
20 000 20 000 20 000
9500
Примечания: 1. Стандарт устанавливает ряды линейных размеров в интервале
0.001—20 000 мм. которые должны применяться при назначении градаций и величин линей-
ных размеров (диаметров, длин, высот и др.) в машиностроении и других отраслях про-
мышленности.
2. Прн выборе размеров предпочтение должно отдаваться числам из рядов с более
крупной градацией (ряд Ra 5 следует предпочитать ряду Ra 10; ряд Ra 10 — ряду Ra 20;
ряд Ra 20 — ряду Ra 40).
3. Кроме основных рядов, указанных в таблице, допускается применять производные
ряды, получаемые нз основных путем отбора каждого второго, третьего или п-ro члена
одного и того же основного ряда,
4, Из основных рядов допускается составлять ряды, которые в различных диапазонах
ряда имеют неодинаковые знаменатели прогрессии.
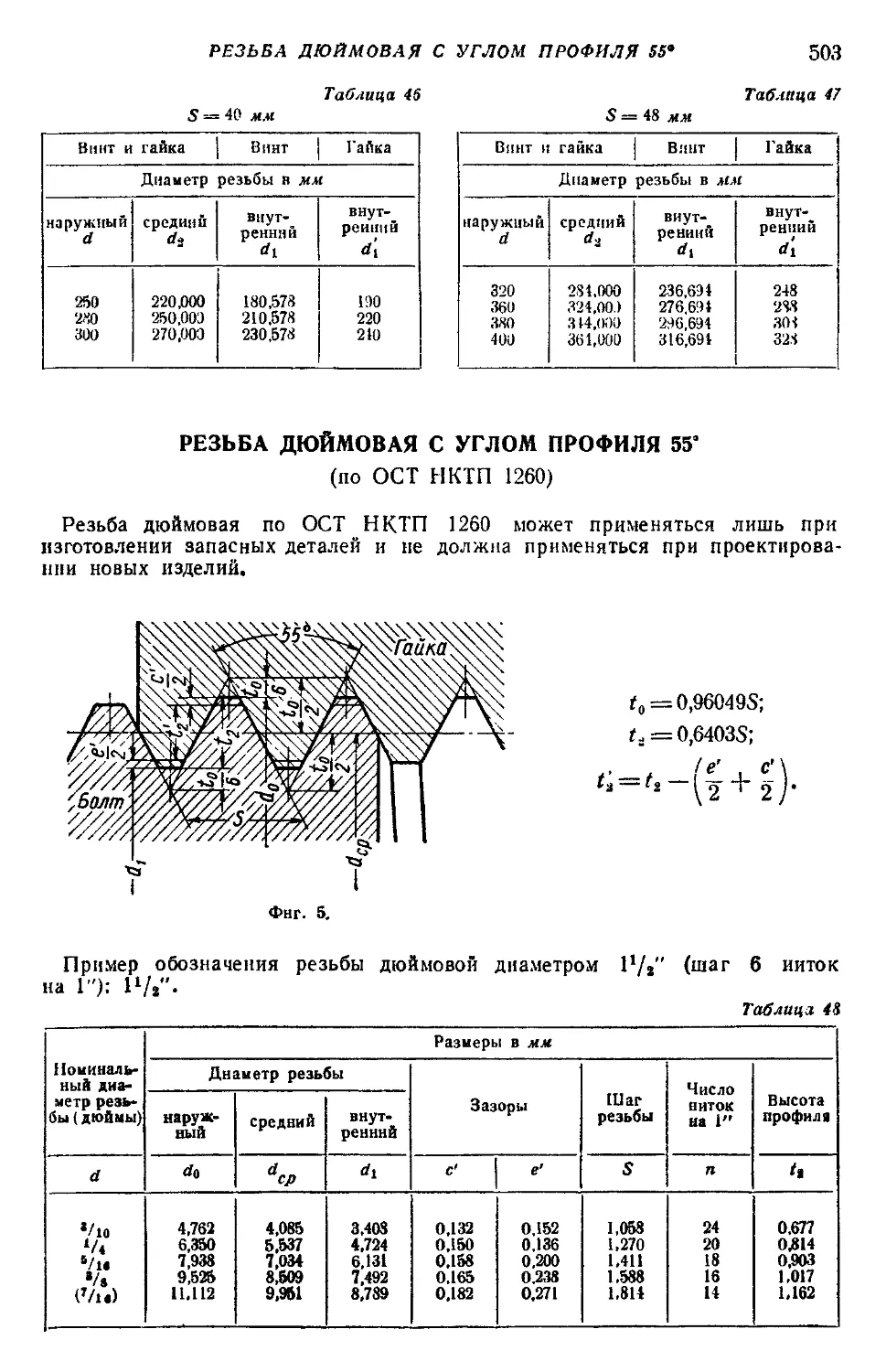
5. В отдельных технически обоснованных случаях допускаются следующие промежу-
точные размеры:
в интервале 1.2-2,6 ММ кратные 0,05
2.6-5 кратные 0.1
5-12 с цифрами 2 или 8 после запятой
> > 12-26 > кратные 0,5
> > 26-50 » выраженные целыми числами
> > 50—120 оканчивающиеся на 2 и 8, а также размер 115
> > 120—260 » кратные 5
> » 260-500 > кратные 10, затем кратные 5
> > 500—1200 > оканчивающиеся на 20 и 80, затем кратные 10
> > 1 200- 2 600 » кратные 50, затем оканчивающиеся на 20 и 80
* > 2 603-5 000 > кратные 100, затем кратные 50
> > 5 000—12 000 оканчивающиеся на 200 н 800, затем кратные 100
» » 12 000—20 000 > кратные 500, затем оканчивающиеся на 200 или 800.
6. Линейные размеры, предусмотренные ГОСТ 6636-60, не распространяются на произ-
водные размеры, зависящие от'принятых исходных размеров и параметров, в том числе на
технологические межоперациоииые размеры, а также на размеры, установленные ранее
в стандартах на конкретные изделия.
7. Ряды линейных размеров в ГОСТ 6636-60 установлены на основе рядов предпочти-
тельных чисел по ГОСТ 8032-56 с округлением некоторых чисел.
12
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
КОНУСЫ
(по ГОСТ 8593-57)
ГОСТ 8593-57 устанавливает нормальные конусности для конических
соединений общего назначения.
Конусность К. есть отношение разности диаметров двух поперечных се-
чений конуса к расстоянию между ними:
r. D — d „ .
К=—— = 2tg а.
Таблица 3
Конус- ность К Угол ко- нуса 2а Угол уклона а Исходное значение (К или 2а) Конус- ность к Угол ко- нуса 2а Угол уклона а Исходное значение (К или 2а)
1 : 200 0’17'1I" 0’ 8'36" I : 200 1 :7 8’10'16" 4’ 5' 8" 1 :7
1 : 100 0’34'23" 0’17'11" 1 : 100 1 :5 11’25'16" 5’42'38" I :5
1 :50 I” 8'45'' 0*34'23" I : 50 1 :3 18’55'29" 9’27'44" 1 :3
I : 30 1’54'35'' 0’57'17" 1:30 1 : 1.866 30° 15’ 30°
I : 20 2°51'51" 1’25'56" 1 : 20 1 : 1.207 45’ 22’30' 45’
1 : 15 3°49' 6" 1’54'33" 1 : 15 I : 0,866 60° 30° 60°
I : 12 4’46'19'' 2’23* 9" I : 12 1 : 0,652 75’ 37’30’ 75’
1 : 10 5°43'29" 2’51'45" 1 : 10 I : 0,500 90° 45° 90°
1:8 Т 9'10" 3’34'35" I :8 1 : 0,289 120’ 60° 120»
Примечание. Кроме конусностей общего назначения, допускаются к применению
конусности специальных назначений, область распространения которых регламентирована
в стандартах на конкретные изделия.
Таблица 4
Примеры применения конусов
(по данным УЗТМ, станкостроительной и инструментальной промышленности и др.)
Конусность К Применение
1 : 200 Крепежные детали для неразборных соединений, подвергающихся сотря- сениям и ударной переменной нагрузке. Конические призонные болты
1 : 100 Крепежные детали для неразборных соединений, подвергающихся сотря- сениям и спокойной переменной нагрузке
1 : 50 Конические штифты, установочные шпильки, хвостовики калибров-пробок, развертки под конические штифты, концы насадных рукояток
1 :30 Конусы насадных разверток н зенкеров и оправки для них
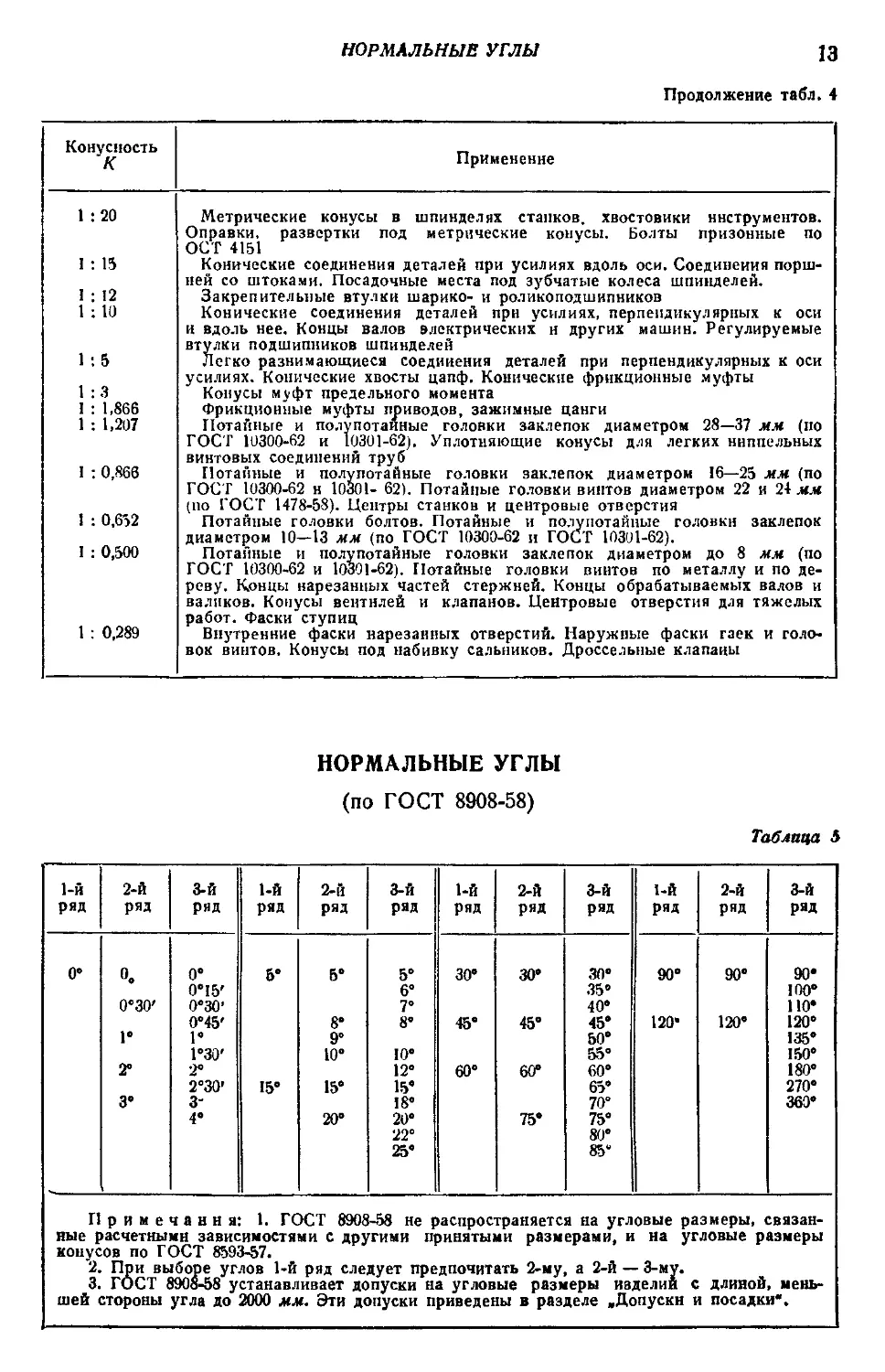
НОРМАЛЬНЫЕ УГЛЫ
13
Продолжение табл. 4
Конусность К Применение
1 : 20 Метрические конусы в шпинделях станков, хвостовики инструментов. Оправки, развертки под метрические конусы. Болты призонные по
I : 15 Конические соединения деталей при усилиях вдоль оси. Соединения порш»
I : 12 1 : 10 ней со штоками. Посадочные места под зубчатые колеса шпинделей. Закрепительные втулки шарико- и роликоподшипников Конические соединения деталей прн усилиях, перпендикулярных к оси и вдоль нее. Концы валов электрических н других машин. Регулируемые
1 :5 втулки подшипников шпинделей Легко разнимающиеся соединения деталей при перпендикулярных к оси
1 :3 I : 1,866 1 : 1,207 усилиях. Конические хвосты цапф. Конические фрикционные муфты Конусы м^фт предельного момента Фрикционные муфты приводов, зажимные цанги Потайные и полупотайные головки заклепок диаметром 28—37 мм (по ГОСТ 10300-62 и 10301-62). Уплотняющие конусы для легких ниппельных
I : 0,866 винтовых соединений труб Потайные и полупотайные головки заклепок диаметром 16—25 мм (по ГОСТ 10300-62 н 10301- 62). Потайные головки винтов диаметром 22 и 24 мм
1 : 0,652 (no I ОСТ 1478-58). Центры станков и центровые отверстия Потайные головки болтов. Потайные и полупотайные головки заклепок
I : 0,500 диаметром 10—13 мм (по ГОСТ 10300-62 и ГОСТ 10301-62). Потайные и полупотайные головки заклепок диаметром до 8 мм (по ГОСТ 10300-62 и 10301-62). Потайные головки винтов по металлу и по де- реву. Концы нарезанных частей стержней. Концы обрабатываемых валов и валиков. Конусы вентилей и клапанов. Центровые отверстия для тяжелых
1 : 0,289 работ. Фаски ступиц Внутренние фаски нарезанных отверстий. Наружные фаски гаек и голо- вок винтов. Конусы под набивку сальников. Дроссельные клапаны
НОРМАЛЬНЫЕ УГЛЫ
(по ГОСТ 8908-58)
Таблица 5
1-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд 3-й ряд
0» °. 0*30' 1° 2° 3’ 0“ 0*15' 0*30' 0*45' 1* 1*30' 2» 2*30’ з- 4* 5" 15’ 5* 8* 9’ 10’ 15* 20* 5* 6’ 7’ 8’ 10* 12’ 15* 18’ 20* 22° 25* 30* 45’ 60° 30’ 45’ 60* 75’ сооооооооооо 90’ 120’ 90’ 120’ 90’ 100’ 110’ 120’ 135’ 150’ 180’ 270’ 369’
Примечания: 1. ГОСТ 8908-58 не распространяется на угловые размеры, связан-
ные расчетными зависимостями с другими принятыми размерами, и на угловые размеры
конусов по ГОСТ 8593-57.
2. При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 3-му.
3. ГОСТ 8908-58 устанавливает допуски на угловые размеры изделий с длиной, мень-
шей стороны угла до 2000 мм. Эти допуски приведены в разделе .Допуски и посадки*.
14
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
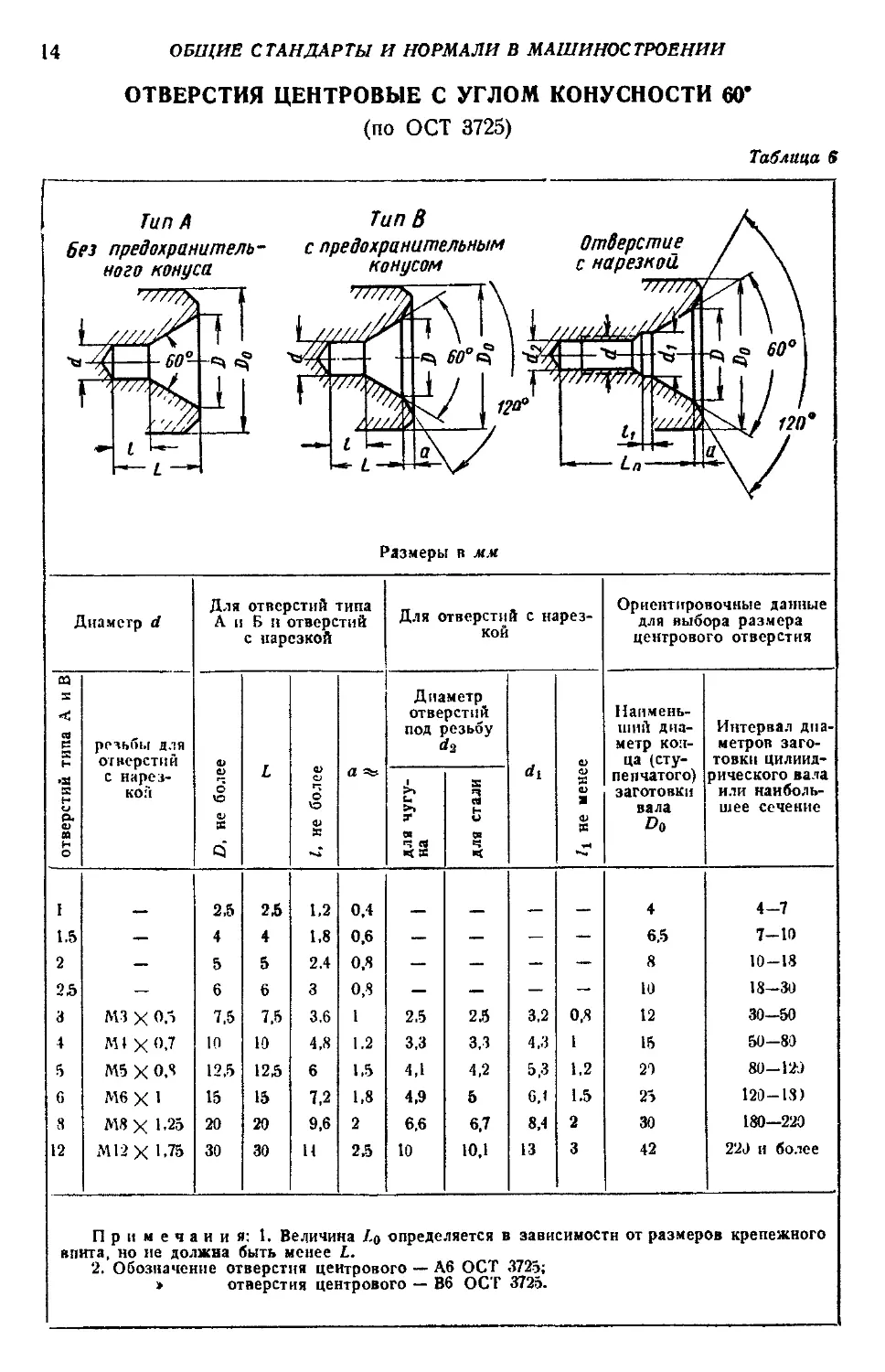
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С УГЛОМ КОНУСНОСТИ 60’
(по ОСТ 3725)
Таблица S
• - -«5» Ы°<§
Тип А
без предохранитель-
ного конуса
Тип В
с предохранительным
конусом
и*- L
м
L л
>1 иДЛ
г7777‘/
I ////л
Размеры в мм
Диаметр d
Для отверстий типа
А и Б п отверстий
с нарезкой
Для отверстий с нарез-
кой
Ориентировочные данные
для выбора размера
центрового отверстия
отверстий типа А и в| резьбы для отверстий с нарез- кой D, не более L 1, не более а =%> Диаметр отверстий под резьбу d3 di li не менее Наимень- ший диа- метр кон- ца (сту- пенчатого) заготовки вала Do Интервал диа- метров заго- товки цилинд- рического вала или наиболь- шее сечение
; для чугу- на для стали
I 25 25 1,2 0,4 — — 4 4-7
1.5 — 4 4 1,8 0.6 — — — 6.5 7-10
2 — 5 5 2.4 0,8 — — — 8 10-18
25 — 6 6 3 0,8 — — — — 10 18-30
3 М3 х 0.3 7.5 7.5 3.6 1 2.5 2.5 3,2 0.8 12 30-50
4 Ml X 0.7 10 10 4.8 1.2 3,3 3,3 4,3 1 15 50-80
5 М5 X 0.8 12.5 125 6 1,5 4,1 4,2 5.3 1.2 20 80—120
G Мб X 1 15 15 7,2 1,8 4,9 5 GJ 1.5 25 120-18)
8 М8 X 1.2» 20 20 9,6 2 6,6 6.7 8,4 2 30 180—220
12 М12 X 1.75 30 30 Н 2,5 10 10,1 13 3 42 220 и более
Примечания: 1. Величина I.q определяется в зависимости от размеров крепежного
впита, но не должна быть менее L.
2. Обозначение отверстия центрового — А6 ОСТ 3725;
» отверстия центрового — В6 ОСТ 3725.
to tO to 1 1.1 1,2 1,4 1,6 1,8 Номинальный диаметр резьбы d Резьба с мелким шагом
о & © *ю Шаг резьбы S
5 s 0,80 0,90 1,00 1,20 1.40 1,60 Диаметр отвер- стия под нареза- ние резьбы d0
о 4 4,5 5 55 со со to СЛ Номинальный диаметр резьбы d Резьба с мелким шагом
1 0,75 । © СЛ © 1л Шаг резьбы S
| | 5,20 3,50 4,00 4.50 5,0 2.15 2,65 i 3,15 Диаметр отвер- стия под нареза- ние резьбы d0
<30 Номинальный диаметр резьбы d Резьба с мелким шагом
05 0,75 1 05 0,75 Шаг резьбы S
7,50 7,23 6,95 6,50 6,20 Диаметр отвер- стия под нареза- ние резьбы da
3 © Номинальный диаметр резьбы d Резьба с мелким шагом
— — ОФ У01 0,5 0,75 1 Шаг резьбы S
9.50 9.23 8,95 8,70 8,50 8,20 7,95 Диаметр отвер- стия под нареза- ние резьбы d0
со ЬО Ю Q! ЬО QO© £ Номинальный диаметр резьбы d Резьба с крупным шагом
© сл 0,45 ф 0,35 © 'со 0,25 Шаг резьбы S
tO 8 1,75 2,05 09'1 1.25 1,45 о ффф '©Ъо'-о СЛсЛСЛ Номинальный диаметр отверстия под нарезание резьбы da
— © ©оо -J© 4- СО СЛ Номинальный диаметр резьбы d Резьба с крупным шагом
сл 1.25 - ф *оо 1 °'75 © © ’© Шаг резьбы 5*
8,43 9,43 6,70 7,70 СЛ -&• ©* © слсл © 3.70 3.30 | 06‘2 Номинальный диаметр отверстия под нарезание оезьбы da
88 ьЗ О ОС ©£ to Номинальный диаметр резьбы d Резьба с крупным шагом
со сл СО Ю сл to сл Шаг резьбы S
26,30 29,30 20,85 23,85 15,35 17,35 19,35 11,90 13.90 © to Номинальный диаметр отверстия под нарезание резьбы dn
64 68 ss СЛ 4*. Ю 00 <£льо Со Со © © Номинальный диаметр резьбы d Резьба с крупным шагом
© сл сл СЛ СЛ 4. Шаг резьбы S
57,70 61,70 СЛСЛ Л. © ^'tp 42.70 46,70 4- СО СО СО Номинальный диаметр отверстия под нарезание резьбы do
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ МЕТРИЧЕСКОЙ
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
МЕТРИЧЕСКОЙ ПО ГОСТ 9150-59
(по МН 5384-64)
to to to о GO 3> GA to Номинальный диаметр резьбы d Резьбы с мелким шагом Продолжение табл.
0.75 1 1,5 2 КЭ — — oo GA ^QA 05 0,75 1 1,5 2 0,5 0,75 1 1.5 2 GA 0.5 0,75 1 1,5 b» 0.5 0,75 1 1,25 1,5 0.5 0,75 1 1,25 1.5 — ФФ Vi’CA GJ' Шаг резьбы <S
23,20 22.95 22,43 21.90 21,50 21,20 20,95 20.43 19,90 19,50 19,20 18,95 18,43 17,90 17,50 17,20 16,95 16,43 15,90 15,95 15,43 15,50 15,20 14,95 14,43 13,95 13,43 13.50 13,20 12.95 12,70 12.43 11.50 11.20 10,95 10,70 10,43 1050 10,20 9,95 Диаметр отвер- стия под нареза- ние резьбы <7 о
S 8 co 00 8 CO u> Ф0 Go co to GO bO to <77 to GA Номинальный диаметр резьбы d Резьбы с мелким шагом
сс bo- b' GO К> — — Ь» ФЛ GOtO — — b* b» 0,75 1 1.5 2 3 ьо — Ь* 0,75 1 1.5 2 3 to —— b' 0,75 1 1.5 2 b> to — — GA Шаг резьбы S
38,43 37,90 36,85 37,95 ! 37.43 36,90 35,85 | 36,43 34,95 34,43 33,90 32,85 33,43 32.20 31.95 31.43 30,90 29,85 30.43 29,90 29,20 28,95 28,43 27,90 26,85 26,95 26,43 25,90 26,20 25.95 25,43 24,90 24,43 23,95 23.43 22,90 Диаметр отвер- стия под нареза- ние резьбы d$
$ g GA 07 g GA to s oe GA ft Номинальный диаметр резьбы d Резьбы с мелким шагом
4к СО ЬО— — GA Ok co bo- b' 4^ Co to — — GA 4k CO bo- b' OkCOtO — — b> cow- GA 4k Co bO —— b» 4k CO to — — b' 4k GO tO — — GA Шаг резьбы S
58,95 58,43 57,90 56,85 55,80 56.43 55,90 54.85 53.80 1 54.95 54.43 53.90 52.85 51.80 53,43 52,90 51.85 50,80 50.95 50,43 49,90 48,85 47,80 48.43 47,90 46,85 46,95 46,43 45,90 44,85 43.80 43,95 43.43 42,90 41,85 40,80 40,95 40,43 39,90 38,35 37,8) Диаметр отвер- стия под нареза- ние резьбы d$
8 oo C7 GA to 8 GA 3 Номинальный диаметр резьбы d Резьбы с мелким шагом
o^-coto —— Ь» to 07 4kC4bO —— b* 4k CO ЬО — GA ©7 4k GO to— — 07* GO bO- CA 4k CO bC — — b> * GO bo- b' 4k С*? Ю— — ga 4k co bo- b' Шаг резьбы S
78,95 78,43 77,90 76,85 75,80 73,70 | 75,90 74,95 74,43 73,90 72,85 71,80 69,70 73,43 72,90 71,85 70,80 70.95 70,43 69,90 68,85 67,80 65,70 68,43 67,90 66,85 65,80 63,70 66,95 66,43 65,90 64,85 63,80 63,43 62,90 61.85 60,80 62,95 62,43 61.90 60,85 59,80 GA GA GA <77 -J00 OO 888ft Диаметр отвер- стия под нареза- ние резьбы d$
09
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ МЕТРИЧЕСКОЙ
18
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 8
Резьба с мелким шагом Резьба с мелким шагом Резьба с мелким шагом Резьба с мелким шагом
Номинальный диаметр резьбы d 1 Шаг резьбы S Диаметр отвер- стия под нареза- ; иие резьбы rf0 Номинальный диаметр резьбы d Шаг резьбы S Диаметр отвер- стия под нареза- ние резьбы d$ Номинальный диаметр резьбы d 1 Шаг резьбы S Диаметр отвер- стия под нареза- ние резьбы do i« । Номинальный I диаметр резьбы d Шаг резьбы S Диаметр отвер- стия под нареза- ние резьбы d0
265 3 4 6 261.85 260,80 258,70 290 3 4 6 286,85 285,80 283,70 340 4 6 335,80 333,70 400 4 6 395,80 393,70
350 4 6 345,80 313,70 410 420 430 440 450 460 470 480 490 500 510 520 530 540 550 560 570 580 590 600 6 403.70 413,70 423,70 433,70 443,70 453.70 463,70 473.70 483.70 493,70 503,70 513,70 523.70 533,70 543,70 553,70 563,70 573,70 583,70 593,70
270 3 4 6 266,85 265,80 263,70 295 3 4 6 291.85 290,89 288,70
360 4 6 355,80 353,70
275 3 4 6 271.85 270,80 268,70 300 3 4 6 296,85 295,80 293,70
370 4 6 365,80 363,70
280 3 4 6 276,85 275,80 273,70 310 4 6 305,80 303,70
380 4 6 375,8) 373.70
320 4 6 315,80 313,70
285 3 4 6 281,85 280,80 278,70
390 4 6 385,80 383,70
330 4 6 325,80 323,70
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ДЮЙМОВОЙ КОНИЧЕСКОЙ ПО ГОСТ 6111-52,
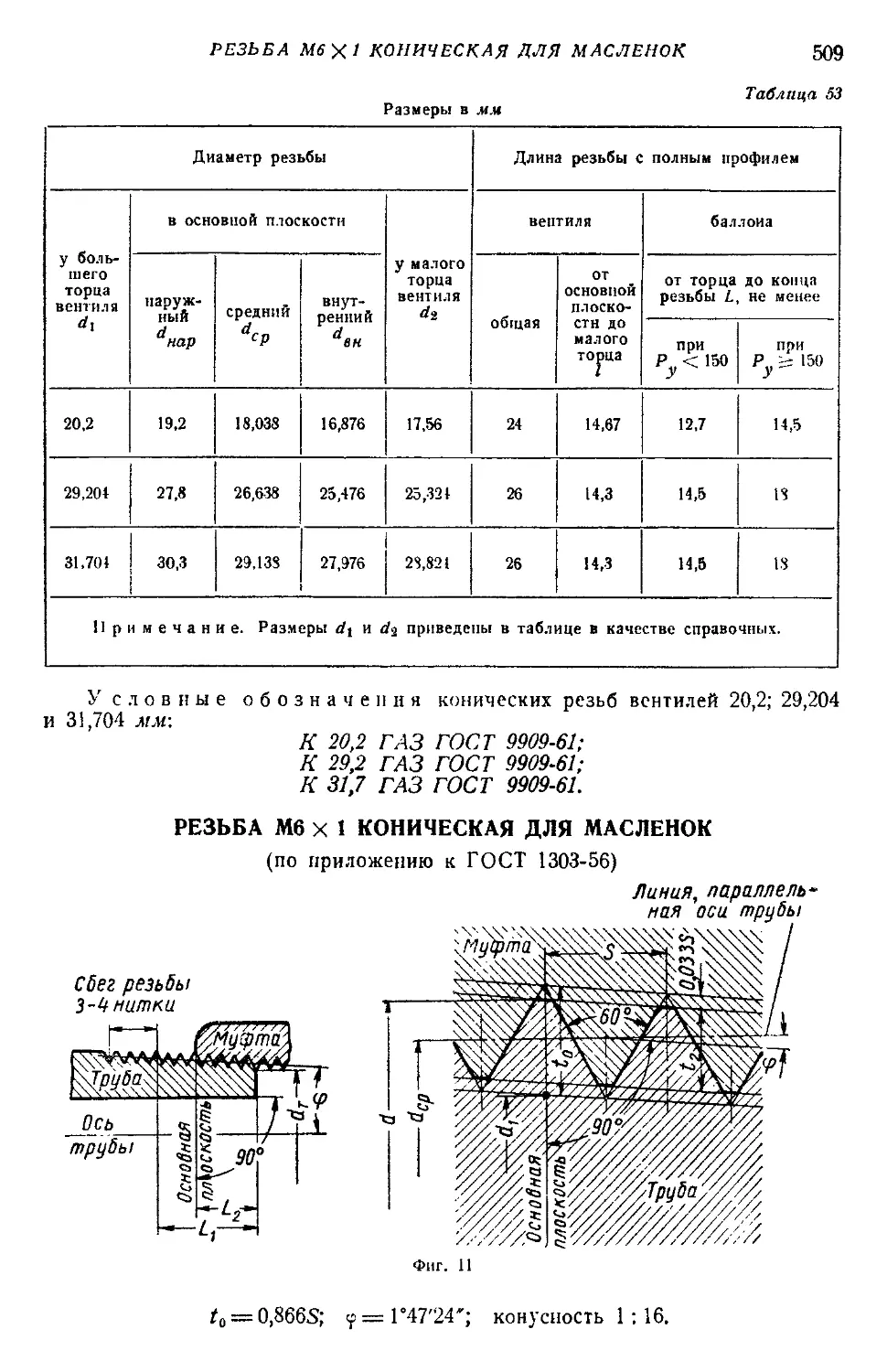
Мб X 1 КОНИЧЕСКОЙ ПО ГОСТ 1303-56
(по МН 5387-64)
Таблица 9
Размеры в мм
Обозначение раз- мера резьбы, Номинальный диаметр отверстия с разверты- ванием на конус Глубина сверления
С развертыванием на конус дюймы dc 1
0,5* *5 КОНуСНОСГПЬ М6Х1 коническая Vie 4,20 6,00 4,55 6,39 13 14
Г" >/. 8,30 10,70 14,Я 8,76 11,31 14,80 15
«/8 22
/ ! — •/е 17,50 22.90 18,32 23.66 28
/ ОСН 1 28,75 29,69 35
1>/е П/я 37.43 43,50 38,45 44,52 36
2 55,50 56,56 37
ДИАМЕ ТРЫ О ТВЕРС ТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ ТРУБНОЙ
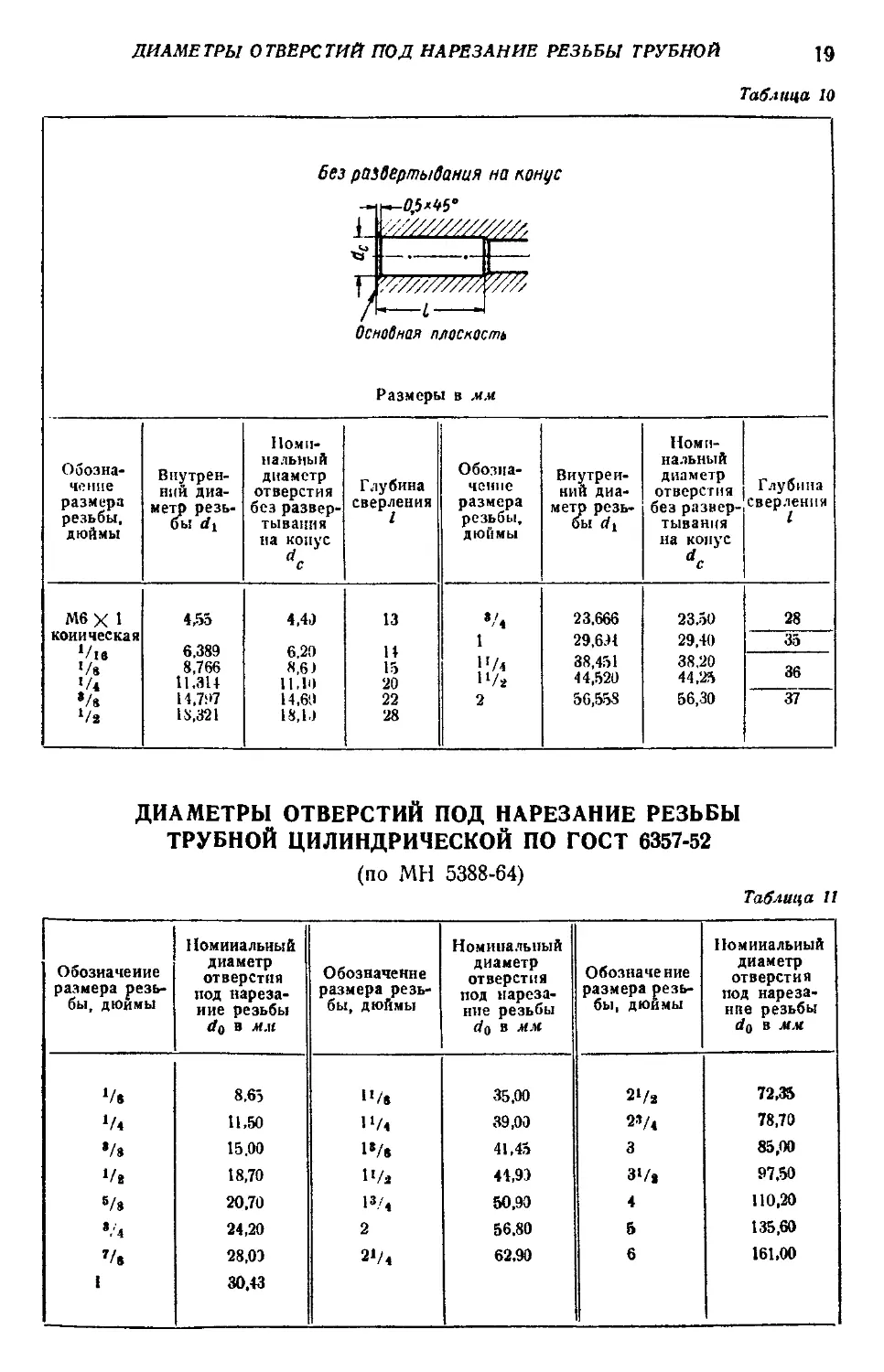
Таблица 10
без развертывания на конус
L .—0,5*45’ 7////////////Z/Z,
77//7W/7 -—1 //М
Основная плоскость
Размеры в мм
Обозна- чение размера резьбы, дюймы Внутрен- ний диа- метр резь- бы di Номи- нальный диаметр отверстия без развер- тывания на конус Глубина сверления Обозна- чение размера резьбы, дюймы Внутрен- ний диа- метр резь- бы rfj Номи- нальный диаметр отверстия без развер- тывания на конус dc Глубина сверления 1
мб х 1 4,55 4,43 13 23.666 23.50 28
1/.А 6 389 6 20 1 29,634 29,40 35
*/в 8’766 W 15 1'/4 38.451 38,20
У* 11.314 11.10 20 И/, 44.520 44,25 36
14,797 14.60 22 2 56,558 56,30 37
Vs 18,321 18,1.) 28
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ ПО ГОСТ 6357-52
(по МН 5388-64)
Таблица II
Обозначение размера резь- бы, дюймы Номинальный диаметр отверстия под нареза- ние резьбы do в мм Обозначение размера резь- бы, дюймы Номинальный диаметр отверстия под нареза- ние резьбы do в мм Обозначение размера резь- бы, дюймы Номинальный диаметр отверстия под нареза- ние резьбы do в мм
*/. 8,65 1>/. 35,00 21/s №
*/. 11,50 1% 39,00 2»/, 78,70
15,00 1»/. 41,45 3 85,00
18,70 1'/, 41,93 31/, 97,50
*/» 20,70 I’/, 50,90 4 110,20
•/4 24,20 2 56.80 5 135,60
V, 28,03 21/, 62.90 6 161,00
1 30.43
20
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
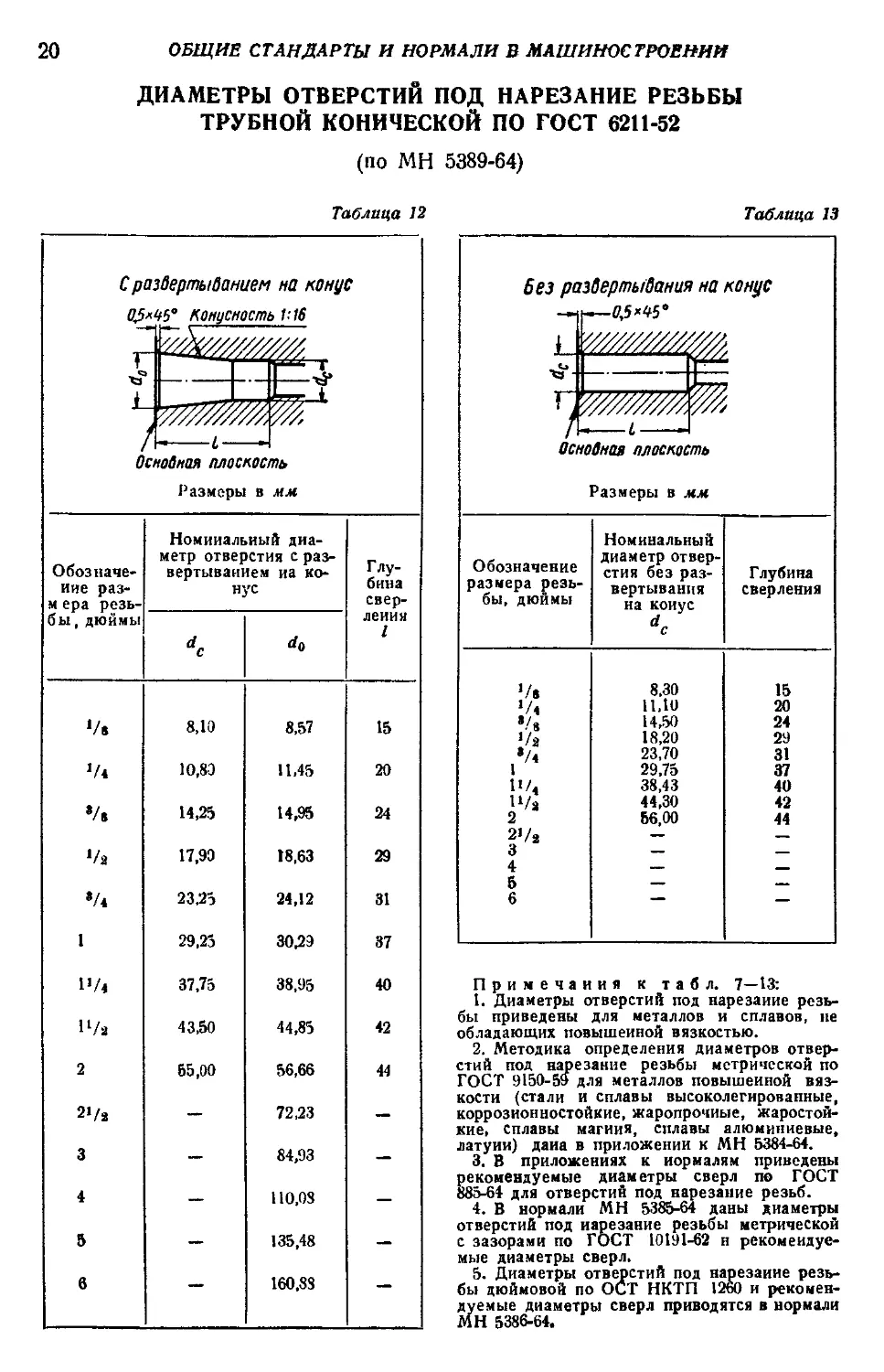
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ
ТРУБНОЙ КОНИЧЕСКОЙ ПО ГОСТ 6211-52
(по МН 5389-64)
Таблица 12
Таблица 13
без развертывания на конус
С развертыванием на конус
03*45° Конусность 1:16
ь—0,5 x45 е
Основная плоскость
Основная плоскость
Размеры в мм
Обозначе- ние раз- м ера резь- бы, дюймы Номинальный диа- метр отверстия с раз- вертыванием иа ко- нус Глу- бина свер- ления 1
“с do
*/» 8,10 8,57 15
1/4 10,83 11,45 20
14,25 14,95 24
*/а 17,90 18,63 29
’/4 23,25 24,12 81
1 29,25 30,29 87
1>/4 37,75 38,95 40
1‘/2 43,50 44,85 42
2 65,00 56,66 44
2‘/з 72,23 —
3 84,93 —
4 110,08 —
5 135,48 —
в — 160,88 —
Размеры в мм
Обозначение размера резь- бы, дюймы Номинальный диаметр отвер- стия без раз- вертывания на конус “с Глубина сверления
"/» 8.30 15
</, 11,10 20
•/в 14,50 24
*/а 18,20 29
’/4 23,70 31
1 29,75 37
п/4 38,43 40
11/, 44,30 42
2 56,00 44
21/, — —
3 —
4 — —
5 —— —
6 —
Примечания к табл. 7—13:
1. Диаметры отверстий под нарезание резь-
бы приведены для металлов и сплавов, не
обладающих повышенной вязкостью.
2. Методика определения диаметров отвер-
стий под нарезание резьбы метрической по
ГОСТ 9150-59 для металлов повышенной вяз-
кости (стали и сплавы высоколегированные,
коррозионностойкие, жаропрочные, жаростой-
кие, сплавы магния, сплавы алюминиевые,
латуни) дана в приложении к МН 5384-64.
3. В приложениях к нормалям приведены
рекомендуемые диаметры сверл по ГОСТ
885-64 для отверстий под нарезание резьб.
4. В нормали МН 5385-64 даны диаметры
отверстий под нарезание резьбы метрической
с зазорами по ГОСТ 10191-62 н рекомендуе-
мые диаметры сверл.
5. Диаметры отверстий под нарезание резь-
бы дюймовой по ОСТ НКТП 1260 и рекомен-
дуемые диаметры сверл приводятся в нормали
МН 5386-64.
ГЛУБИНЫ ЗАВИНЧИВАНИЯ ВИНТОВ И ШПИЛЕК С МЕТРИЧЕСКОЙ РЕЗЬБОЙ 21
ГЛУБИНЫ ЗАВИНЧИВАНИЯ ВИНТОВ И ШПИЛЕК
С МЕТРИЧЕСКОЙ РЕЗЬБОЙ КРУПНОГО ШАГА,
ВЫПОЛНЯЕМОЙ ПО ГОСТ 9150-59
Таблица 14
Сталь и бронза
Алюминий
6
8
10
12
14
16
18
20
22
24
27
30
36
42
48
8
10
12
15
18
20
22
24
26
30
32
36
42
48
55
6
8
10
12
14
16
18
20
22
21
27
30
36
42
48
8
10,5
13
16
18
20
24
25
28
30
34
38
45
52
58
12
16
19
24
26
28
34
36
38
42
45
52
60
70
80
22
25
36
38
42
50
55
69
65
75
80
90
105
115
130
19
22
28
32
36
42
46
52
58
65
70
89
90
105
120
22
26
34
38
42
48
52
60
65
75
80
90
105
120
135
28
34
42
48
52
58
65
70
80
90
95
105
125
140
155
Примечание. Н — нормальная глубина завинчивания шпилек и винтов; Ht —наи-
меньшая длина полной резьбы (без сбега); 7/3 — наименьшая глубина сверления под резь-
бу при глубине завиичивання не более Н.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ОТЛИВОК
(по данным НКМЗ, УЗТМ и др.)
Таблица 15
Наименьшая толщина стенок при литье в песчаные формы
Материал Наименьшая толщина стенок деталей в мм
мелких средних крупных
Чугун серый 6 10 15
Чугун ковкий 5 8
Сталь 8 12 20
Цветной сплав 3 6 —
22
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
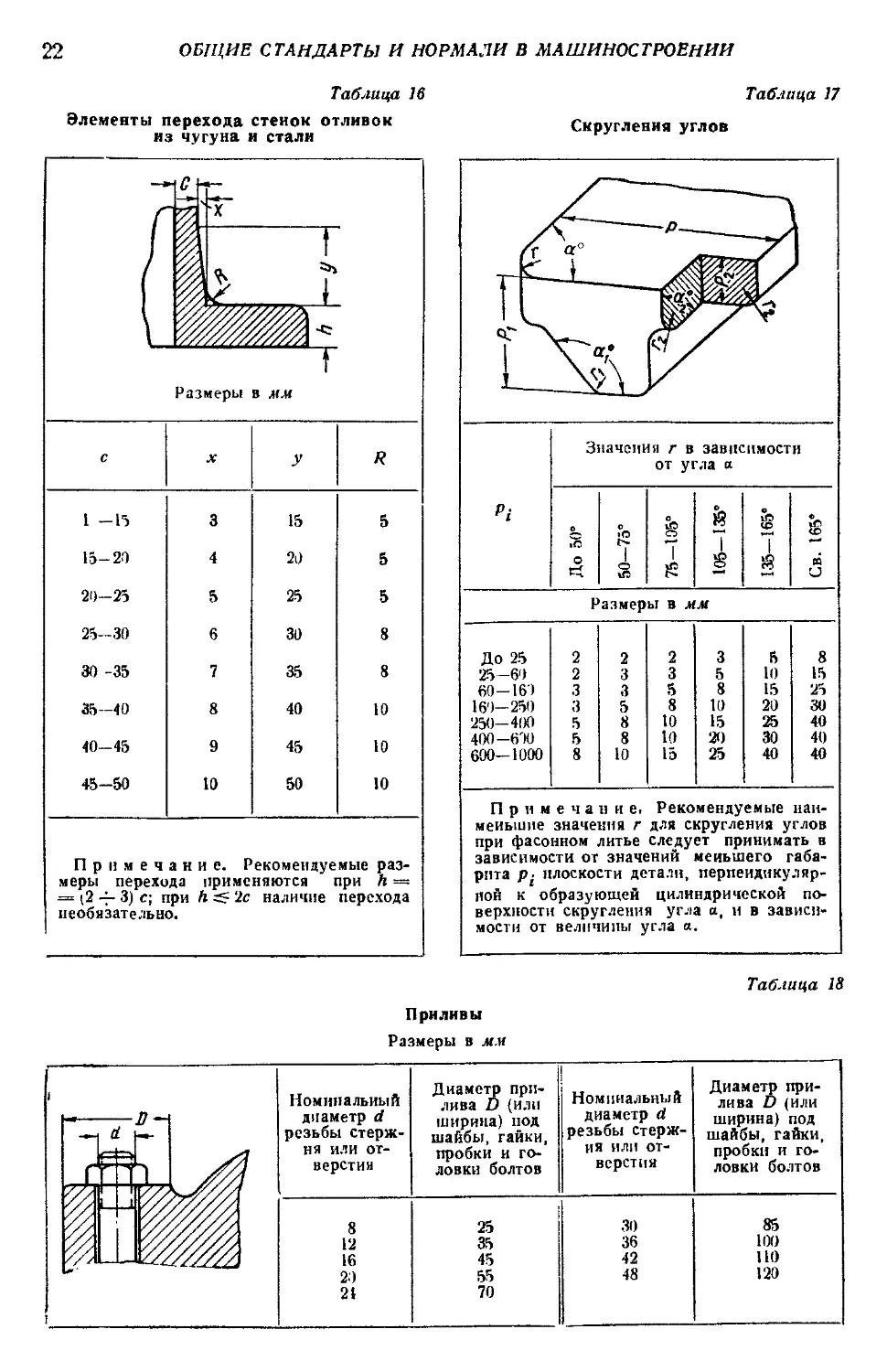
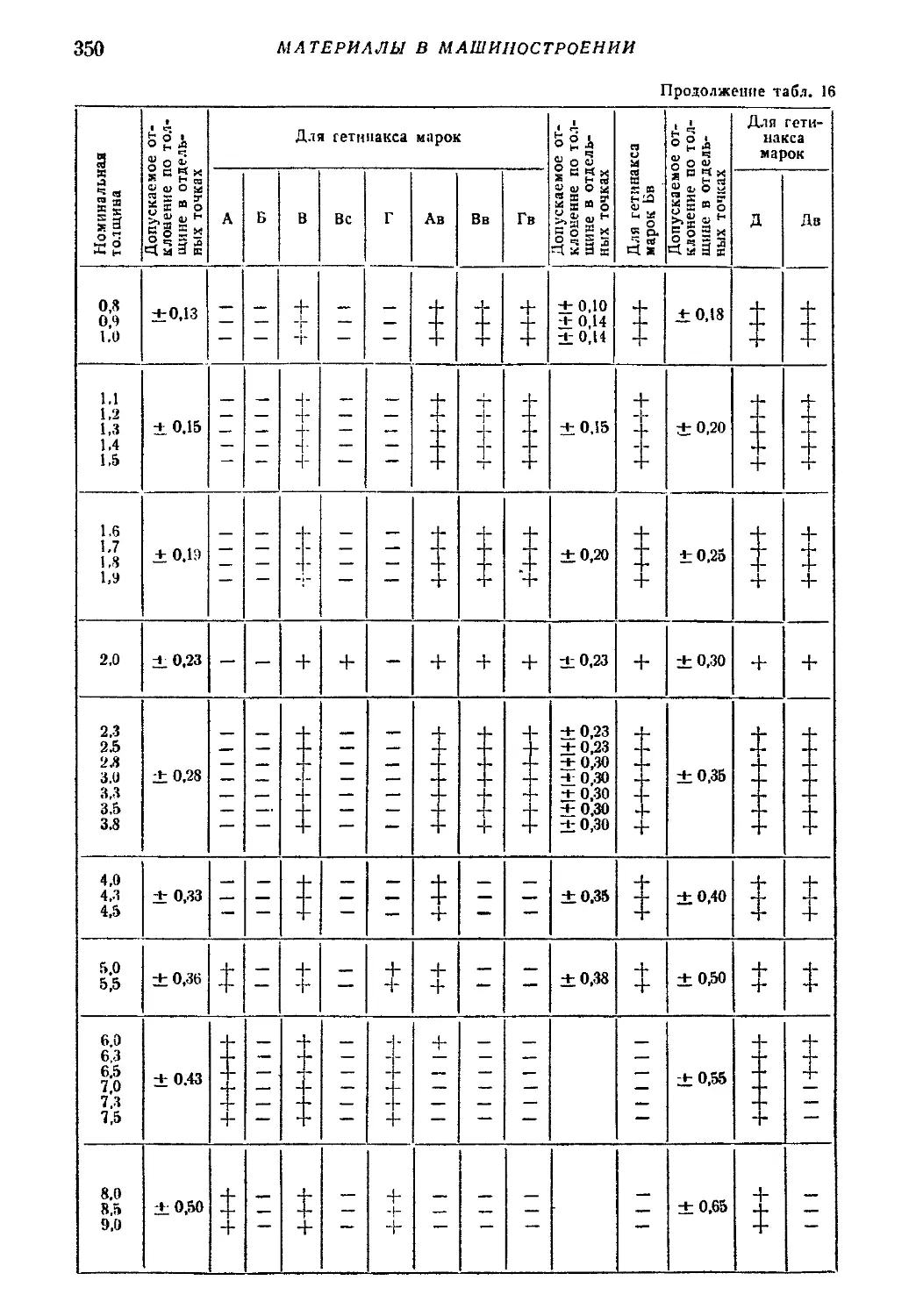
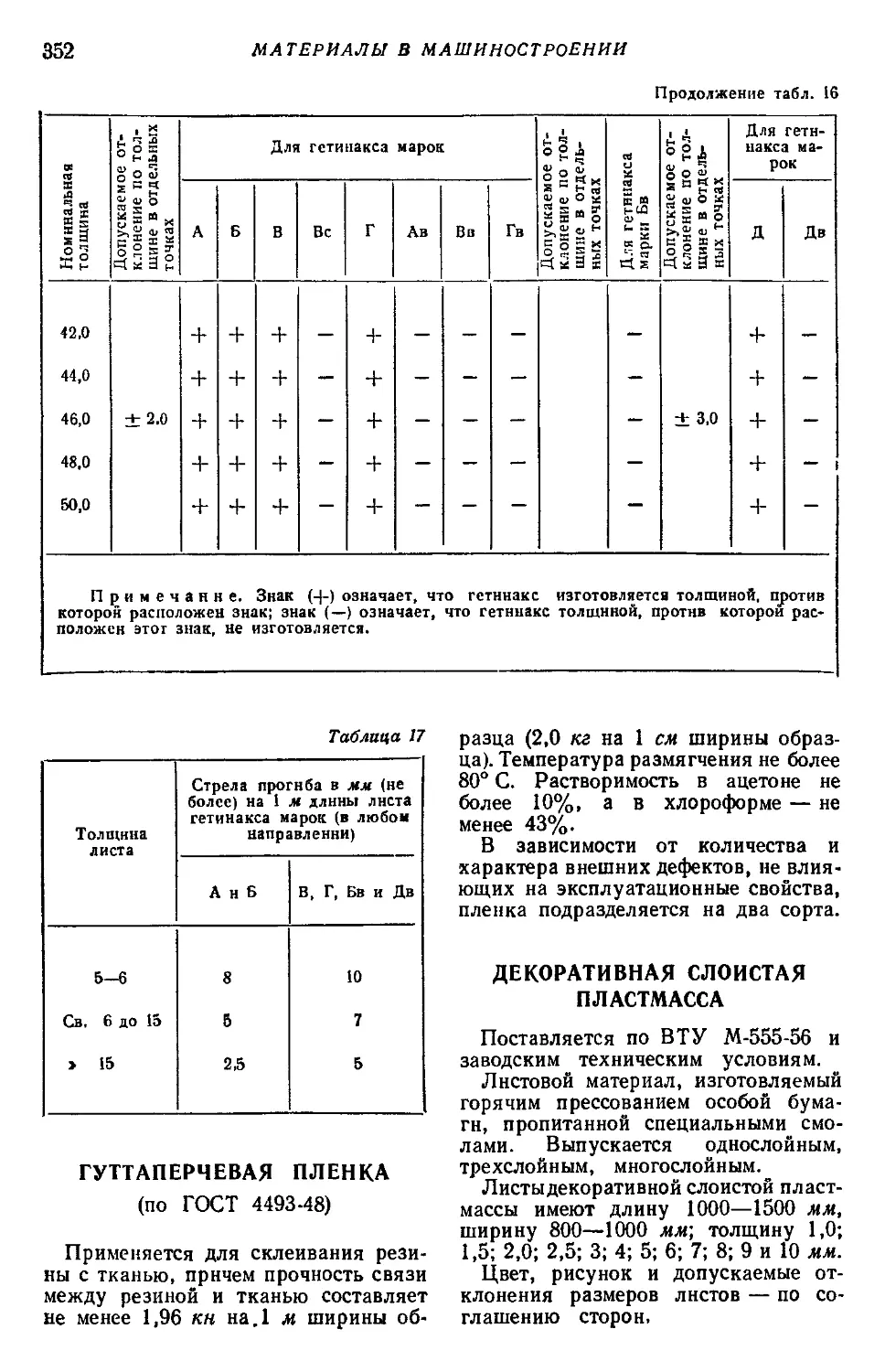
Таблица 16
Элементы перехода стенок отливок
из чугуна и стали
Таблица 17
Скругления углов
с X У R
1 -15 3 15 5
15—20 4 20 5
20-25 5 25 5
25—30 6 30 8
30 -35 7 35 8
35-40 8 40 10
40-45 9 45 10
45-50 10 50 10
Значения г в зависимости
от угла а
До 50° 7 3 75-105" 105-135’ 135-165’ Св. 165’
Размеры в мм
До 25 2 2 2 3 5 8
25—60 2 3 3 5 10 15
60-16) 3 3 5 8 15 25
169-250 3 5 8 10 20 30
250- 400 5 8 10 15 25 40
400 —650 5 8 10 20 30 40
600—1000 8 10 15 25 40 40
Примечание. Рекомендуемые раз*
меры перехода применяются при h —
==(2 4-3) с; при Л 2с наличие перехода
необязательно.
Примечание. Рекомендуемые паи*
меиыиие значения г для скругления углов
при фасонном литье следует принимать в
зависимости от значений меньшего габа-
рита р- плоскости детали, перпендикуляр-
ной к образующей цилиндрической по-
верхности скругления угла а, и в зависи-
мости от величины угла а.
Таблица 18
Приливы
Размеры в мм
Номинальный диаметр d резьбы стерж- ня или от- верстия Диаметр при- лива D (или ширина) под шайбы, гайки, пробки и го- ловки болтов Номинальный диаметр d резьбы стерж- ня или от- верстия Диаметр при- лива D (или ширина) под шайбы, гайки, пробки и го- ловки болтов
8 25 30 85
12 35 36 100
16 45 42 ПО
20 55 48 120
21 70
РАДИУСЫ ЗАКРУГЛЕНИЙ И ФАСКИ
23
РАДИУСЫ ЗАКРУГЛЕНИЙ И ФАСКИ
(по ГОСТ 10948-64)
Стандарт распространяется на раз-
меры радиусов и фасок для деталей,
изготовляемых из металла и пласт-
масс.
Стандарт не распространяется на
размеры радиусов закруглений (сгиба)
гнутых деталей, фасок на резьбах,
радиусов проточек для выхода резь-
бообразующего инструмента, фасок
и радиусов закруглений шарико- и
роликоподшипников и на их сопря-
жения с валами и корпусами.
Размеры радиусов закруглений и
фасок для деталей приведены в
таблице 19.
Таблица 19
Размеры в мм
1-й ряд 2-й ряд 1-й ряд 2-й ряд 1-й ряд 2-й ряд 1-й ряд 2-й ряд
0,10 0,10 1,0 1.0 10 10 100 100
— — — 1,2 — 12 — 125
— — 1.6 1.6 16 16 160 160
0,20 — 2.0 — 20 — 200
— — 2,5 2,5 25 25 250 250
— 0,30 — 3.0 — 32
0,40 0,40 4,0 4.0 40 40
— 0.50 — 5.0 — 50
0,60 0,60 6.0 6.0 60 60
— 0,80 - 8,0 - 80
Примечания: 1. При выборе размеров радиусов н фасок 1-н читать 2-MV. 2. В обоснованных случаях допускается применять фаски с углами, ряд следует отличным» предпо от 45е.
24
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
ПОДБОР РАДИУСОВ СКРУГЛЕНИЙ СОПРЯЖЕННЫХ ВАЛОВ
И ВТУЛОК
Таблица 20
Диаметр вала d 10-18 20—28 30-46 48- 68 70-100 105—150 155—200 210-250
Радиус скругления: г не более 0,6 1,5 2 2.5 3 4 5 6
Г1 не менее 1 2 2,5 3 4 б 6 8
Примечание. При сопряжении с подшипниками качения следует подбирать ра-
диусы скруглении валов и корпусов подшипников в соответствии с радиусами подшипников,
приведенными в стандартах на соответствующие типы подшипников, и с ГОСТ 4253-48
(см. ниже, в разделе «Подшипники качения)).
РАДИУСЫ ЗАКРУГЛЕНИЙ И ФАСКИ СТЕРЖНЕЙ И ОТВЕРСТИЙ
(из нормалей подъемно-транспортного машиностроения и др.)
Таблица 21
454- С &Г". JZ— II
1 * г lL
Размеры в ММ А
а С г а С Г
До 16 Св. 16 до 20 > 20 > 30 > 80 > 40 > 40 > 50 > 50 > 60 1 1 1,5 2 2 3 0,5 1 1 1,5 2Л 3 Св. 60 до 80 > 80 > 100 > 100 > 120 > 120 > 150 > 150 > 200 > 200 > 250 3 3 4 4 4 5 4 5 5 6 8 10
ВХОДНЫЕ ФАСКИ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ 25
ВХОДНЫЕ ФАСКИ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ,
СОЕДИНЯЕМЫХ НА НЕПОДВИЖНЫХ ПОСАДКАХ
Таблица 22
Обжимаемая Обжимающая
деталь деталь
Размеры в мм
Посадки
D Углубление Гр, Пр, Пл, Г, Т nph /7р23 ПрЗ,
До 50 а 0,5 1 1,5 2
А 1 1,5 2 25
50-100 а 1 2 2 3
А 1,5 2,5 2,5 35
100-250 а 2 3 4 &
А 25 3,5 4,5 6
250-500 а 3,5 4,5 7 8,5
А 4 5,5 8 10
Примечания: 1. Фаски делать только с одной стороны деталей.
2. При H>D допускается увеличение углублений фасок до ближайшего большего
размера.
ГАЛТЕЛИ ЭЛЛИПТИЧЕСКИЕ
Таблица 23
у d 0,0 0,005 0,01 0,04 0,10 0,20 0,5 1,0 1,6
*У d А 1,636 1,594 1,572 1,483 1,374 1,260 1,096 1,019 1,0
Б 1,475 1,377 1,336 1,230 1,145 1,082 1,028 1,010 1,0
А — растяжение, сжатие, кручение; Б — изгиб.
26
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
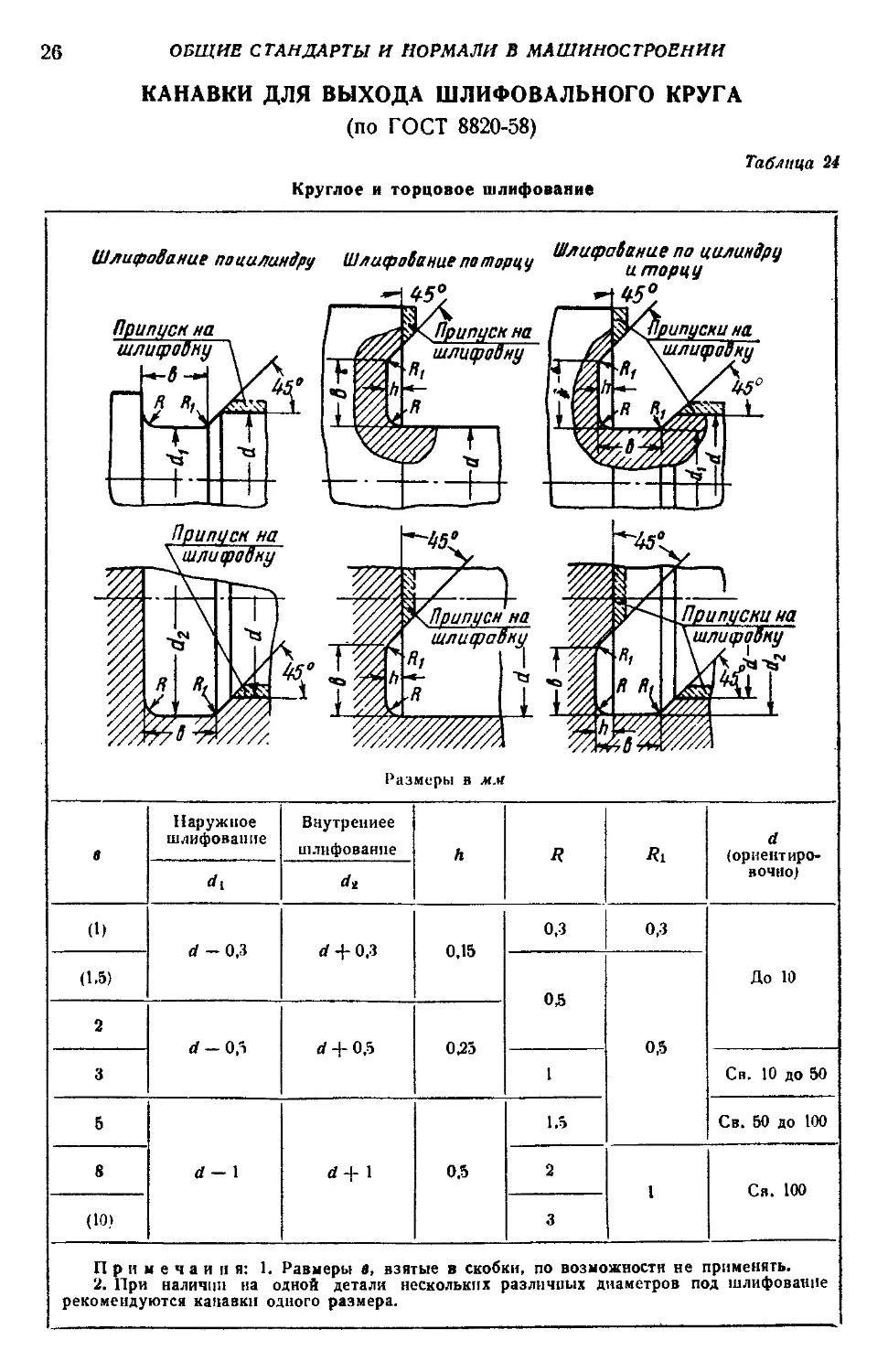
КАНАВКИ ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
(по ГОСТ 8820-58)
Таблица 24
Круглое и торцовое шлифование
Шлифование по цилиндру Шлифование по торцу Шлифавание>по^цили.ндру
Размеры в мм
8 Наружное шлифование Внутреннее шлифование A И Hl d (ориентиро- вочно)
rfi rfu
(1) d - 0,3 d + 0.3 0,15 0,3 0,3 До 10
(1.5) 05 0,5
2 d - 0,5 d + 0,5 0,25
3 1 Сн. 10 до 50
5 d — 1 “+ 1 0.5 1.5 Св. 50 до 100
8 2 I Св. 100
(10) 3
Примечания: 1. Равмеры в, взятые в скобки, по возможности не применять.
2. При наличии на одной детали нескольких различных диаметров под шлифование
рекомендуются канавки одного размера.
КАНАВКИ ДЛЯ ВЫХОДА ДОЛБЯ КА
Плоское шлифование
Размеры в мм
27
Таблица 25
Примечания к табл. 24 в 25:
1. В деталях, где применение канавок
по прочностным признакам нецелесообраз-
но, допускаются скругления радиусами по
ГОСТ 10948-64.
2. Допускается в отдельных технически
обоснованных случаях применение кана-
вок, отличающихся от установленных
ГОСТ 8820-58.
Таблица 26
КАНАВКИ ДЛЯ ВЫХОДА ДОЛБЯКА
(из нормалей подъемно-транспортного машиностроения)
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ
(по ГОСТ 10549-63)
Стандарт устанавливает размеры
сбега резьбы (при отсутствии про-
точки) при выходе инструмента или
при наличии на инструменте заборной
части, размеры недореза при выпол-
нении резьбы в упор, формы и раз-
меры проточек для выхода резьбо-
образующего инструмента, размеры
фасок — для резьбы метрической,
трубной цилиндрической, трубной
конической, конической дюймовой с
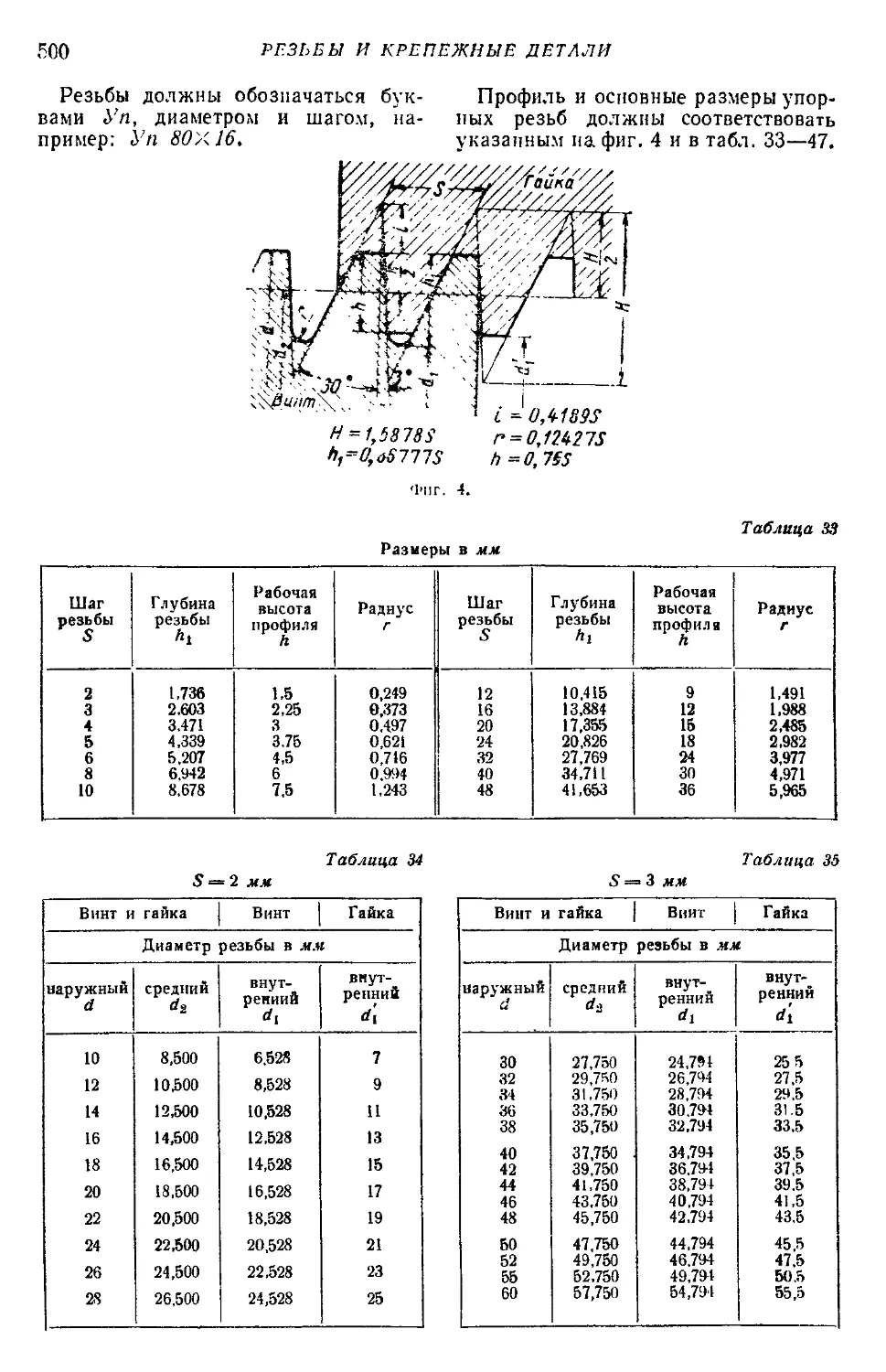
углом профиля 60° и трапецеидальной.
Стандарт не распространяется на
концы установочных винтов.
28
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Сбеги, недорезы, проточки и фаски для метрической резьбы
Для наружной резьбы
Таблица 27
Тип 1
Тип II
Размеры в мм
Шаг резьбы Сбег Недорез ♦ Проточка Фаска с
max ^2 шах Тип I Тип 11 при сопряже- нии с внутрен- ней резьбой с проточкой типа И для всех дру- гих случаев
при угле заборной части инструмента нормаль- ный умень- шенный нормальная узкая
20° 30° 45° b Г1 ъ г ь г
0,2 од 0,3 0.2 0.5 0,4 — — — — — — — — — од
0,25 0,5 0.6 оз
0.3 0,4 0,7
0,35 0,6 0,3 0,8 0.6 d — 0,6 0,3
0.4 0,7 0,5 1,0 0,8 1,0 0,3 0,2
0,45 0,8 d - 0,7
♦ Недорез = сбег недовод.
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ
29
Шаг резьбы Сбег Недорез • Проточка Фаска с
шах 7» max Тип I Тип 11 а» при сопряже- нии с внутрен- ней резьбой с проточкой типа II для всех дру- гих случаев
при угле заборной части инструмента нормаль- ный умень- шенный нормальная узкая
20е 30" 45° ь Г П ъ Г п ь г
05 1,0 0,6 0.4 1,6 1,0 1.6 0,5 0,3 1.0 0,3 0.2 — — d - 0.8 d — 0.9 — 05
0,6 1.2 0,7
0,7 0,75 1.3 1.5 0,8 0,5 2,0 1,6 2,0 0,5 0.3 1.6 05 0,3 d — 1.0 05
d — 1,2 15
0,8 0,9 0.6 3,0 3.0 1,0 0,5
1 1.8 1,2 0.7 2,0 2,0 3,6 2,0 d - 1,5 2,0
1,25 2,2 1.5 0,9 4,0 25 4,0 25 1.0 05 4.4 2,5 d — 1,8 25 15
4,6 d — 2,2 3,0
1.5 2.8 1,6 1,0
5,4 3.0 d — 2,5 35
1,75 3,2 2,0 1,2
2 35 2,2 1,4 55 3,0 5.0 1.5 3.0 5,6 d — 3,0 25
30
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 27
Шаг резьбы Сбег Недорез * Проточка Фаска с
li max ^2 шах Тнп 1 Тнп 11 а» при сопряже- нии с внутрен- ней резьбой с проточкой типа 11 для всех дру- гих случаев
при угле заборной части инструмента нормаль- ный умень- шенный нормальная узкая
20е 30° 45’ ь г И b Г ь г
25 45 3,0 1,6 6,0 4,0 6,0 1.5 1,0 4,0 15 05 7,3 4,0 а — з,5 5,0 25
3 5,2 3,5 25 7,6 d - 4,5 6,5
35 6,3 4,0 2.2 8,0 5,0 8,0 2,0 5,0 15 10,2 5,5 d — 5,0 7,5
4 7,1 45 25 10.3 d — 6,0 8,0 3,0
45 8,0 5,0 3,0 10,0 6,0 10,0 3,0 6.0 1,0 12,9 7.0 d - 6,5 9,5
5 9,0 55 3.2 13,1 d — 7,0 10,5 4,0
5,5 10,0 6,0 35 12.0 8,0 12,0 8,0 2,0 15,0 8,0 d — 8,0
6 11,0 4,0 16,0 8,5 d — 9,0
Примечания: 1. Под недоводом резьбы понимается величина ненарезанной части детали между концом сбега и опорной поверхностью детали. 2. Радиус сферы R равен номинальному диаметру резьбы.
| 1.25 I - о 00 0,75 р © '© © ъ» © з» О ’л 0,35 р 1о © & © Шаг резьбы
СО со КЗ р © GO сл КЗ - © © © GD О О а> © *сл нормальный «а э 65 X I Сбег
кэ КЗ 00 * ш КЗ © © 00 © © © О' р © со уменьшенный
о» *© © со КЗ со © КЗ 00 КЗ ко © оо о> КЗ 1.0 | 0,8 1 © 00 нормальный W И! 1 Недорез
о» QO со © р КЗ КЗ КЗ 00 сл 4* КЗ © о © © © уменьшенный
СП *© © 1 3,0* 1 1 2,0* нормальная I Тип I 1 Проточка |
сл © 1 © 1 1 р
р 1 р 1 1 ©
кз © © 1 1,0* 1 1 ♦ 0'1 СУ 1 узкая
о ъ» 1 р 1 1 р со
о 'со 1 © КЗ 1 1 р 2?
Ъ» со о> 1 су Тип 11
кз (л КЗ © 1
а. + р 1 ft. + р 1 1 1'0 + Р Ч
КЗ Ь* КЗ © 1 при сопряжении с наружной резь- бой с проточкой типа II Фаска Ci
сл © © Ln © ‘со о КЗ для всех других случаев
is
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ
32
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 28
Шаг резьбы Сбег Недорез Проточка Фаска ci
^Зтах ^4тах Тип I Тип 11 d. при сопряжении с наружной резь- бой с проточкой типа 11 для всех других случаев
нормальный уменьшенный нормальный уменьшенный нормальная узкая 51 П
Г п *1 Г ri
1.5 4,0 2,7 6,0 4,5 6,0 1,5 1.0 2,5 1,0 0,5- 5,4 3,0 d -i- 0,7 2,5 1,5
1.75 4,7 3,2 7,0 5,2 7,0 6,2 3,5 3,0
2 5,5 3.7 8,0 6,0 8,0 2,0 3,0 6,5 d -J- 1,0 2,0
2,5 7.0 4,7 10,0 7,5 10 3,0 4,0 8,9 5,0 4,0 2,5
3 — 5,7 - 9.0 5,0 1,5 11,4 6,5 d+ 1,2
3.5 6.6 10,5
13,1 7,5 5,5
4 7,6 12,5 12 14,3 8,0 <7 +1.5 3,0
4,5 8,5 14,0 14 6,0 1,0 16,6 9,5 7,0
5 9,5 16.0 16 18,4 10,5 d+ 1,8 4,0
5,5 — — 8,0 2,0 18,7 8,0
6 18,9 d + 2Д 8,5
* Ширина проточек дана для диаметров 6 лг.и и более.
Примечания к таблицам 27 и 28 (для метрической резьбы):
1. Допускается применять вместо проточек типа I при Ъ <2 мм симметричные про-
точки (без фаски) с радиусом закругления с обеих сторон, равным г.
2. Для наружной метрической резьбы при выполнении резьбы на проход рекомендуется
применять резьбообразуютций инструмент с углом ваборпой части 20°; при выполнении
резьбы в упор, в случае применения нормального недореза и нормальной ширины про-
точки типа I и II — с углом заборной части 30°; в случае применения уменьшенного недореза
н узкой проточки — с углом заборной части 45°. Для внутренней метрической резьбы при
выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины
проточки типа 1, рекомендуется применять резьбообразующий инструмент с длиной заборной
части не более 3 шагов. В случае применения уменьшенное о недореза и проточки типа 11 — не
более 2 шагов, разрешается для внутренней метрической резьбы увеличивать сбег до 6 шагов,
если это допустимо по условиям конструкции.
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ
33
Сбеги, недорезы, проточки и фаски для трубной
цилиндрической резьбы (по ГОСТ 6357-52)
2 В< 3. Васильев и др.
34
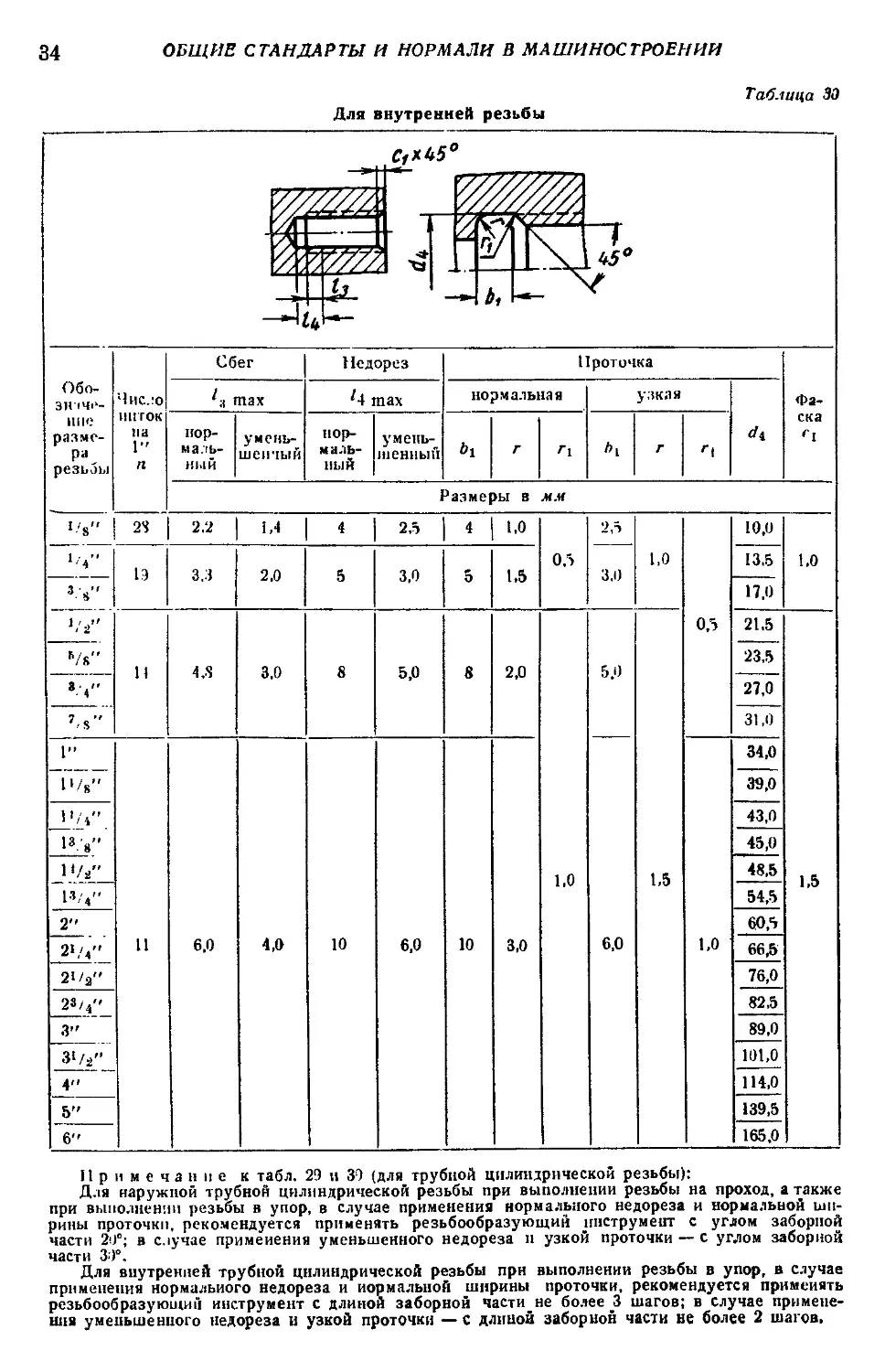
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Для внутренней резьбы
Таблица 30
CiXb5
Ь50
Обо- значе- ние разме- ра резьбы Число ниток на 1" п Сбег Недорез Проточка Фа- ска
шах ^4 шах нормальная узкая
нор- маль- ный умень- шеичый нор- маль- ный умень- шенный *1 Г Г\ Г '1
Размеры в мм
"s" 28 2.2 1,4 4 25 4 1,0 05 23 1,0 05 10,0 1.0
-Г еГ ! 1 ! 13 3.3 2,0 5 3,0 О 1,5 3.0 13.5
17.0
b/s'' 11 4.3 3.0 8 5,0 8 2,0 1,0 5.0 1,5 21.5 1.5
23,5
’.s’'
27.0
31,0
1” 1V8" 11 6.0 4,0 10 6,0 10 3,0 6,0 1.0 34,0
39,0
1» И//' is,?,” 43,0
45,0
48,5
54,5
2" 2‘,'4" 60,5
66,5
21/3” 76,0
2»/4" 82.5
3" 89,0
31//’ 4" 101,0
114,0
5" 139,5
6" 165,0
Примечание к табл. 29 и 39 (для трубной цилиндрической резьбы):
Для наружной трубной цилиндрической резьбы при выполнении резьбы на проход, а также
при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ши-
рины проточки, рекомендуется применять резьбообразующин инструмент с углом заборной
части 20е; в случае применения уменьшенного недореза и узкой проточки — с углом заборной
части 39°.
Для внутренней трубной цилиндрической резьбы при выполнении резьбы в упор, в случае
применения нормального недореза и нормальной ширины проточки, рекомендуется применять
резьбообразующий инструмент с длиной заборной части не более 3 шагов; в случае примене-
ния уменьшенного недореза и узкой проточки —с длиной заборной части не более 2 шагов.
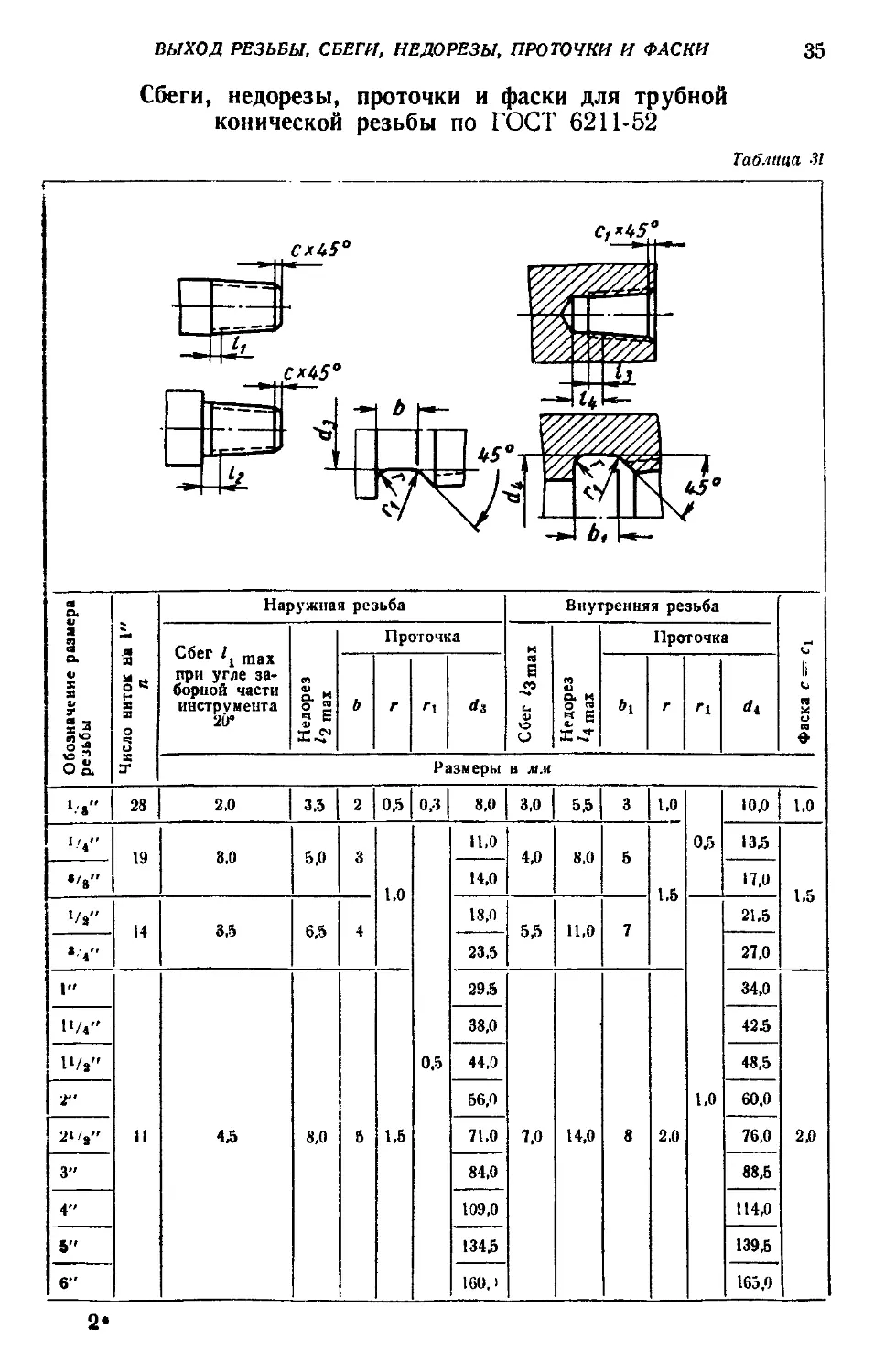
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ
35
Сбеги, недорезы, проточки и фаски для трубной
конической резьбы по ГОСТ 6211-52
Таблица 31
Обозначение размера резьбы Число ниток на 1" п Наружная резьба Внутренняя резьба фаска с — Cj
Сбег zi max при угле за- борной части инструмента 20е Недорез /2 max Проточка к я S -S? <и U Недорез М max Проточка
b Г Г\ ds *1 Г <1 dt
Размеры в мм
28 2.0 3.5 2 0,5 0,3 8,0 3,0 55 3 1.0 05 10,0 1.0
19 8.0 5.0 3 1,0 0.5 11,0 4,0 8,0 5 1,5 13,5 1,5
14,0 17,0
•/»" 14 3,5 6,5 4 18,0 5,5 11,0 7 1.0 21,5
‘ 4" 23.5 27,0
1" II 45 8.0 5 1,5 295 7,0 14,0 8 2,0 34,0 2.0
П/4" 38,0 425
!*/»'' 44,0 48,5
2" 56,0 60,0
2V," 71,0 76,0
3" 84,0 88,5
4" 109,0 114,0
5” 1345 1395
6" IGO. > 165,0
2
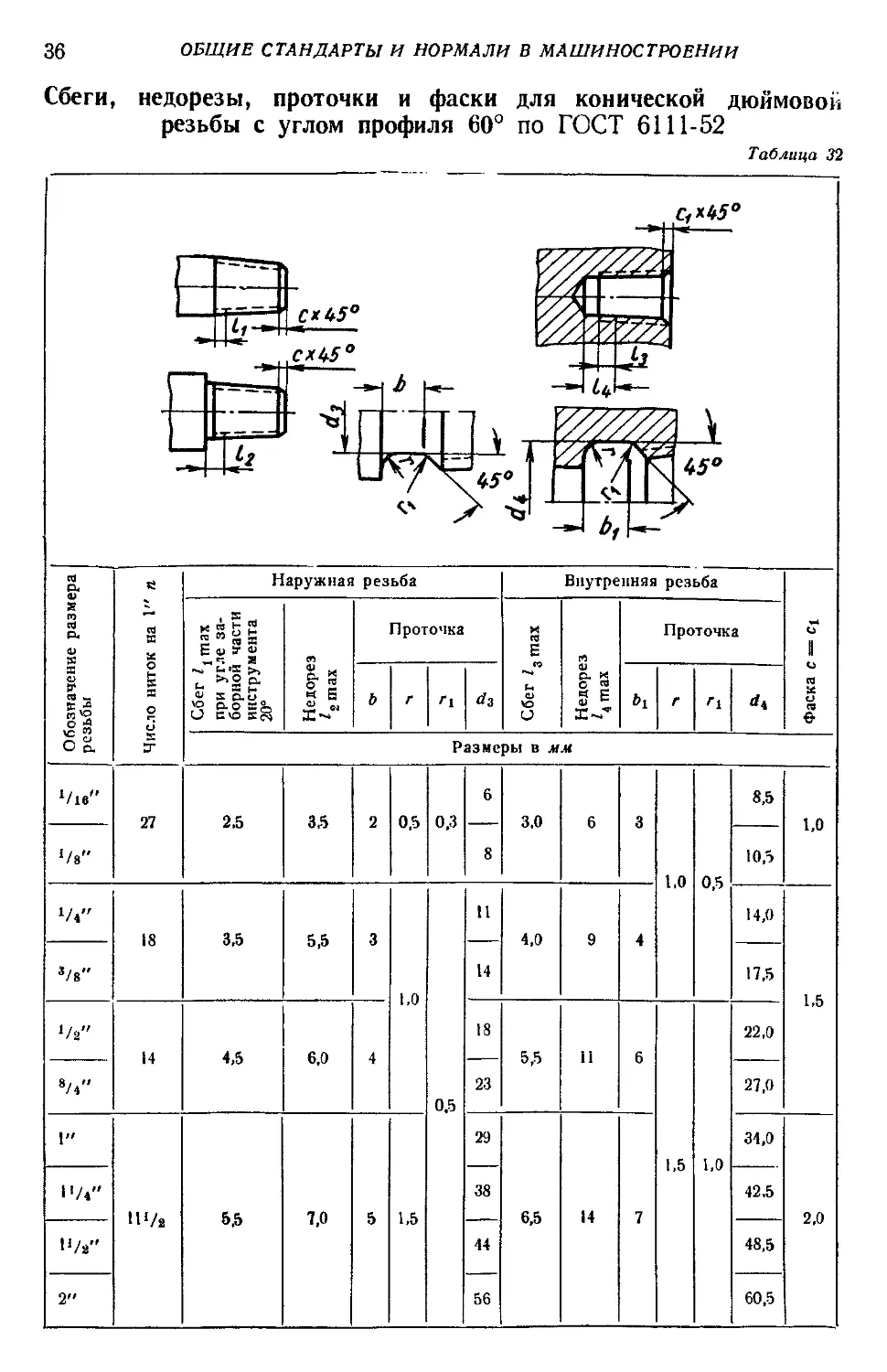
36
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Сбеги, недорезы, проточки и фаски для конической дюймовой
резьбы с углом профиля 60° по ГОСТ 6111-52
Таблица 32
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ 37
Проточки и фаски для наружной и внутренней
трапецеидальной одноходовой резьбы по ГОСТ 9484-60
Таблица 33
Размеры в мм
и. Проточка
резьбы ь Г /j d3 Фаска c — Ci
2 3 1,0 0,5 d - 3,0 d+ 1,0 1,5
3 5 1,5 d — 4,2 2,0
4 6 1,0 d — 5,2 d + 1,1 2.5
5 8 2.0 d — 7,0 d+ 1,6 3,0
6 10 3,0 d — 8,0 3,5
S 12 d — 10,2 d + 1,8 4,5
10 16 d - 12,5 5,5
12 18 d - 14,5 </ + 2,1 6,5
16 25 5,0 2,0 d - 19,5 d + 2,8 9,0
2) d - 24,0 </ + 3,0 11,0
21 30 d - 28,0 </ + 3,5 13,0
32 40 d — 36,5 17,0
40 50 d - 44,5 </ + 4,0 21,0
48 60 d - 52,8 25,0
Примечание. Для многоходовой трапецеидальной резьбы ширина проточки при- нимается равной ширине проточки одноходовой резьбы, шаг которой равен ходу многохо- довой резьбы. Размеры остальных элементов принимать по табл. 33.
Примечания, общие для всех видов резьб:
1. Проточки нормальной ширины и нормальный недорез должны нметь предпочтительное
срименение. Узкие проточки и уменьшенный недорез допускается применять в обоснованных
случаях (когда это, например, необходимо для уменьшения габаритов конструкции).
2. Допуски на диаметр и ширину проточки назначаются исходя из конструктивных требо-
ваний к изготовляемым деталям.
3. При изготовлении гаек допускается применять фаскн cj под углом 60° между образую-
кей и осью конуса.
4. Для крепежных детален одного диаметра с разными шагами резьбы допускается делать
концевую фаску одного размера, принятую по наибольшему шагу резьбы. Под шириной фаски
жсенмается величина, получаемая до выполнения резьбы.
38
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
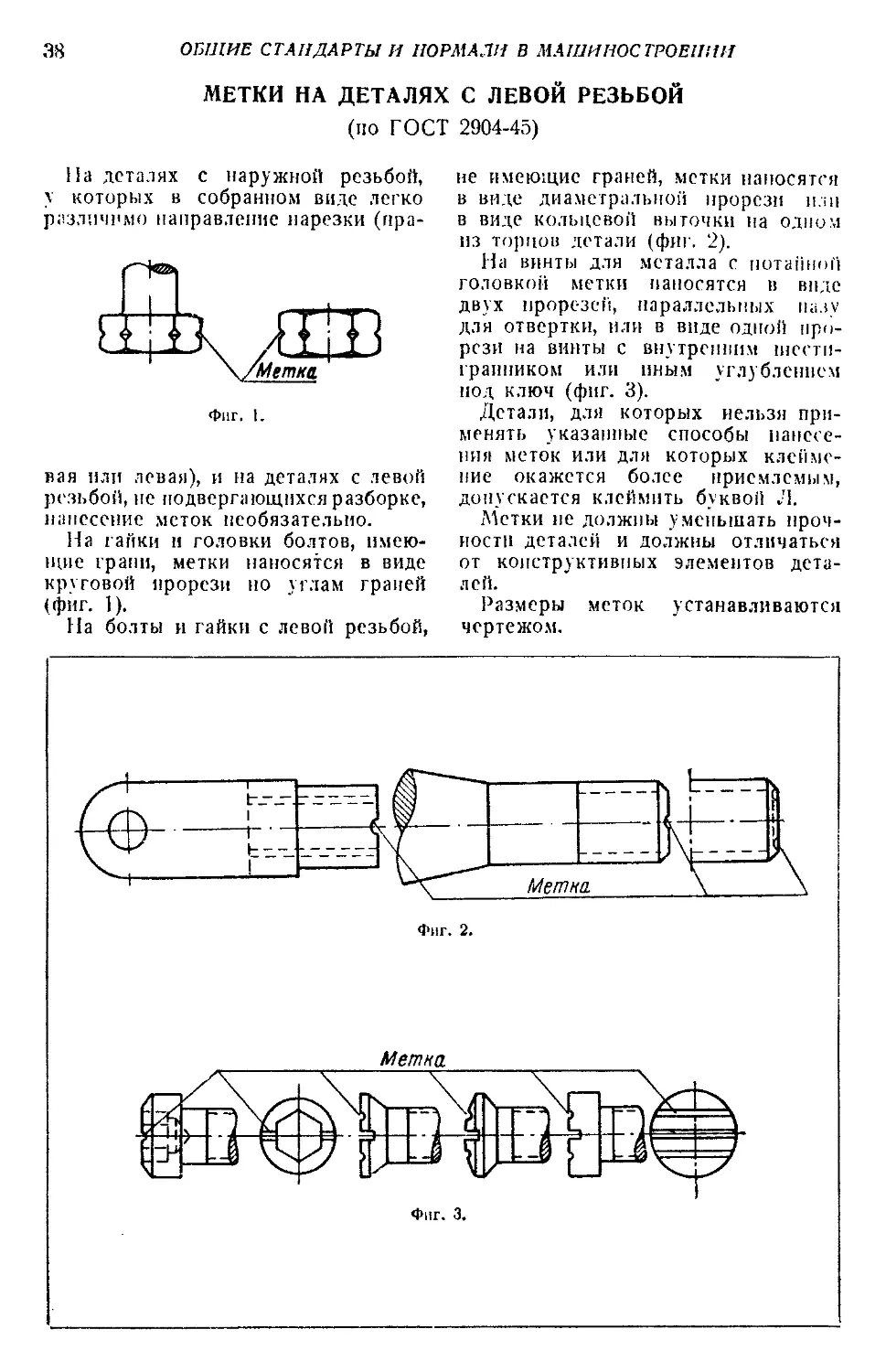
МЕТКИ НА ДЕТАЛЯХ С ЛЕВОЙ РЕЗЬБОЙ
(по ГОСТ 2904-45)
На деталях с наружной резьбой,
у которых в собранном виде легко
различимо направление нарезки (нра-
Фиг. I.
вая пли левая), и на деталях с левой
резьбой, не подвергающихся разборке,
нанесение меток необязательно.
На гайки и головки болтов, имею-
щие грани, метки наносятся в виде
круговой прорези но углам граней
(фиг. 1).
На болты и гайки с левой резьбой,
не имеющие граней, метки наносятся
в виде диаметральной прорези или
в виде кольцевой выточки на одном
нз торцов детали (фиг. 2).
На винты для металла с потайной
головкой метки наносятся в виде
двух прорезей, параллельных пазу
для отвертки, или в виде одной про-
рези на винты с внутренним шести-
гранником или иным углублением
под ключ (фиг. 3).
Детали, для которых нельзя при-
менять указанные способы нанесе-
ния меток или для которых клейме-
ние окажется более приемлемым,
допускается клеймить буквой Л.
Метки не должны уменьшать проч-
ности деталей и должны отличаться
от конструктивных элементов дета-
лей.
Размеры меток устанавливаются
чертежом.
Метка.
Фиг. 3.
МЕСТА ПОД ГОЛОВКИ СТАНДАРТНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ 39
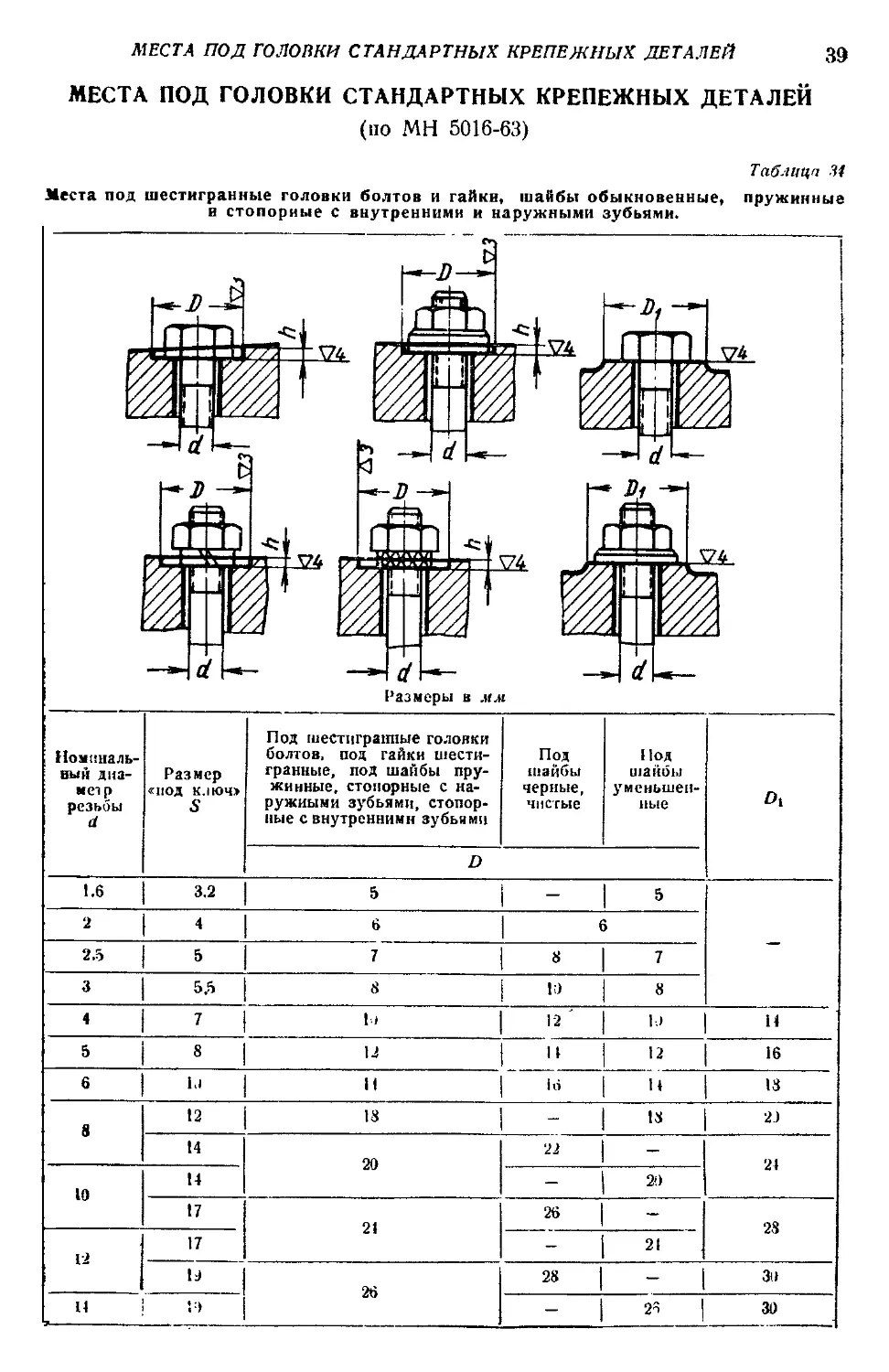
МЕСТА ПОД ГОЛОВКИ СТАНДАРТНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ
(по МН 5016-63)
Таблица 34
Места под шестигранные головки болтов и гайки, шайбы обыкновенные, пружинные
и стопорные с внутренними и наружными зубьями.
d h— -Н d
Размеры в мм
Номиналь- ный диа- метр резьбы d Размер «под ключ» S Под шестигранные головки болтов, под гайки шести- гранные, под шайбы пру- жинные, стопорные с на- ружными зубьями, стопор- ные с внутренними зубьями Под шайбы черные, чистые Под шайбы уменьшен- ные Di
D
1.6 3.2 5 5 -
2 4 6 6
2.5 5 7 8 7
3 5.5 8 10 8
4 7 >' 12' 1.1 и
5 8 12 11 12 16
6 id 16 14 18
8 12 18 18 24
14 20 22 - 24
10 14 20
17 21 26 - 28
Г2 17 21
и 26 28 | - 30
14 10 23 1 30
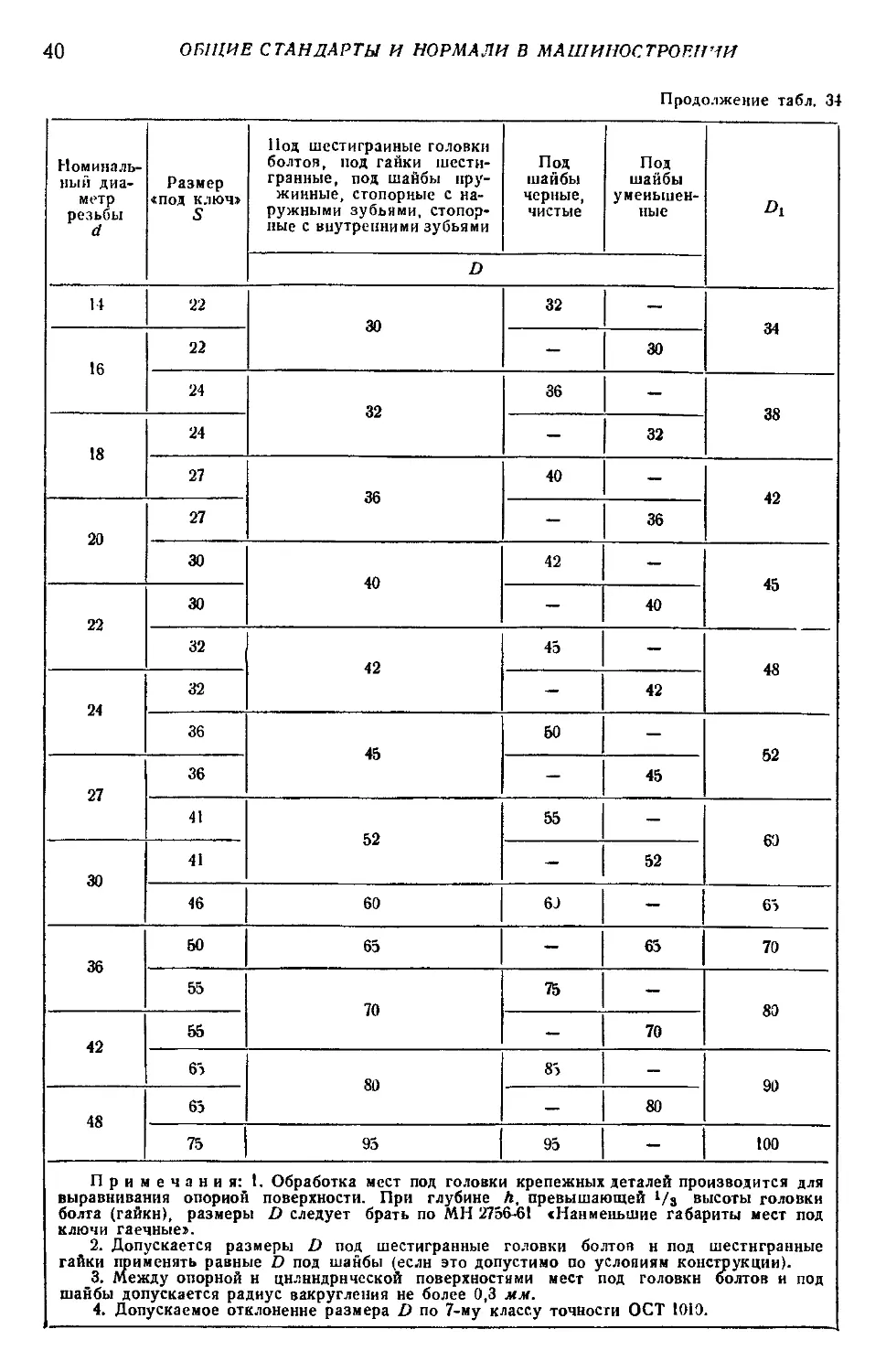
40
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 34
Номиналь- ный диа- метр резьбы d Размер «под ключ» S Нод шестигранные головки болтов, под ганки шести- гранные, под шайбы пру- жинные, стопорные с на- ружными зубьями, стопор- ные с внутренними зубьями Под шайбы черные, чистые Под шайбы уменьшен- ные Di
D
14 22 30 32 34
16 22 - 30
24 32 36 - 38
18 24 - 32
27 36 40 - 42
20 27 - 36
30 40 42 - 45
22 30 — 40
32 42 45 - 48
24 32 - 42
36 45 50 — 52
27 36 - 45
41 52 55 - 60
30 41 - 52
46 60 60 - 65
36 60 65 - 65 70
55 70 75 - 80
42 55 — 70
65 80 85 — 90
48 65 — 80
75 95 95 — 100
Примечания: 1. Обработка мест под головки крепежных деталей производится для выравнивания опорной поверхности. При глубине Л, превышающей Мз высоты головки болта (гайкн). размеры D следует брать по МН 2756-61 «Наименьшие габариты мест под ключи гаечные». 2. Допускается размеры D под шестигранные головки болтов н под шестигранные гайки применять равные D под шайбы (если это допустимо по услояиям конструкции). 3. Между опорной н цилиндрической поверхностями мест под головкн болтов и под шайбы допускается радиус вакругления не более 0,3 мм. 4. Допускаемое отклонение размера D по 7-му классу точности ОСТ 1010.
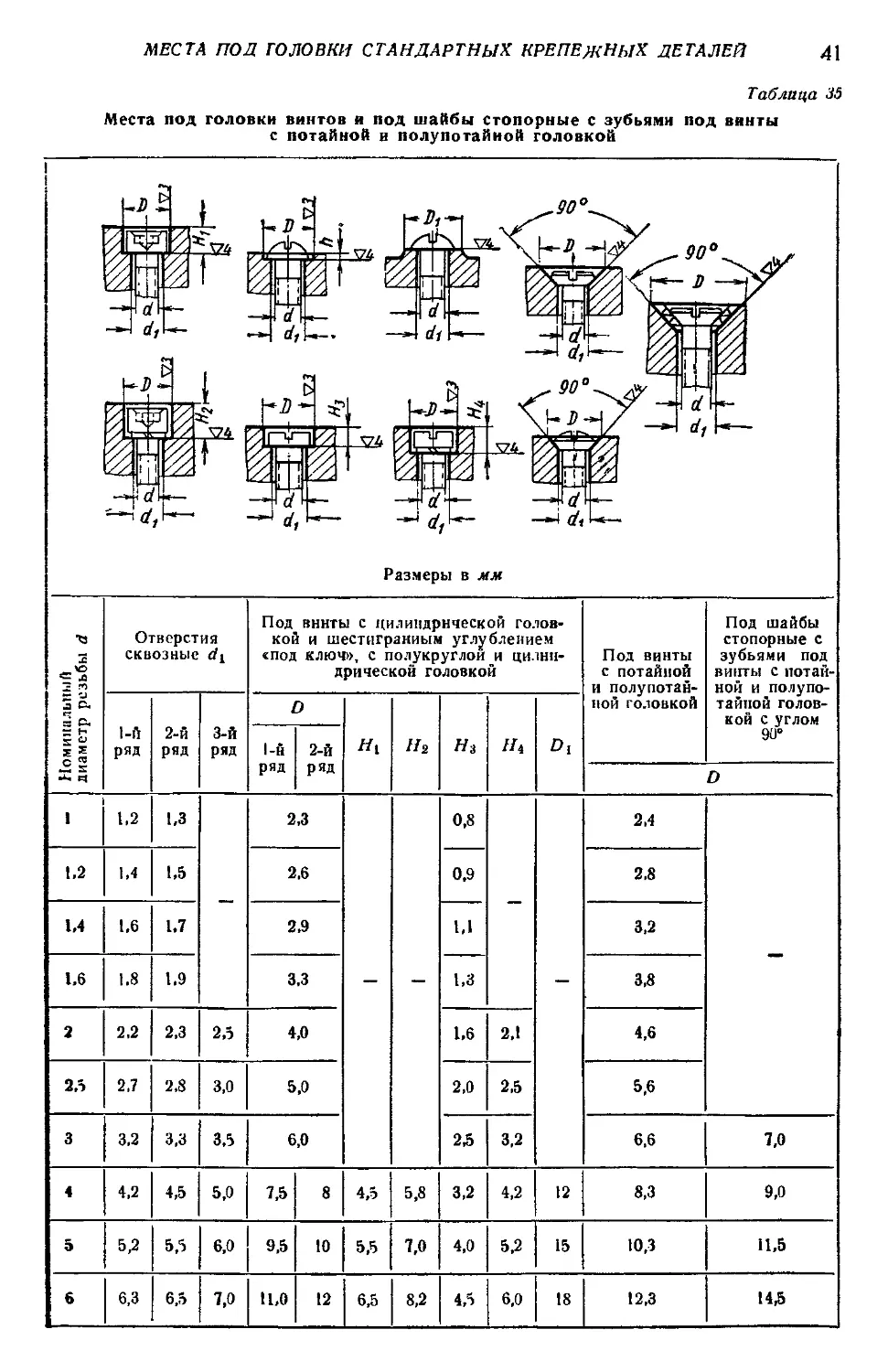
МЕСТА ПОД ГОЛОВКИ СТАНДАРТНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ
41
Таблица 35
Места под головки винтов и под шайбы стопорные с зубьями под винты
с потайной и полупотайиой головкой
Размеры в мм
Номинальный диаметр резьбы d Отверстия сквозные d± Под винты с цилиндрической голов- кой и шестигранным углублением «под ключ», с полукруглой и цилин- дрической головкой Под винты с потайной и полупотан- ной головкой Под шайбы стопорные с зубьями под винты с потай- ной и полупо- тайпой голов- кой с углом 90е
1-й ряд 2-й ряд 3-й ряд D Hi н2 н3 Hi Di
1-й ряд 2-й ряд
D
1 1,2 1,3 — 2,3 - - 0,8 — - 2,4 —
1,2 1,4 1,5 2.6 0,9 2,8
1.4 1.6 1.7 2,9 1,1 3,2
1.6 1.8 1.9 3,3 1,3 3,8
2 2,2 2,3 2,5 4,0 1.6 2,1 4,6
2.5 2.7 2.8 3,0 5,0 2,0 2,5 5,6
3 3,2 3,3 3.5 6,0 2,5 3,2 6,6 7,0
4 4,2 4,5 5,0 7,5 8 4,5 5,8 3,2 4,2 12 8,3 9,0
5 5,2 5,5 6,0 9,5 10 5,5 7,0 4,0 5,2 15 10,3 11,5
6 6,3 6,5 7,0 11,0 12 6,5 8,2 4,5 6,0 18 12,3 143
42
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 35
Номинальный диаметр резьбы d Отверстия сквозные di Под винты с цилиндрической голов- кой п шестигранным углублением «под ключ», с полукруглой и цилин- дрической головкой Под винты с потайной и полупотай- ной головкой Под шайбы стопорные с зубьями иод винты с потай- ной и полупо- тапнон голов- кой с углом 90°
1-н ряд 2-й ряд 3-й ряд D Hi н2 Hs Ht O1
1-Н ряд 2-й ряд
D
8 8,4 9.0 10,0 11 15 8,5 11,0 5,5 7,5 20 16,5 18,5
10 10,5 11,0 12,0 17 18 It 13.5 7,0 9.0 24 20,0 22.0
12 12,5 13,0 11,0 19 20 13 16,0 8.0 11.0 26 24,0 26,0
14 14,5 15,0 17,0 22 24 15 18,2 9,0 12,0 30 28,0 —
46 16,5 17,0 19,0 26 28 17 20,5 10.0 13,5 34 31,0
18 18,5 19.0 21.0 28 30 19 23,0 11,0 15,0 36 35,0
20 21,0 22.0 21.0 32 34 21 26,0 12,0 16,5 40 39.0
22 23,0 24,0 26,0 36 38 23 28,5 - - - —
24 25,0 26,0 28,0 38 40 25 31,0
27 28,0 29.0 32,0 42 45 28 34,5
30 31,0 32.0 35,0 45 48 31 38,0
36 37,0 38,0 42,0 52 55 37 47,5
42 43.0 44,0 48,0 60 63 43 545
Примечания: 1. Значение D рекомендуется применять: а) по 1-му ряду — при применении сквозных отверстий по 1-му ряду; б) по 2-му ряду — при. применении сквозных отверстий по 2-му и 3-му рядам. 2. Между опорной и цилиндрической поверхностями мест под головки винтов допу- скается радиус закругления не более 0.3 мм. 3. Размеры Н$ и Н± даны для нормальных и легких пружинных шайб по ГОСТ 6402-61. 4. Допускаемые отклонения размеров D, Hi, Н$, Н$ й Нц — но 7-му классу точности ОСТ 1010.
МЕСТА ПОД ГОЛОВКИ СТАНДАРТНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ
43
Таблица 36
Места под головки заклепок
Л—I .и/
Ж
Разм еры в мм
Диаметр стержня б Под ваклепкн с потайной головкой Под заклепки с полупотайной головкой
а в град D а в град D
1 90 1,7 — —
1,2 2,1
1,4 2,5
1.6 2,7
2 3.6 120 6,1)
2.5 4,2 7,0
3 4,8 8,0
3,5 5,6 9,5
4 6,4 10,5
5 8,2 13,0
6 9.7 90 11,0
8 13,3 15,0
10 75 16,4 75 16,0
12 19.4 20,0
14 23,0 23,0
16 60 23,0 60 23,0
18 26,0 26,0
20 29,0 29,0
22 32.0 32,0
24 35,0 35,0
27 45 36,0 45
30 40,0 40,0
36 48,0 48,0
Допускаемое отклонение размера О — по 7-му классу точности ОСТ 1010.
44
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
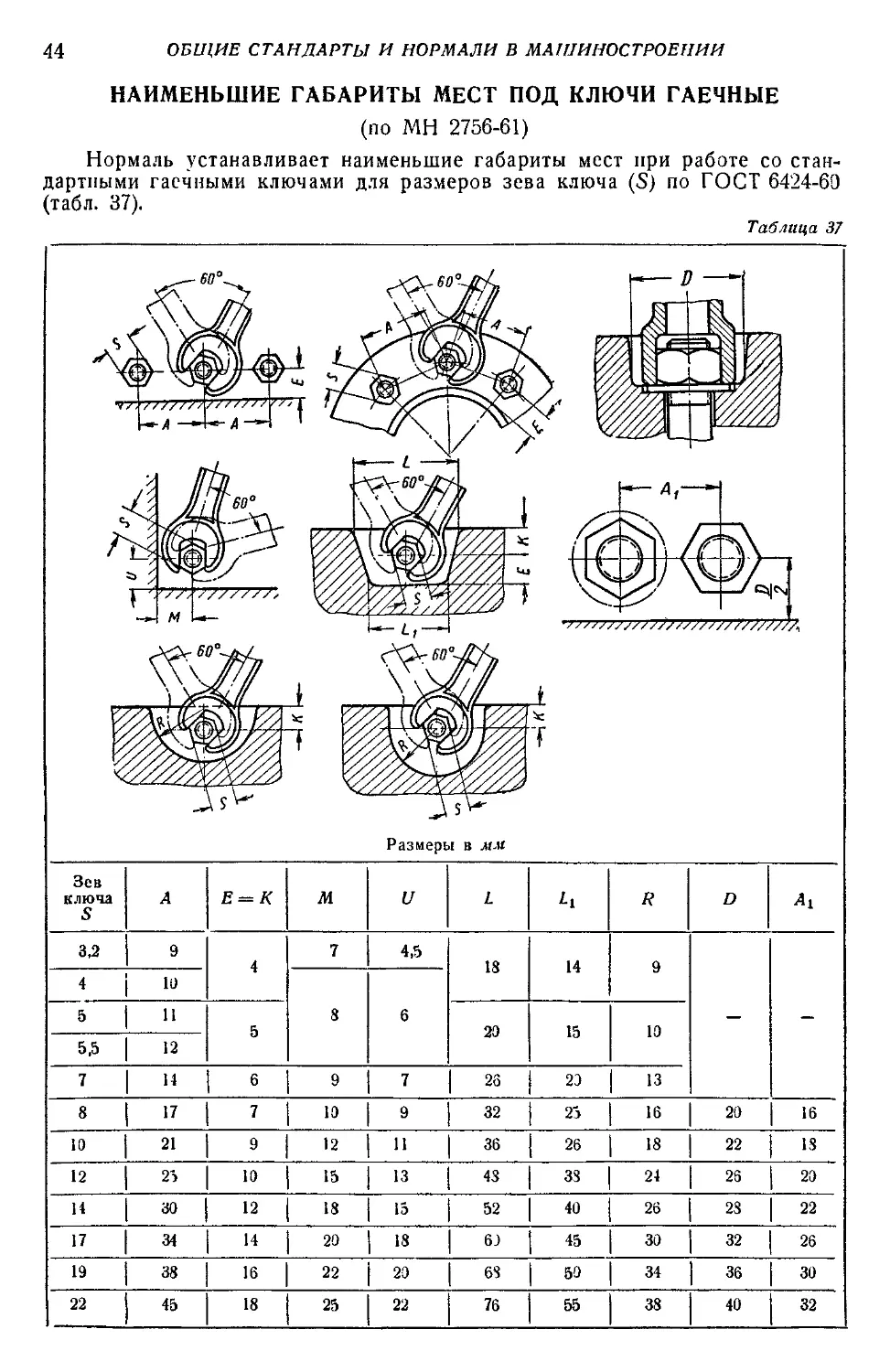
НАИМЕНЬШИЕ ГАБАРИТЫ МЕСТ ПОД КЛЮЧИ ГАЕЧНЫЕ
(по МН 2756-61)
Нормаль устанавливает наименьшие габариты мест при работе со стан-
дартными гаечными ключами для размеров зева ключа (S) по ГОСТ 6424-60
(табл. 37).
Таблица 37
Размеры в мм
Зев ключа 5 А Е = К м и L 71 7? D Д1
3,2 9 4 7 4,5 18 14 9 — -
4 10 8 6
5 11 5 20 15 10
5,5 12
7 14 6 9 7 26 20 13
8 17 7 10 9 32 25 16 20 16
19 21 9 12 11 36 26 18 22 18
12 25 10 15 13 43 33 24 26 20
И 30 12 18 15 52 40 26 28 22
17 34 14 20 18 60 45 30 32 26
19 38 16 22 20 68 50 34 36 30
22 45 '• 25 22 76 55 38 40 32
НАИМЕНЬШИЕ ГАБАРИТЫ МЕСТ ПОД КЛЮЧИ ГАЕЧНЫЕ
45
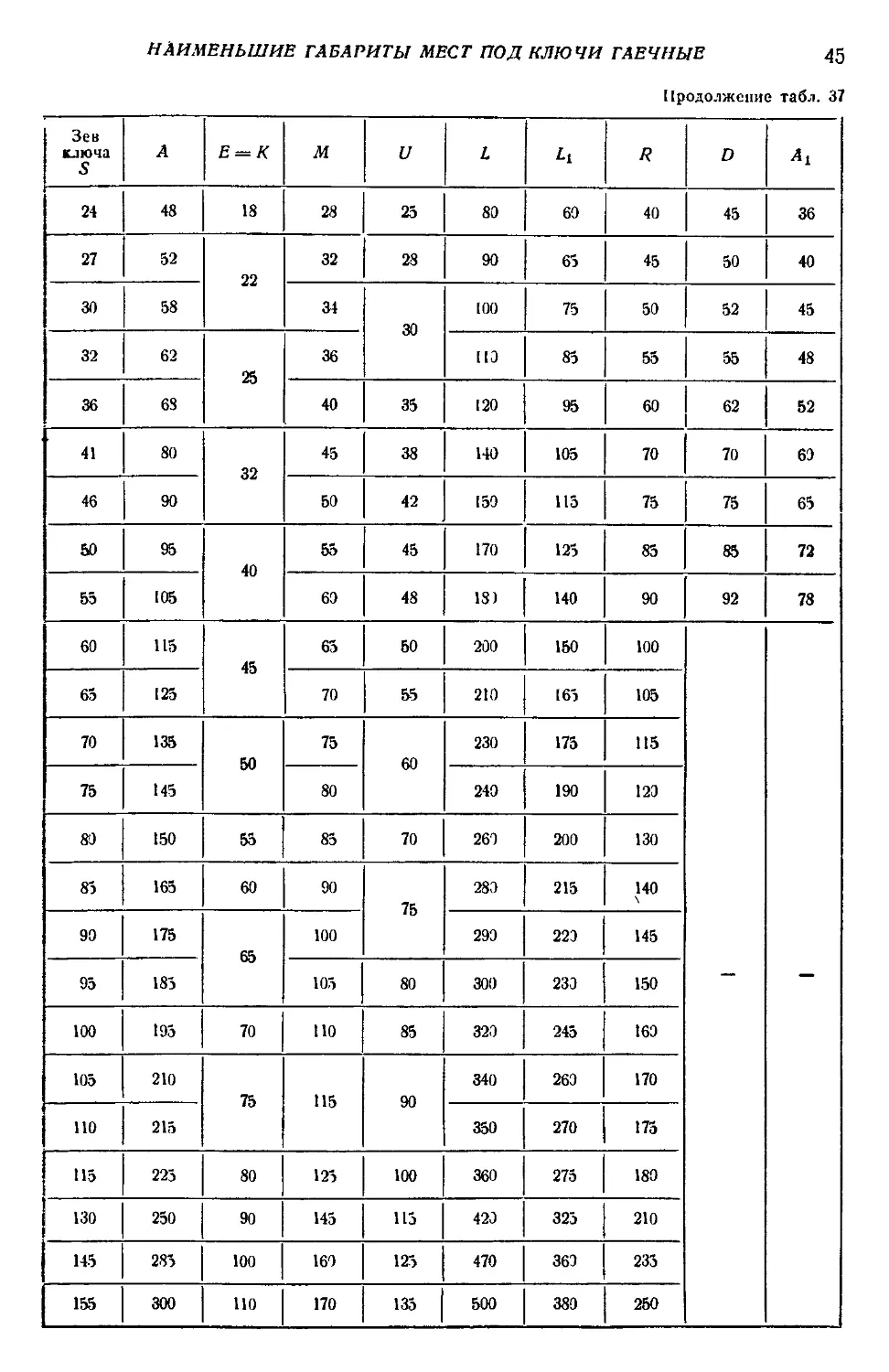
Продолжение табл. 37
Зев ключа S А Е = К М и L il R D
24 48 18 28 25 80 69 40 45 36
27 52 22 32 28 90 65 45 50 40
30 58 34 30 [00 75 50 52 45
32 62 25 36 ПО 85 55 55 48
36 68 40 35 [20 95 60 62 52
41 80 32 45 38 140 105 70 70 63
46 90 50 42 [59 115 75 75 65
50 95 40 55 45 170 125 85 85 72
55 105 69 48 18) 140 90 92 78
60 115 45 65 50 200 150 100 — —
65 125 70 55 210 165 105
70 135 50 75 60 230 175 115
75 145 80 240 190 123
80 150 55 85 70 269 200 130
85 165 60 90 75 280 215 140
90 175 65 100 290 220 145
95 185 105 80 300 230 150
100 195 70 110 85 320 245 163
105 210 75 115 90 340 263 170
110 215 350 270 175
115 225 80 125 100 360 275 180
130 250 90 145 115 420 325 210
145 285 100 169 125 470 360 235
155 300 110 170 135 500 380 250
46
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
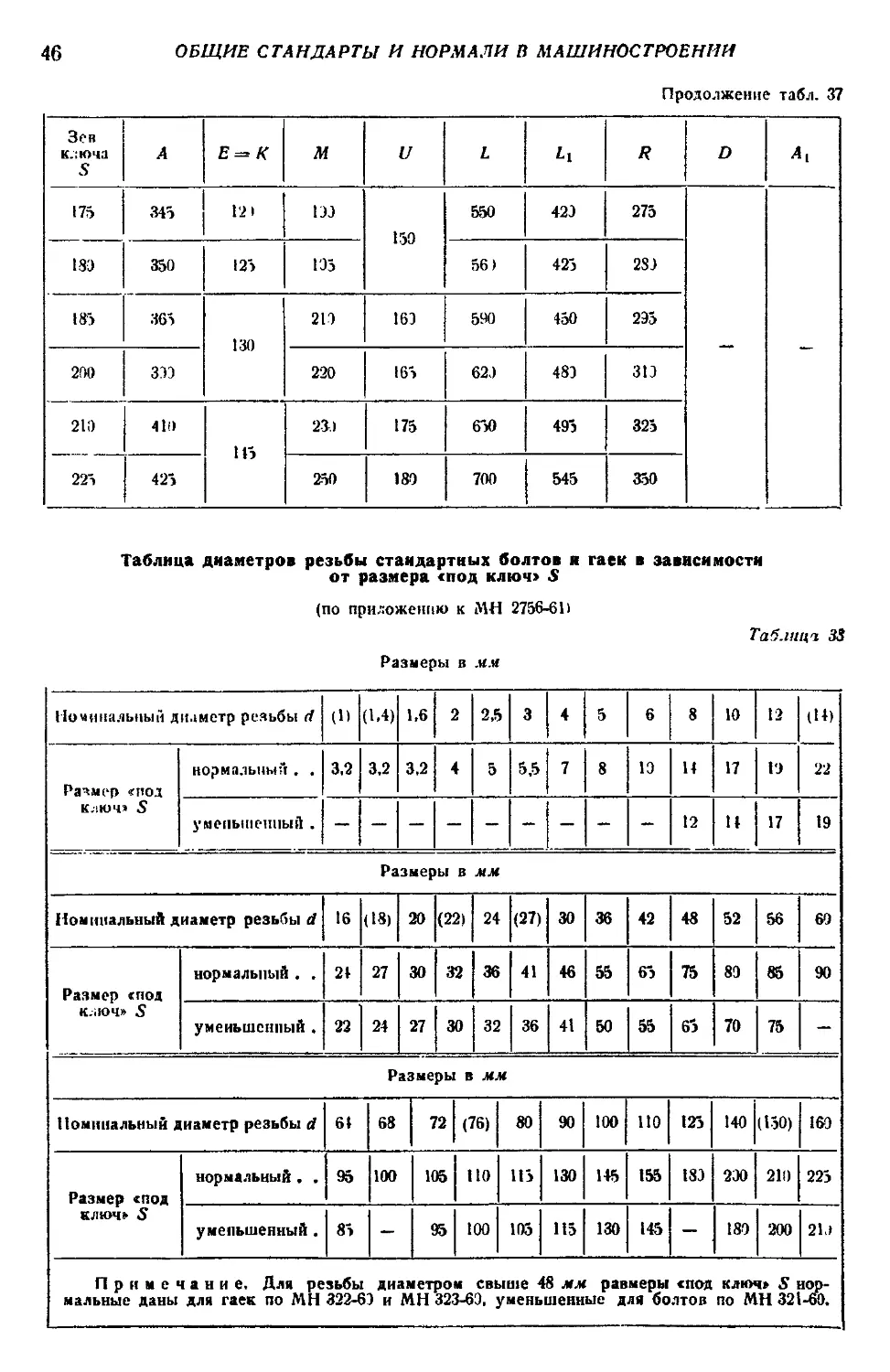
Продолжение табл. 37
Зев ключа 5 А Е = К М и L м R D -4.
175 345 12 1 133 150 550 423 275 — -
183 350 125 135 56) 425 283
185 365 130 213 163 590 450 295
200 ззэ 220 165 620 483 313
213 410 115 233 175 650 495 325
22т 425 250 180 700 545 350
Таблица диаметров резьбы стандартных болтов и гаек в зависимости
от размера <под ключ. 5
(по приложению к МН 2756-611
Таблица 33
Размеры в мм
Поминальный диаметр резьбы d (1) (1Л) 1.6 2 2,5 3 4 5 6 8 10 12 (И)
Размер свод ключ» 5 нормальный . . 3,2 3,2 3,2 4 5 5.5 7 8 13 14 17 13 22
уменьшенный . - 12 11 17 19
Размеры в мм
Номинальный диаметр резьбы d 16 (18) 20 (22) 24 (27) 30 36 42 48 52 56 60
Размер «под ключ» 5 нормальный . . 21 27 30 32 36 41 46 55 65 75 89 85 90
уменьшенный . 22 24 27 30 32 36 41 50 55 65 70 75 -
Размеры в мм
Поминальный диаметр резьбы d 61 68 72 (76) 80 90 100 ПО 125 140 (150) 163
Размер «под ключ» 5 нормальный • . 95 100 105 НО 115 130 145 155 183 230 210 225
уменьшенный . 85 - 95 100 105 115 130 145 — 180 200 21.)
Примечание. Для резьбы диаметром свыше 48 мм размеры «под ключ» S нор- мальные даны для гаек по МН 322-65 и МН 323-60, уменьшенные для болтов по МН 321-60.
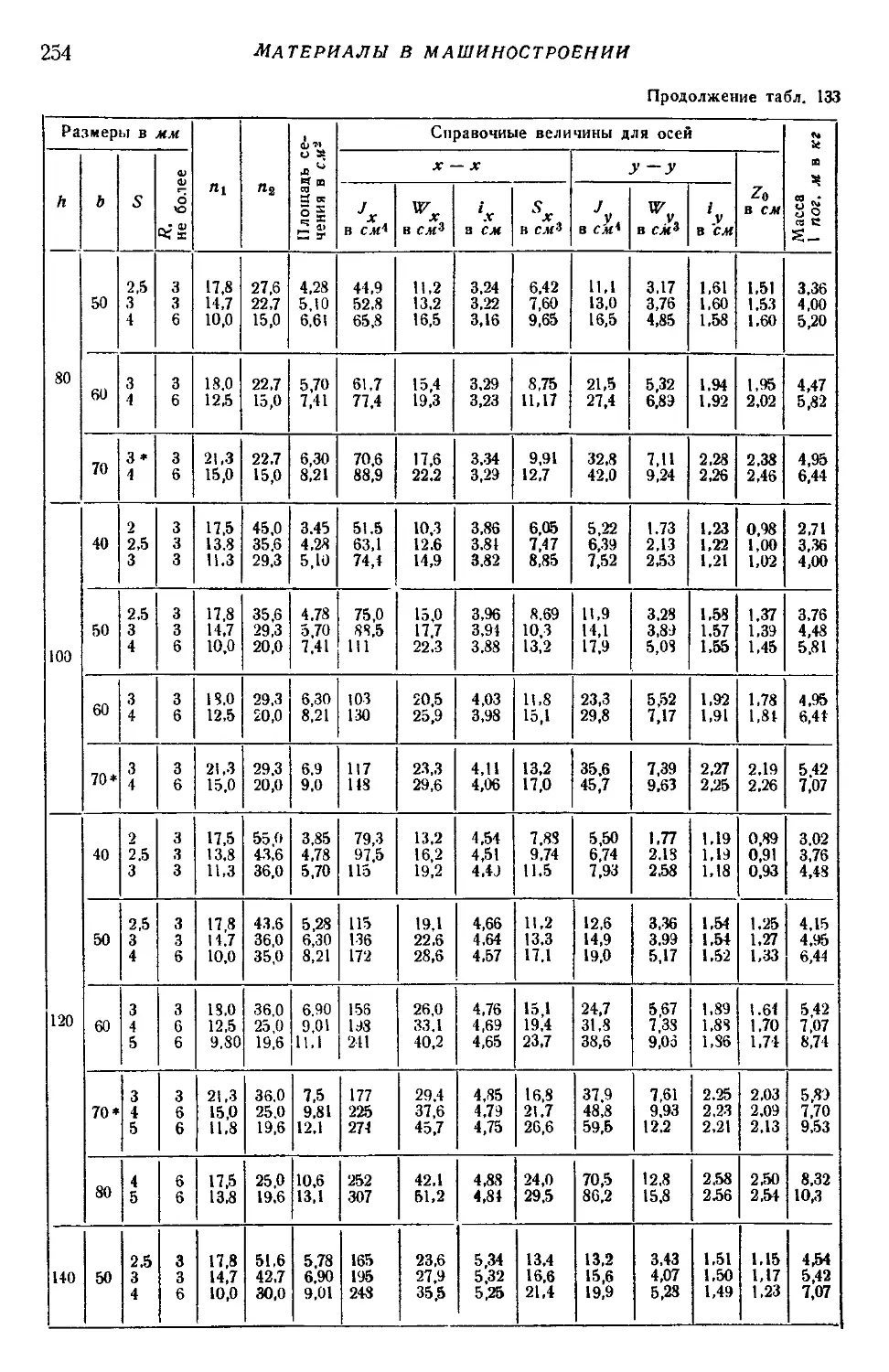
ПРОФИЛЬ ДЕТАЛЕЙ, ПРИМЫКАЮЩИХ К ПРОКАТНЫМ ПРОФИЛЯМ 47
ПРОФИЛЬ ДЕТАЛЕЙ, ПРИМЫКАЮЩИХ К ПРОКАТНЫМ
ПРОФИЛЯМ В СВАРНЫХ КОНСТРУКЦИЯХ
(по МН 1385-60)
Нормаль распространяется па сталь прокатную: угловую равнобокую по
ГОСТ 8509-57; угловую неравнобокую по ГОСТ 8510-57; балки двутав-
ровые по ГОСТ 8239-56; швеллеры по ГОСТ 8240-56 (см. табл. 39—42)
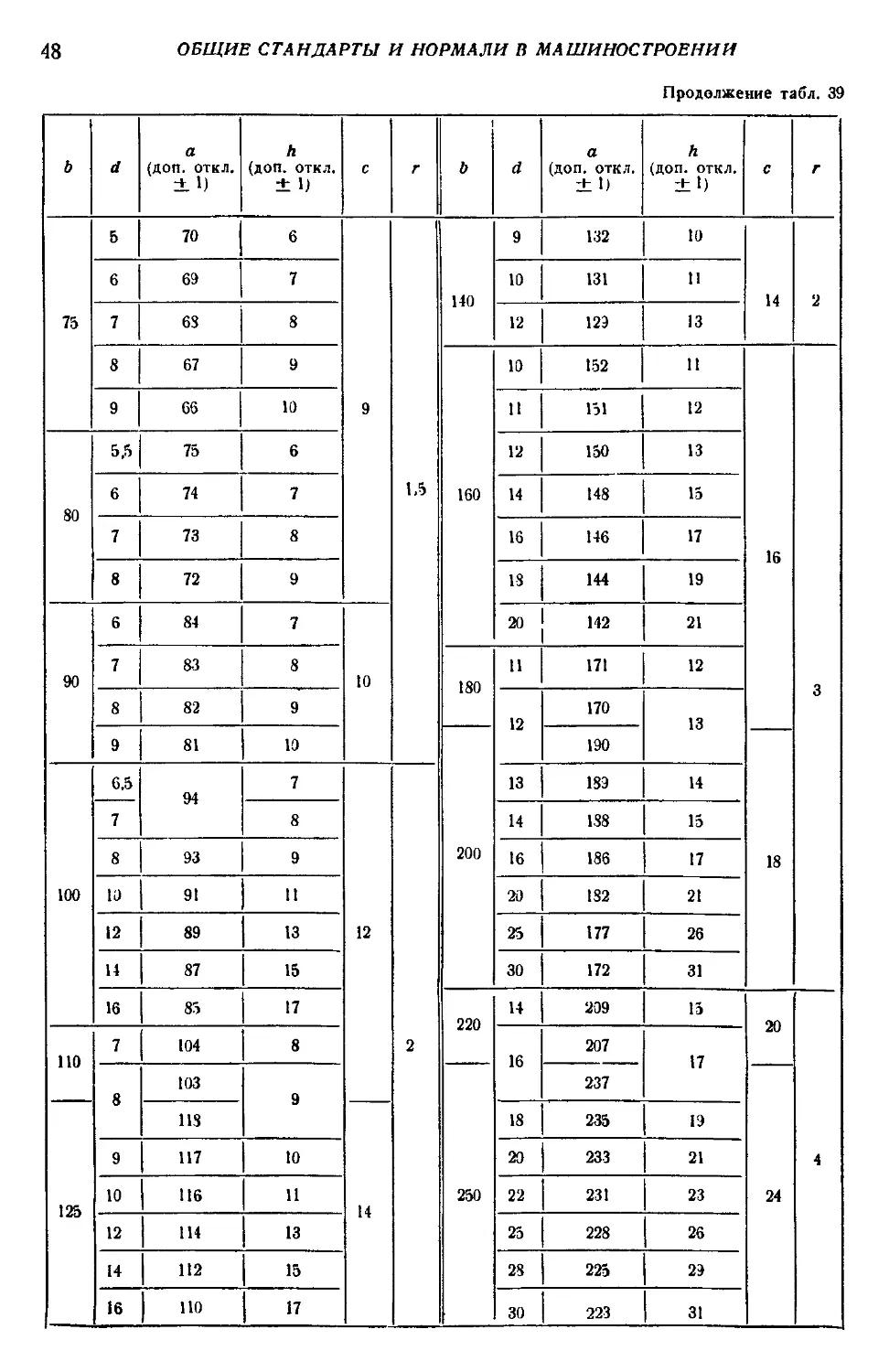
Таблица 39
Ь--------»-1 e = d+i
Размеры а мм
ь а а (АОП. ОТКЛ. ± ь ft (доп. откл. ± 1) С г ь d а (ДОП. откл. ± V h (ДОЛ. откл. ±1) с Г
20 3 17 4 3 1 50 3 47 4 5 1
4 16 5 4 46 5
25 3 22 4 5 45 6
4 21 5 56 3.5 53 4 6
28 3 25 4 4 4 52 5
32 29 5 51 6
4 28 5 63 4 59 5 7
36 3 33 4 5 58 6
4 32 5 6 57 7
40 3 37 4 5 70 4,5 66 5 8 1.5
4 36 5 5 65 6
45 3 42 4 6 64 7
4 41 5 7 63 8
5 40 6 8 62 9
48
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 39
ь d а (доп. откл. ± 1) h (доп. откл. ± 1) С Г ь а а (доп. откл. ± 1) h (доп. откл. ±1) с Г
75 5 70 6 9 1,5 140 9 132 10 14 2
6 69 7 10 131 11
7 63 8 12 129 13
8 67 9 160 10 152 11 16 18 3
9 66 10 11 151 12
80 5,5 75 6 12 150 13
6 74 7 14 148 15
7 73 8 16 146 17
8 72 9 18 144 19
90 6 84 7 10 20 142 21
7 83 8 180 11 171 12
8 82 9 12 170 13
9 81 10 200 190
100 6.5 94 7 12 2 13 189 14
7 8 14 188 15
8 93 9 16 186 17
10 91 11 20 182 21
12 89 13 25 177 26
14 87 15 30 172 31
16 85 17 220 14 209 15 20 4
по 7 104 8 16 207 17
8 103 9 250 237 24
125 118 14 18 235 19
9 117 10 20 233 21
10 116 и 22 231 23
12 114 13 25 228 26
14 112 15 28 225 29
16 110 17 30 223 31
ПРОФИЛЬ ДЕТАЛЕЙ, ПРИМЫКАЮЩИХ К ПРОКАТНЫМ ПРОФИЛЯМ
49
Таблица 40
Исполнение 1
d
Размеры в мм
в Ь d Испол- нение 1 Испол- нение II h (доп. откл. + 1) С Г в Ь d Испол- нение 1 Испол- нение 11 й (доп. откл. ± 1) с Г
а (доп. откл. +1) rtt (доп. откл. + 1) а (доп. откл. +1) at (доп. откл. +1)
25 16 3 13 22 4 3 1 56 36 3,5 33 53 4 6 1
32 20 17 29 4 4 32 52 5
4 16 28 5 5 31 51 6
40 25 3 22 37 4 5 63 40 4 36 59 5 7
4 21 36 5 5 35 58 6
45 28 3 25 42 4 6 34 57 7
4 24 41 5 8 32 55 9
50 32 3 29 47 4 70 45 4,5 41 66 5 8 1.5
4 28 46 5 5 40 65 6
50
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 40
В b а Испол- нение 1 Испол- нение 11 h (доп. ОТКЛ. 4- 1) с Г В Ь а Испол- нение 1 Испол- нение 11 h (ДОП. ОТКЛ. -4- 1) С Г
а (доп. откл. 4.1) «1 (ДОП. ОТКЛ. 411) i а (доп. ' откл. 4.1) «1 (доп. откл. +1)
75 50 5 45 70 6 9 1,5 125 80 12 69 114 13 14 2
6 44 69 7 140 90 8 83 133 9
8 42 67 9 10 81 131 11
80 50 5 45 75 6 160 100 9 92 152 10 16 3
6 44 73 7 10 91 151 и
90 56 5,5 51 85 6 10 12 89 149 13
6 50 84 7 14 87 147 15
8 48 82 9 180 110 10 103 173 11
100 63 6 58 95 7 12 2 12 101 171 13
7 57 94 8 200 125 11 117 192 12 18
8 56 93 9 12 116 191 13
10 54 91 11 14 114 189 15
ПО 70 6,5 64 104 7 16 112 187 17
7 8 250 160 12 151 241 13 24 4
8 63 103 9
16 147 237 17
125 80 7 74 119 8 14
18 145 235 19
8 73 118 9
20 143 233 21
10 71 116 11
ПРОФИЛЬ ЛЕГАЛЕН. ПРИМЫКАЮЩИХ К ПРОКАТНЫМ ПРОФИЛЯМ
51
Таб пца 41
е ' ^1 Тип а / Тип Ц ГМ
1 О 1 t и 1 /2^1 : у* LlL
IU. 'I Размеры в мм
№ про- филя а (ДОП. откл. ± 1) е г Tun 1 Гни II
Л (ДОП. откл. -1) (ДО;!, откл. + 0,5* / (доп. откл. -1) с 11 (ДОИ. откл. ±2) Ла (доп. OTKJ. ±11
10 25 4,0 1.5 87 6.5 «2 4 70 15
12 30 107 1II 88 16
14 34 127 120 196 17
16 33 2,0 147 139 5 12S 17.5
в 43 167 158 112 Г)
Ид 47 157
20 4,5 186 7,0 176 6 161 20
20а 52 175
22 206 195 178 21
22а 57 134
24 55 225 7,5 213 106 22
24а 60 212
27 5.0 2.5 255 242 224 23
27а 64 254 8,0 240 222 24
39 5.5 285 7.5 271 7 250 25
1 30а 60 284 8.0 270 248 26
! аз 66 312 9.0 218 276 27
36 68 6.0 3.0 340 ю.о 326 8 302 29
40 73 38* 364 338 31
45 75 6.5 3.5 427 11,5 411 10 384 33
50 80 7,0 476 12,0 459 12 43i> 35
& 85 524 13.0 506 475 37.5
6) 90 7.5 4,0 572 11.0 553 14 518 41
65 94 8.0 6П 15,5 600 16 561 45
70 90 8.5 5.0 667 16.5 647 18 604 48
70а 98 9.5 660 20,0 641 598 51
706 96 11,0 652 24,0 633 588 56
52
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
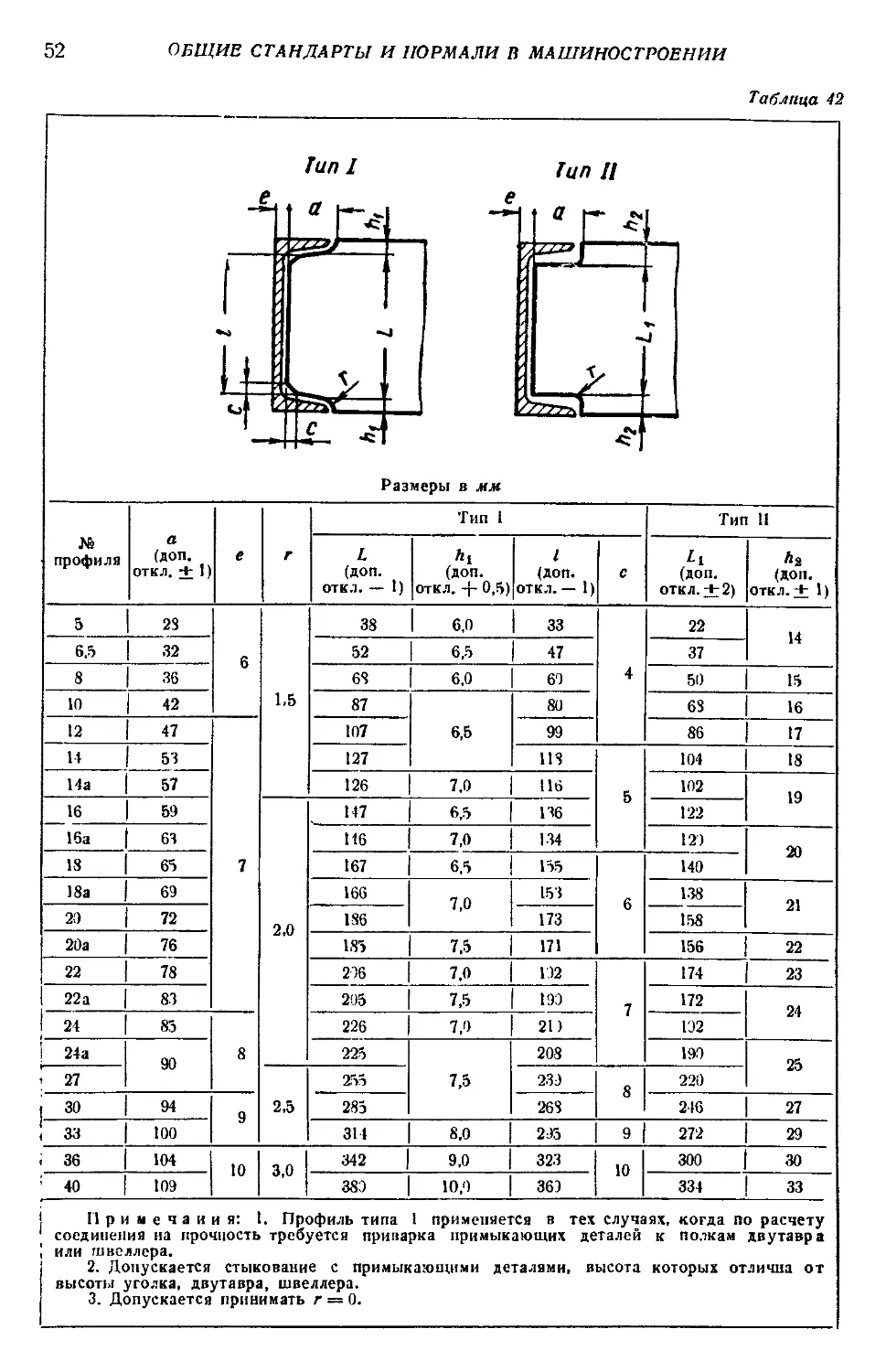
Таблица 42
Размеры в мм
№ профиля а (доп. откл. + 1] е г Тип 1 Тип 11
L (доп. откл. — 1) Л1 (доп. откл. + 0,5) / (доп. откл. — 1) с 71 (доп. откл.+ 2) (доп. откл.+ 1)
5 23 6 1,5 38 6,0 33 4 22 14
6.5 32 52 6,5 47 37
8 36 68 6,0 69 50 15
10 42 87 6,5 80 63 16
12 47 7 107 99 86 17
14 53 127 118 5 104 18
14а 57 126 7,0 116 102 19
16 59 2,0 147 6,5 136 122
16а 63 116 7,0 134 12) 20
18 65 167 6.5 155 6 140
18а 69 166 7,0 153 138 21
20 72 186 173 158
20а 76 185 7,5 171 156 22
22 78 236 7,0 1)2 7 174 23
22а 83 295 7,5 199 172 24
24 85 8 226 7,0 21) 102
24а 90 225 7,5 208 190 25
27 2,5 255 239 8 220
30 94 9 285 268 246 27
зз 100 314 8.0 205 9 272 29
36 104 10 3,0 342 9,0 323 10 300 30
40 109 389 10,0 369 334 33
| Примечания: 1. Профиль типа 1 применяется в тех случаях, когда по расчету
1 соединения на прочность требуется приварка примыкающих деталей к полкам двутавра
I или швеллера.
2. Допускается стыкование с примыкающими деталями, высота которых отлична от
высоты уголка, двутавра, швеллера.
3. Допускается принимать г = 0.
ФОРМА РЕ ВЕР ЖЕСТКОСТИ В ПРОКАТНЫХ ПРОФИЛЯХ
53
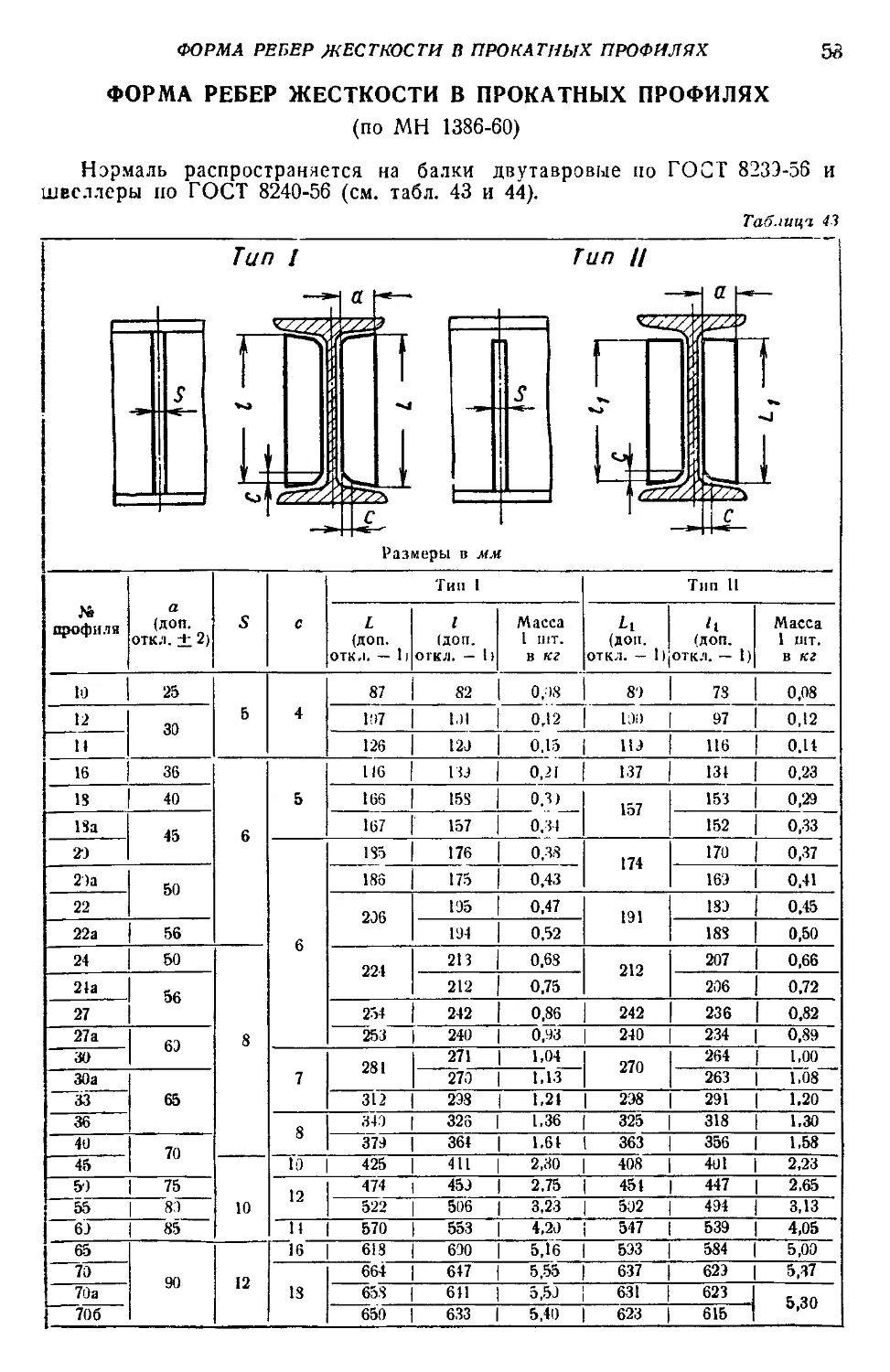
ФОРМА РЕБЕР ЖЕСТКОСТИ В ПРОКАТНЫХ ПРОФИЛЯХ
(по МН 1386-60)
Нормаль распространяется на балки двутавровые по ГОСТ 823Э-56 и
швеллеры по ГОСТ 8240-56 (см. табл. 43 и 44).
Таблица 43
Тип I
Тип //
Размеры в мм
S
№ профиля а (доп. откл. I; 2) S с Тип 1 Тип II
L (доп. ОТКЛ. — 1) Z (ДОП. ОТКЛ. — 11 Масса 1 ШТ. в кг ii (доп. ОТКЛ. — 1) И (доп. откл. — 1) Масса 1 шт. в кг
10 25 5 4 87 82 0,08 8'1 78 0,08
12 30 107 1,)| 0Д2 199 97 | 0,12
11 126 120 0.15 по 116 | 0.14
16 36 6 5 116 139 0,21 137 131 0,23
18 40 166 153 0.3) 157 153 | 0,29
13а 45 167 157 0,31 152 | 0,33
29 6 135 176 0.38 174 170 | 0,37
2)а 50 186 175 0,43 169 | 0,41
22 206 195 0,47 191 189 | 0,45
22а 56 194 0,52 188 | 0,50
24 50 8 224 213 0,68 212 207 | 0,66
21а 56 212 0,75 206 | 0,72
27 254 242 0,86 242 236 | 0,82
27а 60 253 240 | 0,93 240 234 | 0,89
30 7 281 271 | 1,04 270 264 | 1,00
30а 65 270 | 1,13 263 | 1,08
33 312 238 | 1,21 208 | 291 | 1,20
36 8 340 326 1,36 325 | 318 | 1,30
40 70 370 364 | 1,61 363 | 356 | 1,58
45 10 10 425 411 | 2,30 408 | 401 | 2,23
50 75 12 474 450 | 2.75 451 | 447 | 2,65
55 80 522 | 506 | 3,23 502 | 494 | 3,13
69 85 11 570 | 553 | 4,20 547 | 539 | 4,05
65 90 12 16 618 | 600 | 5,16 533 | 584 | 5,00
70 13 664 | 647 | 5,55 637 | 623 | 5,37
70а 65.3 | 611 | 5,50 631 | 623 5,30
706 650 | 633 | 5,40 623 | 615
54
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ П МАШИНОСТРОЕНИИ
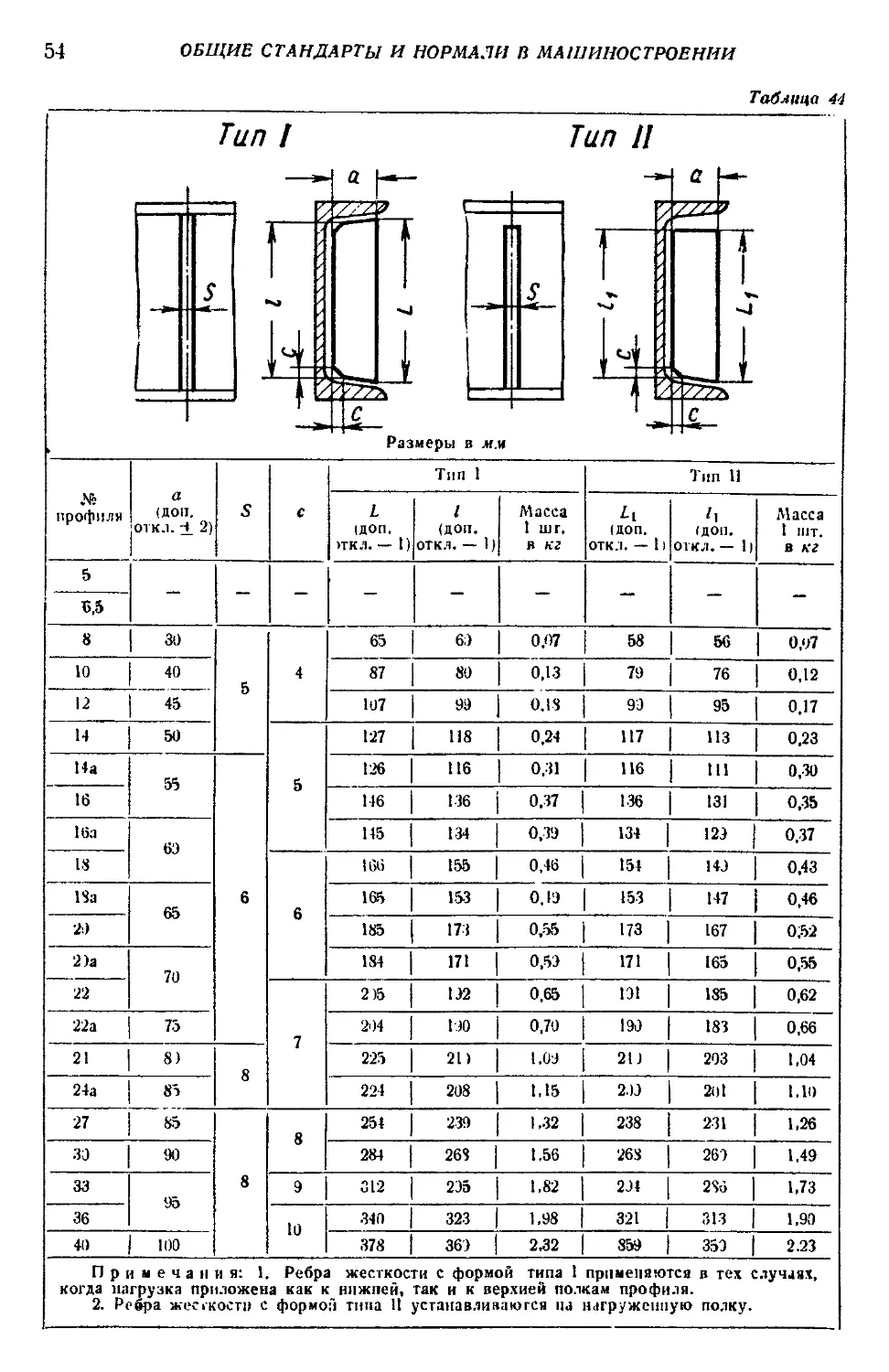
Таблица 44
Тип / Тип II
с с
Размеры в лги
№ профиля а (ДОП. откл. i 2) S С Тип 1 Тип 11
L (ДОП. ITK.1. — 1) 1 (доп. откл. — 1) Масса 1 шг. я кг М (ДОП. ОТКЛ. — 1) (ДОП. ОТКЛ.— 1) Масса 1 HIT. в кг
5 С,5 - - - - - — — — -
8 30 5 4 65 6;) 0.07 58 56 0,97
10 40 87 80 0,13 79 76 0,12
12 45 107 99 0.18 99 95 0.17
14 50 5 127 118 0,24 117 113 0,23
14а 55 6 126 116 0,31 116 U1 О.-ЗО
16 146 136 0,37 | 1-36 131 0,35
16.1 60 115 134 | 0,39 | 134 | 129 | 0,37
18 6 166 | 155 | 0,46 | 151 | 149 0,43
18а 65 165 153 0,19 153 147 0,46
2й 185 173 0,55 173 | 167 0,52
2)а 70 184 | 171 | 0,59 ( 171 165 0,55
22 7 2)5 192 0,65 | 191 | 185 0,62
22а 75 204 190 0,70 | 190 183 0,66
21 8) 8 225 211 | 1.09 219 | 203 1,04
24а 85 224 208 | 1,15 | 209 201 1,10
27 85 8 8 251 239 1.32 | 238 231 1,26
33 90 284 | 268 | 1.56 | 268 | 269 | 1.49
33 95 9 312 295 | 1,82 | 291 | 286 | 1,73
36 10 340 323 | 1,98 | 321 | 313 | 1,90
41) 100 378 36) | 2,32 | 859 | 359 | 2.23
Примечания: 1. Ребра жесткости с формой типа 1 применяются в тех случаях,
когда нагрузка приложена как к нижпей, так и к верхней полкам профиля.
2. Ребра жесткости с формой типа П устанавливаются па нагруженную полку.
РАЗМЕЩЕНИЕ РИСОК ДЛЯ ОТВЕРСТИЙ ПОД ЗАКЛЕПКИ И БОЛТЫ
55
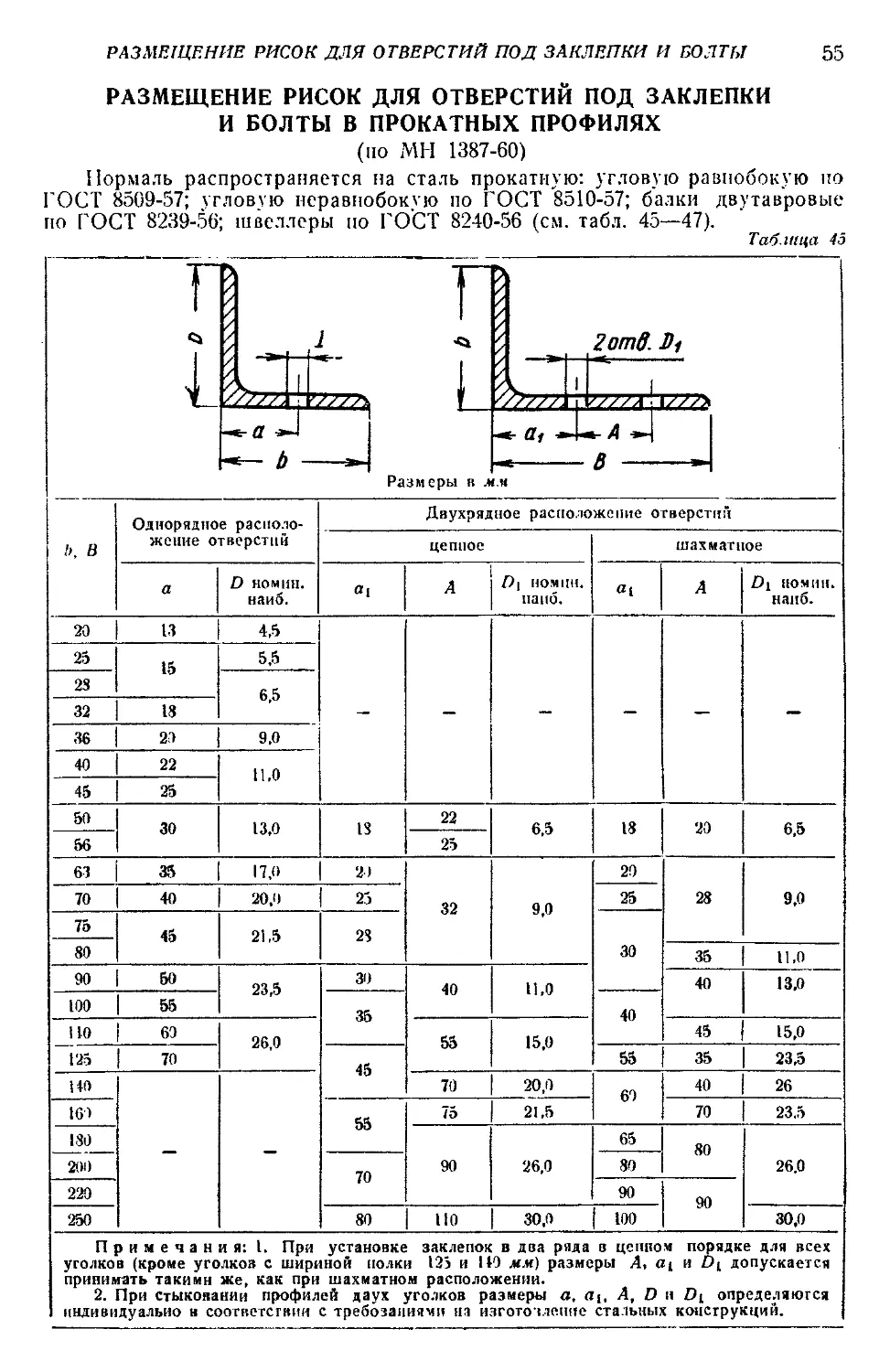
РАЗМЕЩЕНИЕ РИСОК ДЛЯ ОТВЕРСТИЙ ПОД ЗАКЛЕПКИ
И БОЛТЫ В ПРОКАТНЫХ ПРОФИЛЯХ
(по МН 1387-60)
Нормаль распространяется на сталь прокатную: угловую равнобокую по
ГОСТ 8509-57; угловую неравнобокую по ГОСТ 8510-57; балки двутавровые
но ГОСТ 8239-56; швеллеры по ГОСТ 8240-56 (см. табл. 45—47).
Таблица 45
Г г 1 Г / 2 отв. Л
5 1 1 1
7/7/7, VZzV. -///л IZZZ7
* — ь J -« а *4 — л
Размеры в л Г* О w м
1>. в Однорядное располо- жение отверстий Двухрядное расположение отверстии
цепное шахматное
а D помин, наиб. «I л D\ номин. паки. «1 А D1 номин. наиб.
20 13 4,5 - - — —
25 15 5.5
28 A CL
32 18
36 20 9.0
40 22 11,0
45 25
50 30 13,0 18 22 6,5 18 20 6,5
56 25
63 35 17,0 2) 32 9,0 29 28 9.0
то 40 20,0 25 25
75 45 21,5 28 30
80
35 11,0
90 50 23,5 30 40 11,0 40 13,0
100 55 35 40
но 69 26,0 55 15,0 45 15,0
125 то 45 55 35 23,5
140 — - 70 20,0 6'1 40 26
16) 55 75 21,5 70 23.5
180 90 26,0 65 80 26,0
200 70 80
220 90 90
250 80 110 зо,о 100 30,0
Примечания: 1. При установке заклепок в два ряда в цепном порядке для всех уголков (кроме уголков с шириной полки 125 и 110 мм) размеры А, и допускается принимать такими же, как при шахматном расположении. 2. При стыковании профилей даух уголков размеры а, а[, A, D и D{ определяются индивидуально в соответствии с требозаниямп на изготовление стальных конструкций.
56
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
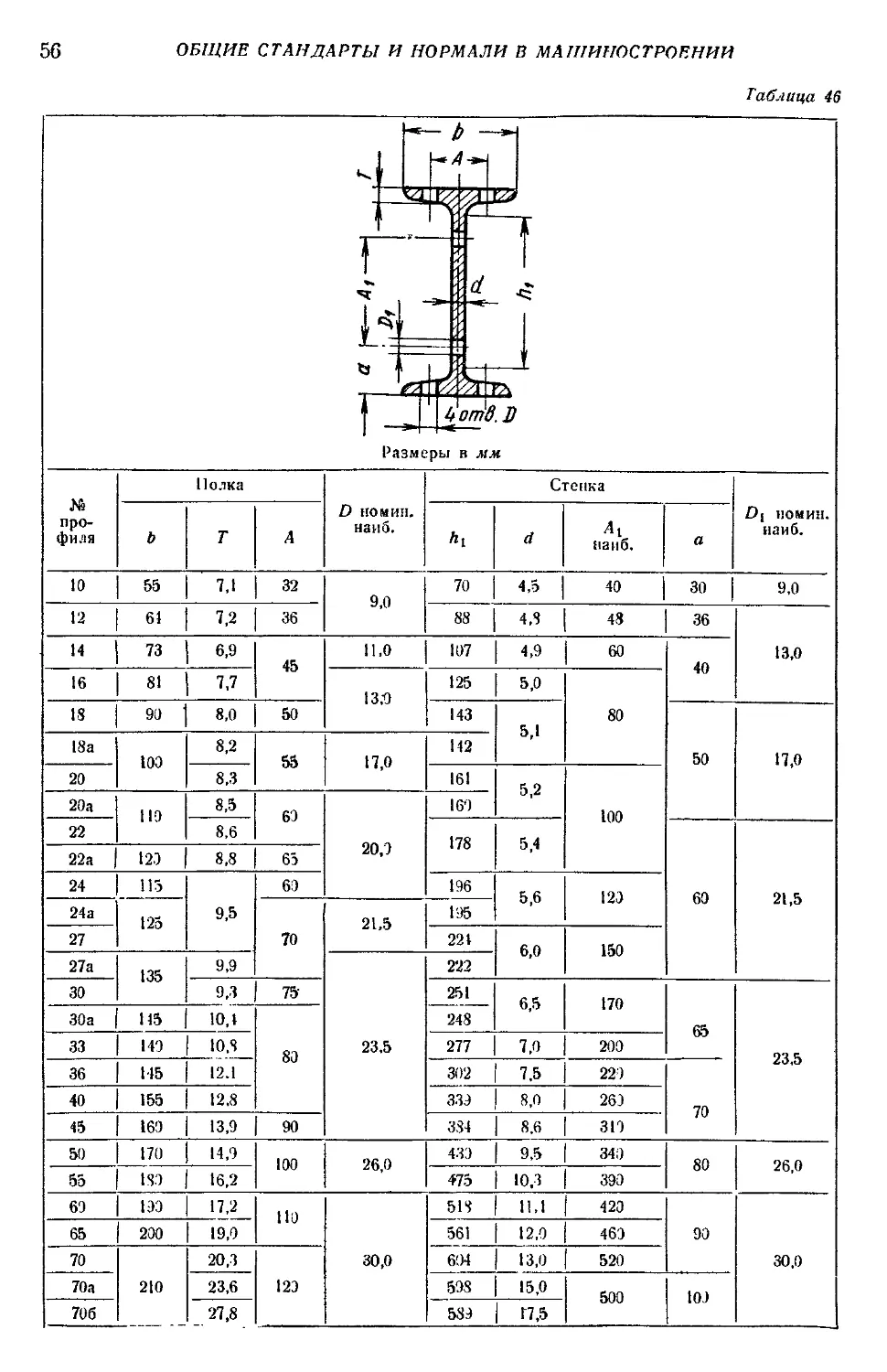
Таблица 46
- 1 — А > - 4*
и ZJ_ t
£ <d <5
_*
j
Размеры отв.]) В мм
№ про- филя Полка D но мин. наиб. Стенка £>( иомин. наиб.
b т А *1 d наиб. а
10 55 7.1 32 9,0 70 4,5 40 30 9,0
12 64 7,2 36 88 4,8 48 36 13,0
14 73 6,9 45 11,0 107 4,9 60 40
16 81 7,7 13,') 125 5,0 80
18 90 8,0 50 143 5,1 50 17,0
18а 100 8,2 55 17,0 142
20 8,3 161 5,2 100
20а по 8,5 60 20,0 16'0
22 8,6 178 5,4 60 21,5
22а 12.3 8,8 65
24 115 9,5 60 196 5,6 120
24а 125 70 21,5 195
27 224 6,0 150
27а 135 9,9 23,5 222
30 9,3 75 251 6,5 170 65 23,5
30а 145 10,4 80 248
33 140 10.8 277 7,0 200
36 145 12.1 302 7.5 22) 70
40 155 12.8 339 8,0 263
45 160 13,9 90 334 8,6 310
50 170 14,9 100 26,0 430 9,5 340 80 26,0
55 180 16,2 475 10,3 390
60 1ЭЭ 17,2 по 30,0 518 11,1 420 90 30,0
65 200 19,0 561 12,0 460
70 210 20,3 120 6'04 13,0 520
70а 23,6 598 15,0 500 103
_ 706 27,8 589 47,5
РАЗМЕЩЕНИЕ РИСОК ДЛЯ ОТВЕРСТИЙ ПОЛ ЗАКЛЕПКИ И БОЛТЫ
57
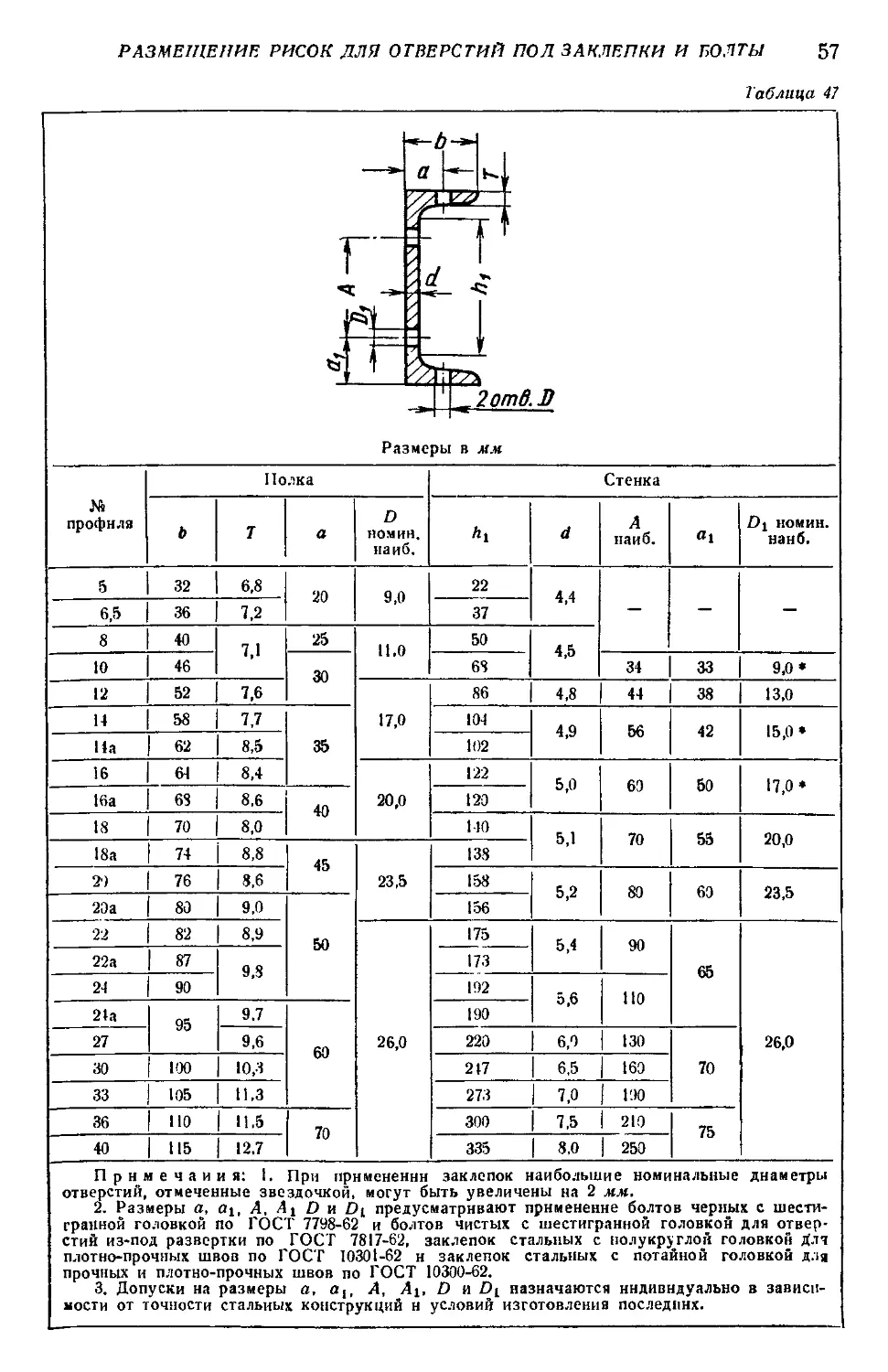
Таблица 47
№ профиля Полка Стенка
ь 7 а D номин. наиб. *1 d А наиб. О1 Dj номин. наиб.
5 32 6,8 20 9,0 22 4,4 - - -
6,5 36 7,2 37
8 40 7,1 25 11.0 50 4,5
10 46 30 6S 34 33 9,0 *
12 52 7,6 17,0 86 4,8 44 38 13,0
14 58 7,7 35 104 4,9 56 42 15,0»
На 62 8,5 102
16 64 8,4 20,0 122 5,0 60 50 17,0»
16а 63 8,6 40 120
18 70 8,0 110 5,1 70 55 20,0
18а 74 8,8 45 23,5 138
2) 76 8,6 158 5,2 80 60 23,5
2Эа 80 9.0 50 156
22 82 8,9 26,0 175 5,4 90 65 26,0
22а 87 9,8 173
24 90 192 5,6 по
21а 95 9.7 60 190
27 9,6 220 6,0 130 70
30 100 10,4 217 6,5 160
33 105 11,3 273 7,0 190
36 110 11,5 70 300 7,5 210 75
40 115 12,7 335 8,0 250
Примечания: 1. При применении заклепок наибольшие номинальные диаметры отверстий, отмеченные звездочкой, могут быть увеличены на 2 мм. 2. Размеры а, щ, A, At D и Di предусматривают применение болтов черных с шести- гранной головкой по ГОСТ 7798-62 и болтов чистых с шестигранной головкой для отвер- стий из-под развертки по ГОСТ 7817-62, заклепок стальных с полукруглой головкой для плотно-прочных швов по ГОСТ 10301-62 и заклепок стальных с потайной головкой для прочных и плотно-прочных швов по ГОСТ 10300-62. 3. Допуски на размеры а, А, Ai, D и назначаются индивидуально в зависи- мости от точности стальных конструкций н условий изготовления последних.
58
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
ЗЕВ (ОТВЕРСТИЕ), КОНЕЦ КЛЮЧА И РАЗМЕР «ПОД КЛЮЧ»
(по ГОСТ 6424-60)
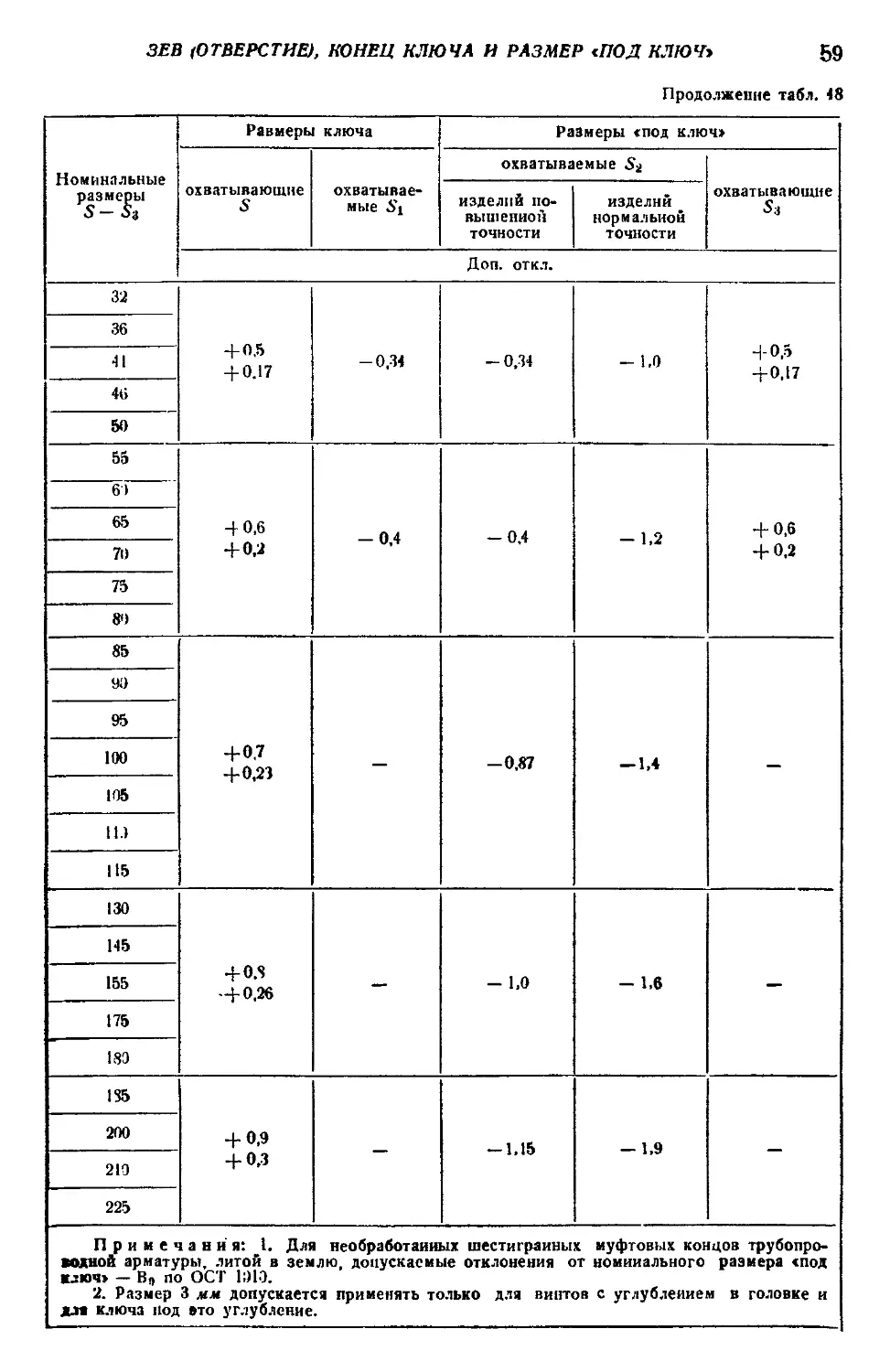
Таблица 43
Размеры ключа
-5- 7 ! N Размеры к/ifo Охватывающие 6 ча хватываемые пюч ” Замывающие
Охв<. J •я «4 м4 Размеры „под к ипываемые 0х
®гг а*
Размеры в мм
Номинальные размены Размеры ключа Размеры <под ключ»
охватывающие 5 охватывае- мые 51 охватываемые 5^ охватывающие $3
изделий по- вышенной точности изделий нормальной точности
Доп. откл.
(3> - - 0,12 - — + 0.18 4-0.06
32 4-0.24 4-0,08 -0,16 — - 0,16 4-0,24 4-0,08
4
5
5,5
7 4-0,3 4 o.i -0,2 - -0,2 + 0,3 + 0,1
8
10
12 4-0,36 -1-0,12 -0,24 — 0,24 -0.43 + 0,36 4-0.12
И
17
IJ 4-0,42 4-0.14 -0,28 -0,28 -052 + 0.42 + 0.14
22
24
27
30
ЗЕВ {ОТВЕРСТИЕ), КОНЕЦ КЛЮЧА И РАЗМЕР <ПОД КЛЮЧ* 59
Продолжение табл. 48
Номинальные размены Равмеры ключа Размеры <под ключ»
охватывающие $ охватывае- мые 5'1 охватываемые 5^ охватывающие
изделий по- вышенной точности изделий нормальной точности
Доп. откл.
32 + 0.5 + 0.17 — 0,34 - 0,34 - 1,0 +0,5 + 0,17
36
41
4G
50
55 + 0,6 + 0,2 -0,4 — 0,4 - 1,2 + 0,6 + 0,2
6)
65
70
75
80
85 + 0.7 + 0,23 — -0.87 — 1,4 —
90
95
100
105
II.)
115
130 + 0.8 + 0,26 — - 1,0 -1,6 —
145
155
175
180
185 + 0,9 + 0,3 — -1,15 — 1,9 —
200
219
225
Примечания: 1. Для необработанных шестигранных муфтовых концов трубопро- водной арматуры, литой в землю, допускаемые отклонения от номинального размера «под ключ» — Bq по ОСТ 1910. 2. Размер 3 мм допускается применять только для винтов с углублением в головке и для ключа под это углубление.
60
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
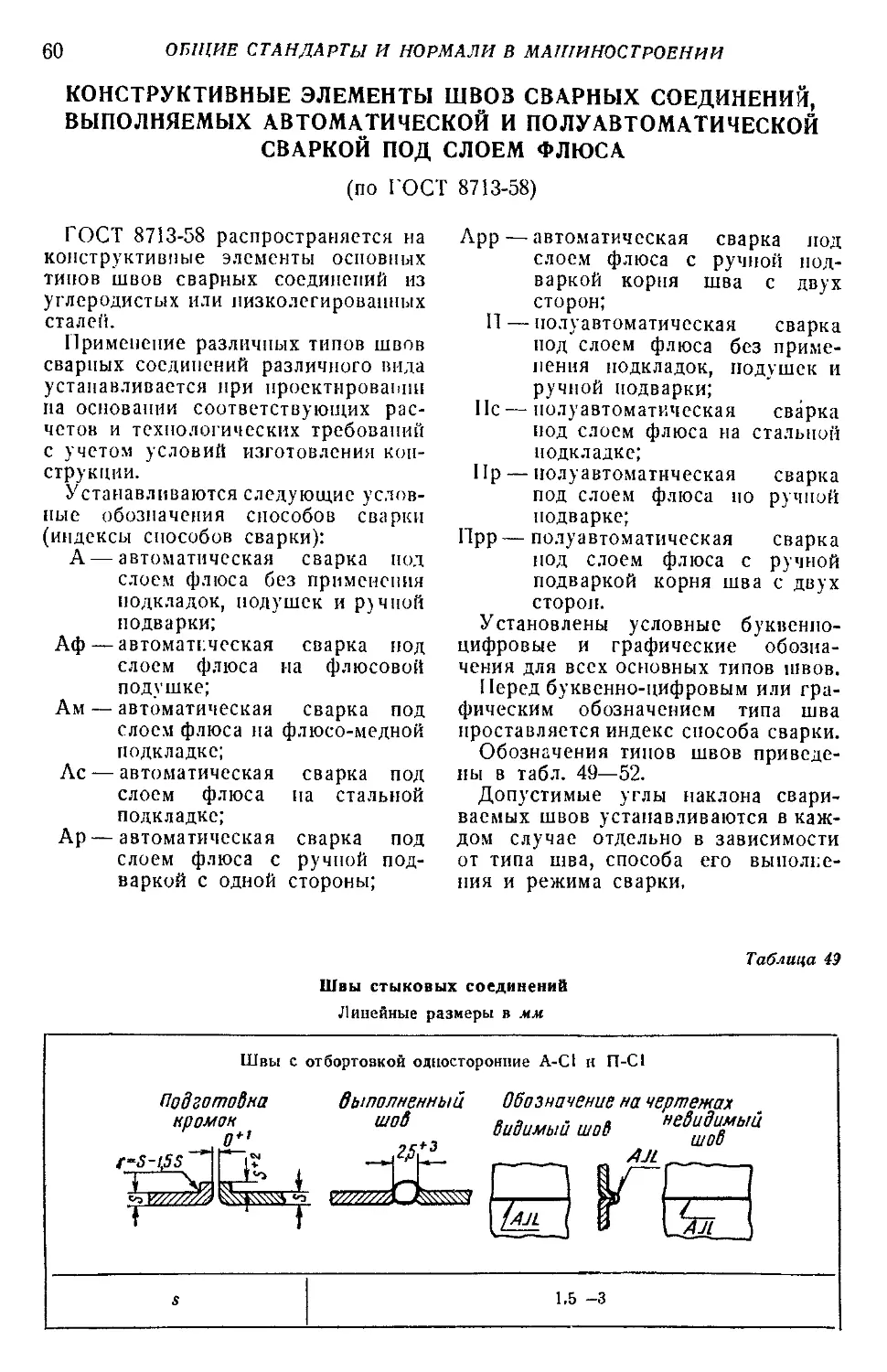
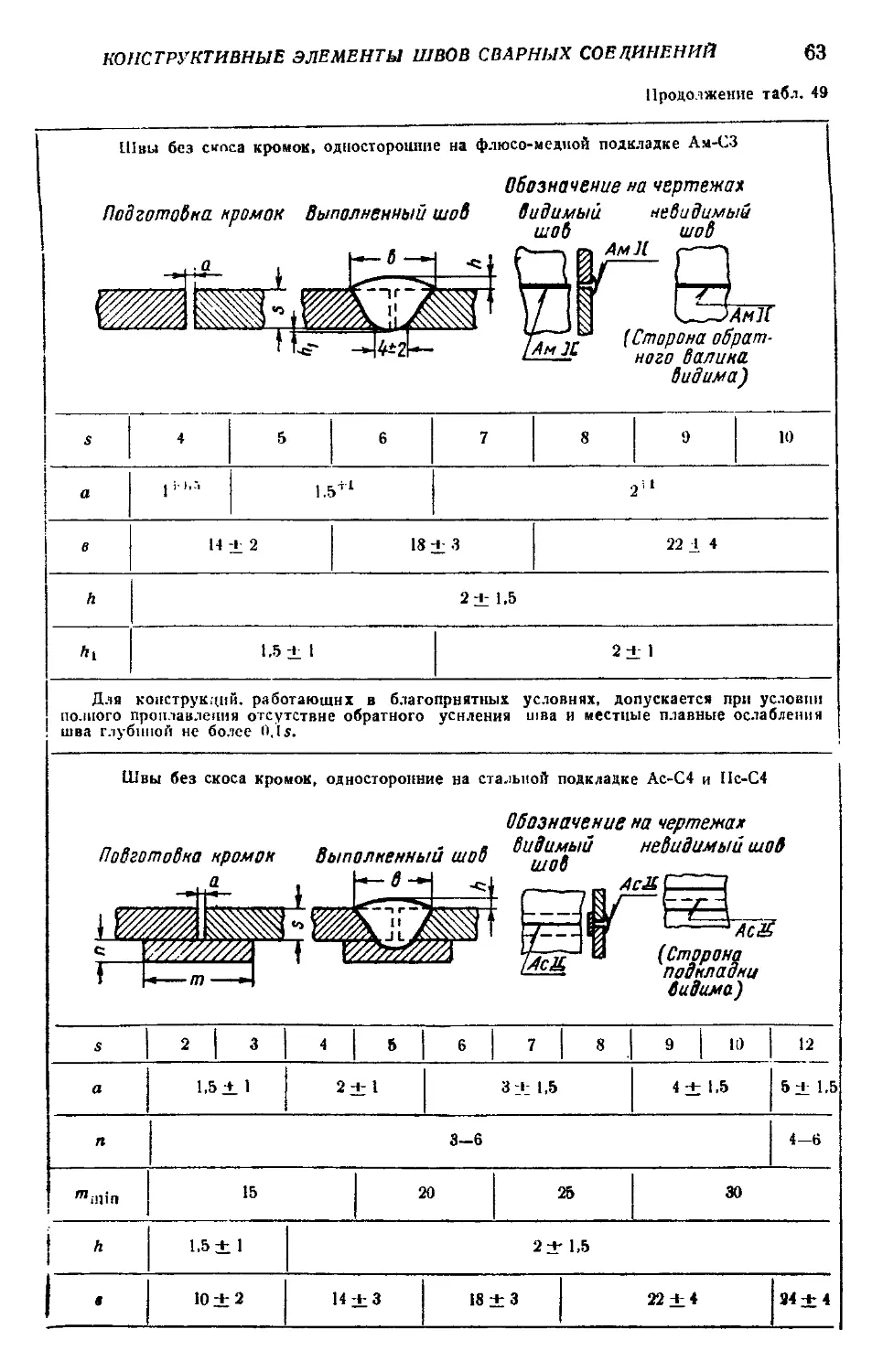
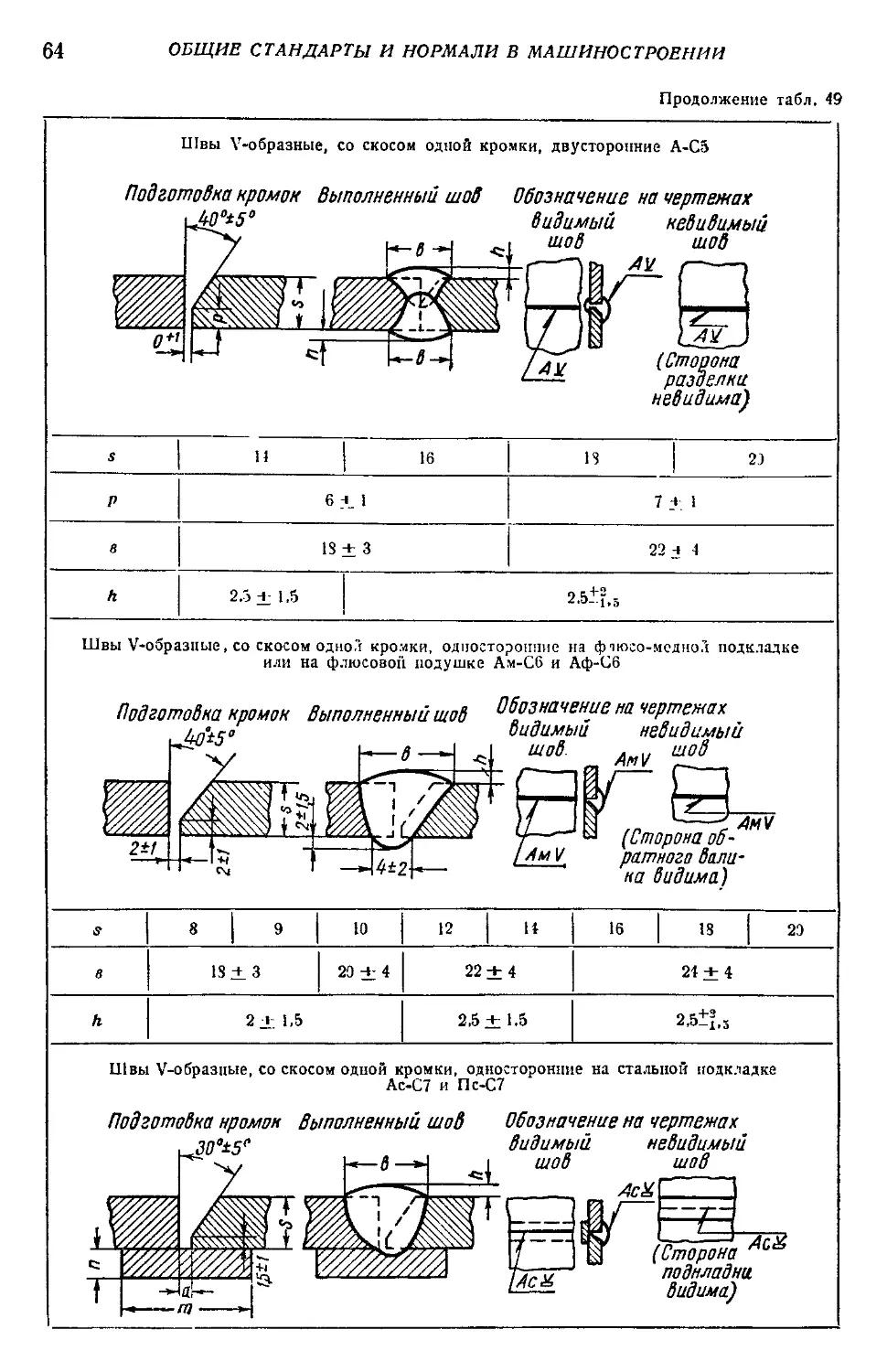
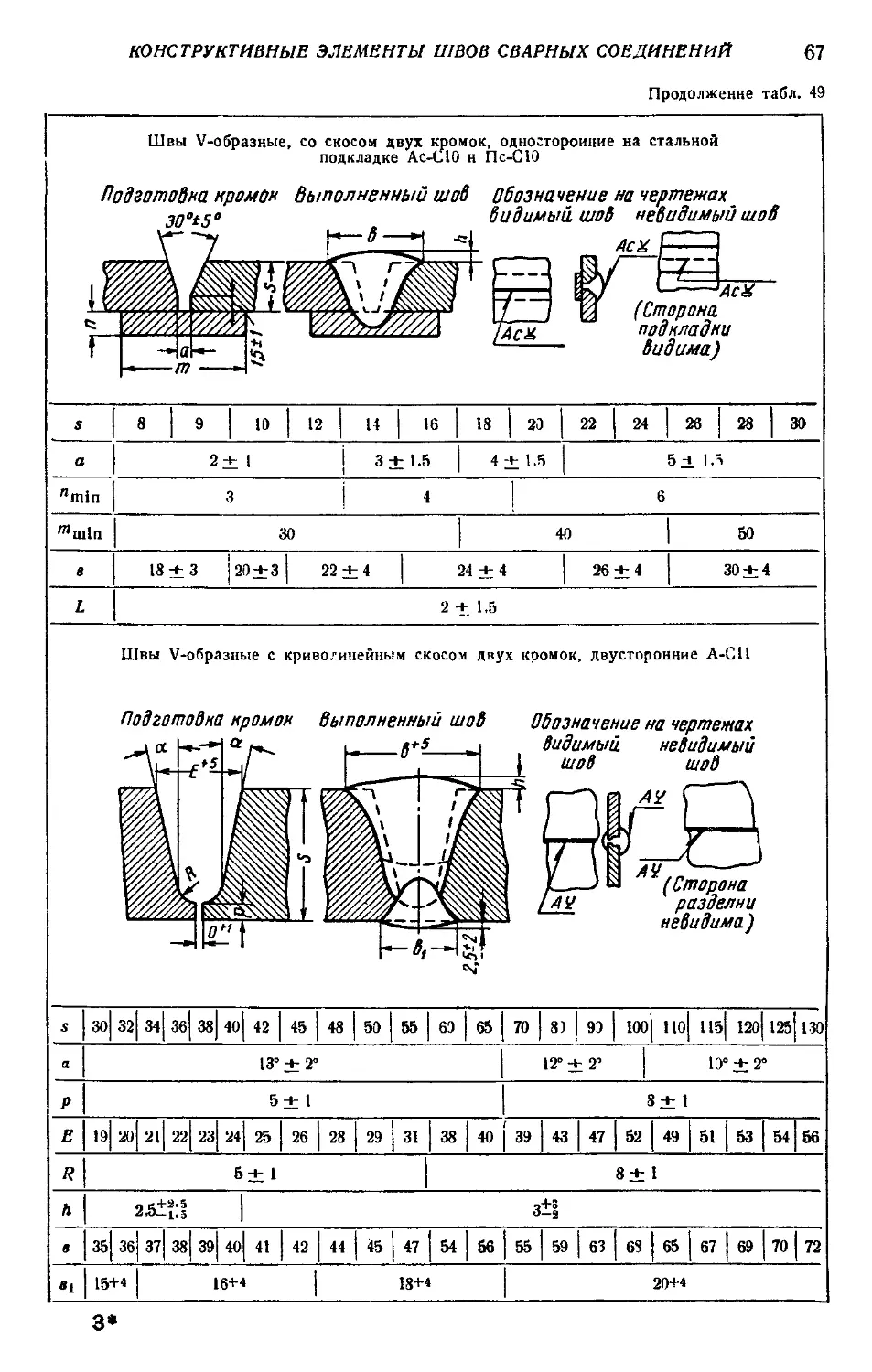
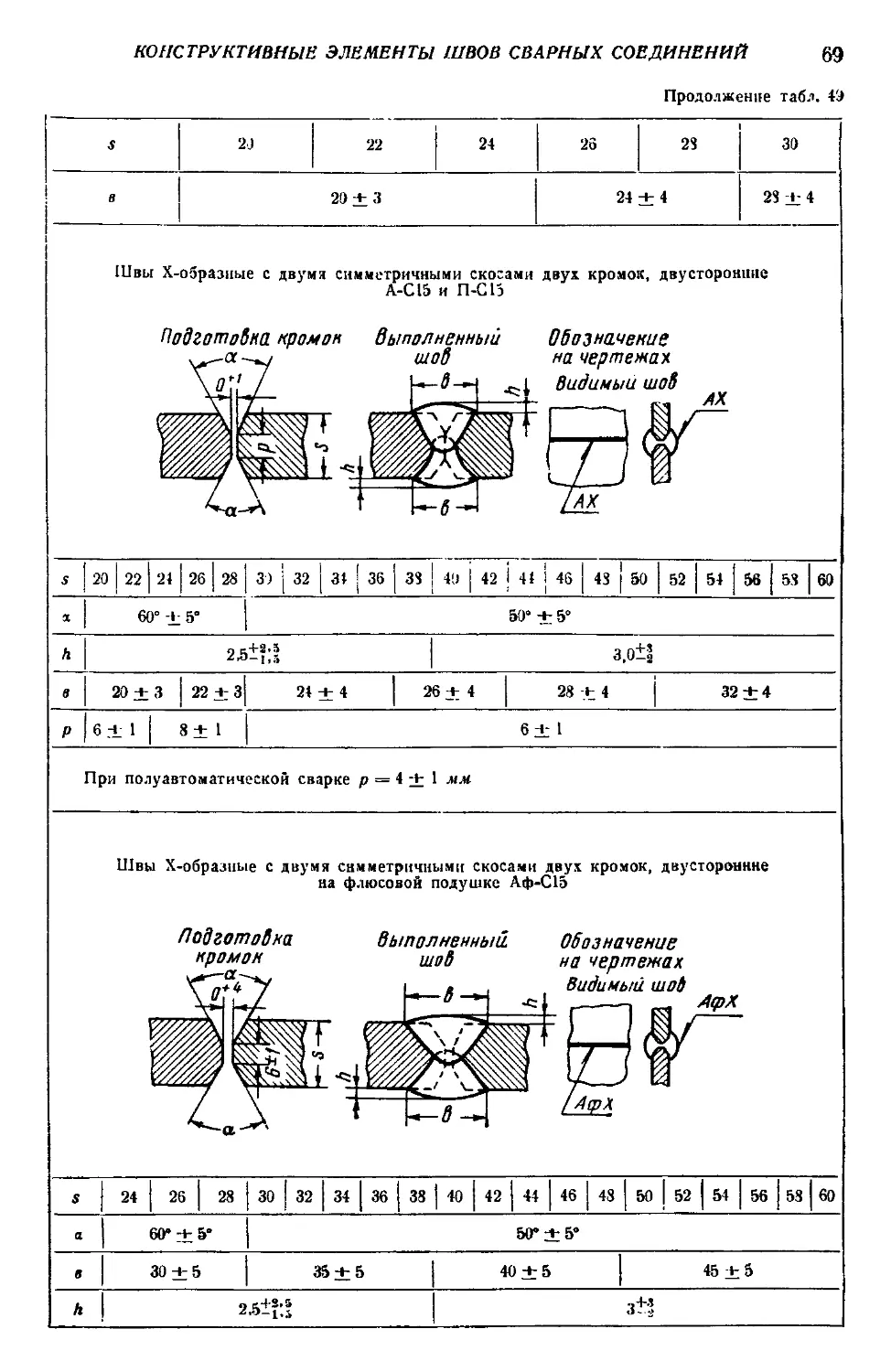
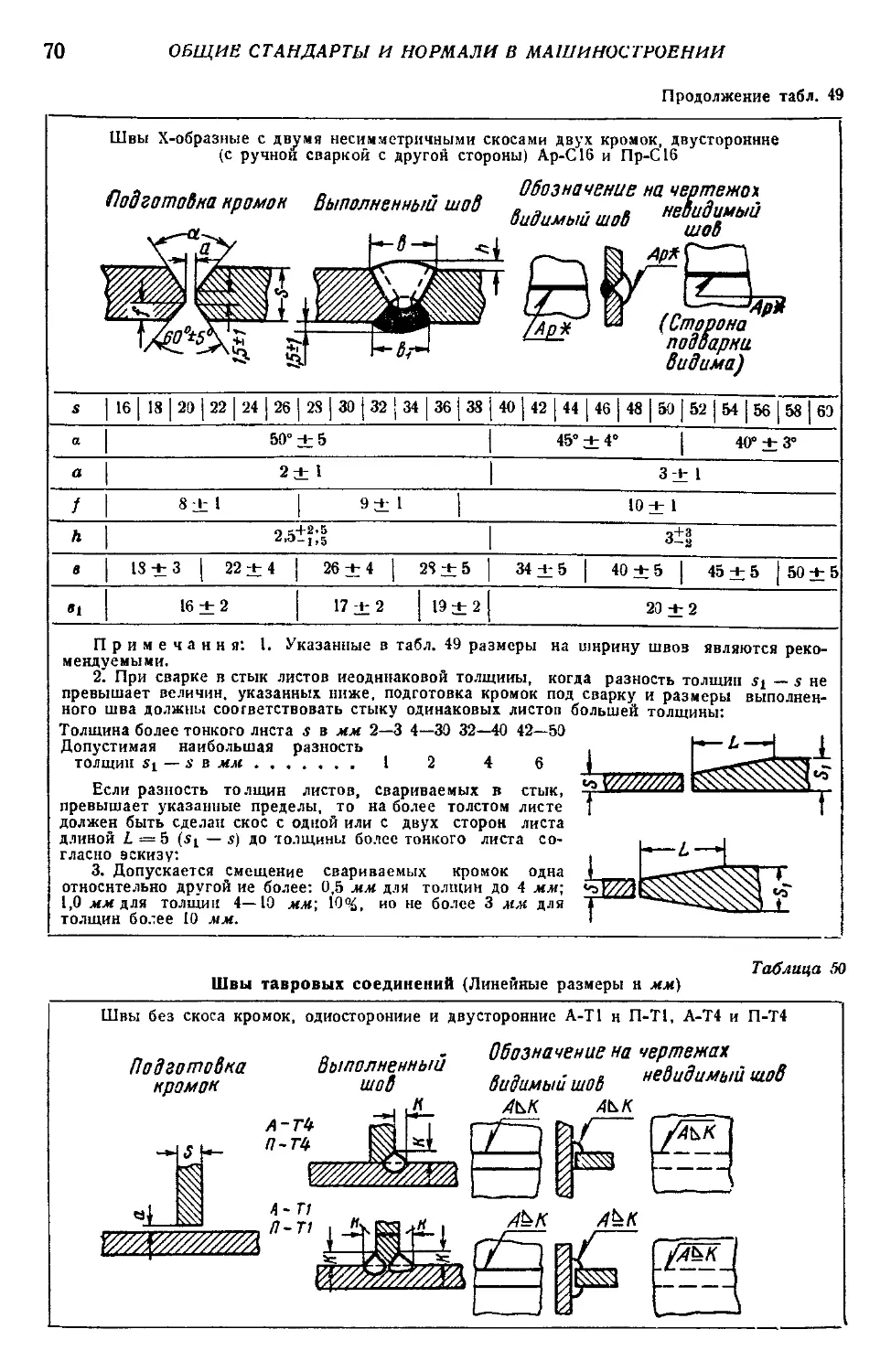
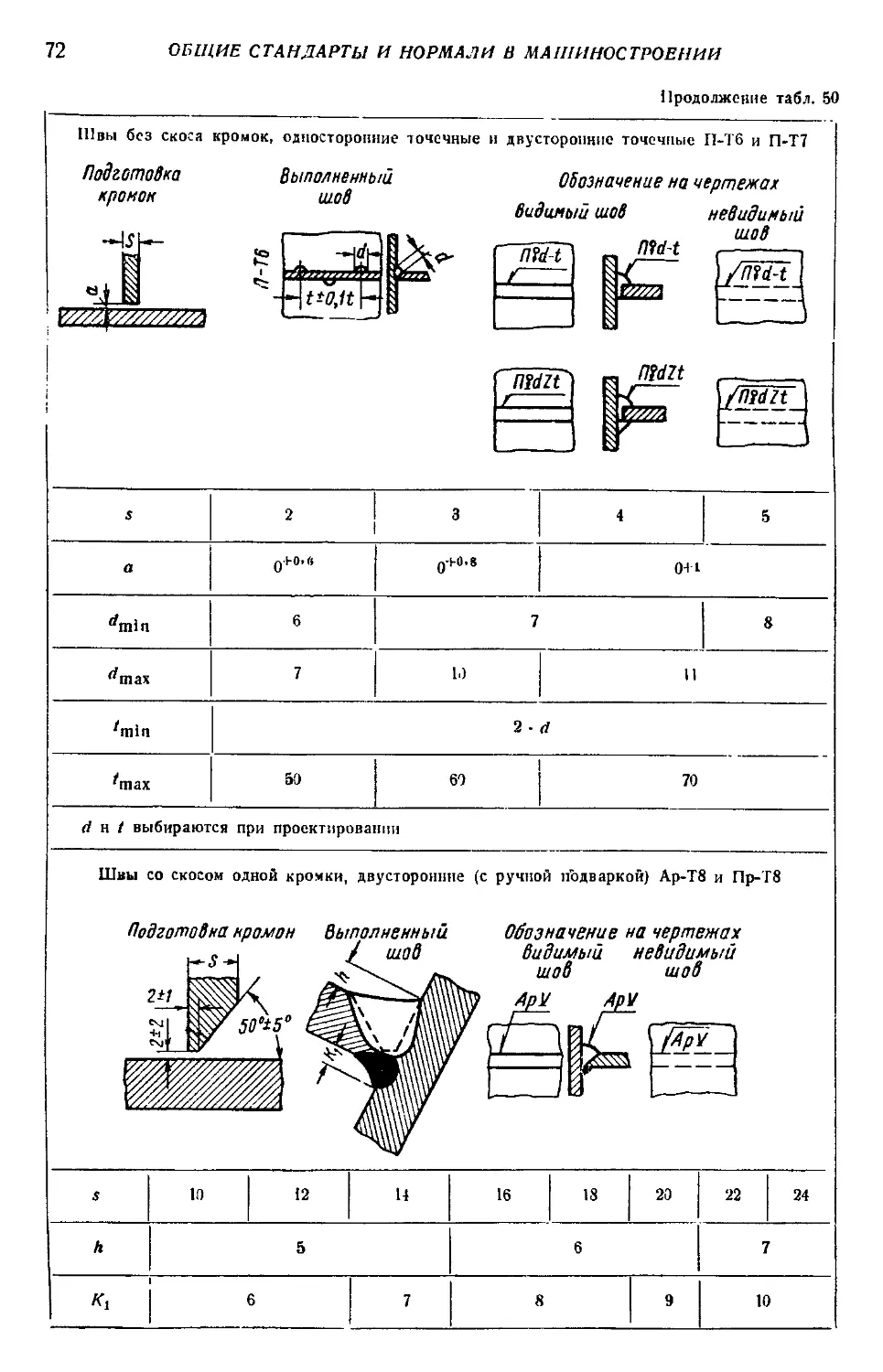
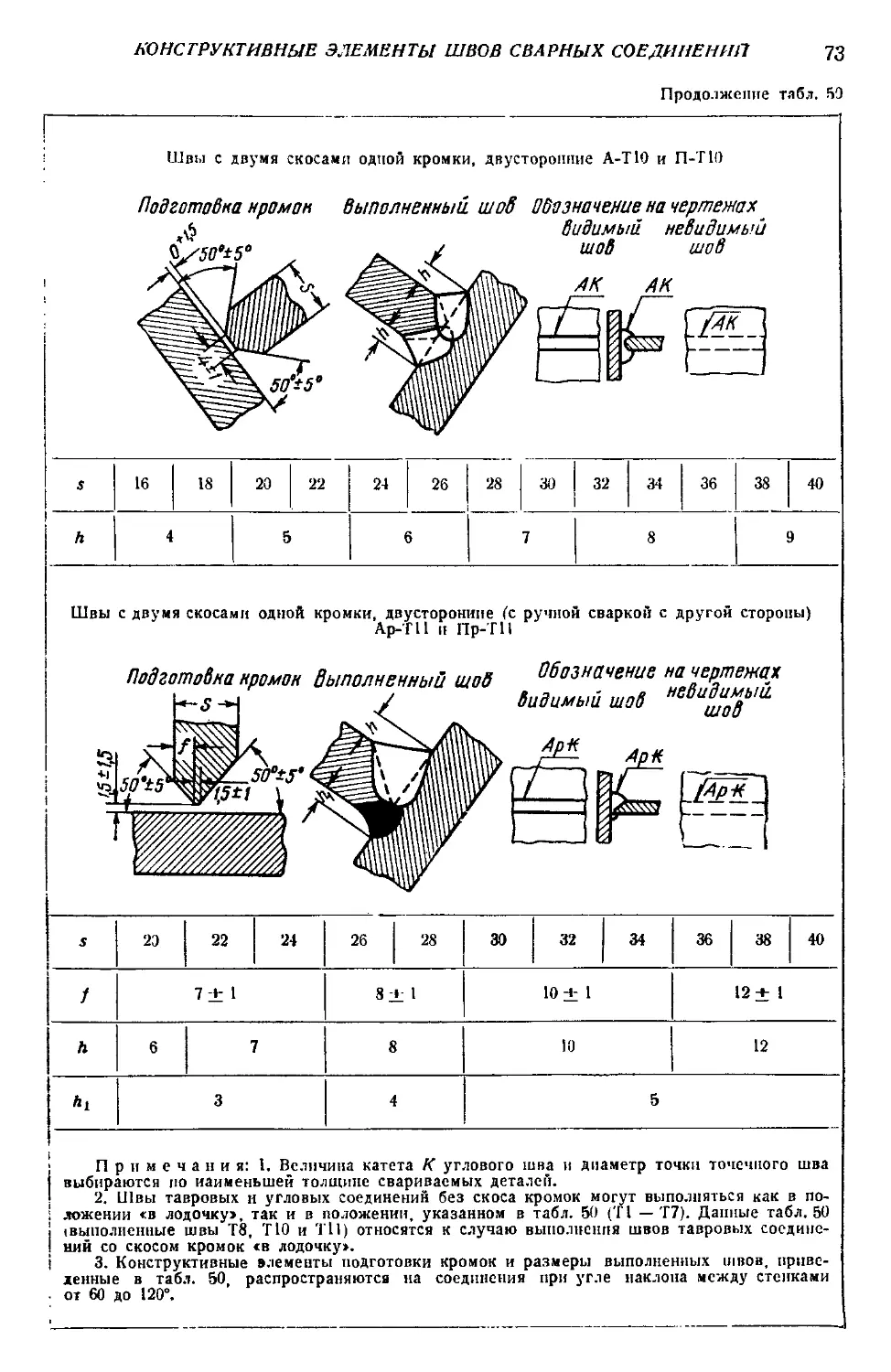
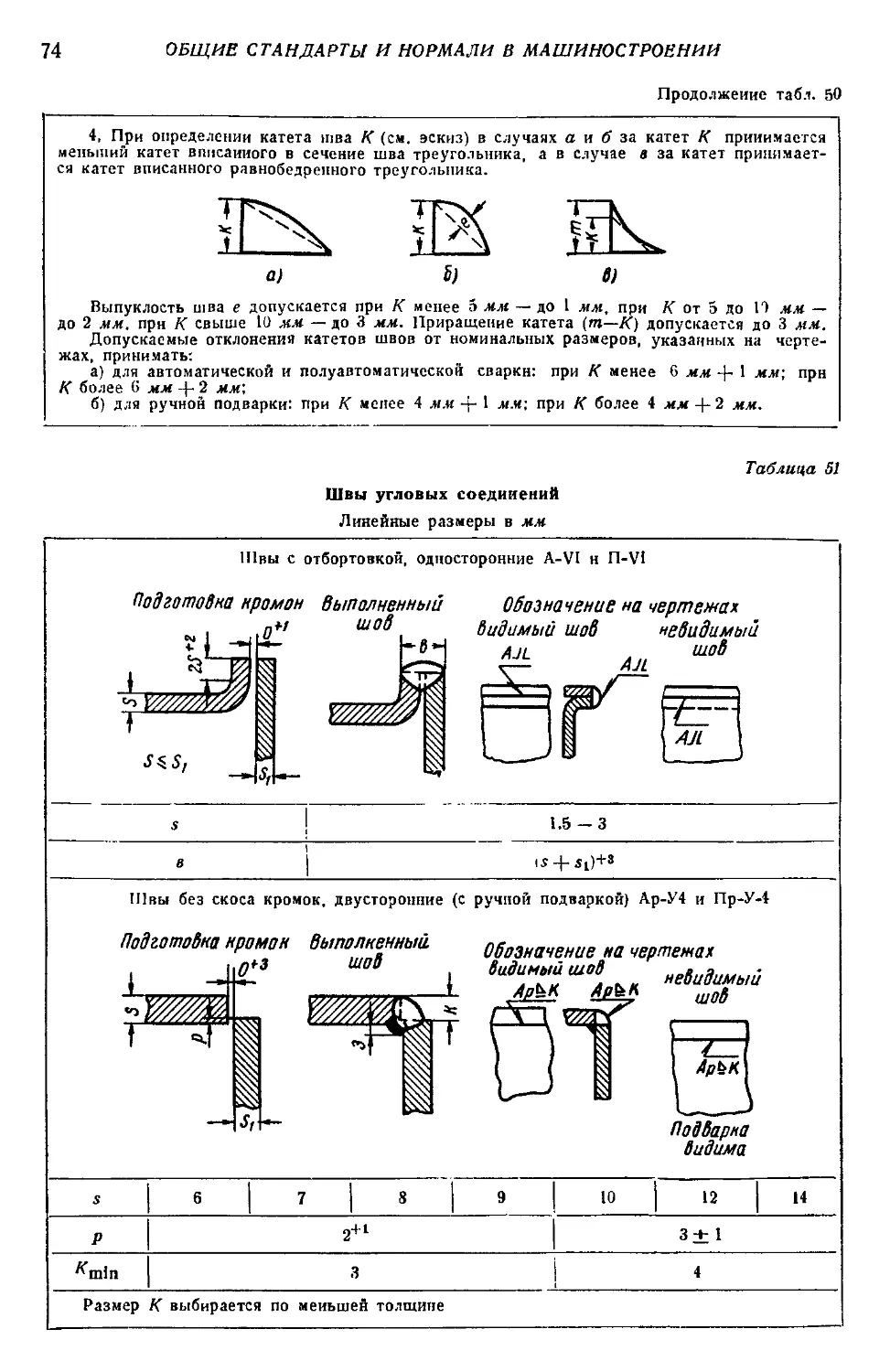
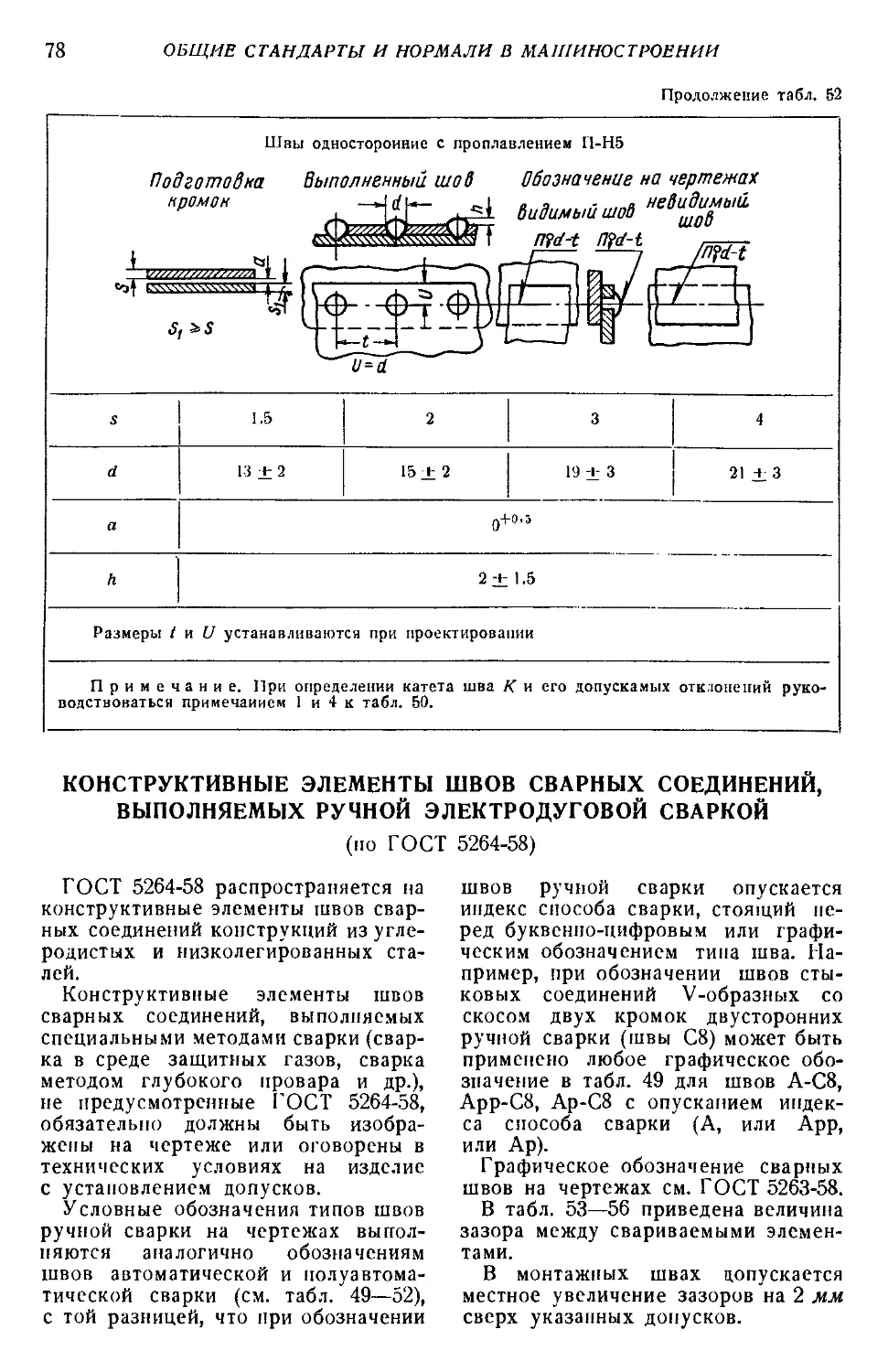
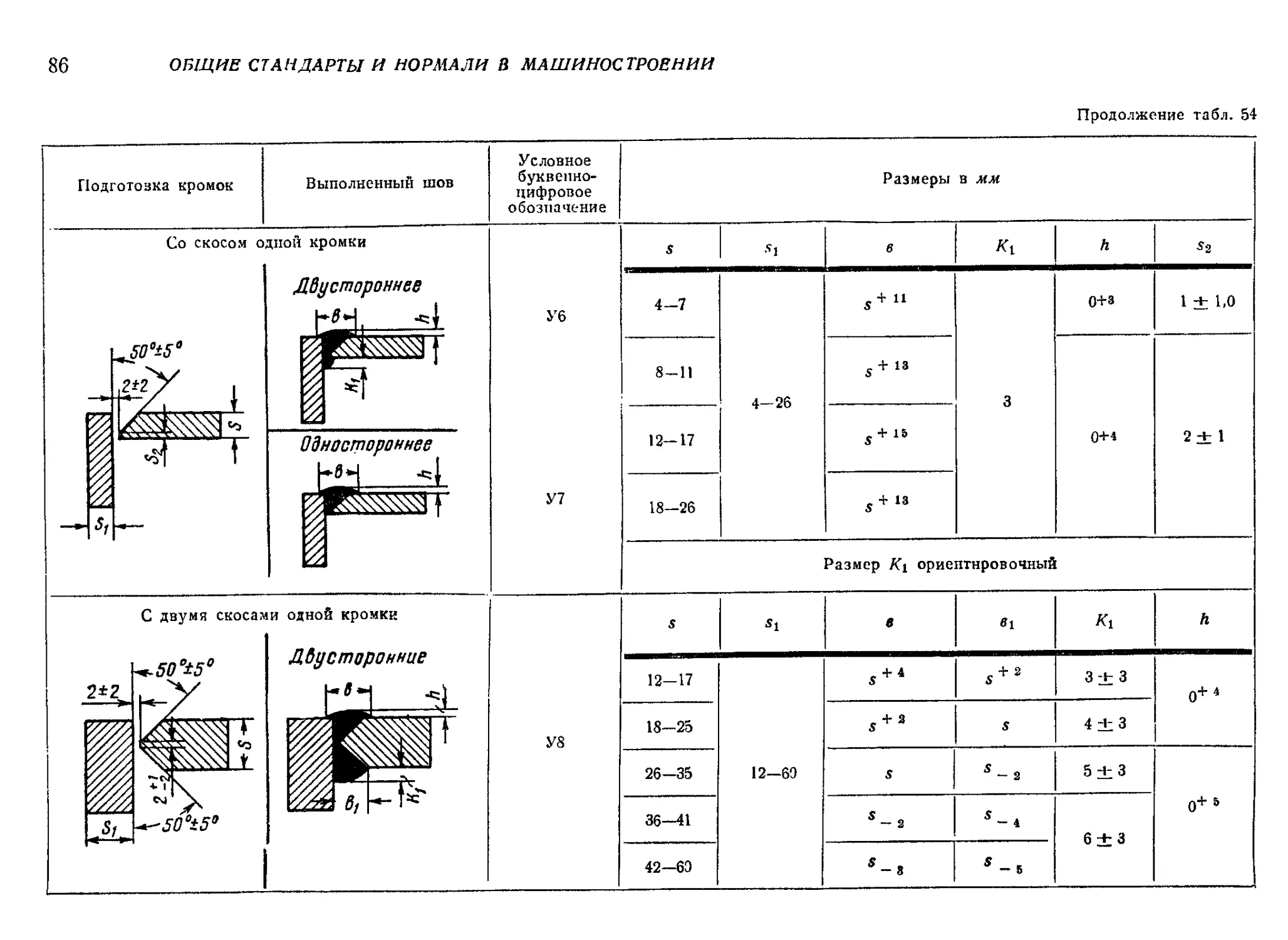
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ,
ВЫПОЛНЯЕМЫХ АВТОМАТИЧЕСКОЙ И ПОЛУАВТОМАТИЧЕСКОЙ
СВАРКОЙ ПОД СЛОЕМ ФЛЮСА
(по ГОСТ 8713-58)
ГОСТ 8713-58 распространяется на
конструктивные элементы основных
типов швов сварных соединений из
углеродистых или низколегированных
сталей.
Применение различных типов швов
сварных соединений различного вида
устанавливается при проектировании
па основании соответствующих рас-
четов и технологических требований
с учетом условий изготовления кон-
струкции.
Устанавливаются следующие услов-
ные обозначения способов сварки
(индексы способов сварки):
А — автоматическая сварка под
слоем флюса без применения
подкладок, подушек и р)чпой
подварки:
Аф — автоматическая сварка под
слоем флюса на флюсовой
подушке;
Ам — автоматическая сварка под
слоем флюса на флюсо-медной
подкладке;
Ас — автоматическая сварка под
слоем флюса на стальной
подкладке;
Ар—автоматическая сварка под
слоем флюса с ручной под-
варкой с одной стороны;
Арр — автоматическая сварка под
слоем флюса с ручной нод-
варкой корня шва с двух
сторон;
11 — полуавтоматическая сварка
под слоем флюса без приме-
нения подкладок, подушек и
ручной подварки;
Пс— полуавтоматическая сварка
иод слоем флюса на стальной
подкладке;
Пр — полуавтоматическая сварка
под слоем флюса но ручной
подварке;
Прр— полуавтоматическая сварка
под слоем флюса с ручной
подваркой корня шва с двух
сторон.
Установлены условные буквенно-
цифровые и графические обозна-
чения для всех основных типов швов.
Перед буквенно-цифровым или гра-
фическим обозначением типа шва
проставляется индекс способа сварки.
Обозначения типов швов приведе-
ны в табл. 49—52.
Допустимые углы наклона свари-
ваемых швов устанавливаются в каж-
дом случае отдельно в зависимости
от типа шва, способа его выполне-
ния и режима сварки.
Швы стыковых соединений
Линейные размеры в мм
Таблица 49
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
61
Продолжение табл. 40
Швы без скоса кромок, двусторонние А-С2 и П-С2
Подготовка кромок Выполненный шов Обозначение
Видимый шов
вшж *
S 1 2 1 3 1 4 1 5 I 6 7 1 8 1 9 1 10 1 12 | 14 1 16 1 18 1 20
h | 1,5+1 | 2+1 | 2,5. + 1,5 1 2.5±?,5
в 7J.1.5: 8±2 110 + 2112 + 21 16 + 3 | 20 ± з | 22 + 4
а | o+O.Sj Очо.б| 0+о.в| о+‘
Швы без скоса кромок, двусторонние на флюсовой подушке Аф-С2
Обозначение на
чертежах
Видимый шов
Подготовка
кромок
Выполненный
шов
в
50
2± 2
10±1
15
Швы без скоса кромок, двусторонние с ручной сваркой с другой стороны Ар-С2 и 11р-С2
25±f:? | 2,s±f:t | з:
Выполненный
шов
•J-j с
Подготовка
кромок
Обозначение на чертежах
видимый шов иеВи^вмый
3,
( Сторона
подваркш
видима)
S 2 1 3 1 4 1 5
а 0,5 ч 0,5 | 1 +1
h 1.5 ±1 1 2 + 1
в | 7 + 1,5 | 8 ±2 | 10 + 2 1 12 + 2
st 1 8±2 1 10 + 2
Полуавтоматическая сварка прн s < ' 3 мм не рекомендуется
62
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Швы без скоса кромок, односторонние А-СЗ и П-СЗ
Подготовка
промок
Выполненный,
шов
Обозначение на чертежах
видимый шов видимый
шоВ
П2наим=И63
*АК
S 2 3 4 5
в 7 + 1,5 8± 2 К) + 2 12 + 2
а о+О.З 0+О,о О'0’8 0+1.о
Л 1.5 11 2 + 1
Швы без скоса кромок, односторонние на флюсовой подушке Аф-СЗ
Подготовка кромок выполненный шов
Обозначение на чертежах
видимый невидимый
шов А ,г шов
АтД _ _
Atplt
(Сторона об-
ратного вали-
ка дидима)
S 2 | 3 1 4 1 5 1 6 1 1 8 1 9 1 10
а о" 1 ± 1 | 1.5+1 1 2 + 1,5
в 10+2 | 14 + 2 | 18+3 22 ±4
h 1,5 + 1 1 2 + 1,5
hi 1 ± 1 | 1.5+1 1 2± 1
Для конструкций, работающих в благоприятных условиях, допускается при условии
полного проплавления отсутствие обратного усиления шва и местные плавные ослабления
шва глубиной не более 0,1s.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ 63
Продолжение табл. 49
Швы без скоса кромок, односторонние на флюсо-медной подкладке Ам-СЗ
Обозначение на чертежа»
Подготовка, кромок выполненный шов
АмК
видимый невидимый
шоб шов
АмЛ
(Сторона обрат-
ного Валика.
Видима)
Для конструкций, работающих в благоприятных условиях, допускается при условии
полного проплавления отсутствие обратного усиления шва и местные плавные ослабления
! шва глубиной не более 0,Is.
Швы без скоса кромок, односторонние на стальной подкладке Ас-С4 и Нс-С4
Обозначение на чертежах
видимый невидимый шов
шов
АсЛГ~~1
Подготовка кромок выполненный шов
12
5 + 1.5
4—6
-----' AcS
( Сторона
подкладни
видима )
30
1 h 1,5+1 2+1,5
9 10 + 2 14 + 3 18 + 3 22 + 4 | 24 + 4
64
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 49
Швы V-образные, со скосом одной кромки, двусторонние А-С5
Подготовка кромок Выполненный шоВ Обозначение на чертежах
невидима)
s Н 16 13 | 2J
р 6 Л 1 7 ± 1
в 1S ± з 22 ч 4
h 2.5 + 1,5 2.5-+?,5
Швы V-образпые, со скосом одной кромки, односторонние на фпюсо-меднол подкладке
или на флюсовой подушке Ам-Сб и Аф-Сб
Обозначение на чертежах
Видимый невидимый
шоВ AmV шоВ
Подготовка кромок Выполненный шоВ
(Сторона об-"
ратного Вали-
ка Видима)
1? 8 | 9 10 12 | 14 16 1 18 1 2Э
в IS ± 3 20 + 4 22 + 4 21 + 4
h 2 + 1,5 25 + 1.5 2,5±?,3
Швы V-образпые, со скосом одной кромки, односторонние на стальной подкладке
Ас-С7 и Пс-С7
Подготовка нромок
Выполненный шоВ
Обозначение на чертежах
Видимый невидимый
шоВ шов
7
1
(Сторона Ас&
подкладни
Видима)
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ. СОЕДИНЕНИЙ
65
Продолжение табл. 49
3 8 9 | 10 12 14 16 13 20 22 | 24 | 26 28 | 30
а 2+ 1 Зч 1,5 4 ч 1,5 5 + 1,5
п 3 4 6
wm:n 30 40 50
в 18 + 3 20 + 3 22 ; 2 4 24 + 4 26 + 4 30 + 4
Л 2+1,5 2,51 ; 1,5 л+2 “—1,5 2,5ti’,t
Швы V-образные, со скосом двух кромок, двусторонние А-С8 и П-С8
Подготовка кромок Выполненный шов Обозначение на чертежа*
60°*5° видимый шов невидимый
шов
{Сторона
разделки
невидима)
И1»
t '
в 14 | 16 18 | 20 22 | 24
р 6 + 1 7 + 1 8+ 1
в 18 + 3 22+4 24 + 4
Л 2 + 1,5 2S±!.s 25±?;|
Швы V-образные, со скосом двух кромок, двусторонние с двусторонней ручной
подваркой корня шва Арр-С8 и Прр-С8
14
16
20
22
24
26 | 23
30
25 + 5
30 + 6
37 + 7
2+1,5
2.5±?,5
25+*
3 В. 3. Васильев и др.
66
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 49
Швы V-образные, со скос Подготовка кромок ,, 2*; ом двух кро стороны выполнений (*-0 мок, двусторонние с Ар-С8 и Пр-С8 й шов Обознач —-1 видимы ручной св ение на hi й шов н а Г (С /7 аркой с д Артема* чвидимыи шов Г ' >угой 4/71/
а торона одварки идима)
<S 5 6 7 8 9 10 12 14
i 3 + 1 4 + 1 5+ 1 8± 1
в 17 + 3 20 ± 4
12 ± 2 13+2 14 + 2 16 + 2
л 2 + 1 о+1 >5 *-1.0 2,5 + 1,5
Швы V-образные, со с подкладке Подготовка кромо> So'ts’ Жж косом двух кромок, односторон или на флюсовой подушке Ам« ч Выполнеккьш Обознач шоб видимь f-»—Д—-| | шов /ел И ние на медно-флюсозой С9 и Аф-С9 ение на чертежах ш невидимый AmV Ш0б (Сторона об- ратного вали- на видима)
<S 8 9 1» 12 14 16 18 20 22 24
р 3+1 4+1
в 18 + 3 20 + 3 22 + 4 24 + 4 26 + 5
Л 2 + 1,5 25 ±1,5 25+? . - 1.Э
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
67
Продолжение табл. 49
Швы V-образные. со скосом двух кромок, односторонние на стальной
подкладке Ас-CIO н Пс-СЮ
Подготовка кромок выполненный шов
Обозначение на чертежах
видимый шов невидимый шов
Ас У
------'АсХ
(Сторона
подкладки
видима)
<S 8 | 9 | 19 | 12 | 14 | 16 | 18 | 29 | 22 24 | 26 | 28 30
а 2+1 1 3+1.5 | 4 + 1.5 1 5 4 15
nmin 3 i 4 1 6
mmln 30 1 40 | 50
в 18 ±3 120 + 3 | 22 + 4 | 24 ±4 | 26 ±4 | 30 + 4
L 2 + 1,5
Швы V-образиые с криволинейным скосом двух кромок, двусторонние A-CU
выполненный шов
Обозначение на чертежах
видимый. невидимый
шов шов
5 Зо| 32 34| Зб| Зв| 4о| 42 | 45 | 48 | 50 | 55 | 69 | 65 | 70 | 8) | 99 | Юо| 1 ю| 1 is| 120 125 130
а 13’ + 2’ | 12° +2’ | 19’ + 2’
Р 5+1 | 8+1
Е 1э| 20 2l| 22| 2з| 24| 25 | 26 | 28 | 29 | 31 38 | 40 | 39 43|47 52 | 49 | 51 | 53 54 56
К 5+1 | 8+1
А | 3±|
8 зз] 36 3?| Зв| Зэ| 4о| 41 | 42 | 44 | 45 | 47 54 | 56 | 55 59 | 63 68 | 65 | 67 | 69 70 72
15+4 16+4 | 18+4 | 20+4
3*
68
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 49
Швы V-образные с криволинейным скосом двух кромок, односторонние на стальной
подкладке Ac-Cila
Обозначение на чертежах
видимый
шов
невидимый
шов
Подготовка кромок Выполненный шов
(Сторона подклад-
ки видима )
S 1 16 1 24 1 25 I 30 35 40 | 45 | 50
а 1 18’ + 2“ 1 13° ± Т
b ! 25 28 31 | 29 32 31 1 36 1 39
h 1 2.5^1’:з 1 о+З 0-2
Швы V-образные с криволинейным скосом двух кромок, односторонние замковые Ас-С11б
Подготовка
кромок
Выполненный
шов
Обозначение на чертежах
видимый невидимый
5 1 16 1 29 1 25 30 | 35 1 40 1 45 50
а 1 18“ ± 2° 13“ ± 2°
b | 25 28 | 31 29 | 32 1 34 1 36 39
h 1 2.5i?;ii
Швы К-образные с двумя симметричными скосами одной кромки, двусторонние А-С13
Подготовка
кромок
,йо°±5°
выполненный
шов
Обозначение
но чертежа*
видимыи шов
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
69
Продолжение табл. 49
5 2J 22 24 26 23 30
в 20 ±3 24 ± 4 28 + 4
Швы Х-о5разиые с двумя симметричными скосами
А-С15 и П-С15
двух кромок, двусторонние
Подготовка кромок
выполненный
шов
Обозначение
на чертежах
Видимый шов
5 | 20 22 | 24 | 26 | 28 | 3) | 32 | 34 j 36 | 38 | 40 42 i 44 i 46 | 43 | 50 | 52 | 54 | 56 | 53 | 60
а | 60° + 5° j 50“ +5°
Л 2s±?:t | 3,0±?
8 | 20 + 3 j 22 + з| 24 + 4 | 26+4 28 + 4 j 32 + 4
Р |б±1 | 8+1 | 6± 1
При полуавтоматической сварке р = 4 -t- 1 мм
Швы Х-образные с двумя симметричными скосами двух кромок, двусторонние
на флюсовой подушке Аф-С15
Подготовка
кромок
с
0^
Обозначение
на чертежах
Видимый шов
АфХ
выполненный,
шов
о
а I 24 | 26 | 28 | 30 | 32 | 34 | 36 | 38 | 40 | 42 | 44 | 46 | 48 | 50 | 52 | 54 | 56 | 58 | 60
я | 60* + 5" | 50* + 5*
в | 30 + 5 | 35 + 5 | 40 + 5 | 45 + 5
Л 1 25+й I з+5
70
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 49
Швы Х-образные с двумя несимметричными скосами двух кромок, двусторонние
(с ручной сваркой с другой стороны) Ар-С16 и Пр-С16
Подготовка кромок Выполненный шов
Обозначение на чертежа»
видимый шов не™и.*Ы1}
видима)
s | 16 | 18 | 29 | 22 | 24 | 26 I 2S | 30 | 32 j 34 | 36 | 38 | 40 | 42 | 44 | 46 | 48 | 50 | 52 | 54 | 56 | 58 | 63
а | 50’ + 5 I 45’ + 4” | 40° + 3°
а i 2 + 1 | 3 + 1
/ | 8 + 1 | 9+1 | 10 ±1
л 2,5+f;t о+З
18 + 3 | 22 + 4 | 26 + 4 | 28 + 5 34 + 5 | 40 + 5 | 45 + 5 | 50 + 5
ч 16 ±2 | 17 + 2 | 19 + 2 20 ±2
Примечания: I. Указанные в табл. 49 размеры на ширину швов являются реко-
мендуемыми.
2. При сварке в стык листов неодинаковой толщины, когда разность толщин — $ не
превышает величин, указанных ниже, подготовка кромок под сварку и размеры выполнен-
ного шва должны соответствовать стыку одинаковых листов большей толщины:
Толщина более тонкого листа $ в мм 2—3 4—30 32—40 42—50
Допустимая наибольшая разность
толщин St — д' в мм.......... 1 2 4 6
Если разность толщин листов, свариваемых в стык,
превышает указанные пределы, то на более толстом листе
должен быть сделан скос с одной или с двух сторон листа
длиной L — 5 ($1 — s) до толщины более тонкого листа со-
гласно эскизу:
3. Допускается смещение свариваемых кромок одна
относительно другой ие более: 0,5 мм для толщин до 4 мм\
1,0 мм для толщин 4—10 мм\ 10%, ио не более 3 мм для
толщин более 10 мм.
Швы тавровых соединений (Линейные размеры н мм)
Таблица 50
Швы без скоса кромок, односторонние и двусторонние А-Т1 н П-Т1, А-Т4 и П-Т4
Подготовка
кромок
Выполненный
шов
Обозначение на чертежах
видимый шов невидимый шов
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
71
Продолжение табл. 50
0 3 4 | 5 6 7 | 8 | 9 10 12 14 1 16 18-40
а 0+0.8 0+' 0+1.з 0+а
^min 3 4 5 6
Швы без скоса кромок, двусторонние (с ручной сваркой с другой стороны) Ар-Т1 н Пр-Т1
(Назначение на чертежа*
Видимый. невидимый
шов шоВ
Подготовка кромок Выполненный
шов
0+з
min
6
^tnln
6
Швы без скоса
I 20
Подготовка
кромок
кромок, односторонние прерывистые и двусторонние шахматные
и цепные П-Т2; П-ТЗ и П-Т5
Обозначения на чертежах
Видимый шов невидимый
ПьК-1-t ПъК-l-t швв
(льК-1-t
Выполненный шов
Bui сверху
П^К-LZt nSfK-lZt
t—4 г zz^z* : 1 ——
1Г^
9 | 10 | 12 | 14 | 16
4 5
6
3
5
2
18 | 20 22 | 24 26 | 28 | 30
о+о,«
0+о.»
О'
О'
о+8
^mln
6
6
4
3
I и t выбираются при проектировании.
72
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 50
Швы без скоса кромок, односторонние точечные и двусторонние точечные П-Т6 и П-Т7
Подготовка
кромок
Выполненный
шов
Обозначение на чертежах
видимый шов
невидимый
шов
n HTdZt
If
s 2 1 3 1 4 5
а 0+®’в О+о’8 0-11
rfmin 6 7 8
^max ? 11
^min 2 - (1
^шах 69 70
(1 н t выбираются при проектировании
Швы со скосом одной кромки, двусторонние (с ручной подваркой) Ар-Т8 и Пр-Т8
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИИ
73
Продолжение табл. 50
Швы с двумя скосами одной кромки, двусторонние А-Т10 и П-Т10
Подготовка промок выполненный, шов Обозначение на чертежах
S 16 18 20 22 24 26 28 30 32 34 36 38 40
h 4 5 6 7 8 9
Швы с двумя скосами одной кромки, двусторонние (с ручной сваркой с другой стороны)
Ар-Т11 и Пр-Т 11
Обозначение на чертежах
видимый шов хевид^мый
S 20 22 24 26 28 30 32 34 36 38 40
f 7± 1 8 + 1 10 ± 1 12 + 1
h 6 7 8 10 12
*1 3 4 5
• Примечания:!. Величина катета К углового шва и диаметр точки точечного шва
I выбираются по наименьшей толщине свариваемых деталей.
I 2. Швы тавровых и угловых соединений без скоса кромок могут выполняться как в по-
I ложении <в лодочку», так и в положении, указанном в табл. 50 (Т! — Т7). Данные табл. 50
j (выполненные швы Т8, Т10 и TH) относятся к случаю выполнения швов тавровых сосдипс-
I ний со скосом кромок <в лодочку».
I 3. Конструктивные элементы подготовки кромок и размеры выполненных швов, приве-
денные в табл. 50, распространяются на соединения при угле наклона между стенками
• от 60 до 120°.
74
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 50
4, При определении катета шва К (см. эскиз) в случаях а и б за катет К принимается
меныиий катет вписанного в сечение шва треугольника, а в случае в за катет принимает-
ся катет вписанного равнобедренного треугольника.
8)
в)
Выпуклость шва е допускается при К менее о мм — до 1 мм, при К от 5 до И мм —
до 2 мм. прн К свыше 10 мм — до 3 мм. Приращение катета (т—К) допускается до 3 мм.
Допускаемые отклонения катетов швов от номинальных размеров, указанных на черте-
жах, принимать:
а) для автоматической и полуавтоматической сварки: при К менее 6 мм 4- 1 мм; прн
/< более 6 мм 4- 2 мм;
б) для ручной подварки: при К менее 4 мм 4- 1 мм; при К более 4 мм 4-2 мм.
Таблица 51
Швы угловых соединений
Линейные размеры в мм
Швы с отбортовкой, односторонние A-VI н П-Vl
Подготовка нромон
выполненный
шов
Обозначение на чертежа*
видимый шов невидимый
А И ШОв
IS+ $!>+’
Швы без скоса кромок, двусторонние (с ручной подваркой) Ар-У4 и Пр-У-4
Подбарка
видима
s | 6 | 7 | 8 | 9 | 10 | 12 | 14
р 1 2+1 3± 1
^mln | 3 4
Размер К выбирается по меиьшей толщине
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
75
Продолжение табл. 51
Швы со скосом одной кромки, двусторонние (с ручной подваркой) Ар-Уб и Пр-Уб
Обозначение на чертежах
видимый шоб невидимый
шоб
ZZZ
АрУ
('подбарна
Видима)
Швы с двумя скосами одной кромки, двусторонние (с ручной подваркой) Ар-У8 и Пр-У8
Подготовка
промок
Обозначение на чертежах
Видимый невидимый
шов шов
АрК
(Подварка
видима)
51 >: 10 ММ
5 20 22 24 26 28 30 32 34 36 38 40
/ 7 + 1 8 + 1 10 + 1 12 + 1
А 3 + 2 4 ± 2 5 + 2
в 20 + 3 25 + 4 30 + 4 40 + 4
Примечание. Пункт 1 примечания к табл. 49 и пункты 1, 2, 3 и 4 к табл. 50
относятся и к табл. 51.
76
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Швы соединений внахлестку
Линейные размеры в мм
Таблица 52
Швы без скоса кромок одно- и двусторонние
сплошные А-Hl и 11-Н1, А-Н10 и П-НЮ
Обозначение на чертежах
видимый шов невидимый шов
АЪК
___Z-ZUfe/f
Подготовка
кромок
Выполненный,
шов
jOgBBgCCCgigCiSg vet
j
1-5
6-1а
12-20
к
Устанавливается при проектировании по наименьшей толщине свариваемых деталей
L
20-90
а
0+1
О+з
0+з
Швы без скоса кромок односторонние прерывистые и точечные П-Н2 и П-Н11
Подготовка
выполненный шов Обозначение на чертежах
кромок —4 Z I— ; л видимый ш *т тхк-i-t h*R эв невидимый шов fiLK-et / Г—'jA-xOt-K-l-t
Р“Л^45-* S-наименьшая ? тол шина. -> nfu-t ‘Mi й nfd-t
$ 2 3 4 5 6
^mln 2 3 3 3 3
6 7 8
^max 7 10 11
Лп1п
^max 50 | 60 70
Размеры d, I и t устанавливаются при проектировании по наименьшей толщине
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ. СОЕДИНЕНИЙ
77
Продолжение табл. 52
Швы с круглыми отверстиями односторонние П-НЗ
Подготовка кромок Выполненный шов Обозначение на чертежа»
' видимый невидимый
шов шов
ooa-t noa-t r^~-.
-С
t—
-о
—
s 3-6 7-10 12-14 16-20 22—24 26-40
D 12 18 20 22 25 30
a 18 ±2 26 _t 2 32 ±3 36 it 3 40 ± 3 44 ±3
h 2 J 1 3; t 1
Размеры t и с устанавливаются при проектировании
Швы с удлиненными отверстиями односторонние П-Н4
Подготовка кромок
а=0
Обозначение на чертежах
Видимый невидимый
Ш°В ПсЫ-t
Пс^К-t
Выполненный шов
r S> ]
s >=6
к 0,8s -? s
m 30
r 0,5 * m
Размеры L, t, U устанавливаются при проектировании. Допускается полная заварка
прорези
78
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 52
Швы односторонние с проплавлением П-Н5
2 + 1.5
Размеры / и U устанавливаются при проектировании
Примечание. При определении катета шва К и его допускамых отклонений руко-
водствоваться примечанием 1 и 4 к табл. 50.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ,
ВЫПОЛНЯЕМЫХ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ
(но ГОСТ 5264-58)
ГОСТ 5264-58 распространяется на
конструктивные элементы швов свар-
ных соединений конструкций из угле-
родистых и низколегированных ста-
лей.
Конструктивные элементы швов
сварных соединений, выполняемых
специальными методами сварки (свар-
ка в среде защитных газов, сварка
методом глубокого провара и др.),
не предусмотренные ГОСТ 5264-58,
обязательно должны быть изобра-
жены на чертеже или оговорены в
технических условиях на изделие
с установлением допусков.
Условные обозначения типов швов
ручной сварки на чертежах выпол-
няются аналогично обозначениям
швов автоматической и полуавтома-
тической сварки (см. табл. 49—52),
с той разницей, что при обозначении
швов ручной сварки опускается
индекс способа сварки, стоящий пе-
ред буквенно-цифровым или графи-
ческим обозначением типа шва. На-
пример, при обозначении швов сты-
ковых соединений V-образных со
скосом двух кромок двусторонних
ручной сварки (швы С8) может быть
применено любое графическое обо-
значение в табл. 49 для швов А-С8,
Арр-С8, Ар-С8 с опусканием индек-
са способа сварки (А, или Арр,
или Ар).
Графическое обозначение сварных
швов на чертежах см. ГОСТ 5263-58.
В табл. 53—56 приведена величина
зазора между свариваемыми элемен-
тами.
В монтажных швах допускается
местное увеличение зазоров на 2 мм
сверх указанных допусков.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
79
Швы стыковых соединений £ —.$1
Таблица 53
Подготовка кромок Выполненный шов Условное бук- венно-цифро- вое обозначе- ние Размеры в мм
С отбортовкой Односторонние . iirf -Я t J— С1 S d в
1—2 0+1 2s+2
3 0+1’3 2s+s
«о 1 «о
Без скоса кромок С2 S а в Л
3-3.5 i+0»5 *—1»0 8± 4 о+* О+з
4-4,Б 1 с"Ь0,5 *'5-1,и
5-5,5 9 + 4
6 q+1,5 *-1.0
J + 1 Двусторонние i А 1— 7
Ш 8
ШЯМИ/ИИ. SSsSSSEMI —1 и ►*- <=|
1 i Односторонние S а в А
СЗ С4 1 0,5 + 0,5 5±2 0+!,6
ЧИНИЛ
1,5
2 1 ±1,0 6±2
Л*Э 1 I Односторонние с подкладной 2,5 0+2.5
-Щ*~ Ч- 3-3,5 9 + 4
УИИИЛ
4—6 л+2.0 *-0,5 0+8
80
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 53
Подготовка кромок Выполненный шов Условное бук- венно-цифро- вое обозначе- ние Размеры в л/м
V-образные со ско ом одной кромки Л би стопа мни в S в Л $2
в р-
^5’ Со 3-7 S+l- 0+3 1 ± 1,0
1 У t ~^0Щ*~ С
2tz Um- t Односторонние С6 С7 8—11 S'" 0+4 2tj
'50°t5° JiZ Односторонние с подкладной 12 — 17 18-26 s+!e s+ia
V-образные со ско 60°15° uA 7i «o' । f сом двух кромок Двусторонние С8 С9 СЮ S в Л S2
Ь»1 1 2. f 3-8 s+11 0+з I ± 1,0 o+l 2-2
Односторонние ММ* 9-14 ,<"3 041
60°t5° <i Ши* t _ДЦ±2 * Односторонние с подкладной h^i 15-21 ?15
22—26 S+U
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
81
Продолжение табл. 53
Подготовка кромок Выполненный шов Условное бук- венно-цифро- вое обозначе- ние Размеры в мм
V-образные с криволинейным скосом двух кромок
Двусторонние
V-образные с криволинейным скосом одной кромки
СП S в A
20—23 з + 9 0+4
24—29 з + 7
30-33 s + 4 0+5
34-41 s
42-49 *-3
50-55 * —7
56 -60 * — IS
5 в h
20-23 *-l 0+4
24—29 *-4
30-35 *-, 0+5
36-41 *-12
42-49 *-13
50-55 *-S4
56—60 *-23
82
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 53
Подготовка кромок Выполненный шов
К-образн L ые с д вумя с I косами одной кромки Двусторонние симметричные
<о %® ш
t 2*2, ~50°*5 см | См 1 0 —4”у 1*~ М
1 1 Ji0°±5° Односторонние несимметричные
17
1 2*2, 1 о
С13
04
ж
к
Ж
ж
Размеры в мм
S в Л
12-15 л + 4 0+8
16-23 л + а 0+4
24—33 $
34-40 S-2
h
S
12—15
0+з
16-23
24—33 0+4
34-40
Размеры /, в, в1 устанавли-
ваются при проектировании
Х-образные с двумя скосами двух кромок
65“ 242 t5" Двусторонние симметричные
У * t
k-0-4 •cl
. Б0° Двусторонние несимметричные |*g"4
у «о 1_ в1 J.
—1 6.1— •ci
С15
С16
в Л
12-17 л + з О+з
18—29 S + 1 0+4
30—41 S-3
42—50 s-8 0+5
51—62 f-п
h
12-17
18-25
26-41
42-60
О+з
0+*
0+5
Размеры /, в, «1 устанавли-
ваются при проектировании
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
83
Подготовка кромок
Х-образные с двумя криволинейными скосами двух
кромок
7^3"
двусторонние
Г
Продолжение табл. 53
Выполненный шов
Условное бук- венно-цифро- вое обозначе- ние Размеры в мм
С17 S в h
30-35 S-3 0+4
36-41 S-7
42-51 (М-5
52-60 5 -21
Примечания: 1. Размеры ширины шва в рекомендуемые.
2, В случае сварки кромок листов разной толщины (5 и $1),
разность толщины Sj — $ не
» » St — 5 >
> > $1 — s >
> > St — s »
при $ 3
> $ = 4
>5=9
> 5= 12
8
11
25
ММ
производится так же, как и
когда
более 0,7 $;
> 0,6 s;
> 0,4 $;
> 5 мм;
> 7 мм.
для листов одинаковой тол-
подготовка кромок под сварку
шины.
Если разность толщин кромок листов превышает указанную величину $1 — $ при одно-
стороннем превышении кромок или величину 2 (sj — 5) при двусторонием, то на листе,
имеющем большую толщину, должен быть сделан скос одной нлн двух сторон листа длиной
’ ~ ‘ л " двусторон-
L = 5 (sj — s') при одностороннем превышении кромок и L = 2,5 (St — s) — при
нем превышении до толщины тонкого листа (см. эскиз).
10%, но не
Допускается смещение свариваемых кромок одна относительно другой до
более 3 мм.
3. Допускается для потолочных швов, а также для горизонтальных швов в
ной плоскости угол разделки кромок 45 + 5° с зазором 4+1 мм.
4, Применение швов без скоса кромок С2 и СЗ в вертикальном и потолочном положе*
нии должно быть ограничено толщинами листов для С2 до 7 мм и для СЗ до 3 мм.
5. Допускаемые отклонения по размеру h даны только для нижнего положения шва.
При ином положении шва допускаемые отклонения могут быть увеличены на 2 мм для
толщин до 26 мм и на 3 мм для толщин свыше 26 мм.
вертикаль*
84
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Швы угловых соединений
Таблица 54
Подготовка кромок Выполненный шов Условное буквенно- цифровое обозначение Размеры в мм
С отбортовкой
Односторонние
Без скоса кромок
при 1*0+^
Двусторонние
Впритын
Односторонние
, 6притын
У1 S а 8
1—2 0+1 2-s+s
3 о+ьз 2-s+ ’
У2 5 St 8 Л
2-2.5 2-8 6± 2 3 о+ьз
3-4,5 8 ± 3 0+s
5-6 10 ± 4 0+8
7-8 12 ±4
Размер Ki ориентировочный
УЗ 5 41 8 Л
1-2.5 2-6 6± 3 о+ьз
3-5 8± 4 0+2
6 10 ±4 0+«
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРИ ЫК СОЕДИНЕНИЙ
85
Продолжение табл. 54
Подготовка кромок Выполненный шов Условное буквенно- цифровое обозначение Размеры в мм
У4 S *1 к К1
Без скос а кромок npul =y+<S двусторонние 2-30 2—30 0,5 s 4- s 3
Размер К\ ориентировочный
Г и 1. 1 Односторонние У5 1-30 2—30 0,5 s -т* s 3
Размер Kj ориентировочный
86
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 54
Подготовка кромок
Выполненный шов
Со скосо.м
50°tS°
одной кромки
Д вустороннее t -C:|
&
£ Одностороннее 1*2*1 5.1 Mw
Уб
У7
С двумя скосами одной кромки
Двусторонние
У8
Условное
буквенно-
цифровое
обозначение
Размеры в мм
S S1 в Kt h 52
4—7 4-26 s+11 3 О+з 1 ± 1,0
8-11 s + ,a 0+4 2+ 1
12-17 s + 15
18—26 s + la
Размер Ki ориентировочный
$ «1 в «1 Ki h
12-17 12—60 s + s 3±3 0+4
18-25 s + 3 s 4±3
26-35 s 5 ± 3 0+ s
36—41 S-2 *-* 6 ± 3
42—60 S-5 S-5
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫК СОЕДИНЕНИЙ
87
Продолжение табл. 54
Подготовка кромок
Выполненный шов
Условное
буквенно-
цифровое
обозначение
Размеры в мм
Со скосом двух кромок
60*5°
Двусторонние
1
У9
Si
Односторонние
У10
S «1 в Ki
12-14 12-26 s+ 12 3
15-21 S+14
22—26 s + IS
Размер Ki ориентировочный
П р и м е ч а н и я: I. Размеры ширины шва в и ei рекомендуемые.
2. Допускается для потолочных швов, а также для горизонтальных швов в вертикальной плоскости
угол разделки кромок 45 + 5° с зазором 4 + 1 мм.
3. Применение швов без скоса кромок У2 и УЗ в вертикальном и потолочном положениях должно
быть ограничено толщинами для У2 до 7 мм и для УЗ до 3 мм.
4. При определении катета шва К (см. эскиз) в случае а за катет К принимается меиьший катет
вписанного в сечении шва треугольника, в случае б и в за катет К принимается катет вписанного
равнобедренного треугольника.
Выпуклость шва е допускается при нижнем положении сварки до 2 мм; при ином положе-
нии сварки — до 3 мм. Приращение катета (т—К) допускается при любом положении шва до 3 мм.
5. Допускаемые отклонения по размеру h даны только для нижнего положения шва. При ином
положении шва допускаемые отклонения могут быть увеличены на 2 мм для толщин до 26 мм н на
3 мм для толщин свыше 26 мм.
88
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Подготовка кромок
Выполненный шов
Без скоса кромок
Двусторонние
SSSSSSSSSSS
Двусторонние шахматные
Двусторонние цепные
Швы тавровых соединений
Условное буквен-
но-цифровое
обозначение
Т1
Т2
Таблица 55
Односторонние
1
Односторонние прерывистые
ТЗ
Т4
Т5
Размеры в мм
S к 1 t
2-2.5 5 3 20 40-79
3-4,5 49 89—99
5-6 4
7-9 5
10—30 6—8 50 100—299
Допускаемые отклонения по размеру катета К при отсут- ствии зазора 2 мм. При наличии зазора размер катета при- нимается Кном *г зазор 4- 2 мм. Размеры К, 1, t относятся к нерасчетным швам. В случае расчетных швов К, 1, t уста- навливается при проектировании
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
89
Продолжение табл- 55
Подготовка кромок Выполненный шов Условное буквен- но-цифровое обозначение Размеры в мм
С одним скос ом одной кромки Двусторонние Т8 та S 8 h /<!
4-7 8—11 12-17 18-26 > S s + 8 S+I1 s + 13 J + 10 3±3 4 _t 3 5 + 3 3 1 ± 1,0 2tl
5г Sr s |— Z1 II
Kill1 Односторонние
Ki — ориентировочный
С двумя скосами одной кромки
Двусторонние
Т10
s 51 8 h
12-17 S " 3±3
18-25 ’ * 5±3
26-35 s -s 6 ±3
36-47 S-3 9±3
48-51 11+3
52-69 s_ . 13 + 3
Примечания: 1. Размеры ширины шва в рекомендуемые.
2. Допускается для потолочных швов, а также для горизонтальных швов в вертикальной плоскости угол разделки кромок 45 ± 5° с за-
зором 4 ±'1 мм.
3. Допускаемые отклонения по размеру h даны только для нижнего положения шва; при ином положении шва допускаемые отклонения
могут быть увеличены иа 2 мм для тол шин до 26 мм и иа 3 мм для толшин свыше 26 мм.
90
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Швы соединений внахлестку
Таблица 56
Подготовка кромок
Выполненный шов
Условное
буквенно-
цифровое
обозначение
Без скоса
кромок
Двусторонние
i,
уимм/тшъ
Н1
Односторонние
прерывистые
Н2
Размеры в мм
S «1 к / а
2—5 > S S + - 2 (S -|- 51) 0+1’°
6-10 0+з
12-60 0+4
Размеры I, t устанавливаются при проектировании
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИИ
91
Подготовка кромок
Выполненный шов
С круглыми отверстиями
в Односторонние
50 *5
0+г
НЗ
Продолжение табл. 56
С удлинением отверстий
Односторонние
4—
L
Н4
Условное
буквенно-
цифровое
обозначение
Размеры в мм
$ а
^2 s
Размеры с, v, t устанавливаются при проектировании
S к т г
0,8 s ^-s 2 • $ 0,5m
Размеры s, v, i устанавливаются при проектировании. Допу- скается полное заполнение по внутреннему контуру отверстий
Примечания. 1. При определении катета шва К руководствоваться примечанием 4 к табл. 54.
2. Для швов НЗ при а >30 мм допускается проварка по внутреннему контуру отверстий без полного его заполнения К = 0,8s <$;
при этом для толщин листа менее 8 мм раззенковка отверстий необязательна. Для s = 8 16 раззенковка выполняется на всю толщину.
Для $>16 мм раззенковка производится на величину, обеспечивающую провар. Швы НЗ могут выполняться со сквозным проплавлением.
92 ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
НАКАТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
(но ОСТ 26016, ОСТ 26017 и нормали приборостроения)
Условные обозначения накаток с шагом t = 0,8 мм\
Накатка прямая 0,8ОСТ26016.
Накатка сетчатая 0,8ОСТ26017.
Таблица 57
Рекомендуемый шаг прямой накатки t
Ширина заготовки b
Диаметр заготовки D До 2 Св. 2 до 6 Св. 6 до 11 Св. 14 до 30 Св. 30
До 8 0.5 0.5 0.5 0.5 0.5
Св. 8 до 16 0,5 0.6 0.6 0.6 0.6
» 16 » 32 0.5 0.6 0.8 0,8 0,8
> 32 > 64 0,6 0.6 0.8 1.0 1.0
> 64 > 100 0,8 0.8 0,8 1,0 1.2
Таблиц! 58
Рекомендуемый шаг косой сетчатой накатки t
Размеры в
Диаметры заготовки D Ширина заготовки b
Для латуни, алюминия, фибры и т. д. Для стали
До 6 Св. 6 до 14 Св. 14 до 30 Св. 30 До 6 Св. 6 до 14 Св. 14 до 30 Св. 30
До 8 Св. 8 до 16 » 16 > 32 » 32 > 64 » 64 > 100 0,6 0.6 0,6 0.6 0,8 0.6 0.6 0.8 0.8 0,8 0,6 0.6 0.8 1.0 1.0 0,6 о.б о.з 1.0 1.2 0.6 0.8 0.8 0,8 0.8 0,6 0.8 1,0 1,0 1,0 0.6 0.8 1.0 1.2 1.2 0.6 0,8 1.0 1,2 1.6
Примечания: 1. После накатывания диаметр изделий превышает диаметр заго- товки D на величину Д ** (0,25 0,5) t. 2. В рабочем чертеже для диаметра накатанного изделия условно проставляется диаметр заготовки D. 3. Угол а в приборостроении рекомендуется для цветных металлов 90е. для конструк- ционной стали 70°, для инсгрументальной стали 60°.
РАДИУСЫ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА
93
Таблица 59
Накатка для прессовых соединений металлических деталей с деталями
из пластмасс
Размеры в мм
Номиналь-
ный диаметр
d
Шаг
накатки
/
Отклонения
> 18 > 39 0,8
4-0.084 4-0,14
Примечания: 1. Диаметр втулки D >: 2 d.
2. Длина накатки L st (1 4* 1,5) • б.
3. Текстолит и гетинакс перед механической обработкой просушить.
4. Отверстия сверлить перпендикулярно волокнам.
5. Перед серийным производством произвести опытную проверку.
РАДИУСЫ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА
(по нормали приборостроения)
Приближенные значения наимень- участка А при изгибе на угол а
ших внутренних радиусов гибки г определяется ио формуле
для различных материалов, приведен- .__ , , „{л а°
ные в табл. 60, установлены по пре- • л ' 180”
дельно допустимым деформациям
крайних волокон.
Развернутая длина изогнутого
где К— числовой коэффициент, опре-
деляющий положение нейтрального
слоя при гибке (см. табл. 61).
94
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Таблица 60
Материалы Отожженные или нормализо- ванные Наклепанные
Расположение липин сгиба
Поперек воло- кон проката Вдоль волокон проката Поперек воло- кон проката Вдоль волокон проката
Железо Армко Алюминий Латунь Л68 Медь г = 0 0.2Л 0,2й 0,3ft 0,4ft 1,0ft 0,54 0,84 0,84 2,04
Сталь 0,5 кп—10, Ст. 0. Ст. 1, Ст. 2 Сталь 15, 20, Ст. 3 Сталь 25, 30, Ст. 4 Сталь 35 , 40, Ст. 5 г —0 0.1Л 0.2Л О.ЗА 0.4Л 0.5Л 0.6А 0.8Л 0,44 0.54 0.64 0.84 0,84 1,04 1,24 1,54
Сталь 45, 50, Ст. б Сталь 55. 60, Ст. 7 Дуралюминий мягкий Дуралюминий закаленный 0,5Л 0.7А 1.0Л 2.0Л 1.04 1,34 1.54 3,04 1,04 1,34 1,54 3,04 1,74 2,04 254 4,04
Примечания: 1. Наименьшие внутренние радиусы гибки следует применять лишь в случае конструктивной необходимости. 2. При гибке под углом к направлению проката следует брать средние промежуточные значения в зависимости от угла наклона линии сгиба. 3. При гибке заготовок, полученных вырубкой или резкой без отжига, радиусы гибки следует брать как для наклепанного металла. 4. При гибке нужно устанавливать заготовку ваусенцами внутрь угла изгиба во избе* жание трещин.
Таблица 61
ft в мм 1 1.5 2 3 4 5 6 ! 8 10
г в мм к
1 0,350
2 0,375 0,357 0,350 —— — — — —
3 0,398 0,375 0,362 0,350 — — — — —
4 0.415 0.391 0,374 0.360 0,350 — — — —
5 0.428 0.404 0,386 0,367 0,357 0,350 — —— —
6 0.440 0,415 0,398 0,375 0,363 0,355 0,350 — —-
7 0,450 0,425 0,407 0,383 0,369 0,360 0,354 — —
8 0,459 0,433 0,415 0,391 0,375 0,365 0.358 0,350 —
9 0,465 0,440 0,423 0,398 0.381 0,370 0.362 0,353 —
10 0,470 0,447 0,429 0,405 0,387 0,375 0.366 0,356 0,350
12 0,480 0,459 0.440 0,416 0,399 0,385 0,375 0.362 0,355
14 0,467 0,450 0,425 0,408 0,395 0,383 0,369 0,360
16 0,473 0,459 0,433 0,416 0,403 0,392 0,375 0,365
18 0,479 0,465 0,440 0,423 0,409 0,400 0,382 0,370
20 0,5 0,470 0,447 0.430 0,415 0,405 0.388 0,375
22 ___ 0,475 0,453 0,435 0,421 0,410 0,394 0,380
25 0,5 0.460 0,443 0,430 0,417 0.402 0,387
28 0,5 0.466 0,450 0,436 0,425 0,408 0,395
30 — — — 0,470 0,455 0,440 0,430 0,412 0,400
РАДИУСЫ ИЗГИБА ТРУБ
95
РАДИУСЫ ИЗГИБА ТРУБ
(по нормали приборостроения)
Радиусы изгиба стальных водо-газопроводных труб, изготовляемых по
ГОСТ 3262-62, приведены в табл. 62, а медных и латунных труб, изготов-
ляемых по ГОСТ 617-64 и 494-52, — в табл. 63.
Длина изогнутого участка трубы А определяется по формуле
Таблица 62
Размеры в мм
Обозначение труб в дюй- мах Наружный диаметр трубы d* ^min Длина прямого участка Zmin
в горячем состоянии в холодном состоянии
*/4 13,5 40 80 40
«/8 17 50 100 45
*/а 21,25 65 130 50
’/4 26,75 80 160 55
1 33,5 100 200 70
1*/4 42.25 130 250 85
1*/з 48 150 290 100
2 60 180 360 120
2*/з 75,5 ! 225 450 150
3 88,5 265 530 170
4 114 340 630 230
Таблица 63
Размеры в мм
Наружный диаметр d^ 3 4 6 8 19 12 15 18 24 30
Наименьший радиус изгиба 6 8 12 16 20 24 30 36 72 90
Наименьшая длина прямого участка Zmjn . . . . 10 12 18 25 30 35 45 50 55 60
Примечания к табл. 62 и 63: 1. При выборе радиуса изгиба следует по возможности
предпочитать Р для изгиба в холодном состоянии.
2. Наименьшая длина прямого участка трубы I необходима для зажима конца трубы
при изгибе.
96
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
РУЧКИ ФАСОННЫЕ (по МН 4-64)
Пластмассовые
Таблица 64
Исполнение /
Размеры В мм Допускается резьбу 6 сквозном
отверстии с торца закернить
Обозначе Исполне- ние 1 зие ручек Исполне- ние 11 L D D1 D. а (доп. ОТКЛ. noCs) di 1 д ИС по ш 1 1Я ше- я 11 11 h Г П га Масса в кг
I 1138 X 8 1 П38 X 10 1 П38 X 12 11 П38 X 8 38 12 10 7 5 М.5 8 10 12 8 25,3 5 4 24 20 0,008
I П48 X Ю 1 П48 X 12 1 П48 X 15 II П48 X Ю 48 15 12 9 6 Мб 1) 12 15 10 32,1 6 5 30 27 0,014
1 П6Э X 12 1 П60 X 15 1 П6Э X >8 11 П60 X 12 60 19 15 12 8 М8 12 15 18 12 39,4 8 6 38 35 0,030
1 П75 X 15 1 П75 X 18 1 П75 X 22 II П75 X 15 75 24 18 16 10 М1Э 15 18 22 15 49,6 10 8 48 40 0,060
1 П95 X 22 1 П95 X 25 1 П95 X 28 II П95 X 20 95 30 22 20 12 М12 22 25 28 20 63.2 15 10 60 52 0,115
1 П120 X 28 1 П120 X 32 1 П120Х36 ПП120Х25 120 38 28 25 16 М16 28 32 36 25 77,1 13 12 75 58 0,235
Пример условного обозначения ручки фасонной пластмассовой исполнения 1, £ = 75лш,
I = 22 мм:
Ручка I 1175 X 22 МН 4-64.
То же, исполнения II, L = 75 мм, / = 15 мм:
Ручка II П75 X 75 М.Н 4-64.
Примечания: 1. Материал ручки: пластмасса — волокнит Вл1 и Вл2 черного цвета
по ГОСТ 5680-60. Допускается изготовление ручек другого цвета.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
ОСТ 1010.
3. Размеры дет. 1 см. табл. 65.
Со
со
Васильев
ё
Деталь /. Стержень
V костальное
Исполнение 1
Обозначения стержней
Исполнение 1 Исполнение 11
I 38 X 8/1 1 38 X Ю/1 1 38 X 12/1 11 38 X 8/1
D
9
о
5
di
di
d»
di
M5
4,0
6
4
РУЧКИ ФАСОННЫЕ
97
Таблица 65
I 48 x 10/1
I 48 X >2/1
I 48 X 15/1
11 48 X Ю/I
10
6
M6
5,0
8
5
Размеры в мм
/•1 для
исполнения
l для
исполнения
Sm-
b
bi
Масса
в кг
11
11
40
36
8
10
12
8
3
3
10
5
7
2
3
1.0
1,6
0.005
52
48
10
12
15
10
3
4
12
5
8
2
4
1.0
2.0
0,010
98 ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 65
Обозначения стержней D О = = •Sa — 01 О2 а3 d. £1 для исполнения 1 для исполнения н ^2 >8 1, 5 (доп. откл. по Св) ъ С X Масса в кг
Исполнение 1 Исполнение 11
I п 1 11
I 60 х >2/1 1 60 х >5/1 160Х >8/1 11 60 х 12/1 12 8 М8 6,5 10 6 65 58 12 15 18 12 4 5 15 7 10 2 5 0,020
1 75 X >5/1 I 75 X 18/1 1 75 X 22/1 И 75 X 15/1 17 10 М10 8,5 12 8 82 76 15 18 22 15 5 6 20 9 14 8 1,5 2,5 0,040
1 95 X 22/1 1 95 X 25/1 1 95 X 28/1 11 95 X 20/1 20 12 М12 10,0 14 10 98 90 22 25 28 20 6 8 25 11 17 10 0,070
I 120 X 28/1 I 120 X 32/1 1 120 X 36/1 11 120 X 25/1 25 16 М16 14,0 18 14 125 115 28 32 36 25 8 11 30 14 19 3 15 2,0 3,0 0,155
Пример условного обозначения стержня исполнения 1, для ручки L — lb мм, 1=^22 мм'.
Стержень I 7<5 X 22Д МН
То же, исполнения И, для ручки I = 75 мм, Z == 15 мм:
Стержень П 75 X 15/1 МН 4-64,
Примечания: 1. Материал; сталь марки 35 по ГОСТ 1050-60 или сталь марки А12 по ГОСТ 1414-54.
2. Отклонения на размеры, неограниченные допусками, —по 7-му классу точности ОСТ 1010.
3, Резьба — по ГОСТ 9150-59, допуски на резьбу — по 4-му классу точности ГОСТ 9253-59.
4. Покрытие — Хим. Оке. м по ГОСТ 9791-61.
РУЧКИ ФАСОННЫЕ
99
Стальные
Таблица 66
\74 остальное
_ с Исполнение I
При со орке Покрытие МНХ.18.5
развальце-
вать
Исполнение П
После покрытия
опускается резьбу в сквозном
отверстии с торца закернить
Размеры в мм
Обозначение ручек L D D1 Da d (доп. откл. поСд) di dt Г г& 1 для испол- нения h h ^8 с X Масса в кг
Исполнение I Исполнение 11
I 11
125X6 1 25 X 8 1125X6 25 8 6 4 3 М3 2,0 1,5 17 5,0 0,5 6 8 6 2.5 15,0 3 0.5 1,0 0,005
I 32 X 6 1 32 X 8 1 32 X 10 11 32 X 8 32 10 7 5 4 М4 2,5 2,0 20 9.5 6 8 10 8 20,0 4 1,6 0,010
I 38 X 8 1 38 X Ю I 38 X 12 11 38 X 8 38 12 8 6 5 М5 3,5 4,0 24 20 0.5 8 10 12 8 3.0 25,3 4 1,0 1,6 0,020
100
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 66
Обозначе Исполнение 1 1не ручек Исполнение 11 L D О1 d (доп. откл.поСз) <71 da Г п гц Г& 1 для и нен 1 спол- на И h h С X Масса в кг
1 48 X 10 1 48 X 12 1 48 X 16 11 48 X 'О 48 15 10 8 6 Мб 4,0 5,0 30 27 0,5 10 12 15 10 3.0 32.1 5 1,0 2.0 0,040
I 60 X 12 I 60 х 16 1 60 X 18 11 60 X 12 60 19 12 10 8 М8 5.5 6,0 38 35 12 15 18 12 4.0 39,4 6 1.5 2.5 0,080
1 га X 15 1 75 X 18 1 75 X 22 игах 16 75 24 16 13 10 М10 7,0 8,0 48 40 15 18 22 15 5,0 49,6 8 0.170
1 95 X 22 I 95 X 25 I 95 X 28 II 95 х 20 95 30 20 16 12 М12 9,0 10,0 60 52 0,8 22 25 28 20 6,0 63.2 10 0,330
1 120 X 28 I 120 X 32 1 120X36 11 120 X 25 120 38 25 20 16 М16 12,0 12,0 75 58 28 32 36 25 8,0 77,1 14 2,0 3,0 0,620
Пример условного обозначения ручки фасонной стальной исполнения 1, Z —75 мм, 1 22 мм: Ручка /75X22 МН 4-64. То же, исполнения 11, L = 1Ь мм, 1 = 15 мм: Ручка II 75 X 15 МН 4-64. Примечания: 1. Материал: сталь марки 15 или 35 по ГОСТ 1050-60 или сталь марки А12 по ГОСТ 1414-54. 2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010, 3. Резьба — по ГОСТ 9150-59; допуски на резьбу — по 3-му классу точности ГОСТ 9253-59.
РУКОЯТКИ ВРАЩАЮЩИЕСЯ
101
РУКОЯТКИ ВРАЩАЮЩИЕСЯ
(по МН5-64)
Пластмассовые
Таблица 67
г................................. —
Исполнение I
При сборке Отверстие при сворке
развальцевать смазать смазкой УСс-2
Исполнение II
отверстии с торца закернить
Обозначения рукояток L D а (доп. откл. С3) di 1 для исполнения Массы в кг
Исполнение I Исполнение 11 1 11
1 П60 х 12 1 П6Э X 15 1 1169 X I8 11 П60 X 12 60 19 8 М8 12 15 18 12 0,04
1 П75 X 15 1 1175 X 18 I П75 X 22 11 П75 X 15 75 24 10 МП) 15 18 22 15 0.06
I П95 X 22 1 П95 X 25 1 П95 X 28 11 П95 X 20 95 30 12 М12 22 25 28 20 0,15
1 П120 X 28 1 П120 X 32 1 11120 X 36 11 П120 X 25 120 33 16 М16 28 32 36 25 0,28
Пример условного обозначения рукоятки вращающейся пластмассовой исполнения 1,
L — 75 мм, 1=^22 мм:
Рукоятка I П75 X 22 МН 5-64.
То же, исполнения 11. L = 75 мм, I — 15 мм:
Рукоятка II 1175 X 75 МН 5-64.
Прим сча нис. Размеры дет. I, 2 и 3 см. табл. 68—70.
102
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Таблица 68
Деталь 1. Ручка
Обозначе- ния ручек £ D Di £>2 d (доп. откл. ПО Д4) di (доп. откл. + 0.3) г Г2 1 11 h h ь (доп. ОТКЛ. + 0,1) с Масса в кг
П 60/1 60 19 15 12 8 9,4 6 38 35 50 39,4 8 6 1.6 1,0 0,01
П75/1 75 24 18 16 10 11,6 8 48 40 65 49,6 10 8 0,02
П 95/1 95 30 22 20 12 13.8 10 6Э 52 80 63.2 15 10 2.0 0,04
П 120/1 120 38 28 25 16 18,0 12 75 58 100 77,1 20 15 1,5 0,07
Пример условного обозначения ручки £ = 75 мм:
Ручка П75Ц МН 5-64.
Примечания: I. Материал: пластмасса — волокнит Вл1 н Вл2 черного цвета по ГОСТ 5689-60. Допускается, по требованию ваказ-
чика, изготовление ручек другого цвета.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010.
РУКОЯТКИ ВРАЩАЮЩИЕСЯ
103
Деталь 2. Стержень
Таблица S9
Исполнение I
схЬ5в
V 4 остальное
Исполнение 11
4—1
Обозначения стержней D d (доп. откл. по С.з) di do da (доп. откл. по Х±) di Li для исполнения / для исполнения к ^2 h S (доп, откл. по Cg) ъ (доп. откл. +0.1) С X Г Массы в кг
Исполнение 1 Исполнение 11 1 I 11
I 60 X 12/2 I 60 X 15/2 1 60 X 18/2 11 60 X 12/2 12 8 М8 5,5 8 5,7 68 62 12 15 18 12 5 4 6 10 1,2 1,5 2,5 о.б 0,03
1 75 X 15/2 I 75 X 18/2 1 75 X 22/2 11 75 X 15/2 16 10 мю 7.0 10 7,7 90 85 15 18 22 15 8 5 8 14 0,04
1 95 X 22/2 1 95 X 25/2 1 95 X 28/2 11 95 X 20/2 20 12 М12 9,0 12 9,0 ПО 102 22 25 28 20 10 6 10 17 1.8 0,9 0,10
I 120 X 28/2 1 120 X 32/2 1 120 X 36/2 11 120 X 25/2 25 16 М16 12,0 16 13,0 140 130 28 32 36 25 12 8 15 19 2,0 3.0 0.21
Пример условного обозначения стержня исполнения 1 для рукоятки вращающейся, L = 75 мм; I = 22 мм:
Стержень I 75 X 22/2 МН 5-64.
То же, исполнения II для рукоятки вращающейся. L = 75 мм, I — мм:
Стержень II 75 X 15/2 МН 5-64.
Примечания: 1. Материал: сталь марки 35 по ГОСТ 1050-60 или сталь марки А12 по ГОСТ 1414-54.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010.
3. Резьба — по ГОСТ 9150-59, допуски на резьбу — по 3-му классу точности ГОСТ 9253-59,
4. Покрытие — Хим. Оке, м по ГОСТ 9791-61.
104
ОГ.ЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Таблица 70
Деталь 3. Кольцо-замок
Размеры в мм
г4 Обозначения кольца-замка D d k Длина заготовки Массы в кг
60/3 7.2 1,0 4,5 21,1 0.01
75/3 9,0 4,8 26,3 0,02
95/3 10,8 1,4 5,1 32.9 0.03
120/3 14,6 5.7 44,2 0.05
Пример условного обозначения кольца-замка D — 9 мм: Кольцо 75/3 МП 5-64. Примечания: 1. Материал: проволока класса 11 по ГОСТ 9389-6Э. 2. Отклонения на размеры — по 7-му классу точности ОСТ 1010.
Стальные
Таблица 71
Исполнение I
При сборне Отверстие при сворке
развальцевать смазать смазкой УСс-2
Исполнение 11
*4 * h—
Допускается резьбу в сквозном
отверстии с торца закернить
Обозначения рукояток L D d (ДОН. откл. по Сз) <71 1 для исполнения Масса в кг
Исполнение 1 Исполне- ние П 1 11
Размеры в мм
I 60 X 12 I60X 15 I60X >8 II 60 х 12 60 19 8 М8 12 15 18 12 0.1
1 75 X 15 1 75 X 18 I 75 X 22 11 75 X 15 75 24 10 мю 15 1.8 22 15 0,18
РУКОЯТКИ ВРАЩАЮЩИЕСЯ
105
Продолжение табл. 71
Обозначения рукояток L D d (доп. 1 для исполнения
Исполнение 1 Исполне- ние II откл. по С8) di • 11 Масса в кг
Размеры в им
1 95 X 22 1 95 X 25 195 X 28 1195X20 95 120 30 12 М12 22 25 28 20 0,37
1 120 X 28 I 120 X 32 1 120 X 36 11 120 X 25 38 16 М16 28 32 36 25 0,68
Пример условного обозначения руко! L — 75 мм, 1 = 22 мм: Рукоятка I То же, исполнения 11, L = 75 мм, 1 = 15 Рукоятка II Размеры дег. 1, 2 и 3 см. табл. 72, 69 и 1тки вращающейся стальной исполнения I, 75 X 22 МН 5-64. мм: 75 X 15 МН 5-С4. 70 соответственно.
Таблица 72
Деталь /. Ручка
V4 остальное
Обозна- чения ручек L D Dt d2 d (доп. откл. но Л8) di (доп. откл. + 0,3) г Г1 Г* 1 h 1 Ь (дон. откл. + 0,1) с Масса в кг
60/1 60 19 12 10 8 9,4 6 38 35 50 39,4 6 1,6 1,0 0,06
75/1 75 24 16 13 10 11,6 8 48 40 65 49,6 8 0,12
95/1 95 30 20 16 12 13,8 10 60 52 80 63,2 10 2,0 1,5 0,24
120/1 120 38 25 20 16 18,0 12 75 58 100 77,1 12 0,42
: Пример условного обозначения ручки стальной, Д — 75 мм:
Ручка 75/1 МН 5-64.
Примечания: 1. Материал: сталь марки 15 или 35 по ГОСТ 1050-60 или сталь
! марки А12 по ГОСТ 1414-54.
j 2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
1 ОСТ 1010.
106
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
РУЧКИ ШАРОВЫЕ
(по МН 6-64)
Пластмассовые
Таблица 73
Исполнение / Исполнение П Исполнение Ш
Обозначения ручек D Di (доп. откл. ± 0,5) Dt d (доп. откл. по rfl 1 для исполнения h Г ь С Масса в кг
Исполне- ние I Исполне- ние II Исполне- ние 1П Исполне- ние I—II Исполне- ние III
1-11 III
1 12 и 12 — 12 8 13 5 М5 6 7 — 2,0 0,25 0,5 0,8 0,001 —
116 1116 — 16 10 17 6 Мб 7 9 — 0,003 —
1 22 II 22 — 22 12 23 8 М8 10 16 — 2.5 0,50 1,0 1,2 0,006 —
I 39 11 39 III 30 30 15 31 10 М10 12 13 18 3.0 0,018 0,025
I 40 11 40 III 40 40 18 42 12 М12 14 24 24 1,00 2.0 1.8 0,041 0,050
1 5.) 1159 III 50 50 20 52 0,083 0,090
Пример условного обозначения ручки шаровой из пластмассы черного цвета исполне-
ния 1, D = 50 мм:
Ручка I 1150 МН 6-64.
То же, красного цвета, исполнения 11, D = 50 мм:
Ручка II ПК50 МН 6-64.
То же, белого цвета, исполнения 111. .0 = 50 мм:
Ручка III ПБ50 МН 6-64.
Примечания: 1. В обозначения ручек вводится обозначение их цвета: черный—П;
красный — ПК; белый — ПБ.
2. Материал: пластмасса — прессовочный материал марки К-17-2 или К-18-2 черного
цвета, К-17-2ЦО красного и белого цветов по ГОСТ 5689-60. Пластмасса — этрол нитроцел-
люлозный по ТУ 35-Х11-315-61.
3. Резьба — по ГОСТ 9150-59.
ОСТ 1?10КЛ°ИеНИЯ НЙ РазмеРы' Ие огРаничениые допусками, — по 7-му классу точности
5. Ручки I и II исполнения устанавливать на рычаг, смазанный эпоксидион смолой
ЭД-5 по ВТУ МХП М-688-56 нли ЭД-6 по ВТУ МХП М-646-56.
6. Размеры дет. 1 см. табл. 74.
РУЧКИ ШАРОВЫЕ
107
Деталь /. Втулка
Размеры в мм
Таблица 74
V3 Остальное
Обозначения втулок d di I b bl Масса в кг
III 30/1 111 40/1 М10 MI2 12 14 18 24 2 3 4 & 0,009 0,015
Пример условного обозначения втулки d = М12: Втулка 111 40/1 МН 6-64. Примечания: 1. Материал: шестигранник калибр, 17 (5) ГОСТ 8560-57 40 ГОСТ 1051-59 ’ 2. Отклонения на размеры, ие ограниченные допусками, — по 7-му классу точности ОСТ 1010. 3. Резьба — по ГОСТ 9150-59; допуски на резьбу — по 3-му классу точности ГОСТ 9253-59. 4. Покрытие —Хим. ОКС. м по ГОСТ 9791-61.
Стальные
Таблица 75
V4 Остальное
-Размеры в мм
Обозначения ручек D Di (доп. откл. ± 0,5) d di 1 h Za Масса в кг
12 12 8 М5 6 8 7 1.0 0,01
16 16 10 Мб 7 13 9 1.5 0,02
22 22 12 М8 10 16 14 2,5 0,03
30 30 15 М10 12 18 3,0 0,10
40 50 40 50 18 20 М12 14 30 24 0,25 0,50
Пример условного обозначения ручки шаровой стальной D=50 мм:
Ручка 50 МН 6-64.
Примечания: 1. Материал: сталь марки 15 или 35 по ГОСТ 1050-60.
2. Отклонения на размеры, неограниченные допусками. — по 7-му классу точности
Г 1010.
3. Резьба —по ГОСТ 9150-59: допуски на резьбу—поЗ-му классу точности ГОСТ 9253-59.
108
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
МАХОВИЧКИ СО СПИЦАМИ
(по МН8-64)
Пластмассовые
Таблица 7в
Исполнение / Исполнение II
Размеры в мм
Обозначения маховичков D d (доп. откл. по Д) di rf2 И L В ъ (доп. откл. по Дд) <* + 6 (доп. ОТКЛ./1 по Л5) bi Е Г /1 г$ '3
Исполне- ние 1 Исполне- ние II
I П125 11 П125 | 125! 14 28 j 40 . 36 18 | 18 4 15,6 8 1 20 9,о! 18 | 45 14
1 11169 11 П160 160' 16 32 1 45 1 40 1 20 | 20 5 17,9 9 i 22 | 10 22 | 60 18
1 П200 11 П200 | 200|' 20 36 | 52 I 45 | 24 1 22 | 6 22.3 10 | 25 111 26 1 80 | 22
1 11250 II 11250 | 250| 25 45 64 50 28 | 25 8 27,6 11 1 28 112.5| 30 Л02 | 26
1 П320 11 11320 | 3201 30 55 | 75 1 55 | 34 | 28 32.6 13 | 32 114 35 115 30
Продолжение табл. 76
Обозначения маховичков Га г$ га Г7 г» г9 ПО k *1 *2 *8 с Коли- чество спиц Масса в кг
Иснолне-1 Исполне- ние 1 1 ние 11
1 П125 | 11 П125 5,5 6 3.5 3.0 4,0 6 8 11 9 : И I 0.8 3 ОД0_ 0,60
1 П160 1 11 П160 6.0 7 4,0 4.0 4,5 8 10 12 И 14 1,0
I П200 | 11 П200 7,0 8 5.0 ! 5,0 14 13 16 1,30
I П250 I II П250 8,0 9 5,5 | 5,5 11 12 16 | 15 ! 18 2 1,5 2.20
I 11320 | 11 П320 9.0 16 ! 5.0 6.0 | 6,0 18 1 17 20 5 3,35
Пример условного обозначения маховичка пластмассового исполнения 1, Z) — 250 мм:
Маховичок 1 II250 МН 8-64.
То же, исполнения И, D = 250 мм:
Маховичок 11 П250 МН 8-64.
Примечания: 1. Материал: пластмасса — волокнит Вл 1 и Вл 2 черного цвета по
ГОСТ 5689-60. Допускается по требованию заказчика изготовление маховичков другого цвета.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
3. Размеры дет. 1, 2, 3 и 4 см. табл. 77, 78, 68 и 70 соответственно.
МАХОВИЧКИ СО СПИЦАМИ
109
Деталь /• Втулка
Таблица 77
\73 остальное
Обозначе- ния втулок d (ДОП. откл. по А) <?1 L 1 h ъ (доп. откл. ПО Л8) « + 6 (доп. откл. <1 по Л5) Масса в кг
125/1 14 20 22 18 6 6 4 15,6 0,02
160/1 16 24 26 20 7 5 17,9 0,04
200/1 20 28 30 24 8 8 6 22,3 0,06
250/1 25 34 36 28 10 10 8 27,6 0,10
320/J 30 42 44 34 12 12 32,6 0,16
Пример условного обозначения втулки </ = 25 мм для маховичка пластмассового: Втулка 250// МН 8-64. Примечания: Материал: сталь марки 35 по ГОСТ 1050-60 или сталь маоки AI2 по ГОСТ 1414-54. 2. Отклонения иа размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010. J J 3. Покрытие — Хим. Оке. м по ГОСТ 9791-61.
Деталь 2. Стержень
Таблица 78
V4 остальное
Размеры в мм
Обозначе- ния стерж- ней d (доп. откл. по Х4) D rfl d‘2 <h L I li h, b (ДОП. откл. 4-0,1) r Масса в кг
11 125/2 8 12 8 5 5,7 | 60 | 12 | 3 | 6 | 3 1,2 0.6 0,03
11 160/2 10 14 10 6 7,7 | 75 14 | 4 | 8 4 0,04
II 250/2 12 18 12 8 9.0 | 95 | 18 | 5 I Ю | 5 1,8 0,9 0,08
Пример условного обозначения стержня 10 мм для маховичка пластмассового:
Стержень II 160/2 МН 8-64.
Примечания: 1. Материал: сталь марки 35 по ГОСТ 1050*60 или сталь марки А12
по ГОСТ 1414-54.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
3. Покрытие — Хнм. Оке, м по ГОСТ 9791-61.
Таблица 79
110
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Металлические
Размеры в мм
МАХОВИЧКИ СО СПИЦАМИ
111
160 160 16 32 45 10 М10 40 20 20 5 17,9 9 22 10,0 22 60 16 6.0 4,0 3,7 4,5 8 10 10 12 8,0 1,0 2,0 3 1,30
200 200 20 36 50 45 24 22 6 22,3 10 25 11,0 26 80 20 7,0 4,1 5,3 И 14 9,0 1,80
250 250 25 45 60 12 MI2 50 28 25 8 27,6 и 28 12.5 — 102 24 8,0 4,5 6,0 11 12 12 16 10 1,5 2.5 2,80
320 320 30 55 72 55 34 28 32.6 13 32 14,0 135 28 9,0 5,0 5,3 6,8 14 18 11 5 6,30
400 400 36 65 85 16 М16 65 40 32 10 38,9 15 36 16,0 170 45 10 6,0 6,0 7,5 14 15 16 20 12,5 3.0 10,50
500 500 40 75 95 75 45 36 12 42.9 17 40 18,0 216 65 и 7,0 6,8 8.3 17 18 22 14 16,40
* Масса указана для чугунных маховичков.
Пример условного обозначения маховичка чугунного Z) = 250 мм:
Маховичек 250 МН 8-64.
То же, алюминиевого D — 250 мм:
Маховичок АЛ 250 МН 8-64.
Примечания: 1. Материал: чугуи марки СЧ 15*32 по ГОСТ 1412*54 и сплав алюминиевый марки АЛ15В нли АЛ16В по
ГОСТ 2685-63.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010.
3. В случае необходимости применения маховичков с ручкой используется платик г9.
4. Допускается изготовление маховичков с резьбовым отверстием под ручку, при этом в обозначении взамен указывают диаметр
резьбы. Пример:
Маховичок 25 X М12 МН 8-64.
5. Допускаемое радиальное и торцовое биение на ободе 0,25 мм.
6. Наружные нехромированиые поверхности маховичков покрыть грунтовкой ГФ-020 по ГОСТ 4056-63, посадочные поверхности и торцы
ступицы — смазкой универсальной низкоплавкой УН по ГОСТ 782-59. Загрунтованные поверхности красить при монтаже под цвет изделия.
112
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
МАХОВИЧКИ СО СПИЦАМИ И С ВЫЕМКАМИ НА ОБОДЕ
(по МН9-64)
Пластмассовые
Таблица 80
Размеры в мм
Обозна- чения ма- ховичков D d (доп. откл. по А] di Н L В d-Hl (дон. откл. ti ПО А5) b Е Г Г1 'а
Г1250 250 25 45 64 50 28 25 27,6 11 28 12,5 26 4 8
П320 320 30 55 75 55 34 28 32.6 13 32 14,0 30 5 9
Продолжение табл. 8)
Размеры в мм
Обозна- чения ма- ховичков га Г1 /8 k *1 *3 Ла а Коли- чество спиц Масса в кг
П250 10.0 9 12 5,5 60 30 15 13 5 16 9° 3 0,55
Г1320 11,5 10 13 6,0 6,5 35 17 20 6 18 7°30' 5 1,30
Пример условного обозначения маховичка пластмассового D — 250 -им:
Маховичок П250 МН 9-64.
Примечания: 1. Материал: пластмасса — волокиит Вл1 и Вл2 черного цвета по
ГОСТ 5689-60. Допускается но требованию заказчика изготовление маховичков другого
цвета.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
ОСТ 1010.
3. Размеры дет. 1 см. табл. 77.
МАХОВИЧКИ СО СПИЦАМИ И С ВЫЕМКАМИ НА ОБОДЕ
ИЗ
Металлические
Таблица 81
Размеры в мм.
Обозначе- ния махо- вичков D d (доп. откл. по А) rfl И L В ь (доп. откл. по А3) + 6 (доп. откл. /1 но А 5) bi Е Г п
250 250 25 45 60 50 28 25 27,6 11 28 12,5 1 24
320 320 30 55 72 55 34 28 32,6 13 32 14,0 | 28
400 400 36 65 85 65 40 32 10 •38,9 1 15 36 16,0 I45
500 500 40 75 95 75 45 36 12 42,9 17 40 13,0 | 65
Продолжение табл. 81
Размеры в мм
Обозначе- ния махо- вичков Г2 Гз Гъ Гц Г7 k *1 а Количе- ство спид Масса в кг
250 4 8,0 10,0 12 4,5 5,5 12 16 5,0 9’ 3 25
320 5 9.0 11,5 13 5,0 6,0 14 13 6,0 7’30' 6.0
400 6 10 12,0 14 5,5 6.5 16 20 6,5 6’ 5 10,0
500 7 11 13,5 15 6,0 7.0 18 22 7,0 5” 15,5
Пример условного обозначения маховичка чугунного D = 250 мм;
Маховичок 250 МН 9-64.
То же, маховичка алюминиевого £) = 250 мм;
Маховичок АЛ 250 МН 9-64.
Примечания: 1. Материал: чугун марки СЧ 13-32 по ГОСТ 1412-34; сплав алюми-
ниевый марки АЛ15В и АЛ16В по ГОСТ 2685-63.
2. Отклонения на размеры, не ограпиченные допусками, — по 7-му классу точности
ОСТ 1010.
3. Допускается радиальное и торцовое биение на ободе 0,25 мм.
4. Наружные иехромированные поверхности маховичков покрыть грунтовкой ГФ-020 по
ГОСТ 4056-63, посадочные поверхности и торцы ступицы — смазкой универсальной низко-
плавкой УН по ГОСТ 782-59. Загрунтованные поверхности красить при монтаже под цвет
изделия.
114
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
КНОПКИ
(по МН 10-64)
Пластмассовые
Таблица 82
Размеры в мм
Допускается резьбу в сквозном
'^отверстии с торца закернить
Обоз- наче- ния кно- пок D d <71 da L 1 Z1 h Г Г2 Мас- са в кг
20 20 Мб 10 12 20 8 8 3,6 25 2» 6 0,008
25 25 М8 12 16 25 10 10 4,5 32 3,0 8 0,016
32 32 М10 14 20 32 13 13 5,5 40 4,0 10 0,033
40 40 М12 18 25 40 16 16 6,5 50 5,0 12 0,063
50 50 M1G 22 32 50 20 21 9,0 63 6,0 15 0,131
Пример условного обозначения кнопки из пластмассы черного цвета D — 32 мм:
Кнопка П32 МН 10-64.
То же, красного цвета D —32 мм:
Кнопка ПК 32 МН
То же, белого цвета D = 32 мм:
Кнопка ПБ 32 МН
Примечания: 1. В обозначения кнопок
ный — П; красный — ПК; белый — ПБ.
2. Материал: пластмасса — прессовочный материал марки К-17-2 или К-18-2 черного
цвета и К-17-2ЦО красного и белого цвета по ГОСТ 5689-60.
3. Отклонения на размеры не ограниченные допусками по 7-му классу точности
ОСТ 1010.
4. Размеры дет. 1 см. табл. 83.
10-64.
10-64.
вводится обозначение их цвета: чер-
Деталь 1. Стержень
Размеры в мм
Таблица 83
Обозна- чения стержней D d di da L I h С X Масса в кг
20/1 | 20 Мб 8 5 25 8 4 1,0 2,0 0,004
25/1 25 М8 10 6 30 10 5 1,5 2,5 0,009
32/1 32 MI0 12 8 38 13 6 0,019
40/1 40 М12 14 10 48 16 8 0,034
50/1 50 М16 18 14 60 20 10 2,0 3,0 0,078
Прнмер условиого обозначения стержня d = M10: Стержень 32/1 МН 10-64. Примечания: 1. Материал: сталь марки 35 по ГОСТ 1050-60 или сталь марки AI2 по ГОСТ 1414-54. 2. Отклонения на размеры, не ограниченные до- пусками, — по 7-му классу точности ОСТ 1010. 3. Резьба — по ГОСТ 9150-59, допуски на резь- бу — по 3-му классу точности ГОСТ 9253-59. 4. Покрытие — Хим. Оке. м по ГОСТ 9791-61.
Стальные
кнопки
115
Таблица 84
остальное
Исполнение 1
После покрытия
К0,5
схЬ5°-
Исполнение И
I
Допускается
__ J
отверстии
с торца
~закернить
При сборке^
развальцевать
- 13
t k— l ——I
сфера
Покрытие МНХ.186
Размеры в мм
Обозначения кнопок D а (доп. откл. по с») dt dS ds df L l для исполне- ния ‘1 It r /•1 'a c X Масса в кг
Исполнение I | Исполнение И I 1 »
120 | II 20 20 6 Мб 4,0 12 8 20 6 I 8 3 3.6 8 25 2,5 5,5 1,0 2,0 0,025
I 25 | 1125 25 8 М8 5.5 16 10 25 8 1 10 4.5 10 32 3,0 7.5 0,050
I 32 | II 32 32 10 М10 7.0 20 12 32 10 1 13 4 5,5 13 40 4.0 9,5 1.5 2,5 0,100
140 | II 40 40 12 М12 9,0 25 16 40 13 1 16 5 6.5 16 50 5,0 12.0 0,200
150 | 1150 50 16 | М16 112.0 32 20 50 16 1 20 6 1 9.0 | 21 63 6.0 15,0 2,0 3,0 Г 0,380
Пример условного обозначения кнопки стальной исполнения I, D = 32 мм:
Кнопки I 32 МН 10-64.
То же, исполнения II, D = 32 мм:
Кнопка II 32 МН 10-64.
Примечания: 1. Материал: сталь марки 15 или 35 по ГОСТ 1050-60.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010.
3. Резьба — по ГОСТ 9150-59, допуски на резьбу — по 3-му классу точности ГОСТ 9253-59.
116
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
КНОПКИ С РИФЛЕНИЕМ
(по МН 11-64)
Пластмассовые
Таблица 85
I -*1
Сверлить и развернуть при
^сборке под конический штифт
Cxfy5
мм
Размеры
Обозначения кнопок D Di d (доп. откл. по Л3) <11 dg под штифт конический ГОСТ 3129-60 Н h *1 1 ‘1 г П Г2 k *1 с а 1 Масса в кг
12 12 14 3 8 1,6X8 10 5 0,6 7 3 12 0,8 0,5 1,0 0.5 0,5 45° 0,001
16 16 18 4 10 1,6 X Ю 14 7 9 4 16 0,002
20 20 22 5 12 2Х 12 18 9 0,8 12 5 20 1,0 1,0 1,5 0,7 0,005
25 25 28 6 15 2Х 15 22 11 15 6 25 0,010
32 32 36 8 20 3 X 20 28 14 1,0 18 8 32 1,5 2,0 2,0 1,0 1,0 30° 0,016
40 40 45 10 25 3X25 34 17 1.5 22 10 40 0,034
50 50 55 12 30 4X30 40 20 2,0 26 12 50 2,0 3,0 3,0 1,5 0.066
Пример условного обозначения кнопки с рифлением пластмассовой черного цвета
D — 32 мм:
Кнопка 1132 МН 11-64.
То же, красного цвета /> = 32 леи:
Кнопка ПК32 МН 11-64.
То же, белого цвета D—32 мм.
Кнопка ПБ32 МН 11-64.
Примечания: 1. В обозначения кнопок вводится обозначение их цвета: чер-
ный — П; красный — ПК; белый — ПБ.
2. Материал: пластмасса — прессовочный материал марки К-17-2 или К-18-2 черного
цвета и К-17-2ЦО красного и белого цветов по ГОСТ 5689-60.
3. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
4. Размеры дет. 1 см. табл. 86.
КНОПКИ С РИФЛЕНИЕМ.
117
Деталь 1. Втулка
Размеры в мм
Таблица 86
накатка сетчатая 0,8
ОСТ 26 017
\схУ5'
dr
X7J Остальное
Обозна- чения втулки d (доп. откл. по Д.{1 <71 1 С Масса в кг
12/1 3 5 7 0,0006
16/1 4 6 9 0.5 0.001
20/1 5 8 12 0.003
25/1 6 10 15 0,005
32/1 8 12 18 0,1 0.008
40/1 10 15 22 о.о1б
50/1 12 18 26 0,028
Пример условного обозначения втулки d = 10 мм:
Втулка 40/1 МН 11-64,
Примечания: 1. Материал: сталь марки Ст. 3 или Ст. б по ГОСТ 380-60.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
ОСТ 1010.
3. Покрытие — Хим. Оке. м по ГОСТ 9791-61.
Стальные
Таблица 87
vj остальное
Исполнение И
Исполнение I Предварительное сверление
пов конический штифт.
Сверлить и развернуть
при сборке
СхЧ5°
cxt,5a
h -4
Покрытие
После покрытия
по контуру
Сфера
накатка прямая 1
ОСТ 26016
d
МН* 18£
Размеры в мм
Обозначения кнопок
Испол- нение 1 Испол- нение 11
D
d
(ДОП.
откл.
по Дц)
<71
Штифт
коии-
ческ.
ГОСТ
3129-60
Масса
в кг
1 12 11 12 1 12 | 3 мз| 6
1 16 1116 | 16 1 4 М4 8
1 20 11 20 1 20 1 5 М5! 10
1 25 | П 25 | 25 I 6 | М6; 12
1,5
1.9
Ю| 5 i 7 I 5,5 I 2,5 | 12
14 | 8 I 9 | 7,5 | 4 ! 16
18 | 10 | 12 I 9,0 | 5 | 20
22 i 12 I 16 I 11 I 6 I 25
0,8
0,5
0,5
1,0 0,8
0,7
1,6 X 6 | 0.1X15
1,6 X 8 I 0.008
2 / IIP O.'H5
2 X 12 ; 0,030
d2
d3
Л
118
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл. 87
Обозначения кнопок D d (ДОП. откл. по Дз) <21 <22 di Н Л 1 h 1g Г rL с Cl Штнфт кони- ческ. ГОСТ 3129-60 Масса в кг
Испол- нение I Испол- нение 11
1 32 11 32 | 32 8 М8 15 i 2,8 28 16 20 14 । 8 32 1,5 1,0 1,0 3 X 15 1 0,060
140 11 40 40 10 М10| 20 | 2,8 34 20 25 18 10 | 40 1,5 1,0 1,0 3 X 20 | 0,120
I 50 II 50 | 50 12 М12| 25 3,8 40 24 | 30 ! 24 | 12 | 50 2,0 1,5 1,5 4X25 0,280
Пример условного обозначения кнопки с рифлением стальной, исполнения 1, £) = 32.ил«: Кнопка I 32 МН 11-64. То же, исполнения II, D = 32 мм: Кнопка И 32 МН 11-64. Примечания: 1. Материал: сталь марки 15 или 35 по ГОСТ 1050-60. 2. Отклонения на размеры, не ограниченные допусками — по 7-му классу точности ОСТ 1010. 3. Резьба —по ГОСТ 9150-59, допуски на резьбу — по 3-му классу точности ГОСТ 9253-59.
КНОПКИ ПОВОРОТНЫЕ
(по МН 12-64)
Пластмассовые
Размеры в мм
Таблица 88
Обозначения кнопок D d (доп. откл. по Дз) <21 d% под штнфт коническ. ГОСТ 3129-60 Н h 1 21 Г П Г2 Масса в кг
50 50 10 32 4X32 30 15 22 8 50 25 5 0,087
65 65 12 40 18 26 12 70 32 0,123
80 80 16 36 4 X 36 50 22 36 16 90 40 6 0,165
сфера |
Сверлить и развернуть
при сборке под штифт
конический
Пример условного обозна-
чения кнопки поворотной
пластмассовой черного цвета
D — 65 мм:
Кнопка П65 МН 12-64.
То же, краспого цвета
D — 65 мм:
Кнопка HKG5 МН 12-64.
То же, белого цвета D =
65 = мм:
Кнопка ПБ65 МН 12-64.
Примечания:!.В обо-
значении кнопок вводится обо-
значение их цвета: черный —П;
красный — ПК; белый — ПБ.
2. Материал: пластмасса —
прессовочный материал марки
К-17-2 или К-18-2 черного цве-
та и К-17-2ЦО красного и бе-
лого цветов по ГОСТ 5689-60.
3. Отклонения на размеры,
не ограниченные допусками,—
по 7-му классу точности ОСТ
1010.
4. Дет. 1 для кпопок П50
и П65 — по табл. 86.
КНОПКИ ПОВОРОТНЫЕ
119
Деталь 7. Втулка для кнопки поворотной П80
Остальное
Обозначение втулки:
Втулка 80/1 МН 12-64.
Примечания: 1. Материал: сталь
марки Ст. 3 или Ст. 5 по ГОСТ 380-60.
2. Отклонения на размеры, ие ограничен-
ные допусками, — по 7-му классу точности
ОСТ 1010.
3. Покрытие — Хим. Оке. м по ГОСТ
9791-61.
Металлические
Таблица 89
сфера
остальное
\ Предварительное
сверление под коничес-
кии штифт. Сверлить
и развернуть при сборке
Размеры в мм
Обозначе- ния кнопок D d (доп. откл. по Аа) di Н h I h Г ri '8 Шрифт конический ГОСТ 3129-60 Масса в кг
60 50 10 20 2,8 30 15 20 8 50 25 5 3X20 0,15
65 65 12 25 40 18 28 10 70 32 3X25 0,36
80 80 16 30 3,8 50 22 40 16 90 40 6 4X30 0,62
Пример условного обозначения кнопки поворотной D = 65 мм‘.
Кнопка 65 МН 12-64.
Примечания: 1. Материал: чугуи марки СЧ 21-40 по ГОСТ 1412-54.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
ОСТ 1010.
3. Наружные поверхности кнопок покрыть грунтовкой ГФ-020 по ГОСТ 4056-63; поса-
дочные поверхности и торец ступицы — смазкой универсальной низкоплавкой УН по
ГОСТ 782-59. Загрунтованные поверхности красить при моигаже пот цвет изделня.
120
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
РУЧКИ РЫЧАГОВ УПРАВЛЕНИЯ
(по МП 2725-64)
Исполнение I
Обозначение ручки испол-
нения 1:
Ручка I МН 2725-64.
То же, исполнения II:
Ручка II МН 2725-64.
Примечания: 1. Ма-
териал: пластмасса этрол ни-
троцеллюлозный по ТУ
35-Х11-315-61 черного цвета.
Допускается по требованию
заказчика изготовление ручек
другого цвета.
2. Резьба — по ГОСТ
9150-59. допуски на резьбу —
по 2а классу точности ГОСТ
9253-59.
3. Ручку 1 исполнения на-
винчивать на рычаг, смазан-
ный эпоксидной смолой марки
ЭД-5 по ВТУ МХП M-68S-56
или марки ЭД-6 по ВТУ
МХП-М-646-55.
4. Отклонения на размеры,
не ограниченные допусками, —
по 7-му классу точности ОСТ
1010.
5. Остальные технические
требования — по ГОСТ 927-55
и ТУ МXI1-576-51
Деталь /. Втулка
V? остальное
Условное обозначение втулки:
Втулка I МН 2725-64.
Примечания: 1. Материал: шестигранник
л 17(5) ГОСТ 8560-57
калн р. 40 гост
2. Резьба — по ГОСТ 9150-59, допуски иа резь-
бу — по 2а классу точности ГОСТ 9253-59.
3. Отклонения на размеры, не ограниченные до-
пусками. — по 7-му классу точности ОСТ 1010.
4. Покрытие — Хим. Оке. м по ГОСТ 9791-61.
РУКОЯТКИ ЗВЕЗДООБРАЗНЫЕ
121
РУКОЯТКИ ЗВЕЗДООБРАЗНЫЕ
(по МН 5333-64)
Пластмассовые
Таблица 90
Размеры в мм
Обозначения рукояток D Ot d (доп. откл. ПО Л8) di dg под штифт конический ГОСТ 3129-60 ! 1 Г '1 Г-2 11 h *1 k I h * к « се s
П65 65 50 8 20 3 X 20 65 25 3 30 18 8 4 18 7 0,063
П80 80 60 10 25 3X25 80 30 35 20 5 22 8 0,106
П100 100 80 12 30 4X30 100 35 4 40 25 12 6 26 9 0,203
Пример условного обозначения рукоятки звездообразной пластмассовой D = 80 мм:
Рукоятка П80 МН 5333-64.
Примечания: 1. Материал: пластмасса — волокнит Вл1 и Вл2 черного цвета по
ГОСТ 5689-60. Допускается по требованию заказчика изготовление ручек другого цвета.
2. Отклонения иа размеры, не ограниченные допусками, — по 7-му классу точности
3. Размеры дет. 1 см. табл. 86.
122
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Металлические
Таблица 91
Покрытие МН X. 18.6
d,*2
СхЬ5а
После покрытия
Предварительное
сверление под конический
штифт. Сверлить и раз-
вернуть при сборке
Размеры в мм
& Пример условного обозначения рукоятки звездообразной металлической с размером
Рукоятка 80 МН 5333-С4.
Примечания: 1. Материал: чугун марки СЧ 15-32 по ГОСТ 1412-54.
2. Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности
ОСТ 1010.
3. Наружные нехромироваиные поверхности рукоятки покрыть грунтовкой ГФ-020 по
ГОСТ 4056-63, посадочные поверхности и торец рукоятки — смазкой универсальной низко-
плавкой УН по ГОСТ 782-59. Загрунтованные поверхности красить прн монтаже под цвет
изделия.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
123
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
(по ГОСТ 2789-59)
Шероховатость поверхности —
совокупность неровностей (с относи-
тельно малыми шагами), образующих
рельеф поверхности и рассматрива-
филь таким образом, что в пределах
базовой длины / сумма квадратов рас-
стояний точек профиля до этой линии
(Уи у2, ..., уп) минимальна.
емыхв пределах участка, длина кото-
рого выбирается в зависимости от ха-
рактера поверхности. Длина такого
участка называется базовой дли-
ной и обозначается I.
Шероховатость поверхности опре-
деляется одним из следую-
щих параметров;
а) средним арифметиче-
ским отклонением профиля
Ra или
б) высотой неровностей Rz.
Среднее арифметиче-
ское отклонение профиля
Ra есть среднее значение
расстояний (.У,, Уз, Уп)
точек измеренного профиля
до его средней линии т.
Расстояния до средней
линии профиля суммируют-
ся без учета алгебраиче-
ского знака:
I
Ra = -j- (y)dx,
О
или приближенно
п
S(y/)
Средняя линия профиля т есть ли-
ния, имеющая форму геометрического
профиля1 и делящая измеренный про-
1 Геометрический профиль есть сечение гео-
метрической поверхности (т. е. поверхности,
заданной геометрической формы, не имеющей
неровностей и отклонения формы) плоскостью,
нормальной к этой поверхности и ориентиро-
ванной в заданном направлении (см. эскиз).
Геометрическая
поверхность
Измеренная
поверхность
При определении положения сред-
ней линии допускается использовать
условие, что средняя линия должна
иметь направление измеренного про-
филя и делить его таким образом, что-
бы в пределах базовой длины площади
Геометрический. профиль
Измеренный, профиль
по обеим сторонам от этой линии до
линии профиля были бы равны между
собой, т. е.
Л + ^3 + • • • + ^Л-1 =
= г2+Л + ...+^-
Высота неровностей R? есть сред-
нее расстояние между находящимися
в пределах базовой длины пятью выс-
124
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
шими точками выступов и пятью низ-
шими точками впадин, измеренное от
линии, параллельной средней линии
(см. чертеж):
Г> __ (^1 ••• ~Ь
(й3 /ц . 4~ Л|П)
5
1'ОСТ 2789-59 устанавливает 14
классов чистоты поверхности, для ко-
торых максимальные числовые значе-
ния шероховатости Ra или Rz при
базовых длинах I должны соответство-
вать указанным в табл. 92.
Таблица 92
Класс чистоты поверхности Обозначение Среднее арифмети- ческое отклонение профиля R в мкм Высота неровно- стей Rg в мкм Базовая длина 1 в мм
не более
1 2 3 V 1 V3 80 40 20 320 16) 89 8
4 5 V4 V5 10 5 40 20 25
6 7 8 <оь-оо о» 2,5 1,25 0,63 10 6.3 3,2 0,8
9 10 11 12 V 9 V ID V 11 V 12 0,32 0,16 О.М8 0.04 1.6 0,8 0,4 0,2 0,25
13 14 V 13 V И 0,02 0,01 0.1 0.05 0,08
Примечания: 1. При необходимости измерения шероховатости поверхности иа ба- зовой длине, отличающейся от значений, указанных в таблице, величина 1 выбирается из ряда: 0,08; 0,25; 0,8; 2,5. 3; 25 мм, и в этом случае базовая длина указывается в техниче- ских условиях. 2. Для классов 6—12 основной является шкала а для классов 1—5, 13—14 — шка- ла Допускается измерение шероховатости поверхностей классов 6—12 по параметру и классов 1—5, 13 и 14 по параметру 7?а. 3. Измерение шероховатости поверхности должно производиться в направлении, кото- рое дает наибольшее значение Ra или Rg, если не указано определенное направление изме- рения шероховатости, При измерении шероховатости различные дефекты поверхности (царапины, раковины и т. п.) не учитываются. 4. Числовое значение шероховатости поверхности ограничивает только максимальную величину шероховатости по .параметру R& нли Rg, например, V9 включает поверхность с /?л не более 0,32 мкм. Если требуется ограничить максимальную н минимальную вели- чину шероховатости, в обозначении должны указываться два номера классов: например, V 9—10 указывает, что шероховатость должна быть no Ra не меиее 0,16 н не более 0,32 мкм. 500 5. Шероховатость поверхностей грубее 1-го класса обозначается знаком , над кото- рым указывается высота неровностей в микрометрах. Числовое значение R^ выбирается из ряда R 10 по ГОСТ 8032-56: 400, 500 , 630, 800. ..
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
125
В случае необходимости классы чистоты поверхности 6—14 могут до-
полнительно разделяться на разряды, приведенные в табл. 93.
Таблица 93
Среднее арифметическое отклонение профиля Ra в мкм Высота неровностей в мкм
Класс чистоты Разряды
поверхности а б В а б в
не более
6 2,5 2,0 1,6 10 8 —
7 1,25 1,0 0,8 6,3 5 4
8 0,63 0,5 0.4 3,2 2,5 2
9 0,32 0,25 0,2 1,6 1,25 1
10 0,16 0,125 0,1 0,8 0,63 0,5
11 0,08 0,063 0,05 0,4 0,32 0,25
12 0,04 0,032 0,025 0,2 0,16 0,125
13 0,02 0.016 0.012 0,1 0,08 0,063
14 0,01 0.008 0,006 0,05 0,04 0.032
Примечание. При обозначении чистоты поверхности, разделенной на разряды, рядом со знаком V указывается класс и разряд, например \7 0в.
126
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Таблица 94
ЧИСТОТА ПОВЕРХНОСТИ ДЕТАЛЕЙ ПРИ РАЗЛИЧНЫХ ВИДАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
(по данным Энциклопедического справочника «Машиностроение» том 7, ВНИИПТМАШ
и нормали приборостроения)
Вид обработки Класс чистоты
V 1 V2 V3 V4 V5 Vs V? V8 V9 v ю V 11 V 12 V 13 V 14
Точение Обдирочное X X хо X — — — — — — — — — —
Получистовое - — — + + — — — — — — — — —
Чистовое — — X X ХО + ХО + ХО + — — — — — — —
Тонкое — — — — — — X х + X — — — —
Расточка Обдирочная — X хо X — — — — — — — — — —
Получистовая — — + + — — — — — — — — — —
Чистовая — — — X ХО + ХО + ХО + — — — — — — —
Тонкая — — — — — — + х + X X — — — —
Строгание Обдирочное X хо ХО + х + —
Чистовое — — X X ХО + ХО + х + — — — — — — —
Тонкое — — — — — — Х + х + X — — — — —
Сверление Грубое — — о — — — — — — — — — —
Чистовое — — — — о — — — — — — — — —
0 до 15 мм — — + + + + — — — — — — — —
ф свыше 15 мм — — — + + — — — — — — — — —
ЧИСТОТА ПОВЕРХНОСТИ ДЕТАЛЕЙ
127
Продолжение таЛл. ’Н
Вид обработки Класс чистоты
VI V2 V3 V4 V5 V6 V7 V8 V9 | V10 V п V 12 V 13 V 14
Нарезание резьбы Плашками — — О — — — 1 __ — — — -
Резцом черновое — — — о — — — - 1 - — — — -
Резцом чистовое — — — — о о — — — — —
Накатыванием — — — - — — — О I - — — — —
Зенкероваиие — — — о+ + — — — — —
Развертыва- ние Получистовое — — + + - — - 1 _ — — —
Чистовое — — — ХО + хо+ + - 1 - — — — —
Отделочное — — — — — х + х+ 1 - — — —
Цилиндриче- ское фрезе- рование Обдирочное — хо ХО + х + X — — — - 1 - — — — —
Чистовое — — — — хо + ХО + хо — — 1 — — — — —
Отделочное — — — — — •— + — - 1 - - — — —
Торцовое фре- зерование Обдирочное — X ХО + х + X — — — - 1 — — •—* — —
Чистовое — — — ХО + ХО + хо + — — — — —
Отделочное — — — — х + х + - 1 - — - —
Шлифование Грубое — - — — — о X — — 1 — — — — —
Чистовое — — — О хо ХО I - — — —
Тонкое — — - — X I X — —
Круглое шли- фование Чистовое - — — о + + + 1 + 1 + 1 - 1 - —
Тонкое — — — - - 1 - + - - —
128
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Продолжение табл, 94
Вид обработки Класс чистоты
VI V2 V3 V4 V5 V6 V7 V8 V9 V 10 V 11 V12 v is V 14
Плоское Чистовое - - - - + + - — — - — —
шлифование Тонкое — — + — — —
Шабрение Грубое - + + + — — — —
Тонкое — — + + — —
Протягивание Чистовое - - + ХО + ХОг — — — - —
Отделочное х + х + — - —
Полирование Чистовое — — — -Д_ О-Г ХО + х + — —
Отделочное - Х-г х + - —
Грубый — - X —
Лапинг-процесс Чистовой — — X О + X - —
Отделочный — - + х + х + X
Хонииг-процесс Предвари гельный — — - - - - х + х + — — —
Окончательный — - — х + х + х + —
Чистовой — — - — — — + X + X — — —
Суперфиииш- процесс Тонкий — — — — — — — — + X + X X X
Двукратный — — — — — — — — — — + + +
Примечание. Значком X отмечена чистота пояерхиостей, обеспечиваемая различными видами механической обработки по данным ЭСМ; значком О отмечена чистота поверхностей, рекомендуемая для деталей подъемно-транспортных машин по данным ВНИИПТМАШ; значком 4- отмечена чистота поверхности в зависимости от видов механической обработки по иормали приборостроения.
ЧИСТОТА ПОВЕРХНОСТИ ДЕТАЛЕЙ
129
ЧИСТОТА ПОВЕРХНОСТИ ДЕТАЛЕЙ БЕЗ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
(по нормали приборостроения)
Таблица 95
Вид обработки Материал Класс чистоты
V4 V5 V6 V? V8 V9 V 10 VII
Литье под давлением Латунь Силумин Цинковые сплавы + 1 1 Ф i I++ 1 1 + — — —
Круглый холодный про- кат (калиброванный) Сталь Латунь — — + ф ф + — —
Прокат листовой Сталь Латунь — — + ф £ + — —
Прокат после обдувки Сталь Дюралюминий — ф ф + — — — —
Прессованные детали Пластмассы — — — — + + + +
ПРИМЕРЫ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ КЛАССОВ ЧИСТОТЫ
Общие случаи
Таблица 9S
Частота сопрягаемых цилиндрических поверхностей
[по данным завода им. Орджоникидзе (Москва) и ВНИИПТМАШ]
Класс точ- ности посадки Диаметр в мм 1 Класс чи- стоты поверх- ности Валы Класс точ- ности посадки Диаметр в мм Класс чи- стоты поверх- . ности
Отвер- стие 1 Св. 3 до S0 вкл. » 50 > 600 > V8 V7 1 Св. 3 до 30 вкл. » 30 > 500 » V9 V8
2 До 10 вкл. Св. 10 до 180 вкл. » 180 > 500 > 1 «и 2 До 10 вкл. Св. 10 до 120 вкл. » 120 > 500 > oot- >»
3 До 13 вкл. Св. 18 до 860 вкл. » 360 > 500 > 1 сло-ч
3 До 6 вкл. Св. 6 до 80 вкл. > 80 » 500 » QOt-<D м»
4 До 10 вкл. Св. 10 до 120 вкл. » 120 » 500 > О»
4 До 30 вкл. Св. 30 до 500 вкл. V6 V5
& До 18 вкл. Св. 18 до 500 вкл. V5 V4
5 До 80 вкл. Св. 80 до 500 вкл. V5 V4
5 В. 3. Васильев и др.
130
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
Таблица 97
Особые случаи
Посадочные поверхности подшипников скольжения *
2 | Отверстия 1 Класс точности посадки Класс чистоты поверх- ности по данным я Валы о Класс точности посадки Класс чистоты поверх- ности по данным
ВНИИПТМАШ УЗТМ ВНИИПТМАШ УЗТМ
2.3 V? посадочных см. в разделе V V6 Особо ответ- ственные случаи V7 <ачения реглам V8, V9
4,5 ♦ Чистота СТ 3325-55 ( V5 юверхпостей И). 2,3 4,5 д подшипники V7 V6 ептируется
Торцы валов и корпусов, ступени валов под уплотнением
Таблица 98
Детали Класс чистоты поверхности по данным завода им. Орджоникидзе Тип уплотнений Окружная скорость вала под уплотнением в м/сек Класс чистоты поверхности по данным ВНИИПТМАШ
Торцы Валы Корпусы V7 V6 Ступень вала под уплотнением Резиновые > Войлочные С жировой канавкой Лабиринтные ==5 5-10 г=4 5=5 5 V8 V9 V8 V5 V4
Чистота сопрягаемых призматических поверхностей
(по данным завода им. Орджоникидзе)
Таблица 99
Класс точности посадки Ширима в мм Класс чистоты поверх- ности Класс точности посадки Ширина в мм Класс чистоты поверх- ности
2 3 Свыше 3 до 180 вкл. До 18 вкл. V7 V7 2 До 10 вкл. Св. 10 до 180 вкл. V8 V7
м ге Свыше 18 до 360 вкл. V6 X Си 3 До 18 вкл. Св. 18 до 360 вкл. V7 V6
С 4 До 10 вкл. Свыше 10 до 500 вкл. V6 V5 и 4 До 30 вкл. Свыше 30 до 500 вкл. V6 V5
ПРИМЕРЫ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ КЛАССОВ ЧАСТОТЫ
131
Таблица 100
Отдельные случаи применения классов чистоты
(по данных завода нм. Орджоникидзе, ВНИИПТМАШ, УЗТМ и др.'
Поверхности деталей Класс чистоты поверхности
Рабочие поверхности зубьев зубчатых колес (в зависимости от степени точности передачи) V8 — V5
Рабочие поверхности зубьев червячных колес (в зависимости от степени точ- ности) V7-V»
Рабочие поверхности нарезки червяков (в зависимости от степени точности) V8 —V6
Рабочие поверхности зубьев звездочек приводных цепей Втулочных Втулочно-роликовых Бесшумных V5 V6 V6
Рабочие поверхности шкивов плоскоре- менных и клиноремеиных передач D 120 мм D =- 120 4- 300 мм D > 300 мм <«
Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек V5. V6
Кромки деталей под сварные швы VI
Плоскости направляющих скольжения н качения (в зависимости от ответствен- ности соединения) V5 — V 10
Прпвалочиые плоскости корпусных деталей (в зависимости от ответствен- ности соединения) V4-V®
Подошвы станин, корпусов, лап V3
Грубо обработанные поверхности деталей, устанавливаемых иа бетонных, кирпичных и деревянных основаниях VI
Несопрягаемые поверхности, видимые при наружном осмотре Выступающие части быстро- вращающнхся детален Органы управления Корпусные детали, механиче- ски обработанные V5 V? (с указание» покрытия или полировки) V3
Несопрягаемые поверхности, не видимые при наружном осмотре, механиче- ски обработанные V3
Приведенные в табл. 96—100 данные не относятся к тем деталям, чис-
тота которых установлена соответствующими ГОСТами.
б*
132
ОБЩИЕ СТАНДАРТЫ И НОРМАЛИ В МАШИНОСТРОЕНИИ
ЧИСТОТА ПОВЕРХНОСТИ ДРЕВЕСИНЫ
(по ГОСТ 7016-54)
Чистота поверхности древесины ха-
рактеризуется размерными показате-
лями неровностей (шероховатости и
волнистости), а также наличием или
отсутствием ворсистости и мшистости
на обработанных поверхностях древе-
то такие требования должны огова-
риваться в чертежах или технических
условиях на соответствующие изде-
лия.
Чистота поверхности обозначается
на чертежах и в другой технической
Фиг. 1.
сины, независимо от способа обра-
ботки. Чистота поверхности опреде-
ляется средней арифметической вели-
чиной из максимальных высот неров-
ностей Нтаи, измеренных от верши-
ны гребня до дна впадины на разных
участках с наибольшими неровностя-
ми. Наличие или отсутствие не вполне
отделенных от поверхности древеси-
ны отдельных волокон (ворсистости)
и пучков волокон или частиц древе-
сины (мшистости) определяется глазо-
мерно. Впадины, образованные поло-
стями перерезанных клеток, а также
отдельные неровности, явно выпадаю-
щие из ряда значений /Утах и выз-
ванные местными пороками древеси-
ны, при определении чистоты поверх-
ности не учитываются (фиг. 1).
Количество замеров //max для опре-
деления чистоты поверхности должно
быть не менее трех и определяет-
ся соответствующими технически-
ми условиями на изделия из древе-
сины.
В зависимости от величины неров-
ностей установлено 10 классов чисто-
ты поверхности древесины (табл. 101).
Ворсистость допускается на поверх-
ности древесины всех классов чисто-
ты, а мшистость — только на поверх-
ностях 1—6-го классов чистоты. В тех
случаях,когда по условиям обработки
или отделки ворсистость на поверх-
ностях древесины 7—10-го классов
чистоты, а мшистость на поверхно-
стях 1—6-го классов не допускаются,
документации так, как это показано
на фиг. 2.
В случае необходимости к обозна-
чению чистоты поверхности добавля-
yds
Т&7
Фиг. 2*
ют указание о способе обработки по-
верхности (фиг. 3).
Поверхности древесины, к которым
не предъявляют требований в отноше-
ШлифоИание
Лущение
Фиг. з.
нии чистоты обработки, обозначаются
знаком ~.
Определение /Утах при помощи из-
мерительных приборов производится
в направлении, которое даст наиболь-
шую величину неровностей, характер-
ных для данного вида обработки. Дли-
на участка, на котором производится
измерение, должна быть в 1,5 раза
больше шага неровности, т. е. расстоя-
ния между двумя смежными высту-
пами или впадинами на поверхности
древесины.
ЧИСТОТА ПОВЕРХНОСТИ ДРЕВЕСИНЫ
133
Таблица 101
Классы ^шах в икм Обозна- чения классов Классы ^тах в Л1КМ Обозна- чения классов
1 Свыше 1250 до 1600 V д 1 6 Свыше 100 до 200 V д 6
2 > 800 » 1250 V 02 7 > 60 » 100 V 0 7
3 > 500 > 800 Vd3 3 » 30 > 60 V д 8
4 > 315 > 500 V О А 9 > 16 > 30 Х7 О 9
5 > 200 » 315 Vd5 10 До 16 V д 10
РАЗДЕЛ //
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
МЕХАНИЧЕСКИЕ СВОЙСТВА
СТАЛЬ УГЛЕРОДИСТАЯ
ОБЫКНОВЕННОГО КАЧЕСТВА
(по ГОСТ 380-60)
Стандарт распространяется па угле-
родистую горячекатаную сталь обык-
новенного качества: сортовую, фа-
сонную, листовую и широкополосную
(универсальную).
Отдельные виды этой стали поста-
вляются по специальным стандартам.
В части норм химического состава
стандарт распространяется также на
слитки, блюмсы, заготовки, поковки,
штамповки, трубы, лепты и прово-
локу.
Сталь изготовляется в мартеновских
печах (спокойная, кипящая, полу-
спокойная) и в бессемеровских кон-
верторах (спокойная и кипящая).
В зависимости от назначения и
гарантируемых характеристик сталь
подразделяется на две группы и
одну подгруппу:
группа А, — поставляемая по меха-
ническим свойствам, изготовляется
следующих марок: Ст. О, Ст.1, Ст.2,
Ст. 3, Ст. 4, Ст. 5, Ст. 6, Ст. 7. Способ
изготовления стали (мартеновская или
бессемеровская, кипящая, спокойная,
полуспокойная) должен указываться
в сертификате. В обозначении марок
кипящей стали добавляется индекс
«кп», полуспокойной — индекс «пс»
(Ст. Зкп, Ст. 4пс и т. д.).
группа Б, — поставляемая по хими-
ческому составу, изготовляется сле-
дующих марок:
мартеновская — МСт.О, МСт.1кп,
МСт,2кп, МСт.Зкп, МСт.З, МСт.4кп,
МСт.4, МСт.5, МСт.6, МСт.7;
бессемеровская — БСт.О, БСт.Зкп,
БСт.З, БСт.4кп, БСт.4, БСт.5,
БСт.6.
В обозначении марок полуспокой-
иой стали добавляется индекс «пс»
(например, МСт. Зпс).
Подгруппа В — поставляемая по
механическим свойствам и с дополни-
тельными требованиями по химиче-
скому составу, изготовляется марте-
новским способом следующих марок:
ВСт.2кп, ВСт.Зкп, ВСт.4кп, ВСт.4,
ВСт.5. В обозначение марок полу-
спокойной стали добавляется индекс
«пс» (например, ВСт.Зпс).
По форме и размерам сталь должна
удовлетворять требованиям соответ-
ствующих стандартов.
Механические свойства и резуль-
таты испытаний на изгиб для стали
группы А приведены в табл. 1; гаран-
тируемыми характеристиками яв-
ляются временное сопротивление и
относительное удлинение, определяе-
мые при испытании на растяжение.
Разряды толщин проката, указан-
ные в табл, 1, устанавливаются:
1-й разряд — сортовая сталь тол-
щиной до 40 мм вкл., фасонная сталь
толщиной до 15 мм вкл., листовая
сталь толщиной от 4 до 20 мм вкл.
и широкополосная;
2-й разряд — сортовая сталь тол-
щиной св. 40 до 100 мм вкл., фасон-
ная сталь толщиной св. 15 до 20 мм
вкл., листовая и широкополосная
сталь толщиной св. 20 до 40 мм вкл.;
3-й разряд — сортовая сталь тол-
щиной св. 100 до 250 мм вкл., фасон-
ная сталь толщиной св. 20 мм, листо-
вая и широкополосная сталь толщи-
ной св. 40 до 60 мм вкл.
Для следующих видов стали нормы
предела текучести установлены: для
бессемеровской стали марок Ст.З и
Ст.Зкп 1-го разряда толщин про-
ката — не менее 245 Мн/м2(25 кгс/мм2);
для сортовой стали марки Ст. 2 2-го раз-
ряда — не менее 206 Мн/м2 (21 кгс/мм2)-,
для арматурной стали периодического
профиля марки Ст.5 1-го разряда
толщин проката — не менее 294 Мн/м1
(30 кгс/мм2).
СТАЛЬ УГЛЕРОДИСТАЯ ОБЫКНОВЕННОГО КАЧЕСТВА 135
Таблица 1
Марка стали Предел текучести по разрядам толщины проката, не менее Временное сопроти- вление Относи- тельное удлинение в %, не менее Испытание на загиб на 180* в холодном состоянии (s — тол- щина об- разца. d — диа- метр оправки)
в Мн/м* в кгс/мм- в Мн/м* в кгс/мм* 810 «о
1 2 3 1 2 3
Ст. 0 — — — — — — Не меиее 314 Не менее 32 18 22 <4 = 2s
Ст. 1 Ст. 1кп — — — — — — 314—392 32-40 28 33 <4 = 0
Ст. 2 Ст. 2кп 216 196 186 22 20 19 333-412 34-42 26 31 <4 = 0
Ст. Зкп 235 216 206 24 22 21 373—392 402—422 402 -461 38—40 41-43 41—47 23 22 21 27 26 25 <4 = 0.5s
Ст. 3 235 226 216 24 23 22 373—392 402—422 432—461 38-40 41-43 44-47 23 22 21 27 26 25 <4 = 0,5s
Ст. 4 Ст. 4кп 255 245 235 26 25 24 412—432 441—471 481-509 42-44 45—48 49-52 21 20 19 25 24 23 <4 = 2s
Ст. 5 274 265 255 28 27 26 490-520 530—559 569-608 50-53 54-57 58-62 18 16 15 21 20 19 <4 = 3s
Ст. 6 304 294 291 31 30 30 588- 618 628—657 667—706 69—63 64-67 68-72 13 12 11 16 15 14 —
Ст. 7 — - — — - — 687—726 736 и более 70—74 75 и более 9 8 11 10 —
Для размеров сортового проката
толщиной более 250 мм и листового
толщиной более 60 мм нормы механи-
ческих свойств и испытаний на загиб
устанавливаются отдельными стан-
дартами или техническими усло-
виями.
По специальному требованию сталь
должна поставляться в термически
обработанном виде; в этом случае
нормы механических свойств устана-
вливаются отдельными стандартами
или техническими условиями.
Для стали подгруппы В гаранти-
руемыми характеристиками являются:
предел текучести, временное сопроти-
вление и относительное удлинение,
определяемые при испытании на рас-
тяжение в соответствии с нормами,
указанными в табл. 1, за исключением
стали марки ВСт.Зкп 2-го разряда,
для которой предел текучести должен
быть не менее 226 Мн]м2 (23 кгс/мм^).
Ударная вязкость при нормальной
температуре (+20° С) для проката
толщиной 12—25 мм указана в табл. 2.
136
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 2
Марка стали Вид проката Расположение образца Ударная вязкость, не менее
в кдж/м'2 в кгс • mJcm-
Ст, 3 Лист Поперек прокатки 687 7
Широкополосная сталь Вдоль прокатки 785 8
Фасонный и сортовой прокат Вдоль прокатки 981 10
Ст. 4 Лист Поперек прокатки 588 6
Фасонный и сортовой прокат Вдоль прокатки 785 8
Ударная вязкость после механиче-
ского старения для листовой стали
марки ВСт.З толщиной 12—20 мм
и ударная вязкость при температуре
минус 20° С для листовой стали марки
ВСт.З толщиной 12—20 мм — не ме-
нее 294 кдж/м2 (3 кгс • м/см2).
СТАЛЬ УГЛЕРОДИСТАЯ
ГОРЯЧЕКАТАНАЯ
ДЛЯ МОСТОСТРОЕНИЯ
(по ГОСТ 6713-53)
Стандарт распространяется на угле-
родистую мартеновскую листовую ши-
рокополосную (универсальную), фа-
сонную и сортовую сталь, применяе-
мую для изготовления мостовых кон-
струкций.
Сталь изготовляется следующих
двух марок:
М16С — предназначенной для свар-
ных мостовых конструкций,
Ст.Змост. — предназначенной для
клепаных мостовых конструкций.
Механические свойства при испы-
тании на растяжение в состоянии по-
ставки даны в табл. 3.
Нормы относительного удлинения,
указанные в табл. 3, распростра-
няются на листовую и широкополос-
ную сталь толщиной 8—20 мм и на
сортовую и фасонную сталь толщи-
ной 8—40 мм. Для стали толщиной
менее 8 мм допускается понижение
относительного удлинения на 1%
(абс.) на каждый миллиметр умень-
шения толщины. Для листовой и
широкополосной стали толщиной бо-
лее 20 мм, а также для сортовой и
фасонной стали толщиной более 40 мм
допускается понижение относитель-
ного удлинения на 0,25% (абс.) на
каждый миллиметр увеличения тол-
щины, но не более чем на 2% для
листов и полос толщиной до 32 мм
и не более чем на 3% для листов и
полос более 32 мм и для сортовой и
фасонной стали.
По требованию потребителя, ого-
воренному в заказе, в стали марки
Ст.Змост. предел прочности дол-
жен быть ие более 510 Мн/м2
(52 кгс/мм2).
По форме, размерам и допускаемым
отклонениям сталь поставляется в со-
ответствии с требованиями стандар-
тов на сортамент соответствующего
вида проката.
СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ 1Э7
Таблица 3
Марка стали Механические свойства
Предел теку- чести Предел проч- ности Относительное удлинение в % Относительное сужение площади по- перечного сечения в %
jW/Hjy в в кгс/мм* i в Мн/м* С1 ц £ £ п для длинного образца дю для короткого образца З5
сортовой и фасон- ной стали листовой и широ- кополосной стали сортовой и фасон- ной стали листовой и широ- кополосной стали
не менее
М16С Ст. 3 мост. 226 235 23 24 373 373 38 38 24 24 22 22 28 28 26 26 50 50
СТАЛЬ НИЗКОЛЕГИРОВАННАЯ
КОНСТРУКЦИОННАЯ
(по ГОСТ 5058-57)
Стандарт распространяется на ли-
стовую широкополосную (универ-
сальную), сортовую и фасонную низко-
легированную сталь, применяемую
в машиностроении и в строительстве.
В части норм химического состава
стандарт распространяется также на
слитки, блюмсы, заготовку, трубы,
поковки и штамповки. Специальные
требования к низколегированной ста-
ли для определенных отраслей про-
мышленности устанавливаются отдель-
ными стандартами на основе настоя-
щих общих технических требований.
По форме, размерам и допускаемым
отклонениям прокат из низколегиро-
ванной стали должен соответствовать
требованиям соответствующих стан-
дартов на сортамент сортового, ши-
рокополосного и фасонного проката.
Механические свойства стали в со-
стоянии поставки приведены в табл. 4.
В соответствии с заказом сталь по-
ставляется в термически обработанном
состоянии или без термической обра-
ботки.
Сталь для сварных конструкций
при толщине проката более 25 мм
должна поставляться в термически
обработанном состоянии.
Нормы механических свойств, ука-
занные в табл. 4, для сортовой, фа-
сонной и широкополосной стали от-
носятся к продольным образцам, для
листовой стали — к поперечным об-
разцам.
Нормы относительного удлинения,
указанные в табл. 4, относятся к тол-
щинам проката 8—20 мм (кроме стали
марок 18Г2С, 25Г2С, 30ХГ2С).
Для проката толщиной менее 8 мм
допускается понижение относитель-
ного удлинения иа 1% (абс.) на ка-
ждый миллиметр уменьшения тол-
щины, для проката толщиной более
20 мм допускается понижение отно-
сительного удлинения па 0,25% (абс.)
на каждый миллиметр увеличения
толщины, но не более чем на 2% (абс.).
Испытание на растяжение допу-
скается производить на образцах пяти-
кратной длины (/ = 3d). В этом слу-
чае нормы относительного удлинения,
приведенные в табл. 4, увеличиваются
на 3% (абс.).
Примечания: 1. Для стали марок
10ХСНД (СХЛ-4) и 10ХГСНД (МС-1) меха-
нические свойства для проката толщиной
более 15 мм относятся к термически обра-
ботанному металлу.
2. Для стали марок 18Г2С, 25Г2С и
30ХГ2С нормы относительного удлинения
указаны для пятикратного образца.
3. Механические свойства стали мврок
14Г, 19Г и 24Г относятся к листовому ме-
таллу.
138
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
По требованию заказчика ударная
вязкость должна определяться после
механического старения или при тем-
пературе — 40° С. При этом мини-
мальное значение ударной вязкости
должно быть не менее 294,2 кдж/м2
(3 кгс • м/см2) при толщине проката
10—20 мм. При толщине проката
более 20 мм нормы ударной вязко-
сти устанавливаются соглашением
сторон.
Для стали марок 10ХСНД (СХЛ-4)
и 10ХГСНД (МС-1) при толщине
листа 10—15 мм ударная вязкость
при температуре — 40° С должна быть
не менее 392 кдж/м2 (4 кгс • м/см2),
при толщине листа 16—32 мм — не
менее 490 кдж/м2 (5 кгс • м/см2).
Примечания: 1. Нормы ударной
вязкости для стали марок 14Г, 19Г, 24Г,
10ХНДП устанавливаются соглашением
сторон.
2. В стали дли арматуры и для шпунто-
вых свай ударную вязкость не определяют.
Таблица 4
Группа Марка стали Толщина проката в мм Механические свой- ства при растяжении Испытание на загиб в хо- лодном со- стоянии (с — толщина оправки, а — толщина проката, d — диаметр стержня)
Времен- ное со- проти- вление Предел теку- чести 1 Относительное у дли- 1 1 нение бю в % 1
I в Мн/м2 I гхк/эгя я в Мн/мА ! в кгс/мм2
не менее
Крем немарсанцовая 15ГС 4—10 11-20 490 471 50 48 343 333 35 34 18 18 180*, с — 2а
18Г2С 6-8 40-90 588 490 60 50 392 294 40 30 14 14 90е, с « 3d 180е, с == 2а
25Г2С 6—40 588 60 392 40 14 90°, С = 3rf
35ГС 6—40| 588 60 392 40 14 90”, c = 3d
Кремисмаргаицовомеднстая 10Г2СД (МК) 4—32 490 50 343 35 18 189”, е = 2а
Хромокремнемарганцовая 14ХГС 4—10 11-20 490 490 50 50 343 333 35 34 18 18 180°, с = 2а
30ХГ2С 10-32 883 90 588 60 6 45°, с = 5rf
Хромокремнемарганцовонике- левая 14ХГСН 10ХГ2СН 4—10 4-10 510 490 52 50 363 363 37 37 18 18 —
Хромокремнемарганцовонике- лемедистая 10ХГСНД (МС-1) 4-32 33-40 530 500 54 51 392 363 40 37 16 15 180”, с = 2а
СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ
139
Продолжение табл. 4
Группа Марка стали Толщина проката в мм Механические свой- ства при растяжении Испытание на загиб в хо- лодном со- стоянии {с — толщина оправки, а — толщина проката, d — диаметр стержиа)
Времен- ное со- проти- вление Предел теку- чести Относительное удли- 1 1 нение Зю в % 1
| я в кгс/мм2 | м Ц 5 « I гкк/згя а
не меиее
Хромокремненикелемедистая 10ХСНД (СХЛ-4) 4-32 33-40 530 500 54 51 392 363 40 37 16 15 180», с = 2а
15ХСНД (СХЛ-1, НЛ-2) 4-32 510 52 343 35 18 180», с=2а
Хромом арганцовая 12ХГ (БНЛ-2) 8-20 451 46 324 33 15 —
Хромомарганцовоникелевая 12ХГН 4—10 11—20 490 490 50 50 343 324 35 33 18 18 180». с = 2а
21-80 471 48 304 31 18 —
10ХГ2Н 4-12 490 50 353 36 18 —
15ХГН 4—10 11-20 510 481 52 49 353 343 36 35 18 18 —
14ХГ2Н 4-10 520 53 363 37 16 —
1Марганцоваа 14Г 4-10 451 46 284 29 18 180”, с = 2а
19Г 4-10 461 47 294 30 18 180”, с = 2а
24Г 4-10 11-20 481 461 49 47 324 294 33 30 18 18 180”, с = 2а
09Г2 4-10 11-24 451 441 46 45 304 294 31 30 18 18 180”, с = 2а
25—30 432 44 294 80 18 —
14Г2 4-10 11-20 471 461 48 47 333 324 34 33 18 18 180”, с = 2о
140
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 4
Группа Марка стали Толщина проката в мм Механические свой- ства при растяжении Испытание на изгиб в хо- лодном со- стоянии (с — толщина оправки. а — толщина проката, d — диаметр стержня)
Времен- ное со- проти- вление Предел теку- чести 1 Относительное удли- | нение в %
в Мн/м2 I в кгс/мм2 | я п и ба П
не менее
Марганцовоникелсмедистая 10ГНД 4-10 11-20 510 490 52 50 373 373 38 38 15 15 —
НГМД 4-10 11-20 530 510 54 52 392 392 40 40 15 15 —
Хромоникелемеднстофосфо- ристая 10ХНДП 4—12 471 48 343 35 18 180°, с — 2а
Примечания: 1. В обозначении марок стали двузначные цифры слева указы- вают среднее содержание углерода в сотых долях процента; буквы справа от этих цифр обозначают: Г — марганец, С — кремний, X — хром, Н — никель, Д — медь, П — фосфор; цифры после букв указывают (приблизительно) процентное содержание соответствующего элемента в целых единицах. 2. Сталь, выплавленная в конверторах с кислой футеровкой, дополнительно марки- руется буквой Б, в конверторах с основной футеровкой — буквой К.
СТАЛЬ УГЛЕРОДИСТАЯ
КАЧЕСТВЕННАЯ
КОНСТРУКЦИОННАЯ
(по ГОСТ 1050-60)
Стандарт распространяется на угле-
родистую качественную конструкци-
онную горячекатаную и кованую сор-
товую сталь размером (диаметром или
толщиной) до 250 мм. В части норм
химического состава стандарт распро-
страняется также на слитки, обжатую
болванку, слябы, листы, ленту, ши-
рокополосную сталь, трубы, прово-
локу, поковки и штамповки.
Сталь изготовляется в мартенов-
ских и электрических печах (спокой-
ная, кипящая и полуспокойная).
В зависимости от химического со-
става сталь подразделяется на две
группы:
группа 1 — сталь с нормальным
содержанием марганца; изготовляется
следующих марок: 05кп, 08кп, 08,
Юкп, 10, 15кп, 15, 20кп, 20, 25, 30,
35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85;
группа II — сталь с повышенным
содержанием марганца; изготовляется
следующих марок: 15Г, 20Г, 25Г, ЗОГ,
35Г, 40Г, 45Г, 50Г, 60Г, 65Г, 70Г.
Примечания: 1. В марке стали
двузначные цифры обозначают среднее со-
держание углерода в сотых долях процента,
буква Г — повышенное содержание марган-
ца. Марки кипящей стали имеют в конце
индекс «кп».
2. Для полуспокойной стали к обозначе-
нию марки добавляют в конце индекс «пс»,
например, марка 08пс.
СТАЛЬ УГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ
141
В зависимости от назначения про-
ката сталь подразделяется на под-
группы:
а — предназначенная для горячей об-
работки давлением и холодного
волочения (подкат);
б — предназначенная для холодной
механической обработки (обточ-
ка, строжка, фрезерование
и др.) по всей поверхности.
По специальному требованию сталь
должна поставляться в термически
обработанном состояний (отожженной,
нормализованной, высокоотпущен-
ной).
По форме и размерам сталь должна
соответствовать требованиям стандар-
тов на сортамент.
Для стали, предназначенной для
холодной механической обработки и
для холодного волочения (подкат),
твердость по Бринелю в состоянии по-
ставки приведена в табл. 5.
Таблица 5
Марка стали Сталь горяче- катаная Сталь отожжен- ная Марка стали Сталь горяче- катаная Сталь отожжен- ная
Диаметр отпечат- ка в мм, не менее Число твердости, не более Диаметр отпечат- ка в мм, не менее Число твердости, не более Диаметр отпечат- ка в мм, не менее Число твердости, не более Диаметр отпечат- ка в мм, не менее Число твердости, не более
я § t*/«W я НВ м л 3= « § я НВ
Группа [ Группа 11
08кп; 08 5,2 1285 131 — — 15Г 4,7 1599 163 — —
Юки; 10 5.1 1344 137 — — — 20Г 4,3 1932 197 — —
15кп; 15 5,0 1402 143 — — — 25Г 4,2 2030 207 —
20кп; 20 4,8 1530 156 — — — ЗОГ 4,1 2128 217 4,4 >834 187
25 4.6 1667 170 — — — 35Г if) 2246 229 4,3 1932 197
30 4,5 1765 179 —- — 40Г if) 2246 229 4,2 2030 207
35 4,4 1834 187 — — — 45Г 3,9 2363 241 4,1 2128 217
40 4,1 2128 217 4,4 1834 187 50Г 3,8 2501 255 4,1 2128 217
45 3,9 2363 241 4Л 1932 197 60Г 3,7 2637 269 4,0 2246 229
50 3,9 2363 241 4,2 2030 207 66Г 3,6 2794 285 4,0 2246 229
55 3,8 2501 255 4,1 2128 217 70Г 3,6 2794 285 4,0 2246 229
60 3,8 2501 255 4,0 2246 229
65 3,8 2501 255 4,0 2246 229
70 3,7 2637 269 4,0 2246 229
75 3,6 2794 285 3,9 2363 241
80 3,6 2794 285 3,9 2363 241
85 3,5 2962 302 3,8 2501 255
Примечания: 1. По специальному требованию отожженная сталь, предназначенная для холодной высадки, должна поставляться с меньшей твердостью, соответствующей диа- метру отпечатка иа 0,2 мм более указанного в табл. 5. 2. Нормы твердости стали после нормализации и нормализации с высоким отпуском устанавливаются специальным соглашением.
Механические свойства стали, опре-
деленные при испытании на растя-
жение иа образцах, изготовленных из
нормализованных заготовок, и удар-
ная вязкость, определенная по требо-
ванию заказчика на термически об-
работанных образцах, приведена
в табл. 6.
142
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 6
Марка стали Предел текуче- сти Времен- ное со- против- ление разрыву 1 Относительное удлинение 1 Относительное сужение Ударная вязкость Марка стали Предел текуче- сти Времен- ное со- против- ление разрыву I Относительное | удлинение | Относительное сужение Ударная вязкость
lir/nw « : В кгс/мм2 1 3= п 54 м м *4 я а 5 ье я 5ж/«ИГ я ei * * м я с-1 М « 55 п зИ'Ж/эгя а в кдж/м2 о Я
в % в %
не менее не менее
п а 1 65 412 42 696 71 10 30
70 422 43 716 73 9 30 —
08кп 294 35 75 883 90 1079 ПО 7 30
177 18 30 60 — —— 80 932 95 1079 111) 6 30
08 Юкп 196 186 20 19 324 314 33 32 33 33 69 fift — — 85 981 100 1128 115 6 30 — —
1(1 206 21 333 34 31 55 ц
15кп 206 21 353 36 29 55
15 226 23 373 38 27 55 15Г 245 25 412 42 26 55
20кп 226 23 383 39 27 55 __ 20 Г 275 28 451 46 24 50
20 245 25 412 42 25 55 25Г 294 30 490 50 22 50 883 9
25 275 28 451 46 23 50 883 9 ЗОГ 314 32 589 55 20 45 785 8
30 294 30 490 50 21 50 785 8 35Г 333 34 559 57 18 45 687 7
35 314 32 530 54 20 45 687 7 40Г 353 36 588 60 17 45 588 6
40 333 34 569 58 19 45 588 6 45Г 373 38 618 63 15 40 490 5
45 353 36 598 61 16 40 490 5 50Г 392 40 647 66 13 40 392 4
50 373 38 628 64 14 40 392 4 60Г 412 42 696 71 11 35 —
55 383 39 647 66 13 35 __ __ 65Г 432 44 736 75 9 30 —
60 402 41 678 69 12 35 — — 70Г 451 46 785 80 8 30 — —
Примечания: 1. Сталь марок 75, 80 и 85 испытывается на образцах после закалки
и отпуска. Рекомендуемый режим термообработки: закалка 820° С, охлаждение в масле,
отпуск при 480° С.
2. Образцы для испытания на ударную вязкость закаливаются с охлаждением в воде,
кроме образцов стали марок 45Г и 50Г, которые охлаждаются в масле. Температура
отпуска после закалки ориентировочно 600° С.
3. Нормы механических свойств, указанные в табл. 6, относятся к стали диаметром или
толщиной до 80 мм. Для размеров свыше 80 мм допускается снижение относительного удли-
нения на 2% (абс.) и сужения поперечного сечеиия на 5% (абс.) против норм, указанных
в табл. 6.
Нормы механических свойств для образцов, перекованных из прутков размером
151—250 мм на 90—100 мм, должны соответствовать указанным в табл. 6.
4. Дла стали марок 25, 25Г и других с более высоким содержанием углерода допускается
снижение временного сопротивления на 19,6 Мн/м* (2 кгс/мм2) против норм, указанных
в табл. 6, при одновременном повышении норм относительного удлинения на 2% (абс.).
СТАЛЬ КАЧЕСТВЕННАЯ
КОНСТРУКЦИОННАЯ
КАЛИБРОВАННАЯ
(по ГОСТ 1051-59)
Стандарт распространяется на ка-
чественную углеродистую и легиро-
ванную конструкционную сталь, хо-
лоднотянутую и шлифованную, при-
меняемую в машиностроении.
Калиброванная сталь изготовляется
из горячекатаной сортовой стали,
поставляемой по ГОСТ 1050-60 и
4543-61, а по требованию заказчика
и из стали обыкновенного качества по
ГОСТ 380-60.
По размерам и классам точности
калиброванная сталь должна соот-
ветствовать требованиям ГОСТ7417-57,
8559-57 и 8560-57.
Сталь поставляется в наклепанном
(нагартованном) или термически об-
работанном состоянии (отожженная,
отпущенная, нормализованная, зака-
ленная с отпуском).
В зависимости от назначения кали-
брованная сталь по качеству поверх-
ности подразделяется на группы, ука-
занные в табл. 7.
СТАЛЬ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ КАЛИБРОВАННАЯ 143
Таблица 7
Группа стали по назначению и обработке Класс точности Характеристика поверхности
А Особо ответственного назначения 2а, 3, За Чистая, гладкая, светлая или мато- вая, без трещин, плен, Неметалли- ческих включений, волосовин, зака- тов и окалины
Б Обшего назначения За, 4
5
В Для холодной механической обработ- ки (обточки, шлифования) по всей поверхности За. 4
5
Изготовление стали группы А про-
изводится с применением шлифования
иа готовом или промежуточном раз-
мере.
По требованию заказчика сталь
группы А поставляется в шлифован-
ном виде с чистотой поверхности по
ГОСТ 2789-59.
Класс точности устанавливается
соглашением сторон.
Группа стали по назначению и об-
работке оговаривается в заказе.
В состоянии поставки калиброван-
ная сталь, отожженная и наклепанная
размером более 5 мм должна иметь
твердость, указанную в табл. 8.
Таблица 8
Марка стали Сталь наклепан- ная Сталь отожжен- ная Марка стали Сталь наклепан- ная Сталь отожжен- ная
Диаметр отпечат- ка в мм, не менее Число твер- дости, не более Диаметр отпечат- ка в мм, не менее Число твер- дости, не более Диаметр отпечат- ка в мм, не менее Число твер- дости, не более Диаметр отпечат- ка в мм, не менее Число твер- дости, не более
С1 * п § 55 п § 91 * 55 п м =5 S §
Обкп 4,5 1765 179 5,2 1285 131 40Х 3,7 2637 269 4,2 2030 207
О.'кп 4,5 1765 179 5,2 1285 131 45Х 3.7 2637 269 4,1 2128 217
10 4,4 1834 187 5,0 1402 143 38ХС 3,7 2637 269 3,8 2501 255
15 4,3 1932 197 4,9 1461 149 16ХСН — 4,8 1530 156
21) 4,2 2030 207 4,7 1599 163 15ХФ 4,1 2128 217 4,4 1834 187
25 4,1 2128 217 4,6 1667 170 40ХФА 3,7 2637 269 4,0 2246 229
30 4,0 2246 229 4,5 1765 179 ЗОХГС 3,7 2637 269 4,0 2246 229
35 4,0 2246 229 4,4 1834 187 35ХГСА 4,0 2246 229
40 3.9 2363 241 4,3 1932 197 18ХГТ 4,0 2246 229 4,1 2128 217
45 3,9 2363 241 4,2 2030 207 40ХН 3.7 2637 269 4,2 2030 207
50 3,8 2501 255 4,1 2128 217 50ХН 3,7 2637 269 4,2 2030 207
60 3,7 2637 269 4,0 2246 229 12ХНЗА 3,7 2637 269 4,1 2128 217
15Г 4,2 2030 207 4,7 1599 163 20ХНЗА 3,7 2637 269 4,0 2246 229
50Г 3,7 2637 269 4,1 2128 217 ЗОХНЗА __ — 3,9 2363 241
65Г __ 4,0 2246 229 12Х2Н4 3,8 2501 255
50Г2 3,7 2637 269 4,0 2246 229 20Х2Н4А __ __ 3,7 2637 269
15Х 4,1 2128 217 4,5 1765 179 40ХНМА __ —— 3,8 2501 255
20Х 4,0 2246 229 4,5 1765 179 38ХМЮА 3,8 2501 255 4,0 2246 229
ЗОХ 3,9 2363 241 4,4 1834 187 ЗОХМ 3,7 2637 269 4,0 2246 229
35Х- 3,8 2501 255 4,3 1932 197 25Х2МФА — — 3,9 2363 241
38ХА 3,7 2637 269 4,2 2030 207 15ХР — — 4,4 1834 187
144
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Твердость отожженной и наклепан-
ной калиброванной стали размером
менее 5 мм, а также отпущенной,
нормализованной и закаленной с от-
пуском стали устанавливается допол-
нительными техническими условиями.
Твердость калиброванной стали,
предназначенной согласно заказу для
последующей горячей обработки (вы-
садка, штамповка), не нормируется.
Твердость отожженной стали марок
по ГОСТ 1050-60 и 4543-61, не приве-
денных в табл. 8, должна соответство-
вать нормам, приведенным в указан-
ных стандартах для отожженной
стали.
Углеродистая холоднотянутая сталь
в состоянии поставки имеет меха-
нические свойства, приведенные в
табл. 9.
Таблица 9
Сталь наклепанная Сталь отожженная
Марка стали Временное сопро- тивление разрыву Относи- тельное удлинение «5 В % Относи- тельное сужение в % Временное сопро- тивление разрыву Относи- тельное удлинение §5 в % Относи- тельное сужение в %
в Мн/м2 в кгс!мм2 в Л1«/№ в кгс!мм2
не менее
10 412 42 8 50 294 30 26 55
15 441 45 8 45 343 35 23 55
20 490 50 7 40 392 40 21 50
25 539 55 7 40 412 42 19 50
30 559 57 7 35 441 45 17 45
35 588 60 6 35 471 48 15 45
40 608 62 6 35 510 52 14 40
45 637 65 6 30 539 55 13 40
50 657 67 6 30 559 57 12 40
15Г 490 50 7 40 392 40 21 50
50Г 687 70 5 30 588 60 10 35
Примечание. Нормы механических свойств наклепанной н отожженной калибро- ванной стали для марок по ГОСТ 1050-60 н 4543-61, не приведенных в табл. 9, а также отпущенной, нормализованной и закаленной (с отпуском) стали определяются дополнитель- ными техническими условиями.
Твердость наклепанной стали марок
по ГОСТ 1050-60 и 4543-61, ие приве-
денных в табл. 8, должна быть не
более 269 единиц по Бринелю (диа-
метр отпечатка не менее 3,7 мм) или
устанавливается дополнительными
техническими условиями.
Углеродистая и легированная сталь,
поставляемая в отожженном состоя-
нии, с суженными пределами по хими-
ческому составу, предназначенная для
холодной высадки, в состоянии по-
ставки имеет твердость и механиче-
ские свойства, приведенные в табл. 10.
СТАЛЬ ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ
145
Таблица 10
Марка стали Твердость Временное сопротив- ление разрыву, не более Относи- тельное удлине- ние 65 Относи- тельное сужение
Диаметр отпечатка в мм, ие менее Число твердости, не менее в Мн/м2 в кгс/мм2 в %, не менее
в Мн/мг НВ
10кп 53 1285 131 441 45 26 60
15кп 5.1 1344 137 471 48 23 55
35 43 1530 156 539 55 18 50
45 4,7 1599 163 569 58 15 50
40Х 43 1765 179 588 60 14 50
15ХФ 5,0 1402 143 441 45 20 60
При и е ча н ие. Нормы твердости и механических свойств для марок стали по ГОСТ
1050-60 а 4543-61, не приведенных в табл. 10, устанавливаются по соглашению сторон.
СТАЛЬ ЛЕГИРОВАННАЯ
КОНСТРУКЦИОННАЯ
(по ГОСТ 4543-61)
Стандарт распространяется иа го-
рячекатаные и кованые прутки (штан-
ги) диаметром или толщиной до 250 мм
из легированной конструкционной
стали, выплавляемой в электрических
и мартеновских печах и применяемой
в термически обработанном состоянии.
В части норм химического состава
стали стандарт распространяется на
слитки, заготовку, холоднотянутую
сталь, лист, ленту, широкополосную
сталь, трубы, проволоку, поковки и
штамповки.
В зависимости от химического со-
става и механических свойств легиро-
ванная конструкционная сталь под-
разделяется иа качественную и высо-
кокачественную.
В зависимости от основных леги-
рующих элементов сталь подразде-
ляется на 14 групп.
Обозначения групп стали приве-
дены в табл. 11.
В зависимости от назначения про-
ката сталь подразделяется на под-
группы:
а — сталь, предназначенная для го-
рячей обработки давлением и
холодного волочения (подкат);
б — сталь, предназначенная для хо-
лодной механической обработки
(обточки, строжки, фрезерования
и др.) по всей поверхности;
в — сталь, предназначенная для хо-
лодной высадки.
В заказе должно быть указано на-
значение стали (подгруппа).
Сталь поставляется как с термиче-
ской обработкой (отожженная, нор-
мализованная иливысокоотпущенная),
так и без термической обработки.
По форме и размерам сталь поста-
вляется в соответствии с требованиями
стандартов на сортамент.
Механические свойства стали опре-
деляют иа образцах, изготовленных
из термически обработанных заго-
товок.
Механические свойства стали и ре-
жимы термической обработки загото-
вок должны соответствовать нормам,
указанным в табл. 11.
Таблица U
146
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТАЛЬ ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ
Группа с геля Марка стали
Термообработка Предел текучести Временное сопро- тивление разрыву Относи- тельное удли- нение Отно- ситель- ное су жение попе- речного сече- ния Ударная вязкость Размеры сечения заготовок для тер- мической обработки (Круг пли квадрат) в мм
Закалка Отпуск
Температура в ® С Среда охлаждения Тем- пера* тура в ° С Среда охлаждения
первой закалки второй закалки в Мм/л2 кгс/мм* в Мн/м* в кгс/мм» в кбме/м* в хгс*м/см~
в %, не менее
1 — хромистая 15Х, 1 15ХА | 880 770-820 Вода или масло 180 Воздух или масло 49» 392 50 40 6S7 588 10 60 12 15 45 50 687 883 7 9 15 15
15ХР, 1 15ХРА J 860 770-810 Масло или вода 180 Воздух или масло 539 539 65 65 736 736 75 75 12 15 45 50 687 883 7 9 В 15
20Х 880 770-820 Вода иля масло 180 Воздух или масло 637 65 7® 80 И 40 588 6 15
ЗОХ ®Х ЗОХРА 35ХРА 38 ХА 40Х 40ХР 45Х 45ХЦ 50Х 860 860 860 860 850 840 840 830 860 860 Масло > > > > > » > > » 500 500 220 569 550 500 540 520 520 520 Вода нлн масло То же Воздух Вода или масло То же > > > > > 687 736 1275 785 7® 7® 7» 834 «34 883 70 75 130 80 80 80 80 ® 85 90 883 932 1569 932 932 981 981 1022 1022 1079 90 95 160 95 95 100 100 К» 105 1W 12 И 9 12 12 10 12 9 9 » 45 45 40 50 50 45 50 45 45 40 687 687 490 883 883 588 883 490 490 392 7 7 5 » 9 6 9 6 б 4 25 25 В образцах Ж 25 Ж 25 25 25
2 — марганцовистая 1072 35Г2 40Г2 45Г2 50Г2 920 870 860 850 840 — Воздух > > > > 24-5 363 383 402 422 25 37 39 41 43 422 618 657 687 736 43 63 67 70 75 22 13 12 11 11 50 40 40 40 35 — » 25 Ж 25 Ж
3 — хромомарганцо- вая 18ХГ 18ХГТ 20ХГР ЗОХ ГТ 40ХГ 40ХГР 35ХГ2 880 880 910 880 840 860 870 870 850 850 Масло > > > > > > 180 200 200 200 520 550-600 600 Воздух или масло Вода или масло Воздух или масло Вода или масло То же > > 736 834 7® 1275 834 7® 687 75 ® 80 130 85 80 70 883 981 981 1471 981 981 834 90 100 100 150 100 100 85 10 9 9 9 9 11 12 40 50 50 40 45 45 45 7® 7® 588 588 7® 785 ~8 8 6 6 8 8 15 В образцах 15 В образцах 25 25
4 — хромокремни* стая ЗЗХС 38ХС 50ХС И 920 900 900 зотермв ческая з в се затем Вода или масло Масло акалка при темп литре при 330—3 охлаждение на 630 630 540 ературе 50° С, воздухе Вода или масло Масло > 900-910* С, 687 736 1079 1079 70 75 НО 110 833 932 1226 1226 90 96 125 125 13 12 12 12 50 50 40 40 7® 687 343 490 8 7 3>5 5 25 25 25 25
5 — кремнемарган- цовая 27СГ 35СГ 36Г2С 920 900 880 — Вода Воздух 420 590 Вода или масло Вода 834 687 490 ® 70 50 981 883 136 100 90 Та 12 15 12 40 40 35 490 588 5 6 25 25 25
147
148
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТАЛЬ ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ
Продолжение табл. 11
Группа стали Марка стали
Термообработка Предел текучести Временное сопро- тивление разрыву Отно- ситель- ное удли- нение Отно- си тель- ное су- жение попе- речного сече- ния Ударная вязкость Размеры сечения заготовок для тер- мической обработки (круг или квадрат) в мм
Закалка Отпуск
Температура в вС Среда охлаждения Тем- пера- тура в 0 С Среда охлаждения
первой закалки второй закалки в Л1н/ж2 в кгс/мм- в Afw/jw- в кгс/мм- в кдж/м- В кгс-м/см2
в %, не менее
6 — хромомолибде- новая и хромо- вольфрамовая 15ХМ 880 — Воздух 650 Воздух 441 28 441 45 21 55 1177 12 30
ЗОХМ 30ХМА 880 — Масло или теплая вода 540 Вода или масло 736 736 75 75 932 932 95 95 и 12 45 50 785 883 8 9 25 25
35ХМ 38ХВА 850 850 — Масло 560 550-620 Вода или масло Воздух 834 883 85 90 981 981 100 100 12 12 45 50 785 785 8 8 25 25
7 — хромованадие- вая 15ХФ 20ХФ 40ХФА 880 880 880 770-820 770-820 Вода или масло То же Масло 180 180 650 Воздух или масло То же Вода или масло 539 588 736 55 60 75 736 785 883 75 80 90 13 12 10 50 50 50 785 785 883 8 8 9 15 15 25
8 — никелемолибде- новая 15НМ 860 770—820 Масло 200 Воздух 637 65 834 85 И 50 785 8 15
9 — хромоникелевая 20ХН 40ХН 45ХН 50ХН 13Н2ХА 12ХН2 12ХНЗА 12Х2Н4А 20ХНЗА 20Х2Н4А ЗОХНЗА 860 820 820 820 860 860 860 860 820 860 820 760-810 770-810 760—810 760-810 780-800 760-800 Вода или масло То же > > > > Масло > 180 500 530 530 180 180 180 180 500 180 530 Вода или масло То же > > Воздух или масло То же > Вода или масло Воздух или масло Вода или масло 588 785 834 883 392 588 687 932 736 1079 785 60 80 85 90 40 60 70 95 75 ПО 80 785 981 1022 1079 588 785 932 1129 932 1275 981 80 too 105 ПО 69 80 95 115 95 130 100 14 11 10 9 15 12 11 10 12 9 10 50 45 45 40 50 50 55 50 55 45 50 785 687 687 490 1079 883 883 883 981 785 785 8 7 7 5 И 9 9 9 10 8 8 15 25 25 25 15 15 15 15 15 15 25
10 — хромокрем ие- марганцовая 20ХГСА 25ХГСА ЗОХГС ЗОХГСА ЗОХГСНА 35ХГСА 880 880 880 880 900 Изот калиево 950 масло отпуск 700 воздух ермическ й и нат] 890 Масло > ая закалка при иевой селитры ние на Масло 500 480 540 540 200—300 темпера 1ри 280- воз духе 230 Вода или масло То же > > Воздух или масло гуре 880° С, в смеси 310w С, затем охлажде- Воздух или масло 637 834 834 834 1373 1275 65 85 85 85 140 130 785 1079 1079 1079 1618 1618 80 ПО НО 110 165 165 12 10 10 10 9 9 45 40 45 45 45 40 687 588 441 490 588 392 7 6 4,5 5 6 4 15 15 25 25 В образцах В образцах
149
150
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТАЛЬ ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ
Продолжение табл. 11
Группа стали Марка стали Термообработка Предел текучести Временное сопро- тивление разрыву Отно- ситель- ное удли- нение Отно- ситель- ное су- жение попе- речного сече- ния Ударная вязкость Размеры сечения заготовок для тер- мической обработки (круг или квадрат) в мм
Закалка Отпуск
Температура в ° С Среда охлаждения Темпе- ратура в ° С Среда охлаждения
первой закалки второй закалки з .Ми'.«а в кгс/мм- в Мн/м* в кге/мм* в кдж/м- В кгС'М/см-
в %, ие менее
11 — хромомаргав- цовоннкелевая и хромокремнспи- келевая 15ХГНТ 15ХГНТА I5X2IH2T 15Х2ГН2ТА 15Х2ГН2ТРА 18ХГН 25Х2ГНТА ЗОХГНА 20ХГНР, 1 20ХНР f 38ХГП 30Х2ГН2 I6XCH I8XCHPA 950—970 950-970 869 860 860 900 880 850 870 900 820-850 820—850 770-810 770-810 770-810 770-810 840-860 780-830 Масло > > Масло или вода Масло > > Масло пли вода 200 180 180 170 189 180 500 200 570 200 200 Воздух или масло То же > > > Вода или масло Воздух или масло Вода или масло Воздух пли масло Свойства в прутках Воздух или масло 687 736 834 883 883 687 1275 834 1177 687 1275 не нормир 1и79 70 75 85 90 90 70 130 85 120 70 130 уюте я 110 932 932 981 981 1022 834 1471 1079 1275 834 1471 1275 95 95 100 100 105 85 150 НО 130 90 150 130 10 11 и 12 12 12 10 10 10 12 10 10 50 55 50 55 55 50 45 45 50 45 45 45 883 981 981 1079 981 687 687 687 883 981 687 6S7 9 10 10 11 10 7 7 7 9 10 7 7 15 15 15 15 15 15 В образцах 25 15 25 В образцах 15
12 — хромонпкеле- вольфрамовая и хро.човикелемо- либденованадие- вая ЗОХНВА 38ХНВА 40ХНВА 40ХНМА 30Х2НВА 38XH3BA 18X2II4BA 25Х2Н4ВА 860 870 850 850 860 850 950 950 воздух 850 850 860 Масло > > > > > Воздух Масло > 530 580 620 620 580 590 I8H 525—575 560 Воздух Воздух или масло Вода или масло То же Воздух или масло Воздух Воздух или масло Воздух Масло 785 932 932 834 932 . 834 834 981 981 834 785 932 80 95 95 85 95 85 85 100 100 85 80 95 981 1079 1079 981 1079 981 981 1177 1079 1129 1022 1079 100 НО НО 100 110 100 100 120 НО 115 105 ПО 10 12 12 12 12 12 12 10 12 12 12 11 45 50 50 65 50 55 55 45 50 50 50 45 785 785 785 981 785 981 1177 785 785 981 1177 88-3 8 8 8 10 8 10 12 8 8 10 12 9 15 25 25 25 25 25 25 25 25 15 15 25
13 — хромоиикеле- вольфрамована- дисвая и хромо* никелемолибдено- ванадиевая 30ХН2ВФА 30Х2НВФА 38ХНЗВФА 20ХН4ФА 38ХНЗМФА 860 910 850 850 850 — Масло > > 680 610—650 550 —620 630 550-620 Воздух Воздух или масло Воздух Вода Воздух 785 834 Г179 687 1'179 80 85 НО 70 110 883 1022 1177 883 1177 90 105 120 90 120 10 12 12 12 12 40 55 50 50 50 883 981 785 981 785 9 10 8 10 8 25 25 25 25 25
14 — хромоалюми- ниевая (с воль- фрамом и молиб- деном) 38ХЮ 38ХМЮА 38ХВФЮ, 38ХВФЮА 930 940 930 — Масло или теплая вода То же » 630 640 6Ю Вода или масло То же > 736 834 8.34 831 75 85 85 85 883 981 981 981 90 100 100 100 10 14 10 12 45 50 45 50 785 883 785 883 8 9 8 9 30 30 30 30
Примечай и я: 1. В обозначении марки первые две цифры указывают среднее содер- жание углерода в сотых долях процента; буквы за цифрами обозначают: Р — бор, Ю — алюми- ний, С — кремний, Т—титан; Ф —ванадии, X — хром, Г—марганец, 11 —никель, Ц — цирко- ний, М — молибден, В — вольфрам. Цифры, стоящие после букв, указывают примерное содержание легирующего элемента в целых единицах. Отсутствие цифры обозначает, что содержание этого легирующего элемента примерно до 1,5%. Марки высококачественной стали имеют в конце обозначения букву А. 2. При термической обработке заготовок по режимам, указанным в табл. 11, допускаются следующие отклонения: при закалке ч- 15° С; при низком отпуске . 30* С; при высоком отпуске 50° С. 3. Для стали марок 18ХГТ и ЗОХГТ первая закалка может быть заменена нормализацией зои температуре 960—970° С. 4. Для стали марок 15ХГНТ и 15ХГНТА в графе температуры первой закалки указана температура нормализации (950—970° С). 5. По соглашению сторон при определении механических свойств стали в отдельных случаях юлускается изменение режима термической обработки, указанного в табл. П, с соответствую- щей корректировкой норм механических свойств. 6. Для стали марок, по которым не приведены данные в табл. 11, режимы термической .'•бработкн н нормы механических свойств устанавливаются отдельными техническими условиями.
151
152
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Твердость по Бринелю стали, поставляемой в отожженном или отпущен-
ном состоянии, должна соответствовать нормам, указанным в табл. 12.
Таблица 12
Твердость в отожженном Твердость в отожженном
или отпущенном состоя- или отпущенном СОСТОЯ-
Груп- НИИ Груп- НИИ
Марка Марка
стали стали метр от- Число твердос- ти. не более стали стали метр от- Число твердос- ти. не более
в мм, tie
менее вЛ4я/Л12 НВ менее в/Ия Лк2 НВ
1 15Х 4,5 1765 179 9 20ХН 4.3 1932 197
I5XA 4,5 1765 179 40ХН 4,1 2128 217
15ХР 4,4 1834 187 45ХН 4,2 2030 207
Г5ХРА 4,4 1834 187 50ХН 4,2 2030 207
20Х 4,5 1765 179 13Н2ХА 4,2 2030 207
ЗОХ 4,4 1834 187 12ХН2 4,2 2030 207
ЗОХРА 3,9 2:64 241 I2XH3A 4,1 2128 217
35 X 4,3 1932 197 I2X2H4A 3,7 2637 26)
35ХРА 4,1 2128 217 20ХНЗА 3,9 2363 241
38ХА 4,2 2030 207 20Х2Н4А 3.7 2637 269
4UX 40ХР 4,1 4,0 2128 2246 217 229 ЗОХНЗА 3,9 2363 241
45Х 4,0 2246 229 10 20ХГСА 4,2 2030 207
45ХЦ 4,1 2128 217 25ХГСА 4,1 2128 217
50 X 4,0 2246 229 ЗОХ ГС 4,0 4,0 2246 229
ЗОХГСА 2246 229
2 10Г2 4,3 1932 197 ЗОХГСНА 3,8 2501 255
35 Г2 4,2 2030 207 35ХГСА 3,9 2363 241
4ОГ2 4,1 2128 917
45 Г2 4,0 2246 229 15ХГНТ 3,7
50Г2 4,0 2246 229 11 2637 269
15ХГНТА 3.7 2637 269
18ХГ 4,4 1834 187 15Х2ГН2Т 3,7 2637 269
3 15Х2ГН2ТА 3,7 2637 269
18ХГГ 4,1 2128 217 15Х2ГН2ТРА 3,7 2637 269
20ХГР 4,3 1932 19/ 18ХГН 3,8 2206 225
ЗОХ г г 4,0 2246 229 25Х2ГНТА 3,7 2637 269
40ХГ 4,0 2246 229 ЗОХГНА 4,0 2246 229
40X1 Р 3,9 2363 241 38ХГН 4,0 2246 229
35X12 4,0 2246 229 30Х2ГН2 3.8 2501 255
16ХСН 4,3 1932 197
4 ЗЗХС 3.9 2363 241 18ХСНРА 4,3 1932 197
38ХС 40ХС 3.8 3,8 2501 2501 255
255 ЗОХНВА 3,9 2363 241
5 27СГ 4,1 2128 217 38ХНВА 3.7 2637 269
35СГ 4,0 2246 229 40ХНВА 3,7 2637 269
36Г2С 4,0 2246 229 40ХНМА 3,7 26.37 269
30Х2НВА 3,7 2637 269
15ХМ ЗОХМ 4,5 4,0 1765 2246 179 229 38XH3BA 3,7 2637 269
6 I8X2H4BA 3,7 2637 269
ЗОХ МА 4,0 2246 229 3.7 2637 269
35ХМ 3,9 2363 241 13 30ХН2ВФА
38ХВА 4,0 2246 229 30Х2НВФА 3,7 2637 269
38ХНЗВФА 3.7 2637 269
15ХФ 4,4 1831 187 20ХН4ФА 3,7 2637 269
7
20ХФ 4,3 1932 197 38X10 4,0 2216 229
40ХФА 3,9 2363 241 14
38ХМЮА 4,0 2246 229
I5HM 4,3 1932 197 38ХВФЮ 4,0 2246 229
8 38ХВФЮА 4,0 2246 229
Примечания: 1. С согласия заказчика сталь может поставляться без отжига
с твердостью, соответствующей нормам, указанным в табл. 12.
2. Нормы твердости стали, поставляемой в нормализованном состоянии, устанавли-
ваются соглашением сторон.
3. По требованию заказчика сталь марок 12Х2Н4А и 20Х2Н4А поставляется с твер-
достью не более 2246 ЛГн/лс- (НВ 229) (диаметр отпечатка не менее 4,0 мм) после отпуска
ври температуре 650° С.
СТАЛЬ качественная рессорно-пружинная горячекатаная 153
СТАЛЬ КАЧЕСТВЕННАЯ РЕССОРНО-ПРУЖИННАЯ ГОРЯЧЕКАТАНАЯ
(по ГОСТ 2052-53)
Таблица 13
Механические свойства териически обработанной стали
Группа стали Марка стали Режим термической обработки (рекомен- дуемый) Механические свойства
Температура закалки в v С Среда Температура отпуска в ° С Пред* куч S4 ч в л те- ести <и со Пре проч я Д S5 И дел гости я Д л* СО Относительное удлинение в % Сужение площади по- перечного сечения в %
не менее
Углеродистая 65 70 75 85 810 830 820 820 Масло > > > 480 480 480 480 785 831 883 981 80 85 90 100 981 1022 1079 1129 100 105 ПО 115 9 8 7 6 85 30 30 30
Марганцовистая 55ГС 65Г 820 830 Масло > 480 480 785 785 80 80 981 981 100 100 8 8 30 30
Кремнистая 50С2 55С2 69С2 60С2А 63С2А 70СЗА 870 870 870 870 860 860 Масло или вода То же Масло > > 469 469 469 46) 469 46') 1079 1177 1177 1373 1373 1560 НО 120 12) 140 140 160 1177 1275 1275 1569 1569 1765 120 130 130 16!) 160 180 6 6 5 5 5 5 30 30 25 20 20 25
Хромомаргаицови- стая 50ХГ 50ХГА 840 840 Масло > 490 490 1079 1177 ПО 120 1275 1275 130 130 5 6 35 35
Хромомаргаицево- ваиадиевая 50ХГФА 850 Масло 520 1177 120 1275 130 6 35
Хромованадиевая 50ХФА 850 Масло 529 1079 110 1275 130 10 45
Хромокремнистая 60С2ХА 870 Масло 420 1569 160 1765 180 5 20
Хромокремниева- надиевая 60С2ХФА 850 Масло 410 1667 170 1863 190 5 20
Вольфрамокремпи- стая 65С2ВА 850 Масло 420 1667 170 1863 190 5 20
Никелькремни- стая 60С2Н2А 850 Масло 420 1569 160 1716 175 5 20
Кремнемарганцо- вистая 55СГ 60СГ 60СГА 880 86) 860 Масло > 460 460 460 1177 1177 1373 120 120 140 1275 1275 1569 130 130 160 6 5 5 30 25 25
154
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 14
Твердость неотожженной стали
при поставке
Марка стали Диаметр отпечат- ка в мм, не менее Твердость, не более
в 5
65 3,8 2501 255
70, 65Г 3,7 2637 269
75. 55ГС, 50С2, 55СГ, 55С2, 60СГ, 60СГА . 3,6 2794 285
85. 60С2, 60С2А.70СЗА, 50ХГ. 50ХГА, 50ХФА, 60С2ХФА. 65С2ВА, 60С2Н2А, 63С2А . . 3.5 2962 302
60С2ХА, 50ХГФА . . 3,4 3148 321
Примечание. Твердость отож- женной стали устанавливается дополни- тельными техническими условиями.
СТАЛЬ
для ХОЛОДНОЙ ВЫСАДКИ
(по ГОСТ 10702-63)
Стандарт распространяется на каче-
ственную углеродистую и легирован-
ную конструкционную сортовую го-
рячекатаную и калиброванную сталь,
применяемую для изделий, изго-
товляемых методом холодной вы-
садки.
В части норм химического состава
стандарт распространяется также на
слитки и заготовку, предназначенные
для изделий, получаемых методом
холодной высадки.
Сталь должна изготовляться сле-
дующих марок: 08кп; Юкп; 15кп;
20кп; 25; 30; 35; 40; 45; 15Х;
20Х; ЗОХ; 35Х; 40Х; 38ХА; 15Г;
20Г; 20Г2; 35Г2; 40ХН; 50ХН; 15ХФ;
20ХФ; 16ХСН; ЗОХМА; 20ХГСА;
ЗОХГС; ЗОХГСА; 25Х2Н4ВА.
Химический состав стали, кроме
марок 08кп; 15кп; 20кп; 15Г; 20Г
по ГОСТ 1050-60 и марок 35Г2; 50ХН;
16ХСН; 20ХГСА; ЗОХГС; ЗОХГСА;
25Х2Н4ВА по ГОСТ 4543-61, приве-
ден в ГОСТ 10702-63.
Горячекатаная сталь (в соответ-
ствии с заказом) поставляется в тер-
мически обработанном состоянии (пос-
ле отжига или высокого отпуска) или
без термической обработки.
Калиброванная сталь поставляется
в нагартованном (наклепанном) состоя-
нии, а по требованию заказчика тер-
мически обработанной.
Поверхность калиброванной стали
(в соответствии с заказом) должна
соответствовать требованиям группы А
или Б по ГОСТ 1051-59.
По требованию заказчика сталь
группы А поставляется в шлифован-
ном виде с чистотой поверхности по
ГОСТ 2789-59; класс чистоты поверх-
ности устанавливается по соглашению
сторон; сталь калиброванная — с по-
верхностными покрытиями (фосфати-
рованием, омеднением и др.).
Сталь поставляется круглого и ше-
стигранного сечения. Размеры и до-
пускаемые отклонения стали должны
соответствовать требованиям стандар-
тов на сортамент, указанным в табл. 15.
Таблица 15
Вид стали Размеры сече- ния в мм Класс точ- ности по до- пускаемым отклонениям
Горячекатана к
Круглая От 5 до 45 по ГОСТ 2590-57 Обычная ТОЧНОСТЬ
Шестигранная От 8 до 48 по ГОС! 2S79-57 То же
Калиброванная
Круглая От 3 до 40 по ГОСТ 7417-57 За и 4
Шестигранная От 3 до 40 по ГОСТ 8560-57 За и 4
СТАЛЬ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ
155
Калиброванная круглая сталь, кро-
ме сортаментов, предусмотренных
ГОСТ 7417-57, поставляется следую-
щих диаметров в миллиметрах: 3,12;
3,25; 3,45; 3,51; 3,86; 4,30; 4,45; 5,05;
5,15; 5,32; 5,40; 5,90; 6,20; 6,40; 6,60:
6,80; 6,90; 7,05; 7,20; 7,60; 7,75;
7,85; 7,90; 8,30; 8,40; 8,85; 9,15;
9,25; 9,35; 9,75; 9,85; 10,15; 10,40;
10,60; 10,65; 10,80; 11,10; 11,20;
11,70; 11,85; 12,15; 12,45; 12,60;
12,70; 12,85; 13,20; 13,70; 13,75;
14,20; 14,30; 14,45; 14,58; 14,68;
14,80; 15,20; 15,70; 16,15; 16,86;
17,70; 18,15; 18,32; 19,70; 27,70; 33,36. 27,60;
Горячекатаная и калиброванная
сталь размером до 20 .и.и вкл. поста-
вляется в мотках или прутках в соот-
ветствии с заказом.
По требованию заказчика сталь раз-
мером свыше 20 до 25 мм вкл. поста-
вляется в мотках, размером свыше
25 мм может поставляться в мотках по
соглашению сторон.
Твердость горячекатаной стали, по-
ставляемой без термической обработ-
ки, должна соответствовать нормам:
для углеродистой стали ГОСТ 1050-60,
для легированной стали ГОСТ 4543-61.
Твердость горячекатаной отожжен-
ной стали указана в табл. 16.
Таблица 16
Марка стали Диаметр отпечатка в мм, не менее Твердость Марка стали Диаметр отпечатка В -И.И, не менее Твердость
в по Брине* лю НВ в Мн/мЯ по Брине- лю НВ
не 6 олее не ( олее
08кп 5,2 1285 131 40Х 4,5 1765 179
Юкп 5,1 1344 137 38ХА 4,5 1765 179
15кп 5.0 1402 143 15Г; 20Г 4,6 1667 170
20кп 5,0 1402 143 20Г2; 35Г2 4,4 1834 187
25 4,8 1530 156 40ХН 4,5 1765 179
30 4,8 1530 156 50ХН 4,3 1932 197
35 4,7 1599 163 15 ХФ 4,7 1599 163
40 4,7 1599 163 20ХФ 4,6 1667 170
45 4,6 1667 170 16ХСН 4,5 1765 179
15Х 4,8 1530 156 ЗОХМА 4,1 2129 217
20Х 4,7 1599 163 20ХГСА 4,3 1932 197
ЗОХ 4,6 1667 170 ЗОХ ГС 4,1 2129 217
35Х 4,6 1667 170 ЗОХГСА 4,1 2129 217
25Х2Н4ВА 3,8 2501 255
Допускаемые отклонения по ука-
занным размерам должны соответ-
ствовать нормам ГОСТ 7417-57 для
прутков ближайшего большего диа-
метра.
Твердость калиброванной стали раз-
мером 5 мм и более, поставляемой
в нагартованном состоянии или в па-
гартованном состоянии с промежуточ-
ной термообработкой, указана в
в табл. 17.
Таблица 17
Марка стали Диаметр отпечатка в мм, не менее Твердость Марка стали Диаметр отпечатка в мм, не менее Т вердость
в Мн/м* по Брннелю НВ в Мн/м2 по Брине* лю НВ
ие б олее не б олее
08кп 4.5 1765 179 20кп 4,3 1932 197
Юкп 4,5 1765 179 25 4,2 2630 207
15кп 4,4 1833 187 30 4,2 2030 207
156
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 17
Марка стали Диаметр отпечатка В ATM, не менее Т вердость Марка стали Диаметр отпечатка в мм, не менее Твердость
в Мн^м2 по Бринелю НВ в Мн/м2 по Брине- лю НВ
не б алее не б олее
35 4,2 2030 207 35Х 4,2 2030 207
40 4,2 2030 207 40Х 4,2 2030 207
45 4,2 2030 207 38ХА 4,2 2030 207
15Х 4,2 2030 207 15ХФ 4,2 2030 207
20Х 4.2 2030 207 40ХН 4,2 2оза 207
ЗОХ 4,2 2030 207
Примечания: I. Твердость калибропапоон стали марок, не указанных в табл. 17,
устанавливается соглашением сторон.
2. Твердость н механические свойства спокойной и полуспокойной стали марок 08, 10;
15; 20 и 08нс; Юпс; 15пс; 20нс устанавливаются те же, что и для соответствующих марок
кипящей стали.
Таблица /8
Марка стали Временное сопро- тивление Сужение попереч- ного се- чения в %, не менее Марка стали Временное сопро- тивление Сужение попереч- ного се- чения в %. не менее
в Мя/ж2 в кгс/мм2 в А4«/л<2 в кгс/мм-
08кп - - 60 20Г2 ЗОХГС; 1 ЗОХГСА) 16ХСН 30ХМА 490—687 490—736 441-637 441-637 50-70 50-75 45-65 45-65 —
Юкп 15кп 20кп 25 30 35 Не менее 412 432 490 539 559 588 Не менее 42 41 50 55 57 60 55 50 45 40 40 40
Твердость калиброванной стали
в отожженном состоянии должна соот-
ветствовать нормам, указанным
в ГОСТ 1051-59.
Механические свойства калибро-
ванной стали, поставляемой в на-
гартованном состоянии, приведены
в табл. 18.
СТАЛЬ КОНСТРУКЦИОННАЯ
АВТОМАТНАЯ
(по ГОСТ 1414-54)
Механические свойства горячека-
таной термически не обработанной
стали в состоянии поставки на про-
дольных образцах даны в табл. 19,
а холоднотянутой — в табл. 20.
Таблица 19
Марка стали Предел прочности Относительное удлинение §5 в %, не менее Относительное сужение в %, не менее Твердость
в Мн/м2 в кгс/мм2 в А4я/лс2 по Бринелю НВ
АГ2 412-559 42-57 22 36 До 1569 До 160
А20 451-598 46-61 20 30 > 1648 » 168
АЗО 510-657 52-67 15 25 > 1814 > 185
А40Г 588 -736 60-75 14 20 » 2030 > 207
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ
157
Таблица 20
Марка стали Предел прочности при диаметре прутка в мм Относительное удлинение в %, не менее Т вердость
до 20 20-30 св. 30 м X ва по Бринелю [ НВ
м Ч X № в кгс/мм* ! 1 м № в кгс/мм* гК/ИйГ а в кгс/мм*
А12 А20 АЗО 588-785 608-785 628—824 60—80 62-80 64-84 539—736 559-745 588-785 55-75 57-76 60-80 510-687 530-716 539- 755 52-70 54-73 55-77 7 7 6 1638- 2128 1638 -2128 1706- 2187 167-217 167-217 174-223
Сталь марок АЗО и А40Г поста-
вляется термически обработанной (от-
жиг, нормализация, высокий отпуск)
или без термообработки (в соответ-
ствии с заказом). Сталь марок А12
и А20 поставляется без термообра-
ботки.
Механические свойства холоднотя-
нутой стали марок А20, АЗО и А40Г
определяются по требованию потре-
бителя.
Сталь марки А40Г испытывается
после высокого отпуска и должна соот-
ветствовать для всех диаметров пре-
делу прочности 588—785 Мн/м2 (60—
80 кгс/мм2), относительному удли-
нению не менее 17% и твердости
1765—2246 Мн/м2 (НВ 179—229).
Холоднотянутая сталь марки А40Г
может поставляться без механических
испытаний с гарантированной твер-
достью.
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ
УГЛЕРОДИСТАЯ
(по ГОСТ 1435-54)
Механические свойства горячека-
таной, кованой и калиброванной угле-
родистой инструментальной стали
и стали для сердечников даны
в табл. 21.
По химическому составу стали тре-
бования стандарта распространяются
ва слитки, обжатую болванку, заго-
товку, лист, ленту, проволоку и
серебрянку из углеродистых марок
инструментальной стали.
По химическому составу установлены
марки сталей У7, У8, У8Г, У9, У10,
УН, У12, У13, У7А, У8А, У8ГА,
У9А, У10А, У11А, У12А, У13А.
Марки стали с буквой А обозна-
чают группу высококачественной
стали — более чистой по содержанию
серы, фосфора и остаточных приме-
сей, а также по неметаллическим
включениям и с меньшим содержанием
марганца и кремния по сравнению
с группой качественной стали.
Таблица 21
Марка стали Диаметр отпечатка в мм, не менее Твердость после отжига Температура закалки в вС * Твердость после за- калки по Роквелу HRC
м X ва по Бринелю НВ
У7, У7А 4,40 1834 187 800-820 62
У8, У8А 4,40 1834 187 780—800 62
У8Г, У8ГА 4,40 1834 187 780-800 62
У9, У9А 4,35 1883 192 760-780 62
УЮ, У10А 4,30 1932 197 760-780 62
У11, У11А 4,20 2030 207 760—780 62
У12, У12А 4,20 2030 207 760-780 62
У13, У13А 4,10 2128 217 760-780 62
* Охлаждающая среда — вода.
158
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТАЛЬ ДЛЯ ЯКОРНЫХ ЦЕПЕЙ
(по ГОСТ 924-51)
В зависимости от способа изгото-
вления цепей сталь подразделяется
на четыре группы:
I группа. Для цепей кузнечно-
горновой сварки применяется горяче-
катаная сталь марки Ст. ЗЦ, с пре-
делом прочности 363—441 Мн/мг (37—
45 кгс/ммг) и относительным удлине-
нием 610 не менее 24%.
II группа. Для цепей, изгото-
вляемых методом контактной электро-
сварки, применяется сталь марки 10
по ГОСТ 1050-60, сталь марки Ст. ЗЦ
и сталь марки Ст.З по группе I ГОСТ
380-60.
Механические свойства стали марки
10 должны соответствовать требова-
ниям ГОСТ 1050-60.
Сталь марки Ст.ЗЦ соответствует
группе I.
III группа. Для изготовления
штампованных цепей применяется
сталь марок 30Г2 и 35У по ГОСТ
1050-60.
Механические свойства стали марок
30Г2 и 35У должны удовлетворять
требованиям табл. 22.
IV группа. Для литых цепей
применяется сталь марки ЗОГСЛ.
Таблица 22
Марка стали Предел проч- ности Предел теку- чести I Относительное удли- | некие б5 | Сужение площади 1 поперечного сечения Ударная вязкость
1 в Мн/м- I С1 £ | в Мн/м- | в кгс/мм- sw/arpnf я м
В %
не мепее
зон 35У 588 510 60 52 343 294 35 30 15 18 45 45 69 69 7 7
Примечание. Горячекатаная сталь поставляется в прутках круглого сечения. Размеры прутков и допускаемых отклонений указаны в ГОСТ 2590-457.
Механические свойства стали марки
ЗОГСЛ в термически обработанном
состоянии должны удовлетворять сле-
дующим требованиям:
Предел прочности в Мп/м*
(кгс/мм*), ие менее........ 637 (65)
Предел текучести в Мп/м*
(кгс/мм*), не менее........ 441 (45)
Относительное удлинение 6g
в %....................... 14
Сужение площади поперечного
сечения в %............... 30
Ударная вязкость в кдж/м*
(кгс* м/см*)................. 588 (6)
Примечание. Для звеньев литых
цепей, за исключением соединительных
звеньев, допускается снижение предела
прочности на 29 Мн/м* (3 кгс/мм*) и предела
текучести на 49 Мн/м* (5 кгс/мм*)', при этом
относительное удлинение должно быть не
менее 16% и сужение площади поперечного
сечения не менее 35%.
отливки ИЗ УГЛЕРОДИСТОЙ
СТАЛИ
(по ГОСТ 977-58)
Стандарт распространяется на от-
ливки из конструкционной углероди-
стой стали.
Дополнительные требования к от-
дельным видам отливок из углероди-
стой стали устанавливаются соответ-
ствующими стандартами, а при их
отсутствии — техническими условия-
ми.
Отливки по качественным показа-
телям разделяются на три группы:
группа I — отливки обыкновенного
качества;
группа II—отливки повышенного
качества;
группа III—отливки особого ка-
чества.
Группа отливок и марка стали ука-
зываются на чертеже и в заказе.
Форма и размеры отливок должны
соответствовать принятым к испол-
нению чертежам.
Припуски на механическую обра-
ботку, допуски на размеры, проста-
вляемые между литыми поверхностя-
ми, и вес отливок должны соответ-
ствовать требованиям ГОСТ 2009-55,
а формовочные уклоны ГОСТ 3212-57.
Химический состав металла отли-
вок должен соответствовать требова-
ниям ГОСТ 977-58.
Отливки должны подвергаться тер-
мической обработке, обеспечивающей
необходимые механические свойства.
ПОКОВКИ ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ
159
Механические свойства стали для
отливок групп II и III в нормализо-
ванном или отожженном состоянии
приведены в табл. 23.
Таблица 23
Марка
стали
15Л
20 Л
25Л
ЗОЛ
35Л
40Л
45Л
50Л
55Л
Предел
теку-
чести
Времен-
ное со-
против-
ление
Ударная
вязкость
не менее
196
216
235
255
275
294
314
333
343
20
22
24
26
28
30
32
34
35
392
412
441
471
490
520
5.39
569
588
40
42
45
48
50
53
55
58
60
24
22
19
17
15
14
12
11
10
35
35
30
30
25
25
20
20
18
490
490
392
343
343
294
294
245
245
5.0
5,0
4,0
3,5
3.5
3.0
2.5
2,5
Требования по механическим свой-
ствам к стали отливок, поставляемых
после других видов термической об-
работки, устанавливаются техниче-
скими условиями.
Предел текучести, относительное уд-
линение и ударная вязкость являются
сдаточными характеристиками меха-
нических свойств.
Для отливок с минимальной тол-
щиной стенки более 100 мм нормы
механических свойств устанавливают-
ся техническими условиями.
Примеры условного обозначения от-
ливок.
Отливки из стали марки 15Л груп-
пы I:
Сталь 15Л — I ГОСТ 977-58;
отливки из стали марки 55Л груп-
пы III:
Сталь 55Л — III ГОСТ 977-58.
ПОКОВКИ
ИЗ КОНСТРУКЦИОННОЙ
УГЛЕРОДИСТОЙ
И ЛЕГИРОВАННОЙ СТАЛИ
(по ГОСТ 8479-57)
Стандарт устанавливает общие тре-
бования к поковкам из конструк-
ционной углеродистой и легирован-
ной стали, изготовляемым свободной
ковкой и горячей штамповкой. Стан-
дарт не заменяет действующие стан-
дарты на отдельные виды поковок.
В зависимости от назначения и
условий работы поковки по видам
испытаний разделяются на пять групп;
I, II, III, IV, V (табл. 24).
Поковки по механическим свой-
ствам разделяются на категории проч-
ности — КП. Обозначение этих кате-
горий, а также нормы механических
свойств для иих даны в табл. 25 и 26.
Таблица 24
Группа поко- вок Характер контроль- ных испытаний Обязатель- ные для приемки по- казатели ме- ханических свойств Группа поко- вок Характер контрольных испытаний Обязательные для приемки показатели механических свойств
1 Без испытаний - IV Определение твердости каждой поковки и механических свойств от партии <зг или о 85, ак
11 Определение твердости от партии (5% от пар- тии, но не менее 5 шт.) НВ
V Определение механи- ческих свойств каж- дой поковки или а 9 в <*к
111 Определение твердо- сти каждой поковки НВ
160
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 25
Катего- рия прочно- сти Механические свойства
Предел те- кучести Сту Предел прочности % Относительное удли- нение §5 В % Относительное су- жеине в % Ударная вязкость Твердость
в кдж/м* в кгс*м/см3
г*/нЦ7 я ’ : в кгс/мм3 е« м « я? ва в кгс/мм3 Диаметр или толщина поковок перед термообработкой в мм
До 100 101-200 201-400 008-104 : до too I 101-200 । 201—400 ! 401 —800 j До 100 101—200 201—400 401-800 До 100 101-200 201-400 401-800 в Mh/ms НВ
не менее
КП18 КП20 КП22 КП25 КП28 КП32 КП35 176,5 196,1 215,7 245,2 274,6 313,8 343,2 18 20 22 25 28 32 35 353 392,3 431,5 490.3 549,2 608 657 36 40 44 50 56 62 67 28 25 22 20 18 16 14 25 22 20 18 16 14 12 22 20 18 16 14 12 11 20 18 16 14 12 11 10 55 55 53 48 40 38 85 50 50 48 42 38 35 33 45 45 40 35 32 30 30 40 38 35 30 30 30 28 637 539 539 392 392 343 588 490 441 343 343 294 539 441 392 294 294 490 392 343 294 294 6,5 55 55 4,0 4,0 3,5 6,0 5,0 4,5 3.5 3,5 3,0 5,5 4,5 4,0 3,0 3,0 5,0 4,0 3.5 3.0 3,0 991-1373 1089—1530 1206—1638 1373-1765 1530-1932 1706—2128 1834-2246 101—140 111-156 123-167 140-179 156—197 174—217 187-229
ПОКОВКИ ИЗ УГЛЕРОДИСТОЙ и легированной стали
16)
Васильев
Таблица 26
Категория прочности Механические свойства
Предел теку чести <зт Предел проч- ности og Относительное удлинение 65 в % Относительное сужение в % Ударная вязкость в кдж/м* | в кгс-м/см* Твердость
м ва м ч & se ва м а* ва в кгс/мм* Диаметр или толщина поковки перед термообработкой в мм
До 100 101-200 201—400 До 100 101-200 201-400 До 100 101—200 201-400 До 100 101-200 201-400 в Мн/м* НВ
Не менее
КПЗбА Ь 353 36 588 60 18 14 17 12 15 10 45 42 42 40 40 35 588 539 539 490 490 392 6.0 5,5 5,5 5,0 5,0 4,0 1706—2128 174—217
КП4о£ Ь 392 40 618 63 17 13 16 12 14 10 45 42 42 40 40 35 588 539 539 490 490 392 6.0 5,5 5,5 5,0 5,0 4,0 1834—2246 187-229
KFI45g 441 45 637 65 16 12 15 12 13 10 45 42 42 40 40 35 588 539 539 490 490 392 6,0 5,5 5.5 5,0 5,0 4,0 1932-2305 197—235
КП50^ 490 50 687 70 16 12 14 11 12 9 45 42 42 40 40 35 ое 32? 539 490 490 392 6,0 5.5 5,5 5,0 5,0 4,0 2079—2432 212-248
КП5б| 549 56 736 75 15 12 14 11 12 9 45 42 42 40 40 35 637 539 588 490 539 392 6.5 5,5 6.0 5,0 5,5 4,0 2187—2569 223—262
КП 60 g (588) (60) 785 80 14 12 13 11 11 9 45 42 42 40 40 35 637 490 588 441 539 392 6.5 5,0 6.0 4,5 5,5 4,0 2305—2715 235—277
кпвз| 618 63 834 85 13 11 12 10 II 9 42 38 40 35 38 33 637 490 588 441 539 392 6.5 5,0 6.0 4,5 5.5 4,0 2432-2873 248-293
162
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 26
Категория прочности Механические свойства
Предел теку- чести ат Предел проч- ности а в Относительное удлинение 6.6, в % Относительное сужение в % Ударная вязкость в кдж/м* | в кгс'М/см* Твердость
я Й* ва в кгс/мм- 5 й* ва & во Диаметр или толщина поковки перед термообработкой в мм
До 100 101-200 201—400 До 100 101—200 201—400 1 До 100 101—200 201-400 До 100 101-200 201—400 в Мн/м* НВ
Не меиее
КП67р ь (657) (67) 863 88 13 10 12 9 II 8 42 38 40 35 38 33 637 490 588 441 539 392 6.5 5,0 6,0 4.5 5.5 4,0 2569-2962 262-302
КП71£ 696 71 883 90 13 9 12 8 11 7 42 38 40 35 38 33 637 490 588 441 539 392 6,5 5,0 6.0 4,5 5,5 4,0 2637-3050 269—311
КП 75д (736) (75) 932 95 13 9 12 8 II 7 42 38 40 35 38 33 637 490 588 441 539 392 6,5 5,0 6.0 4,5 5.5 4,0 2715-3148 277—321
КП 80 g 785 80 981 100 11 9 10 8 9 7 42 38 40 35 38 33 637 490 588 441 539 392 6.5 5.0 6.0 4,5 5Д 4,0 2873-3246 293-331
Примечания: 1. В графе сКатегория прочности» двухзначная цифра после КП означает величину предела текучести. 2. Каждая категория по уровню пластических свойств разделяется на два вида: А — с повышенными пластическими свойствами, Б — с нор- мальными пластическими свойствами. 3. Значение механических свойств относится к продольному цилиндрическому пятикратному образцу диаметром 10 мм и нормальному ударному образцу (по ГОСТ 9454-60 и 9455-60). 4. Для изготовления поковок применяется сталь по ГОСТ 380-60, 1050-60, 4543-6! и другим действующим стандартам. 5. По профилю и размерам поковки должны отвечать чертежу готового изделия с припусками на механическую обработку, технологиче- скими напусками и допусками на точность изготовлеиня, установленными в соответствии с ГОСТ 7062-54 — для поковок, изготовляемых свободной ковкой на прессах, ГОСТ 7829-55 — для поковок, изготовляемых свободной ковкой на молотах, и ГОСТ 7505-55 — для поковок, изготовляемых горячей штамповкой. 6. В зависимости от назначения, требуемых механических свойств и марки стали поковки подвергаются термической обработке по режиму, установленному заводом-изготовителем.
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
163
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
(по ГОСТ 1412-54)
Формы и размеры отливок должны
соответствовать принятым к испол-
нению чертежам.
Припуски на механическую обра-
ботку, а также предельные отклоне-
ния по размерам и весу следует при-
нимать по ГОСТ 1855-55.
Марки чугуна и механические свой-
ства даны в табл. 27.
При выборе марки чугуна следует
иметь в виду, что с уменьшением ско-
рости охлаждения отливок (с увели-
чением толщины их стенок и веса)
механические свойства чугуна пони-
жаются. Примерные данные об изме-
нении предела прочности при растя-
жении и твердости в зависимости от
диаметра цилиндрических заготовок
из модифицированного чугуна при-
ведены в табл. 28.
Таблица 27
Механические свойства
Марка чугуна Предел проч- ности при растяжении Предел проч* пости при изгибе Стрела прогиба в мм при изгибе прн расстоянии между опорами Твердость
в Afw/.w2 В кгс/мм3 в Л1«/л2 В кгс/мм3 600 300 в Мн/м3 НВ
не менее
СЧ 00 СЧ 12-28 СЧ 15-32 СЧ 18-36 СЧ 21-40 СЧ 24-44 СЧ 28-48 СЧ 32-52 СЧ 35-56 СЧ 38-60 118 147 177 206 235 275 314 343 373 12 15 18 21 24 28 32 35 38 и 275 314 353 392 432 471 510 549 588 спытапия 28 32 36 40 44 48 52 56 60 не прои 6 }8 }9 } 9 вводятся 2 2.5 3 3 1402-2246 1599—2246 1667—2246 1667 —2363 1667-2363 1667-2,363 1834-2501 1932-2637 2030—2637 143-229 163—229 170—229 170—241 170-241 170-241 187—255 197—269 207—269
Примечание. Чугун марок СЧ 28-48, СЧ 32-52, СЧ 35-56 и СЧ 38-69 методом модифицирования графитизирующими присадками, если техническими заказа не оговорена другая технология. В случае необходимости модифицирование других марок чугуна, указанных оговаривается в технических условиях заказа. получается условиями в таблице,
Таблица 28
Марка чугуна Диаметр заготовки в мм
30 50
Предел проч- ности Твердость Предел проч- ности Твердость
в Мн/м3 В кгс/мм3 в Мн/м3 НВ в Мн/м3 в кгс/мм3 в Мн/м3 НВ
СЧ 24-44 235 24 1834-2128 187-217 226 23 1834-2128 187-217
СЧ 28-48 275 28 1667—2363 170—241 265 27 1667-2363 170-241
СЧ 32-52 314 32 1667-2363 170—241 294 30 1667-2363 170-241
СЧ 35-56 343 35 1932 -2501 197-255 333 34 1932-2501 197-255
СЧ 38-60 373 38 1932-2501 197-255 353 36 1932-2501 197-255
6*
164
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 28
Марка чугуна Диаметр заготовки в мм
100 200
Предел проч- ности Твердость Предел проч- ности Твердость
в Л1н/,и2 В кгс/мм2 в Мн/м2 НВ в Мн/м2 В кгс/мм2 в Мн/м2 НВ
СЧ 24-44 216 22 1599—2030 163-207 196 20 1402-1834 143-187
СЧ 28-48 255 26 1667 -2246 170-229 245 25 1667—2128 170-217
СЧ 32-52 275 28 1667-2246 170-229 255 26 1667-2246 170-229
СЧ 35-56 294 30 1932—2501 197-255 255 26 1932-2363 197-241
СЧ 38-60 314 32 1932-2501 197-255 265 27 1932-2501 197-255
Примечания: 1. Значения для заготовок диаметром 100 и 200 мм, приведенные
в таблице, получены при испытании образцов, вырезанных на расстоянии */з радиуса от
периферии заготовки.
2. Данные табл. 28 не являются обязательными и должны рассматриваться как ориенти-
ровочные.
Таблица 29
Примеры применения чугунных отливок
Требования к отливке Прочность Марка чугуна Толщи иа стенки в мм Назначение отливки
Обрабатывае- мость Средняя СЧ 00 СЧ 12-28 20-100 Грузы, подставки, стойки
Хорошая обра- батываемость Средняя СЧ 12-28 1 СЧ 15-32 1 СЧ 18-36 15-25 > 25 Кожухи, корпусы, корыта, крышки, детали текстильных машин
Повышенная СЧ 21-40 СЧ 24-44 СЧ 28-48 5-25 40-60 60—90 Цилиндры, зубчатые колеса, рамы, корпусы, маховики, гильзы
Плотность Средняя СЧ 15-32 До 30 Трубы, фитинги, корпусы кла- панов, вентили при давлении до 1,96 Мн/м2 (до 20 ат)
Повышенная СЧ 24-44 СЧ 28-48 40-70 60-150 Корпусы насосов, компрессо- ров, прессов; станины, махо- вики
Вязкость Повышенная СЧ 24-44 СЧ 32-52 СЧ 28-48 — Поршневые кольца, муфты, зубчатые колеса, клапаны, кулачки
Жаростойкость Повышенная СЧ 24-44 5—20 20—50 Кокильные формы, выхлопные трубы, фитинги
Антнфрикцион- ность Средняя СЧ 18-36 СЧ 12-28 15—50 <20 Подшипники, втулки
ОТЛИВКИ ИЗ АНТИФРИКЦИОННОГО ЧУГУНА
165
ОТЛИВКИ ИЗ АНТИФРИКЦИОННОГО ЧУГУНА
(по ГОСТ 1585-57)
Стандарт распространяется на отливки из антифрикционного чугуна, пред-
назначенные для работы в подшипниковых узлах трения.
В зависимости от формы включений графита установлены марки антифрик-
ционного чугуна, приведенные в табл. 30.
Таблица 30
Группа антифрик- ционного чугуна Марка чугуна Основная характеристика Твердость
в Мн/м3 НВ
Серый АСЧ-1 Серый чугун, легированный хромом и нике- лем, предназначенный для работы в паре с термически обработанным (каленым или нормализованным) валом 1765—2246 180—229
АСЧ-2 Серый чугун, легированный хромом, никелем, титаном и медью, предназначенный для ра- боты в паре с термически обработанным (каленым илн нормализованным) валом 1863-2246 190-229
АСЧ-3 Серый чугун, легированный титаном и медью, предназначенный для работы в паре с «сырым» (в состоянии поставки) валом 1569-1863 160-190
Высоко- прочный АВЧ-1 Чугун с шаровидным графитом (обработан магнием), предназначенный для работы в паре с термически обработанным (каленым или нормализованным) валом 2059—2550 210-260
АВЧ-2 То же, но для работы в паре с «сырым» (в состоянии поставки) валом 1638-1932 167-197
Ковкнй АКЧ-1 Перлитный и перлито-ферритный ковкий чугун, предназначенный для работы в паре с термически обработанным (каленым или нормализованным) валом 1932-2128 197-217
АКЧ-2 Перлито-ферритный и феррито-перлитный ковкий чугун, предназначенный для работы в паре с «сырым» (в состоянии поставки) валом 1638-1932 167-197
Размеры, внешний вид и состояние поверхности отливок определяются
условиями, изложенными в ГОСТ 1412-54, 7293-54 и 1215-59 соответст-
венно.
К антифрикционному чугуну могут предъявляться требования в отноше-
нии механических свойств. Такие требования оговариваются техническими
условиями заказа.
166
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Рекомендации по применению
антифрикционного чугуна в узлах
трення, разработанные ЦНИИТМАШ
Применение антифрикционного чу-
гуна в подшипниках требует соблю-
дения следующих условий:
а) тщательный монтаж — точное со-
пряжение трущихся поверхностей и
отсутствие перекоса;
б) непрерывная качественная смаз-
ка;
в) повышение зазоров по сравнению
с установленными для бронзы (это
повышение составляет 15—30%, а
при наличии значительного нагрева
подшипника в работе—до 50%);
г) приработка на холостом ходу и
постепенное повышение рабочих на-
грузок;
д) недопустимость искрения.
Предельные режимы работы деталей
из антифрикционного чугуна в узлах
трения определяются параметрами,
приведенными в табл. 31.
отливки
ИЗ КОВКОГО ЧУГУНА
(по ГОСТ 1215-59)
Стандарт распространяется на от-
ливки из ковкого чугуна, изготовлен-
ные из белого чугуна и подвергнутые
термической обработке с целью прида-
ния им необходимых механических
свойств и получения структуры после
отжига, состоящей из феррита и пер-
лита в различных соотношениях, н
углерода отжига.
Таблица 31
Марка чугуна Удельное давление Окружная скорость в м/сек
2Им/л2 в кгс/смА в Мн/м*'.ч/сек в кгс'М/смР’сек
АСЧ-1 0,049 8,83 0,5 90 2* 0,2 0.098 1,765 1 18
АСЧ-2 АСЧ-3 0,098 Б,88 1 60 3* 0,75 0.292 4,413 3 45
АВЧ-1 АВЧ-2 0,49 11,8 5 120 5* 1,0 2.452 11,770 25 120
АКЧ-1 АКЧ-2 0,49 11,8 5 120 5* 1,0 2,452 11,770 25 120
♦ При применении отливок нз антифрикционного чугуна в узлах трения, работающих при этих окружных скоростях, необходимо руководствоваться специальными инструкциями, содержащими подробные указания по вопросам, указанным в пунктах а, б, в и г.
Примечание. Приводимые рекомендации являются самыми общими. Более подроб- ные данные содержатся в соответствующих справочниках и инструкциях.
ОТЛИВКИ ИЗ ЖАРОСТОЙКОГО ЧУГУНА
167
Механические свойства ковкого чу-
гуна указаны в табл. 32.
Таблица 32
Марка ковкого чугуна Временное сопроти- вление, не менее Относительное удли- нение в %, не менее Твердость, не более
Sjr/Kjy я в кгс/мм2 5? s= я по Брн- ; нелю НВ
КЧ 30-6 294 30 6 1599 163
КЧ 33-8 324 33 8 1599 163
КЧ 35-10 343 35 10 1599 163
КЧ 37-12 363 37 12 1599 163
К Ч 45-6 441 45 6 * 2363 241
К Ч 50-4 490 50 4 2363 241
К Ч 56-4 549 56 4 2637 269
КЧ 60-3 588 60 3 2637 269
К Ч 63-2 618 63 2 2637 269
* Допускается понижение относитель- ного удлинения до 3%.
Дополнительные требования к от-
дельным видам отливок из высоко-
прочного чугуна устанавливаются со-
ответствующими стандартами, а прн
их отсутствии — техническими усло-
виями заказа.
Марки чугуна и механические свой-
ства приведены в табл. 33.
Форма и размеры отливок должны
соответствовать принятым к испол-
нению чертежам. Механические свой-
ства и структура чугуна обеспечи-
ваются либо в литом состоянии, либо
путем термообработки.
Отливки, за исключением имеющих
наиболее простые конфигурации,
должны поставляться после снятия
напряжений.
Таблица 33
Марка чугуна Механические свойства
Временное сопротивление Условный пре- дел текучести при растяжении Относительное удли- нение в % Ударная вязкость Твердость
«1 я в кгс/мм2 й1 * 5* CQ в кгс/мм2 %W/DfCQX S в кгс • м/см2 3. ж 5= я НВ
ВЧ 45-0 ВЧ 50-1,5 ВЧ 60-2 ВЧ 45-5 ВЧ 40-10 441,3 490.3 588,4 441,3 392,3 45 50 60 45 40 353,0 372.7 411.9 323.6 294,2 36 38 42 33 30 1,5 2,0 5,0 10 147 147 196 294 1,5 1.5 2.0 3.0 1834-2501 1834—2501 1932—2637 1667-2030 1530-1932 187-255 187-255 197—269 170—207 156-197
отливки
ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА
(по ГОСТ 7293-54)
Стандарт распространяется на от-
ливки весом до 10 m конструкцион-
ного назначения из высокопрочного
чугуна с шаровидным графитом, по-
лучаемые обработкой расплавленного
чугуна специальными присадками.
отливки из жаростойкого
ЧУГУНА
(по ГОСТ 7769-63)
Стандарт распространяется на от-
ливки из жаростойкого чугуна, пред-
назначенные для эксплуатации при
температурах до 1100° С (1373° К),
основным требованием к которым яв-
ляется жаростойкость.
168
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Под жаростойкостью чугуна следует
понимать его способность оказывать
сопротивление росту (не более 0,2%),
и окалинообразованию (не более
0,5 г/.и2ч) при заданной температуре
в течение 150 ч (см. ниже рекоменда-
ции по методам определения жаро-
стойкости чугуна, предельным тем-
пературам применения и нормам пре-
делов прочности при растяжении при
повышенных температурах). Обяза-
тельной (сдаточной) характеристикой
для отливок из жаростойкого чугуна
всех марок является химический со-
став по нормам, указанным в ГОСТ
7769-63.
К отливкам из жаростойкого чугуна
всех марок могут быть предъявлены
дополнительные требования по струк-
туре, определяемой их эксплуата-
ционным назначением и требованиями
заказа.
Требования по механическим свой-
ствам и твердости (определяемые экс-
плуатационным назначением деталей),
предъявляемые к отливкам из жаро-
стойкого чугуна, приведены в
табл. 34.
Отклонения по механическим свой-
ствам и твердости при удовлетвори-
тельном химическом составе не яв-
ляются браковочным признаком, за
исключением случаев, особо огово-
ренных в заказе.
Отливки из чугуна марок
Ж’4СШ-5,5 и ЖЧЮШ-22, за исключе-
нием отливок простой конфигурации,
поставляются после снятия напряже-
ний термической обработкой.
Отливки из жаростойкого чугуна
других марок подвергаются снятию
напряжений термической обработкой
в том случае, если это требование ого-
ворено в заказе.
Таблица 34
Наименование чугуна Обозначе- ния марок Механические свойства при темпера- туре 20° С (293° К) Твердость НВ по ГОСТ 9012-59
Предел проч- ности при изгибе Стрела прогиба в мм (расстояние между опорами 300 мм) Предел проч- ности при растяжении
5 ж о * * "х. а к о * к 10? и/лЗ кгс/мм?
Хромистый ЖЧХ-0,8 ЖЧХ-1,5 ЖЧХ-2,5 ЖЧХ-30 35,3 31,5 31,5 49,1 36 32 32 50 2,5 2.5 2,0 2,0 17,6 14,7 Не оп лее 29,5 18 15 >еде- гся 30 203 -278 203-278 221—353 363-540 207-286 207-286 228 -364 370-550
Кремнистый с пластин- чатым графитом . . Ж Ч С-5,5 23,5 24 2,0 9,80 10 136 -250 140-255
Кремнистый с шаро- видным графитом . ЖЧСШ-5,5 Не определяется 21,6 22 224—315 228-321
Алюминиевый с пла- стинчатым графитом ЖЧЮ-22 21,6 22 2 8,8 9 137-281 140-286
Алюминиевый с шаро- видным графитом . . ЖЧЮШ-22 34,3 35 2 24,5 25 237-368 241-375
Примечание. В обозначении марок чугуна ЖЧ указывают жаростойкий чугун, остальные буквы — основные легирующие элементы: X — хром, С — кремний, Ю — алю- миний; буква Ш — указывает, что графит в структуре чугуна имеет шаровидную форму; цифры указывают среднее содержание основного легирующего элемента.
ОТЛИВКИ ИЗ ЖАРОСТОЙКОГО ЧУГУНА
169
Припуски на механическую обра-
ботку и допускаемые отклонения по
размерам и весу для отливок из чу-
гуна марок ЖЧХ-0,8; ЖЧХ-1,5;
ЖЧХ-2,5; ЖЧХ-30; ЖЧС-5,5 и
ЖЧЮ-22 должны соответствовать
ГОСТ 1855-55, а марок ЖЧСШ-5,5
и ЖЧЮШ-22 — ГОСТ 2009-55.
Рекомендации по методам определе-
ния жаростойкости чугуна, предель-
ным температурам применения и нор-
мам пределов прочности при растяже-
нии прн повышенных температурах.
Жаростойкость чугуна определяется
сопротивлением росту и окалинооб-
разованию. Ростоустойчивость чугуна
определяется по увеличению длины
(линейный рост) в процентах за 150 ч
испытания при заданной темпера-
туре.
Окалиностойкость определяется по
увеличению массы в граммах на 1 м2
поверхности в час за 150 ч испытания
при заданной температуре.
Сравнительные ориентировочные по-
казатели жаростойкости чугунов,
испытанных па воздухе в течение
150 ч при разных температурах, даны
в табл. 35.
Таблица 33
Температура Марка чугуна
в °C в °К ЖЧХ-0,8 ЖЧХ-1,5 ЖЧХ-2,5 ЖЧХ-30 ЖЧС-5,5 ЖЧСШ-5,5 ЖЧЮ-22 ЖЧЮШ-22
Величина окалннообразования в г/м*>ч
500 773 ОДО 0.20 0,15
600 873 0,50 0,50 0,50 — —
700 973 ОДО 0,50 0,50 —
800 1073 3.50 1,50 1,50 — 0,20 0,05 — —
900 1173 15,00 15,00 15,00 0.2 10,0 0.20 — —
1000 1273 __ — 0,2 20,0 1,00 0,05 —
1100 1373 — — — — — — 0,10 0,05
Величина роста В %
500 773 0,05
600 873 0,20 0,05 —-
700 973 0,30 0,20 0,10 — — —
800 1073 0,50 0,50 0,50 0,40 — — —
900 1173 1,50 1,00 0,75 __ 0,50 0.20 —
1000 1273 1,00 0,70 — —
1100 1373 — — — — — — 0,05 —
Предельные температуры эксплуатации жаростойких чугунов в воздушной среде
Таблица 3S
Марка чугуна Температура, не более Марка чугуна Температура, не более
в ’К в °C в °К в °C
ЖЧХ-0,8 823 550 ЖЧС-5,5 1073 800
ЖЧХ-1,5 873 600 ЖЧСШ-5,5 1173 900
ЖЧХ-2,5 923 650 ЖЧЮ-22 1273 1000
ЖЧХ-30 1273 1000 ЖЧЮШ-22 1373 1100
170
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Сравнительные показатели предела прочности при растяжении жаростойких
чугунов прн повышенных температурах (кратковременные испытанна)
Таблица 37
Марка чугуна Предел прочности при растяжении в 10? н/мг (кгс/мм-)
773“ К 500’ С 873’ К 600’ С 973’ К 700’ С 1073’ К 800’ С
ЖЧХ-0.8 19,6 20 14,7 15 6,90 7 2,94 3
ЖЧХ-1,5 19,6 20 14,7 15 7,85 8 2.94 3
ЖЧХ-2.5 16,8 17 14,7 15 8,85 9 2.94 3
ЖЧХ-Зо 39,2 40 35,4 36 22.5 23 14,70 15
ЖЧС-5,5 11,8 12 9,8 10 4,90 5 1,96 2
ЖЧСШ-5,5 44,1 45 38,4 39 11,80 12 3,92 4
ЖЧЮ-22 9,8 10 — 6,90 7 3,92 4
ЖЧЮШ-22 24,5 25 27,5 28 16,70 17 13,75 14
СПЛАВЫ МЕДНОЦИНКОВЫЕ (ЛАТУНИ)
(по ГОСТ 1019-47)
Медноцинковые сплавы разделяются на обрабатываемые давлением (29 ма-
рок) и литейные.
Механические свойства и удельный вес для медноцинковых литейных спла-
вов даны в табл. 38.
Таблица 33
Наименование сплава Марка сплава Вид литья Плот- ность Предел прочности при растя- жении, не менее Относительное удли- нение в %, не менее Примерное назначение
в Мг/м* п 3 CU Я в Мн/м- СЧ д а М
Латунь алюми- ниевая ЛА 67-2,5 В кокиль В землю 8,5 8,5 294 40 30 15 12 Коррозионностой- кне детали
Латунь алюмнние- вожелезистомар- ганцовистая ЛАЖМц 66-6-3-2 В кокиль В землю Центробежное литье 8,5 8,5 637 588 687 65 60 70 7 7 7 Гайки нажимных винтов, работаю- щие в тяжелых условиях, массив- ные червячные винты
Латунь железисто- алюминиевая ЛАЖ 60-1-1Л В кокиль В землю 8,3 8,3 412 373 42 38 18 20 Арматура, подшип- ники, втулки
Латунь кремнистая ЛК 80-ЗЛ В кокиль В землю 8,5 8,5 294 245 30 25 15 10 Зубчатые колеса, литая арматура, детали, подверга- ющиеся воздейст- вию морской воды
Латунь кремнисто- свинцовистая ЛКС 80-3-3 В кокиль В землю 8,6 8,6 294 245 30 25 15 7 Литые подшипни- ки и втулки
Латунь марганцо- висгосвннцовистая ЛМцС 58-2-2 В кокиль В землю 8,5 8,5 343 245 35 25 8 10 Подшипники, втул- ки и другие анти- фрикционные детали
БРОНЗЫ БЕЗОЛОВЯННЫЕ 171
Продолжение табл. 38
Наименование сплава Марка сплава Вид литья Плот- ность Предел прочности при растя- жении, не менее Относительное удли- нение в %, не менее Примерное назначение
в А4г/л«3 I М М CQ я s= а в кгс/мм-
Латунь марганцо- вистооловянно- свпнцовистая ЛМцОС 58-2-2-2 В кокиль В землю 8,5 8,5 294 291 30 30 4 6 Зубчатые колеса
Латунь марганцо- вистожелезистая ЛМцЖ 55-3-1 В кокиль В землю 8,5 8,5 490 441 50 45 10 15 Массивные детали, арматура, работа- ющая при темпе- ратуре до 300° С
Латунь марганцо- вистожелезистая ЛМцЖ 52-4-1 В кокиль В землю 8,3 8,3 490 50 15 Арматура, под- шипники неответ- ственного назначения
Латунь свинцо- вистая ЛС 59-1Л Центробеж- ное литье 8,5 8,5 196 20 20 Втулки для ша- рикоподшипников
БРОНЗЫ БЕЗОЛОВЯННЫЕ (по ГОСТ 493-54)
Стандарт распространяется иа бронзы (20 марок), не содержащие олова,
применяемые для производства деформированных и литых полуфабрикатов
и изделий.
Механические свойства литейных бронз приведены в табл. 39.
___________ Таблица 39
Марка бронзы Вид литья Вид изделия Предел проч- ности при ра- стяжении, не менее Относительное удли- нение в %, не менее Твердость
в A4h/jw3 НВ
91 X s= а »> 5 й X ее
Бр. АМц 9-2Л В кокиль Фасонное литье 392 40 20 785 80
Бр. АМц 10-2 В землю и в кокиль То же 490 50 12 1079 ПО
( Бр. АЖ 9-4Л В землю Поковки н фасон- 392 40 10 981 100
В кокиль ное литье 490 50 12 981 100
I Бр. АЖМц 10-3-1,5 > Прутки, поковки, трубы и фасонное литье 490 50 12 1177 120
' Бр. АЖС i 7-1,5-1,5 > Фасонное литье 294,2 30 18 — —
! Бр. АЖН ! 10-4-4Л » Поковки и фасон- ное литье 588 60 5 1667 170
1 Бр. АЖН ; 11-6-6 В землю н в кокиль Фасонное литье 588 60 2 2452 250
1 Бр. СЗО В кокиль Кокильное литье 59 6 4 245 25
1 Бр. СН 60-2.5 > Фасонное литье 29 3 б 137 14
• Примечания; 1. Механические свойства относятся к бронзам, термически не об-
5 работавшим.
| 2. Механические свойства полуфабрикатов (лент, полос, прутков н др.) регламенти-
руются стандартами иа соответствующую продукцию.
172
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
БРОНЗЫ ОЛОВЯННЫЕ ВТОРИЧНЫЕ ЛИТЕЙНЫЕ
(по ГОСТ 613-50)
Механические свойства и примерное назначение бронз приведены
в табл. 40.
Таблица 40
Марка бронзы Вид ЛИТЬЯ Предел прочности при растя- жении 1 Относительное 1 удлинение в % Твердость Примерное назначение
5. а: *= я 5 я S"7«H7 я НВ
Не менее
Бр. ОЦСН 3-7-5-1 В землю В кокиль 177 206 18 21 8 5 588 588 60 60 Арматура, подвергающаяся воздействию морской н прес- ной воды, а также пара н ис- пытывающая давление до 2,45 Мн/м2 (25 кгс/см2)
Бр. ОЦС 3-12-5 В землю В кокиль 177 206 18 21 8 5 588 588 60 60 Арматура, применяемая в пресной воде и паре и испыты- вающая давление до 2,45Мн/м- (25 кгс/см*}
Бр. ОЦС 5-5-5 В землю В кокиль 147 177 15 18 6 4 588 588 60 60 Антифрикционные детали
Бр. ОЦС 6-6-3 В землю В кокиль 147 177 15 18 6 4 588 588 60 60
Бр. ОЦС 4-4-17 В землю 147 15 5 588 60
Бр. ОЦС 3,5-6-5 В землю В кокиль 147 177 15 18 6 4 588 588 60 60 Детали для тракторов
СПЛАВЫ АЛЮМИНИЕВЫЕ
ЛИТЕЙНЫЕ
(по ГОСТ 2685-63)
Стандарт распространяется на алю-
миниевые сплавы, предназначенные
для изготовления фасонных отливок.
Алюминиевые литейные сплавы по
химическому составу делятся на пять
групп:
1 группа — сплавы на основе си-
стемы алюминий — магний; марки
АЛ8, АЛ13, АЛ22, АЛ23, АЛ23-1,
АЛ27, АЛ27-1, АЛ28 и АЛ29;
II группа — сплавы на основе си-
стемы алюминий — кремний; мар-
ки АЛ2, АЛ4, АЛ4В, АЛ9 и
АЛ9В;
III группа — сплавы на основе си-
стемы алюминий — медь; марки
АЛ7, АЛ7В и АЛ19;
IV группа — сплавы на основе си-
стемы алюминий — кремний —
медь; марки АЛЗ, АЛЗВ, АЛ5,
АЛ6, АЛ10В, АЛ14В и АЛ15В;
V группа — сплавы на основе си-
стемы алюминий — прочие ком-
поненты (в том числе никель,
цинк, железо); марки АЛ1, АЛ11,
АЛ16В, АЛ17В, АЛ18В, АЛ20,
АЛ21, АЛ24, АЛ25, АЛ26 и
АЛЗО.
В обозначениях марок буква «В»
указывает, что отливки изготовляются
из литейных алюминиевых сплавов
в чушках по ГОСТ 1583-53.
Механические свойства сплавов при-
ведены в табл. 41 и определяются на
отдельно отлитых образцах или об-
разцах, выточенных из прилитых
к отливке заготовок,
СПЛАВЫ АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ
173
Таблица 41
Группа сплавов Марка сплава Способы литья Вид терми- ческой о бра- ботки Временное сопро- тивление разрыву Относи- тельное удлине- ние в % Твердость
в в кгс/мм3 в Мн/м3 НВ
не менее
I АЛ8 3, О, в, к Т4 284 29 9 588 60
АЛ27 3, О, к, д Т4 314 32 12 736 75
АЛ 27-1 3, О, к, д Т4 343 35 15 736 75
АЛ13 3, О, в, к д — 147 167 15 17 1 0,5 539 539 55 55
АЛ 22 3, О, в, к 3, О, в, к д Т4 177 226 196 18 23 20 1 1,5 1 887 887 887 90 90 90
АЛ23 3, О к, д 3, О, к Т4 186 216 226 19 22 23 4 6 6 588 588 588 60 60 60
АЛ 23-1 з, о к, д 3, О, к Т4 196 235 245 20 24 25 5 10 10 588 588 588 60 60 60
АЛ28 3, О, в к д — 196 206 206 20 21 21 4 5 3,5 539 539 539 55 55 55
АЛ 29 д — 206 21 3 588 60
II АЛ2 зм, ом, вм, км к д зм, ом, вм, км к д Т2 Т2 Т2 147 157 157 137 147 147 15 16 16 14 15 15 4 2 1 4 3 2 490 490 490 490 490 490 60 50 50 50 50 50
АЛ4 3, О, в, к, д к, д зм, ом, вм к Т1 Тб Тб 147 196 226 235 15 20 23 24 2 1,5 3 3 490 687 687 687 50 70 70 70
АЛ4В з, к, 3 к Тб Тб 157 235 245 16 24 25 0,5 0,5 687 785 387 70 80 90
АЛ9 3, о, в, к д 3, о, в, к, д к 3, о, в к 3, о, в зм, ом, вм зм, ом, вм зм, ом, вм Т2 Т4 Т4 Тб Тб Тб Т7 Т8 157 167 137 186 177 206 196 226 196 157 16 17 14 19 18 21 20 23 20 16 2 1 2 4 4 2 2 1 2 3 490 490 441 490 490 588 588 687 588 639 50 50 45 50 50 60 60 70 60 55
174
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл, 41
Группа сплавов Марка сплава Способы литья Вид терми- ческой обра- ботки Временное сопро- тивление разрыву Относи- тельное удлине- ние в % Твердость
в Л1м/-и2|в кгс/мм2 в Л1м/л2| НВ
не менее
11 АЛ9В 3 к 3 к ТВ Т5 128 157 U6 216 13 16 20 22 0,5 0.5 0.5 0,5 588 588 736 736 60 60 75 75
III AJ17 3, 0, В к 3, 0, В к Т4 Т4 Т5 Т5 196 206 216 226 20 21 22 23 6 6 3 3 588 588 687 687 60 61) 70 70
АЛ7В 3 к 3 к ТВ Т5 126 157 216 245 13 16 22 25 0,5 1 1 2 539 539 687 687 55 55 70 70
АЛ 19 з, 0, В 3, 0, в Т4 Т5 294 333 30 34 8 4 687 887 70 90
IV АЛЗ к 3, 0, в 3, 0. в, к з, ог в. к з, о, в к 3, 0, в, к з, о, в, к д Т1 Т2 Т5 Т5 Т7 Т8 167 137 167 147 216 24В 206 177 157 17 14 17 15 22 25 21 18 16 0.5 0,5 1 0,5 0.5 1 2 ОД 637 637 687 637 736 736 687 637 637 65 65 70 65 75 75 70 65 65
АЛЗВ 3 к 3 к 3 к д ТВ Т5 Т8 Т8 118 157 206 235 147 177 147 12 16 21 24 15 18 15 ОД ОД 1 2 ОД 637 637 736 7.36 637 637 637 65 65 75 75 65 65 65
АЛ5 3, 0, в, к 3. 0, в 3, 0, в 3, 0. в, к Т1 Т5 Тб Т7 157 196 226 177 16 20 23 18 ОД ОД 0.5 1 637 687 687 637 65 70 70 65
АЛ6 3, 0, в, к д Т2 117 147 15 15 1 1 441 441 45 45
АЛ 10В 3 к к 3 Т1 Т1 128 157 167 147 13 16 17 15 — 785 785 387 785 80 80 90 80
АЛ 14В 3 к 3 к ТВ ТБ 128 167 196 235 13 17 20 24 0.5 0,5 ОЛ 0,5 687 687 834 834 70 70 85 85
СПЛАВЫ АЛЮМИНИЕВЫЕ ЛИТЕИНЫЕ
175
Продолжение табл. 41
Группа сплавов Марка сплава Способы литья Вид терми- ческой обра- ботки Временное сопро- тивление разрыву Относи- тельное удлине- ние в % Твердость
в Мн/м2 в кгс/мм2 в ,Мн/.х-’| НВ
не менее
IV АЛ 15В 3 к 3 к Т5 Т5 147 177 196 216 15 18 20 22 0,5 05 687 687 785 8-31 70 70 80 85
V АЛ1 3, о, в, к 3, о, в, к Т5 Т7 206 177 21 18 0,5 1 932 785 95 80
АЛ 11 3. о. в к д — 196 245 177 20 25 18 2 1,5 1 785 887 588 80 90 60
АЛ 16В 3 к 3 к 15 1'5 157 167 196 216 16 17 20 22 0,5 0,5 6.37 637 687 687 65 65 70 70
АЛ 17В 3 к 3 к 3 к Т1 Т1 Т2 Т2 177 196 186 216 177 196 18 20 19 22 18 20 1 1 1 1 637 7.36 687 785 588 637 65 75 70 80 60 65
АЛ17В 3 к 3 к Т4 Т4 Т5 Т5 196 216 196 235 20 22 20 24 1 1,5 687 785 687 834 70 80 70 85
АЛ 18В к — 177 18 — 785 80
АЛ20 з, о, в, к 3, о. в, к 3, о, в, к Т2 Т5 Т7 157 245 206 16 25 21 1 1 1 637 637 637 65 65 65
АЛ21 3, о, в 3, о, в 1’2 Т7 177 206 18 21 1 1 637 736 65 75
АЛ24 3, о, в 3, о, в Т5 216 265 22 27 2 2 588 687 60 70
АЛ25 к Т1 186 19 — 887 90
АЛ26 к Т2 157 16 — 887 90
АЛЗО к Т1 196 20 од 887 90
Примечания: 1. В графе «Способы литья» буква М обозначает, что сплав при литье подвергается модифицированию, 3 обозначает литье в землю, К — в кокиль, Д — под давлением, О — в оболочковых формах, В — по выплавляемым формам. 2. Условные обозначения видов термической обработки: Т1 — старение; Т2— отжиг; Т4 — закалка; Т5 — закалка и частичное старение; Тб — закалка и полное старение до мак- симальной твердости; Т7 — закалка и стабилизирующий отпуск; Т8 — закалка и смяг- чающий отпуск.
176
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
БАББИТЫ ОЛОВЯНИСТЫЕ
(по ГОСТ 1320-55)
Баббиты оловянистые предназна-
чаются для заливки подшипников и
вкладышей подшипников. По своей
структуре эти сплавы представляют
собой пластичную основу с равномерно
распределенными в ней твердыми со-
ставляющими.
Химический состав баббитов раз-
личных марок приведен в табл. 42.
В табл. 43 указано примерное на-
значение баббитов различных марок.
Таблица 12
Марка баббита Основные компоненты сплава в % Всего примесей в %, не более
Олово г Сурьма Медь Кадмий Никель 'Мышьяк 1 Теллур Свинец
Б89 Осталь- ное 7,25-8,25 2,5-3,5 — — — — 0,55
Б83 10-12 э,<Э—0,5 •ж __ 0.55
Б16 15-17 15-17 1.5-2,0 — — — — Осталь- ное 0,60
Б6 5-6 14-16 2,5-3,0 1,75-2.25 0,6-1,0 __ » 0.40
БН 9-11 13-15 1.5-2.11 1,25-1,75 0,75—1,25 0,5—0,9 > 0,35
БТ 9-11 Н-16 0,7-1,1 — — 0,05-0,20 > 0.60
Таблица 43
Марка баббита Примерное назначение
Б89 Для заливки подшипников авиационных двигателей, прокатных станов и дру- гих машин при р~> 14,7 Мн/м- (150 кгс/см-) и высоких окружных скоростях цапфы
Б83 Для заливки рабочих вкладышей подшипников, работающих под ударной нагрузкой, или таких, для которых ръ > 14,7 Мн/м*• м/сек (150 кгс/см* »м/сек) при спокойной нагрузке. Для заливки подшипников и вкладышей подшипников паровых турбин, турбо- компрессоров, турбонасосов, компрессоров мощностью более 370 кет, дизелей быстроходных, паровых машин морских судов дальнего плавания; судовых и стационарных паровых машин мощностью более 880 кет, электродвигателей мощностью более 750 кет, генераторов мощностью более 500 кет. Этим же баббитом заливаются подшипники маховиков, приводов и зубчатых редукто- ров прокатных станов мощностью свыше 440 кет, центробежных насосов с д > 50 об/сек (3000 об/мин)
Б16 Для заливки подшипников, несущих спокойную нагрузку при pv < 5,9 Мн/м* • м/сек (69 кгс/см* • м/сек), нерабочих вкладышей опорных подшипников турбомашин, судовых и стационарных паровых машин мощностью до 880 кет, локомобилей, лесопильных рам, гидротурбин, электродвигателей мощностью 250 —750 кет, электрогенераторов мощностью до 500 кет, компрессо- ров мощностью до 370 кет, центробежных насосов мощностью до 1470 кет, вакуум-насосов, зубчатых редукторов и шестеренных клетей прокатных станов, подъемных машин мощностью до 1325 кет, дробилок, паровозов
СТАЛЬ ГОРЯЧЕКАТАНАЯ КРУГЛАЯ
177
Продолжение табл. 43
Марка баббита Примерное назначение
Б6 (заме- нитель баббита Б16) Для заливки подшипников нефтяных двигателей, выносных подшипников компрессоров любой мощности, подшипников металлообрабатывающих станков, трансмиссий, вентиляторов, дымососов, электродвигателей мощностью 100— 250 кет, шаровых мельниц, моторов газовых н бензиновых, шестеренных клетей прокатных станов
БН (заме- нитель баббитов Б83 и Б16) Баббит следует применять при спокойной или ударной нагрузке и ръ 5,9 Мн/м- • м/сек (60 кгс/см* • м/сек); г» > 3 м/сек, ртах = 21,6 Мн/м* (220 кгс/см*) и при pv < 9,81 Мн/м* • м/сек (100 кгс/см* • м/сек) в случае знакопеременной и ударной нагрузки; обладает хорошей прирабатываемостью. Для заливки шатунных, коренных и головных подшипников двигателей внут- реннего сгорания, а также шатунных и коренных подшипников тракторных и автомобильных двигателей, верхних частей опорных подшипников паровых турбин, судовых и стационарных паровых машин мощностью до 880 кет, локомобилей, лесопильных рам, гидротурбин, электродвигателей мощностью 250—750 кет, генераторов мощностью до 500 кет, компрессоров мощностью до 370 кет, центробежных насосов мощностью до 1470 кет, вакуум-насосов, редукторов и шестеренных клетей прокатных станов, подъемных машнн мощ- ностью до 1330 кет, дробилок
БТ Для заливки шатунных и коренных подшипников тракторных и автомобильных двигателей. Для заливки верхних половинок опорных подшипников паровых турбин, судо- вых и стационарных паровых машин мощностью до 880 кет, локомобилей, лесопильных рам, гидротурбин, электровозов, электродвигателей мощностью 250—750 кет, генераторов мощностью до 500 кет, компрессоров мощностью до 370 кет, центробежных насосов мощностью до 1470 кет, вакуум-насосов, редукторов и шестеренных клетей прокатных станов, подъемных машин мощ- ностью до 1325 кет, дробилок
СОРТАМЕНТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ
КРУГЛАЯ
(по ГОСТ 2590-57)
Стандарт распространяется на го-
рячекатаную сталь круглого сечения
диаметром до 250 мм включительно.
d
Примечание. Сталь диаметром
более 250 мм поставляется по специальному
соглашению.
Диаметры стали и допускаемые от-
клонения по ним приведены в табл. 44.
По длине круглая сталь поста-
вляется:
а) нормальной (немерпой) длины —
прутки из стали обыкновенного каче-
ства:
При диаметре до 25 мм вкл. 5—Юле
При диаметре 26—50 мм вкл. 4—9 »
При диаметре 53—110 мм вкл. 4—7 »
При диаметре свыше НО мм 3—6 »
прутки нз качественной стали
всех диаметров 2—6 м;
б) мерной длины, оговариваемой
в заказе.
Круглые горячекатаные прутки
(штанги) поставляются из сталей ма-
рок по ГОСТ 380-60 и по техническим
условиям ГОСТ 535-58, а также из
сталей марок по ГОСТ 6713-53,
5058-57, 1050-60 и по техническим ус-
ловиям этих же ГОСТ.
Пример обозначения круглой стали
марки Ст. 3 диаметром 50 мм:
50 ГОСТ 2590-57
^Руг Ст. 3 ГОСТ 535-58.
178
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 44
Диаметр стали в мм Допускаемые отклонения по диаметру в мм Диаметр стали в мм Допускаемые отклонения по диаметру в мм
при обычной точности прокатки при повышен- ной точности прокатки при обычной точности прокатки при повышен- ной точности прокатки
5 5,6 6 6,3 6,5 7 8 9 +0,3 -0.5 4-од —0,3 60 63 65 70 75 4-0,5 -1,1 +0,3 -1,0
80 85 90 95 4-0,5 -1,3 +0,4 — 1,2
10 11 12 13 14 15 16 17 18 19 4-0,3 —0,5 +0,2 -0,3
100 105 110 4-0.6 -1,7 4-0,5 -1,5
120 125 +0,8 —2,0 4-0,6 -1,8
20 21 22 24 25 +0,4 -0,5 +0,2 -0,4
130 140 150 4 0,6 -2,0
26 28 30 32 34 36 38 40 42 45 48 +0,4 -0,7 4-0.2 -0,6
160 170 180 190 200 40,9 -2,5 Не устанав- ливаются
210 220 240 250 4-1.2 -3,0
50 53 56 +0,4 — 1,0 4-0,2 -0,9
Примечания: 1. В обоснованных случаях допускается применять круглые прутки
следующих диаметров: 23, 27, 29, 31, 33, 35, 37, 39, 41, 44, 46, 52, 58, 62, 64, 68, 72, 76, 78,
115 мм с отклонениями, указанными в таблице (по ближайшему меньшему размеру таб-
лицы).
2. Овальность сечения (разность между наибольшим и наименьшим диаметрами) не
должна превышать 0,5 суммы допускаемых отклонений,
3. Масса — см. табл. 219.
СТАЛЬ ГОРЯЧЕКАТАНАЯ КВАДРАТНАЯ
179
СТАЛЬ ГОРЯЧЕКАТАНАЯ
КВАДРАТНАЯ
(по ГОСТ 2591-57)
Стандарт распространяется на го-
рячекатаную сталь квадратного се-
чения размером до 250 мм включи-
тельно.
По длине квадратная сталь поста-
вляется:
а) нормальной (немерной) длины —
прутки обыкновенного качества:
При стороне квадрата до
25 мм..............
При стороне квадрата
26—50 мм ........
При стороне квадрата
53—110 мм................
Прн стороне квадрата
свыше 110 мм.............
Прутки качественной стали
всех размеров ...........
5—10 м
4—9 »
4—7 »
3—6 »
2-G »
Размеры сечения стали и допускае-
мые отклонения по стороне квадрата
соответствуют табл. 45.
б) мерной длины, оговариваемой
в заказе.
Квадратные горячекатаные прутки
(штанги) поставляются из сталей ма-
рок по ГОСТ 380-60 и по техническим
условиям ГОСТ 535-58, а также из
сталей марок по ГОСТ 6713-53, 5058-57
1050-60 и по техническим условиям
этих же ГОСТ.
Пример обозначения квадратной
стали марки 45 при стороне квадрата
60 мм:
„ л 60 ГОСТ 2591-57
Квадрат 45 Г0СТ 1050 60 -
Таблица 45
Сторона квадрата в мм Допускаемые отклонения но стороне квадрата в мм Сторона квадрата в мм Допускаемые отклонения по стороне квадрата в мм
при обычной точности прокатки при повышен- ной точности прокатки прн обычной точности прокатки при повышен- ной точности прокатки
5 6 7 8 9 +0,1 —0,3 20 21 22 24 25 4-0.4 -0,5 +0.2 -0.4
10 И 12 13 н 15 16 17 18 19 -1-0,3 -Ой +0.2 -0,3 26 28 30 32 34 36 38 40 42 45 48 4-0.4 -0.7 +0.2 -0,6
180
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 45
Сторона квадрата в мм Допускаемые отклонения по стороне квадрата в мм Сторона квадрата в мм Допускаемые отклонения по стороне квадрата в мм
при обычной точности про- катки при повышен- ной точности прокаткн при обычной точности прокатки при повышен- ной точности прокатки
50 53 56 -1-0.4 -1,0 4-0,2 —0,9 120 125 4-0.8 4-0.6 -1,8
63 65 70 75 +0,3 -1,0 130 140 150 —2,0 4-0,6 -2,0
80 85 90 95 4-0,5 -1,3 44),4 -1.2 160 170 180 190 200 4-0,9 -25 Не устанав- ливается
100 105 НО 4-0,6 -1,7 +0,5 -1,5 210 220 240 250 +1,2 -3,0
Примечания: 1. В обоснованных случаях допускается применять квадратные прут-
ки следующих размеров: 27, 35, 41, 55, 58, 61 и 115 мм с допускаемыми отклонениями,
указанными в таблице (по ближайшему меньшему размеру).
2. По соглашению сторон допускается поставка стали с плюсовыми допусками, не пре-
вышающими сумму допускаемых отклонений, указанных в таблице.
3. Плотность стали принимается равной 7,$5.
4. Масса — см. табл. 219.
СТАЛЬ ГОРЯЧЕКАТАНАЯ
ШЕСТИГРАННАЯ
(по ГОСТ 2879-57)
Размеры сечения стали и допускае-
мые отклонения приведены в табл. 46.
По длине шестигранная сталь по-
ставляется:
а) нормальной (немерной) длины —
в пределах от 2 до 6 л;
б) мерной длины, оговариваемой
в заказе.
Шестигранные горячекатаные прут-
ки (штаиги) поставляются из стали
марокСт. 3, Ст. 4, Ст. 5 по ГОСТ380-60
и по техническим условиям ГОСТ
535-58, марок 10, 15, 20, 30, 35, 40, 45
по ГОСТ 1050-60 и по техническим
условиям ГОСТ 1051-59 и марок 35Х
и 40Х по ГОСТ 4543-61 и по техниче-
ским условиям этого же ГОСТа.
Пример -обозначения шестигранной
стали марки 40Х размером 22 мм:
22 ГОСТ 2879-57
Шестигранник 40Х rQCT 45434}1 .
СТАЛЬ КРУГЛАЯ С ВЫСОКОКАЧЕСТВЕННОЙ ОТДЕЛКОЙ ПОВЕРХНОСТИ 181
Таблица 46
Размеры в мм
Диаметр вписанного круга а Допускаемые отклонения по размеру а Диаметр вписанного круга а Допускаемые отклонения по размеру а
при обычной точности прокатки при повышен- ной точности прокатки
при обычной точности прокатки при повышен- ной точности прокатки
8 9 4-0,3 -0,5 4-0,1 —0.3 34 36 38 40 42 45 48 4-0,4 -0,7 4-0.2 -0,6
10 11 12 13 4-0.2 -0,3
50 53 56 4-0,4 -1,0 4-0,2 -0,9
14 15 16 17 18 19 4-0,2 -0,3
60 63 65 70 75 ±?;? 4-о,з -1,0
20 21 22 24 25 4-0.4 —0,5 4-0,2 -0,4
80 85 90 95 4-0,4 -1.2
26 27 28 30 32 4-0,4 -0,7 4-0,2 —0,6
100 4-о,в -1,7 4-0,5 -1,5
Примечания; 1. В обоснованных случаях допускается применять шестигранные
прутки следующих размеров: 29, 41, 46, 55, 58, 61 мм с отклонениями, указанными в таб-
лице (по ближайшему меньшему размеру).
2. По соглашению сторон допускается поставка стали с плюсовыми допусками, ие пре-
вышающими сумму допускаемых отклонений, указанных в таблице.
3. Плотность стали принимается равной 7,85.
4. Массу см. в табл. 219.
СТАЛЬ КРУГЛАЯ С ВЫСОКОКАЧЕСТВЕННОЙ ОТДЕЛ КОЙ ПОВЕРХНОСТИ
И ПОВЫШЕННОЙ ТОЧНОСТЬЮ РАЗМЕРОВ (СЕРЕБРЯНКА)
(по ГОСТ 2589-44)
Серебрянка в зависимости от тре-
буемой отделки поверхности и точ-
ности размеров (по ГОСТ 2588-44)
изготовляется:
1) полированная с высокой сте-
пенью чистоты поверхности, с допу-
сками по 3-му классу точности —
группа А;
2) топко шлифованная чистая, с до-
пусками по 3 и 4-му классам точности —
группа Б;
3) грубо шлифованная чистая, с
допусками по 4-му классу точности —
группа В,
Соответствующая отделка поверх-
ности серебрянки может быть достиг-
нута любым способом.
Серебрянка групп Б и В может по-
ставляться с полированной поверх-
ностью.
Поверхность серебрянки, поставляе-
мой без отделки поверхности (в хо-
лоднотянутом виде), должна удовле-
творять требованиям группы В.
182
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Серебрянка изготовляется как в на-
гартованпом, так и в термически об-
работанном виде.
Серебрянка поставляется по техни-
ческим условиям ГОСТ 2588-44, из
сталей инструментальных — углеро-
дистой по ГОСТ 1435-54, легированной
по ГОСТ 5950-63 и быстрорежущей по
ГОСТ 5952-63; конструкционных —
по ГОСТ 4543-61 и 2052-53 в отноше-
нии марки 50ХФА; высоколегирован-
ных — по нормам соответствующих
стандартов. Допускается изготовле-
ние из конструкционных легирован-
ных сталей и сталей с особыми свой-
ствами — жароупорных, нержавею-
щих и пр.
Обозначение серебрянки диамет-
ром 6 мм группы Б, 3-го класса точ-
ности марки У12А:
Серебрянка
6Б 111 ГОСТ 2589-44
У12Л ГОСТ 1435-54'
Диаметр стали и допускаемые от-
клонения по диаметру приведены
в табл. 47.
Размеры в мм
Таблица 47
Класс точности Класс точности Класс точности
Диаметр d 3 4 Диаметр d 3 4 Диаметр d 3 4
Допускаемые отклонения Допускаемые отклонения Допускаемые отклонения
0,2 0.25 0,3 0,35 0.4 0,45 -0,015 -0,05 2,35 2,4 2,45 2,5 2.55 2,6 2,65 -0,02 -0,06 4,5 4,55 4,6 4,65 4,7 4,75 4,8
0,5 0,55 0,6 0,65 0,7 0,75 0,8 2,7 2.75 2,8 2,85 2,9 2,95 3,0 4,85 4,9 4,95 5,0 5,05 5,1 5,15 5,2 5,25 5,3 5,35 5,4 5,45 5,5 5,55 5.6 5,65 5,7 5,75 5,8 5,85 5,9 5,95 6,0 6,1 6,2 6,3 6.4 6,5 6,6 6,7
0,85 0,9 0,95 1,0 1.05 1.1 1,15 1,2 1,25 1,30 1,35 1,4 1,45 1;5 1,55 1,6 1,65 1,7 1,75 1,8 1,85 1,9 1,95 2,0 —0,02 -0,06 3,05 3.1 3,15 3,2 3,25 3.3 3,35 3,4 3,45 3.5 3,55 3,6 3,65 3,7 3,75 3,8 3,85 3,9 3,95 4,0 4,05 4,1 4,15 —0,025 -0,08 -0,025 -0,08
2,05 2,1 2,15 2,2 2,25 2,3 4,2 4,25 4,3 4,35 4,4 4,45 6,8 6,9 7,0 7,1 7,2 -0,03 -0,10
СТАЛЬ КАЛИБРОВАННАЯ КРУГЛАЯ
183
Продолжение табл. 47
Диаметр d Класс точности Диаметр d Класс точности Диаметр а Класс точности
3 4 3 4 3 4
Допускаемые отклонения Допускаемые отклонения Допускаемые отклонения
7,3 7.4 7,5 7,6 7,7 7.8 7,9 8,0 8,1 8,2 8,3 8,4 8,5 8,6 8,7 8,8 8.9 9,0 9,1 9.2 9,3 9,4 -0,03 —0,10 9,5 9,6 9,7 9,9 10,0 10,25 10.5 10,75 11,0 11,25 11,5 —0,03 —0,10 14,0 14,25 11,5 —0,035 -0,12
14,75 15 15,5 16 16,5 17 17,5 18 18,5 19 19,5 20 21 22 23 24 25 —0,045 -0,14
11,75 12,0 12,25 12,5 12,75 13,0 13,25 13,5 13,75 —0,035 —0,12
Примечания: 1. Допускаемая местная кривизна не должна превышать 0,5 мм на 1 пог. м. 2. По длине прутки изготовляются: При диаметре до 1 мм ................ длиной 0,5—1 м > » 1,03—3 > * 1 —2 » > > 3,05—9 > » 1,5—2,5 > > св. 9 » » 2—4 » 3. Массу см. в табл. 219.
СТАЛЬ КАЛИБРОВАННАЯ
КРУГЛАЯ
(по ГОСТ 7417-57)
Стандарт распространяется на ка-
либрованную сталь круглого сечения
диаметром от 3 до 100 мм включи-
тельно. Требуемая стандартом точ-
ность размеров круглой стали может
быть получена другим, кроме кали-
брования, методом обработки (шли-
фованием, полированием и др.).
Диаметры стали и допускаемые от-
клонения по ним в зависимости от
классов точности соответствуют
табл. 48.
Допускаемые отклонения устано-
влены: для класса точности 2а — по
ОСТ 1026; для класса точности 3 —
по ОСТ 1023; для класса точности За—
по ОСТ 1027; для класса точности 4 —
по ОСТ 1024; для класса точности 5—
по ОСТ 1025.
Сталь поставляется в прутках. По
требованию заказчика сталь диамет-
ром до 20 мм поставляется в мотках.
По длине прутки поставляются:
а) немерной длины — в пределах от
2,5 до 6 м;
б) мерной длины, оговариваемой
в заказе.
Круглые калиброванные прутки по-
ставляются по техническим условиям
ГОСТ 1051-59 из стали марок по
ГОСТ 1050-60 и 4543-61.
Пример обозначения круглой ка-
либрованной стали марки 40Х диа-
метром 20 мм, класса точности За:
Круг, калибр.
20 (За) ГОСТ 7417-57
40 X ГОСТ 1051-59 ’
184
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Размеры в мм
Таблица 48
Диа- метр стали d Допускаемые отклонения Диа- метр стали d Допускаемые отклонения
Класс точности Класс точности
2а 3 За 4 5 2а 3 За 4 5
3 —0,014 —0,02 —0.04 —0,06 —0,12 13,5 14 14,5 15 15,5 16 16,5 17 17,5 18
3,1 3,2 3,3 3.1 3,5 3.6 3,7 3,8 -0,027 -0,035 -0,07 —0,12 -0,24
3,9 4 4,1 18,5 19
4,2 4,4 4,5 4,6 4,8 -0,018 -0,025 —0,018 -0,08 -0,16 19,5 20 20,5 21 21,5
5 5.2 5.3 5,5 5,6 5,8 6 22 23 24 25 26 27 28 29 30 -0,033 —0,045 —0,084 —0,14 -0,28
6,1 6.3 6.5 6,7 6,9 7 7.1 7,3 7,5 7,8 8 8.2 8,5 8,8 9 9,2 9.5 9,8 10 -0,022 -0,03 -0,058 -0,10 — 0,20 31 32 33 34 35 36 37 38 39 40 41 42 44 45 46 48 49 50 — -0,05 -0,10 -0,17 —0,34
10.2 10,5 10.8 11 11,2 11,5 11,8 12 12,2 12,5 12,8 13 -0,027 -0,035 -0.07 —0,12 -0,24 52 53 55 56 58 60 61 63 65 — -0,06 -0,12 —0,20 -0,40
СТАЛЬ КАЛИБРОВАННАЯ КВАДРАТНАЯ
185
Продолжение табл. 48
Диа- метр стали d Допускаемые отклонения Диа- метр стали d Допускаемые отклонения
Класс точности Класс точности
2а 3 За 4 5 2а 3 За 4 5
67 69 70 71 73 75 78 80 — — — -0,20 —0,40 82 85 88 90 92 95 98 100 — — — —ОДЗ -0,46
Примечание. Массу см. в табл. 219.
СТАЛЬ КАЛИБРОВАННАЯ КВАДРАТНАЯ
(по ГОСТ 8559-57)
Размеры и допускаемые отклонения даны в табл. 49. Калиброванная
квадратная сталь имеет непритупленные углы.
Таблица 49
Размеры в мм
Сторона квадрата а Допускаемые отклонения Сторона квадрата а Допускаемые отклонения
Класс точности Классы точности
За 4 5 За 4 5
3 —0,01 -0,06 -0.12 27 28 30 -0,081 —0,1* —0,28
3,2 4 4,5 5 5,5 6 -0,048 -0,08 -0,16
32 34 36 38 40 41 42 45 46 48 50 -0,10 -0,17 -0,34
6,3 7 8 9 10 -0,058 -0,10 —ОДО
11 12 13 14 15 16 17 18 -0.07 —0,12 -0,24 53 55 56 60 63 65 -0,12 —ОДО -0,40
70 75 80 —
19 20 21 22 24 25 26 -0,084 -0,14 —ОД8
85 90 95 100 — —0,23 -0,46
186
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Квадратные калиброванные прутки
поставляются по техническим усло-
виям ГОСТ 1051-59 из сталей марок по
ГОСТ 1050-60 и 4543-61.
По длине прутки поставляются:
а) пемерпой длины — в пределах от
2,5 до 6 м;
б) мерной длины, оговариваемой
в заказе.
Массу см. табл. 219. Пример обо-
значения квадратной калиброванной
стали марки 20 размером 12 мм,
4-го класса точности:
„ , , 12 (4) ГОСТ 8559-57
Квадрат калибр.
СТАЛЬ КАЛИБРОВАННАЯ ШЕСТИГРАННАЯ
(по ГОСТ 8560-57)
Размеры в мм
Таблица 50
Диаметр а вписан- ного круга Допускаемые отклонения Диаметр а вписан- ного круга Допускаемые отклонения
Класс точности Класс точности
За 4 5 За 4 5
3 —0.04 -0,06 —0,12 27 28 30 —0,084 -0,14 -0,28
3,2 4 4.5 5 5.5 6 -0.048 -0,08 -0,16
32 34 36 38 40 41 42 45 46 48 50 -0,10 -0,17 -0,34
6,3 7 8 9 10 -0,058 -0,10 -0,20
и 12 13 14 15 16 17 18 —0,07 —0,12 —0,24 53 55 56 60 63 65 —0,12 -0,20 —0,40
70 75 80 —
19 20 21 22 ‘24 25 26 -0,084 -0,14 -0,28
85 90 95 100 — —0,23 -0,46
Шестигранные калиброванные прут-
ки поставляются по техническим усло-
виям ГОСТ 1051-59 из сталей марок
по ГОСТ 1050-60 и 4543-61.
По длине прутки поставляются:
а) немерной длины — в пределах от
2.5 до 6 м;
б) мерной длины, оговариваемой
в заказе.
Массу — см. табл. 219.
Пример обозначения шестигранной
калиброванной стали марки 45 разме-
ром 25 мм, 5-го класса точности:
Шестигранник 25 (5) ГОСТ 8560-57
калибр. —45 гост 1051-59 *
СТАЛЬ ЧИСТОТЯНУТАЯ для шпонок
187
СТАЛЬ чистотянутая для шпонок
(по ГОСТ 8787-58)
Размеры сечений чистотянутой стали для шпонок соответствуют указанным
на чертеже и в табл. 51.
Таблица 51
Размеры в мм
Номинальные размеры сечений с или г Масса 1 пог. м прутка в кг Номинальные размеры сечении с или г Масса 1 пог. м прутка в кг
ь А ь h
2 2 0,03 28 16 3,52
3 3 0,07 32 18 4,52
4 4 0,25 0,13 36 20 1,0 5,65
5 5 0.20 40 22 6,91
6 6 0,29 45 25 8,79
8 7 0,44 50 28 10,99
10 8 0,4 0,63 55 30 12,95
12 8 0,75 60 32 1,6 15,10
14 9 0,99 70 36 19,78
16 10 1,26 80 40 25,12
18 11 1,55 90 45 31,79
20 12 0,6 1,88 100 50 2,5 39,25
24 14 2,64
Материал — сталь с временным со-
противлением не ниже 588 Мн!мъ
(60 кгс!мм2).
Предельные отклонения размеров
сечения стали: на ширину Ь Вэ
(ОСТ 1023), иа высоту Л В4 (ОСТ 1024).
Чистотянутая сталь для шпонок
размерами от 2Х 2 до 6Х 6 и от 40 X 22
до 100X50 мм должна поставляться
по требованию потребителя в обосно-
ванных случаях, оговоренных в за-
казе.
Пример условного обозначения ста-
ли чистотянутой для шпонок с разме-
рами Ь = 18 мм и Л = 11 мм:
Стам шпоночная 18ХИ ГОСТ8787-58.
188
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТАЛЬ ЧИСТОТЯНУТАЯ
ДЛЯ ШПОНОК СЕГМЕНТНАЯ
(по ГОСТ 8786-58)
Размеры сечений чистотянутой сег-
ментной стали для шпонок соответст-
вуют указанным па чертеже и в
табл. 52.
соответствует требованиям ГОСТ
2052-53.
Сталь пружинная круглая постав-
ляется диаметром от 6 до 50 мм вкл.
и квадратная со стороной квадрата от
6 до 50 мм вкл.
Размеры и допускаемые отклонения
круглой стали регламентированы
Таблица 52
V4 Кругом
t
Номинальные размеры в мм 1 в мм Масса 1 пог. м прутка в кг Номинальные размеры в мм 1 в мм Масса 1 пог. м прутка в кг
h d h d
1.4 4 3.8 0,031 11 28 27,3 1,76
2.6 7 6.8 0,102 13 32 31,4 2.41
3.7 10 9.7 0,207 15 38 37.1 3.23
5,0 13 12,6 0,369 16 45 43,1 3.99
6.5 16 15,7 0.602 17 55 50,8 4.52
7.5 19 18.6 0.818 19 65 59,1 6.22
9 22 21.6 1.15 24 80 73,3 9.80
10 25 24,5 1.44
Материал — сталь с временным со-
противлением не инже 588 Мн/м*
(60 кгс/мм2).
Предельные отклонения размеров
сечения стали; на высоту h Bi (OCT
1024), на диаметр d Bb (OCT 1025).
Чистотянутая шпоночная сегмент-
ная сталь с размерами высоты шпонки
17—24 мм должна поставляться по
требованию потребителя в обоснован-
ных случаях.
Пример условного обозначения ста-
ли чистотянутой для шпонки сегмент-
ной с размером h = 10 мм:
Сталь шпоночная сегментная
10 ГОСТ 8786-58.
СТАЛЬ ГОРЯЧЕКАТАНАЯ
РЕССОРНО-ПРУЖИННАЯ
(по ГОСТ 7419-55)
Горячекатаная рессорио-пружни-
ная сталь по техническим условиям
ГОСТ 2590-57, квадратной стали —
ГОСТ 2591-57.
Сталь пружинная полосовая
(тип А) прямоугольного сечения (со
слегка притупленными углами) по-
ставляется шириной от 2 до 160 мм
вкл. и толщиной от 4 до 18 мм вкл.
Размеры полос и допускаемые от-
клонения по толщине и ширине см.
ГОСТ 103-57.
Поставляются также полосы толщи-
ной 3 мм, шириной 30 , 35 , 40 , 45 и
50 мм с допускаемым отклонением по
толщине ± 0,3 мм.
Сталь полосовая с закругленными
краями (тип Б). Размеры полос по
сечению даны в табл. 53 (допускаемые
отклонения по толщине и ширине
полос см. ГОСТ 103-57).
СТАЛЬ ГОРЯЧЕКАТАНАЯ РЕССОРНО-ПРУЖИННАЯ
189
Сталь пружинная прямоугольная —
размеры соответствуют чертежу и
табл. 54.
Сталь рессорная полосовая (тип А).
Размеры полос по сечению приведены
в табл. 55, а допускаемые отклонения
по ширине и толщине — в табл. 56.
Таблица 54
—ь--------
Размеры в мм
Ширина b Толщи- на S Радиус Я Допускаемые отклонения
по ши- рине по тол- щине
20 14 10 4 0.4 -Ю.4
28 15 14 ч0,6 -10,5
35 16 18 н 0,7 -Ю,6
40 18 20 ±0,8 ±0,7
По требованию заказчика рессорная
полосовая сталь типа А должна по-
ставляться также следующих толщин
и ширины в мм: 4,2X40; 4,75X57;
5,75X57; 6,85X57; 7,75x57; 9,85Х
Х57; 9,5X63; 9,5X76; 9,5X89; 10,5Х
Х89 и 10,5X102.
Таблица 55
Размеры в мм
Шири- на по- лос b Толщина полос S
35 40 45 50 55 60 63 65 70 75 76 80 89 90 100 102 ПО 120 125 130 140 150 3 3 3 3 3.5 3,5 3,5 3,5 3.5 3,5 4 4 4 4 4 4 4 4 4,5 4,5 4,5 4,5 4,5 4.5 4,5 45 | 1 | | | | | 1 СП I СЛ 1 СЛСЛСП | СЛСЛСПСПСПСП 5,5 5,5 5.5 5,5 5,5 5,5 55 5,5 5,5 5,5 5,5 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6,5 6,5 6.5 6.5 6,5 6,5 6,5 6,5 6,5 6,5 65 6,5 6,5 6,5 6.5 6,5 6,5 6,5 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7,5 7,5 7,5 7,5 7,5 75 7,5 7,5 7,5 75 7,5 7?5 7,5 7,5 7,5 7,5 оооооо| ОООО I ОООО | ОО ОО ОО 00 00 00 00 00 00 00 00 | 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 10 11 11 11 11 11 11 11 11 11 11 11 11 11 11 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 14 14 14 14 14 14 14 14 14 14 14 14 16 16 16 16 16 16 16 16
Примечание. Радиус закругления 7? не должен превышать толщины полосы S.
190
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица S6
Размеры в мм
Ширина полос Допускаемые отклонения по ширине Допускаемые отклонения по толщине
Обычная точность прокатки Высокая точность прокатки Обычная точность Высокая точность Обычная точность Высокая точность Обычная точность Высокая точность
при толщине
до 7,5 св. 7,5 до 12 вкл. ся. 12
До 50 вкл. ±0,5 ±0,3 ±0,15 ±0,10 ±0,20 ±0,13 ±0,25 ±0,15
Св. 50 до 100 вкл. ±0,7 ±0,4 4 0,15 -0,20 +0,10 -0,15 4-0,20 -0,25 +0,13 -0,15 4-0,25 -0,30 +0.15 -0,20
Св. 100 10,8% ±0.5% 10,20 ±0,15 ±0,25 ±0,15 ±0,30 ±0,20
Сталь рессорная полосовая (тип Б).
Размеры полос указаны в табл. 57.
Таблица 57
Допускаемые отклонения: для ши-
рины Ь± 1,5%, для толщины S до
10 мм вкл. ± 0,25 мм, для толщины
S = 12 и 13 лл ± 0,35 мм.
Сталь рессорная полосовая вогну-
тая. Размеры полос и допускаемые
отклонения указаны на чертеже.
Размеры в мм
63 10 102 10 130 7
76 7 102 13 130 10
76 8 114 7 130 12
76 10 114 10 150 7 20-40
76 13 120 12 150 10
89 10 120 13 150 12
89 13
Сталь рессорная полосовая с пара-
болическими кромками. Размеры по-
лос и допускаемые отклонения по
ширине и толщине см. табл. 58.
Сталь рессорная желобочная
(тип А). Размеры стали приведены
в табл. 59.
Допускаемые отклонения: для раз-
мера &± 1,5%, для размера S до
11 ми ±0,25 мм, для размера S 12
и 13 лл±0,35 мм, для размера
К± 0,6 мм, для размера Ki ± 0,6 мм.
СТАЛЬ ПРОКАТНАЯ ПОЛОСОВАЯ
191
Таблица 38
Сталь рессорная желобочная
(тип Б). Размеры полос приведены
в табл. 60.
Таблица 60
Прутки и полосы поставляются
немерной длины 2—6 м.
Условное обозначение полосовой
пружинной стали типа А размером
5X50 мм марки 65:
Пружинная полосовая
5X50 ГОСТ 7419-55
А 65, ГОСТ 2052-53
При обозначении рессорной полосы
высокой точности прокатки в числи-
теле указывается буква В.
СТАЛЬ ПРОКАТНАЯ ПОЛОСОВАЯ
(по ГОСТ 103-57)
Стандарт распространяется на горя-
чекатаную сталь прямоугольного се-
чения (полосовую), со слегка притуп-
ленными краями, шириной полосы
12—200 мм, толщиной 4—60 мм.
Размеры полосовой стали по тол-
щине и ширине соответствуют табл, 61
и чертежу.
192
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТА ТЬ ПРОКАТНАЯ ПОЛОСОВАЯ
Таблица 61
е га X s w Толща: на в мм
4 5 6 7 8 9 10 11 12 14 16 18 20 22 25 28 | 30 | 32 | 36 40 45 | 50 56 60
3» Масса 1 пог. я полосы кг
12 0,38 0,47 0,57 0,66 0,75 — — — — — — — - —
14 0.44 0,55 0,66 0,77 0,88 — — — — — — — — — — — — — — - —
16 050 0,63 0,75 0,88 1.00 1,15 1,26 — 1,52 — — — — — — — — — — — — — —
18 0,57 0,71 0,85 0,99 1,13 1,27 1.41 — — — — — — — — — — — — — — —
29 0,63 0,79 0,94 1,10 1,26 1.41 1,57 1,73 1.88 — 2,52 — — — — — — — — - - -
22 0,69 0,86 1,04 1,21 1,38 1.55 1,73 1,90 2,07 — — — — — — — — — — — — —
25 0.79 0,98 1,18 1,37 1,57 1,77 1,96 2,16 2,36 2,75 3,14 — 3,92 — — — — — — — — - — —
28 0,88 1,10 1,32 1,54 1,76 1,98 2.20 2,42 2,64 3,08 3,52 — — — — — — — — — — — - -
30 0,94 1.18 1.41 1,65 1,88 2,12 2,36 2,59 2,83 3,36 3,77 4,24 4,71 — — — — — - — —
32 1,01 1,25 1,50 1,76 2,01 2.26 2,54 2,76 3,01 3,51 4,02 4,52 5,02 — 6,28 — — —- - — —
36 1,13 1,41 1,69 1,97 2,26 251 2,82 3,11 3,39 3,95 4,52 5,09 5,63 — — — — — — - - - -
40 1,26 1,57 1,88 2,20 2.51 2,83 3,14 3.45 3,77 4,40 5,02 5,65 6,28 6,91 7,85 8,79 — 10,0 — - - — —
45 1.41 1,77 2.12 2,47 2,83 3,18 3,53 3,89 4,24 4,95 5,65 6,36 7,07 7,77 8,83 9,89 10,60 11,30 12,72 — — - - —
50 1,57 1,96 2,36 2,75 3,14 3,53 3,93 4,32 4,71 5,50 6.28 7,07 7,85 8,64 9,81 10,99 11.78 1256 14,13 15,7 — - — -
56 1,76 2,20 2,64 3,08 3,52 3,95 4,39 4,83 5,27 6,15 7,03 7,91 8,79 9,67 10,99 12.31 13,19 14,07 15,82 — — — - -
60 1,88 2,36 2,83 3,30 3,77 4,24 4.71 5,18 5,65 6,59 7,54 8,48 9,42 10,36 11,78 13,19 14,13 15,07 16,95 18,84 21,20 — - —
63 1,98 2,47 2,97 3,46 3,95 4,45 4,94 5,44 5,93 6,92 7,91 8,90 9,69 10,88 12,36 13,85 14,34 15,82 17,80 19,78 22,25 24,73 — —
65 2,04 2,55 3,06 3,57 4,08 4,59 5,10 5,61 6,12 7,14 8,16 9,19 10,21 11,23 12,76 14,29 15,31 16,33 18,37 20,41 22,96 — — —
70 2.20 2,75 3,30 3,85 4,40 4,95 5,50 6,04 6,59 7,69 8,79 9,89 10,99 12,09 13,74 15,39 16,49 17,58 19,78 21,98 24,73 — — —
75 2,36 2,94 3,53 4,12 4,71 5,30 5,89 6,48 7,07 8,24 9,42 10,60 11,78 12.95 14,72 16,49 17,66 18,84 21,19 23,55 26,49 — — —
80 2,51 3,14 3,77 4,40 5,02 5,65 6,28 6,91 7,54 8,79 10,05 11,30 1256 13,82 15,70 17,58 18,81 20.09 22,61 25,12 28,26 31,40 35,17 —
85 2,67 3,34 4,00 4,67 5,34 6,01 6,67 7,34 8,01 9,34 10,63 12,01 13,35 14,68 16,68 18,68 20,02 21,35 24,02 26,69 30.03 33,36 37,36 40,04
90 2,83 3,53 4,24 4,95 5,65 6,36 7,07 7,77 8,48 9,89 11,30 12.72 14,13 15,54 17,66 19.78 21,20 22.61 25,43 28,26 31,79 35,33 39,56 42,39
95 2,98 3,73 4,47 5,22 5,97 6,71 7,46 8,20 8,95 10,44 11,93 13,42 14,92 16,41 18,84 20,88 22,37 23,86 26,85 29,83 33.56 37.29 41,76 44,75
100 3,11 3,93 4.71 5,50 6.28 7,07 7,85 8,64 9,42 10,99 1256 14,13 15,70 17,27 19,63 21,98 2355 25,12 28,26 31,40 35,33 39,25 43.96 47,10
105 3.30 4,12 4,95 5,77 6,59 7,42 8,24 9,07 9,89 11,54 13,19 14,84 16,49 18,18 20,61 23.08 24,73 26,37 29.67 32,97 37,09 41,21 46,16 49,46
по 3,45 4,32 5,18 6,04 6,91 7,77 8,64 9,50 10,36 12,09 13,82 15,54 17,27 19,00 21,59 24,18 25,91 27,63 31.09 34,54 38,86 43.18 48,35 51.81
120 3,77 4,71 5,65 6,59 7,54 8,48 9,42 10,36 11,30 13,19 15,07 16,96 18,84 20,72 23,55 26,38 28,26 30.14 33,91 37,68 42.39 47,10 52,75 56,52
125 3,93 4,91 5,89 6,67 7,85 8,83 9,81 10,79 11,78 13,74 15,70 17,66 19,63 21,59 24,53 27,48 29,44 31,40 35,32 39,25 44,16 49,06 54,95 58,88
130 4,08 5,10 6,12 7,14 8,16 9,18 10,21 11,23 12.25 14,29 16,33 18,87 20,41 22,45 25,51 28,57 30,62 32,65 36.73 40,82 45,92 51.03 57,14 61,23
140 4,40 5,50 6,59 7,69 8,79 9,89 10,99 12.09 13,19 15,39 17,58 19,78 21,98 24,18 27,48 30,77 32,97 35,17 39,56 43,96 49,46 54,95 61,54 65,94
150 4,71 5,89 7,07 8,24 9,42 10,60 11,78 12,95 14,13 16,49 18,84 21,20 23,55 25,91 29,44 32,97 35,33 37,68 42,39 47,10 52,99 58,88 65,94 70.65
160 5,02 6,28 7,54 8,79 10,05 11,30 12,56 13,82 15,07 17,58 20.10 22,61 25,12 27,63 31,40 35,17 37,63 40,19 45,22 50,24 56,52 62.80 70,33 75,36
170 5,34 6,67 8,01 9,34 10,68 12,01 13,35 14,68 16,01 18,68 21,35 24,02 26,09 29,36 33,36 37,37 40,04 42,70 48,04 53,38 60,05 66,73 74,73 80,07
180 5,65 7,07 8,48 9,89 11,30 12,72 14,13 1554 16,96 19,78 22,61 25,43 28,26 31,09 35,33 39,56 42,39 45,22 50,87 56,52 63,59 70,65 79,12 84,78
190 5,97 7,46 8,95 10,44 11,93 13,42 14,92 16,41 17,90 20,88 23,86 26,85 29.83 32,81 37,29 41,76 44,75 47,72 53,69 59,66 67,12 74,58 83,52 89,49
200 6,28 7,85 9,42 10,99 12,56 14,13 15,70 17,27 18,84 21,98 25,12 28,26 31,40 34,54 39,25 43,96 47,10 5021 56,52 62,80 70.65 7850 87,92 94,20
Примечания: 1. Плотность стали принимается равной 7,85, 2. По требованию за риной 55 мм, толщиной до 36 мм вкл.; в) толщиной 55 мм, шириной 80 мм и выше. казчика могут поставляться полосы следующих размеров: а) толщиной 4,5 мм всех ширин; б) ши-
7 В. 3. Васильев и др,
193
194
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Допускаемые отклонения по толщине
и ширине полос указаны в табл. 62.
Таблица 62
Размеры в мм
Допускае- Допускае-
Толщина мые от- Ширина мые от-
полос клонения полос клонения
по тол- по ши-
тине рипе
4—6 вкл. 4-0.3 -0.5 От 12 до 50 вкл. +0.5 - 1.0
56 +0.5
7—16 вкл. +0,2 -0,5 60 —1.1 +0,5 — 1.2
18 4-0,2 —0.6 63 и 65 +0,5 -1.3
20 4+1.2 70 и 75'
—0.7 80 и 85 4 0.7 -1.6
22 4-0,2 —0.8 90 и 95 +0,9 -1.8
4 0.2 100 и 105 +1,0 -2.0
-1,0 ПО +1,0 -2,2
23-32 4-0.2 -1.2 120 и 125 +1.1 -2.4
36 4-0,2 130 + 1.2 —2.6
-1,4 140 + 1.2 -2.8
40 4-0.2 -1.6 150 +1,3 -3.0
45-50 +0.3 -2.0 160 170 и 180 4-1,4 -3.2 +1,5 —3.6
56-60 +0.3 —2.4 190 и 200 + 1.7 —4,0
По длине полосовая сталь постав-
ляется:
При массе 1 пог. м полосы до
19 кг вкл................. 3—9 м
При массе I пог. м полосы от
19 до 60 кг вкл........... 3 — 7 »
При массе I пог. м. полосы св.
60 кг ............... 3 — о »
Полосы поставляются из сталей
марок по ГОСТ 380-60 и по техни-
ческим условиям ГОСТ 535-58, марок
по ГОСТ 1050-60 и по техническим
условиям ГОСТ 1051-59, а также из
сталей марок по ГОСТ 6713-53 и
5058-57 и по техническим условиям
этих же ГОСТ.
Пример обозначения полосовой ста-
ли марки Ст. 3 толщиной 5 мм шири-
ной 50 мм:
,, 5X50 ГОСТ 103-57
Полоса-С^3 ГОСТ 535-58
СТАЛЬ ПРОКАТНАЯ
ШИРОКОПОЛОСНАЯ
УНИВЕРСАЛЬНАЯ
(по ГОСТ 82-57)
Стандарт распространяется на горя-
чекатаную сталь прямоугольного се-
чения (полосовую) шириной 160—
1050 мм, толщиной 4—60 мм, прока-
тываемую на универсальных станах.
Размеры полос по толщине и ширине
соответствуют указанным в табл. 63
и 64.
Таблица СЗ
Толщина в мм
4 7 10 14 20 28 36 50
5 8 н 16 22 30 40 56
6 9 12 18 25 32 45 60
Таблица (4
Ширина в мм
160 210 280 380 500 650 850
170 220 300 400 530 670 900
180 240 32) 420 560 710 950
190 250 340 450 600 750 1000
200 260 360 480 630 800 1050
Полосы поставляются толщиной:
Таблица 65
Размеры в мм
i СР СП III S' S' о Прн ширине 160—1059 » 320-1050 > 360—1050
Примечания: 1. Полосы могут поставляться шириной 440, 485, 520, 580 и 590 мм. 2. По требованию заказчика постав- ляется широкополосная сталь толщиной 13, 15 и 55 мм, шириной 360, 400, 420, 450, 480 и 500 мм.
Допускаемые отклонения по раз-
мерам полос приведены в табл. 66.
Таблица €6
Размеры в мм
а) По толщине для полос тол- щиной: до 20 вкл 22-39 32 -50. 56иб0 +0,3 —0.5 40,4 -0.6 +0,5 -0,7 4-0.6 -0,8
ЛЕНТА СТАЛЬНАЯ ГОРЯЧЕКАТАНАЯ
195
Продолжение табл. 66
б) По ширине для полос ши- риной: до 400 420 -800 от 850 и выше +2.0 -2,5 +2.0 -3.0 +3.0 -4,0
в) По длине для полос тол- щиной: до 12 14—25 28-60 +8 -10 + 12 -15 + 15 -20
Ребровая кривизна полос не пре-
вышает 1 мм на 1 пог. м (класс А),
2 мм на 1 пог. м (класс Б).
Общая кривизна полосы не превы-
шает произведения допускаемой мест-
ной кривизны 1 пог. м на длину поло-
сы в метрах.
Полосы поставляются длиной 5 —
18 м. Допускается закругленность
кромки полос радиусом до 2 мм.
Широкополосная сталь поставляет-
ся по техническим условиям ГОСТ
500-58 из сталей марок по ГОСТ 380-60
и 5058-57.
Пример обозначения широкополос-
ной стали марки Ст. 3 толщиной 20 мм
и шириной 500 мм'.
20 X 500 ГОСТ 82-57
Широкая полоса с^~3~Г0СТ 500;Г8.
ЛЕНТА СТАЛЬНАЯ
ГОРЯЧЕКАТАНАЯ
(по ГОСТ 6009-57)
Стандарт распространяется на горя-
чекатаную стальную ленту шириной
от 20 до 200 мм, толщиной 1,2—
3,8 мм вкл.
Размеры ленты по толщине и ширине
соответствуют указанным в табл. 67.
Таблица 67
X. Толщина X. в ММ 1.2 1,4 1.6 1,8 2,0 2.2 25 2,8 3.0 3.2 3,5 3.8
Ширина X. в мм \ Масса 1 пог. м ленть в кг
20 0,188 0,220 0351 0,283 0.314 0,345 0,393 0.440 0,471 ода 0550 0597
22 0,207 0,241 0,276 0,311 0345 0,380 0,432 0,484 0518 0,553 0,601 0.656
25 0,235 0,275 0,314 0,353 0,393 0,432 0,491 0,550 0,589 0,628 0.687 0,746
28 0,264 0,308 0,352 0,396 0,440 0,484 0,550 0.615 0,659 0,703 0.769 0.835
30 0,282 0.330 0,377 0,424 0,471 0518 0,589 0,659 0,707 0,754 0,824 0,895
32 0,301 0,351 0.402 0,452 0,502 0,552 0.628 0,703 0.753 0.804 0,879 0.954
36 0.339 0,395 0,452 0,509 0,565 0,622 0,706 0,791 0,848 0,904 0,989 1,074
40 0,377 0.439 0502 0565 0,628 0,691 0.785 0379 0.942 1,005 1,099 1,193
45 0,424 0,494 0.565 0,636 0,707 0,777 0.883 0,989 1,060 1,131 1,237 1.343
50 0,471 0.519 0,628 0.707 0,785 0,864 0381 1,099 1.178 1,256 1,374 1,492
56 1,099 1,231 1,319 1,401 1.538 1,670
60 __ 1,178 1,319 1.413 1,507 1,649 1,790
63 __ 1,236 1,385 1,483 1,581 1,731 1,879
65 1,276 1,429 1.531 1,633 1,786 1,939
70 — — — — — — 1.374 1,539 1,649 1,758 1,923 2.088
75 1,472 1,649 1.766 1,884 2,061 2,237
80 1.570 1,758 1.884 2.010 2,198 2,386
85 __ 1,668 1,888 2.002 2.135 2,336 2536
90 1.766 1,978 2.120 2,261 2,473 2,685
95 — — — — — — 1.865 2.088 2,237 2.387 2,610 2.834
100 __ 1.963 2,198 2,355 2512 2,748 2.983
105 — __ 2.061 2,308 2,473 2.633 2.885 3.132
110 __ 2.160 2.418 2,590 2.763 3.020 3.281
120 2,355 2.6-38 2326 3.014 3,297 3.530
125 — — — — — — 2.452 2.748 2,944 3,140 3.435 3.729
7-
196
МАТЕРИАЛЫ 3 МАШИНОСТРОЕНИИ
Продолжение табл. 67
Толщина в мм 1,2 1.4 1,6 1.8 2,0 2.2 2,5 2,8 3,0 3,2 3,5 3,8
Ширнна в мм Масса 1 йог. .и ленты в кг
130 2.551 2.857 3,062 3,266 3.570 3,878
140 __ 2.748 3,077 3,297 3,517 3,847 4,176
150 — — 2.944 3.297 3,533 3,758 4,120 4,475
160 3,768 4,019 4,396 4,773
170 — — — — — — — — 4,004 4,270 4,670 5,071
180 — 4.239 4,522 4,946 5,369
190 — __ __ — 4,475 4,773 5,220 5.663
200 — — — — — — — 4,710 5,024 5,495 5,966
Примечание. По требованию заказчика поставгнггся лента шириной 55 мм,
толщиной 2,5 мм и выше.
Допускаемые отклонения по тол-
щине и ширине лент приведены в
табл. 68.
Таблица 68
Ширина ленты в мм Доп. откл. по толщине в мм Ширина ленты в мм Доп. откл. по ширине
20-100 105-150 160- 200 4 0,15 —0,20 4-0,20 -0.25 4-0.25 -0.30 20-56 60 и выше 4-0,8 11,0 мм 4-1.5% -2% ширины
Материал и технические требова-
ния — по соответствующим стандар-
там.
Пример обозначения ленты из стали
марки Ст. 2 толщиной 2 мм и шириной
50 мм:
2X50 ГОСТ 6009-57
Ст. 2 ГОСТ 535~58 ‘
Лента
ЛЕНТА СТАЛЬНАЯ
НИЗКОУГЛЕРОДИСТАЯ
ХОЛОДНОЙ прокатки
(по ГОСТ 503-41)
Стальная низкоуглеродистая лента
холодной прокатки применяется для
штамповки деталей в машиностроении
и для изготовления труб и других
металлических изделий.
Лента различается по следующим
признакам:
по качеству поверхности — классы
1, II и III;
по отделке поверхности — полиро-
ванная II, неполированная НП;
по твердости — особо мягкая ОМ,
мягкая М, полумягкая ПМ, понижен-
ной твердости ПТ, твердая Т;
по точности изготовления — нор-
мальной точности Н, повышенной
точности по ширине ВШ, повышенной
точности по толщине ВТ, повышенной
точности по ширине и толщине В;
по характеру кромок — необрезная
НО, обрезная О.
Условное обозначение ленты сталь-
ной низкоуглероднстой холодной про-
катки, I класса, полированной, мяг-
кой, повышенной точности по тол-
щине, обрезной, толщиной 0,6 мм
и шириной 100 мм:
Лента 1-П-М -ВТ -0-0,6X100
ГОСТ 503-41.
Размеры ленты по толщине устанав-
ливаются согласно табл. 69, а допу-
скаемые отклонения по толщине —
согласно табл. 70.
Таблица 69
Толщина ленты в мм
0.05 0,25 0,65 1,10 1,55 2,00 2.90
0,06 0,28 0,70 1,15 1,60 2.10 3,00
0,08 0,30 0,75 1,20 1.65 2,20 3.10
0.10 0.35 0,80 1.25 1,70 2,30 3,20
0.12 0,40 0,85 1,30 1,75 2.40 3,30
0,15 0,45 0.90 1,35 1,80 2,50 3,40
0,18 0,50 0.95 1,40 1.85 2,60 3.50
0,20 0,55 1,00 1,45 1,90 2.70 3,60
0.22 0,60 1.05 1,50 1,95 2,80
Примечания: 1. Ленту толщиной
меиее 0.2 мм изготовляют только ОМ и Т.
2. Ленту толщиной свыше 2,0 мм по
требованию заказчика изготовляют с про-
межуточными толщинами. кратными
0,05 мм.
ЛЕНТА СТАЛЬНАЯ НИЗКОУГЛЕРОДИСТАЯ ХОЛОДНОЙ ПРОКАТКИ 197
Размеры в мм
Таблица 70
Толщина ленты Доп. откл. по толщине для ленты Толщина ленты Доп. откл. по толщине для ленты
нормальной точности Н повышенной точности ВТ и В нормальной точности Н повышенной точности В Г и В
0,05-0.08 -0,015 -0,01 1.00-1.35 -0,09 -0.06
0,10—0,15 -0,02 -0,015 1.10-1,75 -0,11 -0,08
0,18-0,25 -0.03 —0.02 1.80-2.30 —0,13 -0.10
0,28—0,40 -0,01 - 0,03 2.35—3.00 -0,16 -0.12
0,45-0,70 -0,05 —0.04 Свыше 3.00 — 0,20 -0,16
0.75-0,95 -0,07 -0,05
Размеры ленты по ширине устанав-
ливаются по табл. 71.
Допускаемые отклонения по ширине
для обрезной ленты приведены в
табл. 72, а для необрезной —в табл. 73.
Ленту изготовляют нз стали марки
Ст. 1 по ГОСТ 380-60 н марок 10 и
08 по ГОСТ 1050-60.
Пределы прочности на растяжение
и удлинение ленты см. табл. 74.
Таблица 71
Ширина ленты в мм
4 9 14 19 28 38 53 70 86 105 130 155 18J 205 230 260
5 10 15 20 30 40 56 73 90 ПО 135 160 185 210 235 270
6 11 16 22 32 43 60 76 93 115 140 165 190 215 240 280
7 12 17 24 34 46 63 80 96 120 115 170 195 220 245 290
8 13 18 26 36 50 66 83 100 125 150 175 200 225 250 300
Размеры в мм
Таблица 72
Толщина ленты Доп. откл. по ширине
для ленты нормальной точности Н шириной для ленты повышенной точности ВТ и В шириной
до 100 мм св. 100 мм до 100 мм св. 100 мм
0,05—0.50 -0,3 -0.5 -0,15 -0.25
0,55-1,00 -0.1 -0,6 -0.3 -0.1
Свыше 1.00 -0.6 -0.8 —0,1 -0,6
198
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 73
Размеры в мм
Ширина ленты Доп. откл.
До 50 +?
Св. 50 до 100
> 100 » 200 +4 -3
> 200 —5
ПРУТКИ, ШТАНГИ и полосы
ИЗ ТЕПЛОУСТОЙЧИВЫХ
И ЖАРОПРОЧНЫХ СТАЛЕЙ
(по ГОСТ 10500-63)
Стандарт распространяется на го-
рячекатаные и кованые прутки, штан-
ги и полосы размером (толщиной или
диаметром) до 200 мм из легированной
теплоустойчивой стали перлитного
класса и из высоколегированной жаро-
прочной стали, предназначенные для
изготовления деталей, работающих
под напряжением при высоких темпе-
ратурах (выше 500° С) и обладающих
при этом достаточной окалиностой-
костыо.
В части норм химического состава
легированных сталей марок 12МХ,
12Х1МФ, 25Х1МФ, 25Х2М1Ф,
18ХЗМВ, 20ХЗМВФ стандарт распро-
страняется на слитки, заготовку, хо-
лоднотянутую сталь, лист, ленту;
широкополосную сталь, трубы, про-
волоку, поковки и штамповки.
По форме и размерам прутки,
штанги и полосы должны соответство-
вать; горячекатаные ГОСТ 2590-57,
2591-57 и 103-57, кованые — ГОСТ
1133-41 и 4405-48.
Химический состав высоколегиро-
ванных жаропрочных сталей при-
веден в ГОСТ 5632-61, а легиро-
ванных теплоустойчивых — в ГОСТ
10500-63.
Таблица 74
Группа ленты по твердости Предел проч- ности иа растя- жение Относительное удлинение в %, не мсиес
м М * * к м
Особо мягкая ОМ 275-392 28—40 30
Мягкая М 324-441 33-45 20
Полумягкая ПМ 373-490 38-50 10
Пониженной твердости ПТ 412—539 42—55 4
Твердая Т 490-785 50-80 Не опреде- ляется
Прутки, штанги и полосы в соответ-
ствии с заказом поставляются как
термически обработанными, так и без
термической обработки.
Стали мартенситного класса марок
Х5М, Х5ВФ, 1Х12Н2ВМФ постав-
ляются в термообработанном состоя-
нии (после отжига, нормализации или
высокого отпуска).
В зависимости от назначения прут-
ков, штанг и полос сталь подразде-
ляется на подгруппы:
а) предназначенная для горячей об-
работки давлением или холодного
волочения (подкат);
б) для холодной механической обра-
ботки (обточка, строжка, фрезерова-
ние и др.) по всей поверхности;
в) для холодной высадки.
Механические свойства стали при
нормальной (20° С) температуре, ука-
занные в табл. 75 и 76, определены
на продольных образцах, изготовлен-
ных из термически обработанных за-
готовок.
Для профилей размером более 25 мм
размер сечения заготовок (по диа-
метру, стороне квадрата или толщине
полосы), подвергаемых термической
обработке, установлен 20—25 мм,
а для профилей 25 мм и менее — в по-
ставляемом размере.
По требованию заказчика сталь
марок, приведенных в табл. 76, при-
меняемая при сравнительно кратко-
временных сроках службы, должна
поставляться с нормированной харак-
теристикой длительной прочности при
рабочих температурах, указанных в
табл. 77.
ПРУТКИ, ШТАНГИ И ПОЛОСЫ ИЗ ЖАРОПРОЧНЫХ СТАЛЕЙ
199
Таблица 75
Марка стали Рекомендуемые режимы термообработки Механические свойства
Закалка (нормализация) Отпуск (старение) Временное сопротивление °в Предел текучести °т Относительное удлинение Относительное сужение Ударная вязкость
Температура нагрева в °C Охлаждающая среда Температура нагрева в *С Охлаждающая среда 1 « .5 ** к а 04 д 5= а в кгс/мм2 в кдж/м2 5 л* а
В %
не менее
12МХ 12Х1МФ (12ХМФ) 25X1 МФ (ЭИ 10) 25Х2М1Ф (ЭИ723) 18ХЗМВ (ЭИ578) 20ХЗМВФ (ЭИ415, ЭИ579) Х5М (I2X5MA) Х5ВФ 1Х11МФ (15Х11МФ) 1Х12В2МФ (ЭИ756) 1Х12Н2ВМФ (ЭИ961) 1Х12ВНМФ (ЭИ802, ЭИ952) 2Х12ВМБФР (ЭИ9931 4Х12Н8Г8МФБ (ЭИ481, Х12Н2ОТЗР (ЭИ696) Х12Н22ТЗМР (ЭПЗЗ) 910—930 960—980 880-900 1030-1060 950-970 1030-1060 950-980 1030-1060 1020-1050 а) 1000—1020 1000—1020 5) 1000-1020 1000—1020 Отжиг 900—950 1000—1020 1050-1150 1130-1150 1100-1170 1170—1200 Воздух » Масло Воздух Масло Воздух Масло Воздух Масло Воздух Масло С печью Масло > Вода Воздух или Mac.iO Воздух 670-690 740-760 640-660 680-720 660 -680 660—700 840—880 Отжиг 850-870 700—740 680—710 660-710 540—590 680—700 650—700 660 - 680 12-14 ч 770—800 10—12 ч 740 -760 15 ч 740—760 16—25 ч Воздух > > » > С печью Масло Воздух > Воздух > > > 412 471 883 883 637 883 441 392 687 883 981 736 736 834 834 883 42 48 90 90 65 90 45 40 70 90 100 75 75 85 85 90 235 255 736 736 441 736 216 216 490 Нормь 736 834 588 490 588 490 539 24 26 75 75 45 75 22 22 50 по сог; 75 85 60 50 60 50 55 21 21 14 10 18 12 20 22 15 ашению 12 10 15 12 15 10 8 45 55 50 40 40 50 50 55 сторон 50 45 45 45 20 15 10 588 981 588 294 1177 588 1177 1177 687 687 588 392 245 294 294 6 10 6 3 12 6 12 12 7 7 6 4 2,5 3 3
200
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 75
Рекомендуемые режимы термообработки Механические свойства
Марка стали Закалка (нормализация) Отпуск (старение) Временное сопротивление Зв Предел текучести °г О >« х «о <□ О S Н X ггельнос те Ударная вязкость
О. о н* 03 № Св 3 2 я я О Q.O Н* м « га (ающая от £ от аГ ОТ 3J Othoci^ удлиис Отност сужеш от 8? 1 с-м/см-
°* а Е га 2 Я* К _ 15 g-S X с й £ 03 03 в % 33 л» 33
о га Н X х л о 8- я fra Д не менее
1Х14Н16Б (ЭИ694) 1Х14Н18В2Б (ЭИ695) 1Х14Н18В2БР (ЭИ695Р) 1Х14Н18В2БР1 (ЭИ726) 1110-1130 1110-1130 1140-1160 1120—1140 Воздух » » > 740—760 5 ч Воздух 490 500 510 510 50 51 52 52 196 206 216 216 20 21 22 22 35 35 35 30 50 50 50 44 —
4Х14Н14В2М (ЭИ69) 0Х14Н28ВЗТЗЮР (ЭИ786) Х18Н10Т (ЭЯ1Т) Х18Н12Т ЗХ19Н9МВБТ (ЭИ572) Х25Н16Г7АР (ЭИ835) 1Х25Н25ТР (ЭИ813) 1170-1190 выдержка 4—8 ч 1050-1100 1050—1100 1140-1180 1100—1150 1100—1150 Воздух Вода илн воздух Воздух Вода Воздух > Высокий отпуск 820 5 ч Старение 740-760. выдержка 16—25 ч Старение 750—800. выдержка 15 ч > > Воздух 706 883 510 539 588 687 490 72 90 52 55 60 70 50 314 588 196 196 294 324 167 32 60 20 20 30 33 17 20 8 40 40 30 40 35 35 10 55 55 40 45 40 490 294 л го III II
Примечание. В первой графе в скобках указаны прежние обозначения марок стали.
ПРУТКИ, ШТАНГИ И ПОЛОСЫ ИЗ ЖАРОПРОЧНЫХ. СТАЛЕЙ
201
Таблица 76
Марка стали Рекомендуемые режимы термообработки Температура ' испытания в °C Длительная прочность аюо за I00 ч
Закалка (нормали- зация) Отпуск (старе- ние)
Темпера- тура нагрева в ’С Охлаждаю- щая среда Темпера- тура нагрева в СС Охлаж- дающая среда В Л1«/Л£2 в кгс/мм2
20ХЗМВФ 1030-1060 Масло 660—700 Воздух 550 34.3 35
(ЭИ415, ЭИ579)
4Х12118Г8МФБ (ЭИ481) 1130-1150 Вода 660-680 12-14 ч 770—800 10—12 ч » 650 343 35
Х12Н20ТЗР (ЭИ696) НТО-1170 Воздух или масло 740—760 15 ч » 700 392 (за 50 ч) 40 (за 50 ч)
Х12Н22ТЗМР (ЭП.ЗЗ) 1170-1200 Воздух 750-800 16—25 ч » 700 392 40
4Х14Н14В2М (ЭИ69) — — Высокий отпуск 810—830 5 ч » 600 275 28
0Х14Н28ВЗТЗЮР (ЭИ786) 1170-1190 выдержка 4—8 ч Воздух 74(1—769 16-25 ч > 750 294 (за 59 ч) 39 (за 50 ч)
Х251116Г7АР 1100-1150 > __ 800 98 10
(ЭИ835)
1Х25Н25ТР 1100-1150 > 800 69 7
(ЭИ813)
Примечание. По соглашению сторон допускается сокращенный режим испы-
тания длительной прочности (менее 100 ч).
Таблица 77
Примерное назначение легированных теплоустойчивых сталей
Ориентировочные температуры и сроки работы
Марка стали Примерное назначение Рабочая тем- пература в °C 1 Срок работы Температура начала интен- сивного ока- : лииообразо- ваиия в “С Примечания
12Л1Х 12Х1МФ 112ХМФ) 25X1 МФ (Эи io» 25Х2М1Ф (ЭИ723) 18ХЗМВ (ЭИ578. Н8) 20ХЗМВФ (ЭИ415, ЭИ579) Трубы пароперегревателей, трубопроводов и коллектор- ных установок высокого дав- ления, поковки для паровых котлов и паропроводов То же Болты, плоские пружины, шпильки и другие крепеж- ные детали Плоские пружины, болты, шпильки и другие крепеж- ные детали Трубы для гндрогенизацион- иых установок Роторы, диски, поковки, бол- ты, трубы высокого давле- ния для химической аппара- туры и гидрогенизациониых установок 510 570—585 510 520—550 450—500 500—569 Весьма длитель- ный То же > > Длитель- ный » 570 600 600 600 600 600 Для работы в условиях водородной коррозии (трубы)
202
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 78
Справочные данные характеристик ползучести н длительной жаропрочности легированных н высоколегированных сталей,
применяемых для длительных сроков службы под напряжением
MjpKa стали Рекомендуемый режим термической обработки Темпе- ратура испыта- ния в °C Предел длительной прочности (разрушающее напряжение) за время Предел ползучести, соответ- ствующий 1% общей деформа- ции, за время
Закалка (нормализация) Отпуск (старение) 10 000 ч 100 000 ч 10 000 ч 100 000 ч
3 5= ЗЭ 09 5>r/NjV а 1 в кгс/мм2 СЕ в кгс/мм2 « вэ в кгс/мм2
Температу- ра нагрева Охлаждаю- щая среда Температу- ра нагрева Охлаждаю- щая среда
12.ЧХ 920 Воздух 680—690 Воздух 480 245 25 196 20 216 22 147 15
510 157 16 118 12 — — 69 7
540 108 11 69 7 — — 34 3.5
12Х1МФ (12ХМФ) 960-980 > 740—760 > 520 196 20 156 16 177 18 128 13
560 137 14 106 10,8 116 11,8 82 8,4
580 118 12 88-98 9—10 88 9 61 6,2
25X1 МФ (ЭИ 10) 880-900 Масло 610—660 Вода 500 255-284 26-29 79 8
550 98-147 10-15 — — 88 9 29 3
25Х2М1Ф (ЭИ723) 1050 Воздух 680-700 Воздух 550 156-216 16—22 — — 69 7
18ХЗМВ (ЭИ578, Н8) 890-910 Масло 660-680 э 450 226 23 157 16
500 — 118 12
550 — — — — 74 7.5 — —
20ХЗМВФ (ЭИ415, 1030—1080 > 660-700 > 500 333 34 294 30 177 18 147 15
ЭИ579) 550 196 20 165 16 128 13 98 10
580 137 14 98 10 — — 49 5
Х5М (12Х5МА) 950—980 Воздух 840-880 > 480 177 18 147 15 юз 10,5 69 7
540 98 10 74 7.5 64 6,5 39 4
Х5ВФ Отжиг С печъю 500 118 12 90 9.2 83 8,5 59 6
850-870 до 700е С 550 87 8,9 69 7 49 5 37 3,8
600 64 6,5 51 5,2 37 3,8 28 2.8
1Х12ВНМФ 1000 Масло 680 Воздух 550 235 24 196 20 — 98 10
(ЭИ802. ЭИ952) 10 ч 565 216 22 167 17 — 88 9
580 157 16 137 14 — — 69 7
ПРУТКИ, ШТАНГИ И ПОЛОСЫ ИЗ ЖАРОПРОЧНЫХ СТА ТЕЙ
203
Продолжение табл. 73
Марка стали Рекомендуемый режим термической обработки Темпе- ратура испыта- ния в °C Предел длительной прочности (разрушающее напряжение) за время Предел ползучести, соответ- ствующий 1% общей деформа- ции, за время
Закалка (нормализация) Отпуск (старение) 10 000 ч 100 000 ч 10 000 ч 100 000 ч
п 3 м 91 * м 91 8? * Л» М 94 д 09 3 * Л» к 9» д 5= 09 в кгс/мм2
Температу- ра нагрева Охлаждаю- щая среда Температу- ра нагрева в °C Охлаждаю- щая среда
2Х12ВМБФР 1050 Масло 650-700 Воздух 560 196 20 137 14
(ЭИ993) 590 — — 147 15 — — 88 9
1Х14Н16Б (ЭИ694) 1140-1160 Вода 600 167 17 118 12 157 16 98 10
650 108 11 76 7.7 98 10 64 6,5
700 64 6,5 39 4 54 5,5 36 3,7
1Х14Н18В2Б (ЭИ695) 1140-1160 > 600 177 18 137 14 118 12 108 11
650 137 14 108 11 98 10 83 8,5
700 88 9 64 6,5 59 6 49 5
1X11МФ (15X11 МФ) 1050 Воздух 740 Воздух 550 196 20 147-167 15-17 — — 88 9
1Х12В2МФ (ЭИ756) 1020—1050 Масло 680—710 > 575 167 17 147 15 — 74 7.5
600 147 15 128 13 __ — 44 4,5
630 103 11 83-84 8,5-8,6 — — — —
1Х14Н18В2БР 1090—1130 Вода 650 165 16,8 128 13 137 14 108 11
(ЭИ695Р) 700 123 12.5 93 9.5 83 8,5 64 6,5
750 69 7 54 5,5 — — — —
1Х14Н18В2БР1 ИЗО Воздух 750 Воздух 600 255 26 226 23 245 25 167 17
(ЭИ726) 5 ч 5 ч 650 211 21,5 186 19 196 20 137 14
700 167 17,0 137 14 120 12,2 — 8,5-9
4Х14Н14В2М (ЭИ69) 1175 Вода 750 > 600 177 18 147 15 177 18 79 8
5 ч 700 27 2.3 — — 36 3.7 16 1.6
Х18Н10Т (ЭЯ1Т) 1050-1100 Воздух 800 > 600 147 15 108 11 — 74 7.5
или вода 10 ч 65) 79—98 8—10 — — — — 29—39 3—4
ЗХ19Н9МВБТ 1150-1180 Вода 800 > 600 235 24 216 22 __ 108 11
(ЭИ572) 15 ч 650 167 17 147 15 — — 79 8
1Х12Н2ВМФ 1000-1020 Воздух 540—590 > 550 392 40 — — — — —
(ЭИ961) 1000-1020 Масло (100 ч) (100 ч)
204
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ПРУТКИ БРОНЗОВЫЕ
(по ГОСТ 1628-60)
Стандарт распространяется на тяну-
тые круглые, квадратные и шести-
гранные и на прессованные и катаные
круглые прутки нз безоловянных
бронз, применяемых в различных
отраслях промышленности для изго-
товления деталей аппаратов и при-
боров.
Диаметры круглых тянутых прут-
ков и допускаемые отклонения при-
ведены в табл. 79.
Размеры тянутых квадратных и
шестигранных прутков и допускаемые
отклонения по ним приведены
в табл. 80.
Диаметры круглых прессованных
прутков и допускаемые отклонения
по ним приведены в табл. 81.
Таблица 79
Размеры в мм
Номинальный диаметр прутка Доп. откл.
Классы точности
4 5
5.0 5,5 6.0 -0,08 -0,16
6.5 7.0 7,5 8.0 8.5 9.0 9.5 10,0 —0,10 -0,20
11.0 12,0 13.0 М.0 15,0 16.0 17.0 18,0 —0,12 -0,24
19,0 20,0 21.0 22.0 24,0 25,0 27.0 28.0 30,0 -0,14 -0,23
32,0 35,0 36.0 38.0 40.0 -0,17 -0,34
Примечание» В технически обо- снованных случаях прутки круглые из бронзы марки Бр.КМц 3-1 изготовляют по За классу точности по ГОСТ 1945-59.
Таблица 80
Размеры в мм
Номинальный диаметр вписанной окружности Доп. откл.
Классы точности
4 5
5,0 5,5 6.0 -0,08 -0,16
6,5 7.0 8.0 9.0 10.9 -0,10 -0.20
11.0 12.0 11,0 16,0 17,0 18Д -0,12 -0,24
19,0 20,0 21,0 22.0 24,0 25,0 27,0 28,0 30.0 —о,и -0,28
32,0 36,0 -0,17 — 0,34
ПРУТКИ БРОНЗОВЫЕ
205
Таблица 81
Размеры в мм
Номинальный диаметр прутка Доп. откл.
Классы точности
8 9
16,0 18,0 -0,70 -1.1
20,0 22,0 25,0 28,0 30,0 -0,84 -1,3
32,0 35,0 38,0 40,0 42,0 45,0 48,0 50,0 -1,0 -1,6
55,0 60,0 65,0 70,0 75.0 80,0 -1,2 -1,9
85,0 90,0 95,0 100,0 -1.4 —2,2
110,0 120,0 130,0 140,0 150,0 160,0 1,4 -25
Примечания: 1. Прутки изго- товляют по 8-му классу точности только из бронзы марки Бр. АМц 9-2. 2. Допускается поставка прутков диа- метром 130—140 мм с допускаемым откло- нением по диаметру минус 3,0 мм и диа- метром 150—160 мм с допускаемым откло- нением минус 3,5 мм.
Диаметры круглых катаных прут-
ков и допускаемые отклонения по ним
приведены в табл. 82.
По длине прутки изготовляют:
диаметром 5—40 мм, длиной . . 2—4 м
диаметром более 40 до 120 мм,
длиной..................... 1,2—3 >
диаметром 120 до 160 мм,
длиной........................ 0,8—3 >
Таблица 82
Размеры в мм
Номи- нальный диаметр прутка Доп. откл. Номи- нальный диаметр прутка Доп. откл.
Класс точности Класс точности
9 9
32 -1,3 55 60 65 70 75 80 -1,9
33 35 38 40 42 45 48 50 -1,6
85 90 95 100 -2,2
Марки бронз по ГОСТ 493-54, из
которых изготовляют прутки, приве-
дены в табл. 83.
Таблица 83
Способ изго- товления прут- ков Профиль прутков Марка бронзы
Тянутые Круглые Бр. АМц 9-2; Бр. КМц 3-1
Квадратные, шестигранные Бр. КМц 3-1
Прессованные Круглые Бр. АМц 9-2; Бр. АЖ 9-4; Бр. АЖМц 10-3-1,5 Бр. АЖН 10-4-4; Вр. КН 1-3; Бр. КМц 3-1
Катаные Круглые Бр. КМц 3-1
Плотность бронзы марок:
Бр. АМц 9-2................................ 7,6
Бр. АЖ 9-4,
Бр. АЖМц 10-3-1,5....................... 7,5
Бр. АЖН 10-4-4.......................... 7
Бр. КН 1-3.............................. 8,9
Бр. КМц 3-1............................. 8.47
Механические свойства прутков
приведены в табл. 84.
206
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 84
Марка бронзы Способ изготовления прутков Дна- метр прутков в мм Временное сопро- тивление разрыву Относи- тельное удлинение 610 в % Твердость
в Мн/м2 в кгс/мм2 в Мн/м* НВ
не менее
Бр. АМц 9-2 Тянутые 5—22 24-40 539 539 55 55 12 15 - —
Прессованные 25-45 48—120 490 471 50 48 15 20 - -
Бр. АЖ 9-4 > 16—120 130—160 539 490 55 50 15 12 1079—1765 1079—1765 110—180 110—180
Бр. АЖМц 10-3-1,5 > 16—160 588 60 12 1265—1677 129-171
Бр. АЖН 10-4-4 > 20-160 637 65 5 1667-2157 170-220
Бр. КМц 3-1 Тянутые 5-12 14—40 490 471 50 48 10 15 - -
Бр. КН 1-3 Прессованные 30-100 20—80 343 490 35 50 20 10 - -
Бр. КМц 3-1 Катаные 30—100 392 40 15 - -
Примечания: 1. По требованию потребителя поставляются прутки из броизы Бр. КН 1-3 с временным сопротивлением при растяжении не менее 441 Мн/м9 (45 кгс/мм2) и относительным удлинением не менее 12%. 2. Для прутков из броизы марки Бр. АЖМц 10-3-1,5 диаметром 50 мм и более допу- скаются: временное сопротивление при растяжении не меиее 539 Мн/м2 (55 кгс/мм2) и относительное удлинение не менее 15%.
Примеры применения прутков из бронзы различных марок приведены
в табл. 85.
Таблица 8S
Марка бронзы Примерное применение
Бр. АМц 9-2 В морском судостроении для изготовления различного рода деталей, арматуры, работающей при температуре до 250° С. В машиностроительной и автотракторной промышленности при изго- товлении деталей электрооборудования, для антифрикционных деталей
Ьр. АЖ 9-4 В авиапромышленности, в машиностроении и других отраслях про- мышленности длв изготовления антифрикционных высокопрочных дета- лей (шестерен, втулок, вкладышей, подшипников)
Бр, АЖМц 10-3-1,5 В общем машиностроении и авиамоторостроеини для изготовления различного рода ответственных антифрикционных деталей (втулок, вкла- дышей, подшипников, шестерен)
Бр. АЖН 10-4-4 В авиапромышленности н общем машиностроении для изготовления антифрикционных особопрочных деталей (тяжело нагруженных шестерен, вкладышей, подшипников и т. п.) Тянутые и катаные в приборостроении для изготовления пружиня- щих деталей (заменитель бронзы Бр.ОЦ 4-3), для деталей, работающих иа истирание, и для других детален в различных отраслях промышлен- ности
Бр. КМц 3-1
Бр. КН 1-3 Для изготовления антифрикционных деталей ответственного назна- чения (заменитель оловяиофосфористой броизы марки Бр. ОФ 7-0,2)
ПРУТКИ ЛАТУННЫЕ
207
Примеры условных обозначений
прутков.
а) Пруток из бронзы марки
Бр. АМц 9-2, тянутый круглый, диа-
метром 12 мм'.
Пр. Бр-т-кр 12 ГОСТ 1628-60
б) Пруток из бронзы марки
Бр. КМц 3-1, тянутый квадратный,
диаметром 32 мм:
Пр. ХК-т-кв 32 ГОСТ 1628-60.
в) Пруток из бронзы марки
Бр. КМц 3-1, тянутый шестигран-
ный, диаметром 27 мм:
Пр. ХК-т-ш-27 ГОСТ 1628-60.
г) Пруток из бронзы марки
Бр. АЖ 9-4, прессованный, диамет-
ром 50 мм:
Пр. БЖ-пресс 50 ГОСТ 1628-60.
д) Пруток из бронзы марки
Бр. АЖМц 10-3-1,5 прессованный,диа-
метром 120 мм:
Пр БЧ-пресс 120 ГОСТ 1628-60.
е) Пруток из бронзы марки
Бр. АЖН 10-4-4, прессованный, диа-
метром 75 мм:
Пр. БН-пресс 75 ГОСТ 1628-60.
ж) Пруток из бронзы марки
Бр. КН 1-3, прессованный, диамет-
ром 22 мм:
Пр. КН-пресс 22 ГОСТ 1628-60.
ПРУТКИ ЛАТУННЫЕ
(по ГОСТ 2060-60)
Стандарт распространяется иа тяну-
тые и прессованные круглые, квадрат-
ные и шестигранные прутки из медно-
цинковых сплавов (латуней), приме-
няемых в различных отраслях про-
мышленности.
Размеры тянутых прутков и допу-
скаемые отклонения по ним приведены
в табл. 86.
Таблица 86
Номиналь- ный дна* метр круг- лых прут- ков и диа- метр впи- санной ок- Допускаемые отклонения по диаметру прутков Номиналь- ный диа- метр круг- лых прут- ков и диа- метр впи- санной ок- Допускаемые отклонения по диаметру прутков
круглых квадратных и шестигран- ных круглых квадратных и шестигран- ных
руЖНОСТИ квадратных Классы точности ружности квадратных Классы точности
и шести- и шести-
граиных прутков За 4 5 4 ь граниых прутков За 4 4
в мм в мм в мм в мм
5,0 -0,048 —0.08 —0.16 -0,08 -0.16 17,0 -0,12 -0Д4 —0,12 -0.24
5,5 -0.048 -0,08 —0.16 -0,08 -0,16 18.0 — -0,12 —0.24 — —
6,0 —0,013 -0,08 -0,16 —0.08 —0,16 19,0 — -0,14 -0,28 -0,14 -0,28
6,5 —0,058 —0,10 —0,20 -0,10 -0,20 20,0 — -0,14 —0,28 — —
7,0 -0,068 —0,10 —0,20 -0,10 -0,20 21,0 -0,14 -0Д8 -0,14 —0,28
7,5 -0,068 —0,10 —0,20 -0,10 —ОДО 22.0 — -0,14 —0Д8 —0.14 —0,28
8.0 -0,058 -0,10 —0,20 -0,10 —0Д0 23.0 — -0,14 -0,28 — —
8,5 —0,058 -0,10 —0,20 -0,10 —0,20 24,0 — -0 14 -0,28 -0.14 -0,28
9,0 -0,058 -0,10 —0,20 -0,10 -0.20 25,0 — -0.14 -0,28 — —
9,5 -0,068 -0,10 -0,20 —0,10 -0.20 27,0 — -0,14 —0.28 -0,14 -0.28
10,0 -0,068 -0,10 —0,20 -0,10 -ОДО 28,0 — —0,14 —0,28 — —
11,0 —0,12 -0,24 -0,12 -0,24 30,0 — -0,14 —0Д8 —0,14 —0,28
12,0 —0.12 -0,24 -0,12 —0,24 32,0 — -0,17 -0,34 —0,17 -0,34
13,0 —0,12 -0,24 -0,12 —0Д4 35,0 — -0.17 —0,34 — —
14,0 —0,12 -0,24 -0,12 —0,24 36,0 —— — — -0,17 —0,34
15,0 —0.12 -0.24 —0,12 -0,24 38,0 — -0,17 -0,34 -0,17 -0,34
16,0 — —0.12 —0,24 — — 40.0 — -0,17 -0.34 —
Примечания: 1. В технически обоснованных случаях тянутые прутки диаметром
более 10 мм изготовляют по За классу точности по ГОСТ 1945-59.
2. Из сплава марки ЛС 63-3 изготовляют только круглые прутки диаметром 5—20 мм.
208
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Размеры прессованных прутков и допускаемые отклонения по ним приве-
дены в табл. 87.
Таблица 37
Номинальный Допускаемые отклонения по диаметру прутков Номинальный Допускаемые отклонения по диаметру прутков
диаметр круг* .»ых прутков и диаметр впи- санной окруж- ности квадрат- ных и шести- круглых квадратных и шестигранных диаметр круг- лых прутков и диаметр впи- санной окруж- ности квадрат- ных и шести- круглых квадратных и шестигранных
Классы т о ч и о с т и Классы точности
гранных прут- ков в мм 7 8 и 9 7 8 граниых прут- ков в мм 7 8 и 9 7 8
в лги В мм
10 11 12 14 16 1S 20 22 23 24 25 27 28 30 32 35 36 38 40 41 42 —0,36 —0.43 —0,43 —0,43 -0.43 -0,43 -0.52 —0.52 -0.52 -0,52 -0.52 -052 —0,62 -0,62 —0,62 —0.62 —0?62 1 II Illi 1 1 1 1 1 1 1 1 1 — I —— | —— ОС I О| | ©©О©©©©© g g'g gg£g £ -0,52 —0.52 -0.52 -0 52 -0,62 1 । । 1 । । 1 1 । 1 1 1 1 1 1 1 15 । । у । 45 46 48 50 55 6) 65 70 75 8-) 85 90 95 100 ПО 120 130 1Ю 150 160 -0,62 —0.62 —0,62 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ©©©©©©©©©©©о©©©©©© © 1 9-й ।класс in iiiiiILLLLLLiLi to ЬЭ К to ю ю © ©
Примечание. Допускается поставка прутков диаметром 130—140 мм с отклонени- ем но диаметру минус 3 мм и диаметром 150—160 мм с отклонением по диаметру мииус 3,5 мм.
Прутки изготовляются при диа-
метре 5—40 мм длиной 2—4 м; при
диаметре более 40 до 120 мм длиной
1,2—3 м, при диаметре более 120 до
160 мм длиной 0,8—3 м.
Прутки из сплава марки ЛС 63-3
изготовляют длиной не менее 1 м.
Марки латуней по ГОСТ 1019-47,
из которых изготовляют прутки, при-
ведены в табл. 88.
Таблица 88
Способ изготовле- ния прут- ков Профиль прутков Марка латуни Способ изготовле- ния прут- ков Профиль прутков Марка латуни
Тянутые Круглые, квадратные и шестигран- ные Л 62, ЛС 59-1, ЛС 63-3. ЛС 62-1, ЛЖС 58-1, ЛМц 58-2 и ЛЖМц 59-1-1 Прессован- ные Круглые, квадратные и шестигран- ные Л 62. ЛО 62-1. ЛС 59-1, ЛМц 58-2 , ЛЖС 58-1-1, ЛЖМц 59-1-1 и ЛАЖ60-1-1
ПРУТКИ ЛАТУННЫЕ
2С9
Прутки из сплавов марок ЛС 59-1,
Л62 и ЛС 63-3 допускается изготов-
лять с антимагнитными свойствами
в соответствии с ГОСТ 1019-47.
Тянутые прутки из сплавов всех
марок должны быть подвергнуты низ-
котемпературному отжигу для снятия
внутренних напряжений.
Механические свойства прутков
приведены в табл. 89.
Таблица 81
Марка латуни Способ изготов- ления Диаметр прутков в мм Временное сопротив- ление разрыву Оноситель- иое удлине- ние бю, В %
в Мн/м3 в кгс/мм3
Л62 Т янутые 5-40 373 38 15
Прессованные 10-160 294 30 30
ЛС 59-1 Тянутые 5—40 392 40 12
Прессованные 10-160 363 37 18
ЛС 63-3 Тянутые твердые 5-9.5 10-14 15-20 588 539 490 60 55 50 1 1 1
Тянутые полутвердые 10—20 353 36 12
ЛО 62-1 Тянутые 5-40 392 40 15
Прессованные 10-160 363 37 20
ЛЖС 58-1-1 Тянутые 5-40 441 45 10
Прессованные 10-160 294 30 20
ЛМц 58-2 Тянутые 5-12 13-40 441 412 45 42 20 20
Прессованные 10-160 392 40 25
ЛЖМц 59-1-1 Тянутые 5—12 Св. 12—40 490 441 50 45 15 17
Прессованные Ю—160 432 44 28
ЛАЖ 60-1-1 Прессованные 10-160 441 45 18
Примечание. Для прессованных прутков из сплава марки ЛЖМц 59-1-1 допуска- ется понижение относительного удлинения до 20% абсолютных при условии, что ав + $10 72.
210
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Примеры применения прутков из
латуни различных марок приведены
в табл. 90.
Таблица 90
Марка латуни Примерное применение
Л 62 Во всех областях промыш- ленности
ЛС 59-1 То же
ЛС 63-3 н ЛЖС 58-1-1 В часовой промышленности
ЛО 62-1 В морском кораблестрое- нии
ЛМц 58-2 н ЛЖМц 59-1-1 В судостроительной про- мышленности
ЛАЖ 60-1-1 В авиационной промыш- ленности
Примеры условных обозначений
прутков для записи на чертежах.
а) Пруток из латуни марки Л62,
тянутый круглый, диаметром 14 мм:
Пр. Л62-т-кр 14 ГОСТ 2060-60.
б) Пруток из латуни марки ЛС 59-1,
тянутый круглый, диаметром 25 мм:
Пр. М-т-кр 25 ГОСТ 2060-60.
в) Пруток из латуни марки ЛС 63-3,
тянутый круглый, диаметром 6,5 мм:
Пр. ЛбЗ-т-кр 6,5 ГОСТ 2060-60.
г) Пруток из латуни марки ЛО 62-1,
тянутый квадратный, диаметром
17 мм:
Пр. ЛО-т-кв 17 ГОСТ 2060-60.
д) Пруток из латуни марки
ЛЖМц 59-1-1, тянутый шестигран-
ный, диаметром 27 мм:
Пр. ЛЖ-т-ш 27 ГОСТ 2060-60.
е) Пруток из латуни марки
ЛМц 58-2, прессованный круглый,
диаметром 80 мм:
Пр. ЛМ-пресс-кр 80 ГОСТ 2060-60.
ж) Пруток из латуни марки
ЛАЖ 60-1-1, прессованный квадрат-
ный, диаметром 30 мм:
Пр. ЛАЖ-пресс-кв 30 ГОСТ 2060-60.
з) Пруток из латуни марки
ЛЖС 58-1-1, прессованный шестигран-
ный, диаметром 55 мм:
Пр. ЛЖС-пресс-ш 55 ГОСТ 2060-60.
ПРУТКИ МЕДНЫЕ
(по ГОСТ 1535-48)
Тянутые, прессованные и катаные
медные прутки круглого, квадратного
и шестигранного сечений применяются
в различных отраслях промышлен-
ности.
Номинальные размеры и допускае-
мые отклонения прутков указаны
в табл. 91.
Прутки изготовляются при диа-
метре 5—40 мм длиной 2—4 м, при
диаметре свыше 40 до 120 мм длиной
1,2—3 м.
Таблица 91
Сечение и способ изго- товления прутков Номинальные диаметры в мм Допускаемые отклонения по диаметру
Круглые, квадратные и шестигранные тянутые 5; 5,5; 6; 7; 8; 9; 10; 11; 12; 14; 16; 17; 18; 19; 20; 22; 24; 25; 27; 28; 30; 32; 35; 36; 40 Для круглых прутков по За. 4 и 5-му классам точности; для квадратных и шести- гранных по 4 и 5-му классам точности (ОСТ НКМ 1027, ОСТ 1024 и 1025)
ПОЛОСЫ И ЛЕНТЫ ИЗ КРЕМНЕМАРГАНЦОВОЙ БРОНЗЫ
211
Продолжение табл. 91
Сечение и способ изго- товления прутков Номинальные диаметры в мм Допускаемые отклонения по диаметру
Круглые прессованные 14; 16; 18; 20; 22; 25; 28; 39; 35; 40; 45; 50; 55; 60; 70; 80; 90; 100; 110; 120 Для диаметров 14—100 мм по 8-му классу точности (ОСТ 1010); для диаметров НО и 120 мм по 9-му классу точ- ности (ОСТ 1010)
Круглые катаные 35; 40; 45; 55; 60; 70; 80; 90; 100 По 9-му классу точности (ОСТ 1010)
Примечание. Для квадратных н шестигранных тянутых пруткоз номинальными диаметрами являются диаметры вписанных окружностей.
При исчислении массы прутков
плотность меди следует принимать
8,9.
Прутки изготовляются из меди ма-
рок Ml, М2 и М3 по ГОСТ 859-41.
Прутки из меди марки М приме-
няются только для изготовления токо-
проводящих деталей. Электрическое
сопротивление прутков, изготовлен-
ных из меди марки Ml, отнесенное
к 1 м длины и 1 мм'1 площади попереч-
ного сечения, должно быть для прут-
ков отожженных ие более 0,01748 ом,
для прутков неотожженных не более
0,01790 ом.
Механические свойства прутков при-
ведены в табл. 92.
Таблица 92
Способ изготов- ления прутков Диаметр прутков в мм Предел прочности при растя- жении Относительное удли- нение в %
CQ я
Тянутые (мягкие) 5—40 196 20 38
Тянутые (твердые) 5-40 265 27 6
Прессованные 14—120 196 20 30
Катаные 35—100 245 25 8
ПОЛОСЫ И ЛЕНТЫ
КРЕМНЕМАРГАНЦЕВОЙ
БРОНЗЫ
(по ГОСТ 4748-49)
Полосы и ленты кремнемарганцевой
бронзы применяются для пружин и
других изделий.
Толщина полос и допускаемые от-
клонения по толщине приведены в
табл. 93.
Таблица 93
Размеры в мм
Толщина полос Доп. откл. по толщине Толщина полос Доп. откл. по толщине
1.8 2,0 25 -0,12 4,5 5,0 -0,20
t:o 6.5 7.0 8,0 —0,25
3,0 3,5 4,0 оо ООО 1 1 1
9,0 10,0 —0,30
212
материалы в машиностроении
Ширина полос и допускаемые откло-
нения по ширине в зависимости от
толщины указаны в табл. 94.
Длина полос 400—2000 мм.
Толщина ленты и допускаемые от-
клонения по толщине даны в табл.
95.
Ширина ленты и допускаемые откло-
нения по ширине в зависимости от
толщины см. табл. 96.
Таблица 94
Размеры в мм
Ширина Доп. откл. по ширине полос при толщине
1.8-5 5,5-10
40-175 +2
176—500 +3 +7
Размеры в ам
Таблица 95
Толщина леиты Доп. откл. по толщине (при ширине 10—300 лл) для лент Толщина леиты Доп. откл. по толшиие (при ширине 10—300 мм) для леит
нормальной точности повышенной точности нормальной точности повышенной точности
0,05 0,06 0.07 0,08 0,09 -0,01 — 055 0,60 0,65 0,70 -0,06 -0,05
0,75 0,80 0,85 -0,07 -0.06
0.10 0.12 -0,02 -
ОДО 1,00 1,10 -0,03
0,15 0,18 0,20 0,22 —0,03 -0,02
1,20 1,30 1,40 1,50 -0,09 -0.07
0,25 0,30 0,35 —0,04 —0,03
1,60 1,70 -0,10 -0,08
0.40 0,45 050 —0,05 -0,04
1,80 2,00 -0,11 -0.10
Примечание. При вычислении массы плотность бронзы следует принимать 8,47.
Таблица 96
Размеры в мм
Ширина ленты Доп. откл. по ширине при толщине ленты
до 1 мм вкл. более 1 мм
10-175 —0,6 -1,0
176-300 -1,0 -1,5
Примечание. Леиты толщиной 0,05—0,15 мм вкл. изготовляются шириной
10—175 мм; леиты толщиной 0,18—0.45 мм вкл. изготовляются шириной 10 —300 мм; ленты
толщиной 050—2,00 мм вкл. изготовляются шириной 20—300 мм.
СТАЛЬ ПРОКАТНАЯ ТОНКОЛИСТОВАЯ
213
Длина ленты должна составлять не
менее 2000мм. Полосы и ленты изготов-
ляются нз кремнемарганцевой бронзы
марки Бр. КМц 3-1 по ГОСТ 493-54.
Полосы и ленты поставляются мяг-
кими (отожженными), твердыми или
особо твердыми (нагартованными).
Механические свойства полос и
лент приведены в табл. 97.
При заказе указывать: наименова-
ние (полоса, лента), толщину и шири-
ну (для лент — нормальная или повы-
шенная точность) и ГОСТ 4748-49.
СТАЛЬ ПРОКАТНАЯ
ТОНКОЛИСТОВАЯ
(по ГОСТ 3680-57)
Стандарт распространяется на горя-
чекатаную и холоднокатаную тонко-
листовую сталь толщиной до 3,9мм вкл.
Размеры листов по толщине, шири-
не и длине приведены в табл. 98 и 99.
Листы качественные холодноката-
ные поставляются высокой точности А;
качественные н обыкновенного каче-
ства холодно- и горячекатаные — по-
вышенной точности Б, а горячеката-
ные — также обычной точности В.
Таблица 97
Состояние материала Предел проч- ности при ра- стяжении, не меиее Относи- тельное удлине- ние в %. не менее
полос лент
к CQ В K2C/MMS 1 т» 5$ а* CQ | gjrjr/дг» я и О 6 В я ф
Полосы и ленты мягкие 3+3 35 373 38 40 45
Полосы и ленты твердые 588 60 637 65 3 5
Полосы и ленты особо твердые 687 70 736 75 1 2
Листы холоднокатаные
Размеры в мм
Толщина листов Ширина листов
600 670 710 750 800 900 1000 1100 1250 1400 1500
Длина листов
0.2; 0,25; 0.3; 0.4 1200 1200 1420 1500 1500 — — — — — -
0.5; 0,55; 0,60 1200 1200 1420 1500 1500 1500 1500
2000 2000 — — — 1800 2000 2000 — — —
0.7; 0,75 1200 1200 1420 1500 1500 1500 1500 1500
2000 2000 __ 1800 2000 2000 2000
— 2200 2200 2200 —
— — — — — — 2500 2500 2500 — —
0.8; 0,9 1200 1200 1420 1500 1500 1800 .
2000 2000 2000 2000 2000 2000 2000 2000 2000 —
2200 2200 2200
__ __ 2500 2500 2500 2500 2500
__ __ __ 2800 28)0 2800 2800 2800
— — — — — — 3000 3000 3000 3000 3000
1,0; 1.1; 1,2; 1420 1420 1420 1500 1500 1800
1,4; 1.5; 1.6 2000 2000 2000 2000 2000 2000 2000 2000 2000 —
1,8; 2,0 __ 2200 2200 2200
__ 2500 2500 2500 2500 2500
__ __ 2800 2800 2800 2800 2800
__ 3000 3000 3000 3000 3000
— — — — — — — — — 3500 3500
2.2; 25; 2,8 1420 1420 1420 1500 1500
3.0; 3.2; 3.5; 3,8; 3.9 2000 2000 2000 2000 2000 — — — — — —
214
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 99
Листы горячекатаные
Размеры в мм
Толщина листов Ширина листов
600 670 710 750 800 900 1000 1100 1250 1400 1500 1600 1700 180Э 1900 2000
Длина ЛИСТОВ
0.5; 0,55; 0.6; 1200 1200
0,7; 0,75 1420 1420 1420 — — — — — — — — — — — —
0,8; 0,9 1200 1200
1420 1420 1420 1500 1500 — — — — — — — — — —
1.0; 1,1; 1,2; 1290 1200
1,4; 1,5; 1,6; 1,8 1420 1420 1420 1500 1500 1800 1900 — — — — —
— — — — — 2000 2000 — — — — — — — —
1,5; 1,6; 1,8 2000 2000
— 2200 2200 2200 __
__ 2500 2550 2500 2500 2500
— — —. 2800 2800 2800 2800 2800 __
— — — — — — 3000 3000 3000 3000 3000 — — — — —
2.0 1420 1420 1420 1500 1500 1800
2000 2000 2000 2.100 2000 2000 2000 2000 2000 —
__ __ — 2200 2200 2200 __ —
— 2500 2500 2500 2500 2500 —
__ — 2800 2800 2800 2800 2800
— — -' — — — 3000 3000 3000 3000 3000 — — — — —
СТАЛЬ ПРОКАТНАЯ ТОНКОЛИСТОВАЯ
215
Продолжение табл. 99
Толщина листов Ширина листов
600 670 710 750 800 900 1000 1100 1250 1400 1500 1600 1700 1800 1900 2000
Длина листов
2.2; 2,5; 23 1420 1420 1420 1500 1500 1800 2000 2000 2000 — — — — — —
2000 2000 2000 2000 2000 2000 2200 2200 2200 — — — — — — —
— — — 2500 2500 2500 2500 2500 2500 2500 2500 —
— — — — 2800 2800 2800 2800 2300 2800 2800 2800 — —
— — — — 3000 3000 3000 3000 3000 3000 3000 3000 — —
- — — — — — — — — 3500 3500 3500 3500 3500 — —
3.0; 3.2; 3,5; 1420 1420 1420 1500 1500 1800 — — — — — — — — — —
3.S; 3.9 2000 2000 2000 2003 2000 2000 2000 2000 — — — — — — — —
— — — — — — 2200 2200 — — — — — — — —
— — — 2500 2500 2500 2500 2500 — — — — —
— — — — 2800 2800 2800 2800 2800 2800 2800 2800 2800 2800
— - — — 3000 3000 3000 — 3000 3000 3000 3000 3000 3000
— • — — 3500 3500 3500 3500 3500 3500 3500 3500 3500 3500
— — — — 4000 4000 4000 4000 4000 4000 4000
— — — — — — — — 4500 4500 4500 4500 4500 4500
- - - - - — — — — - — — — — 5000 5000
Примечания: По требованию заказчика поставляются: холоднокатаные листы толщиной 4 мм, шириной до 809 мм с отклонением по толщине +0,22 мм; листы следующих толщин: 0,22; 0,28; 0,32; 0,36; 0,45; 1.3; 1,7; 1,9; 2,1; 2,4; 2,6; 3,4; 3,6 мм. допускаемым
216
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Допускаемые отклонения по тол-
щине листов указаны в табл. 100.
Таблица /00
Размеры в мм
Толщина листа Допускаемые отклонения по толщине
А (вы- сокая точ- ность) Б (по- вышен- ная ТОЧ- НОСТЬ) В (обычная точность)
Листы качест- венные хо- лоднокатаные Листы обыкновенного качества и качественные
холод- но- и горяче- катаные горячека- таные
всех ширин шири- ной ме- нее 1000 шири- ной 1000 и более
0.2-0,4 0,50 0.55-0.60 ±0,03 +0,04 ч 0,05 ±0,05 ±0,06 ±0,07 ±0.08 ±0,07 ±0,08
0,70-0,75 ОДО—0,90 1.0-1,1 1,2 1.4 1.5 1.6-1.8 2,0 2,2 2.5 2.8-3,0 3,2-35 3,8-4,0 ±0,06 +0,06 ±0,07 10,09 + 0,10 ±0,11 ±0,12 ±0,13 ±0,14 ±0,15 ±0,16 ±0,18 ±0,20 ±0.07 ±0.08 ±0.09 ±0,11 ±0.12 ±0,12 ±0,14 ±0,15 ±0,16 ±0.17 ±0,18 ±0,20 ±0.22 ±0,0Э ±0,10 ±0,12 ±0.13 ±0.15 ±0.15 ±0.16 [+0,15 (-0,18 [+0,15 1 -0.19 1+0.16 (—0,20 [+0.17 (—0,22 1+0.18 (—0,25 J+0.20 (-0,30 ±0,09 ±0.10 ±0,12 ±0,13 ±0,15 ±0.15 ±0,16 ±0,18 ±0.19 ±0,20 ±0,22 ±0,25 ±0,30
листов, прокатанных иа станах не-
прерывной прокатки, при длине листа
до 1500 мм -г 15 мм, при длине листа
свыше 1500 мм 4" 20 мм.
Допускаемая коробоватость на
1 пог. м листа не должна превышать:
а) для качественного листа по ГОСТ
914-56, 2672-52, 1542-54, 5582-61:
I группа поверхности............... 4 мм
II группа поверхности.............. 8 >
III группа поверхности............. 10 >
IV группа поверхности............. 12 >
б) для листов обыкновенного ка-
чества 15 мм.
Примечание. Под коробоватостыо
понимается кривизна листа в поперечном и
продольном направлениях, вследствие чего
он приобретает корытообразный вид. Для
листов уже и короче 1 м нормы коробова-
тости принимаются как для листов длиной
и шириной 1 м.
Материал и технические условия иа
тонколистовую сталь — по ГОСТ
501-58, 914-56, 1542-54, 5582-61 и
другим действующим стандартам, ого-
воренным в заказе.
Пример условного обозначения ли-
стовой стали марки 20 толщиной
1,0 мм, шириной 1000 мм, длиной
2000 мм, с допуском по толщине по
классу В, III группы поверхности,
с характеристикой Г по штампуе-
мости:
В1,0/1000/2000 ГОСТ 3680-57
Лист ш Г2() Г0СТ д14 56
СТАЛЬ ПРОКАТНАЯ
ТОЛСТОЛИСТОВАЯ
(по ГОСТ 5681-57)
Допускаемые отклонения по ширине
листов не превышают при ширине
листа до 800 мм + 6 мм, при ширине
листа свыше 800 мм + 10 мм.
Для листов, прокатанных с необ-
резной (катаной) продольной кромкой,
допускаемое отклонение +20 мм.
Допускаемые отклонения по длине
листов не превышают при длине листа
до 1500 мм + 10 мм, при длине
листа свыше 1500 мм + 15 мм; для
Стандарт распространяется иа горя-
чекатаную толстолистовую сталь тол-
щиной 4—160 мм. Размеры листов
по толщине, ширине и длине приве-
дены в табл. 101 и 102.
По ширине и длине листы постав-
ляют:
а) размеров, указанных в табл. 101
и 102;
б) мерных размеров, оговариваемых
в заказе.
СТАЛЬ ПРОКАТНАЯ ТОЛСТОЛИСТОВАЯ
217
Таблица 101
Размеры в мм
Тол- Ширина листов
шина 600 710 1000 1250 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300
Длина листов
4,0; 4,5 2000 2000 2000
2500 2500 2800
3000 3000 3000 3000 3000 __ __
—- 3500 3500 3500 3503 3500
—- 4200 4200 4200 4200 4200 —
4500 4500 4500 4500 4500
5000 5000 5000 5000 5000 —
— 5500 5500 5500 5500 5500
—— — 6000 6000 6000 6000 6000 __
— —. 6500 6500 6500 —— — —
— — 7000 7000 7030 __
— — — — 7500 7500 7500 — — — — — — —
5; 5,5 _ _ 2500 2800
— 3000 3000 3000 3000
3500 3500 3500 3500
— —- 4200 4200 4200 4200 4200 — — — —
4500 4500 4500 4500 4500 — __ —
— 5000 5000 5000 5000 5000 — — —
— 5500 5500 5500 5500 5500 __
—- 6000 6000 6000 6000 6000
— —— — 6500 6500 6500 6500 — — —
— —- —— 7000 7000 7000 7000
— — 7500 7500 7500 7500 — — —
— — — — 8000 8000 8000 8000 — — — — — —
6; 7 2800
3000 3000 3000
— 3500 3500 3500 __
— 4200 4200 4200 4200 __
— — — 4500 4500 4500 4500 4500 4500 — — —
— 5000 5000 5000 5000 5000 5000 — __
_ 5500 5500 5500 5500 5500 5500
— 6000 6000 6000 6000 6000 6000
—— 6500 6500 6500 6500 6500 6500 — __
— —- 7000 7000 7000 7000 7000 7000 — —
— — 7500 7500 7500 7500 7500 7500 __
— — — 8000 8000 8000 8000 8000 8000 — — — — —
в 2800
— 3000 3000 3000
3500 3500 3500 4200
—— — — 4200 4200 4200 4200 4200 4200 —
— —— — 4500 4500 4500 4500 4500 4500 4500 4500 — —— —
— — 5000 5000 5000 5000 5000 5000 5000 5000 — —
— 5500 5500 5500 5500 5500 5500 5500 5500 —
— —— 6000 6000 6000 6000 6000 6000 6000 6000 — —
6500 6500 6500 6500 6500 6500 6500 6500 —- —
— — — 7000 7000 7000 7000 7000 7000 7000 7000 — —
— 7500 7500 7500 7500 7500 7500 7500 7500 7500 7500
— — — 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000 —
9; 10 .. 2800
— 3000 3000 3000
— — 3500 3500 3500 — — — . - — —
— — — 4200 4200 4200 4200 4200 4200 — — — —
— — — 4500 4500 4500 4500 4500 4500 4500 4500 4500 4500 —
— 5000 5000 5000 5000 5000 5000 5000- 5000 5000 5000
— 5500 5500 5500 5500 5500 55(H) 5500 5500 5500 5500
— — — 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 —
218
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 101
Ширина листов
i ол- щина листов 600 710 1000 1250 1400 1500 16Ю 1700 1800 1900 2000 2100 2200 2300
Длина ЛИСТОВ
9; 10 6500 6500 6500 6500 6500 6500 6500 6500 6500
— 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 —
7500 7500 7500 7500 7500 7500 7500 7500 7500 7500
— — — 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000 —
и — - - 4'200 2800 3500 4200 4200 - - - — - - - -
— — 4500 4500 4500 4500 4500 4500 4500 4500 4500 4500
5000 5000 5000 5000 5000 5000 5000 5000 5000 5000 __
5500 5500 5500 5500 5500 5500 5500 5500 5500 5500
— —— 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000 __
6500 65(10 6500 6500 6500 6500 6500 6500 6500 6500 —
— 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000 —
— — 7500 7500 7500 7500 7500 7500 7500 7500 7500 7500 7500
— — — 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000
12; 13; 4200 __
14; 15 4500 4500 4500 4500 4500 4500 4500 4500 4500 4500
— — ___ 5000 5000 5000 5000 5000 5000 5000 5000 5000 5000
— — 5500 5500 5500 5500 5500 5500 5500 5500 5500 5500
— — 6000 6000 6000 6000 6000 6000 6000 6000 6000 6000
— — — 6500 6500 6500 6500 6500 6500 6500 6500 6500 6500
__ 7000 7000 7000 7000 7000 7000 7000 7000 7000 7000
— — 7500 7500 7500 7500 7500 7500 7500 7500 7500 7500
— — — — 8000 8000 8000 8000 8000 8000 8000 8000 8000 8000
Таблица 10л
Размеры в мм
Толщина листов Ширина листов Длина листов
10, 17, 13, 19, 20 1400, 1500, 1600, 1700, 1800, 1900, 2000, 2100, 2200, 2300. 2400 4500. 500). 5500, 6000, 6500, 700J. 7500, 8000
21, 22, 24, 25, 20, 28, 30, 32 1400, 1500, 1600, 1700, 1800, 1900, 2000. 2100. 2200, 2300,2400. 2500 4500, 5000, 5500, 6009, 6500, 7000, 7500, 8000
34, 36, 38, 40, 42, 45, 48, 50, 52, 53, 55, 56, 58, 60 1500, 1600, 1700, 1809, 1900, 2000, 2100, 2209, 2300, 2400. 2500, 2600 4500, 5000, 5509, 6000, 6500, 7000, 7500, 8000
61, 65. 70, 75, 80, 85, 90, 95, ИХ) 1500. 1600, 1700, 1800, 1900, 2000, 2100, 2200. 2300, 2400, 2500 , 2600, 2700, 2800. 2900. 3000 4000, 4500, 5000, 5500, 6000, 6509, 7000
105, 110, 129. 125, 130 1500, 1600. 1700, 1800, 1900, 2000, 2100, 2200. 2300, 2400, 2500, 2600, 2700, 2800, 2900, 3000 4000, 4500, 5000, 5500, 6000
140, 150, 160 1500, 1600, 1700, 1800. 1900, 2000. 2100, 2200. 2300. 2400. 2500, 2600, 2700, 2800, 2900, 3000 3500, 4000, 4500, 5000
Примечание. Стандартные размеры листов из нержавеющей и других марок высоколегированной стали могут быть выбраны из табл. 101 и 102 по соглашению сторон.
СТАЛЬ ПРОКАТНАЯ ТОЛСТОЛИСТОВАЯ
219
Наибольшие размеры изготовляемых листов указаны в табл. 103 и 104.
Таблица 103
Наибольшие размеры листов
Ширина листов в м
И ГО * 10 <0 Г- ОО О О 04 ГО * 10 <0 Г-. 00 О 04 тг <0
— —- — — 04 04 04 04 04 04 04 04 04 04 ГО ГО ГО ГО
оооооо оо о о о о о оо о о о о о о
Ч ч ч ч Ч ч ч Ч ч ч Ч ч ч ч ч К(
=! 04 Го * 10 <0 Г- СО 0 О •— 04 Го * 10 <0 Г- 00 О О 04 *
св •— •— •—• 04 04 04 04 04 04 04 04 04 04 ГО ГО ГО
S 04 я я к я я в к к я к я я к як к в в я я е
н У и и У У и и и и и и и и и и и и и и и и
о Длина листов в м
4 10 10 10 10 10 10 10 10 10 — - - - — - - - - _ _ _ _
4,5; 5;
5,5 12 12 12 12 12 10 10 10 10 — — - — - - - _ _____ _
6 12 12 12 12 12 12 12 10 10 10 10 — — — - - — _____
7 12 12 12 12 12 12 12 12 12 10 10 — — — - — - _ _ _ _ _
8; 9; 10;
11 12 12 12 12 12 12 12 12 12 10 10 10 10 10 _______ _
12 12 12 12 12 12 12 12 12 12 12 12 12 12 11 10 8 8 8 8 - - -
13 12 12 12 12 12 12 12 12 12 12 12 12 12 12 11 10 8 8 8 - - -
14 12 12 12 12 12 12 12 12 12 12 12 12 11,5 11 10,5 10 8 8 8 ---
15 12 12 12 12 12 12 12 12 12 12 12 11.5 11 10,5 10 9,5 9 8 8 ---
16 12 12 12 12 12 12 12 12 12 11,5 11 10,5 10 9,5 9 9 8,5 7 7 - - -
17; 18 12 12 12 12 12 12 12 11,5 11 10,5 10 9,5 9 8,5 8 8 7,5 7 7 - - -
19 12 12 12 12 12 12 12 12 12 12 12 12 12 12 11,5 11 10,5 7 7 -—-
20 12 12 12 12 12 12 12 12 12 12 12 12 12 12 11,5 11 10,5 9 9 ---
21; 22 12 12 12 12 12 12 12 12 12 12 12 12 11,5 11 10,5 10 10 9 9 — - -
24 12 12 12 12 12 12 12 12 12 12 11,5 11 Ю.5 10 10 10 10 9 9 - - -
25; 26 12 12 12 12 12 12 12 12 12 11 11 11 10 10 10 10 10 9 9 ---
28 12 12 12 12 12 12 12 12 12 11 11 11 11 11 11 11 11 9 9 — — -
30; 32; — 12 12 12 12 12 12 12 12 12 12 12 11 11 10 10 10 9 9 9 —-
34
36; 38;
40 12 12 12 12 12 12 12 12 12 12 11 11 10 10 10 9 9 9 8 8
42; 45; 12 12 12 12 12 12 12 12 12 11 11 10 10 10 10 10 9 8,5 8,5
48; 50
53; 56;
60 12 12 12 12 12 12 11 11 11 10 10 9 9 9 8,5 8,5 7,5 7 7
Таблица 104
Толщина листов в мм Ширина листов в м
Св. 1,5-1,6 Св. 1,6 до 1,8 Св. 1,8 до 2,0 Св. 2,0 до 2,2 Св. 2,2 до 2,4 1 Св. 2,4 до 2,6 ! __ Св. 2,6 до 2,8 Св. 2,8 до 3,0 Св. 3,0 до 3.2 Св. 3,2 до 3,4 Св. 3,4 до 3,6 Св. 3,6 до 3,8
Длина листов в м
63. 65 , 70 75, 80 85, 90 95, 100 105, ПО 120, 125 130, 140 150, 16J 12 10 9 8 7 12 10 10 9 8 7 12 11 10 9 8 7 7,0 12 11 10 9 7,5 7 6,5 12 11 10 9 9 9 9 8 12 10 10 9 9 8,5 8,5 7,5 11 10 9 8,5 9 8 8 7,0 11 10 9 8,5 8 7,5 7,5 6,5 10 9 9 8 7,5 6,5 7 6 10 9 9 7,5 7 6 6,5 5,5 10 8 8 7 7 6 6 5 9 8 8 6 6 5 4 4
Примечание. По соглашению сторон могут поставляться листы ббльших размеров
по ширине и длине, чем указанные в табл. 103 и 104 для соответствующих толщин.
220
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Материал и технические условия на
толстолистовую сталь — по ГОСТ
500-58, 1577-53 , 7350-55 и другим
действующим стандартам, оговорен-
ным в заказе.
Пример условного обозначения ли-
стовой стали марки Ст. 3 толщиной
8 мм, шириной 1500 мм, длиной
4500 мм:
8x1500 X 4500 ГОСТ 5681-57
J UCm Ст. 3 ГОСТ 500-58
СТАЛЬ ГОРЯЧЕКАТАНАЯ
ТОЛСТОЛ ИСТОВА Я ДВУХСЛОЙ-
НАЯ КОРРОЗИОННОСТОЙКАЯ
(по ГОСТ 10885-64)
Стандарт распространяется иа горя-
чекатаную толстолистовую двухслой-
ную коррозионностойкую сталь с ос-
новным слоем из углеродистой или
низколегированной стали и плаки-
рующим слоем из коррозионностой-
кой (нержавеющей) стали или из ни-
келя.
Двухслойная коррозионностойкая
толстолистовая сталь может изготов-
ляться способами пакетной прокатки,
литого плакирования и электрошла-
ковой сварки.
Допускаются и другие способы из-
готовления по усмотрению завода-
поставщика.
Двухслойные листы должны изго-
товляться толщиной от 4 до 160 мм.
Толщина листов и толщина кор-
розионностойкого слоя указаны в
табл. 105. Длина и ширина двух-
слойных листов и допускаемые откло-
нения по ширине, длине, толщине и
косине реза должны соответствовать
ГОСТ 5681-57.
Двухслойные листы изготовляют:
основной слой — из стали марок 10
по ГОСТ 1050-60; ВСт.З, ВСт.4—ГОСТ
380-60; 15К, 20К, 16ГС(ЗН),
09Г2С(М) — ГОСТ 5520-62; 09Г-2,
10ХСНД (СХЛ-4) — ГОСТ 5058-57;
12МХ — ГОСТ 10500-63;
коррозионностойкий слой — из ста-
ли марок 0X13 (ЭИ496), Х14Г14НЗТ
(ЭИ711), Х17Н13М2Т (Х18Н12М2Т,
ЭИ448), X17H13M3T (ЭИ432,
Х18Н12МЗТ), 0Х17Н16МЗТ (ЭИ580),
Х18Н9Т, 0Х18Н10Т (ЭИ914),
Х18Н10Т (1Х18Н9Т, ЭЯ1Т),
0Х18Н12Т, 0Х23Н28М2Т (ЭИ628),
0Х23Н28МЗДЗТ (ЭИ943) по ГОСТ
5632-61 и никеля марки НП2 — ГОСТ
492-52.
Таблица 105
Размеры в мм
Общая толщина листов Толщина коррозион- ностойкого слоя
4; 5 6; 7 1,0-1.5 1,5-2,0
8; 9; 10; 11; 12; 11 2.0—3,0
16; 18; 20 22; 24; 25 28; 30 32; 36; 40 2.5—3.5 3.0—4,0 3,5—5.0 4,0-6.0
45; 48; 50 53; 55; 60 65; 70; 75; 80; 85 90; 95; 100; 105; ПО 4,5—7,0 5.0—7.5 6,0—12.0 6,0-15.0
120; 125; 130; 140 150; 160 6.0-20.0
Примечания: 1. В двухслойной стали, изготовленной влектроюлаковой сваркой, промежуточный слои относится к основному слою. 2. По соглашению сторон допускается изменение толщины коррознонностойкого слоя. 3. Для листов, изготовленных способом литого плакирования, допускается увели- чение толщины коррознонностойкого слоя. 4. Для листов толщиной 32, 36 и 40 мм (по требованию потребителя) допускается увеличение толщины коррознонностойкого слоя.
Допускается (по согласованию сто-
рон) применение других марок стали
основного и коррозионностойкого
слоев.
Двухслойные листы с коррозион-
ностойким слоем из стали марки
0X13 и из никеля поставляют в горя-
чекатаном или термически обработан-
ном состоянии. Режим термической
обработки устанавливает завод-постав-
щик.
Двухслойные листы с коррозион-
ностойким слоем из аустенитных ста-
лей поставляют в термически обрабо-
СТАЛЬ ЛИСТОВАЯ РИФЛЕНАЯ
221
таниом состоянии (после закалки,
нормализации или стабилизирующего
отжига).
Механические свойства двухслой-
ных листов в состоянии поставки
должны быть не ниже норм для стали
основного слоя.
Механические свойства листов с ос-
новным слоем из стали марки 12МХ
приведены в табл. 106.
Таблица /06
Марка стали Толщина листа в мм Временное сопротив- ление Предел текучести Относительное удлинение
в Мн/м2 в кгс/мм2 в Мн/м2 в кгс/мм2 510
не менее
12МХ 12-40 412 43 221 22,5 20 24
Примечание. Механические свойства для листов толщиной, ие предусмотренной
соответствующими стандартами и табл. 106. устанавливают по соглашению сторон.
СТАЛЬ
ЛИСТОВАЯ РИФЛЕНАЯ
(РОМБИЧЕСКАЯ И ЧЕЧЕВИЧНАЯ)
(по ГОСТ 8568-57)
Стандарт распространяется на горя-
чекатаную листовую рифленую ром-
бическую и чечевичную сталь.
Рифленые листы поставляются:
а) с толщиной основания 2,5; 3;
4; 5; 6 и 8 мм;
б) шириной 600, 710, 800, 900,
1000, 1100, 1250 и 1400 мм;
в) длиной 2000, 2500, 3200, 4000,
5000 и 6300 мм.
Размеры, конфигурации и располо-
жение рифов приведены для рифленой
ромбической стали иа чертеже в
табл. 107, а для чечевичной стали —
па чертеже в табл. 108.
Размеры листов рифленой стали
и допускаемые отклонения по ним
для ромбической стали приведены
в табл. 107, а для чечевичной стали—
табл. 108.
Табтца 107
А-А
Размеры в мм
Толщина основания листа Высота рифа Ширина листа Допускае- мые откло- нения Масса 1 м2 листа в кг
минимальная 1 максимальная по толщине основания по высоте
25 1,0 600 1250 +0.3 +05 21,6
3 1,0 600 1250 ±0.3 -1-0,5 25,6
4 1.0 710 1400 1+о.з 1—0,5 4 0,5 33.4
5 1.5 1000 1400 1+0.3 1-0,5 +05 -0.2 42.3
6 1.5 1000 1400 1 + +0,5 -0,2 50,1
8 2.0 1000 1400 1 + о© +0,5 -0,3 66,8
222
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 108
Размеры в мм
Толщина основания листа Высота рифа Ширина листа Допускае- мые откло- нения 1 Масса 1 м* листа в кг
минимальная максимальная по толщине основания по высоте рифа
2,5 25 600 1250 ±о,з {±si 22,6
3 25 600 1250 ± о.з 26,6
4 25 710 1400 1+0.3 1-0,5 4-0,5 -0,3 34,4
5 25 1000 1400 f+0.3 1—05 +0,5 -0,3 42,3
6 25 1000 1400 1+0.4 (-0,6 +0.5 —0.3 50,1
8 25 1000 1400 14-ОЛ 1-0,6 4-0.5 —0.3 65,8
Примечание. Масса определена
по минимальным размерам листов при
плотности стали, равной 7,85 Мг/м*
(7,85 г/см3).
Материал рифленых листов — сталь
марок БСт. О, БСт. Зкп, Ст. О, Ст. 1.
Ст. 2, Ст. Зкп и Ст. 3 по ГОСТ 380-60.
СТАЛЬ ЛИСТОВАЯ
ПРОСЕЧНО-ВЫТЯЖНАЯ
(по ГОСТ 8706-58)
Стандарт распространяется на ли-
сты стальные просечно-вытяжные для
устройства настилов и других анало-
гичных целей.
Листы стальные просечно-вытяжные
поставляются:
а) с толщиной заготовки 4; 5 и 6 мм;
б) шириной 500, 600, 710, 800, 900,
1000, 1100, 1250 и 1400 мм;
в) длиной до 6000 мм.
Примечание. По соглашению сто-
рон допускается поставка листов по ширине
н длине ббльших размеров, чем указанные
в пунктах <б» и <в».
Размеры и конфигурация просечно-
вытяжных листов приведены на чер-
теже и в табл. 109.
Допускаются следующие отклоне-
ния по размерам просечно-вытяжных
листов:
а) по ширине листа + 10 мм;
б) по величине подачи Б ± 0,4 мм;
в) по величине вытяжки А± 1,0 мм;
г) по величине смещения оси ячейки
(вдоль длины листов) ± 2,0 мм.
Листы стальные просечио-вытяжные
изготовляются из листовой стали по
ГОСТ 500-58. Марка стали Ст. Зкп
по ГОСТ 380-60. Листы могут
быть изготовлены и из других марок
стали.
Пример условного обозначения про-
сечно-вытяжного листа марки 508
(толщина заготовки 5 мм, величина
подачи 8 мм) шириной 710 мм и дли-
ной 4000 мм:
Лист ПВ 508 X710x 4000
ГОСТ 8706-58.
СЛ 8 О о> Марка листа
СП * Толщина заготовки
а> Подача Б
о о Шаг ячеек В
13,0 12,7 Габаритная толщи- на Г
i 125 О Размер вытяжкн за каждый ход штам- повки А
а> 15,7 Масса 1 ж8 в кг Длина Ширина листа—-
9.71 8,63 в Мн/м2 Жесткость £-Ы0~< лис/th
-iffae ячейки (В)* Разме 1 п *
8 оо со в кгс/см,2
1 7,75 790 4,61 470’ 500 Предельная нагрузка в кн (кгс) на 1 пог. м при пролете | (ширине лнета) в мм ^3 I
Подача^^^- Г Габаритная толщина листа Ы В ММ Л 5 i 1
099 Z>‘9 3.82 390 600 till
Л
5,49 560 3.14 320 700
4,90 500 06К 800
431 ! 440 2,55 260 900
3,92 400 1 1000
3,53 360 1 1100
3,14 320 1 1250
2,75 280 1 1100
СТАЛЬ ЛИСТОВАЯ ПРОСЕЧНО ВЫТЯЖНАЯ
224
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 109
Марка листа ; Толщина заготовки Подача Ь Шаг ячеек В Габаритная толщи- на Г Размер вытяжки за каждый ход штам- повки А Масса 1 лс2 в кг Жесткость £.М0-4 Предельная нагрузка в кн (кгс} на 1 пог. м при пролете (ширине листа) в мм
и в кгс/см2 35 8 <£> О 8 ОС О о 1000 I 1100 1250 1400
508 5 8 НО 16,8 12.5 20,9 15,5 158 13.41 1370 11,18 1140 95£ 970 8,43 860 7,45 76U 6,67_ 680 6,08 620 5,39 550 4,81 490
510 5 10 но 20.5 12.5 24,7 21,0 214 2! .18 2’160 17.65 1800 14,91 1520 13,24 1350 11,77 *1200 10,59 ’1080 J.61- 980 8.53 870 7,55 770
606 6 6 125 13.4 15 17,3 12.0 122 9,51 970 7,94 810 6,67 *680 J5,98_ 610 5,30 540 4,81_ 490 J-3! 440 3.82 390 3,43 350
608 6 8 125 17,1 15 21.9 18,7 191 18,73 *1910 15,59 1590 13,14 1340 11,67 1190 10,40 1U6U _9>32 950 8,53 870 760 6.67 680
610 6 10 125 20.8 15 26,0 30.1 307 28,24 2880 23,54 2400 19,91 2030 17,65 1800 15,69 1600 14,12 1440 12,85 1310 11.28 1150 10.10 1030
Примечания: 1. Величины предельной нагрузки указаны для сосредоточенной по центральной линии нагрузки при защемленных концах. 2. Для равномерной распределенной иагрузки указанные в таблице величины предельных нагрузок умножают на 2,2. 3. При свободном опнранни концов величины предельных нагрузок уменьшаются вдвое.
ЖЕСТЬ ЧЕРНАЯ ПОЛИРОВАННАЯ
225
ЖЕСТЬ ЧЕРНАЯ ПОЛИРОВАННАЯ
(по ГОСТ 1127-57)
Горячекатаная отожженная черная полированная жесть применяется для
изготовления изделий, получаемых глубокой вытяжкой, сварных изделий,
а также форм, прокладок и облицовки.
Жесть изготовляется размером 512X712 мм.
Допускается изготовление листов размеров, приведенных в табл. ПО.
Таблица ПО
Ширина в .мл . . 512 431 366 356 492 492 492 492 492
Длина в мм . . . 685 512 512 712 712 650 620 560 512
Толщина листов жести и допускаемые отклонения по толщине приведены
в табл. 111.
Черная полированная жесть изготовляется из кипящей малоуглеродистой
стали марки 15 кп.
Таблица HI
Размеры в мм
№ жести (условно обозначаю- щий среднюю толщину листа) Предельные тол щнны листов Наибольшая разность толщины в разных точках одного листа № жести (условно обозначаю- щий среднюю толщину листа) Предельные толщины листов Наибольшая разность толщины в разных точках одного листа
нанм. нанб. 1 н 2-я группа 3-я группа нанм. наиб. 1 и 2-я группа 3-я группа
25 0,22 0,27 0,03 0,04 40 0,36 0,44 0,05 0.08
28 0,25 0,31 0,03 0,04 45 0,41 0,19 0,08 0,08
32 0,28 0,34 0,03 0,01 50 0,45 0,55 0,10 0,10
36 0.31 0,33 0,04 0,05
Допускаемые отклонения в размерах листов жести по ширине ij, по
длине — ±|.
8 В. 3, Васильев и др.
226
МАТЕРИАЛЫ МЕТАЛЛИЧЕСКИЕ В МАШИНОСТРОЕНИИ
СТАЛЬ ТОНКОЛИСТОВАЯ КРОВЕЛЬНАЯ, ОЦИНКОВАННАЯ И ДЕКАПИРОВАННАЯ
(по ГОСТ 8075-56)
Размеры и масса листов указаны в табл. 112
Таблица 112
лщина листа пускаемые от- онения в мм Ширина и длина листа в мм
510X710 510X1420 670X1120 710X1420 750X1500 600X2000 710X2000 750X2000 900X1500 900X1800 900X2000 1000X1500 oosiXoooi ooosXoooi 1000X 2500 1250X 2500 1400X2000 1400X2500 1400X3000 1500X 2000 1 1500X2*0) 1500X3000
ь е=£ а Масса листов в кг
0,25 0.28 0,32 0,35 0.7 0.8 0.9 1.0 2.5 2,8 —
±0,04 — .
0,40 1,1 1,3 2.3 3,0 3,2 3,5 3,8 4,5 4,7
0,45 2.6 3,3 3.5 4,0 4,2 5,0 5.3
0,50 1.4 2,8 3.7 4,0 4,4 4,7 5,6 5,9 — — — — — 7,85 — — — — — — — —
0.55 ±0,05 1,6 3.1 4,0 4,4 4,9 5,2 6,1 6,5 8,6
0,63 1,8 3.6 4,7 5,0 5,6 5,9 7,0 7,4 9,8 —
0,70 2.0 4,0 л Q 5.5 6,2 6.6 7.8 8,2 11,0 13.7 17,2
0.75 ±0.06 2.15 4,25 5,6 5,9 6,65 7,05 8,35 9.05 — — 11.8 14,7 18,4
0,80 2.3 4,5 6,0 6.3 7,1 7,5 8,9 9,9 — __ 12.6 15,7 19,6 —
0,9 — — — 7,1 8,0 8,5 10,0 10,6 — — — — — 14,1 18,4 22,1 — — — — —
1,0 ±0,07 7,9 8,8 9.4 11,2 11.8 12,7 14,1 14.1 15,7 19,6 24,5
1,12 — — — 8,9 9,8 10,6 12,5 13,2 — 14,1 15,8 — 15,8 17,6 22.0 27,5 — — — — — —
1,25 ±0,09 — — — 9,9 11,0 11.8 13,9 14,7 — 15,9 17,6 — 17,6 19,6 24,5 30,7 — — — — -
1,4 11,1 12,4 13,2 15,6 16,5 17,8 19,7 19,7 22.0 27,4 34,3
1,5 +0,11 —- 11,9 13,3 14,2 16,6 17,7 15,9 19,0 21.2 17,7 21,2 23.6 29,4 36.7
1,6 — — — 12.7 14,1 15,1 17,8 18,8 — — — — — 25,1 — 39,2 35,2 44,0 52,7 37,7 47,1 56,5
1.8 ±0,12 — — — 14,3 15,9 17,0 20,1 21,2 — — — — 28,3 — 44,1 39,6 50,0 59,4 42,5 53,0 63,5
2,0 ±0.13 — — — 15,8 17,7 18,8 22,3 23.6 — — 31,4 — 49,1 44,0 55,0 66,0 47,1 58,9 70,7
ЛИСТЫ ИЗ АЛЮМИНИЯ и АЛЮМИНИЕВЫХ СПЛАВОВ
227
ФОЛЬГА МЕДНАЯ РУЛОННАЯ
ДЛЯ ТЕХНИЧЕСКИХ ЦЕЛЕЙ
(по ГОСТ 5638-51)
Фольга изготовляется из меди ма-
рок МО, Ml или М2 по ГОСТ 859-41.
Допускаемые отклонения по тол-
щине и ширине и масса фольги даны
в табл. ИЗ.
Условное обозначение медной фоль-
ги:
а) марки М2 нормальной точности
толщиной 0,020 мм и шириной 50 мм:
ФМ20, 0,020 X 50 ГОСТ 5638-51;
б) марки МО, повышенной точности
(В) толщиной 0,030 и шириной 75 мм:
ФМ0В 0.030 X 75 ГОСТ 5638-51.
Таблица 113
Размеры в мм
Доп. откл.
по толщине
133,5
178,0
20—150
±0,5
267,0
356,0
445,0
ЛИСТЫ ИЗ АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ
(по ГОСТ 1946-50)
Стандарт распространяется на ли-
сты, изготовляемые из алюминия и
алюминиевых сплавов, применяемые
в специальном и общем машинострое-
нии.
d*
Листы разделяются на: а) плакиро-
ванные, изготовляемые из сплавов
марок Д1, Д16, В95А; б) неплакиро-
ванные, изготовляемые из сплавов
марок АМц, АМг, АВ, Д16 и алю-
миния марок АД и АД1.
Примечания: 1. Химический со-
став сплавов по ГОСТ 4784-65.
2. Алюминиевые листы могут быть из-
готовлены из алюминия марок, предусмот-
ренных ГОСТ 3549-55 (не ниже марки АЗ).
3. Неплакироваиные листы, изготовляе-
мые из сплавов марки Д16, в отличие от
плакированных листов этой же марки спла-
ва, маркируются дополнительной буквой Б.
которая ставится между обозначением
марки сплава и состояния поставки
(Д16А-Б — состояние поставки).
4. Буква А в конце обозначения марки
сплава относится только к листовой продук-
ции.
По состоянию поставки листы раз-
деляются на:
а) горячекатаные (без термообра-
ботки) — АД, АД1, Д1А, Д16А,
Д16А-Б, АМгА, АМцА, АВА, В95А;
б) отожженные (М)—Д1А-М,
Д16А-М, Д16А-Б-М, В95А-М, АВА-М;
АМцА-М, АМгА-М, АД-М, АД1-М;
в) полунагартовапиые (П) —
АМцА-П, АМгА-П;
г) нагартованные (Н) — АД-Н,
АД1-Н, АМцА-H, АМгА-Н;
д) закаленные и естественно соста-
ренные (Т) — Д1АТ, Д16А-Т,
Д16А-Б-Т, АВА-Т;
е) закаленные и естественно соста-
ренные повышенного качества проката
(ТВ) —Д1А-ТВ, Д16А-ТВ, Д16А-Б-
ТВ;
ж) закаленные и искусственно со-
старенные (Т,)— B95A-Tlt ABA-Tjj
з) закаленные и искусственно со-
старенные повышенного качества про-
ката (TjB) — B95A-TjB;
и) нагартованные после закалки и
естественного старения (TH) —
Д16А-ТН, Д16А-Б-ТН;
к) нагартованные после закалки и
естественного старения повышенного
качества проката (ТНВ) —Д16А-ТНВ,
Д16А-Б-ТНВ.
Примечание. Марка сплава, раз-
мер и состояние поставки материала огова-
риваются в заказе.
Размеры листов, допускаемые от-
клонения по ним и масса их приведены
в табл. 114 и 115.
228
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Размеры в мм
Таблица 114
Толщина листов Ширина листов Масса 1 л2 листа в кг
400 и 500 600 800 1000 1200 1100 1500 2000
Допускаемые отклонения по толщине
0,3 0,4 0,5 0,6 0,8 1.0 1.2 1,5 1,8 2,0 2,5 3.0 3,5 4,0 5,0 6,0 7.0 8,0 9,0 10,0 -0,05 -0.05 -0,05 - 0.05 -0,08 -0.10 —0.10 -0,15 -0,15 -0,15 —0,20 -0,25 -0.25 -0,25 —0,30 -0,30 -0,30 - 0,35 — 0,35 -0,40 -0.05 -0,06 -0.08 -0,10 -0,10 -0,15 -0,15 -0,15 —0.20 -0,25 -0,25 -0,25 —0.30 -0.30 -0,30 -0,35 —0,35 -0,40 1 1 ddddo’ddd©oddooo*©oo 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 II 1 1 1 1 1 1 1 1 1 11 1 1 ОррррррррррррррОрр|| -0,12 —0,12 -0,13 -0,16 -0.16 -0,22 -0,22 -0,24 —0,28 -0,33 -0,34 - 0,35 -0,36 -0,41 —0,42 -0,46 -0.47 -0.50 1 1 г- г- to и? t£> л •+* jft <© 1 1 1 1 dodododeed 1 1 1 1 1 I 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 OOOOCOOOOOOOOOOO[ I I I 000-'4СлЭеО*‘'4ФСЛ4*<ПСл>СЛУ'-'4-'4>^ -0.27 -0,27 —0.28 -0,30 —0.35 -0,36 —0,37 0,855 1,140 1,425 1,710 2,280 2,850 3,420 4,275 5,130 5,703 7,125 8,550 9,975 11,40 14,25 17,10 19,95 22,80 25,65 28,50
Примечания: 1. При исчислении теоретической массы 1 л2 листа толщина листа
принята по номиналу, а плотность 2,85 Лк/лс3 (2,85 г/см3}, что соответствует плотности
сплава марки В95А.
2. Для исчисления приближенно массы других сплавов следует пользоваться следующими
переводными коэффициентами:
Для сплава марки Д16А и Д1А........................0,982
> > > АВА.................................0,944
> > > АМгА................................0,936
> > > АМцА................................0.957
Для алюминия марок АД и АД1...........................0.160
Листы изготовляются следующих размеров:
Размеры в мм
Таблица 115
Состояние поставки листов Марка сплава Толщина листов При ширине
Горячекатаные (без термообработки) АД. АД1, АМцА, АВА, АМгА, Д16А, Д16А-Б, Д1А, В95А 5—10 вкл. 400, 500, 600, 800, 1000, 1200 и 1500
ЛИСТЫ ИЗ АЛЮМИНИЯ и АЛЮМИНИЕВЫХ СПЛАВОВ 229
Продолжение табл. 115
Состояние поставки листов Марка сплава Толщина листов При нлоине
Отожженные АД-М, АД1-М. ABA-M, АМцА-М, АМгА-М, Д16А-М, Д16А-Б-М, Д1А-М, В95А-М 0,3—3 вкл. 0.5-10 » 0,5-4 » 0,8—1 > 500 600. 800. 109J 1200 1400, 1500
АД-М, АД1-М 0,3- 10 вкл. 400. 500, 600. 800
Д1А-М 0,8-10 вкл. 500. 600, 800, 1100, 1500
Полунагартовапиые и нагартованные АД-Н, АД1-Н, АМцА-Н, АМгА-П, АМцА-П, АМгА-П 0.3—3 вкл. 0.5-3 > 0.8-3 » 500 600, 860. 1003. 1200 1100, 1100
АД-Н, АД1-Н 0,3-10 вкл. 400, 500, 600, 800
Закаленные Д16А-Т. Д1А-Т, Д16А-Б-Т. B95A-T,, АВА-Т, АВА-Т, 0,3—3 вкл. 0,5-10 » 0.5-4 » 0,6-4 > 1,5-4 > 600, 800, 1000 1200 1100, 150J 2000
Закаленные повышен- ного качества про- ката Д16А-ТВ, А16А-Б-ТВ, Д1А-ТВ, В95А-Т1В 0.3—3 вкл. 0.6 -4 > 1,5-4 > 500 1200. 1400, 1500 2000
Нагартованные после закалки Д16А-ТН, Д16А-ТНВ, Д16А-Б-ТН, Д16А-Б-ТНВ 1—1,5 вкл. 1,5-6 > 500 1200
Длина листов — 2000, 3000 и
4000 мм.
Примеры условных обозначений:
а) листы из сплава марки Д16А
отожженные (М) толщиной 1 мм:
Д16А-М-Г,
б) то же, но закаленные (Т):
Д16А-Т-1;
в) то же, но закаленные повышен-
ного качества проката (ТВ):
Д16А-ТВ1.
230
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТАЛЬ ПРОКАТНАЯ УГЛОВАЯ РАВНОБОКАЯ
(по ГОСТ 8509-57)
Размеры профилей, площадь сечения, масса и справочные величины при-
ведены в табл. 116.
Таблица 116
а Г
X у . .. ... 1. . Ь — ширина полки; d — толщина полки; R — радиус внутреннего закругления; г —радиус закругления полки; J — момент инерции;
* 1 — радиус инерции; || 1 Z'o — расстояние от центра тяжести до полки.
— д U
№ профиля Размеры в мм Площадь профиля В CAI2 1 ; Масса 1 пог. м в кг Справочные величины для осей
•а 43 04 XX J'o.Vo *1-4 св
3 СВ i J в см \ х св о U св о М и св § св о св 4^
2 20 3 4 3,5 1,2 1,13 1,46 0,83 1,15 0,40 0.50 0,59 0,53 0,63 0,78 0.75 0,73 0.17 0,22 0,39 0,38 0.81 1,03 0.60 0,61
2.5 25 3 4 3,5 1,2 1,43 1,86 1,12 1,46 0,81 1,03 0,75 0,74 1,29 1,62 0.95 0,93 0,34 0.44 0,49 0,48 1.57 2,11 0,73 0,76
2,8 28 3 4 L3 1,62 1,27 1,16 0,85 1,84 1.07 0.48 0.55 2,20 0,80
3,2 32 3 4 4,5 1,5 1,86 2,43 1,46 1,91 1,77 2,26 0,97 0,96 2,80 3,58 1,23 1,21 0,74 0,94 0,63 0,62 3,26 4,39 0,89 0,94
3,6 36 3 4 4,5 1,5 2.10 2,75 1,65 2,16 2,56 3.29 1.10 1,03 4,06 5,21 1.39 1.38 1,06 1,36 0,71 0,70 4,64 6,24 0,99 1,04
4 40 3 4 5 1,7 2,35 3,08 1,85 2,42 3,55 4,58 1,23 1,22 5,63 7,26 1,55 1,53 1,47 1,90 0,79 0,78 6,35 8,53 1,09 1,13
4,5 45 3 4 5 5 1,7 2,65 3,48 4,23 2,08 2,73 3,37 5,13 6,63 8,03 1,39 1,38 1,37 8,13 10,5 12,7 1,75 1,74 1,72 2,12 2,74 3,33 0,89 0,89 0,88 9,04 12.1 15,3 1,21 1,26 1,30
5 50 3 4 5 5,5 1,8 2,96 3,89 4,80 2,32 3.05 3,77 7,П 9,21 11,2 1,55 1,54 1,53 11,3 14,6 17,8 1,95 1,94 1,92 2.95 3,80 4,63 1,00 0,99 0,98 12,4 16,6 20,9 1,33 1,38 1,42
СТАЛЬ ПРОКАТНАЯ УГЛОВАЯ РАВНОБОКАЯ
231
Продолжение табл. 116
№ профиля Размеры в мм Площадь профиля в см2 Масса 1 пог. м в кг Справочные величины для осей
а: XX *0*0 .Vo.’’о *1*1 Zq в см
с а ч « я °xf ч « о Ч и а .о ч а ч а
5,6 56 3.5 4 5 6 2 3.86 4.38 5.41 3,03 3.41 4,25 11,6 13.1 16,0 1,73 1,73 1,72 18,4 20,8 25,1 2,18 2.18 2.16 4,80 5,11 6,59 1,12 1.11 1,10 20.3 23,3 29.2 1,50 1,52 1,57
6,3 63 4 5 6 7 2,3 4.96 6,13 7.28 3.90 4,81 5,72 18,9 23.1 27,1 1,95 1.94 1,93 29,9 36,6 42.9 2,15 2.41 2,13 7.81 9.52 11,2 1,25 1,25 1,24 33.1 41,5 50,0 1.68 1,74 1.78
7 70 4,5 5 « 7 8 8,0 2,7 6,20 6.8'1 ,8,15 9.42 Ю.7 4.87 5,38 6,39 7,39 8.37 29,0 31.9 37.6 43.0 48,2 2.16 2,16 2.15 2.11 2.13 46.0 50,7 59,6 68.2 76.1 2,72 2.72 2.71 2.69 2.68 12,0 13,2 15.5 17.8 20.0 1.39 1.39 1.38 1,37 1,37 51,0 56.7 68.4 80.1 91,9 1.88 1.90 1,91 1.99 2.02
7,5 75 5 6 7 8 9 9 3 7.39 8.78 10.1 11,5 12.8 5,80 6.89 7.96 9,02 10.1 39,5 46,6 53,3 59,8 66,1 2,31 2.30 2,29 2.28 2,27 62,6 73,9 84,6 94,9 105 2.91 2.90 2.81 2.87 2.86 16.4 19,3 22,1 24,8 27,5 1,49 1,48 1.48 1.47 1.16 69.6 83.9 93.3 113 127 2.02 2.06 2,1 ) 2.15 2.18
8 80 5,5 6 7 8 9 3 8,63 9,38 10,8 12.3 6,78 7,36 8.51 9,65 52.7 57,0 65,3 73,4 2.47 2,47 2.45 2,44 83.6 9),4 104 По 3,11 3.11 3,09 3,08 21,8 23,5 27,0 30,3 1,59 1,58 1,58 1.57 93,2 102 119 137 2.17 2,1) 2,23 2,27
9 90 6 7 8 9 10 3,3 10.6 12.3 1.3.9 15,6 8,33 9,64 10,9 12,2 82,1 94,3 106 113 2,78 2,77 2,76 2,75 130 150 168 186 3,50 3,49 3,48 3,46 34,0 38,9 43,8 48,6 1,79 1.78 1,77 1,77 145 169 191 219 2.43 2.17 251 2,55
10 100 6.5 7 8 10 12 И 16 7 8 12 4 12.8 13.8 15.6 19.2 22.8 26.3 29.7 10.1 10.8 12,2 15.1 17,9 20.6 23.3 122 131 117 173 20J 237 261 3.09 3,08 3,07 3,05 3,03 3.00 2,98 193 207 233 281 331 375 416 3.88 3.88 3,87 3.81 3.81 3.78 3,74 50,7 54,2 60.9 74,1 86.9 99,3 112 1,99 1,98 1,98 1.96 1,93 1,94 1,94 214 231 265 333 402 472 512 2.68 2,71 2.75 2.83 2,91 2.93 3,06
11 по 12 4 15,2 17,2 11.9 13.5 176 133 3.49 3,39 279 315 4,29 4,28 72,7 81,8 2.19 2.В 303 353 2.96 3.00
125 125 8 9 10 12 14 16 14 4,6 19.7 22.0 24,3 28.9 33,4 37,8 15.5 17,3 19,1 22.7 26.2 29,6 294 327 360 422 482 539 3,87 3.86 3.85 3.82 3,80 3.78 467 520 571 670 761 853 4,87 4,86 4,84 4,82 4,78 4,75 122 135 149 174 200 224 2,49 2,48 2,47 2,46 2,45 2,44 516 582 649 782 916 1051 3,36 3,40 3,45 3,53 3,61 3,68
14 110 9 10 12 14 4.6 24,7 27,3 32,5 19,4 21,5 25,5 466 512 602 4,34 4,33 4,31 739 814 957 5,47 5,46 5,43 192 211 248 2,79 2,78 2,76 818 911 1097 3.78 3,82 3,90
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 116
1 | № профиля j Р.) {меры в мм Площадь профи- ля В СЛ1- Масса 1 пог. м в кг Справочные величины для осей
•а чз о; к XX XqXq *1-4 Zq в см
"х 03 ^Ч ,ЛВСЛ‘ X св о мгэ я Од7 <Го в CMi X и X св ^Ч
10 31.4 24,7 774 4,96 1229 6,25 319 3,19 1356 4,30
11 31,4 27,0 814 4,95 1341 6,24 348 3,18 1494 4,35
12 37,4 29,4 913 4,91 1150 6,23 376 3,17 1633 4,39
16 16!) 11 16 5,3 43.3 34,0 1016 4,92 1632 6,20 431 3.16 1911 4,*7
1 > 49.1 38,5 1175 4,8) 1866 6,17 485 3,14 2191 4,55
В 54,8 43,0 1299 4,87 2031 6,13 537 3.13 2472 4,63
20 6Э.4 47,1 1419 4,85 22*3 6,10 589 3,12 2756 4,70
11 38.8 30.5 1216 5,60 1933 7,06 500 3,59 2128 4,85
1S0 12 16 5,3 42,2 33,1 1317 5,59 2093 7,01 540 3,58 2324 4,89
1> 47,1 37,0 1823 6,22 2896 7,84 749 3,99 3182 5,37
13 50.9 39.9 1961 6,21 3116 7,83 805 3,98 3452 5,42
11 54,6 42,8 2097 6,20 3333 7,81 861 3,97 3722 5.46
20 200 16 18 6 62.0 48,7 2363 6,17 3755 7,78 970 3,96 426* 5,54
20 76.5 60.1 2871 6.12 4560 7,72 1182 3,93 5355 5 70
2> 94,3 74,0 3466 6.06 5194 7,63 1438 3,91 6733 5,89
30 111,5 87,6 4020 6,00 6351 7,55 1638 3,89 8130 6,07
11 60,4 47,4 2811 6.83 4170 8.60 1159 4,38 4941 5.93
16 21 68,6 53,8 3175 6,81 5045 8,58 1306 4,36 5661 6,02
16 78,4 61,5 4717 7,76 7492 9,78 1942 4,98 8286 6,75
В 87,7 68.9 5247 7,73 8337 9,75 2158 4,96 9342 6,83
20 97,0 76,1 5765 7,71 9160 9,72 2370 4,94 10401 6,91
25 250 22 24 8 106,1 83,3 6270 7,69 9961 9.69 2579 4,93 11464 7,00
25 119,7 94,0 7006 7,65 11125 9.61 2887 4,91 13064 7,11
28 133,1 104,5 7717 7,61 12241 9,59 3190 4,89 14674 7,23
30 112,0 111,4 8177 7,59 12965 9,56 3389 4,89 15753 7,31
Допускаемые отклонения по разме-
рам профилей не превышают указан-
ных в табл. 117.
Таблица 117
№ профиля До пускаемые отклонения в мм
по ши- рине ПО..КЛ по толщине полки
при толщине полки в мм
6 и менее 6,5— 9 вкл. 10 и более
2—4,5 вкл. ч 1.0 +0.40
5-9 > 4 1,5 4-0,45 4-055
1>-14 > ч 0.2 4 0,60 4-0,65
16-2) » -1 3.0 — — 4-0,70
22 и 25 ±4,0 — — ±0.80
Допуски по толщине полки могут
быть заменены допуском по весу ±g°/0.
Длина профиля в л:
Для № 2—4............ 4—9
» № 4,5—8.......... 4 — 12
» № 9—14........... 4 — 19
» № 16 и выше...... 6—19
Сталь прокатная угловая постав-
ляется из сталей марок по ГОСТ
380-60 и по техническим условиям
ГОСТ 535-58, а также из сталей
марок по ГОСТ 6713-53 и 5058-57 по
техническим условиям этих же
ГОСТ.
Пример условного обозначения уг-
ловой равнобокой стали размером
50x50x3 мм марки Ст. 3:
Угол, равнобок.
50X50X3 ГОСТ 8509-57
Ст. 3 ГОСТ 535-58 ’
СТАЛЬ ПРОКАТНАЯ УГЛОВАЯ НЕРАВНОБОКАЯ
233
СТАЛЬ ПРОКАТНАЯ УГЛОВАЯ НЕРАВНОБОКАЯ
(по ГОСТ 8510-57)
Размеры профилей, площадь сечения, масса и справочные величины приведены в табл. 118.
Таблица 118
«с X — У 'v j I ¥' 7*. О бозначення: В — ширина большей полки; b — ширина меньшей полки; d — толщина полки; R — радиус внутреннего закругления; & г — радиус закругления полки;
at JL ♦ Л 4 f j — момент инерции; i — радиус инерции; Хо, Yq —расстояния от центра тяжести до полок.
*7 41 У 1 ъ
№ про- филя Размеры в мм Пло- щадь про- филя в см~ Масса 1 пог. м в кг Справочные величины для осей
в ь d R r XX УУ *1*1 ии
Jx в сж4 1х в см J в САС4 'v В 'см В см* Vo в см JV1 в см* ха в см ?и min в ел4 lu min в см Угол наклона оси tg а
25/1.6 25 16 3 35 1,2 1,16 0,91 0,70 0,78 0,22 0,44 1,56 0,86 0,43 0,42 0,13 0,34 0,392
3,2/2 32 20 3 4 35 1,2 1,49 1,94 1.17 1,52 1,52 1,93 1,01 1,00 0,46 0,57 0.55 0,54 3.26 4,38 1,08 1,12 0.82 1,12 0.49 0,53 0.28 0.35 0.43 0.43 0.382 0,374
4/25 40 25 3 4 4,0 1.3 1,89 2.47 1.48 1.94 3.06 3,93 1.27 1,26 0,93 1,18 0.7П 0,69 6,37 853 1.32 1,37 1,58 2.15 0,59 0,63 0.56 0,71 0,51 0,54 0.385 0,381
234
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 118
Размеры в мм Пло- щадь Справочные величины для осей
№ Масса XX VV Х1-Г1 ии
про- филя В b d р г про- филя в см2 1 пог. м в кг Jx в см4 в см {v В СМ4 гу в см В СМ4 ЛО в см в см4 *0 в см J и min в см4 lu min в см Угол наклона оси tg а
4,5/2,8 45 28 3 4 5 1,7 2,14 2,80 1,68 2,20 4,41 5,68 1,43 1,42 1.32 1,69 0,79 0,78 9.02 12,1 1,47 1,51 2,20 2,98 0,64 0,68 0,79 1,02 0.61 0,60 0,382 0,379
5/3.2 50 32 3 4 5,5 1,8 2.42 3,17 1,90 2,49 6,17 7,98 1.60 1.59 1.99 2.56 0,91 0,90 12,4 16,6 1,60 1,65 3.26 4,42 0,72 0,76 1,18 1,52 0,70 0,69 0.403 0,401
5,6/3.6 56 36 3.5 4 5 6,0 2.0 3,16 3,58 4,41 2.48 2,81 3,46 10,1 11.4 13,8 1,79 1,78 1,77 3,30 3,70 4,48 1.02 1,02 1,01 20.3 23,2 29.2 1.80 1,82 1,86 5,43 6,25 7,91 0,82 0.84 0.88 1,95 2.19 2,66 0,79 0,78 0,78 0,407 0,406 0,404
6,3/4,0 63 40 4 5 6 8 7.0 2.3 4,04 4,98 5,90 7,68 3.17 3.91 4,63 6,03 16,3 19,9 23,3 29,6 2.01 2,00 1.99 1,96 5.16 6.26 7.28 9,15 1,13 1.12 1.11 1,09 33.0 41.4 49,9 66,9 2.03 2.08 2.12 2,20 8,51 10.8 13.1 17,9 0,91 0,95 0,99 1,07 3,07 3.73 4.36 5,58 0,87 0,86 0,86 0,85 0.397 0.396 0.393 0,386
7/4,5 70 45 4,5 5 7,5 2.5 5,07 5.59 3.98 4,39 25,3 27,8 2.23 2.23 8,25 9,05 1.28 1,27 51 56.7 2,25 2,28 13,6 15,2 1,03 1,05 4,88 5,34 0.98 0,98 0.407 0,406
7,5/5 75 50 5 6 8 8 2,7 6,11 7,25 9.47 4,79 5,69 7,43 34,8 40,9 52,4 2.39 2,38 2,35 12.5 14,6 18,5 1,43 1,42 1,40 69,7 83,9 112 2.39 2.44 2,52 20,8 25.2 34,2 1.17 1.21 1.29 7,24 8,48 10,9 1,09 1.08 1.07 0,436 0,435 0,430
8/5 80 50 5 6 8 2,7 6.36 7,55 4,99 5,92 41,6 49,0 2,56 2,55 12.7 14,8 1.41 1,40 84,6 102 2.6 2.65 20.8 25,2 1,13 1,17 7,58 8,88 1,09 1,03 0.387 0.386
9/5,6 90 56 5.5 6 8 9 3 7,86 8,54 11.18 6.17 6,70 8,77 65,3 70,6 90,9 2.88 2.88 2.85 19,7 21.2 27,1 1.58 1,58 1,56 132 145 194 2.92 2.95 3.04 32.2 35.2 47,8 1,26 1.28 1,36 11,8 12.7 16,3 1,22 1,22 1,21 0,384 0,384 0,380
СТАЛЬ ПРОКАТНАЯ УГЛОВАЯ НЕРАВНОБОКАЯ
235
Продолжение табл. 118
Размеры В мм Пло- щадь Справочные величины для осей
№ Масса XX УУ *1*1 9'1/1 ии
про- филя В b d R Г про- филя в еле2 1 пог. м в кг Jx в см* 1Х В см в см* 1у в см JXt в см* Уо в см Л'1 В см* *0 в см min в см* lu min в см Угол наклона оси tg а
10/6,3 100 63 6 7 8 10 10 3,3 9,59 11.1 12,6 15,5 7,53 8,70 9,87 12,1 98,3 113 127 154 3.2 3,19 3,18 3,15 30.6 35,0 39.2 47,1 1,79 1,78 1,77 1,75 198 232 266 333 3,23 3,28 3,32 3,40 49,9 58,7 67,6 85,5 1,42 1,46 1,50 1,58 18,2 20.8 23,4 28,3 1,38 1,37 1,36 1.35 0,393 0,392 0,391 0,387
11/7 110 70 6,5 7 8 10 3,3 11,4 12,3 13,9 8.98 9,64 10,9 142 152 172 3,53 3.52 3,51 45,6 48,7 54,6 2 1,99 1,98 286 309 353 3.55 3,57 3,61 74,3 80.3 92.3 1.58 1.6 1,61 26,9 28,8 32,3 1.53 1,53 1.52 0,402 0.102 0,400
12,5/8 125 80 7 8 10 12 11 3.7 14,1 16 19,7 23.4 11 12,5 15,5 18,3 227 256 312 365 4,01 4 3,98 3,95 73,7 83.0 100 117 229 2,28 2,26 2.24 452 518 649 781 4,01 4,05 4,14 4,22 119 137 173 210 1,8 1,81 1.92 2 43,4 48.8 59.3 69,5 1,76 1.75 1.74 1.72 0,407 0,406 0,404 0,400
14/9 140 90 8 10 12 4 18 22.2 14,1 17,5 364 444 4,49 4,47 120 146 2.58 2.56 727 911 4,49 4,58 194 245 2,03 2.12 70,3 85,5 1,98 1,96 0,411 0,409
16/10 160 100 9 10 12 14 13 4,3 22,9 25,3 30 34,7 18 19,8 23,6 27,3 606 667 784 897 5,15 5,13 5,11 5,08 186 204 239 272 2.85 2,84 2,82 2,8 1 221 1 359 1 634 1 910 5,19 5.23 5.32 5.40 300 335 405 477 2.23 2.28 2.36 2,43 110 121 112 162 2.2 2.19 2.18 2.16 0,391 0,390 0.388 0,385
18/11 180 по 10 12 14 4,7 28,3 33,7 22,2 26,4 952 1123 5,8 5,77 276 324 3.12 3.1 1 933 2 324 5,88 5,97 444 537 2.44 2,52 165 U4 2.42 2.40 0,375 0,374
20/125 200 125 и 12 14 16 14 4,7 34,9 37,9 43,9 49,8 27,4 29.7 34,4 39,1 1449 1568 1801 2026 6,45 6,43 6,41 6,38 446 482 551 617 3.58 3.57 3.54 3.52 2 920 3 189 3 726 4 264 6,5 6,54 6,62 6,71 718 786 922 1061 2.79 2.83 2.91 2,99 264 285 327 367 2.75 2.74 2.73 2.72 0,392 0,392 0,390 0,383
25/16 250 160 12 16 18 20 18 6 48,3 63.6 71,1 78,5 37,9 49,9 55,8 61,7 3147 4091 4545 4987 8,07 8,02 7,99 7,97 1032 1333 1475 1613 4,62 4,58 4,56 4,53 6 212 8 308 9 358 10 410 7,97 8.14 8.23 8,31 1634 2200 2487 2776 3.53 3.69 3,77 3,85 604 781 866 949 3.54 3.50 3.49 3,48 0,410 0,408 0,407 0,405
236
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Допускаемые отклонения по размерам профилей не превышают указан-
ных в табл. 119.
Таблица 119
К- профиля Допускаемые отклонения в мм
по ширине полки по толщине полки
при толщине полки
6 и менее 6,5—9 вкл. 10 и более
От 2,5/1.6 до 5/3,2 вкл. Ог 5,6/3,6 до 9/5.6 вкл. От 1 )/6,3 до 16/10 вкл, Ог 18/11 и более 4 1.0 -1- 1.5 ± 2.0 ч 4,0 о’ о* о | •НтН •4- 0,55 ± 0,60 141+ р р 1 1
По соглашению сторон допуски по
толщине полки могут быть заменены
допуском по весу t|%.
Длина профиля в м:
Дли № 2,5/1, 6—5/3,2 вкл........ 4—9
» № 5,6/3,6 — 9/5,6 > ........ 4 — 12
» № 10/6,3—16/10< » .......... 4 — 19
» № 18/11 и выше’.............. 6—19
Угловая неравнобокая сталь по-
ставляется из сталей марок по ГОСТ
380-60 и по техническим условиям
ГОСТ 535-58, а также из сталей марок
по ГОСТ 6713-53 и 5058-57 и по тех-
ническим условиям этих же ГОСТ.
Пример условного обозначения уг-
ловой неравнобокой стали размером
63X40X4 мм марки Ст. 2:
Угол, неравнобок.
63 X 40X4 ГОСТ 8510-57
Ст. 2 ГОСТ 535~58~'
СТАЛЬ ПРОКАТНАЯ, БАЛКИ ДВУТАВРОВЫЕ
(по ГОСТ 8239-56)
Размеры двутавровых балок, массы и справочные величины соответст-
вуют чертежу и приведены в табл. 120.
Таблица 120
Обозначения:
h — высота балки;
b — ширина полки;
d— толщина стенки;
/—средняя толщина полки:
R — радиус внутреннего закругления;
г — радиус закругления полки;
J — момент инерции;
W — момент сопротивления;
S — статический момент полусечения;
I — радиус инерции.
Справочные величины для осей
х-х Y - Y
Jx В СМ* WX В см3 1х в см В сл<8 В СМ* wy В см3 1У В см
198 39.7 4,06 23,0 17,9 6,49 1.22
350 58,4 4,88 33.7 27,9 8,72 1,38
СТАЛЬ ПРОКАТНАЯ, БАЛКИ ДВУТАВРОВЫЕ
237
Продолжение табл. 120
3 Размеры в мм Справочные величины для осей
ч X о е Площадь С' чения в см X - X У— у
о с £ Масса в кг Л ь а t я Г Jx в слс4 Wx в слс3 1х в см Sx В см3 Jy В СМ* В см* 1У В см
14 13,7 140 73 4,9 7,5 8 3 17,4 572 81,7 5,73 46,8 41,9 11,5 1,55
16 15.9 160 81 5.0 7,8 8.5 3.5 20,2 873 109 6,57 62,3 58,6 14,5 1,70
18 18,4 180 90 5 1 8,1 9 3.5 23,4 1 290 143 7,42 81,4 82,6 18,4 1,88
18а 19,9 180 100 5,1 8,3 9 3,5 25,4 1 430 159 7,51 89,8 114 22,8 2,12
20 21,0 200 100 52 8,4 9,5 4 26,8 1 840 184 8,28 104 115 23,1 2,07
20а 22,7 200 ПО 5,2 8.6 9,5 4 28,9 2 030 203 8,37 114 155 28,2 2,32
22 24,0 220 110 54 8,7 10 4 30,6 2 550 232 9,13 131 157 28,6 2,27
22а 25,8 220 120 5 4 8,9 10 4 32,8 2 790 254 9,22 143 206 34,3 2,50
24 27,3 240 115 5,6 9,5 10,5 4 34,8 3 460 289 9,97 163 198 34,5 2.37
24а 29,4 240 125 5,6 9,8 10,5 4 37,5 3 800 317 10,1 178 260 41,6 2,63
27 31,5 270 125 6,0 9.8 11 4,5 40,2 5 010 371 11,2 210 260 41,5 2,54
27а 33,9 270 135 6,0 10,2 11 4,5 43,2 5500 407 11,3 229 337 50,0 2,80
30 36,5 300 135 6,5 10,2 12 5 46,5 7 080 472 12,3 268 337 49,9 2,69
30а 39,2 300 145 65 10,7 12 5 49,9 7 780 518 12,5 292 436 60,1 2.95
33 42.2 330 140 7,0 11,2 13 5 53,8 9 840 597 13,5 339 419 59,9 2,79
36 48,6 360 145 7,5 12,3 14 6 61,9 13 380 743 14.7 423 516 71,1 2,89
40 56,1 400 155 8,0 13,0 15 6 71,4 18 930 947 16,3 540 666 85,9 3,05
45 65,2 450 160 8,6 14,2 16 7 83,0 27 450 1220 18,2 699 807 101 3,12
50 76,8 500 170 9,5 15,2 17 7 97,8 39 290 1570 20,0 905 1040 122 3,26
55 89,8 550 180 10,3 16,5 18 7 114 55 150 2000 22,0 1150 1350 150 3,44
60 104 600 190 11.1 12,0 17,8 20 8 132 75 450 2510 23,9 1450 1720 181 3,60
65 120 650 200 19,2 22 9 153 101 400 3120 25,8 1800 2170 217 3,77
70 138 700 210 13,0 20,8 24 10 176 134 600 3840 27,7 2230 2730 260 3,94
70а 158 700 210 15,0 24,0 24 10 202 152 700 4360 27,5 2550 3240 309 4,01
706 184 700 210 17,5 28,2 24 10 234 175 370 5010 27,4 2940 3910 373 4,09
Допускаемые отклонения по размерам, форме поперечного сечения и
массе балок — см. табл. 121.
Таблица 121
№ Допускаемые отклонения
по высоте по ширине ПО толщине . по массе 1 пог, м Уклон наружной грани полки Кривизна стенки по высоте сече- ния Притупле- ние углов на наруж- ных гранях полок
b-d
профиля Г7 с Li । ***^ | 1 чГ "^7
ш ЕЛ
'а
в мм В % В мм
От 10 до 14 вкл. От 16 до 18 вкл. От 20 до 30 вкл. От 33 до 40 вкл. От 45 ло 70 вкл. 1+ 1+ 1+ 1+ 1+ >* СО СО ЬО КЗ Ъ V» © 1л о 1+ 1+ 1+ 1+ 1+ 4» СО СО КЗ КЗ о сл Ъ Ьл о -оде Плюсовые отклонения не ограни- чиваются + 3 -5 1005=1,5 О г 0,15(7 Для № 10—24 вкл. Д1^0,3
Для № 27-70 А, 53 мм
238
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
По длине балки поставляются:
№ 10—18 вкл. длиной 5—19 м,
№ 20—70 вкл. длиной 6—19 м.
Двутавровые балки поставляются из сталей марок по ГОСТ 380-60 и по
техническим условиям ГОСТ 535-58, а также из сталей марок по ГОСТ 6713-53
и 5058-57 и по техническим условиям этих же ГОСТ.
Пример условного обозначения двутавровой балки № 36 из стали марки
Двутавр.
36. ГОСТ 8239-56
Ст. 3 ГОСТ 535~58'
БАЛКИ ДВУТАВРОВЫЕ ОБЛЕГЧЕННЫЕ
(по ГОСТ 6184-52)
Размеры балок даны в табл. 122.
Таблица 122
Обозначение:
h — высота;
b — ширина полки;
d — толщина стеики;
t — средняя толщина полки;
/? — радиус внутреннего закругления;
г — радиус закругления полки;
J — момент инерции;
W — момент сопротивления;
I — радиус инерции;
S — статический момент полусечения.
Ь*-
№ профиля Размеры в мм Площадь се- чения в см- Масса 1 пог. м в кг Справочные величины для осей
h ь d t XX YY
Jx В слс1 в см* ‘х в см В см* Jy в см* в см* в см
16 160 55 2,8 5.3 3,0 1.5 10,0 7,86 426 53,3 6,52 30,3 13,0 4,73 1.14
18 180 ВО 3,0 5,4 3,0 1,5 11,6 9,07 614 68,2 7,29 39,0 17,1 5,68 1.21
20 200 65 3,2 5.5 3.2 1,6 13,2 10,4 855 85,6 8,05 49,0 21,9 6,73 1.29
22 220 70 3.4 5,8 3,4 1,7 15,2 11,9 1190 108 8,83 61,9 23,7 8,20 1,37
24 210 75 3,6 6.2 3,6 1,8 17,5 13,7 1620 135 9,63 77,6 37,7 10,1 1.47
27 270 80 3,9 6.3 4,0 2,0 20,1 15,8 2300 171 10,7 98,7 46,2 11.5 1.52
39 300 80 4,2 7,0 4,3 2,1 23,2 18,2 3220 215 11,8 125 52,3 13,1 1,50
Условное обозначение двутавровой балки облегченной № 20:
Двутавр, облегченный 20, ГОСТ 6184-52.
Допускаемые отклонения по размерам и массе балок приведены в табл. 123.
Таблица 123
№ профиля Размеры в мм По массе 1 пог. м
по высоте по ширине полок по толщине стенки по толщине полки
16-30 ±2,5 ±1.5 ±0,3 ±0.3 ±2,5%
Максимальные и минимальные длины балок двутавровых облегченных
должны быть 6—19 м.
Материал и технические условия — см. балки двутавровые по ГОСТ
8239-56.
СТАЛЬ ПРОКАТНАЯ. ШВЕЛЛЕРЫ
239
СТАЛЬ ПРОКАТНАЯ, ШВЕЛЛЕРЫ
(по ГОСТ 8240-56)
Размеры, масса и справочные величины соответствуют чертежу и при-
ведены в табл. 126.
Таблица 125
1 № профиля 1 Масса 1 пог. м в кг Размеры в мм Площадь се- чения в см- Справочные величины для осей
h ь d t R г х — х у-у
Jx в см* в с .и3 ‘Х В см SX В см3 ]у в см* wy в см3 В СМ Zo В см
5 4,84 50 32 4,4 1.0 6 2.5 6,16 22,8 9,10 1.92 5,59 5,61 2.75 0,954 1,16
6,5 5,90 65 36 4,4 7,2 6 25 7,51 48,6 15,0 254 9,00 8,70 3,68 1.08 1,24
8 7,05 80 40 4,5 7,4 6,5 25 8,98 89,4 22,4 3.16 13,3 12,8 4,75 1.19 1.31
10 8,59 100 46 4,5 7,6 7 3 10,9 174 34,8 3,99 20,4 20,4 6,46 1,37 1.44
12 10,4 120 52 4,8 7,8 75 3 13,3 304 50,6 4,78 29.6 31,2 8,52 1,53 1,54
14 12,3 140 58 4,9 8,1 8 3 15,6 491 70,2 5,60 40,8 45,4 11,0 1,70 1,67
14а 13,3 140 62 4,9 8,7 8 3 17,0 545 77,8 5,66 45,1 57,5 13,3 1,84 1,87
16 14,2 160 64 5,0 8,4 85 35 18.1 747 93,4 6,42 54,1 63,3 13,8 1,87 1,80
16п 15,3 160 68 5,0 9.0 8,5 35 19,5 823 103 6.49 59,4 78,8 16,4 2,01 2,00
18 16,3 180 70 5,1 8,7 9 35 20,7 1 090 121 7,24 69,8 86,0 17,0 2,04 1,94
18а 17,4 180 74 5,1 9,3 9 35 22,2 1 190 132 7,32 76,1 105 20,0 2.18 2,13
20 18.4 200 76 5 2 9,0 95 4 23,4 1520 152 8,07 87,8 113 20,5 2.20 2,07
20а 19,8 200 80 5,2 9,7 9,5 4 25,2 1 670 167 8,15 95,9 139 24,2 235 2,28
22 21,0 220 82 5,4 9,5 10 4 26,7 2 ПО 192 8,89 110 151 25,1 2.37 2,21
22а 22,6 220 87 5,4 10,2 10 4 28,8 2 330 212 8,99 121 187 30,0 2,55 2.46
24 24,U 240 90 5,6 10,0 10,5 4 30,6 2 900 242 9,73 139 208 31,6 2.60 2,42
24а 25,8 240 95 5,6 10,7 10,5 4 32,9 3 180 265 9,81 151 254 37,2 2.78 2,67
27 27,7 270 95 6,0 10,5 11 4,5 35.2 4 160 308 10,9 178 262 37,3 2,73 2,47
30 31,8 3<»0 100 6.5 11.0 12 5 40,5 5 810 3S7 12,0 224 327 43,6 2,84 2.52
33 36,5 330 105 7,0 11,7 13 5 46,5 7 980 484 13,1 281 410 51,8 2,97 2.59
36 41,9 360 110 7,5 12,6 14 6 53,4 10 820 601 14,2 350 513 61,7 3,10 2.68
40 48,3 400 115 8,0 13.5 15 6 61,5 15 220 761 15,7 444 642 73,4 3.23 2,75
Допускаемые отклонения по размерам, форме поперечного сечения и
массе швеллеров указаны в табл. 127.
По длине швеллеры изготовляются: № 5—8 вкл. 5—12 м, № 10—18 вкл.
5—19 м, № 20—40 вкл. 6—19 м.
Материал и технические условия — по ГОСТ 535-58 или другим действую-
щим стандартам, оговоренным в заказе.
Условное обозначение швеллера № 24 из стали марки Ст. 3:
24 ГОСТ 8240-56
Швеллер Ст 3 ГОСТ 535_58.
240
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ШВЕЛЛЕРЫ ОБЛЕГЧЕННЫЕ
(по ГОСТ 6185-52)
Размеры и массу швеллеров — см. в табл. 124
Таблица 124
Обозначение:
h — высота швеллера;
b — ширина полки;
d — толщина стенки;
t — средняя толщина полки;
R — радиус внутреннего закругления;
г — радиус закругления полки;
J — момент инерции;
W— момент сопротивления;
i — радиус инерции;
га — расстояние до центра тяжести;
о — статический момент полусечеиия.
№ профиля | Размеры в мм 1 Площадь се- чения в см'2 Масса 1 пог. м в кг Справочные величины для осей
h b d t Г =5= X — X У — У Z<> В см
в см* в см3 в см Sx В СМ3 Jy 4 в см* в см3 ‘v В см
15 160 50 2,8 4,8 3,0 1,5 9.01 7,07 368 46,1 6,40 26,5 17,8 4,69 1.41 1,20
18 180 50 3,0 5,2 3.0 1,5 10,3 8,1 519 57,7 7,10 33,5 20,3 5,29 1,40 1,17
20 200 55 3,2 5,4 3.2 1,6 12.0 9,4 743 74,3 7,87 43,2 27,9 6,56 1,53 1,25
22 220 55 3,4 6,2 3.4 1,7 13,9 10,9 1030 93,9 8,62 54,8 33,3 7,86 1,53 1.27
24 240 60 3,6 6,7 3,6 1,8 16,2 12,7 1440 120 9.44 70,0 46,3 10,0 1,69 1.40
27 270 65 3,9 70 4,0 2,0 19,1 15,0 2120 157 10,5 91,7 62,2 12,3 1.81 1,45
30 300 70 4,2 7,5 4,3 2,1 22,5 17,6 3060 204 11.7 119 84,0 15,4 1.93 1,51
Допускаемые отклонения по размерам и массе профилей даны в табл. 125.
Таблица 125
<№ профиля Размеры в мм По массе 1 пог. м в кг
по высоте по ширине полки по толщине стенки по толщине полки
16-30 ± 25 ± 1.5 ч 0,3 ±0,3 ± 25
Максимальные и минимальные длины швеллеров должны быть 6—19 м.
Материал и технические условия—см. швеллеры по ГОСТ 8240-56.
Условное обозначение швеллера облегченного № 20:
Швеллер облегченный 20, ГОСТ 6185-52,
ШВЕЛЛЕРЫ ОБЛЕГЧЕННЫЕ
241
Таблица 727
Хе профиля Допускаемые отклонения
по высоте швеллера по ширине полки по толщине полки по массе 1 пог. м Уклон наружной грани полки Кривизна стенки по высоте сече- ния Радиус наружного закругления Прнтуплеиие углов на наружных гранях полок
1 р t М । - ь - Ь-\ О' Г Х5 4/
lr
в мм В % в мм
От 5 до 8 вкл. От 10 до 14 вкл. От 16 до 18 вкл. От 20 до 30 вкл. От 33 до 40 вкл. ± 1.5 ± 2,0 ±25 ±3,0 ±35 ±1.5 ±2,0 ± 25 ± 3.0 ±35 -0,06/ Плюсовые отклонения не ограничи- ваются + 3 -5 - 100^1,5 О 8 == 0,15// Для № 5-20 rt S 0,3/ Для № 22-40 Г1 3 ЛГЛГ Для № 5-20 Д1 s; 0,3/ Для № 22—40 Д/ =S 3 .«.и
242
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СТАЛЬ УГЛОВАЯ РАВНОБОКАЯ ТОНКОСТЕННАЯ
(по ГОСТ 3294-53)
Таблица 123
Примечания: 1. По длине профили изготовляются в пределах 4—9 м.
2. Материал: сталь Ст. 3 или МСт. 5 (ГОСТ 380-6')).
СТАЛЬ УГЛОВАЯ НЕРАВНОБОКАЯ ТОНКОСТЕННАЯ
(по ГОСТ 3294-53)
Таблица 123
| № профиля 1 Размеры в мм Пло- щадь сече- ния в см2 Масса 1 пог. м в кг Момент инер- ции в см*
fi ь t X» Jx Jy
Номин. Доп. ОТКЛ. Номин. Доп. ОТКЛ.
1 24 + 1 16 + 1 3 4.3 8,3 1,11 1,46 0,89 0,63 0,22
2 45 +1 30 4- 1 2 6,7 14,2 1,16 3.12 1Л4
3 75 + 1,5 50 + 1,5 3 11,1 23,6 3,66 2,89 21,79 8,03
Примечание. По длине профили изготовляются в пределах 4—9 м.
Материал: сталь Ст. 3 (ГОСТ 380-60).
ПРОФИЛИ ГНУТЫЕ СТАЛЬНЫЕ ФАСОННЫЕ
243
ПРОФИЛИ ГНУТЫЕ СТАЛЬНЫЕ ФАСОННЫЕ
(по ГОСТ 8275-57)
Стандарт распространяется на гну-
тые и стальные фасонные профили
простой и сложной формы, закрытые
и полузакрытые различных видов и
назначений, изготовляемые путем про-
филирования листовой, ленточной и
320, 360, 400, 450, 500, 550, 600,
700, 800, 900, 1000, 1100, 1200, 1400,
1600 мм.
Толщины заготовок для изготовле-
ния профилей должны быть в преде-
лах 2—16 мм вкл. по сортаменту
полосовой стали в роликогибочных
станках.
Примечание. Профили изготов-
ляются тех форм, которые ие могут быть
получены или их трудно получить путем
горячей прокатки.
Примерные формы фасонных гну-
тых профилей представлены на ри-
сунке.
Ширины исходных заготовок (лист,
лента, полоса), из которых изготов-
ляются профили, соответствуют сле-
дующему ряду чисел: 32, 36; 40, 45,
50, 60, 70, 80, 90, 100, ПО, 120,
140. 160, 180, 200 , 220 , 250, 280,
соответствующих стандартов на лист,
лепту и полосу.
В зависимости от ширины исход-
ной заготовки толщина профиля
должна быть при ширине до 120 мм
2—3 мм, при ширине 120—250 мм
2—7 мм, при ширине 250 мм и
более 3—16 мм.
Вертикальные (по условиям про-
филирования) размеры сечения про-
филей не должны превышать
250 мм.
Допускаемые отклонения по раз-
мерам профилей не превышают ука-
занных в табл. 130.
244
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 130
Размеры профилей Допускаемые отклонения в мм
по толщине профилей по прочим размерам
а) Профили толщиной до3.иле при наи- больших наружных размерах: до 50 .им 51-НЮ мм 101-200 мм более 200 мм б) Профили толщиной более 3 мм при наибольших наружных размерах: до 150 мм 151—200 мм более 200 мм В соответствии с допускаемыми от- клонениями по толщине металла, из которого изготовлены профили (по ГОСТ 3680-57, 5681-57, 503-41, 103-57 и др.) ±1,0 ±1,5 +2.0 ±з,о ±2,0 430 ±4,0
СТАЛЬ ХОЛОДНОГНУТАЯ УГЛОВАЯ РАВНОБОКАЯ
И НЕРАВНОБОКАЯ
(по ГОСТ 8276-63)
Стандарт распространяется на хо-
лодногнутую угловую равнобокую и
неравнобокую сталь, изготовляемую
на профилегибочных станах.
Размеры уголков и справочные ве-
личины для профилей из углероди-
стой стали с временным сопротивле-
нием разрыву не более 461 Мн/м2
(47 кгс/.ил2) приведены на чертежах
и для равнобоких—в табл. 131,
для неравнобоких уголков — в
табл. 132.
Размеры уголков из низколегиро-
ванной или углеродистой стали с вре-
менным сопротивлением разрыву бо-
лее 461 Мн/м2 (47 кгс/мм2) можно
принимать по данным тех же таблиц
с ограничениями размеров, отмечен-
ных звездочкой (см. примечание к
табл. 131 и 132). Радиусы внутреннего
закругления (&) для таких профилей
на 1—8 мм больше, чем указаны
в таблице. Справочные величины для
этих профилей с некоторым прибли-
жением соответствуют указанным в
таблицах.
Таблица 131
а. Равнобокий уголок
Обозначения:
b — ширина полки;
S — толщина полки;
7? — радиус внутреннего закругления;
J — момент инерции;
i — радиус инерции;
" от центра тяжести до
расчетного свеса полки
профиля.
Zq — расстояние
полки;
b - S — А»
п—-------------отношение
к толщине
Размеры в мм п Площадь се- чения в см2 Справочные величины для осей Масса 1 пог. м в кг
b R не бо- лее х — X XQ — XQ 3’0 — уо Xi — Xi
Jx В CMi *х в см Jx<> в см* '•*0 в см Jyo в см* ‘Уо в см JXl в см* z0 в см
16 1 1,5 2 2 13,0 8,33 0,30 0,44 0.08 0,11 0,50 0,49 0,12 0,17 0,63 0,63 0.03 0,01 0,32 0,30 0,14 0,21 0,45 0,47 0.23 0,35
СТАЛЬ ХОЛОДНОГНУТАЯ УГЛОВАЯ РАВНОБОКАЯ И НЕРАВНОБОКАЯ 245
Продолжение табл. 131
Размеры в мм п Плошадь се- чения в с.м- Справочные величины для осей Масса 1 пог. м в кг
b 5 R не бо- лее X — X X# — Хв — У о •Ч —
Jx В СМ* 1Х В см JX(t в см* 1Хп в см Jy» В СМ* 1Уо В СМ в см* Zo В СМ
1 2 15,0 0,34 0,11 0,57 0,17 0,71 0,04 0,36 0,19 0,50 0,27
18 1.5 2 9,67 0,50 0,16 0,56 0,25 0,71 0,06 0,35 0,29 0,52 0,39
1 2 17,0 0,38 0.15 0.63 0,25 0,81 0,06 0,38 0,27 0,55 0,30
20 1.5 2 11.0 0.56 0,22 0,62 0,36 0,80 0.08 0,38 0,40 0,57 0,44
2 3 7,50 0,73 0,27 0,61 0,45 0,79 0,09 0,36 0,53 0,60 0,57
1 2 19,0 0,42 0,20 0.70 0,32 0,88 0,08 0,45 0,36 0,60 0,33
22 1.5 2 12,3 0,62 0,29 0,69 0,47 0,87 0.12 0,43 0,53 0,62 0,19
2 3 8,5 0,81 0,37 0,68 0,60 0,86 0,14 0,42 0,71 0,65 0,63
1.5 2 14,3 0,71 0,44 0,79 0,71 1,00 0,16 0,48 0,78 0,70 0.56
2 3 ю.о 0,93 0,56 0,78 0,92 1,00 0,20 0,46 1,04 0,72 0,73
25 2,5 3 7,80 1.14 0,67 0,77 1,11 0,99 0,24 0,46 1.31 0,74 0,90
3 3 6,33 1,35 0,78 0,76 1,29 0,98 0,28 0,45 1,57 0,76 1,06
1,5 2 16,3 0,80 0,62 0.88 1,01 1.12 0.23 0,54 1.10 0.77 0,63
23 2 3 11.5 1,04 0,80 0,87 1,31 1.18 0,29 0,53 1.47 0,80 0,82
2.5 3 9,00 1,29 0,97 0,87 1,59 1.11 0,35 0.52 1,84 0.82 1.01
3* 3 7,33 1,53 1,13 0,86 1,85 1,10 0,40 0,51 2,21 0,84 1,20
1,5 2 19,0 0,92 0,94 1,01 1.52 1,29 0,36 0,62 1.64 0,87 0,72
2 3 13.5 1.21 1.21 1,00 1.98 1,28 0,45 0,61 2.19 0,90 0,95
32 2.5 3 10,6 1,49 1,48 1,00 2,42 1,27 0,54 0,60 2.74 0.92 1.17
3 3 8,67 1,77 1,73 0,99 2,83 1,26 0,63 0,60 3,29 0,94 1,39
2 3 15,5 1,37 1,75 1.13 2,85 1,45 0,65 0,69 3.11 1,00 1,07
35 2.5 3 12,2 1.6) 2.14 1.13 3,49 1,44 0,80 0.69 3,90 1,02 1,33
3 3 10,0 2,01 2,51 1,12 4,10 1,43 0,93 0,68 4,68 1,04 1,53
2 3 17.5 1.53 2,43 1.26 3.95 1.61 0,91 0,77 4,27 1,10 1,20
2.5 3 13.8 1.89 2,98 1,25 4.84 1,60 1,12 0.77 5,34 1,12 1.48
40 3 3 11,3 2.25 3.50 1,25 5,70 1,59 1.31 0,76 6.42 1.14 1,77
4 6 7,50 2,90 4,38 1,23 7,25 1,58 1,50 0,72 8,55 1.20 2.28
2* 3 20,0 1,73 3,50 1,42 5.67 1,81 1,33 0,88 6.08 1.22 1.36
2.5 3 15,8 2.14 4,30 1,42 6,97 1,80 1,62 0,87 7,61 1,24 1.63
4Э 3 3 13,0 2.55 5,06 1,41 8,22 1,79 1,91 0.86 9,14 1,26 2,00
4 6 8,75 3,30 6,39 1,39 10,5 1,79 2,25 0,82 12.2 1,32 2,59
246
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 131
Размеры в мм п Площадь се- чения в см- Справочные величины для осей Масса 1 пог. м в кг
b S 7? не бо- । лее X — X хо — хо Уо — 5'0 Xi — ЛГ!
Jx в см* В см Jxis в см* 1х0 В см Л'о В см* в см в см* в см
2,5 3 17,8 2.39 5,96 1,58 9,65 2,01 2,26 0,97 10,4 1,37 1,88
3 3 14,7 2.85 7,03 1,57 11,4 2.00 2,67 0.97 12,5 1,39 2,24
50 4 6 10,0 3,70 8,94 1,55 14,7 1,99 3,20 0,93 16,7 1,45 2,90
5 6 7,80 4,57 10,3 1,54 17,8 1,97 3,83 0,92 20,9 1,49 3,59
2,5» 3 20.2 2,69 8,45 1,77 13,7 2,25 3,23 1,10 14,7 1,52 2.11
3 3 16,7 3,21 10.0 1,76 16,2 2.24 3.81 1,0» 17,6 1,54 2,52
55 4 6 11.5 4,18 12,8 1,75 20,9 2,24 4,65 1,05 23.5 1,60 3,23
5 6 9,0 5,17 15,5 1,73 25,4 2,22 5.60 1.04 29,4 1,64 4,06
3 3 19.0 3,63 14,4 1.99 23.2 2,53 5,52 1,23 25,0 1,71 2,85
4 6 13,2 4,74 18,5 1.98 30,2 2.52 6,81 1,20 33,4 1,77 3,72
63 5 6 10,1 5,87 22.5 1.96 36,8 2,50 8.25 1.19 41,8 1,81 4,61
6 9 8,0 6,89 25,9 1.94 42,9 2,49 9,00 1,14 50,1 1,87 5,41
3 3 21,3 4,05 19.9 2.22 32.1 2,82 7.67 1,38 34,3 1,89 3,18
4 6 15,0 5,30 25,7 2.20 41,9 2,81 9,56 1,34 45,8 1.95 4,16
70 5 6 11,8 6,57 31,4 2,19 51,2 2,79 11.6 1,33 57,3 1,99 5,16
6 9 9,17 7,73 36,3 2,17 59,8 2,78 12,9 1,29 68,7 2,05 6,07
3,5* 6 18,7 5,01 28,2 2,37 45,8 3,02 10,6 1,45 49,3 2,05 3.93
4 6 16,2 5,70 31,9 2,36 51,8 3,01 11,9 1,45 56,3 2,07 4,48
75 5 6 12,8 7,07 39,0 2,35 63,4 3,00 14,5 1,43 70,5 2.11 5,55
6 9 10,0 8,33 45,2 2,33 74,3 2.9Э 16,2 1,89 84,5 2,17 6,54
3* 3 21,7 4,65 30.0 2,54 43,4 3.22 11,6 1,58 51,2 2,14 3,65
4 6 17,5 6,10 38,9 2,53 63.2 3.22 14,6 1,55 68,4 2.29 4,79
80 5 6 13.8 7,57 47,7 2.51 77,5 3,29 17.8 1,54 85,5 2.24 5,94
6 9 10,3 8,93 55,5 2.49 91,0 3,19 20,0 1,50 102,6 2,30 7,01
4 * 6 20,0 6.90 5G.0 2.85 90,8 3,63 21,2 1.75 97.3 2,45 5,42
5 6 15.8 8,57 68,8 2.83 111 3,61 26,0 1,74 122 2,49 6,73
90 6 9 12.5 10,1 80.4 2.82 131 3,6) 29,4 1,70 146 2,55 7,95
7 9 10,6 11.7 92.1 2.8J 151 3,58 33,6 1,69 171 2,59 9.21
4 * 6 22,5 7,7 77,5 3,17 125 4,03 29,6 1,96 133 2,70 6,05
5 6 17,8 9,57 95,3 3,16 154 4,02 36,2 1,95 167 2,74 7,51
6 9 14,2 11.3 112 3.14 182 4,01 41,4 1,91 200 2,79 8.89
100 7 9 12.0 13,1 128 3,13 209 3.99 47,3 1,90 234 2,84 10,3
3 12 10,0 14,8 143 3,11 235 3,98 51,2 1,86 267 2.90 11,6
10 12 7,80 18,3 173 3.07 284 3,94 61,3 1,83 335 2,98 14,4
СТАЛЬ ХОЛОДНОГНУТАЯ УГЛОВАЯ РАВНОБОКАЯ И НЕРАВНОБОКАЯ 247
Продолжение табл. 131
Размеры в мм п Площадь се- чения в см* Справочные величины для осей Масса 1 пог. м в кг
b S R не бо- лее X — X Хо — Xq Vo —.Vo -П - X!
Jx В СМ* В см •*0 в см* в см Jyo В CM* В CM Лг, В см* Zo в см
5* 6 19,8 10,6 128 3.18 207 4,43 48,9 2,15 222 2.99 8,30
6 9 15,8 12,5 150 3.46 245 4,42 56,2 2,12 267 3,04 9,81
110 7 9 13,4 14,5 173 3.45 281 4,40 64,4 2,10 311 3,08 11,4
8 12 11,2 16,4 193 3,43 317 4,39 70,1 2,07 356 3.14 12,9
10 12 8,80 20,3 234 3,40 384 4,35 84,3 2,04 445 3,23 15,9
5* 6 22,8 12.1 190 3,96 306 5,01 72,9 2.46 326 3,36 9.47
6 9 В.З 14,3 224 3,95 363 5.03 84,3 2,43 391 3,42 11,2
125 7 9 15,6 16,6 257 3,93 418 5,01 96,8 2,41 457 3,46 13.0
8 12 13,1 18.8 289 3,92 471 5.01 106 2.38 522 3,52 14,8
10 12 10,3 23,3 351 3,89 574 4,97 129 2,35 653 3,60 18,3
6* 9 20.8 16,1 317 4,43 514 5,64 120 2.73 549 3,79 12,7
110 7 9 17,7 18,7 366 4,42 593 5,63 139 2.72 641 3,83 11,7
8 12 15,0 21,2 411 4,40 670 5,62 153 2,69 733 3.89 16,6
10 12 11,8 26,3 502 4,37 818 5,58 186 2,66 917 3,97 20,6
7 9 20,6 21,5 552 5,07 894 6,44 211 3,13 957 4,33 16,9
160 8 12 17,5 24,4 623 5,05 1010 6,44 234 зло 1090 4,39 19,2
10 12 13,8 30.3 763 5,02 1240 6,40 286 3,07 1370 4,47 23,8
8* 12 20,0 27.6 896 5,70 1450 7.25 340 3,51 1560 4,89 21.7
180 10 12 15,8 34,3 1100 5,67 1780 7,22 416 3,48 1950 4,97 26,9
200 10 12 17,8 38.3 1520 6,31 2470 8,03 580 3,89 2670 5,47 30,0
220* 10 12 19,8 42.3 2050 6,96 3310 8,85 782 4,30 3550 5.97 33,2
11 р и е ч а н и е. Равнобокие уголки размеров, отмеченных звездочкой, из низколеги-
рованной или углеродистой стали с временным сопротивлением разрыву более (47 кгс/мм*) не изготовляются. 461 Мн/м*
248
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
б. Неравнобокий уголок
«1=
Обозначения:
В — ширина большей полки;
b — ширина меньшей полки;
S — толин-ша полок;
R— радиус внутреннего закругления;
J — момент инерции;
i — радиус инерции;
Хо и Ко ~ расстояние от центра тяжести до
полок;
В - S-R
-----------отношение
Таблица 132
свеса большей полки
к толщине
Ъ _ S _ р
п2~---------- — отношение
профиля;
свеса меньшей полки
к толщине
профиля.
У,
Размеры в мм
Справочные величины для осей
в ь S R. не более «1 л2 Пло- щадь сече- ния в ся2 х — X У— У Х1 — Х1 - л и — и Масса 1 пог. м в кг
Jx в см* i X в см Jyt в см* гу в см JXl в см* З’о в см Jyi в см* -Vo в см Ju в см* в см tg «
25 20 1.5 2 11,3 11,0 0,63 0,11 0,80 0.23 0.61 0,78 0.77 0,40 0,51 0.11 0,41 0,65 0,50
2 3 10,0 7,50 0,83 0.51 0.79 0,30 0,60 1,04 0.80 0,54 0,54 0,13 0,40 0,55 0.65
1.5 2 19,0 14,3 0,81 0,87 1,03 0,47 0,76 1,64 0.97 0.78 0,62 0.23 0.53 0.62 0,64
32 25 2 3 13.5 10,0 1,07 1.11 1,02 0,61 0.75 2.19 1.00 1,05 0.64 0,28 0,51 0.62 0,84
2.5 3 10.6 7,80 1,32 1.35 1.01 0.73 0.75 2,71 1,02 1.31 0.66 0.34 0,51 0,62 1,03
2 3 17,5 13.5 1,37 2,25 1,28 1,30 0.98 4,27 1,21 2,19 0,80 0.61 0,67 0,65 1.07
40 32 2.5 3 13,8 10,6 1,69 2,76 1,28 1.59 0,97 5,34 1,24 2.74 0,82 0,74 0,66 0,65 1.33
3 3 11,3 8,70 2,01 3.24 1,27 1,86 0.96 6,41 1.26 3,30 0,84 0,86 0,65 0,05 1.58
2.5 3 17,8 12.2 2,04 5,32 1.61 2.37 1,08 10.4 1.58 3,90 0,87 1,20 0,77 0.53 1,60
50 36 3 3 14,7 10,0 2.43 6,28 1,61 2.79 1.07 12.5 1.60 4,69 0,88 1,41 0,76 0,53 1.91
4 6 Ю.о 6,5 3.14 7.91 1.59 3,48 1.05 16.7 1,67 6,25 0.94 1,64 0,72 0,54 2.47
СТАЛЬ .ХОЛОДНОГНУТАЯ УГЛОВАЯ РАВНОБОКАЯ И НЕРАВНОБОКАЯ 249
Продолжение табл. 132
Размеры в мм "1 Я8 Пло- щадь сече- ии я в см2 Справочные величины для осей Масса 1 пог. м в кг
в Ъ $ R, не более X — X У-у *1 - Xi — 1'1 и — и
Jx в см4 в см Jyt в слс4 1у в см В см4 5'о в см Jyi В СМ4 Хо в см Ju В СМ4 ‘а в см tg 1
2.5* 3 20,2 13.8 2,29 7,54 1,81 3,30 1,20 14,6 1,76 5.35 0.94 1,69 0,86 0,53 1,80
56 40 3 3 16.7 11,3 2,73 8,91 1,81 3,89 1,19 17,6 1.78 6.43 0,96 1,99 0.85 0.52 2,15
4 6 11,5 7,5 3,54 11,3 1,79 4,90 1,18 23,4 1,85 8,58 1,02 2.37 0,82 0,53 2,78
3 3 19.0 13.0 3,09 12,8 2,04 5,62 1,35 25 0 1.99 9,15 1,07 2,89 0,97 0,52 2.43
та 4 6 13.3 8,75 4,02 16,4 2,02 7,14 1,33 33.4 2,05 12,2 1,12 3,50 0,93 0,53 3,16
3 * 3 21,3 14,7 3,45 17.8 2,27 7,79 1,50 34,3 2.19 12,5 1.17 4.03 1.08 0,52 2.71
70 50 4 6 15,0 10.0 4,50 22,8 2,25 9.96 1.49 45,8 2.26 16,7 1,23 4,94 1.05 0,53 3.53
5 6 11,8 7.80 5,57 27,8 2,24 12.1 1,47 57,2 2.30 21,0 1,27 5,96 1,03 0,53 4,37
3,5* 6 18.7 13.3 4,35 25,5 2,42 12.5 1,69 49,2 2.34 20,5 1,36 6,07 1.18 0,57 3.41
4 6 16,2 11,5 4,94 28.8 2,41 И.О 1,69 56,3 2.36 23,5 1,38 6,82 1.17 0,57 3.88
75 56 □ 6 12.8 9.0 6.12 35.2 2.40 17,1 1.67 70,4 2.40 29,4 1.42 8,26 1.16 0.57 4,80
6 9 10,0 6,83 7,19 40,6 2,38 19,6 1,65 84,1 2,17 35,3 1.48 9,05 1,12 0.58 5,61
4 6 17.5 13,3 5.42 35,9 2.57 20.0 1,92 68.3 2.45 33.4 1.57 9,41 1.32 0,63 4,26
80 63 5 6 13.8 10,4 6.72 43.9 2.56 24,3 1.90 85,5 2.49 41,8 1,61 11.4 1.30 0.63 5.27
6 9 10,8 8,0 7.91 50,9 2,51 28.1 1,89 102 2.55 50,2 1,67 12,7 1,27 0.64 6,21
4* 6 20,0 15,0 6,10 51,4 2.90 27,8 2,14 97.3 2.74 45.8 1,72 13.3 1.48 0.62 4,79
70 5 6 15.8 11,8 7,57 63.1 2.89 34,0 2,12 122 2,78 57,4 1.76 16.3 1.47 0,62 5,94
6 9 12.5 9.17 8.93 73.5 2.87 39,5 2,10 146 2.85 68.9 1,81 18.3 1.43 0,62 7.01
7 9 10,6 7.71 10.3 84,1 2,85 43,0 2,09 170 2.89 80.5 1,85 20.7 1,42 0,62 8,11
5 6 17,8 13.8 8.57 88,4 3.21 51,1 2.44 167 3.03 85.6 2.00 24,1 1,68 0,65 6,73
80 6 9 14,2 10.8 10.1 103 3,20 59,7 2,43 200 3.09 103 2.06 27,4 1.64 0.65 7.%
7 9 12.0 9.15 11,7 119 3,18 68.3 2,41 234 3.13 120 2,10 31,2 1.63 0,65 9,21
8 12 10,0 7.50 13,2 132 3,16 75,6 2,39 267 3,20 137 2,16 33,4 1,59 0,66 10,4
250
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 132
Размеры в мм «1 П* Пло- щадь сече- ния в см* Справочные величины для осей Масса 1 пог. м в кг
В b S ие более X —X у-у .V1 — л —л и — и
Jx в см* 1х в см в См* в см Лт, в СИ4 З’о в см Jyi В Хо в см ]п в см* 1п в см tg а
5* 6 19,8 15 8 9,57 120 3.54 73.2 2.77 222 3.27 122 2.25 34,1 1,89 0.68 7,51
110 90 6 9 15,8 12.5 11,3 140 3,52 85,8 2.75 266 3.34 146 2,31 39,0 1,86 0.63 8,89
7 9 13.4 10,6 13,1 161 3.50 98,3 2.71 311 3.38 171 2..35 44,6 1,81 0,63 10,3
8 12 11.2 8,75 14,8 180 3.49 109 2.72 355 3.44 195 2,40 48,2 1,80 0.68 11,6
6 9 18.3 14.2 12,8 207 4.02 120 3.06 391 3.78 200 2,50 56.1 2,09 0.65 10,1
7 9 15,6 12.0 14.9 239 4,00 138 3.04 456 3.82 234 2,54 64,2 2.08 0,65 11.7
125 100 8 12 13.1 10.0 16,8 267 3.99 151 3.03 521 3.89 268 2.60 70,0 2.01 0.65 13,2
10 12 10.3 7,80 20.8 325 3,95 186 2,99 652 3,97 335 2,68 84,3 2.01 0,65 16.3
6* 9 20,8 15,8 14,3 292 4.52 162 3.36 549 4,23 267 2.70 77,4 2.32 0,63 11,2
110 7 9 17,7 13,4 16,6 337 4,50 187 3.35 611 4,27 311 2,74 83.9 2.31 0.63 13.1
140 8 12 15,0 11,25 18,8 378 4,48 209 3,33 732 4,34 356 2,79 97,5 2,28 0,63 14,8
10 12 11,8 8,80 23.3 461 4,45 '254 3,30 916 4,42 446 2,87 118 2,25 0,63 18,3
7» 9 20,6 15,6 19,1 509 5,16 278 3.82 956 4,81 457 3,06 134 2.65 0,62 15.0
160 125 8 12 17,5 13.1 21.6 572 5,15 312 3.80 1090 4,91 522 3,11 118 2.62 0.62 17,0
10 12 13,8 10,3 26,8 700 5,11 381 3,77 1370 4,99 654 3.19 180 2,59 0,62 21,0
180 140 8 • 12 20,0 15,0 24,4 823 5,81 445 4.27 1560 5.48 733 3,44 213 2,96 0,62 19,2
10 12 15,8 11,8 30.3 1010 5,77 544 4,24 1950 5,56 918 3.51 260 2,93 0.62 23,8
200 160 10 12 17.8 13,8 34,3 1410 6,42 818 4,89 2670 6,05 1370 4,01 336 3,35 0,65 26,9
220 180 10 12 19,8 15,8 38,3 1910 7,07 1170 5,53 3550 6,54 1950 4,50 546 3,78 0,68 30,0
П р и и е ч а н и е. Неравнобокие уголки размеров, отмеченных звездочкой, из низколегированной или углеродистой стали с времен-
ным сопротивлением разрыву 1 более 461 Мн/м"11 (47 кгс/мм*} не изготовляются.
СТАЛЬ ХОЛОДНОГНУТАЯ. ШВЕЛЛЕРЫ
251
По соглашению сторон профили из
углеродистой и малолегированной ста-
ли могут изготовляться с радиусами
внутреннего закругления (/?), мень-
шими, чем указанные в табл. 131 и
132.
Допускается изготовление профи-
лей из углеродистой стали с времен-
ным сопротивлением разрыву до
461 Мн/м2 (47 кгс/мм2), толщиной
3 мм и радиусами внутреннего зак-
ругления не более 4 мм.
Допускаемые отклонения по тол-
щине профилей, контролируемые на
плоских участках, не превышают:
При толщине 1,0 мм . . . . . . ±0,11 мм
» > 1,5 > . , . . . . ±0,14 >
> > 2,0 > . , , . . . +0,17 »
— 0,21 »
> » 2,5 » . . . . . . -10,17 >
— 0,20
> » 3,0 > , . . . . . +0,18 >
— 0,24
» > 4; 5 » . . . . . . 4 0.28 »
— 0,40
» » 6,0 > , . . . . . +0,28 >
— 0,52
» » 7; 8; 10 » . . . . . . +0,32 »
-0,64
Допускаемые отклонения по ши-
рине полки не превышают:
При ширине полки от 15 до 50 мм
вкл..................... ±1,0 мм
При ширине полки от 56 до 100 мм
вкл...................... ±2,0 »
При ширине полки св. 100 мм . . ±3,0 >
Допускаемые отклонения от вели-
чины угла 90° не превышают:
При ширине полки до 90 мм. . . ±1°30'
> > св. 90 > . . ±1°
Для профилей с отношением рас-
четного свеса полки к толщине про-
филя не более 8 допускаемое откло-
нение от величины угла 90° не превы-
шает ±2°.
Профили поставляются длиной от
4 до 12 м.
Допускаемые отклонения по длине
профилей ие превышают +40 мм
при длине до 6 мм и +80 мм при длине
более 6 м.
Местная кривизна ие превышает
1 мм на 1 пог. м, а общая кривизна —
произведения допускаемой местной
кривизны на 1 пог. м на длину про-
филя в м.
Скручивание профилей вокруг про-
дольной оси допускается в пределах
0,5 мм иа 1 пог. м, а общее скручива-
ние — произведения допускаемого
скручивания на 1 пог. м на длину
профиля в м.
Волнистость на кромках профилей—
2,0 мм на 1 пог. м.
Профили изготовляют из стали с
временным сопротивлением разрыву
не более 588 Мн/м1 (60 кгс/мм2),
марки стали и технические требова-
ния — по соответствующим стандар-
там.
Примеры условных обозначений:
равнобокого углового профиля разме-
рами 40 X 40 X 3 мм из стали марки
Ст. Зкп по ГОСТ 380-60:
Уголок 40 X 40 X 3 — Ст. Зкп
ГОСТ 8276-63;
иеравнобокого углового профиля раз-
мерами 60 X 45 X 3 мм из стали
марки 09Г2 по ГОСТ 5058-57:
60 х 45 X 3 ГОСТ 8276-63
Уголок одг2 ГОСТ .
СТАЛЬ ХОЛОДНОГНУТАЯ,
ШВЕЛЛЕРЫ
(по ГОСТ 8278-63)
Стандарт распространяется на хо-
лодногнутую швеллерную сталь, из-
готовляемую иа профилегибочиых
станах.
Размеры швеллеров и справочные
величины для профилен из углероди-
стой стали с временным сопротивле-
нием разрыву не более 461 Мн/м'1
(47 кгс/мм2) приведены на чертеже и
в табл. 133.
Размеры швеллеров из углеродистой
и низколегированной стали с времен-
ным сопротивлением разрыву более
461 Мн/м2 (47 кгс/мм2) можно при-
нимать по данным той же таблицы с
ограничениями размеров, отмечен-
ных звездочкой (см. примечание к
табл. 133). Радиусы внутреннего за-
кругления для таких профилей боль-
ше, чем указанные в таблице.
Справочные величины с некоторым
приближением можно принимать по
данным табл. 133.
По соглашению сторон швеллеры
нз углеродистой и низколегированной
стали могут изготовляться с радиусами
внутреннего закругления, меньшими
указанных в табл. 133.
252
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 133
- — Z0 У «— Обозначения: h — высота профиля; b — ширина полки; S — толщина профиля; R — радиус внутреннего закругле- ния; W — момент сопротивления; J — момент инерции; 1 — радиус инерции;
А
X Л
ния; Zq — расстояние от оси у — у до на- ружной грани стенки; b — S — R Л1== отношение расчетного свеса
У -и—► h -2 (/?- ~ S полкн к толщине профиля; -S) Л отношение расчетной высоты стенки к толщине профиля.
Размеры в мм «1 По Площадь се- чения в см- Справочные величины для осей Масса 1 пог. м в кг
h h S Rt не бо- лее X — X V — у Zo В см
Jx в с.и4 в сл/3 в см в сл/3 Jyi в см4 В см* i У В см
3J 10 1 2 7,01) 2!,0 0,46 0,55 0,37 1.10 0.23 0,04 0,05 0,29 0,25 0,36
20 1 1.5 2 2 2 3 17,0 11,0 7,50 21,0 15.3 10,0 0,66 0.47 1.25 0.0.8 1,39 1,71 0,65 0,92 1,14 1.22 1.20 1,17 0,37 0.54 0,68 0,27 0,39 0.49 0,20 0.29 0,37 0,64 0,64 0,63 0.63 0,65 0,68 0.52 0.76 0,98
30 1.5 2 2,5 1 1.5 2 2 3 3 17,7 125 9,80 15.3 10,0 7,69 1.27 1,65 2,03 1,99 2.49 2,96 1,33 1.66 1,97 1.25 1,23 1,21 0.75 0,96 1,16 1,20 1,53 1.85 0,63 0,81 0,99 0,97 0,96 0.95 1,09 1,12 1,14 1.00 1.30 1.60
40 20 2 2 3 17,0 11,0 7,50 34,0 22.0 15,0 0,76 1.12 1,45 1,89 2.72 3,39 0,95 1,36 1,70 1.58 1.56 1,53 0,55 0,80 1,02 0,30 0,44 0,55 0,21 0,30 0,39 0,63 0,62 0,61 0,55 0,57 0,60 0.60 0.88 1.14
30 1.5 2 2,5 2 3 3 17.7 125 9,80 22.0 15,0 11.6 1,42 1.85 2.28 ЗЛЗ 4,84 5,81 1,91 2.42 2,90 1,64 1,62 1,59 1.09 1,40 1,70 1,34 1,71 2.08 0.66 0,86 1,95 0,97 0,96 0,95 0,98 1,01 1,03 1,11 1,45 1,79
40 2 2,5 3 3 3 3 17,5 13.8 11,3 I5.0 11.6 9,33 2.25 2,78 3,30 6,28 7.57 8,75 3,14 3,78 4,37 1.67 1.65 1,63 1,78 2.17 2.54 3.78 4.62 5,41 1,49 1.83 2.16 1,30 1,29 1,28 1,45 1.47 1,50 1,77 2.19 2,59
50 20 1 1.5 2 2 2 3 17,0 11,0 7,50 44,0 23,7 20,0 0.86 1.27 1,65 3.19 4,61 5,8:1 1,28 1.84 2,32 1,93 1,90 1,87 0.75 1,10 1,40 0,32 0.47 0.59 ода 0,31 0,40 0,61 0.61 0.60 0.49 051 0.54 0,67 1,00 1,30
30 1.5 2.5 2 3 3 17,7 12,5 9,30 28,7 20,0 15,6 157 2.05 2,53 6,37 8.11 9,80 2.55 3.24 3,92 2Х)1 1,99 1,97 1.46 1,88 2,30 1.45 1,86 2.26 0,69 0.90 1,10 0,96 0,95 0,94 0.89 0,92 0,94 1,23 1,61 1,99
40 2 2,5 3 3 3 3 17.5 13.8 11.3 20,0 15,6 12,7 2.45 3.03 3.6'4 10,4 12,6 14,7 4,17 5,05 5,87 2Л6 2,04 2,02 2,36 2,90 3,40 4,12 5,04 5,91 1,55 1,91 2,26 1,30 1.29 1,28 1,34 1,36 1,38 1,92 2,38 2.83
СТАЛЬ ХОЛОДНОГНУТАЯ, ШВЕЛЛЕРЫ
253
Продолжение табл. 133
Размеры в ММ Справочные величины для осей Л» к
<у и х - х у-у и S
Л Ъ S 1 R' | не бол< «1 S S g X Si ]х В C.W4 Wx В С,И3 в см в см& В с.и1 в с .и3 в см /о в см Масса 1 пог. .
50 50 25 3 4 3 3 6 17,8 14,7 10,0 15,6 12.7 7,50 353 4,2 > 5,41 15,4 18,0 21,9 6.18 7,29 8,76 2,09 2,07 2.01 3.49 4,11 5,15 9.30 10.9 13,6 2,91 3.45 4,49 1,62 1,61 1,59 1.81 1,83 1,91 2,77 3.30 4,24
20 1 1.5 2 2 2 3 17,0 11,0 7,50 5-1,0 35.3 25,0 0,96 1.42 1,85 4,91 7.13 9.04 1,64 2..38 3,01 2.26 2,24 2,21 0.98 1,43 1.81 0,34 0.1J 0,63 0.22 0,32 0,41 06) 0,59 0,58 0,15 0.47 0,49 0,75 1.11 1,45
30 1.5 2 2,5 2 3 3 17,7 12,5 9,80 35,3 25,0 19,6 1.72 2,25 2,78 9,70 12.4 15,1 3.23 4,14 5,02 2.37 2,35 2,зз 1.87 2.42 2.97 1,54 1,9) 2,41 0,71 0,-12 1,13 0,95 0,04 0,03 0.82 0,85 0,87 1.35 1.77 2.19
60 40 2 2.5 3 3 3 3 17,5 13,8 11,3 25.0 19.6 16,0 2.65 3.28 3,90 15.8 19.2 22Л 5.26 6.10 7,47 2,44 2.42 2.40 3.<ю 3.69 4,34 4.41 5,39 6,33 1.69 1.97 2,33 1.2) 1.28 1,27 1.25 1,27 1,2.) 2.08 2.56 3,06
50 2,5 3 4 3 3 6 17,8 14,7 10,0 19,6 16,0 10,0 3,78 4.50 5,81 23.3 27,3 33,6 7,77 9,10 11,2 2,48 2.46 2,41 4,40 5,2 > 6,55 9,96 11,7 И,7 з.о1 3.58 4,58 1.62 1,61 1,59 1.70 1.72 1,79 2.97 3.54 4,56
60 3 4 .3 6 18,0 125 16,0 10,0 5.10 6,61 32,2 39,9 10,7 13,3 2.51 2.46 6.05 7,67 19.4 24,4 5.04 6,50 1.95 1,92 2.16 2.24 4.01 5,1:)
30 1.5 2 2.5 2 3 3 17,7 125 9,80 42,0 30,0 23,6 1.87 2.45 3,03 1.3,9 17,8 21,7 3,97 5,09 6,20 2,73 2,70 2,67 2.32 3.01 3,64 1,62 2.09 2,54 0,72 0,94 1,16 0.93 0,92 0,92 0,76 0.79 0,81 1.47 1.92 2,38
40 2 25 3 3 3 3 17.5 13.8 11,3 30,0 23,6 19,3 2.85 3.53 4,20 22,5 27.4 32.1 6.42 7.8-3 9,17 2.81 2.79 2,76 3.6'1 4,51 5.36 4,65 5.69 6.69 1,64 2.03 2,40 1,28 1.27 1,26 1.17 1.0) 1.21 2.24 2.77 3.30
70 50 25 3 4 3 3 6 17,8 14,7 10,0 23.6 19,3 125 4,0.3 4.80 6,21 33.1 38.8 48,2 9.46 11.1 13.8 2,86 2.84 2.79 5,38 6.36 8,05 10.5 12.4 15,6 3.10 3.68 4,73 1,62 1.61 1.59 1.60 1.62 1.69 3.17 3.77 4,87
60 3 4 3 6 18,0 12,5 19,3 125 5,40 7,01 45,6 56,9 13,0 16,2 2,90 2,85 7,37 9,37 20,5 26,0 5.19 6,69 1.95 1,93 2.05 2.12 4,24 5,50
70 3* 4 3 6 21,3 15,0 19,3 12,5 6.00 7,81 52,3 65,6 14,9 18,7 2.95 2,90 8.37 10,7 31,2 39,8 6.94 8,99 2,28 2.26 2.50 2,57 4.71 6,1.3
80 1.5 2 25 2 3 3 17,7 125 9,80 48.7 35,0 27,6 2,02 2,65 3.28 19,0 24,5 29.9 4,75 6,12 7,47 3,07 3.04 3,02 2.81 3,65 4,48 1.68 2.18 2,65 0,74 0.96 1,18 0,91 0.91 0,90 0,71 0,74 0,76 1.59 2.08 258
80 40 2 25 3 3 3 3 17,5 13,8 11,3 35,0 27,6 22,7 3.05 3.78 4,50 30.6 37,4 43.9 7,64 9,® 11,0 3.16 3,14 3,12 4,43 5,45 6,44 4,86 5,96 7,00 1,68 2,07 2,45 1.26 1,25 1.25 1,10 1,12 1.14 2,40 2.97 3,54
254
материалы в машиностроении
Продолжение табл. 133
Размеры в мм «1 п8 Площадь се- чения в см2 Справочные величины для осей Масса 1 пог. м в кг
h ъ S 4) Ф О Qix X — X У-у Zo в см
Jx В СМ* в см9 в см Sx в СМ9 Jy В см* “ ! 'v в см
2,5 3 17,8 27,6 4,28 44,9 11,2 3,24 6,42 11.1 3.17 1,61 1,51 3.36
50 3 3 14,7 22,7 5,10 52,8 13.2 3,22 7,60 13,0 3,76 1,60 1.53 4,00
4 6 10,0 15,0 6.61 65,8 16,5 3,16 9,65 16,5 4,85 1,58 1,60 5,20
80 60 3 3 18.0 22,7 5,70 61,7 15,4 3.29 8,75 21,5 5,32 1.94 1,95 4,47
4 6 12,5 15,0 7,41 77.4 19,3 3,23 11,17 27,4 6,89 1,92 2,02 5,82
3 ♦ 3 21,3 22.7 6,30 70,6 17,6 3,34 9,91 32,8 7,11 2,28 2.38 4,95
4 6 15,0 15,0 8,21 88,9 22.2 3.29 12,7 42.0 9,24 2,26 2,46 6,44
2 3 17.5 45,0 3.45 51.5 10,3 3,86 6,05 5,22 1.73 1,23 0,98 2,71
40 2,5 3 13.8 35,6 4.‘28 63,1 12.6 3.81 7,47 6,39 2,13 1,22 1,00 3,36
3 3 11.3 29.3 5,10 74,4 14,9 3.82 8,85 7,52 2,53 1,21 1,02 4,00
2.5 3 17,8 35,6 4.78 75,0 15,0 3,96 8.69 11,9 3.28 1,58 1.37 3,76
50 3 3 14,7 29,3 5,70 88,5 17.7 3.91 10,3 14,1 3,80 1.57 1,39 4,48
100 4 6 10.0 20,0 7.41 111 22.3 3,88 13,2 17.9 5,08 1,55 1,45 5.81
3 3 18.0 29.3 6,30 103 20.5 4,03 11,8 23,3 5,52 1,92 1,78 4.95
4 6 12,5 20,0 8,21 130 25,9 3,98 15,1 29,8 7,17 1,91 1,84 6,44
3 3 21.3 29.3 6.9 117 23,3 4,11 13,2 35.6 7,39 2,27 2.19 5 42
4 6 15.0 20,0 9.0 118 29.6 4,06 17,0 45,7 9,63 2,25 2,26 7,07
2 3 17,5 55,0 3,85 79,3 13.2 4,54 7,88 5,50 1.77 1,19 0,89 3.02
40 2.5 3 13.8 43.6 4,78 97.5 16,2 4,51 9,74 6,74 2.18 1,19 0,91 3,76
3 3 11,3 36,0 5,70 115 19,2 4,4) 11.5 7,93 2.58 1,18 0,93 4,48
2,5 3 17,8 43.6 5,28 115 19,1 4,66 11,2 12,6 3,36 1,54 1.25 4,15
50 3 3 14.7 36,0 6,30 136 22,6 4.64 13.3 14,9 3.99 1,54 1,27 4,95
4 6 10.0 35,0 8,21 172 28,6 4,57 17.1 19,0 5,17 1.52 1,33 6,44
120 3 3 18.0 36,0 6.90 156 26,0 4,76 15,1 24,7 5,67 1.89 1.61 5,42
60 4 G 12,5 25,0 9.01 198 33.1 4,69 19,4 31.8 7,38 1,88 1.70 7,07
5 6 9.80 19,6 11,1 241 40,2 4,65 23,7 38,6 9,05 1,86 1,74 8,74
3 3 21,3 36.0 7,5 177 29,4 4,85 16,8 37,9 7,61 2.25 2,03 5,89
70* 4 6 15,0 25.0 9,81 225 37,6 4,79 21.7 48,8 9,93 2.23 2,09 7,70
5 6 11,8 19,6 12.1 274 45,7 4,75 26,6 59,5 12.2 2,21 2,13 9,53
4 6 17,5 25,0 10,6 252 42,1 4,88 24,0 70,5 12,8 2.58 2.50 8,32
80 5 6 13,8 19.6 13,1 307 51,2 4,84 29.5 86,2 15,8 256 2,54 105
25 3 17,8 51,6 5.78 165 23,6 5,34 13.4 13,2 3,43 1,51 1,15 454
140 50 3 3 14,7 42,7 6.90 195 27.9 5.32 16,6 15,6 4,07 1,50 1.17 5,42
4 6 10,0 30,0 9,01 248 35,5 5,25 21,4 19,9 5,28 1,49 1.23 7,07
СТАЛЬ ХОЛОДНОГНУТАЯ, ШВЕЛЛЕРЫ
255
Продолжение табл. 133
Размеры в мм «1 п2 Площадь се- чения в см- Справочные величины для осей Масса 1 пог. м в кг
h ь $ ф ф ч о \о oix X — X _v_j, в см
Jx В CMi в еле3 1х в см в слс3 В см* В см* 1у в см
3 3 18.0 42.7 7,50 223 31,9 5,46 18,7 26,0 5,80 1,86 1,52 5.89
60 4 6 125 30,0 9,81 285 40,8 5,3) 24,1 33.4 7,55 1.85 1,57 7,70
5 6 9,80 23,6 12,1 347 49,6 5,35 29,6 40,6 9,27 1,83 1,61 9,53
3 3 21,3 42,7 8.10 252 35,9 5,57 20,7 39,8 7,79 2.22 1.89 6,36
70* 4 6 15,0 30,0 10,6 322 46,0 5,51 26,8 51.4 10,2 2.20 1.95 8.32
140 5 6 11,8 23,6 13.1 393 56,1 5,47 32,9 62,8 12,5 2,19 1,93 10,3
4 6 17,5 30,0 11,4 359 51,3 5,61 29,5 74,4 13.1 2.55 2.34 8.95
80 5 6 13,8 23,6 14,1 438 62,6 5,57 36,3 91,1 16,2 2.51 2,38 11.1
100 5 6 17,8 23,6 16,1 530 75,7 5,73 43.1 163 24,8 3,23 3,20 12,7
2.5 3 17,8 59,6 6.28 227 28,4 6,01 17,0 13.7 3.48 1.48 1.07 4,93
50 3 3 14,7 49,3 7 50 269 33,6 5,99 20,2 16,2 4,13 1,47 1.09 5,89
4 6 10,0 35,0 9,81 343 42,9 5,91 26,1 20,7 5,37 1,45 1.14 7,70
3 3 18.0 49.3 8.10 306 38,2 6.11 22.6 27.0 5.83 1.83 1.42 6,36
60 4 6 12.5 35,0 10,6 392 49,0 6,03 29,2 34,8 7.63 1,81 1,47 8,32
5 6 9,80 27,6 13,1 478 59,8 6,03 35,9 42,4 9,44 1,80 1,51 10,3
160 3 3 21.3 49,3 8,70 343 42.8 6,28 24,9 41,5 7,93 2.1S 1.77 6,83
70» 4 6 15,0 35,0 11.4 440 55,0 6.21 32,3 53,7 Ю.4 2.17 1.82 8.95
5 6 11,8 27,6 14,1 538 67,3 6,17 39,7 65,6 12,8 2,15 1,86 11,1
89 4 6 17,5 35,0 12.2 489 61.1 6,33 35,4 77,8 13,4 2.53 2.20 9,58
5 6 13,8 27,6 15,1 598 74,8 6,29 43,6 95,3 16,5 2.51 2,24 11,9
100 4 6 225 35,0 13,8 586 73,3 6,52 41.7 144 20,5 3.23 2.98 10,8
5 6 17,8 27,6 П,1 718 89,8 6,47 51,4 177 25,4 3,21 3,03 13.5
2.5* 3 13,8 67,6 6.28 262 29,1 6,46 18,0 7,44 2,27 1,09 0,72 4,93
40 3 3 11,3 56,0 7,50 310 34,5 6,43 21,5 8,76 2,63 1,08 0,74 5,89
2.5* 3 17,8 67,6 6,78 301 33,5 6,66 20,3 14,1 3.52 1.44 1,00 5,33
50 3 3 14,7 56,0 8,10 357 39,7 6,61 24,1 16,7 4,13 1.43 1,02 6.3'5
4 6 10,0 40,0 10,6 457 50,8 6,57 31,2 21,4 5,44 1,42 1,07 8,32
180 3 3 18,0 56,0 8,70 404 44,9 6,82 26,8 27,9 5,98 1.79 1,33 6,83
60 4 6 125 40,0 11.4 519 57,7 6,75 34,7 36,0 7,80 1,78 1.38 8,95
5 6 9,80 31,6 14,1 635 70,6 6,70 42.7 43,8 9,58 1.76 1.42 11,1
4 6 17,5 40,0 13.0 643 71,5 7,03 41.7 80,8 13.6 2,49 2.07 10,2
80 5 6 13,8 31,6 16,1 788 87,6 6,99 51.4 99,0 16,8 2.48 2.11 12,7
6 9 10,8 25,0 19,1 914 102 6^92 60,2 115 19,8 2.46 2,17 15,0
256
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 133
Размеры в мм Справочные величины для осей £
<и >а X -х у — у Масса 1 пог. м в
Л ь S не бол< Л! Плота, чения 1 Jx в слс4 В СМ3 в см 5^ в см3 'у, в см* В см3 i V в см ZQ в см
ISO 100 5 6 6 9 17,8 14,2 31,6 25,0 18.1 21,5 941 1100 105 122 7,20 7,15 60,2 70,6 131 216 25,8 30,5 3.19 3,17 2.87 2,93 14,2 16.8
120 6 9 17,5 25,0 23,9 1280 142 7,32 81,0 357 43,2 3,87 3,75 18,7
50 3* 4 3 6 14,7 10,0 62,7 45,0 8,70 11,4 462 593 46,2 59,3 7,29 7,21 28,3 36.7 17,1 21,9 4,23 5,49 1.40 1,39 0,96 1.01 6.83 8,95
60 3* 4 5 3 6 6 18,0 12,5 9,80 62.7 45,0 35,6 9,30 12.2 15,1 520 670 820 52.0 67.0 82,0 7,48 7.41 7,36 31.3 40.6 50,0 28.7 37,1 43,1 6.05 7,89 9,69 1.76 1.74 1.73 1.25 1.30 1.34 7,30 9,58 11,9
200 80 4 5 6 6 6 9 17,5 13.8 10,8 45,0 35,6 28,3 13,8 17.1 20,3 823 1010 1170 82,3 101 117 7,72 7.68 7,61 48.4 59.8 70,0 83,5 102 119 13.8 17.1 20,1 2.46 2.44 2,43 1,96 2,00 2.06 10,8 13,5 15,9
100 5 6 7 6 9 9 17,8 14,2 12.0 35,6 28,3 24,0 19,1 22,7 26,3 1200 1400 1610 120 140 161 7,92 7,86 7,82 69.5 81.6 94,1 191 224 257 26.2 31.0 35,8 3.16 3.14 3.13 2.74 2,79 2,84 15,0 17.8 20,6
120 5 6 7 6 9 9 21.8 17.5 11,9 35,6 28,3 24,0 21.1 25,1 29,1 1390 1630 1870 139 163 187 8,11 8,05 8,01 79.3 93.3 108 315 370 426 37,1 44,0 50,9 3.86 3.84 3,83 3,52 3.58 3,62 16,5 19,7 22.8
140 6* 7 9 9 20,8 17,7 28,3 24,0 27,5 31,9 1850 2130 185 213 8.21 8,17 105 121 566 652 58,9 68,2 4,54 452 4,40 4,45 21,6 25,0
60 4 5 6 6 12.5 9,8 57,5 45,6 14,2 17,6 1160 1420 92,5 114 9,02 8,97 57.1 70,5 39,2 47,7 8.07 9,91 1,66 1,64 1,15 1,19 11.2 13,8
80 4 5 6 6 6 9 17,5 13.8 10,8 57,5 45,6 36,7 15,8 19,6 23,3 1400 1720 2010 112 138 161 9.40 9.36 9,29 66,9 82.7 97,2 883 109 128 14,2 17,5 20,7 2.37 2,36 2,34 1,74 1.78 1,83 12,4 15,4 18,3
250 100 5 6 7 6 9 9 17,8 14,2 12,0 45,6 36,7 31,1 21,6 25,7 29,8 2020 2360 2720 162 189 217 9,66 9,60 9,55 95,0 112 129 204 240 276 27.0 32.0 37,0 3.07 3,06 3.04 2.45 250 2.54 17,0 20,1 23,4
120 6 7 9 9 17,5 14,9 36,7 31,1 28.1 32,6 2720 3130 218 250 9.85 9,80 126 146 399 460 45,5 52,6 3,77 3.76 3.23 3,27 22,0 25,6
140 6 ♦ 7 9 9 20,8 17,7 36,7 31,1 30,5 35,1 3080 3540 246 284 10,1 10,0 141 163 611 705 61,1 70,7 4,48 4,46 4,00 4,01 23,9 27,8
300 60 4* 5 6 6 12,5 9,8 70,0 55,6 16,2 20,1 1820 2240 121 149 10,6 10,5 76,1 94,1 40.7 49,6 8.20 10,1 1.59 1,57 1,03 1,07 12.7 15,8
СТАЛЬ ХОЛОДНОГНУТАЯ, ШВЕЛЛЕРЫ
257
Продолжение табл. 133
Размеры в мм «1 «а Площадь се- чения в см2 Справочные величины для осей Масса [ 1 пог. я в кг
Л Ъ S R, не более X — X у-у г» в см
Jx в см* Wx В см9 1х в см Sx в см9 В см* wy в см9 ‘у в см
80 4* 6 17,5 7Q.0 17,8 2 170 145 11,0 87,9 93,1 14,5 2,29 1,57 14,0
5 6 13,8 55,6 22,1 2 680 178 11,0 109 114 17,9 2,27 1,61 17,4
6 9 10,8 45,0 26,3 8 130 209 10,9 128 134 21,1 2,26 1,66 20,6
5 17,8 55,6 24,1 3 но 207 11,4 124 215 27,7 2,99 2,22 18,9
100 6 14,2 45,0 28,7 3 650 243 11,3 146 253 32,8 2,97 2,27 22,5
7 9 12,0 38,3 33,3 4 200 280 11,2 169 291 37,8 2,96 2,31 26,1
300 6 9 17,5 45,0 31,1 4 170 278 11,6 163 423 46,7 3,69 2,95 24,4
120 7 9 14,9 38,3 36,1 4 800 320 11,5 189 487 54,0 3,67 2.99 28,3
8 12 12,5 32,5 40,8 5 370 358 11,5 213 546 61,0 3,66 3.04 32,0
6* 9 20,8 45,0 33,5 4 690 312 11.8 181 649 62,8 4,40 3.67 26,3
140 7 9 17,7 38,3 38,9 §400 360 11,8 210 748 72.7 4,39 3,71 30,5
8 12 15,0 32,5 44,0 6 060 404 11,7 236 842 82,2 4,37 3,77 34,6
7» 9 20,6 38,3 41,7 6 000 400 12,0 230 1080 93,8 5,10 4,47 32,7
8 12 17,5 32,5 47,2 6 740 449 11,9 259 1220 106 5,08 4,53 37,1
5» 6 13,8 67,6 25 1 4 190 233 12,9 144 119 18,2 2.18 1,45 19,7
80 6 9 10,8 55,0 29,9 4 920 273 12,8 170 140 21,5 2,16 1,49 23,4
5* в 17,8 67,6 27,1 4 820 268 13,3 162 225 28,2 2,88 2,00 21,3
100 0 9 14,2 55,0 32,3 5 670 315 13,3 191 266 33,4 2,87 2,05 25,3
7 9 12,0 46,9 37,5 6 540 363 13,2 222 305 38,6 2,85 2,09 29,4
6 9 17,5 55,0 34,7 6 220 357 13,6 213 445 47,7 3,58 2,67 27,2
360 120 7 9 14,9 46,9 40,3 7 410 412 13,6 246 513 55,2 3.57 2,71 31,6
8 12 12,5 40,0 45,6 8 310 462 13,5 277 576 62,4 3,55 2,76 35,8
6* 9 20,8 55,0 37,1 7 170 398 13.9 234 6.85 64,3 4,30 3,34 29,1
140 7 9 17,7 46,9 43,1 8280 460 13,9 271 791 74,5 4,28 3,38 33,8
8 12 15,0 40,0 48,8 9 300 517 13,8 306 891 84,3 4,27 3,44 38,3
160 7» 9 20,6 46,9 45,9 9 150 509 14.1 296 1150 96,3 5,00 4,09 36,0
8 12 17,5 40,0 52,0 10 300 572 14,1 334 1290 109 4,99 4,15 40,8
9 14,2 61,7 34,7 7 330 367 14,5 225 272 33,8 2,80 1,93 27,2
100 9 12,0 52,6 40,3 8 460 423 14,5 260 313 39,0 2,79 1,97 31,6
6 9 17 5 61,7 37,1 8 260 413 14,9 249 458 48,3 3,51 2,52 29,1
120 7 9 14,9 52,6 43,1 9 540 477 14,9 288 527 55,8 3,50 256 33,8
400 8 12 12,5 45,0 48,8 10 700 536 14,8 325 593 63,1 3,48 2,61 38,3
6* 9 20,8 61,7 39,5 9 190 460 15,3 272 706 65,1 4,23 3,16 31,0
7 9 17,7 52,6 45,9 10 600 531 15,2 315 815 75,4 4,21 3,20 36,0
140 8 12 15,0 45,0 52,0 11 900 597 15,2 356 918 85,4 4,20 3,25 40.8
10 12 11,8 35,6 64,5 14 600 732 15,1 439 1120 105 4,17 3,33 50,7
9 В, 3. Васильев и др.
258
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 133
Размеры в мм П1 п2 Площадь се- чения в еле- Справочные величины для осей Масса 1 пог. м в кг
h b S 7?. | не более | X — X У-У Z„ В см
Jx в смА Wx в см& ‘х В см Sx В СЛ3 в ем* wy в см3 1у в см
400 160 7* 8 10 9 12 12 20,6 17,5 13.8 52.6 45,0 35,6 48,7 55,2 68,5 11 700 13 200 16 200 585 659 808 15,5 15,4 15,4 343 387 478 1180 1340 1640 97,6 111 136 4,93 4,92 4,89 3.87 3,93 4,01 38.2 43.3 53,8
180 8* 10 12 12 20,0 15,8 45.0 35,6 58,4 72.5 14 400 17 700 720 881 15,7 15,6 419 517 1850 2289 139 171 5,63 5,63 4.65 •4,73 45,9 56,9
200 10 12 17,8 35,6 76,5 10 200 96Э 15,3 556 3050 210 6,31 5,47 60,1
Прим е ч а и и е. Швеллеры размеров, отмеченных звездочкой, из углеродистой или
низколегированной стали с временным сопротивлением разрыву более 461 Мн/м2 (47 кгс/мм'2)
не изготовляются.
Допускается изготовление швелле-
ров толщиной 3,0 мм из углеродистой
стали с временным сопротивлением
разрыву до 461 Мн)м2 (47 кгс!мм2)
и радиусом внутреннего закругления
не более 4 мм.
Допускаемые отклонения по тол-
щине профилей, контролируемые на
плоских участках, не превышают:
Прн толщине 1.0 мм
» 1.5 »
» 2,0 »
» 2,5 »
> 3,0 »
> 4; 5 »
> 6,0 »
» 7; 8; 10 >
.......... ±0, 1 1 ММ
.......... =±-0,14 >
.......... -4-0,17 >
- 0,21
.......... 4-0.17 »
— 0,23
.......... +0,18 »
— 0,24
.......... 4-0,28 »
'—0,40
.......... 4-0.28 »
— 0,52
4-0.32 »
— 0.64
Допускаемые отклонения по высоте
профиля и ширине полок не превы-
шают:
Г1[И высоте профиля н ширине
полок до 40 мм ........ ±1 мм
При высоте профиля и ширине
полок от 50 до 60 мм .... ±1,5 »
При высоте профиля и ширине
полок от 80 до 160........ ±2,5 >
При высоте профиля и ширине
полок от 180 до 400 мм . . . ±3,0 »
Высота профиля определяется в пло-
скости, отстоящей от стенки профиля
на расстоянии, равном величине на-
ружного радиуса закругления
(R + S).
Отклонения от величины угла. 90°
допускаются в пределах:
при ширине полки до 100 мм . . ±1°30'
» » » св. 100 мм . , . ±1°
Профили поставляются длиной от
4 до 12 м.
Допускаемые отклонения по длине
профилей:
при длине до 6 л.......... +40 мм
» » более 6 »........... +80 »
Кривизна швеллеров допускается
1,0 мм на 1 пог. м, а общая кривиз-
на — произведение допускаемой ме-
стной кривизны на 1 пог. м на длину
профиля в м.
Скручивание профилей вокруг про-
дольной оси не превышает 0,5 мм на
1 пог. м, а общее скручивание — про-
изведение допускаемого скручива-
ния на 1 пог. м на длину профи-
ля в м.
Профили изготовляются из стали
с временным сопротивлением не более
588 Мн/м? (60 ksc/jujh2); марка стали
и технические требования — по соот-
ветствующим стандартам.
Пример условного обозначения
швеллера размерами 100 X 50 X 3 мм
из стали марки Ст. Зкп по ГОСТ
380-60:
Швеллер 100 X 50 X 3 — Ст. Зкп
ГОСТ 8278-63
ПРОФИЛИ ГНУТЫЕ СТАЛЬНЫЕ
259
ПРОФИЛИ ГНУТЫЕ СТАЛЬНЫЕ
U-образные неравнобокие
(по ГОСТ 8281-57)
Вид и размеры U-образных нерав-
нобоких профилей соответствуют ука-
занным на чертеже и в табл. 134.
Обозначения:
h — высота профиля;
В — ширина большей полки;
b — ширина меньшей полки;
d — толщина профиля;
— радиус внутреннего закругле-
ния;
х0 — расстояние между осями уу
ЧУ1УЙ
у0 — расстояние между осями хх и
UaUa — главная ось;
а — угол наклона оси UaUa.
Размеры профилей h, В и b должны
соответствовать ряду чисел, приведен-
ному в табл. 134.
Таблица 134
Размеры профилей Значение размеров в мм
А 16, 20, 25, 32, 40, 50, 60, 80, 100, 120, 160, 200, 250, 320, 400
В и b 10. 12. 16, 20, 25, 32, 40, 50, 60, 80, 100, 120, 16)
Профили изготовляются с любыми
сочетаниями значений h, В и Ь, ука-
занных в табл. 134.
Толщина профилей d при наиболь-
ших наружных размерах профиля до
9‘
160 мм 2—7 мм, при наибольших на-
ружных размерах профиля свыше
160 мм 3—7 мм.
Примечание. Применение профи-
лей с отношением ширины полки к толщине
более 16 для несущих конструкций и их
расчет производятся на основании специаль-
ной инструкции заказчика.
Допускаемые отклонения по раз-
мерам профилей указаны в табл. 135.
Таблица 135
Размеры профилей Допускаемые откло- нения в мм
по Л, В, b по толщине d
а) Профили толщи- ной до 3 мм при наибольших на- ружных разме- рах: до 50 мм 51—100 мм 101—200 мм более 200 мм б) Профили толщи- ной более 3 мм при наибольших наружных разме- рах: до 100 мм 101-200 мм более 200 мм ± 1,0 + 1.5 ± 2.0 + 3,0 + 2.0 -И 3.0 + 4,0 В соответствии с допускаемы- ми отклонени- ями по толщи- не металла, из которого изго- товлены про- фили (по ГОСТ 3680-57, 5681-57, 103-57 и др.)
Профили изготовляются длиной 3—
12 м.
Профили изготовляются и постав-
ляются также мерной длины (более
3 м), кратной 0,25 м, что оговари-
вается в заказе.
Радиус внутреннего закругления
профилей, изготовленных из угле-
родистой стали, равен толщине про-
филя.
Для профилей, изготовленных из
низколегированной стали, радиусы
внутренних закруглений устанавли-
ваются: при толщине профиля d до
5 мм R = 1,5 d, при толщине про-
филя d более 5 мм R = 2,04.
Примечание. По соглашению сто*
рои профили могут изготовляться с радиу-
сами внутренних закруглений больше нли
меньше установленных.
Материал, из которого изготов-
ляются профили, — горячекатаная и
260
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
холоднокатаная отожженная листо-
вая, ленточная и полосовая сталь
марок Ст.0, Ст.1, Ст.2, Ст.З по
ГОСТ 380-60, марок от 08 до 25 вкл.
(кипящая и спокойная) по ГОСТ
1050-60, марок низколегированной ста-
ли с временным сопротивлением не
более 490 Мн/м1 (50 кгс/лм?).
Пример условного обозначения
U-образного неравнобокого профиля
размерами 100 X 80 X 40 X 3 мм из
стали марки НЛ2:
U-профиль неравнобок.
100 X 80 X 40 X 3 ГОСТ 8281-57
НЛ2 ГОСТ5058-57
Профили С-образные
(по ГОСТ 8282-57)
Вид и размеры С-образных профи
лей соответствуют указанным на чер
теже и в табл. 136.
У, У
Обозначения:
h — высота профиля;
Ь — ширина горизонтальной полки;
а — высота вертикальной полки;
d — толщина профиля;
R — р&ямуъ внутреннего закругления;
г0 — расстояние от центра тяжести до
стенки.
Размеры профилей h, Ь и а должны
соответствовать ряду чисел, приведен-
ному в табл. 136.
С-образные профили изготовляются
с любыми возможными сочетаниями
значений А, Ь и а, указанных в
табл. 136.
Таблица 136
Размеры профилей Значения размеров в мм
h 16, 20, 25. 32. 40, 50, 60, 80, 100, 120, 160, 200, 250, 320, 400
b 10, 12. 16. 20, 25 , 32, 40, 50, 60, 80, 100, 120, 163
а 6, 8, 10, 12, 16. 20, 25, 32, 40, 50
Толщина профилей d:
2—7 мм при наибольших наруж-
ных размерах профиля до 160 мм;
3—7 мм при наибольших наруж-
ных размерах профиля свыше 160 мм.
Допускаемые отклонения по раз-
мерам указаны в табл. 137.
Таблица 137
Размеры профилей Допускаемые откло- нения в мм
по h, b и а по толщине d
а) Профили толщи- ной до 3 мл при наибольших на- ружных разме- рах: до 50 мм 51—100 мм 101—200 мм св. 200 мм б) Профили толщи- ной более 3 мм при наибольших наружных разме- рах: до 100 мл 101—200 мл более 200 мм ± 1,0 ± 1,5 ± 2,0 ± 3,0 + 2,0 -»• 3,0 ± 4,0 В соответствии с допускаемы- ми отклонени- ями по толщи- не металла, из которого изго- товлены про- фили (по ГОСТ 3680-57. 5681-57, 503-41, 103-57 и др.)
Профили изготовляются длиной
3—12 м.
Профили изготовляются и постав-
ляются также мерной длины (более
3 м), кратной 0,25 м, что оговари-
вается в заказе.
Допускаемые отклонения по мерной
длине профилей:
+40 мм при длине до 6 м; +80 мм
при длине более 6 м.
Радиус внутреннего закругления
профилей, изготовленных из углеро-
дистой стали, равен толщине профиля.
ПРОФИЛИ КОРЫТООБРАЗНЫЕ
261
Для профилей, изготовленных из
низколегированной стали, радиусы
внутренних закруглений устанавли-
ваются: при толщине профиля d до
5 мм R = 1,5d, при толщине профи-
ля d более 5 мм R — 2,0d.
Примечание. По соглашению сто-
рон профили могут изготовляться с радиу-
сами внутренних закруглений больше или
меньше установленных.
Материал, из которого изготовле-
ны профили, — горячекатаная и хо-
лоднокатаная отожженная листовая,
ленточная и полосовая сталь марок
Ст. О, Ст. 1, Ст. 2 н Ст. 3 по ГОСТ
380-60, марок от 08 до 25 вкл. (ки-
пящая и спокойная) — по ГОСТ
1050-60, марок низколегированной
стали с временным сопротивлением не
более 490 Мн/м2 (50 кгс/мм2).
Пример условного обозначения С-об-
разного гнутого профиля размерами
80 X 32 X 12 X 2 мм (h X Ь X а X
X d) из стали марки 15:
С-профиль
80 X 32 х 12 X 2 ГОСТ 8282-57
15 ГОСТ 1050-60
ПРОФИЛИ КОРЫТООБРАЗНЫЕ
(по ГОСТ 8283-57)
Вид и размеры корытообразных
профилей соответствуют указанным
на чертеже и в табл. 138.
Обозначения:
h — высота профиля;
Ь — ширина горизонтальной полки;
а — высота вертикальной полки;
d —толщина профиля;
R — радиус внутреннего закругле-
ния;
г0 — расстояние от центра тяжести до
стенки.
Размеры профилей ft, Ь н а должны
соответствовать следующему ряду чи-
сел, приведенному в табл. 138.
Таблица t33
Размеры профилей Значение размеров в лмг
h 16. 20, 25, 32. 40, 50, 60. 80, 100, 120, 160, 200, 250, 320, 400
b 10, 12. 16. 20, 25. 32. 40, 50, 60, 80, 100, 120, 160
а 6, 8, 10, 12, 16,20,25,32, 40.50
Корытообразные профили изготов-
ляются с любыми сочетаниями зна-
чений h, Ь и а, указанных в табл. 138.
Толщина профилей d: 2—7 мм при
наибольших наружных размерах про-
филя до 160 мм; 3—7 мм при наиболь-
ших наружных размерах профиля
свыше 160 мм.
Профили изготовляются длиной
3—12 м.
Профили изготовляются и постав-
ляются также мерной длины (более
3 м), кратной 0,25 м, что оговари-
вается в заказе.
Допускаемые отклонения по мерной
длине профилей:
+40 мм при длине до 6 м; +80 мм
при длине более 6 м.
Радиус внутреннего закругления
профилей, изготовленных из углеро-
дистой стали, равен толщине профиля.
Для профилей, изготовленных из
низколегированной стали, радиусы
внутренних закруглений устанавли-
ваются: при толщине профиля d до
5 мм R = 1,5 d, при толщине про-
филя d более 5 мм R = 2,0 d.
Материал, из которого изготовлены
профили, — горячекатаная и холод-
нокатаная отожженная сталь марок
Ст. 0, Ст. 1, Ст. 2, Ст. 3 по ГОСТ 380-60,
марок от 08 до 25 вкл. (кипящая и
спокойная) по ГОСТ 1050-60, марок
низколегированной стали с времен-
ным сопротивлением не более
490 Мн/м2 (50 кгс/мм2).
Пример условного обозначения ко-
рытообразного гнутого профиля раз-
мерами 120 X 50 X 16 X 4 мм (h X
X Ь X а X d) из стали марки Ст. 2:
Корытный профиль
120 X 50 X 16 X 4 ГОСТ 8283-57
Ст. 2 ГОСТ 380-60
262
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, УГОЛЬНИКИ
(по ГОСТ 8110-56)
Размеры профилей и справочные величины приведены в табл. 139—145.
Угольник равнобокий
Таблица J39
н S Г Расстояние до центра тяжести в мм Хо= Y„ Момент сопротив- ления
№ про- филя Номин- Доп. откл. Номин. Доп. откл. Номии. Доп. откл. Номин. Доп. откл. Площадь сечения в см* Масса 1 пог. м в кг Момент инерции в см Радиус ииср ции 'х — в см
Размеры в мм
1 12 ±0,38 1 1,5 0.5 0,234 0,067 3,31 0,032 0.036 0,368
2 15 1 + 0.2 -0,1 1.5 0,5 ±0,25 0,294 0,084 4,06 0.06-3 0.057 0.465
3 15 1.5 ±0.2 2 0,75 0,434 0,124 4,23 0,091 0.084 0,456
4 15 2 2 1 0,564 0,161 4,42 0,114 0,108 0,449
5 15 3 ± 0.25 3 ±0.5 1,5 ±0,5 0,820 0,234 4,76 0,154 0,150 0,433
6 20 ±0,51 1 4-0,2 - 0.1 2 0,5 ±0,25 0,397 0,113 5,27 0,155 0,105 0,625
7 20 1,5 2 0,75 0,584 0,166 5,48 0,222 0,153 0,617
8 20 2 ± 0,2 2 1 ±0.5 0,764 0.218 5,67 0,284 0,198 0.610
9 25 1,5 2 0,75 ± 0.25 0,734 0.209 6,73 0,444 0.243 0,778
10 25 2 2 1 ± 0,5 0,964 0.275 6,92 0,573 0,317 0.771
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, УГОЛЬНИКИ 263
Продолжение табл. 139
№ про- филя Н S R г Площадь сечения в сма Масса 1 пог. я в кг Расстояние до центра тяжести в мм Хо — Yq Момент инерции Jx = Jy в см* Момент сопротив- ления В СМ3 Радиус инерции lx = ly в CM
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл.
Размеры в мм
±0,51 ±0.2
11 25 25 2 ±05 1,25 ±0,5 1,189 0,339 7,11 0,693 0,387 0,763
12 25 3,2 ± 0,25 3.2 ±03 1.6 1,509 0,430 7,33 0,850 0,481
13 30 15 2 0,75 ±0,25 0,884 0,252 7,98 0,780 0,354 0,939
14 30 2 4-0,2 2 1 1.164 0,332 8,17 1,011 0,463 0,932
15 30 25 25 1.5 1.441 0,411 8,32 1.224 0.565 0.922
16 30 3 1 3 15 1,720 0.490 8,51 1,439 0,670 0,914
4-0,25 4-03
17 35 3 3 1,5 2,000 0,570 9,8 2,22 0,880 1.050
18 40 2 2 1 1,564 0.446 10,67 2,462 0,839 1,255
19 40 25 ±0,2 25 1,25 1.944 0,554 10,84 3,017 1,035 1.246
20 40 4-0,64 3 4-0,25 3 1,5 2,320 0,661 11,00 3,549 1,224 1,237
21 40 35 3,5 1.5 2,694 0,768 11,19 4,075 1,414 1.230
22 40 4 4 2 3,057 0371 11,34 4,549 1,587 1,220
4-0.38 ±0.8 + 05
23 45 4 4 2 3.457 0,985 12.59 6,592 2,031 1,381
24 45 5 5 25 4,277 1,219 12,93 7,957 2,481 1,364
25 50 3 ±0,25 з ±0.5 1,5 2,920 0,832 13,51 1.л 1*J
26 50 4 4 2 3,857 1,099 13.84 9,171 1,542
27 50 5 5 25 4,777 1,361 14,18 11,107 3.101 1,525
28 50 6 5 3 5,655 1.612 14,54 12,906 3,640 1,511
29 60 5 ч- лая 5 25 5,777 1,646 16,68 19,704 1,847
30 60 ±0,76 6 5 3 6,855 1.954 1735 23,011 5,358 1,832
Примечание, г, — 0,2 мм при толщине стенки S г? 25 мм; п =« 0,5 мм при толщине стенки S > 2,5 мм.
264
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 140
Угольник разностенный неравнобокнй (см. табл. 140 и 141)
S, ? Г'
Pt
। 1
т
1
№ профиля И В S Si R г п
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. 1 1 Номин. Доп. откл. Номин. Доп. откл.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 15 15 20 20 20 25 25 25 25 25 30 30 30 30 30 30 35 40 40 40 50 50 50 50 50 ±0,51 20 25 15 25 ±0,51 2 1,5 2 ± 0,2 1,5 ± 0.2 2 2 2 2 3 2 2,5 3 ±0,5 1 0,75 1 0,5 1,5 0,75 ±0,5 ± 0.25 ±0,5 ± 0.25 ± 0,5 ± 0,25 0,75 0.5 0,75 0,5 ± 025
1 + 0.2 -0,1
1.5 ± 0,2
1,2 + 0,2 — 0,1 1,2 + 0.2 -0,1
30 ± 0,64 2.5 1,5 2,5 1.5 ±02 2 ±02 1,25 ± 0.5
1-5 20 ±0,51 1 + 0,2 -0,1 05 ± 0,25
2 1,5 ± 0,2 1.25 |± 0,5 1 ± 0.5
30 40 ± 0,64 0.75 ± 0,25! 0,75 + 0,25
4 ± 0,38 3 | ± 0,25| 4 ± 0,8 2 1,25 1 1,5 2 2 2.5 2,5 ± 0.5 1,5 1,25 ± 0,5
55 ± 0.76: 2.5 1- 0,2 2,5 1,5 2.5 ± 0,2 3 2 3 ± 0,5
±0,64 20 20 ±0,51 2 0.75 ± 0,25
3 ± 0.25 1,25 1,5 1.5 1.5 2,5 2 ±05
40 50 50 ± 0,64 4 4 5 5 4,5 ± 0,38 3 3 3 ± 0.25 4 4 б 5 5 4 4 5 4 ±0,8
75 75 ±0,76 5 4,5 ± 0,38
0,2 0,2 —
20 25 ±0,51 3 ± 0.25| 2 ± 0,2 0.2 -
4 5 4 5 4 5 7 5 ± 0,38 3 ± 0,25 2 2,5 2 2 2 2,5 ± 0,5 1,5 2 1.5 2 1,5 2.5 ±0,5
65 ± 0,76 4 ± 0.38
20 20 ±0,51 3 3 3 it 0,25
3 4 ±0,5
30 ± 0,64
75 75 ± 0,76 5 7 4 ±0.38 5 ± 0,8
8 ± 1.0 | 3.5 ± 0.8 3.5 ± 0.8
26 65 ± 0.76 40 ± 0,64 5 ± 0.8 2,5 ±05 2 ± 05
Примечание. г2 == 0,2 мм при толщине стенки Si 2,5 мм; г2 — 0,5 мм при толщине стенки Si > 2,5 мм.
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, УГОЛЬНИКИ 265
Таблица 141
1 .V? профиля Площадь се- чения в см2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции в см* Момент сопро- тивления в см* Радиус инерции в см
ХО Jx J У wx wy i X ‘у
1 0,600 0.171 6,86 3,43 0.101 2,444 0,087 0,186 0,410 0,638
2 0,517 0,147 9,16 2,71 0,076 0,340 0,062 0,215 0,383 0,811
3 0,575 0,164 4,23 5,67 0,214 0,119 0,149 0,110 0,610 0,455
4 0,533 0,152 7,29 4,83 0,195 0,340 0,128 0,192 0,605 0.799
5 1,111 0,317 10,35 4,37 0,324 1,023 0,207 0,521 0,540 0,960
6 0,467 0,133 3,85 7,03 0,288 0,098 0,160 0,088 0,785 0,458
7 0,958 0,273 5,65 7,09 0,556 0,354 0,310 0,247 0,762 0,608
8 0,819 0,233 8,56 6,12 0,470 0,741 0,249 0,346 0,758 0,951
9 2,251 0,641 1454 5,49 0,941 3,665 0,482 1,439 0,646 1,276
10 1,950 0,556 19,68 4,83 0,855 6,222 0,424 1,762 0,662 1,786
11 0,825 0,235 5,19 8,60 0,733 0,306 0,342 0,207 0,943 0,609
12 1,286 0,366 5,29 9,33 1,119 0,437 0,541 0,297 0.933 0,583
13 2.401 0,684 13,72 6,85 1.616 3,905 0,698 1,486 0.820 1,275
14 2,801 0,798 18,16 6,16 1,702 7,247 0,714 2,276 0,779 1,608
15 3,285 0,936 19,23 5,94 1,714 8,391 0,712 2,727 0,722 1,598
16 5,027 1,433 28,45 6,19 2,766 29.000 1,162 6,230 0,742 2.402
17 4,793 1,366 26,12 6,98 4,050 28,218 1,445 5,773 0,919 2,426
18 1,374 0,391 4,98 12.33 2,199 0,472 0,795 0,314 1,265 0,586
19 2,101 0,599 6,68 12,23 3,233 1,132 1,164 0,618 1,240 0,734
20 4,632 1,334 23,02 8,45 5,329 20,477 1,689 4,878 1,067 2,091
21 2,201 0,627 455 17,61 5,599 0,624 1,729 0.404 1,595 0,532
22 2,352 0,670 5,06 16,70 5,808 0.740 1,744 0,495 1с71 0,561
23 2,601 0,741 7,66 15,21 6,429 2,043 1,848 0,914 1,572 ода
24 6,027 1,718 24,14 11,75 12,485 34,638 3,264 6,810 1,439 2,397
25 8,345 2.378 24.74 12,45 16,465 46,474 4,385 9.247 1,405 2,360
26 4,432 1,263 10,04 20,02 18,667 6,128 4,150 2.045 2,052 1 176
Бульбоугольиик (см. табл. 142 и 143)
Таблица 142
Размеры в мм
№ про- филя Н В $ d R Г П
Но- мин. Доп. откл. Но- мии. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл.
1 20 20 1,5 3,5 1,5 0,75 ±055 1,75
2 25 ±051 20 ±051 2 ±0,2 6 2 ±05 1 3
3 25 25 25 6.5 25 1,25 ±05 3
266
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. U2
Н В 5 R Г
6 Йе Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. d Но- мин. Доп. огкл. Но- мин. Доп. откл. П
4 30 20 1,5. 5 2 0,75 ±0,25 25
5 6 30 35 ± 0,64 20 20 ± 0,51 2 2 ±0,2 6 2 2 ±0,5 1 1 3 3
7 40 25 2.5 7 2,5 1,25 3.5
8 50 25 3 ± 0.25 10 3 1,5 9
9 50 30 4 10 4 2 ± 0,5 5
10 11 60 75 ± 0,76 28 30 ± 0,64 3,5 4 ± 0,38 12 14 3,5 4 ± 0.8 1,75 2 11 13
12 90 35 4,5 16 4,5 2,25 15
13 100 ± 0.89 40 5 18 4 2.5 17
Примечание. — 0.2 мм при толщине стеики S < 2.5 мм\
г а =.- 0,5 мм при толщине стенки S > 2.5 мм.
Таблица 143
1 № профиля Площадь се- чения в см'2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент ииерции В CMi Момент сопро- тивления в слс3 Радиус инерции в см
Хо у» J X }у W X 5 1х 1у
1 0,634 0,181 5,25 6,58 0,300 ода 0,223 0,153 0,683 0,597
2 1.061 0,302 4,91 10,19 0,852 0,307 0575 0,203 0,896 0,538
3 1,348 0,384 6.80 8,75 0,988 0,701 0,608 0,385 0,856 0,721
4 0576 0,250 4,30 12.36 1,065 0,252 0,604 0,160 0,103 0.536
5 1,161 0,331 4,57 12,52 1,360 0,321 0,778 0,208 1,082 0,526
6 1,261 0,359 4,29 14,88 2,012 0,333 1,000 0212 1,263 0514
7 1,825 0520 5.56 16,33 3,746 0,796 1,583 0,409 1,433 0.660
8 2.784 0.793 5,48 23,46 9,007 0,990 3,394 0.507 1,799 0,596
9 3,533 1,007 7,05 20,63 10,858 2,106 3,697 0,918 1,753 0,772
10 3,875 1,104 6,14 28,86 17,949 1,656 5,764 0,757 2,152 0,654
11 5,302 1.511 6,46 37,12 38,006 2.436 10,033 1,035 2.677 0,678
12 7.093 2,021 7,34 44,65 73,528 4,398 16,213 1.590 3.220 0,787
13 8,878 2,530 8,40 49,58 114,134 7,260 22,637 2,297 3,585 0,904
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, УГОЛЬНИКИ 267
Угольник фнтинговый (см. табл. 144 и 145)
Таблица 144
ь Номин. Доп. откл. Номин. I Доп. откл. Номин. 1 Доп. откл. Номин. I Доп. откл. Номин. 1 Доп. откл.
10 6 + 0,38 2 + 02 4 + 08 3 + 0.5 1,5 + 0,5
12 15 ±0,51 3,5 ±0,38 4 ± 0.8 2 ± 05 3.5 ± 0,8
Примечание, гз — 0,2 мм при толщине стеики профиля Si 2.5 ли/;
г3 — 0,5 мм при толщине стеики профиля Sj > 2,5 мм.
Таблица 14
| № профиля Площадь се- чения в см2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент ииерцин в см* Момент сопро- тивления в ел/3 Радиус ин< ?ции в с.л
Хь Y, ]х Jy wx W У 1х 1у
1 4,108 1,171 7.31 18,76 13,771 2.702 2.978 1.216 1,831 0,811
2 11,626 3,313 14,33 25,72 81,878 22,183 11,023 7.233 2,654 1,381
Профили изготовляются из марок
сплавов по ГОСТ 4784-65. Поставка
профилей из других сплавов произ-
водится по соглашению сторон.
Наибольшая длина профилей 9 м.
По соглашению сторон могут по-
ставляться профили длиной более
9 м.
Допускаемое отклонение по мерной
длине профилей, оговоренной в за-
казе, +20 мм.
Измерение размеров поперечного се-
чения профилей производится у тор-
цов профилей.
При определении массы профилей
плотность алюминиевого сплава при-
нята равной 2,85.
Пример условного обозначения про-
филя равнобокого угольника Ns 4
из сплава Д16:
Угольн, равнобок.
№ 4 ГОСТ 8110-56
Д 16 ГОСТ 4784-65'
268
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ.
ЗЕТОВЫЕ ПРОФИЛИ
(по ГОСТ 8111-56)
Размеры зетовых профилей, допускаемые отклонения и справочные
величины указаны на чертежах и в табл. 146—149.
Таблица 145
Зет нормальный
Размеры в мм
И В S И Г
№ про- филя Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мии. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл.
1 20 15 1,2 -4-0,2 — 0,1 1,2 4-0,2 - 0.1 2 0,5 0.5 0,75 ±0.25
2 3 20 25 ± 0,51 15 18 1,5 1,5 1.5 1,5 2 2
4 5 25 25 18 18 ± 0.51 2 2,5 ± од 1,5 2 2 25 ±05 1 1,25
6 25 20 3 ± 0.25 2 0.2 3 1,5
7 8 9 30 40 40 25 20 25 25 2 2 ± 0,2 2 1,5 1,5 2.5 2 2 1,25 1 1 + 0,5
10 40 ± 0,64 25 3 ± 0,25 2 3 1,5
11 40 25 4 3 ± 0.25 4 2
12 13 50 50 35 35 ± 0.64 5 6 ± 0.38 4 5 ± 0,38 5 6 ± 0,8 2,5 3
Примечание, rj = 0.2 мм при толщине стенки S 2,5 мм;
г 1 = 0,5 мм при толщине стенки S > 2,5 мм.
Таблица 147
| Хе профиля Площадь се- чеиия в см2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции в см^ Момент сопро- тивления в с-И 8 Радиус инерции в см
XQ Уа J X Jy Wx wy 1х i У
1 0,587 0,167 14,4 10,0 0,384 0,237 0,384 0,165 ОДО 0,635
2 0,721 0,205 14,25 10,0 0,458 0,288 0,458 0,202 0,797 0,632
3 0,885 0,252 17,25 12,5 0,896 0,507 0,717 0.294 1,006 0,757
4 1,018 0,299 17,25 125 1,082 0,673 0.866 0.390 1.016 0,801
5 1.320 0,376 17,0 12.5 1,294 0,802 1,035 0,472 0,990 0,779
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, ЗЕТОВЫЕ 269
Продолжение табл. 147
| № профиля Площадь се- чения в см2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции в см* Момент сопро- тивления в сл<3 Радиус в инерции см
XQ З'о ]х Jy Wx W У 1х ‘у
6 1,609 0,459 19,0 12,5 1,596 1.341 1,277 0.706 0.996 0.913
7 1.770 0,504 24,0 15,0 2.657 2.269 1,771 0,945 1,225 1.132
8 1,353 0,386 19,25 20,0 3,512 0,937 1,756 0,487 1,611 0,832
9 1,553 0,443 24,25 20.0 4,235 1,878 2,117 0.774 1,651 1.100
10 2,209 0,629 24,0 20,0 5,874 2.714 2,937 1,131 1,631 1,108
11 3,011 0,858 23,5 20,0 7,436 3.382 3.718 1,439 1.571 1.060
12 5,180 1.476 33.0 25,0 20,195 11.732 8,078 3.555 1,974 1.505
13 6,216 1.771 32,5 25,0 23,074 13.411 9,230 4,126 1,927 1,169
Таблица 148
Таблица 141
1 № профиля Площадь се- чения в см2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции в см* Момент сопро- тивления в с.и3 Радиус инерции в см
Хй З'о ]х J У V7 У 1х i У
1 0.427 0,122 12,5 8.0 0,181 0,160 0.226 0,128 0,651 0.612
2 2,214 0,631 29,0 17,5 4,441 6,007 2,538 2,071 1,416 1,647
Прочие требования к зетовым про-
филям (марки сплавов, из которых
изготовляются профили, длина про-
филей и др.) соответствуют ГОСТ
8110-56 на угловые прессованные про-
фили — см. стр. 267.
Пример условного обозначения зе-
тового нормального профиля № 3 из
сплава Д1:
„ № 3 ГОСТ 8111-56
Зет нормальн. ГОСТ 4784_65-
270
МА ТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ.
ТАВРОВЫЕ И ДВУТАВРОВЫЕ ПРОФИЛИ
(по ГОСТ 8112-56)
Размеры тавровых и двутавровых профилей, допускаемые отклонения
и справочные величины указаны в табл. 150—155.
Таблица 150
Тавр равностеиный
Размеры в мм
№ про- филя н в 8 К Г
Номии. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл.
1 15 25 ± 0,51 1 4-0.2 - 0,1 2 од ±0,25
2 3 20 25 ±0.51 30 35 1.5 1.5 2 2 ±0,5 0.75 0,75
4 5 25 25 50 50 2 2,5 ±0.2 3 3 0.2 0.2 —
6 30 40 1.5 2 0,75 ± 0,25
7 8 9 10 11 12 32 45 32 4-0,61 3 ± 0,25 3 02
35 1.5 ±0,2 2 0.2
I 0.64 35 4 ± 0,38 5 ±0,8 2
35 40 2 ± 0.2 2 ± 0,5 1 ±0,5
45 4 ± 0,38 4 ± 0,8 2
45 40 2,2 ±02 3 ±0,5 0.2 —
Таблица 151
| Хе профиля | Площадь сечения в см* Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции в см* Момент сопро- тивления в см3 Радиус инерции в см
Л Jx Jy W У ‘х 1у
1 0,405 0.115 12.5 3.09 0,072 0.129 0,061 0,103 0,422 0,564
2 0.740 0211 15,0 4,46 0,247 0,333 0,159 0.222 0,578 0,671
3 0,890 0,254 17,5 5,66 0,486 0.529 0,251 0,302 0,739 0.771
4 1,499 0.427 25,0 4,88 0.700 2,086 0,348 0.834 0.683 1,180
5 1,851 0527 25,0 5,09 0851 2,609 0,427 1,044 0,678 1,187
6 1,040 0,296 20,0 6,87 0,843 0,791 0,364 0395 0,900 0,872
7 2.259 0,644 22,5 7,70 1,981 2.286 0,815 1.016 0,936 1,006
8 1.000 0,285 16,0 9.57 1.233 0,411 0,485 0,257 1.110 0,641
9 2.713 0,773 17,5 9.91 2,942 1,407 1,173 0,804 1,041 0,720
10 1,468 0,418 20,0 8,78 1,685 1,052 0,643 0,526 1,071 0,848
11 3.274 0,933 22.5 10,65 4,652 2,979 1,585 1,324 1,192 0.954
12 1,860 0,530 20,0 12,53 3,780 1,178 1,164 0,589 1,426 0,796
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ. ТАВРОВЫЕ 271
Тавр разностенный
Таблица 152
№ про- филя н в $ $1 Я Г Г1
Номин. ° е с! о Номин. Е 5 О й Е{ О Номии. gs d о Номин. Доп. откл. Номин. = 5 ° й с! о Номин. Доп. откл. Номин. Е 5 о й >4 о
1 2 3 4 20 25 ±0,51 30 35 40 40 ±0,64 1,5 2 2 25 ± 0,2 2 2,5 ±0,2 2 2,5 3 ±0,5 1 1,25 1.5 2 ± 0,5 1,25 1 1 1.25 ±05
30 35 ±0,64 3 |±О,25
4 + 0,38 4 ±0,8
Таблица 153
1 № профиля Площадь сечения в см2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции В CMi Момент сопро- тивления в СЖ3 Радиус инерции в см
Хо Уа Jy wx wy ‘х ‘у
1 0,826 0,235 15,0 5,15 0,301 0,324 0,203 0,216 0,604 0,626
2 1.291 0.368 17,5 6,47 0,739 0.705 0.394 0.403 0,752 0,739
3 1,665 0,474 20,0 8,43 1,441 1,057 0,663 0,528 0,930 0,797
4 2,345 0.668 20,0 10,77 2.818 1,330 1.163 0,665 1,096 0,753
Таблица 154
Двутавр
Со
f Ь . и
1- £ Разме д ры в мм
Xs про- филя Н в S $1 R Г
Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл.
1 2 23 26 ±0,51 ±0.64 38 34,5 ±0,64 1.2 3.5 4-0,2 - 0,1 ± 0,38 1.2 3,5 4-0,2 - 0,1 ± 0,38 1.5 3 ±0,5 0,2 —
272
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 154
с “ н В S 51 Я Г
Но- мии. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл. Но- мин. Доп. откл.
3 4 30 35 ±0.61 30 30 ±0,64 1,5 2 ±од 2 2.5 ± 0,2 2 2.5 ± 0,5 1 1,25
5 6 40 50 50 50 2 2.5 3.5 4 ± 0,38 3,5 4 ± 0,8 1,75 2 ±0,5
7 60 ±0,76 70 ±0,76 3 ± 0,25 5 5 2,5
Таблица 155
| № профиля Площадь се- чения в см'2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции в см* Момент сопро- тивления в см% Радиус инерции в см
Хй .Vo Jx }у Wx W У 1х i У
1 1.178 0,336 19,0 11.5 1.191 1,098 1,036 0,578 1,005 0,965
2 3.167 0,900 17,25 13,0 3.341 2.407 2,570 1,395 1,029 0,873
3 1.616 0.460 15,0 15,0 2,615 0,882 1,743 0,588 1,272 0,739
4 2.140 0,610 15,0 17.5 4,499 1,099 2,571 0,733 1,450 0,717
5 4,239 1,208 25,0 20,0 12,477 7,138 6,238 2.855 1,716 1.298
6 5,153 1,469 25,0 25,0 23,154 8,139 9,262 3,256 2,120 1,257
7 8,661 2,468 35,0 30,0 57,082 27,975 19,027 7,993 2,567 1,797
Прочие требования к тавровым и
двутавровым профилям (марки спла-
вов, из которых изготовляются про-
фили, длина профилей и др.) соот-
ветствуют ГОСТ 8110-56 на угловые
прессованные профили, см. стр. 267.
Пример обозначения таврового рав-
ностенного профиля № 5 из сплава
Д16:
„ №5 ГОСТ 8112-56
Тавр, равностен. -^Т 4784.65-
ПРОФИЛИ ПРЕССОВАННЫЕ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ.
ШВЕЛЛЕРНЫЕ ПРОФИЛИ
(по ГОСТ 8113-56)
Размеры швеллерных профилей, до-
пускаемые отклонения и справочные
величины должны соответствовать ука-
занным на чертеже и в табл. 156—
159.
Швеллер
Таблица 15в
Размеры в мм
№ про- филя Н В S И Г
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номнн. Доп. откл.
1 2 25 25 ±0,51 15 20 ±0,51 1,5 2,5 ±0,2 2 25 ±0.5 0,75 ± 0.25
1,25 ±0,5
ПРОФИЛИ ШВЕЛЛЕРНЫЕ
273
Продолжение табл. 156
№ про- филя Н В $ Я г
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл.
3 25 ± 0,51 25 5 ±0.38 0.5 ±0,25 0,5
4 30 15 1,5 2 0,75 + 0,25
5 30 20 + 0,51 2 2 0.75
6 35 ±0,61 20 2.5 -t-0,2 2,5 ± 0,5 1.25
7 40 18 2.5 2.5 1.25 ±0.5
8 40 25 2 2 1,25
9 40 25 3 ± 0.25 3 1.5
10 45 40 ± 0,64 3 4 0.5 ± 0,25
11 50 20 + 0,51 4 4 ± 0,8 2
12 50 30 ± 0,64 4 ± 0,38 4 2
13 55 25 ±0,51 5 5 3
14 55 30 ± 0,64 3 ±0.25 3 ±0,5 1.5
15 60 ±0,76 25 ± 0,51 4 ± 0.38 4 ±0,8 2
16 70 25 3 ± 0.25 3 ± 0,5 1.5 ± 0,8
17 70 30 4 4 2
18 70 40 5 5 2.5
19 75 45 ±0,64 5 ±0,38 5 ±0.8 2,5
20 80 ± 0.89 35 4,5 5 3
21 80 40 4 4 2
Примечание, ft = 0,2 мм при толщине стенки S 2.5 мм\
П = 0,5 мм при толщине стенки 2.5 мм.
Таблица 157
Ns профиля Площадь се- 1 чения в см2 Масса 1 пог. м в кг Расстояние до центра тяжести в мм Момент инерции в см* Момент сопро- тивления в см3 Радиус инерции в см
XQ J'G Jx ]у Wx Уу 1х 1У
1 0,795 0,226 4,55 12,5 0,771 0,170 0,617 0,163 0.985 0,462
2 1,520 0,433 6.96 12,5 1,454 0584 1,163 0,448 0,978 0.620
3 3,25 0,926 10,18 12,5 2,693 1,892 2.154 1,277 0,910 0.763
4 0,870 0.248 4,23 15,0 1,185 0,180 0.790 0,167 1,167 0,455
5 1,385 0,380 5,38 15,0 1,886 0,522 1,257 0,383 1,189 0,625
6 1,770 0,504 6,15 17,5 3,248 0,656 1,856 0,474 1,355 0,609
7 1,795 0,511 5,10 20,0 4,117 0505 2,058 0,391 1,514 0,530
8 1,730 0,493 6,57 20.0 4,421 1,062 2,210 0,609 1,599 0,783
9 2,549 0,726 7,92 20,0 6,201 1,504 3.100 0,881 1,560 0,768
10 8,638 1,037 13.74 22,5 12.319 5,961 5,475 2,270 1,840 1,280
11 3.331 0,949 5.81 25,0 11,153 1,049 4,461 0,739 1,830 0.561
12 4,131 1,177 9,48 25,0 15,396 3.439 6,158 1,676 1,930 0,912
13 4,819 1,373 7,59 27,5 19,756 2,429 7,184 1.395 2.025 0,710
14 3,299 0,940 8,81 27,5 15,282 2,804 5,557 1,323 2,152 0,922
15 4,131 1,177 7,04 30,0 20,706 2,145 6,902 1,194 2,239 0,721
16 3,449 0,983 6,24 35,0 23,677 1,785 6,765 0,951 2.620 0,719
17 4,931 1.405 8,27 35,0 34,565 3,825 9,876 1,760 2.648 0,881
18 7.080 2,018 12,30 35,0 51.978 10,493 14,851 3,788 2,709 1,217
19 7,831 2,232 13.90 37,5 67,425 15,029 17,980 4,832 2.934 1,385
20 6,414 1,828 9,60 40,0 59,126 6,742 14,781 2,654 3,036 1,025
21 6,131 1,747 11,32 40,0 59,310 9,109 14,827 3,176 3,110 1,219
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 155
Таблица 159
№ профиля Площадь се- чения В СМ’ Масса 1 пог. м в кг Расстояние до центра тяжести В ММ Момент инерции в см* Момент сопро- тивления В СЛ48 Радиус инерции в см
Хй 9'0 Зх ]у ‘х ‘у
1 2,784 0.793 34,0 6,62 0.718 9,626 0,973 2.831 0,508 1,859
2 2.954 0,842 34,0 8,07 1,182 10,060 1,324 2,959 0,632 1,845
3 1,030 0,291 30,0 11.7 0.552 0,630 0,184 0,758 0,752 0,804
4 2,204 0.628 30,0 16,45 2,853 4,770 1,734 1,590 1,138 1.470
5 1.934 0,557 33.5 16,6 7,278 5,126 2.170 3,830 1,978 1,660
6 2,391 0,681 26.0 16,12 4,074 3,810 2.158 1.477 1,305 1,267
Прочие требования к швеллерным
профилям (марки сплавов, из кото-
рых изготовляются профили, длина
профилей и др.) соответствуют ГОСТ
8110-56 на угловые прессованные про-
фили, см. стр. 267.
Пример условного обозначения
швеллерного профиля № 2 из сплава
АД1:
№ 2 ГОСТ 8113-56
Швеллер -А Д1 rQct ~4784,65.
ТРУБЫ СТАЛЬНЫЕ
ВОДО ГАЗО П РО ВОДН Ы Е
(ГАЗОВЫЕ)
(по ГОСТ 3262-62)
Стандарт распространяется на иео-
цинкованные (черные) и оцинкован-
ные сварные трубы обыкновенные, уси-
ленные и легкие без резьбы или с резь-
бой, применяемые для водопроводов
и газопроводов, а также для систем
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
275
Таблица 150
Условный проход в мм Трубы Резьба
Наружный диаметр | в мм легкие обыкновен- ные усиленные Наружный диаметр в основной плоскости в мм Число ниток на дюйм Длина до сбега в мм
Толщина стенки в мм Масса 1 м (без муфт) в кг Толщина стенки в мм Масса 1 м (без муфт) в кг Толщина стенки в мм Масса 1 м (без муфт) в кг । конической ; резьбы цилиндриче- ской резьбы
длин- ной корот- кой
6 10.2 1.8 0.37 2.0 0,40 2,5 0.47
8 13.5 2.0 0.57 2.2 0.61 2,8 0,74 — —
10 17,0 2.0 0.74 2.2 0.80 2.8 0,98
15 21.3 2.5 1,16 2.8 1,28 3,2 1.43 20,956 14 15 14 9.0
20 26,8 2,5 1,50 2,8 1.66 3,2 1,86 26,442 14 17 16 10,5
25 33,5 2.8 2.12 3,2 2.39 4,0 2.91 33,250 11 19 18 11.0
32 42.3 2,8 2.73 3,2 3.09 4,0 3,78 41.912 11 22 20 13,0
40 48,0 3.0 3,33 3,5 3.84 4,0 4,34 47,805 11 23 22 15,0
50 60,0 3,0 4,22 3,5 4,88 4,5 6,16 59,616 11 26 24 17,0
70 75,5 3,2 5,71 4,0 7,05 4,5 7,88 75,187 11 30 27 19,5
80 88,5 3.5 7,34 4.0 8,34 4,5 9,32 87,887 11 32 30 22,0
90 101,3 3.5 8,44 4,0 9,60 4,5 10,74 100.334 11 35 33 26,0
100 114,0 4,0 10,85 4,5 12,15 5.0 13,44 113,034 11 38 36 30.0
125 140,0 4.0 13.42 4,5 15,04 5,5 18,24 138,435 11 41 38 33,0
150 (165,0) 4.0 15,88 4,5 17,81 5,5 21,63 163,836 11 45 42 36,0
отопления и деталей конструк-
ций.
Размеры труб указаны в табл. 160.
Допускается поставка гладкообрез-
ных легких труб, предназначенных
под накатку резьбы с размерами,
указанными в табл. 161.
Трубы изготовляются печной свар-
кой в стык или электросваркой нз
хорошо сваривающейся стали марок
по ГОСТ 380-60 или 9543-60.
По длине трубы поставляются:
а) немерной длины от 4 до 12 л;
допускается в партии до 5% труб
длиной от 1,5 до 4 м;
б) по требованию потребителя мер-
ной или кратной мерной длины в пре-
делах немерной, с припуском на ка-
ждый рез по 5 мм и допускаемым
отклонением на всю длину плюс
10 мм.
Допускаемые отклонения по раз-
мерам труб указаны в табл. 162.
Таблица 162
Таблица 161
Размеры в мм
Условный проход Наружный диаметр Толщина стенки Масса 1 м в кг
10 16 2.0 0,69
15 20 2,5 1,08
20 26 2,5 1.45
25 32 2.8 2,02
32 41 2.8 2,64
40 47 3.0 3.26
50 59 3,0 4,14
70 74 3,2 5,59
Примечания: . По соглашению
сторон допускается поставка гладкообрез-
них труб с толщиной стенки, менее ука- занной в табл. 160 и 161.
2. В табл. 160 и 161 указана масса чер-
ных труб. Оцинкованные трубы тяжелее
черных иа 3-4%.
Размеры труб Точность изготов- ления
обычная I повышен- 1 ная
Допускаемые откло- нения
По наружному диаметру
При условном проходе: до 40 мм более 40 > 1 ± 0,5 мм I -I- 0,4 мм ±1.0% 1 ±0.8%
По толщине стеики
Для всех размеров - 15% | - 10%
Примечание. Отклонение в плюсо-
вую сторону по толщине стенкн ограничи-
вается допускаемыми отклонениями по ве-
су труб.
276
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Допускаемые отклонения по весу:
Для партии труб............. +8%
Для отдельной трубы.......... +10%
Кривизна труб, поставляемых с не-
прерывных станов, не превышает па
1 пог. м:
Для труб с условным проходом
до 20 мм вкл................ 2 мм
Для труб с условным проходом
более 20 мм................. 1,6 мм
Трубы, изготовленные на цепных
станках печной сварки в стык, должны
быть прямыми. Прямолинейность оп-
ределяется на глаз.
Трубы поставляются без резьбы и
муфт или без резьбы, но в комплекте
с муфтами.
Муфты изготовляются из стали или
ковкого чугуна в соответствии с тре-
бованиями ГОСТ 8966-59 на стальные
муфты, ГОСТ 8954-59 и 8955-59 на
муфты из ковкого чугуна с цилиндри-
ческой резьбой илн ГОСТ 6170-52
на муфты из ковкого чугуна с кони-
ческой резьбой.
Сварные трубы должны выдержи-
вать до нарезки испытание гидравли-
ческим давлением:
трубы обыкновенные и легкие —
2,45 Mhjm2 (25 кгс)см2);
трубы усиленные 3,14 Мн/м2
(32 KscjcM2).
Трубы со станков непрерывной свар-
ки могут испытываться гидравличе-
ским давлением 4,90 М н/м2 (50 кгс/см2).
Примеры условных обозначений
обыкновенных труб обычной точности
изготовления с условным проходом
20 мм:
а) трубы черной, немерной длины,
без резьбы и без муфт:
Труба 20 ГОСТ 3262-62;
б) То же, комплектно с муфтой:
Труба М 20 ГОСТ 3262-62;
в) трубы черной, мерной длины 4 м,
с цилиндрической резьбой:
Труба Ц 20 X 4000 ГОСТ 3262-62;
г) трубы черной, длины кратной
1,5 л, с конической резьбой:
Труба К 20 X 1500 кр.
ГОСТ 3262-62;
д) трубы оцинкованной, немерной
длины, с цилиндрической резьбой:
Труба О-Ц 20 ГОСТ 3262-62.
Для труб усиленных в условном
обозначении после слова «труба» ука-
зывается буква «у», для легких труб —
«Л», а для труб легких под накатку
резьбы — «ЛН».
Для труб повышенной точности из-
готовления в условном обозначении
после размера условного прохода ука-
зывается буква «П».
ТРУБЫ СТАЛЬНЫЕ
БЕСШОВНЫЕ ГОРЯЧЕКАТАНЫЕ,
ХОЛОДНОТЯНУТЫЕ
И ХОЛОДНОКАТАНЫЕ
(по ГОСТ 8731-58 , 8732-58;
8733-58, 8734-58)
Трубы стальные бесшовные горяче-
катаные поставляются с наружным
диаметром 25—560 мм вкл. по ГОСТ
8732-58 и по техническим условиям
ГОСТ 8731-58 и холоднотянутые и
холоднокатаные с наружным диамет-
ром 1—200 мм вкл. по ГОСТ 8734-58
и по техническим условиям ГОСТ
8733-58.
В зависимости от назначения горяче-
катаные трубы поставляются:
а) по химическому составу из стали
марок по ГОСТ 1050-60, 4543-61 и
5058-57, а также по механическим
свойствам в состоянии поставки, при-
веденным в табл. 163.
Примечание: При поставке труб с
толщиной стенки более 45 мм механические
свойства устанавливаются соглашением сто-
рон.
б) По механическим свойствам —
из мартеновской спокойной стали ма-
рок по ГОСТ 380-60 (группа А), сог-
ласно данным табл. 164.
В зависимости от назначения холод-
нотянутые н холоднокатаные трубы
поставляются:
а) по химическому составу — нз ста-
ли марок по ГОСТ 1050-60, 4543-61,
5058-57, а также по механическнмсвой-
ствам после термообработки, согласно
требованиям табл. 165.
б) После специальной термической
обработки.
Марки стали, режим термической об-
работки и нормы механических свойств
устанавливаются отдельными техни-
ческими условиями.
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ
277
Таблица 163
Марка стали Предел текучести Временное сопро- тивление разрыву, не менее Отно- ситель- ное удлине- ние б5 в % Твердость по Брнпелю при толщине стенки более 10 мм
в Мн/м3 в кгс/мм3 В А1Я/Л(2 в кгс/мм3 диаметр отпечатка в мм, не менее Число твердости, не более
в Мн/м- в кгс/мм3
10 205,9 21 333,4 34 24 5.1 1343.5 137
20 245,2 25 411,9 42 21 4,8 1529,8 156
35 294,2 30 509,9 52 17 4,4 1833,8 187
45 323,6 33 588,4 60 14 4,2 2029,8 207
10Г2 264,8 27 470,7 48 21 4,3 1931.9 197
20Х 431,5 44 16 — —
40Х — 657 67 9 3,7 2637,0 269
ЗОХГСА 686,5 70 11 __ —— __
15ХМ 225,6 23 431,5 44 21
ЗОХМА 392,3 40 588,4 60 13 —
12ХН2А 392,3 40 539,4 55 14 — — —
Таблица 164
Марка стали Предел текучести Временное сопротивление разрыву Относитель- ное удлине- ние 65 в %
в Мн/м3 в кгс/мм3 в Мн/м3 в кгс/мм3
не менее
Ст. 2 205,9 21 333,4 34 21
Ст. 3 225,6 23 3725 38 22
Ст. 4 245,2 25 411,9 42 20
Ст. 5 264,8 27 490,3 50 17
Ст. 6 294,2 30 588,4 60 14
Таблица 165
Предел текучести Временное сопро- тивление разрыву Относи- тельное Твердость по Бринелю при толщине стенки более 10 мм
Марка стали в Мн/м3 в кгс/мм3 в Мн/м3 в кгс/мм3 удлине- ние б5 в % Диаметр отпечатка в мм, не Число твердости, не более
не менее менее в Мн/м3 в кгс/мм3
10 20 35 45 10Г2 15Х 20Х 40Х ЗОХГСА 15ХМ 205,9 245,2 294,2 323,6 264,8 225,6 21 25 30 33 27 23 333,4 411,9 509.9 588,4 470,7 411,9 431,5 617,8 490.3 431,5 34 42 52 60 48 42 44 63 50 44 24 21 17 14 21 19 17 14 18 21 5.1 4,8 4,4 4,2 4,3 4,5 4,5 4,1 4,0 1343.5 1529,8 1833,8 2029,8 1931.9 1765,4 1765.4 2127,8 2245,7 137 156 187 207 197 179 179 217 229
278
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Кроме того, стальные бесшовные
горячекатаные, холоднотянутые и
холоднокатаные трубы постав-
ляются:
а) по химическому составу без конт-
роля механических свойств — из спо-
койной стали марок по ГОСТ 380-60
(группа Б, мартеновская сталь) н
ГОСТ 1050-60, а также из стали марок
по ГОСТ 4543-61 и 5058-57;
б) по химическому составу — из ста-
ли марок по ГОСТ 1050-60, 4543-61,
5058-57 с контролем механических
свойств на термообработанных образ-
цах. Нормы механических свойств
должны соответствовать указанным
стандартам;
в) без нормирования химического
состава и механических свойств, по
с гарантией гидравлического давления.
Трубы всех видов, работающие под
давлением, должны выдержать испы-
тательное гидравлическоедавление,оп-
ределяемое по формуле
200-s-/?
DeH ’
где s — минимальная толщина стен-
ки трубы в мм (за вычетом минусо-
вого допуска); R — допускаемое на-
пряжение, равное 40% временного со-
противления разрыву; DBH — внутрен-
ний диаметр трубы в мм.
Примечания: 1. Механические
свойства труб из стали марок, не указанных
в табл. 163 н 165, а также нормы ударной
вязкости и относительного сужения для всех
марок стали устанавливаются соглашением
сторон.
2. По соглашению сторон допускается
поставка труб с повышенными механиче-
скими свойствами.
Размеры горячекатаных труб даны
в табл. 166 и 167, а холоднотянутых
и холоднокатаных — в табл. 168
и 169.
Таблица 166
Горячекатаные
Размеры в мм
Наружный диаметр DH Толщина стенок s Наружный диаметр Толщина стенок s
25; 28; 32; 38 42; 45; 50 54 57 60; 63,5 68; 70 73; 76; 83 89; 95; 102 108; 114; 121 127 ♦ Поставляются также 2,5—8 вкл. 2,5-10 » 3-11 > 3-12 > 3-14 > 3-16 > 3.5-18 > 3,5—22 > 4—28 > 4—30 » со стенками толщи 140; 146?3152; 159 168; 180; 194 203; 219 245; 273 299; 325; 351 377; 402; 426 450; 480*; 500* 530*; 560; 600 630; 720; 820 ной от 25 до 75 мм. 4—32 вкл. 4,5—36 > 5—45 > 6—50 > 7-50 > 8-75 > 9-75 > | 9-14 »
Таблица 167
Толщина стенок з в мм горячекатаных труб
2,5 4,5 8,0 14 25 40 63
2,8 5,0 9,0 16 28 45 70
3.0 5,5 10 18 30 50 75
3.5 6,0 И 20 32 56 —
4,0 7,0 12 22 36 60 —
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ
279
Таблица 168
Холоднотянутые и холоднокатаные
Размеры в мм
Наружный диаметр Толщина стенок s Наружный диаметр Толщина стенок s
1.0; 1,6; 2,0 2,5; 3,0 4 5 6 7; 8 9 10; 11 12; И 16; 18 20; 22 25; 28 30; 32; 34; 36 0,10—0.25 вкл. 0,10—0.4 » 0,25-1.2 » 0,25—1,6 » 0.25—2,0 > 0,25—25 » 0.25—2.8 > 0,25-3.5 > 0.25—4,0 » 0,25-5,0 > 0.4-6,0 » 0,4—7,0 > 0,4—8,0 » 38: 40 42 45; 48 50; 53; 56; 60; 63; 65; 70; 75 80; 85; 90; 95; 100 120 125 130 140; 150 160; 170; 180 190; 200 0,4—9 вкл. 1,0-9 > 1,0-10 > 1.0-12 > 1,4-12 > 1,6-12 > 1.8-12 > 2,5-12 > 3—12 » 3,5-12 > 4,0-12 >
Таблица 169
Толщина стенок $ в мм холоднотянутых н холоднокатаных труб
0.10 0,50 1.4 25 4,0 6,5 9,0
0.16 0,60 1.6 2,8 4,5 7,0 95
0.25 ОДО 1.8 3.0 5,0 7,5 10
0,30 1.0 2,0 3,2 5,5 8,0 И
0,40 1,2 2,2 3,5 6,0 8,5 12
По длине трубы поставляются по категориям, приведенным в табл. 170.
Таблица 170
Категории длин труб Горячекатаные Холоднотянутые и холоднокатаные
Немерная длина В пределах от 4 до 12.5 м В пределах от 1,5 до 9 м
Мерная длина — в пределах не- мернон со следующими допус- каемыми отклонениями по длине Прн длине до 6 м 4~ Ю мм, прн длине свыше 6 м нли при наружном диаметре более 152 мм 4-15 мм При длине до 3 м 4- 5 мм, при длине свыше 3 м 4- 4-10 мм
Длина, кратная мерной,— в пределах немерной с припус- ком на каждый разрез по 5 мм и со следующими допускае- мыми отклонениями на об- щую длину При длине до 6 м 4- 10 мм, при длине свыше 6 м или при наружном диаметре более 152 мм 4- 15 мм При длине до 3 м 4- 5 мм, при длине свыше 3 м -|- + 10 мм
Допускаемые отклонения по размерам труб приведены в табл. 171 и 172.
280
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 171
Для горячекатаных труб
Трубы обычной точности изготовления Допускае- мые откло- нения
По наружному диаметру
С трехвалкового стана Прочие трубы: диаметр до 50 мм вкл. св. 50 до 219 мм > 219 мм ±0,5% ±0.5 ± 1% ± Ь25%
По толщине стенки
С трехвалкового стана Прочие трубы: толщина до 15 мм вкл. толщина св. 15 мм ±6% + 12,5% - 15% ± 12,5%
Таблица 172
Для холоднотянутых
и холоднокатаных труб
Трубы обычной точности изготовления Допускае- мые откло- нения
По наружному диаметру
Диаметр от 4 до 10 мм св. 10 до 30 мм . 30 „ 50 „ „ 50 мм ± 0,15 ям ± о,3 » ± 0,4 > ±0,8%
По толщине стенки
Толщина до 1 мм св. 1 до 5 мм „ 6 мм ± 0,12 ям ± ю% ± 8%
Трубы могут поставляться с ком-
бинированными допускаемыми откло-
нениями, например: по наружному
диаметру — повышенной точности по
ГОСТ 9567-60, а по толщине стенки —
обычной точности и т. д.
Примечание. Холоднотянутые и
холоднокатаные трубы (по требованию за-
казчика) поставляются с односторонним до-
пуском (плюс нлн минус) на размеры. Ве-
личина одностороннего допуска не должна
превышать суммы двусторонних отклонений.
Трубы заказываются по наружному
диаметру и по толщине стенки. По
требованию заказчика трубы должны
поставляться по внутреннему диа-
метру и по толщине стенки, а также
по наружному и по внутреннему диа-
метрам и по разностенности.
Допускаемые отклонения по внут-
реннему диаметру труб не должны
превышать соответствующих допускае-
мых отклонений по наружному диа-
метру.
Овальность и разностенность труб
не должна выводить размеры труб за
пределы допускаемых отклонений по
диаметру и по толщине стенки.
Кривизна горячекатаных труб на
участке любой длины не должна пре-
вышать:
Для труб С ТОЛЩИНОЙ
стенки до 20 мм . . 1,5 мм на 1 пог. м.
Для труб с толщиной
стенки св. 20до30лм« 2 мм на 1 пог. м.
Для труб с толщиной
стенки свыше 30 мм 4 мм на 1 пог. м.
Кривизна холоднотянутых и хо-
лоднокатаных труб не должна превы-
шать 1,5 мм на 1 пог. м.
Масса 1 пог. м труб определяется
по формуле
R = 0,02466s (DH — s) кг,
где DH — наружный диаметр в мм;
s — толщина стенки в мм.
Плотность стали принята 7,85 Мг]м*
(7,85 г/см*}.
Примеры условных обозначений
труб с наружным диаметром 70 мм
и толщиной стенки 3,5 мм:
а) длиной, кратной 1250 мм, из
стали марки 20 с поставкой по хими-
ческому составу и механическим свой-
ствам по ГОСТ 8733-58:
горячекатаная
Труба 70 X 3,5 X 1250 кр — 20
ГОСТ 8734-58-А;
холоднотянутая или холоднокатаная
Труба 70 X 3,5 X 1250 кр — 20
ГОСТ 8732-58-А;
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ
281
б) длиной 6000 мм (мерная длина)
нз стали марки 20 с поставкой по хи-
мическому составу без контроля ме-
ханических свойств по ГОСТ 8733-58:
горячекатаная
Труба 70 X 3,5 X 6000 — 20
ГОСТ 8734-58-Б;
холоднотянутая или холодноката-
ная
Труба 70 X 3,5 X 6000 — 20
ГОСТ 8732-58-Б;
в) немерной длины нз стали марки
40Х с поставкой по химическому со-
ставу и контролем механических
свойств иа термообработаиных образ-
цах по ГОСТ 8733-58:
горячекатаная
Труба 70 X 3,5 — 40Х
ГОСТ 8734-58-Г;
холоднотянутая или холоднокатаная
Труба 70 X 3,5 — 40Х
ГОСТ 8732-58-Г;
г) немерной длины без нормирова-
ния химического состава и механи-
ческих свойств, но с гарантией гид-
равлического давления по ГОСТ
8733-58:
горячекатаная
Труба 70 X 3,5 ГОСТ 8734-58-Д;
холоднотянутая или холоднокатаная
Труба 70 X 3,5 — 40Х
ГОСТ 8732-58-Д;
д) длиной, кратной 1250 мм, из
стали марки Ст. 2 с поставкой по меха-
ническим свойствам по ГОСТ 8731-58:
горячекатаная
Труба 70 X 3,5 X 1250 кр. —
Ст. 2 ГОСТ 8732-58-В.
Пример условного обозначения хо-
лоднотянутой или холоднокатаной
трубы с внутренним диаметром 70 мм
и толщиной стенки 5 мм, немерной
длины из стали марки 10 с поставкой
по химическому составу без контроля
механических свойств по ГОСТ
8733-58:
Труба вн 70 X 5—10
ГОСТ 8734-58-Б.
Пример условного обозначения го-
рячекатаной трубы с внутренним диа-
метром 70 жж и с толщиной стенки
16 мм, немерпой длины из стали
марки 20 с поставкой по химическому
составу и механическим свойствам по
ГОСТ 8731-58:
Труба вн 70Х 16—20 ГОСТ 8732-58-А.
ТРУБЫ СТАЛЬНЫЕ
ЭЛЕКТРОСВАРНЫЕ
(по ГОСТ 10704-63, 10705-63, 10706-63)
Трубы стальные электросварные с
наружным диаметром от 8 до 530 жж
с толщиной стенки до 10 мм вкл. из
углеродистых сталей, применяемые
для трубопроводов и деталей кон-
струкций разного назначения, по-
ставляются по ГОСТ 10704-63 (сорта-
мент) и по техническим требованиям
ГОСТ 10705-63.
Трубы стальные электросварные
прямошовные диаметром 426—1620 мм
поставляются по ГОСТ 10704-63 (сор-
тамент) н по техническим требованиям
ГОСТ 10706-63.
Размеры труб указаны в табл. 175.
В зависимости от назначения н га-
рантируемых характеристик трубы
диаметром от 8 до 530 мм с толщиной
стенки до 10 мм вкл. поставляются
следующих групп:
А — по химическому составу из
спокойной стали марок ВСт.З, ВСт 4
по подгруппе В ГОСТ 380-60; ВКСт.З;
ВКСт.4 по подгруппе В ГОСТ 9543-60,
а также из стали марок 08; 10; 15; 20
по ГОСТ 1050-60 и механическим
свойствам согласно табл. 173 и 174;
Б — по химическому составу, без
гарантии механических свойств труб,
из спокойной, полуспокойной и кипя-
щей стали марок МСт.2, МСт.З и
МСт.4 по группе Б ГОСТ 380-60,
а также нз стали марок 08; 10; 15
и 20 по ГОСТ 1050-60;
В — по механическим свойствам
в соответствии с данными табл. 173
н 174, без гарантии химического со-
става, марок Ст.2; Ст.З н Ст.4 по
группе А ГОСТ 380-60 и ГОСТ 9543-60;
Г — без нормирования химического
состава и механических свойств, но
с гарантией испытательного гидрав-
лического давления.
Механические свойства материала
труб, поставляемых в термообрабо-
танном состоянии, должны соответ-
ствовать нормам, указанным в
табл. 173.
282
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 173
Марка стали Временное сопро- тивление разрыву Относительное удлинение в %
в Мн/м2 В кгс/мм2
ие менее
08 314 32 25
10: Ст. 2 333 34 24
15: Ст. 3; ВСт. 3; ВКСт. 3 373 38 22
20; Ст. 4; ВСт. 4; ВКСт. 4 412 42 21
Механические свойства труб, по-
ставляемых без термической обработ-
ки, в состоянии поставки должны соот-
ветствовать нормам, указанным в
табл. 174.
Трубы диаметром 426—1620 мм
изготовляются из хорошо свариваю-
щейся листовой стали по ГОСТ 500-58
и 8597-57. Марка стали указывается
в заказе.
В зависимости от назначения и га-
рантируемых характеристик трубы
диаметром 426—1620 мм поставляются
следующих групп:
А — по химическому составу н ме-
ханическим свойствам с одновремен-
ным испытанием гидравлическим дав-
лением, вычисленным по формуле
ГОСТ 3845-47 при допускаемом напря-
жении А1 = 0,9 от предела текучести;
Б — по химическому составу с ис-
пытанием гидравлическим давлением
2,45 Мн/м2 (25 кгс/см2).
Трубы размерами 920 X 7; 1020 X
X 8; 1120X8—9; 1220 X 9—10;
1320 X 9—11 и 1420 Х10—11 мм
испытываются давлением 1,96 Мн/м'1
(20 кгс/смг)',
В — по механическим свойствам,
без гарантии химического состава,
с испытанием гидравлическим давле-
нием, вычисленным по формуле
ГОСТ 3845-47 прн допускаемом напря-
Таблица 174
Марка стали Трубы диаметром 63 мм и более Трубы диаметром 20—60 мм с толщиной стенки 0,061) н менее Трубы диаметром до 20 мм, а также 20—60 мм с толщиной стенки более 0,060^
Временное сопро- тивление разрыву Относительное удлинение $5 В % Временное сопро- тивление разрыву Относительное удлинение Ч в % Временное сопро- тивление разрыву Относительное удлинение в %
в Мн/м2 В кгс/мм2 в Мн/м2 в кгс/мм2 Мн/м* В кгс/мм2
не менее
0,8; 10 и Ст. 2 314 32 23 333 34 15 373 38 6
15; Ст. 3; ВСт. 3; ВКСт. 3 353 36 21 373 38 13 441 45 5
20; Ст. 4; ВСт. 4; ВКСт. 4 373 38 20 392 40 10 490 50 4
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ
283
жении R — 0,5 от временного сопро-
тивления разрыву;
Г — без гарантии химического со-
става и механических свойств, но
с испытанием гидравлическим давле-
нием 2,45 Мн/м2 (25 кгс[смг).
Трубы тех же размеров, что н для
группы Б, испытываются давлением
1,96 Мн/м2 (20 кгс)см2).
Трубы, поставляемые по группе В,
должны выдерживать механические
испытания сварного соединения на
растяжение. Временное сопротивление
сварного соединения должно быть не
ниже временного сопротивления основ-
ного металла, установленного соот-
ветствующими стандартами на листо-
вую сталь.
Трубы, поставляемые по группе А,
должны выдерживать механические
испытания на растяжение как основ-
ного металла, так и сварного соедине-
ния. Нормы механических свойств
устанавливаются по соглашению сто-
рон.
По длине трубы должны постав-
ляться:
а) немерной длины:
При диаметре до 30 мм . . не менее 2 м
При диаметре более 30 до
70 мм........................... » 3 »
При диаметре более 70 до
152 мм.......................... » 4 >
Прн диаметре 152 мм н более > 5 »
По требованию потребителя трубы
групп А и В диаметром 152 мм и
более должны поставляться длиной
не менее 10 м; трубы всех групп диа-
метром до 70 мм — длиной не менее
4 м.
б) мерной длины:
При диаметре до 70 мм .... От 5 до 9 м
Прн диаметре более 70 до
152 мм..................... >6 >9»
Прн диаметре более 152 до
426 мм.................... >5 »18»
Трубы диаметром 426 мм и более
мерной длины не поставляются.
Допускаемые отклонения по длине
мерных труб:
При длине до 6 м............ +10 мм
При длине св, 6 м н при диаметре
159 мм н более.............. + 15 >
в) длины, кратной мерной, — с при-
пуском иа каждый рез по 5 мм (если
другой припуск не оговорен в заказе)
и кратностью не менее 250 мм.
Допускаемые отклонения на общую
длину +50 мм.
Допускаемые отклонения по наруж-
ному диаметру указаны в табл. 176.
Размеры наружного диаметра труб
DH более 402 мм контролируются за-
мером периметра.
По требованию потребителей трубы
должны изготовляться с односторон-
ним допуском по диаметру. Величина
одностороннего допуска не должна
превышать сумму допускаемых откло-
нений, указанных в табл. 176.
Допускаемые отклонения по тол-
щине стенки не должны превышать
±10% при диаметре труб до 152 мм
а при диаметре труб 159 мм и более
в соответствии с ГОСТ 8596-57,
8597-57 и 5681-57, ориентируясь на
максимальную ширину листа.
По требованию потребителя трубы
диаметром 426 мм и более должны по-
ставляться с калиброванными торцами
трех классов точности. Допускаемые
отклонения по наружному диаметру
калиброванных торцов труб не долж-
ны превышать указанных в табл. 177.
Разностенность труб не должна
превышать допускаемых отклонений
на толщину стенкн.
Овальность труб диаметром до
402 мм вкл., а также калиброванных
торцов труб — в пределах допускае-
мых отклонений по диаметрам, ука-
занным в табл. 176 и 177.
Овальность труб диаметром 426 мм
и более с некалнброванными торцами,
а также по телу труб с калиброван-
ными торцами—±2,10- (0,005£>н +
+ 2 мм).
Допускаемая овальность труб с тол-
щиной стенки менее 0,01£>н устанав-
ливается соглашением сторон.
Кривизна труб не превышает 1,5 мм
на 1 пог. м. По обоснованному требо-
ванию потребителя кривизна труб
диаметром до 152 мм должна быть
не более 1 мм на 1 пог. м.
Примеры условных обозначений
труб с наружным диаметром 25 мм
и толщиной стеики 2 мм, поставляе-
мых по ГОСТ 10705-63: длины, крат-
ной 2 м, из стали марки 10 с гаранти-
рованным химическим составом и
механическими свойствами (группа А):
Труба 25 X 2 X 2000 кр 10
ГОСТ 10704-63-А;
немерной длины из спокойной стали
марки Ст.2 с гарантированными ме-
ханическими свойствами (группа В):
Труба 25 X 2 Ст.2 ГОСТ 10704-63-В.
284
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ
Таблица 175
аружный (аметр уб В ММ Толщина стенки труб в мм
1,0 1,2 1,4 1,6 1,8 2,0 2.2 2.5 2,8 3,0 3,2 3,5 3,8 4,0 | 4,5 | 5,0 5,5 6,0 | 7,0 8,0 9.0 10 11 12 14 16
Масса 1 пог. м труб в сг
8 0,173 0,202 — — — — — — — — — — — — —
9 0,197 0,231 — — — — — — — — —
10 0,222 0,251 — — — — — — — — —
11 0,247 0,290 — — — — — — — — —
12 0,271 0.320 0,365 0,411
11 0,321 0,379 0,434 0,490 — — — — — —
16 0,370 0,438 0,503 0,568 — — — — — — — — — — — — — — — — —
18 0,419 0,497 0,572 0,617 0,717 0,789 — — — —
20 0,469 0,556 0,642 0,726 0,806 0,888 — — — —
22 0,518 0,616 0,710 0,806 0,895 0,986
25 ода 0,703 0,813 0,925 1,03 1,13 1,24 1,39
26 0,617 0,73-3 0,849 0,963 1,07 1.18 1,29 1,45 —
28 0,666 0,792 0,916 1,04 1,16 1,28 1,40 1,57
30 0,715 0,851 0,986 1,12 1,25 1,38 1,51 1.70 —
32 0,755 0,910 1,053 1,20 1,34 1,48 1,62 1,82 2,02 2,15
33 0,789 0,941 1,091 1,24 1,38 1.53 1,67 1,88 2,08 2.22 — — — — — — — — — — — — — —
34 — 0,968 1,122 1,28 1,43 1,58 1,72 1,94 2,15 2,29 — — — — — — — — — — — — — — —
36 — 1,027 1,192 1,36 1,52 1,68 1,83 2,07 2,29 2,44 — — — — — — — — __ — — — — — —
38 — 1,087 1,26 1,44 1,61 1,78 1,94 2,19 2,43 2,59 — — — — — — — — — — — — — — — —
40 — 1,146 1,33 1,52 1.69 1,87 2,® 2,31 2,56 2,74 — — — — — — — — — — — — — — — —
42 — 1,208 1,41 1,60 1,79 1,97 2,16 2,44 2,70 2,89 — — — — — — — — — — — — — — — —
45 - 1,295 1,51 1,71 1,91 2,12 2,32 2,62 2,91 3,11 — — — — — — — — — — — — — — — —
48 — — 1,61 1,83 2,05 2,27 2,48 2,81 3,11 3,33 — — — — — — — — — — — — — — — —
50 — — 1,63 1,91 2,14 2,37 259 2,93 3,25 3,48 3,70 4,01 — — — — — — — — — — — — — —
51 — — 1,71 1,96 2,18 2,42 2,64 2,99 3,32 3,55 3,79 4,10 — — — — — — — — — — — — — —
53 — — 1,78 2,03 2,27 2,51 2,76 3,11 3,46 3,70 3,94 4,27 — — — — — — — — — — — — — —
57 — — 1,92 2,18 2,45 2,71 2,97 3,36 3,74 4,00 4,25 4,62 — — — — — — — — — — — — — —
60 — — 2,02 2,31 2,58 2,86 3,13 3,55 3,94 4,22 4,49 4,88 5,27 5,52 — — — — — — — — — — — —
63,5 — — 2.14 2,44 2,74 3,03 3,24 3,76 4,20 4,48 4,72 5,18 5,59 5,87 — — — — — — — — — — —
70 — — 2.37 2,70 3,02 3,35 3,68 4,16 4,63 4,96 5,28 5,74 6,20 6,51 — — — — — — — — — — — —
73 — — 2,47 2,82 3,16 3,50 3,84 4,35 4,84 5,18 5,52 6,00 6,48 6,81 — — — — — — — — — — — —
76 - — 2,57 2,94 3,29 3,65 4,00 4,53 5,05 5,40 5,75 6,26 6,76 7,10 7,93 8,75 9,56 — — — — — — — — —
83 — — — — 3,60 4,00 4,37 4,96 5,52 5,92 6,31 6,86 7,42 7,79 8,71 9,62 10,51 — __ — — — — — — —
89 — — — — — 4,29 4,70 5,33 5,94 6,36 6,77 7,38 7,98 8,38 9,38 10,36 11,32 - —
286
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ
Продолжение табл. 175
1 »s ie? Толщина стенки труб в мм
а 5*
frs'g. 1,0 1 1,2 | 1,4 | 1,6 1 1,8 | 2,0 | 2,2 | 2,5 | 2.8 | 3,0 | 3,2 | 3,5 3,8 4,0 | 4,5 | 5,0 | 5,5 | 6,0 [ 7,0 | 8,0 | 9,0 | 10 | 11 | 12 | 14 | 16
в Масса 1 пог. м труб в кг
95 — — — — — 4,59 5,02 5,70 6,36 6,81 7,26 7,90 8,55 8,98 10,04 11.10 12,14 ___ ______
102 — — — — — 4,93 5,40 6,13 6,84 7,32 7,81 8,50 9.20 9,67 10.82 11,96 13,09 - - - ______
103 ------- 6,50 7,25 7,77 8,29 9,02 9,76 10,26 11,49 12,70 13,90 ___ ______
114 — - — - — 6,87 7,68 8,21 8,74 9,54 10,3.3 10,85 12,15 13,44 14,72 ___ ______
121 ------- 7,30 8,16 8,73 9,29 10,14 10,98 11,54 12,93 14,30 15,67 ___ ______
127 ------- 7,67 8,57 9,17 9,77 10,66 11,54 12,13 13,59 15,04 16,48 ___ ______
133 ------- 8,04 8,99 9,62 10,25 11,18 12,11 12,73 14,26 15,78 17,29 ___ ______
140 ------- 8,48 9,47 10,13 10,79 11,78 12,76 13,42 15,01 16,65 18,24 ___ ______
152 - — — - 9.22 10,30 11,02 11,74 12,82 13,89 14,60 16,37 18,13 19,87 ___ ______
159 - — — - — 9,65 10,78 11,54 12,29 13,42 14,54 15,29 17,15 18,99 20,82 22.64 - - ______
168 - - - - 12.21 13,00 14,20 15,39 16,18 18,14 20,10 22,04 23,97 - — ______
180 - - — — - 13,95 15,23 16,51 17,36 19,47 21,59 23.67 25,75 - - ______
194 — — - - — 15,06 16,44 17,82 18,74 21.03 23,31 25,57 27,82 32.28 — ______
203 - - - ------- 17,22 18,67 19,63 22,03 24,41 26,79 29,14 33,83 — ______
219 - - - - - 18,60 20,16 21,21 23,80 26,39 28,96 31,52 36,60 41,63 ______
245 — — — _ — — — — — — — — — 23,77 26,69 29,59 32,48 35,36 41,09 46,76 ______
273 — — — _ — — — — — — — — — 26,53 29,80 33,04 36,28 39,51 45,92 52,28 ______
299 — — — _ — — 29,10 32,68 36,25 39,81 43,35 50,40 47,41 ______
325 — — — _ — — —— — — — — — 31,66 35,57 39,46 43,33 47,20 54,89 62,54 ______
351 — — — — — — — — — — 34,23 38,45 42,66 46,86 51,05 59,38 67,67 75,91 84,10 _ _ _ _
377 — — — — — — — — — — — — - 36,79 41.34 45,86 50,39 54,89 63,87 72,80 81,68 90,51 _ _ _ _
402 — — — _ — — — — — — — — - 39,26 44,11 48,95 53,78 58,59 68,18 77,73 87,21 96,67 - _ _ _
426 — — — — — — —— — — — — - 41,63 46,77 51,91 57,03 62,14 72.33 82,46 92,56 102.59 112,58 122,52 — —
480 — — — — — — — — _ — _ — - 46.95 52,77 58,57 64,36 70,13 81,65 93,12 104,52 115,90 127,22 138,49 - -
530 — — — — — — — - 51,88 58,31 64,73 71,14 77,53 90,28 102,98 115,62 128,23 140,78 153,29 - -
630 — — — _ — — — — — — — — - 61,75 69,41 77,06 84,70 92,33 107,54 122,71 137,81 152,89 167,91 182,88 - -
720 — — — — — — — — — - - - 88,17 96,91 105,7 123,1 140,5 157,8 175,1 192,3 209,5 - -
820 — — — _ - — — - - - 100,5 110,47 120,5 140,3 160,2 180,0 199,8 219,5 239,1 278,3 317,3
920 — — — — — — — - - 112,8 124,03 135,2 157,6 179,9 202,2 224,4 246,6 268,7 312,8 356,7
1020 — - — — — — - - - 125,2 137,60 150,0 174,9 199,7 224,4 249,1 273,7 298,3 347,3 396,2
1120 — — — _ — — — — — — - - - - 151,16 164,8 192,1 219,4 246,6 273,7 300,8 327,9 381.9 435,6
1220 — — — — — — — — — — — — - - - - 164,72 179,6 209,4 239,1 268,8 298,4 328,0 357;5 416,4 475,1
1320 — — — — _ — ——— — — — — - - - 178,28 194,4 226,7 258,9 291,0 323,0 355,1 387,1 450,9 514,5
1420 — — — _ _________ — - - — 191.85 209,2 243,9 278,6 313.2 347,7 382,2 416,7 485,4 554,0
1520 — _ _ _ ________ - _______ _ 372,4 409,4 446,3 519,9 593,5
1620 — — — — _ — — — — — — — — ------- _ 397,1 436,5 475,9 554,5 632,5
Примечания: 1. При поставке труб по ГОСТ 10706-63 теоретический вес увеличивается на \% за счет усиления шва.
2. По требованию потребителя должны поставляться трубы под накатку резьбы с диаметрами в соответствии с ГОСТ 3262-62.
287
288
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 176
Наружный диаметр труб в мм Доп. откл.
До 10 Более 10 до 30 » 30 » 50 » 50 » 152 » 152 > 219 > 219 > 402 > 402 ± 0,2 мм ± оз > ± 0.4 » ±0,8% ± 1>о% -ь 1.2&% ± (0,б05£>к + 2 мм)
Таблица 177
Наружный диаметр труб Точность калиброван- ных торцов
1 класс (высо- кая точность) 11 класс (по- вышенна^ точность) Ш класс (обычная точ- ность)
Ог 426 до 720 Более 720 > 1020 » 1020 » 1220 » 1229 лол©. H-H-rl+l ±2.5 ± 3.0 ± 5.0 ± 6.5 ±3.5 ±4,0 + 6,0 ±7,5
Примеры условных обозначений
труб немерной длины с диаметром
630 мм н толщиной стенки 8 мм, по-
ставляемых по ГОСТ 10706-63: из
стали марки 14ХГС с гарантией хими-
ческого состава и механических
свойств (группа А):
Труба 630 X 8 14ХГС
ГОСТ 10704-63-А П;
из стали марки КСт.Зкп с гарантией
химического состава (группа Б):
Труба 630 X 8 КСт. Зкп
ГОСТ 10704-63- Б П;
с гарантией испытательного гидрав-
лического давления без нормирования
химического состава и механических
свойств (группа Г):
Труба 630 X 8 ГОСТ 10704-63-ГП.
В условных обозначениях труб
с термической обработкой после слова
труба добавляется буква «Т».
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ХОЛОДНОТЯНУТЫЕ
И ХОЛОДНОКАТАНЫЕ
(по ГОСТ 10707-63)
Размеры и масса труб указаны в табл. 178.
Таблица 178
Размеры в мм
Наружный 1 диаметр труб Толщина стенки труб
0.5 0,6 0,8 1,0 1,2 1,4 1,6 1.8 2,0 2,2 25 2,8 8,0
Масса 1 лог. м труб в кг
5 6 7 8 9 10 11 12 14 16 18 20 22 24 0,055 0,068 0,080 0,092 0,105 0.117 0,129 0,142 0,065 0,080 0,095 0,110 0.125 0,139 0,154 0,169 0,083 0,103 0,122 0,142 0,162 0,182 0,201 0,221 0,260 0,300 0,340 0,379 0.099 0,123 0,148 0,173 0,197 0,222 0,247 0,271 0,321 0,370 0,419 0,469 0,518 0,567 0,202 0,231 0,261 0,290 0,320 0,379 0,438 0,497 0,556 0,616 0,674 0,331 0,365 0,434 0,503 0,572 0,642 0.710 0,779 0,371 0,411 0,490 0,568 0,647 0,726 0,806 0,885 0,407 0,452 0,541 0,629 0,717 0,806 0,895 0,984 0,444 0,493 0,592 0,691 0,789 0.888 0,986 1,09 0,477 0,532 0,640 0,747 0,856 0,965 1,07 1,18 0,524 0,586 0,709 0,332 0,956 1,08 1,20 1,33 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ 289
Продолжение табл. 178
ужный аетр труб Толщина стенки труб
0,5 0,6 0,8 1.0 1,2 1,4 1,6 1,8 2,0 2,2 2.5 2.8 3,0
X § Масса 1 пог. м труб в кг
25 0,592 0.703 0,813 0,925 1,03 1,13 1,24 1,39
28 — — — 0,666 0,792 0,916 1,04 1.16 1,28 1,40 1,57 — —
30 — — — 0,715 0,851 0,986 1,12 1,25 1,38 1,51 1,70 — —
32 — — 0,755 0,910 1,053 1,20 1,34 1.48 1,62 1,82 2,02 —
34 — — — 0,814 0,968 1,122 1,28 1,43 1,58 1,72 1,94 2,15 —
36 —— — — — 1,027 1,192 1,36 1,52 1,68 1,83 2,07 2,29 —
38 — — — 1,087 1,26 1,44 1,61 1,78 1.94 2,19 2,43 2,59
40 — — — — — — 1,52 1,69 1,87 2,05 2,31 2,56 2,74
42 — — — — — — 1,60 1,79 1,97 2,16 2,44 2.70 2,89
45 — — — — — — 1,71 1,91 2,12 2,32 2,62 2,91 3,11
48 — — — __ — — 1,83 2,05 2.27 2,48 2,81 3,11 3,33
50 — — — — — — 1,91 2.14 2,37 2,59 2,93 3,25 3,48
53 — — — — — — 2,03 2,27 2,51 2,76 3,11 3,46 3,70
56 — — — — — — 2,15 2,40 2,66 2,92 3,30 3,66 3,92
57 — — — — — — 2,18 2,45 2,71 2.97 3,36 3,74 4,00
63 — — — — — — 2,31 2,58 2,86 3,13 3,55 3,94 4,22
63 — — — — — — 2,42 2,71 3,01 3,30 3,72 4,15 4,44
65 — — — — — — 2.50 2,80 3,11 3,40 3,85 4,29 4,59
70 — — — — — — 2,70 3,02 3,35 3,68 4,16 4,63 4,96
75 — — — — — — 2,90 3,24 3,60 3,95 4,46 4,97 5,32
Примечания: 1. При толщине стенки труб 0,G2DH и меиее контроль размеров диа-
метра осуществляется замером периметра.
2. По требованию потребителей должны поставляться трубы под накатку резьбы с диамет-
рами в соответствии с ГОСТ 3262-62.
По длине трубы поставляются;
а) немерной длины — в пределах
1,5-8,5 м;
б) мерной длины — в пределах 4—
8,5 м.
Допускаемые отклонения по длине
мерных труб:
Прн длине до 6 л ............ 4-10 мм
» » свыше 6» .......... -j-la >
в) длины, кратной мерной в пределах
немерной с припуском +5 мм на
каждый рез (если другой припуск не
указан в заказе) и допуском на всю
длину, установленным для мерных
труб.
10 В, 3. Васильев и др.
По соглашению сторон допускается
поставка труб длиной свыше 8,5 м.
Допускаемые отклонения по на-
ружному диаметру и толщине стенки
труб ие должны превышать указанных
в табл. 179.
Трубы должны поставляться по
наружному диаметру и толщине
стенки. По требованию заказчика тру-
бы могут поставляться по внутренне-
му диаметру и толщине стенки. До-
пускаемые отклонения по внутренне-
му диаметру труб ие должны превы-
шать соответствующих допускаемых
отклонений по наружному диаметру.
При внутреннем диаметре 10 мм и
290
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
менее допускаемое отклонение по внут-
реннему диаметру устанавливают сог-
лашением сторон.
Овальность и разностепность труб
не должны выводить их размеры за
пределы допускаемых отклонений по
диаметру и толщине стенки.
Таблица 179
Размеры труб В Допускаемые откло- нения для труб
обычной точности повышен- ной точ- ности
По наружному диаметру труб
При диаметре: от 5 до 10 + 0.15 мм 4- 0,10 мм
св. 10 > 30 4- 0.3 > + 0,15 >
> 30 > 50 4- 0.4 > 4-0,25 >
» 50 ± 0.8% ±0,6%
По толщине стенки
При толщине стен- ки: до 1 -г 0,12 мм •ь 0.10 мм
св. 1 ± 10% ± 8%
Овальность труб с толщиной стенки
0,02D„ и менее устанавливается сог-
лашением сторон.
По требованию заказчика оваль-
ность и разностепность труб не должны
превышать 0,8 общего поля допускае-
мых отклонений по диаметру и по
толщине стенки.
Кривизна труб на участке любой
длины — 1,5 мм иа 1 пог. м; по тре-
бованию заказчика трубы постав-
ляются с кривизной не более 1 мм
на 1 пог. м.
Материал труб должен соответство-
вать ГОСТ 10705-63, а остальные тех-
нические требования — ГОСТ 8733-58.
На внутренней поверхности труб до-
пускаются следы грата. С согласия
потребителя грате внутренней поверх-
ности труб может ие удаляться.
Примеры условных обозначений
труб с наружным диаметром 20 мм и
толщиной стенки 2 мм:
немерной длины из стали марки 10
с нормированием химического состава
и механических свойств по ГОСТ
8733-58;
Труба 20 X 2 10 ГОСТ 10707-63-А;
мерной длины 6 м из стали марки
МСт.2 с нормированием химического
состава по ГОСТ 8733-58:
Труба 20 X 2 X 6000 МСт.2
ГОСТ 10707-63-Б.
Пример условного обозначения тру-
бы размером 20 X 2 мм, поставляе-
мой по внутреннему диаметру, длины,
кратной 2 м, с гарантией гидравличе-
ского давления по ГОСТ 8733-58:
Труба 16вн X 2 X 2000кр
ГОСТ 10707-63-Д.
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО
ПРОФИЛЯ
Трубы стальные квадратные
(по ГОСТ 8639-57)
Трубы изготовляются:
а) бесшовные — горячекатаные и
холоднотянутые;
б) электросварные — неволоченые и
волоченые.
Способ изготовления труб указы-
вается в заказе.
По длине трубы поставляются:
а) немерной длины: бесшовные го-
рячекатаные до 12,5 м, бесшовные
холоднотянутые и электросварные до
9 м;
б) мерной длины — в пределах пе-
мерной длины с допускаемым откло-
нением при длине до 6 м + 10 мм,
при длине свыше 6 м + 15 мм\
в) длины, кратной мерной, — в пре-
делах немерной длины.
Допускаются следующие отклоне-
ния от номинальных размеров труб:
а) по наружным размерам: бесшов-
ных горячекатаных труб ±1,5%,
бесшовных холоднотянутых, а также
электросварных труб для размеров
до 30 мм ± 0,3 мм, свыше 30 до
50 мм ± 0,4 мм, свыше 50 мм ±0,8%;
б) по толщине стенки: бесшовных
горячекатаных труб +12,5—10%,
электросварных неволоченых труб
±10%, холоднотянутых (бесшовных
и электросварных) труб ±12,5%.
Материал и технические требова-
ния к квадратным трубам — по соот-
ветствующим стандартам на трубы
круглого сечения.
Форма и размеры труб соответст-
вуют чертежу и табл. 180,
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ 291
Таблица 180
' R~1,5s
з_ 0
1 1
1
Размеры в мм Площадь се- чения в см* Масса | 1 пог. м в кг Момент ннер- цни в си* J — J * у Момент со- противления WX-Wy в см9 Размеры в мм Площадь се- чения в см* Масса 1 пог. м в кг Мемент инер- ции в см* J == J х у Момент со- 1 противления uz =uz, в см9
А S А S
12 0.8 1 0,351 0,428 0,275 0,336 0,075-3 0,0895 0,126 0,149 35 2,5 3 3,5 4 5 3.18 3,73 4,26 4,77 5,70 2.49 2.93 3.35 3,74 4,48 6,61 7,39 8,08 9,25 3.29 3,78 4,22 4,62 5,29
14 1 1.5 0,508 0,723 0,399 0,568 0,147 0,198 0,210 0,233
36 2,5 3 3,5 4 5 3.28 3,85 4,40 4.93 5,90 2,57 3,02 3,46 3,87 4,63 6,30 7.25 8.11 8.88 10.2 3.50 4,03 4,50 4,93 5,66
16 1 1,5 0,588 0,843 0,462 0,662 0.226 0.308 0,283 0,385
18 1 1,5 2 0,668 0,963 1,23 0,521 0,756 0,967 0,329 0,453 0,555 0.365 0,503 0,616
40 2.5 3 3,5 4 5 6 3,68 4,33 4,96 5,57 6,70 7,73 2,89 3,40 3,90 437 5,26 6,07 8,83 10,2 11.5 12.6 14,6 16,2 4,41 5,10 5,73 6,30 7,29 8,11
20 1 1,5 2 2,5 0,748 1,08 1,39 1,68 0,587 0,850 1,08 1,32 0,458 0,637 0,787 0,911 0,458 0,637 0,787 0,911
22 1 1.5 2 2,5 0,828 1,20 1,55 1,88 0,650 0.944 1,22 1,47 0,519 0,867 1,08 1,26 0,563 0,788 0,980 1,14 45 3,5 4 5 6 7 8 5,66 6,37 7,70 8,93 10,05 11,07 4,45 5,00 6,05 7,01 7,89 8,69 16,8 18,6 217 243 26.5 28,3 7 47 8,25 9.63 10.8 11.8 12,6
25 2.5 3 2,18 2,53 1,17 1,99 1,92 2,17 154 1,74
50 4 5 6 7 8 7,17 8,70 10,13 11,45 12,67 5,63 6,83 7,95 8,99 9,95 26,2 30,8 34,7 38,1 41,0 10,5 123 13,9 15,2 16,4
30 2,5 3 3,5 4 2,68 3,13 3,56 3,97 2,10 2.46 2,80 3,12 3,50 3,99 4,42 4,80 2.33 2,66 2,95 3,20
55 4 5 6 7 8 7,97 9,70 11,33 12,85 14,27 6,26 7,61 839 10,09 11,20 35,6 42,1 47,8 52,7 57,0 12.9 15,3 17,4 19,2 20,7
32 2,5 3 3.5 4 2.88 3,37 3,84 4,29 2.26 2,65 3,02 3,37 4,31 4,93 5,49 5,98 2,70 3,08 3,43 3,74
IV
292
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 180
Размеры в мм Площадь се- чения в см2 Масса 1 пог. м в кг Момент инер- ции в см* Jx-Sy 1 ,, Момент со- противления *X~Wy | в с.и3 Размеры в мм Площадь се- чения в см2 Масса 1 пог. м в кг Момент инер- ции в см* J = J х v Момент со- противления В слс3
л S А 5
69 4 5 6 7 8 8.77 10,70 12.53 14,25 15,87 6,88 8,40 9,84 11,19 12,46 47,1 55,9 63.8 70.7 76,8 15,7 18,6 21,3 23,6 25,6 80 4 5 6 7 8 11,97 14,70 17,33 19,85 22,27 9.40 11,54 13.60 15,58 17,48 117,4 141,2 163.2 183,2 201,5 29,4 35,3 40,8 45,8 50,4
65 4 5 6 7 8 9,57 11.70 13,73 15,65 17,47 7,51 9,19 10.78 12,29 13,71 60,8 72,5 83,0 92,4 100,7 18,7 22.3 25,5 28,4 31,0
92 5 6 7 8 17,10 20,21 23,21 26,11 13,42 15,86 18,22 20,50 220,2 255,7 288,5 319,0 47,9 55,6 62,7 69,4
70 4 5 6 7 8 10.37 12,70 14,93 17,05 19,07 8,14 9,97 11,72 13,38 14,97 76.9 92,1 105,7 118,2 129,2 22,0 26,3 30,2 33,8 36,9
100 5‘ 6 7 8 18.70 22,13 25,45 28,67 14,68 17,37 19,98 22,51 286,6 3,33,6 377,5 418,4 57,3 66.7 75,5 83,7
75 4 5 6 7 8 11,17 13.70 16.13 18,45 20,67 8,77 10,75 12,66 14,48 16,23 95,8 114,9 132.4 148,2 162,7 25.5 30,6 35.3 39,5 43,4
по 7 8 9 28,25 31,87 35,38 22,18 25.02 27,77 512,2 569,4 623,0 93,1 103,5 113.3
Условное обозначение квадратной трубы со стороной квадрата 40 мм
и с толщиной стенки 3 мм из стали марки 10:
Труба 40 X 3—10 ГОСТ 8639-57.
Трубы стальные овальные (по ГОСТ 8642-57)
Форма и размеры труб соответствуют чертежу и табл. 181.
Таблица 1S1
Y 1 7 у j
Т 03 / 1 L в \ГУ
Размеры в мм Площадь сечення в СМ2 Масса 1 пог. м в кг Момент инерции в см* Момент сопротивле- ния в см3
А | В | 5 1 'у Wx I Wy
6 | 3 | 0,5 0,0628 0,0493 0,000599 | 0.00195 0,00399 | 0,00651
7 1 3 | 0,5 0,0707 0,0555 0.000692 | 0,00293 0,00461 | 0,00837
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ
293
Продолжение табл. 181
Размеры В мм Площадь сечения Масса 1 пог. м Момент инерции в см* Момент сопротивле- ния в см%
А в S в см* в кг Jx Jy Wx
8 4 0.5 0.8 1 1,2 0,0864 0,131 0,157 0,181 0.0678 0,1014 0.123 0.142 0,00159 0,00208 0.00228 0,00241 0.00500 0.00697 0.00793 0,00867 0,00793 0.0104 0.0111 0,0121 0,0125 0.0174 0,0198 0,0217
9 3 05 0.8 1 1,2 0,0861 0.131 0.157 0.181 0,678 0,103 0,123 0,142 0,000879 0.00109 0,00116 0,00119 0,00571 0,00795 0,00905 0,00989 0,00586 0,00729 0,00772 0,00791 0,0127 0.0177 0.0201 0.0220
10 5 0,5 0,8 1 1,2 0,110 0,168 0,204 0,238 0.0864 0.132 0,160 0.186 0,00331 0,00452 0,00508 0,00548 0,0102 0,0147 0,0170 0,0189 0,0132 0.0181 0.0203 0.0219 0,0205 0,0293 0.0340 0,0379
7 0,5 0,8 1 1.2 0,126 0,194 0.236 0,275 0,0987 0.152 0,185 0,216 0.00729 0,0103 0,0119 0,0132 0,0129 0,0187 0.0218 0,0245 0.0208 0.0295 0.0341 0,0377 0.0258 0,0373 0,0436 0,0139
12 4 0,5 0.8 1 1,2 0,118 0,181 0,220 0,256 0,0925 0.142 0,173 0,201 0,00231 0,00307 0.00338 0,00358 0,0143 0.0207 0,0241 0,0270 0,0116 0.0153 0,0169 0,0179 0,0239 0,0345 0,0402 0,0450
6 0,5 0,8 1 1,2 0,134 0,206 0,251 0,294 0,105 0,162 0,197 0,231 0,00597 0.00838 0.00958 0,0105 0,0182 0,0266 0,0313 0,0353 0.0199 0,0279 0,0319 0,0351 0.0304 0.0441 0,0521 0,0588
14 7 0,5 0.8 1 1,2 0,157 0.244 0.298 0,351 0.123 0.191 0,234 0,275 0,00979 0,0140 0,0162 0,0180 0,0295 0.0437 0,0519 0,0591 0.0280 0,0400 0.0463 0.0515 0,0421 0,0625 0,0741 0.0844
15 5 0,5 0,8 1 1,2 0,149 0.231 0.283 0,332 0,117 0.182 0.222 0.261 0.00481 0.00662 0.00748 0,00812 0,0290 0.0427 0.0505 0,0573 0,0192 0,0265 0,0299 0,0325 0.0386 0,0569 0.0673 0,0764
16 8 0,5 0,8 1 1.2 0,181 0,282 0,346 0,407 0,142 0,221 0,271 0.320 0,0150 0,0217 0,0254 0,0285 0,0449 0.0671 0,0801 0,0918 0.0374 0,0542 0,0634 0,0712 0,0561 0.0838 0,100 0,115
18 6 0,5 0,8 1 1,2 0.181 0,282 0.346 0.407 0,142 0,221 0,271 0,320 0,00866 0,0122 0.0141 0,0155 0,0512 0,0765 0,0914 0,105 0,0288 0,0408 0.0469 0,0517 0,0569 0,0850 0.102 0,116
8 0,5 0,8 1 1,2 0.196 0,306 0,377 0.445 0.154 0,240 0,296 0,349 0,0166 0,0241 0.0283 0.0318 0,0602 0,0905 0.108 0,125 0,0416 0.0604 0,0707 0,0795 0,0669 0,101 0,120 0,139
294
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 181
Размеры ММ Площадь сечения в см* Масса 1 пог. м Момент инерции в см* Момент сопротивле- ния в см3
А В S в кг Jx Jy wx У
18 9 0,5 0,8 1 1,2 0,201 0,314 0,343 0,463 0,160 0.250 0.308 0,364 0,0217 0.0318 0,0375 0,0424 0.0618 0,0174 0.117 0.135 0,0482 0.0706 0,0833 0,0912 0,0719 0,108 0.130 0,150
20 10 0,5 0,8 1 1,2 0,228 0,357 0,440 0,521 0.179 0,280 0,315 0,408 0,0302 0,0446 0,0529 0,0612 0,0817 0,136 0,161 0,181 0,06)4 0,0,812 0.106 0,121 0,0897 0.1736 0.161 0.189
12 0,8 1 1.2 1,5 0332 0,471 0,558 0,683 0.300 0,370 0,438 0,536 0,0680 0.0813 0.0132 0,109 0.153 0.185 0.214 0,251 0,113 0,136 0,155 0,181 0.153 0.185 0,214 0.254
21 7 0.8 1 1,2 1,5 0,331 0,408 0.483 0,581 0,260 0,321 0,379 0,462 0.0204 0.0237 0.0265 0,0297 0.125 0,151 0,173 0,204 0,0582 0,0677 0.0756 0,0849 0.119 0.143 0,165 0,191
8 0,8 1 1,2 1.5 0,382 0,471 0.558 0,683 0,300 0,370 0,438 0,536 0,0315 0.0371 0,0417 0,0474 0.190 0.221 0.266 0,316 0,0788 0.0925 0,104 0,119 0.158 0,191 0,222 0,263
12 0.8 1 1,2 1,5 0.432 0,534 0,633 0,778 0,339 0,419 0.497 0,610 0,0799 0,0956 0,110 0,128 0.241 0,291 0,339 0.405 0,133 0.159 0.133 0214 0,200 0,243 0,282 0,337
26 13 0,8 1 1,2 1,5 0.470 0,581 0,690 0,848 0,369 0.456 0,541 0,666 0,103 0.124 0.142 0,168 0,301 0,376 0,438 0,524 0.158 0,190 0.219 0,258 0,238 0,289 0.337 0,403
10 0.8 1 1,2 1,5 0.482 0.597 0.708 0.871 0.379 0.469 0,556 0,684 0,0647 0,0761 0,0878 0,102 0,381 0,463 0.541 0,649 0,129 0,154 0,176 0,204 0.254 0,309 0.361 0,433
30 15 0,8 1 1,2 1,5 0.545 0,675 0303 0,990 0,42.3 0.530 0,630 0,777 0,162 0,195 0,226 0,268 0,481 0.587 0,688 0,829 0,216 0,260 0,302 0,358 0,321 0,391 0,459 0,552
18 0,8 1 1,2 1,5 0.583 0,723 0,859 1,06 0,458 0,567 0,675 0.832 0,244 0,296 0,345 0.412 0.542 0,662 0,776 0,937 0,271 0,329 0,383 0,457 0.361 0.441 0.518 0,624
34 17 0,8 1 1.2 1.5 2 0,621 0.769 0.916 1,13 1,48 0.487 0,604 0,719 0,887 1,16 0.239 0,290 0,337 0,403 0,496 0,708 0,864 1,02 1,23 1,56 0,281 0,341 0.396 0,474 0.584 0.417 0,508 0.599 0.724 0,918
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ
295
Продолжение табл. 181
Размеры в ММ Площадь сечения Масса I пог. м Момент инерции В CMi Момент сопротивле- ния в см3
А В S в см* в кг Jx Jy Wx wy
12 0.8 1 1.2 1,5 0,583 0,723 0,859 1,06 0,458 0,567 0.675 0,832 0.115 0,139 0.159 0,187 0.670 0,819 0,961 1,16 0.192 0,231 0,266 0,312 0,373 0.455 0,534 0,644
18 0.8 1 1.2 1.5 2 0,659 0.817 0,972 1,20 1,57 0,518 0,641 0,763 0,944 1.23 0,286 0,347 0,405 0,484 0,600 0,816 1,01 1.22 1,48 1.87 0,313 0,386 0.450 0,538 0,667 0,470 0,576 0.677 0,821 1,04
за 26 I 1,2 1.5 2 0.974 1.16 1.44 1,89 0,765 0.911 1,13 1.48 0,837 0,983 1,19 1,50 1.51 1.78 2,16 2.76 0,644 0,756 0,914 1,16 0.793 0.935 1,14 1.45
39 13 1 1,2 1.5 2 0,785 0.935 1,16 1.51 0,617 0.734 0,907 1.18 0,179 0,207 0.244 0.295 1.05 1.24 1.50 1,89 0,275 0.318 0,375 0,454 0 539 0,633 0.763 0,970
40 20 I 1,2 1,5 2 0,911 1,09 1,34 1,76 0,715 0,852 1.05 1,38 0.483 0,565 0.678 0,847 1,44 1.69 2,06 2,62 0,483 0,56!. 0,679 0,847 0,718 0.846 1.03 1.31
43 32 1 1.2 1,5 2 1.15 1,37 1.70 2,23 0,900 1,0.8 Г.ЗЗ 1,75 1,48 1.75 2,13 2.71 2,34 2,76 3,38 4,54 0.927 1,09 1.33 1,70 1,09 1,29 1,57 2,02
44 22 1 1.2 1,5 2 1,01 1.20 1,48 1,95 0,789 0,941 1,17 1,53 0,651 0.763 0,920 1,16 1,92 2.27 2.77 3,51 0,592 0,6'94 0,836 1,05 0.875 1,03 1,26 1,61
15 1 1,2 1.5 2 0.911 1,09 1.34 1,76 0,715 0,852 1.05 1,38 0.282 0.327 0,389 0,478 1.64 1,93 2,35 2,99 0,376 0.436 0.519 0,637 0.727 0,857 1,04 1,33
45 23 1 1.2 1.5 2 1.04 1.24 1,53 2,01 0,814 0,970 1.20 1.58 0,734 0,861 1.04 1.31 2.09 2.47 3,01 3,86 0.638 0,749 0,904 1,14 0,929 1,10 1,34 1,72
28 1 1.2 1.5 2 1.12 1,33 1,65 2,17 0,875 1,05 1,29 1,70 1,14 1,34 1,63 2,07 2.38 281 3.44 4,41 0,813 0,957 1.16 1,48 1,06 1,25 1,53 1,96
50 25 1 1,2 1,5 2 1.15 1,37 1.70 2,23 0.900 1,08 1.33 1,75 0,969 1,14 1,38 1,75 2,85 3,37 4,13 5,31 0.775 0.912 1.10 1.40 1,27 1,35 1,65 2,12
296
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 181
Размеры в мм Площадь сечения в С.И2 Масса 1 пог. м Момент в инердии М* Момент сопротивле- ния в ся3
А В S' в кг Jx Jy
ьо 39 1 1.2 1.5 2 1.37 1,63 2.03 2.67 1,07 1.23 159 2,10 2.63 ЗЛО 3.80 4,88 3.81 4.55 5.5J 7,21 1..35 1,59 1.95 250 1,54 1,82 2,23 258
51 17 1 1,2 1,5 2 1.01 1.24 1.53 2.01 0.814 0,970 1.20 1,58 0.418 0.488 0.584 0.723 2.42 2,85 3,48 4,45 0,492 0.574 0,687 0,851 0,947 1,12 1,36 1,75
54 28 1 1.2 1,5 2 1.26 1.50 1.86 2,45 0,987 1,18 1.46 1,92 1,33 1,57 1.90 2,43 3,70 4,38 5.36 6,92 0,949 1,12 1,36 1,73 1,37 1.62 1,99 2,56
23 1 1.2 1.5 2 1,19 1,42 1.77 2,32 0,937 1,12 1,39 1,82 0,877 1.03 1,24 1,57 3.44 4,07 4,98 6,41 0,762 0.895 1.08 1,36 1,25 1,48 1.81 2,33
55 35 1 1,2 1,5 2 2,5 1.38 1,65 2.05 2.70 3.31 1.0.» 1,30 1.61 2,12 2.62 2.22 2.63 3.21 4,12 4,95 4,47 5,31 6,50 8,39 10,18 1.27 1,50 1,83 2.35 2,83 1.62 1,93 2.37 3,05 3,70
56 28 1 1.2 1,5 2 2,5 1,23 1.54 1.91 2,51 3.10 1.01 1,21 1,50 1,97 2.44 1,37 1,62 1,97 251 2,99 4,04 4,79 5,86 7.58 9,16 0,981 1,16 1,41 1,79 2.13 1,44 1,71 2,09 2,71 3,27
60 20 1 1.2 1.5 2 2,5 1,23 1.46 1,81 2,39 2,95 0.962 1,15 1,42 1,88 2,31 0,696 0,815 0.982 1,23 1,45 3,97 4,60 5,75 7,41 8,95 0,696 0,815 0,982 1,23 1,45 1,32 1,57 1.92 2,47 2,99
30 1 1.2 1,5 2 25 1.38 1,65 2.05 2.70 3,34 1.09 1,30 1,61 2,12 2.62 1,70 2.01 2,45 3,12 3,73 4,99 5,92 7,27 9,40 11,39 1,14 1,34 1,63 2,08 2,49 1,66 1,97 2,42 3.13 3,80
64 32 1 1.2 15 2 25 1,48 1.77 2.19 2.89 357 1.16 1.39 1,72 2,27 2,81 2.08 2.46 2,99 3,83 4,60 6,08 7,21 8,86 11.48 13,95 1.39 1,53 1.87 2,39 2,87 1,90 2,25 2,77 3,59 4,36
65 35 1 1.2 1,5 2 25 1.54 1,84 2,29 3,02 3,73 1,21 1,44 1,80 2,37 2,93 257 3.03 3.71 4,76 5,73 6,68 7,92 9,74 12.64 15,37 1,47 1,73 2,12 2,72 3,27 2,06 2.44 3,00 3,89 4,73
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ
297
Продолжение табл. LSI
Размеры в мм Площадь сечения в см* Масса 1 пог, м в кг Момент инерции В СЛ1 Момент сопротивле- ния В C.U3
А 13 5 Jx Jy
66 22 1 1,2 1:5 2 2,5 1,35 1.61 2,00 2,64 3,26 1,06 1,27 1,57 2.07 2.56 0,937 1,10 1,33 1.68 1,98 5,32 6,23 7,73 10.00 12,40 0,852 1,00 1,21 1,52 1,80 1,61 1,91 2,34 3.03 3,67
70 35 1.5 2 2.5 2,40 3.17 3,93 1,89 2.49 3,08 3.96 5,03 6,12 11,70 15,20 18,52 2.26 2,91 3,50 3.34 4,34 5,23
72 24 1.5 2 2,5 2.19 2.89 357 1,72 2,27 2,81 1,75 2.21 2,63 10.10 13,10 15,91 1,46 1.85 2,19 2,81 3.61 4,42
76 38 1,5 2 2,5 2.62 3,46 4,23 2,05 2.71 3,36 5.11 6,58 7,94 15,02 19,59 23,91 2,69 3,46 4,18 3,95 5,16 6,29
80 40 1.5 2 2,5 2.76 3,64 4,52 2.16 2,86 3,55 5,99 7,73 9,35 17,62 22,97 28,03 3,00 3,86 4,67 4,41 5.74 7,01
81 27 1,5 2 2,5 2,47 3,27 4,05 1.94 2,57 3,18 2,53 3,23 3.85 14,53 18,90 23,02 1,88 2.39 2.86 3,59 4,67 5,68
84 42 1,5 2 2,5 2.90 3,83 4,75 2,28 3,01 3,73 6,97 9,00 10,91 20,47 26,66 32,64 3,32 4,29 5,20 4,87 6,35 7,77
56 1,5 2 2.5 3,23 4,27 5,30 2.53 3,35 4,16 13,16 17,18 20,96 24,69 32,25 39,52 4,70 6,14 7,49 5,88 7,68 9,41
90 30 1,5 2 25 2.16 3.64 4,52 2,76 256 3,55 3.53 4,51 5,41 20,08 26,16 32,01 2.35 3,00 3,60 4,46 5,81 7,11
Длина труб, а также допускаемые
отклонения по форме и размерам —
по ГОСТ 8639-57.
Материал и технические требова-
ния к овальным трубам — по соот-
ветствующим стандартам на трубы
круглого сечения.
Условное обозначение овальной тру-
бы размерами А = 16 мм, 5 = 8 мм
и с толщиной стенки, равной 1,2 мм,
из стали марки 10:
Труба 16 X 8 X 1,2—10
ГОСТ 8642-57.
298
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Трубы стальные прямоугольные
(по ГОСТ 8645-57)
Форма и размеры труб соответствуют чертежу н табл. 182.
Таблица 1ST
^55 К. >7777^777777^ i 1 700 Li
к-
Размеры в мм Площадь сечения в см2 Масса 1 пог. м в кг Момент инерции в см* Момент сопротивле- ния в см*
А В Jx Jy Wx *3
10 5 0,8 1 0,209 0,248 0.164 0,195 0.00767 0,00862 0,0249 0,0289 0,0307 0,0345 0,0497 0,0577
12 5 0.8 1 0,241 ода 0,189 0.226 0,00909 0,103 0,0401 0,0470 0.0361 0,0110 0,0669 6,0783
6 03 I 0,257 0,308 0,202 0,242 0,0142 0.0163 0,0452 0,0531 0,0474 0,0542 0,0753 0,0835
14 6 0,8 1 1,5 0,289 0,348 0,483 0.227 0.273 0,379 0,0164 0,0188 0,0227 0,0673 0,0796 0,104 0,0547 0.0627 0,0757 0,0961 0.114 0,148
7 0.8 1 1.5 0,305 0.36 3 0,513 0,239 ода 0.403 0,0237 0.0275 0,0342 0,0743 0,0381 0,116 0,0678 0,0786 0.0976 0,106 0,126 0,165
10 0.8 1 1,5 2 0,353 0.428 0.603 0,752 0,277 0,336 0,473 0,590 0,0554 0,0655 0,0852 0.0987 0,0952 0,114 0,151 0,179 0,111 0,131 0,170 0,197 0,136 0,162 0,216 0,255
15 6 0.8 1 1,5 2 0.305 0,363 0,513 0,632 0.239 0.289 0,403 0,496 0,0175 0,0201 0.0243 0,0263 0,0805 0.0955 0,126 0,147 0,0583 0 0669 0,0810 0,0376 0,107 0,127 0,167 0,196
15 8 0.8 1 1.5 2 0.353 0,423 0,603 0,752 0,277 0.336 0.173 0,590 0,0368 0,0431 0,0547 0,0619 0,114 0,136 0.182 0,216 0,0921 0,108 0,137 0,155 0,142 0.170 0227 0,269
12 0,8 1 1.5 2 0,417 0,508 0,723 0.912 0,323 0,399 0,563 0,716 0,0954 0,114 0,151 0,179 0,151 0,181 0,245 0,294 0.159 0.190 0,252 0.299 0,189 0,226 0,306 0,363
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ
299
Продолжение табл. 182
Размеры в мм Площадь сечения Масса 1 пог. м Момент инерции в см* Момент сопротивле- ния в см*
А В 8 в см2 в кг }х J у к’х
9 0.8 1 1.5 2 0,401 0.488 0.69.3 0,872 0,315 0.383 0,544 0,685 0,0540 0,0636 0,0823 0.0948 0,165 0.199 0.269 0.323 0,120 0.141 0,183 0,211 0,184 0.221 0 299 0,359
18 10 0,8 1 1.5 2 0.417 0.508 0,723 0.912 0.328 0 399 0.568 0.716 0.06ЭД 0,0817 0,107 0,125 0.177 0,213 0,289 0,349 0,138 0,163 0.214 0,250 0,197 0237 0,321 0,388
14 0.8 1 1.5 2 0,481 0,588 0,843 1.07 0,378 0,462 0,662 0.812 0,151 0.181 0.245 0.2 J5 0,225 0,271 0.371 0.452 0,216 0.259 0.350 0,421 0250 0,301 0.412 0,502
8 0,8 1 1,5 2 0.417 0,508 0,723 0,912 0,323 ода 0,563 0,716 0.0451 0,0529 0,0676 0,0768 0 201 0242 0,329 0,397 0.113 0,132 0.169 0.192 0.201 0.242 0,329 0,397
20 10 0,8 1 1.5 2 0,449 0,548 0.783 0,992 0.352 0,430 0,615 0,779 0.0758 0.0899 0.П8 0,138 0,231 0.278 0,380 0.462 0.152 0.180 0,236 0,276 0,231 0,278 0.380 0,462
12 0,8 1 1,5 2 2.5 0,481 0588 0,843 1,07 1,28 0,378 0,462 0,662 0,842 1,00 0.116 0,1.38 0.1,85 0,220 0,245 0,260 0,314 0,432 0,527 0,603 0.193 0 230 0.308 0,366 0,409 0,260 0,314 0,432 0,527 0.603
9 0,8 1 1.5 2 2,5 0.465 0,568 0,813 1.03 1,23 0.365 0.446 0.638 0,810 0,962 0,064-8 0,0765 0.0995 0,115 0,125 0,275 0,332 0.456 0,556 0,635 0,144 0,170 0.223 0255 0277 0250 0,302 0,414 0,505 0.577
14 0.8 1 1.5 2 25 0,545 0.668 0.963 1,23 1,48 0,428 0,524 0,756 0,967 1.16 0,179 0,215 0,292 0,353 0 400 0,365 0,443 0,614 0,757 0,874 0,256 0,307 0,418 0504 0,571 0,332 0,402 0,558 0,688 0.795
24 12 0,8 1 1.5 2 2.5 0,545 0,668 0,963 1.23 1,48 0.428 0,524 0.756 0.967 1,16 0,136 0,162 0,218 0260 0,291 0.408 0,494 0.687 0.848 0,982 0.226 0271 0,363 0,434 0,486 0,339 0,412 0,573 0,707 0,818
25 10 0.8 1 15 2 25 0,529 0,648 0,933 1,19 1,43 0,415 0509 0,732 0.936 1,12 0.0928 0,110 0,145 0,171 0,188 0.406 0,491 0,681 0,839 0,969 0,186 0,220 0.291 0,341 0,375 0,325 0,393 0,545 0,672 0,775
300
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 182
Размеры ММ Площадь сечения Масса 1 пог. м Момент инерции В СМ* Момент сопротивле- ния В CMS
А s в см- в кг Jx Jy Wx wy
25 15 1 1.5 2 2.5 0,748 1.08 1,39 1,68 0,587 0.850 1.09 1,32 0.282 0,386 0.470 0,537 0.636 0,889 1.12 1,29 0.376 0515 0,627 0.715 0.509 0.711 0,898 1.03
11 1 1.5 2 2,5 0,728 1.05 1.35 1,63 0.571 0827 1,06 1,28 0,153 0,201 0.242 0,269 0,694 0,971 1.21 1,40 0,278 0.371 0.440 0,490 0.496 0,693 0,861 1,00
14 1 1,5 2 2,5 0,788 1,14 1.47 1,78 0.619 0,897 1.16 1,39 0.266 0.363 0.440 0,501 0,803 1,13 1,41 1,65 0.380 0518 0.629 0,715 0.574 0,806 1.01 1,18
28 16 1 1.5 2 2,5 0,828 1,20 1,55 1,88 0.650 0.944 1,22 1,47 0.361 0,498 0,610 0,701 0,876 1,23 1,54 1,81 0,452 0.623 0,763 0,876 0.626 0.881 1.10 1,29
22 1 1.5 2 2,5 3 3.5 0,948 1,38 1,79 2,18 2,53 2,86 0,744 1.09 1,41 1,71 1.99 2,25 0,752 1,06 1,32 1,54 1,73 1,89 1,10 1,55 1,95 2.30 2.60 2,87 0,683 0,960 1.20 1.40 1,58 1,72 0.782 1.11 1,39 1.64 1.86 2,05
30 12 1,5 2 2.5 3 1.14 1,47 1,78 2,05 0,897 1.16 1,39 1,61 0,268 0,321 0,361 0,389 1,22 1,53 1,79 2,01 0,447 0,5.35 0,601 0,648 0,816 1,02 1,19 1,34
13 1.5 2 2,5 3 1,23 1.59 1,93 2.23 0,968 1,25 1,51 1,75 0,344 0,416 0,471 0512 1,52 1,90 2,24 2.53 0530 0,640 0.724 0,787 0,948 1.19 1,40 1,58
32 16 1.5 2 2.5 3 1,32 1,71 2,08 2,41 1.04 1.34 1.63 1,89 0,562 0,689 0.793 0,876 1,73 2,17 257 2,90 0.702 0,862 0,991 1,09 1,08 1,36 1,60 1,82
25 15 2 2.5 3 1.59 2,07 253 2,95 1,25 1.63 1,98 2,32 1,59 2.01 2.37 2,63 2.36 2.99 3.55 4,05 1,28 1.61 1.89 2,10 1,47 1.87 2.22 2,53
35 14 1.5 2 25 3 3.5 1,35 1,75 2.13 2,47 2,79 1,06 1.38 1,67 1,94 2,19 0.445 0.542 0.618 0,677 0,720 2.00 252 2,98 3.38 3,72 0,636 0,774 ода 0,967 1.03 1,14 1,44 1,70 1,93 2.13
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ
301
Продолжение табл. 182
Размеры ММ Площадь сечения Масса 1 пог. м Момент инерции в см* Момент сопротивле- ния в си8
А В S в см2 в кг Jx Jy Wx
36 18 1.5 2 2.5 3 3.5 1.50 1,95 2,38 2.77 3,14 1,18 1,53 1.86 2.18 2.47 0,822 1,02 1,18 1,32 1,43 2.51 3,18 3,77 4.30 4,76 0,913 1,13 1,31 1,46 1,59 1.39 1,75 2,10 2.39 2,65
28 2 2.35 1,85 2,90 4,33 2,07 2.41
87 15 2 2.5 3 3.5 4 1,87 2,28 2.65 3.00 3,33 1,47 1,79 2,08 2,36 2,61 0,675 0.774 0,853 0,913 0,958 3.04 3.60 4,10 4,53 4,91 0.900 1,03 1,14 1,22 1,28 1.64 1,95 2,22 2.45 2,65
16 2 2,5 3 3,5 4 2,03 2,48 2,89 3.28 3,65 1,60 1.94 2,27 2,58 256 0,847 0,977 1,08 1,16 1,23 357 4,60 5,26 5,84 6,35 1,06 1,22 1,35 1,46 1,54 1.93 2,30 2.63 2,92 3,18
40 20 2 2.5 3 3.5 4 2.19 2.68 3,13 3.56 3,97 1,72 2,10 2,46 2,80 8,12 1,44 1,68 159 2.08 2,21 4,45 5,31 6,08 6,77 7,39 1,44 1,68 1,89 2.08 2,21 2,22 2,65 3,04 3.39 3,70
25 2 2.5 3 3,5 4 2,39 2.93 3,43 3,91 4,37 1,88 2,30 2,69 3,07 3,43 2.43 2,88 3,27 3,61 3,90 5,17 6.19 7,11 7,94 8,69 1,95 2,30 2.61 2.89 3,12 2.58 3,09 3.56 3,97 4,35
42 30 2 2,67 2.10 3,88 6,63 2,59 3,16
45 30 2 2,5 3 3.5 4 2,79 3.43 4,03 4,61 5,17 2,19 2.69 3,17 3,62 4,06 4,12 4,92 5,63 6,27 6,84 7,85 9,45 10,92 12.27 13,50 2,75 3,28 3,76 4,18 4,56 3.49 4.20 4,85 5.45 6,00
48 30 2 2.5 2.91 3,58 2.29 251 4,36 5,20 9,19 11,08 2.90 3.47 353 4,62
50 32 2 2,5 3 3,07 3,78 4,52 2,41 2,96 3,50 5,24 6,28 7,22 10,62 12.83 1457 3,28 3,92 4,51 4,25 5,13 5,95
55 38 2 25 3 3,5 4 3,45 4,33 5,11 5,87 6,61 2.76 3,40 4,01 4,61 5,19 8,45 10.17 11,77 13,23 14,57 15,11 18,32 21,32 24,13 26,73 4,45 5,35 6,19 6.96 7,67 5,50 6,66 7,75 8,78 9,72
302
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 182
Размеры в мм Площадь сечения в см2 Масса 1 пог. м в кг Момент инерции в см* Момент сопротивле- ния в см8
А В S Jx Jy 5
60 40 3,5 4 5 6.36 7.17 8,70 5,00 5.63 6,83 16,12 17,80 20,80 31,06 34.51 40,75 8,06 8,90 10,40 10,35 11,50 13,58
4 8.77 6,88 34,71 59.50 13.88 17,00
50 5 10.70 8,40 40,94 70,91 16,38 20.26
6 12.53 9,84 46,40 81,13 18,56 23.18
7 11,25 11,19 51,14 90,23 20.46 25,78
4 10,37 8,14 59.66 94,25 19,89 23.56
5 12.70 9,97 71.08 113,1 23,69 28,28
80 6 14,9,3 11.72 81,32 130,2 27,11 32,55
7 17,05 13.38 90,46 145,8 30,15 36,45
4 11.17 8,77 65,91 125,6 21.97 27,91
5 13,70 10,75 78.66 151,2 26,22 33,60
90 60 6 16,13 12,66 90.10 174,7 30,03 38,82
7 18,45 14,48 100,3 196,2 33,43 43,60
5 14,10 11,07 86,58 163.4 27,93 35,52
92 62 6 16,61 13,04 99,33 189.0 32.04 41,09
7 19,01 14,92 110,8 212,5 35,74 46,20
5 13,70 10,75 56,16 173,7 22,46 34,74
100 50 6 16,13 12.66 63,92 200,8 25,57 40,16
7 18,45 14,48 70,72 225,8 28,29 45,16
5 13.85 10,87 58.04 179,2 22.99 35,49
6 16,31 12,80 66.09 207,3 26,17 41.05
101 50,5 7 18,66 14,65 73.16 233,2 28,97 46,18
8 20,91 16,41 79,33 256,9 31,42 50.87
8,5 22,00 17,27 82,10 263,0 32.51 53,07
106 80 4 14,05 11,03 147,5 229,2 36,83 43,25
115 65 4 13.57 10,65 149,7 242,0 46.06 42,09
5 17,20 13,50 122,1 325,7 37,57 54,28
6 20.33 15,96 140,6 379,5 43.26 63,25
120 65 7 23,35 18,33 157,3 429,6 48.40 71,60
8 26,27 20.62 172.7 476,5 53,14 79.42
8,5 27,69 21,74 179,7 498,7 55,29 83.12
5 18,70 14,68 176,3 397,0 47,01 63,52
6 22,13 17,37 204,1 463,3 54,43 74,13
75 7 25,45 19,98 229,5 525,6 61,20 84,10
8 28,67 22,51 252,9 584,1 67,44 93,46
125 8,5 30,24 23.74 263,9 612,0 70.37 97,92
12 48,91 38,39 850,4 1052 154,6 168,3
110 14 55,61 43,65 940,9 1166 171,1 186,6
16 61,89 48,58 1019 1267 185,3 202,7
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ
303
Продолжение табл. 182
Размеры в мм Площадь сечения в см2 Масса 1 пог. м в кг Момент инерции в см* Момент сопротивле- ния в сл3
А В S Jx Jy Wx wy
140 115 14 16 61,21 68,29 48,05 53,61 1160 1260 1612 1758 201,7 219,1 230.3 251,1
125 5 25,20 19,78 630,8 752.5 100.9 107,5
116 113 16 71.17 55,87 1395 1998 236,4 273,7
150 100 5 6 7 8 8.5 10 23.70 28.13 32.45 36,67 38.74 44.80 18.60 22.08 25,47 28,7!) 30,41 35,17 399,2 466,2 529.1 588.1 616,2 695.3 751,1 885,0 1010 1128 1185 1347 79.84 93.21 105,8 117,6 123.2 139,1 100,5 118,0 134,7 150,4 158,0 179,6
180 80 10 12 46,80 54,91 36.74 43,10 480,0 539,7 1840 2117 120.0 134,9 204,4 235,2
Длина труб, а также допускаемые
отклонения по форме и размерам —
по ГОСТ 8639-57.
Материал и технические требования
к прямоугольным трубам — по соот-
ветствующим стандартам иа трубы
круглого сечения.
Условное обозначение прямоуголь-
ной трубы размерами А — 40 мм,
В = 25 мм и с толщиной стенки 3 мм
из стали марки 10:
Труба 40 X 25 X 3—10
ГОСТ 8645-57.
Трубы стальные треугольные равнобедренные (по ГОСТ 8649-57)
Форма и размеры труб соответствуют чертежу и табл. 183.
Таблица 183
f о хХ
*“• / <1 * в
Размеры в мм Площадь сечения в см2 Масса 1 пог. м в кг Расстояние до центра тяжести Уо в мм Момент инерции в см* Момент сопротив- ления В CMS
А в % 5 Jx Jy Wx wy
56 73 6 8 4 5,22 4,10 12,2 5,72 12,6 2,72 4,49
76 93 6 10 4 5 7,12 8.74 5.59 6,86 14,9 15,0 13,5 15,3 32.4 39,7 4,93 5,57 8,52 10,4
108 8 12 5 6 9,98 11,79 7,83 9,26 17,7 17,7 25,3 27,8 56,0 66,1 8,07 8,88 13,2 15,6
ЗС4
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Длина труб, а также допускаемые
отклонения по форме и размерам —
по ГОСТ 8639-57.
Материал и технические требова-
ния к треугольным равнобедренным
трубам — по соответствующим стан-
дартам на трубы круглого сечения.
Условное обозначение треугольной
равнобедренной трубы размером А =
= 76 мм и с толщиной стенки 4 мм
из стали марки 10:
Труба 76 X 4 — 10
ГОСТ 8649-57.
Трубы стальные треугольные равносторонние (по ГОСТ 8650-57)
Форма и размеры труб соответствуют чертежу и табл. 184.
Таблица 184
—г- ad 4 / J .
Размеры в мм Площадь се- чеиия в см2 Масса 1 пог. м в кг Моменты инерции JX=Jy в С.И* Моменты сопротивления В СЛ13
А 5 wy
12 1 1,5 0.217 0,303 0,170 0.212 0.0216 0,0278 0.0310 0,0101 0.0358 0,0463
16 1 1,5 0.297 0,428 0.233 0,336 0.0548 0,0735 0,0593 0.0796 0,0685 0,0919
20 1 1.5 2 0,377 0,548 0,708 0,296 0,430 0,555 0,112 0,154 0,187 0,0968 0,133 0.162 0,111 0.154 0.187
24 1 1.5 2 2,5 0,459 0.671 0,867 1.06 0,359 0,527 0.631 0,829 0,199 0,277 0,343 0,399 0,143 0.200 0.248 0,288 0.166 0,231 0.286 0.332
28 1 1.5 2 2.5 0,537 0.788 1,03 1,26 0.422 0,619 0,807 0,986 0.322 0.454 0,568 0,667 0,199 0.281 0.352 0.413 0,230 0,324 0.406 0,477
Длина труб, а также допускаемые
отклонения по форме и размерам —
по ГОСТ 8639-57.
Материал и технические требования
к треугольным равносторонним тру-
бам — по соответствующим стандар-
там на трубы круглого сечеиия.
Условное обозначение треугольной
равносторонней трубы размером
А = 20 мм и с толщиной стенки 2 мм
из стали марки 10:
Труба 20 X 2 —10
ГОСТ 8650-57.
ТРУБЫ СТАЛЬНЫЕ ФАСОННОГО ПРОФИЛЯ
305
Трубы стальные шестигранные (по ГОСТ 8651-57)
Форма и размеры труб соответствуют чертежу и табл. 185.
Таблица 185
К 1
0
Ж V W // Ж
Y
Размеры в мм Площадь сечения в см- Масса 1 пог. м в кг Моменты инерции J =^J х <v В С .Я1 Моменты сопротивления в см&
спод ключ> В $ wy
9 9,2 1.5 2 0.556 0.776 0,437 0.609 0.0901 0.139 0,148 0,211 0.128 0.183
10 10,2 2 2,5 0,845 1.10 0.664 0,864 0.179 0,256 0.253 0,337 0,219 0,291
11 11,2 2 2.5 0.915 1,19 0.718 0,931 0,226 0.320 0.298 0,394 0,258 0.342
12 12,2 2 2.5 0.984 1.27 0.772 0,999 0,281 0.393 0.347 0.457 0,300 ода
14 14,2 2 2,5 1,12 1,45 0,881 1,14 0,415 0.573 0,456 0,597 0.395 0,517
17 17,2 2,5 3 1.71 2,10 1,34 1,65 0.935 1,22 0,842 1.05 0,729 0.908
19 19,2 3 3.5 2.31 2.75 1,81 2,16 1,61 2,02 1.28 1,54 1.11 1,33
22 22,2 3,5 4 3.12 3,63 2.45 2,85 2.91 3.54 1.99 2,35 1,73 2,03
24 24,2 4 4,5 3,91 4,48 3.07 3,51 4,40 5,25 2,74 3,16 2.37 2,74
27 27,2 4 4,5 4,32 4,94 3.39 3,51 5.94 7.04 3.38 3,89 2,92 3,37
30 30.2 4 4.5 4,74 5,41 3.72 4.25 7,80 9,20 4.09 4,69 3,54 4,06
32 32,2 4 4,5 5.02 5.72 3.94 4,49 9,24 10,86 4,60 5,27 3.98 4,57
306
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 185
Газомеры в мм Площадь сечения в см2 Масса 1 пог. м в кг Моменты инерции J =J х У в см* Моменты сопротивления в см*
«под КЛЮЧЭ В S
36 36,2 4,5 5 6,35 7,14 4,98 5,60 14,78 17,08 6.54 7,39 5,66 6,40
41 41,3 4.5 5 7.14 8,02 5,60 6,30 20,90 24,16 8,35 9,42 7,23 8,16
46 46,3 5 5,5 8,81 9,87 6,98 7,75 32,79 37,13 11,65 12,98 10,09 11,24
50 50,3 5 5,5 9,58 10,63 7,52 8,35 41,01 46,42 13.60 15,15 11.78 13.12
55 55,3 5 5.5 10,44 11,58 8,20 9.09 53.10 59,95 16.26 18,03 14,08 15,66
65 65,3 5,5 6 13,49 4,82 10.59 11,63 94,54 105,4 24,78 27,27 21,45 23,62
75 75,5 5,5 6 15,43 16,94 12.11 13,30 141.3 157,1 32,67 35,91 28,29 31,10
Допускаемые отклонения по раз-
меру В: при В до 20 мм +0,3 мм,
при В свыше 20 мм + 0,5 мм.
Длина труб, а также допускаемые
отклонения по форме и толщине
стенки — по ГОСТ 8639-57, причем
прогиб сторон не должен уменьшать
размер В.
Материал и технические требования
к шестигранным трубам — по соот-
ветствующим стандартам на трубы
круглого сечения.
Условное обозначение шестигран-
ной трубы с толщиной стенки 3 мм
для размера «под ключ» 19 льи из
стали марки 10:
Труба 19 X 3—10 ГОСТ 8651-57.
Трубы стальные фасонного про-
филя изготовляются также по
ГОСТ 8644-57 — плоскоовальные,
по ГОСТ 8638-57 — каплевидные, по
ГОСТ 8643-57 — параллелограммные,
по ГОСТ 8647-57 — ромбические, по
ГОСТ 8648-57 — трапецеидальные, по
ГОСТ 8652-57 — шестигранные гаеч-
ные, по ГОСТ 8641-57 — круглые с
шестигранным отверстием, по ГОСТ
8632-57 — восьмигранные, по ГОСТ
8633-57 — восьмигранные с круглым
отверстием, по ГОСТ 8637-57 — звез-
дообразные, по ГОСТ 8640-57 — кре-
стообразные, по ГОСТ 8635-57 —
D-образные, по ГОСТ 8636-57 — же-
лобчатые, по ГОСТ 8646-57 — ребри-
стые, по ГОСТ 8634-57 — двухканаль-
ные.
ТРУБЫ СТАЛЬНЫЕ
ФУТЕРОВАННЫЕ ВИНИПЛАСТОМ
И ПОЛИЭТИЛЕНОМ
(по ГОСТ 10762-64)
Стандарт распространяется на тру-
бы стальные, футерованные трубами
из винипласта (твердого поливинил-
хлорида), а также полиэтилена низ-
кой и высокой плотности, рассчитан-
ные на давление Pv — 1,57 Мн/м?
(16 кгс/см2) и вакуум до 700 мм рт. ст.,
предназначенные для транспортиро-
вания сред, к которым материал по-
крытия стоек при следующих темпе-
ратурах:
для труб, футерован-
ных винипластом, от — 10 до -f-80° С;
для труб, футерован-
ных полиэтиленом, от — 40 до 4-70° С
ТРУБЫ СТАЛЬНЫЕ ФУТЕРОВАННЫЕ
307
Металлическая оболочка труб долж-
на отвечать техническим требованиям
ГОСТ 8731-58, 8733-58, 10705-63 и
3262-62.
В качестве футерующего слоя ис-
пользуют трубы, получаемые методом
непрерывного выдавливания (экстру-
зии) из следующих композиций:
а) винипласта на основе поливи-
нилхлоридной смолы ПФ-4, не содер-
жащего наполнителей и пластифика-
торов;
б) полиэтилена низкой плотности
марок ПЭ-450 или ПЭ-500;
в) полиэтилена высокой плотности
экструзионного.
Указанные пластики должны по-
ставляться по техническим условиям,
утверждаемым в установленном по-
рядке.
Полиэтиленовый футерующий слой
должен по физико-механическим свой-
ствам соответствовать требованиям
действующих технических условий на
напорные полиэтиленовые трубы, а ви-
иипластовый — нормам табл. 186.
Таблица 1S6
Наименование показателей Нормы
Плотность в Мг/м3 (г/см3) 1,38-1,43
Предел прочности при ра- стяжении (иа вырезанных из труб продольных образцах) в Мн/м2 (в кгс/см2) не меиее 44,1 (450)
Удлинение при разрыв? в %, не менее 25
Теплостойкость по Мартен- су в °C, ие менее 60
Резьба выполняется:
а) для труб и колец с условным про-
ходом до 50 мм — по ГОСТ 9150-59;
допуски на резьбу — по 3-му классу
точности ГОСТ 9253-59;
б) для труб и колец с условным про-
ходом свыше 50 мм по ГОСТ 6357-52
(3-й класс точности).
Уменьшение полезной длины резьбы
I и против указанной в табл. 187
не должно превышать 15%.
Наружная поверхность футерован-
ных труб должна иметь антикорро-
зионное покрытие грунтовками типов
ХС-010 по ГОСТ 9355-60 или ГФ-020
по ГОСТ 4056-63, а резьба труб должна
быть покрыта нейтральной смазкой.
Трубы I типа должны поставляться
комплектно со специальными соеди-
нительными муфтами из расчета одной
муфты на трубу.
Конструкция и размеры труб, футе-
рованных винипластом и полиэтиле-
ном, приведены на чертеже и
в табл. 187.
По длине (L) трубы должны постав-
ляться:
а) немерной длины в пределах 1—8 м;
б) мерной длины в пределах иемерной,
со следующими допускаемыми от-
клонениями по длине:
При длине до 3 м................ 4-10 мм
» св. 3 > ................ 4-15 >
Допускаемые отклонения по раз-
мерам футерованных труб:
а) по наружному диаметру, толщине
металлической оболочки, овальности
и кривизне — соответствуют преду-
смотренным для стальных труб обыч-
ной точности по ГОСТ 8732-58,
8734-58, 10704-63, 10707-63 и 3262-62;
б) по толщине футерующего слоя
+ 10%; - 30%;
в) по толщине футерующего слоя
в месте отбортовки — 15%;
отклонение в плюсовую сторону
не ограничивается;
г) по диаметру отбортовки футерую-
щего слоя:
для труб с условным проходом до
32 мм............................ —5%
для труб с условным проходом от
40 до 80 мм................... — 3%
для труб с условным проходом
св. 80 мм........................ —2%
Отклонение в плюсовую сторону не
ограничивается.
Конструкция стальных резьбовых
колец, размеры и допускаемые откло-
нения должны соответствовать ука-
занным на чертеже и в табл. 188.
Конструкция стальных свободных
фланцев, размеры и допускаемые от-
клонения указаны на чертеже и в
табл. 189.
308
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 187
Tun II
Тип П1
1 — труба футерованная;
2 — кольцо резьбовое;
3 — фланец свободный.
Размеры в мм
Типы Условный проход Dy Du DP S Зф Резьба 1-2 h Масса 1 пог. м (в кг) труб типа 1 футеро- ванных
do I h вини- плас- том полиэтиленом
низкой плот- ности ВЫСО- КОЙ плот- ности
1 10* 14 — 1,6 1,0 М14 X 1,5 18 48 — — 0,53 0,52 052
1 15 18 М18 X 1-5 0,71 0.71 0.71
I 20* 25 2,0 1,5 М25 X 1,5 20 54 1,26 1,22 1,22
I 25 32 М32 X 1,5 1,66 1,60 1,60
I 32 38 2,0 М38 X 1.5 22 60 2,06 1,97 1,97
1 40 45 М45 X 1.5 2,43 2,33 2,33
11 78
III — 5 22
1 50 56 — 2.5 М56 X 2,0 28 74 — — 3,73 3,58 3,59
11 57 90 3,0 24 — 5 24 4,43 428 4,29
111
ТРУБЫ СТАЛЬНЫЕ ФУТЕРОВАННЫЕ
309
Продолжение табл. 187
Типы I Условный проход Dy DP S % co Резьба 1г h Масса 1 пог. м (в кг\ труб типа 1 футеро- ванных
do 1 h вини- плас- том полиэтиленом
низкой плот- ности высо- кой плот- ности
I 70* 75,5 — 4,0 2,5 2L/o" труб. 36 92 — — 7,81 7,55 7,56
11 110 26 — 7 27,5
III
1 80 88,5 - 4,0 3,0 3" труб. 36 92 — — 9,36 9,01 5,03
п 122 28 — 7,5 31
III
1 100 111 — 4" труб. 46 116 — — 12,20 11,74 11,76
11 140 32 — 9 35
111
I 125 110 — 4,5 4,0 5" труб. 50 130 — — 17,27 16,51 16,55
II 168 34 — 10 38
III
I 150 165 — 4,5 6” труб. 54 140 — — 20,47 19,56 19,61
11 192 34 — 12,5 40.5
III
Примечания: I. Условные проходы, отмеченные знаком *, являются перспек-
тивными.
2. При подсчете массы труб II и 111 типов массу 1 пог. м трубы I типа умножают
на длину трубы и суммируют с массой комплектующих деталей. См. табл. 187, 188 и 189.
310
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 188
I Острые кромки
** притупить
Размеры в мм
Услов- ный проход Dy D do d dj В 1 h С ь Л Г Г-2 Масса в кг
Ном. Доп. откл.
40 88 М45 X 15 41 +0.50 +0,25 45,5 20 3,0 3,0 05 7,0 3,0 3,0 0,5 1,0 0,73
50 102 М56 X 20 51 +0,6 +0,35 57 22 5,0 1,0 9,0 4,0 1,0 1,5 1.0
70* 122 21/а" труб. 69 +0.8 -1-05 765 25 6.0 45 45 1,49
80 138 3" труб. 81 -4-1.0 4-0.6 89 28 12 3,0 1,91
100 158 4” труб. 106 + 1.2 +0,6 114 32 6,0 5,0 6,0 2,90
125 188 5" труб. 131 140 34 15 4,24
150 212 6" труб. 156 Ф^ 165 36 8,0 8,0 5,06
Примечания: 1. Условные проходы, отмеченные знаком *, являются перспек-
тивными.
2. Отклонения свободных размеров — по 7-му классу точности ОСТ 1010.
ТРУБЫ МЕДНЫЕ
311
Таблица 189
'УЗ остальное
Размеры в мм _
-------------D
rfH- I—Л—1
Условный проход Dy D D. 01 ь d Количе- ство отвер- стий Масса в кг
40 145 48 110 20 13 4 2.15
50 160 60 125 2.55
70* 180 80 145 22 3,35
80 195 93 160 24 8 3,95
100 215 120 190 26 5,0
125 245 146 210 28 6,65
150 280 170 240 23 8,15
Примечания: 1. Условные проходы, отмеченные знаком *, являются перспек-
тивными.
2. Допускаемые отклонения свободных размеров — по 7-му классу точности ОСТ 1010.
3. Допускаемое отклонение для расстояний по хорде между любыми соседними осями
отверстий под болты + 0,3 мм.
Примеры условных обозначений
труб I типа, футерованных винипла-
стом, с условным проходом Dy —
= 50 мм немерной длины:
Труба В I 50 ГОСТ 10762-64.
Пример обозначения труб II типа,
футерованных полиэтиленом низкой
плотности, с условным проходом
Dv = 50 мм, немерной длины:
'Труба ПНП II 50 ГОСТ 10762-64.
Пример обозначения труб типа III,
футерованных полиэтиленом высо-
кой плотности, с условным проходом
Dv = 50 мм, мерной длины 1,5 м:
Труба ПВП HI 50Х. 1500
ГОСТ 10762-64.
ТРУБЫ МЕДНЫЕ
(по ГОСТ 617-64)
а) Тянутые и холоднокатаные трубы с наружным диаметром от 3 до
100 мм — табл. 190.
Таблица 190
Размеры в мм
Наружный диаметр Толщина стенки
Но- мин. Доп. откл.
3 От 0.6 до ОД вкл.
4 -0,15 > 05 » 1.0 >
5 > 05 > 1,2 >
6 > 05 » 2.0 »
Продолжение табл. 190
Наружный диаметр Толщина стенки
Но- мин. Доп. откл.
7 8 9 10 -0,15 06; 0.8; 1,0; 16 06 до 2,0 вкл. 06; 0.8; 1,0; 1.5; 2,0; 2.5 06 до 2.0 вкл.
312
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 190
Продолжение табл. 190
Наружный диаметр Толщина стенки
Но- мин. Доп. откл.
11 12 13 14 15 16 17 18 -0,20 Ог 1,5 до 3,0 вкл. > 0,8 > 2,0 > 1,0; от 1,5 до 3,0 вкл. 1,0; > 1,5 > 3,0 > 1,0; 1,5; 2,5; 3,5 От 0,8 до 2,0 вкл.; 3,0; 4,0 2,0 1,0; 1,5; 2,0; 3,0; 3,5; 4,0
19 20 22 23 24 25 26 28 30 -0,24 1,0; 1,5; 2,0 От 1,0 до 3,0 вкл.; 4,0; 5,0 > 1,0 > 3.0 > 4,0; 5,0 1,5; 4,5 1,0; от 1,5 до 3,0 вкл; 4,0; 5,0 От 1,0 до 3,5 вкл.; 5,0 1,0; от 1,5 до 3,0 вкл.; 5,0; 6,0 От 1,0 до 2,0 вкл.; 3,0; 5,0 1,0; от 1,5 до 3,5 вкл.; 5,0
32 34 35 36 38 -0,30 От 1,0 до 3,0 вкл; 4,0; 4,5; 5,0 1,0; от 1,5 до 6,0 вкл. 1,0; 1,2; 1,5; 2,5; 5,0 От 1,2 до 3,0 вкл.; 4,0; 5,0 1,0; 1,5; 2,5; 3,0; 4,0
40 42 45 48 50 -0.40 1,0; от 1,5 до 3,0 вкл.; 4,0; 5,0 От 1,0 до 2,5 вкл. 1,0; от 1,5 до 3,5 вкл.; 5,0 1,5; 2,0; 3,0; 4,0; 5,0 1,0; от 1,5 до 3,5 вкл; 4,0; 5,0
Наружный диаметр Толщина стенки
Но- мин. Доп. откл.
53 55 58 60 63 -0,50 1,5; 2,0; 3,0; 3,5; 4,0 1,0; от 1,5 до 5,0 вкл. 2,5; 3,5; 4,0; 4,5; 6,0 1,0; от 1,5 до 4,0 вкл.; 5,0 От 1,5 до 3,0 вкл.; 4,0; 5,0; 6.0; 7,0
65 63 70 75 80 -0,60 От 2,0 до 3,5 вкл.; 5,0; 7,0; 10 4,0 От 1,5 до 4,0 вкл.; 5,0 > 1,5 > 4,0 > 5.0 От 1,5 до 3,0; 4,0; 5,0; 6,0; 8,0
85 90 95 100 -0,80 От 1,5 до 2.5 вкл.; ог 3,5 до 5,0 вкл.; 7,0; 10 1,5; 2,5; 3,5; 4,5; 5,0 Ог 1,5 до 3,0 вкл.; 5,0 > 1,5 > 4,0 > ; от 5,0 до 10 вкл.
Примечание. Трубы для токопро- водящих изделий могут поставляться по внутреннему диаметру с плюсовым допу- ском (но согласованным техническим усло- виям).
Толщины стенок и допускаемые
отклонения по толщине стенки для
труб тянутых и холоднокатаных диа-
метром от 3 до 100 мм даны в табл. 191.
Таблица 191
Размеры в мм
0,501 0,10 0,60 ± 0,10 0.80 ± 0,10 1.0 ± 0,10 1.210,12 1,5 ±0,15
2,0 ± 0,20 2,5 ± 0,25 3,0 ± 0,25 3,5 1 0,30 4,01 0,30 4,5 ±0,35
5.0 ± 0,40 6,0 ± 0,50 7,0 ± 0,60 8,0 ± 0,60 10 1 0,75 -
ТРУБЫ МЕДНЫЕ
313
б) Тянутые и холоднокатаные трубы
с наружным диаметром св. 100 до
360 мм—табл. 192.
Таб.шц1 192
Размеры в мм
Наружный диаметр Толщина стенки
Номии. Доп. откл. Номин. Доп. откл.
101 2.0 + 0,20
105 2,5 4- 0,25
106 3,0 4- 0,25
107 3.5 о.зо
108 4,0 Ч- 0.30
ПО 5.0 ч 0,40
ПО 4- 0.45 10,0 ч- 0,75
114 2,0 + 0.20
111 7,0 + 0,60
115 2.5 4-0,25
116 3,0 4-0,25
12) 5,0 4- 0,40
120 10,0 ±0,75
122 6,0 4 0,50
121 7,0 4- 0,60
125 2.0 ОДО
125 2.5 4-0.25
125 3.0 4- 0,25
125 4.0 4- 0.30
125 5,0 -»• 0,40
125 6,0 4 0.50
125 8,0 4 0,60
125 10,0 -Ь 0,75
128 7,0 4-0,60
129 2,0 + 0,20
130 4- 0,5 2,5 4- 0,25
130 8,0 4-0,60
130 10,0 4- 0,75
131 3,0 + 0,25
132 3,5 4- 0,30
135 5,0 4- 0,40
137 6.0 4-050
139 7,0 4- 0,60
144 2,0 4- 0.20
145 2.5 ± 0.25
145 10,0 4- 0,75
146 3,0 + 0,25
150 5,0 ± 0,40
155 2,5 4- 025
156 3,0 4- 025
157 3,5 4- 0,30
158 4,0 4- 0.30
160 2,5 4- 0,25
160 3,0 4- 0,25
160 4,0 4- 0,30
160 5,0 4- 0,40
160 6,0 4- 0,50
160 ±0.6 8,0 4-0,60
160 10,0 4- 0.75
165 25 4- 0,25
166 3,0 4-0,25
168 4,0 4- 0.30
170 5,0 4-0,40
170 10.0 4- 0,75
180 10,0 4-0,75
181 3,0 + 0,25
Продолжение табл. 192
Наружный диаметр Толщина стенки
Номин. Доп. огкл. Номии. Доп. откл.
182 3.5 4- 0,30
183 185 + 0,6 4,0 5,0 ± о.зо 4 0,40
184 7,0 ± 0,60
200 8.0 4- 0,60
200 10,0 ч 0,75
206 3,0 4- 0,25
207 3,5 -1- 0,30
208 4,0 4- 0,30
210 5,0 ч- 0,40
212 4 0,7 6,0 4- 0,50
214 7,0 4- 0.60
231 3,0 4- ОД5
232 3,5 » 0.30
233 4,0 4- 0,30
235 5,0 4- 0,40
239 7,0 4 0,60
250 8,0 4 0.60
250 10,0 4 0.75
258 4,0 4- 0,30
260 5.0 4- 0.40
282 3,5 4- 0,30
283 4,0 4- 0,30
300 8,0 4 0.60
307 3.5 4- 0,30
308 + 0,9 4,0 4- 0,30
310 5,0 4- 0,40
315 8,0 4- 0.60
315 10,0 4 0.75
332 3,5 4 0,30
350 7,0 4- 0.60
350 8.0 4- 0,60
357 3.5 4- 0,30
358 4,0 4- 0,30
360 5,0 + 0,40
в) Трубы прессованные табл. 193.
Таблица 193
Размеры в мм
Наружный диаметр Толщина стенки
Но- мин. Доп. откл.
30 32 34 36 + 0,35 5.0 5.0; 6,0 6,0 5,0; 7,0
88 40 42 45 + 0,4 6,0 5.0; 7,0; 7,5; 8,5; 10 6,0; 8,0 5,0
314
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 193
Продолжение табл. 193
Наружный диаметр Толщина с генки
Но- мин. Доп. откл.
46 50 ± 0,5 8.0: Ю 5.0; 7,5; 10; 12,5; 15
55 60 + 0,6 5,0; 7.5; 10; 12.5; 15 5,0; 7,5; 10; 12,5; 15
65 70 ± 0,7 5.0; 7,5; 10; 12,5; 15 5,0; 7,5; 10; 12,5; 15
75 80 ± 0.8 7,5; 10; 12.5; 15; 17,5; 10; 12,5; 15; 17,5; 20
85 90 ± 0.9 От 10 до 22,5 вкл. 7,5; от 10 до 25 вкл.
95 100 105 + 1,0 7.5; от 10 до 27,5 вкл. От 10 до 30 вкл. > 12,5 > 30 >
по 115 120 + 1.2 От 10 до 30 вкл. > 12.5 > 30 » 10; от 15 до 30 вкл.
125 130 + 1,3 12,5; от 17,5 до 30 вкл. 10; 15; от 20 до 30 вкл.
135 140 + 1.4 12,5; 17,5; от 22,5 до 30 вкл. 10
115 150 + 1.5 12,5; 17,5; 22,5; 27,5; 30 10; 15; 20; 25; 30
Наружный диаметр Толщина стенки
Но- мин. Дон. откл.
155 160 + 1,6 12.5; 17,5; 22.5; 27,5 10; 15; 20; 25; 30
165 170 + 1.7 12,5; 17,5; 22,5; 27,5 10.0; 15,0; 20,0; 25,0; 30,0
175 180 ± 1,8 12,5; 17,5; 22.5; 27.5 10,0; 15; 20; 25; 30
185 190 + 1,9 12,5; 17,5; 22,5; 27,5 10; 15; 20; 25; 30
195 200 ± 2,0 12.5; 17,5; 22,5; 27,5 10; 15; 20; 25; 30
210 220 + 2,2 10; 15; 20; 25; 30 10; 15; 20; 25; 30
230 240 250 + 2,5 10; 15; 20; 25; 30 10; 15; 20; 25; 30 15; 20; 25; 30
260 270 280 ± 2.8 10; 20; 25; 30 15; 25; 30 10; 20; 30
Толщина стенок и допускаемые от-
клонения по толщинам стеиок прес-
сованных труб приведены в табл. 194.
Таблица 194
5,0 ± 0,5 6,0 + 0.6 7,0 + 0,7 7,5 + 0,75 8,0 + 03 8,5 + 0,85
10 + 1,0 12,5+ 1,2 15 ± 1,4 17,5+1,6 20+ 1,8 22,5 + 1,8
25 + 2,0 27,5 + 2,2 30 + 2.4 — - —
ТРУБЫ МЕДНЫЕ
315
По длине трубы поставляются:
а) немерной длины: тянутые и хо-
лоднокатаные — длиной от 1 до 6 м;
прессованные — длиной от 0,5 до 6 м;
б) мерной длины или кратной ей:
тянутые и холоднокатаные при на-
ружном диаметре труб до 100 мм —
длиной от 1 до 6 м; св. 100 до 150 мм —
длиной от 1 до 5 м; св. 150 до 300 мм —
длиной от 1 до 4 м; при наружном
диаметре труб св. 300 до 360 мм, при
толщине стенки 3,5 мм — длиной
до 3 л<; при толщине стенки 4 мм и
более—длиной до 2,5 м; прессо-
ванные — по соглашению сторон;
в) в бухтах — тянутые и холодно-
катаные при наружном диаметре до
40 мм и толщине стенки до 3 лг.п
массой не более 80 кг, немерной и
мерной длины.
Трубы изготовляются из меди ма-
рок Ml, М2 и М3 по ГОСТ 859-41,
томпака марки Л96 по ГОСТ 1019-47,
меди марки МЗС.
Трубы для токопроводящих изде-
лий изготовляются из меди марок
Ml и М2.
Трубы из томпака марки Л96 по-
ставляются диаметром до 30 мм вкл.
только тянутыми.
Трубы тянутые и холоднокатаные
по состоянию материала поставляют-
ся: мягкими (отожженными) М; твер-
дыми (нагартованными) Т.
Овальность и разностенность труб
не должны выводить их размеры за
пределы допускаемых отклонений по
наружному диаметру и по толщине
стеики соответственно.
Овальность не устанавливается для
труб, поставляемых в бухтах, для
труб с толщиной стенки менее 1/30
их наружного диаметра и для мягких
труб следующих размеров:
С наружным диа-
метром С толщиной стенкн
До 38 лох..........До 1,5 мм
Св. 38 до 90 мм . >3 >
» 90 » 150» . . »5 »
» 150 мм..... >7 »
Местная кривизна труб не превы-
шает 5 мм на 1 пог. м, а для прессо-
ванных труб с наружным диаметром
более 150 мм — 15 мм на 1 пог. м.
Общая кривизна трубы не должна
превышать произведения допускае-
мой местной кривизны 1 пог. м на
длину трубы в м.
Кривизна не устанавливается для
труб диаметром менее 12 .и.ч и для
мягких труб следующих размеров:
С наружным
диаметром
С толщиной стенки
До 90 мм...........
Св. 90 до 150 мм .
» 150 мм..........
До 3 мм
» 5 »
» 7 >
Механические свойства тянутых и
холоднокатаных (мягких) и прессо-
ванных труб приведены в табл. 195.
Таблица 195
Состояние поставки труб Временное сопротивление разрыву Относительное удлинение в %
я 5 £ в
не менее
Тянутые и холод- нокатаные (мяг- кие) 206 21 35
Прессованные . . 186 19 30
При м е ч а н и е. Допускается постав-
лять прессованные трубы диаметром
200 мм и более с показателем времен-
ного сопротивления разрыву не менее
177 Мн/м- (18 кгс/мм-).
Трубы тянутые, холоднокатаные и
прессованные должны выдерживать
испытание гидравлическим давлением
(Р) в кгс1см2, величину которого вы-
числяют по формуле
1100-S
D, ’
где S — толщина стенки в мм;
De — внутренний диаметр в мм.
Примеры условных обозначений
труб.
Труба из меди марки М2 с наружным
диаметром 28 мм и толщиной стенки
3 мм:
а) тянутая или холоднокатаная
мягкая длиной 4000 мм:
Труба медная М28ХЗХ4000— М2
ГОСТ 617-64;
316
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
б) тянутая или холоднокатаная мяг-
кая длиной, кратной 1500 мм.
Труба медная М28ХЗХ 1500
кр — М2 ГОСТ 617-64’,
в) тянутая или холоднокатаная
твердая мерной длины 3500 мм:
Труба медная Т28 X3X3500 — М2
ГОСТ 617-64’,
г) прессованная с наружным диа-
метром 40 мм и толщиной стенки
5 мм:
Труба медная Пр 40X5 — М2
ГОСТ 617-64.
ТРУБЫ ЛАТУННЫЕ
(по ГОСТ 49-4-52)
Трубы тянутые из латуни марок
Л68 н ЛМш 68-0,06 применяются для
теплообменных аппаратов, работаю-
щих на пресной воде, а марок ЛО
70-1, ЛА77-2, ЛОМш 70-1-0,06 и
ЛАМш77-2-0,06 для теплообменных
аппаратов, работающих па морской
воде. Размеры п масса труб даны
в табл. 196.
Трубы тянутые общего назначения
изготовляются из латуни марки Л62.
Диаметры труб из латуни Л62 и
допускаемые отклонения по диамет-
рам, а также масса 1 пог. м указаны
в табл. 197.
Трубы тянутые с наружным диа-
метром до 40 мм и с толщиной стенки
до 3 мм поставляются длиной 0,5—
7,5 м.
По состоянию материала тянутые
трубы должны изготовляться: мяг-
кими (М) — отожженными; полутвер-
дыми (Пт) — после низкотемператур-
ного отжига.
Таблица 1S6
Наружный диаметр Дон. откл. Толщина стенки в мм
0,75 + 0,10 1 + 0,10 1,5 + 0,15 2-р ОДО 3 4- 0Д5
в мм Масса 1 пог. м тру 5 в кг
10 0,187 0Д13 — — —
12 -ОДО 0.228 0Д97 0,426 — —
13 0,248 0,324 0,466 — —
11 0Д68 0,351 0,507 — —
15 0,289 0378 0,547 — —
16 - 0.24 0,309 0,405 0,588 0,756 —
18 — 0,459 0.669 0,865 —
19 0.370 0,486 0,709 0,919 —
20 — 0,513 0,750 0,973 —
21 — 0,540 — — —
22 — 0,567 0,831 1,081 —
23 — 0,594 0,871 1,135 —
24 0,471 0,621 0,912 1,189
25 — 0,30 — 0.618 0,952 1,213 —
26 — 0,675 0,993 — —
28 — 0,729 1,074 1,405 —
29 — 0,756 1,114 — —
30 — 0,783 1,155 — —
32 — 0,838 1,236 —
35 — 0.35 — 0,919 1,358 — —
— — — — 2.837
20 2! 22 23 24 25 26 27 28 29 30 ©00^1©СЛ ф. GO to — С©ООМ©СЛФ-СО в мм Д гм а и (5 s тч Л ¥ So.41
1 о & 1 о 3 1 © 'to 1 © ’to о
© ©.©р ЯРЯ ©pppppp© 1 1 । । । । । । । । । । । । §1 gss1 Sssiai^iB СО ф. —-0 >ф I Масса 1 пог. м труб в кг 1 °'5 1 ±0.10 | Толщина стенки в мм 1
и, ।(111111111 ’lull ।i|iЙЯЦ(। 0.75 ±0,10
0.107 0,134 0,187 0.214 0,240 0,267 0,294 0,320 0.347 0,374 0,400 0,454 0,480 0,507 0.560 0,587 0,614 0,641 0,667 0,694 0,721 0,747 0,774 0,827 © — о
— — — о СО о оо о© ©о©о©©© © 181 S 1 81 । 2 । 8Й । 'S 3'81’8'2 ’g'SlfeWgg I SI I 1 — — — — —— _ —— —© ©о©—©о© о |+_ Рсл сл
0,320 0,374 0,427 0,534 0,641 0,694 0,747 0,854 0,907 0,961 1,014 1,068 1,174 1,228 1,281 1,334 1.388 1,441 1,495 1,601 1+ © to 'to о
0,634 0,825 0,891 0,967 1,168 1,234 1,301 1,368 1,501 1,568 1,835 2,5 ± 0,25
Il'S 31 ’88SS.8381 8 । 81 2'8 1 'g’g 1 1 1 II 1 1 1 1 to to to to to — — — — — — —— — 1+ ©со 'to сл
ill i i Sg’si ’gi Si i i i i Si । i i i i i i i i i i i i © СЛ QO CO — 3,5 ±0,30
to to to to to to to — — i 8Й ai 8i Sfsai is f i igi I i i i i i । I i i i i i i ©tO © to ©to© to СЛ 1+ Оф. 'со О
1 IS । I I I I I 1'81'81 $1111 11 1 1 1 1 1 1 1 1 1 1 GO CO to to — 4,5 ±0.35
§ii iill'gi i i i I'g i i i i i i i i i i i i i i i i । © CO ©• © to to 1+ ©сл ©
Sil ’SI Si §1 1 I Й1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Ф» CO WO CO to 1+ ©© сл ©
111 1 1 1 1 ’gl'ql 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 © © 7 8 ± 0,60 ± 0,70
III 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I
III 1 1 1 1 1 1 1 1 1 1 1 11111 1 1 1 1 1 1 i 1 1 1 1 1 10 ±0,90
2*
S3
л
р
ТРУБЫ ЛАТУННЫЕ
318
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 197
Наруж- ный диа- метр Доп. откл. Толщина стенки в мм
05 ± 0.10 0,75 н 0.10 1 ± 0,10 1,5 ±0,15 2 ± 0,20. 2.5 ± 0.25 3 ±0,25 3,5 ± 0.30 4 ± ОДО 4.5 ±0,35 5 ± 0.40 6 ±0,50 7 ± 0.60 8 ±0,70 10 ± 0,90
в мм Масса 1 пог. м труб в кг
35 0,907 1,341 1,761 2.168 2,562 3,309 3,663 4,644 —
36 — 2,642 3,416 —— 4,137 4,804 5,418 —
37 — 0,35 2.302 — — — — — 5,605 — —
38 — — 0,988 1,461 1,922 2.369 2,802 — 3,630 4,023 4,404 — — — 7,473
40 1,041 2.028 2,502 3.409 3,843 5,444
42 1,094 __ 2.135 — 3.123 3,596 — 4,937 — — — —
45 1,741 2,295 — 3,363 3,876 4,377 — — 6,245 — — —
46 — 0,40 — 1,201 — — — — — — — 5,471 — — — —
47 —— — 1,228 — — -а— — — — — — — — —
48 __ __ —— 3,603 —— — 5,605 — —
50 — — 1,303 — 2,562 3,169 3,763 4,343 4,911 — — — 8,037 — —
51 2,615 3,843 4,437
52 1,361 5,705 — 7,366 — —
54 -0.50 2,776 __ 5,815 6,539 7,686 — —
55 — — — 2,829 — 4,163 — 5,444 — 6,672 — — — —
58 . 2,989 4,404 5,091 5,765 7.072 —
60 — 1,575 — 3.096 — 4,564 5,278 5,978 — —— — — — —
64 — 0.60 — — 3,309 — — 5,651 — —— —— — — —
65 __ — — — 3,363 — — 5,745 — — — — 10,84 —— —
70 — — — — — —- 5,361 — 7,046 — — — — — —
75 4,670 7,413 — —
76 ___ — 5,845 7,636 — —— — — 17.61
80 _ — 4,163 5,171 — — 8,113 —— — 13,64 —— —
86 — — __ — —— 8,754 —— — — — — —
90 — 0,80 — — — — — 6,966 — 9,181 — — — — 17,51 —
93 — —— — 4,857 — — — — — —— — — —
96 — — —— —i_ 7,446 —— — — — — — — —
97 — — 5,071 — — — — •— — — — —
100 — — — — — — 7,766 — 10,25 — - — — — —
ТРУБЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
319
Механические свойства металла труб
соответствуют данным табл. 198.
Трубы из латуни марок Л68 и
ЛО 70-1 должны выдерживать испы-
тание гидравлическим давлением
4,9 Мн/м? (50 кгс/см2), если не пре-
дусмотрено другое давление.
По ГОСТ 494-52 изготовляют также
прессованные трубы из латуни марок
Л62, ЛС59-1 и ЛЖМц 59-1-1 с наруж-
ным диаметром 21—195 мм и толщи-
ной стенок 1,5—42,5 мм.
Условные обозначения труб с на-
ружным диаметром 28 мм и толщи-
ной стенки 3 мм из сплава Л62:
а) тянутой мягкой длиной, крат-
ной 1500 мм:
Труба Т М28ХЗХ 1500 кр. Л62
ГОСТ 494-52
б) тянутой полутвердой мерной
длины 3500 мм:
Труба Т Пт 28X3X3500 Л62, ГОСТ
494-52.
Таблица 198
Марка латуни Предел прочности при растя- жении. не менее Относительное удли- нение Зю в %, не менее
е> Я в кгс/мм*
Трубы, тянутые лс 1гкие (Ml
Л62 294 30 38
Л68. ЛМш68-0,06 294 30 38
ЛО70-1, ЛОМш70-1-0,06 294 30 38
ЛА77-2 ЛАМш77-2-0,06 294 30 23
Трубы, тянутые полутвердые (Пт)
Л 62 333 34 30
Л68, ЛМш63-0,06 343 35 30
ЛО70-1, ЛОМш7(М-0,06 343 35 30
Трубы прессованные
Л62 294 30 38
ЛС 59-1 392 40 20
ЛЖМц 59-1-1 432 44 28
ТРУБЫ ИЗ АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ
(по ГОСТ 1947-56)
Трубы изготовляются холодной
протяжкой или прокаткой (тянутые)
и прессованные из алюминия и алю-
миниевых сплавов следующих марок
по ГОСТ 4784-49:
а) трубы круглые: отожженные
(М) — Д1, Д6, Д16, АВ, АМг, АМц,
АД и АД1; закаленные (Т) — Д1,
Д6, Д16 и АВ; полунагартованные
(П) — АМг; нагартованные (Н) —
АМг, АМц, АД и АД1;
б) трубы фасонные: закаленные
(Т) — Д1, Д6 и Д16.
Допускаемые отклонения по тол-
щине стенки фасонных труб соответ-
ствуют допускаемым отклонениям,
предусмотренным для круглых
труб.
По наружным размерам квадрат-
ных и прямоугольных труб допус-
каются следующие отклонения: при
размере до 50 мм ~ 0,5 мм, при раз-
мере свыше 50 мм=Ь1%.
Трубы поставляются длиной 2—
5,5 м.
Масса труб вычислена по номиналь-
ным размерам и плотности 2,8, что
соответствует сплавам марок Д1, Д6
и Д16.
Для вычисления массы труб других
сплавов следует пользоваться пере-
водными коэффициентами:
Для сплава марки АВ................ 0,961
» » » АМг.............. 0,953
» » » АМц.............. 0,975
» » марок АД и АД1 . . . 0,967
Примечание. С 1 января 1966 г. вво-
дится в действие ГОСТ 4784-65 с некоторыми
изменениями марок сплавов.
Условное обозначение труб с тол-
щиной стенки 1,5 мм, длиной, крат-
ной 1250 мм, из сплава марки Д1,
отожженных (М):
а) круглой диаметром 50 мм:
Труба 50Х 1,5Х 1250 кр Д1М ГОСТ
1947-56;
б) квадратной со стороной 50 мм:
Труба квадрат. 50Х 1,5Х 1250 кр Д1М
ГОСТ 1947-56;
в) прямоугольной со сторонами
55X40 мм:
Труба прямоуг. 55X40X1,5X1250 кр
Д1М ГОСТ 1947-56;
г) каплевидной с осями 47 и 20 мм:
Труба капл. 47X20X1,5X1250 кр
Д1М ГОСТ 1947-56.
Механические свойства труб даны
в табл. 199.
320
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 1М
Материал (марка сплава) Состояние материала при поставке труб Обозначение труб Размер трубы в мм Предел прочности при растя- жении Предел текучести Относительное удлинение в %
Диаметр Толщина с генки gW/wjV я £ а гиг/НЙ7 я в кгс/мм*
не менее
Д1 Отожженные Д1-М Всех размеров «245 «25 — — 10
Закаленные и есте- ственно состаренные Д1-Т До 22 До 1 ==373 == 38 196 20 13
1,5-2 14
22-50 До 1 >392 == 40 226 23 12
1,5-5 13
Более 50 Всех размеров 11
Фасонные, всех размеров 12
Д6 Отожженные Д6-М Всех размеров =<245 «25 — — 10
Закаленные и есте- ственно состаренные Д6-Т До 22 До 1 ==412 ==42 255 26 13
1,5-2 14
22-50 Всех размеров ==422 > 43 284 29 12
Более 50 То же 10
Фасонные, всех размеров 265 27 10
Д16 Отожженные Д16-М Всех размеров «245 «25 — — 10
Закаленные н есте- ственно состаренные Д16-Т До 22 До 1 3=412 >42 255 26 13
1,5-2 14
22-50 Всех размеров ==422 ==43 284 29 12
Более 50 То же 10
Фасонные, всех размеров 265 27 10
ТРУБЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
321
Продолжение табл. 199
Материал (марка сплава) Состояние материала при поставке трубы Обозначение труб Размер трубы в мм Предел прочности при растя- жении Предел текучести Относительное удлинение в %
Диаметр Толщина стенки а «1 s? to й Я 94 а* я м £ п
не менее
АВ Отожженные АВ-М Всех размеров <117 < 15 — — 17
Закаленные и есте- ственно состаренные АВ-Т То же ^206 < 21 — — 14
Закаленные н искус- ственно состаренные АВ-Т1 » 5=304 & 31 — — 8
АМг Отожженные АМг-М ==216 <22 — — -
Полунагартованные АМг-П » 5=206 5= 21 — - -
Нагартованные AM г-Н » 5=226 5=23 - — -
АМц Отожженные АМц-М » <137 <14 — — -
Нагартованные при протяжке АМц-Н > 5:137 == 14 — — —
АД Отожженные АД-М > < 118 == 12 - — 20
Нагартованные при протяжке АД-Н Всех разме- ров До 2 5:108 5= 11 — - 4
2,5-5 5=98 == 10 — — 5
АД1 Отожженные АД1-М Всех размеров ==118 < 12 — — 20
Нагартованные при протяжке АД1-Н То же До 2 5=108 == И — — 4
2,5-5 5=98 5= 10 - — 5
11 В. 3. Васильев и др.
85 90 95 too us 111) 115 120 00 *4 ~4 5*. СП СП О' ©снося© со^льс 22 24 25 26 2S 30 Ф 00 ОТ — Ki — Ф©06*4© Наружный диаметр в мм Размеры и массы труб — см. в табл. 200—204. Трубы круглые тянутые Таблица 200
1 о сл —0,35 —0,25 1 © о —0.15 Доп. откл. в мм
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I'ssl СО С*; СП ООЗООООФОСО WsrasTg’s’g’e'ss 01*4 0©© — OitO*4C4©4k Масса 1 пог. .и труб в кг 0.5 ± 0.05 Толщина стенки в мм
1 1 1 1 1 1 1 1 0,338 0.358 0,378 0,391 0,206 0,219 0,2-33 0,246 0,259 0.272 ода 0,312 0,325 0.140 0 153 0.160 0,167 0.180 0.193 0.035 0,041 0.018 0,054 0.061 0,068 0.074 0,087 0,101 0,114 0,127 0.75 + 0.08
1 1 1 1 1 1 1 1 ©ООО Illi ю — сл© ©© ©рр©© © © * 4* Ср С4 Ср С4 СС КС ЬЭ w — ЗБ ат S- to о <j — С4 *4 — Сс СП СО О С4 ©©©ООО *№ Кз kj *tQ — 0,044 0,053 0,062 0,070 0.079 0,088 0,097 0,114 0,132 0,150 0,167 1 ± О.ю
1 1 1 1 1 1 1 1 0.666 0,706 0,746 0,772 0,838 0,901 0,970 ©рр © ср © © © Ъ> bi СП СП СП 4^*4^“»^.'“^. £ — **4С4©а>СЛКЭ© 04»-4*4»-COtOCn<X,t3 0,270 0.297 0,310 0,323 0,350 0,376 0.073 0,086 0.099 0,112 0,125 0.1.39 0,165 0,191 0,218 0,244 1,5 ± 0.14
1 1 1 1 1 5'SS; С> СО © 0,880 0,932 0,985 1,020 1.108 1,196 1,284 1,372 0,528 0,563 0,598 0,633 0,669 0.704 0.756 ода 0,844 0.352 0.387 0,405 0,422 0,457 0,493 0.106 0.12.3 0.141 0.158 0,176 0,211 0,246 0,281 0,317 2 ±0.18
1.814 1.924 2.034 2.144 2.254 2,.361 1,089 1,155 1,221 1,265 1,374 1,484 1,594 1,704 0,649 0,693 0,737 0,780 0.825 0,869 ; 0,935 ! 1.000 ; 1.045 0,429 0,473 0,495 0,517 0,561 0,605 0000030 1 1 1 1 СЛ — *4 СС © *4 СЛ 2.5 ± 0,20
2,164 2,296 2,428 2.560 2,692 2,824 2,956 1,293 1,372 1,451 1,504 1,636 1,768 1,900 2,032 0,765 0,818 0.871 0,924 0,976 1,029 1,108 1.18.8 1,240 0.501 0,554 0.581 0.607 0,660 0,713 ооооо л'8'йЫ'а । । । । । । © аз со о со 3 ± 0,25
2,509 2,663 2,817 2.971 3,125 3,279 .3,433 3.587 1,49.3 1,586 1.678 1,739 1,89.3 2,047 2,201 2,355 0,877 0,939 1,000 1,062 1,124 1,185 1,278 1,370 1,432 ©©ООО© sbteSTgfss С>4-СС —С ООО "gifgl 1 1 1 1 1 1 1 сс оз сп 3,5 ± 0,25
1,689 1,794 1,900 1,970 2,146 2,322 2,498 2,674 SSEiSBSsig Фооьс*4*4а>Ь>©сл ооо©оо *©*00**4 *4 *4 bi СП 4***©^ СО ||111111111 4 ± 0,28
3.519 3.7.38 3,958 4,178 4,398 4,618 4,838 5,058 2,067 2,199 2,331 2,419 2,639 2.859 3,079 3,299 1,188 1,275 1,363 1,451 1,539 1,627 1,759 1,891 1,979 0.748 ода 0,880 0,924 1,012 1,11X1 1 1 1 1 1 1 1 1 1 1 1 5 ± 0.40
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
*ц
ПО 115 120 S8S 8® 23 ©S* 52 55 58 60 62 25 28 30 32 34 36 38 40 42 45 48 50 Наруж- ный диа- метр в мм
1+ 1+ © 1+ О *© 1+ © *00 1+ 1+ © *© 1+ © <Л я ©)з я с ? •
1 1 1 1 1 1 1 1 1 1 Ю bO 00© СЛ co ©© 2,067 2,199 2.331 2.419 2.507 — — — — — — ~ ~ 7- 7- — 0 cooo^cncp^.ajio — — ©oo Масса 1 пог. м труб в кг сл н © *сл © 1+ © © Толщина стенки в мм |
1 1 1 111 1 1 1 1 11 2.428 2586 2.744 2.850 2,956 - 1,161 1.267 1,372 1.478 1,583 1.689 1,794 1.900 2.058 2.217 2,322
11 1 1 1 1 1 1 1 1 11 2.771 2.956 3.140 3,263 3,387 z ! 1.416 1,539 1,663 1,786 1,909 2,032 2,155 2,340 2.525 2.648 (+ ©
1 1 1 © сл | V, К Й 1 = СО со 1 “ s 2.936 3,134 3.332 3.464 3,596 - 1 z 1.616 1,748 1.880 2.012 2.144 2.276 2,474 2.672 2.804 1+ © сл
1 1 1 1 1 1 1 1 S1 CO I 3 3.096 3,307 3.519 3.659 3,800 1,830 1.970 2,111 2.252 2,393 2,604 2,815 2,956 Оо 1+ © Ъо
111 1 1 1 1 1 сл *© | to • GO | >4* WWW <o S 23*2 s © 00 © to * w co to ю ю to ьо — 1 1 1 © 1+ © *©
8,796 9,676 1 s 1 S' gl СЛ Ja- *N0Qo 00 GO 3,695 3,958 4,223 4,398 4,574 2.111 2.287 2.463 2.639 2.815 3.079 3.343 3,519 © н ©
11,27 •- 1 1 ‘3 N5 1 3 to СЛ 13 CO Wag J5WWW'W bgsss1111111 W © Л -Ь- V0 1л 1+ кэ
12,54 13,20 13.85 ое nj сл 00 ЬО © ©© © оо ©© ce-j сл © 33 *3© "to© СЛ © ©слслсл> to Qo *K 00 to -fr. .ь. sssgjl 1 1 1 l 1 l 1 Gt, £. 3o to сл 1+
| 15,01 со — м ' со 1 § 00 1 oo — | Oi to ЯЯ3 1 1 1 1 1 Oto 1 1 1 1 1 1 1 1 1 1 1 1 сл !+ ©
15,83 17,59 1 3’8 N3 -- ьЗХ ©© oe -J *-J*tO © — 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 № © 1+ 00
18,31 © . 45- Си 1 СО Си СЛ 1 -5 м 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ьо to сл 1+ 00
18,69 20,89 | © © -и со '© © 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Ь5 СЛ 1+ V3 с
21,17 оо 1 Я1 3 So 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 to *сл NO N7
21,11 23,75 со оо । 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 СО © 1+ N0
23,59 §11 со 1 1 11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 to СЛ 1- N3 ©
£
я
•о
ф
о
о
о
С0
СО
S
X
£
Ф
ТРУБЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
324
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 201
Наруж- ный диа- метр в мм Доп. откл. в мм Толщина стенки в мм
5 ± 0,з|б ± 0,6 7±0,7|7,5±0,75| 8±0Л 9 ±0,9 10 ± 1,0 125±1,2 15 ± 1,4 17,5±1,6 20 + 1,8 22.5+1,8 25±2,0|27,5+2,2 30±2.4|з2,5+2,6
Масса 1 пог. м труб в кг
125 130 ± 1.3 — — — — — — 10,56 12,37 14,51 15,17 16,55 19,35 20,29 23,39 23,59 26,39 26,44
135 140 ± 1.4 — — — — — — 11,44 13,47 16,49 18,09 21,11 22,27 25,29 26,00 29,03 29,30
145 150 ± 1.5 — — — — — — 12,32 14,57 1731 19,63 22,87 24,25 27,49 28,42 31,67 32,16
155 160 + 1.6 — — — — — 13,20 15,67 19,13 21,17 24,63 26,22 29,69 30,84 34,31 35,02
165 170 ± 1.7 — — — — — — 14,07 16,77 20,45 22,71 26,39 28,20 31,89 33,26 36,95 37,88
175 180 ± 1,8 — — — — — — 14,95 17,87 21,77 24,25 28,15 30,18 34,09 35,68 39,58 40,74
185 190 ± 1.9 — — — — — — 15,83 18,97 23,09 25,79 29,91 32.16 36,29 38,10 42,22 43,60
195 200 ±2,0 — — — — — — 16,71 20,07 24,41 27,32 31,67 34,14 38,95 40,52 44,86 46,46
210 220 ± 2,2 — — — — — — 17.59 18,47 — 25,73 27,05 — 33,43 35,19 — 40.68 42,88 — 47,50 50,14 —
230 240 250 ± 2,5 — — — — 19,35 20.23 21,11 — 28,37 29,69 31,01 — 36.95 38,70 40,46 — 45 08 47,28 49,48 — 52,78 55,42 58,06 —
260 270 280 ±2,8 — — — — — 21,99 22.87 23,75 — 32,33 33,65 34,97 — 42,22 43,98 45,74 — 51,68 53.88 56.08 — 60,70 63.33 65,97 —
ТРУБЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ 325
Таблица 202
Трубы квадратные
Таблица 203
Трубы прямоугольные
. Сторона а в мм Толщина стоики 5 в мм
1 1,5 2 2,5 3 4 5
Масса 1 пог. м труб в кг
10 12 14 16 18 20 22 25 28 32 36 40 42 45 50 55 60 65 70 75 80 90 0,094 0,116 0,138 0,161 0,183 0,206 0,127 0,160 0,194 0,227 0,261 0,295 0,328 0,379 0,429 0,496 0,563 0,631 0,665 0,715 0,799 0,240 0,285 0,330 0,374 0.419 0,487 0,554 0,643 0,733 0,882 0,867 0,934 1,046 1,158 1,270 1,382 1,494 1,606 1,718 1,942 0,389 0,445 0,501 0,585 0,669 0,781 0,893 1,005 1,061 1,145 1,285 1,425 1,565 1,705 1,845 1,985 2,125 2,405 0,574 0,674 0,775 0,910 1,044 1,178 1,246 1,346 0,514 1,682 1,850 2,018 2,186 2,354 2,522 2,858 0,960 1,139 1,318 1,497 1,587 1,721 1,945 2,169 2,393 2,617 2,841 3,065 3,289 3,737 1,892 2,060 2,340 2,620 2,900 3,180 3,460 3,740 4,020 4,580
St Толщина стенки S в ММ
3 X 1 1,5 2 2,5 3 4 5
° X
и в Масса I пог. м труб в кг
14 X Ю 0,116 0,160 0,195
16Х 12 0,138 0,194 0,240 — — — —
18 X Ю 0,138 0,194 0,240 — — — —
18X14 0,161 0,227 0,285 0,333 — — —
20 X 12 0,161 0,227 0,285 0,333 — —
22X14 0,183 0,261 0,330 0,389 — — —
25 X 15 0,206 0,295 0,374 0,445 0,506 — —
28X16 0,228 0,328 0,419 0,501 0,574 — —
28X22 0,262 0,379 0,487 0,585 0,674 0,825 —
32X18 0,262 0,379 0.487 0,585 0,674 0,825 —
32X25 0,201 0,437 0,565 0,683 0,792 0,982 1,136
36X20 0,295 0,429 0,554 0,669 0,775 0,960 1,108
36X28 0,340 0,496 0,613 0,781 0,910 1,139 1,332
40X25 — 0,505 0,654 0,795 0,926 1,162 1,360
40X30 — 0,547 0,710 0,865 1,010 1,274 1,500
45X30 — 0,589 0,766 0,935 1,094 1,385 1,640
50X30 — 0,631 0,822 1,005 1,178 1,498 1,780
55X40 — 0,757 0,990 1,215 1,430 1,834 2,200
60X40 — 1,046 1,285 1,514 1,946 2,340
70X50 — — 1,270 1,565 1,850 2,391 2.900
80X60 — 1,494 1,845 2,186 2,842 3,460
90X60 — — 1,606 1,985 2,354 3,066 3,740
100X50 — — 1,606 1,985 2,351 3,066 3,740
100X60 — — 1,718 2,125 2,522 3,290 4,020
120 X 60 — — 2,405 2.858 3,738 4,580
326
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Трубы каплевидные
Таблица 204
Л
Размеры в мм Масса 1 пог. м в кг Размеры в мм Масса 1 пог. м в кг
А Дон. 01 кл. В Дон. откл. S А Доп. откл. в Доп. откл. S
27 33,5 40,5 40,5 ± 1.0 11,5 14,5 17 17 ±0,5 1 1 1 1,5 0,167 0,213 0,252 0,370 67,5 67,5 74 74 81 81 ± 2,0 28,5 28.5 31,5 31,5 34 34 ± 1.0 1,5 2 1,5 2 2 2.5 0,685 0.837 0.703 0.928 1,005 1,246
87,5 87,5 94,5 101 108 114,5 121 37 37 40 43 45,5 48,5 51.5 1,097 1,361 1,475 1.591 1,686 1,801 1,916
47 47 54 54 ± 1,5 20 20 23 23 ± 0,8 1 1,5 1.5 2 0,298 0,439 0,537 0,669 ± 2,5 2 2,5 2,5 2,5 2,5 2,5 2,5
60.5 60,5 25,5 25,5 1.5 2 0,566 0,746 128 131 135 ± 3.0 54,5 57 57 ± 1,5 3,5 2,5 3,5 2,811 2.125 2,945
ПРОВОЛОКА СТАЛЬНАЯ
УГЛЕРОДИСТАЯ ПРУЖИННАЯ
(по ГОСТ 9389-60)
Стандарт распространяется на сталь-
ную углеродистую холоднотянутую
проволоку, применяемую для изго-
товления пружин, навиваемых в хо-
лодном состоянии и не подвергаемых
В зависимости от механических
свойств устанавливаются четыре
класса пружинной проволоки 1, 11,
ПА и 111.
Проволока изготовляется нз стали
по ГОСТ 1050-60 или 1235-54.
Размеры проволоки и допускаемые
отклонения по ним приведены в
табл. 205.
закалке.
Таблица 206
Номинальный диаметр проволоки в мм
0,14 | 0,15 | 0,16 1 0,18 1 0.20 I 0.22 j 0,25 0,28 | 0,30
0,32 | 0,36 | 0,40 j 0,45 | 0,50 | 0.56 | (0,60) 0,63 | 0,70
(0.75) | ОДО | (0,85) | 0,90 | 1,00 1 '•'° 1 1.20 (1,30) | (1,40)
(1,50) | 1,60 | (1.70) j 1,80 | 2,00 | 2,20 | (2.30) 2,50 | 2,80
3.00 | 3.20 | (3.40) | (3,50) | 3.60 | 4,00 | 4,50 5,00 | 5,60
6,30 | 7,0 | 8,00 1 1 1 1 1
н ГТ4 и 2. ГОСТ 3. р и и е ч а и и я: 1, Допускаемые отклонения (группа точности) по ГОСТ 2771-57 ГТЗа. Проволока классов 1, 11 и Ill должна изготовляться группы точности 1Т4 по 2771-57. Проволока класса ПА должна изготовляться группы точности ГТЗа по ГОСТ 2771-57.
ПРОВОЛОКА СТАЛЬНАЯ УГЛЕРОДИСТАЯ ПРУЖИННАЯ
327
Механические свойства проволоки приведены в табл. 206.
Таблица 205
; Диаметр проволок» 1 в мм Механические свойства проволоки
Класса 1 Класса 11 Класса ПА Класса 111
Временное сопро- тивление Число переги- бов, не менее Число скру- чиваний, не менее Временное сопро- тивление 1 Число переги- бов не менее Число скру- чиваний, по менее Временное сопро- тивление ! Число персги? бов, не менее Число скру- чиваний, не менее Временное сопро- тивление Число переги- бов, не менее Число скру- чиваний, не менее
в Мн/м2 В кгс/мм2 в Мн/м* В К2С/ММ2 в Мн/м- В кгс/мм2 в Мн/м2 В кгс/мм2
0,14 2648—3040 270-310 35 2206-2648 225—270 35 2206-2648 225-270 35 1716—2206 175-225 35
0,15 2648-3040 270-310 — 34 2206-2648 225-270 34 2206—2648 225—270 __ 34 1716—2206 175-225 — 34
0,16 2648—3040 270—310 — 33 2206-2648 225—270 — 33 2206—2648 225-270 33 1716-2206 175-225 — 33
0.18 2648—3040 270—310 31 2206-2648 225—270 — 31 2206-2648 225—270 — 33 1716—2206 175-225 — 31
0,20 2648—3040 270-310 — 30 2206—2648 225-270 — 30 2206—2648 225-270 — 32 1716-2206 175-225 — 30
0,22 2648—3040 270—310 29 2206-2648 225—270 29 2206-2648 225—270 32 1716-2206 175-225 — 29
0,25 2648—3040 270—310 __ 27 2206—2648 225—270 — 27 2206-2648 225-270 — 32 1716-2206 175—225 —- 27
0.28 2648-3040 270-310 — 26 2206—2648 225-270 — 26 2206-2648 225—270 —- 31 1716-2206 175-225 — 26
0,30 2648—3040 270-310 __ 23 2206- 2648 225-270 23 2206—2648 225-270 — 31 1716-2206 175-225 — 23
0,32 2599- 2991 265—305 — 22 2157-2599 220—265 — 22 2157—2599 220-265 — 30 1667—2157 170-220 — 22
0,36 2599—2991 265—305 — 22 2157- 2599 220—265 — 22 2157-2599 220-265 — 30 1667-2157 170-220 — 22
0,40 2599—2991 265—305 — 20 2157-2599 220-265 — 21 2157-2599 220—265 28 1667-2157 170-220 — 21
0,45 2599—2991 265-305 — 17 2157-2599 220-265 — 20 2157-2599 220—265 —- 28 1667 -2157 170—220 — 20
0,50 2599-2991 265—305 — 16 2157-2599 220—265 —— 19 2157—2599 220—265 — 27 1667-2157 170-220 — 19
0,56 2599-2991 265—305 — 16 2157-2599 220-265 — 19 2157—2599 220—265 — 27 1667-2157 170-220 — 19
0,60 2599-2991 265—305 16 2157-2599 220-265 — 18 2157—2599 220- 265 — 25 1667—2157 170—220 — 18
0,63 2550—2942 260 -300 16 2)08-2550 215—260 — 18 2108—2550 215-260 — 25 1667—2108 170-215 — 18
0.70 2550-2942 260—300 — 16 2108-2550 215-260 —* 18 2108—2550 215-260 — 25 1667—2108 170-215 — 18
0,75 2550—2942 260—300 16 2108-2550 215—260 — 17 2108—2550 215—260 — 24 1667-2108 170-215 — 17
0,80 2550—2942 260-300 11 16 2108—2550 215—260 12 17 2108—2550 215-260 12 24 1667-2108 170-215 12 17
0,85 2501—2844 255- 290 11 16 2059—2501 210-255 11 17 2059—2501 210—255 11 24 1618-2059 165-210 11 17
0,90 2501—2844 255-290 10 16 2059 -2501 210—255 II 17 2059- 2501 210-255 11 24 1618-2059 165-210 11 17
1,00 2452-2795 250—285 9 16 2010—2452 205 -250 10 17 2010-2452 205—250 10 24 1618-2059 165-210 10 17
1,10 2354-2697 240-275 8 16 1912—2354 195—240 8 17 1912—2354 195—240 8 24 1520-1961 153—200 9 17
1,20 2354—2648 240-270 7 16 1912-2354 195—240 7 17 1912-2354 195—240 7 24 1520—1961 155-200 8 17
1.30 2256—2550 230—260 19 16 1863-2256 190-230 18 17 1863-2256 190—2.30 18 24 1471—1863 150—190 18 17
1.40 2256-2550 230—269 17 16 1863-2256 190-230 17 17 1863—2256 190-230 17 24 1471-1863 150-190 17 17
1,50 2157-2452 220—250 15 16 1814—2157 185—220 15 17 1814—2157 185-220 15 24 1422-1814 145—185 15 17
1,60 2157—2452 220—250 13 16 1814-2157 185—220 13 17 1814-2157 185—220 13 24 1422-1814 145-185 13 17
1.70 2059-2354 210-240 11 15 1765 -2059 180-210 10 17 1765-2059 180-210 10 24 1.373-1765 140-180 11 17
328
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 206
£ О Механические свойства проволоки
Класса I Класса 11 Класса ПА Класса II!
О tt s о S о х Ф
g. Временное сопро- £ ® о Временное сопро- S л « Временное сопро- £ ~ Временное сопро- ~ Л ф
тивление g-g Ь.’* тнвление сья тивление а.® £ я « . тивление о.®
С о«
О s
о OS О X V OS о s о О — О X Ф
Я В =5 . 1 « о>
g 35 ci м в Мн/м- кгс/мм.- S § = = » Т\о Т V Я в Мн/м2 кгс/мм.2 ё § = g 5 Т \о 3" 5* Е в Мн/м2 кгс/мм2 j= “ ® s 3 u ХО “ У Я в Мн/м& кгс/мм2 = о ® s 3 Т хо туе
1,80 2059—2354 210—240 10 15 1765—2059 180—210 10 17 1765—2059 180—210 10 24 1373-1765 140-180 11 17
2,00 1961—2256 200—230 8 14 1765—2059 180—210 9 16 1765—2059 180-210 9 23 1373-1765 140-180 10 16
2,20 1863—2157 190-220 7 13 1667—1961 170—200 8 15 1667—1961 170- 200 8 22 1373-1716 140-175 9 15
2.30 1863- 2157 190-220 6 13 1667-1961 170-200 7 15 1667-1961 170—200 7 21 1373-1716 140-175 8 15
2,50 1765—2010 180—205 6 12 1618—1912 165—195 7 15 1618-1912 165—195 7 21 1275-1618 130—165 8 15
2,80 1716-1961 175-200 7 И 1618-1912 165-195 9 14 1618—1912 165—195 9 19 1275—1618 130-165 10 14
3,00 1667—1912 170—195 4 10 1618—1912 165—195 5 13 1618-1912 165—195 5 18 1275—1618 130—165 7 13
3,20 1667—1912 170—195 4 10 1520-1814 155-185 5 13 1520—1814 155—185 5 18 1177—1520 120—155 7 13
3,40 1618—1863 165—190 3 9 1520-1765 155—180 5 13 1520—1765 155—180 5 18 1177-1520 120-155 6 13
3,50 1618—1863 165—190 3 8 1520—1765 155—180 5 13 1520—1765 155—180 5 18 1177—1520 120—155 5 13
3,60 1618-1863 165—190 3 7 1520—1765 155—180 5 13 1520-1765 155-180 5 18 1177-1520 120-155 5 13
4,00 1569—1814 160—185 4 6 1471—1716 150-175 6 13 1471—1716 150—175 6 18 1128—1471 115—150 6 13
4,50 1471 — 1716 150—175 4 6 1373—1618 140—165 5 12 1373—1618 140—165 5 16 1128—1422 115-145 5 12
5 00 1471 — 1716 150—175 3 4 1373—1618 140-165 4 9 1373—1618 140—165 4 13 1079-1373 110-140 4 9
560 1422-1667 145-170 5 4 1324—1569 135—160 6 6 1324—1569 135—160 6 8 1022-1324 105-135 6 6
6 00 1422-1667 145-170 3 2 1324—1569 135-160 6 4 1324-1569 135-160 6 6 1022—1324 105-135 6 4
6 30 1226—1422 125—145 6 — —. — — 981-1226 100-125 6 —
7Д0 1226-1422 125-145 6 - — — — 981-1226 100-125 6 —
8',00 — — — 1226—1422 125—145 5 — 981 — 1226 100—125 5 —
Примечание. Для проволоки диаметром менее 0.8 мм испытание на перегиб заменяется испытанием иа разрыв с узлом, при
котором разрывающее усилие должно составлять не менее 50% разрывающего усилия той же проволоки при испытании ее без узла.
Пример условного обозначения проволоки класса I диаметром 1,2 мм:
Проволока I—1,2, ГОСТ 9389-60.
ПРОВОЛОКА СТАЛЬНАЯ ПРУЖИННАЯ ОБРАБОТАННАЯ
329
ПРОВОЛОКА СТАЛЬНАЯ
ЛЕГИРОВАННАЯ ПРУЖИННАЯ
(по ГОСТ 1769-53)
Стальная легированная холодно-
тянутая проволока круглого сечения
предназначена для изготовления пру-
жин, подвергающихся после навивки
термической обработке (закалке и
отпуску).
Размеры проволоки даны в табл. 207.
Массу проволоки — см. в табл. 222.
Проволока изготовляется нз стали
марки 60С2А по ГОСТ 2052-53. До-
пускается также изготовление про-
волоки из стали марок 60С2ХФА,
50ХФА или 65С2ВА по ГОСТ 2052-53.
Таблица 207
Размеры в мм
Диаметр проволоки Доп. откл. Диаметр проволоки Доп. откл.
3.0 3,5 4,0 4,5 5,0 5,5 6,0 -0,08 7,5 8,0 8,5 9,0 9,5 10,0 -0,10
6,5 7,0 -0,10 10,5 11,0 11,5 12,0 —0,12
ПРОВОЛОКА СТАЛЬНАЯ
ХРОМОВАНАДИЕВАЯ
ПРУЖИННАЯ
(по ГОСТ 3704-47)
Стальная хромованадиевая прово-
лока изготовляется для пружин от-
ветственного назначения, подвергаю-
щихся после навивки термической
обработке (закалке и отпуску). Раз-
меры проволоки см. табл. 208.
Массу — см. табл. 222.
Условное обозначение проволоки
диаметром 4,5 мм:
Проволока 4,5, ГОСТ 3704-47.
Проволоку изготовляют из стали
марки 50ХФА по ГОСТ 2052-53 с су-
женными пределами содержания угле-
рода и с пониженным содержанием се-
ры и фосфора.
Проволока поставляется с полиро-
ванной (шлифованной с последующей
вальцовкой) поверхностью.
Таблица 208
Размеры в мм
Диаметр проволоки Доп. откл. Диаметр проволоки Доп. откл.
0,5 0,8 6,5
1,2 1,4 +0.03 —0,01 7 7,5
1,6 1,8 8 4-0,06
2 8,5 -0,04
2,2 2.5 2.8 3 +0,04 —0,02 9 9,5 10
3,2 3,5 3,8 11
4 4,2 4,5 4,8 5 5,5 6 4-0,05 -0,03 12 13 14 -40,08 -0,04
Твердость проволоки в состоянии
поставки должна быть не более ИНС
30.
После термической обработки по
режиму: закалка при температуре
840—860° С в масло, отпуск при тем-
пературе 370—420° С с выдержкой
не менее 30 мин и с последующим
охлаждением в масле или в горячей
воде; механические свойства прово-
локи должны удовлетворять следую-
щим требованиям: предел прочности
при растяжении не менее 1471 Мн/м2
(150 кгс/.ил2), сужение площади по-
перечного сечения не менее 40%,
твердость HR.C 42—50.
ПРОВОЛОКА СТАЛЬНАЯ
ПРУЖИННАЯ ТЕРМИЧЕСКИ
ОБРАБОТАННАЯ
ОТВЕТСТВЕННОГО НАЗНАЧЕНИЯ
(по ГОСТ 1071—41)
Стальная термически обработан-
ная проволока круглого сечении,
применяемая для изготовления пру-
жин ответственного назначения,
330
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
неподвергающихся термической обра-
ботке или подвергающихся только
низкому отпуску (воронению).
В зависимости от количества пере-
гибов и скручиваний проволока раз-
деляется на классы I л II.
Проволоку изготовляют из катанки
по ГОСТ 2052-53.
Диаметр проволоки и допускаемые
отклонения приведены в табл. 209,
а механические свойства — в табл.
210. Массу проволоки см. в табл. 222.
Условное обозначение проволоки
11 класса диаметром 3,2 мм:
Проволока 3,2 11, ГОСТ 1071-41.
Таблица 209
Размеры в мм
Диаметр проволоки Доп. откл. Диаметр проволоки Доп, откл.
1.2 + 0,03 —0.02 3,0 +0,05 -0,03
1,4 4 о,(н —0,02 3,2 40,07 -0,03
1,6 4-0,04 - 0,02 3.4 +0,07 -0,03
2,0 4 0.05 -0.02 4,5 J 0,07 -0,03
2.5 4 0,05 —0,02 5,0 +0,08 -0,03
Таблица 210
Диаметр проволоки в мм Предел прочности при растя- жении Количество перегибов для прово- локи Коли чество скручиваний для прово- локи
CJ м 01 м ** к и I класса II класса 1 класса II класса
не менее
1,2 1,4 1.6 1.8 2.0 2.3 2.5 2,75 3,0 3,2 3.4 3.6 3.75 4.0 4,5 5,0 5.5 1765 1716 1716 1667 1667 1618 1618 1618 1569 1569 1569 1471 1422 1422 1373 1324 1275 180 175 175 170 170 165 165 165 160 160 160 150 145 145 140 135 130 8 7 6 5 5 4 3 3 6 6 6 5 5 4 3 2 2 7 6 5 5 4 3 2 2 5 б 5 4 4 3 2 2 2 19 18 17 16 16 15 15 15 13 13 13 11 10 10 9 8 6 15 14 14 13 13 12 12 12 10 9 9 8 8 7 6 5 4
ПРОВОЛОКА
из конструкционной
СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ
(по ГОСТ 1982-50)
Проволока изготовляется из стали
марок 25, 30, 40, 45 и 50 по ГОСТ
1050-60.
Размеры проволоки и допускаемые
отклонения приведены в табл. 211.
Таблица 211
Размеры в л.и
Диаметр проволоки Доп. откл. Диаметр проволоки Доп. откл.
0,30 —0,035 1,70 1.80 1.90 2.00 2.20 2.50 2,80 3,00 -0,07
0.35 0,40 0,45 0,50 0,55 0,60 0,70 0.80 0,90 —0,04
3,50 4,00 4,50 5,00 5,50 6,00 -0,08
1.00 1,10 1,20 1.30 1.40 1,50 1,60 -0.06
7,00 -0,10
Массу проволоки — см. табл. 222.
Условное обозначение проволоки
диаметром 2,5 мм из стали марки 45:
Проволока 2,5—45, ГОСТ 1982-50.
Механические свойства проволоки
см. в табл. 212.
Таблица 212
Диаметр проволоки в мм Проволока нз стали марок
25, 30 и 35 40, 45 и 50
Предел прочности при растя- жении Число перегибов Предел прочности при растя- жении Число перегибов
е» а* в е* § £ Й <71 * 3 и 1 I зЖЖ/агл я
0,3-0,7 981 100 1079 110
0,8-1,0 883 90 6 981 100 5
1.1—2,0 785 80 5 883 90 4
2,2-5,0 687 70 3 785 80 2
5,5—7,0 588 60 2 687 70 1
ПРОВОЛОКА КОНСТРУКЦИОННАЯ НИЗКОУГЛВРОДИСТАЯ
331
ПРОВОЛОКА
НИЗКОУГЛЕРОДИСТАЯ
ОТВЕТСТВЕННОГО НАЗНАЧЕНИЯ
(по ГОСТ 792-41)
Размеры проволоки и допускаемые
отклонения даны в табл. 213.
Условное обозначение проволоки
низкоуглероднстой ответственного
назначения:
светлой диаметром 1,2 мм
Проволока КС 1,2, ГОСТ 792-41;
оцинкованной
Проволока КО 1,2, ГОСТ 792-41.
Таблица 213
Размеры в мм
Диаметр проволоки Доп. откл.
0,5; 0,8; 1,0; 1,2; 1,4 0,06
1,6; 1,8; 2,0 ±0,07
2,3; 2,6; 3,0; 3,5 ± 0,08
4,0; 4,5; 5,0; 6,0 ± 0,09
Предел прочности при растяжении
проволоки всех диаметров устанавли-
вается: для светлой проволоки не
менее 392,3 Мн/м1, (40 кгс/мм?) и
для оцинкованной проволоки ие ме-
нее 362,8 Мн/м? (37 кгс/мм?).
Массу проволоки — см. табл. 222.
ПРОВОЛОКА
ИЗ КОНСТРУКЦИОННОЙ
НИЗКОУГЛЕРОДИСТОЙ СТАЛИ
(по ГОСТ 1798-49)
Проволока изготовляется из стали
марок 08кп, 10, 1 Окп; 15, 15кп и 20 по
ГОСТ 1050-60.
Размеры проволоки приведены в
табл. 214.
Массу проволоки см. в табл. 222.
Механические свойства проволоки
даны в табл. 215.
Размеры в мм
Таблица 214
Диаметр проволоки Доп. откл. Диаметр проволоки Доп. откл. Диаметр проволоки Доп. откл.
0.10 0,45 0,50 0,55 0,60 0,65 -0,01 1,30 1,40 1,50 1,60 1,70 1,80 1,90 2.00 2,20 -0,06 3,20 3,50 3,80 4,00 4,20 4,50 4,80 5,50 6,00 -0,08
0,70 0,75 0,80 0.85 0,90 0,95 -0,045
2.30 2,40 2.50 2.60 2.80 3,0 -0,06 6.5 7,0 7,5 8.0 8,5 9,0 9.5 10,0 -0,1
1,00 1.10 1,20 -0,06
Таблица 216
Диаметр проволоки в мм Предел прочности при растяжении для стали марок Число переги- бов для стали марок
08кп
10 и 10 кп 15, 15кп и 20
в Мн/м2 В кгс/мм2 в Мн/м2 в кгс/мм2 в Мн/м2 В кгс/мм2 0,8; 10; 10 кп 15; 15кп; 20
не менее
0,40— 0,75 490 50 539 55 588 60
0,80- 1,20 441 45 490 50 539 55 6 6
1,30— 2.50 441 45 490 50 539 55 6 6
2,60— 3,50 392 40 441 45 490 50 6 5
3,80- 5,00 392 40 441 45 490 50 5 4
5,50-10,0 343 35 392 40 441 45 5 4
332
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ПРОВОЛОКА СТАЛЬНАЯ
Н ИЗКОУ ГЛ ЕРОДИСТА Я
ОБЩЕГО НАЗНАЧЕНИЯ
(по ГОСТ 3282-46)
По окончательной обработке про-
волока поставляется:
а) термически необработанная; б) тер-
мически обработанная.
По виду поверхности проволока де-
лится на:
а) светлую (после холодной или тер-
мической обработки);
б) черную (покрытую окалиной после
термической обработки).
Диаметры проволоки и допускае-
мые отклонения даны в табл. 216.
Таблица 216
Размеры в м.и
Диаметр проволоки ; Доп. откл. Диаметр проволоки Доп. откл. Диаметр проволоки Доп. откл.
0,16 0,18 —0,02 0.7 0,8 0.9 -0,08 3,5 4,0
4,5
0,20 0,22 0,25 0,28 -0,03 1,0 1.1 -0,12 5,0 5,5 —0,16
0,30 1,2 6,0
0.35 0,40 0.45 0,50 0,55 0,60 —0,04 1,4 1,6 1,8 2,0 2.2 2,5 2,8 3,0 —0,12 7,0 8,0 9,0 10,0 — 0,20
Примечания: I. Диаметры, на- бранные жирным шрифтом, предпочти- тельны. 2. Массу проволоки см. в табл. 222.
Проволока изготовляется из ка-
танки по ГОСТ 502-41 и 2590-57.
Верхний предел прочности прн
растяжении в Мн/м2 (кгс/мм2) терми-
чески необработанной проволоки дол-
жен быть для проволоки диаметром:
0,16 —0,45 мм не более 1373 (140);
0,50—1,2 » » 1275 (130);
1,4 —2,5 » » 1177 (120);
2.8 —3,5 » » 981 (100);
4,0 —5.0 » » 834 (85);
5.5 и более » 687 (70).
Проволока диаметром 0,8—7,0 мм
термически необработанная должна
выдерживать не менее четырех пере-
гибов.
Предел прочности при растяжении
проволоки термически обработанной
должен быть 294—490 Мн/м2 (30—
50 кгс/мм2).
Условные обозначения проволоки:
а) термически необработанной, свет-
лой, диаметром 1 мм:
Проволока 1, ГОСТ 3282-46-,
б) термически обработанной, свет-
лой, диаметром 2 мм:
Проволока 02, ГОСТ 3282-46-,
в) термически обработанной, черной,
диаметром 4 мм:
Проволока ОЧ4, ГОСТ 3282-46.
ПРОВОЛОКА
ИЗ МЕДНОЦИНКОВЫХ
СПЛАВОВ
(по ГОСТ 1066-58)
Стандарт распространяется на про-
волоку из медноцинковых сплавов
марок Л68, Л62 и ЛС59-1 по ГОСТ
1019-47:
а) круглую диаметром 0,1—12 мм-,
б) квадратного и шестигранного
сечения диаметром 3—12 мм.
Примечание. За диаметр проволоки
квадратного н шестигранного сечений при-
нимается диаметр вписанной окруж-
ности.
Размеры круглой проволоки и до-
пускаемые отклонения по диаметру
в зависимости от класса точности изго-
товления должны соответствовать
ГОСТ 2771-57.
Классы точности изготовления в
зависимости от размера и формы
сечения проволоки указаны в табл.
217.
По состоянию материала проволока
поставляется мягкой (М), полутвер-
дой (Пт), твердой (Т). Твердая про-
волока подвергается низкотемпера-
турному отжигу.
Механические свойства проволоки
указаны в табл. 218.
Массу проволоки см. в табл. 222.
ПРОВОЛОКА ИЗ МЕДНОЦИНКОВЫХ СПЛАВОВ
333
Таблица 217
Номиналь- ный размер сечения проволоки в мм Форма сечения Класс точ- ности изго- товления по ГОСТ 2771-57
повы- шенный нор- маль- ный
0,10—0,30 0,32-12,0 Круглая За За 4
3,0 3,5 4,0 4,5 5,0 5.5 6,0 7,0 8,0 9,0 10,0 11,0 12,0 Квадратная и шестигранная 4 5
Примеры условных обозначений
проволоки:
а) круглой мягкой диаметром
0,30 мм из сплава Л 68 с антимагнит-
ными свойствами:
Пров. лат. кр. М 0,30 Л68 ант. ГОСТ
1066-58;
б) круглой полутвердой диаметром
3 мм из сплава Л62:
Пров. лат. кр. ПтЗ Л62 ГОСТ 1066-58;
в) квадратной твердой диаметром
5 мм из сплава Л62:
Пров. лат. кв. Т5 Л62 ГОСТ 1066-58;
г) шестигранной твердой диамет-
ром 10 мм из сплава ЛС 59-1;
Пров. лат. 111-Т10 ЛС 59-1 ГОСТ
1066-58.
Таблица 213
Марка сплава Диаметр проволоки в мм Временное сопротивление Относительное удлине- ние ври расчетной длине образца 100жлв%
Мягкой Полутвердой Твердой
и м Й И 01 а* и $ »* и S4 * И »я о £ Я £ Полутвердой S Q< 02 М
не менее
Л 68 0,10—0,18 0,20-0.75 0.80-1,4 1.50-12 373 343 314 294 38 35 32 30 392 373 343 40 38 35 687—932 687-932 588—785 539—687 70-95 70-95 60-80 55-70 20 25 30 40 5 10 15 —
Л62 0,10—0,18 0,20-0.50 0.55—1,0 1,10-4,8 5—12 343 343 343 343 314 35 35 35 35 32 441 441 392 353 45 45 40 36 736—932 687—932 687-883 588—785 539—736 75-95 70-95 70—90 60—80 55-75 18 20 26 30 34 5 5 10 12 —
МС59-1 2-4,8 5-12 343 343 35 35 392 392 40 40 441-637 441-637 45-65 45-65 30 30 — 5 8
При вл яется. и ечаии е Полутвердая проволока диаметром 0,5 мм и менее не взгото-
334
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
МАССА МАТЕРИАЛОВ
Масса квадратного, шестигранного и круглого материала
и диаметры описанных окружностей при плотности 7,85 Мг!мА(г1см*)
Таблица 219
i Размер в леи . Материал Размер в мм
квадрат ный шестигранный круглый
Масса 1 пог. м в кг Диаметр описаипноп окружности В ММ Масса 1 пог. м в кг Диаметр описанной окружности в мм Масса 1 пог. м в кг
а у .ф. ж ж
5 6 7 8 9 10 11 12 13 14 15 16 17 13 19 20 21 22 23 24 25 26 27 23 29 30 32 34 35 36 34 40 42 44 45 46 48 50 52 51 55 56 58 60 62 61 0,1 % 0,283 0.385 0.502 0,636 0.785 0.950 1.130 1,3.17 1.530 1,765 2.010 2.26'1 2.51.3 2.831 3.U0 3,462 3.799 4.153 4,522 4,906 5.307 5,72.3 G.15I 6,60'2 7.065 8.038 9.075 9.616 10,174 11 .-335 12.56'1 13,817 15.198 15,696 16,611 18.086 19,625 21.226 22.891 23.716 21,618 26.407 28.260 30,175 32.151 7.071 8,13 9.90 Н ,31 12.73 11.И 15,56 16,97 IS.38 19.80 21.21 22.63 24,01 25,46 26,87 23,28 29,70 31. II 32,53 33.91 35,36 36,77 38,18 39.60 41,01 42,43 45,25 48,08 49.50 50.91 53,74 56,57 59,40 62,22 63,61 65,05 67.88 70.71 73,54 76.37 77,78 79,20 82.02 81.S5 87,68 91,51 0,170 0,245 0.333 0,435 0.551 0.680 0,823 0,079 1.149 1.332 1.530 1.740 1,965 2,203 2,454 2.719 2,998 3.290 3.596 3,916 4,249 4.596 4,956 5.330 5,717 6,118 6,961 7,859 8,328 8,811 9,817 10,877 11,992 13,162 13,766 14,385 15,663 16.995 18,383 19,824 20,560 21,320 22,870 21.474 26.133 27,846 5,78 6,93 8,09 9,24 10,40 11,55 12.71 13.86 15,02 16,17 17,32 18,48 19,64 20,79 21,95 23,10 24,26 25,41 26,57 27,72 28,88 30.09 31,19 32,34 33,50 34.65 36,96 39.27 40,42 41,58 43.89 46,20 43,51 50,82 51,96 53.13 55.44 57.75 60.06 62.37 63.52 61,68 66,99 69,30 71.61 73.92 0,151 0,222 0,302 0,395 0,499 0.617 0,746 0,880 1,012 1,203 1,387 1.578 1.782 1,998 2,226 2,466 2.719 2,981 3,261 3,551 3.853 4.168 4,195 4.834 5.185 5,549 6.311 7,127 7,550 7,990 8,903 9,865 10,876 11,966 12,485 13,016 14,205 15,413 16,671 17,978 18.650 19,335 20,740 22,195 23.700 25,253 5 6 7 8 9 10 11 12 13 14 15 16 17 И 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 38 40 42 44 45 46 48 50 52 54 55 56 68 60 62 61
МАССА МАТЕРИАЛОВ
335
Продолжение табл. 210
Размер в мм Материал Раз- мер В ММ-
квадратный шестигранный круглый
Масса 1 пог. мо кг Диаметр описанной окружности в мм Масса 1 пог. м в кг Диаметр описанной окружности в мм Масса 1 пог. м в кг
65 33,160 91,92 28,720 75,07 26,050 65
66 34,195 94,34 29,614 76,23 26,856 66
68 36,298 97,17 31,4,36 78,54 2.8,509 68
70 38,465 99,00 33,312 80,85 30,210 70
72 40,694 101,82 35,243 83,16 31,961 72
74 42,987 104,65 37,228 85,47 33,762 74
75 44,130 106,06 38,240 86,62 34,680 75
76 45,342 107,48 39.267 87,79 35,611 76
78 47,759 110,31 41,361 90,04 37,510 7-8
80 50,240 113.14 43.509 92,40 39,458 80
85 56,716 120,21 49,118 98,18 44,545 85
90 63.585 127,28 55,067 103,95 49,940 90
95 70,846 134,35 61,-355 109.7.3 55,643 95
100 78,500 141.42 67,98.3 115,50 61,654 100
105 86,546 148,50 74,951 121,28 67,973 105
110 94,985 155.56 82,260 127,05 74,601 110
115 10'3,816 162,63 89,908 132,83 81,537 115
120 113,040 169,70 97,896 1.38,60 88,781 120
125 122,656 176,78 106,224 141,38 96,334 125
130 132,665 183,85 114,891 150.15 104,195 130
135 143,066 190,92 123,899 155,93 112,364 135
140 153,860 197,99 133,247 161,70 120,841 140
145 165,046 205,06 142,934 167,48 129,627 145
150 176,625 212,13 152.962 173,25 138,721 150
155 188,596 219,20 163,329 179,03 148,123 155
160 200,960 226,27 174,036 184,80 157,834 160
165 213,716 233,34 185,084 190,58 167,852 165
170 226,865 240,11 196,471 196,35 178,179 170
175 210,406 247,49 208,198 202,1.3 188,815 175
180 254,340 254,56 220,265 207,90 199,758 180
185 268,666 261,63 232,638 213.68 211,010 185
190 283,385 268,70 245,419 219,45 222,570 190
195 298,496 275,77 258,506 225,23 234.438 195
200 314,000 282,84 271,932 231,00 246,615 200
Таблица 220
Коэффициенты пересчета массы для металлов
при массе изделия из стали, принятой за единицу:
Чугуна...............................................0,924
Меди.................................................1,134
Латуни (в среднем ।..................................1,083
Бронзы (в среднем)...................................1,096
Лника................................................0,917
Свинца...............................................1,448
Алюминия (в среднем).................................0,348
336
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 221
Масса 1 я- металлических листов в кг в зависимости от толщины и материала
Тол- щина в мм Чугун Литая и катаная сталь Медь Латунь Бронза Цинк Свинец Алюми- ний
1 7,25 7.86 8,9 8,5 8,6 7,2 11,37 2,73
2 14,50 15,72 17,8 17,0 17,2 11,4 22.74 5,46
3 21.75 23.53 26,7 25,5 25,8 21,6 34,11 8,19
4 29,00 31.44 35,6 34,0 34,4 23,8 45,48 10,92
5 36.25 39,30 44,5 42.5 43,0 36,0 56,85 13,65
6 43.50 47,16 53,4 51.0 51.6 43.2 68,22 16,38
7 50,75 55.02 62.3 59.5 60,2 50,4 79,59 19,11
8 5,3.00 62.83 71.2 68.0 68,8 57,6 90,96 21,84
9 65.25 70,74 80,1 76.5 77,4 64,8 102,33 24,57
10 7250 78.60 89,0 85.0 86,0 72,0 113.70 27.30
11 79.75 86,46 97,9 93.5 94,6 79,2 125,07 30,03
12 87,00 94,32 106,8 102.0 103,2 86,4 136,44 32,76
13 94,25 102.18 115,7 110,5 111.8 93.6 147.81 35,49
14 101,50 110,01 124,6 118.5 120,4 100,8 159.18 38,22
15 108,75 117,90 133,5 127.5 129,0 103,0 170,55 40,95
16 116,00 125,76 142,4 136,0 137,6 115,2 181,92 43.68
17 123,25 133,62 151.3 144,5 146,2 122.4 193,29 46,41
18 130.50 141,48 160,2 153.0 154,8 129,6 204,66 49,14
19 137.75 149,34 169,1 161.5 163,4 136,8 216.03 51,87
20 145.00 157,20 178,0 170,0 172,0 144,0 227,40 54,60
21 152.25 165,06 186,9 178,5 180,6 151,2 238,77 57,33
22 159,50 172.92 195,8 187,0 189.2 158,4 250,14 60,06
23 166.75 180,78 204,7 195,5 197,8 165,6 261,51 62,79
24 174,00 188,64 213,6 204,0 206.4 172,8 272,88 65,52
25 181.25 196,50 222,5 212.5 215,0 180,0 284,25 68,25
26 183,50 204,36 231,4 221.0 223.6 187,2 295,62 70,98
27 195,75 212.22 240,3 2295 232,2 194,4 306.99 73,71
28 203.00 220,08 249,2 238,0 240,8 201,6 318,36 76,44
29 210,25 227,94 258,1 246,5 249,4 208,8 329,73 79,17
30 217,50 235,80 267,0 255,0 258,0 216,0 341,10 81,90
Таблица 222
Масса 1 пог. м проволоки в г в зависимости от диаметра и материала
Диаметр проволоки в мм Алюминий и его сплавы Медь 7 = 9 Латунь (72% Си) 7 = 8,68 Сталь 1 = 7,95
| = 2.6 7 = 2.73 7 = 2,8
0,5 0,51 0,54 0,55 1,77 1,70 1,56
1,0 2.04 2.14 2.20 7,07 6,82 6,24
1,5 4,60 4,82 4,95 15,91 15,30 14,05
2.0 8,17 8,58 8,80 28,28 27,27 24,98
2,5 12,76 13,40 13.74 44,18 42.61 39,02
3,0 18,38 19,30 19.79 63,62 61,36 56,20
3,5 25.02 26.27 26,94 86.59 83,51 76,49
4,0 32.67 34,31 35,19 113.10 109,08 99,90
4,5 41,35 43,42 44,53 143,14 138,05 126,44
5,0 51,05 53.60 54,98 176,71 170,43 156,10
6.0 73.51 77,19 79,17 254,47 245,42 224,78
7.0 100,06 105,06 107,76 346,86 334,05 305,96
8.0 130,69 137,23 140,75 452,39 436,30 399,61
9,0 165,40 178,67 178,13 572.54 552,19 505,76
10,0 204.20 214,41 219,91 706,85 681.73 624,40
12.0 294,05 308,75 316,67 1017,96 981,68 899,12
15,0 459,45 482.43 494,80 1590.41 1533,86 1404,87
ПЕРЕВОД КОЭФФИЦИЕНТОВ ТВЕРДОСТЕЙ
337
ПЕРЕВОД КОЭФФИЦИЕНТОВ ТВЕРДОСТЕЙ
Таблица 223
Число твер- Алмаз- ный ко- нус Шарик ф 1/Ю" Число дости твер- НВ ♦ Алмаз- ный ко- нус Шарик ф Vie”
дости ИВ *
А 3^ S1 5? ИКС »* ндв** §11 <я HRC ** при **
и= $!
SGS к сч при нагрузке в кгс £ при нагрузке в кгс
F И || О ян 150 100 cz ое НВ 0) 150 100
2.40 652 6394 63 4,15 212 2079 19 96
2,45 627 6119 61 — 4,20 207 2030 18 95
2.50 600 5881 59 — 4,25 202 1981 — 94
2.55 578 5668 58 — 4,30 196 1922 — 93
2,60 555 5313 56 — 4,35 192 1883 — 92
2,65 532 5217 54 4,40 187 1831 — 91
2.70 512 5021 52 4,45 183 1795 — 89
2.75 495 4854 51 4,50 179 1765 — 88
2,80 477 4678 49 4,55 174 1706 — 87
2,85 460 4511 48 — 4,69 170 1667 — 86
2,90 444 4354 47 4,65 166 1628 — 85
2.95 430 4217 45 4,70 163 1599 — 84
4,75 159 1559 83
3,00 418 4099 3942 44 — 156 1530 82
4,80
3.05 402 43 1500
3.10 387 3795 41 — 4,85 153 — 81
4,90 149 1461 80
3,15 375 3678 40 — 4,95 146 1432 78
3.20 364 3570 39 5,00 143 1402 76
3,25 351 3442 38 — 5,05 140 1373 — 76
3,30 340 3334 37 — 5,10 137 1344 75
3,35 332 3256 36
5,15 134 1314 — 74
3,40 321 3148 35 5,20 131 1285 — 72
3,45 311 3050 34 — 5,25 128 1255 — 71
3.50 302 2962 33 5,30 126 1246 — 69
3,55 293 2873 31 — 5,35 124 1216 — 69
3,60 286 2804 80 — 5,40 121 1187 — 67
3,65 277 2715 5,45 118 1157 66
29 — 65
3,70 269 2637 5,50 116 1138
28
3.75 262 2569 27 5,55 114 1118 — 64
5,60 112 1098 62
3,80 255 2501 26 —
3,85 248 2432 25 5,65 109 1069 — 61
5,70 107 1049 — 59
3,90 241 2363 24 100 5,75 105 1030 — 58
3,95 235 2305 23 99 5,80 103 1010 — 57
4,00 229 2246 22 98 5,85 101 991 — 56
4,05 223 2187 21 97 5,90 99 971 — 54
4,10 217 2128 20 97 5,95 97 951 — 53
♦ Твердость по Бринелю (ГОСТ 9012-59)
** Твердость по Роквелу (ГОСТ 9013-59)
338
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
А. ПЛАСТИЧЕСКИЕ МАССЫ
И ДРУГИЕ СИНТЕТИЧЕСКИЕ МАТЕРИАЛЫ
ОБЩИЕ СВЕДЕНИЯ
Пластические массы и различные
синтетические материалы широко при-
меняются во всех отраслях машино-
строения в качестве конструкционно-
го материала для изготовления разно-
образных деталей и узлов машин, а
также в виде пленок и лаков — для
металлопокрытий и клеев — для сбор-
ки сложных узлов нз однородных и
разнородных материалов. Изготов-
ляются пластмассы из природных и
искусственных высокомолекулярных
органических смол и других полиме-
ров с добавлением наполнителей, пла-
стификаторов, смазок и красителей
для придания определенных свойств
и требуемого внешнего вида.
В зависимости от поведения свя-
зующего при нагреве, пластмассы
подразделяются на термореактивиые
и термопластичные.
Термореактивные пластмассы — не-
обратимы; при нагреве и одновремен-
ном давлении они вначале размяг-
чаются и частично плавятся, а затем
переходят в твердое, неплавкое и
нерастворимое состояние.
Термопластичные пластмассы —
обратимы; при нагреве они размяг-
чаются пли плавятся, а при охлажде-
нии твердеют. Детали, изготовленные
из термопластичных пластмасс, до-
пускают многократное использование
их материала для переработки в дру-
гие детали, но повторная переработка
ухудшает физико-механические свой-
ства.
В зависимости от используемых
наполнителей пластмассы подразде-
ляются на композиционные и слоис-
тые. Некоторые пластмассы пред-
ставляют собой чистые смолы и при-
меняются без наполнителей. Компо-
зиции из смолы и наполнителей
обычно прочнее чистой смолы. Напол-
нители улучшают диэлектрические
свойства и увеличивают водостой-
кость, химическую стойкость, тепло-
стойкость и твердость пластмассы,
а также существенно снижают стои-
мость пластмасс.
Широкое применение пластмасс в
машиностроении объясняется их по-
ложительными свойствами: малая
плотность, удовлетворительная меха-
ническая прочность, не уступающая
в ряде случаев цветным металлам и
сплавам и чугуну; химическая стой-
кость, водо-, масло- и бензостойкость;
высокие электроизоляционные, фрик-
ционные и антифрикционные, шумо-
н вибропоглощающие свойства; воз-
можность окрашивания в любой цвет;
малая трудоемкость переработки в
детали машин. Прозрачность отдель-
ных видов пластмасс превышает про-
зрачность стекла.
Область применения пластмасс ог-
раничивается их отрицательными
свойствами. Недостаточная тепло-
стойкость некоторых разновидностей
пластмасс вызывает их обугливание
и разложение при температуре свыше
300° С. Эксплуатационная темпера-
тура для изделий из пластмасс обычно
не превышает 60° С и реже 120° С.
Только отдельные виды пластмасс
допускают эксплуатационную темпе-
ратуру 150—260“ С и выше. Низкие
теплопроводность и твердость, а так-
же ползучесть пластмасс в ряде слу-
чаев оказываются нежелательными
свойствами.
Старение пластмасс — медленно
протекающий процесс окисления, по-
темнения и изменения физико-меха-
иических свойств. Старение может
быть уменьшено включением в состав
пластмассы соответствующих компо-
нентов и улучшением технологиче-
ского процесса.
Многообразие разновидностей и ма-
рок пластмасс вызывает необходи-
мость регламентирования их выбора
применительно к конкретным деталям
машин и приборов с учетом усадки,
степени сжатия и других показателей,
характерных для литьевых и прессо-
вочных материалов. Наиболее важ-
ными являются следующие свойства.
Влажность и содержание летучих
веществ в материале — показатели,
ОБЩИЕ СВЕДЕНИЯ
339
оказывающие существенное влияние
па качество деталей, получаемых прес-
сованием и литьем под давлением.
I' ранулометрический состав харак-
теризуется размерами отдельных ча-
стиц материала, что имеет существен-
ное значение при прессовании разно-
цветных порошков.
Скорость отверждения термореак-
тивных материалов — время в сек,
необходимое для отверждения образ-
ца из расчета на I мм его толщины.
Сыпучесть — способность порошка
равномерно высыпаться в прессфор-
мы — зависит от гранулометрическо-
го состава пресспорошка, его влаж-
ности и наклона падения.
Таблстируемость — способность
материала уплотняться при перера-
ботке па таблеточных машинах без спе-
кания или оплавления, характери-
зуется плотностью таблетки и точ-
ностью ее веса.
Текучесть —способность материа-
ла заполнять форму (при определен-
ных температуре, удельном давлении
и времени выдержки при заданном
технологическом процессе), завися-
щая от связующего вещества, моле-
кулярного веса, наличия смазки,
свойства наполнителя, формы и раз-
меров частиц, количества летучих
веществ в т. п.
Усадка изделий — важнейший пока-
затель, выражаемый в процентах,
определяющий уменьшение размеров
изделии с момента их извлечения из
горячей прессформы при прессовании
пли в самой форме при литье под дав-
лением до полного остывания.
Усадка изделий должна учиты-
ваться при конструировании деталей
машин и других изделии, а также
при определении размеров прессформ
и литьевых форм. Действительная
усадка характеризует фактическое из-
менение размеров детали, а расчет-
ная — отношение разности между
размерами прессформы и размерами
детали при 20° С,
В табл. 1 перечислены и охаракте-
ризованы способы переработки пласт-
масс, получившие наибольшее рас-
пространение.
Таблица I
Способы переработки Области применения
Литье иод давлением Массовые изделия преимущественно из термопластичных материалов, изготовляемые в специальных машинах
Литьевое прессование Изделия сложной конфигурации, с тонкой арматурой или металлическими вставками, изготовляемые из термореактив- ных и термопластичных материалов
Литье без давления Изделия, изготовляемые в специальных формах, из различ- ных материалов
Прессование Изделия несложной конфигурации, с простой арматурой, изготовляемые из термореакгнвных и термопластичных мате- риалов (в виде порошков фенопласта, аминопласта и других, а также волокнита, древесной крошки и т. п.)
Формование под давле- нием Крупногабаритные изделия, изготовляемые щттем вдувании сжатого воздуха или пара, а также методом вакуумирования подогретого листового целлулоида, винипласта, органического стекла и др., а также из стеклоткани и стекловолокна, про- питанных термореактивными смолами
Формование без давле- ния Детали, изготовляемые из стеклопластиков на основе поли- эфирных и эпоксидных смол
340
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл, t
Способы переработки Области применения
Формование при помощи шаблонов и струбцин Осуществляется при использовании термореактивных смол типа фаолита
Шприцевание (экстру- зия) Осуществляется выдавливанием пластмасс через мундшту- ки при изготовлении изделий однообразного поперечного сечения и значительной длины (трубок, стержней, различ- ных профилей)
Механическая обработка Применяется при изготовлении изделий вырубкой из холод- ного листового материала (например, текстолита, гетииакса и т. п.), а также распиловкой, обточкой, фрезерованием, сверлением и т. п.
Склеивание Применяется при изготовлении изделий сложной конфигу- рации
Сварка То же
Набрызгивание и напы- ливание При нанесении иа поверхности изделий защитных и фрик- ционных покрытий из пластмасс и других синтетических ма- териалов
ВЫБОР
ПЛАСТИЧЕСКИХ МАСС
большого разнообразия
и других синтетических ма-
Ввиду
пластмасс
териалов в табл. 2 приведен ориенти-
ровочный выбор пластмасс по основ-
ным эксплуатационным признакам.
В большинстве случаев свойства
и особенности пластмасс и других
синтетических материалов не регла-
ментированы государственными стан-
дартами и все еще определяются ши-
роким диапазоном физико-механиче-
ских показателей. Сортаменты изде-
лий из пластмасс также еще не уста-
новились, за исключением некоторых
материалов, поставляемых в виде
листов, плит, стержней, трубок, ру-
лонов.
Поэтому поставка как самих пласт-
масс и других синтетических материа-
лов, так и изделий из них произво-
дится по техническим условиям по-
ставщика или по техническим усло-
виям, согласованным между заказ-
чиком и изготовителем.
Ввиду того, что большое разнообра-
зие пластических и других синтети-
ческих материалов пока что ие под-
дается систематизации по какому-
либо определенному признаку, в на-
стоящем разделе эти материалы рас-
положены в алфавитном порядке их
наименований.
Таблица 2
Пластмассы Типы пластмасс
Общего назначения Фенольные пресспорошки К-12-2; К-18-2 и др.
С высокими диэлектри- ческими свойствами Фенольные пресспорошки, а также прессматериалы К-77-51; К-78-51 и др.
С высокими механиче- скими свойствами Текстолит, стеклоткань, асботекстолит, гетинакс и др.
АМИНОПЛАСТЫ
341
Продолжение табл. 2
Пластмассы Типы пластмасс
С фрикцношшмн свой- ствами Прессматериалы КФ-3; КФ-ЗМ, а также асботекстолит ЭТ и др.
С антифрикционными свойствами Текстолит, древесно-слоистые пластики, волокнит, полиа- миды, фторопласт-4 и др.
Химически стойкие Фторояласт-3 и -4, полиэтилен высокого и низкого давления, полипропилен, пилиизобутилеп, винипласт, фаолит, асбови- нил. фенолнт. асфальтопековая масса и специальные кисло- тостойкие древесно-слоистые пластики
Для детален машин пи- щевой промышленности Карбамидные пластмассы, органическое стекло, полиэтилен, полипропилен, полистирол и др.
Прозрачные Органическое стекло, полистирол, целлулоид и др.
Теплоизоляционные Пенопласты, мипора, поропласты на основе полистирола и др.
Пленочные Материалы на основе поливинилхлорида, полиэтилена, по- лиамидов и др.
Для изготовления круп- ногабаритных изделий Стеклонаполненные полиэфирные, эпоксидные и фенол- формальдегидные смолы и их модификации
АМИНОПЛАСТЫ
Поставляются по ТУ МХП 328-48,
ТУ-МХП 3883-53, ТУ 3701-53, ТУ
М-559-54, ТУ М-692-56, ВТУ 127-56,
ТУ МХП 3252-52, ТУ М-739-57 и
заводским техническим условиям.
Прессованный бесцветный материал,
стойкий против воздействия слабых
кислот, керосина, бензина, масла,
хлороформа и других растворителей.
Длительно вьщерживает температуру
до 80° С, кратковременно до 120° С.
Запах и выделения при воздействии
воды отсутствуют. При повышенных
температурах водостойкость недоста-
точна, прочность уменьшается. Меха-
нические свойства (табл. 3) существен-
но зависят от температуры.
К аминопластам относятся амино-
пласт-1, прессматериалы К-77-51;
К-78-51; ВЭИ-11; ВЭИ-12 и МФК-20,
полиформальдегид, мелалит и мипора
(см. стр. 342).
Таблица 3
Показатели Норма
Теплоемкость по Мартен- су н вС 100
Предел прочности в Мн/м* (кгс/см*) при: растяжении сжатии статическом изгибе 36,3-49,0 (370-500) 98.07—284,4 (1000—2900) 58,8—78.5 (600-800)
Удельная ударная вязкость в кдж/м- (кгосм/см2) 4,90—5,88 (5-6)
Твердость по Бринелю в Л1«/.и2 (кгс/мм?) 343-539 (35-55)
Удлинение при разрыве в % 0,2-0,5
342
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 3
Показатели Норма
Модуль упругости при рас- 7355—9806,7
тяженип в Мн/м2 (/ггс/с.м-) (75 000—100 (ИЮ,
Электрическое сопротивле- ние в ом 1010—10*3
Пробивная прочность в Мв/М (Кв/MMj 14-16 (11-16)
А м и н о п л а с т - 1 — прессмате-
рпал, перерабатываемый горячим
прессованием, марки А—для про-
зрачных изделий и марки Б — для
непрозрачных.
Пресс матер и а л К-77-51 —
композиция, применяемая для изго-
товления приборов зажигания.
П р е с с м а т е р и а л К-78-51 —
композиция для изготовления дета-
лен шахтного оборудования и других
изделий.
П р е с с м а т е р и а л ы ВЭИ-11
и ВЭИ-12 — для изготовления раз-
личных изделий. Изделия из ВЭИ-12
имеют повышенные механические
свойства (табл. 4).
Таблица 4
Показатели Нормы
Теплоемкость по Мартенсу в °C 150
Поглощение масла и бен- зина за 24 ч при 10— 20 °C в % 0,03
Предел прочности при ста- тическом изгибе в Мн/м2 (кгс/см2) 44,1—49,0 (450-500)
Удельная ударная вязкость в к(/ж/м- {кгс-см/см2) 3,92-9.81 (4-10)
Пробивная прочность в Мв/м (ив/мм) 12 (12)
Полиформальдегид —
применяется для изготовления анти-
фрикционных деталей, рабочих частей
насосов, турбобуров и гидравличес-
ких машин, металлорежущих станков
и текстильных машин, зубчатых колес,
корпусов электроинструментов.
Мелалит — применяется для
деталей машин, соприкасающихся с
пищевыми продуктами.
П р е с с м а т е р и а л МФК-20—
предназначен для изготовления изо-
ляционных дугостойкпх деталей
электроаппаратуры.
М и п о р а — термореактивная
пористая пластмасса, применяется в
качестве тепло-звукоизоляционного
материала, а также в кислородных и
холодильных установках. Плотность,
в зависимости от марки мипоры, от
0,035 до 0,2; коэффициент теплопро-
водности не более 0,03 втЦм-град)
(0,026 ккал/м- ч° С), По данным Гин-
роуглемаша предел прочности при
растяжении 0,49 Мн/м1 (0,5 кгс!см2),
при статическом изгибе 1,47 Мн/м*
(1,5 кгс/сл2), удельная ударная вяз-
кость 0,02—0,08 кдж/м2 (0,02—
0,08 кгс- см/см2).
АСБОВИНИЛ
Поставляется по ВТУ МХП 3109-53
и заводским техническим условиям.
Асбовииилы химически стойки в
большинстве агрессивных сред, в су-
хих и влажных газах, щелочных сре-
дах, пресной и морской воде, раство-
рах солей и во многих органических
соединениях. Имеют высокую адге-
зию к металлу, бетону, керамике и
дереву и легко наносятся иа поверх-
ность этих материалов. Не изменяют
своих свойств в пределах от —50 до
+ 120° С.
Затвердевают при комнатной тем-
пературе и при нагреве.
Применяются для изготовления
труб, арматуры, фитингов и различ-
ных деталей в химическом машино-
строении н в качестве футеровочного
материала для защиты от коррозии
узлов и деталей химической аппара-
туры.
Являются полноценными замени-
телями цветных металлов и сплавов,
а также легированных сталей.
Физико-механические свойства —
см. табл. 5. Адгезия к различным
материалам — см. табл. 6.
БАКЕЛИТОВАЯ ПЛЕНКА
343
Таблица 5
Показатели Нормы
Плотность в кг/м* 1,5-1,6
Водопоглогценпе в % 0.5 - 1.0
Предел прочности в Мн/м- (кгс/см-) при: изгибе сжатии разрыве 24.5-29,4 (250—3001 11.7-34,3 (150 -350) 17,2-19,0 (175-200)
Удельная ударная вязкость в кдж/м* (кгс»см/см*) 3.13—4. И (3,5-1,5|
Твердость по Брниелю в А4«/л<3 (кгс/мм-) 177-245 (18-25)
Предельная эксплуата- ционная температура в °C П0-Г20
Теплопроводность в вт/ (м-град) {ккал/м-ч ’С| 0,15-0,17 (0,3—0,4)
Коэффициент линейного расширения на 1° С (3,3—4)-10-»
Таблица 6
Материалы Адгезии в А4к/л<2 (кгс/см*)
Отрыв Сдвиг
Сталь 2,16 (22) 2,45 (25)
Алюминий 0.49 (5) —
Дерево 1,17 (12) —
Бетон 1.13(11,5) —
Полиэбонит 0,80 (8,2) 1.04 (10,6)
Резина 0,25 (2,6) —
Иолиизобутилен 0.31 (3,2) 0,60 (6,1)
АСФАЛЬТОПЕКОВАЯ МАССА
Поставляется по ТУ МХП 26-50
и заводским техническим условиям.
Асфальтопековые массы — термо-
пластичные композиции, применяе-
мые для изготовления аккумулятор-
ных баков и других подобных изде-
лий.
Физико-механические свойства —
см. табл. 7.
Таблица 7
Показатели Нормы
Предел прочности в Мн/м* (кгс/см-), не менее: при изгибе при растяжении 16.7(170) S,3 (<S5)
Ударный изгиб в Мдж.'м* (кгс-см/мм-) 196(2)
Теплостойкость по Мар- тенсу в СС, не менее 42
Коэффициент линейного расширения иа 1 °C (8-9) . 10-»
Плотность в А1?/лР 1,3-2.2 (1,3-2.2)
БАКЕЛИТОВАЯ ПЛЕНКА
Поставляется по ТУ ХП 1065-43.
Изготовляется марок А, Б и В из
специальной бумаги, пропитанной спе-
циальными смолами. Применяются
для склеивания фанерованных изде-
лий. Предел прочности при скалы-
вании по клеевому слою в сухом
состоянии пленок марок А и Б не
менее 2,16 Мн/мг (22 кгс/с.и2).
Пленки всех марок выпускаются
в рулонах шириной 1570 мм, а мар-
ки Б — шириной 800 и 1570 мм.
Бакелитовые пленки предназна-
чены:
марки А — для склеивания изделий
внутреннего оборудования транспорт-
ных средств;
марки Б—для изделий повышен-
ной водостойкости;
марки В — для изделий силовых
и облицовочно-декоративных.
344
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ВИНИПЛАСТЫ
Поставляются по ВТУ ГХП 88-48,
ТУ 3823-53, ТУ МХП 2024-49, ТУ
МХП 2025-49, ТУ 4251-54 и заводским
техническим условиям.
Пластмассы с добавлением стабили-
заторов, пластификаторов и красите-
лей.
Химически устойчивы к воздейст-
вию почти всех кислот, щелочей и
растворов солей любых концентраций,
за исключением азотной (выше 50%)
и олеума (химическая стойкость зави-
сит от среды, ее концентрации и тем-
пературы). Имеют хорошие электро-
изоляционные свойства, мало изме-
няющиеся при увлажнении. Темпе-
ратурный предел применения +70° С;
при —10° С становятся хрупкими.
Имеют также высокую адгезию к стек-
лу.
Перерабатываются выдавливанием,
штамповкой, гибкой, обработкой ре-
занием, сваркой, пайкой и склеива-
нием с деревом, металлом и бетоном.
Физико-мехаиические свойства ви-
нипластов приведены в табл. 8.
Выпускаются винипласты в виде
листов, стержней и труб, из которых
изготовляются вентили, краны, кла-
паны, фитинги трубопроводов, а так-
же различные детали машинного обо-
рудования, например для агрессив-
ных жидкостей и газов при рабочих
давлениях до 2,45 MhIm2 (2,5 ат) и
температурах до +50° С.
Размеры листов винипласта приве-
дены в табл. 9, а их физико-механиче-
ские свойства — в табл. 10.
Размеры и массы стержней из вини-
пласта приведены в табл. 11.
Длина стержней 1,5—3 м.
Характеристика винипластовых
труб дана в табл. 12.
Таблица 8
Показатели Норны
Плотность в Мг/м* (г/см3) 1,38—1,40 (1,38-1,40)
Предел прочности в Л4и/л2 {кгс/см-), не менее, при: растяжении сжатии кручении 39,2-53,9 (400—550) 78,4 (800) 46,1 (470)
Продолжение табл. 8
Показатели Нормы
Относительное удлинение при разрыве в %, не менее 20
Модуль упругости в Мн/м2 (кгс/см2) 2942,0 (30 000)
Твердость ио Бринелю в (кгс/мм2) 127 (13)
Временное сопротивление статическому изгибу в Мн/м2 (кгс/см2), не ме- нее 88,3 (900)
Временное сопротивление срезу в Мн/м2 (кгс/см2), не менее 41,2 (420)
Теплостойкость по Мар- тенсу в сС, не менее 65
Теплопроводность в вт/(м>граО) (ка.1/см‘сек СС) 0,126 (3 • 10-<)
Коэффициент линейного расширения иа Г С 7 . 10-S
Удельное поверхностное электрическое сопротив- ление в ом, не менее 1,9 . ЮН
Удельное объемное элек- трическое сопротивление в ОМ'М (ом’См), ие ме- нее 1,8 • 10»а (1,8 • ЮН)
Пробивная прочность в Мв/м (кв/мм), не менее 15 (151
Таблица 9
Размеры в мм
Сортамент Длина Ширина Тол- пщна
Лист Пленка 1300—1500 1000-2000 500-600 600-300 2—20 0,3-1
ВИНИПЛАСТЫ
345
Таблица 10
Показатели Марки
ВН ВП вит
Предел прочности в Л4н/,и2 (я:гс/сл<2), ие ме- нее, при: растяжении статическом изгибе 53.9 (550) 98,1 (1000) 49,0 (500) 88,3 (900) 44,1 (450) 88,3 (900)
Удельная ударная вязкость в кдж/м2 (кгс • см/см2) 78,4 (80) 68,6 (70) 49 (50)
Теплостойкость по Вика в ®С, ие менее 75 70 70
Удельное объемное электрическое сопроти- вление в ом • м (ом • см), не менее 5 • 1012 (5 • 1(511> I . 10«2 (1 . 10И) 1 . 1012 (1 . 10И)
Таблица 11
Диаметр в мм Масса 1 пог. м в кг Диаметр в мм Масса 1 пог. м в кг Диаметр в мм Масса 1 пог. м в кг
5 0,027 20 0,439 33 1,196
10 0,109 22 0,532 36 1,415
14 0,215 25 0,686 40 1,758
16 0,280 27 0,801 45 2,210
18 0,358 30 0,989 — —
Таблица 12
Условный проход Наружный диаметр Условное давление Условный проход Наружный диаметр Условное давление
до 0,25 Мн/м2 (2,5 кгс/см2) до 0,59 Мн/м2 (6 кгс/см2) до 0,25 Мн/м2 (2,5 кгс/см2) до 0,59 Мн/м2 (6 кгс/см2)
Тол- щина Масса Тол- щина Масса Тол- щина Масса Тол- щина Масса
в мм стенки в мм 1 пог. м в кг стенки в мм 1 пог. м в кг в мм стейки в мм I пог. м в кг стеики в мм 1 пог. м в кг
6 10 2,0 0,07 50 63 4,5 1,17 7,0 1,74
8 12,5 2,25 0,10 60 76 5,0 1,56 8,0 2,39
10 15 — — 2& 0,14 70 83 5.5 1,88 — —
13 22 4,5 0.34 80 96 6,5 2,53 .
15 20 2,5 0,19 90 102 6,5 2,73 — —
20 25 2,0 0,2 3,0 0,29 100 114 7,0 3,30 — —
25 32 3,0 0,38 4,0 0,49 125 140 8,0 4,64 .
32 40 3,5 0,58 5,0 0.77 150 166 8,0 5,60 — —
40 51 4,0 0,88 6,0 1,19 — — — — —
316
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
волокниты
Поставляются по ТУ НКХП-51,
ТУ МХП 1/4-55, ТУ МХП 4155-54 и
заводским техническим условиям.
Волокниты — пластические массы с
волокнистыми заполнителями (хлоп-
ковое, льняное, древесное, асбесто-
вое волокно, крошка или лоскуты
ткани). Применяются для изготовле-
ния детален вентиляторов и насосов,
клапанов нефтеаппаратуры, средне-
нагруженных деталей транспортеров
элеваторов, редукторов н других ме-
ханизмов, антифрикционных дета-
лей, роликов, зубчатых колес, дис-
ков, шкивов, крышек и других обще-
машиностроительных деталей. Физи-
ко-механические свойства волокнптов
приведены в табл. 13.
Таблица 13
Показатели Нормы
Плотность в Мг/м3 (г/см3) 1.35-1,45 (1.35-1.45)
Коэффициент линейного расширения па Г С (3,0—3,5) • 10—5
Коэффициент теплопро- водности в вт/(м • град} (ккал/м • ч °С1 0,21 (0,18)
Удельная теплоемкость в кдж/(кг>град} [кал/г’С] 1,25-1.47 (0,3—0,35)
Теплоемкость по Мартен- су в °C 110
Предел прочности в Мн/м- (кгс/см-} при: растяжении сжатии статическом изгибе 29.4 (300) 117,7(1200» 49,0 (500)
Удельная ударная вязкость В КвЛС:'М£ (кгс • см/см^} 8,83 (9)
Продолжение табл. 13
Показатели Нормы
Твердость по Бринелю в Мн/м- (кгс/мм-} 245 (25)
Удлинение при разрыве в % 0,38
Модуль упругости при раС1яжепии в Мп/м* (кгс/см*} 8335.7 (85 000)
Удельное объемное элек- тросопротивление в ом ‘.И (ом • СМ} 10-> (10?)
Уделъжь* поверхностное электросопро1ивление в ом 10?
Пробивная прочность в Мв/м (кв/мм} 2(2)
Действие солнечного света Потемнение
ГЕТИНАКС
(по ГОСТ 2718-54)
Гетинакс — электроизоляционный
материал, изготовляемый из несколь-
ких слоев бумаги, пропитанной спе-
циальными смолами или их модифи-
кациями. Из гетинаксов изготовляют-
ся электроизоляционные детали, па-
нели, крышки, втулки, детали внут-
ренней облицовки (например, электро-
возов, тепловозов, тамбуров пасса-
жирских вагонов). Физико-механиче-
ские свойства — см. табл. 14. Марки
гетинакса и их основное назначение
приведены в табл. 15. Гетинаксы всех
марок выпускаются в листах размером
400X400 мм с обрезными краями.
Толщина листов гетинакса приведена
в табл. 16. Кривизна (стрела прогиба)
листов гетинакса не превышает вели-
чин, указанных в табл. 17.
ГЕТИНАКС
347
Таблица 14
Показатели Величины показателей
В единицах СИ
Единицы измерений Марки гетннакса
А Б в Вс Г д Ав | Бв Вв Гв | Дв
Плотность Мг/м* 1,3-1,4 1.25-1,4 1.3-1,4 1,3-1.4 1.3—1,4 1.3-1.4 1.3-1. ♦! 1.3—1,4 1,3—1.4 1.3-1.4 1.3-1.4
Твердость по Бринелю, не менее Мн/м* 245 245 245 245 245 — — — — — -
Предел прочности при: растяжении вдоль листа, не менее статическом изгибе перпендикулярно к слоям, не менее Мн/м2 78.5 98,1 68.6 78,5 98,1 127,5 78.5 88,3 127,5 88,3 137.3 78,5 78.5 78,5 78,5 78,5
Удельная ударная вязкость: перпендикулярно к слоям вдоль листа поперек листа кдж/м1 12.7 19.6 11,7 — 14,7 19,6 14,7 — — — — —
Сопротивление скалыванию (для листов толшинон 10 мм и более), не менее Мн/м3 19,6 14,7 16.7 — 19,6 17.7 — — — — —
Теплостойкость, не менее ”С 150 150 150 150 150 — — — — - —
Нагревостойкость при температуре 'С 125 125 115 115 125 115 125 150 125 125 130
Водопоглошение при температуре 20_*-2вС после 24 ч пребывания в дистиллиро- ванной воде, не более г/м3 50 50 60 70 50 60 50 45 50 50 50
Удельное поверхностное электросопроти- вление, не менее ом 10И — 1010 10Ю 108 10Ю 10И 10» 10Ю 10И 1011
Удельное объемное электросопротивление (после выдерживания при температуре 70+2е С в течение 4 ч с последующей выдержкой при температуре 20 ± 5е С в течение ие менее 6 ч и относитель- ной влажности 65 + 3%), не менее ом • м . 109 — 10& 108 — 10S 109 — 108 10Ю 109
348
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 14
Показатели Величины показателей
В единицах МКГСС
Единицы измерений Марки гетинакса
А Б в Вс Г д Ав Бв Вв Гв Дв
Плотность г/см* 1,3-1.4 1.25-1,4 1,3-1,4 1.3-1.4 1,3—1.4 1,3-1,4 1,3-1,4 1,3-1,4 1,3—1,4 1,3-1,4 1,3—1,4
Твердость по Бринелю, не менее кге/мм3 25 25 25 25 25 — — — — —
Предел прочности при: растяжении вдоль листа, нс менее статическом изгибе перпендикулярно к слоям, не менее кгс/см2 800 1000 700 всю 1000 1300 800 900 1300 900 1400 800 800 800 800 800
Удельная ударная вязкость: перпендикулярно к слоям вдоль листа поперек листа кгс-см/см3 13 — 20 15 — 15 20 15 — — —
Сопротивление скалыванию (для листов толшиной 10 мм и более), не менее кгс/см2 200 150 170 — 200 180 — — — — —
Теплостойкость, не менее °C 150 150 150 150 150 — — — — — —
Нагревостойкость при температуре °C 125 125 115 115 125 115 125 150 125 125 130
Водопоглошенне при температуре 20+2’С после 24 ч пребывания в дистиллиро- ванной воде, не более г/дмА 0,5 0,5 0,6 0,7 0,5 0,6 0.5 0,45 0,5 0,5 0,5
Удельное поверхностное электросопроти- вление, не менее OJK ЮН — 10Ю 1010 10S ЮЮ 1011 109 ЮЮ ЮН ЮН
Удельное объемное влектросопротивление (после выдерживания при температуре 70 ±2° С в течение 4 ч с последующей выдержкой при температуре 20 + 5* С в течение не менее 6 ч и относитель- ной влажности 65±3%), не менее ом • см ЮН — ЮЮ 10Ю — ЮЮ 1011 — ЮЮ ЮЮ ЮН
ГЕТИНАКС
S49
Таблица 15
Марки Частота тока Среда Температура в СС Особенности и применение
А Ав Нормальная Высокая Трансформаторное масло От — 60 до 70 > —40 > 4-60 Радиоустановки обще- го применения
Б Бв Нормальная Высокая Трансформаторное масло » — 60 » -1-70 » —60 > -1-70 Повышенная электри- ческая прочность вдоль слоев Телефонные установки
В Вс Вв Нормальная » Высокая Воздух н трансформа- торное масло Воздух + ++ А А А © © © © © © 1 1 1 А А А Светонепроницаемый Высокочастотные и те- лефонные установки
г Гв Нормальная Высокая Повышенная влаж- ность > —60 >4-70 > —60 >4-70 Высокочастотные уста- новки
д Дв Нормальная Высокая Воздух > —60 > -1-70 > —60 » -1-70 Панельный Высокочастотные уста- новки
Размеры в мм
Таблица 16
Номинальная толщина Допускаемое от- клонение по тол- щине в отдель- ных точках Для гетинакса марок Допускаемое от- клонение по тол- щине в отдель- ных точках Для гетинакса марки Бв Допускаемое от- клонение по тол- щине в отдель- ных точках Для гетн- накса ма- рок
А Б в Вс г Ав Вв Гв д Дв
0,20 0,25 0,30 0,35 ±0,06 — — + + — — — — —
— — ф — — — — — — — —
0.4 0,5 ±0,07 — — ф — — ф ф + + ±0,08 1 + ±0.10 ф ф
0,6 0,7 ±0,11 — — ф — — ф ф ф ±0,10 ф ±0,15 ф ф
350
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 16
Номинальная толщина Допускаемое от- клонение по тол- щине в отдель- ных точках Для гетннакса марок Допускаемое от- клонение по тол- щине в отдель- ных точках Для гетннакса марок Бв Допускаемое от- клонение по тол- щине в отдель- ных точках Для гети- накса марок
А Б в Be г Ab Bb Гв д Де
0,8 0,9 1.0 ±0,13 — - t -j- - - i 1 + + + ±0.10 ± 0,14 ± 0,14 + ф ±0,18 i
1.1 1,2 1.3 1.4 1.5 ± о,15 — — - - - ±0,15 + + ф ±0,20 - -
1.6 1.7 1,8 1,9 ± 0.19 — — - - Illi ++++ - .1 + ±0,20 + i + ±0,25
2,0 ±0.23 — — + + — + + + ±0,23 + ±0,30 + +
2.3 2.5 2.8 3.0 3,3 3.5 3.8 ±0,28 1 11 1 11 1 1 1 1 1 1 i 1 - - 1 1 1 1 1 11 1 1 1 11 1 1 - - ±0,23 ±0,23 ±0,30 ±0,30 + 0,30 ±0,30 ±0,30 +++++++ ±0,35
4,0 4,3 4,5 ± 0,33 - — i — — Ф + — — ±0,35 ±0,40 ф +
5.0 5,5 ±0,36 ф + + — + + — — ±0,38 + ±0,50 ++ ф
6.0 6.3 6.5 7,0 7,3 7,5 ± 0.43 ++++++ — — -- + 1 1 1 1 1 — — 11 1 1 1 1 ±0,55 11I+++
8.0 8.5 9,0 ±0,50 ф + 1 11 Ф + — + + + — — — ±0,65 + ф —
36,0 37,0 38,0 39,0 40,0 33.0 34,0 35,0 28,0 29,0 30,0 31,0 32,0 20,0 21,0 22,0 23,0 24,0 25,0 26,0 27,0 «О 00 -О © У' с ©о ©’© Ъ'ЪслЪЬ» 9,5 10,0 10,5 11,0 11.5 12,0 Номинальная толщина
1+ сл 1+ cj 1+ to 1+ 1+ о ±0,65 1+ о а Допускаемое от- клонение по тол- щине в отдель- ных точках
+++++ ++-г +++++ ++ 1 Н 1-++ -Н-+-Н- +++++ ++++++ > Для гетинакса марок
i I- ! ! 4- 4—I—и 4--Н-++ ++++++++ ++++I 1 1 1 1 1 । । । । । । СП
+++++ +4-г +++++ ++++++++ +++++ +++++ ++++++ а
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 । । । । । । я
+++++ 4-4-4- +++++ ++++++++ +++++ -НН—гЧ- ++++++ п
I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 । । । । । । > СС
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 । । । । । । а св
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 । । । । । । <?
Допускаемое от- клонение по тол- щине в отдель- ных точках
1 1 1 1 1 11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 । । । । । i Для гетинакса марки Бв
1+ ю сл 1+ to о 1+ GO 1+ СЛ 1+ to н о ±0,85 Допускаемое от- клонение по тол- щине в отдель- ных точках
+++++ +++ +++++ ++++++++ +++++ +++++ ++++++ ]=3 Для гети- накса марок
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 я
Продолжение табл. 16
tn
352
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 16
Номинальная толщина Допускаемое от- клонение по тол- щине в отдельных точках Для гетинакса марок Допускаемое от- клонение по тол- щине в отдель- ных точках Для гетинакса марки Бв Допускаемое от- клонение по тол- щине в отдель- ных точках Для гетн- накса ма- рок
А Б В Вс г Ав Вв Гв д Дв
42,0 44,0 46,0 48,0 50,0 ± 2.0 + + + + + + + + 4- + + + + 4- — + + + + + — — — — ± 3,0 + + + + + —
Примечание. Знак (-}-) означает, что гетинакс изготовляется толщиной, против которой расположен знак; знак (—) означает, что гетинакс толщиной, против которой рас- положен этот знак, не изготовляется.
Таблица 17
Толщина листа Стрела прогиба в мм (не более) на 1 м длины листа гетинакса марок (в любом направленни)
А н Б В, Г, Бв и Дв
5-6 8 10
Св. 6 до 15 5 7
> 15 2,5 5
ГУТТАПЕРЧЕВАЯ ПЛЕНКА
(по ГОСТ 4493-48)
Применяется для склеивания рези-
ны с тканью, причем прочность связи
между резиной и тканью составляет
не менее 1,96 кн на.1 м ширины об-
разца (2,0 кг на 1 см ширины образ-
ца). Температура размягчения не более
80° С. Растворимость в ацетоне не
более 10%, а в хлороформе — не
менее 43%.
В зависимости от количества и
характера внешних дефектов, не влия-
ющих на эксплуатационные свойства,
пленка подразделяется на два сорта.
ДЕКОРАТИВНАЯ СЛОИСТАЯ
ПЛАСТМАССА
Поставляется по ВТУ М-555-56 и
заводским техническим условиям.
Листовой материал, изготовляемый
горячим прессованием особой бума-
ги, пропитанной специальными смо-
лами. Выпускается однослойным,
трехслойным, многослойным.
Листыдекоративной слоистой пласт-
массы имеют длину 1000—1500 мм,
ширину 800—1000 мм; толщину 1,0;
1,5; 2,0; 2,5; 3; 4; 5; 6; 7; 8; 9 и 10 мм.
Цвет, рисунок и допускаемые от-
клонения размеров листов — по со-
глашению сторон.
ДРЕВЕСНО-СЛОИСТЫЕ ПЛАСТИКИ
ДРЕВЕСНО-СЛОИСТЫЕ
ПЛАСТИКИ
(по ГОСТ 8697-58)
Древесно-слоистые пластики, крат-
ко обозначаемые ДСП, горячепрес-
сованные пропитанные синтетиче-
скими смолами листы древесного
шпона.
ДСП имеют низкий коэффициент тре-
ния, хорошую прирабатываемость н
износостойкость.
Прописные буквы после ДСП (А,
Бит. д.) означают относительное рас-
положение волокон шпона в смеж-
ных слоях, строчные буквы (а, э, м,
т) — назначение пластика.
11 марок ДСП и их основное назна-
чение приведены в табл. 18.
Таблица 18
Марка дсп Основное назначение
ДСП-А Судовые дейдвудиые подшип- ники
ДСП-Б Конструкционный и антифрик- ционный материал
ДСП-Б-а Авиационные детали
ДСП-Б-т Детали текстильных машин
ДСП-В Конструкционный и антифрик- ционный материал; судовые дендвудные подшипники
ДСП-Г Зубчатые колеса; антифрик- ционный материал для вту- лок, вкладышей
12 В. 3. Васильев и др.
Продолжение табл. 13
Продолжение табл. 13
Марка дсп Основное назначение
ДСП-Б-э ДСП-В-э Электроизоляционные мате- риалы для деталей аппара- туры высокого напряжения
ДСП-Б-м ДСЦ-В-м ДСП-Г-м Самосмазывающинся анти- фрикционный материал для изготовления ползунов лесо- пильных рам и аналогичных нагруженных деталей
Примечание. ДСП изготовляются также марок ДСП-10, ДСП-20 и ДСП-ф, собираемых в пакет по специальным схе- мам н с повышенным содержанием смолы, поставляемых по техническим условиям, согласованным сторонами.
Древесно-слоистые пластики тол-
щиной менее 15 мм называются тонко-
листовыми, а толщиной 15 мм и
более — толстолистовыми. Пластики
длиной более 1500 мм называются
длинными, а 1500 мм и менее — ко-
роткими.
Размеры древесно-слоистых пла-
стиков приведены в табл. 19.
Допускаемые отклонения от раз-
меров по длине, ширине и толщине
приведены в табл. 20.
Отклонения по диаметру вписан-
ной окружности для пластиков марок
ДСП-Г и ДСП-Г-м ±50 мм.
Фнзико-механические свойства дре-
весно-слоистых пластиков толщиной
от 15 до 60 мм приведены в табл. 21
и 21а, а также в табл. 22 — для
ДСП-В и ДСП-В-э, так как их физи-
ко-механические свойства зависят от
толщины пластика.
Электрические свойства древесно-
слоистых пластиков ДСП-Б-э и
ДСП-В-э приведены в табл. 23.
354
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 19
Марки ДСП Номинальные размеры в мм
Длина Ширина Толщина
ДСП-В; ДСП-В-Э 700; 1100; 1500 800; Г00; 1000; 1100; 1200 1,0; 1,5; 2,0; 2,5
ДСП-В; ДСП-В-э 700; 1100; 1500; 23U0; 4800; 5600 3,0; 4,0; 5,0; 6.0; 7,0; 8,0; 10; 12
ДСП-A; ДСП-Б-м; ДСП-В-м 700; 1100; 1500 15-60
ДСП-Б; ДСП-Б-а, ДСИ-Б-э; ДСП-Б-т; ДСП-В; ДСП-В-э 700; 1100; 1500; 2300; 4800; 5600 15-60
ДСП-Г; ДСП-Г-м Многогранники диаметром вписанной окруж- ности 600—1000 15-60
Таблица 20
При толщине пластиков в мм Отклонения в мм
Длина Ширина Толщина
1-2,5 ± 0,2
3—8 ± 0,5
10-15 ± 25 ±25 ± 1,0
20-30 ±1,5
35 и более ±2.0
ДРЕВЕСНО СЛОИСТЫЕ ПЛАСТИКИ
355
Таблица 21
Физико-механические свойства древесно-слоистых пластиков в единицах СИ
Показатели ДСП-A, короткие ли- сты ДСП-Б ДСП-Б-а ДСП-Б-э ДСП-Б-м, короткие листы ДСП-Б-т ДСП-В ДСП-В-э ДСП-В-м, короткие листы ДСП-Г ДСП-Г-м
Короткие листы Длинные листы Сорт 1-й 2-й Короткие листы Длинные листы Короткие листы Длинные листы Короткие листы Длинные листы Короткие листы Длинные листы Короткие листы (многогранник)
Короткие листы Длинные листы Длинные листы
Плотность в Мг/ма 1,33 1,3 1.3 1,25 1,25 1,25 1.3 1.3 1,23 1,28 1.28 1,3 1,3 1,3 1,3 1.23 1.3 1.23
Предел прочности в Мн/м*. ие менее, при: растяжении вдоль волокон сжатии вдоль волокон статическом изгибе скалывании по клеевому шву скалывании по древесине 176,5 14,7 255.0 156.9 274,6 14,7 215,7 152.0 255.0 13,7 294,2 181,4 15,7 34,3 264,8 171,6 15,7 34,3 245,2 161.8 13,7 29,4 255.0 156,9 274,6 14.7 215,7 152,0 255,0 13,7 146.1 127,5 215,7 12.3 10,8 10,8 137,3 122.6 176,5 13.7 107,9 117,7 147,1 12.7 137.3 122,6 176,5 13.7 107,9 117,7 147,1 12,7 127,5 98,1 137,3 12,3 122,6 147,1 13,7 98,1 82.4 12,3
Ударная вязкость в кдж/м~. не менее — 78,5 68,6 78,5 78,5 78,5 78,5 78,5 58,8 68,6 68,6 29,4 29,4 29,4 29,4 24,5 29,4 16,7
Твердость торцовой поверх- ности по Бринелю в Мн/м-, не менее 245 245 245 — — — 245 245 — — — 245 245 245 245 — — —
Водопоглошение за 24 ч в %, не более — 5 5 — — — 5 5 — — — 5 5 5 5 — 5 —
Предельное разбухание в %, не более 22 22 22 —
Нагревостойкость при тем- пературе воздуха 105 -ь — — — — — — 24 24 — — — — 24 24 — — —
356
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 21а
Физико-мехаиические свойства древесно-слоистых пластиков в единицах МКГСС
Показатели ДСП-A, короткие листы ДСП-Б ДСП-Б-а ДСП-Б-э ДСП-Б-м, короткие листы ДСП-Б-т ДСП-В ДСП-В-э ДСП-В-м, короткие листы ДСП-Г i ДСП-Г-м
Короткие листы Длинные листы Сорт Короткие листы Длинные листы Короткие листы Длинные листы Короткие листы Длинные листы Короткие листы Длинные листы Короткие листы (многогранник)
1-й 2-й
Короткие листы Длинные листы Длинные листы
Объемный вес в г/см\ не менее 1,33 1,3 1,3 — 1,25 — 1,3 1,3 1,23 1,28 1,28 1,3 1,3 1,3 1,3 1,23 1,3 1,23
Предел прочности в кгс/сл2, не менее, прн: растяжении вдоль волокон сжатии вдоль волокон статическом изгибе скалывании по клеевому шву скалывании по древесине 1800 150 2600 1600 2800 150 2200 1550 2600 140 3000 1850 160 350 2700 1750 160 350 2500 1650 140 300 2600 1600 2800 150 2200 1550 2600 140 2000 1300 2200 125 ПО ПО 1400 1250 1800 140 1100 1200 1500 130 1400 1250 1800 140 1100 1200 1500 J30 1300 1000 1400 125 1250 1500 140 юоо 840 125
Ударная вязкость в кгс-сл/сл2, ие менее — 80 70 80 80 80 80 80 60 70 70 30 30 30 30 25 30 17
Твердость торцовой поверхно- сти по Бринелю в кгс/мм2, не менее 25 25 25 — — — 25 25 — — — 25 25 25 25 — — —
Водопоглошение за 24 ч в %, не более — 5 5 — — — 5 5 — — — 5 5 5 5 — 5 —
Предельное разбухание в %, не более 22 22 22 —
Нагревостойкость в ч при тем- пературе воздуха 105±2e С — — — — — 24 24 — — — — — 24 24 — — —
ДРЕВЕСНОСЛОИСТЫЕ ПЛАСТИКИ
357
Таблица 22
Показатели Толщина в мм
1-25 3-12 3-12
Короткие листы Длинные листы
Плотность в Мг/м5 (г/см5), не менее 1,28 (1,28) 1.25 (1,25)
Предел прочности в ЛТн/.и2 (кгс/см2) при растяжении: вдоль волокон поперек волокон под углом 45° 156,9 (1600) 147,1 (1500) 132,4 (1350) 78,4 (800) 137,3 (1400) 107,9 (1100) 68,6 (700)
Таблица 23
Показатели Нормы
Удельное объемное сопротивление, не меиее: а) после выдерживания при температуре 60 ± 2° С в течение 4 ч с по- следующей выдержкой при температуре 20 + 5° С в течение не меиее 6 ч и относительной влажности 65 +• 3% в ом • м (см • см} б) после выдерживания в дистиллированной воде при температуре 20 -н 5 °C в течение 21 ч в ом • м (ом • см} 10» (1011) 10» (108)
Тангенс угла диэлектрических потерь при частоте 50 гц, 1 кв па толщину 3 мм, не более 0,1
Диэлектрическая проницаемость при частоте 50 гц, не более 8
Испытание напряжением в течение 5 мин в трансформаторном масле при частоте 50 гц: а) перпендикулярно слоям при температуре 20 + 5° С и толщине 3 мм в ™эфф> не менее б) то же, при температуре 90 ± 2* С в к^9фф> не меиее в) параллельно слоям при расстоянии между центрами электродов 15 мм, при температуре 20 + 5° С в ^эфф, не меиее г) то же, при температуре 90 + 2° С в к^9фф, не менее 25 10 16 8
Испытание напряжением по поверхности вдоль слоев между кольцевыми электродами при расстоянии между ними 420 мм, при температуре 60° С в течение 69 мин, без нагрева, перекрытия и пробоя в кв9фф, не меиее 140
То же, при расстоянии между кольцевыми электродами в 100 мм, темпера- туре 20 ±5° С в течение 5 мин, без нагрева, перекрытия и пробоя в кв?фф, не менее 40
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ДРЕВОВИНИЛ
Изготовляется из пропитанных спе-
циальными смолами соснового шпо-
на, древесной крошки хвойных пород
или из комбинации шпона и крошки.
Из прессованной пропитанной крош-
ки изготовляются ролики ленточных
конвейеров, лабиринтные кольца,
различные средненагружеипые детали
машин.
Древовипиловые прессованные пли-
ты применяются в вагоностроении
при изготовлении деталей внутрен-
него оборудования вагонов и для
обшивки стен грузовых вагонов.
Древовинил с повышенной кнслото-
стойкостью, изготовляемый по спе-
циальным техническим условиям, ис-
пользуется в производстве оборудо-
вания химической промышленности,
в частности, колпачков, тарелок,
стоек и других деталей ректифика-
ционных колонн.
КАПРОН
Применяется в виде гранулирован-
ного литьевого материала, порошка,
волокна, листов, стержней, пластин.
Физико-механические свойства кап-
рона приведены в табл. 24.
Таб.нща 24
Показатели Нормы
Плотность в Мг/м3 (г/см3) 1.14-1,15(1,14-1,15)
Коэффициент теплопроводности в вш/^м-град) \ккал/М'Ч *С] 0,26 (0.22)
Удельная теплоемкость в дж/(кг*град)\кал/кг *CJ 2,30 (0.55)
Теплостойкость по Мартенсу в *С 50-55
Поглощение воды за 24 ч при 18—Ж С в % 1,5-22
То же, масла и бензина 0
Предел прочности в Мн/м2 (кгс/см-) при: растяжении сжатии статическом изгибе 49,0-82,4 1500-840) 68,6 -78,4 (700—300) 68,6-98,1 (700-1000)
Удельная ударная вязкость в кдж/м2 (кгс*см/см2) До 157 (до 160)
Твердость по Бринелю в Мн/м2 (кгс/см2) 49-78 (5 - 8)
Удлинение при разрыве в % 50
Удельное объемное электросопротивление в о.и-.и югаО ЮН—1013 (Ю13-10Н)
Удельное поверхностное электросопротивление в ом Ю13—10Ы
Пробивная прочность в Мв/м (кв/мм) 16 (16)
Действие солнечного света Слегка темнеет
КРЕМ НИ ЙОРГАНИЧЕСКИЕ ПОЛИМЕРЫ
359
Из капрона изготовляются детали
сеялок, жаток, плугов, насосов, тур-
бобуров, текстильных и швейных
машин, уплотнений валов и мощных
гидропрессов (до 0,98 Л4н/лгя»10
ати), в том числе подшипники сколь-
жения, втулки и вкладыши пх, шес-
терни, червяки, звездочки, золотники
гидравлических систем, крыльчатки
вентиляторов, различные корпусные
детали, емкости, трубы водяных и
масляных систем, фитинги, форсунки,
сепараторы подшипников качения,
крепежные детали, звенья малонагру-
жениых конвейерных цепей, детали
краскораспылительных устройств и
многое другое.
Методом экструзии из капрона из-
готовляются полосовые и прутковые
изделия сложного профиля, канаты,
оболочки кабелей и проводов.
Изделия из капрона поставляются
по техническим условиям, согласо-
ванным сторонами.
Разновидности капрона: капрогра-
фит, капрон с добавкой двусернистого
молибдена или с добавкой талька
применяются для изготовления дета-
лей подшипников скольжения и дру-
гих антифрикционных изделий.
КРЕМНИЙОРГАНИЧЕСКИЕ
ПОЛИМЕРЫ
Поставляются по следующим тех-
ническим условиям: ВТУ МХП
4018-54, ВТУ МХП М-339-56, ТУ
ГХП М-312-53, МРТУ 6М-863-62, ТУ
МХП 3574-55, ТУ М-658-55, ВТУ
МХП М-659-55, ВТУ КХЗ 6-56.ВТУ
КХЗ 7-56, ВТУ КХЗ 8-56 и по другим
заводским техническим условиям.
Кремнийорганические полимеры,
область применения которых непре-
рывно расширяется, — эластичные
(типа каучука), жидкие (лаки) и
твердые материалы, характерные ма-
лой зависимостью вязкости от темпе-
ратуры (температуры замерзания от
—50 до —84° С, испарения — от +200
до +250° С). Детали из кремнийорга-
нических полимеров могут работать
при температурах до +250° С. Крем-
иийорганические лаки обеспечивают
длительную надежную работу элект-
роизоляции при температурах до
+200° С, при которых обычные лаки
непригодны.
Кремнийорганические полимеры, к
которым относятся кратко охаракте-
ризованные ниже жидкости и масла,
стеклотекстолит в стекловолокнит,
каучук СКТ, прессовочный материал
KMK-2I8 и лаки типа К и ЭФ и изде-
лия из них, поставляются по техниче-
ским условиям, согласованным между
сторонами.
Стеклотекстол ит СКП-9
и стекловолокнит В КП -9,
получаемые методом контактного
прессования или формовки в вакуум-
ных мешках, применяются в машино-
строении, судостроении, электротех-
нике.
Каучук СКТ применяется для
изготовления резиновых изделий, ус-
тойчивых при повышенных и пони-
женных температурах, сохраняющих
эластичность при температурах от —55
до +250° С.
Прессовочный матери-
ал КМК-218 — композиция для
изготовления прессованием дугога-
сящих камер контакторов постоян-
ного тока и электроизоляционных
деталей, кратковременно эксплуати-
руемых при температуре выше
+250° С.
Лаки типа К применяются
для пропитки обмоток электрических
машин, работающих при температуре
до +180° С, покровной теплостойкой
эмали, лакировки электротехнических
деталей.
Лаки типа ЭФ приме-
няются для склейки стекломикалент,
стекломиканита, для пропитки обмо-
ток электрических машин и изготов-
ления электроизоляционных зама-
зок и паст.
Кремнийорганические
жидкости применяются в гид-
равлических системах, в вакуумных
насосах, для пропитки и заливки
конденсаторов, для заливки устройств,
работающих при температурах от
—60 до +100° С, приборов и вибра-
торов осциллографов, а также для
смазывания поверхностей резиновых
изделий, трущихся по металлу.
Кремнийорганические
масла используются в вакуумной
технике и для смазывания прибор-
ных подшипников и узлов трения,
работающих при температурах до
—70° С.
360
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ЛАВСАН
Изготовляется лавсан в виде плен-
ки толщиной 0,01—0,075 мм и в виде
волокна.
Применяется для изготовления неф-
тяных шлангов, приводных ремней,
деталей тяговых органов различных
механизмов, деталей часов.
Физико-механические свойства из-
делий из лавсана приведены в табл. 25.
Таблица 25
Показатели Нормы
Теплостойкость по Мартенсу в ®С 120-130
Морозостойкость в ®С -60
Предел прочности в Мн/м2 (нгс/см2) при: растяжении изгибе сжатии 107,9—117,7(1100—1200) 156,9—166,7 (1600—1700) 98,07—147,1 (1000—1500)
Для лавсановой пленки характерна
способность длительной работы при
температуре +120° С.
Основные свойства этой пленки при-
ведены в табл. 26.
Таблица 26
Показатели Нормы
Предел прочности прИфазрыве в Мн/м2 (нгс/см2), не меиее 147,1 (1500)
Относительное удлинение в %: в исходном состоянии при разрыве То же, после прогрева в тече- ние 7 суток при температуре 150® С, около яа80 70
Удельное объемное электросо- противление в ом*м (ом*см\ около 1013 (101S)
ЛИНОЛЕУМ ЦВЕТНОЙ
Цветные линолеумы, обозначаемые
НЛЛЦ (основа — нитроэфиры цел-
люлозы), не теряют своей окраски,
трудно воспламеняемы, могут быть
уложены на любую предварительно
подготовленную поверхность, в том
числе на деревянную, асфальтовую,
бетонную, металлическую.
НЛЛЦ изготовляются следующих
цветов: темно-коричневый, бледно-
салатный, сиреневый, ярко-оранже-
вый, красный, синий, серый и чер-
ный.
НЛЛЦ применяются для внутрен-
ней отделки судов, пассажирских
вагонов, машинных помещений, кабин
управления и пр.
Физико-механические свойства цвет-
ного линолеума приведены в табл. 27.
Таблица 27
Показатели Нормы
Плотность в Мг/м3 (г/см3), не ыеиее 1,7 (1,7)
Временное сопротивление раз- рыву в Мн/м2 (кгс/мм2), не менее 1,47 (0,15)
Удлинение при разрыве в %, не менее 10
Влагопоглощеиие в % после суточной замочки, не более 20
ПЕНОПЛАСТ
Поставляется по ВТУ 2963-51,
ВТУ МХП 3202-54, ВТУ МХП 3691 -54,
ВТУ МХП 4332-54 и заводским тех-
ническим условиям.
Пенопласты — звуко- и теплоизо-
ляционные ячеистые, пористые или
газонаполненные материалы очень
малой плотности, не впитывающие
влагу.
Изготовляется пенопласт трех ука-
занных ниже марок.
ПОЛИАКРИЛАТ
361
Пенопласт ПС-1 — приме-
няется в качестве заполнителя в арми-
рованных конструкциях, а также в
клеевом соединении с металлами,
слоистыми пластмассами или древе-
синой. Используется также в каче-
стве теплоизоляционного н трудно-
затопляемого материала.
Пенопласт ПС-4 исполь-
зуется в качестве заполнителя поло-
стей в конструкциях и теплоизоля-
ционного материала.
Пенопласт ПХВ-1 при-
меняется в армированных конструк-
циях. Мягкие композиции этого пено-
пласта используются в качестве зву-
ко- и теплоизоляционного материала.
Свойства пенопластов приведены
в табл. 28.
вию абразивов меньше, чем обычного
стекла. Механическая прочность из-
делий из полиакрилата зависит от
температуры. Для светотехнических
целей выпускается также опаловое
органическое стекло.
Полиакрилат применяется в виде
листов или пресспорошков. Листы об-
рабатываются резанием или перера-
батываются методами пластической
или высокоэластичной деформации.
Листы формуются при температуре
150—160° С и удельном давлении
19,6—21,6 Л1н/.ч2 (200—220 кгс/см2).
Применяется также штамповка не-
больших деталей из нагретого листа,
вытяжка 11 выдувание нагретым воз-
духом.
Пресспорошки и сополимеры поли-
акрилата перерабатываются прессо-
Таблица 28
Показатели Марки
ПС-1 ПС-4 ПХВ-1
Плотность в Мг/м* {г/см*) 0.2—0,07 (0.2-0,07) 0,03—0.035 (0,03- 0,035) 0,13-0,09 (0.13-0,09)
Стрела прогиба в мм, не более 2-4 3-4 25-3,5
Разница в толщине плит в мм, не более 4 4-5 3-4
Предел прочности при сжатии в Мн/м* {кгс/см2), ие ыеиее 0,25—0,29 (2,5-3,0) ~0 17 (—-1,7) 0,59 (6,0)
Поглощение воды за 24 ч в %, не более 0,3 0,3 ОД
Теплопроводность в вт/(м-град)[кка.г/м-ч° С] 0,07-0,017 (0,06-0,015) — —
ПОЛИАКРИЛАТ
(ОРГАНИЧЕСКОЕ СТЕКЛО)
(по ТУ 26-54, ТУ 1783-53)
Прозрачность, бесцветность и спо-
собность пропускать ультрафиоле-
товые лучи — ценные качества поли-
акрилата. Прозрачность полиакрила-
та более высокая, чем обычного сили-
катного стекла, однако твердость и
механическая стойкость его к дейст-
ваиием или литьем под давлением
при температуре 180° С и удельном
давлении 147,1—215,7 Мн/м2 (1500—
2200 кгс/см2).
К полиакрилатам относятся пресс-
порошки Л-1 и Л-2, сополимеры ма-
рок МС-3, МСН-0 и МСН, физико-
механические свойства которых при-
ведены в табл. 29, а влияние темпера-
туры на механические свойства их
дано в табл. 30,
362
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 29
Показатели Величины показателей
В единицах СИ В единицах МКГСС
Едини- цы из- мере- ний Порошки Сополимеры Органическое стекло Единицы измерений Порошки Сополимеры Органическое стекло
Л-1 Л-2 мс-з мен поделоч- ное светотех- ническое опаловое Л-1 Л-2 мс-з мен поделоч- ное светотех- ническое опаловое
Теплостойкость по Мартенсу “С 60 72 58-72 80 “С - — 60 72 58-72 80
Водопоглощеиие за 24 ч % — - 0.1 0,08-0,1 0.3 — % — — 0.1 0,08—0.1 0.3 —
Предел прочности при: растяжении сжатии изгибе Мн/м2 — — 49,0 88,2—98,07 88.3 при —40“ С; 77,5 при +20“ С 117.7- 156,9 78,5 — кгс/см2 — — 500 900-1000 900 при -40° С; 790 при -4-20® С 1200-1600 800 —
Удельная ударная вязкость кдж/м2 5,88 - 4,90 12,7 8,34 8,34 кгс - см/см'- 6 5 13 8.5 8.5
Твердость по Бринелю Мн/м2 118 127 147 157- 177 118 118 кгс/мм'2 12 13 15 16-18 12 12
Модуль упругости при растя- жении Мн/м? — - — — 3138,1 — кгс/см2 - — — — 32 000
Пробивная прочность Мв/м — — — 24 25 — кв/мм - — — 24 25 —
ПОЛИАМИД
363
Таблица 30
Температура в * С | I 08- {9Z~ joz-109-| 0|+ 1 Zl + | ог+ в единицах МКГСС ! ! 1180 - 1
8‘61 6'1! 1000 ; 1065 3005
1 1 i 1 1
1 1 8 I 1
10,4 17,3 009 019 1310
°-1 © 1 1 1 1
1 1 §1 1
+80| +60 | +40 | 8'91 £‘11 ©
1 1 1 1
2 1 1 1 1
Единицы измерении кгс • см/см-^ *
| 08- i 9L- | 0Z-'i 09—I 0l+ |zГт ог+i 0Н| 09+1 08+ в единицах СИ | 1 1 115,7 1
11,6 19.4 98,1 104,4 294,7
1 1 1 1 1
1 1 15 1 О 1
10,2 17,0 59.8 58,8 128,5
о | 1 1 1
1 1 © 5 । 1
11.11 15,5 34,3 ! 39.7 СО 8
« i 1 1 1
rs 1 1 1 1
Едини- цы из- мере- ний * Мн/м- 91 м X
Показатели Удельная ударная вязкость при тол- щине: 5 мм | 10 мм Предел прочности при растяжении при толщине: 5 мм 10 мм Предел прочности при сжатии при толщине 10 мм
Размеры листов полиакрилата —
см. табл. 31.
Таблица 31
Размеры в мм
Полиакрилат (стекло) общего назначения Полпакрилат (светотехниче- ское опаловое стекло)
Длина 1 Ширина 7 1 Толщина Длина Ширина Толщина 1
100-950 100-850 1-1,5 1200 » 1400 1000 и 1200 4
400-1350 300-1250 2-20
400-900 300- 600 23-350
ПОЛИАМИД
Поставляется по ВТУ М-318-56,
ВТУ МХП М-545-54, ВТУ М-603-55,
ВТУ М-687-56, ТУ 35ХП-300-61 и
заводским техническим условиям.
Изделия из полиамида имеют высо-
кую поверхностную твердость и проч-
ность на разрыв и истирание, значи-
тельную прочность на изгиб и удар-
ный изгиб, хорошее сцепление с ме-
таллом, хорошую устойчивость к дей-
ствию углеводородов, спиртов, эфи-
ров, масел и щелочей, в том числе н
концентрированных. Полиамиды
весьма трудно воспламеняются, прак-
тически негорючи. Растворяются в фе-
нолах, минеральных кислотах, ук-
сусной кислоте.
Полиамид используется также в ка-
честве антифрикционного материала
н защитных покрытий в агрессивных
средах.
Изделия из полиамидов не реко-
мендуется применять при температу-
рах свыше 100° С.
Следует, учитывая низкую тепло-
проводность полиамидов и их высо-
кий коэффициент теплового расшире-
ния — в 10 раз больше, чем для ста-
ли, выполнять детали тонкостенными
и с зазорами, гарантирующими от зае-
даний при повышении температуры.
364
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Изделия из полиамидов сваривают-
ся и склеиваются эпоксидными смо-
лами. Применяются для изготовления
деталей часовых механизмов, электро-
аппаратуры, изоляции проводов и
кабелей, различных детален машин.
Физико-механические свойства по-
лиамида приведены в табл. 32 (см.
также табл. 33 и 34).
Таблица 32
Показатели Нормы
Плотность в Мг/м5 (г/см5) 1,13 (1,13)
Коэффициент линейного рас- ширения на 1° С (1,1—1,2)-10-1
Теплостойкость по Мартенсу в °C 60
Поглощение воды за 24 ч при 18-20° С в % 05
Предел прочности в Мн/м2 (кгс/см2) при: растяжении сжатии статическом изгибе 49,0 (500) 68,6—88,3 (700—900) 68,6 (700)
Удельная ударная вязкость в кдлс/м2 (кге • см/см2) 98,1 (100)
Твердость по Бринелю в Мн/м2 (кгс/мм2) 137-147 (14-15)
Удлинение при разрыве в % 100
Удельное объемное электро- сопротивление после пребы- вания в воде в течение 24 ч В ОМ'М (ОМ'СМ) 104 (ЮН)
Пробивная прочность в Мв/м (кв/мм) 15(15)
Полиамид 68 применяется
для изготовления рабочих органов
насосов и гидравлических машин,
элементов зубчатых передач, винтов
и пр.
Полиамид 54 применяется
для изготовления деталей текстиль-
ных машин, уплотнений, износоустой-
чивых покрытий, защитных покры-
тий от действия ароматических угле-
водородов, а также в качестве прокла-
дочного материала.
Полиамид 548 используется
для изготовления уплотнений,
прокладок и деталей текстильных
машин.
Полиамид А К-7 приме-
няется для изготовления уплотнений
мощных гидравлических прессов, ра-
бочих органов гидравлических ма-
шин, деталей текстильных машин,
деталей часовых механизмов.
Полиамид П-6 использует-
ся для изготовления изоляционных
деталей, деталей насосов и других
подобных агрегатов.
Анид применяется для изготов-
ления элементов червячных и зубча-
тых передач, деталей иасосов, вен-
тиляторов, деталей часовых механиз-
мов и механизмов точной аппаратуры,
уплотнений, манжет, прокладок, де-
талей осветительных устройств, эле-
ментов текстильных машин, а также
в качестве антикоррозионных и анти-
фрикционных покрытий.
Физико-механические свойства ани-
да приведены в табл. 33.
Таблица 33
Показатели Нормы
Плотность в 54г/л<3 (г/см3) 1,12-1,14 (1.12-1,14)
Теплостойкость по Мартенсу в °C 65
Предел прочности в Мн/м2 (кгс/см2) при: растяжении статическом изгибе 49,0—72,1 (500-735) 75,5-89,2 (770-910)
Удельная ударная вязкость в кдж/м3 (кгс'см/см2) 147 (150)
Удельное объемное электросо- противление В ОМ'М (ОМ'СМ) ЮП—101* (1013—1014)
ПОЛ И ИЗО Б У ТИЛ ЕН
365
Пленка полиамидная
используется в основном для изготов-
ления прокладок.
Характеристика свойств пленки
дана в табл. 34.
Таблица 34
Показатели Нормы
Температура плавления в °C 150-250
Плотность в Мг/м8(г/см3) 1.12-1,15 (1,12-1,15)
Набухаемость в воде в % 6-10,9
Маслопоглощение в % 0
Проницаемость паров воды в г/м2сек(г/см2ч) 2.78-10-7—8,3* 10—в (1. Ю-7—3-10-8)
Число перегибов 12000
Предел прочности при разрыве в Мн/м2 {кгс/см2) 34 Д-44,1 (350—450)
Удлинение прн разрыве при комнатной тем- пературе в % 250—450
ПОЛИВИНИЛБУТИРАЛЬ
(по ГОСТ 9439-60)
Поливинилбутираль марок ПП и
ПШ, отличающихся только методом
изготовления, применяется для изго-
товления клеящей пленки, свойства
которой приведены в табл. 35.
Таблица 35
Показатели Марки
ПП ПШ
Вязкость при 20° С в сек 8-17 20—35
Предел прочности при раз- рыве в Мн/м2 (кгс/см2) 23,5(240) 23.5 (240)
Продолжение табл. 35
Показатели Марки
ПП ПШ
Относительное удлинение при разрыве в %, не менее 155 150
Коэффициент светопогло- щеиия иа 1 мм тол- щины клеящего слов в трипликсе в %, не более 1,4 1,4
Коэффициент светорас- сеяния иа 1 мм толщи- ны клеящего слоя в трипликсе в %, не более 0,5- Ю-з —
ПОЛИИЗОБУТИЛЕН
Поставляется по ТУ МХП 1655-54,
ТУ МХП 2987-52 и заводским техни-
ческим условиям.
Эластичный материал типа каучу-
ка, образующий, в зависимости от
условий полимеризации, от вязких
жидкостей до твердых полимеров.
Совершенно стоек к действию воды,
весьма стоек к действию озоиа. Ок-
раска и механические свойства не
изменяются от воздействия рассеян-
ного света. Под действием прямых
солнечных и ультрафиолетовых лучей
распадается, прочность и эластич-
ность понижаются, появляется лип-
кость. Добавка окрашенных напол-
нителей или нанесение защитного
слоя лака повышают светостойкость
(добавка 1% активной сажи приво-
дит к стабильности механических
свойств под кварцевой лампой в тече-
ние 24 ч). Сохраняет эластичность
до —55° С. При нагревании до
+ 100° С и выше механические свой-
ства снижаются (примерно в 3—4 ра-
за), а пластичность возрастает (при-
мерно в 4—5 раз). При комнатной
температуре первоначальные проч-
ность и пластичность восстанавли-
ваются.
При +180 — 200° С полиизобути-
лены можно формовать. Распадаются
они при +350 — 400° С.
Длительная нагрузка даже при
комнатной температуре вызывает хо-
366
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
лодную текучесть — необратимую де-
формацию. Добавление каучука суще-
ственно снижает холодную текучесть.
Электроизоляционные свойства ма-
ло зависят от влажности среды и
колебаний температуры.
Полиизобутилены имеют особо вы-
сокую химическую стойкость к кис-
лотам н щелочам; стойки, например,
в течение пяти недель к действию
царской водки, концентрированной
азотной кислоты и водных растворов
галоидов.
При -j-80° С полиизобутилены обуг-
ливаются в концентрированной сер-
ной кислоте и разрушаются в концент-
рированной азотной кислоте. Холод-
ная текучесть и неспособность к вул-
канизации ограничивают область
применения.
Композиции на основе
пол и изобутилен а, напол-
ненного графитом, тальком, асбестом
и другими минеральными наполните-
лями, используются в машинострое-
нии в виде пластин, трубок, стержней
и другого сортамента, размеры кото-
рых не стандартизованы и согласо-
вываются при заказе.
Пластины в основном исполь-
зуются: марки ПСГ — для антикор-
розионных покрытий, футеровки; ма-
рок ПТА и ПГ — в качестве уплотни-
тельных материалов. Эти пластины,
стойкие к воде, не стойки к маслу и
бензину.
Основные свойства пластин ука-
занных марок приведены в табл. 36.
Таблица 36
Показатели Марки пластин
пег ПТА ПГ
Плотность в Мг/м9 (г/см9) 1.33-1.42 (1,33-1.42) — —
Предел прочности при растяжении в Мн/м-(кгс/см9) До 1,46 (до 20) 9.2 (91) 5 (51)
Твердость по Шору 67 93 52
Удлинение при рас* тяжении в % 300 —
ПОЛИКАРБОНАТ
Используется в качестве литьевого
материала для изготовления деталей
высокой ударной прочности, корпусов
приборов, деталей геологоразведоч-
ного оборудования, текстильных ма-
шин, насосов и других машин, рабо-
тающих в воде. Из поликарбоната
изготовляются также корпусы и дру-
гие детали часов, светотехнические
детали, термостойкие стекла. Морозо-
стойкость поликарбонатов до —70° С,
а теплостойкость — около 140° С.
ПОЛИМЕТИЛМЕТАКРИЛАТ
(по ГОСТ 9784-61)
Полиметилметакрилат применяется
для изготовления методами литья и
прессования рассеивателей, защит-
ных стекол, колпаков светильников,
светящихся потолков, светопрозрач-
ных деталей, линз, аппаратуры шахт-
ного освещения и сигнализации, про-
зрачных трубопроводов и емкостей,
смотровых стекол, а также облицо-
вочных материалов и моделей обору-
дования.
Широко применяется замутненное
органическое стекло по ГОСТ 9784-61,
предназначенное в основном для изго-
товления рассеивателей светильни-
ков с люминисцентными лампами и
с лампами накаливания, поставляется
в виде ровных, гладких, без пузырей
и трещни листов, допускающих пнев-
мо- и вакуум-формирование, а также
все виды механической обработки.
Основные свойства стекла по ГОСТ
9784-61 приведены в табл. 37.
Таблица 37
Показатели Нормы
Твердость по Брннелю в Мн/м9 (кгс/мм9), не менее 127(13)
Удельная ударная вязкость в кдж/м9 (кгс-см/см9) 8,34—11,8 (8,5-12)
Теплостойкость по Вика в °C 90—150
ПОЛИПРОПИЛЕН
367
Стандартом предусмотрено 18 пере-
численных ниже марок замутненного
органического стекла:
СН — неокрашенное;
СО — окрашенное;
САН — армированное стеклотканью
и неокрашенное;
САО — то же, окрашенное;
СВН — с включением стекловолок-
на и неокрашенное;
СВО — то же, окрашенное;
СНПТ — с повышенной теплостой-
костью неокрашенное;
СОПТ — то же, окрашенное;
САНПТ — армированное стекло-
тканью, с повышенной теплостойко-
стью, неокрашенное;
САОПТ — то же, окрашенное;
СВППТ — с включением стеклово-
локна, с повышенной теплостойко-
стью, неокрашенное;
СВОПТ — то же, окрашенное;
СНТ — теплостойкое, неокрашен-
ное;
СОТ — теплостойкое, окрашенное;
САНТ — армированное стекло-
тканью, теплостойкое, неокрашенное;
СЛОТ — то же, окрашенное;
СВНТ — с включением стеклово-
локна, теплостойкое, неокрашенное;
СВОТ — то же, окрашенное.
Акрилат самотверде-
ющ и й технический АС Т-Т
применяется для изготовления конт-
рольных шаблонов, копиров, штам-
пов, направляющих плит, литейных
моделей, фасонных абразивных голо-
вок, а также для заделки раковин
в отливках, для крепления пуансо-
нов, для производства контрольных
оттисков штампов и прессформ.
ПОЛИПРОПИЛЕН
Поставляется по СТУ 36-13-925-63.
Свойства полипропилена различ-
ны — от аморфного каучукоподоб-
ного до жесткого кристаллического.
Применяется в виде гранул для
литья, порошка, труб, листов.
Полипропилен нерастворим при ком-
натной температуре в органических
растворителях. В бензоле, ацетоне и
четырех хлористом углероде сильно
набухает. Растворяется при +80° С
в ксилоле, толуоле и в других арома-
тических углеводородах. Стоек к дей-
ствию кислот, щелочей и растворов
солей и при повышенной температуре.
Разрушается только азотной кислотой
при +70° С. Разлагается под воздей-
ствием прямых солнечных лучей. Вве-
дение 1—2% сажи делает его стойким
к ультрафиолетовым лучам.
Полипропилен негигроскопичеи,
диэлектрические свойства его не зави-
сят от влажности среды. Температура
плавления 164 —168° С. При нагре-
вании до 150° С не меняет форму без
воздействия внешних сил.
Жесткий полипропи-
лен — прозрачный материал с глян-
цевой поверхностью.
Механические свойства полипропи-
лена зависят от среды. В табл. 38
указаны механические свойства его
после 30 дней воздействия среды.
Таблица 38
Растворители и и масла Увели- чение массы в % Предел проч- ности при растяжении в Мн/м2{кгс/см~}
Исходный материал — 29,4 (300)
Бензин 13,2 25,5 (260)
Бензол 12.5 26,0 (265)
Ацетон 2.0 25,5 (260)
Четыреххлористый углерод 41,3 26,5 (270)
Оливковое масло 0,1 28,1 (287)
Минеральное масло 0,3 28,4 (290)
Трансформаторное масло 0,2 28,4 (290)
368
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Полипропиленовая плен-
к а не имеет запаха и вкуса, не ток-
сична. Она хорошо сваривается на
специальном оборудовании. Пленка
имеет значительную прочность на раз-
рыв в продольном и поперечном На-
правлении — в среднем 35 и 29 Мн/м?
(375 и 300 кгс/см2) соответственно.
Полипропилен широко применяется
для изготовления деталей подшипни-
ков скольжения, сальниковых наби-
вок, зубчатых колес, детален текстиль-
ных машин, химического оборудова-
ния, электроаппаратуры и приборов,
антикоррозионных и теплостойких по-
крытий, электроизоляционных дета-
лей, рассеивателей, колпаков и дру-
гих деталей светотехнического обору-
дования, изоляции монтажных прово-
дов, оболочек кабелей, а также для
изготовления труб, фитингов, емко-
стей, деталей насосов и вентилято-
ров.
ПОЛИСТИРОЛ
(по ГОСТ 9440-60)
Полистирол принадлежит к числу
наиболее распространенных и пер-
спективных пластмасс.
Действующий ГОСТ 9440-60 распро-
страняется на эмульсионный и блоч-
ный полистиролы, применяемые для
изготовления различных изделий ли-
тьем под давлением, прессованием и
экструзией, для чего предусмотрены
следующие марки полистирола:
эмульсионный маркиА—
для технических целей и изделий ши-
рокого потребления;
эмульсионный марки Б —
для получения пенопластов;
блочный Д — для электроизо-
ляционных изделий;
блочный Т — для технических
целей и изделий широкого потребле-
ния.
Эмульсионные марки применяются
в виде порошка для вальцевания и
изготовления таблеток, а блочные —
для изготовления прозрачных плас-
тин, брусков или же тонких пленок
методом экструзии с последующей вы-
тяжкой.
Цвет полистирола устанавливается
заказчиком.
Полистиролы устойчивы к действию
концентрированных растворов кис-
лот, за исключением азотной, не раст-
воряются в воде, спирте, парафиновых,
нафталиновых углеводородах, расти-
тельных маслах и воске, но раство-
ряются во многих хлорированных и
ароматических углеводородах. Дли-
тельное воздействие солнечного света,
особенно при температуре +80° С,
вызывает поверхностное пожелте-
ние.
К существенным недостаткам поли-
стирола относятся: невысокая терми-
ческая стойкость — не противостоит
кипячению в воде; высокая хрупкость,
низкая ударная вязкость, чувствитель-
ность к подрезу; способность к ста-
рению, растрескиванию, самопроиз-
вольному разрушению от внутренних
напряжений, а также зависимость
механических свойств от темпера-
туры.
Несмотря на указанные отрицатель-
ные свойства, полистиролы широко
применяются в качестве звуко- и теп-
лоизоляционных материалов, защит-
ной и декоративной облицовки и об-
шивки, для изготовления деталей
нефтяных и водяных насосов, санитар-
ных узлов, трубок для воды и масла,
маслоуказателей и других прозрач-
ных деталей масляных и водяных си-
стем низкого давления, электроизоля-
ционных деталей и деталей приборов,
счетных машин, рассеивателей и
колпаков светотехнических устройств
и пр.
Основным способом переработки по-
листиролов в изделия является литье
под давлением при температуре 170—
230° С и удельных давлениях 78,5—
147,1 Мн/м2 (800—1500 кгс/см2).
Физико-механические свойства по-
листирола приведены в табл. 39.
полистирол
309
Таблица 39
Показатели Полистирол блочный Полистирол эмульсионный Полидихлор- стирол Полистирол с каучуком Сополимер с акрилиит- рилом
Плотность в Мг/м5 1,05-1,07 1,05—1,08 1,38-1,4 1.1 —
Удельная теплоемкость в кдж/ (кг • град) (ккал/кг* С) 1,34 (0,32) 1,34 (0,32) — 1,26 (0,3) —
Коэффициент теплопроводности в квт/(м-град) (ккал/см-сек0 С] 0.8 • 10-4 (1,9 • 10-4) 0,8- 10-4 (1,9 • 10-4) — 0.8 • 10-4 (1.9- 10-4) —
Коэффициент линейного расширения на 1° С 6,8 • 10-5 6,8 • 10-5 — — 6- 10-5 —
Теплостойкость по Мартенсу в • С 80 78 115-120 75 - 95
Водопоглощение за 24 ч в % 0,005 0,07 z-' 0,5 0,06 —
Маслопоглошение за 24 ч Стоек Стоек — — —
Действие солнечного света Слегка желтеет Серебрение поверхности — —
Предел прочности в Мн/м2 (кгс/см2) прн: растяжении сжатии изгибе 29,4-49,0 (300—500) 98,07 (1000) 93.2—98,07 (950—1000) 34,3—39,2 (350—400) 98,07 (1000) 98,07 (1000) 31.4—51.0 (320-520) 34,3 (350) 96,1-130,4 (980—1330) 32,3 (330) 68,6-73,5 (700-750) 29.4-49,0 (300-500) 63,7-107,9 (650-1100)
Удельная ударная вязкость в кдж/м2 (кгс • см/см2) 15,7-19.6 (16-20) 21,6 (22) — 17,7-19,6 (18-20) 24.5 (25)
Твердость по Бринелю в Мн/м2 (кгс/мм2) 177—196 (18-20) 196 (20) -275 (-28) 98,1 (10) 88,3-127(9-13)
Удлинение при растяжении в % O.4-O.7 1,5-3,5 - 1.2-1,54 8-50
Модуль упругости при растяжении в Мн/м2 (кгс/см2) 1176.8-3138.1 (12000—32000) 1087.6—3138,1 (11900-32000) 6374,3 при из- гибе (65000) 3341.1 (34700) —
Удельное объемное электросопротивление в ом • м (ом • см) ЮН-ЮН (1016-1018) Ю12—1018 (1014 — Ю15) 1013—1015 (1015-1017) 3.7 • 1012 3.7 • ЮН —
Удельное поверхностное электросопротивление в ом 1015 1014—1015 1018 — 1017 8 . 1012 —
Пробивная прочность в Мв/м (кв/мм) 20 (20) - ~ 19 (~> 19) — —
370
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Зависимость механических свойств полистирола от температуры приве-
дена в табл. 40.
Таблица 40
Показатели Температура в *С
-70 -60 -50 —40 -20 0 4-50 4 50 4 so
в % к показателям нрп 20е С
Удельная ударная вязкость - 131 128 — 113 125 - 108 —
Предел прочности при: изгибе растяжении — — — — 105 107 102 105 95 95 - .80
Модуль упругости ври растя- жении 100 — — — 107 105 97 93
Удельное объемное электро- сопротивление 100 — — 100 100 100 100 - 100
К группе полистиролов относятся
перечисленные и кратко охарактери-
зованные ниже ряд сополимеров поли-
стирола, полимонохлорстирол, поли-
дихлорстирол, пенопласт ПС-1 и пено-
полистирол.
Сополимер полистирола
с нитрилом акриловой
кислоты. Имеет повышенную ме-
ханическую прочность и теплостой-
кость. Применяется для обшивки стен
н внутреннего оборудования судов, ва-
гонов, изготовления ударопрочных
средненагружеиных деталей общего
назначения, деталей электрооборудо-
вания, приборов, корпусов и крышек
аккумуляторов, а также крупногаба-
ритных емкостных деталей, изготов-
ляемых из листов методом вакуумного
формования.
Сополимер полистирола
с и и т р и л ь иы м каучуком
обладает большой гибкостью. Приме-
няется для изготовления ударостой-
ких деталей методом литья под давле-
нием или глубокой вытяжки. Основ-
ные свойства см. табл. 41 (ВТУ
М-395-53).
Сополимер полистиро-
ла с метилметакрила-
том — порошок для получения раз-
личных деталей методом литья под
давлением.
Таблица 41
Показа гели Нормы
Предел прочности в Мн/м* [кгс/см2) при: растяжении статическом изгибе 29,4—39,2 (300—400, 63,7—88,3 (650—900)
Удлинение при растя- жении в % 8-30
Удельная ударная вяз- кость в кдж/м2 {кгс'см/см2) 29,4-68,6 (30-70)
Полимонохлорстирол эму-
льсионный — порошок или ком-
позиция с наполнителем для изготов-
ления деталей высокочастотной изо-
ляции.
Пенопласт П С-1 — легкая
газонаполненная твердая пена с рав-
номерной замкнутопористой струк-
турой, применяемая в качестве запол-
нителя слоистых конструкций и для
теплоизоляции.
Поставляется в виде плит.
Полидихлорстирол при-
меняется для изготовления литьем под
давлением или прессованием деталей
высокочастотной изоляции.
ПОЛИУРЕТАН
371
Сополимер стирола с
а к р и л и и т р и л о м СН-П имеет
высокую механическую прочность, хи-
мическую стойкость к кислотам и ще-
лочам. Применяется для изготовления
различных деталей выдуванием, штам-
повкой, экструзией, литьем под дав-
лением и вакуумным формованием.
Из этого материала изготовляются
типографские шрифты, вместо свин-
цовых.
Сплав полимеров СН-28П —
см. предыдущее, но не применя-
ется для изготовления типографских
шрифтов.
Пенополистирол приме-
няется в вагоностроении для термоизо-
ляции пассажирских и изотермических
нагонов и в холодильной технике.
ПОЛИУРЕТАН
Поставляется по ТУ М-216-52, ТУ
ХП 395-62 п заводским техническим
условиям.
Представляет собой эластичную губ-
ку с хорошими амортизирующими
свойствами, сопротивляемостью раз-
рыву, истиранию, старению, способно-
стью работать длительное время при
высокой влажности и температуре
100—110° С. Полиуретан отличается
особо высокой грузонесущей способ-
ностью. При прессовании полиурета-
новая губка легко принимает различ-
ные фигурные профили.
Полиуретановые смо-
лы — прессовочный и литьевой мате-
риал, применяемый в чистом виде или
с пластификаторами и наполнителями.
Смолы выпускаются также в виде по-
рошка для литья под давлением при
температуре 180—185° С.
К полиуретану относятся полиуре-
тан марки ПУ-1, пенополиуретан и
полиуретановая резина.
Полиуретан ПУ-1. Изделия
из полиуретана ПУ-1 могут длитель-
ное время работать при высокой влаж-
ности и температурах до 110°С без
существенного изменения физико-ме-
ханических свойств. Устойчив к дей-
ствию разбавленных минеральных ки-
слот, разбавленных и концентриро-
ванных органических кислот и щело-
чей, углеводородов, хлорированных
углеводородов, альдегидов, кетонов,
жиров, минеральных и органических
масел.
Применяется для изготовления де-
талей текстильных машин, прокладок,
уплотнений, средненагруженных эле-
ментов машин, работающих в усло-
виях высокой влажности и при тем-
пературах до 110° С, а также электро-
изоляционных деталей.
Физико-механические свойства по-
лиуретана ПУ-1 приведены в табл. 42.
Таблица 4'J
Показатели Нормы
Температура плавления 176-180
Плотность в Мг/м* 1,21 (1,21)
Предел прочности в Мн/м- {кгс/см-} при: растяжении СЖ31 ИИ статическом изгибе 49.0—58,8 (500-6<Ю> 78.5-83.4 (800-850) 68,6-78,5 (700—8001
Удельная ударная вяз- кость в кдж/м* (кге • см/см-} 49,0 (50)
Коэффициент теплопро- водности в вт/^м-грасН (кал/см-сек°С} 0,314 (7,5 • 10-4,
Коэффициент линейно- го расширения на 1°С (13-13.5) • 10- »
Теплостойкость по Мартенсу в ° С 60
Теплостойкость по Ви- ка в ° С 150—165
Усадка при литье в % 1—1.2
Водотюглощение в % (стандартный обра- зец): за 24 ч за неделю максимальное водо- поглощение 0.1 0.25 2,0
Удельное объемное электросопротивле- ние в ом • м (ом • см) 1,2 • 10*2 (1,2 • 10* i)
Удельное поверхност- ное электросоирот- вленис в ом 1 . 1011
Электрическая проч- ность В Мв/М(Кв/ММ) 15—20 (15-20)
Дугостойкость В мин 2-2,5
372
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Пенополиуретан приме-
няется в основном в холодильной про-
мышленности в качестве теплоизоля-
ционного материала в низкотемпера-
турных условиях.
Полиуретановая рези-
на (вулканол, раб ласти к)
предназначена для устройства изно-
состойких покрытий шахтных про-
ходческих и шламовых насосов, труб
для гидротранспорта, флотационных
машин, центрифуг, рештаков, грохо-
тов, элеваторов и другого оборудова-
ния, применяемого в угольной, гор-
норудной и других добывающих про-
мышленностях, а также для изготов-
ления манжет и уплотнений, подвер-
гающихся износу деталей виброгася-
щих устройств, рукояток отбойных
молотков и электросверл, различных
шестерен, роликов, колес и пр.
ПОЛИХЛОРВИНИЛОВАЯ СМОЛА
Выпускается марок ПБ-1, ПБ-2,
ПБ-3, ПБ-4, ПФ-1, ПФ-2, ПФ-3 и
ПФ-4, применяемых для изготовления
слабонагружепных деталей машин и
других изделий. Поставляется по
МРТУ 6-05-919-63 и ТУ МХП 2898-55.
ПОЛИЭТИЛЕН
Поставляется по ВТУ МХП 4138-55,
ВТУ МХП 4430-55, ВТУ ГХП
М-782-57, ВТУ ГХП М-748-57 и завод-
ским техническим условиям.
Твердое роговое вещество белого
цвета. Стабилизированный полиэти-
лен имеет серый или желтоватый цвет.
Изготовляется четырех марок:
ПЭ-500, ПЭ-450, ПЭ-300 и ПЭ-150,
отличающихся показателем относи-
тельного удлинения при разрыве, под-
разделяющихся каждая в зависимости
от степени пластичности на пять ти-
пов — см. табл. 43, в которой приве-
дены свойства полиэтилена. При обыч-
ной температуре не растворяется ни
в одном из известных растворителей.
Стоек к кислотам и щелочам, имеет
высокую влагостойкость и хорошие
диэлектрические свойства.
Таблица 43
Показатели Марки полиэтилена
ПЭ-150 ПЭ-300 ПЭ-450 ПЭ-500
Предел прочности при растяжении в Мн/м2 (кгс/см2), не менее 9,81 (100) 9,81 (100) 9,81 (100) 9,81 (100)
Относительное удлинение при разрыве в %, не менее 150 300 450 500
Пластичность образца при 130° С: а) высота образца под нагрузкой в мм: тип 1 > 11 > 111 > IV > V б) восстановление в мм 0.7—0.9 0.91—1,2 1.21—1,5 1,51-1,8 > 1.8 0,25 0,7—0,9 0,91-1,2 1,21 — 1,5 1,51-1,8 > 1,8 0.25 0.7—0,9 0,91-1,2 1,21-1,5 1,51-1,8 > 1,8 0,15 0,7-0,9 0,91—1,2 1,21-1,5 1,51-1,8 > 1,8 0.15
Морозостойкость на прессованных пластин- ках в °C, не более -65 -65 -65 -65
Диэлектрическая проницаемость при частоте 1 мгц, не более 2,5 2,5 2,4 2,4
Электрическая прочность в Мв/м (кв/мм), не менее 40 (40) 40 (40) 40 (40) 40(40)
ПОЛИЭФИРНЫЕ СМОЛЫ
373
При повышенных температурах на-
бухает в кислых средах, особенно
в концентрированной азотной кислоте.
При температуре 80—90° С набухает
в органических кислотах. Под дей-
ствием ультрафиолетовых лучей ста-
реет, что вызывает снижение показа-
теля удлинения, поэтому изделия, ра-
ботающие на открытом воздухе, долж-
ны изготовляться из стабилизирован-
ного полиэтилена для предотвращения
старения.
Поставляется в виде рукава или
ленты в рулонах или в пакетах кус-
ками длиной не менее 1 м. Ширина
развернутого рукава или ленты зави-
сит от толщины пленки и составляет
от 120 до 800 мм при толщине от 0,035
до 0,2 мм. Толщина пленки, ее раз-
меры указываются заказчиком. Моро-
зостойкость пленки —60° С.
Полиэтилен перерабатывается все-
ми известными способами, поддается
сварке, а также распылению в жид-
ком виде.
Применяется для изготовления тру-
бок для защиты электропроводки на
подъемио-транспортных и других ма-
шинах, трубопроводов масляных и
водяных систем, труб, фитингов, шлан-
гов, емкостей, баков различного на-
значения и для футеровки стальных
труб. Применяется также для изготов-
ления деталей насосов, вентиляторов,
сеялок, дождевальных установок, обо-
рудования для переработки молока,
химического оборудования и тек-
стильных машин, крышек аккумуля-
торов, защитных кожухов и коробок,
уплотнений валов, деталей подшипни-
ков скольжения, прокладок, малона-
гружениых шестерен и звездочек.
Используется полиэтилен и для тон-
кослойных защитных покрытий ме-
таллических деталей, колпачков, ста-
канов, накладок, сальниковых набивок
и т. п. и рассеивателей светильников
в активных средах.
Полиэтилен низкого и
высокого давления, на-
полненный сажей, — мате-
риал для изготовления деталей, тре-
бующих повышенных жесткости, теп-
лопроводности и износостойкости и
стабильности размеров, применяется
для производства насосов, текстиль-
ных, подъемно-транспортных и до-
рожно-строительных машин, оборудо-
вания пищевой промышленности и
т. п. Этот же полиэтилен приме-
няется для изготовления трубопрово-
дов, фитингов и пр.
ПОЛИЭФИРНЫЕ СМОЛЫ
Поставляются по ТУ КУ-2387-54.
Прозрачные бесцветные или елабо-
желтого цвета вязкие термореактив-
пые и термопластичные жидкости.
При отверждении полиэфирные смо-
лы дают большую усадку, которую
следует учитывать, особенно при кон-
струировании и изготовлении толсто-
стенных монолитных изделий. Усадка
может быть уменьшена введением на-
пол цителей.
Полиэфирные смолы хорошо рас-
творяются в стироле и других вини-
ловых соединениях.
Лаковые полиэфирные смолы рас-
творяются в скипидаре, этилацетате и
ароматических углеводородах, хорошо
совмещаются с маслом, разбавляются
лигроином и бензином. Имеют высо-
кую светостойкость и сопротивляе-
мость к атмосферным воздействиям.
Изделия на основе композиций, со-
стоящих из полиэфирных смол с на-
полнителями из асбеста, стекла, стек-
ловолокна, шелка, бумаги, металли-
ческого порошка и других материалов,
отличаются способностью формования
при невысоких давлениях.
Крупногабаритные изделия изго-
товляются из полиэфирных смол в их
чистом или модифицированном виде,
для чего используется преимущест-
венно стеклотекстолит.
Изделия из полиэфирных смол мо-
гут работать в пределах температур
от —60 до 4-120° С.
К группе пластмасс на основе поли-
эфирных смол относятся охарактери-
зованные ниже полиэфиры: пентохлор-
содержащий, поливинилхлорид, по-
ролон, полихлорвиниловая пленка,
биматериал — металл с винипластом
и ряд смол, лаков и эмалей.
Полиэфир пентохлор-
содержащий применяется для
изготовления деталей насосов, гид-
равлических машин, рефрижератор-
ного оборудования и других машин,
работающих в водной среде, и хими-
чески стойких труб, а также зубчатых
3 74
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
колес, подшипников, деталей часов и
приборов и других подобных деталей,
требующих качественной обработки
поверхности, постоянства размеров,
негорючести.
П о л п в н п н л х л о р и д ж е-
с т к н й типа винипласта
(в и н и д у р, э к а д у р) предназна-
чен для изготовления детален хими-
ческого оборудования и аппаратуры
(включая реакционные н сушильные
аппараты, насосы, центрифуги, фильт-
ры, сепараторы и компрессоры), сосу-
дов, емкостей, труб, арматуры и фи-
тингов, прокладок, антикоррозион-
ных покрытий и футеровок детален и
узлов теплообменной аппаратуры па-
ротурбинных установок, деталей топ-
ливных п масляных баков, а также
деталей текстильных машин. Исполь-
зуется также для изготовления корпу-
сов и циферблатов часов и приборов,
деталей внутренней облицовки ваго-
нов.
Поролон — пористый, мягкий
эластичный материал, не изменяющий-
ся под действием нефтепродуктов,
масел, эфиров. Хорошо поглощает
удары.
Пленка пластифициро-
ванного полихлорвини-
ла — материал для изготовления фу-
теровки шкивов подъемных машин в
угольном и горнорудном машиност-
роении.
Б н м а т е р и а л — перфорирован-
ные металлические листы, покрытые
винипластом, применяется для изго-
товления резервуаров агрессивных
жидкостей, автоклавов и других хи-
мических аппаратов.
Глицерофталевые с м о-
л ы имеют высокую клеящую способ-
ность, теплостойки, неплавки, отли-
чаются высокими диэлектрическими
свойствами, дугостойкостью, а также
стойкостью против ползучести.
Лаки и эмали на основе
полихлорвиниловой смо-
л ы применяются в качестве защит-
ных и антикоррозионных покрытий
аппаратуры и оборудования в хими-
ческой промышленности.
Полихлорвиниловый ка-
бельный пластикат исполь-
зуют для изготовления изоляционных
трубок диаметром от 1 до 20 мм, при-
меняемых в монтажных соединениях.
РЕЛИН
Релином называется резиновый ли-
нолеум, имеющий шумопоглощающие
и диэлектрические свойства, стоек к
действию химических веществ, непро-
ницаем для ртути, эластичен (не дает
трещин при многократных изгибах).
Релин гигиеничен — трудно загряз-
няется и легко очищается, хорошо
противостоит скольжению, весьма де-
коративен.
Выпускается различных цветов и
рисунков в рулонах.
Сравнительные свойства релина и
полихлорвинилового линолеума при-
ведены в табл. 44.
Таблица 44
Показатели Релин Лино- леум
Истирание в кг/м2 {г/см2) Сопротивление разрыву в Мн/м2 (кгс/см2) Относительное удлинение в % Упругость (восстанавлива- емость поверхности после выдавливания следа) в % 0,1(0.01) в, 1(62) 35 70 0.3(0,03) 4.1(42) 60 39
СТЕКЛОПЛАСТИКИ
Поставляется по ТУ МХП М-682-56,
ВТУ МХП 2769-54, ВТУ МХП
М-497-54, ВТУ МХП М-285-54, ТУ
МХП 2182-54 и заводским техниче-
ским условиям.
Пластмассы с наполнителем в виде
нитей, жгутов, тканей и матов из
стеклянного волокна.
Размеры и положение стекловолокна
или стеклоткани и свойства приме-
ненных связующих веществ опреде-
ляют различные свойства стеклопла-
стиков.
Стеклопластики стойки в агрессив-
ных средах, имеют хорошие электро-
изоляционные свойства.
Связующие на кремнийорганиче-
ской основе образуют стеклопластики,
способные длительно работать при
температурах 180—250° С, а отдель-
ные виды сохраняют свои свойства
при температурах 150—250° С в со-
четании с повышенной влажностью,
а также при работе в воде.
СТЕКЛОПЛАСТИКИ
375
Трубы из стеклопластиков выдер-
живают высокое давление, темпера-
туру до 100° С, длительно устойчивы
к кислотам, щелочам и растворам.
Механические свойства стеклопла-
стиков улучшаются при повышении
содержания наполнителя до 65—70%
по массе.
К стеклопластикам относятся стек-
лотекстолиты КАСТ, стеклотекстолит
па основе эпоксифурановых смол
и стекловолокпнт типа ФАС — см.
ниже.
Стеклотекстолит ма-
рок КАСТ, КАСТ-1, КАСТ-0,5,
КАСТ-0,8; КАСТ-Р; КАСТ-15 и
КАСТ-В — слоистый листовой мате-
риал, получаемый методом горячего
прессования полотнищ стеклянной
ткани или стеклянной н хлопчатобу-
мажной тканей, пропитанных специ-
альными смолами.
Применяется в судостроении и в от-
дельных отраслях машиностроения.
В частности, из стеклотекстолита из-
готовляются кузова автомобилей.
Физико-механические свойства сте-
клотекстолита марок КАСТ приведены
в табл. 45, а марки КАСТ-13 — в
табл. 46.
Таблица 45
Показатели Марки
КАСТ КАСТ-1 КАСТ-0,5 КАСТ-0,8 КАСТ-Р КАСТ-15
КАСТ К КАСТ П
Предел прочности при растяжении в Мн/м2 (кгс/см2), не менее: по основе по утку 225.6 (2300) 147.1 (1500) 107,9 (1100) 78,4 (800) 264,8 (2700) 152.0 (1550) 271.6 (2800, 166,7 (1700) 255,0 (2600) 147,1 (1500) 98.07 (1000)
Предел прочности при сжатии в Мн/м2 (кгс/см2), не менее: параллельно слоям перпендикулярно слоям — - - - - 98.07 (1000) 264,8 (2700) 58.8 (600) 245.2 (2500)
Удельная ударная вязкость в кдж/м* (кгс • см/см2), не менее: по основе по утку 41,1(45; 31,3(35) 123 (125) 53.9(65) — - 68.6(70) 53 .У (55) 392 (400) 294 (3001 —
Водотюглощеиие в %, не более 3.0 5.0 — 2.0
Плотность в Мг/м3 (г/см3) - - - - - 1,6-1,85 (1,6-1,85) —
Таблица 46
Показатели Толщина листов текстолита марки КАСТ-13 в мм
0,5 од 1.0 1.2 | 1.5
Предел прочности при растяжении в Мн/м2 (кгс/см2), не менее: по основе по утку 261,8 (2700) 152.0(1550)
Удельная ударная вязкость в кдж/м2 (кгс • см/см-), не менее: по основе по утку - - - 58,8 (60) 44.1 (45)
Водопоглощеиие в %, не более з.о 2.0 1.5
Плотность в Мг/м2 (г/см9) _ ! 1.85(1,85)
376
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Стеклотекстолит на ос-
нове эпоксифурановых
смол применяется в ряде отраслей
машиностроения для изготовления
различных деталей. Физико-механи-
ческие свойства его приведены в
табл. 47.
ТЕКСТОВИНИТ
(по ГОСТ 6603-53)
Хлопчатобумажная ткань с поли-
винилхлоридным тисненым покры-
тием. Выпускается двух типов — по-
ристый марок 1, 2, 3 и 4 и воздухоне-
Таблица 47
Показатели Величины показателей
В Л1н/л<2 В кгс/см?
Наполнитель Наполнитель
Стеклоткань Стекломаты Стеклоткань Стекломаты
Предел прочности при стати- ческом изгибе: сухого влажного 617,8-771,1 535,3-768,4 171,6-296,3 137,3—252.7 6300-7861 5460-7836 1750-3021 1 400—2577
Модуль упругости при из- гибе: сухого влажного 32263,9-35303,9 30890,9-34715,6 8727,9-10885.4 8531,8—9708,6 329000—361000 315000 -351000 89000-111000 87000—99000
Предел прочности при сжа- тии: сухого влажного 329.5—440,8 295,2—329,5 137,3-206,5 123,6-150,3 3360—4 495 3010—3360 1400-2160 1260-1533
Модуль упругости при сжа- тии: сухого влажного 33342.6 33931.0 4541,9—9747,8 8374,9-9512.5 340000 346000 97300—99400 85400-97000
Предел прочности при растя* жеиии: сухого влажного 496,7—549,2 447,9-514,8 122.1—137,3 117,3-128,7 5065-5600 5077—5250 1245-1400 1196-1312
Модуль упругости при растя- жении: сухого влажного 35696.2 35009,8 7963,0—8374,9 7717,8-8100,3 364000 357 000 81 200—85400 78700-82600
Стеклоткань типа ФАС
выпускается в листах толщиной от
0,5 до 15 мм, шириной до 1 м и длиной
до 2,4 м. Применяется для изготовле-
ния деталей ректификационных ко-
лонн, центробежных насосов, арма-
туры и других изделий, деталей ма-
шин и аппаратов, работающих в ус-
ловиях высоких температур и значи-
тельных нагрузок.
проницаемый. Пористый, обладающий
санитарно-гигиеническими свойства-
ми, применяется в качестве обивочного
материала. Ширина его 0,60—0,77 м.
Цвет — по согласованию с заказчи-
ком.
Устойчив к температурным воздей-
ствиям в пределах от +70 до —25° С
для пористого и от +70 до —35° С для
воздухонепроницаемого.
ТЕКСТОЛИТ
377
ТЕКСТОЛИТ
(по ГОСТ 2910-54)
Материал, получаемый прессова-
нием уложенных слоями полотнищ
хлопчатобумажной ткани, пропитан-
ной специальными смолами.
Текстолит выпускается в виде ли-
стов толщиной до 8 мм, плит толщи-
ной более 8 мм (марки указаны в
табл. 48), труб и стержней. Размеры
листов и плит, длины стержней и раз-
меры труб указываются в заказе.
Диаметры выпускаемых текстолито-
вых стержней даны в табл. 49, а ос-
новные свойства их в табл. 50.
Текстолит поделочный
выпускается нескольких марок, отли-
чающихся физико-механическими свой-
ствами, в виде листов. Применяется
для изготовления различных деталей
машин, в том числе и зубчатых колес,
методом холодной обработки резанием
или штамповки с предварительным
разогревом.
Таблица 48
Показатели Марки
НТК | пт ПТ-1
Плотность в Мг/м9 (г/см9) 1,3-14 (1,3-1,4) 1,3-1,4 (1,3-1,4) 1,3-1,4 (1.3-1,4)
Предел прочности в Л1«/л«2 (кгс/см2), не менее, при: статическом изгибе растяжении сжатии перпендикулярно слоям 156.9 (1600) 98,07 (1000) 245,2 (2500) 142,2 (1450) 83,4 (850) 225,6 (2300) 117,7 (1200) 63.7 (650) 196.1 (2000)
Удельная ударная вязкость в кдж/м2 (кгс • см/см2), не менее 34,3 (35) 34,3 (35) 24,5 (25)
Теплостойкость по Мартенсу в ° С, не менее 125 125 120
Водопоглощение за 24 ч в г/м2 (г/дм2), не более 35 (0,35) 35 (0,35) 65 (0,65)
К группе текстолитов относятся
текстолиты поделочный, электротех-
нический листовой, металлургический,
прокладочный гибкий и асботексто-
лит — см. ниже.
Физико-механические свойства ли-
стового и плиточного текстолита при-
ведены в табл. 48.
Таблица 49
Диаметр стержней Допускаемые отклонения по диаметрам стержней
Нормальной точности Повышенной точности
8 + 0,5 + 0.3
13 + 0,7 + 0.5
18 + 1,0 + 0,5
25 + 1,0 + 0,8
40 + 1,5 + 0,8
60 + 2,0 ± 1,0
Таблица 50
Показатели Нормы
Предел прочности в Л1«/л«2 (кгс/см2), не менее, при; изгибе растяжении стержней диа- метром: 8 и 13 мм более 13 мм 98,07(1000) 78,4 (800) 39,2 (400)
Плотность в Мг/м9 (г/см9) 1.25—1,35 (1,25-1,35)
Удельное электрическое сопро- тивление. не менее: поверхностное в олс объемное в ом • м (ом*см) 10» (10»—10»)
Средняя электрическая проч- ность в кв (параллельно сло- ям иа расстоянии между цен- трами отверстий в испытуе- мых образцах 15 лен), не менее б
378
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Технические свойства, вид и раз-
меры поделочного текстолита уста-
навливаются соглашением сторон.
Текстолит электротех-
нический листовой выпу-
скается нескольких марок, отличаю-
щихся физико-техническими свойст-
вами. Применяется в основном в
электро- и радиотехнике.
Назначение электротехнического
текстолита различных марок указано
в табл. 51.
Таблица 51
Маркл текстолита Назначение
А Конструкционный электроизоляционный — для работы в трансформаторном масле и на воздухе при температуре окружающей среды от —60 до 4-70® С
В Конструкционный электроизоляционный - для работы на воздухе при темпе- ратуре окружающей среды от —60 до -;-70° С
ВЧ Электроизоляционный — для работы на воздухе в радиоаппаратуре при тем- пературе окружающей среды — от —60 до 4-70° С
Г Панельный — для работы на воздухе при температуре окружающей среды от —60 до 4-70° с
СТ Электротехнический — для работы на воздухе при температуре окружающей среды ог —60 до 4-130* С
Толщины листов электротехнического текстолита даны в табл. 52.
Таблица 52
Номиналь- ная тол- щина в мм Допускаемые отклоне- ния по толщине в мм в отдельных точках для марок Номиналь- ная тол- щина в мм Допускаемое отклоне- ние по толщине в мм в отдельных точках для марок Номиналь- ная тол- щина в м м Допускаемые отклоне- ния по толщине в мм в отдельных точках для марок
А, Б и ВЧ Г и СТ А, Б н ВЧ Г и СТ А, В и ВЧ Г и СТ
0.5 0,6 0.7 ОЛ 0,4 ±0.15 ± 0.2 6.0 6.3 6,5 ±058 ± 0.7 20,0 21,0 22,0 23.0 24.0 25,0 26.0 27,0 28.0 29.0 ±2,0 ± 2.5
7.0 7,3 7.5 8.1> 8,5 ± 0.68 ± 0.8
1,0 ч 0,15 ±0.25
1.2 1,4 1.5 ±0,18 ± 0.25
9,0 9,5 ±0,8 ±0,9
30,0 31.0 32.0 33.0 34,0 35.0 36,0 37,0 38,0 39,0 40,0 ± 3,0 ± 3,5
1.6 1.8 2.0 ± 0.23 ± 0.3 10.0 10.5 ±0.9 ± 1,0
11.0 11.5 12,0 12,5 13.0 13,5 14,0 14,5 ± 1.1 ± 1,5
23 2.5 2.8 3.0 3.5 3,8 i 0.33 1 0,4
42.0 44,0 46,0 48,0 50,0 ± 3,3 ±4,0
4.0 4.3 4,5 ±0.38 ± 0,5
15.0 16,0 17,0 18,0 19,0 ± 1.5 ± 2,0
5.0 5.5 1 0.48 ±0.6
Примечания: 1. Текстолит марки ВЧ изготовляется толщиной до 8 мм.
2. Текстолит марки СТ изготовляется толщиной до 30 мм.
3. Номинальный размер листов всех толщин 450 X 600 мм.
ТЕКСТОЛИТ
379
Стрела прогиба (кривизна) листов
электротехнического текстолита при-
ведена в табл. 53.
Таблица 53
Толщина листа в лг.и Кривизна листа на I М ДЛИНЫ В ММ, не более
5—6 II
Св. 6 до 10 10
» Н) а 15 7
> 15 5
Физико-механические свойства ли-
стового электротехнического тексто-
лита приведены в табл. 54.
Текстолит металлурги-
чески п применяется для изготов-
ления подшипников скольжения про-
катных станов по чертежам и техни-
ческим условиям заказчика, согласо-
ванным с заводом-изготовителем.
Текстолит прок ладо ч-
н ый гибкий изготовляется в ви-
де листов или готовых прокладок во
чертежам и техническим условиям
заказчика, согласованным с заводом-
изготовителем.
А с боте к с то л и т находит ши-
рокое применение в ряде отраслей
машиностроения, в судостроении и
в других отраслях промышленности
(в листовых и других конструкциях).
Его свойства показаны в табл. 55.
Поставляется по техническим усло-
виям, согласованным сторонами.
Таблица. 54
Показатели Марка
А | Б | ВЧ Г СТ
Предел прочности при статическом изгибе перпендикулярна слоям в Мн/м2 (кгс/см2), не менее 88,3 (900) 117,7(1200) — 117,7(1200) 107,9(1100)
Предел прочности при растяжении в Мн/м2 (кгс/см2), не менее: вдоль листа (по основе ткани) поперек листа (по утку ткани) 58,8 (600) 44,1 (450) 63,7 (650) 53,9 (550) 49,0 (500) 39,2 (400) 63.7 (650) 4-1,1 (450) 88.3 (900) 68,6 (700)
Твердость по Бринелю в Л1«/.ч2 (кге/мм2), не меиее 291(30)
Плотность в AL?/jk3 (г/с.н3) 1,3-1,45 (1,3-1,45) 1.6-1,85 t1.6—1,85)
Таблица 55
Показатели Нормы
Плотность в Л1г/л<8 (г/см9) 1.6-1,7 (1,6-1,7)
Коэффициент линейного расширения на Г С До 2,8-10 5
Коэффициент теплопроводности в вт/(м-град) \ккал/м>ч*С\ 0.50-0,58 (0,43-0,50)
Теплостойкость по Мартеису в °C 250
Поглощение за 24 ч при 18—20° С в %: воды масла бензина 2,0 1.0 1,0
Предел прочности в Мн/м2 (кгс/см2) при: растяжении (по основе) сжатии статическом изгибе 78.4 (800) 98,07 (1000) До 166,7 (до 1700)
Удельная ударная вязкость в кдж/м2 (кгс •см/см2) 19,6-24,5 (20-25)
Твердость по Бринелю в Мн/м2 (кге/мм2) 294—441 (30—45)
Модуль упругости при растяжении в Мн/м2 (кгс/см2) 13729,3-19613,3 (140000-200000)
380
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ФЕНОЛИТ
Поставляется по ТУ МХП М-227-53,
ВТУ МХП 710-56, ВТУ МХП М-136-56
и заводским техническим условиям.
Водо-, тепло-, морозе- и кислото-
стойкий материал с высокой механи-
ческой прочностью и хорошими элект-
роизоляционными свойствами. Хоро-
шо окрашивается пигментами и краси-
телями.
Применяется для изготовления шта-
мповкой и другими методами деталей
автомобилей и многих других машин,
для футеровки химической и иной ап-
паратуры.
Фе пелитовые плитки ие
адсорбируют ртуть и ее пары водо-
и кислотостойки.
Фенолит выпускают марки 4Т и
марки под названием декорозит (см.
ниже).
Физико-механические свойства фе-
полита приведены в табл. 56.
Продолжение табл. 56
Показатели Нормы
Содержание летучих в % 1.0—1.5
Удельное поверхностное электросопротивление в ом 1013-5 • 10И
Удельное объемное элекгро- сопрошвлецие в ом-м (ОМ-СМ) ЮЮ-6.10И (10!й—6-1013)
Пробивная прочность в Мв/м {кв/мм) 11,3— 18 (14,3—18)
Ф е и о л и т-4Т применяется для
изготовления деталей машин и дру-
гих изделий, эксплуатируемых в ус-
ловиях тропического климата.
Декорозит кислотостоек, пред-
назначается для изготовления различ-
ных деталей машин. Основные свой-
ства декорозита приведены в табл. 57.
Таблица 56
Показатели Нормы
Удельная ударная вязкость в кдж/м* {кгс-см/см*) 4,71-7.65 (4,8-7,8)
Предел прочности в Мн/м* {кгс/см*) при: статическом изгибе сжатии 54,8-75,7 (559-772) 147.1-166.7 (1500-1700)
Твердость по Бринелю в Мн/м* {кгс/мм*) 294—392 (30—40)
Водопоглощение в % 0,018—0,048
Теплостойкость по Мартенсу в °C 113-141
Бензиностойкость в % 0,02-0.03
Маслостойкость в % 0,014-0,02
Плотность в Мг/м* {г/см*) 1,36-1,5 (1,36—1,5)
Усадка в % 0,6—0,98
Текучесть в мм 115-200
Удельный объем в Л1г/л«3 (г/сл3) 1.03—1,8 (1.03—1,8)
Таблица 57
Показатели Нормы
Удельная ударная вязкость в кдж/м* {кгс-см/см*) 3.92-9.02 (4,0-9,2)
Предел прочности в Мн/м* {кгс/см*} при: статическом изгибе сжатии 49,0—89.8 (500-916) 110,8-168.2 (1130-1715)
Твердость по Бринелю в Мн/м* {кгс/мм*) 269—312 (27.4-31,8)
Водопоглощение в % 0,029—0,03
Теплостойкость по Мартенсу в °C 110-149
Плотность в Л1г/л8 {г/см*) 1,28-1,4 (1,28-1,4)
Усадка в % 0,6-1,0
Текучесть в мм 30—180
Удельное поверхностное элек- тросопротивление в ом {ом • см) 1 -109- -1,7 • ЮН
Удельное объемное Электро- сопротивление в ОМ'М {ОМ-см) Ы07-4.6Х ХЮН (1.109— —4,6-1013)
Пробивная прочность в Мв/м {кв/мм) 10-13 (10-13)
ФЕНОПЛАСТЫ
381
ФЕНОПЛАСТЫ
(по ГОСТ 5689-60)
Фенопласты — большая группа
прессовочных материалов — компози-
ционных смесей искусственных смол
с органическими и минеральными на-
полнителями, с добавкой отверждаю-
щих, смазывающих и окрашивающих
веществ.
Фенопласты со специальными напол-
нителями близки по свойствам к чу-
гуну, заменяют свинец и нержавею-
щую сталь. Такие фенопласты поста-
вляются по специальным техническим
условиям. К этой группе фенопластов
относятся, например, фаолит — см.
ниже.
Термопластичные и термореактив-
ные фенопласты изготовляются в виде
порошков, крошки и волокнистых
материалов.
Прессовочные фено-
пласты выпускаются в виде по-
рошков различных марок (см. табл. 58)
группирующихся по назначению: груп-
пы I — общего назначения и цветные;
группы II — электроизоляционные;
группы III — повышенной водо- и
теплостойкости; группы IV — повы-
шенной химической стойкости; груп-
пы V — повышенной прочности на
удар; группы VI — особого назначе-
ния.
Физико-механические свойства прес-
совочных фенопластов (пресспорош-
ков) приведены в табл. 58; основное
назначение отдельных марок пресс-
порошков дано ниже.
Таблица 53
Марки пресспорошков Удельная ударная вяз- кость в кдлс/м2 (кгс ‘См/см2), не менее Предел прочности при статическом изгибе в Мн/м2 (кгс/см2), не менее Теплостойкость по Мартенсу в ° С. не меиее Удельное поверхност- ное электросопротив- ление в ом, не менее Удельное объемное электросопротивление В ОМ • М (ОМ • СМ), не менее Электрическая проч- ность в Мв/м (кв/мм), не менее
Группа I. К-15-2; К-17-2; К-18-2; К-19-2; К-20-2; К-110-2; К-119-2 Пресспорошки общ 3,92 (4,0) । 53,9 (550) его назначена} ПО । 1 . 10» I • 107 (1 . 109) 10
К-15-25; К-17-25; К-18-25; К-20-25; К-119-25; К-103-25 3,92 (4,0) 53,9 (550) 125 1 • 10» 1 • 10? (1 109) 10
К-118-2; ОЧ-2 3,92 (4,0) 49,0(500) 110 1 • 10» 1 • 10? (1 • 109) 10
К-18-56 2,75 (2,8) 44,1 (450) 120 — — —
Монолнт-1; Монолнт-7; Моно- лит-ФФ 4,41 (4,5) 6,37(650) 110 1 . 10Ю 2 -10В (2 . ЮЮ) 7
К-15-202; К-17-202; К-20-202; К-110- 202; К-214-203; К-115-ГЦС; К-103- ГЦС; К-117-ГЦС Цветные 3,92 (4,0) порошки 49,0 (500) ПО — — —
382
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 58
Марки пресспорошков Удельная ударная вяз- кость в кдж/м2 {кгс • см/см2), ие ме- нее Предел прочности при статическом изгибе в Мн/м2 {кгс/см2), ие менее Теплостойкость по Мартенсу в ф С, не менее Удельное поверхност- ное электросопроти- вление в ом, не менее Удельное объемное электросопротивление в ом • м {ом • см), не меиее Электрическая проч- ность в)Мв/м (кв/мм), не меиее
Группа 11. Пресспорошки К-21-22-; К-211-2; К-220-23 дли изгоп 4,12 (4,2) човления 63,7 (650) злектр 100 оизоляц 1 • 1013 юнных demaxei 5- 1010(5- 1012) г 13
К-211-3; К-211-4 4,12 (4,2) 49,0(500) 100 1 • ЮН 5-1010(5. 1012) 13
К-214-35 (А) 4,90 (5,0) 88,3 (900) 118 1 • ЮН 1 - 1012 (I . 1QU) 17
К-214-35 (Б) 4,41 (4,5) 83,4 (850) 115 5 • 101» 5- 1011(5- 101») 16
К-2Н-2 4,44 (4,5) 49,0 (500) ПО 8 101» 5- ЮЮ(5. 1012) 13
Группа III. Пресспорош К-18-42 кн для изделий с повышен и теплостойкостью 3,92(4,0) | 49,0(500) | 140 ной вод 1 • 10» ^стойкостью 1 • 107 (1 . 109) 2
К-24-42 3.43 (3.5) 44,1 (450) 145 I • ЮН 1 • ЮЮ (1 • 1012) 10
К-13-53 2.45 (2,5) 39,2 (400) 145 1 . ЮЮ 1 • 107 (1 . 10») -
Группа IV. Пресспорошки для изде К-17-23 (фенолит-1); К-17-36 (фе- 1 4,12 (4,2) иолит-2) лий повыи 53,9 (550) 1енной ПО химичес кой стойкости
К-17-81 (декорозит-1 и декорозит-2) 5,88 (6,0) 53,9 (550) ПО — — -
Группа V. Пресспорошки ФКП-1 для изделий с повышенно 7,85(8,0) | 49,0(500) | ПО й прочн 1 • 10Ю остью на удар 1 . 108 (1 . ЮЮ) 10
ФКПМ-10 7.35 (7,5) 49,0 (500) по 1 • 1012 1 • 1010 (1 . 1012) 12
Примечания: 1. В таблицу не включена группа VI пресспорошков особого назна- чения. 2. Из перечисленных в таблице марок пресспорошков, в частности, применяются: пресс- порошки К-114-35 (А) и К-114-35 (Б) группы 11 для изделий, работающих в условиях повы- шенной влажности, токов повышенной частоты и повышенных напряжений, пресспорошок К-314-2 группы 11 для изделий, у которых недопустимы выделения при эксплуатации; пресс- порошок К-17-23 (фенолнт-1) для изготовления крышек и пробок аккумуляторных баков.
ФЕНОПЛАСТЫ
383
Волокнистые фенопла-
сты — с асбестовым волокном —
имеют повышенную механическую
прочность и теплостойкость, хорошие
диэлектрические и фрикционные свой-
ства,
Марки и основные показатели, ха-
рактеризующие волокнистые пресс -
материалы нз фенопласта, даны в
табл. 59.
Фенопласты марок К-17-2,
К-18-2, К-19-2, К-110-2 и др. (табл. 58,
группа I) применяются во многих
отраслях машиностроения. Из них
изготовляются детали, не несущие на-
грузки (колпачки, рукоятки, кнопки
и т. п.), а также детали осветительной
арматуры.
Фенопласт марки К-18-56
используется для изготовления мало-
габаритных несиловых деталей, кор-
пусов, крышек, цоколей, деталей из-
мерительных приборов и др.
Таблица .59
Показатели Марки
Волокнит К-217-57 К-Ф-3 К-Ф-З-М К-6 К-6
Плотность в Мг/м* (г/см2) 1,35—1.45 (1.35-1,45) 1,7-1.85 (1,7-1,85) - 1,95 (1,95) 1.95 (1,95) 1,95(1,95)
Удельная ударная вязкость в кдж/м2 (кгосм/см-), не менее 8,83 (9) 20,63 (21) 20,63 (21) 9,81 (10) 19,6 (20) 17,7(18)
Предел прочности в Мн/м2 (кгс/см2), не менее: при статическом изгибе при растяжении 49,0 (500) 29,4 (300) 63,6 (700) 68,6 (700) 68,6 (600) 58,3 (700) 68,6 (700)
Теплостойкость по Мартенсу в СС, не менее 110 200 200 - 200 200
Водопоглощение в г/м2 не более 0,4* 100 1* 70 70 50
Удельное поверхностное элек- тросопротивление в олс Ы07 — - - —
Удельное объемное электро- сопротивление В ОЛ*-.И (ОМ’СМ) 1.105 (1,|07) — — — — —
Электрическая прочность в Мв/м (кв/мм) 2(2) — — — — —
* В этих случаях водопоглощение показано в %
Примечания: 1. Волокнит К-217-57 используется в качестве антифрикционного материала; коэффициент трения на машине Амслера без смазки образцов ие менее 0,33. 2. К-Ф-3 —для тормозных колодок. 3. К-Ф-З-М — для тормозных колодок вагонов метрополитена; коэффициент тревня ОД 4. К-6 с повышенным показателем удельной ударной вязкости предназначен для низко- вольтных коллекторов, а с пониженным показателем — для высоковольтных коллекторов.
384
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Пресс материалы типа
Ф К П (табл. 58, группа V) имеют
широкое применение в машинострое-
нии. Из них изготовляются детали,
требующие повышенной прочности на
удар, а также картеры автомобильных
двигателей, щитки приборов, рукоят-
ки, текстильные веретена, шпули и
челноки, а также малонагруженные
шестерни, работающие в агрессив-
ных средах, детали поршневых и
центробежных насосов, абразивные
круги повышенной прочности и пр.
Пресс матер и алы типа
Ф А К-4, изготовляемые по специаль-
ным техническим условиям, исполь-
зуются при изготовлении деталей авто-
мобильных двигателей, приборов за-
жигания, различных тонкостенных
армированных деталей, требующих
стойкости к вибрационным нагрузкам
и ударным воздействиям, а также
других деталей машин и оборудова-
ния, работающих в условиях тропиче-
ского климата.
Ф а о л и т кислотостоек, а изго-
товленный на основе асбеста с графи-
том заменяет свинец, медь, бронзу и
другие сплавы в химическом машино-
строении. Фаолиты выпускаются в
виде замазки марок А и Т, сырых
листов марок А, Т и П или отвержден-
ных термической обработкой листов
этих же марок. Марка фаолита харак-
теризует применяемый наполнитель:
А — асбест; Т — графит и асбест; П —
песок с добавкой асбеста. Фаолиты
нестойки по отношению к азотной и
хромовой кислотам, иоду, брому, ще-
лочам и спирту.
ФТОРОПЛАСТЫ
Поставляются по ВТУ М-518-54,
ТУ М-162-54, ТУ М-549-56, ВТУ
М-295-62, ВТУ М-784-57, ВТУ
М-461-55, ТУ М-810-59 и заводским
техническим условиям. Механические
свойства фторопласта зависят от ско-
рости охлаждения в процессе изготов-
ления деталей. При быстром охлажде-
нии происходит закалка, в значи-
тельно большей степени сказываю-
щаяся при изготовлении изделий из
фторопласта-3. Низкая теплопровод-
ность фторопластов не позволяет полу-
чать закаленные детали с толстыми
стенками,
Широкое применение в машино-
строении получили фторопласты марок
3, 4, ЗМ и 40, в особенности фторо-
пласт-3. Характеристика этих фто-
ропластов приведена ниже.
Фтороплас т-3 выпускается в
виде рыхлого тонкого порошка, из
которого получается полупрозрачный
роговидный материал от бесцветного
до темно-коричневого цвета (цвет за-
висит от термической обработки). Из
фторопласта-3 изготовляются прессо-
ванные листы толщиной от 1 до 8 мм,
а методом экструзии — трубки и шну-
ры. Из фторопласта-3 изготовляется
также суспензия, применяемая для
нанесения тонких пленок и покрытий
на металлах с предварительно подго-
товленной шероховатой поверхно-
стью.
Адгезия пленочных покрытий к ме-
таллу зависит от рода покрываемого
металла. Для получения пленочного
покрытия из суспензии необходимо
нагреть покрываемую поверхность до
температуры около 275° С с после-
дующим резким охлаждением.
Рабочий интервал температур в пре-
делах от —195 до + 100° С, а при
больших нагрузках +70° С.
Фторопласт-3 легко поддается меха-
нической обработке. Текучесть на хо-
лоду практически отсутствует,
Фторопласт-3 стоек ко всем кисло-
там и щелочам, не растворяется на
холоду ни в одном растворителе. Раз-
лагается под действием расплавлен-
ных щелочных металлов и элементар-
ного фтора при высоких температу-
рах.
Применяется для изготовления про-
кладок, работающих в агрессивной
среде при давлении 2,94 Мн/м?
(32 кгс/см?) и рабочей температуре от
—40 до +50° С, а также деталей кис-
лородных приборов (в частности, кла-
панов), работающих при давлении
14,7—19,6 Мн/м* (150—220 кгс/см?),
мембран и т. п.
Для переработки фторопласта-3 мо-
гут быть использованы все методы.
Физико-механические свойства фто-
ропласта-3 приведены в табл. 60.
Фторопласт-4 по химиче-
ской стойкости превосходит все из-
вестные материалы, включая золото
и платину. Практически стоек ко всем
минеральным и органическим кисло-
ФТОРОПЛАСТЫ
3S5
там, щелочам, органическим раство-
рителям, окислителям и другим агрес-
сивным средам. Разрушается лишь
расплавленными щелочными метал-
лами и элементарным фтором. Не сма-
чивается водой, не набухает, водопог-
лощение практически равно нулю.
Допускаемая рабочая температура
эксплуатации +250° С. Пленки фто-
ропласта-4 сохраняют гибкость при
температурах ниже —100° С. Отли-
чается исключительно высокими ди-
электрическими свойствами.
Таблица 60
Показатели Нормы
Плотность в Л1гЛн3 (г/слг®) 2.14 (2.14)
Предел прочности при растя- жении в Л1«/.и2 {кгс/см-} образца: незакаленного закаленного 34,3-44,1 (350-450) 29.4 (300)
Относительное удлинение при разрыве пленки в %: иезакаленнон закаленной 20-40 100 -200
Предел прочности при статиче- ском изгибе в Мн/м3 (кгс/см2} 58,8-78.5 (600-800)
Удельная ударная вязкость в кдж/м3 (кгс’см/см2) 19.6-29,4 (20-30)
Твердость по Бринелю в Мн/м3 (кгс/мм3) 98,1-127 (10—13)
Теплопроводность в квт/(М’град) (кал/см'Сек °C) 0,59-10-4 (1,4-10-4)
Удельная теплоемкость в кдж/(кг-град) (кал/г °C) 0,92 (0,22)
Теплостойкость по Мартенсу 70
Удельное объемное электро- сопротивление в ом-м(ом*см} 1,2-1018 (1,2-1013)
Электрическая прочность об- разца толщиной 4 мм в Л1в/л« (кв/мм) 13(13)
13 В. 3. Васильев и др.
Изделия из него имеют белую ок-
раску и скользкую поверхность, на-
поминающую на ощупь поверхность
парафина.
Основным недостатком является
хладотекучесть. При удельных нагруз-
ках 2,94—4,90 Мн/м2 (30—50 кгс/см2)
появляется заметная остаточная де-
формация, а при давлениях порядка
19,6—24,5 Мн/м2 (200—250 кгс/см2)
материал переходит в область регу-
лярного течения. Текучесть фторо-
пласта-4 используется при изготовле-
нии пленки на вальцах. При нагрева-
нии раскатанных на холоду образцов
их размеры сокращаются, а при тем-
пературах выше точки перехода образ-
цы стремятся принять первоначальные
размеры и форму. Поэтому холодно-
тянутые изделия перед их применени-
ем рекомендуется прогревать при тем-
пературе, превышающей на 15—20° С
температуру эксплуатации данного
изделия.
Переработка фторопласта-4 осуще-
ствляется в основном методом таблети-
рования мелкодисперсного порошка на
холоду при удельном давлении 29,42—
34,32 (300—350 кгс/см2) и спекания
в свободном состоянии формованных
изделий при температуре 375 ± 10° С
с последующим охлаждением. Ско-
рость охлаждения готового изделия
определяет его механические свой-
ства. Детали, закаленные быстрым
охлаждением, имеют более высокие
показатели предела прочности при
растяжении и удлинения, но меньшие
значения модуля упругости. Закален-
ные детали и другие изделия целе-
сообразно эксплуатировать лишь в
условиях нормальной температуры,
так как при повышенной температуре
закалка снимается. Точные размеры
деталей обеспечиваются механической
обработкой.
Применяется в случаях, когда тре-
буются высокие теплостойкость, хи-
мическая стойкость и диэлектрические
свойства. Из него изготовляют про-
кладки, сальниковые набивки, ман-
жеты, сильфоны, пластины, диски,
кольца, цилиндры, электро- и радио-
технические изделия, изоляцию в виде
пленки, химически стойкие детали и
изделия — трубы, стаканы, вентили,
краны, мембраны, насосы и т. п. по-
ристые изделия.
386
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Физические и механические свой-
ства фторопласта-4 приведены в
табл. 61, коэффициенты линей-
ного расширения фторопласта-4 — в
табл. 62, а зависимость его механи-
ческих свойств от температуры —
в табл. 63.
Таблица 61
Показатели Нормы
Плотность в Мг/м9(г/см2) 2.1—2,3 (2,1-2,3)
Предел прочности в Мн/м2 (кгс/см2) при: растяжении незакален- иого материала растяжении закален- ного материала статическом изгибе сжатии, ие менее 13,7-19.6 (140 -2001 15,7-24,5 (160-250) 10,8—13.7 (110-140) 19,6 (200)
Удельная ударная вяз- кость в кдж/м2 (кгсХ Хсм/см2) 98,1 (100)
Относительное удлинение при разрыве в % 250-500
Твердость по Брннелю в Мн/м2 (кгс/мм2) 29,4—39,3 (3-4)
Коэффициент трения по: нержавеющей стали марки IXI8H9T фторопласту-4 0,064—0,080 0,052—0,086
Теплопроводность в кет /(м • град) [кал/секХ \см °C] (2,47—2,51)-10-4 ((5,9-6,0). 10-4]
Продолжение табл. 61
Показатели Нормы
Теплостойкость по Вика в СС 100—110
Температура разложения в °C, ие менее 400
Удельное объемное элек- (1,1-1,91-1014
тросопротивлеиие ъом-м (ОМ’СМ) (1,1—1,9). 1014
Удельное поверхностное электросопротивление в ОМ (1.4-2,7)-1014
Электрическая прочность образца толщиной 4 мм в Мв/м (Кв/ММ) 25-27 (25-27)
Дугостойкость в сек 250»
* Сплошной проводящий слой не обра- зуется.
Таблица 62
При температуре в °C Величина коэффи- циента
От —60 до — 10 > —10 > + 20 » +20 > + 50 » +50 » +110 8-10—4 8.10—s—25-10-4 25-10—s-Ц. 10—ь ll-10-s
> - > - > - > - НПО > +120 120 > +209 -200 > +210 -210 > 4-280 11-10-5-15- 10-ь 15-10-4 15.10—5_ 21-10-ь 21- 10-ь
Таблица 63
Модуль упругости Модуль упругости Предел прочности Относительное
при сжатии при изгибе при растяжении удлинение прн
в Л4н/л<2 (кгс/см2) в Мн/м2 (кгс/см2) в Мн/м2 (кгс/см2) разрыве в %
- 60 1765,2 (18 000) 2726,3 (27 800)
- 40 1667,1 (17 000) 2343,8 (23 900) 34,3 (350) 70
- 20 1471,0 (15 000) 2285,0 (23 300) 31,9 (325) 100
0 1078,7 (11 000) 1775,0 (18 100) 29,4 (300) 150
- 20 686,6 ( 7 000) 833,6 ( 8 500) 19,6 (200) 470
- 40 441.3 4 500) 500.1 ( 5 100) 17,7 (180) 650
- 60 323,6 ( 8 300) 470,7 ( 4 800) —
- 80 235,4 ( 2 400) 372,7 ( 3 800) 13,2 (135) 600
-100 166,7 ( 1 700) —— _ 11,3 (115) 540
г 120 — — 240,3 ( 2 450) — — —
ЦЕЛЛУЛОИД
387
Фтороплас т-ЗМ применяется
для изготовления деталей и узлов
сушильных аппаратов, втулок под-
шипников центрифуг, фильтров, ло-
пастей мешалок, деталей насосов и
счетчиков для агрессивных жидкостей
и других целей. Применяется фторо-
пласт-ЗМ также для антикоррозион-
ных покрытий.
Фтороплас т-40 используется
для защитной футеровки металличе-
ской химической аппаратуры, труб,
фитингов и различных деталей, ра-
ботающих в наиболее агрессивных сре-
дах.
ЦЕЛЛУЛОИД
Поделочный целлулоид
(по ГОСТ 428-53) изготовляется ма-
рок:
А — для изделий, получаемых ме-
тодом выдувания в прессформах в ра-
зогретом состоянии, имеет неполиро-
ванную поверхность;
Б — для изделий, изготовляемых
обработкой режущими инструментами,
тиснением иа холоду или при нагре-
вании, а также прессованием в разо-
гретом состоянии; выпускается в виде
полированных и неполированных ли-
стов;
В — с отделкой под черепаху, брон-
зу, перламутр, мрамор и другие ма-
териалы, предназначен для изготовле-
ния изделий обработкой режущими
инструментами, а также для наклейки
в качестве декоративного материала;
выпускается в виде полированных и
неполированных листов.
Целлулоид всех марок (А, Б и В)
выпускается в прозрачном и непроз-
рачном исполнении.
Листы поделочного целлулоида
имеют размеры: длина ие менее
1330 мм, ширина ие меиее 550 мм и
толщина от 0,5 до 5 мм. Его основные
свойства: предел прочности при ра-
стяжении целлулоида марок А и Б:
прозрачного 43,1 Мн/м2 (4,4 кгс/мм2)
при относительном удлинении иа
разрыв 15—18%; непрозрачного
37,3 Мн/м2 (3,8 кгс/мм2) при относи-
тельном удлинении иа разрыв 10—
15%.
Целлулоид белый тех-
нический (по ОСТ 10182-39) вы-
пускается в листах длиной 1335 мм,
шириной 630 мм и толщиной от 0,65
13’
до 2 мм (двух сортов: АВ-1 и АВ-2),
для которых усадка составляет соот-
ветственно не более 1 и 2,5%. Исполь-
зуется для изготовления декоратив-
ных деталей и изделий.
Целлулоид техничес-
кий прозрачный (по ГОСТ
576-41). Технический целлулоид при-
меняется для остекления машин, из-
готовления прозрачных деталей при-
боров, остекления измерительных при-
боров, изготовления планшетов, ма-
кетов, моделей и других изделий. В за-
висимости от внешнего вида и свойств
технический целлулоид подразделяет-
ся иа три марки: Т1( Т2 и Т3.
Длина листов с иеобрезаииыми
краями ие меиее 1330 мм, с обрезан-
ными — не менее 1300 мм; ширина
листов ие менее 600 мм. Толщина
листов и допускаемые отклонения по
толщине указаны в табл. 64.
Таблица 64
Толщина листа в мм Допускаемые откло- нения по толщине в мм
0,15; 0.2; 0.3; 0,4; 0,45 ±0,05
0,5; 0,8 ±0.07
1,0 ±0.10
1.5 ±0.12
2,0; 2,5 ±0.15
3,0; 3,5 ±0.20
4,0; 4.5; 5,0 ±0,25
Предел прочности на разрыв и от-
носительное удлинение при разрыве
целлулоида различных марок приве-
дены в табл. 65, а основные свойства
его в табл. 66.
Таблица 66
Показатели Марки
т. та т,
Предел прочно- сти иа разрыв в зависимости от толщивы листа в Мн/м3 (кгс/мм3) 35,3—46,1 (3,6-4,7) 34,3—44,1 (3,5—4,5) 32.4—42,2 (3,3—4,3)
Относительное удлинение при разрыве в %, не менее 10-17 10-16 10-14
388
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 66
Показатели Нормы
Плотность в Мг/м’ (г/см’-. 1,34-1,52 (1,34-1,52)
Коэффициент линейного расширения на 1° С (10—16) • 10—S
Коэффициент теплопровод- ности в кет/ (ле • град) [кал/см • сек9 С| (1,47—2.14), 10-4 (3,5-5,1) • 10-4
Удельная теплоемкость в кдж/(кг-град)[ ккал/кг°С ] 1,42-1.59 (0,34-0,38)
Теплостойкость по Мар- тенсу в ° С 40
Поглощаемость воды за 24 ч в % 1,5-2,0
То же, масла и бензина в % 0,5
Модуль упругости при растяжении в Мн/м2 \кгс/см2) 1372.9—1569,1 (14000-16000)
Удельное объемное элек- тросопротивление В 0М‘М (ОМ • СМ) 10» (ЮН)
Удельное поверхностное электросопротивление в ом ЮН
Пробивная прочность в Мв/M (Кв/ММ) 30(30)
ЦЕЛЛОФАН
(по ГОСТ 7730-63)
Целлюлозная окрашенная и неокра-
шенная пленка, подразделяемая на
№ 25, 35, 45, 55, 65, 75, 85 и 100,
соответствующие массе пленки в г
на 1 jw2 в зависимости от ее толщины.
Пленки подразделяются на тонкую —
толщиной до 30 лкм, среднюю — тол-
щиной от 30 до 40 мкм и толстую —
толщиной от 40 до 66 мкм. Свойства
пленки приведены в табл. 67. Приме-
няется при изготовлении свертываю-
щихся штор и для других целей.
Таблица 67
Показатели Нормы
Разрывная нагрузка в Мн/м2 (кгс/мм2). ие менее: в продольном направлении в поперечном > 58,8 (6) . 29,4 (3)
Удлинение при разрыве в %, не менее: в продольном направлении в поперечном > 10 12
Ширина пленки в рулоне в м 0,9 и 1,4
Водопроницаемость лакирован- ной пленки в г/м2, не более 40
Паропроницаемость лакирован- ной пленки в г/м2 45
ЭПОКСИДНЫЕ СМОЛЫ
Поставляются по ВТУ 646-55, ТУ
33029-59, СТУ 30-14026-63 и завод-
ским техническим условиям.
Твердые, хрупкие и жидкие разно-
видности синтетических термореак-
тивных смол с высокой реакционной
способностью. Твердость, прочность
и эластичность повышаются добавкой
пластификаторов и наполнителей. Кле-
евой слой из эпоксидных смол после
отверждения водостоек, устойчив про-
тив действия кислот и щелочей, не
дает усадки, не образует пузырьков,
имеет хорошие диэлектрические свой-
ства. Эпоксидные смолы растворяются
в ацетоне, толуоле и других раство-
рителях. При комбинировании эпок-
сидной и полиэфирной смол дости-
гаются хорошие конструкционные ка-
чества пластмасс.
Наибольшую механическую проч-
ность при склеивании металлов обес-
печивает эпоксидная смола горячего
отверждения. При затвердевании
имеют место: малая усадка и незна-
чительные выделения летучих веществ,
хорошая приставаемость к метал-
лам, керамике и стеклу, устойчивость
к повышенной температуре (до 120—
130° С), хорошая сопротивляемость
старению. Эпоксидные смолы получи-
ли преимущественное применение в
производстве слоистых материалов,
ЭПОКСИДНЫЕ СМОЛЫ
389
поверхностных покрытий, клеев и це-
ментов, литых деталей, стабилизато-
ров, пористых материалов и компаун-
дов.
Теплостойкость и теплопровод-
ность эпоксидных смол могут быть
повышены за счет введения соответ-
ствующих наполнителей, например
кварцевой муки.
Изделия из эпоксидных смол не
требуют лакировки и полирования.
По ударной прочности и по малой усад-
ке они превосходят детали и изделия
из фарфора. Ниже описаны наиболее
широко применяемые эпоксидные смо-
лы, компаунды и лаки.
Эпоксидная смола ЭД-6—
труднорастекающаяся термопластич-
ная жидкость, отверждающаяся как
при нормальной, так и повышенной
температуре. При добавлении в не-
большом количестве аминов и ангид-
ридов кислот быстро густеет и пере-
ходит в неплавкое и нерастворимое
состояние. Из нее изготовляются раз-
нообразные детали машинного обору-
дования.
Основные свойства отливок из
смолы ЭД-6 приведены в табл. 68.
Таблица 68
Показатели Нормы
Удельная ударная вязкость в кдж/м2 (кгс-см/см2) 6,86—8,48 (7,0-8,65)
Предел прочности при изгибе в Мн/м2 (кгс/см2) 6,86-9,81 (70—100)
Твердость по Бринелю в Мн/м2 (кгс/мм2) 169—179 (17,2-18,3)
Теплостойкость по Мартенсу в °C 100
Удельное поверхностное элек- тросопротивление В GM 4-1013-Ю14
Средняя пробивная прочность в Ms/м (кв/мм) 13,6—27,4 (13,6-27,4)
Эпоксидные смолы ЭД-13
и ЭД-15 предназначены для изготов-
ления отливок деталей. Их свойства
приведены в табл. 69.
Таблица 69
Показатели Отвердитель
фталевый малеиновый
Удельная ударная вязкость в кдж/м2 (кгс • см/см2) 5,88-6,37 (6,0-6,5) 1.85-4,90 (1,89-5,0)
Теплостойкость по Мартенсу в °C 77-81 68—76
Предел прочности прн статическом изгибе в Мн/м2 (кгс/см2) — 60,2—79,8 (614—814)
Твердость по Бринелю в Мн/м2 (кгс/мм2) — 260-283 (26,5—283)
Водопоглощение за 24 ч в % — 0.062—0,159
Удельное объемное электросопротивление в ом-м (ом-см): при 20е С при 100° С 8,4.101«—8,7.1012 (8,4.1011—8,7.1014) 1,7-1012-8,4.1011 (1,7-ЮН—8,4-101») 4,7.1012-6,5-1012 (4,7.1014—6,5.1014)
390
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Эпоксидные компаунды
используются при изготовлении тех-
нологической оснастки, в том числе
штампов, литейных моделей, при-
способлений для сборки и т. п. На-
полнителями в эпоксидных компаун-
дах являются железный порошок,
тальк и др.
Эпоксифуранов ы е с л о и-
стые материалы имеют хоро-
шую стойкость по отношению к кисло-
там. Переработка эпоксифурановых
пластмасс осуществляется контакт-
ным формованием, причем для их от-
верждения применяются различные
отвердители. При добавлении фурфу-
ролкетоновых смол обеспечивается су-
щественное снижение вязкости.
Из эпоксифурановых слоистых ма-
териалов изготовляются детали хими-
ческого оборудования и другие изде-
лия.
Оптически чувствитель-
ный полимер особого со-
става находит применение при поля-
ризационно-оптическом методе иссле-
дования напряжений в сложных и от-
ветственных деталях и узлах машин
и оборудования. Поставляется по
специальным техническим условиям.
ЭТРОЛ
Поставляется по ТУ 701-56, ТУ
ГХП 57-52, ВТУ М-694-56, ВТУ ГХП
89-49, ТУ МХП 392-49 и заводским
техническим условиям.
Наибольшее распространение в ма-
шиностроении имеют ацетилцеллюлоз-
ный, нитроцеллюлозный и этилцеллю-
лозный этролы. Применяются они,
например, для изготовления методом
литья под давлением и прессованием
деталей автомобилей: ручек, кнопок,
щитков управления, штурвалов и
других деталей и изделий. Основные
свойства этролов приведены в табл. 70.
Таблица 70
Показатели Этролы
ацетилцеллю- лозный нитроцеллю- лозный этилцеллю- лозный
Плотность в Л1г/л<3 (г/смя) 1,4 (1,4) 1,8—2,0 (1,8-2,0) 1,07-1,08 (1,07-1,08)
Коэффициент линейного расширения па (10-12). 10-S 6,7-16 10-14
Коэффициент теплопроводности в Мвт/(м*град) (ккал/см>сек° С) (2,22—3,65)-10-< (5,3-8,7) (1,30—2,14)-10-« (3,1-5,1) (1,61—2,61)-10-« (3,8-6,3)
Удельная теплоемкость в кдэю/(кг-град) [ккал/кг* С) 1,50 (0,36) 1,42-1,59 (0.34—0,38) —
Теплостойкость по Мартенсу в ®С 45 35-50 35
Водопоглощаемость за 24 ч в % 0,8-1,0 2,0 0,6
Действие солнечного света Слабое Окрашивается; увеличивается хрупкость —
Предел прочности в Мн/м* (кгс/см*) при: растяжении сжатии изгибе 24,5-39,2 (250-400) 49,0—56,4 (500-575) 44,1-49,0 (450-500) 24,5-29,4 (250—300) 137,3—205,9 (1400—2100) 34,3—39,2 (350-400) 13.7—61,8 (140—630) 29,4—98,07 (300—1000) 24,5 (250)
СИНТЕТИЧЕСКИЕ КЛЕИ
391
Продолжение табл. 70
Показатели Этролы
ацетилцеллю- лозный нитроцеллю- лозный этилцеллю- лозный
Удельная ударная вязкость в кдж/м2 (кгс'см/см2) 14,7—34,3 (15-35) 4,41 (4,5) 19,6 (20)
Твердость по Бринелю в Л1«/л(2 (кгс/мм2) 44,1-78,5 (4,5-8) 39,3 (4) 44,1-53.9 (4,5-5,5)
Удлинение при растяжении в % 7-15 25-50 5-40
Модуль упругости в Мн/м2 (кгс/см2) 1961.3-2551,7 (20 000—25 000) 1765.2-2745,9 (18 000—28 000) —
Удельное объемное электросопротивление В ОЛ<*-И (ОМ‘СМ) Ю19—8-104 (1012-8-101’) 108—1010 (1010-1012) 7-101’ (7-10Ю)
Удельное поверхностное электросопро- тивление в ом 1011-101’ 1010-1012 1012—101’
Пробивная прочность в Мв/м (кв/мм) 10-13,5 (10-13,5) 7-10 (7-Ю) 21,5 (21.5)
СИНТЕТИЧЕСКИЕ КЛЕИ
Поставляются по ТУ МХП 1367-49,
ТУ МХП 346-53, ВТУ 646-55, ТУ
33029-59 и заводским техническим
условиям.
Универсальные и специальные син-
тетические клеи имеют способность
прочно сцепляться с металлическими и
многими другими материалами.
К числу синтетических клеев от-
носятся клеи марок БФ-2; БФ-4, СМБ,
ВК-32-200, ЭД-6 и ЭД-5 и бакелито-
вый, характеристика и назначение ко-
торых приведены ниже.
Клеи БФ-2 и БФ-4 приме-
няются для склеивания под давлением
металлов, фенолформальдегидных пла-
стиков, текстолита, стеклотекстолита,
гетннакса, аминопласта, фибры, стек-
ла, фанеры, эбонита, древесины и
других материалов как между собой,
так и в их различных сочетаниях.
Предел прочности склеенных материа-
лов показан в табл. 71. Эти клеи
стойки в воде, спирте, бензине, ке-
росине, минеральных кислотах, а
также грибостойки. Температуростой-
кость их от +180 до —60° С. На проч-
ность склеивания влияет качество
предварительной подготовки поверх-
ностей и технология склеивания.
Таблица 71
Наименование материалов Прочность в Мн/м2 (кгс/см2)
иа разрыв на изгиб
БФ-2 БФ-4 БФ-2
Сталь — сталь Сталь — стекло Сталь — фарфор 27,9-37.8 (285-385) 1.27(13) 9.8+1 (100) 44,1-58,8 (450—600) 44,1—58,8 (450 -600) 12,7—29,4 (130—300) 52,5 (535) 14,1 (144)
Сталь — гетинакс Сталь — текстолит Дуралюмин — дуралюмии 9,81-6,37 (100-65) 4,71-22.1 (48—225) 16,0-29,4 (160 -300) 9,81-5,88 (100 -60) —
392
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Клей бакелитовый ис-
пользуется при склеивании металлов,
стекла, смолы, слюды, стеклоткани,
гетинакса, электроизоляционного кар-
тона и текстолита в случаях, когда
нельзя применять клен БФ-2, БФ-4 и
карбональный клей из-за невозмож-
ности создать требуемое давление.
Имеет ту же стойкость, что и клеи
БФ-2 и БФ-4, и, кроме того, вибро-
стоек.
Предел прочности на разрыв при
склеивании следующих материалов ра-
вен: металл — пластмасса 2,94—
4,90 Мн/м2 (30—50 л'гс/с.и2); гети-
накс — текстолит 1,96—2,45 Мн/м2
(20—25 кгс/см2).
Клей с т и р о л б у т и л м е-
т а к р п л а т н ы й С М Б выпу-
скается трех марок: А, Б и В. Клеи
марок А и Б используются для склеи-
вания стали, дуралюминня, стекла
и полиэтилена. Клей марки В предназ-
начен для заливки узлов в электро-
машиностроении, клей токсичен.
Прочность на сдвиг клеевого соеди-
нения дуралюминия с дуралюмипием
при температуре 18—30° С и относи-
тельной влажности воздуха 40—65%
достигает 3,92 Мн/м2 (40 кгс/см2).
Клей ВК-32-200 предназначен
для склеивания металлов и различных
неметаллических материалов, рабо-
тающих длительное время (порядка
300 ч) при температуре до 200° С и
кратковременно (до 20 ч) при темпе-
ратуре до 300° С. Стоек в воде, масле
и бензине, а также грибостоек и виб-
ростоек, горюч, нетоксичен. Морозо-
стойкость до —60° С.
Клеи эпоксидных смол
ЭД-6 и ЭД-5 применяются для склеи-
вания металлов, каучука с металлами
и каучука с пластмассами. В тех слу-
чаях, когда недопустимо применение
агрессивных отвердителей и повышен-
ных температур, используется клей из
смол ЭД-6 и ЭД-5 холодного отверж-
дения. Клен на основе этих же смол,
но горячего отверждения применяется
там, где требуется клеевой шов повы-
шенной прочности.
Для получения прочного шва ме-
таллические поверхности должны быть
очищены и обезжирены, а поверхности
дуралюминия, алюминия, стекла, фар-
фора и керамики только обезжирены.
На прочность склейки оказывают
бол ьшое в л ия н не ста би л и зато р ы. П ро ч -
ность на сдвиг при 26° С находится
в пределах 4,59—6,76 Мн/м2 (47,0—
68,0 кгс/см1). Нижиий показатель от-
носится к клею без стабилизатора,
верхний — со стабилизатором.
Эпон VIII — широко приме-
няемый клей. Средняя прочность
склейки различных материалов этим
клеем показана в табл. 72.
Таблица 72
Наименование материалов Прочность склейки в Мн/м2 (кгс/см2\
Сталь — сталь Алюминий — алюминий Бакелит — бакелит Сталь — алюминий 35,0 (357) 433 (448) 26,8 (273) 43,9 (448)
Сталь — стеклотекстолит Сталь — бакелит Медь — никель Медь — медь 35,0 (357) 25,4 (259) 34,8 (355) 24,0 (245)
Б. РАЗЛИЧНЫЕ НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
АСБЕСТОВЫЕ ИЗДЕЛИЯ
Бумага асбестовая
теплоизоляционная
(по ГОСТ 2630-44)
Асбестовая теплоизоляционная бу-
мага выпускается двух сортов в ли-
стах и рулонах. Одна сторона бумаги
гладкая, а на другой допускается от-
печаток ткани технического сукиа.
Бумага в листах имеет размер 1000Х
X 950 мм при толщине в 0,5; 1,0 и
1,15 мм. Допускаемые отклонения по
длине и ширине листа бумаги не более
± 10 мм, а по толщине: ± 15% для
листов толщиной 0,5 мм и± 10% для
листов толщиной 1,0 и 1,15 мм.
Бумага в рулонах имеет ширину
670; 950 и 1150 мм при толщине в 0,3;
0,4; 0,5; 0,65; 1,0 мм, причем допус-
каемые отклонения по ширине
± 10 мм, а по толщине 15%.
АСБЕСТОВЫЕ ИЗДЕЛИЯ
393
В асбестовой бумаге 1-го сорта
разрыв кромки и отверстия не допу-
скаются. В бумаге 2-го сорта может
быть не более трех разрывов длиною
каждый не более 40 мм и не более
двух отверстий общей площадью не
более 20 см2.
Посторонние включения: для 1-го
сорта — не более двух, общей пло-
щадью 1 см2, а для 2-го сорта — не
более трех включений, общей площа-
дью не более 3 см2.
Масса бумаги приведена в табл. 73.
Таблица 73
Толщина в мм 0,3; 0,4; 0,5 0,65; 1.0 1,5
Масса 1 м2 в г, не более 650 1250 1950
Доски асбоцементные
(по ГОСТ 4248-52)
Асбоцементные доски применяются
для изготовления деталей электриче-
ских машин и аппаратов, подвергаю-
щихся действию высоких температур
и электрической дуги, а после соот-
ветствующей сушки и пропитки также
в качестве электроизоляционного ма-
териала для изготовления панелей,
щитов и оснований электрических ап-
паратов.
Доски обрезаны по краям и имеют
гладкую без трещин и раковин лице-
вую сторону.
Длина асбоцементных досок 1200 ±
± 5 мм, ширина 700 ± 5 или 800 ±
± 5 мм, толщина 4, 6, 8, 10, 12, 15,
20, 25, 30, 35 и 40 мм.
Доски толщиной от 10 до 40 мм мо-
гут поставляться обработанными или
необработанными, а толщиной 4,6 и
8 мм — только необработанными. До-
пускаемые отклонения по толщине
приведены в табл. 74,
Кривизна лицевой поверхности об-
работанной доскн толщиной 10—15 л«.и
по длине 1 мм и по ширине 0,5 мм;
толщиной 20—40 мм—соответственно
2 и 1 мм; необработанной доски тол-
щиной 4—40 -w.it — соответственно 3
и 2 мм.
Средний предел прочности асбоце-
ментной доски при статическом изгибе
в любом направлении для досок:
марки «350» не
(350 кгс/см2);
марки «400» не
(400 кгс/см2)',
марки «450» не
(450 кгс/см2);
марки «500» не
(500 кгс/см2).
менее 34,2 Мн/м2
менее 39,2 Мн/м2
менее 44,1 Мн/м2
менее 49,0 Мн/м2
ДОСОК
Средний предел прочности
при ударном изгибе, в зависимости
от их толщины, находится в пределах
3,92—7,85 кдж/м2 (4—8 кгс • см/см2).
Электрическая прочность доски по-
сле ее сушки до постоянной массы ие
менее 1,5 кв/мм.
Доски допускают обработку распи-
ловкой, фрезерованием и сверлением
без расслаивания.
Картон асбестовый
(по ГОСТ 2850-58)
Асбестовый картон применяется в
качестве огнезащитного, термоизоля-
ционного или электроизоляционного
материала, а также в качестве мате-
риала для уплотнения соединений в
приборах, аппаратах и т. п. Имеет
высокую Щелочестойкость, ио слабую
кислотостойкость, ие горит и не обуг-
ливается.
Изготовляется в листах размером
900 X 900, 900 X 1000 и 1000 X
X 1000 мм с допускаемыми отклоне-
ниями ± 10 мм.
Толщина картона 2; 2,5; 3; 3,5;
4; 5; 6; 8; 10 мм с допускаемыми от-
клонениями ± 0,3 мм. Отклонения
по толщине в пределах листа не пре-
вышают 10%.
Таблица 74
Размеры в мм
Толщина 4 6 8 10 12 15 20 25 30 35 40
Допускаемые отклоне- ния для досок обработанных ±0.75 ±1,0 ±1,5
необработанных +1.5 +2,0 +3,0
394
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Основные свойства картона приве-
дены в табл. 75.
Таблица 7Ь
Показатели Величина
Плотность в Мг/м* (г/см*) 1,0—1.3 (1,0—1,3)
Предел прочности при рас- тяжении во взаимно пер- пендикулярных направле- ниях в Мн/м2 (кгс/см2), не менее: в одном направлении в другом направлении 1.18 (12) 0,59 (6)
Влажность в %, не более 3
Потери при прокаливании в %, не более 15
Кольца асбестовые фрикционные
(по ГОСТ 1786-57)
Фрикционные асбестовые кольца
применяются в механизмах сцепления
автомобилей, тракторов, сельскохо-
зяйственных, строитель ио-дорожн ых
и других машин. Изготовляются коль-
ца из асбофрикционных материалов
марок КФ-1, КФ-2, КФ-3 и КФ-4.
Размеры колец приведены в табл. 76.
Допускаемые отклонения по наруж-
ному диаметру не более — 1 мм, по
внутреннему диаметру не более
+ 1 мм, по толщине± 1 мм, при раз-
нице в толщине одного кольца не бо-
лее 0,1 л«.и. Отклонение от концент-
ричности наружного и внутреннего
диаметров кольца не более 0,5 мм.
Фрикционные кольца поставляются
без отверстий для заклепок, со шли-
фованными рабочими поверхностями.
С согласия потребителя кольца могут
быть шлифованы с одной стороны.
Таблица 76
Размеры в мм
Наружный диаметр Внутренний диаметр Толщина Наружный диаметр Внутренний диаметр Толщина
60 70 80 90 100 20; 30 30; 40 30; 40 40; 50 40; 50; 60 3,0; 3,5; 4,0 275 300 325 350 375 400 425 450 160; 180; 200 160; 180; 200 180; 200; 220 200; 220; 240 220; 240; 260 240; 260; 280 260; 280; 300 280; 300; 320 3,5; 4,0; 4,5 5,0; 6,0; 7,0
ПО 125 140 160 180 200 225 250 40; 60 60 60; 80; 100 80; 100 100; 120 120; 140 140; 160 160; 180 3,0; 3,5; 4,0; 4,5
АСБЕСТОВЫЕ ИЗДЕЛИЯ
395
Физико-мехаиические свойства колец приведены в табл. 77.
Таблица 77
Показатели КФ-1 КФ-2 КФ-3 КФ-4
Твердость по Бринелю в Мн/м2 » » (в кгс/мм2) 206-314 (21-32) 167-265 ((17-27) 294—481 (30-14) 147-235 (15-24)
Коэффициент трсння при постоянном тренин, не менее: по чугуну по стали 0,35 0,38 0,34 0,42 0,35 0,40 0,36 0,50
Износ по толщине при постоянном трепни в мм, не более: по чугуну по стали 0.22 0,45 0,03 0,11 ОДО 0,20 0,20 0,23
Термостойкость. Образцы колец, выдержанные при температуре 275—280° С, в течение 3 ч не должны размягчаться, расслаиваться, обугливаться н кро- шиться; при этом твердость по Бринелю в Мн/м2 (в кгс/мм2) 245—392 (25-40) 167-314 (17-32) 373—530 (38-54) 147-275 (15-28)
Уменьшение коэффициента трения в %, не более 10
Лента тормозная асбестовая
(по ГОСТ 1198-55)
Тормозная асбестовая лента — про-
питанная термически обработанная
ткань, сплетенная из асбестовых нитей
и латунной проволоки, предназначена
для изготовления тормозных накла-
док.
В зависимости от состава пропитки
лента подразделяется на типы А и Б,
причем леита типа Б имеет повышен-
ные эксплуатационные показатели.
Ленты изготовляются размерами,
указанными в табл. 78.
Размеры в мм
Таблица 78
Ширина Номинальная 20 25 30 85 38 40 45 50 55 60 64 70 75 90 95 101 105 110 115 120 125 130 150 150 160 170 180 199 200 125 240 250 260 270
Допускаемые отклонения ±оз ± 1,0 ± 1,5 ±2 ±2,5
Толщина Номинальная 4, 6, 8, 10 и 12
Допускаемые отклонения ± 0,5
Длина Оговаривается в заказе
396
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Физико-мехапические показатели
лент приведены в табл. 79.
Таблица 79
Показатели Типы ленты
А Б
Коэффициент трения, не 0,35 0,45
менее Износ по толщине за 2 н 0,20 0,15
в мм. ие более (см. п. 17 и 13 ГОСТ 1198-55) Плотность в М?/.и3 3.0 3.0
Эластичность лент допускает оги-
бание на 180° без повреждения ленты,
стержня диаметром 80 мм при тол-
щине ленты до 6 мм и стержня диа-
метром 150 мм при толщине ленты
6 мм и более.
Паронит
(по ГОСТ 481-58)
Паронит — листовой материал об-
щего назначения, изготовляемый из
асбеста, каучука и наполнителей.
Применяется в виде прокладок раз-
личных размеров и конфигураций с
целью уплотнения мест соединений
металлических деталей.
Поставляется в виде готовых изде-
лий — прокладок по чертежам заказ-
чика или в листах, размеры которых
приведены в табл. 80.
Таблица SO
Размеры в мм
Ширина и длина Допуска- емые от- клонения Толщина Допуска- емые от- клонения Ширина и длина Допуска- емые от- клонения Толщина Допуска- емые от- клонения
300X400 400X500 500X500 550X550 600X600 750X1000 700X1200 ±5% 0,4 1 0.6 1 од ( 1.0 ) ±0.1 1000X1200 1 1000X1500 | 1200X1250 ( 1200X1350 1 1200X1450 1200X1500 1200X1700 ) ±5% 2,0 ±10%
3,0 \ 4,0 1 5,0 ( 6,0 } ±8%
1.5 ±10%
Рабочие условия пароиита указаны в табл. 81.
Таблица 81
Среда Температура в вС Давление в Мн/м* (в кгс/см*)
Вода, пар До 450 4,90 (до 50)
Нефть, тяжелые н легкие нефтепродукты До 400 > 200 3.92 (до 40) 6.86 (до 70)
Жидкий и газообразный кислород До -182 0,25 (До 25)
Плотность пароиита 1,5—2,0 1Лг[м3 (1,5—2,0 г/см3).
АСБЕСТОВЫЕ ИЗДЕЛИЯ
397
Полотно армированное
(по ГОСТ 2198-43)
Армированное полотно представ-
ляет собой прорезиненную и програ-
фиченную ткань саржевого или митка-
левого переплетения, изготовленную
по основе из латунной проволоки, а
по утку — из асбестовой ровницы,
скрученной вместе с латунной или
медной проволокой в нить.
Из армированного полотна изготов-
ляются прокладки, применяемые в
моторостроении для уплотнения мест
соединения деталей, работающих при
температуре до 150°С.
По допускаемым отклонениям от но-
минальных размеров и дефектам внеш-
него вида полотно выпускается 1-го и
2-го сорта (см. табл. 82).
Длина куска полотна не менее
1500 мм; ширина не менее 500 мм;
толщина 0,6; 0,7 и 1,1 мм. Допу-
скается изготовление полотна других
размеров по ширине.
Допускаемые отклонения по разме-
рам приведены в табл. 82.
Таблица 82
Размеры полотна в мм Допускаемые откло- нения в мм
1-го copra 2-го сорта
При толщине 0,6 и 0,7 ±0,05 ±0,08
При толшине 1,1 + 0,07 + 0,15
При ширине 500 и более ±20 ±30
Прокладки из армированного по-
лотна при соприкосновении с алюми-
нием, дуралюминием, сталью и чугу-
ном не вызывают коррозии. Они эла-
стичны и при разъединении мест
уплотнения легко снимаются без рас-
слаивания.
Ткани асбестовые
(по ГОСТ 6102-52)
Асбестовые ткани изготовляются де-
вяти марок (табл. 83).
Длина кусков ткани не менее 25 м.
Допускаемые отклонения по ширине
± 20 мм.
В зависимости от дефектов изготов-
ления асбестовые ткани подразде-
ляются на два сорта.
Таблица 83
Марки Характеристика переплетения Шири- на в мм Толщи- на в мм, ие бо- лее Масса 1 ЛС» в г, не бо- лее Предел точности полоски 50 X 100 мм в кн (кгс), не менее
по основе по утку
АТ-1 АТ-2 АТ-3 АТ-4 Миткалевое 1040 1040 1040 1040 1.6 1,9 2,9 3,5 1000 1100 1500 1900 0,637 (65) 0,490 (50) 0.412 (42) 0,412 (42) 0,265 (27) 0,167(17) 0,118(12) 0,137 (14)
АТ-5 Саржевое с латунной или медной проволо- кой Саржевое 1040 3,2 1900 0,667 (68) 0,245 (25)
АТ-6 1550 3,8 3400 2,452 (250) 1,471 (150)
АТ-7 Миткалевое 1520 2,5 1600 0,785 (80) 0,588 (60)
АТ-8 АТ-9 Саржевое 1500 1500 3,5 3,5 2000 2000 0,735 (75) 0,686 (70) 0,981 (100) 0,441 (45)
Эти ткани в машиностроении применяются для теплоизоляции.
398
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Фрикционные изделия
из материала Ретинакс
(по ГОСТ 10851-64)
Тормозные колодки, кольца, вкла-
дыши, сектора и другие детали и из-
делия из материала Ретинакс
изготовляются методом горячего фор-
мования по чертежам заказчика, со-
гласованным с предприятием-постав-
щиком.
Эти детали применяются в узлах
трения буровых лебедок, шагающих
экскаваторов, кузнечно-прессового
оборудования, металлорежущих стан-
ков, транспортных и других машин.
Изделия из материала Ретинакс вы-
пускаются двух марок:
А — применяются в узлах с поверх-
ностной температурой трения до
1100° С, при скорости скольжения до
50 м/сек, удельном давлении до
2,45 Мн/м* (25 кгс/см*), трении в паре
с чугуном марки ЧНМХ;
Б — то же, но с поверхностной тем-
пературой трения до 700° С, при ско-
рости скольжения до 10 м/сек, удельном
давлении до 1,47 Мн/м* (15 кгс/см*),
трении в паре с серым чугуном и ле-
гированными сталями; допускается
применение изделий марки Б при
удельном давлении до 2,94 Мн/м*
(30 кгс/см*) и скорости скольжения
до 50 м/сек, однако при совместном
действии этих параметров поверхност-
ная температура трения не должна
превышать 700° С.
Твердость по Бринелю изделий
марки А — 343—588 Мн/м* (35—
60 кгс/мм*) и марки Б — 245—
490 Мн/м* (25—50 кгс/мм*).
Коэффициенты трения при испы-
тании на лабораторной машине в паре
с чугуном марки СЧ 15-32 (по ГОСТ
1412-54) не менее 0,32, а линейный
износ — не более 0,19 мм. Основные
показатели приведены в табл. 84.
Таблица 84
Показатели Нормы
Временное сопротивление сре- зу в Мн/м2 (кгс/см2)» не менее: марки А > Б 22.05 (225) 19,11 (195)
Продолжение табл. 84
Показатели Нормы
Предел прочности при сжатии в Мн/м- (кгс/см2), не менее: марки А » Б 53,9 (550) 56,35 (575)
Плотность в Мг/м2 (г/см2)'. марки А > Б 2,4-2,8 (2,4—2,8) 2,13—2,45 (2,13—2,45)
Шнур асбестовый
(по ГОСТ 1779-55)
Асбестовый шнур изготовляется
трех типов: асбестовый, асбомагне-
зиальный и асбопухшнур.
Применяется шиур в качестве теп-
лостойкого изоляционного, прокладоч-
ного и набивочного материала, имею-
щего высокую щелочестойкость, но
слабую кислотостойкость.
Диаметры и масса шнура приведены
в табл. 85.
Таблица 85
Тип шнура Диаметр швура в мм Масса 1 лог. м шнура в г, не более
3 10
4 15
5 20
6 35
Асбестовый 8 10 60 90
13 125
16 175
19 260
22 290
25 380
13 95
16 130
Асбо магне- зиальный 19 22 190 215
25 290
28 420
32 440
20 180
Асбопухшнур 25 120
30 380
ВОЙЛОК ТЕХНИЧЕСКИЙ
399
ВОЙЛОК ТЕХНИЧЕСКИЙ
Технический войлок применяется
тонкошерстный по ГОСТ
288-61, полугрубошерстный
по ГОСТ 6308-61 и грубошерст-
ный по ГОСТ 6418-61. Он подраз-
деляется на:
а) войлок для сальников, предназ-
наченных для задержания смазочных
масел в местах трения и для защиты
мест трения от попадания в них воды
и пыли;
б) войлок для прокладок, приме-
няемых в качестве изоляторов между
металлическими поверхностями в це-
лях предохранения их от истирания и
загрязнения или для смягчения уда-
ров и сотрясений, а также с целью
звукопоглощения;
в) войлок для фильтров, используе-
мых для фильтрации масел.
Войлок применяется в качестве
сальников, прокладок и фильтров в
форме колец, лент, пластин, дисков
или фигурных деталей, причем вой-
лочная деталь прямоугольной формы
шириной до 100 мм называется лен-
той, более 100 мм — пластиной.
Основные свойства тонкошер-
стного войлока толщиной от
7 до 20 мм указаны в табл. 86.
Таблица 86
Показатели Войлок тонко- шерстный для
сальни- ков прокла- док 5 •0* сх
Плотность в Мг/м3 (г/см3) 0,44 (0.44) 0,39 (0,39) 0,25 (0,25)
Предел прочности иа раз- рыв (при толщине вой- лока 5 мм) в Мн/м'2 (кгс/см*), ие меиее 2,94 (35) 3,43 (30) —
Содержание свободной серной кислоты в %, ие более 0.5 0,5 0,15
Капиллярность в мм (при толщине войлока 10 мм и йенее), ие меиее: в течение 5 мин > > 10 > > > 20 > — — 35 40 45
Обозначение войлока Тс ТПр Тф
По обоснованному требованию пот-
ребителя войлок для фильтров и ли-
стовой прокладочный войлок поста-
вляются с содержанием серной кис-
лоты не более 0,1%.
Войлок тонкошерстный от
2,5 до 6 мм, изготовляемый распили-
ванием более толстого войлока, соот-
ветствует нормам, приведенным в
табл. 87.
Таблица 87
Показатели Нормы при толщине вой- лока в мм
2.5 | 3.0 | 4.0 5,0 I 6,0
Плотность в Л1г/л3 (г/см3), не менее 0.26 (0.26) 0,27 (0,27) 0,28 0,28) 0,28 (0.28,1 0,28 (0,28)
Предел проч- ности на раз- рыв при факти- ческой толщи- не войлока в Мн/м'2 (кгс/см2), не менее 1.47 (15) 1.47 (15) 1.96 (20) 1.96 (20) 2.45 (25)
Содержание свободной сер- ной кислоты в %, не более 0,2 0.2 0,2 0,2 0,2
Полугрубошерстный и грубошерст-
ный войлок отличаются от тонкошер-
стного повышенным содержанием сво-
бодной серной кислоты и раститель-
ных и минеральных примесей и мень-
шей капиллярностью.
Влажность для всех трех видов вой-
лока составляет 13%.
Основные свойства п о л у г р у-
бошерстного войлока при-
ведены в табл. 88, а грубошерст-
ного — в табл. 89.
Таблица 88
Показатели Войлок полугру- бошерстныи для
сальни- ков прокла- док £ Ч м в о •0*0.
Плотность в Л4г/л«8 (г/слг8) 0,38 (0,38) 0,34 (0.34) 0,24 (0.24)
Предел прочности на раз- рыв (при толщине вой- лока о мм) в Мн/м* (кгс/см*), не менее 2,45 (25) 1,47 (15) —
400
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 88
Показатели Войлок полугру- бошерстныи для
5 S о О о ЬЙ прокла- док н S аз s о •Э*сх
Содержание свободной серной кислоты в %, не более 0,80 0,65 0,15
Капиллярность в мм (при толщине войлока 10 мм it менее), не менее: в течение 5 мин » » 10 » » » 20 > — — 25 35 45
Обозначение войлока 11с ППр1 Пф
Таблица 89
Показатели Войлок грубо- шерстный для
S я ч я Я О Q И прокла- док 1« S о •© сх
Плотность в Мг/м* (г/см*) 0,36 (0,36) 0,32 (0,32) 0,24 (0,24)
Предел прочности иа раз- рыв (при толщине вой- лока 5 мм) в Мн/м3 (кгс/см-) 1,47 (15) 1.18 (12) —
Содержание свободной серной кислоты в %, не более 0,80 0,65 0,15
Капиллярность в мм (при толщине войлока 10 мм и менее), не менее: в течение 5 мин > > 10 > » » 20 » — — 25 35 45
Обозначение войлока Гс ГПр Гф
Примеры условных обо-
значений деталей:
кольца-сальника тонкошерстного с
наружным диаметром 75 мм, внутрен-
ним диаметром 50 мм, толщиной 7 мм:
Кольцо СТ 75-50-7 ГОСТ 288-61;
ленты-прокладки тонкошерстной
длиной 80 мм, шириной 40 мм, толщи-
ной 15 мм:
Лента ПрТ 80-40-15 ГОСТ 288-61;
пластины-фильтра тонкошерстной
длиной 300 мм, шириной 200 мм, тол-
щиной 5 мм:
Пластина ФТ 300-200-5 ГОСТ 288-61;
диска-прокладки тонкошерстного
диаметром 120 мм, толщиной 10 мм:
Диск ПрТ 120-10 ГОСТ 288-61;
сальника фигурного тонкошерст-
ного:
Сальник ФТ по чертежу ГОСТ 288-61;
кольца-сальника полу грубошерст-
ного с наружным диаметром 75 мм,
внутренним диаметром 50 мм, толщи-
ной 7 мм:
Кольцо СП 75-50-7 ГОСТ 6308-61;
леиты-прокладки полугрубошерст-
ной длиной 80 мм, шириной 40 мм,
толщиной 15 мм:
Лента ПрП 80-40-15 ГОСТ 6308-61;
пластины-фильтра полу грубошерст-
ной длиной 300 мм, шириной 200 мм,
толщиной 5 мм:
Пластина ФП 300-200-5 ГОСТ6308-61;
диска-прокладки по л у грубошерст-
ного диаметром 120 мм, толщиной
10 мм:
Диск. ПрП 120-10 ГОСТ 6308-61;
сальника фигурного полугрубошер-
стного:
Сальник ФП по чертежу ГОСТ 6308-61;
кольца-сальника грубошерстного с
наружным диаметром 75 мм, внутрен-
ним диаметром 50 мм, толщиной 7 мм:
Кольцо СГ 75-50-7 ГОСТ 6418-61;
пластины-фильтра грубошерстной
длиной 300 мм, шириной 200 мм,
толщиной 5 мм:
Пластина ФГ 300-200-5 ГОСТ 6418-61;
диска-прокладки грубошерстного
диаметром 120 мм, толщиной 10 мм:
Диск ПрГ 120-10 ГОСТ 6418-61;
сальника фигурного грубошерст-
ного:
Сальник ФГ по чертежу ГОСТ6418-61.
В случае заказа войлока обозначе-
ние включает его разновидность, тол-
щину в мм и номер стандарта. Напри-
мер,
Войлок ТС7 ГОСТ 288-61.
КАМЕННОЕ ЛИТЬЕ
401
КАМЕННОЕ ЛИТЬЕ
(по данным Московского
каменнолитейного завода
и института Иргиредмет)
Каменные литые детали машинного
оборудования, литую из камня арма-
туру трубопроводов и другие изделия
получают переплавкой различных гор-
ных пород и отливкой в формах с по-
следующим охлаждением по контроли-
руемому режиму. Каменные детали
отличаются высокой кислотоупорно-
стью и износостойкостью.
Каменное литье подразделяется на
черное и белое литье.
Черное каменное литье
получают переплавкой диабаза или
базальта со специальными добавками
или других составов горных пород.
Таблица 90
Показатели По данным
Москов- ского ка- менноли- тейного завода Иргиред- мета
Сопротивление вЛ1«/лг2 (кгс/см2): сжатию разрыву изгибу 196,1-294,2 (2000 -3000) 19,6 (200) 19.6—29,4 (200 -300) 539,4 (5500) 28,0 (286) 535 (546)
Термостойкость (ко- личество теплосмен) 10-12 10-15
Влагопоглощепие в % 0,00 0,00
Истираемость (на кру- ге^ Баушингера) в 0,2—0,4 0,1
Твердость по Моосу 7,8
Плотность в УИг/.к3 (г/см6) 25- 3,0 (25-3.0)
Пробивное напряже- ние в Мв/м (Кв/СМ) 3000 (3000) —
Коэффициент лиией- в°Т«с раС1пиРен,1я 8-10-»
Химическая стойкость в серной кислоте в % 100 98-99
Цвет отливок — черный или очень
темный.
Основные свойства черного камен-
ного литья приведены в табл. 90.
Белое каменное литье
получают переплавкой смеси кварца,
известняка и доломита. Естественный
белый цвет позволяет с добавкой окис-
лов получать отливки различной ок-
раски. По сравнению с черным литьем
белое каменное литье имеет лучшие
литейные качества.
Основные свойства белого каменного
литья приведены в табл. 91.
Таблица 91
Показатели По данным
Москов- ского ка- меиноли- тейного завода Иргиред- мета
Сопротивление в Мн/м2 (кгс/см2): сжатию разрыву изгибу 392.3—588,4 (4000—5090) 19,6-245 (200—250) 34,3-44,1 (350—450) 392.3—686,5 (4000-6000) 19,6-24,5 (200—250)
Термостойкость (количество тепло- смен) 50 —
Влагопоглощение В % 0,2—1,5
Истираемость (иа круге Баушингера) в кг/м2 0,7-1,0 0,1-05
Твердость по Моосу 6,7
Плотность в Мг/м6 (г/см6) 25-3,0 (25-3,0)
Коэффициент ли- нейного расшире- ния на 1° С 8- 10-е —
Химическая стой- кость в %: в сервой кислоте в соляной кислоте 98-99 86 99-995
402
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
КОЖА
Кожа натуральная техническая
(по ГОСТ 1898-48)
Натуральная кожа, применяемая в машиностроении, в зависимости от
назначения подразделяется иа группы и типы (табл. 92).
Таблица 92
Группа кожи Тип кожи Назначение кожи Толщина кожи в точке, опре- деляемой стан- дартом, в мм
Кожа для при- водных рем- ней Чепрак ремпевый Для приводных ремней 3,0 и более
Кожа для дета- лей машин Кожа для гонков Ткацкие станки 4,0 и более
Кожа пергаментная То же 3,0 н более
Кожа для сучильных рукавов Сучильные рукава кардочесальных машин 4,0 н более
Кожа муфтовая Транспортеры и прокладки гребне- чесальных машин; сучильной муфты 4,0 и более
Для ремешков к дели- тельной каретке Кардочесальные машины 4,0 и более
Для погоиялочиых рем- ней Ткацкие станки хлопчатобумажно- го, суконного и джутового про- изводства 4,0-5,0
Для кругов к валам Хлопкоочистительные машины системы «Джин» 3,0 и более
Кожа для манжет и прокладок: а) тяжелая б) легкая Для манжет компрессорных, уплот- нительных, поршневых, насосных, автотракторных винтовых, тор- мозных систем и пр. Для про- кладок, колец и клапанов, саль- никовых набивок, ремней шли- фовальных, муфт бесшумных си- стем и пр. 2,5 и более
Для манжет, пластин, мембран га- зоуплотнительных, накладок, воздуходувных мехов, облямовок и пр. 1,5-2.5
Кожа валичная Рубашки к вытяжным валикам текстильных машин 0,5-0.9
Кожа для муфточек Муфточки к приборам высокой вы- тяжки для ватеров и банкаброшей 1,5 и более
Примечание. Критерии подразделения кож на первый, второй и третий сорта — см. ГОСТ 1898-48.
КОЖА
403
Пределы прочности при растяжении — средние по коже — и удли-
нение кож при нагрузке в 98 кн/м3 (1 кгс/ см2) — средние по партии—
приведены в табл. 93.
Таблица 93
Показатели Предел прочности при растяжении в Мн/мЦкгс/мм'2). не менее Удлинение в %
Чепрак ремиевый растительного и хромо-растительного дубления Чепрак хромового дубления 24,5 (2,5) 29,4 (3,0) Не более 15,0 Не более 18
Кожа для гонков растительного и хромо-растительного дубления Кожа для сучильных рукавов растительного и хромо- растительного дубления 19,6 (2,0) 19,6 (2,0) Не меиее 8
Кожа муфтовая хромового дубления для транспортеров и прокладок гребнечесальных машин То же, для сучильных муфт 29,1(3,0) 29.4 (3,0) Не более 30 Не более 22
Кожа для делительных ремешков Кожа для погонялочных ремней 24,5 (25) 34,3 (3,5) Не более 12 Не более 35
Кожа для манжет и прокладок, тяжелая растительного и хромо-растительного дубления То же, хромового дубления 24,5 (2,5) 29,4 (3,0) Не более 18 Не более 25
Кожа для манжет и прокладок легкая 17,2(1,75) 15-30
Кожа валичная растительного и хромо-растительного дуб- ления 24,5 (25) Не более 20
Кожа для муфточек к приборам высокой вытяжки для ватеров и банкаброшей, хромового дубления 19,6 (2,0) Не более 30
Кожа искусственная
(по ГОСТ 10438-63)
Искусственная кожа, применяемая
для обивки сидеиий и отделки кабин
управления, поставляется в виде пря-
моугольных пластин шириной не ме-
нее 500 мм и длиной не менее 500 или
1000 мм. Края пластин ровные, не-
расслоенные.
Пластины с лицевой стороны одно-
тонны, равномерно окрашены, нелип-
кие, без механических включений и
сдиров отделочной пленки, гладкие
или тисненые. Рисунок тиснения и
цвет устанавливаются по согласова-
нию между изготовителем и потреби-
телем.
В зависимости от состояния поверх-
ности кожа подразделяется на два
сорта.
Марки и толщина искусственной
кожи указаны в табл. 94.
Таблица 94
Марки Толщина в мм
ИК-1 0,90-1.10
И К-2 1,11-1,30
И К-3 1,31-1,79
ИК-4 1.80-2,20
И К-5 2,21-2,60
И К-6 2.61-3,00
404
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Искусственная кожа марок ИК-1,
ИК-2 и ИК-3 обладает пределом проч-
ности при растяжении как в продоль-
ном, так и в поперечном направлениях
не менее 10,8 Мн/м* (1,1 кгс/мм1-),
а марок ИК-4, ИК-5 и ИК-6 — 11,8
Мн/м'1 (1,2 кгс/мм*)-, морозостой-
кость не ниже 25° С.
ЛАКОТКАНЬ
(по ГОСТ 2214-60)
Хлопчатобумажная или шелковая
ткань, пропитанная специальными ла-
ками, с гладкой, без иатеков, поверх-
ностью, применяемая в качестве изо-
ляционного материала в электриче-
ских машинах, аппаратах и трансфор-
маторах, выпускается марок и разме-
ров, указанных в табл. 95.
Лакоткаии термопластичны и мас-
лостойки.
Предел прочности лакоткаии при
растяжении при температуре 20 ±5° С
составляет по основе 19,6-—29,4Мн/м*,
по утку 14,7—19,6 Мн/м*, под углом
45° к основе 14,7—17,7 Мн/м* (в
кгс/мм* — соответственно, 2,0—3,0;
1,5—2,0; 1,5—1,8).
Минимальные значения предела
прочности равны 80% от указанных
выше пределов.
Таблица 95
Марки Толщина в мм Марки Толщина в мм
Номинальная Допускаемое отклонение Номинальная Допускаемое отклонение
лкс 0,10 ±0.01 лхч 0,17; 0,20 ±0,02
0,12; 0,15 +0,01 -0.02 0,24 ±0,02
лше 0,03; 0,10 ±0.01
лксс 0,10 ±0,01
0,12; 0,15 +0,01 —0,02
0.12 +0.02 -0,01
лшсс 0,04; 0,05 ±0,01
0.15 +0,01 —0,02
0,06 ±0,01
лхе 0,15; 0,17; 0,20 ±0,02
0,24 ±0,02 0,10 ±0,01
0,30 +0,02 -0,03
0,12 +0.02 —0.01
лхем 0,17; 0,20; 0,24 ±0,02
0,15 +О.01 —0,02
лхсс 0,17; 0Д0 ±0,02
Длина не менее 40 м в рулоне при длине отдельных отрезков не менее б ле. Ширина
от 700 до 1000 мм, а по соглашению сторон менее 700 или более 1000 .иле.
ЛА КОТ КАНЬ
405
Удельное объемное электрическое сопротивление указано в табл. 96.
Таблица 96
Показатели 0М*М ОМ* СМ
При температуре 20 5е С > > 105 + 2° С 1.1011 1-10? 1.10“ 1-10»
После пребывания в атмосфере с относительной влажно- стью 95 ± 3% в течение 21 ч при температуре 20 + 2° С для марки ЛХЧ То же, для остальных марок ЫОЗ 1 -ЮТ 1.1010 ыо»
Примечание. Удельное объемное сопротивление лакоткани марки ЛШСС толщи- ной 0,04; 0,05; 0,06 мм не стандартизовано.
Пробивное напряжение лакоткани
зависит от ее марок, толщины и вы-
держки в различных условиях, а так-
же до перегиба и после перегиба.
Конкретные показатели пробивного
напряжения отличаются в значи-
тельных пределах (см. ГОСТ 2214-60).
Эластичность лакоткани, характе-
ризуемая относительным удлинением
при растяжении, и пробивное напря-
жение после растяжения указаны
в табл. 97.
Пример условного обозначения ла-
коткаии хлопчатобумажной светлой
маслостойкой толщиной 0,17 мм марки
ЛХСМ:
Лакоткань ЛХСМ 0,17
ГОСТ 2214-60.
Таблица 97
Марка Номиналь- ная толщи- на ткани в мм Пробивное (среднее) напряжение в кв, не меиее Относи- тельное уд- линение при растя- жении в %, не менее Марка Номиналь- ная тол- щина ткани в мм Пробивное (среднее) напряжение в кв, ие менее Относи- тельное уд- линение прн растя- жении в %, не меиее
ЛКС и адо 1,5 10 0,17 3,0
лксс 0,12 2,5 8 ЛХЧ 0,20 4,0 5.0
0,15 4,0 7 0,24 4,0
0,15 2.5 6.Q 0,08 0.10 1.5 1,5
лхс 0.17 0.20 3.0 3,0 5,5 5,5 ЛШС 10 10
0.24 3,5 5.0 0,12 25 8
0.30 3,5 5,0 0,15 4,0 7
0,17 3.0 0,04
ЛХСМ 0,20 3.0 5,0 0,05 Не стандартизованы
0,21 35 ЛШСС 0.06
0.17 0,20 0,10 15 10
лхсс 3.0 5.0 0,12 25 8
0.15 4.0 7
406
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
МАСТИКА ШУМОПОГЛОЩАЮЩАЯ
И АНТИКОРРОЗИОННАЯ
Мастика, выпускаемая двух марок
№ 579 и 580, применяется для умень-
шения шума от вибрации металличе-
ских кузовов и обшивки транспорт-
ных средств (автомобилей, автобусов,
вагонов и др.) и как антикоррозион-
ное покрытие.
Мастика, нанесенная на металл
способом распыления слоем толщи-
ной 5—6 мм и высушенная при +120°С
в течение 90 мин, прочно держится
на металле.
Мастика поставляется по ТУ МХП
272-50 и ТУ МХП 4468-55.
МИКАНИТ И МИКАФОЛИЙ
Миканит гибкий
(по ГОСТ 6120-61)
Гибкий миканит — листовой мате-
риал, состоящий из щипаной слюды,
склеенной связующим веществом, без
бумаги или с бумагой, покрывающей
слюду с обеих сторон.
Применяется в электрических ма-
шинах и аппаратах в качестве гибкого
электроизоляционного материала в
холодном состоянии.
Марки миканита указаны в табл.
98.
Таблица 98
Марка миканита Слюда Склеиваю- щий лак Вид миканита Марка миканита Слюда Склеиваю- щий лак Вид миканита
гмс Мусковит Масляио- глифтале- вый Не окле- енные гмсо Мусковит Масляно- глифтале- вый Оклеенный
ГФС Флагопнт нормальный ГФСО Флагопит нормальны/
гмч Мусковит Масляио- битумный гмчо Мусковит Масляно- битумный Оклеенный
ГФЧ Флагопнт нормальный ГФЧО Флагопит нормальный
ГФК Флагопит нагрево- стойкий Кремний- органиче- ский Неоклеен- ный
Номинальная толщина листа миканита и допускаемые отклонения при-
ведены в табл. 99.
Таблица 93
Размеры в мм
Марка миканита Толщина листов Допускаемое отклонение (среднее) Марка миканита Толщина листов Допускаемое отклонение (среднее)
ГМС, ГФС, ГМЧ, ГФЧ и ГФК 0,15 ±0,05 ГМСО, ГФСО ГМЧО и ГФЧО 0,20; 0,25 ±0,05
ОДО; 0,25 ±0,05 ОДО; 0,40; ОДО ±0,08
0,30; 0.35; 0,40; 0.45; 0.50 ±0,08
МИКАНИТ И МИКАФОЛИЙ
407
Таблица 100
Толщина миканита в мм Пробивное напряжение в кв Толщина миканита в мм Пробивное напряжение в кв
ГМС и ГМЧ ГФС, ГФЧ и ГФК ГМСО, ГФСО, ГМЧО и ГФЧО ГМС и ГМЧ ГФС, ГМЧ и ГФК ГМСО. ГФСО. ГМЧО и ГФЧО
0.15 2,2 2.0 0.35 4,7 4,2
0,20 23 2,6 2,2 0,40 5,4 4,8 3,6
0.25 3,4 3,0 2,6 0,45 6.0 5,2 —
0,30 4,0 3,6 2,6 0,50 6,5 6,0 4,3
Миканит всех марок по гибкости
соответствует следующим требова-
ниям: допускает изгибание в холод-
ном состоянии; сохраняет гибкость
в течение 60 суток со дня отправки
с предприятия-поставщика; допус-
кает изгибание в холодном состоянии
после нагрева в течение 6 ч при тем-
пературе 105 ± 5° С.
Пробивное напряжение в отдель-
ных точках миканита соответствует
нормам, указанным в табл. 100.
Средняя электрическая прочность
в кв/мм гибкого миканита приведена
в табл. 101.
Таблица 101
Марка миканита Электри- ческая прочность миканита толщиной Марка миканита Электри- ческая прочность миканита толщиной
0.15—0,25 мм 0,30—0,50 мм 0,15—0,25 мм М М о lO о 1 о о
ГМС и ГМЧ ГФС и ГФЧ 27 23 22 19 ГФК ГМСО, ГФСО, ГМЧО и ГФЧО 22 20 18 15
Удельное объемное электрическое
сопротивление после выдержки в те-
чение 18 ч при относительной влаж-
ности воздуха 65 ± 5% и темпера-
туре 20 ± 5° С для всех марок мика-
нита 10п ом • м (1013 ом- см)-, после
48 ч при относительной влажности
воздуха 95 ± 3% и температуре 20 ±
± 5° С для миканита марок ГМС и
ГМЧ — 101° ом • м (1012 ом см), а
для остальных марок — 109 ом-м
(1011 ом см).
Миканит коллекторный
(по ГОСТ 2196-60)
Прессованный, калиброванный по
толщине миканит из щипаной слюды,
склеенной связующим веществом, изго-
товляется марок и толщин, указан-
ных в табл. 102 и 103.
Таблица 102
Марка миканита Слюда Склеивающее вещество
КФШ Флогопит нормальный Шеллак
КФГ Глифталевая смола
КФГС Флогопит иагревостой- кий Глифталевая смола
КФА Аммоний фос- форнокислый двузамешеииый
Таблица 103
Марка мика- нита Толщина Допускаемое отклонение (среднее любо- го образца)
КФГС 0,4; 05; (0.55); 0,6 ±0.03
КФШ КФГ 0,4; 0.5; (0,55); 0,6
0,7; 0,8 (0,85); 03; 1.0; (1,05) 1.1; (1,15); 1,2 1.3; 1,4; 1.5 ±0,04
КФА 0,7; 0,8; (0.85); 0.9 (0,95); 1,0; (1,05); 1,1; (1,15); 1.2 ±0,05
408
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Применение миканита толщин, за-
ключенных в скобки, для вновь
проектируемых машин не допускается.
По соглашению сторон допускается
изготовление миканита марок КфШ
и КФГ толщиной более 1,5 мм.
Размеры листа миканита устанав-
ливаются по соглашению сторон, но не
менее 215X465 мм с допускаемыми
отклонениями по ширине ±10 мм
и по длине ±20 мм.
Электрическая прочность миканита
не менее 18 кв!мм-, выдерживает испы-
тание без пробоя напряжением не
менее 7 кв/мм.
Удельное объемное электрическое
сопротивление миканита марки КфА
при температуре 20±5° С после вы-
держки в течение 18 ч при относитель-
выдержки в течение 48 ч при относи-
тельной влажности 95 ± 3% не менее
5- 108 ом м (5- 10*°о.и- см).
Миканит прокладочный
(по ГОСТ 6121-60)
Прессованный не кал ибр о-
ванный миканит, состоящий из
щипаной слюды, склеенной связую-
щим веществом. Применяется в элек-
трических машинах и аппаратах в
качестве электроизоляционных про-
кладок.
Изготовляется марок, указанных
в табл. 104.
Толщина листов миканита указана
в табл. 105.
Таблица 104
Марка миканита Слюда Склеивающее вещество Марка миканита Слюда Склеивающее вещество
ПМГ; 11МГА Мусковит Глнфталевая смола ПФШ; ПФША Флогопит нор- мальный Шеллак
ПФГ; 11ФГА Флогопит нор- мальный ПСШ; ПСША Смесь мусковита и флогопита нормального
ПС Г; ПСГА Смесь мусковита и флогопита нор- мального
11MU1; 11МП1А Мусковит Шеллак ПФКА Флогопит нагрево- стонкий Кремни й- органическая смола
ной влажности 65±5% не менее
10’* ом • м (1013 ом • см), а после
Таблица 105
Толщина в мм Допускае- мое откло- нение (среднее) в мм Толщина в мм Допускае- мое откло- нение (среднее) в мм
0.15 +0,05 -0,04 1.0 ±0,20
ОД ±0.10 1,5 +0.30
0,6 +0,12 2,0 +0,30
0,7 10,14 3.0 ±0,45
0,8 +0.16 5,0 +0,75
0,9 10.18
Миканит толщиной 0,15 мм изго-
товляется только марки ПФКА. По
соглашению сторон допускается изго-
товление миканита толщиной более
5 мм.
Размеры листов устанавливаются по
соглашению сторон, но не менее
550X650 мм с допускаемыми откло-
нениями по длине и ширине ± 15 мм.
Электрическая прочность микани-
та: марки ПФКА толщиной 0,15 мм
ие менее 33 кв/мм-, всех марок толщи-
ной 0,5 мм — не менее 20 кв/мм,
толщиной 0,6 мм — не менее 17 кв/мм',
толщиной 0,7—1 мм — не менее
15 кв/мм.
Миканит толщиной более 1 мм при
испытании на пробой выдерживает
напряжение не менее 15 кв.
МИКАНИТ И МИКАФОЛИЙ
409
Таблица 106
Состав миканита Удельное объемное электрическое сопротивление в ОМ’М (ОМ’СМ) после выдержки в течение
18 ч при относи- тельной влажности воздуха 65±5% и температу- ре 20+5° С 48 ч при относи- тельной влажности воздуха 95+3% и температу- ре 20_L5o С
Из слюды мусковит или смесн муско- вита н флогопита 10“ (10“) 1010(10“)
Из слюды флого- пит 109 (10“)
Минимальная электрическая проч-
ность в любой точке миканита — не
менее 75% величин, указанных выше.
Удельное объемное электрическое
сопротивление миканита указано в
табл. 106.
Миканит формовочный
прессованный
(по ГОСТ 6122-60)
Прессованный некалибро-
ванный миканит, состоящий из
щипаной слюды, склеенной связую-
щим веществом, формующийся в на-
гретом состоянии. Применяется в
электрических машинах и аппаратах
в качестве электроизоляционного ма-
териала.
Марки формовочного миканита ука-
заны в табл. 107.
Таблица 107
Марка миканита Слюда Склеи- вающее вещество Марка миканита Слюда Склеи- вающее вещество
ФМГ; ФМГА Мусковит Глиф тале- вая смола ФФШ; ФФША Флогопит нормальный или нагревосгойкий Шеллак
ФФГ; ФФГА Флогопит нормальный или нагревостойкий ФСШ; ФСША Смесь мусковита и флогопита нормально- го или нагревостойкого
ФСГ; ФСГА Смесь мусковита и флогопита нормально- го или нагревостойкого
ФМК Мусковит Кремни й- органиче- ская смола
ФФК ФФКА Флогопит нагрево- сгойкпй
ФМШ; ФМША Мусковит Шеллак
Толщина листов миканита указана в табл. 108.
Таблица 103
Размеры в мм
Виды миканита Толщина Допускаемое отклонение (среднее) Виды миканита Толщина Допускаемое отклонение (среднее)
На глиф- талевой смоле или шеллаке 0,10 +0,05 —0.04 На крем- ннйорга- нической смоле 0,15; 0,20; 0,25; 0,30; 0,35 ±0,05
0,15; 0,20; 0,25 0,30; 0,35 ±0,05
0,40; 0,45 ±0,06
0,40; 0,45 0.50 0,60 +0,06 +0,08 +0,09
0,50 ±0,08
0,70 0,80 0.90 +0,10 4-0,12 +0,13
1.00 1,5 Более 1,5 +0,15 +0.22 ±15%
410
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
По соглашению сторон миканит
изготовляется на глифталевой смоле
или шеллаке толщиной более 1,5 мм,
а на кремнийорганической смоле тол-
щиной более 0,5 мм.
Размеры листов миканита устанав-
ливаются по соглашению сторон, но
не менее 550X650 мм с допускае-
мым отклонением по длине и ширине
± 15 мм.
Миканит в нагретом состоянии до-
пускает формование трубок, при тол-
щине миканита менее 0,5 мм, ци-
линдров — при толщине более 0,5 мм,
а при пониженном содержании склеи-
вающего вещества и при толщине
миканита менее 0,5 мм — формова-
ние сегментов и коллекторных ман-
жет с наружным диаметром до 30 мм.
Электрическая прочность миканита
указана в табл. 109, а удельное объем-
ное электрическое сопротивление —
в табл. 110. При этом минимальная
электрическая прочность в любой
точке миканита — не менее 75% нор-
мы, указанной в табл. ПО.
Таблица 101
Виды миканита Электрическая прочность в кв/мм, не менее, при толщине миканита в мм
0,1-0.25 0,3-0,5 0,6 и более
Из слюды муско- вит Из слюды флого- пит или смеси мусковита с фло- гопитом 38 33 33 27 27 22
Таблица ПО
Виды миканита Удельное объемное электрическое сопротив- ление В 0М>М (ом-см), не менее, после вы- держки в течение
18 ч при относи- тельной влажности воздуха 65+5% и температу- ре 204-5° С 48 ч при относи- тельной влажности воздуха 95+3% и температу- ре 204-5° С
Из слюды мусковит или смеси муско- вита и флогопита Из слюды флогопит 1011 (101») 1011 (1018) 1010 (1012) 109 (1011)
Микалента
(по ГОСТ 4268-65)
Микалента — гибкий в холодном
состоянии электроизоляционный ма-
териал, состоящий из одного слоя
щипаной слюды, склеенной связую-
щим веществом с одной или двумя
подложками из микалентной бумаги,
стеклоткани или стеклосетки.
Микалента толщиной 0,08; 0,13;
0,15 мм изготовляется односто-
ронней, а толщиной 0,10; 0,13;
0,14; 0,15; 0,17 и 0,21 мм — дву-
сторонней.
Марки микаленты приведены в
табл. 111, а ее толщина — в табл. 112.
Таблица П1
Марка микаленты Слюда Склеивающее вещество
ЛМЧ-ББ Мусковит Масляно-битумный лак
ЛМС-ББ Масляно-глифта- левый лак
ЛМР-СС Каучук
ЛМК-ТТ Кремнийорганиче- ский лак
ЛФЧ-Б ЛФЧ-ББ Флогопит Масляно-битум- ный лак
ЛФС-ББ Масляно-глифта- левый лак
ЛФК-Т Кремнийорганиче- ский лак
Таблица 112
Марка микаленты Толщи- на в мм Допускаемое отклонение (среднее) в мм
ЛФЧ-Б; ЛФК-Т 0,08 ±0,02
ЛФЧ-ББ; ЛФС-ББ 0,10
ЛФЧ-ББ; ЛФС-ББ; ЛФК-Т; ЛМЧ-ББ; ЛМС-ББ; ЛМР-СС; ЛМК-ТТ 0.13 +0,02 -0,03
ЛФК-Т; ЛМК-ТТ 0,15 4-0,03 -0,02
ЛФЧ-ББ; ЛМЧ-ББ 0,17
МИКАНИТ И МИКАФОЛИЙ
411
Микалента выпускается в роликах
диаметром ие более НО мм и шири-
ной 10, 15, 20, 23, 25, 30 и 35 мм
с допускаемым отклонением по ши-
рине ± 1 мм. По требованию заказ-
чика микалента поставляется в руло-
нах, диаметр и ширина которых уста-
навливаются по соглашению сторон.
Длина каждого куска микалепты в
рулоне или ролике не менее 5 м.
Масса 1 л«2 микаленты указана в
табл. 113, а значения средней элект-
рической прочности — в табл. 114.
Таблица 113
Марка микаленты Тол- щина в мм Масса 1 м2 микаленты (с летучими веществами) в г
ЛФЧ-Б ЛФЧ-ББ ЛФС-ББ ЛФК-Т ЛМЧ-ББ ЛМС-ББ ЛМР-СС ЛМК-ТТ; ЛМК-ТС 0,08 0,10 0,13 0,17 0,10 0,13 0,08 0,13 0,15 0,13 0,17 0,13 0,13 0,13 0,15 115» 180 240 280 180 230 125» 245» 255» 240 280 230 200 » 235 280
♦ Масса без летучих веществ
Таблица 114
Марка микаленты Средняя электрическая прочность Мв/м (кв/мм), ие менее
ЛФЧ-Б 18—20 (18-20)
ЛФЧ-ББ; ЛФС-ББ 14—19(14-19)
ЛФЧ-ББ 12-13(12-13)
ЛФК-Т 12—16 (12-16)
ЛМЧ-ББ; ЛМС-ББ 16-19(16-19)
ЛМЧ-ББ 13—15(13-15)
ЛМР-СС 12 (12)
ЛМК-ТТ 12—13(12—13)
Микафолий
(по ГОСТ 3686-47)
Микафолий применяется в качестве
электроизоляционного материала в
электрических машинах и аппаратах.
Он состоит из одного или нескольких
слоев щипаной слюды, склеенных
между собой и с бумагой, покрываю-
щей слюду с одной стороны.
Марки микафолия приведены в
табл. 115.
Микафолий выпускается в рулонах
шириной 400 мм и более или в ли-
стах, размеры которых указываются
в заказе. Допускаемые отклонения
по ширине рулона ± 10 мм.
Таблица 115
Марка микафо- лия Слюда Лак
ММГ Мусковит Глифталевый
МММ Масляно-глифталевый
ммш Шеллачный
МФГ Флогопит Глифталевый
МФМ Масляно-глнфталевый
МФШ Шеллачный
Толщина микафолия всех марок
указана в табл. 116.
Таблица 115
Толщина микафолия в мм Допускаемые откло- нения в мм
0,15 -4-0.02 —0,03
0,20 -4-0,04 —0,03
0,30 ±0,05
Микафолий допускает формование
в нагретом состоянии.
Среднее значение пробивной на-
пряженности электрического поля для
микафолия марок ММГ, МММ и
MLMII1 не менее 16 квЭфф/Мм' а для
микафолия марок МФГ, МФМ и
МФ111 не менее 13 квдфф/мм. По тре-
бованию заказчика микафолий по-
ставляется со средним значением про-
бивной напряженности электрического
поля, повышенным до 25%.
Набивки сальниковые
(по ГОСТ 5152-62)
Набивки применяются в сальнико-
вых уплотнениях машин и аппарату-
ры с целью герметизации сальников,
причем набивки, пропитанные анти-
фрикционным составом, используют-
ся также для смазки сальников.
Набивки изготовляются трех ти-
пов: плетеные, скатанные
и кольцевые.
Марки набивок, их обозначения,
характеристики, размеры, физико-ме-
ханические свойства и области приме-
нения (среда) указаны в табл. 117.
412
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 117
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата или прямоуголь- ника) в мм Масса 1 с.и3 в г Среда
Характеристика среды Давление в Мн/м'2 (кгс/см2), не менее Темпе- ратура не бо- лее в сС
Хлопчатобумажная су- хая ХБС Шнур сквозного плетения, квадратный Плетеные 4, 5, 6, 8. 10. 13. 16, 19, 22, 25 и 28 Не бо- лее 0,8 Воздух, смазочные масла, ор- ганические растворители, углеводороды, питьевая вода, спирты, пищевые продукты, нейтральные растворы солей 19.6 (200) 100
Шиур с однослойным сплете- нием сердечника, круглый или квадратный 5, 6. 8, 10, 13. 16. 19, 22 н 25
Шнур с многослойным опле- теиием сердечника, круглый или квадратный 8, 10, 13, 16, 19. 22. 25, 28, 32. 35, 38, 42. 45 и 50
Хлопчатобумажная пропитанная ХБП Шнур, пропитанный антифрик- ционным составом, сквозного плетения, квадратный 4, 5, 6, 8, 10. 13, 16, 19, 22. 25 и 28 Не ме- нее 0,9 Воздух, инертные пары и газы, смазочные масла, углеводо- роды, топливо нефтяиое, про- мышленная вода 19,6 (200) 100
То же, с однослойным спле- тением сердечника, круглый или квадратный 5, 6. 8, 10, 13. 16, 19, 22 н 25
То же, с многослойным опле- тением сердечника, круглый или квадратный 8, 10. 13. 16. 19, 22. 25. 28, 32. 35, 38; 42, 45 н 50
Пеньковая сухая ПС Шнур сквозного плетения, квадратный 4, 5, 6. 8, 10. 13. 16, 19, 22, 25 и 28 Не бо- лее 0,9 Воздух, смазочные масла, угле- водороды, топливо нефтяное светлое, промышленная вода, водяной пар 15,6 (160) 100
Шнур с однослойным сплете- нием сердечника, круглый или квадратный 5, 6, 8, 10. 13, 16, 19, 22 и 25
Шиур с многослойным спле- тением сердечника, круглый или квадратный 8, 10. 13. 16, 19, 22, 25, 28, 32, 35, 38, 42, 45 н 50
МИКАНИТ И МИКАФОЛИЙ
413
Продолжение табл. 117
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата или прямоуголь- ника) в мм Масса 1 СМ* в г Среда
Характеристика среды Давление в Мн/м* (кгс/см*), не менее Темпе- ратура не бо- лее в °C
Пеньковая пропитан- ная ПП Шнур, пропитанный антифрик- ционным составом, сквозного плетения, квадратный 4, 6, 8. 10. 13. 16, 19. 22, 25 и 28 Не ме- нее 0,9 Воздух, инертные газы и пары, смазочные масла, углеводо- роды, топливо нефтяное тем- ное, промышленная вода, растворы щелочен, соленая вода 15,6 (160) 100
То же, с однослойным спле- тением сердечника, круглый или квадратный 5, 6. 8, 10, 13. 16, 19, 22 и 25
То же, с многослойным спле- тением сердечника, круглый или квадратный 8. 10. 13, 16, 19, 22. 25, 28, 32. 35, 38, 42, 45 и 50
Асбестовая сухая АС Шиур сквозного плетения квадратный 4. 5. 6. 8, 10, 13. 16, 19, 22, 25 и 28 Нс бо- лее 1.1 Воздух, инертные газы и пары, водяной пар. промышленная вода, органические раствори- тели, растворы щелочей 4,4 (45) 400
Шнур с однослойным сплете- нием сердечника, круглый или квадратный 5, 6. 8, 10. 13, 16, 19, 22 и 25
Шиур с многослойным спле- тением сердечника, круглый или квадратный 8, 10. 13, 16, 19, 22. 25. 28. 32, 35, 38, 42, 45 и 50
Асбестовая пропитан- ная АП Шнур, пропитанный антифрик- ционным составом сквозного плетения, квадратный 4, 5, 6, 8. 10. 13. 16, 19, 22, 25 и 28 Не ме- нее 0,9 Воздух, топливо нефтяное тя- желое, нефтепродукты, сла- бокислотные растворы, газы и пары агрессивные 4,4 (45) 300
То же, с однослойным плете- нием сердечника, круглый или квадратный 5, 6. 8, 10, 13, 16, 19, 22 н 25
То же, с многослойным спле- тением сердечника круглый или квадратный 8, 10, 13, 16, 19, 22, 25, 28, 32, 35, 38, 42, 45 и 50
414
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 117
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата или прямоуголь- ника) В ММ Масса I см3 в г Среда
Характеристика среды Давление в {кгс/см2}, не меиеЬ Темпе- ратура не бо- лее в °C
Асбестопроволочная АИР Шнур из асбестовой нити, скрученной с латунной или медной проволокой, пропи- танной антифрикционным составом и прографитиро- ванный, сквозного плетения, квадратный 5, 6, 8 и 10 Не ме- нее 1,2 Промышленная вода, разно- образные нефтепродукты, слабокнслые масла 4,4 (45) 300
То же, с многослойным опле- теннем сердечника, круглый или квадратный 13, 16, 19, 22. 25, 28, 32, 35, 38, 42, 45 и 50
Тальковая сухая тс Тальковый сердечник с одним сплетением сердечника, круг- лый 6, 8, 10, 13, 16, 19, 22. 25, 28 и 32 Не бо- лее 1.5 Промышленная вода, нейтраль- ные растворы солей, водяной пар, слабокислые среды 0,98 (10) 130
То же, с двумя оплетениямн сердечника, круглый или квадратный 10, 13, 16, 19, 22, 25, 28, 32, 35, 38, 42, 45 н 50
Тальковая пропитан- ная тп Тальковый сердечник с оплет- кой, пропитанный антифрик- ционным составом, с одним оплетеннем сердечника, круг- лый 6, 8, 10, 13, 16. 19, 22, 25, 28 и 32 Не ме- нее 1,0 Промышленная вода, нейтраль- ные растворы содей, слабо- кислые среды 0,98 (10) 130
То же, с двумя оплетениями сердечника, круглый или квадратный 10, 13. 16, 19, 22, 25, 28, 32, 35, 38, 42, 45 и 50
МИКАНИТ И МИКАФОЛИЙ
415
Продолжение табл. 117
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата млн прямоуголь- ника) в мм Масса 1 см8 в г Среда
Характеристика среды Давление в Мн/м2 (кгс/см2), не менее Темпе- ратура не бо- лее в °C
Асбестовая маслобен- зостойкая А.МБ Шнур, пропитанный антифрик- ционным маслобензостойким составом, сквозного плете- ния, квадратный 4, 5. 6, 8, 10, 13. 16, 19, 22, 25, 28, 32, 35, 38, 42, 45 и 50 Не ме- нее 0,8 Кислые масла, топливо нефтя- ное, органические раство- рители 2,9 (30» 300
То же, с многослойным опле- тенном сердечника, квадрат- ный
Асбестовая прорези- ненная пропитанная АПП Шнур, прорезиненный, вулка- низированный, пропитанный и прографнтированный, с однослойным оплетением сер- дечника и сквозного плете- ния, квадратный 3, 4, 5, 6, 8, 10, 12, 14, 16 и 18 Не ме- нее 1,3 Нефтепродукты, нефтяные га- зы. пар насыщенный и пере- гретый, вода перегретая, смолы, пасты и шламы, со- стоящие из углей, торфа, сланцев в смеси с тяжелыми маслами и смолами, слабые органические кислоты, жиры и щелочи, спирты, сухой воздух 31,9 (325) 200
То же, с однослойным оплете- нием и сквозного плетения, прямоугольный 6X8; 7ХЮ; 8ХЮ; 9ХЮ; 10X12
Асбестовая прорези- ненная сухая АПС Шпур, прорезиненный, вулка- низированный и прографнти- рованиый с однослойным оплетением сердечника или сквозного плетения, квадрат- ный 3. 4, 5, 6, 8, 10, 12, 14, 16 и 18 Не ме- нее 1,0 То же 29,4 (300) 450
416
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 117
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата или прямоуголь- ника) в мм Масса 1 см3 в г Среда
Характеристика среды Давление в Мн/м* (кгс/см*}, не менее Темпе- ратура не бо- лее в °C
Асбестопроволочная прорезиненная АПРПП Шнур с латунной проволокой, вулканизированный, пропи- танный и прографитироваи- ный, с однослойным оплете- нием сердечника и сквозного плетения, квадратный 3. 4, 5. 6. 8, 10, 12. 14, 16. 18 Не ме- нее 1,4 Нефтепродукты, нефтяные га- зы. пар насыщенный и пере- гретый, вода перегретая, смолы, пасты и шламы, со- стоящие из углей, торфа, сланцев в смеси с тяжелыми маслами и смолами, слабые органические кислоты, жиры и щелочи, спирты, сухой воздух 88,3(900) 200
То же, прямоугольный 6X8; 7X10; 8X10; эхЮ; ЮХ12
Асбестопроволочиая прорезиненная сухая А11РПС Шнур с латунной проволокой, вулканизированный и графи- тированный, с однослойным сплетением сердечника и сквозного плетения, квад- ратный 3. 4, 5, 6. 8, 10, 12, 14, 16 и 18 Не ме- нее 1.1 То же 88,3 (9001 450
То же, прямоугольный 6X8; 7X10; 8ХЮ; 9X10; 10X12
Прорезиненная хлоп- чатобумажная с ре- зиновым сердечником или без сердечника ПХБ ПХБРС Шнур круглый Скатанные 8, 10, 13. 16. 19. 22. 25. 28, 32. 35, 38, 42. 45, 50, 55, 60 н 70 Не ме- нее 0,7 Промышленная вода 19,6 (200) 100
Шнур квадратный 8, 10, 13, 16. 19. 22, 25, 28, 32, 35. 38, 42. 45, 50, 55 и 60
МИКАНИТ И МИКАФОЛИЙ
417
Васильев
Продолжение табл. 117
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата или прямоуголь- ника) в мм Масса 1 с.«з в г Среда
Характеристика среды Давление в Мн/м2 {кгс/см*), не меиее Темпе- ратура в °C не более
Прорезиненная льняная пл Шнур круглый 8, 10, 13, 16, 19. 22, 25, 28, 32, 35, 38, 42, 45, 50. 55, 60 и 70 Не ме- нее 0,8 То же 19,6 (200) 100
Шиур квадратный 8, 10. 13, 16. 19, 22, 25, 28, 32. 35. 38, 42, 45, 50, 55 и 60
Прорезиненная льняная с резиновым сердеч- ником ПЛРС Шнур круглый 8, 10. 13, 16, 19, 22. 25. 28, 32. 35, 38, 42, 45, 50, 55, 60 и 70 Не ме- нее 0,8 То же 19,6 (200) 100
Шнур квадратный 8, 10, 13. 16, 19, 22. 25, 28, 32, 35, 38, 42, 45, 50, 55 и 60
Прорезиненная асбе- стовая ПА Шнур круглый 8, 10, 13, 16, 19, 22, 25, 28, 32, 35, 38, 42 , 45, 50, 55, 60 и 70 Не ме- нее 0,7 Промышленная вода, водяной пар перегретый и насыщен- ный 9,8 (100) 400
Шнур квадратный 8, 10, 13, 16, 19, 22, 25, 28. 32, 35, 38, 42, 45, 50, 55 и 60
418
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 117
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата или прямоуголь- ника) в мм Масса 1 CMS в г Среда
Характеристика среды Давление в Мн/м* (кгс/см*), не менее Темпе- ратура в °C не более
Прорезиненная асбе- стовая с резиновым сердечником ПАРС Шнур круглый 8, 10, 13, 16, 19, 22, 25, 28, 32, 35. 38, 42, 45. 50. 55, 60 н 70 Не ме- нее 0.7 Промышленная вода, водяной пар перегретый и насыщен- ный 9.8(100, 400
Шнур квадратный 8, 10, 13, 16, 19, 22, 25, 28, 32, 35, 38. 42, 45, 50. 55 н 60
Прорезиненная асбесто- металлическая ПАМ Шкур круглый 8. 10. 13, 16, 19. 22, 25. 28. 32, 35, 38, 42. 45 , 50, 55, 60 и 70 Не ме- нее 0.7 То же 9.8 (100) 400 400
Шиур квадратный 8. 10, 13. 16, 19, 22, 25, 28, 32. 35, 38, 42, 45, 50, 55 и 60
Прорезиненная асбесто- металлическая с ре- зиновым сердечником НАМИ. Шнур круглый 8, 10, 13, 16. 19. 22. 25, 28, 32. 35, 38, 42, 45, 50, 55, 60 и 70 Не ме- нее 0,8 Промышленная вода, водяной пар 9,8(100)
Шнур квадратный 8, 10, 13, 16, 19, 22, 25, 28, 32. 35, 38, 42, 45, 50, 55 и 60
Компенсирующая хлоп- чатобумажная КХБ Многослойная полоса, согну- тая, опрессованная по длине и вулканизированная Ширина от 19 до 65; высота от 19 до 70 — Промышленная вода и соленая вода 19,6 (200) 100
МИКАНИТ И МИКАФОЛИЙ
419
Продолжение табл, И7
Марка Обозна- чение марки Характеристика Размеры (диаметр, сторона квадрата или прямоуголь- ника) в мм Масса 1 слг3 в г Среда
Характеристика среды Давление в Мн/м2 (кгс/см^), не менее Темпе- ратура в °C не более
Компенсирующая льня- ная кл Многослойная полоса, согну- тая, опрессованная по длине н вулканизированная Ширина от 19 до 65; высота от 19 до 70 — Промышленная вода и соленая вода 19,6 (200) 100
Манжеты хлопчатобу- мажные МХБ Цельноскатанные илн разрез- ные кольца фигурного сече- ния, уплотненные в пресс- форме, вулканизированные и графи тированные Кольцевые Внутренний диа- метр от 10 до 260; ширина от 5 до 40; высота от 5 до 55 — Инертные газы, ноздух, про- мышленная вода, пар, нефте- продукты 39,2 (400) 100
Манжеты льняные МЛ То же То же — То же 39,2 (400) 100
Манжеты асбестовые МА То же То же То же 19,6 (200) 300
Кольца разрезные ас- бестоалюминиевые КРА Кольца квадратного или пря- моугольного сечения; сердеч- ник из асбестовых пропитан- ных нитей н многослойной обертки из промасленной, прографиченной алюминие- вой фольги, совместно скру- ченных и уплотненных в прессформе По согласованию с потребителем — Нефтепродукты 4,9 (50) 400
Примечание. Набивки марок АПП, АПС, АПРПП и АПРПС применяются для уплотнения сальников арматуры.
420
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Допускаемые отклонения размеров
приведены в табл. 118—120.
Таблица 118
Наимено- вание набивок Размеры диаметра, стороны квадрата или стороны прямоуголь- ника в мм Допу- скаемые отклоне- ния в мм
Плетеные Круглые и квадратные до 10 ±0,5
Круглые и квадратные от 13 до 19 ±1,0
Круглые и квадратные свыше 19 ±1,5
Плетеные прорези- ненные Квадратные и прямо- угольные до 10 ±05
Квадратные и прямо- угольные свыше 10 ±1,0
Таблица 119
Наимено- вание набнвок Размеры в мм Допускаемые отклонения в мм
Прорези- ненные Диа- метр Сторона квадрата к номиналу
8-13 16-32 35-70 8-13 16-32 35-60 ±1 ±1,5 ±2
Компенси- рующие Шири- на Высота по ши- рине по вы- соте
19—40 41-65 19-45 46-70 4 3,0 ±5,0 ±3,5 ±5,0
Таблица 120
Размеры манжет Допускаемые отклонения
Внутренний диаметр Ширина Высота I по диаметру по высоте
внутрен- нему наружно- му
10-32 33—100 101—250 251—460 5-10 10-20 10—30 15-40 5-10 11-25 26—55 26—55 ±1,0 ±1,0 ±1,5 ±2,0 ±1,5 ±2,0 -125 ±3,0 ±1,0 ±1,0 ±2,0 ±2,0
Увеличение массы пропитанных на-
бивок после выдержки их в течение
суток в воде при температуре 20 +;
-L 5° С допускается не более: 10% —
хлопчатобумажной; 13% — пенько-
вой; 5% — асбестовой; 4% — асбесто-
проволочной; 5% — тальковой; в мас-
ле АК-Ю (ГОСТ 1862-63) не более
35% маслобензостойкой.
Потери веса асбестовых плетеных
прорезиненных набивок после нагре-
вания их в течение 2 ч при температуре
200 и 450° С указаны в табл. 121.
Таблица 121
Набивки Потери массы в % после нагревания до температуры
200 °C 450 “С
Асбестовая прорезинен- нав пропитанная Не более 5 —
Асбестовая прорезинен- ная сухая — Не более 28
Асбестопроволочная прорезиненная пропи- танная Не более 3 —
Асбестопроволочная прорезиненная сухая Не более 25
Скатанные набивки выпускаются
длиной не более 18 м. Допускается
поставка этих набивок в отрезках
длиной не менее 3 м.
По форме и размерам все кольце-
вые набивки должны соответствовать
чертежам завода-потребителя, согла-
сованным с заводом-поставщиком.
Хлопчатобумажные, льняные и ас-
бестовые манжеты могут изготов-
ляться со свинцовыми гвоздями по
рабочему контуру.
РЕЗИНОВЫЕ ИЗДЕЛИЯ
Лента изоляционная
прорезиненная
(по ГОСТ 2162-55)
Лента прорезиненная, применяе-
мая в основном для изоляции соеди-
нений электропроводки, выпускается
односторонней и двусторонней, шири-
ной 10± 1; 15± 1; 20± 1;
25 ± 1,5 и 50 ± 2 мм, при толщине
0,2—0,3 мм.
Длина лепты в одном круге: одно-
сторонней 55—75 м, двусторонней
65—85 мм.
РЕЗИНОВЫЕ ИЗДЕЛИЯ
421
Лента выдерживает испытание на-
пряжением не менее 1000 в в течение
1 мин.
Изоляционная лента не содержит
вредных примесей, способных оказать
разрушающее действие на металли-
ческие и неметаллические части, с
которыми она может соприкасаться.
Ленты резино-тканевые
конвейерные
(по ГОСТ 20-62)
Ленты применяются в конвейерах
для транспортирования сыпучих, кус-
ковых или штучных материалов и
изделий, а также в различных маши-
нах и механизмах для непрерывного
транспорта.
Типы лент указаны в табл. 122.
Таблица 122
Ленты всех разновидностей изго-
товляются конечными. Длина лент
типа 1 от 80 до 400 м, а типов 2, 2Р,
2У и 3 — от 40 до 105 м.
По согласованию с потребителем
ленты могут поставляться другой
длины.
Допускаемые отклонения по длине
в сторону «плюс» неограничены, а в
сторону «минус» — 0,5% от длины,
указанной в сдаточном документе.
Ширина лепт указана в табл. 123.
Размеры в мм
Таблица 123
а
S3
s а
Типы Название и харак- теристика Объекты транс- портирования
1 Ленты послойные с усиленным бор- том и двусторон- ней резиновой обкладкой Сильно истираю- щие крупнокуско- вые материалы
2 Ленты послойные с двусторонней резиновой обклад- кой Средне- н мелко- кусковые и сыпу- чие материалы
2Р Ленты послойные с двусторонней ре- зиновой обкладкой и брекером Сильно истираю- щие среднекуско- вые материалы в горнорудной промышленности
2У Ленты послойные с двусторонней ре- зиновой обкладкой и с тканевой оберткой бортов Рядовой уголь
3 Ленты послойные с односторонней резиновой обклад- кой Мелкокусковые, сыпучие н штучные материалы и изде- лия в условиях от- сутствия влаги и атмосферных воз- действий
300 1
400 }
500 J
(600)
650
(700).
-1-1.2%
-1.0%
(750)
800
(900)
1000
+1.2%
-1.0%
1200
1400
1600 •
1800
2000
+1.5%
-1.0%
(1100) +1,5%
-1.0%
Допускается изготовление лент ти-
па 3 шириной более 1000 мм и типа 2
шириной до 3600 мм.
Ленты, ширина которых указана
в скобках, предназначены для зерно-
элеваторных установок.
Прочность ленты зависит от типа
применяемой ткани. Основные пока-
затели приведены в табл. 124.
В соответствии с заказами ленты
изготовляются в теплостойком, моро-
зостойком, маслостойком, «пищевом»
и других исполнениях.
Таблица 124
Тип ткани Предельная нагрузка при разрыве на 1 см ширины одной прокладки гото- вой ленты в н (йгс), ие менее Относительное удли- нение при разрыве ленты по основе в %, не более
по осно- ве ПО утку
Бельтинг марки: ОПБ-5 ОПБ-12 Б-820 1128(115) 1128(115) 542 (55) 363 (37) 324 (33) 147 (15) 22 22 18
Уточная шнуро- вая ткань 1167 (119) 321 (33) 18
422
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Листовая техническая резина
(по ГОСТ 7338-55)
Листовая техническая резина пред-
назначена для изготовления прокла-
док, клапанов, уплотнителей, амор-
тизаторов и других деталей машин.
Подразделяется на пять типов:
кислотощелочестойкая,
теплостойкая, морозо-
стойкая, маслобензо-
с т о й к а я и «п и щ е в а я». В за-
висимости от твердости техническая
резина, кроме того, подразделяется
на мягкую, средней твердости и по-
вышенной твердости, а «пищевая»
резина — на мягкую и средней твер-
дости.
Маслобензостойкая резина выпу-
скается трех марок: А, Б и В.
Листы резины имеют размеры: дли-
ну от 0,5 до 10 м, ширину от 200
до 1750 мм, толщину от 6,5 до 50 мм.
Допускаемые отклонения по тол-
щине: ± 20% для пластин толщиной
от 0,5 до 3 мм; — 15% —от 3,5
до 15 мм; ± 10% при толщине более
15 мм.
Теплостойкая резина работоспо-
собна при температурах в среде воз-
духа до + 90° С, а в среде водяного
пара до + 140° С.
Морозостойкая резина работоспо-
собна при температуре до —45° С.
Техническая резина всех типов
термостойка в пределах температур
от —30 до +50° С. Техническая резина
может быть любого цвета.
Основные свойства листовой рези-
ны приведены в табл. 125.
Таблица 125
Показатели Типы резины
Кислотощелоче- стойкав Теплостойкая Морозостойкая
мягкая средней твердости повышенной твердости мягкая средней твердости повышенной твердости мягкая средней твердости повышенной твердости
Предел прочно- сти при разрыве в Мн/м* {кгс/см*}, не менее: 3,43 (35) 4,41 (45) 5,39 (55) 3,92 (40) 4,41 (45) 5,88 (60) 3,92 (40) 4,90 (50) 6,37 (65)
Относительное удлинение в %, не меиее 350 250 200 300 250 100 250 200 200
Твердость по ПШМ-2 (по ГОСТ 253-53) в пределах 4-7 7,1-12 12,1-20 4,5-7 7,1-12 12,1-26 4-7,5 7,6-12 12,1—20
Коэффициент старения, ие менее 0,65 0,65 0,65 0,7 0,7 0.7 0,7 0.7 0,7
РЕЗИНОВЫЕ ИЗДЕЛИЯ
423
Продолжение табл. 125
Показатели Типы резины
Маслобеизостойкая Пищевая
марки А марки Б марки В мягкая средней твердости
мягкая средней твердости повышен- ной твер- дости мягкая средней твердости повышен- ной твер- дости повышен- ной твер- дости
Предел прочно- сти при разрыве в Мн/м2 (кгс/см2), не менее 5,88 (60) 8,83 (90) 9,32 (95) 4,41 (45) 4,90 (50) 5,39 (55) 4,41 (45) 4,41 (45) 3.92 (40)
Относительное удлинение в %, ие менее 250 250 200 400 300 180 150 350 300
Твердость по ПШМ-2 (по ГОСТ 253-53) в пределах 4-6,5 6,6-12 12,1-21 4-6 6,1-13 13,5—22 10—12 4-7,5 7,6-10
Коэффициент старения, не менее 0,7 0,7 0,7 0,7 0,7 0.7 0.7 0.7 0.7
Прокладки резино-тканевые
(по ГОСТ 6051-51)
Прокладки изготовляются формо-
вым способом. Они предназначаются
для герметизации соединений корпуса
с крышкой различных аппаратов в хи-
мическом машиностроении, а также
у диффузоров и вакуум-аппаратов и
другого оборудования сахарной про-
мышленности. Эти прокладки полые,
круглой илн прямоугольной формы;
в сечении прокладки круглые
или трапециевидные.
Резина, применяемая для изготов-
ления прокладок, имеет следующие
показатели (табл. 126).
Резина, применяемая для изготов-
ления уплотнительных прокладок, хо-
рошо противостоит тепловому старе-
нию. Коэффициент старения в тече-
ние 96 ч не менее 0,8.
Уплотнительные прокладки имеют
два тканевых слоя.
Изготовляются они семи типов и
45 типоразмеров.
Таблица 126
Показатели А Б
Предел прочности при раз- рыве в Мн/м2 (кгс/см2), не менее Относительное удлинение в %, не менее Остаточное удлинение в %, не более 5,8 (60) 350 15 5,39(55) 300 20
Примечание. А — резниа, содержа- щая каучук; Б — резина, содержа- щая смесь регене- рата с каучуком.
Рукава резиновые
высокого давления
(по ГОСТ 6286-60)
Резиновые рукава оплеточной кон-
струкции применяются в качестве
гибких трубопроводов для подачи
под высоким давлением жидкостей и
воздуха.
424
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Рукава подразделяются на три типа:
1 — с одной металлической оплет-
кой;
II — с двумя металлическими оп-
летками;
III —с тремя металлическими оп-
летками.
Рукава высокого давления состоят
из внутреннего резинового слоя —
камеры, хлопчатобумажных и метал-
лических оплеток камеры, промежу-
точных резиновых слоев и наружного
резинового слоя.
Типоразмеры рукавов, минималь-
ные радиусы изгиба и максимальные
рабочие давления приведены в
табл. 127.
Таблица 127
Размеры в мм
Внутрен- ний диа- метр ру- кава Наруж- ный диа- метр ру- кава радиус рабочее 7-и2 Л* п
•д •я О •S 3 о” 4
о <и Л о v л м
л о) я л о я ч я <□ -С"
я S S я и я Z я 2 х Ц
с S >» ч S >» ч s'® S и
S о я gS о я о н « о 5 я < S S ” й S
4 ±0,3 14,5 50 19,6 (200) 0,40
6 16,5 + 1,0 60 18,6 (190) 0,45
8 4-0.5 18,0 80 16,2 (165) 0,50
1 10 —0,3 20.5 80 13,7 (140) 0,55
12 22,5 100 13.2 (135) 0,65
14 24,5 110 10.3 (1®) 0.75
16 ±0.5 27,5 4-1.5 120 8,8 (90) 0,85
16* 27,5 -1,0 120 13.2 (135) 0,85
4 ±0,3 17,0 60 29,4 (300) 0,50
6 19,0 70 27,4 (280) 0,60
8 +0.5 -0,3 21,0 ±1,0 90 24,5 (250) 0,70
10 23.0 110 21,1 (215) 0,80
11 12 25,0 130 20,6 (2Ю) 0,90
14 27.0 150 17,2 (175) 1,00
16 ±0.5 29.0 170 16,2 (165) 1,10
18 32.0 4-1,5 180 15,2 (155) 1,20
20 34,0 -1,0 200 14,2 (150) 1,35
25 46,0 300 14,7 (150) 2.70
27 ±0.5 48,0 ±2,0 325 13,7 (140) 3.00
П1 32 53,0 385 11,8 (120) 3,20
38 60.0 460 10,3 (105) 3,55
* При применении проволоки новы-
шеннои прочности марки РСН.
Рукава поставляются длиной 400,
450, 500, 550, 600, 650, 700, 750, 800,
900, 1000, 1200, 1400, 1600, 1800,
2000 и 2200 мм.
Допускаемые отклонения по длине:
± 10 мм для рукавов длиной до
1 м; ±20 мм для рукавов длиной
свыше 1 м.
Рукава предназначены для работы
в средах и при температурных усло-
виях, указанных в табл. 128.
Таблица 128
Рабочая среда Температура среды в в пределах Окружаю- щая темпе- ратура в °C. в пре- делах
Бензин Керосин, топ- ливо Т, дизель- ное топливо, нефтяные масла Воздух Вода От -50 до 4-25 От -50 до 4-100 От -50 ДО 4-80 до 4-100 От —50 до 4-70
Пример условного обозначения ру-
кава типа 11 с внутренним диаметром
14 мм:
Рукав II Ф 14 ГОСТ 6286-60.
Рукава резино-тканевые
паропроводные
(по ГОСТ 90-61)
Паропроводные рукава состоят из
внутреннего и наружного резиновых
слоев и промежуточных прокладок
прорезиненной ткани. Используются
они в качестве гибких трубопроводов
для подачи насыщенного пара давле-
нием до 0,78 MhJm2 (8 KecjcM2).
РЕЗИНОВЫЕ ИЗДЕЛИЯ
425
Размеры и масса рукавов приве-
дены в табл. 129.
Таблица 123
Размеры в мм
л ь Внутрен- ний диаметр л» ©4 Внутрен- ний диаметр
£ рукава п V Z рукава я
св
S S
м 4S V м •Я О>
*s JA О о © л О Ц1 ©
S Я А Z х О) я: е 3 я л Z X о, я с
я ч
* 2 Я м в О © Св * й св я м я и О я
К Л-S S
С* х£ Z о я « о Св S X л Z о я с м о н « о св Ж
30 12 -1-0,5 0,66 57 32 + 1,0 1,68
36 16 4’1,0 0,88 65 38 + 1,0 2,30
38 18 + 1,0 0.96 80 50 + 1,5 3,10
46 25 ±1,0 1,15
Длина рукавов указывается в за-
казе по согласованию с заводом-
изготовителем.
Допускаемые отклонения для длины
рукавов до 10 м включ. + 100 мм,
а свыше 10 м +200 мм.
Рукава выдерживают испытание на
гидравлическое давление, равное
1,57 Мн/м1* (16 кгс/см2).
Рукава паростойки при температу-
ре насыщенного пара до 175° С при
0,78 Мн/м2 (8 кгс/см2).
Рукава сохраняют работоспо-
собность в интервале температур
окружающего воздуха от —35 до
+50° С.
Рукава резино-тканевые
напорные
(по ГОСТ 8318-57)
Резино-тканевые напорные рукава
применяются в качестве гибких тру-
бопроводов для подачи под давлением
жидкостей, газов и сыпучих материа-
лов.
Рукава состоят из виутрениего ре-
зинового слоя, одной или нескольких
прокладок прорезиненной ткани и
наружного резинового слоя.
Рукава изготовляются следующих
типов:
Б — для бензина, керосина, нефти
и минеральных масел;
В — для воды и слабых растворов
неорганических кислот и щелочей
концентрацией до 20%;
П — для пищевых веществ;
ВГ — для горячей воды с темпера-
турой до 100° С;
Г — для газов, воздуха, кислорода,
ацетилена, углекислоты, азота и дру-
гих инертных газов;
Ш — для подачи слабощелочных и
слабокислых водных растворов при
штукатурных работах и песка от
пескоструйных аппаратов.
Рукава всех типов изготовляются
размеров, указанных в табл. 130.
Таблица 130
Номи- нальный внутрен- ний диаметр в мм Рабочее давление Р в М«/л<2 (кгс/см2) Номи- нальный внутрен- ний диаметр в мм Рабочее давление Р в Мн/м2 (кгс/см2)
9 12 16 18 25 0,147 (1,5); 0.294 (3); 0,490 (5); 0.981 (10); 1,47 (15); 1.96(20); 50 0.147 (1,5); 0,294 (3); 0,490 (5); 0,981 (10); 1,47 (15); 1,96 (20)
2,45 (25) 0,147 (1,5); 0.294 (3);
0.147 (1,5); 0.294 (3); 0,490 (5); 0,981 (10); 1,47(15); 1,96 (20) 65 0,490 (5); 0,981 (10); 1,47 (15)
32 38 75 100 125 150 0.147 (1,5); 0,294 (3); 0.490 (5)
Подразделение рукавов по рабо-
чим давлениям указано в табл. 131.
sS§ 65 75 ел Со Со ООО to ю — — СЛ ООО ю<© Номинальный внутренний диаметр в мм Таблица 131 Размеры наружных диаметров напорных рукавов по ГОСТ 8318-57 в мм и массы 1 лог. м этих рукавов в кг
±3.0 1+ Ю о 1+ 01 1+ о 1+ о ел Допускаемое отклонение в мм
121 146 173 ю со о о О) 01 Л юос» союю ©5 <0-4 ЮЮ о о Диаметр 0.15; 0.49; 0.74; (1.5; 3; 5) Б, В и П Давление в Мн/м2 (кгс/см2) для рукавов типов
<0-q0t Ъ 00» ЛЮ О СЛ 00 Со о ООО оо'мо оо С) ел Масса
1 1 1 1 8 МСЛЛ о о оо СО СОЮ 00 —м ЮЮ оо Диаметр 0.98 (Ю)
1 1 1 1 “ 1 00 1.1 1,5 2,0 6*0 ГО 9’0 ©о 05 01 Масса
1 1 1 1 S S8S Л СО Со ю5э — 88 Диаметр 1.47 (15)
1 1 1 1 1 о 1,9 2,3 3,5 — — © о О 00 ОО М01 Масса
1 1 1 1 1 00 05 01 Ю05ОО Л со со 05 0» СО юю мю Диаметр 1,96 (20)
1 1 1 1 1 2.4 2.8 4,0 оо— о оо *М0) Масса
11 1 1 1 1 11 Л Со Со ОО<0СЛ юю МО Диаметр 2.45 (25)
1 1 1 1 1 1 1 1 ю — — юсл ю оо мел Масса
1 1 1 1 £ 2SS8 Л СОЮ О — <0 ю ю 01 <5 Диаметр 0.98 (Ю) Г и ВГ |
1 1 1 1 ел ЮЮ — ХОО) 0,7 0.8 1,0 оо 05 ел Масса
123 148 175 <0 00 ю ю ©5слл. люсл оою ос —<о ю ю елю Днаметр 0.15; 0.49; 0,74 (1.5; 3; 5) Е
5,8 7,4 9.5 2.7 4,2 (0Л — ООО <0 ОС 05 ОО 05 СЛ Масса
1 1 1 1 8 288 лоо — л© юю 05 Ю Диаметр 0,98 (10)
1 1 1 1 о ю — — слчоо» 0,7 0,9 1,1 СО 05 01 Масса
1 1 1 1 8 54 62 78 ЛОО л ел о ю ю м ю Диаметр 1.47 (15)
1 1 1 I Ю 00ЮЮ Ъ»Л Ю 0,8 1,0 1,2 оо 'м ел Масса
1 1 1 1 1 00 0)0 Л Q0 ф ЛОО оо мел ю ю <0Л Диаметр 1,96 (20)
1 1 1 1 1 ЛЮЮ — ©Ъ» <0 — 0 ОО *М0) Масса
1 1 1 1 1 11 1 01 Л СО ю ю <£>01 Диаметр 2.45 (25)
1 1 1 1 1 11 1 ю —— СО 01 ю оо *М'0> Масса
МАТЕРИАЛЫ В М АШИНОСТРОЕНИИ
РЕЗИНОВЫЕ ИЗДЕЛИЯ
427
Длина рукавов оговаривается по-
требителями при заказе по согласо-
ванию с заводом-изготовителем.
Допускаемое отклонение по длине
до 10 .и вкл. ± 100 мм, а свыше 10 м —
± 200 мм.
Рукава всех типов выдерживают
испытание гидравлическим давлением,
равным 2Р. Рукава типа Г должны
выдерживать испытание на воздушное
давление, равное Р.
Рукава сохраняют работоспособ-
ность в интервале температур от —35
до +50° С.
Условное обозначение бензостой-
кого рукава для давления 1,96 Мн/м*
(20 кгс/см2) с внутренним диаметром
25 мм-.
Рукав Б-20 ф 25 ГОСТ 8318-57.
Рукава резино-тканевые
с металлическими спиралями
(по ГОСТ 8496-57)
Резино-тканевые рукава, усилен-
ные металлическими спиралями, име-
ют на концах манжеты для присоеди-
нения их к металлической арматуре.
Предназначены эти рукава для всасы-
вания и нагнетания различных жид-
костей и газов.
В зависимости от назначения и усло-
вий работы разделяются на две груп-
пы:
I — рукава всасывающие, предна-
значенные для работы под разряже-
нием;
II — рукава напорно-всасываю-
щие, предназначенные для работы
под давлением и под разряжением.
Рукава в каждой группе подразде-
ляются на типы:
Б — бензомаслостойкие для бен-
зина, керосина, нефти и минеральных
масел;
В — для воды;
Г — для газов — воздуха, кисло-
рода и нейтральных газов;
КЩ — Для слабых растворов неор-
ганических кислот и щелочей концен-
трации до 20%;
П — для пищевых веществ: спирта,
вина, пива, молока и других сла-
бых органических веществ.
Рукава всех типов работоспособны
в интервале температур от —35 до
50° С. По согласованию с заводом-
поставщиком морозостойкость рука-
вов может быть повышена до —15° С.
В этом случае к наименованию типа
рукава добавляется буква М, напри-
мер ГМ.
Всасывающие рукава выдерживают
испытательное гидравлическое давле-
ние 0,294 Мн/м2 (3 кгс/см2) для рука-
вов с внутренним диаметром до
75 мм\ 0,196 Мн/м2 (2 кгс/см2) для
рукавов с внутренним диаметром
свыше 75 мм.
Напорно-всасывающие рукава с
внутренним диаметром до 75 мм вы-
держивают испытательное давление,
равное 2Р, а рукава с внутренним
диаметром более 75 мм—1,5 Р,
где Р — величина рабочего давления.
Рукава типа Г выдерживают испы-
тание на воздушное давление, равное
Р.
Размеры рукавов, минимальные ра-
диусы изгиба и рабочие давления
приведены в табл. 132.
Таблица 132
Внутренний диаметр в мм Длина жеты ман- в мм Длина рукава в м Минимальный радиус изгиба Рабочее давле- ние Р в Мн/м2 (кгс/см2) для рукавов гр. П всех размеров
Номин. Доп. откл. Номин. Доп. откл. Номнн. Допл. откл. рукава при свертывании в круг в мм
16 20 25 +1,0 75 75 75 + 10 2, 4, 8, 10. 15 и 18 для рукавов с внутренним диаметром до 125 мм Для длины рукавов: до 4 м вкл. 4-200 -100. свыше 4 м'. 4-300 250 250 250
32 38 50 65 +1.5 75 100 100 100 +15 300 300 400 0,294 (3); 0.490 (5); 0,981 10)
75 100 125 +2,0 100 100 150 -100 —
428
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл. 132
Внутренний диаметр в мм Длина манже- ты в мм Длина рукава в м Минимальный радиус изгиба рукава при свертывании в круг в мм Рабочее давле- ние Р в \кгс/см*} для рукавов гр. И всех размеров
Номин. Доп. ОГКЛ. Ном ии. Доп. откл. Номин. Доп. откл. в мм
150 175 ±3.0 150 150 ±20 2;4 и 8 для ру- кавов с внут- ренним диамет- ром 150 мм и более Для длины рукавов: —
200 225 250 275 3(Ю 325 ±4.0 150 200 200 200 200 200 г* 30 до 4 м вкл. ±200 — 100, свыше 4 м\ ±300 -100 — 0.294 (3); 0.490 (5); 0.981 (10)
Масса рукавов должна приниматься по табл. 133.
Таблица 133
Внутренний диаметр в мм Масса в кг Внутренний диаметр в мм Масса в кг
Типы Б и Г Типы В и 11 Тип КЩ Типы Б и Г Типы В и П Тип кш.
16 0.9 125 7.5 6.3 7.3
20 — 0.8 1,1 150 8.5 8.0 9.0
25 1,4 1.0 1.3 175 9.8 9,5 —
32 1.7 1.2 1.5 200 11.5 ПЛ
38 2.0 1.4 1.8 225 13,5 13,5
50 2.6 1.9 2,4 250 15,3 15,3 —
65 3.5 2,3 2.8 275 17,2
75 4.0 3.1 3.9 300 19,2
100 5,4 4,5 5.5 325 21,5 — —
Условное обозначение рукава груп-
пы 11 внутренним диаметром 50 мм,
для рабочего давления 0,490 Мн/м?.
(5 кгс/см2):
Рукав гр. II тип В-5 Ф 50 ГОСТ
8496-57.
Рукава резиновые напорные
с нитяными оплетками
(по ГОСТ 10362-63)
Резиновые напорные рукава с ни-
тяными оплетками применяются в ка-
честве гибких соединительных трубо-
проводов для гидравлических, воз-
душных, топливных, масляных и дру-
гих систем.
Длины рукавов приведены в табл.
134, а характеристика их — в
табл. 135.
Таблица 134
Размеры в мм
Номин. а 5 о £ =4 о Номин. а о g Номин. Доп. откл. Номин. в d о г =( 5
400 450 500 ±5 700 750 800 900 1000 ±ю 1200 1400 1600 1800 2500 2800 +20 3200 - 3500 4000 4200 ±30
550 2200
600 650 ±10 1100 ±20
РЕЗИНОВЫЕ ИЗДЕЛИЯ
429
Таблица 1J3
Рабочее давление Р в Мн/м2 (кгс/см2)
Внутрен- ний дна- 1,47 (15) 2,94 (30) 4,90 (50) 6,86 (70) 9,81 (100)
метр в мм Наружный диаметр в мм 65 а Наружный диаметр в мм м а Наружный диаметр в мм в кг Наружный диаметр в мм 64 м а Наружный диаметр в мм в кг
1 Номин. I Доп. откл. Номин. Доп. откл. Масса 1 м Номин. ч йй О S о кх Масса 1 м Номин. Доп. откл. Масса 1 м Номин. 1 Доп. откл. Масса 1 м Номин. Доп. откл. Масса 1 м
4 6 8 ±0,3 11.0 13,0 15,5 ±1,0 0.12 0,13 0,23 11,5 13,5 16,0 + 1,0 0.13 0,16 0,25 12.0 16,0 19,0 + 1,0 0,13 0,20 0,45 13,0 17,5 19,5 ±1,0 0,20 0,35 0,50 17.5 19,5 21,5 ±1,0 0,28 040 0,55
10 12 14 + 0.5 17,5 20.0 22.5 ±1,0 0,28 0.30 0,33 18,0 22,0 25,0 ±1.0 0,30 0,45 ОДО 21,0 24,0 28,5 ±1,0 0,50 0.55 0,65 21,5 25,5 28,5 ±1.0 0,60 0,65 0,70 24,0 ±1,0 0,65
16 ±0,5 25,0 ±1.0 0,36 28,0 ±1,0 0,60 30,5 ±1,5 0,70 31,5 ±1,5 0,80 - - -
18 20 27.5 29,5 0,42 0,43 30,5 32,5 ±1,5 0,65 0,70 33,5 35,5 0.85 0,90 — — — - - —
22 25 28 +0.5 32.0 34,5 38,0 ±1,5 0.50 0,55 0,65 34,5 38,0 44,5 ±1,5 0,80 0,90 1,25 37,5 40,5 ±1.5 0,95 1,00 — — — — —
30 32 ±0.5 40.0 42.0 ±1,5 0.68 0,80 46,5 48,5 ±2,0 1,3 1,4 —
35 48,5 ±2.0 1,30 —
38 40 42 ±0,5 ±0.8 51,5 54,5 56,5 +2,0 1,40 1,45 1,50 -
45 48 50 ±0.8 59,0 62.0 64,0 ±2.0 1,70 1,80 2,00 —
Минимально допустимый радиус из- Напорные рукава выдерживают ис- гиба рукавов с внутренним диаметром пытание гидравлическим давлением, до 25 мм вкл. равен 8, а свыше 25 мм— равным 1,25Р, и воздушным 1Р. 10 внутренним диаметрам рукава. Температурные условия эксплуа- Рукава резино-тканевые тацни рукавов указаны в табл. 136. J г спиральные напорно- таблица 136 всасывающие для жидких топлив
Рабочая среда Температу- ра рабочей среды Окружаю- щая темпе- ратура и масел (по ГОСТ 5398-57)
Топливо Масла и гидравли- ческие жидкости Воздух Вода От —50 до +70” С От -50 до +100” С От -50 до +60” С До 100” С От -50 до +70“ С Применяются в качестве гибких трубопроводов для перекачки бен- зина, топлива Т-1, дизельного топли- ва и масел под давлением и вакуумом. Рукава состоят из внутренней и варужной спиралей из стальной оцин- кованной проволоки и нескольких
430
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
чередующихся слоев прорезиненной
ткани и резины. На концах рукава
имеются резнно-тканевые манжеты
(без спирали) для присоединения его
к металлической арматуре. Размеры
рукавов приведены в табл. 137.
Таблица 137
Размеры в мм
Внутрен- ний диаметр Длина манжеты Минималь- ный наружный радиус из- гиба рукава Масса 1 пог. м рукава в кг, ие более
25+1 32+1 38+1 100+15 100_+15 100+.15 300 300 300 1.7 2,1 2,4
50+1.5 65+2 75+2 150+15 150+15 150+15 400 500 500 3.0 3.8 4,5
Примечание. Длина рукавов указы- вается в заказе по согласованию с заводом- изготовителем, причем длина ие может быть более 18 м. Разиостеииость в торцо- вой части манжет ие допускается более 3 мм для рукавов диаметром 25, 32 и 38 мм и более 5 мм для рукавов диаметром 50, 65 и 75 мм.
Рукава выдерживают следующие
давления: рабочее 0,49 Мн/м2,
(5 кгс/см2), испытательное гидравли-
ческое 0,98 Мн/м2 (10 кгс/см2), раз-
рывное не менее 1,47 Мн/м2
(15 кгс/см2). Рукава выдерживают
местную нагрузку 7,85 Мн/м2 (80
кгс/см2) на 100 мм ширины рукава,
причем деформация по наружному
диаметру не превышает 5%.
Рукава сохраняют работоспособ-
ность в интервалах температур от
—30 до +60° С или от —45 до +80° С,
что оговаривается в заказе.
Трубки резиновые технические
(по ГОСТ 5496-57)
Предназначены для работы в раз-
ных средах и изготовляются пяти
типов, предназначенных для работы
в следующих условиях эксплуатации:
а) тип I, кислотощелочестойкие —
в растворах кислот и щелочей кон-
центрацией до 20% (за исключением
азотной и уксусной кислот);
б) тип II, теплостойкие — при тем-
пературах: в среде воздуха до плюс
906 С, в среде водяного пара до плюс
140° С;
в) тип III, морозостойкие — при
температуре до минус 45° С;
г) тип IV, маслобензостойкие —
в среде масла или бензина;
д) тип V, пищевые — в соприкосно-
вении с пищевыми продуктами, при-
чем они не должны выделять вредных
для здоровья веществ, а также при-
давать им посторонние запах и при-
вкус.
Для работы в среде воздуха, воды
и инертных газов рекомендуется при-
менять кислотощелочестойкие труб-
ки.
В зависимости от твердости резины
трубки типов I, II и III выпускаются
мягкие и средней твердости, трубки
типа IV — мягкие, средней твердости
и повышенной твердости, трубки типа
V — только средней твердости.
Все типы трубок (кроме теплостой-
ких и морозостойких) должны сохра-
нять работоспособность в интервале
температур от —30 до +50° С. Раз-
меры трубок приведены в табл. 138.
Таблица 138
Внутренний диаметр Толщина стеики (номинальная) Допускаемые отклонения при толщине стеики
номин. ДОП. откл.
2,0 3,0 4,5 +0,5 1,25 1,25 1.25 2,0 2,0 — — — — — 1,25 н 2,0 ±20%; 3 и 4 +15%
6,0 ±0,5 1,25 2,0 3,0 — — — —
8,0 10,0 ±1.0 1,25 1.25 2.0 2.0 3.0 3,0 — — - —
РЕЗИНОВЫЕ ИЗДЕЛИЯ
431
Продолжение табл. 138
Внутренний диаметр Толщина стенки (номинальная) Допускаемые отклонения при толщине стенки
номин. доп. откл.
12.0 16,0 ±1,0 — 2.0 2,0 3.0 3,0 4,0 4,0 5,0 5,0 — — 1,25 и 2,0±20%; 3 и 4 ±15%
20,0 ±1,5 — 2.0 3,0 4,0 5,0 6,0 8,0
24,0 28.0 32,0 +1.5 — 2,0 3.0 3,0 3,0 4,0 4.0 4.0 5,0 5.0 5,0 6.0 6,0 6,0 8,0 8,0 8,0
36,0 40,0 ±1.5 — — 3,0 3,0 4.0 4,0 5,0 5,0 6.0 6.0 8,0 8,0
Трубки с толщиной стенок до
4 мм поставляются бухтами массой
до 10 кг\ с толщиной стенок более
4 мм — бухтами массой до 20 кг.
Длина трубок не менее 3 м.
Основные свойства трубок приве-
дены в табл. 139.
Пример условного обозначения мо-
розостойкой трубки средней твер-
дости с внутренним диаметром 10 мм,
с толщиной стенки 2 мм:
Трубка типа III средней твердости
10X2 ГОСТ 5496-57
Таблица 139
Показатели Типы труб
I — кислото- щелоче- стойкая П — тепло- стойкая Ш — морозо- стойкая IV —маслобензо- стойкая V- пнще- вая
Мягкая Средней твердости I Мягкая Средней твердости Мягкая Средней твердости Мягкая i Средней । твердости ' Повышеи- ; ной твер- дости ; Средней твердости
Предел прочности при разры- ве в Мн/м2 (кгс/см2), ие ме- нее 3.92 (40) 3,92 (40) 3,43 (35) 3.43 (35) 3.92 (40) 3,92 (40) 4,40 (50) 4,90 (50) 7,85 (80) 2.14 (30)
Относительное удлинение в %, ие меиее 350 250 800 250 300 220 400 300 190 250
Твердость по ПШМ-2 (по ГОСТ 253-53), в пределах 4,0- 7,0 пл 4,0- 7,0 7,1— 11,0 4,0- 7,0 7,1- 11.0 4,0- 7,0 7.1- 11,0 11,1- 20,0 7,1- 11.0
Коэффициент старения при температуре 70* С в течение 96 ч, не менее 0,6 0,6 — — 0.7 0,7 0,7 0,7 0.7 0,7
Коэффициент старения при температуре 100* С в тече- ние 48 ч, не менее — — 0,7 0,7 — — — — — —
432
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Трубки резиновые полутвердые
изоляционные
(по ГОСТ 3747-47)
Трубки резиновые полутвердые при-
меняются в качестве дополнительной
изоляции изолированных проводов
постоянного и переменного тока на-
пряжением до 500 в.
Трубки изготовляются размеров,
указанных в табл. 140.
Трубки изготовляются из резины
любого цвета.
Выпускаются бухтами массой не
более 15 кг, причем в бухте допус-
каются два отрезка длиной не менее
2 м каждый.
ной детали, изготовляется пяти типов,
предназначенных для работы в сле-
дующих условиях эксплуатации:
тип I — в растворах кислот и ще-
лочей концентрацией до 20% (за
исключением азотной и уксусной кис-
лот);
тип 11 — при температурах: в среде
воздуха до 4-90° С; в среде водяного
пара до 4-140°С;
тин III — при температуре до
—45° С;
тнп IV — в среде масла или бензи-
на;
тип V — при соприкосновении с пи-
щевыми продуктами.
Для работы в среде воздуха, воды
и инертных газов рекомендуется при-
менять кислотощелочестойкие шнуры.
Размеры в мм
Таблица 140
Внутренний диаметр Толщина стенки Масса । 1 м трубки в г, не более Внутренний диаметр Толщина стенки Масса 1 м трубки в г, ие более
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. ОТКЛ. Номин. Доп. откл.
5 4 0,5 2.0 -4-0,3 60 16 +1,2 2.5 4-0,5 210
7 + 0,5 2.0 +0.3 80 23 + 1.5 3,0 +0.5 400
9 4 0.75 2.2 +0,4 115 29 + 1,5 3,5 +0,5 550
11 13 е© iTi-r 1 2.2 2.5 +0,4 + 0.5 140 175 36 +1.5 3,5 +0,5 650
Шнур резиновый круглого,
квадратного и прямоугольного
сечения
(по ГОСТ 6467-57)
Резиновый шнур круглого, квад-
ратного и прямоугольного сечения,
применяемый в качестве уплотпитель-
В зависимости от твердости резины
шнуры (кроме пищевого) подразде-
ляются на мягкие, средней твердости
и повышенной твердости. Пищевой
шнур изготовляется только из резииы
средней твердости.
Размеры шнуров указаны в табл.
141.
Размеры в мм
Таблица 141
Номинальные размеры шнуров Допускаемое отклонение
Шиур круглого и квадратного сечения Шнур прямоугольного сечения Размер шиура Допускаемое отклонение в %
Диаметр или размер сторон Высота Ширина
2, 3. 4, 5, 6. 7, 8, 9, 10. 12, 14, 16. 18, 20. 25, 30, 35, 40, 45 и 50 3, 4, 6, 8, 10 6. 9, 12, 15, 18, 20 До 20 Свыше 20 + 10 ±5
12, 15, 18 25, 30. 35, 40, 50
РЕЗИНОВЫЕ ИЗДЕЛИЯ
433
Все типы шнуров сохраняют р а-
ботоспособиость в интер-
вале температур от —30 до +50° С.
Физико-механические показатели
резиновых шнуров приведены в
табл. 142.
Длина шлангов (в пределах от 1,0
до 2,0 м) и длина муфт указываются
в спецификации заказчика, согласо-
ванной с поставщиком.
Отклонения по длине муфт ука-
заны в табл. 143.
Таблица 142
Показатели Типы шнуров
I — кислотощело- честойкие 11 — тепло- стойкие 111 — морозо- стойкие IV—масло- бепзостойкие V — пище- вые
Мягкая Средней твердости Повы шей- ной твер- дости Мягкая Средней твердости Повышен- ной твер- дости Мягкая Средней твердости Повышен- ной твер- дости Мягкая Средней твердости Повышен- ной твер- дости Средней твердости
Предел прочно- сти при разрыве в Мн/м2 (кгс/см2) не менее 3.9 (40) 3.9 (40) 5.9 <60) 3,4 (35) 3.4 (35) 4,9 (50) 3.9 (40) 4,4 (45) 6,4 (65) 4,9 (50) 5,4 (55) 7,8 (80) 2.9 (30)
Относительное удлинение в %, не менее 350 250 200 300 250 100 350 200 175 400 300 190 250
Остаточное удлинение в %, не более 35 30 25 25 25 25 25 25 20 40 40 25 30
Твердость по ПШМ-2 (по ГОСТ 253-53) 4-7 7,1- 11 ИЛ- 20 4-7 7,1- П 11,1- 20 4-7 7.1- 11 11,1- 20 4-7 7,1- II 11,1— 20 7,1- 11
Шланги и муфты дюритовые
(по ГОСТ В-1819-42)
Дюритовые шланги и муфты имеют
внутренний и наружный резиновые
слои и две или три тканевые про-
кладки.
Шланги применяются для перека-
чивания воды и жидкого топлива,
муфты — для соединения разъемов
водопроводов и топливопроводов.
Шланги и муфты изготовляются
следующих внутренних диаметров: 4;
6; 8; 9,5; 12; 14; 16; 18; 22; 24; 25;
27; 30; 32; 35; 38; 40; 42; 48; 51; 54;
58; 63; 70; 76 и 90 мм.
Сопротивление разрыву внутрен-
него слоя резины шлангов и муфт
составляет не менее 6,9 Мн/м2
(70 кгс 1см2).
Коэффициент морозостойкости на-
ружного слоя резины при темпера-
туре — 45° С не меиее 0,4.
Таблица 143
Размеры в мм
Длина муфты Внутренний диа- метр муфты Допускаемые отклонения по длине 1 Длина муфты Внутренний диа- метр муфты Допускаемые отклонения по длине
До 50.0 » 50,0 > 100.0 До 30,0 Свыше 30.0 Всех диаметров ±2,0 ±2.5 +25 До 150 вкл. Свыше 150 Всех диаметров ±4,0 +5,5
434
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
СЛЮДИНИТ
(по ГОСТ 10715-63)
Слюдинит — гибкий в холодном со-
стоянии материал, изготовляемый в
виде листов из слюдинитовой бумаги
на целлюлозном подслое или из
100%-ной слюдинитовой бумаги, про-
питанных и склеенных связующим
веществом, с последующим прессо-
ванием при нагреве.
Слюдинит, изготовленный из 100%-
ной слюдинитовой бумаги, оклеи-
вается стеклоподложкой.
Слюдинит применяется в электри-
ческих машинах и аппаратах в ка-
честве электроизоляционного мате-
риала, предназначен для работы при
температуре до-}- 155°С.
Пробивное напряжение в пределах
1,3—1,4 кв (в зависимости от тол-
щины слюдинита).
Слюдинит сохраняет гибкость в те-
чение трех месяцев со дня отправки
с завода-изготовителя,
Марки слюдинита указаны в
табл. 144, а толщина листов —
в табл. 145.
Таблица 144
Марки Вид слюдинитовой бумаги Склеивающее вещество Вид гибкого слюдинита
ГСП Слюдинитовая бумага на целлюлозном подслое Полиэфирный лак ПЭ-936 Неоклеенный
ПСП Слюдинитовая бумага 100%-ная Оклеенный стеклоподложкой с одной стороны
Г2СП То же Оклеенный стеклоподложкой с двух сторон
Г1СК > Кремиийоргаиический лак ЭФ-&Б или ЭФ-5Т Оклеенный стеклоподложкой с одной стороны
Г2СК > Оклеенный стеклоподложкой с двух сторон
Таблица 145
Размеры в мм
Марки Толщина Допускаемое отклонение (среднее)
ПСП; FjCK 0.10; 0,15 +0,02 -0,01
ГСП 0,15
ГСП: ГаСП; ГаСК 0.20 +0.02
0,25; 0.30 +0,03
0,40: 0.50 ±0,05
Размеры листов неоклеенного слю-
динита не менее 500X800 мм, оклеен-
ного— не менее 500X600 мм, с до-
пускаемыми отклонениями по ширине
и длине от согласованных с заказчи-
ком размеров ±15 мм.
СТЕКЛО
Стекло
безосколочное трехслойное
на бутафольной прокладке
(по ГОСТ 8435-57)
Безосколочное трехслойное стекло,
получаемое склейкой двух листов
стекла с бутафольной прокладкой,
поставляется полированным или не-
полированным в соответствии с зака-
зом.
СТЕКЛО
435
По показателям внешнего вида это
стекло разделяется на I и II сорт.
Стекло бесцветное или же со слабо-
зеленоватым, слабоголубоватым от-
тенком. Светопропускание не менее
84%. При испытании на удар стекло
не распадается на куски, но может
иметь сеть радиально-круговых тре-
щин.
Применяется для остекления кабин
управления и машинных помещений
в ответственных случаях.
Стекло имеет равномерную толщи-
ну: 4,5; 5; 5,5; 6 и 6,5 мм с допускае-
мым отклонением ± 0,5 мм.
По форме, размерам и допускае-
мым по ним отклонениям (кроме тол-
щины) изделия из безосколочного стек-
ла изготовляются по чертежам заказ-
чика.
Кромки стекол по требованию за-
казчика могут быть шлифованными,
полированными или обрезными. Плот-
ность не более 2,6 Мг/м3 (2,6 г/смг).
Стекло листовое армированное
(по ГОСТ 7481-55)
Стекло армировано металлической
сеткой, бесцветно (слабые желто-зе-
леные оттенки допускаются).
Выпускается это стекло толщиной
5,5 мм и, если в заказе размеры листа
не указаны, длиной от 500 до 1800 мм
и шириной от 300 до 1400 мм с интер-
валами, кратными 25 мм. Допускае-
мые отклонения по длине и ширине
± 3 мм, а по толщине ± 0,7 мм.
Вдоль одного нли двух краев листа
допускается свободная от сетки по-
лоска шириной до 20 мм.
Поверхности армированного стекла
могут быть обе гладкими (коваными)
или одна поверхность гладкой (кова-
ной), а другая — с неровностями в
виде незначительных складок.
Разнотолщинность стекла не более
1 мм.
Светопропускание армированного
стекла не менее 60% при толщине
5,5 мм.
Стекло отламывается по линии под-
реза не растрескиваясь.
Стекло листовое
неполированное для остекления
тракторов и тихоходных средств
транспорта
(по ГОСТ 2113-58)
Выпускается с обработанной или
необработанной кромкой, а по внеш-
нему виду двух сортов.
Заводам-изготовителям тракторов,
автопогрузчиков, кранов и других
подобных машин стекло поставляется
только I сорта. По форме, размерам
и характеру обработки кромок стекла
изготовляются по чертежам заказ-
чика, согласованным с заводом-по-
ставщиком.
Толщина стекла 4,5; 5,0; 5,5 и
6 мм\ допускаемое отклонение по
толщине ± 0,5 мм.
Стекла бесцветны, но допускаются
слабозеленоватый или слабоголубо-
ватый оттенки.
Светопропускание в пересчете на
1 см толщины стекла не менее 84%.
Стекло листовое оконное
(по ГОСТ 111-54)
Оконное листовое стекло приме-
няется для остекления кабин и ма-
шинных помещений. В ответственных
случаях рекомендуется применять
стекло безосколочное.
Стекло оконное листовое выпус-
кается толщин и размеров, указанных
в табл. 146, а по качеству — трех сор-
тов.
Таблица 146
Размеры в мм
Название стекла Условное обозначе- ние Толщина стекла Ширина и длина листов Допускаемое отклонение по ширине и длине
наименьшие наибольшие
2-миллиметровое «2» 2 400 X 400 650 X 1200
2,5-миллиметровое <2,5» 25 400 X 500 700 X 1450
3-миллиметровое «3» 3 400 X 500 1000 X 1800 +2
4-миллиметровое «4> 4 400 X 500 1200 X 2200 -3
5-миллиметровое <5> 5 400 X 500 1600 X 2200
&-миллиметровое <6> 6 400 X 500 1600 X 2200
436
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Стекло заводского ассортимента вы-
пускается: при ширине листов до
650 мм с интервалом через 25 мм
по ширине и кратным 25 мм по длине;
при ширине листов свыше 650 мм
кратным 25 мм по ширине и
длине.
Стекло плоское безопасное
закаленное
(по ГОСТ 5727-57)
Бесцветное, подвергнутое терми-
ческой обработке стекло повышенной
прочности, предназначенное для ос-
текления кабин управления. Подраз-
деляется оно на полированное и непо-
лированное, а по показателям внеш-
него вида на I и II сорт. Стекло изго-
товляется толщиной: 4,5 ±0,5; 5±
±0,5; 5,5 ±0,5; 6 ±0,5 мм.
По форме и другим размерам стекла
соответствуют чертежам заказчика,
согласованным с заводом-изготови-
телем.
Стекла имеют равномерную толщи-
ну. Разностенность по краю одно-
го и того же стекла не превышает
0,4 мм.
Светопропускание в пересчете на
1 см толщины стекла не менее
84%.
Стекла выдерживают, не разру-
шаясь, удар свободно падающего сталь-
ного шара массой 800 г с высоты
1200 мм при толщине стекла более
5 мм и с высоты 800 мм при толщине
до 5 мм вкл. При разрушении стекла
распадаются на куски площадью не
более 100 мм2 каждый и размером по
наибольшему измерению не более
32 мм.
Стекло для автотракторной,
мотоциклетной и велосипедной
осветительной и сигнальной
арматуры
(по ГОСТ 5635-56)
Применяется на различных маши-
нах в качестве рассеивателей
и линз, которые изготовляются
из бесцветного, цветного и опалового
стекла.
Для бесцветного стекла допускаются
слабозеленый, слабоголубоватын или
слаборозовый оттенки, а для опало-
вого — розоватый нли голубоватый
оттенки. Цвет, неравномерность ок-
раски и оттенки стекла соответствуют
утвержденным сторонами эталонам.
Размеры и форма рассеивателей н
линз (и их светотехнические показа-
тели) соответствуют чертежам, согла-
сованным между сторонами.
Светопропускание бесцветных рас-
сеивателей грузовых автомобилей и
тракторов не менее 85%, легковых и
других автомобилей, предназначенных
для перевозки пассажиров, мотоцик-
лов и велосипедов — не менее 90%,
а бесцветных линз — не менее 75%.
Коробленность бортов рассеивате-
лей и линз не допускается более ука-
занных в табл. 147.
Таблица 147
Размер изделий в мм по паи* большему измерению Менее 100 100- 180 180— 200 200— 250 Более 250
Допускае- мая короб- ленность в мм 0,5 ОД 1,0 1,2 1.4
Стекла для замера уровня
жидкости (цилиндрические
трубки)
(по ГОСТ 8446-57)
Цилиндрические трубки из хими-
чески стойкого бесцветного или слабо-
окрашенного прозрачного стекла
предназначены для замера уровня
жидкости в котлах, аппаратах и ре-
зервуарах при рабочих давлениях до
2,94 Мн/м2 (30 кгс/си2) включительно.
Стекла рассчитаны на разность
температур нагрева и охлаждения
в пределах 90—70° С; по требованию
заказчика поставляются для темпера-
турного перепада в 110° С,
СТЕКЛО
437
Стекла изготовляются по специфи-
кации заказчика в пределах размеров,
указанных в табл. 148, с ровно обре-
занными зашлифованными концами.
Стеклоткань
электроизоляционная
(по ГОСТ 10156-62)
Таблица 148
Наимено- вание из- мерений Разме- ры в мм Допускаемое отклонение
Наруж- ный диаметр 8-30 вкл. По наружному диамет- ру и овальности тру- бок устанавливается потребителем при за- казе
Длина трубок 200 — 1500 вкл. ± 3 мм для каждого из размеров
Толщина стекла 2,5-3,5 вкл. ± 0,5 мм для каждого из размеров
Стеклоткань, пропитанная спе-
циальными лаками, применяется в ка-
честве электроизоляционного мате-
риала в электрических машинах, аппа-
ратах и трансформаторах.
Марки и размеры стеклоткани ука-
заны в табл. 150.
Стеклянная лента
электроизоляционная
(по ГОСТ 5937-56)
Лента, изготовляемая из стеклян-
ных нитей и замасленная на парафи-
новой основе, применяется в качестве
изоляции обмоток электрических ма-
шин и аппаратов.
Размеры ленты указаны в табл. 149.
Таблица 149
Размеры в мм
(Пирива Толщина
Номинальная Допускае- мое откло- нение
8; 10; 12; 14; 16; 18; 20 ±1 0.08 ± 0,01; 0,10 ± 0,01
25; 30: 35; 40; 45; 50 ±2 0,15 + 0,015; 0,20 ± 0,020; 0,25 ± 0,025
Таблица 150
Марка Цвет Толщина в мм
Номи- нальная Допускае- мое от- клонение
лсм Желтый 0,15; 0.17; 0,20 ±0,02
0,24 ±0,02
лемм Желтый 0,17; 0,20 ±0,02
0,24 ±0,02
леэ Коричне- вый 0,13 4-0,01 — 0,02
0.15; 0,17; 0,20 ±0,02
0,24 ±0.02
ЛСБ Черный 0,11; 0,13 4-0.01 — 0,02
0,15; 0.17; 0,20 ±0.02
0,24 ±0,02
ЛСК Светло- желтый 0,11; 0,15 ±0,02
0,20 4-0.02 -0.03
лскл Светло- желтый 0,12; 0,15 ±0,02
ЛСКР Светло- желтый 0.11; 0.15; 0,17; 0,20 :£0,02
438
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Длина ткани всех марок в рулоне
из двух отрезков не менее 40 м, при
длине отдельного отрезка не менее
5 м.
Ширина тканей всех марок от 680
до 1015 мм. По соглашению сторон
ткань может поставляться отрезками
маломерной длины и шириной менее
680 и более 1015 мм.
Стеклоткань имеет гладкую поверх-
ность, без потеков.
Предел прочности стеклолакоткани
при растяжении вдоль основы при
температуре 20 ±5° С для всех ма-
рок: среднее значение 59 Мн/м?
(6 кгс/мм?), а минимальное —
39 Мн/м? (4 кгс/мм?).
Стеклоткань термопластична и мас-
лостойка: после термической обра-
ботки ткани всех марок (кроме ткани
марки ЛСКЛ) прн температуре 60 ±
± 5° С в течение 24 ч и после прова-
ривания тканн марки ЛСММ в транс-
форматорном масле при температуре
105 ± 2°С в течение 72 ч слои не
слипаются и лаковая пленка не от-
стает.
Удельное объемное электрическое
сопротивление в состоянии поставки
109—1012 ом • м (1011—10м ом • см).
Пример условного обозначения
стеклолакоткани толщиной 0,20 мм
марки ЛСЭ:
Стеклолакоткань ЛСЭ-0,20 ГОСТ
10156-62.
Ткани из стеклянного волокна
(по ГОСТ 8481-61)
Невоспламеняемый электроизоля-
ционный и конструкционный мате-
риал (неприменим длн изготовления
фильтров и теплоизоляции).
Изготовляются следующих марок:
Э — электроизоляционная;
А — авиационная;
АС— авиационная специальная;
Tj и Т2 — текстолитовые;
СЭ (ССТЭ-6) — сетка стеклянная
тканая электроизоляционная.
Размеры тканей из стеклянного
волокна приведены в табл. 151, а ос-
новные свойства их — в табл. 152.
Стеклоткани марки Э не имеют про-
висания, перекоса и ворсистости по-
лотна, а марки СЭ (ССТЭ-6) — прови-
сания и перекоса полотна.
Размеры в мм
Таблица 151
Марка тканн Ширина Толщина Марка ткани Ширина Толщина
э 600 1+10 700 J±l° 800 1 900 1+15 1000 J 0,06+0,005 0,08+0,01 0,10+0,01 Тц Т2 600 1+10 700 J— 800 900 1000 +15 1100 1170 0,27
А 540 1+|0 550 /±10 1050 +15 Не стандарти- зована
СЭ (ССТЭ-6) 700 }±10 800 ) 900 1+15 1000 J 0,20
АС 610+10 0,1+0/11
СТЕКЛО
439
Таблица 152
Марка стекло- ткани Толщина ткани в мм Масса 1 м* ткани в г Плотность — число нитей на 1 см Разрывная нагрузка полоски ткани 25X100 мм в н (кге), не меиее
Основа Уток Основа Уток
э 0.06 0,03 0,1 68 + 7 100 + 15 105 + 15 20+ 1 — ri+lrl оечеч счсчеч 245 (25) 294 (30) 294 (30) 196 (20) 245 (25) 294 (30)
А АС 0,1 Не более 80 105 ± 15 20 + 1 17 + 1 22 + 2 275 (28) 343 (35) 196(20) 343 (35)
Т1 Ts СЭ (ССТЭ-6) 0,27 0,27 0,20 285 + 15 285 + 15 200 + 20 16+1 10+ 1 10+1 9 + 1 1667 (170) 1569 (160) 1079 (110) 1030 (105) 833 (85) 981 (100)
Трубы стеклянные
(по ГОСТ 8894-58)
Стеклянные трубы по ГОСТ 8894-58
применяются для транспортирования
горячих и холодных агрессивных
жидкостей и газов (за исключением
плавиковой кислоты), пищевых про-
дуктов, воды и др.
Они используются в напорных,
безнапорных и вакуумных линиях.
Трубы имеют длину 1,5; 1,75; 2;
2,25; 2,5; 2,75; 3 м. Отклонение по
длине ие более ±1%.
Трубы поставляются комплектно
с фасонными частями по специфика-
ции заказчика.
Основные данные по стеклянным
трубам приведены в табл. 153.
Таблица 153
Наружный диаметр Толщина стенки Рабочее давление в Мн/м2 (кгс/см2)
45_г 68_s 93—4 I22_s I+I+I+I+ 0,69 (7) 0,59 (6) 0,49 (5) 0,39 (4)
При контрольных испытаниях тру-
бы подвергаются двойному рабочему
давлению.
Для труб диаметром до 68 мм оваль-
ность на длине от концов труб до
150 мм не превышает 2 мм, а для
труб наружным диаметром более 68 мм
овальность не более 3 мм.
Разнотолщинность — в пределах
допускаемых отклонений на толщину
стеики трубы. Стрела прогиба трубы
не более 0,2% ее длины.
Торцы труб зашлифованы.
Трубы и фасонные части к ним
поставляются в отожженном состоя-
нии, выдерживают, не разрушаясь,
следующие температурные перепады:
при толщине стенки:
до 4 мм — не менее 80°С;
св. 4
до 5 мм — не менее 75°С;
св. 5
до С мм — не менее 70°С;
св. 6
до 7 мм — не менее 65°С.
Трубы прямые из прозрачного
кварцевого стекла
(по ГОСТ 8680-58)
Эти трубы предназначены для ра-
боты с кислыми и нейтральными ве-
ществами при температуре до 1000° С.
В зависимости от толщины стенок
трубы подразделяются на 2 типа:
ТК ПТН — тонкостенные;
ТК ПТС — толстостенные.
440
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Длина труб 500 и 1000 мм. Ос-
тальные размеры указаны в табл. 154.
Таблица 154
Размеры в мм
Номинальный вну- тренний диаметр Толщина стенки труб Номинальный вну- тренний диаметр Толщина стенки труб
тонкостенных толстостенных тонкостенных и 3 ЕС ЕС О й о ч о
4—7 8-15 16—29 30—40 51-50 0,5-1 1 1,5 1,8 2 1.1-5 1,4-4 2,1-5 2.3-5 2,8—5 51-60 61—70 71-80 81—90 91-100 2,5 3 3 3 3 3,6—5 4,1-5
Поверхность труб гладкая, оплав-
ленная; допускается слабо ощутимая
рукой шероховатость.
В сечении трубы имеют форму кру-
га.
Трубы химически устойчивы. По-
тери в массе образца трубы, пересчи-
танные на 100 смг поверхности, не
превышают 0,5 мг для соляной кис-
лоты и 0,3 мг для серной кислоты.
Трубы термически устойчивы. Тру-
бы с толщиной стенки до 2,5 мм вкл.
при испытании на термическую устой-
чивость выдерживают 15-кратное ис-
пытание, причем на этих образцах
не должно наблюдаться трещин и
отколов.
Стрела прогиба не более 6 мм из
расчета на 1 м длины трубы.
Трубки электроизоляционные
лакированные
(по ГОСТ 10699-63)
Электроизоляционные лакирован-
ные трубки изготовляются из стекло-
волокна следующих марок:
ТЛС — для изоляции выводных
концов катушек н внутримашинных
соединений электрических машин, а
также для изоляции и защиты прово-
дов с рабочей температурой от —50
до +105° С (класс А);
ТЭС — для изоляции выводных кон-
цов катушек и внутримашинных со-
единений электрических машин с ра-
бочей температурой от —50 до + 130° С
(класс В);
ТКС — то же, с температурой от
—50 до +180° С (класс Н).
Наружная поверхность трубок —
гладкая, глянцевая, поверхностный
слой ие слипается.
Размеры трубок приведены в табл.
155.
Таблица 155
Размеры в мм
Наружный диаметр Толщина стенки Наружный диаметр Толщина стенки
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл.
0.5 1,0 ±0,2 0,4 ±0,15 4,5 5.0 ±0,4 0,5 ±0,15 ±0,20
1,5 2,0 25 3,0 ±0,3 6,0 7,0 8,0 9,0 10,0 ±0,5
0,6
3,5 4,0 ±0,4 0,5
СТЕКЛО
441
Длина трубок (по соглашению сто-
рон) 900, 800, 700, 600, 400, 300,
200 и 100 мм с допускаемыми откло-
нениями по длине ±5%.
Трубки эластичны и механически
прочны к истиранию — выдерживают
без повреждений многократные пере-
гибы на угол 90° и испытания на исти-
рание лакового слоя.
Сопротивление изоляции трубок не
менее 1000 Мом на длине 1 м.
Трубки выдерживают пробивные
напряжения, указанные в табл. 156.
Таблица 156
Виды воздействия ва трубки Пробивное напряжение в кв переменного тока частотой 50 гц, не менее, для трубок марок
тле ТЭС ТКС
В состоянии поставки 5,0 5,0 5,0
После перегибок, указанных выше 2.5 3,0 2.0
После пребывания в термостате в течение 48 ч при температурах: 300 + 3° С 200 ±3° С 180 + 3° С 1,5 2,0 1,0
После пребывания поверхности трубок в бензине в те- чение 24 ч при температуре 4-20 ± 5° С 2,5 3,5 —
После двукратного смачивания поверхности трубок марки ТКС пропиточным лаком К-47 — — 3,5
После пребывания поверхности трубок в воде в течение 24 ч при температуре -J-20 + 5° С 3,5 3,5 3,5
После пребывания при 95—98%-иой относительной влажности в течение 24 ч при температуре 4-20+ Г С 2,5 2,5 4,0
После пребывания в термостате в течение 24 ч при повышенной температуре н последующего перегиба на 180° вокруг стержня 1,5 2,0 1,0
После воздействия температуры —50° С в течение 30 мин 1,0 1,0 1,0
После истирания, указанного выше 3,0 3,0 3,0
После пребывания в трансформаторном масле в тече- ние 24 ч прн температуре 4-20 ± 5° С — 3,0 —
После пребывания в ксилоле в течение 8 ч при темпе- ратуре -J-20 ± 5° С — 3,0 —
442
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ТКАНИ ХЛОПЧАТОБУМАЖНЫЕ И ЛЬНЯНЫЕ
Хлопчатобумажные и льняные тка-
ни применяются в машиностроении
для изготовления тентов, штор, а
также для обивки сидений, устройства
фильтров, изоляции трубопроводов
и для других целей.
Характеристика тканей определяется
их названиями и номерами артикулов.
Ткани хлопчатобумажные, приме-
няемые в машиностроении, приведены
в табл. 157. Они вырабатываются сар-
жевым переплетением и используются
суровыми, неаппретированными.
Брезентовая парусина льняная и
полульняная (по ГОСТ 5683-61,
8076-61 и 9591-61) каждого артикула
подразделяется на парусину водо-
упорной пропитки, повышенной во-
доупорной пропитки и комбиниро-
ванной пропитки (водоупорной и про-
тивогнилостной), а также комбини-
рованной и повышенной водоупорной
пропитки. Парусина подразделяется,
кроме того, на суровую, полубелую
и окрашенную.
Характеристика парусины приве-
дена в табл. 158.
Парусина имеет саржевое перепле-
тение. Парусина с комбинированной
пропиткой, а также с повышенной
водоупорной пропиткой поставляется
в соответствии с условиями заказа.
Таблица 157
Название ткани гост Арти- кул Шири- на в см Толщи- на В ЖЛС Масса 1 м* в г Разрывна в н (кгс) Основа я нагрузка не меиее Уток
Бязь экстра суровая Миткаль технический суровый Т5 6639-53 9858-61 802 4150 71 0,31 166 105 431 (44) 324 (33) 451 (46) 245(25)
Фильтромиткаль Фильтродиагональ 487-41 504-41 2075 2071 100 97,5 1.0 1.4 500 590 1324 (1.35) 1961 (200) 981 (100) 981 (100)
Бельтинг Ф Доместик Б Доместик В 332-41 1104-41 1104-41 2014 2024 1160 100 89 116 2.0 0.55 0.60 950 240 244 2795(285) 588 (60) 618 (63) 1716(175) 588 (60) 608 (62)
Бельтииг Бельтинг Чефер Примечания: испытание производится 2. Фильтродиагональ пературе до 90° С и фил 3. Бельтинг Ф рассч туре от 0э С до 100° С и 2921-45 2924-45 G42-41 . Разрывна на полоска рассчитана ьтрацию nei итан иа ра( фильтрации 2081 я пагруз шириж на рабо оллоида оту под слабой 107 75 107 ка вычпс эй 50 X ту под льиых не давлеит 4СЛЫХ. и 2.0 1,9 1,1 ляется к 200 мм. давление йтральп «ем 1013 ейтральн 930 820 500 ак среди м 507 кн ях и ще. кн!м* 1 ых н ще 3481 (355) 2991 (305) 1275(130) яя от парти /м* (5 атм точных растт 10 атм) прт лочпых раст 1314(134) 1314(134) 1275 (130) и, причем > при тем- оров. темпера- воров.
Таблица 158
Название ткани Вид парусины Пропигка Артикул Ширина ткани в см Масса 1 м2 ткани в г Разрывная нагруз- ка полоски 50X200 мм в « (кгс)
Основа Уток
Парусина брезентовая № 1 Суровая, льняная То же 11108 75 690 1811 (185) 1432 (146)
№ 1 Водоупорная 11103 74 695 1765 (180) 1373 (140)
№ 2 » — 11107 106 690 1814 (185) 1432 (146)
№ 3 > — 11109 75 625 1814 (185) 1667 (170)
№ 4 > 11104 74 435 1814 (185) 883 (90)
№ 4 > Водоупорная 11104 72,5 485 1814 (185) 883 (90)
№ 5 > — 11102 75 770 2157 (220) 1618 (165)
№ 5 Водоупорная 11102 74 770 2157 (220) 1569 (160)
Я 6 11103 106 770 2157 (220) 1618 (165)
Кг 6 > Водоупорная 11103 104,5 770 2157 (220) 1569 (160)
ЭБОНИТ ЭЛЕКТРОТЕХНИЧЕСКИЙ
443
Продолжение табл. 158
Название ткани Вид парусины Пропитка Артикул Ширина ткани в слс Масса 1 м% ткани в г Разрывная нагруз- ка полоски 50X200 мм в н (кгс)
Основа Уток
Транспортерная Суровая, льняная 11113 130 785 1598 (163) 1961 (200)
брезентовая № 7 — 11105 71 690 1765(180, 1177(120)
Полубелая Льняная 11118 75 430 1275(130) 1608 (164)
№ 1 Суровая, полу- — 111205 75 650 1765(180) 1432(146)
№ 1 льняная Водоупорная 111205 74 650 1765 (180) 1373(140)
№ 2 То же — 11204 75 580 1765(180) 1814 (185)
№ 2 > Водоупорная 11204 74 580 1765 (180) 1716 (175)
№ 3 > — 11203 75 780 1961 (200) 1618(165)
№ 3 > Водоупорная 11203 74 780 1961 (200) 1569 (160)
№ 4 11201 75 547 1569 (160) 1128(115)
№ 4 > Водоупорная 11201 74 535 1540(157) 1079(110)
№ 5 > — 11206 75 532 1765(180) 1128(115)
№ 5 > Водоупорная 11206 73.5 540 1765(180) 1049(107)
№ 6 > — 11202 75 470 1471 (150) 834 (85)
Таблица 160
ЭБОНИТ ЭЛЕКТРОТЕХНИЧЕСКИЙ
(по ГОСТ 2748-53)
Эбонит, применяемый в качестве
электроизоляционного материала, из-
готовляется в виде пластин, палок и
трубок.
Размеры пластин приведены в табл.
159; допускаемые отклонения по тол-
щине пластин — в табл. 160.
Таблица 159
Размеры в мм
Длина Ширина Толщина
288 +1+1+1 500 ±25 ) 500 + 25 250 + 12,5 J 0,5; 0,8; 1,0; 1,5; 2; 25; 3; 35; 4; 4,5; 5; 5,5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 20; 22; 23; 25; 28; 30; 32
Палки эбонитовые изготовляются
длиной не менее 250 мм следующих
диаметров; 5; 5,5; 6; 7; 8; 9; 10; 11;
12, 13; 14; 15; 16; 17; 18; 20; 22; 24;
26; 28; 32; 35; 38; 40; 43; 45; 48; 50;
55; 60; 65; 70 и 75 мм.
Допускаемые отклонения по диа-
метру палок см. табл. 161,
Размеры в мм
Толщина пластин 05-1 1,5 2-3 3,5-4
Допускаемое отклонение +0.1 ±0,15 ±0.2 ±о,3
Толщина пластин 5-10 11-18 20-25 28-32
Допускаемое отклонение ±0.5 ±1.0 ±1.5 +2,0
Таблица 161
Размеры в мм
Диаметр палок 5-5,5 6-9 10-22 24—26 50-75
Допускаемое отклонение ±05 ±0,6 ±1,0 ±2,0 ±25
Эбонитовые трубки изготовляются
длиной не менее 400 мм.
444
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Внутренние диаметры и толщины стенок эбонитовых трубок указаны
в табл. 162, а допускаемые отклонения по толщине стенок в табл. 163.
Таблица 162
Размеры в лслс
Внутренний диаметр Допускаемое отклонение Толщина стенок
3.0 -10.2 1 и 2
4,0 -+0.2 1,2 и 4
5.0 -1 0.3 1,2 и 4
6,0 и 8,0 ±0,5 2,4 и 6
9.0 и 10,0 4 0.5 4, 6 и 8
13.0 и 11,0 4 0,5 4, 6, 8 и 10
16.5 +0.5 4, 6, 8, 10, 12 и 11
20 и 22 ±1.о 4, 6. 8, 10, 12, 14, 16 и 18
26 + 1,0 4, 6, 8, 10, 12, 14, 16, 18 и 20
31 и 33 + 1.5 6, 8. 10, 12, 14, 16, 18 и 20
41 и 44 -1-2.0 10, 12, 14, 16, 18 и 20
47 и 50 ±2.0 10, 12, 14, 16, 18 и 20
Таблица 163
Толщина стенки 1; 2 4 6 8 10 12; 14; 16; 18 20
Допускаемое отклонение ±0.2 ±0,4 ±0,6 ±0,8 +1.0 +1,5 ±2.0
Эбонит поддается сверловке, фрезе-
ровке, обточке, нарезке резьбы и
полировке, а также штамповке пла-
стин толщиной до 5 мм (в подогретом
состоянии).
Основные свойства эбонита приве-
дены в табл. 164.
Таблица 164
Показатели Нормы
Плотность в Мг/м* (г/см*) 1,25(1,25)
Водопоглощаемость в кг/м* (г/дм*), ие меиее 0,02 (0.02)
Твердость по Бринелю в Мн/м* (кгс/см*), не менее 73,5 (750)
Предел прочности при изгибе пластин и палок в Мн/м* (кгс/см*), ие менее 68,6 (700)
Продолжение табл. 164
Показатели Нормы
Хрупкость пластин и палок в кдж/м* (кг • слс/слс3), не менее 1.47 (1,5)
Теплостойкость в °C 50-80
Удельное поверхностное элек- трическое сопротивление в ом, не менее: марка А марка Б 10'* 10'4
Удельное объемное электриче- ское сопротивление в ом • м (ол< ° см), не менее: марка А марка Б 10'4 (10'4) 10'4(10'4)
Пробивное напряжение (при толщине образца ие менее 4 мм) в кв, не менее 60
Диэлектрическая проницае- мость 35
ОСНОВНЫЕ СВЕДЕНИЯ ПО ЛЕСОМАТЕРИАЛАМ
445
В. ЛЕСОМАТЕРИАЛЫ, КАРТОН И БУМАГА
ОСНОВНЫЕ СВЕДЕНИЯ ПО ЛЕСОМАТЕРИАЛАМ
(по ГОСТ 2140-61, 4369-52, 6782-58 и 7307-54)
1. Основные определения и свойства
Качество лесоматериалов опреде-
ляется приведенными ниже основными
показателями.
Влажность — основное свойство
древесины, от которого зависят почти
все физико-механические особенности
лесоматериалов, отличающихся высо-
кой влагоемкостью.
Влажность, при которой волокна
древесины насыщены водой, состав-
ляет в среднем 30%. При определен-
ной влажности древесины ее образцы
высушивают при температуре 100—
105° С до постоянного веса, после
чего вычисляется уменьшение веса
в процентах.
Плотность древесины в Мг/м.3
(г!см3) принято определять при влаж-
ности 15%.
Теплопроводность зависит от влаж-
ности и плотности. Вдоль волокон
древесины теплопроводность прибли-
зительно в 3 раза выше, чем попе-
рек.
Электропроводность преимущест-
венно зависит от влажности и темпе-
ратуры. Вдоль волокон древесины
электропроводность меньше, чем по-
перек.
Твердость определяется методом Ян-
ка или Бринеля. Число твердости по
Янка равно величине нагрузки, необ-
ходимой для вдавливания в древесину
на глубину радиуса стального пуан-
сона со сферическим полуконцом,
имеющим площадь большого круга
1 см3.
Предел прочности при сжатии вдоль
волокон, при статическом изгибе, при
растяжении вдоль волокон, при ска-
лывании в радиальной и тангенциаль-
ной плоскостях определяется при
влажности древесины 15%. Для пере-
счета на влажность от 8 до 20%
применяется формула.
Пороки древесины. К ним отно-
сятся повреждения, вызванные гриб-
ными заболеваниями, нападением вред-
ных насекомых, а также различные
отклонения от нормального строения
древесины.
К порокам внутреннего строения
относятся косослой (спиральное на-
правление волокон по длине ствола),
свилеватость (волнистое расположе-
ние волокон), крень (ненормальное
утолщение ранней древесины годич-
ных колец, более твердых, чем осталь-
ная древесина) и завиток (искривле-
ние годичных колец). Свилеватость,
завиток и крень отрицательно влияют
на механические свойства лесомате-
риалов, ухудшают обработку и огра-
ничивают область применения дре-
весины. Крень приводит к сильному
короблению досок.
Пороки, вызванные грибными забо-
леваниями, характеризуются ненор-
мальными окрасками древесины (крас-
пина, синева и др.) и появлением
различной гнили, резко снижающими
механические свойства древесины.
Трещины и ранения вызываются
огневыми и механическими поврежде-
ниями, а также солнечным ожогом и
действием мороза.
Насекомые наносят повреждения,
называемые червоточинами, снижаю-
щие сортность древесины.
Описание пороков древесины и их
классификация даны в ГОСТ 2140-61.
Основные физико-механические
свойства главнейших лесных пород,
применяемых в машиностроении, при-
ведены в табл. 165.
Модуль упругости зависит от влаж-
ности древесины и направления при-
ложения нагрузки. Для перерасчета
модуля упругости к влажности 15%
используются переводные формулы.
446
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 165
Породы Плотность в Мг/м& {г/см&) Предел прочности в Мн/м'1 {кгс/см'1) Сопротивле- ние ударному изгибу в тан- генциальном направлении в кдж{м2 {кг • м/см2} Торцовая твердость в Мн/м2} {кгс/см2} Модуль упру- гости при статическом изгибе в Мн/м2 {кгс/см2}
при сжа- тии вдоль волокон при скалывании при рас- тяжении вдоль волокон при ста- тическом изгибе
по танген- циальной плоскости по ра- диальной плоскости
Сосиа обыкновенная 0,54 (0,54) 43,1 (439) 7,16 (73) 6,77 (69) 112.8(1150) 77,8 (793) 21,6 0,22 14219,6(145000)
Ель обыкновенная 0,46(0,16) 37,8 (385) 6,57 (67) 6,57 (67) 105,5 (1076) 70.8 (722) 18,6 0.19 21.8 (222) —
Ель западносибирская 0,39 (0,39) 34,6 (353) 5,30 (54) 5,59 (57) 70,8 (722) 59,1 (603) 12,7 0,13 17.8(181) 8531,8 (87000)
Лиственница западно-си- 0,66 (0,66) 60,3(615) 7,65 (78) 8,34 (85) 118,2(1205) 95,9 (978) 27,5 0,28 37,3 (380) 12944,7(132000)
бирская Лиственница восточно-си- бирская Пихта кавказская 0,64 (0,64) 54,2 (553) 8,34 (85) 9,12(93) 116,3(1186) 94,5 (964) 23,5 0,24 37,1 (378) 12650,6(129000)
0,44 (0,44) 38,3(391) 8,04 (82) 7,55 (77) 109,6(1118) 70,8 (722) 19,6 0,20 33,3 (340) 62762,6(640000)
Ясень европейский 0,71 (0,71) 50,0 (510) 13.0 (133) 13.5 (138) 162,4 (1656) 112,8 (1150) 47,1 0,48 74,2 (757) 11081,5(113000)
Ясень кавказский 0,64 (0,69) 44,1 (450) 12,4(126) 13,3(135) 109,8 (1120) 35,3 0,36 — —
Ясень маньчжурский 0,66 (0,66) 44,1 (450) 11,2(114) 12,0 (122) 141,6(1444) 96,0 (979) 29,4 0,30 60,0(612) 11669,9(119000)
Дуб 0,72 (0,72) 51,0 (520) 10,2 (104) 8,34 (85) 126,3(1288) 91,7 (935) 36,3 0,37 60,1 (622) 7158,9 (73000)
Вук кавказский U,6b (U.65) 45,2 (461) 12,8(131) 9,71 (99) 126,6(1291) 92,0 (938) 36,3 0,37 56,0 (571) —
Береза обыкновенная 0.64 (0,64) 43,8 (447) 10,8(110) 8,34 (85) — 97,8 (997) 46,1 0,47 38,4 (392) 12160,3 (124000)
Береза западио-сибнрская 0,65 (0,65) 45,1 (460) 9,71 (99) 8,43 (86) 89,9 (917) 43,1 0,44 41.0 (418)
Береза черная 0,73 (0,73) 42,9 (437) 13.8(141) 11.3(115) 7,16 73) 189,8 (1935) 105,3(1074) 40.2 0,41
Липа мелколистная 0,51 (0,51) 38,2 (390) 7,85 (80) 113,6(1158) 66,7 (680) 26,5 0,27
ОСНОВНЫЕ СВЕДЕНИЯ ПО ЛЕСОМАТЕРИАЛАМ
447
2. Припуски иа усушку
лесоматериалов
Учет припусков на усушку лесо-
материалов необходим для обеспече-
ния номинальных размеров пилома-
териалов.
Припуски на усушку по ГОСТ
6782-58 пиломатериалов хвойных по-
род, получаемых смешанной распи-
ловкой с тангенциально-радиальным
расположением годичных слоев дре-
весины, приведены в табл. 166. В
этой таблице припуски па усушку
лесоматериалов, получаемых из сы-
рой древесины влажностью 30% и
выше, учитывают сушку до влажности
20—22% абс. При конечной влаж-
ности материалов, большей или мень-
шей указанной выше, припуски на
усушку определяются по номограмме
в ГОСТ 6782-58.
Припуски на усушку (в мм) по
ГОСТ 4369-52 лесоматериалов лист-
венных пород (береза, бук, граб, дуб,
клен, ясень, липа, ольха, осина и
тополь), получаемых распиловкой в
тангенциальном и радиальном направ-
лениях, указаны в табл. 167. При
смешанной распиловке применяются
припуски, установленные для пило-
материалов с тангенциальным направ-
лением годичных слоев. При отличии
начальной и конечной влажности от
указанной в данной таблице при-
пуски определяются по номограмме
в ГОСТ 4369-52.
Таблица 166
Размеры в мм
Номинальные раз- меры пиломатериалов Припуски Номинальные раз- меры пиломатериалов Припуски Номинальные раз- меры пиломатериалов Припуски
Сосна, ель, пихта, кедр Лиственница Сосна, ель, пихта, кедр Лиственница Сосна, ель, пихта, кедр Лиственница
13 0,5 0.6 45 1,4 1,8 120 3,3 4,2
16 0.5 0,7 50 1,5 2,0 130 3,5 4,5
19 0.6 0,8 60 1,8 2,3 140 3,7 4,8
22 0.7 1.0 70 2,0 2,5 150 4,0 5,2
25 03 1.1 75 2,2 2,7 180 4,6 6,0
30 1.0 1.3 80 2,3 2.9 200 5,1 6,5
32 1,0 1,4 90 2,6 3,3 220 5,5 7,1
35 1.1 1,5 100 2,8 3,8 250 6,2 7,9
40 1,2 1,6 110 3,0 4,0 300 7.3 9,5
448
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 167
Размеры в мм
Толщина и ширина лесоматериалов после сушки Конечная влажность пиломатериалов в % Припуски при распиловке пород в направлении Толщина и ширина лесоматериалов после сушки Конечная влажность пиломатериалов в % Припуски при распиловке пород в направлении
тангенциаль- ном радиальном тангенциаль- ном радиальном
I груп- па п груп- па I груп- па 11 груп- па 1 груп- па II груп- па 1 груп- па II груп- па
6-8 10 15 0,5 0,5 0,5 0.5 0.5 0,5 0,5 0,5 140 10 15 9,0 7,0 11.5 9,5 4,5 4,0 7,5 6,0
10-13 10 15 1,0 0.7 1.0 1,0 0.5 0,5 1.0 1,0 150 10 15 9,5 7,5 12,5 10,0 5,0 4,0 8,0 6,5
16-19 10 15 1.5 1.0 1,5 1,5 1.0 0,5 1,0 1,0 160 10 15 10,0 8,0 13.5 10,5 5,5 4,5 8,5 7,0
22-25 10 15 1,5 1,5 2,0 1.5 1.0 0.5 1,5 1,5 170 10 15 10,5 8,5 11,0 11,5 5,5 4,5 9.0 7,5
30 10 15 2.0 2,0 2.5 2,0 1.0 1,0 1,5 1,5 180 10 15 11.5 9,0 15,0 12.0 6.0 5,0 9.5 8,0
35 10 15 2.5 2,0 3.0 25 1.0 1,0 2,0 1,5 190 10 15 12,0 10,0 16.0 12,5 6,5 5,0 10,0 8,0
40 10 15 2.5 2,0 3.5 25 1,5 1,0 2.0 1,5 200 10 15 12.5 10,0 16.5 13,5 6,5 5,5 10,5 8,5
45 10 15 3,0 2.5 4,0 3,0 1,5 1,5 25 2,0 210 10 15 13,5 10,5 17,5 14,0 7,0 5,5 11.0 9,0
50 10 15 3,0 2,5 4,0 3,5 1,5 1.5 25 2,0 220 10 15 14,0 11,0 18,5 14,5 7,5 6,0 11.5 9,5
60 10 15 4,0 3,0 5,0 4,0 2.0 1,5 3.0 2,5 230 10 15 14,5 11,5 19.5 15,5 7,5 6,0 12.0 10,0
70 10 15 4,5 3,5 6.0 4,5 25 2,0 4,0 3,0 240 10 15 15,0 12.0 20,0 16,0 8,0 6,5 12.5 10,0
80 10 15 5,0 4,0 6,5 5,5 2,5 2.0 4,5 3,5 250 10 15 16,0 13,0 21,0 16,5 8,5 6,5 13.5 105
90 10 15 5,5 45 7,5 6,0 3,0 2,5 5,0 4,0 260 10 15 16,5 13,0 21,5 17,5 8,5 7,0 13,5 11,0
100 10 15 6.5 5,0 85 6.5 3,5 3.0 5,5 4,5 270 10 15 17,0 13,5 22,5 18,0 9,0 7,0 14,0 11,0
110 10 15 7,0 5,5 9.0 7,5 35 3,0 6.0 4,5 280 10 15 17,5 14,0 23,5 18,5 9,0 7,5 14,5 12.0
120 10 15 7.5 6,0 10,0 8,0 4,0 3,0 6,5 5,0 290 10 15 18,5 14,5 24,0 19,5 9,5 8,0 15,5 12,0
130 10 15 85 6.5 11,0 8,5 4,5 3.5 7,0 5,5 300 10 15 19,0 15,0 25.0 20,0 10,0 8,0 16,0 12,5
Примечание. Породы I группы; береза, дуб, клен, ясень, ольха, осина и тополь.
Породы II группы: бук. граб, ильм и липа.
ОСНОВНЫЕ СВЕДЕНИЯ ПО ЛЕСОМАТЕРИАЛАМ
449
3. Припуски на строгание
пиломатериалов
Припуски на строгание установлены
ла изготовление деревянных деталей
из пиломатериалов или заготовок
хвойных и лиственных пород на
строгальных станках без фугования
или с предварительным фугованием
с целью получения деталей заданных
размеров прямоугольных или фигур-
ных профилей. Припуском на строга-
ние считается разность между номи-
нальными размерами толщины или
ширины нестроганных пиломатериа-
лов и заготовок п соответствующими
номинальными размерами строганых
детален.
Припуски па строгание без предва-
рительного фугования, в зависимости
от требуемой степени прострожки
поверхностей деталей, разделяются
на три группы:
I группа — припуски для деталей,
которые должны быть чисто про-
строганы со всех четырех сторон;
II группа — припуски для дета-
лей, которые должны быть чисто про-
строганы с одной стороны, с допус-
каемой частичной непрострожкой дру-
гой стороны, причем на кромках
допускается пепрострожка, не дохо-
дящая до лицевой стороны;
III группа — припуски для дета-
лей, у которых лицевая сторона и
одна кромка должны быть простро-
ганы с допущением частичной непро-
строжки, причем две другие стороны
могут быть непростроганы.
Припуски па строгание (в мм) без
предварительного фугования при
влажности древесины 18—12% при-
ведены в табл. 168; припуски на стро-
гание (в мм) с предварительным фуго-
ванием при влажности древесины
12—6% — в табл. 169.
В тех случаях, когда суммарный
размер детали и припуска не совпа-
дает с размером стандартных пило-
материалов или заготовок, при вы-
боре размера пиломатериалов или
заготовок следует пользоваться их
ближайшими большими или мень-
шими стандартными припусками.
Таблица 16S
При строганин по толщине с двух сторон При строгании по ширине с двух сторон
Труп- па Номинальная Наибольшие припуски Номинальная Наибольшие припуски для хвойных и лиственных пород
толщина детален для хвойных пород для листвен- ных пород ширина деталей
I До 30 Св. 30 до 95 » 95 » 175 4.0 5,0 6,0 5.0 6,0 7,0 До 55 Св. 55 до 95 » 95 > 200 » 200 > 295 5,0 6.0 7,0 8,0
II До 30 Св. 30 до 95 » 95 > 175 3.0 4.0 5,0 3,5 4,5 5,5 До 55 Св. 55 до 95 > 95 > 200 > 200 » 295 4,0 5,0 6.0 7,0
111 До 175 2,0 25 До 55 Св. 55 до 95 > 95 > 200 > 200 > 295 3,0 4,0 5,0 6,0
15 В. 3. Васильев ц др.
450
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 169
Группы Длина дета- лей в м Номинальная ширина де- талей Наибольшие припуски на строгание с двух сторон в мм
при номинальной толщине детален прн номинальной ширине деталей
до 30 св. 30 до 95 св. 95 до 170 до 30 св. 30 до 95 св. 95 до 290
хвойных X 4> ю о й s л п в хвойных К 41 Ю 5 й s дэ Ч X хвойных К 41 « и и х х ч S хвойных 1 листвен- ных хвойных | листвен- ных хвойных i 4J № С * X Л П X
1 От 0,4 до 1,6 До 95 4 5 5 6 6 7 5 6 6 7 7 8
Св. 95 до 290 5 6 6 7 7 8
11 От 1,7 до 2,5 До 95 5 6 6 7 7 8 6 7 7 8 8 9
Св. 95 до 290 6 7 7 8 8 9
III От 2,6 до 4,0 До 95 6 7 7 8 8 9 7 8 8 9 9 10
Св. 95 до 290 7 8 8 9 9 10
ПИЛОМАТЕРИАЛЫ, ЗАГОТОВКИ И ДЕТАЛИ
Пиломатериалы хвойных пород
(по ГОСТ 8486-57)
Пиломатериалы из древесины хвой-
ных пород подразделяются:
а) по размерам поперечного сече-
ния на доски, если ширина более
двойной толщины; бруски, если ши-
рина не более двойной толщины;
брусья, если толщина и ширина более
100 мм;
б) по толщине на тонкие, толщиной
до 35 мм, и толстые, толщиной 40 .и.и
и более;
в) по характеру обработки на об-
резные, у которых все четыре стороны
пропилены, а размеры обзолов на
пластях и кромках не превышают
допускаемых размеров по сортам пи-
ломатериалов; необрезные, у которых
пласты пропилены, а кромки не про-
пилены или пропилены частично и
величины обзолов па пластях и кром-
ках превышают допускаемые раз-
меры обзолов обрезных пиломатериа-
лов.
Размеры пиломатериалов по длине
установлены с градацией в 0,25 м
от 1 до 6,5 Л1, а для тары — от 0,5 м.
Допускается выпуск пиломатериалов
длиной 2,7 м, получаемых при рас-
пиловке шпал. Пиломатериалы дли-
ной свыше 6,5 м . поставляются по
специальному заказу.
Размеры пиломатериалов по тол-
щине и ширине указаны в
табл. 170.
ПИЛОМАТЕРИАЛЫ, ЗАГОТОВКИ И ЛЕТАЛИ
451
Таблица 170
Наименование пиломате- риалов Тол- щина в мм
Доски 13 16 19 22 25 32 40 80 80 80 80 80 90 90 90 90 90 100 100 100 100 100 100 100
Бруски 50 60 75 80 — 100 100 100
Брусья 100 130 150 180 200 220 250 — 1 1 1 1 1 1 1 § I 1 1 1 1 1
IIIИрина в лги
по 130 150
но 130 150 180 __
110 130 150 180 200
по 130 150 180 200 __
по 130 150 180 200 220 250
но 130 150 180 200 220 250
по 130 150 180 200 220 250
1.30 150 180 200 220 250
— 130 150 180 200 220 250
— 130 150 180 200 220 250
130 150 180 200 220 250
__ 130 160 180 __
150 180 220 __
180 220 —
— 200 — 250
— — 220 250
— — - — — — 250
Размеры пиломатериалов по тол-
щине и ширине установлены для
древесины влажностью 15% абс. При
большей влажности древесины пило-
материалы должны иметь припуски
на усушку, приведенные выше.
Пиломатериалы толщиной и шири-
ной более 220 л<.ч изготовляются
с согласия поставщика. Допускается
с согласия потребителя изготовление
обрезных пиломатериалов шириной
от 50 мм и более с градацией в
10 мм.
Отклонения от установленных раз-
меров пиломатериалов допускаются
по длине +50 и —25 мм; по толщине
при размерах до 35 лл вкл. ±1,0 мм;
ио толщине при размерах от 40 до
100 мм вкл. ±2 мм и размерах более
100 мм—±3 мм. Для обрезных
пиломатериалов допускаемые откло-
нения, кроме того, по ширине при-
няты при размерах 40—100 мм вкл.
±2 мм и ±3 мм — при размерах
более 100 мм.
Пиломатериалы изготовляются из
сосны, ели, пихты, лиственницы н
кедра. Доски и бруски изготовляются
шести сортов: отборного, 1, 2, 3,
4 и 5-го, а брусья пяти сортов от 1
до 5-го. Назначение пиломатериалов
различных сортов указано в табл. 171.
Влажность пиломатериалов отбор-
ного, 1, 2 и 3-го сортов, поставляемых
в период с 1-го мая по 1-е октября,
15*
не должна быть более 22 + 3% абс.
Влажность пиломатериалов 4-го и
5-го сортов не нормируется.
Таблица 171
Назначение пиломатериалов
различных сортов
Сорт пило- мате- риалов Области применения
Отбор- ный Для использования в целом виде и для раскроя преимущественно па крупные заготовки, предназна- чаемые для деталей обшивки п связей в специальном судострое- нии (с дополнительными требова- ниями), для отдельных наиболее ответственных и нагруженных де- талей — дышла и мотовильные планки сельскохозяйственных ма- шин, решетки бортов грузовых автомобилей н т. п.
1-й Для использования в целом виде и для раскроя на крупные заго- товки, предназначаемые для ответ- ственных деталей изделий, а так- же в строительстве — настил внут- ренних палуб в специальном су- достроении (с дополнительными требованиями), детали сменных ящиков сеялок, делители жаток, поперечные балки кузовов авто- мобилей, элементы несущих кон- струкций I категории, детали окоп и дверей, строгапые детали 1-го сорта, а также для раскроя па заготовки более высокого каче- ства менее крупных размеров
452
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Продолжение табл, 171
Сорт пило- мате- риалов Области применения
2-й Для использования в целом виде и для раскроя на крупные заго- товки, предназначаемые для мас- совых деталей изделий, а также в строительстве — доски настилов и площадок, брусья спид и укосин сельскохозяйственных машин, верх- ние доски бортов и крайние доски пола грузовых автомобилей, тон- кая обшивка стен и доски пола в просвете погрузочных дверей грузовых ж.-д. вагонов, элементы несущих конструкций II катего- рии, детали окои п дверей, стро- ганые детали 2-го сорта, а также для раскроя на заготовки более высокого качества меньших раз- меров
3-й Для использования в целом виде и для раскроя иа заготовки, пред- назначаемые для массовых, менее нагруженных деталей изделий, а также в строительстве — доски бортов и пола грузовых автомоби- лей, доски пола и толстой обшив- ки стен, обшивка крыши грузовых ж.-д. вагонов, элементы несущих конструкций III категории, детали окон и дверей, строганые детали 3-го сорта, а также для раскроя на мелкие заготовки более высо- кого качества
4-й Для использования на мало от- ветственные детали в строитель- стве и для раскроя на мелкие за- готовки и тару
5-й Для переработки на мелкие за- готовки и детали изделий на месте выработки этих пиломатериалов
Пиломатериалы лиственных
пород
(по ГОСТ 2695-62)
Пиломатериалы из древесины лист-
венных пород изготовляются в виде
досок шириной более двойной
толщины и брусков шириной
не более двойной толщины. Тонкие
пиломатериалы имеют толщину до
32 мм, а толстые — от 40 до 75 мм.
По характеру обработки пиломате-
риалы подразделяются на обрез-
ные, у которых все четыре стороны
пропилены, а размеры обзолов на
пластях и кромках не превышают до-
пускаемых размеров по сортам пило-
материалов, и на необрезные,
у которых пласти пропилены, а кромки
не пропилены или пропилены час-
тично.
Длина пиломатериалов от 1 до 6,5 м
с градацией 0,25 м; толщина: 13,
16, 19, 22, 25, 32, 40, 50, 60 и 75 мм;
ширина обрезных: 80, 90, 100, 110,
130, 150, 180 и 200 мм, а необрезных —
от 50 мм и более с градацией 10 ,м,и.
Допускается по согласованию с потре-
бителем поставка пиломатериалов
длиной от 0,5 до 0,9 м с градацией
0,1 м. Ширина необрезных материалов
определяется как полусумма ширин
двух пластей, измеренных посередине
длины пиломатериалов, без учета
коры.
Размеры пиломатериалов по тол-
щине и ширине установлены для дре-
весины влажностью 15% абс. При
большей влажности древесины мате-
риалы должны иметь припуски иа
усушку по ГОСТ 4369-52.
Отклонения от установленных раз-
меров пиломатериалов: по длине +50
и —25 мм; по толщине при размерах
до 32 мм± 1 мм; по толщине, а для
обрезных и по ширине, при размерах
от 40 до 100 мм± 2 мм и при разме-
рах от ПО мм и более ±3 мм.
Пиломатериалы изготовляются из
древесины твердых и мягких лист-
венных пород — дуба, ясеня, бука,
березы, клена, граба, вяза, ильма,
береста (карагача), ольхи, осины,
липы, тополя. Буковые пиломатериа-
лы должны быть пропарены. Влаж-
ность поставляемых пиломатериалов
не более 22 ~ 3% абс. Допускается
с согласия потребителя поставка пи-
ломатериалов повышенной влажности.
Поставляются они трех сортов, при-
чем пороки древесины по каждому
сорту подробно охарактеризованы в
ГОСТ 2695-62.
Древесина прессованная
(по ГОСТ 9629-61)
Прессованная древесина выпускает-
ся в виде досок, брусков,
плит и заготовок различ-
ных размеров, предназначенных для
изготовления деталей машин. В за-
ПИЛОМАТЕРИАЛЫ, ЗАГОТОВКИ И ДЕТАЛИ
453
висимости от вида уплотнения и наз-
начения прессованная древесина изго-
товляется марок и размеров (в мм),
указанных в табл. 172.
Допускаемые отклонения по тол-
щине и ширине брусков, досок и плит
+2 мм, а по длине ±5 мм.
Марки и характеристика заготовок
из прессованной древесины и размеры
их (в мм) приведены в табл. 173.
Прессованная древесина марок ДПО
ДПД и ДП-Кл изготовляется из бе-
резы, бука и осины; ДПО-В — из
березы, бука и лиственницы; ДПЧ-1 —
из граба и бука; ДПЧ-2 и ДПЧ-3 —
из бука и березы: ДПК, ДП-ГТ н
ДП-КП — из березы, бука, осины,
ольхи, граба, клена и ясеня. По
согласованию с заказчиком допус-
кается изготовление прессованной дре-
весины всех марок, кроме челночной,
из лиственницы и сосны.
Основные свойства прессованной
древесины указаны в табл. 174.
Таблица 172
Марки Характеристика Толщина Ширина Длина
ДПО Цельные бруски и доски односто** роннего уплотнения 15; 20; 30; 45 40; 50; 60; 70; 80; 90; 100; 110; 120; 130; 140; 150; 160 300; 500; 800; 1000; 1500; 2000
50; 60 40; 50; 60; 70; 80; 90; 100; 140 300; 500; 1000
ДПО-В То же, влагостойкая 20; 30; 40; 50 40; 50; 60; 70; 80; 90; 100 300; 500; 1000; 1500
ДПД Цельные бруски двустороннего по- перечного уплотнения 30; 40; 50, 30; 40; 50; 60 400; 500; 600; 800; 1000; 1500; 2000
ДП-Кл Клееные бруски и плиты попереч- ного уплотнения 40; 50; 60; 80 40-1000 40-1000 400—2500 400—1000
ДПЧ-1 Цельные н клееные бруски пря- моугольного сечения односторон- него поперечного уплотнения, челночная малой плотности 45 45 65 70 55 55 55 60 420 440 470 470
ДПЧ-2 То же. средней плотности 50 55 65 40 50 55 360 380 500
ДПЧ-3 То же, тяжелая 60 65 80 50 45 50 440 510 680
454
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 173
Марки Характеристика Внутренний диаметр Наружный диаметр Длина
ДПК Цилиндрические заготовки для втулок контурного уплотнения 10-120 30; 50 100; 150; 200
70; 90; ПО 150; 200; 250
130; 150 150; 250
Д11-ГТ Заготовки для втулок и вклады- шей — торцовое гнутье с попе- речным уплотнением 20 — 180 40-200 70-200
дп-гп Заготовки для втулок н вклады- шей — продольное гнутье с по- перечным уплотнением изнутри 30-200 40-215 40-200
Примечание. Градация размеров заготовок марок ДП-ГГ и ДП-ГП по внутрен- ! нему и наружному диаметру 5 мм, а по длине — 10 мм. Размеры заготовок для вкладышей 1 указываются в заказе.
Таблица 174
Показатели Марки
ДПО ДПО-В ДПД ДПЧ-1 ДПЧ-2 ДПЧ-3 Д11-К.1
Плотность в Мг'м* (г/см9) 1,1-1,25 (1,1-1,25) 1,25—1,42 (1,25—1,42) 1,25-1,42 (1,25—1,42) 0,93-1,0 (0,93-1,0) 1,17—1,23 (1,17—1,23) 1,25—1,35 (1,25-1,35) 1,2-1,42 (1,2—1,42,
Предел прочности вдоль волокон в Мн/м2 (кгс/см*), не менее: при сжатии при скалывании но древесине перпендикуляр- но плоскости уплотнения то же, по клее- вому слою при раскалыва- нии при растяжении при статическом изгибе 88,2 (900) 14,7 (150) 156,9 (1600) 147,1 (1500) 127,5 (1300) 16,7 (170) 196,1 (2000) 176,5 (1800) 122.6 (1250) 18.6 (190) 4,41 (45) 225,6 (2300) 196,1 (2000) 107,9 (1100) 11,7 (150) 13,7 (НО) 2,45 (25) 166.7 (1700) 117,7 (1200) 16,1 (165) 14,7 (150) 2,91 (30) 186,3 (1900) 127,5 (1300) 17,7 (180) 15.7 (160) 3,43 (35) 196,1 (2000) 107.9 (1100) 13.7 (140) 12,7 (130) 137,3 (1400) 156,9 (1600)
Ударная вязкость в кдж/м* (кгс-см/см-), нс менее 58,8 (60) 68,6 (70) 68,6 (70) 58,8 (60) 68,6 (70) 78.5 (80) 58,8 (60)
Торцовая твер- дость в кн/см2 (кгс/мм2), не менее 11,8 (12) 17,7 (18) 17,7 (18) — — — 15,7 116)
ПИЛОМАТЕРИАЛЫ. ЗАГОТОВКИ И ДЕТАЛИ
455
Заготовки из древесины
хвойных пород
(по ГОСТ 9685-61)
Заготовки из древесины хвойных
пород предназначены для изготовле-
ния деревянных деталей железнодо-
рожных вагонов, сельскохозяйствен-
ных машин, грузовых автомобилей,
речных, озерных и морских судов н
других объектов, причем заготовками
называются доски и бруски, прире-
занные применительно к габаритным
размерам п качеству древесины дета-
лей, с соответствующими припусками
на усушку, строгание и оторцовку.
Заготовки подразделяются на и и-
л е н ы е и клееные, изготов-
ленные из нескольких более мелких
заготовок путем склеивания их по
длине, ширине или толщине. Кроме
того, заготовки подразделяются на
топкие — толщиной до 32 мм,
толстые — толщиной более 32 ,и.«,
досковые — толщиной от 7 до
100 мм и шириной более двойной
толщины, брусковые — толщи-
ной от 22 до 100 мм и шириной не бо-
лее двойной толщины.
Длины заготовок от 0,5 до 1 м
с градацией 50 мм и свыше 1 м с гра-
дацией 100 мм. Припуски по длине
заготовок включаются в заказывае-
мые длины заготовок, но не должны
превышать размеров, установленных
градацией длин заготовок.
Размеры поперечных сечений заго-
товок при влажности 15% абс. ука-
заны в табл. 175.
Допускаемые отклонения от номи-
нальных размеров заготовок указаны
в табл. 176.
Стандартные заготовки изготовля-
ются из сосны, ели, пихты, кедра и
лиственницы. Они поставляются с
влажностью не более 22% абс. По
качеству древесины и обработки заго-
товки разделяются на четыре группы,
характеризуемые нормами допускае-
мых пороков и дефектов.
В районах Восточной Сибири,
Дальнего Востока, Кавказа и За-
карпатья допущено изготовление и
поставка заготовок шириной 220 и
250 мм.
Размеры поперечных сечений ка-
либрованных заготовок определяются
по номинальным размерам пиленых
заготовок.
Размеры в мм Таблица 173
Виды заготовок Тол- щина Ширина
40 50 60 70 75 80 90 100 по 130 150 180 200
Досковые 7 X X X X X X X
10 X X X X X X X — — — — —
13 X X X X X X X X X X — —- —
16 X X X X X X X X X X X — —
19 X X X X X X X X X X X X —
Нрусковые 22 X X X X X X X X X X X X X
25 X X X X X X X X X X X X X
32 X X X X X X X X X X X X X
40 X X X X X X X X X X X X X
50 — X X X X X X X X X X X
60 — — X X X X X X — X X X X
75 — — — — X X X X X X X X X
100 — — — — — X X X — X X X X
Таблица 176
Заготовки Размеры заготовок в мм. Допускаемые отклонения в мм
Пиленые Толщина и ширина до 32 > » » от 40 до 100 Ширина НО и более Длина ± 1 ± 2
Калиброван- ные Толщина и ширина до 32 > > » от 40 до 100 Ширина ПО и более -1,5 -2.5 -3,0
456
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Детали деревянные для сельскохозяйственных машин
(по ГОСТ
Деревянные детали подразделяются
иа тонкие — толщиной до 30 мм
и толстые — более 30 мм. Детали
в зависимости от назначения и каче-
ства древесины делятся на 3 группы:
I — наиболее ответственные детали,
работающие при повышенных динами-
ческих нагрузках, а также детали,
конструкции которых ослаблены от-
верстиями, вырезами, пазами и ти-
пами и, кроме того, детали с повы-
7072-64)
щепными требованиями к чистоте
поверхностей;
II—детали, подвергающиеся ди-
намическим и значительным статиче-
ским нагрузкам;
III—менее ответственные детали,
подвергающиеся статическим нагруз-
кам.
Распределение деталей, общих для
различных машин, по группам и поро-
дам древесины приведено в табл. 177.
Таблица 177
Наименование машин и деталей Группа детален Порода древесины
Шатуны I Твердые лиственные породы, плиты фанерные типа ПФ-Б, сорт В
Ручки и рукоятки I Твердые лиственные породы
Плаики пружин подвесных попереч- ных и водильных, планки элеваторов транспортеров I Ясень, дуб, клеи, граб, бук, плиты фанерные типа ПФ-В, сорт В
Вкладыши подшипников, подшипники для валов, шатунов, клавишей I Ясень, дуб, бук. пли гы фанерные типа ПФ-Б, сорт В
Сухари, косяки, призмы, связи жест- кости 1 Сосна, лиственница, ель, береза
Поручни н перила I Твердые лиственные породы, сосна
Ролики элеваторов и транспортеров, бруски подшипников 11 Твердые лиственные породы
Боковины и ступеньки лестниц Сосна, лиственница, ель
Доски настилов и площадок II Сосна, лиственница, ель
Брусья спиц, укосин, маркеров и сце- пок III II Сосна, лиственница, ель Береза
Пробки и заглушки III II Сосна, ель, лиственница Береза
Доски обшивок III II Сосна, ель, лиственница, пихта, кедр Береза
Дно инструментального ящика HI Сосна, ель. фанерные плиты типа ПФ-В, сорт ВВ
Боковые стенки и крышки инструмен- тального ящика III Сосна, ель, лиственница
Доски подножные III Сосна, лиственница, ель
плиты
457
Детали деревянные
платформ грузовых автомобилей,
прицепов и полуприцепов
(по ГОСТ 9008-64)
Деревянные детали разделяются по
назначению на три группы (табл. 178).
Деревянные детали могут изготов-
ляться клееными по длине, ширине
п толщине из нескольких частей
древесины.
Предел прочности при скалывании
по клеевому слою не должен быть
ниже прочности на скалывание самой
древесины данной породы. Допускает-
ся заделка некоторых пороков встав-
ками на клею или соответствующими
мастиками и пастами. Допускается
заделка трещин металлическими скреп-
ками.
Влажность древесины несклееппых
деталей не более 18%, а склеенных —
не более 15% абс.
Таблица 178
Труп- па Детали Порода древесины
1 Доски решеток бортов шириной до 100 леи и доски сидений Дуги тента Сосна Бук, дуб, ясеиь, береза, лиственница
2 Доски решеток бортов шириной свыше 100 мм Стойки дуг тента Поперечина основания Крайние доски бортов Крайние доски пола Ограничительный брус Продольный брус Прокладка продольного бруса Сосна Дуб, бук, береза, лиственница Сосна, лиственница, ель Сосна, ель Сосна, ель, лиственница Сосна, ель Сосна, лиственница, ель Сосна, ель
3 Средние доски пола и бортов Инструментальные ящики Брус соединительный пола и поперечной балки Сосна, ель Сосна, лиственница, ель Сосиа, ель
ПЛИТЫ
Ксилотек
Ксилотек представляет собой клее-
ную фанеру, покрытую асбестом с
цементом с одной или двух сторон.
Толщина листов от 6 до 40 мм. Раз-
мер листа 123X247 см. Изготовляется
ксилотек и других размеров по согла-
шению с изготовителем.
Ксилотек кислотостоек, огнестоек
и водостоек. Применяется в вагоно-
строении, судостроении и других от-
раслях промышленности. Предел
прочности при статическом изгибе
54,1 Мн/м* (552 кгс/см*).
Ксилотек поставляется по специ-
альным техническим условиям завода-
изготовителя, согласованным с заказ-
чиком.
Плиты древесно-стружечные
(по ГОСТ 10637-63)
Плиты древесно-стружечные приме-
няются в транспортном машинострое-
нии и судостроении. Они изготовляют-
ся горячим прессованием древесной
стружки со связующим веществом.
Марки даны в табл. 179.
По виду обработки плиты подраз-
деляются на шлифованные
и нешлифованные. Размеры
плит приведены в табл. 180.
В зависимости от внешнего вида
плиты выпускаются двух сортов. Во-
локно древесины в лицевой и оборот-
ной рубашках облицованных плит
расположено вдоль плит. Основные
свойства древесно-стружечных плит
458
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
приведены в табл. 181. В зависимости
от физико-механических свойств пли-
ты делятся на две группы: А и Б.
Стрела прогиба древесно-стружеч-
ных плит на 1 м ее длины ио диаго-
нали: необлицованиых 1,2 мм при
толщине плиты 10—18 мм и 1,0 мм
при толщине 19—50 мм; облицован-
ных 1,5 мм при толщине плиты 10—
16.ил и 1,2лл при толщине 19—50 мм.
Плиты обрезаны под прямым углом
с четырех сторон.
Таблица 179
Марки Названия и характеристики Конструкции плит
ПС-1 им Однослойные, плоского прессования, среднего веса Однослойные, плоского прессования, тяжелые Не облицо- ванные Одно- слойные С расположе- нием стружек в плите па- раллельно ее пласти
НС-3 НТ-3 Трекслойные, плоского прессования, среднего веса Трехслойные, плоского прессования, тяжелые Т рех- слойиые
ЭСС этс Сплошные, экструзионные, среднего веса Сплошные, экструзионные, тяжелые Облицованные бумагой, лу- щеным шпо- ном или строганой фанерой Сплошные С расположе- нием стружек в плите пер- пендикулярно ее пласти
элм Многопустотные, экструзионные, лег- кие Много- пустотные
Таблица 139
Размеры в мм
Марки плнт Толщина Длина Ширина
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл.
ПС-1 ПТ-1 10 13 ±0,4 3500 ±7.0 1750 и 1500 5,0
ПС-3 16 ±0,5
ПТ-3 19 22 ± 0,6
25 ±0.7
ЭСС, этс 13 ± О.з 1525 2000 2500 ©©© +1+1+1 1250 ± 5,0
16 19 22 ± 0.4
эли 25 30 35 40 50 ±0.5 1525 2000 2500 1+1+1+ ©ел tn Ъ*с © 1250 ± 5,0
плиты
459
Таблица 1X1
Марки плит Груп- пы плит Плотность в Мг/м* {г/см*) Предел прочности в Мн/м2 {кгс/см2,) не менее Разбухание по тол- щине в %, не более
при статиче- ском изгибе при растяже- нии перпенди- кулярно пла- ст и плиты с гидро- фобными добавками без гидро- фобных добавок
ПС-1, ПС-3 А Б 0,50-0,65 (0.50-0,65) 16,7(170) 12.7 (130) 0,23 (3,0) 14 22
ПТ-1; ПТ-3 А Б 0,66—0,80 (0,66 -0,80) 21,1 (215) 16,7(170) 0,34 (3,5) 18 25
ЭСС А Б 0,50-0,65 (0,50-0,65) 9,81 (100) 7,85 (80) - -
Э'ГС А Б 0,66-0,80 (0,66-0,80) 11.8(120) 9,81 (100) -
Плиты столярные
(по ГОСТ 5204-54)
Столярные плиты применяются в
транспортном машиностроении и су-
достроении. Они изготовляются из
блочно-шпоновых, блочно-реечных
или реечных щитов (серединок), окле-
енных с обеих сторон шпоном (рубаш-
ками). Плиты подразделяются на о б-
лицованные с одной или обеих
сторон, иеоблицованные,
шлифованные с одной или
обеих сторон н нешлифован-
ные, а также иа склеенные искусст-
венными или белковыми смолами.
Плиты имеют размеры: 2500Х 1525;
2500 X1220; 2120Х1270; 1800 X1220 мм.
Толщина плит: 16, 19, 22, 25, 30,
35, 40, 45 и 50 мм. Допускается
заказ плит других размеров путем
переобреза плит, размеры которых
указаны выше. Длина плит прини-
мается по длине реек плиты. Откло-
нения от установленных размеров
приведены в табл. 182.
В плитах допускаются незначитель-
ные коробление и волнистость.
В зависимости от качества древе-
сины лицевых рубашек иеобли-
цованные плиты изготовляются
трех сортов: А, АВ и В. О б л и ц о-
ванные плиты в зависимости от
качества строганой фанеры выпус-
каются двух сортов.
Предел прочности плит в Мн/м1
(кгс/см2), не менее, при статическом
изгибе поперек волокон реек указан
в табл. 183.
Предел прочности при скалывании
по клеевому слою в сухом состоянии
не менее 0,98 Мн/м2 (10 кгс/см2).
Таблица 1S2
Размеры в леи
Поверхность плит Длина Ширина Толщина
16-25 свыше 25
Нешлифованная ±5 ±5 ± 1,0 -J: 1,5
Шлифованная с одной стороны ± 0.9 ± 1.1
Шлифованная с двух сторон - - ± 0,8 ± 1,3
460
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 183
Толщина плиты в мм Конструкция п.шг
Блочно- шпоновая Блочно- реечная Реечная из склеен- ных и не- склеенных реек
16 и 19 14,7 (150) 24,5 (250) 24,5 (250)
22. 25 и 30 9.81 (100) 1 1.7 (150) 11,7 (150)
35. 40. 45 и 50 6,86 (70) 11,8 (120) 11,8(120)
Плиты фанерные
(по ГОСТ 8673-58)
Плиты состоят из слоев лущеного
шпона, склеенных между собой фе-
нол ьно-формальдегндными, мочеви-
но-формальдегидными и мочевино-ме-
ламиновыми смолами. Типы плит:
ПФ-А — волокна древесины в смеж-
ных слоях имеют взаимно перпендику-
лярное направление; плиты этого типа
выпускаются необлицованными или
облицованными с одной или двух
сторон строганым шпоном;
ПФ-Б — каждые пять слоев с па-
раллельным направлением волокон
чередуются с одним слоем, имеющим
перпендикулярное направление;
ПФ-В — все слои имеют параллель-
ное направление волокон, за исключе-
нием центрального, который располо-
жен перпендикулярно.
Таблица 184
Размеры в мм
Тип Толщина Длйна (вдоль во- локон) ру- б.киек Ширина (по- перек воло- кон) рубашек
ПФ-А 15 + 1,5 20 + 1,5 25-Г 1,5 30 + 1,5 45 ± 2.0 1525 + 5,0) 1220 + 4,0l 750 + 3.5 ( 600 + 3,5/ 1525 + 5,0 1220 + 4,0
ИФ-Б 35 ± 1,5 40 + 2.0 45 + 2,0 1525 + 5,0 11525 + 5,0 (1220 + 4,0
ПФ-В 8 + 1.0 12 + 1.0 15 + 1,5 22 + 1,5 26 + 1,5 30 + 1,5 2200 ± 6.0) 1830 ± 5,01 1525 ±5,0? 1220 ± 4,07 1525 + 5,0 1220 + 4,0
Плиты шлифованы с одной или двух
сторон.
Размеры плит указаны в табл. 184.
Отклонения по толщине в пределах
одной плиты допускаются: для плит
толщиной до 15 мм — 1,5 мм, толщи-
ной свыше 15 до 25 мм — 2 мм, свыше
25 мм — 3 мм. Указанные отклоне-
ния по толщине в пределах одной
плиты допускаются при условии, если
толщина плиты остается в пределах
номинального размера с учетом уста-
новленных допусков.
При шлифовании плит уменьшение
их фактических толщин (включая
толщины с максимальными минусо-
выми отклонениями) не превышает
0,2 л.ч при шлифовании с одной сто-
роны и 0,4 мм при шлифовании с двух
сторон.
Сорта плит в зависимости от их
типа и качества рубашек указаны
в табл. 185.
Рубашки облицованных плит из
строганого шпона имеют толщины 1,0;
1,2 пли 1,5 мм и составлены по ши-
рине из плотно сомкнутых полос
шпона, подобранных по цвету и тек-
стуре древесины. Допускается изго-
товление рубашек плит сортов В, ВВ
н С из отдельных полос лущеного
шпона. Полосы шпона для рубашек
сортов В и ВВ должны быть подобраны
по качеству древесины, примерно по
цвету и склеены на ребро.
Плиты обрезаны под прямым углом.
Косина реза не превышает 3 мм на
1 пог. м длины. Рез ровный. Чистота
поверхностей рубашек нешлифован-
ных плит не ниже 6-го класса, а шли-
фованных — не ниже 8-го класса по
ГОСТ 7016-54. Коробление плит, из-
меряемое наибольшей стрелой про-
гиба на 1 пог. м диагонали плиты,
допускается не более:
3,0 мм — при толщине
ПФ-Л 15 и 20 мм;
2.5 мм — при толщине
ПФ-Л 25 и 30 мм;
2,0 мм — при толщине
ПФ-Л 45 мм;
3,0 мм — при толщине
ПФ-Б 35, 40 и 45 мм;
5,0 мм — при толщине
ПФ-В 8 и 12
3,0 мм — при толщине
ПФ-В 15, 22, 26 н 30 мм.
плнты
плиты
плиты
плнты
плнты
плиты
тнпа
типа
тнпа
типа
типа
тнпа
Механические свойства плит ука-
заны в табл. 186.
плиты
461
Таблица 185
Тип плиты Рубашка плиты Сорт П.1ИГ
необлицованных облицованных
Односторонних двусторонних односто- ронних двусто- ронних
АВ АВ, в вв АВ в вв 1 2
ПФ-А Лицевая Оборотная АВ В АВ ВВ в вв Сорт рубашек ВВ I АВ 1 В С АВ В вв ВВ 1 в 2 ВВ 1 1 j II i II 1 —
ПФ-Б Лицевая Оборотная — — - - - в в ВВ вв - — -
ПФ-В Лицевая Оборотная — — — — — в в — - -
Таблица 186
Тип плиты Толщина плиты в мм Плотность (объемный вес) в Мг/м3 (г/см3), не более Предел прочности плит в Мн/м* (кгс/см3), не менее
при статическом изгибе при скалывании после размачивания в воде в те- чение 24 ч
березовых СОСНОВЫХ X 3 м о в X 6 й М -2 о и X о и В О X О Ч березовых СОСНОВЫХ или бере- зово-сос- новых липовых или сос- ново-ли- повых
ПФ-А 15; 20; 25 0,85 (0.85) 73.50 (750) 63.7 (650) 53.9 (550) 53,9 (550) 1,37 (14) 1.18 (12) 0.98 (Ю)
30 73.50 (750) 63.7 (650) 44,1 (450) 53.9 (550)
45 68,60 (700) 49.0 (500) 44,1 (450) 44,1 (450)
ПФ-Б 35; 40; 45 98.07 (1000) 78.5 (800) 68,6 (700) 68.6 (700) 1,37 (14)
ПФ-В 8; 12; 15; 22; 26 127,49 (1300) 88,3 (900) 78,5 (800) 78.5 (800) 1.47 (15)
30 98.07 (1000) 78,5 (800) 68,6 (700) 68,6 (700)
462
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
ТРУБЫ И МУФТЫ Таблица 187
ФАНЕРНЫЕ (по ГОСТ 7017-64) Внутренний дпамегр Рабочее гидравлические дав- ление в Мн/м* (кгс/см3}
Круглые фанерные трубы и муфты применяются для транспортирования слабоагрессивиых растворов и хими- труб в мм Трубы марки Ф1 Трубы марки Ф2
катов. В зависимости от рабочего давле- ния трубы подразделяются па две марки Ф1 и Ф2. Безнапорные трубы марки ФЗ имеют внутренние диаметры от 50 до 300 мм. 50 100 и 150 200 и 250 300 1.17(12) 0.98(10| 0.78 (8) 0,59 (6) 0.59 (6) 0.49 (5) 0.39 (4) 0.29 (3,
Таблица 188
Размеры в мм
Внут- ренний диаметр Толщина степкн Наружный диаметр Масса 1 пог. м трубы в кг ъ* Внут- ренний диаметр Толщина стенки Наружный диаметр Масса 1 пог. м трубы в кг «а
50 6,5 63 1,0 150 11 172 4.5
200 11 222 5.8
100 8 116 2,2 250 13 276 8.6
300 13 326 10,2
Таблица 189
Размеры в мм
Внут- ренний диаметр трубы Наружный диаметр муфты Длина муфты Масса муфты в кг Внут- ренний диаметр трубы Наружный диаметр муфты Длина муфты Масса муфты в кг
50 100 83 143 100 140 0,15 0,47 150 200 250 300 202 252 ЗОЭ 35Э 140 200 200 200 0,76 1.37 1.88 2.20
Основные сведения по трубам при- Таблица 190
ведены в табл. 187. Размеры и масса труб указаны в табл. 188. Трубы изготовляются длиной от 5 до 7 м и состоят из склеенных между собой отдельных звеньев длиной по 1,4—1,5 м, полученных из фанеры способом рулонной навивки. Размеры и масса фанерных цилин- дрических муфт указаны в табл. 189. Допускаемые отклонения от уста- новленных размеров труб и муфт приведены в табл. 190. Допускаемые отклонения Трубы Муфты
По внутреннему диаметру +1 — 2 + 05
По наружному диаметру
По толщине —
По длине — — 2
По конусности 4-0’5' -0’5'
ФАНЕРА
463
ФАНЕРА
Фанера армированная
Армированная фанера применяется
в ряде отраслей машиностроения и
судостроения. Она склеена с одной
или двух сторон с листами металла
при помощи бакелитовой пленки или
другими способами.
Толщина листа используемой стали,
латуни, алюминия, цинка, меди или
других металлов 0,4—0,6 мм. Арми-
рованная фанера хорошо разрезается
ножницами и ленточными пилами,
хорошо сгибается, фрезеруется и
штампуется. При изготовлении дета-
лей может применяться клепка, пайка,
сварка, склейка, а также соединение
па гвоздях или шурупах. Размеры
листов 2000Х 1000 мм.
Армированная фанера поставляется
по специальным техническим усло-
виям завода-изготовителя, согласо-
ванным с заказчиком.
Фанера бакелизированная
(по ГОСТ 1853-51)
Бакелизированная фанера приме-
няется в транспортном машинострое-
нии, судостроении и других отраслях
промышленности. Она имеет нечетное
число слоев березового лущеного
шпона, покрытых искусственной смо-
лой и склеенных между собой при
взаимно перпендикулярном располо-
жении волокон.
Фанера изготовляется следующих
размеров: 5600X1200; 4850X1200;
4400X1500; 2550X1500 мм. Фанера
форматов 7700 x 2000; 7700X 1000 и
5000X2000 мм изготовляется по осо-
бому соглашению, причем толщиной
только 7 мм. Длина листа фанеры
измеряется по направлению волокон,
а ширина — поперек волокон рубаш-
ки. Стандартная фанера имеет тол-
щину 5, 7, 10, 12, 14 и 16 мм.
Допускаемые отклонения размеров
следующие:
по длине ±50 мм * . .
по ширине ±20 мм;
Для фанеры толщи-
ной в мм.......5 7 10—14 16
Допускаемые откло-
нения в мм . . . .±0,5 ±0,8 ±0,9 -f-1,5
— 1,0
• Для фанеры толщиной 7 мм +100
— 10
В зависимости от используемой
смолы фанера подразделяется на
марки:
БФС — рубашки фанеры пропиты-
ваются либо намазываются, а сере-
динки намазываются спиртораство-
рнмыми смолами;
БФВ-1 — рубашки пропитываются
или намазываются спиртораствори-
мыми, а серединки намазываются во-
дорастворимыми смолами;
БФВ-2 — рубашки пропитываются
либо намазываются, а серединки на-
мазываются водорастворимыми смо-
лами.
При отсутствии прокладок допу-
скается покрытие поверхности фанеры
пропиточной бумагой. Листы фанеры
обрезаны под прямым углом.
Механические свойства указаны в
табл. 191.
Таблица 191
Толщина фанеры в мм Предел прочности в Мн/м2 (кгс/см2), не менее
при растяжении вдоль волокон ру- башки при статическом изгибе поперек во- локон при скалывании под углом 45е после ки- пячения в течение 1 ч
5-7 10-12 14-16 78,5 (800) 63,7 (650) 63.6 (700) 78,5 (800) 1,96 (20) 1,96 (20) 1,96 (20)
Фанера березовая
(по ГОСТ 102-49)
Березовая файера состоит из трех
или более нечетных склеенных слоев
лущеного березового шпона.
Подразделяется она иа марки:
БС-1 и БП-1 — общего примене-
ния — со взаимно перпендикулярным
направлением волокон в смежных
слоях;
464
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
БПС-1 — атмосферостойкая, повы-
шенной жесткости, для внешних об-
шивок, с рубашкой, состоящей из
двух слоев.
В зависимости от механических
свойств фанера марок БС-1 и БП-1
подразделяется на два сорта: 1 и 2.
Фанера марки БПС-1 выпускается
только 1-го сорта.
Листы фанеры .имеют следующие
размеры: от 1000x800 мм и более
с градацией через 50 мм для фанеры
марок БС-1 и БП-1; от 1200Х 1200 мм
и более с градацией через 50 мм —
для фанеры марки БПС-1.
Толщина листов фанеры указана
в табл. 192.
По специальному заказу допускает-
ся изготовление фанеры в раскроен-
ном виде по шаблонам заказчика.
Влажность фанеры в пределах 5—
9% абс.
Механические свойства фанеры ука-
заны в табл. 193.
Таблица 192
Размеры в мм
Марка фанеры Толщина Допускаемые отклонения при толщине
I и 1,5 2 к 2,5 3 4 5 н 6 8, 10, 12
БП-1 БС-1 БПС-1 1,0; 1.5; 2,0; 2,5; 3.0 2.0; 2,5; 3; 4; 5; 6; 8; 10 2,0; 2,5; 3; 4; 5; 6 ±0,15 ±0,20 — 0,25 4-0,30 ±0,35 ±0,40 ±0,50
Таблица 193
Толщина фанеры в мм Предел прочности прн растяжении вдоль волокон рубашек в Мн/м* (кгс/см*), не менее Предел прочности при скалывании по клееному слою всех сортов в Мн/м* (кгс/см*), не менее
1-й сорт 2-й сорт в сухом состоя- нии после кипячения в течение 1 ч
1 78,5 (800) 66,2 (675) — 1,96 (20)
1,5-4 78.5 (800) 66,2 (675) 2,15 (22) 1.77(18)
Б 73,5 (750) 63.7 (650) 2,45 (25) 1,57(16)
6 68,6 (700) 58,8 (600) 2,45 (25) 1,57 (16)
8-12 63.7 (650) 49,0 (500) 2.65 (27) 1.57(16)
ФАНЕРА
465
Фанера декоративная
(по ГОСТ 8686-58)
Декоративная фанера применяется
в транспортном машиностроении и
судостроении. Она облицована смоля-
ными пленочными покрытиями в соче-
тании с декоративной бумагой или
без нее.
Фанера подразделяется на следую-
щие марки:
ДФ-1 — с облицовкой поверхности
древесины бесцветной или
окрашеной пленкой;
ДФ-2 — с облицовкой пленкой и
декоративной бумагой с ри-
сунками текстуры древе-
сины или другими рисун-
ками.
Фанера выпускается с односторон-
ним и двусторонним покрытием, при-
чем отделка лицевых поверхностей
.может быть глянцевой или полумато-
вой.
Размеры фанеры указаны в табл. 194.
Допускается изготовление фанеры
меньших форматов на 150 мм, с гра-
дацией через 25 мм, а также и других
размеров по соглашению с заводом-
изготовителем.
В зависимости от допускаемых де-
фектов фанера подразделяется на 1-й
и 2-й сорта.
Листы фанеры обрезаны под прямым
углом. Косица реза не превышает 3 мм
на 1 пог. м длины (ширины).
Предел прочности при скалывании
по клеевому слою березовой фанеры
после 24 ч вымачивания в воде не
меиее 1,18 Мн/м2 (12 кгс/с.и2), а фа-
неры из сосны и липы — не менее
0,98 Мн/м2 (10 кгс/см2).
Таблица 194
Размеры в мм
Длина (или Ширина (или
ширина) длина)
О О
V 5 V Толщина и допускаемое отклонение
33 я S
о и л
св а w s « л я S я S ьй а
S >»я S я
Я к о я с о
О о ч о О =;
S3 S
1830 ±5 1220 ±4 1,5; 2,0; 2,5; 3.0; 4,0;
1525 ±5 1525 ±5 5,0; 6,0; 8,0; 10,0; 12,0.
1525 ±5 1220 ± 4 Допускаемое отклонение:
1525 ±5 725 ±3,5 ± 0,2 прн толщине до 2,5
1220 ±4 725 ± 3,5 ± 0,4 > > 3.0
± 0,4 > > 4,0; 5,0; 6.0
4-0.9 > > 8,0; 10; 12
- 1,0
466
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Фанера клееная
(по ГОСТ 3916-55)
Фанера клееная состоит из трех пли
более слоев шпона, склеенных между
собой при взаимно перпендикулярном
расположении волокон. При четном
числе слоев шпона два средних слоя
имеют параллельное направление во-
локон.
Фанера изготовляется из березы,
ольхи, ясеня, ильма, дуба, бука, липы,
осины, сосны, ели, кедра н пихты и
относится к той породе древесины, нз
которой изготовлены ее рубашки (на-
ружные слон).
Фанера выпускается в зависимости
от ее водостойкости следующих марок:
ФСФ — фанера повышенной водо-
стойкости;
ФК и ФБА — фанера средней водо-
стойкости;
ФБ — фанера ограниченной водо-
стойкости.
Фанера поставляется шлифованной
с одной или двух сторон или нешли-
фованной.
Основные форматы фанеры указаны
в табл. 195, а ее толщины — в табл.
196. Сорта фанеры и ее рубашек при-
ведены в табл. 197.
Таблица 195
Размеры в мм
Длина (нли ши- рина) Допу- скаемое отклоне- ние Ширина (или длина) Допу- скаемое отклоне- ние
1830 ±5 1220 ± 4
1525 ±5 1525 ±5
1525 ±5 1220 ±4
1525 ±5 725 ±3,5
1220 ±4 725 ±3,5
Таблица 195
Размеры в мм
Порода дерева Тол- щина Допу- скае- мое откло- нение Уменьшение толщины при шлифовании
с одной сто- роны с двух сто- рон
Ольха и береза 1,5 ±0,2 0,2 0,4
2
2,5
Ольха, береза, ясень, дуб, липа, сосна, ель и др. 3 ±0,3
4 ±0,4
5
6
8 -4-0,4 -0,5
9
10
12 ±0,0
Таблаца 197
Сорта фанеры Сорта рубашек фанеры
лицевой оборотной
А А АВ
А, А В
АВ АВ В
ABj АВ ВВ
В ВВ ВВ
ВВ ВВ с
с С с
ФАНЕРА
467
Фанера металлизированная
Эта фанера применяется в ряде от-
раслей машиностроения и судострое-
ния. Для металлизации фанеры при-
меняются медь, свинец, алюминий и
латунь. Металл наносится на поверх-
ность фанеры под давлением воздуш-
ной струи. Металлизированная фа-
нера хорошо обрабатывается реза-
нием и пилением. Наибольшее приме-
нение она имеет в электротехнической
и радиотехнической промышленности.
Металлизированная фанера поста-
вляется но специальным техническим
условиям завода-изготовителя, согла-
сованным с заказчиком.
Фанера, облицованная
строганым шпоном
(по ГОСТ 7249-54)
Файера по ГОСТ 7249-54 отличается
от фанеры по ГОСТ 3916-55 тем, что
один или оба наружных слоя изго-
товлены из строганого шпоиа по ГОСТ
2977-51.
Выпускается фанера двух марок:
ФОБ — склеенная белковыми клея-
ми;
ФОС— склеенная смоляными клея-
ми.
Форматы фанеры приведены
в табл. 198.
Таблица /93
Размеры в мм
Длина
Длина
Ширина
Ширина
1000
1000
1180
1500
1500
1500
1180
1180
2360
2000
1800
1500
1180
710
1500
1180
4 5
±5
Допускается выпуск фанеры по
длине и ширине меньших размеров
с градацией через 50 мм.
Нешлифованная фанера изготов-
ляется толщиной 4, 5, 6, 8, 9 и 10 мм.
Допускаемое отклонение по толщине
нешлифованной фанеры ± 0,4 мм.
Толщина шлифованной фанеры меньше
на 0,2 мм при шлифовке с одной
стороны и на 0,4 мм — с двух
сторон.
Фанера изготовляется трех сортов:
1,2 н 3, различаемых допускаемыми
дефектами.
Предел прочности при скалывании
по клеевому слою указан в табл. 199.
Таблица /99
Марка фанеры Предел прочности в Мн/м* (кгс/см-)
в сухом состоянии после выма- чивания в те- чение 24 ч
ФОБ 1,27 (13)
ФОС 1.77 (18) 0,93 (10)
Фанера строганая
(по ГОСТ 2977-51)
Строганая фанера применяется в ка-
честве облицовочного материала для
изделий из древесины в транспортном
машиностроении, судостроении, ра-
диотехнической и других отраслях
промышленности. В зависимости от
текстуры оиа подразделяется на ра-
диальную, полурадиальную, тангеи-
тальную и тангеитально-торцовую,
получаемую из наплывов. По каче-
ству, в зависимости от ширины и внеш-
него вида, подразделяется иа три
сорта.
Фанера вырабатывается из дуба,
бука, ореха, клеиа, явора, ясеня,
ильма, карагача, каштана, чинары,
амурского бархата, груши, яблони,
тополя, черешни, акации, березы,
ольхи и граба.
Длина радиальной, полурадиальиой
и тангентальной — от 1,0 м и более,
а тангеитальио-торцовой — от 0,3 м
и более с градацией в 0,1 м.
Толщина фанеры: 0,8; 1,0; 1,2;
1,5 мм.
Допускаемые отклонения по тол-
щине в мм:
при толщине 0,8............. ±0.05
» » 1,0.............. ±0.08
» > 1,2 —1,5........... ±0,1
468
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 200
Вид файеры Наименьшая ширина в мм
1-й сорт 2-й сорт 3-й сорт
Радиальная, полу- радиальная и тан- гентальная . . . Тангентально-тор- цовая 130 200 100 150 80 100
Ширина фанеры указана в табл. 200.
Влажность фанеры 10 ±2%.
Листы фанеры имеют чистую, ров-
ную поверхность, без шероховато-
стей, царапин, рисок и пятен от ме-
талла.
ФИБРА
Фибра листовая
(по ГОСТ 6910-54)
Листовая фибра изготовляется ма-
рок:
ФТ — фибра техническая, для изго-
товления деталей в машиностроении,
приборостроении и электромашино-
строении;
ФЭ — фибра электротехническая,
применяемая в качестве электроизо-
ляционного материала;
ФПК — фибра прокладочная кис-
лородостойкая для изготовления де-
талей, соприкасающихся с кислоро-
дом;
ФК и ФП — фибра, ие применяемая
в машиностроении.
Толщина листов фибры приведена
в табл. 201.
Фибра толщиной от 0,6 до 8 мм
изготовляется монолитной, толщиной
от 8 до 12 мм — монолитной или
клееной, толщиной свыше 12 мм —
клееной.
Размеры листов монолитной фябры:
по длине — от 1700 до 2300 мм и от
850 до 1500 мм\ по ширине — от 1100
до 1400 мм и от 550 до 700 мм.
По соглашению сторон допускается
поставка листов монолитной фибры
специальных размеров. Размеры ли-
стов клееной фибры по длине от 1600
до 1900 мм, по ширине от 400 до
600 мм.
Таблица 201
Размеры в мм
Марка ФТ
Номин. Доп. откл. Номин. [ Доп. откл. i Номин. Доп. откл. । Номин. | Доп. откл.
0.6 0.7 0,8 ±0,10 1,5 1,7 2,0 2,2 2.5 3,0 3.5 ±0,25 5,0 6,0 7.0 8,0 9,0 10,0 11 12 ±0,50 14 ±0.75
15 16 17 + 1,0
0.9 1.0 1.1 ±0,15
18 19 ±1,25
1,2 1,3 1,4 ±0.20 20 22 25 ±1,5
4,0 4,5 ±0,50
13 ±0,75
Марка ФЭ
Номнн. м о с о et Номин. i Доп. откл. 1 ЕС S я о X Доп. откл.:
0.6 0,7 0.8 ±0,10 1,5 1,7 2,0 2.2 2.5 3,0 3,5 ±0.25 Б 6 7 8 9 10 И 12 ±0.5
0.9 1.0 1,1 ±0,15
1,2 1,3 1,4 ±0,2
4,0 4,5 ±05
Марка ФПК
Номин. . Доп. откл. Номин. 1 Доп. откл.
0,6 0.7 0.8 ±0.10 1,5 1,7 2,0 2.2 2,5 3.0 3.5 ±0.25
0,9 1,0 1,1 ±0,15
1,2 1,3 1.4 ±0.2
4,0 4,5 5.0 ±0.5
ФИБРА
469
Основные показатели фибры приве-
дены в табл. 202.
По соглашению сторон фибра может
изготовляться с односторонним тис-
нением.
Цвет фибры: марки ФТ — красный,
черный и натуральный; марки ФЭ —
серый, черный и красный; марки
ФПК — естественный, без красителя.
Таблица 202
Показатели Марка фибры
ФТ ФЭ ФПК
Предел проч- ности при растяжении э /.«*- (кгс/см2), ие меиее: в продоль- ном напра- влении при толщине фибры 0,6 и 0,8 мм . тоже 1.0— 3.0 мм . то же 3,5— 5 мм . . то же 6— 12 мм . то же 13— 25 мм . 58,8 (600) 63.7 (650) 53.8 (600) 49.0 (500) 49.0 (500) 63.7 (650) 68.6 (700) 63,7 (650) 49,0 (500) 53,9 (550) 53.9 (550)
в поперечном направле- нии при толщине фибры 0,6 и 0,8 мм то же 1.0— 3,0 мм . то же 3,5— 5 мм , . то же 6— 12 мм . то же 13— 25 мм . 39,2 (400) 44,1 (450) 34,3 (350) 29,4 (300) 29,4 (300) 44,1 (450) 44,1 (450) 39.2 (400) 29.4 (300) 34,3 (350) 34,3 (350)
Плотность в Мг/мЗ (г/см3) 1.05—1,15 (1.05-1,15) 1.1-1.2 (М-1.2) 1.05-1,1 (1.05-1,11
Продолжение табл. 202
Показатели Марка фибры
ФТ ФЭ ФПК
Удельное объ- емное элек- тросопротив- ление В 0М‘М (ом>см) при температуре 20 ±5° С, не менее . • . 108 (103) ——
Коэффициент склейки в г/м (г/см), не менее . . 16000 (160) 16000 (160) 15000 (150)
Листы фибры толщиной до 3 мм
выдерживают изгиб вокруг стержня
без образования разрывов и трещин.
Диаметр стержня должен быть равен
10-кратной толщине листа для фибры
марок ФК и ФЭ толщиной до 1,5 мм
и 20-кратной толщине листа для
фибры марки ЭФ толщиной от 1,5 до
3,0 мм.
Фибра допускает механическую об-
работку: распиловку, сверловку и
штамповку (вырубку) без образования
трещин, выкрашивания и расслоения.
Фибра марок ФТ и ФЭ, кроме того,
допускает фрезерование и обтачива-
ние.
Фибра листовая авиационная
конструкционная марки ФЛАК
(по ГОСТ 3335-46)
Применяется для изготовления авиа-
ционных бензиновых фибровых баков.
Цвет фибры черный и красный.
Размеры листов: длина 1800 мм,
ширина 1200 мм, толщина 1,0; 1,2;
1,5; 1,8; 2,1; 2,4; 2,7; 3,0 мм. Допу-
скаемые отклонения по толщине в пре-
делах от ± 0,1 до ± 0,2 мм в зависи-
мости от толщины листа.
Фибра выдерживает без расслоения,
растрескивания и пузыреобразоваиия
нагревание при температуре 100—
105° С в течение 24 ч и пребывание
в воде при температуре 10—30° С
в течение 24 ч.
470
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Изгиб листа толщиной до 1,5 мм
при влажности 10% на угол 135°
вокруг стержня диаметром б мм не
вызывает образования разрывов и
трещин.
Фибра воздухонепроницаема при
давлении воздуха 29,4 кн!м1 (0,3 атм).
Основные показатели приведены в
табл. 203.
Таблица 203
Показатели Нормы
Плотность в Мг/м3 (г/см3) . . 1.25(1,25)
Предел прочности при растя- жении в Мн/м2 (кгс/см2), не менее: для фибры толщиной до 2 мм вкл.: в продольном направле- нии в поперечном направле- нии для фибры толщиной бо- лее 2 мм: в продольном направле- нии в поперечном направле- нии 93,2 (950) 51,5 (525) 88,3 (900) 46,6 (475)
Удлинение в момент разрыва в % для фибры всех толщин, не менее: в продольном направлении в поперечном » 10 12
Коэффициент склейки в кг/м (г/см) 16 (160)
хМаслопоглощение фибры при погружении в трансформа- торное масло иа 24 ч при температуре 15—20° С в %, не более 1,3
Бензинопоглощение фибры при погружении в авиационный бензин на 24 ч при темпера- туре 15—20° С в %, ие бо- лее 1,5
КАРТОН И БУМАГА
Картон многослойный
калиброванный
(по ГОСТ 1933-42)
Предназначен для изготовления
штампованных изделий, в частности
уплотнительных прокладок.
Размеры картона указываются в за-
казе. Основные сведения приведены
в табл. 204.
Толщина листов картона в мм:
1,0± 0,1; 1,5±0,15; 2,0± 0,2;
2,5 ± 0,25; 3,0 ± 0,25; 4,0 ± 0,3;
5,0 ± 0,3. По согласованию сторон
допускается поставка картона про-
межуточной толщины.
Таблица 204
Показатели Нормы и допускае- мые откло- нения
Плотность в Мг/м3 (г/см3) 0.75-5% (0,75-5%)
Предел прочности при растя- жении в среднем из двух на- правлений в Мн/м* (кгс/см*), не менее 16.7 (1,7)
Растяжимость в среднем из двух направлении в %, не менее 5
Картон прокладочный
(по ГОСТ 9347-60)
Предназначен для изготовления
прокладок. Выпускается двух марок:
А — пропитанный;
Б — непропитаниый.
Толщина картона указана в табл.
205.
Картой марки А толщиной до 0,8 мм
вкл. выпускается в листах и рулонах,
толщиной 1,0 и 1,5 мм — в листах.
Картон марки Б толщиной до 0,5 мм
вкл. выпускается в листах и рулонах,
а толщиной 0,8 мм и выше — в ли-
стах.
Ширина рулонов картона и размер
листов устанавливаются по соглаше-
нию сторон. Допускаемые отклонения
по длине и ширине листа не более
± 10 мм.
КАРТОН И БУМАГА
471
Таблица 205
Картон марки А Картон марки В
0.2 ± 0.02 0.3 + 0.03 0.4 ± 0,04 0.5 ± 0,05 0.8 + 0,0Э 1,0 + 0.12 1.5 + 0,20 0.30 X 0 03 0,50 ± 0.05 0,80 -*• 0.09 1,00 ± 0,12 1,25*0,80 Ь5О*о,йо 1,75 ьо,8о 2.001-0,80 2,25+0.20 2,50+0.20
Таблица 206
Показатели Марка А Марка Б
Для картона т олщиной в мм
0,2—-0.8 1,0-1.5 0.30-0,50 0,80-2.50
Плотность в Мг/м3 (г/см3) o.sojf;-’ 0.851»:»-; 0.801»:?? и’ бЭ-0,10
Впитываемость за 6 ч при полном погруже- нии в жидкость в %, не более: воды .............. бензина (газолина) масла (автола) 60 35 35 60 30 30 150 120
Предел прочности при растяжении в А1н/.к2 (кгс/мм*), ие менее: в поперечном направлении в средлем по двум направлениям .... 9.8 (1.0) 19,6 (2.0) 9.8 (1.0) 19.6 (2.0) 19,6 (2.0) 39.2 (1.0) 11.7 (1.5) 24.5 (2,5)
Сжимаемость при нагрузке 3,92 Мн/м3 (40 кгс/см3) в %, не менее 28 25 - J
Листы и рулоны поставляются с
обрезными кромками.
Цвет картона натуральный. По
требованию заказчика картон марки
А выпускается окрашенным.
Картой с небольшими складками,
морщинами и вмятинами на поверх-
ности, занимающими не более 5%
общей площади, относится ко 2-му
сорту.
Физико-механические показатели
картона приведены в табл. 206.
Прокладки, вырубаемые из карто-
на, должны соответствовать черте-
жам заказчика, согласованным с
изготовителем, причем толщина дол-
жна соответствовать указанной в
табл. 205.
Картон термоизоляционный
автомобильный
(по ГОСТ 5185-49)
Поставляется в листах размером
1300X1000 мм с допускаемым откло-
нением ± 2,5%. Поверхность картона
ровная, гладкая. Допускается мар-
кировка сетки на обеих поверхностях
листа. Цвет картона — естественного
волокна. Основные показатели при-
ведены в табл. 207.
Картон термошумоизоля цион н ы й
(по ГОСТ 10368-63)
Картонтермошумонзоляциониыи вы-
пускается марок ТШ-1 и ТШ-2 в ру-
лонах шириной от 950 до 1100 л<л1.
472
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 208
По требованию заказчика картон
вырабатывается с содержанием биту-
ма не менее 10%, при этом водопогло-
щаемость картона толщиной 2,0—
2,5 мм не более 16%, а толщиной
3 мм — не более 12%.
Таблица 207
Показатели Нормы
Толщина в мм ........ 7 и 13
Плотность в кк/м*, не более . 3,43
Водопроницаемость при 15— 25° С в %, не более: за 2 ч .......... за 24 ч .......... 10 30
Предел прочности в среднем по двум направлениям в Мн/м2 (кгс/см2), не менее: при растяжении при изгибе 2,45 (25) 3.43 (35)
Теплопроводность в вт/(м-град) (ккал/м-ч-град] 0,067 (0,058)
Толщина картона 2,0; 2,5 и 3,0 при
допускаемых отклонениях ± 0,3 мм.
По требованию заказчика картой из-
готовляется также толщиной 4,0 мм.
Картон выпускается тисненым
и нетисиеиым, причем тисне-
ние производится в соответствии с
утвержденным образцом.
Цвет картона ие нормирован.
Картон марки ТШ-2 биостойкий.
Основные показатели термошумо-
изоляциониого картона приведены в
табл. 208.
Показатели Нормы
Плотность в Л1г/л<з, не более 0,50
Предел прочности при растя- жении в поперечном напра- влении в Мн/м- (кгс/см2), не менее 0,69 (7,0)
Содержание битума в %, не менее 20.0
Водопоглощаемость за 30 мин при полном погружении в %, не более: для толщины 2.0—2,5 мм . > » 3,0 мм . . . 10,0 8,0
Коэффициент теплопроводности в вт/(М-град) (ккал/м-ч<граО\ 0,07 (0.06)
Вибропоглощение в Мн/м- (бин/см2) .......... 65(0,65-10я)
Картон электроизоляционный
(по ГОСТ 2824-60)
Картон электроизоляционный при-
меняется для работы в воздушной
среде. Картон подразделяется на мар-
ки ЭВС, ЭВП, ЭВТ и ЭВ, причем
картон марок ЭВП и ЭВТ выпускается
в рулонах, а марок ЭВС и ЭВ — в ру-
лонах и листах.
Размеры листов картона — по согла-
шению сторон. Ширина рулона кар-
тона марки ЭВП, предназначенного
для пленкоэлектрокартоиа, 1020—
1050 мм. Допускаемые отклонения
размеров листов картона и ширины
рулона ± 3 мм.
Толщина картона указана в
табл. 209, а его основные показа-
тели — в табл. 210.
Таблица 209
Размеры в мм
ЭВС ЭВП ЭВТ ЭВ
Рулонный Листовой
номии. доп. откл. иомин. доп, откл. номин. доп. огкл. номин. доп. откл. иомин. ДОП. откл.
0,20 0,25 ±0,02 0.10 + 0.02 — 0,01 0,10 4-0,02 — 0,01 0,10 +0,02 —0.01 1,0 ±0,10
0,15 0,20 0,25 ±0,02 0,15 0,20 0,25 ±0,02 0.15 0,20 0.25 ±0,02 1,25 ±0,10
0,30 0.35 4-0,03 -0,02
1,50 ±0.10
КАРТОН И БУМАГА
473
Продолжение табл. 209
эвс ЭВИ эвт ЭВ
Рулонный Листовой
ПОМНИ. доп. откл. помни. доп.откл. НОМИН. доп. откл. номин. доп. откл. помин. доп. откл.
0.40 + 0,01 — 0,02 0,30 + 0,03 — 0,02 0.30 0,35 +0,03 — 0,02 0.30 0,35 + 0.03 -0,02 1.75 4 0,15
2,0 ± 0,20
- 0,40 + 0.04 — 0,02 0.40 -1 0.04 -0,02 2,5 3.0 4 0,20 ±0,25
0,50 ±0,05 0.50 4 0,05 — -
0,60 ±0.04
Таблица 210
Показатели Марки картона
эвс эвп ЭВТ ЭВ
Рулонный Листовой
Плотность в Мг'м* (г/см3) ....... 1,25 1.25 1.15 1,05-1,15 0,95-1.0
Предел прочности при растяжении в Мн/м2 (кгс/мм2), не менее: в продольном направлении ...... в поперечном направлении 118 (12.0) 34 (3.5) 118 (12.0) 34 (3,5) 118 (12.0) 32 (3,25) 83 (8.5) 32 (3,25) 83 (8.5) 32 (3,25)
Электрическая прочность в кв/мм, не менее: после сушки после перегиба в продольном наира- влении ...» И 8 11 8 12 8 9 8 8
Картон электроизоляционный
для аппаратов с масляным
заполнением
(по ГОСТ 4194-62)
Применяется для работы в транс-
форматорном масле при температуре
до 95° С.
Марки этого картона и его размеры
указаны в табл. 211.
По требованию потребителей допу-
скается изготовление картона толщи-
ной 1,25 и 1,75 мм. Картон толщи-
ной 0,5 мм выпускается в рулонах
и листах, более 0,5 мм — в ли-
стах.
Ширина рулонов 1000 мм.
Формат листов 1850X3850; 1650Х
Х3800; 850X1100; 850X 1000 и 850Х
Х950 мм. По согласованию сторон
допускаются другие размеры листов
н рулонов. Допускаемые отклонения
размеров листов и ширин рулонов
± 2%.
Основные свойства картона приве-
дены в табл. 212.
Картон выпускается каландриро-
ванным с обрезными кромками. При
штамповке и нарезке па ножницах
гильотинного типа картон не расслаи-
вается.
474
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 211
Размеры в .«.и
Марка Толщина Допускаемое отклонение для листа и рулона Марка 1 Толщина Допускаемое отклонение для листа и рулона
эмц о ,5 ±0.05 ЭМЦ; ЭМЦМ 1,5 + 0,10 — 0,15
ЭМЦ; ЭМС; эмт 1,0 ±0,10 ЭМС; ЭМТ 2,0 + 0.20 — 0.15
2.5 ±0,20
8.0 ±0.20
Таблица 212
Показатели Марки картона
эмц ЭМЦМ ЭМС ЭМТ
Плотность в Мз/м* (г/см*), не меиее, кар- тона толщиной: 1.5 мм и менее 2,0 мм и более . 0.9 (0.9) 1.0 (1,0) 1,1 (1,1) 1,1 (1,1) 0.9 (0.9) 0,95 (0.95) 0,9 (0.9) 0,9 (0.9)
Предел прочности при растяжении в попе- речном направлении в Мн/м- (кгс/мм-), не менее, картона толщиной: 0,5 мм . 1,0 мм свыше 1,0 мн 31 (3,5) 37 (3.8) 39 (4,0) 25 (2,5) 37 (3,8) 27 (2.8)
Усадка при сушке для картона толщиной 1,5 мм и выше в %, не более: по толщине в поперечном направлении в продольном направления 7,0 2,0 5,0 1,85 0,85 5,0 1,5 3.5 1.1
Прессшпан
(по ГОСТ 6983-54)
Прессшпан — сильно уплотненный
лощеный картон, выпускаемый марок
А и Б.
Прессшпан толщины до 0,6 мм
вкл, выпускается в рулонах или
в листах, а толщиной 0,7 мм и
более — только в листах. Разме-
ры листов и ширина рулонов
устанавливаются по соглашению
сторон. Допускаемые отклонения
размеров листов и ширины рулонов
i 3 мм. Косина листов не превы-
шает 0,2%.
КАРТОН И БУМАГА
475
Таблица 213
Показатели Марки
А Б
Плотность в Мг/.ч% (г/см3} ................... Предел прочности в Мн/м3 (кгс/мм~) при растяжении в сред- нем по двум направлениям, не менее Число двойных перегибов (излом) в среднем по двум напра- влениям, ие мепсе Сопротивление надлому в среднем по двум направлениям: угол надлома в град, не меиее относительное сопротивление надлому в н/мм {кге/юя- щина в мм} ........................ 0,9 (0,9) 34 (3,5) 500 ПО 14,7 (1,5) 0,9 (0,9) 25 (2,5) 500 100 9,8 (1,0)
Толщина листов: 0,35 ± 0,04;0,40±
± 0,04; 0,50 ± 0,05; 0,6 ± 0,06;
0,7 ±0,07; 0,8 ± 0,08; 0,9 ± 0,09;
1,0± 0,10; 1,2± 0,12 мм.
Прессшпан имеет цвет натурального
волокна или окрашен в разные цвета.
Основные показатели приведены в
табл. 213.
Бумага перфокарточная
(по ГОСТ 7362-62)
Бумага перфокарточная выпускает-
ся в рулонах шириной 683, 600 и
518 мм.Толщина бумаги 175 + 15 мкм.
Допускаемое отклонение по ширине
± 2 мм.
Бумага выдерживает ие менее 50
прохождений перфорационных карт
через сортировальную машину без
замииания и надрывов кромок.
Цвет бумаги указывается в заказе.
Масса 1 м2 бумаги 170 г.
Бумага электроизоляционная
(по ГОСТ 1201-52)
Применяется в качестве изоляцион-
ного слоя. Ширина рулона 76 ± 2 мм.
По специальному заказу допускается
выпуск бумаги других форматов.
Масса 1 м2 20 ± 2 г. Толщина 33 ±
± 2 мкм. Влажность 6 ± 2%. Лоск
гладкой стороны бумаги не меиее 16°.
Разрывной груз полоски шириной
15 мм в продольном направлении не
менее 7,85 н (0,8 кгс).
Бумага электроизоляционная
намоточная
(по ГОСТ 1931-64)
Выпускается двух марок: ЭН-50
толщиной 50 мкм и ЭН-70 толщиной
70 мкм.
Рулоны имеют ширину 1000, 1500
и 2500 мм. Отклонения ио ширине
±5 мм. По соглашению сторон до-
пускается поставка бумаги в рулонах
другой ширины.
Допускаемые отклонения по тол-
щине вдоль полотна бумаги указанных
выше марок соответственно ±2,5 и
±3,0 мкм, а поперек полотна ±2,0
и ±2,5 мкм.
Плотность бумаги не менее
0,80 Мг/м2 (0,80 г/см2).
Влажность 5—7%.
Электрическая прочность ие менее
8,0 кв/мм.
Лента бумажная
для счетных машин
(по ГОСТ 8942-59)
Ленты бумажные для счетных ма-
шин изготовляются в бобинах,
размеры которых указаны в
табл. 214.
476
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
Таблица 2U
Размеры в мм
Ширина дейты Наружный диаметр бобины Внутренний диаметр бобины
Номин. Доп. откл. Номин. Доп. откл. Номин. Доп. откл.
56 ±1 60 ±2 16 +1
90 200 224 225 230 115
315 365 420 90
Лента изготовляется из газетной
бумаги по ГОСТ 6445-53 или писчей
бумаги Ns 2 по ГОСТ 3331-55, Для
получения печатного материала в не-
скольких экземплярах лента изгото-
вляется из специальной копироваль-
ной бумаги, изготовляемой по техни-
ческим условиям, согласованным
между поставщиком и потребителем.
По требованию заказчика бобины
поставляются с картонными втулка-
ми с внутренним диаметром 12 мм,
плотно входящими в отверстие бо-
бины.
Примеры условных обозначений:
а) бумажной ленты из газетной
бумаги шириной 56 мм:
Лента 56Г ГОСТ 8942-59;
б) бумажной лепты из писчей бу-
маги шириной 56 мм:
Лента 56П ГОСТ 8942-59.
РАЗДЕЛ Ш
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
РЕЗЬБЫ
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ 1-600 ММ.
ДИАМЕТРЫ И ШАГИ
(по ГОСТ 8724-58)
ГОСТ 8724-58 устанавливает диаметры и шаги метрических резьб
общего назначения. При выборе диаметров резьб следует предпочитать
первый ряд второму, а второй — третьему.
Таблица 1
Размеры в мм
Диаметры d Шаги
1-й 2-й 3-й Круп- ный Мелкие
ряд ряд ряд 1,25 1 0,75 0,5 0,35 0,25 0,2
1 0,25 0,2
1.1 0,25 0,2
1,2 0,25 0,2
1,4 0,3 0,2
1,6 0,35 0,2
1,8 0,35 0,2
2 0,4 0,25
2,2 0,45 0,25
2,5 0,45 0,35
3 0,5 0,35
3,5 (0,6) 0,35
4 0,7 0,5
4,5 (0,75) 0,5
5 0,8 0,5
(5,5) 0,5
6 1 0,75 0,5
7 1 0,75 0,5
8 1,25 1 0,75 0,5
9 (1,25) 1 0,75 0,5
10 1,5 1,25 1 0,75 0,5
473
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл, t
Диаметры d Шаги 5
1-й 2-й 3-й Круп- Мелкие
РИ1 ряд ряд пый 4 3 2 1,5 1,25 1 0,75 0,5
11 (1,5) 1 0,75 0,5
12 1,75 1,5 1,25 1 0,75 0.5
14 2 1,5 1,25 1 0,75 0,5
16 1,5 (1)
16 2 1,5 1 0.75 0,5
17 1,5 (1)
18 2,5 2 1,5 1 0,75 0.5
20 2,5 2 1,5 1 0.75 0,5
22 2,5 2 1,5 1 0.75 0,5
24 3 2 1,5 1 0,75
23 2 1,5 (О
(28) 1,5
27 3 2 1,5 1 0.75
(28) 2 1,5 1
30 3,5 (3) 2 1,5 1 0.75
(32) 2 1,5
33 3,5 (3) 2 1,5 1 0,75
33 1,5
38 4 3 2 1,5 1
(38) 1,5
39 4 3 2 1,5 1
«0 (3) (2) 1,5
42 4,5 (4) 3 2 1,5 1
45 4,5 (4) 3 2 1,5 I
48 5 (4) 3 2 1,5 1
50 (3) (2) 1,5
52 5 (4) 3 2 1,5 1
55 (4) (3) 2 1,5
58 5,5 4 3 2 1,5 1
58 (4) (3) 2 1,5
60 (5,5) 4 3 2 1,5 1
62 (4) (3) 2 1,5
84 6 4 3 2 1,5 1
65 (4) (3) 2 1,5
68 6 4 3 2 1,5 1
Продолжение табл. I
Диаметры d Шаги 5
1-й ряд 2-й ряд 3-й ряд Мелкие
6 4 3 2 1.5 1
70 (6) (4) (3) 2 1,5
72 6 4 3 2 1,5 1
75 (4) (3» 2 1,5
76 6 4 3 2 1,5 1
(78) 2
80 6 4 3 2 1,5 1
(82) 2
85 6 4 3 2 1.5
90 6 4 3 2 1.5
95 6 4 3 2 1.5
100 6 4 3 2 1.5
105 6 4 3 2 1.5
110 6 4 3 2 1.5
115 6 4 3 2 1.5
120 6 4 3 2 1.5
125 6 4 3 2 1.5
130 6 4 3 2 1.5
135 6 4 3 2 1.5
РЕЗЬБА МЕТРИЧЕСКАЯ
479
Продолжение табл. 1
Диаметры d Шаги 5
1-й ряд 2-й ряд 8-й ряд Мелкие
6 4 3 2 1.5 1
140 в 4 3 2 1,5
145 6 4 3 2 1.5
150 6 4 3 2 1,5
155 6 4 3 2
160 6 4 3 2
165 6 4 3 2
170 6 4 3 2
175 6 4 3 2
180 6 4 3 2
185 в 4 3 2
190 6 4 3 2
195 6 4 3 2
260 6 4 3 2
205 6 4 3
210 6 4 3
215 6 4 3
220 6 4 3
225 6 4 3
280 6 4 3
235 6 4 3
240 6 4 3
245 6 4 3
250 6 4 3
Продолжение табл. 1
Диаметры d Шаги 5
1-й ряд 2-й ряд З-fl ряд Мелкие
6 4 3
255 6 4 3
260 6 4 3
265 6 4 3
270 6 4 3
275 6 4 3
280 6 4 3
285 6 4 3
290 6 4 3
295 6 4 3
300 6 4 3
310 в 4
320 6 4
330 6 4
480
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 1
Диаметры d Шаги 5
1-й ряд 2-й ряд 3-й ряд Мелкие
6 4 3
340 6 4
350 6 4
360 6 4
370 6 4
380 6 4
390 6 4
400 6 4
410 6
420 6
430 6
440 6
450 6
460 6
470 6
480 6
490 6
500 6
510 6
520 6
530 6
540 6
550 6
560 6
570 6
580 6
590 6
600 6
Примечания: 1. Диаметры и шаги резьб, заключенные в скобки, по возможности
не применять.
2. Диаметры и шаги резьб, напечатанные жирным шрифтом, предусмотрены Между-
народной организацией по стандартизации (ИСО).
Обозначение резьб:
Резьбы с крупными шагами должны
обозначаться буквой М и диаметром,
например, М24, М64 и т. д.
Резьбы с мелкими шагами должны
обозначаться буквой М, диаметром
и шагом через знак X, например,
М24Х2, М64х2 и т. д.
Резьба 14Х 1,25 может применяться
только для свечей зажигания.
Резьба 35X1,5 может применяться
лишь для стопорных гаек шарикопод-
шипников и прн необходимости в лег-
ких конструкциях.
Резьбы 26X1,5 и 38X1,5 могут
применяться лишь при необходимости
в легких конструкциях.
Для деталей ранее спроектирован-
ных конструкций допускается приме-
нение резьб: 1,7X0,35; 1,7X0,2; 2,ЗХ
Х0,4; 2,3X0,25; 2,6X0,45 и 2,6X0,35.
РЕЗЬБА МЕТРИЧЕСКАЯ
481
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ от 1 до 600 мм.
ОСНОВНЫЕ РАЗМЕРЫ
(по ГОСТ 9150-59)
ГОСТ 9150-59 распространяется на
метрические резьбы с крупными ша-
гами для диаметров от 1 до 68 мм и
с мелкими шагами для диаметров от
1 до 600 мм по ГОСТ 8724-58.
Профиль резьбы должен соответ-
ствовать указанному на фнг. 1.
Примечание. Утолщенной линией
показан номинальный профиль, общий для
болта и гайки.
Форма впадины резьбы болта на-
стоящим стандартом не регламенти-
руется и может выполняться как пло-
скосрезанной, так и закругленной
с г = 0,1445.
Основные размеры резьб с круп-
ными шагами должны соответствовать
указанным в табл. 2.
Основные размеры резьбы с мелкими
шагами должны соответствовать ука-
занным в табл. 3—14.
Фиг. 1.
Таблица 2
Размеры в мм
Диаметр резьбы Шаг резьбы 5 Высота про- филя h
наруж- ный d средний dg внут- ренний di
1 0,838 0,730 0,25 0,135
1,1 0,938 0,830 0,25 0,135
1,2 1.038 0,930 0,25 0,135
1,4 1,205 1,075 0,30 0,162
1,6 1,373 1,221 0,35 0,189
1,8 1.573 1,421 0,35 0,189
2 1,740 1,567 0,40 0,216
2.2 1,908 1,713 0,45 0,243
2.5 2,208 2,013 0,45 0,243
16 В, 3. Васильев и др.
Продолжение табл. 2
Диаметр резьбы Шаг резьбы $ Высота про- филя h
наруж- ный d средний dg внутрен- ний di
3 2.675 2,459 ОДО 0,270
3,5 3.110 2,850 0,60 0,325
4 3,546 3,242 0,70 0.379
4,5 4,013 3,688 0,75 0,406
5 4,480 4,134 0,80 0,433
6 5,350 4,918 1 0,541
7 6,350 5,918 1 0,541
8 7,188 6,647 1,25 0,676
9 8,188 7,647 1,25 0.676
482
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 2
Диаметр резьбы Шаг резьбы 5 Высота про- филя h
наруж- ный а средний *2 внут- ренний tft
10 9,026 8,376 1,5 0,812
11 10,026 9,376 1.5 0,812
12 10,863 10,106 1,75 0,947
14 12,701 11.835 2 1.082
16 14,701 13,835 2 1,082
18 16,376 15,294 2.5 1.353
20 18,376 17,294 2,5 1,353
22 20,376 19,294 2.5 1,353
24 22,051 20,752 3 1,624
27 25,051 23,752 3 1,624
30 27.727 26,211 3,5 1,894
33 30,727 29,211 3,5 1.894
36 33,102 31,670 4 2,165
39 36.102 34,670 4 2.165
42 39,077 37,129 4,5 2,435
45 42,077 40.12.) 4,5 2,435
48 14,752 42,5.87 5 2,706
52 48,752 46,587 5 2,706
56 52.428 50.046 5.5 2,977
60 56,428 54,046 5,5 2,977
64 60 103 57,505 6 3,247
68 64,103 61.505 6 3.247
Таблица 3
S = 0.2 мм
Размеры в мм
Диаметр резьбы Высота профиля h
наруж- ный d средний d2 внут- ренний di
1 0,810 0,783 0.108
1,1 0,970 0,883
1,2 1,070 0,983
1,4 1.270 1,183
1.6 1,470 1,-383
1.8 1,670 1,583
Таблица 4
S » 0,25 мм
Размеры в мм
Диаметр резьбы Высота профиля h
наруж- ный d средний я3 внут- ренний di
2 1,838 1.730 0,1-35
2,2 2,038 1,930
Таблица <5
$ 0,35 мм
Размеры в мм
Диаметр резьбы Высота профиля h
наруж- ный d средний внут- ренний di
2.5 2.273 2,121 0,189
3 2,773 2,621
3.5 3,273 3,121
РЕЗЬБА МЕТРИЧЕСКАЯ
Таблица 6
S = 0,5 мм
Размеры в мм
Диаметр резьбы Высота профиля h
наруж- ный d средний внут- ренний rfi
4 3.675 3.459 0.270
4,5 4,175 3,959
5 4,675 4,459
5.5 5,175 4,959
6 5,675 5,459
7 6,675 6,459
8 7,675 7,459
9 8,675 8,459
to 9,675 9,459
11 10,675 10,459
12 11,675 11,459
14 13,675 13.459
16 15,675 15,459
18 17,675 17,459
20 19,675 19,459
22 21,675 21,459
483
Таблица 7
S = 0,75
Размеры в мм
Диаметр резьбы Высота профиля h
наруж- ный d средний внут- ренний
6 5,513 5,183 0,406
7 6,513 6,188
8 7,513 7,188
9 8,513 8,183
10 9,513 9,188
11 10,513 10,188
12 11,513 11,188
14 13,513 13.188
16 15,513 15,188
18 17,513 17,188
20 19,513 19,188
22 21,513 21,183
24 23,513 23,188
27 26,513 26,188
30 29,513 29,188
33 32,513 32,188
16*
484
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица S
S — 1 мм
Размеры в мм
Диаметр резьбы Высота профиля h Диаметр резьбы Высота профиля h
наружный d средний внут- ренний 61 наружный d средний tfa внут- ренний di
8 7,350 6,918 0,511 30 29,350 28,918 0,541
9 8,350 7.918 33 32,350 31,918
10 9,350 8,918 36 35,350 34,918
11 10,350 9,918 39 38,350 37,918
12 11,350 10,918 42 41,350 40,918
14 13,350 12,918 45 44,350 43,918
10 14,350 13,918 48 47,350 46,918
16 15,350 14,918 52 51.350 50,918
17 16,350 15,918
56 55,350 54,918
18 17,350 16,918
60 59,350 58,918
20 19,350 18,918
61 63.350 62,918
22 21,350 20,918
68 67,350 66,918
24 23,350 22.918
25 24,350 23,918 72 71,350 70,918
27 26,350 25,918 76 75,350 74,918
28 27,350 26,918 80 79,350 78,918
Таблица 9
S = 1,25 лслг
Размеры в мм
Диаметр резьбы Высота профиля Л
наружный d средний внутренний 61
10 9,188 8,647 0,676
12 11,188 10,647
14 13,188 12.647
РЕЗЬБА МЕТРИЧЕСКАЯ
485
Таблица 10
5= 1,5 мм
Размеры в мм
Диаметр резьбы Высота профиля h Диаметр резьбы Высота профиля h
наружный d средний внут- ренний 41 наружный d средний rfg внут- ренний di
12 11,026 10,376 0,812 56 55,026 54,376 0,812
11 13,026 12,376 58 57,026 56,376
15 14,026 13,376 60 59,026 58,376
16 15,026 14,376 62 61,026 60,376
17 16,026 15,376 61 63,026 62,376
18 17,026 16,376 65 64,026 63.376
20 19,026 18,376 68 67.026 66,376
22 21,026 20,376 70 69,026 68,376
21 23,026 22,376 72 71,026 70,376
25 24,026 23.376 75 74,026 73,376
26 25,026 24,376 76 75,026 74,376
27 26,026 25,376
80 79,026 78,376
28 27,026 26,376
85 84,026 83,376
30 29.026 28,376
90 89,026 88,376
32 31,026 30,376
33 32.026 31,376 95 94,026 93,376
35 34,026 33.376 100 99,026 98,376
36 35,026 34.376 105 104,026 103,376
38 37,026 36,376 110 109,026 108,376
39 38,026 37,376 115 114,026 113,376
40 39,026 38,376 120 119,026 118,376
42 41,026 40,376 125 124,026 123.376
45 44,026 43,376 130 129,026 128,376
48 47,026 46,376 135 134,026 133,376
50 49,026 48,376 140 139,026 138,376
52 51,026 50,376 145 144,026 143,376
55 54,026 53,376 150 149,026 148,376
486
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 11
S = 2 мм
Размеры в мм
Диаметр резьбы Высота профиля h Диаметр резьбы Высота профиля h
наружный d средний ds внут- ренний наружный d средний d3 внут- ренний
18 16,701 15,835 1,082 76 74,701 73,835 1.082
20 18,701 17,835 78 76,701 75,835
22 20,701 19,835 80 78,701 77,835
24 22,701 21,835 82 80,701 79,835
25 23,701 22,835 85 83,701 82,835
27 25,701 24,835 90 88,701 87,835
28 26,701 25,835 95 93,701 92,835
30 23,701 27.835 100 98,701 97,835
32 30,701 29,835 105 103,701 102.835
33 31,701 30.835 110 103,701 107,835
36 34,701 33,835 115 113,701 112,835
39 37,701 36,835 120 118,701 117,835
40 38,701 37,835 125 123,701 122,835
42 40,701 39,835 130 128,701 127,835
45 43,701 42,835 135 133,701 132,835
48 46,701 45,835 140 138,701 137,835
50 48,701 47,835 145 143,701 142,835
52 50,701 49,835 150 148,701 147.835
55 53,701 52,835 155 153,701 152,835
56 54,701 53,835 160 158,701 157,835
58 56,701 55,835 165 163,701 162,835
60 58,701 57,835 170 168,701 167,835
62 60,701 59,835 175 173,701 172,835
61 62,701 61,835 180 178,701 177,835
65 63,701 62,835 185 183,701 182.835
63 66,701 65,835 190 188,701 187,835
ТО 72 68,701 70.701 67,835 69.835
195 193,701 192.835
197335
75 73,701 72,835 200 198,701
РЕЗЬБА МЕТРИЧЕСКАЯ
487
Таблица 1'2
S=i мм
Размеры в мм
Диаметр резьбы Высота профиля h Диаметр резьбы Высота профиля h
наружный d средний внут- ренний наружный d средний внут- ренний
30 28,051 26,752 1,62! 140 138,051 136,752 1,624
33 31,051 29,752 145 143.051 141,752
36 34,051 32,752 150 148,051 146,752
39 37,051 35,752 155 153.051 151,752
40 38,051 36,752 160 158,051 156,752
42 40,051 38,752 165 163,051 161,752
45 43,051 41,752 170 168,051 | 166,752
48 46,051 44,752 175 173.051 171,752
50 48,051 46,752 180 178.051 176,752
52 50,051 48,752 185 183,051 181,752
55 53,051 51,752 190 188,051 186,752
56 54,051 52,752 195 193,051 191,752
58 56,051 54,752 200 198,(Bl 196,752
60 58.051 56,752 205 203,051 201,752
62 60.051 58.752 210 208,051 206,752
64 62.051 60,752 215 213,051 211.752
65 63.051 61,752 220 218,051 216,752
68 66,051 64,752 225 223,(Bl 221,752
70 68.051 66,752 230 228,051 226,752
72 70,051 68,752 235 233.051 231,752
75 73.051 71,752 240 238,051 236.752
76 74,051 72,752 245 243,051 241,752
80 78,051 76,752 250 248,(Bl 246,752
85 83,051 81,752 255 253,051 251.752
90 88,051 86,752 260 258,051 256,752
95 93,051 91,752 265 263,051 261,752
100 98,051 96,752 270 268,051 266,752
105 103.051 101,752 275 273,051 271,752
110 108,051 106,752 280 278,051 276,752
115 113,051 111,752 285 283,051 281,752
120 118,051 116,752 290 288,051 286,752
125 123.051 121,752 295 293,051 291,752
130 128,051 126,752
135 133.051 131,752 300 298,051 296,752
488
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 13
5 = 4 мм
Размеры в мм
Диаметр резьбы Высота профиля h Диаметр резьбы Высота профиля h
наружный d средний rfg внут- ренний наружный d средний внут- ренний
42 39,402 37,670 175 172,402 170.670
45 42,402 40,670 180 177,402 175,670
48 45,402 43.670 185 182,402 180,670
52 49,402 47,670 190 187,402 185,670
55 52,402 50,670 195 192,402 190,670
56 53,402 51,670 200 197,402 195,670
58 55,402 53,670 205 202.402 200,670
60 57,402 55,670 210 207,402 205,670
62 59,402 57,670 215 212,402 210,670
6‘ 61,402 59,670 220 217,402 215,670
65 62.402 60,670 225 222,402 220,670
63 65,402 63,670 230 227,402 225,670
70 67,402 65,670 235 232.402 230,670
72 69,402 67,670 240 237,402 235,670
75 72,402 70,670 245 242.402 240,670
76 73,402 71,670 250 247,402 245,670
80 77,402 75,670 2.165 255 252,402 250,670 2.165
85 82,402 80.670 260 257,402 255,670
90 87,402 85,670 265 262,402 260,670
95 92.402 90,670 270 267,402 265,670
100 97,402 95,670 275 272,402 270,670
105 102,402 100,670 280 277,402 275,670
285 282,402 280,670
110 107,402 105,670
290 287,402 285,670
115 112,402 110,670 295 292,402 290,670
120 117,402 115,670 300 297,402 295,670
125 122,402 120,670 310 307,402 305,670
130 127,402 125,670 320 317,402 315,670
135 132,402 130,670 330 327,402 325,670
140 137,402 135,670 340 337,402 335,670
145 142,402 140,670 350 3'47,402 345,670
150 147,402 145,670 360 357,402 355,670
155 152.402 150,670 370 367,402 365,670
160 | 157,402 | 155,670 380 377,402 375,670
165 | 162,402 | 160,670 390 387,402 | 385,670
170 | 167,402 165,670 400 397,402 | 395,670
РЕЗЬБА МЕТРИЧЕСКАЯ
489
Таблица 14
S = 6 мм
Размеры в мм
Диаметр резьбы Высота профиля h Диаметр резьбы Высота профиля h
наружный d средний внут- ренний наружный d средний внутрен- ний rfi
70 66,103 63,505 260 256,103 253,505
72 68,103 65,505 265 261.103 258,505
76 72.103 69,505 270 266,103 263,505
80 76,103 73.505 275 271,103 268,505
85 81,103 78,505 280 276,103 273,505
90 86,103 83.505 285 281,106 278,505
95 91,103 88,505 290 286,103 283.505
100 96,103 93,505 295 291,103 288.505
105 101,103 98,505 300 296,103 293.505
lift 106,133 103,505 310 306,103 303,505
115 111,103 108,505 320 316,103 313,505
120 116,103 113,505 330 326,103 323,505
125 121,103 118,505 340 336,103 333,505
130 126,103 123,505 350 346,103 343,505
135 131,103 128,505 360 356.103 353.505
140 136.103 133,505 370 366,103 363,505
145 111,103 138,505 380 376,103 373,505
150 146,103 143,505 390 386,103 383.505
155 151,10.3 148,505 3,247 400 306,103 393,505 3,247
160 156.103 153,505 410 406,103 403,505
165 161,163 158,505 420 416,103 413,505
170 166,103 163,505 430 426,103 423,505
175 171,103 168,505 440 436,103 433,505
180 176,103 173,505 450 446,103 443.505
185 181,103 178,505 460 456,103 453.505
190 186,103 183,505 470 466,103 463,505
195 191,103 188.505 480 476,103 473,505
200 196,103 193.505 490 486,103 483,505
205 201,103 198,505 500 496,103 493,505
210 206,103 203,505 510 506,103 503.505
215 211,103 208,505 520 516,103 513,505
220 216,103 213,505 530 526,103 523,505
225 221,103 218,505 540 536,103 533,505
230 226,103 223,505 550 546,103 543,505
235 231,103 228,505 560 556,103 553,505
240 236,103 233,505 570 566,103 563.505
245 241,103 238,505 580 576,103 573,505
250 246,103 243,505 590 586,103 583,505
255 251,103 248,505 600 596,103 593,505
490
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ от 0,23 до 0,9 мм.
ПРОФИЛЬ И РАЗМЕРЫ
(по ГОСТ 9000-59)
Профиль и основные размеры мет-
рической резьбы по ГОСТ 9000-59
для диаметров от 0,25 до 0,9 мм долж-
ны соответствовать указанным на
фнг. 2 и в табл. 15.
Примечание. Утолщенной линией но-
казан номинальным профиль, общий для виц*
та и ганки.
Форма впадины резьбы винта не
регламентируется и может устанавли-
ваться как плоскосрезанной, так п
Н
закругленной с г = -^-.
Резьбы должны обозначаться буквой
М и диаметром, например; М 0,5;
М 0,6 и т. д.
0,66603- 5
h=0yH25S
Фиг. 2
Таблица 15
Размеры в мм
Диаметр резьбы Шаг резьбы Высота профиля п
наружный d средний внутренний <0
0,25 0.201 0,169 0,075 0,041
0.3 0,248 0,213 0,03 0,044
(0.35) 0.292 0,253 0.09 0.049
ОД 0,335 0,292 0,1 0,054
(0,45) 0,385 0,342 0.1 0,054
0.5 0,419 0,365 0,125 0,063
(ОД5) 0.469 0,415 0,125 0,068
0.6 0,503 0,438 0,15 0,081
(0.7) 0,586 0,511 0,175 0,095
0,8 0,670 0,583 0,2 0,109
0.9 0,754 0,656 0,225 0,122
Примечание. Диаметры резьб, указанные в скобках, в новых конструкций! ие
применять.
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ
481
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ ОДНОХОДОВАЯ
ДЛЯ ДИАМЕТРОВ от 10 до 640 мм. ОСНОВНЫЕ РАЗМЕРЫ
(по ГОСТ 9484-60)
ГОСТ 9484-60 распространяется на
трапецеидальные одноходовые резьбы
общего назначения и устанавливает
их диаметры, шаги, профиль и основ-
ные размеры.
Диаметры и шаги резьб должны
соответствовать указанным в табл. 16.
При выборе диаметров резьбы сле-
дует предпочитать первый ряд вто-
рому, а второй — третьему.
Таблица 16
Размеры в мм
Диаметры d Шаги <$ Диаметры d Шаги S
1-й ряд 2-6 ряд 3-й ряд 1-й ряд 2-й ряд 3-й ряд
10 3 2 40 10 6 3
12 3 2 42 10 6 3
14 3 2 44 12 8 3
16 4 2 46 12 8 3
18 4 2 48 12 8 3
20 4 2 50 12 8 3
22 8 & 2 52 12 8 3
24 8 5 2 55 12 8 3
26 8 5 2 60 12 8 3
28 8 6 2 (62) 16 10 4
30 10 6 3 65 16 10 4
32 10 6 3 70 16 10 4
34 10 6 3 75 16 10 4
36 10 6 3 (78) 16 10 4
38 10 6 3 80 16 10 4
492
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 16
Диаметры d Шаги S Диаметры d Шаги S
l-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд З-й ряд
85 20 12 5 280 40 24 12
90 20 12 5 300 40 24 12
95 20 12 5 320 48 12
100 20 12 5 340 48 12
110 20 12 5 360 48 12
120 24 16 6 380 48 12
130 24 16 6 400 48 12
140 24 16 6 420 16
150 24 16 6 440 16
160 21 16 8 460 16
170 24 16 8 480 16
180 32 20 8 500 16
190 32 20 8 520 20
'200 32 20 10 540 20
210 32 20 10 560 20
220 32 20 10 580 20
210 40 24 12 600 24
250 40 21 12 620 24
260 40 24 12 640 24
Примеча ии я: 1. Диаметры, поставленные в скобки, по возможности не применять.
2, Для деталей ранее спроектированных конструкций допускается применение резьбы
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ
493
Резьбы должны обозначаться бук-
вами Трап, диаметром и шагом. На-
пример, Трап 60X12.
То же, для резьбы трапецеидальной
трехходовой левой с диаметром ЭО.и.и и
шагом (расстоянием между соседними
нитками) 12л.и: Трап90Х (ЭХ 12) лев.
Профиль и основные размеры резьбы
должны соответствовать указанным
на фиг. 3 н в табл. 17—31.
Н = 1,8665
4=0,55+2
Л =0,55
d2=d-O$S
О, = d-2h1
d’=d+zz
d't=d-S
Фиг, 3
Размеры в мм
Таблица 17
Шаг резьбы Глубина резьбы hi Рабочая высота профиля Л Зазор z Радиус Шаг резьбы S Глубина резьбы Л, Рабочая высота профиля h Зазор z Радиус Г
2 1,25 1 0,25 0.25 16 0 8 1 0.5
3 1,75 L5 0,25
20 11 10
4 2,25 2 0,25
24 13 12
5 3 2,5 0,5
32 17 16
6 3,5 3
8 4,5 4
40 21 20
10 5,5 5
48 25 24
12 6,5 6
Примечания: 1. Наружный диаметр винта является одновременно и номинальным диаметрам резьбы. 2. В случае передачи больших усилий профиль винта у впадины закругляется радиу- сом г, причем величины г являются наибольшими допустимыми. 3. Для многоходовых трапецеидальных резьб применяются те же профили, что и для одноходовых.
£ 8 со КЗ СО © Z КЭ о наружный а и 3
йз © © 8 СП кэ GO © кэ © СП © ’си 00 © © © внутрен- ний </1 А» £з 2 к о
со © © со 4* © со кэ bl ’© ь? 00 bi to Ь* © 'сп 00 © средний а, винта и гайки о о С9 W О’ ©
со 00 © со © СП СО 4* Ь» со кэ Ь« g © 4* bi ЬЗ b* © '© наружный d* л в ММ
8> со 8 £3 = © -4 внутрен- ний di S
© 88 00 £ СО Cl со GO СП ’СП КЭ © оо © '© © со Площадь сечения стержня F в см-
to GO to © КЗ •ь 8 8 оо © КЗ © наружный d СО X
КЗ © ’© КЗ СО © КЗ © © © © © '© СМ © © © *© © внутрен- ний di X № £ о
КЗ КЗ © КЗ со КЗ © © со - © средний <11 винта и гайки р резьба
КЗ оо © о © КЗ © КЗ КЗ © © оо © © © © ко © О *© наружный dr А» и
КЗ КЗ 1-0 КЗ © U0 ё> X КЗ © © внутрен- ний di 5
© СМ со © КЗ 8 КЗ 68'1 | ом о Р © Плогаадь сечения стержня F в см'2
S оо ей © $ © КЗ 8 ОО © наружный d винта | Диаметр резьбы в мм |
75,5 9‘ех | 9'07 | | 65,5 £ ь* © © © СП 13,5 11,5 внутрен- ний <Zi
00 © со £ £ £ со © средний винта и гайки
80,5 00 bi | 75,5 | 70,5 | 65,5 | 62,5 20,5 ЛО СП © ’© наружный d' гайки
03 * 3 8 © £ © X *3 внутрен- ний di
44,77 | 42.43 | 39,04 | 33,70 | 28,75 | 25,97 1,89 1,43 1,04 Площадь сечения стержня F в см'2
'лица
8 © © © КЗ S □С © £ КЗ о наружный d и X
© © © © © 00 © © © © КЗ © СМ 00 © см © © внутрен- ний di S ft» ta s а» £ О
© оо © © со © 8 ’© QO © © *© © КЗ © о ’© 00 © редкий винта и гайки •о С0 ©
8 © © КЗ © .£ се © © © © КЗ © о © наружный dr а» ы в мм
СП © КЗ © 5 © * см © Si внутрен- ний di X S
| 25,07 | 20,83 00 86'01 | О’ '8! 14,19 12,88 © 10,46 Площадь сечения стержня F в см~
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
8 о 8 | 120 to © 8 СМ © © СМ to 8 наружный d и X
Ё 8 8 СМ СМ СЛ 8 СМ to £3 to сл 8 внутрен- ний di S ft» ы £ о
§ =5 СМ (9 СМ 8 СМ СМ см to 8 средний винта и гайки гр резьб
сл S СМ to £ * СМ СМ 8 8 СО наружный d' в» К и *
5 5 124 Z См © S см to 8 8 8 to rf» внутрен- ний d{ X X
160,61 | 138,93 | 118,82 8 В | 9,62 © 8 | 7,55 © © 5,73 | 4,91 | 4,16 Площадь сечения стержня F в см*
© © © СЛ 8 © сл to со 8 to в наружный d и X
© © 00 © в to © © © внутрен- ний dt Ч м Днаме
107,5 сл © to сл 00 сл 00 to сл в сл to CM сл to сл © сл средний винта и гайки тр резьб
= © 8 © 00 © to S to сл см наружный d' ы в мм
§ 8 © © оо сл 8 to СМ to © внутрен- ний di &
84,95 | 69,40 | 62,21 61’99 | | 49,02 СМ со © см 4ь to сл to © Плошаль сечения стержня F в см*
8 8 у со to см © наружный d винта | Диаметр резьбы в мм 1
£3 В to см to 5 внутрен- ний di
8 СМ 8 £3 В средний винта и ганки
8 см 8 8 СМ наружный d’ гайки
to ао в to S 8 внутрен- ний di
F' см ъ © см Ё to © Площадь сечеиия стержня F в см*
© © 8 I 170 8 I 60 ; СЛ СЛ СЛ to СЛ © © © to co to © to to to наружный d ев X
со 5 © gt СЛ © W © CM CM СЛ © СЛ © внутрен- ний dt ft» Днаме?
8 © 8 991 8 СЛ © © to © в to to to © © средний винта и гайки р резьб?
© оо 5 © © СЛ © СЛ Cm СЛ © ii СЛ to to в to CM наружный d' к> л в мм
GO to to © to СЛ to СЛ to £ to 04 | 8 CM © to © 00 © X внутрен- ний di X* X
257,30 | 229,66 j sffeoz | 179,03 20,43 16,62 1 69'41 CM $o 11,05 10.75 9,62 to QO .U to is 5 $M Площадь сечения стержня F в см*
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ
00 СЛ $ сл сл СЛ to СЛ © 00 © наружный d « 3
to £ to 8S СО 81 8 СО внутрен- ний di S р Диамет
© г © © £ й © СО ОС средний <*2 винта и гайки р резьбы в мм
00 © 2 сл © сл со сл ё £ © наружный d’ р
GJ 00 £ 5 СО со СО © W со to внутрен- ний di X 3
40,72 | 17,35 | 13,85 | 11,95 | 10.75 9,62 | 8,55 "8 Площадь сечения стержня F в см3
to to © to © to 8 © oo СЛ © a © to to © наружный d и X
to 8 © © 00 © 8 © © СЛ © £ СЛ CO to © внутрен- ний di X р Диаме!
to сл to a 961 | © CO © a © © СЛ co Co СЛ средний винта и гайки р резьб!
to to to to © Oo © 8 8 Й * наружный d' р и it
to 200 061 | © © 00 СЛ © © СЛ сл СЛ to CO IO CO © внутрен- ний di и X
343,07 I 311,03 1 280,55 37,39 | 35,26 | 32,17 | 27,34 1 22,90 to © Co 7,55 © Площадь сечення стержня F в см3
00 сл © 8 © to наружный d винта 1 Диаметр резьбы в мм |
8 сл © to £ ё внутрен- ний di
© © © to © © средний винта и гайки
00 © to © © наружный d’ гайки
© to © 2 ё © внутрен- ний di
to 00 | 25,52 | 21,24 99‘Ll | 15,21 Площадь сечения стержня F в см3
ё © Со 00 © СО 8 СО © Со to © СО 8 to 00 © to 8 to 8 to © © 8 © © © наружный d а X
СО 00 СО © со to со © to 00 to to CO to to © 00 00 to внутрен- ний di X р Диаме*
СО © СО g СО со со § § g s to w © © © Op средний ^2 впита и гайки •о <т О’
© СО GO 8 2 СО to 8 to 00 8 to © s © 8 2 наружный d' р ы в мм
СО GO Q0 8 00 СО GO СО ю 00 СО 8 to © 00 £ to 00 to g to to GO © 00 00 00 00 Q0 внутрен- ний di ж
1176,28 1057,84 | 945,69 839,82 740,23 | 646,93 | 559,90 | 479,16 © | 404,71 73,90 59,45 52,81 46,57 Площадь сечения стержня F в см3
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ
497
Продолжение табл. 26
Диаметр резьбы в мм Площадь сечения стержня F в см?
винта винта н ганки ганки
। наружный । * 1 внутрен- ний di средний ^2 наружный d' 1 ' внутрен- ний di
80 62 72 82 61 30,19
120 102 112 122 101 81,71
130 112 122 132 114 98,52
140 122 132 142 124 116,90
150 132 142 152 134 136,85
160 142 152 162 | 144 158,37
170 152 162 172 154 181,46
420 402 412 422 404 1269,23
440 422 432 442 424 1398,67
460 442 452 462 444 1534,39
480 462 472 482 464 1676,39
500 482 492 502 481 1824,67
Продолжение табл. 27
Диаметр резьбы в мм । Площадь сечения стержня F в см?
впита винта и гайки гайки
наружный И ИНН -иэёхХна •S S S fit иар ужпый d' внутрен- ний d±
210 188 200 212 190 277,59
220 198 210 222 200 307,91
520 498 510 522 500 1947,82
540 518 530 542 520 2107,41
560 538 550 562 540 2273,29
580 558 570 582 560 2445,45
Таблица 27
S = 20 мм
Диаметр резьбы в мм Площадь сечеиия стержня F в см*
винта винта и гайки гайки
наружный d А . ОЛ я S я я средний наружный d' внутрен- ний di
85 63 75 87 65 31,17
90 68 80 92 70 36,32
95 73 85 97 75 41,85
100 78 90 102 80 47,78
ПО 88 100 112 90 60,82
180 158 170 182 160 196,07
190 168 180 192 170 221,67
200 178 190 202 180 248,85
Таблица 28
S = 24 мм
Диаметр резьбы в мм Площадь сечения стержня Г в см*
винта винта и гайки ганки
i наружный * внутрен- ний di средний наружный d' внутрен- ний d±
120 94 108 122 96 69,40
130 104 118 132 106 84,95
140 114 128 142 116 102,07
150 124 138 152 126 120.76
160 134 148 162 136 141,03
170 144 158 172 146 162,86
240 214 228 242 216 359,68
250 224 238 252 226 394,08
260 234 248 262 236 430,05
280 254 268 282 256 506,71
300 274 288 302 276 589,65
600 574 588 602 576 2587,70
620 594 608 622 596 2771,17
640 614 628 642 616 2960,92
498
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 29
S = 32 мм
Диаметр резьбы в мм Площадь сечения стержня /•' в см*
винта винта и гайки гайки
| наружный | d внутрен- ний di средний d3 наружный d' внутрен- ний di
180 146 161 182 148 167,42
190 156 174 192 158 191,13
200 166 184 202 168 216,42
210 176 194 212 178 243,29
220 186 201 222 188 271,72
Таблица 30
S — 40 мм
Диаметр резьбы в мм Площадь сечения стержня /•' в еле8
винта винта и гайки гайки
наружный j 1 виутрен^ ний di средний наружный d' внутрен- ний di
240 198 220 242 200 307,91
250 203 230 252 210 339,80
2G0 218 240 262 220 373,25
280 233 260 282 240 444,88
300 258 280 302 260 522,79
Таблица 31
S = 48 лл!
Диаметр резьбы в мм Площадь сечения стержня F в слс2
винта винта и гайки гайки
наружный d внутренний rfi средний d2 наружный d' внутренний
320 270 296 322 т 57256
340 290 316 342 292 660,52
360 310 336 362 312 754,77
380 330 356 382 332 855,30
400 350 376 402 352 962,11
РЕЗЬБА УПОРНАЯ ДЛЯ ДИАМЕТРОВ от 10 до 600 мм.
ОСНОВНЫЕ
(по ГОСТ
ГОСТ 10177-62 распространяется
иа упорные одноходовые резьбы об-
щего назначения и устанавливает их
диаметры, шаги, профиль, основные
размеры и допуски.
РАЗМЕРЫ
10177-62)
Диаметры и шаги резьб должны соот-
ветствовать указанным в табл. 32.
При выборе диаметров следует пред-
почитать первый ряд второму, а вто-
рой — третьему.
РЕЗЬБА УПОРНАЯ
499
Таблица 32
Размеры в мм
Диаметры d Шаги S Диаметры d Шаги S
1-й ряд | 2-й ряд| 3-й ряд 1-й ряд 2-й ряд 3-й ряд
10 1 1 1 2 95 20 12 5
12 1 1 1 2 100 20 12 5
14 । 1 ! 1 2 ПО 20 12 5
16 1 1 2
120 24 16 6
18 j | 2
130 24 16 6
20 2
НО 24 16 6
22 8 5 2
24 8 5 2 150 24 16 6
26 8 5 2 1G0 24 16 8
28 8 5 2 170 24 16 8
30 10 6 3 180 32 20 8
32 10 6 3 190 32 20 8
34 10 6 3 200 32 20 10
36 10 6 3 210 32 20 10
38 10 6 3 220 32 20 10
40 10 6 3 250 40 24 12
42 10 6 3 280 40 24 12
44 12 8 3 300 40 24 12
46 12 8 3 320 1 48 12
48 12 8 3 360 | 48 12
50 12 8 3 380 48 12
52 12 8 3 400 48 12
55 12 8 3 420 16
60 12 8 3 450 | 18
65 16 10 4 480 16
70 16 10 4 500 1 16
75 16 10 4 520 20
80 16 10 4 560 | 20
85 20 12 5 580 20
90 20 12 5 600 1 24
500
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Резьбы должны обозначаться бук- Профиль и основные размеры упор-
вами Уп, диаметром и шагом, на- пых резьб должны соответствовать
пример: Уп 80XJ6. указанным нафиг. 4 и в табл. 33—47.
H = 1,5S78S г = 0,1242 7S
h1^t!,oS777S h--0,755
Фиг. 4.
Размеры в мм
Таблица 33
Шаг резьбы S Глубина резьбы Л1 Рабочая высота профиля h Радиус г Шаг резьбы Глубина резьбы Ai Рабочая высота профиля h Радиус г
2 1,736 1,5 0.249 12 10,415 9 1,491
3 2.603 2,25 0,373 16 13,884 12 1,988
4 3.471 3 0.497 20 17,355 15 2,485
5 4,339 3.75 0,621 24 20,826 18 2.982
6 5,207 4,5 0,716 32 27,769 24 3,977
8 6.942 6 0,994 40 34,711 30 4,971
10 8,678 7.5 1,243 48 41,653 36 5,965
Таблица 34
S — 2 мм
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний rfa внут- ренний rfi внут- ренний
10 8,500 6,528 7
12 10.500 8,528 9
14 12,500 10,528 11
16 14,500 12,528 13
18 16,500 14,528 15
20 18,500 16,528 17
22 20,500 18,528 19
24 22,500 20,528 21
26 24,500 22,528 23
28 26,500 24,528 25
Таблица 35
S = 3 мм
Винт и гайка Ввит Гайка
Диаметр резьбы в мм
наружный средний внут- ренний внут- ренний
di
30 27,750 24,791 25 5
32 29.750 26,794 27.5
34 31.750 28.794 29.5
36 33.750 30.794 31.5
38 35,750 32,794 33.5
40 37,750 34,794 35,5
42 39,750 36.79-1 37,5
44 41,750 38,794 39.5
46 43,750 40.794 41,5
48 45,750 42.794 43.5
50 47,750 44,794 45,5
52 49,750 46,794 47,5
55 52,750 49,794 50,5
60 57,750 54,794 55,5
РЕЗЬБА УПОРНАЯ
501
Таблица 35
S -4 мм
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний *2 внут- ренний внут- ренний
65 70 75 80 62,000 67,000 72,000 77,000 58,058 63,058 68,058 73,058 59 64 69 74
Таблица 37
S => 5 мм
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний внут- ренний внут- ренний
22 18,250 13,322 14,5
21 20,250 15,322 16,5
23 22.250 17,322 18,5
28 24,250 19.322 20.5
85 81,250 76,322 77,5
90 86,250 81,322 82.5
95 91,250 86,322 87,5
100 96,250 91,322 92,5
по 106,250 101,322 102,5
Таблица 3}
S = 8 мм
Винт и гайка Винт Ганка
Диаметр резьбы в мм
наружный d средний d2 внут- ренний *1 внут- ренний
22 16,000 8,116 10
24 18,000 10,116 12
26 20.000 12,116 14
28 22,000 14,116 16
44 38,000 30,116 32
46 40.000 32,116 31
48 42.000 34,116 36
50 44,000 36,116 38
52 46,000 38,116 40
55 49,000 41,116 43
60 54,000 46,116 48
160 154,000 146,116 148
170 164,000 156,116 158
180 174,000 166,116 168
190 184,000 176,116 178
Таблица 33
S = 6 мм
Впит и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний внут-в ренний внут- ренний
30 25,500 19,586 21
32 27,500 21,586 23
34 29,500 23,586 25
36 31,500 25,586 27
38 33.500 27,586 29
40 35,500 29,586 31
42 37,500 31.586 33
120 115.500 109,586 111
130 125.500 119,586 121
140 135,500 129,586 131
150 145,500 139,586 141
Таблица 40
S = 10 мм
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний rfa внут- ренний внут- ренний <*[
30 22,500 12.644 15
32 24,500 14,644 17
31 26,500 16,644 19
36 28,500 18,644 21
38 30.500 20,644 23
40 32,500 22,644 25
42 34,500 24,644 27
65 57,500 47,644 50
70 62,500 52,644 55
75 67,500 57,644 60
80 72,500 62,644 65
200 192,500 182.644 185
210 202,500 192,644 195
220 212,500 202,644 205
502
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 41
S — 12 мм
Винг v гайка Винг Гайка
Диаметр резьбы в мм
наружный d средний rf2 внут- ренний rfi внут- ренний d'i
44 35,000 23,174 26
46 37,000 25,174 28
48 39,000 27,174 30
60 41,000 29,174 32
52 43,000 31,174 34
55 46,000 34,174 37
60 51,000 39,174 42
85 76,000 64,174 67
90 81,000 69,174 72
95 86,000 74,174 77
100 91,000 79,174 82
по 101,000 89,174 92
250 241,000 229,174 232
280 271.000 259.174 262
300 291,000 279,174 282
320 311,000 299,174 302
360 351.000 339,174 342
380 371,000 359.174 362
400 391,000 379,174 382
Таблица 43
S == 20 мм
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний внут- ренний внут- ренний
di di
85 70,000 50.290 55
90 75,000 55,290 60
95 80,000 60,290 65
100 85,000 65,290 70
110 95,000 75,290 80
180 165,000 115,290 150
190 175,000 155,290 160
200 185,000 165.290 170
210 195,000 175,290 180
220 205,000 185,290 190
520 505,000 485,2)0 490
560 5 45 Ж 525,290 530
530 565,000 545,290 550
Таблиц г 41
S = 24 мм
Таблица 42
S = 16 мм
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний внут- ренний внут- ренний
65 53,000 37,232 41
70 58,000 42,232 46
75 63.000 47,232 51
80 68,000 52,232 56
120 108,000 92,232 96
130 118,000 102,232 106
140 128,000 112,232 116
150 138,000 122,232 126
160 148,000 132-232 136
170 158,000 1424232 146
420 408,000 392,232 396
450 438,000 422,232 426
480 468,000 452,232 456
500 488,000 472,232 476
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний ^2 внут- ренний di внут- ренний d'i
120 102,000 78,348 84
130 112,000 88,348 94
140 122,000 98,348 101
150 132.000 108,348 114
160 142.000 118,348 124
170 152.000 128,348 134
250 232,000 208,348 211
280 262,000 238.348 244
300 282,000 258,348 264
600 582,000 558,348 564
S — 32 мм
Таблица 45
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний d-i внут- ренний внут- ренний
180 156,000 124,462 132
190 166,000 134,462 142
200 176,000 144,462 152
210 186,000 154,462 162
220 196,000 161,462 172
РЕЗЬБА ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 55*
503
S — 40 мм
Таблица 45
Винт и гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний *2 внут- ренний rfi внут- ренний d\
250 220,000 180,578 190
280 250,000 210,578 220
300 270,003 230,578 210
Таблица 47
$ = 48 мм
Винт 1 гайка Винт Гайка
Диаметр резьбы в мм
наружный d средний внут- ренний внут- ренний <h.
320 360 380 400 281,000 324,00.) 314.000 361,000 236,694 276,691 296,694 316,691 248 28-8 304 328
РЕЗЬБА ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 55’
(по ОСТ НКТП 1260)
Резьба дюймовая по ОСТ НКТП 1260 может применяться лишь при
изготовлении запасных деталей и не должна применяться при проектирова-
нии новых изделий.
Фнг. 5.
= 0,960’495;
t. = 0,64035;
/ o’ /»' \
= ^-2 + 2 )•
Пример обозначения резьбы дюймовой диаметром Р/г" (шаг 6 ииток
на Г'): 11/г".
Таблица 4$
Номиналь- ный диа- метр резь- бы (дюймы) Размеры в мм
Диаметр резьбы Зазоры Шаг резьбы Число ниток на 1” Высота профиля
наруж- ный средний внут- ренний
d do dcp dl с' е' $ п t»
*/10 4,762 4,085 3.408 0,132 0,152 1,058 24 0.677
6,350 5,537 4,724 0,150 0,136 1,270 20 0,814
Чы 7,938 7,034 6,131 0,158 0,200 1,411 18 0,903
»/* 9,525 8,509 7,492 0,165 0,238 1.588 16 1,017
(V1.) 11,112 9,951 8,789 0,182 0,271 1,814 14 1,162
504
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 48
Номиналь- ный диа- метр резь- бы, дюймы Размеры в мм
Диаметр резьбы Зазоры Шаг резьбы Число ниток на 1" Высота профиля
наруж- ный средний внут- ренний
d tfo d ср с' е' S п *3
*/2 12,700 11,345 9,989 0.200 0,311 2.117 12 1,355
(®/1в) 14,288 12,932 11,577 0,208 0,313 2,117 12 1.355
s/s 15,875 14,397 12,918 0 225 0,342 2,309 11 1.479
8/1 19,050 17,424 15,798 0,240 0,372 2,540 10 1,626
’/. 22,225 20,418 18,611 0,265 0,419 2.822 9 1,807
1 25,400 23,367 21,334 0,290 0,466 3,175 8 2,033
1*/« 28,575 26,252 23,929 0,325 0,531 3,629 7 2,323
1‘/4 31,750 29,427 27,104 0,330 0,536 3.629 7 2,323
(13/в) 34,925 32,215 29,504 0.365 0,626 4,233 6 2,711
11/2 38,100 35,390 32,679 0,370 0,631 4,233 6 2,711
ds/8) 41,275 38,022 34,770 0,425 0,750 5,080 5 3,253
13/4 44,450 41.198 37,945 0,430 0,755 5,080 5 3,253
(П/8) 47,625 44,011 40,397 0,475 0,833 5,644 4^/2 3,611
2 50,800 47,186 43,572 0,480 0,838 5,644 4'/а 3,614
2‘/4 57,150 53,084 49,019 0,530 0,941 6,350 4 4,066
2‘/а 63,500 59,434 55,369 0.530 0,941 6,350 4 4,066
23/4 69,850 65,204 60,557 0590 1,073 7,257 31/а 4,647
3 76,200 71,554 66,907 0590 1,073 7,257 3‘/а 4,647
31/4 82,550 77,546 72.542 0,640 1,158 7,815 31/, 5,001
31/2 88,900 83,896 78,892 0,640 1,158 7,815 31/, 5,001
33/4 95,250 89,829 84,409 0,700 1,251 8,467 3 5,421
4 101,600 96,179 90,759 0,700 1,251 8,467 3 5,421
Примечание : 1. Показанный на чертеже жирной линией профиль со срезами на
расстоянии — от вершим исходного треугольника является общим для болта и гайки теоре- тическим профилем резьбы.
2. Диаметры резьбы, взятые в скобки, соответствуют наименее ходовым резьбам.
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60’
(по ГОСТ 6111-52)
ГОСТ 6111-52 распространяется на
резьбовые соединения топливных, мас-
ляных, водяных и воздушных трубо-
проводов машин и станков.
В трубопроводах из стальных водо-
газопроводных труб по ГОСТ 3262-62
соединения с конической резьбой долж-
ны выполняться по ГОСТ 6211 -52.
Применение конической резьбы по
настоящему стандарту обязательно
для изделии, на которые установлены
стандарты, предусматривающие со-
единения с этой резьбой. Во всех
других случаях допускается приме-
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
505
пение конической трубной резьбы по
ГОСТ 6211-52.
Профиль и размеры конической
дюймовой резьбы с углом профиля
60° должны соответствовать фиг. 6
и табл. 49.
t„ = 0,8665;
С = 0,85;
¥= 1 "47'2 Г.
Конусность:
2 tg у = 1 :16.
Шаг резьбы измеряется параллельно
оси резьбы, Биссектриса угла профиля
перпендикулярна к оси резьбы.
Условное обозначение
конической резьбы 3/4": К ГОСТ
6111-52
Линия, параллельная
оси резьбы
Фиг. 6
Таблица 49
Обозна- чение размера резьбы, дюймы Число ниток на 1" п Размеры в мм
Шаг резьбы 5 Длина резьбы Диаметр резьбы в основ- ной плоскости Внут- ренний диаметр резьбы у торца трубы 'dr Рабочая высота витка ft
рабочая 11 от торца трубы до основной плоскости h средний dcp наруж- ный d внут- ренний rfl
27 0,941 6,5 4,064 7,142 7,895 6,389 6,135 0,753
27 0,941 7,0 4,572 9,519 10,272 8,766 8,480 0,753
‘/4 IS 1,411 9,5 5,030 12,443 13,572 11,314 10,997 1,123
3/8 18 1,411 10,5 6,096 15,926 17,055 14,797 14,416 1,129
‘/а 14 1.814 13,5 8,128 19.772 21,223 18,321 17,813 1,451
8/, 14 1,814 14,0 8,611 25,117 26,563 23,666 23,128 1,451
1 HVs 2.209 17,5 10,160 31,461 33,228 29,694 29,059 1.767
1*/4 11‘/а 2,203 18,0 10,668 40,218 41,983 38,451 37,784 1.767
В/2 lli/a 2.209 18.5 10,668 46,287 48,054 44,520 43,853 1.767
2 lli/a 2,209 19,0 11,074 58,325 60.092 56,558 55,866 1.767
Пг имечания: . При свинчивании без натяга трубы и муфты с номинальными
размерами резьбы основная плоскость резьбы трубы 2. Размер справочный. совпадает с торцом муфты.
3. Вместо 1303-56. резьбы /4" допускается применять резьбу Мб X 1 коническую то ГОСТ
4. Число витков с полным профилем в резьбовом сопряжении настоящим стандартом
не устанавливается, но оно во всяком случае не должно быть меньше двух.
506
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
РЕЗЬБА ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ
(по ГОСТ 6357-52)
Профиль и размеры трубной цилинпрической резьбы по ГОСТ 6357-52
соответствуют указанным на фиг. 7 и в табл. 50.
Фиг. 7
= 0,960495;
/8 = 0,64035;
г = 0,137335.
Размеры в мм
Таблица 50
Обозначе- ние раз- мера резь- бы, дюймы Число ниток на 1" п Шаг резьбы S Диаметр резьбы Высота профиля 6 Радиус закруг- ления г
наружный б0 средний ‘!ср внут- ренний rfi
(‘/в> 28 0.907 9,729 9.148 8,567 0,581 0.125
Г-) 1.337 13.158 12.302 11,446 0,856 0,184
*/» 19 1,337 16,663 15.807 14,951 0,856 0,184
*/s 14 1,811 20.956 19.794 18,632 1,162 0.249
(5/3) 11 1,814 22.912 21,750 20.588 1,162 0,249
«/« 14 1.814 26.442 25,281 24,119 1.162 0,2*9
(7/s) 14 1,814 30,202 29.040 27,878 1,162 0,249
1 11 2,309 33.250 31,771 30,292 1,479 0,317
(!*/»> 11 2,303 37,898 36,420 34,941 1,479 0,317
l‘/« 11 2,309 41,912 40,433 38,9М 1,479 0,317
(l’/e) 11 2,303 44,325 42.846 41.367 1,479 0,317
U/, 11 2.309 47,805 46,326 44,847 1,479 0.317
(is/1) 11 2,309 53.748 52.270 50.791 1,479 0.317
2 11 2.309 59,616 58,137 56,659 1,479 0,317
(21/0 11 2,309 65,712 64.234 62.755 1,479 0,317
21/, 11 2,309 75,187 73.703 72.230 1,479 0.317
(2»/<) 11 2,309 81,537 80.058 78,580 1.479 0.317
3 11 2.309 87,887 86,409 84,930 1,479 0.317
(3‘/l) 11 2,309 100,334 98,855 97,376 1,479 0,317
4 11 2,309 113,034 111.556 110077 1,479 0.317
5 11 2.309 138,435 136.957 135,478 1,479 0,317
6 11 2,309 163,836 162,357 160,879 1,479 0,317
Примечание. Резьбу 1/g" по возможности не применять. Резьбы s/g", 7/g", U/g", ls/g”. l’/i", 2*/4”. 2’/4", h 31/,'' должны применяться только для изделий, для ко- торых стандартами предусмотрены эти размеры резьбы.
Обозначение резьбы составляется из значения: «.Труб.*, и указания класса
обозначения размера резьбы, указан- точности («кл. 2> или «кл. 3>), напри-
ного в табл. 50, с добавлением обо- мер: Труб. 2" к,л. 2,
РЕЗЬБА ТРУБНАЯ КОНИЧЕСКАЯ
507
РЕЗЬБА ТРУБНАЯ КОНИЧЕСКАЯ
(по ГОСТ 6211-52)
Профиль и размеры конической
трубной резьбы по ГОСТ 6211-52
соответствуют указанным на фиг. 8
и в табл. 51.
Шаг резьбы измеряется параллельно
оси трубы.
Биссектриса угла профиля перпен-
дикулярна к оси трубы.
Фиг. 8
/0 = 0.96024S; /2 = 0,640335;
г = 0.13728S; <р = 1°47’ 24".
Конусность 2 tg<p = 1 : 16.
Условное обозначение
конической трубной резьбы 8/4":
К труб. ГОСТ 6211-52
Таблица 51
Размеры в мм
Обозначение раз- мера резьбы, дюймы Число ниток на Гг п Шаг резьбы S Длина резьбы Диаметр в основной плоскости Внутренний диа- метр резьбы у торца трубы dT Рабочая высота 1 зитка /3 Радиус закругле- ния г
рабочая h Sf X О о сь- я о о Л во я о У >> X о О И О С*м средний dcp наружный ^0 внутрен- ний di
28 0,907 9 4,5 9,148 9,729 8,567 8,270 0 531 0,125
19 1,337 11 6 12,302 13,158 11,416 11,071 0,856 0,184
19 1.337 12 6 15,807 16.663 14,951 14,576 0.856 0,184
'/а 14 1,814 15 7.5 19,794 20.956 18,632 13,163 1,162 0,249
»/, 14 1,814 17 9,5 25,281 26,442 24,119 23,524 1,162 0,249
1 11 2.309 19 11 31,771 33,250 30.293 29,606 1,479 0,317
141 11 2309 22 13 40,433 41,912 38,954 38,142 1,479 0317
П/а 11 2,309 23 14 46,326 47,805 44,847 43,972 1,479 0.317
2 11 2,309 26 16, 58,137 59,616 56,659 55,659 1,479 0,317
2‘/а 11 2.309 30 18,5 73,703 75,187 72.230 71,074 1,479 0,317
3 11 2,309 32 20,5 86,409 87,887 84,930 83,649 1,479 0.317
4 11 2,309 33 25,5 111,556 113,034 110,077 108,483 1,479 0,317
5 11 2,309 41 28,5 136,957 138,435 135,478 133,697 1,479 0,317
6 11 2,309 45 31,5 162,357 163,836 160,879 158,910 1,479 0,317
Примечания:!. В основной плоскости диаметры резьбы равны номинальным
диаметрам трубной цилиндрической резьбы по ГОСТ 6357-52. При свинчивании без натяга
трубы и муфты с номинальными размерами резьбы длина свинчивания равна Z2.
2. При любом значении Z2 в пределах поля допуска (см. табл. 3 ГОСТ 6211-52) разность
lt—13 для наружной резьбы должна быть не менее разности указанных в таблице вели-
чин 11 и 1-2.
3. Размер rfj, — справочный.
508
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Для соединений наружной кониче-
ской резьбы с внутренней цилиндри-
ческой резьбой муфтовой арматуры по
ГОСТ 6527-53 размеры и /2 резьбы
на трубе должны соответствовать при-
веденным в табл. 52.
Условное обозначение укороченной
конической трубной резьбы 3/4":
К. 3/1" труб, укороч. ГОСТ 6211-52
Таблица 52
Размеры в мм
Обозначение размера резьбы, дюймы >/4 3/з х/з 3/1 1 U/1 П/а 2 2‘/2 3
/о. не более 4 4 4,5 6 7 8 10 и 12 14,5
h 9 10 12 13,5 15 17 1Э 21 23,5 26
Пр имечания: 1. Допускается нарезать на трубах резьбу с размерами 1-> и по табл. 52 для соединений трубопроводов из водо-газопроводных труб по ГОСТ 3262-62 при давлениях Р до 0,98 Мн/м* (10 кгс/см*). 2. Разность/1 — должна быть не менее разности указанных в табл. 52 величин li и 1&.
РЕЗЬБА КОНИЧЕСКАЯ ВЕНТИЛЕЙ И ГОРЛОВИН
БАЛЛОНОВ ДЛЯ ГАЗОВ
(по ГОСТ 9909-61)
ГОСТ 9909-61 распространяется на
резьбу вентилей и горловин баллонов
для газов по ГОСТ 949-57 и калибры
к ней.
Профиль и размеры конической
филя h = 1,162 мм. Высота среза
вершин 11 = 0,29 мм. Радиус закру-
гления г = 0,249 мм. Угол уклона
<р = 3°26'2". Конусность К. =
2 tg <р = 3 : 25.
Фиг. 9
Фиг. 10
резьбы вентилей и горловин балло-
нов для газов должны соответ-
ствовать указанным на фиг. 9, 10
и в табл. 53.
Шаг резьбы S = 1,814 мм (14 ни-
ток на 1"). Высота остроугольного
профиля 11 = 1,742 мм. Глубина про-
Шаг резьбы измеряется параллельно
образующей конуса.
Биссектриса угла профиля резьбы
перпендикулярна к образующей ко-
нуса.
Примечание. Вентиль и балле н
с теоретической резьбой свинчены от руки.
РЕЗЬБА Мб X/ КОНИЧЕСКАЯ ДЛЯ МАСЛЕНОК
509
Таблица 53
Размеры в мм
Диаметр резьбы Длина резьбы с полным профилем
у боль- шего торца вентиля в основной плоскости у малого торца вентиля ^2 вентиля баллона
наруж- ный dnap средний % внут- ренний den общая ОТ основной плоско- сти до малого торца от торца до конца резьбы L, не менее
при PJ,<150 при Ру- 150
20,2 19,2 18,038 16,876 17,56 24 14,67 12,7 14,5
29,204 27,8 26,6-38 25,476 25,321 26 14,3 14,5 18
31,704 30,3 29,138 27,976 28,821 26 14,3 14,5 13
Примечание. Размеры d\ и d% приведены в таблице в качестве справочных.
Условные обозначения конических резьб вентилей 20,2; 29,204
и 31,704 мм:
К 20,2 ГАЗ ГОСТ 9909-61;
К 29,2 ГАЗ ГОСТ 9909-61;
К 31,7 ГАЗ ГОСТ 9909-61.
РЕЗЬБА Мб X 1 КОНИЧЕСКАЯ ДЛЯ МАСЛЕНОК
(по приложению к ГОСТ 1303-56)
сбег резьбы
3-9 нитки
Линия, параллель
нал оси трубы
Фиг. 11
t0 = 0,866S; <? — Г47'24"; конусность 1:16.
510
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Размеры в мм
Таб.шца 54
Обозначение резьбы i Шаг резьбы S Длина резьбы Диаметр резьбы в основной плоскости Внутренний диаметр резьбы у торца трубы dT Рабочая высота витка t*
L1 от торца трубы до основной плоскости L» наружный d средний dcp 1 внутренний di
MG X 1 коническая 1,0 5,0 4 ±0,75 6,150 5,350 4,550 4,300 0,80
Примечания: 1. Шаг резьбы измеряется параллельно оси трубы. 2. Биссектриса угла профиля перпендикулярна к оси резьбы. 3. Размер Z-i относится как к наружной, так н к внутренней резьбе. 4. Сбег резьбы в особых случаях может быть принят равным (14" 2) 5.
КРЕПЕЖНЫЕ ДЕТАЛИ
БОЛТЫ, ВИНТЫ И ГАЙКИ ОБЩЕГО НАЗНАЧЕНИЯ.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(по ГОСТ 1759-62)
По форме, размерам, резьбе, до-
пускаемым отклонениям и шерохова-
тости поверхности болты, винты и
гайки должны соответствовать тре-
бованиям, установленным в размер-
ных стандартах.
Механические свойства, рекомен-
дуемые марки материала, а также по-
крытия болтов, винтов и гаек приве-
дены ниже в табл. 55 в соответствии
с требованиями ГОСТ 1759-62.
Изготовление болтов, винтов и гаек
из цветных металлов и нержавеющих
сталей допускается в особых, техни-
чески обоснованных случаях.
Резьба может быть выполнена спо-
собом накатки или нарезки, если об
этом нет специальных указаний в раз-
мерных стандартах.
Размеры сбегов резьбы, а также
размеры фасок на конце резьбы бол-
тов и винтов — по ГОСТ 10549-63
(см. стр. 27), форма фасок — по раз-
мерным стандартам.
Допускается резьба без фаски, изго-
товленная методом накатки. Метки
на изделиях с левой резьбой — по
ГОСТ 2904-45 (см. стр. 38).
Болты и гайки изготовляются нор-
мальной или повышенной точности.
БОЛТЫ, ВИНТЫ И ГАЙКИ ОБЩЕГО НАЗНАЧЕНИЯ
511
Таблица 55
Материалы Покрытия Обозначения (общие) материала и покрытия
Номера групп 1 Внд Номера подгрупп Рекомен- дуемые марки Механические свойства деталей, не менее Категории покрытий Номера групп Наименования и обозна- чения по ГОСТ 9791-61 (толшина слоя покрытия не регламентируется)
Временное сопротивление в Л1я/л<2 (К2С/ММ2) Предел текучести в Мн/м2 (кгс/мм2) Огноситель- 1 гое удлине- ние в % Ударная вязкость в Мдэю/м2 (кгс • м/см2)
0 Углеро- дистые стали (детали без термо- обработки) 00 10 294 (30) По соответ- ствующим стандартам на материал 8 По соответ- ствующим стандартам на материал I II 1 11 111 111 0 1 2 3 4 5 6 Без покрытия Цинковое, хроматирован- ное Ц. хр Кадмиевое, хроматирован- ное Кд. хр Никелевое многослойное МН Хромовое многослойное МНХ или MX Окисное Хим. Оке Фосфатное Хим. Фос Не обо- значается 001 002 003 001 005 006
01 20 490 (50) По соответ- ствующим стандартам на материал 7 По соответ- ствующим стандартам на материал 1 11 1 11 111 ш 0 1 2 3 4 5 6 Без покрытия Цинковое, хроматирован- ное Ц. хр Кадмиевое, хроматирован- ное Кд. хр. Никелевое многослойное мн Хромовое многослойное МНХ или MX Окисное Хим. Оке Фосфатное Хим. Фос 010 011 012 013 014 015 016
512
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 55
Материалы Покрытия Обозначения (общие) материала и покрытия
Номера групп Вид Номера подгрупп Рекомен- дуемые марки Механические свойства деталей, не менее Категории покрытий Номера групп Наименования и обозна- чения по ГОСТ 9791-61 (толщина слоя покрытия не регламентируется)
Временное сопротивление в Мн/м2 {кгс/мм2) Предел текучести в Мн/м2 {кгс/мм2) Относитель- ное удлине- ние в % Ударная вязкость в Мдж/м2 {кгс • м/см2)
0 Углеро- дистые стали (детали без термо- обработки) 02 25 588 (60) По соответ- ствующим стандартам на материал 6 По соответ- ствующим стандартам на материал I 11 I 11 111 Н1 0 1 2 3 4 5 6 Без покрытия I luHKOBoe, хроматирован- ное Ц. хр Кадмиевое, хроматирован- ное Кд. хр Никелевое многослойное МН Хромовое многослойное МНХ илн MX Окисное Хим. Оке Фосфатное Хим. Фос 020 021 022 023 024 025 026
Углеро- дистые стали (детали после термо- обработки) 05 35 785 (80) (НВ 221—285) Не регламентируются I 11 1 11 Ill 111 0 1 2 3 4 5 6 Без покрытия Цинковое, хроматирован- ное Ц. хр Кадмиевое, хроматирован- ное Кд. хр Никелевое многослойное МН Хромовое многослойное МНХ или MX Окисное Хнм. Оке Фосфатное Хим. Фос 050 051 052 053 054 055 056
БОЛТЫ, ВИНТЫ И ГАЙКИ ОБЩЕГО НАЗНАЧЕНИЯ
513
Васильев
Продолжение табл. 55
Материалы Покрытия Обозначения (общие) материала и покрытия
Номера групп | Вид Номера подгрупп Рекомен- дуемые марки Механические свойства деталей, не менее Категории покрытий Номера групп Наименования и обозна- чения по ГОСТ 9791-61 (толщина слоя покрытия не регламентируется)
Временное сопротивление в Мн/м2 (кгс/мм2) Предел текучести в Мн/м2 (кгс/мм2) Относитель- ное удлине- ние в % Ударная вязкость в Мдж/м2 (кгс • м/см2)
1 Легирован- ные стали (детали после термо- обработки) 10 35Х 883 (90) (НВ 257-315) 785 (80) 12 0.69 (7) 1 и 1 11 Ill 111 0 1 2 3 4 5 6 Без покрытия Цинковое, хроматирован- ное Ц. хр Кадмиевое, хроматирован- ное Кд. хр Никелевое многослойное МН Хромовое многослойное МНХ или MX Окисное Хим. Оке Фосфатное Хим. Фос 100 101 102 103 104 105 106
12 ЗОХГСА 1079(110) (НВ 313—361) 834 (85) 10 0.49 (5) 1 II 1 11 ш 111 1 2 3 4 5 6 Цинковое хроматирован- ное Ц. хр Примечание. Для болтов и винтов с номинальным диа- метром резьбы 10 мм и более покрытие брать по группе № 2. Кадмиевое, хроматирован- ное Кд. хр Никелевое многослойное МН Хромоное многослойное МНХ или MX Окисное Хим. Оке Фосфатное Хим. Фос 121 122 123 124 125 126
514
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 53
Материалы Покрытия Обозначения (общие) материала и покрытия
Номера групп Вид Номера подгрупп Рекомен- дуемые марки Механические свойства деталей, ве менее Категории покрытий Номера групп Наименования и обозна- чения по ГОСТ 9791-61 (толшина слоя покрытия не регламентируется)
Временное сопротивление в Мн/м2 {кгс/мм-} Предел текучести в мн/м2 {кгс/мм2} Относитель- ное удлине- ние в % Ударная вязкость в Мдмс/м2 {кгс • м/см2)
2 Нержавею- щие стали (детали без термо- обработки) 20 2X13 431 (44) По соответствующим стандартам на материал 1; И 0 6 Без покрытия Полирование всех поверх- ностей. кроме резьбы с последующим пассивиро- ванием или травление с последующим пассивиро- ванием 200 206
1П 7 Медное М 207
111 8 Серебряное Ср 208
Нержавею- щие стали (детали после термо- обработки) 23 834(85) (НВ 242-300) 637(65) 10 0,59 (6) I; п 0 6 Без покрытия Полирование всех поверх- ностен, кроме резьбы с последующим пассивиро- ванием или травление с последующим пассивиро- ванием 230 236
111 7 Медное М 237
П1 8 Серебряное Ср 238
БОЛТЫ, ВИНТЫ И ГАЙКИ ОБЩЕГО НАЗНАЧЕНИЯ
515
Продолжение табл. 55
Материалы Покрытия Обозначения (общие) материала и покрытия
1 Номера групп 1 Вид Номера подгрупп Рекомен- дуемые марки Механические свойства деталей, не менее Категории покрытий Номера групп Наименования и обозна- чения по ГОСТ 9791-61 (толщина слоя покрытия не регламентируется)
Временное сопротивление в Мн/м3 \кгс/мм3) Предел текучести в Мн/м3 (кгс/мм3) Относитель- ное удлине- ние в % Ударная вязкость в Мдж/м- (кгс • м/см3)
6 Цветные металлы н сплавы 60 ЛС 59-1 314 (32) По соответствующим стандартам на материал 111 111 1 11 III 111 111 111 0 1 2 3 4 5 6 7 8 Вез покрытия Цинковое, хроматирован- ное Ц. хр Кадмиевое, хроматирован- ное Кд. хр Никелевое однослойное Н Хромовое многослойное MX или однослойное X Окисное Хим. Оке Пассивирование Хнм. Пас Оловянное (луженое) О Серебряное Ср 600 601 602 603 604 605 606 607 608
61 ЛС59-1 (анти- магнитная) 314 (32) По соответствующим стандартам на материал in 0 6 Без покрытия Пассивирование Хим. Пас. 610 616
7 Легкие металлы н сплавы 70 Д1Т 373 (38) По соответствующим стандартам на материал 1; и 1 Окисное, наполненное раствором хромпика Ан. Оке. хр 701
Примечания: 1. Разрешается применять другие марки, обеспечивающие механические свойства не ниже указанных. 2. Предел текучести, относительное удлинение и ударная вязкость являются характеристиками материала и в готовых изделиях не контролируются. 3. Категории покрытий (рекомендуемые): 1 — для легких условий работы; П — для средних н жестких условий работы в тропического климата; И! — для специальных условий работы.
516
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Недовод резьбы допускается в пре-
делах, указанных в табл. 56.
Типы и исполнения болтов об-
щего назначения см. стр. 516 и 519
и в табл. 58 и 59, размеры — в табл. 60,
длины их и длины резьб — в табл. 61 —
70, а массы — в табл. 71—77.
В приведенных ниже таблицах не
указываются нерекомендуемые соот-
ветствующими стандартами — взятые
в них скобки—диаметры и длины бол-
тов, винтов, гаек и прочих резьбовых
изделий.
Таблица 53
Размеры в мм
Номинальные диаметры резьбы Допускаемый недовод резьбы, □е более
для болтов повышен- ной точности н вин- тов для болтов нормаль- ной точ- ности
Резьба с крупным шагом Резьба с мелким шагом Резьба с крупным н мелким шагом
1-1.6 2-2,5 3—4 5-6 8-10 12-16 18—30 36-48 0.5 0,8 1 1,5 2 2,5 3 4,5 0,5 0.5 0,8 1 1,5 2 2,5 4 2 2.5 3 3,5 4,5
БОЛТЫ
С ШЕСТИГРАННОЙ ГОЛОВКОЙ.
ТИПЫ И ИСПОЛНЕНИЯ
(по ГОСТ 7795-62, 7796-62, 7798-62,
7805-62, 7808-62, 7811-62, 7817-62,
10602-63, 10603-63 и 10604-63)
Типы болтов с шестигранной голов-
кой приведены в табл. 58. Болты по
указанным ГОСТам изготовляются
в трех или двух исполнениях с голов-
кой в двух вариантах (см. фиг. 12),
нормальной или повышенной точ-
ности — см. табл. 58.
Варианты исполнения головок и
стержней болтов устанавливают-
ся предприятием-изготовителем бол-
тав.
Исполнение II отличается от испол-
нения I тем, что в стержне имеются
отверстия для шплинта. Исполнение
III отличается наличием отверстий
в головке.
Головка во втором варианте испол-
нения отличается наличием цилин-
дрического подголовка высотой
0,5 мм.
Вариант головки по ГОСТ 7817-62
указан в табл. 58.
Для болтов нормальной точности
класс чистоты поверхности принят
V 3, для болтов повышенной точности
классы чистоты показаны на фиг.
12 и в табл. 58.
Технические требования на болты
см. ГОСТ 1759-62 и табл. 55.
Резьбы болтов выполняются по
ГОСТ 9150-59 с крупным и мелким ша-
гом — см. табл. 57.
Допуски резьб — по ГОСТ 9253-59;
для резьб с крупными шагами класс
точности 2 или 3, с мелкими — 2а
или 3.
При выборе шагов резьб крупные
шаги следует предпочитать мелким и
класс точности резьбы 3 — классам
точности 2 и 2а.
В условных обозначениях болтов не
указываются: материал, если болты
изготовляются из материала под-
группы 00, покрытие группы 0 (без
покрытия), исполнение 1, класс точ-
ности резьбы 3.
Примеры условных обозначений бол-
та по ГОСТ 7795-62 диаметром 12 мм,
длиной 60 мм, с классами точности
резьбы 2 и 2а, из материала подгруп-
пы 01, с покрытием группы Г.
с крупным шагом резьбы (исполне-
ние 1):
Болт М12X60 кл.
2 — 011 ГОСТ 7795-62;
с мелким шагом резьбы (исполне-
ние 1):
Болт М12Х 1,25X60 кл.
2а—011 ГОСТ 7795-62;
с крупным шагом резьбы (исполне-
ние II):
Болт 11 М12X60 кл.
2 — 011 ГОСТ 7795-62-,
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ
517
с мелким шагом резьбы (исполне-
ние II):
Болт II М12X1,25X60 кл. 2а—011
ГОСТ 7795-62-,
с крупным шагом резьбы (испол-
нение III):
Болт Hl М12Х60 кл. 2 — 011
ГОСТ 7795-62-,
с мелким шагом резьбы (исполне-
ние III):
Болт Hl М12Х1,25X60 кл. 2а — 011
ГОСТ 7795-62.
Dt~ 0,955
Исполнение 11
Исполнение 111
Фиг. 12
Размеры в мм
Таблица 57
Номинальный диаметр резьбы 2 2,5 3 4 5 6 8 10 12 16 20 24 30
Шаг резьбы крупный 0,4 0,45 0,5 0,7 0,8 1 1.25 1.5 1,75 2 2,5 3 3,5
мелкий - 1 1,25 1,5 2
Номинальный диаметр резьбы 36 42 48 56 64 72 80 90 100 ПО 125 110 160
Шаг резьбы крупный 4 4,5 5 5,5 6 -
мелкий 3 4 6 и 4
518
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ГОСТ
Наименование
типа болта
Чертеж болта *
7795-62
Болты с шестигранной
уменьшенной голов-
кой и направляющим
подголовком (нор-
мальной точности)
7811-62
То же (повышенной
точности)
7796-62
Болты с шестигранной
уменьшенной голов-
кой (нормальной точ-
ности)
7808-62
То же (повышенной
точности)
Таблица 58
s
z:
1, н.
111
См. фиг. 12
I, и.
111
1. И,
111
10603-63 То же с диаметром резьбы более 48 мм (нормальной точно- сти) 1, 11
10604-63 То же (повышенной ТОЧНОСТИ) 1. II
7798-62 Болты с шестигранной головкой (нормаль- ной ТОЧНОСТИ) I. 11, 111
7805-62 То же (повышенной точности)
10602-63
Исполнение I
V4 остальное
И* 0,95$
Фиг. 13
7817-62
См. таб-
лицы
61
71
62
65
72
74
То же с диаметром
резьбы более 48 мм
(нормальной точно-
сти)
I. Н
Болты с шестигранной
уменьшенной голов-
кой для отверстий
из-под развертки
62
Исполнение 1
V4 остальное
95$
65
Фиг. 14
73
74
Исполнение /
V4 остальное
ъ]0
1гЩ5^
Л ^0,95$
Фиг. 15
64
75
* Конструкция болтов нормальной и повышенной точности одинакова; классы чистоты
поверхности в таблице даны для болтов повышенной точности.
БОЛТЫ С ПОЛУКРУГЛОЙ И ПОТАЙНОЙ ГОЛОВКОЙ
519
БОЛТЫ С ПОЛУКРУГЛОЙ И ПОТАЙНОЙ ГОЛОВКОЙ.
ТИПЫ И ИСПОЛНЕНИЯ
(по ГОСТ 7801-62 — 7804-62, 7783-62, 7785-62—7787-62)
Типы болтов с полукруглой и по-
тайной головкой приведены в табл. 59,
размеры — в табл. 60.
Все болты по указанным ГОСТам
изготовляются только нормальной точ-
ности и в двух вариантах исполнения,
с резьбой крупного шага. Во втором
варианте отсутствует шейка под на-
катную резьбу; диаметр d, равен
номинальному диаметру резьбы d
(см. фиг. 16).
Варианты исполнения стержней бол-
тов устанавливаются предприятием—
изготовителем болтов.
Фиг. 16
Технические требования на болты
см. ГОСТ 1759-62.
Таблица 59
ГОСТ
Наименование
типа болга
Чертеж болта
Длина Масса
См. таблицы
7301-62
Болты с полукруглой
головкой и усом
7803-62
Болты с увеличенной
полукруглой голов-
кой н усом
76
7802-62
Болты с полукруглой
головкой и квад-
ратным подголовком
7801-62
Болты с увеличенной
полукруглой голов-
кой и квадратным
подголовком
520
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ГОСТ
Наименование
типа болта
Чертеж болта
7783-62
Болты с полукруглой
головкой, подголов-
ком и усом
7785-62
Болты с потайной го-
ловкой и усом
7786-62
Болты с потайной го-
ловкой и квадратным
подголовком
7787-62
Болты шинные
Продолжение табл. 59
Длина Масса
См. таблицы
А-А
6S
76
А-А
V3
69
70
БОЛТЫ. СВОДНАЯ ТАБЛИЦА РАЗМЕРОВ БОЛТОВ ВСЕХ ТИПОВ 521
БОЛТЫ. СВОДНАЯ ТАБЛИЦА РАЗМЕРОВ БОЛТОВ ВСЕХ ТИПОВ
Обозначения размеров см. чертежи в табл. 58 и 59 и фиг. 12 и 16
Таблица 60
Размеры в мм
Наименование размера Болты по ГОСТ Номинальный диаметр резьбы d
2 2.5 3 4 5 6 8 10 12 16 20 24 30 36 42 48 56 64 72 80 90 100 110 125 140 160
Ряд диаметров резьбы d — знаком X отме- чены диаметры резь- бы болтов по ГОСТ 7805-62 X X X X X X X X X X X X X X X х —
7795-62; 7796-62; 7798-62; 7881-62; 7817-62 — — — — — X X X X X X X X X X X
7808-62 — - X X 1 X X X X X X X X -
7783-62; 7785-62; 7786-62; 7801-62; 7802-62 — — — — — X X X X X X —
7787-62 X X X X X
7803-62; 7804-62 — — — X X X X
10602-63; 10603-63; 10604-63 - X X X X X X X X X X
Шаг резьбы — См. табл. 57
Диаметр стержня d номиналь- ный 7817-62 — — 7 9 11 13 17 21 25 32 38 44 50
допускае- мое откло- нение —0,030 -0,035 -0,045 —0,050 —
522
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 60
Наименование размера Болты по ГОСТ Номиналышй диаметр резьбы d
2 2.5 3 4 i 5 | 6 j 8 10 12 16 20 | 24 | 30 | 36 | 42 | 48 | 56 | 64 | 72 80 j 90 100 110 125 140 160
Размер «под ключ» S 7795-62: 7796-62; 7808-62; 7811-62: 7817-62 10603-63; 10604-63 — 10 12 14 17 22 27 32 41 50 55 65 75 85 95 105 115 130 145 155 180 210
7798-62; 7805-62; 10602-63 4 5 5,5 7 8 10 14 17 19 24 30 36 46 55 65 75 85 95 105 115 130 145 155 180 200 225
Диаметр описанной окружности D (ше- стигранника) 7795-62; 7796-62; 7808-62; 7811-62; 7817-62; 10603-65; 10604;63 — — — — - 11.5 13.8 16,2 19.6 25,4 31,2 36,9 47,3 57.7 63,5 [75,0 87 98 110 121 133 150 167 179 208 242
7798-62; 7805-62; 10602-63 4,6 5,8 6,3 8,1 9,2 11.5 16,2 19,6 25,4 27,7 34,6 41.6 53,1 63,5 75,0 86,5 98 ПО 121 133 150 167 179 208 231 260
Диаметр головки D 7783-62; 7787-62; — 11 14 17 21 28 34 —
7785-62; 7786-62; - 10,5 14 17,5 21 28 35 —
7801-62; 7802-62; — 14 18 23 35 44 —
7803-62; 7804-62 — 18 24 30 36 —
БОЛТЫ. СВОДНАЯ ТАБЛИЦА РАЗМЕРОВ БОЛТОВ ВСЕХ ТИПОВ 523
Продолжение табл. 60
Наименование размера Болты по ГОСТ Номинальный диаметр резьбы 4
2 2,5 3 4 5 6 | 8 10 12 j 16 | 20 24 30 36 42 | 48 56 64 72 80 | 90 100 по 125 140 160
Радиус сферы R =5» 7783-62 — 6 7,5 9 И 15 18 —
7801-62; 7802-62 — — — — — 11 14 16 22 26 32 —
7803-62; 7804-62 — 14,2 19,2 23,2 29,2 —
Радиус под головкой г 7801-62; 7802-62; 7803-62; 7804-62; 7806-62; 7808-62; 7817-62; 10604-63 0,2 0.4 05 0,6 0,8 15 1.2 1,5 2Л 25
7783-62; 7795-62; 7796-62; 7798-62: 10602-63; 10603-62 — 1.5 2,0 25 35
Диаметр подголовка <ti 7783-62; 7795-62; 7811-62 - 6 8 10 1 12 16 20 24 30 36 42 48 —
Высота подголовка h. не менее 7783-62; 7795-62; 7811-62 - 3 4 5 6 8 10 12 15 18 21 24
Диаметр выступа </2 7817-62 - 4 5,5 7 8.5 12 15 18 23 5 28 « 33 7 38 8 - —
Высота выступа Zg 1.5 2 3 4
524
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 60
Наименование размера Болты по ГОСТ Номинальный диаметр резьбы d
2 2,5 3 4 5 6 8 10 12 16 | 20 | 24 | 30 36 42 48 56 64 72 80 90 100 по 125 140 160
Отверстие в стерж- не аг 7795-62; 7796-62; 7798-62; 7805-62; 7808-62; 7811-62; 7817-62; 10602-63; 10603-62; 10604-63 — — — 1,2 2 3 4 5 6 8 10 13 16
Отверстие в го- ловке di 7795-62; 7796-62; 7808-62; 7811-62 — 1,8 2 3 4 —
7798-62; 7805-62 — — — 1,5 1,8 2 2,5 3 4 5 —
Высота уса h\ 7783-62 7785-62 — 2,5 1,2 3 1.6 3,5 2,1 4 2,4 5 3,3 6 4.2 —
7801-62 7803-62 под на- катку 3,5 3 4,3 3,5 5,5 5 6,7 6 8.8 8 9.9 9 —
под на- резку
Ширина уса в 7783-62 — 2.5 3,5 4.5 —
Размер квадратно- го подголовка в 7786-62; 7802-62; 7804-62 — 6 8 10 12 16 20 —
Высота квадратно- го подголовка h 7802-62; 7804-62 — 3 4 5 6 8 10 —
Высота головкн без подголовка h 7786-62 3,7 4,8 6 7.5 9.5 11,5 —
БОЛТЫ. ДЛИНЫ БОЛТОВ И РЕЗЬБ
525
Длина
болта
БОЛТЫ. ДЛИНЫ БОЛТОВ I, ДЛИНЫ РЕЗЬБ 10 И РАССТОЯНИЯ к
ОТ ОПОРНОЙ ПОВЕРХНОСТИ ГОЛОВКИ ДО ОСИ ОТВЕРСТИЯ в СТЕРЖНЕ (см. табл. 61—70)
Таблица 61
Болты по ГОСТ 7795-62 и 7811-62
Размеры в мм
Номинальный диаметр резьбы d
6 | 8 | 10 | 12 16 | 20 | 24 30 36 42 | 48
Длина резьбы Iq (включая сбег резьбы) и расстояние Zj от опорной поверхности головки до оси отверстия в стержне
Zo к Zo к Zo к к 11 к к Zo к к к к к к к к к /о
30 26 18
35 31 18 31 22
40 36 18 36 22 36 26
45 41 18 41 22 41 26 40 30
50 46 18 46 22 46 26 45 30
55 51 18 51 22 51 26 50 30 49 38
60 56 18 56 22 56 26 55 30 54 38
65 61 18 61 22 61 26 60 30 59 38 59 46
70 66 18 66 22 66 26 65 30 64 38 64 46
75 71 18 71 22 71 26 70 30 69 38 69 46
80 76 22 76 26 75 30 74 38 74 46 73 54
90 — — 86 26 85 30 84 38 84 46 83 54
100 — — — 96 26 95 30 94 38 94 46 93 54 91 66 — — — — — —
110 106 26 105 30 104 38 104 46 103 54 101 66 — — — — —
120 116 26 115 30 114 38 114 46 из 54 111 66 110 78 — — — —
130 __ 126 26 125 30 124 38 124 46 123 54 121 66 120 78 118 90 — —
140 __ 136 26 135 30 134 38 134 46 133 54 131 66 130 78 128 90 128 102
150 ___ __ 146 26 145 30 144 38 144 46 143 54 141 66 140 78 138 90 138 102
160 156 32 155 36 154 44 154 52 153 60 151 72 150 84 148 96 148 108
170 166 32 165 36 164 44 164 52 163 60 161 72 160 84 158 96 158 108
180 176 32 175 36 174 44 174 52 173 60 171 72 170 84 168 96 168 108
190 186 32 185 36 184 44 184 52 183 60 181 72 180 84 178 96 178 108
200 196 32 195 36 194 44 194 52 193 60 191 72 190 84 188 96 188 108
220 215 36 214 44 214 52 213 60 211 72 210 84 208 96 208 108
240 __ __ 235 36 234 44 234 52 233 60 231 72 230 84 228 96 228 108
260 — — — — — — 255 36 254 44 254 52 253 60 251 72 250 84 248 96 248 108
280 274 44 274 i? 273 6fl 271 72 270 84 268 96 268 108
300 — 294 44 294 52 293 60 291 72 290 84 288 96 288 108
Длины болтов, указанные ниже жирной линии, относятся к ГОСТ 7795-62.
526
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Болты по ГОСТ 7796-62, 7798-62 и 7808-62
Таблица 62
Размеры в мм
Номинальный диаметр резьбы d
Длина
болта
I
6* | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 36 | 42 | 48
Длина резьбы Zq (включая сбег резьбы) н расстояние Zi от опорной поверхности головкн до оси отверстия в стержне
(знаком X отмечены болты с резьбой на всей длине стержня)
• Диаметр </ = 6 мм только для болтов но ГОСТ 7798-62,
Данные выше верхней ломаной лииин относятся только к болтам по ГОСТ 7808-62.
Болты, для которых величины Zi и I» расположены выше второй ломаной линии, допускается изготовлять с длиной резьбы до головкн.
Величины I и 10, расположенные ниже нижней ломаной линии, относятся только к болтам по ГОСТ 7798-62.
БОЛТЫ. ДЛИНЫ БОЛТОВ И РЕЗЬБ
527
Продолжение табл. 62
Длина болта 1 Номинальный диаметр резьбы d
6* 8 10 12 16 20 24 30 36 42 48
Длина резьбы 1$ (включая сбег резьбы) и расстояние li от опорной поверхности головки до оси отверстия в стержне (знаком X отмечены болты с резьбой на всей длине стержня)
п ‘о h ‘о Л 1о h lo /1 lo 11 lo ll lo h lo ll Й ll lo h h
65 61 18 61 22 61 26 60 30 59 38 59 46 58 54 56 X 55 X 53 X — X
70 66 18 66 22 66 26 65 30 64 38 64 46 63 54 61 X 60 X 58 X 58 X
75 71 18 71 22 71 26 70 30 69 38 69 46 68 54 66 66 65 X 63 X 63 X
80 — — 76 22 76 26 75 30 74 38 74 46 73 54 71 66 70 x 68 X 68 X
90 — — — — 86 26 85 30 84 38 84 46 83 54 81 66 80 78 78 X 78 X
100 — — — — 96 26 95 30 94 38 94 46 93 54 91 66 90 78 88 X 88 X
ПО — — — — 106 26 105 30 104 38 104 46 103 54 101 66 100 78 98 90 98 X
120 — — — — 116 26 115 30 114 38 114 46 113 54 111 66 110 78 108 90 108 102
130 — — — — 126 26 125 30 124 38 124 46 123 54 121 66 120 78 118 90 118 102
140 — — — — 136 26 135 30 134 38 134 46 133 54 131 66 130 78 128 90 128 102
150 — — — — 146 26 145 30 144 38 144 46 143 54 141 66 140 78 138 90 138 102
160 — — — — 156 32 155 36 154 44 154 52 153 60 151 72 150 84 148 96 148 108
170 — — — — 166 32 165 36 161 44 161 52 163 60 161 72 160 84 158 96 158 108
180 — — — — 176 32 175 36 174 44 174 52 173 60 171 72 170 84 168 96 168 108
190 — — — 186 32 185 36 184 44 184 52 183 60 181 72 ISO 84 178 96 178 108
200 — — — — 196 32 195 36 194 44 194 52 193 60 191 72 190 84 188 96 188 108
220 — — — — — — 215 36 214 44 214 52 213 60 211 72 210 84 208 96 208 108
230 — — — — — — 225 36 224 44 224 52 223 60 221 72 220 84 218 96 218 108
240 — — — — — 235 36 234 44 234 52 233 60 231 72 230 84 228 96 228 108
260 — — — — — — 255 36 254 44 254 52 253 60 251 72 250 84 248 96 248 108
2S0 274 44 271 48 273 60 271 72 270 84 268 96 268 108
300 294 44 294 52 293 60 291 72 290 84 288 96 '288 108
528
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Болты по ГОСТ 7805-62
Таблица 63
Размеры в мм
Длина болта 1 Номинальный диаметр резьбы d
2 25 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Длина резьбы Iq (включая сбег резьбы) н расстояние li от опорной поверхности головкн до осн отверстия в стержне (знаком X отмечены болты с резьбой на всей длине стержня)
1о Iq 1о 11 1о 11 1о 11 11 lo 11 lo h U 11 lo ll lo li lo h lo 11 lo 11 lo 4 lo
3 4 5 6 8 10 12 14 16 20 25 30 35 40 45 50 55 60 X X X X X X й 10 X X X X X X X 10 10 10 10 X X X X X X 12 12 12 12 7,5 95 11,5 13,5 17,5 225 27,5 32,5 X X X X X 14 14 14 14 14 9,5 11,5 13,5 17,5 225 27,5 325 37,5 425 X X X X X X 16 16 16 16 16 16 10 12 16 21 26 31 36 41 46 51 56 X X X X X X 18 18 18 18 18 18 18 18 12 16 21 26 31 36 41 46 51 56 X X X X X X X 22 22 22 22 22 22 22 16 21 26 31 36 41 46 51 56 X X X X X X X 26 26 26 26 26 26 15 20 25 30 35 40 45 50 55 X X X X X 30 30 30 30 30 30 19 24 29 34 39 44 49 54 X X X X X 38 38 38 38 24 29 34 39 44 49 54 X X X X X X 46 46 28 33 38 43 48 53 X X X X X X 36 41 46 51 X X X X X 40 45 50 X X X 48 X X — —
БОЛТЫ. ДЛИНЫ БОЛТОВ И РЕЗЬБ
529
Продолжение табл. 63
Номинальный диаметр резьбы d
Длина 2 2.5 3 4 5 6 8 10 12 16 20 24 30 36 42 48
болта
1 Длина резьбы Zq (включая сбег резьбы) и расстояние Zi от onot )НОЙ поверхности головки до ОСИ отверстия в стержне
(знаком X отмечены болты с резьбой н всей длине стержня)
>0 11 to 11 hl h 1о 11 11 hi h 7о h hl 11 to h 1» 11 lo h h ll Zo 11
65 61 18 61 22 61 26 60 30 59 38 59 46 58 54 56 X 55 X 53 X X
70 — _- 66 18 66 22 66 26 65 30 64 38 64 46 63 54 61 X 60 X 58 X 58 X
75 — 71 18 71 22 71 26 70 30 69 38 69 46 68 54 66 66 65 X 63 X 63 X
80 76 22 76 26 75 30 74 38 74 46 73 54 71 66 70 у 68 X 68 X
90 86 26 85 30 84 38 84 46 83 54 81 66 «0 78 78 X 78 X
100 — 96 26 95 30 94 38 94 46 93 54 91 66 90 78 88 X 88 X
110 106 26 105 30 104 38 104 46 103 54 101 66 100 78 98 90 98 X
120 116 26 115 30 114 38 114 46 113 54 111 66 по 78 108 90 108 102
130 — 126 26 125 30 124 38 124 46 123 54 121 66 120 78 118 90 118 102
140 136 26 135 30 134 38 134 46 133 54 131 66 130 78 128 90 128 102
150 146 26 145 30 144 38 144 46 143 54 141 66 140 78 138 90 138 102
160 156 32 155 36 154 44 154 52 153 60 151 72 150 84 148 96 148 108
170 166 32 165 36 164 44 164 52 163 60 161 72 160 84 158 96 158 108
180 _ 176 32 175 36 174 44 174 52 173 60 171 72 170 84 168 96 168 108
190 — 186 32 185 36 184 44 184 52 183 60 181 72 180 84 178 96 178 108
200 196 32 195 36 194 44 194 52 193 60 191 72 190 84 188 96 188 108
220 215 36 214 44 214 52 213 60 211 72 210 84 208 96 208 108
230 — 225 36 224 44 224 52 223 60 221 72 220 84 218 96 218 108
240 235 36 234 44 234 52 233 60 231 72 230 84 228 96 228 108
260 255 36 254 44 254 52 253 60 251 72 250 84 248 96 248 108
280 270 84 268 96 268 108
300 290 84 288 96 288 108
530
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 64
Болты по ГОСТ 7817-82
Размеры в мм
Номинальный диаметр резьбы d
Длина 6 8 10 12 16 20 24 30 36 42 48
болта Z Длина гладкой части Z 2 н расстояние Zi от опорной поверхности головки болтов до оси отверстия в стержне
h Zs 11 Is h Zo h z2 11 It Is h 13 11 Z2 h Z3 11 h 12
20 8
25 19.5 13
30 24,5 18 24,5 15 24,5 12
35 29,5 23 29,5 20 295 17 — 13
40 34,5 25 34,5 22 34,5 20 33 18 —
45 39,5 30 39,5 27 39,5 25 38 23 17
50 44,5 35 44,5 32 44,5 30 45 28 41 22
55 49,5 40 49.5 37 49,5 35 48 33 46 27 — 23
60 54,5 45 54,5 42 54,5 40 53 38 51 32 50 28 22
65 69,5 50 595 47 59,5 45 58 43 56 37 55 33 — 27 —
70 645 55 64.5 52 64,5 50 63 48 61 42 60 38 59 32 —
75 695 60 69,5 57 69.5 55 68 53 66 47 65 43 64 37 25 — —
80 — 74,5 62 74.5 60 73 58 71 52 70 48 69 42 30 __ __
90 — — 84,5 70 83 68 81 62 80 58 79 52 76 40 «35 __
100 — — — — 94,5 80 93 78 91 72 90 68 89 62 86 50 84 45 — — — —
110 1045 85 103 82 101 78 100 72 99 65 96 60 94 55 91 45
120 — 114,5 95 113 92 111 88 no 82 109 75 106 70 104 65 101 55 100 50
130 __ — — 123 102 121 98 120 92 119 85 116 80 114 75 111 65 но 60
140 __ — 133 112 131 108 130 102 129 95 126 90 124 85 121 75 120 70
150 — — — — — — 143 122 141 118 140 112 139 105 136 100 134 95 131 85 130 80
160 153 132 151 128 150 122 149 115 146 110 144 105 141 95 140 90
170 — —— — 163 142 161 138 160 132 159 125 156 120 151 115 151 105 150 100
180 —— — —- 173 152 171 148 170 142 169 135 166 130 164 125 161 115 160 по
190 181 158 180 152 179 145 176 140 174 135 171 125 170 120
200 — — — — — — — — 191 168 190 162 189 155 186 150 184 145 181 135 180 130
220 206 160 204 155 201 145 200 140
240 226 180 224 175 221 165 220 160
260 —- — —— — —— — —— 244 195 241 185 240 180
280 264 215 261 205 260 200
•300 — - 28 4 235 2S1 2'25 280 220
БОЛТЫ. ДЛИНЫ БОЛТОВ И РЕЗЬБ
531
Таблица 65
Болты по ГОСТ 10602-631 10603-63 а 10604-63 1
Размеры в мм
Номинальный диаметр резьбы d
56 64 72 80 | 90 100 no 125 140 160
Длина болта 1* Допускаемое отклонение на 1 Длина резьбы Iq (включая сбег резьбы) и расстояние от опорной поверхности головки до оси отверстия в стержне
ll lo ll 7. h lo h lo ll lo ll lo ll lo ll lo ll lo ll lo
140 — —
150 128 118
160 ±2,5 138 124 —
170 148 124 —
180 158 124 158 140
190 168 124 168 140
200 178 124 178 140 178 156 —
210 188 124 183 140 188 156 —
220 ±23 198 124 198 140 198 156 198 172 —
240 218 124 218 140 218 156 218 172
250 228 124 228 140 228 156 228 172 225 192 — — — — — — — — — —
260 238 124 238 140 238 156 238 172 235 192
1 Для всех болтов по ГОСТ 10601-63 величины расстояния 1\ на 2 * При допускаемом применении болтов с длиной, не указанной в с допускаемыми отклонениями + по 9-му классу точности. мм более таблице, указанных в таблице. величины следует назначать по ряду Ra 40 ГОСТ 6636-60
532
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 65
Длина болта I2 Допускаемое отклонение на 1 Номинальный диаметр резьбы d
56 64 72 80 90 100 110 125 140 160
Длина резьбы 1$ (включая сбег резьбы) н расстояние 1\ от опорной поверхности головки до оси отверстия в стержне
h 1о h iQ G lo ll lo G io G io G io G lo G io G io
280 300 320 340 360 ±33 258 278 124 124 258 278 298 318 338 140 140 140 140 140 258 278 298 318 338 156 156 156 156 156 258 278 298 318 338 172 172 172 172 172 255 275 295 315 335 192 192 192 192 192 255 275 295 315 335 212 212 212 212 212 275 295 315 335 232 232 232 232 312 332 262 262 1 1 1 1 1
380 400 420 450 480 500 ±3.8 — — — 1 1 1 1 1 1 358 378 172 172 355 375 395 425 192 192 192 192 355 375 395 425 212 212 212 212 355 375 395 425 455 475 232 232 232 232 232 232 352 372 392 422 452 472 362 262 262 262 262 262 352 372 392 422 452 472 292 292 292 292 292 292 392 422 452 472 332 332 332 332
Допускае- мое от- клонение на при крупном шаге резьбы + И + 12 —
при мелком шаге резьбы 6 мм — + 12
при мелком шаге резьбы 3 и 4 мм + 8
Допускаемое отклонение иа 1\ ± 1-2 ± 1.4 ± 1.6
БОЛТЫ. ДЛИНЫ БОЛТОВ И РЕЗЬБ
533
Продолжение табл, 67
Таблица 66
Болты по ГОСТ 7801-62 и 7803-62
Размеры в мм
Длина болта Номинальный диаметр резьбы d
6 8 10 12 161 20 1
1 Длина резьбы 1 о, включая сбег
резьбы (знаком X отмечены болты с резьбой до уса)
25 X
30 18 X — —* — —
35 18 22 X —
40 18 22 26 X2 X —-
45 18 22 26 30 X
50 18 22 26 30 X
55 18 22 26 30 38 X
60 18 22 26 30 38 X
65 18 22 26 30 38 46
70 18 22 26 30 38 46
75 18 22 26 30 38 46
80 18 22 26 30 38 46
90 18 22 26 30 38 46
100 — 22 26 30 38 46
110 — 26 30 38 46
120 — — 26 30 38 46
130 — — 26 30 38 46
140 — — 26 30 38 46
150 26 30 38 46
160 — __ — 36 44 52
170 —— 36 44 52
180 — —- — 36 44 52
190 — —— — 36 44 52
200 — — — 36 44 52
1 Диаметры d резьбы би 20 мм отно-
сятся только к болтам по ГОСТ 7801-62.
а Только для болтов по ГОСТ 7801-62.
Длина Номинальный диаметр резьбы d
6 8 10 12 161 20 1
болта
1 Длина резьбы 1$, включая сбег
резьбы (знаком X отмечены болты с резьбой до подголовка)
55 18 22 26 X X
60 18 22 26 38 X
65 18 22 26 30 38 X
70 18 22 26 30 38 46
75 18 22 26 30 38 46
80 18 22 26 30 38 46
90 18 22 26 30 38 46
100 18 22 26 30 38 46
110 18 22 26 30 38 46
120 18 22 26 30 38 46
130 18 22 26 30 38 46
140 18 22 26 30 38 46
150 18 22 26 30 38 46
160 24 1 28 32 36 44 52
170 24 1 28 32 36 44 52
180 24 1 28 32 36 44 52
190 24 1 28 32 36 41 52
200 — 28 32 36 44 52
220 — 28 32 36 44 52
210 — — 32 36 44 52
260 — — 32 36 44 52
1 Только для болтов по ГОСТ 7802-62.
Таблица 6<3
Болты по ГОСТ 7783-62 и 7785-62
Размеры в ж.н
Таблица 67
Болты по ГОСТ 7802-62 й 7804-62
Размеры в мм
Длина Номинальный диаметр резьбы d
6 8 10 12 161 20 1
болта 1 Длина резьбы Iq, включая сбег резьбы (знаком X отмечены
болты с резьбой до подголовка)
12 1 X
141 X X — — — —
16 X X X — — —
20 X X X X —— ——
25 X X X X X X
30 18 X X X X X
35 18 22 X X X X
40 18 22 26 X X X
45 13 22 26 X X X
50 18 22 26 30 X X
Длина
болта
I
25
30
35
40
45
50
55
60
Номинальный диаметр резьбы d
6 | 8 | 10 | 12 | 16 | 20
Длина резьбы Iq. включая сбег
резьбы (знаком X отмечены болты
с резьбой до подголовка или
до ус»)
22
22
22
22
22
26
26
26
534
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 68
Поминальный диаметр резьбы d
Длина 6 8 10 12 16 20
болта 1 Длина резьбы 1$, включая сбег резьбы (знаком X отмечены болты с резьбой до подголовка или до уса)
65 __ 22 1 26 30 38 46
70 — — 26 30 38 46
75 — — 26 80 88 46
«0 — — 26 30 38 46
90 — — 26 30 38 46
100 — — 26 30 38 46
по — — 26 30 38 46
120 — — 26 30 38 46
130 — — 26 1 30 88 46
140 — — 26 1 30 38 46
150 — — 26 1 30 1 38 46
160 — — — — 44 52
180 — — — — 44 52
200 — — — — 44 52
1 Только для болтов по ГОСТ 7783-62.
» Только для болтов по ГОСТ 7785-62.
Болты по ГОСТ 7783-62, для которых
величины Iq расположены в таблице над
ломаной линией, допускается изготовлять
без подголовка.
Таблица 69
Болты по ГОСТ 7786-62
Размеры в мм
Длина болта 1 Номинальный диаметр резьбы d
6 8 10 12 16 20
Длина резьбы Iq, включая сбег резьбы (знаком X отмечены болты с резьбой до подголовка)
25 X X
30 18 X X X — —
35 13 22 X X — —
40 18 22 X X — —
45 18 22 26 X X —
50 18 22 26 30 X
55 — 22 26 30 X X
60 — 22 26 30 38 X
65 — — 26 30 38 X
70 — — 26 30 38 46
Продолжение табл. 69
Длина Поминальный диаметр резьбы d
6 8 10 12 16 20
болта 1 Длина резьбы Iq, включая сбег резьбы (знаком X отмечены болты с резьбой до подголовка)
75 — 26 30 38 46
80 — 26 30 38 46
90 — — — 30 38 46
100 — — — 30 38 46
110 — — 30 38 46
120 — — — 80 38 46
130 — — — — 88 46
140 — — — — 38 46
150 — — — — 38 46
160 — — — 44 52
180 — — — — 44 52
200 — — — — 44 52
Таблица 70
Болты по ГОСТ 7787-62
Размеры в мм
Длина Номинальный диаметр резьбы d
6 8 10 12 16
болта 1 Длина резьбы 10, включая сбег резьбы
40 18 — —
45 18 22 — — —
50 18 22 26 — —
55 18 22 26 — —
60 18 22 26 30 —
70 18 22 26 30 —
80 — 22 26 30 38
90 — 22 26 30 38
100 — 22 26 30 38
ПО — 22 26 30 38
120 — — 26 30 38
130 — 26 30 38
140 — — 26 30 83
150 — — 26 30 38
БОЛТЫ. МАССА БОЛТОВ
53,')
БОЛТЫ. МАССА БОЛТОВ
(см. табл. 71—76)
В табл. 71—76 указана масса в кг стальных болтов. Для определения
массы болтов из других материалов, величины массы, указанные в табли-
цах, следует умножить на 0,356 для алюминиевых сплавов и на 1,08 для
латуни.
Масса болтов по ГОСТ 7795-62 и 7611-62
Таблица 71
Длина Номинальный диаметр резьбы d в мм
6 8 10 12 16 20 24 30 36 42 48
болта 1
Масса 1000 стальных болтов (исполнение 1) с крупным шагом резьбы в кг
28 7,685
30 8,137 — — __ — — __
32 8,489 15.32 __
35 9.018 16,27 __ - __ __
38 9,547 17,22 27.75 __ .
40 9,842 17,86 28,75 __ —
42 10,24 18.50 29,76 __ __
45 10,77 19,45 31,26 45,11 — — — — — — —
48 11.30 20,40 32.76 47.17
50 11.65 21,04 33.77 48,55 __ __
55 12,54 22.63 36,27 51.99 104,7
60 13.42 24,21 38,78 55,43 111,4 __
65 14,18 25,80 41,28 53,87 118.0 192,9
70 14.94 27,39 43,79 62,31 124,7 203.3
75 15,70 28,98 46.29 65,75 131.3 213,7 __
80 — 30.57 48,80 69.19 138,0 224,1 335,7 — — — —
85 51.31 72,63 144,6 234,5 350,7
90 — —— 53.81 76,18 151,3 244,9 365,6 __
95 — — 56,32 79,62 157,9 255.3 380,6 656,9 __ _—
100 — — 58,82 82.97 164.6 265,7 395,5 680,8
105 — 61,33 86,46 171.2 276,0 410,4 704.0 __
110 — — 63,84 89,82 177,9 286,0 425,3 727,9
115 — — 66,35 93,18 184,6 296,0 435,2 751.8 1164
120 — — 68.85 96,70 191,2 307,2 455,2 775,4 1197 — —
130 73.85 103.6 204,5 328,0 485.1 822.9 1266 1741
140 — — 78.85 110,5 217,8 348.8 515,0 870,4 1335 1835 2566
150 — — 83,85 117,4 231,1 369.6 545,0 917.9 1404 1929 2690
160 — — 88.85 124,3 244,4 391,0 575,0 965,4 1472 2023 2813
170 — 93,85 131.2 257,7 411.8 605,0 1012 1540 2117 2937
180 — — 98,85 138,0 271.1 432.0 634,7 1060 1609 2211 3060
190 — — 103,9 144,8 284,4 453.4 664,7 1107 1677 2305 3184
200 — — 108,9 151,6 297,8 473,6 694.6 1155 1746 2399 3307
210 — 158,4 311,2 493,8 724,5 1202 1814 2493 3431
220 — . - — 1 Ьэ,2 324,6 514,0 754,5 1250 1884 2587 3554
230 — — — 172,0 338,0 534,2 784,5 1297 1952 2681 3678
240 — — — 178.8 351,4 554,4 814,5 1345 2022 2775 3801
250 — — —— 185,6 364,8 574,6 844,5 1393 2090 2869 3924
260 — — — 192.4 378.2 594,8 874,5 1441 2158 2963 4047
280 — — — — 405,0 635,2 934,5 1537 2294 3151 4293
300 431,8 675,6 994.5 1633 2430 3339 4539
536
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Масса болтов по ГОСТ 7796-62 н 7808-62*
Таблица 72
Длина болта 1 Номинальный диаметр резьбы (1 в мм
8 10 12 16 20 24 30 36 42 48
Масса 1000 стальных болтов (исполнение I) с крупным шагом резьбы в кг
8 6,020
10 6,790 10,46 —
12 7,560 11,67 — — — — — — — —
14 8,330 12,88 20,28 — —
16 9,100 14,09 22,02 — — — — — — —
18 9,870 15,30 23,76 47,64 __ — __
20 10,64 16,51 25,50 50,76 — — —
22 11,41 17,72 27,24 53,88 — — — — — —
25 12,56 19,53 29,84 57,00 98,86
28 13,71 21,34 32,44 61,68 107,1 — — — — —
30 14,48 22,55 34,18 64,80 112,0 ——
32 15,25 23,76 35,92 67,92 116,9 168,6 —— — ——
35 16,40 25,57 38,52 72,60 124,2 179,2 — — — —
38 17,55 27,38 41,12 77,28 131,4 189,7 — —
40 18,32 28,59 42,86 80,40 136,3 196,7 351.6 — — —
42 19,09 29,80 44,60 83,52 141,2 203,7 362,6 — — —
45 20,24 31,61 47,20 88,20 148,5 214,3 379,1 — — —
48 21,39 32,88 49,80 92,88 155,7 224,8 395,6 648,2 — ——
50 22,16 34,63 51,54 96,00 160,6 231,8 406,6 664,5 — —
55 24,08 37,65 55,89 103,8 172,8 249,4 434.1 703,5 950,0 —
60 26,00 40,67 60,23 111,6 184,9 266,9 461,6 743,0 1004 —
65 27,92 43,69 64,58 119,4 192,2 284,4 489,1 782,5 1058 1528
70 29,84 46,71 68,92 127,1 204,3 302,0 516,6 822,0 1112 1598
75 31,76 49,73 73,27 134,9 216,5 319,5 544,1 861,5 1166 1669
80 33,68 52,75 77,61 142,7 228,6 337,0 571,6 901,0 1220 1739
85 35,60 55,77 81,96 150,4 240,8 354,6 599,1 940,5 1274 1810
90 58,79 86,30 158,2 252,9 372,1 626,6 980,0 1328 1880
95 — 61,81 90,65 166,0 265,1 389,7 654,1 1020 1382 1951
100 —- 64,83 94,99 173.7 277,2 407,2 681,6 1059 1436 2021
105 67,85 99,43 181,5 289,4 424,7 709,0 1098 1490 2092
ПО —— 70,87 103,7 189,3 301,5 442,3 736,5 1138 1544 2162
115 — 73,89 108,0 197,1 313,7 459,8 764,0 1177 1598 2233
120 76,91 112,4 204,8 325,8 477,4 791,5 1217 1652 2303
130 —- 82,95 121,1 220,4 350,1 512,4 846,4 1296 1760 2444
140 —- 88,99 129,7 235,9 374,4 537,5 901,3 1375 1868 2585
150 95,03 138,4 251,4 398,7 582,6 956,3 1454 1976 2726
160 —- 101,1 147,1 267,0 423,0 617,7 1011 1533 2083 2867
170 — 107,1 155,8 282,5 447,3 652,8 1066 1612 2191 3008
180 __ 113,1 164,5 298,1 471.6 687,8 1121 1692 2299 3149
190 — 119,2 173,1 313,6 495,9 723,9 1176 1771 2407 3290
200 125,2 181,8 329,1 520,2 759,0 1231 1850 2515 3431
210 — 190.5 344,7 544,5 794,1 1286 1929 2623 3572
220 199,2 360,2 568,8 829,2 1341 2008 2731 3713
230 __ 207,9 375,7 593,1 864,3 1396 2087 2839 3854
240 __ 216,6 391,2 617,4 899,4 1451 2166 2947 3995
250 225,2 406,8 641,7 934,5 1506 2245 3055 4136
260 233,9 422,3 666,0 969,6 1561 2324 3163 4277
280 — — 2483 3379 4559
300 — — — — — — 2641 3595 4831
♦ Массы, приведенные выше жирной линии, относятся только к болтам по ГОСТ 7808-62.
БОЛТЫ. МАССА БОЛТОВ
537
Масса болтов по ГОСТ 7798-62 и 7805-62 1
Таблица 73
Номинальный диаметр резьбы d в мм
Длина
болта 1 2 ] 2.5 | 3 | 4 J 5 | 6 J 8 | 10 J 12 ) 16 | 20 J 24 ] 30 36 | 42 | 48
Масса 1000 стальных болтов (исполнение 1) с крупным шагом резьбы в кг =»
3 0,198 0,353 — — — — — —
4 0,216 0,385 0,579 — — — — — — — — —- —
5 0,239 0,413 0,622 — — — — — — — — —
6 0,262 0,441 0,665 1.348 2,193 — — — — — — — — —
8 0,308 0,510 0,751 1,498 2,435 4,128 9,65 — — — — — —
10 0,354 0,580 0,857 1,648 2,477 4,480 10,27 18,39 — _ _ _ — —
12 0,400 0.650 0.963 1.838 2,919 4,832 10.89 19,38 — — — — — — — —
14 0,446 0.720 1,069 2,028 3,217 5,186 11,52 20,37 29,23 — — — — — — “
16 0,492 0,790 1,175 2.218 3.515 5,538 12,22 21,36 30,66 — — — — — — —
20 — 0,930 1,387 2,598 4,111 6,244 13,75 23,56 33,84 64,74 — — — — — —
25 — 1,105 1,652 3.073 4,856 7,126 15,67 26,58 37,58 72.03 129,8 — - —
30 — — — 3.548 5,401 8,462 17.59 29.60 41,92 78,40 140,1 — — — — —
35 — — — 4,023 6,346 9,569 19,51 32,62 46,27 86,17 151.6 233,9 — — — —-
40 _ — — — 6991 10,68 21,22 35,42 50,61 93,94 163,7 250,0 457,0 _
45 — — — — 7,836 11.79 23,14 38,44 54,96 101,7 175,8 267,4 480,5 — — —
50 — — — — — 12,90 25 06 41,46 59,30 109,5 188,0 285,0 504,0 807,1 - —
55 — — — — — 14,00 26,98 44,48 63.65 117,3 200,1 3025 531,5 841,3 1250 —
60 _ _ — - - 15 11 28,90 47.50 67,99 125,0 212.3 320,0 559,0 875,5 1297 —
65 _____ 16,23 30 82 50.52 72,34 132,8 224,4 337,6 586,0 915.0 1344 1940
70 — — — — — 17,33 32,74 53,54 76,68 140,6 236,6 355,1 613.9 954,6 1398 2001
538
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 73
Длина болта 1 Номинальный диаметр резьбы d в мм
2 2.5 3 4 5 6 8 10 12 16 20 24 30 36 42 48
А ХЛ Масса 1000 стальных болтов (исполнение 1) с крупным шагом резьбы в кг
75 18,44 34,66 56.56 81,03 148,3 248,7 372.7 641,3 994,1 1452 2072
30 — — — — —- — 36,58 59,58 85,37 156.1 260.9 390.2 668,8 1033 1506 2142
90 __ — 65,62 94,06 171.6 285.2 425.3 723.8 1112 1614 2283
100 — 71.66 102.8 187,2 309.5 460.4 778.7 1191 1722 2424
по — — — — — — — 77,16 110,5 201,8 331.5 491,7 833.6 1271 1830 2565
120 83.20 И 9.2 217,3 355,9 526,8 888,6 1350 1938 2706
130 — — 89,24 127,9 232,9 380,2 561,9 943.5 1429 2046 2847
140 __ __ __ — — 95,28 136,6 248,5 404,5 596,9 998,5 1508 2153 2988
150 __ — — 101,3 145,3 263,9 428,8 632,0 1053 1587 2261 3129
160 — —- — — — — — 107,4 154,0 279,5 453,1 667,1 1108 1666 2369 3270
170 113,4 162.7 295,0 477,4 702,2 1163 1745 2477 3411
ISO __ 119,4 171,4 310,6 501,7 737,3 1218 1824 2585 3552
190 — __ 125,5 180.1 326,1 526,0 772,3 1273 1904 2693 3693
200 131,5 188.3 341.6 550,3 807,4 1328 1983 2-801 38.34
220 — — — — — — — — 206,2 372,6 598,9 877,6 1438 2130 3003 4097
230 214,9 388,1 623.2 912.7 1493 2210 3111 4238
240 __ __. __. __ 223,6 403,6 647,5 947,8 1548 2289 3219 4379
260 __ 241,0 434,6 696.1 1018 1658 2447 3435 4660
280 __ __ 465,62 744,7 а 1088 з 17682 2605 3651 4941
300 1 Ма а Ма ссы болте ссы отиос в выше ятса к б жирной эдтам ио инии отн ГОСТ 77 осятся т 98-62. олько к болтам 10 ГОС! 7805-62. 496,6^ 793,3 а 1158 а 1878 2 2763 3866 5225
БОЛТЫ. МАССА БОЛТОВ
539
Таблица 74
Масса болтов по ГОСТ 10602-63, 10603-63 и 10604-63
Масса болтов по ГОСТ 10602-63 получается увеличением табличных
значений массы на указанную в конце таблицы разность.
Длина болта 1 в мм Номинальный диаметр резьбы d в мм
56 64 ! 72 | 80 | 90 | 100 | 110 | 125 | 140 | 160
Масса в кг
150 3,77 3,84 — — — - — — — — —
160 3,96 4,03 — — — - - — — —
170 4,15 4,22 — — — - — - — — —
180 4,34 4,41 5,85 5,98 — — - — - — — —
190 4,63 4,60 6,10 6,23 — - — — - - — —
200 4,72 4,79 6,35 6,48 8,32 8,49 — — — — - — —
210 4,91 4,98 6Д0 6,73 8,64 8,81 — - — — — - —
220 5,10 5,17 6,85 6,98 8,96 11,4 11,6 — — - - - —
240 5,48 5,55 7,35 7,48 9,60 ~9/77 12,2 12,4 — — — — —
250 5,67 Т74 7,60 “773 9,92 Тода 12.6 12.8 16,6 16,9 — — — — —
260 5,86 5,93 7,85 7,98 10.24 10,41 13,0 13.2 17,1 17,4 — — — - —
280 6,24 6,31 8,35 ~$А8 10,88 11,05 13,8 14,0 18,1 18,4 22,6 22,9 — - — -
300 6.62 6,69 8,85 8,98 11,62 11.69 14,6 14,8 19,1 19,4 23.8 24,1 30^ 30,4 — -
320 — 9,85 “§лз 12,16 12,33 15,4 15,6 20,1 20,4 25,0 25,3 31,5 31,9 — —
340 — 9,85 9,98 12,80 12,97 16,2 16,4 21.1 5ТТ 26,2 26,5 33,0 33,4 42,1 42.6 — —
360 — 10Д5 10,48 13,44 13.61 17,0 Т7Т 22,1 55Т 27,4 тТТ 84,5 зТ/Г 44О_ 44,5 — —
380 — - — 17,8 18,0 23,1 23,4 28,6_ 28,9 36.0 86,4 45,9 46,4 60,5 61,1 —
400 — — — 18,6 18,8 24.1 24,4 29,8 56Т 37,5 37,9 47,8 40“ 62.9 63,5 —
420 — — - 25,1 25,4 31,0 81,3 39,0 39,4 49,1 50,2 65,3 65,9 90,6 91Т
540
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 74
Длина болта 1 в мм Номинальный диаметр резьбы d в мм
56 64 72 80 90 100 ПО 125 140 160
Масса в кг =
450 — — — — 26,6 26,9 33,1 41.2 41,6 52,0 53,1 68,9 69,5 95,1 96,1
480 — — — — — — 43,4 43,8 54,9 56,0 725 73,1 99,6 100,6
500 — — — — — — 44,9 45,3 56,0 57,9 74,9 75,5 102,6 103,6
Разность для массы болтов по гост 10602-63 в кг + 0,57 + 0,74 + 0,92 + 1.1 + 1,4 + 2.5 + 2,1 + 5,6 + 6,6 + 7,5
Примечание. Масса болтов для ^езьб с шагом 5; 5,5 и 6 мм указана над чертой,
для резьб с шагом 3 и 4 мм — под чертой.
Масса болтов по ГОСТ 7817-62
Таблица 7Ъ
Длина Номинальный диаметр резьбы d в мм
болта 1 6 8 10 12 16 1 20 24 30 36 42 48
в мм Масса 1000 стальных болтов (исполнение I) в кг
18 5,861
20 6,465 — — — — —. —- — —
22 7,069 — — — — — — — — — —
25 7,975
28 8,881 15,71 __ __ __
30 9,485 16,71 25,18 — — — — — — — —
32 10,09 17,71 26.67 39,02 —
35 10.99 19.20 28.91 42.14 .
38 11.51 20,14 30,64 45,26 — — — — — — —
40 12.11 21.14 32,13 47,34 .
42 12,72 22.14 33,62 49,43 —— —— —
45 13,62 23,64 35,86 52.55 94,05 — — — — — —
48 14,53 25,13 38,09 55,67 99,42
50 15,13 26,13 39,58 57,75 102,9 __ в— —
55 16,64 28,62 43,31 62,96 111,8 181,0 — — — — —
60 18,15 31.12 47,03 68,16 120,7 192,6 282,1 —
65 19.66 33.62 50,76 73.37 129,6 206,1 301,9 __ —
70 21,17 86,11 54,48 78,57 133,5 219,7 320,6 — — — —
75 22.63 33,61 58,21 83,78 147,5 233,3 339,9 581,0
80 —- 41,10 61,93 88,98 156,4 246,9 359,1 612,5 — __
85 — 65,66 94,19 165,3 260,5 378,4 644.0 — —— ——
90 — — 69,38 99,34 171,2 274,1 397,6 675,6 1039 — —
95 73.11 104,6 183.1 287,7 416,9 707,1 1083
100 76.83 109,8 192,0 301,2 436,1 788,7 1128 —
105 — — 80,56 115,0 200,9 314,8 455,4 770,2 1172 — —
БОЛТЫ. МАССА БОЛТОВ
541
Продолжение табл. 75
Длина болта 1 6 8 Номинальный диаметр резьбы d в мм
10 12 16 20 24 30 36 42 48
в мм Масса 1000 стальных болтов (исполнение 1) в кг
110 83,03 118,2 207,9 324,5 468,5 801,8 1217 1611
115 __ 86,76 123,4 216,8 338,1 487,8 833,3 1261 1670
120 — — 90,48 128,6 225,7 351,7 507,1 864,9 1306 1731 2386
130 . 139,1 243,6 378,8 545.5 928,0 1395 1849 2540
140 __ —— 149,5 261,4 406.0 584,0 991,4 1483 1969 2694
150 — — — 159,9 279,2 433,2 622,5 1061 1573 2088 2848
160 170,3 297,0 460,3 661,0 1124 1662 2207 3002
170 —— —— 180.7 314,8 487,5 699,6 1187 1751 2327 3156
180 — — — 191,1 332,6 514,7 738,1 1250 1810 2446 3310
190 350,4 541,8 776,6 1313 1929 2565 3464
200 —— — 368,2 569,0 815,1 1376 2018 2684 3619
210 — — — — — — — 1439 2107 2804 3773
220 — 1486 2175 2897 3895
230 — — — — — — — 1549 2261 3017 4049
240 1612 2353 3136 4203
250 — — — — — — — — 2442 3255 4358
260 2531 3375 4512
280 — — — — — — — — 2709 3613 4820
300 — — — — — — — — 2887 3852 5128
Таблица 76
Масса болтов по ГОСТ 7783-62, 7785-62, 7786-62, 7787-62, 7891-62 и 7802-62 *
В табл. 76 приведена масса болтов по ГОСТ 7802-62. /Масса болтов по
ГОСТ 7783-62, 7785-62, 7786-62, 7787-62 в 7801-62 получается увеличением
(+) или уменьшением (—) табличных значений массы на указанную в конце
таблицы величину разности для соответствующих ГОСТов.
Длина болта / в мм Номинальный диаметр резьбы d в мм Длина болта 1 в мм Номинальный диаметр резьбы d в мм
6 8 10 12 16 20 6 | 8 | 10 | 12 | 16 20
Масса 1000 стальных болтов (испол- нение 1) в кг =5» Масса 1000 стальных болтов (исполне- ние 1) в кг
12 14 16 20 25 30 35 40 45 50 55 60 65 70 75 80 90 100 110 120 4,805 5,026 5,247 6,128 7,009 7.890 8.771 9,652 10,53 11,41 12,29 13,17 14,06 14,94 15,82 16,70 18.46 20,23 21,99 23,75 10,52 11,16 12,43 14,02 15,61 17,19 18,76 20,37 21,96 23,54 25,13 26,72 28,31 29,90 31,49 34,66 37,84 40,02 44,19 19,97 22,05 24,56 27,07 29,58 32,09 34,59 37,10 39,60 42,11 44,62 47,12 49,63 52,13 57,15 62,16 67,17 72,18 34,70 38,14 41,58 45,02 48,46 51,91 55,35 58,79 62,24 65,68 69,13 72,57 76,01 82,90 89,79 96,68 103,6 87,03 91,03 94,03 97,03 103,3 110,3 117,0 123,7 130,3 137,0 143,6 150,3 163,6 176,9 190,2 203,5 135,5 145.9 156,3 166,7 177,1 187,5 197,9 208,3 218,7 229,1 239,5 249,9 270,7 291,5 312,3 333,1 130 140 150 160 170 180 190 200 220 240 260 25,51 27,27 29,03 30,79 32,55 34,31 36,07 47,37 50,55 53.73 56,91 60,09 63,27 66,45 69,63 76,00 77,20 82,21 87,23 92,24 97,25 102,3 107,3 112,3 122,3 132,3 142,3 110,1 117,3 124,2 131,1 138,0 144,9 151,8 158,7 172,5 186.5 200,5 216,9 230.2 243.5 256,8 270,1 283.4 296,7 310,1 337,0 364,0 391,0 353,9 374,7 395,5 416,2 436,9 457,8 478,5 499,4 541,2 583,0 625,0
ГОСТ Разность в массе 1000 болтов в кг
7783-62 7785-62 7786-62 7787-62 7801-62 — 0,17 -1,26 — 1,28 + 0,01 + 0,28 — 1,34 —3.23 -4.10 -0.92 —0,32 -5,12 —6,38 -6,15 —3,44 +0,31 -5,48 -9,65 -10,5 —3,30 4-2,80 -6,70 —22,5 -23,2 -4.60 4-2,60 —20,4 —43,9 —47,9 -15,1
♦ Массы выбираются в соответствии с длинами болтов ио соответствующим ГОСТам.
542
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 77
Масса болтов по ГОСТ 7803-62 и 7804-62
В табл. 77 приведена масса болтов по ГОСТ 7804-62. Масса болтов по
ГОСТ 7803-62 получается уменьшением (—) табличных значений массы на
указанную в конце таблицы величину разности.
Длила болта 1 в мм Номинальный диаметр резьбы d в мм
6 8 10 12
Масса 1000 стальных болтов (исполнение I) в кг
16 6,452 13,59 25,43
20 7,136 14,85 27,41 43.07
25 7,991 16,41 29,88 46,66
30 8,846 17,97 32.36 50.25
35 9.701 19.54 34,83 53.84
40 10,56 21,11 37,31 57,43
45 11,41 22.67 39.78 61,02
50 12,27 24,24 42.26 64,61
55 13,12 25,80 44,73 68,20
60 13.98 27,37 47,21 71,79
65 14.83 28.93 49,68 75,38
70 15,69 30,49 52,16 78.97
75 16,54 32,06 54,63 82.56
80 17,40 33.62 57,11 86.15
90 19,11 36,75 62.06 98,33
100 20,82 39,88 67,01 100,5
но 22.53 45,61 71.96 107,7
120 24,24 46,14 76.91 114,9
130 25,95 49,27 81,86 122.0
110 27,66 52.40 86,81 129.2
150 29,37 55,53 91,76 136,4
100 58,66 96,71 143,6
170 — 61,79 101.7 150,8
1S0 64,92 106,6 157,9
190 — 6S.05 111,6 165,1
200 — 71,18 116,5 172.3
220 77,44 126,4 186,7
240 136,3 201,0
260 — 146,2 215,4
Разность в массе 1000 болтов по ГОСТ 7803-62 в кг
— -0,30 -0,65 -1,19 -2,30
Массы болтов, приведенные выше верхней и ниже нижней жирных ломаных линий,
относятся только к болтам по ГОСТ 780-1-62.
БОЛТЫ КОНУСНЫЕ ДЛЯ ОТВЕРСТИЙ ИЗ-ПОД РАЗВЕРТКИ
543
БОЛТЫ КОНУСНЫЕ ДЛЯ ОТВЕРСТИЙ ИЗ-ПОД РАЗВЕРТКИ
(ПРИЗОННЫЕ)
(по ОСТ 4151)
Условное обозначение призониого болта диаметром 12 мм
с конусной частью длиной 50 мм:
Болт призонный Ml2x50 ОСТ 4151
Таблица 76
г \74 остальн oe Г I
♦cj J
а 1» а» b *1 w ri D Dt Д С1 «s l L* Масса 1 шт. в кг
6 10 4 25 3 0,7 0.4 8 9,4 16 0,7 28 41,9 0,016
8 13 5,5 2,5 5 0,8 0.4 10 It,5 11,75 12 18 1 1 1 30 35 40 47,3 52,3 67,3 0,027 0,031 0,036
10 20 7 3 6 1 05 12 13.5 14 14,5 14,75 20 1,2 1,3 1,4 1,4 30 40 50 55 55,2 65,3 75,4 80,4 0,043 0,055 0,056 0,059
12 25 9 3 9 1.2 0,6 14 16,5 16,75 17 17,25 25 1,4 1,5 1,5 1.6 50 55 60 65 80.6 85,7 90.7 95,8 0,078 0.100 0.107 0,122
16 28 12 4 12 1,6 0.8 18 21,5 22 22,5 23 30 2 2 2.2 2.3 70 80 90 100 105,6 115,6 125,8 135,9 0,207 0.245 0270 0,284
Примечания: 1. Материал: сталь марки 36 ГОСТ 1050-60. 2. Резьба по ГОСТ 9150-59. 3. Сбег резьбы по ГОСТ 10549-63.
544
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
БОЛТЫ ОТКИДНЫЕ
(по ГОСТ 3033-55)
Откидные болты изготовляются сле-
дующих типов:
тип I — болт откидной с круглой
головкой и фаской на конце стержня
(см. фиг. 23 и табл. 79, 81 и 83);
Условные обозначения:
откидного болта типа 1 диаметром
d = 16 мм и длиной I — 50 мм:
Болт откидной М16X50—I ГОСТ
3033-55;
откидного болта типа III диамет-
ром d = 16 мм и длиной I = 100 мм:
Болт откидной М16Х100— III
ГОСТ 3033-55.
Фиг. 23
тип II —болт откидной с круглой
головкой и заточкой конца стержня
(см. фиг. 24 и табл. 79, 81 и 83);
W Остальное
Фиг. 26
Под расклепку или об-
Фиг, 24
V4 Остальное
тип III — болт откидной с вилкой
и фаской на конце стержня (см. фиг. 25
и табл. 80, 82 и 84);
тип IV — болт откидной с вилкой
и заточкой конца стержня (см. фиг. 26
и табл. 80, 82 и 84).
БОЛТЫ ОТКИДНЫЕ
545
Материал для изготовления болтов
откидных: сталь марок Ст. 3 и Ст. 4
по ГОСТ 380-60; сталь марок 20, 25
и 35 по ГОСТ 1050-60; латунь марок
Л62, ЛС59-1 и ЛМц 58-2 по ГОСТ
1019-47.
Примечание, В технически обос-
нованных случаях по соглашению потреби-
теля с изготовителем допускается изготов-
лять болты из стали или сплавов цветных
металлов других стандартных марок.
Болты могут изготовляться с металличе-
ским защитным или декоративным покры-
тием, а также термически обработанными
(полностью или частично). Требования в
части покрытия болтов и механических
свойств термически обработанных болтов
должны быть установлены дополнительными
техническими условиями.
Таблица 79
Болты откидные типов 1 и II
Размеры в мм
d di D ъ h 7? С
4 3 2,5 8 5 3 0.7
б 4 2.8 10 6 з 4 0.8
6 б 3.7 12 8 5 1,0
8 6 4,2 14 10 5 1.2
10 8 6,5 18 12 6 1.5
12 10 8,5 20 14 4 8 1.8
14 12 8,5 24 16 10
16 14 10.5 28 18 10
б
20 18 12,5 34 22 12 25
24 20 14,5 42 26 6 16 3,0
30 25 19,0 52 34 20 4,0
36 30 23.0 64 40 7 22 4,5
Примечания: 1. Размеры de даны применительно к стандартным шайбам.
2. Для предотвращения свинчивания гайки с болта типа 1 допускается в торце его
стержня установка специального стопорного винта с левой резьбой.
Таблица 80
Болты откидные типов Ill и IV
Размеры в мм
d di da ^3 h ^2 Is b »1 ba 7? C
10 12 8 10 12 15 6,5 8,5 16 18 10 12 4 16 20 8 It 3.8 4,8 8 10 1,5 1.8
14 12 18 8,5 22 14 24 12 5,8 12 2
16 14 20 10,5 26 16 б 28 14 6,8 14
20 18 24 12.5 34 20 36 18 8,8 18 25
24 20 28 14,5 42 24 6 46 22 11,7 20 8
30 36 25 30 35 42 19,0 23,0 52 60 80 36 7 60 68 30 34 14,7 16,7 26 32 4 4Л
Примечание. Размеры da даны применительно к стандартным шайбам.
18 В< 3. Васильев и др.
546
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица S1
Длина болтов откидных типов 1 н II
Размеры в мм
Длина болта Диамет у болтов d
4 | 5 | 6 | 8 | 10 | 12 14 | 16 | 20 | 24 | 30 | 36
Длина нарезанной части /0*
20 10 - - - - -
25 15 15 - - - -
30 20 15 15 - - -
35 20 20 20 20 — — — — — — — —
40 25 25 25 25 25 25
45 — 30 30 30 30 30 25 - - - -
50 — 30 30 30 30 35 30 30 - _ _ _
55 — - 35 35 35 35 35 35 - - - -
60 — - 35 35 40 40 40 40 - - - -
65 — - — 35 40 45 45 45 40 — — —
70 — — — 40 45 45 45 45 45 - — _
75 - - - 45 45 45 50 50 50 45 — —
80 - — - 45 45 45 50 50 55 50 — _
85 - - - - 45 45 50 50 55 50 — —
90 - - - - 45 50 50 55 55 55 — _
95 - — — - 45 50 50 55 55 55 50 —
100 _ _____ 50 50 55 55 55 55 —
110 — — — — — 50 50 55 60 60 60 60
120 — - — — — 60 60 60 60 60 60 70
130 — — 1.. 60 60 70 70 70 70
140 — — — — — — - 70 70 70 70 70
150 — —. — — _ _ — 80 80 80 80 80
160 — — 80 80 80 80
180 — — — — _ _ — — 80 80 90 90
200 — — 90 90 90 100
Примечание. Болты с длиной резьбы / > 2,5d допускается изготовлять с умень-
шейной длиной нарезанной части.
Таблица 82
Длина болтов откидных типов 111 и IV
Размеры в мм
Длина болта Диаметр болтов d
10 12 14 16 20 24 30 36
1 Длина нарезанной части 1о
50 25
55 30 ___ — —
60 35 30
65 40 35 30 __
70 45 40 35 — — — — —
75 — 45 40
80 —— 50 45 40 — __
85 __ 55 50 45 __ __
90 55 50 __
95 — — 60 55 — — — —
БОЛТЫ ОТКИДНЫЕ
547
Продолжение табл. 82
Длина болта Диаметр болтов d
10 12 >* 16 20 24 30 36
Длина нарезанной части /о
100 65 60
по — —- 70 60 __
120 __ — 60 — __
130 —- —— 70 70 __
140 — — — — 70 70 70 —
150 — 80 80 80
160 — 80 80 80
130 80 90 90
200 — — — — 90 90 100
Примечание. Болты с длиной резьбы /о > 2.5rf допускается изготовлять с умень-
шенной длиной нарезанной части.
Таблица 83
Масса в кг болтов откидных типов 1 и II
Длина болтов Z в мм Диаметр болтов d в мм
4 5 6 8 10 12 14 16 20 24 30 36
20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 110 120 130 140 150 160 180 200 0,003 0,003 0.003 0,004 0.004 0,005 0.006 0,007 0.007 0.008 0,009 0,003 0,009 0.010 0,011 0,012 0.013 0,014 0,018 0,019 0,021 0.022 0,024 0,026 0,028 0,029 0.031 0,033 0,032 0,035 0.037 0,040 0,043 0,046 0,019 0,051 0,054 0,057 0,060 0,063 0,066 0,013 0,047 0,050 0.054 0,059 0,063 0,067 0,071 0,075 0,080 0,084 0,038 0,092 0,101 0,110 0,078 0.083 0,088 0,093 0,090 0,101 0,110 0,116 0,122 0.127 0,1.33 0,138 0,150 0.161 0,173 0,104 0.111 0,117 0.124 0,131 0,137 0,145 0,153 0.160 0,167 0,175 0.192 0.204 0221 0,235 0250 0,200 0.210 0.220 0.230 0,240 0250 0,265 0276 0,300 0.320 0..345 0,370 0,390 0.413 0.460 ОЛЮ 0,355 0,369 0,384 0,399 0,415 0,430 0,459 0,494 0.530 0,565 0.595 0,631 0,687 0,768 0,700 0,723 0.776 0,842 0,870 0,926 1,973 1,029 1,140 1,250 1,260 1,330 1,398 1.466 1,534 1,612 1,768 1,923
Примечание. В таблице указана расчетная масса стальных болтов, для латунных
болтов вес должен быть увеличен в 1,03 раза.
18*
548
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 84
Масса в кг болтов откидных типов Ш и IV
Длина болтов 1 в мм Диаметр болтов d в мм
10 12 14 16 20 24 30 36
Б0 0,013 -
55 0.015 — — — — — — —
60 0,048 0,077 — — — — — —
65 0,050 0,080 0,115 — — —
70 0,053 0,084 0,119 — — — —
75 — 0,088 0,123 — — — —
80 — 0,091 0,127 0,202 — — — —
85 — 0,095 0,131 0,203 — — —
90 — — 0,135 0,216 — — — —
95 — — 0.139 0,222 — — — —
100 — 0,143 0,229 — — —
110 — — — 0,243 0,446 — — —
120 — — — — 0,467 — — —
130 — — — — 0,487 0,783 — —
140 — — — — 0,508 0,811 1,486 —
150 — — — — — 0,839 1.533 2,315
160 — — — — — 0,873 1,581 2,390
180 — — — — — 0,945 1.685 2,540
200 — — — — 1,016 1.792 2,680
Ч ^ВИ м е 4 а н и_е* В таблице указана расчетная масса стальных болтов; для латунных болтов вес должен быть увеличен в 1,08 раза. лунных
ВИНТЫ ГРУЗОВЫЕ (РЫМ-БОЛТЫ) И ГНЕЗДА ПОД НИХ
(по ГОСТ 4751-52)
Винты грузовые (рым-болты) и гнез-
да под них предназначены для подъе-
ма, опускания или удержания на весу
изделий из черных металлов при мон-
тажных и такелажных работах.
Размеры см. в табл. 85. Грузовые
винты должны изготовляться из стали
марки 20 или 25 по ГОСТ 1050-60.
Сварка не допускается. Винты должны
быть отожжены или нормализованы.
Условное обозначение винта грузо-
вого (рым-болта) с d = М10:
Винт грузовой М10 ГОСТ 4751-52.
Таблица 85
ВИНТЫ ГРУЗОВЫЕ (РЫМ-БОЛТЫ) И ГНЕЗДА ПОД НИХ
549
Размеры в мм
Резьба d MS MIO M12 M16 M20 M24 мзо M36 M42 M48 M56 M64 М72 М.80 М100
dl 36 45 54 63 72 90 108 126 144 162 180 198 234 270 324
dt 20 25 30 35 40 50 60 70 80 90 100 НО 130 150 180
8 10 12 14 16 20 24 28 32 36 40 44 52 60 72
di 20 25 30 35 40 50 65 75 85 95 105 115 135 160 190
ds 13 15 17 22 28 32 39 46 54 60 70 78 86 95 115
h 18 22 26 30 35 45 55 65 75 82 90 100 115 135 160
hi 6 8 10 12 14 16 18 22 25 30 35 40 45 50 60
hs 5 6 7 8 9 10 11 12 13 14 16 17 17 17 17
l, не менее 18 21 25 32 38 45 54 64 72 82 95 108 115 125 150
f 2 2 2 2 2 3 3 4 4 4 5 5 5 5 5
b 10 12 14 16 19 24 28 32 38 42 48 52 62 70 84
c 1.2 1.5 1.8 2 2.5 3 4 4,5 5 6 7 8 8 8 8
X 2.5 3 3,5 4 5 6 7 8 9 10 11 12 12 12 12
r 2 2 2 2 3 3 3 4 4 4 5 5 5 5 5
Г\ 4 5 5 6 7 9 11 13 15 18 20 22 27 30 32
Г* 4 4 6 6 8 12 15 18 20 22 25 25 35 35 40
Масса 1 шт. в кг 0,054 0,111 0,178 0.295 0,470 0,873 1,580 2,441 3,718 5,541 8,090 10,925 18,209 25,400 43,820
550
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. S3
Резьба d М8 мю М12 М16 М.20 М24 мзо М36 М42 М48 М56 М64 М72 М80 М100
Грузо- подъем- ность в КН кгс на один рым- болт 1,18 120 1,96 200 2,94 300 5,39 550 8.34 850 12.26 1250 19,61 2000 29,42 3000 39.23 4000 49,03 5000 60,80 6200 73,55 7500 98,07 10000 137,29 14000 196,13 20000
на два рым- болта а) 1.57 160 2,45 250 3.43 350 4,90 500 6,37 650 9.81 1000 13.73 1400 19,61 2000 25,50 2600 32,36 3300 39,23 4000 49ДЗ 5000 68.65 7000' 88,26 9000 127,49 13000
6) 0,78 80 1,23 125 1.72 175 2.45 250 2,94 300 4,90 500 6.86 700 9,81 1000 12.75 1300 15,69 1600 19.61 2000 24,52 2500' 34,32 3500 44.13 4500 63.74 6500
Примечания: 1. Для того чтобы кольца двух винтов, ввинченных до упора, были расположены в одной плоскости, как показано на чертеже а, допускается применение подкладок (шайб). 2. При нагрузках на винты, указанных для чертежа б, взаимное расположение вннтоя может быть любым, а не только в параллельных плоскостях, как показано на чертеже.
ШПИЛЬКИ ЧИСТЫЕ
551
ШПИЛЬКИ ЧИСТЫЕ1
(по ОСТ 20001-38)
Шпильки чистые изготовляются
с метрическими резьбами — крупной
и мелкой, а по виду делятся на два
типа: А — без проточки; Б — с про-
точкой.
В зависимости от глубины завин-
чивания шпильки в тело детали раз-
личают типы:
I — шпильки с глубиной завинчи-
вания, равной примерно 1,35 диаметра;
II —шпильки с глубиной завинчи-
вания, равной примерно диаметру.
Кроме того, в зависимости от длины
нарезанной части под гайку разли-
чают:
1) шпильки под гайку обыкновен-
ную, условно обозначаемые буквой О;
2) шпильки под гайку корончатую
или обыкновенную с прошплинтовкой,
условно обозначаемые буквой К.
Шпильки чистые изготовляются из
автоматной стали по ГОСТ 1414-54,
а также из стали по ГОСТ 380-60 и
1050-60.
Условные обозначения:
1) шпильки с крупной метрической
резьбой диаметром 10 мм длиной
/ = 60 мм, без проточки, с глубиной
завинчивания 1,35 d под гайку обык-
новенную:
Шпилька М10x60 А1-0 ОСТ 20001-38',
2) то же с 2-й мелкой метрической
резьбой:
Шпилька 2М 10x60AI-0 ОСТ20001-38.
Допускается применение шпилек,
нарезанных разными резьбами по кон-
цам. В этом случае в обозначение
шпильки вводятся обозначения обеих
резьб, причем первое обозначение
резьбы относится к концу шпильки,
ввинчиваемому в тело детали, а вто-
рое — к концу под ганку.
Условное обозначение шпильки с
крупной метрической резьбой конца,
идущего в тело детали, и с 1-й мелкой
резьбой конца, идущего под гайку,
диаметром 10 мм, длиной 60 мм, без
проточки, с глубиной завинчивания
в тело детали 1,35 d под гайку обыкно-
венную:
Шпилька М-1М10Х60 Al-О ОСТ
20001-38.
Размеры см. в табл. 86, 87 н 88,
массу — в табл. 89 и 90.
1 Условное обозначение шпилек, обозначения 1-я и 2-я мелкие резьбы, размеры dt » f
не соответствуют ГОСТ 9150-59 на резьбы, так как ОСТ 20001-38 не пересмотрен.
552
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 86
Диаметр резьбы d Zi = 1,35 d чз I (J d.± для резьбы метрической / для резьбы Диаметр шплинто- вого от- верстия
круп- ной 1-й мелкой 2-й мелкой круп- ной 1-й мелкой 2-й мелкой
18 25 18 2,5 14,4 15,8 16,5 5 3 2 4
20 28 20 2.5 16,4 17,8 18,5 5 3 2 4
22 30 22 25 18,4 19,8 20,5 5 3 2 5
24 35 24 3 19,5 21 21,8 6 4 3 5
27 38 27 3.5 22.5 21 24.8 6 4 3 5
30 42 30 4 24,8 27 27,8 8 4 3 6
36 50 36 4,5 30 31,5 33 8 6 4 6
42 58 42 5 35.2 37,5 39 10 6 4 8
48 65 48 6 40,5 43,5 45 10 6 4 8
Таблица 87
Длг.на шпилек I и длина нарезанной части lQ под гайку шестигранную обыкновенную
Размеры н мм
Длина Диаметр шпильки d
шпиль- ки 6 8 10 12 14 16 18 2) 22 24 27 30 36 42 48
1 Длина иарезаннон части шпильки Zo под гайку, нключая сбег резьбы
16 12
18 12 15
20 12 15
22 12 15 18
25 12 15 18 22
28 12 15 18 22 25
30 12 15 18 22 25
32 12 15 18 22 25 28
35 12 15 18 22 25 28 30
40 15 18 20 22 25 28 30 32 — — — — — — —
45 15 18 20 22 25 28 30 32 35 38
50 15 18 20 22 25 28 30 32 35 38 — — — — —
55 15 18 20 22 25 28 30 32 35 38 42 —
6) 15 18 20 22 25 28 30 32 35 38 42 50 — —— ——
65 18 29 22 25 28 30 32 35 38 42 50 — — —
70 18 20 22 25 28 30 32 35 38 42 50 55 —
75 18 20 22 25 28 30 32 35 38 42 50 55 —
80 18 20 22 25 28 30 32 35 38 42 50 55 65 70
85 20 22 25 28 30 32 35 38 42 50 55 (65) (70)
90 — — 20 22 25 28 30 32 35 38 42 50 55 65 70
95 20 22 25 28 30 32 35 38 42 50 55 (65) (70)
100 . 20 22 25 28 30 32 35 38 42 50 55 65 70
110 25 28 30 32 35 38 40 45 48 50 55 65 70
120 25 28 30 32 35 38 40 45 48 50 55 65 70
130 — — 28 30 32 35 38 40 45 48 50 55 65 70
140 28 30 32 35 38 49 45 48 50 55 65 70
150 28 30 32 35 38 40 45 48 50 55 65 70
169 28 30 32 35 38 40 45 48 50 55 65 70
170 28 30 32 35 38 40 48 48 50 55 65 70
180 — — — 28 30 32 35 38 40 45 48 50 55 65 70
190 32 35 38 40 45 48 50 55 65 70
200 32 35 38 40 45 48 50 55 65 70
220 60 65 75 80
240 69 65 75 80
260 65 75 80
280 65 75 80
300 65 75 80
Примечание. Длины 16, 18 и 20 мм не распространяются на шпильки с глубиной
завинчивания 1 d в тело детали. Размеры, указанные в скобках, желательно не применять.
ШПИЛЬКИ ЧИСТЫЕ 553
Таблица 88
Длина шпилек I и длина нарезанной части Iq иод гайку корончатую или нрорезную
Размеры в мм
Диаметр шпильки d
Длина
шпиль- ки 1 6 8 10 12 14 16 18 20 22 24 27 30 36 42 48
Длина Iq нарезанием част ШПИЛЬКИ под гайку, включая сбег резьбы
16 15
18 15
20 15 18 20
22 15 18 20
25 15 18 20
28 15 18 20
30 15 18 20 28
32 15 18 20 28 30
35 15 18 20 28 30 32
40 18 20 22 28 30 32 35 38 — — — — — — —
45 18 20 22 28 30 32 35 38 42
50 18 20 22 28 30 32 35 38 42 45 ___
55 18 20 22 28 30 32 35 38 42 45 50
60 18 20 22 28 30 32 35 38 42 45 50
65 — 20 22 28 30 32 35 38 42 45 50 (60) — — —
70 20 22 28 30 32 35 38 42 45 50 60 65
75 — 20 22 28 30 32 35 38 42 45 50 (60) (65)
80 — 20 22 28 30 32 35 38 42 45 50 60 65 75 75
85 — — 22 28 30 32 35 38 42 45 50 (60) (65) (75) (80)
90 — — 22 28 30 32 35 38 42 45 50 60 65 75 30
95 22 28 30 32 35 38 42 45 50 (60) (65) (75) (80)
100 — — 22 28 30 32 35 38 42 45 50 60 65 75 80
110 — — 28 32 35 38 40 42 48 50 55 60 65 75 80
120 — 28 32 35 38 40 42 48 50 55 60 65 75 80
130 — — — 32 35 38 40 42 48 50 55 69 65 75 80
140 32 35 38 40 42 48 50 55 60 65 75 80
150 — — 32 35 38 40 42 48 50 55 60 65 75 80
169 — 32 35 38 40 42 48 50 55 60 65 75 80
180 — — — 32 35 38 40 42 48 50 55 60 65 75 80
190 38 40 42 48 50 55 60 65 75 80
200 ___ — ___ 38 40 42 48 50 55 60 65 75 80
220 — 70 75 85 90
240 70 75 85 90
260 75 85 90
280 75 85 90
300 75 85 90
Примечание. Длины 16, 18 и 20 мм не распространяются на ШПИЛЬКИ глубиной
завинчивания 1 d тело детали. Размеры, указанные в скобках, желательно не применять
554
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 89
Масса в кг 1000 шпнлек без проточки с метрической резьбой и с глубиной
завннчнвання li = 1 d
Длина шпильки 1 в мм Диаметр шпильки d в мм
10 12 14 16 18 20 22 24 27 30 36 42 48
22 16.31
25 18.17 26.46
28 20.02 29,13 40,16
30 21,25 30,90 43.79
32 22,48 32,67 46,21 64,10
35 24,34 35,34 49,83 68,74 87,68
40 27,19 39,78 55,87 76,63 97,68 126,9 __ ___
45 30.28 44,22 61,91 84,50 107,7 139,3 173.7 207,0 __ __
50 33,36 48.66 67,95 92,41 117,7 151,6 188,7 224,8 —- —- —- __
55 36,45 53.10 73.99 100,3 127,7 163.9 203,6 242.5 320,6 — — — —
60 39,53 57,54 80,03 108,2 1.37,6 176,2 218,5 260,3 343.1 430,9
65 42.62 61.68 86,07 116,1 147,6 188,6 233,4 278.0 365,6 458,7 ___
70 45,70 66,42 92.11 124,0 157,6 200,9 248,3 295,8 388,0 486,4 740,8
75 48,79 70,86 98.15 131.9 167,6 213,2 263,3 313,5 410,5 514,2 780,7
80 51,87 75,30 104,2 139,8 177,6 225,6 278,2 331,3 433,0 541,9 820,7 1145 1515
85 54.96 79,74 110,2 147,6 187,6 237,9 293.1 349,0 455,5 569,7 860,6 1200 1616
90 58,01 84,14 116,3 155,5 197,6 250,2 308,0 366,8 477,9 597,4 900,6 1254 1687
95 61,13 88,62 122,3 163,4 207,6 262,6 322,9 384,6 500,4 625,1 940,5 1308 1758
100 64,21 93,06 128,4 171,3 217,6 274,9 337,9 402,3 522.9 652.9 980,5 1363 1829
по 69,70 101,3 139,4 185,6 235,8 297,6 365,6 435,1 564,7 704,4 1055,0 1464 1962
120 75,87 110,2 151,5 201,4 255,8 322,3 395,4 470,6 609,7 759,8 1135 1573 2104
130 — 119,1 163,5 217,2 275,8 346,9 425,3 506,1 654,6 815,3 1215 1682 2216
140 — 127,9 175.6 233,0 295,8 371.6 455,1 541,6 699.6 870,8 1295 1790 2388
150 136,8 187,7 248,7 315,7 396,3 485,0 577,1 744,5 926,3 1374 1899 2530
160 — 145,7 199,8 264,5 335,7 420,9 514,8 612,6 7895 981,8 1454 2008 2672
170 154,6 211,8 280,3 355,7 445,6 544,6 648,1 834,4 1037 1534 2117 2814
180 — 163,5 223,9 296,1 375,7 470,2 574,5 683,6 879,4 1093 1614 2226 2956
190 — — 311.9 395,7 494,9 604,3 719,2 924,3 1148 1694 2334 3098
200 327,6 415,6 519,6 634,2 754,7 969,3 1204 1774 2443, 3240
220 1311 1928 2653 3515
240 1422 2038 2871 3799
‘ДЮ 2248 3088 4083
280 2408 3306 4367
300 2567 3523 4651
Таблица 90
Масса в кг 1000 шпилек без проточки с метрической резьбой и с глубиной
завинчивания = 1,35 d
Длина шпильки 1 в мм Диаметр шпильки d в мм
6 8 10 12 14 16 18 20 22 24 27 30 36 42 48
16 18 20 22 25 28 30 4,637 5,081 5,525 5.969 6,635 7,301 7,745 9,56 10,35 11.11 12,33 13.51 14,30 18,33 20,68 22,53 23,76 30,83 33.50 35,27 47,34 49,76 — — -
ПАЛЬЦЫ ОБЩЕГО НАЗНАЧЕНИЯ
555
Продолжение табл. 90
Длина шпильки 1 в мм Диаметр шпильки d в мм
6 8 10 12 14 16 18 20 22 24 27 30 36 42 48
32 8,189 15,09 25,00 37,04 52.18 72.00 —
35 8,855 16,28 26,85 39,71 55,80 76,74 99,3
40 9 829 18.10 29,71 44,15 61,84 84,63 109.3 143,6 — ___
45 10,94 20,08 32.79 48,59 67.88 92.50 119,3 155,9 194,2 240,1 —
50 12,05 22,05 35,88 53,03 73,92 100,4 129,2 168,3 209,2 257 8 —
55 13,16 24,03 38,96 57,47 79,96 108.3 139,2 180,6 224,1 275,5 363,2 —- — —
60 14,27 26,00 42,05 61,91 86,00 116,2 149,2 192,9 239,0 293,3 385,7 487,9 — — —
65 — 27,98 45,13 66,35 92,01 124,1 159,2 205,2 253,9 311,0 408,2 515,6
70 29,95 48,22 70,79 98,08 132.0 169.2 217,6 268.8 328,3 430,6 543.3 837,1 —
75 31,93 51,30 75,23 104,1 139.9 179,2 230.0 283,8 346,5 453.1 571,1 877,1 1260
80 33,90 51,39 76.67 110,2 147,8 189.2 242.2 298,7 361.3 475.1 598,8 917,0 1315 1793
85 ___ 57,47 84,11 116,2 155,6 199,2 251.6 313.6 382,1 498,6 626,6 957,0 1369 1,863
90 60.56 88,55 122.2 163,5 209.2 266.9 328,5 399,8 520,5 654,3 996,9 1427 1934
95 — — 63,64 92,99 128,3 171,4 219,2 279,2 343,4 417,6 543,0 682,1 1037 1478 2005
100 66,73 97.43 134,3 179.3 229.1 291,6 358,4 435,3 565,5 709,8 1077 1532 2076
110 72,21 105.7 145,3 193,6 247,4 314,3 386,1 468,1 607,3 761,3 1151 1634 22(H)
120 __ 78,38 >114,5 157,4 209,4 267.4 339 415.9 503,6 652.6 816,8 1231 1743 2351
130 — 123,4 169,5 225,2 287,4 363,6 445.8 539,1 697.2 872,6 1311 1851 2493
140 — 132.3 181,6 241.0 307,3 388,3 475,6 574.6 742,2 927,7 1391 1960 2635
150 141.2 193.7 256,7 327 3 412,9 505,4 610,1 787.1 983,2 1471 2069 2777
160 — — — 150,1 205,7 272.5 317,3 437,6 535,3 645,6 832,1 1039 1551 2178 2919
170 158,9 217,8 288.3 367,3 462.3 565,1 681,1 877,0 1094 1631 2286 3061
180 — 167,8 229,9 304,1 387,3 486,9 595,0 716,6 922.0 1150 1711 2395 32(>3
190 319,9 407,2 511.6 624,8 752,2 966,9 1205 1790 2504 3345
200 __ 335,6 427,2 536,2 651,6 787,7 1012 1261 1870 2613 3487
220 1368 2025 2823 3762
240 1479 2184 3040 4046
260 2344 3258 4330
280 2504 3475 4614
300 — 2664 3693 4898
ПАЛЬЦЫ ОБЩЕГО НАЗНАЧЕНИЯ
Таблица 92
Размеры в мм
Диаметр । Высота го- । ловки Н Фаска Радиус за- кругления г Диаметр отверстия Масса в кг Диаметр Высота го- ловки // Фаска Радиус за- кругления г Диаметр отверстия di Масса в кг
я а А СО В ^5 голов- ки D 1 и о голов- кн « * си —. и х пальца d ГОЛОВ- КИ D 1 и О голов- ки Л и S Я —ч и X
6 10 2 1 1 0,5 1.5 0,001 0,0022 18 24 4,5 1 1,5 1 2,5 0,016 0,0200
8 12 25 1 1 0.5 1,5 0,002 0,0039 20 26 5 1,5 1,5 1 3 0.021 0,0246
10 14 3 1 1 0.5 1,5 0,004 0,0062 25 32 6 1.5 2 1 4 0,038 0,0385
12 18 3 1 1 0,5 2 0,006 0,0089 30 40 7 1.5 2 1 4 0,069 0,0554
14 20 3,5 1 1.5 0,5 2 0,009 0,0120 35 45 9 2 2 1,5 5 0,112 0,0692
16 22 4 1 1.5 0.5 2,5 0,012 0.0157 40 52 10 2 2 1,5 5 0,166 0,0985
Материал — сталь по ГОСТ 380-60 или 1050-60.
556
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ПАЛЬЦЫ ГЛУХИЕ и с отверстиями под шплинты
557
25 30 0,248 0.234 0.385 0.462 0555 0,666 0.988 1,19 1.54 1.85 2,22 2.66 3.01 3.61 3.47 4,17 3,94 4,74 5,00 6.00 6,17 7,41 — — — — — — — —
35 0,346 0.539 0.777 1,38 2.16 3.11 4,21 4,85 5,52 7,00 8,63 —— —-
40 0.332 0,616 0,888 1.58 2.47 3.55 4,82 5,56 6,32 8.00 9,88 __ —
45 0,445 0,693 0.999 1,78 2.78 4,00 5.42 6.24 7.10 9,00 11,1 __ __ __
50 0,481 0,770 1.11 1.98 3,09 4,44 6,03 7,00 7,90 10,0 12.4 14,9 17.8 19,3 24,2 27,8 __
55 — 0,847 1.22 2,17 3,39 4,88 6,63 7,63 8,68 11,0 13,6 16,4 19,5 21,2 26,6 30,5 — — —
60 0.924 1.332 2,37 3.70 5,33 7,25 8.34 9,48 12.0 14,8 17,9 21,3 23.1 29,0 33,3 37,9 45,4 59,2
65 — 1,00 1,44 2.57 4.01 5,77 7,84 9.01 10.3 13.0 16,0 19.4 23.1 25.0 31.4 36,1 41.4 49,1 64,1
70 — — 1,554 2.76 4,32 6.22 8,46 9,73 11.1 14,0 17.3 20.9 24,9 27.0 33.8 38,9 44,2 52.9 69,1
75 — — 1,67 2.96 4,63 6.66 9,05 10.4 11.8 15,0 18.5 22.4 26,6 28.9 36.3 41.6 47,3 56,7 74Л
80 — 1,776 3,16 4,94 7,10 9,66 11.1 12,6 16,0 19,8 23.8 28,4 30,8 38,6 44,4 50,5 60,5 79,0
85 — — — 3,36 5,24 7,55 10,3 11.8 13,4 17,0 21,0 25,4 30.2 32,8 41.1 47,2 53,7 64,3 83.9
90 — — — 3,56 5,55 7,99 10,9 125 14,2 18,0 22,2 26,8 22.0 34,7 43,5 50,0 56,8 68,0 88,8
95 3.75 5,86 8,44 11,5 13.2 15,0 19,0 23.4 28,3 33,7 36,6 45,9 52,7 60.0 71.8 93,7
100 — — 3,95 6.17 8,88 12,08 13.9 15.8 20,0 24,7 29,8 35.5 38.5 48.3 55,5 63,1 75,6 98,7
105 — — — 6.48 9,32 12,7 14,6 16,6 21,0 25.9 31,3 37,3 40,5 50,8 59,3 66,3 79.4 104
НО — — —— 6,79 9,77 13,3 15,3 17,4 22.0 27,2 32.8 39,1 42,4 53,1 61,1 69,4 83.2 109
115 — — — —• 10,2 13,9 16,0 18,1 23,0 28,4 34,3 40,8 44.3 55,6 63,8 72,6 86,9 113
120 — — —— — 10,7 14,5 16,7 19,0 24,0 29,6 35,8 42,6 46,2 58,0 66,6 75,7 90,7 118
125 — — — — — — 15,1 17,3 19,7 25,0 30,8 37,3 44,4 48,2 60,4 69,4 78,9 94,5 123
130 15.7 18.1 20.5 26,0 32.1 38.7 46,2 50,1 62,8 72,2 82,0 98,3 128
135 __ ___ 16,3 18,7 21,3 27,0 33.3 40,3 47,9 52,0 65,3 74,9 85,2 102 133
140 — 19,5 22,1 28,0 34,6 41,7 49,7 53,9 67,6 77,7 88,3 106 138
145 20.1 22.9 29,0 35 43,3 51.5 55,8 70,1 80,46 91,5 ПО 143
150 — ___ ___ — 20,9 23.7 30,0 37,1 44,7 53,3 57,8 72.5 83,3 94,6 113 148
160 — —— — 25,3 32,0 39.5 47,7 56,8 61,6 77,3 88,8 101 121 158
170 — — — — — — — — 26,9 34,0 42,0 50.7 60,4 65,5 82,1 94,4 107 129 168
180 28,4 36,0 44,5 53.6 63,9 69,3 86.9 99,9 114 136 178
200 50,6 71.0 77,0 96,6 110 126 151 197
Примечания: 1. В таблице указала масса пальцев рекомендуемых длин.
2. Материал: сталь марки 35 ГОСТ 1050-60 и марки Ст. 5 ГОСТ 3&0-60.
3. Для пальцев всех диаметров рекомендуются посадки Пр /3. С3, Х3, Сл. Хд, Cg. Х5, в зависимости от характера соединения.
4. Размеры шплийтов 1,2X10,4X32 и 5X36 исправлены в соответствии с ГОСТ 397-64.
Масса в кг 100 мм стержня Масса головки в кг й. Й. Шплинт sn э э-О Й. ПАЛЬЦЫ С БУРТИКОМ Таблица 93
1111111111111хххххх сл 1,5X10 8 1,5 2 0.5 2 сл
111111111111IXXXXXX 10 2 2 0,5 2 0)
0,015» 9000'0 сл 111111111ХХХХХХХХХ1 кэ 2X12 12 2 8 0.5 2 00
1111111ХХХХХХХХХХ11 КЗ 2X15 14 2 3 0,5 2 =
0,022 0,0012 0) 111111IXXXXXXXXI111 CJ огХе 18 3 4 0,8 2
Ц .11
Размеры в мм л ♦ , г; о СП ,
111ХХХХХХХХХХХХ1111 20 3 4 0,8 2 *
0,039 О § 00 00 1I1ХХХХХХХХХХХ11111 4X25 г 8'0 £ гг 3>
XXXXXXXXXXXI1111111 * 4X32 25 4 5 1,2 2 00
0,062 0,0024 о 1
ХХХХХХХХХХХ11111111 28 4 5 1,2 2 о
XXXXXXXXXXXI1111111 сл 5X36 32 5 6 1,2 2,5 КЗ ко
0,089 О to о кэ
ХХХХХХХХ11111111111 35 5 6 1.5 2.5 СЛ
ХХХХХХХХ11111111111 сл сл X о 38 5 6 1,5 2,5 КЗ Оо
0,120 0,0074 £
ХХХХХХХХ1 1 1 1 1 1 1 1 1 1 1 сл osXs кэ — о>сл$ сл СЛ 8
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ПАЛЬЦЫ С НАРЕЗАННЫМ КОНЦОМ И ШЛИЦЕМ В ГОЛОВКЕ
559
Продолжение табл. 93
d 16 18 20 22 25 28 30
Масса головки в кг 0.0089 0,0154 0,0193 0,0315 0.0346 0,0144 0.0+92
Масса в кг 100 мм стержня 0,157 0,200 0,246 0,298 0,385 0,483 0,554
П р и м е ч а н и в: 1. Материал: сталь марки 35 ГОСТ 1050-60 или марки Ст. 5 ГОСТ 380-60. 2. Сверление отверстия под шплинт для несерийной продукции рекомендуется произ- водить при сборке. 3. Рекомендуемые длины отмечены знаком Х<
ПАЛЬЦЫ С НАРЕЗАННЫМ КОНЦОМ И ШЛИЦЕМ В ГОЛОВКЕ
Таблица 94
D d dl t т л t Я Id (для стали) Zo% 1.35d (для чугуна)
3 М2,6 1,9 1 0,3 0,4 1.1 1,2 2 4
4 М3 2,2 1 0,3 0,5 2,5 3 5
1 М3 2,2 1 0,3 0,5 1,2 2,5 3 5
4> t М4 3 1,5 0.5 0,5 1Л 3 4 6
f М4 3 1.5 0,5 0,5 1,4 3 4 6
О t М5 3,8 1,5 05 0,8 1,8 5 5 7
( М5 3,8 1,5 05 0,8 1,8 5 5 7
о ( Мб 45 2 05 1 2 6 6 8
1 Мб 4,5 2 0,5 1 2 6 6 8
10 | М8 6,2 2 05 1,2 25 8 8 10
Г М8 6,2 2 05 1.2 25 8 8 10
12 1 М10 7,8 3 05 1,5 3 10 10 14
14 MI0 7,8 3 1 1,5 3 10 10 14
( мю 7,8 3 1 1,5 3 10 10 14
16 4 MI2 95 4 1 2 3,5 12 12 16
18 M12 95 4 1 2 35 12 12 16
J М12 9,5 4 1 2 35 12 12 16
20 1 М16 13 4 1 25 4,5 16 16 20
Примечание. Материал: сталь марки Ст.3 ГОСТ 380-60 или марки 35
ГОСТ 1050-60.
Длины пальцев см. табл. 95. масса — табл. 96.
560
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 95
Длины пальцев с нарезанным концом и шлицем в головке
Размеры в мм
D 3 4 5 6 8 10 12 14 16 18 20
d 2,6 3 3 4 4 5 5 6 6 8 8 10 10 10 12 12 12 16
1 Рекомендуемые длины обозначены знаком X
4 X X X X X X
5 X X X X X X X X —.
6 X X X X X X X X X X — — — __ — —
8 X X X X X X X X X X X X — — — — — —
10 X X X X X X X X X X X X X —— — — — —
12 X X X X X X X X X X X X X X — — —
15 X X X X X X X X X X X X X X X — — —
18 —— X X X X X X X X X X X X X X — —
20 — X X X X X X X X X X X X X X X X —
22 — — X X X X X X X X X X X X X X X X
25 — — X X X X X X X X X X X X X X X X
28 — — X X X X X X X X X X X X X X X
30 — — — X X X X X X X X X X X X X X X
32 — —— — — X X X X X X X X X X X X X X
35 —— — — — X X X X X X X X X X X X X X
38 — — — — X X X X X X X X X X X X X
40 — — — — — X X X X X X X X X X X X X
42 — — — — — — X X X X X X X X X X X X
45 X X X X X X X X X X X
48 X X X X X X X X X X X
50 X X X X X X X X X
55 X X X X X X X X X
60 — — — —- —— — —- X X X X X X X X X
65 X X X X X X X
70 X X X X X X X
75 — — — — — — — — — — — X X X X X X X
80 X X X X X X
85 X X X X X X
90 X X X X X
95 «*• — — — — — — — — — X X X X
100 X X X X
Таблица 96
Масса пальцев с нарезанным концом и шлицем в головке
d в мм 2.6 3 3 4 4 5
D в мм 3 4 5 6
Масса нарезанного конца пальца в кг «ь при: lQ ъ 1 d le=zl,35d 0,0002 0,0002 0,0003 0,0002 0,0003 0.0004 0.0006 0,0001 0,0006 0,008 0,0011
Масса стержня пальца диа- метром D в кг я» прн длине стержня 1 — 10 мм 0,0006 ОДОЮ 0,0015 0,0015 0,0022 0,0022
ПАЛЬЦЫ С БУРТИКОМ И СТУПЕНЧАТЫМ НАРЕЗАННЫМ КОНЦОМ
561
Продолжение табл. 96
d в мм 5 6 6 8 8 10
D в мм 8 10 12
Масса нарезанного конца пальца в кг =5= при: 1о 1 d 40 = 1,35<7 0.0008 0.0011 0,0013 0,0018 0,0013 0,0018 0,0032 0.0039 0.0032 0,0039 0,0062 0.0086
Масса стержня пальца диа- метром D в кг я» при длине стержня 1 = 10 мм 0,0040 0.0010 0.0062 0,0062 0,0089 0,0039
d в мм ............ 10 10 12 12 12 16
D в мм 14 16 18 20
Масса нарезанного конца пальца в кг я» при: /о 1 d la^\,tf>d 0,0062 0.086 0.0062 0,086 0.0106 0,0142 0.0106 0,0142 0,0106 0,0142 0,0250 0,0315
Масса стержня пальца диа- метром О в кг я» при длине стержня Z = 10 мм ...... 0,0121 0,0158 0,0158 0,020 0,025 0.025
ПАЛЬЦЫ С БУРТИКОМ
И СТУПЕНЧАТЫМ НАРЕЗАННЫМ КОНЦОМ
Таблица 97
d M6 M8 M10 M12 M12 M12 M16 M16 M16 M20 M20
di 8 10 12 15 16 18 18 20 22 22 25
D 15 18 20 28 28 28 32 32 32 38 38
S 11 14 17 22 22 22 27 27 27 32 32
h 4 5 5 6 6 6 6 6 6 8 8
I 8 10 12 15 15 15 20 20 20 25 25
f 2 2 3 4 4 4 4 4 4 5 5
R 0,5 03 1,0 1,0 1,0 1,0 1,0 1.0 1.0 1.5 1.5
ft 2 2 2 2 2 2 2 2 2.5 2.5 2.5
c 1,0 1,2 1.5 1,8 1,8 1.8 2 2 2 2.5 2.5
562
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 98
Масса пальцев с буртиком и ступенчатым нарезанным концом
d в мм di в мм D в мм Масса нарезанного конца диаметром d в кг ъз Масса головки диаметром D в кг Масса стержня диаметром di при длине /1 в» 10 мм в кг^» . Мб 8 15 0,002 0,006 0.004 М8 10 18 0,004 0.009 0,006 мю 12 20 0,007 0,011 0,009 М12 15 28 0.013 0,026 0,014 М12 16 28 0,013 0,026 0,016 М12 18 28 0,013 0,026 0,020 М16 18 32 0,032 0,036 0.020 М16 20 32 0,032 0,036 0,025 М16 22 32 0,032 0,036 0,030 М20 22 38 0,062 0,045 0,030 М20 25 38 0,062 0,045 0,039
ОСИ (ВАЛИКИ) ШАРНИРНЫХ
СОЕДИНЕНИЙ С ПРОТОЧКОЙ
ПОД ШАЙБУ ЗАМКОВУЮ ШЕЗ
(по МН 788-60)
Оси (валики) ШЕЗ применяются
в шарнирных соединениях частей ме-
ханизмов общего назначения в соче-
тании с замковыми шайбами ШЕЗ по
МН 788-60 — см. стр. 654. Способы
применения осей и шайб ШЕЗ см.
стр. 655.
Размеры осей приведены в табл. 99,
длины их — в табл. 100, а массы —
в табл. 101,
Оси изготовляются двух испол-
нений: исполнение 1 — с буртиком;
исполнение II — без буртика.
Материал — сталь марок 10, 20 и
45 по ГОСТ 1050-60, 40 X по ГОСТ
4543-61.
Допускается применение стали дру-
гих марок, не уступающих по своим
механическим свойствам вышеуказан-
ным, а в технически обоснованных
случаях — цветных металлов и спла-
вов.
Рекомендуется термическая обра-
ботка:
Сталь 10 — цианировать и калить до
твердости HRC 56—60,
ОСИ (ВАЛИКИ) ШАРНИРНЫХ СОЕДИНЕНИЙ
563
Таблица 93
Оси (валики) шарнирных соединений с проточкой
под шайбу замковую ШЕЗ. Размеры
X7J остальное
Исполнение 1
Канавка для выпада
Размеры r лги
d D di b ft Л1 c r n не более Обозначения шайб ШЕЗ по МН 787-60
4 7 3 1.5 1.5 1,5 05 03 0,4 ШВЗ-4
5 8 ШЕЗ-З
6 10 4 2
8 12
10 14 8 2.5 2.5 0.6 U1E3-10
12 16 1
14 18 10 2 3 3 ШЕЗ-14
16 20
18 22 14 0,8 ШЕЗ-18
20 25 4 1 ШЕЗ-22
22 28 18 2,5 3,5 1.5
25 32 20 5 1 ШЕЗ-25
28 36
32 40 24 6 4,5 2 1,5 ШЕЗ-ЗО
36 45 28 3 5 1.6 ШЕЗ-36
40 50 32 ШЕЗ-40
45 55 36 7 25 2 ШЕЗ-45
50 60 40 3,5 5,5 ШЕЗ-50
55 65 45 8 25 2 ШЕЗ-55
60 70
70 80 55 10 6.5 3 3 ШЕЗ-65
80 90 65 8,5 4 ШЕЗ-75
90 100 75 12 ШЕЗ-85
100 no 85 ШЕЗ-95
564
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Оси (валики) шарнирных соединений с проточкой под шайбу ШЕЗ. Длины L и I таблица 100
Размеры в мм
L d
4 5 6 8 1 10 | 12 | 13 1 It 1 15 1 161 17 । 13 1 20 1 22 | 23 | 25 | 26 | 28 1 30 1 32 1 36 | 40 45 50 | 55 | 60 | 65 70 80 90 1 100
1
8 5
9 6 6 6
10 7 7 7 7
и 8 8 8 8
12 9 9 9 9
14 11 11 11 11 10 10 9 9
16 13 13 13 13 12 12 11 и 11 11 11 11
18 15 15 15 15 14 14 13 13 13 13 13 13
20 17 17 17 17 16 16 15 15 15 15 15 15 15
22 19 19 19 19 18 18 17 17 17 17 17 17 17
25 22 22 22 22 21 21 20 20 20 20 20 20 20 19 19
28 25 25 25 25 24 24 23 23 23 23 23 23 23 22 22 22 22
(30) 27 27 27 27 26 26 25 25 25 25 25 25 25 24 24 24 24
32 29 29 29 29 28 28 27 27 27 27 27 27 27 26 26 26 26 26
36 — 33 33 33 32 32 31 31 31 31 31 31 31 30 30 30 30 30 29
40 —— 37 37 37 36 36 35 35 35 35 35 35 35 34 34 34 34 34 33 33
45 — — 42 42 41 41 40 40 40 40 40 40 40 39 39 39 39 39 38 38
50 47 47 46 46 45 45 45 45 45 45 45 44 44 44 44 44 43 43 42
55 — 52 52 51 51 50 50 50 50 50 50 50 49 49 49 49 49 48 48 47
60 — 57 57 56 56 55 55 55 55 55 55 55 54 54 54 54 54 53 53 52 52
(65) — — 62 62 61 61 60 60 60 60 60 60 60 59 59 59 59 59 58 58 57 57 57
70 — 67 67 66 66 65 65 65 65 65 65 65 64 64 64 64 64 63 63 62 62 62
75 —- — — 71 71 70 70 70 70 70 70 70 69 69 69 69 69 68 68 67 67 67
80 — — — 76 75 75 75 75 75 75 75 74 74 74 74 74 73 73 72 72 72 71
85 —- — — — — 81 80 80 80 80 80 80 80 79 79 79 79 79 78 78 77 77 77 76 — __
90 85 85 85 85 85 85 85 84 84 84 84 84 83 83 82 82 82 81
95 90 90 90 90 90 90 90 89 89 89 89 89 88 88 87 87 87 86
100 95 95 95 95 94 94 94 94 94 93 93 92 92 92 91 91 91
105 100 100 100 100 99 90 99 99 99 98 98 97 97 97 96 96 96
110 105 105 105 105 104 104 104 104 104 103 103 102 102 102 101 101 101
115 — 110 ПО 110 110 109 109 109 109 109 108 108 107 107 107 106 106 106 105 105 103
120 115 115 114 114 114 114 114 ИЗ 113 112 112 112 111 111 111 110 ПО 108
130 125 125 124 124 124 124 124 123 123 122 122 122 121 121 1*21 120 120 118 118 118
140 135 135 134 134 134 134 134 133 133 132 132 132 131 131 131 130 130 128 128 128
150 145 145 144 144 144 144 144 143 143 142 142 142 141 141 141 140 140 138 138 138
160 155 154 154 154 154 154 153 153 152 152 152 151 151 151 150 150 148 148 148
170 165 164 161 164 164 164 163 163 162 162 162 161 161 161 160 160 158 158 158
180 175 174 174 174 174 174 173 173 172 172 172 171 171 171 170 170 168 168 168
190 185 184 184 184 184 184 183 183 182 182 182 181 181 181 180 180 178 178 178
200 194 194 194 193 193 192 192 192 191 191 191 190 190 188 188 188
210 204 204 204 203 203 202 202 202 201 201 201 200 200 198 198 198
220 214 214 214 213 213 212 212 212 211 211 211 210 210 208 208 208
240 234 234 234 2.33 233 232 232 232 231 231 231 230 230 228 228 228
250 244 244 244 243 243 242 242 242 241 241 241 240 240 238 238 238
зоо 294 294 294 293 293 292 292 292 291 291 291 290 299 288 288 288
ОСИ (ВАЛИКИ) ШАРНИРНЫХ СОЕДИНЕНИЙ
565
В табл. 101 приведена масса в кг 1000 осей с буртиком. Масса осей без
буртика получается путем уменьшения (—) табличной массы осей данного
диаметра и длины на величину разности, указанной в ннжней строке.
Таблица 101
Масса осей под шайбу ШЕЗ
L в мм d в мм
4 5 6 8 10 12 13 И 15 16
Масса 1000 шт. в кг
8 1,074
9 1,173 1,689 2,611 — —- — — —
10 1.272 1.843 2.833 5.208 — —
11 1,371 1,997 3,055 5,608 — —- — — — —
12 1,470 2.151 3,277 6,008
11 1.668 2,459 3,721 6,808 10,87 14,14 16,56 20,41
16 1,866 2,767 4,165 7,608 12,11 15,92 18,64 22.81 25,69 28,25
18 2,061 3,075 4,609 8,408 13,35 17,70 20,72 25,21 28,49 31,45
20 2.262 3,382 5,053 9.208 14,59 19,48 22,80 27,61 31,29 31,65
22 2,460 3,691 5,497 10,01 15,83 21,26 24,88 30,01 34,09 37,85
25 2.757 4,153 6,163 11,21 17,69 23.93 28.00 33,61 38,29 42.65
28 3,054 4,615 6,829 12,41 19,55 26,60 31,12 37,21 42,49 47,45
30 3.252 4,923 7,273 13,21 20,79 28,38 33,20 39,61 45,29 50.65
32 3,450 5,231 7,717 14,01 22.01 30,16 35,28 42,01 48,09 53,85
36 5,847 8,605 15,61 24,49 33.72 39,44 46,81 53,69 60,25
40 6,463 9,493 17,21 26,97 37,28 43,60 51,61 59.29 66.65
45 __ 10.60 19.21 30,07 41,07 48,80 57,61 66.29 74,65
50 — . — 11.71 21,21 33,17 46,18 54,00 63,61 73,29 82,65
55 12.82 23.21 36,27 50,63 59,20 69,61 80,29 90,65
60 __ 13.93 25,21 39,37 55,08 64,40 75,61 87,29 98.65
65 15,04 27,21 42,47 59,53 69,60 81,61 94,29 106,7
70 — — 16,15 29,21 45,57 63,98 74,80 87,61 101,3 114,7
75 48,67 68,43 80,00 93.61 108,3 122.7
80 — — 72.88 85,20 99,61 115,3 130,7
85 1 — — — — — 77,33 90,40 105,6 122,3 138,7
90 95.60 111,6 129,3 146,7
95 — — — — — — 100,8 117,6 136,3 154,7
100 — 162.7
165 — — — — — — — — — 170,7
440 — 178,7
145 — — — — — — — — — 186,7
120 —- — — — — —• — —
130 — — — — — — — —. —• —
440 j — — — — — — —
150 — — — — — — — —
Й0 —- — —— —— — — —
47® —- — — — — — —
180 —— — — — — — — —
490 — — — — — — — —. —. —
200 —
240 — — —- — — —-
220 — — — — — — — —
240 — — — — — — — —-
250 — — — — — — — —- ——
300 — —. — — —. — — — —-
Средняя разность в массе 1000 осей без буртика в кг
-0,169 -0.215 -0.42 -1,16 -0.75] -0,64 -0,24 —0,46 -1,56 -1.11
Примечание. Масса осей подсчитана без учета канавки для выхода шлифоваль-
ного круга.
566
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 101
d в мм
L в .«.и 17 18 20 22 23 25 26 28 30 32
Масса 1000 шт. в кг
8 —
9 — — — — — — — —— — ——
10 —- — —— — — — —- — —.
11 — — — — — — — — —
— — — — ——
12 — —- —
14 __ — — — ——
16 32.01 36,47 —• — — — — —
18 35,61 40,47 — — — — — — — —
20 39,21 44,47 58,32 — — — — — — —
22 42,81 48,47 63.32 —
25 48,21 54,47 70,82 83.21 93.77 —- —
28 53,61 60,47 78.32 92.21 103,7 128,8 140,0 —
30 57,21 64,47 83.32 98,21 110,3 136,6 148,4 — — —
32 60,81 68,47 88,32 104,2 116,9 144,4 156,8 179,1
36 68,01 76,47 98.32 116,2 130,1 160,0 173,6 198,3 228,9
40 75,21 84,47 103,3 128,2 143.3 175,6 190,4 217,5 250,9 288.1
45 84.21 94,47 120.8 143,2 159.8 195,1 211,4 241,5 278,6 319,6
50 93,21 104,5 133,3 158,2 176,3 214,6 232,4 265,5 305,9 351,1
55 102,2 114,5 145,8 173.2 192.8 234,1 253,4 289,5 333,4 382,6
60 111,2 124,5 158,3 188,2 209,3 253.6 274,4 313,5 360,9 414,1
65 120.2 134,5 170,8 203.2 225,8 273.1 295,4 337,8 388,4 445,6
70 129,2 144,5 183,3 218,2 242.3 292.6 316,4 361,5 415,9 477,1
75 138,2 154,5 195,8 233,2 258,8 312,1 337,4 385,5 443,4 508,6
80 147,2 164,5 208,3 248,2 275,3 381,6 358.4 409,5 470,9 540.1
85 156,2 174,5 220,8 263,2 291,8 351,1 379,4 433,5 498,4 571,6
90 165,2 184,5 233,3 278,2 308.2 370,6 400,4 457,5 525,9 603.1
95 174,2 194,5 245,8 293,2 324,8 390,1 421,4 481,5 553,4 634,6
100 183,2 204,5 258,3 308,2 341,3 409,6 442,4 505,5 580,9 666.1
105 192,2 214,5 270,8 323,2 357,8 429,1 463,4 529,5 608,4 697,6
110 201,2 224,5 283.3 338,2 374,3 448,6 484,4 553.5 635,9 729,1
115 210,2 234,5 295,8 353.2 390,8 468,1 505,4 577,5 663,4 760,6
120 244,5 308,9 368,2 407,3 487,6 526,4 601.5 690,9 792,1
130 — 264,5 333,3 398,2 440.3 526,6 568,4 649,5 745,9 855,1
140 — 284,5 358,3 428,2 473.3 565,6 610,4 697,5 800,9 918,1
150 —— 304,5 383.3 458,2 506,3 604,6 625,4 745,5 855,9 981,1
160 408.3 488,2 539.5 643.6 694,4 793.5 910.9 1044
170 433.3 518,2 572,3 682.6 736,4 841,5 965,9 1107
180 458.3 548,2 605,3 721,6 778,4 889,5 1021 1170
190 — — 483,3 578.2 638,3 760,6 820,4 937,5 1076 1233
200 799,6 862,4 985,5 1131 1296
210 __ — 888,6 904,4 1034 1186 1359
220 __ — 877,6 946,4 1082 1241 1422
240 __ __ 955,6 1030 1178 1351 1548
250 __ 994,6 1072 1226 1406 1611
300 — — — — — 1190 1282 1466 1681 1926
Средняя разность в массе 1000 осей без буртика в кг
- —059 -051 -4,67 —4,23 -3,9 —105 -13,1 -13,5 -8,6 -18,2
ОСИ (ВАЛИКИ) ШАРНИРНЫХ СОЕДИНЕНИЙ 567
Продолжение табл. 101
L в мм d в мм
36 40 45 50 55 60 65 70 80 90 100
Масса 1000 шт. в кг
8
9 10 —
11
12 —
14
16 —
18
20 —
22
25
28
30
32
36
40
45
50 445,0
55 485,0
60 525,0 647,4
65 565,0 696,9 890,6
70 605,0 746,4 953,1
75 645,0 795,9 1016
80 685,0 845,4 1078 1322 —
85 725,0 894,9 1141 1399 — — — — — — —
90 765,0 944,4 1203 1476
95 805,0 993,9 1266 1553 — — — — — — —
100 845,0 1043 1328 1630 1996 2362 -
105 835,0 1093 1391 1707 2089 2473 — — — — —
НО 925,0 1142 1453 1784 2182 2584
115 965,0 1192 1516 1861 2275 2695 3171 3724 4 999
120 1005 1241 1578 1938 2368 2806 3300 3875 5 196
130 1085 1340 1703 2092 2554 3028 3560 4177 5 590 7 004 8 637
140 1165 1439 1828 2246 2740 3250 3820 4479 5 984 7 503 9 251
150 1245 1538 1953 2400 2926 3472 4080 4781 6 378 8 002 9 871
160 1325 1637 2078 2554 3112 3694 4340 5083 6 772 8 501 10 488
170 1405 1736 2203 2708 3298 3916 4600 5385 7 166 9 000 11 105
180 1485 1835 2328 2862 3484 4138 4860 5687 7 560 9 499 11 722
190 1565 1934 2463 3016 3670 4360 5120 5989 7 954 9 998 12 339
200 1645 2033 2588 3170 3856 4582 5380 6291 8 348 10 497 12 956
210 1725 2132 2713 3324 4042 4804 5640 6593 8 742 10 996 13 573
220 1805 2231 2838 3478 4228 5026 5900 6895 9 136 11 495 14 190
240 1965 2429 3088 3786 4600 5470 6420 7499 9 824 12 493 15 424
250 2045 2528 3213 3940 4786 5692 6680 7601 10218 12 992 16 041
300 2445 3023 3838 4710 5716 6802 7980 9311 12 188 15 487 19 126
Средняя разность в массе 1000 осей без буртика в кг
- -16 -18 -36,4 -27 -63 —66 -31 -19 —208 -185 -206
568
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Глубина цианирования:
0,2—0,3 мм — для осей с диаметром d
от 4 до 10 мм
0,4—0,6 мм — для осей с диаметром d
от 12 до 100 мм
Сталь 20 — цементовать и калить
до твердости HRC 56—60.
Глубина цементации:
0,2—0,3 мм — для осей с диаметром d
от 4 до 10 мм
0,4—0,6 мм — для осей с диаметром d
от 12 до 30 мм
0,8—1.0 мм — для осей с диаметром d
от 35 до 50 мм
1,0—1,2 мм — для осей с диаметром d
от 55 до 70 мм
1,2—1,4 мм — для осей с диаметром d
от 75 до 100 мм
Сталь 45 — улучшить до твердости
HRC 28—32 или калить токами вы-
сокой частоты (т. в. ч.) до твердости
HRC 40—45.
Сталь 40X — калить до твердости
HRC 52—56.
Противокоррозийное покрытие:
для легких и средних условий ра-
боты — оксидировать или фосфати-
ровать;
для жестких и специальных условий
работы — хромировать или кадмиро-
вать.
Допускаемые отклонения на диа-
метр — С, Х3 Х4 и Х5 по ОСТ 1012,
1013, 1014 и 1015.
Отклонения свободных размеров —
по 7-му классу точности ОСТ 1010.
Чистота поверхностей:
для осей с ходовой посадкой Х3,
Х4 и по чертежу на стр. 563;
для осей со скользящей посадкой
С — па один или два класса выше.
Оси могут быть изготовлены из
калиброванного проката; допускается
изготовление таких осей без фаски
иа конце стержня и без канавки для
выхода шлифованного круга.
В случаях применения осей в соеди-
нениях с износоустойчивыми втул-
ками диаметр буртика D может быть
соответственна увеличен.
Па торцах осей допускаются центро-
вые отверстия по ОСТ 3725.
Условное обозначение
оси исполнения I диаметром d =
= 20 мм, с ходовой посадкой 5-го
класса точности и длиной L = 55 мм:
Ось I 20Х3х55 МН 788-60,
ВИНТЫ ДЛЯ МЕТАЛЛА ОБЩЕГО
НАЗНАЧЕНИЯ
(по ГОСТ 1475-62, 1489-62, 1490-62,
1491-62 и 5993-62)
Винты для металла по указанным
ГОСТам изготовляются в двух ва-
риантах исполнения. Во втором ва-
рианте отсутствует шейка под накат-
ную резьбу: диаметр dt равен номи-
нальному диаметру резьбы d (см.
фиг. 27), а ''1= 2-
Фиг. 27.
Варианты исполнения стержней вин-
тов устанавливаются предприятием-
изготовителем винтов.
Технические требования на вин-
ты— см. ГОСТ 1759-62 (стр. 509 и
табл. 55).
Типы и наименования винтов при-
ведены в табл. 102, размеры их и
длины — в табл. 103, 104 и 105, а
массы винтов — в табл. 107—НО.
В табл. 111 даны размеры ключа для
винтов с шестигранным углублением
в головке «под ключ».
Второй вариант головки винтов по
ГОСТ 1489-62 (см. табл. 102) преду-
смотрен для винтов с номинальным
диаметром резьбы от 3 до 10 мм вкл.
Резьбы винтов выполняются по
ГОСТ 9150-59 с крупным или мелким
шагом — см. табл. 103.
Допуски резьб — по ГОСТ 9253-59:
для резьб с крупными шагами класс
точности 2 или 3, с мелкими — 2а
или 3.
При выборе шагов, резьб крупные
шаги следует предпочитать мелким
и класс точности резьбы 3 — клас-
сам точности 2 и 2а.
В условных обозначениях винтов
не указываются: материал, если винты
изготовляются из материала под-
группы 00; покрытие — группы 0
(без покрытия), исполнение 1, класс
точности резьбы 3.
ВИНТЫ ДЛЯ МЕТАЛЛА
569
Винты для металла. Типы
Таблица 102
Наименование
винта н ГОСТ
Чертеж
Длины Массы
См. табл.
С полукруглой
головкой,
1489-62
104
106
С потайной
головкой,
1490-62
104
107
570
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 102
Наименование Чертеж Длины Массы
винта и ГОСТ См. табл.
С полупотайной
головкой.
1475-62
С цилиндрической
головкой и шести-
гранным углубле-
нием «под ключ»,
5993-62
Примечание. Винты с квадратной головкой и буртиком см. ГОСТ 1488-64 со
сроком введения 1 января 1966 г.
Примеры условныхобо-
значений виита по ГОСТ 1490-62
диаметром 12 мм, длиной 40 мм, с клас-
сами точности резьбы 2 и 2а, из ма-
териала подгруппы 01, с покрытием
по группе 1:
с крупным шагом резьбы (испол-
нение I):
Винт М12х40кл.2—011 ГОСТ 1490-62;
с мелким шагом резьбы (исполне-
ние 1);
Винт М12Х 1,25X 40 кл. 2а — 011
ГОСТ 1490-62;
с крупным шагом резьбы (исполне-
ние II):
Винт 11 М12X40 кл. 2—011 ГОСТ
1490-62;
с мелким шагом резьбы (исполне-
ние 11):
Винт Н М 12X1,25X40 кл. 2а — 011
ГОС!' 1490-62.
ВИНТЫ ДЛЯ МЕТАЛЛА
571
Размеры винтов для металла
по ГОСТ 1489-62, 1490-62, 1475-62, 1491-62. 5993-62
Таблица 103
Размеры в мм
гост Размеры винта Номинальный диаметр d резьбы винта
1* 1,2* 2 2.5 3 4 5 6 8 10 12 16 20 24 30 36 42
Для винтов всех Шаг резьбы: крупный 0,25 0.25 0.4 0.45 05 0.7 0.8 1 1,25 1.5 1.75 2 2,5 3 3,5 4 4,5
типов мелкий — — — — — — — — 1 1.25 1,25 1,5 1,5 2 2 3 3
Диаметр стержня номин 1 1.2 2 2.5 3 4 5 6 8 10 12 16 20 24 30 36 42
1489-62 Диаметр головки D 2 2.3 3,5 4,5 5,5 7 9 105 13 16 18,5 24 30
Высота головки Н .......... 1 1.2 1.8 2.1 25 3,2 4 4.5 6 7,5 9 11 14 —
Ширина шлнца b ........... 0.32 0,32 0.5 0.6 0.8 1 1,2 1,6 2 2.5 3 4 4 — —
Глубина шлица h 0.5 06 1 1.2 1,4 1.8 2,2 2.5 3.2 3,8 4,2 5 6 — —
Радиус сферы головки R 1 1,2 1.8 2.3 2.8 35 4,5 5.3 6.5 8 9,3 12 15 — — —
Радиус под головкой г, не более . . . 0,2 0,2 0,2 0,2 0.2 0.4 0,4 0.5 0.5 0,6 0.8 1 1
1490-62 Диаметр головки D Г) 2.4 4 5 6 7,5 9 11 15 18 22 29 36
Высота головки Н . 0.6 0,7 1.2 1.4 1,6 2 25 3 4 4,8 5,6 7 9 —
Ширина шлнца b ........... 0,32 0.32 05 0.6 0.8 1 1.2 1,6 2 2.5 3 4 4 — __
Глубина шлнца h .......... 0.3 0.4 05 0.7 0.9 1,1 1.2 1.5 2 2.5 25 3 4 — — __
Радиус под головкой г, не более . . . 0,2 0.2 0,2 0.2 0,2 0,4 0,4 0.5 0,5 0,6 0,8 1 1 — — —
572
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 103
ГОСТ Размеры винта Номинальный диаметр d резьбы винта
1* 1,2* 2 2.5 3 4 5 6 8 10 12 16 20 24 30 36 42
1475-62 Диаметр головки D 2 2.4 4 5 6 7,5 9 11 15 18 22 29 36
Высота головки Н (без сферы) . . . 0,6 0.7 1.2 1,4 1.6 2 2,5 3 4 4,8 5,6 7 9 — — — —
Высота сферы hi 0,3 0,35 0.5 0,7 0,8 1 1,3 1,5 2 2.5 3 4 5 — — —— —
Ширина шлица h 0,32 0.32 0.5 0.6 0.8 1 1.2 1.6 2 25 3 4 4 — — — —
Глубина шлица h 0,4 0,4 0.7 0,8 0,9 1,2 1.8 2 25 3.2 3,6 4,5 6 — — — —
Радиус под головкой г, не более . . 0.2 0.2 0,2 0,2 0,2 0,4 0.4 0.5 «,Б 0.6 0.8 1 1 — — —
Радиус сферы головкн Л==ь 1,8 2,2 4,2 4,8 6 7,5 8,4 10,8 15 17,5 21,7 28,3 34,9 — — — —
1491-62 Диаметр головкн D 2 2.3 3,5 4.5 5 7 8.5 10 12,5 15 18 24 30
Высота головки Н ........... 0.7 0.8 1.4 1,7 2 2.8 3.5 4 5 6 7 9 И — — — —
Ширина шлица b 0.32 0.32 0.5 0.6 0.8 1 1.2 1,6 2 25 3 4 4 — —— —
Глубина шлица h .......... 0.3 0.4 0,7 0.9 1 1,4 1,7 2 2.5 3 3.5 16 4,5 —— — —. —
Радиус под головкой г, не более . . 0,2 0.2 0,2 0,2 0.2 0,4 0.4 0,5 0,5 0.6 0.8 1 1 — — — —-
5993-62 Диаметр головки D 10 12,5 15 18 24 30 36 42 50 58
Высота головкн Н —— — — — —— —- 6 8 10 12 16 20 24 30 36 42
Размер «под ключ S> —- —— —— — — — 5 7 8 10 12 14 17 19 24 27
Диаметр описанной окружности Di — — — — — — 5.8 8,1 9,2 11,5 13,8 16,2 19,6 21,9 27,7 31,2
Диаметр фаски — — — — — — 6 8,5 9,5 12 14 17 20 24 28 32
Величина шестигранного углубления h — — —— — — — —- 3,5 4 5 7 9 II 15 16 20 23
Глубина сверления не более . . . — — — —— — — — 4 5 6 8 10 13 16 18 23 26
Радиус под головкой г, не более . . Радиус для шестигранного углубле- — — — — — — — 0.5 0,5 0,6 0,8 1 9.5 1 11 1,2 1,2 1,5 1,5
ния' (для инструмента) 7? — — — —— — — — 4 4,75 6,5 8,5 13 15 18,5 20
* Be Величина фаски с илн радиуса % . . нты диаметров 1 и 1,2 мм с полукругло й гол овкой по Г( )СТ 1 475-62 по во ЗМОЖ1 0,3 юсти 0.3 не пр 05 <меня1 0,5 ь. 0,5 1 1 1 1 1
ВИНТЫ ДЛЯ МЕТАЛЛА
573
Длины винтов для металла
по ГОСТ 1475-62, 1489-62, 1490-62, 1491-62
Размеры в мм
Таблица 104
Номинальный диаметр резьбы d
Длина 1 | 1.2 | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20
в и ита 1 —
Длина резьбы Zg, включая сбег резьбы (знаком х отмечены винты с резьбой
на всей длине стержня)
10
10
12
12
12
122
122
14
14
14
14
1(2
(16)
16
16
16
16
(22) X
22 (26)
22 26
X
X
(30)
(30)
— — — — — 122 142 16 18 22 26 30 (38)
— 122 142 163 18 22 26 30 (38)
— — — — — 122 142 162 18 22 26 30 38
— — — — — 122 142 162 18- 22 26 30 38
— — — — — 122 142 163 182 22 26 30 38
122 142 162 182 222 262 30 38
30 38
30 38
— 38
(46)
(46)
46
46
46
46
46
46
46
46
X
X
1 Относятся только к винтам по ГОСТ 1489-62 и 1491-62.
s По ГОСТ 1475-62 не изготовляются.
Величины в скобках относятся к винтам по ГОСТ 148942 и 1492-62. По ГОСТ 1475-62 и
1490-62 эти же вннты изготовляются с резьбой по всей длине стержня. Винты (исполне-
ние 1), для которых величины 1а расположены в таблице иад ломаной линией, допускается
изготовлять с длиной резьбы до головки.
Винты, отмеченные знаком х. в исполнении 11 ие изготовляются.
574
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 105
Длины винтов с цилиндрической головкой
н шестигранным углублением „иод ключ"
по ГОСТ 5993-62
Размеры в мм
Номинальный диаметр резьбы d
Длина 6 8 10 | 12 16 20 24 30 36 42
винта 1
Длина резьбы /о, включая сбег резьбы (знаком X отмечены
винты с резьбой на веек длине стержня)
10 X — — — — — — —
12 XX------ —
14 хх------ —
16 XXX----- — __
20 хххх — — — — —
25 1SXXXX--- ——
30 18 22 х х X X ——
35 18 22 26 30 X X X — — —
40 18 22 26 30 X X X — — —
45 18 22 26 30 38 X X — — _
50 18 22 26 30 38 X X —
55 18 22 26 30 38 46 X X — _
60 18 22 26 30 38 46 X X — —
65 - 22 26 30 38 46 54 X —
70 — 22 26 30 38 46 54 2 X
75 - 22 26 30 38 46 54 66 X
80 - 22 26 30 38 46 54 66 X X
90 - - 26 30 38 46 54 66 78 х
100 -- 26 30 38 46 54 66 78 90
по - — — 30 38 46 54 66 78 90
120 — — — 30 38 46 54 66 78 90
130 ---30 38 46 54 66 78 90
140 ----38 46 54 66 78 90
150 ---- 38 465466 78 90
160 — — — — 44 52 60 72 84 96
170 ----- 52 60 72 84 96
180 — — — — — 52 60 72 84 96
190 ----- 52 60 72 84 96
200 — — — — — 52 60 72 84 96
220 — — — — — 52 60 72 84 96
240 ----- -60 72 84 96
260 ------ - 72 84 96
280 ------ -72 84 96
300 _______ 72 84 96
Примечание. Винты, для которых величины Iq расположены в таблице над лома-
нон линией, могут изготовляться без подготовки.
Винты, отмеченные знаком X, в исполнении П ие изготовляются.
ВИНТЫ ДЛЯ МЕТАЛЛА
575
В табл. 106—107 указана масса в кг стальных винтов. Для определения
массы винтов из других материалов, величины массы, указанные в таблицах,
следует умножить на 0,356 для алюминиевых сплавов и на 1,08 для латуни.
Винты для металла. Масса винтов
по ГОСТ 1489-62
Таблица 106
Длина винта Номинальный диаметр резьбы d в мм
1 1 1.2 j 1.6 j 2 1 2,5 | 3 1 4 | 5 | 6 1 3 ' 10 1 12 1 16 1 20
1 В .W.W Масса 1000 стальных винтов (исполнение 1) с крупным шагом резьбы в кг ъз
2 0.017 0.031 0,052
3 0,021 0.038 0,066 0,128 0,208 0,331 —
4 0,025 0,015 0,079 0,146 0,235 0,375 0,805 — — — — — — —
& 0,029 0,056 0.095 0,164 0,266 0,419 0 882 — — - — — - —
6 — 0,058 0,102 0,182 0,297 0,463 0,959 1,565 — — — — — —
8 — 0,122 0,218 0.357 0,551 1,113 1,813 3.078 — — — —
10 — — 0,156 0,254 0,419 0,639 1,267 2,061 3,430 — — — — —
12 — — 0,170 0,290 0,479 0,727 1.421 2.309 3,782 7,496 — — — —
14 — __ 0,184 0,326 0,539 0,815 1,575 2,557 4,134 8.132 — — - —
16 — — — 0,362 0,599 0,903 1,729 2,805 4,486 8,768 — — — —
20 — — — 0,720 1,079 2.037 3,301 5,190 10,04 17,18 — — —
25 — — — 0,870 1,299 2,422 3,921 6,070 11,63 19,68 29,28 — —
30 — — — — — 1,519 2,807 4,541 6,950 13,22 22,18 32,91 60.60 —
35 — — — — — 1,739 3,192 5,161 7,830 14,81 24,68 36,54 67,26 —
40 — — — — — 1,959 3,575 5,781 8,700 16,40 27,18 40,18 73,92 127,6
45 — — — — —. 2,179 3,960 6,401 9,590 17,99 29,68 43,81 80,57 138,0
50 — — — — — 2,443 4,345 7,021 10,47 19,58 32,18 47,45 87,23 148,4
55 — — — — — 2,664 4,730 7,642 11,35 21,17 34,68 51.08 93,88 158,8
60 — — — — 2,885 5,115 8,263 12,23 22,76 37,18 54,72 100.5 169,2
65 — — — — — 3,106 5,500 8,884 13,11 24,35 39,68 58,35 107,2 179,6
70 — — — — — 3,327 5,885 9,505 13,99 25,95 42,18 61,99 113,8 190,0
75 — — 65,62 120,5 200,4
80 69,26 127,2 210,8
90 140,5 231,6
100 — 252,4
по 273,2
120 1 294,0
576
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Масса винтов по ГОСТ 1490-62
Таблица 107
Длина вИнта 1 в Мм Номинальный диаметр резьбы d в мм
1 1,2 1,6 2 2,5 3 4 5 6 8 10 12 16 20
Масса 1000 стальных винтов (исполнение I) с крупным шагом резьбы в кг^
2 3 4 5 6 8 10 12 14 16 20 25 30 35 40 45 50 55 60 65 70 75 80 90 100 ПО 120 —< tfti© ift csssii и н । i i i i i 11 IiI i I i ill ©©©о loSoo.1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 III ©•ООО 0,052 0.063 0.075 0.086 0.109 0.134 0,172 0,194 0.080 0,097 0,115 0,133 0.169 0.210 0,247 0,285 0.322 0.172 0.202 0,232 0,295 0,353 0,411 0,475 0,532 0,663 0,767 0,254 0,298 0,342 0,430 0,518 0,606 0,694 0.782 0,958 1,174 1,398 1,618 1,828 2.048 2.268 2,488 2,708 2,928 3,148 0,824 0,978 1,132 1,286 1,440 1,748 2.132 2,518 2,903 3.288 3.673 4,058 4,443 4,828 5,213 5,598 1,409 1.649 1.897 2,145 2,393 2,889 3,509 4,129 4,749 5,369 5,989 6,609 7,229 7,849 8,469 9,089 2,210 2.512 2,864 3.216 3,568 4,272 5,152 6,032 6,912 7,792 8,672 9,552 10,43 11.31 12.19 13,07 5,683 6,319 6,955 8,227 9,817 11,41 13.00 14,59 16,18 17.77 19,36 20,95 22,54 24,13 13,61 16,11 18,61 21.11 23,61 26,11 28,61 31,11 33.61 36,11 38,61 24,22 27,86 31,49 35,13 38,76 42,40 46,03 49,67 53,30 56,94 60,58 64,92 51,88 56.53 65,18 71,83 78,48 85,13 91,78 98,43 105,1 111,7 118,4 131,7 109,5 119.9 130,3 140,7 151,1 161,5 171,9 182.3 192,7 213,1 234,4 255,1 275,9
ВИНТЫ для МЕТАЛЛА
577
Васильев
Масса винтов по ГОСТ 1475-62
Таблица 103
Длина Номинальный диаметр резьбы d в мм
1 1,6 2 2,5 3 4 5 6 8 10 12 16 20
винта 1
в мм
Вес 1000 стальных винтов (исполнение 1) с крупным шагом резьбы в кг «ь
2 0,018
3 0.021 0,079 0,117 — - — — — —
4 0.025 0.090 0.133 0,245 0,400 — — — — —
5 0,030 0,102 0,151 0,283 0,444 — — — — -— ——
6 0,114 0,169 0,313 0,488 — — _— — — —
3 — 0,137 0,205 0,394 0,576 1,131 1,880 3,025 — — — —
10 0,160 0,246 0,434 0,664 1,285 2,128 3,377
12 — 0,179 0,284 0,486 0,752 1.439 2.376 3.729 7,739 —
14 0,198 0.321 0.556 0.840 1,593 2.624 4,081 7,775 — —
16 0,358 0.611 0,928 1,747 2.872 4,433 9,011 — — —
20 __ — 0 734 1,104 2,055 3.36S 5.137 10,28 17,29 —
25 — — — 0,881 1,320 2,439 3,988 6,017 11,86 19,79 30,99 — —
30 1,544 2,825 4,608 6,897 13.46 23.29 34,63 67,23
35 —— 3,210 5.228 7,777 15,24 26,29 38,26 73.88
40 —— 5,848 8,657 16,64 28,29 41,90 80,53 139,3
45 6,468 9.537 18.33 31,29 45.53 87,18 149.8
48 — 10.07 19.28 32.29 47,71 91,17 156,0
50 — — — — — —• — 10,42 19,82 34,79 49,17 93,83 160,2
55 — 11,30 21,40 37,29 52,80 100,5 170,5
60 — __ 22,99 39,79 56,44 107,1 181,0
65 — — 24,37 42,29 60,07 113,8 191,4
70 — __ 63,71 120,4 202,8
75 — — 67,34 127,1 212,2
80 — — — — — — — — — — 70,98 133,7 222,5
90 147,0 243,0
100 — __ — «—- — —— 263,2
110 —— — 285,1
120 — — — — — — — — — — 305,8
578
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Масса винтов по ГОСТ 1491-62
Таблица 109
Номинальный диаметр резьбы d в мм
Длина
винта 1 1 1,2 1.6 2 2,5 3 4 5 6 8 10 12 16 20
в жм
Масса 1000 стальных винтов (исполнение 1) с крупным шагом резьбы в кг
2 0.026 0.039 0.092
3 0.030 0,045 0.104 0,162 0.273 0.443 — — — — — —
4 0.034 0,051 0,116 0.180 О.-ЗОЗ 0.487 1,063 — —. —— —-
& 0,038 0,058 0.128 0,199 ода 0531 1,141 — — — — —
6 — 0,065 0,140 0,218 0,363 0,575 1,219 2.07 — — — —
8 — — 0.164 0256 0,423 0,663 1,375 2,32 3,57 — — — — —
10 0,188 0,294 0.482 0.753 1,530 2,57 3,92
12 — 0,212 0.332 0,541 0.843 1,685 2,82 4,27 8.60 — —
14 0,236 0.370 0,600 0.933 1,840 .3,07 4,62 9,30
16 — 0.408 0,659 1.023 1,995 .3.32 4,97 10,0 . —- __
20 —- — — 0,777 1,203 2,305 3.82 5,67 11.4 17,6 — —-
26 — — — — 0.924 1.426 2,693 4,43 6,55 13.0 20.1 32.1 — —
30 1,649 3,081 5,05 7,43 14,7 22.6 35,7 72.0
33 — — 1,872 3,468 5,66 8.32 16,3 25,1 39.3 80,0
40 —_ — 2,095 3,856 6,27 9.20 18,0 27,6 43.0 88,0 144
45 — — 2,317 4.244 6,88 10.1 1.9,6 30,2 46,6 96.0 155
50 2.539 4,632 7,49 11.0 21,3 32,7 60.1 104 166
55 — — — — — 2.761 5,020 8,10 11,9 23.0 35,2 53,7 111 176
60 __ 2,983 5,408 8.71 12,7 24,6 37.7 57,3 118 186
65 — 3,205 5,796 9.32 13.6 26,2 40,2 60,9 125 196
70 — — 3,427 6,184 9,93 14,5 27,8 42,7 64,5 132 206
75 — — — — — — — — — 68,1 139 216
80 — — — __ — — — —— 71.7 146 226
90 — — — — — — — — — — — — 160 246
100 — — 266
110 — — — — —• —. — — —- —- — 287
120 308
ВИНТЫ ДЛЯ МЕТАЛЛА
579
Таблица ПО
Масса винтов по ГОСТ 5993-62
Длина винта 1 в мм Номинальный диаметр резьбы d в мм
6 8 10 12 16 20 24 30 36 42
Масса 1000 стальных винтов (исполнение 1) с крупным шагом резьбы в кг =»
10 4,10
12 4,46 9.74 — __ __
14 4.82 10,4 — — __
16 5,18 11,0 19.3 __ __ __
20 5,90 123 21,3 33.4 __
25 6,80 13.9 23.8 37,0 79,5 __
30 7,70 15,5 26.3 40,6 86,0 156,8 — —
35 8,60 17,1 28,8 44,2 92.5 167,3 267,0 —
40 9,50 18,7 31.3 47,3 99,0 177,8 282,0 —
45 10,4 20.3 33.8 51.4 105.5 188,3 297,0 _—
50 11.3 21.9 36,3 55,0 112,0 198,8 312.0 __ —
55 12.2 23,5 38.8 58,6 118,5 209,3 327,0 540,5 __
60 13.1 25,1 41.3 62,2 125,0 219.8 342.0 564,0 __
65 26,7 43,8 65,8 131,5 230.3 357,0 587,5
70 — 28.3 46.3 69.4 138,0 240,8 372.0 611,0 944,0 ——
75 __ 29.9 48.8 73.0 144,5 251,3 387,0 634,5 978,0
80 — 31.5 51,3 76,6 151.0 261,8 402.0 658,0 1012 1494
90 — — 56,3 83.8 164,0 282.8 432.0 705,0 1081 1588
100 __ — 61,3 91,0 177,0 303.8 462,0 752.0 1149 1682
ИО — 98.2 190.0 324,8 492.0 799.0 1217 1776
120 — —— 105,4 203.0 345,8 522.0 846,0 1286 1870
130 112.5 216,0 366,8 552.0 893,0 1354 1964
140 — —. — 229,0 387.8 582.0 940,0 1423 2058
150 — . — — 242.0 408.8 612.0 987,0 1491 2152
160 —. — — 255,0 429.8 642,0 1034 1559 2246
170 __ — — 450,0 672.0 1081 1628 2340
180 __ — — 471.8 702.0 1128 1696 2434
190 __ — 492.8 732,0 1175 1765 2528
200 __ __ 513.8 762.0 1222 1833 2622
220 534,8 822.0 1316 1970 2810
240 — __ — —- 882,0 1410 2107 2998
260 __ — 1504 2243 3186
280 __ — — ——, 1598 2380 3.374
300 — — — — — 1692 2517 3562
580
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
КЛЮЧ ДЛЯ ВИНТОВ С ЦИЛИНДРИЧЕСКОЙ головкой
И ШЕСТИГРАННЫМ УГЛУБЛЕНИЕМ «ПОД КЛЮЧ»
(приложение к ГОСТ 5993-62)
Обозначение ключа размером S = 8 мм\
Ключ S = <S ГОСТ 5993-62.
Таблица 111
Размера в мм
D,
tip пику d---s снять на
обоих концах крюча)
© . S 33 to S Dl L I h 7? u (высота клейма) 1 Разме- ры за- готов- ки Масса 1 шт. В К? =5»
3 3,5 60 15 25 4 5 3X78 0.005
4 | 4,6 70 20 4X92 0,009
5 | 5,8 80 25 40 5 5ХЮ7 0,018
7 8,1 90 28 6 7X120 | 0,030 8X145 | 0.063
8 | 9,2 110 32 50 _8 10
10 | 11.5 130 36 10X170 0,116
12 | 1X8 150 40 70 12 8 12X195 | 0,191
14 | 16,2 170 45 16 14X220 | 0,293
17 19,6 200 50 100 20 17X255 | 0,500
19 | 21,9 | 230 55 19X290 | 0,711
24 | 27,7 | 280 65 160 32 24X350 1 1,370
27 | 31,2 | 320 70 27X390 1,930
Примечание. Заготовка для ключей —
по ГОСТ 8560-57. Материал — сталь марки 45 по
ГОСТ 1051-59.
ВИНТЫ УСТАНОВОЧНЫЕ
Стандартизованные виды устано-
вочных винтов и чертежи их приве-
дены в табл. 112, размеры винтов
приведены в сводной табл. 113.
В табл. 114—120 даны длины вин-
тов, а в табл. 121—129 их масса.
Резьбы винтов должны выпол-
няться по ГОСТ 9150-59 с допусками
по ГОСТ 9253-59: классов точности
2 или 3 для резьб с крупным ша-
гом; 2а или 3 для резьб с мелким
шагом.
При выборе шагов резьб круп-
ные шаги следует предпочитать мел-
ким, класс точности резьбы 3 клас-
сам точности 2 и 2а.
Технические требования, мате-
риал, покрытие и их обозначение
по ГОСТ 1759-62.
Для всех винтов со шлицевой го-
ловкой (под отвертку) предусмотрен
вариант исполнения — сферическая
головка, который изготавливается
по соглашению сторон.
Примеры условного обо-
значения установочных винтов
с цилиндрической головкой и ци-
линдрическим концом по ГОСТ
10975-64, диаметром 10 мм, длиной
25 мм, с классами точности резьбы
1 и 2а, из материала подгруппы 01,
с покрытием по группе 1 : с круп-
ным шагом резьбы, исполнение 1:
Винт М10 X 25 кл. 2-011
ГОСТ 10975-64;
с мелким шагом резьбы, исполне-
ние 1:
Винт М10 х 1,25 х 25 кл. 2а-011
ГОСТ 10975-64;
с крупным шагом резьбы, исполне-
ние 11:
Винт II МЮ X 25 кл. 2-011
ГОСТ 10975-64.
Примечание. Для винтов из материала
подгруппы 00, без покрытия — группа 0, с
резьбой 3-го класса точности, в условном
обозначении материал, покрытие, класс точ-
ности резьбы не указывать.
ВИНГЫ УСТАНОВОЧНЫЕ
581
Вииты установочные. Виды.
Таблица 112
Наимено-
вание вида
винта и
ГОСТ
Чертеж
Дли- Мас-
ны са
см. табл.
Наимено-
вание вида
винта и
ГОСТ
Чертеж
Дли- Мас-
ны са
см. табл.
С цилинд-
рической
головкой
и цилинд-
рическим
концом,
10975-64
121
С цилинд-
рической
головкой и
засверлен-
ным кон-
цом
10977-64
V4 остальное
115 121
С цилинд-
рической
головкой и
коническим
концом,
10976-64
Для cfd
V4 остальное
114 121
С кониче-
ским КОН-
ЦОМ,
1476-64
Вариант исполнения
Сфера R
115 122
Исполнение
П
Для 11*6
582
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 112
Наимено-
вание вида
винта и
ГОСТ
Чертеж
С плоским
конном,
1477-64
V4 остальное
С цилинд-
рическим
концом,
1478-64
W остальное
зоа
С засвер-
ленным
концом,
1479-64
Застольное
Дли- ны Мас- са Наимено- вание вида винта и ГОСТ
см. табл.
115 122 С шести- гранной головкой и цилинд- рическим концом, 1481-64
117 123 С квадрат- ной голов- кой и ци- линдриче- ским кон- цом, 1482-64
117 123 С шести- гранной головкой и ступен- чатым кон- цом, 1483-64
Чертеж
Дли- Мас-
ны са
см. табл.
Н I
116 124
116 124
116 124
ВИНТЫ УСТАНОВОЧНЫЕ
583
Продолжение табл. 112
Наимено-
вание вида
винта и
ГОСТ
Чертеж
Дли-!Мас-1
ны са
см. табл.
Наимено-
вание вида
винтд и
ГОСТ
Чертеж
Дли- Мас-
ны са
см. табл.
С квадрат-
ной голов-
кой и сту-
пенчатым
концом
1484-64
С квадрат-
ной голов-
кой и за-
сверлен-
ным кон-
цом,
1485-64
116
116
124
124
С квад-
ратной
головкой
и закруг-
ленным
концом
148G-64
118
125
С малой
квадратной
головкой
и ступен-
чатым кон-
цом,
1487-58 *
С кониче-
I ским коп-
1 пом и ше-
’ стигран-
;ным углуб-
лением
«под ключ»
8878-64
С засвер-
ленным
; концом и
; шестигран-
ным углуб-
; лением
!«под ключ»,
; 8879-58 •
* Действуют только до 1/1 1966 г.
остальное
119 128
118 127
123 129
584
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 112
Наимено-
вание вида
винта и
ГОСТ
Дли- Мас-
ны с а
см. табл.
Наимено-
вание вида
винта и
ГОСТ
Чертеж
Дли- Мас-
иы са
см. табл.
С малой
квадратной
головкой и
засверлен-
ным кон-
цом,
8880-58 *
119 129
С плоским
концом и
шестигран-
ным углуб-
лением
«под ключ»
11074-64
С малой
квадратной
головкой
и цилинд-
рическим
концом.
8881-58 ♦
120
С фикси-
рующим
коническим
концом.
11073-64
вариант исполнения
С цилинд-
рическим
концом и
шестигран-
ным углуб-
лением
«ПОД КЛЮЧ»,
11075-64
ВИНТЫ УСТАНОВОЧНЫЕ
585
Таблица 113
Винты установочные. Сводная таблица размеров
(обозначение размеров см. в табл. 112)
Размеры в мм
Наименование размера гост Номинальный диаметр виита d 1
2 2, 5 3 4 5 6 8 10 12 16 20 24
Ряд диаметров (диаметры ряда отмечены знаком 4-) 10975-64 10976-64 + + + + + + + +
1476-64 1477-64 + + 4- + + + + + +
1479-64 10977-64 + + + + + + +
1478-64 11073-64 + + + + +
1488-64 + + + + + 4- 4-
1481-64 1482-64 1483-64 1484-64 1485-64 8880-58 8881-58 + + + + + 4-
1486-64 + + + 4- 4-
1487-58 + + т
8879-58 + + + + 4- +
8878-64 11074-64 11075-58 + + + 4- 4-
ттт * крупный для всех винтов 0,4 0,45 05 0,7 0,8 1,0 1.25 1,5 1,75 2.0 25 3,0
* мелкий — - — - - - 1.0 1,25 1,25 1,5 1,5 2,0
Цилиндрическая головка Диаметр головки D 10975-64 10976-64 • 10977-64 3.5 4,5 7 8,5 10 125 15 18
Высота головки Н 1,4 1.7 2 | 2,8 3,5 4 5 6 7 - 1 - -
> > Hi — - - | 3.5 4,5 5,5 | 6,5 8 10 - 1 - -
Расстояние до осн отверстия /ц — - - | 1,2 t,4 1.6 2 25 3,5 - 1 - -
Диаметр отверстия в головке di (ds) — - - | 1,2 1.2 1,2 1,5 1.5 1,5 - 1 - -
Ширина шлнца b 05 0.6 0.8 | 1 1,2 1,6 2 2,5 3 - 1 - -
Глубина шлнца h 0,7 0.9 1 | 1,4 1,7 2 2,8 3 35 - 1 - -
586
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 113
Наименование размера гост Номинальный диаметр винта а 1
2 2,5 3 4 5 6 8 10 12 16 20 24
Шлицевая головка Ширина шлица b 1476-64 1477-64 1478-61 { 1479-64 I 11073-64 1 0,32 0.4 05 0,6 0,8 1 1,2 1,6 2 — —
Глубина шлица h 0.9 1,1 1,2 1,4 1,8 2 2,5 3 3,5 — — —
Радиус сферы R 2 2,5 3 4 5 6 8 10 12 — — —
Шестигранная головка Размер <под ключ» $ — — — — — 8 10 12 14 17 22 —
Диаметр описанной окружности D J 1481-64 [ 1483-64 — — — 9,2 11,5 13,8 16,2 19,6 25,4 —
Высота головки Н 1 — - — — 5 6 7 9 11 14 —
Квадратная головка Размер «под ключ» S ( 1482-64 1 1484-64 ] 1485-64 1 1486-64 — — — — — 7 8 10 12 17 22 —
Высота головкн Н ( 1482-61 1 1484-64 - j 1485-64 — — — — — 6 7 8 10 14 18 —
1 1486-64 — — — — — 9 Ч 13 18 23 —
Высота буртика h 1486-64 — — — — — 2 3 3 4 5
Диаметр буртика D 1486-64 — — — — 10 13 16 22 28
Шастигранное углубление <под ключу Размер «под ключ» S Диаметр описанной окружности D Диаметр фаски Di Величина углубления h Глубина сверления hi Радиус углубления К 8878-64 8879-64 11074-64 11075-64 1 1 1 1 1 1 — — — 3 35 4 3,5 4 4 4,6 5 4 5 5 5,8 6 5 6 4 6 6,9 7; 7.52 7 8 4,75 8 9,2 9,5 9 10 65 10 11,5 12 И 13 8,5 12 13,8 14 13 15 9,5
РЕЗЬБЫ И КРЕПЕЖНЫЕ ЗЕТ АЛИ
587
Продолжение табл. ИЗ
Наименование размера гост Номинальный диаметр винта d 1
2 2.5 3 4 5 6 8 10 12 16 20 24
Малая квадратная головка Размер «под ключ» $ [ 1487-58 [ < 8880-58 < 1 8881-58 ( 4 5.5 7 8 10 13
Диаметр описанной окружности D - - - — — 3 4 5 7 9 П -
Высота головки Н — — - - - 4,2 5.5 6.5 12 14 —
Цилиндрический конец Диаметр di 10975-64 1478-64 1481-64 1482-64 8881-58 11075-64 1.2 1.7 2 2.5 33; 3.5 4.5 6 7 9 12 15 18
Длина It 1.5 2 2.5 3 3 4 о 6 7 8 10 И
Коначеский конец Длина li f 1476-64 1 7 8878-64 J 1 10976-64 1 — — — — — 2,5 3 4 5 6 8 10
Плоский конец Размер фаски с 1477-64 11074-64 0.3 0.3 0.5 0.5 1 1 1,5 1.5 1,5 2 2,5 2,5
Засверленный конец Диаметр внутреннего конуса rf; , 1479-64 ( 1485-64 7 J 10977-64 1 1 8879-58 Г 1 8880-58 1 — — 2 3 3 4 5 7 9 12 15 —
- - — 2.5 4,5 5.5 ’* в —
Ступенчатый конец Диаметр dt Г 1483-64 т 4 1484-64 J 1 1487-58 1 — — — 4,5 6 7 9 12 15
Длина h — — — — — 4 5 | 6 7 8 10 -
Длина 1* — - — 2 2.5 з 3.5 4 5 —
Закругленный конец Диаметр (Ц j 1486-64 j — — 6 7 9 12 15
Длина 1\ - - - - - - 3,5 4 5 6 7 -
Радиус R - - - - - 6 7 S 12 15 -
588
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 113
Наименование размера гост Номинальный диаметр винта d 1
2 2.5 3 4 5 6 8 10 12 16 20 24
Фиксирующий конец Диаметр di । 11073-64 | — — — 3.5 4,5 6 7 9 — —
Длина Z, — — 3 4 5 6 7 —
Диаметр d« — — 2,9 3,7 5 5,8 7,6 — — -4.
Фаски головок и концов Величина с Всех, кроме г 8879-58 и -! 8880-58 1 8879-58 f 8880-58 j 8879-58 0.3 0.3 0,5 0,5 1 1 1,5 1.5 1,5 2 2,5 2,5
— — — — 1 1,2 1.5 2 2 2.5 —
Величина — — — — — 0,3 0.3 0,4 0.4 0,5 0.5 —
Радиусы скругления г 1 Размеры для винтов диаметром 1; 1Л и диаметром 14 и 18 мм для винтов по ГОС 2 Только для винта по ГОСТ 8879-58. 8 Только для винта по ГОСТ 8881-58. Всех, кроме 8881-58 10975-64 10976-64 10977-64 8881-58 10975-64 10976-64 10976-64 10977-64 и 1,6 мм по ГОСТ 1476 Г 1487-58, 8879-58, 8880-5 — — — — 0,3 0,4 0.4 05 0,6 0,8 1 1
0,2 -64 и и 888 0,2 'ОСТ 1-58 и 02 1477-64 даны 0,4 диа» 0,4 «етром 0,5 1.6 м 0,5 и по Г 0,6 ОСТ 1 0.8 0975-64 и ГО СТ 109 76-64
МАССА ВИНТОВ С ЦИЛИНДРИЧЕСКИМ КОНЦОМ
589
Таблица 114
Длина винтов по ГОСТ 10975*64
и ГОСТ 10976-64
Таблица 115
Длина винтов по ГОСТ 10975-64
ГОСТ 1476-64 и 1477-64
Размеры в мм
Длина винтов 1 Диаметры резьбы d
2 | 2,5 | 3 | 4 | 5 1 6 | 8 | 10 | 12
3 I + I 4- I+1! - I-I-1-I-I-
4 14-14- I 4~ I — (“I — F — I
5 14-14- +1+1+1-1-1-г-
6 +l+1+l+l-l-i-
8 14-14- + 1 + I + I + I + I-I-
10 l+2l + + 4- 1 4-1 4-1 4-14-1 ~
12 1 -1 + + +I+I+I+I+I+
14 1 -1+2! + 4~ 14-14-14-14-14-
16 1 -1 - +2 4- 1 4-1 4- 1 4-1 4-14-
20 1 -1 - - -f- 14-1 4-1 4-1 4“ 1 4-
25 i -1 - - -I+I+I+I+1+
30 1 -1 - - - 1 -1 +1 +1 +1 +
35 1 -1 - - 1 — 1 — I 4-1 4-1 4-
40 1 - ! - - — 1 — 1 — 14-14-14-
45 1 - 1 - - — 1 — 1 — 1 — 1 4- 1 4-
50 1 - 1 - - -I-I-I-I+I+
Примечания: 1. Длины I, отме-
ченные 1, относятся к винтам по ГОСТ
1477-64, отмеченные 2 — к винтам по
ГОСТ 1476-64.
2. Длины I над и под жирной линией
относятся к винтам по ГОСТ 1476-64 н
ГОСТ 1477-64.
Таблица 116
Длины винтов по ГОСТ 1481-64, 1462-64,
1483-64, 1484-64 и 1485-64
Размеры в мм
Длины винтов 1 Диаметры резьбы d
6 1 8' 10 1 12 16 j 20
12 + 1 - 1 — 1 - — 1 -
1+ + i + 1 — 1 - — 1 -
16 + 1 + I + 1 - — 1 -
20 + 1 + 1 + 1 + 1 -
25 + 1 + 1 1 + 1 -
30 + 1 + 1 4- 1 + + 1 -
35 + 1 + 1 1 + 1 +
40 - 1 + 1 + 1 + + t +
45 - 1 - 1 1 + 1 +
50 - 1 - 1 4- 1 + + 1 +
55 - 1 - 1 — 1 + + 1 +
60 - 1 - 1 — 1 + + 1 +
65 - 1 - 1 — 1 - 4- 1 +
70 - 1 - 1 — 1 - 4- 1 +
75 - 1 - 1 — t - 4- i +
80 - 1 - 1 — ( - 1 + 1 +
90 - 1 - 1 — 1 - — t +
too -1 - ( — » - — 1 +
1 не относится 1481-64. к впитан по ГОСТ
Таблица 117
Длины винтов по ГОСТ 1478-64, 1476-64
и 11673-64
Размеры в мм
Длины винтов I Диаметры резьбы d
3» | 44 | 5 | 6 | 8 | 10 | 12
4 + 1 +1- 1- 1- 1- 1-
5 + 1 + l+* 1- 1- 1- 1-
в 1 4— 1 4— 14“ I +1 1 — 1 — 1 —
8 I+I+1+I+I+4-I-
10 1 + 1 + 1 + I + 1 + 1 +4 -
12 I+I+I+I+I+I+I+1
14 | 4-1 +1+ 1+ 1+ F 4- 1 +
16 1 +1 4-14“ 14- 14- F 4" 14-
20 1-1+1+ 1+1+ 1+1 +
25 | - I - 1+ 1+ 1+ 1+ 1 +
SO 1 - 1 - 1- 1+ 1+ 1+ 1 +
35 | — | — [ — | — 14-14-14-
40 |— |— 1— 1— 1+1+1 +
45 |— |— |— |— 1— 1+1 +
50 | - 1+1 +
Примечание. Диаметры d и дли- ны l, отмеченные относятся только к винтам по ГОСТ 1479-64.
590
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица П8
Длины винтов по ГОСТ 1486-64, 8878-64,
11074-64 и 11075-64
Таблица 119
Длины винтов по ГОСТ 1487-58
в ГОСТ 8880-58
Размеры в мм
Размеры в мм
Длины шип ов 1 Диаметры резьбы d
8 10 12 16 20 | 24
10 - — — - 1 —
12 - 4- -! - - 1 —
U ; 4- .1. - — 1 —
16 , .X. — ! —
20 i -1- -1- -Г * Г ’ 1 —-
• 25 4- 1 4-
30 I --И 1- J- + 1 4-
35 + + 4- -t- -ч
40 -1- + -Ч 4-
45 - + •Т _4- -4- । +
50 - 4- + + 1 4-
55 - + ч- Ч" -1- 1 4-
61) — 4- т 4- 1 —ч
65 - 4- Ч" т + 1 4-
70 - 4- + 4- + 1 +
75 1 - - -1- Ч- т 1
80 — — ч 4- 1 4-
90 1 — 1 - - + 1.4-1 +
100 - — !
Примечания: 1. Диаметр резь-
бы d — 8 мм относится только к винтам
но ГОСТ 1186-64.
2 Диаметр резьбы rf= 24 мм не отмо-
ется к винтам по ГОСТ 1486-64.
3. Длины I над верхней и под нижней
жирными линиями не относятся к винтам
но ГОСТ 1486-64.
Длины винтов 1 Диаметры резьбы d
61 1 81 10 12 | 16 | 20
8 + i — 1 - - 1 - 1 —
IO '4-14- - - 1 - —
12 -Ч i J- 4- + 1 - —
15 1 -- 4- 4- 1 - —
18 1 1 —1- + -1- 1 4- —
20 14-14- 4- 4- ! + Ч-
22 -1- I -4 4- 4- 1 4- -4
25 1 4- 1 4- 4- “4 i 4" 4-
28 . _ 1 “J— 1 -|_ -1-
30 1 — 1 — “4 + 1 4- 4-
35 1 - 1 — 4- -1- 1 + 4-
40 1 — j — -b -1- 1 4- 4-
45 — 1 — 4- 4" 1 4" 4~
50 1 - 1 — 4“ + 1 + 4-
60 1 - I — - 4- 1 4- 4-
70 - 1 — — - i 4- 4-
90 - 1 - - - 1 - T
100 — ; — — - 1 - 4-
Примечания:!. Диаметры d, от- меченные С относятся к винтам по ГОСТ 8880-58. 2. Длины 1 над верхней жирной линией относятся к винтам по ГОСТ 8880-58, под нижней жирной линией — к винтам по ГОСТ 1487-58.
Таблица 120
Длины вивтов по ГОСТ 8879-58 и ГОСТ 8881-58
Размеры в мм
Длина винтов I Диаметры резьбы d Длины винтов z Диаметры резьбы d
6 1 8 10 1 12 16 20 6 8 10 12 16 20
8 + 1 — — 35 + 4- 4- 1 4- Ч~ н
10 4- i 4- - 1 - - 40 -1- ч- 4- 1 -1- 4- +
12 45 “Ч 4- 4- 4- 4-
-r 1 -T 1 4- — 50 - 4- -1- ч- 4- 4-
15 4- 1 4- Ч- i 4- 4- - 55“ — 4“ 4- I -1- 4- -!
IS 4- i 4- i 4- + 4- 60 — - 4- 1 4- “Г -1-
201 I + 1 + -1- 4- 65“ - — -г 1 4- 4- 4-
70 + 4-
I 1
22 H- 1 4~ 4~ 1 -1- 4- 4- 75“ — — - + + 4-
251 4* 1 + 4“ 1 + 4- + 80 - — - 4- 4- 4-
28 -j- 1 4-_ 4- 85“ — — - — Ч- 4-
30 4- 1 _1_ + 1 + + + 90 - — 1 - - + 4-
95“ - - 1 - - — ч~
100 - - - - — 4-
Примечания: 1. Длины винтов I, отмеченные t, относатся только к винтам по
ГОСТ 8881-58, отмеченные 3 — к винтам по ГОСТ 8879-58.
2. Длины I над жирной линией в левой части таблицы относятсв к винтам по ГОСТ
8881-58, а под жирной линией в правой части таблицы — к винтам по ГОСТ 8879-58.
МАССА ВИНТОВ С ЗАСВЕРЛЕННЫМ КОНЦОМ
591
Таблица 121
Масса винтов по ГОСТ 10975-64, 10976-64 и 10977-64
В табл. 121 приведена масса винтов поГОСТ 10976-64. Масса винтов по
ГОСТ 10975-64 и ГОСТ 10977-64 получается увеличением (-]-) или уменьше-
нием (—) на величину указанных соответственно разностей табличной массы
винтов по ГОСТ 10976-64 тех же диаметров d и длин /.
Для определения массы винтов из других материалов табличные массы
следует умножить па коэффициенты: 0,356— для алюминиевого сплава; 1,08—
для латуни.
Длина Диаметр резьбы d В мм
винта 1 2 1 2,5 3 4 1 5 i 6 8 1 10 1 12‘
Вес 1000 шт. стальных винтов (исполнение 1) с крупным шагом резьбы в кг
3 0,134 | — 1 — 1 - 1 - 1 - 1 - 1 —•
4 0,152 | 0,274 0,4602 | — 1 - 1 - 1 - 1 - 1 —
5 0,170 | 0.305 0,439 | — 1 - 1 - 1 - 1 - 1 —
6 0,188 | 0,336 0,483 | 1,096 | 1,850* 1 - 1 - 1 - 1 —
8 0,224 | 0,398 0,571 | 1,250 | 5,135 1 3.436 | - 1 - 1 —
10 - 1 0,460 0,659 | 1,404 | 2,381 I 8,790 | 7,031 | - 1 —
12 - 1 0,522 0,747 | 1,558 | 2,627 | 4,144 7,665 | 12,94 | 20.59
14 - 1 - 0,835 | 1,712 | 2,873 1 4,498 | 8,300 J 13,94 | 22,04
16 - 1 — - 1 1,866 | 3,119 1 4,852 | 8,933 | 14,94 | 23,49
20 — 1 — — 1 — | 8,611 | 5,560 | 10.20 | 16,94 | 26,39
25 - 1 — - 1 — 1 - 1 - 1 11,78 | 19,44 | 30,02
301 _ 1 — - 1 — 1 — 1 - 1 - 1 - 1 33,64
гост Разность в массе 1000 шт. иштов в кг ъз
10975-61 4-0.021 i —0,002 4-0.060 | +0,503 | —0,099 | —0,201 | +0,012 | +0,400 | —
10977-64 - 1 - 1 4-0,053 I +0,122 1 +0,231 | -СО, 137 1 -(-0,307 | +0,530 ‘ —
1 Только для винтов по ГОСТ 10977-64.
2 Только для винтов ио ГОСТ 10975-64.
Таблица 122
Масса винтов по ГОСТ 1476-64 и ГОСТ 1477-64
В табл. 122 приведена масса винтов по ГОСТ 1476-64. Масса винтов по
ГОСТ 1477-64 получается увеличением на величину указанных соответст-
венно разностей табличной массы винтов по ГОСТ 1476-64 тех же диамет-
ров d и длин /.
Длина винта 1 Диаметр резьбы d в мм
2 1 2,5 | з 1 4 1 о 1 6 8 | 10 1 12
Масса 1000 шт. стальных винтов с крупным шагом резьбы в кг =»
3 0,040 1 0,070 | 0,118* | — 1 — — 1 - 1 - 1 —
4 0,060 1 0,090 | 0,123 | 0,194 1 - — 1 - 1 - —
5 0,078 | 0,113 I 0,167 | 0,271 | 0,379 1 1 - 1 - —
6 0,097 1 0.150 | 0,212 | 0,348 | 0,503 | 0,742 1 - 1 - —
8 0,134 1 0.210 | 0,300 ( 0,503 | 0,750 | 1,091 | 1,920 | - —
10 0,171 1 0,270 | 0,388 | 0.658 | 0,997 | 1,446 | 2,556 | 3,650 | —
12 — | 0,330 1 0.476 | 0,813 | 1,244 | 1,798 | 3,192 | 4,651 6,210
14 — | 0,390 [ 0,564 | 0.968 | 1,492 | 2,150 | 3,828 | 5,658 | 7,664
16 — 1 - 1 0,652 | 1,123 | 1,739 | 2,502 1 4,464 | 6,662 9,118
20 — 1 - i - 1 1,433 | 2,233 | 3,206 1 5,736 | 8,670 | 12,03
25 - 1 - 1 - 1 — | 2.851 | 4,086 | 7,326 | 11,18 | 15.66
30 — 1 - 1 — 1 — 1 - | 4,966 | 8,916 | 13,69 | 19,30
35 - 1 - 1 - 1 — 1 - 1 — 1 10,51 | 16,20 22,93
40 — 1 - 1 _ 1 — 1 - — | 12,10 | 18,71 26,57
45 - 1 - 1 - 1 — 1 - — 1 - 1 21.22 30,20
50 - 1 - 1 - 1 — 1 - — 1 - 1 23,73 33,84
ГОСТ Разность в массе 1000 шт. винтов в кг sfe
1477-66 | -1-0,011 | -(-0,020 | +0,053 | 4-0,090 | +0,182 | -(-0,220 | -(-0.430 | +0,992 i +1,80
* Только для винта по ГОСТ 1477-64.
592
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 123
Масса винтов по ГОСТ 1478-64 и ГОСТ 1479-64
В табл. 123 приведена масса винтов по ГОСТ 1479-64. Масса винтов по
ГОСТ 1478-64 получается уменьшением на величину указанных соответст-
венно разностей табличной массы винтов по ГОСТ 1479-64 тех же диамет-
ров d и длин I.
Длина винта 1 в мм Диаметр резьбы d в мм
3 4 5 6 8 10 12
Вес 1000 шт. стальных винтов с крупным шагом резьбы в кг
4 0.168 0,255 __
5 0,198 0.359 0.533
6 0,242 0.410 0.657 0,903 __
8 0,330 0565 0,904 1,261 2.246 ___
10 0.413 0,720 1,151 1.614 2,882 4,327
12 0,507 0.875 1,399 1,967 3,518 5,331 7,378
14 0.609 1.030 1,646 2,320 4,154 6,335 8.832
16 0,769 1,185 1.893 2.672 4,790 7,339 10.29
20 — 1,495 2.387 3,378 6.062 9,347 13.19
25 — 3,005 4,260 7,652 11.86 16,82
30 — — — 5,142 9,242 14,37 20,46
35 — — 10.83 16,88 24,10
40 — 12,42 19,39 27,73
45 —— —— — 21,90 31.37
50 — — — — — 24,31 35,00
ГОСТ Разность в массе 1000 шт. винтов в кг «=
1478-64 - —0,097 —0,100 —0,329 —0,900 -0,710
Таблица 124
Масса винтов по ГОСТ 1481-64, 1482-64, 1483-64, 1484-64 я 1485-64
В табл. 124 приведена масса винтов по ГОСТ 1481-64. Масса винтов по
ГОСТ 1482-64 4- 1485-64 получается увеличением (-]-) или уменьшением (—)
на величину указанных соответственно разностей табличной массы винтов
по ГОСТ 1481-64 тех же диаметров d и длин /.
Длина винта 1 в мм Диаметр резьбы d в мм Длина винта 1 в мм Диаметр резьбы d в мм
6 | В ] 10 | 12 | 16 | 20 6 | 8 | 10 | 12 | 16 | 20
Масса 1000 шт. стальных винтов с крупным шагом резьбы в кг Масса 1000 шт. стальных винтов с круп- ным шагом резьбы в кг
12 4,420| - | - ] - | - | - 65 _| 104.6, 174,4
14 4,770| 7.870, - , - j - | - 70 - | - | - | - | 111,31 184,8
16 5.120, 8,610, 14,11| - | | - 75 - | - | - | - 1 117,91 195,2
20 5,830, 9.880, 16,12, 24.S5] - | - 80 — | — | — | — | 124,6 1 205,6
25 6.70б| 11,47, 18,63[ 28,59, 51.40, - 90 - | - | - , - | - | 226.4
30 7,590| 13,Об| 21,14| 32.22, 58,0б| - 100 - | - | - | - | - | 247,2
35 8,47о| 14,65] 23.65, 35.86, 64,71| 112.0 гост Разность в массе 1000 шт. винтов в кг
40 - | 16,24, 26,24, 39,49, 71,3б| 122,4
1482-64 —0,200] 0.00 | —1,00| —0.70] 4-10,1| 4-21,9
45 - | - | 28,67, 43.13, 78.00, 132,8
50 - | — | 31.18, 46,7б| 84,66, 143,2 1483-64 -О,157|— 0.280] -055| —1.01] —1,60| -3.6
55 - | - | - | 5039] 91,30] 153,6 1484-64 —0,357,—0,280| —1,55, -1,71] 4-8,50| 4-18.3
60 - | - | - 154,03| 97,90] 164,0 1485-64 -0,064,4-0,040| —0.15, 4-0.14] -|-11,8| 4-25,3
ВИНТЫ УСТАНОВОЧНЫЕ
593
Таблица 125
Масса винтов по ГОСТ 1486-64
Таблица 126
Масса виитов по ГОСТ 11073-64
Длина винта 1 в мм Диаметр резьбы d в мм
8 | 10 | 12 | 16 | 20
Масса 1000 шт. стальных винтов с крупным шагом резьбы в кг=5»
14 9.261] - | | | -
16 9,911] 16,20 ( | | -
20 25 30 11.19 | 18,20 | 29,14 j — | — 12.79 | 20,70 1 32.84 | 73.59| — 11.39 I 23.20 ; 36,54 | 80Л>6| —
35 15.99 | 25,70 | 40,14 | 86,92] —
40 45 50 17,59 | 28,20 । 43,84 | 93,58.: 169.4 — | 30,70 | 47,54 । 104,2 | 179.8 - | 33.2.1 | 51,14 ] 106,9 | 190,3
55 - | — I 54,84 | 113.6 ; 200,7
60 — | — | 58,44 j 120,2 | 211,1
65 - 1 - | - | 126,9 | 221,6
70 — | | — 1 1.33,5 | 232,0
75 — | | — 1140,2 | 242.4
80 - 1 - | | 146,9 | 252,9
90 - 1 - 1 - 1 - 1 273,8
100 - 1 - 1 - 1 - 1 294,6
Длина винта 1 в мм Диаметр резьбы d в мм
5 | 6 | 8 | 10 | 12
Масса 1000 шт. стальных винтов с крупным шагом резьбы в кг^
6 0,5131 _ | | | _
8 0,763 | 1,050 | — | | —
10 1,012 | 1,411 | 2,355 | — | —
12 1,262 | 1.711 | 3,005 | 4,092 | —
14 1,512 | 2,131 | 3,645 I 5,090 | 7,510
16 1,761 | 2,491 | 4,265 | 6,087 | 3,970
20 2,260 | 3,211 । 5,555 ' 8,081 | 11,89
25 2,881 | 4,101 j 7,155 ' 10.58 | 15,56
30 - | 4,981 | 8,755 I 15,57 | 22.88
35 — | 10,34 | 18,07 | 26,54
40 _ | | 11,91 | 18,07 i 26,54
45 — | — | — 1 20,56 | 30,20
50 — | — [ — | 23,061 33.86
Таблица 127
Масса ваятов по ГОСТ 8878-64, ГОСТ 41074-64 и ГОСТ 11075-64
В табл. 127 приведена масса винтов по ГОСТ 11074-64. Масса винтов по
ГОСТ 8878-64 и ГОСТ 11075-64 получается уменьшением на величину ука-
занных соответственно разностей табличной массы винтов по ГОСТ 11074-64
тех же диаметров d и длин I.
Длина винта 1 в мм Диаметр резьбы d в мм
10 1 12 1 16 1 20 | 24
Масса 1000 шт, сталь ных винтов с крупным II «атом резьбы в кг ass
10 4.170 1 - 1 - 1 1 —
12 5,174 1 7,004 1 - 1 1 —
14 6,178 1 8,458 1 - 1 - 1 —
16 7,182 | 9,912 1 17,36 | 1 —
20 9,190 | 12.82 | 22,6S | 34,12 | —
25 11,70 | 16,46 | 29,33 ] 41,52 | 62,01
30 14.21 | 20,0Э | 35,98 | 54,92 | 76,96
35 16,72 | 23,72 | 42,63 | 65,32 | 91.91
40 19,23 1 27,36 | 49.28 | 75,72 | 106,9
45 21,74 | 31,00 | 55,93 | 86,12 | 121,8
50 24,25 | 34,63 | 62,58 | 96,52 | 136,8
55 26.76 | 38,26 | 69,23 | 106,9 | 151,7
60 29,27 | 41.90 1 75,88 | 117,3 | 166,7
65 31,78 | 45,54 | 82,53 | 127,7 | 181,6
70 34,29 1 49,17 | 89,18 | 138,1 | 196,6
75 1 52,80 | 95,83 | 148,5 | 211,5
80 | 56,44 | 102,5 | 158,9 | 226,5
90 — 1 1 115.8 | 179,7 | 256,4
100 1 1 - 1 200,5 | 286,3
ГОСТ Разность в массе 1000 шт. винтоа в кг =»
8878-61 —0,990 1 -1.86 | —3,80 | -8,45 | -16,1
11075-64 ] -1.20 1 -1.59 1 -3.57 | -6,90 | -11,9
594
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 128
.Масса винтов по ГОСТ 1487-58 и ГОСТ 8881-58
В табл. 128 приведены: под жирной линией — массы винтов по ГОСТ
1187-58; над ней и слева от нее — масса винтов по ГОСТ 8881-58. Масса
винтов по ГОСТ 8881-58 диаметров d и длин I, попадающих в область, огра-
ниченную жирной линией, получается увеличением табличной массы винтов
по ГОСТ 1487-58 па указанную соответственно величину разности.
Длина пинта 1 Диаметр винта d в мм
6 1 8 1 10 1 12 1 16 1 20
Масса 1000 шт. стальных винтов крупного шага в кг
8 1,65 1 - - 1 — 1 - 1 —
10 2,03 | 3.63 - 1 — 1 - 1 —
12 2,3б 1 4,27 6.36 ] 11,16 1 - 1 —
15 5,95 1 5,23 7,86 1 13,36 1 25,23 —
18 3.47 i 6,19 8,44 | ) 29,22 —
20 3.83 1 6,82 9.45 R | 31,89 49,87
22 4,19 I 7.46 10.5 Ы | 34,55 54,05
25 1 4.7.3 1 8,42 12.0 (з,6 1 34,2 60,31
28 - | 9,38 13.7 20,8 1 38,2 66,57
30 - 1 10,02 14.5 22.3 | 41,0 70.75
35 1 — 1 — 17,0 26,9 I 47,6 75,3
40 ' — 1 - 19,5 29,5 I 54,2 85,8
: 45 1 - 1 - 22,0 33.2 | 60,9 96,2
; 50 1 - ! — 24.5 36.8 1 67.6 107,0
1 60 1 ! — - 44,1 1 80,9 127,0
! 75 1 1 — - — 1 94.2 148,0
80 — 1 - - — I 108,0 169.0
90 1 1 - - — 190,0
100 1 1 — - — 1 211,0
гост 1 Разность в массе 1000 шт. винтов в кг
8881-58 1 - 1 +0,91 4-1,90 1 +4.14 -(-5,90
Таблица 123
Масса винтов по ГОСТ 8879-58 и ГОСТ 8880-58
В табл. 129 приведена масса винтов по ГОСТ 8879-58. Масса винтов по
ГОСТ 8880-58 получается увеличением табличной массы винтов на указан-
ные величины соответственных разностей.
Длина винта 1 в мм Диаметр винта d в мм Длина винта 1 в мм Диаметр винтв d в мм
6 | 8 | 10 I 12 | 16 | 20 6 | 8 | 10 | 12 | 16 | 20
Масса 1000 шт. стальных винтов с крупной резьбой в кг Масса 1000 шт. стальных винтов с крупной резьбой в кг
8 0,88 | | | | | - 35 5,73 110,5 | 15,60 | 22,7 | 40,4 | 60,0
10 1,24 | 2,06 | - | - | - | - 40 5,63 (11,030| 18,10 | 26,8 | 47,1 | 70,4
12 1,60 | 2,70 | 4,091 13,3* | — | — 45 7,53 | 13,20 | 20,60 | 30,0 | 53,8 | 80,9
15 2.14 | 3,70 | 5,59 | 8.0 | — | — 50 - | 14,80 ( 23,10 | 33,7 | 60,4 | 91,3
18 2,68 | 4,61 | 7,091 9,7 | 17,6 | — 55 - | 16,40 | 25,50 ( 37,3 | 67,1 | 101,7
20* 4.70 | 8,50 | 13,3 | 20,4 | 37,3 | 57.3 60 - | - | 28,00 | 41,00 | 73,8 | 1125
22 3,40 | 5,89 | 9,09 | 13,2 | 23,1 | 32.9 65 - | - | 30,50 | 44,7 | 80,4 | 122,6
25 3.94 | 6,85 | 1059 | 15,3 | 27,1 | 37,0 70 - | | 33,00 | 48,3 | 87,1 | 133,0
28* — | 11,7 | 18,3 | 27,5 | 49,9 | 77,0 75 — | | | 52,0 | 93,7 | 143,5
30 1 4,65 | 8,13| 13,08 1 19,0 | 32.3 | 49,6 ♦ Длины винтов 1 = 20 и 28 мм н соответ относятся только к винтам по ГОСТ 8880-58. 80 ствующш — | — | — | 55,6 | 100,4 | 153,9 им массы, а также масса 13,3 кг,
ВИНТЫ С НАКАТАННОЙ ГОЛОВКОЙ
595
Продолжение табл. 129
Диаметр винта d в мм
Длина винта 1 в мм 6 1 8 1 10 1 12 1 16 | 20
Масса 1000 шт. стальных винтов с крупной резьбой в кг
85 — | — 1 - 1 — 1 Ю7.1 1 164,4
90 — | — 1 - 1 — | 113.7 | 174,8
95 - 1 — 1 - 1 — ; 1 185,2
ИЮ — 1 — 1 - 1 — 1 1 Ий .7
гост Разность в массе 1000 шт. винтов, в кг
8880-58 4-1,53 1 4-3.22 1 4-5.9 | 4-10,0 ! 4-21,5 1 -г 35,9
винты с накатанной головкой
(по ГОСТ 10491-63 и 10492-63)
Впиты с накатанной головкой по
ГОСТ 10491-63 н 10492-63 должны
соответствовать требованиям ГОСТ
1759-62 (см. стр. 511 н табл. 55) н при-
веденным ниже дополнительным тре-
бованиям ГОСТ 10490-63. Эти винты
изготовляются в двух исполнениях
(см. табл. 130). В исполнении I го-
ловка изготовляется из пластмассы,
а в исполнении II винт цельнометал-
лический. Исполнение II допускается
при невозможности применения или
изготовления винтов основного вида
исполнения 1.
Типы н исполнения винтов приве-
дены в табл. 130, размеры винтов —
в табл. 131, длины их — в табл. 132,
а масса винтов — в табл. 133—136.
Пластмассовые головки винтов
должны изготовляться из пресспо-
рошка К-18-2 или К-21-22, а для
работы в тропических условиях —
из пресспорошка К-18-42 по ГОСТ
5689-60. Допускается применять Дру-
гой материал, обеспечивающий меха-
нические свойства головок не ниже,
чем пресспорошки указанных марок.
Допускается по согласованию между
потребителем н заводом-изготовителем
применение формы накатки головки
винтов, отличной от указанной в
табл. 130.
Резьбы винтов по ГОСТ 9150-59.
Допуски резьб по ГОСТ 9253-59 и
10191-62 для резьб с крупными ша-
гами — класса точности 2 или 3,
с мелкими — 2а или 3. При выборе
шагов резьб (см. табл. 131) крупные
шаги следует предпочитать мелким и
класс точности резьбы 3 — классам
точности 2 и 2а.
Условные обозначения
винта диаметром 10 мм, длиной 30 мм
с классами точности резьбы 2 н 2а
из материала подгруппы 01, с покры-
тием по группе 1 (исполнение 1):
с крупным шагом резьбы, с плоским
концом:
Винт. М10/30 кл. 2—011
ГОСТ 10492-63;
с мелким шагом резьбы, с плоским
концом:
Винт М10Х 1,25X30 кл. 2а—011
ГОСТ 10492-63;
с крупным шагом резьбы, с концом Б:
Винт БМ10X30 кл. 2—011
ГОСТ 10492-63;
с мелким шагом резьбы, с концом Б:
Винт БМ10Х 1,25X30 кл. 2а—011
ГОСТ 10492-63.
То же винты диаметром 2 мм, длиной
5 мм (исполнение II):
с крупным шагом резьбы, с плоским
концом:
Винт II Л42х0,25 X 5 кл. 2—011
ГОСТ 10492-63;
с мелким шаго.м резьбы, с плоским
концом:
Винт II М2Х5 кл. 2а—011
ГОСТ 10492-63;
с крупным шагом резьбы,с концом Б:
Винт БП М2Х5 кл. 2—ОН
ГОСТ 10492-63;
с мелким шагом резьбы, с концом Б:
Винт БП М2Х0,25Х5 кл. 2а—011
ГОСТ 10492-63.
Примечание. Для винтов из ма-
териала подгруппы 00, без покрытия (груп-
па 0), 3-го класса точности резьбы, с плоской
формой конца стержня; материал, покры-
тие, класс точности резьбы и форма пло-
ского конца в обозначении не указываются.
596
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 130
Типы и исполнения винтов с накатанной головкой
Наименование
внита и ГОСТ
Чертеж
Длина Масса
винтов винтов
См. таблицы
Винты
с накатанной
высокой
головкой,
10491-63
Исполнение И
132 133, 134
t ОСТ 2В0П
Винты
с накатанной
низкой
головкой,
10492-63
132
135, 136
'ТТЧ остальное
Исполнение 1
(с пластмассовой головкой)
для д^Змм
Исполнение 11
) цельнометаллические)
для^г^мн
t 0СТ260П
ВИНТЫ С НАКАТАННОЙ ГОЛОВКОЙ
597
Таблица 131
Размеры винтов с накатанной головкой низкой
(обозначения размеров см. чертежи в табл. 130)
Размеры в мм
Наименование или обозначение размера Номинальный диаметр резьб d
1 1,2 1.6 2 2,5 3 4 5 6 8 10 12
Размеры общие
Шаг резьбы:
крупный 0,25 0.25 0,35 0,40 0,45 0,50 0,70 0,80 1,00 1,25 1.50 1,75
мелкий 0.20 0.20 0,20 0.25 0,35 0,35 050 0,50 0.75 1.00 1,25 1,25
Диаметр головки D 5,5 6 8 9 10 12 16 20 24 30 36 40
Л 1,4 1,5 2 2 2.5 3 4 4 5 6 8 10
Л1 — 0,35 0.6 0 75 0.9 1,2 1,5 1,75
— —— —— 0,4 0,5 0,5 0,7 0,8 0,9 1
</3 — —— — —— 7 9 11 13 18 22 21
к —— — — 2,5 3.5 4,5 5,5 7 9 10
S —— — — — 1.2 1,8 2,2 2,6 3.4 4.2 5
Радиус сферы R —- — —— — 8,4 9 10,2 12,3 18 20,4 21
— — —— 0,35 0,6 0,75 0.9 1.2 15 1.75
ri — — —— 0.2 0,3 0.4 05 0.6 0.7 0,8
Радиус под головкой 0.1 0,1 0,15 0,15 0,15 0.2 0.3 0.3 0.3 05 0.5 0.6
Г2» не более С 0.1 0,1 02 0,2 0.3 0,3 0.4 0.5 0,6 03 I 1.2
Шаг накатки t 0.6 0.6 03 0,8 024 оз 0.8 03 03 1 1 1
Размеры винтов по ГОСТ 10491-63
Высота головки Н 3.5 3.5 5 5 6 7 9 и 14 16 20 22
ht 0.7 0,7 1 1 1,5 2 2 3 4 4 6 6
dt 2.8 3 4 4.5 5 6 8 10 12 16 20 24
г9 1,4 1,4 2 2 2 2 3 4 5 6 6 6
Размеры винтов по ГОСТ 10492-63
Высота головки Н 5 7 8 10 12 14 16
hi —— 1 1,2 1,4 1,6 2 2,4 2,8
di — — —- — — 6 8 10 12 16 20 24
di — — — — — 2 3 35 4,5 6 7 9
da — — —— — — 1.5 2 2.5 2,5 4,5 5,5 7.5
de — — —— —— 5 6 7 8 10 12 14
Z3 — — —— 2 3 4 5 6 7 8
rs — — — 2 3 4 5 6 6 6
Сфера r4 0.8 1 1.5 1,5 2 25 3 5 6 8 10 12
Таблица 132
Длины внитов с накатанной головкой
Размеры в мм
Номинальные диаметры резьбы d 1 1,2 1,6 2 25 3 4 5 6 8 10 12
Длина винта 1 Длина резьбы Iq, включая сбег резьбы (знаком х отмечены винты с резьбой на всей длине стержня)
2 X X X1
3 X X X X1 X1 — —— — —
4 X X X X X1 X* — — —— —-
5 X X X X X X1 X1 — — — — —
598
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 132
Номинальные
диаметры
резьбы d
Длина винта
1,2
1,6
2,5
10
12
Длина резьбы Iq, включая сбег резьбы (знаком X отмечены винты
_______________с резьбой на всей длине стержня}______________
6 X X X X X X X1 X1 __
8 X X X X X X X1 X1 — — —
И) —— X X X X X X X1 — — ——
12 — 1<V 10 10 X X X X X1 — —
Н b) Г) 10 12 X X X X1 —
16 __ — 10 10 12 X X X X1 —. —.
20 — 12 11 16 X X X —
25 — — — — — 14 16 18 22« X X
30 — — — — — 16 18 22 26 X
36 16 18 22 26 30
40 — — — — — — — — 18 22 26 30
45 22 26 30
50 22 26 30
55 26 30
60 — 1 26 30
всю
1 Только для винтов по ГОСТ 10491-63;
2 Только для ”
длину стержня.
3 Только для
длину стержня.
Длины винтов
винтов по ГОСТ 1О491Н53; длв винтов по ГОСТ 10492-63 резьбы на
винтов по ГОСТ 10192-63; для винтов по ГОСТ 10491-63 резьба на
всю
и резьб под ломаной линией относятся только к винтам по ГОСТ 10492-63,
2
3
4
5
6
8
Масса винтов с накатанной высокой головкой
ПО ГОСТ 10491-63
Таблица 133
Исполнение I
Длина винта 1 в мм Номинальные диаметры резьбы d в мм
3 4 5 6 8 10 12
Масса 1000 стальн =1Х винтов с р пластмассов езьбы в кг ~ ой головкой с крупным шагом
2 __
3 __
4 1,26 — —
5 1,31 3,01 — —
6 1,35 3,08 5,81 —
8 1,44 3,24 6,06 9.85 — —
10 1,53 3,39 6.31 10,2
12 1,62 3.55 6,55 10,5 21,4 — —
14 1,70 3,70 6,80 10.9 22,1
16 1,79 3,85 7,0* 11,2 22,7 —
20 1,97 4,16 7,54 11,9 24,0 45 __
25 —— 4,55 8,15 12,8 25,6 48 77
30 — — 13,7 27,1 50 81
36 __ 28,7 52 84
40 __ 303 55 88
45 __ 57 92
50 60 95
55 — — 99
60 — — — — — — 102
Для определения массы винтов с пластмассовой головкой нз других материалов стержня
величины массы, указанные в таблице, следует умножить иа коэффициенты: 1,08—для латуни;
0,356 — для алюминиевого сплава.
ВИНТЫ С НАКАТАННОЙ ГОЛОВКОЙ
599
Исполнение II
Таблица 134
Длина винта 1 в мм Номинальные диаметры резьбы d в мм
1 | 1,2 | 1.6 2 | 2,5 3 | 4 । 5 i 6 8 i ю ! 12
Масса 1000 стальных винтов с крупным шагом резьбы в кг
2 0,460 0,555 1.32
3 0,464 0.561 1.33 1,75 257 __ —
4 0.468 0,567 1.34 1.77 2.60 4.18 __ __ __
5 0,472 0,573 1.36 1.78 2.63 4.22 10.9 18,1 — —
6 0,476 0,579 1,37 1,80 2.67 4,27 11,0 18.3 __ —
8 — 0,591 1.40 1,84 2,73 4.36 11,2 18,6 32,0 __
10 — 1,42 1.87 2.79 4,44 11,3 18.8 32.3 —>
12 — — 1,45 1.91 2.86 4,53 11.5 19,1 32.7 63,2
14 — 1.17 1,95 2.92 4.62 11,6 19,4 33,0 63,8 __
16 — — 1.98 2.99 4.71 11,8 19,8 33,4 64,4
20 — — 4,89 12.1 20.4 34,1 65,7 118 __
25 — —- — 12.5 _- 34,9 67.3 120 183
30 — — — — — — 35,8 68,8 123 186
36 —— __ —- — 70,4 125 190
40 — — — — — _- 72,0 128 193
45 130 197
50 133 201
55 — 204
60 - — — 208
Для определения массы винтов из других материалов величины массы, указанные в таб-
лице, следует умножить па коэффициенты: 1,08 —для латуни; 0,356 —для алюминиевого
сплава.
Масса винтов с накатанной низкой головкой
ПО ГОСТ 10492-63
Исполнение
Таблица. 135
Номинальные диаметры резьбы d в мм
Длина 3 4 5 6 8 10 12
в мм Масса 1000 стальных винтов с пластмассовой головкой резьбы в кг крупным шагом
2 — — -
3 —— —- — — —
4 —— — — — — —
5 — — — — —
6 1,12 __ — __ ___
8 1,21 2,64 —
10 1.30 2,79 4,8 —
12 1,33 2,94 5,0 8,3
14 1,47 3.10 5,3 8,7
16 1,56 3,25 5,5 9.0
20 1,74 3.56 6.0 9,7 18,6 32
25 3,94 6,6 10,6 20.2 34 52
30 __ —• 7.2 11.5 21,8 37 55
36 __ — 8,0 12.5 23,4 39 59
40 — — 13,2 24,9 42 62
45 — — — — 26,5 44 66
50 — — — 28,1 47 70
55 — — — 49 73
60 — — — — — 52 77
Для определения массы винтов с пластмассовой головкой из других материалов стержня
величины массы, указанные в таблице, следует умножить на коэффициенты: 1,08 —для ла-
туни; 0,356 — для алюминиевого сплава.
600
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Исполнение II
Длина
винта I
в мм
Таблица 136
Номинальные диаметры резьбы d в мм
1 1,2 1,6 2 25 3 4 5 6 8 10 12
Масса 1000 стальных винтов с крупным шагом
резьбы в кг
2
3
4
5
6
8
10
12
14
16
20
25
30
36
40
45
50
55
60
0,267
0271
0,275
0,279
0,283
0,343
0.349
0,355
0.361
0.367
0.379
0.823
0.836
0,849
0.862
0.888
0,914
0,940
0,966
1,06
1,08
1,10
1,14
1,17
1,21
1,24
1,28
1,69
1,72
1,79
1,85
1,91
1,98
254
2,91
3,00
358
3,17
3,26
335
352
6,88
7,04
7,19
7,35
7,50
7,81
8,19
11.0
13,4 22,9
14,2 23,9
- 24,6
39,4
41,0
42,5
44,1
45,7
47,3
48,9
73,5
76,0
78,4
80.9
83,4
86,0
88,4
00.9
93,4
116
120
123
127
130
134
138
141
Для определеиия массы винтов из других материалов величины массы, указанные в таб-
лице. следует умножить на коэффициенты; 1,08 —для латуни; 0,356 — для алюминиевого
сплава.
ВИНТЫ НЕВЫПАДАЮЩИЕ
(по ГОСТ 10336-63—10344-63)
Типы и исполнения невыпадающих
винтов приведены в табл. 137, раз-
меры — в сводной табл. 138, длины и
массы винтов — в табл. 139 и 140.
Винты невыпадающие по ГОСТ
10336-63 изготовляются в трех ис-
полнениях, по ГОСТ 10342-63 и
10344-63 — в двух, остальные — в од-
ном исполнении (см. табл. 137).
Вариант исполнения головки — по
требованию заказчика.
Резьба крупная — по ГОСТ9150-59.
Допуски на резьбу — по ГОСТ
9253-59 (класс точности 2 или 3).
Класс точности резьбы 3 предпочи-
тать классу точности 2.
Технические требования, материал,
покрытие и их обозначения — по
ГОСТ 1759-62 (см. стр. 511 и табл, 55).
Условные обозначения
винта диаметром 8 мм, длиной 25 мм,
с классом точности резьбы 2, из ма-
териала подгруппы 01, с покрытием
по группе 1:
исполпенне I: Винт М8Х25 кл. 2—
011 ГОСТ 10336-62-,
исполнение II: Винт 11 М8Х25
кл. 2—011 ГОСТ 10336-62-,
исполнение III: Винт III М8Х25
кл. 2—011 ГОСТ 10336-62.
Примечание. Для винтов из ма-
териала подгруппы 00, без покрытия (груп-
па 0), класса точности резьбы 3, материал,
покрытие и класс точности в обозначении ие
указываются.
ВИНТЫ НЕВЫПАДАЮЩИЕ
601
Таблица 137
Типы и исполнения
Наименование
винта и ГОСТ
Чертеж
Раз- меры Длина винтов и масса
См. таблицы
Вннты с цилинд-
рической головкой
невыпадающне,
10336-63
V4 остальное
Исполнение!
Исполнение II
—| Hj - фаска с, “05°
Исполнение III
138
139
Размер h3( после штамповки) рекомендуемый
Вннты с цилинд-
рической головкой
и сферой,
10337-63
602
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 137
Наименование
винта и ГОСТ
Чертеж
Раз- Длина
меры винтов
и масса
См. таблицы
Винты с шести-
гранной головкой
невыпадающие.
103-38-63
140
Винты с потайной
головкой
невыпадающие,
10339-63
Винты с полупо-
тайной головкой
невыпадающие,
10340-63
138
139
Винты с полу-
круглой головкой
невыпадающие,
10341-63
ВИНТЫ НЕВЫПАДАЮЩИЕ
603
Продолжение табл. 137
Наименование
винга и ГОСТ
Чертеж
Раз-
меры
Длина
винтов
н масса
См. таблицы
Винты с цилинд-
рической головкой
и шестигранным
углублением
СПОД ключ»
невыпадающне,
10342-63
но
138
Вннты с накатан-
ной головкой
невыпадающне,
10344-63
V4 Остальное
ОСТ 26017
139
Исполнение //
604
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТЛЛИ
Таблица 133
Обозначения размеров см. чертежи в табл. 137.
Винты невыиадающие изготовляются с номинальными диаметрами резьбы
d, отмеченными в таблице 138 знаком X.
Размеры винтов невыпадающнх
Размеры в мм
Наименование и обозначение размеров гост Номинальный размер резьбы d
2,5 3 4 5 6 8 10 12 1 16 20
Ряд номинальных диа- метров резьбы d 10336-63, 10337-63, 10339-63, 10340-63, 10341-63, 10344-63 X X X X X X X X — -
10342-63, 10343-63 — — — - X X X X X -
10338-63 — — — — X X X X X X
Шаг резьбы По всем ГОСТ в соответствии с рядом диа- метров резьбы d 0,45 0,5 0.7 0.8 1 1,25 1,5 1,75 2 2.5
Диаметр стержня 1,6 2,0 2,8 3,5 4,0 5,5 7,0 9,0 11 14
Длина резьбы Zo 3 4 5 6 8 10 12 16 20 25
Высота головкн Н 10336-63 10337-63 10338-63 10339-63 10341-63 10342-63 10344-63 1,7 1,7 1,4 2.1 4,0 2.0 2,0 1,6 2,5 4,8 2,8 2,6 2,0 3,2 6,3 3,5 3,0 2,5 4,0 7.5 4,0 3,5 4,0 3,0 4,5 6 9.0 5,0 5,0 5,5 4,0 6,0 8 11,0 6,0 6,0 7,0 4.8 7,5 10 14,0 7.0 7,0 8.0 5,6 9,0 12 16,0 10,0 16 13.0
Высота головки (без сферы) 11 10340-63 1,4 1,6 2,0 2,5 3,0 4,0 4,8 5,6 — —
Высота головки с бур- тиком Н 10343-63 — — — — 8 10 12 16 20 -
Диаметр головки D(D0 10336-63, 10337-63, 10342-63 4.5 5.0 7,0 8,5 10,0 12,5 15,0 18,0 24 —
10343-63 — — — - 6 8 10 12 16
10339-63, 10340-63 5,0 6,0 7,5 9,0 11,0 15,0 18,0 22.0 — -
10341-63 4,5 5,5 7.0 9,0 10,5 13,0 16,0 18,5 — —
Диаметр головки (до накаткн) D 10344-63 5 6 8 9 11 14 18 20 — —
Диаметр буртика D 10343-63 — - — — 10,0 12,5 15,0 18,0 24,0 —
Диаметр фаски D% 10342-63 — — — — 6,0 8,5 9.5 12,0 14,0 —
Высота головкн Hi 10336-63 2,5 3,0 3,5 45 5,5 6,5 8,0 10,0 — —
Ширина шлица b Для всех ГОСТов, кроме 10342-63 и 10343-63 0,6 0.8 1,0 1,2 1,6 2,0 2,5 3,0 — -
ВИНТЫ НЕВЫПАДАЮЩИЕ
605
Продолжение табл. 138
Наименование н обозначение размеров гост Номинальный размер резьбы d
25 3 4 5 6 8 10 12 16 20
Глубина шлица h 10336-6’3, 10337-63, 10344-63 10339-63 ОД 0.7 1,0 0,9 1,4 1,1 1,7 1,2 2,0 15 2Л 2,0 3,0 25 3,5 25 — —
10340-63 10341-63 0,8 1.2 0,9 1.4 1.2 1,8 1,8 2,2 2,0 2,5 25 3,2 3,2 3,8 3,6 4,2 — -
Величина шестигран- ного углубления Л 10342-63 — — — 3,5 4 5 7 9 —
Высота буртика Л 10343-63 — — — — 1,6 2,0 25 3,0 4,0 —
Отверстие в головке ^2 10336-63 10344-63 — — 1,0 1,0 1,0 1,0 1,0 1,0 1,2 1,0 1.2 1,6 1,2 1,6 —
А, 10336-63 — 1,2 1,4 1,6 2.0 25 3,2 —
Высота сферы 10340-63 0,7 0,8 1,0 1,3 15 2,0 25 3,0 — —
Глубина сверления Ль не более 10342-63 — — — — 4 5 6 8 10 —
Высота подголовка hi 10344-63 0,8 1,0 1,6 1,6 2,0 25 2,5 35 — —
di 10336-63 2,0 2,0 25 25 25 3,0 3,0 3,0 —
As 10336-63 05 0.7 03 1,3 13 25 35 45 —
Величина фаски с Для всех ГОСТов 0.8 1.0 1,2 1,6 2,0 25 3,0 4,0 55 6,0
10336-63 05 0.5 0.7 0.9 1,0 1.2 1.6 1,8 2,0 —
Радиус под головкой г, пе более Для всех ГОСТов 0,2 ОД од 0.4 0.4 05 05 0,6 03 оз
Размер «под ключ» S 10338-63 10342-63 10343-63 — — — 10 5 4,5 14 7 6,0 17 8 7,5 19 10 9,0 24 14 12,0 30
Диаметр описанной окружности D(Di) 10338-63 10342-63, — — — 11,5 5.8 16,2 8,1 19,6 9,2 21,9 11,5 27,7 13,8 34,6
Радиус сферы R 10337-63 10340-63 10341-63 3,9 4,6 2.3 4,3 6,0 2,8 5,6 7.5 3,5 7,1 8,4 45 9,4 10,8 5,3 11,0 15,0 65 13,0 17,5 8,0 16.0 21,7 9,3 — —
Радиус дна шестигран- ного углубления (для инструмента) R 10342-63 — — — — 45 4,75 65 8,5 9,5 —
10341-63 1,3 1.5 2,0 25 3,0 4,0 5,0 6,0 — —
Диаметр фаски 10342-63 — 6,0 8,5 9,5 12 14 —
h 10343-63 — — 2,0 25 3,0 4.0 5.0 —
Ширина канавки Щ 10344-63 0,8 1,0 1,6 1,6 2,0 25 3,0 4,0 —
Радиус канавки ri 10344-63 0,4 05 0.8 0.8 1.0 1.25 15 2,0 —
Диаметр отверстия в головке d% 10344-63 10366-63 — 1,0 1,о 1,0 1,0 1,0 1,0 1,0 1,2 1,6 1,2 1,6 1.2 —
Шаг накатки t для латунных винтов 10344-63 — 0,6 0.6 0,6 0,6 0,6 0.6 0,8 0,8 -
Шаг накатки t для стальных винтов 10344-63 — 0.6 0.6 0,6 0,8 0.8 0,8 1,0 15 —
606
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 1,19
Длины I и массы винтов невыпадающих
по ГОСТ 10336-63, 10337-63, 10339-63, 10340-63, 10341-63 и 10344-63
Винты по перечисленным ГОСТам изготовляются тех длин, для которых
в таблице 139 указана масса.
В таблице дана масса винтов по ГОСТ 10336-63. Масса винтов по остальным
ГОСТам получается увеличением (+) или уменьшением (—) на указанную ве-
личину разности табличной массы винтов по ГОСТ 10336-63 тех же диаметров
d и длины /.
Длина винта 1 в мм Номинальный диаметр резьбы d в мм
2,5 3 | 4 | 5 | 6 | 8 | 10 | 12
Масса винтов по ГОСТ 10336-63 в кг
6 8 10 12 16 20 25 32 40 50 60 80 0,318 0,350 0,382 0,414 0.478 0,484 0,534 0,583 0.632 0,732 0,832 0,954 1,127 1,324 1,571 1,818 1,269 1,365 1,462 1,655 1,848 2,090 2,428 2,814 3,297 3,780 2.386 2.537 2,839 3,141 3,518 4,047 4,651 5,406 6,161 7,671 3,880 4,274 4.669 5,163 5,854 6,643 7,630 8,617 10,54 5,680 6,999 8,495 10,36 12,23 15,97 9,40 11,40 13,93 16,95 19,97 26,01 18,42 22,42 27,40 31,89 42,38
ГОСТ Средняя разность в массе 1000 винтов в кг
10337-63 10339-63 10340-63 10341-63 10344-63 -0,037 -0,073 —0,015 —0,056 4-0,367 -0.053 -0,080 —0,012 -0.005 4-0,680 -0.156 —0,320 -0.180 —0,218 4-1,48 —0.264 -0,683 -0,384 -0.288 4-1,92 -0,365 —0,901 —0,362 -0,523 4-3.77 4- 3,55 -- 3.22 4- 4,58 4- 3,59 11,8 4- 6,06 4- 5,75 4- 8,20 4- 6,87 4-25,1 4-'°;2 --10,6 4-15.6 --11,45 --34,3
Таблица 1Ю
Длины I и массы винтов иевынадающих
по ГОСТ 10338-63, 10342-63 м 10343-63
Винты по перечисленным ГОСТам изготовляются тех длин, для которых
в таблице 140 указана масса.
В таблице дана масса винтов по ГОСТ 10338-63. Масса винтов по осталь-
ным ГОСТам получается увеличением (+) или уменьшением (—) на указанную
величину разности табличной массы винтов по ГОСТ 10338-63 тех же диаметров
d и длин /.
Длина винтов / в мм Поминальный диаметр резьбы d в мм
6 8 10 12 16 201
Масса винтов по ГОСТ 10338-63 в кг
20 25 32 5,174 5,668 6,359 13,02 14,33 23,16 25,27 38,04 — —
ВИНТЫ САМОНАРЕЗАЮЩИЕ 607
Продолжение табл. 140
Длина винтов 1 в мм Номинальный диаметр резьбы d в мм
6 8 10 12 16 201
Масса винтов по ГОСТ 10338-63 в кг
40 50 60 80 1001 7,148 8,135 9,122 16,02 17,69 19,56 23,30 27,69 30,71 33,73 39,77 42.01 47,03 52,00 62.00 85,42 92,88 107,8 156,9 169,0 193,2 217,5
11.10
27,04 45,77 72,00 122,8
ГОСТ Средняя разность в массе 1000 винтов в кг «ь
10342-63 10343-63 4-0,261 -0,45 +1,2 -2,57 +2,45 -5,06 4-1,32 -3,20 -7,10 4-2,25 -
1 Длина внита 100 мм ГОСТ 10338-63. и диаметр резьбы d == 20 мм относятся только к винтам по
Массы под ломаной линией относятся только к винтам по ГОСТ 10338-63.
ВИНТЫ САМОНАРЕЗАЮЩИЕ
(поГОСТ 10619-63, 10620-63 и 10621-63)
Типы и исполнения винтов самона-
резающих для металла и пластмассы
по указанным ГОСТам приведены
в табл. 141, размеры винтов — в свод-
ной табл. 142, длины и массы винтов —
в табл. 143.
Винты самонарезающие могут из-
готовляться с резьбой с крупным ша-
гом и с мелким шагом. Резьбу с круп-
ным шагом предпочтительно приме-
нять при больших усилиях затяжки.
Винты самонарезающие для метал-
ла и пластмассы должны соответ-
ствовать требованиям ГОСТ 1759-63 —
см. табл. 55 и дополнительным тре-
бованиям ГОСТ 10618-63. Винты
самонарезающие для металла и пласт-
массы. Технические требования.
Винты самонарезающие с концом
типа «буравчик» должны иметь ци-
линдрический стержень с полнопро-
фильной резьбой до буравчика.
Форма конца винта оговаривается
при заказе.
Винты самонарезающие должны
быть термообработаны. Твердость для
винтов с крупным шагом HRC 56—62,
с мелким шагом HRC 42—46.
Допускается винты изготовлять
с крестообразным шлицем (см.
табл. 149).
Винты должны изготовляться с про-
тивокоррозионным покрытием. Вид и
толщина покрытия оговариваются при
заказе.
При выборе шагов резьб круп-
ные шаги следует предпочитать мел-
ким.
Примеры условных обо-
значений винта диаметром 5 мм,
длиной 30 мм, из материала под-
группы 02, с покрытием по груп-
пе 1;
с крупным шагом резьбы:
Винт 5X 30 — 021
ГОСТ 10621-63;
с мелким шагом резьбы:
Винт 5X1,5X 30 — 021
ГОСТ 10621-63.
608
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Типы и исполнения
Таблица 141
Наимено-
вание
винтов
и ГОСТ
Чертеж
Винты
с потайной
головкой,
10619-63
9012
V4 Остальное
1
V4 Остальное
Винты
с полу-
круглой
головкой,
10621-63
Винты
с полупо-
тайной
головкой,
10620-63
90°±2
V 4 Остальное
вариант
исполнения головки
Испол- нения Раз- меры Длина и масса винтов
См. таблицы
С крупным или мелким шагом резьбы — см. ниже в табл. 142 142 143
7
ВИНТЫ САМОНАРЕЗАЮЩИЕ
609
Резьба и концы винтов с крупным шагом
Резьба и концы винтов с мелким шагом
Слегка скруглить
Таблица 142
Размеры винтов самонарезающнх
(Обозначения размеров см. чертежи в табл. 141)
Размеры в мм
Наименование и обозначение размеров ГОСТ Номинальный диаметр резьбы d
25 3 4 5 6 8
Диаметр головки D 10619-63, 10620-63, 10621-63 5.0 45 6,0 5,5 7,5 7,0 9,0 9,0 11.0 10,5 15,0 13,0
Высота головки Н 10619-63, 10620-63, 10621-63 1.4 2,1 1,6 25 2,0 3,2 25 4,0 3.0 4,5 4,0 6,0
Ширина шлица Ъ 10619-63, 10620-63, 10621-63 0,6 0,8 1,0 1.2 1,6 2
Глубина шлица Л 10619-63, 10620-63, 10621-63 0,7 0,6 1,2 ОЭ 0,8 1,4 1,1 1,0 1,8 1.2 1.2 2,2 15 1,6 25 2,0 2 3,2
Высота сферы Лг 10620-63 0,7 0.8 1,0 1.3 1,5 2
20 В. 3£ Васильев и др«
610
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 142
Наименование винтов гост Номинальный диаметр резьбы d
2.5 3 4 5 6 8
Радиус сферы голов* ки 10620-63, 10621-63 4,8 2,3 6,0 2.8 7.5 35 8,4 4,5 10,8 5.3 15,0 6,5
Радиус под головкой г, не более 10619-63. 10620-63, 10621-63 05
Винты с крупным шагом резьбы
Внутренний диаметр резьбы d 10619-63, 10620-63, 10621-63 1.8 2,1 2.8 3,5 4,4 5,7
Шаг резьбы S 10619-63, 10620-63, 10621-63 1.25 1,25 1,75 2.0 25 35
Ширина площадки т, ие более 10619-63, 10620-63, 10621-63 0,1 0.15 0,15 0,2 0,2 0.2
Длива конической части 1 10619-63. 10620-63. 10621-63 2.9 2,9 4,3 5,7 5,7 6,1
Винты с мелким шагом резьбы
Внутренний диаметр резьбы d 10619-63 2,0 2,3 2.9 3.9 4,9 4,9
10620-63. 10621-63 2,0 2,3 2.9 3,9 4,9 6,2
Шаг резьбы S 10619-63, 10620-63, 10621-63 1.0 1.0 1.5 1,5 1.75 2,0
Ширина плошадки т, не болеее 10619-63, 10620-63, 10621-63 0,10 0,10 0,10 0,15 0,15 0,15
Длина конической части 1 10619-63, 10620-63, 10621-63 35 35 5 5 6 7
h 1,0 1,0 15 1.5 1,75 2.0
ВИНТЫ САМОВАРЕЗАЮЩИЕ
611
Таблица 143
Длины I и масса винтов самонарезающих
Винты изготовляются тех длин, для которых в таблице указана масса
винтов. Все винты имеют резьбу по всей длине стержня.
В таблице дана масса винтов по ГОСТ 10619-63. Масса винтов по остальным
ГОСТам получается увеличением (+) на указанную величину разности таблич-
ной массы винтов по ГОСТ 10338-63 тех же диаметров d и длин I.
Длина винта 1 в мм Номинальный диаметр резьбы d в мм
2.5 3 4 5 6 8
Масса 1000 стальных винтов самонарезающих с крупным шагом резьбы в кг «а
6* 0,184 0.260
8* 0,234 0,330 0583 — — —
10 0.284 0,401 0,712 1,095 — —
12 0,333 0,472 0,842 1,299 1.921
14 0,382 0,543 0,973 1,504 2,217 —
10 0.432 0,614 1.102 1,708 2.513 3,547
18 0,481 0,686 1,233 1,912 2,809 4,477
20 0,756 1,361 2.117 3,105 5,407
22 — 1,493 2321 3,402 6,336
25 — — 1,689 2.627 3.846 7,142
30 — — 2,014 3,138 4,586 8,485
35 — — 2,340 3.648 5,326 9,827
40 — — — 4,159 6.066 11,170
45 — — — 4,670 6,806 12,513
60 — — — — 7,546 13,855
ГОСТ Средняя разность в массе 1000 болтов в кг =»
10620-63 4-0,022 4-0,20 4-0,035 4- 0,149 4- 0,083 4- 0,145
10621-63 4-0,084 4- 0,161 4-0,351 4- 0,777 4- 1,045 4- 0,840
* Только для винтов по ГОСТ 10619-63 и 10620-63.
20*
612
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ВИНТЫ С КРЕСТООБРАЗНЫМ
ШЛИЦЕМ
(по ГОСТ 10755-64, 10756-64
и 10757-64)
Типы и исполнения винтов с кресто-
образным шлицем по указанным
ГОСТам приведены в табл. 144, раз-
меры — в табл. 145, длины винтов
и длины резьб этих винтов — в табл.
146 и 147, а масса винтов — в табл. 148.
Винты с крестообразным шлицем
изготовляются в двух исполнениях
(см. табл. 144).
Вариант исполнения головки винта
по ГОСТ 10757-64 устанавливается по
соглашению сторон.
Крестообразный шлиц — по ГОСТ
10753-64 (см. табл. 149).
Резьбы — по ГОСТ 9150-59. До-
пуски резьб — по ГОСТ 9253-59; для
резьбы с крупными шагами класс
точности 2 или 3, с мелкими — 2а
или 3.
При выборе шагов резьбы крупные
шаги следует предпочитать мелким и
класс точности резьбы 3 — классам
точности 2 и 2а.
Технические требования, материал,
покрытие и их обозначение по ГОСТ
1759-62 (табл. 55)
Примеры условных обо-
значений винта диаметром
8 мм, длиной 40 мм, с классом точ-
ности резьбы 2 и 2а, из материала
подгруппы 01 с покрытием по группе 1:
с крупным шагом резьбы (испол-
нение 1):
Винт М8Х 40 кл. 2 — 011
ГОСТ 10755-64-,
с мелким шагом резьбы (исполне-
ние 1):
Винт М8Х1Х40 кл. 2а — 011
ГОСТ 10755-64',
с крупным шагом резьбы (испол-
нение 11):
Винт 11 М8Х40 кл. 2—011
ГОСТ 10755-64',
с мелким шагом резьбы (исполне-
ние II):
Винт 11 М8Х IX 40 кл. 2а—011
ГОСТ 10755-64.
Примечание. Для винтов из ма-
териалов подгруппы 00 без покрытия (груп-
па 0), класса точности резьбы 3 материал,
покрытие н класс точности резьбы в обозна-
чении ие указываются.
Таблица 144
Типы и исполнения
Наимено-
вание
винтов
Чертежи винтов
См. таб-
лицы
Винты
с потайной
головкой
и кресто-
образным
шлицем
146 148
ВИНТЫ С КРЕСТООБРАЗНЫМ ШЛИЦЕМ
613
Продолжение табл. UI
Наимено-
вание
винтов
Чертежи винтов
См. таб-
лицы
V4 остальное
2
So
о
Винты
с полу-
потайной
головкой
и кресто-
образным
шлицем
147
148
Винты
с полу-
круглой
головкой
и кресто-
образным
шлицем
V4 остальное
исполнение I
146
h I*- Вариант исполнения
голобки с номинальны*
ми диаметрами резь-
бы от 3 до Юмм Вкл.
614
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 145
Размеры винтов с крестообразным шлицем
Размеры в мм
Наименование Винты по ГОСТ Номинальный диаметр d
размера 2 2,5 3 4 5 6 8 10 12
Шаг резьбы: крупный мелкий 10755-64 10756-64 10757-64 0.4 0.45 05 0,7 0,8 1,0 1,25 1,01 1,5 1,25 1,75 1,25
Диаметр стержня d\ 2 2,5 3 4 5 6 8 10 12
Диаметр головки D 10755-64, 10756-64 4.0 5,0 6,0 7.5 9.0 и 15 18 22
10757-64 3,5 4,5 5,5 7,0 9,0 10,5 13,0 16,0 18,5
Высота головки Н 10755-64, 10756-64 1,2 1,4 1,6 2,0 2,5 3,0 4,0 4,8 5,6
10757-64 1.8 2,1 2,5 3,2 4.0 4,5 6.0 7,5 9,0
Радиус под головкой г, не более 10755-64, 10756-64, 10757-64 02 0,4 05 0.6 05
Высота сферы /ц 10756-64 0,5 0.7 0.8 1.0 1.3 1,5 2,0 25 3,0
Радиус сферы головки К* 10756-64 4,2 4,8 6,0 7,5 8,4 105 15,0 17,5 21,7
10757-61 1.8 2,3 2,8 3.5 45 5,3 6,5 8,0 9.3
Номера крестообраз- ных шлицев 10755-64, 10756-64, 10757-64 0 1 2 3 4
Глубина крестообраз- ного шлица h 10755-64 10756-64 10757-64 0,90 1,25 1,20 1,05 1,50 1,25 1,25 1.80 1.60 1,55 2,10 1,75 2,05 2,85 2,50 2.45 3,20 2,45 3,40 4,65 3,65 4,10 555 4,40 4,90 6,85 5,70
Диаметр крестообраз- ного шлица rfamax (справочный) 10755-64 10756-64 10757-64 1.8 2,1 2,1 2,6 3,0 2S 2,8 3,3 3,1 4,0 4,6 4,2 45 5,3 5,0 6.5 7,2 6,6 7.4 8,7 7,7 9,4 10.9 9.7 102 12,2 11,0
Примечание. Размер приблизительно равен внутреннему диаметру резьбы. 1 Только для винтов по ГОСТ 10755-64,
ВИНТЫ С КРЕСТООБРАЗНЫМ ШЛИЦЕМ 615
Таблица 146
Длины винтов I и резьбы 10 с крестообразным шлицем
по ГОСТ 10755-64 и 10757-64
Размеры в мм
Номинальный диаметр ^>езь- 2 2.5 6 4 5 6 8 10 12
Длина винта Длина резьбы Iq, включая сбег резьбы (знаком X отмечены впиты
1 с резьбой по всей длине стержня)
3 X X1 X1 __
4 X X X XI —- — —
& X X X X3 — — — —
6 X X X X1 X1 —- — —
8 X X X X X X —-
10 X X X X X X — — —
12 X X X X X X —- ——
14 10 101 X X X X —. —
16 10 10 121 X X X — —
20 10 12 14 161 X X X
25 — 10 12 14 16 18 X X X
30 — — 12 14 16 18 22! X X
35 — — 12 14 16 18 22 26s 30’
40 — - 12 14 16 18 22 26 30
45 - — 12 14 16 18 22 26 30
50 12 14 16 18 22 26 30
55 —- 12 14 16 18 22 26 30
60 — — 12 14 16 18 22 26 30
65 — — 12 14 16 18 22 26 30
70 —- — 12 14 16 18 22 26 30
75 —- — —— —- — — — — 30
30 — — — — — — — — 30
Примечания: 1 Винты (исполнение 1), для которых величины Iq расположены в таб-
лице над ломаной ливней, допускается изготовлять с длиной резьбы до головки.
2. Винты, отмеченные знаком X. в исполнении 11 не изготовляются.
3. Длины резьбы la, помеченные цифрой 1 и 2 относятся только к ГОСТ 10757-64. При
длинах, помеченных цифрой 8, винты по ГОСТ 10755-64 имеют резьбу по всей длине стержня.
Таблица 147
Длины винтов I и резьбы Iq с крестообразным шлицем по ГОСТ 10756-64
Размеры в мм
Номинальный диаметр резьбы d 2 25 3 4 5 6 8 10 12
Длина Длина резьбы Iq, включая сбег резьбы (знаком X отмечены винты
винта с резьбой ю всей длине стержня)
3 X
4 X X — — — — —
5 X X — — — —
6 X X X — — — — —
8 X X X X X — — —
10 X X X X X — —— —
12 X X X X X X X —- —
14 10 X X X X X X —- —-
16 10 10 X X X X X — —
616
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 147
Номинальный диаметр резьбы d 2 2.5 3 4 5 6 8 10 12
Длина винта Длина резьбы /0, включая сбег резьбы (знаком X отмечены винты с резьбой по всей длине стержня)
20 10 12 14 X X X X
25 — 10 12 14 16 18 X X X
30 — — 12 14 16 18 X X X
35 — — — 14 16 18 22 X X
40 — —- — — 16 18 22 26 X
45 — — —• — 16 18 22 26 30
50 —- — — — 18 22 26 30
55 — — —— — 18 22 26 30
60 —. — — — — 22 26 30
65 — — — — — 22 26 30
70 —- — — — — 30
75 — — —- — — —- 30
80 — — — —- — — — — 30
Примечания: 1. Винты (исполнение I), для которых величины /0 расположены в таб-
лице над ломаной линией, допускается изготовлять с длиной резьбы до головки.
2. Винты, отмеченные знаком X» в исполнении 11 не изготовляются.
Масса винтов с крестообразным шлицем
Таблица 148
В таблице дана масса винтов по ГОСТ 10755-64. Масса винтов по
ГОСТ 10756-64 и 10757-64 получается увеличением (-|-) иа указанную
величину разности табличной массы -винтов но ГОСТ 10755-64 тех же
диаметров d и длин /.
Длина винта 1 в мм Номинальный диаметр резьбы d ММ —
2 2,5 3 4 5 6 8 10 12
Масса 1000 стальных винтов (исполнение 1) с крупным шагом эезьбы в кг
3 0,093
4 0,108 0,181 0,284 — —
5 0,123 0,207 0.323 —
6 0,139 0,234 0.363 — —
8 0.170 0,281 0,441 0.779 1,321 2,016 .
10 0.200 0.341 0,520 0,916 1.544 2,342
12 0,231 0,394 0,599 1,052 1,767 2,668 5,468
14 0.262 0,447 0,677 1,188 1,991 2,994 6,074
16 0,292 0,500 0,756 1,325 2.214 3,320 6,664
20 0,607 0.913 1,598 2,660 3,972 7,845 12376
25 — 0,740 1,110 1,938 3.218 4,787 9,321 14,934 23.005
30 — —— 1,306 2,280 3,776 5,602 10,797 17,293 26,459
35 1,503 2,621 4,334 6,417 12,273 19,652 29,912
40 —- — 1,699 2,962 4,892 7,232 13,749 22.011 33,365
45 — 1,896 3,303 5,449 8,047 15,225 24,369 36,813
50 — — 2,092 3,644 6,015 8,862 16,701 26,728 40,271
55 — — 2.289 3,985 6,565 9,678 18,177 29.087 43.724
60 — 2,485 4,326 7,123 10,493 19,653 31.446 47,177
65 — — 2.682 4,667 7,681 11,284 21,129 33,805 50.630
70 — — 2,878 5,008 8,239 12,123 22,605 36,163 54,083
75 — — — — — — — — 57,536
80 — — — — — — — — 60,989
гост Средняя разность в массе 000 болтов в кг
10756-64 10757-64 4-0,023 4 0,043 4 0.049 4-0,055 -f 0,083 4-0,155 4-0.312 4-0,302 4-0,713 +0.523 +0,972 4-1,317 4-1.739 +2,410 +3,762 +4,240 +5,864
ВИНТЫ для ДЕРЕВА (ГЛУХАРИ)
617
ШЛИЦЫ КРЕСТООБРАЗНЫЕ ДЛЯ ГОЛОВОК ВИНТОВ И ШУРУПОВ
(по ГОСТ 10753-64)
Таблица 149
Размеры в мм
Номера шлицев а b 1 h Ла A3min а ₽ Диаметры резьбы
0 0,8 0.3 0,35 0,6 0,2 0,05 7° До 2
1 1,3 0.5 0,45 1,0 0.4 0,10 138° 7° Св. 2 до 3
2 2,3 0,7 0,90 1,5 0,7 0,20 140е 5°45' > 3 > 5
3 3,8 0,8 2,00 2.5 1,1 1.5 0,30 146° 5°45' > 5 > 8
4 5,1 1.2 2,50 3,6 0,40 153° 7° > 8 > 12
Примечания: 1. Глубина h и номер шлица указываются в стандартах на винты
и шурупы.
2. Допускается г не более 0,3 мм.
♦ Вместо угла а радиус 0,25 мм.
ВИНТЫ ДЛЯ ДЕРЕВА (ГЛУХАРИ)
Глухарь с шестигранной головкой (по ГОСТ 1432-42)
Таблица 150
30< h _ —1-S|- so° i_ 1 ? kx L__ D^OJSS Размеры в мм 4^1 Lj-J
а di S Л da 6 4,6 2,6 11 4 12,7 8 8 5,9 3,5 14 5,5 16,2 10 10 7,6 4,5 17 7 19,6 13 12 9,6 5 22 8 25,4 15 16 12,8 6 27 10,5 31,2 19 20 16 8 32 13 36,9 23 Минимальная длина нарезанной части стержня
I 35 40 50 65 40 50 65 80 40 50 65 80 100 120 65 80 100 120 140 80 100 120 140 160 180 120 140 169 180 200 20 22 28 38 45 58 70 80 90 100 110
618
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 151
Масса 1000 глухарей с шестигранной головкой по ГОСТ 1432-42
Размер в мм ! Масса в кг Размер в мм Масса в кг S » « * О. М Масса в кг h S * О. 03 Масса в кг Размер в мм Масса в кг Размер в мм Масса в кг
6X35 40 50 65 9.15 10,10 11,90 14,6 8Х« 50 65 80 19.85 23.05 27,90 32,75 10X40 50 65 80 100 120 31,55 36,45 43,90 51,35 61,45 71,40 12X65 80 100 120 140 73,20 84,20 98,80 113,6 128,7 16X80 100 120 140 160 180 151.0 177,0 203,5 230,5 258,0 285,0 20X120 140 160 180 200 225 250 323,0 366,0 408,0 450,5 492,0 544,0 595,0
Таблица /52
Глухарь с квадратной головкой (по ГОСТ 1433-42)
Размеры в мм
d 12 16 20
di 9,6 12,8 16 Минимальная
S 5 6 8 длина наре-
s 22 27 32 заниой части
h 8 10.5 13 стержня Iq
31,2 38,2 45,4
da 15 19 23
65 38
80 80 45
100 100 58
120 120 120 70
I 140 140 140 80
160 160 90
180 180 100
— — 200 110
Таблица 153
Масса 1000 глухарей с квадратной головкой по ГОСТ 1433-42
Размер в мм Масса в кг Размер в мм Масса в кг Размер в мм Масса вкгъ
12x65 80 100 120 140 76,4 87.4 102.0 116,6 131,9 16X80 100 120 140 160 180 157,0 183,0 209,5 236,5 264,0 291,0 20X120 140 160 180 200 225 250 334,0 377,0 419.0 461,5 503.0 555,0 606,0
ШУРУПЫ
619
ШУРУПЫ
Шурупы с полукруглой головкой изготовляются по ГОСТ 1144-60 с по-
тайной головкой — по ГОСТ 1145-60 и с полупотайной головкой — ГОСТ 1146-60.
Пример условного обозначения шурупа с полукруглой головкой диамет-
ром 3 лмт, длиной 30 мм:
Шуруп ЗуЗО ГОСТ 1144-60.
То же — шурупа с потайной головкой исполнения А:
Шуруп АЗ X 30 ГОСТ 1145-60.
Табища 154
ГОСТ 1Пь5-С0
Л 5
ГОСТ Hifk-CO
ГОСТ 1156-СО
Размеры в ла
Наименование размера гост Диаметр шурупа d
1,6 2.0 2.5 3,0 4,0 5,0 6,0 8,0 10,0
Внутренний диаметр резьбы 1144-60 1145-60 1,0 1,4 1,8 2,1 2.8 3,5 3,4 5.7 7,2
Шаг резьбы 5 1116-60 0,8 1,0 1,25 1,25 1.75 2,0 25 3.5 4,5
Диаметр головки D 1144-60 3,0 3,5 4,5 5,5 7,0 9,0 10,5 13,0 16,0
1146-60 j 3,2 4,0 5,0 6.0 7.5 9,0 11,0 15,0 18,0
Высота головки Н > > Высота головки без сферы Н 1144-60 1145-60 1 1146-60 J 1,5 1.0 1,8 1.2 2,1 1,4 25 1,6 3,2 2.0 4.0 2.5 4,5 3,0 6.0 4,0 7.5 4,8
Высота сферы Лх 1146-60 0,45 0.5 0,7 0,8 1,0 1,3 1.5 2,0 25
Ширина шлица b 1144-60— 1146-60 0.4 0,5 0.6 0.8 1,0 1,2 1,5 2,0 25
620
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 154
Наименование размера гост Диаметр шурупа d
1,6 2,0 25 3,0 4,0 5,0 6,0 8,0 10.0
Глубина шлица 1144-60 1145-60 1146-60 0.8 0,4 0,6 1,0 05 0.7 1.2 0.7 0,8 1,4 0,9 0,9 1.8 1,1 1.2 2.2 1.2 1,8 2,5 1.5 2,0 3,2 2,0 2,5 3.8 2.5 3.2
Радиус под головкой f£, не более 1144-60- 1146-60 02 0,2 02 0,2 0,4 0,4 0,4 0,4 05
Радиус сферы головки 1144-60 1146-60 1.5 3,1 1.8 4,2 2,3 4,8 2,8 6,0 3,5 7.5 4,5 8,4 5,3 10,8 6.5 15,0 8.0 17,5
Размер закрытого шлица В у торца головки 1145-60 — — — 3,5 5,0 6,0 7,5 10,0 125
Размер закрытого шлица Bi У дна 1145-60 — — — 2,0 3,0 3,5 4,5 6,0 7,5
Таблица 155
Длины шурупов всех типов
Размеры в мм
Диаметр шурупа d Диаметр шурупа d
1.6 2,0 2.5 3,0 4,0 5,0 6,0 8,0 ю.а 1.6 2,0 2,5 3,0 4,0 5.0 6,0 8,0 10,0
Длииа шурупа 1 | Длииа шурупа /
6 6 6 6 36 36 36 — —
10 10 10 10 10 — 40 40 40 — —
12 12 12 12 12 12 12 — — — — — 45 45 45 — —
— 16 16 16 16 16 16 — — — — — — 50 50 50 50 —
— — 18 18 18 18 18 — — — — — — 60 60 60 60 —
— — 20 20 20 20 20 — — — — — — — 70 70 70 —
— — 22 22 22 22 22 — 85 85 85
— — 25 25 25 25 25 — 100 100 100
— — — 30 30 30 30 — 120 120
П р и м ечаим я: 1. Длииа резьбы 1&, включая сбег, не меиее 0,6/.
2. Допускается изготовление шурупов длиной до 22 мм включительно с резьбой до
головки.
ШУРУПЫ
621
Таблица 156
МАССА 1000 СТАЛЬНЫХ ШУРУПОВ в кг
Длина шуру- пов Z в мм Номинальный диаметр шурупов d в мм
ГОСТ 1144-60 ГОСТ 1145-60
1,6 2,0 2.5 3,0 4,0 5,0 6,0 8,0 10,0 1.6 2.0 2,5 3,0 4,0 5.0 | 6,0 8,0 10,0
6 8 10 12 16 18 20 22 25 30 36 40 45 50 60 70 85 100 120 0,110 0.129 0.148 0.183 0.179 0,207 0,235 0.288 0,352 0,307 0,349 0,390 0.463 0,557 0.654 0,698 0.801 0,889 0,485 0557 0.629 0.739 0,871 0,986 1,170 1,242 1,350 1,604 1.372 1.540 1,652 1,785 1.967 2.178 2.465 2.848 3.170 3.527 3.852 4,292 5,044 2594 2.818 3.238 3,460 3.653 3.992 4,640 5.245 5,703 6,348 6,967 8,096 9,320 3,432 3,820 4,375 4,936 5,318 6,304 6,844 7,672 8,414 9,300 10,41 12,23 14,02 16,57 19,08 18,11 21,15 24,20 28,12 33,33 38,51 44,70 53,10 63,80 0.094 0,104 0,115 0,142 0,162 0.185 0,209 0.221 0,320 0.250 0,304 0,359 0,392 0,500 0.606 0.657 0.705 0,820 0,385 0,458 0,522 0,650 0.764 0,879 0,985 1,048 1,173 1,364 1.073 1,235 1,363 1.609 1,756 1,900 2.232 2.579 2.767 3.167 3.480 3.857 4,784 2.276 2,415 2.708 2.862 2.998 3.488 3.777 4,355 4,912 5,495 6,182 7,250 8,476 3,125 3,432 3.663 3,984 4,279 5,126 5,798 6,474 7.389 8,211 9,131 10,38 12.61 15,16 17,64 15,82 18,93 22.07 26,40 31,07 37,01 gggl 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
ГОСТ 1146-60
Длина шуру- пов Z в мм Номинальный диаметр шурупов d в мм Длина шуру- пов 1 в мм Номинальный диаметр шурупов d в мм
1.6 2,0 2,5 | 3.0 | 4,0 5,0 6.0 8.0 10,0 1,6 2.0 2.5 3,0 4,0 5.0 6.0 8,0 10.0
6 8 10 12 16 18 20 22 25 30 0,10 0,112 0.124 0.163 0,169 0,194 0.220 0.268 0.344 0.285 0,330 0.375 0.407 0.532 0,641 0.703 0,760 0,865 0.415 0.511 0.607 0,695 0.838 0.931 1.042 1.118 1,273 1.382 1.181 1.354 1,542 1.714 1.874 2.051 2.348 2.692 2.385 256'1 2,971 3.185 3.313 3.551 4,306 3,305 3.615 4,117 4,426 4.735 5,666 6,299 — 7 36 40 45 50 60 70 85 100 120 — — — — 2,932 3,318 3,673 4,472 4,750 4,676 4,318 5,896 6.446 7,507 8,744 7 6,987 7.813 8,954 9,678 10,78 13,11 15,68 18,13 17,57 20.62 23.66 27.59 32.80 38,25 43,80 52.10 67,77
622 РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ГАЙКИ
(по ГОСТ 2524-62, 2526-62, 2528-62, 5915-62, 5916-62, 5918-62, 5919-62, 5927-62,
5929-62, 5931-62, 5932-62, 5933-62 и 5935-62 с диаметром резьбы до 48 мм вкл,
и по ГОСТ 10605-63 — 10610-63 с диаметром резьбы свыше 48 мм).
Типы и исполнения гаек по перечис-
ленным ГОСТам приведены в табл, 158,
размеры и масса гаек с диаметром
резьбы до 48 мм вкл. —в табл. 159
и 161, свыше 48 мм — в табл. 160 и
162 соответственно.
Гайки изготовляются с диаметром
резьбы от 1 до 160 мм. Гайки с диа-
метром резьбы до 48 мм изготовляются
в двух исполнениях (см. чертежи
табл. 158), остальные — в одном.
Технические требования, материал,
покрытия и их обозначение — по ГОСТ
1759-62 (см. стр, 511 и табл. 55).
Резьба для всех гаек — по ГОСТ
9150-59.
Допуски резьб — по ГОСТ 9253-59,
причем для гаек с номинальными диа-
метрами резьбы до 48 мм для резьб
с крупными шагами класс точности —
2 или 3, с мелкими — 2а или 3; для
гаек с номинальными диаметрами
резьбы более 48 мм — только по
3-му классу точности.
Шаги резьбы гаек выбираются по
табл. 157.
При выборе шагов резьб для гаек
с резьбой до 48 мм крупные шаги сле-
дует предпочитать мелким и класс точ-
ности резьбы 3 — классам точности
2 и 2а.
Для гаек с диаметром резьбы более
48 мм при выборе шагов резьб сле-
дует предпочитать: при диаметрах
до 64 мм — крупные шаги мелким,
а при диаметрах более 64 мм — шаг
6 мм шагу 4 мм.
В условных обозначениях не указы-
ваются: материал, если болты изго-
товляются из материала подгруппы 00,
покрытие группы 0 (без покрытия),
исполнение 1, класс точности резьбы 3.
Примеры условныхобо-
з н а ч е н и й ганки диаметром 12 мм
с классами точности резьбы 2 и 2а
из .материала подгруппы 01 с покры-
тием по группе I;
с крупным шагом резьбы (испол-
нение 1):
Гайка М12 кл. 2—ОН
ГОСТ 5932-62;
с мелким шагом резьбы (исполне-
ние 1):
Гайка М12Х 1,25 кл. 2а—011
ГОСТ 5932-62;
с крупным шагом резьбы (испол-
нение II):
Гайка II М12 кл. 2 — ОН
ГОСТ 5932-62;
с мелким шагом резьбы (исполне-
ние II):
Гайка II М12Х 1,25 кл. 2а—ОН
ГОСТ 5932-62.
При изготовлении гаек с левой резь-
бой следует писать:
для резьбы с крупным шагом
Гайка М12 левая кл. 2—ОН
ГОСТ 2524-62;
для резьбы с мелким шагом
Гайка М 12x1,25 левая кл. 2а—ОН
ГОСТ 2524-62,
Таблица 157
Номинальный диа- метр резьбы d 1.6 2 2.5 3 4 5 6 8 10 12 16 20 24
Шаг резьбы крупный 0,35 0,4 0,45 05 0,7 03 1 1,25 1,5 1.75 2 2.5 3
мелкий — 1 1,25 1,5 2
Номинальный диа- метр резьбы d 30 36 42 48 56 64 72 80 90 100 ПО 125 140 160
Шаг резьбы крупный 3,5 4 4,5 5 5,5 6 —
мелкий 2 3 4 6 и 4
ГАЙКИ
623
Типы и исполнения
Таблица 158
гост Наименование гайки Диаметр резьбы d в мм Чертеж гайки 1 Размеры | Масса
См. таб- лицы
Гайки с диаметром резьбы до 48 .«.и вкл.
5915-62 Гайки шестигран- ные
5916-62 Гайки шестигран- ные низкие
5918-62 Гайки шестигран- ные прорезные и корончатые
5919-62 Гайки шестигран- ные прорезные и корончатые низкие
X
я
S
2-48
1-48
4—48
исп. 1,
12-42
исп. 11
6-48
исп. I,
12-48
иен. 11
V3
Исполнение I Исполнение II
D,“ 0,958
Аля
<М
Исполнение/ Исполнение О
Длл4*6
В,“0,958
*30° v 3
/ъ Исполнение! ИсполнениеП
159
161
О, “0,958
И
as®
VJ
Исполнение! Исполнение!!
0,^0,958
624
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 158
гост Наименование гайки Диаметр резьбы d в мм Чертеж гайки 1 Размеры | Масса
См. таб- лицы
Гайки с диаметром резьбы до 48 мм вкл.
2524-62 Гайки шестигран- ные с уменьшен- ным размером «под ключ»
5927-62 Гайки шестигран- ные
2526-62 Гайки шестигран- ные низкие с уменьшенным размером «под ключ»
5929-62 Гайки шестигран- ные низкие
5931-62 Гайки шестигран- ные особо высо- кие
2528-62 Гайки шестигран- ные прорезные с уменьшенным раз- мером «под ключ»
5932-62 Гайки шестигран- ные прорезные и корончатые
8—48
1.6—48
8—48
6-48
Повышенной точности 3-48
8-48
4—48
исп. 1,
12—48
исп. 11
«70
874 Остальное
О, =0.955
Б, =0,955
&30
87 4 остальное
0,953
874 Остальное
Исполнение В
«50е
*| А Исполнение I
0,-О.ЯЗ
159
161
ГАЙКИ
625
Продолжение табл. 153
ГОСТ Наименование гайки Диаметр резьбы d в мм Чертеж гайки Размеры 1 Масса
См. таб- лицы
Гайки с диаметром резьбы до 48 мм вкл.
5935-62 Гайки шестигран- ные прорезные низкие с умень- шенным размером «под ключ» Повышенной точности 8—48
5933-62 Гайки шестигран- ные прорезные и корончатые низкие 6—48 псп. I. 12—48 исп. 11
0,^0.955
^74 Остальное
30
D,~0.95S
Исполнение!
V4 Остальное
Исполнение 11
159
161
Гайки с диаметром резьбы более 48 мм
10605-63
Гайки шестигран-
ные
52-160
X
•я
о
№
£
S
10606-63
Гайки шестигран-
ные корончатые
52-160
0,-0.9115
160
162
626
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 158
гост Наименование гайки Диаметр резьбы d в мм Чертеж гайки 1 Размеры 1 Масса
См. таб- лицы
Гайки с диаметром резьбы более 48 мм вкл.
10607-63 Гайки шестигран- ные низкие
10608-63 Гайки шестигран- ные с уменьшен- ным размером «под ключ»
10609-63 Гайки шестигран- ные корончатые с уменьшенным размером «под ключ»
10610-63 Гайки шестигран- ные низкие с уменьшенным размером «под ключ»
X
s
X
X
X
х
4»
а
52-160
52—160
52—160
52—160
<74 Остальное
0,=0,989
74 Остальное
О, ъ 0,989
74 Остальное
0,^0.989
160
162
ГАЙКИ
627
Таблица 169
Размеры гаек с диаметром резьбы до 48 мм вкл.
Размеры в мм
Наименования разме- ров и обозначения гост Ряд номинальных диаметров резьбы d
1,6 2 2,5 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Диаметры резьбы d, предусматриваемые ГОСТами, отмечены знаком X 5916-62. 5927-62 5915-62 5931-62 5918-62. 5932-62 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
5919-62. 5933-62 5929-62 — — — — — — X X X X X X X X X X X
2524-62, 2526-62 2528-62, 5935-62 — — - — — — — X X X X X X X X X X
Шаг резьбы крупный Для всех гаек 0,35 2 0,45 05 0,7 0,8 1 1,25 1 1.5 1.25 1.75 1,5 2 1,5 2.5 1,5 3 2 3,5 2 4 3 4,5 3 5 3
мелкий
Размеры «под ключ» 5915-62, 5916-62. 5918-62, 5919-62, 5927-62, 5929-62, 5931-62, 5932-62. 5933-62 3,2 4 5 5,5 7 8 10 14 17 19 24 30 36 46 55 65 75
2524-62. 2526-62, 2528-62, 5935-62 — — — — — — — 12 14 17 22 27 32 41 50 55 65
Высота гаёки Н 5915-62. 5927-62. 2524-62 1,3 1,6 2 2.4 3.2 4 5 6 8 10 13 16 19 24 28 32 38
5916-62, 5929-62, 2526-62 1,2 1,2 1,6 2 2.5 3 4 5 6 7 8 9 10 12 14 16 18
5918-62. 2528-62, 5932-62 — — — — 5 6 7,5 9 11 14 19 22 26 32 38 44 50
5931-62 — — — 4 5 6 7,5 9 12 15 19 32 38 48 55 65 75
5919-62, 5933-62, 5935-62 — — — — — — 6 7 8 10 12 13 15 18 20 23 25
628
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 159
Наименования разме- ров и обозначения гост Ряд номинальных диаметров резьбы d
1,6 2 2,5 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Диаметр описанной окружности D 5915-62. 5916-62, 5918-62. 5919-62. 5927-62. 5929-62, 5931-62. 5932-62, 5933-62 3,7 4,6 5,8 6,3 8,1 9,2 11,5 16,2 19,6 21,9 27,7 34,6 41,6 53,1 63,5 75 86,5
2524-62. 2526-62, 2528-62, 5935-62 — — — — — — — 13,8 16,2 19,6 25,4 31.2 36,9 47,3 57,7 63,5 75
Число прорезей п 5918-62, 5919-62, 5932-62, 5933-62, 5935-62 , 2528-62 6
Ширина прорезей b — — — 1,2 1,2 2 2,5 2,5 4 5 5 6 8 8 10 10
Расстояние от опор- ной поверхности до основания прорези и коронки 5918-62 . 5932-62, 2528-62 — — — — 3,2 4 5 6 8 10 13 16 19 24 28 32 38
5919-62, 5933-62. 5935-62 — — — — — — 3,5 4 5 6 7 8 9 И 13 14 16
Диаметр коронки 5918-62. 5919-62. 5932-62. 5933-62 — 17 22 28 34 42 50 58 65
Размеры шплинта (рекомен- дуемые) для гаек прорезных 5918-62. 5919-62. 5932-62, 5933-62 — — — — 1X12 1X12 1.5X15 2X20 2X25 3X30 4X35 4X40 5X45 6X60 6X70 8X80 8X90
2528-62 , 5935-62 — — — — — — — 2X20 2X20 3X25 4X30 4X35 5X40 6X50 6X60 8X70 8X80
коронча- тых 5918-62 , 5919-62. 5932-62, 5933-62 — 3X25 4X30 4X35 5X40 6X50 6X60 8X70 8X80
ГАЙКИ
629
Таблица 160
Размеры гаек с диаметрами резьбы более 48 мм
Размеры в мм
Наименование и обозначение размера гост Номинальные диаметры резьбы d
56 64 72 80 90 100 ПО 125 140 160
Шаг резьбы крупный Для всех гаек 5,5 6 —
мелкий 4 4 6 и 4
Размер «под ключ» 10605-63, 10606-63, 10607-63 85 95 105 115 130 145 155 180 200 225
10608-63, 10609-63, 10610-63 75 85 95 105 115 130 145 155 180 210
Высота Н 10605-63, 10608-63 44 50 55 62 70 78 85 98 ПО 120
10606-63, 10609-63 60 65 70 80 90 100 105 120 130 140
10607-63, 10610-63 28 32 35 40 45 50 55 60 65 75
Диаметр описанной окружности D 10605-63, 10606-63, 10607-63 98 ПО 121 133 150 167 179 208 231 260
10608-63, 10609-63, 10610-63 87 98 110 121 133 150 167 179 208 212
Наружный диаметр коронки Zig 10606-63, 10609-63 70 80 85 100 ПО 120 130 150 170 190
Внутренний диа- метр коронки Dz 60 70 75 85 95 105 115 130 145 165
Число прорезей п 10606-63, 10609-63 10
Ширина прорезн Ъ 12 14 18
Расстояние от опор- ной поверхности до основания прорези 44 50 55 62 70 78 85 98 ПО 120
Размер шплинта (рекомендуемый) для гаек 10606-63 10X90 ЮХ Х100 10Х1Ю ЮХ Х125 13X140 13X160 13Х Х160 16Х Х180 16Х Х220 16Х Х220
10609-63 10X100 13X125 13X140
630
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 161
Масса в кг 1000 стальных гаек с диаметром резьбы до 48 мм вкл.
(масса указана дла гаек с крупным шагом)
Номи- нальный диаметр резьбы d в мм Гайки по ГОСТ
2521-62:2526-62 2528-62 5915-62, 5927-62 5916-62. 5929-62 5918-62 н 5932-62 5919-62 и 5933-62 5931-62 5935-62
прорез- ные корон- чатые прорез- ные корон- чатые
1,6 0.070
2 0.144 0,108 —
2,5 — 0,280 0.224
3 —— 0,387 0,323 — 0.645
4 0,816 0,638 1,100 __ 1,276
5 — — 1,243 0,933 1.667 — 1,865
6 __ — 2,514 2.010 3,223 2.468 4,021 __
8 3,956 3,296 5,080 6,074 5,062 7,909 5,884 __ 9,112 3,215
10 6,630 4.972 8,230 11,68 10,760 11,66 — 10,27 17,52 5,745
12 12,35 8.645 15,27 17,24 12,07 21.45 18.80 1-4,56 11,87 25,86 10.33
16 25,41 15.64 3250 33,54 20,61 43,10 37,60 26,04 21.40 49,02 19,63
20 45,89 25.81 57,65 64,47 36.26 81,26 73,65 46,23 39,80 128,9 32,65
24 75.13 39,55 93.20 110,2 58,01 137,0 125.3 75,19 65.15 220,5 50,95
30 160,3 80,16 196,1 231,2 115.6 284,2 255,8 152,3 127,8 462,4 101,9
36 282.8 141.4 356,5 382.6 191.3 483,7 432.4 248,4 212.3 751,6 17,5,0
42 356.1 178,1 418.0 616,9 308,4 782,3 687,0 393,9 322.0 1253,0 225,3
48 621.0 291,2 765,0 982.3 465,3 1215 1070 588.5 478,5 1939,0 369,0
Таблица 162
Масса в кг стальных гаек с диаметром резь бы более 48 мм
Номинальный диаметр резь- бы d в мм Гайки по ГОСТ
10605-63 10606-63 10607-63 10608-63 10609-63 10610-63
с крупным шагом резьбы 5—6 мм
56 64 1,41 1,95 1.50 2,06 0.91 1,25 0.93 1,3» 0.99 1,41 0,60 0.86
— с мелким шагом резьбы 3—4 мм
56 64 72 80 90 100 110 125 140 160 1,38 1,91 2.49 3,29 4,75 6,58 7,84 12,5 17.1 23,0 1,47 2,02 2.66 3,58 5,13 7,08 8.35 13,3 18,1 24,2 0.88 1.22 1,59 2,12 3,05 4,22 5,08 7,67 10,1 14,4 0,91 1,30 1,74 2,36 3,00 4,40 6,11 6,96 11,4 17,6 0.96 1,36 1.82 2,52 3,21 4,68 6,60 7,48 12,1 18,4 0,58 0,83 1,11 1,53 1,93 2,82 3,95 4,26 6,65 11,0
с мелким шагом резьбы 6 мм
72 80 90 100 ПО 125 140 160 2,55 3,36 4,85 6,71 7,98 12,7 17,4 23,0 2,73 3,65 5,23 7,20 8,49 13,5 18,4 24,5 1,63 2,17 3,12 4,30 5,16 7,79 10,3 14,6 1,80 2,44 3,10 4,52 6,25 7,15 11,7 17,9 1,88 2.60 3,31 4,80 6,74 7,66 12,4 18,7 1,15 1.57 1,99 2,90 4,04 4,38 6,79 11,2
ГАЙКИ ШЕСТИГРАННЫЕ ВЫСОКИЕ
631
ГАЙКИ ШЕСТИГРАННЫЕ ВЫСОКИЕ СО СФЕРИЧЕСКОЙ
ОПОРНОЙ ПОВЕРХНОСТЬЮ
(гго ГОСТ 3392-57)
Условное обозначение гайки с резьбой D = Мб X 1:
Гайка Мб ГОСТ 3392-57.
Таблица 163
Размеры в мм
Резьба d Dt^ Н К S <71 </3 Масса 1000 шт. в кг =ss
Номин. Доп. откл. ПО С5
М6Х 1 12.7 105 10 9 11 - 024 7 7,5 6,050
М8Х 1.25 16,2 13,5 12 12,5 14 9 9,5 11,32
М10Х 1.5 19,6 16,5 15 15 17 И 11,5 20.25
М12Х 175 21.9 18 18 17,5 19 —0.28 13 14 28,06
М16 X 2 27,7 23 24 22 24 17 18 56,12
М20 X 2.5 34,6 29 30 28 30 21 22 110,0
М24 X 3 41,6 34 36 33 36 —0.34 25 26 189,2
МЗО X 3,5 53.1 44 45 40 46 31 32 397,3
М36Х * 63,5 53 54 50 55 —0,40 37 38 679,5
Примечания: 1. Материал: сталь марок 35 и 45 по ГОСТ 1050-60.
2. Термообработка: калить до твердости HRC 35—40.
3. Резьба по ГОСТ 9150-59; допуски на резьбу по 3-му классу точности ГОСТ 9253-50.
4. Отклонения свободных размеров: диаметральных — по 5-му классу точности, ОСТ
1015; линейных — по 7-му классу точности, ОСТ 1010.
5. Гайки должны быть оксидированы илн фосфатированы.
632
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ГАЙКИ КОЛПАЧКОВЫЕ
(по МН 189-59)
Тип I Тип II
Условное обозначение колпачковой
гайки типа 1 с резьбой М12 из стали;
Гайка колпачковая 1-М 12 МН 189-59;
то же из латуни: Гайка колпачковая
1Л-М12 МН 189-59.
Условное обозначение колпачковой
гайки типа II с резьбой М12: Гайка
колпачкокая 1I-M12 МН 189-59.
Размеры гаек типа 1 в мм
Таблица 164
Шифры изделия d di D D.~ 5 н Hl 1, не менее L R Г Масса. 1000 шт. в кг
из стали из латуни
1-М5 1Л-М5 М5 6 10,4 8,5 8 9 10 4,5 6 8 4,0 3,4
1-М6 1Л-М6 Мб 7 12,7 10,5 10 11 12 5,0 7 9 5,0 0,5 5,2
1-М8 1Л-М8 М8 9 16,2 13,5 13 14 15 6,0 8 11 6,5 10,8
I-MI0 1Л-М10 мю И 19,6 16,5 16 17 18 8,0 10 13 8,0 15,4
1-М12 1Л-М12 MI2 13 21.9 18,0 18 19 22 10.0 12 16 9,0 27,6
1-М16 1Л-М16 М16 17 27,7 23,0 23 24 26 13,0 16 20 11,5 1.0 52,8
1-М20 1Л-М20 М20 21 34,6 28,0 28 30 32 16,0 20,0 18 24 14,0 77,6
1-М24 1Л-М24 М24 25 41,6 34,0 34 36 38 22 28 17,0 1,5 146,0
Примечания: 1 Материал для гаек типа 1 сталь марок 35 по ГОСТ 1(60-60 и
А12 по ГОСТ 1414-54; латунь марки Л62 по ГОСТ 1019-47.
2. Твердость поверхности гаек: из стали 35 после термической обработки — HRC
30—40; из стали А12 — HRC 56—62 после цементации на глубину 0,2—0,6 мм.
Размеры гаек типа II в мм*
Таблица 1(5
Шифр изделия d di Оъ Da =» 5 н Hi ll Масса 1000 шг, в кг
1I-M5 М5 6 10,4 8,5 10 9 10 4,5 7,0 1.5
11-М6 Мб 7 12,7 105 12 11 12 5,0 7,5 3,5
11-М8 М8 9 16,2 13,5 14 14 15 6,0 8,5 7,5
11-М 10 МЮ 11 19,6 16,5 16 17 18 8,0 11,0 13,5
11-М12 М12 13 21,9 18,0 18 19 22 10,0 13,0 17,5
* Размеры отдельных деталей гайки — корпуса и колпачка не даны.
При и е ч а н и я: 1. Материал для гаек типа 11: сталь марок 35 по ГОСТ 1950-60 или
А12 по ГОСТ 1414-54.
2. Твердость: из стали 35 после термической обработки — НДС 30—40; из стали А12-
HRC 56—62 после цементации на глубину 0,2—0,6 мм.
ГАЙКИ КРУГЛЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
633
ГАЙКИ КРУГЛЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
(по ГОСТ 3104-46)
Условное обозначение гайки диаметром 36 мм с классом точности резь-
бы 2, с мелким шагом резьбы:
Гайка круглая МЗв X А5 к л. 2, ГОСТ 3104-46.
Таблица 166
А-в
А *1 " Г
Размеры в мм
Резьба d D Н Ь t 1 А Число шлицев Масса 1 шт. в кг Резьба d D Н b 1 1 А Число шлицев Масса 1 шт. 1 в кг
Допустимое отклонение Допустимое отклонение
Я? В7 Л7 Л7 в7 В, Л7 А?
10 х 1 26 8 4 3 0,5 05 4 0,025 68X2 100 12 9 6 1 1 4 0,38
12 X 1.25 28 8 5 3 0,5 05 4 ода 72X2 105 15 9 6 1 1 4 ОДО
16 X 1-5 32 8 5 3 0.5 0,5 4 0.035 76X2 110 15 9 6 1 1 4 0Д6
20 X 1.5 36 8 5 3 0,5 05 1 4 0.015 80 X 2 115 15 10 7 1 1,5 4 0,60
24 X 1.5 42 10 5 3 0.5 4 0.07С 85X2 120 15 10 7 1 1,5 4 0,63
27 X 1.5 45 10 5 3 0,5 1 4 0,075 90 X 2 125 18 10 7 1 1,5 4 0,80
ЗОХ 1.5 48 10 5 3 0.5 1 4 0 08(1 95X2 130 18 10 7 1 1,5 4 0,84
33 X 1.5 52 10 5 3 0,5 1 4 0,095 100X2 140 18 10 7 1 1,5 4 1,03
36 X 1.5 55 10 6 4 0.5 1 4 0,10 110X2 150 22 12 7 1 1.5 4 1,33
39 X 1.5 58 10 6 4 05 1 4 0,11 120X2 165 22 12 7 1 1,5 6 1,65
42 X 1.5 62 10 6 4 ОД 1 4 0.12 130X2 180 22 14 7 1 1,5 6 2,00
45 X 1-5 68 10 8 5 1 1 4 0,15 140X2 195 26 14 7 1 1.5 6 2,84
48 X 1.5 72 12 8 5 1 1 4 ОДО 150X2 205 26 16 8 1 2 6 2,97
52 X 1,5 78 12 8 5 1 1 4 0Д4 160X3 220 26 16 8 1,5 2 6 3,50
56X2 85 12 8 5 1 1 4 0,29 170 X 3 230 26 18 8 1,5 2 6 3,68
60 X 2 90 12 8 5 1 1 4 0,32 180 X 3 240 30 18 8 1,5 2 6 4,48
64X2 95 12 8 5 1 1 4 0,35 190X3 250 30 18 8 1,5 2 6 4,68
200 X3 260 30 18 8 1,5 2 6 4,90
Примечания: 1. Материал: сталь 20, 40 и 45 по ГОСТ 1050*60; Ст. 5 и Ст. 6 по
ГОСТ 380-60.
2. Шлицы гаек должны быть термически обработаны. Твердость HRC 36—42.
3. Гайки с диаметром резьбы 150—200 мм можно изготовлять с восемью шлицами.
4. Технические условия — по ГОСТ 3103-46.
634
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ГАЙКИ КРУГЛЫЕ УМЕНЬШЕННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
(по ГОСТ 3105-46)
Условное обозначение гайки диаметром резьбы 36 мм класса точности 2,
с мелким шагом резьбы:
Гайка круглая уменьшенная М36 X 1,5 к л. 2, ГОСТ 3105-46.
Таблица 167
А-8
Л ___и
Размеры в мм
Резьба d D | Н й | t / /1 Число шлицев Масса 1 шг. в кг
Допустимое отклонение
В7 В; А1 л7
10X1 22 6 4 3 0.5 0.5 4 0,012
12X1.25 24 6 4 3 0.5 0.5 4 0,014
16X1.5 28 6 5 3 0,5 05 4 0,017
20X1.5 34 6 5 3 05 05 4 0,031
24X1.5 38 8 5 3 05 05 4 0,041
27X1.5 42 8 5 3 05 1 4 0.047
30X1.5 45 8 5 3 05 1 4 0,052
33X1.5 48 8 5 3 05 1 4 0.058
36X1.5 52 8 5 3 05 1 4 0.066
39X1.5 55 8 6 4 05 1 4 0,068
42X1.5 58 8 6 4 05 1 4 0,073
45X1.5 62 8 6 4 0.5 1 4 0,084
48X1.5 68 10 8 5 05 1 4 0,130
52X1,5 72 10 8 5 1 1 4 0,136
56X2 78 10 8 5 1 1 4 0,174
60X2 80 10 8 5 1 1 4 0.174
64X2 85 10 8 5 1 1 4 0,182
68X2 90 10 8 5 1 1 4 0,201
72X2 95 12 8 5 1 1 4 0,269
76X2 100 12 9 6 1 1 4 029
80X2 105 12 9 6 1 1,5 4 032
85X2 110 12 9 6 1 1,5 4 0,34
90X2 115 12 10 7 1 1,5 4 035
95X2 120 12 10 7 1 1,5 4 037
100X2 125 12 10 7 1 1,5 4 0,39
110X2 135 15 10 7 1 1.5 4 053
120X2 145 15 10 7 1 1,5 4 057
130X2 160 15 12 7 1 1,5 6 0,74
140X2 170 18 12 7 1 1,5 6 026
150X2 180 18 14 7 1 2 6 1,01
160X3 195 18 14 7 1.5 2 6 1,29
170X3 205 18 16 8 1.5 2 6 1.32
180X3 220 22 16 8 1.5 2 6 2,06
190X3 230 22 18 8 1.5 2 6 2,14
200X3 240 22 18 8 1,5 3 б 2,24
Примечания: 1. Материал: сталь 20, 40 и 45 по ГОСТ 1050-60, Ст. 5 Ст. 6 по ГОСТ
380-60.
2. Шлицы гаек должны быть термически обработаны. Твердость HRC 36—42.
3. Ганки с диаметром резьбы 150—200 мм можно изготовлять с восемью шлицами.
4. Технические условия — по ГОСТ 3103-46.
ГАЙКИ КРУГЛЫЕ С ОТВЕРСТИЯМИ НА ТОРЦЕ
635
ГАЙКИ КРУГЛЫЕ С ОТВЕРСТИЯМИ НА ТОРЦЕ «ПОД КЛЮЧ»
(по ГОСТ 6393-52)
Условное обозначение круглой гайки с резьбой М20 X 1,5:
Гайка 20 х 1,5 ГОСТ 6393-52.
Таблица 168
V9 Остальное
9отб. g,
Размеры в мм
Резьба d D Е Н *1 к С Масса 1 шт. в кг
16 X 1.5 18 X 1.5 20 X 1.5 30 32 35 22 24 27 8 3 3,5 4 1.2 0,5 1 0,030 0,034 0,039
24 X 1.5 42 34 10 4 5 0,071
30 X 1.5 48 38 4,5 6 0.084
(36 X 1.5) 56 48 1,5 0.11
42X1.5 65 56 5,5 0.146
48 X 1.5 75 64 12 7 2 024
56X2 85 72 6,5 0295
64X2 68X2 95 100 80 7,5 8 0,354 0,486
15 2.5 3
72X2 80X2 105 115 90 100 9 10 0,520 0.611
90X2 125 110 18 0,815
95X2 130 0,854
100X2 135 120 0,893
Примечания: 1. Материал: сталь Ст. 5 по ГОСТ 380-60; 40 и 45 по ГОСТ 1050-60.
2. Гайки должны подвергаться закалке; твердость HRC 36—42. По требованию заказ**
чика гайки могут поставляться без термообработки.
3. Предельные отклонения: размера dt — по размера D — по C# ОСТ 1015; разме-
ров Н, л — по 7-му классу точности ОСТ 1010.
636
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ГАЙКИ КРУГЛЫЕ
СО ШЛИЦЕМ НА ТОРЦЕ
(по ГОСТ 10657-63)
Фиг. 106
Размеры гаек приведены в табл. 169,
масса — в табл. 170.
Резьба — по ГОСТ 9150-59. До-
пуски резьб — по ГОСТ 9253-59; для
резьб с крупными шагами класс точ-
ности 2 или 3, с мелкими — 2а или 3.
При выборе шагов резьб крупный
шаг следует предпочитать мелким и
класс точности резьбы 3 — классам
точности 2 и 2а.
Технические требования, материал,
покрытия и их обозначение — по
ГОСТ 1759-62 (см. стр. 511 и табл. 55).
Условное обозначение
гайки диаметром 10 мм с классом
точности резьбы 2 и 2а из материала
подгруппы 01 с покрытием по группе 1
с крупным шагом резьбы:
Гайка М10 кл. 2—011 ГОСТ 10657-63\
то же с мелким шагом резьбы:
Гайка М10Х1.25 кл. 2а—011 ГОСТ
10657-63.
Примечание. Для гаек нз мате*
риала подгруппы 00 без покрытия (группа 0)
и класса точности резьбы 3 материал, покры*
тие н класс точности резьбы в обозначении
не указываются.
Таблица 169
Размеры в мм
Номинальные диаметры резьбы d 1 1,2 1,6 2 2,5 3 4 5 6 8 10 12
Шаг крупный 0.25 0,25 0.35 0,4 0,45 05 0,7 0.8 1 1,25 1,5 1,75
резьбы г мелкий - — 1 1,25 1,25
Диаметры гайки D 2,5 3 3,5 4 5 6 8 10 11 14 18 22
Высота гайки Н 1 1,2 2 2 25 2,5 3,5 4 5 6 8 10
Ширина шлица b 0,32 0.32 0,4 0.5 0.6 0.8 1 1.2 1,6 2 2,5 3
Расстояние от опорной поверхности до осно- вания шлица h 0,7 0,8 1.4 1,4 1,6 1,8 2,5 2,8 3 3,5 4,5 6
Величина фаски с* * Для гаек Ml; Ml, 0,1 2; Ml, 0.1 4 вме 0,2 :то фа 0,2 сок д 0.2 опуск 0,2 ается 0,4 пригу 0.4 плени 0.4 0,6 0,8 1,0
Таблица 170
Номинальный диаметр резьбы d в мм Масса в кг =& Номинальный диаметг резьбы d в мм Масса в кг <=
1 0.033 4 1.065
1.2 0,056 5 1,ейй)
1,6 0.123 6 2.632
2 0.154 8 5.01Z
2,5 0,296 10 11,24
3 0,426 12 21,32
Примечания*. 1. Масса указана для гаек с крупным шагом резьбы.
2. Для определения массы гаек из других материалов величины, указанные в таблице,
умножить на коэффициенты: 0,356 — для алюминиевого сплава; 1,08—«для латуни.
ГАЙКИ С НАКАТКОЙ
637
ГАЙКИ С НАКАТКОЙ
(по ГОСТ 3383-57)
Условное обозначение гайки типа Б с резьбой d — М8 X 1,25:
Гайка Б М8 ГОСТ 3383-57.
Таблица 171
Тип А
Ог
Тип Б
V5 остальное
R1 R1
а
D,
120°^ Примера
применения
Размеры в мм
d Тип Н D D1 D-i <71 di с 1 Л Л1 Шаг накат- ки Масса 1 шт. в кг Штифт цилиндри- ческий по ГОСТ 3128-60
М5 X 0,8 А 12 20 14 15 6 1.4 3 3 7 4 1 0,0157 1.5Г X 12
Б 18 — 0.0206 —
М6Х 1 А 15 24 16 18 7 1.4 4 10 6 0,0307 1.5ГХ 16
Б 20 — 0,0401 —
М8 X 1.25 А 18 30 20 24 9 1.9 3,5 4 12 7 0,0526 2Г X 18
Б 25 — 0,0671 —
М10Х 1.5 А 20 36 25 30 11 2,9 4 5 14 8 1,2 0,0853 ЗГ X 22
Б 30 — 0,119 —
М12 X 1.75 А 25 40 28 32 13 3,9 4.5 6 16 0,136 4ГХ 26
Б 35 — 0,170 —
П р и м е ч а н и я: 1. Материал: сталь марок 35 и 45 по ГОСТ 1050-60.
2. Термообработка гайки типа Б: калить до твердости HRC 30—35.
3. Резьба по ГОСТ 9150-59. Допуски иа резьбу по 3-му классу точности ГОСТ 9253-59.
4. Накатка по ОСТ 26017.
5. Отклонения свободных размеров: диаметральных по 5-му классу точности ОСТ 1015;
линейных по 7-му классу точности, ОСТ 1010.
6. Отверстие d^ окончательно досверлить и развернуть при сборке с предельными
отклонениями по А ОСТ 1012.
7. Гайки должны быть оксидированы или фосфатированы.
638
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ГАЙКИ-БАРАШКИ (по ГОСТ 3032-45)
Таблица 172
Tan I. Барашек открытый (мотыльковый) для резьб М4-М24
Условное обозначение гайки-барашка типа I для болта с резьбой М12:
Барашек М12-1 ГОСТ 3032-45.
Размеры в мм
d D D1 L Н Л ь *) R Г Масса 1 шт. в кг
М4 8 7 21 11) 4 1,5 2 4.5 2 0,002
М5 ю 8 28 12 5 2 2.5 5.5 2,5 0.004
Мб 12 10 32 U 6 2.5 3 5.5 3 0.009
М8 15 13 40 18 8 3 3,5 6 4 0.017
МЮ 18 15 48 22 10 3.5 4 7 4,5 1 0.037
М12 22 19 58 27 12 4 5 8,5 5 1 0.055
МН 26 23 62 30 14 5 6 9 6 1 0.072
MI6 30 26 72 32 14 6 7 10 7 1 0.096
MIS 32 28 78 35 16 6 7 11 8 1,5 0.12
М20 35 30 84 38 16 7 8 11.5 9 1,5 0.165
М24 45 38 108 48 20 9 и 15 11 2.5 026
Таблица 173
Тип II. Барашек закрытый для резьб М12-М2*
Условное обозначение гайки-барашка типа II для болта с резь-
бой М16:
Барашек М16-П ГОСТ 3032-45.
Размеры в мм
d D Dt L Н h R Г Масса 1 шт. в кг
М12 9 23 20 66 48 13 6 2 6 0,094
М14 10 26 23 70 52 15 6 2 7 0,126
М16 10 30 26 72 56 16 6 2 9 0,15
М18 и 32 28 76 60 18 7 3 и 0.18
М20 11 35 30 80 64 20 8 3 12 0218
М22 12 40 32 86 72 22 8 3 12 0274
М24 13 45 38 94 80 24 10 4 15 0.39
Примечания к табл. 174—175: 1. При
изготовлении гаек из латуни табличная масса
должна быть увеличена в 1.08 раза.
2. Материал для гаек-барашков: сталь Ст. 3 и
Ст. 4 по ГОСТ 380-60; латунь Л62 по ГОСТ 101947;
ковкий чугун любой марки по ГОСТ 1215-59.
3. Допускается изготовлять гайки-барашки из
стали или из цветных металлов других стандарт-
ных марок.
ШАЙБЫ
639
ГАЙКИ КРЫЛЬЧАТЫЕ
(по ГОСТ 3385-57)
Условное обозначение гайки с резьбой Мб:
Гайка Мб ГОСТ 3385-57.
Таблица 174
V5 остальное Примеры применена о
Размеры в мм
d L Л ч, 1 D ь *1 Масса 1 ШТ. в кг Штифт цилин- дрический по ГОСТ 3128-46
М5 X 0.8 30 6 4 6 1,4 1,5 10 8 2 4 0.0046 1.5Г X 8
Мб х 1 35 8 6 7 12 10 0,0082 1.5Г X 12
М8 X 1.25 45 10 9 1.9 2.5 16 14 25 5 0,0183 2Г X 16
мюх 1.5 55 12 8 11 2.9 25 18 15 3 6 0,0258 ЗГХ 16
М12 X 1.7&| 70 14 13 3.9 3 22 18 | 4 8 0.0388 4ГХ 18
Примечания: 1. Материал: сталь марок 35 и 40 по ГОСТ 1050-60.
2. Резьба по ГОСТ 9150-59; допуски иа резьбу по 3-му классу точности ГОСТ 9253-59.
3. Допуски на свободные размеры по ГОСТ 7505-55.
4. Отверстие d* окончательно досверлить и развернуть при сборке с предельными от-
клонениями по А ОСТ 1012.
5. Гайкн должны быть оксидированы или фосфатированы.
ШАЙБЫ. ТИПЫ *
Таблица 176
Наименование шайб и ГОСТ Размеры и масса — см. таблицу Наименование шайб н ГОСТ Размеры н масса — см. таблицу
Шайбы черные, 6957-54 176 Шайбы стопор- ные с носком, 3695-52 с наружным носком 184
Шайбы чистые, 6959-54 177
с виутрениим носком 185
Шайбы уменьшенные, 10450-63 178
Шайбы стопорные с внутрен- ними зубьями, 10462-63 187
Шайбы пружинные, 6402-61 180
Шайбы сферические и коми- ческие, 3391-57 181 Шайбы стопорные с наруж- ными зубьями, 10463-63
Шайбы сто- порные, 3693-52 с одной лапкой 182 Шайбы стопорные с зубьями под вннты с потайной н иолупотайной головкой с углом 90°, 10464-63 188
с двумя лапками 183
Шайбы косые, 10906-64 189
i Шайбы типа ШЕЗ см. стр. 658.
640
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШАЙБЫ ЧЕРНЫЕ
(по ГОСТ 6957-54)
Условное обозначение шайбы черной иля болта диаметром 18 мм'.
Шайба 18 ГОСТ 6957-54.
Таблица 176
5 . к
Размеры в мм
Номинальный диаметр (диаметр резьбы болта, винта, шпильки) Внутренний диаметр d Наружный диаметр D Толщина S Теоретическая масса 1000 шт. в кг
2 2,2 5 05 0.06
2,3 2,5 6 0,5 0,08
2,6 2,8 7 0,5 0.12
3,0 3,2 8 0.8 025
3,5 3,7 9 0,8 0.31
4 4,2 10 1 0,48
5 5,5 12 1,2 0,79
6 6,5 14 1,5 1,34
8 8,5 18 1,5 2.23
10 10.5 22 2 4,41
12 12.5 26 2 6,17
14 14,5 28 3 1022
16 16,5 32 3 13,40
18 19 36 3 16,69
20 21 38 4 23,87
22 23 42 4 29,51
24 25 45 4 33,50
27 28 52 5 57,53
30 34 55 5 61.75
36 38 68 6 114,85
42 44 80 6 161,85
48 50 90 8 270,69
Примечание. Шайбы изготовляются из стали марок: Ст. 0, Ст. 1. Ст. 2. Ст. 3 н
Ст. 4 по ГОСТ 380-60; 03, 10, 15, 20, 25, 30, 35 и 40 по ГОСТ 1050-60; А12 по ГОСТ 1414-54.
ШАЙБЫ ЧИСТЫЕ
641
ШАЙБЫ ЧИСТЫЕ
(по ГОСТ 6959 54)
Условное обозначение шайбы чистой для болта диаметром 18 млг.
Шайба 18 ГОСТ 6959-54.
Таблица 177
V Остальное
С
S
Размеры в мм
Номинальный диаметр (диа- метр резьбы болта, винта, шпильки) Внутренний диаметр d Наружный диаметр D Толщина S Величина фаскн с Теоретическая масса 1000 шт. в кг
2 2.2 5 0.5 о,1 0,04
2.3 2.5 6 0,5 0.1 0,07
2.6 2.8 7 0.5 0.1 0,09
3.0 3,2 8 0.8 0.1 0,22
3,5 3.7 9 0.8 0,1 0,27
4 4,2 10 1 0,2 0,42
5 5,5 12 1,2 0,2 0,71
6 6,5 14 1,5 0.4 1,22
8 8,5 18 1,5 0.4 2.02
10 10.5 21 2 0.5 3.61
12 12,5 25 2 0.5 5,16
14 14,5 28 3 0.8 9,65
16 16,5 32 3 0,8 12,66
18 19 36 3 0,8 15,15
20 21 38 4 1 22,66
22 23 42 4 1 28,04
24 25 45 4 1 31,86
27 28 50 5 1,2 49,10
30 31 55 5 1,2 59,22
36 38 68 6 1,5 110.54
42 44 80 6 1,5 156,10
48 50 90 8 2 262,16
Примечания: I. Фаску допускается заменять соответствующим радиусом за-
кругления.
2. Шайбы изготовляются из стали марок: Ст. 0. Ст. I, Ст. 2, Ст. 3 и Ст. 4 по ГОСТ
380-60, 08, 10, 15, 20. 25 , 30. 35 и 40 по ГОСТ 1050-60, А12 по ГОСТ 1414-54.
ШАЙБЫ УМЕНЬШЕННЫЕ
(по ГОСТ 10450-63)
Размеры и масса шайб приведены
в табл. 178.
Механические свойства, рекомен-
дуемые марки материалов и покрытия
шайб должны соответствовать ука-
занным в ГОСТ 1759-62 (см. стр. 511
и табл. 55) и ГОСТ 6960-54.
\’42О В. 3. Васильев и др.
По требованию заказчика шайбы
должны поставляться полированными.
Условное обозначение шайбы умень-
шенной из материала подгруппы 01,
с покрытием по группе 1 для винтов,
болтов, шпилек с резьбой М12:
толщиной, указанной в табл. 178;
Шайба 12-011 ГОСТ 10450-63-,
толщиной, допускаемой в соответ-
ствии с примечанием к табл. 180:
Шайба 12X3-011 ГОСТ 10450-63,
642
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 178
ЧЦ Кругом
-*|5
Размеры в мм
Диаметр резь- бы болта, вин- та, шпильки Внутренний диаметр d Наружный диаметр D Толщина 5 Масса 1000 стальных шайб в кг Диаметр резь- бы болта, вин- та, шпильки Внутренний диаметр d Наружный диаметр D Толщина S Масса 1000 стальных шайб в кг
прн толщи- не S при тол- щине 1 мм при толщи- не S при толщи- не 1 мм
1,0 1,2 3,0 0,014 0.046 12 12,5 21 3,494 1,747
1,2 1,4 3,5 0.019 0,063 14 14,5 24 2 4,480 2.240
1.4 1,6 1,6 1,8 3,5 4,0 О.з 0,018 0,060 16 16,5 27 5,600 2,800
0.023 0,078 18 18,5 30 8,575 3.430
2,0 2,2 4,5 0,029 0.095 20 21,0 32 8,950 3,580
25 2.7 5.0 0,5 0,055 0,109 22 23,0 36 2,5 11.750 4,700
3,0 3,2 6,0 0.079 0,158 24 25,0 38 12.560 5,025
4,0 4,2 8,0 0,8 OJ228 0,285 27 28,0 42 18,036 6,012
5,0 5,2 10 0,359 0,448 30 31,0 48 24,720 8,240
6,0 6,3 12 1 0.640 0,640 36 37,0 55 4 40,600 10,150
8,0 8,4 16 1,6 1,825 1,138 42 43,0 60 43,200 10,800
10 ЮД 18 2,130 1,330 48 49,0 70 5 77,000 15,400
Примечания: 1. Для определения массы шайб другой толщины и из других мате-
риалов величины массы, указанные в таблице для шайб толщиной I мм, следует умножить
иа коэффициент, приведенный в табл. 179.
2. Допускается изготовление шайб толщиной 0,1; 0,2; 0.3: 05; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,5;
3; 4; 5; 6; 8 мм.
Таблица 179
Поправочные коэффициенты для определения масс шайб
Толщи- на S Поправочные коэффициенты для материалов Толщина S Поправочные коэффициенты для материалов
Сталь Латунь Д1Т Сталь Латунь Д1Т
0,1 о,1 0,11 0,04 1,6 1,6 1.76 055
02 03 0,22 0,07 2 2 22 0,70
0,3 0,3 0.33 0,11 2.5 2,5 2,75 0,87
од 05 055 0,17 3 3 3,3 1.04
03 0,8 038 0,28 4 4 4,4 1,38
1 1 1,1 0,35 5 5 5.5 1,74
1,2 1.2 1,32 0,42 6 6 6.5 2,08
1,4 1,4 1,54 0,49 8 8 8,66 2,78
ШАЙБЫ ПРУЖИННЫЕ
643
ШАЙБЫ ПРУЖИННЫЕ
(по ГОСТ 6402-61)
Шайбы пружинные изготовляются
трех типов: легкие (Л), нормальные
(Н) и тяжелые (Т), размеры и массы
которых приведены в табл. 180.
Материал шайб: стальных — сталь
65Г ГОСТ 1050-60; стальных термо-
стойких — 3X13 ГОСТ 5949-61; брон-
зовых (в обоснованных случаях) —
Бр. КМц 3-1 ГОСТ 493-54.
Допускается замена материалов дру-
гими, имеющими качественные ха-
рактеристики не ниже характеристик
указанных марок материалов.
Твердость стальных шайб HRC
40—50, бронзовых — не менее HRB
90 (88,3 Мя/л2).
Условное обозначение
пружинной шайбы:
легкой нз стали марки 65Г по ГОСТ
1050-60 для болта, винта, шпильки
с диаметром резьбы 20 мм:
Шайба пружинная 20Л 65Г
ГОСТ 6402-61;
нормальной из бронзы марки Бр.
КМц 3-1 по ГОСТ 493-54 для болта,
винта, шпильки с диаметром резьбы
20 мм\
Шайба пружинная 20И Бр. КМц 3-1
ГОСТ 6402-61;
тяжелой из стали марки 3X13 по
ГОСТ 5949-51 для болта, винта,
шпильки с диаметром резьбы 20 мм:
Шайба пружинная 20Т 3X13
ГОСТ 6402-61.
Таблица 130
3 х5 ° H~2S±15% Размеры в мм
Номинальные диаметры резь* Легкие шайбы (Л) Нормаль- ные шай- бы (Н) Тяжелые шай- бы (Т) Масса 1000 шайб в кг 55»
бы болта, вин* та, шпильки d S й S=b S b легких нормаль- ных тяже- лых
2 2,5 3 4 5 6 8 10 12 14 16 18 20 22 24 27 30 36 42 48 2,1 2.6 3,1 4,1 5,1 6,1 8,2 10,2 12,2 14,2 16,3 18.3 20,5 22.5 24,5 27,5 30,5 36.5 42,5 48,5 0,5 0.6 0,8 0,8 1,0 1.2 1,6 2,0 2.5 3,0 3,2 3.5 4,0 4,5 4,8 5,5 6,0 0,8 0,8 1,0 1,2 1,2 1,6 2,0 2,5 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 8,0 0,5 0,6 0,8 1,0 1,2 1,4 2,0 2,5 3,0 3,2 3,5 4.0 4,5 5,0 5,5 6,0 6.5 8,0 9,0 10 1,0 1,2 1,6 1,8 2,5 3,0 3,5 4,0 4,5 4,8 5.5 6,0 6,5 7,0 7,5 1.2 1,6 2,0 2,4 3,5 4,0 5,0 5,5 6,0 6,5 7,0 8,0 8,5 9,5 10 0,029 0.01 0,081 0,13 0,19 0,36 0,80 1,56 3,41 5,39 7,36 10,0 14,1 18,9 23,7 32,3 45,4 0,016 0,028 0,062 0,13 0 22 0,37 1,0 1,94 3,33 4,28 5,94 8,79 12,45 16,94 22,2 29,7 38,4 70,0 102,5 144,0 0,13 0.27 0,56 0.9 2,54 4,2 7,4 10,6 14,8 18,9 25,8 36,0 44,7 60,2 74,9
!/420’
644
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШАЙБЫ СФЕРИЧЕСКИЕ И КОНИЧЕСКИЕ
(по ГОСТ 3391-57)
Условное обозначение шайбы типа А под стержень диаметром
6 мм:
Шайба А6 ГОСТ 3391-57
Таблица 181
Тип Тип б остальное
а
Размеры в мм
Под стер- жень диамет- ром D Н я= Тип А Тип Б a sss Масса 1000 шайб в кг =5s
d Л Л1 R £>1 <71 Л2 Тип А Тни Б
6 13 4 6,5 2,6 0,5 9 12 7 2,8 3° 1,415 1,622
8 17 5 8,5 3 0,6 12,5 16 9,5 3,7 3° 2,722 1,134
10 21 6 10,5 4 0,8 15 20 11,5 4,4 2° 30" 5,241 6,942
12 24 7 12.5 4,5 1 17,5 22.5 14 5 3° 7,732 7,126
16 30 8,5 16,5 5,5 1,3 22 28 18 6 2° 30" 13,72 15,25
20 38 10,5 21 6,8 1,6 28 36 23 7.5 3° 26,71 36,72
24 45 13 25 8 2 33 42,5 27 9,5 2° 30" 44,21 63,85
30 55 16 31 10 2.5 40 52,5 34 11,5 2° 30" 81,93 111,8
36 68 19 38 12 3 50 64,5 41 13,5 2° 30" 101,2 201,5
Примечания: 1. Материал: сталь марок 35 и 45 по ГОСТ 1050-60.
2. Термообработка: калить до твердости HRC 40—45.
3. Отклонения свободных размеров: диаметральных по 5-му классу точности ОСТ 1015;
линейных по 7-му классу точности ОСТ 1010.
4. Острые кромки наружного контура должны быть притуплены.
5. Шайбы должны быть оксидированы или фосфатированы.
ШАЙБЫ СТОПОРНЫЕ
645
ШАЙБЫ СТОПОРНЫЕ
(по ГОСТ 3693-52)
Таблица 182
Шайбы стопорные с одной лапкой
Условное обозначение стопорной шайбы с одной лапкой
d = 15 мм:
Шайба стопорная 15 ГОСТ 3693-52.
Размеры в мм
Днаметр болта d D В В1 L S Г Масса 1000 шайб в кг
2.6 3 4 2.8 3,2 4,3 8 10 14 3 4 5 6 7 9 10 12 14 0,4 2,5 0,16 0.26 0.42
5 6 8 10 5,3 6,5 8,5 11 17 19 22 26 6 7 8 10 11 12 17 20 16 18 20 22 05 0,79
4 1,08 1,37
6 1,80
12 13 32 12 26 28 1 10 5,80
14 15 5,50
16 17 40 15 32 32 8,55
18 19 45 18 38 36 11,25
20 21 10.80
22 23 50 20 42 42 13,90
24 25 13,30
27 30 36 42 48 28 32 38 44 50 58 63 75 88 100 24 26 30 85 40 48 55 65 78 90 48 52 62 70 80 1,5 16 27,00 31,00 44,20 61,90 80,50
Примечания: 1. Шайбы изготовляются из ннзкоуглероднстых марок сталей, при
необходимости с антикоррозийным покрытием.
2. В случае изготовления болтов, винтов, гаек из цветных металлов шайбы должны из-
готовляться из того Же металла.
х/^21 В. 3. Васильев и др.
646
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 183
Шайбы стопорные с двумя лапками
Условное обозначение стопорной шайбы с двумя лапками d = 15 мм:
Шайба стопорная 15-2 ГОСТ 3693-52.
Размеры в мм
Диаметр болта а D В L 11 S Г Масса 1000 шайб в кг =&
2,6 2,8 5 3 10 4 0,4 1 0,12
3 3,2 5 4 12 5 0,19
4 4,3 8 5 14 7 0.29
5 5,3 9 6 16 8 0,5 0,47
6 6,5 11 7 18 9 0,66
8 8,5 14 8 20 11 2 0,85
10 11 17 10 22 13 1,11
12 13 22 12 28 16 1 3,64
14 15 3,30
16 17 27 15 32 20 4,59
18 19 32 18 36 22 3 6,91
20 21 6,43
22 23 36 20 42 25 8,63
24 25 8.11
27 28 41 24 48 30 1,5 16,09
30 32 46 26 52 32 18,00
36 38 55 30 62 38 26,22
42 44 65 35 70 44 4 35,10
48 50 75 40 80 50 46,23
Примечания: 1. Шайбы изготовляются из низкоуглеродистых марок сталей, при
необходимости с антикоррозионным покрытием.
2. В случае применения болтов или винтов и гаек из цветных металлов шайбы должны
изготовляться из того же металла.
Шайбы стопорные с носком
647
ШАЙБЫ СТОПОРНЫЕ С НОСКОМ
(по ГОСТ 3695-52)
Таблица 184
Шайбы с наружным носком
Условное обозначение стопорной шайбы с наружным носком d = 15 мм:
Шайба стопорная 15 ГОСТ 3695-52.
Lt
- - -... L 1
— 4 г L_Jy
ч
U) * IM
Размеры в л
Диаметр болта d D b 1 s 7(Л,1 <71 (Л7) Масса 1000 шайб в кг sfc
2,6 2.8 10 2 3,5 0,4 3 2,5 0.21
3 3,2 12 2,5 4,5 3 0,31
4 4,3 14 5,5 0,41
5 5,3 17 3,5 7 0.5 4 4 0,82
6 6,5 19 7,5 1,00
8 8,5 22 8,5 1,30
10 11 26 4,5 10 5 5 1,77
12 13 32 12 1,0 6 5,26
14 15 4,92
16 17 40 5,5 15 6 8,10
18 19 45 6 18 7 7 1020
20 21 —
22 23 50 7 20 8 12.10
24 25 —
27 28 58 8 23 1.5 10 9 23,90
30 32 63 25 27,20
36 38 75 11 31 12 38,70
42 44 88 36 12 54,00
48 50 100 13 40 13 14 6920
Ч» 21’
648
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Шайбы с внутренним носком
Таблица 18.5
Условное обозначение стопорной шайбы с внутренним носком d = 20 мм,
£> = 36 мм:
Шайба стопорная 20 X 36 ГОСТ 3695-52
После установки гайки край шайбы
подогнать В один из пазов гайка
Размеры в мм
Диаметр резьбы а D под гайку круглую 1 Л S НВ?) л (Л?) Масса 1000 шайб в кг *9 под гайку круглую
по ГОСТ 3104-46 по ГОСТ 3105-46 по ГОСТ 3104-46 по ГОСТ 3105-46
1 2 3 4 5 6 7 8 9 10 11 12
М10Х 1 10 26 22 7 4 3 0,8 7 5 6,14 4,60
М12 X 1.25 12 28 24 9 5 8 4,70 4,00
М16Х Ь5 16 32 28 13 12 4,40 3,10
MIS X 1.5 18 34 30 15 4 14 4,04 2,82
М20 X 1.5 20 36 34 17 16 3,40 2,34
М24 X 1.5 24 42 38 21 20 4 3,10 2.06
М27 X 1.5 27 45 42 24 6 5 23 6 6,84 5,50
МЗОХ 1.5 зо 48 45 27 26 7,35 5,95
МЗЗ X 1.5 33 52 48 30 29 8,43 6,41
М36 X 1.5 36 55 52 33 1.0 32 11.00 9,00
М39 X 1.5 39 58 55 36 8 35 11,70 9,60
М42 X 1.5 42 62 58 39 38 8 13,25 10,44
М45 X 1.5 45 63 62 42 41 16,50 11,65
М48 X 1.5 48 72 63 45 44 18,20 14,72
М52 X 1.5 52 78 72 49 6 48 21,73 15,10
М56 X 2 56 85 78 53 52 25,65 18,70
ШАЙБЫ СТОПОРНЫЕ С НОСКОМ
649
Продолжение табл. 185
1 2 3 4 5 6 7 8 9 10 11 | 12
М60 X 2 60 90 80 57 8 6 7 1,0 56 8 28,25 17,80
М64 X 2 6» 95 85 61 10 60 10 31.00 19.90
М63 Х2 63 100 90 65 64 33,80 22,08
М72 X 2 72 105 95 69 68 36,65 21,40
М76 X 2 76 НО 100 73 72 39,20 26,80
М80 X 2 80 115 105 76 1.5 75 64,20 44,00
М85 X 2 85 120 НО 81 80 67,40 46,20
М90 X 2 90 125 115 86 12 85 12 70,03 43,70
М95 X 2 95 130 120 91 90 74,30 51,00
М100Х 2 100 140 125 96 95 90,20 53,50
М110Х2 но 150 135 106 105 97,50 57,90
М115Х2 115 160 140 111 НО 115,50 60,20
М120Х 2 120 165 145 116 115 120,00 6250
М130Х2 130 180 160 126 14 125 14 144,50 82,00
М140Х2 140 195 170 136 135 172,90 87,50
М145Х2 145 130 141 140 18.80 106.50
М150Х2 150 205 146 145 186,00 93,00
М160 х 2 160 220 195 156 8 155 210,90 116,50
М170 X 3 170 230 205 166 165 224.00 123,50
М175 X 3 175 220 171 170 207,00 166,00
М180Х 3 180 240 176 175 234,00 149,00
М190 X 3 190 250 230 136 185 246,00 157,50
М200 X 3 200 260 240 196 195 256,00 161,50
Примечания: 1. Шайбы изготовляются нз ннзкоуглероднстых сталей, при необхо-
димости с антикоррозионным покрытием.
2. В случае применения болтов нли винтов и гаек из цветных металлов шайбы должны
изготовляться из того же металла.
21 В. 3, Васильев и др.
650
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШАЙБЫ СТОПОРНЫЕ С ЗУБЬЯМИ
(по ГОСТ 10461-63, 10462-63, 10463-63
и 10464-63)
Стопорные шайбы с упругими внут-
ренними зубьями по ГОСТ 10462-63
предназначаются для применения с гай-
ками и болтами с уменьшенными раз-
мерами «под ключ», а также с винтами.
Стопорные шайбы с упругими на-
ружными зубьями по ГОСТ 10463-63
предназначаются для применения стай-
ками и болтами нормальных размеров
«под ключ».
Стопорные шайбы с зубьями по
ГОСТ 10464-63 применяются только
с винтами с потайной и полупотайной
головкой с углом 90°.
Стопорные шайбы с зубьями должны
соответствовать требованиям ГОСТ
10461-63, приведенным в табл. 186.
Размеры и масса шайб по ГОСТ
10462-63 и 10463-63 приведены в
табл. 187, а шайб по ГОСТ 10464-63 —
в табл. 188.
Условное обозначение
стопорной шайбы с внутренними
зубьями для резьбы диаметром 10 мм
из стали подгруппы 08, с покрытием
по группе 1:
Шайба 10—081 ГОСТ 10462-63;
из бронзы подгруппы 68, с покры-
тием по группе 3:
Шайба 10—683 ГОСТ 10462-63;
то же для шайбе наружными зубьями:
Шайба 10—081 ГОСТ 10463-63;
Шайба 10—683 ГОСТ 10463-63;
то же для шайб под винты с потай-
ной и полупотайной головкой с углом
90:°
Шайба 10—081 ГОСТ 10464-63;
Шайба 10—683 ГОСТ 10464-63.
Таблица 186
Номер группы Материалы ♦ Покрытия ♦♦
Наименование материалов (вид) Номера подгрупп Рекомен- дуемые марки* Группы покры- тий** Номера подгрупп Наименование и обоз- начения по ГОСТ 9791-61 (толщина слоя покрытия не регламен- тируется) Обозначе- ния (общие) материала и покры- тия
0 Сталь марганцо- вистая 08 65Г н А Н А П П 0 1 2 3 4 5 6 Без покрытия Цинковое хроматиро- ваное Ц. хр Кадмиевое хроматиро- ванное Кд. хр Никелевое многослой- ное МН Хромовое многослой- ное МНХ или MX Окисное Хнм. Оке Фосфатное Хим. Фос 080 081 082 083 084 085 0S6
6 Бронза безоловян- ная кремнистая 68 Бр. КМц 3-1 н А П П А А 0 3 4 5 6 7 8 Без покрытия Никелевое однослой- ное Н Хромовое многослой- ное MX или одно- слойное X Окисное Хим. Оке Пассивирование Хнм. Пас Оловянное (луже- иое) О Серебряное Ср 680 683 684 685 686 687 688
* Разрешается применять другие марки материалов, обеспечивающие упругие свой- ства шайб. Группы покрытий (рекомендуемые): А — атмосферостойкне (под открытым небом); Н — стойкие для работ в открытых неотапливаемых помещениях; П — стойкие для работ внутри отапливаемых помещений. Толщина покрытия н технические требования на его качество устанавливаются по со- глашению сторон. Зубья должны быть разведены так, чтобы они противодействовали отвинчиванию дета- лей крепления с правой резьбой. Шайбы должны иметь твердость — стальные — HRC 44—48, а бронзовые — HRB 90 (88,3 Мн/м2) не менее.
ШАЙБЫ СТОПОРНЫЕ С ЗУБЬЯМИ
651
Таблица 187
Шайбы стопорные е внутренними и наружными зубьями. Размеры и масса
ю
U
5ч - J 5 /
1 _ jnS
,^<77 1 | Н
Размеры в мм
—*i —1«|—
Наименование или обозначе- ние размера Номинальные диаметры резьбы болта, винта, шпильки
2 25 1 3 1 < 5 | 6 8 | 10 12 | 14 | 16 | 13 | 20 | 22 | 24
Общие размеры
d 2.2 2.7 3.2 1 4,2 5.2 6,3 8,4 | 10,5 12.5 | 14,5 1 16.5 | 18.5 | 21,0 | 23.0 1 25.0
D 5 6 7 1 9 10 12 14 1 17 19 22 | 21 | 27 30 32 | 36
Размеры шайб с внутренними зубьями по ГОСТ 10462-63
Di, не более 4,2 4,9 5,0 1 6,5 7,5 9,0 11,0 | 13.5 15.4 18,0 1 20,0 22.5 24,8 28.0 | 32.0
S 02 0.3 | 0.4 0,7 0,8 1 1.0 1.2 1.4 1,7
Высота развода зубьев Н, не менее as 2,55 2.35 | 225
Число зубьев | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 14 | 16
Размеры шайб с наружными зубьями по ГОСТ 10463-63
Dh не менее 3,0 4,0 4,5 6.2 7,2 9,2 11,2 | 14,0 16,0 18,6 | 20.6 23.6 26,2 | 27,0 | 29.4
5 0.2 о.з 0.4 0.7 0.8 | 1.0 1.2 | 1,4 1,7
Высота развода зубьев Н, не менее 35 | 2.55 2.3 5
Число зубьев 6 8 9 10 12 16 18 20 22
Масса 1000 шайб стальных обоих типов в кг бронзовых 0,025 0.027 0.035 0.038 0.072 0,078 0.156 0,168 0,327 0,353 0.449 0,484 0,622 0,672 1,100 1,188 1.515 1,636 2,363 2,562 2,622 2,832 4,054 4.378 4,811 5,196 5 189 7,033 5,604 7,596
652
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 188
Шайбы стопорные с зубьями под винты с потайной в полупотайной головкой
с углом 90”
5 > 91 В МЛ
и Vх 1 с Размеры *
Номиналь- ные диа- метры резьбы винта d D £ Высота развода зубьев Я, не менее 1, не ме- нее Число зубьев Масса 1 В А’ сталь- ных 000 шайб г ^ts бронзо- вых
3 4 5 6 8 10 12 3,2 4,2 5.2 6.3 8.4 10,5 12,5 6,1 7,8 9,8 11.8 15,6 19,2 22,6 од 0,3 0.4 0,7 0.7 0.7 0,8 3S 0.7 0,8 0.9 1.1 1.8 2,4 2,8 12 13 13 14 16 16 20 0,0038 0,091 0,180 0,461 0,829 1,199 1,999 0,041 0,098 0,194 0,498 0,895 1,295 2,159
ШАЙБЫ КОСЫЕ
(по ГОСТ 10906-64)
Стандарт распространяется на ко-
сые шайбы, предназначенные для под-
кладывания под гайки или головки
болтов с целью выравнивания укло-
нов полок швеллеров и балок.
Размеры шайб должны соответ-
ствовать указанным иа чертеже и
в табл. 189. Рекомендуемое приме-
нение — см. табл. 190.
Примеры условных обо-
значений косой шайбы для болта
с диаметром резьбы 20 мм:
из материала подгруппы 00, с по-
крытием по группе 5:
Шайба 20—005 ГОСТ 10906-64-,
из материала подгруппы 01, с по-
крытием по группе 1:
Шайба 20—011 ГОСТ 10906-64.
Шайбы должны изготовляться из
полосовой стали специального про-
филя — см. табл. 6 ГОСТ 5157-53.
При получении профиля шайб спо-
собом механической обработки или
штамповки допускается уменьшать
размер Н для сторон: В = 16 мм до
3,8 мм, В — 20 мм до 4,2 мм, В =
— 30 мм до 6,3 мм и В = 40 мм до
7,4 мм. При этом должен соблюдаться
установленный уклон шайбы.
Механические свойства, рекомен-
дуемые марки материалов и покры-
тия шайб — по ГОСТ 1759-62 (см.
стр. 511 и табл. 55).
Острые кромки должны быть при-
туплены.
ШАЙБЫ КОСЫЕ
653
Таблица 189
Л, / СпраО^ —iH ф W Остальное
/Уклон О .. В 3 - z\ 3
Размеры 1—4 в мм
Номинальный диаметр резьбы болта d в //l справ. Масса 1000 шайб в кг %
номин. номин.
8 8.4 16 4,9 7.7
10 10,5 20 5,1 125
12 125 30 5,7 34,8
14 14,5 32.9
16 16,5 40 6,2 67,5
18 18,5 64.8
20 21,0 61,0
22 23.0 50 6,8 111,3
24 25,0 107,2
27 28,0 100,6
Примечание. Уклон и высота Н должны выбираться равными уклону внутренней стороны полки двутавровой балки или швеллера. Косые шайбы могут быть изготовлены из стали специального профиля — см. табл. 6 ГОСТ 5157-53.
Таблица 190
Рекомендуемое нрнмененне косых шайб для швеллеров и двутавровых балок
Номинальный диаметр резьбы болта В Наименьшие номера профилей
швеллеров балок двутавровых
ГОСТ 824056 ГОСТ 6185-52 ГОСТ 8239-56 ГОСТ 6184-52
8 16 5 16 - 16
10 20 8 14 18
12 30 12 20а 22
14
16 40 16 24а —
18
20 18а 27а
22 50 22 24 5о
24
27 — 60
654
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШАЙБЫ ЗАМКОВЫЕ ШЕЗ
(по МН 787-60)
Замковые шайбы ШЕЗ, размеры и
основные данные которых приведены
в табл. 191, применяются в качестве
стопорных устройств, предохраняю-
щих от осевого смещения соединяемые
детали в конструкциях, не требую-
щих предварительной затяжки.
Материал: сталь марки Ст. 2 по
ГОСТ 380-60 и сталь 10 по ГОСТ
1050-60, сортамент по ГОСТ 3680-57
и ГОСТ 503-41.
В технически обоснованных случаях
допускается изготовление шайб ШЕЗ
из нержавеющей стали и сталей с осо-
быми физическими свойствами по
ГОСТ 5632-61, а также из алюминие-
вых сплавов марок АМц и АМг по
ГОСТ 4784-49.
Допуск на толщину ШЕЗ — соглас-
но ГОСТу иа материал.
Допуски на свободные размеры —
по 7-му классу точности ОСТ 1010.
Допускаемое смещение осей внутрен-
него и внешнего контуров:
для ШЕЗ-4 — ШЕЗ-18 — 0,3 мм,
для ШЕЗ-22—ШЕЗ-95 — 0,4 мм.
Допускаемая осевая нагрузка опре-
делена для шайб из стали марки Ст. 2
с коэффициентом запаса Л' =4.
Шайбы ШЕЗ должны поставляться
с антикоррозионными покрытиями.
Вид покрытия устанавливается в за-
казе.
Валики и проточки под шайбу
ШЕЗ — по МН 788-60, см. табл. 99—
101.
Условное обозначение
шайбы замковой ШЕЗ для валика
диаметром 6—8 мм:
Шайба ШЕЗ — 6МН 787-60.
Способы применения шайб ШЕЗ —
см. стр. 655.
Таблица 191
Размеры в мм
Шифр изделия Номиналь- ный диа- метр вали- ка 1 й L Lt S в Bl Be п Г* Масса 100 шайб в кг Допускае- мая осевая нагрузка
н кгс
ШЕЗ-4 4-5 4 2 14 4 8 5 3.1 1.8 0,3 55 0,05 981 100
ШЕЗ-6 6—8 6 3 17 5 1,0 12 8 4,1 3.0 0,4 8 0 0.1 1471 150
ШЕЗ-10 10-13 10 25 9 13 13 8.1 4,5 0.5 12,0 0,2 2256 230
ШЕЗ-14 ШЕЗ-18 14-17 13 4 32 12 1,6 24 17 10,2 5,5 0,6 0,7 16,0 18.0 05 0.6 5394 6865 550 700
18—20 17 38 16 28 20 14,2 6,0
ШЕЗ-22 ШЕЗ-25 22-24 21 5 44 20 2,0 32 24 18,2 0.8 20,0 24,0 03 1,2 10101 11572 1030 1180
24 50 23 38 28 20,2 7,5 L0
ШЕЗ-ЗО 30—32 28 6 56 26 42 32 24,2 26,0 1,5 13729 1400
ШЕЗ-36 36—38 33 64 32 48 38 28,2 8,0 1.5 29,0 2,4 20888 2130
ШЕЗ-40 ШЕЗ-45 40—42 37 7 70 35 2.5 52 42 32.2 9,0 3L0 3;1 3,7 23046 2350 2580
45—48 43 78 40 60 48 36,2 10,0 36,0 25301
ШЕЗ-50 50-52 46 8 85 44 66 52 40,3 2.0 40.0 5.1 34323 3500
ШЕЗ-55 55-60 53 98 50 76 62 45.3 11,0 2,0 45,0 5,8 37278 3800
ШЕЗ-65 65-70 63 — " 1 112 58 3 86 72 55,3 50,0 6,5 41202 4200
ШЕЗ-75 75-80 73 9 124 68 96 82 65,3 13,0 55,0 11,3 63 078 6430
ШЕЗ-85 85—90 83 — 138 78 110 92 75,3 15,0 3,0 64,0 143 71122 7250
ШЕЗ-95 95-100 93 10 148 88 120 102 85,3 17,0 69.0 14,9 80932 8250
ШАЙБЫ ЗАМКОВЫЕ ШЕЗ
655
Способы применения шайб
ШЕЗ
(по приложению к МН 787-60)
Шайба замковая ШЕЗ представляет
собой удлиненную шайбу с предва-
рительно загнутым концом (фартуком).
При постановке шайба заводится
в проточку штыря или вала до упора,
после чего с помощью специального
ключа или легких ударов молотка
производится прогибание середины
перемычки фартука до совмещения
ее с буртиком вала.
Для обеспечения правильной ра-
боты шайбы необходимо выбрать про-
дольный зазор шайбы на валике.
Для снятия шайбы при разборке
узла нужно выпрямить изогнутую
перемычку с помощью того же ключа,
отвертки или рычага, после чего
шайба снимается и может быть исполь-
зована вторично.
Шайбы, изготовленные из пластич-
ного материала (например, сталь 10),
допускают многократное их исполь-
зование, при условии правильного
выполнения операций постановки и
снятия шайб.
Шайба ШЕЗ до замыкания
Шайба ШЕЗ после замыкания
Примеры крепления шайб замковых ШЕЗ
I. Штырь такелажной скобы за-
стопорен шайбой ШЕЗ
II. Ось блока застопорена шайбой
ШЕЗ
656
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШПЛИНТЫ
(по ГОСТ 397-64)
Рекомендуемые марки материала, а также покрытия шплинтов приведены
в табл. 192, размеры шплинтов — в табл. 193, масса—в табл. 194.
Таблица 192
| Номера групп Материал Покрытия Обозначе- ния (общие) материала и покрытий
Вид Номера подгрупп Рекомендуемые марки Группы Номера подгрупп Наименования и обозна- чения по ГОСТ 9791-61 (толщина слоя покрытия не регламентируется)
0 Низкоуглеро- днетые стали 00 Стали с содер- жанием угле- рода не свыше 0.20% по ГОСТ 380-70 и ГОСТ 1050-60 н А Н А П П 0 1 2 3 4 5 6 Без покрытия Цинковое хроматированное Ц. хр Кадмиевое хроматирован- ное Кд. хр Никелевое многослойное МН Хромовое многослойное МНХ или MX Окисное Хим. Оке Фосфатное Хим. Фос. Не обозна- чается 001 002 003 004 005 006
2 Сталь корро- зионностойкая 21 Х18Н10Т по ГОСТ 5632-61 м, п 0 6 Без покрытия Травление с последующим пассивированием 210 216
6 Цветные металлы н сплавы 62 Л62 по ГОСТ 1019-47 н А 0 3 4 Без покрытия Никелирование однослой- ное п Хромовое многослойное MX или однослойное X 620 623 624
7 Легкие металлы и сплавы 71 АМц по ГОСТ 4784-65 Н, А 0 1 Без покрытия Окисное, наполненное рас- твором хромпика Ан. Оке. хр 710 711
Изготовление шплинтов из цветных металлов и нержавеющей стали допускается в обо- снованных случаях. Разрешается применять другие марки материалов, обеспечивающие за- данное число загибов. Группа покрытий: А — атмосферостойкие (под открытым небом); Н — стойкие для работ в открытых неотапливаемых помещениях; П —стойкие для работ внутри отапливае- мых помещений.
Условное обозначение
шплинта с условным диаметром 5 мм,
длиной 28 мм из материала подгруп-
пы 00 с покрытием по подгруппе 1:
Шплинт 5x 28—001 ГОСТ 397-64;
то же, из материала подгруппы 21
с покрытием по подгруппе 6:
Шплинт 5Х 28—216 ГОСТ 397-64;
то же, из материала подгруппы 62
с покрытием по подгруппе 3:
Шплинт 5X 28—623 ГОСТ 397-64;
то же, из материала подгруппы 71
с покрытием по подгруппе 1:
Шплинт 5X28—711 ГОСТ 397-64.
Примечание. Для шплинтов из
материала подгруппы 00 без покрытия (под-
группа 0) материал и покрытие в обозначе-
нии ие указываются.
шплинты
657
Таблица 193
Размеры шплинтов
1 г Л
И Размеры в мм f
Условные диаметры шплинта, равные дна** метру отверстия do 0,6 0.8 1 1.2 1.6 2 2.5 3,2 4 5 6,3 8 10 13 16 20
Диаметр d 0,45 0,60 0.80 1.0 1.2 1,6 2,0 2,7 3,5 4,5 5,6 7.5 9.5 12,5 15 19
Диаметр ушка D 1,1 1,4 1,8 2,25 2,85 3,6 4,5 5,95 7,55 9,5 12,1 15 19 23.5 30 38
Длина ушка Ц 1.6 2 2,5 3 4 4,5 5 6,3 8 10 13 16 20 25 32 40
Длина хвоста 1.6 2,5 4 6
Рекомендуемый диапа- зон диаметров валов, болтов н винтов для каждого размера шплинта 2—2,8 2,8—3,6 3.6-4,5 4,5—5,5 5,5-7 7-9 9-11 11—14 14-20 20—28 28—40 40—55 55—80 80—110 110—160 Св. 160
658
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 194
Масса стальных шплинтов
Длина шплинта 1 номин. в мм Условные диаметры шплинта, равные диаметру отверстия d$, в мм
0,6 0,8 1 1,2 1,6 2 2,5 3.2 4 1 5 6,3 8
Масса 1000 шплинтов в кг =5»
4 5 6 8 0,007 0,008 0.009 0,012 0,016 0,018 0,023 0,035 0,043 0,068
10 12 14 16 18 20 0,027 0,051 0.059 0,078 0,088 0.098 0,108 0,128 0.116 0,164 0.182 0.200 0,218 0,262 0,294 0,326 0,358 0,390 0,491 0,541 0,591 0,641 1,130 1,230
22 25 28 32 36 40 45 50 0,422 0,469 0,691 0,761 0,831 0,931 1,310 1,445 1,680 1,670 1,850 2,030 2,315 2.575 2,805 3,105 3.405 3,705 4,085 4,465 4,914 5,414 5,914 6,414 7,044 7,674 9.322 10.289 11,256 12,223 22.686
Диаметр шплинта d номин. в мм Условные диаметры шплинта, равные диаметру отверстия do, в мм
4 5 6,3 8 10 13 16 20
Масса 1000 шплинтов в кг =&
55 60 70 80 90 100 ПО 125 4,815 8.304 9,604 10,904 12.204 13,190 14,157 16,091 18,025 19,959 21,893 23,827 24,426 26,166 29,666 33,165 36,666 40,166 43,666 48,906 49,869 55,46) 61,069 66,669 72,269 80,640 109,692 118,501 131,808
149 169 18) 2D 220 250 280 54,146 61,046 89,020 100,120 111.220 122,320 133,420 145,112 162,917 180,722 198,527 216,332 212.939 269,546 235,558 263,258 280,958 318,658 346,358 387,958 429,558 480.51 525,04 569,54 636,34 703,14
Для определения массы шплинтов из других материалов величины массы, указанные в таблице, следует умножить на коэффициенты: 1,08 —для латуни; 0,356 —для алюминиевого сплава.
ШТИФТЫ
659
ШТИФТЫ
Таблица 195
Типы штифтов
Наименование штифтов и ГОСТ Размеры и масса — см. таблицы Назначение
Штифты цилиндрические, ГОСТ 3128-60 196 Соединение, фиксирование вза- имного положения деталей разъемных конструкций
Штифты конические, ГОСТ 3129-60 197
Штифты конические разводные, ОСТ 2074 198
Штифты конические с резьбовой цапфой, ГОСТ 9465-69 199
Штифты конические с внутренней резьбой, ГОСТ 9464-60 200
Штифты цилиндрические насечные, ГОСТ 10773-64 201 Для фиксирования взаимного положения деталей не реко- мендуются
Штифты цилиндрические с засвер- ленными концами (заклепочные), ГОСТ 10774-61 202 Для соединения деталей нераз- борных конструкций
Штифты конические разводные долж-
ны изготовляться из стали марки 35
ГОСТ 1050-60, остальные штифты —
их стали марок 45 ГОСТ 1050-60 или
А12 ГОСТ 1414-54. Штифты цилин-
дрические пасечные и с засверленным
концом могут быть изготовлены так-
же из калиброванной стали марки 45
ГОСТ 7417-57 и стали-серебрянки
ГОСТ 2589-44.
Термическая обработка штифтов
должна быть оговорена в заказе.
Резьба штифтов по ГОСТ 9464-60
и 9465-60 должна соответствовать
ГОСТ 9150-59, 3-го класса точности
по ГОСТ 9253-59.
Предельные отклонения диаметра d
цилиндрических штифтов:
по ГОСТ 3128-60 — Пр 2М по ОСТ
НКМ 1016; Г по ОСТ 1012 или Н по
ГОСТ 3047-54 (для штифтов диамет-
ром менее 1 .и.ч); С8 = В3 по ОСТ
1013 и С4 = Bt по ОСТ 1014 (в послед-
нем случае должны изготовляться
незакаленными);
по ГОСТ 10773-64 — при d sg 3 мм
С3 по ОСТ 1013, при d > 3 мм С4 по
ОСТ 1014;
по ГОСТ 10774-64—С3 по ОСТ 1013.
Предельные отклонения длин I и L
штифтов по В7 ОСТ 1010.
Допускается изготовление штифтов
со сферическими концами с высотой
сферической части, равной величине
фаски с.
Условные обозначения штифтов:
цилиндрического диаметром 10 мм,
длиной 60 мм, предельные отклоне-
ния диаметра С3:
Штифт цилиндрический 10 С3Х60
ГОСТ 3128-60;
конического диаметром 10 мм, дли-
ной 60 мм:
Штифт конический ЮХ 60
ГОСТ 3129-60;
конического разводного с диаметром
d = 10 мм и длиной /4 = 100 мм:
Штифт конический разе. 10Х100
ОСТ 2074;
конического с внутренней резьбой
диаметром 10 мм, длиной 60 мм:
Штифт конический 10X60
ГОСТ 9464-60;
конического с резьбовой цапфой диа-
метром 10 мм, длиной / = 40 мм и
L = 80 мм:
Штифт конический 10X40X80
ГОСТ 9465-60;
цилиндрического насечного диамет-
ром 8 мм, длиной 45 мм:
Штифт 8X45 ГОСТ 10773-64;
цилиндрического с засверленными
концами диаметром 8 мм, длиной
Штифт 8X45 ГОСТ 10774-64.
660
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ
(по ГОСТ 3128-60)
Предельные отклонения диаметра d должны соответствовать: Пр 22(? по ОСТ НКМ 1016; Г по ОСТ 1012 или Н
по ГОСТ 3047-54 (для штифтов диаметром менее 1 мм); С3 = В3 по ОСТ 1013 и С4 = В4 по ОСТ 1014.
Предельные отклонения длины Z штифтов По В7 ОСТ 1010.
Материал — сталь марки 45 по ГОСТ 1050-60, сталь марки А12 по ГОСТ 1414-54.
Штифты с предельными отклонениями диаметра по С4 = В4 должны изготовляться незакаленными.
Таблица 196
Пр?го
22___L.
I-—/
V4 остальное
Сц-Вц
А
20°
С *45° СГ83
притупить
Условное обозначение:
цилиндрического штифта диаметром 10 мм и
длиной 60 мм, предельные отклонения диа-
метра Пр 2еа;
Штифт цилиндрический 10 Пр 2ia X 00
ГОСТ 3128-60:
цилиндрического штифта диаметром 10 леи и
длиной 60 мм, предельные отклонения диа-
метра Сь = В^,
Штифт цилиндрический 10 С< X 00
ГОСТ 3128-60.
Размеры в мм
d 0,6 0,8 1.0 1.2 1.6 2 25 3 4 5 6 8 10 12 16 20 25 30 40 50
С 0,1 0,2 0,3 0,4 05 0.6 0,7 0,8 1 1.2 1.5 1.8 2 2,5 3 4 5 6
1 Масса 1000 штифтов в кг
2,5 3 4 5 6 8 0.006 0,007 0.009 0,01 i 0,013 0,018 0.010 0,012 0,016 0,020 0.024 0,032 0,015 0,018 0,025 0.031 0,037 0,049 0,021 0.026 0,035 0,044 0,052 0,070 0,047 0,063 0,079 0.095 0,126 0,099 0,123 0,148 0.197 0,193 OJ231 0,308 0,333 0,443 0.789 — —
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ
661
Продолжение табл. 196
d 0,6 0,8 1,0 1.2 1,6 2 2,5 3 4 5 6 8 10 12 16 20 25 30 40 50
С 0.1 0,2 0,3 0,4 05 0.6 0,7 0,8 1 1,2 1,5 1,8 2 25 3 4 5 6
1 Масса 1000 штифтов В W
10 0,039 0.062 0,088 0,158 0,247 0,385 0,555 0.986 1.54
12 0'047 0,074 0,107 0.189 0,290 0.462 0,666 1,18 1,85 2.64
14 0,055 0,086 0,125 0221 0,345 0540 0.777 1.38 2,16 3.11
16 0,097 0,142 0252 0.394 0,617 0,888 1,58 2,47 3.55 6.32
18 0,111 0,160 0,284 0,443 0,694 0,999 1,78 2,77 4,00 7,11 — — — — — — — ——
20 — — 0.178 0,316 0,493 0,771 1,11 1,97 3.08 4,44 7.90 12,33 — —— —— — — ——
22 __ 0.197 0,347 0,543 0,848 1,22 2,17 3,39 4,88 8,69 13,56 — — — — — — —
25 0,220 0,395 0.617 0,964 1,39 2.47 3.85 5,55 9,86 15,41 22,20 — — — — —
28 0,442 0,690 1,08 1,55 2,76 4,31 6.21 11,06 17,26 24,86 — — — ——
30 0,473 0,740 1,16 1,66 2,96 4,62 6,66 11,85 18,50 26,63 47,3 — — — —
32 0,789 1,23 1,78 3,16 4,93 7,10 12,64 19,93 28,41 505 —- — —- —
36 — 0863 1,35 1,94 3,45 5 39 7,77 13,83 21,58 31,07 55,2 —— — —-• — ——
40 0,986 1,54 2.22 3,95 6,16 8,88 15,80 24,66 35,51 63,1 97,6 — — —
45 1,73 2,50 4,44 6,93 9,99 17,78 27,74 39,95 71,0 110 — — —-
50 1,93 2.77 4,93 7,71 11,10 19,75 30.83 44,39 78,9 122 191 — — —
55 3.05 5,42 8,48 12,21 21,73 31,91 48,83 86,8 134 210 — — —
60 3,33 5.92 9,25 13,32 23,70 36,99 53,27 94,7 146 229 325 —
70 6.90 10,79 15,54 27,65 43.16 62,15 110 171 267 379 — —
80 7,89 12.33 17,76 31,60 49,32 71,02 126 195 305 434 770 •—
90 . 13.87 19.18 35,55 55,49 79,90 142 220 343 488 867 —
1П0 15,41 22.20 39.50 61,65 88.78 158 244 381 542 963 1501
1 in 24,42 43,45 67,82 97,66 174 268 419 596 1059 1651
120 __ 26,64 47,40 73,98 106,54 189 293 457 650 1156 1801
55,30 86,31 124,30 220 342 533 759 1348 2101
jeo __ 63,20 98,64 142,06 252 390 610 867 1541 2402
180 . 284 439 686 975 1733 2702
2Q0 ..... ... 316 488 762 1084 1926 3002
29Л 346 537 838 1192 2186 3302
25n 394 610 953 1355 2408 3753
280 — 441 683 1067 1518 2696 4203
662
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШТИФТЫ КОНИЧЕСКИЕ
(по ГОСТ 3129-60)
Таблица 197
Условное обозначение конического штифта диаметром 10 мм и длиной 60 мм". Штифт конический
10 х 60 ГОСТ 3129-60.
Предельные отклонения длины / штифтов по В, ОСТ 1010. Допускается изготовление штифтов со сферическими
концами, с высотой сферической части, равной величине фаски. Материал — сталь марки 45 по ГОСТ 1050-60, сталь
марки А12 по ГОСТ 1414-54.
V4 остальное
а 0.6 0,8 1.0 1,2 1,6 2 2.5 3 4 5 6 8 10 12 16 20 25 30 40 50
С 1,0 03 о.з 0,4 0.5 0.6 0.8 1,0 1,2 1,5 1,8 2 2.5 3 4 5 6
1 Масса 1000 штифтов в кг
4 5 6 8 10 12 0,010 0,013 0,016 0,023 0,030 0,038 0.018 0,022 0,026 0,037 0.048 0,061 0,033 0,042 0,058 0,075 0.092 0,058 0.082 0,110 0,132 0.092 0,124 0,158 0,194 0.208 0.266 0.326 0.401 0,497 0.705
ШТИФТЫ КОНИЧЕСКИЕ
663
Продолжение табл. 197
d 0,6 0,8 1,0 1,2 1,6 2 2.5 3 4 5 6 8 10 12 16 20 25 30 40 50
с 0,1 0.2 0.3 0,4 0.5 0.6 0,8 1,0 1,2 1,5 1,8 2 2,5 3 4 5 6
1 Масса 1000 штифтов в кг
14 0,075 0,112 0.157 0.232 0,387 0590 0.834
16 0,132 0,180 0,272 0,457 0,685 0,967 1,67 2,58
1S 0,154 0.208 0,316 0.516 0,782 1,10 1,90 2,93
20 0,233 0.362 0,584 0,833 1.24 2,14 3,23 4,66
22 0,268 0.410 0,656 0.985 1,38 2.37 3,63 5,14 — —— — —- — — — —
25 0,502 0,804 1.20 1,63 2,86 4,36 6,17 10,7 — —. — — —— — — —
28 0,564 0,884 1,31 1,83 3.11 4,74 6,69 11,6 18,0 — — — — — —
30 0,964 1,43 1,98 3.36 5.12 7,22 12.4 19,6 —- — —— — — — —
32 1,04 1,55 2,14 3,62 5,51 7,75 13.4 20,7 28,5 — — — —— —
36 1,18 1,73 2,39 4,02 6,08 8,56 14,7 22,8 31,3 — — — — — —
40 2.05 2,82 4,71 7,09 9,95 17,1 26,2 36,0 65,4 —- — — — ——
45 __ —— 2,39 3.25 5,42 8,13 11,4 19,5 29,8 41,0 74,1 — — — — —
50 __ 3,69 6,16 9,21 12,8 21,9 33,5 46,0 82,8 128 — — — —
55 - 4,13 6,92 10,3 14,4 24,4 37,2 51,0 91,7 141 — — —- —
60 7,74 11,5 15,9 27,0 41.0 56,0 100 155 239 — —
70 9,46 13,9 19,2 32,3 48,7 67,0 119 183 281 __ —
80 16.5 22.6 37,8 56,8 78.0 137 211 324 461 — —
90 19,2 26,2 43.5 65,1 89,8 156 239 367 523 —
100 - __ — 30,1 49,4 73,7 100 176 268 411 585 1024 —
110 34,0 55,6 82,6 ill 196 298 456 617 11.11 —
120 62.1 91,9 123 216 329 501 711 1240 1906
140 75,2 111 148 259 391 595 839 1461 2251
160 132 176 303 455 691 972 1683 2596
180 154 203 349 522 788 1109 1009 2943
200 233 396 591 890 1249 2148 3290
220 265 446 663 993 1393 2387 3648
250 525 774 1157 1610 2753 4198
280 608 ' 886 1323 1837 3124 4758
664
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШТИФТЫ КОНИЧЕСКИЕ
РАЗВОДНЫЕ
(по ОСТ 2074)
Таблица 198
ШТИФТЫ КОНИЧЕСКИЕ
С РЕЗЬБОВОЙ ЦАПФОЙ
(по ГОСТ 9465-60)
Конусность Ь50 п / 1
t -Л 1 ~
С—
1
' 1
Размеры в мм
d 5 6 8 10 13 16
а 12 15 20 25 30 40
Ъ 1 1 1,5 1Л 2 2
с 0.8 1 1.2 1,2 1.8 2
1 Масса 1000 стальных штифтов в кг
40 6,83 — - — — —
45 7,76 — — — - —
50 8,87 12,3 — - — —
60 11,9 15,4 25,5 — — —
80 16,1 19,6 36,3 54,5 87,5 —
100 — 29,5 48,2 71,5 115 168
130 — — 67,3 99,7 166 230
160 - — - 130 201 296
200 — — — — 263 389
250 - - — — — 517
Штифты изготовляются тех длин, для которых указана масса.
Таблица т
Размеры в лсм
d 4 5 6 8 10 1 12
<0 М4 М5 Мб М8 I М10 | М12
h 2,7 3,5 4,5 6 7.5 | 9
8 10 12 16 20 | 25
1 1,8 2 2,5 з 4
С 0.7 0.8 1,0 1.2 1.5 1 1,8
С1 0.5 0.7 1,0 1.2 | 1,5
г, не более 0,3 0.4 0,5 0,6 | 0,8
Г[ не более 0.5 0.7 1,0
1 L Масса 1000 штифтов в кг
16 30 36 40 2.95 3.45 3,95 — — —
20 36 40 45 3,71 4,20 4,69 5.43 6.23 6.93 — —
25 45 50 55 60 4,92 5.41 5,91 6,40 7.13 7,83 8,63 9,43 10,12 11,22 12,32 13.42 — —
32 55 60 70 80 — 8.86 9,66 11.16 12.76 12.56 13,76 15,96 18,16 22,8 24,0 27.9 31,9 — —
40 70 80 90 100 — 16,36 13,56 20,76 23.06 28,5 32,4 36.4 40.3 43.59 49.79 55,99 62.19 —
50 80 90 100 110 120 110 — — — 33,8 37,7 41,7 45,6 49,6 57,5 50,89 57,09 63,29 69.49 75,59 87,79 70.0 80,5 91,0 101,5 112.0 132,5
60 110 120 140 160 — — — — 70,79 76,99 89,29 101.6 100.0 111.0 132.0 151.0
Штифты изготовляются тех которых указана масса. Длин, для
ШТИФТЫ КОНИЧЕСКИЕ
665
ШТИФТЫ КОНИЧЕСКИЕ С ВНУТРЕННЕЙ РЕЗЬБОЙ
(по ГОСТ 9464-60)
Таблица 200
W остальное
Размеры в мм
“ 1 6 1 8 1 10 i 12 1 16 j 20 | 25 ( 30 | 40 | 50 60
da | М4 | М5 | Мб j М8 I мю | М12 | М16 j М20 1 М24 ( мзо
»1 1 8 1 9 1 10 1 12 1 16 1 18 1 24 1 30 1 40 | 50
10 1 12 | 14 i 16 I 20 1 25 1 30 ) 40 ! 50 I 60
С | 1.0 | 1.2 | 1,5 1,8 j 2 1 2'5 1 з ! 4 1 5 1 6 1 7
С1 | 0.5 | 0.7 1 1 1,0 | 1,5 1 2,0 I 2,5
Масса 1000 штифтов в кг
25 | 5,64 | 9,6 | - 1 1 - 1 - 1 - 1 - 1 1 -
28 | 6,22 | 10,3 I - 1 1 - 1 - 1 - 1 - 1 1 -
30 | 6.81 | 11,1 1 17,3 | — 1 - 1 - 1 — - 1 — — —
32 | 7,40 | 12,0 | 18,7 | — 1 - 1 - 1 — - 1 — — —
36 | 8,10 | 13,6 | 20,8 | 28 1 - 1 - 1 — -г 1 — — —
40 | 9.35 | 15.8 | 24,3 | 32 j 56 1 - 1 — - 1 - 1 — —
45 | 10,70 | 18,2 | 27,8 | 37 | 65 1 - 1 — - 1 — — —
50 | 12.15 | 20,7 | 31,5 | 42 1 74 1 ИЗ 1 — - 1 — — —
55 | 13.70 | 23,2 | 35,2 | 47 | 83 1 126 | — 1 - 1 — — —
60 | 15,30 | 25,8 | 39,0 I 52 | 92 | 140 | 207 | - 1 — — —
70 | - 1 — 46,7 | 63 1 14 1 168 | 253 | 323 | — — 1 -
80 | - - 1 54,8 | 74 1 130 1 196 | 300 | 390 1 650 | — —
90 | - 1 — - 1 85 | 149 | 226 | 346 | 458 | 760 | 1230 —
100 | - 1 — - 1 96 | 168 | 256 | 393 | 525 | 870 | 1400 —
110 | - 1 — - 1 — | 187 | 286 | 440 | 593 | 990 | 1570 | 2260
120 1 - 1 — - 1 — 1 207 1 316 | 486 | 660 | 1100 | 1740 1 2500
140 | - 1 — - 1 — 1 - 1 378 | 579 | 795 | 1350 | 2100 | 3000
160 1 - 1 — - 1 — 1 - | 440 | 672 | 930 | 1590 | 2460 | 3500
180 | - 1 — - 1 — 1 - 1 - 1 765 1065 | 1830 | 2820 | 4000
200 | - 1 — - 1 — 1 - 1 - 1 858 1200 | 2070 | 3180 | 4500
220 | - — — i — 1 — 1 - 1 — 1 1335 | 2320 | 3540 | 5000
250 | - — - 1 — 1 - 1 - 1 — 1510 | 2700 | 4080 | 5800
280 | - 1 — - 1 — 1 - 1 — 1 — - 1 3080 | 4635 | 6600
Штифты изготовляются тех длин, для которых указана иасса.
666
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ НАСЕЧНЫЕ
(по ГОСТ 10773-64)
Таблица 201
V4 остальное
120°
045
90
120
Размеры в мм
а 1,6 2 2,5 3 4 5 6 8 10 12 16 20 25
rfj, ие менее 1,7 2.15 2,75 3,25 4,3 5,3 6,3 8,35 10,4 12.4 16,5 20,5 25,6
с 03 0,4 0,5 0.6 0.7 0,8 1 1,2 1,5 1,8 2 2,5 3
0,5 0,6 0.7 0,8 1 1,2 1,5 1,8 2 2.5 3 4 5
1 Масса 1000 штифтов в сг =ь
4 0,063 0,099
5 0,079 0,123 0,193 —
6 0,095 0.148 0.231 0,383 __
8 0,126 0,197 0,308 0,443 0,789 __
10 0,158 0,247 0,385 0,565 0.986 1,54
12 0,189 0,290 0,462 0.666 1,18 1.85 2.64
14 0,221 0,345 0,540 0,777 1,38 2,16 3.11 __
16 0,252 0.394 0,617 0,888 1.58 2,47 3,55 6,32 __
18 0,284 0,443 0,694 0,999 1.78 2,77 4,00 7.Н
20 0.316 0.493 0,771 1,11 1,96 3,08 4,44 7,90 12,3 __
22 0,347 0,543 0,848 1.22 2,17 3,39 4,88 8,69 13.5
25 —— 0.617 0,964 1,39 2,47 3,85 5,55 9,86 15,4 22,2 .
28 — 0.690 1,08 1,55 2,76 4,31 6,21 11,0 17,2 24,8 —
30 — — 1,16 1,66 2,96 4,62 6,66 11,8 18,5 26,6 41,3 __
32 — — 1,23 1,78 3,16 4,93 7,10 12,6 19,9 28,4 50,5 —
36 — — — 1.94 3,45 5,39 7,77 13,8 21,5 31,0 55,2 88,8 —
40 — — — 2,22 3,95 6,16 8,88 15,8 24,6 35,5 63,1 97,6 —
45 — — — —— 4,44 6,93 9,99 17,1 27,7 39,9 71,0 ПО 173
50 — — — — 4,93 7,71 11,1 19,7 30,8 44,3 78,9 122 191
55 — — — — — 8,48 12,2 21,7 31,9 48,8 86,8 134 210
60 — — — — — 9,25 13,3 23,7 36,9 53,2 94,7 146 229
70 — — 15,5 27,6 43,1 62,1 110 171 267
80 — — — — —- 17,7 31,6 49,3 71,0 126 195 305
90 — —— — — — —- 35,5 55,4 79,9 142 220 343
100 — — — —— — 39,5 61,6 88,7 158 244 381
110 67,8 97,9 174 268 419
120 — 73,9 106 189 293 457
Штифты изготовляются тех длин, для которых указана масса.
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ С ЗАСВЕРЛЕННЫМИ КОНЦАМИ
667
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ С ЗАСВЕРЛЕННЫМИ КОНЦАМИ
(ЗАКЛЕПОЧНЫЕ)1
(по ГОСТ 10774-64)
Таблица 202
Остальное
I
Размеры в мм
d 2 3 4 5 6 8 10 12 16 23 25
di 1 3 4 5 6 8 11 15 19
ft 1,5 2 2,5 3 4 5 6 8 12 12 14
с 0.4 0.6 0.7 0.8 1.0 1.2 1,5 1,8 2 2,5 3
I Масса 1000 штифтов в кг
б 0.129
8 0.178 0,343
10 0,228 0,455 0,708
12 0,271 0.566 0,902 1,45 — — — — — — —
14 0,326 0,677 1,10 1.76 2,31
16 0,375 0,788 1.30 2,07 2.75 4,72 __
18 0,424 0,899 1,50 2,37 3,20 5,51 — — — — —
20 0.474 1,01 1,69 2.68 3,64 6.30 9.73
22 0,524 1,12 1,89 2.99 4,08 7.09 10,9 —-
25 — 1,29 2.19 3,45 4,75 8,26 12,8 15,8 — — —
28 — 1,45 2,48 3,91 5,41 9.46 14,6 18,4
30 —- 1,56 2.68 4,22 5,86 10,2 15.9 20,2 32.3
32 — 1,68 2.83 4,53 6,30 11.0 17,3 22.0 35,5 — —
36 3.17 4,99 6,97 12.2 13,9 24,6 40.2 55,6
40 — — 3.67 5,76 8,08 И,2 22,0 29.1 48,1 64,4
45 — — — 6,53 9.19 16,1 25,1 33,5 56,0 76,8 111
50 — 7,31 10,3 18,1 23,2 37,9 63.9 88,8 128
55 — — — — 11.4 20,1 29,3 42,4 71.8 100 147
60 — — — — 12,5 22.1 34,3 46.8 79,7 112 167
70 26.0 40,5 55,7 95 137 204
80 — 30,0 46,7 64,6 111 161 242
90 — — — — — — 52.8 75,5 127 186 280
103 59,0 82,3 143 210 318
110 91,2 159 234 356
120 — — — — — — — 100 174 259 394
140 . 117 206 311 476
160 __ — 237 361 553
180 —- — __ — 269 410 631
200 — — — — — — — — 301 459 708
1 Размеры, рекомендуемые для установки штифтов, см. в табл. 203.
Штифты изготовляются тех длин, для которых указана масса.
668
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 203
Размеры, рекомендуемые для установки штифтов
Размеры в мм
ЗАКЛЕПКИ НОРМАЛЬНОЙ ТОЧНОСТИ
ОБЩЕГО НАЗНАЧЕНИЯ
(по ГОСТ 10299-62 — 10304-62)
Форма, размеры и наименования заклепок, распространяющиеся также
на заклепки из цветных металлов, приведены в табл. 205, массы стальных
заклепок и их головок — в табл. 206 и 207 соответственно.
Рекомендуемые марки материалов и покрытия заклепок в соответствии
с требованиями ГОСТ 10304-62 приведены в табл. 204.
Таблица 204
Материалы Покрытия Обозначение (общее) материала и покры- тия
Номер группы Вид Номер подгруппы Рекомендуе- i мые марки Категория покрытий Номер группы Наименования и обозна- чения по ГОСТ 9791-61 (толщина слоя покрытия не регламентируется)
0 Углероди- 00 Юкп 0 Без покрытия Не обо-
стые стали (Ст. 2) 1 1 Цинковое, хроматирован- значается 001
ное Ц. хр
11 2 Кадмиевое, хроматиро- ванное Кд. хр Окисное Хим. Оке .... 002
Ill 5 005
Ill 6 Фосфатное Хим. Фос . . 006
ЗАКЛЕПКИ НОРМАЛЬНОЙ ТОЧНОСТИ ОБЩЕГО НАЗНАЧЕНИЯ
669
Продолжение табл. 201
Материалы Покрытия Обозначение (общее) материала и покры- тия
Номер группы Вид Номер подгруппы Рекомендуе- мые марки 1 Категория покрытий Номер группы Наименования и обозна- чения по ГОСТ 9791-61 (толщина слоя покрытия не регламентируется)
0 Углероди- стые стали 01 20кп I 11 III 111 0 1 2 5 6 Без покрытия Цинкояое, хроматирован- ное Ц. хр Кадмиевое, хроматиро- ванное Кд. хр Окисное Хим. Оке .... Фосфатное Хнм. Фос . . 010 он 012 015 016
1 Легиро- ванные стали 10 09Г2 1 11 111 III 0 1 2 5 6 Без покрытия ...... Цинковое, хроматирован- ное Ц. хр Кадмиевое, хроматиро- ванное Кд. хр Окисиое Хнм. Оке .... Фосфатное Хим. Фос . . 100 101 102 105 106
2 Нержа- веющие стали 20 XI8H9T III Ill 0 7 8 Без покрытия Медное М Серебряное Ср 200 207 203
6 Цветные металлы и сплавы 62 Л62 III I II; III 0 1 3 6 Без покрытия Цинковое, хроматирован- ное Ц. хр . . . . • . . Никелевое однослойное II Пассивная пленка Хим. Пас 620 621 623 626
63 Л62 (антимаг- нитная) ПГ 0 6 Без покрытия ...... Пассивная пленка Хим. Пас 630 636
64 М3 I II, III 0 3 6 Без покрытия Никелевое однослойное Н Пассивная пленка Хим. Пас 610 613 616
7 Легкие металлы и сплавы 70 АД1 I; U 0 1 Без покрытия Окисное, анодизационное, хроматированное Ан. Оке. хр 700 701
71 Д18П I; II 0 1 Без покрытия Окисиое, анодизационное, хроматированное Ан. Оке. хр * 710 711
670
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ЗАКЛЕПКИ НОРМАЛЬНОЙ ТОЧНОСТИ ОБЩЕГО НАЗНАЧЕНИЯ
Таблица 205
Типы и размеры заклепок
Пример условного обозначения заклепки диаметром 8 мм, длиной 20 мм из материала подгруппы 01 с покрытием по группе 1:
Заклепка 8x20—011 ГОСТ 10299-62.
Заклепки по ГОСТ 10303-62, имеющие I и II исполнение, обозначаются:
исполнение I: Заклепка 8x20 — 011 ГОСТ 10303-62;
исполнение II: Заклепка II 8x20 — 011 ГОСТ 10303-62.
Размеры в мм
Чертеж Диаметр стержня d 1 1.2 1,6 2 25 3 4 5 6 8 10 12 16 20 22 24 30 36
ГОСТ 10299-62. Заклепки с полукруглой головкой
V4 Кругом Диаметр головки D . . 1,8 2,1 2.9 35 4,4 5,3 7,1 8,8 11 14 16 19 25 30 35 37 45 55
•тг. Высота головки Н . . 0.6 0,7 1 1,2 1,5 1.8 2.4 3 3,6 4,8 6 7,2 9,5 12 13 16 20 24
/?= 1 1,2 1,6 1,9 2,4 2,9 4 4,7 6 7,5 9 10 13 15,4 18 19,5 23 28
1 '
- г, ие более 0.2 0,2 0.2 0,2 ОД 02 0,4 0,4 05 05 0.6 03 1 1 1 1,2 1,2 1.5
Длина заклепхи /♦ . . 2-8 2-10 3—12 3—14 3-16 5-20 6—40 8-40 10-60 16-60 16—85 20—90 28-120 36—160 38—180 55-180 55—180 55—180
ГОСТ 10300-62. Заклепкп с потайной головкой
V4 Кругом Диаметр головки D . . 1,9 2,3 2.9 3,9 45 5,2 7 8,8 10.3 13.9 17 20 24 30 33 36 41 49
Высота головки Н . . 0,5 0.6 0,7 1 1.1 1.2 1,6 2 2.4 3.2 4,8 5,6 7 9 10 11 14 16
—j. Угол а° 90 90 90 90 90 90 90 90 90 90 75 75 60 60 60 60 45 45
а±2 1 / \ — *
г, ие более 0,1 0.1 0.1 0.1 0,1 0,1 0.2 0.2 0.25 0,25 0.3 0,4 05 05 0.5 0,6 0,6 0.8
Н 1*-
Длина ваклепки 1 ♦ • . 2-8 3-9 4-12 4-16 5-18 5—26 6-28 8-36 14—42 16-60 18-75 24^-80 30—100 40—150 40-180 44—180 55-180 60-180
* Длины заклепок в указанных интервалах должны выбираться из ряда: 2. 3. 4, 5, 6. 7, 8, 9, 10, 11, 12. 13, 14, 15, 16. 17, 18. 19. 20. 22. 24, 26. 28. 30. 32, 34, 36. 33, 40. 42. 44, 46. 48, 50. 52. 55. 53.
60. 65, 70, 75 , 80, 85, 90, 95. 100. 10, 120. 130, 140. 150. 160, 170, 180 мм.
671
672
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ЗАКЛЕПКИ НОРМАЛЬНОЙ ТОЧНОСТИ ОБЩЕГО НАЗНАЧЕНИЯ
Продолжение табл. 205
Чертеж Диаметр стержня d 1 1,2 1,6 2 25 3 4 5 6 8 10 12 16 20 22 24 30 36
ГОСТ 10301-62. Заклепки с полупотайной головкой
V4 Кругом Диаметр головки D. . Высота головки Н . . Высота сферы Л . . . - - 6 1,2 0,5 7 1,4 0.7 8 1,6 0.8 10,5 2 1 13 2,5 1,3 11 3 1.5 15 4 2 16 4,8 2,5 20 5,6 3 23 7 4 29 9 5 32 10 5,5 35 11 6 40 14 7,5 48 16 9
о 1з|
I г R. Н — г, ие более Угол а° . . R Длина заклепки Z* . . - - - 0.1 120 1,5 3-16 0.1 120 3 3—18 0,1 120 3 4—26 0.2 120 3 5—36 0,2 120 4 8—48 0,25 90 4 10—50 0.25 90 4 14—50 0.3 75 6 16-75 0,4 75 6 18-100 05 60 6 26—100 0,5 60 18 30—150 05 60 18 40—210 0,6 60 18 44-180 0.6 45 10 48—180 0.8 45 10 58-180
ГОСТ 10302-62. Заклепки с полукруглой низкой головкой
R — — 1 , V4 круге м Диаметр головки!). . Высота головки Н . . R^ г, ие более Длина заклепки 1 * . . — - - 4 0.8 2,9 0.2 4-10 5 1 3,6 0.2 5-14 6 1,2 4,4 0,2 5-18 8 1,6 5,8 0.4 5-32 10 2 7,3 0.4 8—50 12 2,5 9,5 05 10-50 16 3 12,2 05 14—50 20 4 14,5 0.6 16-5( - - - - - - —
н 1
ГОСТ 10303-62. Заклепки с плоской головкой
11
14
7,5
9.5
16
20
25
5,5
32
40
50
36
60
3,8
4,8
Диаметр головки D
Высота головки И
1,2
1,6
2
2,5
3
4
5
6
8
10
II
12
15
18
1 ™ кругом
•• исполнение //
при d £ 10мм
г, не более
г,, не более
г2, не более
Длина заклепки I *:
исполнение 1 .
исполнение 11
0,2
0,5
0.7
4-10
4-10
0.2
0.7
0.17
5-14
5-14
• Длины заклепок в указанных интервалах должны выбираться из ряда: 2, 3, 4, 5, 6, 7, 8, 9
58, 60, 65 , 70, 75, 80, 85, 90, 95, 100. 110, 120, 130, 140, 150, 160, 170, 180 мм.
ОД
0,7
5-18
5—18
10. II.
0,4
1.5
6-32
6-32
12, 13.
0,4
1,3
1,5
8-50
8-50
14, 15.
0.5
0,5
0.6
0,8
1,2
1.2
1.5
1,3
2
10-50
10-50
2
2
14-60
14-50
2
2
16-85
18-50
2,6
3
4
4,6
5,3
6,6
8
18—90
24-110
32-150
38—180
50—180
60-180
60-180
16, 17. 18, 19, 20, 22. 24, 26, 28, 30. 32. 34. 36, 38, 40, 42, 44, 46, 48, 50, 52, 55,
673
674
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 206
Масса WOO стальных заклепок
В табл. 206 приведена масса 1000 заклепок с полукруглой головкой по ГОСТ 10299-62.
Масса заклепок по ГОСТЮЗОО-62 — 10303-62 получается путем увеличения (+) или уменьшения —) табличной
массы заклепок данных диаметра и длины на величину разности, указанной в пяти нижних строках таблицы.
Длина заклеп- ки L в мм Номинальный диаметр стержня d в мм
I 1.2 1.6 2 2.5 3 4 5 6 8 10 12 16 20 22 24 30 36
(иомин.) Теоретическая масса 1000 стальных заклепок в кг =&
2 0.019 0.030
3 0.026 0.039 0,078 0.127 0.221 — __ — — — — — — — — —
4 0.032 0.048 0.094 0,152 0.259 — — —• — — — — — —— — —
5 0,038 0,056 0,110 0,177 0,298 0,462 — — — — — — — — — — — —
6 0 044 0.065 0.126 0,201 0,336 0.517 1.018 — — — — — — — — —
7 0.050 0,074 0,142 0.226 0.375 0,573 1,117 — — — — — — — — — —- —
8 0.056 0,083 0,157 0.251 0,413 0.628 1.216 2.053 — — — — — — — — ——
9 0.092 0,173 0.275 0,452 0.684 1.314 2.207 — — — —— — —— —
10 — 0,101 0,189 0.300 0,490 0.739 1,413 2,361 3.753 — — — — — — — — —
11 0.205 0.325 0.529 0,795 1.512 2.515 3,975 — — — — — —
12 0,221 0 349 0,567 0,850 1.610 2,669 4,197 — — — — — — — —— —
13 — — 0,374 0.606 0,906 1.709 2.823 4,419 — — — — — — — —
14 — 0.399 0.644 0,964 1.808 2,977 4,641 —- — — — —— — —
15 — — — — 0,683 1,017 1.907 3,131 4,863 — — — — — — — — —
16 0,721 1,072 2,005 3.285 5.085 9.67 16,07 —
17 1,128 2,104 3,439 5,307 10 06 16,69 — —- — — — —
18 — 1.183 2.203 3.593 5,529 10.45 17,31 — — — — —
19 1.239 2.301 3.747 5,751 10,85 17,92 — — — — —-
20 — — — — — 1,294 2,400 3,901 5,973 11,24 18,54 27,47 — — — — — —
22 2,597 4,209 6,417 12,03 19,78 29,25 — — — —
24 2.795 4,517 6,861 12,82 21,01 31,02 — — — —— — —
26 __ 2.992 4,825 7,305 13.61 22,24 32.80 — — — — —
28 __ 3,190 5,133 7,749 14,41 23,49 34,58 66,11 — — — —
30 — — — — — — 3,387 5,441 8,193 15,20 24,72 36,35 69,27 — — — — —
32 3.584 5.749 8,737 15,99 25,96 38,13 72.39 — —
34 3,782 6,057 9.081 16,78 27,19 39.90 75,59 —— —
36 __ 3.979 6,365 9.525 17,57 28,42 41.68 78,75 129.4 — — —
38 4,177 6,673 9,969 18,36 29,65 43,46 81.91 134,3 170,2 — —— —
40 — — — — — — 4,374 6,981 10,41 19.15 30,89 45,23 85,07 139,3 176,1 — —
ЗАКЛЕПКИ НОРМАЛЬНОЙ ТОЧНОСТИ ОБЩЕГО НАЗНАЧЕНИЯ
676
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 207
Масса 1000 стальных головок заклепок в кг
Заклепки по ГОСТ Номинальный диаметр стержня d в мм
1 1,2 1,6 2 2,5 3 4 5 6
10299-62 10300-62 10301-62 10302-62 10303-62 исполнение 1 10303-62 исполнение 11 0,007 0.007 0,012 0,012 0,031 0,022 0,053 0.055 0,186 0,041 0,077 0,089 0.105 0,035 0,343 0,081 0,148 0,170 0,184 0,127 0.535 0,112 0,254 0,298 0,426 0,306 1.102 0,332 0,597 0,693 0.821 0.602 2.194 0,654 1,20 1,39 1,53-3 1,006 2,232 1,336 1,925 2,237
Заклепки по ГОСТ Номинальный диаметр стержня d в мм
8 10 12 16 20 22 21 30 36
10299-62 10300-62 10301-62 10302-62 10303-62 исполнение 1 10303-62 исполнение 11 3.350 2,425 5,200 2,485 4,128 4,830 6,20 5,520 8,007 5,194 6,636 7,888 9,711 9,016 13,41 12,53 21,87 17,50 24,82 25,80 40,46 35.17 50,8 53,08 56,93 47,28 67,62 77,75 89.38 61,90 88,7 100,3 161,0 109,7 153,2 196,0 283,9 179,7 224,6 333,5
ЗАКЛЕПКИ ПУСТОТЕЛЫЕ И ПОЛУПУСТОТЕЛЫЕ
(но МН 5335-64 —МН 5340-64)
Типы, исполнения и чертежи пустотелых и полупустотелых заклепок по
указанным МН приведены в табл. 209, размеры — в табл. 210, длины и массы
заклепок — в табл. 212—215.
Технические требования к пустотелым и полупустотелым заклепкам в соот-
ветствии с МН 5341-64 приведены в табл. 208.
Таблица 208
Материалы Покрытия Обозначе- ния (общие) материала н покрытия
Номера групп Вид материала Номера под- групп Реко- мендуе- мые марки Условия эксплуата- ции по МН 2165-63 Номера групп Наименования и обозначения по ГОСТ 9791-61
0 Углеродистые стали 00 10 кп — 0 Без покрытия . . Не обозна- чается
П; Н I Цинковое, хромати- рованное Ц. хр . 001
Н; А; Т—Н; Т—А; ВМ; В 2 Кадмиевое, хрома- тированное Кд. хр 002
II 5 Окисное Хим. Оке 015
о 6 Фосфатное Хим. Фос .... 0Э6
ЗАКЛЕПКИ ПУСТОТЕЛЫЕ И ПОЛУПУСТОТЕЛЫЕ 677
Продолжение табл. 208
Материалы Покрытия Обозначе- ния (общие) материала и покрытия
Номера групп Вид материала Номера под- групп Реко- мендуе- мые марки Условия эксплуата- ции по МН 2165-63 Номера групп Наименования и обозначения по ГОСТ 9791-61
0 Углеродистые стали 01 20 кп — 0 Без покрытия . . . 010
П; II 1 Цинковое, хрома- тированное Ц. хр 011
Н; А; Т—Н; Т— А; ВМ; В 2 Кадмиевое, хрома- тированное Кд. хр 012
п 5 Окисное Хим. Оке .... 015
о 6 Фосфатное Хим. Фос. . . . 016
2 Стали высоко- легированные коррозионно- стойкие 20 XI8H9T — 0 Без покрытия . . . 200
о 7 Медное М .... 207
о 8 Серебряное Ср . . 203
6 Цветные металлы и сплавы 62 Л62 — 0 Без покрытия . . . 620
о 1 Цинковое хрома- тированное Ц. хр 621
п 3 Никелевое одно- слойное Н . . . 623
П; Н 6 Пассивная пл емка Хим. Пас .... 626
678
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 208
Материалы Покрытия Обозначе- ния (общие' материала и покрытия
Номера групп Вид материала Номера под- групп Реко- мендуе- мые марки Условия эксплуата- ции по МН 2165-63 Номера групп Наименования и обозначения по ГОСТ 9791-61
6 Цветные металлы и сплавы 63 Л 62 (анти- магнит- ная; __ 0 Без покрытия . . . 630
П; Н 6 Пассивная пленка Хим. Пас .... 636
64 М3 - 0 Без покрытия . . . 610
II 3 Никелевое одно- слойное Н . . . 613
П; Н 6 Пассивная пленка Хим. Пас .... 646
7 Легкие металлы и сплавы 70 АД! — 0 Без покрытия . . . 700
П; И; Т-П 1 Окисное, напол- ненное раствором хромпика, Ан. Оке. хр. . . 701
71 Д.1811 — 0 Без покрытия • . . 710
П; Н; т—и 1 Окнсиое, напол- ненное раствором хромпика, Аи. Оке. хр . . . 711
Примечания: 1. Допускается изготовлять заклепки из других марок материалов, механические свойства которых не ниже свойств материалов рекомендуемых марок. 2. Дополнительные требования к механическим свойствам готовых заклепок устанавли- ваются совместно потребителем и изготовителем. 3. Для стальных заклепок покрытие группы 6 (Хим. Фос) рекомендуется в качестве грунта под лакокрасочное покрытие. Допускаются другие виды покрытий по МН 2165-63. 4. Заклепки из сплава Д18П должны быть подвергнуты закалке и старению.
Пример условного обозначения заклепки диаметром 3 мм,
длиной 20 мм, из материала подгруппы 00, с покрытием по группе 2, испол-
нения I:
Заклепка 3x 20—002 МН 5337-64.
То же, исполнения 11:
Заклепка II 3x20—002 МН 5337-64.
Примечание. Для заклепок из материала подгруппы 00 без покры-
тия (группа 0) материал и покрытие в обозначении на указывать.
ЗАКЛЕПКИ ПУСТОТЕЛЫЕ И ПОЛУПУСТОТЕЛЫЕ
679
Таблица 209
Типы и исполнения заклепок пустотелых и полупустотелых
Наименование
заклепок
МН
Чертеж
Заклепки пустотелые
со скругленной го-
ловкой .......
5335-64
исполнение 1
исполнение Л
Для заклепок с диаметром
стержня от 1 до 10мм Ом.
Заклепки пустотелые
с плоской головкой
5336-64
V4
Заклепки пустотелые
с потайной головкой
5337-64
680
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 209
Наименование
заклепок
Чертеж
V4
исполнение /
Заклепки полупустоте-
лые с полукруглой
головкой, нормаль-
ной точности ....
5338-64
вариант исполнения
и-------отверстия
Для заклепок с диаметром
стержня от 2 до 6мм вкл.
Исполнение I
V4
Заклепки полупустоте-
лые с плоской го-
ловкой, нормальной
точности • ..........
5339-64
Вариант исполнения
отверстия
Вариант исполнения отверстия в полупустотелых заклепках устанавливается предприя-
тием-изготовителем.
ЗАКЛЕПКИ ПУСТОТЕЛЫЕ И ПОЛУПУСТОТЕЛЫЕ
681
Таблица 210
Размеры заклепок пустотелых и полуиустотелых
(Обозначение размеров см. в табл. 209)
Размеры в мм
Наименование и обозначение размера мн Номинальные диаметры стержня d
1 | 1,2 | 1,6 | 2 | 25 | 3 | 4 | 5 | 6 | 8 | 10 121 | 141 | 161 j 201
Диаметр головки D 5335-64 5336-64 2 | 2,2 | 2,8 | 3.5 | 4 | 5 j 6 | 8 | 10 | 13 | 15 171 | 20 1 221 | 261
5337-64 1,4 | 1.6 | 2,2 | 2,6 3,2 | 3,8 | 5 | 6 | 7,5 | 9.5 | 12 - - - | -
5338-64 2 j 2.4 | 3,2 | 4 । 5 | 6 | 8 | 10 | 12 | 16 | 20 j - | - - | -
5339-64 1,8 | 22 | 3 | 3,8 | 4,8 | 5.5 | 7,5 | 9,5 | 11 | 14 | 16 | - | - | - | -
5340-64 1,9 | 23 | 2,9 | 3,9 | 4,5 | 5,2 | 7 | 8,8 10.3 | 13,9 | 17 - | - | - | -
Толщина стен- ки пустотелой ваклепки S — См. табл. 211
Высота головки Н 5335-64 0,3 | 0,3 | 0,4 | 05 | 05 | 0,8 | 0,8 | 1 | 1 | 1,2 | 1.5 | 1,51 | 2» | 21 | 251
5336-64 Равна толщине стенки S 1 —
5337-64 0,3 | 0,3 I 0,4 | 0,4 i 0.5 | 0.6 0,8 | 0,8 | 1,1 | 1,5 1,7 | | | | -
5338-64 0,4 | 0,5 | 0,7 0,8 | 1 | 1.2 | 1,6 | 2 | 25 | 3 4 | | | | _
Высота головки Н 5339-64 0,5 | 0,6 | 0,8 I 1 | 1,2 | 1,6 1 2 | 25 | 3 1 4 5 — — 1 — | —
5340-64 05 1 о,6 | 0,7 | 1 j 1,1 | 1.2 1 1,6 | 2 1 2,4 | 3,2 j 4,8 | — | — | — | —
5338-64 _ | | - 0.7 | 0.85 ! | 1.1 | 1.7 | 2 | - j - j - | - j - | -
К, не более 5336-64 5337-64 0,15 | 0,15 | 0.2 | 0.2 | 03 | 03 | 0,3 | 0.3 | 0,3 | 0,5 | 0.5 | — | — | — | —
Радиус под головкой г, не более 1 Относит 5338-64 5339-64 03 | 03 | 0.2 | 0.2 | 0.2 | 03 1 0.4 | 0.4 | 0.5 | 0.5 j 0.6 | - | - | - | -
5340-64 .я только 0.1 | 0.1 | 0.1 | 0.1 | 0,1 | 0,1 | 03 | 03 | 035 | 035 | 0.3 | | | | - к заклепкам по МН 5335-64.
682
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 210
Наименование и обозначение размера мн Номинальные диаметры стержня d
1 1,2 1.6 2 2.5 3 4 5 6 8 10 12< 14! 16 1 201
Радиус сферы головки я 5338-64 1.4 1.7 22 2,9 3,6 4,4 5,8 7,3 9,5 12,2 14,5 — — — —
Я! — — 3,4 4 4,8 6,3 8,1 10,7 - — — — — —
Диаметр отверстия 5338-64 5339-64 5340-64 0.6 0,6 1 1.2 1.6 2 2,8 3,5 4,5 6 8 — — — —
Глубина отверстия Л 5338-64 5339-64 5340-64 1 1 1.5 1,5 2.5 2,5 4 5 5 6 8 — — — —
rit не более 5339-64 0,3 0,3 0.5 0.5 0.7 0.7 0,7 1 1.3 1,3 2 — - —
го, не более 0.4 0,4 0.7 0,7 0,7 0.7 1 1,5 1,5 2 2 — —
1 Относится только к заклепкам по МН 5335-64.
Таблица 211
Толщины стенок пустотелых заклепок в зависимости от материала заклепки
Размеры в мм
Материал заклепки мн Номинальные диаметры стержня d
1 | 1,2 1 1,6 1 2 25 3 * 1 5 6 1 8 I 10 12 14 16 20
Сталь 5335-64 0,1 0.1 0,15 | 0,25 025 0,3 0.5 | 0.5 0.5 | 1 1 1 1 1.5 1,5 1.5
5336-64 5337-64 0,1 0.1 0,5 | 0,25 0,25 0,3 0.5 | 0,5 05 | — 1 - — - -
Латунь 5335-64 о,1 0,1 0.15 | 025 0.25 0,3 0.5 | 05 05 | 1 1 1 1 1 1.5 1,5 1,5
5336-64 5337-64 0,1 0,1 0.15 | 025 025 0,3 05 05 05 | — 1 — —
Алюми- 5335-64 - - 1 - 1 - 1 0,4 0.5 | 05 0.5 | 1 1 1 1 1 1,5 1.5 1,5
ииевый сплав 5336-64 5337-64 - - 1 ” 1 — 1 0,4 05 | 0.6 0.6 j — 1 — 1 —
Медь 5335-64 - 1 - - 1 0,5 0,5 1 0,5 0,5 | 1 1 1 1 1 1,5 1,5 1.5
5336-64 5337-64 - - 1 -1 -1 0.5 0,5 | 0.5 0.5 | - 1 - i - -
ЗАКЛЕПКИ ПУСТОТЕЛЫЕ И ПОЛУПУСТОТЕЛЫЕ
683
Таблица 212
Длины L и масса пустотелых заклепок по МН 5335-64
Заклепки изготовляются тех длин L, для которых указана масса.
Номинальный диаметр стержня d в мм
Длина сте] ня заклепк в мм 1 1,2 1,6 2 2,5 3 4 5 6 8 10 12 14 16 20
Теоретическая масса 1000 стальных заклепок (исполнение 1) в кг
2 0,006 0,008 0,017 0,037 0,046 0,074 — — — — — — — — —
3 0,008 0,010 0,022 0,048 0,059] 0,093 0210 0,320 0.464 — - - — —
4 0,010] 0,013 0,027 0.058 0,072 | 0,112 0251 0,372 0,528] - — —
5 0,012| 0,015 0.032 0,068] 0,085 0,130 0,292 0,425 0,592 - - - -
6 0,014| 0,018 0,037 О,О78| 0,098| 0.И9] 0,332 0,478] 0,656] — - — - -
7 — | 0,012] 0,038] 0,111] 0,168] 0,373 0,530] 0,720 -
8 - - ] 0,047] 0,098] 0,124 0,187] 0,414] 0,582] 0,784| — - — -1 -
2 - — — 0,109] 0,138] ОД20б| 0,455| 0,635] 0,848| - -
10 - 0,119] 0,151] 0,224] 0,496] 0,688] 0,912| 2,529] — -
11 - — 0,129] 0,164] 0243| 0,537 ] 0,740| 0,97б| 2,695| — -
12 | - | | - 0,139] 0,177] 0,262] 0,578] О,798| 1,040] 2,8611 — | — | - | - | -
13 | _ | - j _ ] 0,150| 0,190] 0^81] 0,619] 0,845] 1,104] 3,027| - | — | | | -
14 | - | - | - | 0,160| О,2ОЗ| 0,300] 0,660] 0398] 1,168] 3,193] - | - | | | -
15 | | | | 0,170] 0,216] 0,318| 0.700| 0,950] 1,232| 3,359] 4,247] - | - | - | -
"16 | - | -- | - | 0,180] 0229] О,337| 0,741] 1,002| 1,29б| 3,524| 4,460| — | | — j -
17 | _ | _ | _ | _ | 0,242] 0,356] 0,782| 1,055| 1,360| 8,690| 4,673| - | | | -
18 I “ I - I _ I “ I °'256| °’375| °'823| 1’108| 1’424| 3’856| 4’886| _ I ~ I ~ I “
20 | | | | — | О,282| 0,412] 0,905] 1,212| 1,552| 4,188] 5,312] 6,4001 - | — | —
22 | - | - | - | - | - | 0,450| 0,937] 1,318| 1.680] 4,520] 5,738| 6,9001 12,00| — | —
24 ] — | - | - | - | - | 0,487| 1,069] 1,422| 1,808| 4,852| 6,164| 7,5001 12,9о| 15,00| —
26 | _ | _ | _ | _ | _ | 0,525| 1,150| 1,528| 1,93б| 5,184] 6,590| 8,000 | 13,90| 16,Ю| 21,20
28 | _ | _ | _ | _ | _ | 0,562| 1,232| 1,632 | 2,064| 5,515| 7,О1б| 8,500 | 14,80| 17,2о| 22,60
"зо ] - | - | - | - | - | - | - | 1.738| 2,192] 5,847] 7,442 | 9,1001 15,70| 18,20] 23.90
"з2 - | 1,842 | 2,320| 6,179| 7,868| 9,600 | 16,60| 19,30| 25,30
- | 1,948] 2,448] 6,511| 8,294| 10,200 | 17,60| 20,40| 26,70
- | 2,052 ] 2.57б| 6,842| 8,720| 10,700 | 18,50| 21,50| 28,10
- I 2.153[ 2.701J 7,174| 9,14б| 11,300 | 19,40| 22,50} 29,40
40
- | 2,262] 2,832] 7,50б| 9,572 11,800 | 20,30| 23,бо] 30,80
Для определения массы заклепок из других материалов величины массы, указанные
в таблице, следует умножить иа коэффициент: для латуни — 1,08; для меди — 1,13; для алю-
миниевого сплава — 0,35.
684
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 213
Длины i и масса пустотелых заклепок по МН 5336-64 и МН 5337-64
Заклепки изготовляются тех длин L, для которых указана масса. В таблице
приведена масса заклепок по МН 5336-64. Масса заклепок по МН 5337-64 полу-
чается уменьшением (—) на указанную величину разности табличной массы
заклепок по МН 5336-64 тех же диаметров d и длин L.
Длина стержня заклепки L в мм Номинальный диаметр стержня d в мм
1 1,2 1,6 2 2,5 3 4 5 6 8 10
Теоретическая масса 1000 стальных заклепок (исполнение 1) в кг
2 0,006 0,007 0,016 0,034 0,013 0,071 - - —
3 I 0,003 . 0,009 i 0,021 0,014 0,056 0,089 0.200 | 0,295 0,408 1,274 1,578
4 1 0,010 I 0 012; 0,026 1 0,051 0,069 I 0,108 0,241 | 0,348 0,472 1,440 ; 1,791
5 i 0,012 0.014 0,031 0,061 ; 0,032 ; 0,127 0,282 | 0,400 0,537 1,606 2,005
6 j 0,014 0,017 0,036 0,074 0,095 | 0,146 ] 0,323 | 0,453 | 0,601 | 1,772 i 2.217
7 - 0,041 0,084 0,108 | 0,165 | 0,361 | 0,505 | 0,665 ! 1,938 2,431
8 — - 0.016 0,094 0,121 | 0,183 i 0,405 | 0,558 1 0.729 2.104 2,643
9 | _ | _ j _ | 0.101 0.134 1 0,202 | 0,445 ] 0,610 0,793 2,270 2,856
10 - — — 0.114 0,147 I 0,221 | 0,486 | 0.663 ; 0,857 | 2,436 | 3,070
И - - - 0,124 0,160 | 0,240 | 0,527 | 0,715 | 0,921 | 2,602 3,283
12 - - - 0.134 0,173 | 0,259 | 0,563 I 0,763 | 0,985 2,767 3,496
13 - - - — 0,1771 , Q.277 | 0,609 j 0,820 | 1,019 | 2,933 3,709
И — - - — 0,1901 | 0296 | 0,650 i 0.873 1,113 1Л77 3,099 3,922
15 - - - — 0,2031 | 0,315 0,691 | 0,925 3,265 4,135
16 — - - — 0,2161 ; 0.334 0,732 | 0,978 1,242 3,431 3,348
17 - - - 1 - 0,2291 | 0,353 | 0,773 | 1,030 | 1,306 | 3,597 4,561
18 - - - — 0,2421 । 0,371 1 0,813 | 1,033 | 1,370 | 3,763 4,774
20 - - - — - 1 0,409 0,895 I 1,188 1 1,198 | 4,095 5,200
22 - - - — - — 0,977 | 1,293 ! 1,626 | 4,426 5,626
21 - — — — — — 1,059 1 1,398 1,754 | 4,758 6,052
26 - — — - - — 1.141 1,503 1,883 | 5,090 6,478
28 - — - - - 1 - 1,223 ; 1,608 2,011 5,422 6,904
30 - - - - 1,304 1,713 2,139 5,754 7,330
32 - - - - - - - 1,818 2,267 6,085 7,756
34 — — - — — - - 1,923 2,395 6,417 8,182
36 - - - 1 - - 1 - — | 2,028 2,524 6,749 8,608
38 - - - — - - - | 2,133 2.652 7,081 9.034
40 - - 2,238 2,780 7,413 9,460
— Разность в кг в массе 1000 стальных заклепок по МН 5337-61
—0,001 -0,001 -0.003 -0,011 -0,009 —0,020 —0,040 —0,090 -0,139 -0,506 -0,537
1 Только для заклепок по МН 5337-64. Для определения массы заклепок из других ма- териалов величины массы, указанные в таблице, следует умножить на коэффициент: для латуни — 1,08; для меди — 1,13; для алюминиевого сплава — 0,35.
Примечание. Величины над верхней и под нижней жирными линиями относятся только к заклепкам по МН 5336-64.
ЗАКЛЕПКИ ПУСТОТЕЛЫЕ И ПОЛУПУСТОТЕЛЫЕ
685
Таблица 211
Длины L и масса полупустотелых заклепок по МН 5338-64
Заклепки изготовляются тех длин L, для которых указана масса.
стержня ки L Номинальный диаметр стержня d в мм
1 1,2 1,6 2,0 2,5 3 4 5 6 8 10
Длина заклеп в мм Теоретическая масса 1000 стальных заклепок кг
2 0.015 0.020 0,044 - - - - — —
3 0,021 0,029 | 0,060 | 0,100 0,152 0,238 - - - — -
4 0,027 0,038 0,076 0,125 0,191 0,294 - - - - —
5 0,033 0,047 0,092 0,150 0,230 0,349 0.616 - - - —
6 0,039 0,056 0,108 0,174 0,267 0,405 0,715 — - — —
7 - — 0.124 0,199 0,306 0.460 0,813 1,321 2,061 — —
8 - — 0,140 0,224 0,345 0,516 0,912 1.475 2,283 - -
9 - — 0.156 0,248 0,384 0,571 1,011 1,629 2.505 - —
10 - — 0,172 0,273 0,422 0,627 1,109 1,783 2,727 5,021 -
11 - —• - 0,298 0,460 0,672 1,208 1,937 2.949 5,416 —
12 - 1 — - 1 0,322 0,499 0,738 1,307 1 2,091 3,171 5,810 —
13 - 1 — — ( 0,347 | 0,538 0,793 1,405 2,245 3,393 6,205 —
14 - 1 — - 1 0,372 | 0,576 | 0,849 | 1,504 2.399 3,615 6,599 —
15 - 1 — — 1 0,396 | 0,614 1 0.904 1,603 2,554 | 3,836 6,994 —
16 — 1 — - 1 0,421 | 0,653 | 0,969 । 1,701 2,708 4,058 7,389 11,620
17 — ) — — 1 0,446 | 0.692 | 1,015 i 1,800 1 2,862 | 4,280 | 7,783 12,240
18 — j — - 1 0.471 | 0,730 | 1,071 1,898 3,016 4.502 8,178 12,860
20 - 1 — — | 0,520 | 0.807 | 1,182 | 2,096 3,324 4,916 8,967 14,090
22 - 1 - - 1 - 1 - 1 1,293 | 2,293 3,632 5,390 9,756 15,320
24 - 1 — - 1 - 1 - 1 - 1 2,490 | 3,940 5,834 10,540 16,560
26 - I — - 1 - 1 - 1 - 1 2.688 | 4,249 6,277 11,330 17,790
28 - 1 — - 1 - 1 - 1 - 1 2,885 j 4,557 | 6,721 12,120 19,020
30 - 1 — - 1 - 1 - 1 - 1 3.082 | 4,865 | 7,165 | 12.910 20,260
32 - 1 — - 1 - 1 - 1 — 1 3.279 i 5,173 7,609 13,709 21,490
34 - 1 — - 1 - 1 - 1 - i 3,477 | 5,481 | 8.053 | 14,490 22,720
36 - 1 — - - 1 - 1 - i 3,674 | 5,790 | 8,496 | 15,280 23,960
33 - 1 — - - 1 - 1 - i 3,871 | 6,098 | 8.940 16,070 25,190
40 - 1 —- - 1 - 1 - 1 - i 4,069 | 6,406 1 9,384 | 16,860 26,420
42 - 1 — - 1 - 1 - 1 - i 4,266 | 6,714 | 9,828 | 17,650 | 27,650
44 - 1 — - 1 - 1 - 1 - i 4,463 1 7,022 | 10.270 | 18.440 | 28,890
46 - 1 — - 1 - 1 - 1 - i 4,660 | 7,331 | 10,720 | 19,230 | 30,120
48 - 1 — - 1 - 1 - 1 - i 4,858 | 7,639 | 10.160 | 20,020 31,350
50 - 1 — - 1 - 1 - 1 - i - 1 — | 11,600 | 20,800 | 32590
52 - 1 — - 1 - 1 - 1 - i - 1 - 1 12,050 | 21,590 | 33.820
55 - 1 — - 1 - 1 - 1 - i - 1 - 1 - | 22,780 | 35,670
58 - 1 — - 1 - 1 - 1 - i - 1 - 1 — | 23.960 | 37,520
60 | — 1 — 1 ~ 1 " 1 “ 1 " 1 ” 1 - 1 1 24,750 | 38,750
Примечание. Дла определенна массы заклепок из других материалов величины
массы, указанные в таблице, следует умножить на коэффициент: для латуни — 1,08; для
меди — 1,13; для алюминиевого сплава — 0,35.
22 В. 3. Васильев и др.
686
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблица 215
Длины L и масса полупустотелых заклепок по МН 5339-64
и МН 5340-61
Заклепки изготовляются тех длин L, для которых указана масса. В таблице
приведена масса заклепок по МН 5339-64. Масса заклепок по МН 5340-64 полу-
чается уменьшением (—) на указанную величину разности табличной массы
заклепок по МН 5339-64 тех же диаметров d и длин L.
Номинальный диаметр стержня d в мм
*
Длина сте ня заклей! L в мм 1 1.2 1,6 2,0 2,5 3 4 5 6 8 10
Теоретическая масса 1000 стальных заклепок (исполнение 1) в кг
3 0.021 0,039 0,074 0,135 0,220 | 0,350 —
4 0,031 0,048 0,090 0,160 0,258 0,405 | - | - | - | - | -
5 0.037 0,057 0,106 0.184 0,296 0,460 | 0,8821| — | - | — | —
6 0,043 0.066 0,122 0209 0,335 0,515 0,980 | - | - | - | -
7 0.017*| 0.071*1 0.138 0,234 | 0,374 | 0,570 | 1,079 | 1,873 | 2.8091| — | —
8 0.053 2 0.0SQ* 3 0,153 0,259 0,412 0,625 1,177 | 2,027 | 3.031 1| — | —
9 - - 0.169 0,283 0.450 0,680 1,276 | 2.181 | 3.2531| — | —
10 - - 0,185 0,308 0,489 0,735 1,374 | 2,335 | 3.475 | 4,914*| —
и - 0,201 ' 0,333 0,528 0,790 1,473 | 2,496 | 3,697 | 7,060 | —
12 - - ; 0.217 I 0,357 0,566 0,845 1,572 | 2.6И | 3.919 | 7.454 1 —
13 - - 0,382 0.604 0.900 1,670 | 2.798 | 4,141 | 7,849 | —
14 - - 0,407 0,613 0.955 1,769 2,952 | 4,363 | 8,243 | -
15 - — - 0,432 | 0.682 1,010 1,868 | 3,106 | 4,584 | 8,638 | 11,380*
16 - - - - 1 - 1,065 1 1,966 | 3.260 1 4,803 | 9,033 | 12,980
17 - 1 - - - - 1,120 2,065 | 3,414 | 5,028 | 9,427 | 13,600
18 - - - - - 1,175 2,163 | 3,568 | 5,250 | 9,822 | 14,220
20 - — - - - 1,285 2.360 | 3.876 | 5,694 | 10,610 | 15,450
22 — - 1 - — - 1,395 2,558 | 4,185 | 6,138 | 11.400 | 16,680
24 - — - - - 1,505 2,755 | 4,493 6,582 | 12,190 | 17,920
26 - - - - 1,615 2.952 | 4,801 | 7,025 | 12.980 | 19.150
28 — - - ' - - 1,725 3,149 | 5,109 | 7,459 | 13,770 20,380
30 - - - - - 1,835 3.346 | 5,417 | 7,913 | 14.560 | 21,620
32 - - - - - 1.945» 3.544 | 5,726 | 8.357 | 15.350 | 22.850
31 — - 1 - — - 2.055» 3.741 | 6.034 | 8,801 | 16,140 | 24,080
36 - - - - - — 3.938 | 6,342 | 9,244 16.920 | 25,320
38 — - - - - - 4,135 | 6.650 | 9,688 | 17.710 26,550
40 - - - — - - 4,332 | 6.958 | 10,130 | 18,500 | 27,780
42 — - 1 - — — - 4,2Ю*| 7,267 | 10,580 | 19.290 | 29.010
44 - - - - - - 4,438*1 7,575 | 11,020 | 20.080 | 30,250
16 - - - - - - 4,635*1 7.883 | 11,460 | 20,870 | 31,480
48 - — - — - - 4,832*1 8,191 | 11.910 | 21.660 32.610
50 - — - - - - | 5,0292| 8.499 1 12,350 | 22,450 33.950
- Разность в кг в массе 1000 стальных заклепок по МН 5340*64
-0.002 _0,001|—0,015 -0.021 -0,063 | -0.119 —0.291 -0.598 -0.912 —1,690 —0,990
1 Относится только к заклепкам по МН 5339-64.
3 Относится только к заклепкам по МН 5340-64.
Примечание. Для определения массы заклепок из других материалов величины
массы, указанные в таблице, следует умножить иа коэффициент: для латуни — 1,08;
для меди — 1,13; для алюминиевого сплава—0,35.
ШПОНКИ КЛИНОВЫЕ
687
ШПОНКИ КЛИНОВЫЕ. РАЗМЕРЫ СЕЧЕНИЙ ШПОНОК И ПАЗОВ
(по ГОСТ 8791-58)
1. На рабочем чертеже проставлять один размер в зависимости от
принятой базы обработки и измерения: D -|- —для втулки и D — t дли
t — для вала.
2. Размеры и относятся к большей глубине паза втулки.
Таблица 216
Размеры в мм
Диаметр вала D Номинальные размеры сечеиий шпоиок Глубины пазов Радиусы закругления пааов г, не более
Ъ h вала / втулки /j
От 5 до 7 2 2 1,1 0.6
Св. 7 » 10 3 3 2.0 0.7
» 10 > 14 .... • 4 4 2.5 1,1
» 14 > 18 5 5 3 1.6
Св. 18 до 24 6 6 3,5 2,1
» 24 > 30 8 7 4,0 2,6
> 30 > 36 . 10 8 4,5 3,0 0.3
> 36 » 42 12 8 4,5 3,0
> 42 » 48 14 9 5,0 3,5
Св, 48 до 55 16 10 5,0 4.5
» 55 » 65 18 11 5,5 5.0
» 65 » 75 20 12 6,0 5,5 и,о
» 75 » 90 24 14 7,0 6,4
Св. 90 до 105 28 16 8 7.4
» 105 » 120 32 18 9 8.4
» 120 » 110 36 20 10 9,4 0,8
» 110 » 170 40 22 11 10,3
» 170 » 200 45 25 13 11,3
Св. 200 до 230 50 28 14 13,3
» 230 » 260 55 30 15 14,3 1 2
» 260 » 290 60 32 16 15,3
» 290 » 330 70 36 18 17,2
Св. 330 до 380 80 40 20 19,2
» 380 » 440 90 45 23 21.2
» 440 > 500 100 50 25 23,2 2
» 500 » 560 110 55 28 25,1
» 560 » 630 120 60 30 27,0
Примечания: 1. Размеры шпонок клиновых по ГОСТ 8792-5$.
2. Размеры шпоиок клиновых с головкой пс ГОСТ 8793-58.
3. Предельные отклонения размеров иа ширину паза вала и паза втулки At (ОСТ 1014):
на глубину паза вала t и паза втулки (ОСТ 1015).
22’
688
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Шпонки клиновые (по ГОСТ 8792-58)
Таблица 217
7J остальное Исполнение В Уклон 1-100 Скбб’или г
1 I- 1 -1
4 Е- Размеры в мм
в 2 3 4 5 6 8 10 12 | 14 | 16 | 18 20 24
h 2 3 4 5 6 7 8 8 9 10 11 12 1 14
С или г 0,25 | 0,4 0.6
1 Теоретическая масса 1000 шпонок исполнения Б в «г
6 8 10 0,185 0.216 0,306 0.418 0.557 0,695 0,99 1,24 1,93 — — — — — — — — —
12 14 16 18 0.365 0.424 0,481 0,539 0.831 0.966 1,10 1,23 1,48 1,73 1,97 2,21 2..32 2,71 3.09 3,47 3,89 4,46 5,01 7,81 — — — — — —
20 22 25 28 0,786 1,36 1,49 1,69 1,88 2,44 2.68 3,01 3,39 3,84 4,22 4,79 5,35 5.56 6,11 6,91 7,73 8,67 9.52 10.8 12,1 13,6 15,5 17,3 20,7 — — — 1111 —
ШПОНКИ КЛИНОВЫЕ
689
Продолжение табл. 217
в 2 3 4 5 6 8 10 12 14 16 18 20 24
Л 2 3 4 5 6 7 8 8 9 10 11 12 14
С или г 055 | 0,4 0.6
1 Теоретическая масса 1000 шпонок исполнения Б в кг
32 . 3.86 6,08 8,79 13,7 19.7 23,4
36 __ 4,32 6,81 9.9 15,4 22.1 26,5 34,9
40 — 7.54 10,8 17.1 24,5 29,3 38,7
45 __ 8,43 125 19,2 27,5 32,9 43,4 555
50 — — — — 13,5 21,2 30,4 36,5 48,1 61,2 75,9 — —
56 . 15.1 23,6 34,0 40,6 53.7 68,2 84,7 102,8
63 — __ __ 26,5 37,8 45,5 60,3 76,4 95.2 115,5 162,8
70 __ 29,3 42,1 50.5 66,5 84,9 106 128 179
80 — — — — — 47,7 57,3 75,6 96 119 146 205
90 . 53,3 64,0 84.6 108 134 164 229
100 __ —— —_ — — 70,7 93,4 120 148 180 254
ПО — — — 77,2 102 130 162 198 279
125 — — — — — — — — 115 148 183 224 315
140 127 161 204 249 351
160 — — — — 185 231 281 398
180 — — — — — — — — — 206 257 314 444
200 285 346 489
220 — — — —- — 376 534
250 — — — — — — — — — — — — 600
Для исполне- ния А масса уменьшается 0,013 0.045 0,108 0511 0,364 0,755 1,35 1,94 2,97 4,31 6,00 8,09 13,6
на кг
690
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 217
в | 28 | 32 I 36 | 40 | 45 | 50 | 55 I 60 1 70 | 80 | 90 | 100 | 110 | 120
fl 16 18 | 20 | 22 | 25 | 28 I 30 I 32 | 36 | 40 | 45 | 50 | 55 | 60
С или г 1.0 | 1,6 | 2,5
1 Теоретическая масса 1000 шпонок исполнения Б в кг
70 80 241 274 353 — - - — — — — — — — — —
90 100 ПО 125 308 341 371 423 397 439 482 546 497 551 605 684 675 741 840 947 1074 1346 — — — — — —
140 160 180 470 535 597 60S 691 773 763 868 974 936 1065 1189 1205 1365 1533 1502 1174 1916 1771 2017 2261 2-351 2637 3471 — — —
200 220 250 659 721 811 854 934 1052 1074 1172 1322 1317 1444 1632 1699 1855 2100 2121 2325 2627 2504 2731 3103 2920 3201 3621 3854 4219 4771 4 895 5 368 6 084 6819 7 727 9 565 1 1 1 —
280 315 355 899 1168 1299 1469 1639 1825 1807 2014 2249 2332 2607 2914 2926 3262 3650 3457 3863 4319 4035 4500 5050 5324 5944 6670 6 784 7 595 8 516 8 623 10 752 10 829 10 643 11 978 13 432 12 952 14 578 16 301 17 333 19 466
400 450 500 — — — 2509 3248 3614 4086 4552 5009 4836 5392 5936 5671 6305 6947 7471 8346 9203 8 288 10 664 11 775 12 155 13 585 15 007 15 072 16 870 18 644 18 306 20 496 22 670 21 856 24 476 27 083
Для исполне- ния А масса уменьшается 21.1 31,1 43,7 59,3 85,3 118 153 194 297 430 614 842 1 122 1 456
на кг
Примечания: 1. Размеры пазов по ГОСТ 8791-58. 2. Материал: сталь чистотянутая для шпонок по ГОСТ 8787-58 или другая сталь с тем 3. Предельные отклонения размеров шпонок: по ширине в В$ (ОСТ 1023), по высоте h В4 же временным сопротивлением. (ОСТ 1024), по длине 1 В7 (ОСТ 1010 и ГОСТ 2689-54).
Примеры условного обозначения шпонки исполнения А с размерами в = 18, h =11, /=100 мм-. Шпонка
18x11X100 ГОСТ 8792-58; такой же шпонки исполнения Б: Шпонка Б18х11хЮ0 ГОСТ 8792-58.
ШПОНКИ КЛИНОВЫЕ
691
Шпонки клиновые с головкой (по ГОСТ 8793-58)
Таблица 218
Размеры в мм
e 4 5 6 1 8 10 12 14 16 18 20 24
h 4 8 6 1 7 8 8 9 10 11 12 1 14
7 8 9 10 12 12 14 16 18 20 22
С или r 0.25 0.4 0.6
I Теоретическая масса 1000 ШПОНОК в кг
14 2.50 4,14 6,25
16 2.75 4,53 6,83 — —
18 3,00 4,92 7,39 12,8 — — — — — — —
^73 остальное 20 3.25 5,31 7,96 13.5
22 3,50 5.71 8,54 14,4 22,6 — —» — — — ——
/ го Ь*1*" 25 3,90 6,30 9,38 15,7 24,5 — — — — —
Уклон 1=100 X 28 4,26 6.89 10.20 17,0 26,4 34,0 — — — — —
i-/=L-,-X vs |J-4) А- 32 4,76 7,67 11,30 18.8 28,9 37,0
с L z □ 1 [ у 36 5,26 8,45 12.50 20,5 31,4 40,0 55,8 — —- — —
40 9.21 13.60 22,3 33,9 43,0 59,8 — —- —
♦ J=’z “° о в 45 — 10,20 15,00 24,5 37,1 46,7 64,7 86.4 — — —
-+- 1 50 — — 16,40 26,7 40,2 50.5 69,7 92,7 120 — —
56 18,1 29,1 43,1 55,2 75,9 101 129 164
— 6 -—I —- 63 — 32.7 48,6 60.9 83,7 110 142 180 261
70 — 35.5 52.8 65,6 89,4 118 151 190 275
80 — — — — 59.0 73,0 99,0 130 166 209 302
90 64,3 80.6 109 143 182 228 328
100 __ __ —. 88,2 119 156 197 246 354
110 — __ 95,7 129 168 213 265 381
125 — — — — — — 143,8 187 238 296 424
140 . 158 206 260 322 460
160 — 231 291 359 513
180 — — — — — — — 256 322 397 566
200 353 435 618
220 __ __ — — — 472 671
250 — — — — — — — - — 743
692
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 218
Размеры в мм
в 28 32 36 40 45 50 55 60 70 80 90 100 110 120
Л 16 18 20 22 25 28 30 32 36 40 45 50 55 60
Л1 25 28 32 36 40 45 48 50 56 65 71 80 90 100
С или г 1.0 1,6 1 2,5
1 Теоретическая масса 1000 шпонок в кг
70 391
80 426 573 . —. — .
90 462 619 813 — — — — — — — — — — —
100 497 664 870 1112
110 532 709 927 1180 1564 — — — —— —~ — —
125 591 788 1022 1303 1771 2223 — — — — — — — —
140 637 845 1096 1388 1836 2353 2867
160 703 935 1209 1527 2006 2573 3142 3748 __
180 778 1026 1325 1660 2186 2793 3385 4050 5 604 — — — — —
200 848 1116 1435 1800 2366 3013 3644 4351 5 994 8 056
220 919 1207 1545 1940 2536 3233 3903 46' 2 6 396 8 556 11 310
250 1025 1342 1715 2150 2806 3563 4292 5105 6 994 9 316 12 269 15 730 — —
280 ИЗО 1479 1885 2350 3066 3893 4680 5557 7 583 10 066 13 220 16 870 21 310
315 1634 2077 2585 3367 4259 5116 5061 8 240 10 896 14 262 18 184 22 838 28 172
355 — — 2295 2863 3725 4700 5670 6664 9 030 11 902 15 528 19 703 24 838 30 462
400 3180 4126 5213 6336 7365 9 954 13 076 17 010 21 620 27 017 33 150
450 4567 5763 6882 8119 10 946 14 336 18 620 23 580 29 390 35 970
500 — — — — — 6313 7530 8873 11 934 15 596 20210 25 552 31 770 38 080
Примечания: 1. Размеры пазов — по ГОСТ 8791-58.
2. материал: сталь с временным сопротивлением не ниже 588 кн/м- (60 кгс/мм^У.
8. Предельные отклонения размеров шпонок: на ширину в Bi (ОСТ 1024), на высоту ft В4 (ОСТ 1024), на длину I В? (ОСТ 1010 и ГОСТ
2689-54).
Пример условного обозначения шпонки с размерами в = 18, h— 11, I —100 .мм: Шпонка
18x11x100 ГОСТ 8793-58.
ШПОНКИ ПРИЗМА ТИЧЕСКИЕ
693
ШПОНКИ ПРИЗМАТИЧЕСКИЕ. РАЗМЕРЫ СЕЧЕНИЙ ШПОНОК И ПАЗОВ
(по ГОСТ 8788-58)
Па рабочем чертеже проставлять один размер в зависимости от принятой
базы обработки и измерения: D + для втулки и D — t или t для вала.
Таблица 219
Размеры в мм
Диаметр вала D Номинальный размер сечений шпонок Исполнение I Исполнение 11 Радиус за- кругления пазов г, не более
Вал Втулка Вал Втулка
в h t Л t 6
От 5 до 7 . . . 2 2 1.1 1,0 1,0
Св. 7 до 10 . . » 10 » 14 . . 3 4 3 4 2,0 2,5 1,1 1.6 1,2 1,8 3,2 1.9 2 0,2
» 14 » 18 . . 5 5 3,0 2,1 2,3
Св. 18 до 24 . 6 6 3,5 2,6 2.9 3,8 2.3 2,6
» 24 » 30 . 8 7 4,0 3,1 3.5 4,5 2,6 3,0
» 30 » 36 . 10 8 4,5 3,6 4.2 5,2 2.9 3.5 0,3
» 36 » 42 . 12 8 4,5 3,6 4,4 5,2 2.9 3,7
» 42 » 48 . 14 9 5,0 4,1 5.0 5.8 3.3 4,2
Св. 48 до 55 . 16 10 5.0 5,1 6,2 6.5 3,6 4.7
» 55 » 65 . 18 11 5,5 5,6 6,8 7,1 4,0 5.2 05
» 65 » 75 . 20 12 6 6,1 7,4 7.8 4,3 5.6
» 75 » 90 . 24 14 7 7,2 8.7 9.0 5.2 6.7
Св. 90 до 105 28 16 8 8,2 Ю.О 10,3 5,9 7,7
» 105 » 120 . 32 18 9 9.2 11.2 11.5 6.7 8,7
» 120 » 140 . 36 20 10 10.2 12.3 12,8 7.4 9.5 0,8
» 140 » 170 . 40 22 11 11.2 13,4 13,5 8.7 10,9
» 170 » 200 . 45 25 13 12,2 14,6 15,3 9.9 12,3
Св. 200 до 230 50 28 11 14,2 16.7 17,0 11,2 13.7
» 230 » 260 55 30 15 15,2 17,9 18,3 11,9 14,6 1,2
» 260 » 290 60 32 16 16,2 19.1 19,6 12,6 15,5
» 290 » 330 70 36 18 18,2 21,8 22,0 14,2 17,8
Св. 330 до 380 80 40 20 20.2 21,3 24,6 15,6 19,7
» 380 » 440 90 45 23 22.2 26,6 27,5 17,7 22,1
» 440 » 500 100 50 25 25,2 30,1 30,4 19,8 24,7 2,0
» 500 » 560 110 55 28 27,2 32,5 33,0 22,2 27,5
» 560 » 630 120 60 30 302 35,8 34,6 25,6 31,2
Примечания: 1. Размеры шпонок призматических по ГОСТ 8789-58.
2. Размеры шпоиок призматических направляющих по ГОСТ 8790-58.
3. Предельные отклонения размеров шпонок и пазов по ГОСТ 7227-58.
4. Допускается в отдельных, обоснованных случаях (пустотелые и ступенчатые валы,
передача пониженных крутящих моментов и т. п.) применять меньшие размеры сечений
стандартных шпонок на валах больших диаметров.
б. исполнение 1 или 11 выбирается из условия равнопрочности элементов шпоночного
соединения в зависимости от материала втулки.
694
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШПОНКИ ПРИЗМАТИЧЕСКИЕ ОБЫКНОВЕННЫЕ
(по ГОСТ 8789-58)
Исполнение А — со скругленными торцами, исполнение Б — с плоскими
торцами.
Таблица 220
.с 1сполнение А v* С Л = 5. л 2 V3 остальнс 1спопне»ие £
Г| Н i
♦ •с 4= 2
1 — 1-
Размеры в мм
в 2 3 4 5 6 8 10 12 14 | 16 13 | 20 24
h 2 3 4 5 6 7 8 8 9 10 12 14
С или г 0.25 0,4 0.6
1 Теоретическая масса 1000 шпонок исполнения Б в кг
6 8 10 12 0.188 0,251 0,314 0,377 0,423 0,565 0,707 0,848 1,01 1.26 1.51 1.95 2,35 — —
14 16 18 20 0.440 0.502 0,565 0.628 0.989 1.13 1.27 1,41 1.76 2,01 2.26 2,51 2.75 3.14 3.53 3.92 3.94 4.52 5,09 5.65 7,93 8,80 - — — — —
22 25 28 32 1111 1,55 1,77 1,98 2,76 3.14 3.52 4.02 4,32 4,91 5.50 6,28 6,22 7,07 7,91 9,04 9,67 11,0 12,3 11,1 13.8 15,7 17.6 20.1 21,1 24,1 — — —
36 40 45 50 - 4,52 7,06 7.85 8,83 10.2 11,3 12.7 14,1 15,8 17.6 19,8 22.0 22,6 25 1 2S.3 31.4 27,1 30,1 33,9 37,7 35,6 39,6 44.5 49,5 56,5 62.8 77,7 - —
56 63 70 80 - - - — 15,8 24,6 27,7 30.8 .35.2 39,4 44,0 50,2 42.2 47.4 52.8 69,3 55,4 62,5 69,2 79.1 70,2 78,9 83,0 100 86.8 97.9 109 121 104,9 119 132 151 166 1S4 211
90 100 ПО 125 — - - — - - 56,5 67.8 75,4 82,9 89.0 9.8,9 К» 123 113 126 ИЗ 157 140 155 171 194 170 1S8 207 235 237 263 290 329
140 160 1S0 200 — 133 176 201 226 21S 249 280 311 261 301 .339 377 369 422 475 527
220 250 - 414 580 659
Для исполне- ния А масса уменьшается на кг 0.013 0,045 0.108 0,241 0,364 0.755 1,35 1,94 2,97 4,31 6,00 8,09 13,6
ШПОНКИ ПРИЗМАТИЧЕСКИЕ ОБЫКНОВЕННЫЕ 695
Продолжение табл. 220
Размеры в мм
в 28 32 36 40 45 50 55 60 70 80 90 100 НО 120
Л 16 18 20 22 25 28 30 32 36 40 45 50 55 60
С или г 0,1 1,6 2,5
1 Теоретическая масса 1000 шпонок исполнения Б в кг
70 80 !>0 100 246 281 317 352 361 407 452 508 565 691 — — —
НО 125 140 160 387 440 492 563 497 565 633 723 622 704 791 904 769 864 967 1105 968 1104 1210 1410 1375 1540 1760 1813 2072 2411 — — — — —
180 200 220 250 633 703 774 880 814 904 995 ИЗО 1020 ИЗО 1240 1410 1240 1380 1520 1730 1590 1770 1940 2210 1980 2200 2420 2750 2331 2590 2849 3238 2713 3014 3315 3768 3560 3950 4352 4950 5020 5 520 6280 6990 7948 9810 - —
280 315 355 400 985 1266 1424 1580 1777 2006 1930 2171 2452 2760 2470 2781 3135 3530 3080 3459 3901 4400 3626 4078 4598 5181 4220 4746 5351 6028 5539 6229 7023 7910 7030 7909 8918 10040 8900 10011 11286 12 720 10950 12359 13934 15700 13200 14946 16860 18997 17801 20065 22610
450 500 — — — 3971 4950 5500 5829 6476 6782 7536 8902 9890 1130flll4300'17660 12560| 15890J19 625 21 370 23750 25 430 28260
Для испол- нения А масса умень- шается на кг 21,1 31,1 43,7 59,3 85.3 118 153 191 297 430 614 842 1 122 1456
Примечания: 1. Размеры пазов но ГОСТ 8788-58, 2. Материал: сталь чистотянутая для шпонок по ГОСТ 8787-58 илн другая сталь с тем же временным сопротивлением. 3. Предельные отклонения размеров шпонок по ГОСТ 7227-58.
Примеры условного обозначения шпонки с размерами в — 18, й = 11,
/ = 1С0 мм: исполнения А:
Шпонка 18x11x100 ГОСТ 8789-58;
такой же шпонки исполнения Б:
Шпонка Б 18x11X100 ГОСТ 8789-58.
696
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШПОНКИ ПРИЗМАТИЧЕСКИЕ ЗАКЛАДНЫЕ. СОРТАМЕНТ
(по материалам станкостроения)
Обозначение шпонки исполнения А при b = 12 С3 — As, h = 8 и L = 50л.м:
Шпонка 12 Cs = ABxSx50.
Обозначение шпонки исполнения Б при 6=12 С3 — А3, h=8 и Z. = 50.v.«:
Шпонка Б12С3 = А3х8х50.
Таблица 221
ШПОНКИ Т-ОБРАЗНЫЕ ЗАКЛАДНЫЕ
(по нормалям станкостроения)
Таблица 222
остальное Размеры в мм
b доп. откл. по С> . 1.5 2 2,5 3 4 5 6
о
Е> £ h доп. откл. ~o,’oi . 0.8 1 1.2 1.5 2 2,5 3
У.| Н 4 5 6 7 8 10 12
j d доп. откл. по Н . . 1.5 2 2,5 3 4 5 6
с ц_ ZI1 1
а. di доп. откл. по С< . 3 4 5 6 8 10 12
i у?
° / 0.2 0,5
Материал — сталь 45 ГОСТ 1050-60.
ШПОНКИ ПРИЗМАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ
697
ШПОНКИ ПРИЗМАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ С КРЕПЛЕНИЕМ НА ВАЛУ
(по ГОСТ 8790-50)
Таблица 223
Размеры в мм
b | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 36 | 40 | 45
Л | 7 | 8 8 | 9 | 10 | 11 | 12 | 14 | 16 | 18 | 20 | 22 | 25
hl | 2,5 3,3 | 4 | 4,5 | 6 | 7 | 8
d | М3 Ml I М5 | Мб | MS | MIO I М12
di | 3,6 4,8 | 6 | 7 | 9 | 11 | 13
|_________6_________| 7 | 9 |_______________11____________j__________14________|________17_________| 20
С или r [ 0,4 j 0,6 j 1
Cl I_____________0,3________I____________________________________________0,5___________________________________________|_______1
l0 | 7 | 8 | 10 | 12 | 15 | 18 | 22
Винт d\lt | M3X8 | M3X10 | M4X10 | M5X12 | M6X15 | M8X18 | M10X25 | M12X30
698
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 223
Теоретическая масса 1000 шпонок исполнения Б в кг
1 h ls *хл
8X7 10X8 12X8 14X9 16X10 18ХП 20X12 21X14 28Х16 32X18 36X20 40X22 45X25
25 13 12 5 8,6 13.1 __
28 14 14 6 9,9 15,0 — — — — —. — — — — — —
32 16 16 7 11.7 17,5 20.6 — — —
36 18 18 8 13,4 20.0 23,1 — —
40 20 20 9 15.2 22.5 26.2 32.0 __
45 23 22 10 П.4 25,6 29.9 37,1 — — — — — — — —
50 26 25 11 19.6 28,8 33,7 41,9 51.1
56 29 28 12 22.2 32.5 38,4 47.7 58.1 74,5
63 32 30 13 25,2 36,9 43,3 54,3 66,9 84,7 104,9 — — — — —
70 38 35 14 28,4 41.4 48.8 61,6 76,2 96,3 119 158
80 44 40 16 47,6 56.3 71,5 88,8 112 137 185 253
90 50 45 18 — 52.9 63.9 81.4 101 127 156 211 288 357 __
100 56 50 20 — — 71.4 91.4 114 143 175 238 323 402 512 — —
по 60 55 22 78,9 101 126 153 194 264 358 447 569 675
125 60 60 25 —— __ 116 145 181 222 302 310 514 651 775 1007
140 70 65 30 — — 131 164 205 250 343 464 583 738 882 1143
160 80 70 35 — — — — 189 236 28.8 396 534 673 851 1021 1319
180 90 75 40 — 211 267 326 449 604 764 964 1159 1496
200 100 80 45 — 293 364 501 675 854 1077 1297 1673
220 110 90 50 —— — 401 554 745 945 1190 1435 1849
250 126 100 55 — — — — — — 633 851 10>0 1360 1642 2114
280 140 110 60 __ — — 956 1216 1530 1849 2379
315 160 120 70 — — — — 1375 1723 2082 2688
355 180 130 80 — — — — — 1954 2363 3043
400 200 150 90 — — — — — — — — — — — 2678 3439
Для исполнения А масса умень-
шается иа к 0,765 1,35 1,94 2,97 4,31 6,00 8,09 13.6 21,1 31,1 43,7 59,3 85.3
Примечания: 1. Размеры пазов по ГОСТ 8788-58.
2. Материал: сталь чистотянутая для шпонок по ГОСТ 8787-58 с перешлифовкой по ширине или другая сталь с тем же временным сопро-
тивлением.
3. Предельные отклонения размеров шпонок по ГОСТ 7227-58.
4. Винты по ГОСТ 1491-62, см. табл. 102.
Примеры условного обозначения шпонки с размерами />=18, й=11, I— 100 мм: исполнения А:
Шпонка 18\11x100 ГОСТ 8790-58; такой же шпонки исполнения Б: Шпонка Б18х11х100 ГОСТ 8790-58.
ШПОНКИ ПРИЗМАТИЧЕСКИЕ ВЫСОКИЕ
699
ШПОНКИ ПРИЗМАТИЧЕСКИЕ ВЫСОКИЕ. РАЗМЕРЫ СЕЧЕНИЙ
ШПОНОК И ПАЗОВ
(по ГОСТ 10748-64)
На рабочем чертеже проставлять один размер в зависимости от принятой
базы обработки и измерения: D + — для втулки и D — t или t — для вала.
Размер К является справочным для расчета на смятие шпоночного соеди-
нения.
Допускается в отдельных, обоснованных случаях (пустотелые и ступенчатые
валы, передача пониженных крутящих моментов и т. п.) применять меньшие
размеры сечений стандартных шпонок на валах больших размеров.
Размеры шпонок приведены в табл. 225.
Таблица 224
Диаметры вала Номинальные размеры сече- ний шпонок Глубина пазов Радиусы закругления пазов г, не более
о Л вала t втулки К*
От 32 до 38 10 9 4,5 4,6 5,2 0,3
Св. 38 » 48 12 11 5,5 5,6 6,4
Св. 48 до 60 16 15 7,5 7,7 8,8
» 60 » 75 20 19 9,5 9,7 11,2 0,5
» 75 » 95 24 22 11,0 11,2 12,7
Св. 95 до 120 32 30 15,0 15.2 17,5
» 120 » 150 40 38 19,0 192 22.1 0.8
» 150 » 190 50 48 24,0 24,2 27,7
Св. 190 до 240 60 58 29,0 29,2 33,0
» 240 » 300 80 75 37,5 37,7 43,5
Св. 300 до 380 100 95 47,5 47,7 55,0
» 380 » 480 125 120 60,0 60,2 69,3 2,0
» 480 » 600 160 150 75,0 75,2 87,0
700
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШПОНКИ ПРИЗМАТИЧЕСКИЕ ВЫСОКИЕ (по ГОСТ 10748-64)
таблица 225
или г
Исполнение 6
Размеры в мм
ь 12 j 16 1 20 | 24 1 32 ! 40 | 50 | 60 I 80 | 100 । 125 j 160
ll 1 9 1 и 1 15 ] 19 1 22 | 30 | 38 i 48 | 58 I 75 | 95 | 120 | 150
С или г | 0.4 | 0.6 1 1 I 1,6 1 2.5
L ! Теоретическая масса одной шпонки исполнения Б в кг =5з
22 0.016
25 0.018
28 0.020 0,029
32 0,023 0.033
36 0,025 0,037
40 0.028 0,041 0,075
45 0.032 0,047 0.085
50 0.035 0,052 0,094 __ — __ __ __
56 0,040 0,058 0,100 0,170
63 0,044 0,065 0,118 0,189 0,260
70 0.049 0,072 0,132 одгоэ 0,279 —— __ — . — 1
80 0,056 0.083 0,151 0,238 0,330 0,601 — — — — — — —
90 0.063 0,093 0,170 0,268 0,372 0,675
100 0.071 0,103 0,189 0,298 0,415 0,751 1.189 __ __
по — 0,114 ода 0.328 0,456 0,825 1.309 — — — — — —
125 0,129 0.236 0,375 0,518 0,935 1,490 2.350
НО 0.264 0,418 0.580 1,039 1,665 2.637
160 — — 0.302 0,478 0,665 1,199 1.900 3,016 4,366 — — — —
1S0 0,540 0.746 1,349 2,140 3.395 4,925
200 __ 0,597 0.830 1,503 2.380 3,755 5,455 9,395 __
220 — — — 0.660 0,910 1,655 2.620 4,144 6,014 10,30 — — —
250 __ 1,040 1,679 2.980 4,714 6,834 11,73 18,58
280 _— 2.119 3,330 5,263 7,653 13,12 20,77
315 — — — — — 2,420 3,750 5,940 8,600 14,75 23.40 37,0 —
355 4,220 6,700 9,740 16,70 26 40 41,5
400 —— __ 4,760 7,544 10,89 18,79 29,76 46.8 75,36
450 — — — — — — — 8,490 12,29 21,59 33,46 52,7 84,66
500 9,458 13,54 23,40 37,15 58,5 94,15
560 15,89 26,29 41,61 65,5 105,1
630 1 — — 17,19 29,59 46,84 73,8 118,4
Для исполнения
А на 1000 шт.
массу умень-
шить иа кг =5= 1.52 2,66 6,47 12,80 21,40 51.70 102.0 201 350 805 1600 3200 6600
Материал: сталь с временным сопротивлением не ниже 588 кн/м* (60 кгс/мм*).
Предельное отклонение размеров шпонок и пазов — по ГОСТ 7227-58.
Длину шпонок свыше 6о0 мм выбирать из ряда 20 по ГОСТ 6636-60.
Пример условного обозначения шпонки исполнения А с раз-
мерами b = 20; Л =19; Д= 100 леи: Шпонка 20x.19x.100 ГОСТ 10748-64;
то же, исполнения Б: Шпонка Б20Х\19х,100 ГОСТ 10748-64.
ШПОНКИ СЕГМЕНТНЫЕ
701
ШПОНКИ СЕГМЕНТНЫЕ. РАЗМЕРЫ
(по ГОСТ 8794-58)
Таблица 226
F—-Z—Ч
7 V, —4 о
Ч—На
sj ^2
4 JJ
—Л л'
Размерь В ИЛ
Номинальные Глубина пазов >,
шпонок Исполнение I Исполнение И S* о a ” s £
Назначе- ние 1 Назначе- ние 2 b h d 1 Вал t Втулка /1 Вал t Втулка А к £ * о £. 5 ИН W 44 44 & ч я
От 3 до 4 Св. 4 » 5 Св. 4 до 7 » 5 » 10 1.0 1.5 1.4 2.6 4 7 3.8 6.8 0,9 1.9 0.6 0.8 0,6 0.8 — —
Св. 5 до 7 Св. 7 до 11 2 2.6 3.7 7 10 6.8 9,7 1.7 2.8 1.0 1,0 —
2.5 3.7 10 9.7 2.7 .1 - -
Св. 7 до 10 Св. 10 до 18 3 3.7 5.0 6,5 10 13 16 9.7 12.6 15,7 2.7 4.0 5.5 1,1 .2 — 05
Св. 10 до 14 Св. 11 до 24 4 5.0 6,5 7.5 9,0 13 16 19 22 12,6 15,7 18.6 21.7 3.5 5,0 6.0 7,5 1,6 1,8 — — —
Св. 14 до 18 Св. 18 до 30 5 6,5 7.5 9,0 10 11 16 19 22 25 28 15,7 18,6 21.6 24,5 27,3 4,5 5,5 7,0 8,0 9.0 2,1 2,3 4,7 5,7 7,2 8.2 9,2 1,9 2,1
Св. 18 до 24 Св. 24 до 36 6 9 10 И 13 15 22 25 28 32 38 21,6 24,5 27,3 31,4 37,1 6,5 7,5 8,5 10,5 12,5 2,6 2,9 6,8 7,8 8,8 10.8 12,8 2,3 2,6
Св. 24 до 30 Св. 30 до 42 8 10 11 13 15 16 17 25 28 32 38 45 55 24,5 27,3 31,4 37,1 43.1 50.8 7 8 10 12 13 14 3,1 3,5 7,5 8,5 10,5 12.5 13,5 14,5 2,6 3,0 0.3
Св. 30 до 36 Св. 36 до 48 10 13 15 16 17 19 24 32 38 45 55 65 80 31,4 37,1 43,1 50,8 59,1 73,3 9.5 11,5 12.5 13,5 15,1 20,5 3,6 4,2 10,2 12.2 13,2 14,2 16,2 21,2 2,9 3,5
Св. 36 до 42 Св. 42 до 55 19 24 65 80 59,1 73,3 15,5 20,5 4,4 16,2 21,2 3,7
Примечания: 1. Размеры шпонок сегментных по ГОСТ 8795-58.
2. Предельные отклонения размеров шпонок и пазов по ГОСТ 7227-58.
3. Допускается в отдельных, обоснованных случаях (пустотелые и ступенчатые валы
передача пониженных крутящих моментов и т. п.) применять меньшие размеры сечений*
стандартных шпонок на валах больших диаметров.
4. Исполнения 1 н 11 выбираются из условия равнопрочностн элементов шпоночного
соединения в зависимости от материала втулки.
702
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШПОНКИ СЕГМЕНТНЫЕ. СОРТАМЕНТ
(по ГОСТ 8795-58)
Допускается притупление острого угла фаской или радиусом г я= 0,1 Ь.
Таблица 227
ь Л d С или г Теоретиче- ская масса 1000 шпонок ; в кг b Л d с или г Теоретиче- ская масса 1000 шпонок в кг
1 1.4 4 3,8 0,031 0,152 4 7,5 19 18,6 0,25 3,24
1.5 2.6 | 7 6.8 9,0 | 22 21,6 4,10
2 2.6 7 6,8 0,25 0,204 5 6,5 | 16 15,7 2.68
3.7 10 9,7 0,414 7,5 | 19 18,6 4,40
2,5 j 3,7 | 10 9,7 0,510 9,0 | 22 21,6 5,66
3 3,7 10 9,7 0,612 10 | 25 24,5 6.90
5,0 13 12,6 1,05 11 1 28 27,3 8,80
6,5 16 15,7 1,60 6 9 I 22 21.6 0.4 6,78
4 5,0 13 12,6 1.40 10 1 25 24,5 8,48
6.5 16 15,7 2.12 11 | 28 27,3 10.3
6 13 32 31.4 14,5 13 | 32 31.4 24,1
15 38 37,1 19,3 15 | 38 37,1 32,3
8 10 25 | 24,5 0,4 11,5 10 16 | 45 43,1 39,5
11 28 j 27,3 13,8 17 | 55 50,8 45,2
13 32 | 31,4 19,3 19 | 65 59,1 62,1
15 38 | 37,1 25,4 24 | 80 73,3 97,9
16 45 | 43.1 31,6 12 19 | 65 59.1 74,5
17 55 50,8 36,2 24 80 73,3 117
Примечания: 1. Размеры пазов по ГОСТ 8794-58.
2. Материал: сталь чистотянутая для шпонок сегментная по ГОСТ 8786-58 или другая
сталь с тем же временным сопротивлением.
3. Предельные отклонения размеров шпонок по ГОСТ 7227-58.
Пример условного обозначения шпонки сегментной с размерами Ь =6 мм,
h = 10 мм-.
Шпонка сегм, 6хЮ ГОСТ 8795-58.
ШПОНКИ ТАНГЕНЦИАЛЬНЫЕ
703
ШПОНКИ ТАНГЕНЦИАЛЬНЫЕ. НОРМАЛЬНЫЕ РАЗМЕРЫ
(по ГОСТ 8796-58)
Таблица 228
УКЛ ОН И100
Ь5
Размеры в мм
Диа- мегр вала D Шпоночный паз Шпонка Диа- метр вала D Шпоночный паз Ширина
Ширина b Глу- бина t Радиус за- кругления пазов г, не более Ширина фаски С Ширииа b Глу- бина t Радиус за- кругления пазов г, не более Ширина фаски С
60 70 19,3 21 7 1 1,5 320 340 81 83,6 22 2 25
80 90 24 25,6 8 360 380 400 93,2 95,9 93,6 26 25 3
100 110 28,6 30.1 9
420 450 108,2 112.2 30
120 130 33,2 34,6 10
480 500 123,1 125,9 34 3 4
140 150 37,7 39.1 11 1,5 2
530 560 136,7 140,8 38
160 170 180 42,1 43.5 41,9 12
.600 630 153,1 157,1 42
190 200 210 49,6 51 52,4 14 670 169,4 46
710 750 181.6 187,1 50 4 5
220 230 240 57,1 53,5 59,9 16
800 200,7 54
850 214,3 58
250 260 64,6 66 18 2 2,5 900 227,9 62
950 1000 241,5 248,3 66
280 300 72,1 74,8 20
Примечания: 1. Ширина пазов b для валов с размерами диаметров, близкими
к указанным в таблице, берется, принимая размер t для ближайшего большего вала, по
формуле b = V / (D — /) .
2. Предельные отклонення размера глубины пазов t (ОСТ 1014).
3. Материал шпонок: сталь с временным сопротивлением не ниже 583 кн/м? (60 кгс/см1).
704
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
ШПОНКИ ТАНГЕНЦИАЛЬНЫЕ УСИЛЕННЫЕ. РАЗМЕРЫ
(по ГОСТ 8797-58)
Таблица 229
Размеры в мм
Шпоночный паз Шпонка Шпоночный паз Шпонка
Диа- метры вала D Шири** иа b Глу- бина / Радиусы закругле- ния пазов г, не более Шири- на фаскн С Диа- метры вала D Шири- на b Глу- бина t Радиусы закругле- ния пазов г, не более Шири- на фаски С
100 30 10 360 10.8 36 3 1
НО 120 130 140 150 160 170 180 190 200 210 220 33 36 39 42 45 48 51 54 57 60 63 66 11 12 13 14 15 16 а 3 380 400 420 450 114 120 126 135 38 40 42 45 1 5
18 19 20 21 22 480 500 530 560 144 150 159 168 48 50 53 56 5 6
230 240 250 260 280 300 320 69 72 75 78 84 90 23 24 25 26 28 30 32 3 4 600 630 670 710 750 800 850 180 189 201 213 225 240 255 60 63 67 71 75 80 85 6 7
340 102 34 900 950 1000 270 285 300 90 95 100 8 >
Примечания: 1. Размеры пазов для валов с диаметрами, близкими к указанным в таблице, принимаются / = 0,1 и, b = 0,3Z). 2. Предельные отклонения размера глубины пазов t (ОСТ 1014). 3. Материал шпонок: сталь с временным сопротивлением не ниже 588 кн/м* ^кгс1м.л£\^.
СОЕДИНЕНИЯ ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) ПРЯМОБОЧИЫЕ 705
СОЕДИНЕНИЯ ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) ПРЯМОБОЧИЫЕ
(по ГОСТ 1139-58)
Размер г у вала в исполнении В дан для случаев, когда вал изгото-
вляется не методом обкатывания.
Таблица 230
Размеры соединений легкой серии в мм
Форма сечения бала
Исполнение А
Номинальный размер Число зубьев г Q rfi, не менее а. не менее / г, не более
« 2 я Й о*5 ° 3 <и X я s Предель- ное откло- нение
6 х 23 X 26 6 23 26 6 22,1 354 0,3 -0.2 од
6 X 26 X 30 6 26 30 6 24,6 3.85 0,3 -ОД од
6 X 28 X 32 6 28 32 7 26,7 4,03 0.3 -ОД од
8 X 32 X 36 8 32 36 6 30,4 2,71 0.4 -ОД 0.3
8 X 36 X 40 8 36 40 7 34,5 3,46 0,4 -ОД 03
8 X 42 X 46 8 42 46 8 40,4 5,03 0,4 -од 0.3
8 X 46 X 50 8 46 50 9 44,6 5,75 0,4 -од 0.3
8 X 52 X 58 8 52 58 10 49,7 4,89 0,5 -0.3 05
8X56X62 8 56 62 10 53,6 6,38 05 -0,3 05
8 X 62 X 68 8 62 68 12 59,8 7,31 05 -0,3 05
10 X 72 X 78 10 72 78 12 69,6 5,45 05 -0,3 05
10 X 82 X 88 10 82 88 12 79,3 8.62 0.5 -0,3 0,5
10 X 92 X 98 10 92 98 14 89,4 10,08 05 -0,3 05
10 X Ю2 X Ю8 10 102 108 16 99,9 11,49 о}> -0,3 05
10 X И2 X 120 10 112 120 18 108,8 10,72 05 -0,3 05
Примечание. Размер а дан для валов в исполнении А при изготовлении методом
обкатывания.
706
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Таблицз 231
Размеры соединений средней серин в мм
Номинальный размер Число зубьев Z •о Q di, не менее а, не меиее / г, не более
Номиналь- ный раз- | мер | Предель- ! ное откло- нение
6X11 X 14 6 11 14 3 9,9 0.3 - 0.2 0.2
бх 13 X 16 6 13 16 3,5 12,0 — 0.3 L 0.2 0.2
6X16X20 6 16 20 4 14,54 0,3 -0,2 02
6 х 18 X 22 6 18 22 5 16,7 0,3 - 0,2 0,2
6 X 21 X 25 6 21 25 5 19,5 1,95 0,3 -0,2 0.2
6 х 23 х 28 6 23 28 6 21,3 1,34 0.3 -0.2 02
6 X 26 X 32 6 26 32 6 23,4 1,65 0,4 -0.2 0.3
6 X 28 X 34 6 28 34 7 25,9 1,70 0,4 - 0,2 0.3
8 X 32 X 38 8 32 38 6 29,4 — 0.4 -02 0,3
8 X 36 X 42 8 36 42 7 33,5 1,02 0.4 -0.2 0,3
8 X 42 X 48 8 42 48 8 39,5 2.57 0.4 -0,2 0.3
8 X 46 X 54 8 46 54 9 42.7 — 0.5 - 0,3 0.5
8 X 52 X 60 8 52 60 10 48,7 2,44 0,5 -0,3 0.5
8X56X65 8 56 65 10 52,2 2.5 0.5 - 0.3 0.5
8 X 62 X 72 8 62 72 12 57,8 2,4 0,5 -0,3 05
10 X 72 X 82 10 72 82 12 67,4 — 0.5 -0.3 0.5
10 X 82 X 92 10 82 92 12 77,1 3,0 0,5 -0,3 0.5
10 X 92 X 102 10 92 102 14 87,3 45 0.5 -0,3 05
10Х Ю2 X П2 10 102 112 16 97,7 6,3 0,5 -0.3 05
10Х П2 X 125 10 112 125 18 106,3 4,4 0,5 -0.3 05
Примечание. Размер а дай для валов в исполнении А при изготовлении методом
обкатывания.
Таблица 232
Размеры соединений тяжелой серии в мм
Номинальный размер zXdXD Число зубьев Z а D ь dt. не менее / г. не более
Номиналь- ный размер Предельное отклонение
ю X 16 X 20 10 16 20 25 14,1 03 -02 02
10 X 18 X 23 10 18 23 3 15,6 0.3 -02 0.2
10 X 21 X 26 10 21 26 3 18,5 0,3 -0,2 02
10 X 23 X 29 10 23 29 4 20,3 О.з -0,2 02
10 X 26 X 32 10 26 32 4 23,0 0.4 -0.2 0,3
10 X 28 X 35 10 28 35 4 24,4 0,4 -02 0,3
10 X 32 X 40 10 32 40 5 28,0 0.4 -02 0,3
10 X 36 X 45 10 36 45 5 31,3 0,4 -0,2 0,3
10 X 42 X 52 10 42 52 6 36,9 0.4 -02 0,3
10 X 46 X 56 10 46 56 7 40,9 05 -0.3 0.5
16 X 52 X 60 16 52 60 5 47,0 05 t-0,3 05
16X56X65 16 56 65 5 50,6 0.5 -0,3 05
16 X 62 X 72 16 62 72 6 56,1 0.5 -0,3 05
16 X 72 X 82 16 72 82 7 65,9 0.5 -0,3 05
20 X 82 X 92 20 82 92 6 75,6 05 Г О.з 05
20 X У2 X Ю2 20 92 102 7 85,5 0.5 г 0,3 0,5
20 X Ю2 X П5 20 102 115 8 98,7 0,5 • 0,3 05
20Х П2 X 125 20 112 125 9 101 0,5 -0,3 0.5
Примечание. Валы соединений тяжелой серии в исполнении А методом обкатыва-
ния пе изготовляются.
СОЕДИНЕНИЯ ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) ЭВОЛЬВЕНТНЫЕ
707
Боковые стороны каждого зуба вала
должны быть параллельны оси сим-
метрии зуба до пересечения с окруж-
ностью диаметром d.
Фаска у пазов отверстия втулки
может быть заменена закруглением,
радиус которого должен быть равен
величине /.
Условные обозначения шлицевых
прямобочных соединений должны со-
держать:
а) обозначение поверхности цент-
рирования;
б) номинальный размер отверстия
вала или соединения;
в) обозначения полей допусков (по-
садок) по центрирующему диаметру
и по боковым сторонам зубьев (см.
раздел «Допуски и посадки», т. II).
Примеры условных обо-
значений соединений:
а) при центрировании по d:
А И
d8 X 42 х 48
б) при центрировании по D:
А И
D6 X 23 X 26 •
Са «ЭвСа
в) при центрировании по Ь:
Ь20х 92 х 102-£. .
О j II
Примеры условных обо-
значений отверстий:
а) при центрировании по d:
d8 X 42 х 48А Ut;
б) при центрировании по D:
D6 X 23 X 26А U3;
в) при центрировании по Ь:
Ь20 х 92 X 4020,.
Примеры условных обо-
значений валов:
а) при центрировании по d:
d8 X 42 X 48Х-S,X’,
б) при центрировании по D:
D6 X 23 X 26C-S.C-,
в) при центрировании по Ь:
Ъ20 X 92 х 4028,41.
СОЕДИНЕНИЯ ЗУБЧ/\ТЫЕ
(ШЛИЦЕВЫЕ) ЭВОЛЬВЕНТНЫЕ
(по ГОСТ 6033-51)
Стандарт распространяется на из-
делия с зубчатыми (шлицевыми) соеди-
нениями диаметром 12—400ллсэволь-
вентным профилем зубьев, располо-
женных параллельно оси соединения,
с модулем 1—10 мм и центрирова-
нием по эвольвентным профилям зубьев
(центрирование по S) или по наруж-
ному диаметру соединения (центри-
рование по О).
Стандарт не распространяется на из-
делия, для которых другими стандар-
тами установлены особые размеры зуб-
чатых эвольвентных соединений.
Форма зубьев и зависимости между
геометрическими параметрами соеди-
нений устанавливаются по чертежу и
табл. 233.
Центрирование по D
708
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Впадины зубьев вала с формой дна,
показанной на чертеже сплошными
линиями, в дальнейшем именуются
плоскими, а впадины с формой дна,
показанной пунктирными линиями, —
закругленными.
Номинальные наружные диаметры
D, модуль т, числа зубьев г и смеще-
ние исходного контура h в зависи-
мости от D, т и г должны соответ-
ствовать данным, приведенным в
табл. 234.
Условные обозначения эвольвент-
ных (шлицевых) соединений, отвер-
стий, валов и их соединений должны
содержать:
а) буквы «Эв»;
б) номинальный диаметр соедине-
ния;
в) модуль и число зубьев;
г) обозначение полей допусков раз-
меров D и S при центрировании по
D или размера S при центрировании
по S.
Примеры условных обозначений:
а) соединения диаметром D = 50 мм
с модулем т = 2,5 и числом зубьев
z=18 с центрированием по D и по-
садкой у- по D и „ За по S:
‘ ‘ ^За^
A So„
Эв. 50 X 2,5 X 18 — .
£l3aA
б) то же при центрировании по S:
Эв. 50 X 2,5 X 18
в) отверстия того же соединения при
центрировании по S:
Эв. 50 X 2,5 X 18S3°,
г) вала того же соединения:
Эв. 50 X 2,5 X 18S3aX.
Таблица 233
Параметр Обозна- чение Величины и зависимости
Исходные параметры соединений Модуль Число зубьев Диаметр делительной окружности Угол давления на делительной окружности (профильный угол исходного контура рей- ки) Диаметр основной окружности Номинальный наружный диаметр соедине- ния Смещение исходного контура рейки Шаг (по дуге делительной окружности). . • Номинальная толщина зуба вала и ширина впадины отверстия по делительной окруж- ности т Z ад ад do D X t S d,j = тг ай = 30° do = dfi cos a& D— m (г-|-1) X 2 / = r.m S=-™+2x lsad
Номиналь- ные диаметры я Я п наружный (окружности выступов) внутренний (окружности впадии): при плоской впадине при закругленной впадине DB dB dK DB^D dfi = D — 2,4 m djf=D — 2,77 m
I отверстия 1 наружный (окружности впадин): при центрировании по D » » » S внутренний (окружности выступов) D da dA Da = D -j- 0.4 m dA — D — 1 m
СОЕДИНЕНИЯ ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) ЭВОЛЬВЕНТНЫЕ
709
Продолжение табл. 233
Параметр Обозна- чение Величины и зависимости
Диаметр окружности через начальные точки переходных кривых: отверстия при центрировании по D » » »> » S ............ вала Л,? - D — 0,2 т D3>D
Высота фаски у кромки зуба вала при центрировании по D . Радиус закругленной впадины fa R Уд =0.1 т R = 0.47 т
Примечания: 1. При центрировании по 5 н использовании для обработки отвер- стия инструмента с размером применительно к центрированию по D номинальный наружный диаметр вала принимается равным D— 0,2 т. 2. Радиус к указан в таблице для исходного контура зубчатой рейки.
Таблица 234
Размеры в мм
Номиналь- ный на- ружный диаметр т = 1 т = 1,5 т = 2 т = 2.5 т = 3,5 т = 5 (т = 7) т = 10
£ X £ 'х £ X £ X Z X Z X £ X
£ X
12 11 0
13 12 0
15 14 0
17 16 0
20 18 0.5 12 0,25 —
22 20 0,5 14 -0,25
25 24 0 16 -0.25 __
28 26 0й 18 -0,25 12 1
30 28 05 18 0,75 14 0
32 30 05 20 0,25 14 1 —
35 34 0 22 0,25 16 0.5 12 1.25
38 36 0.5 24 0,25 18 0 14 0,25
40 38 0.5 26 -0,25 18 1 14 1.25
42 — — 26 0.75 20 0 16 -025
45 — — 28 0,75 22 -05 16 1,25 —
50 — 32 0.25 24 0 18 1.25
55 — —. 36 -0,25 26 0.5 20 1.25 14 1,25 — __. __
60 — — 38 0,75 28 1 22 1.25 16 025 __ — ——
65 — — — 32 -05 24 1,25 18 -0.75 — — — — —
70 — — 34 0 26 1.25 18 1,75 12 2,5 — — — —
75 36 0.5 28 1.25 20 0,75 14 0
80 — —- — 38 1 30 1,25 22 -025 14 2.5 __
85 — __ — 32 1,25 24 -1.25 16 0 — — — —
90 — — __ 34 1,25 24 1.25 16 2.5 — —
95 — — — — — — 36 1,25 26 025 18 0 — — — —
100 38 1,25 28 -0,75 18 2,5
ПО __ __ __ 42 1.25 30 0.75 20 2.5 14 25
120 — —- __ 46 1.25 34 — 1.25 22 2,5 16 0.5
130 — —— — 50 U25 36 025 24 2.5 18 -1.5 —
140 — — — — — — — 38 1,75 26 2,5 18 3.5 — —
710
РЕЗЬБЫ И КРЕПЕЖНЫЕ ДЕТАЛИ
Продолжение табл. 234
Номиналь- ный на- ружный диаметр т = 1 т = 1,5 т =2 т = 2,5 т = 3,5 m = 5 (m = 7) m = 10
2 X 2 X 2 X 2 X 2 X 2 X 2 X z X
150 160 170 180 190 200 220 210 260 280 300 320 340 360 380 400 - — - - — — — - 42 41 48 50 if: л ic л ©2oo 1 1 I 1 1 I 1 1 1 1 1 I 1 1 28 30 32 34 36 38 42 46 50 2,5 25 2.5 2.5 25 25 25 2.5 25 20 22 24 24 26 28 30 34 36 38 42 1.5 -05 25 2.5 0.5 -1.5 1.5 -2.5 0.5 35 -0,5 14 14 16 16 18 18 20 22 24 26 28 30 32 34 36 38 0 5 0 5 0 5 5 5 5 5 5 5 5 5 5 5
Примечания: 1. Модуль 7 по возможности ие применять. 2. Допуски и посадки для эвольвентных зубчатых соединений см. раздел «Допуски и посадки», т. 11.
ПЕРЕЧЕНЬ
ГОСУДАРСТВЕННЫХ СТАНДАРТОВ (ГОСТов, ОСТов)
И НОРМАЛЕЙ МАШИНОСТРОЕНИЯ (МН), ИСПОЛЬЗОВАННЫХ
В ПЕРВОМ ТОМЕ КНИГИ
Индекс и номер Стр. Индекс и номер Стр. ; Индекс и номер Стр.
ГОСТ 20-62 421 ГОСТ 1628-60 20! ГОСТ 4248-52 393
ГОСТ 82-57 194 ГОСТ 1759-62 509 ГОСТ 4268-48 410
ГОСТ 90-61 424 ГОСТ 1769-53 329 ГОСТ 4369-52 445
ГОСТ 102-49 463 ГОСТ 1779-55 398 ГОСТ 4493-48 352
ГОСТ 103-57 191 ГОСТ 1786-57 394 ГОСТ 4543-61 145
ГОСТ 111-54 435 ГОСТ 1798-49 331 ГОСТ 4748-49 211
ГОСТ 288-61 399 ГОСТ В-1819-42 . . . 433 ГОСТ 4751-52 548
ГОСТ 332-41 442 ГОСТ 1853-51 463 ГОСТ 5058-57 137
ГОСТ 380-60 134 ГОСТ 1898-48 402 ГОСТ 5152-62 411
ГОСТ 397-64 656 ГОСТ 1931-64 475 ГОСТ 5185-49 471
ГОСТ 428-53 387 ГОСТ 1933-42 470 ГОСТ 5201-54 459
ГОСТ 481-58 396 ГОСТ 1946-50 227 ГОСТ 5264-58 78
ГОСТ 487-41 442 ГОСТ 1917-56 319 ГОСТ 5398-57 429
ГОСТ 493-54 171 ГОСТ 1982-50 330 ГОСТ 5496-57 430
ГОСТ 494-52 316 ГОСТ 2052-53 153 ГОСТ 5635-56 436
ГОСТ 503-41 196 ГОСТ 2060-60 207 ГОСТ 5638-51 227
ГОСТ 504-41 442 ГОСТ 2133-58 435 ГОСТ 5681-57 216
ГОСТ 576-41 387 ГОСТ 2150-61 445 ГОСТ 5683-61 442
ГОСТ 613-50 172 ГОСТ 2162-55 420 ГОСТ 5689-60 381
ГОСТ 617-64 311 ГОСТ 2196-60 407, ГОСТ 5727-57 436
ГОСТ 642-64 442 ГОСТ 2198-43 397 ГОСТ 5915-62 622
ГОСТ 792-41 331 ГОСТ 2214-60 40! ГОСТ 5916-62 622
ГОСТ 924-51 158 ГОСТ 2524-62 622 ГОСТ 5918-62 622
ГОСТ 977-58 158 ГОСТ 2526-62 622 ГОСТ 5919-62 622
ГОСТ 1019-47 170 ГОСТ 2528-62 622 ГОСТ 5927-62 622
ГОСТ 1050-60 140 ГОСТ 2589-44 181 ГОСТ 5929-62 622
ГОСТ 1051-59 142 ГОСТ 2590-57 177 ГОСТ 5931-62 622
ГОСТ 1066-58 332 ГОСТ 2591-57 179 ГОСТ 5932-62 622
ГОСТ 1071-41 329 ГОСТ 2630-44 392 ГОСТ 5933-62 622
ГОСТ 1104-41 442 ГОСТ 2685-63 172 ГОСТ 5935-62 622
ГОСТ 1127-57 225 ГОСТ 2695-66 452 ГОСТ 5937-56 437
ГОСТ 1139-58 705 ГОСТ 2718-54 346 ГОСТ 5993-62 568
ГОСТ 1144-60 619 ГОСТ 2748-53 443 ГОСТ 6009-57 195
ГОСТ 1145-60 619 ГОСТ 2789-59 123 ГОСТ 6033-51 707
ГОСТ 1146-60 619 ГОСТ 2824-60 472 ГОСТ 6051-51 423
ГОСТ 1198-55 395 ГОСТ 2850-58 393 ГОСТ 6102-52 397
ГОСТ 1201-52 475 ГОСТ 2879-57 180 ГОСТ 6111-52 36; 504
ГОСТ 1215-59 166 ГОСТ 2904-45 38 ГОСТ 6120-61 406
ГОСТ 130.3-56 510 ГОСТ 2910-54 377 ГОСТ 6121-60 408
ГОСТ 1320-55 176 ГОСТ 2924-45 442 ГОСТ 6122-60 409
ГОСТ 1412-54 163 ГОСТ 2977-51 467 ГОСТ 6184-60 238
ГОСТ 1414-51 156 ГОСТ 3032-45 638 ГОСТ 6185-52 239
ГОСТ 1432-42 617 ГОСТ 3033-55 544 ГОСТ 6211-52 35; 507
ГОСТ 1433-42 618 ГОСТ 3104-46 633 ГОСТ 6286-60 423
ГОСТ 1435-54 157 ГОСТ 3105-46 634 ГОСТ 6308-61 399
ГОСТ 1475-62 568 ГОСТ 3128-60 660 ГОСТ 6357-52 33; 506
ГОСТ 1476-64 581 ГОСТ 3129-60 662 ГОСТ 6393-52 635
ГОСТ 1477-61 582 ГОСТ 3262-62 274 ГОСТ 6402-61 643
ГОСТ 1478-64 582 ГОСТ 3282-46 332 ГОСТ 6418-61 399
ГОСТ 1479-64 582 ГОСТ 3294-53 242 ГОСТ 6424-60 58
ГОСТ 1481-53 582 ГОСТ 3335-46 469 ГОСТ 6467-57 432
ГОСТ 1481-64 582 ГОСТ 3383-57 637 ГОСТ 6603-53 376
ГОСТ 1482-64 582 ГОСТ 3385-57 639 ГОСТ 6636-60 8
ГОСТ 1483-64 582 ГОСТ 3391-57 644 ГОСТ 6639-53 442
ГОСТ 1484-61 583 ГОСТ 3392-57 631 ГОСТ 6713-53 136
ГОСТ 1485-61 583 ГОСТ 3680-57 213 ГОСТ 6782-58 445
ГОСТ 1486-64 583 ГОСТ 3686-47 411 ГОСТ 6910-54 468
ГОСТ 1487-58 583 ГОСТ 3693-52 645 ГОСТ 6957-54 640
ГОСТ 1489-62 568 ГОСТ 3695-52 647 ГОСТ 6959-54 641
ГОСТ 1490-62 568 ГОСТ 3704-47 329 ГОСТ 6983-54 474
ГОСТ 1491-62 563 ГОСТ 3747-47 432 ГОСТ 7016-54 132
ГОСТ 1535-48 210 ГОСТ 3916-55 466 ГОСТ 7017-64 462
ГОСТ 1585-57 165 ГОСТ 4194-62 473 ГОСТ 7072-64 456
712
ПЕРЕЧЕНЬ
Продолжение
Индекс и номер Стр. Индекс н помер Стр. Индекс и номер Стр.
ГОСТ 7249-54 467 ГОСТ 8787-58 187 ГОСТ 10606-63 .... 622
ГОСТ 7293-54 167 ГОСТ 8788-58 693 ГОСТ 10607-63 .... 622
ГОСТ 7307-54 445 ГОСТ 8789-58 694 ГОСТ 10608-63 .... 622
ГОСТ 7338-55 422 ГОСТ 8790-50 697 ГОСТ 10609-63 .... 622
ГОСТ 7362-62 475 ГОСТ 8791-58 687 ГОСТ 10610-63 .... 622
ГОСТ 7417-57 183 ГОСТ 8792-58 688 ГОСТ 10619-63 .... 607
ГОСТ 7419-55 188 ГОСТ 8793-58 691 ГОСТ 10620.63 .... 607
ГОСТ 7481-55 435 ГОСТ 8794-58 701 ГОСТ 10621-63 .... 607
ГОСТ 7730-63 388 ГОСТ 8795-58 702 ГОСТ 10637-63 .... 457
ГОСТ 7769-63 167 ГОСТ 8796-58 703 ГОСТ 10657-63 .... 636
ГОСТ 7783-62 519 ГОСТ 8797-58 704 ГОСТ 10699-63 .... 440
ГОСТ 7785-62 519 ГОСТ 8820-58 26 ГОСТ 10702-63 .... 154
ГОСТ 7786-62 519 ГОСТ 8878-64 583 ГОСТ 10704-63 .... 281
ГОСТ 7787-62 519 ГОСТ 8879-58 583 ГОСТ 10705-63 .... 281
ГОСТ 7795-62 516 ГОСТ 8880-58 584 ГОСТ 10706-63 .... 281
ГОСТ 7796-62 516 ГОСТ 8881-58 584 ГОСТ 10707-63 .... 288
ГОСТ 7798-62 516 ГОСТ 8894-58 439 ГОСТ 10715-63 .... 434
ГОСТ 7801-62 519 ГОСТ 8908-58 13 ГОСТ 10748-64 .... 699;700
ГОСТ 7802-62 519 ГОСТ 8942-59 475 ГОСТ 10753-64 .... 617
ГОСТ 7803-62 519 ГОСТ 9000-59 490 ГОСТ 10755-64 .... 612
ГОСТ 7804-62 519 ГОСТ 9008-64 457 ГОСТ 10756-64 .... 612
ГОСТ 7805-62 516 ГОСТ 9012-59 337 ГОСТ 10757-64 .... 612
ГОСТ 7808-62 516 ГОСТ 9013-59 337 ГОСТ 10762-61 .... 306
ГОСТ 7811-62 516 ГОСТ 9150-59 431 ГОСТ 10773-64 .... 666
ГОСТ 7817-62 516 ГОСТ 9847-60 470 ГОСТ 10774'64 .... 667
ГОСТ 8032-56 5 ГОСТ 9389-60 ..... 326 ГОСТ 10851-64 .... 398
ГОСТ 8075-56 226 ГОСТ 9439-60 ..... 365 ГОСТ 10885-64 .... 220
ГОСТ 8076-61 442 ГОСТ 9440-60 ..... 368 ГОСТ 10906-64 .... 652
ГОСТ 8110-56 262 ГОСТ 9464-60 • 665 ГОСТ 10948-64 .... 23
ГОСТ 8111-56 268 ГОСТ 9465-60 664 ГОСТ 10975-64 .... 581
ГОСТ 8112-56 270 ГОСТ 9484-60 37; 491 ГОСТ 10976-64 .... 581
ГОСТ 8113-56 272 ГОСТ 9591-61 442 ГОСТ 10977-64 .... 581
ГОСТ 8239-56 236 ГОСТ 9629-61 452 ГОСТ 11073-64 .... 584
ГОСТ 8240-56 240 ГОСТ 9685-61 455 ГОСТ 11074-64 .... 584
ГОСТ 8275-57 243 ГОСТ 9784-61 366 ГОСТ 11075-64 .... 584
ГОСТ 8276-63 244 ГОСТ 9858-61 422 ОСТ НКТП 1260 .. . 503
ГОСТ 8278-63 251 ГОСТ 9909-61 508 ОСТ 2074 664
ГОСТ 8281-57 259 ГОСТ 10156-62 .... 437 ОСТ 3725 14
ГОСТ 8282-57 260 ГОСТ 10177-62 .... 498 ОСТ 4151 543
ГОСТ 8283-57 261 ГОСТ 10182-39 .... 387 ОСТ 10182-39 387
ГОСТ 8318-57 425 ГОСТ 10299-62 .... 668 ОСТ 20001-38 554
ГОСТ 8435-57 434 ГОСТ 10300-62 .... 668 ОСТ 26016 92
ГОСТ 8446-57 436 ГОСТ 10301-62 .... 668 ОСТ 26017 92
ГОСТ 8479-57 159 ГОСТ 10302-62 .... 668 МН 4-64 96
ГОСТ 8481-61 438 ГОСТ 10303-62 .... 668 МН 5-64 101
ГОСТ 8486-57 450 ГОСТ 10304-62 .... 668 МН 6-64 106
ГОСТ 8496-57 427 ГОСТ 10336-63 .... 600 МН 8-64 108
ГОСТ 8509-57 230 ГОСТ 10337-63 .... 600 МН 9-64 112
ГОСТ 8510-57 233 ГОСТ 10338-63 .... 600 МН 10-64 114
ГОСТ 8559-57 185 ГОСТ 10339-63 .... 600 МН 11-64 116
ГОСТ 8560-57 186 ГОСТ 10340-63 .... 600 МН 12-64 118
ГОСТ 8568-57 221 ГОСТ 10341-63 .... 600 МН 189-59 632
ГОСТ 8593-57 12 ГОСТ 10342-63 .... 600 МН 787-60 654
ГОСТ 8639-57 290 ГОСТ 10343-63 .... 600 МН 788-60 562
ГОСТ 8642-57 292 ГОСТ 10344-63 .... 600 МН 1385-60 47
ГОСТ 8642-57 298 ГОСТ 10362-63 .... 428 МН 1386-60 53
ГОСТ 8649-57 303 ГОСТ 10368-63 .... 471 МН 1387-60 55
ГОСТ 8650-57 304 ГОСТ 10438-63 .... 403 МН 2725-64 120
ГОСТ 8651-57 305 ГОСТ 10450-63 .... 641 МН 2756-61 ...... 44
ГОСТ 8673-58 460 ГОСТ 10461-63 .... 650 МН 5016-63 39
ГОСТ 8680-58 439 ГОСТ 10462-63 .... 650 МН 5333-64 121
ГОСТ 8686-58 465 ГОСТ 10463-63 .... 650 МН 5335-64 676
ГОСТ 8697-58 353 ГОСТ 10464-63 .... 650 МН 5336-64 676
ГОСТ 8706-58 222 ГОСТ 10461-63 .... 595 МН 5337-64 676
ГОСТ 8713-58 60 ГОСТ 10492-63 .... 595 МН 5338-64 676
ГОСТ 8724-58 477 ГОСТ 10500-63 .... 193 МН 5339-64 676
ГОСТ 8731-58 276 ГОСТ 10549-63 .... 27 МН 5340-64 676
ГОСТ 8732-58 276 ГОСТ 10602-63 .... 516 МН 5384-64 15
ГОСТ 8733-58 276 ГОСТ 10603-63 .... 516 МН 5387-61 18
ГОСТ 8734-58 276 ГОСТ 10604-63 .... 516 МН 5388-64 19
ГОСТ 8786-58 188 ГОСТ 10605-63 .... 662 МН 5389-64 20
Стр.
СОДЕРЖАНИЕ
Стр.
РАЗДЕЛ I. ОБЩИЕ СТАНДАРТЫ
И НОРМАЛИ В МАШИНОСТРОЕНИИ
(инж. Шапошников К. А.)
Предпочтительные числа и ряды пред-
почтительных чисел ..............
Нормальные линейные размеры . . .
Конусы...........................
Нормальные углы .................
Отверстия центровые с углом конус*
ности 60°........................
Диаметры отверстий под нарезание
резьбы метрической по ГОСТ
9150-59 .........................
Диаметры отверстий под нарезание
резьбы дюймовой конической по
ГОСТ 6111-52, М6Х1 конической
по ГОСТ 1303-56 .................
Диаметры отверстий под нарезание
резьбы трубной цилиндрической по
ГОСТ 6357-52 ....................
Диаметры отверстий под нарезание
резьбы трубной конической по ГОСТ
6211-52 .........................
Глубины завинчивания винтов и шпи-
лек с метрической резьбой крупного
шага, выполняемой по ГОСТ9150-59
Конструктивные элементы отливок
Радиусы закруглений и фаскн ....
Подбор радиусов скруглений сопря-
женных валов и втулок ...........
Радиусы закруглений и фаскн стерж-
ней и отверстий .................
Входные фаски посадочных поверх-
ностей деталей, соединяемых на
неподвижных посадках.............
Галтели эллиптические ...........
Канавки для выхода шлифовального
круга............................
Канавки для выхода долбяка ....
Выход резьбы, сбеги, недорезы. про-
точки и фаскн....................
Метки иа деталях с левой резьбой
Места под головки стандартных кре-
пежных деталей....................
Наименьшие габариты мест под ключи
гаечиые..........................
Профиль деталей, примыкающих к
прокатным профилям в сварных
конструкциях.....................
Форма ребер жесткости в прокатных
профилях ........................
Размещение рисок для отверстий под
заклепки и болты в прокатных про-
филях ...........................
Зев (отверстие), конец ключа н размер
«под ключ».......................
Конструктивные элементы швов свар-
ных соединений, выполняемых авто-
матической и полуавтоматической
сваркой под слоем флюса . . . . .
5
8
12
13
14
15
18
19
20
24
24
25
25
26
27
27
38
39
44
47
53
55
58
60
Конструктивные элементы швов свар-
ных соединений, выполняемых руч-
ной электродуговой сваркой ....
Накатки наружных поверхностей . . .
Радиусы гибки листового материала
Радиусы изгиба труб..............
Ручки фасонные ..................
Рукоятки вращающиеся.............
Ручки шаровые....................
Маховички со спицами ............
Маховички со спицами и с выемками
на ободе ........................
Кнопки ..........................
Кнопки с рифлением ..............
Кнопки поворотные ...............
Ручки рычагов управления ........
Рукоятки звездообразные..........
Шероховатость поверхности........
Чистота поверхности деталей при раз-
личных видах механической обра-
ботки ...........................
Чистота поверхности детали без меха-
нической обработки ..............
Примеры применения различных клас-
сов чистоты......................
Чистота поверхности древесины . . .
РАЗДЕЛИ. МАТЕРИАЛЫ
В МАШИНОСТРОЕНИИ
Металлические материалы
(инж. Шапошников К. А.)
78
92
93
95
96
101
106
108
112
114
116
118
120
121
123
126
129
129
132
Механические свойства............. 134
Сталь углеродистая обыкновенного
качества........................... 134
Сталь углеродистая горячекатаная
для мостостроения.................. 136
Сталь низколегированная конструк-
ционная ........................... 137
Сталь углеродистая качественная
конструкционная.................... 140
Сталь качественная конструкционная
калиброванная ..................... 142
Сталь легированная конструкционная 145
Сталь качественная рессорно-пружин-
ная горячекатаная ................. 153
Сталь для холодной высадки......... 154
Сталь конструкционная автоматная 156
Сталь инструментальная углероди-
стая .............................. 157
Сталь для якорных цепей....... 158
Отливки из углеродистой стали ... 158
Поковки из конструкционной углеро-
дистой и легированной стали .... 159
Отливки нз серого чугуна...... 163
Отливки из антифрикционного чугуна 165
Отливки из ковкого чугуна.......... 166
714
СОДЕРЖАНИЕ
Стр.
Стр.
Отливки из высокопрочного чугуна 167
Отливки из жаростойкого чугуна . . . 167
Сплавы медноцинковые (латуни) ... 17>
Бронзы безоловянные ................ 171
Бронзы оловянные вторичные литей-
ные ........................... 172
Сплавы алюминиевые литейные . ... 1/2
Баббиты оловянистые................. 176
Сортамент...............
Сталь горячекатаная круглая . . .
Сталь горячекатаная квадратная
Сталь горячекатаная шестигранная
Сталь круглая с высококачественной
отделкой поверхности н повышен-
ной точностью размеров (серебрян-
ка) ..............................
Сталь калиброванная круглая ....
Сталь калиброванная квадратная . . .
Сталь калиброванная шестигранная
Сталь чнстотянутая для шпонок . . .
Сталь чистотянутая для шпонок сег-
ментных ..........................
Сталь горячекатаная рессорно-пру-
жнниая ...........................
Сталь прокатная полосовая ........
Сталь прокатная широкополосная
универсальная ....................
Лента стальная горячекатаная . . .
Лента стальная ннзкоуглероднстая
холодной прокатки ................
Прутки, штанги и полосы из тепло-
устойчивых н жаропрочных сталей
Прутки бронзовые..................
Пруткн латунные ..................
Пруткн медные.....................
Полосы и ленты из кремнемарганце-
вой бронзы .......................
Сталь прокатная тонколистовая . . .
Сталь прокатная толстолнстовая . . .
Сталь горячекатаная толстолистовая
двухслойная коррозионно-стойкая
Сталь листовая рифленая (ромбиче-
ская и чечевичная) ...............
Сталь листовая просечно-вытяжная
Жесть черная полированная.........
Сталь тонколистовая кровельная,
оцинкованная н декапированная
Фольга медная рулонная для техни-
ческих целей .....................
Листы из алюминия и алюминиевых
сплавов ..........................
Сталь прокатная, угловая равнобо-
кая ..............................
Сталь прокатная угловая неравнобо-
кая ..............................
Сталь прокатная, балкн двутавровые
Балки двутавровые облегченные . . .
Сталь прокатная, швеллеры.........
Швеллеры облегченные..............
Сталь угловая равнобокая тонкостен-
ная ..............................
Сталь угловая иеравиобокая тонко-
стенная ..........................
Профили гнутые стальные фасонные
Сталь холодногиутая угловая рав-
нобокая и иеравиобокая ...........
Сталь холодногнутая, швеллеры . . .
Профили гнутые стальные...........
Профили корытообразные............
Профили прессованные из алюминие-
вых сплавов, угольиикн ...........
Профили прессованные из алюминие-
вых сплавов, Зетовые профили . .
177
177
179
130
1.81
183
185
186
187
18S
194
19>
Е'6
198
204
207
210
211
213
216
220
221
222
225
226
227
227
230
233
236
238
239
240
242
242
243
244
251
259
261
262
268
Профили прессованные из алюминие-
вых сплавов. Тавровые и двутавро-
вые профили ..................... 2’0
Профили прессованные из алюминие-
вых сплавов, Швеллерные профили 272
Трубы стальные водогазопроводные
(газовые)........................ 274
Трубы стальные бесшовные горяче-
катаные, холоднотянутые и холод-
нокатаные ....................... 276
Трубы стальные электросварные . . . 281
Трубы стальные электросварные хо-
лоднотянутые и холоднокатаные 283
Трубы стальные фасонного профиля 290
Трубы стальные, футерованные вини-
пластом и полиэтиленом........... 3)6
Трубы медные....................... 311
Трубы латунные .................... 31S
Трубы из алюминия и алюминиевых
сплавов.......................... 319
Проволока стальная углеродистая
пружинная ....................... 326
Проволока стальная легированная
пружинная ....................... 329
Проволока стальная хромованадиевая
пружинная ....................... 329
Проволока стальная пружинная тер-
мически обработанная ответствен-
ного назначения ................. 329
Проволока из конструкционной сред-
неуглеродистой стали............. 330
Проволока ннзкоуглероднстая ответ-
ственного назначения............. 331
Проволока из конструкционной низ-
коуглеродистой стали............. 331
Проволока стальная низкоуглероди-
стая общего назначения........... 332
Проволока из медноцинковых сплавов 332
Масса материала............... 334
Перевод коэффициентов твердостей 337
Неметаллические материалы
(инж. Къхтев А. Л.)
А. Пластические массы и другие син-
тетические материалы .......
Общие сведения...................
Выбор пластических масс..........
Аминопласты .....................
Асбовниил .......................
Асфальтопековая масса............
Бакелитовая пленка ..............
Винипласты.......................
Волокинты.........................
Гетннакс .........................
Гуттаперчевая пленка .............
Декоративная слоистая пластмасса
Древесно-слоистые пластики........
Древовинил .......................
Капрой ...........................
Кремнийорганические полимеры . . .
Лавсан............................
Линолеум цветной..................
Пенопласт ........................
Полиакрилат (органическое стекло)
Полиамид .........................
Поливнннлбутнраль ................
Полнизобутилен ...................
Поликарбонат .....................
Полиметилметакрнлат...............
Полипропилен .....................
Полистирол........................
Полиуретан........................
Полихлорвиниловая смола ..........
Полиэтилен........................
338
338
340
341
342
343
343
344
346
346
352
352
353
358
358
359
360
360
360
361
363
365
365
366
366
367
368
371
372
372
СОДЕРЖАНИЕ
715
Стр.
Стр.
Полиэфирные смолы.................
Релин.............................
Стеклопластики ...................
Текстовннит.......................
Текстолит.........................
Фенолит ..........................
Фенопласты........................
Фторопласты.......................
Целлулоид ........................
Целлофан .........................
Эпоксидные смолы..................
Этрол ............................
Синтетические клеи ...............
373
374
374
376
377
380
381
384
387
383
338
390
391
Б. Различные неметаллические мате-
риалы .......................... 392
Асбестовые изделия................ 392
Войлок технический................ 399
Каменное литье ................... 401
Кожа.............................. 402
Лакоткань......................... 401
Мастика шумопоглощающая и анти-
коррозионная .................... 406
Миканит н микафолий ............... 406
Резиновые изделия............ 420
Слюдинит..................... 431
Стекло....................... 434
Ткани хлопчатобумажные и льняные 442
Эбонит электротехнический... 44-3
В. Лесоматериалы, картон и бумаги 445
Основные сведения по лесоматериалам 445
Пиломатериалы, заготовки и детали 450
Детали деревянные для сельско-
хозяйственных машин......... 456
Плиты............................ 457
Трубы и муфты фанерные.......... 462
Фанера........................... 463
Фибра............................ 468
Картон н бумага................ 470
РАЗДЕЛ П1. РЕЗЬБЫ
И КРЕПЕЖНЫЕ ДЕТАЛИ
I к. т. и. Васильев В, 3. |
и инж. Шапошников К, А.)
Резьбы.............................. 477
Резьба метрическая для диаметров
1—600 мм. Диаметры и шаги . . . 477
Резьба метрическая для диаметров
от 1 до 600 леи. Основные размеры 481
Резьба метрическая для диаметров от
0,25 до 0,9 мм. Профиль н размеры 490
Резьба трап ецеида льна я од ноходова я
для диаметров от 10 до 640 мм.
Основные размеры.................. 491
Резьба упорная для диаметров от 10
до 600 jkjh. Основные размеры . . . 498
Резьба дюймовая с углом профиля 55° 503
Резьба коническая дюймовая с углом
профиля 60е........................ 504
Резьба трубная цилиндрическая . . . 506
Резьба трубная коническая........... 507
Резьба коническая вентилей н гор-
ловин баллонов для газов......... 508
Резьба М6Х 1 коническая для масле-
нок ............................... 509
Крепежные детали
Болты, вннты и гайки общего назна-
чения. Технические требования . . . 510
Болты с шестигранной головкой.
Типы и исполнения ......... 516
Болты с полукруглой и потайной го-
ловкой. Типы и исполнения .... 519
Болты. Сводная таблица размеров
болтов всех типов ................ 521
Болты. Длины болтов /, длины резьб
10 н расстояние /1 от опорной поверх-
ности головки до оси отверстия в
стержне......................... 525
Болты. Масса болтов............... 535
Болты конусные для отверстий из-под
развертки......................... 543
Болты откидные.................... 544
Винты грузовые (рым-болгы) и гнезда
под них.......................... 548
Шпильки чистые.................... 551
Пальцы общего назначения.......... 555
Пальцы глухие н с отверстиями под
шплинты........................... 556
Пальцы с буртиком................. 558
Пальцы с нарезанным концом н шли-
цем в головке..................... 559
Пальцы с буртиком и ступенчатым
нарезанным концом................. 561
Оси (валики) шарнирных соединений
с проточкой под шайбу замковую
ШЕЗ............................. 562
Винты для металла общего назначе-
ния ...........................
Ключ для винтов с цилиндрической
головкой и шестигранным углубле-
нием «под ключ»..................
Вннты установочные...............
Вннты с накатанной головкой . . .
Винты невыпадающие...............
Винты самонарезающне.............
Вннты с крестообразным шлицем
Шлнцы крестообразные для головок
винтов и шурупов...............
Винты для дерева (глухари) . . .
Шурупы...........................
Гайки ...........................
Гайки шестигранные высокие со сфе-
рической опорной поверхностью
Гайки колпачковые ...............
Гайки круглые общего назначения
Гайки круглые уменьшенные общего
назначения ....................
Гайки круглые с отверстиями на торце
«под ключ».......................
Гайки круглые со шлнцем на торце
Гайки с накаткой ................
Гайкн-барашкн....................
Гайки крыльчатые.................
Шайбы. Типы......................
Шайбы черные.....................
Шайбы чистые ....................
Шайбы уменьшенные................
Шайбы пружинные..................
Шайбы сферические н конические
Шайбы стопорные..................
Шайбы стопорные с носком.........
Шайбы стопорные с зубьямн........
Шайбы косые......................
Шайбы замковые ШЕЗ...............
Шплинты......................
Штифты
Штифты
Штифты
Штифты
Штифты
фой .
цилиндрические ..........
конические ..............
конические разводные , . .
конические с резьбовой цап-
Штифты конические с внутренней
резьбой ..........................
Штифты цилиндрические пасечные
Штифты цилиндрические с засверлен-
568
580
580
595
600
607
612
617
617
619
622
631
632
633
634
635
636
637
638
639
639
640
641
641
643
644
645
647
650
652
654
656
659
660
662
664
661
665
666
667
ными концами ..................
716
СОДЕРЖАНИЕ
Стр.
Заклепки нормальной точности обще-
го назначения..................... 668
Заклепки пустотелые и полупустоте-
лые .............................. 676
Шпонки клиновые. Размеры сечений
шпонок и пазов.................... 687
Шпонки призматические. Размеры се-
чений шпонок и пазов.............. 693
Шпонки призматические обыкновен-
ные .............................. 694
Шпонки призматические закладные.
Сортамент......................... 696
Шпонки Т-образные закладные . . . . 696
Шпонки призматические направляю-
щие с креплением на валу.......... 697
Стр.
Шпонки призматические высокие.
Размеры сечений шпонок и пазов 699
Шпонки призматические высокие. . . 700
Шпонки сегментные. Размеры .... 701
Шпоики сегментные. Сортамент . . . 702
Шпоики тангенциальные. Нормаль-
ные размеры....................... 703
Шпонки тангенциальные. Усилен-
ные размеры....................... 704
Соединения зубчатые (шлицевые)
прямобочные....................... 705
Соединения зубчатые (шлицевые)
эвольвентиые ..................... 707
Редакторы издательства Я. Z7. Ошерова и А. Л. Таирова
Технический редактор Н. Ф. Демкина
Корректоры Т. М. Евсеева и Е. А. Давыдкина
Переплет художника А. Я. Михайлова
Сдано в производство 25/1 1965 г. Подписано к печати 26/VI 1965 г. Т-08539.
Тираж 87 000 экз. Печ. л. 44,75. Бум. л. 22.38. Уч.-изд. л. 60,0. Темплан 1965 г. № 101.
Формат 60Х901/м- Цена 3 р. 20 к. Зак. № 1499.
Ленинградская типография № 1 «Печатный Двор» нмеин А. М. Горького «Главполиграф-
прома» Государственного комитета Совета Министров СССР по печати, Гатчинская, 26,