/











































































































































































































































































































































































































































































































































































































































Text
Z.UTaduK
Я
'Ч4 л
ПРАВОЧНОЕ
РУКОВОДСТВО
|ПО ЧЕРЧЕНИЮ
МАШ ГИЗ
Проф. Е. И. ГОДИК
Справочное руководство
по черчению
Издание второе, переработанное
МАШГИЗ
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Киев 1961 Москва
Справочное руководство по черчению содержит
основные сведения для выполнения машиностроитель-
ных и строительных чертежей.
Книга содержит два раздела: первый раздел —»
общие справочные данные; второй — машиностро-
ительное и строительное черчение.
Справочное руководство предназначается для
инженерно-технических работников машинострои-
тельной промышленности и может быть использо-
вано в качестве пособия студентами высших тех-
нических учебных заведения.
Рецензент — кафедра графики
Харьковского политехнического института
имени Ленина
ЮЖНОЕ ОТДЕЛЕНИЕ МАШГИЗА
Главный редактор инж. В. К. Сердюк
ПРЕДИСЛОВИЕ
Справочное руководство по черчению содержит основные сведе-
ния для выполнения машиностроительных и строительных чертежей.
В первом разделе («Общие справочные данные») приведены мате-
риалы из справочной литературы, наиболее часто встречающиеся
в практике черчения.
Во втором разделе («Машиностроительное черчение») представлены
материалы по геометрическому, машиностроительному и строительному
черчению. Этот раздел содержит данные для выполнения чертежей
разъемных и неразъемных соединений, а также основные сведения из
стандартов «Чертежи в машиностроении» и «Система чертежного хозяй-
ства». Кроме того, в разделе представлены материалы, встречающиеся
в практике разметки. При составлении раздела использована терми-
нология деталей машин, рекомендованная Комитетом технической
терминологии Академии Наук СССР.
Исходным материалом при составлении глав, посвященных строи-
тельному черчению послужил ГОСТ 5401-50 «Чертежи строительные».
ОБЩИЕ СПРАВОЧНЫЕ ДАННЫЕ
Степени, корни, длины окружностей и площади кругов
п п2 п8 /п 8 г--* l/n TZtt it —пг
1 1 1 1,0000 1,0000 3,142 0,7854
2 4 8 1,4142 ш 1,2599 6,283 3,1416
3 9 27 1,7321 1,4422 9,425 7,0686
4 16 64 2,0000 1,5874 12,566 12,5664
5 25 125 2,2361 ‘ 1,7100 15,708 19,6350
6 36 216 2,4495 1,8171 18,850 28,2743
7 49 343 2,6458 1,9129 21,991 38,4845
8 64 512 2,8284 2,0000 25,133 50,2655
9 81 729 3,0000 2,0801 28,274 63,6173
10 100 1 000 3,1623 2,1544 31,416 78,5398
11 121 1 331 3,3166 2,2240 34,558 95,0332
12 144 1 728 3,4641 2,2894 37,699 113,097
13 169 2 197 3,6056 2,3513 40,841 132,732
14 196 2 744 3,7417 2,4101 43,982 153,938
15 225 3 375 3,8730 2,4662 47,124 176,715
16 256 4 096 4,0000 2,5198 50,265 201,062
17 289 4 913 4,1231 2,5713 53,407 226,980
18 324 5 832 4,2426 2,6207 56,549 254,469
19 361 6 859 4,3589 2,6684 59,690 283,529
20 400 8 000 4,4721 2,7144 62,832 314,159
21 441 9 261 4,5826 2,7589 65,973 346,361
22 484 10 648 4,6904 2,8020 69,115 380,133
23 529 12 167 4,7958 2,8439 72,257 415,476
24 576 13 824 4,8990 2,8845 75,398 452,389
25 625 15 625 5,0000 2,9240 78,540 490,874
26 676 17 576 5,0990 2,9625 81,681 530,929
27 729 19 683 5,1962 3,0000 84,823 572,555
28 784 21 952 5,2915 3,0366 87,965 615,752
29 841 24 389 5,3852 3,0723 91,106 660,520
30 900 27 000 Л 5,4772 3,1072 94,248 706,858
31 961 29 791 5,5678 3,1414 • 97,389 754,768
32 1024 32 768 5,6569 3,1748 100,531 804,248
33 1089 35 937 5,7446 3,2075 103,673 855,299
34 1156 39 304 5,8310 3,2396 106,814 907,920
35 1225 42 875 5,9161 3,2711 109,956 962,113
36 1296 46 656 6,0000 3,3019 113,097 1017,88
37 1369 50 653 6,0828 3,3322 116,239 1075,21
38 1444 54 872 6,1644 3,3620 119,381 1134,11
39 1521 59 319 Ф 6,2450 3,3912 122,522 1194,59
40 1600 64 000 6,3246 3,4200 125,664 1256,64
41 1681 68 921 6,4031 3,4482 128,81 1320,25
42 1764 74 088 6,4807 3,4760 131,95 1385,44
43 1849 79 507 6,5574 3,5034 135,09 1452,20
44 1936 85 184 6,6332 3,5303 138,23 1520,53
45 2025 91 125 6,7082 3,5569 141,37 1590,43
5
Продолжение
п и2 " /23 jA п п тиг
46 2 116 97 335 6,7823 3,5830 144,51 1661,90
47 2 209 103 823 6,8557 3,6088 147,65 1734,94
48 2 304 ПО 592 6,9282 3,6342 150,80 1809,56
49 2 401 117 649 7,0000 3,6593 153,94 1885,74
50 2 500 125 000 7,0711 3,6840 157,08 1963,50
51 2 601 132 651 7,1414 3,7084 160,22 2042,82
52 2 704 140 603 7,2111 3,7325 163,35 2123,72
53 2 809 148 877 7,2801 3,7563 165,50 2206,18
54 2 916 157 464 7,3485 3,7793 169,65 2290,22
55 3 025 166 375 7,415-2 3,8033 172,79 2375,83
56 3 136 175 615 7,4833 3,8259 175,93 . 2463,01
57 3 249 185 193 7,5498. 3,8485 179,07 2551,76
58 3 364 195 112 7,6153* 3,8709 182,21 2642,03
59 3 481 205 379 7,681-1 3,8930 185,35 2733,97
60 3 600 216 000 7,7460 3,9149 188,50 2827,43
61 3 721 225 981 7,8102 3,9365 191,64 2922,47
62 3 844 238 328 7,8740 3,9579 194,78 3019,07
63 3 959 250 047 7,9373 3,9791 197,92 3117,25
64 4 093 262 144 8,0009 4,0009 201,05 3216,99
65 4 225 274 625 8,0523 4,0207 204,20 3318,31
65 4 355 287 493 8,1240 4,0412 207,35 3421,19
67 4 489 ЗОЭ 763 8,1.854 4,0315 210,49 3525,65
68 4 624 314 432 8Д462 4,0817 213,63 3631,68
69 4 761 328 509 8,3035 4,1016 216,77 3739,28
70 4 900 343 000 8,3565 4,1213 219,91 3848,45
71 5 ОН 357 911 8,4251 4,1403 223,05 3959,19
72 5 184 373 248 8.4853 4,1602 226,19 4071,50
73 5 329 389 017 8,5449 4,1793 229,34 4185,39
71 5 476 405 224 8,6023 4,1983 232,48 4300,84
75 5 625 421 875 8,6603 4,2172 235,62 4417,85
75 5 776 438 976 8,7178 4,2358 238,76 4536,46
77 5 '929 456 533 8,7750 4,2543 241,90 4656,63
73 6 084 474 552 8,831’8 4,2727 245,04 4778,35
79 6 241 493 039 8,8882 4,2903 248,19 4901,67
80 6 400 512 000 8,9443 4,3089 251,33 5026,55
81 6 561 531 441 9,0000 4,3267 254,47 5153,00
82 6 724 551 368 9,0554 4,3445 257,61 5281,02
83 6 889 571 787 9,1104 4,3621 260,75 5410,61
84 7 056 592 704 9,1652 4,3795 263,89 5541,77
85 7 225 614 125 9,2195 4,3968 267,04 5674,50
86 7 396 635 055 9,2735 4,4140 270,18 5808,80
87 7 569. 658 503 9,3274 4,4310 273,32 5944,68
88 7 744* 681 472 9,3808 4,4480 276,46 6082,12
89 7 921 704 969 " 9,4340 4,4647 279,60 6221,14
90 8 100 729 000 9,4868 4,4814 282,74 6361,73
91 8 281 753 571 9,5394 4,4979 285,.88 6503,88
92 8 464 778 688 9,5917 4,5144 289,03 6647,61
93 8 649 804 357 9,6437 4,5307 292,17 6792,91
94 8 836 830 584 9,6954 4,5468 6939,78
95 9 025 857 375 9,7468 4,5629 298,45 7088,22
9> 9 216 884 735 9,7980 4,5789 301,59 7238,23
97 9 409 912 673 9,8489 4,5947 304,73 7389,81
98 9 604 941 192 9,8995 4,6104 307,88 7542,95
99 9 801 970 299 9,9499 4,6231 311,02 7697,69
103 10 000 1000 000 10,0000 1 4,6416 | 314,16 7853,98
6
Числовые значения часто встречающихся величин
Величина Значение Величина Значение Величина Значение
те . 3,1415926536 тс У те 5,568328 li/"X 0,977205
«К 2 1 2 * 4,4288 1,570796 3 , V* 1,464592 < к? 5,352372
1 з х 1,047197 3 У 2тс з 1,845270 Ki 0,682784
1 4 ” 0,785398 Ki 1,162447 3 }/" 2- 0,860254
1 0,523599 а п
6 1 То" 0,261799 у^ 3 2,145029 3 Ki 0,984745
12 тс У тс 4,601.149 1g ГС 0,4971499
Те * 0,196350 1 1g тс2 0,994300
1 0,318310 1g тс3 1,491450
-—г- ГС 32 0,098175
16 5,092958 1g У ГС 0,248575
64 Х 0,049087 3 _
64 20,371833 1g У ГС 0,165717
go" ” 0,034907 180 g 9,81
1 0,017453 57,295780 g2 96,2361
те тс
180 1 Уб 3,132090
тс 0,101321
КГ 2,221442 тс2 ГС yg 9,83974
ТС2 9,869604 1 те3 0,032252 У 2g 4,42940
ТС2 2,467401 1 0,010266 ГС У 2g *13,91536
ТС3 31,006277 тс4 1 : g 0,101936
ТС* 97,409091 1 тс6 0,003268 е е2 2,718281828 7,38906
тсв 306,019685 1
ТСв 961,389194 1 тс6 0,001040 ~~е 0,367879
кг 1,772454 т. / Г 1 е2 0,13534
1/ — 0,564190
У 2тс 2,506628 У тс К7 1,648720
1,253311 1 АГ У тс 0,797885 3 V в 1,39561
Примечание.
те — отношение длины окружности к диаметру;
g — ускорение земного притяжения (м/сек2);
е — основание натуральных логарифмов.
7
Линейные меры
Назва- ние меры 1 мм равен 1 см равен 1 м равен 1 км равен 1 дюйм равен
мм . . 1 10 1000 10« 25,400
см . . 0,1 1 100 10* 2,5400
м , . . 0,001 0,01 1 1000 0,0254
КМ . . 10—6 10—5 0,001 1 254 . 10—7
дюйм 0,03937008 0,3937008 39,37008 39370,08 1
Часто встречающиеся значения тригонометрических функций
Назва- ние функ- ций 0 и 360° 30° 45° 60° 90° 180° 270°
sin 0 ‘/2 = 0,5 i/8 У 2=0,707 1/2 У 3=0,866 + 1 0 —1
cos +1 i/2 У 3=0,866 i/2 V''2=0,707 ‘/2=0,5 0 — 1 0
tg 0 ‘/з '/’з=0,577 1 У 3=1,732 ±00 0 ±«
ctg ±00 У 3 = 1,732 1 ‘/з У 3=0,577 0 ±00 0
Значения тригонометрических величин для дополнительных углов
Назва- ние функ- ций —a 90°±a 180° ±a 270°±a 360° ± a
sin — sin a ± COS a T sin a — COS a ± sin a
cos 4-COS a + sin a — COS a ± sin a COS a
‘g — tg a ±ctg a ±tg a T ctg a ± tg a
ctg — Ctg a ± Ctg a + tg a ± ctg a
8
Зависимости между тригонометрическими функциями
Назва- ние функ- ций sin а cos a tg a ctga
sin а — — cos2a j- tga / 1+tg2 a ±— 1 — У l+ctg2a
cos а ±V 1—-sin2 a — у 1+tg2 a _J_ ctg a j/ 1 + ctg2 a
tga sin a 1—sin2 a .£]/r 1—cos2 a cos a — 1 ctg a
ctga l—sin2a sin a cos a |/ 1 — cos2 a 1 tg a —
Вычисление площадей F плоских фигур и объемов V
геометрических тел
Равносторонний
треугольник
(сторона треугольни-
ка равняется а)
Трапеция
Треугольник
F= / р (р~а) (p—b) (р—с) *
где b — полу периметр
F = 0,433а2, где а — сторона
треугольни ка
h (Ь+а)
9
Продолжение
10
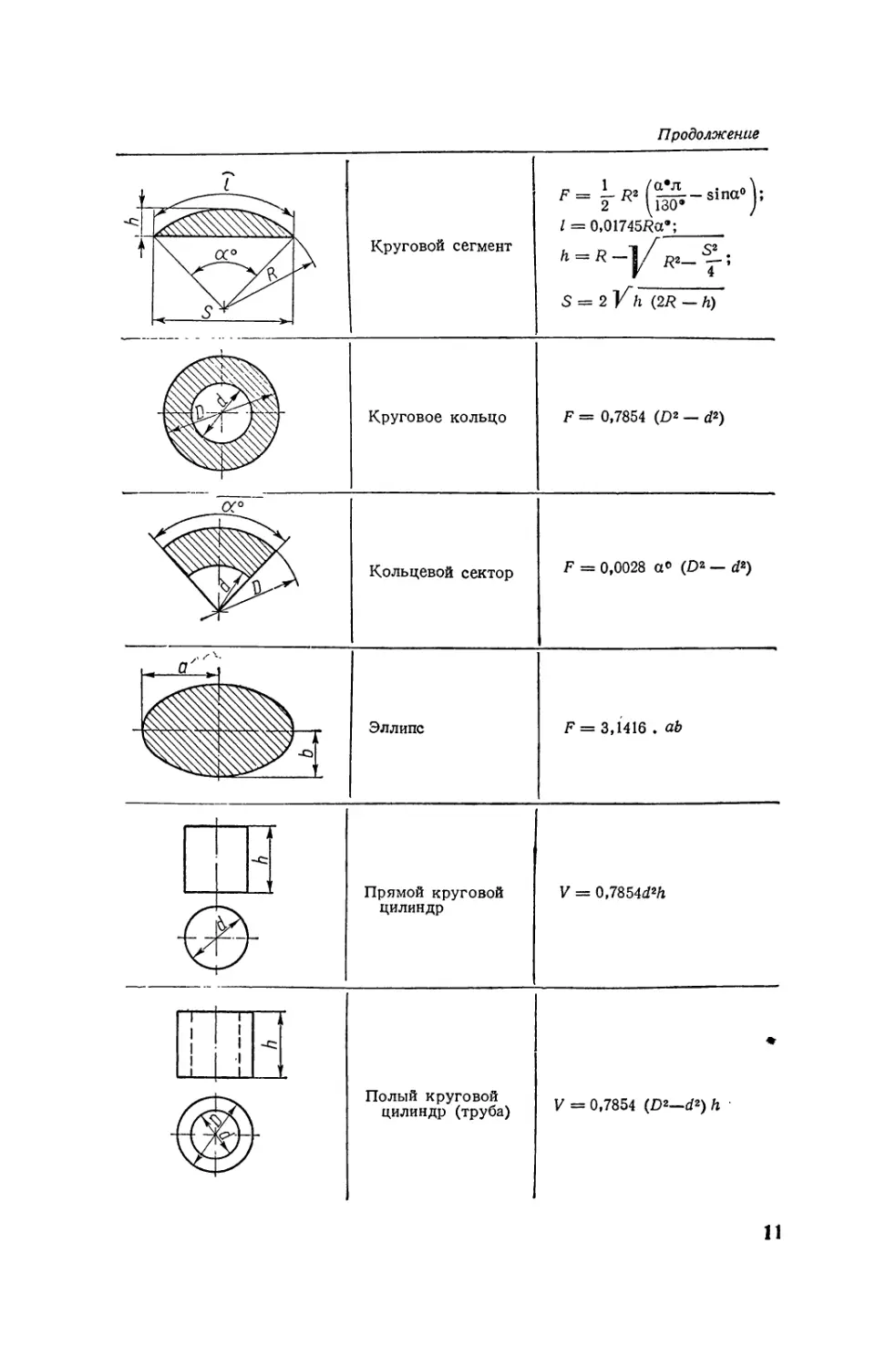
Продолжение
Круговой сегмент
I = 0,01745^a^
S = 2Vh (2R — h)
Круговое кольцо
F = 0,7854 (£2 __ ^2)
Прямой круговой
цилиндр
V = 0,7854^
Полый круговой
цилиндр (труба)
V = 0,7854 (D2—J2) h
11
Продолжение
12
Продолжение
МАШИНОСТРОИТЕЛЬНОЕ ЧЕРЧЕНИЕ
Глава I
ГЕОМЕТРИЧЕСКИЕ ПОСТРОЕНИЯ
ПРОВЕДЕНИЕ ПАРАЛЛЕЛЬНЫХ ПРЯМЫХ
На фиг. 1 показаны приемы проведения прямых, параллельных
данной прямой а, при помощи рейсшины и треугольников.
Сиг. 1.
Устанавливают треугольник 1 так, чтобы его катет совпал с на-
правлением заданной прямой а', после этого к другому катету тре-
угольника подводят второй треугольник,
линейку или рейсшину и перемещают тре-
угольник 1 в направлении, указанном стрел-
кой, на требуемое расстояние.
Нафиг. 2 показано построение прямой Ь,
параллельной прямой а на заданном от нее
расстоянии L.
Из любых двух точек, принадлежащих
прямой а, проводят дуги окружностей ра-
Ь, касательная к проведенным дугам ок-
ружности, будет параллельна прямой а.
Фиг. 2.
диусом R = L. Прямая
ПРОВЕДЕНИЕ ПЕРПЕНДИКУЛЯРНЫХ ПРЯМЫХ
Построение перпендикуляра к середине отрезка АВ (фиг. 3). Из
точек А и В, как из центров, радиусом, большим половины отрезка
АВ, проводят дуги окружностей до взаимного их пересечения в точ-
ках С и D. Прямая CD будет перпендикулярна к отрезку АВ в его
средней точке.
14
Построений перпендикуляра к прямой а в точке С, принадлежащей
прямой (фиг. 4,я). Из точки С, как из центра, произвольным радиусом
R проводят дугу окружности до пересечения
с прямой а в точках 1 и 2; радиусом г, боль-
шим отрезка 1 — С, проводят дуги окружно-
стей с центрами в точках 1 и 2 до взаимного
пересечения в точке D. Отрезок CD будет пер’
пендикулярен к прямой а.
Построение перпендикуляра к прямой а из
точки Су лежащей вне этой прямой (фиг. 4,6).
Приняв точку С за центр, проводят дугу окруж-
ности произвольным радиусом R, выбранным
так, чтобы дуга пересекала прямую а в двух
Фиг. 3.
точках — / и 2. Приняв точки 1 и 2 за цент-
ры, радиусом г, большим половины отрезка 1—2, проводят дуги
окружностей до пересечения их в точке D. Отрезок CD будет иско-
мым перпендикуляром.
Фиг. 4.
НАХОЖДЕНИЕ ТОЧКИ ПЕРЕСЕЧЕНИЯ ДВУХ ОТРЕЗКОВ
ПРЯМЫХ
На фиг. 5 показано нахожде-
ние точки пересечения отрезков
прямых АВ и CD, пересекающих-
ся под малыми углами.
Через точки А и В проводят две
взаимно параллельные прямые и
откладывают на них от точек С и
D произвольное число отрезков, со-
ответственно равных АС и BD,
так, как это показано на фиг. 5
(например, пять отрезков). Соединив
.прямой конечные точки 5 и 5', определяют более точно положение точ-
ки О пересечения заданных. отрезков прямых.
ДЕЛЕНИЕ ОТРЕЗКА ПРЯМОЙ НА РАВНЫЕ ЧАСТИ
Для того чтобы разделить отрезок АВ на п равных частей, из точки
А (или В) проводят прямую под произвольным углом к прямой АВ и
откладывают на ней п равных отрезков произвольной длины (на фиг. 6
15
длина отрезка равна а). Соединяют крайнюю точку М с точкой В.
Через все точки деления прямой проводят прямые, параллельные ВМ,
до пересечения в точках /, 2, ...6 с отрезком прямой АВ. На фиг. 6
отрезок АВ разделен на семь равных частей.
ДЕЛЕНИЕ УГЛОВ
, Деление угла а пополам (фиг. 7,а). Произвольным радиусом R из
вершины В заданного угла а проводят дугу окружности, пересекаю-
щую стороны угла в точках 1 и 2. Из точек 1 и 2, как из центров,
радиусом г, большим половины хорды 1—2, проводят дуги окруж-
ностей до пересечения их в точке D. Отрезок BD делит угол а по-
полам.
Деление угла а, образованного прямыми а и Ь, не пересекающимися
в пределах чертежа, пополам (фиг. 7,6). На произвольном расстоянии R
от заданных прямых проводят прямые ai и bi, соответственно им
параллельные (см. построение на фиг. 2). Угол а1? равный углу а,
делят пополам (см. построение на фиг. 7,а). Отрезок ОС разделит
пополам и угол а.
На фиг. 7,в приведен второй способ решения этой же задачи.
Через произвольную точку Oi, принадлежащую прямой а, проводят
прямую bi, параллельную Ь. Из точки Oi, как из центра, произволь-
ным радиусом R проводят дугу окружности до пересечения с пря-
мыми а и bi в точках 1 и 2. Отрезок, соединяющий точки 1 и 2, про-
должают до пересечения с прямой b в точке 3. Перпендикуляр ОС,
восставленный из середины отрезка 1—3, разделит пополам угол
а между прямыми а и Ь.
Деление прямого угла на три равные части (фиг. 7,г). Из вершины
В прямого угла а, как из центра, произвольным радиусом R про-
водят дугу окружности, пересекающую стороны угла в точках 1 и 2.
Из точек 1 и 2, как из центров, тем же радиусом R засекают на дуге
1—2 точки М и N. Отрезки ВМ и BN разделят угол а на три равные
части по 30°.
Построение угла, равного 60° (фиг. 7,д). На прямой а из точки В
(предполагаемой вершины угла) произвольным радиусом R про-
водят дугу окружности до пересечения с прямой а в точке С. Из точ-
ки С этим же радиусом проводят вторую дугу окружности, пересе-
кающую первую в точке D. Угол DBC равен 60°.
Деление угла а между прямыми а и b на заданное число равных
или неравных частей (фиг. 7,е). На некотором расстоянии R от задан-
16
ных прямых а и b проводят прямые fli и 61, соответственно им парал-
лельные. Из полученной от пересечения прямых а\ и bi точки О, как
из центра, произвольным радиусом проводят дугу CD и делят ее на
Фиг. 7.
заданное число частей. На фиг. 7,е дуга CD разделена на четыре нерав-
ные части. Прямые, соединяющие вершину О с точками деления /,
2 и <?, пересекут хорду CD в точках /0, 20 и 30. На произвольном рас-
стоянии от CD параллельно CD проводят прямую и на пересечении
ее с прямыми а и b отмечают точки Ci и Di. Точку Oi пересечения
продолжения отрезков CiC и DiD принимают за центр пучка лучей,
17
проходящих через точки /0> 2о и 30. Проведенные лучи пересекут
прямую CiDi в точках Л4, N и Е. Из точки М проводят прямую
т || отрезку 01, из точки N проводят прямую и || 02, из точки Е про-
водят прямую е || ОЗ. Прямые т, п и е разделят данный угол а на
четыре заданные (неравные) части.
ПОСТРОЕНИЕ ТРЕУГОЛЬНИКОВ
Построение треугольника по трем заданным сторонам — а, b и с
(фиг. 8,а). Откладывают на прямой отрезок АВ = а. Из точек А к В,
как из центров, радиусами, соответственно равными отрезкам b и с,
проводят дуги окружностей до взаимного их пересечения в точке
С; Д АВС — искомый треугольник.
Фиг. 8.
Построение треугольника по двум сторонам а и b и углу а между
ними (фиг. 8,6). Откладывают на прямой отрезок АВ = а. Из вер-
шины О данного угла а и из точки А отрезка прямой АВ проводят
дуги произвольного одинакового радиуса. Из полученной на отрезке
прямой АВ точки М радиусом, равным хорде 1—2 угла а, засекают
на дуге точку N. На продолжении отрезка прямой AN от точки А
откладывают отрезок АС, равный отрезку Ь, и соединяют точки С и В.
Построение треугольника по заданным углам а и р и стороне а
между ними (фиг. 8,в). Откладывают на прямой отрезок АВ = а.
В точках А и В строят углы, соответственно равные аир (см. по-
строение на фиг. 8,6). Точка пересечения продолжения отрезков
прямых AN и BNi определяет положение третьей вершины С тре-
угольника АВС.
ОПРЕДЕЛЕНИЕ ЦЕНТРА ОКРУЖНОСТИ И ЦЕНТРА
ДУГИ ОКРУЖНОСТИ
Для определения центра окружности (фиг. 9,а) проводят две
произвольные хорды а и Ь. Взаимное пересечение перпендикуляров,
восставленных в середине каждой хорды, определяет центр окруж-
ности (точку О).
18
На фиг. 9,6 показано нахождение центра дуги окружности (по-
строение аналогично предыдущему).
Фиг. 9.
ВЫПРЯМЛЕНИЕ ДУГИ ОКРУЖНОСТИ
Определение длины I дуги АВ окружности (приближенный способ,
фиг. 10).
Фиг. 10.
Через хорду АВ проводят перпендикуляр (фиг. 10,а), пересекаю-
щий дугу в точке /<. Из точек С и D, как из центров, радиусами г,
равными d — диаметру окружности, проводят две дуги до взаим-
ного их пересечения в точке Oi.
19
Расстояние между точками пересечения лучей OiA и OiB с каса-
тельной, проведенной к окружности в точке /С, определяет прибли-
женное значение спрямленной дуги (отрезок Л1В1).
Расстояние между точками Ci и Z>i определяет приближенную
длину полуокружности. При отсутствии центра окружности длина
дуги АВ (фиг. 10,6) может быть определена следующим путем: хорду
АВ делят на четыре равные части; одну четвертую часть откладывают
от точки В на дуге АВ\ полученную точку С соединяют с точкой деле-
ния 1. Отрезок 1—С равен половине длины дуги АВ; CD — прибли-
женное значение длины всей дуги АВ.
Определение длины окружности. Длину окружности определяют
по формуле / = nD, где Z — длина окружности, к = 3,14159, a D —
резок АВ, равный
диаметр окружности. На фиг. 11,а по-
казана длина I окружности диаметра D.
Графически длина окружности при-
ближенно может быть определена путем
суммирования длины двух сторон аз рав-
ностороннего треугольника и двух сто-
рон а4 квадрата, вписанных в окруж-
ность, как это показано на фиг. 11,6
(2аз + 2а4). Точность определения — 0,01.
На фиг. 11,в длина окружности опреде-
лена следующим способом: из центра О
под углом 30° проводят прямую до пе-
ресечения ее в точке А с касательной к
окружности; от точки А откладывают от-
трем радиусам 7?; из точки В, как из центра, радиу-
сом ВМ проводят дугу окружности до пересечения с касательной
прямой в точках С и D. Отрезок CD будет равен длине окружности.
Точность определения — 0,0001.
Определение приближенной длины очерка эллипса (фиг. 12). Для
определения длины очерка эллипса ACBD соединяют точки А и С
20
и из центра О радиусом, равным АС, засекают на осях эллипса точки
М и Af. Измерив длину отрезка MN, умножают ее на 3,14 и получают
приближенную длину очерка эллипса (/ = 3,14 • MN).
ПОСТРОЕНИЕ УКЛОНА И КОНУСНОСТИ
Уклоном i прямой т .относительно прямой k (фиг. 13,а) называется
отношение разности высот h двух точек А и В к горизонтальному
расстоянию Z между ними или отношение катета ВС к катету АС,
Уклон может быть выражен простой дробью, десятичной или в
процентах.
Построение уклона. От точки А (фиг. 13,6), взятой на прямой k,
по направлению к точке С откладывают п произвольных равных ча-
стей а, например шесть частей, а н’а перпендикуляре к прямой k, вос-
ставленном в точке С, одну часть а. Уклон гипотенузы АВ тре-
угольника АВС будет равен i = 1 : 6.
На фиг. 13,в показано построение профиля двутавровой балки
(верхней полки, уклон 1:6). Для этого откладывают от точки С
вправо и влево шесть произвольных, но равных частей и отмечают
точки А. Вниз от точки С откладывают отрезок ВС, равный одной
части. Соединив точку А с точкой В, получают прямые, уклон кото-
рых равен отношению 1 : 6. Через заданную точку D проводят пря-
мую, параллельную АВ,
На фиг. 13,г показано построение уклона 10%. Проводят горизон-
тальную прямую k, равную ста частям, а на перпендикуляре ВС к
отрезку АС откладывают десять таких же частей. Уклон гипотенузы
АВ треугольника АВС будет равен 10%.
21
На фиг. 13,(9 показано построение профиля швеллера (верхняя
полка, уклон 10%). Построение аналогично предыдущему (точка D
задана).
Перед размерным числом уклона следует добавить слово Уклон,
которое пишется параллельно направ-
Концсность лению, по отношению к которому за-
________ >—у----------— дан уклон.
Допускается взамен этого слова
---------- пРименять знак > , вершина угла
которого должна быть направлена в
__ ——сторону уклона (фиг. 13,е). Этот
-— -------знак особо рекомендуется к примене-
ф г 14 ншю в случаях, когда направление
уклона не явно выражено в графическом
изображении.
Конусностью К называется отношение разности диаметров D — d
двух поперечных сечений конуса (фиг. 14) к расстоянию / между ними:
D — d
К = —— = 2 tg а; К = 2Z.
На фиг. 15,а изображена деталь, конусность которой К = 1 : 5
/ D 6 1 д
D = 6 мм, Z = 30 мж, — — — — L
\ I 30 5 )
Фиг. Г5.
Конусность
На фиг. 15,6 изображен конический' штифт, конусность которого
равна отношению 1 : 50. При выбранной длине штифта I ==<60 мм и
малом диаметре d = 10 мм величина большого диаметра определяется
из уравнения
I 60
D = d + 5-0 = 10 + 50 = 11’2W
22
На фиг. 15,в изображен хвостовик, размеры которого D = 100,5 мм,
d = 87 мм и Z = 270 мм.
_D — d _ 100,5 — 87 1
% I ~ 270 20 ’
Угол конуса 2а — угол между образующими конуса в осевом
сечении (фиг. 14).
Угол уклона а (в конусе) — угол между образующей и осью конуса
(фиг. 14).
На фиг. 15,г показана оправка, внутренняя конусность которой
К = 1 : 20.
Конусности сопрягаемых конических поверхностей должны на-
значаться в соответствии с приведенными в табл. 1 значениями нормаль-
ных конусностей, принятых в машиностроении.
Таблица 1
Нормальные конусности
______________________(по ГОСТ 8593-57)_______________________
Конус- ность к Угол ко- нуса 2 а Угол укло- на а Исходное значение (К или 2 а) Конус- ность к Угол ко- нуса 2 а Угол уклона а Исходное значение (К или 2 а)
1:200 0° 17'11" 0°8'36" 1:200 1:7 8°10'16" 4*5'8" 1:7
1:100 0°34'23" 0°17'11" 1:100 1:5 11°25'16" 5*42'38" 1:5
1:50 1°8'45" х 0°34'23" 1:50 1:3 18°55'29" 9*27'44" 1:3
1:30 1’54'35" 0°57'17" 1:30 1:1,866 30° 15° 30°
1:20 2°51'51" 1°25'56" 1:20 1:1,207 . 45° 22°30' 45°
1:15 3°49'6" 1°54'33" 1:15 1:0,866 60° 30° 60°
1:12 4°46'19" 2°23'9" 1:12 1:0,652 75° 37°30' 75°
1:10 5°43'29" 2°51'45" 1:10 1:0,500 90° 45° 90°
1:8 7°9'10" 3°34'35" 1:8 1:0,289 120° 60® 120°
Примечание. Расчетные значения угла конуса и угла наклона приведены в таб-
лице с точностью до 1", а расчетные значения знаменателя в выражении, определя-
ющем конусность, —с точностью до 0,001. Значения, принятые исходными при рас-
чете, указаны в таблице.
Кроме конусностей общего назначения допускаются к применению конусности спе-
циальных назначений, область распространения которых регламентирована в стан-
дартах на конкретные изделия.
Перед размерным числом, характеризующим конусность, следует
наносить условный знак <, вершина которого должна быть направлена
в сторону вершины конуса (фиг. 15,а, б, д).
Допускается взамен этого знака давать надпись Конусность, распо-
лагая ее параллельно оси конуса (фиг. 15, в, г, е). В случаях, когда
направление конусности на графическом изображении выражено не
явно, надпись применять не следует.
ПОСТРОЕНИЕ СТОРОН ПРАВИЛЬНЫХ МНОГОУГОЛЬНИ-
КОВ, ВПИСАННЫХ В ОКРУЖНОСТЬ; ДЕЛЕНИЕ
ОКРУЖНОСТИ НА РАВНЫЕ ЧАСТИ
Построение стороны правильного треугольника, вписанного в окруж-
ность данного радиуса (фиг. 16,а). Из произвольной точки С на окруж-
ности проводят радиусом R дугу, которая пересекает окружность в
точках 1 и 2. Расстояние между этими точками равно длине стороны аз
равностороннего треугольника.
23
24
Построение стороны квадрата, вписанного в окружность (фиг. 16/).
Построение стороны показано на чертеже.
Построение стороны правильного пятиугольника, вписанного в
окружность (фиг. 16,в). Из точки /С, середины отрезка ОВ, как из центра,
описывают дугу окружности радиусом, равным КС, до пересечения
с диаметром АВ в точке М. Отрезок СМ определяет длину стороны
пятиугольника. Из точки С радиусом г, равным СМ, засекают на
окружности точки 1 и 3 и определяют положение точек 4 и.5; соединив
точки 1—2—3—4—5, получают правильный пятиугольник.
Построение стороны правильного шестиугольника, вписанного в
окружность (фиг. 16,а). Сторона а6 правильного шестиугольника равна
радиусу окружности. Построение показано на чертеже.
Построение стороны правильного семиугольника, вписанного в окруж-
ность (фиг. 16,д). Из точки С, как из центра, радиусом R=OC проводят
вспомогательную дугу окружности. Половина полученной хорды
1— К (отрезок 1 — М) с достаточным приближением равна стороне а?
семиугольника.
Построение стороны п-угольника, вписанного в окружность (фиг. 17).
Диаметр CD делят на п равных частей (в данном примере на одиннад-
цать). Из точки D, как из центра, радиусом, равным DC, проводят
дугу окружности до пересечения с горизонтальной осью в точках А
и В. Из точек А и В проводят лучи через четные или нечетные деления
диаметра CD. В точках пересечения лучей с окружностью получают
искомые вершины сторон п-угольника.
Общий способ построения правильных вписанных многоугольников
по данной стороне а (фиг. 18). Из точек А и В радиусом, равным сто-
роне а, описывают две дуги окружностей, пересекающиеся в точках
О и 06. Перпендикуляры, восставленные из точек А и В к стороне а,
пересекая проведенные дуги, определяют стороны квадрата. В точке
пересечения диагонали квадрата АС с вертикальной осью буДет на-
ходиться центр окружности О4, в которой сторона а уложится четыре
раза. Величину отрезка 040в делят пополам и находят О5 — центр
окружности, в которой сторона а уложится пять раз. Величину О5О6
откладывают от точки О6 вверх и отмечают центры Oq, О %, О9 и т. д.
Точки О4, О5, О6 и Oq — центры окружностей радиусов О4— А; 0$—А;
О6 — А и т. д., в которых данная сторона а содержится соответственно
4, 5, 6, ... и т. д. раз.
Нахождение центра О окружности, описанной вокруг треуголь-
ника АВС (фиг. 19,а). Центр О находят в точке пересечения перпенди-
куляров, проведенных к серединам сторон треугольника.
Нахождение центра окружности, описанной около п-угольника или
вписанной в него (фиг. 19,6). Для нахождения центра О окружности,
описанной вокруг п-угольника, по данной стороне АВ проводят пер-
пендикуляр CD к середйне стороны АВ. На этом перпендикуляре выби-
рают произвольную точку 01 и, приняв ее за центр п-угольника, про-
извольным радиусом описывают окружность и строят n-угольник так,
чтобы его сторона А1В1 была параллельна АВ. Через точки А и В
проводят прямые, соответственно параллельные прямым Д1О1 и В1О1, и
находят на CD центр О.
На фиг. 20 центр окружности, вписанной в треугольник АВС,
находят в точке пересечения биссектрис углов треугольника.
Для определения с достаточной для практики точностью длины
стороны любого правильного многоугольника или для деления окруж-
ности на любое количество равных частей можно воспользоваться
25
26
данными, приведенными в табл. 2, по которым при заданном радиусе
окружности можно определить длину стороны а многоугольника.
Если необходимо построить правильный многоугольник, зная длину
его стороны, а не радиус описанной окружности R, то можно восполь-
зоваться данными, приведенными в табл. 3.
Фиг. 19.
Фиг. 20.
Таблица 2
Длины сторон многоугольника
п — число сторон многоугольника или число делений окружности а — длина сторо- ны многоуголь- ника п — число сторон многоугольника или число делений окружности а — длина сторо- ны многоуголь- ника
3 1,732 R 14 0,445 R
4 1,414 R 15 0,410 Я
5 1,175 R 16 0,390 R
6 1,000 R 17 0,368 R
7 0,868 R 18 0,347 Я
8 0,765 R 19 0,329 R
9 0,684 R 20 0,313 R
10 0,618 R 21 0,298 R
И 0,563 R 22 0,285 R
12 0,518 R 23 0,272 R
13 0,479 R 24 0,261 Я
27
Таблица 3
Зависимость радиуса описанной окружности R от длины стороны а
многоугольника
п — число сторон R — величина радиуса описанной окружности п — число сторон R — величина ра- диуса описанной окружности
3 0,577 а 8 1,307 а
4 0,707 а 9 1,462 а
5 0,851 а 10 1,618 а
6 1,000 а 11 1,755 а
7 1,152 а 12 1,932 а
СОПРЯЖЕНИЯ
Сопряжением линий называется плавный переход по кривой от одной
линии к другой.
Построение сопряжений основано на свойствах касательных к кривым
и сводится к определению положения центра сопрягающей дуги и точек
сопряжения, т. е. точек, в которых заданные линии переходят в сопря-
гающую дугу.
Построение сопряжения сторон прямого угла с дугой заданного радиуса
(фиг. 21, а). Центр скругления О находят в точке пересечения двух пря-
мых, проведенных параллельно сопрягаемым сторонам на расстоянии,
Фиг. 21.
равном значению радиуса скругления R. Точки сопряжения 1 и 2 нахо-
дят на пересечении перпендикуляров, проведенных из центра О к сопря-
гаемым сторонам.
Стороны в данном случае будут касательными в точках 1 и 2 к дуге
окружности радиуса R.
Построение сопряжения сторон острого угла с дугой заданного ради-
уса (фиг. 21,6). Центр скругления О находят в точке пересечения двух
прямых, проведенных параллельно сопрягаемым сторонам, на рас-
стоянии, равном значению радиуса скругления R. Опуская из центра О
перпендикуляры на сопрягаемые стороны, получают точки сопря-
жения 1 и 2.
28
Построение сопряжений сторон тупого угла с дугой заданного ради*
уса (фиг. 21,в). Центр скругления О и точки сопряжения 1 и 2 находят
аналогично предыдущим построениям.
Построение сопряжения двух пересекающихся прямых I и h с дугами
данных радиусов R и г (фиг. 22). На перпендикуляре, восставленном
к прямой I в точке Л, откладывают от заданной точки А величину
радиуса R и получают центр сопряжения О. Для нахождения второго
центра 01 проводят на расстоянии г от за-
Ч данной прямой h прямую /г, параллель-
ную /1.
Радиусом R + г из центра О засекают на
прямой /г центр 01 второй дуги. На линии
I центров 001 находят точку 1 сопряжения
) двух дуг. Точка пересечения перпендикуля-
У ра, восставленного из центра 01 к прямой Zi,
ХУ/у-"[2 определяет положение точки 2 сопряжения
—------------Г второй дуги с прямой Z1.
- ~Построение сопряжения двух параллель-
2 ных прямых I и h при условии, что рассто-
Фиг. 22. яние между этими прямыми равно сумме со-
прягаемых радиусов R + г (фиг. 23 ,а). Дана
точка сопряжения А. Линия центров в этом случае будет параллель-
на сопрягаемым прямым. Построение производят аналогично постро-
ениям, приведенным на фиг. 22.
Построение сопряжения двух параллельных прямых I и h по данным
точкам сопряжения А и В и произвольной точке 1 сопряжения двух
дуг (фиг. 23,6). Из середины отрезков 1— В и 1— А восставляют пер-
пендикуляры до пересечения их в точках 01 и О с перпендикулярами,
восставленными из точек В и А к прямым I и Zi. О и 01 — центры со-
пряжения, а ДО и BOi — радиусы сопряжений.
Построение сопряжения окружности радиуса R с прямой I дугой
заданного радиуса г (фиг. 24,а). На прямой Zi, параллельной Z и отстоя-
щей от нее на расстоянии г, засекают из центра О радиусом R + г
центр сопряжения 01. Точка сопряжения 1 лежит на пересечении
линии центров 001 с окружностью. Точка сопряжения 2 находится
в точке пересечения перпендикуляра, опущенного из 01 на прямую Z.
Построение сопряжения окружности радиуса R с прямой I (фиг. 24,6).
На прямой Z задана точка сопряжения 2. Из точки 2 восставляют пер-
пендикуляр к прямой Z и откладывают на этом перпендикуляре рас-
стояние 2— С, равное R. Соединяют точку С с центром О. Перпенди-
куляр, восставленный к середине отрезка ОС, пересечет отрезок 2—
С в точке 01 — центре сопряжения. Вторая точка сопряжения 1
29
находится на пересечении линии центров 001 с окружностью. Радиус
сопряжения г равен Oi — 1.
Построение сопряжения прямой I с дугой радиуса R в данной на
дуге точке сопряжения 1 (фиг. 24,в и г). Через данную на дуге точку
Фиг. 24.
прямую, касательную к окружности радиуса
/ и проведенной касательной делят пополам.
сопряжения 1 проводят
R. Угол между прямой
Центр сопряжения Oi находят*на пересечении биссектрисы угла с про-
должением прямой О — 1. Ок-
ружность радиуса г = Oi — lt
проведенная из центра сопря-
жения Oi, касается окружности
радиуса R и данной прямой Z.
Построение сопряжения ок-
ружности радиуса R с прямой,
проходящей через данную точ-
ку Oi (фиг. 25). Соединяют точ-
ку Ох с центром О окружности.
Расстояние 001 делят пополам.
Из полученной точки Оз, как из центра, радиусом ОзО проводят дугу
окружности, пересекающую заданную окружность в точке 1. Каса-
тельная 1— Oi к окружности перпендикулярна к радиусу О— 1.
Точка 1 — искомая точка сопряжения.
30
Построение внешней касательной к двум окружностям радиусов
R и г (фиг. 26,а). Из центра О проводят вспомогательную окружность
радиусом R — г п находят точку /1 (построение точки h аналогично
построению точки 7, приведенному чна фиг. 25). Соединяют точки Oi
и h прямой и проводят прямую /, параллельную отрезку прямой
h. Радиусы, проведенные из центров О и Oi перпендикулярно к пря-
мой /, определяют точки сопряжения 1 и 2. Аналогично находят точки
Фиг. 26.
сопряжения 3 и 4. Если радиусы окружностей равны, то точки сопря-
жения будут лежать на перпендикулярах, проведенных из центров
окружностей к линии центров.
"На фиг. 26,6 точки сопряжения /, 2, 3 и 4 находят путем построе-
ний, аналогичных построениям, приведенным на фиг. 26,а. Вспо-
могательную окружность в этом случае проводят радиусом R + г.
Построение сопряжения дугами окружностей трех пересекающихся
прямых I, h и /г при одном заданном радиусе сопряжения R (фиг. 27,а).
Проводят на расстоянии R прямую 1з параллельно прямой h. Пере-
сечение биссектрисы угла при вершине А с прямой /з определяет
31
точку О—центр первого сопряжения. Основания перпендикуляров, опу-
щенных из центра О на прямые / и /|, определяют точки сопряжения 1
и 2. Центр второго сопряжения Oi находят в точке пересечения бис-
сектрисы угла при вершине В с продолжением перпендикуляра О — 2.
Точка сопряжения 3 является основанием перпендикуляра, опущен-
ного из центра Oi на прямую /г.
В
Фиг. 27.
Построение сопряжения дугами окружностей четбцэех пересекаю-
щихся прямых I, ht h и /з (фиг. 27,6). Произвольно выбранную точку О,
лежащую на биссектрисе угла при вершине А, принимают за первый
центр сопряжения. Перпендикуляры, опущенные из этого центра,.,
прямые I и /1, определяют точки сопряжения 1 и 2. Центр Oi второго
сопряжения находят на пересечении биссектрисы угла при вершине
32
В с перпендикуляром О — 2. Третий центр Оъ находят на пересече-
нии биссектрисы угла при вершине С с продолжением перпендикуляра
Oi — 3.
Построение сопряжения двух дуг окружностей (фиг. 28). Случай
внешнего касания показан на фиг. 28,а, а случай внутреннего каса-
ния — на фиг. 28,6. Точка касания 1 лежит на линии центров ОО±.
Расстояние между центрами О и Oi равно:
R + г — для случая внешнего касания и
— г — для случая внутреннего касания.
Фиг. 28.
Построение центра Oi сопрягаемой дуги при известных', точке 1
сопряжения на окружности данного радиуса R и точке 2, через кото-
рую проходит дуга сопряжения (фиг. 29,а и б). К середине отрезка
1 — 2 проводят перпендикуляр. Точка пересечения прямой О — 1
(или ее продолжения) с проведенным перпендикуляром определяет
центр Oi сопрягаемой дуги.
Фиг. 29.
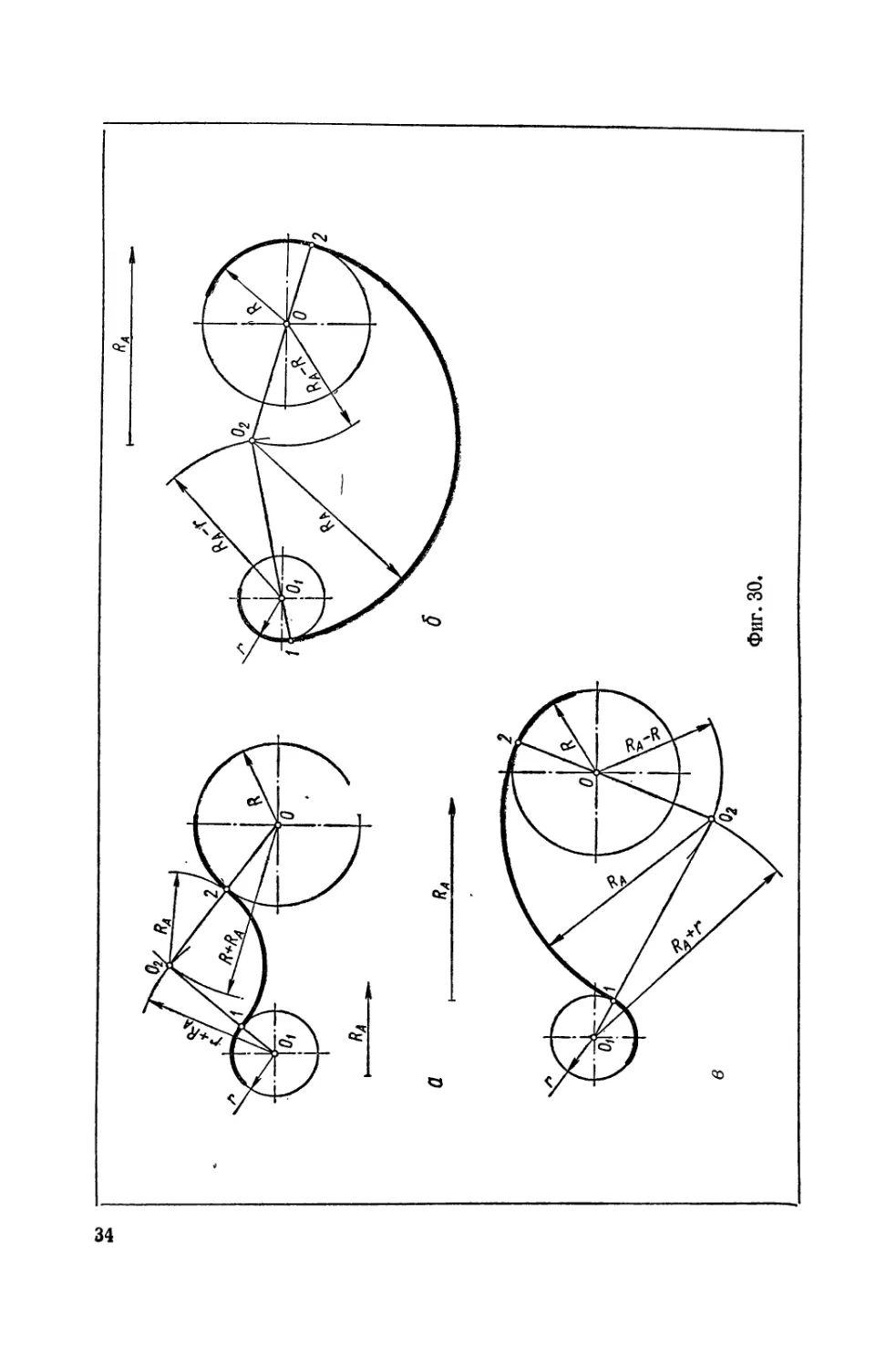
Построение сопряжения двух дуг окружностей радиусов R и г дугой
заданного радиуса RА (случай внешнего касания, фиг. 30, а). Из цен-
тра Oi радиусом, равным r+ RA, и из центра О радиусом, равным
Я + Яд, проводят дуги окружностей, точка О2 пересечения которых
определяет центр сопрягаемой дуги. Точки сопряжения 1 и 2 нахо-
дятся соответственно на линиях центров O1O2 и 00г.
Для случая сопряжения, приведенного на фиг. 30,6, центр О2 на-
<. Л;ят в точке пересечения дуг окружностей радиусов RA— г и Яд— Я,
проведенных из соответствующих центров Oi и О.
2 1809 33
Построение сопряжения двух окружностей радиусов R и г дугой
данного радиуса RA (смешанное сопряжение, фиг. 30, в). Центр сопря-
жения Оъ находят в точке пересечения дуг окружностей радиусов
Ra — R и RaA- г, проведенных из центров О и Oi. Точки сопряжения 1
и 2 находятся соответственно на линиях центров O1O2 и ООг.
ПРОВЕДЕНИЕ КАСАТЕЛЬНЫХ ОКРУЖНОСТЕЙ
Вписывание в данную окружность трех равных касательных окруж-
ностей (фиг. 31 ,а). Из конечной точки 1 вертикального диаметра окруж-
ности проводят касательную 1 — А. Заданную окружность делят на
Фиг. 31.
шесть равных частей и точки деления соединяют с центром О окруж-
ности.
Угол, образованный при пересечении касательной 1 — А с про-
долженным диаметром 5—2, делят пополам. Пересечение проведенной
2* 35
биссектрисы с вертикальным диаметром определяет положение цен-
тра Oi первой окружности. В точках пересечения окружности радиуса
001 с лучами О — 3 и О — 5 будут находиться центры О2 и Оз второй
и третьей окружностей. Точки касания окружностей лежат на пря-
мых, соединяющих центры.
Вписывание в данную окружность четырех равных касательных
окружностей (фиГ. 31,6). Заданную окружность делят на восемь рав-
ных частей. Из точек деления 1 и 3 восставляют перпендикуляры к
диаметрам окружности до их взаимного пересечения в точке А. Точку А
соединяют с центром О.
Образованный угол а
R
Фиг. 32.
ными
радиусами О — / и О — 9.
делят пополам. Центр Oi
первой окружности на-
ходится на пересечении
проведенной биссектрисы
с вертикальным диамет-
ром.
Дальнейшее построе-
ние аналогично предыду-
щему.
Вписывание в данную
окружность пяти равных
касательных окружностей
(фиг. 31,в). Заданную ок-
ружность делят на десять
равных частей и соединя-
ют точки деления с цент-
ром О. В точке 10 прово-
дят прямую Z, касатель-
ную к данной окружно-
сти.
Углы а образованы
при пересечении каса-
тельной Z с продолжен-
Последовательность дальнейшего
построения аналогична предыдущему.
Построение четырех касательных окружностей заданных радиусов
(фиг. 32). Радиусом R проводят первую окружность. Из центра О
этой окружности радиусом R + R*A проводят дугу окружности и в
произвольном месте на ней отмечают центр Oi второй окружности.
Радиусом RA строят вторую окружность. Из центра О радиусом R +
+ RB и из центра Oi радиусом RA + RB проводят дуги окружностей
до взаимного их пересечения в точке О2 — центре третьей окружности
радиуса RB. Из центра Oi радиусом RA + Rc и из центра О2 радиусом
RB + Rc проводят дуги окружностей до взаимного их пересечения
в точке Оз. Проводят четвертую окружность радиуса Rc с центром Оз-
Точки касания лежат на линии центров.
Проведение окружностей, касательных к прямой I и к данной окруж-
ности (фиг. 33,а). Из центра О данной окружности восставляют пер-
пендикуляр О — 1 к прямой Z. Отрезок 1 — D делят пополам и на-
ходят центр Oi первой окружности. Проводят касательную С — 2
к окружности с центром в точке Oi. Пересечение биссектрисы угла
36
А2С с перпендикуляром, восставленным из центра Oi к касательной
С — 2, определяет центр Оъ второй окружности. Центр Оз находят
аналогично.
Фиг. 33.
Проведение окружностей, касательных к прямой, пересекающей дан-
ную окружность в точках А и В (фиг. 33,6). Из центра О данной ок-
ружности восставляют перпендикуляр О — 1 к отрезку прямой АВ.
Отрезок 1 — D делят пополам и находят центр Oi первой окруж-
ности. Проводят касательную С — 2 к первой окружности с центром
в точке Oi. Пересечение биссектрисы угла АМ2 с дугой радиуса R
определяет центр О2 второй окружности. Аналогично находят центры Оз,
04 и т. д. Для определения центров внешних касательных окруж-
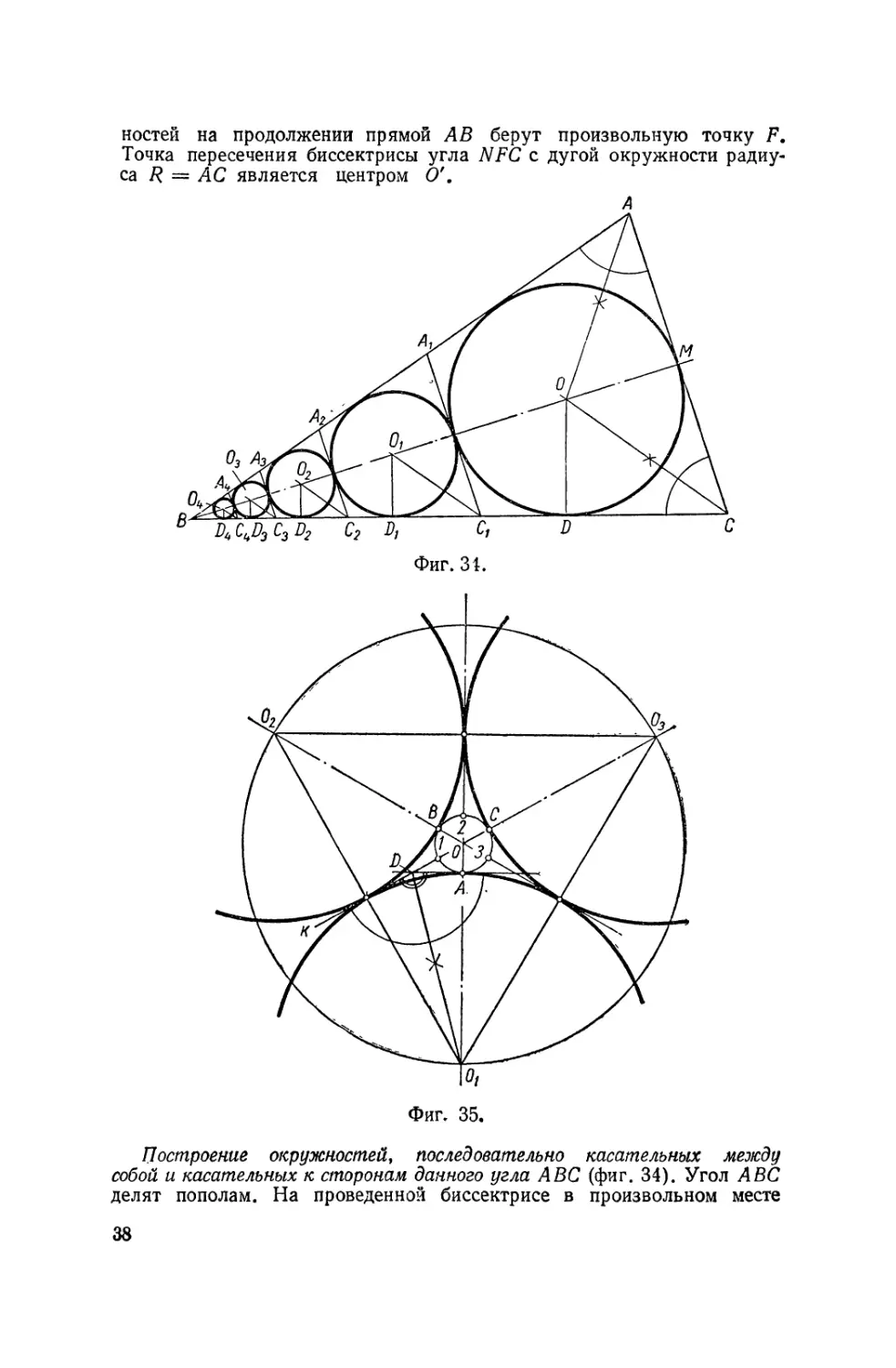
37
ностей на продолжении прямой АВ берут произвольную точку F.
Точка пересечения биссектрисы угла NFC с дугой окружности радиу-
са R = АС является центрОхМ О'.
Построение окружностей, последовательно касательных между
собой и касательных к сторонам данного угла АВС (фиг. 34). Угол АВС
делят пополам. На проведенной биссектрисе в произвольном месте
38
берут точку М и через нее проводят отрезок АС, перпендикулярный
к биссектрисе ВМ.
Точка пересечения биссектрис углов ВАМ и ВСМ определяет
центр О первой окружности. Длина перпендикуляра OD, опущенного
из точки О на прямую ВС, будет равна величине радиуса окружности,
проведенной из центра О. Аналогично находят центры и радиусы дру-
гих окружностей.
Проведение трех внешних окружностей, касательных к окруж-
ности с центром О (фиг. 35). Заданую окружность делят в точках
1, 2, 3, А, В и С на шесть равных частей, и точки деления соединяют
с центром О. Касательная к окружности, проведенная из точки А,
составит с продолжением радиуса О — 1 угол ADK. Пересечение
биссектрисы угла ADK с продолжением радиуса ОА определяет поло-
жение центра Oi первой окружности. Радиусом 001 из центра О про-
водят окружность, точки пересечения которой с продолженными ради-
усами ОВ и ОС являются центрами О2 и Оз. Точки касания лежат на
линии центров.
ПОСТРОЕНИЕ СРЕДНЕГО ПРОПОРЦИОНАЛЬНОГО
ОТРЕЗКА
Для нахождения третьего сред-
него пропорционального отрезка I
между двумя данными отрезками т
и п проводят из точки О (фиг. 36),
середины отрезка АВ, равного т + п,
полуокружность радиуса О А. Из ко-
нечной точки отрезка т (точки С)
восставляют перпендикуляр до пере-
сечения его с полуокружностью в
точке D. Отрезок CD = I является
средним пропорциональным к отрез-
кам т и п, т. е.
т I
I ~ п ’
Фиг. 36.
ПОСТРОЕНИЕ РАВНОВЕЛИКИХ ПО ПЛОЩАДИ ФИГУР
Построение прямоугольника, равновеликого, данному (фиг. 37,а).
Дана высота h искомого прямоугольника и прямоугольник ABCD.
Откладывают на продолжении стороны AD прямоугольника ABCD
отрезок AN = h. Точку N соединяют с точкой В и, продолжая пря-
мую BN до пересечения с продолжением стороны DC, определяют
точку F. Отрезок ВК — CF является второй стороной искомого пря-
моугольника. Прямоугольник MLKB равновелик прямоугольнику
ABCD.
Построение треугольника, равновеликого данному (фиг. 37,6). Дан
треугольник АВС и высота h искомого треугольника. Для построения
треугольника, высота которого равна h, равновеликого данному тре-
угольнику АВС, проводят прямую I параллельно стороне треуголь-
ника АС на заданном от нее расстоянии h. Произвольную точку D,
39
взятую на прямой /, соединяют с точками А и С. Через вершину В
треугольника ЛВС проводят прямые BE |j AD и BF || DC. треуголь-
ник EDF равновелик треугольнику АВС.
Фиг. 37.
Построение треугольника, равновеликого
(фиг. 37,в). Задан прямоухольник ABCD.
данному прямоугольнику
Удваивают сторону DA
прямоугольника и через полученную точку F проводят прямую Z,
Фиг. 38.
параллельную АВ. Соединяя произволь-
ные точки (/, II, и III), выбранные на
прямой I, с точками D и С, получают
треугольники IDC, IIDC и IIIDC, равно-
великие данному прямоугольнику ABCD.
Построение квадрата, равновеликого
данному треугольнику (фиг. 37,г). Осно-
вание АС данного треугольника АВС де-
лят пополам (точка О). При вершине С
строят прямой угол ACD (точку D нахо-
дят на пересечении отрезка CD с отрезком
BD, проведенным из вершины В парал-
лельно АС), на продолжении АС отклады-
вают отрезок CDi, равный CD, и строят
для отрезков ОС и CDi среднюю пропор-
циональную величину СЕ (см. фиг. 36),
которая будет стороной искомого квадра-
та. Квадрат CEFK равновелик треуголь-
нику АВС.
Построение круга, равновеликого сумме площадей двух данных кру-
гов (фиг. 38). Гипотенуза RB прямоугольного треугольника, у кото-
40
рого катеты 7? и соответственно равны радиусам данных кругов,
будет радиусом искомого круга.
Построение квадрата, площадь которого вдвое меньше площади
данного (фиг. 39,а). ОВ — половина диагонали данного квадрата
A BCD является стороной квадрата ОВКС, площадь которого в два
раза меньше площади квадрата ABCD. Аналогичное построение можно
продолжать и дальше.
Построение квадрата, площадь которого вдвое больше площади
данного (фиг. 39,6). Из точки D, как из центра, радиусом, равным диа-
гонали BD, проводят дугу окружности до пересечения с продолжением
сторон AD и DC в точках Ai и Ci. Площадь квадрата Ai, B1C1D вдвое
больше- площади квадрата ABCD и т. д.
Фиг, 40.
‘ Деление площади круга на две равные части (фиг. 40,а). В задан-
ном круге радиуса О А соединяют точки А и В — конечные точки
вертикального и горизонтального диаметров. В пересечении отрезка
АВ с биссектрисой угла АОВ определяют точку N. Радиусом ON про-
водят окружность, которая делит площадь данного круга на две рав-
ные части.
Деление площади круга на п равных частей (фиг. 40,6). Радиус
АО данного круга делят на п равных частей, например на пять. Из
41
точки Oi (середина отрезка ОД) радиусом ОгА проводят полуокруж-
ность. Из точек деления /, 2, 3 и 4 восставляют перпендикуляры к
отрезку О А до пересечения с дугой полуокружности в точках /, //, /7/,
IV. Радиусами 0 — 1, О —II, О —III, О — IV проводят окруж-
ности, которые и поделят площадь данного круга на п (5) равных
частей.
Деление'треугольника на две равновеликие части (фиг. 41,а). ^Вер-
шину В треугольника соединяют с серединой стороны АС (точкой О).
Медиана ВО поделит площадь треугольника АВС пополам. Соединяют
данную на стороне АВ точку D с точкой О и проводят через точку В
отрезок BF, параллельный отрезку DO. Соединяют точки D и F.
Треугольник ADF равновелик треугольнику АВО или треугольнику
АВС, разделенному пополам.
Фиг. 41.
Деление треугольника на две равновеликие части прямой, парал-
лельной одной из его сторон (фиг. 41,6). Сторону АС данного треуголь-
ника АВС делят пополам (точка О). Из точки О радиусом О А про-
водят полуокружность. Из центра А радиусом АЕ проводят дугу окруж-
ности, которая пересекается со стороной АС в точке F. Отрезок FD,
проведенный параллельно стороне ВС, разделит треугольник АВС
на две равновеликие части.
Деление треугольника на две равные части линией, перпендикуляр-
ной к одной из его сторон (фиг. 41,в). Из вершины В треугольника АВС
опускают перпендикуляр BD на сторону АС. Отрезок AD делят по-
полам (точка Oi) и радиусом OiA проводят полуокружность. Опре-
деляют точку Е пересечения полуокружности с перпендикуляром,
проведенным через середину стороны АС. Радиусом АЕ из центра А
проводят дугу окружности, которая пересечет сторону АС в точке F.
Из этой точки восставляют перпендикуляр FK.
Площадь треугольника AFK равна половине площади треуголь-
ника АВС.
ПОСТРОЕНИЕ ОВАЛОВ
Овалом называется выпуклая замкнутая плоская кривая, образуе-
мая из сопряженных дуг окружностей разных радиусов.
Построение овала по данному отрезку АВ (фиг. 42,а). Из центра О
АВ
проводят окружность радиуса Д = -у, Из точек А и В, как из
центров, проводят дуги окружностей радиусом = АВ до пере-
42
сечения с продолжением отрезков AOi и BOi в точках F и £. Радиу-
сом RB = OiF из центра Oi проводят дугу окружности EDF.
Построение свала удлиненной формы
(фиг. 42,6). Из точки О, как из центра,
проводят дугу окружности радиусом
Rc >R до пересечения с АВ в точках О2
и Оз. Остальные построения аналогичны
предыдущим.
Построение овала тупой формы (фиг.
42 ,в). В этом случае, в отличие от по-
строения, приведенного на фиг. 42,6,
окружность проводят радиусом Rc < R.
Построение овала по заданной большой
оси АВ (фиг. 43,а). Отрезок АВ делят на
четыре равные части. Из полученных то-
чек О и 01, как из центров, радиусом
Ra = 001 проводят дуги окружностей до
взаимного их пересечения в точках Ог и
Оз. Из центра О радиусом R = ОА про-
водят дугу окружности до пересечения
ее с продолжением прямых 00г и ООз
в точках С и D, являющихся точками
сопряжения. Аналогично получают точки
Е и F. Дуги СЕ и DF проводят из цент-
ров Ог и Оз радиусом RB. На фиг. 43,6
показано построение овала путем деле-
ния его большой оси на три равные ча-
сти. В остальном построение аналогично
предыдущему.
Построение овала по данной большой
оси АВ = 1 и малой, равной А I (фиг.
43,в). Для определения центров 01 и Ог
откладывают по горизонтали от точек А
и В отрезки, равные Z. Центры Оз и
04 находят, откладывая по перпендику-
ляру от точки О (середины отрезка пря-
мой АВ) отрезки ООз = 004 = Z. Точки
сопряжения С и D определяют на про-
должении отрезков O1O3 и 0iO4. Анало-
гично находят точки Е и F. Радиусы со-
пряжений соответственно равны: R =
= OiA = О2В; Ra = ОзС = 04О = 04Е.
6
Фиг. 42.
Построение овала по двум заданным осям АВ и CD (фиг. 43,г). На
прямой, соединяющей точки А и С, откладывают от точки С отрезок
СМ, равный разности полуосей овала, т. е. СМ = О А — ОС. Вос-
ставляют перпендикуляр ’ к середине отрезка AM и продолжают его
до пересечения с осями овала в точках Oi и 02. Точки Оз и 04 симмет-
ричны точкам 01 и Ог относительно осей овала. Полученные точки
01, Ог, Оз и 04 являются центрами, а Е, F, Ei и Fi — точками сопря-
жений.
43
Фиг. 43.
ПОСТРОЕНИЕ ОВАЛОВ ПРИ ИЗОБРАЖЕНИИ ГЛАВНЫХ
СЕЧЕНИЙ ШАРОВЫХ ПОВЕРХНОСТЕЙ В ПРЯМОУГОЛЬ-
НОЙ ИЗОМЕТРИЧЕСКОЙ ПРОЕКЦИИ
Построение экваториального сечения (восьмицентр овый способ *,
фиг. 44,а). Проводят окружность радиусом R данного шара и делят
* Построения, предложенные инж. М. Е. Фишман-Иваненко
(Труды КТИПП, 1931, № 11).
44
45
ее на шесть равных частей (Oi, О2, ...» Об). Соединив точки деления
окружности О2 и О5, Оз и О6, Oi и 04, получают оси изометрической
проекции XX, YY и ZZ.
Радиусом из центра О проводят окружность; через точки 08,
09, Опи 012 пересечения этой окружности с осями проводят прямые,
параллельные XX и YY, и получают точки 0i4 и Oi7.
Из центра Oi радиусом #А=010з проводят дугу окружности ОзО5,
а из центра 04 тем же радиусом проводят дугу 020б.
Из центров 08, 09, Оц и O12 радиусом RB = 080з вычерчивают
дуги окружностей ОзМ, (XN 05Р и 06S, а из центров Oi4 и Oi7 радиу-
сом Rc = Oi4 М проводят дуги окружности MN и PS.
Построение меридионального сечения (фиг. 44,6). Центрами для
вычерчивания дуг окружностей служат точки Оз, Об, 07, 08, О10, Оц,
013 и О36. Построение аналогично предыдущему.
Построение второго меридионального сечения (фиг. 44,в). Центрами
служат точки О2, О5, 07, 09, Oi0, O12, O15 и Oi8. Построение аналогично
предыдущему.
Построение экваториального сечения (четырехцентровый способ,
фиг. 44,г). Проводят окружность радиусом R данного шара и делят
ее на шесть равных частей (точки Oi, О2, Ов). Прямые, соединяющие
точки Ог и 05, Оз и Об и Oi и 04, определяют изометрические оси XX,
YY и ZZ.
Из точек Oi и 04 радиусом RA = O1O3 проводят дуги окружностей
O3O5 и ОгО6 до их взаимного пересечения в точках 1 и 2. Радиусом
RB = О6О4 из точки 06, как из центра, проводят дугу окружности
до пересечения с прямой 1 — 2 в точке 08, а из точки Ог тем же ра-
диусом — до пересечения в точке Оц.
Для определения точки сопряжения S соединяют точки Oi и 08
и продолжают прямую до пересечения с дугой окружности ОзО5.
Точки Oi, 04, 08 и Оц являются центрами дуг окружностей. Из
центров 08 и 0ц радиусом Rc = 0ъ8 сопрягают дуги О3О5 и О2О6.
Построение меридионального сечения (фиг. 44,6). Центрами явля-
ются точки Оз, 06, 07 и 01о. Построение аналогично предыдущему.
Построениё второго меридионального сечения (фиг. 44,е). Центрами
являются точки О2, О5, 09 и Oi4. Построение аналогично предыдущему.
ПЛОСКИЕ И ПРОСТРАНСТВЕННЫЕ КРИВЫЕ
Кривые линии могут быть плоскими и пространственными.
Плоскими называются кривые, все точки которых лежат в одной
плоскости, т. е. все кривые линии, получающиеся при пересечении
любой кривой поверхности с плоскостью, например: окружность,
эллипс, парабола.
Пространственными называются кривые линии, точки которых
не лежат в одной плоскости. Таковы кривые, получающиеся в боль-
шинстве случаев при взаимном пересечении кривых поверхностей.
Примером пространственной кривой служит винтовая линия. Если же
точки кривой (пространственной или плоской) обладают некоторым
общим свойством, кривую называют закономерной или «геометриче-
46
ским местом точек», например: эллипс, парабола, цилиндрическая
винтовая линия. Кроме того, могут быть кривые случайного вида.
Если закономерную кривую отнести к системе координат, то ее
можно задать уравнением, связывающим координаты любой ее точки.
Этим методом пользуются в аналитической геометрии. В начертатель-
ной геометрии и черчении кривые определяются по их проекциям.
Прямая линия может пересекать кривую линию в двух, трех и
больше точках. Соответственно этому алгебраические кривые разде-
ляются на кривые второго порядка, третьего порядка и т. д.; окруж-
ность, эллипс, гипербола, парабола — кривые второго порядка.
Кривые второго порядка могут быть получены путем пересечения
прямого кругового конуса плоскостью. Если секущая плоскость не
проходит через вершину конуса, то могут быть получены различные
формы сечения: гипербола, парабола или эллипс, в зависимости от
того, будет ли секущая плоскость параллельна двум или одной обра-
зующим конуса или не будет параллельна ни одной образующей. Если
секущая плоскость перпендикулярна к оси прямого кругового конуса,
то в сечении получается окружность. Если плоскость проходит через
вершину конуса, то в сечении получается треугольник.
Ниже рассмотрены способы построения кривых, наиболее часто
применяющихся в технике: эллипса, параболы, гиперболы, эвольвенты
круга, спирали Архимеда, синусоиды, циклоидальных кривых — цик-
лоиды, эпициклоиды, гипоциклоиды, трахоиды, кардиоиды, а также
циссоиды, лемнискаты, конхоиды. Для вычерчивания всех этих кри-
вых, кроме указанных графических способов, можно использовать
и заданные уравнения.
Лекальные кривые служат для построения очертаний многих тех-
нических деталей: профилей зубьев, кулачков, эксцентриков, лапок
подвесок, подшипников, кронштейнов, фланцев, крышек и пр.
ПОСТРОЕНИЕ СПИРАЛЬНЫХ КРИВЫХ
Завиток, — кривая, приближающаяся по форме к спирали, выпол-
ненная дугами окружностей.
Построение двухцентрозого завитка (фиг. 45,а). Из центра Oi ра-
диусом R, равным заданному между центрами O1O2 расстоянию, про-
водят полуокружность до пересечения ее с прямой а в точке /. Из
центра Ог радиусом, равным 2R\ проводят полуокружность до пере-
сечения с прямой а в точке 2. Далее, снова из центра Oi, радиусом,
равным 3R, строят полуокружность до пересечения с прямой а в точке
3 и т. д.
Построение трехцентрового завитка (фиг. 45,6). Центры Oi, О2
и Оз завитка являются вершинами равностороннего треугольника.
Из центра Oi радиусом R = O1O3 проводят дугу окружности до пе-
сечения с продолжением линии центров O1O2 в точке /. Из центра
Oi радиусом 2R = О21 проводят дугу окружности до пересечения с
продолжением линии центров O2O3 в точке 2. Далее, на пересечении
дуги окружности радиуса 3R, проведенной из центра Оз, с продол-
жением линии центров O1O3 находят точку 3 и т. д.
Характер построения завитков по четырем, пяти, шести и т. д.
центрам аналогичен предыдущим построениям. На .фиг. 45,в показано
построение завитка по пяти центрам.
Построение завитка по заданной окружности диаметра 4 — 4’
47
<8
с центром в точке О (фиг. 46). Радиусы окружности О — 4 и О — 4'
делят на п равных частей, например, на четыре (точки /, 2, 3, 4 и
2', 3' и 4'), Радиусом R = 1—4' из центра 1 проводят полуокружность
до пересечения с горизонтальной прямой в точке А. Радиусом RA =
= Г — А из центра Г проводят полуокружность АВ, за ем радиусом
RB = 2 — В из центра 2 проводят полуокружность BD и т. д.
Построение завитка по заданному центру О и расстоянию от цен-
тра О до точки А (фиг. 47). Отрезок О А делят на несколько равных
частей, например, на девять — точки /, //, ..., /X. Радиусом, равным
49
одной девятой части, проводят окружность из центра О и вписывают
в нее квадрат 1 — 2 — 3 — 4, Точки 1, 2, 3 и 4 принимают за центры
завитка. Строят второй квадрат, вписанный в первый, и определяют
на пересечении его сторон с диагоналями 1—3 и 2—4 точки 5, 6У 7
и 8, Из точки /, как из центра, радиусом R = 1 — А проводят дугу
АВ, Радиусом RA = 2 — В проводят дугу окружности с центром
в точке 2 до пересечения с продолжением стороны 2—3 в точке С и т. д.
Спираль Архимеда* представляет собой плоскую кривую, описывае-
мую точкой, равномерно движущейся по радиусу-вектору, который
в то же время равномерно вращается в плоскости вокруг неподвиж-
ной точки О,
* Уравнение спирали Архимеда:
г = аф,
где г — радиус-вектор;
ф — угол вращения спирали;
а — шаг спирали, или расстояние, проходимое точкой по прямой 0 —12 при од-
ном обороте этой прямой.
50
Построение спирали Архимеда по заданному центру и шагу (фиг. 48,а),
Радиусом, равным ОА, проводят окружность. Отрезок ОА и окруж-
ность делят на одинаковое число равных частей, например на 12; через
точки деления окружности /, II, XII и центр О проводят лучи,
на которых от центра
Й . Й и т- д- шага
спирали.
Лекальная кривая,
соединяющая получен-
ные на лучах точки, и
будет искомой спи-
ралью.
Построение спира-
ли Архимеда между за-
данными точками Mi
и Мъ (задан угол а° и
радиусы R и Ra, фиг.
48,6). Отрезок MMz
делят на равное число
частей, например, на
восемь. На столько же
равных частей делят и
угол а. Точки пересечения лучей, делящих угол, и дуг, проведен-
ных через точки деления /, 2, 5, ...,7 отрезка Л4Л4г, определяют точки
спирали Архимеда.
О откладывают отрезки, соответственно равные
Эвольвентой окружно-
сти называется плоская
кривая, образуемая точ-
кой прямой линии, ка-
тящейся без скольжения
по неподвижной окруж-
ности заданного ра-
диуса *.
Построение эвольвенты
окружности (фиг. 49). Из
конечной точки вертикаль-
ного диаметра окружно-
сти (точки 8) проводят ка-
сательную, на которой от-
кладывают длину окруж-
ности tzD. Окружность и
отрезок касательной, рав-
ный tuZ), делят на одина-
ковое число частей, напри-
мер, на восемь. В точках
/,2, ..., 8 проводят каса-
тельные к окружности, на
которых соответственно от-
кладывают отрезки 1—I,
* По эвольвентным кривым профилируются зубья зубчатых колес, червячных
и др. Уравнения эвольвенты круга:
х = г cos ф 4- г ф sin <р;
# = г sin ф -Н <Р cos ф.
равный 8—Г, 2—11* равный 8—2', и т. д. Полученные точки /,
//, VIII соединяют по лекалу.
Построение очерка эксцентрика (фиг. 50). Дан центр вращения О
и точки А и В. Радиусом О А описывают окружность и делят ее
на произвольное число равных частей, например на 12. Полу-
ченные точки 1, 2, 3, ..., 11, соединяют с центром О. Отрезок АВ
делят на вдвое меньшее число равных частей, в данном случае на
шесть. Пересечения дуг окружностей радиусов О—Л, О—21, О—<?i, ...
с соответствующими лучами О—1, О—2, О—3, ... определяют точ-
ки очерка эксцентрика. Полученные точки соединяют по лекалу.
ПОСТРОЕНИЕ ЭЛЛИПСОВ
Эллипсом называется геометрическое место точек М плоскости,
сумма расстояний от которых до двух данных точек F и Fi той же
плоскости (фиг. 51,а) есть величина постоянная (равная 2а). Точки F
и Fi называются фокусами эллипса, а неизменное расстояние
между ними—ф окусным расстоянием. Величина этого расстоя-
ния обозначается через 2с. Отрезки MF и MFi, соединяющие точку М
эллипса с фокусами F и Fi, называются радиусами-векто-
рами. Постоянная сумма радиусов-векторов эллипса обозначается
через 2а. Она равна большой оси эллипса. Отношение — называется
а
эксцентриситетом эллипса (обозначается е)*.
Построение эллипса по большой оси АВ и малой оси CD (фиг. 51,а).
Из точки D, как из центра, на оси АВ радиусом R = ОА делают за-
сечки в точках F и Fi (фокусы эллипса). На большой оси эллипса
между точками F и О намечают несколько произвольных точек 1, 2,
3 и 4. Приняв за центры фокусы F и Fi, радиусом RA, равным отрезку
1 — А, проводят две дуги окружностей; из тех же центров радиусом
RB, равным отрезку 1 — В, проводят также две дуги, пересекающие
первые в точках /, /, la, 1а. Аналогично, проводя из точек F и Fi
дуги окружностей соответственно радиусам 2—А и 2—В, получают
в их пересечении точки очерка эллипса II, II, Па, Па и т. д. Соеди-
няя полученные точки по лекалу, получают эллипс.
Построение эллипса по большой оси АВ и малой CD (фиг. 51,6,
второй способ). Из центра О проводят две вспомогательные окруж-
ности; диаметр одной из них равен большой оси эллипса АВ, а другой—
малой оси CD. Через точку О проводят пучок лучей, пересекающих
большую окружность в точках 1, 2, ..., 12 и малую — в точках h,
2i, ..., 12i. Из точек деления большой окружности проводят прямые,
параллельные малой оси эллипса, а из точек деления малой окруж-
ности — прямые, параллельные большой оси эллипса; полученные в
пересечении точки I, II, III, ..., XII являются искомыми точками
кривой.
Построение эллипса по сопряженным диаметрам KL и ЕМ
(фиг. 51,в). На сопряженных диаметрах KL и ЕМ строят параллело-
* Уравнение эллипса:
а2^ Ь2 '
где а = О А — большая полуось эллипса;
b = ОС —- малая полуось эллипса.
52
Фиг. 51, а, б.
53
Фиг. 51, в, г, д.
51
грамм. Отрезки ОК и 0L делят на равное число частей, например
на 4. Отрезки KG и HL делят на то же число частей. Через точку Е
и точки /, 2 и 3 проводят один пучок лучей и через точку М и точки
Л, (21, 31 — второй. В пересечении соответственных лучей обоих пучков
(например, Е — 1 и М — Л и т. д.) расположены точки, принадлежа-
щие очерку эллипса.
Построение эллипса, вписанного в данный параллелограмм GHTF
(фиг. 51,г). На пересечении диагоналей параллелограмма находят
центр О и проводят сопряженные диаметры эллипса. Дальнейший ход
решения аналогичен построению, приведенному на фиг. 51,в.
Фиг. 52.
Построение эллипса по сопряженным диаметрам KL и ЕМ (част-
ный случай, фиг. 51,д). На сопряженных диаметрах KL и ЕМ строят
параллелограмм FGHT и проводят его диагонали. На одной из полу-
сторон параллелограмма, например на МТ, строят прямоугольный
равнобедренный треугольник MNT с прямым углом в точке N.
Из точки М радиусом MN описывают полуокружность, пересекаю-
щую сторону FT в точках Ai и Bi. Через точки Д1 и Bi проводят пря-
мые, параллельные короткой стороне параллелограмма НТ, и отме-
чают точки 1, 2, 3, 4 их пересечения с диагоналями параллелограмма.
Эллипс определяется восемью точками, четыре из которых — /С, L,
Е и М — лежат на сопряженных диаметрах и четыре — 1, 2, 3, 4 —
на диагоналях.
Определение главных осей эллипса по сопряженным диаметрам KL
и ЕМ (фиг. 52,а). Радиусом R = ОК проводят окружность до пере-
сечения с эллипсом в точке Ki. Биссектриса угла KOKi определит
направление большой оси АВ эллипса. Малая ось CD расположена
перпендикулярно к АВ; ее направление может быть определено как
направлеие биссектрисы угла KiOL. Отрезок GF, соединяющий точки
пересечения окружности произвольного радиуса RA, центр которой
расположен в точке О, с очерком эллипса, определяет также направ-
ление большой оси эллипса.
Определение главных осей эллипса по сопряженным диаметрам KL
и ЕМ (фиг. 52,6, второй способ). Из точки Е опускают перпенди-
куляр на KL и откладывают на нем отрезки: EEi = ЕЕч = ОК. Точки
Ei и £2 соединяют с точкой О и делят угол EiOEz пополам. Биссектри-
са АВ угла Е1ОЕ2 представляет большую ось эллипса, а величина ее
55
AB = OEi + OE2. Малая ось CD эллипса перпендикулярна к АВ,
причем CD = OEi — OEz.
Построение нормали и касательной к эллипсу в заданной на его
очерке точке Р (фиг. 53,а). Определяют фокусы F и Fi и соединяют с ними
точку Р. Биссектриса хх угла LPF является касательной, а перпен-
дикуляр к ней уу — нормалью к эллипсу в заданной на его очерке
точке Р.
Фиг. 53.
Построение нормали к эллипсу в
очерка (фиг. 53,6). Соединяют точку
В .
Фиг. 54.
проходила ось АВ, а через центр
данной точке Р, лежащей вне его
с фокусами F и Fi. Через полу-
ченные на очерке точки L и К
проводят отрезки LFi и KF, да-
ющие в пересечении точку М.
Отрезок РМ — искомая нормаль.
Построение эллипса при раз-
метке (фиг. 54). По данным
большой оси АВ и малой CD
изготавливают из картона или
другого материала линейку MN,
на которой выполняют три от-
верстия — I, II и III. Рассто-
яние J—III должно равняться
большой полуоси О А, а рас-
стояние I—II — малой полуоси
ОС. Прикладывая линейку так,
чтобы через центр отверстия II
отверстия III — ось CD, намечают
керном через отверстие I точку, принадлежащую очерку эллипса.
Последовательно передвигая линейку, можно наметить ряд точек,
принадлежащих очерку эллипса.
ПОСТРОЕНИЕ ПАРАБОЛЫ
Параболой называется кривая, являющаяся геометрическим местом
точек О0, Iq, ... плоскости, равноудаленных от данной точки Г (назы-
ваемой фокусом), и данной прямой т той же плоскости (направ-
ляющей, или директрисы, параболы). Отрезок OQF, соеди-
няющий точку О0 параболы с фокусом F, называется радиусом*
56
вектором. Расстояние фокуса от директрисы называется пара-
метром параболы и обозначается р. Парабола имеет одну ось
симметрии и одну вершину А. Расстояние от вершины параболы до
Р *
директрисы АС = ту- .
Построение параболы по заданной оси ВС и расстоянию CF от директ-
рисы до фокуса (фиг. 55 ,а). Данное расстояние (от директрисы т
дэ фокуса F) делят пополам (точка А). На оси ВС намечают несколько
произвольных точек 0,1.2,3 и т. д. и через эти точки проводят перпен-
дикуляры к оси параболы.
Фиг. 55.
Из центра F радиусом R — С — О проводят дугу окружности,
которая пересечет перпендикуляр, проведенный через точку О, в точ-
ках О0. Проводят из того же центра F радиусом R = С — 1 дугу окруж-
ности, которая пересечет перпендикуляр, проведенный через точку /,
в точках 10, /о, и т. д. Полученные точки Со, 10, //0, ///0 соединяют
по лекалу.
Построение параболы по данным: оси АВ, вершине А и точке М,
лежащей на очерке параболы (фиг. 55,6). Проводят из точек А и М две
взаимно перпендикулярные прямые до встречи в точке Д'. Отрезки
* Уравнение параболы:
У2 = 2рх,
где р — фокальный параметр, расстояние от фокуса до директрисы.
57
АК и КМ делят на одинаковое число равных частей. Через точки
деления на АК проводят прямые, параллельные АВ, а из точки А —
лучи к точкам деления на КМ. В пересечении параллельных прямых
с одноименными лучами лежат точки, принадлежащие параболе.
Построение параболы по данным: оси АВ, вершине А и точке М,
лежащей на очерке параболы (фиг. 55,в, второй способ). Откладывают
по вертикали отрезки BN и ВМ. Делят отрезки ВМ, BN и ось АВ на
одинаковое число равных частей. Из точек М и N проводят пучок
лучей через точки деления оси до пересечения с прямыми, проведен-
ными параллельно оси АВ из соответствующих точек деления сторон
ВМ и BN. Точки пересечения I, II, III принадлежат очерку параболы.
Построение параболы, касательной в точках, В и С к двум пере-
секающимся в точке А прямым (фиг. 56). Отрезки АВ и АС делят на
одинаковое число равных частей. Одноименные точки 1—1, 2—2,
3—3, ... соединяют прямыми линиями. Огибающая к этим прямым,
как к касательным, и является параболой. Точки В и С — точки со-
пряжения касательных АВ и АС с параболой.
Построение вершины, фокуса и оси параболы по данному ее очерку
(фиг; 57). Пересекают данный очерк параболы двумя произвольными
параллельными между собой хордами 1—1 и 2—2.
Через точки Oi и Ог, делящие эти хорды пополам, проводят прямую I.
К этой прямой в произвольном месте восставляют перпендикуляр CD.
Через точку Оз, середину отрезка CD, проводят прямую li, парал-
лельную I; точка А является вершиной, а прямая fa — осью параболы.
Для нахождения фокуса отмечают на прямой h от точки А влево про-
извольную точку М и на перпендикуляре к прямой h от точки М от-
кладывают отрезок MN = 2МА. Из точки К (пересечения продол-
жения отрезка NA с очерком параболы) опускают на ось перпендику-
ляр, который пересечет ее в искомой точке F (фокус параболы).
Построение кубической параболы по вершине А и раствору МП
(фиг. 58,а). Строят прямоугольник KLNM. Стороны ВМ и ЬП делят
на одинаковое число равных частей, например на пять. Из точек деле-
ния стороны ВП проводят прямые, параллельные оси параболы, а на
стороне LN, как на диаметре, описывают полуокружность, в пересе-
чении которой с дугами окружностей, проведенных из точки L, как
из центра, радиусами L — 1, L — 2, ... определяют точки 70, 20, ...
58
Из точек /0, Ль ... опускают перпендикуляры на сторону ЛУ и
отмечают точки h, 21, .... Эти точки соединяют лучами с вершиной Л.
В пересечении лучей с соответствующими параллельными прямыми
определяют точки /, II, III, ... очерка кубической параболы.
Построение полу кубической параболы по вершине А и раствору
МП (фиг. 58,6). Строят прямоугольник KLNM. На сторонах BN и
LN, как и в предыдущем случае, отмечают точки деления 1,2,3, ...
Из точек 1, 2, 3, ... восставляют перпендикуляры к LN до пересече-
ния с полуокружностью в точках /0, 2Q, 3Q, ... Радиусами L — /0,
L — 2q, ... из центра L отмечают на стороне LN точки h, 2i, 3i, ...,
которые соединяют лучами с вершиной А. В пересечении этих лучей
с соответствующими параллельными прямыми определяют точки
I, II, III, ... очерка полукубической параболы.
Фиг. 58.
Построение касательной прямой к очерку [параболы в данной точке К
(фиг. 59,а). Из точки К опускают перпендикуляр на ось параболы
и от вершины А влево по оси параболы откладывают отрезок ALi — AL.
Точку Li соединяют с точкой /С; проведенная прямая будет касатель-
ной к параболе в точке /С.
Построение касательной к очерку параболы, проведенной параллельно
данной прямой е (фиг. 59,6). Из фокуса F опускают перпендикуляр
FO на прямую е. Через точку L пересечения перпендикуляра FO с
•директрисой т проводят отрезок LK параллельно оси параболы. Из
полученной точки /С пересечения отрезка LK с очерком параболы
проводят прямую ei перпендикулярно к отрезку LO; 61 — искомая
касательная.
Построение касательных прямых к очерку параболы, которые должны
быть проведены из точки О (фиг. 59,в). Радиусом OF из данной точки О,
как из центра, проводят дугу окружности, которая пересекает дирек-
трису т в точках С иЬ. Через эти точки проводят прямые параллельно
оси параболы до пересечения их с очерком параболы в точках К и Ki.
ОК и OKi — искомые касательные к параболе.
Определение точек касания касательных прямых с очерком парсибо-
лы (фиг. 60). Из фокуса F опускают перпендикуляры на заданные каса-
тельные прямые. Через точки С и D пересечения этих перпендикуляров
59
с директрисой т проводят прямые, параллельные оси параболы.
Точки Л и Ki искомые.
Фиг. 59.
Построение нормали к очерку параболы в данной точке М (фиг. 61,а).
Из точки F, как из центра, радиусом, равным расстоянию от фокуса F
до данной на очерке точки М, проводят дугу окружности до пересече-
ния с осью параболы в точке С. Отрезок
МС — искомый.
Построение нормали к очерку параболы
через данную точку С, находящуюся ehe очер-
ка (фиг. 61, б). Опускают из точки С перпен-
дикуляр CD на ось параболы. Из фокуса F
восставляют перпендикуляр FE к оси пара-
болы и откладывают от точки D вправо от-
резок DR = EF.
Отрезок А К делят пополам (точка О) и
восставляют перпендикуляр ООУ. На этом
перпендикуляре откладывают отрезок, рав-
ный части отрезка DC, т. е. ОС^ = D — 1.
Из точки Oj, как из центра, радиусом 0хК
проводят дугу окружности, которая пересекает очерк параболы в
точке М. Отрезок СМ — искомый.
60
Построение нормали к очерку параболы через данную точку С, нахо-
дящуюся на оси (фиг. 61, в). Из центра F радиусом, равным расстоянию
от фокуса F до данной на оси точки С, проводят дугу окружности, ко-
торая пересекается с очерком параболы в точках М и М±. Отрезки СМ
и СМг — искомые.
Приспособление для вычерчивания параболы
(фиг. 62). Даны: ось /, вершина А и фокус
F параболы. Откладывают AN — AF. Уста-
навливают линейку L перпендикулярно I в
точке N и закрепляют ее кнопками 1 и 2.
Располагают треугольник так, чтобы один
из его катетов расположился вдоль длинного
ребра линейки L (положение у). Укрепляют
одну булавку на бумаге в точке F, а дру-
гую на треугольнике в какой-либо точке В,
выбранной на катете.
На булавках закрепляют нитку так, что-
бы натягивающее ее острие карандаша могло фиг
поместиться в точке А. Перемещают тре-
угольник вдоль линейки из положения у в положение уг. Установленное
в точке А острие карандаша при этом вычертит очерк параболы.
61
62
ПОСТРОЕНИЕ ГИПЕРБОЛЫ
Гипербола — геометрическое место точек плоскости, разность рас-
стояний от которых до двух данных точек F и (фиг. 63, а) есть вели-
чина постоянная (равная 2а). Постоянные точки F и называются
фокусами гиперболы, расстояние между ними — фокусным
расстоянием. Отрезки FK и У7!#, соединяющие какую-либо
точку К кривой с фокусами, называются р адиусами-вектрр а-
м и гиперболы. Прямая х — действительная ось гипер-
болы, прямая у — мнимая ось гиперболы, О — центр
гиперболы. Постоянная разность KF — /CFi = 2а равна рассто-
янию между вершинами А и Аг гиперболы.
Через центр гиперболы проходят ее асимптоты тип — пря-
мые, неограниченно приближающиеся к ветвям гиперболы*.
Построение очерка гиперболы, по данным фокусам F и Fx (фиг. 63, б).
На прямой х отмечают фокусы F и F±. Отрезок FF± делят в точке О по-
полам и, откладывая от этой точки в обе стороны отрезки произволь-
ной длины ОАХ = ОА, получают вершины гиперболы А и Alt От фо-
куса F вправо отмечают произвольные точки 1, 2, 3, ... так, чтобы
промежутки между ними увеличивались по мере удаления их от фоку-
сов. Из фокуса F, как из центра, проводят дугу окружности радиусом
4 — /, из фойуЕгЦ^ — дугу радиусом А± — /; в пересечении этих дуг
окружностей получают точки /, / правой ветви гиперболы. Соответст-
вующие точки левой ветви находят на пересечении дуг окружностей,
проведенных из точки F радиусом Ai — 1 и из точки F± — радиусом
А — /. В такой же последовательности радиусами А — 2; А — 3
и Ai—2; 4i—3 находят точки II, III искомой гиперболы.
Построение асимптот гиперболы по данным очеркам и фокусам
(фиг. 64). Радиусом OF, равным расстоянию от центра гиперболы до
фокуса F, проводят полуокруж-
ность. Из вершин 4 и 41 гиперболы
восставляют перпендикуляры до пере-
сечения их с полуокружностью в точ-
ках В и С. Прямые тип, проведен-
ные соответственно через точки В
и О и С и О, — искомые асимптоты.
Построение в данной точке очер-
ка гиперболы касательной и норма-
ли (фиг. 65, а). Соединяют данную
на очерке точку Д’ с фокусами F и Fb
Угол FKFX делят пополам. Бис-
сектриса b — касательная, а пря-
мая п, перпендикулярная к ней, —*
искомая нормаль.
Построение касательной к очерку
гиперболы параллельно данной пря-
мой I (фиг. 65, б). Параллельно
данной прямой / проводят хорду MN
и делят ее пополам (точка S). Прямая
* Уравнение гиперболы:
SO пересекает очерки гиперболы
а2 Ь2
где 2а — ДДХ — отрезок между вершинами гиперболы;
с = ^-FFi (т. е. половине фокусного расстояния);
Ь = —а2\
63
в точках Д’ и Ki, через которые проводят прямые и /2 параллельно I.
Прямые /1 и /2 — искомые касательные.
Построение касательных к очерку гиперболы из данной точки М
(фиг. 65, в). Радиусом MF, равным расстоянию от данной точки М до
фокуса Ft проводят окружность. Из фокуса радиусом AAlf равным
Фиг. 65.
расстоянию между вершинами гиперболы, проводят вторую окруж-
ность, которая пересекает первую в точках В и С. На пересечении про-
долженных отрезков FjB и F\C с очерком гиперболы отмечают точки
К и /<i', МК и MKi — искомые касательные.
Приспособление для вычерчивания гиперболы (фиг. 66). Задано рас-
стояние между вершинами Л, Лх и фокусы F и Д. Укрепляют в точке
F кнопкой линейку LL (имеющую прорезь) так, чтобы она могла вра-
щаться. В точке М линейки укрепляют нитку (растянутая вдоль про-
рези нитка должна достигнуть лишь точки Л, которая отстоит от фоку-
64
са F на расстоянии, равном ЛЛ^. Свободный конец нитки закрепляют
в точке Fv Острие карандаша, помещенного в прорези линейки, натя-
гивая нитку, прочертит очерк гиперболы.,
ПОСТРОЕНИЕ ЦИКЛОИДЫ
Циклоидальные кривые широко применяются в технике для построе-
ния профилей зубьев шестерен, очертания многих типов эксцентри-
ков, кулаков и пр.
Циклоида — плоская кривая, описываемая точкой образующей ок-
ружности, катящейся без скольжения по неподвижной прямой *.
Построение циклоиды по данному радиусу R образующей окруж-
ности (фиг. 67,а). Проводят окружность данного радиуса и делят ее
на произвольное число равных частей (например, на 16), обозначен-
ных точками 7, 2, 5,..., 16. По направляющей прямой от точки касания Л
откладывают отрезок ЛВ, равный длине окружности и делят
его также на 16 равных частей (точки /ь 2i,..., 16^. Из точек деления
/1, 21,..., 161 восставляют перпендикуляры до пересечения их с пря-
мой, проходящей через центр О параллельно Л В, в точках /0, 2Qt...,16o.
Из каждой точки деления образующей окружности проводят прямые,
параллельные Л В, и делают на них засечки .дугами радиуса R, прове-
денными из соответствующих центров /0 , 20,...,160 и т. д. Полученные
в пересечении точки Л, /, /Д В и являются точками циклоиды.
Построение удлиненной циклоиды по данной внешней точке К, ле-
жащей на продолжении радиуса R образующей окружности (фиг. 67,6).
Строят точки Л, 7, h, III и т. д. нормальной циклоиды, как и в пре-
дыдущем случае. Затем соединяют точку I циклоиды с центром
и на этой прямой от точки /0 откладывают отрезок /0Л1 = ОК. Точку II
соединяют с центром 20 и также от точки 20 откладывают отрезок
20/<2 = ОК и т. д. Соединяя точки К, Ki, К% и т. д. лекальной кри-
вой, получают удлиненную циклоиду.
Построение укороченной циклоиды по данной внутренней точке К,
лежащей на радиусе R образующей окружности (фигь 67,в). Построение
* Уравнение циклоиды:
Р __ у
х — R arccos —- у — у) •
3 1—1809
65
66
Фиг. 67,
точек Л, /, /7,..., XV, В нормальной циклоиды аналогично предыду-
щему. Соединяют точку I циклоиды с центром /0 и на этой прямой от
точки 70 откладывают отрезок lQKi = ОК- Точку II соединяют с цен-
тром 20 и от точки 20 откладывают отрезок 20К2 = ОК и т. д. Получен-
ные точки К, Къ К*... соединяют лекальной кривой.
Приближенное построение циклоиды дугами окружностей (фиг. 67,г).
Данную окружность делят на 12 равных частей. На столько же ча-
стей делят спрямленную длину АВ окружности. Соединяют точку О
с точками 7Ь 2i,... окружности и через точки деления 7, 2,... отрезка
прямой АВ проводят лучи, соответственно параллельные хордам 01lt
O2lt 03lt.ti и т, д.
Радиусом 1 — Л из точки 7, как из центра, проводят дугу окруж-
ности AM. Радиусом 0гМ из точки Ох, как из центра, проводят дугу
окружности MN. Радиусом О2М из точки О2 проводят дугу окружно-
сти NE и т. д. Циклоида приближенно заменена коробовой кривой.
Построение касательной и нормали к циклоиде в данной на ней точ-
ке К (фиг. 68). Через данную на очерке циклоиды точку К проводят отре-
зок КТ параллельно отрезку АВ. Точку Т пересечения прямой с обра-
зующей окружностью соединяют с точками Е и F. Через точку К про-
водят касательную т параллельно ЕТ и нормаль п параллельно TF.
ПОСТРОЕНИЕ ЭПИЦИКЛОИДЫ
Эпициклоида — плоская кривая, описываемая точкой образующей
(подвижной) окружности, катящейся без скольжения по наружной сто-
роне другой, неподвижной, направляющей окружности *.
Построение нормальной эпициклоиды по заданным радиусам на-
правляющей R и образующей г окружностей (фиг. 69а). На направля-
ющей окружности радиуса R откладывают дугу Л В, равную длине
образующей окружности радиуса г. Для этого делят образующую ок-
ружность на 12 равных частей и на дуге АВ от точки А откладывают
12 таких же частей (величину центрального угла а можно подсчитать
360°г
по формуле а = —р— и полученную дугу АВ сектора разделить на 12
равных частей). Через точки деления 7', 2', образующей окруж-
* Уравнения эпициклоиды:
п । Г
X = (R + r) COS ф — Г COS у ф;
у = (R + г) sin ф — г sin ~ ф.
г
68
69
ности проводят из центра О концентрические дуги. Проводят пучок
лучей из центра О направляющей окружности до пересечения с кон-
центрической дугой, проведенной через центр образующей окружно-
сти; полученные точки /0, 20, 110 являются центрами вспомогатель-
ных окружностей. В пересечении дуги вспомогательной окружности,
Фиг. 69в.
проведенной из
проведенной через точку Г,
II находят на пересечении
денной радиусом 20 — 2, с
центра
/0 радиусом IQ — /, с концентрической дугой,
Г, определяют точку / эпициклоиды. Точку
дуги вспомогательной окружности, прове-
ду гой концентрической окружности, про-
веденной через точку 2', и т. д. Полу-
ченные точки соединяют плавной кри-
вой.
Построение удлиненной эпициклоиды
(фиг. 696). Построение аналогично
построению удлиненной циклоиды. Стро-
ят нормальную эпициклоиду (фиг. 69,а).
Отрезок О0/( откладывают от точки /0
на продолжении отрезка /0 — I и от-
мечают полученную точку От точ-
ки 20 на продолжении отрезка 20 — II
откладывают отрезок OQK и отмечают
точку /С2 и т. д. Полученные точки /С,
Ki, Т<2, ••• соединяют плавной кривой.
Построение укороченной эпициклоиды
(фиг. 69в). Построение аналогично
предыдущему и ясно из чертежа.
Построение касательной и нормали к очерку эпициклоиды в точке К
(фиг. 70). Из центра О направляющей окружности радиусом R = ОК
проводят дугу КС, Радиусом г = СЕ из точки К, как из центра, про-
водят дугу, которая пересекает дугу АВ направляющей окружности
70
в точке TV; NK — нормаль, а прямая т, перпендикулярная к ней, —»
искомая касательная.
ПОСТРОЕНИЕ ГИПОЦИКЛОИДЫ
Гипоциклоида — плоская кривая, описываемая точкой подвижной
окружности, катящейся без скольжения по внутренней стороне дру-
гой неподвижной окружности *.
Построение гипоциклоиды, по данным радиусам направляющей и об-
разующей окружностей (фиг. 71,а). Построение очерка гипоциклоиды
аналогично построению очерка эпициклоиды и понятно из чертежа.
г 1
Нафиг. 71,6 показана гипоциклоида при отношении = -у, пред-
ставляющая собой прямую линию, а на фиг. 71,в гипоциклоида по-
г 1
строена при отношении = -у»
ПОСТРОЕНИЕ РАЗЛИЧНЫХ ЛЕКАЛЬНЫХ КРИВЫХ
Построение синусоиды (фиг. 72) **. Окружность радиуса 7? делят на
произвольное число равных частей, например на 12. Отрезок АВ, дли-
на которого равна длине окружности 2т:7?, делят на такое же число
частей (точки Г, 2', ...,/2'). Определяют точки пересечения перпенди-
куляров, восставленных из точек 2', ..., 12' к отрезку ЛВ, с пря-
мыми, проведенными через точки 7, 2, 3, .... 12 окружности параллель-
но АВ. Полученные точки 7, 7/, ...’, Х77 соединяют по лекалу плавной
кривой.
В удлиненной синусоиде АВ > 2лR, а в укороченной АВ < 2тс7?.
Построение конхоиды (фиг. 73)***. Если центры (%, Оь ... окруж-
ностей, перемещающихся по прямой а, соединить с произвольной точ-
кой /С, лежащей вне поля движения окружности, то секущие КО, К/,...,
проходящие через центры всех окружностей и точку К, пересекаются
с перемещающимися окружностями в точках О, 7, 2, ... верхней и О',
Г, 2', ... нижней ветвей конхоиды.
На фиг. 73 точки 1 и Г получены от пересечения секущей KOi
с окружностью с центром Ох и т. д.
Построение циссоиды по данной окружности и касательной к ней ****
(фиг. 74). Проводят окружность с центром О и касательную п к ней в
точке К. Через точку М проводят произвольное число секущих Ml,
М2, ..., М7. На окружности отмечают точки 7', 2', ..., 7', а на секущих
от точек 1, 2, ..., 7 откладывают отрезки 1А = ГМ\ 2В = 2'М, ...,
761= 7'М. Прямая п по отношению к циссоиде является асимптотой.
* Уравнения гипоциклоиды:
________________________________________г
х = (R — г) cos ф + г cos---ф;
-----------------------г
у = (R — г) sin ф + г sin —-_ф.
** Синусоидальные кривые применяются в электро- и радиотехнике для изобра-
жения характеристик переменного тока, напряжения и других переменных величин.
Уравнение синусоиды: r/ = sinx.
*** Уравнение конхоиды в полярных координатах:
г- Ь
COS ср
**** Уравнение циссоиды в полярных координатах:
г = D sin ср tg ср.
71
Фиг. 72.
Фиг. 73.
73
74
Построение кардиоиды по данному диаметру АВ окружности (фиг.75).
Проводят окружность и продолжают диаметр АВ вниз на длину В К =>
= АВ. Из точки А проводят произвольное число секущих. От точки пе-
ресечения какой-либо секущей с окружностью, например от точки С,
откладывают по обе стороны отрезки CD = CD' = АВЬ Аналогично
строят и остальные точки кардиоиды*
Фиг. 75. Фиг. 76.
Построение лемнискаты по данной оси АВ (фиг. 76). Ось АВ делят
пополам (точка О). Проводят перпендикуляр РР' к середине отрезка
ОВ и из точки О[, как из центра, строят окружность радиусом О±О.
Отрезки РО и Р'О будут касательными к кривой в точке О. Прово-
дят секущие ОК и ОК' под одинаковым углом к отрезку ОВ. Отклады-
вают по окружности KL = ВК = ВК'. Дугой радиуса OL отмечают
на оси ОВ точку М. Восставив перпендикуляр в точке М, продолжают
его до пересечения с окружностью в точке W. Дугой окружности ради-
уса ON отмечают на секущей ОК точку /, принадлежащую лемнис-
кате, Аналогично находят другие точки лемнискаты*
Глава II
ПОСТРОЕНИЕ РАЗВЕРТОК И ЛИНИЙ ПЕРЕСЕЧЕНИЯ
ПОВЕРХНОСТЕЙ ПЕРЕСЕКАЮЩИХСЯ
♦ ГЕОМЕТРИЧЕСКИХ ТЕЛ
ОБЩИЕ СВЕДЕНИЯ О СЕЧЕНИИ ПОВЕРХНОСТЕЙ
ПЛОСКОСТЯМИ, о развертках и взаимном пересечении
ПОВЕРХНОСТЕЙ ГЕОМЕТРИЧЕСКИХ ТЕЛ
Для построения фигуры, получающейся при пересечении многогран-
ника плоскостью, нужно найти точки, в которых ребра многогранника
пересекают данную плоскость, или найти отрезки прямых, по кото-
рым грани многогранника пересекаются этой же плоскостью. В пер-
вом случае построение сводится к задаче на пересечение прямой с пло-
скостью, ' во втором — на пересечение плоскостей между собой.
75
В тех случаях, когда секущая плоскость не параллельна ни одной
из плоскостей проекций, фигура сечения проектируется с искажением.
Поэтому для определения истинного вида сечения применяют один из
методов преобразования- проекций: метод вращения,- совмещения или
перемены плоскостей проекций.
Для нахождения кривой линии, получаемой при пересечении ци-
линдрической или конической поверхностей плоскостью, применяют,
как правило, два способа:
1. Определяют точки встречи образующих с секущей плоскостью.
В этом случае решение задачи подобно решению задачи на пересечение
многогранника плоскостью. Чем больше взято образующих на поверх-
ностях цилиндра и конуса, тем точнее будет полученный результат.
2. Применяют метод вспомогательных секущих плоскостей. В этом
случае задача решается в такой последовательности: проводят несколь-
ко удачно расположенных вспомогательных секущих плоскостей, чаще
всего горизонтальных или фронтальных, определяют затем линии, по
которым вспомогательные секущие плоскости пересекаются с поверх-
ностью заданных геометрических тел, и, наконец, находят точки вза-
имного пересечения полученных в сечении линий. Эти точки соединяют
плавной кривой. Проводить вспомогательные плоскости нужно так,
чтобы они пересекали кривые поверхности по простейшим линиям:
прямым или окружностям.
Истинная величина получаемого сечения определяется теми же ме-
тодами, что и для многогранников.
Разверткой поверхности многогранника называется плоская фигу-
ра, полученная при совмещении всех его граней с плоскостью.
Построение развертки многогранника сводится к построению истин-
ных размеров и формы отдельных его граней, что выполняется извест-
ными методами: вращения, перемены плоскостей проекций или совмеще-
ния. Для получения полной развертки необходимо к развертке боковой
поверхности присоединить фигуры нижнего и верхнего оснований.
Цилиндр и конус относятся к числу развертываемых кривых линей-
чатых поверхностей.
В простейших случаях, когда цилиндр и конус прямые, задача ре-
шается весьма просто: боковая поверхность цилиндра разворачивается
в прямоугольник, длина основания которого равна длине окружности
основания цилиндра (кР) и высота равна длине образующей I. Боковая
поверхность прямого кругового конуса разворачивается в круговой
сектор; центральный угол подсчитывается по формуле
360°/?
а = I ’
где Р — радиус окружности основания конуса;
I — длина образующей.
В случае наклонных тел задача решается приближенно, причем цит
линдр рассматривается как предел вписанной многогранной призмы,
а конус — вписанной пирамиды. Решение в этом случае аналогично
соответствующему решению для призмы и пирамиды.
Для построения линии пересечения двух фигур чаще всего приме-
няют метод вспомогательных плоскостей или поверхностей (посредни-
ков). В качестве посредников применяют плоскости или шаровые по-
верхности. Задачи решаются в такой последовательности: проводят
несколько удачно выбранных посредников. Каждый посредник пере-
секает заданные поверхности по простейшим линиям (прямым или ок-
76
ружностям); общие точки взаимного пересечения полученных линий
принадлежат одной и другой поверхностям, т. е. принадлежат линии
их пересечения. Найдя достаточное количество точек1, соединяют их
плавной кривой. Если пересекаются два многогранника, то при по-
мощи посредников определяют точки пересечения ребер одного много-
гранника с гранями второго. Полученные точки соединяют между собой
в определенной последовательности.
При построении линии пересечения (линии перехода, как ее назы-
вают в черчении) следует обратить внимание на нахождение в первую
очередь характерных или опорных точек кривой. К таким точкам от-
носятся: точки, лежащие на крайних очерковых образующих той и
другой поверхности; наивысшие и наинизшие точки; точки, отделяющие
видимую часть кривой от невидимой; ближайшая и наиболее удален-
ная точки и некоторые другие. При построении разверток и сечений
приняты следующие обозначения:
Фронтальная плоскость проекций — V
Горизонтальная плоскость проекций — Н
Профильная плоскость проекций — W
Точки в пространстве — Л, В, С, D, ...
Проекции точек на плоскости V — Ayi Ву, Cyi ...
Проекции точек на плоскости Н — AR, Вн, Сн, ...
Проекции точек на плоскости W — А]у, Bw, ...
Прямые в пространстве — a, b, с, d, ...
Проекции прямых на плоскости V — ау, Ьу, су. ...
Проекции прямых на плоскости Н — аи, Ьн, сд, ...
Проекции прямых на плоскости W — aw, b^y, суу, .
Оси проекций — %, у, z (строчные) г
Плоскость — Р, Q, 7?, ...
Следы плоскостей — kt Z, /п, п, ...
Фронтальные следы плоскостей —ly , kyi.
Горизонтальные следы плоскостей — т/р пн, ...
Точки схода следов — Рх, Pyi Pz, , ... Qx, Qy, Qz, ..*
Кроме того, при решении задач вместо следов секущих плоскостей,
часто применяемых в начертательной геометрии, принято условное
обозначение разрезов и сечений, приближающееся к обозначениям по
госту. Отличие заключается в том, что фигура сечения показывается
незаштрихованной и часть тела, находящаяся между секущей плос-
костью и глазом наблюдателя, не удалена, потому применяется вынос-
ка с буквенным обозначением на полке, соответствующим буквенному
обозначению по госту. хя.:1
ПОСТРОЕНИЕ РАЗВЕРТОК И НАНЕСЕНИЕ ЛИНИЙ
СЕЧЕНИЯ
Построение развертки наклонной призмы (фиг. 77). Даны проекции
наклонной призмы, ребра которой наклонены к плоскостям Н и V.
Требуется построить полную развертку поверхности призмы.
Решение 1. Развертывание боковой поверхности призмы про-
изводят по следующей схеме:
а) рассекают поверхность призмы плоскостью Р, перпендикулярной
к ребрам; фронтальный след плоскости обозначен 1у, горизонтальный
след обозначен тн, точка схода следов^плоскости обозначена Рх,
77
Фиг. 77.
78
б) находят фронтальную и горизонтальную проекции фигуры сече-
ния;
в) определяют натуральную величину фигуры сечения (в нормаль-
ном сечении); !
г) откладывают последовательно на прямой линии размеры, соот-
ветствующие истинной ширине граней призмы, а на перпендикулярах,
проведенных в точках /0, 2Qt 3Q, — длины отрезков ребер призмы;
д) полученные точки соединяют прямыми и достраивают верхнее
и нижнее основания призмы в натуральную величину.'
2. На фиг. 77 проведена плоскость Р, перпендикулярная к ребрам
призмы. Определяют точку (2у, 2Н) встречи ребра СС с плоскостью Р
(фронтальный след плоскости /г, горизонтальный — Для этого
через ребро СС проводят фронтально-проектирующую плоскость Q,
следы которой обозначены ky и nRy определяют проекции линии MN
пересечения плоскостей данной Р и вспомогательной Q и находят точ-
ку (2у, 2Д) пересечения ребра СС с полученным отрезком MN (С^С^
пересекая MRNRt определяет 2Я> а 2у находят на СуСу)., Аналогично
находят точки 1 и 3 пересечения ребер Л и В с плоскостью Р, перпен-
дикулярной к ребрам призмы.
3. Для определения натуральной величины нормального сечения
(/0 — 20 — <?о) применяют метод совмещения данной плоскости Р с
фронтальной плоскостью проекций путем вращения ее вокруг 1у. Для
этого из фронтальной проекции произвольно взятой на горизонталь-
ном следе плоскости точки А, проводят отрезок КуКс, перпендикуляр-
ный к следу lyt и радиусом, равным PXKR> из точки Рх, как из центра,
проводят дугу окружности, которая пересечет перпендикуляр КуКс в точ-
ке Кс- Соединяют точки Рх и Кс и получают совмещенный горизонталь-
ный след плоскости (mR ). Через точки, обозначенные на плоскости
го в
Я : 1R, 2R,3 н, проводят горизонтальные проекции фронталей и перено-
сят следы (Кн, LR, Er) фронталей на совмещенный горизонтальный
след/пст . Через точки /С, £, проводят совмещенные фронтали
сов , С С С
Kc20i Lc1q> ЕЗ^ъъ которых и отмечают совмещенное положение фигу-
ры сеченния (/0, 20, <?0)-
4. Натуральную величину ребра СС призмы находят путем вра-
щения его вокруг оси, проходящей через точку С нижнего основания
до положения, при котором оно станет параллельным плоскости V:
СИС1Г — натуральная величина ребра призмы. Переносят на пря-
мую СуС1у фронтальные проекции точек сечения и отмечают точки lQy ,
2оу> Зоу.
5. Для построения развертки боковой поверхности призмы про-
водят прямую линию и на ней откладывают отрезки /0, —2,Q 2Q — <%,
3q — 1q, равные натуральной величине сечения.
Через точки /0, 20, 30, /0 проводят перпендикуляры к прямой /0-^
/0 и откладывают на них отрезки, соответственно равные расстояниям
от вершин верхнего и нижнего оснований призмы до нормального сече-
ния, 1qA0 = 1оуСу ;20Сэ = 20уСу иЗоВд =30уСу. Аналогично находят
точки верхнего основания призмы.
79
Соединяют полученные точки ^о,Со,Во,Ло ломаной линией. Для
получения полной развертки достраивают верхнее и нижнее основания
призмы.
Развертка наклонного цилиндра может быть построена аналогич-
ным способом.
С/ Зн С1н
Фиг. 78.
Построение развертки наклонной призмы и нанесение линии сече-
ния, (фиг. 78). Даны проекции треугольной наклонной призмы, боко-
вые ребра которой параллельны плоскости V. Призма рассечена фрон-
тально-проектирующей плоскостью (линия сечения призмы плоскостью
обозначена А—Л). Требуется построить полную развертку поверх-
ности призмы и нанести линию сечения.
Решение 1. Определяют точки пересечения ребер призмы
секущей плоскостью. Так как плоскость сечения фронтально-проекти-
рующая, то фронтальные проекции 1у, 2у, Зу точек пересечения ребер
призмы с плоскостью будут расположены на фронтальном следе пло-
скости сечения*. Горизонтальную проекцию Зн линии сечения
находят обычным проектированием.
2. Разверткой поверхности призмы будет фигура, составленная
из трех параллелограммов (боковые грани) и двух треугольников
(основания).
* Фронтальный след — прямая пересечения фронтально-проектирующей плос-
кости с плоскостью проекций V. Этот след совпадает с линией сечения А —А.
80
Для построения развертки каждую грань нужно повернуть вокруг
бокового ребра до положения, при котором она станет параллельной
плоскости V (метод вращения вокруг фронтали).
Повертывая последовательно грани призмы, получают развертку
всей боковой поверхности.
Развертывание начато от крайнего ребра AAi. При вращении
грани ABBiAi вокруг ребра точка, обозначенная на фронтальной
плоскости проекций Ву, будет перемещаться в плоскости, перпенди-
кулярной к оси вращения, т. е. к ребру AAi. В пересечении дуги окруж-
ности, проведенной из точки Ау (нижнего основания) радиусом, рав-
ным АНВН, с перпендикуляром ByBQ (след плоскости, проведенной через
By перпендикулярно к ребру AAi), получают точку Во, а следовательно,
и контур всей грани A0^o5i0Ai0. Следующую грань ВСС1В1 вращают
вокруг ребра BqBiq.
При этом Су перемещается по перпендикуляру к оси вращения.
Точку Со находят в пересечении этого перпендикуляра с дугой окруж-
ности, проведенной из точки Во радиусом и т. д.
Верхнее и нижнее основания на развертке строят, как треуголь-
ник, по трем сторонам.
Для нанесения на развертку точек /0, <?о, 4 линии сечения из
1у, 2у, Зу опускают перпендикуляры на соответствующие ребра A071i0,
В0В10, C0Ci0, ЛоА1О и на пересечении перпендикуляров с ребрами от-
мечают искомые точки.
Построение развертки прямой призмы и нанесение линии сечения
(фиг. 79). Даны проекции треугольной прямой призмы, основание
которой расположено на плоскости Н. Призма рассечена фронтально-
проектирующей плоскостью (линия сечения призмы плоскостью обоз-
начена А — Л). Требуется построить полную развертку поверхности
призмы и нанести линию сечения.
Решение 1. Определяют точки пересечения ребер с секущей
плоскостью. Так как плоскость сечения фронтально-проектирующая,
то фронтальные проекции 1у, 2у, Зу точек пересечения ребер призмы
с плоскостью расположены на фронтальном следе плоскости.
Горизонтальная проекция 2Н Зн линии сечения сливается с го-
ризонтальной проекцией нижнего основания призмы.
2. Развертка поверхности призмы состоит из трех прямоуголь-
ников (боковые грани) и двух треугольников (основания).
. От точки Су проводят горизонтальную прямую и на ней отклады-
вают отрезки Су В, В А и АС, равные сторонам основания призмы, т. е.
= СНВН, ВА = ВаАП, АС = АНСН.
Через точки Су, В, А, С проводят перпендикуляры к отрезку СуС
и на них откладывают одинаковые отрезки, равные высоте призмы.
Соединяют концы перпендикуляров прямой, параллельной суС.
Пристраивают, например, к стороне В А нижнее основание призмы,
построив треугольник по трем сторонам.
Аналогично построено и верхнее основание призмы.
3. Для нанесения линии 3q—20—1o—3q на развертку откладывают
на соответствующих ребрах отрезки Су30 = СуЗу, B2q = Ву2у, А1о =
= Ayly, С30 = СуЗу и соединяют полученные точки 30, 2q, 1о, 3q лома-
ной линией. -
81
Построение развертки прямого кругового цилиндра и нанесение
линии сечения (фиг. 80). Даны проекции прямого кругового цилиндра,
основание которого расположено на плоскости Н. Цилиндр пересечен
фронтально-проектирующей плоскостью (линия сечения призмы плос-
костью обозначена А — Д). Требуется построить полную развертку
поверхности цилиндра и нанести линию сечения.
Фиг. 79.
Решение 1. Горизонтальную проекцию основания цилиндра
делят на произвольное число (в данном случае на 12) равных частей
и через точки деления проводят образующие.
Проведенные образующие пересекаются с плоскостью сечения:
фронтальная проекция (7^, 2yi ..., 12 у) линии сечения совпадает с фрон-
тальным следом плоскости сечения, а горизонтальная проекция (7Д)
2 , ..., 12у) — с горизонтальной проекцией нижнего основания ци-
линдра.
2. Боковая поверхность цилиндра разворачивается в виде прямо-
угольника, у которого высота равна величине образующей, а длина
равна длине развернутой окружности основания цилиндра (nD).
Длинную сторону (я£)) прямоугольника делят на 12 равных частей
и в точках деления восставляют к этой стороне перпендикуляры, на
которых откладывают отрезки, соответственно равные расстояниям
ly, 2V, 12у от фронтальной проекции нижнего основания цилиндра.
Полученные точки 70, 20, 720> h соединяют плавной лекальной
82
Фиг. 80.
кривой.' Для получения полной "развертки поверхности усеченного
цилиндра к развертке боковой поверхности пристраивают, например
в точке 70, эллипс — натуральную величину фигуры сечения. Эллипс
строят по большой АВ = АуВу и малой CD = CHD& осям способом,
приведенным на фиг. 51,6. После этого пристраивают к развертке
верхнее и нижнее основания цилиндра.
Фиг. 81.
Построение развертки цилиндрической поверхности и нанесение
линии сечения (фиг. 81). Даны проекции наклонного цилиндра, обра-
зующие которого параллельны плоскости V. Цилиндр пересечен фрон-
тально-проектирующей плоскостью (линия сечения цилиндра плос-
костью обозначена А — Л). Требуется построить полную развертку
поверхности цилиндра и нанести линию сечения.
Решение. 1. Основание цилиндра делят на 12 равных частей
и через полученные точки проводят образующие цилиндра. Опреде-
ляют точки пересечения образующих цилиндра с плоскостью сечения.
84
Фронтальная проекция (АуВу, ...,ОГАИ) линии сечения совпадает
с фронтальным следом плоскости, а горизонтальные проекции (А^В^,...,
ОЯЛЙ) полученных точек находят на горизонтальных проекциях соот-
ветствующих образующих.
Фигурой сечения является эллипс, большая ось которого равна
отрезку A„GIZ, а малая — 4^10^.
r J V И’ НН
2. Развертку боковой поверхности цилиндра строят приближен-
ным способом так же, как была построена развертка наклонной призмы
(см. фиг. 78).
Для этого из точки 2у проводят прямую, перпендикулярную к кон-
турной образующей 1уАу цилиндра, и радиусом, равным хорде 1в2п>
из точки lyi как из центра, проводят дугу окружности, которая пере-
секается с этим перпендикуляром в точке 20. Точно так же проводят
перпендикуляр из точки Зу и,.проводя радиусом R=2H—3B из центра
дугу окружности до пересечения с этим перпендикуляром, получают
точку »50 и т. д.
Полученные точки lyi 20, ..., 120, /0 соединяют плавной лекальной
кривой. Развертка верхнего основания цилиндра симметрична раз-
вертке нижнего; построение ее понятно из чертежа.
Линию сечения Л0В0 ... О0А0 получают на развертке, проводя
перпендикуляры из фронтальных проекций (АуВу, ..., ОуАу) точек до
пересечения с соответствующими образующими на развертке.
Эллипс фигуры сечения построен на развертке по большой и малой
осям способом, указанным на фиг. 51,6.
Построение развертки наклонного цилиндра и нанесение линии
сечения (фиг. 82). Дан наклонный цилиндр, образующие которого на-
клонены к плоскостям Н и V, Цилиндр рассечен фронтально-проектирую-
щей плоскостью. Построить развертку поверхности цилиндра и нанести
линию сечения.
Решение. 1. Основание цилиндра делят на 12 равных частей
и через полученные точки проводят образующие. Определяют точки
встречи образующих с плоскостью сечения. Фронтальная проекция
(AvBy ,..., ОуАу) линии сечения совпадает с фронтальным следом плос-
кости, а горизонтальная проекция (А^В^, ..., ОНАН) получается на
горизонтальных проекциях соответствующих образующих.
2. Для построения развертки заменяют фронтальную плоскость
проекций !/ новой Vi так, чтобы образующие цилиндра проектировались
на плоскость Vi в натуральную величину; для этого новая фронталь-
ная плоскость проекций должна быть параллельна оси цилиндра.
Это соответствует положению цилиндра, показанному на фиг. 81.
Дальнейший хрд решения аналогичен рассмотренному в предыдущей
задаче.
Построение развертки наклонной пирамиды и нанесение линии
сечения (фиг. 83). Даны проекции треугольной наклонной пирамиды,
пересеченной фронтально-проектирующей плоскостью (линия сечения
пирамиды плоскостью обозначена А — А). Построить полную раз-
вертку поверхности пирамиды и нанести линию сечения.
Решение. 1. Определяют точки пересечения ребер пирамиды
секущей плоскостью. Так как плоскость сечения фронтально-проекти-
рующая, то фронтальные проекции (А , Ву, Су) точек пересечения
85
совпадут со следом секущей плоскости. Горизонтальную проекцию
фигуры сечения находят обычным проектированием.
2. Развертка поверхности пирамиды состоит из четырех треуголь-
ников. .Для построения развертки необходимо определить натураль-
ные величины боковых ребер пирамиды. С этой целью каждое ребро
Фиг. 82.
повернуто вокруг оси т, проходящей через вершину пирамиды, до
положения, параллельного фронтальной плоскости проекций (гори-
зонтальные проекции—ребер). Натуральная ве-
личина боковых ребер пирамиды — Sy2ivt Syhy.
Основание пирамиды проектируется в натуральную величину на
горизонтальную плоскость проекций.
На отрезке Syhy строят треугольник Sp/0?0 потрем сторонам: сто-
86
роне Svhv= Syl0, 1q20 = ln2H nSy2o == Sy2iy. Далее, на стороне Sv20
строят второй треугольник Sy2030, причем две другие стороны его
взяты следующих размеров: сторона 2q30 равна горизонтальной про-
екции 2Я3Н, а сторона Sy3Q равна длине ребра
Так же строят и два других треугольника—Sy3QlQ и 1q2q3q9
Фиг. 83.
Откладывают на сторонах S^/o, SjA отрезки SVAO» SyB0, SyCOf
соответственно равные отрезкам SyAJyt SyBiy, SyCiy, и соединяют по-
лученные точки Ао, Во, Со, Ао ломаной линией.
Натуральная величина фигуры сечения — треугольник А0В0С0.
Построение развертки прямого кругового конуса и нанесение линии
сечения (фиг. 84). Даны проекции прямого кругового конуса, пересечен-
ного фронтально-проектирующей плоскостью (линия сечения А — А).
Требуется построить развертку поверхности конуса и нанести линию
сечения.
Решение. 1. Основание конуса делят на равные части (в дан-
ном случае на восемь частей) и через полученные точки проводят обра-
зующие.
Олределяют точки встречи образующих конуса с плоскостью сече-
ния.
Фронтальная проекция AyByi..., КуАу линии сечения совпадает
с фронтальным следом плоскости, а горизонтальные проекции точек,
принадлежащих линии сечения, находят на соответствующих гори-
зонтальных проекциях образующих путем обычного проектирования.
87
Горизонтальные проекции Мн и NH точек М и N находят в точках
пересечения дуги окружности радиуса г с вертикальной линией связи
NyNHt разделяющей фронтальную проекцию АуЕу пополам.
Фиг. 84.
Фигура сечения представляет собой эллипс, большая ось которого
равна отрезку АуЕу, а малая — отрезку MHNи.
2. Боковая поверхность конуса развертывается в круговой сек-
тор. Угол сектора определяют по формуле
а = г 360°,
88
где 7? — радиус окружности основания конуса;
I — образующая конуса.
Для нанесения на развертку линии сечения делят дугу сектора
на восемь равных частей и проводят образующие Sy5o,Sy6o, Sy50.
Из фронтальных проекций (Ду, By,..., Ку, Ау) точек проводят
прямые, параллельные основанию конуса, до пересечения с контур-
ной образующей Sy5v, что равносильно повертыванию образующих
в положение, при котором они будут параллельными плоскости V.
Из точки Sy, как из центра, радиусами, равными расстоянию до полу-
ченных точек на контурной образующей Sy5y, проводят дуги окруж-
ностей до пересечения с соответствующими образующими на развертке.
Найденные точки EQ, FQ, Lo .... Do, Ео соединяют плавной лекальной
кривой.
Натуральная величина эллипса построена по большой и малой
осям способом, приведенным на фиг. 51,6.
Построение развертки конической поверхности и нанесение линии
сечения (фиг. 85). Дана коническая поверхность, ось которой наклонена
к плоскостям Н и V. Основание конической поверхности расположено
на плоскости Н. Поверхность рассечена фронтально-проектирующей
плоскостью (линия сечения конической поверхности с плоскостью обоз-
начена А — А). Построить развертку конической поверхности и нанести
линию сечения.
Решение. 1. Основание конической поверхности делят на 12
равных частей и через полученные точки проводят образующие. На-
ходят точки встречи образующих с плоскостью сечения. Фронталь-
ная проекция АуВу..., ОуАу линии сечения совпадает с фронтальным
следом плоскости, а горизонтальные проекции АнвИ... ОНАН точек
находят на горизонтальных проекциях соответствующих образую-
щих.
2. Развертка произведена в предположении, что коническая поверх-
ность разрезана по образующей {В HlH,Syly) и совмещена с плоскостью К
Развертку конической поверхности строят, как развертку поверх-
ности пирамиды, вписанной в конус с основанием (1Н, 2Н,..., 12н,
1у, 2у, ..., 12у, 1у) и ребрами, являющимися образующими конуса.
Натуральные величины образующих находят путем вращения их
около оси, перпендикулярной к плоскости Н и проходящей через
вершину конуса (SySH) до положения, при котором они будут парал-
лельными плоскости V (см. фиг. 83). При этом фронтальные проекции
точек сечения переместятся параллельно основанию до положения
А, В, ..., О, К.
По найденной натуральной величине образующих и хордам осно-
вания 1Н—2н,2и — Зн ... строят последовательно плоские треуголь-
ники Sv1q2q, Sy203Q ... Полученные точки /0, 20, 30 ...соединяют плав-
ной лекальной кривой.
Для нанесения на развертку линии сечения необходимо от точки Sy
отложить на соответствующих образующих отрезки, равные натураль-
ной величине расстояния от вершины конуса до точек линии сечения,
т. е. отрезки SyA0 = SVA, SyBQ = SyB и т. д.
Точки Ао, Во, ..., Oj, До ... соединяют плавной кривой.
89
Построение развертки наклонного конического барабана (фиг. 86).
На фигуре одна из образующих (7у VIIv, 7Н VIIн) перпендикулярна
к плоскости Н и проектируется на плоскость V в натуральную вели-
чину.
Решение. Для построения приближенной развертки боковой
поверхности усеченного наклонного барабана вписывают в кониче-
скую поверхность 12-угольную пирамиду. Для этого верхнее и нижнее
основания барабана делят на 12 равных частей и через точки деления
проводят ребра 7Н™Н> 7у^У и
диагонали 1HIIH, lylly', 2уШу'> 6^11 н, 6yVIIv граней
пирамиды.
Строят натуральные величины ребер и диагоналей пирамиды, как
гипотенузы прямоугольных треугольников, у которых один катет
равен соответствующей горизонтальной проекции ребра или диагонали,
а второй — высоте барабана. *
Так, например, построив прямоугольные треугольники на катете
7 — VII, равном высоте барабана, и катетах VII—1 = 1^ —
VII—II = IIИ —2Н... и т. д., получают натуральные величины 7—/,
7—II.... 7—VII передних и таких же задних ребер пирамиды.
Аналогично находят натуральные величины диагоналей пирамиды
по их горизонтальным проекциям VII—11= —Н^, VII—III = 2н—<
Шн ... и высоте усеченного конуса 7—VII.
Пользуясь найденными значениями натуральных величин ребер,
диагоналей и хорд окружностей, взятых из проекции нижнего и верх-
него оснований, последовательно строят на развертке треугольники
по трем сторонам, например: треугольник 70 — VIIQ — 6Q построен
по натуральной величине ребра 70—VII0 = 7—VII, натуральной вели-
чине диагонали 60—VII0 = VI—7 и хорде 70—= 7Н—6Н дуги
верхнего основания. На стороне 6q—VII0 строят треугольник 60—VI0—
VIIq по натуральной величине ребра 60—VIq =7—VI и хорде VIн—VII
jyyvn нижнего основания и т. д.
Для получения полной развертки достраивают верхнее и нижнее
основания.
Приближенная развертка шаровой поверхности. На фиг. 87 при-
ведены два способа построения приближенной развертки шаровой по-
верхности.
I способ. Для построения развертки делят шаровую поверх-
ность на несколько одинаковых частей при помощи' плоскостей, про-
ходящих через ось АВ шара. На фиг. 87, в проведено восемь меридио-
нальных плоскостей под одинаковыми углами друг к другу.
Эти плоскости делят шаровую поверхность на восемь равных сфери-
ческих двуугольников.
Дуги окружностей на плоскости Н между отдельными делениями
заменяют прямыми, касательными к окружности. Таким образом,
каждую часть шаровой поверхности заменяют цилиндрической, ось’
которой проходит через центр шара и параллельна касательной к
окружности большего круга.
Верхнюю часть левой четверти очерка шара (фиг. 87,6) делят на
четыре равные части и через точки деления проводят горизонтальные
плоскости А — А; Б — Б; В — В; Г — Г. Эти плоскости пересекают
сферический двуугольник I по дугам, которые с достаточной для прак-
91
Фиг. 86.
92
93
тики точностью могут быть заменены образующими (00; OjQi; O2O2;
O3O3) цилиндрической поверхности как касательными прямыми к
соответствующим дугам.
Для построения развертки первого двуугольника (фиг. 87,г) откла-
дывают на прямой длину касательной 00; через середину отрезка
00" проводят линию, перпендикулярную к 00, и откладывают
nD
на ней отрезок MN, равный .
Отрезок MN делят на восемь равных частей, через точки деления
проводят прямые, параллельные 00, и откладывают на них нату-
ральные величины образующих O1O1; O2O2; O3O3 цилиндра.
Соединив точки М, Оз, О2, ..., N, Оз, О2 по лекалу, получают при-
ближенную развертку одного деления шаровой поверхности (сфериче-
ского двуугольника).
Для получения развертки всей шаровой поверхности нужно до-
строить развертки всех остальных делений.
II способ. Нижнюю половину шаровой поверхности делят
горизонтальными плоскостями Д, Е, Ж на три пояса и шаровой сег-
мент (фиг. 80).
Первый пояс 1 принимают за часть цилиндрической поверхности
и развертывают по способу развертки поверхности прямого кругового
цилиндра (фиг. 87,а).
Пояса 2 и 3 принимаются за усеченные конусы с вершинами S и Si
различной высоты: они развертываются по правилам развертки по-
верхностей прямых круговых конусов (см. фиг. 84).
Шаровой сегмент 4 приближенно развертывается, как коническая
поверхность с вершиной в точке S2.
На фиг. 87,а показана развертка половины сферы, построенная
вторым способом.
Построение развертки колпака с учетом толщины стенок (фиг. 88).
Колпак состоит из цилиндрической А и сферической Б поверхно-
стей (фиг. 88,6).
Цилиндрическую часть колпака развертывают в прямоугольник
высотой h и длиной
п (d + Ь),
где о — толщина материала.
Сферическую часть развертывают путем деления поверхности на
несколько одинаковых частей при помощи меридиональных плоскос-
тей, проходящих через ось шара (см. фиг. 87). Наибольшее экватори-
nd
альное сечение каждой части в этом случае равно не -g , а
п (d + Ь)
8
На фиг. 88,а показано построение развертки колпака с учетом
толщины материала по второму способу приближенной развертки ша-
ровой поверхности, т. е . когда поверхность делят горизонтальными
плоскостями на несколько конических и цилиндрических поясов
(фиг. 87,а).
Построение развертки боковых поверхностей двух пересекающихся
цилиндров (фиг. 89). Для развертки боковой поверхности вертикального
цилиндра И (фиг. 89,а) строят прямоугольник, основание которого
равно nd, а. высота — h. Делят площадь прямоугольники на 12 рав-
ных частей. Окружность вертикального цилиндра диаметра d делят
94
на то же число равных частей (12) и через точки деления проводят
образующие цилиндра до пересечения с поверхностью горизонталь-
ного цилиндра Б в точках 7, 2, 3, ...» 7.
Из полученных точек проводят горизонтальные прямые до пере-
сечения с соответствующими образующими на развертке.
Соединяя полученные точки /0, 20,4.., 720, /0 плавной лекальной
кривой, заканчивают построение развертки вертикального цилиндра.
Развертка боковой поверхности цилиндра Б производится анало-
гично.
Фиг. 89.
На фиг. 89,6 показано «окно», получающееся в пересечении двух
цилиндров. Строят его, как эллипс, малая ось которого равна диа-
метру цилиндра dt а большая представляет величину спрямленной
дуги 7, 2, 3, ..., 7 = 70—70.
Построение развертки сухопарника с учетом толщины, материала
(фиг. 90). Сухопарник состоит из вертикальной цилиндрической части А
(диаметра d) с отбортовкой для соединения и штампованного днища Б.
Сухопарник приклепан или приварен к горизонтальному котлу
диаметра D.
Для развертки цилиндрической части сухопарника делят окруж-
ность диаметра d + В на равные части, например на 12.
96
1ГС9
Проводят фронтальные проекции образующий сухопарника и отме-
чают на них 1у> 2у, ..., 12у. Строят прямоугольник длиной n(d 4- S)
и высотой h, делят его на 12 равных частей и через точки деления про-
водят вертикальные образующие цилиндра. Верхняя линия прямо-
угольника находится на уровне верхней кромки сухопарника.
Через фронтальные проекции (ly, 2у, ..., 12у) точек проводят гори-
зонтальные прямые до пересечения с соответствующими образующими
на развертке в точках /0, 20, ..., Л?о, /0. Эти точки соединяют плавной
кривой и на расстоянии от нее, равном величине т, проводят вторую
кривую.
В случае соединения деталей (котла с сухопарником, днища с цилин-
дрической частью сухопарника) при помощи сварки величины припус-
ков берутся в соответствии с типом сварного шва.
Построение развертки бокового сухопарника с учетом толщины
материала (фиг. 91). Сухопарник состоит из вертикальной цилиндри-
ческой части с отбортовкой для заклепочного соединения и штампо-
ванного днища.
Для развертки цилиндрической части сухопарника делят окруж-
ность диаметра d + b на 12 равных частей. Проводят фронтальные
проекции образующих сухопарника и отмечают на них 1у, 2у, ...»
•••»
98
Строят прямоугольник длиной т: (d -]-Ъ) и высотой Л, делят его
на 12 равных частей и через точки деления проводят образующие
цилиндра. Верхняя линия прямоугольника, должна находиться на
уровне верхней кромки сухопарника.
Через ly, 2у, ..., 12у проводят горизонтальные прямые до пересе-
чения с соответствующими образующими на развертке в точках /0,
2q, 30 ...
Соединяют эти точки плавной кривой и на расстоянии от нее, рав-
ном величине т, проводят вторую кривую.
В случае выполнения деталей соединения при помощи сварки вели-
чины припусков берутся в соответствии с типом сварного шва.
Развертка колпака. Колпак состоит из цилиндрических поверх-
ностей /, II, /// (фиг. 92). Для построения развертки цилиндриче-
ской части I определяют натуральную величину нормального сечения,
которое проектируется на плоскость W в виде полуокружности диа-
метра D.
Делят нормальное сечение на шесть равных частей и через
фронтальные проекции (1у, 2у, 5у) точек деления проводят горизон-
тальные плоскости А—А, Б — Б, В — В, Г — Г, Д— Д, пере-
секающие цилиндрическую поверхность по образующим (Ci^
KiH) (Съу К2у,Съ'н Д2Н) и т. д., а горизонтальную проекцию нор-
мального сечения в точках 1Н, 2Н, ..., 6Н.
Для получения развертки одной части поверхности I через сере-
дину отрезка CqhKqh проводят прямую, перпендикулярную к нему,
откладывают на этом перпендикуляре длину одной четверти дуги
окружности I 4-I и отмечают точку О0. Делят отрезок О060 на шесть
равных частей и через точки деления /0, 20, ..., 60 проводят прямые,
параллельные CGHKGH. На этих прямых откладывают натуральную
величину соответствующих образующих (С10 /С10 = Сг0 Л20 =
= Сън Кън ...) цилиндра и полученные точки соединяют плавными
кривыми.
На фронтальной плоскости проекций натуральная величина нор-
мального сечения цилиндрической поверхности II показана штрих-
пунктирной кривой линией (ОуСу). Натуральная величина полу-
чена вращением сечения в положение, параллельное плоскости V.
Для построения развертки цилиндрической части поверхности II
проводят через прямую KqhOq, перпендикулярную к образую-
щей и откладывают на этой прямой отрезки, равные величине
спрямленных дуг кривой ОуСу (например, длина отрезка К&цКъц равна
длине спрямленной дуги т, отрезок Koq равен mi и т. д.).
Через точки ..., /Go проводят прямые, параллельные
образующей цилиндра LGqi и откладывают па них натуральные
величины соответствующих образующих, взятые с горизонтальной
плоскости проекций, а именно: K5q ^50 = ^о^4о =
и т. д. Полученные точки соединяют плавной кривой.
Натуральная величина нормального сечения <9V, ly, 2у, ..., бу
цилиндрической части III видна на плоскости V.
4* 99
Фиг. 92.
Построение развертки этой части цилиндрической поверхности
ничем не отличается от построения развертки цилиндра /.
. Развертка колена (фиг. 93). Колено состоит из трех частей — /, II
и III, соответственно равных частям А, Б и В прямого кругового
конуса с вершиной S и с основанием диаметра D.
Фиг. 93.
Часть колена II равна части Б прямого кругового конуса, повер-
нутой на 180° так, что образующая NyKy конуса .совпала с образую-
щей NivKiv колена. Тогда образующая NiyFiy конуса совпадет с
образующей NyFy колена.
•Третья часть колена — III получена сдвигом части В конуса вверх
по направлению линии так, что часть КуТу образующей конуса
переместилась в положение образующей FyT\y колена. При этом часть
Fiy Lv образующей конуса займет положение KiyLiy колена.
Для построения развертки колена проводят из произвольного
101
центра So радиусом SQM0 = SyMy дугу окружности с углом кругового
сектора
“ = 360° ~2SM '
Делят на равные части (например, на 12) среднюю окружность диа-
метра D и через полученные точки проводят проекции образующих
конуса.
Рассматривают линии пересечения отдельных частей колена как ли-
нии пересечения прямого кругового конуса плоскостью и наносят их
на развертку аналогично построениям, произведенным на фиг. 84.
Такой способ построения дает возможность разметить заготовки от-
дельных частей колена на одном листе и изготовить колено при мини-
мальной затрате материала.
Построение развертки водосточной трубы (фиг. 94). Труба состоит
из следующих частей: цилиндра Л, прямого кругового усеченного
конуса 5, усеченных круговых цилиндров В, Г, Д, Е, Ж и усеченного
наклонного конуса 3.
Цилиндрическая часть А развертывается в прямоугольник длиной
nd и высотой .h (построение развертки цилиндра см. фиг. 80).
Коническая часть Б развертывается в круговой сектор (фиг. 94,я);
угол а вычисляется по- формуле
360°Д
“ L~‘
где Д — радиус основания конуса;
L — длина образующей.
Построение развертки конуса показано на фиг. 84.
Для развертки цилиндрических частей В, Г, Д, В, Ж строят нор-
мальное сечение одного из цилиндров, например Д, (фиг. 94,6), и делят
его на 12 равных частей (точки /, 2, <3, ..., 12).
Нормальное сечение разворачивается в отрезок прямой длиной ndi.
Делят этот отрезок на такое же число равных частей, т. е. на 12; че-
рез полученные точки деления (/0, 20, ..., 12Q) проводят прямые, пер-
пендикулярные к нормальному сечению, и откладывают на них отрез-
ки, равные натуральной величине соответствующих образующих ци-
линдров.
Откладывать эти отрезки необходимо в обе стороны от нормаль-
ных сечений, проведенных в каждом цилиндрическом колене (эти сече-
ния показаны на фиг. 94, а и б штрих-пунктирной линией).
Развертка усеченной конической части — 3 выполняется анало-
гично развертке усеченного конуса, показанной на фиг. 85.
Для этого определяют методом вращения натуральную величину
(SylQ1; SV2Q1; ...; Sy 12Q1) образующих наклонного усеченного кону-
са и строят приближенную развертку поверхности по принципу
построения развертки 12-угольной пирамиды, вписанной в конус
(фиг. 94,6 и в).
На фиг. 94,в показана более рациональная разметка цилиндри-
ческих частей В\ Г, Д, Е, Ж и их развертка. Развертку каждого
последующего цилиндрического колена производят, разрезая их по
противоположным образующим. Например, цилиндрическое колено В
разрезают по образующей ММ, а цилиндрическое колено Г — по
NN и т. д.
1С2
Фиг. 94.
1СЗ
Развертка бункера с воронкой (фиг. 95). Нижняя А и верхняя Д
части бункера развертываются как цилиндрические поверхности
(см. фиг. 80).
Средняя часть бункера состоит из двух усеченных конических
поверхностей Б, разделенных двумя треугольниками В и Г.
Фиг. 95.
Для развертки конической поверхности Б делят верхнее и нижнее
основания на одинаковое число равных частей (например, на 12). Че-
рез точки деления проводят образующие (lyly, 1HIн), (2yIIy,2HII н)...
и рассматривают приближенно коническую поверхность как вписан-
ную 12-угольную пирамиду.
Соединяя точку I с точкой 2, точку II с точкой 3 и т. д., получают
проекции (1у2у, 1Н2Н, ...) диагоналей граней пирамиды. Строят нату-
ральные величины диагоналей и ребер пирамиды как гипотенузы
прямоугольных треугольников (см. фиг. 86).
Натуральную величину нижнего основания конической поверх-
ности находят вращением его до положения, при котором оно станет
104
параллельным плоскости Н. При этом фронтальная' проекция осно-
вания 1у, Пу, У Пу займет положение 10у, П^у, VIIqv, а гори-
зонтальная проекция Iqh, УНщ будет соответствовать натуч
ральной величине основания.
Верхнее основание конуса проектируется на плоскость Н в нату-
ральную величину. Истинную величину треугольника В строят по
натуральной величине его основания, обозначенного 7Н—7нпа пло-
скости Н, и натуральной величине высоты, обозначенной ЬуУПу на
плоскости У.
Натуральную величину треугольника Г определяют по натураль-
ной величине его основания — 1нк натуральной величине высоты
105
Развертку конической поверхности производят аналогично по-
строению развертки, приведенному на фиг. 86.
Развертка бункера (фиг. 96). Боковая поверхность бункера со-
стоит из двух конических поверхностей А, двух конических поверх-
ностей Б, плоского треугольника В, двух плоских треугольников Г
и одного плоского треугольника К (см. Вад Д).
Нижнее основание бункера — прямоугольник и верхнее — круг
проектируются на плоскость И в натуральную величину.
Для построения развертки боковой поверхности бункера опреде-
ляют натуральные величины образующих конических поверхностей
А и Б (определение натуральных величин образующих производят
аналогично построениям, приведенным на фиг. 86).
Развертку бункера производят в такой последовательности: раз-
резают треугольник К по его высоте EW9W и строят по трем сторонам
треугольникУ которого Е$9$ равно Еу9у, EQD$ равно EHDH,
a D$q равно натуральной величине образующей 09$.
Затем последовательно пристраивают развертку конической по-
верхности Б, треугольника Г, конической поверхности А, треуголь-
ника В, второй конической поверхности А, второго треугольника Г,
второй конической поверхности Б и половины треугольника К.
Развертывание конических поверхностей А и Б производят анало-
гично построениям, приведенным на фиг. 85.
Развертка ^бункера с цилиндрической воронкой (фиг. 97). Бункер
(фиг. 97,а) состоит из цилиндрической части /С, двух конических по-
верхностей А, двух конических поверхностей Б, двух плоских тре-
угольников В, плоского треугольника Г и плоского треугольника Д.
Развертку цилиндрической части К (фиг. 97,в) производят по при-
меру развертки, приведенной на фиг. 80.
При построении развертки учтена толщина материала Ь. Кони-
ческие поверхности А и Б развертывают/аналогично развертке кониче-
ской поверхности, приведенной на фиг. 96; определение натураль-
ных величин образующих конических поверхностей А и Б произведено
на фиг. 97,г.
В плоских треугольниках В, Г и Д две стороны являются соответ-
ствующими образующими конических поверхностей, натуральные
величины которых определены, а одна из сторон проектируется в нату-
ральную величину непосредственно на чертеже (фиг. 97,а). Разрез
поверхности произведен по середине стороны треугольника Д.
Для большей наглядности на фиг. 97,6 показано аксонометрическое
изображение бункера.
Развертка двустороннего бункера (фиг. 98). Бункер состоит из
двух одинаковых конических поверхностей. .Для развертки одной из
них, например левой, делят половину верхнего основания на шесть
равных частей. Четверть нижнего основания конуса и половину линии
пересечения конических поверхностей делят, каждую в отдельности,
на три равные части.
Соединяют на плоскости Н точки 1Н и I н, 2 н и II и » а
на плоскости V точки 1у и 1у, 2у и Пу, ..., 7у и VIIy и получают
проекции образующих конической поверхности.
‘ Приближенно рассматривают коническую поверхность как вписан-
ную 12-угольную пирамиду.
106
»0 Cq-
Натуральная величина
Фиг. 98.
Соединяют на плоскости Н точки 1Н и 2Н, IIн и 17/я и 7Я,
а на плоскости V точки 1у и 2у, Ну и Зу, ..., Vly и 7у и получают
проекции диагоналей граней пирамиды.
Строят натуральные величины диагоналей и образующих аналогич-
но построениям, приведенным на фиг. 86.
Верхнее и нижнее основания конуса ^проектированы на плос-
кость Н в натуральную величину, а линия пересечения конусов спро-
ектирована в натуральную величину на плоскость W.
Последовательность построения развертки аналогична построе-
ниям, приведенным на фиг. 95. Развертка боковой поверхности правой
части бункера аналогична произведенной.
На фиг. 98 показана развертка с учетом толщины материала.
ПЕРЕСЕЧЕНИЕ ГЕОМЕТРИЧЕСКИХ ТЕЛ ПЛОСКОСТЯМИ
И ВЗАИМНОЕ ПЕРЕСЕЧЕНИЕ ТЕЛ
Построение линии сечения головки штанги фронтальными плос-
костями (фиг. 99). Головка штанги состоит из шаровой I, конической II
и цилиндрической III поверхностей. Фронтальная проекция линии
сечения головки штанги образована в результате пересечения шаровой
и конической поверхностей фронтальными плоскостями (горизонталь-
ный след обозначен 1И). - й
Линия сечения шаровой и конической поверхностей фронталь-
ными плоскостями состоит из дуги окружности радиуса R и гиперболы,
обозначенной на плоскости V точками А у, Су, Еу, Ly, Му, Kv, By,
Для определения точек, принадлежащих линии сечения, приме-
няют метод вспомогательных секущих плоскостей.
На границе сопряжения шаровой и конической поверхностей прово-
дят горизонтальную секущую плоскость (линия сечения обозначена
А — А), которая пересекает поверхность штанги по окружности ради-
yea Ra.
Этим радиусом строят на горизонтальной плоскости проекций
окружность, которая пересечет горизонтальный след 1И плоскости
в точках Ан и ВИ. Фронтальные проекции Ay, By этих точек находят
обычным проектированием.
Точки С, D и др., принадлежащие линии сечения — гиперболе,
определяют с помощью горизонтальных секущих плоскостей (линии
сечения которых обозначены Б — Б, В — В и Г — Г) аналогично
уже построенным точкам А и В.
Вершину гиперболы — точку М находят по профильной проекции
либо, в случае ее отсутствия, проводя на горизонтальной плоскости
проекций окружность радиуса RM, касательную к секущей плоскости
в точке Мн. Эта окружность пересечет контурную образующую конуса
в точке 2(2у, 2Н). На уровне 2у определяют фронтальную проекцию Му
вершины гиперболы.
Построение линии сечения ушка штанги профильными плоскостя-
ми (фиг. 100). Ушко штанги состоит из шаровой поверхности /, поверх-
ности тора II, образующей которой является дуга /<7, и цилиндри-
ческой поверхности III.
109
Фиг. 99.
ПО
' Профильные плоскости, горизонтальные следы которых обозначе-
ны 1Н и тн, рассекают сферическую часть головки штанги по окруж-
ностям радиусов г и Г1, которые на виде слева проводятся до Aw и В[у,
а на виде справа — до lw и 2W. Эти точки находятся на уровне фрон-
тальных проекций Ку — Ку точек К.
Профильные проекции Е}у и 7W крайних высших точек кривых можно
определить по фронтальной проекции либо проведя на виде сверху из
Фиг. 100.
центра сферической головки штанги две окружности, касательные
к следам 1И и тн. Эти окружности определяют положение вспомогатель-
ных горизонтальных плоскостей, проходящих через точки Е и 7. По
горизонтальным проекциям Ен и 7н точек касания определяют профиль-
ные проекции Ew и 7w этих точек.
Чтобы построить промежуточные точки кривой сечения, проводят
вспомогательные горизонтальные плоскости, которые рассекают тор по
окружностям, например плоскостью, линия сечения которой обозначе-
на А — А. Окружность радиуса получившаяся от сечения этой
111
плоскостью, пересекает следы и тн в точках CHDHi3'H и 4И, при-
надлежащих фигурам сечения. Определяют профильные проекции этих
точек. Если провести несколько вспомогательных секущих плоскостей,
то можно найти достаточное количество точек для проведения плав-
ных кривых сечения.
Построение линии сечения штанги фронтальными плоскостями
(фиг. 101). Штанга состоит из четырех поверхностей: призматической
IV, шаровой /, конической II и цилиндрической III.
Фронтальная проекция линии сечения штанги получена в резуль-
тате пересечения шаровой и конической поверхностей фронтальными
секущими плоскостями, проходящими через грани призматической
поверхности (следы плоскостей обозначены 1И, 1Н).
Линия сечения состоит из дуг окружности, радиуса R, обозначен-
ных на фронтальной плоскости проекций АуСу и DyBy и гиперболы,
обозначенной на той же проекции СуЕуКуМу ...Dy. Построение точек,
принадлежащих линии сечения, производят аналогично построению,
приведенному на фиг. 99.
Построение линии пересечения боковых граней шестигранной гайки
с конической поверхностью (фиг. 102). Гайка представляет собой пра-
вильную шестиугольную призму, края которой обточены по конусу
с углом 120° при вершине.
Грани призмы являются горизонтально-проектирующими плос-
костями, параллельными оси конуса. Поэтому в сечении должны полу-
чаться гиперболы. На плоскости И эти гиперболы совпадают с проек-
циями боковых граней гайки.
Для построения фронтальных проекций гипербол пользуются вспо-
могательными горизонтальными плоскостями.
Проводят окружность радиуса R, вписанную в шестиугольник
основания. Точки касания 2Н являются горизонтальными проекциями
вершин гипербол. Пересечение этой окружности с контурной обра-
зующей (SyDy, SHDH) конуса определяет точку Д’ (КУКН). Через фрон-
тальную проекцию Ку точки К проводят отрезок KyKVi параллельно
горизонтальной плоскости проекций. Пересечение этого отрезка с вер-
тикальными линиями связи 2Н — 2у определяет 2у — фронтальные
проекции вершин гипербол.
Точки»? (Зу, 3И) являются точками наибольшего «раствора» ветвей
гипербол. Горизонтальные проекции 3И этих .точек совпадают с гори-
зонтальными проекциями ребер призмы. Фронтальные проекции 3 у
находят па пересечении контурных образующих конуса с фронталь-
ными проекциями крайних ребер призмы. Для определения проек-
ций (1у, 1д) промежуточных точек гипебол проводят вспомогательную
горизонтальную плоскость, пересекающую конус по окружности-ради-
уса Ra (линия сечения обозначена А — А).
В пересечении этой окружности с горизонтальными проекциями
граней призмы расположены горизонтальные проекции промежуточ-
ных точек гипебол.
Фронтальные проекции 1у этих точек находятся на линии сечения
А—А.
Построение линии пересечения прилива плиты с ее основанием
(фиг. 103). Край плиты выполнен в форме цилиндрической поверхности
112
Фиг. 101.
113
(направляющая АуВу на плоскости V), перпендикулярной к фронтальной
плоскости проекций. Прилив состоит из двух поверхностей: кониче-
ской I и призматической II.
Фронтальная проекция 1у6у линии пересечения совпадает с направ-
ляющей цилиндра АуВу. Для построения горизонтальной проекции
применяют метод секущих плоскостей.
Фиг. 102.
Проводят вспомогательные горизонтальные плоскости, линии сече-
ния которых обозначены А—-А, Б—Б, В—В, Г—Г, пересекающие ко-
ническую поверхность по окружности радиусоз RA, RSt RB, Rr, цилинд-
рическую — по образующим СС, DD, ЕЕ, EF, а грани призмы II
по прямым, параллельным КН6Н.
Взаимное пересечение дуг окружностей радиусов RA и RB с образую-
щими СС и DD определяет на плоскости Н проекции 2Н и Зн. В пересе-
чении прямых, проведенных из точек Nн и Мн параллельно
с образующими Е^ЕН и FHFH получают 4Н и 5Н.
114
115
Точка 1 находится на контурной образующей конуса непосредст-
венно из чертежа.
По горизонтальной и фронтальной проекциям линии пересечения оп-
ределяют профильную проекцию.
Построение линии пересечения шаровой и цилиндрической поверх-
ностей (фиг. 104). Горизонтальная проекция линии сечения этих поверх-
ностей совпадает с горизонтальной проекцией цилиндра.
i Фиг. 104.
Для построения фронтальных проекций (2у, Зу, 4 у) точек, принадле-
жащих линии пересечения, проводят вспомогательные фронтальные
плоскости, линии сечения которых обозначены А—А, Б—Б, В—В, пе-
ресекающие шаровую поверхность по окружностям радиусов и
а цилиндрическую — по образующим.
В пересечении соответствующих дуг окружностей с образующими
116
цилиндра на плоскости V находятся фронтальные проекции 2у, Зу и 4у
искомых точек.
Точки, обозначенные на фронтальной плоскости проекций Зу, явля-
ются границами видимой части линии пересечения на фронтальной
плоскости.
Характерные, низшую (/у, и высшую (5у, 5И), точки кривой опре-
деляют с помощью профильной проекции либо путем проведения вспо-
могательных фронтальных плоскостей, линии сечения Г—Г и Д—Д,
касательных к горизонтальной проекции очерка цилиндра.
ИЗОБРАЖЕНИЕ ДЕТАЛЕЙ В АКСОНОМЕТРИЧЕСКИХ
ПРОЕКЦИЯХ
1 Аксонометрические проекции применяют в тех случаях, когда хотят
достигнуть наглядности в изображении предмета.
Стандартами «Чертежи в машиностроении» (ГОСТ 3453-59) реко-
мендуется применять два вида прямоугольных аксонометрических про-
екций — изометрическую и диметрическую проекции и один вид косо-
угольной аксонометрической проекции — фронтальную диметрическую
проекцию.
Расположение координатных осей в прямоугольной изометрической
проекции показано на фиг. 105.
В изометрической проекции размеры, как правило, по всем трем осям
сокращаются на равную величину. Однако ГОСТ рекомендует строить
изометрическую проекцию без сокращений по осям координат. Изобра-
жение при этом получается большим действительных размеров на 18% ,
однако наглядность изображения практически не изменяется, а построе-
ние оказывается намного более удобным.
Расположение осей в диметрической проекции показано на фиг. 106.
ГОСТ рекомендует строить диметрическую проекцию .без сокраще-
ний по осям х и г и с сокращением по оси у, равным 0,5 (изображе-
ние при этом увеличивается на 6% против теоретического).
Окружности в аксонометрической проекции изображаются в виде
эллипсов. Для построения этих эллипсов достаточно знать направление
117
большой и малой осей эллипсов и их размеры. На фиг. 107 показано рас-
положение большой и малой осей эллипсов для изометрической проек-
ции окружностей, расположенных в плоскостях, параллельных го-
ризонтальной, фронтальной и профильной плоскостям проекций:
AjBi д. z, А2В2 ± у, А^Вч ± х. Размеры для больших осей эллипсов
составляют 1,22 диаметра изображаемой окружности, а для малых —*
0,7 этого диаметра (в случаях, если по осям координат размеры откла-
дываются без искажения)*.
В диметрической проекции большие и малые оси эллипсов для ок-
ружностей, расположенных в плоскостях, параллельных плоскостям
проекций, ориентированы относительно осей координат точно так же,
как в изометрической проекции (фиг. 108). При этом большие оси эл-
липсов для всех трех площадок составляют 1,06 диаметра изображаемой
* Если изометрическую проекцию строят с сокращением, равным 0,82 по осям
х, у, z, большую ось каждого из эллипсов следует брать равной диаметру изо-
бражаемой окружности, а малую ось — равной 0,58 этого диаметра.
118
окружности. Малые оси эллипсов для площадок, параллельных плос-
костям хОу и yOz, составляют 1/3 большой оси эллипса, а для пло-
щадки, параллельной плоскости xOz,—y/i0 большой оси эллипса (при
условии, что размеры по осям х и z не сокращаются, а сокращение
по оси у составляет 0,5).
Фиг. 108.
Фронтальную диметрическую проекцию рекомендуется применять
в тех случаях, когда хотят изобразить фигуры, лежащие в одной из
плоскостей проекций (и плоскостях, параллельных ей), в неискаженном
виде. Это особенно удобно, если все окружности данного тела лежат
в параллельных между собой плоскостях.
Расположение осей во фронтальной диметрической проекции по-
казано на фиг. 109. По осям х и z размеры откладываются без иска-
жений, а по оси у сокращение размеров составляет 0,5.
На фиг. ПО окружность вписана в площадку, контуры которой вы-
черчиваются во фронтальной диметрии без искажения. На фиг. 111
приведены ортогональные проекции фигуры, построение которой в
диметрической проекции показано на фиг. 112 и 113.
119
Построение аксонометрического изображения фигуры произво-
дят в таком порядке:
1) выбирают оси координат на фигуре;
2) строят оси координат в аксонометрической проекции;
3) строят аксонометрическое изображение исходной формы фигуры
(в данном случае призмы);
4) строят аксонометрическое изображение всех площадок (Р, Q, 7?
и т. д.), определяющих действительную форму фигуры;
5) строят, в случаях необходимости, вырез части заданной фигуры
(чаще всего вырезают четвертую часть).
Для данной фигуры оси координат проводят так, чтобы они совпа-
дали с главными осями симметрии, при этом начало координат О будет
находиться в центре нижнего основания призмы, а вершины четырех-
угольника основания /, 2, 3, 4 на осях х и у (фиг. 111).
Строят оси координат в диметрической проекции (фиг. 112). На оси
ха откладывают по обе стороны от точки Оа отрезки Оа — 1аиОа — Зау
соответственно равные отрезкам Он — 1Н иОн — 3^ на горизонтальной
проекции фигуры (фиг. 111).
120
На оси уа (фиг. 112) по обе стороны от точки 0а откладывают отрезки
0а —2аи 0а — 4а, соответственно равные половине отрезков 0н —2Н
и Ои — 4И (фиг. 111).
Соединив точки 1а, 2а, За, 4а, получают аксонометрическое изобра-
жение основания исходной призмы. Из этих же точек параллельно оси
z проводят вертикальные ребра призмы яд, Ьд, с , da и, отложив на
них от вершины нижнего ос-
нования призмы отрезки, рав- _ /?
ные высоте призмы, получают
вершины верхнего основания ис-
ходной призмы 5а,6а,7а, 8 .
Соединив эти точки с точками
нижнего основания, получают
аксонометрическое изображение
исходной призмы (фиг. 112).
Площадку /?, лежащую на
верхнем основании исходной
призмы, строят следующим об-
разом:
1) проводят на верхнем осно-
вании призмы оси координат
xRylb паРаллельные осям хд, уа\
2) на оси откладывают от-
резок 0R — 9а, равный отрезку
ОИ-9Н (фиг. 111);
3) через точку 9а проводят
ребро 10—11а параллельно оси
уп до пересечения со сторонами
верхнего основания призмы в
точках 10а и 11а.
Треугольник 10а7а11а предста!
площадки R (фиг. 112).
Аналогичным образом строятся аксонометрические изображения
площадок Р и М (фиг. 111).
. Для построения аксонометрического изображения площадки S по-
ступают следующим образом:
1) на оси z от точки 0а откладывают отрезок OaOs, равный расстоянию
площадки S от нижнего основания призмы;
2) через точку 0$ проводят оси xs и ys, параллельные осям хд, уа*
3) на осях xs и ys строят площадку 12 а- 13а 14а 15 а,аналогичную
площадкам верхнего или нижнего основания призмы;
4) строят аксонометрические изображения ребер 16—17 и 18—19
аналогично тому, как было построено аксонометрическое изображе-
ние ребра 10—11;
5) соединив точки 13а, 16а, 17д, /5Д, 18а,19а, получают аксонометри-
ческое изображение площадки S (фиг. 112).
Точно так же строится аксонометрическое изображение площадки F
(20а, 21а, 22а, 23а).
121
Соединив точки 10 а, 11а> 17а, 16а, получают аксонометрическое
изображение площадки Т. Аналогичным путем может быть построено
аксонометрическое изображение площадки Q.
При построении площадок F и N были получены аксонометрические
изображения ребер 20 а — 21 а и 25а — 24а. Соединив точки 20а> 21 а1
25 и, 24а, получают аксонометрическое изображение площадки Е.
На фиг. 113 показано построение выреза в аксонометрии. Вырез
выполняют обычно при помощи плоскостей, проходящих через оси ко-
ординат либо параллельных плоско-
стям проекций, поэтому площадки,
параллельные плоскостям проек-
ций, как, например, площадки Р,
R, F, N и площадки Q, Т, будут
разрезаться секущими плоскостями
по линиям, параллельным осям.
Фиг. 113.
Одну секущую плоскость проводят через оси za и уа, а другую —
через оси za и х . Плоскость, проходящая через оси za и %а, разрезает
площадку S по оси xs, т. е. по отрезку 0$ — 26а, площадку Q — по
линии, параллельной оси г, т. е. по линии 26а — 27 и площадку Р—
по ее оси х, т. е. по отрезку 27а — 28а. Точка 28а лежит на ребре а,
поэтому секущая плоскость пройдет по ребру ау как через линию, па-
раллельную оси z. Площадки N и F будут рассекаться по их осям х,
и в сечении соответственно получатся отрезки 1(1 — 30 а и 31 а — OF.
Соединив точки 30а и 31 а, получают отрезок, по которому секущая
плоскость рассекает площадку Е.
Полученную фигуру сечения Qs26a 27а28а la30a 31aO~F обводят
контурными линиями и штрихуют. Для штриховки откладывают от
начала координат Оа на осях х и z равные отрезки и концы их соеди-
няют. Линии штриховки проводят параллельно отрезку сое-
диняющему концы этих отрезков (фиг. 114). Если аналогичное пост-
роение произвести для секущей плоскости, проходящей через оси za
и уа, то фигура сечения будет (фиг. 113). Линии штри-
ховки в этом случае будут параллельны отрезку (фиг. 114).
122
При окончательном графическом оформлении аксонометрического
чертежа удаляют все вспомогательные линии и линии невидимого
контура, а из числа осевых линий оставляют только три основные
оси х , и„ и z„.
а* & а а
На фиг. 115 приведены ортогональные проекции усеченной пира-
построение этой пирамиды в изо-
° а,— 1а< равный отрезку 0н— 1Н,
миды, а на фиг. 116 и 117 показано
метрической проекции.
Общий порядок построения ак-
сонометрического изображения сле-
дующий :
1) выбирают оси координат на
ортогональной проекции фигуры
(фиг. 115);
2) строят эти оси в аксонометри-
ческой проекции (фиг. 116);
3) строят аксонометрическое изо-
бражение основной формы фигуры
(в данном случае усеченной пира-
миды);
4) строят аксонометрическое изо-
бражение всех площадок, опреде-
ляющих действительную форму за-
данной фигуры;
5) строят в случае необходимо-
сти вырез части заданной фигуры.
Данная фигура симметрична, по-
этому оси координат проводят на
ней так, чтобы они совпадали с
главными осями симметрии. Начало
координат 0н (фиг. 115) распола-
гают в центре нижнего основания
пирамиды, при этом оси х и у будут
пересекать середины сторон нижнего
основания в точках 1Н, 2Н, 3Ht
4н>
Строят оси координат ха, уа, za
в изометрической проекции (фиг.
116).
На оси х(1 откладывают отрезок
(фиг. 115) и получают точку 1а (фиг. 116) — аксонометрическое изоб-
ражение точки /. Аналогичным путем находят точки 2а, За, 4а — аксо-
нометрическое изображение точек 2, 3, 4. Через точку Г проводят
прямую, параллельную оси уа, и откладывают на ней в обе стороны
отточки 1 отрезки 1а — 5аи 1а — 8а, соответственно равные 1 н — 5Н
и Л/ 8н (фиг. 115). Полученные при этом точки 5а и 8а (фиг. 116)
являются аксонометрическими изображениями вершин основания.
Проведя такую же прямую через точку За и отложив на этой прямой
отрезки За — 6а и За — 7а> соответственно равные Зн — 6Н и Зн — 7Н
(фиг. 115), получают еще две вершины 6а и 7а (фиг. 116) нижнего
123
основания. Соединив точки 5Д, 6а, 7а, 8 , получают аксонометрическое
изображение нижнего основания усеченной пирамиды.
Откладывают от начала координат по оси z отрезок 0а0ь, равный
высоте усеченной пирамиды. Через точку 0ь проводят оси хь и уь верх-
него основания, соответственно параллельные осям ха и уа. С помощью
Фиг. 116.
этих осей строят верхнее основание усеченной пирамиды точно также,
как было построено нижнее, т. е. на оси хь откладывают от точки 0д
отрезок 0ъ — 9а, равный отрезку 0и — 9И (фиг. 115). Через точку 9а
(фиг. 116) проводят прямую, параллельную оси. уь, и на ней откладыва-
ют отрезок 9а — 10равный отрезку 9Н — 10н (фиг. 115) и получают
точку 10а (фиг. 116) — вершину верхнего основания пирамиды и т. д.
Соединив точки 10а, Па, 12а, 13^, получают аксонометрическое изобра-
жение верхнего основания усеченной пирамиды.
124
Для построения крестообразной площадки Р сначала находят пол-
ное изображение прямоугольного основания пирамиды, в котором ле-
жит площадка Р. Для этого по оси z от начала координат откладыва-
ют отрезок 0а0р, равный высоте нижней площадки. Через точку 0р
проводят оси хр и ур, параллельные осям ха и уа. С помощью осей хр
и ур строят аксонометрическое изображение площадки 15 а 16а 17а 19^
На оси Хр отмечают точку 14а, соответствующую точке 14н на фиг. 115.
Отточки 14а (фиг. 116) на стороне 15Л—19а откладывают отрезки
14а—20а, 14а—21а, соответственно равные отрезкам 14н—20и и
14 н—21 н (фиг. 115).
Соединив точки 20а к 21 а (фиг. 116), получают ребро 20а—21а
основания Р, Через точки 20а и 21а проводят прямые, параллельные
оси Хр, до пересечения со стороной промежуточного основания 16а—17а
в точках 22а и 23а и получают ребра 20а—22а и 21 а—23а площадки Р.
Отложив от точки 18а, полученной аналогично точке 14на отрезке
17а—19а отрезки, равные 18н—24н и 18н—25н, и проведя через точки
24а и 25 а прямые параллельные оси ур, получают ребра 24а—26а и
25а—27а площадки Р. Отмечают точки 28а, 29а>30а и 31 а пересечения
ребер площадки Р, после чего линии, соединяющие эти четыре точки,
могут быть сняты.
Площадка Q (фиг. 115) строится аналогично тому, как была построе-
на площадка 20а28а31а21а (фиг. 116), а площадка R (фиг. 115) анало-
гично тому, как была построена площадка 24а25а27а26а (фиг. 116).
Соединив точку 32а площадки Q с точкой 20а площадки Р, а затем
точку 33а площадки Q с точкой 28а площадки Р получают площадку Е
(20a32a33a28a).
Аналогично соединяют точки площадки R с соответствующими точка-
ми площадки Р и получают площадку S (27а35а36а25а31 а34а33а28а27а).
Для построения выреза в фигуре проводят две секущие плоскости
(фиг. 117): одну через оси za и ха, а другую через оси za и уа. Первая
секущая плоскость разрезает верхнее основание пирамиды по оси хь
т. е. по отрезку Оь—9а.
Площадку R эта секущая плоскость разрежет по оси х^ (отре-
зок Ор—37а), а площадку S — по линии, параллельной оси z (отрезок
37а — <?5а). Площадку Q (фиг. 115) секущая плоскость разрезает по
оси х^ (фиг. 117, отрезок 38а—39а). Соединив точки 9а и 39а, получают
отрезок 9а—39а> по которому секущая плоскость разрезает боковую
грань 5а10а13а8а пирамиды (фиг. 116). Первая секущая плоскость
разрезает так же площадку Р (фиг. 117)по оси хр (отрезок Ор—14а)
и нижнее основание пирамиды по оси ха (отрезок Оа—1а).
Соединив точки 14а и 1а, получают отрезок 14 а—1а, по которому пер-
вая секущая плоскость пересекает боковую грань 5а10а13а8а (фиг. 116).
Площадки Оьда39а38а37а и Оа1 а14аОрОа должны быть заштрихованы.
Для того чтобы установить направление штриховки, необходимо
на линиях, параллельных осям (или на самих осях), отложить от
125
Фиг. 117.
точки их (осей) пересечения равные отрезки и концы отрезков соеди-
нить (фиг. 118). Штриховые линии проводят параллельно отрезку АаЬа,
Вторая секущая плоскость рассекает верхнее основание (фиг. 117)
по оси уь> площадку R по оси yRy площадку Р по оси ур и нижнее осно-
вание по оси уа. Приме-
нив то же построение, ка-
кое было использовано для
построения секущей пло-
щадки Оа1а14~Ор, нахо-
дят площадки 0ь40а41а0^
и . Ор18а4аОа- Эти пло-
щадки обводятся и штри-
хуются в направлении,•
параллельном отрезку
ВаСа (Фиг- пост-
роенному аналогично от-
резку АаВа.
После того как сделан
вырез, необходимо навес-
ти видимые ребра площа-
док Р и S.
На фиг. 119 показаны
ортогональные проекции
фигуры, а на фиг. 120
и 121 построение фигуры
в изометрической про-
екции.
Общий порядок по-
едующий:
1) выбирают оси координат на ортогональной проекции фигуры
(фиг. 119);
' 2) строят эти оси в аксонометрической проекции;
3) строят асконометрическое изображение основной формы данной ,
фигуры (призмы);
4) строят аксонометрическое изо-
бражение всех поверхностей, опреде-
ляющих действительную форму дан-
ной фигуры;
•5) строят в случае необходимости
вырез части фигуры.
Данная фигура симметрична, по-
этому оси координат (фиг. 119) про- Ап
водят так, чтобы они совпадали с
осями симметрии отдельных площадок /
или фигуры в целом: оси х и у прово-
дят как оси симметрии нижнего осно- Фиг. 118.
вания фигуры, при этом начало коор-
динат — Он будет в центре основания фигуры, а ось г совпадет с осью
симметрии фигуры. Оси х и у пересекают нижнее основание фигуры
в точках 2Н, Зн, 4Н,
Строят оси координат уаУ za (фиг. 120) в изометрической проек-
ции. На оси ха по обе стороны от начала координат Оа откладывают
126
Фиг. 119.
127
Фиг- '20*
128
отрезки Оа—1а и Оа—ЗаУ соответственно равные отрезкам Он—1Н и
Он—^н на горизонтальной проекции фигуры (фиг. 119), и получают точ-
ки 1а и За (фиг. 120) — аксонометрические изображения точек 1 и 3,
Откладывают на оси у от начала координат отрезки Оа—2а и Оа—4ау
соответственно равные отрезкам Ои—2Н и ОИ—4Н (фиг. 119), и получают
точки 2а и 4а (фиг. 120) — аксонометрические изображения точек 2
и 4. Затем через точки 1а и За проводят отрезки 5а—8а и 6а—7а, парал-
лельные оси у аУ а через точки 2а и 4а — отрезки 5а— 6а и 7а—8аУ парал-
лельные оси ха. В пересечении этих четырех отрезков получают вер-
шины нижнего основания призмы 5а6а7а8а.
От начала координат Оа по оси za откладывают отрезок ОаОь, рав-
ный высоте призмы, и получают центр верхнего основания призмы.
Через точку Оь проводят оси хь и уь верхнего основания и строят аксо-
нометрическое изображение верхнего основания исходной призмы
точно так же, как и нижнее. Для построения Т-образной площадки,
составляющей действительную форму верхнего основания заданного
тела, поступают следующим образом:
1) от точки Оь по оси уь откладывают отрезок Оь—9аУ равный от-
резку Он—9Н на горизонтальной проекции фигуры (фиг. 119);
2) через точку 9а (фиг. 120) проводят прямую, параллельную оси х^
и на ней откладывают по обе стороны от точки 9а отрезки 9а—10а и
9а—Н а, соответственно равные отрезкам 9Н—Юн и 9И—11 и (фиг. 119);
3) через точки 10а и 11 а (фиг. 120) проводят отрезки 10а—13а и
11 а—14а, параллельные оси уь, и находят точки 13а и 14а пересечения
этих отрезков со стороной 12а—15а верхнего основания.
Аналогично находят точки 16 аУ 17 аУ 18а, 19а,20а, 21 а второй поло-
вины верхнего основания и, последовательно соединив все точки, отме-
ченные на верхнем основании, получают искомый контур верхнего
основания фигуры. •
Для построения площадки Р откладывают на оси za от точки Оа
отрезок ОаОру равный высоте этой площадки, и получают точку Ор,
Через точку Ор проводят оси хр и ур, параллельные осям ха и уа. На
оси ур откладывают отрезок Ор—22 аУ равный отрезку Оь—9а. Через
точку 22 проводят прямую, параллельную оси хру и на ней по обе
стороны от точки 22а откладывают отрезки 22а—23аи22а—24аУ соот-
ветственно равные отрезкам 22н—23н п22н—24н(фиг. 119). Аналогично
находят ребро 25а—26а (фиг. 120) площадки Р. Соединив точки 23аУ
24аУ26а, 25аУ получают аксонометрическое изображение площадки Р.
Для построения площадки Q достаточно соединить точки 24а и
26а с ранее полученными точками Иа и 14а. Аналогично может быть
построена площадка 19а20а27а28аУ часть которой видна на аксонометри-
ческом чертеже, или любая из площадок, симметричных данным.
Контур цилиндрического отверстия на верхнем основании строят
следующим образом:
5 1-1809
129
Через центр Оь верхнего основания перпендикулярно оси za про-
водят большую ось эллипса, равную 1,22 d (d— диаметр отверстия).
Фиг. 121а.
Малая ось эллипса, составляющая 0,7d, совпадает с осью za (упрощен-
ное построение эллипса см. на фиг. 51).
Контур горизонтального цилиндрического отверстия, проходящего
через площадку 10а11 а23а24а, может быть построен следующим об-
разом:
1) на оси za от точки Оа откладывают отрезок ОаСа, равный отрезку
OVCV (фиг. 119);
130
2) через точку Са (фиг. 120) проводят ось ус горизонтального от-
верстия параллельно оси уа\
3) на оси ус от точки Са откладывают отрезок Са—Ос, равный от-
резку Оь—9а (или Ор—22а), получают центр эллипса ОС9 лежащего
в площадке Юа11 а24а23а;
4) через центр эллипса Ос проводят перпендикулярно оси ус большую
ось АаВа эллипса, равную 1,22 диаметра окружности, изображаемой
в аксонометрии;
5) малая ось EaDa эллипса совпадает с осью ус и составляет 0,7 диа-
метра окружности, изображаемой в аксонометрической проекции;
6) по большой и малой осям эллипса строят эллипс упрощенным
способом.
Построение линии взаимного пересечения вертикального и гори-
зонтального цилиндров, часть которой видна на фиг. 120, рассматри-
вается на фиг. 121 б.
Для построения выреза четверти заданной фигуры проводят две
секущие плоскости (фиг. 121а): одну через оси za и ха, а другую — через
оси za и уа.
Первая секущая плоскость разрежет верхнее основание призмы
по оси хь (отрезок 29а—30а). Площадка 5а16а12а8а (фиг. 120), парал-
лельная плоскости zaOaya, разрежется первой секущей плоскостью по
линии, параллельной оси z (отрезок 30а—1а\ фиг. 121а). Нижнее осно-
вание фигуры, подобно верхнему, разрежется по оси ха (отрезок
1а—31ау Секущая плоскость проходит через ось цилиндра z и разре-
зает цилиндр по образующей 31а—29а.
Аналогично вторая секущая плоскость разрежет горизонтальные
площадки по их осям у, вертикальные площадки по линиям, параллель-
ным осям z, а цилиндры, через оси которых проходит эта секущая плос-
кость, по образующим^—33а,34а—35а,33а—36а, 34а—37а. Получен-
ные отрезки образуют две площадки 32а33а36а38а и 34а37а39а40а41а35а.
Эти две площадки, как и площадку, построенную ранее, необходимо
заштриховать.
Для того чтобы определить направление штриховых линий, необхо-
димо на основных аксонометрических осях (или на осях, построенных
рядом с основными) отложить от начала координат равные отрезки
(см. фиг. 118), например ОаАа—ОаВа, концы этих отрезков соединить
и проводить линии штриховки параллельно полученному отрезку АаВа,
Аналогичным построением находят направление ВаСа штриховки
для сечений, построенных второй секущей плоскостью.
Необходимо также построить и линии пересечения цилиндров,
которые после построения выреза становятся видимыми в большей
степени.
На фиг. 1216 показано построение одной из точек, принадлежащей
линии взаимного пересечения цилиндров. Эту точку строят, например,
следующим образом:
1) на оси хь от точки Оь откладывают произвольный отрезок Оь—42а\
2) через точку 42а проводят линию, параллельную оси уь№ пере-
сечения с эллипсом в точке 43а\
5* 131
3) через точку 43а проводят образующую вертикального цилиндра;
4) через точку Ос проводят прямую, параллельную оси или хь,
и на ней откладывают отрезок Ос—44а, равный отрезку Оь—42 а}
Фиг. 1216.
5) через точку 44а проводят прямую, параллельную оси za, до пе-
ресечения с эллипсом в точке 45^
6) через точку 45а проводят образующую горизонтального цилинд-
ра 45а-46^
132
7) там, где образующая вертикального цилиндра, проходящая че-
рез точку 43а, пересечет образующую горизонтального цилиндра, прохо-
дящую через точку 45а, находится точка 46а, принадлежащая искомой
линии пересечения двух цилиндров.
Аналогичным путем может быть построено необходимое число точек
для построения линии пересечения рассматриваемых цилиндров.
На фиг. 122 показана стойка, выполненная в аксонометрических про-
екциях: изометрической (фиг. 122,а), диметрической (фиг. 122,6) и фрон-
тальной диметрической (фиг/ 122,в).
Г л а в a III
СИСТЕМА ЧЕРТЕЖНОГО ХОЗЯЙСТВА
Требования по выполнению и оформлению машиностроительных
чертежей, изложенные в сборнике стандартов «Чертежи в машино-
строении», в значительной степени дополняются и уточняются серией
стандартов, вышедших под общим заголовком «Система чертежного
хозяйства». . ,
В этот сборник вошли ГОСТ 5290-604-5302-60/ в которых наряду
с подробной классификацией чертежей приведены основные требова-
ния, предъявляемые к оформлению рабочих чертежей, а именно:
устанавливаются форма и содержание основных надписей и специфика-
ций на чертежах, даются обозначения чертежей, приводятся правила
заполнения основных технических документов изделий основного про-
изводства, правила внесения изменений в чертежи и дублирования
чертежей, устанавливается комплектность технических документов и
даются правила хранения и учета чертежей.
В настоящем справочном руководстве рассматриваются только те
правила «Системы чертежного хозяйства», которые имеют непосред-
ственное отношение к выполнению машиностроительных чертежей.
133
КЛАССИФИКАЦИЯ ИЗДЕЛИЙ И ЧЕРТЕЖЕЙ
Так как классификацию чертежей нельзя отделить от классификации
изделий, для изготовления которых предназначены чертежи, необхо-
димо, прежде чем привести классификацию видов чертежей, познако-
миться с видами изделий и их основными частями (ГОСТ 5290-60).
Изделием основного производства называется предмет производства,
включенный, как правило, в номенклатуру продукции предприятия.
Например, если завод выпускает тракторы, то трактор является изделием
основного производства. Если завод выпускает только двигатели для
тракторов, то изделием основного производства будет двигатель. Для
заводов, изготовляющих стандартные крепежи, например гайки, изде-
лием основного производства будет гайка. Изделие может быть под-
разделено на следующие составные части: детали, узлы и группы.
Изделием вспомогательного производства называются конструктивно
законченные предметы производства предприятия, предназначенные
для технологического оснащения, как правило, собственного производ-
ства, например: приспособления, штампы, режущий, измерительный и
другой инструмент.
Деталью называется часть изделия, изготовленная без применения
сборочных операций. Части деталей, имеющие определенное назначение,
называются элементами деталей. Например, к элементам детали относят-
ся: фаски, галтели, ребра, резьбы, канавки, пазы и т. п.
Узлом называется разъемное и неразъемное соединение составных
частей изделия. В узел могут входить детали, другие узлы и покупные
изделия.
Группой называется разъемное и неразъемное соединение состав-
ных частей изделия, для которого целесообразна самостоятельная ор-
ганизация производства. Группой обычно является основная часть из-
делия, например: двигатель трактора, шасси радиоприемника, объек-
тив фотоаппарата. К группе может быть отнесена также совокупность
составных частей изделия, предназначенных для выполнения общей
функции, например электрооборудование самолета. В группу могут вхо-
дить детали, узлы, другие группы и изделия. Группы, в которые не вхо-
дят другие группы и изделия, кроме покупных, называются некомплекс-
ными (простыми), а группы, в которые входят другие группы и изделия,—
комплексными. Основным техническим документом группы является
сводная спецификация и сборочный чертеж.
Изделия в зависимости от условий соединения их составных частей
подразделяются на разъемные и неразъемные, установки и комплекты.
Основным техническим документом разъемного или неразъемного
соединения частей изделия или изделия, подлежащего сборке на
заводе-изготовителе, является сводная спецификация и сборочный
чертеж.
Установкой (системой, станцией) называется совокупность изделий
или их частей, соединяемых между собой при эксплуатации механиче-
ской, электрической, оптической или другой связью, например: двига-
тель с насосом, автоматическая телефонная станция. Основным техни-
ческим документом установки является сводная спецификация. Пример
деления установки на части показан на фиг. 123.
Комплектом называется набор частей изделия или деталей, не подле-
жащих, как правило, непосредственному соединению между собой, но
объединенных общностью эксплуатационного назначения, например
комплект принадлежностей.
134
Основным техническим документом комплекта является сводная спе-
цификация.
Изделия, в которые не входят группы или другие изделия, называют-
ся некомплексными (простыми) и комплексными, если в них входят
группы или другие изделия. На фиг. 124 приведен один из вариантов
схемы деления комплексного изделия на составные части.
Изделия и составные части изделий, не изготовляемые на данном
предприятии, а получаемые в готовом виде, кроме получаемых в по-
рядке кооперирования, называются покупными.
Детали, узлы и группы, применяемые в двух и более изделиях
(или группах), называются заимствованными (при предметной системе
обозначения).
Фиг. 123.
Чертежи и другие технические документы по ГОСТ 5291-60 делятся
на ряд видов. В соответствии с этим гостом чертежи и другие техни-
ческие документы классифицируются по таким признакам: по целевому
назначению, по содержанию, в зависимости от последовательности их
изготовления и стадии освоения производством изделия и, наконец,
в зависимости от способа их использования.
При классификации чертежей в зависимости от целевого назначения
их подразделяют на чертежи изделий основного производства, чертежи
изделий вспомогательного производства, чертежи технологические и
чертежи эксплуатационные. Например, при производстве тракторов
чертежи трактора и его составных частей будут являться чертежами
основного производства. Чертежи инструментов и оснастки для произ-
водства тракторов будут являться чертежами изделий вспомогательного
производства. Примером технологического чертежа является чертеж
заготовки. Эксплуатационные чертежи предназначаются для исполь-
зования только при эксплуатации, настройке, обслуживании и регули-
ровании изделий и их частей.
Чертежи изделий основного производства в зависимости от стадии
проектирования подразделяются на проектные и рабочие. Проектные
чертежи, в свою очередь, делятся на чертежи эскизного проекта) дающие
135
общее представление об устройстве и принципе работы проектируемого
изделия, и чертежи технического проекта, определяющие основные кон-
структивные устройства изделия и предназначенные для разработки ра-
бочих чертежей.
Рабочие чертежи — это чертежи, предназначаемые для изготовления,
ремонта и контроля изделий и их составных частей.
Фиг. 124.
Рабочие чертежи подразделяются на чертежи опытных образцов,
чертежи опытных серий, чертежи установочной серии (обозначаются
литерой «А»), чертежи серийного или массового производства (обознача-
ются литерой «Б»), чертежи индивидуального производства (обозначаются
литерой «И»), чертежи ремонтные (обозначаются литерой «Р»).
Чертежи в зависимости от содержания делятся на чертежи деталей,
сборочные чертежи, чертежи общих (наружных) видов, чертежи габа-
ритные, чертежи монтажные и схемы.
Чертежи деталей содержат изображения деталей и необходимые
данные для их изготовления и контроля.
Сборочными называются чертежи, содержащие изображение изде-
лия, группы или узла и необходимые данные для их изготовления (сбор-
ки) и контроля.
Чертежами общих (наружных) видов называются чертежи, содер-
жащие наружные виды изделий или составных частей изделий и их
основные характеристики.
136
Габаритными называются чертежи, содержащие контурное или
упрощенное изображение изделий или составных частей изделий, их
габаритные размеры.
Монтажными называются чертежи, содержащие контурное или упро-
щенное изображение изделия или составных частей изделий, а также
необходимые данные для установления их на место монтажа.
Схемами называются чертежи, в которых изделия, составные части
изделий, их взаимное расположение или связи между ними показаны
в виде условных изображений или обозначений.
Табличными называются чертежи, содержащие данные, необходи-
мые для изготовления или для применения ряда однотипных изделий
или частей изделий, отличающихся размерами, материалом, покрытия-
ми, окраской или другими данными.
В зависимости от способа использования все чертежи делятся на эс-
кизы, оригиналы, подлинники, дубликаты и копии.
Эскизами называются чертежи временного характера, выполнен-
ные, как правило, без применения чертежных инструментов на любом
материале, без точного соблюдения масштаба. Эскизы предназначены для
разового использования при проектировании и в производстве.
Оригиналами называются чертежи, выполненные на любом материале
и служащие для изготовления по ним подлинников.
Подлинниками называются чертежи, выполненные на материале,
позволяющем многократное снятие с них копий (светокопий, фотокопий),
и оформленные подлинными установленными подписями должностных
лиц.
Дубликатами называются чертежи — копии подлинников, выпол-
ненные способом, обеспечивающим полное воспроизводство подлинников.
Предназначаются для последующего снятия с них копий.
Копиями называются чертежи, выполненные способом, обеспечиваю-
щим их идентичность с подлинником или дубликатом. Копии предназна-
чаются для последующего использования в производстве, при проекти-
ровании и при эксплуатации.
Бланком-чертежом («немым» чертежом) называется заготовка чер-
тежа, содержащая постоянные данные (изображения, размеры, знаки
чистоты поверхности), на которой впоследствии проставляют в соот-
ветствующих местах размеры и другие данные, требуемые для рабочих
чертежей. Бланки-чертежи служат для ускорения выпуска рабочих
чертежей в производство.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К РАБОЧИМ
ЧЕРТЕЖАМ (по ГОСТ 5292-60)
I. Общие требования
1. В рабочих чертежах должны предусматриваться: максимальное
применение стандартных, нормализованных и ранее освоенных производ-
ством изделий и их составных частей, взаимозаменяемость, рациональ-
ный выбор и использование материалов, наивыгоднейший способ изготов-
ления и ремонта изделий, а также экономичность и удобство в эксплуа-
тации.
2. Рабочие чертежи в совокупности с техническими условиями должны
содержать необходимые данные об устройстве изделия, а также все
параметры, определяющие форму, размеры, допуски, материал, отделку
137
и другие сведения, необходимые для изготовления и контроля изделий
и их составных частей.
3. Количество сборочных чертежей должно быть минимальным,
но достаточным для проведения по ним рационального процесса сборки
узлов, групп и изделий. Сборочный чертеж при необходимости может
содержать сведения о конструкции и работе изделия.
4. На рабочих чертежах изделий основного производства, как
правило, не допускается помещать технологические указания, кроме
таких: «Совместная обработка», «Притирка», «Доводка» и т. п.
5. Рабочие чертежи прилагаемых к изделию принадлежностей и ин-
струментов должны отвечать тем же требованиям, что и чертежи самого
изделия.
6. Каждый чертеж, изделия или составной части изделия должен
выполняться на отдельном листе стандартного формата. Допускается
размещение одного чертежа на нескольких листах, предпочтительно
одного формата.
7. При размещении чертежа на нескольких листах возле одного
из концов линии сечения, полки выносного элемента и стрелки допол-
нительного вида (если такие изображения имеются на чертеже) реко-
мендуется указывать номера листов, на которых эти изображения по-
мещены, а над вычерченными изображениями, под их обозначениями,
должны указываться номера листов, на которых находятся соответ-
ствующие линии сечения, полки выносных элементов и стрелки допол-
нительных видов.
8. На каждом чертеже, а также на каждом его листе (если он выпол-
нен на нескольких листах) должна быть основная надпись, а на сбороч-
ных и монтажных чертежах должна быть еще и спецификация. Если
сборочный чертеж размещен на нескольких листах, то спецификация
выполняется только на первом из них. Основная надпись и специфи-
кация выполняются по ГОСТ 5293-60.
9. В записях на чертежах допускаются сокращения, общепринятые
по правилам орфографии и установленные стандартом (приложение
к ГОСТ 5292-60).
10. Условные знаки на чертежах выполняются без соблюдения мас-
штаба, но с сохранением одинаковой величины при повторении их на
чертеже.
11. Если на чертеже применяются условные обозначения и изобра-
жения, не предусмотренные стандартом, то их надо обязательно разъяс-
нить на поле чертежа.
II. Выполнение рабочих чертежей
12. Рабочие чертежи деталей разрабатываются, как правило, на
каждую деталь. Они могут не выполняться для деталей, изготовленных
из фасонного или сортового материала путем среза их под прямым уг-
лом без последующей обработки, для деталей, изготовленных из листо-
вого материала резкой по окружности или периметру квадрата без по-
следующей обработки (все данные, характеризующие такие детали,
выставляются в угловую спецификацию сборочного чертежа), для по-
купных деталей, применяемых без дополнительной обработки, деталей
упаковочной тары, на провода и кабели электропроводок (необходимые
данные о местах присоединения проводов указываются на сборочном
чертеже), для очень простых неразъемных деталей изделий индивидуаль-
ного производства и опытных образцов, для деталей индивидуального
138
производства, форма и размеры которых устанавливаются по месту (части
ограждений, листы обшивки каркасов, доски, угольники, кабели и т. п.).
Трубы, листы, угольники, провода и т. п. записываются в угловую
спецификацию по правилам, установленным для материалов, с указа-
нием в одной позиции общего количества данного материала.
13. На рабочем чертеже деталь изображается с теми размерами,
знаками чистоты поверхности и другими параметрами, которые она
должна иметь при поступлении на сборку.
14. На рабочих чертежах деталей, подвергающихся обработке в
процессе сборки, могут быть указаны размеры и другие параметры де-
тали, которые она будет иметь после такой обработки с обязательным
указанием в непосредственной близости от этих размеров и знаков чис-
тоты поверхности о том, что они должны быть получены в процессе
сборки (после сборки). Если таких размеров и знаков много, то они
берутся в скобки и на свободном поле чертежа делается соответствую-
щая запись.
15. Если центровые гнезда после изготовления детали требуется со-
хранить, то они вычерчиваются по стандарту.
16. Если изображение детали, изготовленной гибкой, вытяжкой
и т. п. путем, не дает полного представления о форме и размерах
этой детали, то на чертеже необходимо помещать полную или частич-
ную развертку такой детали с указанием необходимых размеров.
17. Для деталей, имеющих определенное направление волокон, ко-
торое должно быть указано на чертеже, делается стрелка и надпись типа
«Направление волокон».
18. Для деталей, изготовленных из материала, имеющего лицевую
и нелицевую стороны (кожа, некоторые ткани), при необходимости на
чертеже делается надпись «Лицевая сторона».
19. Сборочные чертежи должны содержать изображение предмета,
размеры, обозначения чистоты поверхности и другие параметры эле-
ментов, которые обрабатываются или контролируются в процессе
сборки, указания по обработке деталей в процессе сборки, выноски
с указанием на них номеров позиций составных частей изделия, требо-
вания к готовому изделию и угловую спецификацию. Кроме того, на
сборочном чертеже допускается помещать условное изображение поса-
док и ответственных сопряжений, стрелки, указывающие направление
вращения валов, модули и числа зубьев зубчатых колес, контуры погра-
ничных узлов, расстояния между осями валов и конструктивными
базами.
20. Чертеж общего (наружного) вида должен содержать наружный
вид изделия (или его составных частей) и его основные характеристики
(мощность, число оборотов и т. п.).
21. Габаритный чертеж должен содержать контурное или упрощен-
ное изображение изделия или его части, габаритные, установочные или
присоединительные размеры, указания о крайних положениях движу-
щихся частей, изменяющих габариты изделия.
22. Монтажный чертеж должен содержать контурное или упрощен-
ное изображение изделия или его части, установочные или присоедини-
тельные размеры, угловую спецификацию, технические требования к
монтажу изделия и контуры пограничного изделия, на которое произ-
водится монтаж.
23. Если чертеж общего вида, габаритный или монтажный совмещены
со сборочным чертежом, то такой чертеж должен отвечать всем требо-
ваниям каждого отдельного чертежа.
139
24. Чертежи, предназначенные для изготовления неразъемных
соединений деталей (сварные, клепаные, выполненные посредством
опрессовки пластмассой или путем заливки в металл и т. п.), должны
быть оформлены как сборочные чертежи. Чертежи деталей, входящих
в соединение, оформляются по общим правилам.
25. Рабочие сборочные чертежи разрабатываются, как правило, на
каждое изделие, группу и узел.
26. Табличные чертежи следует выполнять для однотипных изделий
или частей изделий при условии неизменности их графического изобра-
жения и при небольшом числе изменяемых параметров. Табличный чер-
теж в отношении постоянных параметров оформляется как соответствую-
щий рабочий чертеж, а вместо переменных параметров указываются бук-
венные или другие условные обозначения. Табличнй чертеж должен
содержать таблицу переменных данных для каждого варианта исполне-
ния. В таблице следует предусматривать несколько запасных строк.
27. Два изделия или их части, являющиеся зеркальным отображением
друг Друга, допускается оформлять одним чертежом. При этом одно из
изделий (или его частей) изображается по общим правилам, а второе мо-
жет быть изображено без размеров либо упрощенно, в уменьшенном мас-
штабе, либо вообще не изображено.
III. Размеры и предельные отклонения
28. Количество размеров на чертеже должно быть минимальным,
но достаточным для изготовления и контроля изделия или его части.
29. Не допускается повторение простановки одного и того же раз-
мера.
30. Не рекомендуется указывать размеры невидимого контура, изо-
браженного на чертеже невидимыми линиями.
31. Размеры, определяющие положение сопрягаемых поверхностей,
следует, как правило, ставить от конструктивных баз.
32. На все размеры, проставленные на рабочих чертежах, как пра-
вило, назначаются предельные отклонения. Исключение составляют
размеры, определяющие зоны различной чистоты обработки, зоны тер*
мообработки, покрытий и отделки одной и той же поверхности детали,
размеры деталей индивидуального и опытного производства, имеющих
припуск на пригонку.
33. При необходимости в рабочих чертежах указываются допускае-
мые отклонения формы и взаимного расположения поверхностей.
IV. Запись материалов
34. Материал обозначается на чертеже и в спецификации в соответ-
ствии с присвоенной ему стандартом маркой.
35. В графах спецификации и основной надписи чертежа детали до-
пускается не указывать наименование «Сталь», «Серый чугун», «Ковкий
чугун», «Бронза» в случаях, когда в марке перечисленных материалов
содержится сокращенное наименование данного материала: Ст, СЧ,
КЧ, Бр.
36. В основной надписи и спецификации должно указываться не
более одной марки материала.
37. При многократном повторении в спецификации сборочного
чертежа одних и тех же марок материалов, проставляемых по одному
140
стандарту, допускается номер стандарта писать не при каждой марке
материала, а записать на свободном поле чертежа надписью типа «Марки
материала... по ГОСТ...».
V. Указание веса
38. На чертежах изделия или его части, в основной надписи или
угловой спецификации указывается фактический чистый вес детали,
узла, группы или изделия в килограммах без нанесения единицы изме-
рения. Если вес необходимо нанести в других единицах измерения,
то указывается и единица измерения, например: 0,25 г, 102 т. На
чертежах общих видов, габаритных, монтажных и схемах, а также на
всех чертежах индивидуального производства и опытных образцов ука-
зание веса не обязательно.
V. Технические требования
39. На поле чертежа следует указывать все необходимые требования
к готовому изделию или его части. Технические требования рекомен-
дуется размещать в технологической последовательности:
а) требования к материалу, заготовке, термообработке и т. п.;
б) допускаемые отклонения размеров, формы и т. п.;
в) требования к качеству поверхности, отделке и т. п.;
г) требования к посадкам;
д) требования к настройке, регулировке и т. п.;
е) другие требования к качеству изделия (бесшумность, ветроустой-
чивость и т. п.);
ж) условия и методы испытания;
з) правила хранения и транспортировки;
и) условия эксплуатации.
Дополнительные требования, не перечисленные в списке, указывают-
ся за теми требованиями из этого списка, которые наиболее близки к до-
пол нительным требованиям.
40. Технические требования рекомендуется размещать в правой
части чертежа.
41. Технические требования, помещенные на чертеже, не полагается
подчеркивать. .
42. Если чертежи выполнены на нескольких листах, то технические
требования помещаются на первом чертеже.
43. Если технических требований более одного, их следует нумеро-
вать по порядку.
44. Не следует указывать заголовок: «Технические требования».
VII. Наименование
45. Наименование изделий и их частей должно соответствовать при-
нятой терминологии и быть кратким. Все наименования должны быть
записаны в именительном падеже единственного числа. Предпочтение
следует оказывать однословным наименованиям, например: «Вал»,
«Рычаг», «Корпус». В наименованиях, состоящих из двух и более слов,
на первое место ставится имя существительное, например: «Вал колен-
чатый», «Крышка верхняя», «Колесо зубчатое».
46. Наименования одних и тех же составных частей изделий должны
быть идентичны на чертежах и в спецификации сборочных чертежей.
В качестве примера на фиг. 125 приведен рабочий чертеж стакана.
141
ьэ
6С5С/
Регистр №
Утвердил
225 '
^73 Остальное
Технические условия:
{Биение цилиндрических поверхностей
<Р110А, Ф120А и Ф150Н относительно
6 отв Ф/8 друг друга не более 0,06 мм. ।
2.Торцевое биение поверхности Б
относительно поверхности Ф150Н
не более 0,1мм.
3 Смещение отверстий Ф18иМ10 'допус-
кается не более 0,3мм в любую сторону
4 На обработанных поверхностях до-
пекаются мелкие единичные рако-
юны П_
М/1
10
6отв М/0
55 I
А-А .
____П5_
16, 46
Стакан 125.39
/7ул К-Зо Документ и уег№ Подписи Дата
Литера Вес Масштаб
А 15,2 Р2
Чугун СЧ18-36 ГОСТ 1412-54 Лист Листов
К М3
Фиг. 125.
VIII. Требования к чертежу изделий вспомогательного производства
47. Чертежи изделий вспомогательного производства, по которым
предусматривается впоследствии специализированное изготовление
или организация централизованного производства, должны выполнять-
ся в полном соответствии с требованиями к чертежам основного произ-
водства. Для других изделий вспомогательного производства, кроме
правил, установленных для изделий основного производства, рекомен-
дуются приведенные ниже упрощения.
ч 48. Допускается выполнять на одном листе чертежи деталей и сбо-
рочный чертеж, который располагается в правой нижней части листа,
при этом каждый чертеж выполняется на отдельном формате, имеющем
рамку шириной 5 мм и основную надпись по форме 2 (ГОСТ 5293-60,
фиг. 127). Поле для подшивки и основную надпись по форме 1
(ГОСТ 5293-60, фиг. 126)шыполняют один раз, независимо от количества
размещенных на чертеже деталей.
49. Допускаются технологические указания (размещенные, как пра-
вило, в непосредственной близости к рассматриваемому элементу и свя-
зываемые с последним тонкой сплошной линией) и указания, регламен-
тирующие проверку изделия (размеры, подлежащие периодической про-
верке в процессе эксплуатации и при заточке инструмента, предельные
размеры износа).
50. Предметы, устанавливаемые для обработки, должны быть изо-
бражены на сборочном чертеже приспособления тонкими штрих-пунктир-
ными линиями с двумя точками.
Перечень допускаемых сокращений слов, которые применяются
в основных надписях, спецификациях и таблицах рабочих чертежей
(Приложение к ГОСТ 5292-60)
Полное слово Сокращение
Алюминий, алюминиевый Артикул Без чертежа Ведущий Верхнее отклонение Включительно Внутренний В том числе Высокий отпуск Высокая точность Главный Горячекатаный Группа' Деталь Диаметр Документ Другой Единица измерения Закалка и отпуск Изменение Инвентарный Инженер Калиброванный Ал ЮМ. *** Арт. *** Б/ч Вед. * Верхн. откл. Вкл. Внутр. В т. ч. Высок, отп. Высок, точн. Гл. * Г/к *** Гр. Дет. Диам. Докум. Др. Ед. изм. Закал, и отп. Изм. Инв. Инж. * Калибр. ***
143
Катаный
Квадрат
Кованый
Класс точности, класс чистоты
И т. д.
Количество
Круглый
Конструктор
Коэффициент
Левый
Литера
Металлург
Механик
Мягкий
Нагартованный
Наибольший
Наименьший
Наружный
Начальник
Номенклатурный
Номинальный
Нормаль
Нормализованный
Нормализованный контроль
Нижнее отклонение
Обозначение
Обычная точность
Оксидированный
Отверстие
Особо твердый
Отклонение
Отожженный
Повышенная точность
Повышенная твердость
Подлинник
Позиция
Полутвердый
Подпись
По порядку
Построительный
Правый
Примечание
Проволока
Проверил
Прессованный
Пункт
Пункты
Разработал
Регистрация, регистрационный
Рисунок
Рифленый
Руководитель
Смотри
Специальный
К ***
Кв. ’***
Ков.***
Кл.
Кол.
Круг. ***
Коистр. *
Коэфф.
Лев.
Лит.
Мет.*
Мех.
Мягк. ***
Нагарт.
Наиб.
Наим.
Нар.
Нач. *
Номенкл.
Номин.
Норм.
Норм.
Норм, контр. *
Ниж. откл.
Обозн.
Об. точн. ***
Оксид. ***
Отв.
О/тв. ***
Откл.
Отожж. ***
Пов. точн. ***
Пов. тв. ***
Подл.
Поз.
П/тв. ***
Подп. *
П/п.
Постр.
Прав.
Примеч.
Провол. ***
Пров. *
Пресс.
П.
Пп.
Разработ.
Регистр.
Рис.
Рифл.
Ру ков. *
См.
Спец.
144
Стандарт (стандартный)
Старший
Таблица
Твердость, твердый
Технические условия
Технолог
Токи высокой частоты
1олщина
Точность, точный
Тянутый
Угольник равнобокий
Угольник неравнобокий
Удельный вес
Унифицированный
Утвердил
Условное давление
Условный проход
Фигура
Химический
Холоднокатаный
Холоднотянутый
Чертеж
Шестигранник
Экземпляр
Станд.
Ст. *
Табл.*
Тв.
ТУ.
Техн. *
ТВЧ.
Толщ.
Точн.
Тян. ***
У г. равн. ***
Уг. неравн. ***
Уд. вес
Униф.
Утв. *
Усл. дав л.
Усл. прох.
Фиг.
Хим.
Х/к. ***
Х/т. ***
Черт.
Шести гр.
Экз.
— только в основной надписи;
— за исключением надписи под таблицей;
- - только для записи материала.
ОСНОВНЫЕ НАДПИСИ И УГЛОВЫЕ СПЕЦИФИКАЦИИ
НА ЧЕРТЕЖАХ
(По ГОСТ 5293-60)
I. Основные надписи
1. Содержание, расположение и размеры граф основной надписи,
дополнительных граф к ней и рамок на чертежах должны соответство-
вать форме 1 и 2* (фиг. 126 и 127).
Форма 2 предназначена для чертежей деталей изделий вспомогатель-
ного производства в случае размещения нескольких чертежей на одном
листе.
2. Основную надпись следует располагать в правом нижнем углу
чертежа. Для формата 1.1 ее следует располагать вдоль короткой сто-
роны листа, а на листах остальных форматов — вдоль длинной стороны
листа.
3. Листы, имеющие формат больший 24, рекомендуется разбивать
на равные зоны, для быстрого нахождения отдельных элементов изобра-
жения. Расстояния между линиями, разбивающими лист на зоны, долж-
ны быть равны сторонам формата 11. Отметки зон наносятся по
* В справочном руководстве приведены только формы (1, 2, 5, 7), относящиеся
к оформлению чертежей.
145
9Н
Копировал (31)_Формат (32)
горизонтали арабскими цифрами, а по вертикали — заглавными буквами
латинского алфавита (А, В, С и т. д.), начиная от нижнего правого
угла. Зоны обозначаются сочетаниями букв и цифр, например: А/, А2
или В/, В2 и т. д.
4. Заполнение граф основной надписи и дополнительных граф (но-
мера граф на формах показаны в скобках) надлежит производить следую-
щим образом.
Графа 1 — указывается наименование изделия или его составной
части в соответствии с ГОСТ 5292-60.
Графа 2 — обозначение по ГОСТ 5294-60.
Графа 3 — условное обозначение материала детали (в чертежах
общих видов, габаритных, монтажных схемах графа не заполняется).
Графа 4 — вписывается литера, присвоенная данному чертежу
по ГОСТ 5291-60. Литера Б проставляется в крайней правой клетке.
Графа 5 — указывается вес изделия или его части.
Графа 6 — указывается масштаб, в котором изображен предмет
на данном чертеже.
Графа 7 — указывается порядковый номер листа; если чертеж
выполнен на одном листе, то графа не заполняется.
Графа 8—указывается общее количество листов, на которых выпол-
нен чертеж (общее количество может быть указано только на первом
листе).
Графа 9 — указывается наименование, товарный знак, различи-
тельный индекс предприятия (организации), изготовившей изделие, или
предприятия или отдела, выпустившего чертеж.
147
Графа 10 — указывается характер работы, выполненной лицом,
подписавшим документ, например: разработал, проверил, утвердил.
Графа 11 — указываются фамилии лиц, подписавших чертеж.
Графа 12 — ставятся подписи.
Графа 13 — указывается дата подписания документа. В графах
10—13 обязательными являются подписи лиц, разработавших данный
чертеж, а также ответственных за нормализационный контроль.
Графа 14—указываются обозначения зон, в которых находится
изменяемый элемент.
Графы 15—19 — графы таблички изменений.
Графа 20 — заполняется по усмотрению заказчика (правая часть
графы может быть использована проектирующей организацией).
Г р а ф а 21 — помещаются дополнительные данные, не предусмот-
ренные настоящим стандартом.
Г р а ф а 22, 23 — указывается инвентарный номер подлинника,
подпись лица, принявшего подлинник в технический архив и дата
приемки.
Графа 24 — указывается инвентарный номер подлинника, взамен
которого выпущен данный.
Графы 25—26 — указывается инвентарный номер дубликата на
предприятии-дублере, подпись лица, принявшего дубликат в техниче-
ский архив, и дата приемки.
Г р а ф а 27 — указывается обозначение чертежа, повернутое на 180°.
Г р а ф а 28 — указывается шифр заказчика, утвердившего документ.
Графа 29 — указывается регистрационный номер, присвоенный
документу при регистрации заказчиком.
Графа 30 — подпись заказчика, утвердившего документ, и дата
утверждения.
Г р а ф а 31 — указывается фамилия лица, копировавшего чертеж.
Графа 32 — приводится обозначение формата листа по стандарту.
Графа 33 — указывается индекс изделия (заполнять не обяза-
тельно).
Графа 34 — указывается наименование министерства, совнар-
хоза, предприятия, организации (заполнять не обязательно).
Графа 35 — указывается взамен какого документа выпущен дан-
ный документ.
Графы 14, 21, 28, 29 и 30 вводятся в случае необходимости. Гра-
фы 33—35 на форме 1 не показаны.
II. Угловая спецификация
5. Содержание, расположение и размеры граф угловой спецификации
должны соответствовать форме 5 (фиг. 128). Для чертежей вспомога-
тельного производства и индивидуального производства рекомендуется
форма 7 (фиг. 129).
6. В графах спецификации (номера граф на формах показаны в скоб-
ках) должны указываться:
Графа 36— обозначение зоны, в которой находится составная
часть изделия (графа вводится только при разбивке чертежа на зоны).
Графа 37 — номера позиций по порядку составных частей изде-
лий в соответствии с ГОСТ 3466-59;
Графы 38—40 — обозначение, наименование и количество со-
ставных частей изделий в соответствии с требованиями ГОСТ 5292-60.
J48
Форма 5 |
Чглодая спецификация ।
Место для
продолжения
таблички
изменений
^20.
Г-~г
к —
I---
I Зона
СГГ.
(37)
Поз
42
(33)
Обозначение
180 (справ)
73
(39)
Наименование
Место для расположения
основной надписи по форме '
Фиг. 128.
10
4б
/42
примечание
не менее । ю \ 6 \ не менее
Фиг. 129.
lD^__
£
Для составных частей изделий, записываемых в спецификацию, как
материал в графе 40 указывается количество материала в килограммах
или в других соответствующих единицах измерения.
Графа 41 — вес записанной составной части изделия.
Графа 42 — условное обозначение материала детали.
Графа 43 — номер листа, на котором помещен чертеж данной
детали (заполняется на чертежах, выполняемых на двух и более листах).
Графа 44 — необходимые дополнительные данные.
149
ОБОЗНАЧЕНИЯ ЧЕРТЕЖЕЙ ИЗДЕЛИЙ ОСНОВНОГО
ПРОИЗВОДСТВА'
В соответствии с ГОСТ 5294-60 чертежи обозначаются теми же номе-
рами, что и изображенные на них изделия (или их части).
ГОСТ 5294-60 предусматривает следующие две системы нумерации
изделий основного производства и их частей: а) обезличенная и б) пред-
метная.
При обезличенной системе нумерации изделия и их части нумеруются
по предварительно разработанному классификатору, независимо от их
принадлежности к тому или другому изделию.
При предметной системе нумерации части изделий нумеруются в
пределах данного изделия с включением индекса или номера изделия.
Обезличенная система нумерации рекомендуется для предприятий
с большой номенклатурой однотипных изделий и их составных частей.
Предметная система рекомендуется для предприятий с небольшой но-
менклатурой однотипных изделий и для предприятий с индивидуальным
производством.
Выбор системы обозначения производится базовой организацией по
нормализации и стандартизации.
Общим для обеих систем классификаций является следующее:
1. Каждый чертеж и технический документ должен иметь самостоя-
тельное обозначение.
2. Обозначение, присвоенное одному чертежу или техническому доку-
менту, не может быть использовано для другого чертежа.
3. Если чертеж выполнен на нескольких листах, то все листы долж-
ны иметь одно и то же обозначение.
4. К номеру изделия или его составной части допускается добавлять
индекс, выделяющий группу сборочных чертежей, группу нормализо-
ванных чертежей и т. д.
При обезличенной системе обозначения чертежи изделий и их сос-
тавных частей обозначаются по десятичной (децимальной) системе. Это
обозначение состоит из различительного индекса предприятия (отрасли),
присваивающего обозначение, десятичной (децимальной) характерис-
тики и порядкового номера. Части обозначения отделяются друг от
друга точками. Например: АБ.3875.124, тут АВ — различительный
индекс предприятия (отрасли), присвоившего индекс, 3875 — десятич-
ная характеристика, 124 — порядковый номер.
Различительный индекс может состоять из арабских цифр, прописных
букв русского алфавита или их сочетания, он присваивается организа-
цией, которой поручено ведение классификации. Десятичная характе-
ристика показывает, к какому классу, сектору, типу и виду относится
данное изделие или его часть. Для приведенного выше примера обозна-
чения 3 — означает класс, 8 — сектор, 7 — тип, 5 — вид. Каждый
класс, сектор, тип и вид обозначаются, как правило, одной цифрой,
т. е. может быть только 10 классов, 10 секторов и т. д. Общее число зна-
ков характеристики и порядкового номера обозначения изделий и их
составных частей в данной отрасли промышленности должно быть посто-
янным.
При предметной системе обозначения чертежей изделий и их состав-
ных частей“эти обозначения в общем случае состоят из:
индекса изделия;
кл ассификационного или порядкового номера комплексной группы;
150
классификационного или порядкового номера группы, входящей в
комплексную группу;
классификационного или порядкового номеров узлов или деталей.
Единая структура обозначения чертежей и их составных частей имеет
следующий вид:
— знаки для указания вариантов испол-
г г-;— нения;
JJO JL jjoo^ -j'j знаки для указания номеров узлов и де-
’------------- талей;
знаки для указания номеров групп, вхо-
._________________ дящих в комплексные группы;
знаки для указания номеров комплексных
групп; индекс изделия.
Для комплексных изделий с простыми группами структура будет
иметь вид:
. и . , оо. , ооо, — знаки для указания номеров узлов и деталей;
I Г L~~ знаки для указания номеров групп;
I___________индекс изделия.
.Для простых изделий структура имеет следующий вид:
и __________ — знаки для указания узлов и деталей;
индекс изделия.
Индекс изделия может состоять из арабских цифр, прописных букв
русского алфавита или их сочетания, например: автомобиль — ГАЗ-51,
самолет ИЛ14 и т. д. Индекс присваивается изделию централизованно,
соответствующей организацией.
Знаки, предназначенные для указания порядковых номеров узлов
и деталей, используются следующим образом: узлы обозначаются числом,
оканчивающимся нулем (от 010 до 990), детали обозначаются числом,
оканчивающимся значащей цифрой (от 001 до 999).
Число знаков, определяющее группы, узлы и детали (за исключением
заимствованных, обозначенных и вариантов исполнения) в обозначении-
чертежей одного изделия должно быть одинаковым. Заимствованные
изделия (и их составные части) сохраняют первоначальное обозначение.
Пример обозначения изделий и их составных частей
при предметной системе обозначения
№ п/п Наименование и составные части изделия Структура обозначения и примеры
Прос- тые из- делия Комплексные изделия
И. 000 И. 00.000 И. 000.000. И. 00.00.000
1 Изделие 75.000 Б2. 00.000 М. 000.000. Д6. 00.00.000
2 Группа 23, не- посредственно вхо- дящая в изделие Б2. 23.000 М. 023. 000 Д6. 23.00.000
151
№ п/п Наименование и составные части изделия Структура обозначения и примеры
Прос- тые из- делия Комплексные изделия
И. 000 И. 00.000 ’ I И. 000. 000. ’ I И. 00. 00. 000
3 Группа 18, не- посредственно вхо- дящая в группу 00 Д6 00. 18. 000
4 Группа 17, вхо- дящая в группу 24 Д6. 24.17.000
5 Узел 30, непо- средственно входя- щий в изделие 75.030 Б2. 00. 030 М. 000. 030 Д6. 00.00.030
6 Узел 10, вхо- дящий в группу 23 Б2. 23. 010 М. 023. 010 Д6.23.00.010
7 Узел 20, вхо- дящий в группу 18 Д6. 00.18.020
8 Узел 50, вхо- дящий в группу 17 группы 24 Д6. 24.17.050
9 Деталь 108, не- посредственно вхо- дящая в изделие 75.108 Б2.00. 108 М. 000. 108 Д6.00.00.108
152
Структура обозначения и примеры
№
п/п
Наименование
и составные части
изделия
Прос-
тые из-
делия
Комплексные изделия
И. ООО И. 00. 000. И. ООО. 000. И. 00. 00. 000
10 Деталь 109, вхо- дящая в группу 23 Б2. 23.109 М. 023. 109 Д6. 00.23.109
и Деталь 102,. не- посредственно вхо- дящая в комплек- сную группу 24 Д6. 24.00.102
Глава IV
ОФОРМЛЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ЧЕРТЕЖЕЙ
НАНЕСЕНИЕ НОМЕРОВ ПОЗИЦИЙ И ОБОЗНАЧЕНИЙ
СОСТАВНЫХ ЧАСТЕЙ ИЗДЕЛИЙ
(По ГОСТ 3466-59)
На сборочных чертежах на выносках указываются номера позиций
или обозначения составных частей изделий.
Выноски оканчиваются «полками», размещаемыми, как правило,
вне контура проекций (фиг. 130,а). Допускается обозначение номеров
позиций в «кружках» (фиг. 130,6).
«Полки» и «кружки» наносятся сплошными основными линиями.
Линии-выноски выполняются тонкими сплошными линиями. Линии-вы-
носки не должны пересекаться между собой, не должны быть парал-
лельны линиям штриховки (если выноска проходит по заштрихованно-
му полю) и, по возможности, не должны пересекать изображений дру-
гих составных частей и размерных линий чертежа. Допускается приме-
нять линии-выноскн с одним изломом.
153
Одним концом линия-выноска должна заходить на изображение ука-
зываемой составной части изделия и заканчиваться утолщением в виде
точки, другой конец линии-выноски соединяется с концом «полки» или
с «кружком». Допускается, в случае, если линия не может заходить
на изображение (например, у тонких деталей), заканчивать ее стрел-
кой к контуру (фиг. 132 позиции 2, 3, 4, 8).
Шрифт номеров позиций или обозначений на выносках должен быть
на один-два размера крупнее шрифта, выбранного для размерных чисел
на том же чертеже.
А-А
Фиг. 132.
Номера позиций или обозначения следует указывать на том виде,
разрезе, сечении или выносном элементе, на котором'данная составная
часть-изделия проектируется как видимая.
Номера позиций или обозначения на чертеже располагают парал-
лельно основной надписи и группируют в строчку или колонку, по
возможности на одной линии.
Номера позиций на выносках располагают:
а) в возрастающем порядке (за исключением повторяющихся пози-
ций) по часовой или против часовой стрелки, причем, если на одном
листе вычерчивается несколько изображений, то номера должны воз-
растать (с соблюдением принятого направления), как правило, в преде-
лах всего листа, а не одного изображения (фиг. 132);
б) в соответствии со спецификацией данного сборочного чертежа
(фиг. 133), составляемой согласно правилам, установленным стандар-
том на систему чертежного хозяйства.
.Номер позиции или обозначения, как правило, дается на чертеже
только один раз. Одинаковые, повторяющиеся составные части изделия
указываются одним и тем же номером позиции или обозначением, при
этом повторное указание рекомендуется выделять двойной «полкой» или,
соответственно, двойным «кружком» (фиг. 131,а и б, 132). Повторяющиеся
номера не должны учитываться при расположении номеров позиций в
возрастающем порядке (фиг. 132).
154
Проволока 0 1,2 <
ГОСТ 3282-bf> L=29O 1
Зпарикопойшипник pa- п
оиальн. 306 ГОСТ833851 ±
13_
/2_
11
Ю
9
8_
7_
6
ВинтМ8к16Г0СШ91-56 3
5олтМ10*35ГОСТ779851 3
£
3_
2
болт И 10*25 ГОСТ779861 6
[Крышка /
поз 1
2/-215
21-2/3
21-2(2
2Г211
21-207
2Г180
21-153
2Н20.
21-119
21-037
2/-035
21-02^
21-023
Обозначен
Прокладка
Прокладка
Крышка______
Крышка
Корпус______
Прокладка
Уплотнитель
Шайба_______
Гайка_______
Размах______
Гайка_______
Шестерня
Шестерня
Наименование
1
2_
1
2_
1
1
£
1
Фиг. 133.
155
Стандарт допускает одинаковые, повторяющиеся составные части
изделия указывать и различными номерами позиций.
Допускается выноски от ряда одинаковых составных частей изделия
располагать так, чтобы они могли заканчиваться одной общей «полкой»
(фиг. 131,в).
Допускается проведение на чертеже общей линии-выноски в следую-
щих двух случаях:
а) для группы крепежных деталей, относящихся к одному и тому
же месту крепления (фиг. 134,а);
а
Фиг. 134.
б) для группы деталей с отчетливо выраженной, исключающей раз-
личное понимание взаимосвязью, когда условия чертежа не позволяют
подвести линию-выноску к каждой детали (например, на фиг. 134,6:
10 — крышка; 12 — прокладка; 15 — болт; 18 — гайка; 20 — шайба).
В указанных случаях «полки» или «кружки» должны располагаться
столбиком и соединяться тонкой линией. Линия-выноска одним концом
должна заходить на изображение составной части, нохмер позиции или
обозначение которой расположены на верхней «полке» (или в верхнем
«кружке»), другой конец линин-выноски должен соединяться с концом
соответствующей «полки» (или с «кружком»),
ФОРМАТЫ
(По ГОСТ 3450-60)
По ГОСТ 3450-60 установлено пять основных и двадцать дополни-
тельных форматов чертежей.
Основные форматы
Обозначение формата 11 12 22 24 44
Размеры сторон листа в мм 297X210 297X420 594X420 594X841 1189X841
Соответствующее обозначение потребительского формата бумаги по ГОСТ 9327-60 (для справок) А4 АЗ А2 А1 АО
156
Дополнительные форматы
Обозначение формата Размеры сторон листа в мм Обозначение формата Размеры сторон листа в мм
13 297 X 631 25 594 X 1051
14 297 X 841 26 594 X 1261
15 297 X 1051 27 594 X 1472
16 297 X 1261 28 594 X 1682
17 297 X 1472 29 594 X 1892
32 892 X 420 54 1486 X 841
42 1189 X 420 64 1783 X 841
52 1486 X 420 74 2081 X 841
62 1783 X 420 84 2378 X 841
72 2081 X 420 94 2675 X 841
В обозначении форматов первая цифра указывает кратность одной
стороны формата к величине 297 мм, вторая цифра — кратность другой
стороны к величине 210 мм. Произведение цифр, составляющих обозна-
чение формата, определяет количество форматов 11 (т. е. формата
297 Х210), которое содержится в данном формате. Например, формат
28 состоит из 2 X 8, т. е. 16 форматов 11.
Допускается применение формата 1/2 • 1(148 X 210), который соот-
ветствует потребительскому формату бумаги А5.
Кроме перечисленных выше форматов, допускается, в исключитель-
ных случаях, применение специальных форматов, образуемых увели-
чением формата 11, как показано на схеме построения форматов, при-
чем коэффициент увеличения должен быть целым числом.
Примечания. 1. Обозначения основных форматов обведены кружками.
2, Обозначение формата 11 (297x210), принятого за единицу измерения осталь-
ных форматов, обведено двойным кружком.
3. Обозначения основных и дополнительных форматов указаны жирным шрифтом.
4. Построение основных и дополнительных форматов показано сплошными лини-
ями, а специальных форматов—штрих-пунктирным.
При обозначении специальных форматов двухзначные числа, ука-
зывающие кратность их сторон соответствующим сторонам формата 11,
разделяются точкой.
Например, формат 594 X 2102 обозначается 2 • 10, а формат
2972 X 841 — 10-4.
Для расчета размера сторон берется 297, 25 и 210,25 мм с округле-
нием до 1 мм в сторону увеличения при значениях величины после за-
пятой >0,5 и в сторону уменьшения — при значениях <0,5.
МАСШТАБЫ
(По ГОСТ 3451-59)
Масштабом называется отношение линейных размеров изображения
на чертеже к его действительным размерам.
Выбор масштаба зависит от величины и сложности изделий или их
составных частей, а также от вида чертежа.
Стандарт устанавливает следующие масштабы:
Масштабы уменьшения—
1:2; (1 : 2,5); (1 : 4); 1 : 5; 1 : 10; (1: 15);
1 :20; (1 : 25); 1 : 50; (1 : 75).
158
Для больших уменьшений применяются масштабы — 1 : 10^,
1 : (2 • 10n); 1 : (2,5 • 10n); 1 : (5 • 10п), где п — целое число.
Натуральная величина — 1:1.
Масштабы увеличения —2:1; (2,5'\ 1); 5:1; 10 : 1.
Для больших увеличений применяются масштабы (10 • и) : 1, где
п — целое число.
Масштабы, указанные в скобках, применять не рекомендуется.
Масштаб, указываемый в предназначенной для этого графе основной
надписи, обозначается по типу 1 : /; 2 : /; 1 : 2 и т. д. , в остальных
случаях — по типу Ml : /; М2 : /; Ml : 2 и т. п.
Если масштаб изображения (вида, разреза, сечения, выносного эле-
мента) отличается от указанного в основной надписи чертежа, то ве-
личина его должна быть указана непосредственно под надписью, отно-
сящейся к данному изображению, например:
Вид Г А — А 1
М2 :1 ’ Ml : 2 ’ М5 : 1 и т- д-
На табличных, «немых» и подобных им чертежах масштаб, как пра-
вило, не указывается. В соответствующей графе основной надписи
чертежа (предназначенной для масштаба) проводится черта.
БУКВЕННЫЕ ОБОЗНАЧЕНИЯ
(По ГОСТ 3452-59)
Согласно ГОСТ 3452-59 устанавливаются следующие обозначения
для величин, указываемых в чертежах и в других технических доку-
ментах (табл. 4).
Таблица 4
Буквенные обозначения
Наименование обозначаемых величин Обозначения
Длина..................................................
Ширина.................................................
Толщина (листов, стенок, ребер и т. д.)................
Высота, глубина........................................
Диаметр................................................
Радиус ................................................
Ширина фаски ..........................................
Зев ключа (размер «под ключ»)...................• ...
Межосевые и межцентровые расстояния....................
Шаг зубчатых зацеплений, цепей и звездочек, резьбы, винто-
вых пружин, болтовых соединений, заклепочных соеди-
нений и т. п...........................................
Модуль зубчатого колеса, червяка, рейки................
Число зубьев зубчатых колес, звездочек, фрез и т. п., чи-
сло заходов червяка, винта и т. п......................
Объем .................................................
Площадь................................................
Периметр ..............................................
Углы...................................................
L, I
В, b
—s
Я, h
D, d
R, г
—с
S—
А—
- t
—т
—2
V—
F—
Р, Р
а, Р» 7, 3, v, ср, ср
и другие строч-
ные буквы грече-
ского алфавита
Примечание. Для шага резьбы допускается обозначение S.
159
Прописные буквы рекомендуется применять для обозначения габа-
ритных и суммарных размеров.
В случае применения обозначений величин одной и той же буквой
следует применять цифровые или буквенные индексы или их комби-
нации, причем первый цифровой индекс рекомендуется присваивать
второй величине, обозначенной данной буквой, второй индекс — третьей
величине и т. д. например: d, dlt d2\ bn, ЬП1, bn .
Применение буквы R с числовыми индексами не рекомендуется.
ЛИНИИ
(по ГОСТ 3456-59)
ГОСТ 3456-59 устанавливает семь типов линий, применяемых на
чертежах: сплошная основная, сплошная тонкая, сплошная волнистая,
штриховая, разомкнутая, штрих-пунктирная тонкая и штрих-пунктир-
ная утолщенная (фиг. 135).
/ ......... тип -шт™ Сплошная основная
2---------—------------- Сплошная тонкая
3 Сплошная волнистая
4-----------------------Штриховая
$ acsnxsffii яяпгышб» Разомкнутая
6 Штрих-пунктирная
тонкая
7 --------------------Штрих-пунктирная
утолщенная
Фиг. 135.
Толщины всех линий обводки на чертеже определяются выбранной
толщиной b сплошных основных линий. Величину b следует выбирать
в пределах от 0,6 до 1,5мм, в зависимости от величины и сложности изо-
бражения, а также от назначения и формата чертежа. Выбранные тол-
щины линий должны быть одинаковы для всех изображений на данном
чертеже, вычерчиваемых в одном и том же масштабе.
Допускается в отдельных случаях, при сочетании на одном и том же
чертеже изображений крупных и мелких элементов, применять для
последних более тонкие контурные линии, но не менее 0,4 мм.
Стандарт устанавливает следующую наименьшую толщину линий и
наименьшее расстояние между смежными линиями в зависимости от
формата чертежа:
Формат Наименьшая толщина линий Наименьшее расстояние
в мм между линиями в мм
24 и более 0,3 0,8
22 и менее 0,2 0,6
160
6 1-1809
161
Таблица 5
Линии чертежа
Название Начертание Соотношение толщин Назначение
1. Сплош- ная основ- ная । г -пгт— Ъ Линии видимого контура; ли- нии перехода видимые; контур вынесенного сечения; контур сечения, входящего в состав разреза; полки и кружки вы- носок
2. Сплош- ная тонкая b 3 и менее Контур наложенного сече- ния; линии размерные и вынос- ные; линии штриховки; линии- выноски; границы зон поверх- ности с различной шерохова- тостью или предельными откло- нениями размеров; линии для изображения пограничных де- талей («обстановка»); линии ограничения выносных элемен- тов на видах, разрезах и сече- ниях; оси проекций, следы плоскостей и линии построения характерных точек при спе- циальных построениях
3. Сплош- ная волнис- тая S’* b 2 и менее Линии обрыва (кроме линий обрыва дерева); линия разгра- ничения вида и разреза
4. Штри- ховая — _ ь ь От — — Линии невидимого контура; линии перехода невидимые
5. Разомк- нутая От b до Р/2 b Линии сечений
6. Штрих- пунктирная тонкая — Ь 3 и менее Линии осевые и центровые; линии сечений, являющиеся осями симметрии для наложен- ных или вынесенных сечений
7. Штрих- пунктирная утолщен- ная — р. b b От — до — Линии для изображения эле- ментов, расположенных перед секущей плоскостью (нало- женная проекция); линии для изображения механизма или отдельных его частей в край- нем или промежуточном по- ложении; линии для изобра- жения развертки, совмещенной с видом; границы зон поверх- ности с различной термиче- ской обработкой или отделкой
162
Таблица 6
Указания по обводке чертежей и примеры
Для рамок, чертежей, таблиц, основных надписей и спецификации следует при-
„ t - ь
менять сплошные линии толщиной от о до у
Линию обрыва для дерева следует выполнить так,, как показано на фигуре.
При длинных линиях обрыва допускается применять сплошную линию с изломами
.. b
толщиной у и менее.
—.—у-----------V------
Длину штрихов в штриховых и утолщенных штрих-пунктирных линиях следу-
ет выбирать в пределах от 2 до 8 мм в соответствии с толщиной линии, а расстоя-
ние между штрихами — примерно в два — четыре раза меньше их длины.
1=2+вмм
Длину штрихов в разомкнутых линиях следует выбирать в пределах от 8 до
20 мм в зависимости от величины изображения.
1-8+20ММ
Длина штрихов в тонких штрих-пунктирных линиях должна быть при-
мерно 20 мм; при малых изображениях допускается уменьшение длины. Штрихи
в линии должны быть одинаковой длины. Штрих-пунктирные линии должны закан-
чиваться штрихами. Центр окружности во всех случаях должен определяться пе-
ресечением штрихов.
6*
1G3
Продолжение табл, 6
Если диаметр окружности в изображении
меньше 12 мм, то штрих-пунктирные линии, при-
меняемые в качестве центровых, следует заменять
сплошными тонкими линиями.
Осевые и центровые линии на изображениях следует выводить за контур пред-
мета или его элемента на величину 3—5 мм. При использовании этих линий в ка-
честве выносных допускается их удлинять.
В случае необходимости выделения какой-либо поверхности, плавно переходя-
щей в другую, границу выделяемой поверхности следует указывать тонкой штрих-
пунктирной линией с двумя точками (_______.._______.._______..______) толщи-
ной ^-и менее. Такой же линией в случае необходимости следует указывать линии
сгиба на развертках.
164
При выборе наименьших толщины и расстояния между линиями
на дополнительных форматах последние приравниваются к основным
по размеру наибольшей стороны; при этом форматы с длинной стороной
свыше 814 мм приравниваются к формату 24.
В табл. 5 приведены типы линий, указано их начертание, назначение
и соотношение толщин линий.
На фиг. 136 показаны примеры применения различных типов линий.
Номера линий на фиг. 136 соответствуют номерам линий в табл. 5.
В табл. 6 даны указания по обводке чертежей и приведены примеры.
ШРИФТЫ ЧЕРТЕЖНЫЕ
(по ГОСТ 3454-59)
Стандарт 3454-59 устанавливает чертежные шрифты, которые нано-
сятся от руки на чертежах и технических документах, предусмотрен-
ных стандартами на систему чертежного хозяйства.
Стандартом рекомендуется шесть размеров шрифта: 2,5; 3,5; 5; 7;
10 и 14. Допускаются шрифты размером более 14 с сохранением уста-
новленной формы и соотношения размеров букв и цифр.
Размер шрифта определяется высотой h прописных (заглавных) букв
в мм. Наклон букв и цифр к основанию строки « 75°.
В табл. 7 приведены данные, необходимые при конструировании
стандартного шрифта.
Для более твердого усвоения начертания букв и цифр ниже дано
краткое описание конструкции букв и цифр.
Фиг. 137.
Прописные буквы и цифры. Нафиг. 137 показан ряд прописных букв,
состоящих из прямолинейных элементов. Наклон букв к основанию стро-
ки равен « 75°. Толщина линий этих букв « \/lh и ширина их ~
5/7/г. Горизонтальный элемент буквы А проводят на расстоянии^2/7/г
от основания строки. Вершина этой буквы находится в точке деления
ширины буквы пополам.
Конструкция буквы Г ясна из чертежа.
Верхний элемент букв Е и Ё не доводят до конца клетки на величину,
равную приблизительно половине толщины линии буквы, а средний эле-
мент проводят на расстояние « 4/7/г от основания строки. Ширина
среднего элемента « 3/7Д. Верхний знак буквы Ё выполняют на высоте
1/lh в промежутке между строками.
Конструкция букв И и Й ясна из чертежа. Верхний знак буквы Й
проводят на высоте ~ l/7/z в промежутке между строками.
Элемент 1 буквы К примыкает к наклонной прямой линии на высоте
p=s 3/7 h от основания строки, а элемент 2 пересекает элемент 1 в направ-
лении диагонали клетки.
Горизонтальный элемент буквы Н проводят на высоте ~ 4/7/г. от
основания строки.
165
Таблица 7
Размеры шрифтов
Определяемая величина Обозна- чение величины Соотноше- ния между высотой и остальными размерами Размеры шрифта в мм'
2,5 3,5 5 7 10 14
Высота прописных букв и цифр h 2,5 3,5 5,0 7,0 10,0 14,0
Высота строчных букв (кроме б, в, д, р, у, Ф) ht*> &//h 2,5 3,5 5,0 7,0 10,0
Высота строчных букв б, в, д. р, у, ф h 3,5 5,0 7,0 10,0 14,0
Ширина прописных букв (кроме Д, Ж» М, Ф, Ш, Щ, Ъ, Ы, Ю) и цифр (кроме 1) . . . . b b*&/?h 1,8 2,5 3,5 5,0 7,0 10,0
Ширина прописных букв Д, Ж, Ф, Ш, Щ Ы. Ю bt bi*>h 2,5 3,5 5,0 7,0 10,0 14,0
Ширина прописных букв М и Ъ ь/ Ь2^Л/^ 2,2 3,0 4,5 6,0 9,0 12,0
Ширина строчных букв (кроме ж. м, т, ф, ш, 1Ц, ъ, ы, ю). . Ширина строчных букв ж, м, т, ф, ш, щ, ъ, ы, ю, Ьз b3 ** a/7h 1.5 2,2 3,0 4,3 6,0
ь4 2,0 3,0 4,0 6,0 8,0
Ширина цифры 1 . . Ьъ b5«zl,h 0,7 1,0 1,5 2,0 3,0 4,0
Толщина линий про- писных букв и цифр Ь, 0,35 0,5 0,7 1,0 1,5 2.0
Толщина линий строчных букв .... Ь? b? & */ 0,25 0,35 0,5 0,7 1,0 1,5
Расстояние между буквами в словах и между цифрами в чис- лах А Afv2fah 0,7 1,0 1,5 2,0 3,0 4,0
Расстояние между словами и между чис- лами, не менее .... At Atf^h 2,5 3,5 5,0 7,0 10,0 14,0
Расстояние между основаниями строк, не менее А A2™ 1*/г^ 4,0 5,5 7,5 11,0 15,0 21,0
Конструкция букв П, Т, X, Ц ясна из чертежа. Нижний боковой
отросток буквы Ц должен выполняться за счет промежутков между стро-
ками и буквами.
Фиг. 138.
На фиг. 138 показан второй ряд прописных букв, состоящих также
из прямолинейных элементов. Наклон и толщина линий этих букв такие
же, как и букв первого ряда. Ширина букв этого ряда отличается от
ширины букв первого ряда.
166
Средние элементы буквы М пересекаются в точке, являющейся точкой
пересечения диагоналей клетки. Ширина буквы « 6/7h.
Элементы 1 и 2 буквы Ж примыкают к средней наклонной прямой
линии на высоте « 3/7h от основания строки, а элементы 3 и 4 пересе-
кают элементы 1 и 2 и сходятся при своем продолжении в верхней конеч-
ной точке средней линии. Ширина буквы Ж равна высоте h.
Ширина букв Ш и Щ также равна высоте /г. Нижний боковой отрос-
ток буквы Щ должен выполняться за счет промежутков между строками
и буквами.
На фиг. 139 показаны три цифры, состоящие
из прямолинейных элементов. Цифра 1 должна
помещаться на нормальном расстоянии от смеж-
ных цифр. Боковой отросток этой цифры вы-
полняют на высоте « 5/7/z от основания стро-
ки. Ширина цифры « 2/lh. Наклонный элемент
цифры 7 пересекает внизу середину ширины
клетки. Горизонтальный элемент цифры 4 равен
ширине цифры. Конструкция этой цифры ясна
На фиг. 140 показана вторая группа букв, состоящая из прямоли-
нейных и криволинейных элементов. Наклон и толщина линий этих
букв такие же, как и букв предыдущих рядов.
Средние горизонтальные элементы букв Б и В проводят на высоте
«4/7/? от основания строки. Верхний горизонтальный элемент буквы Б
не доводят до конца клетки на величину, равную приблизительно поло-
вине толщины линии буквы. Верхнее закругление буквы В не доводят до
конца клетки.
Верхний горизонтальный элемент буквы Л соединяют с левым на-
клонным элементом плавной кривой линией. Горизонтальный элемент
этой буквы проводят приблизительно до половины ширины клетки.
-2/7Л
Фиг. 139.
чертежа.
Фиг. 140.
Средний горизонтальный элемент букв Р, У и Ч проводят на высоте
« 3/7 h от основания строки.
Средний горизонтальный элемент букв Ь, Ы и Ъ проводят на высоте
« 4/7/? от основания строки, причем ширина буквы Б §/7h, ширина
буквы Ы равна h, а ширина Ъ ~ 6/7 h. Отросток в этом знаке « l/7/i.
Средний горизонтальный элемент буквы Я проводят на высоте «3/7Л
от основания строки, направление нижнего элемента должно совпадать
с направлением диагонали клетки.
Длина верхнего горизонтального элемента буквы Д равна прибли-
зительно х/2 ширины нормальной буквы, его соединяют с левым наклон-
ным элементом плавной кривой линией. Ширина этой буквы равна h.
Нижние отростки буквы Д должны выполняться за счет промежутков
между строками и выступать за нижнюю линию клетки на толщину
линии буквы.
167
На фиг. 141 представлен ряд букв, состоящих в основном из криво-
линейны^ элементов. Верхний закругленный элемент буквы 3 до границ
клетки %ёд*п|ыЬодят, средний элемент этой буквы проводят на высоте
« 4/7h^)T ОснЬЬания строки, а нижний закругленный элемент доводят
до высоты « 2/7Л от основания строки.
*^фиг. 141.
Боковые элементы буквы5* О прямолинейные. Конструкция этой
буквы ясна из чертежа. Рекомендуется наносить ее в два приема, сначала
проводят левую часть половины буквы, а затем правую.
Высота нижних закругленных элементов букв С и Э приблизительно
равна 2/lh, а верхние должны оканчиваться на высоте ~ 5/7/г от осно-
вания строки. Горизонтальный элемент буквы Э проводят на высоте
~ 4/lh от основания строки, он занимает 2/2 ширины клетки.
Рови^онуальный элемент буквы Ю проводят на высоте 4/7 h от осно-
гания.Лтроки.
В основу правого элемента буквы Ю положена буква О. Ширина
буквы Ю равна h.
^Нижний горизонтальный элемент буквы Ф проводят на высоте =^2/7/г
от основания строки. Ширина буквы Ф равна А.
На фиг. 142 представлен ряд цифр, каждая из которых состоит
в основном из криволинейных элементов. Ширина цифр равна при-
мерно 5/7 h.
Фиг. 142.
Д цифрах J? и 3 ва^х^ие закругления как с левой, так и с правой
стороны не доводят до концов клетки на величину, примерно равную
половине толщины линии цифр. Верхние закругления должны оканчи-
ваться на высоте ~ 5/7 h от основания строки. Средний элемент цифр
Зу 5, 6У 8 располагают на высоте ~ 4/7h. Верхний элемент цифры 6
не доводят до конца клетки. Верхние закругленные участки цифры 8 не
доводят до границ клетки. Цифры 5, 0, как и букву О, наносят в два
приема — сначала проводят левую часть половины цифры, а затем
правую.
Строчные буквы. Высота строчных букв (кроме б, в, д, р, у, ф) должна
быть равной приблизительно 5/7 высоты прописных букв.
Высота строчных букв б, в, д, р, у, ф равна высоте прописных букв.
Отдельные элементы букв выступают за строку вверх или вниз прибли-
168
зительно на 2/7 высоты прописных букв. Наклон строчных букв к осно-
ванию строки « 75°. Ширина строчных букв (кроме букв ж, м, т, ф>
ш, щ, ъ, ы, ю) 3/7h. Ширина строчных букв ж, м, tn, ф, ш, щ, ю, ы, ъ
приблизительно равна 4/7Л. Толщина линий строчных букв ~ 1/10/г.
-jw?
Фиг. 143.
На фиг. 143 показан ряд строчных букв, состоящих из прямолиней-
ных элементов. Строчные буквы, состоящие из прямолинейных и криво-
Фиг. 144.
Фиг. 145.
линейных элементов, показаны на фиг. 144, а на фиг. 145 показаны строч-
ные буквы, состоящие в основном из криволинейных элементов. Конст-
рукция строчных букв ясна из примеров, приведенных нафиг. 143—145.
«5/7А ^5/7h 2
/кнп
Фиг. 146.
Расстояния между буквами в словах и цифрами в числах ~ 2/7 h
(фиг. 142 и 146). Расстояния между словами и между числами должны
быть приблизительно не менее высоты h (фиг. 146).
Расстояния между основаниями строк должно быть приблизительно
не менее Р/2/1. Прописная буква в слове со строчными буквами должна
иметь толщину линий ту же, что и у строчных букв, т. е. 1/10 h.
169
При кажущемся увеличении промежутков между смежными буквами
(например, между Г и А, Г и а, Р иД, Т и Л и т. п.) следует уменьшить
эти промежутки, как показано в словах КРАН, ГАЙКА, ТАНК,
Темп
Форма применяемых в практике наклонных знаков показана на
фиг. 147.
1 2 3 4 5 6 7 8 9 10 11 12 13
/9 15 16 17 18 19202127 23 24 25 26 27 28 29
Фиг. 147.
Цифры под знаками означают:
1 — равенство; 2 — плюс; 3 — минус; 4 — плюс-минус; 5 — умноже-
ние; 6 — умножение; 7 — деление; 8 — черта дроби; 9 — меньше;
10 — больше; 11 — равно или меньше (не более); 12 — равно или больше
(не менее); 13 — проценты; 14 — градусы; 15 — минуты; 16 — секунды,
кавычки; 17 — от ... до; 18 — приблизительно равно; 19 — точка;
20 — запятая; 21 — точка с запятой; 22 — знак вопросительный; 23 —
знак восклицательный;. 24—диаметр; 25— квадрат; 26 — скобки; z
27 — черта дроби; 28 — от... до; 29 — номер.
Стандарт допускает в особых случаях применение прямых букв,
цифр и знаков (без наклона к основанию строки), а также при недостатке
места более узких (как прямых, так и наклонных) букв и цифр. В этом
случае ширина их для данного
размера h берется по ближайше-
му меньшему размеру шрифта.
Например, ширина буквы А для
шрифта 10 может быть взята
Фиг. 148.
5 мм, вместо нормальной 7 мм.
Форма более узких букв и цифр
должна быть сохранена.
На чертежах следует приме-
нять буквы и цифры высотой не
менее 2,5 мм.
На фиг. 148 показаны над-
писи без наклона к основанию
строки.
Надписи с узкими буквами и
цифрами (с наклоном и без
наклона к основанию строки) показаны на фиг. 149.
На фиг. 150 показана форма применяемых прямых знаков.
Примеры надписей, содержащих буквы, цифры и знаки разной высо-
ты, приведены на фиг. 151.
На фиг. 152 показана форма букв латинского алфавита (удлененная
буква f — допускаемая форма написания), а на фиг. 153 —форма букв
греческого алфавита.
170
Фиг. 150.
Фиг. 152.
171
алыра бэта гамма дельта эпсилон дзэта эта
тэта йота каппа ламбда мю ню к си
омикрон пи ро сигма may ипсилон
Фи хи пси омега
Фиг. 153.
Фиг. 154.
:ж£?ш/г гейм-
W57 50 100 500 1000
Фиг. 155 Фиг. 156.
ОО 00 О О 0 О Z7 0'0 О О 00 ООО ПО ООПППП
Оооооооппоопаоппооппо
Фиг. 157.
172
При выполнении надписей и указаний величин буквами латинского
и греческого алфавитов следует руководствоваться фиг. 152 и 153.
Ширина шрифта принимается 4/7 h. г-.
Допускается применение узкого шриф- ••
та. Как в латинском, так и в грече-
ском алфавите ширина строчных букв
равняется ширине прописных того же |
шрифта.
Форма римских цифр показана на ;•
фиг. 154 (допускается написание цифр j
I ... X с черточками над и под циф- J
рами).
Пример написания больших чи
сел римскими цифрами приведен на
фиг. 155 и 156.
Для выполнения надписей приме-
няют целлулоидные трафареты (нор-
мографы), в которых имеются вырезы
в виде параллелограммов (фиг. 157).
При обводке надписей тушью поль-
зуются простыми или специальными
трубчатыми перьями.
При написании букв или цифр
трубчатое перо должно быть направ-
лено перпендикулярно к плоскости
бумаги. Это перо вставляется в обыч-
ную ручку. Трубчатые перья различ-
ных номеров могут быть изготовлены
из хирургических игл. На фиг. 153
показан набор трубчатых перьев для
различных размеров шрифта.
Фиг. 159.
При обводке надписей можно поль-
зоваться стеклянными трубочками
(фиг. 159). Диаметр нижней оттянутой части трубочки должен соответ-
ствовать толщине обводки букв определенного размера шрифта.
РАСПОЛОЖЕНИЕ ВИДОВ (ПРОЕКЦИЙ) НА ЧЕРТЕЖАХ
(по ГОСТ 3453-59)
При построении видов следует предполагать, что изделие (или его
составная часть) расположено между глазом наблюдателя и соответству-
ющей плоскостью проекций (фиг. 160,а).
Изображение на фронтальной плоскости проекций принимают на
чертеже в качестве главного; для этого изображения применяют назва-
ние «Вид спереди».
• Изображаемое на чертеже изделие (или его составная часть) должно
быть расположено относительно фронтальной плоскости проекций так,
чтобы главный вид давал возможно более ясное представление о форме
изделия (или его составной части) и его размерах, а также обеспечивал
наилучшее использование поля чертежа.
На чертеже виды (проекции) располагают по отношению к главному
виду (фиг. 160,6) в такой последовательности: вид сверху (горизонталь-
ная проекция) — под главным видом; вид слева (профильная проек-
ция)—справа от главного вида; вид сзади — справа от вида слева.
173
Фиг. 160.
174
ИЗОБРАЖЕНИЯ — ВИДЫ, РАЗРЕЗЫ, СЕЧЕНИЯ
(по ГОСТ 3453-59)
1. Основные положения и определения
На чертежах изображения предметов (изделий или их составных
частей) выполняются по методу прямоугольного проектирования.
Косоугольное проектирование на машиностроительных чертежах
применяется лишь для построения
некоторых видов аксонометрических
проекций.
За основные плоскости проек-
ций принимают шесть граней ку-
ба. Эти грани разворачиваются и
совмещаются с плоскостью так, как
показано на фиг. 160,6. Грань, обо-
значенная цифрой 6, может быть
расположена также рядом с гра-
нью 4.
Изображения на чертеже в за-
висимости от их содержания раз-
деляются на вид, разрез, сечение.
Видом называется изображение
обращенной к наблюдателю видимой
части поверхности предмета. Допу-
скается на видах показывать и неви-
Фиг. 161.
димые части поверхности предмета при помощи штриховых линий (с
целью сокращения количества изображений на чертеже фиг. 161),
Разрезом называется изображение предмета, мысленно рассеченного
одной или несколькими плоскостями. На разрезе показывается то, что
находится в секущей плоскости и что расположено за ней (фиг. 162).
Допускается в разрезах изображать не все, что расположено за секу-
щей плоскостью (фиг. 163).
175
Сечением называется изображение фигуры, получающееся при мыс-
ленном рассечении предмета одной или несколькими плоскостями
Фиг. 165.
(фиг. 164). В сечении указывается лишь то, что находится непосред-
ственно в самой секущей плоскости.
Стандарт допускает при построении сечений применять не только секу-
щие плоскости, но и секущие цилиндрические поверхности, разворачи-
ваемые в плоскость (фиг. 165, а сечение А—А и фиг. 165,6 сечение Б—Б).
176
Количество изображений (видов, разрезов, сечений) на чертеже дол-
жно быть минимальным, но вместе с тем и достаточным для полной яснос-
ти при чтении чертежа (с учетом принятых условных обозначений, над-
писей, знаков и пр.).
II. Виды
Виды, которые получаются при проектировании на шесть основных
плоскостей (граней куба), называются основными видами.
Наименования этих видов следующие:
Вид спереди (или главный вид) Вид справа
Вид сверху Вид снизу
Вид слева Вид сзади
Названия видов не следует надписывать,
помещать и с левой стороны от вида справа.
Вид сзади разрешается
ВидГ
В-В
Если какой-либо из видов смещен относительно главного изображе-
ния, то он отмечается на чертеже надписью по типу Вид Д (фиг. 166),
а направление взгляда отмечается стрелкой в соответствующем месте и
такой же буквой. Аналогично следует поступать и в том случае, если
один из основных видов отделен от главного изображения другими изо-
бражениями или если он расположен не на одном листе с ним.
Допускается надписывать название вида, если нет того вида, у ко-
торого может быть дано указание стрелкой.
Кроме основных видов на чертеже могут быть дополнительные виды
и местные виды.
Применяются они в тех случаях, когда какая-либо часть предмета
не может быть показана на одном из перечисленных выше основных
видов без искажения ее формы и размеров либо когда можно ограничить-
ся не целым видом, а узко ограниченной частью поверхности.
Дополнительными называются виды, получаемые на плоско-
стях, не параллельных ни одной из основных плоскостей проекций
(фиг. 167—169).
177
Дополнительный вид отмечается на чертеже надписью типа Вид Б
(фиг. 167 и 168); у связанного с дополнительным видом изображения
предмета должна быть поставлена стрелка, указывающая направление
взгляда, с соответствующим буквенным обозначением (стрелка Б,
фиг. 167 и 168).
Вид Б
Фиг. 167.
Фиг. 168.
Допускается слово Вид писать одними прописными буквами, а
также не делать надписи и указания стрелкой в случаях, подобных изо-
браженному на фиг. 169.
Фиг. 169. Фиг. 170.
Дополнительный вид располагают на чертеже так, чтобы ось фигуры,
изображенной на дополнительном виде, была перпендикулярна к
стрелке (фиг. 167—169). Допускается повертывать дополнительный вид,
но с сохранением, как правило, положения, принятого для данного пред-
мета на главном изображении чертежа. При этом к надписи должно быть
добавлено: повернуто (фиг. 170 и 177).
178
Местным видом называется изображение отдельного, узко ограни-
ченного места на поверхности предмета. (Вид Г, фиг. 166; Вид Г и Вид Д,
фиг. 171).
Местный вид может быть ограничен линией обрыва, но в наименьшем
требуемом размере (Вид Д, фиг. 171), или не ограничен (Вид Г, фиг. 171).
Местный
стрелкой и
может быть
фиг. 171).
вид отмечают на чертеже подобно дополнительному виду
соответствующей надписью (Вид Д, фиг. 171); в надписи
, Вид Г
указано и название изображенного элемента (флан(щ »
III. Разрезы
Разрезы разделяются:
1. В зависимости от положения плоскости относительно горизон-
тальной плоскости проекций на:
а) горизонтальные — секущая плоскость параллельна горизонталь-
ной плоскости проекций (например, разрез А—А, фиг. 171);
б) вертикальные — секущая плоскость перпендикулярна к гори-
зонтальной плоскости проекций (например, разрез на месте главного
вида, фиг. 171 и 162);
в) наклонные — секущая плоскость составляет с горизонтальной
плоскостью проекций угол, отличный от прямого (например, разрез
В—В, фиг. 166).
Вертикальный разрез называется фронтальным, если секущая плос-
кость параллельна фронтальной плоскости проекций (например, разрез
на фиг. 163), и профильным, если секущая плоскость параллельна
179
профильной плоскости проекций (например, разрез А—А, фиг. 162 и
разрез Б—Б, фиг. 171).
2. В зависимости от числа секущих плоскостей на:
а) простые — при одной секущей плоскости (например, фиг. 162
и 170);
б) сложные — при двух и более секущих плоскостях (например, раз-
резы А—А и Б—Б, фиг. 172; разрез А—А, фиг. 173).
Фиг. 172.
Сложные разрезы называются ступенчатыми, если секущие пло-
скости параллельны (разрез А—А, фиг. 173; разрез Б—Б, фиг. 172)
и ломаными, если секущие плоскости пересекаются (например, разрез
А—А, фиг. 172).
Разрезы называются продольными, если секушие плоскости на-
правлены вдоль длины или высоты предмета (например, фиг. 174), и по-
перечными, если секущие плоскости направлены перпендикулярно к
длине или высоте предмета (например, разрезы А—А и Б—Б, фиг. 175).
Кроме того, различают еще местные разрезы. Местный разрез слу-
жит для выяснения устройства предмета лишь в отдельном, узко
180
Фиг. 175.
181
начальном и конечном
Фиг. 176.
ми, допускается для
ограниченном его месте. Местный разрез выделяется на виде сплошной
волнистой линией (фиг. 176). Эта линия не должна совпадать с какими-
либо линиями изображения.
Положение секущих плоскостей указывается на чертеже линией се-
чения. Для линии сечения применяется разомкнутая линия. При про-
стом разрезе указывается только начальный и конечный штрихи (фиг. 170),
а при сложном —даются штрихи и в местах перегибов (фиг. 173). На
штрихах ставятся стрелки, указывающие на-
правление взгляда. Штрихи разомкнутой ли-
нии выполняются толщиной b 4- Р/2 Ь, а
штрихи стрелок — тонкой линией.
Начальный и конечный штрихи не дол-
жны пересекать контура соответствующего
изображения.
В случаях, подобных указанному на фиг.
175, проводится одна общая линия сечения.
У начала и конца разомкнутой линии
сечения ставится одна и та же прописная бук-
ва русского алфавита, а выполненный разрез
отмечается надписью по типу А—А (всегда
только двумя буквами, через тире, с чертой
внизу).
В том случае, когда секущая плоскость
совпадает с плоскостью симметрии предмета
в целом и соответствующие изображения рас-
положены на одном и том же листе в непо-
средственной проекционной связи и не раз-
делены какими-либо другими изображения-
горизонтальных, фронтальных и профильных
разрезов не отмечать положение секущей плоскости и самый разрез не
сопровождать надписью (например, разрез на главном виде, фиг. 171).
Горизонтальные, фронтальные и профильные разрезы могут быть
расположены на месте соответствующих основных видов (фиг. 171).
Фронтальным и профильным разрезам следует, как правило, при-
давать положение, соответствующее принятому для данного предмета
на главном изображении чертежа (фиг. 177).
Вертикальный разрез при секущей плоскости, не параллельной
фронтальной или профильной плоскости проекций, а также наклонный
разрез должны строиться и располагаться в соответствии с направлени-
ем, указанным стрелками на линии сечения. Допускается располагать
такие разрезы на любом месте чертежа (фиг. 166, разрез В—В), Если
разрез повернут, то к надписи добавляется слово: повернуто (разрез
Г—Г, фиг. 172).
При сложных ломаных разрезах секущие плоскости, как правило,
условно повертываются до совмещения в одну плоскость. Если совмещен-
ные плоскости окажутся параллельными одной из основных плоскостей
проекций, то ломаный разрез можно поместить на месте соответствующе-
го вида (разрез А—Д, фиг. 172.)
До пускается^ соединять часть вида и часть соответствующего разреза,
разделяя их сплошной волнистой линией (фиг. 178 и 179).
Если при этом соединяются половина вида и половина разреза, каж-
дый из которых является симметричной фигурой, то разделяющей лини-
ей служит ось симметрии (штрих-пунктирная тонкая линия, фиг. 162;
разрез А—А, фиг. 171).
182
Допускается также разделение разреза и вида штрих-пунктирной
линией (фиг. 180), совпадающей со следом плоскости симметрии не
Вид 5
подернуто
Фиг. 178.
Фиг. 177.
«всего предмета, а лишь его части, если эта часть представляет собой тело
вращения.
Допускается соединять четверть вида и четверти трех разрезов;
четверть вида, четверть одного разреза и половину другого и т. п.
при условии, что каждое из этих изображений в отдельности симмет-
рично, причем это допускается и в тех случаях, когда симметрия
133
распространяется не на весь предмет, а на его часть, представляющую
собою тело вращения (фиг. 181).
IV. Сечения
Фиг. 180.
Сечения, не входящие в состав разреза, разделяются на: а) выне-
сенные (фиг. 164), б) наложенные (фиг. 182).
Предпочтительно выполнять на чертежах вынесенные сечения.
Вынесенные сечения рекомендуется располагать на продолжении линии
сечения. Допускается выполнять выне-
сенные сечения на любом месте поля чер-
тежа, а также и в разрыве между частями
одного и того же вида (фиг. 183).
Для обводки контура вынесенного
сечения и сечения, входящего в состав
разреза, применяется сплошная основная
линия (толщиной 6), а для обводки кон-
тура наложенного сечения — сплошная
тонкая линия (толщиной -у и менее), при-
чем контур изображения в месте распо-
ложения наложенного сечения не преры-
вается (фиг. 182).
Линия сечения, совпадающая с осью
симметрии вынесенного или наложенного
сечения (фиг. 164, 182), указывается
штрих-пунктирной линией без обозначе-
ния буквами и стрелками.
В случаях, подобных указанным на фиг. 183, при симметричной фи-
гуре сечения, линия сечения не проводится.
Во всех остальных случаях для линии сечения применяется разомк-
нутая линия с указанием стрелками направления взгляда и обознанением
А -А В-В
ее одинаковыми прописными буквами русского алфавита, а само сечение
сопровождается надписью по типу А—А (фиг. 164) — двумя буквами
через тире, с чертой внизу.
Сечение должно по построению и расположению соответствовать
направлению, указанному стрелками. Допускается поворот сечения
с добавлением к надписи слова повернуто.
184
Для нескольких одинаковых сечений, относящихся к одному и тому
же предмету, следует линии сечения обозначать одной и той же буквой
и вычерчивать одно сечение с надписью по типу А—А (фиг. 184 и 185,б)<
Фиг. 185.
Если при этом секущие плоскости направлены под различными
углами (фиг. 186), то надпись повернуто не наносится.
Допускается в надписи указывать количество сечений.
Секущие плоскости следует выбирать так, чтобы получились нормаль-
ные поперечные сечения (фиг, 187).
Если секущая плоскость проходит через ось поверхности вращения,
ограничивающей отверстие или углубление, то контур отверстия или
углубления показывается полностью (фиг. 188).
185
V. Выносные элементы
Выносным элементом называется дополнительное отдельное изобра-
жение какой-либо части предмета, требующей графического и дру-
гих пояснений в отношении формы, размеров и иных данных. Выносной
элемент обычно вычерчивается в увеличенном масштабе.
Фиг. 189.
Выносной элемент может содержать подробности, не указанные на
соответствующем изображении, и может отличаться от него по свэему
содержанию (например, изображение может быть видом, а выносной
элемент — разрезом).
186
В случае применения выносного элемента следует соответствующее
место на чертеже отметить сплошной тонкой линией — окружностью,
овалом и т. п. с обозначением римской цифрой на «полке» линии-вы-
носки. У выносного элемента следует указывать эту цифру и масштаб
по типу ~ (Фиг* 189)*
Выносной элемент следует располагать возможно ближе к соответ-
ствующему изображению.
VI. Надписи
Надписи, буквенные и цифровые обозначения, относящиеся к видам,
разрезам, сечениям и выносным элементам, должны располагаться па-
раллельно основной надписи чертежа, как правило, над соответствую-
щим изображением.
Подбор букв для обозначения изображений, поверхностей и разме-
ров должен производиться без повторений и, как правило, в алфавитном
порядке.
Это относится и к случаю, когда чертеж выполняется на несколь-
ких листах.
В случае недостатка букв следует применять цифровую индекса-
цию, например: Вид Af, Вид Bf, Bi—Бх.
Следует избегать букв 3 и Ч, как сходных по написанию с цифрами.
Стрелки для дополнительных и местных видов, а также на линиях
сечения должны выполняться по типу, указанному на фиг. 190.
Фиг. 190.
Фиг. 191.
Разрешается применять для дополнительных и местных видов стрелки
и по типу, приведенному на фиг. 191.
Буквы у линии сечения и у стрелок, а также обозначения в надписи
к выносному элементу (фиг. 189) должны быть большего размера, чем
цифры размерных чисел на том же чертеже.
В надписи по типу Вид А размер шрифта для буквы А должен быть
больше, чем для слова Вид.
VII. Условности и упрощения
Упрощения и условности, допустимые на машиностроительных чер-
тежах, приведены в ГОСТ 3453-59.
Такие детали, как винты, болты, заклепки, шпонки, непустотелые
валы и шпиндели, шатуны, рукоятки и т. п., если разрез оказывается
продольным, показываются в разрезе нерассеченными (фиг. 192),
Всегда показываются нерассеченными шарики. На сборочных черте-
жах в продольных разрезах показываются нерассеченными крепежные
гайки и шайбы под них.
Такие элементы, как спицы маховиков, шкивов, зубчатых колес,
тонкие стенки типа ребер жесткости и т. п., показываются незаштрихо-
ванными, если секущая плоскость направлена вдоль оси или длинной
стороны такого элемента.
187
Если в подобных элементах имеется местное сверление, углубление
и т. п., то для выявления их следует применять местный разрез (фиг. 193).
Фиг. 192.
На видах и разрезах допускается упрощенно изображать проекции
линий пересечения поверхностей, если по условиям производства не
Фиг. 193.
комендуется полностью показывать
мер, одно-два отверстия, фиг. 193; Д1
требуется точное их построе-
ние. Упрощение это заключает-
ся в том, что лекальные кривые
заменяются дугами, окружно-
стями или прямыми (фиг. 194,
а, б и в).
Плавные переходы от одной
поверхности к другой показы-
ваются условно, чаще всего пря-
мыми, не доходящими до места
сопряжения поверхностей (фиг.
194, г и д), либо вовсе не пока-
зываются (фиг. 194, е, ж, з,и,к).
Если вид, разрез или сечение
представляет собою симметрич-
ную фигуру, то рекомендуется
вычерчивать половину изобра-
жения (Вид В, фиг. 171) или
несколько более половины с про-
ведением в последнем случае
линии обрыва (фиг. 179).
Если предмет имеет несколь-
ко одинаковых равномерно рас-
положенных элементов, то на
изображении этого предмета ре-
один-два таких элемента (напри-
а-три зуба, фиг. 195, а), а оста л ь-
188
Фиг. 194.
Фиг. 195.
189
ные показывать упрощенно или условно. Допускается изображать лишь
часть такого предмета (фиг. 195,6) с надлежащими указаниями о коли-
честве элементов, их расположении и т. п.
Небольшие уклоны и конусности допускается изображать не на всех
видах, разрезах и сечениях, а только на тех, на которых эти уклоны от-
четливо выявляются. При этом на изображениях чертежа проводятся
линии, соответствующие, как правило, меньшему сечению элемента с
уклоном (фиг. 195,в) или меньшему основанию конуса.
Уклоны технологические (формовочные, штамповочные, прокатные,
прессовочные) на чертежах, как правило, не показываются.
Пластины, а также элементы деталей (отверстия, фаски, пазы, углуб-
ления ит. п.) размером на чертеже 2 мм и менее рекомендуется изобра-
жать с отступлением от масштаба, принятого для всего изображения,
в сторону увеличения.
Фиг. 196.
Незначительную конусность или уклон также рекомендуется изо-
бражать с увеличением.
Если плоский элемент показан лишь на одном изображении, то для
отметки плоскости рекомендуется проводить диагонали тонкими сплош-
ными линиями (фиг. 195,г).
Длинные предметы (или элементы), имеющие постоянное или законо-
мерно изменяющееся поперечное сечение (валы, цепи, прутки, шатуны,
фасонный прокат и пр), допускается изображать с разрывами (фиг. 196,и .
На чертежах предметов со сплошной сеткой, плетенкой, орнамен-
том, рельефом, накаткой и т. п. допускается изображать эти элементы
частично, с возможными упрощениями (фиг. 196,6).
Шестигранные и квадратные гайки и головки болтов следует изо-
бражать на сборочных чертежах и общих видах упрощенно (без изображе-
ния фасок на гайках и головках болтов), как показано на фиг. 197,а.
Допускается не показывать зазор между стержнем и отверстием,
если нет особых причин для того, чтобы его показывать.
Шлицы головок винтов, шурупов и др. допускается изображать од-
ной сплошной утолщенной линией (фиг. 197,6).
В сборочных чертежах на видах и разрезах рекомендуется изобра-
жать не все, что проектируется, а лишь необходимое в данном случае;
например, не показывать:
а) фаски, галтели, проточки, углубления, выступы, накатки, на-
сечки, оплетки и другие мелкие элементы;
б) крышки, щиты, кожухи, перегородки и т. п., если необходимо
показать закрытые ими составные части изделия (в этом случае на чер-
теже должна быть дана поясняющая надпись типа: «Крышка не показа-
на» или «Крышка, поз. 3 не показана»);
в) видимые составные части изделий или их элементы, закрытые
пружиной или сеткой, а также частично закрытые впереди располо-
женными деталями;
Д90
г) надписи на табл инках, заводских щитках, шкалах и т. п., дета-
лях, а также другие маркировочные и технические данные и надписи
на деталях.
В разрезах на сборочных чертежах отдельные составные части из-
делия, оформленные самостоятельными сборочными чертежами, а также
стандартные изделия или узлы допускается изображать нерассеченными.
Сварной узел в сборе с другими узлами или деталями допускается
изображать как монолитное тело. Это допущение распространяется и на
неразъемные соединения, выполняемые с помощою пайки, клейки ит. п.
На сборочных чертежах допускается соединять часть вида с одной
или несколькими частями разрезов. При этом допускается разделение
Фиг. 197.
частей вида и разрезов штрих-пунктирными тонкими линиями,
если они совпадают со следами плоскостей симметрии не всего пред-
мета, а лишь его части.
На сборочных чертежах, включающих изображения нескольких
одинаковых составных частей изделий, допускается вычертить по об-
щим правилам только одну из составных частей, а остальные изо-
бражать упрощенно или условно.
На сборочных чертежах, на видах якорных, статорных, транс-
форматорных, радиаторных и других подобных узлов пакеты из ли-
стов или секций, а также обмотки и другие наборы следует показы-
вать как монолитные тела.
Составные части изделия, соединяемые посредством пайки, скрутки
и другими подобными способами, а также съемные сменные части
допускается не изображать в сборочном чертеже данного изделия, при
условии их изображения в монтажной схеме.
Предметы, изготовленные из прозрачного материала, вычерчиваются
как непрозрачные. Допускается на сборочных чертежах составные части
изделий и их элементы, расположенные за прозрачными предметами,
изображать, как видимые: шкалы, циферблаты, стрелки приборов, вну-
треннее- устройство ламп и т. д.
Пружина, изображенная лишь сечениями ее витков, считается за-
крывающей расположенные за ней предметы (фиг. 198).
С целью упрощения чертежей или сокращения количества изобра-
жений рекомендуется:
191
Фиг. 198.
а) часть предмета, находящуюся между наблюдателем и секущей
плоскостью, изображать штрих-пунктирной утолщенной линией непо-
средственно. на разрезе (линия наложенной проекции, фиг. 199, а);
Фиг. 199.
б) применять сложные разрезы (фиг. 199,6);
в) на сборочных чертежах детали и узлы сложной конфигурации
изображать без воспроизведения точной конфигурации мелких эле-
ментов;
192
Фиг. 200.
г) для показа отверстий в ступицах зубчатых колес, шкивов и т. п.
вместо второго изображения детали давать лишь контур отверстия
(фиг. 200).
Если вид сверху не является необходимым и чертеж составляется
из изображений на фронтальной и профильной плоскостях проекций,
то при ступенчатом разрезе линия сечения и надписи, относящиеся к
разрезу, наносятся так, как показано на фиг. 201.
Лг~**
Фиг. 201.
Осевые и центровые линии выводят за пределы контура предмета
или его элемента на 3—5 мм. При использовании этих линий в качестве
выносных (фиг. 201) допускается их удлинять.
ШТРИХОВКА В РАЗРЕЗАХ И СЕЧЕНИЯХ
(ПО ГОСТ 3455-59)
Указания по выполнению штриховки материала в разрезах и сече-
ниях проведены в табл. 8.
Для графического условного обозначения приведенных ниже пред-
метов в разрезах и сечениях устанавливаются следующие типы штри-
ховки (табл. 9).
7 1-1809
193
Таблица 8
Наименование материала Графическое обозна- чение материала Указания для выполнения штриховки
Металлы о Штриховка должна выполняться в виде параллельных прямых линий, проводимых под углом в 45® к осевой линии или к линии контура, принятой за основную на данном изображении. Наклон линий может быть как влево, так и вправо; но для всех разрезов и сечений, относящихся к одной и той же детали, штриховку следует вы- полнять с наклоном линий в одну сто- рону. Толщина линий штриховки &/3 и менее
Древесина попе- рек волокон Штриховку рекомендуется выпол- нять от руки
Древесина вдоль волокон Штриховку рекомендуется выпол- нять от руки
Фанера Штриховку рекомендуется выпол- нять от руки
Бетон неармиро- ванный о ‘О’ ’ я- • • :♦ ;0. . . с> • • :;у..‘.°:.‘.‘.о..а; • Штриховку рекомендуется выпол- нять от руки
Бетон армирован-
ный
Кружки выполнять от руки. Осталь-
ные указания те же, что и для метал-
ла
Кирпич
тельный
Указания те же, что и для металла
Кирпич специаль-
ный (огнеупорный,
кислотоупорный и
т. п.)
Указания те же, что и для металла
194
Продолжение табл. 8
Стекло и другие
прозрачные мате-
риалы
/// //////////// ///
'//////// //г//, //£
Штриховка выполняется от руки
Неметаллические
материалы за иск-
лючением указан-
ных особо
Указания для выполнения штрихов-
ки те же, что и для металла
Грунт насыпной
Штриховка выполняется от руки
Грунт естествен-
ный (по контуру)
Штриховка выполняется от руки
Жидкости
Штриховка выполняется в виде па-
раллельных линий (жидкость, поме-
щенная в бутыль, колбу и другие
прозрачные сосуды, при необходи-
мости изображается на виде так же,
как на разрезе)
Примечание. Для композиционных материалов, содержащих металлы и неме-
таллические материалы, применяется штриховка, как для металлов.
Таблица 9
Штриховка
Обозначаемый предмет
Электрические обмотки, катушки, секции и т. п.
Пакеты листов роторов, статоров, индукторов,
трансформаторов, дросселей и т. п.
Сетки
Примечание. Направление линий штриховки в обозначении пакетов должно
соответствовать расположению листов в пакете.
7* 195
Наклонные параллельные прямые линии в штриховках должны
проводиться под углом 45° к контурной или осевой линии, принятой
за основную на данном изображении (фиг. 202,а), или к основной над-
писи чертежа (фиг. 202,6). Если линии штриховки совпадают по на-
правлению с линиями контура или осевыми, вместо угла 45° допуска-
ются углы 30 и 60° (фиг. 202,в).
Фиг. 203.
Расстояние между прямыми линиями штриховки должно быть оди-
наковым для всех выполняемых в одном и том же масштабе разрезов
и сечений данной детали. Указанное расстояние должно выбираться
в пределах от 2 до 10 мм с учетом площади штриховки и необходимости
разнообразить штриховку смежных площадей. Для мелких изображений
допускается уменьшение расстояния между линиями штриховки до
1,5 мм.
Узкие и длинные площади (например, в штампованных, вальцован-
ных й т. п. деталях) рекомендуется штриховать в разрядку по типу,
196
приведенному на фиг. 203,а (для металлических материалов) или
фиг. 203, б (для неметаллических материалов) с выполнением штри-
ховки от руки.
Для смежных деталей следует брать наклон линий в штриховках
для одного сечения вправо, для другого — влево (встречная штриховка).
Фиг. 204.
При штриховке «в клетку» в подобных случаях расстояние между
линиями в штриховке в одном сечении должно отличаться от соответ-
ствующего расстояния в другом.
Фиг. 205.
В случаях, подобных изображенным на фиг. 204, следует изменять
расстояния между линиями в штриховке или сдвигать эти линии в одном
сечении по отношению к другому, не изменяя угла их наклона.
Фиг. 207.
Фиг. 206.
Сечения деталей, входящих в сварной узел, должны штриховаться
в разные стороны (встречная штриховка), если узел изображен отдельно
(фиг. 205,а). Если сварной узел изображается в сборе с другими узла-
ми или деталями, то допускается штриховать сечения деталей этого
197
узла в одну сторону, не показывая сварных швов (фиг. 205,6). Указан-
ное допущение распространяется также на случай неразъемных соеди-
нений, выполняемых с помощью пайки, клейки и т. д. При этом для
неразъемных соединений фанерных листов допускается штриховка, как
для древесины, вдоль волокон.
Узкие площади сечений, ширина которых на чертеже равна 2 мм или
менее, допускается показывать зачерненными с оставлением, как пра-
вило, просветов между смежными сечениями (фиг. 206).
При больших площадях сечения рекомендуется наносить штрихов-
ку лишь по контуру (фиг. 207,а и б).
НАНЕСЕНИЕ РАЗМЕРОВ
(По ГОСТ 3458-59)
Стандарт 3458-59 устанавливает общие правила нанесения размеров
на чертежах. Правила простановки размеров в зависимости от выбора
конструктивных и технологических баз стандартом не устанавливаются.
Основные правила и примеры нанесения размеров
I. Общие положения
Размеры на чертежах указываются числовыми величинами (размер-
ными числами) и размерными линиями (фиг. 208).
Допускается размерные числа проставлять в таблицах, в тексте,
на поле чертежа или в пояснительной записке.
Линейные
Радиус
iduyc Хорда
Фиг. 208.
Основанием для суждения о величине изображенного предмета и
его отдельных частей служат размерные числа, нанесенные на чертеже,
независимо от того, в каком масштабе и с какой точностью выполнено
изображение.
Линейные размеры указываются на чертежах в миллиметрах, без
обозначения единицы измерения. В тексте, на поле чертежа и в поясни-
тельных записках разрешается при размерах указывать обозначение
единицы измерения (мм). При угловых размерах следует к соответству-
ющим размерным числам присоединять обозначение единицы измерения.
Это же касается и того случая, когда линейные размеры на чертеже даны
не в миллиметрах, а, например, в метрах, сантиметрах и пр. Допус-
кается оговаривать наименование взятой единицы измерения общей
надписью на поле чертежа.
Каждый размер должен быть указан на чертеже только один раз.
Повторение размеров не допускается.
198
Простановка размеров в виде замкнутой цепочки не допускается за
исключением случаев, когда один из размеров замкнутой цепочки дает-
ся в виде справочного без предельных отклонений (в скобках или с
оговоркой «справочный»).
Указанные на чертеже размеры детали, подвергающейся покрытию
(за исключением размеров резьбы), должны относиться к детали до
покрытия.
До покрытия
После покрытия
е 5
5
Фиг. 209.
В случае необходимости указать размер детали, включая толщину
покрытия, на изображении или в технических требованиях следует
делать соответствующую оговорку (фиг. 209,а). Для резьб оговорка де-
лается в случае указания размера до покрытия. При необходимости
допускается указывать одновременно два размера — до покрытия и
после покрытия (фиг. 209,6).
II. Размерные и выносные линии
Размерные и выносные линии выполняются сплошными тонкими
b
линиями (толщиной у и менее). При линейных размерах размерная ли-
ния всегда должна быть параллельна отрезку, размер которого
указывается (фиг. 210,а). При указании длины дуги окружности
Фиг. 210.
размерную линию следует проводить концентрично дуге (фиг. 210,6),
а при указании размера угла — радиусом из вершины этого угла.
Стрелки, ограничивающие размерные линии, должны упираться
острием в соответствующие линии контура, выносные, осевые и» т. п.
(фиг. 211,а).
199
Величина стрелок должна выбираться в зависимости от толщины
линий видимого контура и должна быть выдержана, по возможности,
одинаковой для всех размеров, нанесенных на чертеже. Форма и при-
близительные размеры стрелки показаны на фиг. 211,6.
Фиг. 211.
Фиг. 212.
Размерные линии предпочтительно наносить вне контура изобра-
жения (фиг. 212). Расстояния между параллельными размерными ли-
ниями, а также расстояния от размерных линий до параллельных им
линий контура, центровых, осевых и вынос-
11 \ ных Д°лжны быть не менее 5 мм (рекоменду-
/Xz'k 1 ется 7—10 мм).
Г1 ( При нескольких параллельных размер-
I “ / ных линиях следует избегать взаимного пе-
) х х I ресечения выносных и размерных линий.
Vi___;i__।___4 г/ Размерные линии не должны служить про-
должением линии контура, осевой, центровой
Фиг. 213. и выносной и, по возможности, не должны
пересекать друг друга.
Линии контура, осевые, центровые и выносные не должны исполь-
зоваться в качестве размерных линий. Исключение допускается при
указании координат криволинейного контура, когда размерные линии
могут быть использованы в качестве выносных (фиг. 213).
200
Размеры, относящиеся к одному и тому же элементу (канавке, вы-
ступу и т. п.), рекомендуется концентрировать в одном месте, располагая
их на том изображении, на котором этот элемент показан наиболее
отчетливо (фиг. 214).
При разрыве изображения размерная линия должна быть проведена
полностью (фиг. 215).
Фиг. 215.
Если вид или разрез симметричного предмета вычерчен только до
оси симметрии или с обрывом, размерная линия должна быть проведена
несколько дальше оси или линии обрыва.
В случае недостатка места для стрелки из-за близко расположенной
контурной линии последняя может быть прервана.
Фиг. 217.
201
В случае недостатка места для стрелок в концах короткой размерной
линии последняя удлиняется и стрелки наносятся, как показано на
фиг. 218,а. При малой длине радиуса на чертеже стрелку рекомендуется
располагать с внешней стороны дуги (фиг. 218,6).
В случаях, аналогичных указанным на фиг. 218,в, участок размерной
линии, заключенный между стрелками, допускается не проводить.
В случае недостатка места для стрелок последовательно смежных
размерных линий следует заменять стрелки точками или штрихами на
Выносные линии для размеров, относящихся к прямолинейным участ-
кам предмета, должны быть перпендикулярны к размерным; прове-
дение выносных линий не под прямым углом к размерной допускается
как йсклйчёйие (фиг. 220).
Выносные линии для угловых размеров проводятся радиально,
а для линейного размера дуги — параллельно одна другой (фиг. 208).
202
Если дуга охватывает большой угол, то выносные линии допус-
кается располагать ралиально, но с указанием, к какому радиусу
относится дуга (фиг. 221).
В случаях, аналогичных показанным на фиг. 222, выносную ли-
нию рекомендуется проводить от точки пересечения линий контура
(фиг. 222,а) либо от центра радиуса закругления (фиг. 222,6).
Выносные линии должны выходить за концы стрелок размерной
линии приблизительно на 2—5 мм.
III. Размерные числа
Размерные числа следует наносить над размерной линией парал-
лельно ей и возможно ближе к ее середине (фиг. 223,а). Допускается
размерные числа наносить в разрыве размерной линии (фиг. 223,6); в
этом случае размерные числа для угловых размеров можно наносить
горизонтально (фиг. 223,в).
Размерные числа линейных и угловых размеров при различных на-
клонах размерных линий следует располагать так, как показано на
фиг. 224.
При расположении размеров с наклоном в пределах зон, выделен-
ных на чертеже штриховкой, рекомендуется наносить размерные числа
на полках, а размерные числа и буквы, которые в перевернутом или
наклонном положении изменяют свое значение (цифры 66, 16, 86 и др.,
буквы а, 7 и др.), наносят на полках или ставят после такого числа
(буквы) точку.
203
50
Фиг. 226.
204
В случае недостатка места между размерными стрелками для нане-
сения размерного числа его следует наносить, как указано на фиг, 225,
располагая размерное число, по возможности с правой стороны.
Размерные числа не следует разделять или пересекать какими бы
то ни было линиями на чертеже. Не допускается наносить размерные
числа в месте пересечения двух размерных линий. В случае необходи-
мости допускается перерывать осевую линию и линию штриховки
(фиг. 226).
При нескольких параллельных размерных линиях следует избегать
расположения смежных размерных, чисел одного под другим.
Для размерных чисел не допускается применение простой дроби, за
исключением относительных величин и размеров в дюймовой системе.
Размерные числа угловых размеров должны указываться в граду-
сах, минутах и секундах, при этом градусы и минуты должны выра-
жаться целыми числами, например: 40°38'; 45°0'39"; Т и т. д.
IV. Условные знаки и надписи
Для обозначения диаметра устанавливается знак 0, который наносит-
ся перед размерным числом диаметра во всех без исключения случаях
(фиг. 227).
Фиг. 227.
Перед размерным числом радиуса во всех без исключения случаях
должна наноситься прописная буква 7? (фиг. 228, 6).
/?/5
Фиг. 228.
Перед размерным числом радиуса или диаметра сферы следует до-
бавлять слово Сфера (фиг. 228,а), например, Сфера R15, Сфера025;
R 15
допускается написание на выноске по типу - сфе'р'а—‘
205
Для обозначения дуги окружности следует применять знак г\, кото-
рый во всех случаях наносится над размерным числом длины дуги
(фиг. 229).
2L 75*50*6-2500
Фиг. 231.
Размеры квадрата (включая и квадратное отверстие) допускается
указывать надписью 40X40 (фиг. 230), где.40—номинальный размер
стороны квадрата, или обозначать квадрат знаком □, который простав-
ляется перед размерным числом стороны квадрата, например: □20Сб.
При нанесении размеров на сборочных чертежах металлических
конструкций рекомендуется применять условные знаки, схематически
отражающие соответствующую форму сечения (фиг.231).
206
Перед размерным числом, характеризующим конусность, следует
наносить условный знак <j, вершина которого должна быть направлена
в сторону вершины конуса (фиг. 232). Допускается взамен этого знака
--------------
конусность 1-'5
Фиг. 232.
Конусность 1-5
наносить надпись Конусность, располагая ее параллельно оси конуса<
В случаях, когда направление конусности в графическом изображении
выражено не явно, надпись применять не следует.
Фиг. 233.
Перед размерным числом уклона следует добавлять слово Уклон,
которое пишется параллельно направлению, по отношению к которому
задан уклон (фиг. 233).
Допускается взамен этого слова применять знак >>, вершина угла
которого должна быть направлена в сторону уклона. Этот знак особо
рекомендуется к применению в случаях, когда направление уклона
в графическом изображении выражено не явно.
Размеры фасок под углом 45° должны наноситься, как показано на
фиг. 234, и определяться размером катета в треугольнике, образован-
но?
ном фаской. Размеры фасок под другими углами указываются по общим
правилам двумя линейными размерами или одним линейным и одним
угловым.
Фиг. 234.
Для обозначения на монтажных чертежах отметки — расстояния
(высоты и глубины) конструкции или ее элемента от какого-либо отсчет-
ного уровня, принимаемого за «нулевой», применяется знак уровня,
который наносится вместе с размерным числом, как показано на фиг. 235.
Если нулевой уровень находится вне поля чертежа, то дается указание
о том, что принято в качестве нулевого уровня.
V. Упрощения
При равномерно расположенных по всей окружности одинаковых
элементах предмета (например, отверстий) допускается вместо нанесе-
ния цепочки угловых размеров ограничиваться указанием количества
элементов (фиг. 236).
При нанесении размеров, определяющих расстояния между равно-
мерно расположенными одинаковыми элементами предмета (например,
отверстиями), рекомендуется вместо размерных цепочек наносить один
размер между соседними элементами и, кроме того, размер между
крайними элементами с записью на первом месте количества проме-
жутков между элементами и на втором месте размера промежутка
(фиг. 237).
Если не требуется показывать положение центра дуги окружности,
то размерная линия радиуса обрывается (фиг. 238,а).
Если показывать положение центра необходимо для его координи-
рования, но он вследствие отсутствия места или большой величины
208
радиуса не может быть показан без нарушения масштаба, то размер-
ную линию радиуса следует изображать с изломом (фиг. 238, б).
Если радиусы скруглений, сгибов и т. п. на всем чертеже одинаковы
или какой-либо радиус является преобладающим, то вместо нанесения
размеров этих радиусов рекомендуется на поле чертежа делать над-
писи типа^ Радиусы, скруглений 4 мм, Внутренние радиусы, сгибов 10 мм,
Неуказанные радиусы 8 мм и т. п.
Толщину детали допускается указывать надписью на полке (см.
фиг. 237).
Длину детали с фасонным профильным сечением допускается ука-
зывать, как показано на фиг. 239.
Вместо многократного повторения размеров одинаковых элемен-
тов предмета (например, отверстий, пазов, фасок и т. п.) рекоменду-
ется наносить размеры одного элемента с указанием количества таких
элементов (фиг. 240). Допускается количество элементов указывать
020
ПО типу г-"-- .
J 5 отв.
Если на чертеже имеется несколько групп элементов, различных
по размерам, но почти одинаковых по своим изображениям, то вместо на-
несения повторяющихся размеров рекомендуется одинаковые элементы
обозначать буквами или условными знаками и наносить размеры для
каждой разновидности элемента только один раз (фиг. 241).
Допускается нанесение размеров одинаковых элементов (отверстий,
пазов и т. п.) по типу, приведенному на фиг. 242»
209
При схематическом изображении конструкции размеры расстояний
между точками пересечения осевых линий стержней рекомендуется
Фиг. 240.
Фиг. 242.
наносить без выносных и размерных линий, как показано на фиг. 243.
Ряд смежных размеров можно наносить от общей базы (фиг. 244, а),
при большом количестве размеров рекомендуется проведение общей
размерной линии от отметки «0».(фиг. 244,6) для линейных и для угло-
вых размеров.
Допускается координатный способ нанесения размеров с указанием
размерных чисел в сводной таблице (фиг. 245).
210
a |4r_ —*4
911
Глава V
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
РЕЗЬБЫ
В современном машиностроении большое распространение получили
разъемные соединения деталей машин, осуществляемые при помощи
резьбы различных профилей (треугольного, трапецевидного, прямо-
угольного, полукруглого и др.).
Резьбу треугольного профиля нарезают обычно на деталях, пред-
назначенных для скрепления, и потому ее называют крепежной резь-
бой. Резьбы иных профилей, по преимуществу трапецевидные и прямо-
угольные, относятся к ходовым резьбам.
Винтовая резьба — это поверхность выступа, образованная при
винтовом движении произвольного плоского контура на боковой по-
верхности цилиндра или конуса. Различают резьбы:
1. Цилиндрическая резьба — резьба, расположенная на поверхнос-
ти цилиндра.
2. Коническая резьба — резьба, расположенная на поверхности ко-
нуса.
3. Наружная резьба — резьба, расположенная на наружной боковой
поверхности цилиндра или конуса.
4. Внутренняя резьба — резьба, расположенная на внутренней
боковой поверхности цилиндра или конуса.
5. Правая резьба — резьба, образованная контуром, вращающимся
в направлении движения часовой стрелки и перемещающимся вдоль
оси в направлении от наблюдателя.
6. Левая резьба — резьба, образованная контуром, вращающимся
против движения часовой стрелки и перемещающимся вдоль оси в на-
правлении от наблюдателя.
7. Однозаходная резьба — резьба, образованная одной винтовой
ниткой.
8. Многозаходная резьба — резьба, образованная двумя, тремя и
т. д. винтовыми нитками.
Винтовая нитка — выступ винтовой резьбы, образованный одним
профилем.
Шаг резьбы — расстояние между соответствующими точками двух
соседних витков, измеренное параллельно оси резьбы.
Ход резьбы — расстояние между соответствующими точками на по-
верхности винтовой нитки за один оборот контура, измеренное парал-
лельно оси резьбы.
Число заходов резьбы — число ниток, образующих резьбу.
Каждый вид резьбы характеризуется: наружным, внутренним и
средним диаметрами, углом и высотой профиля.
ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ РЕЗЬБЫ
НА ЧЕРТЕЖАХ
На чертежах резьбы принято изображать и обозначать успозно,
согласно ГОСТ 3459-59. Характер условного изображения одинаков
для всех видов стандартизованных резьб.
212
Изображение резьбы на стержне — наружная резьба (фиг. 246,а, 6,в).
Резьба на стержне изображается сплошными основными линиями по
наружному диаметру и штриховыми — по внутреннему. Толщина этих
линий должна быть равна принятой, толщине контура, соответственно
видимого и невидимого. Граница конца резьбы обозначается сплошной
Фиг. 246.
линией, толщина которой равна толщине линии видимого контура
(фиг. 246,а и в). Штриховая линия должна подходить к границе резьбы
без каких-либо скосов или закруглений.
Допускается взамен штриховой линии применять сплошную тонкую
(фиг. 247,а, б, в). В этом случае в проекции на плоскости, перпендику-
лярной к оси стержня, должна проводиться сплошной тонкой линией
дуга, приблизительно равная окружности.
Фиг. 247.
Если на конце стержня имеется коническая фаска, то штриховая
линия не должна пересекать границу фаски (фиг. 248). При изображе-
нии на плоскости, перпендикулярной к оси стержня, внутренняя ок-
ружность фаски изображаться не должна. Штриховку в разрезах и се-
чениях следует доводить до сплошной основной линии, т. е. до линии
наружного диаметра резьбы на стержне (фиг. 248). Примеры условного
изображения на деталях наружной конической резьбы приведены на
фиг. 246,6 и 247,6.
Изображение резьбы в отверстии — внутренняя резьба. Резьба в
отверстии при вычерчивании в разрезе или сечении изображается сплош-
ными основными линиями по внутреннему диаметру резьбы и штри-
ховыми — по наружному (фиг. 249,а, 6).
213
Штриховку в разрезах и сечениях следует доводить до сплошных
линий, соответствующих внутреннему диаметру резьбы в отверстии.
Толщина сплошных и штриховых линий должна соответствовать лини-
ям видимого и невидимого контура чертежа. Штрихи наружного диа-
метра резьбы должны доходить до границ резьбы.
Фиг. 248.
Если отверстие с внутренней резьбой имеет фаску, то наружная ее
окружность при виде с торца не изображается (фиг. 249,6). Если отвер-
стие с резьбой показано, как невидимое, то, в случае необходимости
показать резьбу, ее следует изображать параллельными штриховыми
линиями по наружному и внутреннему диаметру одной и той же вели-
чины (фиг. 250).
Если резьба в отверстии нарезана не на полную его глубину, то
границу конца резьбы изображают сплошной основной линией, пер-
пендикулярной к оси отверстия. При этом сбег резьбы включается в ее
длину (фиг. 251).
Фиг. 249.
Фиг. 250. Фиг. 251.
Глухое отверстие с резьбой называют гнездом. Конечная часть свер-
ленного гнезда имеет коническую форму (угол при вершине равен 120°).
Границы нарезанной части гнезда следует изображать, как показано
на фиг. 251.
Если нет необходимости в точном изображении величины выхода
резьбы и разности между глубиной сверления и длиной резьбы в гнезде,
то гнездо с резьбой изображается так, как показано на фиг. 252.
Конец глухого резьбового отверстия изображается согласно фиг. 252
и 253,а и 6. На чертежах, по которым резьба не выполняется, допускает-
ся и при наличии разности между глубиной отверстия под резьбу и
длиной резьбы изображение по фиг. 252 и 253,6.
При необходимости указания длины резьбы полного профиля, начало
сбега резьбы следует указывать сплошной тонкой линией, засекающей
214
с одной стороны линии, изображающие резьбу (фиг. 254; I — длина
резьбы; /1 — сбег резьбы).
Основная плоскость конической резьбы при необходимости указы-
вается тонкой сплошной линией с надписью: Основная плоскость.
фиг. 252. Фиг. 253.
Если на чертеже необходимо показать профиль резьбы, то следует
применять местный разрез (фиг. 255,а) либо выполнить профиль резьбы
на резрезе (фиг. 255,6) или изображать участок профиля в увеличен-
ном виде, как выносной элемент (фиг. 255,в).
При изображении конической резьбы в отверстии следует руковод-
ствоваться примером, приведенным на фиг. 256. При виде со стороны
большего основания конуса изображаются внутренний и наружный
диаметры резьбы большего основания и внутренний диаметр резь-
бы меньшего основания.
При виде со стороны меньшего основания конуса изображаются
только наружный и внутренний диаметры резьбы меньшего основания.
Допускается, при изображении резьбы в отверстии, взамен штрихо-
вой линии применять сплошную тонкую (фиг. 257,а, б).
215
В этом случае на плоскости, перпендикулярной к оси отверстия,
проводят сплошной тонкой линией дугу, приблизительно равную
3/4 окружности.
7
М5-1
Фиг.
255.
Фиг. 256.
Фиг. 257.
Вычерчивание деталей с резьбой и их соединений. На разрезах резь-
бового соединения следует в отверстии показывать только ту часть
резьбы, которая не закрыта ввернутым в него стержнем (фиг. 258);
Сплошные линии, соответствующие наружному диаметру резьбы
на стержне, следует переводить в штриховые линии, соответствующие
наружному диаметру резьбы в отверстии, а штриховые линии, соот-
ветствующие внутреннему диаметру резьбы на стержне, следует пере-
водить в сплошные линии, соответствующие внутреннему диаметру
резьбы в отверстии.
216
Обозначения резьбы на чертежах. Резьбу следует обозначать по
ее наружному диаметру (фиг. 259 и 260). Чтобы определить тип резьбы,
надо к ее изображению добавить надписи в виде условных обозначений.
Фиг. 258.
Обозначения резьб и их допусков следует выбирать из соответствую-
щих стандартов. В табл. 10 приведены условные обозначения стан-
дартизованных резьб.
М24КЛЗ
Фиг. 259.
Конические резьбы и трубную цилиндрическую резьбу следует
обозначать, как показано на фиг. 261.
Фиг. 261.
Обозначение на чертеже стандартной резьбы общего назначения
должно содержать:
1. Для резьб, по которым стандартизовано несколько классов
(степеней) точности,— условное обозначение резьбы, установленное
соответствующим стандартом (характеризующее профиль и номиналь-
ный размер резьбы), и условное обозначение класса (степени) точности
резьбы, например: М 24кл.Г, М.16Х 1 кл.2; Трап. 36Х6М; Труб. 2"кл.2\
М10Х 1АШ2.
Допускается класс (степень) точности резьбы оговаривать особой
надписью на поле чертежа без указания в обозначении резьбы.
217
2. Для резьб, у которых стандартизованы только номинальные
размеры, и для резьб, по которым стандартизован только один класс
(степень) точности, — условное обозначение номинального размера,
указываемое согласно существующим стандартам, например: K3W'}
К Труб. Уп.70 X 16.
Обозначение стандартизованной резьбы ограниченного применения
и специального назначения должно содержать условное обозначение
ее номинального размера и номер стандарта, например:
А84,5 ГОСТ 8587-57} Ц10 ГОСТ 6042-51} КМ6 X 1 ГОСТ 1303-56}
М14Х 1,25 ГОСТ 2043-54} Сп. ГОСТ 699-53.
Левая резьба обозначается сокращенно лев., например: М24 кл. 2лев.,
Трап. 22 X 2М лев.
Специальная резьба со стандартным профилем обозначается сокра-
щенно Сп. и условным обозначением профиля (М — для метрических
резьб, Трап.—для трапецевидных, Уп.—для упорных).
Предельные отклонения в этих случаях указываются числовыми
величинами, например: Сп. М14 X 1,25} dcp4^^ ; Сп. Трап. 50 X 5;
d 47)448
ср46,935 ’
В случае применения резьбы с нестандартным профилем следует
изображать профиль резьбы в соответствии с фиг. 255, размеры и
допуски указывать по общим правилам и делать надпись Резьба, а
также, при,необходимости, указывать дополнительные данные о числе
заходов, о левом направлении резьбы и т. п.
Обозначения многозаходных резьб должны указываться на черте-
жах согласно условным обозначениям, установленным соответствую-
щими стандартами. Допускается такое указание давать также надпи-
сью, присоединяя ее к обозначению резьбы или нанося возле вычер-
чиваемого профиля специальной резьбы. Например: Резьба т'рехза-
ходная.
Таблица 10
Условные обозначения стандартизованных резьб
Наименование резьбы Стандарт Пример обозначения
Метрическая с крупным шагом . ГОСТ 8724-58 М 24 кл. 1
Метрическая с мелким шагом . . . ГОСТ 8724-58 М 16X1 кл. 2
Трапецевидная ГОСТ 9484-60 Трап. 32 X 10
Упорная одноходовая крупная . . . ОСТ ВКС 7739 Уп. 30 X Ю
Упорная одноходовая нормальная . ОСТ ВКС 7740 Уп. 30 X 6
Упорная одноходовая мелкая . . . ОСТ ВКС 7741 Уп. 30 X 3
Трубная цилиндрическая ГОСТ 6357-52 Труб. Т кл. 2
Дюймовая ОСТ НКТП 1260 / Vs"
Коническая дюймовая с углом про- филя 60* ГОСТ 6111-52 К 3/<"
Трубная коническая ГОСТ 6211-52 К Труб.
Круглая для цоколей и патронов электрических ламп ГОСТ 6042-51 Ц 10 ГОСТ 6042-51
Для предохранительного стекла и корпуса электроосветительной арма- туры ГОСТ 8587-57 А 84.5 ГОСТ 8581-51
218
СТАНДАРТИЗОВАННЫЕ РЕЗЬБЫ
Стандартизованы следующие резьбы:
1. Резьба метрическая с крупным и мелким шагами треугольного
профиля с углом у вершины 60° (ГОСТ 8724-58; табл. 11). Размеры
метрической резьбы для диаметров от 1 до 600 мм установлены
ГОСТ 9150-59 (табл. 12—24).
Размеры метрической резьбы с мелким шагом отличаются от резьбы
с крупным шагом тем, что при одном и том же наружном диаметре умень-
шаются шаг и глубина резьбы.
При выборе диаметров метрических резьб следует предпочитать
первый ряд второму, а второй — третьему (табл. 11).
2. Резьба дюймовая треугольного профиля с углом у вершины 55°.
Размеры дюймовой резьбы установлены ОСТ НКТП 1260. Изготовля-
ется она с наружным диаметром от 3/16 до 4".
При обозначении дюймовой резьбы указывается только ее наруж-
ный диаметр в дюймах.
3. Резьба трубная цилиндрическая с углом у вершины 55° (табл.
25). ГОСТ 6357-52 устанавливает размеры трубной резьбы. Изготов-
ляется она диаметром от 1/8 до 6" при числе ниток на 1" от 28 до 11.
Форма впадины резьбы болта не регламентируется и может выпол-
няться как плоскосрезанной, так и закругленной с
г =4- —0,144/.
6
И
Срез резьбы на расстоянии -g от вершин теоретического профиля
резьбы (треугольника) является исходным размером при проектиро-
вании новых резьбообразующих инструментов.
Номинальный диаметр трубной резьбы условно отнесен к внутрен-
нему диаметру трубы.
Условное обозначение трубной резьбы: Труб. 3/4".
4. Резьба трубная коническая (ГОСТ 6211-51). Конусность равна
Vie. На эту резьбу гост устанавливает размеры диаметров от^в до 6".
Профиль и размеры конической трубной резьбы должны соответство-
вать данным, приведенным в табл. 26.
Условное обозначение конической трубной резьбы: КТруб. 3/4".
5. Резьба коническая дюймовая с углом профиля 60° по ГОСТ 6111-52
применяется для резьбовых соединений топливных, масляных,
водяных и воздушных трубопроводов машин и станков. Профиль и
размеры конической дюймовой резьбы с углом профиля 60° должны
соответствовать данным, приведенным в табл. 27.
Условное обозначение конической резьбы 3/4"; /<3/4".
6. Резьба трапецевидная, профилем которой служит равнобокая
трапеция с углом 30° (ГОСТ 9484-60, табл. 28). Стандарт на эту резьбу
охватывает диаметры от 10 до 640 мм (табл. 29 и 30).
Условное обозначение трапецевидной резьбы: Трап. 26 X 5.
7. Резьба упорная. Эта резьба имеет профиль трапеции, одна из
сторон которой наклонена на 30°, а вторая на 3° к вертикали (табл. 31).
Упорная резьба имеет три разновидности: крупная (ОСТ ВКС
7739), нормальная (ОСТ ВКС 7740) и мелкая (ОСТ ВКС 7741). Охва-
тывает диаметры от 10 до 650 мм (табл. 32).
8. Круглая резьба имеет ограниченное применение.
219
Таблица 11
Сводная таблица диаметров и шагов метрических резьб
(по ГОСТ 8724-58)
Размеры в мм
Диаметры d Шаги t
1-й ряд 2-й ряд З-й ряд крупный мелкие
1 1.2 1,6 2 2,5 3 1,1 1,4 1,8 2,2 0,25 0,25 0,25 0,3 0,35 0,35 0,4 0,45 0,45 0,5 0,2 0,2 0,2 0,2 0,2 0,2 0,25 0,25 0,35 0,35
: 4 5 6 8 10 12 16 3,5 4,5 14 (5,5) 7 9 И 15 17 (0,6) 0,7 (0,75) 0,8 1 1 1,25 (1,25) 1,5 (1.5) 1,75 2 2 0,35 0,5 0,5 0,5 0,5 0,75; 0,5 0,75; 0,5 1; 0,75; 0,5 1; 0,75; 0,5 1,25; 1; 0,75; 0,5 1; 0,75; 0,5 1,5; 1,25; 1; 0,75; 0,5 1,5; 1,25; 1; 0,75; 0,5 1,5; (1) 1,5; 1; 0,75; 0,5 1,5; (1)
20 24 30 36 18 22 27 33 25 (26) (28) (32) 35 2,5 2,5 2,5 3 3 3,5 3,5 4 2; 1,5; 1; 0,75; 0,5 2; 1,5; 1; 0,75; 0,5 2; 1,5; 1; 0,75; 0,5 2; 1,5; 1; 0,75 2; 1,5; (1) 1,5 2; 1,5; 1; 0,75 2; 1,5; 1 (3); 2; 1,5; 1; 0 75 2; 1,5 (3); 2; 1,5; 1; 0,75 1,5 3; 2; 1,5; 1
220
Продолжение табл. 11
Диаметры d Шаги i
1-й ряд 2-й ряд 3-й ряд крупный мелкие
(38) 1,5
39 4 3; 2; 1,5; 1
40 (3); (2); 1,5
42 4,5 (4); 3; 2; 1,5; 1
45 4,5 (4); 3; 2; 1,5; 1
48 5 (4); 3; 2; 1,5; 1
50 (3); (2); 1,5
52 5 (4); 3; 2; 1,5; 1
55 (4); (3); 2; 1,5;
56 5,5 4; 3; 2; 1,5; 1
58 (4); (3); 2; 1,5
60 (5,5) 4; 3; 2; 1,5; 1
62 (4); (3); 2; 1,5
64 6 4; 3; 2; 1,5: 1
65 (4); (3); 2; 1.5
68 6 4; 3; 2; 1,5; 1
70 (6); (4); (3); 2; 1,5
72 6; 4; 3; 2; 1,5; 1
75 (4); (3); 2; 1,5
76 6; 4; 3; 2; 1,5; 1
(78) 2
80 6; 4; 3; 2; 1,5; 1
(82) 2
85 6; 4; 3; 2; 1,5
90 6; 4; 3; 2; 1,5
95 6; 4; 3; 2; 1,5
100 6; 4; 3; 2; 1,5
105 6; 4; 3; 2; 1,5
ПО 6; 4; 3; 2; 1,5
115 6; 4; 3; 2; 1,5
120 6: 4; 3; 2; 1,5
125 6: 4; 3; 2, 1,5
130 6: 4; 3; 2; 1,5
135 6; 4; 3; 2; 1,5
140 6; 4; 3; 2; 1,5
145 6; 4; 3; 2; 1,5
150 6; 4; 3; 2; 1,5
155 6; 4; 3; 2
160 165 6; 4; 3; 2
6; 4; 3; 2
170 6; 4; 3; 2
175 6; 4; 3; 2
180 6; 4; 3; 2
185 6; 4; 3; 2
190 6; 4; 3; 2
221
Продолжение табл. 11
Диаметры d Шаги t
1-й ряд 2-й ряд 3-й ряд крупный мелкие
195 6; 4; 3: 2
200 6; 4; 3: 2
205 6; 4; 3
210 6; 4; 3
215 6; 4; 3
220 6; 4; 3
225 6; 4; 3
230 6; 4; 3
235 6; 4; 3
240 6; 4; 3
245 6; 4; 3
250 6; 4; 3
255 6: 4; 3
260 6; 4: 3
265 6: 4; 3
270 6: 4; 3
275 6; 4; 3
280 6; 4; 3
285 6; 4; 3
290 6; 4; 3
295 6; 4; 3
300 6; 4; 3
320 310 6; 4
6; 4
330 6; 4
340 6; 4
350 6; 4
360 6; 4
370 6; 4
380 6; 4
400 6; 4
390 6; 4
410 6
420 6
430 6
440 6
450 6
460 6
470 6
480 6
500 490 6 6
510 6
222
Продолжений табл, fl
Диаметры d Шаги t
1-й ряд 2-й ряд З-й ряд крупный мелкие
520 6
530 6
540 6
550 6
560 6
570 6
580 6
590 6
600 6
Примечания. 1. Диаметры и шаги резьб, заключенные в скобки, по возмож-
ности не применять.
2. Резьбы с крупными шагами должны обозначаться буквой М и диаметром,-
например, Л/24, Л464 и т. д. Резьбы с мелкими шагами должны обозначаться бук-
вой Л/, диаметром и шагом через знак X, например, Л/24Х2, 7И64Х2 и т. д.
Таблица 12
Резьба метрическая с крупными шагами
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Шаг резьбы t Высота профи- ля h
наружный d средний d2 внутренний di
1 0,838 0,730 0,25 0,135
1,1 0,938 0,830 ' 0,25 0,135
1,2 1,038 0,930 0,25 0,135
223
Продолжение табл, 12
Диаметры резьбы Шаг резьбы t Высота профи- ля h
наружный d средний внутренний di
1.4 1,205 1,075 0,30 0,162
1,6 1,373 1,221 0,35 0,189
1,8 1.573 1,421 0,35 0,189
2 1,740 1.567 0,40 0,216
2,2 1,908 1,713 0,45 0,243
2,5 2,208 2,013 0,45 0,243
3 2,675 2,459 0,50 0,270
3,5 3,110 2,850 0,60 0,325
4 3,546 3,242 0,70 0,379
4,5 4,013 3,688 0,75 0,406
5 4,480 4,134 0,80 0,433
6 5,350 4,918 1 0,541
7 6,350 5,918 1 0,541
8 7,188 6,647 1,25 0,676
9 8,188 7,647 1,25 0,676
10 9,026 8,376 1,5 0,812
11 10,026 9,376 1,5 0,812
12 10,863 10,106 1,75 0,947
14 12,701 11,835 2 1,082
16 14,701 13,835 2 1,082
18 16,376 15,294 2,5 1,353
20 18,376 17,294 2,5 1,353
22 20,376 19,294 2,5 1,353
24 22,051 20,752 3 1,624
27 25,051 23,752 3 1,624
30 27,727 26,211 3,5 1,894
33 30,727 29,211 3,5 1,894
36 33,402 31,670 4 2,165
39 36,402 34,670 4 2,165
42 39,077 37,129 4,5 2,435
45 42,077 40,129 4,5 2,435
48 44,752 42,587 5 2,706
52 48,752 46,587 5 2,706
56 52,428 50,046 5,5 2.977
60 56,428 54,046 5,5 2,977
64 60,103 57,505 6 3,247
68 64,103 61,505 6 3,247
224
Таблица 13
Резьба метрическая с мелким шагом t = 0,2 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний d2 внутренний di
1 0,870 0,783
1,1 0,970 0,883
1,2 1,070 0,983 0,108
1,4 1,270 1,183
1,6 1,470 1,383
1,8 1,670 1,583
Таблица 14
Резьба метрическая с мелким шагом t— 0,25 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний d2 внутренний di
2 1,838 1,730 0,135
2,2 2,038 1,930
Таблица 15
Резьба метрическая с мелким шагом ^ = 0,35 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний <4 внутренний di
2,5 2,273 2,121
3 2,773 2,621 0,189
3,5 3,273 3,121
8 Ы809
225
Таблица 16
Резьба метрическая с мелким шагом t = 0,5 мм
(по ГОСТ 9150-59). Основные размеры (в мм)
Диаметры резьбы
Высота профиля
наружный средний внутренний h
d dz di
4 3,675 3,459
4,5 4,175 3,959
5 4,675 4,459
5,5 5,175 4,959
6 5,675 5,459
7 6,675 6,459
8 7,675 7,459
9 8,675 8,459 0,270
10 9,675 9,459
И 10,675 10,459
12 11,675 11,459
14 13,675 13,459
16 15,675 15,459
18 17,675 17,459
20 19,675 19,459
22 21,675 21,459
Таблица 17
Резьба метрическая с мелким шагом t == 0,75 мм
(по ГОСТ 9150-59). Основные размеры (в мм)______________________
Диаметры резьбы Высота профиля h
наружный d средний dz внутренний di
6 5,513 5,188
7 6,513 6,188
8 7,513 7,188
9 8,513 8,188
10 9,513 9,188
11 10,513 10,188
12 11,513 11,188
14 13,513 13,188 0,406
16 15,513 15,188
18 17,513 17,188
20 19,513 19,188
22 21,513 21,188
24 23,513 23,188
27 26,513 26,188
30 29,513 29,188
33 32,513 32,188
226
Таблица 18
Резьба метрическая с мелким шагом t = 1 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний dz внутренний dt
8 7,350 6,918
9 8 350 7,918
10 9,350 8,918
И 10,350 9,918
12 11,350 10,918
14 13,350 12,918
15 14,350 13,918
16 15,350 14,918
17 16,350 15,918
18 17,350 16,918
20 19,350 18,918
22 21,350 20,918
24 23,350 22,918
25 24,350 23,918
27 26,350 25,918 0,541
28 27,350 ~ 26,918
30 29,350 " 28,918
33 32,350 31,818
36 35,350 34,918
39 38,350 37,918
42 41,350 40,918
45 44,350 43,918
48 47,350 46,918
52 51,350 50,918
56 55,350 54,918
60 59,350 58,918
64 63,350 62,918
68 67,350 66,918
72 71,350 70,918
76 75,350 74,918
80 79,350 78,918
8*
227
Таблица 19
Резьба метрическая с мелким шагом t = 1,25 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний внутренний dt
10 9,188 8,647
12 11,188 10,647 0,676
14 13,188 12,647
Таблица 2d
Резьба метрическая с мелким шагом t = 1,5 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний d2 внутренний dt
12 11,026 10,376
14 13,026 12,376
15 14,026 13,376
16 15,026 14,376
17 16,026 15,376
18 17,026 16,376 0,812
20 "19,026 18,376
22 21,026 20,376
24 23,026 22,376
25 24,026 23,376
26 25,026 24,376
228
Продолжение табл. 20
Диаметры резьбы Высота профиля Л
наружный d средний ds внутренний di
27 26,026 25,376
28 27,026 26,376
30 29,026 28,376
32 31,026 30,376
33 32,026 31,376
35 34,026 33,376
36 35,026 34,376
38 37,026 36,376
39 38,026 37,376
40 39,026 38,376
42 41,026 40,376
45 44,026 43,376
48 47,026 46,376
50 49,026 48,376
52 51,026 50,376
55 54,026 53,376
56 55,026 54,376
58 57,026 56,376
60 59,026 58,376
62 61,026 60,376
64 63,026 62,376 0,812
65 64,026 63,376
68 67,026 66,376
70 69,026 68,376
72 71,025 70,376
75 74,026 73,376
76 75,026 74,376
80 79,026 78,376
85 84,026 83,376
90 89,026 88,376
95 94,026 93,376
100 99,026 98,376
105 104,026 103,376
110 109,026 108,376
115 114,026 113,376
120 119,026 118,376
125 124,026 123,376
130 129,026 128,376
135 134,026 133,376
140 139,026 138,376
145 144,026 143,376
150 149,026 148,376
229
Таблица 21
Резьба метрическая с мелким шагом t = 2 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы
наружный d средний di внутренний dx Высота профили h
18 16,701 15,835
20 18,701 17,835
22 20,701 19,835
24 22,701 21,835
25 23,701 22,835
27 25,701 24,835
28 26,701 25,835
30 28,701 27,835
32 30,701 29,835
33 31,701 30,835
36 34,701 33,835
39 37,701 36,835
40 38,701 37,835
42 40,701 39,835
45 43,701 42,835
48 46,701 45,835
50 48,701 47,835
52 50,701 49,835
55 53,701 52,835
56 54,701 53,835
58 56,701 55,835 1,082
60 58,701 57,835
62 60,701 59,835
64 62,701 61,835
65 63,7о1 62,835
68 66,701 65,835
70 68,701 67,835
72 70,701 69,835
75 73,701 72,835
76 74,701 73,835
78 76,701 75,835
80 78,701 77,835
82 80,701 79,835
85 83,701 82,835
90 88,701 87,835
95 93,701 92,835
100 98,701 97,835
105 103,701 102,835
110 108,701 107,835
115 113,701 112,835
120 118,701 117,835
230
Продолжение табл. 21
Диаметры резьбы Высота профиля h
наружный d средний d2 внутренний
125 123J01 122,835
130 128,701 127,835
135 133,701 132,835
140 138,701 137,835
145 143,701 142,835
150 148,701 147,835
155 153,701 152,835 1,082
160 158,701 157,835
165 163,701 162,835
170 168,701 167,835
175 173,701 172,835
180 178,70 Г 177,835
185 183,701 182,835
.190 188,701 187,835
195 193,701 192,835
200 198,701 197,835
Таблица 22
Резьба метрическая с мелким шагом / = 3 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний dz внутренний di
30 28,051 26,752
33 31,051 29,752
36 34,051 32,752
39 37,051 35,752
> 40 38,051 36,752
42 40,051 38,752
45 43,051 41,752
48 46,051 44,752 1,624
50 48,051 46,752
52 50,051 48,752
55 53,051 51,752
56 54,051 52,752
58 56,051 54,752
60 58,051 56,752
231
Продолжение табл, 22
Диаметры резьбы
на^уЗкный d средний dt внутренний di
62 60,051 58,752
64 62,051 60,752
65 63,051 61,752
68 66,051 64,752
. 70 68,051 66,752
72 70,051 68,752
75 73,051 71,752
76 74,051 72,752
80 78,051 76,752
85 83,051 81,752
90 88,051 86,752
95 93,051 91,752
100 98,051 96,752
105 103,051 101,752
ПО 108,051 106,752
115 113,051 111,752
120 118,051 116,752
125 123,051 121,752
130 128.051 126,752
135 133,051 131,752
140 138,051 136,752
145 143,051 141,752
150 148,051 146,752
155 153,051 151,752
160 158,051 156,752
165 163,051 161,752
170 168,051 166,752
175 173,051 171,752
180 178,051 176,752
185 183,051 181,752
190 188,051 186,752
195 193,051 191,752
200 198,051 196,752
205 203,051 201,752
210 208,051 206,752
215 213,051 211,752
220 218,051 216,752
225 223,051 221,752
230 228,051 226,752
235 233,051 231,752
240 238,051 236,752
245 243,051 241,752
250 248,051 246,752
255 . 253,051 251,752
260 258,051 256,752
Высота профиля
h
1,624
232
Продолжение табл. 22
Диаметры резьбы Высота профиля h
наружный а средний внутренний <h
265 263,051 261,752
270 268,051 266,752
275 273,051 271,752
280 278,051 276,752
285 283,051 281,752 1,624
290 288,051 286,752
295 293,051 291,752
300 298,051 296,752
Таблица 23
Резьба метрическая с мелким шагом t = 4 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы Высота профиля h
наружный d средний d2 внутренний dt
42 39,402 37,670
45 42,402 40,670
48 45,402 43,670
52 49,402 47,670
55 52,402 50,670
56 53,402 51,670
58 55,402 53,670
60 57,402 55,670
62 59.402 57,670
64 61,402 59,670
65 62,402 60,670 2,165
68 65,402 63,670
70 67,402 65,670
72 69,402 67,670
75 72,402 70,670
76 73,402 71,670
80 77,402 75,670
85 82,402 80,670
90 87,402 85,670
95 92,402 90,670
100 97,402 95,670
105 102,402 100,670
ПО 107,402 105,670
233
Продолжение табл. 23
Диаметры резьбы Высота профиля h
наружный d средний d2 внутренний di
115 112,402 110,670
120 117,402 115,670
125 122,402 120,670
130 127,402 125,670 ,
135 132,402 130,670
140 137,402 135,670
145 142,402 140,670
150 147,402 145,670
155 152,402 150,670
160 157,402 155,670
165 162,402 160,670
170 167,402 165,670
175 172,402 170,670
180 177,402 175,670
185 182,402 180,670
190 187,402 185,670
195 192,402 190,670
200 197,402 195,670
205 202,402 200,670
210 207,402 205,670 2,165
215 i 212,402 210,670
220 217,402 215,670
225 222,402 220,670
230 227,402 225,670
235 232,402 230,670
240 237,402 235,670
245 242,402 240,670
250 247,402 245,670
255 252,402 250,670
260 257,402 , 255,670
265 262,402 260,670
270 267,402 265,670
275 272,402 270,670
280 277,402 275,670
285 282,402 280,670
290 287,402 285,670
295 292,402 290,670
300 297,402 295,670
310 307,402 305,670
320 317,402 315,670
330 327,402 325,670
340 337,402 335,670
350 347,402 345,670
360 357,402 355,670
370 367,402 365,670
380 377,402 375,670
390 387,402 385,670
400 397,402 395,670
234
Таблица 24
Резьба метрическая с мелким шагом t = 6 мм
(по ГОСТ 9150-59)
Основные размеры (в мм)
Диаметры резьбы
наружный d средний ^2 внутренний di Высота профиля h
70 66,103 63,505
72 68,103 65,505
76 72,103 69,505
80 76,103 73,505
85 81,103 78,505
90 86,103 83,505
95 91,103 88,505
100 96,103 93,505
105 101,103 98,505
ПО 106,103 103,505
115 111,103 108,505
120 116,103 113,505
125 121,103 118,505
130 126,103 123,505
135 131,103 128,505
140 136,103 133,505
145 141,103 138,505
150 146,103 143,505 3,247
155 151,103 148,505
160 . 156,103 153,505
165 161,103 158,505
170 166,103 163,505
175 171,103 168,505
180 176,103 173,505
185 181,103 178,505
190 186,103 183,505
195 191,103 188,505
200 196,103 193,505
205 201,103 198,505
210 206,103 203,505
215 211,103 208,505
«220 216,103 213,505
225 221,103 218,505
230 226,103 223,505
235 231,103 228,505
240 236,103 233,505
245 241,103 238,505
250 . 246,103 243,505
255 251,103 248,505
260 256,103 253,505
265 261,103 258,505
235
Продолжение табл. 24
Диаметры резьбы Высота' профиля h
наружный d средний di внутренний di
270 266,103 263,505
275 271,103 268,505
280 276,103 273,505
285 281,103 278,505
290 286,103 283,505
295 291,103 288,505
300 296,103 293,505
310 306,103 303,505
320 316,103 313,505
330 326,103 323,505
340 336,103 333,505
350 346,103 343,505
360 356,103 353,505
370 366,103 363,505
380 376,103 373,505
390 386,103 383,505
400 396,103 393,505 3,247
410 406,103 403,505
420 416,103 413,505
430 426,103 423,505
440 436,103 433,505
450 446,103 443,505
460 456,103 453,505
470 466,103 463,505
480 476,103 473,505
490 486,103 483,505
500 496,103 493,505
510 506,103 503,505
520 516,103 513,505
530 526,103 523,505
540 536,103 533,505
550 546,103 543,505
560 556,103 553,505
570 566,103 563,505
580 576,103 573,505
590 586,103 583,505
600 596,103 593,505
236
Таблица 25
Резьба трубная цилиндрическая
(по ГОСТ 6357-52)
Пример условного обозначения цилиндрической трубной резьбы 2":
Труб, 2"кл. 2
Обозна- чение резьбы (дюймы) Диаметр резьбы в мм Шаг резьбы в мм t Высота профиля в мм h Радиус в мм г Число ниток на 1"
наруж- ный d внутрен- ний di средний d2
е/9) 9,729 8,567 9,148 0,907 0,581 0,125 28
V* 13,158 11,446 12,302 1,337 0,856 0,184 19
s/8 16,663 14,951 15,807 1,337 0,856 0,184 19
v2 20,956 18,632 19,794 1,814 1,162 0,249 14
(s/8) 22,912 20,588 21,750 1,814 1,162 0,249 14
3/i 26,442 24,119 25,281 1,814 1,162 0,249 14
(7з) 30,202 27,878 29,040' 1,814 1,162 0,249 14
1 33,250 30,292 31,771 2,309 1,479 0,317 11
<Р/в) 37,898 34,941 36,420 2,309 1,479 0,317 11
17* 41,912 38,954 40,433 2,309 1,479 0,317 11
17s 44,325 41,367 42,846 2,309 1,479 0,317 11
Р/2 47,805 44,847 46,326 2,309 1,479 0,317 11
1% 53,748 50,791 52,270 2,309 1,479 0,317 11
2 59,616 . 56,659 58,137 2,309 1,479 0,317 11
(274) 65,712 62,755 64,234 2,309 1,479 0,317 11
2’/2 75,187 72,230 73,708 2,309 1,479 0,317 11
(23/4) 81,537 78,580 80,058 2,309 1,479 0,317 11
3 87,887 84,930 86,409 2,309 1,479 0,317 11
з!/2 100,334 97,376 98,855 2,309 1,479 0,317 11
4 113,034 110,077 111,556 2,309 1,479 0,317 11
5 138,435 135,478 136,957 2,309 1,479 0,317 . 11
6 163,836 160,879 162,357 2,309 1,479 0,317 11
Примечание. Резьбу 1/8ЛГ по возможности не применять. Резьбу 5/8, ’/8, Р/я,
13/4, 21/.*, 23/4 и 3'/2" применять лишь для изделий, для которых они предусмо-
трены стандартами.
237
Таблица 26
Резьба трубная коническая с углом профиля 55°
(по ГОСТ 6211-52)
Пример условного обозначения конической трубной резьбы 3/4":
КТруб.
Н=0,9602Ы
Конусность (2tgg>)=/• 16
Обозначение размера резьбы Число ниток на И Шаг резьбы t р мм Длина резьбы > Диаметры в основной плоскости в мм Внутренний диаметр резьбы у торца тру- бы d? Высота профиля h в мм Радиус закругления г в мм
рабочая А । в мм от торца тру- бы до основ- ной плоскости Z2 в мм наружный d внутренний dt средний d2
W 28 0.907 9 4,5 9,729 8,567 9,148 8,270 0,581 0,125
Vi" 19 1,337 11 6 13,158 11,446 12,302 11,071 0,856 0,184
%" 19 1,337 12 6 16,663 . 14,951 15,807 14,576 0,856 0,184
V2" 14 1,814 15 7,5 20,956 : 18,632 19,794 18,163 1,162 0,249
V/ 14 1,814 17 9,5 26,442 24,119 25,281 23,524 1,162 0,249
1" И 2,309 19 11 33,250 30,293 31,771 29,606 1,479 0,317
Р/4'' И 2,309 22 13 41,912 38,954 40,433 38,142 1,479 0,317
Р/г" 11 2,309 23 14 47,805 44,847 46,326 43,972 1,479 0.317
2" 11 2,309 26 16 59,616 56,659 58,137 55,659 1,479 0,317
2х/2" 11 2,309 30 18,5 75,187 72,230 73,708 71,074 1,479 0,317
3" 11 2,309 32 20,5 87,887 84,930 86,409 83,649 1,479 0,317
4’ И 2,309 38 25,5 113,034 110,077 111,556 108,483 1,479 0,317
5" 11 2,309 41 28,5 138,435 135,478 136,957 133,697 1,479 0,317
6" И 2,309 45 31,5 163,836 160,879 162,357 158,910 1,479 0,317
Примечания. 1. В основной плоскости диаметры резьбы равны номинальным
диаметрам трубной цилиндрической резьбы по ГОСТ 6357-52. При свинчивании
без натяга трубы и муфты с номинальными размерами резьбы длина сьинчивания
равна 1^, 2. Шаг резьбы измеряется параллельно оси трубы. 3. Биссектриса угла
профиля перпендикулярна к оси трубы. 4. Размер нт ~~ справочный.
238
Таблица 27
Резьба коническая дюймовая с углом профиля 60°
(по ГОСТ 6111-52)
Пример условного обозначения конической резьбы 3//:
№//'
Линия параллельная
Н= 0,8661
b= 0,81
у>= П7'2Я"
конусность:
2tg(f=1:l6
Обозначение размера резьбы в дюймах Число ниток на 1" п Размеры в мм
Шаг резьбы t Длина резьбы Диаметры резьбы в основной плоскости Внутренний диамётр резьбы у торца трубы dp Высота профиля h
рабочая й от торца трубы ДО ОСНОВНОЙ ПЛОС‘ кости 12 наружный d внутренний di средний d2
*/1. 27 0,941 6,5 4,064 7,895 6,389 7,142 6,135 0,753
78 27 0,941 7,0 4,572 10,272 8,766 9,519 8,480 0,753
7< 18 1,411 9,5 5,080 13,572 11,314 12,443 10,997 1,129
8/з 18 1,411 10,5 6,096 17,055 14,797 15,926 14,416 1,129
72 14 1,814 13,5 8,128 21,223 18,321 19,772 17,813 1,451
74 14 1,814 14,0 8,611 26,568 23,666 25,117 23,128 1,451
1 1172 2,209 17,5 10,160 33,228 29,694 31,461 29,059 1,767
174 117г 2,209 18,0 10,668 41,985 38,451 40,218 37,784 1,767
Г/2 1172 2,209 18,5 10,668 48,054 44,520 40,287 43,853 1,767
2 1172 2,209 19,0 11,074 60,092 56,558 58,325 55,866 1,767
Примечания. 1. При свинчивании без натяга трубы и муфты с номинальными
размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dp — справочный. 3. Вместо резьбы Vie" допускается применять резьбу
Мб Х1 коническую по ГОСТ 1303-53. 4. Число витков с полным профилем в резьбовом
сопряжении настоящим стандартом не устанавливается, но оно во всяком
случае не должно быть меньше двух. 5. В отдельных случаях при наличии доста-
точного обоснования допускается уменьшать размер 12 (расстояние от основной
плоскости до торца трубы). 6. Шаг резьбы измеряется параллельно оси резьбы.
7. Биссектриса угла профиля перпендикулярна к оси резьбы.
239
Таблица 28
Резьба трапецевидная одноходовая для диаметров от 10 до 640 мм
(по ГОСТ 9484-60)
Пример условного обозначения трапецевидной одноходовой резьбы
диаметром 60 мм и шагом 12 мм
Трап 60X 12
Размеры в мм
Шаг резьбы t ' 1 Глубина резь- бы hi Высота про- филя h Зазор г Радиус г
1,25 1 0,25 0,25
3 1,75 1,5 0,25 0,25
•<• Л <4 ? ' 2,25 2 0,25 0,25
3 2,5 0,5 0,25
6 3,5 3 0,5 0,25
8 4,5 4 0,5 0,25
10 5,5 5 0,5 0,25
12 6,5 6 0,5 0,25
16 9 8 1 0,5
20 11 10 1 0,5
24 13 12 1 0,5
32 17 16 1 0,5
40 21 20 1 0,5 .
48 25 24 1 0,5
240
Таблица 29
Размеры диаметров от 10 до 95 мм и шагов (в мм) трапецевидной
одноходовой резьбы (по ГОСТ 9484-60)
Диаметры d Шаги t
1-й ряд 2-й ряд З-й ряд
10 3 2
12 3 2
14 3 2
16 4 2
18 4 2
20 4 2
22 8 5 2
24 8 5 2
26 8 5 2
28 8 5 2
30 10 6 3
32 10 6 3
34 10 6 3
36 10 6 3
38 10 6 3
40 10 6 3
42 10 6 3
44 12 8 3
46 12 8 3
48 12 8 3
50 12 8 3
55 52 12 8 3
12 8 3
60 12 8 3
(62) 16 10 4
70 65 16 10 4
16 10 4
75 16 10 4
(78) 16 10 4
80 16 10 4
85 20 12 5
90 20 12 5
95 20 12 5
241
Таблица 30
Размеры диаметров (от 100 до 640 мм) и шагов (в мм)
трапецевидной одноходовой резьбы (по ГОСТ 9484-60)
Диаметры d Шаги t
1-й ряд 2-й ряд 3-й ряд
100 20 12 5
НО 20 12 5
120 24 16 6
130 24 16 6
140 24 16 6
150 24 16 6
160 24 16 8
170 24 16 8
180 32 20 >8
190 32 20 8
200 32 20 10
210 32 20 10
220 32 20 10
240 40 24 12
250 40 24 12
260 40 24 12
280 40 24 12
300 40 24 12
320 48 12
340 48 12
360 48 12
380 48 12
400 48 12
420 16
440 16
460 1 16
480 16
500 16
520 20
540 .20
560 20
580 20
600 24
620 24
640 24
Примечание. При выборе диаметров резьб следует предпочитать
второму, а второй — третьему.
первый ряд
242
Таблица 31
Элементы профиля упорной одноходовой резьбы
(на ОСТ ВКС 7739-4- 7741)
Пример условного обозначения упорной резьбы диаметром 70 мм
и шагом 16 мм
Уп 70x1'6
Винт
/ = 0„525071
'9=0,956961
Z = 9,11777 t
H=t,73205t
/?,= h+z
h= 0,75t
0,263691 0,129271
Размеры в мм
Шаг t Глубина профиля hi ‘ Высота профиля h Ширина вер- шины зуба е Зазор z Радиус за- кругления г
2 1,736 1,5 0,528 0,236 0,249
3 2,603 2,25 0,792 0,353 0,373
4 3,471 3 1,055 0,471 0,497
5 4,339 3,75 1,319 0,589 0,621
6 5,207 4,5 1,583 0,707 0,746
8 6,942 6 2,111 0,942 0,994
10 8,678 7,5 2,638 , 1,178 1,243
12 10,413 9 3,166 1,413 1,491
16 13,884 12 4,221 1,884 1,988
20 17,355 15 5,277 2,355 2,485
24 20,826 18 6,332 2,826 2,982
32 27,769 24 8,443 3,769 2,977
40 34,711 30 10,554 4,711 4,971
48 41,653 36 12,664 5,653 5,965
243
Таблица 32
Размеры диаметров и шагов (в мм) упорной одноходовой резьбы,
крупной, нормальной и мелкой
(по ОСТ ВКС 7739 ~ 7741)
Диаметр Резьба Диаметр Резьба
круп- ная нормаль- ная мелкая круп- ная нормаль- ная мелкая
10 2 100 20 12 5
12 — — 2 (НО) 20 12 5
14 — — 2 120 24 16 6
16 — — 2 (130) 24 16 6
18 — — 2 140 24 16 6
20 — — 2 (150) 24 16 6
(22) 8 5 2 160 24 16 8
24 8 5 2 (170) 24 16 8
26 8 5 2 180 32 20 8
(28) 8 5 2 (190) 32 20 8
30 10 6 3 200 32 20 10
(32) 10 6 3 220 32 20 10
34 10 6 3 250 40 24 12
36 10 6 3 280 40 24 12
(38) 10 6 3 300 40 24 12
40 10 6 3 320 48 — 12
(42) 10 6 3 350 48 —. 12
44 12 8 3 380 48 — 16
(46) 12 8 3 400 48 — 16
48 12 8 3 420 — — 16
50 12 8 3 450 . 16
(55) 12 8 3 480 — —. 20
60 12 8 3 500 — 20
(65) 16 10 4 520 —- — 20
70 16 10 4 550 —- 20
(75) 16 10 4 580 — — 24
80 16 10 4 600 —. — 24
(85) 20 12 5 620 — — 24
90 20 12 5 650 — 24
(95) 20 12 5 — — — —
Примечание. Диаметров резьбы, поставленных в скобки, по возможности
не применять.
244
БОЛТЫ
Болтом называется резьбовое изделие, служащее соединительной
деталью для разъемного соединения и представляющее собой стержень,
снабженный резьбой для гайки на одном конце и головкой — на
другом.
Головки болтов имеют форму шестигранника, квадрата, полукруг-
лую, цилиндрическую или коническую, с квадратным подголовком или
«усом» для удержания болта от провертывания при завинчивании гайки.
В зависимости от качества обработки и технологии изготовления
болты разделяются на три категории:
а) Болты черные (ГОСТ 7781-57 4- 7794-57).
б) Болты получистые (ГОСТ 7795-57 4- 7804-57).
в) Болты чистые (ГОСТ 7805-57 -4 7820-57).
Болты черные (ГОСТ 7781-57 4- 7794-57). В табл. 33 приведены все
виды стандартизованных черных болтов, пределы диаметров резьбы
и длины, а также примеры условных обозначений.
В условном обозначении указывается: диаметр резьбы, длина болта
и № госта.
Пример условного обозначения болта черного с шестигранной умень-
шенной головкой, диаметр метрической резьбы которого равен 10 мм,
а длина 100 мм: Болт М 10 X 100 ГОСТ 7781-57.
Условное обозначение того же болта, но изготовленного по фиг. А
(табл. 34): Болт AM 10 X 100 ГОСТ 7781-57.
Пример условного обозначения болта с отверстием под шплинт: Болт
М 10 X 100106 ГОСТ 7781-57, где96 — размер стопорной поверхности
головок болта до оси отверстия под шплинт.
Стандарт допускает изготовление болтов по фиг. А (табл. 344-41
и 434^45) при невозможности применения или изготовления болтов
основного вида.
Значение диаметра стержня dz находится в пределах среднего диа-
метра резьбы и устанавливается заводом-изготовителем.
Для болтов по ГОСТ 7783-57, 7793-57 и 7785-57 допускается незна-
чительное притупление ребер уса, а также местное незаполнение уса;
при этом его размеры не должны выходить за пределы установленных
допускаемых отклонений.
Допускается притупление кромки головки; при этом ее размеры не
должны выходить за пределы установленных допускаемых отклонений
(для болтов — по ГОСТ 7782-57, 7784-57, 7787-57, 7793-57 и 7794-57).
Стандарт не рекомендует применять болты по ГОСТ 7789-57 и 7791-57,
если конструкцией специально не предусмотрена установка утяжелен-
ных болтов; в этих случаях следует заменять их болтами с нормальной
или уменьшенной головкой.
Болты с отверстием под шплинт должны изготовляться по требованию
заказчика; размеры от опорной поверхности головки болта до оси от-
верстия под шплинт должны указываться в заказе (ГОСТ 7781-57,
7789-57 и 7790-57).
Болты получистые (ГОСТ 7795-57 4- 7804-57). В табл. 46 указаны
все виды стандартизованных получистых болтов, приведены пределы
диаметров резьбы, длины болтов и примеры условных обозначений.
В условном обозначении получистых болтов указывается: диаметр
резьбы, длина болта и № госта.
Пример условного обозначения болта получистого с шестигранной
головкой, диаметр метрической резьбы которого равен 12 мм, а длина
245
100 мм'. Болт М 12 X 100 ГОСТ 7798-57. Пример условного обозначе-
ния болта с метрической резьбой диаметром 12 мм и увеличенной дли-
ной резьбы: Болт М 12 X 100 — К ГОСТ 7798-57.
В случаях применения болтов с увеличенной длиной резьбы в
условном обозначении ставится буква А. Пример условного обозначе-
ния того же болта с отверстием под шилинт: Болт М12 X 100/96
ГОСТ 7798-57, где 96 — размер от опорной поверхности головки болта
до оси отверстия под шплинт.
По ГОСТ 7799-57 болты также могут быть выполнены с нормаль-
ной или увеличенной длиной резьбы.
Диаметр стержня d<z находится в пределах среднего диаметра резьбы
и устанавливается заводом-изготовителем. Болты получистые изго-
товляются с фаской на конечной части стержня (ГОСТ 7795-574-7799-57)
либо с плоским концом (ГОСТ 7801-57 и др.). При изготовлении резьбы
путем накатки допускается не делать фаски на конце стержня.
Болты с отверстием Под шплинт должны изготовляться по требованию
заказчика; размер от опорной поверхности головки болта до оси отвер-
стия под шплинт должен указываться в заказе (ГОСТ 7795-57 4- 7799-57)
Опорная поверхность шестигранной головки получистых болтов
обрабатывается по третьему классу чистоты поверхности (V3).
Болты чистые (ГОСТ 7805-57 4- 7820-57). В табл. 57 указаны все
виды стандартизованных чистых болтов, пределы диаметров резьбы,
длины и примеры условных обозначений.
Для болтов по ГОСТ 7805-57 и ГОСТ 7808-57 длина резьбы /0 пред-
усмотрена для двух случаев: а) с нормальной длиной резьбы и б) с уве-
личенной длиной резьбы.
В условном обозначении на чистые болты указывается: диаметр
резьбы, длина стержня болта и № госта. Пример условного обозначения
чистого болта с шестигранной головкой и нормальной длиной резьбы,
диаметр метрической резьбы которого равен 10 мм, длиной 50 мм:
Болт М 10 X 50 ГОСТ 7805-57.
Пример условного обозначения болта с метрической резьбой диамет-
ром 12 мм, длиной 100 мм и увеличенной длиной резьбы:
Болт М 12 X 100—К ГОСТ 7805-57.
Болты чистые изготовляются с фаской на конечнрй части стержня
(ГОСТ 7805-57 4- 7810-57; 7814-57; 7819-57), с цилиндрическим концом
(ГОСТ 7815-57 4- 7818-57) и скругленные. При изготовлении резьбы
накаткой допускается фаски не делать.
Значение диаметра стержня болтов на участке от подголовка до
резьбы находится в пределах среднего диаметра резьбы и устанавли-
вается заводом-изготовителем.
Цилиндрический стержень чистых болтов (за исключением болтов,
предназначенных для установки в отверстия из-под развертки) обраба-
тывается по 5-му классу чистоты поверхности (V5), а все остальные-^
по 4-му классу (V4).
По ГОСТ 1759-56 болты должны изготовляться из стали следующих
марок:
Черные болты: Ст. 3, Ст. 4 и Ст. 5 по ГОСТ 380-60; 10, 15, 20, 25,
30 и 35 по ГОСТ 1050-60.
Получистые болты: Ст. 3, Ст. 4 и Ст. 5 по г ОСТ 380-60; 15, 20,
25, 30, 35, 40 и 45 по ГОСТ 1050-60; 35Х, 40Х и 45Х по ГОСТ 4543-57.
Чистые болты: Ст. 3, Ст. 4 и Ст. 5 по ГОСТ 380-60; 10, 15, 20,25,
30, 35, 40 и 45 по ГОСТ 1050-60; 35Х, 40Х и 45Х по ГОСТ 4543-57;
А12, А20 и АЗО по ГОСТ 1414-54.
246
шпильки ЧИСТЫЕ
(по ОСТ 20001-38)
Шпилькой называется резьбовое изделие, служащее соединительной
деталью для разъемного соединения и представляющее собой цилиндри-
ческий стержень, на одном конце которого имеется резьба для ввинчи-
вания шпильки в одну из соединяемых деталей, а на другом — резьба
для навинчивания гайки. Чистые шпильки изготовляют с резьбой мет-
рической с крупным, мелким шагами (табл. 73) и дюймовой.
Шпильки с дюймовой резьбой могут изготовляться лишь в качестве
запасных деталей и не должны применяться при проектировании но-
вых изделий. По внешнему виду шпильки разделяются на два типа:
без проточки, условно обозначаемые буквой А, и с проточкой, условно
обозначаемые буквой Б,
В зависимости от глубины завинчивания шпильки в тело детали
(табл. 74) различают: шпильки с глубиной завинчивания, равной около
1,35 диаметра, условно обозначаемые /, и шпильки с глубиной завин-
чивания, равной диаметру, условно обозначаемые II.
Кроме того, в зависимости от длины нарезанной части под гайку
различают: шпильки под гайку обыкновенную, условно обозначаемые
буквой О, и шпильки под гайку корончатую или обыкновенную с про-
шплинтовкой, условно обозначаемые буквой /(.
Пример условного обозначения шпильки с метрической резьбой
диаметром 10 мм, длиной Z = 60 мм, без проточки, с глубиной завин-
чивания 1,35 d под гайку обыкновенную:
Шпилька М10Х 60АI — О ОСТ 20001-38.
Допускается применение шпилек с разными резьбами по концам;
например, с метрической с крупным шагом на одном конце и с метри-
ческой с мелким шагом на другом конце.
В этом случае в обозначение шпильки вводятся обозначения обеих
резьб, причем первое обозначение относится к резьбе на конце шпильки,
который ввинчивается в тело детали, а второе обозначение — к резьбе
на конце под гайку.
Пример условного обозначения шпильки с метрической резьбой
(крупного шага) на конце, который завинчивается в тело детали на
глубину 1,35 d, и с резьбой с’мелким шагом 1,25 на другом конце под
гайку обыкновенную; шпилька без проточки длиной 60 мм:
Шпилька М—М10 X 1,25 X 60AI — 0 ОСТ 20001-38.
Чистые шпильки изготовляют из автоматной стали по ГОСТ 1414-54
и из стали по ГОСТ 1050-60, 4543-57 и 535-58.
Положение центра отверстия под шплинт в шпильках определяется
(так же как и длина шпильки) расстоянием от границы посадочного
конца.
Условные обозначения, принятые на чертеже и в таблицах:
d — диаметр резьбы в мм\
I— длина шпильки в мм\
Zx— длина посадочного конца шпильки в мм*,
Zo— длина нарезанной части под гайку в мм*,
с — высота фаски в мм\
di — диаметр проточки в мм\
f — глубина проточки в мм.
247
Таблица 33
Болты черные
Наименование гост Диа- метр резьбы в мм Длина болта в мм Примеры условного обозначения
Болты чер- ные с ше- стигранной уменьшенной головкой (табл. 34) 7781-57 От М8 до М48 От 15 до 300 Болт М 10x100 ГОСТ 7781-57 Болт АМЮхЮО ГОСТ 7781-57 Болт Ml0Х100/96 ГОСТ 7781-57
Болты чер- ные с ква- дратной уменьшенной головкой (табл. 35) 7782-57 От Мб до М48 От 20 до 300 Болт М 10x100 ГОСТ 7782-57 Болт AM 10X100 ГОСТ 7782-57
Болты чер- ные с полу- круглой го- ловкой и усом для ме- талла (табл. 36) 7783-57 От Мб до М24 От 25 до 200 Болт М 10x100 ГОСТ 7783-57 Болт АМЮхЮО ГОСТ 7783-57
Болты чер- ные с полу- круглой го- ловкой и квадратным подголовком для металла (табл. 37) 7784-57 От Мб до М20 От 20 до 200 Болт МЮхЮО ГОСТ 7784-57 Болт АМЮхЮО ГОСТ 7784-57
Болты чер- ные с круг- лой потайной головкой и усом для ме- талла (табл. 38) 7785-57 От Мб до М24 От 25 до 200 Болт МЮХ100 ГОСТ 7785-57 Болт АМЮхЮО ГОСТ 7785-57
Болты чер- ные с круг- лой потай- ной головкой и квадрат- ным подго- ловком (табл. 39) 7786-57 От Мб до М20 От 25 до 200 Болт М12Х100 ГОСТ 7786-57 Болт AM 12X100 ГОСТ 7786-57
Болты чер- ные шинные (табл. 40) 7787-57 От Мб до М16 От 40 до 150 Болт МЮХЮО ГОСТ 7787-57 Болт АМЮхЮО ГОСТ 7787-57
248
Продолжение табл. 33
Наименование гост Диа- метр резьбы в мм Длина болта в мм Примеры условного обозначения
Болты чер- ные с квад- ратной потай- ной головкой (табл. 41) 7788-57 От М10 до М12 От 33 до 100 Болт M12/J00 ГОСТ 7788-57 Болт AM 12x100 ГОСТ 7788-57
Болты чер- ные с боль- шой шести- гранной го- ловкой (табл. 42) 7789-57 ОтМ12 до М22 От 25 до 300 Болт М12x100 ГОСТ 7789-57 Болт М12Х100/96 ГОСТ 7789-57
Болты чер- ные с шести- гранной го- ловкой (табл. 43) 7790-57 От Мб до М48 От 15 до 300 Болт Ml2x100 ГОСТ 7790-57 Болт АМ12Х100 ГОСТ 7790-57 Болт М12Х100/96 ГОСТ 7790-77
Болты чер- ные с большой квадратной головкой (табл. 42) 7791-57 ОтМ12 до М2 2 От 25 до 300 Болт М12Х100 ГОСТ 7791-57
Болты чер- ные с квад- ратной голов- кой (табл. 43) 7792-57 От Мб до М48 От 20 до 300 Болт М 12x100 ГОСТ 7792-57 Болт АМ12х 100 ГОСТ 7792-57
Болты чер- ные с полу- круглой го- ловкой и усом для де- рева (табл. 44) 7793-57 От Мб до М24 От 25 до 200 Болт М10Х100 ГОСТ 7793-57 Болт AM 10x100 ГОСТ 7793-57
Болты чер- ные с полу- круглой го- ловкой и квадратным подголовком для дерева (табл. 45) 7794-57 От Мб до М24 От 25 до 200 Болт М10Х100 ГОСТ 7794-57 Болт АМ10Х100 ГОСТ 7794-57
Примечание. В примерах условных обозначений буква А указывает, что болт
выполнен по фиг. А.
249
Болты чер
(по ГОСТ
Таблица но
Номинальный диаметр резьбы d 8 10 12 14 .16 18
S 12 14 17 19 22 24
н 5,5 7 8 9 10 12
D 13,8 16,2 19,6 21,9 25,4 27,7
di 8,0 ю 12 14 16 18
h не менее 4 5 5 7 8 8
г « 0,5 0,5 0,8 0,8 1,0 1,0
Диаметр отвер- 2,5
стия для шплинта 2,0 3,0 3,0 4,0 4,0
Отношение 15 20 20 25 25 30 25. 30 30 35 35
1 12’ 18 18’ 22 22’ 25 22’ 25 25’ 30 30
4> ’ 25-4-80 30-4-80 35-4-80 35-4-80 40-4-80 40-4-80
20 25 30 30 35 35
где lQ — длина резь- бы (включая сбег резьбы) 90-4-160 90-4-160 904-160 90-4-160 90-4-160
30 35 35 40 40
180-4-200 1804-260 180-4-260 180-4-300 1804-300
35 45 45 45 45
Ряд длин I: 15, 20, 25, 30(
35, 40, 45, 50, 55, 60 , 65, 70, 75, 80, 90, 100, ПО,
250
Таблица 34
ные с шестигранной уменьшенной головкой
7781-57)
мина ль них размеров (в мм)
20 22 24 27 . 30 36 42 48
27 30 32 36 41 50 55 65
13 14 15 17 19 23 26 30
31,2 34,6 36,9 41,6 47,3 57,7 63,5 75,0
20 22 24 27 30 36 42 48
10 10 12 14 16 18 21 24
1,0 1,0 1,5 1,5 1,5 2,0 2,0 2,0
4,0 5,0 5,0 5,0 6,0 6,0 8,0 8,0
40 50-480 55-460 60 60 80 80 90 110-4160
35 454-80 45 904-160 45 65480 45 654-80 45 65-470 50 60 904-160 60’ 70 1004-160 80 1804-300
40 904-160 50 1804-300 50 904-160 50 904-160 75-480 55 904-160 70 189-4300 80 1804-300 90
45 55 55 55 80 90
1804-300 180-4300 1804-300 60 1804-300
50 60 60 70
120, 130, 140, 150, 160, 180, 200 , 220 , 240, 260, 280, 300 мм.
251
Болты чер
(по ГОСТ
Таблица но
Номинальный диаметр 6 8 10 12 14 16 18
резьбы d
S 9 12 14 17 19 22 24
н 4,5 5,5 7 8 9 10 12
D 12,7 17,0 19,8 24,0 26,9 31,1 33,9
d. 6 8 10 12 14 16 18
h не менее 3 4 5 5 7 8 8
г ~ 0,5 0,5 0,5 0,8 0,8 1,0 . 1,0
Отношение 20 20 25 25 30 25 30 35 35
18 18 22 22’ 25 22: 25 30 30
1
1о' 254-70 254-80 304-80 354-80 354-80 404-80 404-80
20 20 25 30 30 35 35
где /0—дли-
на резьбы 904-160 904-160 904-160 904-160 904-160
(включая 30 35 35 40 40
сбег резь- бы) 1804-200 1804-260 1804-260 1804-300 1804-300
35 45 45 45 45
Ряд длин /: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120,
252
Таблица 35
ные с квадратной уменьшенной головкой
7782-57)
минальных размеров (в мм)
20 22 24 27 30 36 42 48
27 30 32 36 41 50 55 65
13 14 15 17 19 23 26 30
38,2 42,4 45,4 51,0 58,0 70,7 78,0 92,0
20 22 24 27 30 36 42 48
10 10 12 14 16 18 21 24
1,0 1,0 1,5 1,5 1,5 2,0 2,0 2,0
40 504-80 55-460 60 60 80 90 110-4160
35 45 45 45 45 60 70 80
454-80 904-160 654-80 654-80 65-470 904-180 1004-160 180-4300
40 50 50 50 50 70 80 90
904-160 1804-300 904-160 904-160 754-80 55 200-4300 180-4300
45 55 55 55 904-160 80 90
180-4300 1804-300 1804-300 60
50 60 60 1804-300
70 1
130, 140, 150, 1605 180, 200, 220, 240, 260, 280, 300 мм.
253
Болты черные с
(по ГОСТ
Таблица номи
Номинальный диаметр резьбы d 6 8 10 12
D 11 14 17 21
Н 3,6 4,8 6 8
R^ 6 7,5 9 11
2,5 3 3,5 4
b 2,5 2,5 3,5 3,5
6 8 10 12
h не менее 3 4 5 5
г « 0,5 0,5 0,5 0,8
Отношение 25 4-50 20 25-65 20 30 20 35 25
1 35 4-80 40 4-80
25 30
где /0 — Длина резьбы (вклю- чая сбег резьбы) 90 4-150 90 4- 150
30 35
Ряд длин /: 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, ПО, 120,
254
Таблица 36
полукруглой головкой и усом для металла
7783-57)
нальных размеров (в мм)
14 16 20 22 24
24 28 34 38 42
9 10 12 14 16
12,5 15 18 20 22
5 5 6 6 7
4,5 4,5 4,5 6 6
14 16 20 22 24
7 8 10 10 12
0,8 1,0 1,0 1,0 1,5
35 40 4-80 50 4-80 60 4-80 65 4-80 75 4-80
25’ 30 35 40 45 50
90 4- 160 90 4- 160 90 4- 160 90 4- 160 90 4- 160
35 40 45 50 55
180 4-200 180 4- 200 180 4- 200 180 4- 200 180 4-200
40 45 50 55 60
130, 140, 150, 160, 180, 200 мм.
255
Номинальный диаметр резьбы d 6 8 10
D 12 16 20
Н 3,6 4,8 6
/?« 7 9 11
а или dx 6 8 10
h, не менее 4 5 6
0,5 0,5 0,5
Отношение 20 20 25
— - -
15 12 15
1 25 25 30
-м л - -
4/ 18 18_ 20
где /0 — длина резьбы (вклю- 304-35 304-70 354-80
чая сбег резьбы) 20 20 25
854-120
30
Ряд длин /: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100,
256
Таблица 37
полукруглой головкой и квадратным подголовком для металла
7784-57)
минальных размеров (в мм)
12 14 16 1 20
24 28 32 40
8 9 10 12
13 15 1.8 23
12 14 16 20
8 9 10 12
0,8 0,8 1,0 1,0
30 354-40 40 45 604-100
20’ 25 25 30 40
454-100 454-80 504-80 1104-180
30 30 35 45
1104-170 85-М 70 854-180 200
35 35 40 50
180
40
ПО, 120, 130, 140, 150, 160, 170, 180 , 200 мм.
9 Н809
257
Болты черные
(по ГОСТ
Таблица
Номинальный диаметр резьбы d 6 8 10 12
ь 10,5 14 17,5 21
н 3,5 4,5 5,5 6,5
и. 3 4 5 6
/1 07 0,8 1 1,5
ь 2,5 2,5 3,5 3,5
h 1,2 1,6 2,1 2,4
dx (по фиг. 4) 6 8 10 12
Отношение 25 4-50 30 4-60 35 4-80 40
/ 20 20 25 25
/о ’ 90 4- 120 45 4-80
30 30
где 16—длина резьбы - (включая сбег 90 4- 140
резьбы) 35
Ряд длин /: 25, 30, 35, 40, 45, 50, 55, 60,’ 65, 70, 75, 80, 85, 90, 100, НО, 120,
258
Таблица 38
с круглой потайной головкой и усом для металла
7785-57)
номинальных размеров (в мм)
14 16 20 22 24
24,5 28< 35 39 44
7,5 8,5 11 12 14
7 8 10 11 13
1,5 1'5 1,5 1,5 1,5
4,0 4,5 4,5 6 6
2,9 3,3 4,2 4,5 5,0
14 16 20 22 24
45 4-80 45 4-80 60 4-80 65 4-80 75 4-80
30 35 40 45 50
90 4- 160 90 4; 160 90 4- 160 90 4- 160 90 4- 160
35 40 45 50 55
180 4- 200 180 4-200 180 4- 200 .. 180 4-200
45 : 50 55 60
130, 140, 150, 160, 180 , 200 мм,
9* 259
Болты черные
(по ГОСТ
Таблица
Номинальный диаметр
резьбы d
D 10,5
Н 5
0,7
а или dj 6
Отношение
Z
4»
где /0 — длина резьбы (вклю-
чая сбег резьбы)
25
15
30 4-50
20
14
6
0,8
8
25
15
30 4-60
20
Ряд длин Z: 25, 30, 35, 40, 45, 50, 55, 60 , 65, 70, 75, 80, 90, 100, НО, 120, 130,
260
Таблица 39
с круглой потайной головкой и квадратным подголовком
7786-57)
номинальных размеров (в мм)
10 12 16 20
17,5 21 28 35
7 9 11 13
1,0 1,5 1,5 1,5
10 12 16 20
30 4-35 30. 35 45 55 4-80
20 18’ 20 30 40
40 4-80 40 50 4-80 90 4- 160
25 25 35 45
45 4- 80 ‘ 90 4- 160 . 180 4- 200
30 40 50
90 4- 120 180 4- 200
35 45
140, 150, 160, 180, 200 мм.
261
Таблица 40
Болты черные шинные
(по ГОСТ 7787-57)
Таблица номинальных
размеров (в мм}
Номинальный диаметр резьбы d 6 8 10 12 16
D 11 14 17 21 28
Hr 9 И 13 16 22
Н 10,5 13 15 19 25
dr по фиг. А 6 8 10 12 16
Отношение 40 4-60 20 45 4-60 20 50 4-60 25 60 30 80 35
1
4 70 70 4- ПО 70 4- 150 70 4- 150 90 4- 150
где /0—длина резь- бы (включая сбег резьбы) 25 25 30 35 40
Ряд длин Z: 40, 45, J 50, 55, 60, 7( ), 80, 90, 10£ ), 110, 120, 1 130, 140, 150 мм.
262
Таблица 41
Болты черные с
квадратной.потайной
головкой
(по ГОСТ 7788-57)
Таблица номинальных
размеров (в мм)
Номинальный диаметр
резьбы d'
12- ♦
D
Л
по фиг. А
Отношение
/
/о ’
где /0 — длина резьбы (вклю-
чая сбег резьбы)
47
1
10
30 4-35
20
40 4-80
25
22
1,5
12
40
25
45 4-80
30
90 4- ЮО
35
Ряд длин h 30. 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100 мм.
263
Болты черные с боль
ной го
(по ГОСТ
Болты черные с боль
голов
(по ГОСТ
Таблица номинальных
Номинальный диаметр резьбы d 12 14
S 22 24
н 8 9
D для болтов с квадратной головкой 31,1 33,9
D для болтов с шестигранной головкой 25,4 27,7
dl для болтов с квадратной головкой 12 14
для болтов с шестигранной головкой 12 14.
г « -0,8 0,8
Диаметр отверстия для шплинта 3 3
Отношение 25 25
/ 22 22
А) 30 30
где Zo — длина резьбы (включая 25 25
сбег резьбы) 35 4- 80 35 4- 80
30 30
90 4- 160 90 4- 160
35 35
180 4- 260 180 4-260
45 45
Ряд длин I: 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, £0, 90, 100, ПО, 120, 130
264
Таблица 42
шой шестигран-
ловкой
7789-57)
шой квадратной
кой
7791-57)
размеров (в мм)
Dt~0,95S
16 18 20 22
27 30 32 36
10 12 13 14
38,2 42,4 45,4 51,0
31,2 34,6 36,9 41,6
16 18 20 22
16 18 20 22
1,0 1,0 1,0 1,0
4 4 4 5
30 35 35 50 4-80
25 30 30 45
35 40 4-80 40 90 4- 160
30 35 35 50
40 4-80 90 4- 160 45 4- 80 180 4- 300
35 40 40 55
90 4- 160 180 4- 300 90 4- 160 ,
40 45 45
180 4- 300 180 4-300
45 50
14), 150, 160, 180, 200, 220, 240, 260, 280, 300 мм.
265
Болты черные
(по ГОСТ
Болты черные
(по ГОСТ
Таблица номи-
Номинальный диаметр резьбы d 6 8 10 12 14 16 : 18
10 14 17 19 22 24 27
Н' 4,5 5,5 7 8 9 10 12
D для бол- та с шести-
гранной головкой 11,5 16,2 19,6 21,9 25,4 27,7 31,2
D для бол-.
та с квад-
ратной головкой 14,1 19,8 24,0 26,9 31,1 33,9 38,2
6 8 10 12 14 16 18
h не менее 3 4 5 5 7 8 8
г « 0,5 0,5’ 0,5 0,8 0,8 1 1
Диаметр отверстия для шплинта Отношение 2 152 .202 2 152.20 2,5 202. 25 3 25. 30 3 25. 30 4 30. 35 4 35
1 12 ’15 12 ’18 18 ’ 22 22’ 25 22’ 25 25’ 30 30
1* 201
18 404-80
где /0 — 254-70 254-80 304-80 354-80 354-80 404-80
длина резь- 20 20 25 30 30 35 35
бы (включая 904-160 904-160 904-160 904-160 90-4160
сбег резьбы) 30 35 35 40 40
1804-200 1804-260 1804-260 1804-300 1804-300
35 45 45 45 45
Ряд длин 1 : 15, 20, 25, 30, 35, 40 , 45, 50, 55, 60, 65, 70 , 75, 80, 90, 100 1, ПО, 120,
1 Указанные длины только для болтов с квадратной головкой.
2 Указанные длины только для болтов с шестигранной головкой.
286
Таблица 43
20 22 24 27 30 36 42 48
30 32 36 41 46 55 65 75
13 14 15 17 19 23 26 30
34,6 : 36,9 41,6 47,3 53,1 63,5 75,0 86,5
42,4 45,4 51,0 58,0 65,0 78,0 92,0 106,0
20 22 24 27 30 36 42 48
10 10 12 14 16 18 21 24
1 1 1,5 1,5 1,5 2 2 2
4 5 5 5 6 6 8 8
35. 40 504-80 554-60 60 60 654-70 80 80. 90 1104-160
30’ 35 45 45 45 45’ 50 60 60’ 70 80
454-80 904-160 654-80 654-80 754-80 904-180 1004-160 1804-300
40 50 50 50 55 70 80 90
904-160 1804-300 904-160 904-160 904-160 2004-300 1804-300
45 55 55 55 60 80 90
1804-300 1804-300 1804-300 1804-300
50 60 60 70
130, 140, 150, 160, 180, 200, 220, 240, 260, 280, 300 лмс.
267
A-A
Болты черные с
(по ГОСТ
Таблица ноМи
Номинальный диаметр резьбы d 6 8 10 12
D 14 18 23 28
Н 3 4 5 6
R^ 11 14 18 22
h под накатку 3,5 4,3 5,5 6,7
hx под резьбу 3 3,5 5 6
0,5 0,5 0,5 0,8
по фиг. А 6 8 10 12
Отношение 254-65 304-60 404-60 40-4-60
20 20 25 30
1 704-90 654-100 654-150 654-160
/о где Iq — длина резьбы (включая сбег резьбы) 25 25 30 35 1804-200 40
Ряд длин I: 25, 30, 35, 40 , 45, 50, 55 , 60, 65, 70, 80, 90, 100, 110, 120, 13Э, 140,
268
Таблица 44
полукруглой головкой и усом для дерева
7793-57)
надьных размеров (в мм)
14 16 20 22 24
32 35 44 48 52
7 8 10 11 12
22 26 32 34 34
7,7 8,8 9,9 11 12
7 8- 9 10 И
0,8 1,0 1,0 1,0 1,5
14 16 20 22 24
404-60 40 554-65 704-160 . 804-100
30. 30 40 50 55
654-160 454-65 704-160 1804-200 1104-160
35 35 45 55 60
1804-200 704-160 1804-200 1804-200
40 40 50 65
1804-200
45
150, 160, 180, 200 мм.
269
Болты черные
(по ГОСТ
Таблица номи
Номинальны диаметр резьбы d 6 8 10 12
D 14 18 23 28
н 3 4 5 6
11 14 18 22 '
а или 6 8 10 12
h 4 5 6 8
Г 0,5 0,5 0,5 0,8
Отношение 25 25 30 354-40
Z 18 18 20 25
/о ’ 30--60 304-60 354-60 454-65
20 20 25 30
где Zo — длина резьбы (включая сбег резьбы) 654-ИО 654-130 654-160 704-160
25 25 30 35
1804-200
40
Ряд длин Z: 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, ПО, 120, 130,
270
Таблица 45
с полукруглой головкой и квадратным подголовком для дерева
7794-57)
нальных размеров (в мм}
14 16 20 22 24
32 35 44 48 52
7 8 10 11 12
22 26 32 34 34
14 16 20 22 24
9 10 12 15 17
0,8 1,0 1,0 1,0 1,5
40 40 554-60 654-160 754-100
25 25 40 50 55
454-65 454-60 654-160 1804-200 1104-160
30 35 45 55 60
704-160 654-160 1804-200 1804-200
35 40 50 65
1804-200 1804-200
40 45
140, 150, 160, 180, 200 мм.
271
Таблица 46
Болты получистые
Наименование гост Диаметр резьбы в мм Длина бол- та в мм Примеры условных обоз- начений
Болты полу- чистые с шести- гранной умень- шенной головкой и направляющим подголовком (табл. 47) 7795-57 От Мб до М48 От 16 до 300 Болт Ml2x100 ГОСТ 7795-57 Болт М12х 100/96 ГОСТ 7795-57
Болты полу- чистые с шести- гранной умень- шенной головкой (табл. 48) 7796-57 От М8 до М48 От 16 до 300 Болт Ml2x100 ГОСТ 7796-57 Болт М12Х100/96 ГОСТ 7796-57
Болты полу- чистые с шести- гранной голов- кой и направля- ющим подго- ловком (табл. 49) 7797-57 От М12 до М36 От 25 до 240 Болт М12Х100 ГОСТ 7797-57 Болт М12Х100/96 ГОСТ 7797-57
Болты полу- чистые с шес- тигранной го- ловкой (табл. 50) 7798-57 От Мб до М48 От 16 до 300 Болт Ml2x100 ГОСТ 7798-57 Болт М12Х100/96 ГОСТ 7798-57 Болт М12Х100/96 ГОСТ 7798-57
Болты полу- чистые с боль- шой шестигран- ной головкой (табл. 51) 7799-57 От М12 до М22 От 25 до 200 Болт М 12x100 ГОСТ 7799-57 Болт М12Х100—К ГОСТ 7799-57 Болт М12х 100/96 ГОСТ 7799-57
272
Продолжение табл. 46
Наименование гост Диаметр резьбы в мм Длина болта в мм Примеры условных обозначений
Болты полу- чистые с полу- круглой голов- кой и квадрат- ным подголов- ком для металла (табл. 52) 7800-57 От М5 до М20 От 12 до 260 Болт MIO х 50 ГОСТ 7800-57
Болты полу- чистые с полу- круглой голов- кой и усом для дерева (табл. 53) 7801-57 От Мб до М20 От 25 до 200 Болт М 10x50 ГОСТ 7801-57
Болты полу- чистые с полу- круглой голов- кой и квадрат- ным подголов- ком для дерева (табл. 54) 7802-57 От М5 до М16 От 16 до 260 Болт М 10x50 ГОСТ 7802-57
Болты полу- чистые с увели- ченной полу- круглой голов- кой и усом для дерева (табл. 55) 7803-57 От Мб до М12 От 25 до 200 Болт М 10x50 ГОСТ 7803-57
Болты полу- чистые с увели- ченной полу- круглой ^голов- кой и квадрат- ным подголов- ком для дерева (табл. 56) 7804-57 От М5 до М12 От 16 до 260 Болт М 10x50 ГОСТ 7804-57
273
Di*0,95.S
PZ*S
Болты получи-
(по ГОСТ
Таблица номи-
Номинальный ди- аметр резьбы d 6 8 10 12 14 16 18
S 10 12 14 17 19 22 24
н 4,5 5,5 7 8 9 10 12
D 11,5 13,8 16,2 19,6 21,9 25,4 27,7
6 8 10 12 14 16 18
h не менее 3 4 5 5 7 ' 8 8
C^=i 1 1,2 1,5 1,8 2 2 2,5
Диаметр отвер- стия для шплинта 2 2 2,5 3 3 4 4
0,5 0,5 0,5 0,8 0,8 1 1
Отношение 1 164-18 16 184-20 25 284-30 32 35—38
15 15 18 22 25 28 30
1 "77’ 204-22 184-20 22 284-30 32 354-38 404-85
где /о — длина резьбы (включая сбег резьбы) 18 254-60 18 224-80 20, 25 25 32 28 354-85 30 404-85 35 904-180
20 20 22 284-85 28 354-85 30 904-180 35 904-180 40 1904-200
25 30 35 40 45
904-120 904-180 1904-200
30 35 45
Ряд длин /: 16, 18, 20, 22, 25, 28 30, 32, 35, 38, 40, 42, 45, 48, 50, 55,60,
210, 220, 230, 240, 250, 260, 280, 300 мм.
274
Таблица 47
стые с шестигранной уменьшенной головкой и направляющим подголовком
7795-57)
нальных размеров (в мм)
20 22 24 27 30 36 42 48
6Е 27 13 31,2 , 20 10 2,5 : 4 1 38 30 404-45 35 484-80 40 854-180 30 14 34,6 22 • 10 2,5 5 1 45 35 484-50 40 554-85 45 904-180 32 15 36,9 24 12 3 : 5 1,5 484-50 40 554-60 45 654-85 50 904-180 36 17 41,6 27 14 3,5 5 1,5 60 45 654-85 50 90-4-180 41 19 47,3 30 16 4 6 1,5 60 45 654-70 50 754-85 50 23 57,7 36 18 4,5 6 2 754-85 60 90-г 190 70 2004-300 55 26 63,5 42 21 5 8 2 80 60 854-90 70 95-7-180 65 30 75,0 48 24 6 8 2 90 70 954-180 80 1904-300
55 1904-200 55 904-180 80 0, 150, 16С 80 1904-300 90 , 190, 200,-
45 1904-200 50 1904-200 55 1904-200 60 05, 110, 12 60 1904-240 1 90 1, 170, 180,
50 >, 70, 75, 1 55 ВО, 85,90, 60 95, 100, 11 70 >0, 130, 14
275
(^Остальное
D^S
Болты полу
(по ГОСТ
Таблица но
Номинальный ди- аметр резьбы d 8 10 12 14 16 18
S 12 14 17 19 22 24
н 5,5 7 8 9 10 12
D 13,8 16,2 19,6 21,9 25,4 27,7
di 8 10 12 14 16 18
1,2 1,5 1,8 2 2 2,5
0,5 0,5 0,8 0,8 1 1
Диаметр отвер- 2,0 2,5 3 3 4 4
стия для шплинта
Отношение 16 18-420 25 28 28 30 35440
15 18 22’ 25 25 28 30
1
/о’ 18420 22 30 ч-32 304-32 32> 35 42485
где /0 — длина 18 20 28 28 28’ 30 35
резьбы (включая сбег резьбы) 224-80 25 22 35-? 85 354-85 384-85 904-170
20 30 30 35 40
284-85 904-180 904-180 904-170 1804-200
25 35 35 40 45
904120 1804-200
30 45
Ряд длин I: 16, 18, 20, 22, 25, 28, 3Q, 32, 35, 38, 40, 42, 45, 48, 50,
180, 190, 200, 210, 220, 230, 240, 250, 260, 280,' 300 ЛШ. ’
276
Таблица 48
чистые с шестигранной уменьшенной головкой
7796-57)
минальных размеров (в мм)
20 22 24 27 30 36 42 48
27 30 32 36 41 50 55 65
13 14 15 17 19 23 26 30
31,2 34,6 36,9 41,6 47,3 57,7 63,5 75,0
20 22 24 27 30 36 42 ’ 48
2,5 2,5 3 3,5 4 4,5 5 6
1 1 1,5 1,5 1,5 2 2 2
4 5 5 5 6 6 8 8
38-г 40 40 484-50 60 60 754-85 80 99
30 30 40 45 45 60 60 70
424-45 424-45 554-60 654-85 654-70 904-180 854-90 954-170
35 35 45 50 50 70 70 80
484-80 484-50 654-85 904-170 754-85 1904-240 954-170 1804-300
40 40 50 55 55 80 80 90
854-170 554-85 904-170 1804-200 904-170 1804-300
45 45 55 60 60 90
1804-200 904-170 1804-200 1804-240
' 50 50 60 70
1804-200
55
55, 60, 65, 70, 75, 80, 85, 90, 95,
100, 105, ПО, 115, 120, 130, 140, 150, 160, 170.
277
Таблица 49
to
Qo
VZ*S
Болты получистые с шестигранной головкой
и направляющим подголовком
(по ГОСТ 7797-57)
Таблица номинальных размеров (в мм)
Номиналь- ный диаметр резьбы d 12 14 16 » 18 20 22 24 27 30 36
S 19 22 24 27 30 32 36 41 46 55
н 8 9 - 10 12 13 14 15 17 19 23
D 21,9 25,4 27,7 31,2 34,6 36,9 41,6 47,3 53,1 63,5
12 14 16 18 20 22 24 27 30 36
h не менее 5 7 8 8 10 10 12 14 16 18
1,8 2 2 2,5 2,5 2,5 3 3,5 4 4,5
0,8 0,8 1 1 . 1 1 1,5 1,5 1,5
Диаметр отверстия для шплинта 3 3 4 4
Отноше- 25 284-30 30 354-38
ние 22 25 25 30
Z
4 ’ 284-30 32 32 404-85
где Zo —дли- на резьбы 25 28 28 35
(включая сбег резьбы) 32 28 354-75 354-38 904-170
30 30 40
354-75 804-180 404-85 1804-200
30 35 35 45
804-180 904-170
35 40
1804-200
45
*3 Ряд длин /: 25, 28, 30, 32, 35, 38, 40, 42, 45, 48. 50,
со 150, 160, 170, 180, 190, 200, 210, 220, 230, 240 мм.
4 5 5 5 6 6
38 45 484-50 60 60 754-85
30 35 40 45 45 60
404-45 484-50 554-60 654-85 654-70 904-180
35 40 45 50 50 70
484-80 ' 554-85 654-85 904-160 754-85 1904-240
40 45 50 55 55 80
I 854-170 904-170 904-170 1704-200 904-170
45 1804-200 50 1804-200 55 1804-200 60 60 1804-240
50 55 60 70
55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 130, 140;
со остальное
Болты полу
(по ГОСТ
Таблица номи
0^0,955
D2~S
Номинальный диаметр резьбы d 6 8 10
S 10 14 17
и 4,5 5,5 7
D 11,5 16,2 19,6
d. 6 8 10
1 1,2 1,5
Диаметр отверстия под 0,5 0,5 0,5
шплинт 2,0 2,0 2,5
Отношение 164-38 184’38 22
1 12 15 15
А) где /0—длина резьбы (вклю- 404-60 404-80 254-38
чая сбег резьбы) для болтов с нормальной длиной резьбы 15 18 18 404-105 20 1104-120 25
Отношение 164-42 18 22
/ “7 , 15 , 16 20
'о где /0 — длина резьбы (вклю- 454-60 204-40 254-40
чая сбег резьбы) для болтов 18 18 22
с увеличенной длиной резьбы 424-80 20 424-105 25 1104-120 28
280
Таблица 50
чистые с шестигранной головкой
7798-57)
нальных размеров (в мм)
12 14 16 18 20
19 22 24 27 30
8 9 10 12 13
21,9 25,4 27,7 31,2 34,6
12 14 16 18 20
1,8 2 2 2,5 2,5
0,8 0,8 1 1 1
3 3 4 4 4
254-105 284-105 30 354-105 354-105
22 25 25 30 30
110-4-180 28 1104-180 30 324-105 28 1104-200 35 1104-200 38
1104-200 32
25 22 25. 28 22’ 25 30. 32 28’ 30 354-38 32 354-38 32
28 30 354-105 404-105 404-105
25 28 32 35 38
304-105 324-105 1104-200 1104-200 1104-200
28 30 38 40 42
1 1104-180 32 110-4-180 35
281
Номинальный диаметр резьбы d 22 24 27
S 32 35 41
Н 14 15 17
D 36,9 41,6 47,3
22 24 27
2,5 3 3,5
г« 1 1,5 1,5
Диаметр отверстия под
шплинт 5 5 5
Отношение 404-42 484-Ю5 554-105
1 30 38 42
to ’
где Zo длина резьбы (вклю- 454-105 1104-200 1104-200
чая сбег резьбы) для болтов нормальной длиной резьбы 35 45 48
1104-200
40
Отношение 40 424-48 554-100
1 38 42 50
h9
где Zo —• длина резьбы (вклю- чая сбег резьбы) для болтов 42-4-105 504-105 110
42 45 55
с увеличенной длиной резьбы
1104-200 1104-200 1204-200
48 50 55
Ряд длин /: 16, 18, 20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60,65,
200, 210, 220, 230, 240, 250, 260. 280. 300 мм.
282
Продолжение табл. 50
30 36 42 48
-46 55 65 75
19 23 26 30
53,1 63,5 75 86,5
30 36 42 48
4 4,5 5 6
1,5 2 2 2
6 6 8 8
554-200 50 754-200 55 804-210 65 904-200 70
2104-250 60 2104-300 65 2204-300 75 2104-300 80
55. 60 52; 55 754-100 65 804-Ю0 75 854-100 80
654-ЮО ПО ПО НО
60 65 75 80
ПО 60 1204-210 65 1204-210 75 1204-210 80
1204-210 60 2204-300 75 2204-300 85 2204-300 90
2204-240 70
70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 130, 140, 150, 160, 170, 180, 190.
283
Болты получистые с большой шестигранной головкой (по ГОСТ 7799-57)
Таблица номинальных размеров (в мм)
Номинальный диа- метр резьбы d 12 14 16 18 20 22
S 22 24 27 30 32 36
н 8 9 10 12 13 14
D 25,4 27,7 31,2 34,6 36,9 41,6
12 14 16 18 20 22
0,8 0,8 1 1 1 1
1,8 2 2 2,5 2,5 2,5
Диаметр от- верстия для шплинта Отношение 3 254-105 3 25 4 304-105 4 354-105 4 354-105 5 404-105
/ h 1 где /0 — длина 22 1104-180 22 284-105 28 1104-200 30 1104-200 30 1104-200 35 1104-200
резьбы (вклю- чая сбег резьбы) для болтов с 28 25 1104-180 32 35 38 40
нормальной длиной резьбы Отношение 1 где lQ — длина резьбы (вклю- чая сбег резьбы) для болтов с увеличенной длиной резьбы 28 25 304-105 30 30 28 324-105 32 30 354-105 35 32 404-Ю5 35 32 404-105 40 38 454-105
28 1104-180 30 1104-180 32 1104-200 35 1104-200 38 1104-200 42 1104-200
32 35 38 40 42 48
Ряд длин /: 25, 28, 30, 32, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100,
105, ПО, 115, 120, 125, 130, 140, 150, 160, 170, 180, 190, 200 мм.
284
Таблица 52
Болты получистые с полукруглой головкой и квадратным подголовком
для металла (по ГОСТ 7800-57)
Таблица номинальных размеров (в мм)
Номиналь- ный диа- метр резьбы d 5 6 8 10 12 16 20
D И а R— h г Отно- 11 2,5 5 7,3 3 0,5 12 13 3 6 8,4 4 0,5 12 17 4 8 11 5 0,5 14 21 5 10 13,5 6 0,5 16 25 6 12 16 8 0,8 18 33 8 16 21 10 1 22. 25 . 41 10 20 26 12 1 25. 28 30
шение 1 8 7 8 9 9 11’ 14 12’ 15’ 17
~Т’ 14 14 16. 18 18 20 20 22 28 30 32 35. 38
и ___ 19 22; 25
10 9 10’ 12 11’ 13 1Г 13 17’ 19
где /0 — длина 16 16. 18 20 22 22 25 25. 28 32. 35 40 42 45
» 21’ 24 - — —
резьбы 12 11; 13 14’ 16 15’ 18 1б; 19 27’ 29’ 32
(включая сбег резь- 184-140 20 22 25 28 28 30 30. 32 38 40 48. 50. 55
бы) 15 15’ 17 19’ 22 21’ 23 21’ 23 27’ 29 35’ 37’ 43
254-190 20 304-220 25 32 35 25' 28 384-260 30 35 38 26’ 29 40 42 31; 33 454-260 35 42 45 ЗГ 34 48 50 37’ 39 55 42 604-260 45 60 47 654-260 50
Ряд длин /: 12, 14, 16, 18, 20, 22, 25,
55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, ПО
190, 200, 210, 220, 230, 240, 250, 260 мм.
28, 30, 32, 35, 38, 40, 42, 45, 48, 50,
, 115, 120, 130, 140, 150 160, 170, 180,
285
Таблица 53
Болты получистые с полукруглой головкой и усом для дерева
(по ГОСТ 7801-57)
AzA
Таблица номинальных размеров (в мм)
Номинальный диаметр резьбы d 6 8 10 12 16 20
D 15 20 25 30 40 50
Н 3 4 5 6 8 10
10,9 14,5 17,6 23,6 29 36,3.
h 3,5 4,3 5,5 6,7 8,8 9,9
0,5 0,5 0,5 0,8 1 1
Отношение 254-90 304-95 384-150 484-200 554-200 754-200
1 I.1 где lQ — длина резьбы (включая сбег резьбы) 20 25 30 35 . 45 60
Ряд длин I: 25, 28, 30, 32, 35 , 38 , 40, 42, 45, 48 , 50, 55,60, 65, 70, 75, 80, 85 , 90,
95; юо, 105, 110, П5,. 120, 130, 140, 150, 160, 170, 180, 190, 200 мм.
286
Таблица 54
Болты получистые с полукруглой головкой и квадратным подголовком
для дерева (по ГОСТ 7802-57)
Таблица номинальных размеров (мм)
Номинальный диаметр резьбы d 5 6 8 10 12 16
D 12,5 15 20 25 30 . . 40
Н 2,5 3 4 5 6 8
а 5 6 8 10 12 16
9,1 10,9 14,5 17,6 23,6 29
h 3 4 5 6 8 10
г 0,5 0,5 0,5 0,5 . 0,8 1
Отношение / / » 16 12 16 18 11’ 13 16 18 10’ 12 16 18 9’ 11 20. 22 11’’ 13 28. 30 32 17’ 19’ 21
где /0—Длина резьбы (вклю- чая сбег резьбы) 18—110 20 22 20 22 20. 22 25 28 35. 38 40
15 15’ 17 14’ Тб 13’ 15 16’ 19 24’ 27’ 29
254-150 25. 28 25. 28 30 32 42. 45 48
20 19’ 22 18’ 21 21’ 23 31’ 34’ 37
304-220 30. 32 35. 38 50. 55
25 23’ 25 26’ 29 39’ 42
35 28 40. 42 31; 33 604-260 45
384-260 454-260
30 35
Ряд длин Z: 16, 18, 20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 48 , 50, 55, 60, 65,
70, 75, 80, 85 , 90, 95, 100, 105, 110, 115, 120, 130, 140, 150, 160, 170, 180, 190, 200,
210, 220, 230, 240, 250, 260 мм.
287
Таблица 55
Болты получистые с увеличенной полукруглой головкой и усом
для дерева
(по ГОСТ 7803-57)
Таблица номинальных размеров (в мм)
Номинальный диаметр резьбы d 6 8 10 12
D 18 24 30 36
Н 3,2 42 5,5 6,2
R^ 14,2 19,2 23,2 29,2
h 3,5 4,3 5,5 6,7
г 0,5 0,5 0,5 0,8
Отношение 25 18 30. 32 22’ 24 38 28 484-200 35
1 4 где /0 —- длина резьбы (вклю- чая сбег резьбы) 284-90 20 354-100 25 404-150 30
Ряд длин I: 25, 28, 30, 32, 35, 38, 40 , 42, 45, 48, 50, 55, 60, 65, 70, 75, 80, 85,
90, 95, 100, 105, ПО, 115, 120, 130, 140, 150, 160,. 170, 180, 190, 200 мм.
288
Таблица 56
Болты получистые
с увеличенной полу-
круглой головкой и
квадратным подго-
ловком для дерева
(по ГОСТ 7804-57)
Таблица номиналь-
ных размеров (в мм)
Номинальный диаметр резьбы d 5 6 8 ю 12
D 15 18 24 30 36
Н 2,7 3,2 4,2 5,5 6.2
а 5 6 8 10 12
R^ 12 14,2 19,2 . 23,2 29,2
h 3 4 5 6 8
г 0,5 0,5 0,5 0,5 0,8
Отношение 16 16 . 18 16. 18 16 . 18 20. 22
12 11 ' 13 10 ’ 12 9’11 11 ’ 13
2 184-110 20. 22 20 . 22 20 . 22 25. 28
А) 15 15 ’ 17 14 ’ 16 13 ’ 15 16 ' "19
где lQ — длина 25—150 25 . 28 25. 28 30 . 32
резьбы (включая 20 19 ’ 22 18 ’ 21 21 ’ 23
сбег резьбы)
304-220 30 . 32 = 35.38
25 23 ’ 25 26 ’ 29
35 40 . 42
.28 31 ' 33
384-260 • 454-260
30 35
Ряд длин /: 16, 18, 20, 22, 25 , 28 , 30, 32, 35 , 38 , 40, 42, 45 , 48 , 50 , 55, 60 , 65,
70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 130, 140, 150, 160, 170, .180, 190, 200,
210, 220 , 230, 240, 250, 260 мм
10 Ы809
289
Таблица 57
Болты чистые
Наименование гост Диаметр резьбы в мм Длина болта в мм Примеры условных обозначений
Болты чистые с ше- стигранной головкой (табл. 58) 7805-57 От М2 до М48 От 2,5 до 300 Болт М10х50 ГОСТ 7805-57 Болт МЮХ хюо—к ГОСТ 7805-57
Болты чистые с ше- стигранной головкой и отверстием в стержне (табл. 59) 7806-57 От Мб до М48 От 10 до 300 Болт М 10x50 ГОСТ 7806-57
Болты чистые с ше- стигранной головкой и отверстиями в головке (табл. 62) 7807-57 От Мб до М48 От 10 до 300 Болт М10Х50 ГОСТ 7807-57
Болты чистые с ше- стигранной уменьшен- ной головкой (табл. 60) 7808-57 От М8 до М48 От 10 до 300 Болт Ml0х 100 ГОСТ 7808-57 Болт М12Х хюо—к ГОСТ 7808-57
Болты чистые с ше- стигранной уменьшен- ной головкой и отвер- стием в стержне (табл. 61) 7809-57 От М8 до М48 От 10 до 300 Болт МЮхЮО ГОСТ 7809-57
Болты чистые с ше- стигранной уменьшен- ной головкой и отвер- стиями в головке (табл. 62) 7810-57 От М8 до М48 От 10 до 300 Болт МЮхЮО ГОСТ 7810-57
Болты чистые с ше- стигранной уменьшен- ной головкой и напра- вляющим подголовком (табл. 63) 7811-57 От Мб до М36 От 25 до 300 Болт Ml Ох 50 ГОСТ 7811-57
Болты чистые с ше- стигранной уменьшен- ной головкой с нап- равляющим подго- ловком и отверстием в стержне (табл 64) 7812-57 От Мб до М36 От 25 до 300 Болт М10Х50 ГОСТ 7812-57
290
Продолжение табл. 57
Наименование ГОСТ Диаметр резьбы в мм Длина болта в мм Примеры условных обозначений
Болты чистые с ше- 7813-57 От Мб От 25 Болт М 10x50
стигранной уменьшен- ной головкой с нап- равляющим подголов- ком и отверстиями в головке (табл. 65) до М36 до 300. ГОСТ 7813-57
Болты чистые с ше- 7814-57 От Мб От 10 Болт М10x100
стигранной уменьшен- ной головкой и шли- цем в головке (та'бл. 66) до М22 до 260 ГОСТ 7814-57
Болты чистые; с ше- 7815-57 От Мб От 18 Болт М 10x50
стигранной головкой для отверстий из-под развертки (табл. 67) до М48 до 300 ГОСТ 7815-57
Болты чистые, с ше- 7816-57 От Мб От 22 Болт М10Х50
стигранной головкой для отверстий из-под развертки с отверстием в стержне (табл, 68) до М48 до 300 ГОСТ 7816-57
Болты чистые;с ше- 7817-57 От М8 От 28 Болт М10Х50
стигранной уменьшен- ной головкой для от- верстий из-под разверт- ки (табл. 69) до М48 до 300 ГОСТ 7817-57
Болты чистые; с ше- 7818-57 От М8 От 25 Болт М 10x50
стигранной уменьшен- ной головкой для от- верстий из-под; раз- вертки. с отверстием в стержне (табл. 70) др М48 до 300 ГОСТ 7818-57
Болты чистые р квад- 7819-57 От Мб От 10 Болт М 10x50
ратной головкой'(табл. 71) .. : до М48 др 300 ГОСТ 7819-57
Болты чистые с 7820-57 От Мб От 25 Болт М10Х50
квадратной уменьшен- ной головкой и; нап- равляющим подголов- ком (табл. 72) до М36 до ?00, ГОСТ 7820-57
10*
291
Номинальный диаметр резьбы d 2 2,3 2,6 3 4
S 4 4,5 5 5,5 7
н 1,4 1,6 1,8 2.0 2,8
D 4,6 5,2 5,8 6,3 8,1
с 0,4 0,4 0,5 0,5 0,7
г — — — — —
Отношение ад. з 3 . 3,5 3 . 3,5 1 *• |сл 6 . 7
1 k' где lQ — длина 2,5’ 3 3 ’ 3,5 3 ’ 3,5 4 5 6 ’ 7
3,5 3,5 4 4 4 . 5 4 ’ 5 6\ L 6 ’ 7 ОО | 00
резьбы (включая сбег резьбы) для болтов с нормаль- ной длиной резьбы 4 4-18 5 4-22 6 4-25 8 4-30 104-35
4 5 6 8 10
Ряд ДЛИН It 2,5, з, 3,5, 4, 5 , 6 , 7, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28. 30. 32,
130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 230, 240. 250, 260, 280, 300 мм.
292
Таблица 58
Болты чистые с шестигранной головкой
(по ГОСТ 7805-57)
Таблица номинальных размеров (в мм)
5 6 8 10 12 14
9 10 14 17 19 22
3,5 4,5 5,5 7 8 9
10,4 11,5 16,2 19,6 21,9 25,4
0,8 1,0 1,2 1,5 1,8 2,0
— 0,5 05 0,5 0,8 0,8
6 • L 10 10. 12 12. 14 14. 16 16
6 ’ 7 10 10’ 12 12’ 14 14* 16 16
8 . 10 124-35 14 16 184-20 18
8 ’ 10 12 14 16 18 18
124-45 384-75 164-35 184-35 22 204-22
12 15 15 18 20 20
384-85 384-105 254-Ю5 25
18 20 22 22
1104-120 1104-180 284-105
25 28 25
1104-180
30
35, 38, 40» 42, 45, 48, 50» 55, G0,65, 70» 75, 80, 85» 90» 95, 100, 105, 110, 115, 120.
293
Номинальный диаметр резьбы d 16 18 20 22
S 24 27 30 32
н 10 12 13 14
D 27,7 31,2 34,6 36,9
с ~ 2,0 2,5 2,5 2,5
г 1,0 1,0 1,0 1,0
Отношение 18 20. 22 25. 28 30. 32
1 18 20’ 22 25’ 28 30’ 32
k ’ 204-22 254-28 304-32 354-Ю5
где /0— Длина резьбы (включая сбег резьбы) 20 25 30 35
для болтов с нор- 25 30 354-Ю5 1104-200
мальной длиной резьбы 22 28 32 40
284-30 32-М 05 1104-200
25 30 38
324-105 1104-200
28 35
1104-200
32
Ряд длин Z: 2,5, 3, 3,5, 4, 5, 6, 7, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 30, 32,
120, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 280, 300 мм.
294
Продолжение табл. 58
24 27 30 36 42 48
36 41 46 55 65 75
15 17 19 23 26 30
41,6 47,3 53,1 63,5 75 86,5
3.0 3,5 4,0 4,5 5 6
1,2 1,2 1,2 . 1,5 1,5 1,5
32. 35 35. 38 40. 42 48. 50 55. 60 65
32’ 35 35’ 38 40’ 42 48’ 50 55 * 60 65
384-Ю5 40 45. 48 55 654-210 ’ 704-210
38 40 45’ 48 55 65 7о;
110-4-200 424-105 504-210 604-210 2204-300 2204-300
45 42 50 60 75 80
1104-200 2204-240 2204-300
48 60 70
35, 38, 40, 42, 45, 48, 50 , 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 1( 05, 110, 115,
295
Номинальный диаметр резьбы d 2 2,3 ' 2,6 3 4
Отношение 1 где /0—длина резьбы (включая сбег резьбы) для болтов с увели- ченной длиной резьбы Л
Ряд длйн /: 14,/16, 1 190, 200, 210, 220, 230, ! 296 В', 20; 22, 25 240, 250, 260 , 28, 30, 32, , 280, 300, м 35, 38, 40, м. 42, 45, 48, 5 0, 55, 60, 65
Продолжение табл. 58
5 6 8 10 12 14
— 14. 16 14’ 16 18. 20 18’ 20 20. 22 20’ 22 20 20 22 22
18 18 22 22 25. 28 25’ 28 22. 25 22’ 25 25. 28 25’ 28
204-75 20 254-85 25 304-200 30 28. 30 28’ 30 30. 32 30’ 32
32 32 35. 38 35’ 38
354-260 35 404-260 40
70, 75, 80, 85, 90, 95, 1QQ, 105, .110, 115, 120, 130, 140, 150, 160,. 170, 180,
297
Номинальный диаметр резьбы d 16 18 20 22
Отношение 22. 25 22’ 25 28. 30 28’ 30 32 32 38. 40 38’ 40
1
тж — длина резьбы (включая сбег резьбы) 28 . 30 32. 35 35 4 38 42. 45
для болтов с увели- ченной длиной резьбы 28 ’ 30 32’ 35 35’ 38 42’ 45
32. 35 38. 40 40. 42 48. 50
32’ 35 38’ 40 40’ 42 48’ 50
38. 40 42. 45 45. 48 554-260
38’ 40 42’ 45 45’ 48 55
42 484-260 50
42 48 50
454-260 554-260
45 52
Ряд длин Z: 14, 16, 18, 20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60,
210, 220, 230, 240, 250, 260, 280, 300 мм.
298
Продолжение табл. 58
24 27 30 36 42 48
40. 42 40* 42 45. 48 45’ 48 55. 60 55’ 60 65 65 70. 75 70’ 75 75. 80 75’ 80
45. 48 45* 48 50. 55 50’ 55 65 65 70. 75 70’ 75 80. 85 80* 85 85. 90 85’ 90
50. 55 50* 55 60 60 704-260 70 804-300 80 904-300 90 954-300 95
604-260 60 65-4-260 65
65, 70, 75, 80, 85, 90, 95,
100, 105, ПО, 115,
120, 130, 140, 150, 160, 170, 180, 190, 200,
299
D^0,95S
02~S
\7Ь Остальное
Номинальный диаметр резьбы d 6 8 10 12 14 16 18
S 10 14 17 19 22 24 27
н 4,5 5,5 7 8 9 10 12
D 11,5 16,2 19,6 21,9 25,4 27,7 31,2
г 0,5 0,5 0,5 0,8 0,8 1 1
1 1,2 1,5 1,8 2 2 2,5
^3 2,0 2,0 2,5 3 3 4 4
Отношение 10 10. 12 12. 14 14. 16 16. 18 18. 20 20, 22
10 10’ 12 - - 16’ 18 18’ 20 20’ 22
Z 12 14 14’ 16
4) 124-35 14 16 18. 20 20. 22 22 25. 28
(в длину 12 14 16 18’ 20 20 22 22 25’ 28
резьбы /0 включается сбег резьбы) 384-75 164-35 184-35 224-105 254-105 25 304-105
15 15 18 22 25 25 30
Г 384-85 384-105 1104-180 1104-180 284-Ю5 1104-200
18 20 ’ 1104-120 25 28 30 28 1104-200 32 35 т
Разность 3 4 4 5 5 6 6
Z-/b . От 7=10 От Z=I0 От Z=12 От Z=14 От Z=16 От Z=18 От Z=20
где Zt — рас- стояние от опорной поверхности головки болта до оси отверстия до 7=75 до /=85 до/=120 до/=180 до /=180 до Z=200 до Z=200
Ряд длин I: 10, 12, 14, 16, 18, 20, 22, 25, 28, 30 , 32, 35, 38, 40, 42, 45, 48,
170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 280, 300 мм.
300
Таблица 59
Болты чистые с шестигранной головкой и отверстием в стержне
(по ГОСТ 7806-57)
Таблица номинальных размеров (в мм)
20 22 24 27 30 36 .. 42 48
30 32 36 41 46 55 65 75
13 14 15 17 19 23 26 30
34,6 36,9 41,6 47,3 53,1 63,5 75 86,5
1 1 1,2 1,2 1,2 1,5 1,5 ’ 1,5
2,5 2,5 3 3,5 4 4,5 5 6
4 5 5 5 6 6 8 8
25 30 35 40 45 50 60 704-210
25 30 35 40 45 50 60 70
28 28 32 32 38-4-105 38 424-105 48 55 55 654-210 2204-300
42 48 65 80
30 35-4-105 110-4-200 1104-200 504-210 604-210 2204-300
: 30 32-4-105 32 1104-200 . 38 35 110-4-200 40 45 48 50 2204-240 60 60 2204-300 70 75
6 7 7 8 9 10 12 - 12
От Z=25 От 7=30 От 7=35 От /=40 От /=45 От /=50 От /=60 От /=70
до/=200 до/=200 до /=200 до /=200 до /=240 до /=300 до/=300 до/=300
60, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, ПО, 115, 120, 130, 140, 150, 160,
301
D^0,95S
D2~S
Номинальный диаметр резьбы d 8 10 12 14 16 18
s н D с г Отношение Z ^0 (длина /0, включая сбег резьбы, 12 5,5 13,8 1,2 0,5 10. 12 10.' 12 14 14 164-35 14 7 . 16,2 1,5 0,5 12 . 14 12 ' 14 16 16 184-35 * 17 8 19,6 1,8 0,8 14. 16 14’ 16 184-20 18 22 19 9 21,9 2,0 0,8 16. J8 16’ 18 204-22 20 25 22 10 25,4 2,0 1,0 18 . 20 18 ’ 20 22. 25 20’ 22 284-30 24 12 27,7 2,5 1,0 20. 22 20’ 22 25. 28 25’ 28 304-105
для болтов с нор- мальной длиной 15 384-85 18 384-105 20 254-105 22 28-4-105 25 324-105 30 1104-200
резьбы) 18 20 1104-120 22 110-4-180 25 110-4-180 28 1104-200 35
25 28 30 32
Отношение 1 1. (длина /0, включая сбег резьбы, для. болтов с уве- личенной длиной резьбы) 18. 20 18’ 20 22 22 254-85 25 20. 22 20’ 22 25 . 28 25 ’ 28 304-200 30 20. 22 20 ’ 22 25. 28 25 ’ 28 30. 32 30’ 32 354-260 22 . 25 22 ’ 25 28. 30 28’ 30 32 . 35 32 ’ 35 38 • 22. 25. 22 ’ 25’ 28 . 30 28 ’ 30 28. 30 28 ’ 30 35 . 38 35 ’ 38 42 32 . 35 32’ 35 38. 40 38’ 40 42. 45 42’ 45 484-260
35 38 404-260 42 42 48
40 42 454-260
45
Ряд длин Z: 10, 12, 14, 16, 18, 20, ,22, 25, 28, 30, 32, 35, 38, 40,
210, 220, 23b, 240, 250, 260,‘280, 300 мм.
42, 45, 48, 50, 55, 60
302
Таблица 60
Болты чистые с шестигранной уменьшенной головкой
(по ГОСТ 7808-57)
Таблица номинальных размеров (в мм)
65, 1 20 22 24 27 30 36 42 48
27 13 31,2 2,5 1,0 25. 28 25’ 28 30 30 324-105 30 14 34,6 2,5 1,0 30. 32 30’ 32 354-105 32 15 36,9 3,0 1,2 32. 35 32’ 35 384-105 36 17 41,6 3,5 1,2 35. 38 35’ 38 40 40 424-105 41 . 19 47,3 4,0 1,2 40. 42 40’ 42 45. 48 45’ 48 504-210 50 23 57,7 4,5 1,5 48. 50 48’ 50 55 55 604-210 55 26 63,5 5,0 1,5 55. 60 55’ 60 654-210 65 30 75 6,0 1,5 65 65 704-210
35 1104-200 38 1104-200 65 2204-300 70 2204-300
32 1104-200 40 38. 40 38’ 40 42. 45 42’ 45 48. 50 48 ’ 50 554-260 45 40. 42 40’ 42 45 . 48 45’ 48 50. 55 50’ 55 604-260 42 1104-200 50 2204-240 60 2204-300 75 70. 75 70’ 75 80. 85 80’ 85 904-300 80 75. 80 75’ 80 85.90 85’ 90 954-300
38 32. 35 32 ’ 35 38. 40 38’ 40 42. 45 42’ 45 48. 50 48’ 50 554-260 48 45. 48 45’ 48 50. 55 50’ 55 60 60 654-260 60 55. 60 55’ 60 65 65 704-260 70 65. 70 65’ 70 75 75 804-300
70 130, 140, 80 150, 160 17 90 0, 100, 18i 95 0, 190, 200,
55 й, 90, 95, 1 60 100, 105, 111 65 0, 115, 120,
52 '0, 75, 80, !
303
V4 Остальное
Q5±Q2
Dt*095S
D2^S
Номинальный диа- метр резьбы d 8
S н D г d3 Разность Z— —где Zx— расстояние от опорной поверх- ности головки болта до оси отверстия Отношение Z /о’ где /0 — длина резьбы (вклю- чая сбег резьбы) 12 5,5 13,8 0,5 1,2 2,0 От 1 = 10 ДО 1 = 85 4 10. 12 Тб’ 12 14 14 164-35
15 384-85
18
н
10 12 14 16 18
14 7 16,2 0,5 1,5 2,5 От 1 = 12 До Z = 120 4 12 14 12’ 14 16 16 184-35 18 384-105 20 1104-120 17 8 19,6 0,8 1,8 3 От 1 = 14 ДО Z = 180 5 14 16 14’ 16 18. 20 18’ 20 224-105 22 1104-180 19 9 21,9 0,8 2 3 От 1 = 16 ДО 1 = 180 5 16 18 16’ 18 20. 22 20 ’ 22 254-105 25 1104-180 22 10 25,4 1 2 4 От Z = 18 ДО 1 = 200 6 18. 20 18’ 20 22. 25 22’ 25 284-105 28 1104-200 24 12 27,7 1 2,5 4 Ог 1=20 ДО 1 = 200 6 20. 22 20’ 22 25 28 25’ 28 304-Ю5 30 1104-200
28 30 32 35
25
20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 48,
Ряд длин /: 10, 12, 14, 16, 18, ___
170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 280, 300 мм.
304
Таблица 61
Болты чистые с шестигранной уменьшенной головкой и отверстием
в стержне
(по ГОСТ 7809-57)
Таблица номинальных размеров (в мм)
20 22 24 27 30 36 42 48
27 30 32 36 41 50 55 65
13 14 15 17 19 23 26 30
31,2 34,6 36,9 41,6 47,3 57,7 63,5 75
1 1 1,2 1,2 1,2 1,5 1,5 1.5
2,5 2,5 3 3,5 4 4,5 5 6
4 5 5 5 6 6 8 8
От От От От От От От От
/ = 25 1 = 30 1 = 35 / = 40 Z = 45 Z = 50 / = 60 / = 70
ДО ДО - До до До ДО До ДО
/ = 200 / = 200 / = 200 / = 200 / = 240 / = 300 / = 300 / = ЗОЭ
6 7 7 8 9 10 12 12
25. 28 30. 32 35 40 45. 48 50. 55 60 704-210
25’ 28 30’ 32 35 40 45’ 48 50’ 55 60 70
30 354-105 38-4-105 424-105 504-210 604-210 654-210 2204-300
30 35 38 42 50 60 65 80.
324-105 1104-200 1104-200 1104-200 2204-24 2204-300 2204-300
32 40 45 48 60 70 75
1104-200
38
. 60, 55, 60, 65, 70, 75, .80, 85 , 90, 95, 100, . 105, 110, 115, 120, 130, 140, 150, 160,
305
\7 9 Остальное
Dt-0,953
Болты чи
стигранной
ной голов
стиями в го
(по ГОСТ
Болты чи
стигранной
отверстиями
(по ГОСТ
Таблица но
разме
Номинальный диаметр резьбы d 6 8 10 12 14 16 18
S ДЛЯ ГОСТ 7807-57 10 14 17 19 22 24 27
S для ГОСТ 7810-57 — 12 14 17 19 22 24
Н 4,5 5,5 7 8 9 10 12
D для ГОСТ 7807-57 11,5 16,2 19,6 21,9 25,4 27,7 31,2
D для ГОСТ 7810-57 — 13,8 16,2 19,6 21,9 25,4 27,7
г 0,5 0,5 0,5 0,8 0,8 1 1
сяз 1 1,2 1,5 1,8 2 2 2,5
2 2,5 3 3 3,5 4 4
2,5 3 4 5,0 5,5 6,0 7,0
Отношение Ю. 12 Ю. 12 12. U 14 16 16. 18 18. 20 20. 22
/ 10’ 12 10; 12 12’ 14 14’ 16 16’ 18 1.8’ 20 20’ 22
/о 14 16 14. ]6 16 18 ]8. 20 20. 22 22. 25 25. 28
где /0 — длина резьбы (включая 14* 16 14’ 16 16’ 18 18’ 20 20’ 22 22’ 25 25’ 28
сбег резьбы) 18 18 20 20. 22 22. 25 25. 28 28. 30 30. 32
18 18’ 20 20’ 22 22’ 25 25’ 28 28’ 30 30’ 32
204-75 22 25. 28 28. 30 30. 32 32. 35 35. 38
20 22 25’ 28 28’ 30 30’ 32 32* 35 35’ 38
254-85 304-200 32 35. 38 38. 40 40. 42
25 30 32 35’ 38 38’ 40 40’ 42
354-260 404-260 42 45
35 40 42 45
454-260 484-260
45 48
Ряд длин I: 10, 12, 14, 16, 18, 20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 48,
170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 280, 300 мм.
Примечание, Болт диаметром резьбы Мб только по ГОСТ 7807-57,
306
Таблица 62
20 22 24 27 30 36 42 48 ‘
30 27 13 34,6 31,2 1 2,5 4 8,0 25. 28 ' 25’ 28 30. 32 30’ 32 35. 38 ' 35’ 38 ' 40. 42 40’ 42' 45. 48 .45’ 48 50 50 55-F260 52. 50, 55, 60, 32 30 14 36,9 34,6 1 2,5 4 9,0 3Q. 32 30’ 32 35. 38 35’ 38 40. 42 40’ 42 45. 48 45’ 48 50 50 554-260 36, 32; 15 41,6 36,9 1,2 3 4 : 10 32. 35 32’ 35 38. 40 38’ 40 42. 45 42’ 45 48. 50 48’ 50 55, 55 604-260 41 36 17 47,3 41,6 1,2 3,5 4 11 35. 38 35’ 38 40. 42 40’ 42 45. 48 45’ 48 50. 55 50’ 55 60 60 654-260 46 41 19 53,1 47,3 1,2 4 4 12 40. 42 40’ 42 45. 48 45’ 48 50. 55 50’ 55 60. 6$ 60’ 65 704-260 55 50 23 63,5 57,7 1,5 4,5 5 15 48. 50 48’ 50 55. 60 55’ 60. 65. 70. 65’ 70 75 • 75 , 804-ЗОф 65 55 26 75 63,5 1,5 5 5 17 55. 60 55’ 60 65. 70 65’ 70 75. 80 75’ 80 85 85 904-300 75 65. 30 86,5 75 1,5 6 5 20 65. 70 65’ 70 75. 8J) 75’ 80 85.: 90 85’ 90 954-300 95 150,’ • 160,
70 105, 110, ' ; 80 ; 115, .120, 90 130, 140,
55 65, 70, 75, 60: 80, 85, 90, 65 , 95, 100,
^Остальное
Df~Q95S
Болты чистые с ше
(по ГОСТ
Таблица
Номинальный диаметр резьбы d 6 8 10 12 14 16
6 8 10 12 14 16
S 10 12 14 17 19 22
н 4,5 5,5 7 8 9 10
D 11,5 13,8 16,2 19,6 21,9 25,4
г 0,5 0,5 0,5 0,8 0,8 1
1,0 1,2 1,5 1,8 2,0 2,0
h не менее 4 5 6 7 8 9
Отношение 1 1о' где Zo — длина резьбы (включая сбег резьбы) 254-75 20 304-85 25 384-200 30 424-260 35 484-260 40 554-260 45
Ряд длин Z: 25, 28, 30, 32, 35,
220, 230, 240, 250, 260, 280, 300 мм.
38, 40, 42, 45, 48, 50, 55, 60, 65, 70, 75,- 80,
308
Таблица 63
стигранной уменьшенной головкой и направляющим подголовком
7811-57)
номинальных размеров (в мм)
18 20 22 24 27 30 35
18 20 22 24 27 30 36
24 27 30 32 36 41 50
12 13 14 15 17 19 23
27,7 31,2 34,6 36,9 41,6 47,3 57,7
1 1 1 1,2 1,2 1,2 1,5
2,5 2,5 2,5 3,0 3,5 4,0 4,5
10 11 12 13 14 16 19
60-4-260 48 654-260 52 704-260 55 754-260 60 804-260 65 904-260 70 1004-300 80
85, 90, 95, 100, 105, НО, 115, 120, 130, 140, 150, 160, 170, 180, 190, 200,
210»
309
0,-0,958
D2=8
V4 Остальное
Болты чистые
и отверстием
(по ГОСТ
Таблица
Номинальный размер резьбы d 6 8 10 12 14 16
6 8 10 12 14 16
s 10 12 14 17 19 22
н 4,5 5,5 7 8 9 10
D 11,5 13,8 16,2 19,6 21,9 25,4
г 0,5 0,5 0,5 0,8 0,8 1
1,0 1,2 1,5 1,8 2,0 2,0
h не менее 4 5 6 7 8 9
^3 2,0 2,0 2,5 3 3 4
Отношение 254-75 304-85 384-200 424-260 484-260 554-260
1 4) где Zo — длина резьбы (включая сбег резьбы) 20 25 30 35 40 45
Разность 1—119 От От От От От От
где — расстояние 1 =25 1 =30 1 =38 1 =42 1 =48 1 =55
от опорной поверх- ДО ДО ДО ДО ДО ДО
ности головки бол- та до центра оси 1 =75 1 =85 / =200 1 =260 1 =260 1 =260
отверстия 3 4 4 5 5 6
Ряд длин Z: 25, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60, 65, 70 , 75, 80,
220, 230, 240, 250, 260, 280, 300 мм.
310
Таблица 64
с шестигранной уменьшенной головкой с направляющим подголовком
в стержне
7812-57)
номинальных размеров (в мм)
18 20 22 24 27 30 36
18 20 22 24 27 30 36
24 27 30 32 36 41 50
12 13 14 15 17 19 23
27,7 31,2 34,6 36,9 41,6 47,3 57,7
1 1 1 1,2 1,2 1,2 1,5
2,5 2,5 : 2,5 3,0 3,5 4,0 4,5
10 11 12 13 14 16 19
4 4 5 5 5 6 6
604-260', 654-260 704-260 754-260 804-260 . 90-4-260 100-4-300
48 52 55 60 65 ! 70 1 80
От От От От От От От
Z = 60. Z = 65 Z = 70 Z = 75 Z = 80 Z = 90 Z = 100
до ДО : До До До До До
1 = 260 Z = 260 Z = 260 Z = 260 Z =260 Z = 260 Z =300
6 6 7 7 8 9 10
85, 90, 95, 100, 105, ПО, 115, 120, 130, 140, 150, 160, 170, 180, 190, 200, 210,
£11
V4 Остальное
D1-Q95S
D^S
Болты чистые-.с
подголовком и
(по ГОСТ
Таблица
Номинальный диаметр резьбы d 6 8 10 12 14 16
6 8 10 12 14 16
s 10 12 14 17 ' 19 22
и 4,5 5,5 7 8 9 10
D 11,5 13,8 16,2 19,6 21,9 25,4
г 0,5 0,5 0,5 0,8 0,8 1
с » 1,0 1,2 1,5 1,8 2,0 2,0
h не менее 4 5 6 7 8 9
2,0 2,5 3 3 3,5 4
К 2,5 3 4 . 5,0 5,5 6,0
Отношение 254-75 304-85 38-4200 42-4260 484-260 554-260
1 где /0—длина резьбы (включая сбег резьбы) 20 25 30 35 40 45
•Ряд длин /: 25, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60, 65, 70, 75, 80, 85,
230, 240, 250, 260, 280, 300 мм.
312
Таблица 65
шестигранной уменьшенной головкой с направляющим
отверстиями в головке
7813-57)
номинальных размеров (в мм)
18 20 22 24 27 30 36
18 20 22 24 27 30 36
24 27 30 32 36 41 50
12 13 14 15 17 19 23
27,7 31,2 34,6 36,9 41,6 47,3 57,7
1 1 1 1,2 1,2 1,2 1,5
2,5 2,5 2,5 3,0 3,5 4,0 4,5
10 11 12 13 14 16 19
4 4 4 4 4 4 5
7,0 8,0 9,0 10 11 12 15
604-260 48 654-260 52 704-260 55 754-260 60 804-260 65 904-260 70 1004-300 80
90, 95, 100, 105,‘ ПО, 115- 120, J30, 140, 150, 160, 170, 180, 190, 200, 210, 220,
313
Д ^Q95S
Болты чи
(по ГОСТ
Таблица
Номинальный диаметр резьбы d G 8 10 12
S 10 12 14 17
н 4,5 5,5 7 8
D 11,5 13,8 16,2 19,6
г 0,5 0,5 0,5 0,8
с « 1 1,2 1,5 1.8
Ъ 1,5 1,5 2 3
h 2,5 3 4 5,5
Отношение 10. 12. 14 10. 12. 14 12. 14. 16 14. 16. 18
_ * - - Ж. —_ Ж
. 1 1о • 10 12 14 10 12 14 12 14 16 14 16 18
16. 18 16. 18 18. 20. 22 20. 22. 25
16’ 18 16’ 18 - Ж -— _ _ . а — а •
где /0 — длина . 18 20 22 20 22 25
резьбы (включая .204-75 20. 22 25. 28 28. 30. 32
' сбег резьбы) 20 20’ 22 25’ 28 28’ 30’ 32
254-85 25 304-200 30 354-260 35
Ряд длин Z: 10, 180, 190, 200, 210, 22< 12, 14, 16, 18, ), 230, 240, 250, 20, 22, 25, 28, 3( 260 мм» 3, 32, 35, 38, 40, , 42, 45, 48, 50,
314
Таблица 66
стые с шестигранной уменьшенной головкой и шлицем в головке
7814-57)
номинальных размеров (в мм)
14 16 18 20 22
19 22 24 27 30
9 10 12 13 14
21,9 25,4 27,7 31,2 34,6
0,8 1 1 1 1
2 , 2 2,5 2,5 2,5
3 4 4 4 5
6,5 7 9 10 10
16. 18. 20 18. 20. 22 18. 20. 22 20. 22. 25 22. 25. 28
- - - а 18’ 20’ 22 л—• а а ~ а - 22 ’ 25 ’ 28
16 18 20 18 20 22 20 22 25
22. 25. 28 25. 28. 30 25. 28. 30 28. 30. 32 30. 32. 35
22 ’ 25 ’ 28 * — * — . * — —а - — - 28’ 30’ 32 30’ 32’ 35
25 28 30 25 28 30
30. 32. 35 32. 35. 38 32 . 35 . 38 35. 38. 40 38. 40. 42
- - а - 32 ’ 35 ’ 38 г~ а - - - а а - а - - - а ——а
30 32 35 32 35 38 35 38 40 38 40 42
38 40. 42 40. 42. 45 42. 45. 48 45. 48. 50
38 40’ 42 - _ _ 42 ’ 45 ’ 48 45 ’ 48 ’ 50
40 42 45
40-4-260 45—260 48-?260 ' 50 554-260
40 45 48 50 554-260 52 55
55, 60, 65, 70,- 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 130, 140, 150, 160, 170,
315
V 4 СКроме dt)
Болты
(по ГОСТ
Таблиц^
Номинальный диаметр резьбы d 6 8 10 12 14 16 18
7 9 11 13 15 17 19
н 4,5 5,5 7 8 9 10 12
S 10 * 14 17 19 22 24 27
D 11,5 16,2 19,6 21,9 25,4 277 31,2
d% 4 5,5 7 8,5 10 12 13
^2 1,5 1,5 2 2 3 3 3
г не более 0,25 0,25 0,25 0,25 0,25 0,25 0,5
Отношение 184-35 284-35 304-35 324-105 404-105 454-Ю5 554-Ю5
1 12 15 18 22 25 28 30
1а ' 384-65 384-80 384-Ю5 1104-180 1104-180 1104-200 1104-200
где /0—дли- на резьбы (включая сбег резьбы) 15 ; 18 20 1104-120 25 28 30 32 35
Ряд длин /: 18, 20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60, 65, 70,
210, 220, 230, 240, 250, 260, 280, 300 мм.
316
Таблица 67
чистые с шестигранной головкой для отверстий из-под развертки
7815-57)
номинальных размеров (в мм)
20 22 24 27 зо 36 42 48
21 23 25 28 32 38 44 50
13 14 15 17 19 23 26 30
30 32 36 41 46 55 65 75
34,6 36,9 41,6 47,3 53,1 63,5 75 86,5
15 17 18 21 23 28 33 38
4 4 4 5 5 6 7 8
0,5 0,5 0,5 0,5 0,5 1 1 1
554-105 554-105 604-105 704-105 754-210 904-210 1104-210 1204-210
32 35 38 42 50 55 65 70
1104-200 1104-200 1104-200 1104-200 2204-230 2204-300 2204-300 2204-300
38 40 45 48 60 65 75 80
75» 80, 85, 90, 95, 100, Ю5, 110, 115, 120, 130, 140, 150, 160, 170, 180, 190, 200,
317
V4 (Кроме d})
Болты чи
стием, в
(по ГОСТ
Таблица
Номинальный диаметр резьбы d 6 8 10 12 И 16 18
di 7 9 11 13 15 17 19
S 10 14 17 19 22 24 27
И 4,5 5,5 7 8 9 10 12.
D 11,5 16,2 19,6 21,9 25,4 27,7 31,2
d2 4 5,5 7 8,5 10 12 13
4 1,5 1,5 2 2 3 3 3
г не более 0,25 0,25 0,25 0,25 0,25 0,25 0,5
d3 2,0 2,0 2,5 3 3 4 4 .
Отношение 224-35 284-35 304-35 404-105 454-105 504-105 554-105
/ 15 18 20 28 30 . 32 35
/о ’ 384-60 384-80 384-105 1104-180 1104-180 1104-200 1104-200
где /0—дли- на резьбы (включая 18 20 ’ 22 1104-120 32 35 38 40
сбег резьбы) ; ! 28 •
Разность Z — /р От Z=22 От Z=28. От , Z=30 1 От Z=40 От ; Z=45 i От Z=50 . От Z^=55
где Zi — рас- стояние до до ; Z=80! ДО Z==120 ДО ; Z=180; ДО Z=180 . ДО Z=200 До 7=200
опорной по- верхности головки бол- 4,5 5,5 6 7 : 8 \ 9 :: 9
та до оси отверстия -. ।
Ряд длин Z: 22, 25,
250; 260; 280; 300 мм.
28 , 30, 32, 35 , 38 , 40, 42 , 45, 48 , 50, 55, 60, 65, 70, 75, 80, 85,
318
Таблица 68
стые с шестигранной головкой для отверстий из-под развертки с отвер-
стержне
7816-57)
номинальных размеров (в мм)
20 22 24 27 30 36 42 48
21 23 25 28 32 38 44 50
30 32 36 41 46 55 65 75
13 14 15 17 19 23 26 30
34,6 36,9 41,6 47,3 53,1 63,5 75 86,5
15 17 18 21 23 28 33 38
4 4 4 5 5 6 7 8
0,5 0,5 0,5 0,5 0,5 1 1 1
4 5 5 5 6 6 8 8
60-М 05 654-105 704-105 754-120 904-210 1004-210 1104-210 1204-210
38 42 45 50 60 65 75 80
110-F200 1104-200 1104-200 1304-200 2204-230 2204-300 2204-300 2204-300
42 48 50 55 70 75 85 90
От /=60 От 7=65 От 2=70 От /=75 От /=90 От /=100 От /=110 От /=120
До /=200 До /=200 ДО /=200 До /=200 до /=230 до /=±=300 ДО /=300 До /=300
. 10 211 11 13 14 16 19 20
90, 95, 100,
105, ПО; 115, 120, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 230 , 240,
319
V4 (Кроме d,}
Поминальный диаметр резьбы d 8 10 12 14 16 18
S 12 14 17 19 22 24
н 5,5 7 8 9 10 12
D 13,8 16,2 19,6 21,9 25,4 27,7
9 11 13 15 17 19
^2 5,5 7,0 8,5 10,0 12,0 13,0
^2 1,5 2,0 2,0 3,0 3,0 3,0
г не более 0,25 0,25 0,25 0,25 0,25 0,5
Отношение 284-35 304-35 324-105 404-105 454-105 504-105
/ 15 18 22 25 28 30
/о ’ 384-80 384-105 1104-180 1104-180 1104-200 1104-200
где /0 —длина резьбы (вк лючая сбег резьбы) 18 20 1104-120 28 30 32 35
25
Ряд длин It 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60,. 65. 70, 75. 80, 85, 90, 95,
280, 300 мм.
320
Таблица 69
Болты чистые с шестигранной уменьшенной головкой для отверстий
из-под развертки
(по ГОСТ 7817-57)
Таблица номинальных размеров (в мм)
20 22 24 27 30 36 42 48
27 30 32 36 41 50 55 65
13 14 15 17 19 23 26 30
31,2 34,6 36,9 41,6 47,3 57,7 63,5 75
21 23 25 28 32 38 44 50
15,0 17,0 18,0 21,0 23,0 28,0 33,0 38,0
4,0 4,0 4,0 5,0 5,0 6,0 7,0 8,0
0,5 0,5 0,5 0,5 0,5 1,0 1,0 1,0
554-105 554-105 604-Ю5 704-Ю5 804-210 904-210 1104-210 1204-210
32 35 38 42 50 55 65 70
1104-200 1104-200 1104-200 1104-200 2204-230 2204-300 2204-300 2204-300
38 40 45 48 60 65 75 ' 80
100» 105, ПО, 115, 120, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 230, 240, 250, 260,
11 1809 321
ST4(Кроме dj)
2^0,953
Номинальный диаметр резьбы d 8 10 12 14 16 18
dj 9 И 13 15 17 19
S 12 14 17 19 22 24
Н 5,5 7 8 9 10 12
D 13,8 16,2 19,6 21,9 25,4 27,7
^2 5,5 7 8,5 10 12 13
1г 1,5 2 2 3 3 3
г не более 0,25 0,25 0,25 0,25 0,25 0,5
Лз 2,0 2,5 3 3 4 4
Примечание. Размеры Ц l0 и Zx выбираются по данным, приведенным
322
Таблица 70
Болты чистые с шестигранной уменьшенной головкой для отверстий
из-под развертки с отверстием в стержне
(по ГОСТ 7818-57)
Таблица номинальных размеров (в ;ил«)
20 22 24 27 30 36 42 48
21 23 25 28 32 38 44 50
27 30 32 36 41 50 55 65
ia 14 15 17 19 23 26 30
31,2 34,6 36,9 41,6 47,3 57,7 63,5 75
15 17 18 21 23 28 33 38
4 4 4 5 5 6 7 8
0.5 0,5 0,5 0,5 0,5 1 1 1
4 5 5 5 6 6 8 8
в табл. 68
, I 254-35
(ГОСТ 7816-57). Исключение для d — 8, где -ц = —.
11*
323
Остальное
D, = 0.95S
Номиналь- ный диаметр резьбы d 6 8 10 12 14 16 18
s 10 14 17 1 19 22 | 24 27
4,5 5,5 7 1 1 8 9 1 10 12
D 14,1 19,8 24 | 26,9 31,1 | 33,9 38,2
Г 0,5 | 0,5 0,5 । | 0,8 0,8 1 1
1,0 1,2 1,5 1,8 2 1 2 | 2,5
Отноше- ние / ^0 где /0 — длина резьбы (включая сбег резьбы) 10. 12 10’ 12 14. J6 14’ 16 18 18 204-75 10. 12. 14 Ю’ 12’ 14 16. 18. 20 16’ 18’ 20 22 22 254-85 12. 14. 16 12’ И’ 16 ]8. 20. 22 18’ 20’ 22 25. 28 25’ 28 304-200 14. 16 14’ 16 18. 20 18’ 20 22. 25 22’ 25 28. 30 28’ 30 32 32 354-260 16. 18. 20 16’ 18’ 20 22. 25. 28 22’ 25’ 28 30. 32. 35 30’ 32’ 35 38 38 404-260 18. 20. 22 18’ 20’ 22 25. 28. 30 25’ 28’ 30 32. 35. 38 32’ 35’ 38 40. 42 40’ 42 454-260 18. 20 18’ 20 22. 25 22’ 25 28. 30 28’ 30 32. 35
20 25 30 32’ 35 38. 40
40 45 38’ 40 42. 45 42’ 45 484-260
35
48
Ряд длин I: 10, 12, 14, 16, 18, 20, 22, 25, 28, 30, 32, 35, 38, 40, 42, 45, 48.
170, 180, 19,0, 200, 210, 220, 230, 240, 250, 260, 280, 300 мм.
324
Таблица 71
Болты чистые с квадратной головкой
(по ГОСТ 7819-57)
Таблица номинальных размеров (в мм)
20 22 24 27 30 36 42 48
30 32 36 | 41 46 55 65 75
13 14 15 1 17 19 23 26 30
42,4 45,4 51,0 | 58,0 65,0 78,0 92,0 106,0
1 1 1,2 1 1,2 1,2 1,5 | 1,5 1,5
2,5 2,5 3 1 3,5 4 •4,5 1 5 6
20. 22. 25 20’ 2? 25 22. 25 22’ 25 25. 28 25’ 28 30. 32. 35 30’ 32’ 35 32. 35. 38 32’ 35’ 38 40. 42 40’ 42 45. 48. 50 45’ 48’ 50 55. 60 55’ 60
28. 30. 32 28’ 30’ 32 28. 30 28’ 30 30. 32 30’ 32. 38. 40. 42 38’ 40’ 42 40. 42. 45 40’ 42’ 45 45. 48 45’ 48 55. 60. 65 55’ 60’ 65 65. 70 65’ 70
35. 38. 40 35’ 38’ ’40 32. 35 32’ 35 35. 38 35’ 38 45. 48. 50 45’ 48’ 50 48. 50. 55 48’ 50’ 55 50. 55 50’ 55 70. 75. 80 70’ 75’ 80 75. 80 75’ 80
42. 45. 48 42’ 45’ 48 38. 40 38’ 40 40. 42 40’ 42 55. 60 55 ’ 60 60. 65 60’ 65 60. 65 60’ 65 85 85 85 . 90 85 ’ 90
50 42. 45 45 . 48 654-260 704-260 70. 75 904-300 954-300
50 42’ 45 45 ’ 48 65 70 70’ 75 90 95
554-260 48. 50 50. 55 804-300
52 48’ 50 50’ 55 80
554-260 604-260
55 60
50, 55, 60, 65, 70, 75, 80, 85 , 90, 95, 100, 105, ПО, 115, 120, 130, 140, 150, 160,
325
Номинальный (наибольший) диаметр резьбы d 6 8 10 12 14 16
Z1= 1,35 d 10 12 15 18 20 22
1 d — — 10 12 14 16
c 1 1 i,5 1,8 2 2
Для метрической резьбы с крупным шагом t 1 1,25 1,5 1,75 2 2
^2 4,5 6,2 7,8 9,5 И 13
Для метрической с мелким шагом t . . 0,75 1 1 1,25 1,5 1,5
d% 4,8 6,5 8,5 10,2 11,8 13,8
Для метрической с мелким шагом t . . . 0,5 0,75 0,75 1 1 1
, ^2 • • 5,2 6,8 8,8 10,5 12,5 14,5
Для метрической резьбы с крупным ша- гом t 1 1,25 1,5 1,75 2 2
d% 2 2 3 4 4 4
Для метрической с мелким шагом t . . . 0,75 1 1 1,25 1,5 1,5
d2 • • 1,5 2 2 2 3 3
Для метрической с мелким шагом t . . . 0,5 0,75 0 75 1 1 1
С?2 • • 1 1,5 1,5 2 2 2
Диаметр шплинтов отверстия 1,5 2 2,5 3 3 4
326'
Таблица 72
Шпильки чистые
(по ОСТ 20001-38)
типа А без проточки (фиг. а) и типа Б с проточкой (фиг. б)
Таблица номинальных размеров’ (в мм)
18 20 22 24 27 30 36 42 48
25 28 30 35 38 42 50 58 65
18 20 22 24 27 30 36 42 48
2,5 2,5 2,5 3 3,5 4 4,5 5 6
2,5 2,5 2,5 3 3 3,5 4 4,5 5
14,4 16,4 18,4 19,5 22,5 24,8 30 35,2 40,5
1,5 1,5 1,5 2 2 2 3 3 3
15,8 17,8 19,8 21 24 27 31,5 37,5 43,5
1 1 1 1,5 1,5 1,5 2 2 2
16,5 18,5 20,5 21,8 24,8 27,8 33 39 45
2,5 2,5 2,5 3 3 3,5 4 4,5 5
5 5 5 6 6 8 8 10 10
1,5 1,5 1,5 2 2 2 3 3 3
3 3 3 4 4 4 6 6 6
1 1 1 1,5 1,5 1,5 2 2 2
2 2 2 3 3 3 4 4 4
4 4 5 5 5 6 6 8 8
327
328
V4 Остальное
Таблица 73
Болты чистые с квадратной уменьшенной головкой
и направляющим подголовком
(по ГОСТ 7820-57)
Таблица номинальных размеров (в мм)
Номинальный диаметр резьбы d 6 8 10 12 14 16 18 20 22 24 27 30 36
dx 6 8 10 12 14 16 . 18 20 22 24 27 30 36
S 10 12 14 17 19 22 24 27 30 32 36 41 50
Н 4,5 5,5 7 8 9 10 12 13 14 15 17 19 23
D 14,1 17 19,8 24 26,9 31.1 33,9 38,2 42,4 45,4 51 58 70,7
г 0,5 0,5 0,5 0,8 0,8 1 1 1 1 1,2 1,2 1,2 1,5
с ~ 1,0 1,2 1,5 1,8 2,0 2,0 2,5 2,5 2,5 3,0 3,5 4,0 4,5
h не менее Отношение 4 5 6 7 8 9 10 11 12 13 14 16 19
ГПР 1 254-75 304-85 384-200 424-260 484-260 554-260 604-260 654-260 704-260 754-260 804-260 904-260 1004-300
длина резь- бы (включая сбег резьбы) 20 25 30 35 40 45 48 52 55 60 65 70 80
Ряд длин I: 25, 28 , 30, 32, 35, 38 , 40, 42, 45, 48 , 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 130, 140, 150, 160, 170,
180, 190, 200, 210, 220, 230, 240, 250, 260, 280, 300 мм.
Таблица 74
Длина I шпилек и длина /0 нарезанной части шпильки под гайку,
включая сбег резьбы (по ОСТ 20001-38)
Размеры в мм
Диаметр шпильки Отношение Z/Zo для длин
Шпильки под гайку обык- новенную Шпильки под гайку обыкновенную с прошплинтовкой или корончатую
6 16-^35 . 404-60 164-35 . 404-60
12 1 15 15 ’ 18
8 184-35 . 404-80^ 204-35 . 404-80
15 7 18 18 ’ 20
10 224-35 . 18 ’ 40-4(105) 20 204-35 . 20 ’ 404-(Ю5) 22
ПО 4- 120 25 ПО 4- 120 28
12 254-(Ю5). 22 ' 1104-180 28 304-(Ю5). 28 ' 1104-180 32
14 284-(105). 25 ’ 1104-180 30 324-(Ю5). 30 ’ 1104-180 35
16 32-4(105). 28 ’ 1104-200 32 35-4(105). 32 ’ 1104-200 38
18 35-4(105). 30 ’ 1104-200 35 40-4(105). 35 ’ 1104-200 40
20 40-4(105). 32 1 1104-200 38 40-4(105). 38 ’ 1104-200 42
329
Продолжение табл. 74
Диаметр шпильки Отношение Z//o для длин
Шпильки под гайку обыкно- венную Шпильки под гайку обыкновенную с прошплинтовкой или корончатую
22 45-И105). 35 ’ 1104-200 40 454-(Ю5). 42 ’ 1104-200 48
24 454-(105) 38 1 1104-200 45 504-(Ю5). 45 ’ 1104-200 50
27 554-(Ю5). 42 ’ 1104-200 48 554-(Ю5). 50 ’ 1104-200 55
30 60-?(210). - 50 * 2204-240 60 654-(210). 60 ’ 2204-240 70
36 704-(210). 55 ' 2204-300 65 704-(210). 65 ’ 2204-300 75
42 80-г(210). 65 ’ 2204-300 75 804-(210). 75 ’ 2204-300 85
48 804-(210). 70 ' 2204-300 80 80. 75’ 220 854-(210) 80 4-300 90
Ряд длин /: 16, 18, 20, 22, 25, 28, 30, 32, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80,
85, 90, 95, 100, (105), ПО, (115), 120, (125), 130, 140, 150, 160, 170, 180, 190, 200,
(210), 220, (230), 240, (250), 260, 280, 300 мм.
Примечания. 1. 105, 115, 125 мм только для шпилек диа'М. d < 27 мм. 2. Дли-
ны 16, 18 и 20 мм не распространяются на шпильки с глубиной завинчивания 1 d
в тело детали. 3. Шпильки под обыкновенную гайку длиной 85 и 95 мм при d>42 мм
и шпильки под корончатую гайку длиной 65, 75, 85 и 95 мм при d > 30 мм по воз-
можности не применять.
33Q?'
винты
Винтом называется резьбовое изделие, представляющее собой стер-
жень с головкой различной формы и резьбой для ввинчивания в одну
из соединяемых деталей.
В зависимости от назначения (табл. 75) винты применяют для соеди-
нения деталей разъемного соединения (соединительный винт) или для
взаимного фиксирования деталей (установочный винт).
Соединительные винты предназначаются для соединения деталей,
изготовленных из металла или дерева, и ввинчивают их непосредствен-
но в детали (без применения гаек).
Винты для дерева с головкой, выполненной под гаечный ключ, на-
зываются глухарями, а с головкой, имеющей шлиц под отвертку,--» шу-
рупами.
Резьба на винтах должна соответствовать ГОСТ 8724-58: для диа-
метров от 2 до 6 рекомендуется применять крупный шаг, а для диа-
метров от 8 до 42 крупный и мелкий (08—1; 010—1,5; 012—1,25;
04, 10, 18 и 20—1,5; 024 и 30—2; 036 и 42—3) шаги.
Винты изготовляются из стали следующих марок: Ст. 3 и Ст. 6 по
ГОСТ 380-60, 10 и 45 по ГОСТ 1050-60 и А12 по ГОСТ 1414-54. Мате-
риал для винтов устанавливается заказчиком.
Форма концов соединительных винтов бывает плоская или в виде
усеченного конуса, а установочных винтов —коническая, цилиндри-
ческая, ступенчатая и плоская; применяют также установочные винты
с закругленными концами.
Допускается изготовление винтов по фиг. А (табл. 76 и др.) при
невозможности изготовления или применения винтов основного вида.
Условное обозначение винтов содержит обозначение резьбы, длину
винта и номер соответствующего госта.
Для обозначения размеров и углов винтов на чертежах и в таблицах
приняты следующие условные обозначения:
d — диаметр резьбы винта в мм;
I — длина винта в мм;
lQ — длина нарезанной части винта в мм;
Н — высота головки в мм;
D — диаметр головки (диаметр описанной окружности) в мм;
b — ширина прорези (шлица) в мм;
h — высота прорези или буртика в мм;
R — радиус сферической головки в мм;
С — высота конца винта в мм;
hi — высота стрелки сегмента головки или конца винта в мм;
г — радиусы закруглений в мм;
di — диаметр для соединительных винтов в мм;
Ci — высота конической ступени конца винта в мм;
S — размер «под ключ» в мм.
§31
Таблица 75
Типы винтов и их условное обозначение на чертежах
Назна-t чение Наименование гост Диаметр резьбы в мм Длина в мм Условное обозна- чение
| Крепежные I Винты с по- лукруглой го- ловкой (табл. 76) 1489-58 От 1 до 20 От 1,5 до 120 Винт Ml2 X 30 ГОСТ 1489-58 Винт М12 X X 1.25 X 30 ГОСТ 1489-58
Винты с по- тайной голов- кой (табл. 77) 1490-58 От 1 до 20 От 2 до 120 Винт Ml2 X 30 ГОСТ 1490-58 Винт Ml2 X X 1.25 X 30 ГОСТ 1490-58
Винты с ци- линдрической головкой (табл. 78) 1491-58 От 1 до 20 От 1,5 до 120 Винт М12 X 30 ГОСТ 1491-58 Винт Ml2 X X 1,25 X 30 ГОСТ 1491-58
Винты с по- лупотайной го- ловкой (табл. 79) 1475-58 От 1 до 20 От 2 до 120 Винт М12 X 30 ГОСТ 1475-58 Винт М12 X X 1.25 X 30 ГОСТ 1475-58
Установочные 1 Винты уста- новочные с ко- ническим кон- цом (табл. 80) 1476-58 От 1 до 20 От 2 до 60 Винт М8 X 20 ГОСТ 1476-58 Винт М8 X 1 X X 20 ГОСТ 1476-58
Винты уста- новочные с пло- ским концом (табл. 81) 1477-58 От 1 до 20 От 2 до 60 Винт М10 X 40 ГОСТ 1477-58 Винт М10 X X 1,25 X 40 ГОСТ 1477-58
Винты уста- новочные с ци- линдрическим концом (табл. 82) 1478-58 От 5 до 20 От 8 до 60 Винт Ml2 X 28 ГОСТ 1478-58 Винт Ml2 X X 1,25 X 28 ГОСТ 1478-58
Винты уста- новочные с за- сверленным концом (табл. 83) 1479-58 От 6 до 2С 1 От 8 до 60 Винт М12 X 28 ГОСТ 1479-58 Винт Ml2 X X 1,25 X 28 ГОСТ 1479-58
332
Продолжение табл. 75
Назна- чение Наименование гост Диаметр резьбы в мм Длина в мм Условное обозна- чение
Крепежный Винты с ци- линдрической головкой и сферой (табл. 84) 8877-58 От 2,3 до 10 От 5 до 100 Винт М8 X 30 ГОСТ 8877-58 Винт М8 X 1 X X 30 ГОСТ 8877-58
Установочные 1 Винты уста- новочные с шес- тигранной го- ловкой и цилин- дрическим кон- цом (табл. 85) 1481-58 От 6 до 20 От 12 до 100 Винт Ml2 X 28 ГОСТ 1481-58 Винт Ml2 X X 1,25 X 28 ГОСТ 1481-58
Винты уста- новочные с квадратной го- ловкой и цилин- дрическим кон- цом (табл. 86) 1482-58 От 6 до 20 От 12 до 100 Винт М12 X 28 ГОСТ 1482-58 Винт М12 X X 1,25 X 28 ГОСТ 1482-58
Винты уста- новочные с ше- стигранной го- ловкой и сту- пенчатым кон- цом (табл. 87) 1483-58 От 6 до 20 От 12 до 100 Винт MIO X 35 ГОСТ 1483-58 Винт М10 X X 1,25 X 35 ГОСТ 1483-58
Винты уста- новочные с квадратной го- ловкой и сту- пенчатым кон- цом (табл. 88) 1484-58 От 6 до 20 От 12 до 100 Винт MIO X 20 ГОСТ 1484-58 Винт М10 X X 1,25 X 20 ГОСТ 1484-58
Винты уста- новочные с квадратной го- ловкой и за- сверленным концом (табл. 89) 1485-58 От 6 до 20 От 12 до 100 Винт Ml0 X 20 ГОСТ 1485-58 Винт М10 X X 1,25 X 20 ГОСТ 1485-58
333
Продолжение табл. 75
[ Назна-г чение Наименование гост Диаметр резьбы в мм Длина в мм Условное обозна- чение
Установочные Винты уста- новочные с квадратной го- ловкой и за- кругленным концом (табл. 90) 1486-58 От 8 до 20 От 15 до 100 Винт М8 X 30 ГОСТ 1486-58 Винт М8 х X 1 X 30 ГОСТ 1486-58
Винты уста- новочные с ма- лой квадратной головкой и сту- пенчатым кон- цом (табл. 91) 1487-58 От 10 до 20 От 18 до 100 Винт М12 X 50 ГОСТ 1487-58 Винт М12 X X 1,25 х 50 ГОСТ 1487-58
Крепежные Винты с квадратной го- ловкой и бур- тиком (табл. 92) 1488-58 От 5 до 20 От 15 до ПО Винт М8 X 30 ГОСТ 1488-58 Винт М8 X X 1 X 30 ГОСТ 1488-58
Винты с ци- линдрической головкой и ше- стигранным углублением «под ключ» (табл. 93) 5993-58 От 4 до 42 От 8 до 300 Винт. М12 Х,60 ГОСТ 5993-58 Винт Ml 2 X X 1,25 X 60 ГОСТ 5993-58
Установочные i Винты уста- новочные с ко- ническим кон- цом и шести- гранным углу- блением «под ключ» (табл. 94) 8878-58 От 6 до 24 От 8 до 100 Винт М12 X 60 ГОСТ 8878-58 Винт М12 X X 1,25 X 60 ГОСТ 8878-58
Винты уста- новочные с ма- лой квадратной головкой и за- сверленным кон- цом (табл. 95) 8880-58 От 6 до 20 От 8 до 60 Винт М12 X 30 ГОСТ 8880-58 Винт Ml 2 X X 1,25 X 30 ГОСТ 8880-58
334
Таблица 76
^Остальное
Винты с полукруглой головкой
(по ГОСТ 1489-58)
Таблица номинальных
размеров (в мм)
d D н Я* ь h i (от—до) Резьба до го- ловки при 4 г, нё бо- лее
1 2 1 1 0,3 0,5 0,2 1,5-? 5 4 3 0,2
1,2 2,3 1,15 1,2 0,3 0,6 0,2 2 -? 7 5 4 0,2
1,4 2,6 1,3 1,3 0,4 0,7 0,3 2 -г Ю 5 4 0,2
1,6 3 1,5 1,5 0,4 0,8 0,3 2 -? 14 6 5 0,2
(1,7) 3 1,6 1,5 0,4 0,9 0,3 2,5-? 14 6 5 0,2
2 3,5 1,8 1,8 0,5 1,0 0,4 2,5-? 18 7 6 0,2
(2,3) 4 2 2 0,6 1,1 0,4 3 -? 22 8 7 0,2
2,5 4,5 2,1 2,3 0,6 1,2 0,5 3 -? 22 10 8 0,2
(2,6) 4,5 2,2 2,3 0,6 1,3 0,5 3 -? 22 10 8 0,2
3 5,5 2,5 2,8 0,8 1,4 0,5 4 -? 30 10 9 0,2
(3,5) 6,3 2,8 3 0,8 1,6 0,6 6 -? 30 12 10 0,2
4 7 3,2 3,5 1 1,8 0,7 6 -? 35 14 12 0,4
5 9 4 4,5 1,2 2,2 0,8 7 -? 45 14 12 0,4
6 10,5 4,5 5,3 1,5 2,5 1,0 10 -? 55 18 16 0,4
8 13 6 6,5 2 3,2 1,2 12 -? 65 22 20 0,4
10 16 7,5 8 2,5 3,8 1,5 18 -? 65 28 25 0,6
12 18,5 9 9,3 3 4,2 1,8 22 -? 85 32 28 0,6
М 21 10 10,5 3 4,5 2,0 25 -? 90 38 32 0,6
16 24 11 12 4 5 2,0 30 -? 95 40 35 0,6
18 27 12,5 13,5 4 5,5 2,5 35 -?110 48 40 0,8
20 30 14 15 4 6 2,5 40 -?120 50 45 0,8
Ряд длин /: 1,5, 2, 2,5, 3, 3,5, 4, 5, 6, (7), 8, 10, 12, 14, 16 18, 20, 22, 25, 28,
30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120 мм.
335
Таблица 77
Винты с потайной головкой
(по ГОСТ 1490-58)
Таблица номинальных
размеров (в мм)
d D Н г не бо- лее b h с ~ 1 (от—до) Резьба до го- ловки при Zo
1 2 0,6 0,2 0,3 0,3 0,2 24- 5 4 3
1,2 2,4 0,7 0,2 0,3 0,3 0,2 2,54- 7 6 4
1,4 2,8 0,8 0,2 0,4 0,4 0,3 , 34- Ю 6 4
1,6 3,2 1,0 0,2 0,4 0,4 0,3 34- 14 7 5
(1,7) 3,4 1,0 0,2 0,4 0,5 0,3 3-4- 14 7 5
2 4 1,2 0,2 0,5 0,5 0,4 34- 18 8 6
(2,3) 4,6 1,3 0,2 0,6 0,6 0,4 4-4- 22 10 7
.2,5 5 1,4 0,2 0,6 0,7 0,4 44- 25 10 8
(2,6) 5,2 1,5 ' 0,2 0,6 0,7 0,5 44- 25 10 8
3 6 1,6 0,2 0,8 0,9 0,5 44- 30 12 9
(3,5) 7 2 0,2 0,8 1 0,6 64- 30 12 10
4 7,5 2,0 0,4 1 1,1 0,7 74- 35 16 12
5 9 2,5 0,4 1,2 1,2 0,8 84- 45 18 12
6 11 3 0,4 1,5 1,5 1,0 84- 50 22 16
8 15 4 0,4 2 2 1,2 124- 50 25 20
10 18 4,8 0,5 2,5 2,5 1,5 164- 55 30 25
12 22 5,6 0,6 3 2,5 1,8 164- 70 38 28
14 25 6,5 0,6 3 3 2 224- 80 45 32
16 29 7 0,6 4 3,5 2 254- 90 48 35
18 32 8 0,8 4 4 2,5 304-Ю0 55 40
20 36 9 0,8 4 4 2,5 354-120 65 45
Ряд длин Z: 2, 2,5, 3 i, 3,5, 4 , 5, 6, (7), 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, , 30,
32, 35, 38, 40, 42 !, 45, 48, 50, 55, 60, 70, 75, 80, 85, 90, 95, 100, ПО, 120 мм.
336
Таблица 78
Винты с цилиндрической головкой
(по ГОСТ 1491-58)
Таблица номинальных размеров (в мм)
d D Н ь h 1 (от—до) Резьба до го- ловки при 1< /о г не бо- лее
1 2 0,7 03 0,3 0,2 1,54-5 4 3 0,2
1,2 2,3 0,8 0,3 0,4 0,2 24-7 5 4 0,2
1,4 . 2,6 1 0,4 0,5 0,3 24-Ю 5 4 0,2
1,6 3 1,2 0,4 0,6 0,3 2,54-14 6 5 0,2
(1.7) 3 1,2 0,4 0,6 0,3 2,54-14 6 5 0,2
2 3,5 1,4 0,5 0,7 0,4 2,54-18 8 6 0,2
(2,3) 4 1,6 0,6 0,8 0,4 34-22 8 7 0,2
2,5 4,2 1,7 0,6 0,9 0,5 3—25 10 8 0,2
(2,6) 4,5 1,8 0,6 0,9 0,5 34-25 10 8 0,2
3 5 9 0,8 1 0,5 4-4-30 10 9 0,2
(3,5) 5,6 2,4 0,8 1,2 0,6 64-30 12 10 0,2
4 7 2,5 1 1,4 0,7 64-35 14 12 0,4
5 8,5 3,0 1,2 1,7 0,8 74-45 14 12 0,4
6 10 3,5 1,5 2 1,0 104-55 20 16 0,4
8 12,5 5 2 2,5 1,2 124-65 22 20 0,4
10 15 6 2,5 3 1,5 18-Н65 30 25 0,5
12 18 7 3 3,5 1,8 224-85 35 28 0,6
14 21 8 3 3,5 2 254-90 38 32 0,6
16 24 9 4 4 2 304-95 42 35 0,6
18 27 10 4 4,5 2,5 354-НО 48 40 0,8
20 30 11 4 4,5 2,5 404-120 50 45 0,8
Ряд длин Z: 1,5, 2, 2,5, 3, 3,5, 4, 5, 6, (7), 8, 10, 12, 14, 16, 18, 20, 22, 25,
28. 30, 32, 35, 38, 40, 42, 45, 48, 50, 55, 60, 65, 70, 75, 80, 85,- 90, 95, 100, ПО ,
120 мм.
337
Таблица 79
Винты с полупотайной головкой
(по ГОСТ 1475-58)
Таблица номинальных размеров (в мм)
d D Н ht г не более R* Ь h 1 (от—до) Резьба до го- ловки при /< /о
1 2 0,6 0,3 0,2 1,8 0,3 0,4 0,2 24-5 4 3
1,2 2,4 0,7 0,35 0,2 2,2 0,3 0,4 0,2 2,54-7 6 4
1,4 2,8 0,8 0,4 0,2 2,7 0,4 0,5 0,3 34-Ю 6 4
1,6 3,2 1,0 0,45 0,2 3,1 0,4 0,6 0,3 34-14 7 5
(1,7) 3,4 1,0 0,45 0,2 3,4 0,4 0,6 0,3 34-14 7 5
2 4 1,2 0,5 0,2 4,2 0,5 0,7 0,4 34-18 8 6
(2,3) 4,6 1,3 0,6 0,2 4,7 0,6 0,7 0,4 44-22 10 7
2,5 5 1,4 0,7 0,2 4,8 0,6 0,8 0,5 44-25 10 8
(2,6) 5,2 1,5 0,7 0,2 5,5 0,6 0,9 0,5 44-25 10 8
3 6,0 1,6 0,8 0,2 6 0,8 0,9 0,5 44-30 12 9
(3,5) 7 2,0 1 0,2 6,6 0,8 1,2 0,6 64-30 12 10
4 7,5 2,0 1 0,4 7,5 1 1,2 0,7 74-35 16 12
5 9 2,5 1,3 0,4 8,4 1,2 1,8 0,8 104-45 18 12
6 11 '3 1,5 0,4 10,8 1,5 2,0 1 104-50 22 16
8 15 4 2 0,4 15 2 2,5 1,2 124-50 25 20
10 18 4,8 2,5 0,5 17,5 2,5 3,2 1,5 184-55 30 25
12 22 5,6 3 0,6 21,7 3 3,6 1,8 184-70 38 28
14 ' 25 6,5 3,5 0,6 24,1 3 4,5 2 224-80 45 32
16 29 7 4 0,6 28,3 4 4,5 2 254-90 48 35
18 32 8 4,5 0,8 30,7 4 5,5 2,5 304-Ю0 55 40
20 36 9 5 0,8 34,9 4 6,0 2,5 354-120 65 45
Ряд длин /: 2, 2,5, 3, 3,5, 4, 5, 6, (7), 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 30,
32, 35, 38, 40, 42, 45, 48, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, ПО, 120 мм.
338
Таблица 80
Винты установочные с коническим концом
(по ГОСТ 1476-58)
V 4 Остальное-
Форма выполнения вин-
тов диаметром от 1
до 5 мм вкл.
Форма выполне-
ния винтов диа-
метром от 6
до 20 мм
Таблица номинальных размеров (в мм)
d с ь h I (от—до)
1 0,5 0,2 0,6 1 24-4
1,2 0,6 0,2 0,6 1,2 24-4
1,4 0,7 0,3 0,7 1,4 24-5
1,6 0,8 0,3 0,8 1,6 34-6
(1,7) 0,85 0,3 0,8 1,7 34-6
2 1 0,3 0,9 2 34-8
(2,3) 1,15 0,4 1 2,3 44-Ю
2,5 1,25 0,4 1,1 2,5 44-12
(2,6) 1,3 0,4 1,1 2,6 44-12
3 1,5 0,5 1,2 3 54-18
4 2 0,6 1,4 4 64-18
5 2,5 0,8 1,8 5 84-25
6 2,5 0,8 2 6 84-28
8 3 1,2 2,5 8 104-30
10 3,5 1,5 3 10 124-40
12 4 2 3,5 12 124-45
14 4,5 2 4 14 154-60
16 5 2 4,5 16 154-60
18 6 3 5 18 204-60
20 8 3 6 20 204-60
Ряд длин Z: 2, 3, 4, 5, 6, 8, 10, 12, 15, 18 , 20, 22, 25, 28, 30, 40, 45, 50,-
60 мм.
339
Таблица 81
Винты установочные с плоским концом
(по ГОСТ 1477-58)
Х74 Остальное
Таблица номинальных размеров (в мм)
d С л, ь h 1 (QT—KQ)
1 0,2 0,2 0,6 0,8 24-4
1,2 0,2 0,2 0,6 1 24-4
1,4 0,3 0,3 0,7 1 24-5
1,6 0,3 0,3 0,8 1 34-6
(1,7) 0,3 0,3 0,8 1,5 34-6
2 0,4 0,3 0,9 1,5 34-8
(2,3) 0,4 0,4 1 2 44-Ю
2,5 0,5 0,4 1,1 2 44-12
(2,6) 0,5 0,4 1,1 2 44-12
3 0,5 0,5 1,2 2,5 5—15
4 0,7 0,6 1,4 3 64-18
5 0,8 0,8 1,8 5 84-22
6 1 0,8 2 6 8—25
8 1,2 1,2 2,5 8 104-30
10 1,5 1,5 3 10 124-50
12 1,8 2 3,5 12 124-50
14 2 2 4 14 154-50
16 2 2 4,5 16 154-50
18 2,5 3 5 18 204-60
20 2,5 3 6 20 204-60
Ряд длин I: 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 20, 22, 25, 28, 30, 355 40, 45, 50,
60 мм,
340
Таблица 82
Винты установочные с
цилиндрическим концом
(по ГОСТ 1478-58)
Таблица номинальных размеров
(в мм)
d 5 6 8 10 12 14 16 18 20
rfi 3 4,5 6 7 9 10 12 13 15
lx 3 4 5 6 7 7 8 9 10
b 0,8 0,8 1,2 1,5 2 2 2 3 3
h 1,8 2 2,5 3 3,5 4 4,5 5 6
R— 5 6 8 10 12 14 16 18 20
г не более 0,4 0,4 0,4 0,5 0,6 0,6 0,6 0,8 0,8
/ / от 8 8 10- 12 12 15 15 20 20
1 1ДО 15 25 30 40 45 45 60 60 60
Ряд длин /: 8, 10, 12, 15, 18, 20, 22, 25, 28, 30, 35, 40, 45, 50, GO мм.
Остальное
Таблица 83
Винты установочные
с засверленным концом
(по ГОСТ 1479-58)
Таблица номинальных
размеров (в Мм)
d
di
b
h
6 8 10 12 14 16 18 20
2,5 4,5 5,5 7,5 8 10 10 12
1,0 1,2 1,5 2 2 2 2,5 2,5
6 8 10 12 14 16 18 20
0,8 1,2 1,5 2 2 2 3 3
2 2,5 3 3,5 4 4,5 5 6
8 10 12 12 15 15 20 20
25 30 40 45 45 60 60 60
Ряд длин I: 8, 10, 12, 15, 18, 20, 22, 25, 28, 30, 35, 40, 45, 50, 60 мм.
311
н_. < г ху 4 Остальное г. ‘о :г
н Сх45° 5
iS г[/? ®игА Q__
Таблица 84
Винты с цилиндрической
головкой и сферой
(по ГОСТ 8877-58)
Таблица номинальных
размеров (в мм)
d D н Ь h г не бо- лее Я* с « 1 (от—до) Резьба до голов- ки при /о
(2,3) 4 1 0,6 0,6 1 0,2 3,4 0,4 54-35 8 7
2,5 4,2 1 0,7 0,6 1 0,2 3,5 0,5 54-35 10 8
(2,6) 4,5 1,1 0,7 0,6 1 0,2 4 0,5 54-35 10 8
3 5 1,2 0,8 0,8 1,2 0,2 4,3 0,5 54-60 10 9
(3,5) 5,6 1,3 1 0,8 1,5 0,2 4,4 0,6 54-60 12 10
4 7 1,5 1 1 1,5 0,4 6,6 0,7 64-80 14 12
5 8,5 1,7 1,3 1,2 2 0,4 7,6 0,8 74-80 14 12
6 10 2 1,5 1,5 2,5 0,4 9,1 1 84-Ю0 16 16
8 12,5 3 2 2 3 0,4 10,8 1,2 104-Ю0 22 20
10 15 3,5 2,5 2,5 4 0,5 12,5 1,5 124-100 30 25
Ряд длин Z: 5, 6, (7), 8, 10, 12, 14, 16, 18 , 20, 22, 25, 28, 30, 32, 35, 38, 40, 42,
45, 48, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 мм.
Таблица 85
Винты установочные
с шестигранной головкой
и цилиндрическим концом
(по ГОСТ 1481-58)
Таблица номинальных раз-
меров (в мм)
d 6 8 10 12 14 16 18 20
S 9 10 14 17 17 19 22 22
Н 5 6 7 9 10 11 13 14
D 10,4 11,5 16,2 19,6 19,6 21,9 25,4 25,4
di 4,5 6 7 9 10 12 13 15
li 4 5 6 7 7 8 9 10
г не более 0,4 0,4 0,5 0,6 0,6 0,6 0,8 0,8
1! от 12 15 18 22 25 28 30 35
Ч до 30 40 50 60 70 80 90 100
Ряд длин /: 12, 15, 18, 20, 22, 25, 28, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100 мм.
342
Таблица 86
Винты установочные с
квадратной головкой и
цилиндрическим концом
(по ГОСТ 1482-58)
Таблица номинальных
размеров (в мм)
d 6 8 10 12 14 16 18 20
S 6 8 10 12 14 17 19 22
Н 6 7 8 10 12 14 16 18
D 8,0 10 13 16 18 22 25 28
d, 4,5 6 7 9 10 12 13 15
к 4 5 6 7 7 8 9 10
г не более 0,4 0,4 0,5 0,6 0,6 0,6 0,8 0,8
/ J от 12 15 18 22 25 25 30 40
Ч до 30 40 50 60 70 80 90 100
Ряд длин/: 12, 15, 18, 20, 22, 25, 28, 30, 35, 40, 45, 50, 60, 70, 80, 90,
100 мм.
Таблица 87
Винты установочные с
шестигранной головкой
и ступенчатым концом
(по ГОСТ 1483-58)
Таблица номинальных
размеров (в мм)
d 6 8 10 12 14 16 18 20
S 9 10 14 17 17 19 22 22
Н 5 6 7 9 10^ 11 13 14
D 10,4 12,7 16,2 19,6 19,6 21,9 25,4 25,4
4,5 6 7 9 10 12 13 15
4 5 6 7 7 8 9 10
^2 2 2,5 3 3,5 4 4 4,5 5
г не более 0,4 0,4 0,5 0,6 0,6 0,6 0,8 0,8
// от 12 15 18 22 25 25 30 40
Ч до 30 40 50 60 70 80 90 100
Ряд длин Z: 12, 15, 18, 20, 22, 25, 28, 30, 35, 40, 45, 50, 60, 70, 80, 90,
100 мм.
343
' Таблица 88
Винты установочные с квад-
ратной головкой и ступенча-
тым концом
(по ГОСТ 1484-58)
Таблица номинальных
размеров (в мм)
d 6 8 10 12 14 16 18 20
S 6 8 10 12 14 17 19 22
Н 6 7 8 10 12 14 16 18
D 8,0 10 13 16 18 22 25 28
di 4,5 6 7 9 10 12 13 15
h 4 5 6 7 7 8 , 9 10
h 2 2,5 3 3,5 4 4 4,5 5
г не более 0,4 0,4 0,5 0,6 0,6 0,6 0,8 0,8
( от Z 12 15 18 22 25 25 30 40
1 ДО 30 40 50 60 70 80 90 100
Ряд длин Z: 12, 15, 18, 20, 22, 25, 28, 30, 35, 40,
45, 50, 60, 70, 80, 90, 100 мм.
Таблица 89
Винты установочные
с квадратной головкой
и засверленным концом
(по ГОСТ-1485-58)
Таблица номинальных
размеров (в мм)
d 6 8 10 12 14 16 18 , 20
dj 2,5 4,5 5,5 7,5 8 10 10 12
1,0 1,2 1,5 1,8 2 2 2,5 2,5
Размеры Н, D, S, т и I — те же, что и у винтов установочных с квадратной
головкой и ступенчатым концом по ГОСТ 1484-58 (табл. 88).
344
Таблица 90
Винты установочные
с квадратной головкой
и закругленным концом
(по ГОСТ 1486-58)
Таблица номинальных
размеров (в мм)
d 8 10 12 14 16 18 20
S 8 10 12 14 17 19 22
Н 9 11 63 16 18 21 23
h 2 . 3 3 4 4 5 5
D 10 13 16 18 22 25 28
dx 6 7 9 10 12 13 15
4 3,5 4 5 5 6 7 7
0,8 1 1,2 1,3 1,6 1,9 1,9
6 6,6 9 10 12,1 12,1 15,8
r=rr не более 0,4 0,5 0,6 0,6 0,6 0,8 0,8
i / от 15 18 22 25 25 30 40
Ч до 40 50 60 70 80 90 100
20, 22, 25, 28, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100 ММ.
Ряд длин I: 15, 18,
Таблица 91
Винты установочные с ма-
лой квадратной головкой
и ступенчатым концом
(по ГОСТ 1487-58)
Таблица номинальных раз-
меров (в мм)
d 10 12 14 16 18 20
S 5 7 8 9 11 11
Н 7 8 9 10 12 13
D 6,5 9 10 12 14 14
d\ 7 9 10 12 13 15
lx 6 7 7 8 9 10
4 3 3,5 4 4 4,5 5
г не более 0,5 0,6 0,6 0,6 0,8 0,8
18 22 25 25 30 35
Ч ДО 50 60 70 • 80 90 100
Ряд длин /: 18 , 20, 22, 25, 28, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100 мм.
345
Таблица 92
Винты с квадратной голов-
кой и буртиком
(по ГОСТ 1488-58)
Таблица номинальных
размеров (в мм)
d 5 6 8 10 12 14 16 18 20
8 5 6 8 10 12 14 17 19 22
D 6,5 8 10 13 16 ; 18 22 25 28
Н 5 6 7 8 10 12 14 16 18
Di 7,5 11 14 16 20 25 25 28 30
h 2 2 2 3 3 4 4 5 5
с 0,8 1 1,2 1,5 1,8 2 2 2,5 2,5
г не бо- лее 0,2 0,2 0,2 0,25 0,3 0,3 0,3 0,4 0,4
( от 1 1 до 15 45 15 50 22 50 25 60 30 70 35 80 45 90 50 100 55 НО
Винты нарезные пр s на вс! и / не о длин более у стерл <ня
15 18 22 30 30 35 — — —
12 15 20 . 25 28 32 35 40 45
Ряд длин I: 15, 18, 22, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95,
100, 105, НО мм.
346
Таблица 93
Винты с цилиндрической
головкой и шестигранным
углублением «под ключ»
(по ГОСТ 5993-58)
Таблица номинальных
размеров (в мм)
d D н S d2 h hi не бо- лее г не более R с Ci или Г1 1 от—до Резьба до головки при Z< Zo
4 7 4 3 3,5 4 2,5 3 0,4 2,3 0,7 0,3 84-40 12 12
5 8,5 5 4 4,6 5 3 3,5 0,4 3,0 0,8 0,3 104-50 12 12
6 10 6 5 5,8 6 3,5 4 0,4 4,0 1 0,3 104-60 15 16
8 12,5 8 6 6,9 7 4 5 0,4 4,75 1,2 0,3 124-80 22 20
10 15 10 8 9,2 9,5 5 6 0,5 6,5 1,5 0,5 15-4-100 25 25
12 18 12 10 11.5 12 7 8 0,6 8,5 1,8 0,5 184-130 30 28
14 21 14 12 13,8 14 9 10 0,6 9,5 2 0,5 224-140 35 32
16 24 16 12 13,8 14 9 10 0,6 9,5 2 0,5 254-160 40 35
18 27 18 14 16,2 17 11 13 0,8 11 2,5 1 304-180 50 40
20 30 20 14 16,2 17 11 13 0,8 11 2,5 1 304-220 55 45
(22) 33 22 17 19,8 20 13 15 0,8 13 2,5 1 354-240 60 50
24 36 24 17 19,8 20 15 16 1 13 3 1 .354-240 65 52
(27) 40 27 19 22 24 16 18 1 15 3,5 1 504-260 70 55
30 42 30 19 22 24 16 18 1 15 4 1 554-300 75 60
(33) 46 33 22 25,4 26 18 21 1 17 4 1 604-300 75 65
36 50 36 24 27,7 28 20 23 1,6 18,5 4,5 1 704-300 80 70
42 58 42 27 31,2 32 23 26 1,6 20 5 1 804-300 85 80
Ряд длин Z: 8, 10, 12, 15, 18, 22, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80,
85, 90, 95, 100, 105, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200, 220, 240, 260,
280, 300 мм.
347
Таблица 94
Винты установочные
с коническим концом
и шестигранным углуб-
лением «под ключ»
(по ГОСТ 8878-58)
Таблица номинальных
размеров (в мм)
d 6 8 10 12 16 20 24
S 3 4 5 6 8 10 12
h 3,5 4 5 7 9 11 13
hr 4 5 6 8 10 13 15
D 3,5 4,6 5,8 6,9 9,2 11,5 13,8
Dr 4 5 6 7,5 9,5 12 14
2,5 3 3,5 4 5 8 10
Ci 0,3 0,3 0,5 0,5 0,5 1 1
1 J 0T 8 10 12 15 18 22 25
1 l ДО 45 60 70 80 90 100 100
Ряд длин I: 8, 10,
85, 90, 95, 100 мм.
12, 15, 18, 22, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70,
75, 80,
Таблица 95
V4 Остальное
Винты установочные с малом
квадратной головкой и за-
сверленным концом
(по ГОСТ 8880-58)
Таблица номинальных
размеров (в мм)
d 6 8 10 12 14 16 18 20
H 4 5,5 7 8 9 10 12 13
s 3 4 5 7 & 9 11 11 •
D 4,2 5,5 6,5 9 10 12 14 14
2,5 4,5 5,5 7,5 8 10 10 12
г не более 0,4 0,4 0,5 0,6 0,6 0,6 0,8 0,8
C:=S 1 1,2 1,5 1,8 2 2 2,5 2,5
1 1 0T 8 10 12 12 15 20 20 20
Ч до 25 30 40 45 45 60 60 60
Ряд длин /: 8, 10, 12, 15, 18, 20, 22, 25, 28, 30, 35 , 40, 45, 50, 60 мм.
348
ГАЙКИ
Гайкой называется резьбовое изделие, имеющее нарезанное отвер-
стие для навинчивания на болт или шпильку и являющееся замыкаю-
щей деталью в силовой цепи: болт — скрепляемые детали — гайка.
Гайки бывают шестигранные, квадратные, круглые и гайки-ба-
рашки. По своей конструкции шестигранные гайки делятся на обы-
кновенные, прорезные и корончатые, с одной и двумя фасками, на нор-
мальные, низкие, высокие и особо высокие (табл. 96).
В зависимости от характера обработки поверхностей гайки бывают
чистые, получистые и черные. У чистых гаек обработаны все повер-
хности, у получистых только торцовые поверхности и фаски.
Черные гайки изготовляются путем горячей или холодной штам-
повки, без дополнительной механической обработки поверхностей.
Выбор типа гайки зависит от назначения и условий работы. Наи-
большее распространение получили в общем машиностроении обыкно-
венные шестигранные гайки. Высокие и особо высокие гайки применя-
ются при больших осевых усилиях, а также в тех случаях, когда в
процессе эксплуатации приходится часто разбирать резьбовое соедине-
ние; низкие гайки применяются при незначительных осевых усилиях.
Для соединений, подверженных переменной нагрузке и вибрациям,
употребляются прорезные и корончатые гайки со шплинтами или обык-
новенные гайки со стопорными устройствами различной конструкции.
Гайки-барашки применяются в тех случаях, когда требуется завер-
тывание производить вручную, без помощи ключа.
Резьба на гайках .может быть:
а) метрическая с крупным шагом по ГОСТ 8724-58 и ГОСТ 9150-59;
б) метрическая с мелким шагом — по ГОСТ 8724-58 и ГОСТ 9150-59.
Гайки-барашки изготовляются с метрической резьбой по ГОСТ
9150-59; в особых случаях допускается производство гаек-барашек
с метрической резьбой с мелким шагом.
По ГОСТ 1528-53 гайки изготовляются из стали таких марок:
[ Ст. 3, Ст. 4, Ст. 5 — по ГОСТ 380-60;
черные гайки < 10, 15, 20 — по ГОСТ 1050-60;
( фосфористая сталь — по ГОСТ 6422-52.
получистые f Ст. 3, Ст. 4, Ст. 5 — по ГОСТ 380-60;
гайки { 10, 15, 20, 35, 40 и 45 — по ГОСТ 1050-60;
( 35Х, 40Х — по ГОСТ 4543-57.
( Ст. 3, Ст. 4, Ст. 5 — по ГОСТ 380-60;
чистые гайки I 10, 15, 20, 30, 35, 40 и 45 — по ГОСТ 1050-60;
| 35Х, 40Х — по ГОСТ 4543-57;
I А12, А20, АЗО — по ГОСТ 1414-54.
Гайки из цветных металлов и сплавов изготовляются лишь в тех
случаях, когда материал гаек должен обладать антимагнитными свой-
ствами или когда гайки должны быть токопроводящими.
Гайки могут быть изготовлены с антикоррозийным покрытием.
Гайки-барашки могут иметь антикоррозийное или декоративное
покрытие. Условное обозначение гаек содержит обозначение резьбы
и номер соответствующего госта.
Для обозначения размеров гаек на чертежах и в таблицах приняты
следующие условные обозначения (за исключением гаек-барашков):
d — диаметр резьбы в мм; S — размер «под ключ» в мм; Н — вы-
сота гайки в мм; h — расстояние от опорной поверхности гайки до
основания прорези в мм; b — ширина прорези в мм; D — диаметр
описанной окружности в мм; Г>3 — диаметр коронки в мм; D2 — диа-
метр венчика в мм.
349
Таблица 96
Виды гаек и их условное обозначение на чертежах
Наименование ГОСТ Диаметр резьбы в мм Условное обозначение
Гайки черные шести- гранные (табл. 97) 5909-51 От 2 до 48 Гайка М10 ГОСТ 5909-51 Гайка М10 X 1 ГОСТ 5909-51
Гайки черные квад- ратные (табл. 98) 5910-51 От 4 до 48 Гайка М10 ГОСТ 5910-51
Гайки черные шести- гранные прорезные (табл. 99) 5911-51 От 4 до 48 Гайка М10 ГОСТ 5911-51 Гайка М10 X 1 ГОСТ 5911-51
Гайки черные шести- гранные облегченные (табл. 100) 5912-51 От 6 до 48 Гайка М10 ГОСТ 5912-51 Гайка MIO X 1 ГОСТ 5912-51
Гайки черные квад- ратные облегченные (табл. 101) 5913-51 От 6 до 48 Гайка М10 ГОСТ 5913-51
Гайки черные шести- гранные облегченные прорезные (табл. 102) 5914-51 От 6 до 48 ' Гайка М10 ГОСТ 5914-51 Гайка М10 X 1 ГОСТ 5914-51
Гайки полу чистые шестигранные (табл. 103) 5915-51 От 2 до 48 Гайка М10 ГОСТ 5915-51 Гайка М10 X 1 ГОСТ 5915-51
Гайки по лучистые шестигранные низкие с одной фаской (табл. 104) 5916-51 От 6 до 48 Гайка М10 ГОСТ 5916-51 Гайка М10 X 1 ГОСТ 5916-51
Гайки полу чистые шестигранные низкие с двумя фасками (табл. 105) 5917-51 От 6 до 48 Гайка М10 ГОСТ 5917-51 Гайка MIO X 1 ГОСТ 5917-51
Гайки получистые шестигранные прорез- ные (табл. 106) 5918-51 От 4 до 48 Гайка М10 ГОСТ 5918-51 Гайка MIO X 1 ГОСТ 5918-51
Для чистых гаек, а также для гаек, изготовляемых путем холодной
высадки, допускается применение стали по ГОСТ 1051-59*.
* В зависимости от назначения гайки-барашки изготовляются из следующих
материалов: сталь Ст. 3 и Ст. 4 по ГОСТ 380-60; латунь Л62 по ГОСТ 1019-47 и
ковкий чугун — ГОСТ 1215-59.
350
Продолжение табл. 96
Наименование гост Диаметр резьбы в мм Условное обозначение
Гайки получистые шестигранные прорез- ные низкие (табл. 107) 5919-51 От 6 до 48 Гайка М10 ГОСТ 5919-51 Гайка MIO X 1 ГОСТ 5919-51
Гайки получистые шестигранные коронча- тые (табл. 108) 5920-51 От 12 до 48 Гайка М12 ГОСТ 5920-51 Гайка М12 X 1 ГОСТ 5920-51
Гайки получистые шестигранные облег- ченные (табл. 109) 5921-51 От 6 до 48 Гайка М10 ГОСТ 5921-51 Гайка MIO X 1 ГОСТ 5921-51
Гайки получистые шестигранные облег- ченные низкие с одной фаской (табл. НО) 5922-51 От 6 до 22 Гайка М10 ГОСТ 5922-51 Гайка MIO X 1 ГОСТ 5922-51
Гайки получистые шестигранные облег- ченные низкие с двумя фасками (табл. 111) 5923-51 От 6 до 22 Гайка М10 ГОСТ 5923-51 Гайка MIO X 1 ГОСТ 5923-51
Гайки получистые шестигранные облег- ченные прорезные (табл. 112) 5924-51 От 6 до 48 Гайка М10 ГОСТ 5924-51 Гайка MIO X 1 ГОСТ 5924-51
Гайки получистые шестигранные облег- ченные прорезные низ- кие (табл. 113) 5925-51 От 6 до 48 Гайка М10 ГОСТ 5925-51 Гайка MIO X 1 ГОСТ 5925-51
Гайки чистые шести- гранные с одной фас- кой (табл. 114) 5926-51 От 2 до 48 Гайка М10 ГОСТ 5926-51 Гайка MIO X 1 ГОСТ 5926-51
Гайки чистые шести- гранные с двумя фас- ками (табл. 115) 5927-51 От 2 до 48 Гайка М10 ГОСТ 5927-51 Гайка М10 х 1 ГОСТ 5927-51
Гайки чистые шести- гранные низкие с одной фаской (табл. 116) 5928-51 От 6 До 48 Гайка М10 ГОСТ 5928-51 Гайка MIO X 1 ГОСТ 5928-51
Гайки чистые шести- гранные низкие с дву- мя фасками (табл. 117) 5929-51 От 6 до 48 Гайка М10 ГОСТ 5929-51 Гайка MIO X 1 ГОСТ 5929-51
351
Продолжение табл. 96
Наименование гост Диаметр резьбы в мм Условное обозначение
Гайки чистые шести- гранные высокие (табл. 118) 5930-51 От 3 до 48 Гайка М10 ГОСТ 5930-51 Гайка MIO X 1 ГОСТ 5930-51
Гайки чистые шести- гранные особо высокие (табл. 119) 5931-51 От 16 до 48 Гайка М16. ГОСТ 5931-51 Гайка М16 XI,5 ГОСТ 5931-51
Гайки чистые шести- гранные прорезные (табл. 120) 5932-51 От 4 до 48 Гайка М10 ГОСТ 5932-51 Гайка MIO X 1 ГОСТ 5932-51
Гайки чистые шести- гранные прорезные низ- кие (табл. 121) 5933-51 От 6 до 48 Гайка М10' ГОСТ 5933-51 Гайка MIO X 1 ГОСТ 5933-51
Гайки чистые шести- гранные корончатые (табл. 122) 5934-51 От 12 до 48 Гайка М14 ГОСТ 5934-51 Гайка М14Х1.5 ГОСТ 5934-51
Гайки чистые шести- гранные облегченные с одной фаской (табл. 123) 2525-51 От 6 до 48 Гайка М10 ГОСТ 2525-51 Гайка MIO X 1 ГОСТ 2525-51
Гайки чистые шести- гранные облегченные с двумя фасками (табл. 124) 2524-51 От 6 до 48 Гайка М10 ГОСТ 2524-51 Гайка MIO X 1 ГОСТ 2524-51
Гайки чистые шести- гранные облегченные низкие с двумя фаска- ми (табл. 125) 2526-51 От 6 до 48 Гайка М10 ГОСТ 2526-51 Гайка MIO X 1 ГОСТ 2526-51
Гайки чистые шести- гранные облегченные низкие с одной фаской (табл. 126) 2527-51 От 6 до 48 Гайка М10 ГОСТ 2527-51 Гайка MIO X 1 ГОСТ 2527-51
Гайки чистые шести- гранные облегченные прорезные (табл. 127) 2528-51 От 6 до 48 Гайка М10 ГОСТ 2528-51 Гайка MIO X 1 ГОСТ 2528-51
Гайки чистые шести- гранные облегченные прорезные низкие (табл. 128) 5935-51 От 6 до 48 Гайка М10 ГОСТ 5935-51 Гайка MIO X 1 ГОСТ 5935-51
352
Продолжение табл. 96
Наименование гост Диаметр резьбы в мм Условное обозначение
Гайки-барашки. Тип I. Барашек открытый, (табл. 129) 3032-45 От 4 до 24 Барашек Ml2-1 ГОСТ 3032-45
Гайки-барашки. Тип II. Барашек закрытый, (табл. 130) 3032-45 От 12 до 24 Барашек M16-II ГОСТ 3032-45
Гайки круглые с отверстиями на торце под ключ (табл. 131) 6393-52 От 16 до 100 Гайка 20 X 1,5 ГОСТ 6393-52
Гайки круглые (табл. 132) 3104-46 От 10 до 200 Гайка круглая 36 X 1,5 Е ГОСТ 3104-46
Таблица 97
Гайки черные шестигранные
(по ГОСТ 5909-51)
Таблица номинальных размеров (в мм)
d н £>*
2 4 1.6 4,6
2,3 4,5 1.8 5,2
2,6 5 2 5,8
3 6 2,5 6,9
4 8 3,5 9,2
5 9 4 10,4
6 11 5 12,7
12 1809 ... 353
Продолжение табл. 97
d S н 1 [ D м
8 14 6 16,2
10 17 8 19,6
12 22 10 25,4
14 24 10 27,7
16 27 12 31,2
18 32 14 36,9
20 32 16 36,9
22 36 18 41,6
24 • 36 20 41,6
27 41 22 47,3
30 46 24 53,1
36 55 28 63,5
42 65 32 75,0
48 75 38 86,5
$r*0,95S
Таблица 98
Гайки черные квадратные
(по ГОСТ 5910-51)
Таблица номинальных размеров (в мм)
d 5 н | D*
4 8 3,5 11,3
5 9 4 12,7
6 11 5 15,5
8 14 6 19,8
10 17 8 24
12 22 10 31,1
14 24 10 33,9
16 27 12 38,2
18 32 14 45,4
20 32 16 45,4
22 36 18 51
24 36 20 51
27 41 22 58
30 46 24 65
36 55 28 78
42 65 32 92
48 75 38 106
354
Таблица 99
Гайки черные шестигранные прорезные
(по ГОСТ 5911-51)
Таблица номинальных размеров (в мм)
d 3 н D » Число про- резей b h Размер шплинта (рекомен- дуемый)
4 8 5 9,2 1,5 3 1X12
5 9 6 10,4 4 1X12
6 И 8 12,7 2 5 1,5x15
8 14 9 16,2 2,5 5,5 2X20
10 17 12 19,6 3 8 2,5X25
12 22 15 25,4 3,5 10 3X30
14 24 15 27,7 10 3X30
16 27 18 31,2 12 4x35
18 32 20 36,9 6 5 14 4X40
20 32 22 36,9 16 4X40
22 36 25 41,6 18 5X45
24 36 27 41,6 6 20 5X45
27 41 30 ' 47,3 22 5X50
30 46 32 53,1 7 23 6x60
36 55 38 - 63,5 28 6X70
42 65 46 ' 75,0 34 8x80
48 75 50 86,5: 1V 38 8X90
Примечания. 1. Допускается изготовление гаек диаметром 4—16 мм без фаски
на опорной поверхности. 2. Шплинты — по ГОСТ 397-54*
12* 355
Таблица 100
Гайки черные шести-
гранные облегченные
(по ГОСТ 5912-51)
Таблица номинальных размеров (в мм)
D^0,95S
Таблица номинальных размеров (в мм)
d 5 н D* d 3 Н
6 10 5 14,1 22 32 18 45,4
8 12 6 17,0 24 36 • 18 51,0
10 14 8 19,8 27 41 20 58,0
12 19 10 26,9 30 46 22 65,0
14 22 10 31,1 36 50 28 70,7
16 24 12 33,9 42 60 32 84,8
18 27 14 38,2 48 70 38 99,1
20 30 16 42,4 ,
356
Таблица 102
Гайки черные шестигранные облегченные прорезные
(по ГОСТ 5914-51)
Таблица номинальных размеров (в мм)
d н D* Число про- резей 1 h Размер шплинта (рекомен- дуемый)
6 10 8 11,5 2 5 1,5X15
8 12 9 13,8 2,5 5,5 2x20
10, 14 12 16,2 3 8 2,5x25
12 19 15 21,9 о К 10 3x30
14 22 15 25,4 0,0 10 3X30
16 24 18 27,7 12 4X35
18 27 20 31,2 5 14 4X40
20 30 22 34,6 6 16 4x40
22 32 25 36,9 18 5x45
24 36 25 41,6 6 18 5x45
27 41 28 47,3 20 5x50
30 46 30 53 1 7 21 6x60
36 50 36 57,7 1 26 6x70
42 60 44 69,3 ч 1Л 32 8x80
48 70 50 80,8 1U 38 8x90
Примечания. 1. Допускается изготовление гаек диаметром 6—16 мм без фаски на
опорной поверхности. 2. Шплинты —по ГОСТ 397-54.
357
Таблица 103
Гайки получистые шестигранные
(по ГОСТ 5915-51)
Таблица номинальных размеров (в мм)
d S н D «
2 4 1,6 > 4’6
2,3 4,5 1,8 5,2
2,6 5 2 5,8
3 6 2,5 6,9
4 8 3,5 9,2
5 9 4 10,4
6 11 5 12,7
8 14 6 16,2
10 17 8 19,6
12 22 10 25,4
14 24 10 27,7
16 27 12 31,2
18 32 14 36,9
20 32 16 36,9
22 36 18 41,6
24 36 20 41,6
27 41 22 47,3
30 46 24 53,1
36 55 28 . 63,5
42 65 32 75,0
48 75 38 86,5
358
Таблица 104
Гайки получистые шестигранные низкие с одной фаской
(по ГОСТ 5916-51)
Н <1
Dt^ 0,953
оо Остальное
Таблица номинальных размеров (в мм)
d S н D*
6 11 4 12,7
8 14 5 ' 16,2
10 17 6 19,6
12 22 7 25,4
14 24 8 27,7
16 27 8 31,2
18 32 9 36,9
20 32 9 36,9
22 36 10 41,6
24 . 36 , 10 41,6
27 41 12 47,3
30 46 12 53,1
36 55 14 63,5
42 65 16 75,0
48 75 18 86,5
359
Таблица 105
Гайки получистые шестигранные низкие с двумя фасками
(ГОСТ 5917-51)
Л 0.95S
Таблица номинальных размеров (в мм)
d S н
6 11 4 12,7
8 14 5 16,2
10 17 6 19,6
12 22 7 25,4
14 24 8 27,7
16 27 8 31,2
18 32 9 36,9
20 32 9 36,9
22 36 10 41,6
24 . 36 10 41,6
27 41 12 47,3
30 46 12 53,1
36 55 14 63,5
42 65 16 75,0
48 75 18 86,5
360
Таблица 106
Гайки получистые шестигранные прорезные
(по ГОСТ 5918-51)
Таблица номинальных размеров (в мм)
d 5 н Число проре- зей b h Размер шплинта (рекомен- дуемый)
4 8 5 9,2 1,5 3 1X12
5 9 6 10,4 4 1X12
6 11 8 12,7 2 5 1,5X15
8 14 9 16,2 2,5 5,5 2X20
10 17 12 19,6 3 8 2,5x25
12 22 15 25,4 10 3x30
14 24 15 27,7 3,5 10 3x30
16 27 18 31,2 12 4X35
18 32 20 36,9 6 5 14 4X40
20 32 22 36,9 16 4X40
22 36 25 41,6 18 5X45
24 36 27 41,6 6 20 5x45
27 41 30 47,3 22 5X50
30 46 32 53,1 7 23 6X60
36 55 38 63,5 28 6X70
42 65 46 75,0 10 34 8x80
48 75 50 86,5 38 8X90
Примечания. 1. Допускается изготовление гаек диаметром 4-? 16 мм без фаски на
опорной поверхности. 2. Шплинты — по ГОСТ 397-54.
361
Таблица 107
Гайки получистые шестигранные прорезные низкие
(по ГОСТ 5919-51)
D}~ 0,953
Таблица номинальных размеров (в мм)
d S н D Число проре- зей b h Размер шплинта (рекомен- дуемый)
6 11 5 12,7 2 3 1,5x15
8 14 ' 6 16,2 2,5 3,5 2X20
10 17 8 19,6 3 5 2,5x25
12 22 10 25,4 3,5 6 3X30
14 24 10 27,7 6 3x30
16 27 12 31,2 7 4X35
18 32 14 36,9 5 8 4x40
20 32 16 36,9 6 10 4X40
22 36 18 41,6 11 . 5x45
24 36 20 41,6 6 13 5X45
27 41 22 47,3 14 5x50
30 46 24 53,1 7 15 6x60
36 55 28 63,5 18 6X70
42 65 32 75,0 20 8x80
48 . 75 38, 86,5 10 26 8X90
Примечания. 1, Допускается изготовление гаек диаметром 6-Н6 мМ без фаски
на опорной поверхности. 2. Шплинты — по ГОСТ 397-54.
362
Таблица 108
Гайки получистые шестигранные корончатые
(по ГОСТ 5920-51)
Ui == u.vjj
Таблица номинальных размеров (в мм)
d н Число проре- зей ь h Размер шплинта (рекомен- дуемый) по ГОСТ 397-54
12 22 15 25 4 20 3,5 10 зхзо
14 24 15 27,7 22 10 3X30
16 27 18 31,2 25 12 4X35
18 32 20 36,9 30 5 14 4X40
20 32 22 36,9 30 6 16 4X40
22 36 25 41,6 34 18 5X45
24 36 27 41,6 34 6 20 5x45
27 41 30 47,3 38 22 5X50
30 46 • 32 53,1 42 7 23 6X60
36 55 38 63,5 50 / 28 6X70
42 65 46 75,0 57 10 1Л 34 8X80
48 75 50 86,5 65 1U 38 8X90
363
Таблица 109
Гайки получистые шестигранные облегченные
(по ГОСТ 5921-51)
Для d до 16 мм Зо» J43 Остальное
- Для а=18 мм и бопее
Di -0,958
Таблица номинальных размеров (в мм)
d S н D*
6 10 5 11,5
8 12 6 13,8
10 14 8 16,2
12 19 10 21,9
14 22 10 25,4
16 24 12 27,7
. 18 27 14 31,2
20 30 16 34,6
22 32 18 36,9
24 36 18 41,6
27 41 20 47,3
зо, 46 22 53,1
36 50 28 57,7
42 60 32 69,3
48 - 70 38 80,8
364
Таблица ПО
Гайки получистые шестигранные
облегченные низкие с одной фаской
(по ГОСТ 5922-51)
Таблица номинальных размеров (в мм)
d S н
6 10 4 11,5
8 12 5 13,8
10 14 6 16,2
12 19 7 21,9
14 22 8 25,4
16 24 8 27,7
18 27 9 31,2
20 30 9 34,6
22 32 10 36,9
Таблица 111
Гайки получистые шестигранные
облегченные низкие с двумя фасками
(по ГОСТ 5923-51)
Таблица номинальннх размеров (в мм)
d S н
6 10 4 11,5
8 12 5 13,8
10. 14 6 16,2
12 19 7 21,9
14 22 8 25,4
16 24 8 27,7
18 . 27 9. 31,2
20 30 9 34,6
22 ... 32 10 36,9
365
Таблица 112
Гайки получистые шестигранные облегченные прорезные
(по ГОСТ 5924-51)
£r~0,95S
Таблица номинальных размеров (в мм)
d S н D* Число проре- зей b h Размер шплинта (рекомен- дуемый)
6 10 8 11,5 2 5 1,5X15
8 12 9 13,8 2,5 5,5 2X20
10 14 12 16,2 3 8 2,5X25
12 19 15 21,9 о е 10 3X30
14 22 15 25,4 о, э 10 3X30
16 24 18 27,7 12 4X35
18 27 20 31,2 5 14 4X40
20 30 22 34,6 6 16 4X40
22 32 25 36,9 18 5X45
24 36 25 41,6 6 18 5x45
27 41 28 47,3 20 5x50
30 46 30 53,1 21 6x60
36 50 36 57,7 / 26 6X70
42 60 44 69,3 1 Л 32 8x80
.48 70 50 80,8 10 38 8X90
Примечания. 1. Допускается изготовление гаек диаметром 6—16 мм без фаски
на опорной поверхности. 2. Шплинты — по ГОСТ 397-54.
366
Таблица ИЗ
Гайки получистые шестигранные облегченные прорезные низкие
(по ГОСТ 5925-51)
Таблица номинальных размеров (в мм)
а н Число прорезей b h Размер шплинта (рекомен- дуемый)
6 10 5 11,5 2 3 1,5 X 15
8 12 6 13,8 2,5 3,5 2 х 20
10 14 8 16,2 3 5 2,5 X 25
12 19 10 21,9 3,5 , 6 3 X 30
14 22 10 25,4 6 3 X 30
16 24 12 27,7 7 4 X 35
18 27 14 31,2 5 8 4 X 40
20 30 16 34,6 6 10 4 X 40
22 32 18 36,9 11 5х 45
24 36 18 41,6 6 11 5 х 45
27 41 20 47,3 12 5 X 50
30 46 22 53,1 7 13 6 X 60
36 50 28 57,7 18 6 X 70
42 60 32 69,3 10 20 8X80
48 70 38 80,8 26 8 X 90
Примечания. 1. Допускается изготовление гаек диаметром б—16 мм без фаски
на опорной поверхности. 2. Шплинты — по ГОСТ 397-54.
367
Таблица 114
Гайки чистые шестигранные с одной фаской
(по ГОСТ 5926-51)
Таблица номинальных размеров (в мм}
d S н D <*,
2 4 1,6 4,6
2,3 4,5 1,8 5,2
2,6 5 2 5,8
3 6 2,5 6,9
4 8 3,5 9,2
5 9 4 10,4
6 11 5 12,7
8 14 6 16,2
10 17 8 19,6
12 19 10 21,9
14 22 11 25,4
16 24 13 27,7
18 27 14 31,2
20 30 16 34,6
22 32 18 36,9
24 36 20 41,6
27 41 22 47,3
30 46 24 53,1
36 55 28 63,5
. 42 65 32 75,0
48 75 38 86,5
368
Таблица 115
Гайки чистые шестигранные с двумя фасками
(по ГОСТ 5927-51)
Dt^0,95S D2=S
Таблица номинальных размеров (в мм)
d S н D*
2 4 1,6 4,6
2,3 4,5 1,8 5,2
2,6 5 2 5,8
3 6 2,5 6,9
4 8 3,5 9,2
5 9 4 10,4
6 11 5 12,7
8 14 6 16,2
10 17 8 19,6
12 19 10 21,9
14 22 11 25,4
16 24 13 27,7
18 27 14 31,2
20 30 16 34,6
22 32 18 36,9
24 36 20 41,6
27 41 22 47,3
30 46 24 53,1
36 55 28 63,5
42 65 32 75,0
48 75 38 86,5
369
Таблица 116
Гайки чистые шестигранные низкие с одной фаской
Таблица номинальных размеров (в мм)
d 5 н D «
6 11 4 12,7
8 14 5 16,2
10 17 6 19,6
12 19 7 21,9
14 22 8 25,4
16 24 8 27,7
18 27 9 31,2
20 30 9 34,6
22 32 10 36,9
24 36 10 41,6
27 41 12 47,3
30 46 12 53,1
36 55 14 63,5
42 65 16 75,0
48 75 18 86,5
370
Таблица 117
Гайки чистые шестигранные низкие с двумя фасками
(по ГОСТ 5929-51)
Таблица номинальных размеров (в мм)
d S н Dm
6 11 4 12,7
8 14 5 16,2
10 17 6 19,6
12 19 7 21,9
14 22 8 25,4-
16 24 8 27,7
18 27 9 31,2
20 30 9 34,6
22 32 10 36,9
24 36 10 41,6
27 41 12 47,3
30 46 12 53,1
36 55 14 63,5
42 65 16 75,0
48 75 18 86,5
371
Таблица 118
Гайки чистые шестигранные высокие
(по ГОСТ 5930-51)
Таблица номинальных размеров (в мм)
d S н D*
3 6 4 6,9
4 8 5 9,2
5 9 6 10,4
6 11 8 12,7
8 14 9 16,2
* 10 17 12 19,6
12 19 15 21,9
14 22 16 25,4
16 24 19 . 27,7
18 27 20 31,2
20 30 22 34,6
22 32 25 36,9
24 36 27 41,6
27 41 30 47,3
30 46 32 53,1
36 55 38 63,5
42 65 : 44 75,0
48 75 50 86,5
Примечание. Высота гайки Н » 1,2 d.
372
Таблица 119
Гайки чистые шестигранные особо высокие
(по ГОСТ 5931-51)
Л, -Q95S
Таблица номинальных размеров (в мм)
d S н Dm
16 24 25 27,7
18 27 28 31,2
20 30 32 34,6
22 32 35 36,9
24 36 38 41,6
27 41 42 47,3
30 46 48 53,1
36 55 55 63,5
42 65 65 75,0
48 75 75 86,5
Примечание» Высота гайки Н м 1,6 rf.
373
Таблица 120
Гайки чистые шестигранные прорезные
(по ГОСТ 5932-51)
V Ч Остальное
0,5 ±0,2
02=S-
Таблица номинальных размеров (в мм)
d S н Число прорезей b h Размер шплин- та (рекомен- дуемый) по ГОСТ 397-54
4 8 5 9,2 3 1X12
5 9 6 10,4 1,5 4 1X12
6 1 1 .11 8 12,7 2 5 1,5X15
8 14 9 16,2 2,5 5,5 2x20
10 1 17 12 19,6 3 8 2,5x25
12 19 15 21,9 3,5 10 ЗхЗО
14 22 16 25,4 И 3x30
16 24 19 27,7 13 4x35
18 27 20 31,2 6 5 14 4X40
20 30 22 34,6 16 4X40
22 32 25 36,9 18 5X45
24 36 27 41,6 6 20 5X45
27 41 30 47,3 22 5X50
30 46 32 53,1 7 23 6x60
36 55 38 63,5 28 6X70
42 65 44 75,0 10 32 8X80
48 75 50 86,5 38 8x90
374
Таблица 121
Гайки чистые шестигранные прорезные низкие
(по ГОСТ 5933-51)
Н
Dj* 0,953 D2=S
Таблица номинальных размеров (в мм)
d S н D м Число прорезей b h Размер шплин- та (рекомен- дуемый) по ГОСТ 397-54
6 11 5 12,7 2 3 1,5X15
8 14 6 16,2 2,5 3,5 2X20
10 17 8 19,6 3 5 2,5X25
12 19 10 ,21,9 3,5 6 3X30
14 22 11 25,4 7 3X30
16 24 13 27,7 8 4X35
18 27 14 31,2 5 8 4X40
20 30 : 16 34,6 6 10 4X40
22 32 18 36,9 11 5X45
24 ' 36 20 41,6 6 13 5X45
27 ‘ 41 22 . 47,3 14 5x50
30 46 24 53,1 7 15 6X60
36 55 ' 28 63,5 18 6X70
42 .65 32 75,0 10 20 8X80
48 ' 75 38 86,5 26 8X90
375
Таблица 122
Гайки чистые шестигранные корончатые
(по ГОСТ 5934-51)
W55 d2=s
Таблица номинальных размеров (в мм)
d <S н D3 Число прорезей ь h Размер шплин- та (рекомен- дуемый) по ГОСТ 397-54
12 19 15 21,9 18 3,5 10 3X30
14 22 16 25,4 20 11 3X30
16 24 19 27,7 22 13 4X35
18 27 20 31,2 25 5 14 4x40
20 30 22 34,6 28 6 . 16 4X40
22 32 25 36,9 30 18 5x45
24 36 27 41,6 34 6 20 5x45
27 41 30 47,3 38 22 5x50
30 46 32 53,1 42 7 23 6X60
36 55 38 63,5 50 28 6x70
42 65 44 75,0 57 10 10 32 8X80
48 75 50 86,5 65 38 8X90
376
Таблица 123
Гайки чистые шестигранные облегченные с одной фаской
(по ГОСТ 2525-51)
D=^Qd5S
Таблица номинальных размеров (в мм)
d S н D ы
6 10 5 11,5
8 12 6 13,8
10 14 8 16,2
12 17 10 19,6
14 19 11 21,9
16 22 13 25,4
18 24 14 27,7
20 27 16 31,2
22 30 18 34,6
24 32 18 36,9
27 36 20 41,6
30 41 22 47,3
36 50 28 57,7
42 55 32 63,5
48 65 38 75,0
377
Таблица 124
Гайки чистые шестигранные облегченные с двумя фасками
(по ГОСТ 2524-51)
Dj^0,95S
Таблица номинальных размеров (в мм)
d S н
6 10 5 11,5
8 12 6 13,8
10 14 8 16,2
12 17 10 19,6
14 19 И 21,9
16 22 13 25,4
18 24 14 27,7
20 27 16 31,2
22 30 18 34,6
24 32 18 36,9
27 36 20 41,6
30 41 22 47,3
36 50 28 57,7
42 55 32 63,5
48 65 38 75,0
378
Таблица 125
Гайки чистые шестигранные облегченные низкие с двумя фасками
(по ГОСТ 2526-51)
Таблица номинальных размеров (в мм)
d S н D»
6 10 4 11,5
8 12 5 13,8
10 14 6 16,2
12 17 7 19,6
14 19 8 21,9
16 22 8 25,4
18 24 9 27,7
20 27 9 31,2
22 30 10 34,6
24 32 10 36,9
27 36 12 41,6
30 41 12 47,3
36 50 14 57,7
42 55 16 63,5
48 65 18 75,0
379
Таблица 126
Гайки чистые шестигранные облегченные низкие с одной фаской
(по ГОСТ 2527-5IJ
0,^0.955
Таблица номинальных размеров (в мм)
d S н D w
6 10 4 115
8 12 5 13,8
10 14 6 16,2
12 17 7 19,6
14 19 8 21,9
16 22 8 25,4
18 24 9 27,7
20 27 9 31,2
22 30 10 34,6
24 32 10 36,9
27 36 12 41,6
30 41 12 47,3
36 50 14 57,7
42 55 16 63,5
48 65 18 75,0
380
Таблица 127
Гайки чистые шестигранные облегченные прорезные
(по ГОСТ 2528-51)
d
6
8
10
12
14
16
18
20
22
24
27
30
36
42
48
Таблица номинальных размеров (в мм)
S н Число прорезей Ь h Размер шплин- та (рекомен- дуемый) по ГОСТ 397-54
10 8 11,5 2 5 1,5X15
12 9 13,8 2,5 5,5 2x15
14 12 16,2 3 8 2,5x20
17 15 19,6 3,5 10 3X25
19 16 21,9 11 3x25
22 19 25,4 13 ' 4X30
24 20 27,7 5 14 4X35
27 22 31,2 6 16 4X35
30 25 34,6 18 5X40
32 27 36,9 6 20 5X40
36 30 41,6 22 5X45
41 32 47,3 7 23 6X50
50 38 57,7 28 6X60
55 44: 63,5 10 32 8X70
65 50 75,0 38 8X80
381
Таблица 128
Гайки чистые шестигранные облегченные прорезные низкие
(по ГОСТ 5935-51)
V4 Остальное
Jfco П5+П2
0^0.953 D2=S
Таблица номинальных размеров (в мм)
d 5 н Число прсрезей Ъ h Размер шплинта (ре- комендуемый) по ГОСТ 397-54
6 10 5 11,5 2 3 1,5x15
8 12 6 13,8 2,5 3,5 2 Х15
10 14 8 16,2 3 5 2,5x20
12 17 10 19,6 6 3 х25
3,5
14 19 ц 21,9 7 3 х25
16 22 13 25,4 8 4 хЗО
18 24 14 27,7 5 8 4 Х35
20 27 16 31,2 6 10 4 Х35
22 30 18 34,6 И 5 Х40
24 32 18 36,9 6 11 5 Х40
27 36 20 41,6 12 5 Х45
30 41 22 47,3 13 6 Х50
' 7
36 50 28 57,7 18 6 Х60
42 55 32 63,5 10 20 8 Х70
48 65 38 75,0 26 8 Х80
382
Таблица 129
Гайки-барашки
' (по ГОСТ 3032-45)
Тип I. Барашек открытый (мотыльковый)
ь
Таблица номинальных размеров (в мм)
d D L н h ъ г Н
М4 8 7 24 10 ' 4 1,5 2 4,5 2 —!
М5 10 8 28 12 5 2 2,5 5,5 2,5
Мб 12 10 32 14 6 2,5 3 5,5 3 —•
М8 15 13 40 18 8 3 3,5 6 4 —*
М10 18 15 48 22 10 3,5 4 7 4,5 1
М12 22 19 58 27 12 5 5 8,5 5 1
М14 26 23 62 30 14 5 6 9 6 1
М16 30 26 72 32 14 6 7 10 7 1
М18 32 28 78 35 16 6 7 11 8 1,5
М20 35 30 84 38 16 7 8 11,5 9 1,5
М24 45 38 108 48 20 9 11 15 11 2,5
383
A_J
Таблица 130
Гайки-барашки
(по ГОСТ 3032-45)
Тип II. Барашек закрытый
Таблица номинальных размеров (в мм)
d di D Di L H h R r
М12 9 23 20 66 48 13 6 2 6
М14 10 26 23 70 52 15 6 2 7
М16 10 30 26 72 56 16 6 2 9
М18 11 32 28 76 60 18 7 3 11
М20 11 35 30 80 64 20 8 3 12
М22 12 40 32 86 72 22 8 3 12
М24 13 45 38 94 80 24 10 4 15
Таблица 131
Гайки круглые с отверсти-
ями на торце «под ключ»
(по ГОСТ 6393-52)
Таблица номинальных
размеров (в мм)
d D E H К c Ci
16X1,5 30 22 8 3 4 1,2 0,5
18X1,5 | 32 24 8 ' 3,5 4 1,2 0,5
384
Продолжение табл. 131
d D Е н di К . с
20X1,5 35 27 8 3,5 4 1,2 0,5
(22X1,5) 38 30 10 4 5
24x1,5 42 34
(27x1,5) 45
30x1,5 48 38 4,5 6 .
(33X1,5) 52 42 1,5
(36x1,5) (39X1,5) 56 60 48
42x1,5 65 56 5,5 7
(45x1,5) 70
48x1,5 (52X1,5) 75 80 64 12 2
56X2 (60X2) 85 90 72 6,5 1
64x2 95 80 7,5 8
2,5
68x2 100 15
72x2 (76X2) 105 . ПО 90 9 10
80x2 (85x2) 115 120 100
90X2 95x2 125 130 ПО 18 3
100X2 135 120
Примечание. Размеры, взятые в скобки, по возможности не; применять.
13 1-1809
385
Таблица 132
Гайки круглые
(по ГОСТ 3104-46)
Таблица номинальных размеров (в мм)
d М D н ь t С Число шлицев
10X1 26 8 4 3 0,5 0,5 4
12X1,25 28 8 5 3 0,5 0,5 4
(14X1,5) 30 8 5 3 0,5 0,5 4
16X1,5 32 8 5 3 0,5 0,5 4
(18X1,5) 34 8 5 3 0,5 0,5 4
20X1,5 36 8 5 3 0,5 0,5 4
(22X1,5) 38 10 5 3 0,5 0,5 4
24X1,5 42 10 5 3 0,5 1 4
27X1,5 45 10 5 3 0,5 1 4
30X1,5 48 10 5 3 0,5 1 4
33X1,5 52 10 5 3 0,5 1 4
36X1,5 55 10 6 4 0,5 1 4
39X1,5 58 10 6 4 0,5 1 4
42x1,5 62 10 6 4 0,5 1 4
45x1,5 68 10 8 5 1 1 4
48х 1,5 72 12 8 5 1 1 4
52X1,5 78 12 8 5 1 1 4
56x2 85 12 8 5 1 1 4
60X2 90 12 8 5 1 1 4
64x2 95 12 8 5 1 1 4
68x2 100 12 9 6 1 1 4
72x2 . 105 15 9 6 1 1 4
76X2 ПО 15 9 6 1 1 4
80x2 115 15 10 7 1 1,5 4
85x2 120 15 10 7 1 1,5 4
90X2 125 18 10 7 1 1,5 4
95x2 130 18 10 7 1 1,5 4
100X2 140 18 10 7 1 1,5 4
386
Продолжение табл. 132
d м D н ь t с Ct Число шлицев
(105x2) 145 22 10 7 1 1,5 4
110X2 150 22 12 7 1 1,5 4
(115X2) 160 22 12 7 1 1,5 4
120X2 165 22 12 7 1 1,5 6
(125X2) 170 22 12 7 1 1,5 6
130X2 180 22 14 7 1 1,5 6
(135X2) 180 22 14 7 1 1,5 6
140X2 195 26 14 7 1 1,5 6
(145X2) 195 26 14 7 1 1,5 6
150X2 205 26 16 8 1 2 6
(155x2) 205 26 16 8 1 2 6
160X3 220 26 16 8 1,5 2 6
(165X3) 220 26 16 8 1,5 2 6
170X3 230 26 18 8 1,5 2 6
(175X3) 230 26 18 8 1,5 2 6
180X3 240 30 18 8 1,5 2 6
(185X3) 240 30 18 8 1,5 2 6
190X3 250 30 18 8 1,5 2 6
(195X3) 250 30 18 8 1,5 2 6
200X3 260 30 18 8 1,5 2 6
Примечания. 1. Размеры, взятые в скобки, по возможности не применять. 2. Гай-
ки с диаметром резьбы от 150 до 200 мм допускается изготовлять с восемью
шлицами.
Вычерчивание гаек по размерам госта
Вычерчивание гаек по размерам госта производится в случаях
составления рабочих чертежей для изготовления гаек, а также в учебной
практике.
На фиг. 262 показано построение гайки с двумя фасками.
Порядок вычерчивания гайки с двумя фасками следующий:
(Для примера взята гайка по ГОСТ 5927-51, d = М48, табл. 115).
1. Проводят взаимно перпендикулярные оси и строят в плане радиу-
D
сом ~2 окружность (по ГОСТ 5927-51, табл. 115, при d = М48, D =
= 86,5) и вписывают в эту окружность шестиугольник (по табл. 115S —
= 75 мм).
2. Подсчитывают Dr = 0,95 5 = 0,95 • 75 = 71,25 мм и проводят
в плане окружность этого диаметра. Эта окружность, пересекая гори-
зонтальную ось симметрии гайки, определяет горизонтальные проекции
1Н точек 1.
d
3. Радиусом ~2 = 24 мм проводят в плане штриховую окружность.
13*
387
Определяют значение di и, проводят в плане окружность этого диаметра.
Значения dT определяют по таблицам ГОСТ 9150-59 в. случаях вычер-
чивания профиля резьбы. Во всех остальных случаях принимают d\ =
= 0,85d. Для нашего» примера di » 41 мм<
4. Проводят горизонтальную линию а и строят на ней фронтальную
и профильную проекции гайки.
На расстоянии Н — высоты гайки (по табл. 115 //==38 мм) от
прямой а проводят параллельную ей прямую Ь. В пересечении верти-
кальных линий связи — 1у с прямой b получают фронтальные, про-
екции 1у точек. ?
Обычным проектированием находят профильные проекции 2W точек
2. (Ow 2W = Оц 2Н), °
5. Через 1у и 2^ при помощи треугольника с углом 30° проводят
фронтальные 1у —Зу и профильные 2W —4W проекции контурных Линий
конических фасок. Горизонтальная линия 4W—4W, проведенная также
и на главном виде, определяет положение вершин гипербол, по ко-
торым конусная фаска пересекается с гранями гайки. Вторая гори-
зонтальная линия, проведенная через Зу (т. е. через точки, в кото-
рых фронтальная проекция конусной фаски пересекается с фронтальной
проекцией крайнего .ребра), определяет линию, на которой заканчи-
ваются все проекции гипербол верхней, части на главном и боковом
видах. Нижнюю часть гайки строят:аналогично;
388
6. Сложное вычерчивание проекций гипербол условно заменяют
упрощенным вычёрчйванйем дуг Окружностей.
Для нахождения центров для ра-
диусов дуг окружностей используют
три точки: вершину гиперболы и две
точки концов гиперболы. На фиг. 263
показано нахождение центра О для
радиуса дуги средней грани.
Из точек 4 и 5 дугами произволь-
ного радиуса делают засечки. Через
точки А и В — пересечения проведен-
ных дуг проводят прямую, которая,
пересекаясь с осью симметрии, опре-
деляет центр О. Аналогично находят
центры для радиусов г п г± (фиг. 262).
ШАЙБЫ
Шайбой называется деталь, закла-
дываемая под гайку или головку бо-
лта (винта) и предназначенная для
передачи и распределения усилий на
соединяемые детали, а также для их
стопорения.
Подкладные шайбы делятся на чистые
и
,. черные.
Чистые шайбы (ГОСТ 6959-54) изготавливаются из калиброванной
стали путем токарной обработки. Они имеют сверленое отверстие и
фаску на наружной поверхности.
Черные шайбы (ГОСТ 6957-54) получают путем вырубки из поло-
совой или листовой стали и последующей очистки в барабане; меха-
нической обработке они не подвергаются. -
Шайбы пружинные (ГОСТ 6402-52) предохраняют гайку от само-
произвольного свинчивания при толчках и сотрясениях.
Шайбы стопорные изготавливают с одной или двумя лапками
(ГОСТ 3693-52) и с внутренним или с наружным носком (ГОСТ 3695-52).
Способ их изготовления — штамповка.
• По ГОСТ 6960-54 шайбы изготавливаются из стали следующих ма-
рок: Ст. 0, Ст. 1, Ct. 2, Ст. 3, Ст. 4 — по ГОСТ 380-60; стали марок
08; 10, 15, 20, 25, 30,35 и 40— по ГОСТ 1050-60; А12 — по ГОСТ 1414-54.
Условные обозначения шайб приведены в табл. 133.
„ Принятые, на чертежах и в таблицах условные обозначения для
чистых и черных шайб:
d — внутренний. диаметр шайбы в мм;
D — наружный диаметр шайбы в мм;
S —* толщина шайбы в мм;
с — высота фаски в мм.
Вычерчивание болтов, гаек и шайб упрощенным способом
' В Машиностроении, а также в учебной практике при выполнении
.сборочных чертежей вычерчивание болтов, гаек ишаиб'в, отдельных
случаях производится по относительным размерам. В Зтик случаях
все.размеры указанных дета лей* являются функцией от наружного диа-
метра болта — d (фиг. 264). Порядок вычерчивания следуйМйй:
ЙЭ
Таблица 133
Виды шайб и их условное обозначение на чертежах
Наименование гост Диаметр в мм Условное обозначение
Шайбы черные (табл. 134) 6957-54 От 2 до 48 Шайба 18 ГОСТ 6957-54
Шайбы черные увеличенные (табл. 135) 6958-54 От 4 до 30 Шайба 18 ГОСТ 6958-54
Шайбы чистые (табл. 136) 6959-54 От 2 до 48 Шайба 18x3 ГОСТ 6959-54
Шайбы пружинные (табл. 137) 6402-52 От 2 до 48 Шайба пружинная 10 ГОСТ 6402-52
Шайбы стопорные с одной лап- кой (табл. 138) 3693-52 От 2,5 до 48 Шайба стопорная 15 ГОСТ 3693-52
Шайбы стопорные с двумя лап- ками (табл. 139) 3693-52 От 2,5 до 48 Шайба стопорная 15—2 ГОСТ 3693-52
Шайбы стопорные с наружным носком (табл. 140) 3695-52 От 2,6 ’ до 48 Шайба стопорная 15 ГОСТ 3695-52
Шайбы стопорные с внутрен- ним носком (табл. 141) 3695-52 От 10 до 200 Шайба стопорная 20x36 ГОСТ, 3695-52
Примечание. В условном обозначении шайб указывается наружный диаметр
стержня-, на который надевается шайба.
Таблица 134
Шайбы черные
(по ГОСТ 6957-54)
Таблица номинальных размеров (в мм)
Номинальный диаметр (диа- метр резьбы болта, винта, шпильки) d D 3 Номинальный диаметр (диа- метр резьбы болта, винта, шпильки) d D 3
2,0 2,2 5 0,5 14 14,5 28 3,0
2,3 2,5 6 0,5 16 16,5 32 3,0
2,6 2,8 7 0,5 18 19,0 36 3,0
3,0 3,2 8 0,8 20 21,0 38 4,0
3,5 3,7 9 0,8 22 23,0 42 4,0
4 4,2 10 1,0 24 25,0 45 4,0
5 5,5 12 1,2 27 28,0 52 5,0
6 6,5 14 1,5 30 31,0 55 5,0
8 8,5 18 1,5 36 38,0 68 6,0
10 10,5 22 2,0 42 44,0 80 6,0
12 12,5 26 2,0 48 50,0 90 8,0
390
Таблица 135
Шайбы черные увеличенные
(по ГОСТ 6958-54)
Таблица номинальных размеров (в мм)
Номинальный диаметр (диаметр резьбы болта, винта, шпильки) d D S
4 4,2 12 1,2
5 5,5 14 1,5
6 6,5 18 1,5
8 8,5 22 2
10 10,5 28 3
12 12,5 34 3
14 14,5 38 4
1G 16,5 45 4
18 19 50 4
20 21 52 5
22 23 58 5
24 25 65 6
27 28 70 6
30 31 80 6
391
Таблица 136
Шайбы чистые _
(по ГОСТ 6959-54)
Таблица номинальных размеров (в мм)
Номинальный диаметр (диаметр резьбы болта, вцнта, шпильки}. d D S с
2 2,2 5 0,5 0,1
2,3 2,5 , 6 0,5 0,1
2,6 2,8 7 0,5 0,1
3,0 3,2 8 ’ 0,8 0,1
3,5 3,7 9 0,8 0,1
4 4,2 10 1 0,2
5 5,5 12 1,2 0,2
6 6,5 14 1,5 0,4
8 8,5 18 1,5 0,4
10 10,5: 21 2 0,5
12 12,5 25 2 0,5
14 14,5 28 3 0,8
16 16,5 32 3 0,8
18 19 36 3 0,8
20 21 38 4 1
22 23 42 4 1
24 25 45 4 1
27 28 50 5 1,2
30 31 55 5 1,2
36 38 68 6 1,5
42 44 80 6 1.5
48 50 90 8 ' 2
Таблица 137
Шайбы пружинные
(по ГОСТ 6402-52)
Таблица номинальных размеров (в мм)
Диаметры резьбы болтов и винтов d D ь Н т. не более
2 2,2 3,4 0,6 1,2 0,4
2,3 : 2>6 2,5 2,8 4,1 4,4 0,8 1,6
3 3,2 5,2 1 2 0,5
3,5 4 3,7 4,4 6,1 6,8 1,2 2,4 ' 0,6
5 5,4 8,6 1,6 •3,2 0,8
6 6,5 10,5 2 4 1
8 8,5 ' 13,5 2,5 5' 1,25
10 10,5 16,5 3 6 1,5
12 12,5 19,5 3,5 7 1,75
14 16 15 17 23 25 4 8 2
18 19 ' 28 4,5 9 2,25
20 22 21 23 31 33 5 10 2,5
24 ’ 27 25 28 37 40 6 12 3
30 31 44 6,5 13 3,25
36 37 .51 7 14 3,5
42 43 59 8 16 4
48 50 68 9 18 4,5
393
Таблица 138
Шайбы стопорные с одной лапкой
(по ГОСТ 3693-52)
Таблица .номинальных размеров (в мм)
Диаметр болта d D в Bi 1 1 S г
2,5 2,8 8 3 6 10
3 3,2 10 4 7 12 0,4 2,5
4 4,3 14 5 9 14
5 5,3 17 6 11 16
6 6,5 19 7 12 18 0,5 4
8 8,5 22 8 17 20
10 12 11 131 26 10 20 22 6
32 12 26 28
14 15/
16 17 40 15 32 32
18 19\ 1 10
20 21/ 45 18 38 36
22 231 50 20 42 42
24 25/ — .
27 28 58 24 48 48
30 32 63 26 55 52
36 38 75 30 65 62 1,5 16
42 44 88 35 78 70
48 50 100 40 90 80
394
Таблица 139
Шайбы стопорные с двумя лапками
(по ГОСТ 3693-52)
Таблица номинальных размеров (в мм)
Диаметр болта d D в L Li г
2,5 2,8 5 3 10 4
3 3,2 5 4 12 5 0,4
4 4,3 8 5 14 7 1
5 5,3 9 6 16 8
6 6,5 11 7 18 9 0,5
8 8,5 14 8 20 11
10 И 17 10 22 13
12 131 22 12 28 16 - 2
14 15)
16 17 27 15 32 20
18 191 1
20 21} 32 18 36 22
22 23, 2б/ 36 20 42 25
24 3
27 28 41 24 48 30
30 32 46 26 52 32
36 38 55 30 62 38 1,5
42 44 65 35 70 44
48 50 75 40 80 50 4
395
Таблица 140
Шайбы стопорные с наружным носком
(цо ГОСТ 3695-52) /
Таблица номинальных размеров (в мм)
Диаметр болта d D b ; ' L S
2,6 3 4 5 6 8 10 12 ' 14 16 18 20 22 24 27 30 36 42 ’ 48 2,8 3,2 4,3 5,3 6,5 8,5 И 13 15 17 19 21 23 25 28 32 38 44 50 10 12 14 17 19 22 26 | 32 40 |45 j 50 58 63 75 88 100 2 3,5 0,4
2,5 4,5 5,5
3,5 7 7,5 8,5 0,5
10
4,5 12 , 1
5,5 15
6 18
7 20
8 23 25 /1,5
11 31 36
13 40
3&V
Таблица 141
Шайбы стопорные с внутренним носком (по ГОСТ 3695-52),
применяемые с круглыми гайками
(по ГОСТ 3104-46 и ГОСТ 3105-46)
Таблица номинальных размеров (в мм)
D
Диаметр резьбы d ГОСТ гост L Ь h S
3104-46 3105-46
М10Х1 10 26 22 7 4
М12Х 1,25 12 28 24 9 3
(М14Х1,5) 14 30 26 11
' М16Х1.5 16 , 32 28 13 —
(М18Х 1,5) 18 34 30 15 5
М20Х1.5 20 36 34 17 0,8
(М22Х1.5) 22 38 36 19 4
М24Х1,5 24 42 38 21
М27Х1,5 27 45 42 24
М30Х1,5 30 48 4 45 27
МЗЗХ1.5 33 52 48 30
М36Х1,5 36 55 52 33 А 5
М39х1,5 39 58 55 36 О ,
M42X1.5 42 62 58 39
М45х1,5 45 68 62. 42
М48Х1,5 48 72 68 45 Я
М52Х1,5 52 78 72 49 о
М56Х2 56 85 78 53
М60Х2 60 90 80 57 6 1
М64Х2 64 95 85 61
М68Х2 68 100 90 65
М72Х2 72 105 95 69 1 А •
М76Х2 76 ПО 100 73 1U ————
. М80х2 80 115 105 76
М85Х2 85 . 120 ПО 81 7 1,5
М90Х2 90 125 115 86
М95Х2 95 130 120 91 • 12 ’
397
Продолжение табл. 141
Диаметр резьбы d D L ь /г S
ГОСТ 3104-46 гост 3105-46
М100Х2 100 140 125 96
(М105Х2) 105 145 130 101 12 7
М110Х2 ПО 150 135 106
М115Х2 115 160 140 111
М120Х2 120 165 145 116
(М125Х2) 125 170 150 121
М130Х2 130 180 160 126 1,5
(Ml 35x2) 135 180 165 131
М140Х2 140 195 170 136
М145Х2 145 195 180 141
М150Х2 150 205 180 146
(Ml 55x2) 155 205 190 151
М160Х2 160 220 195 156 14
(М165ХЗ) 165 220 205 161
М170ХЗ 170 230 205 166 8
М175ХЗ 175 230 220 171
М180ХЗ 180 240 220 176
М185ХЗ 185 240 230 181
М190ХЗ 190 250 230 186
(М195ХЗ) 195 250 240 191
М200ХЗ 200 260 240 196
1. Строят в плане вспомогательную окружность радиуса (D при-
нимают равным 2d)' и вписывают в нее правильный шестиугольник.
Вписывают окружность, касательную к сторонам шестиугольника,
которая засекает на горизонтальной оси фигуры 1Я.
2. Проводят в плане окружность заданного диаметра d и штриховую
окружность, соответствующую внутреннему диаметру резьбы болта d} =
=0,85d.
3. Проводят в плане окружность, соответствующую наружному
диаметру шайбы DM = 2,2d.
4. Строят главный и боковой виды фигуры, исходя из следую-
щего: высота головки болта h = 0,7d, высота гайки Н = 0,8d, радиус
дуг для средней грани гайки и головки болта R = l,5d.
Для определения радиуса г боковых граней необходимо продолжить
дуги средней грани до их пересечения с ребрами боковых граней и про-
вести линию, перпендикулярную к оси болта до пересечения ее с линией,
делящей боковую грань пополам.
5. Определяют на главном виде проекции lv точки 1 (на гайке и
головке болта) и под углом 30° через 1у проводят фронтальные проекции
контура фаски.
Радиус скругления сферической фаски стержня болта RA = d.
В случаях, когда конец стержня болта имеет коническую форму, c=—d.
398
Радиус скругления гайки и головки болта на боковом виде = d.
Радиус скругления стержня при переходе к головке болта принимают
в пределах до 1,5 мм. Толщину S шайбы принимают равной 0,15d.
H = 0,8d
h = O,7d
. dr0,85d
d24l,05ri,i(i)
D~2d
Dui=2,2d
R = 1,5d
RA^d
г-no построению
- ra~ 1,5мм •
t0=1,5d
’ c-/nd
S-Ot15d
Диаметр отверстия под болт d 2 — (1,054-1,1 d). Длина нарезанной части
болта определяется по таблице или рассчитывается по формуле
/0 1,5 4- 2d.
Длина выступающей над гайкой нарезанной части стержня болта
принимается равной от 0,25 до 0,5 d.
Длина болта / определяется в зависимости от скрепляемых деталей
и выбирается по таблицам ГОСТ.
На чертеже болта (фиг. 264) проставляют только следующие размеры:
наружный диаметр d, длину нарезанной части /0, длину болта I и раз-
меры соединяемых деталей.
ШПЛИНТЫ
Шплинтом называется пруток или кусок проволоки, пропускаемой
сквозь радиальное отверстие деталей (гайки, болта, вала и т. п.), пред-
назначенный для их взаимного фиксирования.
399
Шплинты разводные из вдвое согнутой проволоки или полоски
стальные по ГОСТ 397-54 предназначаются для взаимного фиксирова-
ния положения деталей, болта относительно прорезных или корончатых
гаек и т* п.; после установки шплинта концы его разводят. Обозначение
на чертеже шгьлинта, условный диаметр которого равен 3 мм, а дли-
на L = 15 мм: Шплинт 3 X 15 ГОСТ 397-54. Размеры шплинтов
приведены в табл. 142.
ШТИФТЫ
Штифты представляют собой стальные обработанные цилиндриче-
ские, конические или фасонные стержни круглого сечения, предназначен-
ные для точной установки соединяемых деталей в определенном
относительно друг друга положении.
. Штифты цилиндрические гладкие сплошного сечения (по ГОСТ 3128-60)
удерживаются в отверстиях силами трения, создаваемыми при
монтаже с натягом, или расклепыванием концов штифта. Размеры ци-
линдрических штифтов, изготовленных с предельными отклонениями
диаметра d по Пр22а, Г, С3 = В3 и С4 = В4, приведены в табл. 143;
концам ^штифтов придают различную форму в зависимости от вида по-
садки. Штифты, не имеющие на концах фаски (с предельными отклоне-
ниями диаметра d по В4), преимущественно расклепываются.
Обозначения цилиндрического штифта размерами’ d = 10 мм и
2=60 мм: Штифт цилиндрический ЮПр 22а X 60 ГОСТ 3128-60',
Штифт цилиндрический ЮГ X 60 ГОСТ 3128-60', Штифт цилиндри-
ческий 10С3 X 60 ГОСТ 3128-60', Штифт цилиндрический 10С4 X 60
ГОСТ 3128-60.
Рекомендуемый материал для изготовления штифтов: сталь 45
(ГОСТ 1050-60), сталь А12 (ГОСТ 1414-54).
Размеры конических штифтов по ГОСТ 3129-60 приведены в
табл. 144. Обозначение штифта конического размерами d = 10 мм
и I = 60 мм: Штифт конический 10 X 60 ГОСТ 3129-60.
Размеры конических штифтов с внутренней резьбой по ГОСТ 9464-60
приведены в табл. 145.
Обозначение конического штифта диаметром d — 10 мм и длиной
I = 60 мм с внутренней резьбой: Штифт конический 10 X 60 ГОСТ
9464-60. В табл. 146 приведены размеры штифтов конических с резь-
бовой цапфой по ГОСТ 9465-60.
Обозначение конического'штифта диаметром d = 10 мм, длиной ко-
нической части / = 40 мм и общей длиной L == 80 мм с резьбовой цап-
фой: Штифт конический 10 X 40 X 80 ГОСТ 9465-60*.
Допускается изготовление штифтов со сферическими конусами с вы-
сотой сферической части, равной с и q фасок.
Штифты конические рекомендуется изготовлять из того же мате-
риала, что и цилиндрические штифты.
Конические штифты выполняют с уклоном образующей, равным
1 : 100, т. е. с конусностью 1 : 50; диаметр ^конического штифта опре-
деляют по формуле di = d 4-0,02/.
Штифты конические разводные по ОСТ 2074 имеют ту же конусность.
Размеры этих штифтов приведены в табл...147.
Пример обозначения штифта конического разводного размерами
d = 10 мм и / = 100 мм: Штифт конический разводной 10 X 100
ОСТ 2074, Полная длина конического разводного штифта L = I 2с.
400
Таблица 142
Шплинты разводные
(по ГОСТ 397-54)
Таблица номинальных размеров (в мм)
Условный диаметр шплинта, равный диаметру отверстия d0 0,6 0,8 ' 1 1,5 2 2,5 3 4 5 6 8 lb; 12
d 0,5 0,7 0,9 1,3 1,8 2,2 2,7 3,6 4,6' 5,6 7,5 9?5 : 11,5
1,5 2 2,5 3,5 5,0 6,0 7,5 9,0 11,5 .. 14,0 16,0 21,0 25,0
d^- 0,6 0,8 1 1,5 2 2,5 3 3,5 ; 4,5 5,5 6 8 10
a 1 1 1,5 2 2 з. 3 x 5 5 ' 5 6 6 6
от L 4 6 6 8 8 • 10 12 15 15 20 45 : 60 80
Д° 8 12 25 40 40 - 50 60 70 ... 80 100 120. 180 200
Ряд длин L: 4, 6, 8, 10, 12, 15, 20, 25, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100, .120? 140,. 160, 180, 200 мм.
Таблица 143
Штифты цилиндрические
(по ГОСТ 3128-60)
V4 Остальное
Таблица номинальных размеров (в мм}
d с Интервалы длин 1 d с Интервалы длин 1
0,6 0,1 2,5-8 8 1,2 16—160
08 0,1 2,5—14 10 1,5 20—160
1 0,2 2,5—18 12 1,8 25—160
(13) 1,8 25—250
1,2 0,2 2,5—25 16 2 30—280
(1,5) 0,3 3—30 20 2,5 40—280
1,6 0,3 3—30 25 3 50—280
2 0,4 4-40 30 4 60—280
2,5 0,5 5—50 40 5 80—280
3 0,6 6—60 50 6 100-280
4 0,7 8-80
5 0,8 10—100
6 1 12—120
Ряд длин Z: 2,5, 3, 4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 30, 32, 36, 40,
45, 50, 55, 60, 70, 80, 90, 100, 110, 120, 140, 160, 180, 200, 220, 250, 280 мм.
402
Таблица 144
Штифты конические
(по ГОСТ 3129-60)
V4 остальное
Конусность 150
Таблица номинальных размеров (в мм)
d с Интервалы длин 1 d с Интервалы длин Z
0,6 т 0,1 4—12 6 1 20—110
0,8 0,1 4—14 8 1,2 25—140
1 0,2 5—18 10 1,5 28—180
1,2 0,2 6—22 12 1,3 32—220
(1,5) 0,3 6—28 (13) 1,8 32—220
1,6 0,3 6—28 16 2 40—280
2 0,4 8—36 20 2,5 50—280
2,5 0,5 10—45 25 3 60—280
3 0,5 12—55 30 4 80—280
4 0,6 16—70 40 5 100—280
5 0.8 16—90 50 6 120—280
Ряд длин Z: 4, 5, б, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 30, 32, 36, 40, 45, 50, 55,
60, 70, 80, 90, 100, ПО, 120, 140, 160, 180, 200, 220, 250, 280 ММ.
403
Таблица 145
Штифты конические с внутренней резьбой
. Хпо ГОСТ 9464-60)
W Остальное
Таблица номинальных размеров (в мм)
d 6 8 10 12 (13) 16 20 25 30 40 50 60
М4 М5 Мб М8 М8 мю М12 М16 М20 М20 М2 4 МЗО
/1 8 9 10 12 12 16 18 24 30 30 40 50
4 10 12 14 16 16 20 25 30 40 40 50 60
с 1,0 1,2 1,5 1,8 1,8 2 2,5 3 4 5 6 7
с\ 0,5 0,7 0,7 1,0 1,0 1,0 1,5 1,5 2,0 2,0 2,0 2,5
от 25 25 30 36 36 40 50 60 70 80 90 НО
ДО 60 60 80 100 100 120 160 200 250 280 280 280
Ряд длин и 25, 28, 30, 32, 36, 40, 45, 50, 55', 60, 80, 90, 100;-140, 120, 140,
160, 180, 200, 220, 250, 280 мм. > ....' '<*.
404:
Таблица 146
Штифты конические с резьбовой цапфой
(по ГОСТ 9465-60)
' V4 Остальное
Таблица номинальных размеров (в мм)
d 4- 5 - 6 8 1 10 12 (13)
do М4 М5 Мб М8 Ml 6 М12 М12
^2 2,7 3,5 4,5 6 7,5 . 9 9
4 8 10 12 16 20 25 25
11 1,8 2 2,5 3 4 4 4
с 0,7 0,8 1,0 1,2 1,5 1,8 1,8
Cl 0,5 0,5 0,7 1,0 1,2 1,5 * 1,5
г не более 0,3 0,3 0,4 ’ 0,5 0,6 0,8 0,8
i\ не более 0,5 0,5 0,7 , 0,7 1,0 1,0 1,0
Зна- чения /и L При Z=16 L=30, 36, 40; : < при 1^20 L=35, 40, 45; - при /=25 L=45, 50, 55, 60 , При /=20 L=36, 40, 45; при/ =25 L=45, 50, 55, 60; ' при 7=32, L=55, 60, 70, 80 При /=25 L=45, 50, 55, 60; при /=32 7=55, 60, 70, 80; ’ при /=40 7=70, 80, 90, 100 При /=32 7=55, 60, 70, 80; при /=40 7=70, 80, 90, 100; при 1=50'< 7=80, 90, 100, ПО, 120, 140 При 1=40 7=70, 80, 90, 100; при 1=50 7=80, 90, 100, ПО; 120, 140;-; при /=60 7=110, 120, 140, 160 При /=50 7=80, 90, 100, ПО, 120, 140, при /=60 7=110, 120, 140, 160
Новые .штифты по- размерам» указанным в табл. 143—146 в скобках, не должны
изготовляться. -
405,
Таблица 147
Штифты конические разводные
(по ОСТ 2074)
Таблица номинальных размеров (в мм)
d
а
b
£
5
12
1
0,8
40
80
6
15
1
1
50
100
8
20
1,5
1,2
60
130
10
25
1,5
1,5
(70)
160
13
30
2
1,8
80
200
16
40
2
2
100
250
Ряд длин Z: 40, 45, 50, (55), 60, (70), 80, 100, 130, 160, 200, 250 мм.
Примечание. Размеры в скобках по возможности не применять.
ПРОТОЧКИ, ГЛУБИНЫ СВЕРЛЕНИЯ ПОД МЕТРИЧЕСКУЮ
РЕЗЬБУ, ДИАМЕТРЫ СВЕРЛ ДЛЯ СВЕРЛЕНИЯ НА ПРОХОД,
ФОРМЫ КОНЦОВ БОЛТОВ, ВИНТОВ И ШПИЛЕК
Для выхода режущего инструмента при обработке деталей в неко-
торых обрабатываемых местах делают проточки. Размеры наружных
и внутренних проточек приведены в табл. 149.
При нарезании резьбы с помощью плашки проточек не выполняют.
В этом случае резьба заканчивается участком, который называется
«сбегом резьбы» (поверхность перехода резьбы к ненарезанной части
изделия).
Рекомендуемые глубины сверления под метрическую крепежную
резьбу (в зависимости от диаметра болта, винта или шпильки) для раз-
личных материалов приведены в табл. 148.
В том случае, когда отверстие в деталях под болты, винты или
шпильки сверлят на проход, диаметр сверла (в зависимости от точности
сборки) рекомендуется принимать, руководствуясь данными, приведен-
ными в приложении к ГОСТ 885-41 (табл. 150).
Формы концевых частей болтов, винтов или шпилек предусмотрены
в соответствующих ГОСТ или ОСТ. Фаски на концах болтов, винтов
и шпилек устанавливаются по ОСТ 1713 (табл. 151)_
406
Таблица 148
Запас резьбы, глубины сверления и выход конца винта из гайки
для метрической резьбы (по ГОСТ 8234-56)
мм
t Запас резьбы наружной не менее Запас резьбы внутренней l2 не менее Запас глубины сверления ^3 не менее Выход конца винта из гайки а
0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,6 0,7 0,75 0,8 1 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5 5,5 6 1 1 2 От 0,4 до 1
1,5
2,5
2 3 От 0,5 до 1,5
2,5 1,5 4
От 1 до 2
5
3,5 4 4,5 5,5 6 7 8 9 10 11 13 16 18 2 2,5 3 3,5 4 5 6 7 8 9 10 И 12 6 8 9 11 12 15 18 21 24 27 30 33 36 От 1,5 до 2,5
От 2 до 3
От 2,5 до 4
От 3 до 5
От 4 до 7
От 6 до 10
4 t — шаг резьбы; L2 — относится к полной резьбе (без сбега).
Примечания. 1. Минимальный запас наружной резьбы (расстояние от конца на-
ружной резьбы до начала сопряженной с ней внутренней резьбы) компенсирует либо
сбег и недовод резьбы (Lt), либо сбег и неточность изготовления по длине резьбо-
вых деталей и деталей, сопряженных с ними (L).
Значения L и соответствуют а = 25® и допускам на стандартные крепежные
детали. _ _ _
При применении резьбонарезного инструмента с а>25® значения L и Li могут
быть уменьшены. •
2. Размер Ьз дан применительно к значениям сбега внутренней резьбы Ц по таб-
лицам стандарта согласно длинам заборных конусов метчиков.
При применении метчиков с другими значениями заборных конусов размер L3
должен назначаться особо.
407
Выход резьбы. Сбеги,
' (по ГОСТ
Проточки для наружной резьбы
Фаска
Q5pr
Тип! при Ь^2мм
Тип В при b ^2,5 мм ТипШ- упрочненный
t 1 h Тип I и II Тип III
: при а для нормаль- ных проточек для узких проточек С и Ct b и bt С И Ci
25е’’; Г 45-
не более b b bi
0,2 0,25 0,3 0,35 0,4 0,5 0,2 1 — — — — 0,2 — —
0,3 1 1* 0,3
—
0,45 1
0,5 ’ 0,4 1* 0,8 0,8* 0,5
0.6 1,2 — —
0,7 0,5 ; 1,4 1,5 1
0,75 1,5 1,5 1,5* 1 *
0,8 0,6 1,6 — — 0,7
1 0,7 2 2 2 1,5 1,5 2,1 1
1,25 2 0,9 2,5 3 1,8 1,8 1 2,3
1,5 2.5 1,2 3 3 2,5 2,5 3,7 . 2
1,75 1,5 3,5 4 4 1,5 4,5 2,5
2 3 4 5 3,5 3,5 4,8
2,5 4 5 5 6 2 6,8 4
3 4,5 2 6 6 4,5 4,5 7,5
3,5 5,5 2,5 7 8 8 2,5 9,6 5,5
4 6 8 5,5 5,5 3 10,3
4,5 7 3 9 10 10 6 6 12,3. 7
5 7,5 3,5 10 6,5 6,5 .3,5 12,9
5,5 6 8,5. — 12 7,5 7,5 4 13,$ 7,5
9 : 4 8 8 15,5 8,5
Примечания-. Г. '^ — номинальный диаметр резьбы; / — шаг' резьбы; а — недоНод
Ь7 — длина резьбы с проточкой. 2. * — для диаметров 6 мм и более.
408
Таблица 149
проточки и фаски
8234-56)
Проточки для внутренней резьбы
Сбег Фаска
Tunlnpub^ 2мм Тип И при Ь, 2,5 мм Тип Ш-упрочненный
R r ds Ri ft
Тип I и П . Тип . Ill Тип I и II Тип Ш
— — — — — —
d—0,5 0,3 d+0.2 0,3
CD b- О О II — —
d—0,8 d+0,2 0,3
d-^0,9 — —
0,5
d—1,2 d+0,2 0,5
— —
T I 00 oi 1 1
d+0,2 0,5
1 0,5
d—2,2 1 2 0,5 2
d+0,3
d—2$ ' d—3 2,5 2,5
d+0,4 1.5
d-3,6 1,5 4
4 1
d—4,5 1
d+0,6
d—5,2. d—6. 2 5,5 2 . 5,5
d+0,8
d-6,8- 3 7 3 7
d—75 1,5
, d—8,2. 7,5 7,5
d+1
d—9, .8,5 8,5
резьбы; Z-б— длина, резьбы : со . сбегом; . Le— глубина, сверления под .резьбу;
409
Таблица 150
Диаметры сверления сквозных отверстий под болты, винты и шпильки
(из приложения к ГОСТ 885-41)
Размеры в мм
Номинальные диаметры болтов,- винтов, шпилек Диаметры сверл
Точная сборка Грубая сборка
Ья | 2-я 1-я | 2-я
1 1,2 1,3 — —
1,2 1,3 1,5 — —
1,4 1,6 1,7 — —
1,7 1,9 2,0 — —
2 2,2 2,4 — —
2,3 2,5 2,8 — —
2,6 2,8 3,15 — —
3 3,2 3,5 — —
3,5 3,7 4,0 — —
4 4,2 4,5 5 —
4,5 4,8 5 5,3 —
5 5,3 5,5 6 —
5,5 5,8 6 6,5 —
6 6,3 6,5. 7 —
7 7,3 7,5 8
8 8,3 8,5 9 10.5
9 9,4 10 10,5 11.5
10 10,5 10,5 И 13
11 11,5 12 12,5 14
12 12,5 12,5 13 14,5
14 14,5 14,5 15 17
16 16,5 16,5 17 19
18 18,5 19 20 21
20 20,6 21 22 24
22 22,6 23 24 26
24 24,6 25 26 28
27 28 28 29 32
30 31 31 32 35
33 34 34 36 38
36 37 38 40 42
39 40 42 44 46
42 43 44 46 48
45 46 46 50 52
48 50 50 54 56
52 54 54 60 62
410
Таблица 151
Концы болтов, винтов и шпилек
(по ОСТ 1713)
Таблица номинальных размеров (в мм)
Форма конца
Диаметр резьбы d Усеченный конус Сфера Цилиндр
с я 1 1 с 1 1 г
1 0,2 0,8 0,2 1
1,2 0,2 1 0,2
1,4 0,3 1 0,3
1,7 0,3 1,5 0,3
2 0,4 1,5 0,4
2,3 0,4 2 0,4
2,6 0,5 2 0,5
3 0,5 2,5 0,5
3,5 0,6 3 0,6
4 0,7 3 0,7
4,5 0,7 4 0,7
5 0,8 5 0,7
5,5 0,8 5 0,8
6 ‘ 1 6 0,8 4 1,5 0,4
7 1 6 1 5 1,5 0,4
.8 1,2 8 1 5,5 1,5 0,4
9 1,2 9 1.2 6,5 1,5 0,4
10 1,5 10 1,3 7 2 0,5
11 1,5 10 1,6 8 2 0,5
12 1,8 12 1,6 9 2 0,6
14 2 16 1,6 10 3 0,8
16 2 16 2,1 12 3 0,8
18 2,5 20 2,2 13 3 0,8
20 2,5 20 2,6 15 4 1
. 22 2,5 22 2,9 17 4 1
24 3 25 3 18 4 1
27 3,5 28 3,5 21 5 1,25
30 4 32 3,8 23 - 5 1,25
33 4 35 4,2 26 6 1,5
36 4,5 40 4,3 28 6 1,5
39 4,5 40 5,1 31 7 2
411
Продолжение табл. 151
> Форма конца
Диаметр Усеченный
резьбы d конус______________
с R с<*
Цилиндр
42
45
48
52
56
60
64
68
72
76
80
85
90
95
100
5
5
6
6
7
7
7
7
8
8
8
8
8
8
8
45
45
50
5,2
6
6
33
35
38
42
45
49
52
56
60
65
68
72
78
82
88
7
8
8
9
10
10
12
12
12
12
14
14
14
16
16
2
2
2
2,5
2,5
2,5
3
3
3
3
4
4
4
4
4
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ИЗ КОВКОГО ЧУГУНА
И СТАЛИ С ЦИЛИНДРИЧЕСКОЙ РЕЗЬБОЙ
ДЛЯ ТРУБОПРОВОДОВ
Разъемные соединения водо- и газопроводных труб (табл. 152) мо-
гут быть выполнены при помощи соединительных резьбовых частей,
если давление в трубопроводе не превышает 25 кгс!см* (при больших
давлениях применяют фланцевые соединения; см. табл. 178—192).
Соединительные резьбовые части для труб отливаются из ковкого
чугуна (табл; 153) или изготовляются стальными (табл., 154).
Основные размеры труб приведены в табл. 152, а соединительных
частей к ним — в табл. 155. .
Принятые условные обозначения на чертежах и в таблицах:
d,dltd.2 — размер трубной резьбы в дюймах;
—длина резьбы в мм;
— толщина стенки в мм;
Н — высота гайки в мм;
S — размер «под ключ» в мм; ;
LtLbL2 — длина соединительной части или расстояние до оси
в мм; . !
h,bY,b2 — величины, характеризующие размеры ребер на сое-
. динительных частях в мм;
b,h — величины, характеризующие буртики на соединитель-
ных частях в мм.
Основные размеры соединительных частей подбираются по соот-
ветствующему госту, и, кроме того, общие конструктивные размеры
берутся по ГОСТ 8945^59 (табл.. Д55). ;<
412
Примеры условных обозначений труб и соединительных частей.
Труба К20 ГОСТ 326255. Следует читать: обыкновенная неоцинко-
ванная труба с условным проходом. 20 мм и с конической резьбой.
Труба 0-К20 ГОСТ 3262-55. Следует читать: обыкновенная оцин-
кованная труба с условным проходом 20 мм и с конической резьбой;
та же труба, но с цилиндрической резьбой. Труба0-Ц20, ГОСТ3262-55.
В обозначении усиленных труб после слова Труба ставят букву У,
для облегченных — Л, для электросварных — Э и для бесшовных—Б,
В таблицах 156—177 соединительные части с Dyt взятыми в скобки,
применять не рекомендуется.
В условных обозначениях соединительных частей указывается:
наименование соединительной части, условный проход Dy и номер ГОСТ,
когда соединительная часть неоцинкованная. Если соединительная часть
оцинкованная, то перед Dy ставится буква О.
Таблица 152
Стальные водо- и газопроводные трубы
(по ГОСТ 3262-55)
я 3 (про- 1 0 Толщина стенки трубы в мм > резь- з ' Длина , до сбега
ф S я X 1 со Ь . Ф 2 СО S « ф СО на дю резь-
Обозначение трубы В ДЮЙ нал) Условный ди ход) в мм Наружный д Обыкновенно (20 кгс1см2) Усиленной (30 кгс/см2) Наружный Д1 бы в мм Число ниток Цилиндричес резьбы в мм Конической | бы в мм
74 8 13,5 2,25 2,75 —• — —
7. 10 17 2,25 2,75 — — —• —
7з 15 21,25 2,75 3,25 20,956 14 14 15
74 20 26,75 2,75 3,5 26,442 14 16 17
1 25 33,5 3,25 4 33,250 11 18 19
174 32 42,25 3,25 4 41,912 И 20 22
17г 40 48 3,5 4,25 47,805 11 22 23
2 50 60 3,5 4,5. 59,616 11 24 26
27з 70 75,5 3,75 4,5 75,187 11 27 30
3 80 88,5 4 4,75 87,887 11 30 32
4 100 114 4 5 113,034 11 36 38
5 . 125 : 1.40 4,5 5,5 138,435 Д1' 38 41’
6 150 165 4,5 5,5 163,836 11 42 45
413
Таблица 153
Соединительные части ковкого чугуна с цилиндрической резьбой для трубопроводов
Наименование ГОСТ Условный про- ход Dy в мм Резьба в дюймах Примеры условного обозначения
Общие конструктивные раз- меры (табл. 155) 8945-59 От 8 до 100 От х/< д° 4
Угольники прямые (табл. 156) 8946-59 От 8 до 100 От 71 Д° 4 Угольник 40 ГОСТ 8946-59 Угольник 0—40 ГОСТ 8946-59
Угольники переходные 8947-59 От 15x10 От 1/2Х«/8 Угольник 40 х 25 ГОСТ 8947-59
(табл. 157) до 40x32 ДО P/gXl1/* Угольник 0—40x25 ГОСТ 8947-59
Тройники прямые (табл. 158) 8948-59 От 8 до 100 От 74 Д° 4 Тройник 40 ГОСТ 8948-59 Тройник 0—40 ГОСТ 8948-59
Тройники переходные 8949-59 От 15x10 ОТ 72Х3/8 Тройник 40 x 32 ГОСТ 8949-59
(табл. 159) до 100x80 до 4x3 Тройник 0—40 x 32 ГОСТ 8949-59
Тройники с двумя перехода- 8950-59 От 20x15x15 От 3/4х72Х72 Тройник 25x15x20 ГОСТ 8950-59
ми (табл. 160) до 40x25x32 до PAxixP/i Тройник 0—25x15x20 ГОСТ 8950-59
Кресты прямые (табл. 161) 8951-59 От 10 до 100 От 3/8 до 4 Крест 25 ГОСТ 8951-59 Крест 0—25 ГОСТ 8951-59
Кресты переходные (табл. 162) 8952-59 От 15x10 до 100x80 От 1/2Х3/8 до 4x3 Крест 25x20 ГОСТ 8952-59 Крест 0—25x20 ГОСТ 8952-59
Кресты с двумя переходами 8953-59 От 20x15x15 От 3/4х7гХ7г Крест 25x15x20 ГОСТ 8953-59
(табл. 163) до 32x20x25 до Р/4х74х1 Крест 0—25x15x20 ГОСТ 8953-59
Муфты прямые короткие (табл. 164) 8954-59 От 8 до 100 От 74 до 4 , Муфта короткая 40 ГОСТ 8954'-59 Муфта короткая 0—40 ГОСТ 8954-59
Муфты прямые длинные (табл. 165) 8955-59 От 8 до 100 От х/4 До 4 Муфта длинная 40 ГОСТ 8955-59 Муфта длинная 0—40 ГОСТ 8955-59
Муфты компенсирующие (табл. 166) 8956-59 От 15 до 50 От 7г До 2 Муфта компенсирующая 40 ГОСТ 8956-59 Муфта компенсирующая 0—40 ГОСТ 8956-59
Наименование гост Условный про- ход Dy в мм
Муфты переходные (табл. 167) 8957-59 От 10x8 до 100x80
Ниппели двойные (табл. 168) 8958’59 От 8 до 80
Гайки соединительные (табл. 169) 8959-59 От 8 до 80
Футорки (табл. 170) 8960-59 От 10x8 до 100x80
Контргайки (табл. 171) 8961-59 От 8 до 100
Колпаки (табл. 172) 8962-59 От 15 до 50
Пробки (табл. 173) 8963-59 От 8 до 100
Продолжение табл. 153
Резьба в дюймах Примеры условного обозначения
От »/8х*/4 до 4x3 От ‘/4 до 3 Муфта 32x25 ГОСТ 8957-59 Муфта 0—32 x 25 ГОСТ 8957-59 Ниппель 40 ГОСТ 8958-59 Ниппель 0—40 ГОСТ 8958-59
От 74х74 до 3x4 Гайка соединительная 40 ГОСТ 8959-59 Гайка соединительная 0—40 ГОСТ 8959-59
От 3/дхх/4 до 4x3 От х/4 до 4 Футорка 25x15 ГОСТ 8960-59 Футорка 0—25x15 ГОСТ 8960-59 Контргайка 50 ГОСТ 8961-59 Контргайка 0—50 ГОСТ 8961-59
От х/2 до 2 Колпак 25 ГОСТ 8962-59 Колпак 0—25 ГОСТ 8962-59
От х/4 до 4 Пробка 25 ГОСТ 8963-59 Пробка 0—25 ГОСТ 8963-59
Таблица 154
Соединительные части стальные с цилиндрической резьбой
для трубопроводов Ру = 16 кгс1см*
Наименование гост Условный про- ход Dy в мм Резьба в дюймах Примеры условного обозначения
Муфты прямые короткие (табл» 172) 8966-59 От 8 ДО 150 От х/4 до 6 Муфта короткая 50 ст ГОСТ 8966-59 Муфта короткая 0—50 ст ГОСТ 8966-59
Ниппели (табл. 173) 8967-59 От 8 до 100 От v4 до 4 Ниппель 50 ГОСТ 8967-59- Ниппель 0—50 ГОСТ 8967-59
Контргайки (табл. 174) . 896.8-59 От -8 до 100 От х/4 до. 4 Контргайка 40 ГОСТ 8968-59 Контргайка 0—40 ГОСТ 8968-59
Сгоны (табл. 175) 8969-59 От 8 до 80 От 74 до 3 Сгон 40 ГОСТ 8969-59 Сгон 0—40 ГОСТ 8969-59
Таблиц а 155
14 1-1809 41/
Общие конструктивные
размеры соединительных,
частей ковкого чугуна с
цилиндрической резьбой
для трубопроводов
(по ГОСТ 8945-59)
Размеры в мм
Услов- ный проход Резьба di d2 s S, s3 b h bt b,
Обозначение d l \ h. /? не более
не менее
8 Труб. 13,158 9,0 9,0 7,0 13,5 12,5 2,5 3,0 3,5 3,5 3,0 2,0 2,0 3,5
10 « 3/8" 16,663 10,0 11,0 8,0 17,0 16,0 2,5 3,0 3,5 3,5 3,0 2,0 2,0 3,5
15 « W' 20,956 12,0 14,0 9,0 21,5 20,0 2,8 3,5 4,2 4,2 3,5 2,0 2,0 4,0
20 « 8Л" 26,442 13,5 16,0 10,5 27,0 25,5 3,0 3,5 4,4 4,2 4,0 2,5 2,0 4,0
25 « Г' 33,250 15,0 19,0 11,0 34,0 32,0 3,3 4,0 5,2 4,8 4,0 2,5 2,5 4,5
32 « рлг 41,912 17,0 21,0 13,0 42,5 40,5 3,6 4,0 5,4 4,8 4,0 3,0 2,5 5,0
40 « i1// 47,805 19,0 21,0 15,0 48,5 46,5 4,0 4,0 5,8 4,8 4,0 3,0 3,0 5,0
50 « 2" 59,616 21,0 24,0 17,0 60,5 58,5 4,5 4,5 6,4 5,4 5,0 3,5 3,0 6,0
70 « 21// 75,187 23,5 27,0 19,5 76,0 74,0 4,5 4,5 6,4 5,4 5,0 3,5 3,5 6,5
80 « 3" 87,887 26,0 30,0 22,0 89,0 87,0 4,5 4,5 6,5 6,0 6,0 4,0 4,0 7,0
100 « 4" 113,034 39,5 39,5 30,0 115,0 112,0 5,5 5,5 8,0 7,0 7,0 4,5 5,0 8,5
Примечания. 1. Сбег резьбы по ГОСТ 8234-56, см. табл. 148. 2. Размеры Л, b, blt b2 — рекомендуемые. Выбор вариантов 1 или 2
производится заводом-изготовителем.
Таблица 156
Угольники прямые
(по ГОСТ 8946-59)
Таблица основных размеров
Услов-
ный
проход
Резьба
d
Lb мм
Р в
У
KSCjCM2
Услов-
ный
проход
Резьба
d
L в мм
Р в
У
кгс!см*
мм
мм
8 Труб. ЧГ 21
10 > ’/в" 25
15 28
20 » 3/г 33
25 » Г 38
32
40
50
(70)
(80)
(100)
труб, р/г
» Р/г"
» 2"
» 21/ 2"
» 3"
» 4"
45
50
58
69
78
96
16
16
10
10
10
10
Конструктивные размеры по табл. 155*
Таблица 157
Угольники переходные
(по ГОСТ 8947-59)
Таблица основных размеров
Условный про- ход D в мм У Резьба Lt в мм L2 в мм V кгс[см2
d2
15 X Ю Труб. ЧГ Труб. 3/8" 26 26 16
20 х Ю, » 3/г » 3/Г 28 28 16
20 х 15 » »/<" » Чг" 30 31 16
25 X 15 » 1" » Чг" 32 34 16
25 X 20 » 1" » з/Г 35 36 16
32 х 20 » Р/Г » з/г 36 41 16
32 X 25 » Р/Г » г* 40 42 16
40 х 25 » Р/Г » 1" 42 46 16
40 X 32 » Р/Г » Р/Г 46 48 16
Конструктивные размеры по табл. 155.
418
4^
*
7аблица 158
Тройники прямые
(по ГОСТ 8948-59)
L
Таблица основных размеров
Условный проход D в мм Резьба d L в мм Р в У кгс[см2 Условный Проход Г)у в мм Резьба d L в мм Р У кгс/см2
8 Труб. i/4" 21 16 32 Труб. P/Z 45 16
10 » 3/8" 25 16 40 » Р/2" 50 16
15 » Чг" 28 16 50 » 2" 58 10
20 » 3/4" 33 16 (70) » 21//' 69 10
25 » 1" 38 16 (80) » 3" 78 10
(100) » 4" 96 10
Л»
Конструктивные размеры по табл. 155.
со
Таблица 159
Тройники переходные
(по ГОСТ 8949-59)
Таблица основных размеров
Условный проход D в мм У Резьба в мм l2 в мм Р в У кгс!смг
di 1
15X10 Труб. *// Труб. »// 26 26 16
15X20 » *// » 3/4" 31 30 16
20X10 » 3/4" » 3/s" 28 28 16
20X15 » 3/4" » V/ 30 31 16
25X15 » 1" » ’/2" 32 34 16
25x20 » 1" » 3/4" 35 36 16
32X15 » 1*/4" » i/2" 34 38 16
32X20 » 1'/4" » 3/4" 36 41 16
32X25 > Р// » 1" 40 42 16
40X15 » Р/2" » */2" 36 42 16
40X20 » 11// > 3/4" 38 44 16
40X25 » 1’// » 1" 42 46 16
40X32 » р// > Р/4» 46 48 16
50X15 » 2" > V/ 38 48 10
50x20 » 2" » з/4" 40 50 10
50X25 » 2" » 1" 44 52 10
50X32 » 2" » 1/7' 48 54 10
50X40 » 2" » Р/а" 52 55 10
(70X32) » 21// » Р/4" 52 62 10
(70X40) » 2‘/2" » I1// 55 63 10
(70X50) » 21// » 2" 61 66 10
(80X40) » 3" * I1// 58 71 10
(80X50) » 3" » 2" 64 73 10
(80 X 70) » 3" » 21// 72 76 10
(100X50) > 4" » 2" 70 86 10
(100X70) » 4’ » 2V/ 78 89 10
(100X80) » 4" » 3" 84 92 10
Конструктивные размеры по табл. 155.
420
Таблица 160
Тройники с двумя переходами
(по ГОСТ 8950-59)
Таблица основных размеров
Условный проход Dy в мм Резьба в мм l2 в мм L3 в мм ру в KSCjCM2
di 1 1 d,
20X15X15 Труб.»/4” Труб. Труб. ’/2" 30 31 28 16
20X20X15 » 3/4" » 3/<" » ‘/з" 33 33 31 16
25X15X20 » 1" » W » 3/4" 32 34 30 16
25X20X20 » 1" »• 3/4" » 3/4" 35 36 33 16
32x20x25 » Р// » 3/4" » 1" 36 41 35 16
32x25x25 » 11/4" » 1" » Г' 40 42 38 16
40x25x32 » 1‘/2" » 1" » I1// 42 46 40 16
Конструктивные размеры по табл. 155.
Таблица 161
Кресты прямые
(по ГОСТ 8951 -59)
Таблица основных размеров
Условный проход Dy в мм Резьба d L в мм Ру в mcjcM2
10 Труб. 3/8'' 25 16
15 » W' 28 16
20 » 3/4" 33 16
25 » 1" 38 16
32 » р/4" 45 16
40 » 1’// 50 16
50 » 2" 58 10
(70) 211г' 69 10
(80) » 3" 78 10
(ЮО) » 4" 96 10
Конструктивные размеры по табл. 155.
421
Таблица 162.
Кресты переходные
(по ГОСТ 8952-59)
Таблица основных размеров
Условный проход Dy в мм Резьба Li в мм i-2 В мм Ру В кгс[смг
dt 6?2
15X10 Труб. 7? Труб. 7? 26 26 16
20X15 » 7? » 7? 30 31 16
25X15 » 1" » 7? 32 34 16
25X20 » 1" » 7? 35 36 16
32X15 » в// » 7? 34 38 16
32X20 » Р/? » 7? 36 41 16
32X25 » р/4" » 1" 40 42 16
40X20 » р/2" » 7? 38 44 16
40X25 » р/2" » 1" 42 46 16
40X32 » р/2" » Р/4" 46 48 16
50X25 » 2" » 1" 44 52 10
50X32 » 2" » Р/4" 48 54 10
50X40 » 2" » Р/? 52 55 10
(70X32) » 27? » P/Z 52 62 10
(70X40) 27? » Р/2" 55 63 10
(70X50) » 27? » 2" 61 66 10
(80X40) » 3" » Р/2" 58 71 10
(80X50) » 3" » 2" 64 73 10
(80X70) » 3" » 27? 72 - 76 10
(100X70) » 4" » 27? 78 89 10
(100X80) » 4" » 3" 84 92 10
Конструктивные размеры по табл. 155.
422
Условный
проход
Dy в мм
Резьба
Таблица 163
Кресты с двумя переходами
(по ГОСТ 8953-59)
Таблица основных размеров
(1^ d2 ds
Lt
в мм
L2
в мм
Ls
в мм
20х15х 15
20 х 20 х 15
25x15x20
25 х 20 х 20
32 х 20 х 25
Труб. з/4"
» з/г
» 1"
» 1"
. » 1W'
т8уб.
п
7/
/7
Труб.
»
»
»
»
Уз"
Уз"
3/4"
з/4"
1"
30
33
32
35
36
31
33
34
36
41
28
31
30
33
35
16
16
16
16
16
Конструктивные размеры по табл. 155.
Таблица 164
Муфты прямые короткие
(по ГОСТ 8954-59)
Таблица основных размеров
Условный, проход Dy в мм Резьба d L в мм Число ребер Ру в кгс[см2
8 Труб. у/ 22 2 16
10 » 3/з" 24 2 16
15 » Уз" 28 2 16
20 » %" 31 2 16
25 » 1" 35 4 16
32 » 1У4" 39 4 16
40 » 1У2" 43 4 16
50 » 2" 47 6 10
(70) » 2У2" 53 6 10
(80) » 3" 59 6 10
(ЮО) » 4" 84 6 10
Конструктивные размеры по табл. 155.
423
Таблица 165
Муфты прямые длинные
(по ГОСТ 8955-59)
Таблица основных размеров
Условный проход Dy в мм Резьба d L в мм Число ребер Ру в кгс/см*
8 Труб. 1/Z 27 2 16
10 » 8/в" 30 2 16
15 » */2* 36 2 16
20 » 3/d" 39 2 16
25 » 1" 45 4 16
32 » IV/ 50 4 16
40 > р// 55 4 16
50 » 2" 65 6 10
(70) » 2V/ 74 6 10
(80) » 3" 80 6 10
(ЮО) » 4" 94 6 10
Конструктивные размеры по табл. 155.
Таблица 166
Муфты компенсирующие
(по ГОСТ 8956-59)
Таблица основных размеров
Условный проход Dy в мм Резьба d Число ребер Ру в кгс1см2
15 Труб. V/ 2 16
20 » »// 2 16
25 » 1" 4 16
32 > IV/ 4 16
40 » РА" 4 16
50 » 2" 6 10
Конструктивные размеры по табл. 155.
424
Таблица 167
Муфты переходные
(по ГОСТ 8957-59)
Таблица основных размеров
Условный проход Dy в мм Резьба L в мм Число ребер Ру В KecjcM2
dt dg
10x8 Труб. 7в" Труб. 7/ 30 2 16
15X8 » 7/ 2 1// 36 2 16
15хЮ » 7/ » 7/ 36 2 16
20x10 » 7/ » 7з" 39 2 16
20X15 » »// » 7/ 39 2 16
25x15 . » г > 7/ 45 4 16
25x20 2 1" » 7/ 45 4 16
32x15 » 17/ > 72" 50 4 16
32x20 » 17/ 2 »// 50 4 16
32x25 » 17/ 2 1" 50 4 16
40x20 » 11/2" » 7/ 55 4 16
40x25 2 Р// 2 1" 55 4 16
40x32 2 Р// 2 17/ 55 4 16
50x25 2 2" 2 Г' 65 6 10
50x32 2 2" 2 В// 65 6 10
50x40 2 2" » 17/ 65 6 10
, (70x32) » 27/ 2 В// 74 6 10
(70x40) 2 27/ » 17/ 74 6 10
(70x50) 2 21// 2 2" 74 6 10
(80x40) 2 3" 2 И// 80 6 10
(80x50) 2 3" 2 2" 80 6 10
(80x70) 2 3" » 27/ 80 6 10
(100x50) 2 4" 2 2’ 94 6 10
(100x70) 2 4" 2 21/2" 94 6 10
(100x80) 2 4" 2 3" 94 6 10
Конструктивные размеры по табл. 155.
425
Условный
проход
Dy в мм
Резьба d
8
10
15
20
25
32
40
50
(70)
(80)
Труб. i/4"
» 7з"
» 2"
» 2>/2”
» 3"
Таблица 168
Ниппели двойные
(по ГОСТ 8958-59)
Таблица основных размеров
S в мм L в мм h в мм Ру в кгс/см2
17 36 7 16
19 38 7 16
24 44 7 16
30 47 8 16
36 53 8 16
46 57 9 16
50 59 9 16
65 68 10 10
80 75 11 10
95 83 12 10
s
Таблица 169
Гайки соединительные
(по ГОСТ 8959 -59)
Таблица основных размеров
ловный проход в мм Резьба d Накидная гайка d2 Размер «под ключ»
Резьба di 1 Li Размер «под ключ» Ь d9
II g § II IL’S а? $ найм
и *3) в мм
8 Труб. 7/ Труб. 7/ 10 18 32 30,0 4 22,0 21,7 19 17,7
10 » 7/ » 7s" 10 18 36 34,0 4 25,0 24,7 22 20,7
15 » 7а" » 17/ 11 19 46 44,0 4 32,0 31,7 27 25,7
20 » 74'' » Р// 12 20 50 48,0 4 36,0 35,6 32 30,0
*25 »1" » 17/ 13 23 65 62,6 5 48,0 47,6 41 39,0
32 » 174" » 2" 13 24 70 67,2 6 53,0 52,6 50 48,0
40 » р// » 27/ 14 25 75 72,2 6 59,5 59,1 55 52,6
50 » 2" » 27/ 16 27 90 87,2 6 74,0 73,6 66 65,0
(70) » 27а" » 37а" 19 30 НО 107,0 6 92,0 91,5 83 81,8
(80) » 3" » 4" 20 31 130 127,0 6 104,5 104,0 96 94,6
427
Продолжение табл. 169
Условный проход Dy в мм Резьба d ^4 bi bz Ьз Ь4 Lt L3 L Диа- метр про- кладки : без покрытия
наруж- ный внут- ренний
в мм £ CQ ш
8 Труб. V/ 24,0 17 16,7 3,5 2,5 2,5 5 21 21 42 24 17 0,099
10 7в" 27,5 19 18,7 3,5 2,5 2,5 5 24 23 45 27 19 0,126
15 Ж 34,5 24 23,7 4,0 3,0 2,5 5 25 25 48 34 24 0,219
20 7/ 38,5 27 26,6 4,0 3,0 2,5 5 27 27 52 38 27 0,253
25 1" 50,5 38 37,6 5,0 4,0 3,0 6 31,5 29,5 58 50 38 0,542
32 » 17/ 56,0 42 41,6 5,0 4,0 3,0 7 35 33 65 55 42 0,664
40 » 172’ 62,5 46 45,6 5,0 4,0 3,0 7 37 36 70 62 46 0,740
50 » 2" 78,0 60 59,6 6,0 5,0 3,0 7 41,5 40,5 78 77 60 1,072
(70) » 27г" 97,0 ' 75 74,5 6,0 5,0 3,0 7 44 45 85 96 75 1,690
(80) » 3’ 109,5 i 38; 87,5 । 6,0 . 5,0 3,0 8 48,5 50,5 95 109 88 2.572
425
Таблица 170
Таблица основных размеров
Условный Тип Резьба L S h
проход Dy в мм ^2 в мм
10x8 I Труб. Ve" Труб. 1/ II /4 20 19 7 —
15X8 II » ’/Г 24 24 7 —
15X10 I » W' » %" 24 24 7 —
20X10 II » 3/«" » %" 26 30 7 —
20X15 I » 3/«" » ’/2" 26 30 7 —
25x15 II » 1" » 29 36 7 —•
25X20 I » 1" 2> »// 29 36 7 —
32X15 II » 1’/4" ’/2" 31 46 7 —
429
Продолжение табл. 170
Условный проход Dy в мм Резьба L S h
^2 в мм
32x20 II Труб. Р/4" Труб. »// 31 46 7 —
32X25 I » 17/ » Г 31 46 7 —
40X15 п » 17/ * 7/ 31 50 7 —'
40x20 II » 17/ » 7/ 31 50 7 —•
40x25 II » 17/ » 1* 31 50 7 —
40X32 I » Р/г" » Р// 31 50 7 —
50X15 III » 2" » 7/ 48 65 8 35
50X20 III » 2" » 7/ 48 65 8 35
50X25 II » 2" » 1" 35 65 8 —•
50X32 II » 2" » 17/ 35 65 8 —
50X40 II » 2" » 17/ 35 65 8 —
(70X32) III > 27/ » 17/ 54 80 9 40
(70X40) II » 27/ » 17/ 40 80 9 —
(70X50) II » 27/ » 2’ 40 80 9 —
(80X40) III » 3'' » 17/ 59 95 10 44
(80X50) II » 3'' » 2" 44 95 10 —•
(80X70) II » 3" » 27/ 44 95 10 —
(100x50) III » 4'' » 2" 69 120 11 51
(100X70) III » 4" » 2>// 69 120 И 51
(100X80) II » 4" » 3'' 51 120 11 —•
430
Таблица 171
Контргайки
(по ГОСТ 8961-59)
Таблица основных размеров
Условный проход Dy в мм Резьба d н D
Е 1 мм
8 Труб. W' 6 22 25,4 20
10 » 3/з" 7 27 31,2- 25
15 » W' 8 32 36,9 30
20 » 9 36 41,6 33
25 Г' 10 46 53,1 43
32 » -11//' 11 55 63,5 52
40 » 17з" 12 60 69,3 56
50 » 2" 13 75 86,5 70
(70) » 272" 16 95 но , 90
(80) » 3" 19 105 121 100
(ЮО) » 4" 21 135 156 128
431
Таблица 172
Колпаки
(по ГОСТ 8962-59)
Таблица основных размеров
Условный проход Dy в мм Резьба d L в мм Число ребер Ру в кгс!смъ
15 труб. V 19 2 16
20 » 7/ 22 2 16
25 » г' 24 4 16
32 » Р/Г 27 4 16
40 » I1/г” 27 4 16
50 » 2" 32 6 10
Таблица 173
Пробки
(по ГОСТ 8963-59)
S
Таблица основных размеров
Условный проход Dy в мм Резьба d L 3 н
в мм
8 Труб. %" 22 9 6
10 » 7з" 24 11 7
15 » */2Я 26 14 7
20 » 7/ 32 17 9
25 » 1" 36 19 10
32 » р/г 39 22 12
40 » р/2“ 41 22 12
50 » 2" 48 27' 14
(70) » 2>/2’ 54 32 16
(80) » 3" 60 36 18
(ЮО) » 4" 70 46 22
432
Фаска по ГОСТЯ2М -56
Таблица 174
Муфты прямые короткие
(по ГОСТ 8966-59)
Таблица основных размеров
Условный проход Dy в мм Резьба d L S
В Л нм
8 Труб. V 22 3,5
10 » 7в' 24 3,5
15 » 7/ 28 4
20 » v 31 4
25 » 1" 35 5
32 » w 39 5
40 » ii/2" 43 5
50 » 2" 47 5,5
(70) , » 27/ 53 6
(80) » 3" 59 6
(ЮО) » 4" 84 8
(125) » 5" 90 8
(150) » 6" 98 10
Таблица 175
Ниппели
(по ГОСТ 8967-59)
Таблица основных размеров
Условный проход Dy в мм Резьба d L в мм
8 Труб. V 18
10 » %" 20
15 » V 24
20 » v 27
25 » 1" 30
32 » 1V 34
40 » 1W 38
50 » 2" 42
(70) » 2’// 47
(80) » 3" 52
(100) » 4" 79
433
Таблица 176
Контргайки
(по ГОСТ 8968-59)
Таблица основных размеров
Условный проход Dy в мм Резьба d н D
в мм
8 Труб. W' 6 22 25,4
10 » 7в" 6 27 31,2
15 » V 8 32 36,9
20 » »// 9 36 41,6
25 » 1" 10 46 53,1
32 » i1/;' 10 55 63,5
40 » р// 10 60 69,3
50 » 2" 10 75 86,5
(70) » 2’/2" 12 95 110
(80) » 3» 12 105 121
(ЮО) » 4" 14 135 156
434
Таблица 177
Сгоны
(по ГОСТ 8969-59)
Таблица основных размеров
Условный проход Dy в мм Резьба L в мм
d 1 не более |
в мм
8 Труб. 7/ 7,0 38. 80
10 » 3/8" 8,0 42 90
15 » 72" 9,0 50 100
20 » 7/ 10,5 54 НО
25 1" 11,0 62 120
32 » 17/ 13,0 68 130
40 » W 15,0 75 140
50 » 2" 17,0 86 150
(70) 27а" 19,5 98 170
(80) » 3" 22,0 106 180
ФЛАНЦЫ
Фланцами называются соединительные части, имеющие форму диска
с отверстиями; соединительные части применяются в разъемных соеди-
нениях для присоединения звеньев трубопроводов, арматуры, а также
для установки отдельных частей (узлов, изделий) машин, приборов,
аппаратов и резервуаров (входные и выходные фланцы).
Выбор типа фланца зависит от величин условного прохода Dy (по
ГОСТ 335-52) и условного давления Ру (по ГОСТ 356-59).
Чугунные литые фланцы (ГОСТ 1235-54) применяются для услов-
ных давлений Ру= 2,5; 6; 10; 16 и 25 кгс/см2 и при диаметрах условно-
го прохода Dy от 15 до 3000 мм для Ру = 2,5 кгс/см2\ от 15 до 2400 мм
для Ру= 6 кгс/см2', от 15 до 2000 мм для Ру = 10 кгс/см2', от 15 до
435
1000 мм для Ру=± 16 кгс/см2*, от 15 до 500 мм для Ру = 25 кгс/см2*
В качестве примера в табл. 178 приведены размеры чугунных литых
фланцев для Ру = 25 кгс/см2.
Стальные литые фланцы (ГОСТ 1240-54) применяются для услов-
ных давлений Ру — 16; 25; 40; 64; 100; 160 и 200 кгс/см? и при диамет-
рах условного прохода Dy от 15 до 160 мм для Ру = 16 кгс/см2-, от
15 до 1400 мм для Ру— 25 кгс/см2-, от 15 до 800 мм для Ру~ 40 кгс/см2;
от 15 до 600 мм для Ру = 64 кгс/см2; от 15 до 400 мм для Ру = 100 кгс/см2;
от 15 до 300 льи для = 60 кгс/см2*, от 15 до 250 мм для Ру— 200 кгс/см2.
В качестве примера в табл. 179 приведены размеры стальных литых
фланцев для Ру= 25 кгс/см2, а в табл. 180 — для Р^=40 кгс/см2.
Фланцы стальные с шейкой на резьбе (ГОСТ 1245-54) применяются
для условных давлений Ру = 2,5; 6; 10 и 16 кгс/см2 и при диаметрах
условного прохода Dy от 10 до 150 мм для Ру— 2,5 и 6 кгс/см2: от 10
до 125 мм для Ру = 10 и 16 кгс/см2.
В качестве примера в табл. 181 приведены размеры стальных флан-
цев на резьбе для условных давлений Ру— 10 и 16 кгс/см2. Обозначение
фланца стального с шейкой на резьбе для условного давления 10 кгс/см?
и при условном проходе 100 мм:
Фланец Р 10 Dy 100 ГОСТ 1245-54.
Фланцы стальные плоские приварные (ГОСТ 1255-54) применяются
для условных давлений Ру = 2,5; 6; 10; 16 и 25 кгс/см2 и при диаметрах
условного прохода Dy: от 10 до 1600 мм для Ру = 2,5 кгс/см2-, от 10
до 1000 мм для Ру = 6 кгс/см2-, от 10 до 600 мм для Ру— 10 и 16 кгс/см2:
от 10 до 500 мм для Ру = 25 кгс/см2.
В качестве примера в табл. 182 приведены размеры стальных- плос-
ких приварных фланцев для условного давления Ру = 10 кгс/см/2,
а в табл. 183 — для Ру = 25 кгс/см2.
Обозначение фланца плоского приварного для условного давления
10 кгс/см и при условном проходе 100 мм:
Фланец Ру10 Dy 100 ГОСТ 1255-54.
Фланцы стальные приварные в стык (ГОСТ 1260-54) применяются
для условных давлений Ру = 2,5; 6; 10; 16; 25; 40; 64; 100; 160 и
200 кгс/см2 и при диаметрах условных проходов Dy: от 10 до 1600 мм
для Р у— 2,5 кгс/см2: от 10 до 1400 мм для Ру = 6 кгс/см2-, от 10 до
1200 мм для Ру = 10 и 16 кгс/см2-, от 10 до 800 мм для Р у— 25 кгс/см?:
от 10 до 500 мм для Ру — 40 кгс/см2: от 10 до 400 мм для ру = 64
и 100 кгс/см2', от 15 до 300 мм для Р у— 160 кгс/см2-, от 15 до 250 мм для
Ру = 200 кгс/см?.
В качестве примера в табл. 184 приведены размеры фланцев сталь-
ных приварных в стык для условного давления ру = 25 кгс/см2, а
в табл. 185 — для Ру— 40 кгс/см2.
Обозначение фланца стального приварного в стык для условного
давления 25 кгс/см? и при условном проходе 100 мм:
Фланец Py25Dy 100 ГОСТ 1260-54.
Обозначение фланца А стального приварного в стык с выступом.
433
для условного давления 100 кг^см? и при условном проходе 100 мм,
изготовленного из углеродистой стали:
Фланец АРу100 Dy100 ГОСТ 1260-54,
Обозначение такого же фланца, изготовленного из легированной стали:
Фланец APylOOM Dy100 ГОСТ 1260-54.
Фланцы стальные свободные с буртом (ГОСТ 1265-54) применяются
для условных давлений Ру = 40; 64 и 100 кг^см? и при диаметрах ус-
ловного прохода Оу. от 10 до 400 мм для Ру = 40 и 64 кгс/см* и от 10
до 300 мм для Р у = 100 кгс/см2.
В качестве примера в табл. 186 приведены размеры фланцев сталь-
ных свободных с буртом для Ру = 40 кгс/см2.
Обозначение фланца Б стального свободного с буртом и впадиной
для условного давления 100 кгс/см2 и при условном проходе 100 мм,
изготовленного из углеродистой стали:
Фланец БРуЮО Dy 100 ГОСТ 1265-54.
Обозначение такого же фланца, изготовленного из легированной стали:
Фланец БРуЮО MDy 100 ГОСТ 1265-54.
Фланцы стальные свободные на приварном кольце (ГОСТ 1268-54)
применяются для условных давлений Ру = 2,5; 6; 10; 16 и 25 кгс/см2
и при диаметрах условного прохода Dy от 10 до 500 мм. В качестве при-
мера в табл. 187 приведены размеры фланцев стальных свободных на
приварном кольце для условного давления Ру = 10 кгс/см2, а в табл.
188 — для Ру = 25 кгс/см2.
Обозначение фланца стального свободного на приварном кольце
для условного давления 10 кгс/см2 при условном проходе 100 мм:
Фланец PylODy 100 ГОСТ 1268-54.
Фланцы стальные свободные на отбортованной трубе (ГОСТ 1272-54)
применяются для условных давлений Ру = 2 ,5 и 6 кгс/см2 и при диамет-
рах условного прохода Dy от 10 до 500 мм.
В табл. 189 приведены размеры фланцев стальных свободных на
отбортованной трубе для Ру = 2,5 и 6 кгс/см2.
Обозначение фланца стального свободного на отбортованной трубе
для условного давления 6 кгс/см2 и при условном проходе D 100 мм:
Фланец Py6Dy 100 ГОСТ 1272-54. У
Стальные плоские фланцевые заглушки (ГОСТ 6973-59) применяются
для условных давлений Ри = 2,5; 6; 10; 16; 25; 40; 64; 100; 160 и
200 кгс/см/2.
В качестве примера в табл. 190 приведены размеры фланцевой за-
глушки (тип I) для условного давления Ру — 25 кгс/см^.
Обозначение фланцевой заглушки для условного давления Ру =
= 25 кгс/см2 и при условном проходе 100 мм:
Заглушка I 25—10 ГОСТ 6973-59.
В табл. 191 приведены размеры фланцевой заглушки типа II с высту-
пом для условного давления Ру = 40 кгс/см2.
Пример условного обозначения заглушки фланцевой типа II на
условное давление 40 кгс/см2 с условным проходом 100 мм:
Заглушка II 40—100 ГОСТ 6973-59.
В качестве примера в табл. 192 приведены размеры фланцевой за-
глушки типа III с впадиной для условного давления Ру — 64 кгс/см2.
437
Таблица 178
Фланцы чугунные литые
(по ГОСТ 1235-54)
Таблица номинальных размеров (в мм)
= 25 кгс/см2
Проходы условные D У Фланцы Болты
Наруж- ный диаметр D Диаметр болтовой окружно- сти Dt Диаметр соедини- тельного выступа D* Высота соедини- тельного выступа f Толщина фланца b Наиболь- ший диаметр шейки Толщина основа- ния шейки S. i Радиус закругле- ния г Диаметр болтовых отверстий d Коли- чество Резьба
' 15 95 65 45 2 16 37 11 4 14 4 М12
20 105 75 58 2 18 44 12 4 14 4 М12
25 115 85 68 2 18 53 14 5 14 4 М.12
32 135 100 78 2 20 62 15 5 18 4 М16
40 145 НО 88 3 20 70 15 5 18 4 М16
50 160 125 102 3 22 84 17 6 18 4 М16
70 180 145 122 3 24 106 18 6 18 8 М16
80 195 160 138 3 26 120 20 8 18 8 М16
100 230 190 162 3 30 144 22 8 23 8 М20
125 270 220 188 3 32 173 24 8 25 8 М22
150 300 250 218 3 32 198 24 8 25 8 М22
175 330 280 248 3 34 227 26 10 25 12 М22
200 360 310 278 3 36 254 27 10 25 12 М22
225 395 340 305 3 38 281 28 10 30 12 М27
250 425 370 335 3 40 310 30 10 30 12 М27
300 485 430 390 4 42 366 33 10 30 16 М27
350 550 490 450 4 44 420 35 12 34 16 МЗО
400 610 550 505 4 48 476 38 12 41 16 МЗО
450 660 600 555 4 52 528 39 12 41 20 МЗО
500 730 660 615 4 56 584 42 15 41 20 М36
^tOOCOOO^IOCn^^WWtOtOtO'- _i __ ООООООООСЛОСЛООИООЧШЮОСО^Ш^МЮЮн- ооооооооооооослослослоооооюслосл •-lUlWh-oOCO^CnCriUl^^WWWWMtOb- >— ►— H-h-ь- ►— U1M0004U1^000>- UTC0tOtDO)WO4WO00Cn^Wb-lQ(D OOlOlOOUAOOOOOUlQiyiOOOOOCnOOUlUlQlUlOl CD4^bDOCDOO-qO)CnCn>^4^CO CO CObObObC— 4^bO>— ЮЮЧЧООС/ИОООЧ^^СОСЖООЗОДЮ'-ООО^а) ОООООСЛООООООООООООООСЛСЛООСЛСЛСЛ СЛООн-ОСООО'-ЛСПСЛСЛ^ООООООЬОЬОЬОн-ь— >—►— •—» СПСЛй^ЬОСО^—ЬО*— UlOOHOWON^b- 0005С0Ь0О00*ч]СГ>СЛ4^ ОООСЛОСПОСИСЛСЛООСЛСЛООООООООЬОООЬЭЬОООООООООСЛ СЛСЛСЛСЛСЛСЛСЛй^^^^^СОСОСОООСОСОСОСОСОСОСОЮЬОЬОЬО <!<1СТ)СПСГ>СЛСЛСЛСлФ^4^4^СОСОСОСОСОЮЬОЮЬОЬО^-ь-^-*— •—к cowaio^ocwooo^ocw^toooo^tobDoooaQCW СЛСО»—OOOCT>CT>CnCH4^4^COCObObObOb-h—>—►—Н- ►— ОООЮСОООООЬО-х]>—cnOOoyibOOOTCOh— О 00 <J О> >£* Ф* СО O)OC^OC?tO^O(OtOOOOO^tOWOOC£)0CDa)OOtOO^O СЛСЛСЛСЛ4^Ф^4^4^СОСОСОСОЬОЬОЬОЮЮЮ»— ь—ь-ь-ь—►—ь- ОО^ЬОООООЬООООСПИ^ОООООО^^ЬОООООООСЛСЛСПЬОЬОЬО СОООООСЛСПЬОЬОЬЭЬОООООООООООООООСПСПОСЛСЛСЯСЛСЛФь 05СЛСЛСЛ^^4^4^СОООСОООООООЮЬЭЬЭЬЭЬО — н-1—►— 0100004^00 001— •—^^фьОООСЛСЛШСЛСООООООООООО^^^ со со ьо ьэ ю to ю ю ьо •— ►— — •— •— ~ к оьооооо-^^ооооорьоьоьоюоооооооооо^^^^^^
co CO СНСЧСЛ^^^СОСОСОСОСОЬЭЬЭЬОЬОЬОЬОЬФЬО^-»-* СГ ГТ 177 OtObOOOtOtOOCftOOCJ^'J-Q-'JbObObOtOOOOOOCDtObObO
Проходы условные
Dy
Наружный диа-
метр D
Диаметр болтовой
окружности
Диаметр соеди-
нительного
выступа D2
Высота соеди-
нительного
выступа f
Толщина фланца b
Наибольший
диаметр шейки
Dm
§
Толщина основа
ния шейки S/
Радиус закруг-
ления г
Диаметр болто-
вых отверстий
Количество
Резьба Е
Таблица 179
15 20 25 32 40 50 70 80 100 125 150 175 200 225 250 300 350 400 450 500 600 700 800 440 Проходы условные Dy
95 105 115 135 145 160 180 195 230 270 300 350 375 415 445 510 570 655 680 755 890 1 995 1 1135 Наружный диа- метр D
65 75 85 100 ПО 125 145 160 190 220 250 295 320 355 385 450 510 585 610 670 795 800 1030 Диаметр окруж- ности шпилек Dt
45 58 68 78 88 102 122 138 162 188 218 260 285 315 345 410 465 535 560 615 730 836 960 Диаметр соеди- нительного .выступа D2
cnotui Д Д Д WW W W W w WUWtJ июммм Высота соедини- тельн. выступа f
39 50 57 65 75 87 109 120 149 175 203 233 259 286 312 363 421 473 523 575 677 767 875 Диаметр выступа £>4
40 51 58 66 76 88 110 121 150 176 204 234 260 287 313 364 422 474 524 576 678 768 876 Диаметр впа- дины DQ е £0 S
ЙОО СЛСЛШСЛ Д Д Д Д Д Д Д д д Д Ol Ql СЛ СП сл СП СП bl Высота и глу- бина выступа и впадины ft = f2 J= Е
16 16 16 18 18 20 22 22 24 28 30 34 38 40 42 46 52 58 60 62 62 68 76 Толщина фланца
39 44 49 62 70 80 106 116 140 169 198 231 256 285 314 368 430 488 542 592 696 804 920 Наибольший диа- метр шейки Dm
12 12 12 15 15 15 18 18 20 22 24 28 28 30 32 34 40 44 46 46 •48 52 60 Толщина основа- ния шейки 3/
ООООСЛСЛ4Ь.ЮКЭКЭОООООЭООСЭО)СТ>СЛСЛСПСЛСЛ»Д> Радиус закругле- ния г
14 14 14 18 18 18 18 18 23 25 25 30 30 34 34 34 34 41 41 48 54 54 58 Диаметр отвер- стий под шпиль- ки d
Ю № tO ЬО tO •— ООООО® MtOMMOO<XOOCOCO^ Д Д Д Д Количество Е 3
gssssssssssssssssssssss C-i.^.U.f>-OC>ODCO<uJWCK>tOtOtOtOtO — — — — tOOOQOtOw. Q>OOOO*4*JCOtOOQ0CDGnwj0>tOK3tO Резьба S ь ст X X
«г
II
о
§
§
Таблица 180
Для Ру = 10 кгс[см2 — 4 болта. Для Ру 16 кгс[см2 — 8 болтов.
10 15 20 25 32 -40 50 70 80 100 125 Проходы условные Dy Ру = 10 И 16 KSCjCM2 10 15 20 25 32 40 50 70 80 100 125
1 14 14 14 14 -16 16 18 18 20 20 22 Толщина фланца b 1 . Фланцы 17 21,25 26,75 33,5 42,25 48 60 75,5 88,5 114 140
Л. 4*. W 00*0 to N3 N3 ЬЭ КЗ КЗ tCO^№00OO)^*.OO Высота фланца h ьэ Ъ А Ю 00 % 9 « « г «
28 32 j 40 50 58 68 80 100 116 136 | 168 Наибольший диаметр шейки Dm 90 95 105 115 135 145 160 180 195 215 245
26 30 38 48 56 66 76 96 112 132 164 Наименьший диаметр шейки Dn
60 65 75 85 100 ПО 125 145 160 180 210
00 00 00 00 00 00 00 4^4^4^4». Диаметр болтовых отверстий
4 4 4 4 4 4 4 4 4 или 8 * 8 8 1 Количе- ство 1 Болты 0001С0КЭО00-^05СЛ4».4>. ооооооьэкэсооооооосло
G>G>a>a>GJ>CiO>N3N3N3N3 Резьба QOWWWWOObObObObOtC
Наружный
диаметр dH
Резьба по
ГОСТ 6357-52
Наружный
диаметр D
Диаметр бол-
товой окруж-
ности Dt
Диаметр сое-
динительного
выступа D2
Высота сое-
динительного
выступа f
* При применении труб о толщиной стенки, большей 3,- недозод трубы и катег
шва должны быть соответственно увеличены.
OJtO^tO^tO^^ — <Х>
00000)4(JlWt7l£^
СЛООООО^СПЙ^СОООЬО'—‘И-
<£>оооо<юо>*чслооюолоой^
•чослслй^й^ооооьэьоьою»—
totoa)^-0)omwiC4^b-ooO)^K}'-oco4ia)0)
OW Q1 сл О о О Gi ОЮ О О Q О СЛОД О G OWW О
0>СЛСЛй^Ф»0000 10ГОЬЭЬОь-и—
OOOOWOOCO^bO<£>a)^i— ООСЛСОГОООО-'-ЛОСЛЙ^Ф*
CncntOtOOOOCnOOtOtOOOOOOOiOtOOOOOOOQOOlC»
Cn^^^^^CjOOOOOCjOOOCjOOOCjOWWOOtOtOtOtOtO
OOWWOOtObOtOtO^tOtOtOtOtOtO^-^-H-H-i— I— .
О)МООСОООО)^^^^^ЮОО(ЛСО0^^ЮМ
OOtOtOtOtOtOtOtOtOtOtO»-L»t _* н- _ н-н-
ОСЛСЛСПОООООООООООООООООООООООООООО^Й^^Н^
___&----------------------------------- --
to to to >-» — >— •—
ОС>ОСЛ(7)ЬОЮООООООООООСХ)кй»>^Н^^4^й^й^Н^йь.
ОООООЧ0<Х>ОО-<!СПСЛСЛСИСЛСПЙ^4^Н^Й^СООООО
СОФСОСССОООХ^а>а>4^й^4*4ь.4^00СОСОООСООЭОО
Ъ1 сиси сл Ъ1
ОООСО S
Проходы условные
Dy
Наружный -и
диаметр dH
п а>
Наружный диа-
метр D
Диаметр болто-
вой окружности
Dt________
Диаметр соеди-
нительного вы- д,
ступа D2 £
--------------- вз
Высота соедини- ®
тельного высту- Е
па f
Толщина
фланца Ъ
Диаметр болто-
вых отверстий d
Количество
Резьба
Катет шва k
Наименьшая
толщина стенки
трубы 5 *
Фланцы стальные плоские приварные
Недовод трубы Н
V3 Остальное
Таблица 183
Py= 16 и25кгс/см
Фланцы стальные
плоские приварные
(по ГОСТ 1255-54)
Таблица номинальных
размеров (в мм)
Ру = 25 КсС{см~
Труба Фланцы Болты Приварка
о ГЗ
ас и CQ dg S Л S >» С) S ас *7?
о а S «3 5 о £5 л (D м 8о S-S и о СП СО 0 Я к о труб
1 Проходы I Оу Наружнь диаметр з । Диаметр вой окру Диаметр нительно; ступа D2 Высота с тельного па f Толщина фланца b Диаметр вых отве <и X «ч о Резьба Катет ш Наимень толщина трубы S 1 Недовод
10 14 90 60 40 2 16 14 4 М12 3 3 4
15 18 95 65 45 2 16 14 4 М12 3 3 4
20 25 105 75 58 2 18 14 4 М12 3 3 4
25 32 115 85 68 2 18 14 4 М12 4 3,5 5
32 38 135 100 78 2 20 18 4 М16 4 3,5 5
40 45 145 ПО 88 3 22 18 4 М16 4 3,5 5
50 57 160 125 102 3 24 18 4 М16 4 3,5 5
70 76 180 145 122 3 24 18 8 М16 5 4 6
80 89 195 160 138 3 26 18 8 М16 5 4 6
100 108 230 190 162 3 28 23 8 М20 5 4 6
125 133 270 220 188 3 30 25 8 М22 5 4 6
150 159 300 250 218 3 30 25 8 М22 5 4,5 6
175 194 330 280 248 3 32 25 12 М22 6 6 7
.200 219 360 310 278 3 32 25 12 М22 7 6 8
225 245 395 340 305 3 34 30 12 М27 8 7 9
250 273 425 370 335 3 34 30 12 М27 9 8 10
300 325 485 430 390 4 36 30 16 М27 9 8 10
350 377 550 490 450 4 42 34 16 МЗО 10 9 11
400 426 610 550 505 4 44 34 16 МЗО 10 9 11
450 478 660 600 555 4 48 34 20 МЗО 10 9 И
500 529 730 660 615 4 52 41 20 М36 10 9 11
* При применении труб с толщиной стенки,
шва должны быть соответственно увеличены.
большей 5, недовод трубы и катет
443
414
OUlOUlOUltOO^UltOOOONUl^WbOWb-H-!
QOQQOO^lOOlOUlOOOOOrOUlQQlO
«ООООЭ-ЧСЛООСЛСФ^^ОООООСХЭО-^СЛООЬОСЛООЙ^
^^WWWtOtONO'- I— b-.
o^couiomtoos WtO^^-
СПООООН-»— bOQiO-qCnOCOOoOOOOOi— СП 00 CO 00
4 0)0)UIU1^ A WW WtOM ь-h- H-н- h— >— H-
СД 00 СП -^1 — ►₽»*— “s]U10SWOCOO)^W^ ОФФ
UlOClOOUlUlCiOOOOUlOOUiyiClQlUlO
OOClOlAWWWtOtOtC-^^^'-^
00 •— О 00 Ч О) O)
ООСПООСИСПОСЛСС>О<_>ОСЛСПООи1СПСПО
CnCnhUhUCOCObOtOtO'—•— >— *—
О CO СЛ ООО)*— OOQWtCOOO^OUl^^
CnCnUAOCncnUiOOOQOtOOOtOtOOOOOOOCOCnO
^^^^^wwwwwwwwwwwtowtotow
Проходы услов-
ные Dy
Наружный
диаметр dH
S1
Наружный
диаметр
шейки Dn
Внутренний
диаметр dx
Наружный
диаметр D
\73 Кругом
только для штампованных
иизпроката)
Диаметр
окружности
шпилек
Диаметр
соединитель-
ного выступа
Й2
Высота соеди-
нительного
выступа f
е
--4 NO “<1 NO CD »— CoOWO^CW’-'CC'NlOOlOl^W
0 00 0)0)00*- от
СЛ СП СЛ
Си СЛ cn on on on Ъг On
OOCnCn^^^OOOOCONONONOhONDb—ь-н-i—ь-»—
toocotooxoooooioao^toocoooojojoo)
enrfi.^NO*— OCD00C0^O)O)OlOl^^^WWWW
CDCDNOOOJNOCOQOOObOOOOOOONOOOOOCHOOCDCnCn
01СЛ45ь.4ьООООЬОЬОЬОь-ь-и— »—
OOOOOOb-C^>— OOOntOCoCDOO^cn-qCDCn^WOONO
00000000000)0)000t00)0^0)010000
Cn^t0№t00000co000)0)0)0l0iui0l0l0l^
ф»>Ь.ф>.ОЭСЮООООООООГ\ЭЬОЬОь-и—ь-1-‘ь->—ь-ь—к-
00*-*-^^^^00 01СЛОООС©СОСООО^^А^
NO bo
445
Диаметр
выступа О4
Ю
СЛ
Диаметр
впадины De
приварные в
Высота и
глубина вы-
ступа и впа-
дины fi=f2
Толщина
фланца b
Высота
фланца h
Наибольший
диаметр
шейки Dtn
Радиус
закругления г
Диаметр от-
верстий под
шпильки d
Количество
Резьба
f
S
Еа
Ж
S
Дй» о О Q1O U1MON ШЮ О СО 401^ 00-ЬО ЬО >—• •—* оооослослослооооогослосло Проходы условные Dy
СО ОЭ ЬЭ Ю ЬЭ 1—• ь-ь-ь- ЬО^ЬО-44^«— С£)СЛООООО-<!СЛ4^СЮООГЭ*— — Cn^CnCOCnCD^COWOOCOai^CnCJOtOCnQO^ Наружный диаметр dH I Труба I
СПСЛСЛД^ФьООСОСОГЭГО^ь-ь-н-.h— ь-н- aiS^^^NOlONWCSOOCD^W»- О CD 00 июошслслооооиюослшслслию Наружный диаметр D
СЛСЛД^ОЭО0ОЭЬЭЬЭЬО1—‘ь-н-н-к-ь- 00 ь- СЛООСЛЬЭО0СЛЮООО)^Ю>— OCC^OlD U1OOU1U1OQ1OOOOU1U1OOU1U1U1O Диаметр окружности шпилек Di я
^фьООЬОГЭЬОЬЭ»— Н- Н- _* -Ч>—ОСО^Д^ЬОООСЛСООО^ЗС^СЛД^ФоООСаЗ »— UlOCOQOQ^OOWCoaiOtO^COMWtO Внутренний диаметр Do Z
СЛСЛ4^4^^СОСОСО1<)1<)Ю1<)’-- •—и-* ООГОС^ЬЭОСПД^ООО^ЬЭООоООСПСП^Д^ЬО Толщина фланца b
Д^ОЭСОЬЭЬЭЬЭ'—‘1—‘Ь— ОООООЭ-Ч4^ЬООСПООь-сО'^СПф..ООООЬф|—‘Ь- ЮЮОООООЬЭСПь— СЛОО*<1000с£)ООСПООСЛ Наружный диаметр шейки Dn
ОЭОЭОЭЬЭГЭГЭи-ь-н- СОСЛОСЛГОО-^Ф-ГОО-^СПФоОООЭГОь-н- ОО •— ►— ЬЭОЭО^ЧСЛОСТэООСПООООь-глоо^эоо Внутренний диаметр di
СЯ^^СОСОЬОЬОЬЭ — •— >— 1— w^H-^H-cocD^ooa)Wtooco'<ia)Ui^^ СЛСЛОСЛСЛСЛОООООЬОООЬОЬОООООООООСПО Наружный диаметр D2 Бурт
S*(M
Таблица 185
Фланцы стальные свободные с буртом
(по ГОСТ 1265-54)
Таблица номинальных размеров (в мм)
40 кгс}смг
Шпильки
Толщина ’ бурта Высота бурта h Диаметр выступа D4 Диаметр впадины De Высота и глубина вы- ступа и впа- дины Наибольший диаметр шейки Dm Радиус за- кругления г Диаметр отверстия под шпильки d Количество Резьба
10 35 34 35 4 28 2 14 4 М12
10 35 39 40 4 28 2 14 4 М12
10 35 50 51 4 38 2 14 4 М12
12 35 57 58 4 44 2 14 4 М12
12 35 65 66 4 50 2 18 4 М16
14 40 75 76 4 58 2 18 4 М16
14 40 87 88 4 72 2 18 4 М16
16 45 109 ПО 4 92 2 18 8 М16
, 18 45 120 121 4 104 2 18 8 М16
18 50 149 150 4,5 128 2 23 8 М20
22 55 175 176 4,5 152 3 25 8 М22
24 55 203 204 4,5 178 3 25 8 М22
26 65 233 234 4,5 220 3 30 12 М27
26 65 259 260 4,5 240 3 30 12 М27
28 70 286 287 4,5 264 3 34 12 МЗО
30 75 312 313 4,5 292 3 34 12 МЗО
34 85 363 364 4,5 354 4 34 16 МЗО
38 90 421 422 5 408 4 34 16 МЗО
42 105 473 474 5 465 5 41 16 М36
447
Таблица 186
Фланцы стальные приварные встык
(по ГОСТ 1260-54)
Для Р^2,5;6;Ю;16;25кгс/см2
Таблица номинальных размеров (в мм)
Ру = 25 KZcfcM2
Проходы услов- ные Dy Труба Фланцы Болты
Наружный диа- метр dH Наружный диа- метр шейки Dn Внутренний ди- аметр d-i Наружный ди- аметр D Диаметр болто- вой окруж- ности Dx 1 Диаметр соеди- нительного выс- тупа d2 Высота соедини- тельного высту- па f Толщина фланца b Высота фланца h Наибольший ди- аметр шейки Dm Радиус закруг- ления г Диаметр болтовых отверстий d Количество Резьба
10 14 15 8 90 60 40 2 16 35 26 4 14 4 М12
15 18 19 12 95 65 45 2 16 35 30 5 14 4 М12
20 25 26 18 105 75 58 2 16 36 38 5 14 4 М12
25 32 33 25 115 85 68 2 16 38 45 5 14 4 М12
32 38 39 31 135 100 78 2 18 45 56 5 18 4 М16
40 45 46 38 145 НО 88 3 18 48 64 5 18 4 М16
50 57 58 49 160 125 102 3 20 48 76 5 18 4 М16
70 76 77 66 180 145 122 3 22 52 96 6 18 8 М16
80 89 90 78 195 160 138 3 22 55 110 6 18 8 М16
100 108 110 96 230 190 162 3 24 62 132 6 23 8 М20
125 133 135 121 270 220 188 3 26 68 160 8 25 8 М22
150 159 161 146 300 250 218 3 28 72 186 8 25 8 М22
175 194 196 177 330 280 248 3 28 75 216 8 25 12 М22
200 219 222 202 360 310 278 3 30 80 245 8 25 12 М22
225 245 248 226 396 340 305 3 32 80 270 8 30 12 М27
250 273 278 254 425 370 335 3 32 85 300 10 30 12 М27
300 325 330 303 485 430 390 4 36 92 352 10 30 16 М27
350 377 382 351 550 490 450 4 40 98 406 10 34 16 МЗО
400 426 432 398 610 550 505 4 44 115 464 10 34 16 МЗО
450 478 484 450 660 600 555 4 46 115 514 12 34 20 МЗО
500 529 535 500 730 660 615 4 48 120 570 12 41 20 М36
600 630 636 600 840 770 720 5 54 130 670 12 41 20 М36
700 720 726 690 955 875 815 5 58 140 766 12 48 24 М42
800 820 826 790 1070 990 930 5 60 150 874 15 48 24 М42
448
15 Ы809
СП Ф Ф 00 оо ьо ЬО ЬО *-* •— •— <-* О СП О СП ОСП ьо о ^4 СП ЬО О 00 <1 СИ Ф 00 ьо to •— *— ОООО О О СП О СП О СП О О'О О О to СП О СП о Проходы услов- ные Dy А
сп ф ф со со to to to •— •—1 ЬО о to -q to Ф ь- о СП оо о 00 <! СП Ф ОО 00 ЬО •— сооосп-ч СП СО СП о ф со СО оо CD СП -ч Си 00 to СП 00 Ф Наружный ди- аметр dH 1 Труба |
СП СП Ф Ф ОООО to to ЬО ЬО ь- Ь- ь- Ь- ОО оо 00 СО -q ЬО со оо ф ь- Оо СП ОО to О 00 “<! ОО СП Ф Ф СП ND ЬО О ОО СП оо to to 00 00 00 to ЬО 00 00 оо ОО СП о Наружный ди- аметр Dz Кольцо
to to to ЬО ЬО to to ЬО ЬО Ь- Ь- Ь- Ь- Ь- »— Ь- Ь- и— Ь-* Ь- Ь- 00 СП СП Ф ЬО ЬО ЬО О О ОО 00 О) О О Ф ьо ьо to ьо о о Толщина кольца bt
СП СП СП СП Ф СО ОО СО ОО ьо to ГО ь- >— ь-b— *<1 >— 05 О ФСО СП 00 оо Ф >—СО 00 СП Ф СО >—о CD CD О СП СП о ОО СП СП о О СП СП СП О О СП СП СП СП СП О Наружный диа- метр D | Фланцы
• СП Ф Ф СО ОО ЬО to to to ь- ь-i— со оо со ОО ОО СП to О СП СО <-л CD 00 05 Ф Ф со to to ‘ СП СП СО ОО >—* CD <— СП о Ф ООЬОООООООЬ-Ф'ЧОО Внутренний диа- метр £>о
СП СП СП ф ф оо со to ЬО ЬО ЬО Ьо 05 ►— 05 ОСП ЬО CD Ф •— 00 05 Ф ЬО •— О 00 -ч СП оо ОСПСПО ОО СП СП О О О О О СП СП о о ел СП СП о Диаметр болтовой окружности Di
СО 00 ОО со ОО ЬО ЬО ЬО to to ЬОЬОЬОЬО-^—* — — -*<— СО Ф Ф ЬО ООО 00 СП 05 05 СП Ф ЬО О 00 00 05 ф ф to to Толщина фланца b
ЬО ЬО to to to to to to to ЬО b- >— •— b- b- b- b- W- 1—< b- b- СЛСПСЛСО COCO CO co co CO 00 00 Co oo co 00 00 Ф Ф Ф Ф Диаметр болтовых отверстий d
to to •—1 ►—1 >—*•—* О О 05 05 to to 00 oo Oo 00 Оо ОО ф ф ф ф ф ф ф ф ф Количество | Болты |
s: =: to to to to to to to to to to •— ь- H- •— b- h— >— Ь- ь- H- to to to О OO О О О о СП 05 05 СП О 05 05 to to to ЬО Резьба
10 кгс/см2
CD 100 Iм Г 4 4^5 3,5 00 со О — Я о
О 1 ° 1 00 -1 1° |<эт| СП 1 оо а» сварного юединения *о g W S
to 1 = |<о 00 |о>| 05 1 01 ф ss£
>—* 1 о 1® со| -1 о| 05 1 01 1 ф £ ст (D
ДЛЯ Ру=2.5;8'Л0кгс/СМг
Таблица номинальных размеров (в мм)
Таблица 188
Фланцы стальные свободные на приварном кольце
(ПО ГОСТ 1268-54)
Таблица номинальных размеров (в мм)
pt = 25 kscJcm2
Труба Кольцо Фланцы Болты Номинальные
размеры сварного
о соединения
i Я _ н
ходы >вные D Я р. й К О. £ S я-о Я « 1* 3 я — 1° SQ Я^ Я Q. Ф н СХ Ф Н 2 1метр бс /жностг 03 |§ я я СР п 2 ° я У я 03 ю S k Н
Е & X |=с X § ,° о ь Я X s >> Я S 5 Диа окр; Ч я Я х S 2 Ч. рс § 54 СП ф СХ
10 14 40 14 90 16 60 16 14 4 М12
15 18 45 14 95 20 65 16 14 4 М12 3 3 4 4
20 25 58 16 105 27 75 18 14 4 М12
25 32 68 16 115 34 85 18 14 4 М12
32 38 78 16 135 41 100 20 18 4 М16 • 3,5 Л к
40 45 88 18 145 48 ПО 22 18 4 М16 D О
50 57 102 18 160 60 125 22 18 4 М16
70 76 122 20 180 80 145 24 18 8 М16
80 89 138 20 195 93 160 26 18 8 М16 . Л к Д с
100 108 162 22 230 112 190 28 23 8 М20 о V О
125 133 188 24 270 138 220 30 25 8 М22
150 159 218 24 300 164 250 30 25 8 М22 4,5 5 6 6
175 194 248 24 330 200 280 30 25 12 М22 6 6 7 7
200 219 278 24 360 225 310 30 25 12 М22 6 7 8 8
225 245 305 26 395 251 340 32 30 12 М27 7 8 9 9
250 273 335 26 425 279 370 32 30 ' 12 М27 я Q 11 1П
300 325 390 26 485 331 430 34 30 16 М27 о 11 1 V
350 377 450 28 550 383 490 38 34 16 МЗО
400 426 505 30 610 433 550 42 34 16 МЗО Q 1 Л 1 9 11
450 478 555 30 660 485 600 46 34 20 МЗО и 1U 1 Z 1 1
500 529 615 32 730 536 660 50 41 20 М36 1
450
Таблица 189
Фланцы стальные свободные на отбортованной трубе
(по ГОСТ 1272-54)
Таблица номинальных размеров (в мм)
Ру = 2,5 и 6 ягелем2-
Проходы ус- | ловные Dy I Наружный' диаметр тру- бы dK . Наружный диаметр фланца D Внутренний диаметр фланца Do Диаметр бол- товой окруж- ности Толщина фланца b § Диаметр бур- та трубы Z>2 Радиус за- глубления г Болты
Количе- ство Резьба
10 14 75 16 50 10 12 35 2 4 мю
15 18 .80 20 55 10 12 40 2 4 мю
20 25 90 27 65 10 12 50 2 4 мю
25 32 100 34 75 12 12 60 3 4 мю
32 38 120 41 90 12 14 70 3 4 М12
40 45 130 48 100 12 14 80 3 4 М12
50 57 140 60 110 12 14 90 3 4 М12
70 76 160 80 130 14 14 НО 3 4 М12
80 89 185 93 150 14 18 128 4 4 М16
100 108 205 112 170 14 18 148 4 4 М16
125 13$ 235 138 200 14 18 178 4 8 М16
150 159 260 164 225 16 18 202 4 8 М16
175 194 290 200 255 18 18 232 5 8 М16
200 219 315 225 280 18 18 258 5 8 М16
225 245 340 251 305 20 ' . 18 282 5 8 М16
250 273 370 279 335 20 18 312 5 12 М16
300 325 435 331 395 24 23 365 5 12 М20
350 377 485 383 445 28 23 415 5 12 М20
400 426 535 433 495 32 23 465 5 16 М20
450 478 590 485 550 34 23 520 6 16 М20
500 529 640 536 600 38 23 570 6 16 М20
15* 451
Таблица 190
Заглушки фланцевые
Плоские стальные
(тип I с гладкой уплотнительной поверхностью)
(по ГОСТ 6973-59)
Таблица номинальных размеров (в мм)
Ру — 25 кгс/см2
Проход услов- ный Dy D Di d2 b h ^2 d Болты
Коли- чество Резьба
10 90 60 40 12 2 8 14 4 М12
15 95 65 45 12 2 10 14 4 М12
20 105 75 58 12 2 16 14 4 М12
25 115 85 68 12 2 22 14 4 М12
32 135 100 78 12 2 28 18 4 М16
40 145 ПО 88 14 3 36 18 4 М16
50 160 125 102 14 3 46 18 4 М16
70 180 145 122 16 3 64 18 8 Ml 6
80 195 160 138 18 3 76 18 8 М16
100 230 190 162 20 3 94 23 8 М20
125 270 220 188 22 3 118 25 8 М22
150 . 300 250 218 24 3 142 25 8 М22
175 330 280 248 26 3 172 25 12 М22
200 360 310 278 26 3 196 25 12 М22
225 395 340 305 28 3 220 30 12 М27
250 425 370 335 30 3 244 30 12 М27
300 485 430 390 34 4 294 30 16 М27
350 550 490 450 38 4 344 34 16 МЗО
400 610 550 505 40 4 390 34 16 МЗО
450 660 600 555 42 4 440 34 20 МЗО
500 730 660 615 48 4 490 41 20 М36
600 840 770 720 50 5 590 41 20 М36
700 955 875 815 62 5 680 48 24 М42
800 1070 990 930 64 5 780 48 24 М42
Примечание, hi для Dy до 250 мм включительно равно 2 мм, для Dy свыше
250 до 500 мм включительно—3 мм и для Dy свыше 500 мм—4 мм.
452
Таблица 191
Заглушки фланцевые плоские стальные
(тип II с выступом)
(по ГОСТ 6973-59)
Ру = 64 кгс1см2
Проход услов- ный Dy D D, D, D>4 ъ h hi=hz d dz Шпильки
Ко- ли- че - ство Резьба
10 90 60 40 34 16 2 4 14 6 4 М12
15 95 65 45 39 16 2 4 14 10 4 М12
20 105 75 58 50 16 2 4 14 16 4 М12
25 115 85 68 57 16 2 4 14 22 4 Ml 2
32 135 100 78 65 16 2 4 18 28 4 М16
40 145 ПО 88 75 16 3 4 18 36 4 М16
50 160 125 102 87 18 3 4 18 46 4 М16
70 180 145 122 109 20 3 4 18 64 8 М16
80 195 160 138 120 22 3 4 18 76 8 М16
100 230 190 162 149 24 3 4,5 23 94 8 М20
125 270 220 188 175 28 3 4,5 25 118 8 М22
150 300 250 218 203 30 3 4,5 25 142 8 М22
175 350 295 260 233 34 3 4,5 30 174 12 М27
200 375 320 285 259 38 3 4,5 30 198 12 М27
225 415 355 315 286 40 3 4,5 34 224 12 МЗО
250 445 385 345 312 44 3 4,5 34 248 12 МЗО
300 510 450 410 363 48 4 4,5 34 298 16 МЗО
350 570 510 465 421 50 4 5 34 348 16 МЗО
400 655 585 535 473 56 4 5 41 396 20 М36
450 680 610 560 523 60 4 5 41 446 20 М36
500 755 670 615 575 70 4 5 48 492 20 М42
Примечание, hi для Dy до 250 мм включительно
250 мм—-3 мм.
равно 2 мм, а для Dy свыше
453
Таблица 192
Заглушки фланцевые плоские стальные
(тип III с впадиной)
(по ГОСТ 6973-59)
Таблица номинальных размеров (в мм)
Ру = 64 кгс!смг
Проход услов- ный Dy D Di Da h h3 d2 b d Шпильки
Ко- личе- ство Резьба
10 100 70 50 35 2 4 6 18 14 4 М12
15 105 75 55 40 2 4 10 18 14 4 М12
20 125 90 68 51 2 4 16 20 18 4 М16
25 135 100 78 58 2 4 22 22 18 4 Л416
32 150 НО 85 66 2 4 28 22 23 4 М20
40 165. 125 96 76 3 4 36 24 23 4 М20
50 175 135 108 88 3 4 46 26 23 4 М20
70 200 160 132 ПО 3 4 62 28 23 8 М20
80 210 170 142 121 3 4 74 30 23 8 М20
100 250 200 170 150 3 4,5 92 32 25 8 М22
125 295 240 205 176 3 4,5 116 36 30 8 М27
150 340 280 240 204 3 4,5 140 40 34 8 МЗО
175 370 310 270 234 3 4,5 172 46 34 12 МЗО
200 405 345 300 260 3 4,5 196 50 34 12 МЗО
225 430 370 325 287 3 4,5 220 52 34 12 МЗО
250 470 400 355 313 3 4,5 244 58 41 . 12 М36
300 530 460 415 364 4 4,5 290 62 41 16 М36
350 595 525 475 422 4 5 340 64 41 16 М36
400 670 585 525 474 4 5 384 68 48 16 М42
Пример условного обозначения заглушки фланцевой типа III на условное
давление 69 кгс)смг с условным проходом 100 мм:
Заглушка III 64—100 ГОСТ 6973-59,
454
шпонки
Шпонками называются детали, устанавливаемые в соединениях типа
вал — втулка (диск, шкив, зубчатое колесо и т. д.) между валом (осью)
и насаженными на него деталями и предназначенные для устранения от-
носительного вращения, а в отдельных случаях и осевого перемещения
насаженных деталей.
По своей конструкции шпонки разделяются на клиновые, призма-
тические и сегментные.
Шпоночные соединения подразделяются на два вида: напряженные,
выполненные при помощи клиновых (затяжных) шпонок и способные
передавать крутящий момент и осевую силу, и ненапряженные, выпол-
ненные при помощи призматических и сегментных шпонок и передающие
только крутящий момент.
Клиновые шпонки делятся на врезные и тангенциальные; выпол-
няются они с головкой и без головки, со скругленными или плоскими
торцами.
Призматические шпонки разделяются на обыкновенные, направляю-
щие (с плоскими или со скругленными торцами) и скользящие.
Направляющие шпонки обязательно крепятся к валу или к ступице
и допускают продольное перемещение посаженных на них деталей.
Для сегментных и призматических шпонок исполнение I или II
выбирается из условия равнопрочности элементов шпоночного соединения
в зависимости от материала втулки.
Скользящую шпонку связывают с посаженной на вал (ось) деталью,
вследствие чего деталь может перемещаться со шпонкой вдоль вала
(оси).
Размеры шпонок подбираются в зависимости от диаметра вала.
Обозначение шпонок содержит их наименование, размеры попереч-
ного сечения (b X h), длину и номер ГОСТ (табл. 193).
Материалом для изготовления шпонок служит сталь (ГОСТ 8787-58)
марок Ст. 5, Ст. 6, по ГОСТ 380-60, или легированная сталь.
Материалом для клиновых шпонок с головкой должна служить сталь
с временным сопротивлением не ниже 60 кгс)см\
Принятые на чертежах и в таблицах условные обозначения (без
условных обозначений для крепления призматических направляющих
шпонок):
D — диаметр вала в мм\
b — ширина поперечного сечения шпонки в мм\
h — высота поперечного сечения в мм\
I — длина шпонки в мм\
t — глубина паза вала в мм\
ti — глубина паза втулки в мм\
hi — высота головки шпонки в мм\
г — радиус скругления в мм\
d — диаметр сегментной шпонки в мм.
455
Таблица 193
Типы шпонок и шпоночных соединений
Группа Тип Конструкция шпонок Гост на размеры сечений шпонок и пазов ГОСТ на сор- тамент Диаметры валов в мм Примеры условного обозначения
Шпонки клиновые— соединение напряжен- ное Со скругленными торцами (исполнение А)—табл. 194 8791-58 8792-58 От 5 до 630 Шпонка 18x11X100 ГОСТ 8792-58
С плоскими торцами (ис- полнение Б)—табл. 194 8791-58 8792-58 От 5 до 630 Шпонка Б 18X11X100 ГОСТ 8792-58
С головкой—табл. 195 8791-58 8793-58 От Ю до 500 Шпонка 18X11X100 ГОСТ 8793-58
Тангенциальные* Нормальные 8796-58 — От 60 до 300 —
Усиленные 8797-58 — От 100 до 340 ' —
Шпонки призмати- ческие — соединение ненапря- женное Обыкновенные Со скругленными торцами (исполнение А)—табл. 196 8788-58 8789-58 От 5 до 630 Шпонка 18X11X100 ГОСТ 8789-58
С плоскими торцами (ис- полнение Б)—табл. 19о 8788-58 8789-58 От 5 до 630 Шпонка Б 18Х11ХЮ0 ГОСТ 8789-58
Направляющие скреплением на валу Со скругленными торцами (исполнение А)—табл. 197 8788-58 8790-58 От 24 до 200 Шпонка 18X11X100 ГОСТ 8790-58
С плоскими торцами (ис- полнение Б)—табл. 197 8788-58 8790-58 От 20 до 200 Шпонка Б 18Х11ХЮ0 ГОСТ 8790-58
Шпонки сегмент- ные—сое- динение напряжен- ное — Шпонки сегментные— табл. 198 8794-58 8795-58 От 3 до 55 Шпонка сегм, 6x10 ГОСТ 8795-58
* Конструкция и размеры этого типа шпонок в книге не представлены.
Таблица 194
Шпонки клиновые. Размеры сечений шпонок и пазов
(по ГОСТ 8791-58 и 8792-58)
Исполнение а
V3 Остальное
Размеры в мм
Размеры Глубина пазов с или
Диаметры вала сечений Радиус г г 1
D шпонок вала втулки пазов шпон- 1
bxh. Г tl не более ки
От 5 до 7 2Х 2 1,1 0,6 64- 20
Свыше 7 » 10 ЗХ 3 2,0 0,7 0,2 0,25 64- 28
» 10 » 14 4Х 4 2,5 1,1 8-4 36
» 14 » 18 5х 5 3,0 1,6 104- 45
» 18 » 24 6Х 6 3,5 2,1 144- 56
» 24 » 30 8х 7 4,0 26 184- 70
» 30 » 36 Юх 8 4,5 3,0 0,3 0,4 224- 90
» 36 » 42 12Х 8 4,5 3,0 284-1Ю.
» 42 » 48 14Х 9 5,0 3,5 364-140
» 48 » 55 16X10 5,0 4,5 454-180
» 55 » 65 18X11 5,5 5,0 0,5 0,6 504-200
» 65 » 75 20Х 12 6,0 5,5 564-220
» 75 » 90 24X14 7,0 6,4 634-250
» 90 » 105 28X16 8,0 7,4 704-280
» 105 » 120 32X18 9,0 8,4 804-315
457
Продолжение табл. 194
Диаметры вала Размеры сечений шпонок bxh Глубина пазов Радиус г пазов не более с или г шпон- ки 1
вала t втулки к
D
Свыше 120 до 140 36X20 10 9,4 0,8 1,0 90-4-355
» 140 в 170 40X22 И 10,3 1004-400
» 170 в 200 45X25 13 11,3 1104-450
» 200 » 230 50x28 14 13,3 1254-500
» 230 в 260 55x30 15 14,3 1404-500
» 260 » 290 60X32 16 15,3 1,2 1,6 1604-500
» 290 » 330 70X36 18 17,2 1804-500
» 330 » 380 80x40 20 19,2 2004-500
» 380 » 440 90X45 23 21,2 2 2,5 2204-500
» 440 в 500 100x50. 25 23,2 2504-500
» 500 в 560 110X55 28 25,1 2804-500
» 560 » 630 120X60 30 27,0 3154-500
Примечания. 1. Ряд длин: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45,
50, 56, 63, 70, 80, 90, 100, ПО, 125, 140, 160, 180, 200, 220, 250, 280, 315, 355, 400,
450, 500 мм.
2. На рабочем чертеже наносится один размер в зависимости от принятой базы
обработки и измерения: D 4- к —.для втулки и D — t или t — для вала.
3. Размеры D + к и к относятся к большей глубине паза втулки.
Таблица 195
Шпонки клиновые с головкой (по ГОСТ 8793-58)
Размеры в мм
Диаметры вала D Размеры сечений шпонки bxh hi с или г 1
От 10 до 14 4X4 7 Л44- 36
Свыше 14 » 18 5X5 8 0,25 144- 45
в 18 » '24 6X6 9 144- 56
в 24 » 30 8X7 10 184- 70
» 30 в 36 10X8 12 0,4 224- 90
» 36 » 42 12X8 12 284-ПО
в 42 » 48 14X9 14 364-140
458
Продолжение табл, .195
Диаметры вала D Размеры сечений шпонки b X h hi с или г 1
Свыше 48 до 55 16X10 16 454-180
» 55 » 65 18X11 18 0,6 ; 504-200
» 65 » 75 20X12 20 564-220
» 75 » 90 24x14 22 634-250
в 90 » 105 28X16 25 704-280
» 105 » 120 32X18 28 1,0 804-315
» 120 в 140 36X20 32 904-355
» 140 » 170 40X22 36 1004-400
» 170 в 200 45x25 40 1104-450
» 200 в 230 50x28 45 1,6 1254-500
в 230 » 260 55x30 48 1404-500
в 260 в 290 60x32 50 1604-500’
в 290 в 330 70x36 56 1804-500
» 330 в 380 80x40 65 2004-500
в 380 в 440 90x45 71 2,5 2204-500
в 440 в 500 100x50 80 2504-500
в 500 в 560 110x55 90 2804-500
» 560 в 630 120X60 100 3154-500
Примечания. 1. Ряд длин. 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63,-
70, 80, 90, 100, ПО, 125, 140, 160, 180, 200, 220, 250, 280, 315, 355, 400, 450,
500 мм,
2. Размеры D tпп D — t — см..табл. 194.
459
Таблица 196
Шпонки призматические обыкновенные
(по ГОСТ 8788 58 и 8789-58)
V3 Остальное.
Размеры в мм
Диаметры вала D Размеры сече- ний шпонок Ьх/г Глубина пазов Радиус за- круглений па- зов г не более Шпонки с или г Длина 1 от—до
Исполнение 1 Исполнение II
вал втул- ка К вал втул- ка К
t ti. t h
От 5 до 7 2х 2 1,1 1,0 1,0 64- 20
Свыше 7 »• 10 зх з 2,0 1,1 1,2 — — —— 0,2 0,25 64- 28
» 10 » 14 4Х 4 2,5 1,6 1,8 —— — — 84- 36
» 14 » 18 5х 5 3,0 2,1 2,3 '3,2 1,9 2 104- 45
» 18 >> 24 6Х 6 3,5 2,6 2,9 3,8 2,3 2,6 144- 56
» 24 » 30 8Х 7 4,0 3,1 3,5 4,5 2,6 3,0 184- 70
» 30 » 36 10Х 8 4,5 3,6 4,2 5,2 2,9 3,5 0,3 0,4 224- 90
» 36 » 42 12Х 8 4,5 3,6 4,4 5,2 2,9 3,7 284-НО
» 42 » 48 14Х 9 5,0 4,1 5,0 5,8 3,3 4,2 364-140
» 48 » 55 16X10 5,0 5,1 6,2 6,5 3,6 4,7 454-180
» 55 » 65 18X11 5,5 5,6 6,8 7,1 4,0 5,2 0,5 0,6 504-200
» 65 » 75 20X12 6,0 6,1 7,4 7,8 4,3 5,6 564-220
» 75 » 90 24X14 7,0 7,2 8,7 9,0 5,2 6,7 634-250
460
Продолжение табл. 196
Диаметры вала D Размеры сече- ний шпонок bxh Глубина пазов Радиус за круглений па- зов г не более Шпонки с или г Длина 1 ОТ—до
Исполнение 1 Исполнение П
вал t втул- ка h Д вал t втул- ка ti К
Свыше 90 до 105 28x16 8,0 8,2 10,0 10,3 5,9 7,7 704-280
» 105 » 120 32X18 9,0 9,2 11,2 11,5 6,7 8,7 804-315
» 120 » 140 36x20 10,0 10,2 12,3 12,8 7,4 9,5 0,8 1,0 904-355
» 140 » 170 40x22 11,0 11,2 13,4 13,5 8,7 10,9 1004-400
» 170 » 200 45x25 13,0 12,2 14,6 15,3 9,9 12,3 1104-450
» 200 » 330 50X28 14,0 14,2 16,7 17,0 11,2 13,7 1254-500
» 230 » 260 55x30 15,0 15,2 17,9 18,3 11,9 14,6 1404-500
1,2 1,6
» 260 » 290 60x32 16,0 16,2 19,1 19,6 12,6 15,5 1604-500
» 290 » 330 70X36 18,0 18,2 21,8 22,0 14,2 17,8 1804-500
» 330 » 380 80X40 20,0 20,2 24,3 24,6 15,6 19,7 2004-500
» 380 » 440 90X45 23.0 22,2 26,6 27,5 17,7 22,1 2204-500
» 440 » 500 100x50 25,0 25,2 30,1 30,4 19,8 24,7 2,0 2,5 2504-500
» 500 » 560 110X55 28,0 27,2 32,5 33,0 22,2 27,5 2804-500
» 560 » 630 120x60 30,0 30,2 35,8 34,6 25,6 31,2 3154-500
Примечания. 1. Ряд длин Z: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36,’
40, 45, 50, 56. 63, 70, 80, 90, 100, ПО, 125, 140, 160, 180, 200, 220, 250, 280, 315,
355, 400, 450, 500 мм.
2. На рабочем чертеже наносится один размер в зависимости от принятой базы
обработки и измерения: D 4- G — для втулки и D — t или t — для вала.
3. Размер К является справочным для расчета на смятие шпоночного соеди-
нения.
461
Г л а в a V I
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ЗАКЛЕПКИ
Деталь, представляющая собой цилиндрический стержень, снаб-
женный на конце головкой (закладной), и предназначенная для неразъем-
ного соединения изделий или частей сооружения, называется заклепкой
(замыкающая головка образуется в процессе клепки).
Заклепочные соединения (заклепочный шов) применяются в неко-
торых конструкциях, работающих под интенсивным действием ударных
и вибрационных нагрузок и подверженных действию высоких темпера-
тур и коррозионному влиянию среды. С усовершенствованием техноло-
гии сварочного производства применение заклепочных соединений по-
степенно сокращается.
Заклепочные швы разделяются на прочные, плотные и прочно-
плотные.
Прочные швы применяются для соединения деталей машин и в строи-
тельных конструкциях (фермах, мостах, колоннах и др.).
Плотные швы — для открытых резервуаров жидкостей, дымовых
труб, для обшивки судов.
Прочно-плотные — для сосудов высокого давления (паровых котлов,
газгольдеров и др.).
По ГОСТ 1196-41 стальные заклепки классифицируются для раз-
личных видов швов по типу закладной головки.
Материалом заклепок для плотных швов служат стали по ГОСТ
499-41.
Заклепки прочных швов изготавливаются из стали по ГОСТ 499-41,
а также из мартеновских сталей марок Ст. 2 и Ст. 3 ГОСТ 380-60, груп-
па А (и стали марок 10 и 15 ГОСТ 1050-60).
Условное обозначение заклепок содержит обозначение диаметра, дли-
ны заклепки и номер соответствующего ГОСТ (табл. 197).
Диаметры отверстий под заклепки (из приложения к ГОСТ 885-41)
в зависимости от требуемой точности сборки приведены в табл. 200.
Принятые на чертежах и в таблицах* условные обозначения:
d — диаметр заклепки в мм;
D — диаметр головки в мм;
^2 — меньший диаметр конической головки в мм;
h — высота головки в мм;
I — длина заклепки в мм;
г — радиус скруглений в мм;
Я — радиус сферической головки в мм;
d3 — больший диаметр конического подголовка в мм;
а — угол раствора конической головки в град;
т — высота подголовка или сферы.
♦ Размеры, указанные в таблицах в скобках, по возможности не применять.
462
Таблица 197
Виды заклепок и их условное обозначение на чертежах
Тип шва Наименование гост Диаметр заклепки (в мм) Условные обозначения
Для прочных швов Заклепки с полу- круглой головкой (табл. 201) 1187-41 От 1 ДО 37 Заклепка 19x90 ГОСТ 1187-41
Заклепки с плоско- конической головкой (табл. 202) 1188-41 От 2,6 До 6 . Заклепка 3x8 ГОСТ 1188-41
Заклепки с плоской головкой (бондарные) (табл. 202) 1189-41 От 2,3 ДО 6 Заклепка 6X12 ГОСТ 1189-41
Заклепки с полу- потайной головкой (для жестяников) (табл. 204) 1190-41 От 2 до 7 Заклепка 6x18 ГОСТ 1190-41
Для плотно-прочных швов Заклепки с полу- круглой головкой (табл. 205) 1191-41 От 8 до 37 Заклепка 19x90 ГОСТ 1191-41
Заклепки с полу- потайной головкой (табл. 206) 1192-41 От 6 до 37 Заклепка 19x90 ГОСТ 1192-41
Заклепки с кони- ческой головкой (табл. 207) 1193-41 От 6 до 34 Заклепка 19x90 ГОСТ 1193-41
Заклепки с кониче- ской головкой и под- головком (табл. 208) 1194-41 От 6 ДО 34 Заклепка 19x90 ГОСТ 1194-41
Для прочных и плотно-проч- ных швов Заклепки с потай- ной головкой (табл. 209) 1195-41 ОТ 1 до 37 Заклепка 19x90 ГОСТ 1195-41
463
Диаметры вала D Размеры сечений шпонки b X h. /ц d di d2 с или г С1 Zo
От 24 ДО 30 8Х 7 2,5 М3 3,6 6 0,4 0,3 7
Свыше 60 до 36 10Х 8 . 8
Свыше 36 до 42 12Х 8 3,3 М4 4,8 7 0,5 10 12
Свыше 42 до 48 14Х 9 4 М5 6 9
Свыше 48 до 55 16x10 4,5 Мб. 7 11 0,6
Свыше 55 до 65 18X11
Свыше 65 до 75 20X12
Свыше 75 до 90 24X14 6 М8 9 14 15
Свыше 90 до 105 28x16
Свыше 105 до 120 32X18 7 МЮ 11 17 1 18
Свыше 120 до 140 36X20
Свыше 140 до 170 40X22 8 М12 13 20 1 22
Свыше 170 до 200 45x25
Примечания. 1. Ряд длин: I 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100,
It 13, 14, 16, 18, 20, 23, 26, 29, 32, 38, 44, 50, 56,
Zo 12, 14, 16, 18, 20, 22, 25, 28, 30, 35, 40. 45, 50,
1з 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 16, 18, 20, 22, 25, 30,
464
Таблица J98
Шпонки призматические направляющие с креплением на валу
(по ГОСТ 8788-58 и 8790-58)
Размеры в мм
Винт dxZ4 1 h ^2 1з
М ЗХ 8 254- 70 134- 38 12- - 35 54-14
М 3x10 25-? 90 13-4- 50 12- - 45 54-18
М 4Х 10 324-ПО 164- 60 16- - 55 7-4-22
М 5X12 404-140 204- 70 20- - 65 94-30
М 6x15 504-180 264- 90 25- - 75 11-4-40
564-200 294-100 28- - 80 124-45
634-220 324-НО 30- - 90 134-50
М 8X18 70-4-250 384-126 35- -100 144-55
804-280 444-140 40- -ПО 164-60
М10Х25 904-315 504-160 45- -120 184-70
1004-355 564-180 50- -130 20-4-80
М12Х30 1104-400 604-200 55- -150 224-90
1254-400 604-200 60- -150 254-90
ПО, 125, 140, 160, 180, 200, 220, 250, 280, 315, 355,400 мм.
60, 70, 80, 90, 100, ПО, 126, 140, 160, 180, 200 мм.
55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 150 мм.
35, 40, 45, 50, 55, 60, 70, 80, 90 мм.
465
Диаметры вала D Номинальные размеры шпонок
Назначение 1 Назначение 2 b h d I с или г
От 3 до 4 Свыше 4 до 5 Свыше 4 до 7 Свыше 5 до 10 1,0 1,5 1,4 2,6 4 7 3,8 6,8 —
Свыше 5 до 7 Свыше 7 до 14 2 2,6 3,7 7 10 6,8 9,7
Свыше 7 до 10 Свыше 10 до 18 2,5 3,7 10 9,7
3 3,7 5,0 6,5 10 13 16 9,7 12,6 15,7
Свыше 10 до 14 Свыше 14 до 24 4 5,0 6,5 7,5 9,0 13 16 19 22 12,6 15,7 18,6 21,7 0,25
Свыше 14 до 18 Свыше 18 до 30 5 6,5 7,5 9,0 10 11 16 19 22 25 28 15,7 18,6 21Л 24,5 27,3
Свыше 18 до 24 Свыше 24 до 36 6 9 10 11 13 15 22 25 28 32 38 21,6 24,5 27,3 31,4 37,1
Свыше 24 до 30 Свыше 30 до 42 8 10 11 13 15 16 17 25 28 32 38 45 55 24,5 27,3 31,4 37,1 43,1 50,8 0,4
Свыше 30 до 36 Свыше 36 до 48 10 13 15 16 17 19 24 32 38 45 55 65 80 31,4 37,1 43,1 50,8 59,1 73,3
Свыше 36 до 42 Свыше 42 до 55 | 19 24 | I 65 1 80 I 59,1 | 73,3
466
Таблица 199
Шпонки сегментные
(по ГОСТ 8794-58 и 8795-58)
Размеры в мм
Глубины пазов Радиус закругле- ния пазов г
Исполнение I Исполнение II
t ti К t не более
0,9 1,9 0,6 0,8 0,6 0,8 — — —
1,7 2,8 1,0 1,0 — — —
2,7 1,1
2,7 4,0 5,5 1,1 1,2 — — —
3,5 5,0 6,0 7,5 1,6 1,8 — — 0,2
4,5 5,5 7,0 8,0 9,0 2,1 2,3 4,7 5,7 7,2 8,2 9,2 1,9 2,1
6,5 7,5 8,5 10,5 12,5 2,6 2,9 6,8 7,8 8,8 10,8 12,8 2,3 2,6
7 8 10 12 • 13 14 3,1 3,5 7,5 8,5 10,5 12,5 13,5 14,5 2,6 3,0 0,3
9,5 11,5 12,5 13,5 15,1 20,5 3,6 4,2 10,2 12,2 13,2 14,2 16,2 21,2 2,9 3,5
15,5 | 20,5 4,4 1 16,2 | 21,2 1
467
Таблица 200
Диаметры отверстий под заклепки
(из рекомендуемого приложения к ГОСТ 885-41)
Таблица номинальных размеров (в мм}
Номинальный диаметр заклепок Диаметр сверл Грубая сборка
Точная сборка
i-я 2-я
1 1,1 1,2
1,4 1,5 1,6 —
1,6 1,7 1,8 1,9
2 2,1 2,2 2,3
2,3 2,4 2,5 2,6
2,6 2,7 2,8 3
3 3.15 3,3 3,5
3,5 3,6 3,8 4
4 4,1 4,2 4,5
4,5 4,8 5 5
5 5,2 5,5 5,8
6 6,2 6,5 6,8
7 7,2 7,5 7,8
8 8,2 8,5 8,8
9,5 10 10 10,5
10 10,5 11 11
11,5 12 12 12,5
13 13,5 13,5 14
13,5 14 14 14,5
16 16,5 16,5 .17
16,5 17 17 17,5
19 20 21 21
22 23 23 24
25 26 26 27
28 29 29 30
30 31 31 32
31 32 32 33
34 35 35 36
37 38 38 39
468
Таблица 201
Заклепки стальные с полукруглой
головкой для прочных швов
(по ГОСТ 1187-41)
Таблица номинальных размеров (в мм)
d D h Я*» 1
от до
1 1,8 0,6 - 1 2 6
(1.2) • 2,1 0,7 1,2 3 8
1,4 2,5 0,8 1,4 3 10
(1,7) 3 1 1,6 о 3 12
2 3,5 1,2 1,9 я со 3 14
(2,3) 4 1,4 2,2 га о 3 16
Я
2,6 4,6 1,6 2,5 Оч о 5 20
3 5,3 1,8 2,9 я 6 20
(3,5) 6,3 2,1 3,4 (У 8 24
4 7,1 2,4 3,8 8 28
5 8,8 3 4,7 8 35
6 И 3,6 6 0,4 10 42
7 12,8 4,2 7 0,4 14 50
8 14 4,8 7,5 0,4 16 60
10 16 6 9 0,5 16 85
(11,5) 19 7 10 0,5 20 90
13 21 8 11 0,5 22 100
16 25 9,5 13 1 26 ПО
19 30 11 16 1 32 150
22 35 13 18 1 38 180
25 40 15 21 1 52 180
28 45 17 23,5 1,5 55 180
31 50 19 26 1,5 55 180
34 55 21 28,5 1,5 70 200
37 60 23 31 1,5 75 200
Примечание. Ряд длин Z: (2), (3), (4), (5), 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26,
(28), 30, (32), 35, (38),40, (42), 45, (48), 50, (52), 55, (58), 60, 65, 70, 75, 80, 85, 90,
95, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200 мм.
469
Таблица 202
Заклепки стальные с плоско-конической
головкой для прочных швов
(по ГОСТ 1188-41)
Таблица номинальных размеров (в мм)
( г 1 d D h I 1 2,6 1 4,5 1 1,3 J 1 7 C 1 3 I 3,5 1 4 I 5 1 6 | 5 | 6 | 6,5 | 8 | 10 | 1,5 | 1,8 | 2 | 2,5 | 3 He нормировано " | 0,4 | 8 | 9 | 8; 10 | 11 | 12 Таблица 203 Заклепки стальные с плоской головкой
для прочных швов (бондарные)
(по ГОСТ 1189-41) Таблица номинальных размеров (в мм)
I
h
d 1 2,3 | | 2,6 1 3 | 3,5 | 4 1 5 1 6
D 1 5,2 I 5,2 1 6 | 7 1 8 I 10 1 12
h. 1 1 1 Г 1.2 1 1.4 I 1,6 | 1,8 | 2 1 2,4
1 Не нормировано 1 0,4
/ 1 5; 6 | 7 1 8 | 9 ' | 8; 10 | 11 1 12
Таблица 204
стальные с полупотайной головкой
прочных швов (для жестяников)
(по ГОСТ 1190-41)
Заклепки
для
Таблица номинальных размеров (в мм) .
d I D 1 h т | R~ I
2 4,5 0,4 0,7 4,2 4; 6
2,3 5,2 0,4 0,8 4,8 5; 7
2,6 5,8 0,5 0,9 5,4 6; 8
3 6,4 0,6 0,9 6 * 7; 9
3,5 7,4 0,7 1,0 7 8; 10
4 8,2 0,7 1,1 8 9; 12
5 10,2 0,9 1,4 10 10; 12; 14; 16
6 12 1,0 1,7 12 14; 18; 22; 26
7 14 1,2 2,0 14 12; 16; 20; 24; 28
470
h_^_____L
Таблица 205
Заклепки стальные с полукруглой
головкой для плотно-прочных швов
(по ГОСТ 1191-41)
Таблица номинальных размеров (в мм)
d D h R* Z ОТ I до
8 14 4,8 8 0,4 16 60
10 17^ 6 9 0,5 16 85
(11,5) 21 8 11 0,5 20 90
13 24 9 12,5 0,5 22 100
16 29 10 15,5 1 26 ПО
19 34 12 18 1 32 150
22 39 14 20,5 1 38 180
25 44 16 23 1 52 180
28 50 18 26 1,5 55 180
31 55 20 29 1,5 55 180
34 60 22 32 1,5 70 200
37 65 24 34 1,5 75 200
Ряд длин Z: 16, 18, 20, 22, 24, 26, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50, 52, 55,
58, 60, 65, 70, 75, 80, 85 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190,
200 мм.
Таблица, 206
Заклепки стальные с полупотайной
головкой для плотно-прочных швов
(по ГОСТ 1192-41)
Таблица номинальных размеров (в мм)
d D h, не менее т а в град Я* z
от до
6 11,2 2,6 1 он 16 12 26
8 14,4 3,2 1,5 16 18 60
10 16 4 2 17 18 75
11,5 18,5 4,6 2 22 24 38
13 20,5 5 2,5 75 22 18 100
16 24,5 7,5 3 28 24 100
19 30 9,5 3,5 34 28 150
22 35 11 4 60 40 40 210
‘25 39,5 12,5 4,5 42 48 210
28 39,5 14 5 46 55 180
31 44 15,5 5,5 46 55 180
34 48 17 6 45 50 70 200
37 52,5 18,5 6,5 56 75 200
Ряд длин Z: 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 35, 38, 40, 42, 45, 48, 50,
52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180,
190, 200, 210 мм.
47|
Таблица 207
Таблица номинальных размеров (в мм)
Заклепки стальные с конической
головкой для плотно-прочных швов
(по ГОСТ 1193-41)
d D ^2 h i
от ДО
6 11 6 3,5 0,4 12 26
8 14 . 8 5 0,4 16 60
10 16 10 6 0,5 16 85
13 21 . 13 8 0,5 18 100
16 26 16 9,5 1 24 НО
19 30 19 11,5 1 30 150
22 35 22 13 1 38 180
25 40 25 15 1 50 180
28 45 28 17 1,5 58 180
31 50 31 18,5 1,5 65 180
34 55 34 20,5 1,5 70 200
Ряд длин
16, 18, 20, 22, 24,
48, 50, 52,-
14,
38, 40, 45,
26, 28, 30, 32, 35, , , ... . ,
НО, 120, 130, 140, 150, 160, 170, 180,
I: 12,
55, 58, 60, 65,70, 75, 80, 85, 90, £5, 100,
190, 200 мм.
Таблица 208
Заклепки стальные с конической
головкой и подголовком для плотно-
прочных швов
(по ГОСТ 1194-41)
Таблица номинальных размеров (в мм)
d D d2 da h m i
от ДО
6 11 6 7 3,5 3 12 26
8 14 8 9 5 4 16 60
10 16 10 11 6 5 16 85
13 21 13 14,5 8 6,5 18 100
16 26 16 18 9,5 8 24 110
19 30 19 21 11,5 9,5 ' 30 150
22 35 22 24 13 11 38 180
25 40 25 27 15 12,5 50 180
28 45 28 30 17 14 58 180
31 50 31 33 18,5 15,5 65 180
34 55 34 36 20,5 17 70 200
Ряд длин I: 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 35, 38, 40, 45, 48, 50,<
52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180,’
190, 200 мм.
472
Таблица 209
Заклепки стальные с потайной головкой для прочных
и плотно-прочных швов
(по ГОСТ 1195-41)
Таблица номинальных размеров (в мм)
d D h а в град 1
от I ДО
1 2 0,5 (3) 6
(1,2) 2,4 0,6 (4) 8
1,4 2,8 0,7 (4) 10
(1J) 3,5 0,9 (5) 12
2 4 1 (5) 14
(2,3) 4,5 1,2 6 16
2,6 5,2 1,3 6 18
3 6 1,5 90 8 20
(3,5) 7,1 1,8 10 24
4 8 2 10 (28)
5 10 2,5 12 35
6 11,2 2,6 14 (42)
7 12,6 2,8 16 50
8 14,4 3,2 18 60
10 16 4 20 75
(11,5) ' 18,5 4,6 24 75
13 20,5 5 75 26 100
16 24,5 7,5 26 100
19 30 9,5 (32) 150
22 35 11 ' 60 40 180
25 39,5 12,5 (52) 180
28 39,5 14 (58) 180
31 44 15,5 65 180
34 48 17 45 70 200
37 52,5 18,5 75 200
Ряд длин Z: (3), (4), (5), 6, 8, 10, 12, 14, 16, 18, 23, 22, 21, 26, (28), 33, (32),
35, (38), 40, (42),. 45, (48), 50, (52), 55, (58), 60, 65, 70, 75, 83, 85, 90, 95, 100, 110,
120, 130, 140, 150, 160, 170, 180, 190, 200 мм.
473
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ ЗАКЛЕПОК,
БОЛТОВ И ОТВЕРСТИЙ ДЛЯ НИХ
(по ГОСТ 3465-52)
На машиностроительных чертежах разрешается применять условные
изображения головок заклепок, не связываемые с указанием диамет-
ра или материала заклепки. В зависимости от формы и расположения
головок при условном изображении следует руководствоваться схемами,
приведенными в табл. 210.
Фиг. 265.
Для указания только размещения заклепок применяют условное
изображение в виде знака +•
При разных диаметрах и длинах заклепок размеры следует указы-
вать на чертеже:
а) для преобладающих размеров — в общей надписи типа:
Все заклепки..., кроме оговоренных (на месте многоточия указывают-
ся размеры).
б) для заклепок, размеры которых оговорены на чертеже, около
изображения (фиг. 265).
Отверстия под заклепки и болты, выполняемые при монтаже, долж-
ны отмечаться на чертеже надписью (Сверлить по месту, Сверлить
при монтаже и т. д.).
Условные изображения заклепок
Таблица 210
Головки (форма и рас- положение) Полу- круглые Потайные Полупотайные
с обеих сторон с ближ- ней (ви- димой) стороны с даль- ней (не- видимой) стороны с обеих сторон с ближ- ней (ви- димой) стороны с даль- ней (не- видимой стороны с обеих сторон
•
Условное изображение
$ •0*
Для указания размещения болтов следует применять условное изо*
Сражение в виде знака, приведенного на фиг. 266.
При разных размерах и типах болтов следует, кроме условного
изображения, давать на чертеже необходимые указания такого же ви-
да, как и для заклепок, т. е. для преобладающего размера болтов.
474
в виде общей надписи типа Все болты..., кроме оговоренных (на месте
многоточия указываются размеры), а для болтов, размеры которых
оговорены на чертежах,— около изображения.
При разных размерах отверстий для болтов и заклепок У V
следует на чертеже давать необходимые указания, подобные
указаниям для разных размеров заклепок и болтов.
Изображать на чертежах заклепки, болты и отверстия для Фиг. 266.
них на плоскости, параллельной их оси, допускается в виде
осевой линии (табл. 211). На выносках можно указывать размеры,
тип и другие данные, касающиеся вычерчиваемых элементов.
Таблица 211
Условные изображения на чертежах заклепок, болтов
и отверстий для них
Допу-
скаемое
изодражение
Вместо
СВАРНЫЕ ШВЫ
Неразъемные соединения элементов деталей узлов стальных полос,
листов, стального проката, рельсов, труб и др. выполняются в настоящее
время главным образом при помощи сварки.
По виду соединений различают швы стыковые, угловые, тавровые и
внахлестку.
По форме подготовленных к сварке кромок швы стыковых (соедине-
ний разделяются на отбортованные с отбортовкой одной кромки и двух
кромок, без скоса кромок, V-образные, К-образные и Х-образные.
Швы угловых соединений (по форме подготовленных кромок) разде-
ляются на швы с отбортовкой, без скоса кромок, со скосом одной кром-
ки, двух кромок и с двумя скосами одной кромки.
Швы тавровых соединений (по форме подготовленных кромок (разде-
ляются на швы без скоса кромок, со скосом одной кромки и с двумя
скосами одной кромки.
Швы соединений внахлестку (по форме подготовленных кромок) раз-
деляются на швы без скоса кромок и с отверстием.
475
Сварные швы выполняются сплошными, прерывистыми и точечными
рядами. Прерывистые швы состоят из одинаковых по длине заварен-
ных участков с равными промежутками между ними. Если заваренные
участки в параллельных рядах располагаются один- против другого,
то такой шов называется цепным, если заваренные участки в парал-
лельных рядах чередуются, то такой шов называется шахматным.
Точечный шов является разновидностью прерывистого шва и состоит
из одинаковых заваренных участков в виде кружков, расположенных
в рядах параллельно или в шахматном порядке. Точечные швы при-
меняются для сварки тонких листов.
В ГОСТ 5263-58 приведены условные обозначения сварных швов,
применяющиеся на чертежах.
Основные типы и конструктивные элементы швов сварных соедине-
ний, выполненные ручной электродуговой сваркой, приведены в ГОСТ
5264-58. • Этот стандарт распространяется на швы сварных соединений
конструкций из углеродистых и низколегированных сталей, сваривае-
мых металлическим электродом, при толщине свариваемого металла
до 60 мм.
Швы сварные, выполненные специальными методами сварки (сварка
в среде защитных газов, сварка методом глубокого провара и др.), их
форма и размеры, а также конструктивные элементы подготовки кромок
свариваемых деталей, не предусмотренные этим стандартом, должны
быть особо отмечены на чертеже или в технических условиях на
изделие.
Основные типы и конструктивные элементы швов сварных соедине-
ний, выполненных автоматической и полуавтоматической сваркой под
флюсом, установлены ГОСТ 8713-58 (в книге не приводится).
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
(по ГОСТ 5263-58).
Приведенные в этом ГОСТ условные обозначения распространяются
на швы сварных соединений, выполняемых электродуговой сваркой
(ручной, автоматической и полуавтоматической под флюсом), газовой
сваркой, контакгной сваркой, сваркой в среде защитных газов.
Каждому виду сварки соответствует условный индекс: электродуго-
вой — Э, газовой — Г, контактной — Кт, в среде защитных газов — 3,
Стандарт устанавливает два вида условных обозначений швов свар-
ных соединений:
1. Основное условное обозначение, проставляемое на чертежах и
других технических документах, которое состоит из:
а) буквенного обозначения вида сварки;
б) условного графического знака типа шва сварного соединения
(табл. 212);
в) размеров швов в сечении (табл. 214);
г) длины участка шва (табл. 214);
д) шага участка шва (табл. 214);
е) вспомогательных знаков, характеризующих взаимное расположе*
ние шва и его участков (табл. 213).
476
2. Дополнительное (буквенно-цифровое) обозначение шва сварного
соединения, которое состоит из:
а) буквы, определяющей вид сварного соединения:
С — швы стыковых соединений;
У — швы угловых соединений;
Т — швы тавровых соединений;
/7 — швы соединений внахлестку.
б) цифры, определяющей тип сварного соединения (табл. 212).
(Обозначение видимого шва)
^/(Обозначение невидимого шва)
Фиг. 268.
Фиг. 267.
Графическое обозначение шва сварного соединения проставляется
над (для видимого шва) и под (для невидимого шва) горизонтальным
участком выносной линии, наклонный участок которой заканчивается
односторонней стрелкой (фиг. 267). Стрелка указывает место располо-
жения сварного шва. .
невидимый
Фиг. 269.
Допускается излом наклонного участка выноски а также при обо-
значении одинаковых швов (фиг. 268) сведение нескольких наклонных
участков к общей полке.
Видимым швом условно считается для угловых, тавровых соединений
и соединений внахлестку шов, расположенный на чертеже по отно-
шению к наблюдателю своей внешней поверхностью (фиг. 269); для сты-
ковых соединений — шов, расположенный по отношению к наблюда-
телю более широкой своей поверхностью (фиг. 270).
477
Допускается изображать шоз штриховыми линиями (фиг. 271).
Все швы в разрезе, в виде «с торца», а также симметричные швы в
плане обозначаются, как видимые.
При выполнении швов электродуговой сваркой буквенное обозна-
чение вида сварки — Э на выноске допускается на проставлять.
В необходимых случаях на выноске перед буквенным обозначением
вида сварки проставляется индекс способа выполнения сварки: руч-
ная — Р, полуавтоматическая — П и автоматическая — 4.
Шов
невидимый
Фиг. 271.
Шов
невидимый
Шов
видимый
Фиг. 272.
б
При выполнении всех швов, указанных на чертеже, одним и тем же
видом сварки буквенное обозначение вида сварки в обозначении каж-
дого шва не проставляется и вид сварки оговаривается в технических
требованиях, на чертеже или в технических условиях.
Швы сварных соединений, не предусмотренные ГОСТ 5263-58, вы-
черчиваются в разрезе или сечении с указанием размеров швов или
в виде выносных элементов.
Монтажные швы (фиг. 272) обозначаются буквой 7И, проставляемой
на наклонном участке выноски. Монтажными швами называются швы,
которые выполняются при монтаже узлов и изделий.
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОСТАНОВКИ ЗНАКОВ
В ОСНОВНЫХ УСЛОВНЫХ ОБОЗНАЧЕНИЯХ ШВОВ
СВАРНЫХ СОЕДИНЕНИЙ
(ПО ГОСТ 5263-58)
Знаки в условных обозначениях на чертежах должны проставляться
в следующем порядке:
Швы стыковых соединений'. 1) буквенное обозначение вида сварки;
2) графический знак типа шва (табл. 212).
Пример условного обозначения V-образного одностороннего шва с
подкладкой, со скосом двух кромок, выполненного электродуговой свар-
кой, приведен на фиг. 273.
Швы угловых соединений'. 1) буквенное обозначение вида сварки;
2) графический знак типа шва (табл. 212); 3) катет шва К; 4) вспомо-
гательный знак, характеризующий расположение шва.
Пример условного обозначения одностороннего шва без скоса кро-
мок, с катетом 5 мм, выполненного по периметру газовой сваркой, при-
веден на фиг. 274.
Швы тавровых соединений: 1) буквенное обозначение вида сварки;
2) графический знак типа шва (табл. 212); 3) катет шва К; 4) длина
участка / для прерывистых швов или диаметр точки d для точечных
швов (табл. 214); 5) знак, характеризующий взаимное расположение
участков шва (табл. 213); 6) шаг прерывистого или точечного шва t\
7) вспомогательный знак, характеризующий расположение шва.
478
Пример условного обозначения шахматного шва без скоса кромок с
катетом 5 мм, при длине провариваемого участка 50 мм и шаге 150 мм,
« шахматным расположением участков, выполненные электродуговой
сваркой приведен на фиг. 275.
Фиг. 273. Фиг. 274. Фиг. 275.
Швы соединений внахлестку:
I. С прорезным отверстием и проплавлением: 1) буквенное обозна-
чение вида сварки; 2) графический знак типа шва сварного соединения
(табл. 212); 3) диаметр отверстия ^для швов с круглым прорезным от-
верстием; катет шва К для швов с удлиненным прорезным отверстием;
ширина проплавления b для швов с проплавлением (табл. 214).
Пример условного обозначения одностороннего шва, выполненного
автоматической электродуговой сваркой, проплавленного при ширине
проплавления 15 мм, приведен на фиг. 276.
II. Выполняемые контактной сваркой: 1) буквенное обозначение
вида сварки; 2) графический знак типа шва сварного соединения
(табл. 212); 3) диаметр точки d для точечных швов или ширина шва b
для роликовых швов (табл. 214); 4) шаг точек t (табл. 214); 5) количество
рядов точек п (табл. 214).
A Q15 KrQ 5Z20-2
Фиг. 276. Фиг. 277.
Пример условного обозначения двухрядного одностороннего точечного
шва при диаметре точки 5 мм и шаге 20 мм при шахматном располо-
жении точек приведен на фиг. 277.
Примеры условных обозначений швов сварных соединений при-
ведены в табл. 215.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ШВОВ СВАРНЫХ
СОЕДИНЕНИЙ, СВАРЕННЫХ РУЧНОЙ ЭЛЕКТРОДУ-
ГОВОЙ СВАРКОЙ, И ИХ РАЗМЕРЫ
(по ГОСТ 5264-58)
Конструктивные элементы подготовки кромок свариваемых деталей
основных типов швов сварных соединений и допуски на их размеры
в случае сварки в стык металла равных толщин, когда S = Si, должны
соответствовать данным, приведенным в табл. 216.
Те же конструктивные элементы и допуски для швов угловых сое-
динений приведены в табл. 217, для тавровых соединений в табл. 218,
а для соединений внахлестку — в табл. 219.
479
В случае сварки в стык листов разной толщины (S и Si), когда ,
при S < 3 мм разность толщины Si—S не более 0,7 S
при S = 4 4- 8 мм » » Si—S » » 0,6 S*
при 5=94-11» » » Si S » » 0,4 S
при S = 12 4- 25 » » » Si— S » » 0,5 мм
при S > 25 мм » » » Si—S » » 7 мм
подготовка кромок под сварку производится так же, как и для листов
одинаковой толщины.
Фиг. 278.
Если разность толщин листов, свариваемых в стык, превышает указан-
ную величину Si—S при одностороннем превышении кромок или величину
2(Si—S) при двустороннем, то на листе, имеющем большую толщину,
должен быть сделан скос одной или двух сторон листа длиной L =
=5(Si—S) при одностороннем превышении кромок и 2,5(Si—S) при
двустороннем превышении до толщины тонкого листа (фиг. 278).
Допускается смещение свариваемых кромок относительно друг друга
до 10%, но не более 3 мм.
Допускается для потолочных швов, а также для горизонтальных
швов в вертикальной плоскости угол разделки кромок 45±5° с зазо-
ром 4±1 мм.
Применение швов в стыковых соединениях без скоса кромок С2 и СЗ
и в угловых соединениях без скоса кромок У2 и УЗ в вертикальном и
ь ограничено толщинами листов
для: С2 и У2 до 7 мм\
СЗ и УЗ до 3 мм.
При определении катета шва к
в случае а (фиг. 279) за катет к
принимается меньший катет впи-
санного в сечение шва треуголь-
ника; в случаях бив (фиг. 279)
за катет к принимается катет
вписанного равнобедренного тре-
угольника (фиг. 279).
а) при нижнем положении сварки — до 2 мм\
б) при ином положении сварки — до 3 мм.
Приращение катета (tn — к) допускается при любом положении шва
до 3 мм.
Размеры ширины шва (Ь и bi) устанавливаются в чертежах или тех-
нической документации на изделие.
Допускаемые отклонения по размеру h даны только для нижнего
положения шва; при ином положении шва допускаемые отклонения мо-
гут быть увеличены на 2 мм для толщин до 26 мм и на 3 мм для толщин
свыше 26 до 60 мм.
В монтажных швах допускается местное увеличение зазоров на 2 мм
сверх допусков, установленных в таблицах.
480
потолочном положениях должно
Фиг. 279.
Выпуклость шва е допускается:
Таблица 212
Условные знаки типов швов сварных соединений (по ГОСТ 5263-58)
Индекс вида сварки Типы швов Вид подготов- ки сваривае- мых кромок в поперечном сечении Услов- ные гра- фичес- кие знаки типа шва Условные буквенно цифровые знаки пи ра, шва
по виду соедине- ния по форме под- готовленных кромок по характеру выполнения шва
Э.Г, 3,Кт Шды стыковых соединении С отбортовкой двух кромок односторонние ! А С1
3 г 3 С отбортовкой одной кромки односторонние 31 С1а
вез скоса кромок двусторонние г С2
односторонние л СЗ
односторонние с подкладкой X С4
односторонние замковые С4а
[ У-образные Со СКОСОМ одной кромки двусторонние £223 я С5
односторонние V Сб
односторонние с подкладкой & С7
Со скосом двух кромок двусторонние V св
односторонние V С9
односторонние с подкладкой СЮ
3 3
односторонние замковые А/ СЮа
С криволиней- ным скосом двух кромок двусторонние У С11
С криволиней- ным скосом одной кромки двусторонние JJ С12
16 t-1809
481
Продолжение табл. 212
Индекс вида сбор- ки Типы швов вид подготов- к и сваривае- мых кромок б поперечном сечении Условные графичес- кие знакь типа шва Условные буквенно- цифровые знаки ти- па шва
по виду соедине- ния <по форме под- готовленных кромок. по характеру выполнения шва
3 3 Швы стыковых соединений К-од разные С двумя сим- метричными скосами одной кромки двусторонние к С13
С двумя несим- метричными скосами одной кромки двусторонние к С1Ч
I X-образные 1 С двумя сим- метричными скосами двух кромок двусторонние X С15
С двумя несим- метричными скосами двух кромок двусторонние X С16
С двумя кри- волинейными скосами двух кромок двусторонние X С17 .
Кт — без оплавления -j-ri Н I С18
— с оплавлением Н-—Н--Н н С19
з,г, 3,Кт Шды угловых соединений С отбортовкой односторонние л У1
3 Г 3 без скоса кромок двусторонние впритык ][ У2
односторонние впритык ][ УЗ
двусторонние 1^^ УЧ
односторонние 1^ ts У5
Со скосом, одной кромки двусторонние г Уб •
односторонне 1/ У7
482
Продолжение табл. 212
Индекс вида сбор- ки Типы швов Вид подготов- ки сваривае- мых кромок в поперечном сечении Условные графичес- кие знаки типа шва Усладные буквенно- цифровые знаки ти- па шва
по виду соедине- ния по форме под- готовленных кромок по характеру выполнения шва
Э 3 Швы угловых соединений С двумя скосами одной кромки двусторонние К У8
Со скосом двух кромок двусторонние V У9
односторонние V У10
3 г 3 Швы тавровых соединений без скоса кромок двусторонние s Т1
двусторонние шахматные 0 К Т2
двусторонние цепные К тз
односторонние в IS 74
односторонние прерывистые в к\\\\\\\\Ч IS Т5
3 К о? S § двусторон- ние В i Тб
односторон- ние К\\\\\\\\М ? . Т7
3 'г 3 Со скосом одной кромки двусторонние V К ТВ
односторонние 0 V T9
С двумя скосами одной кромки двусторонние © К Т10
С двумя несом метрик ными скосами одной кромки двусторонние -К Т11
Швы соединений внахлестку Без скоса кромок двусторонние Н1
односторонние прерывистые IS Н2
1 1 круглым односторонние о НЗ
удлиненным односторонние o‘ts Н4
16*
483
Продолжение табл. 212
Индекс вида сбор- ки Типы 'швов Видподготод- ки сваривае- мых кромок в поперечном сечении Условные графичес- кие знакь типа шва Условные- буквенно- цифровые знаки ти- па шва
по виду соедине- ния по форме под- готовленных кромок по характеру выполнения. шва
э Швы соединении внахлестку — односторонние с проплавлением 2 Н5
Кт — | Точечные | двусторон- ние. о , н6
— односторон- ние 0 Н7
— рельефные . не
— роликовые ф Н9
3 без скоса кромок односторонние сплошные к НЮ
односторонние точечные ? Н11
Примечания. 1. Швы в сечениях или разрезах штрихуются или заливаются
тушью.
2. Швы на видах в боковых проекциях показываются и обозначаются анало-
гично разрезам или сечениям, но без заливки или штриховки.
3. Высота графического знака типа шва должна быть в пределах 4—7 мм.
4. Расстояние между смежными линиями графического знака должна быть не
менее 0,8 мм.
Таблица 213
Вспомогательные знаки в основных условных обозначениях
(по ГОСТ 5263-58)
Знаки Размеры знака' в ММ Назначение
Знаки, характери- зующие взаимное рас - положение участков швов / Длина 6-9 мм Угол наклона к полке 60° Обозначение прерывистого и точечного шва при цепном расположении многорядных и двусторонних швов
Z. Высота 6-9 мм Ширина ч-вмм Обозначение прерывистого и точечного шва при шахмат- ном расположении швов
Знаки, характери- зующие расположение шва LJ Высота ч- 7мм . Длина 6-1 0 мм Обозначение расположения швов по периметру
I Обозначение расположения швов по незамкнутому контуру
Примечание. При необходимости обработки сварных швов знак чистоты поверх-
ности проставляется на наклонном участке выноски.
484
Таблица 214
Обозначение элементов швов в сварных соединениях
(по ГОСТ 5263-58)
Типы швов
Эскизы конструктивных
элементов швов
Наименование конструктивных
' элементов швов
Обозна-
чения
Катеты швов
К
Длина провариваемого
участка прерывистого шва t
Шаг прерывистого шва t
Длина непрерывного
участка шва I
Диаметр точки
Шаг точечного шва
Количество рядов точек п
Диаметр точки д
Шаг точечного шва t
Расстояние осей точек от
кромок листа а
Расстояние между осями
рядов точек________________с
Ширина шва
Расстояние оси шва от
кромки листа
Примечания 1. Приведенные в таблице буквенные обозначения конструктивных
элементов швов на чертежах в условных обозначениях не проставляются; вместо
них указываются числовые значения в миллиметрах 2. Протяженность швов, вы-
полненных дуговой, точечной и контактной сваркой, определяется в случае не-
обходимости указанием на чертежах координат начальной и последней точек.
485
Таблица 215
Примеры условных обозначений швов сварных соединений
(по ГОСТ 5263-58)
буквен- ное обо- значение видов сварки Типы швов Обозначения швов на чертежах Услов- ные бук- венно- циуро- выезна- ки типа Шва
по виду соеди- нения по форме подготовленных кромок по характеру выполненного шва Изображение свар- ных швов в виде сверху Изобра- жение сварных швов в разрезе
видимые невиди- мые
Э, с 3, Кт Швы стыковых соединений \ с отбортовкой двух кромок односторонние JL г С1
1 э г 3 с отбортовкой одной кромки односторонние it и С1а
дез скоса кромки двусторонние я — 3 -г С2
односторонние JC СЗ
односторонние с подкладкой я К а С4
—
односторонние замковые Г— —. я аг С4а
дтнсодро-/\ | со скосом одной кромки двусторонние JL. С5
односторонние f\7 |г~ С6
односторонние с подкладкой - я * С7
со скосом двух кромок двусторонние Г С8
односторонние Це С9
односторонние с подкладкой --- г— СЮ
ZF-.
—
односторонние замковые Тббб ^Г~ СЮа
э 3 с криволиней- ным скосом двух кромок двусторонние К C1I
486
Продолжение табл. 215
Буквен- ное обо- значение видов сварки Типы швов Обозначения швов на чертежах Услов- ные бук- денно - цифро- вые зна- ки типа шва
поводу соеди- нения по форме подготовленных кромок по характеру выполненного шва Изображение свар- ных швов в виде сверху Изобра- жение сварных швов в оазрезе
видимые невиди- мые
3 3 Швы стыковых соединений I dl4H£DdQ0-A\ с криволиней- ным скосом одной кромки двусторонние г SS3 11 С12
К- одразные с двумя сим- метричными скосами одной кромки двусторонние — 1 к 013
с двумя не- симметрич- ными скосами одной громки двусторонние /"к С1Ч
X-одразные с двумя сим- метричными скосами двух кромок двусторонние X — 015
с двумя не- симметрич- ными скосами двух кромок двусторонние ^х_ /* 016
с двумя кри- волинейными скосами двух кромок двусторонние — 017
Кт — без оплавления I — I С18
1 с оплавлением — -н- 019
3, г, 3, Кт Швы угловых соединений с отбортовкой односторонние -JL — JL JL У1
3 Г 3 без скоса кромок двусторонние впритык К У2
односторонние впритык УЗ
487
Продолжение табл. 215
Вукбен- ное обо- значение ОидоО сварки Типы Швов Обозначения швов на чертежах Услов- ные бук- венна- щкрро- дыезна- ки типа шва
побиду соеди- нения ( по форме подготовленных кромок по характеру ' выполненногд шва Изображение свар- ных швов в виде сверху Изобра- жение сварных швов в разрезе'
видимые невиди- мые
э г 3 Швы угловых соединений без скоса кромок двусторонние ьк </4
односторонние Z— У5
со скосом одной'кромки двусторонние к Уб
односторонние /у" У7
э 3 с двумя скосами одной кромки двусторонние • — . У8
со скосом двух кромок двусторонние У9
односторонние v У10
3 г 3 ! Швы тавровых соединений без скоса кромок двусторонние ьк Т1
двусторонние шахматные ък-lZt Т2
двусторонние цепные Vfrllt тз
односторонние ьк J. 1 S 1—1 ти
односторонние прерывистые Т5
3 Точечные электро- дуговые двусто- ронние idzt /ж Тб
односто- ронние Чд-t JL Т7
488
Продолжение табл. 215
.Буквен- ное обо- значение видов сварки Типы швов Обозначения швов на чертежах Услов- ные бук- венно- цисрро- бы е зна- ки типа шва
поводу соеди- нения по форме подготовленных кромок по характеру выполненного шва Изображение свар- ных швов в виде сверху изобра- жение сварных швов в разрезе
видимые невиди- мые
3 Г 3 Швы тавровых соединений со скосом одной кромки двусторонние У 78
односторонние Г 1 Jt1 ТУ
с двумя скосами одной кромки двусторонние К ' х— 1 1 у L-jJ-I Т10
с двумя несиммет- ричными скосами одной кромки двусторонние _ZK_ Т11
• 3 г 3 . Швы соединений внахлестку без скоса кромок двусторонние Н1
—
односторонние прерывистые | । Н2
с отверстием | круглым односторонние сплошной заваркой
od-t оа-1 нз
удлиненным односторонние Qt\K _у^Кк_ оме //4
—
3 — односторонние с проплавлением frn О h
,jTSJ5_ Н5 ;
Кт — | точечные | двусторон- ние X^F — 5 п<*~ не :
— односторон- ние i — я °-д- п t Н7 ;
— рельефные г 1-| -1 Н8
U==P
— роликовые ! L Xj>XT — 3 «3 Н9
Э дез скоса кромок односторонние сплошные ню
односторонние точечные $ _zr_ Н11
—
489
Таблица 216
Конструктивные элементы швов стыковых соединений
(по ГОСТ 5264-58)
(S =
Условное
обозначение
графи-
ческое
букбен-
но-ииф-
робое
Подготовка
кромок
Выполненный шов
Размеры 6 мм.
JL
с/
02
][
03
С отбортовкой
односторонние
f
а
без скоса кромок
двусторонние
односторонние
и» I
С4
односторонние
с подкладкой
5* 1+2 3
а о*’ о+я
ь 2S'1 2S*3
S |5^,5к?4Д|5т5,5| g | 7 I g
а_
1
<+0,5
!,0
151%
, I
Л | 0,? I
£-1,0
#г.
О*3
5 1 1,5 2 2,5 3^ Ы6
а 0,5 ±0,5 1+1,0 2,0Hj
b 5+2 6±2 I St1
h О*''3 0-2,5 О"3
05
И- образные со скосом одной кромки
двусторонние
06
10 ±4
односторонние
односторонние
. с подкладкой
S 3-7 в-it 12-17 18+26
ь S+12 5+/4 5+16. 5+19
h 0+3
S2 1±1,0
490
Продолжение табл. 216
Условное
обозначение
графи-
ческое
буквен-
но-циф-
ровое
С8
С9
СЮ
С11
Подготовка
кромок
Выполненный mod
Размеры 6 мМ
I/- образные со скосом дбм кромок
двусторонние
60°±5*
feEl
2±2\\ t
10-4
односторонние
односторонние
сповкладкой
двусторонние
V- образные с криволинейным скосом
двух кромок
R5+1
104
5 3+8 9+14 15+21 22+26
Ь S+11 3+13 S+15 3+16
h о*3 0^
^2 1±1,0
„от 20
^до
23
24
29
30
33
b
h
3+9
3+7
3+4
34
41
S
42
49
50
55
3-3
5-7
56
60
S-f2
о^
о*5
С12
двусторонние
V-образные с криволинейным скосом
одной кромки
„от_
д до
S-I S-9 S-9 5-а 3-18 3-29 3-29
20
23
24
29
30
35
36
4/
42
49
50
55
56
h
О*
0*s
К- образные с двумя скосами одной
кромки
К
сц
аз
Soi.
двусторонние
симметричные
1
2^2
односторонние
несимметричные
3 I2ri5 16+23 24+33 34+40
ь 34 3+2 3 3-2
h о'3 (М
3 12+15 16+23 24+33\ \34+4О
h о'3 0^
Размеры f, b, bt устанавливают-
ся при проектировании
491
Продолжение табл, 216
Условное
обозначение
графи-
ческое
букве*
но-щкр
робое
Подготовка
кромок
Выполненный шов
Размеры 6 мм
С15
С16
5* 12+17 18+29 30+41 42+50 51+60
b 8+3 8+1 8-3 8-8 8-11
b 0+3 0+“ О*5
8 12+17 18^2^26-^1 42+60
h О*3 0^ о*5
Размеры f, b,bi устанавливаются
при проектировании
С17
Х-образные с двумя криволинейными скоса-
8 30-35 36+41 42+51 52+60
b 5 ’ S-7 8-12 8-24
h о*" • 0*s
Таблица 217
Конструктивные элементы швов угловых соединений
(по ГОСТ 5264-58)
Условное
обозначение
буквен-
но-циф-
ровое
графи-
ческое
Подготовка
кромок
Выполненный шов
Размеры 6 мм
JL
У!
С отбортовкой
. односторонние
b ,
8 1+2 3
а 0+1 0^
Ь 2S*2 28+3
][
У2
вез скоса кромок Л с
npuL=0+^
двусторонние впритык
УЗ
односторонние впритык
8 2г2,5\3+4,5\5~6 | 7+8
Sf 2+8
b 6±2\8±3 \10±4\12±4
к. 3
h £?*7’5| 0*2| О*3
Размер К( -ориентировочный
8 1+2,5\ 3^5 | 6
8( 2+6
Ь 6±3 д±4 10+4
h 0^,5 о*2 О'3
492
Продолжение табл. 2Г£
Условное
обозначение
графи-
ческое
буквен-
но-циф-
ровое
Подготовка
кромок
Выполненный тоб
Размеры 6 мм
L уч
N У5
без скоса кромок прц
двусторонние
5 2+30
2+30
К 0,53+3
к. 3
Размер К,-ориентировочный
3 1+30
3, 2+30
к 0,53+3
3 4i7\ \8+11\12+17\18t26
Sf 4+26
ь S+11\ | 3 + 13\3+15\3+18
Ki 3
h o*3 ofi
S2 1H,0 2-2
Размер К, -ориентировочный
К У8
V У9
У10
С двумя скосами одной кромки
3 12~17\18т25\26^35\36т41 \у2+60
Si 12+60
b S+4 3+2 3 3-2 3-3
b, 3+2 3 3-2 3-4 3-5
Ki 3±3 4+3 5±3 6+3
h 0** 0^
3 12+t4\ 15t2!\22t26
Si 12+26
b S^2\s^14\s+t5
Ki 3
Размер Kj - ориентировочный
493
Таблица 218
Конструктивные элементы швов тавровых соединений
(по ГОСТ 5264-58)
Условное
обозначение
графи-
ческое
буквен-
но-циф-
ровое
Подготовка
кромок
Выполненный шов
Размеры в мм
Т1
Т2
тз
74
75
без скоса кромок
сот 2 3 5 7 10
SSo 2,5 4,5 б 9 30
Sf >3
К 3 ы 5 6-8
1 20 40 50
t 40+79 80т99 Ю0т2й 1
1. Допускаемые отклонения
по размеру катета К при от-
сутствии зазора +2 мм.При
наличии зазораразм'ер кате-
та принимается Кцом +зазор
+2мм.
2. Размеры приведен-
ные 0 таблице, относятся к
нерасчетным швам.
3. В случае расчетных швов
К, I, t устанавливаются при
проектировании
V
Т8
V
T9
С одним скосом одной кромки
двусторонние
50°±5
односторонние
сот 4 8 12 18
3 до 7 11 17 26
sf >3
ь 5*5 5+// 3+13 3+16
б 3±3 4±3 5±3
Ki 3
/±цс| 2*.'г
Kt - ориентировочный
Примечание. Цифровые величины для размеров b или стоящие в табл. 216
217, 218 после S со знаком 4~ или —, обозначают допускаемые отклонения.
494
Продолжение табл. 218
Условное обозначение Подготовка кромок Выполненный шов Размеры в мм
графи- ческое буквен- но-циф- ровое
к ПО С двумя скосами одной кромки
от 12 18 26 36 48 52
50°±5° 1 — 1 о иоцаииринние 17 25 35 47 51 60
JL
b 5+2 S S-2 S-3 S-4 3-5
h 3*3 5*3 6*3 9*3 11*3
Таблица 219
Конструктивные элементы швов соединений внахлестку
(по ГОСТ 5264-58)
Условное
обозначение
графи-
ческое
буквен-
но-циф-
ровое
Подготовка
кромок
Выполненный шов
Размеры 6 мм
Н1
Н2
односторонние
прерывистые
без скоса кромок
двусторонние к
5* 2+5 | 6+10\l2+60
s, *3
К S*1 2
I
a 0*f’5 I O*3 * I 0+*
Размеры I, t устанавливаются
при проектировании
нз
Округлыми отверстиями
односторонние
50°±5°
О*2
1. Размеры с, и, t уста-
навливаются при про-
ектировании.
2. При d >30мм допуска-
ется проварка по внутреннему кон -
туру отверстий дез полного его за-
полнения к=0,8 3=3, при этом для
толщин листа < 8мм раззенковка
отверстий не обязательна. ДляЗ=8Нв
раззенковка выполняется на всю тол-
щину. Для S>16mm раззенковка произ
водится на величину обеспечиваю -
щую провар.
Примечание. ШвыНЗмогут выпол-
няться со сквозным проплавлением.
s >2
к 0,83=5
m >25
r 0,5m
1. Размеры C,u,l уста-
навливаются при про-
ектировании.
2. Допускается полню
заполнение по внут-
реннему контуру от-
верстий.
4G 5
Глава УГГ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
ЭЛЕМЕНТОВ
НА ЧЕРТЕЖАХ И СХЕМАХ
МЕХАНИЗМОВ
ЗУБЧАТЫЕ
ПЕРЕДАЧИ
Зубчатой передачей называется механизм, передающий движение от
одного элемента к другому посредством зубчатых колес и реек.
Одно из звеньев зубчатой передачи, приводимое во вращение каким-
либо двигателем, называется
Окружность
бпадин
Окружность
быступоЬ
Начальная делитель-
ндя окружность
Фиг. 280.
ведущим, другие, сообщающие дви-
жение приводимой детали, — ве-
домыми.
В современном машиностро-
ении зубчатые зацепления на-
шли широкое применение. Кон-
струкция их разнообразна и за-
висит от характера зацепления
(внешнее или внутреннее), от вза-
имного расположения вращаю-
щихся валов (параллельное или
под углом), от способа переда-
чи и др.
Цилиндрические передачи
между параллельными валами
осуществляются при помощи ци-
линдрических зубчатых колес с
прямыми, косыми Или шеврон-
ными зубьями.
Конические передачи между
валами с пересекающимися осями
осуществляются посредством ко-
нических зубчатых колес с пря-
мыми, косыми и криволинейны-
ми зубьями.
При перекрещивающихся осях валов применяются червячные, вин-
товые или гипоидные передачи.
Червячная передача осуществляется при помощи цилиндрического
или глобоидного червяков и червячных колес, — винтовая — посред-
ством косозубых цилиндрических колес и гипоидная — при помощи
винтсвых зубчатых конических колес.
Цилиндрические передачи Ниже приведены обозначения, термины и
определения, относящиеся к геометрии зацепления цилиндрических
зубчатых колес, необходимые для вычерчивания рабочих чертежей (фиг.
280 и 281).
1. Межцентровое расстояние А — расстояние между осями сопря-
женных зубчатых колес.
2. Окружность выступов (диаметр выступов De) — окружность,
ограничивающая головки зубьев со стороны их вершин.
3. Окружность впадин (диаметр впадин Dz) — окружность, про-
ходящая через основания впадин зубьев.
4. Начальные окружности сопряженной пары зубчатых колес (де-
лительный диаметр dd) — соприкасающиеся друг с другом окружности,
496
имеющие общие оси с зубчатыми колесами и катящиеся одна по
другой без скольжения.
5. Высота зуба h — радиальное - расстояние между окружностью
выступов и окружностью впадин.
6. Высота головки зуба h' — высота части зуба между начальной
окружностью и вершиной зуба.
7. Высота ножки зуба h" — высота части зуба между начальной ок-
ружностью и впадиной зуба.
8. Торцовый шаг t$ — расстояние по начальной окружности между
одноименными (правыми или левыми) профилями смежных зубьев (в
торцовом сечении).
9. Торцовый модуль tns —отношение диаметра начальной окружно-
сти к числу зубьев*.
10. Толщина зуба по начальной делительной окружности Sd —
длина дуги по начальной окружности между профилями зуба в торцовом
сечении.
* В дальнейшем шаг и модуль будем обозначать соответственно через i и т,
понимая под этим значения торцового шага и торцового модуля.
497
11. Рабочая ширина зуба b — фактическая ширина зацепления зуб-
чатых колес.
12. Полюс зацепления — точка касания начальных окружностей со-
пряженной пары зубчатых колес.
13. Линия зацепления — общая касательная к основным окружнос-
тям, проходящая через полюс зацепления (основная окружность см.
стр. 499).
14. Угол зацепления в торцовом сечении а — угол между линией
зацепления и касательной к обеим начальным окружностям в полюсе
зацепления.
15. Передаточное число зубчатой пары i — отношение числа зубьев
ведомого колеса к числу зубьев ведущего колеса.
Кроме перечисленных, укажем еще на некоторые обозначения, свя-
занные с геометрией зубчатого колеса:
п — толщина обода;
Dc — диаметр ступицы;
I — длина ступицы;
е — толщина диска;
de — диаметр окружности отверстия для вала;
2 — число зубьев.
Принято меньшее из зубчатых колес называть шестерней, большее—
колесом. Поэтому к соответствующим обозначениям даются индексы:
ш или к.
Приведем формулы, необходимые для геометрического расчета эле-
ментов зацепления цилиндрических зубчатых колес с прямым зубом.
Торцовый шаг зацепления равен длине начальной окружности, поде-
ленной на число зубьев:
f _
г
отсюда
Модуль зацепления можно выразить как отношение шага зацепления
к числу тс, т. е.
либо, через значение диаметра начальной окружности и число зубьев
d
tn =--------------------------------
z
Модуль выражают в миллиметрах и по величине его определяют все
размеры зуба. При проектировании зубчатых передач значение модуля
выбирают по ОСТ 1597 из следующего ряда: 0,3; 0,4; 0,5; 0,6; 0,7; 0,8;
1,0; 1,25; 1,5; 1,75; 2,0; 2,25; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5;
7,0; 8,0; 9,0; 10,0; 11; 12; 13; 14; 15; 16; 18; 20; 22; 24; 26; 28; 30; 33;
36; 39; 42; 45; 50; 55 и дальше кратно 5.
Полная высота зуба равна сумме высоты ножки и головки зуба:
h = К + h".
Высоту h' головки зуба принимают примерно равной модулю, т. е.
h' = т, а высоту ножки зуба —равной приблизительно 1,2 /и, т. е.
h" = 1,2 /П;
498
Полная высота зуба
h = Л' + = т 4- 1,2m = 2,2 т,
Диаметр начальной окружности через значение модуля выражается
формулой
dd = т • z.
Из схемы, приведенной на фиг. 280, видно, что диаметр окружности
выступов равен диаметру начальной окружности плюс удвоенная высота
головки зуба:
De = dd 4- 2Л'= mz 4- 2т = m(z + 2).
Диаметр окружности впадин равен диаметру начальной окружности
минус удвоенная высота ножки зуба:
D [ = dd — 2h" = mz — 2 • 1,2m = m(z — 2,4).
Межцентровое расстояние равно сумме радиусов начальных окруж-
ностей обоих колес:
д ^дш. 4“ ^дк
2
Толщину зуба S для необработанных литых зубьев принимают рав-
ной приблизительно 1,53 m, а для обработанных на станках зубьев —
равной приблизительно 1,57m. Таким образом, ширина впадины между
зубьями колес с литыми зубьями будет равна 3,14 т— 1,53 m = 1,61 m,
а для колес с обработанными зубьями 3,14m — 1,57 т == 1,57 т.
Конструктивное оформление остальной части колеса зависит от уси-
лий, которые испытывает колесо во время работы, от формы деталей,
соприкасающихся с данным колесом, и пр. Подробные расчеты размеров
всех элементов зубчатого колеса даются в курсе деталей машин.
Боковые поверхности (профили) зуьев имеют плавную криволиней-
ную форму, соответствующую очертаниям эвольвенты или циклических
кривых линий (циклоиды, гипоциклоиды, эпициклоиды).
Наиболее часто в машиностроении применяются шестерни, профиль
зубьев которых имеет эвольвентное очертание. При выполнении такого
профиля необходимо знать размер диаметра окружности, которую раз-
вертывают для получения эвольвенты. Такую окружность называют ос-
новной окружностью. Диаметр основной окружности Do при угле за-
цепления 20° (обычный стандартный угол)
Do — dd cos 20° « 0,94 dd.
Построение профиля зуба эвольвентного очертания можно произво-
дить точным и приближенным способами. В настоящем справочном ру-
ководстве приведен приближенный способ построения (см. фиг. 287).
Для выполнения зубчатого колеса с натуры необходимо знать мо-
дуль т, число зубьев z, ширину зуба b и все размеры конструктивного
оформления колеса. Для определения модуля зацепления измеряют
диаметр окружности выступов De и по формуле
находят его значение. Сверяют с таблицей ОСТ 1597 (см. стр. 498), соот-
ветствует ли найденное значение принятым стандартам на модули, после
чего по формулам
du = mz и Di = m(z — 2,4)
определяют диаметры начальной окружности и окружности впадин
зубчатого колеса.
499
Для выполнения чертежа зубчатого колеса и шестерни, размеры ко-
торых определены расчетом, можно воспользоваться следующими при-
ближенными зависимостями:
6 = (24-2,5У; е = 4-;
О
I = (2,5 -г 3) /; п = (0,5 0,7) t
Оформление рабочих чертежей зубчатых колес и червяков следует
выполнять в соответствии с ГОСТ 9250-59.
Данные, необходимые для изготовления и контроля точности зубчатого
венца или витков червяка, указываются в специальной таблице парамет-
ров, располагаемой в правой верхней части поля чертежа и непосред-
ственно на изображении.
Таблица параметров должна состоять из трех частей, содержащих
данные:
а) для изготовления;
б) для контроля;
в) для справок.
Две последние части таблицы (для контроля и справок) не обязательны.
Если колесо имеет два и более зубчатых венца одного вида, то в таблице
дается соответствующее количество колонок, обозначаемых прописными
буквами русского алфавита, которые должны быть указаны на вынос-
ных линиях от соответствующих венцов на изображениях. Если на ко-
лесе имеются зубчатые венцы разного вида, то для них выполняются
отдельные таблицы, располагаемые рядом или одна под другой.
Если венец зубчатого колеса или червяка обрабатывается в собран-
ном виде, то все необходимые для этого данные помещаются только
в сборочном чертеже. Если же в собранном виде обработка не про-
изводится, то указанные данные в сборочном чертеже не повторяются.
Данные, необходимые для изготовления зубчатого венца или чер-
вяка, помещаются в первой части таблицы параметров, данные для
контроля — во второй части этой таблицы и справочные данные —
в третьей.
Рабочий профиль нереверсивных передач может быть указан не-
посредственно на изображении стрелкой с выноской, на полке которой
дается надпись Рабочий профиль, либо в третьей части таблицы (для
справок) пишется Рабочий профиль по стрелке К правый (левый)*.
Данные о чистоте поверхности указываются по ГОСТ 2940-52.
В технических условиях указываются данные о термообработке,
последовательности обработки нерабочих поверхностей и др.
Таблица параметров зубчатого венца цилиндрического колеса
(форма № 1и 2) заполняется следующим образом (в скобках указаны но-
мера позиций).
Позиция 1. Указывается модуль т для прямозубого колеса,
нормальный тп и торцовый ms модули для косозубых колес либо один
из двух последних модулей, если они стандартные.
Позиция 2. Указывается число зубьев г. Для зубчатых сек-
торов указывается число зубьев на полной окружности; фактическое
число зубьев определяется углом сектора, указанным на изображении.
* Правым профилем считается ведущий профиль зуба при вращении колеса
по часовой стрелке, а левым—ведущий профиль при обратном вращении.
500
15 min ’8 20
00 Модуль т (1)
Число зубьев г (2)
Угол наклона зубьев За (3)
Направление зубьев —
Исходный контур Угол профиля ад
Коэффициент высоты головки г
ножки Г •
Радиус закругления Г1
Срез головки высота hc
угол фланка аф
Коэффициент смещения исходного контура е (5)
Степень точности по ГОСТ . . . — (6)
(7) (7)
(Контрольный комплекс) (8) (8)
(Справочные данные) (9-11) (9-П)
(12) (12)
Форма № 1
501
8 I 20 1 20
Зубчатые венцы A* Б*
Модуль т (1) (1)
Число зубьев Z (2) (2)
Угол наклона зубьев —(3) —(3)—
Направление зубьев —
Исходный контур I Угол профиля ад
Высота головки h'
ножки h" • (4)— (4)—
Радиус закругления ri
Срез головки высота hc
глубина фланка ac'm
Коэффициент смещения исходного контура £ (5) (5)
Степень точности по ГОСТ — (6) (6)
(7) (7) (7)
(Контрольный комплекс) ' • (8) > (8) (8)
Сопряженное колесо Число зубьев z (9) (9)
Коэффициент смеще- ния исходного контура e (10) (10)
Диаметр выступов De (H) (11) •
— ' (12) (12)
Форма <№ 2
* A — внешние зубья; Б — внутренние зубья.
502.-
Позиция 3. Для косозубых и шевронных колес указывается
угол наклона зубьев на делительном цилиндре. Для косозубых колес
указывается направление зубьев (правое или левое), а для шевронных—
надпись Шевронное и расположение ветвей зубьев.
Для прямозубых полос графа этой позиции прочеркивается или ис-
ключается из таблицы.
П о з и ц и^я 4. Указываются параметры исходного контура. Стан-
дартный исходный контур задается ссылкой на ГОСТ 3058-54 (без ука-
зания параметров), в этом случае допускается исключение из таблицы
неиспользуемых граф. При отличии исходного контура от стандарт-
ного указывают отличные от стандартных коэффициенты высоты го-
ловки высоты ножки f" или радиуса закругления п, могут быть ука-
заны и абсолютные величины высоты головки h', ножки h" или радиуса
закругления г., а при нестандартном срезе — его параметры: высота
и глубина или высота и угол среза.
Позиция 5. Указывается коэффициент смещения исходного кон-
тура g или абсолютная величина смещения исходного контура х. При
отсутствии корригирования проставляется «О».
Позиция 6. Указывается степень точности и вид сопряжения
по соответствующему стандарту.
Поз и ц и я 7. Указывается один из вариантов параметров кон-
трольного комплекса, предназначенных для контроля толщины зубьев:
длина общей нормали L, показания тангенциального зубомера ДЛили
другие параметры.
Позиция 8. Указываются остальные параметры контрольного
комплекса, выбранного по соответствующему стандарту.
Позиция 9. Диаметр основной окружности d0.
Позиция 10. Радиус кривизны эвольвенты в начале рабочего
участка профиля р0 или угол развернутости эвольвенты в начале
рабочего участка профиля ср0.
Позиция 11. Отклонение профиля Ь? или отклонение основ-
ного шага Д/о.
Для колес, зубья которых могут быть обработаны только долбя-
ком, следует в поз. 9, 10, 11 указывать основные параметры сопряжен-
ного колеса (число зубьев г, коэффициент смещения исходного кон-
тура g, диаметр выступов De).
Позиция 12. В зависимости от содержания позиции 8 соот-
ветственно вносится осевой шаг либо ход винтовой линии или
толщина зубьев по хорде S и измерительная высота hM.
Таблица параметров зубчатого венца конического колеса (форма
№ 3) заполняется следующим образом (в скобках указаны номера по-
зиций).
Поз иция 1. Модуль т у дополнительного конуса колеса.
Для колес с криволинейными зубьями модуль нормальный тп или мо-
дуль торцовый
Позиция 2. Указывается число зубьев z (для секторов см. по-
зицию 2 для таблицы цилиндрических колес).
Позиция 3. Указывается тип зубьев (прямые, тангенциальные,
круговые, паллоидные, шевронные).
Позиция 4. В зависимости от типа зубьев указывается угол
спирали или направление зубьев. Для колес с шевронными зубьями
503
схематически указывается расположение ветвей и радиус вершины
зубьев.
Для прямозубых колес графы поз. 4 прочеркиваются или исключаются
из таблицы.
Позиция 5. Указываются параметры исходного контура. Стан-
дартный исходный контур задается ссылкой на ГОСТ 3058-54 с указа-
нием полной высоты зубьев h. При этом допускается исключение из таб-
лицы неиспользуемых граф.
Позиция 6. В зависимости от типа колеса указывается: коэф-
фициент смещения исходного контура g или абсолютная величина сме-
щения исходного контура х, или номинальная толщина зубьев по длине
делительной окружности.
Позиция 7. Указывается степень точности и вид сопряжения
по соответствующему стандарту.
Позиция 8. Указывается один из вариантов параметров кон-
трольного комплекса, определяющих размеры зубьев. Например,
величина С пи колебания 6С п бокового зазора в паре или толщина зубьев
по хорде S и измерительная высота hM.
Позиция 9. Указываются остальные параметры контрольного
комплекса, выбранного по соответствующему стандарту.
Позиция 10—14. Указываются: межосевой угол б, угол ко-
нусности зубьев (для колес с прямыми и тангенциальными зубьями,
эксцентриситет зубьев EQ (для колес с тангенциальными зубьями), раз-
меры резцовой головки (для колес с круговыми зубьями), основной диа-
метр производящего колеса (для колес с паллоидными зубьями), тип
зацепления (при полуобкатном зацеплении) или метод нарезания (при
нормальном обкатном зацеплении) и развод резцов головки WK.
Таблица параметров червяка (форма № 4) заполняется следующим
образом (в скобках указаны номера позиций). ‘
Позиция 1. Указывается модуль осевой т$.
Позиция 2. Указывается число заходов
Позиция 3. Указывается тип червяка и расположение прямоли-
нейных образующих. Например:
Тип червяка — Архимедов
Расположение прямолинейных образующих — В осевой плоскости
Позиция 4. Указывается угол подъема витка и направление
витка.
Позиция 5. Указывается ход винтовой линии /б.
Позиция 6. Указывается угол профиля ад исходного контура.
Позиция 7. Указывается высота витка h исходного контура.
Позиция 8. Указывается степень точности и вид сопряжения
по соответствующему стандарту.
Позиция 9. Указывается один из вариантов параметров кон-
трольного комплекса, предназначенного для контроля толщины витка.
Позиция 10. Указываются остальные параметры контрольного
комплекса, выбранного по соответствующему стандарту.
Позиция 11. В соответствии с поз. 9 указывается толщина
витка S и измерительная высота hM.
Таблица параметров червячного колеса (форма № 5) заполняется
следующим образом (в скобках указаны номера позиций).,
504
Модуль т (1)
Число зубьев 2 (2)
Тип зубьев —- (3)
Угол спирали зубьев ₽ । (4) ‘ (5)
Направление зубьев —
Исходный контур Угол профи- ля ад
Высота го- ловки А'
Высота зуба h
Радиус за- кругления г
Коэффициент смещения исходного контура (6)
Степень точности по ГОСТ — (7)
(8) (8)
(9) (9)
(Контрольный комп- лекс)
(Справочные данные) (10- 14) (10- 14)
Форма № 3
Модуль осевой (1)
Число заходов Z1 (2)
Тип червяка — ,-(3)-
Расположение пря- мо линейных об- разующих —
У гол подъема витка к -(4)-
Направление витка
Ход винтовой линии (5)
Исход- ный контур Угол про- филя ад h (6)
Высота витка (7)
Степень точности поГОСТ . . . — (8)
(9) (9)
(Контрольный комплекс) '(Ю) •(10)
(Справочные дан- ные) |(Н) -(H)-
Форма № 4
505
Модуль осевой (1)
Число зубьев (2)
Сопряженный червяк Число заходов (3):
Направление витка —
Межосевое расстояние в обработке Ло (4)
Степень точности по ГОСТ . * . — (5)
(Контрольный комплекс) > (6) ' (6)
Сопряженный червяк Тип червяка — (7)
Расположение прямолинейных образующих — (8)
Ход винтовой линии te О)
Угол профиля исходного кон- тура ад (Ю)
Диаметр выступов (11)
Зуборезный инструмент Толщина зуба su (12)
Радиальный зазор во впадинах колеса ск
Форма № 5
506
Позиция L Указывается модуль осевой ms*
Позиция 2. Указывается число зубьев г2.
Для зубчатых секторов указывается число зубьев на полной окруж-
ности, а фактическое число зубьев на секторе определяется углом сек-
тора, указанным на изображении.
Позиция 3. Указывается число заходов zY и направление витков
сопряженного с колесом червяка.
Позиция 4. Указывается номинальное межосевое расстояние
в обработке Ао с предельными отклонениями.
Позиция 5. Указывается степень точности и вид сопряжения
по соответствующему стандарту.
Позиция 6. Указываются параметры выбранного контрольного
комплекса.
В позициях 7—11 указываются параметры сопряженного червяка
в следующем порядке:
Позиция 7. Тип червяка.
Позиция 8. Расположение прямолинейных образующих,
Позиция 9. Ход винтовой линии te.
Позиция 10. Угол профиля исходного контура а^.
Позиция 11. Диаметр выступов DeV
Вместо позиций 7—11 можно указать № чертежа сопряженного
червяка.
Позиция 12. Указывается номинальная толщина зубьев инстру-
мента для обработки колеса Su на радиусе, соответствующем радиусу де-
лительной окружности сопряженного червяка с допустимыми откло-
нениями, и радиальный зазор во впадинах зубьев колеса Ск.
На рабочих чертежах, кроме размеров и обозначений чистоты по-
верхностей, указывают допуски, технические требования по обработке
и контролю и дают характеристику зацепления. Внизу, в свободном мес-
те, вычерчивают в увеличенном виде профиль зуба.
Зубчатые колеса изображаются на чертежах условно по ГОСТ 3460-59.
Зубья цилиндрических колес вычерчиваются тремя условными окруж-
ностями (фиг. 281): окружностью выступов, впадин и начальной де-
лительной окружностью.
Окружность выступов (диаметра De) вычерчивается сплошной ос-
новной линией (фиг. 282,а), проходящей по кромкам выступов зубьев,
такой же толщины, как и толщина линий видимого контура; окружность
впадин (диаметр D.) вычерчивается штриховой линией, проходящей по
основанию зубьев, такой же толщины, как и толщина линий невидимого
контура; начальная делительная окружность (диаметр dd) — штрих-
пунктирной линией, типа осевых и центровых линий.
На видах, полученных проектированием на плоскость, параллель-
ную оси колеса и червяка, образующие поверхностей впадин зубьев
как правило, не показываются.
На видах, полученных проектированием на плоскость, перпендику-
лярную к оси колеса, окружность поверхностей впадин зубьев рекомен-
дуется показывать только на изображении цилиндрических зубчатых
колес и звездочек (фиг. 284,а; 285).
При изображении зубчатой цилиндрической или червячной пары,
а также реечных зацеплений на видах, полученных проектированием
на плоскость,’перпендикулярную к оси колес (а в червячных парах —
507
и к оси червяка), окружности поверхностей выступов в зоне зацепле-
ния следует показывать штриховыми линиями (фиг. 284, 285, 295).
Если секущая плоскость, перпендикулярная к оси колеса, проходит
через зубчатое зацепление, то зубчатые колеса и рейки, как правило,
Фиг. 282.
показываются нерассеченными. В случае необходимости показать их
рассеченными окружности впадин и образующие поверхностей впадин
следует изображать сплошными основными линиями и штриховку про-
водить до этих линий (см. фиг. 296).
На фиг. 281 приведено конструктивное изображение внешнего ци-
линдрического зацепления. При этом в случае, если требуется показать
профиль зуба следует применять
Фиг. 283.
местный разрез (фиг. 285,а). На
фиг 282,6 показано изо-
бражение зубчатой па-
ры колес с прямыми
зубьями, на фиг. 282,в
— изображение зубча-
той пары колес с косы-
ми зубьями, а на фиг.
282, г — с ельчатыми
(шевронными) зубьями.
Начальные окруж-
ности зубчатых колес
должны касаться друг
друга, а между окруж-
ностью выступов одного
колеса и окружностью впадин другого всегда должен быть некоторый
радиальный зазор, равный, примерно, 0,2 т. Особое внимание следует
уделить изображению места зацепления (фиг. 281), где зубья одного
колеса входят во впадины второго. В этом месте окружности выступов
до точек их пересечения обводят сплошными основными линиями види-
508
мого контура, а на участ-
ке зацепления — изобра-
жают штриховыми лини-
ями.
Если секущая плоскость
проходит через оси обоих
колес, находящихся в за-
цеплении, то на разрезе в
зоне зацепления зуб одно-
го из колес (предпочти-
тельно ведущего) показы-
вается расположенным пе-
ред зубом сопрягаемого ко-
леса (фиг. 281).
В кинематических и
других схемах цилиндри-
ческие передачи изобра-
жают схематически (по
ГОСТ 3462-52), не уточняя
типа зубчатой передачи
(фиг. 283,а) или указывая
направление зубьев (фиг.
283,6).
На фиг. 284,а приве-
дено конструктивное изо-
бражение зубчатой переда-
чи с внутренним зацеп-
лением. Зубчатое колесо,
находящееся внутри дру-
гого колеса, имеет очер-
тание зубьев обычного ци-
линдрического зубчатого
колеса. У другого колеса
кривые очертания впадин
должны соответствовать
очертанию профиля зуба
внутреннего колеса.
Толщина зуба и шири-
на впадины такие же, как
и у обычного колеса. Схе-
матическое изображение
внутреннего зубчатого за-
цепления по ГОСТ 3462-52
показано на фиг. 284,6.
Конструктивное изображение реечного зацепления показано на
фиг. 285,а. Реечное зацепление предназначено для преобразования вра-
щательного движения в возвратно-поступательное или возвратно-посту-
пательного во' вращательное.
Рейку можно рассматривать как зубчатое колесо, у которого на-
чальный диаметр бесконечно велик; поэтому профиль зуба рейки от-
личается от профиля зуба колеса: очертание профиля зуба рейки пря-
молинейное.
Обычно угол, между гранями зубьев равен 40°.
Профиль зуба зубчатого колеса реечного зацепления такой же, как
509
и цилиндрического зубчатого колеса. Направление зубьев на шестерне
и рейке допускается показывать, как на фиг. 282.
Остальные условности в изображении те же, что и для цилиндри-
ческих зубчатых колес. На фиг. 285,6 показано схематическое изобра-
жение реечного зацепления по ГОСТ 3462-52 без уточнения типа зубьев.
Фиг. 285.
На фиг. 286 приведен рабочий чертеж прямозубого цилиндрического
зубчатого колеса со стандартным модулем. На чертеже должны быть ука-
заны: диаметр окружности выступов De и диаметр начальной окруж-
ности dd, причем величина De должна быть дана с указанием нижнего
отклонения. Для измерения толщины зубьев штангензубомером на
отдельном эскизе (Вид К) указываются наибольшая допустимая толщина
зуба и нижнее отклонение от нее, а также высота, на которой произ-
водятся измерения. На рабочем чертеже приводится таблица параметров
(форма № 1).
В технических требованиях указывается характер термической обра-
ботки, требования к приемке и др.
Упрощенный способ вычерчивания профиля зуба. Этот способ приме-
няется для вычерчивания эвольвентного профиля зубьев зубчатых колес
с литыми зубьями, а также для указания обработки элементов зуба на
рабочем чертеже зубчатого колеса (фиг 287). Заданы модуль т и число
зубьев г; профиль зуба вычерчивают в такой последовательности.
1. Определяют три диаметра: диаметр окружности выступов по
формуле
De = т (г + 2),
диаметр окружности впадин
= т (г — 2,4),
510
^Остальное.
Модуль /77 1,75
Число зубьев Z 28
Исходный контур - ГОСТ 3058'56
Коэффициент смещения исходного контура £ 0
Степень точности по ГОСТ 16ЛЗ-56 - 2
^Рабочий профиль
Технические требования
1. Острые ребра притупить
2. Зубья закалить током высокой частоты
до твердости HRC=43~45; контроль
производить на торцах зубьев
3. Контроль толщины зубьев производить
при охвате четырех зубьев по общей
нормали L=24
СЛ
М5-1
Фиг. 286.
диаметр начальной делительной окружности
dd = mz.
2. Находят значения шага зацепления t = кт и толщины зуба
S = 0.487L
3. Определяют диаметр основной окружности по формуле
Do — dd cos 20°.
Фиг. 287.
4. Из центра зубчатого колеса О строят четыре окружности, соот-
ветственно диаметрам D£, D., dd и Do. Намечают на начальной окруж-
ности произвольную точку А и откладывают толщину зуба S = АВ.
Соединяют точку А с центром О и, разделив АО пополам, получают
центр 01. '
d
5. Радиусом /?, равным из центра Ох описывают дугу окружности
до пересечения с основной окружностью в точке О2. Из этой точки
радиусом Ra = ОгА проводят дугу САЕ. Сделав из точки В на основ-
ной окружности засечку тем же радиусом Кд, получают точку Ог", из
которой описывают дугу окружности FBR. Точки С, А, Е, F, В и
принадлежат очертанию головки зуба. Ножку зуба строят по прямым
линиям, имеющим направление от точек С и К к центру О. Сопряжение
линий профиля ножки с окружностью впадин выполняется радиусом
г, равным 0,2 т, Профиль остальных зубьев строят аналогичным
способом.^
512
Конические зубчатые передачи. Конические зубчатые передачи приме-
няются для передачи вращательного движения от одного вала к дру-
гому в том случае, когда оси валов пересекаются под некоторым углом,
чаще всего прямым. Последовательность расчета и вычерчивания кони-
ческих зубчатых колес имеет много общего с расчетом и вычерчива-
нием цилиндрических зубчатых колес.
Однако вследствие конической формы колеса размер зуба, а следо-
вательно, и модуль изменяются по длине зуба. Чем ближе к вершине
конуса, тем размер зуба и модуль меньше и, наоборот, чем дальше от
нее — тем размер зуба и модуль больше. Для вычерчивания конических
колес размеры модуля и начальной окружности определяют в наиболее
удаленной от вершины точке, т. е. на внешней торцовой стороне зуба.
Кроме указанных выше терминов и обозначений, принятых для ци-
линдрических колес, при изображении конических колес встречаются
некоторые новые значения, а именно (фиг. 288):
<Р — угол начального конуса; обозначается для колеса у к, а для
шестерни —
<?е — угол конуса выступов (ySK — для колеса и — для шес-
терни) ;
Д' — угол головки зуба;
Д" — угол ножки зуба;
& — межосевой угол;
L — конусное расстояние.
Формулы, необходимые для геометрического расчета конического за-
цепления:
Диаметр начальной окружности
dd =mz,
откуда модуль т зацепления
Диаметр окружности выступов
Ds = tn (г + 2cos ср).
Диаметр окружности впадин
Di = tn (z — 2,4 cos ср).
Высота ножки, головки зуба и полная высота зуба такие, как и для
цилиндрических колес. Конусное расстояние
£ — .
2 • sin ср
При вычерчивании конических зубчатых колес с натуры следует об-
ратить внимание еще и на такое обстоятельство: коническое колесо,
кроме переднего конуса, на котором нарезаны зубья, имеет и зад-
ний, или дополнительный, конус, где проходят торцовые стороны зубьев
(фиг 288). Дополнительный конус обтачивают так, чтобы угол v при
его вершине был равен 180° минус угол 2ср при вершине начального
(делительного)' конуса. Тогда образующие дополнительного конуса
будут перпендикулярны к образующим начального конуса,
17 1-1809 513
Фиг. 288.
611
Прежде чем приступить к выполнению чертежа конического колеса,
необходимо знать:
<р — угол начального конуса;
dd — диаметр начальной окружности, а следовательно, и модуль за-
цепления;
г — число зубьев;
Ь — длину зуба.
При вычерчивании с натуры эти данные можно определить так:
1. При помощи угломера (сделанного в простейшем случае из двух
деревянных линеек и транспортира) определить угол дополнительного
конуса.
2. Зная, что контурные образующие дополнительного конуса перпен-
дикулярны к контурным образующим начального конуса, найти
3. Измерить диаметр окружности выступов DQ и определить модуль
зацепления по формуле
т D*
г + 2cos<p
Фиг. 289.
Фиг. 290.
Найденное значение модуля сверяют со стандартом. По формулам
рассчитывают диаметр начальной окружности и окружности впадин.
Длину b зуба измеряют также с натуры.
Существуют и другие способы замера с натуры необходимых вели-
чин.
Если дана зубчатая пара конических колес и известно число зубьев
первого и второго колес, то значение угла начального конуса для пере-
дачи с межосевым углом, равным 90°, можно определить из формулы
где i — передаточное число.
На фиг. 289 показано конструктивное условное изображение кони-
ческой передачи для случая пересечения осей под прямым углом (соглас-
но ГОСТ 3460-59). Тип зубьев на чертеже условно показывают тремя
тонкими линиями на проекции колеса (фиг. 289 и 290)*
17* 515
Проериль зуба в торцовом^ H29:Sjt6}
сечении М2:1
26°59'±f0'
96'
19A5
19.69±02)
/1*95°
6'5_
2Г6
29°19‘
p \7 5 Остальное
Модуль ______________
Число зубьев
Тип зубьев___________
Исходный Параметры
контур Высота з 'уоо -
Коэффициенты смеще-
ния исходного контура
Степень точности по
ГОСТ 1758~56_________
4
18
Прямые
ГОСТ
.30М.-5/'
98-0.07
9,5А5
~ 05*95
46,5 Для шаблона
При нарезке
Технические требования:
/. Острые ребро притупить
2. Зубья цементовать но глубину
02мм с последующей закалкой до
твердости HRC-98-50: контроль
производить на торцах зубьев
3. Биение торца Н но длине R20
относительно поверхности &22А
не более 0,05 мм
z
h
о
Фиг. 291.
На рабочем чертеже конического колеса, кроме всех необходимых
размеров, указывают допускаемые отклонения размеров, технические
требования, характеристику зацепления и вычерчивают отдельно про-
филь зуба с размерами.
Фиг. 292.
Фиг. 293.
Пример выполнения рабочего чертежа конического зубчатого колеса
приведен на фиг. 291.
На фиг. 292 приведено конструктивное изображение конического за-
цепления, когда оси пересекаются под любым углом, а на фиг. 293—
конструктивное изображение плоско конического зацепления.
Фиг. 294.
Схематическое изображение конического зубчатого зацепления
(по ГОСТ 3462-52), без уточнения типа зубьев, показано на фиг. 294,а,
а с прямыми, косыми, криволинейными и шевронными зубьями —на
фиг. 294,6.
Червячная передача. Червячная передача предназначена для передачи
движения между валами, оси которых скрещиваются, в тех случаях,
когда требуется более или менее значительное понижение угловой ско-
рости.
517
Червячная пара состоит из червяка и червячного колеса. Резьба чер-
вяка бывает однозаходная, двухзаходная и т. д.» правозаходная и лево-
заходная. На чертеже левозаходного червяка делают надпись Лев,,
для двухзаходного, трехзаходного и т. д. червяка также дают поясня-
ющую надпись.
Цилиндрический червяк может быть архимедовым — с прямолиней-
ным профилем зубьев в осевом сечении, эвольвентным — с эвольвент-
ными винтовыми поверхностями и удлиненно-эвольвентным. На колесе
зубья выполняются по винтовой линии, соответствующей винтовой ли-
нии червяка (фиг. 295).
b
L ^-<2$
Фиг. 295.
диаметр
значение
h винто-
При вычерчивании червячного колеса с натуры замеряют
окружности выступов DeK и подсчитывают число зубьев
модуля определяют из формулы
DeK
т =----
zк. "Ь
Модуль можно также определить путем измерения высоты
вой нитки червяка (равной высоте зуба) с помощью глубиномера, штан-
генциркуля и последующего вычисления по формуле
W=T2
Полученный одним из этих способов модуль согласовывают с таб-
личными значениями ОСТ 1597 (см. стр. 498).
В случае расхождения берут ближайший больший указанный в табли-
це модуль. Затем по формулам, применяемым при вычислении элемен-
518
Фиг. 296.
Модуль осевой 'Щ 6
Число зубьев 30
III Число заходов Z, 1
Направление витка - правое
Межосевое расстояние в обработке Ар 129^0,025
Степень точности по ГОСТ 1758-56 — 3
Сопряженный червяк Тип червяка... — Архимедов
Расположение прямолинейных образующих . * - Восевой плоскости
Ход винтовой линии 1885
Угол профиля -исходного контура <*д 20°
Диаметр выступов Вег —
Технические требования:
I Острые -ребра притупить
2. Зубья цементоватьма глубину 0.2мм, затем
. закалить до твердости НЯС= 48+50; контроль
производить на торцах1 зубьев.
3. Штамповочный уклон до б °
4. Внутренние углы скруглитырадиусом Я^ОАмм
тов цилиндрической передачи, определяют диаметры начальной окруж-
ности, окружности впадин, выступов и т. д.
Размеры червячного колеса вычисляют по формулам:
De4 =tn(zK + 2); DiK == пг (zK — 2,4); ddK = tnzK; h = 2,2 т.
Необходимые размеры червяка вычисляют по формулам:
^еч = dd4 4“ 2/TZ,
Di4 = dd4 — 2’4/n-
Угол подъема винтовой линии определяется по формуле
zrt zrtn
vji£.zr — число заходов червяка (для однозаходного червяка zr=l)*
На фиг. 296 приведен рабочий чертеж червячного колеса со стан-
дартным модулем.
Фиг. 297.
На фиг. 297 показано конструктивное изображение червячной
пары с цилиндрическим червяком. В случае необходимости показать
зацепление может быть сделан местный разрез, захватывающий одновре-
менно колесо и червяк, причем границы разреза определяются местом
выхода зубьев колеса из зацепления с витками резьбы червяка (разрез
на колесе не обязательно должен сопровождаться разрезом на червяке
и обратно).
Если секущая плоскость проходит через ось червячного колеса, то
виток червяка показывается расположенным перед зубом колеса
(фиг. 297, 298).
На фиг. 298 показано зацепление тороидным (глобоидным) червя-
ком; к.п.д. этих передач больше, чем к.п.д. обычных червячных
передач.
На фиг. 299 приведено схематическое изображение червячной пе-
редачи (по ГОСТ 3462-52).
В таблице, приведенной на рабочем чертеже, указывается модуль
/и, число зубьев г, угол зацепления а, диаметр начальной окружности
червячного колеса dd/c, диаметр начальной оркужности червяка dd,h
число заходов червяка zlt угол подъема винтовой линии червяка X и класс
точности.
520
521
Передача гиперболоидная (винтовая). На фиг. 300 показано кон-
структивное изображение гиперболоидной (винтовой) передачи с пря-
мыми углами между осями, а на фиг. 301 — такой же передачи с углом
между осями, отличным от прямого. Следует обратить внимание на то,
что разрез целесооб-
разно применять лишь
для одного колеса.
Кроме того, при вин-
товой передаче с углом
между осями, отлич-
ным от прямого, на-
клонное винтовое ко-
лесо изображается
лишь на главном виде.
На виде сверху и на
боковых видах огра-
ничиваются лишь коор-
динированием осей на-
клонного колеса.
На фиг. 302 пока-
зано условное обозна-
чение винтовой пере-
Фиг. 304.
дачи, применяющееся в кинематических схемах.
Гипоидное зацепление показано на фиг. 303, а паллоидное зацепле-
ние — на фиг. 304.
522
РАЗНОВИДНОСТИ ЗУБЧАТЫХ ЗАЦЕПЛЕНИЙ
Передача цепная. Цепная передача состоит из двух звездочек (зуб'
чатых колес), соединенных между собой бесконечной втулочно-роли-
ковой или зубчатой цепью, которая надевается на зубцы звездочек.
Ее применяют, если необходимо передать вращательное движение от
одного вала к другому, когда нет непосредственного контакта колес;
при этом расстояние между валами может быть сравнительно большим
(до 54-8 м).
Фиг. 306.
На фиг. 305 показано конструктивное изображение звездочки
цепной передачи с разрезом на главном виде. Профиль зуба звездочки
показан на выносном элементе.
При изображении цепных передач цепь рекомендуется показывать
так, как показано на фиг. 306.
На фиг. 307 приведен рабочий чертеж звездочки для цепной пере-
дачи.
523
\76 Остальное
Число зу8ьед z &+_
Шаг цепи t 17,03
524
Храповой механизм. Зубчатый механизм, воспроизводящий прерыв-
ное вращение вала в одном направлении, называется храповым меха-
низмом; он применяется, например, для удержания поднимаемого груза
на определенной высоте. Храповой механизм в основном состоит из хра-
пового колеса, имеющего зубья специальной формы, и собачки (защелки),
Фиг. 308.
Фиг. 309.
качающейся вокруг оси. Часто для обеспечения более плотного приле-
гания конца стержня собачки к боковой стене зуба устанавливается
пружина. На фиг. 308 дано конструктивное изображение храпового
механизма. Окружность выступов изображается сплошной линией ви-
димого контура, окружность впадин — штриховой линией невиди-
мого контура. Всегда изображается профиль нескольких зубьев. На
фиг. 309 приведено схематическое изображение храпового механизма
по ГОСТ 3462-52.
НАКАТКА НА НАРУЖНЫХ ПОВЕРХНОСТЯХ
Накатка на наружных поверхностях деталей применяется с целью
облегчения и удобства захвата при вращении деталей рукой. На фиг.
310,а приведено условное обозначение прямой, а на фиг. 310,6 косой
сетчатой накаток.
Условное обозначение накаток с шагом t = 0,8 мм\ Накатка прямая
0,8 ОСТ 26016; Накатка сетчатая 0,8 ОСТ 26017.
Рекомендуемый шаг прямой накатки (по ОСТ 26016) приведен в
табл. 220. Рекомендуемый шаг сетчатой накатки в зависимости от мате-
риала деталей приведен в табл. 221.
525
Таблица 220
Рекомендуемый шаг t прямой накатки
Размеры в мм
Диаметр заготовки D Ширина заготовки b
до 2 свыше 2 до 6 свыше 6 До 14 свыше 14 до 30 свыше 30
До 8 0,5 0,5 0,5 0,5 0,5
Свыше 8 до 16 . . 0,5 0,6 0,6 0,6 0,6
Свыше 16 до 32 . . 0,5 0,6 0,8 0,8 0,8
Свыше 32 до 64 . . 0,6 0,6 0,8 1,0 1,0
Свыше 64 до 100 0,8 0,8 0,8 1,0 1,2
Таблица 221
Рекомендуемый шаг t косой сетчатой накатки
Размеры в мм
Диаметр заготовки D Ширина заготовки b
Для латуни, алюминия, фибры и т. д Для стали
до 6 св. 6 ДО 14 св. 14 до 30 св. 30 до 6 св. 6 до 14 св 14 до 30 св. 30
До 8 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6
Свыше 8 до 16 0,6 0,6 0,6 0,6 0,8 0,8 0,8 0,8
Свыше 16 до 32 0,6 0,8 0,8 0,8 0,8 1,0 1,0 1,0
Свыше 32 до 64 0,6 0,8 1,0 1,0 0,8 1,0 1,2 1,2
Свыше 64 до 100 0,8 0,8 1,0 1,2 0,8 1,0 1,2 1,6
. Примечания. 1. После накатывания диаметр изделия превышает диаметр заго-
товки D на величину Д « 0,25 4-0,5f. ,2. В рабочем чертеже накатанного изделия
условно проставляется диаметр заготовки D,
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ ПРУЖИН
Пружиной называется деталь, предназначенная для поглощения и
отдачи механической энергии путем использования сил упругости при
ее деформации.
В машиностроении применяются пружины следующих основных
типов: винтовые, спиральные, листовые, тарельчатые и пластинчатые.
Винтовые пружины в зависимости от формы разделяются на цилин-
дрические, призматические, конические и фасонные, а в зависимости от
характера работы — на пружины растяжения, пружины сжатия и пру-
жины кручения. Пружины всех указанных видов могут иметь в попе-
речном сечении витков круглую, квадратную или прямоугольную форму.
526
Пружины, подвергающиеся термической обработке, изготовляются из
высокоуглеродибтой стали следующих марок: 65, 70, 75, 85 (ГОСТ
1050-60), из марганцовистой стали марки 65Г (ГОСТ 1050-60) и мар-
ганцевокремнистой марки 55ГС. Листовые рессоры изготовляются из
кремнистых сталей 55С2, 60С2, 60С2А (ГОСТ 2052-53), а также из ни-
келекремнистой стали 60С2Н2А. Для рессор автомашин рекомендуется
хромомарганцевованадиевая сталь марки 50ХГФА и хромомарганцо-
вистая сталь марки 50ХГА. Для навивки пружин без последующей тер-
мической обработки рекомендуются стали марок НК, ПК, Р, ВС, ОВС.
Фиг. 311.
На машиностроительных чертежах изображение пружин следует
выполнять упрощенно, согласно ГОСТ 3461-59.
Витки винтовых пружин следует изображать прямыми линиями
(фиг. 311—315, 316,в и 317,6), соединяющими сечения или соответ-
ствующие участки контура.
Если винтовую пружину вычерчивают отдельно, то предпочтительно
изображать продольный разрез (через ось) всей пружины (фиг. 311,а,
в, г и 6, 313 и 314); можно изображать продольный разрез только ее части
(фиг. 311,6 и 312).
В разрезе сечения витков должны быть показаны в шахматном по-
рядке, причем сечения крайних витков показывают неполными, при-
мерно равными половине сечения (фиг. 311,а, в и 314). Расстояние
между крайними витками и сечениями следующих витков показываются
уменьшенными. ,
При изображении пружины с за- ffl--------fft
данным направлением навивки на (( j >АДII____________III f j v
чертеже следует делать надпись: На- III
правление навивки правое или На- ---------
правление навивки левое и изобра-
жать пружину с соответствующим <^иг* 312.
направлением навивки.
Если направление навивки безразлично, следует давать изображение
с правой навивкой и делать надпись: Направление навивки безразлично.
На табличных чертежах, предназначенных для пружин с правой
и левой навивкой, следует изображать правую навивку, а направление
навивки указывать в таблице.
Если у винтовой пружины больше четырех витков, то рекомендуется
изображать с обеих концов пружины один-два витка, не считая опорных,
а остальные витки не изображать, ограничиваясь проведением осевой
линии через центры сечений витков на всей длине пружины (фиг.
311,а, 6, в, 6, 312).
527
Если диаметр или толщина сечения витка на чертеже равны или
меньше 2,5 мм, то на чертежах сечения витков следует? залить тушью
(фиг. 311,г и д, 313, 315,а, 316,О). При этом можно указывать сверху
и снизу лишь по 2—3 витка, проводя с каждой стороны между ними
по одной штрих-пунктирной линии (фиг. 311,(5).
Фиг. 313.
Фиг. 315.
Фиг. 314.
Винтовые пружины растяжения изображаются на чертеже без про-
света между витками (фиг. 312). На фиг. 313 изображена винтовая пру-
жина кручения.
На фиг. 316, 317 и 318 показано изображение винтовых пружин на
сборочных чертежах.
Фиг. 316.
При этом следует придерживаться следующего:
1) допускается ограничиваться вычерчиванием сечений витков
винтовой пружины, не соединяя их прямыми линиями (фиг. 316,6, г и 6).
2) рекомендуется вычерчивать винтовые пружины, сечения витков
которых на чертеже равны 2 мм и менее, одной утолщенной линией по
типу схематических изображений (фиг. 316,а и 317).
528
При изображении спиральных пружин следует ограничиваться изо-
бражением начального и конечного витков, отмечая их продолжение
штрих-пунктирной утолщенной линией (фиг. 319).
Пластинчатые пружины с толщиной пластины на чертеже 2 мм и
менее следует изображать сплошной утолщенной линией (фиг. 320).
Фиг. 317. Фиг 318.
Фиг. 319.
На сборочных чертежах многослойные пластинчатые пружины типа
рессор следует изображать по внешнему контуру макета пружин
(фиг. 321),
Для конических пружин не круглого сечения контур условно не
показанной части пружины изображают тонкими сплошными линиями
(фиг. 316хг). Тарельчатые пружины на сборочных чертежах и общих
видах изображают, как показано на фиг. 322. При этом в разрезе тарел-
ки толщиной на чертеже 2 мм и менее допускается изображать утол-
щенными линиями. Если число пакетов тарельчатых пружин более
Фиг. 320. Фиг. 321.
Фиг. 322.
четырех, то рекомендуется с каждого конца пружины изображать 1—2 па-
кета, а контур условно удаленной части пружины изображать сплош-
ными тонкими линиями (фиг. 322).
На фиг. 323 приведен рабочий чертеж пружины, работающей на
сжатие, а на фиг. 324 — рабочий чертеж пружины, работающей на
растяжение.
Для цилиндрических винтовых пружин из материала круглого се-
чения, работающих на сжатие или на растяжение, на поле рабочего
чертежа надлежит указывать следующие данные:
I. Для пружин, работающих на сжатие:
а) число рабочих витков п;
б) число витков полное (с допуском) иг,
529
в) направление навивки пружины;
г) диаметр по гильзе Ds (указывается в случае необходимости);
д! диаметр по стержню Dc (указывается в случае необходимости);
е) длина развернутой пружины L;
ж) термическая обработка (указывается в случае необходимости);
з) технические условия на изготовление, испытание и приемку
указываются в случае необходимости).
п
Число рабочих витков
Число витков полное
Направление набивки
пружина___________
Диаметр по гильзе
Диаметр по стержню
Длина развернутой
пружины
Я/
п+2
Правое
Технические требования:
1. Термическая обработка..
2. Технические условия на изготов -
ление,испытание и приемку пр ужи -
ны по.„
Фиг. 323.
Число рабочих битков
Направление навивки
пружины
Длина развернутой
пружины
70
п
- Правое
Фиг. 324.
Технические требования э
1. Термическая обработка
-2. Технические условия на изго -
товление, испытание и приемку
пружины по...
2. Для пружин, работающих на растяжение:
а) число рабочих витков (с допуском) и;
б) направление навивки пружины;
в) длина развернутой пружины L;
г) термическая обработка (указывается в случае необходимости);
д) технические условия на изготовление, испытание и приемку
пружины (указываются в случае необходимости).
L ‘
g 15
530
Для указания параметров на рабочих чертежах пружин по ГОСТ
4444-60 устанавливаются следующие условные обозначения: высота
(длина) пружины в свободном Состоянии — Яо; высота (длина) пружины
под нагрузкой — Hi, Н2, Н3;
осевая нагрузка пружин — Pi, Р2, Р3,
линейная деформация пружины — Fi, F2, F3,
угловая деформация пружины cpi, 42, <р3;
крутящий момент — Mi, М2, М3.
На рабочем чертеже пружин помещают диаграмму механической ха-
рактеристики пружины. В диаграмме следует показывать:
а) для пружины сжатия (фиг. 323) зависимость между нагрузкой
Р и осевым перемещением Н;
б) для пружины растяжения (фиг. 324) — зависимость между на-
грузкой Р и осевым перемещением Н. Таблицу размещают в правом
верхцем углу чертежа.
Кроме того, для пружин сжатия указывают длину пружины, сжатой
до соприкосновения витков, а для пружин растяжения—длину растя-
нутой пружины при испытании на прочность и упругость.
Глава VIII
ДОПУСКИ И ПОСАДКИ
ОСНОВНЫЕ понятия
В соединении двух деталей, входящих одна в другую, различают
охватывающую и охватываемую поверхности соединения.
В цилиндрических соединениях охватывающая поверхность носит
общее название «отверстие», охватываемая — «вал», а соответствующие
размеры—диаметр отверстия и диаметр вала. Все понятия и опре-
деления, устанавливаемые для круглых тел, соответственно распро-
страняются и на некруглые тела.
Номинальный размер соединения есть общий для деталей соединения
основной размер, служащий началом отсчета отклонений.
При установлении номинальных размеров для валов и отверстий не-
обходимо расчетные размеры округлять, подбирая ближайшие к ним раз-
меры из ряда нормальных диаметров по ГОСТ 6636-53 (табл. 222).
Под действительным размером понимается значение размера, по-
лученное измерением с наивысшей практически достижимой точностью.
Установленные наибольшие и наименьшие значения размера, опреде-
ленного измерением с заданной точностью в производственных условиях,
называются наибольшим и наименьшим предельными размерами,.
Допуском размера называется разность между наибольшим и наимень-
шим предельными размерами.
Верхним предельным отклонением называется разность между наи-
большим предельным размером и номинальным.
Нижним предельным отклонением называется разность между наи-
меньшим предельным размером и номинальным.
Среднее арифметическое между верхним и нижним отклонениями
называется средним отклонением.
531
Таблица 222
Нормальные диаметры и длины в машиностроении
(по ГОСТ 6636-53)
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
0,001 0,001 0,001 0,001
0,002 0,002
0,003
0,004 0,004 0,004
0,005
0,006 0,006
0,007 ~
0,008 0,008 0,008 ‘ 0,008
0,009
0,01 0,01
0,011
0,012 0,012 0,012
0,013
0,014 0,014
0,015
0,016 0,016 0,016 0,016
0,017
0,018 0,018
0,019
0,020 0,020 0,020
0,021
0,022 0,022
0,024
0.025 0.025 0,025 0,025
0,026
0,028 . 0,028
0,03
0,032 0,032 0,032
0,034
0,036 0,036
0,038
532
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
0,04 0,04 0,040 0,040
0,042
0,045 0,045
0,048
0,05 0,05 0,05
0,52
0,055 0,055
0,058
0,06 0,060 0,06
0,06 0,065
0,070 0,070
0,075
0,8 0,080 0,080
0,085
0,090 0,090
0,095
0,1 0,1 0,1
0,1 0,105
0,110 0,110
0,115
0,12 0,120 0,120
0,130
0,140 0,140
0,150
0,16 0,160 0,160
0,16 0,170
0,180 0,180
0,190л
0,200 0,200 0,200
0,210
0,220 0,220
0,240
533
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
0,25 0,250 0,250 0,250
0,260
0,280 0,280
0,300
0,320 0,320 0,320
0,340
0,360 0,360
0,380
0,4 0,400 0,400 0,400
0,420
0,450 0,450
0,480
0,500 0,500 0,500
0,520
0,550 0,550
0,580
0,6 0,600 0,600 0,600
0,650
0,700 0,700
0,750
0,8 0,800 0,800
0,850
0,900 0,900
0,950
1,0 1,0 1,0 1,0
1,05
1,1 1,1
1,15
1,2 1,2 1,2
1,3
1,4 1,4
1,5
534
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
1,6 1,6 1,6 1,6
1,7
1,8 1,8
1,9
2,0 2,0 2,0
J 2,1
2,2 2,2
2,4
2,5 2,5 2,5 2,5
2,6
2,8 2,8
3,0
3,0 3,0 3,2
3,4
3,6 3,6
3,8
4,0 4,0 4,0 4,0
4,2
4,5 4,5
4,8
5,0 5,0 5,0
5,2
5,5 5,5
5,8
6 6 6 6
6,5
7 7
7,5
8 8 8
8,5
9 9
9,5
535
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
10 10 10 10
10,5
11 11
11,5
12 12 12
13
14 14
15
16 16 16 16
17
18 18
19
20 20 20
21
22 22
24
25 25 25 25
26
28 28
30
32 32 32
34
36 36
38
40 40 >40 40
42
45 45
48
50 50 50
52
55 55
58
536
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
60 60 60 60
65
70 70
75
80 80 80
85
90 90
95
100 100 100 100
105
ПО 110
И5
120 120 120
130
140 140
150
160 160 160 160
170
180 180
190
200 200 200
210
220 220
240
250 2,50 250 250
260
280 280
300
320 320 320
340
360 360
380
537
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
400 400 400 400
420
450 450
480
500 500 500
530
560 560
600
630 630 630 630
670
710 710
750
800 800 800
850
900 900
950
1000 1000 1000 1000
1060
1120 1120
1180
1250 1250 1250
1320
1400 1400
1500
1600 1600 1600 1600
1700
1800 1800
1900
2000 2000 2000
2120
2240 2240
2350
533
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
2500 2500 2500 2500
2650
2800 2800
3000
3150 3150 3150
3350
3550 3550
3750
4000 4000 4000 4000
4250
4500 4500
4750
5000 5000 5000
5300
5600 ’ 5600
6000
6300 6300 6300 6300
6700
7100 7100
7500
8000 8000 8000
8500
9000 9000
9500
539
Продолжение табл. 222
Ряд 5а Ряд 10а Ряд 20а Ряд 40а
10000 10000 10000 10000
10600
11200 11200
Н800
12500 12500 12500
13200
14000 14000
15000
16000 16000 1 16000 16000
17000
18000 18000
19000
20000 20000 20000
Примечания. 1. В случае потребности в промежуточных размерах применя-
ются размеры в следующем порядке:
в интервале 1,2—1,6 мм—кратные 0,05
в интервале 2,2—4 мм—кратные 0,1
в интервале 6—12 мм—числа с цифрами 2 или 8 после запятой
в интервале 12—25 мм—кратные 0,5
в интервале 25—50 мм—целые числа
в интервале 60—160 мм—кратные 5, затем оканчивающиеся на 2 и 8
в интервале 160—500 мм—кратные 10, затем кратные 5
в интервале 500—1500 мм—кратные 50 и оканчивающиеся на 20 и 80, затем
кратные 10
в интервале 1500—3000 мм—кратные 50, затем оканчивающиеся на 20 и 80
в интервале 3000—4500 мм—кратные 100, затем кратные 50
в интервале 4500—10000 мм—кратные 500 и оканчивающиеся на 200 и 800,
затем кратные 100
в интервеле 10000 —20000 мм кратные 500, затем оканчивающиеся на 200 и 890.
2. При выборе размеров предпочтение должно отдаваться числам из рядов
с более крупной градацией (5-й ряд предпочитать 10-му, 10-й—20-му, 20-й—40-му)
3. При выборе ряда с более крупной градацией допускается пользоваться
отдельными числовыми величинами смежных рядов.
4. Предусмотренные таблицей линейные размеры не распространяются на тех-
нологические межоперационные размеры, размеры, зависящие от других принятых
размеров, и на размеры, которые регламентированы в стандартах на конкретные
изделия.
540
Посадкой называется характер соединения деталей, определяемый
разностью между диаметрами отверстия и вала, создающей большую
или меньшую свободу их относительного перемещения или степень со-
противления взаимному смещению.
Зазором называется положительная разность между диаметрами от-
верстия и вала (диаметр отверстия больше диаметра вала), характери-
зующая свободу относительного перемещения соединяемых деталей.
Натягом называется отрицательная разность между диаметрами от-
верстия и вала до сборки (диаметр вала больше диаметра отверстия),
характеризующая степень сопротивления смещению одной детали от-
носительно другой после их сборки.
При графическом изображении допусков и посадок отклонения раз-
меров откладывают от линии, соответствующей номинальному размеру,
называемой нулевой линией; положительные отклонения откладывают
вверх от нулевой линии, а отрицательные — вниз.
Зона между наибольшим и наименьшим предельными размерами на-
зывается полем допуска} верхняя граница поля допуска соответст-
вует наибольшему, а нижняя — наименьшему предельному размеру
(фиг. 325, а и б).
Посадки подразделяются на три группы:
1) посадки с зазором;
2) посадки с натягом;
3) посадки переходные.
При посадках с зазором поле допуска отверстия расположено над
полем допуска вала, в результате чего обеспечивается зазор в соедине-
нии (фиг. 325,в). К посадкам с зазором относятся также и посадки сколь-
зящие; в этом случае нижняя граница поля допуска отверстия совпадает
с верхней границей поля допуска вала, т. е. наименьший зазор
равен нулю.
При посадках с натягом поле допуска вала расположено над полем
допуска отверстия (фиг. 325,в).
При переходных посадках возможно получение как натяга, так и за-
зора.
В зависимости от величины зазоров или натягов посадкам присваи-
ваются следующие наименования и обозначения (в порядке убывающих
натягов и возрастающих зазоров):
Горячая — Гр.
Прессовые — Пр.
Легкопрессовая — Пл.
Глухая — Г.
Тугая — Т.
Напряженная — Н.
Плотная — П.
Скользящая — С.
Движения — Д.
Ходовая — X.
Легкоходовая — Л.
Широкоходовая — Ш.
Тепловая ходовая — Тх.
Во всех посадках, установленных стандартами на допуски и посадки,
нижнее отклонение отверстия либо верхнее отклонение вала равно нулю.
Посадки с нижним отклонением отверстия, равным нулю, составляют
в совокупности систему отверстия. В этой системе для всех посадок од-
ного класса точности при одинаковых но?линальных размерах предель-
541
ные размеры отверстия остаются постоянными, а осуществление различ-
ных посадок достигается путем соответствующего изменения предельных
размеров вала.
Посадки с верхним отклонением вала, равным нулю, составляют в со-
вокупности систему вала. Эта система характеризуется тем, что в ней
для всех посадок одного класса точности при одинаковых номинальных
Фиг. 325.
размерах предельные размеры вала остаются постоянными. Разные по-
садки в соединениях осуществляются путем соответствующего изменения
предельных размеров отверстия.
Посадки в системах отверстия и вала группируются по классам точ-
ности. Установлены следующие классы точности посадок (в последова-
тельности убывания точности): 1, 2, 2а, 3, За, 4 и 5.
Отверстия с нижним отклонением, равным нулю, называются оо
новными отверстиями. Поля допусков основных отверстий обозначаются
буквой А с числовым индексом класса точности (для второго класса
точности индекс 2 не пишут): Ai, Д, Д2а, ^а» ^За » Л4-и Д5.
Валы с верхним отклонением, равным нулю, называются основными
542
Таблица 223
Классы точности и посадки
Классы точ- ности Посадка
Наименование Обозначе- ние № OCT
Система отверстия Система вала
Вторая прессовая Пр2г НКМ 1041
Первая прессовая ПрЬ НКМ 1041 —
Глухая Г! нкм 1011 НКМ 1021
1 < Тугая Т1 НКМ 1011 НКМ 1021
Напряженная Нх нкм 1011 НКМ 1021
Плотная Пх нкм 1011 НКМ 1021
Скольжения Сх нкм 1011 НКМ 1021
Движения Дх нкм 1011 НКМ 1021
Ходовая Хх нкм 1011 НКМ 1021
Горячая Гр 1042 1142
Прессовая Пр 1043 1143
Легкопресовая Пл 1044 —
Глухая Г 1012 1022
Тугая Т 1012 1022
2 Напряженная Н 1012 1022
Плотная п 1012 1022
Скольжения с 1012 1022
Движения д 1012 1022
Ходовая X 1012 1022
Легкоходовая ч л 1012 1022
Широкоходовая ш 1012 1022
Тепловая ходовая . Тх 1012 —
Прессовая 2-я Пр22а НКМ 1016 нкм 1026
Прессовая 1-я Пр12а НКМ 1016 —
Глухая г^ НКМ 1016 нкм 1026
2а < Тугая Т2а НКМ 1016 НКМ 1026
Напряженная Н2а нкм 1016 НКМ 1026
Плотная П2а нкм 1016 НКМ 1026
Скольжения С2а нкм 1016 НКМ 1026
Ходовая Х2а нкм 1016 —
Третья прессовая Пр33 1069 —
Вторая прессовая Пр23 1069 —
3 Первая прессовая Пр13 1069 —
Скольжения С3 1013 1023
Ходовая Х3 1013 1023
Широкоходовая Шз 1013 1023
За Скольжения С3а нкм 1017 НКМ 1027
Скольжения с4 1014 1024
Ходовая х4 1014 1024
4 1 Легкоходовая Л4 1014 1024
Широкоходовая ш4 1014 1024
5 Скольжения с5 1015 1025
Ходовая Х5 1015 1025
7 -—. A?j В? 1010 1010
8 — AgJ Bg 1010 1010
9 — AgJ Eg 1010 1010
543
валами. Поле допусков основных валов обозначается буквой В с число-
вым индексом класса точности (для второго класса точности индекс 2
опускается): Bi, В, В2а, Вз , В3а В4 и В5.
Классы точности, посадки и ОСТ приведены в табл. 223.
Если нет необходимости ограничивать допуски величинами, преду-
смотренными для валов и отверстий стандартных посадок, установлены
«большие допуски»:
а) для размеров менее 1 мм — классы 6 и 7 по ГОСТ 3047-54;
б) для размеров от 1 до 500 мм — классы 7, 8 и 9 по ОСТ 1010;
в) для размеров свыше 500 до 10000 мм — классы 7, 8, 9, 10 и 11 по
ГОСТ 2689-54.
НАНЕСЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ И РАЗМЕРОВ
(по ГОСТ 9171-59)
Стандартом устанавливаются общие правила нанесения на чертежи
предельных отклонений, относящихся к линейным и угловым размерам.
Предельные отклонения линейных размеров указываются на черте-
жах непосредственно после номинального размера условными обозна-
чениями, согласно действующим стандартам на допуски и посадки, или
числовыми величинами в мм.
12ПШ ГОСТ 7227-58 ,
Фиг. 326.
, принятыми для основного
1ОО*0-2
а
Примечания. 1. В виде исключения допускается указывать наряду
с условными обозначениями числовые величины отклонений — справа
в скобках. 2. Предельные отклонения размеров, не являющихся ни
охватывающими, ни охватываемыми (межцентровые и межосевые рас-
стояния, уступы и пр.), указываются числовыми величинами (предель-
ные отклонения размеров уступов допускается указывать условными
отверстия или основного
вала согласно действую-
щим стандартам (напри-
мер, А, В, A3, Вб, А7, В7
и т. п.).
Условные обозначения
предельных отклонений,
предусмотренные действу-
ющими стандартами на
определенные виды изде-
лий или их элементы,
должны указываться вме-
сте с номером стандарта,
которым установлено дан-
ное условное обозначение (фиг. 326,а), или дополняться (в скобках)
числовыми величинами отклонений (фиг. 326,6). Допускается номер
стандарта указывать на поле чертежа.
100-.Q2
5
Фиг. 327.
544
Числовые величины отклонений записываются наименьшим числом
знаков, одинаковым для верхнего и нижнего отклонений (фиг. 326,6).
Верхнее отклонение, определяющее наибольшее допустимое значе-
ние размера, должно наноситься над нижним.,
Отклонение, равное нулю, не указывается. В этом случае наносится
только одно отклонение — плюсовое на месте верхнего (фиг. 327,а),
а минусовое — на месте нижнего предельного отклонения (фиг. 327,6).
Размер шрифта буквенных обозначений такой дсе, как и для раз-
мерных чисел. Цйфровые величины отклонений и индексы наносятся
более мелким шрифтом, (фиг. 328).
. Ядов . । ЮОдНз |
Г '" *! 1 . Ф150Пр13 , । "* *1 । 800Х4 |
Н - *1 1 1* п 1 500-0^ 1
Н— Moilffi—н h-----------------------воох4 —Ч
Фиг. 328.
При симметрическом расположении поля допуска величина отклоне-
ния наносится со знаком ± рядом с размерным числом шрифтом того
же размера (фиг. 329).
Предельные отклонения угловых размеров указываются на черте-
жах непосредственно после номинального размера числовыми величи-
нами в градусах, минутах, секундах; при этом градусы и мину!Ы
должны выражаться целыми числами
(фиг. 330), 60
Предельные отклонения размеров дета-
лей, изображенных на чертежах в сборе, V
указываются в виде дроби: в числителе ука- \ /
зывается условное обозначение или число- \ /
вые величины отклонений отверстий (охва- \ /
50*0,2
Фиг. 329. фиг. 330.
тывающей детали), а в знаменателе — условное обозначение или число-
вые величины отклонений вала (охватываемой детали). При указании
числовых величин отклонений допускаются надписи, поясняющие,
к какой из деталей относятся отклонения. Допускается также вместо
одной проводить две размерные линий и отдельно указывать отклонения
вала и отклонения отверстия с надписями, к какой детали эти отклоне-
ния относятся (фиг. 331),
18 Ы809 . Й4Я
Примечания, 1. При нанесении номинального отклонения соедине-
ния в разрыве размерной линии черта, разделяющая отклонения отвер-
стия и вала, может быть слита с размерной линией; в этом случае откло-
нения отверстия наносятся над размерной линией, а вала — под ней.
2. Для указания деталей, к которым откосятся отклонения, могут
использоваться номера позиций или обозначения.
+0,3
' tsoi- №>*3
Н------------V—L-------------Ч И-------------------------—I
. • +0,3
.050 +Ь,2
+0,5
Фиг. 331.
Если на сборочном чертеже необходимо указать предельные откло-
нения размера только одной из двух сопрягаемых деталей, то следует
пояснить надписью, к какой детали относятся отклонения (фиг 332).,
Многократно повторяющиеся на чертеже условные обозначения
или числовые величины предельных отклонений допускается не указы-
вать непосредственно у размеров, а оговаривать общей надписью на
поле чертежа при условии, что такое указание предельных отклонений
обеспечивает однозначное определение их величины и направления.
Фиг. 332.
В случае разных предельных отклонений для участков поверхности
с одним номинальным размером граница между ними наносится тонкой
сплошной линией, а номинальный размер указывается вместе с соответ-
ствующими предельными отклонениями для каждого участка отдельно
(фиг. 333).
546
Если требуется дать один предельный размер (второй ограничен
в сторону увеличения или уменьшения каким-либо условием), то после
размерного числа указывается соответственно шах или min (фиг. 334).
Фиг. 334.
При необходимости ограничения колебаний размера повторяющихся
элементов одной детали в пределах части поля допуска следует давать
6 зубьев 5 ±0,1______________________________
Разность размеров 0,1 max
Фиг. 335.
соответствующее указание надписью (фиг. 335) непосредственно у раз-
мера или на поле чертежа.
При необходимости ограничения величины накопленной погрешности
расстояния между повторяющимися элементами на чертеже следует де-
лать особую оговорку (фиг. 336).
Допустимые отклонения формы и расположения поверхностей в слу-
чае необходимости их контроля могут оговариваться в технических
условиях й на свободном поле чертежа.либо указываться на изображе-
нии детали с использованием приведенных в табл. 224 условных знаков
и пояснительных надписей.
18*
547
Таблица 224
Условные обозначения на чертежах деталей предельных
отклонений формы и расположения поверхностей
(по ГОСТ 3457-46)
Наименование отклонений Обозначения и надписи на чертеже детали Примеры записей на поле чертежа
Непрямо- линейность 0,01 Отклонение от прямоли- нейности образующих по 0 25В не более 0,01 мм на всей длине
— 1 ggflj
Просвет при контроле лекальной линейкой обра- зующих по 0 10 не более 0,005 мм
Неплоско-
стность
Отклонение от плоскости
поверхности А не более
0,02 мм на длине 100 мм
Непарал-
лельность
* 0,02-ЮО
А-----------------
Для поверхности А до-
пускается вогнутость не
более 0,02 мм на длине
100 мм
Для поверхности А до-
пускается вогнутость не
более 0,02 мм-на длине
100 мм и не более 0,01 мм
по всей ширине
Отклонение от парал-
лельности плоскости А от-
носительно опорной плос-
кости В не более 0,02 мм
548
Продолжение табл, 224
Наименований
отклонения
Обозначения и надписи
на чертеже детали
Примеры записей на поле
чертежа
Овальность
Конусность
Непарал-
лельность
Овальность 0,07
Отклонение от парал-
лельности А к В не более
0,02 мм на длине 300 мм
Непараллельность осей
1 и 2 не более 0,02 мм
Овальность по 0 25В4
не более 0,07 мм
Конусность не более
0,05: 100
Конусность не долее 0,01
j------------------§
‘О
&
Примечание. Стрелка указы-
вает, в каком направлении диа-
метр может уменьшаться
Разность диаметров
шейки в крайних сечениях
не более 0,01 мм; допус-
кается только уменьшение
диаметра в направлении к
торцу
Радиальное
биение
Биение при контроле в
центрах на участках А и
С не более 0,1 мм; на
участке В не более 0,2 мм
Биение наружной по-
верхности относительно
внутренней не более 0,2 мм
519
Продолжение табл, 224
Наименование
отклонений
Обозначений и надписи
на чертеже детали
Примеры записей на поле
чертежа
Радиаль-
ное биение
Биение поверхностей А
и С относительно В не
более 0,05 мм
Торцовое
биение
Биение торца А при
проверке на оправке в
центрах не более 0,05 мм
Неперпен-
дикулярность
Отклонение от перпен-
дикулярности В к А по
угольнику не более
0,01 : 100
Несиммет-
ричность
Несоосность
Отклонение от соосно-
сти (эксцентриситет) от-
верстий не более 0,02 мм
Отклонение от соосно-
сти (эксцентриситет) сту-
пеней относительно диа-
метра D:
не более 0,008 мм
d2 » » 0,006 »
d3 » » 0,005 »
d4 » » 0,003 »
Отклонение от симмет-
ричного расположения па-
за относительно цилиндра
не более 0,1 мм
554)
Глава IX
ЧИСТОТА ОБРАБОТКИ ПОВЕРХНОСТИ
ДЕТАЛЕЙ МАШИН
Одним из основных факторов, определяющих эксплуатационную
характеристику деталей машин, является чистота их поверхности (микро-
геометрия).
Поверхность детали получается после обработки шероховатой, состоя-
щей из чередующихся впадин и выступов (гребешков) различной формы
и величины (так называемых микронеровностей), определяющих микро-
геометрию поверхности.
От чистоты поверхности зависят некоторые эксплуатационные пока-
затели деталей машин: она оказывает значительное влияние на работу
сопрягающихся, а в некоторых случа-
ях и свободных поверхностей.
В качестве критериев оценки ми-
крогеометрии поверхности ГОСТ 2789-59
установлены следующие параметры:
1. Среднее квадратичное значение
отклонений Нек микронеровностей по-
верхности от средней линии ее про-
филя, называемое для краткости сред-
ним квадратичным отклонением неров-
ностей.
Фиг. 337.
Геометрический критерий Нек определяется как квадратный корень
из среднего квадрата расстояния точек профиля поверхности до его сред-
ней линии (средняя линия делит профиль на две равновеликие по пло-
щади части—Fi 4- F% 4-... 4- Fn = Si + S2 +...+ S'*, фиг. 337):
где h — высота микронеровностей;
L — длина участка, к которому относится значение Нек.
2. Средняя высота Нср микронеровностей
Нср =^-(^1+^2+ • • • +^)>
где п — число измеренных отклонений.
Установлено 14 классов чистоты поверхности (табл. 225). Критерий
Нек служит для оценки чистот поверхностей от 5-го до 12-го класса
включительно, критерий Нср —для классов 1, 2, 3 и 4-го и для 13-го
и 14-го классов.
При необходимости в особо мелкой градации степеней чистоты до-
пускается разделение классов от 6-го до 14-го на разряды (табл. 226).
В табл. 227 приведены примеры применения классов чистоты, начи-
ная с 5-го класса, в разных областях машиностроения и приборострое-
ния в соответствии с опытом отечественных передовых заводов.
В обозначениях степеней чистоты поверхностей (табл. 225 и 226)
по классам или разрядам ограничивается только верхний предел Т/скили
Нср', например, V 8 обозначает, что чистота поверхности должна быть
551
Таблица 225
Значения Нск и Нср по классам чистоты поверхностей
(по ГОСТ 2789-59)
Класс чистоты поверх- ности Обозначение Нск в мк НСр в мк
1 V1 Свыше 125 до 200
2 V2 —- в 63 » 125
3 V3 — в 40 » 63
4 V4 — в 20 в 40
5 V5 Свыше 3,2 до 6,3 —
6 V6 » 1,6 в 3,2 —
7 V7 » 0,8 в 1,6
8 V8 в 0,4 в 0,8 —
9 V9 в 0,2 в 0,4 —
10 V10 в 0,1 в 0,2
11 VI1 » 0,05 в 0,1 —
12 V12 » 0,025 » 0,05 —
13 V13 — Свыше 0,06 до 0,12
14 V14 — До 0,06
Таблица 226
Значения Нск и Нср по разрядам
Разряд Обозначение H ск в мк Нср в мк
6а V6a Свыше 2,5 до 3,2
66 V66 » 2 в 2,5 —
6в \7бв в 1,6 в 2 —
7а V7a в 1,25 в 1,6 —
76 V76 » 1 в 1,25 —
7в V7b » 0,8 в 1 —
8а V8a в 0,63 в 0,8 —
86 V86 в 0,5 в 0,63 —
8в V8b » 0,4 в 0,5 —
9а V9a в 0,32 в 0,4 —
96 V96 в 0,25 в 0,32 —
9в V9b в 0,2 в 0,25 —•
552
Продолжение табл. 226
Разряд Обозначение Нск в мк Hcp в мк
10а V10a Свыше 0,16 до 0,2
106 V106 » 0,125 » 0,16 —
10в V10b » 0,1 » 0,125 —
Па Vila » 0,08 » 0,1 —
116 Vl 16 » 0,063 » 0,08 —
Ив VHb » 0,05 » 0,063 —
12а V12a » 0,04 » 0,05 —
126 V126 » 0,032 » 0,04 —
12в V12b » 0,052 » 0,032 —
13а V13a — Свыше 0,1 до 0,12
136 V136 — » 0,08 » 0,1
13в V13b — » 0,06 » 0,08
14а V14a * — » 0,03 » 0,06
146 V146 — До 0,03
Таблица 227
Рекомендуемые классы чистоты поверхности
Классы чистоты Обозна- чение Примеры применения
5 V5 Нерабочие поверхности зубчатых колес Внутренняя поверхность юбки поршня Внутренняя нерабочая поверхность втулок
6 V6 Торцовые поверхности, служащие опорой для сту- пиц зубчатых колес Боковая поверхность зубьев больших модулей долбленых и строганых Наружная поверхность зубчатого венца Внутренние поверхности корпусов под подшипники качения
7 V7 Нерабочие поверхности бронзовых колес Опорная плоскость крышки блока Опорная шаброванная плоскость контрольной ин- струментальной линейки , , Шлифованный пруток для шпилек
553
Продолжение табл. 227
Классы чистоты Обозна- чение Примеры применения
8 V8 Сопрягаемые поверхности бронзовых колес Нерабочие шейки коленчатого вала и распредели- тельного вала Стенка тавра у шатунов авиационных двигателей Гнезда под вкладыши коленчатого вала Цилиндрическая поверхность силовых шпилек Рабочие поверхности ходовых винтов Поверхность валов под подшипники качения клас- сов Н и П
9 V9 Наружная поверхность днища поршня Отверстия поршневых бобышек‘под палец Поверхность полок шатунов. Рабочие шейки пере- даточных валиков. Рабочие поверхности центров Поверхность валов под подшипники качения клас- сов В, А и С
10 V ю Рабочие шейки коленчатых валов быстроходных двигателей. Рабочие шейки распределительного вала Рабочая плоскость клапанов. Наружная поверхность юбки поршня Поверхность лопастей крыльчатки нагнетателя
И V п Ведущий шток клапана. Поверхность (наружная) поршневого пальца. Зеркало цилиндровой гильзы. Шарики и ролики подшипников качения Рабочие шейки прецизионных быстроходных станков
12 V 12 Шарики и ролики высокоскоростных ответственных передач Измерительные поверхности предельных калибров для 4 и 5-го классов точности Рабочие поверхности деталей измерительных при- боров в подвижных сочленениях средней точности
13 V 13 Измерительные поверхности приборов и калибров высокой точности (1, 2 и 3-го классов) Рабочие поверхности деталей в подвижных сочле- нениях измерительных приборов высокой точ- ности
14 V 14а Измерительные поверхности плиток Измерительные поверхности измерительных прибо- ров весьма высокой точности, наиболее ответ- ственные
14 V 146 Измерительные поверхности плиток высоких клас- сов (1—3-го) Поверхности исключительно ответственные точней- ших измерительных приборов
554
такой, чтобы значение Нек было не более 0,8 мк. В тех случаях, когда
чистота поверхности может быть выполнена в пределах одного или не-
скольких классов или разрядов, в обозначении должны указываться
два номера классов или разрядов, ограничивающих допустимую чистоту,
например, обозначение V9—9 указывает, что чистота поверхности дол-
жна быть выполнена в пределах значений Нек класса 9-го (Нек может быть
более 0,2 мк, но не превышать 0,4 мк)-, обозначение V96—VlOa указывает,
что Нек может быть более 0,16 мк, но не превышать 0,32 мк.
Фиг. 338.
Поверхности, к которым не предъявляется никаких требований в от-
ношении чистоты, обозначаются знаком — В случае необходимости
допускается к обозначению чистоты добавлять указания о способе обра-
ботки поверхности (табл. 228).
В табл. 229 приведена характеристика чистоты поверхности в зави-
симости от обработки различными способами.
Правила нанесения на чертежах обозначений чистоты поверхностей
соответственно ГОСТ 2789-59, а также надписей, определяющих отдел-
ку поверхности или термическую обработку, приведены в табл. 229.
Знак V (применяемый для обозначения поверхностей с шерохова-
тостью, превышающей 320 мк) должен наноситься согласно тем же пра-
вилам, что и знаки класса чистоты.
Примеры размещения знака даны на фиг. 338.
Размеры знака устанавливаются следующие:
Л<4 мм
Цифры числа, указывающего допустимую величину неровностей
в микронах, должны наноситься над знаком (не сливаясь с ним) и иметь
высоту примерно 2/3 от высоты знака (например,
555.
Таблица 228
Характеристика чистоты поверхности
Формы обра- батываемых поверхностей Способы обработки Достигаемая-чистота поверхности
/ 2 3 7 5 6 7 8 9 10 '11 12 13
Наружные цилиндрические Обтачивание Предварительное 77 7^
Чистовое 77 7/< 7, 7
Тонкое й 7// 77
Шлифование Предварительное 7г 7/<
чистовое 7/,
Тонкое
Притирка Грубая V7
средняя 77,
гонкая 2/t
Отделка абразив- ным полотном 1
Обкатывание роликом % Л
Шлитование-отделка (супёрфиниширован.) 1 1 i %
Внутренние цилиндрические Растачивание предварительное 77 7/. 7/
Чистовое м 595 w:m
/онкое 7/М
Сверление - УД 7.7< 7/ 7
Зенкерование черновое 7/, 77
Чистовое 7s 7 7/
Развертывание Нормальное 7 '<7 А
точное 7л
Тонкое 7г 77(
Протягивание 77 77< 77 7
Внутреннее шлифование предварительное 7 77 7
чистовое 7 7s
Кани брод шариком 77 77< 7к
Притирка Грубая 7/
Средняя т7
Тонкая 7/{
Шлифование-притир- ка !хонинг) Г нормальное т т 71
Зеркальное 7/ 77s
| Плоскости Строгание Предварительное 7/s 77 7
Чистовое г/Л 7 72 7/ 77s
Гонкое 77 7s 7л
Цилиндрическое,, фрезерование Предварительное 77 77< 7? 7
Чистовое 7 Г/, 77
Тонкое 77< 77
Торцевое фрезера- ванне предварительное 77s 77< 7г 77
Чистовое 7 77л
Гонкое 77 7л
Торцевое точение предварительное 77 77 7^ 77<
Чистовое 77< 7 77<
Гонкое 7< 77<
Плоское шлифода- ние Т Предварительное 77<
Чистовое 7(
Протирка Мая / 7Л %
Средняя 77 77. —
Гонкая 7МШП
556
Таблица 229
Нанесение на чертежах обозначений чистоты поверхностей
и надписей, определяющих отделку и термическую обработку
(по ГОСТ 2940-52)
Обозначение
Пояснение
Треугольники для обоз-
начения чистоты поверх-
ности должны быть рав-
носторонними с высотой не
менее 2,5 мм
Если треугольник выно-
сится на поле чертежа, то
его высота должна быть
больше, чем треугольников,
поставленных на изобра-
жении детали
Цифры в обозначении
класса или разряда чис-
тоты поверхностей следует
ставить справа от треуголь-
ника
h >2,5мм
Допускается примене-
ние знака ~ на чертежах,
на которых нет необходи-
мости специально опреде-
лять шероховатость отдель-
ных участков поверхностей,
например в случаях/ когда
поверхности деталей и за-
готовок, полученные про-
каткой, отливкой, штам-
повкой, ковкой и т. п.,
должны быть оставлены без
дополнительной обработки
Шероховатость поверх-
ностей, обозначенная этим
557
Продолжение табл. 229
Обозначение
Пояснение
знаком, должна удовлетво-
рять требованиям, установ-
ленным существующими
стандартами, техническими
условиями или чертежами
заготовок
V 5 Кругом Х75
Если все поверхности
детали должны быть одной
и той же чистоты, то в
правом верхнем углу чер-
тежа следует нанести обо-
значение соответствующей
чистоты (класса или раз-
ряда). Допускается обоз-
начения чистоты дополнить
словом Кругом. В этих
случаях обозначение чисто-
ты на изображение детали
не наносят
V5 Остальное
\79
Если поверхности дета-
ли должны быть различной
чистоты, то на каждой по-
верхности следует нанести
обозначение соответствую-
щей чистоты.
Допускается, для боль-
шей ясности чертежей или
для экономии в работе по
их изготовлению, наносить
обозначение чистоты так,
как показано на чертеже.
При этом обозначение чис-
тоты, относящееся к боль-
шей части поверхности,
на изображение детали на
наносят.
Обозначения чистоты
поверхности следует ста-
вить на тех видах и раз-
резах, на которых простав-
558
Продолжение табл, 229
Обозначение
Пояснение
лены размеры, относя-
щиеся к соответствующим
частям детали. Для тел
вращения обозначения ста-
вят на образующих линиях
Обозначение чистоты од-
ной и той же части поверх-
ности или повторяющихся
поверхностей (отверстий,
зубьев и т. д.) следует
наносить только один раз.
Обозначение чистоты на
изображении детали сле-
дует располагать на лини-
ях контура изображения.
В случае недостатка мес-
та, а также в тех случаях,
когда это требуется для
ясности чертежа, следует
применять вспомогатель-
ные линии типа выносных.
Не следует ставить обоз-
начения на линиях неви-
димого контура
150
. Тоо~ Г|
Калить HRC 35-40
Цементировать
г луб. 0,7-0,9 HRC 50^55 [_
Отделку и термическую
обработку, относящихся ко
всей детали, рекомендует-
ся указывать соответствую-
щей надписью в правом
верхнем углу чертежа.
Содержание надписей,
указывающих отделку или
термическую обработку де-
талей, стандартом не уста-
навливается.
Места детали, подлежа-
щие отделке или терми-
ческой обработке, следует
обводить штрих-пунктир-
ной утолщенной линией.
Если поверхности дета-
ли после механической об-
работки подвергаются от-
делке (лакокрасочное, галь-
559
Продолжение табл. 229
Обозначение
Пояснение
ваническое покрытие и
т. п.), чТо указывает на
поле чертежа отдельно, то
нанесенные на . чертеже
знаки чистоты поверхности
характеризуют эти поверх-
ности до отделки.
Хромировать
Если для поверхности
одновременно дано обоз-
начение чистоты и указана
отделка или термическая
обработка и на чертеже
нет специальной надписи,
то обозначение чистоты в
данном случае характери-
зует поверхность после от-
делки или технической об-
работки. Например, на чер-
теже обозначение поверх-
ности характеризует ее
чистоту после хромирова-
ния
Эмалировать
Оксидировать
Пескоструить
Отделку (шпаклевка,
специальная окраска, сере-
брение, чернение, никели-
ровка и т. д.) и терми-
ческую обработку (цемен-
тация, местная закалка и
т. д.) отдельных мест де-
тали следует указывать
соответствующей над-
писью.
Технические требования
к отделке и термической об-
работке (со ссылкой на
документ) следует указы-
вать на поле чертежа
560
Продолжение табл. 229
Обозначение
Пояснение
Если чистота поверхно-
сти детали на различных
участках должна быть раз-
личной, то между этими
участками следует прово-
дить границу сплошной
тонкой линией с нанесе-
нием соответствующего
размера и указывать знаки
чистоты
Обозначение чистоты
рабочих поверхностей зубь-
ев шестерен, эвольвентных
шлицев ит. д., если на
чертеже не дается их про-
филь, следует относить
условно к делительной по-
верхности
При необходимости дать
обозначение чистоты рабо-
чих сторон резьбы на чер-
теже его следует простав-
лять по общим правилам
или условно у размера
диаметра резьбы
56Р
Глава X
ВЫЧЕРЧИВАНИЕ ПРОКАТНЫХ СТАЛЬНЫХ ПРОФИЛЕЙ
В качестве примеров прокатных стальных профилей в табл. 230—234
приведены данные для вычерчивания некоторых широко применяю-
щихся прокатных профилей: угловой равнобокой стали (табл. 230),
угловой неравнобокой стали (табл. 231), двутавровых балок (табл. 232),
швеллеров (табл. 233) и рельсов типов Р50, Р43 и Р38 (табл. 234).
Таблица 230
Сталь прокатная угловая равнобокая
(по ГОСТ 8509-57)
Условные обозначения: b—ширина полки;
d—толщина полки; - R—радиус внутреннего
закругления; г — радиус закругления полки.
Таблица размеров (в мм)
№ про- 4илеД ь d R г № про- филей ъ d R г
2 20 _3 4 3,5 1,2 6,3 63 4, 5, 6 7 2,3
2,5 25 3 4 3,5 1,2 7 70 4,5 5, 6, 7, 8 8 2,7
2,8 3,2 28 32 3 3 4 4 4,5 1,3 1,5 7,5 75 5, 6, 7 8, 9 9 3
3,6 26 _з_ 4,5 1,5 8 80 5,5 6, 7, 8 9 3
4 9 90 6, 7, 8, 9 10 3,3
4 40 3 Т 5 1,7 10 100 6,5 7, 8, 10, 12 12 ► 4
3 14, 16
4,5 45 4 5 1,7
5 И НО 7,8 12 4
5 50 3 4 5,5 1,8 12,5 125 8, 9, 10 12, 14, 16 14 4,6
5 14 140 9, 10, 12 14 4,6
5,6 56 3,5 4 6 2 16 160 10, 11, 12 14, 16 16 5,3
5 18, 20
562
Продолжение табл. 230
№ про- филей ь d г № про- филей ь d г
18 20 180 200 н 12 12, 13, 14 16, 20 25, 30 16 18 5,3 6 22 25 220 250 14 16 16, 18 20, 22 25, 28 30 21 24 7 8
Пример условного обозначения угловой равнобокой стали размером
50x50x3 мм марки Ст. 2:
v 50x50x3 ГОСТ 8509-57
Угол равнобок. Ст. 2 Г0СТ 535 58
Таблица 231
Сталь прокатная угловая неравнобокая
(по ГОСТ 8510-57)
Условные обозначения: В — ширина большей
полки; b — ширина меньшей полки; d — толщина
полки; R — радиус внутреннего закругления;
г— радиус закругления полок.
__________Таблица размеров (в мм)__________________
№ профилей в ь d 1 « 1 '
2,5/1,6 25 16 3 3 3,5 1,2
3,2/2 32 20 4 3_ 3,5 1,2
4/2,5 40 25 4 4,0 1,3
4,5/2,8 45 28 3 4 5 1,7
5/3,2 50 32 3 4 3,5 5,5 1,8
5,6/3,6 56 36 4 Т 6,0 2,0
6,3/4,0 63 40 4 5 6 8 7,0 2,3
563
Продолжение ргабл. 231
№ профилей 1 в ь 1 d R । г
7/4,5 70 45 4,5 5 7,5 2,5
7,5/5 75 50 5 6 8 2,7
8/5 80 50 8 5 8 2,7
9/5,6 90 56 6 5,5 6 8 9 : 3
10/6,3 100 63 6 7 8 10 10 3,3
11/7 110 70 6,5 т 8 7 8 10 12 8 10 ’ 3,3
12,5/8 125 80 11 ' 3,7
14/9 140 90 10 9 10 12 4 ,
16/10 160 100 12 14 10 13 4,3
18/11 180 НО 12 11 14 4,7
20/12,5 200 125 12 14 16 12 16 18 14 4,7,
25/16 250 160 20 18 6 .
Пример условного обозначения угловой неравнобокой стали разме-
ром 63x40x4 мм марки Ст. 2:
63 x 40 x 4 ГОСТ 8510-57
Угол неравнобок. —q^TTOCT535^§~~
564
Таблица 232
Сталь прокатная, балки двутавровые
(по ГОСТ 8239-56)
Условные обозначения: h — высота балки;
b — ширина полки; d — толщина стенки;
t — средняя толщина полки; R — радиус
внутреннего закругления; г — радиус закруг-
ления полки.
Таблица размеров (в мм)
№ профилей h ь d i Я г
10 100 70 4,5 7,2 7,0 3,0
12 120 75 5,0 7,3 7,5 3,0
14 140 82 5,0 7,5 8,0 3,0
16 160 90 5,0 7,7 8,5 3,5
18 180 95 5,0 8,0 9,0 3,5
18а 180 102 5,0 8,2 9,0 3,5
20 200 100 5,2 8,2 9,5 4,0
20а 200 ПО 5,2 8,3 9,5 4,0
22 220 ПО 5,3 8,6 10,0 4,0
22а 220 120 5,3 8,8 10,0 4,0
24 240 115 5,6 9,5 10,5 4,0
24а 240 125 5,6 9,8 10,5 4,0
27 270 125 6,0 9,8 11,0 4,5
27а 270 135 6,0 10,2 11,0 4,5
30 300 135. 6,5 * 10,2 12,0 5,0
30а 300 145 6,5 10,7 12,0 5,0
33 330 . 140 7,0 11,2 13,0 5,0
36 360 145 7,5 12,3 14,0 6,0
40 400 155 8,0 13,0 15,0 6,0
45 450 160 8,6 14,2 16,0 7,0
50 500 170 9,3 15,2 17,0 7,0
55 550 180 10,0 16,5 18,0 7,0 ’
60 600 190 10,8 17,8 20,0 8,0
65 650 200 11,7 19,2 22,0 9,0
70 700 210 12,7 20,8 24,0 10,0
70а 700 210 15,0 24,0 24,0 10,0
706 700 216 17,5 28,2 24,0 10,0
Пример условного обозначения двутавровой балки № 36
п „ 36 ГОСТ 8239-56
марки Ст. 3: Двутавр On. .3 ГОСТ 535-58
из стали
565
Таблица 233
Сталь прокатная, швеллеры
(по ГОСТ 8240-56)
Условные обозначения: h — высота
швеллера; b — ширина полки; d — тол-
щина стенки; t — средняя толщина полки;
R — радиус внутреннего закругления; г —
радиус закругления полки.
размеров (в мм)
№ профилей h Ь d i Я г
5 50 37 4,5 7,0 6,0 2,5
6,5 65 40 4,5 7,4 6,0 2,5
8 80 45 4,8 7,4 ’ 6,5 2,5
10 100 50 4,8 7,5 7,0 3,0
12 120 54 5,0 7,7 7,5 3,0
14 140 58 5,0 8,0 8,0 3,0
14а 140 ' 62 5,0 8,5 8,0 3,0
16 160 64 5,0 8,3 8,5 3,5
16а 160 68 5,0 8,8 8,5 3,5
18 180 70 5,0 8,7 ,9,0 3,5
18а 180 74 5,0 9,2 9,0 3,5
20 200 76 , 5,2 9,0 9,5 4,0
20а 200 80 5,2 9,6 9,5 4,0
22 220 82 ' 5,3 9,6 10,0 4,0
22а 220 87 5,3 10,2 10,0 4,0
24 240 90 5,6 10,0 10,5 4,0
24а 240 95 5,6 10,7 10,5 4,0
27 270 95 6,0 10,5 И 4,5
30 300 100 6,5 11,0 12 5
33 330 105 7,0 11,7 13 5
36 360 ПО 7,5 12,6 14 6
40 400 115 8,0 13,5 15 6
Пример условного обозначения швеллера № 24 из стали марки
Ст. 3:
Л 24 ГОСТ 8240-56
Швеллер А Ст. 3 Г0СТ 535_58
566
Таблица 234
Рельсы для железных дорог широкой колеи
Типы рельсов Н в а b с d h f g k tn r R' R к о Ч W >> в p я
Р50 (по ГОСТ 7174-54) 152 132 42 70 30 14,5 68,5 27 10,5 10 350 350 1:4 31 31
Р43 (по ГОСТ 7173-54) 140 114 42 70 46 13,5 62,5 27 14 39 11 13 350 300 1:3 25 33
Р38 (по ГОСТ 3542-47) СИ сг> 135 114 40 68 43,9 13 59,5 24 10,82 34,54 9 13 — 300 1:3 25 33
Глава XI
ГРАФИЧЕСКИЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
ДЛЯ КИНЕМАТИЧЕСКИХ СХЕМ
При вычерчивании кинематических схем в ортогональных проекциях
конструктору приходится применять условные обозначения элементов
механизмов, а также указывать характер направления их движения.
В табл. 235 приведены условные обозначения, применяющиеся при
составлении кинематических схем.
Таблица 235
Условные обозначения для кинематических схем
(по ГОСТ 3462-52)
Наименование Условное обозначение
Характер и направление движения:
а) прямолинейно-поступательное в одну a) U/7U
сторону б) возвратно-поступательное XI — : - -
4/ г
в) вращательное в одну сторону $ или
г) качательное г)
д) переключающие перемещения
Траектория (путь) точки S У
Геометрическая ось элемента
Вгл, валик, ось, стержень, шатун и т. п.
568
Продолжение табл, 235
Наименование Условное обозначение
Вращение вала (4- (4- фф 1
Неподвижное закрепление оси, стер- жня, пальца и т. д. Д
Неподвижная опора для стержня, дви- жущегося возвратно-поступательно
Опора:
а) неподвижная б) подвижная
в) неподвижная с шарниром г) подвижная с шарниром
Соединение стержней: a)
а) жесткое
б) шарнирное S)
в) шаровым шарниром в) “
г) жесткое с шарнирным присоединением третьего стержня г)
Соединение стержня с неподвижной опорой:
а) шарнирное с движением в плоскости чертежа °) 1 А А
б) шаровым шарниром б)
569
Продолжение табл. 235
Наименование Условное обозначение
Подшипники скольжения и качения
(на валу):
а) общее обозначение, без уточнения типа а) ~
б) подшипник скольжения * н
в) подшипник скольжения с кольцевой смазкой * ©
г) подшипник скольжения упорный г;
д) подшипник качения радиальный шари- ковый д) —3
е) подшипник качения радиально-упорный шариковый е)
ж) подшипник качения упорный односто- ронний *) ~~ Ё
з) подшипник качения упорный двухсто- ронний з) Йз"
и) подшипник качения радиальный роли- ковый 101 101
к) подшипник качения радиальный упор- ный роликовый 47/ 0
570
Продолжение табл. 235
Наименование Условное обозначение
Пяты скольжения и качения: а) общее обозначение без уточнения типа б) пята трения скольжения в) пята трения качения ^_|Jr Jzz
Фиксация вала от осевого перемещения: а) в обе стороны б) в одну сторону 1
Соединение детали с валом:
а) свободное
б) при помощи направляющей (скользя-
щей) шпонки
в) при помощи выдвижной шпонки
г) при помощи глухой шпонки
д) многошпоночное (шлицевое)
е) мелкошлицевое
571
Продолжение табл. 235
Наименование Условное обозначение
Соединение двух деталей:
а) свободное
б) при помощи направляющей с5 —
(скользящей) шпонки ' 1— J
в) неподвижное (общее обозначение) в> “Е0Э-
Г—1
г) при помощи глухой шпонки -Е?Э-
LJ
д) мелкошлицевое хЬ. *1 1
Соединение двух валов:
а) глухое а> —TF—
б) предохранительной муфтой St —И1—
в) эластичное
# —и—
г) шарниром Гука г)
или “-(г*
д) телескопическое д) -=>“
572
Продолжение табл, 235
Наименование Условной’ обозначение
Муфты сцепления кулачковые:
а) односторонняя 0, L/2J
б) двусторонняя
Муфты включения фрикционные:
а) общее обозначение, без уточнения типа а} —II1—
б) односторонняя (общее обозначе- ние)
в) двусторонняя (общее обозначе- ние)
г) конусная
д) конусная двусторонняя
е) дисковая
ж) дисковая двусторонняя
з) с колодками
и) с разжимным кольцом.
573
Продолжение табл. 235
Наименование
Условное обозначение
Муфты самовключающие:
а) свободного хода
б) центробежная
в) муфта обгона
Тормозы:
а) конусный
б) колодочный
в) ленточный
г) дисковый
Ползун
в неподвижных направляющих
Цилиндр с поршнем:
а) неподвижный
б) качающийся
574
Продолжение табл, 235
Наименование Условное обозначение
Соединение кривошипа с шатуном ±
Соединение коленчатого вала а) с одним коленом б) больше,, чем с одним коленом в) с коленом с жестким противове- сом г) с коленом, с маятниковым проти- вовесом al —Fl_ • Аф. •Л'Л
Кулисный механизм
Кулачки и кулачковые механизмы:
а) плоский кулачок
J
б) цилиндрический кулачок
в) колокольный кулачок
575
Продолжение, табл, 235
Наименование Условное обозначение
г) с роликом на ведомом звене
д) с плоскостью на ведомом звене д) Jti
Л
Храповой механизм V + т тг
LI
Маховик на валу —jT|—
Шкивы на валу:
а) рабочий 0 4ЕЬ
б) холостой ф 43- ф
Шкив ступенчатый, закрепленный на |х|х]хр—
валу
576
Продолжение табл, 235
Наименование
Условное обозначение
Передачи плоским ремнем:
а) прямая
б) прямая с натяжным роликом
в)' перекрестная
г) угловая
Отводка ремня
Х/4 19 1-1809
577
Продолжение табл. 235
Наименование
Условное обозначение
Передача клиновидными ремнями
Передача круглым ремнем и шну-
ром
Передачи цепью:
а) общее обозначение, без уточнения
типа
6J роликовой
в). бесшумной
Передачи фрикционные:
а) цилиндрическими роликами
б) коническими роликами
в) лобовая регулируемая
в)
578
Продолжение табл. 235
Наименование
Условное обозначение
Зубчатые зацепления между валика-
ми, оси которых параллельны; пе-
редачи цилиндрические:
а) внешнее зацепление — общее обо-
значение без уточнения типа
б) то же, но с прямыми, косыми и
шевронными зубьями
в) внутреннее зацепление
Примечание. Допускается частичная отштри-
ховка колес с прямыми зубьями
Реечное зацепление:
а) общее обозначение, без уточнения
типа зубьев
б) с прямыми, косыми и шевронны-
ми зубьями
18 1-1809
579
Продолжение табл. 235
Наименование
Условное обозначение
Зубчатые зацепления между валами,
оси которых пересекаются; переда-
чи конические:
а) общее обозначение, без уточнения
типа зубьев
б) с прямыми, косыми, криволиней-
ными и шевронными зубьями
Примечание, Допускается частичная отштри-
ховка колес с прямыми зубьями
Зубчатые зацепления между
валами, оси которых скрещиваются:
а), передача червячная
б) передача винтовая
580
Продолжение табл. 235
Наименование
Условное обозначение
Винт, передающий движение
Гайка на винте, передающем
движение:
а) неразъемная
б) разъемная
а)
Эксцентрик
Двигатели:
а) общее обозначение, без уточнения
типа (за исключением электродви-
гателя)
б) общее обозначение электродвига-
теля
в) электродвигатель на лапках
г) электродвигатель фланцевый
д)" электродвигатель встроенный
Примечания. 1. При наличии на схеме
электродвигателей и генераторов допускается
для тех и других пользоваться обозначениями
пунктов б, в, г и д с добавлением буквы М—
для электродвигателя и Г — для генера-
тора.
2. В обозначении встроенного электродвига-
теля штриховку допускается заменять залив-
кой тушью.
а>-\
4 -О 0
18*
581
Продолжение табл. 235
Наименование
Условное обозначение
Некоторые дополнительные обозначения и примеры
Пружины:
а) сжатия
б) растяжения
Блок из двух шестерен
Зубчатые механизмы:
а) планетарная передача
б) коробка передач с накидной ше-
стерней
Рычаг переключения
Конец вала под съемную рукоятку
Рукоятка
582
Продолжение табл. 235
Наименование Условное обозначение
Маховичок
Концы шпинделей металлорежущих станков для работ: а) центровых 6У патронных в)' прутковых г) сверлильных д)) горизонтально-фрезерных е) вертикально-фрезерных ж) шлифовальных y.f Л S’ СЗ Q>
Передвижные упоры
Вал трансмиссионный: а) на подвеске б) на кронштейне в) в подшипнике на козлах Со Of Q Н н
Соединения: а) заклепочное б) болтами в) винтом г) шпилькой сз» о Г F f £
583
Глава XII
ОБОЗНАЧЕНИЕ НА ЧЕРТЕЖАХ МАТЕРИАЛОВ,
ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
ОБОЗНАЧЕНИЕ МАРОК ЧУГУНА
По ГОСТ 1412-54 установлены следующие марки серого чугуна:
СЧ 00, СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40, СЧ 24-44, СЧ 28-48,
СЧ 32-52, СЧ 35-56 и СЧ 38-60.
Буквы СЧ обозначают сокращенное наименование серого чугуна;
первое двузначное число соответствует величине предела прочности при
растяжении в кг!мм2 серого чугуна данной марки, второе — величине
предела прочности при изгибе в кг/мм2.
Пример обозначения марки серого чугуна: Чугун СЧ 21 40 ГОСТ
1412-54.
Литые детали из серого чугуна широко применяются в машинострое-
нии, начиная с плит для полов, крышек люков, решеток, патрубков,
кронштейнов, отливаемых из серого чугуна марки СЧ 00 и кончая тол-
стостенными отливками из серого чугуна марки СЧ 38-60 для деталей,
эксплуатирующихся в тяжелых производственных условиях.
Для ответственных отливок, кроме конструкционного серого чугуна,
применяется сверхпрочный чугун, механические показатели которого
значительно превосходят аналогичные показатели серого чугуна.
В качестве жаростойких и ростоустойчивых чугунов применяются,
например, хромистый чугун ЧХ-1,5 (легированный хромом в количе-
стве от 0,3 до 3,5%) или ЧСХ 5,5—0,7 (легированный кремнием в коли-
честве от 4,5 до 5,5% и хромом от 0,5 до 1,5%).
Большое применение в машиностроении находят отливки из ковкого
чугуна (ГОСТ 1215-59) марок КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 37-12,
КЧ 45-6, КЧ 50-4, КЧ 56-4, КЧ 60-3, КЧ 63-2. Буквы КЧ означают
сокращенное название ковкого чугуна, первое двузначное число опре-
деляет временное сопротивление разрыву в кге/мм1, а второе — относи-
тельное удлинение в %.
Из ковкого чугуна изготовляют тормозные рычаги, колодки, гайки,
упоры, укосины, кулачки, ножи, хомуты, муфты, шкивы, фитинги
и т. д. Для специальных отливок из ковкого чугуна применяются:
а) модифицированный перлитный и хромистокремнистый — для
отливок с высокой прочностью при разрыве и большой износостой-
костью;
б) хромоникелевый перлитный — для жаростойких отливок;
в) ванадиевый перлитный — в качестве заменителя цветных анти-
фрикционных сплавов;
г) медистомарганцовистый — с той же целью и др.
Пример сбозначения ковкого чугуна: Чугун КЧ 35-10 ГОСТ 1215-59,
584
ОБОЗНАЧЕНИЕ УГЛЕРОДИСТОЙ ГОРЯЧЕ-
КАТАНОЙ ОБЫКНОВЕННОГО И ПОВЫШЕННОГО
КАЧЕСТВА СТАЛИ
В зависимости от качественных характеристик, гарантируемых при
поставке, углеродистая горячекатаная сталь разделяется на две
группы и одну подгруппу (ГОСТ 380-60):
Группа А — сталь, поставляемая по механическим свойствам;
Группа Б — сталь, поставляемая по химическому составу;
Подгруппа В — сталь, поставляемая по механическим свойствам
с дополнительными требованиями по химическому составу.
Сталь группы А изготовляется следующих марок: Ст. 1, Ст. 2,
Ст. 3, Ст. 4, Ст. 5, Ст. 6, Ст. 7.
Способ изготовления стали (мартеновская или бессемеровская ки-
пящая, спокойная полу спокойная) указывается в сертификате.
В обозначении марок кипящей стали добавляется индекс «кп»,
полуспокойной — индекс «пс» (Ст. 3 кп, Ст. 4пс и т. д.).
Сталь группы Б изготовляется следующих марок:
мартеновская — МСт. 0, МСт. 1 кп, МСт. 2 кп, МСт. 3 кп, МСт. 3,
МСт. 4 кп, МСт. 4, МСт. 5, МСт. 6, МСт. 7;
Бессемеровская — БСт. 0, БСт. 3 кп, БСт. 3. БСт 4 кп, БСт. 4,
БСт. 5, БСт. 6.
В обозначении марок полуспокойной стали добавляется индекс «пс»
(например, МСт. 3 пс).
Сталь подгруппы В изготовляется мартеновским способом следующих
марок: ВСт. 2 кп, ВСт. 3 кп. ВСт. 3, ВСт. 4 кп, ВСт. 4, ВСт. 5. В обозна-
чении марок полуспокойной стали добавляется индекс «пс» (например,
ВСт. 3 пс).
Пример обозначения стали обыкновенного качества: Сталь Ст. 3
ГОСТ 380-60.
ОБОЗНАЧЕНИЕ КАЧЕСТВЕННОЙ МАШИНОСТРОИТЕЛЬНОЙ
УГЛЕРОДИСТОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ
Эта сталь подразделяется на две группы (ГОСТ 1050-60): I группа
с нормальным содержанием марганца (сталь марок 0,5 кп, 0,5, 08 кп,
08, 10 кп, 10, 15 кп, 15, 20 кп, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70,
80, 85) и II группа сталей с повышенным содержанием марганца (сталь
марок 15Г, 20Г, 25Г, ЗОГ, 35Г, 40Г, 45Г, 50Г, 60Г, 65Г, 70Г).
В марке стали двузначные цифры обозначают среднее содержание
в стали углерода в сотых долях процента, буква Г — повышенное содер-
жание марганца. Марки кипящей стали имеют в конце индекс «кп».
Пример обозначения качественной конструкционной стали:
Сталь 45 ГОСТ 1050-60,
585
ОБОЗНАЧЕНИЕ ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ
СТАЛИ
По ГОСТ 4543-57 применяются конструкционные легированные стали
следующих марок:
кремнемарганцевая — 27СГ, 35СГ, 36Г2С;
хромистая — 15Х, 20Х, ЗОХ, 35Х, 38ХА, 40Х, 45Х, 50Х;
хромоалюминиевая — 38ХЮ;
хромокремнистая — ЗЗХС, 38ХС, 40ХС;
хромокремненикелевая — 16ХСН;
хромованадиевая — 15ХФ, ЗОХФ, 40ХФА, 50ХФА;
хромом ар ганцевая — 20ХГ, 40ХГ, 35ХГ2;
хромо кремнемарганцевая — 20ХГС, 25ХГС, ЗОХГС, 35ХГСА;
хромомарганцевая с титаном—18ХГТ, ЗОХГТ, 35ХГТ, 40ХГТ;
хромоникелевая — 20ХН, 40ХН, 45ХН, 50ХН, 13Н2ХА, 12ХН2,
12ХНЗА, 20ХНЗА, ЗОХНЗА, 12Х2Н4А, 20Х2Н4А;
хромоникелекремнемар ганцевая — ЗОХГСНА;
хромоникелемарганцевая—18ХГН, ЗОХГНА, 38ХГН, 30Х2ГН2;
хромоникелемарганцевая с титаном—15Х2ГН2ТА, 25Х2ГНТА;
хромоникелемолибденовая — 40ХНМА; '
хромоникелевольфрамовая—18Х2Н4ВА, 40ХНВА, 35ХН1В,
35XH3B, 30Х2Н2ВА, 15ХГНВА, ЗОХГНВА, 40ХГНВА;
хромоникелевольфрамованадиевая -— 30ХН2ВФА, 30Х2Н2ВФА,
35ХНЗВФ;
хромомолибденоалюминиевая — 38ХМЮА;
хромомолибденовая — 12ХМ, 15ХМ, ЗОХМ, 35ХМ:
хромовольфрамовая — 35ХВ;
хромомолибденованадиевая—12ХМФ, 25Х2МФА, 12Х1МФ;
хромовольфрамоалюминиевая с ванадием 35ХВФЮ;
молибденовая — 16М;
боросодержащие — 15ХР, 35ХРА, 40ХР, 20ХГР, 18ХСНРА,
15Х2ГН2ТРА.
В марке стали двузначное число означает среднее содержание в ста-
ли . углерода в сотых долях процента; буквы, написанные после дву-
значного числа, обозначают легирующие присадки, а цифры, написан-
ные после этих букв, — примерное содержание присадок в процентах-
Пример обозначения конструкционной легированной стали на чер-
тежах: Сталь 20Х2Н4А ГОСТ 4543-57, что означает: машиностроитель-
ная легированная сталь, содержащая около 0,20% углерода, около 2%
хрома, около 4% никеля. Буква А обозначает, что эта сталь повышен-
ного качества (меньшее содержание вредных и посторонних примесей
и повышенные механические свойства).
ОБОЗНАЧЕНИЕ ФАСОННЫХ ОТЛИВОК ИЗ
УГЛЕРОДИСТОЙ СТАЛИ
Эти отливки подразделяются на группы (ГОСТ 977-58):
I — нормального качества;
II — повышенного качества;
III — особого качества.
Стали каждой группы разделяются на марки: 15Л, 20Л, 25Л, ЗОЛ,
35Л, 40Л, 45Л, 50Л, 55Л.
Пример условного обозначения отливки фасонной из бессемеровской
стали марки 20Л группы 1: Сталь 20Л Б 1 ГОСТ 977-58
586
ОБОЗНАЧЕНИЕ ОЛОВЯНИСТЫХ ВТОРИЧНЫХ ЛИТЕЙНЫХ
И БЕ30Л0ВЯНИСТЫХ БРОНЗ
Стандарт (ГОСТ 613-50) распространяется на литейные многокомпо-
нентные сплавы на медной основе, содержащие олово, цинк, свинец и
другие металлы и предназначающиеся для изготовления различной ар-
матуры, антифрикционных деталей и т. д., следующих марок: Бр. ОЦСН
3-7-5-1; Бр. ОЦС 3-12-5; Бр. ОЦС 5-5-5; Бр. ОЦС 6-6-3; Бр; ОЦС 4-4-17;
Бр. ОЦС 3,5-6-5.
Пример условного обозначения: Бронза Бр. ОЦС 6-6-3 ГОСТ 613-50.,
Бронзы безоловянистые, не содержащие олова, применяются для про-
изводства деформированных и литых полуфабрикатов и изделий. По
ГОСТ 493-54 применяются бронзы следующих марок: Бр. АМц 9-2Л;
Бр. АМц 10-2; Бр. АЖ 9-4Л; Бр. АЖН 10-4-4Л; Бр. АЖН 11-6-6;
Бр. СН 60-2,5; Бр. Мц 5; Бр. КМц 3-1.
Пример условного обозначения: Бронза Бр. АМц 10-2. ГОСТ 493-54*
ОБОЗНАЧЕНИЕ ЛАТУНИ
Латуни (медно-цинковые сплавы) разделяются на обрабатываемые
давлением и литейные (ГОСТ 1019-47).
Буквы, стоящие в обозначении марок латуни, означают содержание:
А — алюминия, Ж — железа, К — кремния, Н — никеля, Мц — мар-
ганца, О — олова, С — свинца, а цифры, стоящие после букв, — со-
держание соответствующего элемента в %. Пример обозначения латуни
на чертежах: Латунь ЛА 77-2. ГОСТ 1019-47, что означает: латунь алю-
миниевая, содержащая 77% меди и около 2% алюминия, остальное —
цинк.
Применяются латуни следующих марок: ЛА 67-2,5; ЛАЖМц 66-6-3-2;
ЛАЖ 60-1-1Л; ЛК 80-ЗЛ; ЛКС 80-3-3; ЛМцС 58-2-2; ЛМцОС 58-2-2-2;
ЛМцЖ 55-3-1; ЛМцЖ 52-4-1; ЛО 59-1Л; Л96; Л68; Л62,
ОБОЗНАЧЕНИЕ ОЛОВЯНИСТЫХ И СВИНЦОВЫХ
БАББИТОВ
В условном обозначении баббита (по ГОСТ 1320-55) указывается мар*
ка баббита и ГОСТ.
Марки баббита: Б83, БН, БТ, Б16, Б6.
Пример условного обозначения: Баббит Б83 ГОСТ 1320-55*
687
Глава XIII
ВИДЫ СТРОИТЕЛЬНЫХ ЧЕРТЕЖЕЙ
На строительных чертежах изображают проектируемые, реконструи-
руемые или существующие здания, сооружения, отдельные конструкции,
предметы технического оборудования и благоустройства и предпола-
гаемые под застройку или застраиваемые земельные участки^
Различают следующие виды строительных чертежей:
1. Архитектурно-строительные;
2. Инженерно-конструктивные;
По виду материала, принятого при проектировании инженерной кон-
струкции, различают:
а) чертежи деревянных конструкций;
б) чертежи каменных конструкций;
в) чертежи железобетонных конструкций, которые, в свою очередь,
делятся на арматурные (чертежи армированных конструкций) и опалу-
бочные (чертежи форм, которые предназначены для набивки бетоном
при изготовлении железобетонных конструкций);
г) чертежи металлических конструкций.
Инженерно-конструктивные чертежи состоят из:
а) конструктивной схемы, в которой устанавливается связь основных
элементов инженерной конструкции и архитектурной композиции зда-
ния или сооружения;
б) маркировочной схемы с марками и номерами элементов конструк-
тивной схемы;*
в) монтажных чертежей монолитных железобетонных конструкций,
в которых показывается общая схема взаиморасположения основных не-
сущих элементов сооружения, их отметки, размеры и рабочие сечения;
г) монтажных чертежей деревянных, металлических и сборных желе-
зобетонных конструкций, в которых показаны также приемы сборки,
подъема и установки конструкций заводского изготовления.
На строительстве применяют:
а) Подлинники, выполняемые на чертежной бумаге карандашом.
’ б) Оригиналы, снятые с подлинника на кальку.
Оригиналы считаются основным документом на строительстве и при
проектировании.
в) Копии, получаемые с оригиналов путем светопечатания.
Выдаваемые на строительство чертежи должны представлять собой
комплект светокопий, пронумерованных и сшитых в альбом.
Нормальный формат рабочего поля листа внутри рамки принимается
(по Промстройпроекту) 784 X 566 мм\ половина нормального листа со-
ставляет 377 X 566 мм. Удлинять рабочее поле допускается, как исклю-
чение, путем прибавления к длине нормального листа размера, кратного
203 мм.
Штамп помещается в правом нижнем углу листа. В штампе указы-
вается наименование проектной организации, выпускающей чертеж,
шифр объекта, номер листа и масштаб, если он общий для всех черте-
жей, представленных на листе.
Над штампом должно быть свободное место для последующего
внесения надписей, возможных указаний о повторном применении дан-
ного листа и об изменении в чертежах.
* Конструктивные и маркировочные схемы в простейших случаях совмеща-
ются в одном чертеже.
588
Глава XIV
УСЛОВНЫЕ ГРАФИЧЕСКИЕ ОБОЗНАЧЕНИЯ,
ПРИМЕНЯЕМЫЕ НА СТРОИТЕЛЬНЫХ ЧЕРТЕЖАХ
(по ГОСТ 5401-50) *
Условные одноцветные графические обозначения, приведенные
ниже, обязательны для применения:
а) на архитектурно-строительных и конструктивных чертежах
проектов возводимых вновь или реконструируемых зданий и соору-
жений (независимо от стадии проектирования), а также на обмерных
(исполнительных) строительных чертежах существующих зданий и
сооружений;
б) на прочих чертежах в случаях, когда подлежат обозначению
материалы и элементы, предусмотренные стандартом.
Наносимые на чертежи реконструируемых зданий и сооружений
одноименные вновь проектируемые и существующие элементы, для
которых стандартом не предусмотрены различные графические обозна-
чения, оговариваются пояснительными надписями или выделяются
графически способом, наиболее удобным для каждого отдельного
случая.
Применяемые на чертежах условные обозначения, не предусмот-
ренные стандартом, должны сопровождаться пояснениями.
Условные графические обозначения строительного материала не
применяются при:
а) отсутствии необходимости выявления материала;
б) однородности материала;
в) невозможности нанесения установленного условного обозна-
чения вследствие незначительности одного из измерений поля чертежа,
на которое надлежит нанести условное обозначение.
Для сечений в этих случаях допускается применение единообразной
штриховки или сплошной заливки в сопровождении в случае необ-
ходимости пояснительной надписи.
Размеры условных обозначений стандартом не устанавливаются
и обусловливаются масштабом чертежа.
Приведенные в стандарте условные обозначения должны при-
меняться в чертежах следующих видов:
а) обозначения раздела «Строительные материалы» (табл. 236)—
на всех строительных (архитектурных и конструктивных) чертежах,
за исключением обозначений стали, дерева и железобетона, которые
должны применяться только на архитектурных чертежах; обозначения
этих материалов для конструктивных чертежей приведены в табл.
240 242,
б) обозначения разделов «Элементы зданий» (табл. 237) и «Устройства
горизонтального и вертикального транспорта» (табл. 239) — в архитек-
турных и в необходимых случаях, конструктивных чертежах;
в) обозначения раздела «Санитарно-техническое оборудование»
(табл. 238) — в архитектурных чертежах;
г) обозначения разделов «Стальные конструкции (табл. 240), «Дере-
вянные конструкции» (табл. 241) и «Железобетонные конструкции»
(табл. 242) — в конструктивных чертежах.
В прочих чертежах обозначения стандарта должны применяться
в зависимости от содержания чертежа.
589
Штриховка в условных обозначениях строительных материалов
должна выполняться в виде тонких (около четверти толщины соответ-
ствующих контурных линий) параллельных, отстоящих друг от друга
на равных расстояниях (обусловливаемых масштабом чертежа и раз-
мерами штрихуемого поля) прямых, линий, проводимых под углом 90,
45 или 0° по отношению к осевой линии элемента или линии его
контура.
Расстояние между линиями штриховки (частота) в отдельных обо-
значениях должно приниматься в указанных стандартом для этих обо-
значений пределах, изменяясь в зависимости от масштаба чертежа и ве-
личины штрихуемой на чертеже площади (чем крупнее масштаб и боль-
ше площадь, тем относительно реже штриховка; уточненные величины
расстояний для разных обозначений и случаев могут устанавливаться
особыми инструкциями). При этом расстояние между линиями штри-
ховки для одного и того же материала должно быть одинаковым как в
пределах одного чертежа, так и на всех одномасштабных видах одного
и того же элемента.
Штриховка смежных поверхностей одного и того же материала, от-
носящихся к разным элементам, должна при сохранении одинаковых
расстояний между линиями наноситься в разных (обратных) под углом
90° друг к другу направлениях. Если две смежные однородные поверх-
ности одновременно примыкают к третьей поверхности того же мате-
риала, то штриховка последней должна наноситься с некоторым сдви-
гом линий относительно примыкающей штриховки того же направ-
ления.
При применении на одном чертеже близких по характеру (штри^
ховка, отличающаяся только частотой) или . одинаковых (заливка)
обозначений для разных материалов или разных обозначений (штри-‘
ховка и заливка) для -одного материала чертеж должен сопровождаться
пояснительными надписями с указанием материала.
В случае применения в качестве условного обозначения сплошной
заливки между смежными залитыми участками, относящимися к раз-
ным элементам, следует для ясности чертежа оставлять узкий разделяю-
щий просвет.
Обозначение строительного материала на чертежах фасадов зданий
или их элементов должно наноситься не сплошь, а только у контур-
ной линии чертежа отдельными участками,'а также в случае необходи-
мости подчеркнуть отдельные детали — пятнами свободного очертания
внутри поля фасада.
Обозначение строительного материала на сечениях с большими по-
верхностями разделки должно наноситься только у контура сечения
узкой полоской размерной ширины. Аналогично должно наноситься
обозначение грунта у поверхности земли или у контура фундамента.
Обозначения песка, щебня, искусствённых камней, бетонов, шлака,
штукатурки и т. п. должны наноситься.у контурной линии фасада или
сечения элемента гуще, с постепенным разрежением к середине разде-
лываемого поля чертежа; однако частота основной сетки прямых ли-
ний, если она входит в состав обозначения (например, камни искус-
ственные, бетон армированный), должна оставаться одинаковой на всей
площади поля обозначения. ~
590
СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
Таблица 236
Наименование обозначения Обозначение Примечания
Грунт естествен- ный в сечении Независимо от вида грунта
Грунт насыпной Применяется также для обозначения земли как конструктивного ма- териала (засыпка по пе-= рекрытию и т. п.)
6 сечении
Глина б сечении Применяется для обоз- начения глины и соответ- ственно песка и гравия как конструктивного материала
Песок б сечении
Гравий, щебень о ° о о\ б сечение
Вода
Камень естествен-
ный правильной фор-
мы
б фасаде д сечении
Треугольником отме-
чается уровень поверх-
ности
В фасаде допускается
нанесение швов в при-
мерном соответствии с ха-
рактером кладки.
В сечении частота
штриховки с наклоном
влево 1—4 мм; частота
штриховки с наклоном
вправо — вдвое реже
Бут
\ / V I ТТ
/ \ гти
\ / ч Н1
1 ./_
б Фасаде б сечении
591
Продолжение табл. 236
Наименование
обозначения
Обозначение
Примечания
Камни искусст-
венные (кроме кир-
пича и гипсовых)
С указанием материала
^^7
6 Фасаде д сечении
Частота штриховки I —
4 мм
Кирпич, клинкер,
керамика
б фасаде в сечении
Частота штриховки 1—
4 мм, Обозначения клин-
кера и керамики сопро-
вождаются указанием
материала. Кроме того,
при наличии на чертеже
обозначений кирпича и
клинкера или кирпича и
керамики клинкер и ке-
рамика обозначаются
вдвое более частой штри-
ховкой, чем кирпич. Кир-
пич допускается не штри-
ховать вовсе. В черте-
жах, выполняемых на
кальке, незаштрихован-
ные поперечные сечения
кирпичных элементов до-
пускается затушевывать
карандашом с обратной
стороны кальки (если не
возникает опасения сме-
шения с обозначением
железобетона) — см. при-
мечания к обозначениям
«Арматура гибкая круг-
лая» (табл. 242) и Ар-
матура жесткая»
Кирпич огнеупор-
ный, кислотоупор-
ный
С указанием материала
b фасаде в сечении
Частота штриховки 1 —
4 мм
Камни гипсовые
6 Фасаде 6 сечении
Частота штриховки 1 —
4 мм
592
Продолжение табл. 236
Наименование обозначения Обозначение Примечания
Бетон тяжелый неармированный Частота штриховки в сечениях армированных бетонов 2—6 juju. При мелких масштабах чер- тежей для обозначения сечений элементов из бе- тонов неармированных и армированных допускае- тся применять сплош- ную заливку. В сечении допускается в необходи- мых случаях нанесение арматуры в виде соот- ветствующих ее сечению залитых контуров. Обоз* начение железобетона в сечениях для конст* руктивных чертежей при- ведено в табл. 242
X' * '/> • 6
6 фасаде б сечении
Бетон тяжелый армированный
Фасаде б сечении
Бетон легкий не- армированный казанием материала
о 0
Фасаде б сечении
Бетон легкий ар- мированный С указанием материала
6фасаде б сечении
Бетон ячеистый неармированный С указанием материала
С 1 .Q" Ъ>
Фасаде б сечении
Бетон ячеистый армированный с указанием материала
С
_ G фасаде б сечении
Бутобетон С указанием материала —
ц О
д фасаде д сечении
Металл Без пояснительных надписей обозначение со- ответствует стали стро- ительной. Наименование других видов металла (за исключением чугуна и специальных сортов стали) оговаривается по- яснительной надписью
я
б фасаде б сечении
593
Продолжение табл. 236
Наименование обозначения Обозначение Примечания
Частота штриховки 0,5— 2 мм. .При мелких мас- штабах чертежей допу- скается применять в се- чении сплошную залив- ку. Обозначение металла в сечениях для конструк- тивных чертежей приве- дено в табл. 240
Чугун в фа •т саде б сечении Частота штриховки 0,5—2 мм. При мелких масштабах чертежей до- пускается применять в сечении сплошную за- ливку. Обозначение ме- талла в сечении для конструктивных черте- жей приведено в табл. 240
Сталь рифленая ^<1 б плане —
Сталь волнистая 1 '.аде доении —
Сталь кровельная . о фаса rd- 1 4—\ де в сечении —
594
Продолжение табл. 236
Наименование обозначения Обозначение Примечания
Дерево поперек волокон д фасаде 6 сечении Штриховку следует применять при мелких масштабах чертежей. Ча- стота штриховки 0,5— 1,5 мм. Допускается в торце изо- бражения деревянных элементов производить
В Мышках и Мылких разделку под дерево или наносить штриховку, а в фасаде производить разделку, аналогичную указанной для обозна- чений соответствующих
Дерево вдоль во- локон i
дспасаде д сечении сечений; при этом раз- делка и штриховка в тор- це и фасаде должны наноситься более тонки- ми линиями, чем в сече- нии, а линии разделки (годичных слоев) на проекциях отдельных граней одного элемента следует показывать в со- ответствии друг с дру- гом. Обозначение дере- ва в сечениях для кон- структивных чертежей приведено в табл. 241
Дерево в кровле чешуйчатой (дранка, гонт и т. п.) W----A д Фасаде д сечении
Шлак "o^ofo оШ’ д сечении —*
С указанием материала
Термоизоляцион-
ные материалы мо-
нолитные и плитные
Частота штриховки 1—
4 мм (одинаково в обо-
их направлениях)
д сечении
Термоизоляцион-
ные материалы во-,,
локн истые
С указанием материала
ЦхИИШ
д сечении
595
Продолжение табл. 236 .
Наименование обозначения Обозначение Примечания
Черные вяжущие и водоизоляционные материалы С указанием материала б сечении —
Ксилолит и U II в Н И II II б сечении —
Штукатурка 6 фасаде 6 сечении —
Стекло
б срасаде б сечении
Плитки асбестоце- ментные плоские С указанием материала, б фасаде б сечении"
Листы асбестоце- ментные волнистые С указанием материала ФЩ V 6 фасаде б сечении
Черепица
1 —
A J 1 11
б фасаде б сечении
596
Таблица 237
ЭЛЕМЕНТЫ ЗДАНИЙ
Наименование
обозначения
Обозначение
Примечание
Стена, проектиру-
емая в новом строи-
тельстве и существу-
ющая при рекон-
струкции
Стена, проектиру-
емая при рекон-
струкции и в слу-
чаях, требующих
наглядности, в но-
вом строительстве
Стена существу- ющая, подлежащая разборке при рекон- струкции т^т и д: ? 1—1 Il 1 1 ! /
Проем в сущест- вующей стене про- ектируемый 1
Проем в стене су- ществующий, под- лежащий расшире- нию
Проем в стене су- ществующий, подле- жащий частичной закладке
Проем в стене су- ществующий, подле- жащий закладке 1 W/////A Л
20 М8С9
Материал проектируе-
мой стены допускается
указывать посредством
соответствующего услов-
ного обозначения, при-
веденного в табл. 236 (в
приведенном обозначении
показана стена из кирпи-
ча только в качестве
примера)
Материал проектируе-
мой стены допускается
указывать посредством
соответствующего услов-
ного обозначения, при-
веденного в табл. 236 (в
приведенном обозначении
показана стена из кир-
пича только в качестве
примера)
597
Продолжение табл. 237
1 1
. Г" г
Пандус 1
Подъем марша ТТО />лгигтлтт а
ЛЕСТНИЦЫ _|—г .1111 Ди о
Стрелка должна ста-
виться по направлению
подъема пандуса или ма-
рша и начинаться на
планах пандусов у линии
начала подъема, а на
планах лестниц — с пло-
щадки этажа, к которому
относится план
Перегородка
С указанием материала
Ч===ь
Материал перегородки
допускается указывать
непосредственно соответ-
ствующим условным обо-
значением, приведенным
в табл. 236 (без надпи-
си, если таковая не пре-
дусмотрена обозначени-
ем)
ES8
Продолжение табл. 237
Наименование обозначений Обозначение Примечания
Перегородка ос- текленная С указанием материала ( 1-. При мелких масшта- бах чертежей допускает- ся упрощенное обозна- чение из одной средней (без крайних контурных) линии
=t
Перегородка сет- чатая С указанием материала —г
Кабины душевые одиночные пристен- ные Условное обозначение относится к ограждению кабины; наличие соответ- ствующего оборудования символизируется косым крестом. На чертежах в масштабе 1 : 200 и мельче
/^\ /*\ /*\
Кабины душевые одиночные свободно- стоящие
Кабины душевые парные свободно- стоящие X X ограждение кабин долж- но обозначаться одиноч- ной утолщенной линией
Отверстие 1^ —
Гнездо —
Дымоход 1 1 1 [ —
о -
Канал вентиляци- онный в стене 1 —
Р^-Г р-^ L 1
Канал подпольный -—хгхГ-ЗХГХГ- —
20*
599
Продолжение табл, 237
Наименование обозначений Обозначение Примечания
Дверь (ворота) однопольная Условное обозначение относится только к ха- рактеру открывания две- рей (ворог) независимо от материала и конст- рукции полотнищ, коро- бок и стен. Угол накло- на створного полотна двери (ворот) к пло- скости проема в плане на обозначении прини- мается 90 или 45°, а при мелкомасштабных и силь- но уплотненных черте- жах допускается прини- мать угол наклона 30°; для дверей на пружин- ных петлях угол накло- на полотна принимается всегда 90°
Дверь (ворота) двупольная 7 4-
Дверь (ворота) складчатая
Дверь (ворота) шторная 1 j._,J
Дверь (ворота) откатная однополь- ная
Дверь (ворота) откатная двупольная j 5 Г—
Дверь на пружин- ных петлях (кача- ющаяся) однополь- ная
Дверь на пружин- ных петлях (кача- ющаяся) двуполь- ная
600
Продолжение табл. 237
Наименование обозначений Обозначение Примечания
Переплет оконный
одинарный глухой
Переплет оконный
одинарный верхне-
подвесной, открыва-
ющийся наружу
Переплет оконный
одинарный верхне-
подвесной, открыва-
ющийся внутрь
Условное обозначение
относится только к ха-
рактеру открывания окон,
независимо от материала
и конструкции перепле-
тов, коробок и стен и от
рисунка переплетов. Обо-
значение открывания на-
носится на каждой от-
дельной створной части
(в том числе на форточ-
ках) заполнения проема.
Угол наклона створной
части переплета к плос-
кости проема в разрезе
на обозначении принима-
ется 30°.
При наличии на черте-
жах маркировки пере-
плетов или при одно-
типных переплетах от-
крывание допускается по-
казывать не во всех
проемах, а лишь в харак-
терных (типовых). От-
крывание переплетов не
должно показываться
в плане, а также на
художественно выполнен-
ных (отмытых) чертежах
фасадов и при отсутст-
вии необходимости выяв-
ления характера откры-
вания (данное примеча-
ние относится ко всем
обозначениям оконных
переплетов).
Обозначение перепле-
тов в плане для всех
случаев одинарного осте-
кления указано в обоз-
начениях «Переплет окон-
ный одинарный глухой»,
а для всех случаев двой-
ного остекления — в обо-
значении «Переплет окон-
ный двойной глухой».
601
Продолжение табл, 237
Наименование
обозначений
Обозначение
Примечания
Переплет оконный
одинарный с навес-
кой на левой верти-
кальной оси, откры-
вающийся наружу
Переплет оконный
одинарный с навес-
кой на левой верти-
кальной оси, откры-
вающийся внутрь
В наименованиях обоз*
начений положение вер-
тикальных осей навески
(левая, правая) относит-
ся к виду проема снару-
жи. Обозначения, приве-
дены для навески на
левой оси, при навеске
на правой оси изображе-
ние должно соответствен-
но изменяться. Открыва-
ние переплетов, навешен-
ных на вертикальной оси,
в разрезе не указывает-
ся (данное примечание
относится и к обозначе-
нию «Переплет оконный
двойной с навеской на
левой вертикальной оси,
открывающийся в обе
стороны»)
Переплет оконный
одинарный средне-
подвесной
Переплет оконный
двойной глухой
Если из двух переплетов
один глухой, а другой
открывающийся, то на
обозначении двойного
глухого переплета нано-
сится дополнительно обо-
значение открывания в
виде треугольника, поло-
жение вершины которого
указывает ось навески,
причем при открывании
наружного переплета тре-
угольник наносится спло-
шной линией, а при от-
крывании внутреннего —
штриховой
602
Продолжение табл» 237
Наименование обозначений Обозначение Примечания
Переплет оконный двойной верхнепод- весной, открываю- щийся наружу
Переплет оконный двойной верхнепод- весной, открываю- щийся внутрь 7 А А' *
Переплет оконный
двойной верхнепод-
весной, открываю-
щийся в разные сто-
роны
Переплет оконный
двойной с навеской
на левой вертикаль-
ной оси, открываю-
щийся в разные сто-
роны
При открывании нару-
жу оба треугольника на-
носятся сплошными лини-
ями, при открывании
внутрь — штриховыми
Переплет оконный
двойной среднепод-
весной
Переплет оконный
двойной, открываю-
щийся с помощью
рычажного прибора
603
САНИТАРНО-ТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ
Таблица 238
Наименование
обозначений
Обозначение
Примечания
Печь отопитель-
ная прямоугольная
или угловая при ко-
ренной трубе или
дымоходе
Печь отопитель-
ная прямоугольная
или угловая с на-
садной дымовой тру-
бой
Очаг для сжига-
ния твердого топли-
ва кирпичный без
щитка
Очаг для сжига-
ния твердого топли-
ва кирпичный со
щитком
Очаг для сжига-
ния твердого топли-
ва в стальном кар-
касе переносной
Расположение в плане
топочной дверцы (а в
газовых ' очагах — лице-
вой стороны), дымовой
трубы (дымохода), коли-
чество и расположение
конфорок, горелок и
кронштейнов в условном
обозначении должны со-
ответствовать действи-i
тельности
О О
Очаг газовый на
две и четыре горел-
ки
Котел варочный
Титан
604
Продолжение табл. 238
Наименование обозначений Обозначение Примечания
Ванна ( 1 —
Ванна прямоборт- ная k 1 L 1 —
Колонка водогрей- ная дровяная fl о —
Колонка водогрей- ная газовая б —
Унитаз фаянсовый и© —
Чаша чугунная клозетная © —
Писсуар индиви- дуальный 0 —
605
Продолжение табл. 238
Наименование обозначений Обозначение Примечания
Писсуар лотковый /W^y77/////z/1 Л*1 ” Ism I Lcaj П —
Люфт-клозет О —
Раковина чугун- ная полукруглая V7 7 —
Раковина чугун- ная прямоугольная □- ^в 1 Количество крестиков наносится в соответствии с действительным коли- чеством кранов
Умывальник фа- янсовый
Корыто умываль- ное 1 —1—1 |_ ‘“1 А
Мойка чугунная '|'4- 4-|'
Мойка чугунная с решеткой |& Э я
Мойка деревянная Q Р
606
Продолжение табл. 238
Наименование обозначения Обозначение Примечания
Душевой рожок -0 —
Гигиенический душ -0 —
Фонтанчик питье- вой Y —
Трап ии —
Водосточная во- ронка внутреннего водоотвода —
Кран пожарный £ £ —
607
УСТРОЙСТВА ГОРИЗОНТАЛЬНОГО И ВЕРТИКАЛЬНОГО ТРАНСПОРТА
Таблица 239
Наименование . обозначения Обозначение Примечания
Путь же- лезнодорож- ный широкой колеи — Ширину колеи (в мм) допускается указывать в виде пояснительной над- писи. Каждая нитка (рельс) пути широкой колеи при мелких -мас- штабах чертежей долж- на обозначаться одиноч- ной утолщенной линией
Путь же- лезнодорож- ный узкой ко- леи
Путь под- крановый — —
Монорельс I Q = ...m 1 Q=...m Обозначение приведено в фасаде (разрезе) и в плане и должно нано- ситься с примерным соб- людением габаритного очертания в масштабе чертежа
Кран-бал- ка на путях, уложенных по вертикаль- ным опорам Ц Q~.../77,1=...М
Кран-балка, подвешенная к перекры- тию , т I 1 1
608
Продолжение табл. 239
Наименование
обозначения
Обозначение
Примечания
Кран мос-
товой элек-
трический
Кран кон-
сольный
Кран по-
воротный
Обозначение должно
сопровождаться указа-
нием грузоподъемности
Q(b т), а при кран-бал-
ках и кранах—также
пролета или вылета /
(в м).
Подъемник
с глухим ог-
раждением
ПГ...т
Подъемник
с сетчатым
ограждением
Расположение в плане
двери и противовеса от-
носительно кабины в ус-
ловном обозначении дол-
жно соответствовать дей-
ствительности. Допуска-
ется сопровождать услов-
ное обозначение указа-
нием назначения подъ-
емника (грузовой — ПГ,
пассажирской — ПП) и
его грузоподъемности —
соответственно в тоннах
(т) и количестве человек
О)
609
СТАЛЬНЫЕ КОНСТРУКЦИИ
Таблица 240
Наименование обозначения Обозначение Примечания
Сталь прокатная угловая равнобокая п \—b*d Обозначения применя- ются только для указа- ния профиля металла или сечения элемента. Разме- ры и количество (п) про* филей проставляют толь- ко в случае необходимо- сти. При изображении дей- ствительного числа вхо- дящих в сечение профи- лей и их взаимного рас- положения в сечении, на- пример,
Сталь прокатная угловая неравнобо- кая
Сталь прокатная, балки двутавровые .1,
Сталь прокатная, швеллеры п Ел/
J
1 ТО ГТГ_ FTnnV’Q'TtlO ст 1
IdJlb lipUKd 1 tid/1 тавровая п -L о *Ь г т
Сталь прокатная зетовая /7~L/V количество профилей (и) не указывается. При изо- бражении профилей в масштабных чертежах конструктивных элемен- тов сечения не должны
Сталь прокатная круглая п 9 0D
Сталь прокатная квадратная п @ а*а заливаться; скругления полок в углах и по кон- цам сечений заменяются
Сталь прокатная полосовая, универ- сальная, листовая Г) b*b д=Ь прямыми линиями, но ук- лон внутренних поверх- ностей полок сечений дву- тавровых балок и швел- леров должен сохраняться
Знак разметочный Допускается применять для указания только раз- мещения отверстий, бол- тов и заклепок (с соот- ветствующей пояснитель- ной надписью)
Отверстие круглое нормальное давле- ное или сверленое под монтажное со- единение -ф- При нанесении обозна- чений их величина долж- на приниматься в мас- штабе чертежа: для от- верстий — по их размеру
610
Продолжение табл. 240
Наименование обозначения Обозначения Примечания
Отверстие круглое зенкованное под монтажное соедине- ние в чистоте, для болтов и заклепок — по размеру головки. Изображение кружка, входящего в обо- значение, следует делать диаметром не менее 1,5— 2 мм\ если масштаб и размеры чертежа этого не допускают и при сохра- нении указанных разме- ров кружков получается искажение чертежа, сле- дует в качестве условно- го обозначения пользо- ваться разметочным зна- ком с соответствующей пояснительной надписью. В продольном и .боко- вом виде отверстия бол- ты и заклепки допуска- ется обозначать коротки- ми утолщенными осевы- ми линиями с соответ- ствующими пояснитель- ными надписями. Преоб- ладающие в рассматри- ваемой конструкции диа- метры отверстий, болтов и заклепок должны ого- вариваться на чертеже в общем указании, непо- средственно при обозна- чении должны указыва- ться только диаметры, отличные от преобладаю- щих (данное примечание относится ко всем обо- значениям отверстий бол- тов и заклепок).
Отверстие круглое
сверленое или рас-
точенное для дета-
ли с механической
обработкой по опре-
деленному классу
точности определен-
ного диаметра
Класс точности указы-
вается непосредственно в
кружке, изображающем
отверстие, а диаметр —
рядом с кружком, как
размер
611
Продолжение табл. 240
Наименование обозначения Обозначение Примечания
Отверстие оваль- ное под монтажное соединение ж!
Болт постоянный при заводском сое- динении -ф- 1
Болт отправочный временный в мон- тажном соединении
Болт рифленый в монтажном соедине- нии
Заклепка завод- ская с полукруглы- ми головками -ф-
Заклепка завод- ская с потайной или J полупотайной голов- кой с одной или обеих сторон Форма каждой из го- ' ловок указывается на У" чертеже общей или мест- ной пояснительной над-< писью
612
ДЕРЕВЯННЫЕ КОНСТРУКЦИИ
Таблица 241
Наименование обозначения Обозначение Примечания
Бревно l=L Разделка сечений под дерево должна произво- диться в конструктивных чертежах деревянных элементов при масштабе 1 : 50 и крупнее, а также в смешанных чертежах, на которых наряду с дру-* гими имеются и деревян- ные конструкции. В ос- тальных случаях должна применяться косая штри- ховка. Для торцов и фа- садов деревянных эле- ментов следует пользо- ваться приведенными в табл. 236 обозначениями «Дерево поперек воло- кон», «Дерево вдоль во- локон» с учетом указаний примечания к ним
Пластина
Четвертина
Брус, доска it
Стык клееный элемента на ус к —
Стык клееный па- кета впритык Применяются на схемах в масштабе 1 : 100 и мельче
Стык элементов без накладок ft
Стык элементов с накладками —
Болт с гайкой и шайбами / 1Б0Р fa, I'
613
Продолжение табл. 241
Наименование обозначения Обозначение Примечания
Гвоздь, забитый с ближней стороны (видимый) —
—Z
Гвоздь, забитый с дальней стороны (не- видимый) —
_ПГ6. 0РаГ\ 5 l=L
—1—- -L
Глухарь пГл. 0D(ft\ 4 1 7/Т--К Применяется на черте- жах в масштабе 1 : 50 и крупнее. При более мел- ких масштабах глухарь в фасаде изображается точ- кой [см. обозначение «Гвоздь, забитый с ближ- ней стороны (види- мый)»]
Винт (шуруп) п В ФР (fT\ 11 1 L-Т—Lq* Применяется на чертежах в масштабе 1 : 50 и крупнее. При бо- лее мелких масштабах винт в фасаде изобража- ется точкой [см. обозна- чение «Гвоздь, забитый с ближней стороны (види- мый) »]
Шпонка попереч- ная призматическая 1 + Применяется на черте- жах в масштабе 1 : 50 и крупнее
614
Продолжение табл. 241
Наименование обозначения Обозначениз Примечания
Шпонка продоль- ная прямая -g^© Применяется в масштабе 1:50 и крупнее
Шпонка продоль- ная косая «^© I *
Шпонка кольцевая гладкая ПШКГ г 1 1 £——I —
Шпонка зубчато- кольцевая / пШЗК VD/tT \60D.ipy!i | J T—— ) —
Нагель дубовый или металлический ^?f© При металлических на- гелях вместо символа НД должен ставиться символ НМ
615
Продолжение табл. 241
Наименование
обозначения
Обозначение
Примечания
Нагель дубовый
пластинчатый сквоз-
ной
При мелких масшта-
бах нагель должен обоз-
начаться не двойной, а
одинарной утолщенной
линией
Нагель дубовый
пластинчатый глу-
хой
Скоба
Прокладка
Острожка поверх-
ности
616
Буквенные обозначения, взамен которых на чертежах
должны проставляться числовые значения
а — ширина полки тавра; сторона сечения квадратной стали;
больший размер овального отверстия — в мм;
В — ширина большей полки неравнобокого уголка в мм;
b — ширина полки равнобокого уголка; ширина меньшей полки
неравнобокого уголка; высота ребра тавра; меньший размер (тол-
щина) поперечного сечения полосовой, универсальной и лис-
товой стали (для листовой стали проставляется при знаке
В— Ь) меньший размер овального отверстия — в мм;
D — диаметр круглой стали (сопровождается предшествующим
цифре знаком 0); диаметр отверстия сверленого или расто-
ченного для детали с механической обработкой — в мм;
d — толщина полки уголка — в мм;
h — больший размер (ширина) поперечного сечения полосовой
и универсальной стали — в мм;
N — номер или размеры прокатного профиля по сортаменту (знак
№ не проставляется);
п — количество профилей одного номера или размера в сечении;
т — класс точности механической обработки.
Символы
0 — диаметр; I — длина; /С — клееный стык; Б — болт; Гв —•
гвоздь; Гл — глухарь; В — винт (шуруп); Ш — шпонка (деревянная);
ШКГ — шпонка кольцевая гладкая; LU3K — шпонка зубчато-коль-
цевая; НД — нагель дубовый; НМ — нагель металлический; НП —
нагель пластинчатый; С — скоба; Пр — прокладка.
Буквенные обозначения, взамен которых на чертежах
должны подставляться числовые значения
b — меньший размер (толщина) поперечного сечения бруса, до-
ски, накладки из полосовой стали, призматической попереч-
ной, продольной прямой или косой шпонки, пластинчатого
нагеля, прокладки—в мм;
D—диаметр бревна, болта, гвоздя, глухаря, винта (шурупа),
кольцевой гладкой или зубчато-кольцевой шпонки, нагеля,
скобы — в мм (сопровождается предшествующим цифре
знаком 0);
h — больший размер (высота) поперечного сечения тех же (см. Ь)
элементов — в мм;
L — длина бревна, пластины, четвертины, бруса, доски, болта,
гвоздя, глухаря, накладки, винта (шурупа), призматической
поперечной, продольной прямой «ли косой шпонки, нагеля,
скобы, прокладки — в мм;
Nq — номер элемента по спецификации (проставляется в кружке
диаметром 6—8 мм);
п — количество элементов одного номера (позиции) по специфи-
кации.
С17
ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ
Таблица 242
Наименование
обозначения
Обозначение
Примечания
Арматура гибкая
круглая
Приведенные обозначе-
ния относятся к армату-
ре из горячекатаной круг-
лой стали (ГОСТ 380-60
и ГОСТ 2590-57).
Для арматуры, изго-
товленной из нижепере-
численных видов стали,
применяется такое же
графическое обозначение,
как приведенное для ар-
матуры из горячекатаной
круглой стали, но с до-
бавлением в конце ука-;
занных ниже символов:
1) сталь горячекатаная
периодического профиля
марки Ст. 5 (ГОСТ
5781-58) — n&Dn (напри*
мер, 2 0 22 /7);
2) сталь горячекатаная
низколегированная перио-
дического профиля марки
25ГС (ГОСТ 7314-55 и
ЧМТУ 4995-55 — для ка-
танки 0 6-Ь9 мм) —
— п 0 DFJJI (например,
2 0 20/7Л);
3) сталь горячекатаная
низколегированная (высо-
копрочная) периодического
профиля марки НЛ-2
для предварительно на-
пряженных конструкций
(ЧМТУ 5342-55) —
п 0 DI1B (например,
4 0 10/7 Л);
4) сталь холодносплю-
щенная периодического
профиля (ГОСТ 6234-52) —
п 0 DHC (например,
2 0 1277С);
5) проволока холодно-
тянутая низкоуглеродистая
618
Продолжение табл. 242
Наименование обозначения Обозначение Примечания
круглая гладкая (ГОСТ 6727-53) — и 0 DT (напри- мер, 4 0 8Т); 6) проволока холоднотя- нутая углеродистая (высо- копрочная) круглая для предварительно напряжен- ных конструкций (ГОСТ 7348-55) — п 0 DTB (на- пример, 206ТВ); 7) проволока холоднотя- нутая углеродистая (высо- копрочная) периодического профиля для предвари- тельно напряженных кон- струкций (ЧМТУ 4987-55) — П0ОТП (например, 40 БТП); 8) проволока холоднотя- нутая углеродистая (вы- сокопрочная) круглая, сви- тая в несколько прядей, для предварительно напря- женных конструкций —n0DTC (например, 408ТС); 9) сталь горячекатаная круглая, подвергнутая си- ловой калибровке (вытяж- ке с заранее заданным усилием), марки Ст. 0 и Ст. 3 п0DK (например, 2012/(); 10) сталь горячекатаная периодического профиля марки Ст. 5, подвергнутая силовой калибровке, — и 0 DKJI (например, 2 0 10Л77); 11) сталь горячеката- ная низколегированная периодического профиля марки 25ГС, подвергну- тая силовой калибровке, — n0DKJl (например.
208/СЛ);
619
Продолжение табл, 242
Наименование
обозначения
Обозначение
Примечания
Приведенные условные обозначения применяются в случае, если арматура в конструкции разнород- ная; при однородной ар- матуре на чертеже дела- ется соответствующее об- щее указание и применя- ется упрощенное обозна- чение без специальных буквенных символов на конце. В конструктивных чер- тежах железобетонных элементов, выполняемых на кальке, поперечные се- чения элементов слегка затушевываются каранда- шом с обратной стороны кальки
Арматура жесткая
В конструктивных чер-
тежах железобетонных эле-
ментов, выполняемых на
кальке, поперечные сече-
ния элементов слегка за-
тушевываются карандашом
с обратной стороны кальки
Конец стержня без крюка и лапки •— -
Конец стержня с крюком полукруг- лым с
Конец стержня с крюком полукруг- лым двойного раз- мера €
620
Продолжение табл. 242
Наименование обозначения Обозначение Примечания
Конец стержня с крюком косым Z
Конец стержня с крюком прямым 1
Конец стержня с нарезкой (болт)
Стык внахлестку стержней без крю- ков и лапок 1 1
Стык внахлестку стержней с крюка- ми полукруглыми С h
Стык внахлестку стержней с крюка- ми косыми /______\
Стык внахлестку стержней с крюка- ми прямыми ! 1_
Стык сварной кон- тактной сваркой (впритык) О
Стык сварной внахлестку с одно- сторонним швом ш
Стык сварной внахлестку с двух- сторон НИМ швом «да
621
Продолжение табл, 242
Наименование обозначения Обозначение | । 1 Примечания
Стык сварной с накладками из круг- лой стали — "—
Стык сварной с накладкой из угол- ка или накладками из полосовой стали 1 — b— 1 '
Стык со стяжной муфтой йТЗЯ
Пересечение стер- жней с перевязкой ”1
Пересечение стер- жней сварное — —
Буквенные обозначения, взамен которых на чертежах
должны подставляться числовые значения
b — меньший размер (толщина) поперечного сечения полосовой
стали — в мм;
D — диаметр стержня круглой арматуры —- в мм (сопровождается
предшествующим цифре знаком 0);
h — больший размер (ширина) поперечного сечения полосовой
стали — в мм;
N — номер стержня гибкой арматуры по соответствующему сор-
таменту (знак № с порядковой цифрой); номер или размеры
прокатного профиля по сортаменту в соответствии с при-
нятым обозначением, приведенным в табл. 240 (знак № при
цифре в этом случае не проставляется);
Nq — номер элемента (стержня) по спецификации (проставляется
в кружке диаметром 6—8 мм);
п — количество стержней (профилей) одного номера (позиции)
по спецификации в сечении (каждая пара свитых стержней
должна рассматриваться как один стержень);
s — шаг арматуры (в плитах), хомутов — в мм.
622
&
Глава XV
РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ В ПРОИЗВОДСТВЕННЫХ
ЗДАНИЯХ
На фиг. 339 приведены условные обозначения станков по обработке
металлов и рабочих мест при них; рабочие места обозначены наполовину
черными кружками. На чертежах показаны возможные расстояния меж-
ду станками при их различном расположении и размещение станков от-
носительно стен цеха.
Габаритные размеры не указаны, они должны быть взяты из техноло-
гического проекта или из каталогов.
На фиг. 339,а показаны расстояния от стенки до: 1 — мелких стан-
ков; 2 — средних станков; 3 — крупных станков; 4 — продольнофре-
зерных и продольнострогальных станков.
На фиг. 339,6 показаны расстояния между станками при установке
их задними сторонами (один к другому): 1 — токарные станки; 2 —фре-
зерные и зуборезные станки; 3 — шепинги; 4 — шлифовальные станки;
5 — автоматы и револьверные станки; 6 — продольнофрезерные, .про-
дольнострогальные, расточные и плоскошлифовальные станки.
На фиг. 339,в показаны расстояния между станками вдоль линии их
расположения: 1 — токарные станки; 2 — фрезерные станки; 3 — ше-
пинги; 4 — автоматы и револьверные станки по обработке заготовок;
5 — то же при обработке деталей из прутков; 6 — то же при шахмат-
ном расположении станков; 7 — круглошлифовальные станки; 8 — про-
дольнострогальные и продольнофрезерные станки; 9 — плоскошли-
фозальные станки продольного типа.
На фиг. 339,г показаны расстояния между станками и колонной:
1 — продольнострогальные станки; 2 — шепинги и зуборезные станки;
3 — токарные станки; 4 — фрезерные и шлифовальные станки.
ЛИТЕРАТУРА
1. Система чертежного хозяйства, Стандартгиз, 1961,
2. Чернихов Я. Г., Геометрическое черчение, Академия худо-
жеств, 1928.
3. Нетыкса Н, А., Прикладное геометрическое черчение.
' 4. Попов И. Г. и Маслов И. Ф., Геометрическое черчение, Обо-
ронгиз, 1940.
5. Годик, Е. И., Руководство по техническому черчению, Гостех-
издат Украины, 1919.
6. Евдокимов И. И., Черчение, Учпедгиз, 1947.
7. Каменев В. И., Курс машиностроительного черчения, Машгиз,
1958.
8. Гордон В. О. и Семенцов-Огиевский, Курс начертательной гео-
метрии.
9. Федоренко В. А. и Шошин А, И„ Справочник по машинострои-
тельному черчению, Машгиз, 1961.
10. Чертежи в машиностроении, Сборник ГОСТ, Стандартгиз, 1961.
11. Под ред. Ачеркана М. С., Детали машин, Машгиз, 1956.
12. Кифер Л. Г, и Абрамович И. И., Грузоподъемные машины,
Машгиз, 1948.
13. Розов С. В., Курс черчения, Машгиз, 1958.
14. Годик Е. И., Звягин Б. К., Ябушевский С. К., Справочник
по черчению, Гостехиздат Украины, 1953.
15. Левицкий В. С., Машиностроительное черчение, Издательство
«Советская наука», 1952.
16. Под ред. Павлова Я» М., Сборник машиностроительных чертежей
для деталировок, Машгиз, 1961.
17. Князьков М. А., Коковин И. И., Инженерное черчение, Изда-
тельство по строительству и архитектуре, 1951.
18. Арустамов X. А., Сборник задач по начертательной геометрии,
Машгиз, 1946.
19. Четверухин И. Ф., Левицкий В. С., Прянишникова 3. И.,
Тевлин A. М., Федотов Г, И., Курс начертательной геометрии, Гос-
техиздат, М., 1956.
20. Квитницкий А.Вп Павлов А. В., Выполнение рабочих чертежей,
Машгиз, 1955.
21. Условные графические обозначения одноцветные, Стандартгиз,
1950.
623
ОГЛАВЛЕНИЕ
Стр.
Предисловие ................................................. 3
Общие справочные данные...................................... 5
Глава I. Геометрические построения.......................... 14
Проведение параллельных прямых........................ 14
Проведение перпендикулярных прямых.................... 14
Нахождение точки пересечения двух отрезков прямых ... 15
Деление отрезка прямой на равные части . . *.......... 15
Деление углов......................................... 16
Построение треугольников.............................. 18
Определение центра окружности и центра дуги окружности 18
Выпрямление дуги окружности........................... 19
Построение уклона и конусности........................ 21
Построение сторон правильных многоугольников, вписан-
ных в окружность; деление окружности на равные части 23
Сопряжения ........................................... 28
Проведение касательных окружностей.................... 35
Построение среднего пропорционального отрезка........ 39
Построение равновеликих по площади фигур.............. 39
Построение овалов..................................... 42
Построение овалов при изображении главных сечений ша-
ровых поверхностей в прямоугольной изометрической
проекции.............................................. 44
Плоские и пространственные кривые.................... 46
Построение спиральных кривых......................... 47
Построение эллипсов ................................. 52
Построение параболы.................................. 56
Построение гиперболы................................. 63
Построение циклоиды.................................. 65
Построение эпициклоиды................................ 68
Построение гипоциклоиды.............................. 71
Построение различных лекальных кривых................ 72
Глава II, Построение разверток и линий пересечения поверх-
ностей пересекающихся геометрических тел................... 75
Общие сведения о сечении поверхностей плоскостями, о раз-
вертках и взаимном пересечении поверхностей геометриче-
ских тел................................................ 75
Построение разверток и нанесение линий сечения........ 77
Пересечение геометрических тел плоскостями и взаимное
пересечение тел ................................ 109
Изображение деталей в аксонометрических проекциях . . 117
Глава III. Система чертежного хозяйства.....................133
Классификация изделий и чертежей................... 134
Требования, предъявляемые к рабочим чертежам .... 137
Основные надписи и угловые спецификации на чертежах 145
Обозначения чертежей изделий основного /производства . 150
626
Г лава IV, Оформление машиностроительных чертежей......... 153
Нанесение номеров позиций и обозначений составных частей
изделий ........................................... 153
Форматы............................................. 156
Масштабы............................................ 158
Буквенные обозначения................................159
Линии............................................... 160
Шрифты чертежные.....................................165
Расположение видов (проекций) на чертежах........... 173
Изображения — виды, разрезы, сечения............... 175
Штриховка в разрезах и сечениях .................... 193
Нанесение размеров.................................. 198
Глава V, Разъемные соединения .............................212
Резьбы ............................................. 212
Изображение и обозначение резьбы на чертежах........212
Стандартизованные резьбы............................ 219
Болты ...............................................245
Шпильки чистые.......................................247
Винты .............................................. 331
Гайки .............................................. 349
Шайбы................................................389
Шплинты ............................................ 399
Штифты ............................................. 400
Проточки, глубины сверления под метрическую резьбу,
диаметры сверл для сверления на проход, формы концов
болтов, винтов и шпилек....................... 406
Соединительные части из ковкого чугуна и стали с цилинд-
рической резьбой для трубопроводов............412
Фланцы ............................................ 435
Шпонки ..............................................455
Глава VI, Неразъемные соединения...........................462
Заклепки ...........................................462
Условные изображения заклепок, болтов и отверстий дЛя
них.............................................474
Сварные швы ........................................475
Условные обозначения швов сварных соединений ..476
Последовательность простановки знаков в основных услов-
ных обозначениях швов сварных соединений ...........478
Конструктивные элементы швов сварных соединений, сварен-
ных ручной электродуговой сваркой, и их размеры . . 479
Глава VII, Условные обозначения на чертежах и схемах
элементов механизмов.......................................496
Зубчатые передачи.................................. 496
Разновидности зубчатых зацеплений.................. 523
Накатка на наружных поверхностях................... 525
Условные изображения пружин........................ 526
Глава VIII, Допуски и посадки..............................531
Основные понятия................................... 531
Нанесение предельных отклонений и размеров....544
Глава IX, Чистота обработки поверхности деталей машин ... 551
627
Глава X. Вычерчивание прокатных стальных профилей.........562
Глава XI. Графические условные обозначения для кинемати-
ческих схем..............................................568
Глава XII. Обозначение на чертежах материалов, применяемых
в машиностроении ........................................584
Обозначение марок чугуна ........................ 584
Обозначение углеродистой горячекатаной обыкновенного
и повышенного качества стали....................... 585
Обозначение качественной машиностроительной углеродис-
той горячекатаной стали ............................585
Обозначение легированной машиностроительной стали . . 586
Обозначение фасонных отливок из углеродистой стали . . 586
Обозначение оловянистых вторичных литейных и безоловя-
нистых бронз ........'..............................587
Обозначение латуни ................................ 587
Обозначение оловянистых и свинцовых баббитов ..... 587
Глава XIII. Виды строительных чертежей ...................588
Глава XIV. Условные графические обозначения, применяемые
на строительных чертежах................................ 589
Строительные материалы..............................591
Элементы зданий.....................................597
Санитарно-техническое оборудование..................604
Устройства горизонтального и вертикального транспорта 608
Стальные конструкции................................610
Деревянные конструкции ........................... 613
Железобетонные конструкции..........................618
Глава XV. Размещение оборудования в производственных
зданиях..................................................623
Литература ........................ ..... 625
Ефрем Ильич Годик
Справочное руководство по черчению
Редактор инж. В. В. Маевский. Техн, редактор М. С. Горностайпольская
Корректоры Н. 3. Лев, Л. П. Комарова, Р. С. Коган
Подписано к печати 24/VIII 1961 г. Формат 84х1081/за. Физ. печ. лист. 19,625
Усл. печ. лист. 32,185. Уч.-изд. лист. 33,88. БФ 08400. Тираж 80 000
(1—40.000). Зак. № 1 — 1809. Цена 1 руб. 79 коп.
Южное отделение Машгиза, Киев, ул. Парижской коммуны, 11.
Напечатано с матриц Киевской книжно-журнальной фабрики на Книжной
фабрике им. Фрунзе Главполиграфиздата Министерства культуры УССР,
•Харьков, Донец-Захаржевская, 6/8.