/











































































































































































































































Author: Волченко В.Н.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общая технология основы промышленного производства металловедение сварка справочник
ISBN: 5-7038-1253-4
Year: 1996



Text
СВАРКА
И СВАРИВАЕМЫЕ
МАТЕРИАЛЫ
II
Издательство МГТУ им. Н.Э. Баумана
СВАРКА
И СВАРИВАЕМЫЕ
МАТЕРИАЛЫ
Справочник
в 3-х томах
Под общей редакцией д-ра техн, наук ВЛ. Волченко
Том II
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
Под редакцией д-ра техн, наук В. М. Ямпольского
Москва
Издательство МГТУ им. Н.Э. Баумана
1996
СВАРКА
И СВАРИВАЕМЫЕ
МАТЕРИАЛЫ
Справочник
в 3-х томах
Под общей редакцией докт. техн, наук В. Н. Волченко
Том I Свариваемость материалов
Том II Технология и оборудование
Том III Автоматизация. Качество. Безопасность
Редакционный совет
Академик Г. А. Николаев — председатель, МГТУ им. Н. Э. Бау-
мана
Докт. техн, наук В. Н. Волченко — зам. пред., МГТУ им.
Н. Э. Баумана
Канд. техн, наук В. Н. Вернадский — ИЭС им. Е. О. Патона
Докт. техн, наук А. С. Зубченко—НПО ЦНИИТмаш
Докт. техн, наук Э. С. Каракозов — НПО «Ремдеталь»
Докт. техн, наук Э. Л. Макаров —МГТУ им. Н. Э. Баумана
Докт. техн, наук Н. И. Никифоров — ВНИИавтогенмаш
Канд. техн, наук В. В. Смирнов — ВНИИЭСО
Чл.-кор. АН Украины К. А. Ющенко — ИЭС им. Е. О. Патона
Памяти академика
Георгия Александровича
Николаева посвящается
1*
ББК 30.61:34.2
С24
УДК 621.791 (031)
Авторы: СС. Миличенко, Г.А. Иващенко, В.М. Неровный, А.Г. Потапьевский, В.И. Худя-
ков, В.И. Галинич, В.М. Илющенко, И.В. Зуев, В.Н. Киселев. Е.Г. Лившиц, А.Г. Григорьянц.
Л.А. Штернин, В.В. Смирнов, А.Ф. Гарбуль, М.И. Закс, И.И. Сущук-Слюсаренко, И.И. Лычко,
И. А. Антонов. А.П. Терновский, В.Е. Атауш, В.Д. Сапрыгин. И.М. Стройман, Б.А. Молчанов,
Р.И. Мустафаев, Р.А. Латыпов, Ю.А. Конон. В.А. Пейсахович, В.Г. Рывкина, А.А. Чакалев,
ЗЛ Рыськова, Е.А. Хлудов, Ю.С. Борисов, П.В. Гладкий, А.П. Жудра, И.А. Рябцев, Г.К. Сухи-
нин, КЛ. Васильев, АЛ. Тихомиров, С.С. Волков, В.Е. Ощепков
С24 Сварка и свариваемые материалы: В 3-х т. Т. II. Технология и оборудование. Справ.
изд./Под ред. В.М. Ямпольского.— М.: Изд-во МГТУ им. Н.Э. Баумана, 1996. 574 с.
ISBN 5-7038-1253-4
Справочное издание состоит из трех томов (том I вышел в свет в издательстве "Металлур-
гия" в 1991 г.). Во II томе приведены основные сведения по технологии и оборудованию
наиболее распространенных способов сварки, термической резки, наплавки, пайки и получе-
ния покрытий. Приведены сведения по сварке пластмасс и расчету сварных соединений.
Для инженерно-технических работников и специалистов металлургической, машинострои-
тельной и других отраслей промышленности.
Ил. 214. Табл. 197. Библиогр.: 202 назв.
В финансировании издания принимали участие
МГТУ им. НЭ.Баумана и
Институт электросварки им. Е. О.Патона
„2704060000 -3
095 (2)-96 Без объявл'
ББК 30.61:34 2
ISBN 5-7038-1253-4 (т. II)
ISBN 5-7038-1248-8 (т. I! и III)
© С.С. Миличенко, ГЛ Иващенко,
В.М. Неровный и другие, 1996.
© Издательство МГТУ
им. Н.Э. Баумана, 1996.
ОГЛАВЛЕНИЕ
Предисловие........................................................17
Предисловие к тому II..............................................18
Раздел 1 СВАРКА ПЛАВЛЕНИЕМ....................................19
Глава 1. Ручная дуговая сварка (РДС) (Миличенко С. С., Ива-
щенко Г. А.) ................. 19
1.1. Общие сведения, классификация, технологические возможности . . 19
1.2. Технология РДС...........................................19
1.2.1. Свариваемые материалы...............................19
1.2.2. Электроды для РДС и примеры их промышленного применения 19
1.2.3. Особенности технологии сварки.......................29
1.3. Контроль качества сварных соединений.....................37
Глава 2. Дуговая сварка в защитных газах (Неровный В. М.) . 37
2.1. Общие сведения...........................................37
2.1.1. Определения, классификация и основные схемы . 37
2.1.2. Защитные газы.......................................40
2.2. Процессы сварки..........................................43
2.2.1. Сварка неплавящимся электродом .....................43
2.2.2. Сварка плавящимся электродом........................48
2.2.3. Импульсно-дуговая сварка ...........................51
2.2.4. Специальные способы сварки . . . • . 55
2.3. Особенности сварки разных металлов и сплавов.............57
2.3.1. Сварка сталей.......................................57
2.3.2. Сварка меди и медных сплавов........................58
2.3.3. Сварка алюминиевых и магниевых сплавов.............59
2.3.4. Сварка химически активных и тугоплавких сплавов . .61
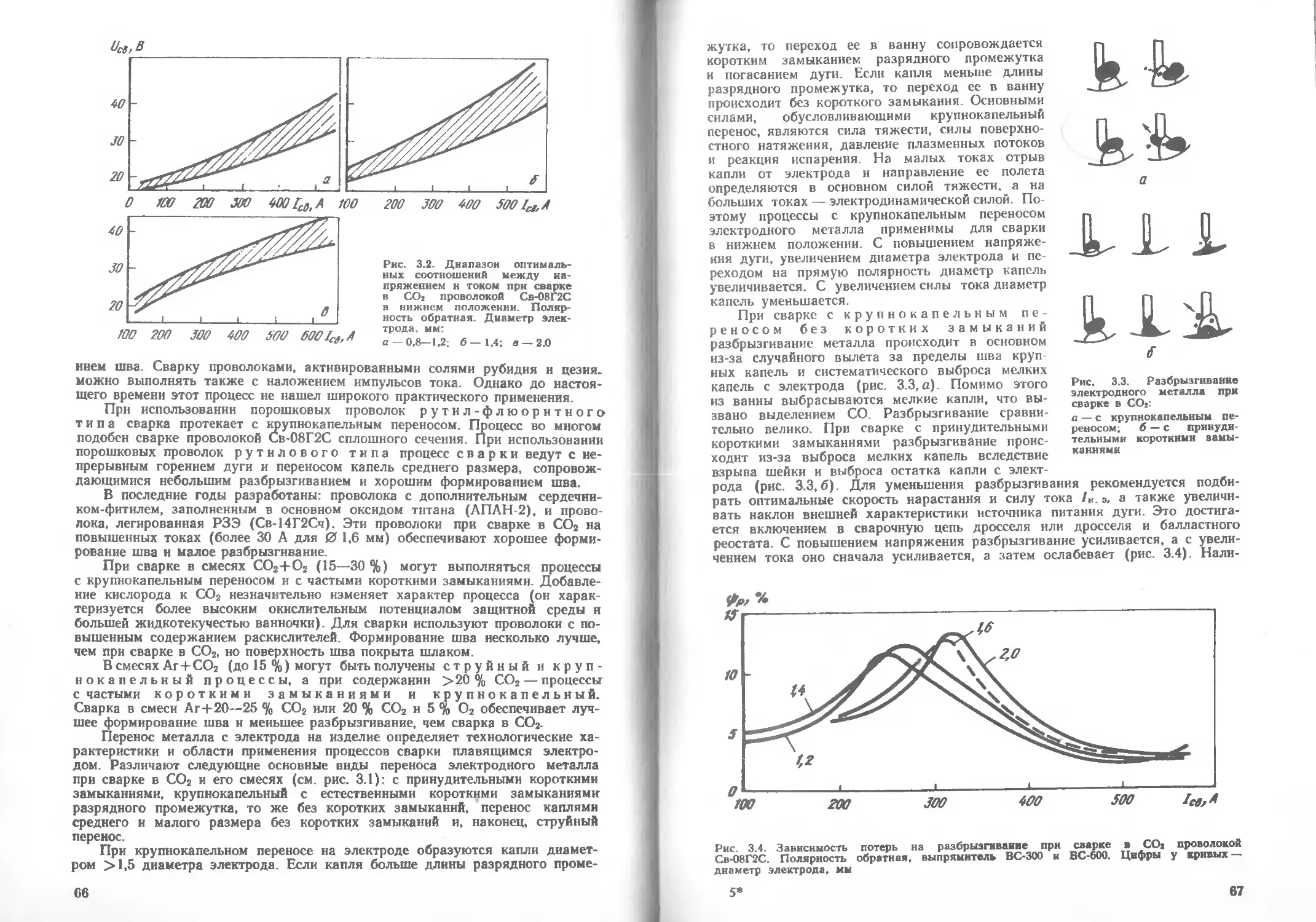
Глава 3. Сварка в СО2 (Потапьевский А. Г., Худяков В. И.) . . 62
3.1. Особенности переноса электродного металла при сварке в СО2 . . 62
3.2. Сварочная проволока......................................68
3.3. Технологические особенности процесса сварки в СО2........69
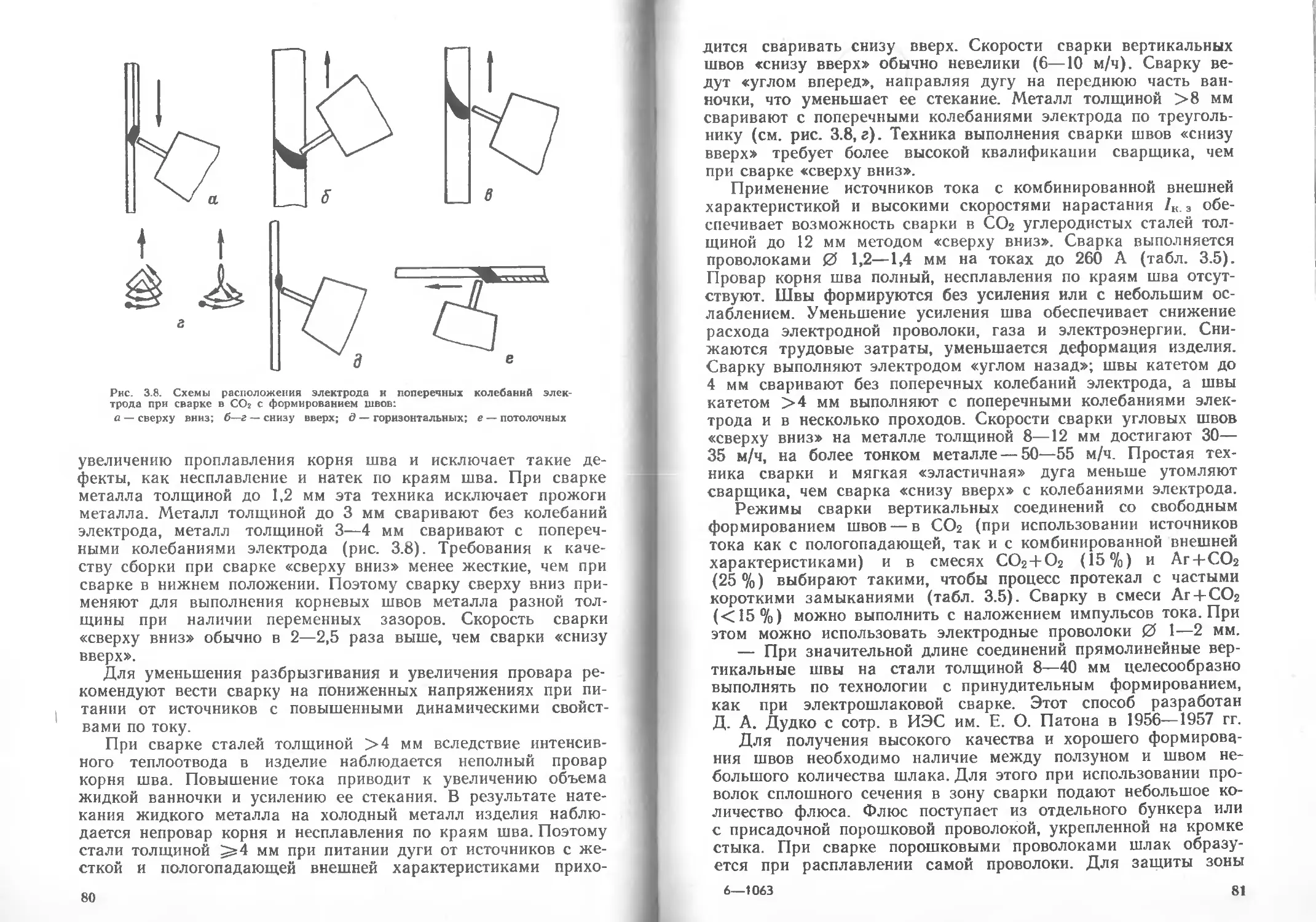
3.4. Техника сварки...........................................72
3.5. Сварка электрозаклепками и точками в СО2 .... 85
Глава 4. Сварка под флюсом (Галинич В. И., Илющенко В. М.). . . 87
4.1. Общие сведения .................. . .'................ .... 87
4.2. Технология....................................................92
4.2.1. Материалы................................................92
4J2.2. Форма и размеры шва при сварке под флюсом................92
4.2.3. Подготовка к сварке.................................... 94
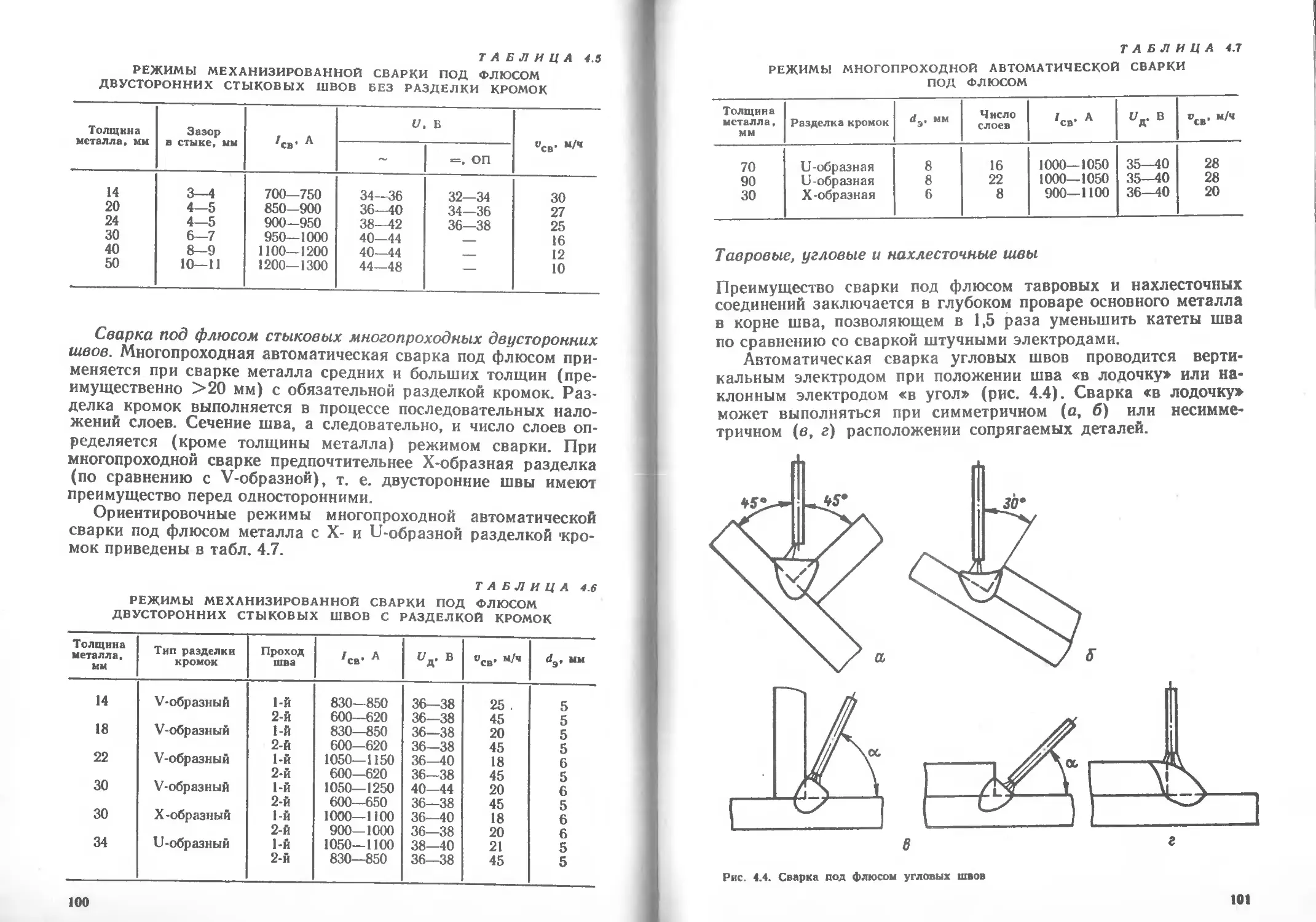
4.2.4. Режимы и техника сварки..................................95
4.2.5. Сварка конструкционных углеродистых сталей . . 104
4.2.6. Сварка низколегированных сталей . . 105
4.2.7. Сварка среднелегированных сталей...................... . 105
4.2.8. Сварка высоколегированных сталей........................106
Глава 5. Электронно-лучевая сварка (ЭЛС) (Зуев И. В., Киселев В. Н„
Лившиц Е. Г.)...........................................107
5.1. Сущность процесса............................................107
5
5.2. Параметры и показатели ЭЛС...................................
5.3. Камеры и вакуум для ЭЛС ............................... . .
5.4. Нагрев металла при ЭЛС.......................................
5.5. Формирование канала проплавления при ЭЛС.....................
5.6. Автоколебания параметров ЭЛС.................................
5.7. Специфические дефекты сварных швов при ЭЛС
5.8. Техника ЭЛС...............................................
5.9. Методика расчета некоторых параметров режимов ЭЛС .
5.10. Оборудование для ЭЛС........................................
108
108
109
111
113
114
116
118
119
5.10.1. Классификация и состав электронно-лучевых установок .119
5.10.2. Электронно-лучевые пушки (ЭЛП) . . . ..........119
5.10.3. ИстЬчники питания ЭЛП....................................120
5.10.4. Вакуумная система электронно-лучевой установки . . . , 121
5.10.5. Система управления электронно-лучевой установкой . ... 121
5.10.6. Примеры оборудования ЭЛС................................ 121
Глава 6. Лазерная сварка (Григорьянц А. Г., Штернин Л. А.) . . . 122
6.1. Общие сведения . ................. .......................122
6.1.1. Источники энергии............................ . . 122
6.1.2. Виды технологических лазеров....................... . . 123
6.1.3. Теплофизические показатели процессов ... 124
6.1.4. Классификация методов лазерной сварки . 125
6.2. Технология лазерной сварки 129
6.2.1. Применение лазерной сварки . . 129
6.2.2. Сварка сталей........................................... 129
6.2.3. Сварка алюминиевых и магниевых сплавов 131
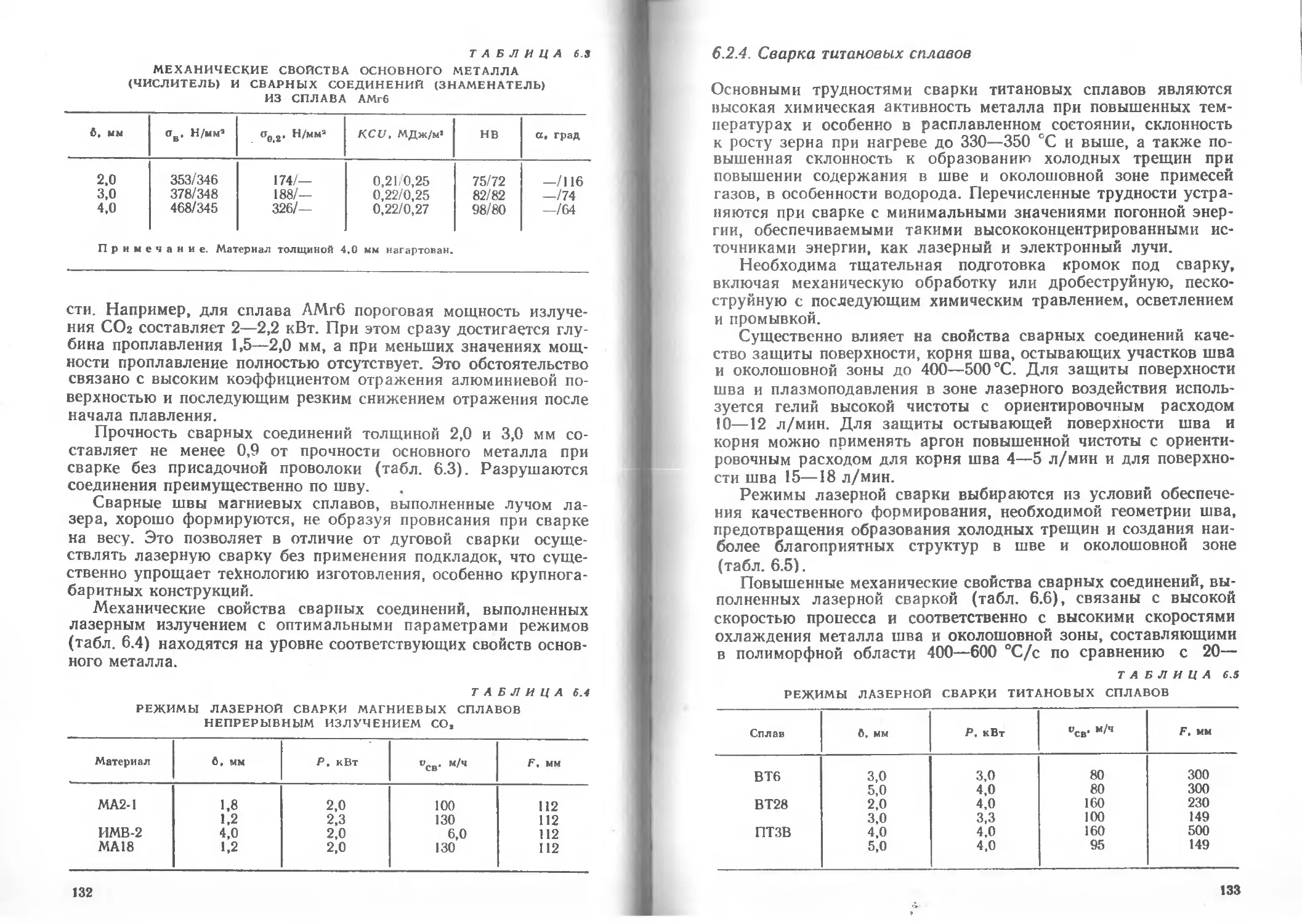
6.2.4. Сварка титановых сплавов 133
6.3. Оборудование для лазерной сварки . . . 134
6.3.1. Твердотельные лазеры ... 134
6.3.2. Газовые лазеры............. ....... . 135
6.3.3. Система транспортировки и фокусировки излучения . . 139
6.3.4. Система газовой защиты.............................. . . 139
6.3.5. Система относительного перемещения луча и изделия . . 139
Глава 7. Оборудование для дуговой сварки . (Смирнов В. В., Гар-
буль А. Ф„ Закс М. И.) ........... 140
7.1. Источники сварочного тока...................................140
7.1.1. Общие сведения........................................ 140
7.1.2. Сварочные трансформаторы...............................143
7.1.3. Сварочные выпрямители................................ . 150
7.1.4. Источники со звеном повышенной частоты ..... 153
7.2. Установки для механизированной дуговой сварки . . 155
7.2.1. Полуавтоматы для сварки плавящимся электродом 155
7.2.2. Автоматы для сварки плавящимся электродом..............160
7.2.3. Установки для сварки вольфрамовым электродом в инертных
газах . ..... ......... . . 164
Глава 8. Электрошлаковая сварка (Сущук-Слюсаренко И. И.,
Лычко И. И.).....................................................167
8.1. Общие сведения..............................................167
8.1.1. Физические основы процесса.............................167
8.1.2. Определения, терминология и основные схемы процесса . . .169
6
8.1.3. Преимущества и недостатки .
8.1.4. Технологические возможности
8.2. Технология и техника сварки .17b
8.2.1. Рекомендации по выбору сварочных материалов . 175
8.2.2. Выбор параметров режима 176
8.2.3. Подготовка деталей к сварке.......................... ... 179
8.2.4. Техника выполнения прямолинейных швов проволочными элек-
тродами ........................................................180
8.2.5. Техника сварки кольцевых швов.......................... .181
8.2.6. Способы скоростной сварки......................... ...... 187
8.2.7. Сварка плавящимся мундштуком 189
8.3. Контроль качества сварных соединений......................... 192
8.3.1. Характерные дефекты 192
8.3.2. Способы контроля .193
Глава 9. Газовая сварка (Антонов И. А.) 194
9.1. Общие сведения 194
9.1.1. Определения. Основные способы ... .194
9.1.2. Физико-металлургические основы процесса 195
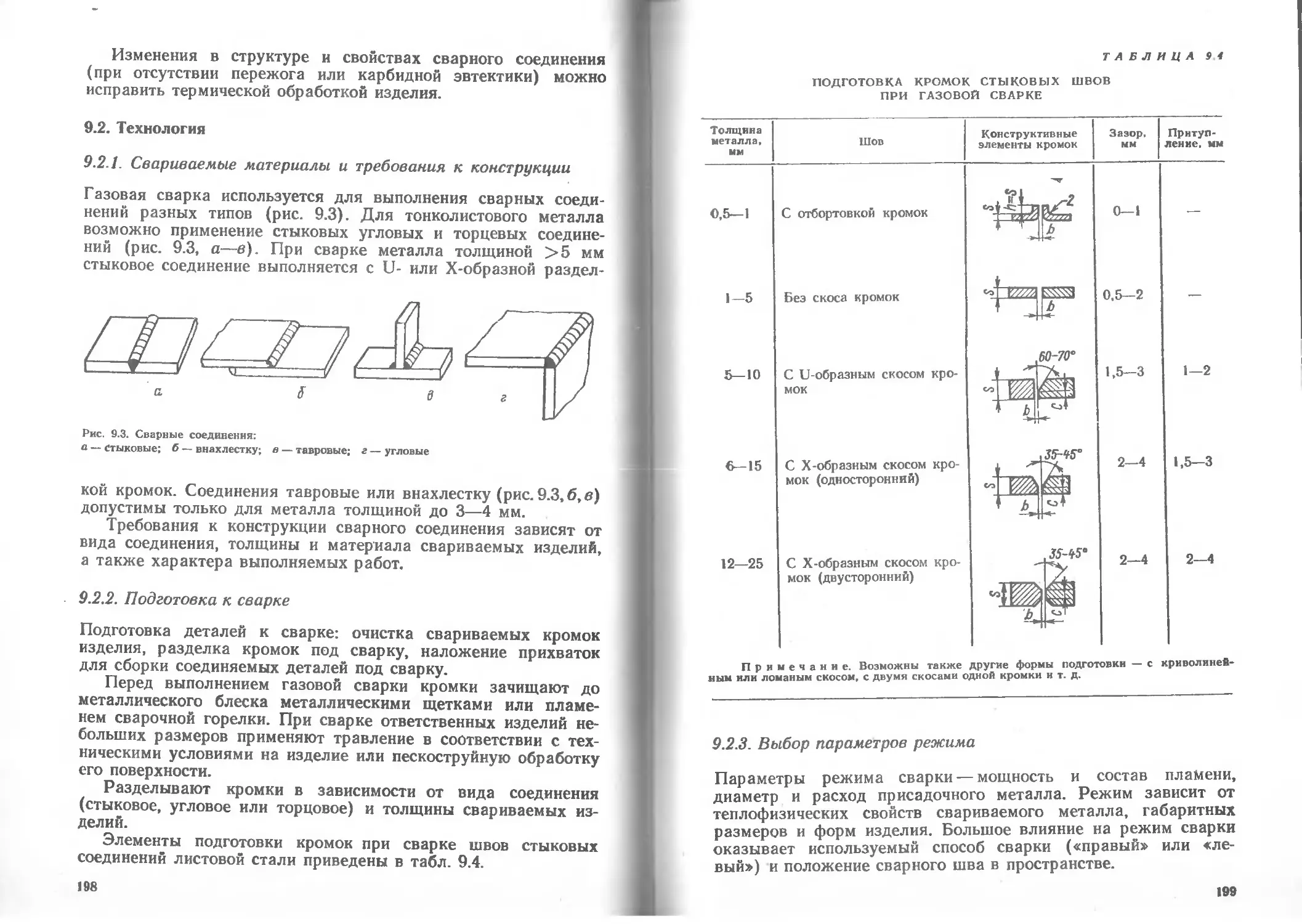
9.2. Технология 198
9.2.1. Свариваемые материалы и требования к конструкции . . 198
9.2.2. Подготовка к сварке ... . 198
9.2.3. Выбор параметров режима................................. 199
9.2.4. Особенности технологии газовой сварки ................. . 201
9.3. Оборудование и аппаратура 207
Раздел 2. СВАРКА ДАВЛЕНИЕМ 207
Глава 10. Диффузионная сварка (Терновский А. П.) 208
10.1. Общие сведения . .................................. 208
10.1.1. Терминология и основные схемы........................ 209
10.1.2. Технологические возможности и ограничения 209
10.2. Технология 211
10.2.1. Типы и конструкции соединений . .211
10.2.2. Подготовка поверхности . . .... 212
10.2.3. Применение покрытий и промежуточных прокладок . 212
10.2.4. Предохранение от приваривания к оснастке............. 214
10.2.5. Выбор параметров режима . ...................... 214
10.2.6. Пути интенсификации 216
10.3. Технологическая оснастка и оборудование 217
10.3.1. Основные типы приспособлений .... ..... 217
10.3.2. Герметизируемые контейнеры . . . 219
10.3.3. Универсальные установки . • 220
10.3.4. Газостаты ...... 221
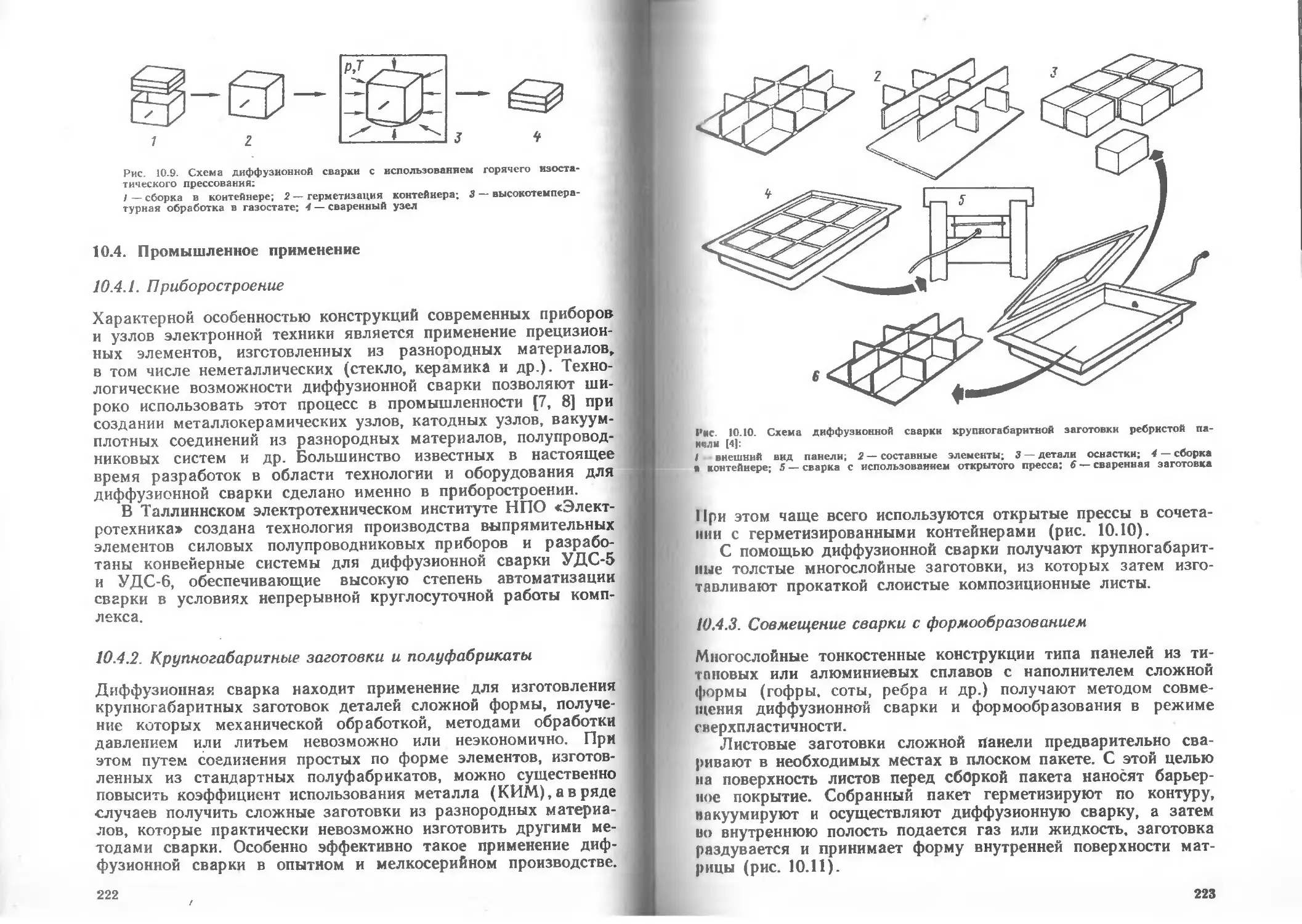
10.4. Промышленное применение 222
10.4.1. Приборостроение ......................................222
10.4.2. Крупногабаритные заготовки и полуфабрикаты . 222
10.4.3. Совмещение сварки с формообразованием . ... 223
10.5. Контроль качества .........................................224
7
Глава 11. Термокомпрессионная сварка (Атауш В. Е.).............224
11.1. Общие сведения...............................................224
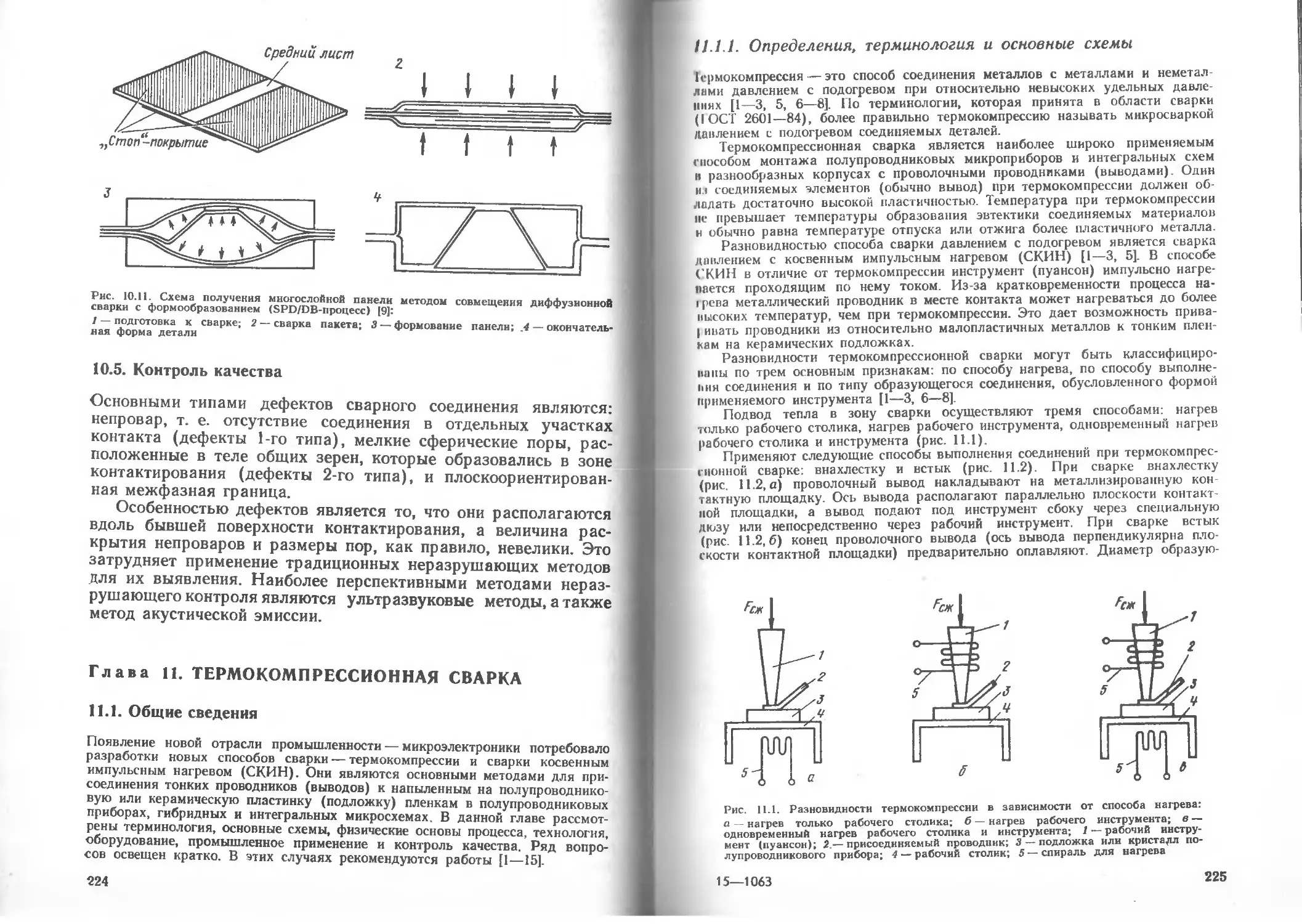
11.1.1. Определения, терминология и основные схемы..............225
11.1.2. Технологические возможности.............................227
11.2. Технология................................................. 228
11.2.1. Требования к конструкции соединений.....................228
11.2.2. Подготовка поверхностей.................................229
11.2.3. Применение покрытий (металлизация)......................230
11.2.4. Выбор параметров режима.................................230
11.3. Оборудование.................................................232
11.3.1. Конструктивные особенности установок....................232
11.3.2. Типы и основные технические характеристики установок . . 234
11.4. Промышленное применение......................................234
11.5. Контроль качества..................................... . . 234
Глава 12. Холодная сварка (Сапрыгин В. Д., Стройман И. М.) 236
12.1. Общие сведения...............................................236
12.1.1. Определения и терминология .............................237
12.1.2. Физические основы..................................... 239
12.1.3. Основные особенности....................................239
12.1.4. Области применения..................................... 240
12.1.5. Основные схемы..........................................240
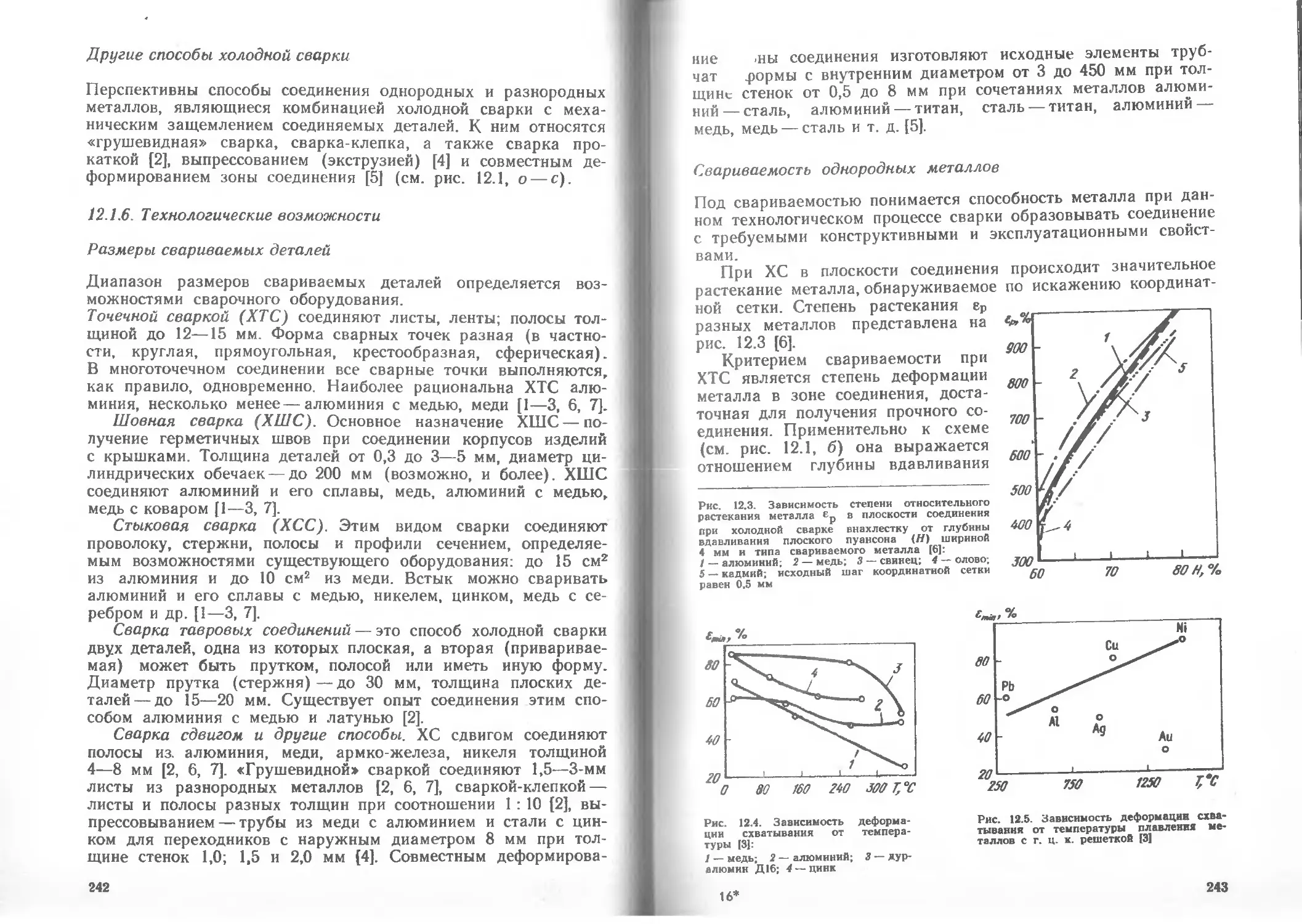
12.1.6. Технологические возможности . . . t.....................242
12.2. Технология . .... ... . 244
12.2.1. Требования к конструкции соединений ................... 244
12.2.2. Подготовка поверхности 245
12.2.3. Выбор параметров режима 245
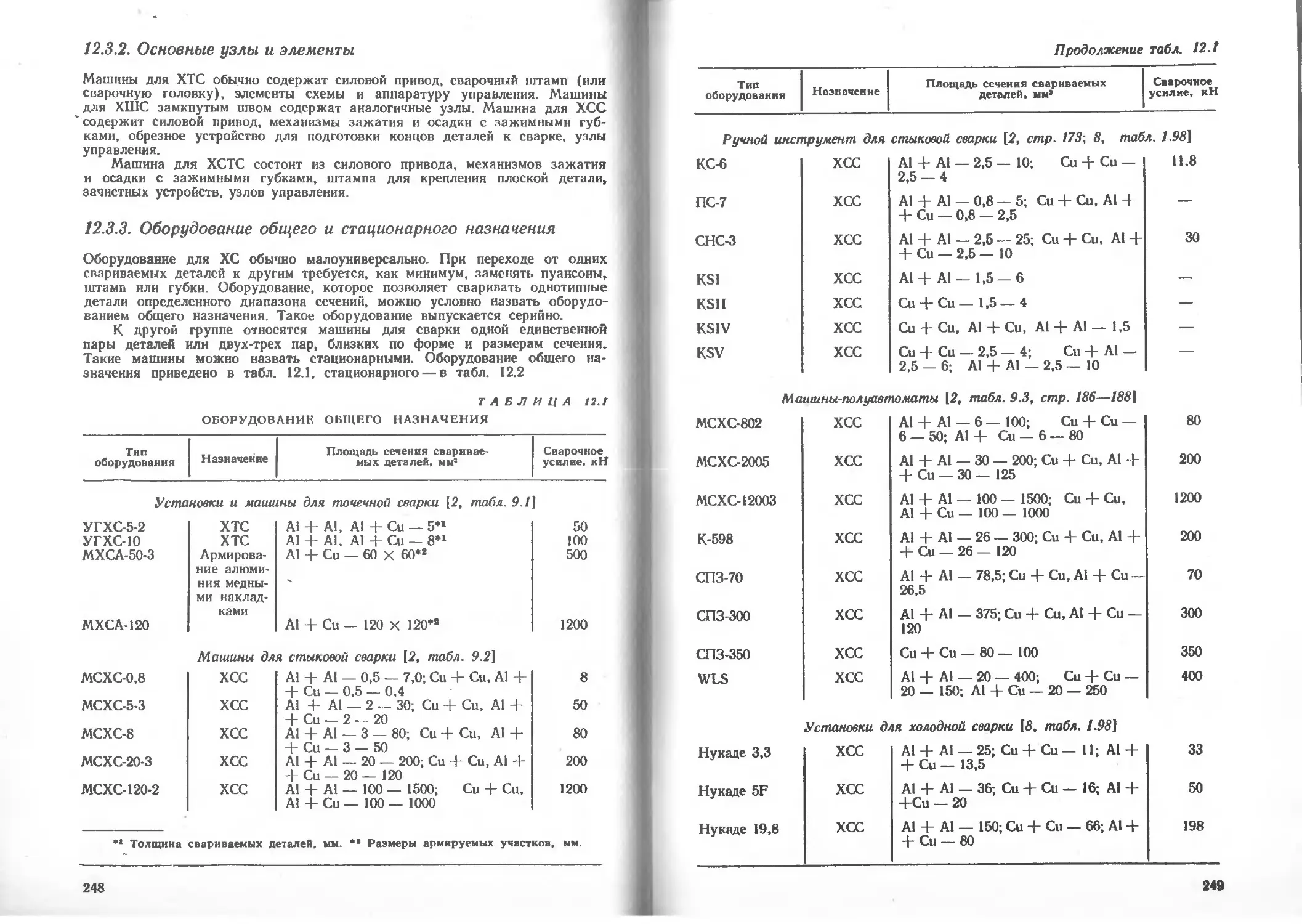
12.3. Оборудование................................................ 247
12.3.1. Общие требования к оборудованию.........................247
12.3.2. Основные узлы и элементы................................248
12.3.3. Оборудование общего и стационарного назначения .... 248
12.4. Контроль качества соединений . ...... . 250
12.4.1. Методы неразрушающего контроля......................250
12.4.2. Методы разрушающего контроля 251
Глава 13. Ультразвуковая сварка (Молчанов Б. А.)...................251
13.1. Общие сведения . ......................... 251
13.1.1. Определение и основные схемы процесса...................251
13.1.2. Физические основы.......................................253
13.1.3. Технологические возможности.............................253
13.2. Технология сварки ...........................................254
13.2.1. Подготовка поверхностей.................................255
13.2.2. Выбор параметров режима сварки .................. . 255
13.3. Оборудование.................................................256
13.4. Промышленное применение......................................258
Глава 14. Сварка трением (Мустафаев Р. И.).........................259
14.1. Общие сведения...............................................259
14.1.1. Основные способы сварки, наплавки и формоизменения тре-
нием ..........................................................262
8
14.1.2. Физические основы.......................................265
14.1.3. Технологические возможности.............................267
14.2. Технология...................................................269
14.2.1. Свариваемые материалы и требования к конструкции . 269
14.2.2. Подготовка к сварке.................................... 271
14.2.3. Выбор параметров режима сварки трением с непрерывным
приводом......................................................271
14.2.4. Термическая обработка соединения .......................273
14.3. Оборудование для сварки трением 273
14.4. Промышленное применение ... . 275
14.5. Контроль качества . . .... . 275
Глава 15. Сварка прокаткой (Латыпов Р. Л.) 276
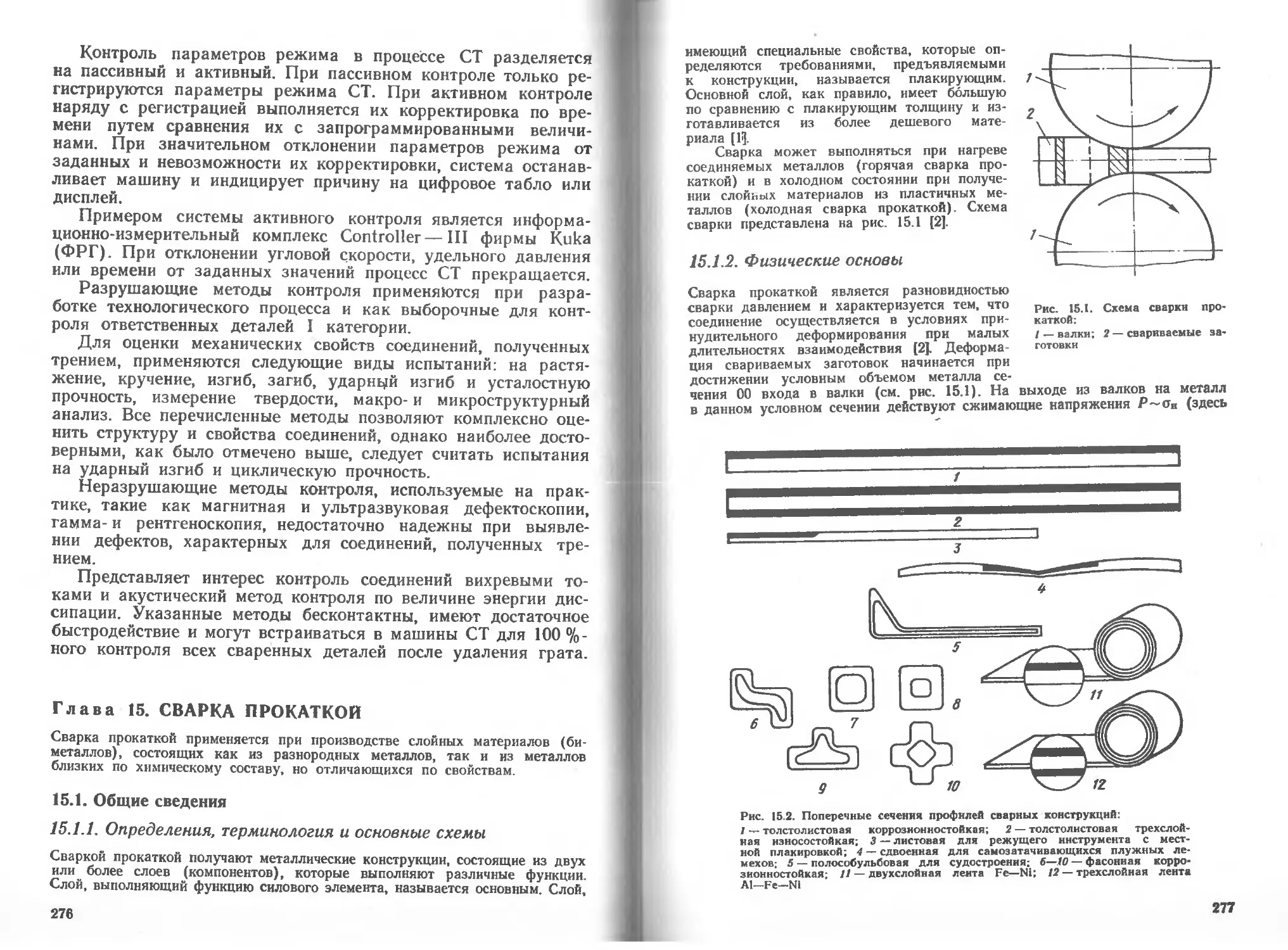
15.1. Общие сведения.............................................. 276
15.1.1. Определения, терминология и основные схемы . 276
15.1.2. Физические основы........................: ... . 277
15.1.3. Технологические возможности . . . 278
15.2. Технология сварки 278
15.2.1. Подготовка к сварке 278
15.2.2. Параметры режима . . 282
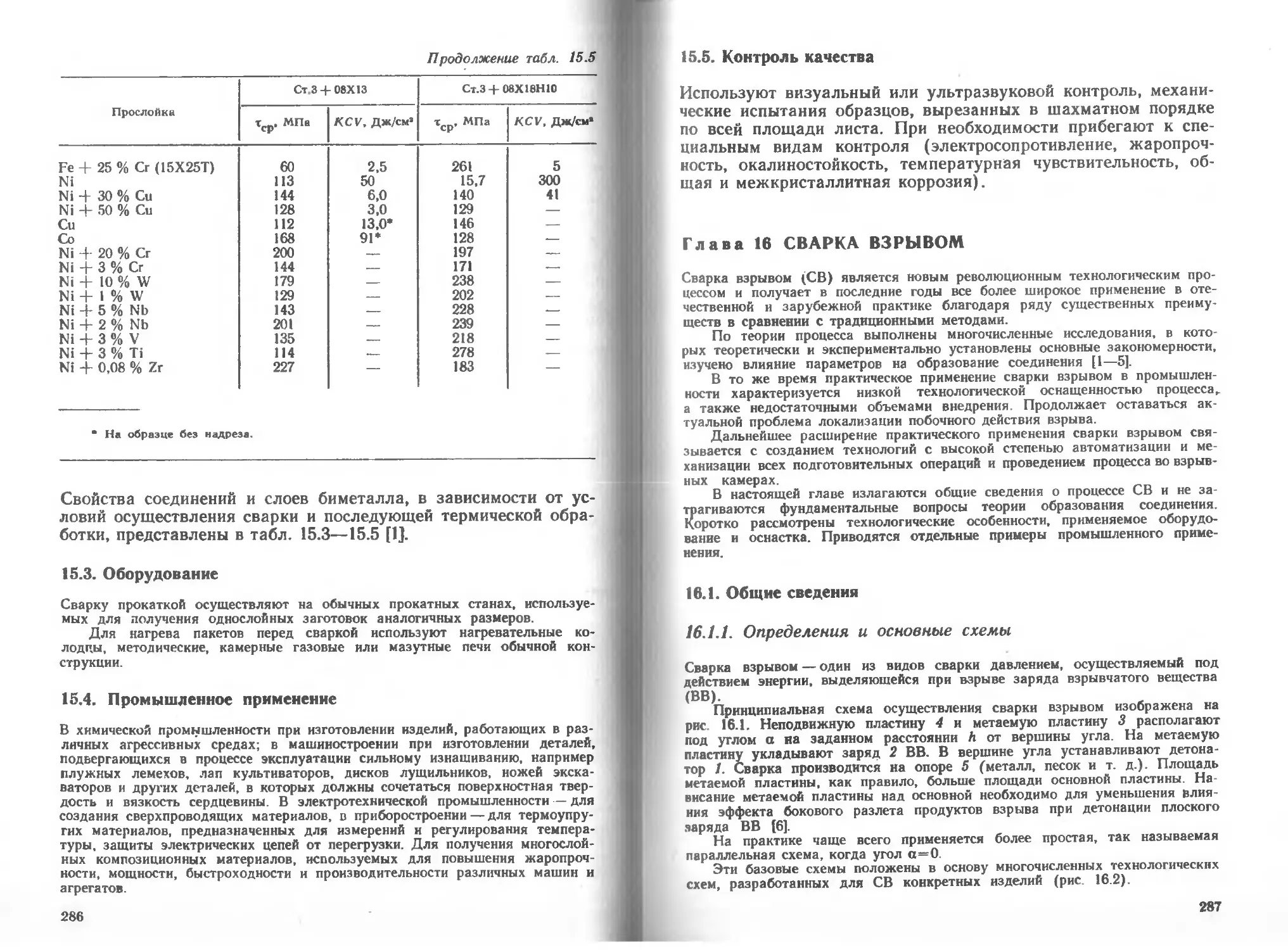
15.2.3. Окончательные операции . 283
15.2.4. Свойства соединений . 284
15.3. Оборудование . . . 286
15.4. Промышленное применение . .... 286
15.5. Контроль качества . .......................287
Глава 16. Сварка взрывом (Конон Ю. А.).............................287
16.1. Общие сведения...............................................287
16.1.1. Определения и основные схемы . 287
16.1.2. Физические основы ... . 288
16.1.3. Технологические возможности . 291
16.2. Технология ... 292
16.2.1. Свариваемые материалы и требования к ним................292
16.2.2. Подготовка материалов к сварке . . 293
16.2.3. Выбор параметров режима СВ 293
16.3. Оборудование и оснастка..................................... 294
16.3.1. Оборудование и оснастка при ведении работ в полевых ус-
ловиях .......................................................294
16.3.2. Оборудование и оснастка при ведении работ в условиях про-
мышленных предприятий.........................................295
16.4. Промышленное применение..................................... 296
16.5. Контроль качества соединений............................... 298
Глава 17. Магнитно-импульсная сварка (Сапрыгин В. Д.) . . 298
17.1. Общие сведения ............................................ 298
17.1.1. Определения, терминология и основные схемы . . . 298
17.1.2. Физические основы...................................... 300
17.1.3. Технологические возможности.............................300
17.2. Технология . 303
17.2.1. Требования к конструкции соединений.....................303
9
17.2.2. Подготовка поверхности............................... 304
17.2.3. Выбор параметров режима................................304
17.3. Оборудование, инструмент и оснастка для МИС .... 305
17.3.1. Оборудование 305
17.3.2. Инструмент................ .........................• 306
17.3.3. Оснастка . ...................................- 306
17.4. Контроль качества соединений . . . . . 306
Глава 18. Высокочастотная сварка (Лейсахович В. А.)...............307
18.1. Общие сведения.............................................. . 307
18.2. Кондуктивный токоподвод при непрерывной высокочастотной сты-
ковой сварке......................................................310
18.3. Индукционный подвод тока при непрерывной высокочастотной сты-
ковой сварке . ...........................................314
18.4. Одновременная стыковая сварка...............................317
18.5. Высокочастотная сварка металлических изделий по отбортованным
кромкам...........................................................318
18.6. Оборудование для высокочастотной сварки . 321
Глава 19. Дугоконтактная сварка (Рывкина В. Г.) . ... 329
19.1. Основные схемы процесса.............................. . 329
19.2. Форма и материалы свариваемых изделий . . . . . . 331
19.3. Технические преимущества способа ......................... 332
19.4. Область применения . ......... . 332
19.6. Технология сварки...........................................333
19.6. Контроль качества соединений . .................... 334
19.7. Система возбуждения дуги . . 335
19.8. Промышленные установки 335
Раздел 3. КОНТАКТНАЯ СВАРКА................................... . 338
Глава 20. Точечная и шовная сварка (Чакалев А. А.)................339
20.1. Общие сведения . .................................339
20.1.1. Определения, терминология и основные схемы .... 340
20.1.2. Физические основы образования соединений.............. 342
20.1.3. Технологические возможности точечной и шовной сварки 349
20.2. Технология точечной и шовной сварки . . ...............351
20.2.1. Требования к сварным конструкциям......................352
20.2.2. Подготовка к сварке....................................358
20.2.3. Выбор режимов сварки...................................361
20.2.4. Обработка соединений после сварки......................368
20.3. Оборудование для точечной и шовной сварки . 369
20.3.1. Сварочные машины.......................................370
20.3.2. Электроды сварочных машин .... 375
20.3.3. Системы управления оборудованием.......................376
20.3.4. Механизация и автоматизация точечной и шовной сварки . 377
20.4 Промышленное применение точечной и шовной сварки . . 380
20.5. Контроль качества соединений................................381
Глава 21. Контактная стыковая сварка (Чакалев А. А.) ... . 384
21.1. Общие сведения..............................................384
21.1.1. Определение, терминология и основные схемы ............384
10
21.1.2. Физические основы образования соединений.............. 385
21.1.3. Технологические возможности стыковой сварки 387
21.2. Технология стыковой сварки.................................. . 389
21.2.1. Свариваемые материалы и требования к конструкциям 389
21.2.2. Подготовка к сварке . 390
21.2.3. Выбор параметров режима .... 390
21.2.4. Обработка соединений после сварки . 392
21.3. Оборудование для стыковой сварки 392
21.3.1. Сварочные машины . . .......................... 392
21.3.2. Системы управления оборудованием 393
21.3.3. Приспособления и оснастка............................. 394
21.3.4. Машины-автоматы. Поточные автоматизированные машины . 394
21.4. Промышленное применение стыковой сварки 395
21.5. Контроль качества стыковой сварки 396
Глава 22. Расчет трансформаторов для машин контактной сварки
(Рыськова 3. А.) . 396
22.1. Конструктивное устройство контактных электросварочных машин 396
22.2. Место трансформатора в машине и его назначение . . 397
22.3. Конструкция трансформатора и его узлов . . . . 399
22.4. Техническое задание на расчет трансформатора 399
22.5. Определение величин технического задания . 401
22.5.1. Номинальный сварочный ток /2Я и время сварки /св 401
22.5.2. Первичное напряжение Ut . 401
22.5.3. Вторичное напряжение С4о...............................401
22.6. Продолжительность включения трансформатора (ПВ) . 404
22.7. Внешний контур контактной машины . . . 404
22.7.1. Сечения элементов внешнего контура ....................405
22.7.2. Активное сопротивление элементов внешнего контура гв . 407
22.7.3. Индуктивное сопротивление внешнего контура х»..........408
22.7.4. Активное сопротивление участка зоны сварки электрод —
электрод гвл...................................................412
22.7.5. Предварительные величины параметров трансформаторов г/
их/......................................................... 412
22.8. Электрический расчет трансформатора . . . . •............. 413
Раздел 4. ПАВКА, ПОКРЫТИЯ И НАПЛАВКА .426
Глава 23. Пайка (Хлудов Е. А.) ..............426
23.1. Общие сведения . ............. 426
23.1.1. Основные понятия и определения . . . . 426
23.1.2. Технологические возможности .... . 427
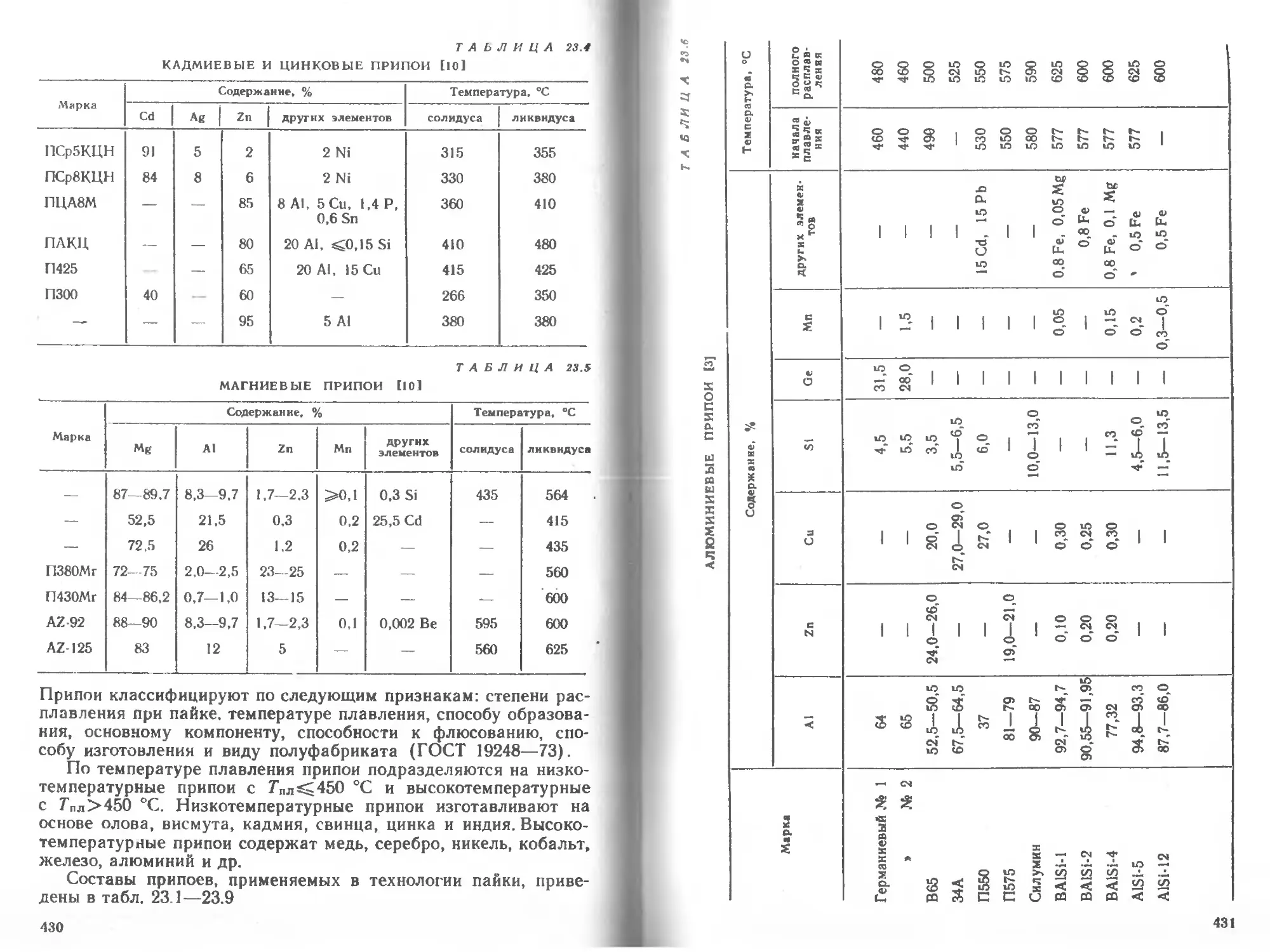
23.2. Припои................................................. . 428
23.3. Флюсы ... - .... . 434
23.4. Газовые среды............... . 439
23.5. Классификация способов пайки................................. 439
11
23.5.1. Пайка в печах с контролируемой атмосферой ......
23.5.2. Пайка в вакуумных печах ................................
23.5.3. Индукционная пайка......................................
23.5.4. Пайка электросопротивлением ...................
23.5.5. Электронно-лучевая пайка ...............................
23.5.6. Лазерная пайка . .
23.5.7. Пайка световым лучом....................................
23.5.8. Пайка погружением в расплавленные припои..................
23.5.9. Пайка погружением в расплавленные соли..................
23.5.10. Газопламенная пайка ... . . .
23.5.11. Пайка паяльником
439
440
440
441
442
443
443
444
445
446
447
23.6. Пайка металла с керамикой...................................448
Глава 24. Покрытия (Борисов Ю. С.) .448
24.1. Общие сведения..........................................................448
24.2. Определения, классификация и основные схемы ........ 449
24.2.1. Получение покрытий из парогазовой фазы..............449
24.2.2. Получение покрытий из растворов и тонких суспензий . . . 450
24.2.3. Получение покрытий из расплавов и полурасплавов .... 450
24.2.4. Получение покрытий из твердых веществ и их аэросмесей 450
24.3. Физические основы процессов нанесения покрытий .........................450
24.3.1. Напыление покрытий газопламенным методом . . .... 450
24.3.2. Напыление покрытий плазменно-дуговым методом . ... 451
24.3.3. Напыление покрытий детонационным методом (ДНП) . . . 451
24.3.4. Напыление покрытий методом электродуговой металлизации 452
24.3.5. Нанесение покрытий методом электронно-лучевого испарения 452
24.3.6. Нанесение покрытий методами высокоскоростного вакуумного
распыления.................................................. 452
24.4. Технологические возможности газотермических и вакуумных мето-
дов нанесения покрытий . . . 452
24.4.1. Газопламенный метод . . . . 452
24.4.2. Плазменно-дуговой метод ... 454
24.4.3. Детонационный метод . 455
24.4.4. Электродуговая металлизация...............•..............455
24.4.5. Электронно-лучевой метод ........................456
24.4.6. Методы ионно-плазменного нанесения покрытий .............456
24.5. Технология нанесения газотермических и вакуумных покрытий . 457
24.5.1. Подготовка деталей к газотермическому напылению . , . 457
24.5.2. Подготовка деталей к вакуумному напылению...............457
24.5.3. Подготовка материалов для нанесения газотермических по-
крытий ........................................................ 457
24.5.4. Подготовка поверхности деталей..........................457
24.5.5. Выбор технологических параметров режима нанесения покрытий 459
24.5.6. Материалы для нанесения покрытий.........................461
24.5.7. Выбор материалов для нанесения покрытий..................463
24.5.8. Механическая обработка напыленных покрытий...............465
12
24.6. Оборудование и технологическая оснастка для нанесения покрытий 465
24.6.1. Оборудование для газопламенного напыления . . 465
24.6.2. Оборудование для плазменного напыления . . . . 466
24.6.3. Оборудование для детонационного напыления .... . . 467
24.6.4. Оборудование для электродуговой металлизации...........468
24.6.5. Оборудование для электронно-лучевого нанесения покрытий . . 468
24.6.6. Оборудование для нанесения покрытий высокоскоростным ва-
куумным распылением............................................469
24.7. Практическое применение напыленных покрытий . .... 469
24.8. Контроль качества напыленных покрытий.......................474
Глава 25. Наплавка (Гладкий П. В., Жудра А. П., Рябцев И. А) 476
25.1. Общие сведения ....... . 476
25.1.1. Определения и термины . 476
25.2. Классификация способов наплавки.............................478
25.3. Термические способы наплавки . 478
25.3.1. Ручная дуговая наплавка штучными электродами . 478
25.3.2. Полуавтоматическая и автоматическая дуговая наплавка . 478
25.3.3. Электрошлаковая наплавка (ЭШН)................... 479
25.3.4. Плазменная наплавка (ПН)...............................481
25.3.5. Индукционная наплавка (ИН).............................481
25.3.6. Лазерная (световая) наплавка (ЛН) . 483
25.3.7. Электронно-лучевая наплавка (ЭЛН) . 483
25.3.8. Газовая наплавка (ГН)................. . 484
25.3.9. Печная наплавка композиционных сплавов . . 484
25.4. Термомеханические способы наплавки . ... 485
25.4.1. Электроконтактная наплавка (ЭКН) 485
25.4.2. Плакирование прокаткой и экструдированием..............485
25.5. Механические способы наплавки (наварки).....................486
25.5.1. Плакирование с использованием энергии взрыва.......... 486
25.5.2. Наплавка трением (НТ)................................. 486
25.6. Материалы для наплавки 486
25.6.1. Электродные проволоки ................................. . 486
25.6.2 Электродные ленты . 488
25.6.3. Порошки для наплавки...................................489
25.6.4. Электроды для дуговой наплавки 489
25.6.5. Флюсы для наплавки .................................. 490
25.6.6. Прочие наплавочные материалы ... ... 491
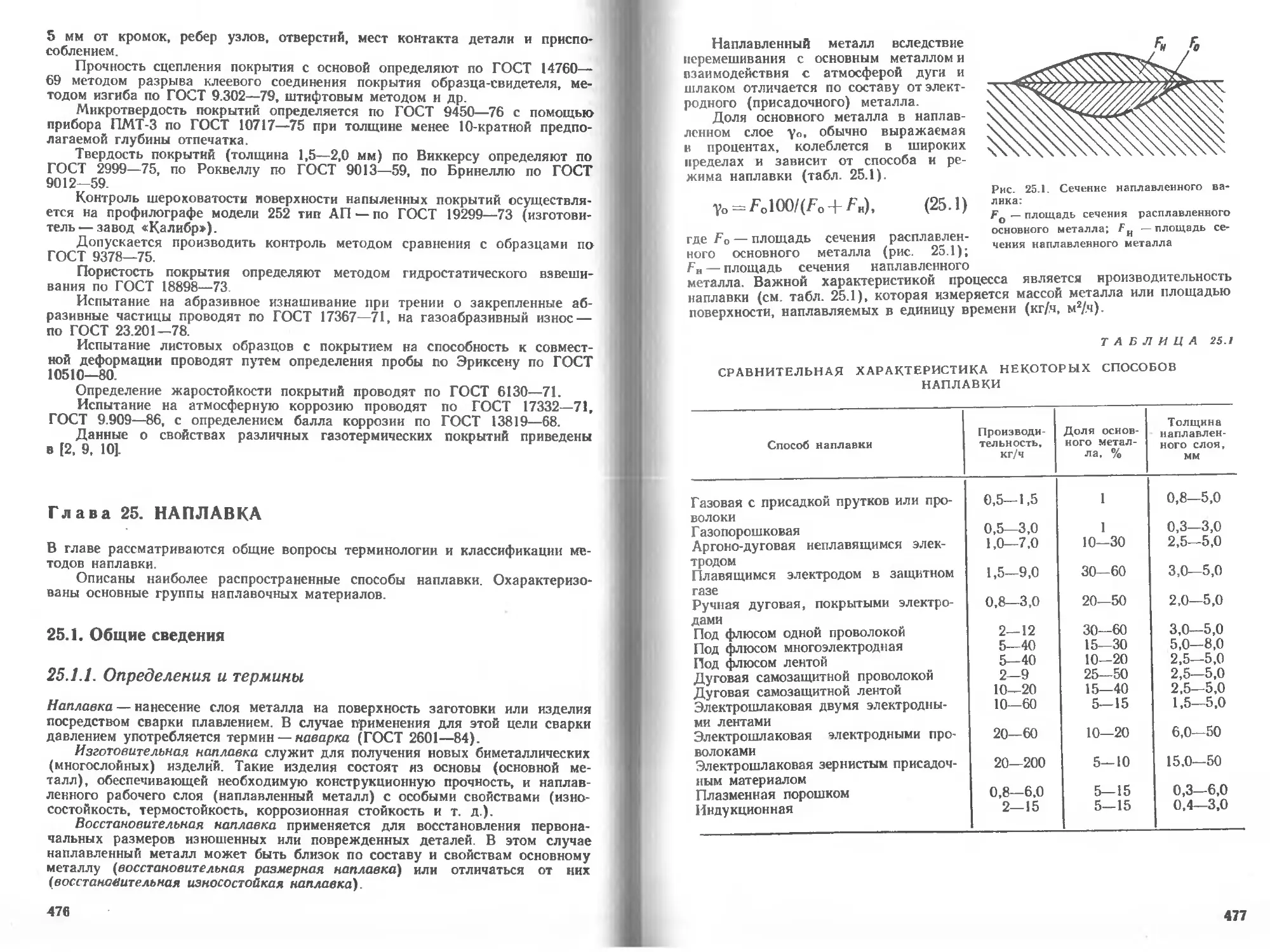
25.7. Наплавленный металл ..... 491
25.8. Основной металл .... . 492
25.9. Оборудование для наплавки . . . . 492
25.9.1. Оборудование для ручной наплавки.......................492
25.9.2. Оборудование для механизированной наплавки.............492
25.10. Производство наплавочных работ . ........................500
25.10.1. Выбор способа наплавки................................500
25.10.2. Подготовка наплавочных материалов и деталей под наплавку 501
25.10.3. Технология и техника наплавки.........................501
25.10.4. Термическая обработка деталей после наплавки..........501
13
25.11. Контроль качества наплавленного металла
25.11.1. Неразрушающие методы контроля качества наплавленного
металла......................................................^02
25.11.2. Разрушающие методы контроля качества наплавленного ме-
талла ..................................................... 502
Раздел 5. ТЕРМИЧЕСКАЯ РЕЗКА 502
Глава 26. Кислородная и кислородно-флюсовая резка (Сухинин Г. К.) 502
26.1. Общие сведения 502
26.2. Технология резки 504
26.2.1. Кислородная резка стали средних толщин 504
26.2.2. Кислородная резка стали малых толщин . 507
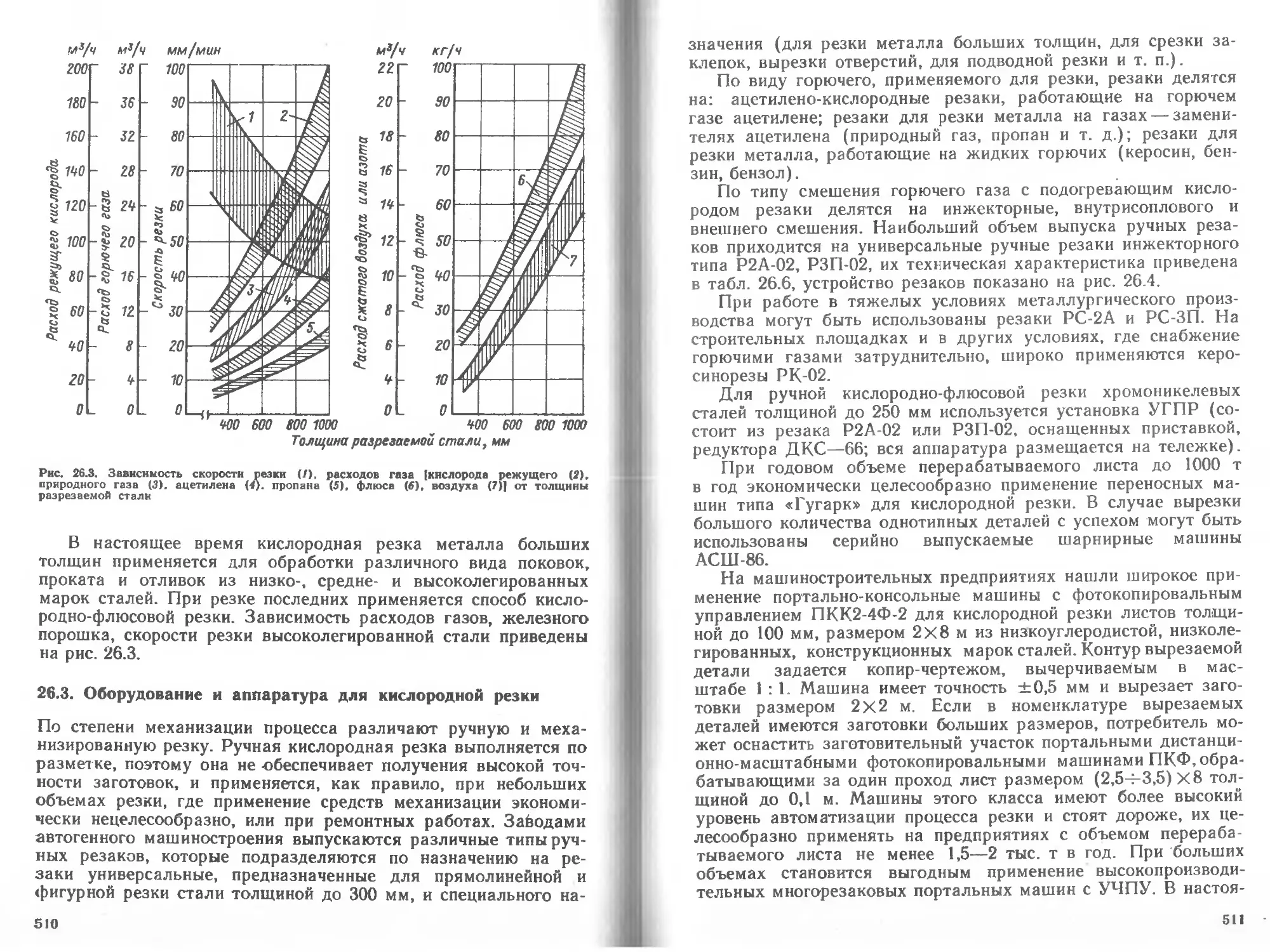
26.2.3. Кислородная резка стали больших толщин...............508
26.3. Оборудование и аппаратура для кислородной резки 510
26.4. Качество резки .................................... . . 515
Глава 27. Плазменная резка (Васильев К. В.)................ . . 516
27.1. Общие сведения 516
27.2. Технология . . 520
27.2.1. Материалы.......... 520
27,2.2. Выбор параметров режима . 522
27.2.3. Точность н качество резки . . . 525
27.3. Оборудование и оснастка ... 527
27.4. Промышленное применение метода.......................... . . 528
27.5. Техника безопасности, санитария и гигиена................. 528
Глава 28. Лазерная резка (Тихомиров А. В.) ...............529
28.1. Общие сведения . .... 529
28.1.1. Схема процесса . .... . 530
28 1.2. Физические основы ... 530
28.1.3. Модели резки ...............531
28.2. Технология . ....................................533
28.2.1. Особенности и требования к процессу резки . ...... 533
28.2.2 Режимы резки металлов ............................. . 533
28.2.3. Режимы резки неметаллических материалов ... . 535
28.2.4. Качество резки металлов ..................................536
28.2.5. Качество резки неметаллических материалов . .... 537
28.2.6. Точность резки............................................537
28.2.7. Особенности резки импульсно-периодическим излучением . . 538
28.2.8. Влияние поляризации излучения . 538
28.3. Оборудование и технологическая оснастка.................... . . 539
28.3.2. Конструктивные схемы роботов для резки объемных заготовок 540
28.3.3. Технологическая оснастка .... .....................540
28.3.4. Производительность оборудования . . ..............541
28.4. Промышленное применение ... ..........................542
14
Раздел 6. СВАРКА ПЛАСТМАСС....................
543
Глава
29.
Технология и оборудование для
ков С. С., Ощепков В. Е.) . .
сварки
пластмасс
(Вол-
g ggg g® § g g gs s ms s ssg ss s
29.1. Классификация способов сварки пластмасс.....................
29.2. Сварка нагретым газом.......................................
29.2.1. Сварка с присадкой.....................................
29.2.2. Сварка без присадки
29.2.3 Оборудование ...
29.3. Сварка экструдируемой присадкой (расплавом) .
29.3.1. Сущность и схемы процесса .... ...............
29.3.2. Бесконтактная сварка............
29-3.3. Контактно-экструзионная сварка . . . .
29.3.4. Оборудование ...
29.4. Контактная тепловая сварка..................................
29.4.1. Схемы процесса
29.4.2. Оборудование............................. . .
29.5. Сварка ультразвуком
29.5.1. Схемы процесса .
29.5.2. Контактная сварка ...
29.5.3. Передаточная сварка
29.5.4. Оборудование
29.6. Сварка трением и вибротрением . . . .
29.6.1. Схемы процесса ........................................
29.6.2. Оборудование.................................. . . .
29.7. Сварка токами высокой частоты
29.7.1. Схемы процесса .......................
29.7.2. Прессовая сварка
29.7.3. Роликовая сварка ......................................
29.7.4. Оборудование...........................................
29.8. Сварка ИК-нзлучением .................................. ...
29.8.1. Схемы процесса
29.8.2. Оборудование .......................
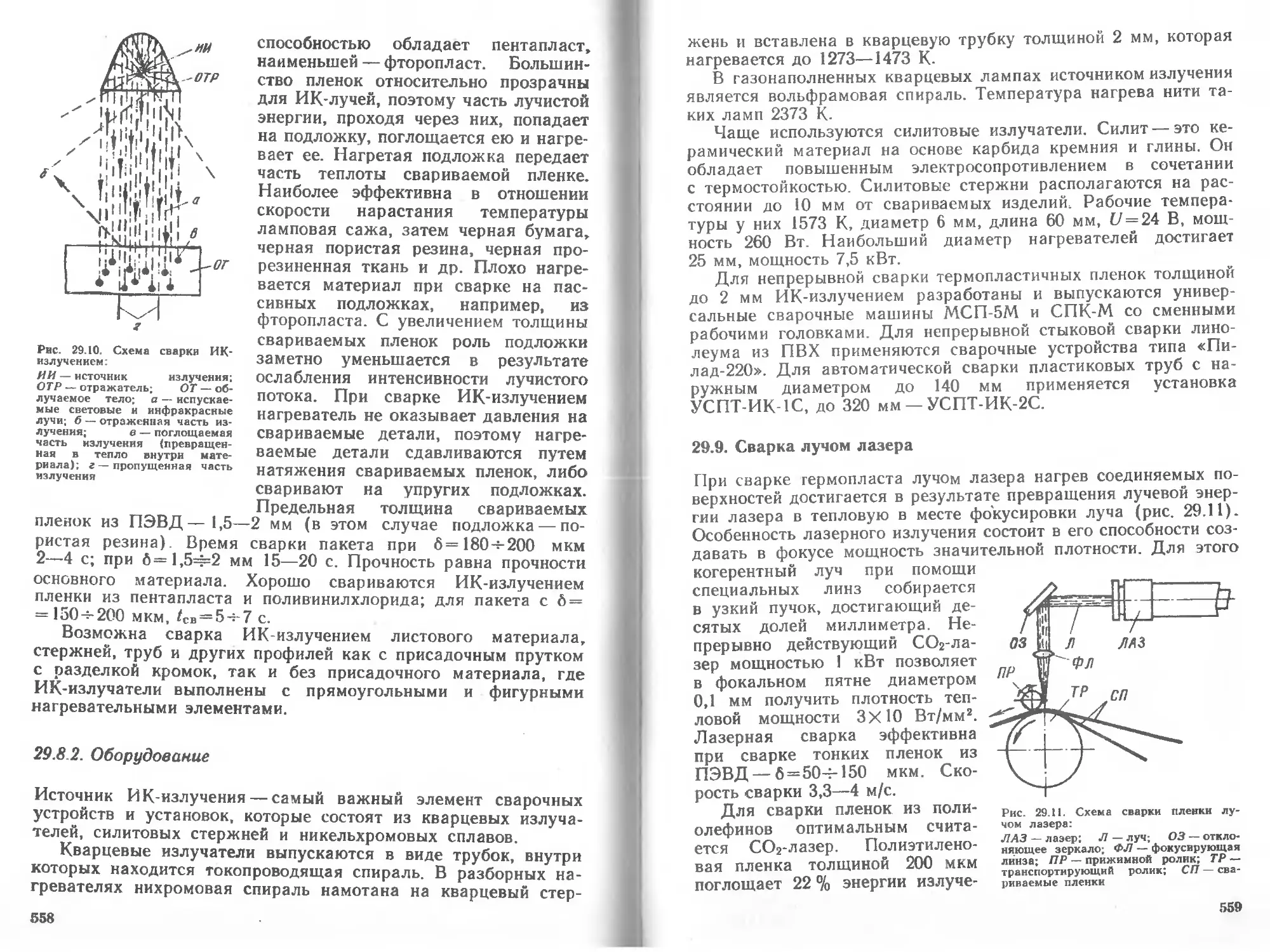
29.9. Сварка лучом лазера . ...
29.10. Сварка световым лучом......................................
29.11. Комбинированные, способы сварки полимеров . .
Библиографический список................................ . . . .
Содержание томов 1 и III
Том I. Свариваемость материалов
Раздел I. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ (гл. 1—6)
Раздел 2. УГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
(гл. 7—9)
Раздел 3. ЛЕГИРОВАННЫЕ СТАЛИ (гл. 10—12)
Раздел 4. ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ И СПЛАВЫ (гл. 13—21)
Раздел 5. ЧУГУНЫ (гл. 22, 23)
Раздел 6. ЛЕГКИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ (гл. 24—26)
Раздел 7. ТЯЖЕЛЫЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ (гл. 27—30)
Раздел 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ (гл. 31)
Раздел 9. РАЗНОРОДНЫЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ (гл. 32,
33)
Раздел 10. МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ И НАПЫЛЕНИЯ (гл. 34,35)
Раздел 11. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ (гл 36, 37)
Раздел 12. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ (гл. 38, 39)
Том III. Автоматизация. Качество. Безопасность
Раздел 1. СВАРНЫЕ СОЕДИНЕНИЯ И ИХ РАСЧЕТ (гл. 1, 2)
Раздел 2. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ СВАРКИ (гл 3—8)
Раздел 3. РАСЧЕТНЫЕ МОДЕЛИ ОЦЕНКИ КАЧЕСТВА (гл. 9—16)
Раздел 4. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА (гл. 17—22)
Раздел 5. БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
(гл. 23—27)
16
ПРЕДИСЛОВИЕ
Настоящий справочник включает около ста статей, сгруппиро-
ванных в три тома. Том I относится к теоретическому базису
сварочных процессов и свариваемости материалов. В томе II
даются сведения по технологии и оборудованию. Том III со-
держит сведения по автоматизации процессов сварки, матема-
тическим методам оценки качества, неразрушающему контролю
швов, охране труда, защите окружающей среды и стандарти-
зации.
Справочник рассчитан на работников практически всех от-
раслей народного хозяйства. Составители и авторы справоч-
ника стремились подготовить материал, по стилю близкий
к лучшим изданиям соответствующего профиля, выпускаемых
в индустриально развитых странах на английском и немецком
языках.
Справочник снабжен подробным оглавлением и рубрика-
цией, облегчающей поиск требуемого материала.
Академик Г. А. Николаев
Профессор МГТУ им. Н. Э. Баумана докт. техн, наук
В. Н. Волченко
2—1063
ПРЕДИСЛОВИЕ К ТОМУ II
Во II томе справочника помещены материалы, связанные с тех-
нологией и оборудованием наиболее распространенных спосо-
бов сварки, термической резки, пайки, нанесения покрытий и
наплавки различных металлов и сплавов. Кроме того, рассмот-
рены сварка пластических масс и вопросы расчета сварных
соединений при статических и переменных нагрузках.
Ограниченный объем справочника не дает возможности под-
робно детализировать особенности технологии и оборудования
рассматриваемых процессов, в связи с чем читатель в случае
необходимости может воспользоваться соответствующей лите-
ратурой.
Развитие технологии и оборудования сварочных процессов
идет в настоящее время достаточно быстрыми темпами, по-
этому авторы особенно не стремились заострять внимание чи-
тателей на конкретных марках оборудования, которое доста-
точно быстро устаревает.
В то же время на современном научном уровне изложены
теоретические основы сварки, технология разных видов сварки
плавлением и давлением, свариваемость разных металлов,
контроль и управление качеством сварных швов.
Материалы справочника полезны как специалистам, работа-
ющим в области сварочной технологии и оборудования, так и
специалистам из других отраслей техники, впервые сталкиваю-
щимся со всем многообразием сварочных процессов, применя-
емых в промышленности.
Докт. техн, наук В. М. Ямпольский
Раздел
СВАРКА ПЛАВЛЕНИЕМ
Глава 1 РУЧНАЯ ДУГОВАЯ СВАРКА (РДС)
1.1. Общие сведения, классификация,
технологические возможности
При РДС (ручной дуговой сварке) зажигание дуги, поддержание ее длины
во время сварки, перемещение вдоль свариваемых кромок и подача электрода
в зону горения дуги по мере его расплавления осуществляется сварщиком
вручную. Качество сварки соединения во многом зависит от квалификации
сварщика: умения быстро зажигать дугу, поддерживать необходимую ее
длину, равномерно перемещать дугу вдоль свариваемых кромок, выполнять
требуемые колебательные движения электрода при сварке, сваривать шов
в разных пространственных положениях.
По количеству электродов РДС подразделяется на одно-, двух- и много-
электродную (пучком электродов). По роду применяемого тока: на сварку
при постоянном и переменном токе. Сваривать можно однофазной и трехфаз-
ной дугой.
Наиболее широкое распространение получила сварка металлическим пла-
вящимся электродом на постоянном и переменном токе.
Другие методы РДС применяются или для повышения производительно-
сти труда (например, сварка пучком электродов), или для получения опреде-
ленных типов швов сварных соединений (например, при сварке с отбортовкой
кромок), или при сварке легированных сталей, цветных металлов и их спла-
вов (например, сварка вольфрамовым электродом).
1.2. Технология РДС
1.2.1. Свариваемые материалы
С помощью РДС, как правило, свариваются стали: углеродистые обыкновен-
ного качества (по ГОСТ 380—88); углеродистые качественные конструкцион-
ные с нормальным (марок 10, 15 и 20) и повышенным (марок 15Г и 20Г) со-
держанием марганца (ГОСТ 1050—74 и ГОСТ 4543—71 соответственно);
низколегированные (ГОСТ 19282—73; ГОСТ 19281—73); легированные конст-
рукционные (ГОСТ 4543—71); теплоустойчивые (ГОСТ 20072—88); высоколе-
гированные (а также жаростойкие и жаропрочные Fe—Ni сплавы) по
ГОСТ 5632—72. Кроме того, с помощью РДС возможна сварка чугуна н
цветных металлов (А1, Си и их сплавов).
1.2.2. Электроды для РДС и примеры их промышленного
применения
Для РДС плавящимся электродом применяют электроды, представляющие
собой стержни из сварочной проволоки (длиной 0,225—0,450 м) с электрод-
ным покрытием. Покрытие наносят с целью: поддержания устойчивого горе-
ния дуги; защиты зоны сварочной дуги от воздействия О2 и N2 воздуха; обра-
зования на поверхности сварочной ванны и металла шва слоя шлака, защи-
щающего ванночку от доступа воздуха и замедляющего охлаждение шлака;
раскисления металла шва и его легирования.
2*
19
Сварочная проволока
Для изготовления электродных стержней применяют проволоку из стали и
цветных металлов. При сварке чугуна, бронзы и некоторых других металлов
применяют также литые электродные стержни.
По ГОСТ 2246—70 холоднотянутая сварочная проволока маркируется
следующим образом: малоуглеродистая — Св-08, Св-08А, Св-08АА, Св-08ГА
и СВ-10Г2; легированная — Св-08ГС, Св-12ГС, Св-08Г2С, Св-ЮГН,
Св-08ГСМТ и т. д. (всего 30 марок); высоколегированная Св-12Х11НМФ,
Св-ЮХИНВМФ, Св-12Х13, Св-20Х13, Св-06Х14, Св-08Х14ГНТ и т. д. (всего
41 марка).
Общие требования к электродам
Согласно ГОСТ 9466—75 по назначению электроды подразделяются для
сварки: У—-углеродистых и низколегированных конструкционных сталей
с ав<600 МПа; Л — легированных конструкционных сталей с <тв<600 МПа,
Т — легированных теплоустойчивых сталей, В — высоколегированных сталей
с особыми свойствами.
Электроды для сварки стали подразделяются на типы — по ГОСТ 9467—75
и ГОСТ 10052—75 и на марки — по стандартам или ТУ (при этом каждому
типу электрода может соответствовать одна или несколько марок).
ТАБЛИЦА 1.1
ОБОЗНАЧЕНИЯ ЭЛЕКТРОДОВ ПО ПОЛЯРНОСТИ
ПРИМЕНЯЕМОГО ТОКА (ПО ГОСТ 9466—75)
Рекомендуемая полярность постоянного тока t/x х переменного тока, В Обозначение электрода
ном. предельные откло- нения
Обратная — — 0*
Любая 50 ±5 1
Прямая 50 ±5 2
Обратная 50 ±5 3
Любая 70 ±1,0 4
Прямая 70 ±1,0 5
Обратная 70 ±1,0 6
Любая 90 ±5 7
Прямая 90 ±5 8
Обратная 90 ±5 9
• Обозначены электроды, предназначенные для сварки только на постоянном токе
обратной полярности.
20
Рис. 1.1. Структура условного обозначения электродов по ГОСТ 9466—75 (ХМ — группа
индексов, указывающих характеристики наплавленного металла и металла шва
по ГОСТу)
По толщине покрытия в зависимости от отношения £>/da (D — диаметр
покрытия, da — диаметр электрода, определяемый диаметром стержня) элек-
троды подразделяют:
М— с тонким (£>/d8<l,20), С — со средним (l,20<P/d8cl,45), Д —
с толстым (l,45<D/do<l,80) и Г — с особо толстым (Z>/de>l,80) покрытием.
В зависимости от покрытия электроды подразделяют на виды: А (кислое
покрытие), Б (основное покрытие),Ц (целлюлозное),Р (рутиловое) и П (по-
крытия прочих видов). При покрытии смешанного вида используют соответ-
ствующее двойное обозначение. При наличии в покрытии железного порошка
в количестве >20 % к обозначению вида покрытия добавляется буква Ж-
По допустимым пространственным положениям сварочные электроды
подразделяют на группы: 1 — для всех положений; 2 — для всех положений,
кроме сварки вертикальной «сверху вниз»; З^для нижнего, горизонтального
на вертикальной плоскости и вертикального «снизу вверх»; 4 — для нижнего
и нижнего «в лодочку».
По роду и полярности применяемого /св, а также по номинальному на-
пряжению 17х.х используемого источника питания сварочной дуги перемен-
ного тока частотой 50 Гц электроды подразделяют в соответствии с табл. 1.1.
Структура условного обозначения электродов согласно ГОСТ 9466—75
показана на рис. 1.1 Полное условное обозначение электрода должно быть
указано на этикетках или в маркировке коробок, пачек и ящиков с электро-
дами.
Типы покрытых электродов для сварных конструкционных
и теплоустойчивых сталей
Требования к металлическим покрытым электродам для РДС углеродистых,
низколегированных и легированных конструкционных, а также легированных
теплоустойчивых сталей устанавливает ГОСТ 9467—75.
Электроды для сварки конструкционных сталей подразделяют на следую-
щие типы по механическим свойствам металла шва, наплавляемого металла
и сварных соединений при нормальной температуре:
— Э38, Э42, Э46 и Э50 —для сварочных углеродистых и низколегиро-
ванных конструкционных сталей с ов<500 МПа;
— Э42А, Э46А и Э50А —для сварочных углеродистых и низколегиро-
ванных конструкционных сталей с <тв«:500 МПа, когда к металлу шва
предъявляют повышенные требования по пластичности и ударной вязкости;
— Э55 и Э60 — для таких же сталей с <тв = 5004-600 МПа;
— Э70, Э85, Э100, Э125, Э150 — для сварочных легированных конструк-
ционных сталей повышенной и высокой прочности с <твз»6ОО МПа.
Химический состав металла, наплавленного электродами указанных выше
типов, должен соответствовать требованиям стандартов или ТУ на электроды
21
ТАБЛИЦА /.2
ТИПЫ ЭЛЕКТРОДОВ ДЛЯ СВАРОЧНЫХ УГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА
И МЕХАНИЧЕСКИЕ СВОЙСТВА ВЫПОЛНЕННОГО ИМИ
МЕТАЛЛА ШВА, НАПЛАВЛЕННОГО МЕТАЛЛА
И СВАРНОГО СОЕДИНЕНИЯ (ПО ГОСТ 9467—75)
Механические свойства при нормальной температуре Содержание в наплавленном
Тип металл шва или наплавленный металл сварочное соединение при d. < 3 мм металле. % (по массе)
% вБ, % кси. МДж/мя °в’ ^загиба• рад (град) S р
МПа
не менее не Солее
Э38 380 14 0,3 380 1,0 (60)
Э42 Э46 420 460 18 18 0,8 0,8 420 460 2,6 (150) 2,6(150) 0,040 0,045
Э50 500 16 0,7 500 2,0 (120)
Э42А 420 22 1.5 420 3,0 (180)
Э46А 460 22 1.4 460 3,0 (180)
Э50А 500 20 1,3 500 2,6 (150)
Э55 550 20 1,2 550 2,6 (150)
Э60 Э70 600 700 18 14 1,0 0,6 600 2,0 (120) 0,030 0,035
Э85 эюо 850 1000 12 10 0,5 0,5
Э125 1250 8 0,4 — —
Э150 1500 6 0,4 — —
Примечания: I. Для электродов типов Э38, 342, Э46, Э50, Э42А, Э46А, Э50А,
Э55 и Э60 приведенные значения механических свойств установлены в состоянии после
сварки, без ТО (термической обработки). После ТО механические свойства для электро-
дов перечисленных типов должны соответствовать требованиям стандартов.
2. Для электродов типов Э70, 385, Э100, Э125 и Э150 приведенные значения механи-
ческих свойств установлены для металла шва и наплавленного металла после ТО по ре-
жимам, регламентированным стандартами или ТУ на электроды конкретных марок. Ме-
ханические свойства металла шва и наплавленного металла в состоянии после сварки для
электродов перечисленных типов должны соответствовать требованиям стандартов или
ТУ на электроды конкретных марок.
3. Показатели механических свойств сварных соединений, выполненных электро-
дами типов 370, 385, 3100, 3125 и Э150 с d3 < 3 мм, должны соответствовать требованиям
стандартов или ТУ на электроды конкретных марок.
конкретных марок. Механические свойства металла шва, наплавленного ме-
талла и сварочного соединения должны соответствовать нормам, приведенным
в табл. 1.2.
Согласно ГОСТ 9466—75, в условном обозначении электродов группа ин-
дексов, указывающих характеристики наплавленного металла и металла шва,
в знаменателе (см. рис. 1.1) записывается так: первые два указывают мнни-
22
ТАБЛИЦА 1.3
ИНДЕКСЫ МЕТАЛЛА ШВА. ВЫПОЛНЕННОГО ЭЛЕКТРОДАМИ ДЛЯ
СВАРОЧНЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
(ПО ГОСТ 9466—75)
Показа- тель Первые две цифры индекса •» Третья цифра индекса
0 1 2 3 4 5 6 7
«5. % 37 Любая - .
41 или 43 20 20 22 24 24 24 24 24
51 18 18 18 20 20 20 20 20
7Х, °C Любые Не ре- гламент тирует- ся + 20 0 —20 —30 —40 —50 —60
** Первые две цифры индекса — минимальные значения <тв в десятках МПа, т. е
вв= 370. 410, 430 и 510 МПа
•• Цифра характеризует одновременно б& и Т*. Если эти показатели соответствуют
разным индексам в таблице, то третий индекс устанавливают по б6, а затем в скобках при-
водят четвертый, дополнительный индекс, характеризующий 7'х.
•• Тх — минимальная температура, при которой ударная вязкость составляет не
менее 0.35 МДж/м*.
мальное значение ов, а третий — условно характеризует минимальные значе-
ния одновременно относительного удлинения 6В и критическую температуру
хрупкости 7’х (табл. 1.3). При этом характеристики механических свойств
определяются согласно требованиям ГОСТ 9466—75.
Электроды для сварки легированных теплоустойчивых сталей
По ГОСТ 9467—75 эти электроды в зависимости от химического состава
подразделяют на следующие типы: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М.
Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ
Химический состав металла, наплавленного электрода для сварочной ле-
гированной теплоустойчивой стали, а также механические свойства наплав-
ленного металла или металла шва должны соответствовать нормам, приве-
денным в табл. 1.4.
В условном обозначении электрода для сварочных легированных тепло-
устойчивых сталей группа индексов, указывающих характеристики наплав-
ленного металла и металла шва по ГОСТ 9466—75, должна включать два
индекса. Первый характеризует величину 7х (как третья цифра в табл. 1.3),
а второй — максимальную рабочую температуру, при которой регламентиро-
ваны показатели длительной прочности наплавленного металла и металла
шва (табл. 1.5).
23
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА
И НАПЛАВЛЕННОГО МЕТАЛЛА, ВЫПОЛНЕННЫХ ЭЛЕКТРОДАМИ
(ПО ГОСТ
Содержание элемента.
Тип электрода с SI Мп Сг NI
Э-09М 0,06—0,12 0,15—0,35 0,4—0,9
Э-09МХ 0,06—0,12 0,15—0,35 0,4—0,9 0,35—0,65 —
Э-09Х1М 0,06—0,12 0,15—0,40 0,5—0,9 0,80—1,20 —
Э-05Х2М 0,03—0,08 0.15—0,45 0,5—1,0 1,70—2,20 —
Э-09Х2М1 0,06—0,12 0,15—0,45 0,5—1,0 1,90—2,50 —
Э-09Х1МФ 0,06—0,12 0,15—0,40 0,5—0,9 0,80—1,25 —
Э-10Х1М1НФБ 0,07—0,12 0,15—0,40 0,6—0,9 1,00—1,40 0,6—0,9
Э-10ХЗМ1БФ 0,07—0,12 0,15—0,45 0,5—0,9 2,40—3,00 —
Э-10Х5МФ 0,07—0,13 0,15—0,45 0,5—0,9 4,00—5,50 —
Примечания: 1. Приведенные значения
стандартами или ТУ на электроды.
2. Показатели механических свойств сварных
конкретных марок.
механических свойств установлены
соединений, выполненных электро
ТАБЛИЦА 1.5
РАБОЧИЕ ТЕМПЕРАТУРЫ ШВОВ, ВЫПОЛНЕННЫХ
ЭЛЕКТРОДАМИ ДЛЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
(ПО ГОСТ 9466—75)
Г*, °C Вторая цифра индекса металла шва Т*, °C Вторая цифра индекса металла шва
Не регламентируется 0 530—545 5
или <450 550—565 6
450—465 1 570—585 7
470—485 2 590—600 8
490—505 3 >600 9
510—525 4
* Максимальная рабочая температура, при которой регламентируются показатели
длительной прочности наплавленного металла и металла шва.
Электроды для сварки высоколегированных сталей
с особыми свойствами
По ГОСТ 10052—75 предусмотрено 49 типов электродов для РДС коррозион-
ностойких, жаропрочных и жаростойких высоколегированных сталей мар-
тенситного, мартенсито-ферритного, ферритного, аустенито-ферритного и аусте-
нитного классов (Э-12Х13, Э-06Х13, Э-10Х17Т, Э-12ХПНМФ, Э-12Х11НВМФ
и др ).
24
ТАБЛИЦА 14
И МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
ДЛЯ СВАРОЧНЫХ ЛЕГИРОВАННЫХ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
9467-75)
% (по массе) Механические свойства при нормальной температуре
°в’ KCU,
Мо V Nb S р МПа в5, % МДж/м1
не более не менее
0,35—0,65 . . - 0,030 0,030 450 18 1,0
0,35—0,65 — —- 0,025 0,035 460 18 0,9
0,40—0,70 — — 0,025 0,035 480 18 0,9
0,40—0,70 —, — 0,020 0,030 480 18 0,9
0,80—1,10 — — 0,025 0,035 500 16 0,8
0,40—0,70 0,10—0,30 —. 0,025 0,030 500 16 0,8
0,70—1,00 0,15—0,35 0,07—0,20 0,025 0,030 500 15 0,7
0,70—1,00 0,25—0,50 0,35—0,60 0,025 0,030 550 14 0,6
0,35—0,65 0,10—0,35 — 0,025 0,035 550 14 0,6
для металла шва и наплавленного металла
после ТО по режимам.
регламентированным
да ми с d3 < 3 мм, должны соответствовать требованиям стандартов или ТУ на электроды
В основе классификации электродов по типу лежат химический состав и
механические свойства (табл. 1.6). Для некоторых типов электродов нормиру-
ется также содержание ферритной фазы в структуре (табл. 1.7), его стой-
кость к межкристаллитной коррозии и максимальная температура, при кото-
рой регламентированы показатели длительной прочности металла шва.
Приведенные нормы химического состава наплавленного металла и содер-
жание в нем ферритной фазы, а также механические свойства металла шва и
наплавленного металла должны быть проверены при испытании электродов
в соответствии с требованиями ГОСТ 9466—75.
Испытания наплавленного металла на межкристаллитную коррозию про-
водят согласно ГОСТ 6032—84 или по специальной методике, оговоренной
в стандарте или ТУ на электроды конкретной марки.
Условное обозначение электродов должно соответствовать ГОСТ 9466—75.
В знаменателе условного обозначения группа индексов указывающих харак-
теристики наплавленного металла и металла шва, должна состоять из четырех
цифр для электродов, обеспечивающих получение аустенито-ферритной струк-
туры наплавленного металла, и из трех — для остальных электродов. Индексы
характеризуют стойкость наплавленного металла и металла шва к МКК, жа-
ропрочность, жаростойкость и количество ферритной фазы в металле шва
(табл. 1.8). Все данные, необходимые для составления группы индек-
сов, должны быть взяты из стандартов или ТУ на электроды конкретных
марок.
Электроды для сварки чугуна и цветных металлов [5]
Требования к покрытым электродам для сварки чугуна и цветных металлов
(алюминия, меди и их сплавов) государственными стандартами не регламенти-
рованы, и все указанные электроды изготовляют по стандартам или ТУ на
электроды конкретных марок.
25
ТАБЛИЦА 1 е
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА И МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА
ШВА И НАПЛАВЛЕННОГО МЕТАЛЛА. ВЫПОЛНЕННЫЕ СВАРКОЙ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
С ОСОБЫМИ СВОЙСТВАМИ
Тип электрода Содержание элемента в наплавленном металле, % (по массе)
С Si Мп Сг Ni
Э-12Х13 0,08—0,16 0,30-1,00 0,50—1,50 11,00—14,0 <0,60
Э-06Х13Н <0,08 <0,40 0,20—0,60 11,50—14,50 1,00—1,50
Э-10Х17Т <0,14 <1,00 <1,20 15,00—18,00 0,60
Э-12Х11НМФ 0,09—0,15 0,30—0,70 0.50—1,10 10,00-12,00 0,60—0,90
Э-12Х11НВМФ 0,09—0,15 0,30—0,70 0,50—1,10 10,00—12,00 0,60—0,90
Э-14Х11НВМФ 0,11—0,16 <0,50 0,30—0,80 10,00-12,00 0,80—1,10
Э-10Х16Н4Б 0,05—0,13 <0,70 <0,80 14,00—17,00 3,00—4,50
Э-08Х24Н6ТАФМ <0,10 <0,70 < 1,20 22,00—26,00 5,00-6,50
Э-04Х20Н9 <0,06 0,30—1,20 1,00-2,00 18,00-22,50 7,50—10,00
Э-07Х20Н9 <0,09 0,30—1,20 1,00—2,00 18,00—21,50 7,50—10,00
Э-02Х21Н10Г2 <0,03 <1,10 1,00—2,50 18,00-24,00 9,00—11,50
Продолжение табл. 1.6
Содержание элемента в наплавленном металле, % (по массе) Механические свойства металла шва при нормальной температуре
Тип электрода Мо V (Nb) прочие S р ав, МПа в6, % KCU, МДж/м*
элементы не более не менее
Э-12Х13 — — — 0,030 0,035 600 16 0,5
Э-06Х13Н — — — 0,030 0,035 650 14 0,5
Э-10Х17Т — — 0,05—0,20 Т1 0,030 0,040 650 — —
Э-12Х11НМФ 0,60—0,90 0,20—0,40 — 0,030 0,035 700 15 0,5
Э-12Х11НВМФ 0,60—0,90 0,20—0,40 0,80—1,30 W 0,030 0,035 750 14 0,5
Э-14Х11НВМФ 0,90-1,25 0,20—0,40 0,90—1,40 W 0,030 0,035 750 12 0,4
Э-10Х16Н4Б — (0,02—0,12) — 0,030 0,035 1000 8 0,4
Э-08Х24Н6ТАФМ 0,05—0,10 0,05—0,15 0,02—0,08 Ti; N < 0,20 0,020 0,035 700 15 0,5
Э-04Х20Н9 — — — 0,018 0,030 550 30 1.0
Э-07Х20Н9 Э-02Х21Н10Г2 — — 0,020 0,020 0,030 0,025 550 550 30 30 1,0 1,0
3
ТАБЛИЦА t .7
СОДЕРЖАНИЕ ФЕРРИТНОЙ ФАЗЫ В МЕТАЛЛЕ,
НАПЛАВЛЕННОМ ЭЛЕКТРОДАМИ ДЛЯ СВАРКИ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ С ОСОБЫМИ СВОЙСТВАМИ
(ПО ГОСТ 10052—75)
Тип электрода Феррит- ная фаза. % Тип электрода Феррит- ная фаза, %
Э-06Х19Н11Г2М2, 2,5—5,5 Э-02Х20Н14Г2М2, 0,5—4,0
Э-08Х19Н10Г2Б, Э-09Х19Н11Г13М2Ф Э 07Х20Н9, 2,0—8,0 Э-02Х19Н9Б Э-08Х16Н8М2 Э-12Х24Н14С2, 2,0—4,0 2,0—10,0
Э-08Х19Н10Г2МБ, Э-07Х19Н11МЗГ2Ф, Э-08Х17Н8М2, Э-08Х20Н9Г2Б, Э-09Х19Н10Г2М2Б, Э-08Х19Н9Ф2Г2СМ, Э-10Х25Н13Г2 Э-10Х25Н13Г2Б Э-04Х20Н9, Э-02Х21Н10Г2 Э-08Х19Н9Ф2С2 Э-06Х22Н9, Э-10Х28Н12Г2 4,0—10,0 5,0—15,0 10,0—20,0
ТАБЛИЦА 1.8
ИНДЕКСАЦИЯ МЕТАЛЛА ШВА В УСЛОВНОМ ОБОЗНАЧЕНИИ
ЭЛЕКТРОДОВ ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
С ОСОБЫМИ СВОЙСТВАМИ (ПО ГОСТ 10052 — 75) **
Цифра индекса Расшифровка цифры индекса
первой*1 второй *® третьей *3 четвертой *‘
0 — Не нормируется
1 По специальной До 500 До 600 0,5—4,0
методике
2 ДМ или АМУ 510—550 610—650 2,0—4,0
3 Б 560—600 660—700 2,0—5,5
4 В или ВУ 610—650 710—750 2,0—8,0
5 ДУ 660—700 760—800 2,0—10,0
6 710—750 810—900 4,0—10,0
7 760—800 910—1000 5,0—15,0
8 810—850 1010—1100 10,0—20,0
9 — >850 >1100 —
** Наплавленный металл и металл шва не склонны к межкристаллитной коррозии;
испытание по методу (ГОСТ 6032 — 84).
Максимальная рабочая температура (°C), при которой регламентируются пока-
затели длительной прочности наплавленного металла и металла шва.
*’ Максимальная рабочая температура сварных соединений (°C), до которой допу-
скается применение электродов при сварке жаростойких сталей.
Содержание ферритной фазы в наплавленном металле для электродов, обеспечи-
вающих аустенито-феррнтную структуру наплавленного металла.
28
Для сварки чугуна наиболее часто используют электроды марок ОМЧ-1,
ВЧ-3, МНЧ-1, МНЧ-2, ЦЧ-ЗА, ЦЧ-4 и т. д. Для сварки алюминия и его спла-
вов широко распространены электроды марок ОЭА-1, ОЭА-2 и Л2, а для
сварки меди и ее сплавов — электроды марок «Комсомолец-100», МН-5 п
ОЭБ-1.
1.2.3. Особенности технологии сварки
Типы сварных швов и подготовка кромок
Основные типы и конструктивные элементы шва сварных соединений регла-
ментированы ГОСТ 5264—80, ГОСТ 11534—75 и ГОСТ 16037—80.
Техника сварки
Зажигают дугу кратковременным прикосновением конца электрода к изде-
лию. Вследствие протекания /,|э и наличия контактного сопротивления торец
электрода быстро нагревается до высокой температуры, и после отрыва элек-
трода от изделия устанавливается дуговой разряд, зазор не должен превы-
шать 4—5 мм, иначе дуга прервется. Необходимым условием возбуждения
дуги в момент отрыва электрода является обеспечение быстрого подъема на-
пряжения источником питания до 20—25 В.
«Ведут» дугу таким образом, чтобы свариваемые кромки проплавлялись
с образованием требуемого количества наплавленного металла и чтобы шов
был хорошо сформированным. Это возможно при условии, что /д постоянна,
а электрод перемещается по заданной траектории (/д — расстояние между
концом электрода и сварочной ванной). Нормальной считается /д=(0,5ч-
-s-l,2)dB в зависимости от марки электрода и условий сварки.
Постоянство /д зависит от квалификации сварщика, который должен под-
водить электрод к изделию равномерно, по мере расплавления места сварки.
Основные, наиболее часто используе-
мые способы перемещения конца
электрода при сварке приведены
в табл. 1.9. При очень короткой
дуге шов плохо формируется, а при
чрезмерно большой — уменьшается
глубина провара, повышается раз-
брызгивание, ухудшается качество
металла шва. В некоторых случаях
(например, при сварке электродом
с основным покрытием) это может
привести к образованию пор в ме-
талле шва.
В зависимости от длины свари-
ваемого стыка и толщины металла
бм« различают несколько способов
выполнения шва (рис. 1.2).
Короткие швы (длиной до
250 мм) обычно выполняют «на
проход». Швы средней длины (250—
1000 мм)—либо от середины
к краям, либо обратно-ступенчатым
способом. В последнем случае стык
разбивают на короткие участки
(100—300 мм). Сварку на каждом
участке ведут в направлении, обрат-
ном общему ее направлению; конец
последующего участка совпадает
с началом предыдущего.
а
1 . 2
-------•------
13 2 1 5 6 7 8
г
Рис. 1.2. Способы выполнения швов:
а — «на проход»; б — от середины
к краям; в — обратно-стуйенчатым спо-
собом «на проход»; г — обратно-ступенча-
тым способом от середины к краям: /—
6 — способы выполнения швов
29
ТАБЛИЦА 1.»
ТЕХНИКА ПЕРЕМЕЩЕНИЯ КОНЦА ЭЛЕКТРОДА [4—6]
Способ перемещения Характеристика способа Особенности применения
Ниточные валики без поперечных колебаний электрода. Ширина = = (0,84-1,5) d3 Возвратно-поступатель- ное движение электро- да Сварка тонкого металла, заварка первого слоя в многослойном шве и под- варка дефектов Короткие колебания — для увеличения ширины шва. Длинные колеба- ния — при сварке в по- толочном и вертикаль- ном положении
VW\V\M Не способствует уси- ленному прогреву кро- мок Сварка в нижнем поло- жении. Движение «по- лумесяцем» рекоменду- ется для стыковых сое- динений без скоса кро- мок
1WI> Способствует усиленно- му прогреву кромок Стыковые швы со скосом обеих кромок и угловые соединения в нижнем вертикальном положе- нии Односторонние тавровые швы со скосом кромок
^1 1 1 То же
AWAV Обеспечивает прогрев обеих кромок Угловые и стыковые швы за один проход
Способствует прогреву одной кромки Элементы конструкций разной толщины и т. п.
Улучшает прогрев кор- ня шва Соединения с полным проваром кромок
Примечание. При
должна превышать (2-М) ^э-
сварке с колебательными движениями ширина валика не
30
Рис. 1.3. Сварка металла большой толщины (015 мм)
а — однопроходная; б — многослойная; в — многопроходная
Рис. 1.4. Заполнение разделки каскадным методом (о) и горкой (б):
1—5 — способы выполнения многослойных швов
Длинные швы выполняют обратно-ступенчатым способом от середины
к краям, что уменьшает сварочные напряжения и деформации.
При сварке металла большой толщины швы выполняют за несколько
проходов слоями или валиками (рис. 1.3), что также способствует снижению
сварочных напряжений и деформаций. При первом способе каждый слой шва
выполняют за один проход, при втором — за несколько проходов. При сварке
слоями внутренние напряжения и, следовательно, деформации снимаются
в большей степени, чем при сварке валиками. Первый способ применяют пре-
имущественно при сварке угловых швов, второй — при стыковой сварке, так
как широкие швы высокого качества в верхней и средней частях разделки
выполнить сложно.
Для снижения сварочных напряжений и деформаций используют также
способ заполнения разделки каскадным методом или «горкой> (рис. 1.4). При
•том швы разбивают на короткие участки, а каждый последующий шов при
сварке накладывают на еще не остывший металл предыдущего слоя. Сварка
горкой — разновидность каскадного способа. При большой длине ее ведут
одновременно от середины к краям два сварщика.
.Режимы РДС
При РДС характеристиками режима сварки являются: d8, /Св, Ua, цс». род
тока, полярность и др. Величину /с» выбирают в зависимости от типа сва-
рочных соединений, марки и толщины металла, положения шва в пространстве
и т. д. (согласно рекомендациям технической документации на каждую кон-
кретную марку электрода).
Ориентировочные режимы сварки можно определить по зависимостям,
приведенным в табл. 1.10.
Род и полярность /ев зависят в основном от толщины металла и марки
лектрода. При небольшой толщине металла среднеуглеродистые и высоколе-
гированные стали сваривают преимущественно на постоянном токе обратной
полярности, что уменьшает вероятность образования прожогов и перегрев
металла. Малоуглеродистые и низколегированные стали средней и большой
толщины чаще сваривают на переменном токе для снижения расхода электро-
анергии и стоимости сварочного оборудования.
Напряжение дуги при РДС изменяется в сравнительно узких пределах и
выбирается на основании рекомендаций технической документации для дан-
31
ТАБЛИЦА !.1O
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ КОНСТРУКЦИОННЫХ
СТАЛЕЙ [5]
*Ме’ мм Соединение
стыковое тавровое нахлесточное
'св- А мм 'св' А аэ' мм 'св- А ds, мм
1,0 25—35 2 30—50 2 30—50 2,5
1,5 35—50 2 40—70 2—2,5 45—75 2,5
2,0 45—70 2,5 50—80 2,5—3 55—85 2,5—3
4,0 120—160 3—4 120—160 3—4 120—160 3—4
5,0 130—180 3—4 130—180 4 130—180 4
10,0 140—220 4—5 150—220 4—5 150—220 4—5
15,0 160—250 4—5 160—250 4-5 160—250 4—5
20,0 160—340 4—6 160—340 4—6 160—340 4—6
Примечание. При сварке закаленных сталей аустенитными электродами /
снижают на 25 %.
ной марки электрода. Скорость сварки обычно выбирают с учетом необходи-
мости получения слоя наплавленного металла, имеющего определенную пло-
щадь поперечного сечения.
При сварке многослойных стыковых швов с разделкой кромок число про-
ходов зависит от общей площади поперечного сечения наплавленного металла
и шва, наплавляемого за один проход.
Технология сварки углеродистых
и низколегированных сталей [4—6]
При сварке малоуглеродистых сталей в большинстве случаев не требуется
применение специальных технологических мер, направленных на предотвраще-
ние образования в металле околошовной зоны закалочных структур. В зави-
симости от прочностных показателей свариваемой стали широко используют
электрод с рутиловым и ильменитовым покрытием типов Э42 и Э46 (напри-
мер, АНО-6, АНО-4 и др.). Для особо ответственных стальных конструкций
применяют электроды с основным покрытием типов Э42А и Э46А (например,
УОНИ-13/45, СМ-11, Э-138/45Н и др., табл. 1.11). При сварке угловых швов
на толстом металле и первого слоя многослойного шва рекомендуется выпол-
нять предварительный подогрев свариваемых деталей до 120—150 °C — для
повышения стойкости металла шва против кристаллизационных трещин.
Среднеуглеродистые стали (Ст.5, СтЗО и др.) и некоторые низколегиро-
ванные стали с содержанием углерода и легирующих примесей, близким
к верхнему пределу, сваривают с предварительным подогревом до 150—
300 °C, что замедляет остывание изделий и во многих случаях позволяет из-
бежать образования малопластичных и хрупких закалочных структур. Для
этой же цели снижают скорость сварки, а также выполняют ее двумя и более
раздвинутыми сварочными дугами. Для сварки применяют электроды типов
Э42А, Э46А и Э50А с основным покрытием (УОНИ-13/45, УОНИ-13/55,
Э-138/45Н, АНО-Т и др.). При dB<4-r-5 мм обеспечивается <7„ металла шва
не ниже ов основного металла. Технология сварки высокоуглеродистых ста-
лей обязательно предусматривает предварительный подогрев до 350—400 °C,
иногда сопутствующий подогрев и последующую термическую обработку.
32
ТАБЛИЦА 1.11
ХАРАКТЕРИСТИКИ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ
ЭЛЕКТРОДОВ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ [1. 2. 5]
Электрод Ct . н* г/(А>ч) Род тока, поляр* кость •• Основное назначение электрода
тип • марка
Э42 ВСЦ-2 10,5 — Углеродистая и низколегирован-
ная сталь
ЦМ-7 10,6 =. г—* Малоуглеродистая сталь
АНО-6 10,0 = То же
Э42А УОНИ-13/45 8,5 = , ОП Ответственные сварные конструк-
ции из малоуглеродистой, сред- неуглеродистой и низколегиро-
ванной стали
СМ-11 9,5 = (ОП), ~ То же
Э46 АНО-4 8,5 Сварные конструкции из мало- углеродистой стали
ОЗС-6 10,5 = То же
МР-3 7,8 = (ОП), ~ Ответственныесварныеконструк- ции из малоуглеродистой стали с ав 400 МПа
АНО-29М 9,1 —» Сварка сверху вниз ответствен- ных сварных конструкций из малоуглеродистой стали
АНО-24 8,3 Ответственные сварные кон- струкции из малоуглеродистой
стали
АНМ-1 Э-138/45Н 9,0 Сварные конструкции из мало- углеродистых сталей, поверх- ность которых насыщена серой
Э46А 8,5 = (ОП) Малоуглеродистые и низколеги- рованные стали при постройке и ремонте судов
350 АНГ-1 12,3 —» Сварка наклонным электродом сварных конструкций из мало-
углеродистых и низколегирован- ных сталей
АНО-19 13,5 Сварка в нижнем положении сварных конструкций из тех же сталей
Э50А УОНИ-13/55 Э-138/50А 9,0 ОП Ответственные сварные кон- струкции из малоуглеродистых и низколегированных сталей
9,0 =, ~ Наружные швы корпусов судов из тех же сталей
Э50А АНО-Д 10,2 = (ОП), ~ Ответственные сварные конструк- ции судо- и энергомашинострое- ния из малоуглеродистых и низ- колегированных сталей
* По ГОСТ 9467—75.
• ОП — обратная полярность, ток постоянный (=) или переменный
3—1063
33
Продолжение табл. 1.11
Электрод “н- г/(А-ч) Род тока, поляр- ность ** Основное назначение электрода
тип* марка
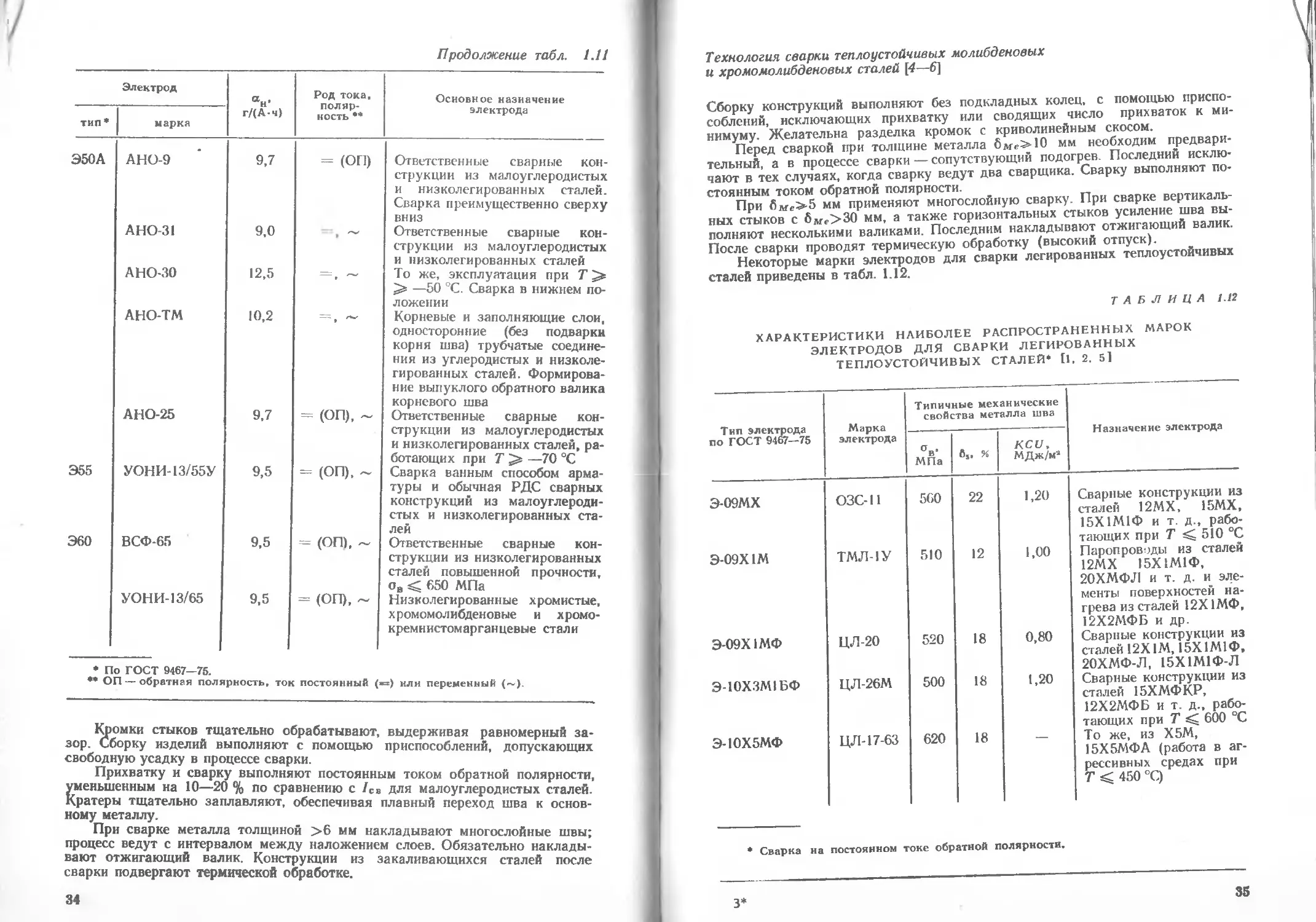
Э50А АНО-9 9,7 = (ОП) Ответственные сварные кон- струкции из малоуглеродистых и низколегированных сталей. Сварка преимущественно сверху вниз
АНО-31 9,0 » Ответственные сварные кон- струкции из малоуглеродистых и низколегированных сталей
АНО-ЗО 12,5 То же, эксплуатация при Т —50 °C. Сварка в нижнем по- ложении
АНО-ТМ 10,2 Корневые и заполняющие слои, односторонние (без подварки корня шва) трубчатые соедине- ния из углеродистых и низколе- гированных сталей. Формирова- ние выпуклого обратного валика корневого шва
АНО-25 9,7 = (ОП), ~ Ответственные сварные кон- струкции из малоуглеродистых и низколегированных сталей, ра- ботающих при Т —70 °C
Э55 УОНИ-13/55У 9,5 = (ОП), ~ Сварка ванным способом арма- туры и обычная РДС сварных конструкций из малоуглероди- стых и низколегированных ста- лей
Э60 ВСФ-65 9,5 = (ОП), ~ Ответственные сварные кон- струкции из низколегированных сталей повышенной прочности, ов 650 МПа
УОН И-13/65 9,5 = (ОП), ~ Низколегированные хромистые, хромомолибденовые и хромо- кремнистомарганцевые стали
* По ГОСТ 9467—75.
♦* ОП — обратная полярность, ток постоянный (») или переменный
Кромки стыков тщательно обрабатывают, выдерживая равномерный за-
зор. Сборку изделий выполняют с помощью приспособлений, допускающих
свободную усадку в процессе сварки.
Прихватку и сварку выполняют постоянным током обратной полярности,
уменьшенным на 10—20 % по сравнению с /св для малоуглеродистых сталей.
Кратеры тщательно заплавляют, обеспечивая плавный переход шва к основ-
ному металлу.
При сварке металла толщиной >6 мм накладывают многослойные швы;
процесс ведут с интервалом между наложением слоев. Обязательно наклады-
вают отжигающий валик. Конструкции из закаливающихся сталей после
сварки подвергают термической обработке.
34
Технология сварки теплоустойчивых молибденовых
и хромомолибденовых сталей [4—6]
Сборку конструкций выполняют без подкладных колец, с помощью приспо-
соблений, исключающих прихватку или сводящих число прихваток к ми-
нимуму. Желательна разделка кромок с криволинейным скосом.
Перед сваркой при толщине металла бмс>10 мм необходим предвари-
тельный, а в процессе сварки—сопутствующий подогрев. Последний исклю-
чают в тех случаях, когда сварку ведут два сварщика. Сварку выполняют по-
стоянным током обратной полярности.
При 6мР>5 мм применяют многослойную сварку. При сварке вертикаль-
ных стыков с 6Ме>30 мм, а также горизонтальных стыков усиление шва вы-
полняют несколькими валиками. Последним накладывают отжигающий валик.
После сварки проводят термическую обработку (высокий отпуск).
Некоторые марки электродов для сварки легированных теплоустойчивых
сталей приведены в табл. 1.12.
ТАБЛИЦА 1.12
ХАРАКТЕРИСТИКИ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ МАРОК
ЭЛЕКТРОДОВ ДЛЯ СВАРКИ ЛЕГИРОВАННЫХ
ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ* [1. 2. 5]
Тип электрода по ГОСТ 9467—75 Марка электрода Типичные механические свойства металла шва Назначение электрода
°В- МПа 65. % кси, МДж/ма
Э-09МХ ОЗС-11 560 22 1,20 Сварные конструкции из сталей 12МХ, 15МХ, 15Х1М1Ф и т. д., рабо- тающих при Т 510 °C
Э-09Х1М ТМЛ-1У 510 12 1,00 Паропроводы из сталей 12МХ 15Х1М1Ф, 20ХМФЛ и т. д. и эле- менты поверхностей на- грева из сталей 12Х1МФ, 12Х2МФБ и др.
Э-09Х1МФ ЦЛ-20 520 18 0,80 Сварные конструкции из сталей 12Х1М, 15Х1М1Ф, 20ХМФ-Л, 15Х1М1Ф-Л
Э-10ХЗМ1БФ ЦЛ-26М 500 18 1,20 Сварные конструкции из сталей 15ХМФКР, 12Х2МФБ и т. д., рабо- тающих при Т 600 °C
Э-10Х5МФ ЦЛ-17-63 620 18 То же, из Х5М, 15Х5МФА (работа в аг- рессивных средах при Т < 450 °C)
* Сварка на постоянном токе обратной полярности.
3*
35
Технология сварки высоколегированных сталей [4—6]
Сварку выполняют специальными электродами (табл. 1.13) на постоянном
токе обратной полярности; /св на 10—20 % меньше, чем для малоуглероди-
стой стали. Сварку выполняют короткой дугой без поперечных колебаний
конца электрода. Применяют укороченные электроды малого диаметра. Ко-
рень шва сваривают электродом с ds=2-e-3 мм.
Сварку ведут на повышенных скоростях, многослойными швами с боль-
шим интервалом времени между наложением отдельных слоев.
Аустенитные стали при сварке усиленно охлаждают; швы аустенитных
сталей, обращенные к агрессивной среде, сваривают в последнюю очередь.
Дугу зажигают на шве, кратеры тщательно заплавляют.
Хромистые стали сваривают с подогревом до 200—400 °C, после сварки
охлаждают до 150—200 °C и проводят высокий отпуск (нагрев в печи до
720—750°C с выдержкой в течение 5 мин на бМ(!=1 мм, но не менее 1 ч,
с последующим охлаждением на воздухе; при содержании 17—20 % Сг вы-
держку увеличивают до 10 мин на каждый миллиметр слоя 6Ие).
Окалиностойкие стали после сварки отпускают при 650 °C. Ферритные
стали (Х25, ХЗО) нагревают до 800—850 °C и охлаждают в воде. Термическую
обработку аустенитных сталей выполняют только для выравнивания струк-
туры шва и основного металла и для предупреждения межкристаллитной кор-
розии (стабилизирующий отжиг — нагрев в течение 2—3 ч при 850—900 °C или
закалка в воду после нагрева до 1050—1100 °C). Высокомарганцовистую
аустенитную сталь (Г13Л) сваривают в закаленном состоянии (последнее
ТАБЛИЦА 1.13
ПЕРЕЧЕНЬ НЕКОТОРЫХ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
ЭЛЕКТРОДОВ ДЛЯ СВАРКИ
С ОСОБЫМИ СВОЙСТВАМИ (1—51
Тип электрода по ГОСТ 10052—75 Марка электрода Марка свариваемой стали
Коррозионностойкие стали
Э-08Х20Н9Г2Б Э-02Х19Н9Б Э-02Х19Н18Г5АМЗ АНВ-35, ЦЛ-11 AHB-I3 АНВ-17 08Х18Н12Б, 12Х18Н10Т, 12Х18Н9Т (работа в агрессивных средах) 03Х18Н11, 03Х18Н12, ОЗХ18ГЗАНЮ и т. п. 03X16H15M3, 09Х16Н5МЗБ, 08Х17Н13М2Т, 08Х17Н5МЗТ и т. п.
Жаропрочные стали и сплавы
Э-10Х25Н13Г2 ОЗЛ-6 I 15Х25Т, 20Х23Н13 и т. д. (работа при 7 > 850 °C)
Жаростойкие стали
Э-10Х25Н13Г2 ЦЛ-25 20Х23Н18, 20Х23Н13, 15Х25Т, 15X28 и т. п. (работа при 850—1000 °C)
36
определяют с помощью магнита—закаленная сталь немагнитна). Аустенит-
ные стали подвержены сильному короблению, поэтому их сваривают с приме-
нением различных зажимов или обратно-ступенчатым способом и т. п.
1.3. Контроль качества сварных соединений
Методы контроля качества сварных соединений установлены ГОСТ 3242—79.
В нем определены методы контроля в зависимости от вида и размера дефек-
тов, их расположения, толщины материалов, а также способов сварки.
Глава 2 ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
2.1. Общие сведения
Сварка в защитных газах — один из распространенных способов сварки плав-
лением. По сравнению с другими способами он имеет ряд преимуществ, из
которых главные: возможность визуального, в том числе и дистанционного,
наблюдения за процессом сварки; широкий диапазон рабочих параметров ре-
жима сварки в любых пространственных положениях; возможность механи-
зации и автоматизации процесса, в том числе с применением робототехники;
высокоэффективная защита расплавленного металла; возможность сварки ме-
таллов разной толщины в пределах от десятых долей до десятков милли-
метров.
2.1.1. Определения, классификация и основные схемы
Сварка в защитных газах (СЗГ) —общее название разновидностей дуговой
сварки, осуществляемой с вдуванием через сопло горелки в зону дуги струи
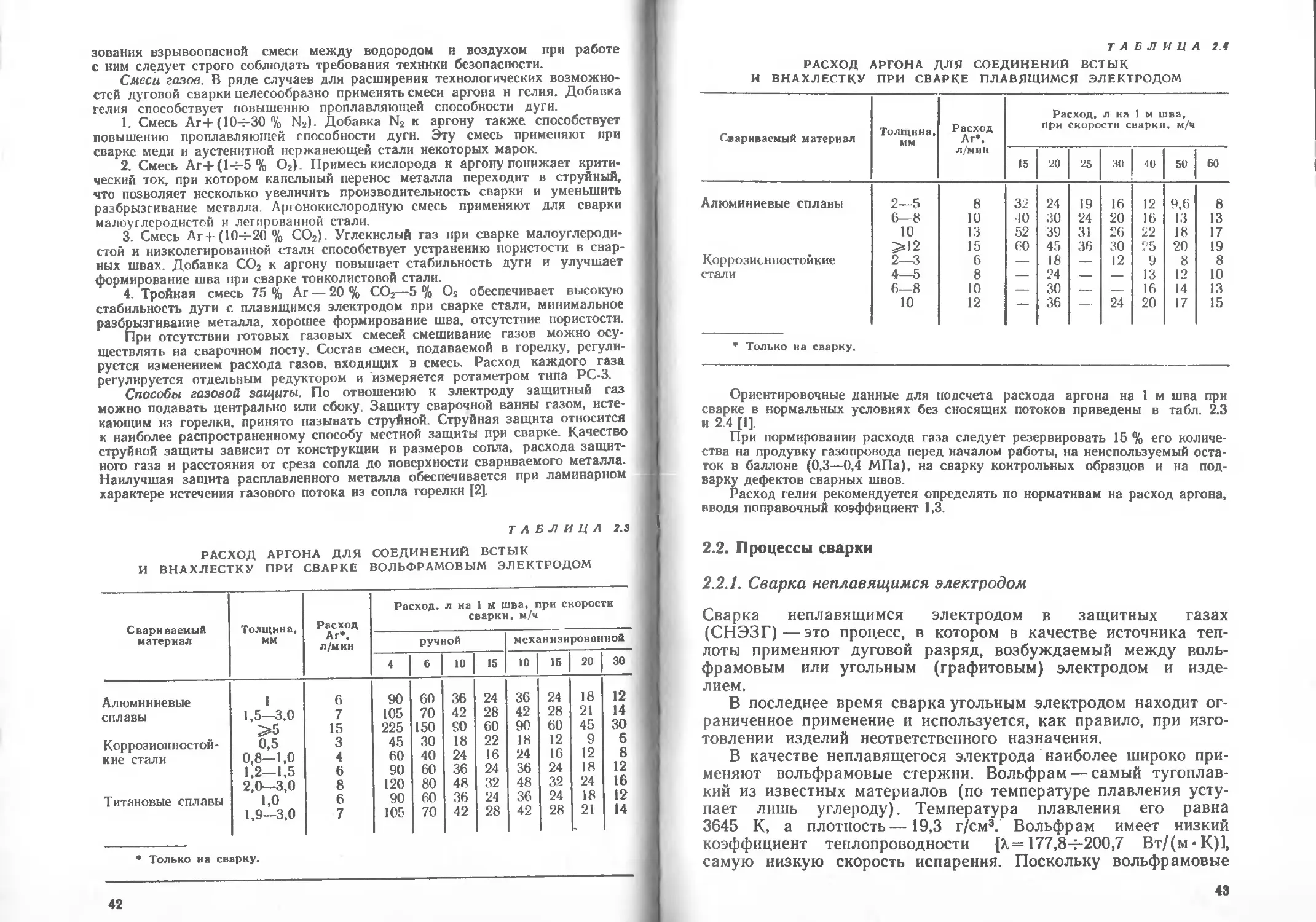
защитного газа. В качестве защитных применяют: инертные (Аг, Не), актив-
ные (СО2, О2, N2, Н2) газы и их смеси (Аг+СО2+О2, Аг+О2, Аг+
+СО2 и др.).
Разновидности СЗГ можно классифицировать по таким признакам, как:
тип защитных газов, характер защиты в зоне сварки, род тока, тип электрода
и т. д. (рис. 2.1) [1]. По совокупности основных физических явлений процесс
дуговой сварки в защитных газах можно классифицировать по двум основ-
ным схемам — это сварка неплавящимся (СНЭЗГ) (рис. 2.2, п) и плавящимся
(СПЭЗГ) (рис. 2.2,6) электродами.
Сварочная дуга в среде защитных газов характеризуется относительно
большим разрядным током (от 5 до 500 А и выше) и низким катодным паде-
нием напряжения.
Для сварки неплавящимся электродом применяют в основном инертные
газы Аг и Не, а также их смеси в любом соотношении. Эти газы, особенно Не,
обладают высокими потенциалами ионизации, что затрудняет первоначальное
возбуждение дуги. Однако напряженность электрического поля (Е) в столбе
дуги в инертных газах имеет сравнительно низкое значение и поэтому дуговой
разряд в инертных газах отличается высокой стабильностью. При сварке пла-
вящимся электродом напряжение дуги и стабильность ее существования су-
щественно зависят от состава защитного газа (рис. 2.3).
Повышение напряжения дуги с увеличением концентрации молекулярных
газов (Н2, N2, О2 и СО2) объясняется интенсивным охлаждающим действием
этих газов в связи с затратами энергии на диссоциацию и отводом теплоты
за счет высокой теплопроводности. Увеличение напряжения дуги приводит
к снижению ее устойчивости.
37
38
О защитных газах
Рис. 2.1. Классификация способов сварки в среде защитных газов
3»
Рис. 2.2. Схема процесса сварки в защитном газе электродом:
а — неплавящимся (/ — электрод вольфрамовый; 2 — сопло; 3 — дуга;
4 — металл шва; 5 — изделие); б — плавящимся (/ — электрод; 2 —
цанга; 3 — сопло; 4 — дуга; 5 — металл)
Рис. 2.3. Зависимость напряжения
дуги от состава защитного газа
2.1.2. Защитные газы
Инертные газы. Практически полностью нейтральными по отношению ко всем
свариваемым металлам являются инертные одноатомные газы. Инертные газы
применяют для сварки химически активных металлов и сплавов, а также во
всех случаях, когда необходимо получать сварные швы, однородные по со-
ставу с основным и присадочным металлами.
В сварочном производстве используемый аргон поставляется в газообраз-
ном (табл. 2.1) и в жидком состояниях. Газообразный аргон отпускают, хра-
нят и транспортируют в стальных баллонах (по ГОСТ 949—73) или автоци-
стернах под давлением 15±0,5 или 20±1,0 МПа при 293 К.
40
ТАБЛИЦА l.t
СОСТАВ ГАЗООБРАЗНОГО АРГОНА, %
(ПО ГОСТ 10157 — 79)
Показатель Сорт
высший первый
Объемная доля, %: аргона >99,993 >99,987
кислорода <0,0007 <0,002
азота <0,005 <0,01
Массовая концентрация водяного пара при 293 К и давлении 0,1 МПа, г/м3 <0,007 <0,01
Объемная доля суммы углеродсодержащих соеди- нений в пересчете на СО2, % . <0,0005 <0,001
При поставке аргона в баллонах (по ГОСТ 949—73) вместимостью 40 дм3
объем газа в баллоне составляет 6,2 м3 (при номинальном давлении 15 МПа
и 293 К).
Гелий для сварки поставляется по ТУ 51-689—75 трех сортов: марки
А, Б и В (табл. 2.2). Транспортируют и хранят гелий в стальных баллонах
вместимостью 40 дм3 в газообразном состоянии при давлении 15 МПа или
в сжиженном состоянии при давлении до 0,2 МПа. Стоимость гелия значи-
тельно выше, чем аргона, поэтому его применяют в основном при сварке хи-
мически чистых и активных металлов и сплавов. Применение гелия обеспечи-
вает получение большей глубины проплавления (благодаря высокому значе-
нию потенциала ионизации), поэтому его применяют иногда в тех случаях,
когда требуется усиление проплавляющей способности дуги или получение
специальной формы шва.
Активные защитные газы. В качестве активных защитных газов при
сварке широко используют углекислый газ (см. гл. 3). К активным газам мо-
гут быть отнесены также азот и водород, используемые в некоторых свароч-
ных процессах как составная часть защитного газа.
В сварочном производстве азот иногда используют для сварки меди и
ее сплавов, по отношению к которым азот является инертным газом. По отно-
шению к большинству других металлов азот является активным газом, часто
вредным, и его концентрацию в зоне плавления стремятся ограничить.
Водород в сварочном производстве используют достаточно редко для
атомноводородной сварки и дуговой сварки в смеси (Аг+Нг до 12%). Водо-
род используют только в специальных областях сварки, поскольку он играет
важную роль в металлургических процессах сварки. Ввиду возможности обра-
ТАБЛИЦА 2.2
СОСТАВ ГЕЛИЯ (ПО ТУ 51-689—75), % (объемн.)
Компонент Нормы для гелия марок
А Б В
Гелий (не менее) 99,995 99,99 99,99
Водород (не более) 0,0001 0,0025 0,0025
Азот (не более) 0,0005 0,004 0,004
Кислород (не более) 0,0001 0,001 0,001
Аргон (не более) — 0,001 0,001
Водяные пары 0,0005 0,002 0,002
41
зования взрывоопасной смеси между водородом и воздухом при работе
с ним следует строго соблюдать требования техники безопасности.
Смеси газов. В ряде случаев для расширения технологических возможно-
стей дуговой сварки целесообразно применять смеси аргона и гелия. Добавка
гелия способствует повышению проплавляющей способности дуги.
1. Смесь Аг+( 104-30 % N2). Добавка N2 к аргону также способствует
повышению проплавляющей способности дуги. Эту смесь применяют при
сварке меди и аустенитной нержавеющей стали некоторых марок.
2. Смесь Аг+(14-5% О2). Примесь кислорода к аргону понижает крити-
ческий ток, при котором капельный перенос металла переходит в струйный,
что позволяет несколько увеличить производительность сварки и уменьшить
разбрызгивание металла. Аргонокислородную смесь применяют для сварки
малоуглеродистой и легированной стали.
3. Смесь Аг+(104-20 % СО2). Углекислый газ при сварке малоуглероди-
стой и низколегированной стали способствует устранению пористости в свар-
ных швах. Добавка СО2 к аргону повышает стабильность дуги и улучшает
формирование шва при сварке тонколистовой стали.
4. Тройная смесь 75 % Аг — 20 % СО2—5 % О2 обеспечивает высокую
стабильность дуги с плавящимся электродом при сварке стали, минимальное
разбрызгивание металла, хорошее формирование шва, отсутствие пористости.
При отсутствии готовых газовых смесей смешивание газов можно осу-
ществлять на сварочном посту. Состав смеси, подаваемой в горелку, регули-
руется изменением расхода газов, входящих в смесь. Расход каждого газа
регулируется отдельным редуктором и измеряется ротаметром типа РС-3.
Способы газовой защиты. По отношению к электроду защитный газ
можно подавать центрально или сбоку. Защиту сварочной ванны газом, исте-
кающим из горелки, принято называть струйной. Струйная защита относится
к наиболее распространенному способу местной зашиты при сварке. Качество
струйной защиты зависит от конструкции и размеров сопла, расхода защит-
ного газа и расстояния от среза сопла до поверхности свариваемого металла.
Наилучшая защита расплавленного металла обеспечивается при ламинарном
характере истечения газового потока из сопла горелки [2].
ТАБЛИЦА 2.3
РАСХОД АРГОНА ДЛЯ СОЕДИНЕНИЙ ВСТЫК
И ВНАХЛЕСТКУ ПРИ СВАРКЕ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
Свариваемый материал Толщина, мм Расход Аг*, л/мин Расход, л на 1 м шва, при скорости сварки, м/ч
ручной механизированной
4 6 10 15 10 15 20 30
Алюминиевые 1 6 90 60 36 24 36 24 18 12
сплавы 1,5—3.0 7 105 70 42 28 42 28 21 14
>5 15 225 150 so 60 90 60 45 30
Коррозионностой- 0,5 3 45 30 18 22 18 12 9 6
кие стали 0,8—1,0 4 60 40 24 16 24 16 12 8
1,2—1.5 6 90 60 36 24 36 24 18 12
2,0—3,0 8 120 80 48 32 48 32 24 16
Титановые сплавы 1,0 6 90 60 36 24 36 24 18 12
1,9—3.0 7 105 70 42 28 42 28 21 14
• Только на сварку.
42
ТАБЛИЦА 1.1
РАСХОД АРГОНА ДЛЯ СОЕДИНЕНИЙ ВСТЫК
И ВНАХЛЕСТКУ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Свариваемый материал Толщина» мм Расход Аг*, л/мин Расход, л на 1 м шва, при скорости сварки, м/ч
15 20 30 40 50 60
Алюминиевые сплавы 2—5 8 32 24 19 16 12 9,6 8
6—8 10 •10 30 24 20 16 13 13
10 13 52 39 31 26 22 18 17
>12 15 60 45 36 30 25 20 19
Коррозиснностойкие 2—3 6 — 18 — 12 9 8 8
стали 4—5 8 — 24 — — 13 12 10
6—8 10 — 30 — — 16 14 13
10 12 — 36 — 24 20 17 15
* Только на сварку.
Ориентировочные данные для подсчета расхода аргона на I м шва при
сварке в нормальных условиях без сносящих потоков приведены в табл. 2.3
и 2.4 [1].
При нормировании расхода газа следует резервировать 15 % его количе-
ства на продувку газопровода перед началом работы, на неиспользуемый оста-
ток в баллоне (0,3—0,4 МПа), на сварку контрольных образцов и на под-
варку дефектов сварных швов.
Расход гелия рекомендуется определять по нормативам на расход аргона,
вводя поправочный коэффициент 1,3.
2.2. Процессы сварки
2.2.1. Сварка неплавящимся электродом
Сварка неплавящимся электродом в защитных газах
(СНЭЗГ) — это процесс, в котором в качестве источника теп-
лоты применяют дуговой разряд, возбуждаемый между воль-
фрамовым или угольным (графитовым) электродом и изде-
лием.
В последнее время сварка угольным электродом находит ог-
раниченное применение и используется, как правило, при изго-
товлении изделий неответственного назначения.
В качестве неплавящегося электрода наиболее широко при-
меняют вольфрамовые стержни. Вольфрам — самый тугоплав-
кий из известных материалов (по температуре плавления усту-
пает лишь углероду). Температура плавления его равна
3645 К, а плотность—19,3 г/см3. Вольфрам имеет низкий
коэффициент теплопроводности [Х= 177,8-?200,7 Вт/(м-К)],
самую низкую скорость испарения. Поскольку вольфрамовые
43
электроды при рабочей температуре характеризуются весьма
высокой химической активностью к кислороду, то в качестве
защитных газов применяют аргон, гелий и азот, являющиеся
по отношению к вольфрамовым сплавам инертными.
Применяемые вольфрамовые электроды должны отвечать
требованиям ГОСТ 23949—80.
Для сварки в среде инертных газов применяются электроды
00,5—10 мм из чистого вольфрама (ЭВЧ), вольфрама с при-
садками: диоксида тория (ЭВТ), оксидов лантана (ЭВЛ) и
иттрия (ЭВИ).
Пример условного обозначения электрода марки ЭВЛ 0 2,0 мм, дли-
ной 150 мм: «Электрод вольфрамовый ЭВЛ-2-150— ГОСТ 23949—80».
У нас в стране широкое распространение получили элек-
троды марок ЭВЛ и ЭВИ. Они выдерживают большую токо-
вую нагрузку и имеют повышенную эрозионную стойкость при
сварке по сравнению с электродами марки ЭВЧ. Диаметр
вольфрамового электрода выбирается в зависимости от вели-
чины сварочного тока (табл. 2.5). Вольфрамовые электроды
используются с заточкой под углом 20—90°.
Сварка постоянным током прямой полярности характеризу-
ется максимальной проплавляющей способностью. В широком
диапазоне параметров режима аргонодуговой сварки на посто-
янном токе прямой полярности на токах до 600 А доля тепло-
вой мощности, вводимой в изделие, составляет 40—85%, по-
тери на нагрев вольфрамового электрода — примерно 4—6%,
а лучевые потери от столба дуги — 7—30%.
Сварка постоянным током обратной полярности применя-
ется для стыковых соединений из алюминиевых и магниевых
сплавов. Потери на нагрев неплавящегося электрода-анода со-
ставляют >50 % общей мощности дуги и в несколько раз пре-
вышают долю мощности, затрачиваемую на нагрев вольфра-
мового электрода-катода, т. е. энергетически сварка током об-
ратной полярности невыгодна.
ТАБЛИЦА 2.5
ХАРАКТЕРИСТИКИ СВАРОЧНЫХ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ
(ГОСТ 23949—80)
Марка электрода Допустимая токовая нагрузка. А, при диаметре, мм Маркировка торцов прутка (цвет) Содержание активирующей присадки, %
2 3 4 S 6
ЭВЧ 20 190 380 590 760
ЭВЛ 90 250 490 720 870 Черный 1,1—1,4 LaaO,
ЭВИ-1 — — — 900 1200 Синий 1,5—2,3 Y2O,
ЭВИ-2 180 320 610 — — Фиолетовый 2,0—3,0 YaOs
44
Концентрация нагрева на изделии в этом случае ниже, швы имеют мень-
шую глубину и большую ширину проплавления, чем при сварке током пря-
мой полярности или переменным током. Преимуществом сварки дугой обрат-
ной полярности является то, что катодное пятно постоянно находится на из-
делии и вследствие катодного распыления происходит эффективное разруше-
ние оксидной пленки с обеспечением высокой чистоты поверхности сварочной
ванны. Однако значительная тепловая нагрузка на вольфрамовый электрод-
анод и опасность попадания материала электрода в шов ограничивают мощ-
ность дуги и производительность этого процесса. Как правило, сварка ведется
на токах до 150 А Следует отметить, что низкая концентрация нагрева,
блуждание и отклонение столба дуги крайне затрудняют сварку на токе об-
ратной полярности угловых соединений [1].
Сварка переменным током является наиболее распростра-
ненным процессом при изготовлении конструкций из алюмини-
евых и магниевых сплавов. Разрушение оксидной пленки про-
исходит в полупериод обратной полярности, когда основной ме-
талл является катодом. Так как разогретый вольфрамовый
электрод лучше эмиттирует электроны, чем алюминий, возни-
кает разбаланс токов прямой и обратной полярности; он ком-
пенсируется схемой управления источника сварочного тока.
Компенсация постоянной составляющей сварочного тока обе-
спечивает условия для полного разрушения оксидной пленки.
В состав оборудования для ручной сварки по-
стоянным током входят: источник сварочного тока с крутопа-
дающей внешней статической характеристикой (ВДУ-305,
ВДУ-504, ВДУ-505, ВДУ-601, ВСВУ-300); сварочная горелка
(табл. 2.6); устройство для первоначального возбуждения сва-
рочной дуги (ОСППЗ-ЗООМ, УПД-1, ВИР-101, ОСПЗ-2М и
др.); аппаратура управления сварочным циклом и газовой за-
щитой [3].
Оборудование для ручной сварки переменным током, кроме
основных узлов, входящих в состав оборудования постоянного
тока, включает в себя: устройство для стабилизации горения
дуги (например, стабилизатор-возбудитель дуги ВСД-01);
устройство для компенсации постоянной составляющей свароч-
ного тока.
В состав оборудования для автоматической сварки входят:
сварочная установка, сварочная головка, устройство для пере-
мещения сварочной головки и изделия, аппаратура управления
механизмами автомата. Универсальными автоматами трактор-
ного типа являются автоматы АДСВ-6 и АДГ-506.
Автомат АДСВ-6 предназначен для сварки неплавящимся
электродом в аргоне продольных швов изделий; комплектуется
унифицированной горелкой АСГВ-4.
Автомат АДГ-506 предназначен для сварки прямолинейных
швов во всех пространственных положениях; комплектуется
выпрямителем В ДУ-506 и возбудителем дуги ВИС-01. Свароч-
ный трактор перемещается по специальной направляющей
ленте, входящей в комплект автомата.
45
ТАБЛИЦА 2.6
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГОРЕЛОК
ДЛЯ РУЧНОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ [3]
Горелка /св- А
Диаметр вольфрамового электрода, мм
Воздушное охлаждение
ЭЗР-5 75 0.5; 1,0; 1,5
ЭЗР-З 66 150 1,5; 2,0; 3,0
ЭЗР-4 500 4,0; 6,0
ГР-4 200 0,6; 1,0; 1,2; 1,6; 2,0; 3,0
Водяное охлаждение
ГР-6 400 3,0; 4,0; 5,0; 6,0
ГР 10 500 5,0; 6,0; 8,0; 10,0
ГСН-1 450 3,0; 4,0; 5,0
ГСН-2 150 2,0; 2,5; 3,0
ГСН-3 70 2,0; 3,0
* Номинальный.
Для сварки труб выпускается ряд специализированных ав-
томатов [3].
Техника сварки. Сварку можно выполнять как с присадкой,
так и без нее. Для качественной сварки металлов, особенно
тонколистовых, следует обеспечить точную сборку и подгонку
свариваемых кромок. При автоматической сварке допускаются
зазоры (табл. 2.7).
Аргонодуговую сварку вольфрамовым электродом приме-
няют для стыковых, угловых, нахлесточных соединений в раз-
ных пространственных положениях. Форма подготовки кромок
зависит от толщины соединяемых элементов и возможности
производить сварку с одной или двух сторон.
Так, например, стыковые соединения стали толщиной до 3—4 мм, а алю-
миния до 5—6 мм свариваются без скоса кромок. Проплавление корня шва
стыкового соединения с разделкой кромок обычно осуществляется без приса-
дочной проволоки, затем разделка заполняется расплавленным металлом за
необходимое число проходов с подачей присадочной проволоки.
При необходимости ведения процесса на вертикальной плоскости шов сле-
дует выполнять сверху вниз для толщин до 5 мм и снизу вверх для больших
толщин. В этих случаях сварку рекомендуется выполнять одновременно с двух
сторон. При использовании .такого приема можно сваривать встык элементы,
например из алюминиевого сплава толщиной до 16 мм.
Сварка горизонтальных стыковых швов на вертикальной плоскости и по-
толочных стыковых швов затруднена из-за вероятности вытекания расплавлен-
ного металла из сварочной ванны, поэтому их следует избегать; там, где из-
бежать таких швов нельзя, их выполняют с разделкой кромок в несколько
проходов.
46
ТАБЛИЦА 2.7
ОСНОВНЫЕ ТИПЫ СОЕДИНЕНИЙ И ПОДГОТОВКА
КРОМОК ПРИ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКЕ
ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ [1]
Форма разделки
кромок под сварку
Зазор $, мм, при сварке
без присадки с присадкой
Стыковое соединение
0,4—0,6 0—0,1 0—0,15
0,6—0,8 0 -0,15 0—0,2
1,0—2,0 0—0,25 0—0,3
2.0—3,0 0—0,3 0-0,4
3,0—4,0 0-0,5
0,6—1,0 0—0,2 0—0,2
1,0—2,0 0—0,3 0—0.3
2,0—3,0 0—0,3 0—0,4
3.0-4,0 — 0—0.5
3—12 — 0,5—1
5—2
Нахлесточное соединение
*
0,8—2,0 0—0.5 — —
2,0—10 — 0—0,8 2 (б, + б)
Угловое соединение
0,8—1,5
1,5—3,0
3—12
0—0,5
0—0,8
0—0,8
Для формирования корня шва можно использовать медные
или стальные съемные подкладки, флюсовую подушку. При
сварке активных металлов необходимо не только получить
хороший провар в корне шва, но и обеспечить защиту от воз-
духа с обратной стороны расплавленного и нагретого металла.
Это достигается использованием медных и других подкладок
с канавками, в которых подается защитный инертный газ. При
сварке труб и закрытых сосудов газ пропускают внутрь сосуда.
47
При соединении встык металла толщиной до 10 мм ручную
сварку ведут справа налево. Присадочный пруток при ручной
сварке тонколистового материала вводят не в столб дуги,
а несколько сбоку возвратно-поступательными движениями.
При автоматической и полуавтоматической сварке электрод
располагают перпендикулярно поверхности изделия. Угол ме-
жду ним и присадочной проволокой (обычно 0 2—4 мм) дол-
жен приближаться к 90°. В большинстве случаев присадочная
проволока подается в головную часть сварочной ванны и на-
ходится впереди дуги по ходу сварки.
Вылет конца электрода из сопла не должен превышать 3—
5 мм, а при сварке угловых швов и стыковых с глубокой раз-
делкой 5—7 мм. Длина дуги должна поддерживаться в преде-
лах 1,5—3 мм. Для предупреждения окисления вольфрама и
защиты расплавленного металла в кратере после обрыва дуги
подачу защитного газа прекращают через 5—10 с, а включают
подачу газа за 15—20 с до возбуждения дуги (для продувки
шлангов от воздуха). Возбуждение дуги достигается либо
с помощью осциллятора, либо путем касания электродом изде-
лия при уменьшенном до 7—10 А токе зажигания. При руч-
ной сварке алюминиевых сплавов в случае отсутствия осцилля-
тора дуга должна возбуждаться на угольной или медной пла-
стине.
2.2.2. Сварка плавящимся электродом
При сварке плавящимся электродом в защитных газах (СПЭЗГ) дуговой
разряд существует между концом непрерывно расплавляемой проволоки и из-
делием. Проволока подается в зону дуги с помощью механизма со скоростью,
равной средней скорости ее плавления; этим поддерживается постоянство
средней длины дугового промежутка. Расплавленный металл электродной
проволоки переходит в сварочную ванну и таким образом участвует в форми-
ровании шва.
Преимущества плавящегося электрода при сварке в защитных газах
следующие [1, 4]:
— высокая плотность мощности, обеспечивающая относительно узкую
зону термического влияния;
— возможность металлургического воздействия на металл шва за счет
регулирования состава проволоки и защитного газа;
— широкие возможности механизации и автоматизации процесса сварки;
— высокая производительность сварочного процесса.
При СПЭЗГ можно выделить три основные разновидности процесса дуго-
вой сварки: сварку короткой дугой; сварку длинной дугой; процесс с периоди-
ческими перерывами в горении дуги.
Сварка короткой дугой является естественным импульсным
процессом и осуществляется с постоянной скоростью подачи
электрода. Особенностью этого процесса являются частые пе-
риодические замыкания дугового промежутка (до 150—300 за-
мыканий в секунду), что определяется такими факторами, как:
напряжение между электродами, скорость подачи и диаметр
48
электрода, индуктивность сварочной цепи, свойства защитной
среды [4].
При сварке короткой дугой имеет место в основном мелко-
капельный перенос электродного металла с частотой, равной
частоте коротких замыканий.
Сварка короткой дугой обладает рядом технологических
преимуществ: возможность осуществления процесса при низ-
ких значениях тока и, как следствие, сварка во всех простран-
ственных положениях; высокая стабильность процесса и малые
потери металла на разбрызгивание при оптимальных электри-
ческих параметрах сварочной цепи.
Сварка длинной дугой — это процесс с редкими случайными
замыканиями дугового промежутка (3—10 замыканий в се-
кунду). В зависимости от режима сварки, защитного газа и
применяемых сварочных материалов наблюдаются разные
формы переноса металла: крупнокапельный, мелкокапельный,
струйный и струйно-вращательный.
При крупнокапельном переносе капля сравнительно боль-
шого размера образуется на электроде постепенно и долго
удерживается на нем. Основными силами, ответственными за
крупнокапельный перенос, являются сила тяжести и сила по-
верхностного натяжения.
При взаимодействии жидкого металла капли с защитными газами по-
верхностное натяжение существенно изменяется. Азот повышает поверхност-
ное натяжение, а кислород — снижает. С повышением температуры поверх-
ностное натяжение уменьшается. С увеличением сварочного тока уменьша-
ется роль силы тяжести в формировании капли и растет сжимающее действие
электромагнитных сил, способствующих отделению капли от конца электрода.
Благодаря этому по мере увеличения тока уменьшается размер капель
электродного металла, изменяется характер переноса металла от крупнока-
пельного к мелкокапельному, а затем при определенном значении тока, назы-
ваемом критическим, к струйному. Струйный процесс отличается высокой
стабильностью размеров капель и мелким разбрыз1иванием.
Определенным недостатком сварки плавящимся электродом
в Аг или смеси Аг—Не является сложность поддержания ста-
бильности струйного переноса из-за высокого поверхностного
натяжения жидкого металла в среде инертного газа. Для по-
вышения стабильности сварки, улучшения процесса переноса
электродного металла и формирования швов к аргону добав-
ляют окислительные газы: 1—5 % Ог или 5—25 % СОг. Диа-
пазон токов при стабильном ведении процесса сварки расширя-
ется. Обеспечиваются лучшее формирование металла шва и
меньшее разбрызгивание, лучшая форма провара по сравне-
нию со сваркой в чистом аргоне. Благодаря перечисленным
преимуществам сварка плавящимся электродом в смеси Аг—
О2, Аг—СО2, Аг—СО2—О2 широко применяется на практике.
Процесс с периодическими перерывами в горении дуги —
это процесс с прерывистым током. Управляемый процесс с при-
4—1063
49
нудительными перерывами в горении дуги обеспечивает надеж-
ный разрыв перемычки между электродом и сварочной ванной,
и заданное время горения дуги после короткого замыкания мо
жет найти практическое применение для сварки малых тол-
щин [4].
Значительная часть тепловой энергии переносится в свари-
ваемый металл электродным металлом.
Сварку плавящимся электродом обычно выполняют на токе
обратной полярности. При прямой полярности скорость рас-
плавления металла в 1,4—1,6 раза выше, чем при обратной,
однако дуга горит менее стабильно, с интенсивным разбрызги-
ванием.
Вылет электрода благодаря высокой плотности тока оказы-
вает существенное влияние как на энергетический баланс при
сварке, так и на стабильность процесса. К примеру, оптималь-
ные величины вылета стального электрода (ВЭ) следующие:
dt, мм ... 0.5 0,8 1,6 2.0 3,0
ВЭ, мм - - • 5—7 6—8 11—14 14—17 20—30
Оборудование для СПЭЗГ. При полуавтоматической сварке, когда воз-
можны значительные изменения вылета электрода, следует применять источ-
ники питания с жесткой внешней характеристикой. При автоматической
свайке, когда вылет электрода изменяется мало, можно применять источники
с жесткой и пологопадающей характеристиками.
Механизированная сварка осуществляется сварочными автоматами и по-
луавтоматами, обеспечивающими автоматическую подачу электродной прово-
локи и других сварочных материалов в зону плавления. При полуавтомати-
ческой сварке перемещение дуги вдоль свариваемого изделия осуществля-
ется сварщиком вручную. Полуавтоматы состоят из: горелки или комплекса
горелок со шлангами; механизма подачи электродной проволоки; кассеты ка-
тушки для электродной проволоки; шкафа или блока управления; провода
сварочной цепи и цепей управления; аппаратуры для регулирования и измере-
ния параметров газа и шлангов для газа; источника питания (см. гл. 7).
Техника сварки. К основным параметрам режима сварки
плавящимся электродом относятся ток, полярность, напряже-
ние дуги, диаметр и скорость подачи электродной проволоки,
расход и состав защитного газа, вылет электрода, скорость
сварки.
Сварочный ток, определяющий размеры шва и производи-
тельность процесса, зависит от диаметра и состава проволоки
и устанавливается в соответствии со скоростью ее подачи (рис.
2.4). В зависимости от диаметра проволоки рекомендуются оп-
ределенные пределы сварочного тока, при которых обеспечива-
ется стабильность процесса сварки. Напряжение на дуге уста-
навливается в соответствии с величиной тока и учетом форми-
рования шва, разбрызгивания металла и производительности
процесса.
Скорость сварки плавящимся электродом (обычно 15—
80 м/ч) выбирают в зависимости от производительности и ка-
чества формирования шва.
50
При автоматической свар-
ке плавящимся электродом
качественные соединения по-
лучают на металле толщиной
^1,0 мм, для полуавтомати-
ческой сварки толщина метал-
ла также ^1,0 мм. Металлы
толщиной 4—12 мм сварива-
ют за два прохода с двух сто-
рон, металлы толщиной 15—
20 мм сваривают за два-три
прохода при V-образной раз-
делке кромок с углом 60° и
притуплением 2—4 мм. При
ЮО 200 Х01с,,А
Рис. 2-4. Зависимость величины свароч-
ного тока от скорости подачи проволоки:
цифры у кривых — диаметр электрода, мм
толщине 20—30 мм применяют двухстороннюю разделку кро-
мок с углом 60° и притуплением 2—4 мм. Металлы большей
толщины целесообразно сваривать при узкой щелевой разделке
кромок за несколько проходов.
При сварке в вертикальном, горизонтальном и потолочном
положениях используется проволока 01,2 мм, при автомати-
ческой и полуавтоматической сварке в нижнем положении —
проволока 0 1,2—3,0 мм.
2.2.3. Импульсно-дуговая сварка
Технологические возможности дуговой сварки в защитных газах можно
значительно расширить, если применять в качестве источника тепла импульс-
ную (пульсирующую) дугу. Сущность способа сварки импульсной (пульси-
рующей) дугой состоит в том, что скорость и количество вводимой в изделие
теплоты определяются режимом пульсации дуги, который в свою очередь
устанавливается по определенной программе в зависимости от свойств сва-
риваемого материала, его толщины, пространственного положения шва и т. п.
При сварке неплавящимся электродом импульсная дуга предназначена для
регулирования процесса проплавления основного металла и формирования
шва, при сварке плавящимся электродом — для регулирования процесса рас-
плавления и переноса электродного металла.
Сварка вольфрамовым электродом. В этом процессе дуга
пульсирует с постоянным заданным соотношением импульса и
паузы (рис. 2.5). Сплошной шов получают путем расплавления
отдельных точек с определенным перекрытием.
Регулярность повторных возбуждений в начале каждого
импульса, а также пространственная устойчивость дуги обеспе-
чиваются благодаря горению в промежутках между импуль-
сами маломощной дежурной дуги (ток порядка 10—15 % <>т
тока в импульсе). Дежурная дуга во время паузы не оказы-
вает существенного влияния на глубину проплавления. За счет
правильного подбора соотношения токов импульсной и дежур-
ной дуг можно полностью устранить кратеры в точках и, та-
4*
51
t
Рис. 2.5. Изменение сварочного
тока при импульсной сварке воль-
фрамовым электродом
ким образом, уменьшить перекры-
тие точек и повысить скорость
сварки.
Основными параметрами им-
пульсно-дугового процесса сварки
являются длительности импульса
<и и паузы tn, длительность цикла
сварки Tn — tu + tn и шаг точек s =
= Цсв(/и + Лт), где vCB— скорость
сварки.
Безразмерная величина G = tn/tn
является одним из технологических параметров, характеризу-
ющих проплавляющую способность периодически горящей
дуги при заданных энергии импульса и длительности цикла.
Эта величина называется жесткостью режима. Край-
ними значениями жесткости режима можно характеризовать
способ дуговой сварки. Так, для обычной сварки непрерывно
горящей дугой жесткость G=0, а для дуговой точечной сварки
G=oo. Варьируя параметрами импульсного процесса, можно
эффективно воздействовать на форму и размеры сварочной
ванны, кристаллизацию металла, а также на формирование
шва, временные и остаточные деформации и другие показа-
тели процесса сварки.
В отношении проплавляющей способности импульсная дуга
наиболее эффективна при сварке тонколистовых материалов
толщиной 2—3 мм и меньше. Благодаря более эффективному
использованию поверхностного натяжения металла при им-
пульсно-дуговой сварке улучшаются условия формирования
шва в различных пространственных положениях. Это обусло-
вило широкое применение импульсной дуги при сварке верти-
кальных, горизонтальных и потолочных швов на металлах ши-
рокого диапазона толщин, а также при автоматической сварке
неповоротных стыков труб.
Основные технологические рекомендации по импульсно-ду-
говой сварке тонколистовых материалов такие же, как и при
ТАБЛИЦА 2.
РЕЖИМЫ АВТОМАТИЧЕСКОЙ
СТАЛИ
ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ
ТИПА 18-8 [1]
Толщина, мм <и- с Гц. с G /„. А 'д к А 5, ММ
0,4 0,04—0,12 0,18—0,34 1-3 40—60 1—4 1,0—1,8
0,8 0,12—0,26 0,36—0,60 1—2 80—140 4—8 1,2—1,8
2,0 0,20—0,38 0,40—0,68 0,8—1,5 160—250 6—10 1,2—2,0
3,0 0,28—0,46 0,44—0,76 0,8—1,2 250—330 8—15 1,5—2,5
52
сварке постоянной дугой. При выборе режима сварки большое
значение имеет шаг точек (табл. 2.8).
Для импульсно-дуговой сварки применяются источники пи-
тания серии ВСВУ, ТИР либо широко используемые сварочные
преобразователи постоянного тока с прерывателями и регуля-
торами тока.
Импульсно-дуговая сварка плавящимся электродом (ИДСП)
применяется в подавляющем большинстве случаев при непре-
рывном горении дуги, на основной сварочный ток которой пе-
риодически накладываются импульсы тока с частотой в не-
сколько десятков герц. В результате электродинамическая сила
становится преобладающей, что вызывает отделение капли.
При ИДСП происходит управляемый перенос металла с ча-
стотой переноса равной (или кратной) частоте импульсов, в то
время как среднее значение тока может быть небольшим и
значительно меньшим критического. По сравнению со сваркой
неплавящимся электродом ИДСП позволяет в 3—8 раз повы-
сить производительность процесса и значительно снизить сва-
рочные деформации при практически одинаковом качестве
сварных соединений. ИДСП может применяться для конструк-
ций ответственного назначения из разных марок сталей, алю-
миниевых, медных, никелевых сплавов и титана толщиной от
1 до 50 мм при выполнении швов во всех пространственных
положениях. Благодаря высокой пространственной стабилиза-
ции дуги и возможности применения вылета электрода боль-
шой длины этот процесс может быть успешно применен для
сварки стыковых соединений толстолистовых материалов с уз-
кощелевой подготовкой кромок.
К отечественному оборудованию для ИДСП относятся ге-
нераторы импульсов ГИД-1 и ГИ-ИДС, импульсные выпрями-
тели НУП-1, ВДГИ-301 и полуавтомат ПДИ-303 (3].
Наибольшее распространение ИДСП получила для сварки
алюминиевых сплавов толщиной ^15 мм и специальных ста-
лей толщиной > I мм.
Для каждого сварочного тока должны быть выбраны опти-
мальные частота и энергия импульсов. Частоту 50 Гц следует
применять при малых токах, когда использование частоты
100 Гц невозможно. При токах свыше 70—100 А следует при-
менять частоту 100 Гц, так как при частоте 50 Гц увеличива-
ется чешуйчатость шва, его пористость и дымообразование.
В табл. 2.9 приведены рекомендуемые режимы для ИДСП
в аргоне [3].
Техника ИДСП в нижнем положении не отличается от тех-
ники обычной полуавтоматической сварки плавящимся элект-
родом. Сварка вертикальных швов производится снизу вверх.
Сварку стальных конструкций толщиной до 2 мм можно вы-
полнять сверху вниз. При импульсно-дуговой сварке плавя-
53
ТАБЛИЦА 2.9
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ИДСП В АРГОНЕ
Тип соединения h, мм ^СВ’ А ил, В 1. Гц dn- мм Аг, л/мин п
Хромоникелевая сталь типа 18-8
Стыковые и тав- 1,0—1,2 50—70 18—19 50 1.0—1,2 9—11 1
ровые без раз- 1,5—2,0 65—130 18—20 50—100 1,0—1,4 10—12 1
делки кромок 3,0—4,0 90—170 20—23 100 1,2—1,6 12—16 1
Стыковые с V- 5,0—8,0 160—300 22—28 100 1,6—2,0 15—20 1
образной раз- делкой
Алюминиевые сплавы
Стыковые с зазо- 2 60—80 17—18 50 1,2 7—9 2
ром 0—0,5 мм 3 90—120 18—19 100 1,2—1,6 8—10 2
Стыковые с за- 4 130—160 19—21 100 1,2—1,6 10—12 2
зором 0—1 мм 6 160—190 20—22 100 1.6 13—14 2
Стыковые с од- 8 170—200 20—22 100 1,6—2,0 13—14 2
носторонней V- образной раздел- 10-12 220—280 22—24 100 2,0—2,5 14—16 3
кой кромок Стыковые с двух- 14—16 240—280 22—24 100 2,0—2,5 14—16 4
сторонней X- образной раздел- 18—20 250—300 22—24 100 2,0—2,5 14—16 4—6
кой кромок Угловые 3 80—100 18—19 100 1,2—1,6 8—9 2
6—8 160—220 19-21 100 1,6 10—12 2
Примечание, h — толщина свариваемых изделий, ?св — ток сварки; U —
напряжение дуги, f — частота импульсов, dn — диаметр проволоки. Аг — расход аргона,
л — число проходов.
щимся электродом алюминиевых сплавов толщиной >4 мм
рекомендуется совершать поперечные колебания.
Скорость подачи проволоки выбирается из условия ведения
сварки, в режиме короткой дуги, но без замыканий дугового
промежутка, в зависимости от ее диаметра и сварочного тока
(табл. 2.10).
ТАБЛИЦА 2.10
ВЫБОР СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ ДЛЯ ИДСП
Свариваемый металл Диаметр проволоки* мм Скорость подачи проволоки, м/мин. при токе. А
40 75 100 150 200 300
Алюминиевые сплавы 1,2 2,4 4,5 6 9 12 18
1,6 1,4 2,5 3.3 5 6,7 10
2,0 — 1,6 2.1 3,2 4,2 6,4
Сталь 1,2 — 2,4 3.6 4,8 7,2 9,6
1,6 —— — 2 3 4 6
2.0 — — — 1,7 2,3 3,4
Б4
2.2.4. Специальные способы сварки
Для расширения диапазона свариваемых толщин, увеличения
производительности процесса сварки в защитном газе и повы-
шения качества сварных соединений разработан ряд специаль-
ных способов.
Сварка трехфазной дугой. К двум вольфрамовым электро-
дам и свариваемому изделию подводится переменный ток от
трехфазного источника питания. Одновременно горят три
дуги — две между каждым из электродов и изделием и неза-
висимая дуга меньшей мощности между электродами. Свароч-
ная ванна защищена струей инертного газа. Высокая проплав-
ляющая способность трехфазной дуги открывает возможность
сварки материалов больших толщин без разделки кромок (для
алюминиевых сплавов до 20 мм) за один проход. Эффектив-
ный к. п. д. нагрева трехфазной дугой составляет 0,5—0,53,
coscp достигает 0,7. Благодаря замедленному охлаждению и
хорошему рафинированию металл сварного шва имеет высо-
кие механические свойства. Наибольшее применение сварка
трехфазной дугой нашла в производстве конструкций из алю-
миниевых сплавов. При этом затраты на выполнение 1 м шва
сокращаются в несколько раз по сравнению с аргонодуговой
сваркой плавящимся электродом.
Сварка вольфрамовым электродом с подогреваемой приса-
дочной проволокой (рис. 2.6). Подогрев присадочной прово-
локи 1 осуществляется за счет джоулева тепла при пропуска-
нии тока через проволоку от дополнительного трансформатора
2. Механизм подачи присадочной проволоки и токоподвод 3
должны быть электрически изолированы от изделия. Приса-
дочная проволока, как правило, подается в сварочную ванну
сзади дуги и направляется под углом 30—60° от оси
горелки.
Применение подогретой присадочной проволоки позволяет
существенно увеличить производи-
тельность процесса.
Многодуговая сварка вольфра-
мовым электродом. Сварка несколь-
кими вольфрамовыми электродами,
расположенными вдоль линии шва,
является эффективным способом
получения швов без подреза при
высоких скоростях сварки. На
практике используются двух- или
трехэлектродные горелки. Расстоя-
ния между электродами устанав-
ливаются в пределах 15—30 мм.
При многодуговой сварке вольфра-
Рис. 2.6. Схема процесса сварки
вольфрамовым электродом с подо-
греваемой присадочной проволо-
кой
55
мовыми электродами прямо-
шовных труб из нержавею-
щих сталей скорость сварки
увеличивается в 2—3 раза по
сравнению с однодуговой свар-
кой.
Сварка вольфрамовым
электродом погруженной ду-
гой [5]. В этом способе ис-
пользуют вольфрамовый элек-
трод увеличенного диаметра
(6—10 мм) и повышенный
сварочный ток. Соединение со-
бирают встык без разделки
кромок, без зазора. При уве-
личении подачи защитного
газа до 40—50 л/мин дуга
углубляется в основной ме-
в нем полости. Это позволяет
Рис. 2.7. Схема дугового разряда с по-
лым катодом в вакууме:
1 — ствол горелки; 2 — натекатель плаз-
мообразующего газа; 3 — полый термо-
электронный катод; 4 — анод (изделие)
талл и горит в образовавшейся
опустить электрод так, чтобы дуга горела ниже поверхности
металла. Этим способом можно сваривать титан, алюминий,
высоколегированные стали и другие металлы толщиной до
36 мм с двух сторон.
Дуговая сварка в контролируемой атмосфере. Для сварки
тугоплавких и активных металлов, часто выполняемой воль-
фрамовым электродом, для улучшения защиты нагретого и
расплавленного металлов от возможного подсоса в зону сварки
воздуха используют специальные камеры. Небольшие детали
помещают в специальные камеры, откачивают воздух до со-
здания вакуума до 1 • 10-2 Па и заполняют инертным газом
высокой чистоты. Сварку выполняют вручную или автомати-
чески с дистанционным управлением.
Для сварки в контролируемой атмосфере крупногабаритных
изделий находят применение обитаемые камеры объемом до
450 м3. Сварщик находится внутри камеры в специальном ска-
фандре с индивидуальной системой дыхания.
Дуговая сварка неплавящимся полым катодом в вакууме
(рис. 2.7). В качестве источника тепла используется дуговой
разряд с полым катодом (ДРПК) [6]. Процесс сварки осуще-
ствляется стабильно в диапазоне давления в камере от I до
1-10 2 Па при подаче через полость катода аргона 1—2 мг/с
(2—4 л/ч). При этом эффективный к. п. д. составляет 0,8—
0,85. Возможность регулирования процесса эффективной мощ-
ностью и распределением плотности теплового потока в пятне
нагрева в широких пределах за счет изменения тока разряда,
длины дугового промежутка, подачи аргона через катод и воз-
действия аксиального и поперечного магнитных полей позво-
56
ляет получать качественные сварные соединения тугоплавких
и химически активных сплавов толщиной от 0,5 до 20 мм (и
более). Применение этого способа сварки имеет определенные
металлургические преимущества, так как способствует удале-
нию газов из расплавленного металла. Содержание газов в ме-
талле шва примерно такое же, а иногда и меньше, чем при
электронно-лучевой сварке.
Сварка дугой, управляемой магнитным полем. Магнитное
управление дугой позволяет увеличить скорость сварки, умень-
шить зону перегрева и повысить пластичность металла, воз-
действовать на микроструктуру путем электромагнитного пере-
мешивания сварочной ванны. Управление дугой при помощи
магнитного поля облегчает сварку деталей малых толщин. При
сварке в пульсирующем режиме или в знакопеременном маг-
нитном поле титана, а также алюминиевых и магниевых спла-
вов отмечено измельчение структуры в шве и околошовной
зоне.
Сварка с принудительным формированием шва. Вертикаль-
ные швы на металлах большой толщины на практике свари-
вают в защитных газах с принудительным формированием
с помощью охлаждаемых ползунов. В зависимости от толщины
металла сварку ведут одной или несколькими электродными
проволоками. Защитный газ подается в зазор через специаль-
ное сопло в ползуне. Помимо принудительного формирования,
водоохлаждаемые ползуны позволяют обеспечить благоприят-
ный термический цикл металла шва и околошовной зоны, не-
смотря на повышенные значения погонной энергии процесса.
Сварка электрозаклепками. Дугой с плавящимся электро-
дом в среде защитных газов можно приваривать к деталям
листы толщиной до 8 мм. Для сварки в верхнем листе про-
сверливают или пробивают отверстие. Сварку ведут с пода-
чей электродной проволоки, время горения дуги задают в со-
ответствии с условиями сварки.
2.3. Особенности сварки разных металлов и сплавов
2.3.1. Сварка сталей
Сварка малоуглеродистых и низколегированных сталей в инертном газе при-
меняется редко, так как эти стали хорошо свариваются под флюсом и
в углекислом газе.
Высокие технологические свойства при сварке сталей обеспечиваются при
добавке к аргону до 1—5 % кислорода. Кислород способствует увеличению
плотности металла шва, улучшению сплавления, уменьшению подрезов и уве-
личению производительности процесса сварки.
Для сварки низкоуглеродистых и низколегированных сталей может также
применяться аргон с добавкой 10—20 % углекислого газа. Углекислый газ
способствует устранению пористости в швах и улучшению формирования
шва.
67
ТАБЛИЦА 2. И
РЕЖИМЫ АРГОНОДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ
Толщина свар- ного соедине- ния, мм Тип соединения "св- мм 'св- А "св- м/ч Расход газа, л/мин Число проходов Примечание
Ручная сварка неплавящимся электродом
2 С отбортовкой — 75—120 — 5—7 1 Присадочная проволока 0 1,6 мм
3 Встык без раз* делки с при- садкой — 120—160 — 6—8 1 Ток постоян- ный прямой по- лярности
Автоматическая сварка неплавящимся электродом
4 Встык с при- садкой — 200—250 25—27 6—8 1 То же
4 Встык без при- садки — 130—250 25—28 6-8 1 »
Автоматическая сварка плавящимся электродом
5 10 Разделка V- образная Разделка V- образная 1.0 2,0 260—275 320—400 36—38 14—16 8-9 12—18 1 2 Ток постоян- ный обратной полярности Ток постоян- ный обратной полярности
Высоколегированные стали успешно свариваются в инертных газах и их
смесях. При этом обеспечивается высокая стабильность дуги и минимальный
угар легирующих элементов. Химический состав металла шва регулируется за
счет применения проволоки нужного состава. Стали, в состав которых входят
элементы с высокой активностью к кислороду (алюминий, титан, цирконий и
т. п.), свариваются в среде инертных газов. Ориентировочные режимы автома-
тической и полуавтоматической сварки стыковых соединений толщиной 4—
10 мм на постоянном токе приведены в табл. 2.11.
2.3.2. Сварка меди и медных сплавов
Медь хорошо сваривается в аргоне, гелии и азоте, а также
в смеси аргона с гелием и азотом. С целью экономии аргона
и повышения производительности целесообразно использовать
смесь аргона с азотом (70—80 7о аргона и 30—20 % азота).
Азот способствует увеличению глубины проплавления меди.
Из-за высокой теплопроводности меди для получения на-
дежного провара в начале сварки и хорошего сплавления по
кромкам детали подогреваются до 470—770 К. При сварке
58
ТАБЛИЦА 2.П
РЕЖИМЫ СВАРКИ МЕДИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Толщина металла, мм 4Э. мм Защитный газ >е,’ * Пд. В м/« Уг- л/мин
1.0 0,8—1,2 Аргон, азот 80—110 18—20 30—45 7—9
2—3 0,8—1,6 Аргон 140—210 19—23 25—35 8—10
0,8—1,2 Азот 140—200 20—35 25—35 8—10
5—6 1,0—1,6 Аргон 250—300 23—26 20—25 10—12
1.0—1,4 Азот 250—300 24—27 20—25 10—12
8,0 2,0—3,0 Аргон 350—550 32—37 18—22 14—18
1.6—3,0 Гелий 300—500 32—38 18—22 30—40
12 2,0—4,0 Аргон 350—650 32—38 — 14—18
Гелий 350—620 34—42 18 30—45
Аргон 300—500 28—36 16—18 14—18
12—14 1,5—3,0 Гелий 270—500 32—38 18-22 30—40
Азот 280-500 32—39 18—22 —
Примечание. d3 — диаметр электродной проволоки; Iсв сварочный ток:
и„ — напряжение дуги; о__ — скорость сварки; V — расход газа,
д св г
в аргоне подогрев необходим при толщине меди более 4 мм,
а в азоте — более 8 мм. Величину сварочного тока выбирают
исходя из диаметра вольфрамового электрода, состава защит-
ной смеси и рода тока. При этом сварка может выполняться
как на переменном, так и на постоянном токе обратной по-
лярности.
При сварке латуней, бронз и медноникелевых сплавов пред-
почтительнее использовать вольфрамовый электрод. При этом
испарение цинка и олова будут значительно меньше, чем при
сварке плавящимся электродом. Присадочный металл, а ино-
гда и кромки, подлежащие сварке, очищаются травлением. Для
этого применяют раствор, состоящий из 75 см3/л HNO3,
100 см3/л H2SO4 и 1 см3/л НС1.
Некоторые режимы сварки стыковых соединений меди
в нижнем положении приведены в табл. 2.12.
2.3.3. Сварка алюминиевых и магниевых сплавов
Эти сплавы обладают высокими значениями электропроводно-
сти, теплопроводности, а также скрытой теплоты плавления.
Трудность сварки этих сплавов заключается в наличии на их
поверхности тугоплавкой оксидной пленки, которая препятст-
вует сплавлению металла сварочной ванны с основным метал-
лом и, кроме того, остается в шве в виде неметаллических
включений. При сварке на токе обратной полярности происхо-
дит катодная очистка свариваемых поверхностей в зоне воз-
действия дуги. Однако действием разрядного тока может быть
59
разрушена лишь сравнительно тонкая пленка оксида. Толстую
пленку оксида алюминия перед сваркой необходимо удалять
механическим или химическим путем. Особо важно удалять
оксидную пленку с поверхности электродной проволоки малого
диаметра (из алюминиевых и магниевых сплавов). Это объяс-
няется тем, что на поверхности оксидной пленки хорошо сор-
бируется влага, которая, диссоциируя в дуге, приводит к на-
сыщению металла шва водородом и увеличению его пористо-
сти. Характер образования пористости зависит также и от
химического состава сплава. При сварке алюминиймагниевых
сплавов пленка оксидов имеет большую, чем у чистого алюми-
ния, толщину и удерживает больше влаги.
Термически упрочняемые сплавы системы А1—Mg—Si (ма-
рок АВ, АК6, АКВ) обладают повышенной склонностью к об-
разованию горячих трещин, что определяется наличием легко-
плавких эвтектик, расширяющих температурный интервал
твердожидкого состояния. Для уменьшения склонности к го-
рячим трещинам этих сплавов целесообразно применять при-
садки, содержащие 4—6 % Si. *
Влияние на качество сварных соединений оказывает выбор
конструктивных элементов разделки кромок, которые опреде-
лены ГОСТ 23949—80.
ТАБЛИЦА 2.13
РЕЖИМЫ СВАРКИ В АРГОНЕ ВОЛЬФРАМОВЫМ
ЭЛЕКТРОДОМ АЛЮМИНИЯ И ЕГО СПЛАВОВ
Тип соединения Л. мм Г?э. мм dn.n- «» 'св- А vr- л/мин п Примечание
Ручная сварка
Отбортовка кро- 1,0 1,0 — 40—50 4—5 1 —
МОК 2,0 2,0 — 80—90 7—8 1 —
Встык, без раз- делки, односто- роннее 3,0 3,0—4,0 2,0—3,0 100—130 8—10 1 —
Встык, без раз- делки, двухсто- роннее 5,0 4,0—5,0 Авт 3,0—4.0 о мата чес к 200—240 ая сварка 8—10 2
Встык, без раз- делки 3,0 4,0 2,5 180—200 14—16 1 fee = 18-5” 4-20 м/ч
Встык, без раз- делки 6,0 5,0 2,5 250—290 16—18 1 есв = 95ч- -=-100 м/ч
П р и м е ч а кие. h — ТОЛЩ! на сваривг емого метал ла; d — диаметр электрода;
<rfn п ~~ диаметр присадочной проволоки; /св - число проходов. - сварочный ток; Рг - - расход газа; п —
во
ТАБЛИЦА 2.14
РЕЖИМЫ СВАРКИ В АРГОНЕ АЛЮМИНИЕВЫХ СПЛАВОВ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
h, мм Тип разделки п *э- ММ Первый проход Последующие проходы
/св- А и. В гсв- м/ч 'св- А и. в "св- м/ч
10 Без раз- делки 2 2,0 2,0 250—300 22—24 24—26 20—25 370—390 28—30 20
15 V-образ- 4
25 ный 8 2,5 400—440 26—28 40—45 400—450 27—29 15—20
40 X-образ- 20 2,0 280 25—27 35 370—390 27—29 27
ная
Примечание, h — толщина металла; п — число проходов; d3 — диаметр элек-
тродной проволоки; /св — ток сварки; U — напряжение; t»CB — скорость сварки.
Накопленный опыт применения сварки конструкций из алю-
миниевых сплавов позволил отработать режимы, обеспечиваю-
щие высокое качество сварных соединений (табл. 2.13 и 2.14).
2.3.4. Сварка химически активных и тугоплавких сплавов
К числу основных затруднений, встречающихся при сварке ти-
тановых, циркониевых, молибденовых, никелевых и других ту-
гоплавких сплавов, относится большая химическая активность
металла при высокой температуре (особенно в расплавленном
состоянии) по отношению к газам (кислороду, азоту, водо-
роду) (7]. Поэтому при сварке требуется защита от воздуха не
только расплавленного металла, но и участков твердого ме-
талла, нагретого до температуры выше 660 К. Обычно это до-
стигается применением специальных приставок длиной до
500 мм и подачей газа с обратной стороны шва через специ-
альные подкладки (5, 7]. При сварке используется аргон только
высшего сорта или гелий марки А.
Наиболее надежную и стабильную защиту зоны сварки обе-
спечивают камеры с контролируемой атмосферой, где в каче-
стве защитной среды используют спектрально чистый или выс-
шего сорта аргон, а также вакуумные камеры, давление в ко-
торых не превышает (6—8)- 10-2 Па.
Во избежание излишнего перегрева околошобных участков
при дуговой сварке, например титана и циркониевого сплава,
ограничивают уровень сварочного тока. Максимальная его ве-
личина при сварке титана поверхностной дугой вольфрамовым
электродом обычно ^300 А. При этом можно сваривать без
разделки кромок за один проход сплавы толщиной 3—4 мм.
61
ТА БЛИЦА 2.IS
РЕЖИМЫ РУЧНОЙ АРГОНОДУГОВОЙ СВАРКИ ТИТАНА
ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
Я, мм /Св- А Цд. в "п. п- мм п Гдг, л/мин
в горелку в насадку для защиты обратной стороны шва
1 40—60 10—14 1.2—1,5 1 5—7 5—8 1—2
9 70—90 10—14 1,5—2,0 1 8—10 10-13 3—4
3 120-130 10—15 1,5—2,0 2 12—15 14—18 4—5
5 140-160 11—15 2,0—2,5 2—3 12—15 16—20 4—5
Примечание. Обозначения см. в табл. 2.12. 2.13.
ТАБЛИЦА 2.16
РЕЖИМЫ МЕХАНИЗИРОВАННОЙ СВАРКИ В АРГОНЕ
СТЫКОВЫХ СОЕДИНЕНИЙ ТИТАНА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Я, мм d^. мм /св- А Цд. В «св- “/ч Уг. л/мин
3 1,5 200—220 20—15 22 35—40
6 2.0 300—330 22—27 20 40—50
6—8 2,0 320—380 29—31 22—25 50—100
15—20 3—4 600—800 31—34 18—20 70—120
Дуговой сваркой в вакууме благодаря высокой концентра-
ции тепловой мощности дугового разряда с полым катодом
удается соединять без разделки кромок за один проход тита-
новые сплавы толщиной 8—-10 мм. Стыковые соединения тита-
новых сплавов больших толщин выполняют многослойной
сваркой с разделкой кромок и подачей присадочной проволоки.
Режимы сварки в аргоне стыковых соединений титана приве-
дены в табл. 2.15, 2.16.
Глава 3 СВАРКА В СО2
3.1. Особенности переноса электродного металла
при сварке в СО2
При сварке в СО2 проволоками Св-08ГС и Св-08Г2С в основном используют
процесс с частыми принудительными короткими замыканиями и процесс
с крупнокапельным переносом (табл. 3.1). При сварке порошковыми проволо-
ками применяют процесс с непрерывным горением дуги, а при сварке активи-
рованной проволокой — струйный процесс (рис. 3.1).
Процесс с частыми принудительными короткими замы-
каниями получают при сварке в СО2 проволоками 0 0,5—1,4 мм путем
62
У
3:
ч
ДИАПАЗОНЫ СВАРОЧНЫХ ТОКОВ ОСНОВНЫХ ПРОЦЕССОВ
СВАРКИ В СО, (ПОЛЯРНОСТЬ ОБРАТНАЯ, ИСТОЧНИК - ВС-600)
' Диаметр, мм, электрода типа СвО8ГС CD 8S8 сч <л со 1 1 1 ООО — сч 350—800
С4 80—260 90—280 85-290 90—320 190—550 200—650 290—550 320—650
о 75—240 80-260 160—400 260-450
Q0 о 30-150 50-180 150—300 180—300
С.В-08Г2С из о 20-120 30—130 100—250 1
Вид процесса С принудительным коротким замыканием Крупнокапельный с коротким замыканием То же, без замыкания С полупогруженной и погруженной дугой
? табл. 3.1 , £ *5 ж м В.К н О X >2 = О га О О Ю СО СЧ 1О
180- 250-
3 at о О О
* • АН- о см сч 1 1 1
о 1 ПП 150 220
с: К <я О
га д к о о 1 1 ю 1
S ч X со 1 1 о
о
ь* X порошко- вая проволока ПП-ЛН-8 о
ММ в ЭЛ( 2,0 1 1 150—5 1
р* а> X « ОС 1 -500 -2500 -2000
X чг 1 1 । 250- [ 270- 600-
-овгс 3,0 1 1—450 1-2000 1—1500
е и 22( 25С S
о о с 380 8 8 СЧ —
сч CN 1—091 1 о сч сч 400—
2
а X О
S я
а з 2 »х о
га и с с 3 5 гким з; ннэжАс
х О Lock •UO( С- О
е X 03 [тельным кор 1ельнын с кс к X X си X 3 2 Е га X •X о X X Я
С принуди Крупнокаг То же, бе; U О Е 5 С
63
Рис. 3.1. Внешний вид разрядного пространства и осциллограммы напряжения и тока
при сварке в СО2:
о — с принудительными короткими замыканиями; б — с крулнокапельным переносом и
короткими замыканиями; в — то же, без коротких замыканий; г — струйный процесс;
д — мелкокапельный процесс без коротких замыканий
изменения сварочного тока, обеспечивающего изменение скорости плавления
электрода и давления дуги. Весь процесс можно разделить на ряд подобных
повторяющихся циклов (рис. 3.1). Теплота, выделяемая дугой, интенсивно
расплавляет электродную проволоку и деталь. При этом длина дуги быстро
64
увеличивается. По мере уменьшения сварочного тока скорость расплавления
проволоки и давление дуги уменьшаются. В результате капля электродного
металла и ванночка сближаются, замыкая разрядный промежуток. Дуга гас-
нет, напряжение резко уменьшается, а сила тока в цепи возрастает С уве-
личением тока растет электродинамическая сила и приводит к ускорению
перехода капли в ванну и образованию шейки между электродом и каплей.
Утоненная шейка перегревается проходящим током и перегорает со взры-
вом. Напряжение резко возрастает, и зажигается дуга. После этого все
явления повторяются.
Основные параметры данного процесса: среднее напряжение процесса
сварки t/св, среднее значение сварочного тока /св, максимальный ток /к. з, ми-
нимальный ток /mtn, длительность горения дуги /д, длительность короткого
замыкания /к.з, длительность цикла 7'=;/д+/к.з, скорость нарастания тока
при коротком замыкании разрядного промежутка каплей Д/К.а/Д/ и скорость
снижения тока при горении дуги С повышением напряжения увеличи-
вается длительность горения дуги и всего цикла, а частота коротких замыка-
„зй уменьшается, возрастают потери на окисление и разбрызгивание, а форма
шва несколько улучшается. При повышении напряжения процесс переходит
в крупнокапельный. Характер течения процесса с частыми принуди-
тельными короткими замыканиями в большой степени зависит от скорости
нарастания /к.э в цепи (Д/И.э/Д/). При сварке проволоками 0 0,84-1,4 мм при
Д/„.а/Д/> 2004-300 кА/с процесс стабилен, но сопровождается повышенным
разбрызгиванием. При Д/к.з/Д/<40 кА/с процесс протекает с редкими корот-
кими замыканиями, импульсный характер изменения силы тока выражен
слабо и на низких напряжениях процесс протекает нестабильно. При средних
значениях Д/кз/Д/=604-180 кА/с процесс протекает стабильно и отличается
небольшим разбрызгиванием.
Характер процесса и технологические характеристики сварки в СО2
в определенной степени зависят также от наклона внешней характеристики
источника питания дуги. При пологопадающих внешних характеристиках
источника тока увеличение угла наклона характеристики приводит к некото-
рому увеличению внешней составляющей длины дуги; дуга более подвижная
и эластичная, ширина разогрева изделия и ширина шва несколько увеличива-
ются. Сочетание падающей внешней характеристики с высокими регулируе-
мыми скоростями нарастания тока короткого замыкания и регулировкой
амплитудных значений тока короткого замыкания дает возможность получать
процесс сварки в СО2 с принудительными короткими замыканиями и процесс
сварки в СО2 без коротких замыканий с хорошими технологическими харак-
теристиками.
Процесс с крупнокапельным переносом наблюдается при
сварке проволоками 0 0,5—1,6 мм на повышенных напряжениях, а для про-
волок >01,6 мм—в широком диапазоне режимов сварки кремниймарганце-
выми проволоками. При низких напряжениях процесс протекает с короткими
замыканиями, а при высоких — без них. Процесс с крупнокапельным перено-
сом обычно сопровождается повышенным разбрызгиванием. Для уменьшения
разбрызгивания и улучшения формирования шва при сварке с короткими за-
мыканиями рекомендуется снижать значение Д/к. з/Д/ (например, путем уве-
личения индуктивности цепи и включения в цепь балластного сопротивле-
ния). Для получения стабильного процесса сварки в СО2 с хорошим форми-
рованием шва и небольшим разбрызгиванием необходимо строго соблюдать
определенные соотношения между током и напряжением (рис. 3.2). Для по-
вышения производительности процесса и уменьшения разбрызгивания целесо-
образно вести сварку с погружением дуги в ванну так, чтобы
внешняя составляющая дуги была равна 2—3 мм. Этот процесс реализуется
на повышенных токах (табл. 3.1).
Струйный процесс в СО2 можно получить только при использовании про-
волок, активированных цезием, рубидием, калием, натрием, барием, церием и
солями РЗЭ. Процесс протекает без разбрызгивания с хорошим формирова-
5—1063
65
Ucl.B
200 300 400 500 Io, A
Рис. 3.2. Диапазон оптималь-
ных соотношений между на-
пряжением и током при сварке
в СО2 проволокой Св-08Г2С
в нижнем положении. Поляр-
ность обратная. Диаметр элек-
too 200 300 400 500 6001св,А
трода. мм:
а 0.8—1,2; 6—1,4; в —2.0
ннем шва Сварку проволоками, активированными солями рубидия и цезия,
можно выполнять также с наложением импульсов тока. Однако до настоя-
щего времени этот процесс не нашел широкого практического применения.
При использовании порошковых проволок рутил-флюоритного
типа сварка протекает с тоупнокапельным переносом. Процесс во многом
подобен сварке проволокой Св-08Г2С сплошного сечения. При использовании
порошковых проволок рутилового типа процесс сварки ведут с не-
прерывным горением дуги и переносом капель среднего размера, сопровож-
дающимися небольшим разбрызгиванием и хорошим формированием шва.
В последние годы разработаны: проволока с дополнительным сердечни-
ком-фитилем, заполненным в основном оксидом титана (АПАН-2), и прово-
лока, легированная РЗЭ (Св-14Г2Сч). Эти проволоки при сварке в СО2 на
повышенных токах (более 30 А для 0 1,6 мм) обеспечивают хорошее форми-
рование шва и малое разбрызгивание.
При сварке в смесях СО2+О2 (15—30%) могут выполняться процессы
с крупнокапельным переносом и с частыми короткими замыканиями. Добавле-
ние кислорода к СО2 незначительно изменяет характер процесса (он харак
теризуется более высоким окислительным потенциалом защитной среды и
большей жидкотекучестью ванночки). Для сварки используют проволоки с по-
вышенным содержанием раскислителей. Формирование шва несколько лучше,
чем при сварке в СО2, но поверхность шва покрыта шлаком.
В смесях Ar+CO2 (до 15 %) могут быть получены струйный и круп-
нокапельный процессы, а при содержании >20 % СО2 — процессы
с частыми короткими замыканиями и крупнокапельный.
Сварка в смеси Аг+20—25 % СО2 или 20 % СО2 и 5 % О2 обеспечивает луч-
шее формирование шва и меньшее разбрызгивание, чем сварка в СО2.
Перенос металла с электрода на изделие определяет технологические ха-
рактеристики и области применения процессов сварки плавящимся электро-
дом. Различают следующие основные виды переноса электродного металла
при сварке в СО2 и его смесях (см. рис. 3.1): с принудительными короткими
замыканиями, крупнокапельный с естественными короткими замыканиями
разрядного промежутка, то же без коротких замыканий, перенос каплями
среднего и малого размера без коротких замыканий и, наконец, струйный
перенос.
При крупнокапельном переносе на электроде образуются капли диамет-
ром >1,5 диаметра электрода. Если капля больше длины разрядного проме-
66
жутка, то переход ее в ванну сопровождается
коротким замыканием разрядного промежутка
и погасанием дуги. Если капля меньше длины
разрядного промежутка, то переход ее в ванну
происходит без короткого замыкания. Основными
силами, обусловливающими крупнокапельный
перенос, являются сила тяжести, силы поверхно-
стного натяжения, давление плазменных потоков
и реакция испарения. На малых токах отрыв
капли от электрода и направление ее полета
определяются в основном силой тяжести, а на
больших токах — электродинамической силой. По-
этому процессы с крупнокапельным переносом
электродного металла применимы для сварки
в нижнем положении. С повышением напряже-
ния дуги, увеличением диаметра электрода и пе
реходом на прямую полярность диаметр капель
увеличивается. С увеличением силы тока диаметр
капель уменьшается.
При сварке с крупнокапельным пе-
реносом без коротких замыканий
разбрызгивание металла происходит в основном
из-за случайного вылета за пределы шва круп-
ных капель и систематического выброса мелких
капель с электрода (рис. 3.3,а). Помимо этого
из ванны выбрасываются мелкие капли, что вы-
звано выделением СО. Разбрызгивание сравни-
тельно велико. При сварке с принудительными
короткими замыканиями разбрызгивание проис-
ходит из-за выброса мелких капель вследствие
взрыва шейки и выброса остатка капли с элект-
рода (рис. 3.3,6). Для уменьшения разбрызгивания рекомендуется подби-
рать оптимальные скорость нарастания и силу тока /к. э, а также увеличи-
вать наклон внешней характеристики источника питания дуги. Это достига-
ется включением в сварочную цепь дросселя или дросселя и балластного
реостата. С повышением напряжения разбрызгивание усиливается, а с увели-
чением тока оно сначала усиливается, а затем ослабевает (рис. 3.4). Нали-
f
Рис. 3.3. Разбрызгивание
электродного металла при
сварке в ССЬ:
а — с крупнокапельным пе-
реносом; б — с принуди-
тельными короткими замы-
каниями
Рис. 3.4. Зависимость потерь на разбрызгивание при сварке в СО, проволокой
Св-08Г2С. Полярность обратная, выпрямитель ВС-300 и ВС-600. Цифры у кривых —
диаметр электрода, мм
5*
67
чие на проволоке ржавчины способствует разбрызгиванию в связи с взрывом
крупных капель. В начале сварки и при нарушениях процесса наблюдается
резкое увеличение разбрызгивания в результате выброса нерасплавленной
части электрода и расплескивания ванны.
Перенос каплями среднего размера происходит при сварке
порошковой проволокой рутилового типа, активированными проволоками и
с принудительным управлением путем наложения импульсов тока, изменения
силы тока при сварке, пульсирующей и вибрирующей подачи электрода. Раз-
брызгивание при этом переносе незначительное.
При струйном переносе жидкий металл на электроде вытянут
в виде конуса, с конца которого отрываются мелкие капли диаметром менее
2/з диаметра электрода. Перенос определяется электродинамической силой, си-
лами поверхностного натяжения, давлением плазменных потоков и реакцией
испарения. Сила тяжести невелика, поэтому электродный металл переносится
в ванну при сварке во всех пространственных положениях. Струйный перенос
электродного металла наблюдается при сварке в СО2 активированной проволо-
кой и в смесях Аг+СО2 (<25%). Минимальный ток, при котором наступает
струйный перенос, называют критическим I„p. С увеличением диаметра элек-
трода /Кр возрастает. Разбрызгивание при струйном переносе незначительное.
3.2. Сварочная проволока
Сварочные проволоки выпускают с тонким медным покрытием
и без него. На поверхности проволоки, а также в надрывах
поверхностного слоя имеется технологическая смазка. В неко-
торых случаях проволоки покрывают антикоррозионными сма-
зочными материалами, которые вносят в зону дуги водород и
азот. В результате этого снижается стабильность процесса, по-
вышается разбрызгивание, ухудшается формирование шва и
понижается ударная вязкость металла шва. Особенно процесс
сварки в СОг ухудшается при наличии на проволоке ржавчины
и нитрата натрия, входящего в состав некоторых смазочных
материалов.
Механическая очистка и травление проволоки немного по-
вышают стабильность процесса и уменьшают содержание во-
дорода. В наибольшей степени удалить водород и азот из про-
цесса, повысить ударную вязкость шва, улучшить стабильность
процесса сварки и формирование шва, а также уменьшить
разбрызгивание можно путем прокаливания проволоки при
200—250 °C в течение 1,5—2 ч. Ржавчина на проволоке при-
водит к резкому снижению стабильности процесса и повыше-
нию разбрызгивания. Для ее удаления рекомендуется химиче-
ская или электрохимическая очистка проволоки и механиче-
ская очистка с последующим прокаливанием при 150—250 °C
в течение 1,5—2 ч. Для надежной подачи по гибким шлангам
и хорошего контактирования с токоподводящим наконечником
сварочной горелки проволоки должны иметь определенную же-
сткость. Мягкие и чрезмерно жесткие (пружинистые) прово-
локи плохо подаются по шлангам.
68
3.3. Технологические особенности процесса
сварки в СО2
Основными параметрами режима сварки в СО2 и его смесях
являются: род защитного газа; полярность и сила тока; напря-
жение сварки; диаметр, скорость подачи, вылет, наклон и коле-
бания проволоки; скорость сварки; расход и состав защитного
газа. Сварку в СО2 обычно выполняют на постоянном токе.
Однако возможна сварка и на переменном токе. Сварочный
ток и диаметр проволоки выбирают в зависимости от толщины
металла и расположения шва в пространстве. Стабильный про-
цесс сварки с хорошими технологическими характеристиками
можно получить только в определенном диапазоне силы тока,
который зависит от диаметра и состава электрода и рода за-
щитного газа (см. табл. 3.1). Сила тока определяется поляр-
ностью тока, диаметром, составом, скоростью подачи (рис. 3.5)
и вылетом электрода, составом защитного газа, а также на-
пряжением дуги. Регулируют силу тока изменением скорости
подачи проволоки (рис. 3.5). Сила тока определяет глубину
провара и производительность процесса.
Второй важнейший параметр режима сварки — напряжение
процесса сварки. С повышением напряжения увеличивается
ширина шва и улучшается формирование валика. Однако од-
новременно возрастают излучение дуги и угар элементов,
а также повышается чув-
ствительность дуги к «маг-
нитному дутью». При по-
ниженных напряжениях
ухудшается формирование
шва, а при сварке на по-
вышенных напряжениях
увеличивается разбрызги-
вание. Оптимальные напря-
жения сварки (см. рис.
3.2) зависят от силы тока,
диаметра и состава элек-
трода, а также рода защит-
ного газа.
Сварка в СО2 проволо-
кой Св-08Г2С на прямой
полярности отличается боль-
шей длиной дуги, сильным
излучением, а в ряде слу-
чаев большим разбрызгива-
нием, чем на обратной по-
лярности. На прямой по-
лярности скорость расплав-
f„, см/мин
Рис. 3.5. Зависимость силы тока при сварке
в СО2 от скорости подачи электродной про-
волоки Св-08Г2С. Полярность обратная; вы-
леты средние для каждого диаметра элек-
трода (цифры у кривых)
69
ления электрода в 1,6—1,8 раза выше, а глубина провара и
ширина шва меньше, чем на обратной. Влияние скорости
сварки такое же, как и при сварке на обратной полярности.
Наклон электрода до 15° «углом вперед» и «углом назад» не
отражается на характеристиках процесса сварки. Наклон элек-
трода «углом вперед» на 15—30° несколько уменьшает глубину
провара и увеличивает ширину шва. При наклоне электрода
на 15—30° «углом назад» формирование шва несколько ухуд-
шается.
Сварка в СО2 проволокой Св-14Г2Сч ведется на прямой
полярности; достигаются хорошие технологические характери-
стики процесса, малое разбрызгивание и хорошее формирова-
ние шва.
Состав защитного газа существенно влияет на технологиче-
ские характеристики процесса. Так, в среде СО2+О2 «15 %),
Аг+СО2(>20 %) и Аг + О2+СО2(>20 %) можно выполнять
сварку во всех пространственных положениях. Смеси СО2+О2
(>20%), Аг + СО2 «20%) и Аг+О2 + СО2 «20%) при-
годны для сварки стационарной дугой в нижнем положении и
с наложением импульсов во всех положениях. При сварке
в СО2, СО2+О2 и Аг+СО2 (>20 %) на всех режимах и в сме-
сях Аг+О2+СО2 «20%) и Аг+СО2 (<20 %) на токах ме-
нее критических значений форма провара треугольная. При
сварке в смесях Аг+СО2 «10%) и Аг + О24-СО2 «10%)
на токах, превышающих критические значения, наблюдается
узкое глубокое проплавление в средней части провара.
С уменьшением содержания в смеси СО2, увеличением силы
тока и уменьшением диаметра электрода глубина узкого про-
плавления увеличивается.
Химический состав проволоки, смазка и загрязнения, нахо-
дящиеся на проволоке и свариваемом металле, могут оказы-
вать влияние на силу тока, длину дуги, напряжение и харак-
тер процесса. Вылет электрода при сварке проволоками
0 0,5—1,4 мм влияет на стабильность процесса сварки. Это
обусловлено изменением нагрева электрода на вылете прохо-
дящим током. Допустимый вылет электрода зависит от диа-
метра, удельного электросопротивления электрода и сварочного
тока. При малых вылетах затрудняется видимость зоны сварки
и возможно подплавление токопровода, а при больших — на-
рушается стабильность процесса. При сварке проволоками
01,6 мм и более влияние вылета электрода на стабильность
протекания процесса сварки намного меньше. В этих случаях
сварку можно выполнять при нормальных и повышенных вы-
летах. Увеличение вылета позволяет повысить коэффициент
расплавления электрода и уменьшить глубину провара.
Влияние свойств источника питания существенно сказыва-
ется на технологических характеристиках при ведении про-
70
цесса с короткими замыкани-
ями в СО2 и смесях Аг+СО2,
Аг+О2 + СО2. В этих случаях
для получения стабильного
процесса, хорошего формиро-
вания швов и небольшого
разбрызгивания необходимо
питать дугу от источника с
определенными динамически-
ми свойствами по току (рис.
3.6). Оптимальные скорости
нарастания /к. 3 зависят пре-
жде всего от диаметра элек-
трода. Для получения хоро-
шего формирования шва при
сварке в нижнем положении
целесообразно понижать ско-
рость нарастания /к. з, повы-
шать напряжение и использо-
вать для питания дуги источ-
ники с лологопадающей внеш-
ней характеристикой и комби-
нированной внешней характе-
ристикой. При чрезмерном
уменьшении скорости нара-
стания /к. з затрудняется на-
чало сварки и снижается
стабильность процесса сварки.
Рис. 3.6. Оптимальные скорости нараста-
ния тока короткого замыкания для сварки
в СО2 проволоками типа Св-08Г2С и
Св-06Х19Н9Т от выпрямителей типа
ВС-300, ЦС-ЗООБ, ВС-630: проволоки раз-
ного диаметра (цифры у кривых)
При сварке в СО2 без коротких замыканий на средних и боль-
ших токах, а также в смесях Аг + О2+СО2 и Аг + СО2 скорости
нарастания /к. 3 оказывают значительно меньшее влияние на
течение процесса. В этих случаях оптимальные характеристики
источника питания определяются прежде всего диаметром
электрода и родом защитного газа, а также условиями получе-
ния хорошего начала и окончания сварки.
Сборка соединений под сварку плавящимся
электродом в СО2 зависит от типа соединения, толщины ме-
талла, расположения шва в пространстве, способа сварки (ав-
томатическая или полуавтоматическая).
Требования к качеству сборки и подготовки соединения под
полуавтоматическую сварку в СО2 проволоками 0 0,8—2,5 мм
должны соответствовать ГОСТ 14771—76. Чем выше качество
сборки соединения, тем выше производительность в процессе
сварки. По возможности рекомендуется собирать и сваривать
соединения в приспособлениях без прихваток. При сборке
на прихватках последние следует устанавливать с обрат-
ной стороны соединения. Прихватку можно выполнять кон-
71
тактной сваркой, сваркой неплавящимся электродом и сваркой
тонкой проволокой в СО2. Размеры прихваток и их располо-
жение зависят от толщины металла и типа свариваемого сое-
динения. Прихватки перед сваркой должны быть тщательно
очищены. При выполнении прихваток в СО2 проволоками 00,8—
1,4 мм сборку осуществляют короткими швами, которые
не перевариваются, а остаются в соединении как основные
швы.
3.4. Техника сварки
Особенности техники сварки соединений ос-
новных типов. Стыковые соединения металла толщиной
0,8—1,2 мм можно сваривать на медных, стеклянных и кера-
мических подкладках, а также на весу. Для получения швов
высокого качества необходимы: тщательная сборка, точное на-
правление электрода по шву и поддержание неизменным ре-
жима сварки. Для соединения металла такой толщины приме-
няют следующие способы:
1. Сварка в СО2 проволоками 0 0,8—1,2 мм током обрат-
ной полярности с использованием источников питания с ком-
бинированной характеристикой и высокими скоростями нара-
стания /к. з-
2. Сварка на обратной полярности проволокой 0 0,7—
0,8 мм на малых токах и напряжениях при питании от источ-
ника с повышенными динамическими свойствами по току, обе-
спечивающими получение процесса с принудительными корот-
кими замыканиями. В качестве источников рекомендуются пре-
образователи ЗП 4/30, ЗП 7,5/30 и выпрямители ВСП-160,
ВСП-315, ВДГ-303, ВСЖ-303 и ВС-300Б. Последовательно
в сварочную цепь включают дополнительную индуктивность
0,2—0,25 мГн. Сварку ведут вертикальным электродом и на-
правляют дугу на ванночку жидкого металла. В качестве за-
щитных газов рекомендуются СО2 и его смеси с аргоном и
кислородом.
3. Сварка с принудительными короткими замыканиями и
гашением дуги.
4. Сварка с периодическим изменением мощности дуги, так
называемая сварка модулированным током, или с прекраще-
нием процесса проволокой 0 0,7—1,2 мм. При этом дуга легко
возбуждается на горячем металле, а тепловая инерция ванны
обеспечивает равномерное проплавление и формирование шва;
время горения дуги составляет 0,6—1,2 с при перерыве
0,5—0,8 с.
5. Сварка проволоками 0 0,7—0,8 мм на прямой полярно-
сти (в этом случае формирование шва несколько хуже, чем
в предыдущих вариантах).
72
— Сварку металла малой толщины всегда рекомендуется
выполнять в вертикальном положении сверху вниз с подводом
тока в верхней части изделия. При сварке тонкого металла
ширина провара обычно одинакова с обеих сторон стыка. При
чрезмерно большой ширине шва возможны прожоги. Во избе-
жание этого рекомендуется уменьшать напряжение дуги, диа-
метр электрода, сварочный ток и увеличивать скорость сварки.
При сварке на подкладках важно обеспечить плотное прижа-
тие листов к подкладке. При нагреве дугой листы, деформиру-
ясь, теряют устойчивость и изгибаются непосредственно перед
дугой. Для исключения этого рекомендуют делать отбортовку
или изгибать стык вдоль сварки таким образом, чтобы при на-
греве листы прижимались к подкладке.
— Металл толщиной >1,2 мм легко сваривать на весу.
При сварке металла толщиной 1,2—2 мм дугу рекомендуется
направлять на ванну жидкого металла, сварку выполняют вер-
тикальным электродом. Для сварки металла толщиной до 2 мм
следует выбирать такие режимы, чтобы полный провар полу-
чался за один проход. При значительных зазорах в соедине-
нии рекомендуется: выполнять сварку в вертикальном положе-
нии сверху вниз, сваривать шов с периодическим прекраще-
нием процесса или изменением мощности либо с поперечными
колебаниями электрода. Для получения качественного форми-
рования шва важно правильно подобрать программу измене-
ния мощности процесса, частоту и амплитуду колебания элек-
трода.
— Металл толщиной >4 мм сваривают в СОг, СО2 + О2
(20%) или Аг + СОг (25%) с двух сторон. Разделку кромок
делают в зависимости от конструкции изделия и допустимых
режимов сварки согласно ГОСТ 14771—76.
— Для получения качественного стыкового соединения на
металле толщиной >3 мм необходимо предупредить подсос
воздуха с обратной стороны стыка. Для этого, а также для по-
лучения полного провара соединения без прожогов при боль-
ших переменных зазорах рекомендуется корневой шов свари-
вать тонкой проволокой в СО2 при сварочном токе 140—220 А.
Последующие проходы могут быть выполнены в СО2, или
СО2 + О2 (15—20%), или под флюсом. Сварка корневого шва
тонкими проволоками 0 1—1,4 мм в СО2 позволяет избежать
кантовки крупных изделий. Сварка первого прохода может
быть выполнена также на стеклянной или медной подкладке.
— Техника сварки поворотных кольцевых стыковые швов
во многом подобна технике сварки продольных швов. Важным
параметром режима является смещение от серхней точки ок-
ружности. Соединение на металле толщиной 0,8—2,5 мм и кор-
невые швы на металле большой толщины рекомендуется сва-
ривать в вертикальном положении сверху вниз или в полупо-
73
Рис. 3.7. Схемы (а и б) расположения электрода при сварке в СОа поворотных коль-
цевых швов на весу
толочном положении (рис. 3.7). Дугу следует направлять на
ванну жидкого металла. Это обеспечивает получение полного
провара соединения с обратным формированием шва без про-
жогов даже при значительных переменных зазорах. Режимы
сварки некоторых изделий приведены в табл. 3.2
— При сварке металла большой толщины рекомендуется
смещение электрода в сторону, противоположную направлению
вращения детали. Смещение зависит от объема ванны, диа-
метра и толщины стенки детали и от скорости сварки. При
толщине стенки детали >15 мм целесообразна узкая щелевая
разделка в сочетании с непрерывной многопроходной сваркой.
Режимы сварки выбирают в зависимости от допустимого тер-
мического цикла. Сварка кольцевых швов может быть выпол-
нена во всех активных газах (СОг, СОг + Ог, Аг+Ог+СОг и
РЕЖИМЫ СВАРКИ ПОВОРОТНЫХ КОЛЬЦЕВЫХ
И СМЕСИ Аг + СО. (25 %). Аг + О, + СО. (20 %)
Диаметр детали, мм Толщина стенки, мм Зазор, мм Смещение кромок, мм d9, мм
50 1—1,5 0—1 0—1 1—1.2
100—150 2—2,5 0—1,5 0—1 1 — 1,4
200—500** 8—15 0—1 0—1 1—1,4
200—400** 30—60 0—1,5 0—1 2—3
• Смещение электродов согласно рис. 3.7.
•• Сварка корневого шва при Y- или U-образной разделке.
74
Ar+СОг). При выборе состава смеси исходят из конкретных
условий производства.
— Нахлесточные соединения металла толщиной 0,8—1,5 мм
сваривают на весу, на медной, стальной или стеклотканевой
подкладке. Более толстый металл сваривают на весу. Высокое
качество соединения получают при смещении электрода от
кромки до ±(1—1,5) мм. При большем смещении электрода
в сторону нижнего листа возможны прожоги, а в сторону верх-
него— ухудшается формирование шва и возможен недостаточ-
ный провар нижнего листа. Максимальная скорость сварки
достигается при выполнении соединений в вертикальном положе-
нии сверху вниз; тщательная сборка также позволяет повы-
сить скорость сварки. Металл малой толщины рекомендуется
сваривать в СОа по технологии с принудительными короткими
замыканиями, при этом достигаются наименьшие деформации
изделия. Металл толщиной >1,5 мм сваривают электродом,
наклоненным поперек шва на 50—60° к поверхности листа.
При сварке металла равных толщин электрод направляют
в угол, а неравных — в сторону листа большей толщины. Не-
которые режимы сварки нахлесточных соединений приведены
в табл. 3.3.
— Тавровые и угловые соединения можно сваривать на-
клонным электродом при вертикальном расположении стенки
соединения и вертикальным электродом при расположении шва
«в лодочку». При сварке наклонным электродом угол наклона
его к полке должен составлять 40—50°. При сварке швов с ка-
тетом до 5 мм и одинаковой толщине листов электрод направ-
ляют в угол, при неодинаковой толщине — в сторону листа
большей толщины. При сварке тавровых соединений на стали
толщиной >5 мм электрод смещают на 1,0—2,5 мм в сторону
полки. Сварку целесообразно вести «углом вперед» с накло-
ном электрода к детали 70—75°. При сварке сталей большей
СТЫКОВЫХ ШВОВ УГЛЕРОДИСТЫХ СТАЛЕЙ В СО,
ПРОВОЛОКОЙ СВ-08Г20* (ПОЛЯРНОСТЬ ОБРАТНАЯ)
ТАБЛИЦА 3.3
'св> А "св- в °св- м/4 Вылет электрода, мм Уг, л/мии
100—180 18—21 80—90 10—12 7—8
130—280 18—23 70—80 10—13 7—8
150—260 19—26 20—30 10—15 7—8
350—450 32—36 25—35 25—60 15—18
75
нижнее; В — вертикальное «сверху вниз».
РЕЖИМЫ СВАРКИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЯ УГЛЕРОДИСТЫХ СТАЛЕЙ В ЗАЩИТНЫХ
ГАЗАХ ПРОВОЛОКОЙ СВ-08Г2С (ПОЛЯРНОСТЬ ОБРАТНАЯ)
76
толщины делают скос кромки. В этом случае электрод направ-
ляют в угол разделки. Для повышения производительности и
улучшения формирования шва целесообразно выполнять
сварку на спуск.
Швы с катетом >4 мм рекомендуется сваривать «в ло-
дочку». При этом возможно использование форсированных ре-
жимов. Кроме того, улучшается формирование шва, появляется
возможность увеличить скорость сварки до 300 м/ч.
При сварке тавровых и угловых соединений можно реко-
мендовать приемы, повышающие скорость расплавления элек-
трода: сварку с подачей присадочной проволоки, с увеличен-
ным вылетом, с дополнительным нагревом электрода двумя и
тремя электродными проволоками, подключенными к общему
токосъемнику и в общую ванну. Некоторые режимы сварки
тавровых и угловых соединений приведены в табл. 3.4.
— Замковые соединения наиболее часто применяют при
сварке кольцевых швов. Такие соединения выполняют с раз-
делкой кромок согласно ГОСТ 14771—76. Режимы сварки вы-
бирают в зависимости от толщины листов и диаметра изделия.
Замковые соединения позволяют выполнять сварку первых
проходов на больших токах, поскольку в данном случае отсут-
ствует опасность прожога листов. При сварке замкнутых сосу-
дов во избежание появления пор в корне шва требуется сборка
без зазоров. Поэтому замок делают скошенным и детали со-
бирают с натягом. Для повышения производительности, улуч-
шения формирования шва и уменьшения разбрызгивания элек-
трод смещают с зенита таким образом, чтобы вести сварку
на спуск.
Особенности полуавтоматической (ручной
механизированной) сварки. Техника полуавтоматиче-
ской сварки в СО2 и в смесях СО2+О2, Ar + CO2 (25%) и
Аг + О2 + СО2 (25%) проста. Задача сварщика состоит в под-
держании постоянного вылета электрода, равномерном переме-
щении держателя вдоль кромок и (в отдельных случаях) в вы-
полнении колебаний электрода. Глубина провара при сварке
в СО2 и СО2+О2 больше, чем при сварке в Аг + СО2 и при
ручной дуговой сварке штучными электродами, т. е. можно
выполнять сварку на больших скоростях. Изменения скорости
сварки, неизбежные при перемещении держателя вручную, ска-
зываются на глубине проплавления. Поэтому во избежание
прожогов полуавтоматическую сварку выполняют при меньшем
токе, т. е. в результате скорость полуавтоматической сварки
меньше, чем автоматической.
— При сварке тонкими проволоками форма колебаний
электрода обычно такая же, как при ручной дуговой сварке.
При сварке проволоками 0 1,6 мм и более форма поперечных
колебаний зависит от типа соединения и может изменяться от
77
режим СВАРКИ В СО, УГЛОВЫХ и тавровых соединений углеродистых сталей
ПРОВОЛОКОЙ СВ-08Г2С БЕЗ РАЗДЕЛКИ КРОМОК (ПОЛЯРНОСТЬ ОБРАТНАЯ)
нижнее положение, В — вертикальное «сверху вниз», П — потолочное, НС — «на спуск>.
78
слоя к слою. Корневые швы сваривают при возвратно-поступа-
тельном перемещении электрода, средние слои стыковых
швов — при перемещении электрода по вытянутой спирали,
а верхние слои — с поперечными колебаниями («змейкой»).
Сварку стыковых соединений можно вести с наклоном элек-
трода как «углом вперед», так и «углом назад» до 10—30°.
— В первом случае глубина провара несколько меньше,
шов шире, удобно направлять дугу по разделке шва, можно
добиться существенного уменьшения разбрызгивания; сварку
можно выполнять с большими скоростями, чем сварку верти-
кальным электродом. Возвратно-поступательные движения го-
релки обеспечивают снижение пористости при сварке во всех
активных газах. Этому способствует как улучшение защиты,
так и перемешивание и замедленное охлаждение жидкой
ванны.
— При сварке «углом назад» рекомендуют наклонять го-
релку на 5—15°. В этом случае можно несколько увеличить
глубину провара, но ширина шва уменьшается. Для расшире-
ния шва сварку выполняют с колебаниями электрода. При
сварке угловых швов электрод наклоняют на 45—60° к полке
поперек соединения. Сварку ведут вертикальным электродом
или с наклоном «углом вперед» на 70—80° к изделию. Дугу
направляют со смещением на 1—2 мм от угла к нижней полке
или в угол. Желательно вести сварку на спуск с наклоном из-
делия на 6—10°. Это существенно улучшает формирование
шва, позволяет повышать скорости сварки и уменьшать раз-
брызгивание.
Для получения плотного шва и хорошего провара в начале
сварки необходимо обеспечить предварительную подачу газа
до зажигания дуги и начинать сварку вертикальным электро-
дом, а также выполнять сварку с программированием напря-
жения, тока и скорости подачи электрода. Для получения ка-
чественного конца необходимо заварить кратер и обдувать его
газом до полного затвердевания металла. При сварке с боль-
шой силой тока для заварки кратера нужно уменьшить силу
тока и напряжение (ориентировочно до 150—180 А и 22—24 В
соответственно). Для окончания сварки могут быть использо-
ваны также другие приемы, осуществляемые с программирова-
нием напряжения.
— Вертикальные швы сваривают как со свободным, так и
с принудительным формированием. Металл толщиной до 4 мм
обычно сваривают «сверху вниз» со свободным формированием
швов. Сварку выполняют тонкими проволоками 0 0,8—1,4 мм
в СОг или СО2 + О2 (15%), реже в смеси Аг + СОг (не менее
25%). Сварку вертикальных швов сверху вниз ведут «углом
назад», направляя дугу на переднюю часть ванночки (рис.
3.8, а). Это предотвращает стекание ванночки, способствует
79
Рис. 3.8. Схемы расположения электрода и поперечных колебаний элек-
трода при сварке в СО2 с формированием швов:
а — сверху вниз; б—г —снизу вверх; д — горизонтальных; е — потолочных
увеличению проплавления корня шва и исключает такие де-
фекты, как несплавление и натек по краям шва. При сварке
металла толщиной до 1,2 мм эта техника исключает прожоги
металла. Металл толщиной до 3 мм сваривают без колебаний
электрода, металл толщиной 3—4 мм сваривают с попереч-
ными колебаниями электрода (рис. 3.8). Требования к каче-
ству сборки при сварке «сверху вниз» менее жесткие, чем при
сварке в нижнем положении. Поэтому сварку сверху вниз при-
меняют для выполнения корневых швов металла разной тол-
щины при наличии переменных зазоров. Скорость сварки
«сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу
вверх».
Для уменьшения разбрызгивания и увеличения провара ре-
комендуют вести сварку на пониженных напряжениях при пи-
тании от источников с повышенными динамическими свойст-
вами по току.
При сварке сталей толщиной >4 мм вследствие интенсив-
ного теплоотвода в изделие наблюдается неполный провар
корня шва. Повышение тока приводит к увеличению объема
жидкой ванночки и усилению ее стекания. В результате нате-
кания жидкого металла на холодный металл изделия наблю-
дается непровар корня и несплавления по краям шва. Поэтому
стали толщиной ^4 мм при питании дуги от источников с же-
сткой и пологопадающей внешней характеристиками прихо-
80
дится сваривать снизу вверх. Скорости сварки вертикальных
швов «снизу вверх» обычно невелики (6—10 м/ч). Сварку ве-
дут «углом вперед», направляя дугу на переднюю часть ван-
ночки, что уменьшает ее стекание. Металл толщиной >8 мм
сваривают с поперечными колебаниями электрода по треуголь-
нику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу
вверх» требует более высокой квалификации сварщика, чем
при сварке «сверху вниз».
Применение источников тока с комбинированной внешней
характеристикой и высокими скоростями нарастания /к. э обе-
спечивает возможность сварки в СО2 углеродистых сталей тол-
щиной до 12 мм методом «сверху вниз». Сварка выполняется
проволоками 0 1,2—1,4 мм на токах до 260 А (табл. 3.5).
Провар корня шва полный, несплавления по краям шва отсут-
ствуют. Швы формируются без усиления или с небольшим ос-
лаблением. Уменьшение усиления шва обеспечивает снижение
расхода электродной проволоки, газа и электроэнергии. Сни-
жаются трудовые затраты, уменьшается деформация изделия.
Сварку выполняют электродом «углом назад»; швы катетом до
4 мм сваривают без поперечных колебаний электрода, а швы
катетом >4 мм выполняют с поперечными колебаниями элек-
трода и в несколько проходов. Скорости сварки угловых швов
«сверху вниз» на металле толщиной 8—12 мм достигают 30—
35 м/ч, на более тонком металле — 50—55 м/ч. Простая тех-
ника сварки и мягкая «эластичная» дуга меньше утомляют
сварщика, чем сварка «снизу вверх» с колебаниями электрода.
Режимы сварки вертикальных соединений со свободным
формированием швов — в СО2 (при использовании источников
тока как с пологопадающей, так и с комбинированной внешней
характеристиками) и в смесях СО2 + О2 (15%) и Аг4-СО2
(25 %) выбирают такими, чтобы процесс протекал с частыми
короткими замыканиями (табл. 3.5). Сварку в смеси Аг + СО2
(<15%) можно выполнить с наложением импульсов тока. При
этом можно использовать электродные проволоки 0 1—2 мм.
— При значительной длине соединений прямолинейные вер-
тикальные швы на стали толщиной 8—40 мм целесообразно
выполнять по технологии с принудительным формированием,
как при электрошлаковой сварке. Этот способ разработан
Д. А. Дудко с сотр. в ИЭС им. Е. О. Патона в 1956—1957 гг.
Для получения высокого качества и хорошего формирова-
ния швов необходимо наличие между ползуном и швом не-
большого количества шлака. Для этого при использовании про-
волок сплошного сечения в зону сварки подают небольшое ко-
личество флюса. Флюс поступает из отдельного бункера или
с присадочной порошковой проволокой, укрепленной на кромке
стыка. При сварке порошковыми проволоками шлак образу-
ется при расплавлении самой проволоки. Для защиты зоны
6—1063
81
82
сварки применяют СОг или смесь СО2+О2 (15—30 %). В по-
следнем случае на поверхности ванны образуется больше
шлака и формируется более жидкотекучая ванночка.
Для получения шва высокого качества необходимо преду-
преждать попадание воздуха к расплавленной ванночке, для
чего газ рекомендуют подавать по специальным газовым соп-
лам или по каналам, расположенным в ползунах. Наличие на
поверхности ванны шлака снижает требования к качеству за-
щиты. Режимы сварки вертикальных швов выбирают, исходя
из условия получения заданного термического цикла и получе-
ния процесса с минимальным разбрызгиванием. С повышением
/Св увеличиваются объем сварочной ванночки и ее глубина.
При заданном напряжении с повышением /св ширина шва
уменьшается. С повышением напряжения ширина ванны уве-
личивается. Зазор между листами влияет мало на ширину шва.
Соединения на металле толщиной >20 мм выполняют с ко-
лебаниями электрода. У ползунов электрод задерживают на
1,5—2 с. Сварку вертикальных швов выполняют на постоянном
токе. Сварка вертикальных швов в защитных газах с принуди-
тельным формированием обеспечивает более высокую произво-
дительность, чем сварка со свободным формированием шва и
ручная дуговая сварка. Стыковые соединения под сварку
с принудительным формированием собирают без скоса кромок
и с U-образной разделкой. При сборке с U-образной раздел-
кой уменьшается сечение разделки и можно повысить скорость
сварки. Кроме того, при С-образной разделке кромок в случае
выхода из строя автомата сварку можно закончить полуавто-
матической или ручной дуговой сваркой. Поперечная усадка
соединения при С-образной разделке также меньше, чем при
прямоугольной.
— Горизонтальные швы на стали толщиной до 6 мм свари-
вают в СО2 или СО2+О2 (15—20%) проволоками 0 0,8—
1,4 мм. Соединения на металле толщиной до 3 мм собирают
без скоса кромок с небольшим зазором, что обеспечивает по-
лучение швов с полным проваром при небольших усилиях.
Сварку ведут «снизу вверх» с наклоном электрода «углом на-
зад» без поперечных колебаний. Дугу направляют на металли-
ческую ванночку. При толщине металла >4 мм делают скос
на кромке верхнего листа. Сварку металла толщиной >6 мм
выполняют с наклоном электрода поперек шва на угол 40—60°
к вертикали. Основное сечение шва заваривают с повышенной
силой тока. При этом используют проволоки сплошного сече-
ния до 0 2 мм и порошковые до 0 4 мм, а облицовочные швы
заваривают проволоками 0 1,2—1,4 мм на малых режимах
(табл. 3.6). При сварке металла толщиной >6 мм на повышен-
ных токах наблюдается стекание ванны жидкого металла. Для
предупреждения этого используют формирующие ползуны. При
6*
83
РЕЖИМ СВАРКИ ГОРИЗОНТАЛЬНЫХ ШВОВ НА УГЛЕРОДИСТЫХ СТАЛЯХ
В СО, ПРОВОЛОКОЙ СВ-08Г2С (ПОЛЯРНОСТЬ ОБРАТНАЯ)
84
сварке горизонтальных швов проволоками Св-08Г2С 0 1,6—
2 мм в металле шва встречаются характерные несплавления,
имеющие вид полушарий. Места несплавления обычно покрыты
тонкой корочкой шлака. Для их исключения следует «пони-
жать» режим сварки, уменьшать диаметр электрода, а также
осушать СО2 и очищать проволоку от смазки.
— Потолочные швы рекомендуется сваривать: в СО2 прово-
локой 00,8—1,4 мм на режимах с частыми короткими замыка-
ниями, авАг+СО2 (10 %) сналожением импульсов. Сваривать
такие швы полуавтоматом труднее, чем в других положе-
ниях, поэтому сварщик должен иметь более высокую квалифи-
кацию. Сварку потолочных швов ведут «углом назад» на ми-
нимальных напряжениях. Сварочный ток можно выбирать не-
сколько большим, чем для сварки вертикальных швов (табл.
3.7). Дугу и поток СО2 направляют на ванночку жидкого ме-
талла, что уменьшает его стекание. Для этой же цели реко-
мендуется увеличивать расход газа. Сварку стыковых швов
с разделкой кромок ведут с поперечными колебаниями элек-
трода. Металл толщиной >6 мм рекомендуется сваривать
в два прохода и более, что обеспечивает получение плотных
швов.
3.5. Сварка электрозаклепками и точками в СО2
Сварку такого вида применяют для выполнения нахлесточных
тавровых, угловых и стыковых соединений на металле толщи-
ной >0,5 мм со швами, расположенными во всех пространст-
венных положениях. При сварке на токах до 350 А целесооб-
разно использовать проволоки 0 0,8—1,4 мм, на больших то-
ках— проволоки 0 1,6—2 мм. В отдельных случаях при сварке
металла большой толщины в нижнем положении используют
проволоку до 0 4 мм.
При сварке электрозаклепками металла толщиной >1,5 мм
в вертикальном и потолочном положениях и толщиной >6 мм
в нижнем положении рекомендуется делать отверстия в верх-
нем листе. В остальных случаях отверстия в верхнем листе не
делают. Требования к качеству сборки обычно такие же, как
при сварке швов большой длины. Стабильность начала про-
цесса оказывает большое влияние на качество сварки точками
и электрозаклепками. При сварке проволоками до 01,6 мм на-
чало процесса осуществляют путем подачи электродной прово-
локи под напряжением к изделию. Для улучшения начала
сварки процесс следует начинать на малом вылете электрода.
— При сварке точками и электрозаклепками следует ис-
пользовать специальные приемы зажигания дуги. Например,
при автоматической сварке целесообразно начинать процесс
при пониженной скорости подачи электродной проволоки и
85
повышенной скорости нарастания тока в сварочной цепи, а после
зажигания дуги переходить на рабочий режим. При этом ва-
жно, чтобы переход на рабочий режим сварки происходил по-
сле зажигания дуги. Для этого в сварочную аппаратуру вводят
спаренные датчики напряжения и тока, которые подают сигнал
на переключение режима сварки.
— На глубину проплавления точки наиболее эффективно
влияет сварочный ток. С его повышением увеличиваются диа-
метр и усиление точки. Сварку следует выполнять на токе,
максимально допустимом для данной толщины металла. На-
пряжение дуги оказывает влияние на форму точки. При недо-
статочном напряжении в центре точки образуется углубление,
а при завышенном — бугорок. Оптимальное напряжение зави-
сит от сварочного тока и диаметра электрода. При сварке
точки глубина проплавления растет в первый период горения
дуги. В дальнейшем глубина проплавления растет незначи-
тельно, увеличивается только усиление.
Сварку металла толщиной до 2 мм обычно выполняют без
изменения тока в процессе сварки точки. При этом путем вы-
бора напряжения можно получить хорошее формирование
точки с достаточной глубиной и шириной проплавления. При
большей толщине металла рекомендуется выполнять сварку
с изменением сварочного тока. После начала сварки точки силу
тока увеличивают, а в конце уменьшают и одновременно повы-
шают напряжение. Это обеспечивает глубокое проплавление,
хорошую форму электрозаклепки и позволяет регулировать
термический цикл при сварке. Для увеличения сечения про-
плавления и прочности электрозаклепки сварку рекомендуют
выполнять с круговым перемещением электрода, а иногда де-
лать отверстия в верхнем листе.
Прочность отдельной точки зависит от толщины металла и
сечения электрозаклепки. Работоспособность электрозаклепоч-
ных и точечных соединений при знакопеременной и ударной
нагрузках в ряде случаев выше, чем соединений, выполненных
сплошными швами. Контроль качества электрозаклепок на ме-
талле малой толщины осуществляют по их внешнему виду
с обеих сторон. При нарушении газовой защиты, превышении
зазоров в соединении, наличии большого загрязнения листов
и использовании ржавой проволоки в электрозаклепках обра-
зуются поры. Трещины в электрозаклепках и точках появля-
ются в основном при сварке высокоуглеродистых сталей и при
повышенных режимах сварки.
Глава 4 СВАРКА ПОД ФЛЮСОМ
4.1. Общие сведения
Дуговая механизированная сварка под флюсом отличается от
других широко применяемых способов сварки плавлением наи-
большей производительностью и лучшими гигиеническими ус-
ловиями труда, высоким уровнем механизации сварочных ра-
бот. В этом процессе электродная проволока плавится дугой
под слоем флюса (сыпучего гранулированного вещества). Флюс
как важнейшая технологическая составляющая обеспечивает
ведение процесса, требуемое качество швов и применяется при
сварке и наплавке под флюсом, сварке по флюсу, сварке с маг-
нитным флюсом, а также при электрошлаковой сварке и на-
плавке.
Сварочная дуга 4 (рис. 4.1) горит между изделием / и концом свароч-
ной проволоки 3. Под воздействием дуги проволока плавится и по мере рас-
плавления подается в зону сварки. Дуга закрыта слоем флюса 2. Сварочная
проволока (а вместе с ней и дуга) перемещается в направлении сварки с по-
мощью специального механизма (автоматическая сварка) или вручную (полу-
автоматическая сварка). Под влиянием теплоты дуги плавятся также основ-
ной металл и флюс. Расплавленные проволока, флюс и основной металл обра-
зуют сварочную ванну. Флюс в виде жидкой пленки 5 покрывает зону сварки,
изолируя ее от воздуха. Расплавленный дугой металл сварочной проволоки
каплями переносится в сварочную ванну, где смешивается с расплавленным
основным металлом 9. По мере удаления дуги металл сварочной ванны начи-
нает охлаждаться, так как поступление теплоты к нему уменьшается, а затем
затвердевает, образуя шов 8. Расплавленный флюс (шлак) покрывает поверх-
ность металла и остается жидким еще некоторое время после того, как ме-
талл уже затвердел. Затем затвердевает и флюс, образуя на поверхности шва
шлаковую корку 6. Избыточная нерасплавленная часть флюса 7 отсасывается
или убирается другим способом и используется повторно.
Роль флюса при сварке. Флюс влияет на устойчивость дуги,
формирование и химический состав металла шва; в значитель-
ной мере определяет стойкость швов против образования пор
и кристаллизационных трещин; от его состава зависит сила
сцепления шлаковой корки с поверхностью шва. При плавле-
нии флюса выделяются газы
и пары. Наличие во флюсе
оксидов щелочных и щелочно-
земельных металлов увеличи-
вает электрическую проводи-
мость и длину дугового про-
межутка, что повышает устой-
чивость процесса сварки; на-
личие соединений фтора, на-
против, снижает эти показа-
тели. Таким образом, флюсы
обладают разными стабилизи-
Направленис сварки
Рис. 4.1. Схема сварки под флюсом
87
рующими свойствами в зависимости от их химического со-
става.
На форму шва оказывают существенное влияние стабилизи-
рующие свойства флюса,его насыпная масса и гранулометриче-
ский состав. Укорачивая дугу, флюс с плохими стабилизирую-
щими свойствами приводит к формированию узких швов с боль-
шой глубиной проплавления и высоким усилением. Флюс с хо-
рошими стабилизирующими свойствами удлиняет дугу, дает ши-
рокие швы с малым проплавлением и небольшой высотой уси-
ления.
Влияние насыпной массы флюса обычно четко проявляется при сравнении
швов, сваренных под стекловидными и пемзовидными плавлеными флюсами
одинакового химического состава. В первом случае (насыпная масса 1,4—
1,7 г/см3) требуется вдвое больше энергии на его плавление, чем во втором
(0,7—0,9 г/см3). В результате ширина швов, сваренных под пемзовидным
флюсом, больше.
Гранулометрический состав флюса (размер его зерен) также влияет на
форму шва. Под мелким флюсом швы получаются более узкие, с большей
глубиной проплавления основного металла и с большей высотой усиления,
чем при использовании крупнозернистого флюса.
Внешний вид шва в значительной мере определяется равномерностью
кристаллизации затвердевающего металла, зависящей от состояния свароч-
ной ванны. «Кипение» сварочной ванны вследствие выгорания углерода и
выделения растворимых в металле газов значительно ухудшает внешний вид
шва. Повышенная окисленность флюса способствует интенсивному выгора-
нию углерода, «кипению» сварочной ванны, ухудшению внешнего вида шва.
В зависимости от скорости изменения показателей вязкости с повышением
температуры различают «длинные» и «короткие» флюсы. Изменение вязкости
«длинного» флюса с температурой происходит значительно медленнее, чем
«короткого». Для кольцевых швов малого диаметра более пригодны корот-
кие флюсы, потому что их шлак быстро твердеет и надежно удерживает
сварочную ванну от стекания.
Влияние флюса на химический состав металла шва. Во
время сварки плавлением происходит взаимодействие между
жидким шлаком и металлом. Длительность этого взаимодейст-
вия обычно очень невелика и при дуговой сварке может коле-
баться от нескольких секунд до 1 мин. При ЭШС шлак и ме-
талл взаимодействуют дольше (до нескольких минут). Взаимо-
действие прекращается после затвердевания металла и шлака.
Несмотря на кратковременность реакции, взаимодействие между
шлаком и металлом при дуговой сварке, как правило, проходит
очень энергично, что обусловлено высокими температурами рас-
плавленных металла и шлака, значительными поверхностями
их контакта и относительно большим количеством шлака
(в среднем 30—40 % массы металла при сварке под флюсом и
до 10 % массы металла при сварке по флюсу). В связи с не-
большим расходом флюса при ЭШС жидкие металл и шлак
взаимодействуют слабо.
88
Наиболее важную роль при сварке под плавлеными флюсами играют ре-
акции восстановления марганца и кремния [1]:
(МпО) 4- [Fe] =pt (FeO) 4- [Мп], (4.1)
(SiO2) + 2[Fe]=^2(FeO) + [Si). (4.2)
При снижении температуры равновесие этих реакций смещается справа
налево, т. е. марганец и кремний окисляются и переходят из металла в шлак.
Направление реакций зависит также от концентрации реагирующих веществ.
Если в металле сварочной ванны содержится мало марганца и кремния,
а в шлаке много МпО и SiO2 и мало FeO, то при высоких температурах
(вблизи дуги) марганец и кремний восстанавливаются из шлака в металл.
Если же в металле сварочной ванны много марганца и кремния, а в шлаке
нет МпО и SiO2 или много FeO, марганец и кремний будут окисляться даже
в зоне высоких температур. Переход марганца в шов тем значительнее, чем
больше МпО и меньше SiO2 содержится в сварочном флюсе (шлаке). Переход
марганца из флюса в шов зависит также от степени окисленности флюса: чем
она выше, т. е. чем больше содержание Мп2О3 во флюсе, тем переход мар-
ганца меньше. Затрудняет переход марганца и повышение содержания оксида
железа во флюсе, как это следует из реакции (4.1).
В отличие от перехода марганца переход кремния из сварочного шлака
в металл обычно невелик (0,1—0,2%); он пропорционален концентрации
кремнезема в шлаке и мало зависит от степени окисленности шлака. Увеличе-
ние основности флюса снижает переход кремния из шлака в металл.
Влияние флюса на стойкость швов против образования пор.
Появлению в швах пор способствует: наличие ржавчины или
окалины на свариваемых поверхностях; чрезмерное увлажнение
флюса и свариваемых поверхностей; загрязнение свариваемых
поверхностей органическими веществами; недостаточная защита
зоны сварки от воздуха (малый слой флюса, большие зазоры
между свариваемыми кромками); плохие технологические
свойства флюса или несоответствие флюса составу основного
металла и электродной проволоки.
На удаление газов из сварочной ванны оказывает влияние
ее форма: из мелкой и широкой ванны газы удаляются легче,
чем из глубокой и узкой. Увеличение скорости сварки и умень-
шение сварочного тока (уменьшение погонной энергии сварки),
как и понижение температуры свариваемого металла, приводит
к увеличению скорости кристаллизации и повышению склонно-
сти шва к образованию пор. С увеличением напряжения
(длины) дуги при сварке под флюсом повышается содержание
азота и водорода в металле шва и вероятность образования
в нем пор.
Чтобы водород не попадал в сварочную ванну, кромки сва-
риваемого металла и поверхность сварочной проволоки тща-
тельно очищают и высушивают, а флюс прокаливают. Главным
условием отсутствия пор в шве при сварке под флюсом явля-
ется правильный выбор флюса (по химическому составу и строе-
нию зерен).
С помощью флюса водород связывают в зоне дуги в нерастворимые
в жидком металле соединения, прежде всего HF. Основную роль при этом
89
играют составляющие флюса CaF2 и SiO2. В зоне сварки протекают сле-
дующие реакции [1]:
2CaF2 + 3SiO2 SiF4 + 2CaSiO3, (4.3)
SiF4 + 2H2O =₽*: SiO2 4- 4HF, (4.4)
SiF4 + 3H =FtSiF + 3HF, (4.5)
CaF2-|- Hu=tCaF4- HF. (4.6)
Образующийся HF нерастворим в жидком металле, поэтому содержание
водорода в металле шва и вероятность образования пор уменьшаются. Пре-
имущественное значение имеют реакции (4.3)—(4.5), т. к. без SiO2 во флюсе
связывание водорода фтором неэффективно. Таким образом, наибольшей стой-
костью против водородной пористости обладают высококремнистые флюсы.
Флюсы одинакового химического состава, но с разным строением зерен
по-разному влияют на образование пор в металле шва. Флюсы пемзовидного
строения намного эффективнее предотвращают образование пор в шве, чем
стекловидные. Объясняется это тем, что выделение газообразных фторидов,
связывающих водород в зоне горения дуги, начинается до расплавления флюса
(примерно с 600 "'С) с поверхности зерен. Чем более развита поверхность зе-
рен, тем больше выделяется газообразных фторидов и тем интенсивней свя-
зывается водород в сварочной ванне в нерастворимые соединения. Макси-
мально развитую поверхность, а следовательно, и стойкость швов против об-
разования пор имеют пемзовидные флюсы.
Влияние флюса на стойкость швов против образования кри-
сталлизационных трещин. Изменяя содержание в металле шва
углерода, серы, марганца и других элементов, флюс оказывает
существенное влияние на стойкость швов против кристаллиза-
ционных трещин. Увеличение содержания углерода и серы
в шве снижает, а увеличение содержания марганца повышает
стойкость сварных швов против образования кристаллизацион-
ных трещин. Наиболее высокую стойкость швов против образо-
вания трещин при сварке малоуглеродистых и низколегирован-
ных сталей обеспечивают высококремнистые флюсы с высоким
содержанием оксидов марганца (35—40 %) -
Весьма вредной примесью в шве, оказывающей резко отри-
цательное влияние на его стойкость против образования тре-
щин, является сера, поэтому следует всемерно снижать ее со-
держание в металле шва. Необходимо применять флюсы с воз-
можно более низким содержанием серы и вводить в сварочную
ванну элементы, препятствующие переходу серы в металл шва.
Таким элементом прежде всего является марганец. Восстанав-
ливаясь из флюса и переходя в металл сварочной ванны, он
связывает серу в малорастворимое в жидком металле соедине-
ние MnS, которое в дальнейшем переходит в шлак. При содер-
жании во флюсе >25 % МпО сера почти не переходит из
флюса в металл шва. Повышение содержания марганца в ме-
талле сварочной ванны и введение в нее алюминия и титана
также препятствует переходу серы из шлака в металл, тем са-
мым повышая стойкость против образования кристаллизацион-
ных трещин.
90
К снижению стойкости швов против образования трещин
приводит повышение содержания в них углерода и в меньшей
степени — кремния. Поэтому применение флюсов, окисляющих
углерод в сварочной ванне, способствует увеличению стойкости
швов против образования трещин.
Отрицательное влияние на стойкость швов против образо-
вания трещин оказывает и фосфор.
Влияние флюса на отделимость шлаковой корки. Легкая от-
делимость шлаковой корки — необходимое условие высокой про-
изводительности сварочных работ.
Степень прилипания шлака к поверхности шва зависит от характера
взаимодействия жидкого шлака и затвердевшего металла. Жидкий сварочный
шлак может оказывать окисляющее действие на поверхность уже затвердев-
шего шва. Шлак прочно удерживается на поверхности шва тогда, когда эта
поверхность окислена, а в составе шлака имеются соединения, которые могут
прочно сцепляться с этой поверхностью. Такими соединениями при сварке яв-
ляются оксиды алюминия, хрома и ванадия.
Механическому удержанию шлака (заклиниванию в разделке) способст-
вуют такие дефекты шва, как подрезы, подвороты и т. п. Заклинивание части
шлака наблюдается при многослойной сварке в узкую и глубокую разделку
и при сварке угловых швов. Отделимость шлаковой корки от поверхности
шва улучшается и при увеличении разности температурного коэффициента
линейного расширения шлака и металла шва-
Способы дуговой сварки под флюсом
Одноэлектродная сварка ведется проволокой 0 1,6—6 мм. При
толщине металла до 20 мм возможна односторонняя сварка, но
предпочтительна сварка с двух сторон.
Двухэлектродная сварка возможна двух вариантов: с попе-
речным (рис. 4.2, а) и последовательным (рис. 4.2,6) располо-
жением электродов [7J. В сварочную цепь проволоки включены
параллельно, а ток к ним подводится от общего источника пи-
тания. Подача проволок осуществляется сдвоенными роликами.
Рис. 4.2. Двухэлектродная сварка под флюсом
91
Ржс. 4.3. Двухдуговая сварка пол флюсом
Первый вариант целесообра-
зен при сварке длинных швов,
например в судостроении, когда
трудно обеспечить постоянный
зазор. Дуги направлены нс в за-
зор, а на кромки. Благодаря
этому уменьшается глубина про-
плавления и предотвращается
протекание сварочной ванны. При
втором варианте повышается ско-
рость сварки и экономичность,
уменьшается склонность швов
к образованию пор, так как об-
легчается удаление газов из сва-
рочной ванны, повышается стой-
кость к образованию кристалли-
зационных трещин вследствие замедленной скорости охлаждения. Возможна
сварка и большим числом проволок.
Многодуговая сварка ведется независимыми дугами в общую или раз-
дельные ванны. Каждая дуга питается от отдельного источника. Чаще при-
меняют двух- и трехдуговой процессы. На рис. 4.3 показана схема двухдуго-
вого процесса. Первая дуга проплавляет металл на требуемую глубину, и
при прохождении второй дуги расширяется плавильное пространство и обес-
печивается необходимая форма шва. Обычно расстояние между электродами
20—40 мм (в отдельных случаях больше). Второй и последующие электроды
должны перемещаться в еще жидком шлаке, образовавшемся при прохожде-
нии первой дуги. Применяют комбинированное питание дуг постоянным и пе-
ременным током, что повышает качество швов. При многодуговой сварке
производительность резко возрастает. Многодуговая сварка чаще применя-
ется в трубосварочном производстве.
4.2. Технология
Механические свойства и качество сварных швов при механизированной
(автоматической) сварке под флюсом определяются составом электродной
проволоки, флюса и свариваемого металла, родом, полярностью и величиной
сварочного тока, а также технологическими особенностями сварки.
4.2.1. Материалы
К сварочным материалам относят флюсы и электродные прово-
локи. Роль флюса в процессе сварки описана в 4.1.
Требуемые механические свойства и структура металла шва
и сварного соединения в целом обеспечиваются применением
оптимального сочетания параметров флюса и электродной про-
волоки.
4.2.2. Форма и размеры шва при сварке под флюсом
Размеры и форма шва при сварке под флюсом характеризу-
ются глубиной провара, шириной шва, высотой утолщения, ко-
эффициентом формы провара и др. При двусторонней сварке
шов характеризуется и величиной перекрытия провара (обычно
3—4 мм при сварке под флюсом). Коэффициент формы шва мо-
92
жет изменяться от 0,5 до 4. Закономерности изменения формы
шва обусловлены главным образом режимом сварки и практи-
чески мало зависят от типа сварного соединения.
Параметры режима условно можно разбить на основные и
дополнительные. К основным относятся: уровень тока, его
род и полярность, напряжение дуги, диаметр (сечение) элект-
родной проволоки, скорость сварки. При сварке под флюсом
с постоянной скоростью подачи электродной проволоки часто
вместо тока оперируют определяющим его понятием «скорость
подачи электродной проволоки» (м/ч). Чем выше скорость по-
дачи, тем больше должен быть ток, чтобы расплавить прово-
локу, подаваемую в сварочную ванну.
К дополнительным параметрам режима сварки под
флюсом можно отнести: величину вылета электродной прово-
локи, состав и строение флюса (плотность, размеры частиц),
положение изделия и электрода при сварке.
Глубина провара и ширина шва зависят практически от всех параметров
режима. С увеличением силы тока глубина провара также увеличивается. Род
и полярность тока также влияют на форму и размер шва. При сварке постоян-
ным током обратной полярности глубина провара примерно на 40—50 %
больше, чем при сварке постоянным током прямой полярности. При сварке
переменным током глубина провара на 15—20 % ниже, чем при сварке по-
стоянным током обратной полярности.
Уменьшение диаметра электродной проволоки приводит к увеличению
глубины провара и уменьшению ширины шва.
Напряжение дуги при сварке под флюсом оказывает весьма незначитель-
ное влияние на глубину провара. Ширина шва связана с напряжением на
электродах прямой зависимостью. С увеличением напряжения ширина шва
увеличивается.
Влияние скорости сварки на глубину провара неоднозначно. При малых
скоростях сварки (10—12 м/ч) глубина провара при прочих равных условиях
минимальная. Повышение скорости сварки до некоторого значения, завися-
щего от условий сварки, приводит к увеличению глубины провара. В преде-
лах часто применяемых режимов глубина провара лишь незначительно изме-
няется с изменением скорости сварки. Ширина шва связана со скоростью
сварки обратной зависимостью.
Состав и строение флюса оказывают заметное влияние на глубину про-
вара и ширину шва. Чем меньше насыпная масса флюса, тем больше объем
полости, образующейся вокруг столба дуги, и тем большей подвижностью
обладает дуга. При этом ширина шва увеличивается, а глубина провара па-
дает. При увеличении насыпной массы флюса зависимость обратная.
Подогрев свариваемых кромок выше 100 °C приводит к увеличению глу-
бины провара и ширины шва.
На форму сварочной ванны, и в первую очередь на глубину провара,
существенное влияние оказывают состав и свойства основного металла. Так,
при сварке углеродистой конструкционной стали, высоколегированной стали
и алюминия наибольшая глубина проплавления получается при сварке алю-
миния, средняя — для высокоуглеродистой стали и минимальная — при сварке
углеродистой стали. Это связано с теплопроводностью и плотностью указан-
ных металлов.
Влияние зазора между кромками на форму, очертания и размеры шва
незначительно, но заметно сказывается на соотношении долей электродного и
основного металла в шве. Чем больше зазор или площадь сечения разделки
кромок, тем меньше доля основного металла в шве.
93
4.2.3. Подготовка к сварке
Основные типы соединений, конструктивные элементы и их размеры в на-
стоящее время регламентируются двумя стандартами: ГОСТ 8713—79 «Свар-
ка под флюсом. Соединения сварные. Основные типы, конструктивные
элементы и размеры» и ГОСТ 11533—75 «Автоматическая и полуавтоматиче-
ская дуговая сварка под флюсом. Соединения сварные под острыми и ту-
пыми углами. Основные типы, конструктивные элементы и размеры».
Подготовка элементов к сварке под флюсом проводится лю-
бым механическим способом или методом термической резки
(кислородной, плазменной).
Перед сборкой свариваемые кромки должны быть высушены
и тщательно очищены от ржавчины, окалины, масла, краски и
других загрязнений. Наряду с кромкой свариваемых элементов
очищают прилежащие поверхности шириной 30—40 мм. Уда-
ляя ржавчину и загрязнения с поверхности собранных листов,
необходимо следить, чтобы они не попали в зазоры между
кромками.
Сборку и сварку элементов со стыковыми швами проводят
на стеллажах или специальных приспособлениях. Зазор и вза-
имное расположение листов при сварке стыковых швов без раз-
делки кромок фиксируется прихватками и технологическими
(выводными) планками. Длина прихваток 50—100 мм, расстоя-
ние между прихватками по длине стыка <500—550 мм, высота
усиления прихватки ^3—4 мм. Длина выводной планки дол-
жна быть на 40—50 мм больше кратера основного шва. Ши-
рина— обычно принимается равной 70—100 мм.
При сборке стыковых соединений с разделкой кромок при-
хватки по длине стыка ставить не рекомендуется. Листы перед
сваркой скрепляют концевыми планками.
Сборку тавровых соединений обычно выполняют в специ-
альных кондукторах, либо на стеллажах по разметке. Перед
сборкой все кромки и места под сварку должны быть очищены
от ржавчины и других загрязнений. Зазор между сваривае-
мыми элементами должен быть по возможности минимальным.
Перед сваркой элементы соединяются прихватками (длина при-
хваток 80—120 мм, катет <5x5 мм, расстояние между при-
хватками 500—600 мм; при необходимости оно может быть
меньше).
Если зазор между элементами превышает 2 мм, разрешается
выполнять подварку штучными электродами со стороны, про-
тивоположной первому шву. Перед сваркой все прихватки дол-
жны быть очищены от шлака и брызг.
Сварка угловых швов, как правило, должна начинаться и
заканчиваться на выводных технологических планках.
94
4.2.4. Режимы и техника сварки
Основной объем работ по автоматической сварке выполняется
электродными проволоками 03, 4 и 5 мм. Режимы сварки вы-
бираются в зависимости от толщины свариваемого металла,
вида разделки кромок, количества проходов и способа удержа-
ния сварочной ванны (флюсовая подушка, ручная подварка,
медная охлаждаемая подкладка, остающаяся стальная под-
кладка, керамическая подкладка).
Режимы сварки определяются следующими параметрами:
силой тока сварки (прямо пропорциональна подаче электрод-
ной проволоки), напряжением дуги, диаметром сварочной про-
волоки, вылетом электрода, скоростью сварки, а также углом
наклона электрода или изделия.
Технология и техника сварки под флюсом весьма разнооб-
разны и определяются конструкцией сварного соединения, кон-
фигурацией и протяженностью швов, толщиной и химическим
составом свариваемого металла, применяемой аппаратурой
(одно-, двух-, многодуговая) и др. Ориентировочные режимы
сварки под флюсом наиболее распространенных типов швов
приведены в табл. 4.1. Сборку соединений под сварку выпол-
няют согласно требованиям ГОСТ 8713—71.
Стыковые швы
Односторонней однопроходной сваркой соединяют металл тол-
щиной до 30 мм. Более толстый металл, как правило, свари-
вают двусторонними однопроходными или многопроходными
швами. В настоящее время сварку под флюсом используют для
сварки металла толщиной до 120—150 мм.
Одностороннюю сварку применяют, если металлы не вос-
приимчивы к сварочному перегреву, а швы не склонны к обра-
зованию кристаллизационных трещин. При односторонней
сварке тонкого металла (толщиной до 4—6 мм, без разделки
кромок) стремятся уменьшить зазор при сборке, свести его
практически к нулю.
При бесскосной односторонней сварке более толстого ме-
талла (толщиной 10—12 мм) для уменьшения избытка наплав-
ленного металла и увеличения глубины провара стыки соби-
рают с зазором.
Как в первом, так и во втором случаях поддерживающие
подкладки или подварка обязательны. Если доступ к стыку
имеется только с одной стороны, то либо сварку выполняют на
остающейся стальной подкладке, либо стык собирают «в замок».
Сварка стыковых соединений на остающейся подкладке при-
меняется преимущественно при соединении тонких листов (до
10 мм) и для кольцевых соединений цилиндрических конструк-
95
ПАРАМЕТРЫ РЕЖИМОВ СВАРКИ
ОП — обратная полярность тока.
96
ций, когда наличие подкладки допустимо (по условиям работы).
Подкладка изготавливается из хорошосвариваемой стали тол-
щиной 3—6 и шириной 30—50 мм.
Сварка «в замок» имеет много общего со способом сварки
на остающейся подкладке. Соединения «в замок» применяют
в ответственных изделиях, например в котлах высокого давле-
ния. Такое соединение предохраняет металл от прожога, кроме
того, оно очень удобно при сборке крупногабаритных, тяжелых
изделий.
Односторонняя автоматическая сварка по ручной подварке
корня шва применяется тогда, когда изделие невозможно кан-
товать при сварке или необходимо его транспортировать на ме-
сто сварки.
Односторонняя сварка на флюсовой подушке наиболее рас-
пространена в промышленности для сварки конструкций типа
полотнищ и для кольцевых швов. При односторонней сварке
стыковых соединений на флюсовой подушке к качеству сборки
предъявляются более высокие требования, чем при сварке на
остающихся подкладках и для технологии с ручной подваркой.
При сварке листов толщиной >8 мм прижатие флюса соз-
дается благодаря собственному весу изделия. Сварка на флюсо-
вой подушке (табл. 4.2) ведется как с разделкой, так и без раз-
делки с обязательным технологическим зазором. Для получе-
ния доброкачественных швов с плавкой и стабильной формой
корневого валика автоматическую одностороннюю сварку под
флюсом выполняют на медной и флюсомедной подкладке. Сле-
дует отметить, что качественные швы в этом случае получаются
только при полном прижатии подкладки к изделию, постоян-
ном по длине стыка зазоре и строгом соблюдении точной сборки
стыка (без депланации кромок). Смещение стыкуемых кромок
ТАБЛИЦА 4.2
ТИПОВЫЕ РЕЖИМЫ СВАРКИ МАЛОУГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ НА ФЛЮСОВОЙ ПОДУШКЕ
Толщина металла, мм Ширина зазора в стыке, мм мм 'св- А 1/д. В »св- к'4 Давление воздуха в шланге флюсовой подушки, кПа
2 0—1,0 1,6 120 24—28 43,5 80
3 0—1,5 2 275—300 28—30 44,0 80
3 400—425 25—28 70,0 80
5 0—2,5 2 425—450 32—34 35,0 100—150
4 575—625 28—30 46,0 100
8 0—3,5 4 725—775 30—36 34,0 100—150
7—1063
97
ТАБЛИЦА 4.3
РЕЖИМЫ ТРЕХДУГОВОЙ СВАРКИ СТАЛЕЙ ПОД ФЛЮСОМ
Толщина металла, мм Режим сварки Толщина металла, мм Режим сварки
/св. А Од. В vCB- «/- 'св- А t/д. В “св- м'4
25 1—1500 35 42 36 1 — 1450 35 33
2—1140 45 2—1230 45
3—1050 50 3—1260 50
32 1—1450 35 36 35 1 — 1550 35 33
2—1200 45 2—1300 45
3—1200 50 3—1320 50
или неодинаковое количество флюса в зазоре по длине стыка
вызывают дефекты в корневой части швов.
Ориентировочные режимы сварки под флюсом стыковых
швов с U-образной разделкой кромок на флюсомедной под-
кладке приведены в табл. 4.3, 4.4.
ТАБЛИЦА 4.4
РЕЖИМЫ ОДНО- И ДВУХДУГОВОЙ СВАРКИ
ПОД ФЛЮСОМ ОДНОСТОРОННИХ ШВОВ
Способ сварки Форма разделки кромок • Толщина, мм Режим сварки Расстояние ме- жду электрода- ми, мм
'св- A "св- В VCB* м/ч
Однодуговая под флюсом 601S 6 10 14 660 840 930 33 38 40 27 25,2 23,8 —
12 1—930 2—720 1—960 38 45 38 36 100
|WW 16 30 по
3£2 ♦ i 19 19 2—780 1-960 48 38 27 но
2—780 43
Двухдуговая eots 20 1 — 1200 35 30 120
иод флюсом <Z±2 25 2—850 1—1230 45 35 48 35 27 120
2—930 1-1350
32 24 130
36 40 2—1100 1 — 1380 2—1260 1 — 1500 2—1290 37 55 37 55 22,2 21 130 130
* Размеры в миллиметрах; f — устанавливается при проектировании.
98
Сварка на весу (без подкладок) возможна только при усло-
вии плотной и точной сборки стыка без зазоров
Глубина провара при односторонней сварке по этому спо-
собу не должна превышать 2/3 толщины металла, в противном
случае возможны прожоги под действием веса ванны расплав-
ленного металла.
Сварка на весу односторонних швов применяется для неот-
ветственных конструкций из тонкого металла или конструкций,
в которых по условиям эксплуатации допустим непровар свари-
ваемых кромок, например картеры передних и задних мостов
автомобилей, тракторов, лонжеронов рам тележек тракторов
и других изделий.
Автоматическая сварка под флюсом двусторонних стыковых
швов. Этот вид автоматической сварки под флюсом наиболее
распространен в промышленности и строительстве. Применяется
при создании всевозможных сварных металлоконструкций и из-
делий: паровых котлов, химической и нефтяной аппаратуры,
строительных металлоконструкций, цистерн, судокорпусных кон-
струкций и т. д.
Двусторонняя автоматическая сварка менее экономична и
менее производительна, чем односторонняя, но имеет то пре-
имущество, что более надежна, так как на качество швов при
этой технологии в меньшей степени влияет изменение режи-
мов сварки, смещение электрода от оси шва, точность подго-
товки кромок к сборке. Кроме того, не требуется сложных уст-
ройств для получения полного провара и формирования корне-
вой части шва и т. п.
Сварка первого прохода двустороннего шва по этой техноло-
гии выполняется на флюсовой подушке или на весу. Сварка
второго прохода шва с обратной стороны выполняется после
зачистки корневого участка шва первого прохода. Техника
сварки первого прохода такая же, как и для односторонних
швов.
В табл. 4.5 и 4.6 приведены ориентировочные режимы меха-
низированной сварки под флюсом двусторонних стыковых швов
без разделки кромок (с обязательным технологическим зазо-
ром) и с их разделкой (свариваются на флюсовой подушке).
Во втором случае предпочтение отдают швам, выполненным на
металле с симметричной разделкой кромок. В практике приме-
няют V-, U-, Х-, К-образные и другие типы разделок кромок
стыковых швов, которые оговорены ГОСТом.
Во всех случаях режимы сварки необходимо выбирать та-
ким образом, чтобы глубина провара первого слоя примерно
составляла половину толщины свариваемого металла. Второй
шов сваривают с более глубоким проваром, примерно равным
0,65—0,7 толщины свариваемого металла.
7*
99
ТАБЛИЦА 4.5
РЕЖИМЫ МЕХАНИЗИРОВАННОЙ СВАРКИ ПОД ФЛЮСОМ
ДВУСТОРОННИХ СТЫКОВЫХ ШВОВ БЕЗ РАЗДЕЛКИ КРОМОК
Толщина металла» мм Зазор в стыке» мм 'св- А U. Б "св-
=. ОП
14 3-4 700—750 34—36 32—34 30
20 4—5 850-900 36—40 34—36 27
24 4—5 900—950 38—42 36—38 25
30 6—7 950—1000 40—44 — 16
40 8—9 1100—1200 40—44 — 12
50 10—11 1200—1300 44—48 — 10
Сварка под флюсом стыковых многопроходных двусторонних
швов. Многопроходная автоматическая сварка под флюсом при-
меняется при сварке металла средних и больших толщин (пре-
имущественно >20 мм) с обязательной разделкой кромок. Раз-
делка кромок выполняется в процессе последовательных нало-
жений слоев. Сечение шва, а следовательно, и число слоев оп-
ределяется (кроме толщины металла) режимом сварки. При
многопроходной сварке предпочтительнее Х-образная разделка
(по сравнению с V-образной), т. е. двусторонние швы имеют
преимущество перед односторонними.
Ориентировочные режимы многопроходной автоматической
сварки под флюсом металла с X- и U-образной разделкой 'кро-
мок приведены в табл. 4.7.
ТАБЛИЦА 4.6
РЕЖИМЫ МЕХАНИЗИРОВАННОЙ СВАРКИ ПОД ФЛЮСОМ
ДВУСТОРОННИХ СТЫКОВЫХ ШВОВ С РАЗДЕЛКОЙ КРОМОК
Толщина металла» мм Тип разделки кромок Проход шва 'св- А ид. В "св- </э- ““
14 V-образный 1-й 830—850 36—38 25 . 5
2-й 600—620 36—38 45 5
18 V-образный 1-й 830—850 36—38 20 5
2-й 600—620 36—38 45 5
22 V-образный 1-й 1050—1150 36-40 18 6
2-й 600—620 36—38 45 5
30 V-образный 1-й 1050—1250 40—44 20 6
2-й 600—650 36—38 45 5
30 X -образный 1-й 1000—1100 36—40 18 6
2-й 900—1000 36—38 20 6
34 U-образный 1-й 1050—1100 38—40 21 5
2-й 830—850 36—38 45 5
100
ТАБЛИЦА 4.7
РЕЖИМЫ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ
ПОД ФЛЮСОМ
Толщина металла, мм Разделка кромок d3, мм Число слоев 'св- А ид. В Всв. м/ч
70 U-образная 8 16 1000—1050 35—40 28
90 U-образная 8 22 1000—1050 35—40 28
30 X-образная 6 8 900—1100 36—40 20
Тавровые, угловые и нахлесточные швы
Преимущество сварки под флюсом тавровых и нахлесточных
соединений заключается в глубоком проваре основного металла
в корне шва, позволяющем в 1,5 раза уменьшить катеты шва
по сравнению со сваркой штучными электродами.
Автоматическая сварка угловых швов проводится верти-
кальным электродом при положении шва «в лодочку» или на-
клонным электродом «в угол» (рис. 4.4). Сварка «в лодочку»
может выполняться при симметричном (а, б) или несимме-
тричном (в, г) расположении сопрягаемых деталей.
Рис. 4.4. Сварка под флюсом угловых швов
101
Рис. 4.5. Сварка многопроходных швов
под флюсом «в угол» (1—4 — после-
довательность наложения швов)
Сварку однопроходных угло-
вых швов тавровых соединений
ведут «на весу», на флюсовой
подушке или после ручной под-
варки.
При выборе режима сварки
угловых швов «в лодочку» необ-
ходимо учитывать некоторые
специфические особенности их
формирования. Угловые швы мо-
жно рассматривать как стыковые
швы с углом разделки 90 °, при-
чем ширина разделки всегда
равна ширине провара. Качест-
венное формирование шва воз-
можно только при условии, что ширина провара больше его
глубины не более чем в 2 раза, т. е. коэффициент формы ф^2.
В противном случае неизбежны подрезы стенок тавра и непро-
вар корня шва.
В табл. 4.8 приведены ориентировочные режимы сварки
«в лодочку» угловых швов тавровых и нахлесточных соеди-
нений.
Сварка «в угол» применяется только в том случае, когда
положение «в лодочку» конструктивно невозможно или эконо-
мически нецелесообразно. Например, случаи приварки набора
к полотнищам, приварки ребер жесткости к длинным балкам
и т. п.
Преимуществом способа сварки «в угол» является сравни-
тельно малая чувствительность к зазорам, т. е. можно не при-
бегать к специальным мерам против вытекания жидкого ме-
талла.
В то же время способ сварки «в угол» обладает существен-
ными недостатками: невозможно получить шов с катетами
>8 мм за один проход; формирование шва в сильной
степени зависит от точности ведения электрода вдоль линии
сварки.
При сварке многопроходных швов «в угол» большое значе-
ние имеет правильная последовательность наложения слоев, ко-
торые нужно располагать так, чтобы ранее наложенный валик
препятствовал стеканию металла и шлака последующих слоев
(рис. 4.5).
Ориентировочные режимы сварки «в угол» швов тавровых и
нахлесточных соединений приведены в табл. 4.9.
Сварка вертикальным электродом с оплавлением верхней
кромки нахлесточного соединения (см. рис. 4.5, г) применяется,
когда толщина листа не превышает 8 мм. При этом формиру-
102
ТАБЛИЦА 4.8
РЕЖИМЫ СВАРКИ «В ЛОДОЧКУ»
УГЛОВЫХ ШВОВ ТАВРОВЫХ
И НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ
Катет шва, мм "э- ММ 'св А Од. В °св- м/ч
6 2 450—475 34—36 40
8 3 550—600 34—36 30
4 575—625 34—36 30
5 675—725 32—34 32
10 3 600—650 34—36 23
4 650-700 34—36 23
5 725—775 32—34 25
12 3 600—650 34—36 15
4 725—775 36—38 20
5 775—825 36—38 18
ТАБЛИЦА 4.9
РЕЖИМЫ СВАРКИ «В УГОЛ»
ШВОВ ТАВРОВЫХ И НАХЛЕ-
СТОЧНЫХ СОЕДИНЕНИЙ
Катет шва, мм аэ- мм 'св- А Од. В °св- ы/ч
3 2 200—220 25—28 60
4 2 280—300 28—30 55
3 350 28—30 55
5 2 375—400 30—32 55
3 450 28—30 55
4 450 28—30 60
7 2 375—400 30—32 28
3 500 30—32 48
4 675 32—35 50
8 4 675 32—35 45
5 720—750 38—40 50
ются нормальные швы с вертикальным катетом, равным тол
щине верхнего листа. Горизонтальный катет обычно больше
вертикального в 1,5—2 раза.
Сварка с дополнительной присадкой
Применение способа автоматической сварки под флюсом с гра-
нулированными присадками позволяет:
1. Увеличить производительность сварки в 2 и более раз
(в зависимости от толщины свариваемого металла и типа сое-
динения), причем эффективность процесса возрастает с увели-
чением толщины изделия.
2. Увеличить толщину свариваемого без скоса кромок ме-
талла до 40 мм (без присадок сварка возможна до толщины
20 мм).
3. Ликвидировать дефекты сварных швов типа сшлаковые
каналы» при бесскосной сварке сталей толщиной до 40 мм.
4. Вести сварку по увеличенным зазорам и с депланацией
кромок.
5. Повысить качество сварных швов и сварных соединений
в целом за счет снижения перегрева металлической ванны и
уменьшения величины зоны термического влияния.
6. Улучшить механические характеристики сварных соеди-
нений, особенно ударную вязкость при отрицательных тем-
пературах (порог хладноломкости снижается на 15—
20 °C).
7. Снизить сварочные деформации изделий и повысить рабо-
тоспособность их сварных соединений.
108
8. Ликвидировать горячие и холодные трещины в сварных
соединениях (сопротивляемость возникновению трещин значи-
тельно возрастает)
9. В ряде случаев ликвидировать сопутствующий подогрев
изделий в процессе сварки.
10. Легировать металл шва за счет присадки и получать
нужную композицию сварочных материалов (электродная про-
волока-1-сварочный гранулят+сварочный флюс), которая обес-
печит заданные механические свойства сварных соединений.
Для сварки малоуглеродистых и низколегированных сталей
в промышленности широко применяются гранулированные ме-
таллические присадки в виде рубленых проволок диаметром
0,8—2,0 мм.
Более перспективными для сварки низколегированных ста-
лей являются активированные металлические (металлохимиче-
ские) присадки. При сварке с активированными присадками
увеличивается глубина проплавления без повышения мощности
дуги, а также улучшаются структура и механические свойства
сварных соединений. Производительность процесса сварки с ак-
тивированными присадками может быть повышена на 50 % по
сравнению с технологическим процессом сварки с обычными
гранулированными присадками, так как активаторы являются
как бы катализаторами процесса сварки.
Увеличение глубины проплавления свариваемого металла
или же значительное повышение производительности при сварке
с гранулированными присадками при неизменной погонной энер-
гии достигается за счет добавки к рубленой проволоке солей
фторидов и хлоридов щелочных и щелочноземельных металлов.
Наиболее стабильный процесс сварки и устойчивое горение дуги
наблюдались при введении фторидов натрия и кальция.
Оптимальный уровень добавок солей к гранулятам колеб-
лется от 0,5 до 1,0%. Присадочные материалы с добавками со-
лей для разных марок сталей и технология изготовления регла-
ментируются ВТУ ИЭС 105—75. Механизированная сварка под
флюсом с активированными присадками выполняется под серий-
ными флюсами сварочными проволоками.
4.2.5. Сварка конструкционных углеродистых сталей
Получение равнопрочных сварных соединений при сварке ма-
лоуглеродистых сталей под флюсом достигается в основном
за счет применения высококремнистых марганцевых флюсов
марок АН-348А, ОСЦ-45, АНЦ-1 и др. и малоуглеродистых
или марганцевых сварочных проволок марок Св-08А, Св-08ГА,
Св-10Г2.
Сварку под флюсом среднеуглеродистых сталей ведут на
пониженных режимах (производительность резко падает). По-
104
этому сварка под флюсом не получила широкого применения
при изготовлении конструкций из среднеуглеродистых сталей.
К высокоуглеродистым конструкционным сталям относят
стали, содержащие 0,46—0,75 % С. Свариваемость их затруд-
нена. Необходимость сварки подобных трудносвариваемых ста-
лей возникает в основном при ремонтных работах. Для свар-
ных конструкций такие стали, как правило, не применяются,
но широко применяются для деталей машин. Ремонт ведут
в основном методом наплавки.
4.2.6. Сварка низколегированных сталей
К низколегированным относят такие стали, которые легированы одним
или несколькими элементами при содержании каждого легирующего «2 % и
суммарном их содержании <5 % . Эти стали можно разделить на три группы:
малоуглеродистые конструкционные, среднеуглеродистые конструкционные,
жаропрочные.
Малоуглеродистые низколегированные стали можно в свою очередь под-
разделить на стали повышенной прочности и высокопрочные.
Стали повышенной прочности выпускаются в основном по ГОСТ 19282—73
«Сталь низколегированная тонколистовая и широкополосная универсальная)».
По свариваемости стали этой группы мало отличаются от
нелегированных малоуглеродистых. Однако легирование повы-
шает склонность этих сталей к росту зерна в зоне термического
влияния, а при высоких скоростях охлаждения в них могут по-
являться неравновесные структуры закалочного характера.
Для сварки металлоконструкций обычного исполнения (тем-
пература эксплуатации до —40°C) применяются в основном
высококремнистые марганцевые флюсы марок АН-348А,
ОСЦ-45, АНЦ-1 и сварочная проволока Св-08ГА, Св-10Г2.
Флюс АН-60 применяется для сварки на повышенных скоро-
стях.
Для сварных конструкций, эксплуатирующихся при темпера-
туре ниже —40 °C, применяют основные флюсы марок АН-22,
АН-22М, АН-47, АН-67А и др. в сочетании с легированными
проволоками Св-ЮНМА, Св-08ХМ, Св-08МХ и др.
4.2.7. Сварка среднелегированных сталей
Среднелегированной называется сталь, легированная одним или несколь-
кими элементами, причем содержание каждого легирующего составляет
2—5% при их суммарном содержании 5—10 %.
Как правило, для среднелегированных сталей применяют комплексное ле-
гирование, что позволяет упрочнить феррит и повысить прокаливаемость
стали. Соответствующая термическая обработка обеспечивает получение нуж-
ных свойств.
Для современных марок среднелегированных сталей характерно много-
компонентное комплексное легирование (ЗОХГСНА, 12Х5МА, 25ХНЗМ и др.).
Легирование этих сталей только одним элементом (45Х, 06НЗ) применяется
весьма редко.
105
К сварным соединениям из среднелегированных сталей
предъявляют требования по прочности в условиях эксплуата-
ции и такие специальные требования, как коррозионная стой-
кость, стойкость против импульсных (мгновенных) нагрузок
и т. п. Выполнить их довольно трудно, так как с повышением
содержания легирующих элементов свариваемость ухудшается.
Серьезной проблемой свариваемости среднелегированных
сталей является пониженная сопротивляемость швов образова-
нию горячих трещин. Поэтому при сварке среднелегированных
сталей следует тщательно выбирать композицию шва, осуще-
ствляя вместе с тем его рафинирование и модификацию. Одно-
временно необходимо прибегать к технологическим мерам, при-
менять режимы, обеспечивающие высокий коэффициент формы
шва, снижать мгновенную скорость охлаждения.
При изготовлении конструкций из среднелегированных ста-
лей сварка под флюсом применяется достаточно широко. При
этом применяются как низкокремнистые (АН-15, АН-15М,
АН-17М), так и бескремнистые (АН-30, ОФ-6, АВ-4 и др.)
флюсы.
Бескремнистые флюсы применяются тогда, когда к металлу
шва предъявляются высокие требования по ударной вязкости
и технологичности (отделимость шлаковой корки). В сочета-
нии с указанными флюсами применяется сварочная проволока
марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
4.2.8. Сварка высоколегированных сталей
Высоколегированной называется сталь, в которой содержание одного из ле-
гирующих элементов составляет >5 %, а сумма легирующих >10 %. По
структуре их подразделяют на мартенситные, ферритные и аустенитные.
Стали мартенситного класса — это коррозионные нержавеющие и жаро-
стойкие стали (2X13, 1Х17Н2, 4Х10С2М и др.). К сталям ферритного класса
относятся высокохромистые стали, содержащие >17% Сг и до 0,15 % С
(Х25Т, Х28 и др.). Стали аустенитного класса в основном хромоникелевые
(Х19Н9Т, Х18Н11Б, Х18Н12М2Т, Х25Н20С2, Х23Н18 и др.). Эти стали ши-
роко применяются в атомной промышленности, в авиации, химическом маши-
ностроении, криогенной технике, в нефтяной промышленности и др.
Сварка под флюсом является ведущим технологическим про-
цессом в производстве химической и нефтехимической аппара-
туры из коррозионностойких сталей. Находит применение
сварка и при производстве конструкций из жаропрочных ста-
лей и сплавов.
Столь широкое применение сварки под флюсом обусловлено
постоянством условий процесса и, как следствие, постоянством
химического состава и свойств металла шва. Это очень важно
для высоколегированных сталей и сплавов, так как даже не-
значительное изменение химического состава металла шва мо-
жет привести к образованию в нем кристаллизационных тре-
106
щин или существенно ухудшить коррозионные или жаропроч-
ные свойства.
Сварка под флюсом дает возможность получать гладкие
швы с плавным переходом к основному металлу, что способ-
ствует повышению коррозионной стойкости по сравнению со
швами, выполненными штучными электродами.
Сварку под флюсом высоколегированных сталей и сплавов
выполняют швами относительно небольшого сечения. Это пред-
определило применение тонких проволок; наиболее широко при-
меняются проволоки 0 2—3 мм.
Для сварки под флюсом высоколегированных сталей исполь-
зуют почти все сварочные проволоки по ГОСТ 224—70, а также
довольно большое количество сварочных проволок, выпускае-
мых по ТУ (Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9,
ЭП467, ЭП235, ЭП497 и др.).
Жаропрочные стали свариваются в основном под фторид-
ными неокислительными флюсами АНФ-5, АНФ-8, АНФ-24
и др., а также окислительными бескремнистыми флюсами
АНФ-17, АНФ-22. Для сварки коррозионностойких сталей наи-
большее применение получили низкокремнистые флюсы АН-26,
АНФ-14.
Современные фторидные флюсы в сочетании с высоколеги-
рованными проволоками позволяют сваривать ответственные
конструкции из высоколегированных сталей.
Глава 5 ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА (ЭЛС)
5.1. Сущность процесса
Электронно-лучевая сварка (ЭЛС) осуществляется в вакууме за счет расплав-
ления кромок основного металла сфокусированным потоком электронов, имею-
щим высокую удельную мощность qi. Технологический диапазон для целей
нагрева, плавления, испарения составляет ~104—5-10s Вт/см2. Сварка метал-
лов малых толщин (до 3 мм) ведется с удельной мощностью q^lO* Вт/см2,
когда испарение с поверхности сварочной ванны незначительно. Однопроход-
ная сварка металлов больших толщин (до 200—300 мм) требует q?= 10*4-
4-10* Вт/см2. В этом случае проникновение электронного луча на большую
глубину сопровождается испарением металла и формированием канала про-
плавления, на стенках которого рассеивается практически вся мощность элек-
тронного луча. Канал проплавления, поверхность которого сильно перегрета
относительно температуры плавления металла Тпл и может достигать темпе-
ратуры кипения Ткип, движется через толщу металла, образуя по всей глу-
бине канала область расплава металла, который перемещается в хвостовую
часть ванны и гам кристаллизуется.
Переход от сварки металлов малых толщин к однопроходной сварке ме-
таллов больших толщин осуществляется по достижении критической удельной
мощности <?2*, величина которой для большинства металлов г;2* = 1054-
4-10* Вт/см2. Верхнее значение удельной мощности электронного луча для
технологических целей ограничено уровнем д2^109 Вт/см2 (выше процесс обра-
ботки материала становится неуправляемым из-за взрывного характера раз-
107
лета образующейся плазмы). Высокая концентрация энергии в луче позволяет
получать при больших скоростях ЭЛС узкие и глубокие сварные швы с ми-
нимальной зоной термического влияния и высокими механическими свойствами
металла шва и околошовной зоны.
5.2. Параметры и показатели ЭЛС
Параметрами электронного луча, измеряемыми в процессе сварки, являются:
ток луча /, ускоряющее напряжение U, ток фокусирующей системы /ф, рабочее
расстояние (расстояние от центра фокусирующей системы до поверхности сва-
риваемого изделия) I, угол сходимости луча а, скорость перемещения луча v.
При заданных значениях параметров: мощности (Вт) q—IU, I, /ф, а
можно определить диаметр электронного луча d и соответственно удельную
мощность </2, Вт/см2:
q2 = I UI(ncPI4). (5.1)
При использовании импульсно-периодического режима сварки средняя
мощность луча, Вт, равна:
qcp = IHUfT, (5.2)
где /и — ток луча в импульсе. A; U — ускоряющее напряжение. В; f — частота
следования импульсов, Гц; т — длительность импульса, с. Скорость сварки
в импульсном режиме, см/с:
С<В = 6(1-К)А (5.3)
где К—коэффициент перекрытия точек (обычно К=0,5ч-0,9); Ь — диаметр
сварной точки, см. Количественными показателями ЭЛС являются: погонная
энергия Qi=q/Vce (Дж/см)—затраты энергии на единицу длины сварного
шва; Q2=qlVct>H (Дж/см2)—затраты энергии на формирование единицы пло-
щади стыка; q/H (Вт/см)—затраты мощности на единицу глубины сварного
Пгва; K—HIB (здесь В — ширина шва, К—коэффициент формы шва; Н —
глубина шва).
Типичные интервалы значений параметров электронного луча для сварки
следующие: q— 1ч-120 кВт при 17=25-5-120 кВ, а=14-5°, 1=20+200 мм, исв =
=0,1 ч-З см/с, </=0,14-3 мм, /=1-5-100 Гц, г=5ч-100 мс. К>10.
5.3. Камеры и вакуум для ЭЛС
ЭЛС осуществляют чаще всего вертикальным либо горизонтальным лучом
(рис. 5.1) в вакуумных камерах, размеры которых зависят от габаритов сва-
риваемых изделий. Объем камер современных установок составляет от 0.1
(и менее) до сотен кубических метров 1'1—4].
Камера с находящейся на ней (или в ней) электронной пушкой, форми-
рующей электронный луч, может откачиваться как до высокого (~10-3 Па),
так и до низкого (~1—10 Па) вакуума, но с’ отдельной откачкой объема
электронной пушки no 10-3 Па.
Даже в низком вакууме ~ 1 Па содержание кислорода в 17 раз, а азота
в 10 раз меньше, чем в особо чистом аргоне, поэтому при ЭЛС зашита рас-
плавленного металла очень эффективна.
Установки с выпуском электронного луча в атмосферу на расстояние
15—20 мм при 17=1754-200 кВ обеспечивают мощность до 40 кВт и коэф-
фициент формы шва К«3 из-за малой удельной мощности вследствие силь-
ного рассеяния луча.
108
Рис. 5.1. Схема установки электронно-лучевой сварки:
/ — пушка; 2 — электронный луч; 3 — изделие (труба); 4 — откачка; 5 —
камера
5.4. Нагрев металла при ЭЛС
Глубина пробега электронов в твердом теле и газе
Максимальную глубину пробега электронов 6 в твердом теле
для целей ЭЛС чаще всего определяют по формуле Шонланда
6 = 2,35- 10-,2U2/p. (5.4)
где U— ускоряющее напряжение, В; р — плотность, г/см3; 6 —
глубина проникновения, см. Для алюминия р = 2,7 г/см3. При
t/ = 50 кВ получают 6 = 2,35- 10,2Х
Х(5-104) 2/2,7» 22 мкм.
Экспериментально и теоретиче-
ски установлено, что максимум
энерговыделения по глубине про-
бега находится под поверхностью.
На рис. 5.2 представлена экспе-
риментальная зависимость измене-
ния глубины проникновения элек-
тронов в железо от ускоряющего
напряжения. Для ряда металлов от-
ношение б/бге имеет следующие
значения: Ni — 0,85, Сг—1,1, Си —
0,88, А1 — 2,8, W — 0,48, Та — 0,54,
РЬ —0,81.
Если электронный луч проходит
через пар (газ), то поглощение его
мощности соответствует закону
<72 = <72ехр( —арД), (5.5)
где q2—начальная удельная мощ-
ность луча, Вт/см2; — удельная
Рис. 5.2. Изменение глубины про-
никновения электронов в железо
Хре в зависимости от ускоряю-
щего напряжения U
109
мощность луча после прохождения через слой пара
(газа) толщиной Н, см; р — плотность пара (газа), г/см3; а —
коэффициент поглощения, см2/г: а = 2,4- 10е- U~2 (здесь U —
напряжение, кВ).
Характер теплового источника
при электронно-лучевом нагреве
Тепловой источник при электронно-лучевом нагреве представ-
ляют как нормально распределенный по поверхности и объему
с максимумом под поверхностью нагреваемого тела [5, 6].
С увеличением ускоряющего напряжения (а следовательно,
и глубины проникновения электронов) максимум температуры
перемещается в глубь металла. Поэтому теоретически возможна
ситуация, когда поверхность материала не успевает нагреться,
хотя на глубине (в максимуме энерговыделения) достигается
температура кипения.
На характер распределения температурного поля в зоне
электронно-лучевого нагрева существенное влияние оказывает
отношение диаметра луча к глубине пробега электронов. Уста-
новлено, что, например, обработка материала (плавление и вы-
брос) эффективна только при условии d>2t>, т. е. использова-
ние очень тонких пучков электронов затруднено [5].
Критическая удельная мощность
(ограничение удельной мощности снизу)
Характерное время т* (табл. 5.1) зависит от теплофизических
свойств металла. В течение этого времени из объема, ограни-
ченного диаметром луча d и глубиной пробега электронов 6,
ТАБЛИЦА 5.1
ХАРАКТЕРНОЕ ВРЕМЯ т*
ДЛЯ РЯДА МЕТАЛЛОВ
Металл С*, мкс Металл т*. мкс
W 5 Ni 31
Au 3 Со 31
Си 5 V 30
Ag 3 Be 31
Мо 10 Zn 16
Та 15 Zr 62
Pt 12 Mg 33
Fe 28 Ti 124
Al 14 Нерж, сталь 136
тепло не успевает отводиться
механизмом теплопроводности.
Критическая удельная мощ-
ность электронного луча, при
которой начинается глубокое
проплавление, составляет
кипрб/т)нт*, (5.6)
ЗДЕСЬ ‘Skhii — р (сТ'кип “Ь/-кип)
теплосодержание кипящего ме-
талла, Дж/см3; рб — массовая
толщина слоя, г/см2, опреде-
ляемая по формуле Шонланда
(5.4); т]н — эффективный
к. п. д. электронно-лучевого
нагрева поверхности.
но
Таким образом, (5.6) определяет условия, когда в течение
характерного времени т* в слой рб вводится удельная мощ-
ность, приводящая к испарению (вскипанию) этого слоя.
Пример: для титана при L/—30 кВ рб=2,35 • 10~12 (3 Ю4)2, i]H=0,9,
т*=124 мкс, $кип = 1,1 • 10‘Дж/r и <?2* = 2-105 Вт/см2. Для алюминия при 11=
= 30 кВ »)н = 0,9, т*= 14 • 10-6 с, 5кип= 1,3 • 104 Дж/г и 106 Вт/см2. Для
нержавеющей стали при /7=30 кВ <72*= 1,3' 105 Вт/см2.
Ограничение удельной мощности электронного луча сверху
Ограничением сверху удельной мощности луча является начало
процесса взаимодействия электронного луча с медленными
электронами в канале. Расчеты (51 показывают, что это соот
ветствует удельным мощностям луча порядка 109—1010 Вт/см2.
5.5. Формирование канала проплавления при ЭЛ С
Теоретически и экспериментально установлено, что процесс
формирования глубокого проплавления при ЭЛС имеет автоко-
лебательный характер. В литературе имеется много работ, по-
казывающих, что воздействие непрерывных во времени концен-
трированных источников энергии (электронный луч, лазер
и др.) на вещество по достижении </г><72* имеет общую зако-
номерность: передача энергии от источника нагреваемому телу
идет в автоколебательном режиме [6].
Из (5.6) следует, что при <?2><72* за время т слой металла
толщиной б и диаметром d нагревается до кипения, переводится
в пар и начинает разлетаться:
т = £кипр5/т]н^2- (5.7)
Для титана при 17 = 30 кВ, ^2= Ю6 Вт/см2 время нагрева
слоя б до расширения
т = SKHnp6/(T]H<72) = 1,1 IO"4• 2,35 • 10"‘2 (3• 104)2/(0,9 10е) =
= 25,7 10"* с.
Таким образом, спустя 25,7 мкс после включения на пути
луча оказывается слой пара, концентрация частиц в котором
быстро падает — от 1 • 1020 до 1018—1016 см-3. Для луча такая
концентрация пара не является «прозрачной», неизбежно на-
чинается рассеяние электронного луча за пределы зоны воздей-
ствия (расфокусировка).
Из формулы (5.5) можно получить критическую плотность
пара р*, при которой ослабление падающего потока электронов
происходит до величины q?*:
p‘ = ln(<72/<72)/(a/7), (5.8)
где // — глубина канала (сварного шва), см. При плотности
в канале р<р* электронный луч достигает дна канала и обеспе-
111
чивает нагрев очередного слоя 6 до вскипания; при р>р* поток
электронов рассеивается на стенки канала.
В начальный момент разлета пара (в момент вскипания слоя
Л) от зоны нагрева в металл распространяется волна сжатия,
максимальное давление в которой
Ртах = Г<72/с, (5.9)
где Г — безразмерный коэффициент Грюнайзена (для металлов
Г—14-2); с — скорость звука, см/с. Например, для алюминия
при <72 = 3,3-10г> Вт/см2, со = 3-105 см/с, Г=1 и максимальное
давление Ртах~П0-105 Па. При этом в случае проплавления
на глубину /7=1 см и диаметре канала 0,5 мм (для алюминия
92* = 2-106 Вт/см2) р* = 3-10-« г/см2 или п=6,7-10'8 см-3.
При температуре стенки канала 7’ = 2,5-103 К это соответст-
вует давлению пара Р = п/гТ = 6,7-1018-1,38-10~16-2,5-103=
= 2,3- 105 Па.
Время рассеяния пара тр до р<р* определяется как
тр = p/7d2/p’rnd2, (5.10)
где d — диаметр луча, см; dK— диаметр канала, см; vn — ско-
рость разлета частиц пара, см/с (on «'x/SVM„ » 105 см/с); Н —
глубина канала, см.
Например, для алюминия при р=1-10~4 г/см3, р* =
= 3-10~4 г/см3, J = 0,5 мм, Н=\ см, </к=0,5 мм и скорости
разлета частиц пара с учетом трения (плотный пар) fn5®
~ 104 см/с тр=30 • 10-6 с.
После рассеяния начинается нагрев и разлет пара, который
можно описать уравнением (5.7). Таким образом, процесс фор-
мирования канала за счет испарения является периодическим.
Время t достижения электронным лучом глубины Н склады-
вается из п элементарных циклов (т+тр):
t = п (т + Тр) = ПТ + ПТр = /„СП + /рас,
где n=H/t>. С учетом (5.10)
/ = (pSK„n/7/<72) + (p/72d2a/vn4 In [q2lq^} - (5-11)
Расчеты по формуле (5.11) показывают, что в общем ба-
лансе времени (/) достижения электронным лучом глубины Н
до 1—10 % времени уходит на «чистое» испарение, тогда как
рассеяние (когда электронный луч расфокусирован и имеет
удельную мощность на 1—2 порядка меньше первоначального)
занимает все остальное время (99—90 %).
Так как при ЭЛС луч движется относительно изделия, то
t = dlvcb, (5.12)
где Пев — скорость сварки, см/с.
112
Рис. 5.3. Зависимость амплитуды от ча-
стоты автоколебаний для разных процес-
сов в канале при ЭЛС
и колебания жидкого металла
В процессе ЭЛС луч надви-
гается на зону металла перед
передней стенкой канала и
проплавляет ее на глубину Н
за время I, т. е. периодиче-
ски с частотой f—vCB/d углуб-
ляется в металл (периодиче-
ское «строгание» передней
стенки).
Таким образом, при фор-
мировании сварного шва на-
блюдаются два основных типа
периодических процессов: пе-
риодическое испарение по мере
углубления электронного луча
в металл (с частотами поряд-
ка единиц и десятков килогерц)
в сварочной ванне за счет периодического «строгания» перед-
ней стенки (с частотой порядка 1—100 Гц). В литературе так-
же отмечены плазменные колебания (с частотами порядка
106 Гц). Зависимость амплитуды колебаний от частоты для всех
трех типов колебаний при ЭЛС показана на рис- 5.3.
Пример: для случая алюминия при /7=30 кВ, <72=3,3-10я Вт/см2, т=
=9-10-’ с. Выше было определено, что к моменту достижения глубины Н =
= 1 см тр = 30-106 с. Примерная частота циклов испарение/разлет состав-
ляет: 1/(т+тр) = 1/(9+30) • 10-6= 25- 103Гц. При скорости сварки 1»св = 1см/с
и диаметре луча </=0,5 мм частота колебаний жидкого металла в сварочной
ванне составит /=0св/</=1/5 • 10-2=20 Гц.
5.6. Автоколебания параметров ЭЛС
Для ЭЛС характерно, что при постоянном во времени потоке
энергии возникают колебания физических параметров, характе-
ризующих систему луч — вещество, а именно: потока пара, ин-
тенсивности светового излучения, эмиссии электронов и т. п. из
зоны воздействия луча. Существует критическое значение по-
тока энергии для возбуждения колебаний: если <72X72*, то ко-
лебания возникают, если <7г<<72*, не возникают.
Такое поведение системы луч — вещество присуще автоко-
лебательным системам [6—9].
При нагреве вещества постоянным во времени потоком энер-
гии, который больше некоторого критического значения, отме-
чаются существенные особенности в характере изменения тем-
пературы поверхности: она не стремится к постоянному зна-
чению, но колеблется относительно некоторого среднего значе-
ния. Эта закономерность обусловлена возникновением автоколе-
баний температуры и плотности пара в процессе нагрева.
8—1063
113
Рис. 5.4. Автоколебательная система при ЭЛС
Механизм автоколебаний заключается в экранировке потока энергии па-
ром вещества и в существовании релаксационных процессов в газодинамике
тара. Критическое значение потока энергии, амплитуда, частота колебаний за-
висят от параметров потока энергии, теплофизических характеристик мате-
риала, газодинамических характеристик пара и характеристик взаимодействия
потока энергии с паром.
Автоколебательной системой называют систему, преобразующую энергию
постоянного источника в энергию колебаний (рис. 5.4).
Расчеты показывают, что при 92= Ю6-*-10е Вт/см2 для сталей, алюминия,
титана частота автоколебаний составляет 102—104 Гц, а амплитуда 100—
500 К.
Закономерность существования незатухающих во времени собственных ко-
лебаний температурного поля и плотности пара позволяет рассматривать фи-
зику этих процессов с качественно новой точки зрения. В частности, это при-
водит к выводу о существовании резонансных режимов нагрева вещества.
Использование резонансных режимов нагрева открывает широкие возмож-
ности для повышения эффективности разработки новых способов сварки
и обработки материалов концентрированными источниками энергии.
Регистрация характеристик автоколебаний дает новые воз-
можности для построения систем контроля и регулирования про-
цесса ЭЛС. Например, в работе [10] показана система контроля
глубины проплавления при ЭЛС по частоте колебаний ионного
тока.
5.7. Специфические дефекты сварных швов при ЭЛС
Такими дефектами при сварке с несквозным проплавлением
в основном являются: не заполненные металлом полости раз-
мером до 5—10 мм и длиной до 20—30 мм и периодическое не-
сплавление корня шва.
Давление пара в канале [см. формулу (5.9)] прямо пропорционально удель-
ной мощности луча. При данной удельной мощности можно получить разную
глубину проплавления: чем меньше скорость сварки, тем больше глубина про-
плавления. При правильном подборе удельной мощности, мощности и скоро-
сти сварки давление пара в канале отвечает условию
Р > (Ро + Р„) = pgH + о/г, (5.13>
114
где Р — давление пара в канале; Ра — давление, обусловленное весом жид-
кого металла; Ро — давление, обусловленное поверхностным натяжением
жидкого металла; р — плотность; g — ускорение силы тяжести; Н — глубина
канала. Например, для // = 10 см, г=1 мм, р=10 г/смэ, а=1000 дн/см, g=
=981 см/с2 (Рс + Ро) = 10-981 • 10+1000/0,1«105+10*== 1,1 • 105 бар=104 Па.
Как следует из примера, давление (Ра + Ро), направленное на захлопыва
ние канала, намного меньше давления пара в канале (см. разд. 5.5).
При уменьшении скорости сварки (при 92 = const) глубина
канала увеличивается. На выходе из канала условие (5.13) мо-
жет не соблюдаться, т.
Рис. 5.6. Схема поведения
канала при ЭЛС:
а — канал свободен от жид-
кости; б — отражение волны
жидкого металла от хво-
стовой части ванны; в — за-
хлопывание канала
е. возможно захлопывание канала
жидким металлом и образование
полости (рис. 5.5)
Появление корневых дефектов — пе-
риодических несплавлений корня шва, ам
плитуда которых, например при сварке
нержавеющей стали на глубину 20—22 мм
при q=5 кВт и t/=20-+24 кВ, достигает
3—4 мм, объясняют периодическими коле-
баниями жидкого металла в сварочной
ванне и связанным с этими колебаниями
периодическим перемыканием (захлопыва-
нием) канала. В течение перемыкания не-
которое время энергия луча тратится на
«сверление» слоя жидкой фазы, т. е. со-
вершается работа по формированию неко-
торой доли глубины канала И, что реально
приводит к местному уменьшению глубины
канала именно на эту долю.
К специфическим дефектам ЭЛС
следует также отнести отклонение
канала проплавления от линии
стыка вследствие отклонения луча
магнитным полем при сварке ста-
лей с остаточной намагниченно-
0,2 0,4 Об Об >кг,ог/с
Рис. 5.6. Зависимость параметра
<7/(Нисв) от скорости сварки для ти-
танового сплава (Энергоблок У905М,
пушка ПЛ-100, 60 кВ) [12]:
1 — вертикальный луч; 2 — горизон-
тальный луч
8*
115
стью. Для ликвидации этого дефекта прибегают к предвари-
тельному размагничиванию свариваемого изделия.
5.8. Техника ЭЛ С
Сварку электронным лучом можно успешно применять в ниж-
нем положении вертикальным лучом, вертикальным и горизон-
тальным швом на вертикальной стене (горизонтальным лучом)
с неполным и сквозным проплавлением. Сварка в нижнем поло-
жении рекомендуется для толщин до 40 (стали) и до 80 мм
(титановые и алюминиевые сплавы). Горизонтальным лучом со
сквозным проплавлением сваривают металлы толщиной до
400 мм. Типичная взаимосвязь глубины проплавления с пара-
метрами сварки представлена на рис. 5.6. Конструкция соеди-
нения для однопроходной ЭЛС выполняется с учетом глубокого
Рис. 5.7. Типы конструкций стыка при ЭЛС
проникновения луча в металл (рис. 5.7). Толщина зазора
в стыке составляет 0,1—0,2 мм при глубине шва ^20ч-30 мм
и 0,3 мм при глубине шва >30 мм [3]. В общем случае, зазор
должен быть меньше диаметра луча.
При ЭЛС используют ряд технологических приемов для
улучшения качества шва [3]:
1)6
— сварку наклонным лучом (отклонение в направлении пе-
ремещения на 5—7°) для уменьшения пор и несплошностей и
создания более равномерных условий кристаллизации;
— сварку с присадкой для легирования металла шва или
восстановления концентрации легкоиспаряющихся в вакууме
элементов;
— сварку на дисперсной подкладке для улучшения выхода
паров и газов из канала (подкладка толщиной ~40 мм из гра-
нул или рубленой сварочной проволоки);
— сварку в узкую разделку (0,8—8 мм) в нижнем положе-
нии за счет наплавки присадки в прямоугольную разделку
кромок;
— тандемную сварку двумя электронными пушками, из ко-
торых одна осуществляет проплавление, а вторая (меньшей
мощности) формирует либо корень канала, либо хвостовую
часть ванны. При квазитандем ной сварке используют один луч,
но периодически отклоняя его, например в хвост ванны, полу-
чают практически два луча;
— предварительные проходы для проверки позиционирова-
ния луча и очистки и обезгаживания кромок свариваемых ме-
таллов;
— двустороннюю сварку одновременно или последова-
тельно двух противоположных сторон стыка примерно на по-
ловину толщины стыка. Одновременную двустороннюю сварку
осуществляют как с общей ванной, так и с раздельными;
— развертку электронного луча: продольную, поперечную,
Х-образную, круговую, по эллипсу, дуге и т. п. с амплитудой
порядка диаметра луча и частотами до 1—2 кГц для создания
более благоприятных газо- и гидродинамических условий фор-
мирования канала (резонансные режимы нагрева). Двойное
преломление луча в процессе развертки позволяет, например,
расширить корневую часть канала, что необходимо для подав-
ления корневых дефектов;
— расщепление луча (за счет отклоняющей системы) для
одновременной сварки двух и более стыков (точек);
— модуляцию тока луча (обычно с частотой! —100 Гц) для
управления теплоподачей в сварной шов;
— «косметическое» заглаживание — повторный проход для
ремонта видимых дефектов шва как с внешней, так и с внутрен-
ней сторон. В некоторых случаях «косметические» проходы осу-
ществляют с присадкой.
Особенности технологии сварки цветных, тугоплавких ме-
таллов и сплавов, а также конструкционных сталей подробно
изложены в монографии [3].
117
5.9. Методика расчета некоторых параметров
режимов ЭЛС
Определим связь мощности электронного луча q при скорости
сварки Оси с глубиной Н и шириной В сварного шва [11].
Скорость сварки, необходимая для проникновения луча на
глубину Н при одновременном перемещении со скоростью Пев,
определяется из условия
Оси 4q/(ndHSK„n). (5.14)
Для титанового сплава по экспериментальным данным работы [12]: q=
=54 кВт, Н— 10 см, осв=0,5 см/с, tf=2,7 мм, 5Кип=5-10* Дж/см3.
Получаем uc„sj4-5,4- 1О‘/(3,14• 0,27• 10-5-10*)^0,5 см/с. На рис. 5.8
представлена экспериментальная зависимость термического к. п. д. т)? про-
плавления от параметра q/(HvCB} для сталей. Наличие экстремума на кривой
существенно облегчает расчеты, так как максимум ч* соответствует значению
4—5 кДж/см2 для сталей и, как показывает обработка результатов данных
работы [12], для титановых сплавов.
Связь параметров луча с геометрическими характеристиками
шва дается выражением
В н/е = (4т]пт]т<7<//лосвЛ/5пЛ)1/2, (5.15)
где Вн/е —ширина шва на уровне Н/е.
Пример. Для титанового сплава при <?=54 кВт, //=10 см, оСв=0,5 см/с
имеем: q/(HvCB) = l,08- \0* кДж/см2, Чп^Ь Чт=0.45, </=2,7 мм, 5пл=6,07х
X 103 Дж/см’.
ВШе = (4 1 0,45 • 0,27 1,08 -1 №/3,14 • 6,07 103)172 = 0,52 см =
= 5,2 мм.
Результат хорошо согласуется с экспериментальными данными.
Рис. 5.8. Зависимость термического к. п. д. проплавления основного металла при ЭЛС
от параметра <?/(Носв) для сталей аустенитного и перлитного классов
118
5.10. Оборудование для ЭЛС »
5.10.1. Классификация и состав электронно-лучевых установок
По степени специализации электронно-лучевые установки де-
лятся на универсальные и специализированные, а по давлению
в рабочей камере—на высоковакуумные (давление в камере
<10~' Па), промежуточного вакуума (давление в камере 10—
10_| Па), для ЭЛС в атмосфере или в защитном газе (103—
105 Па). По принципу создания вакуума в зоне сварки элект-
ронно-лучевые установки делятся на камерные (изделие внутри
рабочей камеры) и с локальным вакуумированием (герметиза-
ция изделия осуществляется только в зоне сварки).
Рис. 5.9. Структура камерной элек-
тронно-лучевой установки:
ЭЛП — электронно-лучевая пушка;
РК — рабочая камера; ВС ЭЛП — ва-
куумная система ЭЛП; ИУН — источ-
ник ускоряющего напряжения; ВС
РК — вакуумная система РК; СУ —
система управления установкой
В состав любой электронно-лучевой установки (рис. 5.9)
входит: электронно-лучевая пушка (ЭЛП); источник питания
ЭЛП; вакуумная система; система управления [13—16].
5.10.2. Электронно-лучевые пушки (ЭЛП)
ЭЛП служат для генерации и формирования электронного луча. Основные
узлы ЭЛП: генератор электронов и система проведения луча (рис. 5.10). Гене-
ратор электронов состоит из катода, управляющего электрода, или электрода
Венельта, анода- Система проведения луча включает юстирующие, фокуси-
рующие и отклоняющие катушки.
Катоды выполняются накальными (термокатоды прямого или косвенного
накала) или плазменными. Материал термокатодов — вольфрам, тантал,
сплавы этих металлов с рением, гексаборид лантана (LaB6).
В случае термокатодов прямого нагрева нагрев осуществляется за счет
пропускания через катод тока накала, а в термокатодах косвенного нагрева —
за счет бомбардировки катода электронами от вспомогательного катода.
Материал высоковольтного изолятора •— керамика, стекло, специальные
пластмассы. Типичные материалы для анода и управляющего электрода — не-
ржавеющая сталь, медь.
Ускоряющее напряжение приложено между анодом и катодом. Управле-
ние током луча осуществляется, как правило, путем изменения потенциала
управляющего электрода по отношению к катоду.
119
Рис. 5.10. Типичная структура
ЭЛП:
К — катод; УЭ — управляющий
электрод; ЮК — юстирующие
катушки; А — анод; ЭЛ — элек-
тронный луч; ФК — фокуси-
рующие катушки; ОК — откло-
няющие катушки; И — свари-
ваемое изделие
В настоящее время выпускаются ЭЛП
на мощность от 1 до 300 кВт с ускоряю-
щим напряжением 25—150 кВ. Основными
изготовителями являются: ФРГ, Франция,
Великобритания, СССР (ИЭС им. Патона,
ПО «Электрон», НПО «Исток», НИИАТ.
ВНИИЭСО), США, Япония.
5.10.3. Источники питания ЭЛП
Источники питания ЭЛП состоят из источ-
ника ускоряющего напряжения, а также источ-
ников питания УЭ, К, ЮК, ФК, ОК.
Источники ускоряющего напряжения вы-
полняются с регулирующим элементом на пер-
вичной или вторичной стороне высоковольт-
ного трансформатора, с преобразованием или
без преобразования частоты питающего на-
пряжения (рис. 5.11).
Регулировку на первичной стороне осу-
ществляют тиристорными или транзистор-
ными регуляторами, на вторичной стороне —
специальной высоковольтной лампой. Для за-
щиты от пробоев в ЭЛП источники ускоряю-
щего напряжения обычно снабжаются уст-
ройствами автоматического повторного вклю-
чения. Это позволяет без заметного ухудше-
ния качества сварки проводить ЭЛС даже
в условиях частых пробоев. Конструктивно
источники ускоряющего напряжения разме-
щают в баке с трансформаторным маслом, которое одновременно выполняет
функции охлаждающей среды. Известны также источники ускоряющего на-
пряжения на напряжение до 60 кВ, в которых в качестве изолирующей
среды используется воздух или компаунды.
Для гальванического разделения в источнике питания управляющего элек-
трода используют высокочастотные трансформаторы или пару светодиод/фото-
транзистор, соединенную световодом. Для обеспечения постоянства характе-
Рнс. 5.11. Функциональные
схемы источников ускоряюще-
го напряжения:
а — с тиристорным регулято-
ром {ТР)\ б —с регулирую-
щим элементом (РЭ) на вто-
ричной стороне трансформа-
тора; ВТ — высоковольтный
трансформатор; В В — высоко-
вольтный выпрямитель; Ф —
фильтр; ВД — высоковольтный
делитель
120
ристик системы проведения электронного
луча питание катушек ЮК, ФК, ОК
(см. рис. 5.10) осуществляется от ре-
гуляторов тока.
В СССР в настоящее время се-
рийно выпускаются источники ускоряю-
щего напряжения в комплекте с элект-
ронно-лучевой пушкой на ускоряющее
напряжение 60 кВ и мощность 5, 15 и
60 кВт (ЭЛА5, ЭЛА15, ЭЛА60 и др.).
5.10.4. Вакуумная система
электронно-лучевой установки
Вакуумная система ЭЛУ служит для
создания необходимого давления в ЭЛП
и рабочей камере: как правило 10-а —
10-4 Па в ЭЛП и 10—10-3 Па в ра-
бочей камере. ЭЛП отсекается от рабо-
чей камеры с помощью специального
вакуумного клапана, который открыва-
ется на время проведения сварки (рис.
5.12).
Рис. 5.12. Типичная вакуумная ка-
мера электронно-лучевой установки
для сварки в промежуточном ва-
кууме:
N1 — механический насос ЭЛП; N2 —
высоковакуумный насос ЭЛП; N3 —
двухроторный механический насос;
N4 — золотниковый или пластин-
чато-роторный насос; VI — клапан от-
качки высоковакуумного насоса; V2 —
клапан откачки ЭЛП высоковакуум-
ным насосом; V3 — клапан откачки
ЭЛП механическим насосом; V4 —
клапан напуска в ЭЛП; V5 — клапан
отсечки ЭЛП; V6 — клапан напуска
в рабочую камеру (РК); V7 — клапан
откачки рабочей камеры; V8 — напуск
в насосы откачки рабочей камеры
В качестве механических насосов
с предельным давлением 0,1—10 Па
используются шиберные или золотнико-
вые насосы и агрегаты на их основе,
в состав которых включаются также
двухроторные насосы (насосы Рутса).
В качестве высоковакуумных насосов
используются паромасляные или турбомолекулярные насосы.
5.10.5. Система управления электронно-лучевой установкой
Система управления (СУ) должна выполнять следующие основные функции:
— программное управление работой всех систем установки;
— диагностику работы всех систем установки;
• — контроль и управление положением электронного луча по отношению
к стыку;
— контроль и управление пространственными, энер| етическими и времен-
ными характеристиками электронного луча;
— связь с СУ более высокого уровня при работе в составе гибкой про-
изводственной системы.
Элементная база СУ — мини- и микроЭВМ, микропроцессоры. Все про-
граммное управление осуществляется либо одной достаточно мощной ЭВМ,
либо центральной микроЭВМ и местными микроЭВМ, на которых реализуется
локальное управление одним или несколькими устройствами. В отечественных
установках используются микроЭВМ семейства «Электроника», СМ-1800 и др.
Для повышения помехоустойчивости и надежности работы микроЭВМ и
объект управления гальванически разделены.
5.10.6. Примеры оборудования ЭЛС
Установка EBW36000/60-150 является типичным представите-
лем камерных машин. Она предназначена для сварки крупнога-
баритных деталей. Размеры рабочей камеры — 4,9 X 3,35 X
121
Х2.15 м. Для откачки камеры до рабочего давления 5Х
X 10-2 Па используется трехступенчатая откачная система
с двумя криогенными насосами производительностью 10 м3/с.
Время откачки рабочей камеры-------15 мин.
Установка оснащена ЭЛП мощностью 60 кВт при ускоряю-
щем напряжении 150 кВ, системами слежения за стыком во
время сварки и телевизионного наблюдения за процессом
сварки. Управление установкой полностью автоматизировано.
Установка УВЛ-6003, разработанная ВНИИЭСО, является
типичной для тактовых высокопроизводительных специализиро-
ванных установок. Она предназначена для сварки кольцевых
швов на деталях с вертикальной осью вращения. Максималь-
ные габариты деталей: диаметр 0,3, высота 0,3 м. Расположе-
ние ЭЛП — вертикальное или горизонтальное. Вакуумная си-
стема рабочей камеры оснащена двухступенчатой системой от-
качки производительностью 600 л/с, а вакуумная система
ЭЛП — турбомолекулярным насосом производительностью
150 л/с. Время откачки рабочей камеры — 30—45 с.
Установка содержит трехпозиционный поворотный стол с по-
зициями загрузки-выгрузки, подогрева детали перед сваркой,
сварки. На установке можно проводить сварку среднеуглероди-
стых сталей (установка снабжена позицией отжига деталей).
Подогрев и отжиг осуществляются среднечастотными индукци-
онными генераторами. СУ выполнена на базе микроЭВМ
«Электроника МС 2716» и осуществляет управление всеми уст-
ройствами установки, а также контроль и диагностику неис-
правностей. Установка комплектуется энергоблоком ЭЛА-15
(15 кВт, 60 кВ).
Глава 6 ЛАЗЕРНАЯ СВАРКА
6.1. Общие сведения
€.1.1. Источники энергии
Среди известных источников энергии, используемых для сварки, лазерное из-
лучение обеспечивает наиболее высокую концентрацию энергии. На рис. 6.1
представлены значения плотности мощности Е, т. е. отношение мощности
источника к его площади, и диаметры источников нагрева для основных сва-
рочных источников энергии. Из этих данных следует, что лазерное излучение
на несколько порядков превосходит по концентрации остальные источники
теплоты, используемые для сварки. Такие высокие значения концентрации
энергии определяются уникальными характеристиками лазерного излучения,
в первую очередь его монохроматичностью и когерентностью.
Лазерная сварка, в отличие от электронно-лучевой, также обеспечиваю-
щей высокую концентрацию энергии, не требует вакуумных камер. Ее ведут
либо на воздухе, либо в аргоне, гелии, либо в ССЬ и др. Лазерной сваркой
можно соединять элементы любых размеров.
122
Рис. 6.1. Концентрация энергии раз-
личных тепловых источников (плот-
ность мощности):
ГП — газовое пламя; ДП — дуговая
плазма; ЭЛ — электронный луч; ИР —
искровой разряд; СД — сварочная
дуга; ЛИ — лазерное излучение
Лазерное излучение легко переда-
ется с помощью оптических систем
в труднодоступные места, может одно-
временно или последовательно исполь-
зоваться на нескольких рабочих местах.
Оптические системы транспортировки и
фокусировки лазерного излучения соз-
дают возможность легкого и оператив-
ного управления процессом лазерной
сварки.
В отличие от электронного луча,
дуги и плазмы, на лазерный луч не
влияют магнитные поля свариваемых
деталей и технологической оснастки,
что позволяет получать устойчивое ка-
чественное формирование сварного шва
по всему контуру.
6.1.2. Виды
технологических лазеров
Для сварки металлов использу-
ются твердотельные и газовые
лазеры. Технологические лазеры
могут быть импульсно-периоди-
ческого и непрерывного действия
[2, 3).
Одним из первых твердотельных лазеров для сварки был ис-
пользован лазер на рубине. Активный элемент в нем — стер-
жень из кристалла искусственного рубина. Эти лазеры обычно
генерируют импульсно-периодическое излучение на длине волны
1=0,69 мкм с длительностью импульсов т= 10“3н-10_9 с, энер-
гией в импульсе ^и«10-24-103 Дж, максимальной частотой по-
вторения импульсов Ги~10 Гц.
Твердотельные лазеры с активным элементом в виде стерж-
ней из стекла с примесью неодима позволяют получать более
высокие значения энергии излучения. Они генерируют импульс-
но-периодическое излучение на 1=1,06 мкм. Частота импульсов
изменяется от 0,05 до 50 кГц. Энергия излучения достигает
в импульсе десятков джоулей при длительностях импульса
~ 100 мкс с низкими частотами повторения.
Большими технологическими возможностями отличаются
твердотельные лазеры с активным элементом из иттрий-алюми-
ниевого граната (ИАГ) с добавкой неодима. Эти лазеры гене-
рируют излучение на 1=1,06 мкм как в импульсно-периодиче-
ском, так и в непрерывном режимах.
Средняя мощность излучения твердотельных лазеров дости-
гает сотен ватт. Ограничения по уровню мощности связаны
с малыми размерами искусственно выращиваемых кристаллов
и их низкой теплопроводностью, что затрудняет их охлаждение
в лазерных установках.
123
Наиболее широко используют для сварки газовые лазеры,
в которых в качестве активной среды используется СОг. Эти
лазеры развивают в настоящее время среднюю мощность от не
скольких десятых до десятков киловатт в непрерывном и им
пульсно-периодическом режимах генерации излучения с Х=
= 10,6 мкм.
Лазерное излучение когерентно, монохроматично, обеспечи-
вает малую расходимость. Вследствие этого возникает возмож-
ность высокой степени фокусировки для достижения больших
значений концентрации энергии излучения, и на поверхности
свариваемого материала происходит локальный нагрев, обеспе-
чивающий высокие скорости нагрева и охлаждения, значи-
тельно превосходящие эти параметры при традиционных спосо-
бах дуговой сварки, малый объем расплавленного металла, ма-
лые размеры околошовной зоны термического влияния.
6.1.3. Теплофизические показатели процессов
Лазерное излучение на поверхность материала частично отражается, а ча-
стично поглощается.
Эффективный к. п. д. процесса сварки по физической сущности явля-
ется эффективным коэффициентом поглощения лазерного излучения
X]„=q/P, (6.1)
где q— эффективная тепловая мощность процесса лазерной сварки, т. е. мощ-
ность, поглощаемая металлом при лазерной сварке, Р — мощность лазерного
излучения. Значения т]и зависят от параметров режима и условий лазерной
сварки, особенно ее скорости (рис. 6.2). Это связано с влиянием размеров
и формы образующегося парогазового канала на поглощение лазерного из-
лучения. Разные состояния поверхностей образцов перед сваркой незначи-
Рис. 6.2. Зависимость эффективного к. п. д. от скорости сварки и
физико-химического состояния поверхности образцов из малоуглеро-
дистой стали Ст.З толщиной 6=3,5 мм при постоянном уровне мощ-
ности лазерного излучения Р=5 кВт и фокусном расстоянии F-
=215 мм:
1 — механически обработанная поверхность; 2 — металл в состоянии
поставки; 3 — чистый металл (химическое травление)
124
Рис. 6.3. Изменение термического к. и. д. лазерной сварки титанового
сплава ВТ-28 толщиной 6=2 мм от скорости сварки и мощности лазер-
ного излучения в разных условиях (фокусирующая линза — KCI, фокусное
расстояние Г=215 мм):
1 — мощность излучения Р-5 KBT=const; 2 — глубина проплавления
Лпропл "6=const •'РУ'1"» А—Р=2,2-*-2.4 кВт; группа Б—Р=2.7 + 2,9 кВт);
3 — теоретическая зависимость
тельно влияют на т)и, потому что при сварке кромки нагреваются до ^Т'пл,
а коэффициент поглощения лазерного излучения значительно растет с ростом
температуры.
Высокопроизводительные режимы лазерной сварки с большими скоро-
стями (Vcb = 25-5-30 мм/с), значительно превосходящими скорость дуговой
сварки, обеспечивают максимальную энергетическую эффективность процесса
и рекомендуются к применению.
Оптимальные значения т)я=0,б4-0,7 при лазерной сварке не уступают со-
ответствующим показателям при дуговой сварке, следовательно, энергетиче-
ская эффективность лазерной сварки не ниже, чем дуговой.
Термический к. и. д.— тр — характеризует эффективность использования
энергии, введенной в металл при сварке, и определяется отношением теплоты,
необходимей для проплавления, ко всей введенной в изделие при сварке. На
рис. 6.3 представлены экспериментальные результаты изменения тр в зависи-
мости от скорости сварки и мощности лазерного излучения. На оптимальных
участках при высоких скоростях сварки достигаются весьма высокие значе-
ния т)<= (0,44-0,45), близкие к предельному теоретическому уровню 0,484 для
случая проплавления тонкой пластины линейным мощным быстродвижущимся
источником теплоты.
Особенность лазерной сварки — высокий уровень эффективности расплав-
ления на больших (в диапазоне 20—40 мм/с) скоростях сварки, обеспечи-
вающих высокую производительность. Достигаемые при этом гр =0,354-0,40
значительно превосходят значения, полученные при дуговой сварке (^0,2).
6.1.4. Классификация методов лазерной сварки
Методы лазерной сварки можно классифицировать по трем группам призна-
ков (рис. 6.4).
Энергетические признаки. Каждый метод лазерной сварки характеризуется
плотностью мощности Е, Вт/см2, т. е. отношением мощности лазерного излу-
чения к площади пятна сфокусированного луча, и длительностью воздей-
ствия излучения т, т. е. экспозицией непрерывного излучения, или длитель-
ностью импульса при импульсном излучении.
125
Рис. 6.4. Классификация методов лазерной сварки
126
Лазерную сварку ведут, как правило, при £=1ч-10 МВт/см2. Меньшие
плотности мощности не рекомендуются, так как при этом более эффективны
и экономичны другие методы сварки, например дуговая. При £>10 МВт/см2
происходит интенсивное испарение металла, которое приводит к его выплеску
и нарушению качественного формирования шва. Однако качественное форми-
рование шва определяется не только плотностью мощности лазерного излу-
чения, но и определенным сочетанием ее с длительностью воздействия излу-
чения на материал. Возможны три основных режима с определенным соче-
танием плотности мощности и длительности воздействия.
1. £=0,1-ь 1,0 МВт/см2. т>102 с. Режим I обеспечивается лазерами не-
прерывного действия. В этом случае
T = d/vQR, (6.2>
где d — диаметр сфокусированного излучения.
Сварка плавлением по данному режиму применима для конструкционных
материалов разных толщин.
2. £=1,0—10 МВт/см2, т<10 3 с. Режим II обеспечивается лазерами им-
пульсно-периодического действия. Вследствие высоких £ процесс сварки вы-
сокоэффективен. Частота повторения импульсов излучения — от десятков до
нескольких сотен герц. Сочетание указанных значений £ и т позволяет осу-
ществить сварку ряда металлов и сплавов разных толщин при меньших энер-
гетических затратах, чем при использовании непрерывного излучения.
3. £=0,1-^-1,0 МВт/см2, т= 10~3= 10-2 с. Режим III обеспечивается лазе-
рами импульсно-периодического действия и используется для сварки малых
толщин.
Технологические признаки. По этим признакам следует различать сварку
металлов с глубоким проплавлением и сварку малых толщин. Лазерная сварка
с глубоким проплавлением обеспечивает соединение металлов толщиной
>1,0 мм и выполняется лазерами как непрерывного действия, так и импуль-
сно-периодическими.
Лазерную сварку с глубоким проплавлением ведут, как правило, без
присадочного материала, хотя в отдельных случаях для повышения свойств
шва и для улучшения свариваемости в сварочную ванну подают присадочный
материал. Использование присадки позволяет осуществить сборку деталей под
сварку с менее жесткими требованиями к точности зазора по длине шва.
т. е. с менее жесткими условиями подготовки стыкуемых кромок. В качестве
присадки в основном применяется <1,5-мм проволока. Лазерная сварка
с присадкой обеспечивает качественное формирование шва лишь при условии
точной подачи проволоки в зону плавления непосредственно под лазерным
лучом.
Лазерную сварку с глубоким проплавлением в большинстве случаев ве-
дут в защитной среде для обеспечения эффективного проплавления и высо-
ких свойств сварных соединений.
Лазерную сварку можно выполнять во всех пространственных положе-
ниях.
Скорость импульсно-периодической лазерной сварки с глубоким проплав-
лением примерно в десять раз меньше, чем при непрерывном лазерном излу-
чении. Однако при этом обеспечивается более высокая эффективность про-
плавления по сравнению с непрерывной сваркой.
Малыми при лазерной сварке считают толщины металлов <1,0 мм. Прин-
ципиальным в отличие от сварки с глубоким проплавлением является отсут-
ствие значительного перегрева и' интенсивного испарения расплавленного ме-
талла шва.
Сварку малых толщин ведут как непрерывными, так и импульсно-перио-
дическими лазерами. При использовании непрерывного излучения выполня-
ется шовная сварка, а импульсно-периодическое излучение позволяет выпол-
нять как точечную, так и шовную сварку. В последнем случае шов формиру-
ется перекрытием отдельных точек.
127
В большинстве случаев сварку малых толщин ведут без присадки.
Принципиально сварку малых толщин, в особенности при выполнении то-
чечных соединений, можно проводить без защитной среды. На эффективность
проплавления в данном случае защитные газы не оказывают существенного
влияния. Однако в тех случаях, когда необходимо предохранить швы от окис-
ления, в особенности при сварке титана, молибдена, ниобия, циркония и дру-
гих активных материалов, применяют защитные газы.
Экономические признаки. Методы лазерной сварки характеризуются свое-
образными экономическими признаками, которые необходимо учитывать как
при разработке технологического процесса, так и при проектировании сварных
соединений.
Одним из важных признаков, определяющих производительность про-
цесса сварки, является скорость. Лазерная сварка непрерывным излучением
выполняется с весьма высокими скоростями, позволяющими в 10—15 раз уве-
личить производительность по сравнению с традиционными методами сварки
плавлением. Наряду с высокой производительностью лазерная сварка энерге-
тически эффективна, так как благодаря высокой концентрации энергии излу-
чения процесс сварки осуществляется с минимальной погонной энергией, оп-
ределяемой отношением мощности к скорости сварки.
Лазерная сварка на высоких скоростях наряду с повышением произво-
дительности и энергетической эффективности одновременно обеспечивает ми-
нимальные остаточные деформации и снижение склонности к образованию го-
рячих и холодных трещин при сварке целого ряда конструкционных материа-
лов. Однако высокая скорость достигается не во всех случаях лазерной
сварки. В частности, лазерная сварка импульсно-периодическим излучением
осуществляется на меньших скоростях, сопоставимых с традиционными мето-
дами сварки плавлением.
Одним из важных экономических признаков, свойственных процессу ла-
зерной сварки, является значительная экономия сварочных материалов вслед-
ствие малых объемов расплавленного металла шва В частности, лазерная
сварка металла толщиной 5—20 мм может быть выполнена за один проход
без предварительной разделки кромок и без использования присадочной про-
волоки. Для сопоставления отметим, что дуговая сварка металла толщиной
порядка 20 мм выполняется как многопроходная с разделкой кромок и с ис-
пользованием присадочного материала.
Высокая концентрация энергии лазерного излучения позволяет осуществ-
лять сварку сфокусированным лучом с минимальным диаметром пятна 0,1 мм.
обеспечивая значительную локальность обработки. Это условие локальности
обеспечивает рациональное и экономически целесообразное проектирование
сварных деталей и конструкций с учетом возможностей сварки в крайне ог-
раниченной по размерам зоне, а также в труднодоступных местах. В част-
ности, лазерная сварка в электронике благодаря локальности обеспечивает
проектирование крайне уплотненных схем, сварных корпусов приборов мини-
мальных размеров и т. д.
Важным обстоятельством, связанным с локальностью процесса лазерной
сварки, являются минимальные остаточные деформации. Это дает возмож-
ность проектировать технологию изготовления сварных конструкций без ис-
пользования дорогостоящих методов последующего уменьшения либо устра-
нения остаточных деформаций. Лазерная сварка — прецизионный процесс
соединения деталей, в ряде случаев ее можно рассматривать как финишную
операцию.
®.2. Технология лазерной сварки
6.2.1. Применение лазерной сварки
Отработана технология лазерной сварки малых и средних (5—
10 мм) толщин. Однако широкое применение лазерной сварки
в ряде случаев сдерживается соображениями экономического
характера. Стоимость технологических лазеров пока еще доста-
точно высока, что требует тщательного анализа возможностей
применения лазерной сварки. Перспектива для лазерной сварки
появляется тогда, когда применение традиционных способов
сварки сопряжено с трудностями.
Лазерную сварку следует рекомендовать при необходимости
получения прецизионной конструкции, форма и размеры кото-
рой практически не должны изменяться в результате сварки;
возможности значительного упрощения технологии изготовле-
ния сварных конструкций за счет выполнения сварки в виде
заключительного процесса без последующих операций правки
либо механической обработки для достижения требуемой точ-
ности; необходимости существенного увеличения производитель-
ности, так как процесс лазерной сварки может осуществляться
на скоростях 100—200 м/ч и более, что в несколько раз пре-
вышает скорость наиболее распространенного традиционного
способа дуговой сварки; производстве крупногабаритных кон-
струкций малой жесткости с труднодоступными швами. При
этом в отличие от электронно-лучевой сварки не требуются ва-
куумные камеры; соединении трудносвариваемых материалов,
в том числе разнородных.
Лазерное излучение рекомендуется к использованию для из-
готовления конструкций с учетом технологических особенностей
лазерной сварки основных конструкционных материалов [1].
6.2.2. Сварка сталей
Качество и надежность сварных соединений, выполняемых ла-
зерным лучом, в значительной степени определяются точностью
сборки элементов под сварку. Необходимая точность сборки до-
стигается подготовкой свариваемых кромок на металлорежущих
станках (строганием, фрезерованием, точением).
Поверхность металла в зоне сварки следует очищать от ока-
лины, ржавчины, других загрязнений, а также от влаги. Ука-
занные загрязнения и влага создают условия для образования
пористости, оксидных включений, а в некоторых случаях и хо-
лодных трещин в металле шва и зоне термического влияния за
счет насыщения водородом.
Зачищать свариваемые поверхности следует щетками из не-
ржавеющей стали на участке не менее 10—15 мм как выше, так
9—1063
12»
и ниже свариваемых кромок. Зачищаются также торцевые по-
верхности, прилегающие к свариваемым участкам. После за-
чистки место сварки рекомендуется обезжирить.
Сборка под сварку должна обеспечивать возможность тща-
тельной подгонки кромок по всей длине шва с минимальным
зазором и перекосом кромок. При толщине свариваемого мате-
риала >1,0 мм зазор не должен превышать 5—7 % толщины
(не более 0,2—0,3 мм). Смещение одной кромки относительно
другой по высоте не должно превышать 20—25 % от толщины
свариваемых деталей (не более 0,5 мм).
При сборке под сварку не рекомендуются прихватки. В слу-
чае необходимости прихватки следует выполнять лучом лазера.
Предпочтительное соединение — стыковое. Нахлесточные и
замковые соединения углеродистых сталей не рекомендуются
из-за высокой чувствительности к концентраторам напряжений.
Защищать поверхности шва от окисления следует гелием или
смесью гелия с аргоном в соотношении 2:1, а также аргона
с углекислым газом при соотношении 3:1, подаваемыми через
специальное сопло. Корень шва с обратной стороны рекоменду-
ется защищать аргоном. В некоторых случаях при сварке низ-
коуглеродистых сталей допускается отсутствие защиты шва.
Характерные режимы непрерывной лазерной сварки некото-
рых сталей обеспечивают сочетание качественного формирова-
ния шва, высокой технологической прочности и высоких меха-
нических свойств сварного соединения (табл. 6.1).
Как следует из табл. 6.1, оптимальные режимы сварки ста-
лей обеспечиваются сравнительно высокими (80—120 м/ч) ско-
ростями сварки. При этом мощность лазерного излучения мо-
ТАБЛИЦА 6.1
ХАРАКТЕРНЫЕ РЕЖИМЫ НЕПРЕРЫВНОЙ ЛАЗЕРНОЙ
СВАРКИ СТАЛЕЙ
Стали h. мм Р, кВт исв- ы/ч F. см ДЕ. мм
Малоуглеродистые, низко- легированные (Ст. 3, 17ГС) 3,0 3,1 ПО 12 1,5
Среднеуглеродистые, леги- 2,0 2,8 100 12 1,5
рованные (Ст.35, ЗОХГСА) 3,0 3,2 100 12 1,5
3,0 3,3 100 16 1,0
Высоколегированные, аусте 5,0 5,0 75 15 1.0
нитные (12Х18Н10Т) 2,0 2,5 100 16 1,0
Высоколегированные, мар- 1 тенситно-стареющие (08Х15Н5Д2Т) 3,0 3,5 80 50 1.5
Примечание. Р — мощность луче. F — фокусное расстояние, AF — заглуб-
ление фокуса.
I 130
жет быть ориентировочно подобрана из условия 1 кВт на 1 мм
толщины свариваемой детали.
Представленные в табл. 6.1 режимы даны для стыковых
сварных соединений, но в первом приближении их можно ис-
пользовать и для угловых, тавровых, прорезных и других видов
соединений.
6.2.3 Сварка алюминиевых и магниевых сплавов
Сварка алюминиевых и магниевых сплавов характеризуется ря-
дом особенностей, связанных с взаимодействием расплавленного
металла с газами окружающей среды, испарением легирующих
элементов, образованием оксидной пленки на поверхности
ванны, затрудняющей качественное проведение сварочного про-
цесса. Основные трудности сварки алюминия и его сплавов
в большинстве своем устраняются применением концентриро-
ванных источников энергии, к которым относятся лазерный и
электронный луч.
Под лазерную сварку соединяемые поверхности подготавли-
вают также тщательно, как и под дуговую, включая механиче-
скую обработку, травление с последующим осветлением, про-
мывку в горячей воде и зачистку шабером непосредственно пе-
ред сваркой.
Лазерную сварку осуществляют в среде защитных газов.
Обычно рекомендуется использовать гелий для защиты верх-
ней части сварочной ванны, а для корневой части шва мож,ет
быть использован аргон. Расход гелия должен быть не менее
7—8 л/мин, а аргона 5—6 л/мин.
При лазерной сварке алюминиевых, сплавов (табл. 6.2) на-
блюдается характерная особенность расплавления металла
лишь при определенном уровне мощности и плотности мощно-
ТАБЛИЦА 6.1
ОПТИМАЛЬНЫЕ РЕЖИМЫ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
ИЗЛУЧЕНИЕМ СО,-ЛАЗЕРА
Материал Л. мм Р, кВт осв. м/ч F, см
АМгб 2,0 2,1 90 12
2,0 2,3 120 12
АМгб 3,0 2,3 90 14
3,0 2.8 120 14
АМгб 4.0 2,8 90 14
4,0 3,1 120 14
АМгб! 2,0 2,3 100 12
4,0 2,8 90 12
АМгбНП 4,0 3,1 120 12
9*
131
ТАБЛИЦА 6.3
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНОГО МЕТАЛЛА
(ЧИСЛИТЕЛЬ) И СВАРНЫХ СОЕДИНЕНИЙ (ЗНАМЕНАТЕЛЬ)
ИЗ СПЛАВА АМгб
д, мм ав. Н/мм’ <т0 2, Н/мма KCU, МДж/м» НВ а, град
2.0 353/346 174/— 0,21,0,25 75/72 —/116
3,0 378/348 188/— 0,22/0,25 82/82 —/74
4,0 468/345 326/— 0,22/0,27 98/80 —/64
Приме чан ие. Материал толщиной 4,0 мм нагартован.
сти. Например, для сплава АМгб пороговая мощность излуче-
ния СОг составляет 2—2,2 кВт. При этом сразу достигается глу-
бина проплавления 1,5—2,0 мм, а при меньших значениях мощ-
ности проплавление полностью отсутствует. Это обстоятельство
связано с высоким коэффициентом отражения алюминиевой по-
верхностью и последующим резким снижением отражения после
начала плавления.
Прочность сварных соединений толщиной 2,0 и 3,0 мм со-
ставляет не менее 0,9 от прочности основного металла при
сварке без присадочной проволоки (табл. 6.3). Разрушаются
соединения преимущественно по шву.
Сварные швы магниевых сплавов, выполненные лучом ла-
зера, хорошо формируются, не образуя провисания при сварке
на весу. Это позволяет в отличие от дуговой сварки осуще-
ствлять лазерную сварку без применения подкладок, что суще-
ственно упрощает технологию изготовления, особенно крупнога-
баритных конструкций.
Механические свойства сварных соединений, выполненных
лазерным излучением с оптимальными параметрами режимов
(табл. 6.4) находятся на уровне соответствующих свойств основ-
ного металла.
Т А Б Л И Ц А 6.4
РЕЖИМЫ ЛАЗЕРНОЙ СВАРКИ МАГНИЕВЫХ СПЛАВОВ
НЕПРЕРЫВНЫМ ИЗЛУЧЕНИЕМ СО,
Материал в, мм Р. кВт °св- м/ч F, мм
МА2-1 1.8 2,0 100 112
1.2 2,3 130 112
ИМВ-2 4,0 2,0 6,0 112
МА18 1,2 2,0 130 112
132
6.2.4. Сварка титановых сплавов
Основными трудностями сварки титановых сплавов являются
высокая химическая активность металла при повышенных тем-
пературах и особенно в расплавленном состоянии, склонность
к росту зерна при нагреве до 330—350 °C и выше, а также по-
вышенная склонность к образованию холодных трещин при
повышении содержания в шве и околошовной зоне примесей
газов, в особенности водорода. Перечисленные трудности устра-
няются при сварке с минимальными значениями погонной энер-
гии, обеспечиваемыми такими высококонцентрированными ис-
точниками энергии, как лазерный и электронный лучи.
Необходима тщательная подготовка кромок под сварку,
включая механическую обработку или дробеструйную, песко-
струйную с последующим химическим травлением, осветлением
и промывкой.
Существенно влияет на свойства сварных соединений каче-
ство защиты поверхности, корня шва, остывающих участков шва
и околошовной зоны до 400—500 °C. Для защиты поверхности
шва и плазмоподавления в зоне лазерного воздействия исполь-
зуется гелий высокой чистоты с ориентировочным расходом
10—12 л/мин. Для защиты остывающей поверхности шва и
корня можно применять аргон повышенной чистоты с ориенти-
ровочным расходом для корня шва 4—5 л/мин и для поверхно-
сти шва 15—18 л/мин.
Режимы лазерной сварки выбираются из условий обеспече-
ния качественного формирования, необходимой геометрии шва,
предотвращения образования холодных трещин и создания наи-
более благоприятных структур в шве и околошовной зоне
(табл. 6.5).
Повышенные механические свойства сварных соединений, вы-
полненных лазерной сваркой (табл. 6.6), связаны с высокой
скоростью процесса и соответственно с высокими скоростями
охлаждения металла шва и околошовной зоны, составляющими
в полиморфной области 400—600 °С/с по сравнению с 20—
ТАБЛИЦА 6.5
РЕЖИМЫ ЛАЗЕРНОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ
Сплав 0. мм Р. кВт "св- м/ч F, мм
ВТ6 3,0 3,0 80 300
5,0 4,0 80 300
ВТ28 2,0 4,0 160 230
3,0 3,3 100 149
ПТЗВ 4,0 4,0 160 500
5,0 4,0 95 149
133
ТАБЛИЦА 6.6
МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНЫХ СТЫКОВЫХ
СОЕДИНЕНИЙ ИЗ ТИТАНОВОГО СПЛАВА ПТЗВ.
ПОЛУЧЕННЫХ РАЗНЫМИ СПОСОБАМИ
Сварка ов, Н/мм’ о_„ Н/мм’ KCU, Дж/см1
шва зтв*
Аргонодуговая 760 280 95 63
Электронно-лучевая 780 300 89 71
Лазерная 800 400 98 84
Основной металл 800 550 70 —
* Зона термического влияния.
25°С/с при дуговой сварке. Это приводит к повышению дисперс-
ности металла шва в три-четыре раза, а также значительному
измельчению зерна в околошовной зоне.
6.3. Оборудование для лазерной сварки
Оборудование для лазерной сварки состоит из источника коге-
рентного излучения — технологического лазера, системы транс-
портировки и фокусировки излучения, системы газовой защиты
изделия, системы относительного перемещения луча и изделия.
Технологические лазеры можно разбить на две основные
группы: твердотельные и газовые. Лазер состоит из излуча-
теля и источника питания.
6.3.1. Твердотельные лазеры
В излучателях твердотельных лазеров в качестве рабочего тела
используются активные элементы из рубина, стекла с присад-
кой ионов неодима, алюмоиттриевого граната (АИГ) с неоди-
ТАБЛИЦА 6.7
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТВЕРДОТЕЛЬНЫХ
ЛАЗЕРОВ
Тип лазера К мкм риал, Вт ср ^имп. Дж v„Mn- кГц dn. мм а, рад. т. кг
ЛТН-101-103 1,06 63—250 4 1-10-® 190—340
ЛТН-501-502 1,06 8—16 — 5—50 1,5—1,0 (1-2) X X ю-3 225
Квант-15-16 1,06 100—125 10—30 2-10-«— 815
ю-‘
Фотон-500 1,06 300 — — 4 2.5-10“« 690
Примечание. А — энергия в импульсном режиме. dn — диаметр пучка, а —
расходимость.
134
Рис. 6.5. Схема
твердотельного ла-
зера:
/ — рабочее тело;
2 — криптоновая
лампа; 3 — отра-
жатель; 4 — глу-
хое зеркало резона-
тора; 5 — выходное
зеркало резонатора;
6 — источник пита-
ния
мом. «Накачку» (возбуждение активного элемента) осуществ-
ляют световым потоком (от мощных дуговых криптоновых
ламп). Длина волны излучения в зависимости от материала ра-
бочего тела 0,37—1,064 мкм. Электрический к. п. д. 1—3 %. Ос-
новные функциональные узлы излучателя (рис. 6.5): «рабочее
тело», система «накачки», включающая электрические лампы
и отражатель, концентрирующий световую энергию на рабочем
теле, система охлаждения, резонатор. Лазеры работают в не-
прерывном и импульсном режимах. Последний реализуется
либо модуляцией добротности при непрерывной «накачке», либо
импульсной «накачкой». Технические характеристики некоторых
твердотельных технологических лазеров приведены в табл. 6.7.
6.3.2. Газовые лазеры
В технологических газовых лазерах в качестве рабочего тела
в основном используется смесь СО2, N2 и Не при давлении
2,66—13,3 кПа. Возбуждение рабочего тела осуществляетсч
электрическим разрядом. Два последних газа обеспечивают пе-
редачу энергии возбуждения молекуле СОг и благоприятные
условия горения разряда. Длина волны излучения 10,6 мкм.
Электрооптический к. п. д. 5—15 %. Основные функциональные
узлы лазера (рис. 6.6): вакуумплотный замкнутый контур, вну-
три которого смонтировано устройство для прокачки рабочей
смеси газов, являющаяся частью контура электроразрядная
камера, резонатор; вакуумный насос для откачки контура; си-
стема охлаждения рабочей смеси и оптических систем; источник
питания; система управления; системы коммутации и измерения
лазерного излучения. По способу охлаждения рабочей смеси —
диффузное (медленная прокачка) и конвективное (быстрая
135
Рис. 6.6. Схема газового лазера:
/ — газовый контур; 2 — вентилятор прокачки; 3 — электропривод вентилятора; 4 — ва-
куумный насос; 5 — система подачи рабочих газов; 6 — электроды предыонизации; 7 —
электроды основного разряда; в — глухое зеркало резонатора; 9 — промежуточные' зер-
кала резонатора; 10 — выходное зеркало резонатора; 11 — источник питания предыони-
зации; 12 — источник питания основного разряда; 13 — теплообменник газ — вода
прокачка) — лазеры делятся на две группы. Первая из них при-
меняется в трубчатых однолучевых лазерах со сравнительно
малой мощностью и в многолучевых лазерах, например типа
МТЛ-2 и «ИГЛАН» (ЛН-2,5 НМ). Вторая — со скоростью про-
качки газа до 100 м/с — в лазерах мощностью кВт. По на-
правлению газового потока относительно электродов газораз-
рядной камеры и зеркал резонатора последняя группа делится
на лазеры с продольной прокачкой: ИЛГН-707, VFA-500-5000;
RS-1200-5000 (трубчатые лазеры) и поперечной прокачкой: мо-
дели 971, 973, 820, ЛГТ-2.01, ЛГТ-2.02, Плутон-1 (ЛН-1.2НО),
ТЛ-1,5, ТЛ-5М и т. п. Возбуждение (накачка) рабочего газа
136
осуществляется: разрядом постоянного тока (лазеры ЛН-1.2Н0,
1Л-5М, модели 973, RS-1000 и др.); высокочастотным разрядом
(лазеры VFA-1200; VFA-2500); разрядом постоянного тока
с импульсной предыонизацией (лазеры ЛГТ-2.01; Л ГТ-2.02).
Мощные электроионизационные лазеры с предыонизацией пуч-
ком электронов, созданные в СССР и за рубежом, к настоя-
щему времени широкого применения не получили.
Многопроходные устойчивые (ЛГТ-2.01, модель 973,
RS-1500) и неустойчивые (ТЛ-5М) резонаторы лазеров обеспе-
чивают качество излучения с расходимостью 5—1 мрад. В ус-
тойчивых резонаторах выходное зеркало, как правило, изготов-
ляют из селенида цинка. Качество материала и обработки этого
элемента в значительной мере определяет качество излучения
лазера. Глухое и промежуточные зеркала устойчивых резона-
торов, а также выходное зеркало неустойчивых резонаторов из-
готовляют из меди, кремния и других материалов с покры-
тиями, обеспечивающими коэффициент отражения 98—99,6 %
для длины волны 10,6 мкм.
Охлаждение оптики и юстировочных узлов резонатора осу
ществляется обычно термостабилизированной двухконтурной во-
дяной системой, а охлаждение рабочего газа теплообменником
газ — вода с развитой рабочей поверхностью.
Система управления лазеров обеспечивает заданный цикл
работы, необходимые блокировки, стабилизацию основных па-
раметров и выполнена на лазерах ЛГТ-2.01, RS-1000, моделях
971 и 973 в виде релейной схемы и отдельных электронных бло-
ков. Управление лазерами ЛГТ-2.02, ТЛ-1,5, VFA и модели 825
осуществляется микроЭВМ. Коммутация лазерного излучения
осуществляется либо внешним поглотителем, являющимся од-
новременно калориметрическим индикатором мощности излу-
чения с постоянной времени от 5 до 30 с, либо коммутацией
электрического разряда в камере. Для индикации мощности
в процессе сварки или резки используется ответвитель в виде
вращающегося пропеллера, направляющего 1—3 % мощности
на болометрический или другой датчик. В случае, если глухое
зеркало резонатора пропускает часть излучения, датчик уста-
навливается непосредственно за ним. Постоянная времени дат-
чиков 100—1 мс.
Основные технические характеристики отечественных СО2-
лазеров приведены в табл. 6.8, а зарубежных — в табл. 6.9. Ла-
зеры с расходимостью 1—2 мрад рекомендуется использовать
для резки, сварки и термообработки, 2—3 мрад — для сварки
и термообработки, >4 мрад — только для термообработки.
137
ХАРАКТЕРИСТИКИ ОТЕЧЕСТВЕННЫХ ТЕХНОЛОГИЧЕСКИХ СО,-ЛАЗЕРОВ
5Г
«5
138
6.3.3. Система транспортировки и фокусировки излучения
Система транспортировки и фокусировки излучения СТФЛ со-
стоит из защитных лучепроводов, отклоняющего зеркала и фо-
кусирующего устройства. Отклоняющее зеркало изменяет ход
луча и направляет его в зону обработки. Для маломощных
твердотельных лазеров с длиной волны излучения 1,06 мкм
с этой целью используются призмы полного внутреннего отра-
жения и интерференционные зеркала с многослойным диэлек-
трическим покрытием. Для СО2-лазеров применяют медные зер-
кала, для мощных лазеров — зеркала с водяным охлаждением.
Фокусирующее устройство — тубус, установленный с воз-
можностью перемещения относительно поверхности обрабаты-
ваемого изделия, в котором закреплена линза из оптического
стекла — для твердотельных лазеров, из хлорида калия или се-
ленида цинка с интерференционным просветляющим покры-
тием— для СО2 лазеров. Защита линз (кроме стеклянных) от
продуктов, выделяющихся при обработке изделия, осуществля-
ется шторкой, образуемой продуваемым очищенным и осушен-
ным воздухом. Для получения высоких плотностей мощности
(5 МВт/см2), обеспечивающих «кинжальное» проплавление при
сварке, фокусное расстояние линз не должно превышать 10—
15 см. Уменьшение фокусного расстояния также нежелательно
из-за трудности защиты линз от продуктов деструкции и увели-
чения сферической аберрации. Применяются, кроме того, фоку-
сирующие устройства с отражательной оптикой в виде одного
фокусирующего зеркала или разных вариантов объектива Кас-
сегрена.
6.3.4. Система газовой защиты
Система предназначена для предотвращения окисления ме-
талла сварного шва, в том числе его корня, и включает сопла
разнообразной конструкции. Конструкция сопел, кроме того,
должна обеспечивать сдув паров и брызг, образующихся при
сварке, в сторону от оси лазерного луча. В зависимости от хи-
мической активности свариваемых металлов, мощности излуче-
ния лазера и требующейся глубины проплавления используется
конкретная конструкция сопла и подбирается состав подавае-
мого в зону обработки газа.
6.3.5. Система относительного перемещения луча и изделия
Относительное перемещение луча и изделия реализуется обычно
за счет движения детали, осуществляемого манипулятором
с ЧПУ с разным числом степеней свободы в зависимости от тре-
бующейся сложности обработки. Скорость перемещения 40—
139
400 м/ч. В случае обработки массивных и крупногабаритных
изделий рационально перемещать луч с помощью подвижных
зеркал. Наибольший интерес представляет система с рабочим
инструментом, закрепленным в руке антропоморфного робота.
Излучение от лазера к инструменту передается через зеркала,
установленные в шарнирных узлах робота.
Глава 7 ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
7.1. Источники сварочного тока
7.1.1. Общие сведения
Принцип устройства. На рис. 7.1 представлены структурные схемы статиче-
ских источников сварочного тока. Основным узлом традиционных источников
переменного тока (рис. 7.1, о) является специальный, как правило, однофаз-
ный сварочный трансформатор Т. По этому основному узлу источники пере-
менного тока часто называют просто сварочными трансформаторами.
Традиционные источники постоянного тока (рис. 7.1,6) на базе трансфор-
матора Т и полупроводникового выпрямителя В получили названия сварочных
выпрямителей. В источниках по схемам рис. 7.1, а, б трансформатор работает
при сетевой частоте 50 Гц.
Широкое распространение получили также инверторные источники тока
(рис. 7.1, в). В таких источниках сетевое напряжение выпрямляют (В1), ин-
вертируют (Я1) в напряжении повышенной частоты, трансформируют, по-
вторно выпрямляют (В2), а в источниках переменного тока снова инверти-
руют (И1) в напряжение прямоугольной формы заданной низкой частоты
(30 300 Гц).
Промежуточное положение занимают источники (рис. 7.1, г), в состав
которых входит простейший 50-Гц сварочный выпрямитель (7, В); регули-
ровка тока — полупроводниковым ключевым регулятором (Р). работающим
на повышенной частоте.
В состав оборудования для сварки вольфрамовым электродом в среде
инертных газов, помимо непосредственно сварочного трансформатора или вы-
ТАБЛИЦА 7.1
ОБЛАСТЬ ПРИМЕНЕНИЯ ИСТОЧНИКОВ ПЕРЕМЕННОГО
И ПОСТОЯННОГО ТОКА
Род тока Область применения
Переменный
Постоянный
Ручная дуговая сварка штучными электродами.
Автоматическая сварка под слоем флюса.
Ручная и автоматическая сварка вольфрамовым электродом
легких сплавов в среде инертных газов
Ручная дуговая сварка штучными электродами.
Автоматическая сварка под слоем флюса.
Полуавтоматическая и автоматическая сварка плавящимся
электродом в среде активных и инертных газов.
Ручная и автоматическая сварка вольфрамовым электродом
легированных сталей, меди и титана в среде инертных газов
140
Рис. 7.1. Структурные схемы источников сварочного тока
нрямителя, могут входить: устройство для первоначального возбуждения дуги
в стабилизации горения дуги в процессе сварки, устройство для ограничения
млн регулирования постоянной составляющей сварочного тока, аппаратура
управления циклом сварки, программатор сварочных режимов, сварочные го-
релки. ТЗкие комплексные устройства, смонтированные в общем кожухе, по-
лучили название установок для аргонодуговой сварки. Установки могут быть
выполнены на базе традиционных или инверторных источников тока.
Внешние характеристики. По виду статических внешних характеристик ис-
точники тока можно подразделить на источники с падающими (ПВХ) «кру-
тыми» и «пологими», или «жесткими» (ЖВХ) внешними характеристиками.
Источники с внешними характеристиками двух видов получили название
универсальных.
Требования к виду внешних характеристик определяются такими показа-
телями сварочного процесса, как тип электрода (плавящийся, неплавящийся),
хярактер среды, в которой происходит сварка (открытая дуга, дуга под флю-
сом, в защитных газах), степень механизации процесса (ручная, полуавтома-
тическая, автоматическая сварка), способ регулирования режима горения
дуги (саморегулирование, автоматическое регулирование напряжения дуги).
Гак, для сварки ручной дуговой покрытыми штучными электродами, аргоно-
дуюпой вольфрамовым электродом, механизированной под слоем флюса на
«поматах с регулированием скорости подачи электродной проволоки в зави-
симости от напряжения дуги используются источники с ПВХ.
При ПВХ источник работает в режиме регулятора сварочного тока. Сва-
рочный ток может регулироваться в заданном диапазоне плавно или ступен-
чпю По технологическим (сварочным) и экономическим соображениям часто
используют плавно-ступенчатое регулирование, когда две (или более) ступени
регулирования сочетаются с плавным регулированием внутри каждой сту-
141
пени. Регулирование сварочного тока при ПВХ выполняется при приблизи-
тельном постоянстве напряжения холостого хода. Часто при плавно-ступенча-
том регулировании переход на ступень малых токов сопровождается повыше-
нием напряжения холостого хода. Каждому значению сварочного тока соот-
ветствует определенное условное рабочее напряжение. Так, при ручной дуговой
сварке штучными электродами, согласно ГОСТ 96—77, рабочее напря-
жение (В) и сила сварочного тока (А) связаны соотношением:
t/2 = 20 + 0,04/2.
Каждому виду сварки соответствует определенная крутизна наклона
ПВХ. Например, наиболее крутые характеристики используются для аргоно-
дуговой сварки, более пологие — для ручной сварки штучными электродами,
еще более пологие — для сварки под флюсом. Длина дуги в процессе сварки
при ПВХ регулируется либо рукой сварщика, либо системой регулирования
в сварочном автомате.
При механизированной сварке в среде СОг и при автоматической сварке
под флюсом при постоянной, не зависящей от напряжения дуги скорости по-
дачи электродной проволоки прибегают к ЖВХ. Источник питания при ЖВХ
работает как регулятор напряжения. Рабочее напряжение регулируется в за-
данных пределах, причем диапазон регулирования рабочего напряжения вы-
бирается в строгом соответствии с заданным диапазоном силы сварочного
тока.
Регулирование напряжения при ЖВХ также может быть плавным, ступен-
чатым и смешанным. Величина сварочного тока определяется скоростью по-
дачи электродной проволоки, а источник питания задает напряжение дуге
и обеспечивает саморегулирование длины дуги.
Характер нагрузки источника тока. Нагрузка источника сварочного тока,
как правило, переменная. Процесс сварки обычно состоит из ряда повторяю-
щихся циклов длительностью /ц, в которых рабочий период tp чередуется
с паузами tB, связанными со сменой электрода, подготовкой к наложению
следующего шва и т. п.
Согласно стандартам на сварочные источники, типовых режимов работы
три:
1 Продолжительный — при неизменной нагрузке.
2. Перемежающийся — когда кратковременные рабочие периоды череду-
ются с периодами работы источника на холостом ходу. Режим характеризу-
ется относительной продолжительностью нагрузки ПН = /р//д или (tp/tn) • 100.
%.
3. Повторно-кратковременный режим, при котором кратковременные ра-
бочие периоды чередуются с периодами отключения силовой цепи источника
от сети. Режим характеризуется относительной продолжительностью включе-
ния ПВ=/р//ц или (/р//ц) • 100, %.
Длительность цикла работы при перемежающемся и повторно-кратковре-
менном режимах- 5 мин — для источников РДС и 10 мин — для источников
механизированной сварки. Номинальная сила тока источника /2 ном всегда
связана с режимом работы, на который рассчитан данный источник. Напри-
мер, /2н<.м—315 А, ПВ = 60%. Длительно допустимый по нагреву ток источ-
ника /2 длит связан с номинальным сварочным током и режимом работы
следующим соотношением:
^гдлят — /г„о„7ПН ИЛИ /»длит — ^гномд/ПВ.
Исполнения источников тока. Источники сварочного тока по ГОСТ
15150—69 изготовляют в климатических исполнениях У, УХЛ, Т для категорий
размещения 2, 3, 4. Степень защиты—1Р22 (для трансформаторов автома-
тической сварки и установок аргонодуговой сварки допускается 1Р21). Кон-
струкции источников соответствуют требованиям безопасности по ГОСТ
12.2.007 0—75, ГОСТ 12.2.007.8—75, ГОСТ 12.1.003—76. Трансформаторы для
142
РДС обычно работают при естественном охлаждении, остальные источники —
при принудительной воздушной вентиляции. Класс изоляции большинства
не сочников — Н.
Структура обозначения. Каждому источнику присваивается
условное обозначение типа изделия, которое состоит из буквен-
ной и цифровой части. Первая буква означает вид изделия
(Т — трансформатор, В — выпрямитель, У — установка), вто-
рая— вид сварки (Д — дуговая), третья —способ сварки (Ф—
под флюсом, Г — в защитных газах; отсутствие буквы означает
ручную дуговую сварку); четвертая дает дальнейшее пояснение
исполнения изделия (Ж или П — с жесткими или падающими
внешними характеристиками, М или Э — с механическим или
электрическим регулированием, Ч—со звеном повышенной ча-
стоты— инвертором. Затем через тире указывают силу мини-
мального сварочного тока (округленно в десятках ампер); сле-
дующая цифра — регистрационный номер изделия, затем через
тире идет номер модификации (если таковая имеется), а после-
дующие буква и цифра — соответственно климатическое испол-
нение и категория размещения. Например, наименование изде-
лия ТДМ—317—1У2 обозначает: трансформатор для ручной
дуговой сварки с механическим регулированием на ток 315 А.
регистрационный номер 7, модификация 1 (с ограничителем на-
пряжения холостого хода), исполнение У, категория размеще-
ния 2.
Пример записи обозначения изделия при его заказе: Трансформа-
iop сварочный ТДМ—317—1У2, 380 В, 50 Гц, ГОСТ 95—77.
7.1.2. Сварочные трансформаторы
Конструкции их весьма разнообразны. В зависимости от спо-
соба регулирования тока эти трансформаторы можно подраз-
делить на две группы — с механическим и электрическим регу-
лированием. В первую группу входят устройства, связанные
с применением подвижных обмоток и секций магнитопроводов.
Во вторую — устройства, связанные с подмагничиванием маг-
нитопроводов постоянным током и тиристорным регулирова-
нием.
Трансформаторы для РДС
Трансформаторы выпускаются по ГОСТ 95—77 на номиналь-
ные силы тока 160, 250, 315, 400 и 500 А (табл. 7.2),
Трансформаторы ТДМ—165 и ТДТ—254 выпускаются в пере-
носном исполнении с продолжительностью нагрузки ПН = 25 %
и предназначены для ремонтных и монтажных работ: трансфор-
маторы ТДМ—317, ТДМ—401 и ТДМ—503 в передвижном ис-
полнении с ПН = 60 %—Для работы в промышленности и
строительстве. Трансформаторы ТДМ—317—1, ТДМ—401 — 1,
143
Ы
S:
>4
ТЕХНИЧЕСКИЕ ДАННЫЕ ТРАНСФОРМАТОРОВ ТДМ
*-£0S-wtfl e-ros-wt/i 500 500 40 40 an ддп an сйп 88 88 0,85 0,65 12 80 60 60 34 34 У2 УЗ 820 690 585 585 888 888 195 180
г-Eos-wtfi —uo Ot oos i© Э00 00 о О М* СЧ ОО * 00 О со >» О L© оо о СО 00 00 00 о Ю 00 —
i-eos-wVi s § s " 1© c о - S 3 > с СС 1©ОО 1© об О0 Is* 1© ОО —
cos-wtfi S „ S ° 52 <2 о о ° * 1 ® о 00 ° " сч g * ю %© оо о Ю00О0 Ю 1© 00 —ч
I-lOJ’-Wtl'l 400 36 ЯП_4ПП С© СЧ С СО СЧ 00О — со СЧ >> Q 1Q 00 1© с© 00 ^-1© Г- 1© 00 —
lOt-Wi/l 400 36 ЯП_ДАП о со о о со 00 о о° сч * 1© LT L© 585 848 145
l-ZIE-WVl 315 33 ЦП 17П с© Й сч О О СЧ 00 2 - с© сч 1 1© Q0 О 00 — xf i©oo —
Zl£ WV1 tsz-wVi 250 315 30 33 85—250 60-370 76 86 0,56 0,56 62 80 25 60 16 20 T2 У2, Т2 1 440 555 282 585 502 818 50 126
991'Wtfl ° сч 8 £ TSjJ S 8 2 * Й О сч сч
Параметр Номинальный свароч- ный ток, А Номинальное рабочее напряжение, В . . . . Пределы регулирования lima, 2» • ••••-• • К.п.д., % Коэффициент мощности Напряжение холостого хода, В, С Продолжительность на- грузки, ПН, % . . . . Первичная мощность, кВА Климатическое испол- нение . Габариты, мм: г 5 5 Г ширина Масса, кг
Здесь и далее для исполнения
144
ТДМ—503—1 снабжены устройством снижения напряжения
холостого хода, ТДМ—503—2 — косинусным конденсатором,
ТДМ—503—3 — устройством снижения напряжения холостого
хода и косинусным конденсатором, ТДМ—503—4 — возбудите-
лем-стабилизатором горения дуги, позволяющим сваривать
стали электродами с основным покрытием и неответственные
соединения алюминиевых сплавов.
Конструктивно трансформаторы серии ТДМ относятся
к группе трансформаторов стержневого типа с подвижными
обмотками. Для них характерны малый расход активных мате-
риалов, простота конструкции, высокие сварочные и энергети-
ческие показатели. Минимальную массу и широкие пределы ре-
гулирования тока позволяют получать два диапазона регули-
рования.
Трансформаторы для автоматической сварки под флюсом
Трансформаторы выпускаются по ГОСТ 12—77 на номиналь-
ные токи 1000 и 2000 А (табл. 7.3). Трансформаторы выпуска-
ются в стационарном исполнении, рассчитаны на продолжи-
тельный режим работы; климатические исполнения — УЗ и Т4;
степень защиты — 1Р21.
Трансформаторы имеют ЖВХ и предназначены для сварки
на автоматах с постоянной скоростью подачи электродной про-
волоки. Трансформаторы выполнены с тиристорным регулиро-
ванием, работают в режиме прерывистого тока и имеют им-
пульсную стабилизацию повторного возбуждения дуги. В транс-
форматоре ТДФЖ-Ю02 пол-
ный диапазон регулирования
разбит на две, а в
ТДФЖ-2002 — на три ступени.
В основе построения тран-
сформаторов лежит стержне-
вая конструкция с разнесен-
ными, но жестко закреплен-
ными катушками. Такое реше-
ние близко к конструкции
трансформаторов ручной свар-
ки серии ТДМ.
Расчет трансформатора с
разнесенными (подвижными)
обмотками
Индуктивное сопротивление транс-
форматора. При расчете сварочного
трансформатора к числу основных
исходных данных относятся пределы
ТАБЛИЦА 7.3
ПАРАМЕТРЫ РАБОТЫ
ТРАНСФОРМАТОРОВ ДЛЯ
АВТОМАТИЧЕСКОЙ СВАРКИ
Параметры ТДФЖ- 1002 ТДФЖ- 2002
Номинальный сварочный ток, кА 1,0 2,0
Номинальное ра- бочее напряжение, В 56 76
Пределы регули- рования рабоче- го напряжения, В 30—56 32—76
Пределы регули- рования свароч- ного тока, кА 0,3—1,2 0,6—2,2
К. п. Д-, % 86 88
Масса, кг 550 850
10—1063
145
Рис. 7Л. Упрощенная схема поля рассеяния (с) и эскиз конструкции (б) трансфор-
матора с разнесенными обмотками
регулирования сварочного тока, которые непосредственно связаны с индук-
тивным сопротивлением трансформатора.
Максимальному сварочному току соответствует минимальное индуктивное
сопротивление Xmin (обмотки полностью сдвинуты); минимальному свароч-
ному току — максимальное Хтах (обмотки раздвинуты).
Рассмотрим картину магнитного поля рассеяния трансформатора стерж-
невого типа (рис. 7.2, а). Справа показана эпюра магнитодвижущих сил
(МДС) трансформатора. Реальное поле рассеяния трансформатора можно
представить как сумму трех составляющих: поля рассеяния в лобовых частях
обмоток (Ф1л, Фал), поля рассеяния в окне трансформатора в зоне катушек
(Фюк, Фаок) и поле рассеяния в зазоре между обмотками Фок. Поле Фок
уже при небольшом расстоянии от обмоток с большой степенью точности
можно рассматривать как плоско-параллельное; при этом можно считать,
что магнитные силовые линии поля замыкаются по воздуху между стержнями
магнитной системы в плоскостях, перпендикулярных осям стержней
Магнитная проводимость X при р.= 1 между стержнями магнитной си-
стемы. отнесенная к единице длины, определяется экспериментально и может
быть представлена эмпирической зависимостью:
Л=1,5+1,2(6/сок),
где b — размер магнитопровода в направлении набора; сок — ширина окна
магнитопровода. В соответствии с картиной поля рассеяния индуктивное со-
противление трансформатора также может быть представлено как сумма
трех составляющих
Х^Хок+Хл+х^.
Составляющие Хок и хл не зависят от расстояния между обмотками и
соответствуют магнитному полю в окне трансформатора (Фюк, Фзок) и в ло-
146
Левых частях (Ф1Л, Ф2л) при полностью сдвинутых обмотках (£=0). Состав-
ляющая х^ соответствует магнитному полю в окне трансформатора в зазоре
между обмотками и связана с расстоянием между обмотками £ прямо про-
порциональной зависимостью.
Ниже приводятся формулы для расчета индуктивного сопротивления рас
сеяния, отнесенного ко вторичным обмоткам с числом витков о>2. Формулы
получены в предположении, что магнитная проницаемость магнитопровода бес-
конечна, отсутствует демпфирующее влияние вихревых токов, ток в витках
распределен равномерно.
Индуктивное сопротивление
Хок = <0р.<Д^2^> (^1 4 Л2)/3,
|де а=2л[ — угловая частота, с-1; цо=4л-1О~7— магнитная постоянная,
Гн/м; й| и /г2— высота катушек первичной и вторичной обмоток, м.
Индуктивное сопротивление
хл = (2л)-1 • In [giz/fei g2)I.
где 1Л — условная средняя длина витка катушек в лобовой части, м; gi, g2,
gi2 — средние геометрические расстояния, м. Величины /л и gi, g2, gi2 опре
деляются из следующих соотношений:
In — (Лер 4 Лср)/2,
где /1 ср, /2ср — средняя длина витка катушек первичной и вторичной обмо-
ток, м:
й = 0,223 (2сх + Лх), = 0,223 (2с2 4 Л2).
где Ci, С2 — размеры катушек по ширине вне окна магнитопровода с учетом
вентиляционных каналов и каналов между катушками и магнитопроводом, м;
йг = 2сср [0,22 4 0,75ЛСр/2сср],
эдесь Сер=(с1+с2)/2; ЛСР= (fti+M/2
Индуктивное сопротивление
ХЕ = (1)-|1о’®2-Ц.
При расчете минимального индуктивного сопротивления трансформатора
Xmtn (для полностью сдвинутых обмоток) составляющая Xj. определяется
с учетом минимального расстояния между обмотками, необходимого по кон-
структивным соображениям. Максимальному индуктивному сопротивлению
соответствует максимальное расстояние между обмотками.
Приведенные соотношения соответствуют параллельному включению обмо-
ток трансформатора. При переходе к последовательному соединению (а>2'=
— 2u>2) индуктивное сопротивление возрастает в четыре раза.
Элементы расчета трансформатора. Исходными данными
при расчете являются расчетная мощность трансформатора,
продолжительность нагрузки, номинальный ток и пределы его
регулирования, номинальное рабочее напряжение, напряжение
холостого хода и тепловой режим, на который рассчитывается
трансформатор (класс изоляции обмоток). Расчет ведется ме-
тодом последовательных приближений. Предварительно опреде-
ляют основные геометрические размеры трансформатора, а по-
том —поверочный расчет всех заданных величин, и в первую
очередь индуктивного сопротивления; затем уточняют геомет-
рические размеры и т. д.
ю*
147
При плавно-ступенчатом регулировании поверочный расчет
индуктивных сопротивлений и пределов регулирования тока ве-
дут для обеих ступеней (диапазонов).
Рассчитываются следующие параметры в указанном по-
рядке:
1. Минимальное и максимальное индуктивные сопротивле-
ния, обеспечивающие заданные пределы регулирования:
•Xmin = (^20-^22)0,S//22. -Xmax = (^20-^21)°'5/^21»
где /22 и /21 — максимальный и минимальный токи нагрузки;
U22 и (72i— рабочие напряжения, соответствующие токам на-
грузки /22 и /2ь определяемые, например, по формуле t/2 = 20 +
+ 0,04 /2 (в вольтах).
2. Числа витков обмоток. В сварочном трансформаторе вы-
бор числа витков обмоток имеет принципиальное значение, так
как витки определяют пределы регулирования сварочного тока.
Для выбора числа витков обмоток u)t, w2 рекомендуется поль-
зоваться эмпирической зависимостью параметра lw, В/виток, от
расчетной мощности трансформатора, кВА, приведенной к дли-
тельному по нагреву току трансформатора
/ю = 0,55 + 0,095Рдл.
Эта зависимость справедлива для широкого диапазона мощ-
ностей, однако наилучшая сходимость результатов достигается
в диапазоне 5—30 кВА.
Мощность, кВА, в формуле для /ш:
рдл = ю-зг/20/2 ном v™.
где /2ном — номинальный вторичный ток, А; ПН — продолжи-
тельность нагрузки.
Затем определяем
— U Jlw, w2 = U20/lw.
3. Числа витков катушек.
При параллельном соединении катушек — это w1K и ш2к, при
последовательном — wtK' = w{/2, w2k'=w2/2.
4. Номинальный ток, А, первичной обмотки
/ 1ном = / аном^ц/
где Ац= 1.054-1,1— коэффициент, учитывающий намагничиваю-
щий ток трансформатора, п — коэффициент трансформации.
5. Сечение стали сердечника трансформатора, см2:
Sc = f/ao-104/4,44f^i!Bm,
где Вт—индукция в сердечнике, Тл. Для холоднокатаной стали
можно принять Вт= 1,64-1,7 Тл.
6. Конструктивные размеры трансформатора. Расчет кон-
структивных размеров произведен применительно к стержневой
148
конструкции, эскиз которой дан на рис. 7.2, б. Далее все ли-
нейные размеры приводятся в миллиметрах, сечения — в ква-
дратных миллиметрах.
а. Ширина пластины стержня а и ширина окна сок, магнито-
провода \
а = 102[5с/(рЛ)]0-5, сок = Ыр2,
где р\ = Ь/а = 1,84-2,2; р2= 1,04-1,2; kc=0,954-0,97 — коэффици-
ент заполнения стали; b — высота набора магнитопровода.
Указанные значения коэффициентов plt р2 рекомендуются
для трансформаторов на токи 325—500 А.
б. Сечения обмоточных проводов (для параллельного соеди-
нения катушек)
<71 =/1НОм/2/1, Q2 ~ I2Ном/2/2,
Для изготовленных из алюминиевого провода обмоток
трансформаторов на ток до 500 А класса изоляции Н для руч-
ной дуговой сварки могут быть рекомендованы следующие ве-
личины плотностей тока: /1 = 2,44-2,8 А/мм2; /2 = 2,1—2,3 А/мм2.
Нижние значения ц и /2 соответствуют трансформаторам боль-
шей мощности. Для первичной обмотки обычно используется
провод марки АПСД, для вторичной — голая шина марки АДО.
в. Размеры провода, мм, выбираемые исходя из требуемых
сечений провода по таблицам стандартов или технических ус-
ловий: о1п и Ьш — ширина и высота провода первичной об-
мотки а2п и 62п— то же, для вторичной обмотки, а'1п и Ь'щ,
о'гп и Ь'2п— то же, с изоляцией.
Высоту провода следует выбирать возможно меньшей, так
как добавочные потери в обмотках от потоков магнитного рас-
сеяния трансформатора пропорциональны четвертой степени
высоты провода.
г. Конструктивно-крепежные размеры, мм: изоляционные
расстояния катушек в окне от магнитопровода 61 = 54-10; верх-
нее значение соответствует подвижной обмотке; ширина венти-
ляционных каналов в обмотках б2=104-13; ширина прокладки
между катушками первичной обмотки 6з= 1,54-2,0; размеры
крепежных изоляционных деталей первичной обмотки 64=65 =
= 10, то же, для вторичной обмотки: 65 = 67= 104-13.
д. Размеры катушек первичной обмотки, мм: ширина
катушки т1к= (<?оь—26|—63)/2, число слоев в катушке п1сл =
«=zn,K/[(ain-|-fen)^y], где Лп = 0,15— толщина межслоевой изоля-
ции; Ау=1,1 — коэффициент, учитывающий неплотность укладки
проводников; число витков в слое И’1сл = И’1к/Л|сл, высота пер-
вичной катушки hi = wicnb'inky.
е. Размеры катушек вторичной обмотки: вторичная обмотка
наматывается «на ребро» голой алюминиевой шиной марки
АДО. Размер шины и внутренний радиус намотки «на ребро»
140
выбирают из условия, что относительное удлинение волокон
шины по наружному радиусу должно быть <30%, в противном
случае могут появляться разрывы шины при намотке.
Высота катушки Л2 = w2cnb'2nky.
ж. Высота окна магнитопровода
Лои = 64-Ь 4- £max + h2 4- 67,
где £max определяется в процессе поверочного рзсчетз индук-
тивного сопротивления трансформатора.
7. Поверочный расчет трансформатора ведут по приведен-
ным ранее формулам. Полный тепловой расчет может быть
проведен по известным методикам расчета силовых трансфор-
маторов.
7.1.3. Сварочные выпрямители
Отечественные сварочные выпрямители имеют в основном трех-
фазное питание, выполняются как на диодах, так и на тири-
сторах. В выпрямителях используются трехфазная мостовая,
двойная трехфазная схема с уравнительным дросселем или
кольцевая схема выпрямления. В выпрямителях большой мощ-
ности диодное выпрямление во вторичном контуре сочетается
с тиристорным регулированием по первичной стороне. В зави-
симости от числа сварочных постов, которые могут быть одно-
временно подключены к источнику, выпрямители подразделя-
ются на одно- и многопостовые.
Выпрямители для ручной дуговой сварки выпускаются по
ГОСТ 13821—77 на токи 200, 315, 400 А, ПН=60 % и имеют
крутопадающие внешние характеристики.
Климатическое исполнение выпрямителей УЗ и 04. Техни-
ческие данные выпрямителей серии ВД приведены ниже:
Выпрямители
Номинальный сварочный
ток, А............ . . .
Номинальное рабочее напря-
жение, В ................
Пределы регулирования то-
ка, А ...................
К.п.д., %................
Первичная мощность, кВА
Габариты, мм ............
Масса, кг ...............
ВД-201
200
28
30—200
60
15
716X 622X 775
120
ВД-306 ВД-401
315 400
33 36
45-315 50—450
72 69
21 28
785Х 780Х 795 772Х 770Х 785
164 200
Выпрямители выполнены по трехфазной мостовой схеме на
кремниевых диодах. Основу выпрямителя составляет трансфор-
матор с подвижными обмотками. Одновременное переключение
первичных и вторичных обмоток трансформатора с «треуголь-
ника > на «звезду» позволяет получить две ступени регулирова-
ния тока.
150
Выпрямители для механизированной сварки выпускаются
на ток 315 и 630 А, ПВ = 60 % и имеют пологопадающие внеш-
ние характеристики.
Технические данные выпрямителей приведены ниже:
Выпрямители ВДГ-303 ВСЖ-303 ВС-300Б ВС-632
Номинальный сварочный ток, А 315 315 315 630
Номинальное рабочее напри- жение, В 40 34 34 50
Пределы регулирования то- ка, А 50—315 50—315 50—315 100—630
Пределы регулирования на- пряжения, В 16—40 16—34 16—34 20—50
К. л.д., % - 76 76 75 83
Первичная мощность, кВА 21 20 16 46
Климатическое исполнение УЗ, 04 УЗ УЗ УЗ
Габариты, мм 723Х 593Х 600Х 650Х 650Х 600Х 750Х 880Х
Х938 Х900 Х900 X 1200
Масса, кг - • 220 200 180 380
Выпрямители выполнены по трехфазной мостовой схеме на
кремниевых диодах. Регулирование напряжения в выпрямите-
лях ВДГ и ВСЖ плавно-ступенчатое. Плавное регулирование
внутри ступени в выпрямителе ВДГ осуществляется дросселем
насыщения, а в выпрямителе ВСЖ — трансформатором с маг-
нитной коммутацией. В выпрямителях ВС регулирование сту-
пенчатое— переключением числа витков обмоток.
Универсальные сварочные выпрямители типа ВДУ выпуска-
ются для сил токов 500, 630 и 1250 А. Выпрямители имеют два
вида внешних характеристик — полого- и крутопадающие. Кли-
матическое исполнение выпрямителей УЗ и 04. Технические
данные приведены в табл. 7.4.
Выпрямители ВДУ-505, ВДУ-506, ВДУ-601 выполнены на
тиристорах по двойной трехфазной схеме выпрямления с урав-
нительным дросселем, а выпрямители ВДУ-1202 — по шести-
фазной схеме выпрямления с тиристорным регулированием по
первичной стороне трансформатора. Выпрямители обеспечи-
вают высокий уровень стабилизации напряжения и тока, ди-
станционное регулирование, простой переход с одного вида
внешних характеристик на другой.
Выпрямитель для импульсно-дуговой сварки (ВДГИ) обес-
печивает питание сварочной дуги пульсирующим однополярным
током, т. е. постоянным базовым током, на который периодиче-
ски с частотой 50 или 100 Гц накладываются кратковременные
импульсы тока. Выпрямитель входит в комплект полуавтомата
ПДИ-304 для механизированной импульсно-дуговой сварки
алюминия и нержавеющих сталей в среде аргона.
Техническая характеристика выпрямителя ВДГИ-302: номи-
нальный сварочный ток 315 А, номинальное рабочее напряже-
ние 35 В, пределы регулирования тока 40—325 А, пределы
151
ТАБЛИЦА 7.4
УНИВЕРСАЛЬНЫЕ ИСТОЧНИКИ ПИТАНИЯ
ДЛЯ ДУГОВОЙ СВАРКИ
1 II HI IV V VI VII VIII
I I I I I I Г I
Параметр ВДУ-505 В ДУ-506 В ДУ-601 ВДУ-1202
I II III IV V VI VII VIII
Номинальный сварочный ток, А . . . 500 500 500 500 630 630 1250
Номинальное рабочее на- пряжение, В 46 50 46 50 52 56 56
Пределы ре- гулирования тока, А . . . 50—500 60—500 50—500 60—500 50—630 65—630 250—1250
Пределы регу- лирования на- пряжения, В 22—46 18—50 22—46 18—50 22—52 18—56 24—56
К. п. д., % Первичная мощность, кВА 82 82 79 79 75 75 83
40 40 40 40 60 60 120
Габариты, мм 790X 670X 880 820Х 620Х 1100 860X 690X1100 1150Х
Масса, кг . . 300 300 300 300 320 320 Х700Х Х950 590
регулирования напряжения 10—35 В, длительность импульса
тока 1,5—5,0 мс, к. п. д. = 74 %, первичная мощность 17,3 кВА,
габариты 720X593 x 938 мм, масса 300 кг, завод-изготови-
тель — СЭМЗ.
Регулирование напряжения и тока тиристорное. Внешние
характеристики по импульсному току жесткие, а по базовому
току изменяются от крутопадающих до жестких по мере уве-
личения сварочного тока.
Многопостовые сварочные выпрямители
Многопостовые сварочные системы, в которых один многопо-
стовый выпрямитель снабжает энергией несколько сварочных
постов, получили применение в основном при ручной дуговой
сварке.
Выпрямители серии ВДМ с реостатным регулированием вы-
полняются на кремниевых диодах и имеют жесткую внешнюю
характеристику, что обеспечивает независимость работы от-
152
дельных сварочных постов. Для получения падающих характе-
ристик и регулирования тока на каждом сварочном посту ис-
пользуют ступенчатый балластный реостат. Преимущества мно-
гопостовых систем связаны с небольшой первоначальной
стоимостью оборудования, простотой обслуживания, высокой
загрузкой и высокой экономичностью многопостового выпрями-
теля. Основной недостаток связан со значительными потерями
энергии в реостатах, снижающих к. п. д. сварочных постов.
Выпрямитель В ДМ 4x301 с тиристорным регулированием
многопостовый имеет единый трансформатор и самостоятельные
тиристорные блоки с устройством фазового управления для
каждого поста. Тиристорные блоки выполнены по двойной трех-
фазной схеме с уравнительным дросселем в катодных цепях
тиристорного блока. Автономное тиристорное регулирование
позволяет обеспечить стабилизацию режима поста при колеба-
ниях сети местное и дистанционное включение поста и плавное
регулирование тока. Исполнение выпрямителей УЗ, 04. Техни-
ческие данные многопостовых выпрямителей:
Выпрямители В ДМ-6301* ВДМ-1201 ВДМ-4Х301
Номинальный сварочный ток, А 630 1250 --
Продолжительность нагруз- ки, ПН, % 100 100
Номинальное рабочее на- пряжение, В 60 60
К П. д., % 86 89 65
Первичная мощность, кВА 47 95 126
Габариты, мм 700Х 600Х 600 1050X 700X 950 1400X785X1220
Масса, кг 200 380 710
Число сварочных постов 4 8 4
Номинальный ток поста, А 315 315 315
Продолжительность нагруз- ки, % 60 60 60
Пределы регулирования то- ка поста, А 15—315 15—315 60—315
• В стадии освоения.
7.1.4. Источники со звеном повышенной частоты
Освоение производства источников тока со звеном повышенной
частоты — интенсивный путь совершенствования оборудования
для дуговой сварки. Включение высокочастотного звена в струк-
туру источников сварочного тока позволяет существенно сни-
зить их массу и габариты, повысить к. п. д. и коэффициент
мощности, обеспечить широкие пределы регулирования и хоро-
шие сварочные свойства.
Ниже приводятся сведения о инверторных источниках тока
ВДУЧ-301 и ВДЧИ-251 (табл. 7.5). Сведения об установках
153
1
II
III
ТАБЛИЦА 7.5
ТЕХНИЧЕСКИЕ ХАРАКТЕРИ-
СТИКИ ИСТОЧНИКОВ
СВАРОЧНОГО ТОКА ВДУЧ-301
И ВДЧИ-251
Параметр ВДУЧ 301 ВДЧИ 251
I II III
Номинальный сварочный ток, А . . 315 315 250
Номинальное рабочее напряжение, В Пределы регулирования: 36 33 35
тока, А . . . 60- -315 30—250
напряжения, В 16—36 22—33 21—35
К п. д., % .... Продолжительность включения, ПВ, % 75 75 75
60 60 60
Первичная мощность, кВ А 15.5 15,5 12,0
Габариты, мм 400> 640 X 575 335X660X
Х450
Масса, кг ... 70 70 50 v
• В стадии освоения.
для аргонодуговой сварки на базе инвертора (УДГ-350) и на
базе высокочастотного транзисторного регулятора (УДГ-201)
приведены в 7.2.
Инверторный тиристорный источник ВДУЧ-301 с пологопа-
дающими и крутопадающими внешними характеристиками —
универсальный выпрямитель для механизированной сварки
в среде защитных газов и для ручной дуговой сварки.
Структуру источника можно представить состоящей из двух
основных узлов — сетевого выпрямителя (СВ) и конвертерного
преобразователя (КП). СВ выполнен по мостовой схеме на оп-
тотиристорах и на диодах. Кроме основной функции — выпрям-
ления напряжения сети СВ сглаживает пульсации входного
напряжения, обеспечивает плавный заряд накопительного кон-
денсатора при включении источника, контроль за величиной
входного напряжения, отключение выпрямителя при аварийных
режимах.
КП преобразует выпрямленное напряжение в напряжение
сварочного контура с гальванической развязкой контуров. В со-
став КП входит высокочастотный регулируемый инвертор,
трансформаторно-выпрямительное устройство (ТВУ), работаю-
щее на высокой частоте, и выходной сглаживающий дроссель.
Полумостовой тиристорный инвертор с резонансной коммута-
цией и диодами обратного тока содержит высокочастотные кон-
денсаторы, катушки индуктивности и тиристорно-диодные
ячейки. ТВУ выполнено на стержневом трансформаторе с фер-
ритовым сердечником. Схема соединения обмоток трансформа-
154
тора гарантирует равномерное распределение токов в парал-
лельно работающих диодах выходного выпрямителя, хорошую
электромагнитную связь между работающими секциями обмо-
ток, полную компенсацию намагничивающих сил на стержнях.
Блок управления КП обеспечивает формирование последова-
тельности частотно-модулированных импульсов управления ти-
ристорами, соответствующей безопасным режимам работы ин-
вертора, огибающей внешней характеристики, статических жест-
ких и падающих внешних характеристик, симметричный режим
работы силового трансформатора в переходных режимах, регу-
лирование электрических режимов в процессе сварки. С целью
повышения сварочных показателей источника схема обеспечи-
вает кратковременные форсировки режимов работы инвертора
при зажигании дуги и капельных коротких замыканиях в про-
цессе сварки. Частота пульсаций выходного напряжения источ-
ника в номинальном режиме 5 кГц.
Инверторный транзисторный источник ВДЧИ-251 предна-
значен для ручной дуговой сварки штучными электродами на
постоянном токе неповоротных стыков магистральных трубо-
проводов в непрерывном и импульсном режимах. Выпрямитель
имеет падающие внешние характеристики, с возможностью из
менения наклона (0,2; 0,4 и 0,7 В/А).
Сетевой выпрямитель источника выполнен на диодах и снаб-
жен LC-фильтром. Инвертор выполнен по полумостовой одно-
тактной (асимметричной) схеме. Две однотактные инверторно-
трансформаторные ячейки работают параллельно через общий
дроссель на сварочную нагрузку. Блок цикла сварки обеспечи-
вает работу источника в импульсном режиме. Диапазон регу-
лирования длительности при импульсе и паузе 0,1—0,9 с. Ам-
плитуда тока импульса может быть установлена в диапазоне
30—250 А, тока паузы — 30—100 А. Частота пульсации выход-
ного напряжения источника в номинальном режиме 16 кГц. Ис-
точник снабжен отключателями напряжения холостого хода.
7.2. Установки для механизированной дуговой сварки
7.2.1. Полуавтоматы для сварки плавящимся электродом
Классификация и области применения
По способу защиты зоны дуги полуавтоматы имеют следующие
исполнения:
1) в активных защитных газах (Г)—применяются в цехо-
вых условиях для сварки стальных конструкций сплошной и
порошковой проволокой;
2) в инертных газах (И) — применяются при изготовле-
нии конструкций из алюминиевых сплавов, легированных
155
сталей, титановых сплавов и цветных металлов, толщи-
ной >0,8 мм;
3) под флюсом (Ф)—широко применяются при сварке ар-
матуры железобетонных конструкций;
4) открытой дугой (О) с использованием порошковой или
специальной легированной проволоки без дополнительной газо-
вой защиты — применяются в монтажных условиях при изго-
товлении стальных и железобетонных конструкций.
По способу регулирования скорости подачи электродной про-
волоки полуавтоматы классифицируют следующим образом:
1) с плавным регулированием скорости подачи проволоки;
2) со ступенчатым регулированием скорости подачи прово-
локи;
3) с плавно-ступенчатым регулированием подачи проволоки.
Плавное регулирование обеспечивается за счет изменения обо-
ротов двигателя постоянного тока. Достоинства этой системы —
малая масса механизма подачи и возможность дистанционного
управления сварочным током.
Ступенчатое регулирование скорости подачи проволоки обес-
печивается переключением шестерен в коробке скоростей. По-
луавтоматы этой группы применяются для работы на стацио-
нарных постах и в условиях массового производства, когда не
требуется частого изменения режима сварки и перемещения
оборудования.
Главный параметр полуавтомата — номинальный сварочный
ток. Отечественной промышленностью выпускаются полуавто-
маты на токи 200, 315, 400, 500 и 630 А.
Пример расшифровки условного обозначения — тип ПДГ-516 УЗ: П —
полуавтомат, ,П. — дуговой сварки, Г — в активных газах, 5 — сварочный ток
в сотнях ампер, 16 — номер модификации, У—климатическое исполнение,
3 — категория размещения.
Основные узлы
В состав полуавтомата входят: механизм подачи проволоки,
блок управления, комплект сварочных горелок, источник сва-
рочного тока, газовая аппаратура, соединительные провода и
шланги. Некоторые полуавтоматы комплектуются автономными
системами водяного охлаждения и дымоотсасывающими устрой-
ствами.
В механизм подачи проволоки входят: двигатель с редук-
тором, роликовое устройство, кассета с тормозным устройством.
На некоторых механизмах подачи размещают блок управления
или отдельные элементы системы управления полуавтомата.
Механизм подачи проволоки диаметром 0,8—1,4 мм рассчиты-
вается из условия получения проталкивающего усилия 100 Н,
механизмы для проволок диаметром 1,6—3,5 мм рассчитыва-
156
ются на усилие 200 Н. В большинстве полуавтоматов отечест-
венного и зарубежного производства применяются двигатели
мощностью 40—180 Вт.
Роликовые устройства для подачи электродной проволоки
наиболее часто содержат один приводной и один прижимной
ролик. Для стальной проволоки диаметром 1,6—2,5 мм, а также
для порошковой или алюминиевой проволок применяют две
нары приводных и прижимных роликов. Форма рабочей поверх-
ности роликов: цилиндрическая гладкая, цилиндрическая с на-
сечкой, коническая. Ролики изготовляют из термообработанной
до HRC 50—60 стали ХВГ, 40Х или ШХ15.
Кассеты или кассетные устройства с унифицированными
размерами выбираются в зависимости от исполнения полуавто-
мата. Некоторые полуавтоматы снабжены кассетными устрой-
ствами для установки больших мотков.
Блок управления сварочными полуавтоматами с плавным
регулированием скорости подачи электродной проволоки
БУСП-2 обеспечивает ручную установку скорости подачи элек-
тродной проволоки и ее автоматическую стабилизацию; авто-
матическое включение и выключение исполнительных органов
полуавтомата (электродвигатель, газовый клапан, контактор
сварочного выпрямителя), автоматический отсчет длительности
юрения дуги при сварке электрозаклепками; ручное управление
электродвигателем и газовым клапаном при наладке; динами-
ческое торможение электродвигателя и его защиту от перегру-
зок. Управление блоком при сварке осуществляется кнопкой,
расположенной на сварочной горелке. Возможны три режима
работы блока: для длинных швов, коротких швов и режим
сварки электрозаклепками. Режим работы блока устанавли-
вают переключателями на его лицевой панели.
Системы управления полуавтоматами с питанием от напря-
жения дуги (полуавтоматы типа А-547 и А-1230) или полуав-
томатами с асинхронными двигателями более компактны и
просты.
Горелки для полуавтоматической сварки выпускаются на
токи 125, 160, 200, 315, 400, 500 и 630 А. Для сварки в СОг на
токах до 500 А они выполняются с естественным воздушным
охлаждением. Для тяжелых условий работы на токах 500 и
630 А, а также при сварке в аргоне на токах >315 А горелки
имеют водяное охлаждение.
По характеру взаимного расположения корпуса и рукоятки
различают горелки молоткового и пистолетного типа. Послед-
ние часто применяются для «мягких» проволок, порошковой
проволоки большого диаметра, они удобны при сварке в верти-
кальном положении.
Для ряда горелок, выпускаемых заводом «Электрик», при-
меняют кабель КПЭС, который содержит в резиновой оболочке
157
спираль, оплетенную медными токоподводящими жилами и
тремя проводами управления. В зависимости от номинального
сварочного тока медный кабель имеет сечение 25, 35, 50 и
70 мм2. Внутрь полого кабеля вставляется сменная спираль
с внутренним диаметром, соответствующим диаметру электрод-
ной проволоки. Сменную спираль необходимо периодически
очищать от загрязнений, которые вызывают рост усилий сопро-
тивления подаче электродной проволоки. В большинстве горе-
лок длина кабеля 2,0—3,0 м. Токоподвод к электродной прово-
локе обычно осуществляется через трубчатые наконечники.
Конструктивные особенности
Технические данные и характеристики выпускаемых полуавто-
матов приведены в табл. 7.6.
Полуавтоматы с плавным регулированием скорости подачи
проволоки разработаны на основе унифицированных узлов и
блоков: электронный блок управления сварочным процессом
БУС П-2, редукторный привод подачи проволоки, тормозные
устройства и кассеты.
Конструкция сварочных горелок ГДПГ-201, ГДПГ-304,
ГДПГ-502 разработана на основе полого электросварочного ка-
беля КПЭС, охлаждение горелок естественное.
В приводе применен 120-Вт электродвигатель постоянного
тока КПА-561 (напряжение 48 В). В полуавтоматах ПДГ-312;
ПДГ-515 механизмы подачи электродной проволоки имеют одну
пару подающих роликов, а блоки управления встроены в сва-
рочные выпрямители. Массы механизмов подачи полуавтоматов
ПДГ-516 и ПДГ-603 больше, так как в них применены две пары
подающих роликов, а в корпусе механизма подачи размещены
блоки управления БУСП-2.
Полуавтомат типа ПДГ-508 выполнен со ступенчатым регу-
лированием скорости подачи электродной проволоки за счет пе-
реключения шестерен в коробке скоростей. Механизм подачи
приводится во вращение двигателем АОЛ-12-4 мощностью
180 Вт. Проволока подается одной парой роликов. Изменяют
скорость подачи поворотом маховичков на передней стенке ме-
ханизма подачи.
Полуавтомат А-547У имеет плавно-ступенчатое регулирова-
ние скорости подачи электродной проволоки. Механизм подачи
оформлен в виде компактного чемодана, внутри которого разме-
щены 90-Вт электродвигатель постоянного тока Д-90А-547У,
червячный редуктор, кассета и газовый клапан.
I5K
139
7.2.2. Автоматы для сварки плавящимся электродом
Классификация автоматов и основные узлы
Автоматы для сварки плавящимся электродом классифициру-
ются:
1) по способу защиты зоны сварочной дуги — для сварки
под флюсом, в защитных газах, без внешней защиты и универ-
сальные, допускающие сварку несколькими способами;
2) по способу перемещения вдоль шва — тракторного типа,
подвесные и самоходные;
3) по количеству электродов — одноэлектродные, многоэлек-
тродные (несколькими изолированными токоподводами, от раз-
дельных источников сварочного тока или расщепленным элек-
тродом от одного источника);
4) по типу плавящегося электрода — для сварки электрод-
ной проволокой, ленточным электродом или стержнями;
5) по роду тока — для сварки на постоянном и переменном
токах
Автомат для сварки плавящимся электродом включает сле-
дующие основные узлы: механизм подачи электродной прово-
локи (ленты), токоподвод, механизмы настроечных или регули-
ровочных перемещений, кассету с электродной проволокой,
флюсовую или газовую аппаратуру, тележку, пульт управле-
ния, источник сварочного тока.
Современные автоматы комплектуются системами слежения
за линией шва.
Автоматы тракторного типа
Они предназначены для сварки стыковых и угловых соедине-
ний, перемещаются либо по свариваемому изделию (АДФ-1002),
либо по рельсовым направляющим, укладываемым на свари-
ваемое изделие или возле него (АДГ-602, АДФ-1202). Техниче-
ские характеристики — в табл. 7.7.
Автомат АДГ-602 предназначен для сварки в защитных га-
зах, а АДФ-1202 для сварки под флюсом на постоянном токе.
Их конструкции во многом унифицированы. Они позволяют ве-
сти сварку как внутри колеи, так и вне ее на расстоянии до
200 мм. Размер колеи 295 мм. Конструкция позволяет коррек-
тировать в поперечном направлении положение электродной
проволоки относительно стыка в пределах 60 мм. При сварке
под флюсом положение электрода контролируется с помощью
светоуказателя. Регулирование скорости подачи электродной
проволоки и скорости сварки плавное. Система регулирования
частоты вращения двигателей позволяет жестко стабилизиро-
вать выбранные скорости.
160
Hl
I
I
I
If»
1
к
I
«
и
Изготовитель З-д «Электрик» З-д «Искра» З-д «Электрик» кзэсо КЗЭСО кзэсо тзэсо
'•У •внэп 1 ем 2215 2950 4380 7180 5100 3930
Масса автомата, кг 8 tn оо 215 365 385
Источник питания со >> 8 СП ТДФЖ-1002 ВДУ-1201 ВДУ-1202 ТДФЖ-2002 ВДУ-1202 ТДФЖ-2002
Скорость подачи прово- локи, м/ч 8 СП 1 § 60—360 60—360 17—553 17-553 47-509 я; «о g ®
Диаметр электродной проволоки, мм 1,2—3,0 О 1П 1 о со 2,0—6,0 2,0—5,О*1 2,0-3,О*2 2 X (2—5) о «о 1 о сч 8—40*3 (стержни)
Номи- нальный свароч- ный ток, кА 0,63 1,25 2X1,6 2,0
ж ш Е 8 о о 8 § 001 100 8
Назначение В СО2 низкоугле- родистых и низ- колегированных сталей Под флюсом Под флюсом Для комплекта- ции наплавочных станков У-653, У-654 (подвесная) Для сварки под флюсом на пере- менном токе Под флюсом на С S Е Е К а Под флюсом сое- динений стерж- ней арматурной стали
Тип, марка АДГ-602, УХЛ4 АДФ-1002, УЗ АДФ-1202, УЗ А-1406, УХЛ4 А-1412, УХЛ4 А-1416 АДФ-2001, УХЛ4
‘ Сплошная. •* Порошковая. •• Стержни.
11—1063
161
Автомат АДФ-1002 (ТС-17) предназначен для сварки под
флюсом на переменном токе. Он имеет один асинхронный дви-
гатель, соединенный как с редуктором механизма подачи элек-
тродной проволоки, так и с редуктором тележки. Такое кон-
структивное решение позволило создать весьма компактный
автомат. Скорость движения проволоки и скорость сварки ре-
гулируются сменными шестернями. Из-за малых размеров его
применяют для сварки внутренних кольцевых швов в сосудах
диаметром м.
Подвесные самоходные автоматы и головки
При сварке или наплавке крупных изделий, таких как балки,
цилиндрические сосуды и валы, плоские секции, прямошовные
и спиральношовные трубы, изделий с однотипными швами и
многих других преимущественно в серийном и массовом произ-
водстве используются стационарные самоходные автоматы или
подвесные сварочные головки. Обычно они входят в состав ус-
тановок, включающих в себя, кроме собственного сварочного
оборудования — автоматов и источников сварочного тока, еще
и разные манипуляторы, кантователи, служащие для крепле-
ния и поворота свариваемых изделий, а также для перемеще-
ния изделий в направлении сварки.
Серийно производятся подвесные самоходные сварочные ав-
томаты и головки как общего назначения, так и специальные
(см. табл. 7.7).
Автомат Л-1416 предназначен для однодуговой сварки под
флюсом и состоит из следующих основных узлов: собственно
сварочной головки, содержащей механизм подачи проволоки
с правильным устройством, токоподводящий мундштук и уст-
ройство для защиты зоны дуги флюсом; подъемного механизма,
позволяющего осуществлять механизированное перемещение
подвесной сварочной головки на вертикальной штанге; флюсо-
аппарата, снабженного флюсоотсасывающим устройством эжек-
торного типа; самоходной тележки велосипедного типа, на ко-
торой закреплены узлы автомата и служащей для перемещения
его вдоль свариваемого изделия с рабочей и маршевой скоро-
стями. Скорости сварки и подачи электродной проволоки регу-
лируются подбором сменных шестерен.
Самоходный автомат А-1412 предназначен для двухдуговой
сварки под флюсом переменным током и комплектуется двумя
трансформаторами типа ТДФЖ-1002. Он конструктивно унифи-
цирован с А-1416 и содержит те же основные узлы. Тележка
перемещается с маршевой скоростью — от асинхронного элек-
тродвигателя, с рабочей — от электродвигателя постоянного
тока. Рабочая скорость тележки регулируется изменением ча-
стоты электродвигателя в десятикратном диапазоне с помощью
162
тиристорного регулятора. От опрокидывания автомат удержи-
вается специальной стойкой, состоящей из двух сварных крон-
штейнов и ролика. Для регулирования положения мундштуков
в зависимости от уровня сварки и требуемого вылета электро-
дов служит механизм подъема с редуктором и электродвигате-
лем. Реечные шестерни механизма подъема зацепляются за хо-
довую рейку, прикрепленную вдоль образующих штанги, чем
обеспечивается необходимое вертикальное перемещение го-
ловки.
Головка ГДФ1001УЗ предназначена для дуговой автомати-
ческой сварки плавящимся электродом под слоем флюса сты-
ков труб диаметром 529—1420 мм из углеродистой и низколе-
гированной сталей для нефтегазопроводов и входит в состав
оборудования полевой автоматической установки ПАУ-1001.
Головка состоит из механизмов подъема, подачи проволоки,
правильно-прижимного, системы слежения за линией стыка, суп-
портов продольного и поперечного перемещений, флюсоаппа-
рата с бункером, катушек для проволоки с тормозным устрой-
ством, пульта управления, опорных роликов, горелок и свето-
указателя. Электрооборудование головки позволяет работать
в полуавтоматическом и наладочном режимах.
Особенность автоматов для наплавочных работ —специаль-
ные устройства для широкослойной наплавки ленточным элек-
тродом или расщепленным из нескольких проволок, располо-
женных поперек движения автомата, порошковым электродом
или совершающим поперечные колебательные движения.
Автомат А-1406 входит в комплект станков, на которых вы-
полняется наплавка наружных, внутренних поверхностей ци-
линдрических и конических тел вращения, а также деталей
с плоскими поверхностями, можно также сваривать детали,
имеющие кольцевые и продольные швы простой конфигурации.
На нем можно выполнять наплавку и сварку под слоем флюса
одинарным и расщепленным электродами, открытой дугой по-
рошковыми проволоками и лентой, а также в среде защитного
газа. Механизм поперечных колебаний с приводом от элек-
тродвигателя позволяет обеспечить колебания электрода с ам-
плитудой 15—70 мм и ручное смещение центра колебаний на
±50 мм. Скорость колебаний в пределах 80—200 м/ч регули-
руется сменными шестернями. Для внутренней наплавки
в среде СО2 имеются дополнительные приспособления. На-
плавка внутренних цилиндрических поверхностей диаметром
>100 мм и длиной <500 мм производится открытой дугой.
Кроме основного мундштука для сварки под флюсом, в ком-
плект автомата входят мундштуки для сварки порошковой
проволокой, порошковой лентой и расщепленным электродом.
и*
1вз
7.2.3. Установки для сварки вольфрамовым электродом
в инертных газах
Классификация и основные узлы
Оборудование для сварки неплавящимся электродом в инерт-
ных газах классифицируется по роду сварочного тока (постоян-
ный или переменный), способу применения (ручное или авто-
матическое), назначению (универсальное или специализирован-
ное) и составу (в зависимости от наличия механизмов,
расширяющих технологические возможности). В состав устано-
вок для ручной сварки постоянным током входят: источники
сварочного тока, сварочная горелка, устройство для первона-
чального поджига (возбуждения) сварочной дуги, аппаратура
управления сварочным циклом и газовой защитой.
Оборудование для ручной сварки переменным током, кроме
основных узлов, входящих в состав установки постоянного
тока, включает устройства для стабилизации горения дуги (ста-
билизатор), для компенсации или регулирования постоянной
составляющей сварочного тока.
Простейшая сварочная головка состоит из сварочной го-
релки, устройства для установочных перемещений горелки (на-
стройка на шов и установка длины дуги). Обычно сварочная
головка содержит и другие функциональные узлы: стабилиза-
тор длины дуги или автоматический регулятор напряжения на
дуге, механизм для подачи присадочной проволоки, механизм
для установочных перемещений мундштука для подвода при-
садки к сварочной ванне, устройство для колебания горелки
поперек стыка (колебатель).
Головка может быть самоходной, устанавливаться на само-
ходную тележку-трактор (автомат тракторного типа) или
укрепляться неподвижно, если сварочное движение осуществля-
ется изделием (подвесная головка). На самоходных головках
устанавливается привод перемещения вдоль линии сварки. Со-
временные автоматы иногда снабжаются системами слежения
за линией стыка изделия. В этом случае сварочная головка
имеет механизм поперечного перемещения горелки. Обычно
этот механизм выполняет функции колебателя.
Автоматы для сварки вольфрамовым электродом
Автомат типа АДСВ-6 предназначен для сварки вольфрамовым
электродом в аргоне продольных швов изделий на постоянном,
пульсирующем и переменном токе до 315 А, в зависимости от
того, каким источником питания комплектуется автомат. Ско-
рость сварки регулируется в пределах 5—80 м/ч с точностью
поддержания этого параметра ±2%, скорость подачи присадки
164
0 0,8—2 мм — в пределах 8—120 м/ч с той же точностью
стабилизации. Горелка рассчитана на закрепление вольфрамо-
вых электродов диаметром 1—5 мм. Он комплектуется унифи-
цированной головкой АСГВ-4, регулятором напряжения дуги и
устройством слежения за линией стыка с индукционным датчи-
ком положения стыка. Масса головки 27 кг, ход механизмов
±50 мм.
Для сварки труб в монтажных условиях наибольшее распро-
странение получили автоматы типа ОДА (ОДА-IC, ОДА-2С,
ОДА-ЗС) и типа ACT (ACT-I и АСТ-П). Автоматы типа ОДА
предназначены для сварки без присадки неповоротных стыков
труб диаметром 8—76 мм с толщиной стенки до 3 мм. Они
снабжены механизмом стабилизации длины дуги; механизмы
головки размещены на скобе, приводимой в движение от при-
водного двигателя с помощью раздаточного шестеренчатого ме-
ханизма. Особенностью механизма поперечной коррекции яв-
ляется вывод его рукоятки на неподвижную часть, что позво-
ляет осуществлять регулирование по стыку в процессе сварки.
Переносные головки имеют небольшую массу (<12 кг), малую
установочную длину (<10 см) и малый радиус вращающихся
частей (<90 см), позволяющие широко применять их в усло-
виях монтажа.
Автоматы ACT предназначены для сварки неповоротных
стыков труб в монтажных условиях (тип АСТ-П) и цеховых
(тип ACT-I). В зависимости от материала изделия они ком-
плектуются источниками постоянного (ACT-IC, ACT-IT — для
стали и титана) и переменного (ACT-IA) тока. Они позволяют
сваривать трубы диаметром <220 мм с толщиной стенки
<20 мм, снабжены механизмами подачи присадки, поперечных
колебаний электрода и регуляторами напряжения дуги. Для
установки на трубу корпус автомата выполнен разъемным.
Для монтажной сварки трубопроводов атомных электро-
станций разработаны малогабаритные автоматы АДГ-201 и
АДГ-301.
Автомат АДГ-201 предназначен для сварки труб диамет-
ром 57—160 мм. В его состав входят источник питания —
транзисторный источник тока типа УДГ-201, аппаратура управ-
ления и четыре сменные сварочные головки. У головок об-
щая конструктивная схема. На механизме зажатия эксцентри-
кового типа размещены электродвигатель, служащий приводом
орбитального перемещения с редуктором, и кольцевые направ-
ляющие, по которым перемещается планшайба. Зубчатое ко-
лесо планшайбы сцеплено с роликом привода орбитального
перемещения. Для надевания на трубу колесо имеет откиды-
вающийся сектор. На планшайбе размещены механизмы го-
ловки: механизм регулятора напряжения дуги со сварочной го-
релкой, колебатель и механизм подачи присадочной проволоки
165
с кассетой. Головки имеют малую установочную длину
(<90 мм) и малый радиус вращающихся частей (93 мм в го-
ловке для сварки труб диаметром до 76 мм и 135 мм в головке
для сварки труб диаметром 160 мм), что позволяет вести
сварку в условиях АЭС.
Автомат АДГ-301 перемещается по направляющему зубча-
тому колесу, установленному на трубе. В комплект входят ко-
леса пяти типоразмеров для сварки труб диаметром 219—
1020 мм. На тракторе размещены привод орбитального движе-
ния, механизм регулирования напряжения дуги, механизм по-
дачи присадочной проволоки, колебатель и механизм дистан-
ционного управления присадкой.
Аппаратура управления типа АУК-03, выполненная на базе
микроЭВМ, обеспечивает сварку с пульта управления либо по
программе, записанной перед началом работы, или по одной
из программ, имеющихся в библиотеке (в постоянном запоми-
нающем устройстве — ПЗУ),
Установки для ручной сварки вольфрамовым электродом
Серийно выпускается установка для плазменной и аргонодуго-
вой сварки на постоянном токе типа УПС-301У4. В нее входят:
сварочный выпрямитель с тиристорным регулированием свароч-
ного тока, горелки для плазменной и аргонодуговой сварки,
блок поджигания, содержащий возбудитель дуги типа УПД-1
или ВИС-501, газовая аппаратура (клапан, ротаметры), ди-
станционный регулятор сварочного тока.
Для сварки от мощных шинопроводов постоянного тока (от
многопостовых источников) выпускается установка УПГ-201УЗ.
Это — переносной транзисторный регулятор тока с вертикаль-
ной («штыковой») внешней характеристикой, обеспечивающий
зажигание дуги коротким замыканием на малом токе, работу
в режиме сварки пульсирующей дугой. Установка снабжена
устройством для плавного нарастания тока при зажигании дуги
и плавного снижения его в конце сварки, комплектуется газо-
вой аппаратурой и горелкой без водяного охлаждения.
На базе транзисторного инвентора разработана установка
типа УДГ-350. Она снабжена горелками на 200 и 315 А. Блок
цикла сварки обеспечивает: контактное зажигание дуги на токе
10 А, автоматическое нарастание сварочного тока до задан-
ного, плавное спадание и продувку газа в конце сварки, регули-
ровку амплитуд и длительностей тока импульса и паузы при
сварке пульсирующей дугой.
Для сварки на переменном токе алюминиевых сплавов, цвет-
ных металлов и легированных сталей выпускаются установки
типа УДГУ-301 (с 1991 г,— УДГУ-302) и УДГ-501-1. Установки
обеспечивают компенсацию постоянной составляющей свароч-
166
ТАБЛИЦА 78
ТЕХНИЧЕСКИЕ ДАННЫЕ УСТАНОВОК РУЧНОЙ СВАРКИ
Параметры УДГ-501-1 УД ГУ-301 УПС-301 УДГ-201 УДГ-350
Сварочный ток Номинальный сва- Перемен- ный Постоян- ный, пере- менный Постоян- ный Постоян- ный Постоян- ный
рочный ток, А Номинальная про- должительность 500 315 315 200 315
нагрузки (ПН), % Напряжение хо- 60 60 60 40 60
лостого хода, В Рабочее напряже- 72 65/72* 68 60 60
ние, В Пределы регули- 16 12/16* 40 12 12
рования тока, А 40—150 120—500 15—25 20—100 90—315 4-25 25—315 7—200 10—315
Масса, кг 460 420 340 30 50
Габариты, м 0,9Х 1,1 X Х0,9 0.9Х 1,1Х ХО,9 0,9X1,IX XI,I 0,ЗХ0,5Х Х0,4 0,65 X Х0.49Х Х0.34
• В числителе указано постоянное напряжение, в знаменателе — переменное.
ного тока, заварку кратера и комплектуются тремя горелками
серии ГР. Для увеличения радиуса действия имеется съемный
переносной блок поджигания дуги, в котором размещены газо-
вый клапан, возбудитель-стабилизатор дуги и дистанционный
регулятор сварочного тока. Технические данные установок для
ручной сварки приведены в табл. 7.8.
Глава 8 ЭЛ ЕКТРОШЛАКОВАЯ СВАРКА
8.1. Общие сведения
Электрошлаковая сварка (ЭШС) — принципиально новый способ получения
неразъемного соединения металлов практически неограниченной толщины —
стал одним из ведущих технологических процессов.
Особо важно высокое качество сварных соединений в уникальных круп-
ногабаритных конструкциях, поэтому наиболее подробно рассмотрены под-
готовка деталей и техника их сварки.
8.1.1. Физические основы процесса
При ЭШС электрический ток, проходя через шлаковую ванну,
расплавляет основной и присадочный металл и поддерживает
высокую температуру расплава [1]. Электрошлаковый процесс
167
1
Рис. 8.1. Схема ЭШС:
/ — свариваемые детали толщиной з; 2 — мундштук для подачи элек-
трода; 3 — электрод; 4— шлаковая ванна глубиной fts; 5— метал-
лическая ванна глубиной Нм; 6 — формирующий ползун. Детали со-
браны с зазором величиной Ьс; /«.— сухой вылет электрода
устойчив при глубине шлаковой ванны 35—60 мм, которую
легче создать при вертикальном положении оси шва и прину-
дительном формировании его поверхности (рис. 8.1). Для при-
нудительного охлаждения и формирования поверхности шва ис-
пользуются, как правило, медные водоохлаждаемые устройства.
Наименее удобна ЭШС в нижнем положении.
При ЭШС почти вся электрическая мощность передается
шлаковой ванне, а от нее — электроду и свариваемым кромкам.
Устойчивый процесс возможен только при постоянной темпера-
туре шлаковой ванны. Рабочая температура шлаковой ванны
может достигать под электродом 1900—2000 °C.
Значительная тепловая инерция ванны обеспечивает высо-
кую устойчивость процесса и способствует его саморегулирова-
нию. Наличие в электроцепи шлаковой ванны как нелинейного
активного сопротивления с такими свойствами позволяет ис-
пользовать для сварки источники с жесткой внешней характе-
ристикой [2]. Наиболее экономичны в эксплуатации и дешевы
в изготовлении трехфазные трансформаторы.
Большая часть тепла, выделяющегося в шлаковой ванне,
переносится в металлическую ванну, а от нее — к кромкам
168
соединяемых деталей через капли перегретого электродного
металла.
Общее количество генерируемого в шлаковой ванне тепла,
Дж/с, расходуется так: 20—25 % на плавление электродной
проволоки; 55—60 % на плавление и нагрев основного металла,
4—6 % на плавление флюса и поддержание шлаковой ванны
в жидком состоянии; 12—16 % — потери тепла через ползуны и
теплоотвод в массу металла.
Из-за большой поверхности контакта теплоносителей шла-
ковой и металлической ванн с основным металлом плотность
тепловых потоков в металл невысока, чем обусловливается не-
обходимость в ЭШС более высокой удельной энергии. Так, на-
пример, удельная энергия при дуговой сварке 10-45, а при
электрошлаковой— 100—200 кДж/см2.
8.1.2. Определения, терминология и основные схемы процесса
Электрошлаковый процесс используется для сварки, наплавки, переплава и
отливки.
Основные способы электрошлакового сварочного процесса показаны на
рис. 8.2 и 8.3.
Рис. 8.2. ЭШС проволочными электродами:
а — одной проволокой без колебаний; б — одной, двумя или тремя проволоками с ко-
лебаниями; а — одной проволокой диаметром 6 мм без введения мундштука в зазор;
г — проволокой с увеличенным «сухим» вылетом; д — с использованием сопутствую-
щего принудительного охлаждения; е — с присадкой порошкообразного материала
169
Рис. 8.3. ЭШС плавящимся мундштуком н электродами большого сечения:
а н б — с прямолинейными швами и криволинейными швами; в — трубчатым
мундштуком; г и д — одной, двумя или тремя пластинами (г — обычными, д —
широкими с продольными разрезами); е — контактно-шлаковая сварка; ж —
ЭШС с бифилярной схемой подключения пластинчатых электродов
Наибольшее применение получили приемы а, б (рис. 8.2). Этими спосо-
бами можно сваривать металл толщиной от 20 до 450 мм, используя преиму-
щественно 3-мм проволоку. Приемом в можно сваривать металл толщиной
до 120 мм. Прием г обеспечивает повышение скорости сварки в 1,5—2,0 раза
по сравнению с приемами а, б. Прием д можно рекомендовать для ЭШС
низколегированных сталей толщиной до 100 мм без последующей высокотем-
пературной термической обработки (ВТО) сварного соединения.
Прием е используется при монтаже крупногабаритных изде-
лий, сварные соединения которых не подвергаются последую-
щей ВТО. Толщина свариваемого металла до 60 мм. Способ
характеризуется повышенной скоростью сварки и значительно
лучшими механическими свойствами соединения.
Все перечисленные приемы осуществляются на стандартной
сварочной аппаратуре.
ЭШС (рис. 8.3,а—в) плавящимся мундштуком — предназна-
чена для соединения металла большой толщины (>450 мм)
прямыми и криволинейными швами. Разновидность этого спо-
соба— сварка трубчатым плавящимся мундштуком, которая
позволяет соединять металл толщиной от 20 до 60 мм. При
ЭШС сталей и титана этим способом применяется также <3—
4-мм проволока.
170
Рис. 8.4. Электрошлаковая наплавка:
а н б — плоских поверхностей в вертикальном и горизонтальном положениях; е — ци-
линдрических поверхностей трубчатым электродом; г — концевого инструмента; д —
цилиндрических поверхностей при горизонтальной осн наплавляемого изделия
Рис. 8.5. Типы стыковых сварных соединений:
а и б — с равными и разными толщинами свариваемых кромок; в — с уменьшением од-
ной кромки до размеров сопрягаемой; г —с увеличением толщины более тонкой
кромки; д — с фигурной разделкой кромок; е — «замковое» соединение; ж — Х-образиое
соединение; з — соединение монолитной кромки с набором пластин
171
Рис. 8.6. Типы соединений:
а и б — угловое с прямой и угловой разделкой кромок; в и г, д — тавровое без и
с разделкой примыкающего элемента; е — соединение литых деталей; ас, з — кресто-
образные соединения
Рис. 8.7. Виды швов, выполняемых ЭШС:
а и б — прямолинейные на вертикальной и наклонной плоскостях; в — пространствен-
ной формы; г, д и е~— кольцевые на цилиндрической, конической и шаровой поверх-
ностях; ж и з — переменного сечения и с дополнением до прямоугольного
ЭШС электродами большого сечения (рис. 8.3, г—ж) вклю-
чает в себя: г — сварку одной, двумя или тремя пластинами,
подключенными к общему или разным источникам сварочного
тока; д — сварку одной, двумя или тремя широкими пласти-
нами, имеющими продольные разрезы; е — контактно-шлаковую
172
снарку; ж — сварку пластинчатыми электродами с бифилярнон
схемой подключения электродов к источнику питания [4], при-
меняется для сварки сталей крайне редко. Наиболее распро-
странен этот способ при сварке меди и алюминия. Толщина
пластинчатых электродов составляет 20—40 мм. ,
Все указанные способы можно использовать для наплавки
(при ремонте) [1, 3, 4] (рис. 8.4).
ЭШС можно получить стыковые (рис. 8.5), угловые и тав-
ровые (рис. 8.6) и практически все виды швов (рис. 8.7).
При стыковом соединении между двумя прямыми кромками
для возможности осуществления электрошлакового процесса
предусматривается, как правило, зазор величиной Ь (см. рис.
8.5—8.7), являющийся одним из важнейших технологических
параметров режима сварки. Различают зазоры расчетный Ьр—
это фиктивная величина, на основании которой подсчитываются
размеры свариваемых деталей, и больший, сборочный Ьс —
с учетом деформации соединяемых частей конструкции при
сварке. Все конструктивные элементы сварных соединений и
швов определены ГОСТ 15164—78.
При ЭШС стыковых соединений с разной толщиной кромок
либо утончают более толстую, либо к тонкой приваривают до-
полнительную пластину до сравнения толщин.
Угловые и тавровые соединения (см. рис. 8.6) встречаются
на практике значительно реже стыковых и, как правило, при
изготовлении станин прессов из проката. При ЭШС трубчатым
плавящимся мундштуком применяют V- или К-образную раз-
делку примыкающего элемента соединения. Трубчатым мунд-
штуком можно также сваривать крестообразные соединения.
Прямолинейные швы (см. рис. 8.7) свариваются в верти-
кальном положении. Возможный наклон не должен превышать
15—20°. Кольцевые швы могут выполняться не только на ци-
линдрической, но и на конической и сферической поверхно-
стях.
При сварке заготовок с фасонными кромками типа тавров,
швеллеров или цилиндров существующее сечение дополняют до
прямоугольного специальными планками. Толщина планок
в этом случае находится в пределах 60—200 мм.
8.1.3. Преимущества и недостатки
ЭШС отличает высокая производительность, которая
возрастает почти в геометрической прогрессии от толщины
свариваемого металла. Это обусловлено не только высоким ко-
эффициентом наплавки, который почти в два раза превышает
таковой для электродуговой сварки (ЭДС) под флюсом и до-
стигает 30 г/(А-ч), но и тем, что металл практически любой
толщины сваривается за один проход.
173
Расход флюса при ЭШС меньше, чем при ЭДС, в 10—
20 раз и составляет ~5 % расхода электродной проволоки.
Расход электроэнергии в полтора—два раза
меньше, чем при ЭДС под флюсом, и в четыре раза меньше,
чем при ручной ЭДС.
При вертикальном положении шва значительно облегчается
всплытие газовых пузырей и частиц шлака и удаление их из
металла. Поэтому склонность к образованию пор и других не-
плотностей при ЭШС во много раз ниже, чем при дуговой мно-
гопроходной сварке.
Наиболее существенным недостатком ЭШС является необ-
ходимость последующей ВТО сварного соединения для восста-
новления высоких служебных характеристик сварной конструк-
ции. Известно, что в процессе ЭШС металл шва и околошовной
зоны подвергается значительному перегреву. Это способствует
снижению пластических свойств сварного соединения, особенно
при отрицательных температурах. Весь опыт ЭШС показывает,
что вопросы необходимости применения ВТО, повышения каче-
ства сварных соединений и производительности процесса сле-
дует решать комплексно путем рационального выбора свари-
ваемых и сварочных материалов, приемов и режимов сварки
П,5].
8 1.4. Технологические возможности
В настоящее время ЭШС внедрена более чем на девяноста
предприятиях нашей страны, в тяжелом и энергетическом ма-
шиностроении, в химическом машиностроении, в судо- и авиа-
строении.
ТАБЛИЦА 8. Г
КОМПЛЕКСНЫЕ ЗАТРАТЫ НА СВАРКУ I м ШВА
РАЗНЫМИ СПОСОБАМИ*
Сварка
Электрошлаковая
Автоматическая в СОг в узкий щелевой
зазор
Электронно-лучевая
Однодуговая под флюсом в узкий ще-
левой зазор (22—24 мм) на подкладке
Вертикальная с принудительным фор-
мированием порошковой проволокой
Затраты, руб., при h, мы
40 60 80 120
12,2 14,0 17,3 21,8
11,3 14,0 17,8 23,5
8,8 11.7 12,9 21,3
13,5 17,0 20,6 29,3
13,7 17,8 21,9 47,6
* Данные авторов.
174
На предприятиях страны, освоивших ЭШС, работают сотни
аппаратов сварочного оборудования; средняя их загрузка со-
ставляет — 30 %.
ЭШС соединяют стали разных классов и марок, жаропроч-
ные и никелевые сплавы, титан, алюминий, медь и сплавы на
их основе [1].
Внедрение ЭШС открыло возможность получения заготовок
и изделий любой формы, практически неограниченных размеров
из отливок, поковок и проката сравнительно малых размеров и
простой формы. Причем разработанные методы точной компен-
сации деформаций позволяют изготовлять сварные крупногаба-
ритные конструкции с заданными размерами.
Диапазон толщин свариваемых металлов 2 — 300 см. Пока-
зано, что ЭШС наиболее экономична при толщине металла
h^40 мм (табл. 8.1).
8.2. Технология и техника сварки
8.2.1 Рекомендации по выбору сварочных материалов
В табл. 8.2 приведены некоторые наиболее распространенные
сочетания сварочных проволок и марок свариваемых металлов,
которые обеспечивают сварным соединениям после ВТО меха-
нические свойства на уровне свойств основного металла [6]. Все
приведенные сочетания можно выполнять с применением флю-
сов АН-8 и АН-99 кроме сталей 25ХНЗМФА и 0Х18Н10Т. При
ТАБЛИЦА 8 2
БЛАГОПРИЯТНЫЕ СОЧЕТАНИЯ ОСНОВНЫХ
И ПРИСАДОЧНЫХ МАТЕРИАЛОВ*
Свариваемые стали Марка проволоки h, мм
класс марка
Конструкционная Котельная Среднеуглеродистая: литая кованая Низколегированная Среднелегированная Высоколегированная Ст.2, Ст.З, МСт.З 15К, 20К. 22К 20Л. 25Л. 35Л Сталь 30, Сталь 40 09Г2С 12ХМ 20ГСЛ. 25ГСЛ 08ГДНФ, 16ГНМА 20ХНМФ, 20Х2МА ЗОХГСА 25ХНЗМФА 08Х18Н10Т Св-08А, Св-08ГА Св-10Г2, Св-10Г2С Св-10Г2, Св-10Г2С Св-10Г2 Св-10Г2С Св-10Х2М. 18ХМА Св-08Г2С Св-08ХН2М Св-08ХЗГ2СМ Св-08ХН2М Св-20ХНЗМФ Св-04Х19Н11МЗ 40—300 40—160 40—1000 40—500 40—160 40—120 200—1000 100—800 200—800 200—800 До 2000 40—350
Данные авторов.
175
сварке этих сталей применяется флюс 48-0Ф-6. Химический со-
став этих флюсов регламентируется ГОСТ 9087—80. В 1970 х
годах в ИЭС им. Е. О. Патона АН УССР был разработан но-
вый флюс АН-9 состава, %: 254-30 CaF2, 204-35 СаО, 104-15
А12О3, 15ч-20 SiO2, 6=10 ZrO2, который обладает металлурги-
ческими свойствами на уровне флюса 48-0Ф-6, а технологиче-
скими — на уровне флюса АН-8.
8.2.2. Выбор параметров режима
Основные величины, определяющие весь ход ЭШС и ее резуль-
тат: падение напряжения на участке электрод — шлаковая
ванна Нсв, скорость подачи электродной проволоки ve, свароч-
ный ток /св, скорость сварки Пев, глубина шлаковой ванны ha,
сухой вылет электродной проволоки 1С, скорость поперечных ко-
лебаний электродов в сварочном зазоре vK, число электродов п,
сечение электрода FeCLFe), зазор между кромками Ь, расстоя-
ние между электродными проволоками d, толщина пластины
плавящегося мундштука 6М, длительность остановки электрод-
ных проволок у ползунов /, толщина свариваемого металла s.
Правильный выбор параметров ЭШС и поддержание их на
заданном уровне обеспечивают получение качественного свар-
ного соединения. Одной из важных характеристик сварного со-
единения является коэффициент формы шва ф, который равен
отношению ширины шва (ширины металлической ванны Ьк)
к глубине металлической ванны йм (см. рис. 8.1). Это соотно-
шение характеризует склонность шва к образованию кристал-
лизационных трещин, одного из наиболее распространенных
дефектов ЭШС. Среднее значение ф = 1,54-4,0.
Значение ф возрастает либо с увеличением Ьм, либо с умень-
шением й„. На возрастание Ьм наиболее влияет увеличение иСв
и уменьшение hs.
На уменьшение hM влияет только снижение 1СВ, которое оп-
ределяется значениями ve и п. Величину иСв для электрошлако-
вой сварки проволочным электродом и с плавящимся мундшту-
ком определяют по графикам (рис. 8.8, 8.9).
Величину сварочного тока, А, можно ориентировочно опре-
делить по формуле:
/св = (0,022ие + 90) п + 1,2 (исв + 0,48ип) 6ПЬП, (8.1)
где ип — скорость подачи пластины; Ьп и бп — ширина и тол-
щина, см; (размерности исв> ve, fn — даны в см/ч). Формула
универсальна и пригодна для сварки проволочным электродом
(второе слагаемое превращается в нуль, так как нет пластин),
плавящимся мундштуком (в этом случае ип = 0) и пластинча-
тыми электродами (в этом случае первое слагаемое равно нулю,
так как нет проволок).
176
Рис. 8.8. Зависимость скорости сварки (/) и напряжения (2)
от толщины свариваемого металла
Скорость подачи электродной проволоки
ve=Va>F„/ZFe, (8.2)
где FH=bcs, см2; SFe=0,071 п, см?.
Опыт применения ЭШС показал, что такие элементы ре-
жима, как hs, /с, vK и t, практически не зависят от толщины
Рис. 8.9. Зависимость скорости (/) и напряжения сварки (2. 3) от
толщины металла при толщине мундштука 10 (2) и Б мм (3)
12—1063
177
свариваемого металла и имеют следующие значения: hs = 404-
4-50 мм, 4=804-90 мм, цк=40 м/ч, £=44-5 с.
Ориентировочные значения между параллельными кромками
свариваемых элементов:
S, см
Ьр, мм
Ьс, мм
1,6—3,0 3—8 8—50 50—100 100-200
18 22 26 30 30
19—20 24—25 28—32 36—40 40—42
Выбор количества электродных проволок
Их число зависит от толщины свариваемого металла.
ЭШС проволочными электродами. Этим способом
^50-мм металл сваривается одним, а ^120-мм— двумя элек-
тродами без колебаний. С колебаниями электродов можно сва-
ривать металл толщиной с 150 см — одной, 10—25 см — двумя,
12—45 см — тремя электродными проволоками [7].
При сварке двумя или тремя электродами для получения
равномерного по толщине шва провара расстояние между сва-
рочными проволоками
d = (s + Ai—2Д2)/п, (8.3)
где Д!=21±1 мм; Да зависит от глубины канавки в ползунах;
Д2=44-5 мм при глубине <2,5 мм, Д2=0 при глубине канавки
8—10 мм.
ЭШС плавящимся мундштуком. При выборе числа
электродных проволок необходимо учитывать толщину пла-
стины плавящегося мундштука 6М. Чем меньше бм и ближе
электродные проволоки, тем равномернее будет получен провар
кромок. Число электродов определяют по формуле:
n = [(s—40)/d]+l, (8.4)
округляя затем п до единиц. Оптимальную и максимальную ве-
личины d выбирают из следующих соотношений:
6М, мм • • • 4—6 8—10 12—14 18—20
d, мм .... 50—110 90—120 120—150 150—180
dmax, мм - • . 120 130 160 200
Наиболее широкое распространение в промышленности по-
лучила сварка при бм = 5 или 10 мм.
ЭШС пластинчатым электродом. При сварке ста-
лей этим способом ширина пластины должна быть равна тол-
щине свариваемого металла. При использовании двух или трех
пластин для более равномерной загрузки трехфазной сети сва-
рочного трансформатора общая ширина набора также должна
равняться толщине свариваемого металла минус 15—20 мм
(зазор между пластинами). Толщина пластинчатых электродов
6п= 104-12 мм.
178
Оптимальная скорость подачи пластинчатых электродов
ип. э= 1,24-3,5 м/ч, vc можно выбрать по рис. 8.9.
Примеры расчета режимов ЭШС
Необходимо разработать режим ЭШС проволочным электродом прямо
линейного стыка из стали 20ГСЛ толщиной 230 мм. По рис. 8.8 выбираем
Vc, = 0.5 м/ч и Исв=51 В для металла толщиной 230 мм. Для сварки берем
две электродные проволоки Св-08Г2С. Тогда по (8.3) будем иметь
d = (230 + 21 - 2 5)/2 = 241/2 ж 120 мм,
в по (8.2) определим скорость подачи электродов
ve = 0,5-69/0,142 = 243 м/ч,
а также FH = sbc — 23 3=69 см2; £/>=0,071 • 2=0,142 см2.
Теперь для выбора источника питания или определения его загрузки по
(8.1) определяем суммарную величину сварочного тока на двух электродах:
/св = (0,022-24 300 4 90) 2 = 625-2 = 1250 А.
Необходимо сварить две 650-мм поковки из 20Х2МА плавящимся мунд-
штуком. По рис. 8.9 выбираем осв=0,45 м/ч и ыСв=46 В для металла толщи-
ной 650 мм (при толщине плавящегося мундштука 5 мм). Далее по (8.4)
определяем число электродов, выбрав d=100 мм:
п = (650 — 40)/100 + 1 = 6,1 + 1 = 7,1 « 7.
Подставив п в (8.4), уточним d:
7 = 610/d4-l; 6d = 610; dж 102 мм.
Определим по (8.2) скорость подачи электродных проволок, приняв ве-
личину сварочного зазора 33 мм (на 3 мм меньше величины сборочного)
ve = 0,45 (Гн - Гм)/0,497 = 0,45 (214,5 — 32,5)/0,497 ж 164 м/ч,
а также FH = sb = 65 3,3 = 214,5 см2,
FM = s6M = 65-0,5 = 32,5 см2.
Суммарный сварочный ток определяем по (8.1):
/св = (0,022-16400 + 90) 7 + 1.2-45-0.5-61 =451-7+ 1647 ж 4800 А.
8.2.3. Подготовка деталей к сварке
Она подразделяется на предварительную и непосредственную.
Предварительно подготовляют отдельные детали к сборке.
Главное в предварительной подготовке — придание сваривае-
мым кромкам соединяемых деталей требуемой геометрической
формы и чистоты обработки сопрягаемых частей, особенно бо-
ковых поверхностей, по которым будут перемещаться или на ко-
торые будут установлены формирующие шов устройства.
Для сварки деталей из конструкционных сталей толщиной
^200 мм кромки подготавливают обычно газопламенной резкой,
12*
179
Рис. 8.10. Подготовка прямолинейного
стыкового соединения к ЭШС:
А, Б — свариваемые детали; К — входной
«карман»; В — выводные планки, V—
*==(ЬВ —)//i
при толщине>200 мм — меха-
нической обработкой, кромки
легированных сталей и цвет-
ных металлов — также меха-
нической обработкой.
При газопламенной резке
величина отдельных гребешков
и выхватов не должна превы-
шать 2—3 мм, а максимальное
отклонение от прямоугольно-
сти реза — 4 мм.
В литых и кованых заго-
товках поверхность под пол-
зуны подвергается механиче-
ской обработке с шерохова-
тостью поверхности 12,5 мкм
на ширину минимум 80 мм от
торца кромки. Если заготовки
выполнены из проката, по-
верхность под ползуны может
быть зачищена от окалины и
заусенцев переносным на-
ждачным кругом. Кромки коль-
цевых швов, как правило, об-
рабатываются механическим способом.
Непосредственная подготовка деталей к сварке заключается
в сборке деталей под сварку.
Практика применения ЭШС показала, что в большинстве
случаев для надежной компенсации деформаций соединяемых
частей и сохранения заданной величины сварочного зазора
сборка осуществляется с клиновидным зазором, расширяю-
щимся кверху (рис. 8.10). В зависимости от марки стали, спо-
соба ЭШС, ее режима и условий закрепления угол раскрытия
деталей при сборке может составлять 1—2°. Соединяемые де-
тали фиксируют скобами или планками, привариваемыми вдоль
стыка через 50—80 см.
По окончании сварки (перед термической обработкой)
входной карман и выводные планки срезаются газопламенной
резкой.
8.2.4. Техника выполнения прямолинейных швов
проволочными электродами
Собранное под сварку изделие устанавливается на сварочном
стенде. На переднюю и заднюю подвески сварочного аппарата
устанавливаются ползуны с соблюдением заданного «сухого»
180
вылета электродной проволоки. Проверяется параллельность
ползунов свариваемым кромкам.
Затем, слегка прижав ползуны к поверхности свариваемых
кромок, проверяют точность движения ползуна относительно
зазора и плотность прилегания ползуна. Концевыми выключа-
телями добиваются требуемого размаха колебаний электродов,
корректорами аппарата устанавливают плоскость движения
электродов посредине зазора. Все проволоки должны лежать
в этой плоскости.
Далее аппарат перемещают вниз, к началу шва, чтобы
мундштуки, находясь от дна кармана на НО—120 мм, прижи-
мали ползуны с усилием 0,5—0,8 кН.
Снаружи ползуны обмазывают глиной по контуру прилега-
ния к кромкам. На дно кармана засыпают 10—12-мм слой ме-
таллического порошка или стружки, а затем 3—5-мм слой
флюса.
Снизу к изделию приваривают стальную пластину 100Х150Х
Х( 104-20) мм с отверстием диаметром 18—20 мм для крепле-
ния нулевого провода.
При разведении электрошлакового процесса электроды не-
обходимо держать возможно дальше от ползунов. Установив
на пульте аппарата ve=2004-250 м/ч, нажимаем кнопку «Пуск*.
После возбуждения дуги (через 5—6 с) для сокращения вре-
мени наведения шлаковой ванны и стабилизации электрошла-
кового процесса скорость подачи проволоки снижают до 100—
120 м/ч.
При разведении электрошлакового процесса напряжение
должно быть на 2—3 В ниже выбранного для установившегося
процесса, что способствует ускорению перехода от дугового
процесса к шлаковому. С увеличением разведения процесса
электроду постепенно придают возвратно-поступательное пере-
мещение в зазоре, увеличивают скорость подачи проволоки и
напряжение до расчетных.
При сварке длинных швов через каждые 0,5—1,0 м необ-
ходимо обновлять состав шлаковой ванны принудительным
сливом 5—10 % ее и добавлением нового флюса небольшими
порциями.
8.2.5. Техника сварки кольцевых швов
Основной трудностью сварки кольцевых швов является необхо-
димость замыкания шва, что требует применения специальных
приемов, и прежде всего выбора схемы начала и замыкания
шва (7].
Форма линии замыкания кольцевого шва (рис. 8.11) зави-
сит от количества электродов и от толщины свариваемого
металла.
181
Рис. 8.11. Построение: а — линий замыкания (Л/7), б — формы шаблона. Цифрами ука-
зана последовательность построения
Линия замыкания строится в масштабе 1:1. По ней изго-
товляют шаблон для вырезки начала шва и определяют форму
входного кармана (рис. 8.12). Карман по форме максимально
должен приближаться к форме линии замыкания для обеспе-
чения минимальной вырезки некачественной начальной части
шва. Карман, как правило, прихватывается ручной дуговой
сваркой к торцевой поверхности одной из частей по разметке.
Ниже кармана на 35—40 мм к свариваемым кромкам прихва-
Рис. 8.12. Схема расположения кармана
н дистанционных прокладок для сборки
цилиндрических заготовок
тывается подкарманник из ме-
талла толщиной 0,8—1,5 мм.
Карман изготовляют из ме-
талла толщиной 35—40 мм.
Выступающие его части под-
резаются по форме усиления
ползунов.
После установки кармана
и подкарманника к торцу при-
хватываются в точках /, // и
III дистанционные прокладки
(см. рис. 8.12), которые фик-
сируют требуемую величину
сборочного зазора (табл. 8.3).
Собранные части фикси-
руют шестью или восемью
планками, приваренными рав-
182
номерно по всей окружности
кольцевого стыка.
В зависимости от конструк-
ции и размера внутреннего
диаметра изделия выбирается
один из способов формирова-
ния внутренней поверхности
шва: внутренним ползуном,
медной водоохлаждаемой коль-
цевой накладкой, стальной
кольцевой (приваривающейся)
накладкой, замковым соеди-
нением.
Каждый способ имеет свои
преимущества и недостатки.
Основные правила выбора
формирующих устройств:
1) следует применять пол-
зуны, так как этим обуслов-
лен хороший обзор сварочного
пространства, четкая коррек-
ция положения мундштуков и
ТАБЛИЦА 8.3
ЗНАЧЕНИЕ СБОРОЧНОГО ЗАЗОРА
ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК*
(СМ. РИС. 8.12)
Толщина металла, мм Зазор, мм, по варианту
I II ill
50—100 28 32 30
100—150 30 34 32
150—200 32 35 34
200—250 33 37 35
250—300 34 38 36
ЗООт-450 36 41 38
Примечание. Внутренний диа-
метр кольцевого шва в пределах 85—
120 см. При больших диаметрах на каждый
метр по диаметру зазора увеличивают
на 2 мм.
* Данные авторов.
электродов в зазоре, быстрая и
качественная вырезка начала кольцевого шва;
2) медная водоохлаждаемая кольцевая накладка целесооб-
разна при изготовлении однотипных изделий с <150-мм стен-
кой, а переставные накладки — при сварке кольцевых швов на
вальцованных обечайках, где нет гарантии соблюдения одина-
ковой кривизны внутренней поверхности свариваемых кромок;
3) стальная остающаяся накладка и «замковое» соедине-
ние применимы при сварке кольцевых швов с внутренним диа-
метром 0,20—1,0 м.
Собранное под сварку изделие укладывается на роликовые
опоры и соединяется через кардан с торцевым вращателем или
зажимается одним концом в планшайбе вращателя. Карман
устанавливают в рабочее положение, вращая изделие в на-
правлении сварки для гарантированного устранения всевоз-
можных люфтов. Дно кармана в начале сварки должно быть
горизонтальным.
Сварочный аппарат придвигают к свариваемым деталям
так, чтобы при полностью отжатом ползуне зазор между пол-
зуном и изделием против горизонтального диаметра был 10—
12 мм.
Мундштуки сдвигают до минимально возможного расстоя-
ния между электродами и опускают их в карман, чтобы мунд-
штуки находились на расстоянии ^12 см от дна кармана (рис.
8.13). На начало кармана устанавливается внутренний пслзун
и прижимается подвеской к свариваемым кромкам. Передний
183
Рис. 8.13. Схемы сварки замыкающей части кольцевого шва. Стрелками указано рабо-
чее движение
ползун при заварке кармана отжат. С помощью концевого вы-
ключателя устанавливается положение остановки электрода
при поперечных колебаниях возможно ближе (на 4—6 мм)
к внутреннему формирующему устройству. Это гарантирует
начало провара внутренних кромок на линии замыкания, т. е.
выше дна кармана на 20 мм (см. рис. 8.11). Все зазоры между
свариваемыми кромками и формирующим устройством, кар-
184
маном и подкарманником замазывают глиной. Пространство
между карманом и подкарманником засыпают флюсом для
предотвращения вытекания шлаковой ванны при прожоге
кармана.
Весь цикл сварки кольцевого шва делится на три этапа:
III рвый — разведение процесса и сварка начального участка
шва (заварка кармана), второй — сварка погонной части, тре-
гий — сварка замыкающего участка кольцевого шва. Каждому
>тапу соответствует свой режим сварки. Следует заметить, что
скорость сварки кольцевого шва выбирают на 10—15 % ниже
той, которая приведена на рис. 8.8 для соответствующей тол-
щины металла.
Первый этап. Аппарат опущен ниже горизонтального
диаметра цилиндра для разведения электрошлакового процесса
в кармане. Карман или большая его часть (до подъема уровня
металлической ванны на горизонтальный диаметр) заварива-
ется с подъемом аппарата без вращения изделия; конец кар-
мана— при неподвижном аппарате и вращении изделия. После
наведения шлаковой ванны глубиной 20—30 мм верхним элект-
родом включается прижимным роликом подача второй (сред-
ней) электродной проволоки. Постепенно увеличивают ско-
рость подачи электродов ие и глубину шлаковой ванны до рас-
четных значений.
При уменьшении «сухого» вылета /с электродов до 70 мм
включается подъем аппарата. Внутренний ползун на этом этапе
перемещают вверх слабыми ударами снизу по кронштейну.
При увеличении размаха колебаний нужно тщательно контро-
лировать величину Д(. Она должна составлять 15—18 мм.
Одновременно с увеличением размаха колебаний раздвигают
мундштуки, манипулируя концевыми выключателями и меха-
низмом раздвижки. Величина ve, м/ч: 100—120 в начале кар-
мана, 140—150 в середине и 160—180 в конце. При заварке
кармана необходимо регулярно замерять Г-образным щупом из
проволоки 04—5 мм глубину шлаковой ванны и досыпать не-
большими порциями флюс, так как с увеличением плавильного
•пространства ванна мелеет и при слишком малой (<30 мм)
глубине может нарушиться устойчивость электрошлакового
процесса.
При достижении шлаковой ванной уровня на 20—30 мм
ниже верха кармана на переднюю подвеску устанавли-
вается наружный ползун и прижимается к свариваемым кром-
кам.
После выхода верхней части ползуна на 50—60 мм выше
горизонтального диаметра подъем аппарата прекращают и
включают вращение изделия.
Второй этап. При сварке погонной части периодически
(через 20—30 мин) контролируют режим сварки.
185
После поворота изделия на треть оборота начальный уча-
сток выходит на противоположную от сварочного аппарата
сторону и здесь приступают к вырезке кармана и начального |
участка шва газовой резкой. Форму вырезки контролируют
заранее изготовленным шаблоном (см. рис. 8.11).
Ширина вырезки должна соответствовать величине зазора.
Местные выхваты и выступы более 3 мм не допускаются. Да-
лее кромки тщательно очищаются от окалины специальной
металлической щеткой.
Третий этап. Сварка замыкающего участка кольцевого
шва — наиболее ответственная и трудоемкая операция. Слож-
ность сварки этого участка усугубляется опасностью возник-
новения трещин из-за большой жесткости закрепления соеди-
няемых кромок ранее сваренным швом.
Чтобы снизить вероятность появления трещин, уменьшают
On. п и начальный участок шва подогревают газовыми горел-
ками. Подогрев прекращают после подхода шлаковой ванны
к началу замыкания.
Вращение изделия прекращают и включают подъем аппа-
рата тогда, когда прямолинейная часть начала шва (см. рис.
8.13, а) займет вертикальное положение.
При касании шлаковой ванной начала шва ип. п должна
быть на 10—15 % ниже, чем на погонной части шва. При за-
мыкании кольцевого шва место остановки при колебаниях
верхнего электрода следует максимально (на 2—3 мм) прибли-
зить к вырезанной поверхности шва для максимального
провара.
В период всей заварки замыкания нужно очень внимательно
следить за глубиной шлаковой ванны (систематически ее сли-
вать) и за А1.
После заварки вертикальной части замыкания (рис. 8.13,6)
подъем аппарата прекращается и включается вращение изде-
лия. По мере уменьшения размаха колебаний С7Св— напряже-
ние сварки снижается на 3—5 В; ve регулируют так, чтобы
асв^0,304-0,35 м/ч.
После уменьшения амплитуды колебаний до 30 мм нижний
электрод выводят из работы. На ползун сверху устанавлива-
ется поперек зазора стальная планка 20 x 30X250 мм, которую
сварщик-оператор придерживает рукой. Наружный концевой
выключатель колебаний отодвигается по рейке на 55 мм (рас-
стояние между электродными проволоками при полностью
сдвинутых мундштуках). При возвратном колебании средний
электрод наталкивается на планку и перегорает (рис. 8.13, в).
В момент вспышки дуги подачу электрода прекращают, отжав
прижимной ролик. Одновременно повышают Uc на 5—7 В и ve
на 30—40 %, уточняют концевыми выключателями подход
электрода к ползуну.
186
Через 3—5 мин начинают постепенно снижать Uc и ve.
Когда' сварочное пространство станет слишком тесным для ко-
лебаний, электрод останавливают у ползуна и заваривают
конец замыкания без колебаний электрода. К этому моменту
= 804-90 м/ч, Uc = 404-42 В.
6.2.6. Способы скоростной сварки
Интерес к увеличению скорости ЭШС вызван не столько сооб-
ражениями дальнейшего повышения производительности про-
цесса, сколько стремлением повысить качество сварного соеди-
нения за счет резкого снижения тепловложения при увеличе-
нии псв.
< варка с применением порошкообразного
присадочного материала
Появление при ЭШС неблагоприятной структуры в металле
шва и околошовной зоне связано с длительным пребыванием
«'парного соединения при высокотемпературном воздействии
нз-за сравнительно низкой исв.
Введение в шлаковую ванну «холодной» порошкообразной
присадки забирает значительную часть тепла на ее плавле-
ние. Дополнительная присадка снижает тепловложение и по-
вышает почти вдвое [8] скорость сварки, которую можно вести,
во-первых, с подачей из бункера порошкообразного материала
на электродную проволоку, поступающую в шлаковую ванну
(рис. 8.2, е), при этом под действием электромагнитных сил
порошок концентрируется вокруг проволоки («прилипает»
к ней) и увлекается в шлаковую ванну; и, во-вторых, с пода-
чей порошкообразного материала непосредственно из трубки
в шлаковую ванну между двумя электродными проволоками.
Оптимальный размер гранул порошкообразного материала
(крупки) 0,2—1,6 мм. Крупку получают на специальных рубоч-
ных станках из проволоки соответствующего диаметра. Длина
цилиндрика обычно равна его диаметру. Отношение массы
крупки к массе электродной проволоки, расплавляемых в еди-
ницу времени, может достигать единицы.
С точки зрения наибольшей эффективности способ целе-
сообразно применять для соединения металла толщиной до
100 мм.
Сварка с сопутствующим принудительным охлаждением
Разработка этого способа обусловлена использованием тол-
стого проката из термоупрочненных сталей повышенной проч-
ности. При толщине металла 40—60 мм наиболее целесообразна
187
и экономична ЭШС. Однако длительное время пребывания
металла в зоне термического влияния при высоких темпера-
турах, замедленное охлаждение приводит к заметному разуп-
рочнению сварного соединения и снижению его ударной вяз-
кости, особенно при отрицательных температурах.
Высокотемпературная термическая обработка готового
сварного изделия для восстановления механических свойств
практически исключена из-за больших размеров конструкции.
При ЭШС термоупрочненных сталей применяют во время
сварки сопутствующее охлаждение поверхности шва и около-
шовной зоны водяным душем; спрейер (см. рис. 8.2,д) укреп-
ляется под ползуном с одной или двух сторон свариваемого
шва. Спрейер состоит из двух камер: через верхнюю подается
воздух для создания отсекающей пар шторы, через нижнюю —
охлаждающая вода. Ширина охлаждаемой водой зоны 130—
140 мм.
При сопутствующем охлаждении осв можно увеличить
в 1,5—2,0 раза по сравнению с обычной ЭШС. Наиболее эф-
фективен этот способ при сварке металла толщиной до 120 мм.
Сварка при увеличенном вылете электродной проволоки
При ЭШС с обычным вылетом /с= 704-80 мм и оСв=2004-
4-250 м/ч проволока 03 мм у поверхности шлаковой ванны
нагревается до 400—500 °C, что предопределяет ее глубокое
погружение (на 30—40 мм) в ванну для полного расплавления.
Увеличивая /г до 180—200 мм, можно значительно повы-
сить нагрев проволоки сварочным током и нагреть электрод
при подходе к шлаковой ванне до 1200 °C. Нагретая до вы-
соких температур сварочная проволока плавится уже при по-
гружении в ванну на 16—18 мм. При этом сварочный ток
уменьшается на 20—30 %.
Предварительный подогрев электродной проволоки позво-
ляет повысить скорость сварки в два—три раза. Процесс
весьма устойчив даже при глубине ванны 20—25 мм.
Способ может применяться для сварки металла толщиной
до 300 мм. Однако улучшение свойств сварного соединения на-
блюдается при сварке низколегированных сталей толщиной
^80 мм.
Для ЭШС на вылетах электрода > 100—120 мм создан спе-
циальный мундштук, у которого ниже токоподвода установлена
неэлектропроводная направляющая (см. рис. 8.2,г).
188
8.2.7. Сварка плавящимся мундштуком
Плавящийся мундштук представляет набор пластин или стерж-
ней с каналами для подачи электродной проволоки (рис. 8.14).
В частном случае плавящийся мундштук может представлять
собой толстостенную трубку.
Форма плавящегося мундштука определяется конфигура-
цией свариваемого стыка, а способ изготовления — числом сва-
риваемых стыков. Материал плавящегося мундштука, как
правило, должен быть подобен основному. Наиболее широкое
распространение получил мундштук с каналами для подачи
электродной проволоки в виде спиралей. Спираль из сварочной
проволоки диаметром 3—4 мм плотно навивается на токарном
станке. Диаметр внутреннего канала спирали 4,5—5,0 мм. При-
паривается спираль к пластине мундштука посредством ЭДС
электродом 02—3 мм.
Плавящийся мундштук должен быть надежно изолирован
в зазоре от кромок свариваемого металла во избежание воз-
никновения короткого замыкания.
Задача изоляции в значительной степени облегчается тем,
что мундштук неподвижен в зазоре. Естественно, что при плав-
лении вместе с материалом мундштука в шлаковую ванну
будет переходить и материал изоляторов. Поэтому химический
состав изоляторов не должен оказывать вредного влияния на
состав ванны. Изолятор должен быть эластичным (предпочти-
тельно из стеклоткани).
Наиболее перспективна для механизации производства
штамповка изоляторов в виде таблеток из измельченного в по-
рошок флюса, замешенного на жидком стекле, на небольшом
прессе. При изготовлении флюсовой таблетки в нее впрессовы-
вается проволока диаметром 3—4 мм длиной 80—100 мм.
После этого изоляторы прокаливают при 600—700 °C.
Изоляторы устанавливаются: по горизонтали через 100—
150 мм, по высоте на расстоянии 200—250 мм между рядами.
Возможна постановка изоляторов в шахматном порядке.
После сборки свариваемых частей и размещения изделия
на стенде приступают к установке плавящегося мундштука
в зазоре независимо от аппарата. Мундштук в выверенном по-
ложении крепится на специальном кронштейне.
Наиболее простая конструкция кронштейна [7] — две сталь-
ные пластины толщиной 10—12 мм, соединенные Г-образно
через текстолитовую прокладку толщиной 12—18 мм четырьмя
болтами, изолированными от пластин втулками. Одна часть
кронштейна приваривается односторонним швом к изделию,
другая — к мундштуку.
Каналы мундштука соединяются с механизмом подачи
проволоки (рис. 8.15) трубками переходного тракта. Если
189
Рис. 8 14 Формы плавящихся мундштуков:
а — со спиральными каналами для подачи проволоки; б, а —для штампосварной кон-
струкции; г, б —для сварки стыка переменного сечения; е — пространственной формы;
яс — для ЭШС с дублированием проволок; з — для ЭШС тавровых соединений; и —
трубчатый плавящийся
переходной тракт изготовляют из спиралей, то для прочности
вдоль спирали приваривают проволоку диаметром 4—5 мм.
На дно кармана засыпают стальной порошок или стружку
и стык закрывают формующими устройствами. Места неплот-
ного прилегания формующих устройств замазывают глиной.
190
Рис. 8.! 5. Подготовленный к сварке плавящийся мундштук:
/ — переходные спиральные или трубчатые каналы; 2 и 3 — направ-
ляющая и плавящаяся части мундштука; 4 — изоляторы; 5 — токопод-
вод; 6 — переходник; 7 — фиксирующая планка
Наиболее выгодно при ЭШС плавящимся мундштуком одну
сторону закрывать медной водоохлаждаемой накладкой, а дру-
гую формировать ползуном либо короткими переставными на-
кладками. Это позволяет оперативно контролировать положе-
ние мундштука в зазоре и глубину шлаковой ванны.
На слой стружки или порошка засыпают немного (20—
0 % общего объема) флюса, проверяют напряжение холостого
191
хода трансформатора, расход воды в системе формующих уст-
ройств и наличие необходимого инструмента.
Сварку начинают всеми электродами при скорости их по-
дачи 150—170 м/ч. Напряжение сварки может быть на уровне
предусмотренного технологией. После возбуждения стабильного
дугового процесса скорость подачи проволоки снижается до
90—100 м/ч, в зазор засыпается флюс. Следует помнить, что
объем флюса вдвое больше объема жидкого шлака.
Если при разведении процесса одна из проволок останови-
лась, то нужно немедленно отжать прижимной ролик и отор-
вать эту проволоку движением вверх. Затем проволоку подни-
мают на 300—500 мм и, прижав ролик, подают вниз. При но-
вой остановке все операции повторяют.
Ведение ЭШС, окончание сварки и все последующие опе-
рации выполняют по правилам сварки прямолинейных швов.
При сварке толстого металла более 100—200 мм всегда пред-
почтительнее выбирать трехфазную схему питания во избежа-
ние перекоса фаз.
Для надежного одновременного пуска всех проволок в по-
следнее время применяют сифонную заливку жидкого флюса
в карман. Флюс расплавляют в графитовом тигле, используя
угольный электрод, подключенный к сварочному трансфор-
матору.
Плавящийся мундштук широко применяют при ремонте не
только для сварки, но и в наплавочных работах [1]. Минималь-
ная толщина наплавленного слоя 20 мм, максимальная —
100 мм.
8.3. Контроль качества сварных соединений
3.3.1. Характерные дефекты
Соединения, полученные ЭШС, как правило, отличаются высо-
кими механическими свойствами, химической однородностью,
отсутствием крупных неметаллических включений, трещин, пор
и шлаковых включений. Однако при нарушении технологии
или техники выполнения швов в последних могут возникать
дефекты, ухудшающие работоспособность сварного соединения.
Наиболее распространенные дефекты — кристаллизацион-
ные (горячие) трещины в металле шва и надрывы в околошов-
ной зоне (у линии сплавления).
Кристаллизационные трещины встречаются в швах при
сварке практически всех сталей. Наиболее часто они возни-
кают в швах с повышенным (>0,20 %) содержанием углерода
при жестком закреплении кромок изделий и повышенных ско-
ростях сварки. Из основных параметров режима, наиболее
влияющих на образование кристаллизационных трещин, сле-
192
дует выделить величину сварочного тока, которая определяется
однозначной зависимостью от скорости подачи электродной
проволоки. При скорости, превышающей критическую, в ме-
талле шва образуются трещины.
Для предотвращения кристаллизационных трещин приме-
няют предварительный подогрев до 150—500 °C [6], а также
уменьшают скорость подачи проволоки.
Трещины-надрывы в зоне сплавления появляются, как пра-
вило, при ЭШС среднелегированных сталей ферритными про-
волоками [1], когда область подплавления основного металла
удалена от зеркала металлической ванны. Во избежание тре-
щин-надрывов необходимо вести процесс при малых глубинах
шлаковой ванны (35—40 мм) и равномерном проваре кромок,
не допуская его сужения.
Непровары, поры и шлаковые включения могут появляться
в металле шва только при грубом нарушении технологического
процесса.
8.3.2. Способы контроля
Соединения, выполненные ЭШС, подвергают комплексному
контролю, включающему визуальный контроль, контроль ре-
жима сварки на образцах-свидетелях, ультразвуковую дефек-
тоскопию (УЗД), радиационный метод (рентгеновскими или
у-лучами) и магнитный метод.
Визуальный контроль осуществляется в той или иной мере
практически при сварке любого изделия. Режим сварки конт-
ролируется также систематически, особенно при внедрении
новых разработок или когда другие методы малоэффективны.
Например, применительно к отливкам или поковкам большой
толщины (^0,5 м), которые после ЭШС не подвергались вы-
сокотемпературной термической обработке, этот вид контроля
по образцам-свидетелям включает такие параметры режима
сварки, как /св и UCB, фиксируемые самопишущими приборами.
УЗД широко применяют для контроля качества сварных
соединений из углеродистых и легированных сталей толщиной
до 700 мм, подвергнутых после сварки высокотемпературной
термической обработке. Чувствительность УЗД: ширина тре-
щин, непроваров и т. д.— 0,005 мм; их площадь — 0,25 мм2;
диаметр пор, шлаковых включений и т. п.— 0,5 мм.
Радиационные методы контроля могут применяться для
тех же сталей, что и УЗД, но без ВТО.
Используя бетатрон, можно просвечивать металл толщиной
до 500 мм. Рентгеновские аппараты применимы для толщин
^100 мм.
Чувствительность радиационных методов контроля: ширина
раскрытия трещин, непроваров и т. д.— 0,025 мм; их площадь —
13—1063
193
14-2 % просвечиваемой толщины, но ^0,1 мм2; диаметр пор,
шлаковых включений и т. д.— 14-2 % просвечиваемой тол-
щины, но ^'0,2 мм.
Магнитный метод используют только для выявления поверх-
ностных дефектов.
Глава 9. ГАЗОВАЯ СВАРКА
9.1. Общие сведения
Это — химический способ сварки плавлением. В большинстве случаев электро-
дуговые способы более производительны и эффективны, чем газовая сварка,
тем не менее она продолжает сохранять свое значение в областях преимуще-
ственного ее использования: сварка тонколистовой стали, чугуна и цветных
сплавов (медь, латунь и т. д.). Газовая сварка особенно широко применяется
в ремонте и на монтаже.
Ниже рассмотрены тепловые, металлургические и газодинамические про
цессы при газовой сварке плавлением Приведены данные по технологии
сварки, а также используемым сварочным материалам и оборудованию
9.1.1. Определения. Основные способы
Газовая сварка — процесс получения неразъемного соединения с расплавле-
нием газокислородным пламенем кромок соединяемых металлов и присадоч-
ного материала (при его использовании).
Без применения присадочного металла используется для сварки <2 мм
листов стали с отбортовкой кромок.
Существуют два основных способа газовой сварки плавлением — правый
и левый (рис. 9.1). Выбор способа сварки зависит от толщины свариваемого
металла и положения шва в пространстве. Правый способ используется пре-
Направление
сборки
/ Предварительного
подогрева нет
Дополнительного
нагрева шва
— не получается
Дополнительный
нагреб шва
Защита от
окисляющего
действия воздуха
Предварительный
подогрев
Направление
сварки
Защиты от окисляющего
действия воздуха нет
Рис. 9.1. Правый (о) и левый (б) способы сварки
194
имущественно при сварке толщины >5 мм, а левый — при сварке толщины
<3 мм. Сварка швов в нижнем положении возможна как правым, так и
левым способом. Вертикальные швы удобнее сваривать левым способом, го-
ризонтальные и потолочные швы — правым.
Известны две разновидности газовой сварки плавлением: горячая с пред-
варительным подогревом (общим или местным) и холодная (без предва-
рительного подогрева). Горячая сварка применяется преимущественно для
сварки чугуна.
К способам сварки плавлением с присадочным металлом и с оплавлением
кромок примыкают методы пайкосварки. Эти методы характеризуются осо-
быми приемами образования соединения за счет расплавления только приса-
дочного металла и применения поверхностно-активных флюсов. Пайкосварку
используют для заварки чугунных и латунных деталей.
9.1.2. Физико-металлургические основы процесса
Основной характерный признак газовой сварки — использова-
ние тепловой энергии высокотемпературного газокислородного
пламени.
Газовое пламя является местным поверхностным теплооб-
менным источником теплоты, позволяющим весьма гибко регу-
лировать распределение теплоты по заданным участкам по-
верхности изделия, а также между основным и присадочным
металлом.
Газовое пламя характеризуется наибольшими размерами
пятна нагрева и сравнительно низкими значениями удельного
теплового потока и эффективной мощности источника нагрева
(табл. 9.1).
Сварочная ванна, образующаяся в результате нагрева ме-
талла, характеризуется относительно малым объемом, высокой
температурой, интенсивным перемешиванием жидкого металла
газовым потоком и присадочным стержнем.
Свойства металла шва в значительной мере определяются
процессами окисления и раскисления в сварочной ванне при
взаимодействии газовой и шлаковой фазы с жидким металлом
(рис. 9.2).
ТАБЛИЦА 9.1
ТЕПЛОВЫЕ ХАРАКТЕРИСТИКИ ИСТОЧНИКОВ НАГРЕВА
Источник нагрева <?9. кВт q2, кВт/см’ d, мм
Газовое пламя Плазменная струя Электрическая дуга Луч лазера 1—10 0,5—80 0,1—80 0,05—8 0,2—0,5 0,5—10 5—100 5—1000 10—100 6—70 1—50 0,01—1
Примечание. Q3 — эффективная мощность, — наибольший удельный теп-
ловой поток, d — диаметр пятна нагрева.
13*
195
Рис. 9.2. Схема взаимодействия металла, га-
зов и шлака при сварке углеродистой стали
С учетом температурных
условий в сварочной ванне
и граничных условий рав-
новесия газовой фазы с за-
кисью железа верхний до-
пустимый предел окисления
углеводорода в пламени,
дающий нейтральную смесь
по отношению к закиси же-
леза, соответствует соотно-
шению кислорода и ацети-
лена в пламени 1,3. Ввиду
относительно невысокого за-
щитного и восстановитель-
ного действия пламени рас-
кисление шва достигается
введением в сварочную
ванну марганца, кремния посредством использования присадоч-
ного металла соответствующего состава (табл. 9.2). Положи-
тельное влияние этих раскислителей состоит в создании жид-
ТАБЛИЦА 9.1
ПРИСАДОЧНЫЕ МЕТАЛЛЫ ДЛЯ ГАЗОВОЙ СВАРКИ
Свариваемый металл Присадочный металл Примечания
Малоуглеродистая Св-0,8, Св-0,8А, Сварка котельной стали, резер-
сталь Св-0,8ГС, Св-12ГС, Св-0,8Г2С вуаров, цельнотянутых труб и сортовой стали
Среднеуглеродистая сталь То же Сварка шестерен и других де- талей машин с предваритель- ным нагревом и термообработ- кой
Высокоуглеродистая сталь » Плохо сваривается газовой сваркой
Чугун Чугун марки А Чугун марки Б Сварка крупногабаритных от- ливок с общим подогревом Сварка деталей сложного про- филя с тонкими стенками и ме- стным подогревом
Г Латунь Марки I (завода «Станколит») Марки 11 (завода «Станколит») Л63 ЛК62-05 Сварка крупногабаритных от- ливок с общим подогревом Сварка деталей сложного про- филя стонкими стенками и мест- ным подогревом Устраняется угар цинка
ЛОК-59-1-03 ЛКБО-62-02-044-05 Повышается коррозионная стойкость шва Проволока самофлюсующаяся для сварки без флюса
196
ТАБЛИЦА 9.3
ФЛЮСЫ ДЛЯ ГАЗОВОЙ СВАРКИ
Свариваемый металл Флюс Примечание
Углеродистая сталь — Сваривается без флюса
Чугун № 1 (техническая бура) № 2 (56 % прокаленной бу- ры + 22 % карбоната на- трия + 22 % карбоната калия) № 3 (50 % технической буры -j- + 50 % бикарбоната натрия) № 4 (23 % плавленой буры + + 27 % карбоната натрия + + 50 % натриевой селитры) БМ-1 (70—75 % метилбора- та + 30—25 % метанола) Флюс в виде порошка » » » » » » » » » » » » Газофлюсовая сварка
Латунь № 1 (прокаленная бура) № 2 (20 % прокаленной бу- ры + 80 % борной кислоты) БМ-1 (70—75 % метилбора- та + 30—25 % метанола) Флюс в виде порошка Флюс в виде порошка или пасты при наплавке кремнистых латуней Газофлюсовая сварка без выгорания цинка
котекучих Si—Мп—Fe-шлаков, способствующих самофлюсова-
нию сварочной ванны. Образующаяся на ее поверхности шла-
ковая пленка защищает расплавленный металл от кислорода
и водорода газовой среды пламени.
При сварке чугуна, цветных металлов и сплавов удаление
образующейся на поверхности сварочной ванны окисной пленки
достигается введением флюсов (табл. 9.3), предохраняющих
металл шва от окисления.
Структурные превращения в сварном шве и околошовной
области характеризуются образованием типичной для литого
металла крупнокристаллической структуры с равновесными
зернами неправильной формы.
Чем меньше перегрев металла шва при сварке и чем больше
скорость охлаждения металла, тем мельче зерно в стали и
тем выше механические свойства металла шва. Поэтому сварку
целесообразно вести с максимально возможной скоростью.
Зона термического влияния состоит из тех же характерных
участков, что и при дуговой электросварке. Однако ширина
участков зоны термического влияния при газовой сварке зна-
чительно больше вследствие менее концентрированного тепло-
вого потока источника нагрева (пламени) и сравнительно бо-
лее медленного охлаждения металла шва. Ширина зоны терми-
ческого влияния (8—28 мм) зависит от толщины свариваемого
металла, способа и режима газовой сварки.
197
Изменения в структуре и свойствах сварного соединения
(при отсутствии пережога или карбидной эвтектики) можно
исправить термической обработкой изделия.
9.2. Технология
9.2.1. Свариваемые материалы и требования к конструкции
Газовая сварка используется для выполнения сварных соеди-
нений разных типов (рис. 9.3). Для тонколистового металла
возможно применение стыковых угловых и торцевых соедине-
ний (рис. 9.3, а—в). При сварке металла толщиной >5 мм
стыковое соединение выполняется с U- или Х-образной раздел-
Рис. 9.3. Сварные соединения:
а. — стыковые; б — внахлестку; в — тавровые; г — угловые
кой кромок. Соединения тавровые или внахлестку (рис. 9.3, б, в)
допустимы только для металла толщиной до 3—4 мм.
Требования к конструкции сварного соединения зависят от
вида соединения, толщины и материала свариваемых изделий,
а также характера выполняемых работ.
9.2.2. Подготовка к сварке
Подготовка деталей к сварке: очистка свариваемых кромок
изделия, разделка кромок под сварку, наложение прихваток
для сборки соединяемых деталей под сварку.
Перед выполнением газовой сварки кромки зачищают до
металлического блеска металлическими щетками или пламе-
нем сварочной горелки. При сварке ответственных изделий не-
больших размеров применяют травление в соответствии с тех-
ническими условиями на изделие или пескоструйную обработку
его поверхности.
Разделывают кромки в зависимости от вида соединения
(стыковое, угловое или торцовое) и толщины свариваемых из-
делий.
Элементы подготовки кромок при сварке швов стыковых
соединений листовой стали приведены в табл. 9.4.
198
ТАБЛИЦА 9 1
ПОДГОТОВКА КРОМОК СТЫКОВЫХ ШВОВ
ПРИ ГАЗОВОЙ СВАРКЕ
Толщина
металла,
мм
Шов
Конструктивные
элементы кромок
Зазор,
мм
Притуп-
ление. мм
0,5—1
1-5
5—10
6—15
12—25
С отбортовкой кромок
Без скоса кромок
С U-образным скосом кро-
мок
С Х-образным скосом кро-
мок (односторонний)
С Х-образным скосом кро-
мок (двусторонний)
Примечание. Возможны также другие формы подготовки — с криволиней-
ным или ломаным скосом, с двумя скосами одной кромки и т. д.
9.2.3. Выбор параметров режима
Параметры режима сварки — мощность и состав пламени,
диаметр и расход присадочного металла. Режим зависит от
теплофизических свойств свариваемого металла, габаритных
размеров и форм изделия. Большое влияние на режим сварки
оказывает используемый способ сварки («правый» или «ле-
вый») и положение сварного шва в пространстве.
199
ТАБЛИЦА 9.5
УДЕЛЬНЫЙ РАСХОД АЦЕТИЛЕНА И КИСЛОРОДА.
СООТНОШЕНИЕ ГАЗОВ В СМЕСИ ПРИ ЛЕВОМ СПОСОБЕ
ГАЗОВОЙ СВАРКИ НЕКОТОРЫХ МЕТАЛЛОВ И СПЛАВОВ
Материал к®цет. л/(ч-мм) л/(ч мы) ₽
Углеродистая сталь 100—130 110—140 1.1
Легированная сталь 75 80—85 1.1
Чугун и твердые сплавы 100—120 90—110 0,9
Медь 150—200 165—220 1,1
Латунь 100—130 135—175 1.3
Бронзы оловянистые > 70—120 80—130 1.1
Мощность пламени, или часовой расход газа, л/ч,
пропорциональны толщине свариваемого металла, мм:
Коэффициент пропорциональности Кт — удельный расход
горючего газа, л/ч, необходимый для сварки данного металла
толщиной 1 мм. Этот показатель тем выше, чем выше тепло-
проводность и температура плавления свариваемого металла.
При правом способе сварки пламя направлено на формирую-
щийся шов и удельная мощность пламени устанавливается, как
правило, на 15—20 % выше, чем при левом.
Состав пламени определяется соотношением расходов
кислорода и горючего газа (р), устанавливаемым и регулируе-
мым в процессе сварки по виду пламени.
Средние значения удельных расходов ацетилена, кислорода
и их соотношений при сварке разных металлов даны в табл. 9.5.
Использование заменителей ацетилена для газовой сварки
стали, чугуна и латуни возможно только для деталей неответ-
ТАБЛИЦА 9.6
УДЕЛЬНЫЙ РАСХОД АЦЕТИЛЕНА И СООТНОШЕНИЕ ГАЗОВ
В СМЕСИ ПРИ ГАЗОВОЙ СВАРКЕ ЧУГУНА И СТАЛИ
С ИСПОЛЬЗОВАНИЕМ ГАЗОВ — ЗАМЕНИТЕЛЕЙ АЦЕТИЛЕНА
Г орючее Кг ацетилена ₽
Пропан-бутан 60—80 л/(ч-мм) 3,5—4
Природный газ 180—140 л/(ч-мм) 1,6—2
Керосин 140—170 г/ч 1,3—1,8 №/кг
200
ственного назначения толщиной не более 4—5 мм, не подле-
жащих сдаче Госгортехнадзору.
Мощность пламени и соотношение кислорода и горючего
газа в смеси следует устанавливать согласно данным, приве-
денным в табл. 9.6, учитывающим коэффициенты замены аце-
тилена горючими газами и керосином.
По данным табл. 9.5 и 9.6 определяется требуемая мощ-
ность пламени для сварки и используется соответствующий
номер наконечника горелки с учетом ее паспортной характе-
ристики.
При сварке латуни и бронз мощность пламени устанавли-
вается примерно такая же, как для сварки стали. Мощность
пламени при сварке меди в 1,5 раза больше из-за ее высокой
теплопроводности.
Диаметр присадочной проволоки, мм, для
сварки низко- или среднеуглеродистой стали толщиной б, мм:
d = 0,56-1-1—для левого способа сварки,
d = 0,56—Для правого.
Масса присадочного металла, кг, расходуемая
на получение 1-м шва, пропорциональна квадрату толщины
свариваемого металла:
тпр=/<1162.
В первом приближении можно принять, что при сварке ме-
талла толщиной ^5 мм коэффициент Кп равен: 12 для мало-
углеродистой стали, 18 для меди, 16 для латуни и 6,5 для
алюминия. При сварке >5-мм металла К„ уменьшается на
20—25 %.
9.2.4. Особенности технологии газовой сварки
Газовая сварка углеродистых сталей
Малоуглеродистые стали хорошо свариваются ацетиленкнсло-
родным пламенем, а среднеуглеродистые стали свариваются
удовлетворительно. Высокоуглеродистые стали свариваются
плохо.
Заменителями ацетилена (пропан-бутан, природный газ
и др.) можно сваривать лишь детали толщиной до 4—5 мм, не
подлежащие сдаче Госгортехнадзору.
Особенности техники сварки различных видов сварных швов
даны в табл. 9.7.
201
ТАБЛИЦА 9.7
ОСОБЕННОСТИ ТЕХНИКИ СВАРКИ РАЗЛИЧНЫХ ВИДОВ
СВАРНЫХ ШВОВ
Классификационный признак Вид сварного шва Особенности техники сварки
Расположение в пространстве Нижний Сварка ведется как правым, так и левым способом в зависимости от толщины свари- ваемого металла
Вертикальный Применяется преимущественно для тонко- листового металла толщиной ^4-=-5 мм. Сварка производится снизу вверх левым способом с приданием горелке такого на- клона и перемещения, чтобы не дать стечь расплавленному металлу и дутьем пламени поддерживать в зазоре ванночку метглла. Сварка сверху вниз правым способом тре- бует большой сноровки сварщика
Потолочный Представляет наибольшие трудности. Свар- ку ведут правым способом. Сварщику не- обходимо движением горелки удерживать расплавленный металл от стекания вниз давлением газов пламени. Предпочтитель- нее производить сварку правым способом в несколько слоев с минимальной толщи- ной каждого слоя. Присадочный пруток следует держать полого, во избежание сте- кания по нему жидкого металла
Взаимное распо- ложение соединяе- мых деталей Стыковой Металл толщиной 1—5 мм сваривают без скоса кромок с зазором между кромками 0,5—2 мм. Металл толщиной 5—10 мм сваривают со скосом кромок одной стороны под углом 45°, зазором между кромками 1,5—3 мм и притуплением 1—2 мм. Металл толщиной >10 мм сваривают с дву- сторонним скосом кромок (под углом 35— 45°), зазором между ними 2—4 мм и при- туплением 2—4 мм
Угловой Между кромками свариваемых деталей ус- танавливается зазор 1—2 мм. При толщине свариваемого металла более 5—6 мм дела- ют одно- или двусторонний скос кромок под углом 50—60°
Нахлесточный Применяется только при крайней необхо- димости (за исключением свинца): из-за ко- робления соединяемых листов. Рациональ- нее пользоваться для этого вида сварного шва электродуговой сваркой
202
Газовая сварка чугуна
Существуют два основных способа газовой сварки чугуна с рас-
плавлением основного металла: горячая сварка с общим или
местным предварительным подогревом и холодная сварка —
без предварительного нагрева детали (отливки). Газовая
сварка чугуна плавлением применяется для устранения дефек-
тов объемом до 100 см3 в чугунных отливках, выявленных до
механической обработки.
Для исправления более крупных дефектов экономически
целесообразно использование электродуговых процессов.
Другие способы устранения дефектов без расплавления ос-
новного металла называются пайкосваркой и используются для
исправления дефектов, выявленных на последней стадии меха-
нической обработки, когда на нее остаются малые припуски.
Чугун сваривают с использованием как ацетилена, так и
газов—заменителей ацетилена. Пламя — нормальное или с не-
большим избытком горючего газа.
Трудности газовой сварки чугуна в основном связаны
с тремя факторами: возможностью отбеливания чугуна и появ-
ления структур закалки, склонностью к образованию трещин
в металле шва и околошовной зоны, склонностью к порообра-
зованию в металле шва. Способы устранения указанных труд-
ностей даны в табл. 9.8, из которой видно, что для первых
двух факторов важное значение имеет подбор соответствующих
режимов нагрева и охлаждения шва и основного металла.
Третий фактор регулируется прогревом жидкой ванны пламе-
нем горелки после заполнения разделки дефекта и активным
перемешиванием ванны. Важное значение для устранения от-
меченных трудностей газовой сварки чугуна имеет также пра-
вильный выбор составов присадочных металлов, флюсов, при-
емов разделки кромок и т. д.
Пайкосварка чугуна характеризуется тем, что на первом
1т?пе процесса не образуется жидкой ванны и наплавка осу-
ществляется отдельными каплями жидкого присадочного
металла (припоя). Под действием флюса и давления пламени
капли легко растекаются тонким слоем по основному металлу
и под действием капиллярных сил проникают в чугун, увели-
чивая тем самым прочность соединения.
Другая особенность процесса — снижение рабочей темпера-
туры по сравнению с обычными способами сварки достигается
использованием специальных флюсов (см. табл. 9.3). Поверх-
ностно-активные флюсы облегчают процесс смачивания и обра-
зования металлических связей на границе чугун — присадоч-
ный металл.
Пайкосварка чугуна осуществляется чугунными прутками
и латунными припоями. Рабочая температура процесса при
203
ТАБЛИЦА 9.8
ТРУДНОСТИ. ВОЗНИКАЮЩИЕ ПРИ ГАЗОВОЙ
СВАРКЕ ЧУГУНА. И СПОСОБЫ ИХ УСТРАНЕНИЯ
Трудности Причины их появления Способы устранения
Возможность отбе- ливания чугуна и появления структур закалки Склонность к обра- зованию трещин в металле шва и око- лошовной зоне Быстрое охлаждение ме- талла после сварки в со- четании с высоким (1,7 %) содержанием углерода спо- собствует превращению зерен графита в карбид железа (цементит), трудно поддающийся механической обработке Пониженная пластичность и прочность чугуна (по сравнению со сталью) в сочетании с неравномер- ным нагревом и охлажде- нием соединяемых деталей Снижение скорости охла- ждения нагретого металла посредством предваритель- ного подогрева (местного и общего) Использование низкотем- пературных процессов пай- косварки, пайки и т. п. (см. ниже), происходящих без расплавления основного металла Подогрев деталей до сварки для снятия внутренних на- пряжений и равномерное и замедленное охлаждение по- сле сварки
Склонность к поро- образованию в ме- талле шва Резкий переход из жидкого состояния в твердое, ха- рактерный для чугуна, вследствие чего газы не успевают выделиться из металла шва Образование на поверхно- сти ванночки пленки туго- плавких оксидов кремния и марганца, препятствую- щей свободному выходу газов из металла шва Непрерывное перемешива- ние в процессе сварки жид- кой ванны присадочным прутком Применение специальных флюсов для разжижения пленки окисленного крем- ния и окиси железа
использовании чугунных прутков УНЧ-2 и газообразного флюса
МАФ-1 не превышает 750—800 °C, а при применении латунных
припоев ЛОК-59-1-03 и ЛОМНА 49-05-10-4-0,4 составляет 650—
750 °C.
Газовая сварка латуни. Основные трудности, возникающие
при сварке латуни, связаны со значительной испаряемостью из
сварочной ванны цинка (до 25—30 %) и склонностью латуней
к трещинообразованию.
Улучшение свариваемости латуни достигается технологиче-
скими приемами и использованием присадочных металлов (см.
табл. 9.2) с малыми (до 0,5 %) добавками кремния и кремния
в сочетании с поверхностно-флюсующим элементом — бором.
Кремний на порядок снижает угар цинка, а бор оказывает
флюсующее действие вследствие образования комплексных
•к
«з
*
о
X
Примечание Размер кусков карбида кальция 25/80 Размер кусков карбида кальция 15/25 и 25/80 То же Размер кусков карбида кальция 25/50 и 50/80 То же Размеры кусков карбида кальция 95 % — 25/80 5 % — 2/25 Для одного стационарного сварочного поста То же с жидкостным предохранительным за- твором ЗСП-8 То же с сухим предохранительным затвором ЗСУ-1 Для централизованного питания стационар- ных постов кислородом из баллонов То же для ацетилена Затвор жидкостного типа для защиты одного сварочного поста Затвор сухого типа для защиты одного сва- рочного поста Для кислорода » » » ацетилена » пропан-бутана » кислорода » ацетилена » пропан-бутана
Основные параметры BUW 1 хв ш<7 ~ оосч —сою —— О О О ООО о — о О — о о —о’ооо'о
р- я х’ « El СУ ю сч сч ем ю юоююоою Ю Ю О —< СЧ Ю —. сч ю
Марка, тип to «^§2 w to2Soo _ S-toto о Wily L-uu u
Оборудование Стационарные ацетиленовые генера- торы (ГОСТ 5190—78) Передвижной ацетиленовый генера- тор Газоразборный пост кислорода Газоразборный пост ацетилена Рампа разрядная кислородная Рампа разрядная ацетиленовая Предохранительный затвор для аце- тилена Баллонные газовые одноступенчатые редукторы (по ГОСТ 6268—78) Сетевые газовые редукторы (по ГОСТ 6268—78)
205
204
Примечание Для кислорода > » Для ацетилена » пропан-бутана » кислорода; в 40-л баллоне содержится 6 м3 газа Для ацетилена; в полном баллоне содержится 5,3 м3 газа; максимальный отбор газа из бал- лона <1,1 м3/ч Для кислорода, с фторопластовым уплотни- телем Пл я лпетиленл. с мембранным уплотнителем » подачи ацетилена » подачи кислорода Малой мощности для сварки <7-мм металла Средней мощности для сварки<30-мм металла Для сварки <6-мм металла с использованием пропан-бутана С многофакельными мундштуками для свар- ки чугуна и цветных металлов (кроме меди) с использованием пропан-бутана Для сварки <4-мм стали и резки <50-мм ме- талла Комплектуется горелкой Г2-04 и резаком РВ-1А-02 Для сварки <17-мм стали и резки <100-мм металла. Комплектуется горелкой ГЗ-ОЗ и ре- заком РВ-2А-02 Установка снабжена двумя 4-л баллонами пропан-бутана и одним кислородным; пред- назначена для сварки <4-мм металла и резки <30-мм стали
Основные параметры «5 Е £ <□ Е и О, У £ и ” Ей О' — — — — — со О С О СЧ Q Q Q о О —* со О> Ю О Ю О О О о о_ о о ООЮ —Г осоо — оооо о о о Д\Л\А Л\ А А А CM хг СЧ . . . С© LQCO <0 СО ь- сч О О О Ю ' 1 ' ‘ II о сч 6 о о о ю о со сч сч ю
Марка, тип оо сч g S О счйсо — т — сч «? о, в. йо, ч 8о< < о о >> £ S г Ь b h ЕтЕЦСиЕч—' — —* CQ СО «—। —’L-. U. Lm ж U,
к
5
206
соединений (в первую очередь с оксидами цинка), легко переводи-
мых в шлаки. Кроме того, образующаяся на поверхности жид-
кого металла пленка из шлаков на основе борного ангидрида
непроницаема для цинка, но проницаема для выделяющихся
из расплавов газов.
Хорошие результаты дает применение газообразного флюса
БМ-1, т. е. газофлюсовой сварки. Процесс сварки получается
бездымным, а механические свойства сварного соединения —
иысокими.
9.3. Оборудование и аппаратура
Типовые представители оборудования и аппаратуры, применяе-
мые при газовой сварке, приведены в табл. 9.9.
В СССР для сварки преимущественно применяют универ-
сальные горелки инжекторного типа, в которых горючий газ
подается под низким (~0,001 МПа) давлением.
Раздел .Z
у • СВАРКА ДАВЛЕНИЕМ
При сварке давлением образование соединения осуществляется, главным об-
разом. за счет совместной пластической деформации материалов в зоне их
контактирования. При этом нагрев выступает лишь в качестве сопутствую-
щего активирующего фактора и в некоторых процессах может отсутствовать
воебще
Согласно общей теории, любой процесс сварки развивается постадийно.
При этом физика явлений, ответственных за формирование межатомных свя-
зей, сводится к трем наиболее важным стадиям.
I. Образование физического контакта. На этой стадии
происходит сближение соединяемых поверхностей на расстояния, соизмеримые
с атомными расстояниями в кристаллической решетке. При всех способах
сварки давлением эта стадия реализуется за счет пластической деформации
микровыступов контактирующих поверхностей (обеих при сварке однородных
сочетаний металлов или менее прочной при сварке разнородных сочетаний).
Наличие небольших количеств жидкой фазы в некоторых процессах (напри-
мер, при диффузионной сварке через расплавляющиеся прослойки) облегчает
развитие этой стадии взаимодействия.
II. Активация контактных поверхностей. Формирование
монолитного соединения непременно проходит через эту стадию. При этом
возникают так называемые «активные центры». Активация поверхностей при
сварке давлением происходит одновременно с образованием контакта в зна-
чительной мере за счет пластической деформации (механическая активация).
Нагрев также способствует развитию этой стадии взаимодействия (терми-
ческая активация).
В общем случае суть активации поверхностей состоит в создании условий,
при которых атомы, расположенные по обе стороны контактной границы,
смогут вступать во взаимодействие с образованием межатомных связей. Эта
стадия включает ряд важнейших физических процессов, в том числе разруше-
ние органических пленок и оксидных слоев (очистка поверхностей), а также
повышение энергии поверхностных атомов до уровня, при котором возможно
химическое взаимодействие.
Стадия активации заканчивается схватыванием по большей части пло-
щади контактирования. Однако учитывая, что образование активных центров
вследствие неоднородности взаимодействия происходит не одновременно по
всей поверхности, ее длительность, в зависимости от интенсивности силового
воздействия и свойств свариваемых материалов, может изменяться от долей
секунды до нескольких десятков минут.
Процесс получения работоспособного соединения в большинстве случаев
(особенно при наличии сопутствующего нагрева) не заканчивается схватыва-
нием.
III. Дальнейшее его развитие происходит в результате диффузионных пе-
ремещений атомов через границу контакта на стадии объемного вза-
имодействия, которой и завершается сварка. Ясно, что в случаях, когда
сварка давлением осуществляется без внешнего нагрева (холодная сварка,
сварка взрывом), стадия объемного взаимодействия не получает существен-
ного развития и соединение завершается на стадии схватывания.
На практике выбор способа сварки давлением, пригодного для решения
конкретных технологических задач, осуществляется в значительной мере
в зависимости от сочетания свойств соединяемых материалов (однородные,
разнородные) и их совместимости, которая определяется прежде всего веро-
ятностью образования интерметаллидов.
В первую группу следует отнести способы сварки, при которых соеди-
нение завершается на стадии схватывания контактных поверхностей. В этой
группе стадия объемного взаимодействия не получает развития вследствие
низких температур (холодная сварка, сварка взрывом, магнитно-импульсная)
или ввиду сравнительно высоких скоростей деформирования (ударная сварка
в вакууме, сварка прокаткой, термокомпрессионная сварка). Поэтому зона
контакта, как правило, четко выражена. Способы этой группы наиболее при-
годны для сварки разнородных материалов при опасности образования интер-
металлидов в контакте.
Вторая группа включает способы, при которых объемное взаимодействие
получает заметное развитие и соединение завершается образованием общих
зерен в зоне контакта. Такие процессы наиболее пригодны для сварки мате-
риалов в однородных сочетаниях.
Глава 10. ДИФФУЗИОННАЯ СВАРКА
10.1. Общие сведения
В основе технологии лежит способ, разработанный в СССР проф. Н. Ф. Ка-
заковым в 1953 г. [1]. Относится к классу термомеханических процессов
(ГОСТ 19521—74) Находит наибольшее применение в электронной, электро-
технической, автомобильной, авиационной промышленности, а также в энерге-
тическом, химическом машиностроении и других отраслях техники. От общего
объема механизированных способов сварки на долю диффузионной сварки
вместе с другими, так называемыми новыми способами (например радиоча-
стотной, электронно-лучевой видами сварки) приходится 4,5—7,7% [2—3]. По
прогнозам, предполагается некоторое расширение использования этих спосо-
бов к 2000 г. до ~8%. Наибольшее применение среди технически развитых
стран способ находит в нашей стране, а также в Японии, США, Франции,
Великобритании, Германии (4].
208
10 1.1. Терминология и основные схемы
Диффузионная сварка входит в группу способов сварки давлением, при кото-
рых соединение происходит за счет пластической деформации свариваемых
частей при температуре ниже температуры плавления, т. е. в твердой фазе
(ГОСТ 2601—84, СТ СЭВ 5277—85). Отличительной особенностью является
применение повышенных температур при сравнительно небольшой остаточной
деформации.
Процесс может осуществляться с использованием большинства тепловых
источников, известных при сварке. Наибольшее применение на практике на-
ходят индукционный, радиационный, электронно-лучевой нагрев, а также
нагрев проходящим током, тлеющим разрядом и нагрев в расплаве солей.
Контакт соединяемых деталей при сварке выполняется либо непосредст-
венно, либо через прослойки (фольговые или порошковые прокладки, покры-
тия).
Чаще всего диффузионную сварку проводят в вакууме. Однако принципа
ально возможно осуществление процесса в атмосфере защитных или восста-
Рис. 10.1 Схема деформи-
рования при диффузионной
сварке:
I — система нагружения;
2 — система деформирова-
ния; Н — нагреватель; Д —
детали
иовительных газов или их смесей (диффузионная сварка в контролируемой
атмосфере). При сварке материалов, имеющих относительно малое сродство
к кислороду, процесс можно вести даже на воздухе. В качестве среды для
диффузионной сварки могут быть использованы и расплавы солей [4], выпол-
няющие одновременно роль источника тепла.
В практике диффузионной сварки известно применение двух технологиче-
ских схем процесса, различающихся характером приложения нагрузки или на-
пряжения, действующих в течение цикла [6]. В одной из них используют по-
стоянную нагрузку (рис. 10.1, а) по величине ниже предела текучести. При
этом процессы, развивающиеся в свариваемых материалах, аналогичны пол-
зучести. Такую технологию называют диффузионной сваркой по
схеме свободного деформирования. На практике такая схема
осуществима наиболее просто, поэтому очень широко распространена [1].
По другой схеме нагрузка и пластическая деформация обеспечиваются
специальным устройством, перемещающимся в процессе сварки с контроли
руемой скоростью (рис. 10.1,6). Такую технологию называют диффузи-
онной сваркой по схеме принудительного деформиро-
вания (ДСПД-процесс).
10.1.2. Технологические возможности и ограничения
С помощью диффузионной сварки сравнительно легко могут
быть получены соединения большинства конструкционных ма-
териалов: металлов и сплавов на их основе как в однородных,
14—1063
209
Рис. 10.2. Диаграмма деформи-
рования при ДСПД-процессе:
*рел ~ время релаксации; есв -
степень накопленное деформа-
ция
так и в разнородных сочетаниях,
включая материалы с резко различа-
ющимися свойствами (например, ме-
талл— керамика). В однородных со-
четаниях структура и свойства свар-
ного соединения практически не от-
личаются от основного материала.
При соединении разнородных пар,
а в некоторых случаях и для одно-
родных сочетаний могут быть исполь-
зованы промежуточные прослойки
(см. разд. 10.2.3).
Особенностью диффузионной свар-
ки является возможность ограниче-
ния общей деформации соединяемых
деталей, что позволяет получать пре-
цизионные соединения, в необходи-
мых случаях не требующие последующей механической обра-
ботки.
При диффузионной сварке по схеме принудительного дефор-
мирования (ДСПД) цикл сварки можно четко ограничить мак-
роупругой стадией / (рис. 10.2) или прекратить в любой мо-
мент стадии пластического деформирования II, а также на
стадии выдержки в режиме релаксации напряжений III, когда
приращения пластической деформации практически не проис-
ходит.
Для управления структурой и свойствами сварного соеди-
нения и основного материала при диффузионной сварке срав-
нительно легко могут быть использованы принципы термомеха-
нической обработки, совмещенные с циклом сварки, особенно
при сварке с принудительным деформированием, см. [4, 6].
При изготовлении тонкостенных многослойных и простран-
ственных конструкций типа пустотелых панелей решеток, об-
легченных ферм и т. п. процесс сварки может быть совмещен
с формообразованием (см. разд. 10.4.3). В серийном производ-
стве простых по форме изделий за один технологический цикл
можно соединять одновременно несколько деталей (пакетная
сварка). При этом сварочный процесс сравнительно легко авто-
матизируется и в случае применения конвейерных комплектов,
работающих на принципе шлюзования, обеспечивается высокая
производительность.
Технология может быть использована в производстве полу-
фабрикатов и заготовок для последующей обработки. Напри-
мер, этим методом получают многослойные заготовки для по-
следующей прокатки, а также крупногабаритные заготовки
сложной формы путем соединения простых элементов, что при-
водит к существенной экономии материала.
210
Ограничения применения и недостатки технологии
— В большинстве случаев длительность цикла сварки значи-
тельна, что ограничивает производительность процесса.
— Сложность оборудования (особенно вакуумного) и тех-
нологической оснастки, подвергающейся одновременному на-
греву и нагружению, предъявляет высокие требования к тех-
ническому уровню производства.
— Размеры изделий, как правило, ограничиваются типом
применяемых сварочных установок.
— Высокие требования к качеству контактных поверхностей
удорожают процесс в целом.
— Известные методы неразрушающего контроля в связи со
спецификой дефектов сварных швов имеют сравнительно -низ-
кую эффективность.
10.2. Технология
10.2.1. Типы и конструкции соединений
Могут быть использованы все типы соединений, известные
в практике сварки и пайки (рис. 10.3). При этом основным усло-
вием является возможность обеспечения плотного и свободного
прилегания соединяемых поверхностей по всей площади
касания.
Ряс. 10.3. Варианты соединений при диффузионной сварке:
а — пассивные детали (соединение по торцевой поверхности); б —листо-
вые элементы и массивная деталь (Н/в<10): в—трубки, соединяемые по концу
(в/О>0,2. Н/О<6); г — многослойный пакет (в/О>0Д, Н/О<6); д — цилиндрические
поверхности (L/D<5); е — то же (0,5<L/D<5. в >0.05); яс —то же для многослой-
ной заготовки (0,5<£/П<5, в > 0.05)
211
14*
Поскольку деформация свариваемых деталей в большин-
стве случаев ограничена, в случае повышенных требований
к механическим свойствам предпочтительным является приме-
нение механической обработки зоны соединения после сварки
с целью удаления краевых дефектов (непроваров) или для
получения более целесообразной геометрии соединения в слу-
чае тавровых и угловых швов (например, для формирования
радиуса в зоне концентратора напряжений).
Элементы сварных узлов, к которым предъявляются наи-
более высокие требования по вакуумной плотности, рекомен-
дуется изготавливать таким образом, чтобы волокна текстуры
материала начинались и заканчивались в пределах вакуумной
полости или сварного соединения.
10.2.2. Подготовка поверхности
Свариваемые поверхности должны быть обработаны с чистотой поверхности
при /?О<1,25 мкм по ГОСТ 2789—73. Предпочтительно применение механи-
ческой обработки.
Непосредственно перед сваркой детали проходят очистку от жировых и
других загрязнений, а также от оксидов методами электрохимической или хи-
мической обработки (травление, обезжиривание, электрополировка). Такой же
обработке подвергают промежуточные прокладки из фольги, если они приме-
няются. Эффективно использование электрического разряда для очистки по-
верхности непосредственно в рабочей камере перед сваркой.
10.2.3. Применение покрытий и промежуточных прокладок
Покрытия наносят чаще всего гальваническим, химическим
или термовакуумным методами на одну или обе свариваемые
детали, но, как правило, только в пределах площади их кон-
тактирования. При сварке мелких деталей допускается нанесе-
ние покрытия на всю поверхность. Покрытия применяют для
защиты от окисления в процессе нагрева при сварке сплавов,
в состав которых входят активные по отношению к кислороду
элементы (Сг, А1 и др.). Чаще всего используют никелевое,
медное или серебряное покрытие толщиной 5—10 мкм.
При сварке материалов, образующих в контакте при тем-
пературе процесса интерметаллидные фазы, необходимо при-
менение барьерных прослоек *. Для этого могут быть исполь-
зованы покрытия достаточной толщины, а также фольговые
прокладки, изготавливаемые по форме площади контактирова-
ния. В этом случае основное требование при выборе типа по-
крытия или прокладки — совместимость с каждым из сваривае-
1 Необходимость в барьерных прослойках может быть исключена сниже-
нием температуры сварки или ограничением времени нагрева.
212
мых сплавов. При необходимости прокладки могут быть мно-
гослойными или применяться в сочетании с покрытиями.
Сравнительно толстые (100—500 мкм) фольговые прокладки
из пластичных металлов (Ni, Си, Ti, Al и др.) применяют
с целью интенсификации пластической деформации в контакт-
ной зоне. Необходимость этого возникает в случае, когда сое-
диняемые материалы имеют ограниченную деформационную
способность в интервале режимов сварки (керамика, жаро-
прочные сплавы), а также когда контактирующие поверхности
грубо обработаны или плохо взаимно сопрягаются.
Ту же цель достигают применением порошковых прокладок,
изготовленных предварительным формованием в виде заклад-
ных элементов (лент, шайб, таблеток) из промышленных по-
рошков никеля, меди, титана и др. (размер частиц 50—
100 мкм), а также из специальных ультрадисперсных порош-
ков (частицы <1 мкм). В последнем случае применение про-
слоек позволяет существенно снизить температуру диффузион-
ной сварки.
Толстые промежуточные прослойки необходимы также
в случае, когда соединяемые материалы в разнородной паре
имеют сильно различающееся тепловое расширение в темпера-
турном интервале режимов сварки. Такие прокладки компен-
сируют за счет пластической деформации остаточные напря-
жения в соединении, возникающие при охлаждении, и преду-
преждают самопроизвольное разрушение конструкции.
Особое место в технологии диффузионной сварки занимают
расплавляющиеся прослойки*. Жидкая фаза в зоне
соединения образуется за счет применения прослоек, имеющих
температуру плавления ниже температуры плавления свари-
ваемых материалов (чаще в результате протекания эвтектиче-
ской реакции или непосредственно между свариваемыми мате-
риалами, или между ними и специально введенной прослойкой;
такие прослойки применяют в виде покрытий, фолы и порош-
ковых смесей, а также в любом их сочетании).
Наличие жидкой фазы в зоне контакта позволяет ограни-
чить деформирующую нагрузку, снизить температуру сварки,
активизировать процесс формирования контакта, что важно,
например, при соединении труднодеформируемых жаропрочных
сплавов, керамик, сложнолегированных сплавов и других ма-
териалов.
Для повышения жаропрочности и коррозионной стойкости
сварных соединений в этом случае целесообразно применять
послесварочный гомогенизирующий отжиг для выравнивания
химического состава в зоне контакта.
1 Такой процесс в литературе иногда называют «диффузионная пайка»,
однако от пайки его отличает применение давления на контактных поверхно-
стях, а также ограниченное количество жидкой фазы.
213
Систематизированный обзор конкретных вариантов про-
слоек, применяемых при диффузионной сварке, можно найти
в [4].
10.2.4. Предохранение от приваривания к оснастке
Применяют покрытия на основе оксида алюминия или смесей, замешиваемых
на акриловой смоле, поливиниловом спирте, бензоле, ацетоне и других рас-
творителях [4].
В качестве изолирующих прокладок могут быть использованы слюда,
алунд, карбонитрид бора, керамики, волокнистые термостойкие тканые мате-
риалы или стеклоткани. Последние удобны при сварке деталей сложной
формы и могут быть заранее раскроены. После сварки остатки такой про-
кладки счищают щеткой.
Для предупреждения приваривания оснастку из нержавеющей стали окси-
дируют отжигом в водороде с точкой росы от —20 до +10 °C при темпера-
туре 900—950 °C.
10.2.5. Выбор параметров режима
Рабочие среды
В зависимости от свойств свариваемых материалов степень
разрежения в вакуумной камере выбирается в диапазоне 1,3—
1,3- 10~4 Па. При сварке малоуглеродистых сталей, меди, ни-
келя требования к остаточному давлению наименее жесткие.
Присутствие в сплавах хрома, алюминия, титана, вольфрама
и других активных элементов приводит к необходимости сни-
жения остаточного давления в пределах указанного диапазона
в тем большей степени, чем выше активность элемента и его
содержание в сплаве.
В качестве контролируемых атмосфер применяют осушен-
ные аргон или гелий, очищенные и осушенные водород, азот
или смесь азота с 6—8 % водорода.
На воздухе сваривают малоуглеродистые и некоторые ин-
струментальные стали. При этом контактные поверхности за-
готовок после механической обработки защищают от окисле-
ния консервирующим покрытием: эпоксидной смолой или гли-
церином. При нагреве зоны стыка в процессе сварки покрытие
выгорает без остатка, а образующиеся газы защищают зону
сварки от окисления.
Состав соляных ванн для диффузионной сварки определя-
ется необходимой температурой, например 850—870 °C при
использовании расплава NaCl, 1000—1150 °C — для ВаС12,
700—950 °C для смеси 70 % ВаС12+30 % КС1.
Параметры термодеформационного воздействия
При сварке по схеме свободного деформирования (см.
рис. 10.1, а) основными параметрами являются температура Т, давление р;
время выдержки t (или степень остаточной деформации еСв). Указанные
214
Т А БЛИЦА 10.1
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ* НАИБОЛЕЕ
РАСПРОСТРАНЕННЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ
В ЭЛЕКТРОННОЙ ТЕХНИКЕ
Свариваемые материалы т. °C р. МПа Гсв. мин Рост- Па
Никель НП1 с никелем НП1 1000 15,0 10 1,3.10-»
Сплав 29НК со сплавом 29НК 1100 20,0 25 6,7.10"3
Медь МВ с медью МВ 850—900 7,0 20 1,3.10-»
Бериллиевая бронза БрБ2 с бериллие- 850 10,0 10 1.3. ю-»
вой бронзой БрБ2
Дур алюмин с дуралюмином 550 4,0 13 1,3.10'»
Сплав АМц со сплавом АМц 590 5,0 20 1,3.10-»
Титан ВТ-1 с алюминием АВ 560 12,0 10 1,3.10-»
Титан ВТ-1 с титаном ВТ-1 800 7,0 6 1,3.10-»
Молибден МЧ с молибденом МЧ 1900 10,0 20 1,3.10-3
Никель НП1 с титаном ВТ1 700 10,0 10 1,3.10-3
Никель НП1 с медью МВ 900 15,0 20 1,3.10-»
Никель НП1 с молибденом МЧ 1000 15,0 10 1,3.10-»
Никель НП1 с вольфрамом 1100 15,0 20 1,3.10-»
Медь МВ со сталью 1000 10,0 15 1,3.10-3
Медь МВ со сплавом АМц 510 7,0 15 1,3.10-»
Медь МВ со сплавом 29НК 950 7,0 10 1,3.10-»
Медь МВ с алюминием А00 520 10,0 10 1,3.10-»
Медь МВ с дуралюмином 6 X) 5,0 15 1,3.10-»
Медь МВ с титаном ВТ-1 700 6,0 20 1,3.10-»
Медь МВ с молибденом МЧ 990 7,5 20 1,3.10-»
Медь МВ с платиной 850 7,5 10 1,3.10-»
Медь МВ с константаном 950 20,0 15 1,3.10-»
Медь МВ с молибденом 940 20,0 10 1,3.10-»
Сталь 10 со сталью НЖВ 1000 15,0 10 1,3.10-*
Сталь 45 со сталью ХВГ 1100 15,0 10 1,3.10-*
Сталь с молибденом МЧ 1200 5,0 10 1,3.10-*
Сталь 12Х18Н10Т со сталью 1100 10,0 15 1,3.10-»
12Х18Н10Т
Молибден МЧ со сплавом Pt—Ва 1000 13,0 15 1,3.10"»
Молибден МЧ со сплавом Pd—Ва 1000 13,0 15 1,3.10-»
Молибден МЧ с вольфрамом ВРН 2100 15,0 10 1,3.10-»
Молибден МЧ с ниобием 1600 20,0 25 1,3.10-»
Молибден МЧ с платиной 1000 13,0 15 1,3.10-»
Никель НВК со сплавом 29НК, со спла- 900 7.0 20 6,7.10-»
вом фени, с рением
Примечания. 1. Неэбходим предварительный отжиг в водороде: дли никеля
НП1 при 850е С/15 мин; для сплава 29НК при 800° С/30 мнн. 2. Алюминий н его сплавы
после обработки свариваемых поверхностей сразу же устанавливать в вакуумную камеру
для сварки. 3. Медь отжигать в водороде при 600 °С/30 мин. 4. Молибден МЧ отжигать
в водороде при 900 °С/10 мин. 5. Отжиг проводить непосредственно перед сваркой.
• Параметры режима сварки: Т — температура нагрева, р — удельное давление,
<с,в—время сварки, рост — давление остаточных газов в камере.
215
параметры являются взаимозависимыми величинами, одинаково (но в разной
степени) влияющими на прочность сварного соединения. Поэтому оптималь-
ные их значения обычно устанавливают экспериментально (табл. 10.1).
В ряде случаев перед сваркой рекомендуется проведение термической об-
работки деталей, в том числе в активных газовых средах (вакуум, водород).
Целью обработки является стабилизация структуры материала, а также ис-
ходного состояния контактных поверхностей, что заметно улучшает сваривае-
мость.
Температуру сварки выбирают в диапазоне (0,7—0,8)7Пл, иногда не-
сколько ниже, до 0,5Гпл (здесь Тал—температура плавления свариваемого
материала). Для тугоплавких и жаропрочных материалов температура может
быть выше указанного диапазона.
Скорости нагрева и охлаждения зависят от источника тепла и в боль-
шинстве случаев их не регламентируют. При сварке разнородных сочетаний
материалов, термический коэффициент линейного расширения которых раз-
личается более чем на 2 • 10-® град-1, скорость охлаждения целесообразно
уменьшать до 10—15 °С/мин.
Разгерметизацию камеры при сварке деталей из черных металлов реко-
мендуют проводить при температуре не выше 120 °C, а для цветных и актив-
ных металлов — при 60 °C.
Давление выбирают в диапазоне 0,8—0,9 предела текучести при темпе-
ратуре сварки. Для известных конструкционных материалов оно может из-
меняться в диапазоне 1—100 МПа.
Время выдержки в зависимости от температуры, давления, допустимой
остаточной деформации, чистоты обработки контактных поверхностей и дефор-
мационной способности материала может колебаться от нескольких секунд
до нескольких часов (чаще 5—10 мин).
При ДСПД-процессе (см. рис. 10.1,6) основными параметрами являются:
температура Т, скорость роста нагрузки Р, скорость деформирования е, время
деформирования t (или степень накопленной деформации еСв). время вы-
держки в режиме релаксации ?рел- Сопротивление деформированию Р в этом
случае является зависимым параметром. Его величина, а также ес». регистри-
руются непосредственно в течение всего цикла сварки (рис. 10.3) в виде
диаграммы. Оба параметра могут быть использованы для контроля и управ-
ления качеством соединения.
Температуру и время деформирования назначают аналогично указанным
выше значениям. Скорость деформирования е по данным [4, 5] для сплавов
ВТ-6 и никеля НП2 целесообразно принимать в диапазоне 10~4—10-5 с-1.
Для других материалов е необходимо подбирать экспериментально.
10.2.6. Пути интенсификации
Повышения производительности процесса добиваются, главным
образом, усовершенствованием сварочного оборудования в на-
правлении сокращения наиболее длительных этапов цикла
сварки — вакуумирования, нагрева, охлаждения. С этой целью
используют многопозиционные приспособления, многокамерные
установки, а также автоматические конвейерные системы.
Под интенсификацией процесса формирования соединения
подразумевается сокращение времени выдержки при сварке,
снижение температуры процесса, повышение эксплуатацион-
ных свойств сварного шва [4].
Применение пластичных, расплавляющихся и порошковых
промежуточных прослоек позволяет снизить температуру про-
216
цесса, в некоторых случаях существенно. Известны приемы
создания пластичного приповерхностного слоя, облегчающего
смятие микровыступов в контакте и активацию поверхностей.
Например, при сварке титановых сплавов это достигается леги-
рованием зоны соединения р-стабилизаторами. Применительно
к сталям пластичный слой создают за счет предварительного
обезуглероживания при высоких температурах. Высокопрочные
никелевые сплавы перед сваркой обрабатывают в смеси газов:
40—30 % Не, 70—90 % Н2. Температура обработки 1100—
1300 °C, выдержка 10—30 ч.
Активировать диффузионные процессы в приконтактных
слоях при сварке тугоплавких и разнородных материалов
можно предварительной электроэрозионной обработкой поверх-
ностей. Это позволяет снизить температуру сварки и исключить
образование интерметаллидов.
При сварке диэлектриков с металлами (например, стекло —
металл) применяют электрическое поле высокого напряжения,
позволяющее в результате действия электроадгезионного эф-
фекта существенно снизить температуру сварки и уменьшить
остаточные напряжения в стекле.
Для интенсификации пластической деформации за счет ак-
тивации диффузионных процессов применяется циклическое из-
менение температуры. При сварке сплавов, испытывающих
полиморфное превращение, термоциклирование проводят вблизи
интервала превращения.
Термодеформационный цикл при ДСПД осуществляется
под непрерывным контролем, поэтому возникает возможность
обеспечить строгую согласованность всех его этапов. Исполь-
зование сложных циклов нагружения, деформирования и раз-
гружения после сварки, назначенных с учетом деформацион-
ной способности свариваемых материалов, а также состояния
контактных поверхностей, позволяет активно управлять про-
цессом формирования соединения и его свойствами [5].
10.3. Технологическая оснастка и оборудование
Практическое применение диффузионной сварки в производ-
стве связано в большинстве случаев с использованием специ-
ального технологического оборудования (установки для диф-
фузионной сварки), при необходимости укомплектованного до-
полнительными приспособлениями.
10.3.1. Основные типы приспособлений
Сдавливание и деформирование деталей при диффузионной сварке проводят
прикладывая усилие перпендикулярно поверхности контактирования. Наи-
более просто это осуществляется при плоских свариваемых поверхностях,
217
6
которые следует считать предпочти-
тельными. В этом случае усилие, как
правило, передается непосредствен-
но или через приспособление (рис.
10.4) от рабочих пуансонов свароч-
ной машины к деталям. Для взаим-
ного фиксирования свариваемых эле-
ментов предварительно выбирают
рациональную конструкцию или про-
стейшие средства с тем, чтобы по
возможности обойтись без дополни-
тельных приспособлений, которые
усложняют сборку, увеличивают на-
греваемую массу металла. Кроме
того, при этом возможно схватыва-
ние деталей с оснасткой.
С этой целью могут быть ис-
пользованы технологические уступы,
проточки, буртики для фиксирова-
Рис. 10.4. Типовая конструкция простей-
шего многоместного приспособления для
диффузионной сварки:
/ — шарик; 2 — прижим; 3 — пуансон;
4 — корпус; 5 — тепловой экран; 6 — цен-
трирующая оправка; 7 — свариваемые де-
тали
ния, которые после сварки могут
удаляться механической обработкой.
Па практике простые по форме де-
тали собирают с помощью полосок
фольги, закрепляемых контактной
точечной сваркой или вязальной
проволокой. Во всех случаях основ-
ным требованием правильной сборки
является свободное прилегание свариваемых поверхностей.
Применительно к деталям сложной формы (например, телескопические
конструкции) для создания давления чаще всего применяют метод термо-
Рис. 10.5. Приспособление для
сварки охватывающих соединений
с ислользоваикем термонатяга:
1 — конусный пуансон; 2 — оправ-
ка; 3 — свариваемые детали
Рис. 10.5. Приспособление для пакетной
диффузионной сварки с использованием
термонатяга [7]:
1 — фланец; 2 — стяжной болт; 3 — цен-
трирующее отверстие; 4 — компенсирую-
щие прокладки; 5 — свариваемые детали
218
натяга (рис. 10.5). Метод термонатяга может быть использован и при сварке
сравнительно простых по форме деталей в сочетании с многоместными приспо-
соблениями (рис. 10.6), что существенно повышает производительность и уп-
рощает технологию. В обоих случаях для нагрева пригодны универсальные
вакуумные печи или печи с контролируемой атмосферой, в том числе шлюзо-
вые и конвейерные. При расчете основных размеров приспособлений исходят
и, требуемого для сварки удельного давления и разницы температурных ко-
аффициентов линейных расширений свариваемых материалов и стягивающих
моментов оснастки.
Для изготовления деталей приспособлений рекомендуются высокохроми
сгые стали и сплавы (например, 0Х27Ю5А, Х25Н20, Х20Н80, 12Х18Н10Т,
12X13, 20X13), молибден (МРН и др.), графит (МПГ-6, МПГ-7). Приспособ-
ления из графита перед использованием отжигают в вакууме при 1300 °C.
10.3.2. Герметизируемые контейнеры
Применение диффузионной сварки крупногабаритных деталей
сдерживается отсутствием специализированного оборудования.
В связи с этим для практики представляют интерес техниче-
ские решения, предполагающие использование стандартного
прессового оборудования. Свариваемые заготовки предвари-
тельно укладывают в тонкостенный контейнер, изготовленный
по форме собранного узла. Контейнер герметизируют, обвари-
вая по периметру, и после вакуумирования внутренней полости
осуществляют нагрев и сжатие заготовок с помощью пресса.
Рис. 10.7. Диффузионная сварка в герметичном контейнере [4]:
I — плита пресса; 2 — свариваемые детали; 3 — контейнер; 4 — вакуумная трубка; 5 —
вакуумный насос; К нагревательные плиты; 7 — нагреватели
21В
оснащенного сравнительно простыми нагревательными элемен-
тами (рис. 10.7). В некоторых случаях герметизируют прост-
ранство только между соединяемыми поверхностями. Для этого
обваривают детали по периметру контактных поверхностей не-
посредственно или с использованием специальных манжет из
жаропрочного сплава или гофрированных элементов.
10.3.3. Универсальные установки
Установки для диффузионной сварки в общем случае имеют
рабочую камеру, механизм для создания сварочного давления
или деформирования, систему для получения рабочей среды
(вакуума или газовой среды), аппаратуру управления и конт-
роля [1]. Применяемое на практике оборудование имеет боль-
шое разнообразие конструктивного решения функциональных
узлов и систем, обусловленное, главным образом, габаритами
свариваемых узлов, степенью их прецизионности, применяе-
мыми материалами и необходимой производительностью. Эти
требования определяют в основном выбор систем нагрева, ва-
риантов рабочей среды, нагружения или деформирования.
В настоящее время в эксплуатации находятся универсаль-
ные установки разных модификаций типа СДВУ, УДС, А-306,
А-308, ОЗД, УДСПД и др.
В общем случае наиболее интересные технические решения
направлены на повышение производительности универсальных
установок. С этой целью применяют принципы создания много-
камерных комплексов (установка УДС-ЗМ) или полностью
автоматизированных конвейерных систем (УДС-5, УДС-6).
В установках типа УДСПД, разработанных для реализации
принципов контролируемого нагружения и деформирования
(ДСПД-процесс), в качестве системы нагружения использу-
ются силовые элементы универсальных испытательных машин.
Учитывая современную тенденцию применения диффузион-
ной сварки для изготовления крупногабаритных изделий слож-
ной формы проводятся работы по созданию крупногабаритных
установок модульного типа (4]. Модуль такой установки снаб-
жен автономными системами вакуумирования, нагрева и сжа-
тия. В зависимости от размеров свариваемой конструкции
монтируется необходимое количество модулей. Отдельная зад-
няя стенка и передняя сдвижная дверца ограничивают в це-
лом рабочее пространство установки. Конструкция модулей
предусматривает возможность изменения рабочего простран-
ства в вертикальном направлении.
220
10.3.4. Г азостаты
Современные газостаты (рис. 10.8) могут с успехом применяться для диффу-
зионной сварки, особенно деталей сложной формы из однородных и разнород-
ных материалов, когда обеспечить равномерное давление материалов по со-
прягаемым поверхностям трудно или невозможно. В большинстве случаев пе-
ред сваркой детали укладывают в тонкостенные технологические оболочки
(конверты) и герметизируют сваркой.
После этого сборку помещают в рабочую
камеру газостата и проводят высокотемпе-
рптурную обработку в течение нескольких
члсов давлением газа >100 МПа (рис.
10.9). Метод горячей изостатнческой обра-
ботки оказался эффективным также для
улучшения свойств соединений, выполнен-
ных диффузионной сваркой. В частности,
его можно использовать для залечивания
дефектов в виде пустот, что способствует
существенному повышению пластичности
сварного соединения.
За рубежом газостаты, пригодные для
использования при диффузионной сварке,
выпускаются фирмами ASEA (Швеция),
Cjonway Pressure Systems Inc. и Autoclave
Рис. 10.8. Схема высокотемпературного газо-
стата. используемого для диффузионной сварки:
I -верхняя пробка; 2 — станина; 3 -- контейнер;
I термоизоляционный колпак; 5 — нагреватель;
6 свариваемая деталь; 7 — термоизолятор; 3 —
нижняя пробка; 9 — трубопровод подачи рабо-
чего газа
Engineers (США), ABRA AG (Швейцария), Kobe Steel (Япония), National
1'orge Europe (Бельгия). В СНГ подобное оборудование разработано
ВНИИметмашем и выпускается Коломенским СПО (табл. 10.2).
ТАБЛИЦА 10.2
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ГАЗОСТАТОВ КОНСТРУКЦИИ
ВНИИметмаша — КОЛОМЕНСКОГО СПО [6]
Тип газостата Размер заготовки, мм р* шах» МПа г’2 шах» °C Размеры газостата, мм
диаметр | высота высота*3 длина ширина
40X100 40 100 N2 — 200 2000 1 600 (1 600) 2000 1600
450 50 250 Аг — 100 1500 2 260 (2 260) 3750 1110
ГТС-2000 100 250 N2 —200 2000 2 800 (2 800) 2500 1500
32ОХ 550 320 550 Аг — 220 1220 5 485 (4 665) 5520 1650
ЯО6013 340 550 Аг — 200 1500 5 790 (4 980) 5520 1420
ЯО6015 320 1000 Аг — 200 1250 6 340 (5 530) 5520 1420
ЯО 6022 1100 2000 Аг — 200 1200 12 950 (10 750) 8100 5000
•• Ртах — максимальное давление рабочей среды. •• Ттах — максимальная тем-
пература в рабочем пространстве. •• Общая высота газостата (высота под уровнем пола).
221
Рис. 10.9. Схема диффузионной сварки с использованием горячего изоста-
тического прессования:
/ — сборка в контейнере; 2 — герметизация контейнера; 3 — высокотемпера-
турная обработка в газостате; 4 — сваренный узел
10.4. Промышленное применение
10.4.1. Приборостроение
Характерной особенностью конструкций современных приборов
и узлов электронной техники является применение прецизион-
ных элементов, изготовленных из разнородных материалов,
в том числе неметаллических (стекло, керамика и др ). Техно-
логические возможности диффузионной сварки позволяют ши-
роко использовать этот процесс в промышленности [7, 8] при
создании металлокерамических узлов, катодных узлов, вакуум-
плотных соединений из разнородных материалов, полупровод-
никовых систем и др. Большинство известных в настоящее
время разработок в области технологии и оборудования для
диффузионной сварки сделано именно в приборостроении.
В Таллиннском электротехническом институте НПО «Элект-
ротехника» создана технология производства выпрямительных
элементов силовых полупроводниковых приборов и разрабо-
таны конвейерные системы для диффузионной сварки УДС-5
и УДС-6, обеспечивающие высокую степень автоматизации
сварки в условиях непрерывной круглосуточной работы комп-
лекса.
10.4.2. Крупногабаритные заготовки и полуфабрикаты
Диффузионная сварка находит применение для изготовления
крупногабаритных заготовок деталей сложной формы, получе-
ние которых механической обработкой, методами обработки
давлением или литьем невозможно или неэкономично. При
этом путем соединения простых по форме элементов, изготов-
ленных из стандартных полуфабрикатов, можно существенно
повысить коэффициент использования металла (КИМ), а в ряде
случаев получить сложные заготовки из разнородных материа-
лов, которые практически невозможно изготовить другими ме-
тодами сварки. Особенно эффективно такое применение диф-
фузионной сварки в опытном и мелкосерийном производстве.
222
Рис. 10.10. Схема диффузионной сварки крупногабаритной заготовки ребристой па-
нели [4]:
I внешний вид панели; 2 — составные элементы; 3 — детали оснастки; 4 — сборка
контейнере; 5 — сварка с использованием открытого пресса: 6 — сваренная заготовка
При этом чаще всего используются открытые прессы в сочета-
нии с герметизированными контейнерами (рис. 10.10).
С помощью диффузионной сварки получают крупногабарит-
ные толстые многослойные заготовки, из которых затем изго-
тавливают прокаткой слоистые композиционные листы.
10.4.3. Совмещение сварки с формообразованием
Многослойные тонкостенные конструкции типа панелей из ти-
тановых или алюминиевых сплавов с наполнителем сложной
формы (гофры, соты, ребра и др.) получают методом совме-
щения диффузионной сварки и формообразования в режиме
сверхпл астичности.
Листовые заготовки сложной панели предварительно сва-
ривают в необходимых местах в плоском пакете. С этой целью
на поверхность листов перед сборкой пакета наносят барьер-
ное покрытие. Собранный пакет герметизируют по контуру,
вакуумируют и осуществляют диффузионную сварку, а затем
но внутреннюю полость подается газ или жидкость, заготовка
раздувается и принимает форму внутренней поверхности мат-
рицы (рис. 10.11).
223
Средний лист
Z
Рис. 10.11. Схема получения многослойной панели методом совмещения диффузионной
сварки с формообразованием (SPD/DB-процесс) [9]:
/ — подготовка к сварке; 2 —сварка пакета; 3— формование панели; .4 — окончатель-
ная форма детали
V _,
10.5. Контроль качества
Основными типами дефектов сварного соединения являются:
непровар, т. е. отсутствие соединения в отдельных участках
контакта (дефекты 1-го типа), мелкие сферические поры, рас-
положенные в теле общих зерен, которые образовались в зоне
контактирования (дефекты 2-го типа), и плоскоориентирован-
ная межфазная граница.
Особенностью дефектов является то, что они располагаются
вдоль бывшей поверхности контактирования, а величина рас-
крытия непроваров и размеры пор, как правило, невелики. Это
затрудняет применение традиционных неразрушающих методов
для их выявления. Наиболее перспективными методами нераз-
рушающего контроля являются ультразвуковые методы, а также
метод акустической эмиссии.
Глава 11. ТЕРМОКОМПРЕССИОННАЯ СВАРКА
11.1. Общие сведения
Появление новой отрасли промышленности — микроэлектроники потребовало
разработки новых способов сварки — термокомпрессии и сварки косвенным
импульсным нагревом (СКИН). Они являются основными методами для при-
соединения тонких проводников (выводов) к напыленным на полупроводнико-
вую или керамическую пластинку (подложку) пленкам в полупроводниковых
приборах, гибридных и интегральных микросхемах. В данной главе рассмот-
рены терминология, основные схемы, физические основы процесса, технология,
оборудование, промышленное применение и контроль качества. Ряд вопро-
сов освещен кратко. В этих случаях рекомендуются работы [1—15].
224
11.1.1. Определения, терминология и основные схемы
1ермокомпрессия— это способ соединения металлов с металлами и неметал-
лами давлением с подогревом при относительно невысоких удельных давле-
ниях [1—3, 5, 6—8]. По терминологии, которая принята в области сварки
(I ОСТ 2601—84), более правильно термокомпрессию называть микросваркой
давлением с подогревом соединяемых деталей.
Термокомпрессионная сварка является наиболее широко применяемым
способом монтажа полупроводниковых микроприборов и интегральных схем
и разнообразных корпусах с проволочными проводниками (выводами). Один
из соединяемых элементов (обычно вывод) при термокомпрессии должен об-
ладать достаточно высокой пластичностью. Температура при термокомпрессии
нс превышает температуры образования эвтектики соединяемых материалов
и обычно равна температуре отпуска или отжига более пластичного металла.
Разновидностью способа сварки давлением с подогревом является сварка
дввлением с косвенным импульсным нагревом (СКИН) [1—3, 5]. В способе
СКИН в отличие от термокомпрессии инструмент (пуансон) импульсно нагре-
вается проходящим по нему током. Из-за кратковременности процесса на-
। рева металлический проводник в месте контакта может нагреваться до более
высоких температур, чем при термокомпрессии. Это дает возможность прива-
I нвать проводники из относительно малопластичных металлов к тонким плен-
кам на керамических подложках.
Разновидности термокомпрессионной сварки могут быть классифициро-
ваны по трем основным признакам: по способу нагрева, по способу выполне-
ния соединения и по типу образующегося соединения, обусловленного формой
применяемого инструмента [1—3, 6—8].
Подвод тепла в зону сварки осуществляют тремя способами: нагрев
только рабочего столика, нагрев рабочего инструмента, одновременный нагрев
рабочего столика и инструмента (рис. 111).
Применяют следующие способы выполнения соединений при термокомпрес-
снонной сварке: внахлестку и встык (рис. 11.2). При сварке внахлестку
(рис. 11.2, а) проволочный вывод накладывают на металлизированную кон-
тактную площадку. Ось вывода располагают параллельно плоскости контакт-
ной площадки, а вывод подают под инструмент сбоку через специальную
дюзу или непосредственно через рабочий инструмент. При сварке встык
(рис. 11.2,6) конец проволочного вывода (ось вывода перпендикулярна пло-
скости контактной площадки) предварительно оплавляют. Диаметр образую-
Рис. 11.1. Разновидности термокомпрессии в зависимости от способа нагрева:
а — нагрев только рабочего столика; б — нагрев рабочего инструмента; в —
одновременный нагрев рабочего столика и инструмента; 1 — рабочий инстру-
мент (пуансон); 2.— присоединяемый проводник; 3 — подложка или кристалл по-
лупроводникового прибора; 4 — рабочий столик; 5 — спираль для нагрева
15—1063
225
Рис. 11.2. Виды термокомпрессионкой
сварки по способу выполнения соеди-
нения: а — нахлесточное; б — стыковое
с образованием шарика
Рис. 11.3. Основные типы термоком-
прессионных соединений в зависимо-
сти от формы применяемого инстру-
мента:
а — соединение в виде плоской свар-
ной точки (термокомпрессия клином);
б — в виде шляпки гвоздя (термоком-
прессня капилляром
шарика);
а — типа
. с образованием
a — с ребром жесткости (термокомпрессия инструментом
«рыбий глаз> (термокомпрессия инструментом с выступом)
с канавкой);
щегося шарика равен удвоенному диаметру привариваемого вывода. Проч-
ность сварных соединений, выполненных встык, значительно выше прочности
соединений внахлестку и равна при оптимальных параметрах режима про-
цесса сварки прочности привариваемого вывода. При соединении встык ис-
пользуют рабочий инструмент в виде капилляра с центральным отверстием.
На конце привариваемого вывода7 образуют шарик из золота, серебра, пла-
тины — нагревом кислородно-водородным пламенем, а из алюминия — им-
пульсным разрядом конденсаторов [8].
Конфигурация нахлесточного соединения зависит от формы торца рабо-
чего инструмента (рис. 113). Применяют следующие типы рабочего инстру-
мента: иглу-пуансон (рис. 11.4, а) с подачей проволочного вывода под инстру-
Рис. 11.4. Виды инструмента для термокомпрессионной сварки внахлестку:
а — игла-пуансон с подачей проволоки под инструмент сбоку через специальную дюзу;
б — разрезной капилляр типа «птичий клюв»; в — капилляр с центральным отверстием
для подачи проволоки; г —наконечник инструмента (капилляра) с боковым отверстием
для подачи проволоки
226
Рис. 11.5. Схема сварки давлением с косвенным импульсным нагре-
вом V-образным инструментом:
/ — рабочий столик: 2 — подложка или полупроводниковый кристалл:
3— проводник; 4 — V-образный инструмент (пуансон); 5 — головка
для крепления инструмента и создания усилия сжатия-. 6 — источ-
ник питания; 7 — реле времени
мент сбоку через специальную дюзу; разрезной капилляр <птичий клюв»
(рис. 11.4,6); капилляр с центральным отверстием (рис. 114. в) ; капилляр
с боковым отверстием для подачи проволочного вывода (рис. 11.4, г). При
•том форма торца рабочего инструмента может быть плоской, с поперечной,
продольной или крестообразной канавкой и с выступом. Широкое применение
нишли капилляры с центральным отверстием и с боковой подачей. В тех слу-
чаях, когда недопустим общий нагрев свариваемых деталей, применяется ми-
кросварка давлением с косвенным импульсным нагревом V-образным инстру-
ментом, имеющим в нижней рабочей части перемычку уменьшенного сече-
ния [1—3] (рис. 11.5).
11.1.2. Технологические возможности
Размеры свариваемых изделий
Методом термокомпрессии и СКИН присоединяются золотые,
ялюминиевые и медные проводники 010—150 мкм к разнооб-
разным пленкам, напыленным на диэлектрические или полу-
проводниковые подложки [1, 2, 3, 5].
Выполнение неразъемных соединений в полупроводниковых
приборах имеет ряд специфических особенностей: большая
разница толщин соединяемых изделий — металлические провод-
ники толщиной (или диаметром) 10—150 мкм должны прива-
риваться к тонким пленкам (0,5—5 мкм), нанесенным на диэ-
лектрические, полупроводниковые или металлические под-
ложки [8].
Свариваемость однородных и разнородных материалов
Все соединяемые материалы при термокомпрессионной сварке
и СКИН по свариваемости можно разделить на три группы
(1,6]:
15*
227
ТАБЛИЦА Jt.i
СВАРИВАЕМОСТЬ МАТЕРИАЛОВ ТЕРМО КОМПРЕССИЕЙ И СКИН
Материал контактной площадки (подложка — ситалл) Способы микросварки и материал выводов
сварка косвенным импульсным нагревом термокомпрессионная (нагретым пуансоном)
Au 1 A1 1 Си Au Al Си
Au (подслой нихрома) ++ ++ + ++ 4-
Си или Ni (подслой ни- ++ + + ++ + —
хрома)
А1 + + — + + —
Примечание: +4-— свариваются хороши; + — свариваются удовлетвори-
тельно; ----не свариваются.
1. Металлы с хорошей взаимной диффузией в твердом со-
стоянии, образующие ряд твердых растворов (Ag—Au, Au—
Си); они обладают наилучшей свариваемостью при соедине-
нии термокомпрессией и СКИН.
2. Материалы, образующие между собой низкотемператур-
ные эвтектики (А1—Si, Au—Si); они обладают удовлетвори-
тельной свариваемостью.
3. Металлы, взаимная диффузия которых приводит к обра-
зованию интерметаллических соединений и эвтектик (Au—Al,
Au—Sn); они обладают хорошей свариваемостью, но при их
соединении требуется более тщательное соблюдение рекомендо-
ванных параметров режимов сварки.
Характеристики свариваемости некоторых сочетаний мате-
риалов при термокомпрессии и СКИН приведены в табл. 11.1
[1. 3].
11.2. Технология
11.2.1. Требования к конструкции соединений
При термокомпрессионной сварке и СКИН применяются сое-
динения внахлестку и встык. К нахлесточным соединениям предъ-
являются следующие требования (1, 6, 7]: конфигурация соеди-
нения должна зависеть от формы наконечника инструмента;
размер торца иглы должен быть не меньше двух диаметров
вывода, чтобы избежать неравномерной деформации его при
сварке; длина деформированного участка проволоки должна
быть не менее двух ее диаметров; при сварке краем капилляр-
ного инструмента диаметр его торца должен быть не менее
4,5—5,5 диаметра проволоки, при этом ширина кольца капил-
лярного наконечника равна 1,5—2 диаметрам проволоки, а диа-
метр отверстия капилляра составляет 1,5 диаметра проволоки.
228
К стыковым соединениям предъявляются следующие требо-
вания [6, 7]: диаметр оплавленного конца вывода (шарика)
должен составлять два диаметра проволоки; относительная де-
формация оплавленного шарика не должна превышать 75 %;
диаметр соединения должен определяться размерами контакт-
ной площадки прибора; минимальный размер контактной пло-
щадки на приборе должен быть больше диаметра соединения
на величину точности его постановки.
11.2.2. Подготовка поверхностей
Качество сварных соединений при термокомпрессии и СКИН
в значительной степени определяется состоянием поверхности
свариваемых элементов. Это особенно заметно при соединении
проводников с тонкими напыленными пленками. Наиболее ка-
чественные соединения методом термокомпрессии и СКИН
можно получить при сварке проводников с металлическими
пленками непосредственно после их напыления на полупровод-
никовые пластины [6].
Известны четыре основных вида возможных загрязнений
свариваемых материалов [5]:
1. Химически не связанные с поверхностью механические
загрязнения (пыль и различные мелкие частицы).
2. Химически связанные с поверхностью загрязнения (оксид-
ные, нитридные и другие пленки), образующиеся при химиче-
ской и термической обработке свариваемых элементов, при
хранении.
3. Загрязнения в виде органических соединений (жировые
пятна, остатки фоторезиста и воска).
4. Ионные загрязнения (от предварительной химической об-
работки в щелочах, кислотах или солях, остатки флюса).
При производстве микроэлектронных приборов применяют
четыре основных метода удаления загрязнений с поверхности
[5]:
— растворение (например, NaCl хорошо растворяется
в воде);
— эмульгирование (например, удаление жировой пленки
с поверхности щелочью с образованием эмульсии);
— химические воздействия, которые превращают загрязне-
ния в растворимые продукты, которые затем могут быть уда-
лены промывкой (например, удаление оксидов металлов кис-
лотной или щелочной обработкой).
5. Механическое воздействие с целью удаления частиц за-
грязнений потоком жидкости или газа (например, удаление
пылинок струей жидкости или в ванне с жидкостью при воз-
действии ультразвуковых колебаний).
229
Наиболее эффективными методами очистки являются уль-
тразвуковая, паровая и очистка пульсирующим распылением
[5]. Очистка полупроводниковых кристаллов и элементов сбо-
рок выполняется в герметичной камере специальной установки.
Обычно конструкция камеры обеспечивает проведение объем-
ной обработки горячим или холодным растворителем, паровой
и пульверизационной очистки.
11.2.3. Применение покрытий (металлизация)
Подложки являются конструктивной основой гибридных инте-
гральных микросхем. Они оказывают существенное влияние на
параметры тонких пленок и на надежность всей схемы. Основ-
ными материалами, которые используются для подложек, яв-
ляются стекло, ситалл и керамика.
В основе методов нанесения тонких пленок (золотых или
алюминиевых) на подложки, в том числе и на поверхность
кремния и германия, лежит термическое испарение веществ
в вакууме, катодное распыление, распыление ионной бомбар-
дировкой, химическое осаждение из газовой фазы. При изго-
товлении полупроводниковых приборов и интегральных микро-
схем особенно широко используют нанесение пленок методом
катодного распыления.
11.2.4. Выбор параметров режима
Основными параметрами режима при термокомпрессии и
СКИН являются усилие сжатия (давление р), температура на-
грева соединяемых материалов или инструмента Т и длитель-
ность выдержки t под давлением (1—3, 5—9L Выбор усилия
сжатия (давления) определяется допустимой деформацией при-
соединяемого вывода (обычно 30—60 %) и допустимым меха-
ническим воздействием на полупроводниковый прибор (1—3,
5—9]. Величину усилия сжатия выбирают в зависимости от
ТАБЛИЦА 11.1
ОПТИМАЛЬНЫЕ РЕЖИМЫ СКИН ДЛЯ НЕКОТОРЫХ
СОЧЕТАНИИ СВАРИВАЕМЫХ МАТЕРИАЛОВ [1—3J
Сочетание материалов Параметры процесса е. %
проводник пленка на ситалле тк.°с р 10’, Н/м’ 'и- с
Au, 0 (24—80) мкм А1, 0 (30-100) мкм Си, 0 (30—80) мкм Au, Al, Си, Ni Au, Al Au. Си, Ni 300—550 350—550 400—650 8—14 3—8 15—20 0,1—0,5 0,1—0,5 0,1—1,0 50-60 60—70 55-65
230
ТАБЛИЦА 11.3
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТЕРМОКОМПРЕССИИ
ДЛЯ РАЗНЫХ СОЕДИНЕНИЙ [1. 3, 7]
Материал полупроводника или покрытия Температура нагрева °C Удельное давление, ХЮ’ Н/м’ Деформация вывода. % Время, с
Кремний Вывод — 350 золото 14—15 60 5—10
Германий 350 14—15 60 3—5
Алюминий, напыленный 350 10—11 50 0,5-3
на SiOa 250 14-15 60 1-5
Золото, напыленное на 300 10—11 50 0,5—3
SiO2 Золото гальваническое 320—340 7—10 50 1—5
Серебро пожженное 350 10-11 17—18 50 60 1—5 7
400 13—14 60 5
Кремний Вывод — 450 алюминий 7 60 10
Германий 400 — 60 10
Алюминий, напыленный 400 6л-7 60 1—3
на SiO, 350 67 60 3-7
Золото, напыленное на 320 (j 7 60 1—3
SiOs Золото гальваническое 320 5 7 60 1—3
Серебро вожженное 400 6—7 60 7—10
Алюминий, напыленный Вывод — 400 серебро 18—19 cj 7
на SiO2 Золото, напыленное на 350 14 — 5—7
SiO2 Золото гальваническое 400 18—19 .— । 3 7
350 18—19 — 5-7
пластичности проводника, сочетания свариваемых материалов,
диаметра привариваемого вывода и вида торца инструмента.
При сварке алюминиевых проводников используют давления
(4—8) • 107 Н/м2, а при сварке золотых проводников—(10—
14) • 107 Н/м2. Температура нагрева свариваемых материалов
в контакте не должна превышать температуры образования эв-
тектики соединяемых материалов [1—3, 5—9]. Длительность
выдержки при условии постоянства температуры и давления
выбирается в зависимости от сочетания свариваемых материа-
лов, состояния их предварительной очистки и от окружающей
среды. Обычно определяется экспериментально путем оценки
прочности соединений и составляет от 0,1 с до нескольких
231
десятков секунд. Области оптимальных рекомендуемых режимов
СКИН приведены в табл. 11.2. Режимы термокомпрессии раз-
ных сочетаний материалов представлены в табл. 11.3.
11.3. Оборудование
11.3.1. Конструктивные особенности установок
Установки для термокомпрессии и СКИН содержат следующие основные узлы
и элементы [1—3, 5—8]: рабочий столик с нагревательной колонкой или без
нее, механизм сжатия, рабочий инструмент, механизм подачи и обрезки про-
волоки, механизм подачи корпусов, манипуляторы для совмещения соединяе-
мых элементов, систему наблюдения, блоки питания и управления рабочими
механизмами.
Рабочий столик предназначен для крепления кристалла или корпуса при-
бора. Рабочий столик делается сменным с целью возможности присоединения
выводов к приборам разной конструкции.
। Нагревательная колонка служит для нагрева прибора до температуры
термокомпрессии. Иногда для защиты прибора от окисления в колонку по-
дается защитный газ (осушенный азот, смесь азота с 6—8 % водорода или
аргон).
Механизм сжатия обеспечивает регулирование усилия прижатия рабочего
инструмента к свариваемым элементам. Для термокомпрессии более широко
используются грузовые механизмы сжатия. Управление ими может осуществ-
ляться вручную, от ножной педали или от электродвигателя. При полуавто-
матическом цикле длительность прижатия устанавливается предварительно и
выдерживается автоматически.
Рабочий инструмент является важнейшим элементом установок для тер-
мокомпрессии и СКИН. Его конструкция должна обеспечить сварное соеди-
нение требуемой формы и размеров, наибольшую эффективность подвода
тепла в зону сварки, удобный подход к свариваемым деталям, простую и
удобную подачу привариваемой проволоки под рабочий торец инструмента.
Материал рабочего инструмента должен обладать высокой износостойкостью,
малой способностью к схватыванию со свариваемыми деталями, теплостой-
костью и иметь низкую теплопроводность. В качестве материала рабочего ин-
струмента при термокомпрессии применяют стекло «Пирекс», рубин, сапфир,
твердые сплавы ВК-2, ВК-6, ВК-6М, ВК-8, ВК-12, ВК-15, моно- и поликри-
сталлический молибден, оксиды бериллия, бариевый слюдоситалл, корунд,
и моноалюминат кальция. При СКИН для рабочего инструмента используют
вольфрам, молибден, ниобий и ниобиевые сплавы.
Механизм подачи и обрезки проволоки используется в зависимости от
назначения установки. При сварке иглой и монтаже внахлестку используется
роликовый механизм подачи, при котором ролики вращаются от мотора. При
сварке капиллярным инструментом с образованием шарика или инструментом
типа «птичий клюв» применяют катушку со свободным сматыванием про-
волоки. При подаче проволоки через боковое отверстие в инструменте меха-
низм подачи и обрыва проволоки выполняют в виде электромагнита и рычаж-
ной системы. Иногда для подачи проволоки используют также пинцет.
Механизм подачи корпусов изготавливается в виде простых зажимов для
крепления каждого корпуса или кристалла или в виде кассет с лентой, в ко-
торой корпуса (кристаллы) предварительно ориентируются.
Манипуляторы предназначены для точного совмещения соединяемых эле-
ментов и рабочего инструмента. Используют манипуляторы двух видов: ры-
чажные и пантографные.
Система наблюдения состоит из бинокулярного микроскопа с увеличением
от 8 до 80 раз. В отечественных установках используется микроскоп МБС-2.
232
233
В настоящее время разработаны специальные проекторы для совмещения
места соединения подложки или корпуса’ с проволокой.
Блоки питания и управления осуществляют управление и контроль ра-
боты всех узлов установки.
11.3.2. Типы и основные технические характеристики установок
В табл. 11.4 приведены основные технические характеристики
отечественных установок для термокомпрессии, а в табл.
11.5 — для сварки СКИН.
11.4. Промышленное применение
В полупроводниковом производстве термокомпрессионная
сварка применяется для присоединения гибких проволочных
проводников из золота, алюминия и меди к тонкопленочным
контактным площадкам, к металлизированной поверхности по-
лупроводниковых кристаллов и выводам корпусов [6].
Наиболее успешно сварку СКИН применяют для присоеди-
нения золотой и алюминиевой проволок к траверсам корпусов
транзисторов и к корпусам гибридных микросхем, изготовлен-
ных из ковара, никеля, ситалла с покрытием из золота [7]. Наи-
более широко распространенной схемой монтажа является со-
единение контактных площадок полупроводникового прибора,
полученного по планарной технологии, с внешними выводами
корпуса с помощью гибких проволочных выводов [1, 12]. При
этом один конец круглого проводника из золота или алюминия
0 (10—300) мкм должен быть приварен к тонкой металличе-
ской пленке тоже из алюминия или золота, напыленной на
окисленный кремний, а другой — к золоченому или алюмини-
рованному ковару или к золоченой толстой пленке на керами-
ческом основании корпуса. Иногда, когда полупроводниковые
приборы выполняются без металлизации (например, мощные
транзисторы), гибкие проводники присоединяют непосредст-
венно к поверхности кремния [1, 12]. При сборке кремниевых
бескорпусных диодов используют плоские медные золоченые
выводы, которые присоединяют непосредственно к полупровод-
никовому кристаллу [1]. При производстве гибридных инте-
гральных схем (ГИС) присоединение гибких проводников
также осуществляется к металлическим пленкам разной тол-
щины, напыленным или выращенным гальванически на диэлек-
трических подложках.
11.5. Контроль качества
Методы контроля качества сварных соединений, полученных
термокомпрессией и СКИН, можно разделить на два следую-
щих основных вида: разрушающие и неразрушающие (1—3,
234
5—8]. К разрушающим методам контроля относятся:
механические испытания соединений; микроскопические иссле-
дования на шлифах с применением обычных металлографиче-
ских или электронных микроскопов; химический анализ (обыч-
ный или с помощью электронного микрозонда) [1—3, 5—8J.
К неразрушающим методам контроля относятся: визу-
альный осмотр соединений и готовых приборов; оценка каче-
ства соединений с помощью щупов; измерение электрических
характеристик готовых приборов [1—3, 5—8].
Из разрушающих методов большей частью применяют ме-
ханические испытания сварных соединений и металлографиче-
ский анализ {1—3, 5—8, 13], которые являются наиболее эф-
фективными при отработке технологических режимов сварки и
их контроля в процессе производства. Прочность определяют
на срез или отрыв под углом 30, 45, 90 или 180° относительно
поверхности подложки. Методом металлографического анализа
определяют структуру сварного соединения и выявляют внут-
ренние дефекты [1, 3, 5, 8],
С помощью металлографического анализа выявляют такие
дефекты, как: плохое сцепление металлической пленки с кри-
сталлом полупроводника или контактной площадкой микро-
схемы; выплавление металла в объем полупроводника, полу-
чившееся из-за высокой температуры процесса сварки;
микротрещины в кристалле полупроводника; наличие интерме-
таллических соединений.
В качестве неразрушающих методов контроля применяют
следующие: визуальный осмотр сварных соединений, испыта-
ние на центрифуге, обдув соединений струей сжатого воздуха,
оценка прочности сварных соединений с помощью тарирован-
ных щупов, контроль электрического сопротивления в кон-
такте, а также технологические испытания (климатические, ме-
ханические и электрические) готовых приборов [2, 5—7, 13, 14].
Визуальный осмотр сварных соединений является наиболее
распространенным методом контроля. Визуальным осмотром
под микроскопом оценивают внешний вид сварного соединения
по сравнению с эталонным (на соответствие требованиям чер-
тежа). Центрифугированию подвергают 100 % готовых изде-
лий. Слабые сварные соединения обнаруживают методом об-
дува воздушной струей, с помощью тарированных щупов и
пробников, а также испытаниями готовых приборов на вибра-
цию и удар (3, 5]. Получившиеся в процессе присоединения вы-
водов дефекты в структуре полупроводника могут быть также
выявлены по электрическим характеристикам прибора [6, 8].
Для приближенной оценки качества сварного соединения без
его разрушения в условиях отработанного технологического
процесса используют осадку металлического вывода [1, 2, 8,
15].
235
Глава 12 ХОЛОДНАЯ СВАРКА
12.1. Общие сведения
Холодная сварка — один из наиболее рациональных способов получения не-
разъемных соединений однородных и разнородных пластичных (в первую
очередь, цветных) металлов и сп'лавов. Как показывает опыт, применение
холодной сварки приводит к значительной экономии материальных, энерге-
тических и трудовых ресурсов.
236
12.1.1. Определения и терминология
Холодная сварка (ХС) — один из видов сварки давлением — осуществля-
ется при значительной совместной пластической деформации без внешнего
нагрева соединяемых деталей. Пластическая деформация может происходить
под действием нормальных к плоскости соединения или нормальных и тан-
генциальных сил (рис. 12.1).
Рис. 12.1. Схемы холодной сварки:
а—д — точечная внахлестку; е—и — шовная; к—м — стыковая; н — сдвигом; о — «гру-
шевидная»; и — сварка — клепка; р — выпрессовыванием (экструзионная); с —сов-
местным деформированием зоны соединения; т — тавровых соединений (/, II —
без предварительного. 111, IV, V — с предварительным зажатием; а, в, е, и —с одно-
237
сторонним; б, г. д, ж, э — с двусторонним дефор-
мированием; к — с плоскими торцами; л —с за-
остренными; м — с конусной полостью зажимных гу-
бок; I — свариваемые детали; 2 — пуансоны; 3 — ра-
бочий выступ; 4 — опорная ограничивающая поверх-
ность; 5 — прижимы; 6 —.зажимные плиты; 7 — коль-
цевые выточки; в — рабочий ролик; 9 — опорный ро-
лик; /0 — матрица; // — зажимные губки; 12 — клин;
13 — выступ клина; 14 — заготовка заклепки; 15 —
заклепка; 16 — пуансон-толкатель; 11 — сваренные детали; 18 — охватывающая деталь;
19 — охватываемая деталь; 20 — обжимное кольцо; PQC — усилие осадки; Р3 — уси-
лие зажатия; Р — усилие деформирования; Т — тангенциальное усилие; — нормаль-
ное сжимающее усилие
238
12.1.2. Физические основы
Соединение при холодной сварке образу-
ется за счет возникновения металлических
связей между соединяемыми частями при их
совместной пластической деформации, в про-
цессе которой поверхностные оксидные пленки
разрушаются и выносятся из зоны контакта,
образуются участки контакта ювенильных по-
верхностей.
Степень требуемой для этого дефор-
мации должна быть тем больше, чем
меньше отношение твердости пленки и ме
талла (рис. 12.2) и чем толще пленка [6].
Пластическая деформация при сварке одно-
родных и разнородных металлов обеспечивает
образование физического контакта, активацию
контактных поверхностей и их схватывание
на стадии объемного взаимодействия.
На заключительной стадии образования
сварного соединения необходимо всестороннее
сжатие с приложением значительного давле-
ния в зоне контакта.
Рис. 12.2. Зависимость сте-
пени деформации схватывания
emin от соотношения твердо-
сти оксидной пленки и ме-
талла Иок^НМе <по шкале
Мооса) (6]
12.1.3. Основные особенности
Наиболее важная особенность ХС — отсутствие внешнего на-
грева, позволяющее сваривать термически разупрочняемые
металлы без ухудшения их свойств, соединять электрические про-
вода, имеющие изоляционные покрытия, соединять разнород-
ные металлы (например, алюминий с медью) без образования
в стыке хрупкой интерметаллидной прослойки, вести процесс
в огне- и взрывоопасной средах, герметизировать емкости, на-
грев которых недопустим.
Достоинствами ХС являются также малая энергоемкость,
гигиеничность, высокая производительность, возможность ме-
ханизации и автоматизации процесса.
ХС успешно соединяются алюминий, медь, никель, серебро,
титан, индий, золото и другие пластичные цветные металлы и
их сплавы.
Прочность зоны ХС увеличивается вследствие наклепа ме-
талла при пластической деформации. Переходное электриче-
ское сопротивление в соединении, полученном ХС, практически
отсутствует.
Недостатки ХС — ограничение в форме и размерах дета-
лей, небольшой диапазон свариваемых металлов, малая уни-
версальность оборудования. Наиболее рационально применять
ХС в крупносерийном или массовом производстве однотипных
изделий.
239
12.1.4. Области применения
Наиболее широко применяется ХС в электротехнике. С ее по-
мощью успешно заменяют дефицитную медь алюминием в ка-
честве токопроводящего материала с обеспечением надежных
контактных соединений. ХС обеспечивает безотходное изготов-
ление обмоток электрических машин и трансформаторов. ХС
можно создавать новые конструкции электротехнических изде-
лий, масса которых значительно меньше аналогов (охладители
полупроводниковых приборов, силовые конденсаторы, распре-
делительные устройства).
Замена ХС существующих технологических процессов
также дает значительную экономию металла. Так, замена
штамповки медных коллекторных пластин электрических дви-
гателей на ХС позволяет сократить отходы металла в восемь—
десять раз. В радиотехнике и радиоэлектронике ХС применяют
для герметизации корпусов полупроводниковых приборов;
в цветной металлургии — для соединения алюминиевых или
титановых катодных штанг с магистральными медными ши-
нами; в приборостроении — для изготовления шасси приборов
из алюминия и его сплавов; в автомобильной промышленно-
сти — при изготовлении радиаторных трубок из алюминиевых
сплавов; в машиностроении — для герметичного пережатия
штенгелей (трубок, отводов), при изготовлении медных уплот-
нительных колец для гидросистем машин и механизмов,
а также переходных элементов из разнородных материалов,
используемых в изделиях криогенной техники; на электрифи-
цированном железнодорожном, городском и промышленном
транспорте—для соединения медных контактных (троллейных)
проводов; в различных отраслях промышленности — при изго-
товлении посуды, бачков, молочных фляг и других изделий из
алюминия.
12.1.5. Основные схемы
Точечная сварка (XTС)
Это — способ соединения деталей посредством вдавливания пу-
ансона на глубину, при которой вследствие деформации обра-
зуется сварная точка. Площадь сварной точки, как правило,
равна площади сечения вдавленной части пуансона, но при
определенных условиях, рассматриваемых ниже, может и пре-
вышать ее. ХТС может выполняться без предварительного (см.
рис. 12.1, а, б) или с предварительным (рис. 12.1, в, г) зажа-
тием деталей путем одностороннего (рис. 12.1, а, е) или дву-
стороннего (рис. 12.1, б, г) деформирования. К ХТС с предва-
рительным зажатием относится и сварка в зажимных плитах
6 с кольцевыми выточками 7 (рис. 12.1, д) [1].
240
Шовная сварка (ХШС)
ХШС— способ соединения деталей посредством вдавливания
рабочих выступов вращающихся роликов или же пуансонов
с кольцевыми рабочими выступами (подобных пуансонам для
ХТС) на глубину, при которой вследствие деформации образу-
ется линейный или кольцевой сварной шов. Как и при ХТС,
применяется одностороннее (рис. 12.1, е) или двустороннее
(рис. 12.1, яс) деформирование металла. На рис. 12.1, з пред-
ставлена схема ХШС пуансонами с кольцевыми рабочими вы-
ступами [1]. Сварка продавливанием через матрицу (рис. 12.1,
и) позволяет изготовлять изделия без отбортовки, а также сое-
динять трубу с расположенными в ней перегородками [2].
Стыковая сварка (ХСС)
ХСС — это способ соединения расположенных соосно и закреп-
ленных с вылетом в специальных зажимах деталей посредством
деформации (осадки) их свободных концов под действием при-
ложенного осевого усилия с образованием прочного сварного
стыка.
Схемы ХСС показаны на рис. 12.1, к — м. Общепринята
схема л, при которой сохраняются исходные форма и сечение
соединяемых деталей.
Сварка тавровых соединений (ХСТС)
ХСТС — способ получения прочного сварного соединения дета-
лей, расположенных взаимно перпендикулярно, вдавливанием
одной детали (прутка, полосы), закрепленной с вылетом в спе-
циальных зажимах, в другую плоскую деталь, установленную
на опоре. Схемы ХСТС показаны на рис. 12.1, т. Зажимы мо-
гут быть плоские (рис. 12.1, т-I, III) или с заостренными ра-
бочими частями (рис. 12.1, т-П, IV). Опора может иметь ра-
бочий выступ (рис. 12.1, r-III, IV). Наиболее пригодны для
практики схемы т-П, HI.
Сварка сдвигом
Это — способ соединения деталей по всей поверхности кон-
такта при одновременном приложении нормального и танген-
циального усилий. Схема холодной сварки сдвигом приведена
на рис. 12.1, н [3].
16—1063
241
Другие способы холодной сварки
Перспективны способы соединения однородных и разнородных
металлов, являющиеся комбинацией холодной сварки с меха-
ническим защемлением соединяемых деталей. К ним относятся
«грушевидная» сварка, сварка-клепка, а также сварка про-
каткой [2], выпрессованием (экструзией) [4] и совместным де-
формированием зоны соединения [5] (см. рис. 12.1, о — с).
12.1.6. Технологические возможности
Размеры свариваемых деталей
Диапазон размеров свариваемых деталей определяется воз-
можностями сварочного оборудования.
Точечной сваркой (ХТС) соединяют листы, ленты; полосы тол-
щиной до 12—15 мм. Форма сварных точек разная (в частно-
сти, круглая, прямоугольная, крестообразная, сферическая).
В многоточечном соединении все сварные точки выполняются,
как правило, одновременно. Наиболее рациональна ХТС алю-
миния, несколько менее—алюминия с медью, меди [1—3, 6, 7].
Шовная сварка (ХШС). Основное назначение ХШС — по-
лучение герметичных швов при соединении корпусов изделий
с крышками. Толщина деталей от 0,3 до 3—5 мм, диаметр ци-
линдрических обечаек — до 200 мм (возможно, и более). ХШС
соединяют алюминий и его сплавы, медь, алюминий с медью,
медь с коваром [1—3, 7].
Стыковая сварка (ХСС). Этим видом сварки соединяют
проволоку, стержни, полосы и профили сечением, определяе-
мым возможностями существующего оборудования: до 15 см2
из алюминия и до 10 см2 из меди. Встык можно сваривать
алюминий и его сплавы с медью, никелем, цинком, медь с се-
ребром и др. [1—3, 7].
Сварка тавровых соединений — это способ холодной сварки
двух деталей, одна из которых плоская, а вторая (приваривае-
мая) может быть прутком, полосой или иметь иную форму.
Диаметр прутка (стержня)—до 30 мм, толщина плоских де-
талей— до 15—20 мм. Существует опыт соединения этим спо-
собом алюминия с медью и латунью [2].
Сварка сдвигом и другие способы. ХС сдвигом соединяют
полосы из. алюминия, меди, армко-железа, никеля толщиной
4—8 мм [2, 6, 7]. «Грушевидной» сваркой соединяют 1,5—3-мм
листы из разнородных металлов [2, 6, 7], сваркой-клепкой —
листы и полосы разных толщин при соотношении 1 : 10 [2], вы-
прессовыванием — трубы из меди с алюминием и стали с цин-
ком для переходников с наружным диаметром 8 мм при тол-
щине стенок 1,0; 1,5 и 2,0 мм [4]. Совместным деформирова-
242
ние .ны соединения изготовляют исходные элементы труб-
чат формы с внутренним диаметром от 3 до 450 мм при тол-
щине стенок от 0,5 до 8 мм при сочетаниях металлов алюми-
ний— сталь, алюминий — титан, сталь — титан, алюминий —
медь, медь — сталь и т. д. [5].
Свариваемость однородных металлов
Под свариваемостью понимается способность металла при дан-
ном технологическом процессе сварки образовывать соединение
с требуемыми конструктивными и эксплуатационными свойст-
вами.
При ХС в плоскости соединения
растекание металла, обнаруживаемое
ной сетки. Степень растекания ер
разных металлов представлена на
рис. 12.3 [6].
Критерием свариваемости при
ХТС является степень деформации
металла в зоне соединения, доста-
точная для получения прочного со-
единения. Применительно к схеме
(см. рис. 12.1, б) она выражается
отношением глубины вдавливания
Рис. 12.3- Зависимость степени относительного
растекания металла £р в плоскости соединения
при холодной сварке внахлестку от глубины
вдавливания плоского пуансона (Я) шириной
4 мм и типа свариваемого металла [6]:
/ — алюминий; 2 — медь; 3 — свинец; 4 — олово;
5 — кадмий; исходный шаг координатной сетки
равен 0.5 мм
происходит значительное
по искажению координат-
Рис. 12.4. Зависимость деформа-
ции схватывания от темпера-
туры [3]:
1 — медь; 2 — алюминий; 3 — дур-
алюмин Д16; 4 — цинк
Рис. 12.5. Зависимость деформации схва-
тывания от температуры плавления ме-
таллов с г. ц. к. решеткой [3]
16*
243
пуансонов Н\ и Н2 к суммарной толщине свариваемых деталей
и 62 [2]:
е = [(Я14-Я2)/(61 + 6а)]-100 %. (12.1)
Для случая схемы рис. 12.1, а при глубине вдавливания пуан-
сона //
е = [#/(«! + 62)]-100 %. (12.2)
Минимальная степень деформации emln при ХТС зависит
от свойств металлов и толщины свариваемых деталей [6]. Ве-
личина emin уменьшается при повышении температуры сварки
(рис. 12.4). Для металлов с одинаковой кристаллической ре-
шеткой наблюдается тенденция к ухудшению свариваемости
(росту emin) с повышением температуры плавления. Алюми-
ний со сравнительно низкой температурой плавления относится
к группе хорошо свариваемых металлов с г. ц. к. решеткой
(рис. 12.5).
Свариваемость разнородных металлов
При сварке разнородных металлов Emin должна быть такой,
как у металла с лучшей свариваемостью [5].
Металл emln- « Металл emin-
АВООО*1 + АВООО*1 55,5 МО*1 + АВООО*1 55
АВООО*2 + АВООО*2 51,2 МО*1 + АВООО*2 51,5
АМц*1 + АМц*1 59,0 МО*1 + АМц*1 57,7
АМц*2 + АМц*2 56,6 МО*1 + АМц*2 66,2
МО*1 + МО*1 73,3
Металл отожжен перед сваркой. м Металл наклепан перед сваркой.
12.2. Технология
12.2.1. Требования к конструкции соединений
При соединении деталей внахлестку путем ХТС и ХШС прочность точек или
шва определяется остаточной (после деформации) толщиной металла по пе-
риметру сварной точки или шва. Прочность соединения может быть повы-
шена при необходимости за счет увеличения количества сварных точек.
Если одна из деталей должна сохранить после сварки гладкую Поверх-
ность, применяется сварка с односторонним деформированием металла. При
герметизации путем ХШС размеры отбортовки могут быть практически лю-
быми.
Стыковые и тавровые соединения не уступают по прочности целому ме-
таллу вне зоны сварки. При ХС сдвигом прочность на отрыв невелика, но
усилие среза, как правило, достаточно для обеспечения требований экс-
плуатации за счет большой площади нахлестки соединяемых деталей.
244
12.2.2. Подготовка поверхности
Цель подготовки — удаление с соединяемых поверхностей
жира, загрязнений, влаги. Рекомендуемые к практическому
применению способы подготовки:
1. Зачистка металлическими проволочными вращающимися
щетками — в подавляющем большинстве случаев для соедине-
ния деталей внахлестку путем ХТС или ХШС; при сварке
встык деталей больших сечений (например, диаметром ^30 мм)
и сварке тавровых соединений.
2. Обрезка концов специальными резаками — при соедине-
нии деталей встык.
3. Никелирование—при сварке мелких деталей, а также
деталей, зачистку которых неудобно производить (например,
соединение корпусов с крышками полупроводниковых прибо-
ров).
4. Анодирование — при сварке алюминиевой фольги.
5. Отжиг — при сварке мелких деталей из алюминия, кото-
рые невозможно зачищать проволочными щетками.
Вращающиеся с частотой 25—50 с-1 и линейной ско-
ростью на поверхности 30—60 м/с металлические щетки
диаметром 120—180 мм изготовляют из 0,1—0,3-мм прово-
локи.
При соблюдении сохранности чистоты подготовленных по-
верхностей время между подготовкой и сваркой может быть
сколь угодно большим. Рекомендуется проводить сварку в ту
же рабочую смену, в которой проводилась зачистка.
12.2.3. Выбор параметров режима
Точечная сварка
Величина Emin, необходимая для образования надежного соеди-
нения при ХТС, %: А1—604-70, Си—854-90, РЬ—554-85, Sn—
864-88, Аи—304-35, In—104-15, Fe—854-92, Ag—504-86, Cd—
804-86, Al-сплавы—754-90, Ti—704-75, Ni—854-90.
При оптимальной e разрушается основной металл, а у свар-
ной точки — максимальное сопротивление срезу. Если в завы-
шена, то разрушение произойдет в наиболее слабом поперечном
сечении, если е занижена — в месте сварки.
При ХТС в основном применяют пуансоны с прямоуголь-
ными и круглыми рабочими выступами. Ширина рабочих вы-
ступов пуансонов прямоугольной формы В=(14-3)б; длина
£=(54-7) В. При сварке очень тонких листов фольги В>36.
Диаметр рабочего выступа пуансонов круглой формы d=(24-
4-3,5) 6.
245
Давление при ХТС в конце деформации, МПа: 300—600 для
отожженного алюминия, 1100—1175 для нагартованного алю-
миния, 1150—1170 для отожженной меди, 1400—2500 для на-
гартованной меди.
Шовная сварка
Основные технологические параметры ХШС аналогичны пара-
метрам ХТС. Скорость сварки 8—12 м/мин. Для ХШС алюми-
ния по схемам рис. 12.1, е, ж рекомендуется применять ролики
следующих размеров: диаметр d = 50 6, ширина рабочего вы-
ступа а= (14-1,5) 6, высота рабочего выступа h = (0,84-0,9) 6,
ширина опорной части s = (24-4,5) 6, где б — толщина сварива-
емого металла. При сварке отбортованных корпусов при тол-
щине стенкд 61 = 0,5—1,0 мм с крышками толщиной 62= 14-3 мм
выполненной по схеме рис. 12.1, з, ширина рабочего выступа
пуансона 0,8—1,5 мм.
Удельное сварочное усилие (на 1 мм длины сварного шва)
при соединении корпуса толщиной 61 =0,5 мм с крышкой тол-
щиной 62=0,75—1 мм составляет 1,25—1,50 кН/мм, а при 61 =
=0,5 мм и 62=2 мм удельное усилие 1,75 кН/мм.
Стыковая сварка
Основные технологические параметры ХСС: величина дефор-
мации свободных (не зажатых в губках) концов деталей, оп-
ределяемая вылетом — припуском на осадку или установочной
длиной (/1 + /2), усилие привода зажатия, давление (усилие)
осадки, число осадок. При сварке деталей из однородных ме-
таллов равного сечения и твердости 1\=1г\ при сварке деталей
из разнородных металлов или однородных металлов разных се-
чений или твердости /1^/2. Величина вылета при ХСС алюми-
ния ZAi= (0,84-1,2) Дд; меди fcu= (1,254-1,75) Дд; свинца /рь=
= (1,04-1,2) Дд; серебра lAg= (1,14-1,5) Дд, где Дд —диаметр
или толщина деталей.
Давление осадки при ХСС составляет для алюминия 0,7—
0,8 ГПа, отожженной меди и алюминия с медью 1,4—1,5 ГПа.
Усилие зажатия должно быть достаточным для полного пре-
дотвращения проскальзывания деталей в губках в процессе
осадки. Оно должно превышать усилие осадки в 1,45—1,6 раза.
При выборе рациональной схемы механизма зажима, с обеспе-
чением самонераскрывающегося «замка>, усилие привода ме-
ханизма зажатия может быть меньше усилия осадки.
При сварке деталей круглого сечения, а также прямоуголь-
ных деталей толщиной >6 мм может оказаться достаточной
однократная осадка. В остальных случаях применяют, как пра-
вило, двойную осадку.
246
Сварка тавровых соединений
Основными технологическими параметрами ХСТС являются:
относительный вылет, т. е. отношение вылета к диаметру или
толщине свариваемой детали, степень деформации (как и при
ХТС), усилие осадки. Оптимальные значения вылета одной де-
тали и е второй детали близки к тем значениям, которые имеют
место при ХТС и ХСС. Наиболее благоприятен случай, когда
диаметр прутка равен толщине пластины, к которой он при-
варивается. Возможна сварка и при других соотношениях этих
размеров.
Сварка сдвигом
Основными технологическими параметрами ХС сдвигом (см.
рис. 12.1, н) являются: угол клина или угол сдвига асд, усилие
сжатия свариваемых деталей перед началом сдвига, силы Т и
N, величина сдвига Д/, скорость сдвига исд. Также важен спо-
соб подготовки поверхностей. Зачистка вращающимися прово-
лочными щетками в данном случае не годится. Рекомендуемый
способ подготовки к сварке сдвигом — техническая зачистка
ножом или шабером. Оптимальные значения параметров
сварки обеспечивают равнопрочность соединения с основным
металлом при испытании на срез. Так, при сварке алюминия
и меди толщиной 6 = 4 мм и площади нахлестки 650 мм2, асд=
=7° и псд=1,5 м/ч равнопрочность достигается в случае Т—
= 39,2 кН и 7V=27,5 кН, а для меди 7 = 88,3 кН и Л/ = 68,7 кН (7].
Основные технологические параметры ХС сдвигом с совме-
стным деформированием зоны соединения (см. рис. 12.1, с)
при изготовлении алюминиевостальных (АМц+12Х18Н10Т)
переходников: угол конуса обжимного кольца а=5°, угол про-
филя выступов и канавок на стальной детали (5 = 60°, средняя
величина деформации стальной детали е=37+-42%. Основные
параметры «грушевидной» сварки (см. рис. 12.1, о) однород-
ных металлов: <р= 1004-105°; di=d2 = 1,25 (61 + 62); ₽i = ₽2=10°;
D= 1,9 (61 + 62); а=0-+20°; й=0,7 (6i + 62); W«0,8 (61+62); сум-
марная относительная деформация 75—77 % [2].
12.3. Оборудование
12.3.1. Общие требования к оборудованию
Оборудование ХС предназначено, как правило, для работы в специальных
условиях. Оно имеет гидравлический (реже — пневматический или пневмо-
гидравлический) привод. Ручной инструмент применяется только для ХСС
проводов небольших сечений. К оборудованию для ХС предъявляются сле-
дующие общие требования: надежность в работе, высокая производитель-
ность, минимальные энерго- н металлоемкость, удобство в эксплуатации.
247
12.3.2. Основные узлы и элементы
Машины для ХТС обычно содержат силовой привод, сварочный штамп (или
сварочную головку), элементы схемы и аппаратуру управления. Машины
для ХШС замкнутым швом содержат аналогичные узлы. Машина для ХСС
содержит силовой привод, механизмы зажатия и осадки с зажимными губ-
ками, обрезное устройство для подготовки концов деталей к сварке, узлы
управления.
Машина для ХСТС состоит из силового привода, механизмов зажатия
и осадки с зажимными губками, штампа для крепления плоской детали,
зачистных устройств, узлов управления.
12.3.3. Оборудование общего и стационарного назначения
Оборудование для ХС обычно малоуниверсально. При переходе от одних
свариваемых деталей к другим требуется, как минимум, заменять пуансоны,
штамп или губки. Оборудование, которое позволяет сваривать однотипные
детали определенного диапазона сечений, можно условно назвать оборудо-
ванием общего назначения. Такое оборудование выпускается серийно.
К другой группе относятся машины для сварки одной единственной
пары деталей или двух-трех пар, близких по форме и размерам сечения.
Такие машины можно назвать стационарными. Оборудование общего на-
значения приведено в табл. 12.1, стационарного — в табл. 12.2
ТАБЛИЦА 12.1
ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
Тип оборудования Назначение Площадь сечения сваривае- мых деталей, мм3 Сварочное усилие, кН
Установки и маишны для точечной сварки [2, табл. 9./]
УГХС-5-2 ХТС Al + Al, Al + Си — 5*1 50
УГХС-10 ХТС Al + Al, А1 + Си — 8*1 100
МХСА-50-3 Армирова- А1 + Си — 60 X 60« 500
ние алюми-
ния медны-
ми наклад-
ками
МХСА-120 А1 + Си — 120 X 120*а 1200
Машины для стыковой сварки [2, табл. 9.2]
МСХС-0,8 ХСС Al + А1 — 0,5 — 7,0; Си + Си, А1 + + Си — 0,5 — 0,4 8
МСХС-5-3 ХСС А1 4- А1 — 2 — 30; Си + Си, А1 + + Си — 2 — 20 50
МСХС-8 ХСС Al + А1 — 3 — 80; Си 4- Си, А1 4- 4* Си — 3 — 50 80
МСХС-20-3 ХСС А1 4- А1 — 20 — 200; Си 4* Си, А1 4- 4- Си — 20 — 120 200
МСХС-120-2 ХСС А1 4- А1 — 100 — 1500; Си 4- Си, А1 4- Си — 100 — 1000 1200
** Толщина свариваемых деталей, мм. •• Размеры армируемых участков, мм.
248
Продолжение табл. 12.1
Тип оборудования Назначение Площадь сечения свариваемых деталей, мм® Сварочное усилие. кН
Ручной инструмент для стыковой сварки [2, стр. 173; 8, табл. 1.98]
КС-6 ХСС Al + А1 — 2,5 — 10; Си + Си — 2,5—4 11.8
ПС-7 ХСС А1 + А1 —0,8 —5; Си + Си, А1 + + Си — 0,8 — 2,5 —
СНС-3 ХСС Al + А1 — 2,5 — 25; Си + Си, А1 + + Си — 2,5 — 10 30
KSI ХСС Al + А1 — 1,5 — 6 —
KSII ХСС Си + Си — 1,5 — 4 —
KSIV ХСС Си + Си, А1 + Си, Al + А1 — 1,5 —
KSV ХСС Си + Си — 2,5 — 4; Си + А1 — 2,5 — 6; Al + А1 — 2,5 — 10 —
Машины-полуавтоматы ]2, табл. 9.3, стр. 186—188]
МСХС-802 ХСС Al + А1 — 6 — 100; Си + Си — 6 — 50; А1 + Си — 6 — 80 80
МСХС-2005 ХСС Al + А1 — 30 — 200; Си + Си, А1 + + Си — 30 — 125 200
МСХС-12003 ХСС Al + А1 — 100 — 1500; Си + Си, А1 + Си — 100 — 1000 1200
К-598 ХСС Al + А1 — 26 — 300; Си + Си, А1 + + Си — 26 — 120 200
СПЗ-70 ХСС Al + А1 — 78,5; Си + Си, А1 + Си — 26,5 70
СПЗ-300 ХСС Al + А1 — 375; Си + Си, А1 + Си — 120 300
СПЗ-350 ХСС Си + Си — 80 — 100 350
WLS ХСС Al + А1 — 20 — 400; Си + Си- 20 — 150; А1 + Си — 20 — 250 400
Установки для холодной сварки [в, табл. 1.98]
Нукаде 3,3 ХСС Al + А1 — 25; Си + Си - + Си — 13,5 11; А1 + 33
Нукаде 5F ХСС Al + А1 — 36; Си + Си — +Си — 20 16; А1 + 50
Нукаде 19,8 ХСС А1 + А1 — 150; Си + Си - + Си — 80 66 ; А1 + 198
249
ТАБЛИЦА 12.1
СТАЦИОНАРНОЕ ОБОРУДОВАНИЕ
Тип оборудования Назначение Толщины (площадь сечения) свариваемых деталей, мм (мм3) Сварочное усилие, [кН
Машины для точечной сварки [2, табл. 10.1]
МТХС-901 ХТС фляги с бобышками А1 2.5 + AI 3,0 90
МТХС-1201 ХТС кастрюли с ручками А1 2,0 + AI 2,0 120
МТХС-1501 ХТС фляги с ручками А1 2,5 + А1 3,0 150
МТХС-12001 ХТС фольги А1 (0,5-=-1,0) + А1 (1-5-4) 1200
МТХС-40001 ХТС охладителей полу- Al 20+ AI 1,5 4000
проводниковых приборов
Машины для шовной сварки 12, табл. 10.2]
МХС-801 ХШС контейнеров с крышками AI 0,5+ А1 1,0 80
МХС-2501 ХШС банок с крышками А1 0,5 + Л1 1,0 250
К609М ХШС полупроводнико- вых приборов Си 0,5 + ковар 0,5 800
Машины для стыковой сварки [2, с. 203—209]
МСХС-8002 ХСС контактных колец (Си. 600) 800
МСХС-4001 ХСС опорных колец (А1, 400) 400
МСХС-2004 ХСС контактных прово- дов (Си, 100) 200
МХСД-40 То же (То же) '00
К610 ХСС транспонированных проводов (Си, 70) 150
Машины для сварки тавровых соединений (2, с. 210]
МСХС-40001 | | ХСТС шин со стержнями| | Си 0 36 + А1 10 X 80 | | 4000
12.4. Контроль качества соединений
12.4.1. Методы неразрушающего контроля
При ХТС неразрушающим методом контроля является внеш-
ний осмотр расположения сварных точек на требуемом рассто-
янии от края детали, отсутствие надрывов по периметру свар-
ной точки, наличие отпечатка от опорных частей пуансонов.
При ХШС вращающимися роликами внешним осмотром про-
веряется отсутствие подрезов в шве и непрерывность швов по
всему периметру. Выборочно с помощью контрольных прибо-
ров проверяется глубина вдавливания выступа пуансонов или
роликов. Качество герметичных сварных швов проверяют по-
гружением в нагретую жидкость, методом опрессовки, радио-
активным методом, обеспечивающим обнаружение течей до
250
IO-8—10 9 л • мкм/с, позволяющим автоматизировать процесс
испытания масс-спектрометрическим методом с чувствительно-
стью до 10~8 л • мкм/с гелия. При ХСС качество контролируют
посредством как внешнего осмотра, так и механического испы-
тания на изгиб с выпрямлением; сварной стык при этом не
должен разрушаться. Для подтверждения результатов механи-
ческих испытаний применяют металлографические исследо-
вания.
12.4.2. Методы разрушающего контроля
Методы разрушающего контроля в производственных условиях
применяют выборочно на образцах-свидетелях. При оценке ка-
чества соединений, выполненных ХТС, проводят механические
испытания образцов-свидетелей на срез или отрыв. Для конт-
роля замкнутых швов, выполненных ХШС, применяют метод
опрессовки, доводя испытуемый образец до разрушения избы-
точным давлением. Основными методами контроля соединений,
выполненных ХСТС, являются механические испытания специ-
альных образцов-свидетелей на растяжение и изгиб.
Глава 13 УЛЬТРАЗВУКОВАЯ СВАРКА
13.1. Общие сведения
Ультразвуковая сварка (УЗС) является одним из современных способов
соединения металлов в твердом состоянии.
Возможность применения ультразвука для получения неразъемного сое-
динения была обнаружена при исследовании особенностей контактной сварки
с ультразвуковой очисткой соединяемых поверхностей [1].
Наиболее интенсивное развитие этот процесс получил в последние 30—
40 лет. К настоящему времени в СССР и за рубежом разработаны обору-
дование и технология УЗС металлов, которые успешно применяются в про-
мышленности.
13.1.1. Определение и основные схемы процесса
УЗС — сварка давлением, осуществляемая при воздействии ультразвуковых
колебаний (ГОСТ 2601—84; СТ СЭВ 5277—85). Неразъемное соединение
при УЗС металлов получают в процессе сжатия соединяемых элементов с от-
носительно небольшим усилием (десятые доли или единицы ньютона при
соединении элементов микросхем и полупроводниковых приборов и не более
10‘ Н при сварке относительно толстых листов) при одновременном воздей-
ствии на зону контакта механических колебаний с частотой 15—80 кГц
12-5].
Сварку с помощью ультразвука осуществляют на специальных машинах,
состоящих из источника генерации высокочастотных (ультразвуковых) элек-
тромагнитных колебаний, механической колебательной системы, аппаратуры
управления сварочным циклом и привода сварочного усилия [1, 2, 4—6].
251
Рис. 13.1. Схема типовых колебательных систем для УЗС металлов [1]:
а — продольная; б — продольно-поперечная; в — продольно-вертикальная; г — кру-
тильная
Преобразование электромагнитных колебаний в механические и введение
последних в зону сварки обеспечивается в этих машинах механической коле-
бательной системой. Типовые колебательные системы для УЗС металлов
приведены на рис. 13.1. Основным звеном колебательных систем является
преобразователь I, который изготавливают из магнитострикционных или элек-
трострикционных материалов (никель, перминдюр, титанат бария, ниобат
свинца и др.). Преобразователь является источником механических колеба-
ний. Волноводное звено 2 осуществляет передачу энергии к сварочному на-
конечнику и обеспечивает увеличение амплитуды колебаний по сравнению
с амплитудой исходных волн преобразователя, а также трансформирует со-
противление нагрузки и крнцентрирует энергию в заданном участке свари-
ваемых деталей 5. Акустическая развязка 3 от корпуса машины позволяет
практически всю энергию механических колебаний трансформировать и кон-
центрировать в зоне контакта. Сварочный наконечник 4 является согласую-
щим волноводным звеном между нагрузкой и колебательной системой Он
определяет площадь и объем непосредственного источника ультразвуковых
механических колебаний в зоне сварки.
В зависимости от формы сварочного наконечника колебательной системы
УЗС металлов может быть точечной, шовной или кольцевой [2, 4, 5, 7].
252
13.1.2. Физические основы
При УЗС необходимые условия для образования соединения
создаются в результате наличия механических колебаний
в зоне контакта соединяемых элементов. Энергия вибрации со-
здает сложные напряжения растяжения, сжатия и среза. При
превышении предела упругости соединяемых металлов проис-
ходит пластическая деформация в зоне их контактирования.
В результате пластической деформации и диспергирующего
действия ультразвука происходит разрушение и удаление по-
верхностных пленок различного происхождения, а также обра-
зование сварного соединения [2, 4—6, 8, 9]. При этом отмеча-
ется [8] резкая интенсификация процесса образования соедине-
ния в результате ультразвукового воздействия на свариваемые
материалы. Температура нагрева в зоне контакта обычно не
превышает 0,3—0,5 от температуры плавления соединяемых
металлов [2, 4, 5, 9]. Согласно [2], повышение температуры не
является определяющим фактором в образовании сварного со-
единения и не оказывает значительного воздействия на свари-
ваемые металлы. При УЗС происходит лишь незначительное
изменение структуры и свойств свариваемых металлов.
13.1.3. Технологические возможности
УЗС позволяет соединять разные элементы изделий толщиной
0,005—3,0 мм или диаметром 0,01—0,5 мм [7]. При приварке
тонких листов и фолы к деталям толщина последних практиче-
ски не ограничивается [2]. Разнотолщинность свариваемых де-
талей при УЗС может достигать 1: 100 [4, 5]. На рис. 13.2
представлены наиболее распространенные для ультразвуковой
сварки металлов типы сварных соединений [4—6].
Рис. 13.2. Основные типы сварных соединений металлов (4—6]:
а — внахлестку; б —по рельефам; в —с раздавливанием кромок; а — параллельное,
круглого элемента с плоским; д — встык круглого элемента с плоским; е — крестооб-
разное, круглых элементов; ж — параллельное, круглых элементов; э — многослойных
деталей и пленок; и. к — «гловое
253
Рис. 13.3. Сочетали^ сварИваемых материалов [7]
С помощью уль Тразвука можно сваривать металлы и сплавы
как между собой ((в однородном или разнородном сочетании),
так и с некоторым и неметаллическими материалами. Сварива-
емость металла за1висит от его твердости и кристаллической
структуры. С увеЛ|Ичением твердости свариваемость ухудша-
ется. При сварке Металла с решетками г. ц. к., о. ц. к. и гек-
сагональной свари1ваемОсть ухудшается в пропорции 24:8:6.
Это обусловлено ьем> что металлы с разной кристаллической
структурой обладают неодинаковой способностью проводить
ультразвуковые ко,лебания [10]. На рис. 13.3 приведены соче-
тания свариваемых^ материалов при УЗС [7].
13.2. Технология св.арКИ
Схема типового технологического процесса при УЗС металлов
представляет собо,й комплекс последовательно выполняемых
операций, основны1ми из которых являются: подготовка свари-
ваемых поверхностей, сборка узлов, прихватка, сварка и
правка. Объем раб, от по каждой операции определяется особен-
254
ностями технологии изготовления конкретных изделий. При-
хватка при ограниченном числе сварных точек может не вы-
полняться (4, 5].
13.2.1. Подготовка поверхностей
Большинство исследователей [2, 4—8] отмечают, что влияние
поверхностных пленок на прочность соединений, выполненных
УЗС, невелико. Поэтому считается, что при УЗС металлов мо-
жно получать сварные соединения с высокими эксплуатацион-
ными характеристиками без предварительной обработки соеди-
няемых поверхностей. Вместе с тем в некоторых работах [4, 5]
указывается на целесообразность удаления поверхностных пле-
нок с соединяемых поверхностей, так как они не только сни-
жают возможность образования сварного соединения, но в ряде
случаев исключают получение технологического эффекта.
В работах [7, 11] предлагается для подготовки поверхно-
стей, свариваемых с помощью ультразвука, применять обезжи-
ривающую обработку.
13.2.2. Выбор параметров режима сварки
Основными технологическими параметрами режима УЗС ме-
таллов являются амплитуда колебаний сварочного наконеч-
ника £св, сварочное усилие FCB и время сварки tCB [4, 5, 9].
Амплитуда колебаний сварочного наконечника является
важнейшим параметром режима сварки, влияющим на созда-
ние необходимых условий для удаления поверхностных пленок,
нагрев, расположение и размеры зоны пластической деформа-
ции свариваемого металла. В каждом конкретном случае |Св
назначают в зависимости от наличия оксидной пленки и ее
толщины, а также от свойств (предела текучести и твердости)
и толщины свариваемого металла. При этом она растет про-
порционально пределу текучести, твердости и толщине свари-
ваемого металла. Величина £Св обычно находится в пределах
от 0,5 до 50 мкм. В процессе сварки £св может изменяться
в соответствии с типовыми циклограммами, приведенными на
рис. 13.4 [3—5].
Сварочное усилие обеспечивает передачу ультразвуковых ко-
лебаний и вызывает пластическую деформацию металла в зоне
соединения. С увеличением предела текучести, твердости и тол-
щины свариваемого металла величина FCB растет. При этом FCB
и £св взаимосвязаны между собой, т. е. при заданной мощности
механической колебательной системы с увеличением Нсв свароч-
ное усилие необходимо снижать. При соединении элементов
микросхем и полупроводниковых приборов FCB составляет деся-
тые доли либо единицы ньютона, а при сварке относительно
25S
Рис. 13.4. Циклограмма изменения амплитуды колебаний сварочного наконечника в про-
цессе сварки [5]:
о — £св снижается плавно; б — режим сварки задан экспериментом; в — снижение
ступенчатое; а —критерий Х= (2-5-2,5) 5^аХ/£^*П! в — программирование £св
Рис. 13.5. Циклограмма изменения сварочного усилия в процессе сварки [5]:
а — ступенчатое снижение; б — ступенчатое увеличение; в — плавное изменение; г —
частотное нагружение; д — программирование с частотой наполнения
толстых листов Fea обычно не превышает 104 Н. В процессе
сварки FCB остается постоянным или изменяется по определен-
ной программе (рис. 13.5) [3—5].
Время сварки зависит от других параметров, свойств и тол-
щины свариваемого металла. Зависимость /св от свойств и тол-
щины свариваемого металла такая же, как для FCb. Величину
/Св устанавливают в пределах 0,1—4 с |3—5].
13.3. Оборудование
Для УЗС металлов в СССР и за рубежом создано значитель-
ное количество универсальных и специализированных машин,
которые нашли применение при изготовлении широкой номен-
266
ч
з:
*5
КРАТКИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ** МАШИН ДЛЯ УЗС МЕТАЛЛОВ [4, 5]
Назначение Точечная сварка > » » » Одновременная приварка плавкого элемента из пер- форированной алюминие- вой фольги к толстостенным ножам электрических пре- дохранителей Точечная сварка магнитов из сплава ЮНДК с держа- телем из сплава МНЦ при изготовлении реле разных типов Точечная сварка никелевых токоподводов с медными ши- нами электронагревателей Шовная сварка > » » >
О До 3600 (3600)*2 До 3600’2 180*3
о. До 3600' 180*3 е.0001 СО со со
h, мм 0,2+0,2 - Си 0.3+0.3 - А1 0,1+0,1 (0,25 + + 0,25) — А1 0,5+0,5 — А1 0,5+0,5 5-4 ЮНДК 0,15—0,4 МНЦ сч о + сч о“ 0,2-А1 0,5 — А1 0,8 - А1
X и о к. 392 (кПа) 50 (600) 1200 600 1200 200-1000 500 1500 2500
f. кГц ш +1 сч сч 44 (22) 22 22± 1,65 22±1,65 22± 1,65 счсч оо СЧ СЧ —•
V, кВт 0,4—0,63 ! 0,1 (0,63) 1,5 2X0,6 2X1,5 ю о" 41 Sino о —Г-ф
С о
Марка свароч! машины МТУ-0,4 4У4 >> >5ОО —Ш о o' —Го "Т >> о" i ч X >> о МШУ-0,63 МШУ-1,5 МШУ-4
♦« tp _ мощность; f — частота; FCB — сварочное усилие; h — толщина свариваемого металла; Р — производительность. •’ Число
сварок в час. Число изделий в час. *‘м/мин.
«7—1063
257
ТАБЛИЦА 13.2
КРАТКИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ* УСТАНОВОК
ДЛЯ УЛЬТРАЗВУКОВОЙ МИКРОСВАРКИ [4, 5, 3, 11 — 14]
Марка установки W. Вт f. кГц н Св <1п. мкм Р, число сварок/ч
МС-41П2-1 МС-41ПЗ-2 МС-41ПЗ-3 6,3 66 0,2—1.5 0,05—1.5 20—50 800—1200
УЗП-02 До 8,0 75+2,0 0.05—0,7 0,05—0,5 25—50 2500
УЗП-ОЗ До 8.0 75+2.0 0,1- 1,0 0,05—0.5 20—50 600
ЭМ-421 А До 6.3 66+6.6 0.1—1,2 0.08—3,6 25—60 700
ЭМ-423 До 6,3 59—61 0,1—0,75 0.1 —1,0 20—60 800—1200
ЭМ-425 А До 6.3 66+6,6 0,1—1.2 0,08—3,6 25—60 800
НВП 1 6,0 75+5,0 0,05—0,5 0,04—2,0 20—50 1500
НВП-2 6,0 75+5,0 0,1—0,2 0,04—2,0 24—40 2400
УЗСКН-1 20 44 0,25—10.0 0,1 —1.5 30—100 300
Контакт-4А 20 60 0,2—1,8 0,04—4,0 20—160 350
* Обозначения параметров см. в табл
13.1; — диаметр провода.
клатуры изделий. Машины, как правило, выполнены на весьма
высоком техническом уровне и позволяют автоматизировать
сварочный процесс. Краткие технические данные некоторых
отечественных машин для УЗС металлов приведены в табл.
13.1 [4, 5].
В последнее время существенное развитие получила ультра-
звуковая микросварка, предназначенная для соединения раз-
ных элементов микросхем и полупроводниковых приборов.
Оборудование для ультразвуковой микросварки отличается вы-
сокими показателями производительности и уровня автомати-
зации всего технологического процесса сборки и сварки из-
делий. В табл. 13.2 приведены краткие технические данные
некоторых установок для ультразвуковой микросварки, разра-
ботанных в СССР [4, 5, 8, 11—14].
13.4. Промышленное применение
Процесс УЗС применяют для соединения относительно тонких фольг, листов,
проволок и других деталей. Особые преимущества этот процесс имеет при
соединении разнородных и термочувствительных элементов. Областями нс-
258
пользования УЗС являются: производство полупроводников, микроприборов
и микроэлементов для электроники, конденсаторов, предохранителей, реле,
трансформаторов, ламп бегущей волны, нагревателей бытовых холодильни-
ков, приборов точной механики и оптики, реакторов, десублиматоров ва-
куумных сушильных установок, сращивание концов рулонов различных тон-
колистовых материалов (медь, алюминий, никель и их сплавы) в линиях их
обработки, а также автомобильная промышленность [2—5, 8].
Накопленный опыт применения УЗС выявил следующие преимущества
этого процесса [2, 4, 5]:
1. Сварка осуществляется в твердом состоянии металла без существен-
ного нагрева места сварки, что дает возможность соединять химически ак
тивные Металлы и разнородные металлы, склонные к образованию хрупких
интерметаллидов в зоне соединения.
2. Возможность получения сварных соединений, которые трудно выпол-
нить с помощью других видов сварки из-за больших энергетических и тех-
нологических затрат (например, сварка меди, алюминия и др.).
3. Возможность соединения тонких и ультратонких деталей, возмож-
ность приварки таких листов и фольг к деталям практически неограничен-
ной толщины, сварка пакетов из фольги.
4 Снижение требований к чистоте свариваемых поверхностей дает воз-
можность проводить сварку деталей с плакированными и оксидированными
поверхностями, а также деталей, поверхности которых покрыты разными
изоляционными пленками.
5. Незначительная деформация поверхности деталей в месте их соедине-
ния вследствие применения небольших сварочных усилий.
6. Малая мощность сварочных машин и несложность их конструкции.
7. Простота автоматизации.
8. Гигиеничность процесса.
Глава 14 СВАРКА ТРЕНИЕМ
Сваркой трением (СТ) называют технологический процесс получения неразъ-
емного соединения, осуществляемый за счет использования теплоты, образу-
ющейся на поверхности контакт? двух заготовок, прижатых одна к другой
и участвующих в относительном движении. После прерывания или полного
прекращения относительного движения СТ завершается приложением уси-
лия проковки [1].
Как и при других способах сварки давлением, сварное соединение при
СТ образуется в результате совместного пластического деформирования при-
контактных объемов свариваемых заготовок. Отличительной особенностью
СТ является получение теплоты непосредственно в зоне контакта за счет
прямого преобразования работы, затрачиваемой на преодоление сил трения,
возникающих при взаимном перемещении трущихся поверхностей заготовок.
СТ имеет следующие преимущества; высокое качество сварного соеди-
нения; высокая производительность; возможность сварки металлов в одно-
родных и разнородных сочетаниях; высокий КИМ; возможность установки
машин для СТ в автоматические и роторные линии, управляемые
ЭВМ.
14.1. Общие сведения
В табл. 14.1 приведены регулируемые и производные параметры режима
СТ с непрерывным приводом и инерционной СТ, получивших наибольшее
промышленное применение.
17*
259
ТАБЛИЦА 14.1
РЕГУЛИРУЕМЫЕ И ПРОИЗВОДНЫЕ ПАРАМЕТРЫ РЕЖИМА СТ
С НЕПРЕРЫВНЫМ ПРИВОДОМ (I) И ИНЕРЦИОННОЙ СТ (II)
Параметр Определение Обозна- чен ие Единицы измере- ния Сварка тре- нием
1
Регулируемые параметры
Окружная линей- Отношение пути, прой- V м/с + +
пая скорость денного точкой по на- ружному диаметру на поверхности трения за промежуток времени» к длительности этого про- межутка
Угловая скорость (частота вращения) Отношение угла поворо- та радиус-вектора точки в плоскости скольжения за промежуток времени к длительности этого промежутка (количество оборотов вокруг оси вра- щения, совершенных шпинделем за одну се- кунду) Усилие при притирке, отнесенное к единице площади исходного се- чения свариваемых за- готовок G) (л) рад/с (с-1) + +
Удельное давление притирки Рп МПа + —
Удельное давление нагрева Усилие при нагреве, от- несенное к единице пло- щади исходного сечения свариваемых заготовок Рн МПа + +
Удельное давление проковки Усилие проковки, отне- сенное к единице площа- ди сечения свариваемых заготовок Р пр МПа +
Время притирки Длительность приложе- ния к заготовкам, под- лежащим сварке, уси- лия притирки tn С + —
Время нагрева Длительность выделе- ния теплоты трения в процессе относительно- го движения сваривае- мых заготовок tn с +
Время проковки Длительность приложе- ния к свариваемым за- готовкам усилия про- ковки в завершающей стадии процесса сварки tnp с + -.4-
260
Продолжение табл. 14.1
Пира метр Определение Обозна- чение Единицы измере- ния Сварка тре- нием
1 II
Момент инерции вращающихся масс Момент инерции, рав- ный сумме моментов инерции вращающихся частей, обеспечивающих тепловую энергию свар- ки 1 Н-м-с1 — +
Отрицательное уг- ловое ускорение шпинделя от мо- мента выключения привода до его ос- тановки или на- чала торможения Отношение изменения угловой скорости шпин- деля от момента выклю- чения привода до его полной остановки или начала торможения к длительности промежу- тка времени, в течение которого это изменение произошло е рад/с! +
Время задержки включения давле- ния проковки по- сле выключения привода Промежуток времени ме- жду прекращением от- носительного движения и приложением давле- ния проковки 1з. пр С +
Время задержки торможения после выключения при* вода Промежуток времени ме- жду прекращением отно- сительного движения и началом торможения 1з. т с +
Отрицательное ус- корение при тор- можении Отношение изменения угловой скорости шпин- деля от момента начала торможения до его пол- ной остановки к длитель- ности торможения Производные пара ет метры рад/с1 +
Момент трения Момент сопротивления вращению свариваемых заготовок; интеграль- ная сумма моментов сил трения в зоне контакта относительно оси враще- ния Нм + +
Абсолютная осе- вая деформация Суммарная осадка в про- цессе нагрева и проков- ки 6 мм + +
Скорость дефор- мации Предел, к которому стре- мится средняя скорость взаимного сближения за- готовок при бесконеч- ном уменьшении проме- жутка времени и м/с + +
261
Продолжение табл. 14.1
Параметр Определение Обозна- чение Единицы измере- ния Сварка тре- нием
I II
Мощность тепло- выделения Интенсивность тепло- выделения, тепловая энергия, выделяющаяся в свариваемых заготов- ках в течение одной се- кунды N Вт 4- 4-
Удельная мощ- ность тепловыде- ления Тепловая мощность, от- несенная к единице пло- щади исходного сечения свариваемых заготовок Nyn Вт/м2 4- +
Температура Температура в зоне сое- динения Г °C + 4-
Примечание. (+) — есть; (—) — нет.
14.1.1. Основные способы сварки, наплавки
и формоизменения трением
Сварка трением с непрерывным приводом впервые осуществлена
в СССР в 1956 г. А. И. Чудиковым (рис. 14.1). Одной из заготовок сооб-
щается вращательное движение. Заготовки соприкасаются и к ним приклады-
Ряс. 14.1. Схема сварки трением с не-
прерывным приводом:
/ — тормоз; 2, 3 — свариваемые заготовки
Рис. 14.2. Схема инерционной СТ:
1 — маховик; 2, 3 — свариваемые заго-
товки
262
вается осевое усилие нагрева Ста-
дия нагрева в существующих маши-
нах СТ регламентируется либо вре-
менем нагрева, либо степенью со-
вместной деформации заготовок.
Далее следует торможение подвиж-
ной заготовки и проковка.
Известны различные модифика-
ции способа, исключающие ограни-
чения по конфигурации сваривае-
мого сечения и длине заготовок. На-
пример, непрерывная СТ с помощью
вращающейся вставки [2, 3, 4, 5].
Инерционная СТ основана
на использовании энергии, накоплен-
ной маховиком. Шпиндель с насажен-
6
Рве. 14.3. Схема орбитальной СТ:
а — стадия нагрева; б — стадия проковки
ным на него маховиком заданной массы (рис. 14.2) разгоняется. По дости-
жении определенного момента инерции вращающихся масс привод отключают и
заготовки сжимают с заданным усилием. Сварка их завершается в момент
остановки шпинделя. Диапазоны регулируемых параметров: и= (0,284-
4-11,1) м/с; Рн = (474-465) МПа; значение / подбирают таким, чтобы е=
= (1504-300) рад/с2.
Комбинированная СТ может осуществляться по одному из двух
вариантов: 1) вначале процесс ведут с постоянной ш, а затем привод от-
ключают и завершают сварку по инерционному циклу; 2) начало сварки ве-
дут с постоянной со, затем по инерционному режиму. По достижении шпин-
делем п — (64-5) с-1 осуществляют его «мгновенное» торможение.
Колебательная СТ может выполняться за счет угловых колебаний
одной или обеих заготовок или в процессе возвратно-поступательного дви-
жения (сварка внбротрением). Практическое применение получила только
сварка вибротрением для соединения термопластов и реактопластов.
Орбитальная СТ осуществляется движением прижатых одна к дру-
гой заготовок по круговой орбите без вращения вокруг собственных осей
(рис 14.3). Оси заготовок смещены во время стадии нагрева на величину
эксцентриситета е, что позволяет получать относительно собственного вре-
менного центра круговые движения с орбитальным радиусом, равным экс-
Рис. 14.4. Схема радиальной СТ:
а —с наружным разжимным кольцом; б —с внутренним разжимным кольцом; I, 2 —
свариваемые заготовки; 3 — вращающееся кольцо из присадочного материала; 4 —
зажимные элементы; 5— оправка
263
Рис. М.5. Схема роликовой СТ:
1. 2 — свариваемые заготовки; 3 —
шпиндель: 4 — вращающийся ролик;
5 — прижимы
Рис. U.6. Схема наплавки трением:
1 — наплавляемая поверхность; 2 —
слой наплавленного металла: 3 — пру-
ток; 4 — резец для снятия грата
центриситету е. По завершении стадии нагрева оси совмещают, прекращая
тем самым относительное движение заготовок, и выполняют проковку, фор-
мируя сварное соединение.
Орбитальная СТ позволяет сваривать заготовки, имеющие свариваемое
сечение произвольной формы, при равномерном тепловыделении на всей
свариваемой поверхности. Это делает ее перспективной для сварки заго-
товок с большой площадью поперечного сечения. Сложность машин и низ-
кая надежность зажимных устройств вследствие действия на них значитель-
ных инерционных сил препятствуют широкому внедрению этого способа
в практику.
Радиальная СТ основана на использовании теплоты трения на-
ружного или внутреннего кольца, вращающегося с заданной угловой
скоростью, о скошенные концы труб, прижатых одна к другой с определен-
ным усилием (рис 14.4). По окончании стадии нагрева вращение кольца
прекращают и его дополнительно сжимают (раздают) в радиальном на-
правлении.
Роликовая СТ применяется для сварки заготовок из тонколистовых
материалов. К концам заготовок подводят ролик, вращающийся с
»1600 рад/с (рис. 14.5). Скорость перемещения ролика относительно свари-
ваемых заготовок составляет 0,1—2,0 м/с при удельном давлении на ролик
0,2—0,5 МПа.
Наплавка трением применяется для восстановления изношенных
деталей или для придания поверхности заданных служебных свойств. К по-
верхности, подлежащей наплавке (рис 14.6) и перемещающейся с линейной
скоростью иааг, с усилием F прижимается вращающийся пруток. Теплота, вы-
деляемая при трении, создает тепловое поле, асимметричное поверхности кон-
такта. Поле способствует более интенсивному нагреву прутка по сравнению
с заготовкой. Происходит направленный перенос металла с прутка на по-
верхность заготовки. Рекомендации при выборе технологических параметров
приведены в [3].
Формоизменение трением — безотходный технологический про-
цесс, широко применяемый в промышленности. Деформирование компактных
и трубных заготовок, пластифицированных теплотой трения, осуществляется
на машинах СТ или на металлорежущих станках. Формоизменением трением
можно выполнять высадку, вытяжку, формовку, раздачу и разбортовку.
264
14.1.2. Физические основы
На рис. 14.7 представлены схемы типовых осциллограмм ос-
новных параметров режима СТ с непрерывным приводом. На
характер зависимостей F(t), ©(/), MTP(f), N(t), &l(t)
влияют: природа свариваемых металлов, состояние контактных
поверхностей, угловая скорость и удельное давление.
Для анализа явлений, протекающих при СТ, весь свароч-
ный цикл удобно разделить на отдельные фазы.
Первая фаза (притирка) протекает в условиях сухого
или граничного трения (при загрязненных поверхностях). Осе-
вая сжимающая нагрузка F вызывает в соприкасающихся мик-
ровыступах нормальные напряжения, значительно превышаю-
щие пределы текучести, a Л1тр приводит к возникновению каса-
тельных напряжений, превышающих напряжения сдвига.
Под действием эквивалентных напряжений на контактных
поверхностях будут происходить сложные процессы: разруше-
Рис. 14.7. Схема типовых
осциллограмм основных па-
раметров режима СТ
265
ние оксидных и адсорбированных пленок; смятие и срез микро-
выступов при одновременном увеличении в них плотности
дислокаций и их упрочнении; вовлечение «срезанных» микро-
выступов в граничную плоскость; образование очагов схваты-
вания и их разрушение. Завершение первой фазы характеризу-
ется прекращением роста Л)тр вследствие приработки трущихся
поверхностей.
Вторая фаза начинается с приложения к заготовкам
усилия нагрева F„. Более высокое удельное давление интенси-
фицирует процессы на контактных поверхностях, начатые
в первой фазе, и способствует интенсивному тепловыделению
в тонких поверхностных слоях. При этом количество выделяю-
щейся энергии в периферийной зоне больше, чем в центральной.
«Срезанные» и упрочненные микровыступы под действием
сил трения и внутреннего давления перемещаются в более пла-
стифицированную зону и движутся по круговой орбите в коль-
цевой площадке, находящейся на расстоянии 0,5—0,7 радиуса
от оси заготовки. Завершение второй фазы характеризуется
граничным трением заготовок через «срезанные» микровы-
ступы по кольцевой площадке и временным прекращением ро-
ста Л4тр.
При движении в кольцевой зоне «срезанные» микровыступы
контактируют между собой и образуют очаги схватывания
с основным металлом. Слияние микровыступов носит спонтан-
ный лавинообразный характер, размеры отдельных «колоний»
микровыступов увеличиваются, а их число уменьшается. При
числе «колоний» («клиньев») [2] система становится кинемати-
чески неустойчивой и число «клиньев» самопроизвольно восста-
навливается до двух.
При относительном движении деформационно упрочненные
«клинья» «пропахивают» более пластичные поверхностные слои
и укрупняются, вовлекая в процесс более твердые глубинные
слои заготовок. По достижении некоторой критической вели-
чины «клиньев» происходит разъединение контактирующих по-
верхностей (эквапланирование).
Третья фаза характеризуется отрицательной осадкой и
ростом Л1Тр. В этой фазе поверхности заготовок контактируют
только через «клинья», что хорошо подтверждается наличием
на них следов предыдущей механической обработки и «пропа-
ханной» кольцевой площадки.
Дальнейшее взаимодействие заготовок приводит к расшире-
нию кольцевой площадки до (0,5—0,8) г и росту Л4тр. Темпе-
ратура на поверхности заготовок (кроме локальных участков
на дорожках, «пропаханных клиньями») не превышает 300 °C,
что подтверждается темно-синим цветом побежалости на кон-
тактных поверхностях при их разъединении. Увеличение ампли-
туды колебаний Л4тр относительно среднего значения («дрейф»
266
Л1тр) при приближении к MTJ, обусловлено разрушением и об-
разованием «клиньев».
Четвертая фаза начинается с момента достижения
AfTp; температура в кольцевой зоне в этот момент достигает
(0,6—0,7) ГОщах; предел текучести металла в приконтактных
объемах свариваемых заготовок заметно снижается, поверхно-
сти соприкасаются, а Л4тр снижается. Окончание четвертой
фазы характеризуется разрушением «клиньев», что прослежи-
вается на осциллограмме по прекращению «дрейфа» Мтр. За-
вершение стадии нагрева в четвертой фазе нецелесообразно,
так как «клинья», оставшиеся в зоне соединения, будут яв-
ляться концентраторами напряжений и способствовать низкой
циклической прочности.
Пятая фаза характеризуется заметным уменьшением
«дрейфа» Мтр и свидетельствует о завершении стадии нагрева.
Скорость осадки в этой фазе постоянная.
Шестая фаза — торможение. В результате уменьшения
угловой скорости сопротивление сдвигу возрастает. Темпера-
тура в зоне контакта в шестой фазе несколько повышается,
а после ее окончания резко снижается.
Седьмая фаза (проковка) начинается после полной
остановки шпинделя. Во время этой фазы формируется
сварное соединение. Давление проковки не должно быть
чрезмерным, так как интенсивное пластическое течение ме-
талла может разрушить образовавшееся сварное соеди-
нение.
14.1.3. Технологические возможности
Локализация выделения теплоты и пластической деформации
в зоне соединения при СТ обусловливает низкий расход энер-
гии на процесс образования сварного соединения и позволяет
сваривать разнородные металлы, например алюминий — медь,
алюминий — сталь, медь — металлокерамика и др.
Ограничения способа СТ с непрерывным приводом:
форма одной из заготовок должна приближаться к круговой;
масса и длина подвижной заготовки ограничена возможно-
стями конкретной машины; существующие машины СТ не по-
зволяют соединять заготовки с площадью свариваемого сече-
ния > 150 мм.
Экономическая эффективность от внедрения СТ складыва-
ется из нескольких показателей: высокой производительности;
экономии материалов; снижения трудоемкости; высокой раз-
мерной точности сварных изделий; ограниченного числа после-
сварочных технологических операций; возможности соединения
материалов в разных сочетаниях; небольших и быстро окупа-
емых расходов на капитальные вложения; низкой энергоем-
267
288
кости и практического отсутствия брака. Данные табл. 14.2 ил-
люстрируют экономическую эффективность и технологические
возможности СТ [8].
14.2. Технология
14.2.1. Свариваемые материалы и требования к конструкции
Данные о свариваемости разных конструкционных материалов
приведены в табл. 14.3 [7].
При проектировании заготовок для СТ необходимо учиты-
вать такие моменты, как: возможность имеющейся машины
ТА БЛИЦА 14.3
СВАРИВАЕМОСТЬ РАЗНЫХ КОНСТРУКЦИОННЫХ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПРИ СВАРКЕ ТРЕНИЕМ
Примечание: качественные соединения; некачественные соединения;
□ данные отсутствуют; И СТ невозможна.
269
ТАБЛИЦА 14.4
ТОЧНОСТЬ ПО СООСНОСТИ И ДЛИНЕ
ДЕТАЛЕЙ. ПОЛУЧАЕМЫХ СВАРКОЙ
ТРЕНИЕМ
Диапазоны размеров свариваемых деталей, мм Группа точности Смещение осей, мм Допуск на длину, мм
До 20 20—50 50—100 Обычная Повышенная Обычная Повышенная Обычная Повышенная 0.2 0,1 0,4 0.2 0,5 0,3 ±0,4 ±0,2 ±0,6 ±0,3 ±1,0 ±0,5
Примечание. Пределы точности
приведены для сварки цилиндрических
эталонных деталей.
вок следует руководствоваться
14.4 [4].
Для обеспечения соосности заготовок непременным уело
вием является их надежное закрепление в зажимных устрой
СТ, свариваемость материа-
лов заготовок; закрепление
заготовок в сварочной маши-
не; стоимость подготовки за-
готовок к сварке и последую-
щей послесварочной обработ-
ки изделия; автоматическое
достижение требуемой соосно-
сти и угловой ориентации за-
готовок; создание в ответст-
венных случаях равных усло-
вий пластической деформа-
ции и симметричного темпе-
ратурного поля. Типы соеди-
нений и варианты подготовки
заготовок на примере изделий
автомобилестроения приведе-
ны в работах [4, 5].
При назначении припусков
на длину и диаметр загото-
данными, приведенными в табл.
Рис. 14.8. Определение длины вылета заготовок из зажимных устройств:
а — А~(0.3 + 1.5)d; б — А,-(0,3 + l,6)d,; А,-(0,3 + 1,6)d,; в— А-(2 + 4)8;
г — А,- (2 + 4)8; А,-(0.3 + 1,5)d
270
ствах машины СТ. Другим не менее важным условием явля-
ется необходимая жесткость заготовок на участках от места
закрепления до стыка. Рекомендации по выбору длины вылета
представлены на рис. 14.8 [3]. Длина вылета менее рекомендо-
ванной приводит к отпуску зажимных устройств.
14.2.2. Подготовка к сварке
Состояние контактных поверхностей свариваемых заготовок
при СТ влияет на качество сварных соединений в значительно
меньшей степени, чем при других способах сварки давлением.
Поверхности могут быть получены резкой ножницами, диско-
вой пилой и даже газопламенной резкой. Влияние неровностей
можно уменьшить притиркой или дополнительным временем
Рнс. 14.9. Подготовка контактных поверхностей заготовок из разнородных материалов
к сварке:
а — быстрорежущая сталь — конструкционная сталь; б — коррозионностойкая сталь —
алюминий; в— коррозионностойкая сталь — цинк; d2=(1.16-s- l,25)d|
нагрева. Непараллельность контактных поверхностей может
достигать 5—7° без заметного влияния на качество [2]. Неболь-
шие очаги коррозии, грязь, масло, краска и другие загрязнения
на контактных поверхностях в процессе СТ удаляются на ста-
дии нагрева. Исключение составляют ржавчина, а также ока-
лина, образованная при прокатке, ковке или горячей объемной
штамповке.
При СТ разнородных металлов необходима более тщатель-
ная подготовка контактных поверхностей, в частности, при
СТ алюминия со сталью торцевое биение стальной заготовки
должно быть <0,2 мм. На рис. 14.9 представлены примеры
подготовки контактных поверхностей к сварке заготовок из
разнородных металлов [3].
14.2.3. Выбор параметров режима сварки трением
с непрерывным приводом
Частота вращения является одним из главных регулируемых
параметров. При увеличении п толщина пластифицированного
слоя уменьшается, слой становится более однородным, дина-
мические прочностные характеристики соединения повышаются.
Частота вращения подсчитывается по оптимальной v, м/с: для
271
черных металлов 2,6—3, для алюминия и меди ~2, для титана
4—5.
Удельное давление притирки назначается для
улучшения условий работы машины СТ. Обычно Р„— (0,154-
4-0,20) Рн. Для углеродистых сталей Р„~10 МПа. Время при-
тирки /п= (14-3) с.
Удельное давление нагрева Рн при СТ углероди-
стой и низколегированной сталей выбирают в пределах 30—
60 МПа, жаропрочных и инструментальных 60—120, алюмини-
евых сплавов 7—23, алюминия с медью 40—60, алюминия
с коррозионностойкой сталью 6,4—12,2 и титановых сплавов
<18 МПа.
Как показывает практика, при сварке металлов в однород-
ном сочетании Ря можно изменять в очень широких пределах,
получая при этом достаточно высокое качество сварного сое-
динения. При СТ разнородных металлов оптимальное значение
Ри следует выбирать из условия получения скорости деформа-
ции и, обеспечивающей одинаковую степень деформации обеих
заготовок.
Удельное давление проковки назначают с учетом
пластических свойств свариваемых материалов. Обычно Рпр—
= (14-3) Рн. При СТ алюминия с коррозионностойкой сталью
РПР =(8,04-10,0) Рн (МПа), /ПР=( 1,54-3,0) с.
Следует отметить, что на прочностные свойства соединения
наибольшее влияние оказывает момент приложения Рпр, а не
его абсолютная величина: РПр должно быть приложено в тот
момент, когда <о снизилась и составляет 1/3 первоначальной, но
не позже, чем через 0,05 с после остановки шпинделя [9].
Систематизированные значения Рн, Рпр, n, t„ и 1Пр для кон-
кретных марок материалов приведены в работах [2, 3, 4].
Время нагрева оказывает решающее влияние на цик-
лическую прочность и ударную вязкость сварного соединения,
особенно при СТ разнородных материалов. Время нагрева сле-
дует определять экспериментальным путем для конкретной
пары заготовок по кривой AfTp(f) при ранее выбранных значе-
ниях v и Рн. Оптимальным следует считать tH, равное интер-
валу от начала сварки (окончания стадии притирки) до на-
чала пятой фазы. Увеличение tH приводит к росту зерна и об-
разованию в зоне соединения видманштеттовой структуры.
Время торможения должно быть достаточно корот-
ким, чтобы пластическое течение металла из зоны соединения
не успело приобрести устойчивый характер. Интенсивное тече-
ние металла и быстрое охлаждение делают невозможным ре-
лаксацию напряжений в зоне соединения, что приводит
к уменьшению прочности или разрушению соединения сразу
же после завершения процесса сварки. Время торможения сле-
дует назначать из условия, чтобы ет^2500 рад/с2.
272
14.2.4. Термическая обработка соединения
Целью термической обработки соединений, полученных тре-
нием, является: снижение внутренних напряжений; повышение
пластичности; рекристаллизация и улучшение качества соеди-
нения в результате протекания диффузионных процессов.
Малоуглеродистые (до 0,26 % С), низколегированные, высо-
колегированные хромоникелевые аустенитные и хромистые
ферритные стали, сваренные в однородном и разнородном со-
четаниях, термообработке не подвергают.
Среднеуглеродистые (0,26—0,45 % С) легированные и неле-
гированные, высоколегированные аустенито-мартенситные и
хромистые феррито-мартенситные стали, сваренные в однород-
ном и разнородном сочетаниях, подвергаются термообработке.
При этом, если углеродный эквивалент СЭкв>0,8%( термооб-
работку выполняют из нагретого состояния.
Наиболее трудной является термическая обработка сварных
соединений разнородных сталей. В этих случаях первоначально
назначается смягчающий отжиг, а затем термическая обра-
ботка для получения заданных свойств с учетом теплофизиче-
ских характеристик обоих материалов.
14.3. Оборудование для сварки трецием
Рис. 14.10. Принципиальная схема машины для СТ с непрерывным приводом:
/ — станина; 2 — привод шпинделя; 3— передняя бабка; 4 — траверса; 5 —зад-
няя стойка; 6 — направляющие штанги; 7 — гидравлические цилиндры осевого
нагружения; 8 — шпиндель; 9 — зажимной патрон вращающейся заготовки;
10 — зажимное устройство неподвижной заготовки; II — свариваемые заготовки;
/2 — пульт управления; 13 — упор для неподвижной заготовки
18—1063
273
а
S:
*5
ад
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН ДЛЯ СВАРКИ ТРЕНИЕМ
Габаритные размеры машин СТ. Х« _ ФЭ я
Я и £• 5з
К и 1 С к
К я ДЕ & 1
:варнвае» овок, мм неврапц min -
Длина заго ращаю- щейся In — max
“ е
<DQ>00C4 CO §§§§§§ 1 ЮЮ о Is- l|§ | 1 — 3 540 11 300
888 '^CN-'T 300
CM — —
xxxx xxx Illi 1 X 1 I 1 1 1
§888 CM co CO — §£§ 2 О
CO b- co CM CM —«
•Й 6
6 6 6 XXX ° Ш1 140 60-170 300—600 •X ° 1 1 1 g 1 1 1
§i§g fs_ э§ § SJ.8H । । i । 5 4
С непрерывным привода 12,5 200 16-50 5 1200 45—100 11,2; 18 500 25-70 52,3; 66,7; 15 8-16 63,3 11,7; 16,7 500 40-70 66,7 50 9—14 16,7 150 20—36 16,6—25 150 - — 300 - - 300 - 16,6; 22,5; 200 15—65 33,3 — 500 25—63 11,6 400 25-70 16,6 200 20—50 18,3; 21,7; - 8,5—32 36,7; 43,3 25 40 — Инерционные маишны СТ 200 1 35,6 I 6,5—19 133 | 204 1 11-38
Без шкафа управленвя гидростанции. ** Н. о. - нет ограничений.
274
В состав оборудования для СТ могут входить: машина для СТ, микро-ЭВМ,
с программами параметров режима, станок для снятия грата, роботы или
манипуляторы для загрузки-выгрузки и транспортирующие устройства. Ниже
рассматриваются только машины СТ с непрерывным приводом и инерционной
СТ, получившие наибольшее применение в промышленности.
Исходными данными при выборе оборудования являются: параметры
режима СТ; потребная мощность привода шпинделя; размеры свариваемых
заготовок; требуемая производительность процесса.
Мощность привода определяют по формуле Мдв = Л\д5, Вт (здесь 5 —
площадь свариваемого сечения в мм, /VJB=20 Вт/мм2) [2].
Кинематические схемы машин СТ, выпускаемых в настоящее время, раз-
личны. Наиболее распространенная представлена на рис. 14.10.
Мировой парк машин СТ имеет десятки модификаций и к настоящему
времени насчитывает ~4500 В табл. 14.5 представлены только некоторые
модели машин для сварки трением отечественных и зарубежных фирм [2,
3. 4].
14.4. Промышленное применение
Преимущества СТ по сравнению с другими способами соеди-
нения заготовок, предопределили ее широкое внедрение в про-
мышленность. Главными причинами возрастающего интереса
к СТ являются: возможность соединения металлов и других
материалов в разнородном сочетании, что позволяет получать
детали с принципиально новыми потребительскими свойствами;
значительное снижение затрат на механическую обработку
вследствие высокой размерной точности сваренных заготовок;
повышенная надежность и низкая стоимость сварного соедине-
ния. Преимущества СТ особенно проявляются в массовом и
крупносерийном производстве при изготовлении деталей из за-
готовок, полученных литьем, ковкой, штамповкой или про-
каткой.
Несмотря на свою сравнительную «молодость:», СТ уже до-
вольно широко применяется в машиностроении, ядерной энер-
гетике, в инструментальном производстве, в электротехниче-
ской промышленности, тракторо- и автомобилестроении, а также
в самолетостроении, космической технике, химическом и неф-
тяном машиностроении.
Следует отметить, что возможности СТ далеко еще не ис-
черпаны. Мировая практика использования СТ в промышлен-
ности показывает, что этот вид сварки является одним из
наиболее интенсивно развивающихся технологических процес-
сов [3].
14.5. Контроль качества
Качество соединения зависит в основном от таких факторов,
как: соответствие параметров режима СТ оптимальным; под-
готовка контактных поверхностей; соответствие материалов за-
готовок и их термической обработки заданным.
18*
275
Контроль параметров режима в процессе СТ разделяется
на пассивный и активный. При пассивном контроле только ре-
гистрируются параметры режима СТ. При активном контроле
наряду с регистрацией выполняется их корректировка по вре-
мени путем сравнения их с запрограммированными величи-
нами. При значительном отклонении параметров режима от
заданных и невозможности их корректировки, система останав-
ливает машину и индицирует причину на цифровое табло или
дисплей.
Примером системы активного контроля является информа-
ционно-измерительный комплекс Controller—III фирмы Kuka
(ФРГ). При отклонении угловой скорости, удельного давления
или времени от заданных значений процесс СТ прекращается.
Разрушающие методы контроля применяются при разра-
ботке технологического процесса и как выборочные для конт-
роля ответственных деталей I категории.
Для оценки механических свойств соединений, полученных
трением, применяются следующие виды испытаний: на растя-
жение, кручение, изгиб, загиб, ударный изгиб и усталостную
прочность, измерение твердости, макро- и микроструктурный
анализ. Все перечисленные методы позволяют комплексно оце-
нить структуру и свойства соединений, однако наиболее досто-
верными, как было отмечено выше, следует считать испытания
на ударный изгиб и циклическую прочность.
Неразрушающие методы контроля, используемые на прак-
тике, такие как магнитная и ультразвуковая дефектоскопии,
гамма- и рентгеноскопия, недостаточно надежны при выявле-
нии дефектов, характерных для соединений, полученных тре-
нием.
Представляет интерес контроль соединений вихревыми то-
ками и акустический метод контроля по величине энергии дис-
сипации. Указанные методы бесконтактны, имеют достаточное
быстродействие и могут встраиваться в машины СТ для 100%-
ного контроля всех сваренных деталей после удаления грата.
Глава 15. СВАРКА ПРОКАТКОЙ
Сварка прокаткой применяется при производстве слойных материалов (би-
металлов), состоящих как из разнородных металлов, так и из металлов
близких по химическому составу, но отличающихся по свойствам.
15.1. Общие сведения
15.1.1. Определения, терминология и основные схемы
Сваркой прокаткой получают металлические конструкции, состоящие из двух
или более слоев (компонентов), которые выполняют различные функции.
Слой, выполняющий функцию силового элемента, называется основным. Слой,
276
имеющий специальные свойства, которые оп-
ределяются требованиями, предъявляемыми
к конструкции, называется плакирующим.
Основной слой, как правило, имеет большую
по сравнению с плакирующим толщину и из-
готавливается из более дешевого мате-
риала [1].
Сварка может выполняться при нагреве
соединяемых металлов (горячая сварка про-
каткой) и в холодном состоянии при получе-
нии елейных материалов из пластичных ме-
таллов (холодная сварка прокаткой). Схема
сварки представлена на рис. 15.1 (2].
15.1.2. Физические основы
Сварка прокаткой является разновидностью
Рис. 15.1.
каткой:
I — валки;
готовки
Схема сварки про-
2 — свариваемые за-
сварки давлением и характеризуется тем, что
соединение осуществляется в условиях при-
нудительного деформирования при малых
длительностях взаимодействия (2]. Деформа-
ция свариваемых заготовок начинается при
достижении условным объемом металла се-
чения 00 входа в валки (см. рис. 15.1). На выходе из валков на металл
в данном условном сечении действуют сжимающие напряжения Р~св (здесь
Рис. 15.2. Поперечные сечения профилей сварных конструкций:
1 — толстолистовая коррознонностойкая; 2 — толстолистовая трехслой-
иая износостойкая; 3 — листовая для режущего инструмента с мест-
ной плакировкой; 4 — сдвоенная для самозатачивающихся плужных ле-
мехов; 5 — полособульбовая для судостроения; б—W — фасонная корро-
зионностойкая; // — двухслойная лента Fe—Ni; 12— трехслойная лента
Al-Fe—NI
Оя — начальный уровень напряжений, соответствующий начальному моменту
времени релаксации). Под длительностью релаксации напряжений при сварке
прокаткой понимают длительность деформации, по завершении которой
Р=0н<0, где а — уровень критических напряжений в процессе релаксации,
при котором образовавшиеся в зоне соединения межатомные связи не раз-
рушаются. Образование соединения в этом случае заканчивается схваты-
ванием контактных поверхностей и релаксацией напряжений в той мере,
в какой это необходимо для сохранения образовавшихся межатомных свя-
зей. При этом длительность полного схватывания этих поверхностей опре-
деляется длительностью их активации [2].
15.1.3. Технологические возможности
Сваркой прокаткой получают коррозионностойкие, износостой-
кие, антифрикционные, электропроводные, инструментальные,
жаростойкие, термоупругие, контактные, переходниковые, де-
коративные слойные конструкции, поперечные сечения которых
представлены на рис. 15.2 [1]..
15.2. Технология сварки
При разработке технологии сварки прокаткой необходимо учи-
тывать условия эксплуатации сварных соединений и условия
изготовления из них изделий резкой, вальцовкой, штамповкой,
сваркой и т. д.
В табл. 15.1 [1] приведены возможные варианты сочетаний
свариваемых материалов.
15.2.1. Подготовка к сварке
Исходной заготовкой служит пакет, состоящий из двух слоев
металла в виде пластин или слябов. Перед сборкой в пакеты
заготовки правят, а их свариваемые поверхности механически
обрабатывают, зачищают стальными щетками или подвергают
травлению и обезжириванию. Применяют одинарные пакеты —
для изготовления одного листа, двойные симметричные па-
кеты— для изготовления двух листов одинаковой толщины,
двойные несимметричные пакеты — для изготовления двух ли-
стов разной толщины, тройные пакеты—для изготовления трех
листов, два из которых двухслойные, а один трехслойный (рис.
15.3) [1]. Для предотвращения окисления поверхности загото-
вок при нагреве перед сваркой пакеты герметизируют по пери-
метру сварным швом.
Для облегчения формирования сварного соединения, а также
для уменьшения диффузии углерода из основного слоя в пла-
кирующий, особенно при получении коррозионностойких мате-
риалов, в зону соединения вводят промежуточные прослойки.
278
ТА БЛИЦА ib.l ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ПОЛУЧЕНИЯ СЛОЙНЫХ МАТЕРИАЛОВ ПО СОЧЕТАНИЮ СОСТАВЛЯЮЩИХ [1] Метвллопродукт фасонный gruwiretmauo -|- о о о о
уГЧИОХЭЕ 4-00 о о
Ипнйэютзат 4-0 0 с о
gOSOlfjA 4-0 0 о о
<я о 0 ь с унняггодЛэйх + + + о 4-
V н нч ire j Аоиь d и + + + ° +
yHHiedtfeaM + + + <= +
ynirjAdw + + + о +
листовой Ц1ЧНЬОХН31Г + + + + +
ЦО0ОХЭИ1ГОЯНО1 + + + + +
UOsoxoHiroxoirox + + + + +
Плакирующий елой Нержавеющая, конст- рукционная или инстру- ментальная сталь Цветные металлы или их сплавы Тугоплавкие металлы или высоколегирован- ные сплавы на их основе Драгоценные или редкие металлы Цветные металлы или их сплавы — возможно, о — невозможнс
Основа Углеродистая или низколегированная сталь Углеродистые стали, цветные металлы или их сплавы Цветные металлы или сплавы на их основе Примечание: 4
Рис. 15.3. Конструкция одинарного (а), двойного симметричного (б), двойного несим-
метричного (в) и тройного (г) пакетов:
1 — основной слой; 2 — плакирующий слой; 3 — промежуточный разделительный слой;
4 — планки из углеродистой стали; 5 — сварной шов
Подбор прослоек
По уровням активности углерода прослойки делятся на три
группы (рис. 15.4) [1]. К группе I относятся прослойки, у ко-
торых коэффициент активности углерода f3 максимальный,
т. е. (где fi и f2 — коэффициенты активности углерода
в основном и плакирующем слоях соответственно). Ко II
группе относятся те прослойки, у которых f3 минимальный, т. е.
и к III —те, у которых f3=fi-
Оптимальными (табл. 15.2) [1], являются прослойки
I группы, а именно прослойки из никеля и сплава монель,
применение которых не требует снижения температуры сварки.
Прослойки из сплава системы Ni — Си целесообразно дополни-
Рис. 16.4. Температурная зависи-
мость коэффициентов активности
углерода в составляющих биме-
талла 08Х18Н10Т. 08X13, в железе,
никеле, а также в никеле +30 %
Си, меди с нанесенными обла-
стями поиска прослоек разных
типов:
/, //, /// — области поиска про-
слоек соответствующих типов
12001000 800 700 600550500 4251,°C
7 8 9 10 1! 12 13 14(1/Т)Ю*
280
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ПРОСЛОЕК (1 ] ТАБЛИЦА 13.3 « я а 3 я с 3 ч сс свойства шва, полученного сваркой плавлением Положительное ! Vipn4«lXJtDnUC » » Положительное 1 г,.... г. : ; г 5 : с Отрицательное Положительное »
Барьерные свойства прослоек по отношению л углероду ори изготов- лении (числитель) и экс- плуатации (знаменатель) 08Х18Н9 | Средние 1 Средние Высокие Средние Высокие Высокие Высокие Высокие Средние Высокие Высокие Высокие I Высокие I Высокие Высокие Высокие | Средние Средние Низкие Средние Низкие Средние
08X13 1 Средние 1 Средние Низкие Средние Высокие Высокие Высокие Высокие Средние Высокие Высокие Средние I 1 Высокие ] Средние Высокие Средние Низкие Средние Низкие Средние Низкие Высокие
Охрупчива' иие • о к х сх2 я ОФ о д О Ь М н 5я^ о ч S <u •=c»3 «1 С н л 5 £ В j * Ш К 3 £ & з ° X * ш 1
о О S ф « сс к « 0 О компонентов СтЗ + 08X13; СтЗ + 08Х18Н10Т 2 « S • с ? X С X „ D. К _ СХ П ,^5 о я а °к с U " вид к. “ « я S 3 Р= = „ . 3 . г- X ; о * я л 2 - * о * яде °- ч ч g- а 54J о 5" .3 о “яс X * X § X р"» г*» 1 *
икисляемость при температу- рах сварка Низкая Пониженная Высокая Низкая Пониженная Высокая Пониженная Высокая » »
Состав прослойки .о Z £ > О ж □ э ь ь. > О О о О О _ * a? f х a? w * * О О - JO о » " Ю СО ' сч СЧ с*5 О О + + + + + + + + = О Я X X 5 ф = ф « ф ZuoZZZ В. Z ц. Сь 0.
281
тельно легировать упрочняющими элементами. Просл< йки
И группы (сплавы на основе Fe—Сг и Ni—Сг) рекомендуют
использовать для получения слойных материалов, работающих
при сравнительно низких температурах и малых временах вы-
держки, т. е. при малых скоростях образования карбидов
в зоне соединения. Использование прослоек III группы нецеле-
сообразно, так как они не обладают необходимыми барьер-
ными свойствами.
15.2.2. Параметры режима
Основными регулируемыми параметрами сварки прокаткой яв-
ляются [2]: Т — температура заготовок перед сваркой, °C; D— j
диаметр валков, мм; п — число оборотов валков, мин-1; Дй
или е— величина обжатия, %. Производными этих параметров
являются: I — длина дуги захвата, мм; v — скорость прокатки,
мм/с; е — скорость деформации в очаге деформации, с-1; То—
температура в очаге деформации, °C; причем:
v=nnD, (15.1)
, (15.2)
е = (y/l) In (йо/йк), (15.3)
где й0 и йк — исходная и конечная толщины прокатываемого
элемента. Одинаковая скорость е в очаге деформации обеспе-
чивается при разных сочетаниях технологических параметров:
D,. п, е. Эти же параметры определяют длительность взаимо-
действия
4 = l/v, (15.4)
которая должна не превосходить длительности деформации /д-
Поэтому необходимым условием образования качественного
соединения является:
4 > 4 > 4, (15.5)
где 4 — длительность полного схватывания поверхностей. При
этом значение деформации при сварке должно задаваться ис-
ходя из условия:
®max ® ®mini (15.6)
где Етах — максимально допустимое значение деформации;
Emin — минимальное значение деформации.
282
Для определения оптималь-
ных параметров режима можно
использовать зависимости, пред-
ставленные на рис. 15.5—15.7
[2], в следующей последователь-
ности: 1) по рис. 15.5 в зависи-
мости от условий сварки нахо-
дят значения emin (здесь 5 —
площадь активного центра, опре-
деляемая процессом обрезания
полей напряжений вокруг дисло-
каций, см2, значения которой при
сварке могут изменяться от
1 • 10-13 до 1 -10-11 см2; 2) для
найденного значения етш по рис.
15.7 или по выражению (15.4)
при конкретных значениях D и
п определяют tB; 3) для этого
значения /в по рис. 15.6 нахо-
дят температуру Т, при которой
«шах несколько превышает втш:
4)в случае, если полученное зна-
чение Т по каким-либо сообра-
жениям не может быть принято,
необходимо увеличить tB за счет
уменьшения п (если D=const);
5) если emin — большая величина
(например, при сварке на воз-
духе) и даже при очень высоких
Рис. 15.5. Зависимость emjn (lg S)
температурах сварки и разумных
значениях D и п не выполняется
условие Вшах >emin, то необходи-
мо увеличить значение s, т. е.
сварку осуществлять не на воз-
духе, а в нейтральной среде или
в вакууме.
15.2.3. Окончательные операции
После /сварки осуществляется
термическая обработка получен-
ной заготовки, отжиг, нормали-
зация или высокий отпуск, об-
Рис. 16.7. Зависимость Ig 1 в (л) при
значениях £>—120 (------) и 500 мм
(------). Степень деформации в, %:
/ — 20; 2 — 40; 3 — 60; 4 — 80
резка боковых и торцевых кро-
мок, разделение листов (при
парном пакете или пакете с крышкой); правка, зачистка по-
верхности основного слоя (травление, дробеструйная обра-
ботка или зачистка металлическими щетками).
283
15.2.4. Свойства соединений
ТАБЛИЦА 15.3
ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ КОРРОЗИОННОСТОЙКИХ
БИМЕТАЛЛОВ ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ [I ]
Соединяемые материалы h, мм °0.3' МПа ав. МПа б. % мТа KCV. Дж/см*
ВСт.Зсп+12Х18Н10Т 20 250 380—490 26 150 70
330 480 33 280 95
20К+12Х18Н10Т 20 250 410—520 23—26 150 60—70
320 480 31 260 85
09Г2+12Х18Н10Т 20 310 450 21 150
300 450 18 —
20 400 540 19 150
10ХСНД+12Х18Н10Т 400 540 16 300
20К+10Х17Н13М2Т 250 410—520 23—26 150 60—70
20 310 460 30 290 НО
ВСт.Зсп+06ХН28МДТ 20 250 380—490 26 150
370 470 38 290
ВСт.ЗспЧ- 08X13 250 380—490 26 150
20 320 450 29 240
250 410—520 23—26 150 60—70
20К+08Х13 20 310 460 31 250 105
16ГС+08Х13 330 500 21 150 60
5—9 330 490 29 240 95
ВСт.Зсп+08Х 17Т 20 250 380—490 26 150 70
308 447 29,7 244 100
ВСт.Зсп+15Х25Т 20 250 380—490 26 150 —
340 474 29,6 201 100
ВСт.Зсп+Никель НП2 250 380—490 26 150 —
20 330 500 275 200 190
250 380—490 26 150 —
ВСт.Зсп+Монель НМЖМц 20 260 455 31.5 265 150
Примечание. В числителе — по ГОСТу или ТУ. в знаменателе — фактические
(средние) данные.
284
ТАБЛИЦА 15.4
ПРОЧНОСТЬ СЛОЕВ БИМЕТАЛЛА ПОСЛЕ ПЕРЕРАСПРЕДЕЛЕНИЯ
УГЛЕРОДА ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ [1]
Режим термической обработки Обезугле- роживание основного слоя, % Снижение прочности основного слоя, % Науглеро- живание плакирую- щего слоя, % Толщина работо- способного плакирую- щего слоя, мм
Сталь Ст.З + 08X13
Нормализация при 980 °C, 0,25 ч 5,6 2,3 26,7 1.1
1,75 0,7 20 1,6
Высокий отпуск при 760 °C, 2 ч 20,0 7,5 23,3 1,15
6,25 2,4 17,5 1,65
То же, при 630 °C, 2 ч 8,0 3,0 20,0 1,2
2,5 1,0 15,0 1.7
Сталь Ст.З + 08Х18НЮТ
Стабилизирующий 1 18,0 отжиг ’ 6,9 I 45,4 0,87
при 875 °C, 3 ч 5,6 2,3 34.0 1,37
Сталь Ст.З + ЮХ17Н13М2Т
Стабилизирующий отжиг 7,4 2,9 48,6 0,77
при 950 °C, 3 ч 2,3 0,9 36,6 1,27
Примечания: 1. Сварка при 1150 °C в течение 1 ч. 2. В числителе — для би-
металла толщиной 4 мм, в знаменателе — для биметалла толщиной 10 мм. 3. Допустимая
толщина работоспособного слоя не менее 1,0 мм.
ТАБЛИЦА 15.5
ВЛИЯНИЕ СОСТАВА ПРОМЕЖУТОЧНЫХ ПРОСЛОЕК
НА ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ СОЕДИНЕНИЯ
Ст.З + 08X13 И Ст.З + 08X18HI0 ПОСЛЕ СТАНДАРТНОЙ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ [1]
Прослойка Ст.З+ 08X13 Ст.З + 08Х18Н10
тср. МПа KCV, Дж/см* тер, МПа KCV. Дж/см*
Без прослойки 219 23 195 159
Fe + 3 % Si 107 27 242 55
Fe + 0,5 % V 264 25 215 81
Fe + 0,5 % W 148 35 247 67
286
Продолжение табл. 15.5
Прослойка CT.3 +08X13 Ст.З + 08X18H10
Tcp. МПа KCV, Дж/см* Tcp, МПа KCV. Дж/см*
Fe + 25 % Сг (15Х25Т) 60 2,5 261 5
Ni 113 50 15,7 300
Ni 4- 30 % Си 144 6,0 140 41
Ni + 50 % Си 128 3,0 129 —
Си 112 13,0* 146
Со 168 91* 128 .—
Ni + 20 % Сг 200 — 197 —
Ni + 3 % Сг 144 — 171 —
Ni + 10 % W 179 238 —
Ni + 1 % W 129 — 202 —
Ni 4- 5 % Nb 143 — 228 .—
Ni + 2 % Nb 201 — 239 —
Ni 4- 3 % V 135 — 218 —
Ni 4- 3 % Ti 114 — 278 -
Ni 4- 0,08 % Zr 227 — 183 —
• На образце без надреза.
Свойства соединений и слоев биметалла, в зависимости от ус-
ловий осуществления сварки и последующей термической обра-
ботки, представлены в табл. 15.3—15.5 [1].
15.3. Оборудование
Сварку прокаткой осуществляют на обычных прокатных станах, используе-
мых для получения однослойных заготовок аналогичных размеров.
Для нагрева пакетов перед сваркой используют нагревательные ко-
лодцы, методические, камерные газовые или мазутные печи обычной кон-
струкции.
15.4. Промышленное применение
В химической промышленности при изготовлении изделий, работающих в раз-
личных агрессивных средах; в машиностроении при изготовлении деталей,
подвергающихся в процессе эксплуатации сильному изнашиванию, например
плужных лемехов, лап культиваторов, дисков лущильников, ножей экска-
ваторов и других деталей, в которых должны сочетаться поверхностная твер-
дость и вязкость сердцевины. В электротехнической промышленности — для
создания сверхпроводящих материалов, в приборостроении — для термоупру-
гих материалов, предназначенных для измерений и регулирования темпера-
туры, защиты электрических цепей от перегрузки. Для получения многослой-
ных композиционных материалов, используемых для повышения жаропроч-
ности, мощности, быстроходности и производительности различных машин и
агрегатов.
286
15.5. Контроль качества
Используют визуальный или ультразвуковой контроль, механи-
ческие испытания образцов, вырезанных в шахматном порядке
по всей площади листа. При необходимости прибегают к спе-
циальным видам контроля (электросопротивление, жаропроч-
ность, окалиностойкость, температурная чувствительность, об-
щая и межкристаллитная коррозия).
Глава 16 СВАРКА ВЗРЫВОМ
Сварка взрывом (СВ) является новым революционным технологическим про-
цессом и получает в последние годы все более широкое применение в оте-
чественной и зарубежной практике благодаря ряду существенных преиму-
ществ в сравнении с традиционными методами.
По теории процесса выполнены многочисленные исследования, в кото-
рых теоретически и экспериментально установлены основные закономерности,
изучено влияние параметров на образование соединения [1—5].
В то же время практическое применение сварки взрывом в промышлен-
ности характеризуется низкой технологической оснащенностью процесса,
а также недостаточными объемами внедрения. Продолжает оставаться ак-
туальной проблема локализации побочного действия взрыва.
Дальнейшее расширение практического применения сварки взрывом свя-
зывается с созданием технологий с высокой степенью автоматизации и ме-
ханизации всех подготовительных операций и проведением процесса во взрыв-
ных камерах.
В настоящей главе излагаются общие сведения о процессе СВ и не за-
трагиваются фундаментальные вопросы теории образования соединения.
Коротко рассмотрены технологические особенности, применяемое оборудо-
вание и оснастка. Приводятся отдельные примеры промышленного приме-
нения.
16.1. Общие сведения
16.1.1. Определения и основные схемы
Сварка взрывом — один из видов сварки давлением, осуществляемый под
действием энергии, выделяющейся при взрыве заряда взрывчатого вещества
(ВВ).
Принципиальная схема осуществления сварки взрывом изображена на
рис. 16.1. Неподвижную пластину 4 и метаемую пластину 3 располагают
под утлом а на заданном расстоянии h от вершины угла. На метаемую
пластину укладывают заряд 2 ВВ. В вершине угла устанавливают детона-
тор 1. Сварка производится на опоре 5 (металл, песок и т. д.). Площадь
метаемой пластины, как правило, больше площади основной пластины. На-
висание метаемой пластины над основной необходимо для уменьшения влия-
ния эффекта бокового разлета продуктов взрыва при детонации плоского
заряда ВВ [6].
На практике чаще всего применяется более простая, так называемая
параллельная схема, когда угол а=0.
Эти базовые схемы положены в основу многочисленных технологических
схем, разработанных для СВ конкретных изделий (рис. 16.2).
287
Рис. 16.1. Схема сварки взрывом под углом
Рис. 16.2. Технологические схемы сварки взрывом:
а — параллельная для плоских изделий (многослойная); б — плакирование на-
ружной поверхности труб; в — эквидистантная; е — плакирование внутренней
поверхности труб; д — плакирование крупногабаритных обечаек с противоза-
рядом; 1 — детонатор; 2 — заряд ВВ; 3 — метаемый элемент; 4 — неподвижный
элемент; 5 — опора; 6 — установочный элемент; 7 — стержень; 8 — конус; S — матрица
16.1.2. Физические основы
При инициировании взрыва по заряду ВВ распространяется де-
тонационная волна, скорость фронта которой D измеряется
тысячами метров в секунду (см. рис. 16.1). Под действием вы-
сокого давления расширяющихся продуктов взрыва метаемая
пластина приобретает скорость v0 порядка нескольких сотен
метров в секунду и соударяется с неподвижной пластиной под
определенным углом у=р+а. В окрестности точки соударения
288
развиваются высокие давления, на порядок превосходящие пре-
делы прочности материалов, которые, согласно гидродинамиче-
ской теории, текут подобно жидкостям. Течение в зоне соуда-
рения определяется углом соударения у и скоростью точки
контакта vK, которые связаны с исходными параметрами со-
ударения и позволяют изменять режим сварки. В определен-
ном диапазоне изменения этих двух параметров впереди точки
контакта возникает стационарный поток массы соединяемых
материалов в виде кумулятивной струи или облака дисперсных
частиц. При этом производится самоочищение свариваемых по-
верхностей, а за точкой контакта создаются условия для их
сближения под действием высоких давлений соударения и со-
вместного пластического течения. Длительность процесса со-
ставляет 10 6—10-s с, поэтому диффузия на заметную глубину
происходить не успевает. В оптимальных режимах соударения
расплавы не фиксируются. При избыточной энергии соударения
наблюдаются отдельные участки с расплавами. Соединение
обычно имеет характерную волнообразную форму (рис.
16.3,а), встречаются соединения и без волн (рис. 16.3,6).
Физические явления, сопутствующие сварке взрывом, струк-
тура и свойства соединений в значительной степени зависят от
основных параметров сварки взрывом, которые классифици-
руют [2] на кинематические (скорость движения точки контакта
цк, угол соударения у, скорость метания Оо) и физические (дав-
ление, длительность и температура в зоне соударения).
Для создания в зоне соударения свариваемых пластин необ-
ходимых условий соединения их в твердой фазе (образование
физического контакта и активных центров) необходимо, чтобы
скорость точки контакта была меньше скорости распростра-
нения объемных волн сжатия с; в противном случае металл не
успевает деформироваться и сварка не произойдет. Это усло-
вие осуществляется применением ВВ с соответствующей скоро-
стью детонации.
Энергия, необходимая для сварки двух поверхностей ме-
талла и затраченная на пластическую деформацию прилегаю-
щих к ним слоев, определяется из энергетического баланса [5]
w2 = , (16.1)
2 (mt + m2) L \ c J I
где и m2 — соответственно массы метаемой и неподвижной
пластин.
Кинематические параметры. Скорость движения точки кон-
такта определяет скорость распространения зоны высокого
давления по свариваемым поверхностям. При угловой схеме
сварки
t)K=Dsin(v—a)/siny, (16.2)
Y = a +P = a + 2arcsinu0/2D. (16.3)
19—1063
289
Рис. 16.3. Форма соединения, полученного сваркой взрывом:
а — с волнами; б — без волн
При начальном параллельном расположении пластин
vK=D,
Y = 2arcsint>0/2D. (16.4)
Максимальную скорость метания пластины оценивают по
формуле [1]
»<>=- l,2DVl + ”f„r - 1/VI + зг/г1Г + 1, (16.5)
где г — отношение массы заряда ВВ к массе пластины:
г = Рвв^ вв/Рв;
Рвв, Н и р, 6 — плотность и толщины заряда ВВ и метаемой
пластины соответственно.
290
Коэффициент 1,2 применяют при работе со смесевыми ВВ,
что обеспечивает расхождение экспериментальных и расчетных
значений скоростей порядка 20 %.
Физические параметры. Теоретическое и экспериментальное
определение давления при косом соударении пластин является
весьма сложной задачей. Для оценки проще всего использо-
вать случай нормального соударения, при котором в момент
удара пластины соприкасаются по всей площади одновременно
и от контактной поверхности распространяются плоские удар-
ные волны. Расчет давления в области соударения Pv [1] про-
водится в этом случае по ударным адиабатам свариваемых ма-
териалов.
Иногда в зоне соединения наблюдаются включения литого
металла, что свидетельствует о том, что в процессе сварки
взрывом металл в этой зоне нагревается до высоких темпера-
тур. В работе [1] приведена зависимость для оценки темпера-
туры в зоне соединения.
16.1.3. Технологические возможности
Существенным преимуществом сварки взрывом является воз-
можность соединения между собой металлов и сплавов, сварка
которых другими способами затруднена. Это относится, в ча-
стности, к металлам и сплавам, образующим твердые и хруп-
кие интерметаллиды, например стали с алюминием или тита-
ном. При этом прочность соединения в большинстве случаев не
ниже прочности более слабого металла пара.
Сварка взрывом используется при получении как биметал-
лических заготовок, так и готовых деталей. При этом форма и
размеры плакируемых изделий практически не имеют ограни-
чений. Так, имеются сведения о плакировании листов пло-
щадью до 50 м2, толщиной до 460 мм и массой до 40 т. Тол-
щины плакирующих слоев могут быть от 0,01 до 45 мм.
Весьма эффективным является использование сварки взры-
вом при плакировании труб или цилиндров, а также деталей
с криволинейной поверхностью (лопасти гидротурбин, подпят-
ники и др.).
При необходимости с помощью сварки взрывом можно осу-
ществлять частичное плакирование.
Из конструкционной сварки взрывом наиболее известны
точечная и шовная.
19*
16.2. Технология
16.2.1. Свариваемые материалы и требования к ним
Сваркой взрывом можно соединять практически любые разно-
родные металлы и сплавы. Число получаемых композиций до-
стигает нескольких сотен.
Определенные трудности возникают при сварке взрывом
материалов с пониженными пластическими свойствами (мо-
либден, вольфрам, закаленные и высокопрочные стали, чугун
и др.), что обусловлено интенсивной деформацией при двойном
перегибе метаемой пластины (см. рис. 16.1) и высоким уровнем
остаточных напряжений, сопутствующих процессу. Считается
(7], что материалы с пластичностью 6^5 % невозможно свари-
вать качественно без применения дополнительных технологиче-
ских приемов, например предварительного подогрева. Основным
дефектом при сварке малопластичных материалов являются
трещины [8].
Материалы с низкой температурой плавления (свинец,
олово, алюминий), обладающие к тому же высокой пластично-
стью, требуют минимального введения энергии при сварке
взрывом и дополнительных мер по защите поверхности от бри-
зантного действия ВВ.
Достаточно сложной технологической задачей является по-
лучение сваркой взрывом равнопрочного соединения материа-
лов, образущих хрупкие интерметаллиды. Такие композиции,
как сталь-алюминий, сталь-титан и т. п., сваривают на умерен-
ных режимах. В случае сварки толстых листов таких материа-
лов, требующей значительных энерговложений, применяют
промежуточные прослойки из материалов, не образующих ин-
терметаллидов с соединяемыми материалами.
Твердость свариваемых материалов значительно влияет на
структуру и прочность соединения. В частности, не удалось по-
лучить прочных соединений закаленных сталей с алюминием и
титаном без специальных технологических приемов.
Для учета твердости свариваемых материалов используют
критерий [1].
Re = (Р1 + р2) ^/(2 (Ях + Яа)] > 10, (16.6)
где Н— твердость металла по Роквеллу. Физический смысл
этого критерия состоит в том, что давление в окрестности точки
контакта должно значительно превышать прочность соударяю-
щихся материалов.
292
16.2.2. Подготовка материалов к сварке
Перед сваркой взрывом соединяемые материалы должны быть
соответствующим образом подготовлены. Загрязнения свари-
ваемых поверхностей масляными пленками, ржавчиной, окали-
ной и т. п. недопустимы при СВ, так как при скоростях дето-
нации 2000—2500 м/с с контактной поверхности удаляется
только тонкий слой толщиной до 12 мкм [9].
Опыт, полученный при СВ, показал, что свариваемые по-
верхности должны быть зачищены до металлического блеска
или протравлены и обезжирены.
Исходные материалы не должны иметь внутренних дефек-
тов (включений, пор, трещин), в противном случае возможно
разрушение. Практика СВ показала, что прогиб исходных ли-
стовых заготовок не должен превышать 5—10 мм на погонный
метр. Несоблюдение этого требования приводит к недопусти-
мому колебанию сварочного зазора и, как следствие, к неста-
бильности свойств биметаллических заготовок по площади
вплоть до отсутствия прочности или появления непроваров.
16.2.3. Выбор параметров режима СВ
Из-за специфических особенностей процесса универсального ре-
жима СВ пока не найдено. В связи с этим при выборе парамет-
ров сварки взрывом в настоящее время в основном применяют
экспериментальные методы.
Для приближенного определения нижней границы области
сварки можно использовать выражение
Тт.п=1,14д/нУ/(рц^), (16.7)
где HV — твердость по Виккерсу. .Учитывая, что при малых
углах соударения y^Vo/vK, минимальную скорость метания
можно определить из выражения
rmi„ = l,14ViW- (16-8)
Скорость точки контакта определяет время протекания де-
формационных процессов в зоне соударения, поэтому для по-
лучения качественной сварки необходимо ее выдерживать в оп-
ределенном интервале. Анализ опытных данных показывает,,
что лучшие результаты достигаются при ок= (0,44-0,6) с.
Скорость точки контакта можно регулировать изменением
скорости детонации путем применения соответствующих ВВ
(табл. 16.1).
Для расчета угла соударения на практике удобнее всего
использовать зависимость [10]:
у « v0!D = Зг/(4г + 9). (16-9)
293
ТАБЛИЦА 16.1
ХАРАКТЕРИСТИКА ВВ. ПРИМЕНЯЕМЫХ ДЛЯ СВАРКИ ВЗРЫВОМ*
ВВ, ГОСТ, ТУ р-10-’. кг/м3 "кр ’0'- “ D, м/с
Аммонит, 6ЖВ, ГОСТ 21984—76 0,85—1,00 10—13 3600—4800
Аммониты, АТ-1, АТ-2, АТ-3. ТУ 84—768—78 0,85—0,90 10—20 1500—3800
Аммониты, А-20, А-40, А-50, ТУ 84—401—7—72 0,90—1,10 6—10 2400—3600
Селитра аммиачная, ГОСТ 2—75 0,85—0,90 — 1800
Игданит, ТУ ГП—2—77 0,80—0,90 160—200 2800—4300
» специальный 0,85—0,90 40—60 2500—3500
Смесь 1 : 2 (аммонит 6ЖВ -} селитра аммиачная) 0,85—0,90 16—20 2000—3000
То же, 1 : 4 0.85—0,90 25—28 1800—2700
р — насыпная плотность; d — критический диаметр; D — скорость детонации.
Метаемая пластина приобретает максимальную скорость на
расстоянии /г~б. поэтому на практике сварочный зазор выдер-
живают в пределах й = (14-2)6.
Некоторые исследователи при выборе режима СВ базиру-
ются на энергетическом подходе к природе процесса. Считается
[5], что минимальная энергия пластической деформации, необ-
ходимая для образования равнопрочного соединения,
1Г2 = 0,606 + 0,184 In (Н В/Ь).
(16.10)
где НВ — твердость по Бринеллю; 6 — относительное удлине-
ние, %.
16.3. Оборудование и оснастка
Оборудование и оснастка для сварки металлов взрывом зави-
сят от места проведения работ. В настоящее время процесс
осуществляется в полевых условиях (на полигонах) и на тер-
ритории промышленных предприятий.
16.3.1. Оборудование и оснастка при ведении работ
в полевых условиях
Под полигон отводится территория, удаленная от промышлен-
ных баз и населенных пунктов. Размеры ограждаемой зоны
рассчитываются, исходя из массы единовременно подрываемого
заряда [11]. Полигоны оборудуются минными станциями и ук-
рытиями для техники.
294
Рис. 16.4. Опора для плакирования лопа-
стей гидротурбин
на опоре осуществляется при
Изделия обрабатывают на
специальных опорах. Они дол-
жны иметь достаточную дол-
говечность и обеспечивать
минимальную деформацию из-
делий [9]. Например, при пла-
кировании уникальных изде-
лий— лопастей гидротурбин,
применялась опора с наполни-
телем из металлической дроби
(а. с. № 330702, рис. 16.4).
Подготовку опор из грун-
тово-песчаных смесей и щебня
для очередного взрыва ведут
с использованием бульдозера,
погрузчика. Размещение издел
помощи автокранов соответствующей грузоподъемности. Для
укладки заряда при больших размерах заготовок (несколько
квадратных метров) или криволинейной поверхности плаки-
рующего листа используют различного рода приспособления.
В стране имеются три крупных специализированных поли-
гона, выпускающих биметаллические заготовки СВ на Орско-
Халиловском и Кузнецком металлургических комбинатах и на
Гилевском опытно-экспериментальном заводе НПО АНИТИМ
П2].
За рубежом крупные полигоны имеются в Швеции [13],
США, Японии и др.
Недостатком полигонов является влияние погодных условий
на качество, а также трудность обеспечения достаточно высо-
кого уровня механизации.
16.3.2. Оборудование и оснастка при ведении работ
в условиях промышленных предприятий
При ведении СВ в условиях промышленного предприятия
в качестве локализаторов поражающих факторов взрыва ис-
пользуют подземные выработки, бетонные и металлические
взрывные камеры [9]. Работа в подземных выработках осуще-
ствляется, например, на участке сварки взрывом фирмы «Дю-
пон» (США) [14] и Зыряновского свинцового комбината [9]. Бе-
тонные взрывные камеры применяют, например, в Колумбий-
ской лаборатории (США) [15], где используют заряды массой
до 23 кг ВВ. Однако для создания промышленных установок
сварки взрывом наиболее перспективны металлические взрыв-
ные камеры. Они представляют собой замкнутые оболочечные
конструкции цилиндрической или сферической формы, снаб-
жены загрузочным люком, внутренней опорой, системой венти-
285
ляции и подрыва заряда. В ряде конструкций взрывных камер
применяются внутренние защитные экраны, ослабляющие удар-
ную волну, воздействующую на оболочку.
Значительный вклад в конструирование и расчет на проч-
ность металлических взрывных камер внесли Институт гидро-
динамики и СКВ ГИТ СО АН СССР [16}. Камеры их конструк-
ции на заряд в несколько килограммов ВВ, как правило,
имеют толстостенную (50—100 мм) оболочку небольших раз-
меров (/?тах^1,5 м).
Для взрывных камер повышенной мощности используют
крупногабаритные оболочки, а также комбинированные оболо-
чечные конструкции. Примером последней может служить ка-
мера в ИЭС им. Е. О. Патона, имеющая полусферический кор-
пус (R=7 м), образованный заглушенными снаружи обрезками
труб.
Известно применение крупногабаритных камер для сварки
металлов взрывом за рубежом. Так, в ФРГ используется ка-
мера объемом 600 м3. оснащенная рабочим столом размером
3X6 м [17].
Большой объем исследований проведен в НПО АНИТИМ
при создании взрывных камер на базе тонкостенных крупно-
габаритных оболочечных конструкций. Оболочки этих камер
имеют толщину 5—20 мм при диаметре 0,5—10,5 м, но для уве-
личения их мощности в конструкцию введены защитные экраны.
Многолетняя эксплуатация взрывных камер на заряд от 0,25
до 50 кг ВВ подтвердила их высокую надежность и удобство
в обслуживании.
Методика расчета взрывных камер на базе тонкостенных
сферических оболочечных конструкций изложена в работах
[9, 18—20].
16.4. Промышленное применение
В отечественном машиностроении накоплен значительный опыт
плакирования взрывом и изучены служебные свойства полу-
чаемых биметаллических заготовок и деталей.
Непосредственное плакирование взрывом плоских изделий
является высокорентабельным процессом, особенно при боль-
шой толщине основного слоя. В частности, освоено плакирова-
ние листов толщиной 70—100 мм, площадью 10—20 м2 для со-
судов давления ответственного назначения [13]. Биметалл тех-
нологичен, не требует изменения принятой на заводе технологии
изготовления сосудов высокого давления. Установлено, что не-
посредственно плакированный взрывом биметалл (сталь 22К+
сталь 08Х18Н10Т) по комплексу изученных свойств (статиче-
ской, циклической, повторно-статической, термоциклической
прочности, стойкости к коррозии) не уступает биметаллу, по-
296
лученному наплавкой, а по ряду свойств превосходит его [9].
Сепараторы пара, изготовленные из такого биметалла, успешно
эксплуатируются на Билибинской АЭС с 1972 г.
Технология непосредственного плакирования взрывом дета-
лей со сложной криволинейной поверхностью была разработана
и впервые внедрена на Ленинградском металлическом заводе
при изготовлении колес радиально-осевых турбин Красноярской
ГЭС [13]. Всего плакировано взрывом и эксплуатируется свыше
150 литых и профилированных лопастей рабочих колес на
крупнейших гидроэлектростанциях (Чарвакской, Усть-Илим-
ской, Саяно-Шушенской, ГЭС Сайт 1 —Канада).
В стране разработано и внедрено несколько десятков тех-
нологий получения биметалла СВ, дающих положительный эф-
фект.
На заводе «Сиблитмаш» создан участок по производству
СВ узлов трения, оснащенный взрывными камерами конструк-
ции СКВ гидроимпульсной техники СО АН СССР. ИЭС
им. Е. О. Патона разработан и освоен в промышленном произ-
водстве ряд технологий конструкционной и локальной СВ, в ча-
стности СВ проводов контактной сети железных доро^. В це-
ховых условиях во взрывной камере на Усольском заводе гор-
ного оборудования изготовляются сваркой взрывом сталеалю-
миниевые штыри электролизеров алюминия.
Гамму биметаллов различного назначения для цветной ме-
таллургии производит Белорусское республиканское НПО по-
рошковой металлургии.
Серийно по технологии Института гидродинамики и СКВ
ГИТ СО АН СССР производится биметалл сталь—медь, при
этом резко снижен расход меди, повышена стойкость сводов
рудотермических печей.
В промышленных масштабах на трех полигонах страны
(ОХМК, КМК и ГОЭЗ НПО АНИТИМ) освоено производство
СВ трехслойных заготовок размером 4200X1200X125 мм с тол-
щиной плакирующих листов коррозионностойкой стали 12,5 мм.
Технология обеспечивает круглогодичное ведение работ в по-
левых условиях при высоких производительности и качестве
заготовок.
Номенклатура и объемы производства биметалла, полу-
ченного СВ, постоянно растут, что объясняется эффектив-
ностью его применения. Это подтверждает и зарубежный
опыт.
Процесс широко используется в США, Японии, ФРГ, Шве-
ции, Англии и др. За рубежом применяют как непосредствен-
ное плакирование, так и плакирование с последующей прокат-
кой [6]. В 1980 г. объем производства биметалла, полученного
СВ, в США, ФРГ, Швеции достиг 30—50 % от общего объема
выпуска биметалла в этих странах.
297
16.5. Контроль качества соединений
К основным показателям качества биметалла, полученного
сваркой взрывом, относятся сплошность и прочность соедине-
ния, общая прочность биметалла, деформация изделия.
Сплошность соединения оценивают по данным УЗК [6, 13].
Для ответственных изделий возможно применение рентгенов-
ских методов контроля. Прочность сцепления слоев определяют
по результатам испытания на срез и отрыв по известным мето-
дикам [6, 13]. Испытания на отрыв предпочтительнее из-за вол-
нового характера соединения. Оценку пластичности получают
из испытаний на гиб с перегибом и изгиб [6]. Механические и
технологические свойства биметалла определяют способами,
применяемыми для определения аналогичных свойств мономе-
талла [9].
Сварка взрывом может вызвать значительные деформации
изделий, которые оценивают общеизвестными способами и ме-
рительным инструментом.
Глава 17 МАГНИТНО-ИМПУЛЬСНАЯ СВАРКА
Магнитно-импульсная сварка (МИС) относится к способам
сварки с высокоинтенсивным силовым воздействием и является
одним из самых новых и перспективных технологических про-
цессов. Она характеризуется высокой скоростью соударения
соединяемых деталей и малой длительностью процесса, ста-
бильностью воспроизведения рабочих режимов, высокой произ-
водительностью.
17.1. Общие сведения
17.1.1. Определения, терминология и основные схемы
Магнитно-импульсная сварка — сварка с применением давления, при которой
соединение осуществляется в результате соударения свариваемых частей,
вызванного воздействием импульсного магнитного поля (ГОСТ 2601—84, СТ
СЭВ 527—85).
298
Рве. 17.2. Схемы МИС:
1 — метаемая деталь; 2 — неподвижная деталь; 3 — индуктор; 4. 5 — металлические
обойма и оправка; 6 — тяга; 7 — стержень; 8 — опора
МИС выполняется по разным схемам (рис. 17 1 и рис. 17.2). Сваривае-
мые метаемую 1 и неподвижную 2 детали с зазором 6 вводят в рабочую
зону индуктора 3 (рис. 17.1, а), питаемого током от мощной батареи кон-
денсаторов С. При разряде конденсаторных батарей ток, протекающий через
индуктор, образует в окружающем его пространстве электромагнитное поле,
которое наводит вихревой ток в подвижной детали. Взаимодействие двух
Рис. 17.1. Принципиальная схема магнитно-импульсной сварочной установки.
/--метаемая деталь; 2 — неподвижная деталь; 3 — индуктор-концентратор; 4 — центри-
рующая металлическая оправка; 5 — фторопластовая втулка; ЗУ — зарядное устрой-
ство; С — емкость накопителя (батареи конденсаторов); Р — коммутирующее устрой-
ство (разрядник); Le. Rc — собственная индуктивность и сопротивление разрядного
контура
29»
встречно направленных токов приводит в движение деталь 1, которая мгно-
венно с большой скоростью перемещается до соударения с неподвижной
деталью 2, обеспечивая их сварку. При сварке индуктор устанавливают
снаружи (рис. 17.2, б, г, е) или внутри трубчатой детали (при диаметре
>25 мм) (рис. 17.2, а, в, д) [1]. Свариваемые трубы можно одновременно
приводить во встречное движение путем использования двух индукторов,
включенных в цепь установки последовательно (рис. 17.2, ж) [2]. Для сварки
плоских деталей по наружному и внутреннему контуру используются плос-
кие индукторы (рис. 17.2, з) [1]. Свариваемые детали устанавливаются либо
под острым углом а0 одна к другой, который создается за счет метаемой
(рис. 17.2, а, б, з) или неподвижной (рис. 17.2, в, г) детали, либо взаимно
параллельно (рис. 16.2, д—ж).
Основными управляемыми параметрами МИС являются энергия маг-
нитного импульса W, толщина метаемой детали s, зазор между неподвиж-
ной и метаемой деталями 6, а также величина ввода метаемой детали в ра-
бочую зону индуктора Ь и длина ее метаемого участка /0.
17.1.2. Физические основы
При МИС соединение образуется в результате высокоскорост-
ного косого соударения свариваемых поверхностей, приводя-
щего к интенсивным пластическим деформациям и волнообра-
зованию на контактных поверхностях. Малая длительность
процесса МИС и отсутствие рекристаллизации или образова-
ния новых фаз в зоне соединения позволяет предположить, что
прочность соединения определяется числом атомов, образовав-
ших химические связи и релаксации упругих напряжений в той
мере, в какой это необходимо для возникновения связей [3].
17.1.3. Технологические возможности
Размеры свариваемых, изделий
МИС соединяют трубчатые детали диаметром до 100 мм как
между собой, так и с другими деталями, а также плоские де-
тали по внутреннему и наружному контуру с толщиной метае-
мых деталей от 0,5—2,5 мм при минимальной толщине непо-
движных деталей 0,3 мм. МИС сваривают алюминий АД1, алю-
миниевые сплавы АМц, АМг-3, АМг-5, АМг-6, медь Ml, М3, не-
ржавеющую сталь 12Х18Н10Т и титановый сплав 0Т4 в одно-
родном и разнородном сочетаниях [1—4].
Свариваемость однородных и разнородных материалов
На образование сварного соединения влияет взаимосвязь сле-
дующих основных динамических параметров — нормальной ско-
рости соударения метаемой детали цн, скорости движения
точки контакта свариваемых материалов vK, нормального (ра-
диального) давления соударения Рк, длительность движения t
и угол соударения а.
300
Ъ, м/с
Рис. 17.3. Зависимость скорости пе-
ремещения среднего сечения трубча-
той детали от перемещения б при
разных значениях энергии разряда
IV для процесса раздачи на уста-
новке МИУ-20ХПИ
Рис. 17.4. Зависимости между скоро-
стью соударения ин я давлением
Рк при нормальных соударениях:
/ —М1+М1; 2 — АД1 + 12Х18Н10Т; 3 —
АД1+М1; 4 —АД 14-АД 1
Скороость ин определяется осциллографированием или рас-
четным путем:
(17.1)
где В = ц.’Н — магнитная индукция, Тл; у — плотность мате-
риала, кг/м3; ц — магнитная проницаемость, Гн/м; Н—2/fr —
Рис. 17.5. Зависимость т(6) при сварке меди с медью (а) и алю-
минием (б) для разных значений энергии разряда W (/. 2, 3 —
соответственно 8.6, 7,0, 4,6 кДж) и перемещения в (4, 5. 6—
соответственно 0,5, 1,0, 1,5 мм)
301
ТАБЛИЦА 17.1
ЗАВИСИМОСТЬ ХАРАКТЕРИСТИК СОЕДИНЕНИЙ ДЕТАЛЕЙ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ АД1 (МЕТАЕМОЙ) С АМгЗМ
ОТ НАЧАЛЬНЫХ ПАРАМЕТРОВ ПРОЦЕССА
ПО СХЕМЕ РИС. 17.2. а [I ]
Начальные параметры Характеристики соединения Начальные параметры Характеристики соединения
%’ град. Ь, мм W. кДж fcb- мм9 °ср- “о- град. Ь, мм W. кДж FCB- мма "ср - "м
3 —2,5* 8.6 625 3,5 7 0 10,0 1250 6,97
3 —2,5 10,0 627 3,5 7 0 10,0 1085 6,06
3 —2,5 10,0 670 3,75 11 —1 10,0 850 4,7
3 —2,5 11,8 935 5,05 11 —1 11,8 1560 8,75
3 —2,5 11,8 1090 5,8 И —1 11,8 1540 8,6
7 0 8,6 885 4,92 11 —1 14,0 1850 10,3
7 0 8,6 850 4,75
* Знак «—> — метаемый элемент выступает за конец индуктора.
напряженность магнитного поля, А/м; / — сила тока (измеря-
ется осциллографированием), А; г— радиус рабочей зоны ин-
дуктора. Скорость
VK=vH/tga. (17.2)
Каждому значению энергии магнитного импульса соответ-
ствует определенная максимальная возможная скорость пере-
мещения детали, связанная с определенным перемещением б,
выше которого увеличение скорости не наблюдается (рис. 17.3).
При нормальном соударении давление Рк определяется ско-
ростью соударения и сжимаемостью соударяющихся материалов
(рис. 17.4). Зависимость PK=f(v) при сварке любых алюми-
ниевых сплавов мало различаются и соответствуют графику
зависимости для сочетаний АД1+АД1.
Зависимость относительной прочности на срез т сварных
соединений от значений б при различных W и $ при сварке по
схеме рис. 17.1 приведена на рис. 17.5. В табл. 17.1 приведены
характеристики соединений (F— площадь зоны соединения,
пСр — средняя ширина зоны соединения) метаемых деталей из
алюминиевого сплава АД1 (s=l,35 мм) с неподвижными из
сплава АМгЗМ (s=l,05 мм) в зависимости от b и W при сварке
по схеме рис. 17.2, а.
302
Область использования
В настоящее время МИС применяют в машиностроении для
получения разных неразъемных соединений, в частности труб
и соединений труб с другими деталями, а также для изготов-
ления тонкостенных трубных переходных элементов сочета-
ниями алюминия и его сплавов со сталью, титаном или
с медью, а также стали с медью при создании высокоэффек-
тивной техники.
17.2. Технология
17.2.1. Требования к конструкции соединений
На рис. 17.6 приведены четыре типовые группы соединений А,
Б, В, Г по конструктивному признаку с указанием соответ-
ствующих схем МИС (см. рис. 17.2) для их изготовления. Для
получения цилиндрических поверхностей соединения (по
группам А, Б) применяют схемы а, б, д, е, при сварке 1руб
типов 9, 10, 13 и 14 разных диаметров, труб типов 11 и 12
Рис. 17.6. Классификация соединений, получаемых МИС
303
с фланцами и трубными досками, а также труб типов 15 и '6
с тягами и заглушками применяют схемы виг. Схему ж при-
меняют для сварки труб типов 1, 5, 9 и 13.
Требования к конструкции соединений — равнопрочность
сварного соединения менее прочному из соединяемых матери-
алов, при сохранении вакуумной плотности швов после много-
кратных термоциклических и вибрационных нагрузок.
17.2.2. Подготовка поверхности
Очистка соединяемых поверхностей включает следующие опе-
рации: удаление внешних загрязнений, масла, краски, пыли
и др.; обезжиривание в бензине, ацетоне свариваемых поверх-
ностей и инструмента; механическая зачистка специальным ре-
заком, шабером; обезвоживание спиртом.
17.2.3. Выбор параметров режима
Сварное соединение при МИС образуется при v= 1504-300 м/с
и ик= 15004-2400 м/с независимо от начальных параметров
процесса при Рк=4004-5000 МПа. При сварке материалов по
схеме рис. 17.2, а при 6 = 0,5 мм в сочетаниях АД1+АД1 и АД1
(метаемый) + АМгЗМ к началу образования сварного соедине-
ния цн, vK и а равны соответственно 240—280, 1900—2200 м/с,
5—6,8° и 240—300, 2000—2400 м/с, 4—6°.
ТАБЛИЦА 17.2
ЗАВИСИМОСТЬ СРЕДНЕЙ ШИРИНЫ ЗОНЫ СОЕДИНЕНИЯ йср
ОТ МАТЕРИАЛА И ТОЛЩИНЫ ДЕТАЛЕЙ, ЭНЕРГИИ
РАЗРЯДА [1]
Материал и толщина детали (So, ММ>. Начальные параметры аср’ град.
метаемой неподвижной схема б, мм а», град Ь, мм W, кДж
АД1 (1,35) АД1 (1,35) Рис. 17.2, а 0,5 7 0 6,1 6,8—8,75
АД1 (1,35) АМгЗМ (1,05) Рис. 17.2, а 0,5 7 0 8,6 4,85
АМгЗМ (1,05) АД1 (1,35) Рис. 17.2, а 0,5 7 0 11,8 6,1—6,4
АД1 (0,87) АМгЗМ (1,50) Рис. 17.2, а 0,5 7 0 6,1 6,5—7,6
7,0 8,25
АД1 (1,65) АМгЗМ (1,50) Рис. 17.2, а 1,5 7 0 10,0 5,0
11,8 7—7,5
АМц (1,0—2,0) 12Х18Н10Т (0,3—2) Рис. 17.1 0,5—0,75 5 -н 13,2 2—4
М3 (0,5—1,0) 12Х18Н10Т (0,3—2,5) Рис. 17.1 0,5—0,75 5 + 1 15,7 2—3
304
При сварке по схеме рис. 17.1 стали 12Х18Н10Т с метае-
мыми деталями из алюминиевого сплава АМц и меди М3 при
Л=0,5-=-0,7 мм ин, Ок и а равны 150—180, 1500—2100 м/с, 5°,
п при сварке М1 + М1 и АД1 (метаемая)+М1 при 6=0,5-=-
+ 1,75 мм Он и а равны 140—250 м/с и 3—5°.
В табл. 17.2 приведены средние значения средней ширины
зоны соединения с соответствующими начальными парамет-
рами процесса.
17.3. Оборудование, инструмент и оснастка для МИС
17 3.1. Оборудование
Магнитно-импульсные установки (МИУ) представляют собой
комплекс энергетического и технологического оборудования.
На рис. 17.7 представлена функциональная схема МИУ. В табл.
ТАБЛИЦА 17.3
ХАРАКТЕРИСТИКИ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ
МАГНИТНО-ИМПУЛЬСНЫХ УСТАНОВОК [1]
Тип установки W. кДж ^min* кВ С, мкФ L, мкГ f. кГц
МИУ-20, ХПИ (СССР) 20 20 100 0,085 50
МИУ-50, ХПИ 50 (18,3)* 300 0,100 (29,0)
МИУ-100, ХПИ 100 20 500 0,045 30
МИУ-20/5, ЭНИКмаш 20 5 (1600) (0,0159) 30
ЭМУ-1, НИИТмаш 3,5 5 280 (1,00) 30
ЭМУ-2, ВНИИТмаш 16 20 80 (0,022) 120
ЭМУ-3, НИИТмаш 21 5 1680 (0,0355) 20
МИУ-20. ХПИКу 18,9 21 86 0,126 48,5
МИУ-15, КуАИ 15 10 300 0,21 20
МИУ-40, КуАИ 40 5 3360 0,012 25
МИУ-60, КуАИ 60 10 1230 0,252 9
МИУ-100, КуАИ 100 50 80 0,175 42,5
«Magneform-1», США 6 8,3 180 (0,0145) 100
«Magneform-12», США 12 8,3 (220) (0,0117) 100
«Magneform-14», США 2 8,3 (58) (0,121) 60
«Magnefопп-36», США 36 8,3 (1044) — —
Magneform-84», США 84 8,3 (2436) — —
«rimag», ЧСФР 7,5 10 (150) (0,745) 15
«Ml MR-1» ФРГ 5,5 19,1 30 (0,530) 40
«ВВС», ФРГ 10 10 (200) (0,391) 18
Примечание. W — максимальная запасаемая энергия, — номинальное
напряжение; С — емкость батареи конденсаторов; L — индуктивность разрядного кон-
тура; f — собственная частота разрядного контура.
* В скобках приведены ориентировочные расчетные значения характеристик.
20—1063
305
Рис. 17.7. Функциональная схема МИУ:
С — емкость накопителя; ЗУ — зарядное
устройство; ПУ — повышающее устрой-
ство (высоковольтный трансформатор);
В У — выпрямительное устройство; Р —
коммутирующее устройство; ПРУ—пус-
корегулирующее устройство; А А — аппа-
ратура я автоматика; БПУ — блок поджи-
гающего устройства; БА — блок автома-
тики; 3 — задатчик; КЗ — короткозамы-
катель с блокировками (защитное уст-
ройство); ИА — измерительная аппара-
тура; ДН — делитель напряжения: И —
индуктор
17.3 приведены основные тех-
нические характеристики соз-
данных в СССР и за рубежом
МИУ.
17.3.2. Инструмент
Индуктор — основной инстру-
мент при МИС — состоящий
из токопроводящей спирали,
токоподводов, изоляции и эле-
ментов механического усилия.
Индукторы делятся: по назна-
чению — для обжима, раз-
дачи трубных и деформации
плоских деталей; по принципу
работы — одноступенчатые,
многоступенчатые, с непосред-
ственным подводом тока к ме-
таемой детали; по конструк-
тивному выполнению — спи-
ральные, с концентраторами магнитного поля, одновитковые,
одновитковые с согласующими устройствами, коаксиальные,
петлевые. Спирали витого индуктора и корпуса индукторов
с концентраторами магнитного поля выполняются из следую-
щих материалов — медь, латунь, бронза, малоуглеродистые
стали, бериллиевая бронза, циркониевая и кадмиевая медь,
вольфрам, молибден. Конструктивные элементы индуктора и
их изоляция изготавливаются из малоуглеродистой стали,
текстолита, дельта-древесины, стеклоэпоксидных композиций,
слюды, фторопластовых и полиамидных пленок.
17.3.3. Оснастка
Качественное сварное соединение при МИС достигается при
использовании специальной оснастки, обеспечивающей точную
центровку свариваемых деталей относительно индуктора, сво-
бодное перемещение метаемой детали к неподвижной, предо-
твращение деформации неподвижной детали и возможность
извлечения изготовленных элементов (см. рис. 17.1).
17.4. Контроль качества соединений
Для контроля сварных соединений при МИС могут успешно
применяться разработанные методы неразрушающего и разру-
шающего контроля соединений, изготовленных холодной [5} и
306
контактной [6] сваркой. К новым относят способы контроля
соединений при МИС, основанные на применении магнитных
полей высокой напряженности и ударных волн [1].
Глава 18. ВЫСОКОЧАСТОТНАЯ СВАРКА
18.1. Общие сведения
Иод высокочастотной сваркой понимается любой метод сварки металлов,
использующий для нагрева свариваемых поверхностей токи высокой частоты.
Эта формулировка объединяет ряд способов сварки, существенно различаю
иихся механизмом образования сварного соединения, методами подвода
энергии и характером прохождения тока по нагреваемым поверхностям
(табл 18.1).
При высокочастотной сварке энергия к свариваемым поверхностям по-
дается за счет теплоты, выделяющейся в результате протекания в сваривае-
мых деталях токов высокой частоты.
Этот ток может подводиться к свариваемым деталям двумя способами:
— при помощи проводников (кондуктора), подключающих свариваемые
детали к источнику ТВЧ (кондуктивный способ подачи энергии);
— за счет индуктирования в свариваемых деталях тока высокой час-
тоты с помощью токопроводящего витка (индуктора), подключенного к ис-
точнику ТВЧ (индукционный способ подачи энергии).
Применение токов высокой частоты, по сравнению с другими методами
передачи энергии, обеспечивает: строгую локализацию энергии в заданном
объеме, в частности в зоне'сварки; высокую интенсивность и эффективность
передачи энергии с повышением частоты тока, что упрощает устройства для
передачи энергии, в частности позволяет обеспечить бесконтактную ее пе-
редачу.
Нагрев свариваемых поверхностей при высокочастотной сварке обеспе-
чивается за счет использования основных эффектов, связанных с прохожде-
нием тока высокой частоты по металлическим проводникам. К этим основ-
ным эффектам относятся: поверхностный эффект и эффект близости.
При пропускании тока высокой частоты по проводнику вокруг и внутри
проводника создается магнитное поле, которое, согласно закону электромаг-
ТАБЛИЦА 18.1
ПРИМЕРНАЯ КЛАССИФИКАЦИЯ МЕТОДОВ
ВЫСОКОЧАСТОТНОЙ СВАРКИ
Наименование признака Особенности признака
Принцип образования сварного шва Метод концентрации тока на сварива- емых поверхностях Метод подвода тока Среда Характер процесса Частота тока С приложением давления, плавлением, без приложения давления Автоконцентрация тока, принудитель- ная концентрация Контактный, индуктивный Окислительная (воздух), нейтральная, восстановительная, вакуум Непрерывный, одновременный Средняя (до 10 кГц), радиочастота (свыше 60 кГц)
20*
307
нитной индукции, вызывает в проводнике э. д. с. самоиндукции, которая
будет направлена противоположно э. д. с. источника питания. При этом
э. д. с. самоиндукции, воздействующая на внутренние линии тока, будет
больше, чем э. д. с. самоиндукции воздействующая на поверхностные линии
тока. Это приводит к тому, что плотность тока на поверхности будет больше,
чем во внутренней области проводника. Такая неравномерность будет уве-
личиваться по мере повышения частоты тока, т. е. величина э. д. с. самоин-
дукции пропорциональна частоте тока. Таким образом, с повышением час-
тоты тока концентрация тока на поверхности проводника будет увеличи-
ваться. Этот эффект называется поверхностным эффектом.
При сильном проявлении поверхностного эффекта уменьшение плотно-
сти по мере удаления от поверхности к центру проводника происходит по
закону
/х = 4е-х/А, (18.1)
где 1х — плотность тока на расстоянии х от поверхности проводника; Д —
расстояние от поверхности проводника в направлении к центру, на котором
плотность тока убывает в е раз (е~2,72) по сравнению с плотностью тока
на поверхности. Параметр Д условно называют глубиной проникновения
тока (табл. 18.2). Глубина проникновения тока (в метрах) определяется
выражением
Д= 503 Vp/цА (18.2)
где р. — относительная магнитная проницаемость материала. Если глубина
проникновения тока намного меньше радиуса проводника, то это означает
сильное проявление поверхностного эффекта. При сильном проявлении поверх-
ностного эффекта ток по центральной части проводника практически не
течет, что, естественно, приводит к увеличению активного сопротивления и
усилению нагрева проводника.
Таким образом, с повышением частоты тока увеличивается интенсив-
ность нагрева проводников при одном и том же значении тока. Этот факт
является одним из оснований для применения токов высокой частоты
в электротермии.
ТАБЛИЦА 18.2
ГЛУБИНА ПРОНИКНОВЕНИЯ ТОКА ДЛЯ НЕФЕРРОМАГНИТНЫХ
МАТЕРИАЛОВ
Материал 7, °C р, икОм-м Глубина проникновения тока, мм, для значений f, кГц
8 >0 66 440 1760
Серебро 20 0,016 0,71 0,63 0,247 0,096 0,049
Медь 20 0,018 0,75 0,67 0,265 0,102 0,051
Алюминий 20 0,03 0,95 0,86 0,33 0,13 0,065
Молибден 20 0,058 1.34 1,2 0,46 0,183 0,092
Вольфрам 20 0,069 1,47 1,32 0,52 0,2 0,1
Латунь 20 0,07 1,5 1,35 0,53 0,201 0,101
Никель 1000 0,49 4 3,57 1,34 0,52 0,26
Сталь 800—1300 1,2 6,15 5,52 1,1 0,83 0,42
Титан 800 1.5 6,85 6,15 2,4 0,94 0,47
Графит 600 10 18 15,9 5,8 2,4 1,2
308
ТА БЛИЦА 18.3
МЕТОДЫ ВЫСОКОЧАСТОТНОЙ СВАРКИ
№ п п Свариваемые элементы Метод сварки Конструктивная схема • Механизм нагрева
1 2 л 4 б б 7 Н V Торцы прямо- угольных кро- мок Ребро с пло- скостью Ребро с трубой Боковые по- верхности кро- мок Торцы прямо- угольных кро- мок То же Торцы труб Отбортованные кромки То же Стыковая Продольная стыковая Т-об- разных профи- лей Стыковая при продольном оребрении тру^ Внахлест Стыковая То же Стыковая без- гратовая Плавлением или с прило- жением давле- ния То же J dj 1 z'” 1 г /ь La 1 х. 1 КД 1 Kt i j I- isss И t W\— II aJ Г Автоконцент- рация тока на свариваемых поверхностях Принудитель- ная концентра- ция тока (ПКТ) одиночным пря- моугольным проводником ПКТ линейным индуктором с магнитопрово- дом ПКТ кольцевым охватывающим индуктором с магн итопроводом ПКТ индукто- ром с магнито- проводом ПКТ двумя ин- дукторами
• Штриховые линии — направления силовых линий магнитного поля.
309
Эффект близости заключается в перераспределении линий тока, проте-
кающих в соседних проводниках, вследствие их взаимного влияния. Это яв-
ление имеет место только в случае достаточно сильного проявления поверх-
ностного эффекта, т. е. при условии, что глубина проникновения тока
достаточно мала по сравнению с поперечными размерами проводника и по-
перечное сечение проводника лишь частично занято током.
Если проводник с током высокой частоты, который мы будем называть
индуктором, расположить над проводящей пластиной, то максимальная
плотность тока в пластине будет под индуктором. Ток на поверхности плас-
тины будет как бы следовать за индуктором. Это явление позволяет управ-
лять распределением тока в свариваемых телах и играет большую роль при
высокочастотной сварке.
Следует выделить два механизма нагрева свариваемых поверхностей:
автоконцентрацию тока и принудительную концентрацию тока.
В табл. 18.3 представлены основные конструктивные схемы деталей, сва-
риваемых за счет нагрева методом автоконцентрации тока. Суть способа
нагрева за счет автоконцентрации тока заключается в том, что по каждой
нз свариваемых поверхностей пропускают токи, направление которых в каж-
дый момент времени противоположны один другому. В этом случае за счет
эффекта близости происходит самоконцентрация тока на свариваемых по-
верхностях, причем эта самоконцентрация проявляется тем сильнее, чем
ближе между собой свариваемые поверхности и чем выше частота тока.
Этот способ наиболее просто реализуется при непрерывном движении сва-
риваемых кромок, сходящихся под некоторым углом.
При пропускании тока высокой частоты по V-образному контуру, обра-
зованному сходящимися кромками, реализуются схемы, представленные
в табл. 18.3, и происходит нагрев кромок. Максимальная температура до-
стигается в зоне соприкосновения кромок между собой, после чего прикла-
дывается давление и формируется сварное соединение.
При одновременной высокочастотной сварке сразу по всему контуру сва-
риваемого изделия обычно используется метод принудительной концентра-
ции тока. В табл. 18.3 представлены основные конструктивные схемы де-
талей, свариваемых указанным методом.
При пропускании через индуктирующий провод тока высокой частоты
в нагреваемых изделиях возникает ток, противоположный по фазе току ин-
дуктора. Вследствие эффекта близости индуктированный ток будет проте-
кать по зоне, определяемой конструкцией и расположением индуктора. Сва-
рочный ток как бы принуждают концентрироваться в определенной зоне.
На описанных принципах нагрева свариваемых поверхностей базиру-
ются практически все методы подвода тока при высокочастотной сварке.
18.2. Кондуктивный токоподвод
при непрерывной высокочастотной стыковой сварке
Наибольшее распространение этот метод нашел при производ-
стве электросварных труб.
Принципиальная схема высокочастотной сварки труб при кондуктивном
подводе тока показана на рис. 1, а. В специальном формовочном стане из
непрерывной полосы формуется трубная заготовка 1, которая поступает
в сварочные валки 3, обеспечивающие сжатие кромок. При этом кромки
образуют щель V-образной формы. К кромкам трубной заготовки на некото-
ром расстоянии от оси сварочных валков подводятся контакты 2, которые
при движении трубной заготовки скользят по ее поверхности. Контактное
устройство (кондуктор) подключается к генератору высокой частоты, и
по сварочному контуру, образованному кромками трубной заготовки, кон-
тактами и вторичной обмоткой сварочного трансформатора 4, начинает
310
Рис. 18.1. Системы подвода тока при высокочастотной сварке труб:
а — контактный подвод; б — охватывающий индуктор; в — внутренний
индуктор
протекать ток высокой частоты. Поскольку направления тока в каждой
из кромок трубной заготовки в любой момент времени противоположны, то
вследствие проявления поверхностного эффекта и эффекта близости про-
исходит концентрация тока на противоположных поверхностях кромок.
311
ТАБЛИЦА 18.4
РЕКОМЕНДУЕМЫЕ ТОЛЩИНЫ КРОМОК. ММ
Матерная Толщина кромок Частота тока, кГц
1760 440 220 70 10
Сталь Минимальная 0,2 0,4 0,55 1,0 2,5
Максимальная 2,0 4,0 5,5 10,0 25,0
Алюминиевые сплавы Минимальная 0,35 0,7 0,9 1,75 —
Максимальная 1,25 2,5 3,5 6,0 —
Чем ближе кромки одна к другой и чем выше частота тока,
тем больше степень концентрации тока на свариваемых поверх-
ностях. Происходит автоконцентрация тока, т. е. распределение
тока на кромках определяется в основном их взаимным распо-
ложением и практически не зависит от источника, вызвавшего
ток в кромках, в данном случае кондуктора.
Проходя вдоль кромок электрический ток нагревает их до
температуры сварки, и специальный механизм, в случае сварки
труб это валки, обеспечивает сжатие торцов кромок и их де-
формацию, необходимую для образования соединения.
Как правило, процесс ведется с оплавлением кромок, и его
можно отнести к разновидности стыковой сварки оплавлением.
Оптимальная частота тока зависит от толщины кромок. Чем
больше толщина, тем ниже частота тока. На практике диапа-
зон допустимых частот достаточно широк, и выбор рациональ-
ных частот тока может быть сделан на основе рекомендаций,
приведенных в табл. 18.4.
В отношении расхода электроэнергии контактный подвод
тока является самым экономичным, но быстрый износ контак-
тов вызывает дополнительные расходы, связанные с их заменой
и простоем оборудования.
Износостойкость контактов и надежность систем со сколь-
зящими контактами зависит от ряда факторов, важнейшими
из которых являются материал контактов, усилие прижима, ус-
ловия охлаждения, величина тока.
В качестве контактных наконечников используются медные
водоохлаждаемые пластины, армированные вольфрамовыми
прутками, бронзовые пластины, специальные сплавы на основе
меди. Существенное влияние на износостойкость контактов ока-
зывает приложенное к ним давление. Оптимальным является
давление 1—2 МПа.
Удельный линейный износ контактов сечением 200—800 мм*
из бронзы и меди при токах до 2 кА составляет 0,2—0,4 мм/км
сваренного шва. Износостойкость контактов из специальных
медных сплавов в несколько раз выше. Наиболее широкое при-
312
менение в СССР получили системы со скользящими контактами
при сварке спиральношовных труб и профилей. Во ВНИИТВЧ
и ИЭС им. Е. О. Патона разработаны технология и оборудова-
ние для ряда станов, предназначенных для сварки спирально-
шовных труб 0 150—1000 мм и толщиной стенок 0,5—4,5 мм.
Приведенная мощность Рщ> на единицу толщины кромок нахо-
дится в пределах 2—4 кВт/(мм-м/мин). При сварке прямошов-
ных труб этот показатель равен 1—1,5.
Важной разновидностью непрерывной высокочастотной
сварки с автоконцентрацией тока является сварка разного рода
Т-образных профилей, оребренных труб и т. п. Принципиальная
схема нагрева таких изделий показана в табл. 18.3. Несмотря
на внешнее сходство со схемой высокочастотной сварки труб,
сварка такого типа изделий имеет принципиальное отличие, вы-
текающее из различия в конфигурации нагреваемых поверхно-
стей. Если при сварке труб наблюдается полная симметрия ус-
ловий нагрева обеих кромок, то при сварке двух тел неодина-
ковой конфигурации эта симметрия нарушается. При сварке тел
одинаковой формы концентрация тока и отток теплоты за счет
теплопроводности на обеих свариваемых поверхностях одина-
ковы. При сварке тел неодинаковой формы это условие не со-
блюдается: во-первых, концентрация тока на плоской поверх-
ности или трубе ниже, чем на ребре; во-вторых, отток теплоты
от плоской поверхности или трубы более интенсивен, чем от
торца ребра. В результате температура свариваемых поверхно-
стей в точке приложения давления будет неодинакова, что
либо приведет к снижению качества сварного соединения, либо
сделает невозможным создание сварного соединения.
Из анализа электромагнитных и тепловых процессов, проис-
ходящих в телах несимметричной формы, следует, что для обес-
печения одинаковой температуры на свариваемых плоскостях
необходимо иметь минимально возможный угол схождения
ребра с плоскостью (трубой) и максимально высокие скорости
нагрева (свыше 100 м/мин). Первое условие вызвано необходи-
мостью обеспечить одинаковую концентрацию тока на обеих
свариваемых поверхностях за счет создания минимального за-
зора между свариваемыми изделиями и тем самым макси-
мально усилить проявление эффекта близости. Второе условие
диктуется необходимостью уменьшить вредное влияние процес-
сов теплопроводности за счет сокращения времени нагрева. На
практике оба условия невыполнимы и сварку изделий несим-
метричной формы удается осуществить только за счет примене-
ния специальных концентратов, представляющих собой провод-
ники, включенные в общую цепь таким образом, чтобы
уменьшить интенсивность нагрева торцов ребра и уси-
лить нагрев поверхности плоскости или трубы в зоне сварного
шва.
313
18.3. Индукционный подвод тока
при непрерывной высокочастотной стыковой сварке
Индукционный подвод тока является наиболее распространен-
ным при высокочастотной сварке продольных швов труб, замк-
нутых профилей и изделий аналогичной формы. Это объясня-
ется простотой и надежностью этого метода подвода тока, что
особенно важно в условиях металлургического производства.
В зависимости от диаметра свариваемых труб применяются
либо охватывающие (см. рис. 1,6), либо внутренние (рис. 1,в)
индукторы. Используются также индукторы комбинированного
типа.
Принцип действия системы индукционного подвода тока
рассмотрим на примере охватывающего индуктора. Систему
«индуктор—трубная заготовка» можно упрощенно представить
как трансформатор с нагрузкой, где катушка индуктора пред-
ставляет собой «первичную обмотку», а V-образная щель, обра-
зованная кромками, является нагрузкой. При прохождении тока
высокой частоты по катушке индуктора в теле трубной заго-
товки (вторичной обмотке) индуктируется ток, который, встре-
чая щель, образованную кромками, замыкается через точку их
соприкосновения приблизительно по линии, проходящей через
ось сварочных валков. Энергия, передаваемая от индуктора
к трубной заготовке, затрачивается на нагрев кромок до темпе-
ратуры сварки и на бесполезный нагрев тела трубной заго-
товки.
Чем меньше плотность тока в трубной заготовке, тем меньше
потери в ней. Уменьшить плотность тока в трубной заготовке
можно за счет увеличения длины катушки индуктора. Но чрез-
мерное увеличение длины катушки приводит одновременно
к увеличению пути протекания тока по кромкам, времени их
нагрева и снижению эффективности всего процесса.
Эффективность передачи энергии в значительной мере по-
вышается, если внутри трубной заготовки установить магнито-
провод из ферромагнитного материала. Влияние его обуслов-
лено тем, что магнитопровод резко уменьшает сопротивление
магнитному потоку, создаваемому индуктором внутри трубной
заготовки. В результате при одном и том же токе индуктора
значение сварочного тока, индуктируемого в кромках, увеличи-
вается, что, естественно, приводит к увеличению мощности, пе-
редаваемой в трубную заготовку, без увеличения потерь в ин-
дукторе.
При частотах тока радиодиапазона применяются магнито-
проводы из ферритов, а на средних частотах тока — из тонко-
листовой электротехнической стали.
Как показывают исследования и результаты промышленной
эксплуатации, при сварке стальных труб диаметром до 150—
314
200 мм энергетические затраты при индукционном и контакт-
ном подводах тока охватывающими индукторами, отличаю-
щийся большой простотой и надежностью, получил наибольшее
распространение в промышленности. По мере увеличения диа-
метра и толщины стенок труб картина меняется. Увеличение
толщины стенок, как это уже было показано, требует увеличе-
ния толщины зоны прогрева свариваемых кромок, что наиболее
просто достигается снижением частоты тока, а увеличение диа-
метра вызывает при использовании охватывающего индуктора
дополнительные потери в теле трубной заготовки. Поэтому с по-
вышением диаметра и толщины стенок труб возникают две
проблемы: выбор частоты тока и выбор метода токоподвода.
Проведенные в СССР исследования показали, что для сварки
труб диаметром >200 мм целесообразно применение средних
частот тока (8—10 кГц). Снижение частоты тока до 8—10 кГц
позволяет существенно повысить равномерность нагрева кромок
по толщине, но увеличение глубины проникновения тока в ме-
талл приводит к увеличению затрат высокочастотной энергии.
Увеличение расхода высокочастотной энергии частично ком-
пенсируется тем, что источники питания на средние частоты
тока (10 кГц) значительно более экономичны, чем источники пи-
тания на радиочастотный диапазон токов (>60 кГц). Иссле-
дования также показали, что для сварки труб диаметром свыше
200 мм применение тока средних частот дает определенные пре-
имущества по сравнению с токами радиочастотного диапазона,
главным образом, по таким показателям, как качество свар-
ного соединения и надежность оборудования.
Основная проблема, возникающая при снижении частоты
сварочного тока до 8—10 кГц,— подвод тока к свариваемым
кромкам. Применение контактного подвода тока, приводящего
к большим трудностям даже при частотах тока 400—500 кГц,
при средних частотах тока еще менее оправданно, так как в не-
сколько раз увеличивается ток в кромках. Таким образом, един-
ственно реальным методом подвода тока является индукцион-
ный. Поскольку с увеличением диаметра труб эффективность
охватывающих индукторов резко снижается, наиболее эффек-
тивным оказался подвод тока с помощью внутренних индукто-
ров (см. рис. 1, в) или совмещенной системы, использующей од-
новременно как охватывающие, так и внутренние индукторы.
Основной эффект от применения внутренних индукторов свя-
зан с возможностью уменьшения потерь в теле трубной заго-
товки.
Площадь поперечного сечения внутреннего индуктора можно
сделать существенно меньше площади внутреннего сечения труб-
ной заготовки, в которой он расположен. Поэтому ширина зоны
протекания тока в последней увеличивается по мере удаления
от катушки индуктора. Этим внутренний индуктор отличается
315
от охватывающего, в котором ширина зоны протекания тока
по трубной заготовке одинакова по всему ее периметру.
Чем больше диаметр трубы по отношению к диаметру ка-
тушки индуктора, тем быстрее спадает настил тока в теле труб-
ной заготовки. Эффективность системы подвода тока количест-
венно оценивают при помощи коэффициента использования
энергии, численно равного отношению мощности, поступающей
в кромки, к мощности потерь в теле трубной заготовки.
Ниже приведены значения коэффициентов использования
энергии для охватывающих и внутренних индукторов в зависи-
мости от диаметра трубы, мм:
219 273 325 426
Охватывающий индуктор: минимальный - - - 0,56 0,51 0,48 0,43
максимальный 0,65 0,61 0,57 0,52
Внутренний индуктор: минимальный - • - - 0,71 0,70 0,67 0,64
максимальный 0,76 0,73 0,71 0,70
Как видно, коэффициент использования энергии у внутрен-
них индукторов существенно выше, чем у охватывающих, и эта
разница растет с увеличением диаметра труб.
Удельный расход энергии при использовании внутренних ин-
дукторов существенно ниже, чем при охватывающих. Примене-
ние совмещенной системы (внутренний индуктор совместно с ох-
ватывающим) приводит к снижению расхода энергии еще на
15—20 %. В табл. 18.5 приведены значения Рщ> при сварке пря-
мошовных труб из стали и алюминиевых сплавов на частоте
тока 440 кГц при подводе тока охватывающими индукторами.
ТАБЛИЦА 18.5
ПРИВЕДЕННАЯ МОЩНОСТЬ Рпр ПРИ ВЫСОКОЧАСТОТНОЙ
(440 кГц) СВАРКЕ ПРЯМОШОВНЫХ ТРУБ С ИСПОЛЬЗОВАНИЕМ
ОХВАТЫВАЮЩЕГО ИНДУКТОРА
Наружный диаметр трубы, мм Толщина стенок трубы, мм РПр, кВт/(мм м/мин)
сталь сплавы алюминия
10—12 1,0—1,5 1,1 0,65
16—25 1,5—3,0 0,9 0,55
28—48 2,0—4,5 1,1 0,65
53—63 3,5—5,0 1,2 0,70
70—83 3,5—5,5 1,3 0,75
89—102 4,0—6,0 1,4 0,85
114—127 5,0—7,0 1,5 0,90
133—159 6,0—8,0 1,7 1,0
168—203 6,0—8,0 1,9 1,15
220—245 6,5—8,0 2,3 1,4
273—326 7,0—10 2,6
377—426 8,0—10 2,8 —
530 9,0—10 3,4 —
316
Из данных табл. 18.5 следует, что при сварке стальных труб
диаметром до 200 мм для частоты тока 440 кГц предпочти-
тельно применение охватывающих индукторов. При дальнейшем
увеличении диаметра энергетические затраты выравниваются и
решающее влияние на выбор системы токоподвода оказывает
высокая эксплуатационная надежность индукционного токопод-
вода на средних частотах тока и высокое качество сварного со-
единения.
18 4. Одновременная стыковая сварка
Стыковая сварка основана на нагреве свариваемых стыков за
счет принудительной концентрации тока. Свариваемые трубы по-
мещаются внутри цилиндрического индуктора так, чтобы стык
находился под серединой индуктора (рис. 18.2). При пропуска-
нии через индуктор ТВЧ в свариваемых стыках индуктируется
ток, обратный по фазе току индуктора. Вследствие эффекта
олизости индуктированный ток протекает по полосе, ширина
которой зависит от ширины индуктора и величины зазора
между трубой и индуктором. После нагрева стыков до свароч-
ной температуры к ним прикладывается сварочное давление и
происходит осадка. Процесс создания сварного соединения про-
исходит без оплавления металла.
Для защиты металла от окисления применяется защитная
(обычно восстановительная) среда. Характерной особенностью
процесса является отсутствие грата внутри трубы. Варьируя
шириной зоны нагрева, можно управлять формой шва, включая
н возможность полного предотвращения деформации металла
внутри трубы. Отсутствие внутреннего грата является важным
преимуществом в трубопроводах котельных агрегатов. Поэтому
высокочастотная стыковая сварка нашла применение в котель-
ной промышленности.
Рис. 18.2. Схема стыковой высокочастотной сварки труб:
1 —. свариваемая труба; 2 — индуктор; 3 — магнитопровод; 4 — зажимы
для фиксации свариваемых труб и создания осадки
317
18.5. Высокочастотная сварка металлических изделий
по отбортованным кромкам
Изделия, в процессе производства которых требуется сварка
по отбортованным кромкам, получили широкое применение
в самых разных отраслях промышленности. К изделиям с та-
ким видом сварного соединения относятся разного вида радиа-
торы масляных трансформаторов, конденсаторы, трубчатые
электронагреватели, корпуса разного вида изделий, автомобиль-
ные детали, всевозможные баки, горловины и т. п. Как пра-
вило, эти изделия свариваются дуговой сваркой, паяются или
в лучшем случае свариваются с помощью контактной сварки.
В 70-е годы во ВНИИЭСО был разработан способ высоко-
частотной сварки изделий по отбортованным кромкам, сущест-
венно превосходящий по техническим показателям традицион-
ные виды сварки. В настоящее время разработаны две моди-
фикации процесса высокочастотной сварки по отбортованным
кромкам: плавлением и с приложением давления.
Суть способа сварки плавлением по отбортованным кромкам
(рис. 18.3) заключается в том, что через сварочный индуктор,
индуктирующий провод которого повторяет контур сваривае-
мых кромок, пропускается ТВЧ, индуктирующий в кромках
сварочный ток.
Последние расплавляются и по всему периметру кромок
создается ванна расплавленного металла, которая после пре-
кращения нагрева застывает и образует сварной шов.
Основная проблема, возникающая при реализации процесса,
состоит в удержании и формировании ванны расплавленного
металла. Формирование сварного шва происходит в результате
Рис. 18.3. Схема процесса высокочастотной сварки плавлением по
отбортованным кромкам
зж
сложного взаимодействия ряда факторов, связанных с поверх-
ностными явлениями на границе расплавленного металла и ок-
ружающей среды, электродинамическим взаимодействием жид-
кого металла и электромагнитного поля индуктора.
При нагреве в высокочастотном поле на металл сваривае-
мых кромок воздействуют электродинамические силы, завися-
щие от напряженности магнитного поля, частоты тока, электро-
физических параметров металла и конфигурации индуктирую-
щего поля. Как правило, электродинамические силы стремятся
выбросить расплавленный металл из зоны сварного шва, и чем
интенсивней режим сварки, тем больше влияние этих сил. Раз-
брызгиванию металла препятствуют, главным образом, силы по-
верхностного натяжения, зависящие от толщины кромок,
свойств металла и окружающей среды. На расплавленный ме-
талл воздействуют также гравитационные силы. Необходимым
условием для сохранения расплавленного металла в зоне шва
является равновесие всех сил, действующих на металл. При
этом на кромках удерживается определенный слой расплавлен-
ного металла, высота которого в значительной степени характе-
ризует качество сварного соединения.
Одним из эффективных способов увеличения высоты рас-
плавленной ванны металла на кромках является управление си-
лами электромагнитного поля за счет выбора оптимальной кон-
фигурации индуктирующего провода. Влияние конфигурации
индуктирующего провода на высоту сварочной ванны показано
на рис. 18.4.
При обычной конфигурации поперечного сечения индуктора
(рис. 18.5, а) максимальное значение напряженности магнит-
ного поля имеет место на оси шва и электродинамические силы
поля стараются выбросить расплавленный металл. Высота сва-
рочной ванны минимальна. В случае, если индуктирующий про-
водник выполнен в виде двух ветвей (рис. 18.5,6), магнитное
поле на оси сварного шва ослаблено, что частично ориентирует
электродинамические силы по направлению оси шва и приво-
дит к соответствующему увеличению высоты сварного шва.
На качество сварного соединения, помимо упомянутых фак-
торов, также влияют газовая среда и степень подготовки кро-
мок. Ниже приведены технические характеристики способа вы-
сокочастотной сварки плавлением:
Материал • . Ст08, Сталь 10, Сталь 20, СтЗ,
12Х18Н10Т
Толщина свариваемых кромок, мм .... 0,2—5,0
Максимальный периметр сварного шва, мм 600
Форма контура изделия .................Прямоугольная, круглая, оваль-
ная, прямолинейная
Продолжительность сварки, с • . . 0,5—5
Мощность, кВт ......................... *0—160
Частота тока, кГц...................... Ю—1760
319
Рис. 18.4. Влияние конфигурации индуктора на магнитное поле и вы-
соту сварочной ванны:
/ — свариваемые кромки; 2 — расплавленный металл сварного шва;
3 — индуктирующий провод; h2 — высоты ванн расплавленного ме-
талла; Но — напряженность магнитного поля на поверхности кромок
По сравнению с дуговой или газовой видами сварки, обычно
применяющимися при соединении деталей по отбортованным
кромкам, для высокочастотной сварки характерно:
— значительно более высокая производительность труда;
— отсутствие расхода дорогостоящих электродных и при-
садочных материалов;
— снижение требований к подготовке кромок под сварку;
— уменьшение или полное устранение вредного влияния
сварочного тепла на детали с малой температурной стойкостью
(в ряде случаев, например, при сварке изоляторов, конденса-
торов, при этом резко снижается брак);
— механизация и автоматизация производства.
Применение высокочастотной сварки плавлением по отбор-
тованным кромкам ограничено максимальным значением пери-
метра свариваемых кромок 500—600 мм. Дальнейшее увеличе-
ние периметра связано с трудностью обеспечения устойчивости
ванны расплавленного металла и других факторов.
Если после оплавления кромок с помощью металлических
или керамических зажимов приложить к ним давление, то мак-
симальная величина периметра существенно увеличится и до-
стигнет 2,0—3,0 м. При этом продолжительность процесса со-
320
гтавляет несколько секунд. Комбинация процессов плавления
н давления существенно увеличивает глубину провара, повы-
шает прочность сварного соединения и, главное, снижает тре-
бования к качеству подготовки кромок и точности их сопря-
жения.
18.6. Оборудование для высокочастотной сварки
Установки для непрерывной высокочастотной сварки давлением предназ-
начены для продольной и спиральношовной сварки труб, кабельных оболо-
чек, профилей из стали, цветных металлов и сплавов. Нагрев свариваемых
кромок в этих установках основан на методе автоконцентрации тока.
В табл. 18.6 приведены области применения установок серии ВЧС для
непрерывной сварки металлов, разработанных НПО ВНИИТВЧ.
Установки выполнены в виде отдельных блоков. Сварочное устройство,
включающее систему токоподвода (контактную или индукционную) и на-
|рузочный контур, располагается непосредственно на сварочном агрегате. Ге-
нератор может быть удален от сварочного устройства на расстояние 15—
20 м и соединяется с последним радиочастотным кабелем.
Каждое сварочное устройство снабжено механизмом перемещения, обес-
печивающим установку индуктора или кондуктора относительно сваривае-
мого изделия. Предусмотрены: стабилизация анодного напряжения и напря-
жения накала генераторных ламп, быстродействующая защита при возник-
новении аварийных режимов.
Для сварки труб в диапазоне толщин 5—10 мм и диаметров 220—530 мм
и СССР применяются установки с частотой тока 10 кГц и мощностью до
2 МВт, обеспечивающих скорость сварки до 80 м/мин.
Машины для одновременной высокочастотной стыковой сварки труб при-
меняются в котельной промышленности при производстве поверхностей на-
грева. Машины серин МВЧС для стыковой безгратовой сварки труб разра-
ботаны ВНИИЭСО. Они предназначены для установки в линии по производ-
ству трубчатых змеевиков и обеспечивают высокий уровень механизации и
автоматизации сварочных и подготовительных операций. Машины имеют
следующие основные устройства: приспособление для захвата свариваемых
труб; механизм осадки; сварочный индуктор; трансформатор и конденса-
торы, установленные на подвижной каретке с электрическим п'риводом; ме-
ханизм для вращения труб в процессе нагрева. В комплект машин входят
шкафы управления и генератор высокой частоты.
Технические характеристики машины МВЧСЗ-100/0,01
Размеры свариваемых труб, мм:
диаметр.......................... 22, 24, 32, 42
толщина стенок................. . з—6
Материал .............................. Ст20
Мощность, кВт ..................... 100
Частота тока, Гц .................. 10 000
Время нагрева до /СВарки, с • • • • до 10
Усилие осадки, кН ................. до 30
Производительность, стыки/ч • • • • до 120
Сжатый воздух:
давление, МПа ......................... 0,5
расход, м3/стык ...................... 0,08
Охлаждающая вода:
давление, МПа ......................... 0,2
расход, м3/стык ....................... 0,03
Габариты, мм:
в плане .............................. 3000X1500
высота.................................. 1700
Масса, кг ................................ 7000
21—1063
321
322
ОБЛАСТИ ПРИМЕНЕНИЯ ВЫСОКОЧАСТОТНЫХ УСТАНОВОК СЕРИИ ВЧС ДЛЯ
НЕПРЕРЫВНОЙ СВАРКИ МЕТАЛЛОВ
ТАБЛИЦА lt.S
Тип установки Свариваемое изделие
наименование материал тип сварного соединения размеры, мм способ подвода тока Рсв, м/мин
диаметр толщина
ВЧСЗ—160/0,44 Трубы прямо- шовные Трубы спи- ральношовные Оболочки ка- белей Сталь, сплавы алюминия, ме- ди, титана Сталь Алюминий, сталь Встык Внахлестку Встык 10-50 100—1120 10—50 10—30 0,8-2,5 1,5-3,5 0,5—1,2 0,3-0,5 Индукционный Контактный Индукционный » 65—160 13—60 40—160 50-150
ВЧСЗ—250/0,44 Трубы прямо- шовные Трубы спи- ральношовные Сталь, сплавы алюминия, ме- ди, титана Сталь Встык Внахлестку 10-80 100—1100 1,5-3,3 2-5 » Контактный 60—170 30—50
ВЧСЗ—250/0,44 Профили от- крытые 1 Втавр Высота ребра 30-100 Ширина флан- ца 27—60 1-2,5 1,5-3 » 50—80 50-80
Про&люсекзе ~о6л- 13.6
Тип установки Свариваемое изделие
наименование материал тип сварного соединения размеры, им способ подвода тока исв. М/МИИ
диаметр толщина
ВЧС2—400/0,44 Трубы прямо- шовные Трубы спи- ральношовные Профили Сталь, сплавы алюминия Сталь » Встык Внахлестку Втавр 20—220 168—426 Высота ребра 100-500 Ширина флан- ца 50—100 1—5 2,5—4,5 2-6 Индукционный Контактный » 60—200 15—30 60—100
ВЧСЗ—600/0,44 Трубы прямо- шовные Трубы про- дольно оребрен- ные » Встык 80—220 220—530 Диаметр трубы 28—60 Ширина ребра 7—20 Высота ребра 100—500 Ширина флан- ца 100—200 2,5-8 4—10 5-6 6-8 Индукционный Контактный > 40—200 80—200 10—40
Профили от- крытые Втавр 3-8 4-10 Контактный 25-80
ВЧС2—1000/0,44 Трубы прямо- шовные > .... Встык 220-530 4—7 Индукционный 30—80
ТАБЛИЦА 1ST
324
ТЕХНИЧЕСКИЕ ДАННЫЕ ИЗДЕЛИЙ, СВАРИВАЕМЫХ ВЫСОКОЧАСТОТНОЙ
СВАРКОЙ ПЛАВЛЕНИЕМ ПО ОТБОРТОВАННЫМ КРОМКАМ
Номер
п. п.
Свариваемое изделие
Эскиз свариваемого
изделия
Технические характеристики изделия
Рекомендуемый
тип сварочной
установки
2
5
Изоляторы конденсаторов
с крышками
Охладитель трубчатых радиато-
ров масляных трансформаторов
Экран с фланцем экранирован-
ного двигателя
Корпус конденсаторов или ак-
кумуляторов с крышками
Корпус тягового аккумулятора
с крышкой и дном
Горловина бензобака с корпу-
сом
А = 3004-500 мм, Б = 1054-200 мм, УВЧС-1М
В = 7004-1000 мм, D — 50 мм. Фор-
ма трубок — овальная. Число тру-
бок 7—20. Толщина стенок трубок
1,75 мм. Толщина доски 2 мм. Мате-
риал СтОвкп
D = 824-90 мм, А = 1504-180 мм, УВЧС-3
Б = 1904-220 мм. Экран: толщина
0,25 мм. Материал — сталь 1Х18Н9Т.
Фланец: толщина отбортовки 1,5 мм,
материал — СтЗ
D = 74-35 мм. Юбка изолятора: ма- УВЧК-1001
териал — ковар, толщина 0,35 мм
Крышка: материал — СтОвкп, тол-
щина 0,5—1 мм
А = 284-120 мм, Б = 404-160 мм, УВЧ-2501
В = 304-500 мм. Материал —СтОвкп,
толщина стенок 0,5—1,2 мм
Л = 604-120 мм, Б = 1004-160 мм, УВЧК4-160/0,66
В = 2004-600 мм
D = 154-100 мм. Материал — сталь УВЧК-25/0,44
малоуглеродистая
Радиатор плоский многосекци-
онный
Б = 500 мм, D = 504-60 мм. Число
секций — до 15. Толщина кромок
0,8 мм. Число отверстий в секции —
2. Материал СтОвкп
УВЧ КЗ-25/0,44
8
Тройник глушителя грузового
автомобиля
D = 70 мм, d — 85 мм. Толщина сте^
нок 1,5—2 мм. Материал СтОвкп
УВЧГ-100.01
32в
Продолжение табл. 18.7
Номер п. п. Свариваемое изделие Эскиз свариваемого изделия Технические характеристики изделия Рекомендуемый тип сварочной установки
9 19 Трубчатые электронагреватели (ТЭНы) со штуцерами Кожух компрессора бытового холодильника А D = 10ч-16 мм. Материал сталь 10 и 12Х18Н10Т D = 180 мм, А = 1504-200 мм, Б = = 1804-250 мм. Материал — сталь малоуглеродистая. Толщина стенок кожуха 2,5—3 мм УВЧТ-25.01 МВЧК2-250/0,01
в
j
Примечание. СК — сварочный контур.
т л в ли а л nt
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК ДЛЯ ВЫСОКОЧАСТОТНОЙ
СВАРКИ ПО ОТБОРТОВАННЫМ КРОМКАМ________________________________________
Технические характеристики Г абариты. ИМ Масса, Тип источника
С с £ Тип установки Назначение S уст’ кВА Р, кВт f. кГц Л 'св- С <7. м3/ч план высо- та кг питания
1 2 3 4 5 В УВЧС-1М УВЧС-3 УВЧ К-10.01 УВЧ к-25.01 УВЧ КА-160/0,066 Сварка труб с трубными доска- ми охладителей радиаторов мас- ляных трансфор- маторов Сварка экрана с корпусом ком- прессора холо- дильной машины Сварка юбок изо- ляторов с крыш- ками конденсато- ров Сварка корпусов с крышками кон- денсаторов или аккумуляторов Сварка корпуса тягового аккуму- лятора с крышкой и дном 240 230 15 40 235 160 160 10 25 160 66 440 440 440 66 20 1 1 1 2 5 0,35 0,3 0,4 5 8 7,5 0,9 2 6 1200X2320 I100X 1900 400Х 1100 850X 1800 900X1600 2100 1900 600 1800 1800 2800 1800 80 600 950 ВЧГ6-160/0,066 ВЧС2-160/0,44 ВЧГ4-10/0,44 ВЧГ4-25/0.44 ВЧГ6-160/0,066
Продолжение табл. 18.8
328
Оборудование для высокочастотной сварки по отбортованным кромкам
применяется, как правило, для изделий массового производства.
В табл. 18.7 приведены технические данные ряда изделий, для которых
разработаны технология и оборудование для высокочастотной сварки плав-
лением по отбортованным кромкам.
В табл. 18.8 приведены технические характеристики установок для высо-
кочастотной сварки плавлением по отбортованным кромкам, разработанные
ВНИИЭСО.
Установка УВЧКЗ-25/0,44 (табл. 18.8) применяется для сварки плоских
секций маслонаполненных отопительных радиаторов по контуру отверстий
в ступицах. Такой вид радиаторов (см. табл. 18.7, п. 7) широко используется
как в СССР, так и за рубежом. В состав установки (рис. 18.5) входят: ис-
точник питания, нагрузочный контур, сварочное устройство с двумя свароч-
ными индукторами, обеспечивающими одновременную сварку двух отверстий,
загрузочно-разгрузочное устройство для фиксации свариваемых секций в про-
цессе сварки, их перемещения по вертикали в приемное гнездо и выгрузки
готового изделия. Загрузка секций производится вручную. Установка вы-
полняет сварку десятисекционных радиаторов. По сравнению с газовой свар-
кой в десятки раз повышается производительность труда, ликвидируется
расход ацетилена и кислорода, присадочных материалов, улучшаются усло-
вия труда. По сравнению с точечной контактной сваркой производительность
труда повышается в 2—3 раза и устраняется крайне сложное и ненадеж-
ное контактное устройство.
Аналогичные преимущества обеспечиваются и при использовании дру-
гого оборудования, указанного в табл. 18.8.
Глава 19 ДУ ГО КОНТАКТНАЯ СВАРКА
Впервые электрическая дуга, управляемая магнитным полем, была ис-
пользована для автоматической приварки труб к плоскости конической ду-
гой, анодное пятно которой перемещалось по оплавляемому торцу трубы,
п катодное сосредоточивалось на неплавящемся электроде.
Неподвижность одного из активных пятен вращающейся дуги ограни-
чивала ее применение для сварки разных видов соединений.
Способ сварки электрической дугой с вращающимся в магнитном поле
катодным и анодным активными пятнами, разработанный во ВНИИЭСО,
позволяет существенно расширить область применения этого вида сварки.
В ряде случаев он имеет значительные технико-экономические преимущества
по сравнению с контактной стыковой сваркой, сваркой трением, дуговой
снаркой в среде СО2.
Дугу, оба активных пятна которой вращаются, можно возбуждать ме-
жду свариваемыми частями изделия, либо между изделием и вспомогатель-
ным электродом.
19.1. Основные схемы процесса
Рассмотрим оба случая на примере сварки труб встык.
В первом случае (рис. 19.1) две трубы 1 и Г, подлежащие
сварке, и катушки электромагнитов 2 и 2' располагаются со-
осно. Катушки создают магнитные потоки, направленные на-
встречу один другому. В результате в зазоре между деталями
магнитное поле имеет радиальную составляющую. Дугу воз-
буждают между торцами деталей. Одна из свариваемых дета-
329
Рис. 19.1. Схема процесса сварки дугой, горящей между свариваемыми ча-
стями изделия
лей является анодом, вторая — катодом. При взаимодействии
тока дуги / и радиальной составляющей магнитного поля Вр
создается усилие Г, приводящее дугу во вращение. Эта сила,
направление которой перпендикулярно направлению тока в дуге
и направлению магнитного поля, заставляет дугу перемещаться
по поверхности торцов со скоростью, достигающей нескольких
десятков метров в секунду. При многократном обходе дуги по
торцу трубы разогрев происходит по всему периметру. При на-
блюдении вращающаяся дуга пред-
ставляется сплошным кольцом из
светящейся плазмы.
При достижении на торцах разо-
грева производится сдавливание
(осадка) аналогично тому, как это
делается при контактной сварке.
Способ сварки дугой, вращающейся
в магнитном поле, с последующей
механической осадкой получил на-
звание дугоконтактного.
Во втором случае (рис. 19.2)
подлежащие сварке трубы 1—
медное кольцо 2 и катушка элект-
ромагнита 3 располагаются кон-
центрично. Кольцо охлаждается во-
дой, протекающей по каналу 4.
Рис. 19.2. Схема процесса сварки
дугой горящей между изделиями
и вспомогательным электродом
330
Электрическая дуга возбуждается между внутренней поверхно-
стью кольца и кромками свариваемых труб. Ток дуги имеет ра-
диальное направление. Магнитное поле в зазоре между тру-
бами и кольцом направлено аксиально. Взаимодействие ради-
ального тока дуги с аксиальной составляющей поля создает
усилие, под действием которого дуга приходит во вращение
и равномерно разогревает кромки труб.
Сварное соединение может быть получено либо за счет оп-
лавления кромок по отбортовке, либо, как и в предыдущем
случае, с помощью сдавливания (осадки).
Наибольшее распространение получила дугоконтактная
гварка. Для этого способа подробно разработана технология и
выпускается оборудование. Второй способ сварки пока нашел
применение в установках для сварки труб с трубными досками.
19.2. Форма и материалы свариваемых изделий
Дугоконтактной сваркой могут свариваться любые детали
с замкнутой линией шва: трубы, трубы с фланцами, трубы
ТА БЛИЦА 19.1
СВАРНЫЕ СОЕДИНЕНИЯ. ВЫПОЛНЯЕМЫЕ ДУГОКОНТАКТНОЙ СВАРКОЙ
№ п. п
Форма соединений
Размеры деталей
Труба — труба
Диаметр 8—325 мм
Толщина стенки 0,7—10 мм
Сплошные сечения (пруток—пру-
ток)
Стыковые соединения
Труба (пруток) — пластина или
заглушка
Фланец — труба
Диаметры 6—40 мм
Диаметр трубы 114 мм
Диаметр прутка 32 мм
Толщина пластины 6 мм
Диаметр трубы 28—114 мм
Толщина стенки 3—6 мм
Фланец — сплошное сечение
Диаметр стержня 28—114 мм
Глубина проточки 2—3 мм
331
с ниппелями, сплошные сечения, изделия некруглого сечения
(квадратные, прямоугольные, овальные), а также могут быть
приварены трубы и стержни к плоской поверхности и др.
В табл. 19.1 приведены наиболее распространенные формы
сварных соединений и размеры деталей, для которых имеется
подробно разработанная технология.
С помощью дугоконтактной сварки свариваются: малоугле-
родистая сталь, легированная сталь, аустенитные стали, медь,
латунь, бронза, возможна также сварка металлов и в таких
сочетаниях, как сталь с медью, алюминий с медью и др. Хо-
рошо свариваются металлы и сплавы с разными видами по-
крытий (оцинкованные, омедненные и др.).
Условия сварки наилучшие при одинаковой толщине стенки.
В случае сварки изделий разных сечений, например трубы со
стержнем, желательно обеспечить одинаковые сечения в зоне
сварки на глубину всего лишь 2—3 мм.
19.3. Технические преимущества способа
Основными преимуществами дугоконтактной сварки являются:
— высокая производительность процесса — в 2—5 раз больше,
чем при общепринятых способах сварки;
— не требуются сварочные материалы;
— незначительный расход электроэнергии — в 3—5 раз меньше
по сравнению с другими способами сварки;
— экономия материала свариваемых деталей. Припуск на оп-
лавление в 3—4 раза меньше, чем при контактной сварке
оплавлением и сварке трением;
— прочность сварного соединения выше прочности основного
металла без заметного снижения пластичности; отсут-
ствуют поры, раковины, инородные включения и другие
дефекты;
— высокая герметичность. Сварные соединения выдерживают
высокое давление;
— сохранение антикоррозионных покрытий; покрытие разруша-
ется только в зоне шва;
— грат (наружный и внутренний) значительно меньше, чем при
стыковой контактной сварке, и равномерно распределен по
периметру.
19.4. Область применения
Основные направления применения дугоконтактной сварки:
— сварка трубопроводов в монтажных условиях непосредст-
венно на объектах строительства, сварка на производствен-
ных базах труб в плети, заготовка сварных блоков с после-
дующим соецинением их на объектах;
332
- сварка деталей транспортного и сельскохозяйственного ма-
шиностроения: валов, осей, амортизаторов, патрубков и др.;
- сварка в котлостроении: теплообменников, экономайзеров
и др-;
сварка Т-образных соединений: приварка фланцев, угольни-
ков, тройников;
сварка отходов, например труб.
19.5. Технология сварки
Основными параметрами при дугоконтактной сварке являются:
сварочный ток, время разогрева, скорость перемещения дуги,
< корость и усилие осадки, величина рабочего зазора между сва-
риваемыми частями.
Удовлетворительное формирование шва возможно при раз-
ных значениях сварочного тока и длительности разогрева. Каж-
дому сечению соответствует свой диапазон сварочных токов,
и пределах которого обеспечивается удовлетворительное фор-
мирование шва.
На рис. 19.3 приведена зависимость длительности разогрева
<>г величины сварочного тока для разных сечений полых изде-
лий с толщиной стенки до 6 мм.
Важным параметром при выборе режима сварки является
иачение величины радиальной индукции в зазоре, определяю-
щей оптимальные условия возбуж-
дения и разогрева дуги, скорость
перемещения дуги во всех стадиях
процесса разогрева. От скорости
вращения дуги существенно зави-
< ят равномерность оплавления и
характер оплавления поверхностей
торцов свариваемых изделий пе-
ред осадкой. С увеличением ско-
рости вращения дуги становятся
более мелкими брызги (капли),
выбрасываемые из стыка. Это
объясняется увеличением центро-
бежной силы, которая становится
способной преодолевать поверх-
Ирстное натяжение более мелких
капель.
Практически при скорости пере-
мещения дуги 100—150 м/с на ука-
занных выше режимах можно рав-
номерно оплавлять кромки по пери-
метру и получать соответственно
хорошие механические свойства
Рис. 19.3. Зависимость длительно-
сти разогрева от величины свароч-
ного тока для труб сечением, мм*:
1 — 100; 1 — 200; 3 — 300; 4 — 500;
5 — 1000; 6 — 15 000
333
сварного соединения. Исходя из этого определяется радиаль-
ная индукция в зазоре.
При сварке на мягких режимах может быть применено про-
граммирование режима по току. Весь процесс разогрева в этом
случае состоит из двух стадий: 1) подогрев на малом токе;
2) импульсное увеличение тока (длительность <1 с).
Величина удельного давления и скорость осадки несколько
выше, чем при контактной сварке. Так, удельное давление
(Н/мм2) составляет 70—80 для малоуглеродистой стали, 200
для аустенитных сталей и 120—150 при сварке труб с пласти-
ной. Скорость осадки должна составлять 80—100 мм/с для низ-
колегированных и аустенитных сталей. При сварке аустенит-
ных сталей и цветных металлов в качестве защитного газа при-
меняется аргон.
Оптимальная величина рабочего зазора между сваривае-
мыми частями изделия мало меняется от размеров сваривае-
мых изделий. Например, она составляет 2 мм для труб диамет-
ром до 60 мм и 2,5—3 мм для труб диаметром от 60 до 120 мм.
Разность величин зазора в двух диаметрально противополож-
ных точках не должна превышать 1 мм.
Изучение свойств сварных соединений показало, что стыки,
выполненные дугоконтактной сваркой, отличаются высоким ка-
чеством. Прочность сварного металла превышает прочность ос-
новного металла без заметного снижения пластичности. Эти
свойства соединений обусловлены отсутствием пор, раковин,
инородных включений и других дефектов. Соединения, выпол-
ненные на постоянном режиме, отличаются стабильностью ме-
ханических свойств. Разброс показателей предела прочности,
угла загиба, ударной вязкости не превышает 5—10 %. Вели-
чина грата, образующегося при сварке, равна примерно поло-
вине толщины стенки свариваемого изделия.
19.6. Контроль качества соединений
Для труб, сваренных дугоконтактной сваркой, приемлемы ме-
тоды контроля, применяемые при контактной сварке. При раз-
рушающем методе контроля сварные соединения испытывают
на растяжение, изгиб, скручивание, ударную вязкость. Ведутся
работы в направлении создания неразрушающих методов кон-
троля. Наиболее перспективным является создание метода ав-
томатического контроля параметров режима сварки в процессе
разогрева и осадки: сварочного тока, времени разогрева, напря-
жения на дуге, скорости вращения дуги, усилия и скорости
осадки.
334
19.7. Система возбуждения дуги
При сварке дугой, управляемой магнитным полем, для созда-
ния магнитного поля между свариваемыми изделиями приме-
няются системы возбуждения, состоящие из обмоток возбужде-
ния или из постоянных магнитов.
При дугоконтактной сварке, как правило, используются сим-
метрично расположенные с каждой стороны стыка одинаковые
магниты, включенные так, чтобы магнитные потоки были на-
правлены навстречу один другому. При таком расположении
желательна небольшая толщина магнитов.
Системы возбуждения магнитного поля выполняются не-
разъемными и разъемными. Неразъемные системы использу
ются, когда сварное изделие можно протянуть через всю ма-
шину, а разъемные, когда это нецелесообразно или невозможно.
Неразъемная система электромагнитов состоит из двух много-
внтковых обмоток.
При разъемной системе возбуждения обмотка состоит из не-
скольких отделяемых при разъеме катушек, каждая из которых
имеет участки, образующие при установке их в рабочее положе-
ние два активных контура, создающих радиальное магнитное
поле в зазоре. Обмотки возбуждения могут питаться от отдель-
ного источника, либо включаются последовательно в сварочную
цепь. Значительно более просты системы возбуждения на по-
стоянных магнитах.
В неразъемных системах наиболее часто применяются коль-
цевые магниты, а в разъемных — набор магнитов, например, по-
луколец или сегментов, образующих в рабочем положении коль-
цевой магнит.
19.8. Промышленные установки
В состав установок для дугоконтактной сварки входят: подвжные и непод-
вижные зажимные механизмы, устройство, обеспечивающее создание рабо-
чего зазора, система возбуждения магнитного поля, механизм осадки,
аппаратура управления процессом сварки, источник питания сварочной дуги.
Стационарное оборудование, как правило, содержит дополнительно уст-
ройство для механизированной загрузки заготовок и выгрузки сваренных
и щелий.
Зажимные механизмы предназначены для зажатия свариваемых деталей
и подвода сварочного тока.
В стационарных установках зажимные механизмы — самоцентрирующие,
обеспечивают соосность свариваемых заготовок с точностью до 0,1 мм. В за
жпмных устройствах предусмотрены синхронизирующие элементы, осуществ-
ляющие синхронное сближение зажимов относительно оси.
Механизмы зажатия вместе со свариваемыми заготовками в течение
исего процесса разогрева остаются неподвижными, что существенно упро-
щает конструкцию установок. Один из механизмов зажатия выполняется
изолированным.
Конструкция устройства, обеспечивающего создание рабочего зазора ме-
жду свариваемыми заготовками, зависит от способа возбуждения дуги.
335
ТАБЛИЦА 19-1
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК
ДЛЯ ДУГОКОНТАКТНОЙ СВАРКИ
Показатель УДК-2701 УДК-0802 УДК-6501 УДК-2001 УДК-601
Номинальное напряжение питающей сети, В 380 380 380 380 380
Номинальный сварочный ток, А 315 315 630 1200 500
Напряжение на дуге, В 26-28 26—28 28—30 28—30 28—30
Наибольшее свариваемое сечение, мм2 . . 270 100 2X1200 2700 1000
Наибольший диаметр свари- ваемого изделия, мм ... 26,8 20 62 114 76
Наибольшая толщина стен- ки, мм Номинальное усилие осадки, Н 3,5 2 7 8 3,5
18 8 100 200 60
Машинное время сварки, с 3 1,2 7 10 5
Производительность, не ме- нее, шт/ч Масса, кг 30 100 1200 100 150
900 900 2500 2500 1700
В стационарных установках для возбуждения дуги используется кратко-
временное замыкание дугового промежутка.
Цикл сварки автоматизирован. Аппаратура управления процессом сварки
обеспечивает: управление зажатием заготовок, автоматическое управление
сведением и разведением кареток для возбуждения дуги, регулируемую вы-
держку разогрева, включение осадочного давления, отключение сварочного
тока и снятие давления осадки, разведение кареток после освобождения сва-
ренного изделия и возвращение схемы в исходное положение. В ряде уста-
новок предусмотрено также автоматическое управление механизированной
загрузкой и выгрузкой сваренных изделий.
В качестве источников питания дуги применяются стационарные сва-
рочные выпрямители с падающими характеристиками.
Технические характеристики установок, разработанных во ВНИИЭСО,
приведены в табл. 19.2.
Установка типа УДК-2701 предназначена для сварки трубопрово-
дов в монтажных условиях. Установка снабжена двумя головками: одна
массой 8 кг для сварки труб 0 21,3 и 26,8 мм, вторая массой 6 кг для
сварки труб 0 10, 12 и 14 мм.
Сварочная головка (рис. 19.4) обеспечивает сварку труб на расстоя-
нии до 75 м от места расположения агрегата питания и управления. Сварка
может быть осуществлена в любом пространственном положении вблизи стен
и в углах помещений.
Одна из областей применения установки УДК-2701—сварка санитарно-
технических систем зданий всех назначений.
Установка УДК-0802 предназначена для сварки труб с арматурой (нип-
пелями, штуцерами, поворотными угольниками и др.). Сварке подлежат
трубы 0 8—25 мм (с толщиной стенки от 0,7 до 2 мм) черные, омеднен-
ные и с другими видами покрытий. Сваривать можно трубы прямые и гну-
тые с прямым участком не менее 60 мм.
Область применения — сварка трубопроводов гидросистем комбайнов, по-
грузчиков и др,
336
Рис. 19.4. Сварочная головка установки УДК-2701:
1, 2, 10 — рычаг; 3 — губка; 4 — серьга; 5 — талреп; 6 — рычаг зажим-
ной; 7 — ось; 8 — направляющая; 9 — привод осадки; 11 — ручка; 12 —
выключатель; 13 — система возбуждения
Установка УДК-6501 предназначена для сварки плунжеров гидро-
подъемников тракторных прицепов. Плунжер гидроподъемника состоит из
трех частей: головки, трубы и нижней части. Эти составные части свари-
ваются одновременно.
Более легкие и малогабаритные детали—головка и нижняя часть мас-
сой 350—450 г — устанавливаются вручную; подача наиболее тяжелой части
трубы, масса которой —5 кг, осуществляется с помощью механической руки.
Выгрузка деталей — автоматическая.
Установка УДК-2001 предназначена для сварки трубопроводов. Кон-
струкция установки проходного типа, т. е. подача труб и перемещение сва-
ренных секций осуществляется в направлении продольной оси установки.
Механизмы зажатия и система возбуждения магнитного поля — неразъ-
емные.
Для продольного перемещения отдельных труб и сваренных секций в ус-
становие имеются рольганги с приводом, состоящим из двух гидро-
моторов. Скорость продольного перемещения труб регулируется дросселями.
22—1063
337
Трубы свариваются в состоянии поставки, дополнительная подготовка дета-
лей к сварке не требуется.
Установка УДК-601 предназначена для сварки амортизаторов грузо-
вых автомобилей. Тип установки вертикальный. Головку амортизатора за-
гружают вручную, а заготовку трубы и выгрузку сваренного изделия осу-
ществляют с помощью манипулятора.
Раздел О
.. КОНТАКТНАЯ СВАРКА
Контактная сварка — один из наиболее распространенных и быстро разби-
вающихся способов получения неразъемных соединений самых разнообразных
конструкционных материалов в широком диапазоне толщин и сечений. В на-
стоящее время ~30% всех сварных соединений выполняются с помощью
контактной сварки, а по существующим прогнозам к 2000 г. доля этого спо-
соба в мировом сварочном производстве достигнет 40 % [1].
Широкое использование и перспективы контактной сварки в промышлен-
ности, особенно в массовом производстве, обусловлены следующими причи-
нами:
1. Высокой технико-экономической эффективностью и, в частности, очень
высокой производительностью процесса, намного превышающей производи-
тельность других способов сварки.
2. Возможностью легкой механизации, автоматизации и роботизации про-
цесса сварки
3. Весьма благоприятным термодеформационным циклом, обеспечиваю-
щим достаточно высокое качество соединений большинства конструкцион-
ных материалов.
4. Высокой культурой и хорошими гигиеническими условиями технологи-
ческого процесса.
Контактная сварка — процесс образования неразъемных со-
единений конструкционных металлов в результате их кратковре-
менного нагрера электрическим током и пластического деформи-
рования усилием сжатия, со стороны электродов.
Согласно ГОСТ 2601—84 контактная сварка принадлежит к
термомеханическому (термодеформационному) классу способов
сварки. Соединение в этом случае, как и при других способах
сварки, образуется за счет формирования металлических связей
между атомами в зоне контакта соединяемых деталей. При этом
затрачивается тепловая и механическая энергия для обеспече-
ния физического контакта и активации соединяемых поверх-
ностей.
Контактная сварка — электротермодеформационный процесс
(ГОСТ 2601—84), так как нагрев осуществляется проходящим
током за счет выделения теплоты на электрических сопротивле-
ниях разных участков соединения, в частности в общем случае и
на контактных сопротивлениях, что послужило причиной появ-
ления термина «контактная сварка». В других странах (США,
Япония, Великобритания) для определения этого способа полу-
338
чения соединений используют термин «сварка сопротивлением»,
который также подразумевает нагрев металла импульсным про-
ходящим током — за счет действия внутренних источников теп-
лоты. Как и при большинстве других наиболее распространен-
ных способах сварки, например дуговой, металл нагревают до
расплавления (точечная сварка, стыковая сварка оплавлением
и т п.), что гарантирует удаление поверхностных пленок и об-
разование физического контакта по заданной площади.
Значительная пластическая деформация зоны сварки позво-
ляет получать высокие механические свойства соединений раз-
ных конструкционных металлов, обеспечивает надежный элек-
грнческий контакт между деталями, устойчивость процесса
расплавления металла и защиту его от взаимодействия с ок-
ружающей средой (контактная точечная и шовная сварка).
Известные способы сварки классифицируются по ряду тех-
нических и технологических признаков (ГОСТ 19521—74):
1) по технологическому способу (форме) соединений—то-
чечная, шовная, стыковая;
2) по конструкции соединения: виду сборки деталей — на-
хлесточные и стыковые (торцевые) соединения, предусмотрен-
ные выступы на одной из деталей — рельефная сварка;
3) по предельному состоянию металла в зоне сварки —
с расплавлением металла и без расплавления;
4) по числу одновременно выполняемых соединений
(швов)—одно- и многоточечная, сварка одним или сразу не-
сколькими швами, одновременная сварка одного или несколь-
ких стыков;
5) по способу подвода и роду сварочного тока — наиболее
распространенные способы с кондукционным (контактным) под-
водом тока или с индукционным нагревом, характерным в ос-
новном для стыковой сварки; сварка импульсом переменного
тока или униполярным импульсом (изменяющийся во времени
ток одной полярности);
6) по применению дополнительных защитных или связую-
щих компонентов (грунтов, эмалей, клеев, припоев) —сварка по
слою грунта, клеесЪарные и сварнопаяные конструкции.
Глава 20 ТОЧЕЧНАЯ И ШОВНАЯ СВАРКА
20.1. Общие сведения
Точечная и шовная сварки являются самыми распространенными спосо-
бами контактной сварки: ~90% всех соединений выполняются этими спо-
собами в разных отраслях современной промышленности, так как в них наи-
более ярко проявляются преимущества контактной сварки, приведенные
выше.
22*
330
20.1.1. Определения, терминология и основные схемы
Точечная сварка — способ контактной сварки, при котором детали
соединяются по отдельным ограниченным участкам касания обычно несколь-
кими точками с определенным шагом. Детали 1 предварительно собираются
внахлестку и помещаются между электродами 2 (рис. 20.1, а) сварочной
машины. Один из электродов опускается, воздействует на деталь со сва-
рочным усилием Ес». После некоторой выдержки (/о с ж), необходимой для
обеспечения надежного электрического контакта, на электроды подается на-
пряжение 5—6 В со вторичной обмотки сварочного трансформатора 3 или
выпрямителя. Кратковременный (0,01—0,1 с) мощный импульс сварочного
тока обеспечивает очень быстрый нагрев и образование зоны расплавления —
жидкого ядра 4, общего для обеих деталей. Нагрев сопровождается пласти-
ческой деформацией металла и вокруг ядра формируется уплотняющий
поясок 5, предохраняющий жидкий металл от выплеска и взаимодействия
с окружающей средой. Поэтому специальной защиты зоны сварки, например
инертными газами, не требуется. После выключения тока металл ядра быстро
охлаждается и кристаллизуется. Между деталями образуется прочная ме-
таллическая связь. Усилие с электродов снимают с некоторым запаздыванием
(<»₽), что обеспечивает кристаллизацию под давлением — проковку и отсут-
ствие несплошностей в литом металле (трещин, усадочных раковин, значи-
тельных остаточных напряжений и т. п.). В ряде случаев усилие на этой
стадии процесса повышают в два-три раза, т. е. применяют ковочное усилие.
Для повышения производительности процесса сварки и стойкости элек-
тродов на одной из деталей предварительно формируется выступ (рельеф 6,
рис. 20.1,6) в сечении полукруглой или трапециевидной формы. Такой спо-
соб называется точечной рельефной сваркой. Рельеф ограничи-
вает первоначальную площадь контакта, что дает возможность повысить
плотность тока в контакте деталь-деталь, используя при этом электроды
с большой площадью рабочей поверхности. При нагреве током рельеф по-
стоянно деформируется и к концу процесса получают ядро, как и при обыч-
ной точечной сварке. Можно осуществлять сварку одновременно по несколь-
ким (двум-трем) рельефам.
При затрудненном доступе электродов к одной из деталей целесооб-
разно использовать одностороннюю точечную сварку (рис.
20.1,в). В этом случае собранные детали устанавливаются на медную под-
кладку 7 (шунтирующий электрод) и детали сжимаются двумя электродами,
расположенными со стороны одной из деталей. При этом можно получить
сразу две точки за счет одного импульса тока.
Шовная сварка — способ контактной сварки, при котором подвод
тока и перемещение деталей осуществляют с помощью вращающихся дис-
ковых электродов — роликов 8 (рис. 20.1, г). Как и при точечной сварке,
металл нагревается кратковременными импульсами сварочного тока, сле-
дующими через определенную паузу. При этом образуется ряд точек. Если
пауза между импульсами достаточно мала, точки взаимно перекрываются
и образуется герметичный шов. Шовную сварку подразделяют на непрерыв-
ную и шаговую. В первом случае ролики вращаются при сварке непрерывно,
а во втором останавливаются на время прохождения тока и проковки соеди-
нения, что дает возможность уменьшить износ роликов, остаточные напря-
жения и склонность к образованию трещин и раковин.
Наиболее часто при шовной сварке детали собирают и сваривают
внахлестку. Однако используют в некоторых случаях и шовную сварку
встык, которая обеспечивает большую циклическую прочность соединений
(рис. 20.1, d). При этом часто используют накладки из фольги 9 для полу-
чения полного проплавления свариваемых деталей.
Известны также другие разновидности шовной сварки — односторонняя,
многошовная (одновременная сварка нескольких швов на одной машине)
и т. д.
340
Рис. 20.1. Схемы основных процессов контактной сварки
341
20.1.2. Физические основы образования соединений
Эксплуатационные свойства соединений (механические харак-
теристики, плотность и т. д.), выполненных контактной точечной
и шовной сваркой, определяются условиями формирования этих
соединений. Эти условия достигаются в результате двух процес-
сов—-нагрева (расплавления) металла и его пластической де-
формации. Сочетание их параметров (например, усилия и тем-
пературы) обеспечивает получение определенного термодефор-
мационного цикла. Оптимальная программа этого цикла дает
возможность получить соединение с высокими эксплуатацион-
ными свойствами.
Необходимый и достаточный признак качественного соедине-
ния при точечной и шовной сварке — обеспечение заданных
размеров зоны расплавления (ядра).
Нагрев и расплавление свариваемого металла
Нагрев металла (размеры ядра) зависит от количества теп'лоты ($_«), вы-
деляемой в зоне соединения, которое определяется законом Джоуля —- Ленца
в интегральной форме:
*св
<2э.э = $ •’(0^,(0 Л. (20.1)
о
где i — мгновенное значение сварочного тока; г». — общее сопротивле-
ние участка металла, заключенного между электродами (роликами), и су-
щественно изменяющиеся при сварке за время t.
Общее сопротивление представляется следующим образом (рис. 20.2):
гэ. э = гз д + гд + гд. д + гд +" тз. д-
где Гэ. д — сопротивление в контакте электрод — деталь, гд — собственное
сопротивление деталей, гд д — сопротивление в контакте деталь — деталь.
В случае сварки двух деталей одинаковой толщины и из одного н того же
металла формула имеет вид:
Г3. 3 = ^ГЭ. Д + 2Гд + Гд. д.
Контактные сопротивления связаны с ограниченностью фактического кон-
такта из-за наличия на поверхности реальных тел, микронеровностей и
повышенного сопротивления поверхностных (в основном оксидных) пленок.
Поскольку окисление в ряде случаев носит избирательный характер, контакт-
ные сопротивления весьма нестабильны и, следовательно, колеблется тепло-
выделение. Это особенно проявляется при сварке на малых усилиях и хими-
чески активных металлов, например алюминиевых и магниевых сплавов.
Поэтому роль этих сопротивлений стараются ограничить, применяя предва-
рительную подготовку свариваемых поверхностей.
Если доля 2гэ. д+гд. д от г8.0 в начале нагрева оценивается в 50 %, то
к концу процесса сварки она снижается до 3—5 % и практически не оказы-
вает влияния на размеры ядра и свойства соединений, так как нагретый
металл микронеровностей быстро деформируется, а поверхностные пленки
разрушаются, что приводит к резкому росту площади фактического кон-
такта.
342
Таким образом, главным источ-
ником тепловыделения при контакт-
ной точечной и шовной сварке явля-
ется собственное сопротивление де-
талей, величина которого в начале
процесса приближенно оценивается
следующей формулой:
Ч = [М™1)]Ро*г.
где s — толщина деталей, гКо — на-
чальный радиус контактов; kr —
коэффициент, учитывающий растека-
ние тока вне поверхности цилиндра
с радиусом основания г«; ро—
Рис. 20.2. Электрическое сопротивление
эоны сварки:
а — распределение сопротивлений; б —
эквивалентная электрическая схема
удельное электрическое сопротивле-
ние металла при комнатной темпе-
ратуре (табл. 20.1). Величина гДо
невелика, в значительной мере за-
висит от ро и, например, для дета-
лей из алюминиевых сплавов толщи-
ной (1 + 1) мм составляет 10—15 мкОм, для малоуглеродистых сталей —
25—30, а для сплавов титана — 80—120 мкОм.
При нагреве металла га существенно изменяется в результате действия
двух факторов — увеличения р и dK за счет развития пластической деформа-
ции нагретого металла. Для большинства конструкционных сплавов преоб-
ладает роль второго фактора, так как термический коэффициент электриче-
ского сопротивления для этих металлов сравнительно мал, и в процессе
сварки отмечается монотонное уменьшение га приблизительно в два-трн
раза по сравнению с первоначальным значением (гДо) и гв 8 в основном
определяется значениями гд, а сварочный ток — величиной р (табл. 20.1).
Температурное поле, определяющее тепловое состояние металла при
сварке, в настоящее время получают математическим анализом физических
моделей процессов сварки и, в частности, точечной сварки как наиболее прос-
того процесса. При этом общая модель подразделяется на три взаимосвя-
занные подмодели [2]:
электрического поля, учитывающую геометрию соединения и электродов,
а также тепловое состояние металла (поле удельных электрических сопро-
тивлений);
непосредственно температурного поля (уравнение теплопроводности с со-
ответствующими граничными условиями, например, в контакте электрод —
деталь);
ТАБЛИЦА 20.1
УДЕЛЬНОЕ И ОБЩЕЕ ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
МЕТАЛЛОВ Гэ э = 2г- К КОНЦУ ТОЧЕЧНОЙ (ЧИСЛИТЕЛЬ)
И ШОВНОЙ (ЗНАМЕНАТЕЛЬ) СВАРКИ
Металл ₽о- мкОм хм гэ эв2гд при », мм
0,3 0,5' 1.0 | 1.5 2.0 | 3,0
Д16АТ 7,3 15/— 13/12 10/9 9/8,5 8/7 6/—
Л 62 6,5 60/39 38/24 25/14 20/12 15/10 14/—
()8кп 13 120/88 105/75 85/62 77/66 70/39 59/—
Э0ХГСА 21 84/115 115/102 98/81 85/68 78/51 71/—
12Х18Н10Т 75 171/148 145/125 118/101 102/85 94/80 88/—
15Н5Д2Т 85 115/135 125/114 105/95 99/84 85/74 80/—
ОТ4—1 142 190/174 165/160 125/121 115/105 102/98 95/—
343
поля пластических деформаций, в частности, деформаций в объеме ме-
талла вблизи контакта деталь — деталь.
Математически эти модели описываются соответствующими дифференци-
альными уравнениями, которые представляются в конечных разностях или
конечных элементах и решаются на ЭВМ. Таким образом, могут быть уч-
тены самые разные факторы: изменение в широком диапазоне температур
теплофизических свойств металла, форма импульса сварочного тока, сва-
рочное усилие, свойства и геометрия электродов и т. д. Время счета по
современным методикам не превышает 10—15 мин.
В настоящее время известен целый ряд решений подобных моделей для
случаев точечной сварки деталей из сталей, сплавов алюминия, магния и
титана [2].
Установлено, что на начальной стадии процесса (0,05-? 0,1) /св преобла-
дает тепловыделение, и температурное поле в основном определяется элект-
рическим полем. На периферии контактов, где плотность тока оказывается
наибольшей, отмечается заметный рост температур вплоть до температуры
ликвидуса сплава. Градиенты температур в это время наибольшие.
В дальнейшем заметно возрастает роль теплопроводности в радиальном
и особенно в направлении электродов и одновременно с продолжающимся
нагревом градиенты температур снижаются. На определенной стадии про-
цесса при (0,34-0,5) /св металл начинает расплавляться вблизи центра соеди-
нения и к концу импульса тока зона расплавления •— ядро — достигает своих
номинальных размеров (рис. 20.3) по диаметру и высоте. Обычно ядро
представляется в виде эллипсоида вращения. Выделяющаяся в зоне сварки
теплота QB. э расходуется таким образом на нагрев металла до Гэ, несколько
(на 15—20%) превышающей температуру ликвидуса (Q, «20—30 % Qe. э).
а остальная часть передается теплопроводностью в окружающий металл и
электроды (соответственно Q2== 10-е-13 % Q». в и Q3«504-60 % Qa. э). Итак
Qs. з — Qi ~г Qi + Qa-
Значительный теплоотвод в электроды затрудняет проплавление дета-
лей на всю толщину и обычно высота ядра составляет в каждой детали по
ловину ее толщины. Характерно, что с уменьшением коэффициента теплопро-
водности проплавление возрастает.
Очевидно, что одинаковые размеры ядра могут быть получены [см.
формулу (20.1)] при разном сочетании /св и /св. В соответствии с этим
в практике контактной сварки дифференцируют жесткие и мягкие режимы,
отличающиеся относительной ролью процессов тепловыделения и теплопере-
дачи.
Жесткий режим характерен кратковременным и мощным импульсом тока
(с большой плотностью), например, при /св<0,02 s при сварке деталей тол-
щиной 1—4 мм. Температурное поле в этом случае определяется в основ-
ном процессами тепловыделения и обычно <?2+0з<0,5 Qa. а. При этом от-
мечаются очень высокие скорости нагрева (до 2-I05 °С/с) и градиенты
температур (до 105 °С/см при соединении сталей). Поэтому для обеспечения
заданной степени деформации и предотвращения выплеска необходимо ис-
пользовать большие сварочные усилия.
Мягкие режимы отличаются значительной длительностью протекания
тока (/„>0,1 s) относительно малой силы. При этом происходит интенсив-
ный теплообмен внутри деталей и с электродами (<?2+<Эз>0,5 Qa. в). Ско-
рости нагрева и охлаждения, а также сварочное усилие меньше, чем при
жестких режимах.
Между жесткими и мягкими режимами находится область режимов
средней интенсивности, которые наиболее часто используются при точечной и
шовной сварке.
Значительные градиенты температур при контактной сварке определяют
очень быстрое охлаждение металла после выключения тока, особенно при
соединении металлов с высокой теплопроводностью — сплавов на основе
344
.Рис. 20.3. Характер температурного поля к моменту выключения тока
при точечной сварке сплава 1420 (время сварки 0.12 с):
а — положение изотерм (цифры у кривых. °C); б — распределение
температур в объеме деталей и электродов (/св—20,5 кА; FCB =
-7000 Н; Гсв =0,12 с)
алюминия, магния, меди и т. п. Время кристаллизации в этом случае 0,02—
0,1 с (для толщин 1—3 мм) при скоростях охлаждения до 10s “С/с. Прак-
тически к моменту сварки последующей точки предыдущая полностью осты-
вает. При шовной сварке с малой паузой герметичным швом предыдущая
точка еще остается в нагретом состоянии (0,34-0,5)Тл. Характер темпера-
турного поля и, соответственно, размеры ядра зависят от целого ряда фак-
торов и в первую очередь от параметров режима: силы тока, времени сварки
и сварочного усилия. Наиболее значимый фактор — ток, небольшие колеба-
ния которого (3—5 %) вызывают значительные изменения характера на-
345
Рис. 20.4. Характер изменения разме-
ров ядра от параметров режима
поверхности различают электроды
верхностями.
При сферической поверхности
грева и размеров ядра (рис. 20.4).
При постоянном сварочном усилии и
довольно высоком значении тока устой-
чивость плавления металла нарушается
и образуется выплеск. Рост сварочного
усилия приводит к увеличению степени
пластической деформации, площади кон-
тактов, уменьшению плотности тока и
размеров ядра. К другим факторам
следует отнести шунтирование тока, раз-
меры, форму и теплофизические свой-
ства электродов. Шунтирование тока от-
мечается через ранее сваренные точки,
что вызывает снижение плотности тока
на основном участке проводимости и
соответственно уменьшение размеров
ядра [2]. По исходной форме рабочей
с плоской и сферической рабочими по-
площадь первоначального контакта дета-
лей относительно невелика, плотность тока весьма значительна и поэтому
нагрев идет эффективно и с большой скоростью. При плоской рабочей по-
верхности электродов плотность тока меньше почти на протяжении всего
процесса сварки и требуется больше энергии для получения заданных раз-
меров ядра. Однако при сварке большого количества точек отмечается износ
рабочей поверхности электродов, например, на сфере образуется плоская
площадка, равная 0,4—0,6 d, и таким образом преимущества подобных элек-
тродов в значительной мере снижаются Большое влияние на тепловое со-
стояние металла в зоне сварки оказывает теплопроводность электродных
материалов и степень охлаждения электродов, так как более половины всей
выделяющейся теплоты отводится в электроды. Окисление, переход свари-
ваемого металла на поверхность электродов приводит к заметному снижению
теплоотвода и росту размеров соединений.
При плохом состоянии поверхностей деталей, например после длитель-
ного хранения, отмечается увеличение контактных сопротивлений, что вызы-
вает рост тепловыделения и размеров ядра (в первую очередь проплавле-
ния), снижение устойчивости процесса, сопровождающееся образованием вы-
плесков.
На стадии охлаждения характер температурного поля может также ре-
гулироваться подогревом дополнительными относительно малыми импуль-
сами тока или изменением времени проковки — от конца импульса тока до
момента подъема электродов. Очевидно, что после подъема электродов ско-
рость охлаждения металла в зоне сварки резко уменьшается.
Пластическая деформация в зоне сварки
Пластическая деформация свариваемого металла — отличитель-
ная особенность контактной сварки. На первом этапе в ос-
новном отмечается деформация микронеровностей, степень ко-
торой в контакте деталь—деталь достигает 60—70 % (по умень-
шению высоты микровыступов). Эта деформация облегчается,
если использовать на этой стадии повышенные усилия обжа-
тия или дополнительные импульсы тока для формирования на-
дежного электрического контакта (рис. 20.5). При включении
тока металл быстро нагревается, снижается сопротивление его
пластической деформации, скорость микропластической дефор-
346
мании возрастает и к моменту
начала плавления металла сте-
пень этой деформации приближа-
ется к 100 %.
С момента нагрева металла
током начинает развиваться объ-
емная пластическая деформация
металла. Она вызывается внеш-
ним (сварочным) усилием и вну-
тренним, связанным с неравно-
мерным температурным полем и
несвободным тепловым расшире-
Рис. 20.5. Кинетика объемной (ео) и
ыикропластическоЙ (ем) деформации
при точечной сварке
нием металла. Эти усилия вызывают неравномерное объем-
ное сжатие металла в зоне сварки. Напряженное состоя-
ние характеризуется сжимающими осевыми ог, радиальными
0г, окружными ое напряжениями и соответствующими деформа-
циями. Значения этих характеристик могут быть получены ре-
шением задач теории пластичности в конечных элементах на
ЭВМ. Так на рис. 20.6, а показано распределение перемещений
«г и деформаций ег к концу процесса точечной сварки алюми-
ниевого сплава 1420 толщиной 1,5+1,5 мм, полученного авто-
рами совместно с А. Н. Прохоровым посредством решения од-
ной из математических моделей пластической деформации.
Привлекает внимание значительный уровень сжимающих на-
пряжений (рис. 20.6,6) и относительная ограниченность сте-
пени деформации. В области уплотняющего пояска отмечены
удлинения, что свидетельствует о преимущественном течении
металла в зазор между деталями. Этот зазор увеличивается
при сварке из-за теплового расширения металла в зоне плав-
ления.
На стадии охаждения и кристаллизации наблюдается со-
кращение объема металла и в зоне сварки возникают остаточ-
ные напряжения растяжения, которые могут приводить к об-
разованию трещин и снижению работоспособности конструк-
ций. Особенность деформации охлаждающегося металла состоит
в том, что наиболее быстро сокращается его объем вблизи оси.
В результате этого снижается давление в центре ядра и появ-
ляется возможность обратной деформации — от края соедине-
ния к его центру, способствующей снижению напряжений и
склонности к образованию несплошностей, особенно при дейст-
вии на этой стадии повышенных ковочных усилий (см. рис. 20.1).
После сварки на поверхности соединения наблюдается вмя-
тина, относительная глубина которой составляет 0,1—0,15 s.
Принято считать [2], что одним из условий устойчивости про-
цесса (отсутствия выплеска) является определенная степень
пластической деформации (объем металла, перемещенного
в зазор; ее относительная величина для алюминиевых сплавов.
347
Рис. 20.6. Распределение напряжений ozz (а)
и crfr (б) по радиусу контакта
например 12—15%). Степень этой деформации возрастает при
использовании повышенных сварочных усилий, применении мяг-
ких режимов, предварительного подогрева и т. п.
Условие равновесия может быть получено также из рассмотрения сил,
действующих в соединении вдоль оси г (рис. 20.7). Используя средние ве-
личины, можно записать:
Fсв >("/4) РяРя + (4 - О °г п. ср].
где ря — среднее давление в ядре, dB — диаметр уплотняющего пояска
(диаметр контакта деталь — деталь), а1В. ср — среднее нормальное напря-
жение на пояске.
Для оценки ря и о, п. ср рекомендуются формулы:
ря = (4/л/3~) <тд. п Un (dnWfl)0,63 + */а1,
п. ср — ®д. п (2 — dB/dn),
где Од. п — среднее (по поясу) сопротивление пластической деформации, рав-
ное o0krkuke. (здесь о0—базовое значение од, kT, ku и Ле —коэффициенты,
определяемые по соответствующим таблицам и зависящие от температуры,
скорости и степени пластической деформации).
Например, при сварке алюминиевого сплава АМгб толщиной 1 + 1 мм
од. п к концу процесса сварки составляет 180—200 МПа (жесткий режим)
или 80—100 МПа (мягкий режим), а ря имеет значения соответственно
250 и 130 МПа.
Приведенное выше уравнение может быть использовано для расчета
сварочных усилий или программы их изменения в процессе сварки При
шовной сварке герметичными швами перед роликом металл, как и при то-
чечной сварке, деформируется в зазор, а позади ролика металл вытесня-
ется под ролик, в • результате чего на поверхности шва Образуется серпо-
видный выступ. Поскольку теплосодержание шва выше, чем отдельных точек,
сопротивление деформации металла относительно невелико и это дает воз-
можность заметно (на 20—25%) уменьшить время сварки и усилие по
сравнению с режимами точечной сварки. Пластическая деформация в этом
случае может приводить и к залечиванию дефектов в предыдущей точке
плотного шва. Однако течение металла на поверхности соединения вызы-
вает повышенный износ ролика.
Особенно значительная деформация отмечается при рельеф-
ной сварке сразу после включения тока. В ряде случаев тече-
348
ние металла вдоль поверхности деталей может обеспечить до-
статочно прочное их соединение и без расплавления в кольце-
вой зоне по периферии контакта (см. рис. 20, 1, б). Одновре-
менно с этим происходит деформация и вдоль оси z и запол-
нение впадины под электродом. В дальнейшем нагрев и дефор-
мация протекают так же, как и при обычной точечной сварке,
рельеф полностью сминается.
Пластическая деформация не контролирует удаления пле-
нок с соединяемых поверхностей. Лишь на начальной стадии
микропластическая деформация способствует раздроблению
этих пленок. Окончательное же удаление частиц этих пленок,
преимущественно на периферию ядра, происходит уже в жид-
ком металле под действием электродинамических сил [3].
20.1.3. Технологические возможности точечной и шовной сварки
Рассматриваемые в данном разделе способы сварки обладают
широкими технологическими возможностями, так как позво-
ляют соединять практически все конструкционные материалы
и широком диапазоне толщин. Среди свариваемых материа-
лов сплавы на основе меди, магния и алюминия (среди них и
термически упрочняемые Д16, 01420), легированные стали,
никелевые и титановые сплавы и т. д. Определенные трудности
возникают при сварке некоторых тугоплавких металлов, на-
пример молибдена, связанные с очень низкой стойкостью элект-
родов из-за высокой температуры на их рабочей поверхности.
349
ТАБЛИЦА 20 г
ДОПУСТИМЫЕ РАЗРУШАЮЩИЕ УСИЛИЯ НА ОДНУ ТОЧКУ
ПРИ СТАТИЧЕСКОМ СРЕЗЕ (2)
Разрушающие усилия. даН, при и . кН/мм’. основного металла в
Толщина О сч сч о ю о <0 00
тонкой СО 1 20- с*> 1 О I О I о
детали, мм о 2 О сп 1Л <0 00 о
V о О А О о о' о о А
Легкие сплавы Стали, сплаеы титана
0,3 10 15 30 35 80 100 115 130 145 160
0,5 35 45 55 70 140 175 200 230 260 280
0,8 75 95 105 135 273 345 395 455 520 590
1,0 100 130 140 160 385 485 555 635 730 825
1,2 130 170 180 220 525 655 750 855 990 1150
1,5 165 230 250 330 760 950 1100 1260 1450 1600
2,0 235 345 385 480 1100 1370 1550 1770 2000 2250
2,5 315 430 540 670 1400 1800 2000 2300 2550 2850
3.0 360 470 650 890 1700 2150 2400 2750 3100 3450
Примечание. Минимально допустимые усилия даны для соединений с номи-
нальными размерами литой зоны по группе А ГОСТ 15878 — 79 без последующей термоме-
ханической обработки.
Можно также соединить металлы с антикоррозионными покры-
тиями — оцинкованные, алитированные и никелированные стали
и даже металлы с неметаллическими, изоляционными покры-
тиями [1], композиционные материалы типа САП или системы
А1—В [2]. Однако следует иметь в виду, что точечную сварку
следует использовать лишь для соединения однородных метал-
лов или сплавов на одной основе, например малоуглеродистой
с коррозионностойкой сталью. При сварке разнородных метал-
лов, в частности алюминия с магнием, в ядре образуется боль-
шое количество интерметаллидов и механические свойства
соединений оказываются очень низкими.
Толщина свариваемых деталей: минимальная 20—50 мкм,
до 30 мм при точечной сварке и 8—10 мм при шовной. Обычно
сваривают детали равных толщин, но возможны случаи соеди-
нения деталей с соотношением толщин до 1 : 20 и даже более.
Сварные соединения обладают весьма высокой прочностью,
например, при статическом срезе (табл. 20.2).
Коэффициент относительной прочности Ар. ш соединений, вы-
полненных шовной сваркой для металлов, малочувствительных
к термическому циклу сварки (малоуглеродистая сталь, сталь
12Х18Н10Т, АМц и т. д.), составляет 80—90 % и заметно сни-
жается для других металлов (например, у Д16 до 40—€0%).
Прочность точек на отрыв составляет 25—50 % прочности
на срез.
Циклическую прочность соединений оценивают малоцикло-
выми (с частотой ^50 циклов/мин) и многоцикловыми испы-
350
ТАБЛИЦА 20.3
ЦИКЛИЧЕСКАЯ ПРОЧНОСТЬ СОЕДИНЕНИЙ.
ВЫПОЛНЕННЫХ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКОЙ
Сварка Образец ^Обр’ мм So6p’ мм Марка металла Предел выносливо- сти * при испыта- ниях, даН/МПа
малоцик- ловых МНОГОЦИК- ЛОВЫХ
Точечная Одноточечный, 40 3 МА8 -/- 70/5,8
работающий 25 2 Д16АТ 260/52 75/19
на срез 25 1.5 Д16АТ -/- 90/20
25 2 АМгб -/- 88/17,5
20 1.5 ВТ1Д 300/100 75/25
30 1.5 15Х18Н12СЧТЮ 500/100 125/27
25 1.5 СН2 450/120 110/30
25 1,5 12Х18Н9Т -/- 85/22,5
25 1,5 ЗОХГСА -/- 125/33
Связующий 25 2 Д16АТ -/- —/80
одноточечный 25 2 АМгб -/- —/105
с накладкой
Шовная Герметичный, 2 Д16АТ —/- — 20
работающий 2 АМгб —/2 —/25
на срез 1,5 ВТ1Д —/150 —/50
1,5 15Х18Н12СЧТЮ —/230 —/50
1.5 12Х18Н9Т -/- —/70
Примечания 1. Размеры швов по группе А ГОСТ 15878—79.
2. Точечные швы при сварке алюминиевых и магниевых спла-
вов выполнены с приложением F о .
3. Образцы после сварки не подвергались термомеханической
обработке.
* В числителе — прочность одной точки, в знаменателе — листа.
гениями (с частотой 2000—2500 циклов/мин) при асимметрич-
ном растяжении с коэффициентом асимметрии /?=0,1 (табл.
20.3).
Циклическая прочность резко повышается при использова-
нии клеесварных и сварнопаяных конструкций, так как в этом
случае значительно снижается роль зазора как концентратора
напряжений. Шовная сварка обеспечивает получение плотных
и прочных соединений, способных надежно работать под боль-
шим давлением и в условиях глубокого вакуума.
20.2. Технология точечной и шовной сварки
Прогрессивная, ресурсосберегающая технология — основа полу-
чения сварных соединений высокого качества. При разработке
новой технологии решается ряд задач — от проектирования и
отработки технологичности конструкции до контроля качества,
сварных соединений.
331
20.2.1. Требования к сварным конструкциям
Одно из основных требований — удобство подхода электродов
к зоне сварки (узлы «открытого» или «полуоткрытого» типа).
Наиболее удобны для сварки открытые панели (рис. 20.8),
наименее — узлы коробчатой формы, обечайки и трубы малого
Рис. 20.9. Конструктивные элементы соединений при точечной (а) и шовной (6)
сварке
352
ТАБЛИЦА 20.4
РАЗМЕРЫ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ТОЧЕЧНЫХ
И ШОВНЫХ СОЕДИНЕНИЙ ГРУППЫ А (ГОСТ 15878—79)
ПРИ СВАРКЕ ДЕТАЛЕЙ ОДИНАКОВОЙ ТОЛЩИНЫ ОДНОРЯДНЫМ
ШВОМ
Параметр *
0,5 1,0
Толщина детали s, мм
<1 ММ...............
Алюминиевые, маг-
ниевые, медные спла-
вы
В, мм
/ш, мм . . .
Стали, титановые
сплавы:
В, мм.............
3
10
10
8
4
14
15
11
1,2 1,5 2.0 2.5 3,0 4.0 | 5.0 6.0
5 6 7 8 9 12 14 16
16
17
13
18
20
14
20
25
17
22 26 32
30 35 45
19 21
40
55
34
50
65
42
Примечание: d — минимальный диаметр литого ядра, ширина литой эоны;
/I — минимальная величина нахлестки; — минимальный шаг между точками
диаметра и т. п. Детали для точечной и шовной сварки обычно
изготовляют из листов и профилей. Если к конструкции не
предъявляются требования по герметичности, то применяют
точечную сварку; шовная сварка обеспечивает получение проч-
ных плотных швов. При изготовлении герметичных отсеков,
баков и т. п. выполнение элементов жесткости меньшей тол-
щины при местном разрушении не нарушит плотности обшивки.
При затрудненном доступе к зоне сварки используют односто-
роннюю сварку (см. рис. 20.1,в).
ГОСТ 15878—79 устанавливает основные конструктивные
элементы соединений (рис. 20.9) для групп А и Б. Соединения
группы А более прочны вследствие больших диаметров ядра.
Наиболее важные элементы, определяющие прочность (гер-
метичность) сварных соединений — расчетный (минимальный)
диаметр ядра (точечная сварка) и ширина шва (шовная
сварка). При достижении требуемых их величин обеспечива-
ется необходимая и стабильная прочность (плотность швов).
Фактический диаметр ядра должен быть не меньше указан-
ного в табл. 20.4.
При наладке режима сварщик устанавливает диаметр ядра
(JIIOM) на 15—25 % больше минимального, указанного в табл.
20.4, для компенсации колебаний параметров режима, напри-
мер, уменьшения тока, состояния поверхностей деталей и т. п.
Для расчетов d рекомендуется ряд эмпирических формул:
d=2s+ (24-3) мм, d=5sl/2 или 4s23
Повышение технического уровня современных сварочных
машин позволяет в ряде случаев уменьшить d на 20—30 %,
23—1063
353
ТАБЛИЦА 20.5
ДИАМЕТРЫ ЯДЕР, РЕКОМЕНДУЕМЫЕ МИС ДЛЯ ТОЧЕЧНОЙ
И ШОВНОЙ СВАРКИ
Свариваемый металл Толщина, мм Диаметр ядра, мм, для сплавов группы
А В с
Стали 0,5+0,5 3,0/3,5 2,7/3,2 2,1/2,5
1,0+1,0 4,3/5,0 3,8/4,5 3,0/3,5
2,04 2,0 6,0/7,1 5,4/6,4 4,2/5,0
.3,0+3,0 7,4/8,7 6,6/7,8 5,2/6,1
4,0+4,0 8,5/10,0 7,7/9,0 6,0/7,0
5.0+5,0 9,5/11,2 8,6/10,1 6,7/7,8
Алюминиевые сплавы 0,5+0,5 2,8/3,5 2,5/3,2 2.0/2.5
1.0+ 1.0 4,0/4,5 3,6/4,5 2,8/3,5
2,0 1 2,0 5,7/7,1 5,1/6,4 4,0/5,0
3,0+3,0 6,9/8,7 6,2/7,8 4,8/6,1
4,04-4.0 8,0/10,0 7,2/9,0 5,6/7,0
5.0+5,0 9,0/11,2 8,0/10,1 6.3/7.8
Примечание: В числителе — в знаменателе +р‘
с одновременным увеличением количества точек, что дает воз-
можность снизить энергоемкость процесса, массу соединений
за счет уменьшения ширины нахлестки, повысить циклическую
прочность соединений и стойкость электродов и, следовательно,
производительность процесса (ГОСТ 15878—79).
Международный институт сварки (1] предлагает стандарт,
в котором предусмотрено три ряда и 1йяом (табл. 20.5). При
этом выделяются две группы — стали и алюминиевые сплавы,
для которых tfnun и dcp (или dnoM) меньше, так как для их сое-
динения требуются токи большей силы.
Следует также обратить внимание на то, что для сталей
dcp больше Idmin на 15 %, а для алюминиевых сплавов — при-
близительно на 25 %, что очевидно свидетельствует о меньшей
стабильности процесса сварки сплавов алюминия из-за их вы-
сокой активности к кислороду, насыщению влагой и т. п.
Величина проплавления (относительная высота ядра) h/s
должна находиться в пределах 20—80 % толщины каждой
детали. Для титановых сплавов из-за их низкой теплопровод-
ности проплавление может достигать 95 %, а для большинства
сплавов оно составляет ~50 %.
Глубина вмятины g (gi) должна быть меньше 20 % тол-
щины детали, и лишь при сварке деталей неравных толщин
эта величина на тонкой детали может достигать 30 %.
Минимальное расстояние (шаг) /ш между центрами сосед-
них точек выбирается из условия ограничения шунтирования
тока при сохранении высокой прочности шва.
354
Перекрытие литых зон герметичного шва f должно быть
не меньше 25 % длины литой зоны I. В среднем же перекрытие
устанавливается 50%.
Минимальная величина нахлестки В — наименьшая ширина
сопрягаемой части соединяемых деталей без учета радиуса
скругления соседних элементов (стенки, полки). При r<2s
в нахлестку включают не только радиус, но и толщину стенки.
Расстояние от центра точки или оси шва до края нахлестки
не должно быть меньше 0,5В во избежание раздавливания
края. Расстояние между осями соседних рядов (С) на 20 %
больше /ш.
Абсолютные размеры конструктивных элементов увеличи-
вают при росте толщины деталей. При сварке деталей нерав-
ных толщин размеры выбирают в соответствии с толщиной
более тонкой детали.
Некоторые размеры (см. табл. 20.4) зависят от металла
деталей.
Рельефную сварку чаще всего применяют для соединения
стальных деталей. При этом за один импульс тока можно сва-
ривать до 15—20 рельефов. Наибольшее распространение
нашла сварка внахлестку (рис. 20.1, а) деталей из листов
с рельефами разных форм, полученными холодной штамповкой
(4]. Наиболее часто применяют одиночный рельеф (рис.
20.10,а). Для увеличения площади соединений при ограничен-
ных размерах нахлестки используют рельефы продолговатой
формы (б) для получения герметичных соединений — кольце-
вые рельефы (в).
Сплавы с малой жаропрочностью рекомендуют сваривать
по сплошным рельефам, например по сплошному выступу в виде
полусферы (г). При сварке крепежных изделий рельефы вы-
саживают вхолодную (г, д). Для получения Т-образных соеди-
нений часто применяют рельефы с острой гранью (ж, к).
Широко используются соединения, когда одна из деталей
(стержень) сваривается с развитой поверхностью другой де-
тали— листом (л, м). Рельеф выполняется на конце стержня
или листа. Таким же образом можно соединить трубы с листом
или два листа, в которых рельефы расположены на торце
листа или в плоскости детали (н). Рельефной сваркой могут
быть получены и соединения вкрест проволок, стержней и труб
(соответственно о, п, р), имеющих естественные рельефы. Такие
рельефы могут быть выполнены в виде вставок-концентраторов
(с, т), если формирование рельефов высадкой или штамповкой
затруднено. За счет вставок можно легировать металл ядра.
Когда необходимо соединить детали разной толщины или из
разных сплавов, рельефы располагают на более толстой детали
или из более прочного сплава.
23*
Соединения
со ОстаВкани
Рис. 20.10. Основные виды применяемых рельефов
Размеры сферических рельефов, формы пуансонов и матриц
приведены на рис. 20.11. Для определения этих размеров (мм)
обычно используют следующие формулы [5]:
dp = 2s + 0,75, ftp = 0,4s + 0,25, или
dp = (0,5 -т- 0,7) s, ftp = (0,2 -7- 0,25) dp.
356
a
Рис. 20.11. Размеры рельефов:
а — сферические; б — удлиненные; в — кольцевые
Рис. 20.12. Размеры рельефов, рекомендуемые МИС:
Параметр б, мм
1,0-1.3 1.4—1.8. 1.8-2.5
D. мм 3,0 3.3 4.8
Ь, мм 0.9 1.0 1.1
г. мм 1.6 1.8 2.0
Ь. мм 1.3 1.4 1.6
а, мм 3,5 4.1 4,7
387
ТАБЛИЦА 20 Л
РАЗМЕРЫ СОЕДИНЕНИЙ, ВЫПОЛНЕННЫХ РЕЛЬЕФНОЙ
СВАРКОЙ [5]
Толщина детали, мм Диаметр точки, мм Ширина нахлестки, мм Расстояние, мм
номинальный определенное отклонение от кромки между । точками
0.3 1,5 0,5 3,0 1,5 5
0,4—0,6 2,5 0,5 4,0 2,0 7
0,7—0,8 3,0 1,0 5,5 2,75 9
0,9—1.1 4,0 1,0 7,0 3,5 10
1,2—1,4 5,0 1.0 8,0 4,0 12
1,5—1,6 6,0 1,0 10,0 5,0 15
1,8—2,2 7,0 1.5 12,0 6,0 18
2,5—2,8 8,0 1,5 14,0 7,0 23
3,0—3,2 9,0 1,5 17,0 8,5 27
3,5—3,8 10,0 2,0 20,0 10,0 30
4,0 11,0 2,0 22,0 11,0 34
4,5 12,0 2,0 24,0 12,0 38
5,0 13,0 2,0 26,0 13,0 42
5,5 14,0 2,0 28,0 14,0 46
6,0 15,0 2,0 30,0 15,0 50
При этом диаметр ядра обычно на 20—50 % больше dp.
Допуски на высоту и диаметр рельефа составляют соответст-
венно ±0,05 и 0,1 мм при толщине детали ^1,25 мм и ±0,12
при толщине >1,25 мм. Размеры соединений приведены
в табл. 20.6.
МИС рекомендует для сварки малоуглеродистой стали
рельефы, размеры которых приведены на рис. 20.12.
20.2.2. Подготовка к сварке
Технологический процесс производства сварных узлов состоит
из целого ряда отдельных операций, выполняемых в определен-
ной последовательности. Для получения соединений высокого
качества важны подготовительные операции: подготовка по-
верхности, сборка и прихватка.
Подготовка поверхности деталей
Назначение этой операции состоит в удалении толстых, как
правило, неравномерных по толщине, поверхностных, в част-
ности оксидных, пленок, после чего на поверхности металла
остаются тонкие пленки с малым и стабильным электрическим
сопротивлением.
Вначале проводят обезжиривание для удаления органиче-
ских загрязнений—масла, маркировочной краски в растворах
358
Na2CO3 (для легированных сталей и сплавов титана), раство-
рах щелочи или органических растворителях (для сплавов
алюминия и магния). Часто в массовом производстве мало-
углеродистую сталь не обезжиривают.
Удаляют оксидные пленки механическим или химическим
способами.
Механическую обработку ведут чугунной или стальной дро-
бью (стальные детали и титановые сплавы с окалиной), вра-
щающимися стальными щетками для большинства сваривае-
мых металлов. Механические способы подготовки весьма
универсальны, но сроки хранения деталей до сварки весьма
ограничены из-за большой активности поверхности (например,
для алюминиевых и магниевых сплавов—1—5 сут в зависи-
мости от условий хранения — температуры и влажности).
Сроки хранения можно удлинять, используя консерванты (на-
пример, алеат натрия) или режимы с повышенными свароч-
ными усилиями или усилиями обжатия.
Химическая обработка используется для всех металлов и
позволяет получить чистую и относительно малоактивную по-
верхность. В частности, сроки хранения деталей из сплавов
алюминия и магния достигают 15—30 сут. Составы растворов
для химической обработки приведены в [2].
Контролируют качество подготовки поверхности либо внеш-
ним осмотром, либо измеряя микроомметрами электрические
сопротивления образцов (деталей), помещаемых между элект-
родами специального пресса или сварочной машины. Значения
сопротивлений не должны превышать определенных величин,
например 0,5 мОм для малоуглеродистых сталей.
Сборка
В ходе этой операции достигается взаимное расположение
деталей в соответствии с чертежом при определенных (мини-
мальных) зазорах между ними. При отсутствии взаимозаменяе-
мости детали подгоняют в ходе предварительной сборки, после
чего подготавливают поверхности и осуществляют окончатель-
ную сборку.
Большие зазоры повышают вероятность образования наи-
более опасных дефектов — непроваров и выплесков, общее
коробление сварного узла. Допускаемые зазоры зависят от
режима сварки (сварочного усилия), жесткости узла и длины
участка с этими зазорами. При сварке стальных деталей тол-
щиной 1 мм на обычных режимах (см. разд. 20.2.3) зазоры
не должны превышать 0,4 мм при длине 100 мм и 1,2 мм при
длине 300 мм. При толщине детали 3 мм зазоры должны
быть уменьшены соответственно до 0,3 и 0,9 мм. Сборку обычно
ведут по разметке, по эталонному узлу и с применением шаб-
359
лонов в специальных приспособлениях. Механизация и автома-
тизация существенно сокращают время сборочных операций
и повышают их качество, которое контролируется измерениями
основных размеров узла и зазоров между свариваемыми
деталями.
Прихватка
Эта операция обеспечивает точную фиксацию деталей в узле
и снижение остаточных деформаций. Прихватку осуществляют
в отдельных точках с определенным шагом. Для точечной
сварки этот шаг обычно составляет 10—30 см (в зависимости
от жесткости деталей и величины зазоров), для шовной — 2,5—
10 см во избежание коробления и набега металла при движе-
нии роликов. Обычно точки прихватки располагают по линии
будущего основного шва, размеры этих точек должны быть не
меньше указанных в табл. 20.4.
Для уменьшения коробления узла прихватку следует вести
в определенной последовательности (рис. 20.13). Под продоль-
ные швы рекомендуется попеременная прихватка от центра
к краям, начиная с участков повышенной жесткости. Элементы
обечаек прихватывают точками в диаметрально противополож-
ных направлениях. Узлы простой формы допускается свари-
вать без прихватки в сборочно-сварочных приспособлениях.
Чаще всего прихватку ведут в стационарных машинах. Крупно-
габаритные детали прихватывают в приспособлениях (стапе-
лях) часто переносными машинами (клещами, пистолетами),
тонкостенные детали — дуговой сваркой с последующей вы-
рубкой мест прихватки. В ряде случаев детали предварительно
закрепляют болтами или заклепками. После прихватки контро-
лируют качество соединений, форму и размеры узла.
Рис. 20.13. Рациональная последовательность прихватки панелей {а), обечаек (б) н
узлов коробчатой формы (в)
360
70.2.3. Выбор режимов сварки
При точечной и шовной сварке возможности управления термо-
деформационным циклом разнообразны, например путем варь-
ирования режимов сварки на стадиях нагрева и охлаждения,
что сведет к минимуму влияние сопутствующих процессов —
изменения структуры и свойств исходного материала, образо-
вания остаточных напряжений, износа рабочей поверхности
•лектродов и т. п. (2].
Основные параметры режима: на стадии нагрева — свароч-
ный ток, время его протекания и сварочное усилие; на стадии
охлаждения — усилие проковки и время его приложения. Зна-
чения параметров могут оставаться постоянными или изменя-
ться на каждой стадии по определенной программе и зависят
в первую очередь от свойств свариваемого металла и его тол-
щины. В частности, при увеличении толщины деталей растут
диаметр ядра (ширина шва) (см. табл. 20.4) и, естественно,
шачения всех параметров также возрастают.
Сварочный ток 1СВ пропорционален (рт/Св)-0’5 и максимален
при сварке металлов с низким удельным сопротивлением —
сплавов на основе алюминия, меди и магния. На жестких ре-
жимах (малое /Св) /« больше, чем на мягких режимах (боль-
шое /св)- В ряде случаев приводят среднюю плотность тока
/"4/св/(пс?к2). Так, при сварке сталей /—0,24-0,4 кА/мм2, алю-
миниевых сплавов 1,0—3,0 кА/мм2. Зависимость 1СВ от s пред-
ставляется либо в форме /св = ki's0-5[2] или ICB=kt"s (5]. Напри-
мер, для сталей ki~6 кА/см0’5, для сплавов алюминия — 25,5.
Ориентировочно ток сварки может быть рассчитан по уравне-
нию теплового баланса (2] или в результате решения на ЭВМ
обратной термодеформационной задачи при условии получения
ядра заданных размеров.
Время сварки определяется теплопроводностью и сопротив-
лением деформации свариваемого металла. При сварке спла-
вов меди и алюминия — высокотеплопроводных металлов реко-
мендуются жесткие режимы при малой длительности импульса
тока.
Жаропрочные металлы, высокопрочные низколегированные
стали сваривают при длительном прохождении тока (см.
табл. 20.10 и 20.12). Обычно tCB = kts [2], для малоуглероди-
стых сталей ^=0,084-0,15, для коррозионностойких сталей
*,=0,14-0,15, для жаропрочных сталей kt=0,64-0,8 и для алю-
миниевых сплавов kt=O,044-0,1.
Сварочное усилие зависит от сопротивления пластической
деформации металла. Особенно большие усилия необходимы
при сварке низколегированных сталей и жаропрочных сплавов,
например, на никелевой основе. При этом давление
р-4FcB/(ndK2) >500 Н/мм2, тогда как при сварке малоугле-
361
родистых сталей р^120 Н/мм2. Зависимость FCB от s обычно
представляют в виде линейной функции: FCB=kFs и для мало-
углеродистых сталей /гр=2,04-2,5 кН/мм, для стали 12Х18Н10Т
Ар=4,54-5,0 кН/мм, а для жаропрочных сплавов Ар = 7,04-
4-8,0 кН/мм. Очевидно, усилия можно уменьшить, переходя
к более мягким режимам, так как Гс1,=/св_|.
В последнее время часто используют программированные
по току и усилию режимы точечной сварки [2, 5], что особенно
важно при соединении металлов, чувствительных к термоде-
формационному циклу, например, высокопрочных сталей. Для
повышения пластичности соединений отпускают металл допол-
нительным импульсом тока. Жаропрочные металлы рекомен-
дуется также подогревать на стадиях обжатия и проковки. Плав-
ное повышение усилия в процессе сварки, например по экспо-
ненциальному закону, дает возможность снизить остаточные
деформации и максимальные усилия, а также силу сварочного
тока. Расчет усилия или программы его изменения можно
вести, исходя из условия равновесия сил, действующих на сое-
динение (2).
На стадии охлаждения вследствие несвободной усадки
могут возникать значительные остаточные напряжения и не-
сплошности, трещины и раковины, особенно при соединении
отличающихся большим коэффициентом усадки алюминиевых
сплавов и жаропрочных сплавов. Для предупреждения этих
дефектов используют ковочное усилие (24-5) FCB (см. рис.
20.1). При этом следует обращать внимание на время прило-
жения ковочного усилия относительно момента включения
тока. Обычно это время /к~0,02 s. Большое значение tK не в со-
стоянии предупредить образование дефектов в охладившемся
металле, а малое вызывает значительное коробление узла.
Время проковки обычно составляет 0,1—0,5 с и должно быть
достаточно для снижения остаточных напряжений до безопас-
ного уровня.
Кроме параметров режима, заметно влияют на свойства
соединений форма и размеры рабочей поверхности электродов
(табл. 20.7). Для высокопрочных металлов и сплавов, сплавов
алюминия и магния, чувствительных к массопереносу в кон-
такте электрод—деталь и свариваемых на больших токах,
рекомендуются электроды со сферической рабочей поверхно-
стью. Однако в процессе эксплуатации на сфере появляется
площадка, составляющая 50—70 % ^вом. В некоторых странах,
например во Франции, в стандартах уже предусмотрены элект-
роды, обработанные под сферу с притуплением. Для других
металлов и деталей малых толщин рекомендуют электроды
с плоской рабочей поверхностью.
Указанный подход к выбору значений параметров режимов
можно представить как статический с целью получения точек
362
ТАБЛИЦА 20.7
РАЗМЕРЫ ЭЛЕКТРОДОВ И РОЛИКОВ, ММ*
(ГОСТ 14111—77)
рэ | | | зр | fp
0,5
0,8
1,0
1.5
2,0
3,0
4,0
12 4 25—50 8 4 25—50
12 5 50—75 10 5 50—75
12 5 75—100 10 5 75—100
16 7 100—150 12 7 100—150
20 8 100—150 15 8 100—150
25 10 150—200
25 12
* При сварке алюминиевых сплавов Dp увеличивают на 25 %, Зр — на 20—50 %
выбирают большие значения Кэ, Др.
удовлетворительного качества, но ограниченного количества
без учета воздействия на процесс разных случайных и направ-
ленных (прогнозируемых) возмущений. В последнее время на-
метился другой — динамический подход, основанный на ана-
лизе устойчивости процесса сварки (рис. 20.14). Условие устой-
чивости определяется, например, малой вероятностью (0,5 или
1 %) появления непроваров (dmin) и выплесков (dmax). Однако
при ухудшении, например, состояния поверхности деталей из
<плавов алюминия после длительного хранения возрастает
<1иом и снижается dmax, что резко повышает вероятность вы-
плеска. Для предупреждения этого дефекта рекомендуется
использовать повышенные усилия для расширения границ dmax.
При сварке сталей отмечается износ электродов (увеличение
площади рабочей поверхности), что приводит к уменьшению
плотности тока и появлению непроваров (рис. 20.14,6). В этом
случае целесообразно повышать dHO„, например, за счет увели-
чения тока или времени сварки. Поэтому при выборе режимов
рекомендуется проверить их на устойчивость, изменяя ток и
сварочное усилие, моделируя изменения состояния поверхности
деталей и т. п. Режимы точечной и шовной сварки (рис. 20.15)
ряда конструкционных металлов приведены в табл. 20.8—20.13.
Режимы рельефной сварки зависят не только от свойств
спариваемого металла, но и от исходных размеров рельефа
(высоты и диаметра) (табл. 20.14).
363
Рис. 20.14. Условия устойчивости процессов точечной сварки алюминиевых
сплавов (а) и сталей (б)
Подробно режимы рельефной сварки приведены в [4—6].
Определенные трудности возникают при точечной и шовной
сварке деталей неравных толщин и из разнородных металлов
из-за смещения ядра в более толстую деталь или деталь с боль-
шими сопротивлением (рис. 20.16). Достаточное проплавление
тонкой детали достигается за счет снижения теплоотвода в со-
ответствующий электрод (снижеиие его теплопроводности,
применение тепловых экранов). Эффективно использование
дополнительного обжатия деталей вокруг ядра (рис. 20.16,6),
364
FcB
Рис. 20.16. Способы сварки
деталей неравных толщин
с использованием тепловых
экранов (а) и обжатия пе-
риферии соединения (б)
что обеспечивает высокую концентрацию тока в контакте де-
таль—деталь без опасности появления выплеска.
Определенная специфика существует также при сварке де-
талей малых (<0,5 мм) и больших (>10 мм) толщин, компо-
зиционных материалов и металлов с защитными покрытиями
зев
ТАБЛИЦА 20.8
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ
МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ (ТИПА 08кп, 10. 20)
НА ОДНОФАЗНЫХ МАШИНАХ ПЕРЕМЕННОГО ТОКА
S, мм 'св- «А *СВ' с Г, кн св FK, кН 'к- с 'п-с ”св- м/мии
0,5—а 6,5/7,0 0,08/0,04 1,8/1,5 0,04 и
0,8—а 7,0/8,5 0,12/0,06 2,3/2,0 — — 0,06 1,0
1,0—а 7,5/10,5 0,14/0,08 3.0/3.0 — — 0,1 0,9
1,5—а 9,5/13,0 0,18/0,14 5,0/4,7 — —. 0,16 0,7
2,0—а 11,0/16,0 0,20/0,18 7,0/7,0 — — 0,26 0,6
3,0—6 13,0/19,0 0,26/0,26 9.5/9.0 19,0 0,36 0,3 0,5
4,0—6, в 18,0 0,40 13,5 22,0 0,5 — —
Примечание. В числителе — значения параметров для точечной сварки,
в знаменателе — для шовной; рабочие поверхности электродов н роликов плоские; в пер-
вой графе приведен тип циклограммы для точечной сварки (рис. 20.15); шовная сварк- ы
дется для всех s по циклограммам е и ж.
ТАБЛИЦА 20.9
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ТОЧЕЧНОЙ СВАРКИ
СРЕДНЕУГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
(ЗОХГСА) НА ОДНОФАЗНЫХ МАШИНАХ ПЕРЕМЕННОГО ТОКА
(ДВУХИМПУЛЬСНЫЙ РЕЖИМ)
S. мм /съ- кА 'св- с 'п- с 'под* кА 'под- с FCB. кН
0,5 5,5 0,36 0,4 4,5 0,56 2,5
0.8 5,8 0,4 0,5 4.8 0,7 з.о
1,0 6,5 0,46 0,64 5,2 0,72 4,5
1,5 9,0 0,6 1.0 6.8 0,9 7.0
2,0 10,5 0,8 1,2 7,5 1,2 9,0
3,0 13,5 1.3 1,5 9,5 2,0 12,5
Примечание. Сварка ведется по циклограмме д (рис. 20.15) электродами
е плоской рабочей поверхностью.
ТАБЛИЦА 20.10
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ТОЧЕЧНОЙ И ШОВНОЙ
СВАРКИ КОРРОЗИОННОСТОЙКИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ
(ТИПА 12Х18Н10Т. 15Х18Н12С4ТЮ) НА ОДНОФАЗНЫХ
МАШИНАХ ПЕРЕМЕННОГО ТОКА
S, мм lLB. кА 'св* с FCB- кН FK. кН 'к- с 'п* с ссв. м/мии
0,5—а 4,5/5,5 о, 1/0,1 2,7/2,2 0,16 1.0
0,8-о 4,7/5,5 0,14/0,12 3.5/3.2 — — 0,16 0,9
1,0—а 5,5/6,2 0,16/0,12 4,2/3,7 — — 0,20 0,8
1,5—а 7,5/8,5 0,22/0,18 6,0/4,0 -— — 0,32 0,7
2,0—а 8,5/9,5 0,26/0,2 8,7/6,0 — — 0,36 0.6
3,0—а 10,5/11,7 0,32/0,28 10,5/16 21 0,40 0,42 0.4
4,0—6, в 11,5 0,46 16 25 0,54 — —
Примечание. Условия сварки и обозначения см. в табл. 20.8.
ТАБЛИЦА 10.Н
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ
(ТИПА ХН76МБТЮ6, ХН38ВТ6. ХН70Ю) НА ОДНОФАЗНЫХ
МАШИНАХ ПЕРЕМЕННОГО ТОКА
S, мм /св. кА ^СВ' с Есв. кН FK. кН 'к- с 'п- с ^св’ м/мин
0.5—а 4,7/5,7 0,24/0,1 4.5/7.0 0,1 0,6
0.8—а 5,5/7,2 0,3/0,14 6,0/8,0 — — 0,2 0,4
1.0—а 6,2/8,0 0,36/0,16 7,5/8,5 — — 0,26 0,4
1,5—а 6,7/9,2 0,52/0,24 10,2/10 — —- 0,44 0,3
2,0—6 7,2/11,5 0,7/0,28 12,2/12 —. — 0,54 0,3
3,0—6, в 8.4/14 1.0/0.4 17/15 29 1,1 0,7 0,2
4,0—6, в 11 1,3 19 31 1,44 — —
Примечание. Условия сварки и обозначения см. в табл. 20.8.
ТА БЛИЦА 20.12
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ТОЧЕЧНОЙ СВАРКИ
ТИТАНОВЫХ СПЛАВОВ (0Т4 —1, ВТ6) НА ОДНОФАЗНЫХ
МАШИНАХ ПЕРЕМЕННОГО ТОКА
S. мм /св. кА 'св- с FCB. кН S, мм 'св- кА ^СВ’ с FCB. кН
0,3—а 4,7 0,06 0,85 1,5—а 6,7 0,18 3,5
0,5—а 5,0 0,08 1.2 2,0—а 8,5 0,25 5,5
1,0—а 5,2 0.14 2,5 3,0—а 10,5 0,32 10
Т А Б Л И Ц А 20. IX
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ТОЧЕЧНОЙ И ШОВНОЙ
СВАРКИ АЛЮМИНИЕВЫХ И МАГНИЕВЫХ СПЛАВОВ
(Д16. МА2-1) НА МАШИНАХ ПОСТОЯННОГО ТОКА
S. мм ^св- max’ кА /св- с FCb. кН FK. кН 'к- с 'п- с Всв. т/мин
0,5—6 30/30 0,02/0,06 2/3 4 0,02 1 200
1,0—6 40/36 0,04/0,12 4/5 9 0,06 1,5 150
2,0—6 56/48 0,08/0,18 8/10 19 0,12 3,5 100
3,0—6 70/61 0,14/0,24 13/15 32 0,2 4,5 70
4,0—6 85 0,2 18 60 0,28 — —
5,0—г 130 0,26 16—37* 91 0,38 —
6.0—г 155 0,3 22—60* 115 0,44 — —
7.0—г 170 0,36 27,5—70* 150 0,52 — —
Примечание. Условия сварки и обозначения см. в табл. 20.8. Электроды и
ролики со сферической рабочей поверхностью; шовная сварка деталей толщиной 3 мм ве-
дется по циклограмме з.
* При точечной сварке по циклограмме г F„ II включают после F„„ I через „
св св св к.
м0,3<сп (см. рис. 20.15).
367
ТАБЛИЦА 30.14
РЕЖИМЫ РЕЛЬЕФНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ СТАЛИ
12Х18Н10Т
S, мм dp, мм Ар. мм Нахлестка, мм FCB. кН /св, кА *св' с
0,5 1,75 0,5 5 2 1 0,16
0,8 2,5 0,6 6 3,2 5,6 0,24
1.0 3,0 0,7 8 4 6,6 0,26
1,5 4.0 0,9 И 6 9 0,36
2,0 4,75 1,0 13 8 11 0,42
2,5 5.5 1,0 15 10 12,5 0,46
3,0 7,0 1,5 18 12 14 0,48
12], например оцинкованных сталей. В последнем случае возни-
кает серьезная проблема повышенного износа электродов из-за
перехода легкоплавкого цинка на их рабочую поверхность.
20.2.4 . Обработка соединений после сварки
Для повышения циклической прочности соединений после то-
чечной сварки в ряде случаев под нахлестку вводят клей пре-
имущественно на основе эпоксидной смолы (клеесварные кон-
струкции) холодного (клеи ВК-9, КС 609) или горячего твер-
дения (в последнем случае требуется термообработка при
120—170 °C, клеи К-4С, ВК 39), или осуществляют пропайку
конструкций, например, медными или серебряными припоями
узлов из титановых и жаропрочных сплавов (рис. 20.17).
Таким образом достигается повышение циклической прочности
в два-три раза, а также коррозионной стойкости вследствие
герметизации зазора (области под нахлесткой).
Рис. 20.17. Клеесварные и сварнопаяные соединения (а) и схема нанесения клея
после точечной сварки (б)
368
При недопустимом короблении узла ведут правку нагревом
< приложением внешних усилий. Узлы с базовыми и посадоч-
ными поверхностями после сварки в ряде случаев подвергают
фрезерованию, точению или другой механической обработке.
20.3. Оборудование для точечной и шовной сварки
Современное сварочное оборудование — комплекс элементов для решения
конкретных технологических задач, включающий соответственно сварочную
машину, средства механизации и автоматизации и систему управления
этими устройствами.
Рис. 20.18. Машина для точечной сварки:
/ — станина; 2 — сварочный трансформатор; 3, 4, 11—13 — шины; 5 — крон-
штейн; 6 — домкрат; 7, 10 — консоли; 8 — электрододержатели; 9 — элек-
троды; /4 —колодки вторичного витка; /5— ползун; 16 — привод усилия
24—1063
369
Машина состоит из двух основных частей; механической с элементами
конструкции, обеспечивающими жесткость и прочность машины (корпус,
кронштейны и т. п.) и приводами для передачи усилия и перемещения де-
талей; электрической, в которую входят источник сварочного тока (свароч-
ный трансформатор, выпрямитель, аккумуляторы тока — батареи конденса-
торов, инверторы — преобразователи частоты и т. д.) и вторичный контур
с токоподводами — консолями, электрододержателями и электродами (рис.
20.18).
Средства механизации и автоматизации — приспособления к универсаль-
ным машинам или устройства, обеспечивающие подготовку узла к сварке,
сборку, прихватку, установку, перемещение и съем узла и т. д.
Аппаратура управления задает программу работы: режимы сварки, по-
следовательность отдельных операций (сварки, перемещения деталей), кон-
тролирует и автоматически регулирует параметры технологического цикла,
собирает и обрабатывает информацию о состоянии оборудования, качества
изделий и т п.
20.3.1. Сварочные машины
В разных странах выпускается большое количество машин для
точечной и шовной сварки, которые можно классифицировать
[2, 5]: по способу сварки — машины для точечной, рельефной
и шовной сварки; по назначению — универсальные (общего
назначения) и специальные (обычно по типу узла); по способу
установки — стационарные и передвижные (сварочные писто-
леты и клещи); по роду питания — машины переменного тока
промышленной и повышенной частоты, машины низкочастотные
и постоянного тока, конденсаторные машины; по виду приво-
дов усилия — рычажные, пружинные, пневматические, гидрав-
лические и т. д.; по характеру действия — неавтоматические,
полуавтоматические и автоматические.
Условное обозначение сварочных машин установлено
ГОСТ 297—80 (буквенно-цифровая система). Первая буква
обозначает вид оборудования: М — машина, П — пресс; вто-
рая— способ сварки: Т — точечная, Р — рельефная, Ш — шов-
ная, С — стыковая. Третья буква указывает тип источника пи-
тания (за исключением машин переменного тока): В — с вы-
прямлением тока во вторичном контуре (машины постоянного
тока), Н — низкочастотная, К — конденсаторная машина. На-
пример, обозначения машин: МТ, МР и МШ переменного тока
для точечной, рельефной и шовной сварки; МТБ, МРВ и
МШВ — для точечной, рельефной и шовной сварки с выпрям-
лением тока во вторичном контуре; МТН, МРН, МШН — для
точечной, рельефной и шовной сварки низкочастотных; МТК,
МРК, МШК — для точечной, рельефной и шовной сварки кон-
денсаторных. В обозначение машин иногда вводится еще одна
буква для уточнения способа установки или типа привода
усилия (П — подвесная, М — многоточечная, Р — привод ради-
ального типа). Например, МТП — машина для точечной сварки
переменного тока, подвесная; МТВР — машина для точечной
370
сварки с выпрямлением тока и с радиальным ходом элек-
|рода.
Далее используется цифровое обозначение, из которого
обычно первые цифры указывают максимальную силу вторич-
ного тока в килоамперах (в режиме короткого замыкания —
включение без деталей), а следующая группа цифр — номер
модели. Например, машина для точечной сварки переменного
тока с /гтах=20 кА, модель 23 обозначается как МТ 20 23.
В ряде случаев в обозначение вводится не /2 max, 3 /св. max,
соответствующей максимальной силе тока при сварке некото-
рого эквивалента по гд, характерного для определенного ме-
талла, например низкоуглеродистой стали. В частности, указан-
ная выше машина может обозначаться как и МТ 12 23.
Сварочные машины характеризуются электрическими и ме-
ханическими техническими и технологическими параметрами.
Электрические параметры — максимальная сила вторичного
тока в режиме короткого замыкания или при сварке; макси-
мальная мощность сварочной машины, продолжительность
включения ПВ % — /св/(/Св + М. где tCB и tn— время сварки и
паузы между импульсами тока и соответствующие ей длитель-
ные ток и мощность, кВ-А, определяющие нагрев обмоток
трансформатора и вторичного контура, например, /2Д = /2кР X
X д/ПВ , номинальное вторичное напряжение, В, и пределы его
регулирования (число ступеней), вид нагрузочной характери-
стики (зависимость силы тока от сопротивления деталей)—
пологая или крутопадающая.
Механические параметры—номинальное и максимальное
усилия, например, для пневмопривода F„OK соответствует 80 %
/max, возможность программирования усилия (предварительное
обжатие, ковочное усилие), точность установки электродов по
отношению к деталям и жесткость элементов вторичного кон-
тура, определяющие степень коробления деталей после сварки.
Наиболее распространенными (~70%) являются машины переменного
тока (рис. 20.19, а), рассчитанные на максимальный ток до 40—45 кА (то-
чечная и шовная сварка) и до 70 кА (рельефная сварка) и сварку деталей
из металлов с относительно высоким электрическим сопротивлением — ста
лей. сплавов титана, никеля и т. д. (см. табл. 20.15). Эти машины отлича-
ются простотой конструкции, малой стоимостью и высокой производитель-
ностью Машины этого типа большой мощности выпускать нецелесообразно
из-за значительных индуктивных сопротивлений и низких значений cos <р.
Вылет подобных машин по этой же причине не превышает обычно 1,0—1,2 м,
максимальные усилия 25—30 кН, производительность ^400 точек в ми-
нуту [7, 9].
Отечественной промышленностью выпускается также ряд подвесных ма
шин с отдельно расположенными или встроенными в машину трансформато-
рами для сварки, в основном, листов и стержней из малоуглеродистой стали
толщиной до 10+10 мм диаметром 16+16 мм, арматурных сеток и ряд спе-
циальных машин, например, многоточечной сварки для автомобилестроения,
сельскохозяйственного машиностроения и т. п.
24*
37!
S £
372
Вновь начали выпускать машины низкочастотные или с вы-
прямителем тока в первичном контуре сварочного трансфор-
матора (рис. 20.19,6). Кратковременный импульс напряжения
от выпрямителя через переключатель полярности подается на
первичную обмотку трансформатора и во вторичном контуре
проходит ток, плавно нарастающий 0,1—0,3 с до максималь-
ного. Эти машины отличаются высоким cos даже при боль-
шом вылете электродов (до 1,5 м), большой мощностью (до
I МВ • А) и предназначены для точечной и шовной сварки
плюминиевых и магниевых сплавов. В СССР налажен выпуск
новой низкочастотной машины типа МТН 7501 (табл. 20.15).
Заводом «Электрик» разработана новая серия шовных и рель-
ефных машин: МШН 7501, МШН 8002, МШН 3001, МРН 24001
|1]. Наиболее перспективны машины с выпрямлением тока во
вторичном контуре (машины постоянного тока). В первичной
цепи трансформатора (рис. 20.19, в) установлен тиристорный
контактор, который на заданное время подключает этот тран-
сформатор к питающей сети, во вторичном контуре ток вы-
прямляется полупроводниковыми диодами и через электроды
и детали проходит импульс тока, нарастающий по экспоненци-
пльному закону:
*св — 1 св. шах с »
где т=£в.к/(гэ. э+Ггк)—постоянная времени цепи; £в к — ин-
дуктивность вторичного контура, гэ. э, г2к — сопротивления со-
ответственно свариваемых деталей и вторичного контура ма-
шины.
Эти машины имеют высокий коэффициент мощности (» 1),
обеспечивают импульс тока большой длительности (^2 с),
программирование сварочного тока, высокую эффективность
нагрева по сравнению с машинами переменного тока из-за не-
прерывного возрастания тока. На этом принципе построены
самые мощные машины (до 2 МВ-А) с большим вылетом (до
(> м). Они универсальны, так как могут быть использованы
для точечной и шовной сварки самых разных конструкцион-
ных металлов (см. табл. 20.15).
Из машин подобного типа, используемых за рубежом,
можно отметить машины фирмы «Schlatter», которые исполь-
•уются для сварки стенок и пола вагонов. В частности, на
машине GPN56 сваривают крупногабаритные узлы шириной
2,2 м и длиной до 26 м из стали толщиной до 12 мм при сва-
рочном токе до 90 кА [1].
Контактная сварка — весьма энергоемкий процесс и по-
тому вызывают интерес машины с накоплением энергии (в ос-
новном— конденсаторные машины). В этом случае достигается
медленное накопление энергии (0,5—1 с) и быстрый ее расход
(0,001—0,01 с) в виде очень мощного импульса тока. Полу-
373
ТАБЛИЦА 20 IS
ТЕХНИЧЕСКИЕ ВОЗМОЖНОСТИ РЯДА МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ (ТОЛЩИНА СВАРИВАЕМЫХ
ДЕТАЛЕЙ, ММ, ИЗ КОНСТРУКЦИОННЫХ МЕТАЛЛОВ [2, 7])
374
проводниковый выпрямитель заряжает, например, батарею
конденсаторов большой емкости (до 0,3 Ф), напряжение по
команде от системы управления поступает на первичную об-
мотку трансформатора, вызывая во вторичной цепи очень крат-
ковременный импульс сварочного тока (рис. 20.19, г). Форма
и параметры импульса регулируются изменением коэффициента
трансформации kc, емкости С и зарядного напряжения Uc.
Конденсаторные машины отличаются высокой стабильностью
сварочного тока, что обусловливает их широкое применение
для соединения деталей малых толщин или для микросварки
[8]. Однако наряду с указанными преимуществами эти машины
обеспечивают очень жесткий режим, что обусловливает их при-
менение лишь для сварки металлов с относительно невысоким
сопротивлением пластической деформации (алюминиевых, ти-
тановых и магниевых сплавов, малоуглеродистых сталей).
Отечественной промышленностью выпускается ряд конденса-
торных машин, рассчитанных на вторичный ток от 5 до 85 кА.
Большинство современных машин оборудовано пневматиче-
скими приводами (до 150 кН), на маломощных машинах уста-
навливаются пружинные приводы, на многоточечных маши-
нах — гидроприводы [2, 7].
20.3.2. Электроды сварочных машин
Электроды — весьма важный элемент сварочной машины: их стойкость
определяет производительность точечной и особенно шовной сварки. При
сварке алюминиевых и магниевых сплавов износ проявляется в виде «за-
грязнения» рабочей поверхности электродов свариваемым металлом, что
приводит к снижению теплопроводности электродов, росту ядра, снижению
коррозионной стойкости соединений При сварке сталей деформируется (сми
нается) рабочая поверхность (см. рис. 20.14, б), уменьшаются Плотность
тока и размеры ядра (появляются непровары). Стойкость электродов оце-
нивается при сварке сплавов алюминия 200—400 точками, сталей — 5000—
10000 точек [2].
Основные требования к электродным материалам (ГОСТ 14111—77):
высокие электро- и теплопроводность (преимущественно при сварке алюми-
ниевых сплавов и т. п. металлов), сопротивление пластической деформации
при повышенных (до 300—500 °C) температурах (в основном при соедине-
нии сталей, жаропрочных сплавов).
Электродные материалы — сплавы на основе меди, состав, свойства и
области применения которых приведены в (2, 7]. В качестве электродных
вставок используют чистые металлы — молибден и вольфрам. Сравнительно
новую группу представляют материалы, упрочненные дисперсными частицами
оксидов (А120з, СгО3), нитридов и карбидов (1, 2], отличающихся высокой
жаропрочностью и электропроводностью.
Для алюминиевых и медных сплавов применяют электродные материалы
с высокой электропроводностью (^85 % электропроводности меди), для жа-
ропрочных сплавов — с высокими температурой разупрочнения (~ 500 °C)
или твердостью в нагретом состоянии.
375
20.3.3. Системы управления оборудованием
Основная задача системы управления — воспроизведение
в реальном масштабе времени заданной программы термоде-
формационного цикла путем подачи управляющих команд на
функциональные узлы аппаратуры, управляющие приводами
машины. В программу могут быть включены элементы управ-
ления вспомогательными операциями — перемещения деталей,
зачистки электродов, автоматическое (адаптивное) регулирова-
ние параметров режима, диагностика оборудования и т. д. При
этом с учетом специфики процесса аппаратура должна обеспе-
чивать достаточное быстродействие, точность и надежность вы-
полнения команд.
Для управления временем взамен ранее выпускавшихся
прерывателей ПИТ и ПИШ на базе электронных ламп, элект-
ромеханических реле, аналоговых цепей RC используются бес-
контактные программаторы (регуляторы) типа РКС, ККС,
РВИ с применением транзисторных логических элементов, ин-
тегральных микросхем, дискретных элементов программирова-
ния. Технические данные некоторых регуляторов цикла сварки
типа РВИ на интегральных микросхемах с дискретным отсче-
том времени приведены в табл. 20.16.
ТАБЛИЦА 20.16
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РЕГУЛЯТОРОВ
Параметры и назначение РВИ 501 РВИ 703 РВИ 801
Циклограмма усилия сжатия Точечная Точечная Точечная
и шовная сварка с сварка с
сварка с постоянным перемен-
постоянным усилием ным уси-
усилием (подвесная лием
машина)
Исполнительное устройство включе- Веской- Фазоим- —
ния тока тактное пульсное
В кл ючение электроп невмокл ап ана усилия То же — —
Число регулируемых выдержек вре- 5 7 8
мени цикла сварки Число импульсов сварочного тока 2 1 — 10 1 — 10
Пределы регулирования выдержек вре- мени цикла, периоды 0—198 0—198 0—198
Пределы регулирования действующе- го значения тока, % 30—100 30—100 30—100
Длительность нарастания переднего фронта импульса сварочного тока (мо- дуляция), периоды, не менее 15 15 15
Стабилизация тока при колебаниях на- пряжения сети, %, не более ±3 — ±3
376
Включение и выключение тока осуществляется тиристор-
ными контакторами типа КТ-1, КТ-03, КТ-04, КТ-07, КТ-11 и
КТ-12, рассчитанные на номинальный ток (при ПВ = 20 % и
время непрерывной работы 0,5 с) соответственно 250, 850, 1400,
480, 1000 и 1750 А, напряжение импульса управления 15—ЗОВ.
Новое направление в этой области — применение микроЭВМ
и микропроцессоров, позволяющих реализовать сложные уп-
равляющие программы, управлять группой машин или автома-
тическими линиями, синхронизировать включение этих машин,
осуществлять их диагностику, контроль и автоматическое регу-
лирование качества соединений. Например, линия фирмы
«Weltronic Со.» длиной 300 м с 66 сварочными установками ля
точечной сварки грузового автомобиля «Шевроле» (США) уп-
равляется одной миниЭВМ, выдающей —2000 команд и совер-
шающей >60000 логических операций [1]. Во ВНИИЭСО соз-
дан ряд микропроцессорных систем управления, например,
сварочной линией стен грузового полувагона, контроль выпол-
нения на базе микропроцессора В7 (МСУВТ В7), обеспечи-
вающих управление 16 сварочными машинами переменного
тока и двумя транспортными устройствами. Подобная система
используется и при полуавтоматической точечной сварке сото-
вых конструкций [1].
20.3.4. Механизация и автоматизация точечной и шовной сварки
Сварочные машины для точечной и шовной сварки обеспечи-
вают почти полную автоматизацию процесса. Для сокращения
же длительности вспомогательных операций и повышения про-
изводительности всего технологического процесса широко при-
меняют разные механизированные приспособления, машины-
автоматы, автоматические линии и промышленные роботы.
Сборочно-сварочные приспособления — это шаблоны, кон-
дукторы, стапели, сборочные стенды, на которых осуществляют
сборку, прихватку и сварку узлов. Широко используются также
поддерживающие (выравнивающие) приспособления [2], позво-
ляющие ориентировать узел относительно электродов или ро-
ликов сварочной машины (рис. 20.20). Перемещаются узлы
либо вручную — роликами машины, либо специальными меха-
низмами, например шаговыми двигателями (электромагнит-
ными муфтами), по заданным системой управления ко-
мандам.
Машины-автоматы довольно широко применяются при из-
готовлении арматурных сеток, топливных баков автомобилей,
корпусов холодильников, радиоэлектронной аппаратуры и т. д.
[1, 2]. При этом используются питатели, вращающиеся столы,
конвейеры для подачи деталей в зону сварки, обеспечивающие
производительность до 200—300 соединений в минуту.
377
Рис. 20.20. Приспособление для точечной сварки:
/ — рама; 2 — направляющие ролики; 3 — каретка; 4 — ролики; 5 — подвиж-
ной стол; 6 — подъемники (пневмодиафрагменные камеры)
Автоматические линии задействуются при массовом произ-
водстве автомобилей, сельскохозяйственной техники в вагоно-
строении, радиоэлектронике, при производстве трубных заго-
товок и т. д.
Например, сварка сложного и крупного узла — основания кузова авто-
мобиля «Волга» (массой ~ 150 кг) из 200 деталей производится в 870 точ-
ках. На линии установлено семь многоэлектродных машин, загрузочных и
поворотных приспособлений, соединенных конвейером, движущимся со ско-
ростью 1,5 м/с; часовая производительность линии — до 40 изделий [4]. При
изготовлении отопительных радиаторов (рис. 20.21) стальная лента из ру-
лона подается со скоростью до 20 м/мин в формовочную клеть, где штам-
пуются половины радиатора. 'К верхней заготовке на машине приваривается
штуцер, заготовки далее прихватываются точками и свариваются герметич-
ным швом. На выходе линии радиаторы отрезаются ножницами [2].
Промышленные роботы фирмы «Unimation» (США) приме-
няются для точечной сварки с середины 1960 годов. В капита-
листических странах большая часть сварочных роботов (до 60—
70 %, или 30—40 тыс.) предназначена для точечной сварки.
В нашей стране роботы используются или как автоматически
перемещающиеся сварочные машины, например, с клещами,
378
Рис. 20.21- Автоматическая линия сварки отопительных радиаторов
или как транспортные устройства, передвигающие узел отно-
сительно обычной стационарной машины (ГОСТ 26054—85).
Широко известны роботы фирм «Kawasaki Unimate» (Япония),
«ASEA» (Швеция), «Unimation» (США) и т. д. Рабочий орган
робота — рука — имеет до шести степеней свободы и переме-
щается в прямоугольной цилиндрической или сферической си-
стеме координат с точностью позиционирования до 0,1—0,2 мм.
Грузоподъемность робота достигает 200 кг, максимальное сва-
рочное усилие — 5 кН, производительность 100 точек/мин.
Часто сварочные трансформаторы встраиваются в руку робота,
управление — микропроцессорное. Весьма перспективны мо-
дульные роботы, например фирмы «Sciaky Electric Welding
Mashine» (Франция), особенность которых — универсальные
сменные блоки (модули), осуществляющие линейное или вра-
щательное движение. Из них можно собирать роботы с мини-
мальным числом степеней свободы применительно к требова-
ниям производства, например, при изготовлении кузова авто-
мобиля. Разрабатываются роботы с адаптивным управлением,
которые могут изменять режим работы в соответствии с конк-
ретными условиями сварки.
Роботы сами по себе или в сочетании с обычными (многоэлектродными)
машинами объединяются в робототехнический комплекс (рис. 20.22). Изде-
лие 8 конвейером 1 с помощью опускной секции 2 подается на пульсирую-
щий напольный конвейер 7, вдоль которого установлены роботы 9 в выем-
ках II или на эстакадах 10. Сварочные трансформаторы 5 установлены на
двух монорельсах 4 вдоль конвейера и связаны с клещами гибкими кабе-
лями. Линия управляется с пульта 3. После сварки опускная секция 6
снимает кузов с конвейера и передает его на отделочный участок.
В ряде стран объем применения роботов в автомобилест-
роении достигает 25 % от общего объема оборудования. При
этом стоимость затрат снижается на 50—60 %, производитель-
ность возрастает в 1,5—2 раза. Например, перестройка робота
на новую модель кузова занимает 0,5 ч вместо 24—200 ч при
обычных средствах автоматизации. Несмотря на высокую стои-
мость роботов (700—100 тыс. долл.), они окупаются за два—три
года.
379
Рис. 20.22. Участок точечной сварки кузовов легковых автомобилей
20.4. Промышленное применение точечной и шовной сварки
Рассматриваемые способы соединения конструкционных мате-
риалов считаются одними из наиболее перспективных (в пер-
вую очередь, в массовом производстве из-за высокой произво-
дительности и качества соединений). По прогнозам доля кон-
тактной сварки достигнет к 2000 г. 40 % [1]. В ФРГ ~80 %
всех соединений выполняется точечной и шовной сваркой.
Среди механизированных способов контактная сварка уверенно
занимает первое место (>50 % по приведенной трудоемкости).
Наиболее широко эти способы сварки используются в автомо-
билестроении (>90% всех соединений): при точечной сварке
кузова и кабины легкового автомобиля выполняется до 104
точек, грузового — до 2 • 104 точек. Таким образом, за один
день в мире сваривается лишь в автомобилестроении >2 млрд,
точек. Столь же распространена точечная сварка в вагоност-
роении при соединении обшивки с рамкой (~3-104 точек на
вагон), при производстве тракторов и комбайнов, бытовых при-
боров— холодильников, стиральных машин, спортинвентаря,
например сварка лезвий с кронштейнами хоккейных коньков
в Канаде на автоматических линиях, при изготовлении строи-
тельных панелей, каркасов и т. п. Особое место занимает то-
чечная сварка при производстве конструкций ответственного
назначения. Так, на некоторых современных пассажирских
380
авиалайнерах количество точек сварки достигает 1,5 млн
Столь же широко применяется точечная сварка в приборост-
роении (чувствительные элементы, реле, корпуса приборов) и
особенно в радиоэлектронике (выводы интегральных схем, про-
водники, электронно-оптические системы кинескопов и т. д.).
Рельефную сварку применяют при изготовлении арматуры
железобетона, сеток, решеток, соединений крепежных деталей
(гаек, болтов, шпилек) и штуцеров, шипов с листами, тормоз-
ных колодок автомобиля, сепараторов шарикоподшипников
и т. д.
Шовной сваркой получают прочно-плотные соединения, ра-
ботающие как при высоких давлениях, так и в условиях глу-
бокого вакуума (например, топливные баки автомобилей и
сельскохозяйственной техники, баки стиральных машин, корпуса
холодильников и других емкостей: огнетушителей, бидонов,
мембранных коробок и сильфонов в приборостроении). При
этом скорость сварки герметичных швов достигает 10—15 м/мин.
В заключение можно отметить, что в то же время точечная,
шовная и, особенно, рельефная сварка в СССР используется
недостаточно широко в сравнении с развитыми капиталистиче-
скими странами, что объясняется острым дефицитом свароч-
ных машин, автоматических линий, промышленных роботов и
относительно низкой их надежностью, сложностью наладки и
обслуживания, крайне малой обеспеченностью контрольно-из-
мерительной и диагностирующей аппаратурой, электродами и
электродными материалами [1].
20.5. Контроль качества соединений
Эта операция имеет особо важное значение для точечной и
шовной сварки в связи с быстротечностью процесса и скрытым
от внешнего наблюдения характером формирования соедине-
ния (плавления металла). Возмущающие факторы: качество
сборки, состояние поверхности деталей и электродов, колеба-
ния параметров режима, могут приводить к образованию де-
фектов— непроваров (отсутствие ядра или малые его раз-
меры), выплесков, трещин, раковин и т. п. Наиболее опасны
непровары, так как размеры ядра определяют основные эксп-
луатационные характеристики (прочность, герметичность). Вы-
плески (наружные и внутренние) ухудшают вид изделия, мо-
гут попадать в магистрали и засорять их. Трещины и рако-
вины в основном влияют на герметичность и, в меньшей сте-
пени, на прочность, так как находятся вне зоны наибольших
рабочих напряжений на границе ядра или уплотняющего
пояска.
Обычно при контактной сварке используется сквозной конт-
роль, начиная с контроля оборудования, приспособлений, со-
381
a
Рис. 20.23. Способы разрушения (а—д) сварных соединений
Ряс. 20.24. Способы испытаний образцов на срез (а), отрыв (б), а также
схемы вырезки образцов шовной сварки на растяжение (в) и испытаний на
герметичность (г)
состояния поверхности деталей и электродов, качества сборки
и, наконец, качества сварных соединений.
Технологическая проба — наиболее распространенный вид
испытаний образцов или изделий. При этом разрушают свар-
ные швы разными способами рис. 20.23), определяют размеры
шва (диаметр ядра или ширину шва). Из образцов вырезают
шлифы и по ним уточняют диаметр ядра и определяют его вы-
382
ТАБЛИЦА 20.17
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОТЕЧЕСТВЕННЫХ
АМПЕРМЕТРОВ СВАРОЧНОГО ТОКА [2. 4]
Характеристика АСУ-1М*1 ИТ-02 м ит-оз« ИТ-80*1
Диапазон измеряемых то- 2,5—200 2,0—500 2,0—200 2—320
ков, кА Погрешность измерения zb5 ±2,5 ±3,0 ±2,5
Система отсчета Аналоговый Дискретный (цифровой) Аналоговый
Датчики Тороид Тороид разъемный
Габариты, см 41,5X29,84 30,8Х 12х 28Х 12Х 25 X I / > 13
Масса, кг Х35.5 23 4 31,5 8 Х31.5 7,9 3,3
•* Измерение действующего и максимального значений силы тока в импульсах^
Измерение только действующего значения. *а Измерение только максимального зна-
чения.
соту, степень перекрытия точек в шве, наличие внутренних вы-
плесков и несплошностей.
Механические испытания обычно проводят при статических
нагрузках на срез (растяжение) или отрыв (рис. 20.24).
Обычно испытывают 5—10 образцов, а разрушающую нагрузку
сравнивают с допускаемой (см. табл. 20.2). При необходи-
мости корректируют режим сварки и размеры ядра. Герметич-
ность проверяют на образцах (рис. 20.24) или изделиях пнев-
мо- или гидроиспытаниями, газовыми (гелиевыми или фреоно-
выми) течеискателями.
Параметры режима измеряют специальными приборами.
Сварочный ток замеряют амперметрами (табл. 20.17), транс-
форматорами тока или с помощью шунтов и других средств.
Известна также аппаратура, например КАСТ-2М, для автома
тической регистрации отклонений тока от установленного зна-
чения [3].
Время сварки (протекания тока) измеряют осциллогра-
фами, счетчиками импульсов типа СИ-2, регистраторами вре-
мени РВС-1 [2, 5].
Для определения усилия сжатия при наладке и аттестации
машин используют гидравлические и пружинные динамометры:
ДПС-1 (==£50 кН), ДПС-2 (г£100 кН) и ДПС-3 (^1 кН).
Для измерений в процессе сварки применяют тензодатчики,
установленные на элементы механической части машины (крон-
штейны, консоли и т. д.), датчики перемещения (потенциомет-
рические, емкостные, индуктивные), устанавливаемые под кон-
соль (1, 2].
Обобщающие параметры процесса включают в себя такие
характеристики, как перемещение подвижного (верхнего)
383
электрода машины, электрические параметры (напряжение
или сопротивление между электродами), степень поглощения
ультразвука, уровень акустической эмиссии и т. д. Например,
в СССР выпущены приборы ПКС-1, ПДК-3, ПДК-7м, АКС-1
для контроля диаметра ядра по уровню перемещения элект-
рода, вызванного тепловым расширением металла. В послед-
нее время за рубежом большое внимание уделяется системам
контроля качества соединений стальных деталей по «динами-
ческому» сопротивлению, отражающему кинетику изменения
его в процессе точечной сварки [1]. Обобщающие параметры
можно использовать также при активном контроле (автомати-
ческом регулировании, например автоматическом выключении
тока по достижении заданного уровня перемещения электрода).
Контроль соединений в готовых изделиях — весьма сложная
проблема при контактной сварке. Для этой цели используется
рентгеновское просвечивание. Обычно таким образом хорошо
выявляются несплошности — трещины, раковины, выплески.
Размеры ядра удается определить лишь при введении под на-
хлестку рентгеноконтрастных материалов в виде порошка (сус-
пензии) или фольги с тяжелыми элементами — карбидами
вольфрама, серебра, церием,
Из других способов неразрушающего контроля следует от-
метить попытки использовать вихревые токи для определения
размеров ядра (например, прибором ДСТ-5РПИ) в соедине-
ниях из стали и сплавов алюминия. Однако при этом достовер-
ность контроля во многом зависит от глубины вмятины, вели-
чин зазоров между деталями и т. п.
Глава 21 КОНТАКТНАЯ СТЫКОВАЯ СВАРКА
21.1. Общие сведения
Контактная стыковая сварка — высокопроизводительный и в значительной
мере автоматизированный способ получения соединений. Доля стыковой
сварки, преимущественно оплавлением, составляет ~10% контактной сварки.
Этот способ также относится к электротермодеформационным процессам
(ГОСТ 2601—84), но в отличие от точечной и шовной сварки возможно и
соединение без расплавления металла за счет его глубокой пластической де-
формации.
21.1.1. Определение, терминология и основные схемы
Стыковая сварка — способ контактной сварки, когда детали соединяются по
всей площади касания (площади сечения). Детали 1 (рис. 21.1) закрепляют
в токоподводящих зажимах 2, 3, один из которых (3) подвижной и связан
с приводом усилия и перемещения машины. По характеру нагрева разли-
чают стыковую сварку сопротивлением и оплавлением.
384
В первом случае детали сжимают до-
вольно значительным усилием (3—5 кН),
включают сварочный трансформатор 4,
и либо нагревают сварочным током до
температуры несколько ниже температуры
ликвидуса (0,8—0,9 TL), либо расплав-
ляют металл в стыке. В соответствии
с этим существуют два вида стыковой
сварки сопротивлением — без локального
расплавления металла и с его расплавле-
нием. После нагрева сварочный ток выклю-
чают и резко увеличивают усилие до уси-
лия осадки, что вызывает либо интенсив-
ную деформацию твердого металла
(выдавливание металла из стыка), вместе с которым удаляются поверхно-
стные пленки, либо удаление жидкого металла и части нагретого твердого
металла. При этом обеспечивается формирование физического контакта и
образование прочного соединения. После сварки на деталях образуется
утолщение — грат 5.
При стыковой сварке оплавлением сначала на детали подают напряже-
ние (6—8 В) от сварочного трансформатора и сближают их до соприкос-
новения под небольшим усилием, например несколько деканьютонов. В от-
дельных контактах в результате достигается очень высокая плотность тока
(до 3—5 кА/мм2), металл в этих точках быстро нагревается, расплавляется
с образованием перемычек жидкого металла между торцами свариваемых
деталей. Эти перемычки быстро перегреваются и взрывообразно разруша-
ются. Торцы нагреваются за счет непрерывного образования и разрушения
перемычек, т. е. оплавления торцов. К концу процесса на торцах образуется
сплошной слой жидкого металла. В этот момент резко повышается скорость
сближения и усилие, торцы входят в контакт и большая часть жидкого ме-
талла вместе с поверхностными пленками и частью твердого металла выдав-
ливаются из стыка с образованием грата. Во время осадки ток обычно от-
ключается.
Известны случаи сварки одновременно двух стыков, нагрев токами вы-
сокой частоты, постоянным током н другие разновидности стыковой сварки.
21.1.2. Физические основы образования соединений
Основными процессами при стыковой сварке являются нагрев
и пластическая деформация свариваемого металла, обеспечи-
вающие удаление поверхностных пленок, образование физиче-
ского контакта и получение соединений с заданными свойст-
вами.
Нагрев свариваемого металла
При нагреве необходимо достичь заданную температуру
в стыке и прогреть околошовную зону на определенную глу-
бину для обеспечения необходимой степени деформации на ста-
дии осадки. При сварке сопротивлением основная доля теплоты
(85—90 %) выделяется на сопротивлении деталей, так как гд. д
быстро снижается, а г3. д остается в течение всего процесса на
довольно низком уровне (рис. 21.2). Температурное поле опре-
деляется решением дифференциального уравнения теплопровод-
385
25— 1063
Рис. 21.3. Характер температурного поля к концу процесса стыковой сварки сопротив-
лением (а) и оплавлением (б)
ности классическими методами или на ЭВМ. Поле одномерно
(рис. 21.3,а), градиенты температур по сечению близки к нулю.
Прогрев околошовной зоны увеличивается при использовании
импульсов тока большой длительности.
При сварке оплавлением температурное поле определяется
главным образом уровнем сопротивлений перемычек (гд. д),
который зависит от их числа и размеров (рис. 21.2,6). По-
этому поле отличается значительной неравномерностью по
длине детали (рис. 21.3,6) и в ряде случаев и по сечению (де-
тали с большим или развитым сечением, начальные этапы про-
цесса). Одним из наиболее значимых параметров режима
является скорость оплавления. Уменьшение этой скорости вы-
зывает снижение градиентов температур и по сечению деталей.
Обычно скорость оплавления повышают по мере развития про-
цесса для обеспечения общей устойчивости процесса, например,
по линейному закону (жесткая программа) или связывают
с параметрами управления: 1СВ, температурой торцов и т. д.
При сварке сечений до 100 см2 рекомендуют предварительный
нагрев деталей током (по схеме сварки сопротивлением), что
облегчает возбуждение оплавления, снижает неравномерность
386
нагрева. Большие сечения рекомендуется сваривать при про-
граммном регулировании тока (вторичного напряжения) и
скорости оплавления или использовать импульсное оплавление.
В последнем случае на основное поступательное движение
плиты машины накладывается колебание, например, с часто-
той 3—45 Гц и амплитудой 0,1—0,8 мм, что вызывает периоди-
ческое изменение зазора между деталями, повышение на 10—
15 % температуры в околошовной зоне; в три—четыре раза
уменьшается время оплавления и расход электроэнергии.
Пластическая деформация металла
Назначение этого процесса — создание электрического контакта на начальной
стадии, обеспечиваемого при давлении 5—10 МПа (сварка сопротивлением)
и ~ 1 кПа (сварка оплавлением), а также удаление поверхностных пленок
и образование физического контакта по достаточно большой площади на
стадии осадки за счет течения довольно узких слоев нагретого металла
вдоль стыка. При этом в центре соединения напряженное состояние близко
к всестороннему сжатию, а вблизи поверхности деталей отмечается действие
растягивающих окружных напряжений ое.
Степень объемной пластической деформации характеризуют коэффициен-
том площади Кия —Skoh/Shbw (где SKOH, 5нач—соответственно конечная и
начальная площади сечения торцов). При сварке сопротивлением Кпл^4,
а при сварке оплавлением Хпл^2. Иногда деформацию оценивают п'о уко-
рочению деталей при осадке (Дос), которое обеспечит полное закрытие за-
зора (Аз). вытеснение жидкого металла (2бж) и деформацию (смятие) кра-
теров (2ДкР). Величина Дос зависит от рельефа оплавленных поверхностей,
например она возрастает при увеличении сечения деталей.
Параметры цикла осадки — усилие и скорость осадки (Гос и чОс). При
увеличении сечения деталей, жаропрочности свариваемого металла и скоро-
сти осадки Гос также возрастает. Подогрев перед оплавлением позволяет
в полтора — два раза снизить Гос. Интенсивная деформация вызывает уда-
ление из зоны соединения поверхностных (оксидных) пленок или их раз-
дробление. Тем не менее при сварке сопротивлением металл в значительной
мере окисляется и частицы оксидов частично остаются в стыке. При сварке
оплавлением происходит непрерывное обновление поверхностей за счет вы
броса перемычек, образование паров, препятствующих попаданию газов и
связывающих их в нейтральные соединения. Это обеспечивает надежную
защиту металла от атмосферы и лишь при сварке таких активных металлов,
как титан и молибден рекомендуется вести процесс в среде защитных газов.
21.1.3. Технологические возможности стыковой сварки
Стыковой сваркой соединяются все известные конструкцион-
ные металлы как однородные, так и разнородные (см. раздел
21.2.1) в широком диапазоне сечений от 1—2 мм2 до 20 дм2
в виде проволоки, полос, профилей и т. п. При сварке сопро-
тивлением сечение свариваемых деталей (обычно круглое) ог-
раничено 500 мм2 для сталей, 200 мм2 для алюминия и меди
из-за относительно низкой прочности и пластичности соедине-
ний и высокой энергоемкости.
Наибольшее распространение получила сварка оплавлением.
Непрерывным оплавлением сваривают детали компактного
25*
387
ТАБЛИЦА 21.1
МЕХАНИЧЕСКИЕ СВОЙСТВА СОЕДИНЕНИЙ СТЫКОВОЙ СВАРКОЙ
ОПЛАВЛЕНИЕМ (ПЛОСКИЕ ОБРАЗЦЫ СО СНЯТЫМ ГРАТОМ)
Металл ов, МПа 6, % KCV. МДж/м’
Малоуглеродистая сталь 350/300 20/35 1,15/1,2
Углеродистая сталь 650/600 14/22 0,65/0,8
(0,4 % С)* 12Х18Н10Т 600/565 38/40 1,25/1
Х15Н9Ю* 1300/1400
АМгб 340/360 18,5/18 0,32/0,35
0Т4-1 770/700 24/38 —
Продолжение табл. 21.1
Металл НВ. МПа Угол изгиба, град. Предел выносливости, МПа
малоцикло- вой многоцикло- вой
Малоуглеродистая сталь 1700/1500
Углеродистая сталь 2000/1700 — — —
(0,4 % С)*
12Х18Н10Т — 150/155 — —
Х15Н9Ю* — 860/920 440/480
АМгб — 71/90
0Т4-1 — 31/40 560/500 —
Примечание. В числителе — свойства соединений, в знаменателе—основного
металла.
• После термообработки.
(до 10 см2) сечения (прутки) из малоуглеродистой стали
и несколько большего (развитого) сечения детали (трубы,
листы). Сварка оплавлением с подогревом используется для
сечений 5—100 см2. Для больших деталей (S = 50-1-400 см2)
рекомендуется сварка оплавлением с программным управле-
нием током и скоростью перемещения зажимов, а импульсное
оплавление позволяет сваривать детали из стали сечением до
20 дм2, из алюминия — до 2,2 дм2.
Механические свойства соединений, выполненных стыковой
сваркой оплавлением, и основного металла весьма близки
(табл. 21.1).
388
21.2. Технология стыковой сварки
21.2.1. Свариваемые материалы и требования к конструкциям
Стыковая сварка сопротивлением применяется в основном для
соединений малоуглеродистых сталей, проволоки из алюминия
и меди. Имеются также сведения о непосредственном соедине-
нии разнородных металлов, например меди с фехралем, стали,
чугуна с медью и алюминием или через промежуточные про-
кладки, дополнительно легирующие шов [1, 7]. Стыковой свар-
Рнс. 21.4. Подготовка
деталей к сварке оп-
лавлением (о) и сопро-
тивлением (б—ж)
аг-а.з
В 0
кой оплавлением успешно соединяют все конструкционные ме-
таллы— от алюминиевых сплавов и сталей до жаропрочных
и титановых сплавов.
Особое внимание обращается на рациональную конструк-
цию (форму) торцов деталей, которая должна обеспечить рав-
номерный нагрев деталей и одинаковую деформацию (рис. 21.4),
защиту торцов от окисления и деформацию металла (рис.
21.4,6 — кольцевой выступ при сварке сопротивлением, сфера,
конус и т. д.), установку в токоподводящие зажимы машины.
Формы и размеры обеих деталей должны быть приблизительно
одинаковыми: отличие по диаметрам ^15%, по толщине
<10%.
21.2.2. Подготовка к сварке
Для получения соединений высокого качества поверхности
должны быть ровными и чистыми. Торцуют детали механиче-
ской резкой ножницами, пилами на металлорежущих станках,
плазменной или газовой резкой. Дополнительно торцы и по-
верхности детали под зажимы обрабатывают металлической
дробью, травлением, фрезерованием или шлифованием. Пере-
косы иногда устраняют предварительным оплавлением. При
сварке сопротивлением зазор между торцами не должен пре-
вышать 0,5 мм, оплавлением—15 % припуска на оплавление.
Установочная длина (/1 + /2) при сварке сопротивлением полос
толщиной s из малоуглеродистых сталей составляет
из легированных сталей —1,1 Vs •
Металл, имеющий большую теплопроводность, должен
иметь и большую установочную длину. При сварке оплавле-
нием Ц 4- /2=Аопл+Дос 4-Дк, где Дк — конечное расстояние
между зажимами, выбираемое из условия сохранения устойчи-
вости деталей и низкого уровня теплоотвода в зажимы (обычно
Дк^Допл+Дос). Для круглых стержней Л+ /2= (0,74-1,0) d, для
полос (44-5) s.
21.2.3. Выбор параметров режима
Значения параметров режима (программа их изменения) оп-
ределяются видом сварки и свойствами свариваемых металлов.
Сварка сопротивлением характеризуется следующими ос-
новными параметрами:
— плотностью тока, определяемой удельным сопротивле-
нием металла, А/мм2: при сварке сталей 100—150, алюминия
200—300, меди 400—500;
— временем сварки, увеличивающимся с ростом площади
сечения детали (равномерный прогрев) и уменьшающимся
с ростом теплопроводности (сплавы алюминия и меди), состав-
ляющим в среднем 0,2—1 с (диаметр проволоки г^5 мм);
— давлением при осадке (рос), связанным с сопротивле-
нием пластической деформации нагретого металла, МПа, — 20
для малоуглеродистых сталей, 125 для легированных, —10 для
цветных металлов.
Сварка оплавлением определяется следующими основными
параметрами:
— плотностью тока в расчете на полное сечение детали,
увеличивающейся с ростом сечения, тепло- и электропроводно-
стью металла, заметно меньшими, чем при сварке сопротивле-
нием (для стали /~20 А/мм2, для сплавов алюминия
— 35 А/мм2). На мягких режимах (при малых tCB и пОПл) плот-
ность тока может быть снижена;
390
ТАБЛИЦА lit
РЕЖИМЫ СВАРКИ ОПЛАВЛЕНИЕМ ТРУБ БОЛЬШИХ СЕЧЕНИЙ
ИЗ МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ И РЕЛЬСОВ
(С ПРОГРАММИРОВАНИЕМ U )
S, см* Ч + 'а- ММ и1.о- в тнагр’ с иопл’ мм/с лопл- “м Дос. мм лос. т- ““
40 240 6,5 60 1,8 15 9 6
100 340 7,4 240 1,2 20 12 8
200 420 9,3 540 0,6 23 15 12
300 440 10,4 720 0,5 26 16 12
5р« 95 8,7 180 1,0 18 9 5
Spas 150 9,7 300 0,8 21 12 6
— скоростью оплавления и Допл — припуском, выбираемыми
из условия равномерного нагрева торцов и достаточного про-
грева околошовной зоны. К концу процесса скорость оплавле-
ния увеличивают. Величина Допл. составляющая до 0,8 общего
припуска, определяет градиент температур вдоль деталей.
€ ростом теплопроводности металла иОПл возрастает: при
сварке сталей средняя пОпл=1-г-3 мм/с, хромоникелевых ста-
лей 2,5—3 мм/с, сплавов алюминия 4—10, меди ~20 мм/с.
Давление осадки зависит от сопротивления деформации и сте-
пени нагрева металла (подогрева), например, при сварке ма-
лоуглеродистых сталей рос = 70 МПа (50 МПа при сварке с по-
догревом), коррозионностойких сталей—170 (ПО), сплавов
алюминия — 220, титана — 60 (35) МПа. Припуск на осадку под
током Дос. т=0,44-0,7 Дос и возрастает при увеличении сечения
деталей (ДОс = 5 мм, Дос. т = 2 мм при S=10 см2; ДОс=П мм,
Дос. т=4 мм, при S=100 см2). Скорость осадки обычно в 10—
15 раз больше Сопл, она возрастает при увеличении теплопро-
водности металла, например, при сварке сталей до 60 мм/с,
алюминия — до 150, меди — до ^200 мм/с. Из других парамет-
ТАБЛИЦА 21.1
РЕЖИМЫ СВАРКИ ОПЛАВЛЕНИЕМ ДЕТАЛЕЙ
С БОЛЬШОЙ ПЛОЩАДЬЮ СЕЧЕНИЯ ИЗ СПЛАВА АМгб
<РОС = 150+250 МПа)
S, см® иа.о- в N, кВА 1’нач’ мм/с иопл’ мм/с ГКОН’ мм/с тсв’ с ХОПЛ’ с ^опл* мм АОС’ мм
mln max
18 2,0 5,0 40 0,8 3,5 24 42 10 36 24
56 3,5 6,3 160 0,5 3,2 10 72 15 40 32
220 10,0 15,4 400 0,5 3,0 10 170 20 45 45
391
ров следует отметить напряжение холостого хода (U2.0), кото-
рое обычно выбирают минимальным для обеспечения устойчи-
вого оплавления. В качестве примеров в таблицах 21.2, 21.3
приведены режимы сварки труб, рельсов и деталей из сплава
АМгб.
При сварке оплавлением с подогревом инструментальных
заготовок, хвостовик которых выполняют из дешевой углеро-
дистой стали, а рабочую часть из быстрорежущей, 1б>1у и
21.2.4. Обработка соединений после сварки
Для получения высоких механических свойств соединения
после сварки термообрабатывают, например сварные рельсы
подвергают нормализации и отпуску.
С поверхностей деталей грат снимают разными способами,
например, непосредственно на машине специальными ножами,
используя металлорежущие станки, резцовые и плунжерные
гратосниматели. Внутри прямых труб град удаляют протяжкой
с резцами или дорнами, гнутых — стальными снарядами, пере-
мещаемыми сжатым воздухом, продувкой не остывшего стыка
кислородом и т. д. Грат в трубах большого диаметра снимают
вращающимися резцовыми головками.
21.3. Оборудование для стыковой сварки
Основным элементом оборудования являются сварочные ма-
шины.
21.3.1. Сварочные машины
Машины по конструкции и назначению весьма разнообразны и
их классификация производится по тем же признакам, кото-
рые приняты для точечных и шовных машин (см. разд. 20.3.1),
например, по виду сварки: для сварки сопротивлением и оп-
лавлением, роду тока, назначению и т. д.; аналогичны и элект-
рические характеристики машин.
Типовая схема универсальной машины для стыковой сварки приведена
на рис. 21.5. Она состоит из станины 8, сварочного трансформатора 9, вто-
ричного контура 10, подвижной 4 и неподвижной 11 плит, токоподводов (гу-
бок) 3 для закрепления деталей, зажимных цилиндров 1 и 2, привода по-
дачи 5, направляющих 6 и блока системы управления 7. Наиболее широко
применяются машины переменного тока (табл. 21.4), которые обозначаются
по виду сварки с указанием наибольшего тока (кА) и номера модели. На-
пример, МСС-1601 — машина для стыковой сварки сопротивлением,
/cB.mait=16 кА, модель № 1 (ГОСТ 297—80). Машины ИЭС им. Е. О. Па-
тона обозначаются буквой К с указанием модели, например К-617 и т д.
392
Используется ряд специализирован-
ных машин, например, МС-401 для
сварки ленточных пил, МСО-1601 для
сварки цепей, для сварки железнодо-
рожных рельсов на путях (K-1S5 и
К-355) и в стационарных условиях
(К-190 П). Машины К-354, К-393 и
К-375 предназначены для сварки лег-
ких сплавов сечением до <2 дм2
(К-354). Сварка труб диаметром
<1,02 м в полевых условиях произво-
дится на полустационарных (ТКУС) и
передвижных установках (ТКУП). Для
сварки труб диаметром 1,42 м со стен-
кой толщиной 16,5—20 мм использу-
ются комплексы «Север» с машиной
К 700, которая вводится внутрь трубы.
В приборостроении и радиоэлектро-
нике применяются конденсаторные ма-
шины для соединения деталей малого
Рис. 21.5. Схема машины для стыко-
вой сварки
диаметра до 1—2 мм. Известны и машины постоянного тока, например, для
сварки оплавлением тонкостенных деталей из титановых сплавов, сварки со-
противлением цепей (в Японии).
ТАБЛИЦА 21.4
ХАРАКТЕРИСТИКИ НЕКОТОРЫХ МАШИН ПЕРЕМЕННОГО ТОКА
ДЛЯ СТЫКОВОЙ СВАРКИ
Марка машины «ном 7св ’ кА N. кВА Механизм подачи Механизм зажима сшах *ОС • кН п сварок за 1 ч * .S' max см’
МСС-1601 16 97 Пружин- ный Эксцентри- ковый 0,4 200 0,8
МСС-2503 25 150 То.же То же 0,63 400 1,1
МСО-1604 16 100 Пневмати- ческий Пневмати- ческий 50 100 15
К-617 — 150 Гидравли- ческий Гидравли- ческий 160 30 40
К-566М — 450 То же То же 3000 8 700
Малоуглеродистой стали.
21.3.2. Системы управления оборудованием
Система управления обеспечивает включение и выключение тока,
регулирование силы тока (вторичного напряжения), обеспечи-
вает определенную временную программу выполнения операций
зажатия, подогрева, оплавления, осадки, снятия грата, термо-
обработки в машине, перемещение деталей и т. д.
На простых машинах малой мощности программирование
осуществляется конечными выключателями. Более сложные
393
системы управления основаны на применении кулачковых уст-
ройств, которые задают скорость перемещения деталей, дли-
тельность нагрева (оплавления), момент приложения усилия
осадки и его величину. На мощных машинах (К-190П, К-355
и т. д.) используются релейные системы управления. Вторичное
напряжение изменяют переключением ступени трансформатора
или регулированием угла включения тиристорного контактора.
Скорость движения плиты изменяют, варьируя число оборотов
ротора двигателя электромеханического привода. Наиболее со-
вершенными являются адаптивные системы управления с обрат-
ными связями, например, по температуре, частоте пульсаций
тока при оплавлении, позволяющие обеспечить высокое каче-
ство соединений при действии возмущающих факторов.
21.3.3. Приспособления и оснастка
Для установки и центрирования деталей, подвода к ним тока,
в машинах имеются зажимные токоподводящие устройства
с винтовыми (усилие зажатия до 40 кН), рычажными, эксцентри-
ковыми, пневматическими (до 100 кН), гидравлическими
(50 мН) и электромеханическими приводами.
Электроды изготовляются из меди или бронзы (БрНБТ,
БрНК, МЦ2, МЦЗ и т. д.). Их форма соответствует сваривае-
мым деталям для предотвращения проскальзывания. Приводы
перемещения или подачи плиты обеспечивают относительное
медленное движение детали при нагреве (оплавлении) и быст-
рое при осадке. Известны приводы, в частности, пружинные
(усилие до 1 кН), рычажные (до 50 кН), электромеханические
(кулачковые — до 75 кН) и гидравлические (до 3 МН).
21.3.4. Машины-автоматы.
Поточные автоматизированные машины
Известен ряд машин-автоматов, например, для сварки цепей.
Сначала прутки разрезаются на заготовки требуемой длины, за-
гибаются звенья, вяжется цепь и подается под стальные зажимы
с медными электродами. Стык звена подогревается, оплавляется
и сваривается. Грат зачищается резцовой головкой. После
сварки звенья подвергают закалке и отпуску. Например, уста-
новка УСО-2501, выпускаемая ПЗТЭСО, предназначена для
стыковой сварки оплавлением с предварительным подогревом
высокопрочных цепей калибров 22—30 мм для горных машин.
Автоматически выполняется сварка, зачистка грата и перемеще-
ние цепи на два шага. Система управления выполнена на бес-
контактных элементах с применением микросхем. Производи-
тельность машины 3—4,5 стыков в мин.
394
Стыковые машины устанавливаются в автоматические поточ-
ные линии, в частности изготовления колес легкового автомо-
биля ВАЗ. В этой линии кроме сварки обода осуществляется
правка полосы, закатка обода, обрезка грата и профилирование
обода. Часовая производительность такой линии 720 колес.
При производстве труб, приварке к ним ребер широко ис-
пользуется высокочастотная стыковая сварка. На рис. 21.6 при-
ведена схема автоматической трубосварочной установки.
Лента из рулонов с конвейера 1 и разматывателя 2 правится в валках
3 и после обрезки концов на ножницах 4 сваривается в непрерывную полосу
на стыковой машине 5. Непрерывность этих операций обеспечивается петле-
образователем 6. Далее полоса подается в формовочное устройство 7 и по-
ступает в сварочную машину 8, где производится нагрев в индукторе и
сварка продольного шва заготовки. Трубы охлаждаются до 50—60 °C в хо-
лодильнике 9 водовоздушной смесью, калибруются на стане 10, вновь на-
греваются в индукционной печи 11, направляются на редукционный стан 12,
а затем на резку летучей пилой 13 и на участки отделки 14 и 15.
21.4. Промышленное применение стыковой сварки
Применение контактной стыковой сварки (в основном сварки
оплавлением) составляет ~ 10 % общего применения контактной
сварки.
Стыковая сварка сопротивлением используется для соедине-
ния проволоки из стали, алюминия, меди диаметром^8 мм,
прутков диаметром <25 мм, труб диаметром ^50 мм, в произ-
водстве цепей, ободов колес и т. п.
Стыковая сварка оплавлением применяется при изготовлении
колец (шпангоутов) диаметром 4—5 м, заготовок (полос) при
непрерывной прокатке, валов, оконных переплетов, дверей, пе-
регородок, цепей, трубопроводов, железнодорожных рельсов
в стационарных и полевых условиях, комбинированного режу-
щего инструмента, например сверл и т. д.
396
21.5. Контроль качества стыковой сварки
Наиболее распространен контроль по технологическим образ-
цам, которые после сварки разрушают по шву и визуально ана-
лизируют изломы, проводят металлографический анализ или
электронную микрофрактографию. При этом оценивают пло-
щадь соединения (наличие непроваров, неразрушенных оксидов
и т. п.). Кроме того, определяют механические свойства при ис-
пытаниях на изгиб (угол загиба),растяжение и т. д. В процессе
сварки рекомендуется контролировать программу перемещения
плиты, величину осадки, ток оплавления и величину усилий.
В системах автоматического регулирования в 'качестве парамет-
ров обратной связи используют частоту пульсаций тока (взры-
вов перемычек) и температуру в стыке. Известны также способы
ультразвукового контроля качества соединений тонкостенных
(3—7 мм) труб малого (25—100 мм) диаметра с использова-
нием поперечных волн.
Глава 22. РАСЧЕТ ТРАНСФОРМАТОРОВ
ДЛЯ МАШИН КОНТАКТНОЙ СВАРКИ
22.1. Конструктивное устройство контактных
электросварочных машин
В зависимости от формы сварного соединения контактная сварка под-
разделяется на точечную, рельефную, шовную и стыковую. В соответствии
со способом сварки промышленностью выпускается большое количество раз-
нообразных машин. Но поскольку основными операциями при контактной
сварке являются сжатие и местный нагрев деталей электрическим током
с последующей деформацией зоны контакта, в состав любой, контактной ма-
шины входят две основные части: силовая электрическая с аппаратурой уп-
равления циклом сварки и механическая Каждая из этих двух частей ма-
шины, в свою очередь, состоит из целого комплекса взаимосвязанных узлов,
конструкции и компоновка которых могут меняться в широких пределах
в зависимости от вида сварки и назначения машины.
Для примера на рис. 22.1 представлено общее конструктивное устрой-
ство контактной машины для точечной сварки. К механической части этой
машины относится корпус 1, внутри которого размещены все основные/бле-
менты и узлы машины, пневматический привод сжатия электродов 2 с на-
правляющими устройствами 3, нижний кронштейн 4 с консолью 5 и электро-
додержателем 6, пневматическое устройство 7 и система водяного ох-
лаждения 8, обеспечивающая охлаждение сварочного контура и силового
контактора.
Электрическая часть включает источник питания — сварочный трансфор-
матор 9 с переключателем ступеней 10 и сварочный контур, к элементам
которого относятся токоподвод 11с верхними и нижними консолями, с влек-
трододержателями 6 и электродами.
396
Рис. 22.1. Общее конструктивное устройство контактной машины для точечной сварки
22.2. Место трансформатора в машине и его назначение
Во всех машинах контактной сварки разогрев металлических свариваемых
деталей осуществляется теплотой, выделяемой электрическим (сварочным)
током на участке между электродами. Кратковременный нагрев зоны соеди-
нения деталей обеспечивается большим сварочным током /ан, достигающим
нескольких десятков и даже сотен килоампер. Ввиду малого абсолютного
397
кт
Рис. 22.2. Принципиальная электрическая схема контактной машины:
ВК — внешний контур; ТС — трансформатор сварочный; КТ — контактор тиристорный;
РКС — регулятор контактной сварки
значения сопротивления всех элементов сварочного контура машины и са-
мого контакта большой ток /2Н обеспечивается низким вторичным напряже-
нием U2o величиною в несколько вольт. По способам электропитания все
контактные машины подразделяются на две группы: на машины, потребля-
ющие энергию непосредственно из сети в процессе сварки, и машины, ис-
пользующие для сварки предварительно накопленную энергию. К машинам,
потребляющим энергию в процессе сварки непосредственно из сети, в пер-
вую очередь относятся однофазные контактные машины переменного тока
частотою 50 Гц, которые из всего парка электросварочного контактного
оборудования являются самыми распространенными и используются для
всех видов сварки. Во всех современных электросварочных контактных ма-
шинах в качестве источника питания используются сварочные трансформа-
торы. В каждой машине трансформатор занимает как бы центральное место
(рис. 22.2). Первичная обмотка включается в сеть через коммутирующий
тиристор КТ, управляемый регулятором времени РКС, обеспечивающим оче-
редность и длительность всех сварочных и вспомогательных операций, в том
числе и продолжительность протекания импульса сварочного тока. Вторич-
ная обмотка трансформатора электрически соединена с внешним контуром
машины, электродами которого и осуществляется сварка. Таким образом,
сварочный трансформатор предназначается для преобразования электриче-
ской энергии, подводимой к его первичной обмотке из сети, в электрическую
энергию с большим вторичным током /2В и низким напряжением холостого
хода ига. Форма импульса сварочного тока полностью представляется тем
или иным схемным решением силового промежуточного звена, от которого
осуществляется или питание трансформатора (как в трехфазных низкочас-
тотных или конденсаторных машинах), или питание сварочного контура ма-
шины (как в машинах постоянного тока с выпрямлением тока на стороне
низкого напряжения). Из всего количества машин контактной сварки глав-
ная доля (>90%) приходится на однофазные машины переменного тока
частотой 50 Гц Поэтому здесь подробно рассматриваются вопросы, касаю-
щиеся проектирования трансформаторов, преобразующих энергию однофаз-
ного переменного тока частотой 50 Гц, потребляемую из сети непосред-
ственно во время сварки. Вопросы проектирования трансформаторов дру-
гих машин см. в работе «Трансформаторы для электрической контактной
сварки» *.
* Рыськоеа 3. А., Федоров П. Д„ Жемерева В. И. Трансформаторы для
электрической контактной сварки.— Л.: Энергоатомиздат, 1990.
398
22.3. Конструкция трансформатора и его узлов
Рабочий процесс трансформатора основан на принципе электромагнитного
взаимодействия двух взаимно неподвижных контуров. При прохождении тока
по первичной обмотке создается магнитное поле, силовые линии которого
пронизывают витки первичной и вторичной обмоток.
Согласно основному закону электромагнитной индукции, в первичной
обмотке будет индуктироваться э. д. с. самоиндукции, а во вторичной —
в д. с. взаимоиндукции.
Для увеличения магнитной связи обмоток и уменьшения магнитного со-
противления основному потоку обмотки трансформатора располагают на
замкнутом стальном магнитопроводе. Таким образом, конструктивно каж-
дый сварочный трансформатор состоит из трех узлов: магнитопровода, пер-
вичной и вторичной обмоток.
Конструктивные разновидности трансформатора в целом и разновидно-
сти отдельных его узлов обусловливаются следующими факторами:
1. Тип магнитопровода: стержневой, броневой или тороидальный магни-
топроводы могут быть витые шихтованные, набранные из пластин, выштам
кованных из тонколистовой электротехнической холоднокатаной анизотроп-
ной стали марок Э413 или Э414 толщиной 0,35 или 0,5 мм по ГОСТ
21427.1—83.
2. Тип обмоток: дисковые чередующиеся или цилиндрические.
3. Охлаждение обмоток: воздушное или водяное.
4 Класс нагревостойкости изоляции: А, В, Г или Н по ГОСТ 8865—82.
5. Пропитка катушек первичной обмотки лаками и покрытие их эма-
лями или заливка катушек первичной обмотки и дисков вторичного витка
компаундом на базе эпоксидных смол в единый моноблок.
6. Число ступеней и пределы регулирования вторичного напряжения
холостого хода, обусловливающие схему секционирования первичной об-
мотки.
7. Общая компоновка контактной машины, в которую встраивается
трансформатор.
В качестве примера на рис. 22.3 изображен сварочный трансформатор
наиболее распространенной конструкции. Здесь магнитопровод 1 броневого
типа набран из отдельных пластин. Обмотки — дисковые чередующие. Сек-
ционированная первичная обмотка 2 уложена в отдельные дисковые ка-
тушки. Вторичная одновитковая обмотка 3, рассчитанная на большой ток,
разбита на несколько отдельных дисков, вырезанных из толстолистовой элек-
тротехнической меди марки Ml. Диски соединены между собой параллельно
путем впаивания их «начал» в одну контактную плиту 4, а «концов» в дру-
гую. Вторичный виток охлаждается проточной водой, проходящей по труб-
кам 5, напаянным по наружному периметру каждого диска и по каналам
в каждой контактной плите. Дисковые катушки первичной обмотки изго-
товлены из изолированного обмоточного провода прямоугольного сечения
марки ПСД. Катушки охлаждаются путем теплопередачи дискам вторичного
витка. Между собой катушки соединяются медными перемычками 6, а с пе-
реключателем ступеней — отводами от гибкого провода 7 с полихлорвинил-
хлоридной изоляцией марки ПВЗ по ГОСТ 6323—79. Катушки первичной и
диски вторичной обмоток расположены на среднем стержне, плотно при-
жаты одни к другим и стянуты рамами 8 и шпильками с болтами 9.
22.4. Техническое задание на расчет трансформатора
Задание должно включать следующие конкретные величины и
требования:
1) к какой из классификационных групп согласно требова-
ниям к основным техническим параметрам по ГОСТ 297—80
399
Рис. 22.3. Сварочный трансформатор наиболее распространенной конструкции
400
относится данная машина. Номинальный сварочный ток
/211(A);
2) первичное напряжение U\ (В) и частота тока f (Гц);
3) вторичное напряжение холостого хода: номинальное, ми-
нимальное И максимальное— (С/2о)н, (t4o)mln и (//2о)тах (В);
4) число ступеней п и пределы регулирования вторичного на-
пряжения. Номинальная ступень;
5) продолжительность включения ПВ (%);
6) тип трансформатора (стержневой или броневой);
7) материал и конструкция магнитопровода (шихтованный
или витой);
8) исполнение обмоток (дисковые или цилиндрические ка-
тушки, пропитанные лаками; покрытые эмалями или залитые
эпоксидным компаундом);
9) класс нагревостойкости изоляции обмоток;
10) охлаждение обмоток и магнитопровода;
11) тип включающего устройства.
22.5. Определение величин технического задания
22.5.1. Номинальный сварочный ток 12н и время сварки
Для свариваемых деталей (материал, диапазон толщин, геометрические раз-
меры) /2н и /св определяются по специально разработанным таблицам ре-
комендуемых режимов сварки (табл. 20.8—20.14, 21 2 и 21.3). Кроме того,
эти величины могут рассчитываться или подбираться опытным путем.
22.5.2. Первичное напряжение Ui
В связи с тем, что во всех контактных машинах включение и выключение
сварочного тока проводится со стороны первичной обмотки сварочного
трансформатора, между сетью и этой обмоткой расположен контактор,
управляемый регулятором контактной сварки. Величина первичного напряже-
ния 1/| будет зависеть от типа используемой пускорегулирующей аппара-
туры. Величина Ui, подводимая к зажимам первичной обмотки трансформа-
тора от сети с напряжением 1)с н при работе трансформатора с существую-
щими в настоящее время включающими устройствами, приведены в табл.
221
22.5.3. Вторичное напряжение U2o
Поскольку величина тока /2Н обеспечивается вторичным напряжением сва-
рочного трансформатора, предельные значения сварочного тока /2 шт (при
сварке деталей минимальных толщин) и /2|лах (для деталей максимальных
толщин), требуемых для данной машины, обусловливают число ступеней и
величины вторичных напряжений по ступеням. Одну из этих величин /2Н
принимают за номинальную. Ее необходимо получить от сварочного транс-
форматора на номинальной ступени регулирования вторичного напряжения
при условии получения качественной сварки деталей, принятых за номиналь-
ные с заданной производительностью при неограниченно долгой работе ма-
шины. Номинальное значение вторичного напряжения Uio трансформатор
26—1063
401
м
ТАБЛИЦА 221
СИСТЕМЫ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СВАРКИ
Возможности управления сварочным током Тип аппаратуры У,, в Основное применение Примечание
вклю- чение в сеть основные функции специаль- ные контактор регулятор общее значение при U .= = 380 В
Асинх- ронное Включение и выключе- ние тока Электро- магнитный (КМ) — у1=ус 380 В стыковых машинах для сварки плавлением Включение на сварку — педалью Выключение — концевым выключателем
Тиристор- ный (РВЭ-7) и1~"с 380 В простейших машинах малой мощности и производи- тельности Падением напря- жения на тири- сторном контакторе, равным 1,5—2 В, пренебрегаем
Синх- ронное 1. Синхрон- ное включение и отключе- ние тока 2. Фазовая регулировка 3. Четное число полуперио- дов I. Без ста- билизации тока 2. Автома- тическая настройка cos ф Тири- сторные КТ-07 КТ-11 РКС-501 ~ 0,96 Ue 360 Во всех современных однофазных стационарных и подвесных машинах, предназначен- ных для точечной, рельефной, шовной сварки и в некоторых стыковых машинах для сварки сопротивле- нием Снижение напряжения дается за счет минимального угла задержки переключений тиристоров (запас до 5°)
Синх- ронное 1. Стабили- аация тока КТ-12 РКС-601 РКС-901 = (0,884- 4-0,92) Uc 335—350 (при cos ф = 0,5 U' = 350) Для стабилизация / при колебаниях (/”= (0,9 ч- 1,05) Ун
2. Модуля- ция (по спе- циальному заказу) (при cos ф = = 0,5 = = 0,92 У£) с учетом угла запаса 5°. величина l/j рассчитывается следующим образом: 1. При Ус = = 0,85 ии =323 В току /2Н соответ- ствует почти полно- фазное включение при Kt ® 1. 2. При Ус= Ун = = 380 В 7ан обеспе- чивается при К£ = 0,85 с углом а — ф = 10 4- 20° при этом Кк = = 0,9-5-0,92 — в зави- симости от cos ф 3. При Uc = = 1.05 ия = 400 В /2Н-ПРИ К,- = 0,81 и а—ф = 154-25° и Ки = (0,854-0,88)
1. Без ста- билизации тока РКС-801 РКС-502 1. Без стабилизации 0,96 1 360 Расчет ведут аналогично работе с РКС-501 (без ста- билизации)
2. Со ста- билизацией тока 3. Автома- тическая настройка COS ф 2. Со ста (0,82-0,92) U (при COS ф = = 0,5 У1 = 0,92 Ue >илизацией 335-350 (при COS ф — = 0,5 Цг = 350) Расчет У£ ведут аналогично работе с РКС-601 и РКС-901 (со стабилизацией)
ТАБЛИЦА 22.1
РЕГУЛИРОВАНИЕ ТОКА В МАШИНАХ КОНТАКТНОЙ СВАРКИ
Классифи- кационная группа Функции аппаратуры управления Изменение вторичного напряжения трансформатора
^^го’тах по ступеням, %, не более ориентиро- вочное число ступеней
А Фазовая регулировка + стабилизация 1 : 2 20 6—8
Б Без фазовой регулировки 1 1,8 20 4—6
Фазовая регулировка 1 : 1,4 30 2—3
должен обеспечить в режиме холостого хода на одной из ступеней, принятой
за номинальную. Величина ((/20)11 определяется из соотношения:
(^2о)н = Лн^М>
где ZM — полное сопротивление сварочного контура машины в микроомах
= VrM + Хм = V(rB + < + 'э.э)2 + (хв '+ Хт)2
где гв — активное сопротивление элементов и контактов внешнего контура
машины; х® — индуктивное сопротивление контура; г/ и Хт' — активное и
индуктивное сопротивления обмоток трансформатора, приведенное ко вто-
ричной цепи; Гэ. 8 — активное сопротивление свариваемых деталей на участке
электрод — электрод или зоны сварки.
По нормируемым техническим требованиям к пределам и способам
регулирования основного параметра машины — сварочного тока по ГОСТ
297—80 имеются две группы машин: А (с повышенной стабильностью пара-
метров) и Б (с нормальной стабильностью). В табл. 22.2 приведены значе-
ния пределов и способов регулирования сварочного тока, коэффициентов
нарастания напряжения по ступеням в зависимости от классификационной
принадлежности машины.
22.6. Продолжительность включения трансформатора (ПВ)
Зависимость между энергетическими возможностями машины и требуемой
производительностью описывается с помощью продолжительности включения
тока ПВ (%), которая определяется как процентное отношение времени ра-
боты трансформатора под нагрузкой к общему времени одного цикла сварки
*ся 100
ПВ =-----100 = .
(св + *п (ц
где tn—время паузы за каждый цикл сварки; — продолжительность всего
цикла сварки (практически характеризует длительную производительность
машины).
22.7. Внешний контур контактной машины
В электрическом отношении внешний контур представляет си-
стему жестких и гибких деталей с неподвижными и подвиж-
ными контактами, соединяющих вторичную обмотку трансфор-
матора с электродами машины, на которых и осуществляется
сварка деталей. Геометрические размеры контура, в частности
404
Гис. 22.4. Сварочный контур контактной точечной машины
нылет Lo и раствор Но предопределяются габаритами сваривае-
мых деталей. Все элементы токопровода изготавливаются из
цветных металлов или сплавов с достаточно высокой электро-
проводностью и механической прочностью. Жесткие элементы,
н основном, изготовляют из медного проката или отливают из
меди или бронзы; гибкие шины — из медной фольги или гибких
проводов типа жгута или плетенки.
В качестве примера на рис. 22.4 представлен внешний контур контакт-"
ной точечной машины с трансформатором. Основные элементы контура:
»лектроды 1, подводящие ток к свариваемым деталям и передающие необ-
ходимые усилия для их сжатия; электрододержатели 2, служащие для за-
крепления электродов; хоботы 3, соединенные -с механизмами, обеспечиваю-
щими необходимые усилия сжатия свариваемых деталей; гибкие шины 4,
соединяющие вторичный виток трансформатора 5 с подвижными элементами
контура. Для большей универсальности машины вылет L и раствор Н из-
меняются. Хоботы 3 можно выдвигать, раздвигать, взаимно смещать в гори-
юнтальной плоскости или поворачивать вокруг их продольной оси.
Расчет параметров внешнего контура гв и %в составляет зна-
чительные трудности. В существующих методиках многие фак-
торы учтены очень приближенно, как, например, неравномерное
распределение переменных токов разных частот в объеме мас-
сивных токоподводов, влияние ферромагнитных деталей вблизи
контура или внутри его. Расчет гв и Хв ведется после уточнения
1еометрических размеров контура машины и определения сече-
ний всех его элементов.
22.7.1. Сечения элементов внешнего контура q.
Минимальное требуемое сечение любого i-того элемента свароч-
ного контура машины
gi=^lju
405
Примечание: j( — допустимая плотность; р — удельное электрическое сопротивление при 20 °C; а — температурный коэффи-
циенч сопротивления (для меди <хСи = 0,00392 1/град).
здесь /2 — расчетный (или длительный) вторичный ток контакт-
ной машины, при котором элементы внешнего контура машины
н обмотки трансформатора могут работать длительное время
(при ПВ=100%) без недопустимых нагревов. Величина I? мо-
жет быть или непосредственно задана, или определена из со-
отношения
72--=/2„УПВ7100.
Рекомендуемые плотности тока /, для элементов вторичного
контура в зависимости от материала элемента и условий1 его ох-
лаждения приведены в табл. 22.3.
22.7.2. Активное сопротивление элементов внешнего контура гв
Суммарное значение гв слагается из активных сопротивлений
отдельных элементов г, и сопротивлений переходных контактов
между ними гп. h:
rB = Sri + Агпк.
Для расчета гв внешний контур разбивается на отдельные
участки, однородные по материалу, конфигурации и величине по-
перечных сечений. Активное сопротивление отдельного i-того
элемента г< при 20 °C
П = КдГп=КдРЛ/?ь
здесь го — электрическое сопротивление элемента, соответствую-
щее постоянному току, Ом; li— длина элемента (по направле-
нию тока), м; q,— поперечное сечение элемента, мм2; р,— удель-
ное электрическое сопротивление при 20 °C (табл. 22.3); Ка —
коэффициент добавочных потерь, обусловленный неравномер-
ным распределением переменного тока в массивных элементах
контура.
Удельное сопротивление при нагреве элемента до темпера-
туры t будет
Ри=Р«[1+а(/—4>хл)],
где а — температурный коэффициент сопротивления (табл. 22.3);
/охл — температура охлаждающей среды.
Для токоподводов круглого сечения и для плоских шин, рас-
положенных одна относительно другой плашмя АД=КП (здесь
Кп — коэффициент поверхностного эффекта, который для мас-
сивных элементов контура приблизительно может быть рассчи-
тан по формулам, приведенным в табл. 22.4).
Для гибких шин, набранных из фольги с непропаянными кон-
цами, и при одностороннем подводе тока при f=50 Гц Кп=1,54-
4-1,8. Для шин с монолитными концами при двустороннем под-
воде тока Кп= 1.14-1,3. Сопротивление контактов колеблется
407
ТАБЛИЦА 22.1
ПОВЕРХНОСТНЫЙ ЭФФЕКТ ДЛЯ МАССИВНЫХ ЭЛЕМЕНТОВ
КОНТУРА
Формула
Кп = I + 3,27
К„ = 0,25 + 0,56---------f----10-2 +
Г0(100 м)
I 8,37
Vf/r0(100 м)
Условие
Кп = 0,56
—------10~2 + 0,277
о(юо м>
---L---« 1800
го(юо м)
Примечание: г. — электрическое сопротивление постоянному току
U (1UU М)
100 м данного токоподвода; f — частота тока, Гц.
в очень широких пределах, зависит от материала соприкасаю-
щихся деталей, состояния их поверхности. Так, сопротивление
гн. к неподвижного, хорошо стянутого контакта медь — медь при-
близительно составляет (2—3) мкОм, медь — сталь — (5—8)
мкОм. Сопротивление подвижного контакта гп.к находится
в пределах (10—20) мкОм. Так, для контура на рис. 22.4 rB = rt
(электроды)+г2 (электрододержатели)+г3 (хоботы)+г« (гиб-
кие шины) + Пн.к/'н.к+Пп. к г„. к (здесь Лн.к и лп. к — число не-
подвижных и подвижных контактов).
22.7.3. Индуктивное сопротивление внешнего контура Хв
Определяется из соотношения: ^B = 2nfLB, где LB — коэффициент
самоиндукции (индуктивность) вторичного контура (зависит от
формы, периметра токопровода и площади, охватываемой эле-
ментами «прямого» и «обратного» токопровода). Существует не-
сколько методов для расчета Хв, но на практике чаще всего ис-
пользуются три: по площади Зв, охватываемой контуром (см2);
по периметру «прямого» и «обратного» токопроводов /в и по от-
дельным участкам Хв<-
408
На основании опытных исследований разнообразных конту-
ров, проведенных на заводе «Электрик», выведена следующая
эмпирическая формула:
Xb = S°b’731O-3;
здесь SB — площадь, охватываемая контуром, см2 (берется по
осям сечений сторон). По этой формуле для реально возможных
площадей построен график Хв=/(5В) (рис. 22.5,а). Приблизи-
тельный расчет %в (Ом) можно выполнять по упрощенной фор-
муле (для f=50 Гц):
Хв = 2/вС10-6;
здесь 2/в — суммарная «выпрямленная» длина всех элементов
контура при максимальных значениях растворов //max и вылета
tmax (см); С=0,9764-1,35 — эмпирический коэффициент.
40»
410
РАСЧЕТ ПО МЕТОДУ ОТДЕЛЬНЫХ УЧАСТКОВ4
ТАБЛИЦА 22. S,
Сечение
«прямого»
и «обратного»
токопровода
Независимые
переменные, см
^Bl' Коэффициент К, рис. 22.5
при частоте 50 Гц
Примечание
* Удельная индуктивность; Хв^~ Удельное индуктивное сопротивление.
Продолжение табл. 22.5
Сечение
«прямого»
и «обратного»
токопровода
Независимые
переменные, см
Коэффициент К, рис. 22.5
при частоте 50 Гц
Примечание
Круглое—
прямо-
угольное
*
Электроды
Методы определения %в по площадям и периметру являются
весьма приближенными и в основном используются только для
ориентировочных расчетов контуров простых конфигураций. При
более точном расчете Ав и Хв применяется метод отдельных уча-
стков, при котором любой сложный контур разбивается на от-
дельные участки. Каждый участок отличается от других разме-
рами или формой поперечного сечения элементов токопровода
или расстоянием между осями. При таком методе
LB = 2LBili и Хв = £%в j/j,
где и Хш- — удельные индуктивности (Гн/см) и индуктивные
сопротивления (Ом/см), приходящиеся на 1 см длины пары эле-
ментов («прямого» и «обратного») рассчитываемого участка
токопровода. Элементы конструктивно расположены один про-
тив другого.
В табл. 22.5 и на рис. 22.5,6 — д приведены значения х»*
(Ом/см) от коэффициента К, зависящего от разных сечений и
геометрических размеров токоподвода. На практике Хв контура
каждой машины рассчитывается тремя методами, результаты
расчетов сопоставляются и для определения вторичного напря-
жения трансформатора U20 используется среднее или макси-
мальное значение Хв по усмотрению проектировщика.
22.7.4. Активное сопротивление участка зоны сварки
электрод—электрод ra, э
Величина гэ.э зависит от химического состава и физических
свойств металла, толщины деталей, изменения температуры во
времени, величины давления, состояния поверхности и т. д. Зна-
чение гэ.э может быть рассчитано по данным 20.1.2. Более точно
Гэ.э может быть определено опытным путем, а для некоторых
металлов и сплавов — взято из табл. 20.1.
22.7.5. Предварительные величины параметров
трансформаторов гт' и х/
Для предварительных расчетов значения ZM приходится зада-
ваться величинами активного гт' и индуктивного х/ сопротивле-
ний обмоток трансформатора, приведенными ко вторичной цепи.
Можно использовать значения г/ и х/ аналогичных приведен-
ных трансформаторов, данные которых известны. В трансфор-
маторах с W2= 1 значениями г/ и х/ можно задаваться в пре-
делах от 20 до 30 мкОм. Более точно г/ и х/ определяются
после расчета трансформатора, как изложено в разд. 22.8,
пп. 27—30.
412
22.8. Электрический расчет трансформатора
1. Задаваясь числом витков вторичной обмотки W2 (обычно
1^2=1), определяют требуемые числа витков первичной об-
мотки:
а) максимальное
(Ur/i)max =
б) минимальное
(^l)min —
в) номинальное
2. Составляется схема секционирования первичной обмотки.
Требуемые витки уточняются и разбиваются по секциям и
ступеням. Здесь приводится наиболее распространенная схема
секционирования первичной обмотки на восемь ступеней
(рис. 22.6) с соотношением (t/2o)max/(f4o)min = 2. Эта схема
имеет параллельно-последовательное переключение отдельных
(в данном случае — трех) секций, каждая из которых разбита на
две одинаковые части, соединяемые между собой то парал-
лельно, то последовательно. Здесь
3. Составляется таблица ступеней, рассчитываются величины
вторичных напряжений по ступеням. Для номинальной ступени
уточняются (^1)н и (1/го)н.
4. Вторичная мощность трансформатора:
а) номинальная (кратковременная или сварочная)
Р2Н = /2н (^2о)н>
б) длительная (расчетная или тепловая)
Р2 = Р8Н ^/ПВ/100
5. Ток первичной обмотки на номинальной (седьмой) сту-
пени:
а) номинальный
/1Н = Р 2нЛ1/б\,
где Ki — коэффициент, учитывающий влияние тока холостого
хода на первичный ток. Для трансформаторов с Р2<Ю кВ-А
приближенно К1 = 1,04; при Р2>400 кВ-А — Л] = 1,02;
б) длительный, или расчетный ток
/1 = Лн7пв/100
6. Расчетный вторичный ток:
/2 = /2нЛ/ПВ/100.
413
Секции
Рис. 22.6. Схема секционирования первичной обмотки на восемь ступеней:
Ступень Соединение контактов переключ ателей W, l/!0. в /„A
№ 1 № 2 № 3
1 2—3 2—3 2—3 1417 ( o’mln 71 mln
2 1—2 3—4 13 W'1 <'l»2
3 2—3 1—2 3—4 12 W, <^2 0>.
4 1—2 3—4 11 IPj
5 2—3 2—3 1—2 3—4 10 IP, o>5 ('A
6 1—2 9 IT, (UM>.
7 2—3 1—2 8 IFj <^2 0>H '1
8 1—2 3—4 7nZ! *^2 (Pmax
7. Длительные, или расчетные токи в первичной обмотке по
ступеням ниже номинальной (шестой, пятой ..х-вой)
414
Определяются наибольшие значения Цх для каждой секции
первичной обмотки. Так, для схемы рис. 22.6 наибольший рас-
четный ток /| имеет место на номинальной (седьмой) ступени.
При работе трансформатора на этой ступени части секций II и
III соединены параллельно, а части секции / — последовательно,
т. е. сечение витков первичной обмотки обеих частей секции I
должны быть выбраны на ток 1\. Соответственно, части секции
// рассчитываются на ток а секции III — на (/1)4 или на
/1/2 [когда (/i)4</i/2],
8. Предварительно определяются сечения обмоточного про-
вода витков первичной обмотки каждой из секций.
Для секции I (q\)\ — I\H\. Соответственно
= (/i)e//i и (<7i)iii — (^1)4//!-
9. Требуемое сечение вторичного витка:
'/г =
где /1 и /2 — плотности тока (А/мм2) в первичной и вторичной
обмотках. Для дисковых катушек из медного провода с изоля-
цией класса В, с охлаждаемыми водой медными дисками вто-
ричного витка и с блоком обмоток, залитых компаундом, /1 =
= 44-5,5 и /2=54-6 А/мм2.
10. Суммарное сечение первичной и вторичной обмоток
11. Активное сечение стали магнитопровода
__________Hi_______.
4,44/(Ц71)т1п
^тах
здесь Втах—максимальная индукция магнитопровода.
Для трансформаторов с магнитопроводами, шихтованными из
отдельных пластин, выштампованных из листовой или рулонной
стали марок Э411—Э414 толщиною 0,5 мм, работающими с ПВ =
= 204-50 %, Втах=1,68 Тл при Р2>400 кВ-А и Втах= 1,5 Тл при
Pz<7 кВ-А.
12. Полное сечение среднего стержня магнитопровода броне-
вого типа (рис. 22.7, а)
S» = S/KC,
где Ас=0,954-0,97—коэффициент заполнения сечения магни-
гопровода активной сталью.
13. Из соотношения S=bchKc определяем Ьс или й, зада-
ваясь любым вторым значением.
14. Ориентировочная площадь окна магнитопровода, необхо-
димая для размещения обмоток,
“ ?//G. о»
где Кз. о — коэффициент заполнения окна, показывающий, какую
часть площади окна магнитопровода занимает непосредственно
415
провод обмоток. Для дисковых обмоток, залитых эпоксидным
компаундом с суммарным сечением обмоток <7 = 10004-5000 мм2
с 1—3 катушечными группами (или с 1—3 дисками вторичного
витка), Кз.о = 0,324-0,4.
15. Распределение первичной обмотки по катушкам и выбор
уточненных размеров обмоточных проводов проводятся следую-
щим образом (рис. 22.7, б, д):
а. Когда целая катушка состоит из витков одной части лю-
бой секции W'ki с двумя выводами: от начала и от конца
41€
<11—К), тогда толщина изолированного медного обмоточного
провода
Ьд — (2 Ар + 2АЭ) — W к1Спр — 3
где До=1 мм — зазор для свободного размещения блока обмо-
ток в окне; Лэ=6Ч-8 мм — толщина слоя заливочного компаунда
по всем плоскостям внутреннего и наружного периметров блока
обмоток в сборе. Для провода толщиною аи по табл. 22.6 опре-
деляем двустороннюю толщину изоляции би- При этом предва-
рительная толщина голого медного провода а = ая—би, предва-
рительная ширина голого провода b=qla.
После предварительного определения размеров проводов всех
катушек их конкретный сортамент уточняется по ГОСТ 7019—80
и ГОСТ 434—82.
Рис. 22.7. Конструктивные
детали трансформатора:
а — магнитопровод; б — ка-
тушка первичной обмоткн;
в — диск вторичного витка;
г — шайба; д — моноблок;
е, ас — схема расположения
катушек первичной и вто-
ричной обмоток в собран-
ном трансформаторе
27—1063
417
ТА БЛИЦА 22.6
ОБМОТОЧНЫЕ ШИНЫ
Сечение шины
Номинальные размеры шины по стороне, мм
б. Когда в одну катушку уложены витки частей разных сек-
ций, разные сечения проводов обеспечиваются за счет толщин
проводов а, а ширина проводов Ь должна быть одинаковой.
16. Конструктивные размеры катушек (до заливки)
(рис. 22.7, б, д) :
а) внутренний размер по ширине Б = &с + 2Ао+2Ав;
б) внутренний размер по длине S = ft + 2AB+ (34-5);
в) радиус закругления углов Р=54-10 мм;
г) радиальный размер Л = №К1(аИ1 + бпр)+3 (здесь бп₽ — тол-
щина межслоевой изоляции из стеклолакоткани ЛСЭ, равная
0,12—0,15 мм);
д) радиальный размер лобовой части £=Д+Ц1в и+а2в.и+-...
где О1в. и, о2в. и — толщины изолированных выводов от катушки;
е) осевой размер катушки ак=Ьи4-2, где 2 мм — увеличение
осевого размера катушки из-за сдвигов отдельных витков один
относительно другого при намотке катушки.
17. Число дисков вторичного витка пД равно половинному
числу катушек:
а) сечение каждого диска Ч2\ = Яг1пд,
б) радиальный размер стороны диска К, находящейся в зоне
окна (без трубки) (рис. 22.7, в, д) :
К — б0—[ dTp —|— 2 Аэ —1~ 2 А 0 J;
в) осевой размер диска или толщина, мм:
4R^=q2iIK « 54-16.
18. Внутренние размеры дисков (до заливки) должны пол-
ностью соответствовать аналогичным размерам катушек.
19. Осевой размер моноблока обмоток до заливки (рис. 22.7, д)
ковы — 2 Пк^к -Ь 2 ПдАд £ пшаш -|- 2 6К — h0 — (2 А э Ч- 2 Ао),
где аш=2 мм — две шайбы из электронита для изоляции кату-
шек первичной обмотки от дисков вторичного витка; бк — зазор
между катушечными группами, необходимый для размещения
418
выводов соседних катушек. В случае, когда выводы соседних
катушек размещены один против другого (рис. 22.7, е),
6К — (^1в и 4 и) 4“ «о,
где Gib.и, Й2в. и — толщина выводов с изоляцией от К1 и Я2;
60>3. Когда выводы размещены в шахматном порядке
(рис. 22.7,ж), 6к = а)в.и4-б0. Практически 6/^8 мм.
20. Определяются окончательные геометрические размеры
магнитопровода и обмоток, после чего проводятся все деталь-
ные расчеты, изложенные ниже.
21. Масса магнитопровода, кг (рис. 22.7, а)
Сж = Кж = 7,65ЙКГ КГ3 [(HL) -2 (Vo)];
здесь у=7,65 — удельный вес электротехнической стали марок
Э411 — Э414, г/см3.
22. Средняя длина витка дисковой катушки первичной об-
мотки и диска вторичного витка (рис. 22.7, б, в)
V к = 2 (Б-2Я) + 2 (В-2Я) + 2л (Я +,
/ср. д = 2 (Б—27?) + 2 (В — 2R) + 2л + 2* + £ + <8 - J2>. j.
23. Масса провода катушек первичной обмотки и меди дис-
ков вторичного витка:
а) масса одной катушки, кг:
GKi = 'yW,Ki/cp.
где у=8,9 — удельный вес материала обмоточного провода,
г/см3; Ку= 1,03-^-1,08— коэффициент увеличения массы катушки
за счет ее изоляции (в том числе и пропитки);
б) суммарная масса провода катушек первичной обмотки
Gi = MkiGki + ПкгОкг 4" . . I
в) масса дисков вторичного витка
% = Пду/ср. д^21 Ю ®;
здесь пд — число дисков; у — удельный вес материала дисков.
Для витков, сваренных из толстолистовых медных дисков, у =
= 8,9 г/см3.
24. Суммарная масса активных материалов:
G = G« 4* Gj 4~ G2.
25. Расчет магнитной цепи:
а) потери холостого хода в магнитопроводе, Вт
Ро — 7^oG>kPo,
где ро — удельные потери в 1 кг стали магнитопровода, значе-
ния которых для сталей марок Э411 и Э413 в зависимости от
27*
419
ТАБЛИЦА 22.7
УДЕЛЬНЫЕ ПОТЕРИ В СТАЛИ
Bi, Тл Сталь 3411 толщиной 0,35 и 3413 толщиной 0,5 мм Сталь 3413 толщиной 0,35 мм
Ро. Вт/кг ow, А/см Кг Ро. Вт/кг aw. А/см
1.5 1,75 7,5 1,15 1.3 5,2 1,08
1.6 2,14 10,0 1,28 1,6 7,2 1,13
1.7 2,5 17,0 1,38 1,9 10,0 1,23
1.8 3,03 39,0 1,53 2,3 17,5 1,35
1.9 3,53 90,0 — 2.8 40,0 1,46
2,0 4,04 — — 3,6 — 1,6
индукции приведены в табл. 22.7; Ко~ 1,2 — коэффициент уве-
личения потерь за счет механических воздействий на листы
в процессе штамповки и сборки;
б) ток холостого хода
Л) = Л^Оа + lop J
здесь Л)а = Ро/£Л —активная составляющая тока холостого хода,
обусловленная потерями холостого хода Ро;
, ZAW
‘ор =----—------реактивная составляющая;
Лгд/2
1IAW=AWH(+AW6 —суммарная магнитодвижущая сила, необ-
ходимая для создания магнитного потока в стали магнитопро-
вода (Л В7Ж) и в воздушных зазорах (ЛЙ7в) (в стыках между
пластинами):
Л1Гж=айу/ц,
где 1ц — средняя длина магнитной линии (рис. 22.7,а):
/ц = 2 (ho -f- b0) -j- 2лЬц/2,
где atm — удельная магнитодвижущая сила, А/см. Для стали
марок Э411 и Э413 значения aw в зависимости от индукций В
приведены в табл. 22.7;
Л1Гв = 0,8В26э,
где Ебэ — сумма зазоров магнитной цепи, см. При штампован-
ных пластинах и сборке пакета магнитопровода внахлестку ве-
личина 6э~0,005 см; Кг — коэффициент, учитывающий наличие
гармоник (особенно третьей) в кривой намагничивающего тока.
Примерные величины Кг в зависимости от индукции В и марки
стали приведены в табл. 22.7;
420
в) ток холостого хода в процентах от длительного (расчет-
ного) первичного тока на номинальной ступени
io=/0100//i.
По ГОСТ 297—80 io должен быть: ^50 % для трансформа-
торов с длительным током до /2=2500 А; 32 % с током /2=
=25004-5000 А и 20 % с /2> 5000 А.
26. Потери в обмотках трансформатора на номинальной сту-
пени:
а) потери в первичной обмотке, соответствующие номиналь-
ному и длительному току:
27. Сопротивление первичной обмотки:
а) сопротивление электрическое одной катушки постоянному
току в холодном состоянии при i=20 °C
_ ___n icp. Kl^Kl
Г0(1) = Р ------ •
<7ki
где р=1,75 мкОм-см — сопротивление электрическое удельное
для медного провода;
б) активное сопротивление этой же катушки:
здесь Kfi — коэффициент Фильда, учитывающий «добавочные*
потери в катушке от пронизывания ее переменными магнитными
потоками рассеяния, создаваемыми, самой катушкой:
ь- । । nal—°’2 (’\4.
Кfi = Н-----------.
ла1 — число витков катушки, расположенных перпендикулярно
потоку рассеяния. Для дисковой однородной катушки nai = l;
а/ — приведенный размер стороны провода Ь, расположенного
перпендикулярно потоку рассеяния:
= 2b
/spl0‘
где Д1 — размер стороны голого провода, расположенного па-
раллельно потоку рассеяния, см; W’ai — число витков катушки
в направлении, параллельном потоку рассеяния; 1а — средняя
длина линий потока рассеяния. Для дисковых катушек l,^bQ;
в) активное сопротивление катушки, приведенной к рабочей
температуре (для изоляции класса В /раб=100 °C):
ru = riU+a(/—20)],
где а=0,00392 1/град — температурный коэффициент сопротив-
ления (для меди марки Ml);
г) суммарное сопротивление катушек первичной обмотки под-
считывается как сумма сопротивлений отдельных катушек в за-
421
висимости от их соединений между собой (параллельно или по-
следовательно) .
28. Сопротивление электрическое вторичного витка:
^а) ° сопротивление одного диска постоянному току при
г0Д ~Р^ср. д/<7д»
б) активное сопротивление диска
га. д = 7СрГОд,
где Кг— 1 + 0,09(а')4; «д—размер диска в направлении, перпен-
дикулярном потоку рассеяния, см (толщина диска); ЬД = К —
размер диска в направлении, параллельном потоку рассеяния,
см (радиальный размер диска); р, f и ls — то же, что и в п. 27;
в) активное сопротивление вторичного витка, приведенное
к рабочей температуре 7=45 °C:
rit = Год/пд [1 +а (/—20)],
где па — число дисков, соединенных параллельно.
29. Потери в обмотках трансформатора:
а) минимальные потери в первичной обмотке и во вторичном
витке:
Р1н ~ Р— ^нГц',
б) потери в первичной обмотке и во вторичном витке, соот-
ветствующие длительным или расчетным токам
Р1 — ЦГц, Pz^'Itfit.
30. Полное электрическое сопротивление обмоток трансфор-
матора, приведенное ко вторичной обмотке
ZT = yrT +Хт ,
где
г; = (Г1/№) + г*
(здесь К — коэффициент трансформации на требуемой ступени);
х;=Х1/к2,
(х> — индуктивное сопротивление короткого замыкания, приве-
денное к первичной обмотке). Для одной катушечной группы,
состоящей из диска, вторичного витка и двух катушек первичной
обмотки К1 и К2, соединенных последовательно,
Хп> ~ Х<1) + Х(2>,
422
десь yd) и х<2) — индуктивные сопротивления катушек № 1 и 2
и соответствующих им частей диска вторичного витка:
„ ^ср.к^Як.^1 | [ Al + д,+——1 ю-e, L 3 (Г„ + «^К2) J
Х(1) - . *0 1
„ 09Кр к2^Як2^к2
Х(2) = -----------------
ЬО
^К2ад 1 । Q_8
(^«4-^Ki) J
где Л1 и Дг — зазоры между диском и катушками № 1 и 2 с уче-
1ом изоляции, воздушных зазоров и неровностей; Rrki и RrK2—
коэффициенты Роговского (показывают отношение ширины
окна Ьо к длине силовой линии эквивалентного поля рассеяния):
R RK1 « 1 ----- И Rrkz ~ 1 —
2яХк1 2л/ка
Для катушки № 1
Xki = Ьо/(2 Д1 + ЬК1 ал).
Для катушки № 2
Хк2 = ^о/(2Да ^к2 + Од) •
Расчет индуктивного сопротивления проводится отдельно
для каждой катушечной группы. Сумма сопротивлений отдель-
ных групп и составляет индуктивное сопротивление обмоток
трансформатора:
Xi = Xrpi + Хгра + + Хгр л-
31. Напряжение короткого замыкания UK (характеризует па-
дение напряжения в сварочном трансформаторе)
t/K = V^a+*4.
где Ua и Up — активная и реактивная составляющие напряже-
ния короткого замыкания. Для номинальной ступени
Uя = /щ (fl 4~ Г2Л^2) и ^р = ^1нХ1-
Напряжение короткого замыкания Uv в процентах от первич-
ного напряжения U\ на номинальной ступени
.. 1/к100
к <71
32. К. п. д. трансформатора
U2H/aB cos <р2 + 2Р
423
Рис. 22.8. к тепловому расчету обмоток трансформатора:
а — эквивалентная схема теплопередачи одной катушечной группы (Д — водоохлаж-
даемый диск; /С1 и К2 — две катушки); б — схема прохождения охлаждающей воды
по дискам вторичной обмотки
здесь ХР=Р0+Р1н+Р2н — суммарные потери на номинальной
ступени;
cos q>2 =
где q>2 — угол сдвига вектора вторичного тока относительно век-
тора напряжения на зажимах вторичной обмотки трансформа-
тора. Ориентировочно
— ! — ——---------,
L/171H cos <pt
где cos <pi=0,44-0,7.
33. Температура провода наиболее нагретой катушки первич-
ной обмотки, например К1 (рис. 22.8), °C:
4— Д4 + Д(д. в + to в -Ь Д tlt
где Д7В — средняя температура подогрева воды на пути от входа
в трансформатор до выхода ее из рассматриваемой группы;
Д^д. в — перепад температуры между водой и поверхностью
трубки; t0. в — температура охлаждающей воды на входе
в трансформатор; Д71 — перепад температуры между диском и
катушкой К1. Эти величины рассчитываются по следующим за-
висимостям:
а) Д/в — (/’rpi 4- Т’грп + . . + T’rpjJ/CyQlO3,
424
где Ргр i, Ргг п, ..Ргр п — потери в катушках и диске катушеч-
ных групп I, II и т. д. (рис. 22.8, а) до рассматриваемой группы
п включительно. Потери каждой катушечной группы
(рис. 22.8,6) складываются из тепловых потоков катушек К1,
К2 и диска Д и определяются по формулам:
Рк1 = Л(к1)гк1, Р К2 — Л(к2)Гк2; Рц = 12гцг
здесь /цк1), /цк2) — расчетные токи, протекающие по катушкам
К1 и К2 рассматриваемой катушечной группы; /2 — расчетный
ток во вторичной обмотке; гщ, гК2 и гд— активные сопротивле-
ния катушек К1 и К2 и диска Д, приведенных к рабочей тем-
пературе (см. п.п. 27, в и 28,6); cv — объемная теплоемкость
воды, равная 4,18 кДж/(л-К);
б) Д/д в = (РК1 + Рк2 4" Рд)1^-РТ,
где Ft — площадь внутренней поверхности трубки одного диска,
см2:
Ft = hJt/t104
(здесь dr — внутренний диаметр трубки, м; 1т — длина трубки
одного диска, м); а — коэффициент теплосъема
а = 1,16- Ю-^0’87^0-*3,
где b — коэффициент, учитывающий теплопроводность, плот-
ность, вязкость и некоторые другие свойства воды; коэффициент
b находится в зависимости от, так называемой, средней темпе-
ратуры, определяемой из выражения
^ср — to в “Ь 0,1 (2to. В “Ь Д^В -Ь Д^д. в),
и его численные значения приведены в табл. 22.8.
В первом приближении величину ДГд. в можно принять рав-
ной 5—15 °C;
v — скорость течения воды в трубках последовательно соеди-
ненных дисков, м/с:
u=Q10~3/ST,
где ST = nd;/4 — площадь отверстия трубки, м2; Q — расход
воды, л/с. Для облегчения расчетов в табл. 22.9 приведены ве-
личины t>0,87 и d^0,13 для некоторых значений скорости течения
воды и внутреннего диаметра охлаждающей трубки;
в) температурой входящей воды to. в задаются;
г) Рк1А1 ,
' 1 ал
где Д| — суммарная толщина изоляции между диском и медью
катушки К\, включая воздушные зазоры и неровности; Fi —
= /ср. кИ1 — поверхность соприкосновения катушки К1 с диском,
425
ТАБЛИЦА 22.8
УЧЕТ СВОЙСТВ ВОДЫ
‘ср- ’С ь 'ср- °С Ь
0 1720 14 2145
2 1775 16 2200
4 1840 18 2250
6 1900 20 2307
8 1970 30 2572
10 2025 40 2845
12 2080 50 3110
ТАБЛИЦА 22.9
ДАННЫЕ К РАСЧЕТУ
КОЭФФИЦИЕНТА ТЕПЛОСЪЕМА
е. м/с „0,87 (м/с)0-87 dT. м д~0-13, „-0.13
0,25 0,3006 0,005 1,990
0,35 0,4018 0,007 1,970
0,50 0,5483 0,009 1,850
0,60 0,6412 0,011 1,800
0,70 0,7335 0,013 1,760
см2; /Ср. к! — см. п. 22; 1=0,00124-0,0016 Вт/(см-К)—среднее
значение коэффициента теплопроводности для изоляционных ма-
териалов класса В, залитых эпоксидным компаундом.
Раздел I
=- ПАЙКА, ПОКРЫТИЯ И НАПЛАВКА
Глава 23 ПАЙКА
23.1. Общие сведения
Одним из основных направлений развития народного хозяйства СССР яв-
ляется совершенствование технологических процессов, способствующих мак-
симальной экономии исходного сырья, топлива, материалов, повышению про-
изводительности труда и улучшению охраны окружающей среды.
В осуществлении этих задач значительный вклад вносит пайка как вы-
сокопроизводительный процесс, отвечающий требованиям массового произ-
водства, и как технология, обеспечивающая соответствующий уровень из-
делий, надежность, качество и экономию материальных ресурсов.
В гл. 23 рассмотрены основные понятия и определение процесса пайки,
дана классификация способов пайки, проанализированы ее технологические
возможности, приведены сведения о припоях и флюсах, используемых в про-
цессе изготовления паяных соединений и изложены практические рекоменда-
ции по технологии пайки металлов и сплавов с применением различных ис-
точников нагрева.
23.1.1. Основные понятия и определения
Пайка — это процесс получения соединений с межатомными связями путем
нагрева соединяемых материалов ниже температуры плавления, смачивания
их припоем, затекания в зазор и последующей его кристаллизации (ГОСТ
17325—79).
Припой — это металл или сплав, вводимый в зазор между соединяемыми
деталями или образующийся в процессе пайки, имеющий более низкую тем-
пературу плавления, чем паяемые материалы.
426
Г т
Рис. 23.1. Схема процесса смачивания
при пайке
Флюс — это активное химическое
вещество, предназначенное для удале-
ния окисной пленки с паяемого ме-
талла и припоя и защиты их от окис-
ления в процессе пайки с целью сни-
жения поверхностного натяжения и
улучшения растекания жидкого припоя.
Паяемость — это свойство материа-
лов образовывать соединение при за-
данном режиме пайки.
Режим пайки — это совокупность
параметров и условий, при которых осуществляется пайка. Параметрами
пайки являются температура, время выдержки, скорость нагрева и охлаж-
дение.
Условия пайки —это способ нагрева, среда, припой и т. д.
Согласно современным представлениям процесс образования паяных сое-
динений протекает в две стадии: возникновение и развитие физического кон-
такта и образование химической связи между атомами контактирующих по-
верхностей вследствие квантомеханического взаимодействия их электронных
оболочек [1, 2).
При пайке возникновение физического контакта и возбуждение химиче- •
ской связи между атомами на поверхностях достигается на стадии смачива-
ния жидким припоем поверхности паяемого металла. Прочность соединения
зависит от типа действующих на контактной поверхности межатомных сил.
При слабом взаимодействии, например при физической адсорбции, смачива-
ние приводит к получению относительно малопрочных соединений. Если
твердый и жидкий металлы способны к химическому взаимодействию, то
смачивание обеспечивает образование прочной связи.
Количественным критерием смачивания служит краевой угол смачива-
ния 0, который находят из условия равновесия векторов сил поверхност
ного натяжения капли жидкости на твердой поверхности (рис. 23.1).
О1,з = °а.з 4” °i.2 cos
где О|, з — поверхностное натяжение между твердым телом и газовой сре-
дой; Оз, з — поверхностное натяжение жидкости на границе раздела с твер-
дым телом; Оц 2 — поверхностное натяжение жидкости на границе с газо-
вой средой. Отсюда следует, что
cos 0 = (Oi,s — Оз.з)/°1.г-
При 0=180° смачивание отсутствует. При 0=0° наблюдается полное
смачивание. Если О°<0<18О°, имеет место частичное смачивание. Смачивае-
мость и растекаемость припоя при пайке оценивают по краевому углу сма-
чивания, площади растекания, времени до начала смачивания и силе втяги-
вания образца при смачивании (ГОСТ 23904—79).
23.1.2. Технологические возможности
I Изготовление сложных по конфигурации узлов и конструкций, состоящих
из множества элементов за один производственный цикл (нагрев).
2. Получение соединений из разнородных материалов, а также металлов
с неметаллами — графитом, ферритом, керамикой.
3. Снижение металлоемкости и повышение коэффициента использова-
ния материалов.
4. Обеспечение высокой прецизионности соединяемых изделий.
5. Существенное уменьшение, а в случае низкотемпературной пайки пол-
ное исключение остаточных напряжений и деформаций.
6. За счет варьирования размеров соединяемых поверхностей (величины
нахлестки) пайка позволяет получать равнопрочные с основным металлом
427
соединения по своей надежности превышающие в ряде случаев надежность
сварных соединений.
7. При низкотемпературной пайке образуется разъемное соединение, что
весьма важно в производстве радио- и электронной аппаратуры, когда воз-
никает необходимость демонтажа или замены отдельных элементов.
23.2. Припои
ТАБЛИЦА 23.1 ОЛОВЯННО-СВИНЦОВЫЕ ПРИПОИ
Марка Содержание, % • Применение
Sn Sb
Б ессурьмянистые
ПОС 10 9—11 — Лужение и пайка деталей элек- трических аппаратов, приборов.
ПОС 61М*« 60—62 Лужение и пайка медной прово- локи и ювелирных изделий
ПОСК 50-18*» 49—51 — Пайка деталей, чувствительных к перегреву, и порошковых ма- териалов
М алосурьмянистые**
ПОССу 61-0,5 60—62 — Лужение и пайка деталей элек- троаппаратуры и радиодеталей
ПОССу 50-0,5 49—51 — Лужение и пайка радиаторов
ПОССу 40-0,5 39—41 0,2—0,5 Лужение и пайка белой жести, обмоток электрических машин и оцинкованных деталей
ПОССу 30-0,5 29—31 — Лужение и пайка радиаторов
ПОССу 18-0,5 17—18 Сурьмяниста Лужение и пайка теплообменни- ков и электроламп е
ПОССу 95-5 94—96 4,0—5,0 Пайка в электротехнической про- мышленности и трубопроводов
ПОССу 40-2 34—36 1,5—2,0 Пайка свинцовых труб и абра-
ПОССу 30-2 29—31 — зивное лужение
ПОССу 18-2 17—18 — Пайка в автомобильной промыш-
ПОССу 15-2 14—15 1,5—2,0 ленности
ПОССу 10-2 9—10 —
ПОССу 8-3 7—8 2,0—3,0 Лужение и пайка в электролам- повом производстве
ПОССу 5-1 4—5 0,5—1,0 Лужение и пайка деталей, рабо- тающих при повышенных темпе- ратурах
ПОССу 4-6 3—4 5,0—6.0 Пайка белой жести, меди и лату- ни
Остальное свинец^ *• Содержит 1,5—2,0 % Си. •• Содержит 17—19 % Cd. •• Ма-
лосурьмянистые припои не рекомендуются для пайки цинковых и оцинкованных деталей.
42$
ТАБЛИЦА 13 2
ПРИПОИ НА ОСНОВЕ СВИНЦА С СЕРЕБРОМ [31
Марка Содержание, % Темпера- тура, -С
РЬ Ag Sn других элементов приме- сей (не более) соли- дуса ликви- дуса
ПСрЗ 96—98 2,7—3,3 — — 0,5 300 305
ПСр2,5 91—93 2,2—2,8 5,0—6,0 — 0,5 295 305
ПСр2 61,5—64,5 1,7—2,3 29,0—31,0 4,5—5,5 Cd 0,5 225 235
ПСр1,5 82—85 1,2—1,8 14—16 — 0,5 265 270
ВПр12 Основа 4,5—5.5 39—41 4,5—5,5 Си, 1,3—1,7 Sb, 0,1—0,2 Р 0,5 220 300
ВПр18 Основа 1,2—1,8 4,5—5,5 6,0—8,0 In 0,5 295 305
ТАБЛИЦА 23.3
ИНДИЕВЫЕ ПРИПОИ [3]
Содержание, % Температура полного рас- плавления, °C
In Cd РЬ Sn других эле- ментов
25 — 75 — — 231
80 — 15 — 5 Ag 156
97,2 — — — 2,8 Zn 143
42,8 — 7,8 46,8 2,6 Ti 121
50 — — 50 — 120
44,2 — — 46,8 9,0 Ti 117
74 24,25 — — 1,75 Zn 116
48,2 — 4 46 1,8 Zn 108
44 14 — 42 — 93
44,2 13,6 — 41,4 0,8 Ti 90
66 — *— — 34 Bi 72
74 26 — — — 123
97 — — — 3 Ag 141
429
ТАБЛИЦА 23.4
КАДМИЕВЫЕ И ЦИНКОВЫЕ ПРИПОИ [10]
Марка Содержание, % Температура, °C
Cd Ag Zn других элементов солидуса ликвидуса
ПСр5КЦН 91 5 2 2 Ni 315 355
псрвкцн 84 8 6 2 Ni 330 380
ПЦА8М — — 85 8 Al, 5 Си, 1,4 P, 0,6 Sn 360 410
ПАКИ — — 80 20 Al, C0.15 Si 410 480
П425 — 65 20 Al, 15 Си 415 425
ПЗОО 40 — 60 — 266 350
— — — 95 5 Al 380 380
S:
<а
ТАБЛИЦА 23.S
МАГНИЕВЫЕ ПРИПОИ [10]
Марка Содержание, % Температура, °C
Mg Al Zn Mn других элементов солидуса ликвидуса
— 87-89.7 8,3—9,7 1,7—2.3 >0,1 0,3 Si 435 564
__ 52,5 21,5 0.3 0,2 25,5 Cd — 415
— 72,5 26 1,2 0,2 — — 435
П380Мг 72—75 2,0—2,5 23—25 — — — 560
П430Мг 84—86,2 0,7—1,0 13—15 — — — 600
AZ-92 88—90 8,3—9,7 1,7—2,3 0,1 0,002 Be 595 600
AZ-125 83 12 5 — — 560 625
Припои классифицируют по следующим признакам: степени рас-
плавления при пайке, температуре плавления, способу образова-
ния, основному компоненту, способности к флюсованию, спо-
собу изготовления и виду полуфабриката (ГОСТ 19248—73).
По температуре плавления припои подразделяются на низко-
температурные припои с 7’пл^$450 °C и высокотемпературные
с 7’пл>450 °C. Низкотемпературные припои изготавливают на
основе олова, висмута, кадмия, свинца, цинка и индия. Высоко-
температурные припои содержат медь, серебро, никель, кобальт,
железо, алюминий и др.
Составы припоев, применяемых в технологии пайки, приве-
дены в табл. 23.1—23.9
Температура, °C £» о я X ч ° « леняя ооошошош ООФО€М1ПГ''-ОСМ Q Q Ю О о о CM о О СО СО СО
начала плавле- НИЯ ООО , О О О Г- Г- Г- Г- | СО тГ О м Щ 00 Ь" ь- Г- Г"- ЧГТГТГ 1 10 10 Ш 10 10 in ш 1
Содержание, % других элемен- й э 15 Cd, 15 Pb 0.8 Fe, 0,05 Mg 0,8 Fe 0,8 Fe, 0,1 Mg ' 0,5 Fe 0,5 Fe
Мп 1 Illi 0,05 10 С -L <4 I О О о" С
О 31,5 28,0 Illi 1 1
<л о ш ю ю о . "7 -Ф* Ю* « Д <О 1 U5 С 11,3 4,5—6,0 11,5—13,5
Си 20,0 27,0—29,0 27,0 О in О CO СЧ tn o' o' o'
С N С С 1 1 с о 19,0—21,0 ио и 0l‘0 0,20
64 65 so к 67,5—64,5 37 81—79 00—87 c c c 1Г г ° > а ъ с о 77,32 04 Q QQ Q э с Э <£ Г> ОС L . к « Г
Марка 1 • i ерманиевыи i » № 2 B65 34A П550 П575 Г.ИЛ vmwh —’‘J BAlSi-1 BAlSi-2 BAlSi-4 AlSi-5 Aid.19 i 1
430
431
ТА БЛИЦА 23.7
МЕДНЫЕ ПРИПОИ (3]
Содержание, % Температура,
Марка Си Zn Мп Ni Si Fe других элементов начала плав- ления полного рас- плавления
МО 99,5 0,05
Ml 99,90 — — 0,10
ПМФ7 Ост.* — — — — 7,0—8,5 Р 714 850
ПМФ9 Ост. — — 9,0 Р 707 800
ПМЦ36 34,0—38,0 Ост. — . 800 825
ЛК 62-05 60,5—63,5 Ост. —— 0,3—0,7 0,2 — 905
ЛОК 62-06-04 60,5—63,5 Ост. — — 0,3—0,4 0,4—0,6 Sn 900 905
Л 63 60,5-63,5 Ост. — — — 0,15 900 905
ВПр1 Ост. — — 27,0—30,0 1,5—2,0 До 1,5 0,1—0,3 В 1080 1120
ВПр2 Ост. — 22,0-26,0 5,0-6,0 — 0,8-1,2 0,15— 0,25 Li, 4,0-6,ОС 900 980
ВПр4 Ост. — 27,0-30,0 28,0-30,0 0,8—1,2 1,0-1,5 0,1-0,2 Р; 0,1—0,3 Li и В 940 980
ВПр13 Ост. 0,5-2,0 20,0—23,0 10,0—13,0 0,2—0,4 — 0,1-0,ЗВ; 21-25 Ag 850 910
11Ж45-81 Ост. — 2,0—3,0 20,0—30,0 1,5—2,0 2,5-3,0 2,5—3,0 С 1120 1200
ПМН 10 Ост. — — 10,0 — 2,0—3,0 С 1100 1140
ГПФ Ост. 4,2-5,0 10,0—14,0 1,0-1,8 12,0-14,0 1190 1280
LMs 60 BCuZn-1 59,0—61,0 58,0—62,0 38,0 Ост. — — 0,2—0,4 — — 890 900
BCuZn-3 56,0 Ост. 1,0 1,0 0,23—1,25 1,1—1,25 Sn
BCuZn-7 46,0—48,0 Ост. — 10,0-11,0 — 0,5 Р — —
* Здесь и везде Ост. — остальное.
ТАБЛИЦА 23.3
СЕРЕБРЯНЫЕ ПРИПОИ (3. 6]
Содержание, % Температура, °C
Марка Ag Си Zn Cd Мп Ni ДРУГИХ элементов начала плавления полного расплавления
Пер 72 71,5-72,5 Ост. — — — — — 779 779
Пер 71 70,5-71,5 Ост. — — — — 0,8—1,2 Р 645 795
Пер 50К 49,5—50,5 15,0-17,0 15,0—17,0 Ост. — — — 625 640
Пер 45 44,5—45,5 29,5—30,5 Ост. — — — — 665 730
Пер 40 39,0—41,0 16,2—17,8 — Ост. — — — 590 610
Пер 37,5 37,0—38,0 Ост. 5,0—6,0 — — — 7,9—8,5 Мп 725 810
Пер 25Ф 24,5—25,5 Ост. — — — — 4,5—5,5 Р 645 725
Пер 15 14,5-15,5 Ост. — — — — 4,5-5,1 Р 640 810
— 71,0—73,0 26,5—28,5 — — — —- 0,7-1,3 Ni 0,15-0,25 Li — 825
—- 45,0 38,0 — — 15,0 2,0 — — 680
— 55,0 31,0 12,0 — — 2,0 — — 730
BAg-1 44,0—46,0 14,0—16,0 14,0—18,0 23,0—25,0 — — — 605 620
BAg-3 49,0—51,0 14,5—16,5 13,5-17,5 15,0-17,0 — 2,5-3,5 — 645 690
В Ag-11 74,0—76,0 21,0—23,0 2,5—3,5 — — — — 740 790
4900 49,0 16,0 23,0 — 7,5 4,5 — 625 705
2700 27,0 38,0 20,0 — 9,5 5,5 — 680 803
5600 56,0 22,0 17,0 — — —’ 5 620 650
ТАБЛИЦА 23.9
НИКЕЛЕВЫЕ ПРИПОИ [3 ]
Содержание*1, % гр.спл«- °с
Сг S1 Fe в других элементов
13,0—20,0 — — 3,0—5,0 — 1070
— — 4.0 16,0 — 1020
10,0 4,5 9,0 3,5 — 1004
16.0 4,0 4,0 4,0 — 1030
6,0 5,0 2,5 3,0 0,1 с 1045
— 4.0 4,0 4,0 1 с 1020
7.0 4,0 3,0 3,0 0,5 С 1000
13,5 4.5 4,5 3,5 8,0 С ИЗО
14,0 4,0 — 3,0 — ИЗО
13,0 — — — 10,0 Р 900
12,0 10,0 — — 1,0 Р 1120
— 3,5 — — 2,25 Be 1055
7,1 4,5 — — 2,90 Be 996
•> Остальное — никель.
*• Температура полного расплавления
28.3. Флюсы
В зависимости от температурного интервала активности разли-
чают низкотемпературные (Гпл^450°С) и высокотемпературные
(7'пл>450 °C) паяльные флюсы (ГОСТ 19250—73).
По природе растворителя и состоянию флюсы подразделя-
ются на водные и неводные, твердые, жидкие и пастообразные.
По механизму действия паяльные флюсы бывают защитные,
реактивные, химического и электрохимического действия.
Низкотемпературные флюсы делятся на канифольные, кис-
лотные, галогенидные, гидразиновые, фторборатные, анилиновые
и стеариновые.
По природе активаторов определяющего действия высокотем-
пературные флюсы подразделяются на галогенидные, фторбо-
ратные, боридные и боридно-углекислые. Составы наиболее рас-
пространенных флюсов для пайки черных и цветных металлов
приведены в табл. 23.10, 23.11.
434
ТАБЛИЦА 23.10
ФЛЮСЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВ S3 J
Номер пп Компонент Содержа- ние, % Температур- ный интервал активности, °C Назначение и характе- ристика
1 2 Хлористый цинк Вода Хлористый цинк Хлористый аммоний Вода 40 60 48 12 40 290—350 150—320 Пайка углеродистых и низколегированных ста- лей, меди, никеля и их сплавов
3 Хлористый аммоний Хлористый цинк Соляная кислота Вода 4 6 5 85 150—400 Пайка сплавов меди и же- леза
4 Цинк хлористый Олово двуххлористое Медь хлорная Кислота соляная Вода 40 5 0,5 3.5 51 Пайка стали, железа, чу- гуна припоями с боль- шим содержанием свинца
5 Хлористый цинк Двуххлористое олово Хлористый калий Хлористый аммоний Соляная кислота Вода 40 2 1 1 2 54 Пайка стали, чугуна, ме- ди и ее сплавов малооло- вянистыми припоями или припоями на основе цин- ка, кадмия, висмута
6 Канифоль Стеарин Спирт этиловый 24 1 75 180—300 Пайка меди припоями, со- держащими 30 % Sn
7 Канифоль Диэтиламин соляно- кислый Триэтаноламин Спирт этиловый 24 4 2 70 200—350 Пайка меди и ее сплавов углеродистой стали и цин- ка
8 Канифоль Формамид Спирт этиловый 5—25 2,5—15 Ост. Пайка никелированной поверхности, не вызывает коррозии паяного соеди- нения
9 Солянокислый гид- разин Вода 5 95 150—330 Пайка меди, латуни, брон- зы
10 Глицерин Г идрази н соляно- кислый Вода 35 5 60 230—350 Пайка углеродистых ста- лей, никеля, меди и их сплавов, серебра
11 Г идразин соляно- кислый Глицерин Муравьинокислый натрий Дистиллированная вода 1—3 40—55 1—3 Ост. Пайка меди и ее сплавов. Флюс нетоксичен, остатки легко удаляются
28*
435
Продолжение табл. 23.10
Номер пп Компонент Содержа- ние, % Температур- ный интервал активности» °C Назначение и характе- ристика
12 Глицерин Анилин солянокис- лый Спирт этиловый NN-диэтиламин 10—35 4—15 60—65 1—10 200—215 Пайка преимущественно металлизированных изде- лий методом погружения. Флюс имеет повышенную активность
13 Хлористое олово Гидразин соляно- кислый Адипининовая кис- лота Карбамид 0,5-5 3—20 5—50 Ост. 180—350 Пайка оцинкованного же- леза
14 Глицерин Фосфорная кислота Поливинилпиралли- ДОН 84—96 2—10 2—6 150—280 Пайка преимущественно деталей из никеля и дру- гих металлов
15 Триэтаноламин Фторборат кадмия Фторборат цинка Фторборат аммония 82,5 10 2,5 5 — Пайка алюминия и сплава АМЦ с медью и сталью припоями на основе оло- во—цинк и цинк—кадмий
16 Бромистый цинк Бромистый калий 30—50 50—70 — Пайка алюминия
17 Хлористый калий Хлористый литий Фтористый цинк Хлористый кадмий Хлористый цинк 35 30 10 15 10 390—420 Пайка магниевых сплавов и сплавов алюминия со значительным содержани- ем магния (АМгЗ, АМг5, АМгбТ)
ТАБЛИЦА 23.11
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВ [3]
С в о X Компоненты Содержание. % Температур- ный интервал активности. °C Назначение и характе- ристика
1 2 Бура (Na,B4O7) Оксид бора (В,Оа) Фтористый кальций (CaFs) (Флюс — ПВ 200) Бура Оксид бора Фтористый кальций Лигатура 48А1— 48Cu—4Mg) (Флюс — ПВ 201) 18—20 65—67 14—16 11—13 76-78 9,5—10,5 0,9—1,1 800—1200 Пайка коррозионностой- ких и конструкционных сталей, жаропрочных сплавов высоко- и сред- неплавкими припоями Пайка коррозионностой- ких и конструкционных сталей, жаропрочных сплавов высоко- и средне- плавкими припоями. Флюс 201 более активен, чем ПВ 200
436
Продолжение табл. 23.fl
Номер пп.| Компоненты Содержание, % Температур- ный интервал активности. °C Назначение и харак- теристика
3 Калий фтористый Оксид бора Тетр афторборат ка- лия (KBF«) (Флюс — ПВ 209) 41—43 34—36 22—24 Пайка коррозионностой- ких и конструкционных сталей, меди и ее сплавов среднеплавкими припоя- ми
4 Борная кислота Гидроксид калия Фтористоводородная кислота (HF) (флюс — ПВ 209Х) 34,8—36,8 27,9—29,9 34,3—36,3 700—900 Пайка коррозионностой- ких и конструкционных сталей, меди и ее сплавов среднеплавкими припоя- ми
5 Борная кислота Гидроксид калия Фтористоводородная кислота (флюс — ПВ 284Х) 29—31 25—27 43—45 Пайка коррозионностой- ких и конструкционных сталей, меди и ее сплавов среднеплавкими припоя- ми
6 Тетраборат калия Фтористый калий 71—73 27—29 500—1000 Пайка сталей, меди, мед- ных сплавов и других ме- таллов
7 Фтористый литий Хлористый цинк Хлористый барий 8—10 26—28 Ост. 850—900 Пайка алюминиевой бронзы
8 Борная кислота Фтористый натрий 49—53 Ост. 850 Пайка углеродистых, хромоникелевых сталей, чугуна, меди и ее сплавов (кремнистыми латунны- ми припоями)
9 Вольфрамат кобальта Фтористый калий Фтористый натрий Оксид вольфрама Оксид кобальта Оксид бора 0,1—8 5-8 2—4 1—10 0,1—1 Ост. 1000—1200 Пайка твердосплавного инструмента
10 Бура Фтористый натрий Хлористый натрий 90 2,6—1,8 7,2—7,4 800—1150 Пайка чугуна латунными припоями
11 Борная кислота Углекислый литий Углекислый калий 50—60 20—25 20—25 — Пайка чугуна латунны- ми припоями
12 Борный ангидрид Бура Фтористый калий Хлористый кобальт или хлористый ни- кель 20-35 20—35 45-60 1—20 Пайка серебряными при- поями порошковых спла- вов на основе карбидов вольфрама, кобальта и молибдена
13 Фтористый калий (обезвоженный) Борная кислота 40 60 550—850 Пайка сталей, никелевых и медных сплавов сереб- ряными припоями
14 Тетрафгорборат калия Хлористый калий Хлористый литий 30—34 9—11 16—21 650—850 Пайка меди и ее сплавов
437
Продолжение табл. 23.11
Е Е <Ь О X Компоненты Содержание, Н Температур- ный интервал активности. °C Назначение и характе- ристика
14 Двухлористое олово Борный ангидрид 20—24 16-19
15 Калий фтористый Фторборат калия Кремнекислый натрий Фтористый кальций Фтористый алюминий Хлористый никель (или хлористый ко- бальт) 3—25 3—25 3—12 0,1—15 0,1—15 0,001—15 700—1200 Пайка коррозионностой- ких конструкционных сталей, жаропрочных сплавов, меди, никеля и сплавов на их основе. Остатки флюса легко уда- ляются промывкой горя- чей водой
16 Тетр аборфторбор ат калия Хлористый литий Хлористый калий Хлористый кадмий 55—58 10—80 8—10 26-28 725—775 Пайка алюминиевых бронз
17 Хлористый калий Хлористый литий Фтористый натрий Хлористый цинк (Флюс — 34 А) 54—56 29—35 9—11 8—12 420—620 Пайка алюминия и его сплавов, не содержащих более 1—1,5 % Mg. Нагрев в печи, ТВЧ, га- зовым пламенем кроме кислородно-ацетилено- вого)
18 Хлористый цинк Хлористая медь 20—40 60—80 500—600 Реактивно-флюсовая пай- ка алюминия. Остатки флюса удаляют- ся промывкой водным ра- створом соды, затем водой
ТАБЛИЦА 23.12
ХИМИЧЕСКИЙ СОСТАВ ВОССТАНОВИТЕЛЬНЫХ ГАЗОВ 13)
Назва- ние смеси Состав сухой атмосферы. % объемн.) Точка росы, °C Применение
со со2 Hs сн« N,
н. 100 (-60) -=- (-80) Пайка леги-
ДА — — 75 — 25 —60 рованных сталей и жа- ропрочных сплавов
ПСА-08 — — 7—20 — 93—80 (-20) - (-40) 1 Пайка мало-
ПСА-08 30 2 6 1 61 —10 1 углероди- J стых сталей
ГГ-ВО 33 0,2—0,7 6 — 59,5 -25 Пайка угле-
ПСО-06 10 0,1 16 1.5 72,5 —40 родистых
ПСО-09 2 0,1 2 — 96 —40 и низколе-
ПСС-Э 20 0,2 5 2 74,0 —25 тированных
КГ-80 21 0,5 40 2 36,5 —40 сталей
438
23.4. Газовые среды
Газовые среды используют обычно при пайке в печах для полу-
чения высококачественных соединений и с целью исключения
операции удаления остатков флюса. Для пайки применяют вос-
становительные, инертные и различные активированные газовые
среды (табл. 23.12).
23.5. Классификация способов пайки
Современные способы пайки в соответствии с ГОСТ 17349—79 принято клас-
сифицировать по следующим признакам: удалению окисной пленки, кристал-
лизации паяного шва, получению припоя, заполнению зазора припоем, ис-
точнику нагрева, наличию давления на паяемые детали, одновременности
выполнения паяных соединений.
23.5.1. Пайка в печах с контролируемой атмосферой
Для работы используются конвейерные шахтные, камерные, колпаковые, эле-
ваторные печи и др.
Границы применения. Размеры: толщина деталей 1—10 мм.
Материал: углеродистые, низколегированные и высоколегированные
стали, медь и твердые сплавы.
Область использования: массовое производство однотипных де-
талей, автомобилестроение, полупроводниковая и электронная промышлен
ность, изготовление твердосплавного инструмента, теплообменников, холо-
дильников и др. изделий.
Степень механизации-, высокая.
Параметры пайки: мощность печи 10—500 кВт, температура печи
И 50 °C при пайке медью или на 50 °C выше температуры плавления исполь-
зуемого припоя. Продолжительность пайки 5—30 мин в зависимости от тол-
щины соединяемых деталей [5, 6].
Тип соединения: см. ГОСТ 19249—73; ширина зазора 0,01—0,2 мм
Припои: используются припои с узким интервалом кристаллизации;
медь для пайки углеродистых и низколегированных сталей; медные, никеле-
вые и серебряные припои (табл 23.5—23.7) для соединения высоколегиро-
ванных сталей; медно-фосфорные и серебряные припои для пайки меди.
Внимание! Не рекомендуется применять припои, содержащие цинк и
кадмий. Пайка сталей и чугуна медно-фосфорными припоями не допус-
кается.
Техника пайки. Перед пайкой необходима тщательная подготовка по-
верхности деталей. Защитная атмосфера должна быть чистой и сухой. Пайку
низколегированных сталей выполняют в среде городского газа. Нержавею-
щие и высоколегированные стали паяют в атмосфере сухого водорода или
диссоциированного аммиака. Требуемое положение паяемых элементов обес-
печивают с помощью самофиксирования, развальцовки, клепки, насечки, плот-
ной посадки или специальных приспособлений. Температура детали на вы-
ходе 100—200 “С.
Внимание! При использовании защитного газа, содержащего более
10 % водорода, следует учитывать возможность взрыва при доступе воз-
духа.
Металлы, склонные к азотированию, не следует паять в азотно-водород-
ной среде.
439
23.5.2. Пайка в вакуумных печах
Применяются печи непрерывного действия, колпаковые элева-
торные, муфельные, безмуфельные и др.
Границы применения. Размеры: толщина деталей 1—
10 мм.
Материал: высоколегированные стали, тугоплавкие ме-
таллы (титан, тантал, молибден, ниобий и их сплавы), медь,,
никель; металлы и сплавы с керамикой, стеклом и графитом.
Область использования: производство летательных
аппаратов, электроника, приборостроение.
Степень механизации: от средней до высокой.
Параметры пайки: вакуум от 1,33 до 0,01 Па, для нер-
жавеющих сталей 1,33 Па; для сплавов, содержащих титан и
алюминий, 0,01 Па. Мощность нагрева 20—500 кВт, продолжи-
тельность пайки 3—30 мин [5, 6].
Тип соединения: см. ГОСТ 19249—73; ширина зазора
0,05—0,2 мм.
Припои: медные, никелевые, серебряные (табл. 23.3—23.5).
Внимание! Не рекомендуется применять припои, содер-
жащие металлы с высокой упругостью паров (цинк, кадмий,,
магний, бериллий, марганец, литий).
Техника пайки. При пайке в вакууме необходима тщательная
подготовка поверхности деталей. Сборку паяемых элементов
производят в приспособлениях с предварительным укладыва-
нием припоя. После установки деталей в печь ее нагревают и
одновременно откачивают воздух. Скорость нагрева выбирают
такой, чтобы исключить растворение паяемого металла. Темпе-
ратура детали на выходе из печи 100—200 °C.
23.5.3. Индукционная пайка
Используются высокочастотные установки с ламповым и ма-
шинным преобразователями, специальные индукционные уста-
новки.
Границы применения. Размеры: при средних частотах (1—
10 кГц) возможна пайка стали толщиной 5—15 мм и меди тол-
щиной 4—12 мм; при высоких частотах (0,1—5 МГц) выполня-
ется пайка стали толщиной 0,1—3 мм и меди толщиной 0,3—
3 мм.
Материал: преимущественно углеродистая сталь, медь,
латунь, алюминий и другие металлы.
Область использования, массовое производство де-
талей простой конфигурации; машиностроение, автомобилестрое-
ние, металлообрабатывающая и электротехническая промыш-
ленность, изготовление медицинского оборудования и др.
Степень механизации: высокая.
440
Параметры пайки [6, 7]:
Средняя частота Высокая частота
Мощность, кВт • • • 200—300 2—30
Пр одол жител ьность
пайки, с 30—240 5—60
Тип соединения: см. ГОСТ 19249—73; ширина зазора
0,05—0,3 мм.
Припои: медь, припои на основе меди, никелевые (см.
табл. 23.3—23.5). ,
Техника пайки. В зависимости от конструкции паяемых дета-
лей нагрев осуществляют непосредственно от индуктора (пря-
мой нагрев) или за счет теплоотдачи от графитового или сталь-
ного вкладыша, нагреваемого ТВЧ (косвенный нагрев). Расстоя-
ние между индуктором и деталью выбирают в пределах 2—
20 мм в зависимости от размера, конфигурации и толщины сте-
нок изделия. Для пайки тонкостенных деталей берут меньший
зазор, для толстостенных — больший.
Глубину проникновения тока определяют из выражения
h = Kjjf,
где f — частота тока; К — коэффициент, зависящий от материала
и температуры. Для малоуглеродистой стали при температуре
выше 780 °C (выше точки Кюри) К=600, при температуре
20 °C для меди К=70 и для алюминия К=80.
Пайку осуществляют с применением флюсов, защитной ат-
мосферы и вакуума.
23.5.4. Пайка электросопротивлением
Используются машины для контактной сварки, контактные
клещи, сварочные трансформаторы и специальные установки.
Границы применения. Размеры: детали толщиной 1—
20 мм.
Материал: углеродистая сталь, медь, бронза и различ-
ные сочетания металлов.
Область использования: серийное и массовое про-
изводство; пайка твердосплавного инструмента, ленточных пил,
наконечников проводов, обмоток возбуждения электродвигате-
лей, деталей приборов и электронной техники.
Степень механизации: высокая.
Параметры пайки: сила тока 500—1000 А, вторич-
ное напряжение 0,5—10 В, продолжительность пайки 1,5—10 с
[6, 7].
Тип соединения: внахлестку, ширина зазора 0,1 —
0,3 мм.
441
Материал электродов: графит для деталей из меди
и хромистая медь, вольфрам и жаростойкие сплавы для пайки
стальных изделий.
Припои: меднофосфорные, серебряные и оловянные припои
(табл. 23.1—23.4).
Техника пайки. Перед пайкой следует предварительно под-
готовить поверхности паяемых деталей. Припой наносят на
контактные поверхности в виде плакирующего слоя или укла-
дывают в виде проволоки или ленты. Для равномерного
нагрева деталей ток иногда прерывают. После растекания при-
поя ток выключают, а давление сохраняют до полного затвер-
девания.
Внимание! При прямом пропускании электрического тока
существует опасность перегрева металла.
Пайка с применением косвенного нагрева наиболее эффек-
тивна для соединения деталей с различным поперечным сече-
нием, так как в этом случае деталь меньшего размера нагрева-
ется за счет теплопередачи от более массивной.
23.5.5. Электронно-лучевая пайка
Применяются низковольтные электронные пушки (типа НВ, НВС
и АВЧ), пушки со средним ускоряющим напряжением
(типа СВ) и высоковольтные электронные пушки (типа
ВВ-120Н) [6].
Границы применения. Р аз м е р ы: преимущественно мелкие
и тонкостенные детали.
Материал: высоколегированная сталь, тугоплавкие ме-
таллы, металлокерамика
Область использования: изготовление высокоточ-
ных деталей; производство летательных аппаратов, радиоэлект-
роника, медицинский инструмент, трубчатые теплообменники.
Степень механизации: высокая.
Параметры пайки: ускоряющее напряжение 5—8 кВ,
ток луча 1,5—10 мА, частота колебания луча 1,5—3 Гц, ампли-
туда колебаний пучка 3—5 мм, разрежение 1,33—0,001 Па,
время пайки 20—40 с [6, 7].
Тип соединения: см. ГОСТ 19249—73; ширина зазора
0,01—0,2 мм.
Припои: используются припои с узким интервалом кри-
сталлизации; медные, никелевые, серебряные, оловянно-свинцо-
вые (табл. 23.2, 23.7—23.9).
Техника пайки. Перед пайкой необходима тщательная под-
готовка поверхности детали. Пайка может производиться как
неподвижным сфокусированным лучом, так и сканирующим (со-
вершающим, например, поперечные колебания).
Внимание! Не рекомендуется применять припои, содер-
жащие легко испаряемые металлы.
442
23.5.6. Лазерная пайка
Используются установки с твердотельными и газовыми лазе-
рами, устройства для групповой пайки.
Границы применения. Размеры: тонкостенные и разнотол-
щинные (в соотношении 1 :50) детали.
Материал: высоколегированная сталь, тугоплавкие ме-
таллы и сплавы, алюминий, титан.
Область использования: радиоэлектроника, произ-
водство летательных аппаратов, медицинская промышленность.
Степень механизации: от средней до высокой.
Параметры пайки; температуры пайки на 30—50 °C
выше температуры используемого припоя, продолжительность
от 5 с до 3 мин [6, 7].
Тип соединения: см. TOGT 19249—73; ширина зазора
0,01—0,2 мм.
Припои: преимущественно в виде покрытий (золотые, се-
ребряные и медные).
Техника пайки. Перед пайкой необходима тщательная подго-
товка соединяемых деталей. Процесс пайки протекает на воз-
духе, в вакууме или в защитной атмосфере. Высокая удельная
тепловая мощность лазерного луча способствует испарению
с поверхности припоя и основного металла окисных пленок, что
позволяет осуществлять пайку без применения флюсов. Им-
пульсной пайкой соединяют чаще всего проволоку между собой
или проволоку с более массивными элементами. Пайку метал-
лов значительных толщин выполняют газовыми лазерами.
23.5.7. Пайка световым лучом
Применяются установки с кварцевыми, аргонными и ксеноно-
выми лампами.
Границы применения. Размеры: тонколистовые детали.
Материал: высоколегированная сталь, титановые и алю-
миниевые сплавы, металл с керамикой и др.
Область использования: производство, летательных
аппаратов, пайка узлов электровакуумных приборов, радиоэлек-
троника, электротехническая промышленность.
Степень механизации: от средней до высокой.
Параметры пайки: мощность излучения 150—5000 Вт,
диаметр пятна нагрева 4—15 мм, температура до 1700 °C (мак-
симальная), продолжительность пайки от 5 с до 3 мин [5, 6].
Тип соединения: см. ГОСТ 19249—73; ширина зазора
0,05—0,2 мм.
Припои: оловянно-свинцовые, серебряные и медные.
Флюсы: низкотемпературные (табл. 23.6) и высокотемпера-
турные (табл. 23.7).
443
Техника пайки. Перед пайкой необходима тщательная под-
готовка соединяемых деталей. При пайке световым лучом обес-
печивается нагрев с малой тепловой инерционностью. Достоин-
ством лучистого нагрева является бесконтактный подвод энер-
гии, в том числе через оптически прозрачные стенки. Пайку
выполняют на воздухе, в инертной среде и вакууме. В тех слу-
чаях, когда необходим локальный нагрев, используют специ-
альные малогабаритные кварцевые йодные лампы накаливания
23.5.8. Пайка погружением в расплавленные припои
Применяются стационарные установки, автоматы роторного
типа, комплексно-механизированные линии, установки с элект-
ромагнитными нагнетателями припоя.
Границы применения. Размеры: преимущественно мелкие
и средние детали.
Материал: углеродистые стали, твердые сплавы, медь, ла-
тунь, алюминий.
Область использования: массовое производство пе-
чатного монтажа, узлов электрооборудования, консервной тары,
теплообменников, режущего и бурового твердосплавного инстру-
мента.
Степень механизации: высокая.
Параметры пайки: температура ванны на 30—50 °C
выше температуры плавления используемого припоя, продолжи-
тельность пайки от 5 с до 3 мин [5, 6].
Тип соединения: см. ГОСТ 19249—73; ширина зазора
0,05—0,2 мм.
Припои: оловянно-свинцовые, алюминиевые и медные
(табл. 23.1—23.6).
Флюсы: канифольные, канифолесодержащие, гидразино-
вые, анилиновые и флюсы на основе буры и борной кислоты
(табл. 23.6, 23.7).
Техника пайки. Детали очищают от окислов и жировых за-
грязнений, обезжиривают, травят, фиксируют между собой и
флюсуют. В одних случаях детали флюсуются при погружении,
проходя через слой флюса, в других — флюс наносят в специ-
альной ванне. При пайке детали погружаются в припой цели-
ком или частично в зависимости от расположения паяного шва.
Внимание! Во избежание значительного понижения тем-
пературы расплавленного припоя в ванне, масса последнего
должна не менее чем в 20 раз превышать массу детали. Время
пребывания детали в припое должно быть минимальным из-за
растворения паяемого материала и насыщения припоя железом,
медью и т. д.
444
23.5.9. Пайка погружением в расплавленные соли
Применяются печи — ванны тигельные, электродные однофаз-
ные с циркуляцией соли, прямоугольные электродные и элек-
тродные трехфазные.
Границы применения. Размеры: преимущественно мелкие
и средние детали.
Материал: углеродистые и конструкционные стали, жаро-
прочные сплавы, медь, никель, алюминий и их сплавы.
Область использования: производство свертных
стальных труб, металлорежущего инструмента, корпусов радио-
электронной аппаратуры из алюминиевых сплавов, медных и
алюминиевых теплообменных аппаратов и др.
Степень механизации: высокая.
Параметры пайки: температура ванны на 30—50 °C
выше температуры плавления используемого припоя, продол-
жительность пайки от 5 с до 3 мин [6, 7].
Тип соединения: см. ГОСТ 19249—73; ширина зазора
0,05—0,2 мм.
Припои: медные, серебряные, алюминиевые (табл.
23.2—23.4).
Соли: смеси, содержащие хлориды натрия, бария, калия,
кальция и фториды калия, алюминия (табл. 23.13).
Техника пайки. При пайке погружением в расплавленные
соли необходима тщательная сборка деталей. Паяемые детали
фиксируют точечной сваркой, развальцовкой, кернением или
в специальных приспособлениях из коррозионностойкой стали.
Припой размещают так, чтобы он не был смещен солевой сре-
дой. Массивные детали предварительно нагревают в печи до
300—350 °C, а затем погружают в расплавленную соль. В от-
дельных случаях для повышения качества пайки применяют
предварительное флюсование с использованием фторсодержа-
щих солей.
ТАБЛИЦА 23.13
СОСТАВЫ СОЛЕЙ ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ, % [7]
Номер пп. LIC1 KF NaCl ВаС1э Kci СаС19 Na3B,O, A IF, Температура пайки, °C
1 22,5 77,5 655—1300
2 40,0 50,0 — — 10 830—950
3 — 30,0 65,0 5,0 — — 570—900
4 — 22,0 30,0 — 48,0 — — 485—900
5 35,0 5.0 10.0 — 45,0 — — 5,0 590—605*
* Применяется для пайки алюминия.
445
После пайки и охлаждения до 200—250 °C детали промы-
вают в горячей воде до полного удаления остатков соли и су-
шат в потоке воздуха или в печи при 100—120 °C.
Внимание! При пайке никеля или его сплавов недопу-
стимо присутствие в ванне серы, которая вызывает образование
трещин.
Соли перед загрузкой в печь или ванну должны быть обез-
вожены, так как в присутствии влаги некоторые компоненты,
например LiCl, теряют флюсующие свойства.
23.5.10. Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бы-
товом газе, установки для механизированной газопламенной
пайки.
Границы применения. Размеры: детали любой формы тол-
щиной 1 —10 мм.
Материал: углеродистые и низколегированные стали, се-
рый чугун, медь, никель, медно-никелевые сплавы, алюминий,
серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое
производство; изготовление трубопроводов, теплообменников,
деталей автомобилей, электротехнических и ювелирных изде-
лий, устранение дефектов чугунного и алюминиевого литья.
Степень механизации: от малой до высокой.
Параметры пайки: температура пайки выбирается на
30—50 °C выше температуры применяемого припоя, избыточное
давление пропана 100—400 кПа, ацетилена 60—80 кПа, быто-
вого газа 30 кПа. Продолжительность пайки 0,5—3 мин (5, 6].
Тип соединения: см. ГОСТ 19249—73; ширина 0,1—
0,3 мм.
Припои: оловянно-свинцовые, оловянно-цинковые, алюми-
ниевые, медные, серебряные (табл. 23.1—23.4), золотые и др.
Флюсы: выбираются в зависимости от температуры пайки
и припоя; при массовом производстве используют газообразные
флюсы.
Техника пайки. Перед пайкой необходима предварительная
подготовка поверхности деталей. Пайку выполняют с примене-
нием флюсов за исключением соединений из меди, паяных се-
ребряно-медно-фосфорйстыми и медно-фосфористыми самофлю-
сующими припоями. При нагреве изделий горелками исполь-
зуют факел пламени на расстоянии ~ 10 мм от конца ядра.
При пайке массивных деталей применяют многосопловые го-
релки, обеспечивающие мягкий и равномерный нагрев. Пайка
медно-цинковыми припоями качественно получается при нагреве
окислительным пламенем за счет уменьшения испарения цинка.
При нагреве нержавеющих сталей рекомендуется нормальное
446
пламя с целью исключения образования карбидов хрома, спо-
собствующих развитию межкристаллитной коррозии. При пайке
разнородных и разнотолщинных материалов пламя направляют
на деталь, имеющую большую теплопроводность и массу.
Внимание! При пайке необходим контроль за строением
факела пламени с целью исключения копоти, ухудшающей рас-
текание припоя.
23.5.11. Пайка паяльником
Применяются электрические паяльники непрерывного и перио-
дического действия.
Границы применения. Р а з м ер ы: толщина деталей 0,2—
2 мм.
Материал: сталь, никель, медь, латунь, цинк и др.
Область использования: ручная и механизирован-
ная пайка печатного монтажа, электротехнических изделий,
многожильных проводов и ремонт бытовой радио- и электро-
аппаратуры.
Степень механизации: от низкой до высокой (специальные
установки).
Параметры пайки: мощность нагрева 4—2000 Вт, тем-
пература паяльника 100—600 °C, время пайки 10—60 с (5, 6].
Тип соединения: см. ГОСТ 19249—73; ширина зазора
0,05—0,3 мм.
Припои: оловянно-свинповые (табл. 23.1—23.3), свинцо-
вые, висмутовые, индиевые.
Флюсы: канифольные, канифолесодержащие, гидразиновые,
анилиновые, галогенидные (табл. 23.6) и др.
Техника пайки. В зависимости от конфигурации паяемого
шва стержни паяльника могут иметь различную форму. Перед
пайкой стержень паяльника необходимо очистить от окалины и
облудить припоем. С поверхности паяемых деталей удалить жи-
ровые загрязнения, окислы и нанести флюс. Когда температура
металла в зоне пайки достигнет рабочей, стержнем паяльника
переносят припой в соединительный зазор. Если припоя требу-
ется много, то он расплавляется паяльником непосредственно
на паяемой детали.
Пайку микропроводов выполняют с помощью микропаяль-
и и ков типа МЭП мощностью 4—30 Вт. Для печатного монтажа
используют паяльники мощностью 25—60 Вт, а для пайки объ-
емного монтажа 50—120 Вт.
Внимание! Во время пайки необходим контроль за тем-
пературой паяльника во избежание его перегрева.
447
23.6. Пайка металла с керамикой
Для получения соединений керамики с металлом применяют
несколько способов пайки: пайку металлизированной керамики,
активную пайку, пайку стеклоприпоем и пайку неметаллизиро-
ванной керамики под давлением [8, 9].
Пайка металлизированной керамики — это многоступенча-
тый способ получения соединений. Вначале на керамическую
деталь наносят и закрепляют тонкий слой порошкового мате-
риала (75—95 % Мо и активные добавки Мп, Si, Ti, Fe, ферро-
силиция, стекла и др.). Затем гальваническим или химическим
методом наносят второй слой металла (Ni или Fe) осущест-
вляют пайку высокотемпературными припоями в интервале тем-
ператур 780—1100 °C. Время выдержки после расплавления
припоя составляет 30—60 с.
Сущность активной пайки заключается в использований ти-
тана и циркония в качестве активных составляющих металли-
ческого припоя. Процесс пайки протекает в вакууме (1,ЗХ
Х10-3 Па) или в среде инертного газа, не содержащего кис-
лород и пары воды.
Получение металлокерамических соединений стеклоприпоем
основывается на хорошей адгезии керамики и стеклоприпоя,
а также на том, что процесс пайки протекает в условиях, когда
на металле появляется тонкая пленка окисла, улучшающая ад-
гезионное сцепление стеклоприпоя с металлом. Для пайки в оки-
слительной фазе применяют стеклоприпои системы SiC>2 —
ZnO—В2О3—РЬО и V2O5—В2О3—ZnO. В случае восстанови-
тельной среды используют стеклоприпои на основе окислов
SiO2, А12О3, CaO, MnO, MgO и ВаО.
Пайка неметаллизированной керамики с металлами под дав-
лением напоминает диффузионную сварку. Процесс получения
соединений сводится к сборке деталей, расплавлению припоя
и выдержке. 3—5 мин без давления, а затем под давлением
в течение 8—10 мин. Далее температура снижается и узел ох-
лаждается под давлением 4—5 МПа до комнатной темпера-
туры.
Глава 24. ПОКРЫТИЯ
24.1. Общие сведения
В настоящей главе рассматриваются общие вопросы терминологии и клас-
сификации методов нанесения покрытий. Описание основных типов оборудо-
вания, исходных материалов, технологии нанесения покрытий, их свойств и
областей применения отнесено к группе напыленных покрытий (газотер-
мических и вакуумных), принципы получения которых в наибольшей мере
соответствуют сварочной технологии.
448
24.2. Определения, классификация и основные схемы
Покрытие—искусственно сформированный на поверхности изделия или кон-
струкции слой, отличающийся от материала основы по составу и физико-хи-
мическим свойствам.
По характеру расположения на поверхности покрытия подразделяются
на наслоенные и диффузионные (или внедренные).
Наслоенное покрытие — покрытие, сформированное на внешней поверх-
ности изделия или конструкции, имеющее четкую границу раздела с ос-
новной.
Диффузионное покрытие — покрытие, сформированное за счет внедрения
в материал основы без существенного изменения начальных размеров из-
делия.
Возможны покрытия, имеющие промежуточный характер (диффузионно-
наслоенные).
Существующие методы нанесения покрытий делятся на следующие ос-
новные группы: химическое осаждение, электрохимическое осаждение, газо-
термическое напыление, вакуумное напыление, диффузионное насыщение.
Химическое осаждение — получение покрытий из водных растворов солей,
основанное на реакциях восстановления.
Электрохимическое осаждение — получение покрытий на металлах из рас-
творов или расплавов электролитов под действием электрического тока.
Газотермическое напыление — получение покрытия из частиц дисперс-
ного материала, нагретых и ускоренных с помощью высокотемпературной
газовой струи.
Вакуумное напыление — получение покрытия из парогазовой фазы с ис-
пользованием контролируемых процессов испарения, синтеза, конденсации и
сорбции вещества покрытия в виде отдельных атомов и молекул в вакууме.
Диффузионное насыщение — получение покрытия путем легирования ме-
таллами и неметаллами поверхностного слоя основного материала при на-
гревании в среде, содержащей образующие покрытие элементы. (См. также
ГОСТ 9.008—82.)
Классификация методов получения покрытий может быть основана на
различиях агрегатного и физического состояния наносимого вещества [1].
24.2.1. Получение покрытий из парогазовой фазы
Физические методы напыления покрытий испарением в вакууме:
— термическое испарение нагревом прямым прохождением тока, ра-
диационным, индукционным нагревом;
— прямое электронно-лучевое испарение;
— катодное распыление;
— высокочастотное распыление;
— магнетронное распыление;
— ионно-лучевое распыление;
— реактивное испарение и распыление;
— ионное осаждение.
Химические (газофазные) методы напыления покрытий испарением:
— пиролиз летучих соединений металлов и неметаллов;
— восстановление летучих соединений водородсодержащими веществами
или парами металлов;
— гидролиз газообразных галогенидов водяным паром или водяным
газом;
— реакции диспропорционирования;
— высокотемпературное прямое окисление кислородом газообразных га-
логенидов или металлоорганических бескислородных соединений.
Диффузионное насыщение сорбцией паров и газов (контактные и не-
контактные способы).
29—1063
449
24.2.2. Получение покрытий из растворов и тонких суспензий
Электрохимическое осаждение:
— осаждение покрытий из металлов и сплавов из растворов солей;
— получение комбинированных электрохимических покрытий (КЭП) из
тонких суспензий;
— электрохимическое оксидирование.
Химическое осаждение:
— нанесение металлов на металлы восстановлением и контактно-обмен
ным отложением;
— нанесение металлов на неметаллы;
— нанесение неметаллов на металлы (оксидирование, фосфатирование,
хроматирование, метод растворной керамики);
— нанесение металлов на неметаллы (гидролиз металлоорганических
соединений, метод растворной керамики).
Нанесение твердо-жидких веществ (шликеров, пульп, грубых суспензий,
паст):
— окунание, облив, пульверизация, электрораспыление, электрофорез,
торкретирование, обмазка (все с последующей термообработкой).
24.2.3. Получение покрытий из расплавов и полурасплавов
Эмалирование
Капельное напыление:
— газотермическое напыление (электродуговая металлизация, газопла-
менное, плазменное и детонационное напыление);
— лазерное напыление;
— распыление взрывающихся проволочек.
Погружение в расплав:
— погружение в расплавы металлов (цинкование, алюминирование);
— погружение в расплавы солей;
— остеклование.
24.2.4. Получение покрытий из твердых веществ и их аэросмесей
Диффузионное насыщение (химико-термическая обработка)
Плакирование при совместной деформации материалов основы и по-
крытия.
Припекание, вжигание.
Нанесение в кипящем слое.
Втирание под давлением (ротапринтный метод).
24.3. Физические основы процессов нанесения покрытий
24.3.1. Напыление покрытий газопламенным методом
Газопламенный метод напыления покрытий состоит в формиро-
вании на поверхности изделий слоя из частиц напыляемого ма-
териала, обладающих достаточным запасом тепловой и кинети-
ческой энергии в результате взаимодействия со струей газового
пламени.
Струя пламени образуется в результате сгорания горючей
смеси, вытекающей из сопловых отверстий горелки с большой
скоростью. Напыляемый материал подают, как правило, внутрь
450
факела пламени, вдоль оси. Температура струи горючий газ —
кислород при использовании ацетилена достигает 3200 °C, а ско-
рость истечения 150—160 м/с. Попадая в струю, частицы порош-
кового материала нагреваются до жидкого или высокопластич-
ного состояния и приобретают скорость 20—80 м/с. Скорость
полета частиц порошка зависит от соотношения кислорода и
горючего газа в смеси, количества обдувающего газа, расстоя-
ния от среза сопла, количества вводимого в пламя порошка и
его плотности, гранулометрического состава и др.
Материал, используемый для газопламенного напыления по-
крытий, не должен разлагаться и возгоняться в пламени и дол-
жен иметь достаточную разницу между температурами плавле-
ния и кипения (более 150—250 °C).
24.3.2. Напыление покрытий плазменно-дуговым методом
Плазменно-дуговой метод заключается в формировании на по-
верхности детали покрытия из нагретых и ускоренных частиц
с применением высокотемпературной плазменной струи, при со-
ударении которых с основой или напыленным материалом про-
исходит их соединение.
Струя дуговой плазмы образуется в плазмотроне за счет на-
грева плазмообразующего газа при прохождении через дугу.
Температура плазменной струи может составлять 5-103—
55-103 °C, а скорость истечения достигать 1000—1500 м/с. По-
падая в плазменную струю, частицы порошка нагреваются
вплоть до стадии плавления и ускоряются, приобретая скорость
50—200 м/с.
Ударяясь о напыляемую поверхность, частицы сцепляются
с ней за счет металлургического, механического и других видов
взаимодействия.
Материал, используемый для плазменно-дугового напыления
покрытий, должен плавиться без разложения и возгонки и, же-
лательно, иметь достаточно большую разницу между темпера-
турами плавления и кипения (более 200—300 °C).
24.3.3. Напыление покрытий детонационным методом (ДНП)
Процесс ДНП состоит в формировании на поверхности изделия
серией последовательных выстрелов слоя из частиц напыляе-
мого порошка, обладающих достаточным запасом тепловой и
кинетической энергии в результате взаимодействия с продук-
тами детонации взрывчатой смеси.
В зависимости от состава взрывчатой смеси скорость детона-
ционной волны может достигать 3000 м/с, а температура про-
дуктов детонации 3200 °C. В результате взаимодействия с вы-
сокотемпературными продуктами детонации частицы напыляе-
29*
451
мого порошка нагреваются до пластичного или жидкого состоя-
ния и, вылетая из ствола, приобретают скорость 500—750 м/с.
Скорость и температура частиц порошка зависят от соотно-
шения кислорода и горючего газа в смеси, их расходов, коли-
чества вводимого в ствол порошка, его плотности, грануломе-
трического состава, конструктивных особенностей установки
и др.
24.3.4. Напыление покрытий методом
электродуговой металлизации
Электродуговая металлизация заключается в формировании на
поверхности детали покрытия из нагретых и ускоренных частиц
металла, полученных в результате плавления проволок (за счет
энергии горящей между ними электрической дуги) и дисперга-
ции расплава струей сжатого газа (воздуха).
24.3.5. Нанесение покрытий методом электронно-лучевого испа-
рения
Метод получения покрытий электронно-лучевым испарением за-
ключается в осуществлении испарения материала покрытия пу-
тем электронно-лучевого нагрева, формировании парового по-
тока и конденсации испарившихся атомов на покрываемой по-
верхности. Процесс происходит в вакууме при рабочем давле-
нии в камере 10-2—10~3 Па.
24.3.6. Нанесение покрытий методами высокоскоростного
вакуумного распыления
При методах нанесения покрытий высокоскоростным распыле-
нием используется эффект разрушения материала мишени
ионами с высокой энергией, для получения которых применяют
различные генераторы.
К числу таких методов относят магнетронное распыление,
применение вакуумного дугового разряда.
24.4. Технологические возможности газотермических
и вакуумных методов нанесения покрытий
24.4.1. Газопламенный метод
Применяется для напыления покрытий из порошков металлов,
их сплавов, композиций, окислов, органических соединений
и т. п., проволок, керамических стержней.
К основным достоинствам газопламенного напыления покры-
тий относятся:
4Б2
— возможность получения покрытий из большинства мате-
риалов, плавящихся при температуре до 2800 °C без разло-
жения;
— относительно малое тепловое воздействие на подложку
(в пределах 50—150 °C), что позволяет наносить покрытия на
поверхность широкого круга материалов, включая пластмассы,
дерево, картон и т. п.;
— толщина покрытия может быть обеспечена в пределах
от 50 мкм до 10 мм и более;
— возможность регулирования газового режима работы го-
релки позволяет управлять химическим составом среды (вос-
становительная, нейтральная, окислительная) и энергетическими
характеристиками струи и напыляемых частиц;
— высокая производительность процесса (до 10 кг/ч), на-
пример, 8—10 кг/ч для порошков самофлюсующихся сплавов
типа ПГ-СР4 при расходе ацетилена 0,9 м3/ч и высокий коэф-
фициент использования материала (0,60—0,95);
— возможность нанесения покрытий на изделия практически
без ограничения их размеров при наличии необходимых средств
механизации и обеспечении правил техники безопасности;
— относительно низкий уровень шума и излучений;
— возможность во многих случаях нанесения покрытий при
любом пространственном положении аппарата;
— легкость и простота обслуживания оборудования;
— гибкость технологии и мобильность оборудования, что
позволяет производить напыление на месте, без демонтажа из-
делий;
— возможность автоматизации процесса и встройки в авто-
матическую линию с небольшими затратами и др.
Основными недостатками газопламенного метода напыления
покрытий являются:
— недостаточная в некоторых случаях прочность сцепления
покрытий с основой (5—45 МПа) при испытании на нормаль-
ный отрыв;
— наличие пористости (обычно в пределах 5—25%), ко-
торая препятствует применению покрытий в коррозионных сре-
дах без дополнительной обработки;
— невысокий коэффициент использования энергии газопла-
менной струи на нагрев порошка (2—12 %);
— невозможность нанесения покрытий из тугоплавких мате-
риалов с температурой плавления более 2800 °C.
453
24.4.2. Плазменно-дуговой метод
Применяется для напыления покрытий из порошков металлов,
оксидов, карбидов, нитридов, боридов и других тугоплавких
соединений, из композиционных порошков и механических сме-
сей различных порошков, проволок.
К достоинствам плазменно-дугового способа напыления по-
крытий относятся:
— возможность получения покрытий из большинства мате-
риалов, плавящихся без разложения;
— относительно малое тепловое воздействие на подложку
(обычно нагрев последней в пределах 50—150 °C), что позво-
ляет наносить покрытия на поверхность широкого круга мате-
риалов, включая пластмассы, дерево, картон и т. п.;
— толщина покрытия может меняться в пределах от 15 мкм
до 6 мм и более со средней разнотолщинностью ±10%;
— возможность использования для образования струи дуго-
вой плазмы газов различного рода: инертных (аргона, гелия),
восстановительных (водорода) и окислительных (воздуха.,
азота), а также аммиака, природного газа, водяного пара и дру-
гих газообразных веществ, что в сочетании с применением ка-
мер с защитной средой (вакуумом) или защитных насадок поз-
воляет регулировать свойства среды, в которой нагреваются и
движутся частицы напыляемого материала;
— возможность гибкого регулирования электрического и га-
зового режимов работы плазменной горелки, в том числе в те-
чение самого процесса напыления, позволяет управлять энерге-
тическими характеристиками напыляемых частиц;
— достаточно высокая производительность процесса, состав-
ляющая 3—11 кг/ч для горелок с электрической мощностью
25—40 кВт и 11—25 кг/ч для горелок мощностью 80—120 кВт;
— возможность нанесения покрытия на открытые поверх-
ности практически без ограничения их размеров при условии
наличия необходимых средств механизации и обеспечения тех-
ники безопасности.
Недостатками плазменно-дугового способа напыления покры-
тий являются:
— недостаточный в некоторых случаях уровень значений
прочности сцепления покрытий с подложкой (обычно 15—
50 МПа при испытаниях на нормальный отрыв);
— наличие пористости (обычно в пределах 2—15%), кото-
рая препятствует применению многих плазменных покрытий
в коррозионных средах без дополнительной обработки;
— невысокий коэффициент полезного использования энер-
гии плазменной струи при нагреве порошка (2—8%).
454
24.4.3. Детонационный метод
Применяется для напыления покрытий из порошков металлов,
их сплавов, оксидов, тугоплавких соединений, различных компо-
зиций и т п., которые не должны разлагаться и возгоняться
в продуктах детонации и иметь достаточную разницу между
температурами плавления и кипения (не менее 200 °C).
Основные достоинства метода:
— возможность получения покрытий из большинства порош-
ков, плавящихся при температуре до 2800 °C без раз-
ложения.
— возможность нанесения покрытий на различные матери-
алы (металлы — с твердостью поверхности до 60 HRC, кера-
мику, стекло, пластмассу и др.);
— отсутствие деформации напыляемой поверхности;
— возможность получения покрытий с пористостью 0,5—
1,5% и высокой прочностью сцепления покрытий с основой (ни-
кель— 100 МПа, ПН70Ю30—100 МПа, оксид алюминия —
30 МПа);
— возможность управлять химическим составом продуктов
детонации (восстановительный, нейтральный, окислительный) и
энергетическими характеристиками процесса за счет регулиро-
вания газового режима;
— возможность нанесения покрытий на изделия практиче-
ски без ограничения их размеров при наличии средств механи-
зации и обеспечении правил техники' безопасности.
Основные недостатки метода:
— высокий уровень шума в помещении, где производится
детонационное напыление покрытий, достигающий 140 дБ;
— наличие продуктов сгорания смеси горючий газ — кисло-
род с образованием вредных компонентов (СО, углеводороды,
оксиды азота);
— наличие концентрации взвешенных в воздухе частиц на-
пыляемого порошка размером 5—150 мкм >150 мг/м3.
В связи с перечисленными особенностями все детонационное
оборудование необходимо размещать в специальных помеще-
ниях производственного участка.
24.4.4. Электродуговая металлизация
Применяется для нанесения покрытий из проволок металлов и
сплавов.
Достоинства метода:
— низкие энергозатраты на получение покрытия;
— высокая производительность процесса (до 100 кг/ч и бо-
лее по цинку) при достаточно эффективном использовании рас-
пыляемого материала (0,65—0,8);
455
— значительные толщины напыляемого покрытия (до 10—
15 мм);
— относительно малое тепловое воздействие на основу (на-
грев в пределах 80—200 °C);
— возможность нанесения покрытий на изделия практически
без ограничения размеров;
— легкость и простота обслуживания оборудования, его вы-
сокая надежность;
— возможность автоматизации процесса с созданием авто-
матических линий.
Основные недостатки метода:
— ограниченный круг материалов для напыления из-за тре-
бований электропроводности и поставки в виде проволоки;
— наличие значительного количества оксидов в покрытии,
что снижает его ударную прочность;
— не во всех случаях достаточная прочность сцепления по-
крытий с основой (15—45 МПа);
— наличие пористости препятствует применению покрытий
в коррозионных средах без дополнительной обработки.
24.4.5. Электронно-лучевой метод
Достоинством электронно-лучевого метода является эффектив-
ное использование энергии на испарение, высокая чистота и
плотность осаждаемого материала, возможность гибкого управ-
ления составом покрытия с получением микрослойных струк-
тур [6].
К недостаткам относится относительно высокая стоимость и
сложность оборудования, ограничение размеров покрываемых
изделий объемом рабочей камеры.
24.4.6. Методы ионно-плазменного нанесения покрытий
Процессы ионно-плазменного нанесения (катодное, магнетрон-
ное, высокочастотное распыление и др.) позволяют формиро-
вать покрытия из металлов и сплавов, различных соединений и
композиций.
Достоинства метода:
— более высокая прочность сцепления и плотность получен-
ных покрытий из-за более высокой энергии распыленных ча-
стиц;
— формирование покрытий без изменения стехиометриче-
ского состава;
— возможность получения покрытий из особотугоплавких и
неплавящихся материалов;
— возможность управления составом и свойствами покры-
тия в процессе нанесения;
456
— возможность очистки поверхности основы и растущего
покрытия.
Основные недостатки метода:
— скорости напыления, как правило, ниже, чем при других
вакуумных методах, за исключением магнетронного, где скоро-
сти осаждения покрытия достигают 25—45 нм/с [7];
— количество загрязнений в материале покрытий несколько
выше;
— объем камеры ограничивает размер изделия.
24.5. Технология нанесения газотермических и вакуумных
покрытий
24.5.1. Подготовка деталей к газотермическому напылению
При подготовке детали к операции напыления должны быть со-
блюдены требования к конфигурации напыляемой поверхности.
В случае необходимости проводится предварительная механиче-
ская обработка детали [2].
Для удаления жировых загрязнений проводится операция
обезжиривания. Составы обрабатывающих растворов и режим
обработки выбираются в соответствии с ГОСТ 9.402—80.
24.5.2. Подготовка деталей к вакуумному напылению
Технология напыления покрытий вакуумными методами, в част-
ности электронно-лучевым, включает в себя следующие основ-
ные этапы: подготовка детали к нанесению покрытий, собст-
венно нанесение покрытия и операции финишной обработки
[7, 8].
Перед вакуумным нанесением покрытия деталь контролиру-
ется на соответствие ГОСТ 9.301—78. Удаление поверхностных
дефектов (раковин, наплывов, оксидных пленок) проводят ме-
тодами виброшлифования или виброполировки, причем шерохо-
ватость поверхности после такой подготовки не превышает Ra =
= 1,3. Обезжиривание проводится по ГОСТ 10597—80.
24.5.3. Подготовка материалов для нанесения
газотермических покрытий
Процесс подготовки материалов для нанесения покрытий вклю-
чает в себя следующие основные операции:
для порошка — сушку и при необходимости рассев;
для проволоки — очистку от загрязнений и оксидных пленок.
24.5.4. Подготовка поверхности деталей
Детали должны поступать сухими и чистыми и иметь температуру не ниже
+ 10 °C для предотвращения образования на поверхности конденсата. Для
активации и придания напыляемой поверхности необходимой шероховато-
457
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ
сти ее подвергают струйно-абразивной подготовке. При толщине стенки де-
тали или конструкции 0,5 мм и менее необходимо применять специальные
приспособления и предосторожности, исключающие ее коробление.
Поверхности, не подлежащие струйно-абразивной обработке, защищают
«кранами из металла или абразивостойкого материала (например, резины).
Зона обработки должна быть больше зоны напыления на 2—3 мм с каждой
стороны.
Для струйно-абразивной обработки используют шлифзерно электроко-
рунда нормального марки 12А, 13А, 14А, 15А по ТУ 2-036-197—76 зерни-
стостью 63Н, 63П, 80Н, 80П по ГОСТ 3647—80 или металлическую дробь
ДСК номер 01, 02, 03, 05, 08, 1,5 ГОСТ 11964—81. При нанесении коррози-
онно-стойких металлизационных покрытий рекомендуется применять высоко-
кремнистый абразив ДСК-17 с содержанием кремния в исходном материале
13—17 % фракции 0,8—1,6 мм.
Электрокорунд является универсальным абразивным материалом. Метал-
лическую дробь рекомендуется для обработки материалов твердостью до
HRC 40. Не рекомендуется применять металлический абразив для подго-
товки поверхностей под напыление жаростойкими и коррозионностойкими
покрытиями, а также для деталей, изготовленных из меди, медных сплавов
и других материалов с высокой вязкостью.
Режим струйно-абразивной обработки выбирается в зависимости от ма-
териала детали (табл. 24.1). После струйно-абразивной обработки деталь
обдувают сжатым воздухом для удаления с поверхности мелких частиц аб-
разива. Детали с подготовленной поверхностью хранятся при температуре
не ниже +10 °C в специальной таре, исключающей ее загрязнение. При мон-
таже и транспортировке пользуются хлопчатобумажными перчатками ГОСТ
5007—75. Разрыв по времени между подготовкой поверхности и напыле-
нием не рекомендуется делать более 3 ч.
24.5.5. Выбор технологических параметров режима
нанесения покрытий
Операция газотермического напыления покрытий включает
в себя подготовку оборудования, выбор и установку режима его
работы в зависимости от вида напыляемого материала и детали,
на которую наносится покрытие, и осуществление самого про-
цесса нанесения покрытия.
Определение режима газотермического напыления произво-
дится в основном эмпирическим путем, опираясь на исходные
данные в паспортах установок.
Для оценки режима плазменного напыления с использова-
нием аргоновой струи предложена формула [3]:
v'-5d D0,5
р > 94 4__________ г -____________, (24.1)
’ ткЯоКвн + бЯоО-е)]0-5
где Р3 — электрическая мощность плазмотрона, кВт; Vr — рас-
ход аргона, м3/с; d4 — диаметр частиц напыляемого материала,
м; D — параметр трудности плавления напыляемого материала,
кДж2/(кг-м3) [2, 3]; т)т — термический к. п. д. плазмотрона;
Ro — радиус сопла анода, м; /Вн — расстояние от точки ввода
порошка до края анода, м; е — относительное расстояние тра-
ектории движения частиц от оси струи (е = (R/Ro).
458
459
ТАБЛИЦА 24.3
РАСЧЕТНЫЕ ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ ОПЕРАЦИОННЫХ РАЗМЕРОВ И ТОЛЩИНЫ ПОКРЫТИЯ
Поверхности
П а р а м етр --------------------------------;----------------------------------
охватываемые охватывающие
+
С
с
460
Разнотолщинность газотермического покрытия (или волни-
стость) зависит от режима взаимного перемещения горелки
(плазмотрона) и детали. Степень разнотолщинности (при на-
пылении цилиндрических деталей менее 1 % достигается при ус-
ловии, что s/po^l,2, где s — шаг смещения аппарата для на-
пыления, ро — радиус рассеивания напыляющей струи). Распре-
деление материала по пятну напыления описывается кривой
нормального распределения (3]
у = у о ех р (—г/р0)8, (24.2)
1де уо — толщина покрытия в центре пятна, г — расстояние от
центра пятна, ро — радиус рассеивания.
Радиус рассеивания зависит от конструкции горелки
(плазмотрона), свойств напыляемого материала, режима напы-
ления и определяется экспериментально. Обычно его значения
находятся в диапазоне 10—30 мм.
Определение необходимой толщины напыляемого покрытия
проводят по методике, представленной в табл. 24.2.
Режимы электронно-лучевого покрытия для повышения проч-
ности сцепления и плотности покрытия могут быть проведены
термообработка изделий с покрытиями (обычно в вакууме) и
уплотнение их обработкой микрошариками.
Получение жаростойких вакуумных покрытий для защиты
от газовой коррозии регламентировано ГОСТ 9.310—86
ЕСЗКС.
24.5.6. Материалы для нанесения покрытий
Порошки
Порошки, используемые для газотермического напыления, по-
лучают следующими основными способами:
— распылением расплава инертным газом в защитной атмо-
сфере;
— распылением водой высокого давления;
— кальцийгидридным восстановлением в атмосфере водо-
рода;
— плавлением с последующим дроблением;
— самораспространяющимся высокотемпературным синте-
зом с последующим дроблением;
— конгломерированием на органических связках;
— плакированием (например, электрохимическим или водо-
родным восстановлением в автоклавах);
— механическим смешиванием;
— водородным или, алюмотермическим восстановлением и
диффузионным легированием;
461
— восстановлением с последующей фильтрацией и термиче-
ской обработкой.
По своему составу и структуре частиц порошки для газо-
термического напыления подразделяются на следующие основ-
ные классы:
— металлы (Ni, Al, Mo, Ti, Сг, Си);
— сплавы (легированные стали и чугун, никелевые, мед-
ные, кобальтовые, титановые, в том числе самофлюсующиеся
сплавы Ni—Сг—В—Si, Ni—В—Si, Со—Ni—Сг—В—Si, Ni—
Си—В—Si);
— оксиды (Al, Ti, Сг, Zr и др. и их композиции);
— бескислородные тугоплавкие соединения и твердые сплавы
(карбиды Сг, Ti, W и др. и их композиции с Си и Ni);
— композиционные порошки, в том числе плакированные
Ni — графит, Ni—Al и др.; конгломерированные Ni—Al,
NiCrBSi—Al и др.;
— механические смеси (Cr3C2 + NiCr, NiCrBSi+WC и др.)
Применяемые порошки не должны разлагаться или возго-
няться в процессе напыления, иметь достаточную разницу
между температурами плавления и кипения (не менее 200°C).
Проволоки
Для газотермического напыления используют проволоку диа-
метром 1,5—5 мм для газопламенной металлизации, 1,2—3 мм
при электродуговой металлизации и 0,8—1,2 мм — для плаз-
менного напыления. Поверхность проволоки не должна иметь
дефектов и загрязнений.
Для антикоррозионных покрытий в основном используют
цинковую проволоку Ц1 (ГОСТ 13073—77), проволоки из алю-
миния и алюминиевых сплавов АД1, АМЦ, АМг (ГОСТ
7871—75), а также проволоку из нержавеющей стали
12Х18Н10Т (ГОСТ 5632—72).
Для нанесения износостойких покрытий и восстановления
размеров изношенных деталей применяют сварочные проволоки
сплошного сечения типа Св-08, Св-08Г2С, Св-12ГС,Св-06Х19Н9Т
и др. (ГОСТ 2246—70) и наплавочные марок Нп-40Г, Нп-65Г
и т. п. (ГОСТ 10543—75), а также из сталей ЗОХГСА (ГОСТ
4543—71), 30313 (ГОСТ 5632—72), 65Г (ГОСТ 1050—74).
Антифрикционные покрытия получают из бронзовых прово-
лок марок БрОЦ4-3, БрАЮ и т. п. (ГОСТ 5017—74).
Гибкие шнуры
Гибкий шнур представляет собой оболочку из малозольного ор-
ганического материала, заполненную порошками металлов,
сплавов, оксидов.
462
Освоено производство шнуров ПГ-ЮК-01, ПТ12Н-01 и
ПТНА-01, заполненных металлическими материалами, ПСК-99А,
ПСК-97А, ПСК-95АК и ПСК-87АТ — с керамическим наполни-
телем и КМ-70 — с заполнением карбидными частицами.
Диаметр шнура — 1,5—6,35 мм.
Назначение шнура связано с составом наполнителя
Мишени
При вакуумных методах напыления покрытий путем распыле-
ния исходные материалы используют в виде мишеней. Мишень
представляет собой компактное изделие, форма и размер кото-
Т А БЛИЦА 24.3
СПЛАВЫ ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОННОЛУЧЕВЫХ ПОКРЫТИЙ
Химический состав сплава. % (по массе)
Марка покрытия по ГОСТ 9.310—86 Ni Со Fe Сг А1 V
ПЖК-2 6—10 Основа 22—25 11 — 13 0,2—0,5
ПЖК-4 Основа — — 18—22 10—13 0,2—0,6
ПЖК-5 Основа 8—12 25—30 — 0,1
ПЖК-7 — 20—25 Основа 23—25 4—6 0,3
ПЖК-8 — Основа — 18—22 11 — 13 0,2—0,6
ПЖК-9 18—22 -— 18—22 11-13 0,2—0,6
пжк-ю Основа 6—10 — 18—22 11—13 0,2—0,6
ПЖК-12 Основа 6—10 — 18—22 5—10 0,2—0,6
рого зависят от размера рабочей камеры и схемы рабочего
процесса. По своей структуре мишени разделяются на сплош-
ные, многослойные и составные. -Сплошные мишени используют
в основном для нанесения чисто металлических покрытий, мно
гослойные — при распылении диэлектриков, составные — для
получения многокомпонентных покрытий.
Типичными материалами для изготовления мишеней явля-
ются алюминий, хром, медь, тантал, титан, нихром, нитрид
кремния, диоксид кремния, алюминий—кремний, титан—воль-
фрам и др.
Сплавы для нанесения жаростойких покрытий электронно-
лучевым способом представлены в табл. 24.3.
24.5.7. Выбор материалов для нанесения покрытий
По своему назначению приведенные выше материалы можно
использовать для создания следующих видов покрытий:
463
Износостойкие покрытия
— стойкие в условиях адгезионного износа (схватывание) (мяг-
кие и твердые подшипниковые покрытия);
— стойкие в условиях абразивного износа (абразивными ча-
стицами при Т<540 °C; абразивными частицами (при 540<
<7’<850 °C; твердыми поверхностями при Т<540 °C; твер-
дыми поверхностями при 540<7’<850 °C; волокнами и ни-
тями);
— стойкие в условиях усталостного износа поверхности (при
циклических нагрузках; при фреттинг-коррозии 7"<540 °C; при
фреттинг коррозии 540<Г<850 °C);
— стойкие в условиях эрозионного износа (при Т<540 °C;
при 540<Т<850сС).
Тепло- и жаростойкие высокотемпературные покрытия
— для защиты в окисляющих атмосферах при Г<950°С;
— для защиты от агрессивных газовых сред (стойкие к кор-
родирующим газам) при Г<950°С;
— для защиты от эрозии при 7’>850 °C;
— для защиты от воздействия расплавов (цинка, алюминия,
чугуна и стали, меди);
— для тепловых барьеров.
Коррозионностойкие покрытия
— стойкие к атмосферной коррозии;
— стойкие в воде и водных растворах.
Покрытия со специальными свойствами
— электропроводные;
— электроизоляционные;
— экранирующие;
— оптические (отражающие и поглощающие).
Покрытия для восстановления размеров деталей
— из черных металлов;
— из цветных металлов.
Покрытия для саморегулирования зазоров в сопрягаемых
деталях машин
— изнашиваемые;
— изнашивающие.
При выборе материалов для нанесения покрытий следует
учитывать:
464
— назначение детали;
— назначение покрытия;
— условия эксплуатации детали с покрытием по ГОСТ
15150—69, материал детали;
— свойства покрытия и его влияние на механические и дру-
гие характеристики материалов детали;
— допустимость контакта металлов и металлических и неме-
таллических покрытий по ГОСТ 9.005—72;
— экономическую целесообразность.
24.5.8. Механическая обработка напыленных покрытий
После напыления детали подвергаются шлифовке на шлифовальных станках
либо механической обработке на токарных станках.
Предварительную шлифовку производят методом врезания, а оконча-
тельную шлифовку напыленного слоя выполняют с применением боковой
подачи.
Рекомендуемые смазки: шлифовальные водно-масляные эмульсии и вод-
ные растворы, например, эмульсия — 4,5%, кальцинированная сода — 0,2 %,
нитрид натрия — 0,3%, техническая вода —95%.
Карбидокремниевыми шлифовальными кругами можно обрабатывать по-
крытия с твердостью до HRC 63. Применяют шлифовальные круги из кар-
бида кремния зеленого или черного, например, круг ППТ 600X63x305
К380-50 СМ1-6К или К363С Т2.
Режимы резания для предварительного шлифования: Иц = 20 м/с; од =
= 12 м/мин; 5д=0,03 мм/дв. х; SB=0,6 м/мин.
Для окончательного шлифования: vH=30 м/с; од=17 м/мин; 5Д=
=0,02 мм/дв. х; St,=0,3 м/мин.
Для обработки покрытий применяются алмазные шлифовальные круги
со средней концентрацией частиц.
Для покрытий из металлических сплавов с повышенной твердостью об-
работка должна осуществляться на шлифовальных станках с алмазными
кругами повышенной жесткости;
АПП Б-100 160/125 — для предварительного шлифования;
АПП Б-100 AGO 50/40 (80/63)—для окончательного шлифования.
При этом рекомендуются следующие режимы: ои=10 м/с; чд=3 м/мин;
5д=0,05 мм/дв. х; SK=0,5 м/мин.
При обработке покрытий, обладающих низким сопротивлением резания,
применяют круги электрокорунда белого.
Рекомендуемые режимы резания для круга ПП600Х63Х30Х ЭБ СМ1-6К:
Ок=20 м/с, Од=3 м/мин, Sn=0,03 мм/дв. х, SK=0,3 м/мин.
При шлифовании на режимах больших, чем рекомендуемые, могут воз-
никнуть местные прижоги, растрескивание и местное вспучивание нанесен-
ного покрытия.
Детальное описание приемов механической обработки напыленных по-
крытий приведено в [2].
24.6. Оборудование и технологическая оснастка
для нанесения покрытий
24.6.1. Оборудование для газопламенного напыления
Основные характеристики серийно выпускаемых установок для
газопламенного напыления покрытий представлены в табл. 24.4.
Детализированные данные по оборудованию для газопламен-
30—1063
465
ТАБЛИЦА 24.4
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
УСТАНОВОК ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ
Тип установки Вид напыля- емого материала Произво- дитель- ность, кг/ч Рабочие газы КИМ*
вид давление, МПа расход м’/ч
УГПТ Порошок никелево- го сплава 12 С2Н, 0,11 1,5 0,8—0,9
УГПЛ-П Порошок полимера 11 Воздух, пропан- бутан Воздух о, Пропан- бутан 0,3—0,6 25 0,7
мги-чп Цинковая проволока 23 0,4—0,5 0,2—0,5 0,06—0,14 60 5,5 1,1 —
* Коэффициент использования материала.
ного напыления, в том числе зарубежных фирм, приведены
В 12].
24.6.2. Оборудование для плазменного напыления
Характеристики серийно выпускаемой аппаратуры для плазмен-
ного напыления, автоматизированных и полуавтоматических ус-
тановок плазменного напыления представлены в табл. 24.5,
24.6. Сведения о других типах плазменного оборудования для
напыления приведены в [2, 3].
ТАБЛИЦА 24.5
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АППАРАТОВ
ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ
Тип аппарата Вид напыля- емого материала Производи- тельность, кг/ч Рабочие газы Мощность, кВт
вид расход, м*/ч
Киев-7 Порошок металла Порошок оксида До 25 До 10 Воздух Пропан- бутан 3,9—12,0 0,1—2,0 45
УПУ-8 Порошок металла Порошок оксида До 20 До 5 Аргон Азот 1,8—2,9 40
466
ТАБЛИЦА 24.6
АВТОМАТИЗИРОВАННЫЕ И ПОЛУАВТОМАТИЗИРОВАННЫЕ
УСТАНОВКИ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ
Тип установки Размеры напыляемых деталей, мм Масса детали, кг Скорость перемещения плазмотрона, мм/с Частота вра- щения де- тали, мин-1
длина диаметр (ширина) вдоль оси детали перпенди- кулярно оси детали
Полуавтомат 15В-Б Полуавтомат с ЧПУ 3101П Автоматизиро- ванная установ- ка ОПН-П До 1500 До 1600 До 600 25-320 (180— 250) 32- 500 До 180 До 100 (250) До 500 До 12 2—100 1,6—1400 2,5—125 4—180 1—5000 2,5—125 22,5 500 20—4000 12—600
24.6.3. Оборудование для детонационного напыления
В табл. 24.7 приведены основные технические характеристики
указанного оборудования.
Дополнительная информация по оборудованию для детона-
ционного напыления покрытий приведена в работах [2, 4, 5].
ТА БЛИЦА 24.7
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК
ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ
Тип установки Вид напыля- емого мате- риала Произво- дитель- ность, кг/ч Рабочие газы КИМ-
вид расход, м’/ч
Перун-С Порошки металлов, оксидов, карбидов 1—4 С2Н, или пропан-бутан или Н, о3 2—2,5 2—2,5 3—4 2.5—5,0 3—8 0,6
«Днепр», . «Молния», «Союз», «Г амма» 0,4—4,0 С,Н, или пропан-бутан 1,7—8,3 1,5—6,0 2,0—10,0 3,6—18,0 0,4—0,6
АДК «Прометей» 0,7—3,0 QH, оа До 2,2 До 2.6 До 9,0 0,3—0,5
• См. табл. 24.4.
30*
467
24.6.4. Оборудование для электродуговой металлизации
Основные характеристики серийно выпускаемой аппаратуры для
электродуговой металлизации представлены в табл. 24.8.
ТАБЛИЦА 24.8
АППАРАТУРА ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ
Тип аппарата Состав напы- ляемого ма- териала Максималь- ная произво- дительность, кг/ч Максималь- ный расход воздуха*, Ма/ч Напряжение Дуги, В Максималь- ный рабочий ток, А
ЭМ-12 Zn Al 45 14 130 17—35 500
ЭМ-15 Zn Al 65 25 150 17—35 800
ЭМ-14М Zn Al 40 12.5 90 17—44 400
КДМ-2 Zn Al 40 12,5 90 17—44 400
* Рабочее давление воздуха 0,5—0,6 МПа.
24.6.5. Оборудование для электронно-лучевого
нанесения покрытий
Характеристики некоторых электронно-лучевых установок для
нанесения покрытий представлены в табл. 24.9.
ТАБЛИЦА 24.9
УСТАНОВКИ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО НАНЕСЕНИЯ
ПОКРЫТИЙ
Технические характеристики Тип установки
УЭ-17Б УЗ-137 УЗ-193
Количество испарителей, шт. ... 4 4 4
Суммарная скорость испарения, кг/ч — — 15
Рабочее ускоряющее напряжение, кВ 20 20 20—25
Рабочий вакуум, Па 0,006—0,01 0,006—0,01
Потребляемая мощность, кВ-А 200 150 —
468
24.6.6. Оборудование для нанесения покрытий высокоскорост-
ным вакуумным распылением
Техническая характеристика установки «Булат-3» [7]
Производительность напыления,
мкм/ч .......................... до 40
Площадь поверхности под одним
испарителем, дм2................ 5
Рабочее давление в камере, Па 10"’
Габариты, мм .................... 2025X 913X1400
Техническая характеристика установки магнетронно-ионного
распыления «Марс-650»
Производительность установки за один
технологический цикл, шт.
твердосплавных пластин............... 1968
сверл (длиной 65 мм).................. 864
Средняя продолжительность цикла, мин 90
Рабочее давление в камере, Па • • • • 0,13—0,65
Техническая характеристика установки ЭПН-12 вакуумного
распыления с горячим катодом [7]
Производительность напыления, мкм/мин до 2,5
Рабочий объем камеры, м3................ 1,7
Размеры рабочего пространства, мм:
диаметр................................ 1200
длина ................................ 1500
Максимальная температура детали, °C 600
24.7. Практическое применение напыленных покрытий
Основными областями применения напыленных покрытий явля-
ются защита от коррозии и износа (в том числе при высоких
температурах), а также получение слоев с особыми теплофизи-
ческими, электрофизическими и оптическими свойствами.
Примеры практического применения газотермических покры-
тий представлены в табл. 24.10, вакуумных покрытий —
в табл. 24.11.
469
ТАБЛИЦА 24.10
СВОЙСТВА ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ ИЗ ПОРОШКОВ
И ПРИМЕРЫ ИХ ПРАКТИЧЕСКОГО ПРИМЕНЕНИЯ
Марка порошка Свойства покрытий Примеры практического применения
Никельалюминиевый сплав ПН70Ю30 Стойкие в условиях изно- са волокнами и нитями: для защиты в окисляющих атмосферах при Т 950 °C, от агрессивных газовых сред (стойкие к корродирующим газам), при Т < 950 °C. Подслои при напылении металличе- ских, керамических и др. покрытий Защита экранных труб ко- тельных агрегатов ГРЭС и ТЭЦ (гидроэлектростанций и тепловых электростанций), деталей термического и ме- таллургического оборудо- вания, работающего в воз- душной среде. Износостой- кие покрытия в парах тре- ния
Никельалюминиевый сплав ПН85Ю15 Стойкие в условиях изно- са волокнами и нитями; для защиты в окисляющих атмосферах при Т > 950 °C, от агрессивных газовых сред (стойкие к корродирующим газам), при Т < 950 °C. Подслои при напылении металличе- ских, керамических и др. покрытий Жаростойкие покрытия, ра- ботающие на воздухе. Хоро- шо шлифуются, могут обра- батываться точением. Уп- рочнение подъемных шибе- ров холодильников прокат- ных станов, восстановление и упрочнение деталей и уз- лов автомобилей. Стойкие в щелочах. Отлично работает в парах трения с чугуном. Восстановление посадочных мест валов
Сталь нержавеющая ПРХ18Н9 Стойкие в условиях уста- лостного износа поверхно- сти при циклических на- грузках; при кавитацион- ном износе; при эрозион- ном износе до Т < 540 °C. Для восстановления разме- ров деталей из черных и цветных металлов Коррозионностойкие покры- тия на изделиях, работаю- щих в агрессивных жидко- стях и газах
Бронза алюминие- вая ПГ-19М-01 Стойкие в условиях изно- са твердыми поверхностями при Т < 540 °C; при фрет- тинг-коррозии до Т = — 540 °C; при кавитацион- ном износе. Коррозионно- стойкие покрытия в воде и водных растворах. Для восстановления размеров деталей из цветных метал- лов Восстановление поршней компрессоров, цапф различ- ных машин и агрегатов, по- садочных мест валов и осей, шпинделей станков, патруб- ки гидравлических прессов, колодок, направляющих пор- шней. Покрытия на деталях из конструкционных сталей, работающие в морской воде. Антифрикционные, износо- стойкие в условиях смазки маслом
470
Продолжение табл. 24.10
Марка порошка Свойства покрытий Примеры практического применения
Никелевые самофлю- сующиеся сплавы (типа ПГ-СР, ПГ-10Н, ПГ-12Н) Стойкие в условиях изно- са абразивными частицами и твердыми поверхностями при 540 °C < Т <850 °C; волокнами и нитями; уста- лостного износа поверхно- сти при циклических на- грузках; при кавитацион- ном и эрозионном износе при 540 °C < Г <850 °C Обеспечивает хорошую кор- розионную стойкость против наиболее распространенных химических реагентов в со- четании с абразивным изно- сом. Восстановление и уп- рочнение клапанов и распре- делительных валов двигате- лей внутреннего сгорания, лопаток, роторов, валов и втулок гидронасосов, дета- лей металлургического и гор- ного оборудования, сельско- хозяйственных машин, ку- лачковых муфт.
Алюминий, ПА-4 Коррозионностойкие по- крытия в атмосфере, в во- де и водных растворах. Электропроводные покры тня, экранирующие по- крытия. Для восстановле- ния размеров алюминие- вых деталей Защита мостов, металличе- ских частей силовых линий, наружные поверхности ци- стерн, резервуаров, кабины трансформаторов, масло- сборники судовых двигате- лей, стальные шпунтовые стенки и пилоны, трюмы и резервуары для рыбы и т. п.
Термореагирующие никельалюминиевые порошки ПТ-Ю5Н, ПТ-НА-01 н ПТ-Ю10Н Твердые подшипниковые покрытия; стойкие в усло- виях абразивного износа волокнами и нитями, уста- лостного износа поверхно- сти при циклических на- грузках, фреттинг-корро- зии при 540 °C < Т < < 850 °C, эрозионного из- носа при 540 °C < Т < < 850 °C. Для восстанов- ления размеров деталей из черных металлов. Подслои при напылении металличе- ских, керамических и дру- гих покрытий Восстановление посадочных мест при ремонте. Высокая коррозионно- и жаростой- кость, умеренное сопротив- ление износу и хорошее со- противление ударным на- грузкам. Упрочнение валов сервомоторов, качающиеся балансирные рычаги, гиль- зы цилиндров, статоры ком- прессоров в реактивных дви- гателях, седла выхлопных клапанов. Упрочнение воз- душной заслонки компрес- сора реактивного двигателя, пластины и ребра жесткости клапана вентилятора в реак- тивном двигателе, крепле- ние середины пролета (ло- патки вентилятора), центр и задняя бабка токарных и шлифовальных станков
471
Продолжение табл. 24.10
Марка порошка Свойства покрытий Примеры практического применения
Никельтитановый сплав ПН55Т45 Стойкие в условиях абра- зивного износа абразивны- ми частицами, твердыми поверхностями при Т < < 540 °C Восстановление и упрочне- ние защитных втулок и ва- лов гидронасосов, поверхно- стей типа плунжеров, што- ков, упрочнение уплотни- тельных поверхностей валов щелочных насосов. Подслои для последующего напыле- ния сталей и керамических материалов. Износостойкие покрытия, работающие в ус- ловиях износа без ударных нагрузок, в условиях тре- ния при наличии смазки. Коррозионностойкие в ще- лочных средах (как прави- ло, в сочетании с полимер- ными материалами)
Никельтитановый сплав ПТ88Н12 Стойкие в условиях абра- зивного износа абразивны- ми частицами, твердыми поверхностями при Т < < 540 °C и (кроме того) стойкие в воде и водных растворах Износостойкие покрытия. Коррозионностойкие покры- тия в сочетании с лакокра- сочными, полимерными мате- риалами. Упрочнение вту- лок насосных штанг, порш- невых штоков грязевых на- сосов вкладышей полиро- вальных стержней
Чугун ПР-НД42СР Для восстановления раз- меров деталей из черных металлов. Стойкие в усло- виях эрозионного износа при Т < 540 °C Исправление дефектов чу- гунного литья, восстановле- ние изношенных прессформ, направление пороков, воз- никших при обработке
Высоколегированные чугуны ПГ-С2, ПГ-Cl, ПГ-ФБХ6-2, ПГ-УС25, ПР-ЧН15Д7 Стойкие в условиях абра- зивного износа, твердыми поверхностями при Т < < 540 °C. Для восстанов- ления размеров деталей из черных металлов Детали металлургического, сельскохозяйственного, энергетического, горного и другого оборудования, ра- ботающего в условиях абра- зивного изнашивания при температурах до 500 °C. ПР-ЧН15Д7 — высокая из- носостойкость при повышен- ных температурах и в кор- розионных средах
472
Продолжение табл. 24.10
Марка порошка Свойства покрытий Примеры практического применения
Композиционный по- Для восстановления раз- Восстановление поршней
рошок ПТ-19Н-01 меров деталей из черных металлов, стойкие в воде и водных растворах, в ус- ловиях эрозионного износа при 20 °C < Т <850 °C, при кавитации, усталост- ном износе поверхности, в условиях абразивного из- носа частицами до 850 °C, твердыми поверхностями до 850 °C гидравлических домкратов, шпинделей станков, опорных поверхностей, коленвалов и распредвалов. Коррозион- ноустойчивые, хорошо со- противляются истиранию, устойчивы к фрикционному износу при трении металла о металл. После шлифова- ния отличное состояние по- верхности
Композиционный по- Изнашиваемые покрытия Уплотнения торцевых ра-
рошок никель-гра- для саморегулирования за- диальных зазоров ротора
фит ПГН-80, ПГН-85 зоров в сопрягаемых дета- лях машин компрессора и газовой тур- бины авиадвигателей
Композиционный по- Твердые подшипниковые Детали термического и ме-
рошок «нихром-алю- покрытия, стойкие в уело- таллургического оборудо-
МИНИН» виях абразивного износа твердыми поверхностями при 540 °C < Т < 850 °C. Тепло- и жаростойкие высо- котемпературные покрытия в окисляющих атмосферах при Т 950 °C, в агрессив- ных газовых средах (стойкие к корродирующим газам) при Т < 950 °C; для защи- ты от эрозии при Т < 850 °C вания, работающие в окис- сляюших и агрессивных га- зовых средах
Оксид хрома Стойкие в условиях изно- са абразивными частицами при Т < 540 °C, твердыми поверхностями при Т < < 540 °C, волокнами и ни- тями, при кавитационном износе, эрозионном при Т < 540 °C. Электроизоля- ционные, оптические (по- глощающие) покрытия Бандажи волочильных ма- шин, вытяжные вентилято- ры, гидроэлектрические кла- паны, пробка и седло сбра- сывающего клапана, ните- водители, стружколомы
Оксид алюминия Стойкие в условиях износа Воздушные фурмы, дрос-
(глинозем), Г-0 абразивными частицами при Т < 540 °C, твердыми поверхностями при Т< < 540 °C, волокнами и ни- тями, при кавитационном и эрозионном износе при Т < 540 °C. Защита от эро- зии при Т < 850 °C. Защи- та от воздействия расплавов цинка, алюминия, электро- изоляционные, оптические (отражающие) покрытия. Изнашивающие покрытия сельные заслонки доменных печей, трубки колпаков кон- вертеров, нитепроводящая гарнитура, вставные гиль- зы цилиндров в дизельных двигателях
473
Продолжение табл. 24.10
Марка порошка Свойства покрытий Примеры практического применения
Оксид циркония стабилизированный. ПЦП-63 Электрокорунд нор- мальный, 15А Для защиты от эрозии при Т < 850 °C. Для защиты от расплавов алюминия. Для тепловых барьеров Стойкие в условиях износа абразивными частицами при Т < 540 °C, твердыми поверхностями при Т < <£ 540 °C, волокнами и ни- тями, кавитационном изно- се, эрозионном износе при Т < 540 °C. Тепло- и жа- ростойкие высокотемпера- турные покрытия для за- щиты от эрозии при Т< < 850 °C, от воздействия расплавов цинка, алюминия, меди. Электроизоляционные, оптические (отражающие) покрытия. Изнашивающие покрытия для саморегули- рования зазоров в сопряга- емых деталях машин Воздушные фурмы домен- ных печей, трубки колпаков конвертеров. Дозировочные черпаки для разливки алю- миния. Поршни тепловоз- ных двигателей. В качестве твердого электролита. Нитепроводящая гарнитура текстильных машин и мо- тальных автоматов, высоко- скоростные шпиндели фре- зерных и сверлильных стан- ков, ось валика водяного на- соса, боковая поверхность графитизированных элек- тродов сталеплавильных пе- чей, футеровка сталеразли- вочных ковшей. Поршни тепловозных двигателей
ТАБЛИЦА 24. II
СВОЙСТВА ВАКУУМНЫХ ПОКРЫТИЙ И ПРИМЕРЫ
ИХ ПРАКТИЧЕСКОГО ПРИМЕНЕНИЯ
Состав покрытия Свойства покрытия Примеры практического применения
TiN, TiC, TiCN, AlaOs CoCrAlY, CoNiCrAlY ZrOs Износостой кость Жаростойкость, корро- зионная стойкость Низкая теплопроводность Режущий инструмент (рез- цы, сверла, фрезы, про- тяжки, метчики и т. п.) Лопатки турбин Лопатки турбин
24.8. Контроль качества напыленных покрытий
Изделия с напыленным покрытием подвергают контролю по внешнему виду,
толщине, геометрическим размерам.
Определение прочности сцепления, пористости, твердости, износостойко-
•сти, коррозионной стойкости, термостойкости, жаростойкости и других свойств
474
в зависимости от назначения покрытия проводится на 3—10 образцах-сви-
детелях.
Контроль по внешнему виду производится с целью выявления внешних
дефектов — сколов, вздутий, отслоений, трещин, раковин. Осмотр осуществ-
ляют с использованием лупы 10-кратного увеличения ЛИ-3, ЛИ-4 по ГОСТ
25706—83. При освещении лампами накаливания освещенность на уровне
рабочего места должна быть не менее 150 лк, при освещении люминесцент-
ными лампами по ГОСТ 1182—77 не менее 300 лк.
Толщину покрытия на деталях измеряют штангенциркулем ГОСТ
01.01—87, микрометром ГОСТ 6507—78, гравиметрическим и металлографи-
ческим методами, а также толщиномерами различного типа.
Расчетная средняя толщина покрытия на изделия может определяться
гравиметрическим методом или вычислением по формуле
/Ср = (^2 — ^*1)/Рп^,
где mt— масса детали до напыления; т2—масса детали после напыления;
Рп — величина плотности материала покрытия, определенная по ГОСТ
2409—67; S — площадь напыленного покрытия.
Металлографический метод основан на измерении толщины однослойных
и многослойных покрытий на поперечном сечении шлифа при увеличении:
500—1000-кратном для покрытий толщиной до 20 мкм, 200-кратном для
покрытий более 20 мкм. Производят не менее трех измерений по всей длине
шлифа.
Техническая характеристика толщиномеров приведена в табл. 24.12.
Диапазон измерения толщины от 0 до 1000 мкм, погрешность измерения
±5%.
Измерение толщины покрытий нужно проводить на доступных участках,
не имеющих накатки, дефектов поверхности, удаленных не менее чем на
ТАБЛИЦА 24.lt
ПРИБОРЫ. ПРИМЕНЯЕМЫЕ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ
НАПЫЛЕННОГО ПОКРЫТИЯ
Наименование н тип прибора ® X О X «h Чх X Погрешность измерений, % Шерохова- тость изме- ряемой по- верхности, мкм Индикация
Магнитный толщиномер МТ-ЮН 0—3000 10 20 Стрелочная
Магнитный толщиномер МТ-20Н 0—2000 10 20 »
Магнитный толщиномер МТ-30Н 0—1000 5 80
Магнитный толщиномер МТ-31 Н 0—1000 5 20 >
Магнитный толщиномер МТ-40Н 0—2000 5 20 Цифровая
Вихретоковый толщиномер ВТ-ЗОН 0—1000 5 20 Стрелочная
Вихретоковый толщиномер ВТ-40НЦ 0—1000 5 20 Цифровая
Примечания. I. Магнитные толщиномеры используют для измерения толщин
немагнитных и неэлектропроводных покрытий, полученных на деталях, из ферромагнит-
ного металла.
2. Вихретоковые толщиномеры применяют при измерении толщины покрытий на де-
талях нз неферромагнитного металла.
475
5 мм от кромок, ребер узлов, отверстий, мест контакта детали и приспо-
соблением.
Прочность сцепления покрытия с основой определяют по ГОСТ 14760—
69 методом разрыва клеевого соединения покрытия образца-свидетеля, ме-
тодом изгиба по ГОСТ 9.302—79, штифтовым методом и др.
Микротвердость покрытий определяется по ГОСТ 9450—76 с помощью
прибора ПМТ-3 по ГОСТ 10717—75 при толщине менее 10-кратной предпо-
лагаемой глубины отпечатка.
Твердость покрытий (толщина 1,5—2,0 мм) по Виккерсу определяют по
ГОСТ 2999—75, по Роквеллу по ГОСТ 9013—59, по Бринеллю по ГОСТ
9012—59.
Контроль шероховатости поверхности напыленных покрытий осуществля-
ется на профилографе модели 252 тип АП — по ГОСТ 19299—73 (изготови-
тель— завод «Калибр»),
Допускается производить контроль методом сравнения с образцами по
ГОСТ 9378—75.
Пористость покрытия определяют методом гидростатического взвеши-
вания по ГОСТ 18898—73
Испытание на абразивное изнашивание при трении о закрепленные аб-
разивные частицы проводят по ГОСТ 17367—71, на газоабразивный износ —
по ГОСТ 23.201—78.
Испытание листовых образцов с покрытием на способность к совмест-
ной деформации проводят путем определения пробы по Эриксену по ГОСТ
10510—80.
Определение жаростойкости покрытий проводят по ГОСТ 6130—71.
Испытание на атмосферную коррозию проводят по ГОСТ 17332—71,
ГОСТ 9.909—86, с определением балла коррозии по ГОСТ 13819—68.
Данные о свойствах различных газотермических покрытий приведены
в [2, 9, 10].
Глава 25. НАПЛАВКА
В главе рассматриваются общие вопросы терминологии и классификации ме-
тодов наплавки.
Описаны наиболее распространенные способы наплавки. Охарактеризо-
ваны основные группы наплавочных материалов.
25.1. Общие сведения
25.1.1. Определения и термины
Наплавка — нанесение слоя металла на поверхность заготовки или изделия
посредством сварки плавлением. В случае применения для этой цели сварки
давлением употребляется термин — наварка (ГОСТ 2601—84).
Изготовительная наплавка служит для получения новых биметаллических
(многослойных) изделий. Такие изделия состоят из основы (основной ме-
талл), обеспечивающей необходимую конструкционную прочность, и наплав-
ленного рабочего слоя (наплавленный металл) с особыми свойствами (изно-
состойкость, термостойкость, коррозионная стойкость и т. д.).
Восстановительная наплавка применяется для восстановления первона-
чальных размеров изношенных или поврежденных деталей. В этом случае
наплавленный металл может быть близок по составу и свойствам основному
металлу (восстановительная размерная наплавка) или отличаться от них
(восстановительная износостойкая наплавка).
476
Наплавленный металл вследствие
перемешивания с основным металлом и
взаимодействия с атмосферой дуги и
шлаком отличается по составу от элект-
родного (присадочного) металла.
Доля основного металла в наплав-
ленном слое уо, обычно выражаемая
в процентах, колеблется в широких
пределах и зависит от способа и ре-
жима наплавки (табл. 25.1).
Рис. 25.1. Сечение наплавленного ва-
лика:
Fo — площадь сечения расплавленного
основного металла; FH — площадь се-
чения наплавленного металла
Vo = fol00/(Fo + FH), (25.1)
где Го — площадь сечения расплавлен-
ного основного металла (рис. 25.1);
Гн — площадь сечения наплавленного
металла. Важной характеристикой процесса является производительность
наплавки (см. табл. 25.1), которая измеряется массой металла или площадью
поверхности, наплавляемых в единицу времени (кг/ч, м2/.ч)
ТАБЛИЦА 25.1
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА НЕКОТОРЫХ СПОСОБОВ
НАПЛАВКИ
Способ наплавки Производи- тельность, кг/ч Доля основ- ного метал- ла, % Толщина наплавлен- ного слоя, мм
Газовая с присадкой прутков или про- волоки 0,5—1,5 1 0,8—5,0
Г азопорошковая 0,5—3,0 1 0,3—3,0
Ар гоно-дуговая неплавящимся элек- тродом 1,0—7.0 10—30 2,5—5,0
Плавящимся электродом в защитном газе 1,5—9,0 30—60 3,0—5,0
Ручная дуговая, покрытыми электро- дами 0,8—3,0 20—50 2,0—5,0
Под флюсом одной проволокой 2—12 30—60 3,0—5,0
Под флюсом многоэлектродная 5—40 15—30 5,0—8,0
Под флюсом лентой 5—40 10—20 2,5—5,0
Дуговая самозащитной проволокой 2—9 25—50 2,5—5,0
Дуговая самозащитной лентой 10—20 15—40 2,5—5,0
Электрошлаковая двумя электродны- ми лентами 10—60 5—15 1,5—5,0
Электрошлаковая электродными про- волоками 20—60 10—20 6,0—50
Электрошлаковая зернистым присадоч- ным материалом 20—200 5—10 15,0—50
Плазменная порошком 0,8—6,0 5—15 0,3—6,0
Индукционная 2—15 5—15 0,4—3,0
477
25.2. Классификация способов наплавки
Способы наплавки, как и способы сварки, классифицируются по трем груп-
пам признаков (ГОСТ 19521—74): физическим, техническим и технологиче-
ским
По физическому признаку (используемый источник нагрева) основные
способы наплавки можно разделить на три группы:
— термические (дуговая, электрошлаковая, плазменная, электронно-лу-
чевая, световая, индукционная, газовая, печная);
— термомеханические (контактная, прокаткой, экструдированием),
— механические (взрывом, трением).
Большинство из этих способов в свою очередь могут подразделяться
по техническим (способ защиты металла в зоне наплавки, степень меха-
низации наплавки, непрерывность процесса нап'лавки) и технологическим (по
роду тока, по количеству электродов, по наличию внешнего воздействия
и т и.) признакам
25.3. Термические способы наплавки
25.3.1. Ручная дуговая наплавка штучными электродами
Наиболее универсальный метод, пригодный для наплавки дета-
лей различной формы, может выполняться во всех пространст-
венных положениях. Легирование наплавленного металла произ-
водится через стержень электрода и/или через покрытие.
Для наплавки используют электроды диаметром 3—6 мм
(при толщине наплавленного слоя менее 1,5 мм применяют элек-
троды диаметром 3 мм, при большей — диаметром 4—6 мм).
Для обеспечения минимального проплавления основного ме-
талла при достаточной устойчивости дуги плотность тока дол-
жна составлять 11—12 А/мм2.
Основные достоинства метода:
— универсальность и гибкость при выполнении разнообраз-
ных наплавочных работ;
— простота и доступность оборудования и технологии;
— возможность получения наплавленного металла практиче-
ски любой системы легирования.
Основные недостатки метода:
— низкая производительность;
— тяжелые условия труда;
— непостоянство качества наплавленного слоя;
— большое проплавление основного металла.
25.3.2. Полуавтоматическая и автоматическая дуговая
наплавка
Для наплавки применяются все основные способы механизиро-
ванной дуговой сварки — под флюсом, самозащитными прово-
локами и лентами и в среде защитных газов [1]. Наиболее ши-
роко используется наплавка под флюсом одной проволокой или
478
лентой (холоднокатаной, порошковой, спеченной). Для увели*
чения производительности применяют многодуговую или много-
электродную наплавку. Легирование наплавленного металла
осуществляется, как правило, через электродный материал, ле-
гирующие флюсы применяются редко. Большое распростране-
ние получила дуговая наплавка самозащитными порошковыми
проволоками и лентами. Стабилизация дуги, легирование и за-
щита расплавленного металла от азота и кислорода воздуха
обеспечивается за счет компонентов сердечника электродного
материала.
Дуговая наплавка в среде защитных газов применяется от-
носительно редко. В качестве защитных газов используются
СО2, аргон, гелий, азот или смеси этих газов.
Вследствие большого проплавления основного металла при
дуговой наплавке необходимый состав наплавленного металла
удается получить только в 3—5-мм слое.
Основные достоинства метода:
— универсальность;
— высокая производительность;
— возможность получения наплавленного металла практи-
чески любой системы легирования.
Основной недостаток:
— большое проплавление основного металла, особенно при
наплавке проволоками.
25.3.3. Электрошлаковая наплавка (ЭШН)
ЭШН основана на использовании тепла, выделяющегося при
прохождении электрического тока через шлаковую ванну.
Основные схемы электрошлаковой наплавки приведены на
рис. 25.2.
ЭШН можно производить в горизонтальном, вертикальном
или наклонном положении, как правило, с принудительным
формированием наплавленного слоя. Наплавка на горизонталь-
ную поверхность может идти как с принудительным, так и со
свободным формированием.
Основные достоинства метода:
— высокая устойчивость процесса в широком диапазоне
плотностей тока (от 0,2 до 300 А/мм2), что позволяет исполь-
зовать для наплавки как электродную проволоку диаметром
менее 2 мм, так и электроды большого сечения (>35000 мм2);
— производительность, достигающая сотен килограммов на-
плавленного металла в час;
— возможность наплавки за один проход слоев большой
толщины;
— возможность наплавки сталей и сплавов с повышенной
склонностью к образованию трещин;
479
Рис. 25.2. Схемы электрошлаковой наплавки:
а — плоской поверхности в вертикальной положении; б — неподвижным электродом
большого сечения; в — цилиндрической детали проволоками; а — электродом-трубой;
д — зернистым присадочным материалом; е — композиционного сплава; ж —составным
электродом; з — плоской поверхности в наклонном положении; и — жидким присадоч-
ным металлом; к — горизонтальной поверхности с принудительным формированием;
л — двумя электродными лентами со свободным формированием; 1 — основной ме-
талл; 2 — электрод; 3 — кристаллизатор; 4 — наплавленный металл; 5 — дозатор; 6 —
тигель; 7 — флюс
— возможность придавать наплавленному металлу необхо-
димую форму, сочетать наплавку с электрошлаковой сваркой
и отливкой, на чем основана стыкошлаковая наплавка.
Основные недостатки метода:
— большая погонная энергия процесса, что обусловливает
перегрев основного металла в ЗТВ;
480
— сложность и уникальность оборудования;
— невозможность получения слоев малой толщины (кроме
способа ЭШН лентами);
— большая длительность подготовительных операций.
25.3.4. Плазменная наплавка (ПН)
ПН основана на использовании в качестве источника свароч-
ного нагрева плазменной дуги. Как правило, ПН выполняется
постоянным током прямой или обратной полярности. Наплав-
ляемое изделие может быть нейтральным (наплавка плазмен-
ной струей) или, что имеет место в подавляющем большинстве
случаев, включенными в электрическую цепь источника пита-
ния дуги (наплавка плазменной дугой). ПН имеет относительно
низкую производительность (4—10 кг/ч), но благодаря мини-
мальному проплавлению основного металла позволяет получить
требуемые свойства наплавленного металла уже в первом слое
и за счет этого сократить объем наплавочных работ.
Существует несколько схем ПН (рис. 25.3), но наибольшее
распространение получила плазменно-порошковая наплавка
(2]—наиболее универсальный метод, так как порошки могут
быть изготовлены практически из любого, пригодного для на-
плавки, сплава.
Основные достоинства метода ПН:
— высокое качество наплавленного металла;
— малая глубина проплавления основного металла при вы-
сокой прочности сцепления;
— возможность наплавки тонких слоев;
— высокая культура производства.
Основные недостатки ПН:
— относительно невысокая производительность;
— необходимость в сложном оборудовании.
25.3.5. Индукционная наплавка (ИН)
ИН — высокопроизводительный легко поддающийся механиза-
ции и автоматизации процесс, особенно эффективный в усло-
виях серийного производства [3]. В промышленности применя-
ются два основных варианта индукционной наплавки: с исполь-
зованием твердого присадочного материала (порошковой
шихты, стружки, литых колец и т. п.), расплавляемого индукто-
ром непосредственно на наплавляемой поверхности, и жидкого
присадочного металла, который выплавляется отдельно и за-
ливается на разогретую индуктором поверхность наплавляемой
детали.
Основные достоинства метода ИН:
— малая глубина проплавления основного металла;
31—1063
48!
Рис. 25.3. Схемы плазменной наплавки:
а — плазменной струей с токоведущей присадочной проволокой; б — плазменной струей
с нейтральной присадочной проволокой; в — комбинированной (двойной) дугой одной
проволокой; г — то же, с двумя проволоками; д — горячими проволоками; е — плавя-
щимся электродом; ж — с внутренней подачей порошка в дугу; з — с внешней пода-
чей порошка в дугу; / — защитное сопло; 2 — сопло плазмотрона; 3 — защитный газ;
4 — плазмообразующий газ; 5 — электрод; 6 — присадочная проволока; 7 — изделие;
£ — источник питания косвенной дуги; 9 — источник питания дуги прямого действия;
10 — трансформатор; 11 — источник питания дуги плавящегося электрода; 12 — порошок;
13 — порошок твердого сплава
4S2
— возможность наплавки тонких слоев;
— высокая эффективность в условиях серийного производ-
ства.
Основные недостатки ИН:
— низкий к. и. д. процесса;
— перегрев основного металла;
— необходимость использования для наплавки только тех
материалов, которые имеют температуру плавления ниже тем-
пературы плавления основного металла.
25.3.6 . Лазерная (световая) наплавка (ЛН)
Применяется три способа ЛН: оплавление предварительно на-
несенных паст; оплавление напыленных слоев; наплавка с по-
дачей присадочного порошка в зону оплавления [4].
Производительность лазерной порошковой наплавки дости-
гает 5 кг/ч. Требуемые составы и свойства наплавленного ме-
талла можно получить уже в первом слое небольшой толщины,
что важно с точки зрения расхода материалов и затрат на на-
плавку и последующую обработку.
Основные достоинства метода:
— малое и контролируемое проплавление при высокой проч-
ности сцепления;
— возможность получения тонких наплавленных слоев
(<0,3 мм);
— небольшие деформации наплавляемых деталей;
— возможность наплавки труднодоступных поверхностей;
— возможность подвода лазерного излучения к нескольким
рабочим местам, что сокращает время на переналадку обору-
дования.
Основные недостатки метода:
— малая производительность;
— низкий к. п. д. процесса;
— необходимость в сложном, дорогостоящем оборудовании.
25.3.7 . Электронно-лучевая наплавка (ЭЛН)
При ЭЛН электронный пучок позволяет раздельно регулиро-
вать нагрев и плавление основного и присадочного материалов,
а также свести к минимуму их перемешивание.
Наплавка производится с присадкой сплошной или порош-
ковой проволоки. Так как наплавка производится в вакууме, то
шихта порошковой проволоки может состоять из одних леги-
рующих компонентов.
Основные достоинства метода:
— малое проплавление основного металла;
— возможность наплавки слоев малой толщины.
31*
483
Основные недостатки метода:
— сложность и высокая стоимость оборудования;
— необходимость биологической защиты персонала.
25.3.8 . Газовая наплавка (ГН)
При ГН металл нагревается и расплавляется пламенем газа,
сжигаемого в смеси с кислородом в специальных горелках.
В качестве горючего газа чаще всего применяется ацетилен или
его заменители: пропан-бутановая смесь, природный газ, водо-
род и др. газы. Известна ГН с присадкой прутков либо с дву-
ванием порошка в газовое пламя.
Основные достоинства метода:
— малое проплавление основного металла;
— универсальность и гибкость технологии;
— возможность наплавки слоев малой толщины.
Основные недостатки метода:
— низкая производительность процесса;
— нестабильность качества наплавленного слоя.
25.3.9 . Печная наплавка композиционных сплавов
Способ печной наплавки особоизносостойких композиционных
сплавов основан на пропитке слоя твердых тугоплавких частиц
(карбидов) сплавом-связкой в условиях автовакуумного на-
грева [5].
В качестве износостойкой составляющей композиционного
сплава наиболее часто используется релит грануляции 0,4—
2,5 мм или дробленые отходы спеченных твердых сплавов типа
WC—Со. Обычно применяемый сплав-связка содержит около
20 % Мп, 20 % Ni и 60 % Си.
Печная наплавка композиционных сплавов применяется пре-
имущественно в черной металлургии для увеличения долговеч-
ности конусов доменных печей, уравнительных клапанов и дру-
гих деталей, работающих в условиях интенсивного изнаши-
вания.
Основное достоинство метода:
— возможность наплавки уникальных изделий сложной
формы.
Основные недостатки метода:
— необходимость изготовления металлоемкой оснастки, ко-
торая после окончания процесса удаляется в металлолом;
— большая длительность подготовительных операций.
484
25.4. Термомеханические способы наплавки
25.4.1. Электроконтактная наплавка (ЭКН)
При этом способе наплавки соединение основного и присадоч-
ного металла осуществляется в результате совместной пласти-
ческой деформации, протекающей при прохождении импульсов
тока и действии усилия сжатия [6].
В качестве присадочного материала для ЭКН используют
стальную ленту, проволоку, порошки и их смеси. Наплавлен-
ный слой имеет толщину 0,2—1,5 мм, зона термического влия-
ния не превышает 0,5 мм. Производительность ЭКН достигает
1,5 м2/ч. Применяется ЭКН для восстановления валов, осей,
штоков, фланцев, барабанов и т. п. деталей, износ которых по
диаметру не превышает 1—1,5 мм.
Основ н ые п р е и м у ществ а метода:
— отсутствие проплавления основного металла;
— минимальные деформации наплавленных деталей;
— возможность наплавки слоев малой толщины.
Основные недостатки метода:
— низкая производительность процесса;
— ограниченная номенклатура наплавляемых деталей.
25.4.2. Плакирование прокаткой и экструдированием
Разнообразные способы плакирования с помощью горячей
сварки прокаткой и экструдированием применяются в основном
для производства толстых и тонких листов, полос, лент, фасон-
ных профилей, прутков и проволоки [7].
Плакированный металл получают из специальных много-
слойных слитков, из заготовок, полученных наплавкой, электро-
шлаковой сваркой, сваркой взрывом, а также из составных гер-
метизированных заготовок-пакетов.
Основные достоинства метода:
— высокая производительность процесса;
— отсутствие перемешивания основного и плакирующего
металлов;
— широкий диапазон соотношения толщин основного и пла-
кирующего слоев;
— возможность получения спецпрофилей с местным плаки-
рованием;
— относительно небольшие остаточные деформации.
Основные недостатки метода:
— ограниченность сортамента материалов для плакирую-
щих слоев биметалла;
— большая длительность подготовительных операций;
— ограниченная номенклатура деталей, которые могут изго-
тавливаться из плакированного проката.
485
25.5. Механические способы наплавки (наварки)
25.5.1. Плакирование с использованием энергии взрыва
Источником энергии при сварке взрывом служат взрывчатые
вещества. Сварка взрывом применяется как для производства
заготовок под последующую прокатку, так и непосредственно
для плакирования деталей. Наиболее широко применяется
взрывное плакирование пластичными коррозионностойкими ста-
лями и сплавами [8]. Применение опор переменной жесткости и
особых способов подготовки плакирующих листов позволило
использовать энергию взрыва для плакирования малоуглеро-
дистой стали инструментальными сталями Х6Ф1, Х12, Р65М
и др.
Основные достоинства метода:
— возможность соединения металлов, сварка которых дру-
гими способами сложна или невозможна;
— отсутствие проплавления основного металла;
— минимальные деформации при сварке.
Основные недостатки метода:
— необходимость в специальных полигонах;
— большая длительность подготовительных операций;
— ограниченность номенклатуры деталей, поддающихся
плакированию взрывом.
25.5.2. Наплавка трением (НТ)
Суть метода заключается в быстром вращении присадочного
прутка (1500—4000 об/мин), который торцом прижимается
к наплавляемой поверхности. Металл нагревается, становится
пластичным и как бы намазывается на поверхность изделия.
Этот способ наплавки пока не нашел широкого промышленного
применения.
25.6. Материалы для наплавки
Для наплавки применяются проволоки сплошного сечения и по-
рошковые, ленты холоднокатаные, порошковые и спеченные,
порошки, покрытые электроды, литые прутки, кольца, флюсы
плавленые и керамические и другие материалы.
25.6.1. Электродные проволоки
Электродные проволоки сплошного сечения
Для механизированной электродуговой наплавки применяется
стальная наплавочная проволока сплошного сечения по ГОСТ
10543—82.
486
Стандартом предусмотрен выпуск проволоки из углероди-
стой стали 9 марок, легированной стали 11 марок и высоколе-
гированной стали 11 марок.
Применяют для механизированной наплавки также сталь-
ную сварочную проволоку по ГОСТ 2246—70.
Обычно для наплавки в защитных газах используют прово-
локу диаметром 1,6—2,2 мм, а для наплавки под флюсом —
проволоку диаметром 3,0—5,0 мм и катанку диаметром 6,5 мм.
Углеродистые наплавочные проволоки (Нп — 30, Нп — 40,
Нп — 50 и т. д.) применяются в основном для восстановления
размеров изношенных деталей. Для наплавки инструмента го-
рячего деформирования металла используют проволоки Нп —
45Х4ВЗФ, Нп —45Х2В8Т, Нп —60ХЗВ10Ф. Проволоки Нп —
40ХЗГ2М и Нп— 40ХЗГ2МФ рекомендуются для наплавки де-
талей, работающих в условиях абразивного изнашивания
с ударами. Для антикоррозионной наплавки рекомендуются
проволоки Св-08Х19Н10Г2Б, Св-04Х19Н11МЗ, Св-07Х25Н13,
Св-10Х16Н25АМ6. Подробнее о применении проволок наплавоч-
ных и сварочных сплошного сечения сказано в работе [12].
Порошковые проволоки
Порошковые проволоки являются в настоящее время преобла-
дающим материалом для износостойкой наплавки. Они изго-
тавливаются методом волочения или прокатки в виде трубки
с краями, сформированными встык или внахлестку. Коэффи-
циент заполнения (отношение массы сердечника к общей массе
проволоки в процентах) наплавочной порошковой проволоки не
превышает 40—45%. Чаще всего используются проволоки диа-
метром 3,6 мм для наплавки под флюсом и 1,8—3,2 мм для по-
луавтоматической и автоматической наплавки открытой дугой.
Порошковые наплавочные проволоки производятся по ГОСТ
26101—84 и ведомственным ТУ. ГОСТ 26101—84 предусматри-
вает изготовление наплавочных порошковых проволок 23 марок
для различных видов изнашивания: абразивное изнашивание
с умеренными и значительными ударными нагрузками (ПП —
Нп —200Х12М; ПП —Нп —200Х12ВФ; ПП — Нп —
200Х15С1ГРТ; ПП — Нп — 250Х10Б8С2Т; ПП — Нп — 80Х20РТ;
ПП — Нп—150X15РЗТ2; ПП — Нп —350Х10Б8Т2) трение ме-
талла о металл при знакопеременных нагрузках (ПП—Нп —
30Х5Г2СМ; ПП — НП —218Х1Г1М; ПП —Нп —30Х4Г2М);
трение металла о металл в коррозионной среде, эрозионное из-
нашивание (ПП — Нп—10Х14Т; ПП — Нп—10Х15Н2Т; ПП —
Нп — 210Х17Н9С5ГТ); термическая усталость и большие удель-
ные давления (ПП — Нп —25Х5ФМС; ПП — Нп —30Х4В2М2ФС;
ПП — 35В9ХЗСФ; ПП — Нп — 45В9ХЗСФ; ПП — Нп —35Х6М2);
трение металла о металл без смазки, трение качения (ПП —
487
Нп — 14СТ; ПП —Нп—19СТ; ПП — Нп — 50ХЗСТ); сильные
удары при высоких контактных нагрузках (ПП — Нп —
90Г13Н4; ПП —Нп—12Х12Г12СФ).
25.6.2. Электродные ленты
Холоднокатаные электродные ленты
Для антикоррозионной наплавки под флюсом широко исполь-
зуются холоднокатаные ленты. Как правило, содержание угле-
рода в них не превышает 0,08 % при различном содержании
хрома и никеля. Для повышения коррозионной стойкости ме-
талл стабилизируется титаном или ниобием. Освоено производ-
ство лент 9 типов для антикоррозионной наплавки, которые
производятся по ТУ МЧМ СССР. В частности, ленты
СВ-04Х19Н11МЗ, Св-10Х16Н25АМ6, Св-08Х19Н10Г2Б,
Св-07Х25Н13 выпускаются по ТУ 14-1-1468—75.
Для наплавки обычно применяют ленты толщиной 0,4—
1,0 мм и шириной 20—100 мм. Плотность тока при наплавке
составляет 10—15 А/мм2.
Порошковые электродные ленты
Порошковые электродные ленты для наплавки производятся
методом прокатки и по конструкции могут быть одно- и дву-
замковые. Ленты имеют сечение 10x3 или 18x4 мм и постав-
ляются в рулонах (масса 45—65 кг) или кассетах (масса 100—
150 кг).
Ленты ПЛ — Нп —300Х25СЗН2Г2, ПЛ — Нп —400Х25СЗГ2М
и ПЛ — Нп—120Х22РЗГС применяются для наплавки защит-
ных поверхностей конусов и чаш засыпных аппаратов доменных
печей, деталей дробилок, ножей бульдозеров, бил угольных
мельниц и т. п.
Ленты ПЛ —Нп —450Х20Б7М6В2Ф и Пл —Нп —
400Х20Б7М6В2Ф предназначены для наплавки желобов, течек
и др. деталей бесконусных, засыпных устройств, работающих
в условиях интенсивного абразивного изнашивания при повы-
шенных температурах. Порошковая лента ПЛ — Нп —
500Х40Н40 — С2РЦ используется для наплавки контактных по-
верхностей конусов и чаш засыпных аппаратов доменных печей.
Ленты ПЛ — Нп — 10Х4В2М2, ПЛ — Нп — 15Х4В2М2 и
ПЛ — Нп — 20Х4В2М2 применяются для наплавки роликов
рольгангов, лента ПЛ — Нп — 20Х10Г10Т — для наплавки кра-
новых колес, роликов и направляющих.
Для наплавки под флюсом деталей трубопроводной арма-
туры, работающей при температурах до 560 °C, применяются
порошковые ленты ПЛ — Нп — 12Х16Н9С5Г2Т и ПЛ — Нп —
12Х16Н8М6С5Г4Б.
488
Спеченные электродные ленты
Ленты изготавливают холодной прокаткой смеси порошков
с последующим спеканием в водороде. Спеченную ленту произ-
водят толщиной 0,8—1,2 мм и шириной 25—100 мм. Плотность
готовой ленты не ниже 6 г/см3, предел прочности не менее
60 МПа. Преимуществом спеченной ленты является повышен-
ная производительность наплавки (на 25—30 % по сравнению
с холоднокатаной лентой идентичного химического состава).
Плотность тока при наплавке спеченной лентой составляет 10—
30 А/мм2, напряжение 25—27 В. По ГОСТ 22366—77 преду-
сматривается изготовление спеченных лент 7 марок, однако из
них нашли широкое применение следующие: ЛС— 70ХЗМН;
ЛС—12Х14МЗ; ЛС —50Х4ВЗФС; ЛС —У10Х7ГР1. Ленты по-
ставляются в рулонах. В рулоне должен быть один отрезок
ленты длиной не менее 40 м. Масса рулона не должна превы-
шать 100 кг.
25.6.3. Порошки для наплавки
Порошки широко применяются как для наплавки, так и для на-
пыления. Для индукционной наплавки применяют немагнитные
порошки со сравнительно крупными частицами осколочной или
хлопьевидной формы, при которой порошок хорошо смешива-
ется с флюсом, не сепарирует и не ссыпается с наплавляемой
поверхности. Для плазменной и лазерной наплавки предпочти-
тельнее порошки со сферическими или округлыми частицами,
обладающие хорошей текучестью. Для наплавки используются
порошки на основе железа, никеля и кобальта. По ГОСТ
21448—75 выпускают порошки на основе железа типа «сор-
майт>: ПГ —С1; ПГ —УС25; ПГ —С27; ПГ —ФБХ6 —2;
ПГ — АН1. Кроме того, производятся порошки на железной ос-
нове по ведомственным ТУ: ПР—10Р6М5; ПГ — АН2; ЛГС —
1; ЛГС —2.
ГОСТ 21448—75 предусматривает выпуск порошков трех
марок для наплавки на основе никеля: ПГ — СР2; ПГ — СРЗ;
ПГ — СР4. По ведомственным ТУ производят порошки:
ПР —Н68Х21С5Р; ПГ—12Н —01; ПГ—12Н —02; ПГ —
ЮН —01.
Освоено производство порошков на основе кобальта: ПР —
К60Х30ВС; ПН —АН35; ПГ—ЮК —01.
25.6.4. Электроды для дуговой наплавки
Для наплавки применяют как специальные наплавочные элек-
троды, так и сварочные электроды, предназначенные для сварки
коррозионностойких и жаростойких сталей и сплавов. По ГОСТ
10051—75 электроды для ручной дуговой наплавки классифици-
руют по типу наплавленного металла.
По назначению их можно разделить на следующие группы:
— электроды для наплавки слоя низколегированной стали,
содержащей менее 0,4 % С (ОЗН—250У; ОЗН—300У; ОЗН—350У;
ОЗН—400У; ОЗШ—1 и др.);
— электроды для наплавки слоя низколегированной стали,
содержащей >0,4 %С (ЭН60М, ОЗШ—3, 13КН/ЛИВТ и др.);
— электроды для наплавки слоя хромистой стали
(ОМГ—Н; Т—546А; ЦН—5; НЖ—3; ВСН—10; ЭН—Х12М;
ЭНУ — 2; —9 и др.);
ВСН F
— электроды для наплавки слоя быстрорежущей стали
(ЦИ—1М; ОЗИ—1; ИТ—10; КПИ—РИ1 и др.);
— электроды для наплавки слоя высокохромистого чугуна
(ГН—1; Т—590; Т—620; ЦС—1; ЦН—3; X—5 и др.);
— электроды для наплавки слоя теплостойкой штамповой
стали (ИН—1; ОЗИ—2; ОЗИ—3; ОЗИ—4; ОЗИ—5; ОЗШ—3;
ОЗШ—6; ОЗШ—7 и др.);
— электроды для наплавки слоя кобальтового сплава с хро-
мом и вольфрамом (ЦН—2);
— электроды прочих типов (ЦН—6; ЦН—12; ЦН—18;
ЦН —19; ЦН —20; 12АН/ЛИВТ; ЦНИИН —4; ВСН—6;
ВСН —8; ВСН —10 и др.).
25.6.5. Флюсы для наплавки
Как правило, для наплавки применяют плавленые стекловид-
ные и пемзовидные флюсы. По назначению их разделяют на
флюсы общего назначения и специальные. Первые используют
для дуговой наплавки углеродистых и низколегированных ста-
лей. Вторые — для дуговой и электрошлаковой наплавки леги-
рованных сталей и сплавов, цветных металлов.
Флюсы АН-348А и АН-60 с большим содержанием SiO2 и
МпО широко применяют для наплавки малоуглеродистых и
низколегированных сталей. Кремнистый безмарганцевый флюс
АН-26 предназначен для наплавки легированных и высоколеги-
рованных сталей. Низкокремнистые флюсы АН-20 и АН-22 ши-
роко применяют для наплавки низколегированных и легирован-
ных сталей. Безмарганцевые флюсы АН-15М, АН-28, АН-70,
ОФ-6, ОФ-10 используются для электродуговой наплавки леги-
рованных и высоколегированных сталей и сплавов.
Флюсы АН-72 и ФЦ-18 обеспечивают хорошие формирова-
ние и отделимость шлаковой корки при наплавке высоколеги-
рованных сталей и сплавов.
Флюс АН-90 в основном предназначен для электрошлако-
вой наплавки лентами коррозионностойких сталей. Для тради-
490
ционных процессов электрошлаковой наплавки применяют
флюсы АНФ-1, АН-8 и АН-22.
В меньшей степени для наплавки применяют керамические
(агломерированные) флюсы. Из них наиболее известны флюсы
(ЖСН-5, ЖСН-6, АНК-18, АНК-19).
25.6.6. Прочие наплавочные материалы
К этой группе наплавочных материалов можно отнести литые
присадочные прутки по ГОСТ 21449—75 (Пр—СГ, Пр—С2;
Пр—С27; Пр—ВЗК; Пр—ВЗК—Р), литые кольца по ТУ
14-131-133—73 и ТУ 14-131-344—77 (ЭП—616, ЭП—616 А;
ЭП—616 Б); спеченные присадочные кольца по ТУ АЗЛК и
ТУ 37.311.0.17—74 (ПК—HX35C3, ПК—ХН60ВУ), релит по
ТУ 48-42-34—70 и ТУ 26-02-769—77 (зерновой Релит-3; труб-
чато-зерновой Релит-ТЗ; ленточный АН—ЛЗ); механические
смеси порошков и псевдосплавы по ТУ 48-19-122—74 (С—2М.
БХ, КБХ, ФБХ6—2, ПС—15—30; ПС—14—60; ПС—14—80)
Эти материалы используют при газовой, индукционной, плаз-
менной или дуговой наплавке неплавящимся электродом.
25.7. Наплавленный металл
Большая номенклатура и разнообразие условий работы наплав-
ленных деталей привели к тому, что для наплавки в настоящее
время используется большое количество сталей и сплавов раз-
личных композиций.
По классификации, предложенной И. И. Фруминым [9], их
можно разделить на пять основных групп, которые, в свою оче-
редь, подразделяются на подгруппы:
I — стали (углеродистые, высокоуглеродистые, марганцевые,
хромомарганцевые, хромистые, хромоникелевые, вольфрамовые,
молибденовые);
II — сплавы на основе железа (высокохромистые чугуны,
сплавы с бором и хромом, сплавы с кобальтом, молибденом
или вольфрамом);
III — сплавы на основе никеля и кобальта (хромоникелевые
сплавы с бором и кремнием, никелевые сплавы с молибденом,
сплавы кобальта с хромом и вольфрамом);
IV — сплавы на основе меди (алюминиевые, алюминиевоже-
лезные и оловяннофосфорные бронзы);
V — карбидные сплавы (с карбидом вольфрама или
хрома).
Во многих случаях наплавленный металл того или иного
типа может быть получен при использовании различных напла-
вочных материалов (покрытых электродов, проволок, лент, по-
рошков) и соответственно методов наплавки.
491
Конкретный выбор наплавленного металла определяется ус-
ловиями работы наплавляемой детали и уточняется на основе
лабораторных и производственных испытаний.
25.8. Основной металл
При изготовленной наплавке в качестве основы, как правило,
используют углеродистые или низколегированные конструкци-
онные стали. В случае восстановительной наплавки приходится
иметь дело с различными составами основного металла. Для
обеспечения минимальных напряжений и деформаций и предот-
вращения трещин и отколов наплавленного металла решающее
значение имеет рациональный выбор сочетания основного и на-
плавленного металла.
Как правило, при наплавке на углеродистые стали, содержа-
щие более 0,3 % С, требуется предварительный подогрев. Его
необходимость зависит также от сочетания основного и наплав-
ленного металла и размеров и формы наплавляемой детали.
Вызывает затруднения наплавка высоколегированных ин-
струментальных, штамповых сталей и сплавов. При их на-
плавке применяют предварительный и сопутствующий подогрев
и термическую обработку после наплавки.
25.9. Оборудование для наплавки
25.9.1. Оборудование для ручной наплавки
Ручная наплавка, как правило, производится в стационарных
условиях. В комплект оборудования поста для ручной электро-
дуговой наплавки входит: источник питания, стол или манипу-
лятор изделия, электрододержатель, сварочные провода, защит-
ные приспособления, вспомогательный инструмент (зубило,
молоток, стальные щетки). Для оснащения поста использу-
ется обычное оборудование для ручной электродуговой
сварки.
Рабочее место наплавщика оборудуется приточно-вытяжной
вентиляцией.
25.9.2. Оборудование для механизированной наплавки
Вследствие некоторых технологических особенностей (длитель-
ная и непрерывная работа, высокотемпературный подогрев на-
плавляемых заготовок, применение различных видов электрод-
ных материалов и т. п.) для механизированной наплавки необ-
ходимо специальное оборудование, хотя достаточно широко ис-
пользуется для этой цели и универсальное сварочное оборудо-
вание.
482
Для механизированной наплавки применяют полуавтоматы
и автоматы. Последними обычно комплектуются универсальные
и специализированные наплавочные установки или станки [13].
Наплавочная установка (станок) состоит из источника питания,
наплавочного автомата или головки, аппаратуры, автоматиза-
ции и управления, манипулятора (вращателя), механизмов пе-
ремещения наплавочного автомата. В комплект установки
может входить вспомогательное оборудование (формирую-
щие устройства, индукторы или газовые горелки для подогрева
наплавляемых деталей и средства контроля процесса на-
плавки.
Источники питания для наплавки
Для наплавки используются сварочные трансформаторы, пре-
образователи и выпрямители. Для электродуговой наплавки
могут использоваться источники переменного и постоянного
тока (постоянный ток предпочтительнее). Плазменная наплавка
ведется на постоянном токе, в качестве источников питания ис-
пользуют сварочные выпрямители. Для ЭШН, как правило,
применяют одно- или трехфазные трансформаторы. ЭШН элек-
тродными лентами в горизонтальном положении ведут на по-
стоянном токе.
Основные типы сварочных источников питания и их харак-
теристики приведены в работах [13—15].
Полуавтоматы для наплавки
Полуавтомат для наплавки состоит из подающего механизма, гибкого на-
правляющего шланга с ручной горелкой, катушки с проволокой, источника
питания с пуско-регулирующей аппаратурой Наиболее широко применяются
полуавтоматы для наплавки в среде защитного газа и самозащитной прово-
локой. Технические характеристики полуавтоматов для наплавки приведены
в работе [11].
Автоматы для наплавки
Из многочисленных способов наплавки наибольшее распространение имеет
дуговая наплавка. Соответственно наибольшее количество моделей автома-
тов выпускается промышленностью для этого спсоба наплавки.
Автоматы для дуговой наплавки
Классификация автоматов для наплавки по различным признакам приведена
в работе [13].
Наплавочные дуговые автоматы состоят из горелки (мундштука), меха-
низма подачи электродного или присадочного материала, механизма настро-
ечных перемещений, механизма перемещения автомата относительно наплав-
ляемой детали, катушки для электродной проволоки или ленты, флюсовой
аппаратуры, системы управления, источника сварочного тока, средств тех-
ники безопасности.
493
ТАБЛИЦА 25.2
494 495
УНИВЕРСАЛЬНЫЕ УСТАНОВКИ ДЛЯ НАПЛАВКИ
Е е £ Тип установки и источника питания Электродный материал Способ наплавки, защитная среда Скорость вращения планшайбы (шпинделя), мин-1 Скорость переме- щения на шаг при на- плавке, по вин- товой линии, мм/мин
проволо- ка. диаметр, мм сплошная порошко- вая лента, сечение, мм спеченная порошко- вая
Скорость наплавки плоских деталей, м/ч Размеры наплавляемых деталей (максимальные) Предельная масса наплав- ленных деталей, кг
цилиндри- ческие, диаметр/дли- на, мм плоские длина х X ширина, мм
| УД- ВДУ- 209; 506 2,0—3,0 Электро- дуговая; Ф; Г, О*1 0,06—6,58 3,0—20,0 1,0—90,0 50—300 800X 250
2,6—3,6 100—800 200
2 УД- ВДУ- 294; 506 2,0—3,0 0,063—12,5 2,0—10,0 1,0—37,8 360/1100 300
2,6—3,6 То же —
3 УД- ВДУ- 305*® 506 2,0—3,0 0,2—1,6 2,0—4,0 100—250*® 4000
2,6—3,6 > - 2000 —
4 УД— ВДУ — (ВДУ- 420; 506 1201) 2,6—3,2 0,04—3,26 3,6—72,0 900/1190 900X 400 400
2,6-3,2 »
** Ф —• под флюсом; Г — и защитном rase;
" Для наплавки внутренних поверхностей.
О —открытая дуга, самоэащитная проволока.
м Внутренний диаметр.
Продолжение табл. 25.2
№ п/п | Тип установки к источника питания Электродный материал Способ наплавки, защитная среда Скорость вращения планшайбы (шпинделя), мин-1 Скорость переме- щения на шаг при на- плавке, по вин- товой линии, мм/мин Скорость наплавки плоских деталей, м/ч Размеры наплавляемых деталей (максимальные) Предельная масса наплав- ленных Деталей, кг
проволо- ка, диаметр, мм сплошная лента, сечение, мм спеченная
цилиндри- ческие, диаметр/дли- на , мм плоские длина х X ширина, мм
порошко- вая порошко- вая
5 6 7 8 9 У - 653; ВДУ — 506 (ВДУ - 1201) УМН — 4; ВДУ — 1201 УМН — 10; ВДУ - 1201 УД-417; ВДУ — 506 УПМ — 303; БС —315 1,0—5,0 40,0Х 1,0 18,0X4 40,0Х 1,0 18,0X4 Электро- дуговая; Ф; Г, O*i Электро- дуговая; Ф, О То же Плазмен- ная; Г То же 0,03—10,4 0,1—0,8 0,1-0,75 0,6— 6,5 м/ч*‘ 0,05—2,5 3,0—20,0 0,9—13,5 0,9—13,5 0,5-150 5,4—84,0 5,4—84,0 2,00—80.0 50—900 1300 3000/1000 4500/2000 50—300 100—800 500/600 1200X 400 1500X 750 1500X750 I200X 1200 200 4000 1000 1600 1000
2,0—3,6 3,0—6,5
3,0—3,6 3,0—6,5 3,0-3,6
2,0—4,0 Порошок метал- лический 4,0Х 9,0 3,8X8,0 3,2X7,5
•I <р — под флюсом; Г — в защитном газе; О — открытая дуга, самоэащитная проволока. w Для наплавки внутренних поверхностей.
м Внутренний диаметр. *• Линейная окружная скорость наплавки.
СПЕЦИАЛИЗИРОВАННЫЕ УСТА
Электродный материал
.С Тип установки источника питания Назначение диаметр проволоки, мм сплошная сечение ленты, мм спеченная
порошковая порошковая
1 У — 50М; ВДУ — 1601 (2 шт.) Наплавка конусов и чаш доменных печей —
18,0X4,0
2 У — 75М; ВДУ — 1601 (2 шт.) То же —
18,0X4,0
3 УД — 249; ВДУ — 1601 Наплавка плоских ли- стов —
18,0X4,0
4 У — 877; ВДУ — 1601 Наплавка бил молотко- вых дробилок —
1,8X4,0
5 6 7 УД — 208; ВДУ — 506 УД — 365; ВДУ — 1201 (2 шт.) УД — 423; ВДУ — 506 Наплавка деталей тру- бопроводной арматуры То же Наплавка уплотнитель- ных поверхностей вен- тилей и задвижек 1.2—2,0
1,8—3,6 1.2—2,0
1,8—2,8 1.2—2,0
1,8—2,8
8 УД — 287; ВДУ — 506 Наплавка коренных ше- ек коленвалов ЗМЗ—53 —-
1,6—2,0
9 10 11 12 УД — 288; ВДУ — 506 УД — 302; ВДУ — 506 УД — 363; ВДУ — 1201 КЖ — 50; ВДУ — 1201 Наплавка шатунных ше- ек коленвалов ЗМЗ—53 Наплавка катков трак- торов Наплавка внутренних поверхностей труб Наплавка валков пили- гримовых станов —
. 1,6—2,0 2,0—3,0
2,6—3,6 2,6—3,0
2,6—3,6 3,0—6,5
3,0—3,6
Наплавка по образующей. *'л Максимальные размеры наплавляемых плоских дета
496
ТАБЛИЦА 3S.S
НОВКИ ДЛЯ НАПЛАВКИ
Способ наплавки, защитная среда Скорость вращения планшайбы (шпинделя), об/мин Скорость наплавки плоских Деталей, м/ч Размеры наплавляемых деталей (дваметр/длнна), мм Предель- ная масса наплавляе- мых деталей, кг
Электроду го- вая; О — 30—70* 5 000/25 000 50 000
То же — 30—70 8 000/2 500 75 000
» — 30—70 2 100Х 1 120 X X 8—15*2 300
— — 30—70 300Х 150Х 100*2 15
Электродуго- вая; Г, О 10,0—40,0 — 50—150 50
Электродуго- вая; Ф, Г, О 0,1—3,0 — 100—350 150
Электродуго- вая; Г; О 0,25—5,О*3 — 40—100 100
Электродуго- вая; О 0,25 — 50/900 45
Электродуго- вая; О 0,25 — 50/900 45
Электродуго- вая; Г, О 0,8—2,0 — 220—690/200 100
Электродуго- вая; Ф, О 0,16—0,4 3,0—30,0 200—450/6 000 1 000
То же 0,135—1,135 — 740/1 680 2000
лей. » Скорость вращения сварочной головки.
32—1063
49
Электродный материал
С Тип установки источника питания Назначение диаметр проволоки, мм сплошная сечение ленты, мм спеченная
S порошковая порошковая
13 КЖ — 9705; ВДУ — 1201 (4 шт.) Наплавка валков блю- мингов и слябингов 3,0—6,5 40,0X1,0
3,0—3,6 18,0X4
14 15 кж- ВДУ- кж- ВДУ- 9707; - 1201 9711; - 1201 Наплавка валков крупных пилигримовых станов Наплавка валков сорто- прокатных станов 3,0—6,5
3,0—3,6 3,0—6,5 40.0Х 1,0
3,0—3,6 18,0X4
16 УД- ВДУ- 307, - 506 Наплавка соединитель- ных элементов буриль- ных труб — —
2,0—4,0 9,0Х 4,0 8,0Х 3,8 7,5X3,2
17 УД- ВДУ- 368; - 506 То же —
9,0Х 4,0 8.0Х3.8 7,5X3,2
18 УД — 308; ВДУ-506 Наплавка деталей арма- туры Порошок металличе- ский —
19 УД- ВДУ- 457; - 506 То же Порошок металличе- ский —
20 УД- ВДУ- 482; - 1602 Наплавка подрессорных опор автомобиля КамАЗ —
8,0Х 2,8 6,5X2,5
Окружная скорость, м/ч.
Технические характеристики автоматов для наплавки приведены в рабо-
тах [11, 13—15].
Основной тенденцией развития конструирования наплавочных, как и сва-
рочных, автоматов является принцип агрегатирования автоматов различного
назначения из унифицированных функциональных узлов и блоков.
Манипуляторы и вращатели для наплавки
Технические характеристики манипуляторов и вращателей, применяемых для
комплектования наплавочных установок, приведены в работах [11, 15].
498
Продолжение табл. 25.3
Способ наплавки, защитная среда Скорость вращения планшайбы (шпинделя), об/мин Скорость наплавки плоских деталей, м/ч Размеры наплавляемых деталей (диаметр/длина), мм Предель- ная масса наплав- ляемых деталей, кг
Электроду- говая; Ф, О 0,135—1,135 1 400/7 000 40 000
То же 0,135—1.135 — 925/2 460 6 400
•» 0,135—1,135 — 850/4 000 8 000
Плазменная 0,6—6,5“ — 500/100 20
То же 4,0—12,0“ — 203/365 40
» 0,08—0,8 —- 50—250 50
» 0,1—0,02 — 300—500 150
Электродуго- вая; О — 6,0—8,0 120X60 6
Установки для автоматической наплавки
Различают универсальные и специализированные установки для наплавки.
К первым относят установки, на которых наплавляют детали различной
формы, массы и назначения. Ко вторым — установки для наплавки деталей
одного типа.
Универсальные установки для наплавки
В промышленности используются универсальные установки для дуговой к
плазменной наплавки различных типов (табл. 25.2).
Технические характеристики установок для индукционной и электрокон-
тактной наплавки приведены в работе [3, 6].
32*
49!
Специализированные установки для наплавки
Характеристики специализированных установок для наплавки различных де-
талей приведены в табл. 25.3.
Средства нагрева и термической обработки
наплавленных деталей
Для предварительного и сопутствующего подогрева цилиндрических деталей
применяют индукторы промышленной частоты [11].
Газовые и электрические печи могут применяться для предварительного
подогрева и последующей термической обработки наплавленных деталей.
Газовые горелки являются достаточно универсальным средством пред-
варительного и сопутствующего подогрева деталей любой формы.
25.10. Производство наплавочных работ
25.10.1. Выбор способа наплавки
Часть способов наплавки (ручная и механизированная электро-
дуговая, газовая, плазменная и др.) обладают достаточной уни-
версальностью, другие же (печная, трением) менее универ-
сальны. Рациональный выбор способа наплавки определяется
возможностью получения наплавленного слоя требуемого со-
става и свойств, характером и допустимой величиной износа,
возможностью восстановления размеров и работоспособности
детали, ее размерами и конфигурацией, экономичностью про-
цесса, наличием оборудования и материалов.
Ручная дуговая наплавка является наиболее универсальным
процессом и может применяться для наплавки тел вращения
малого и большого диаметра, плоских деталей и деталей слож-
ной нормы. Однако невысокие производительность и качество
наплавки, большие деформации являются отрицательными ха-
рактеристиками процесса.
Одно- и многоэлектродная наплавка под флюсом обладает
достаточно высокой производительностью и широко применя-
ется для наплавки плоских деталей и тел вращения относи-
тельно больших диаметров.
Для тел вращения малых диаметров, деталей сложной
формы успешно используется электродуговая наплавка само-
защитной порошковой проволокой.
Там, где к качеству металла предъявляются высокие требо-
вания (арматура высоких параметров, клапаны ДВС, инстру-
мент), успешно применяется плазменная наплавка.
Индукционная наплавка отличается высокой производитель-
ностью и широко применяется в массовом производстве (рабо-
чие органы почвообрабатывающих машин, клапаны ДВС).
Более подробно вопросы выбора способа наплавки различ-
ных деталей рассмотрены в [1, 9, 10].
500
25.10.2. Подготовка наплавочных, материалов
и деталей под наплавку
Подготовка наплавочных материалов
Подготовка наплавочных материалов включает в себя следую-
щие основные операции:
— для проволоки сплошного сечения — удаление ржавчины
и загрязнений;
— для порошковой проволоки и ленты — прокалка при
230—250 °C;
— для порошков — сушка при 100—150 °C и при необходи-
мости рассев;
— для покрытых электродов — прокалка при 150—350 °C
в зависимости от марки электрода;
— для флюсов — прокалка по режимам, зависящим от
марки флюса.
Подготовка деталей под наплавку
При подготовке детали под наплавку должны быть соблюдены требования
к конфигурации наплавляемой детали. Если необходимо удалить поверхност-
ные дефекты (трещины, рванины, глубокие раковины), то проводится пред-
варительная механическая обработка детали. Для удаления ржавчины, ока-
лины с наплавляемой поверхности применяется дробе- или пескоструйная
обработка, зачистка. Масляные загрязнения удаляются обезжириванием.
25.10.3. Технология и техника наплавки
Технология и техника наплавки определяется требованиями к свойствам и
качеству наплавляемого слоя, размерами и формой наплавляемой детали,
величиной ее износа. Рекомендации по технологии и технике наплавки кон-
кретных деталей содержатся в книгах [1, 9, 10, 11].
25.10.4. Термическая обработка деталей после наплавки
Термическая обработка наплавленных деталей производится с целью полу-
чения необходимых свойств наплавленного металла, снижения твердости под
последующую механическую обработку, снижения остаточных напряжений
после нап'лавки. Конкретные режимы термической обработки определяются
составом наплавленного металла и могут быть заимствованы из соответ-
ствующих справочников.
25.11. Контроль качества наплавленного металла
Наплавленные детали подвергают неразрушающим или разрушающим ме-
тодам контроля.
501
25.11.1. Неразрушающие методы контроля качества
наплавленного металла
Применяются следующие методы неразрушающего контроля:
— визуальный контроль для определения качества формирования на-
плавленного металла, наличия трещин, отколов, свищей и других дефектов,
выходящих на поверхность наплавленного металла;
— люминесцентный или цветной контроль с целью выявления дефектов,
выходящих на поверхность наплавленного металла, но не выявляемых визу-
ально;
— магнитный контроль для выявления дефектов на поверхности и на
небольшой глубине под поверхностью наплавленного металла;
— ультразвуковой контроль, гамма- и рентгенодефектоскопня для вы-
явления дефектов в наплавленном слое и на границе сплавления;
25.11.2. Разрушающие методы контроля качества
наплавленного металла
Как правило, разрушающим методам контроля подвергают образцы-свиде-
тели, которые наплавляют и одновременно подвергают термообработке со
штатными изделиями. К этой группе методов контроля можно отнести:
— контроль химического состава наплавленного металла;
— механические испытания и контроль твердости наплавленного металла
(предел прочности, предел текучести, относительное удлинение и сужение,
ударная вязкость, прочность сцепления основного и наплавленного металла
на срез и отрыв);
— коррозионные испытания.
Раздел 5
ТЕРМИЧЕСКАЯ РЕЗКА
Глава 26 КИСЛОРОДНАЯ И
КИСЛОРОДНО-ФЛЮСОВАЯ РЕЗКА
26.1. Общие сведения
Кислородная резка представляет собой процесс, состоящий в нагреве
подогревающим пламенем поверхностных слоев металла до температуры вос-
пламенения (1050—1200°С), окисления и перемещения их струей кислорода
с образованием разреза. Тепло, возникающее в результате окисления ме-
талла в разрезе, создает постоянное тепловое поле, перемещающееся вместе
с разрезом, что обеспечивает необходимую для протекания процесса темпе-
ратуру металла на лобовой кромке реза (рис 26.1). Разрезаемый металл
должен удовлетворять следующим условиям: температура плавления окси-
дов должна быть ниже температуры плавления самого металла, в против-
ном случае струя кислорода не сможет окислить расплавленный металл;
Гпл. ок < Тпл. мет- (26.1j
Температура воспламенения металла в кислороде должна быть ниже
температуры плавления, иначе металл начнет плавиться и выдуваться струей
кислорода без последующего его окисления («плавильный процесс:»);
Г воеп < Г пл. мет- (26.2)
502
Тепловой эффект реакции горе-
ния должен быть достаточно боль-
шим, чтобы поверхность металла на
лобовой кромке прогревалась до
температуры плавления; по тем же
причинам хуже поддаются кислород-
ной резке металлы с высокой тепло-
проводностью; вязкость расплава не
должна быть высокой, чтобы обес-
печить его турбулизацию в поверх-
ностных слоях и выделение необхо-
димого количества тепла на кромке
реза.
Из чистых металлов кислород-
ной резке хорошо поддаются же-
лезо, титан, марганец. Так, для же-
леза 7Пл«1800 К; Твоспл = 1320 К;
7*пл ЕеО-1643К.
Тепловой эффект реакции горе-
ния железа довольно высок,
Fe + 0,5О2 =
= FeO+ 269 МДж/кг-моль.
(26.3)
Теплопроводность железа невы-
сока, поэтому лобовая поверхность
разогревается при резке до высоких
температур (1600—2000 °C). Кисло-
родную резку можно успешно при-
менять для обработки малоуглероди-
стых, конструкционных, низколегиро-
ванных сталей, титана. Обычной кис-
лородной резкой нельзя разрезать
Ni, Си, Al, Mg, Cr, Zn, так как
они не удовлетворяют вышеприве-
Рис. 26.1. Схема процесса кислородной
резки:
АА — граница раздела струи кислорода н
окисленного металла; В В— граница раз-
дела окисленного и расплавленного ме-
талла; СС — граница раздела расплав-
ленного и твердого металла
денным условиям резки.
Повышение содержания в стали ряда легирующих элементов и прежде
всего хрома приводит к тому, что в образующейся жидкой пленке на по-
верхности реза содержится большое количество тугоплавких оксидов хрома
(до 20%). Температура плавления хромистых железняков с таким содер-
жанием хрома составляет примерно 2000 °C, что значительно превышает
температуру плавления разрезаемой стали. Для кислородной резки высоко-
легированных сталей необходимо обеспечить расплавление и перевод в шлак
образующихся тугоплавких оксидов, что может быть достигнуто путем по-
вышения температуры в разрезе или переводом шлаков в более легкоплав-
кие соединения. Для резки высоколегированных хромоникелевых сталей, чу-
гуна, меди и ее сплавов применяется кислородно-флюсовая резка.
Сущность процесса кислородно-флюсовой резки заключается в том, что
в зону реза вводится порошкообразный флюс, который, поступая на кромку
разреза, сгорает в струе кислорода и значительно повышает температуру
в разрезе. Кроме того, продукты его окисления сплавляются с оксидом по-
верхностной пленки и образуют шлаки с более низкой температурой плав-
ления, которые довольно легко удаляются из разреза.
В качестве флюса наиболее широко применяется железный порошок
марки ПЖ5М по ГОСТ 9849—86 или его смеси с порошками магния, алю-
миния, силикокальция.
Тепловое воздействие на металл при кислородной резке характеризуется
быстрым нагревом поверхности разреза и прилегающих к нему слоев и
503
высокой скоростью их охлаждения (до 2000 °С/с), что при резке конструк-
ционных, легированных сталей приводит к образованию закалочных струк-
тур на кромке реза.
Низкая пластичность металла кромки в сочетании с внутренними напря-
жениями, вызываемыми термическим циклом от источника тепла, могут при-
вести к потере технологической прочности металла на кромке (образование
трещин), а в ряде случаев — к разрушению изделия.
Одним из способов устранения трещин при резке является предвари-
тельный подогрев заготовок, который снижает скорость охлаждения металла
кромки и обеспечивает получение более пластичных структурных составляю-
щих [I]. Температура предварительного подогрева стали может быть опреде-
лена из следующей зависимости:
Т„ = 500 VC3KB (I + Ю00А6) — 0,45 , (26.4)
где б — толщина разрезаемого металла, м; k — коэффициент толщины (для
б<1000 мм, /г =0,0002); Сзкв — эквивалентное содержание углерода:
Сэки = С + 0,155 (Сг + Мо) + 0,14 (Мп + V) + 0,11 Si + 0,045 (Ni + Си).
(26.5)
При Свив (1 + 1000 Аб)<0,45 сталь при резке не требует подогрева и мо-
жет разрезаться в состоянии поставки. В случае невозможности подогрева
заготовки должна быть снижена скорость резки:
v = Гопт (1 - 0.8 VC9KB —0.45 ), (26.6)
где Оопт—скорость резки малоуглеродистой стали, м/с; v — скорость резки
закаливающейся стали, м/с. В настоящее время кислородная резка наряду
со сваркой является одним из основных технологических процессов в ме-
таллообрабатывающих отраслях промышленности, металлургии, строитель-
стве. Она используется для резки заготовок из листа, профильного проката,
труб, отрезки прибылей в литейном производстве, резки заготовок под по-
следующую ковку, штамповку, в ремонтных работах и др.
26.2. Технология резки
При кислородной разделительной резке стали в соответствии с технологиче-
скими особенностями различают резку металла малых толщин (до 5 мм),
средних толщин (5—300 мм) и больших толщин (свыше 300 мм). Такое, де-
ление довольно условно, однако для каждого диапазона разрезаемых толщин
существуют общие закономерности.
26.2.1. Кислородная резка стали средних толщин
Наиболее важными технологическими параметрами кислород-
ной резки являются расход режущего кислорода, мощность по-
догревающего пламени, скорость резки.
Для расчетов расходов режущего кислорода может быть ре-
комендована следующая формула, полученная на основании ре-
зультатов обработки данных ВНИИавтогенмаш и зарубежных
фирм,
Укр=0,07ЛгМпА716<’'8, (26.7)
где VKp — расход «режущего» кислорода, м3/с; k2— коэффи-
циент, учитывающий состояние металла перед резкой (k2 =
В04
ТАБЛИЦА 26.Г
ЗНАЧЕНИЯ КОЭФФИЦИЕНТОВ ДЛЯ РАСЧЕТА РАСХОДА ГАЗА
И СКОРОСТИ РЕЗКИ
Наименование коэффициента Обозна- чение Величины
Коэффициент, учитывающий расстояние между резаком и металлом ftp kp = 1+0,01 (Я- 10s — 10), где H — расстояние между резаком и метал- лом, м. При Н <. 0,01 kp = 1
Коэффициент, учитывающий температуру металла перед резкой kr йт= (1 + 2ТМ-10~3)-(1 — 1,5б2), где Тц — температура металла перед рез- кой, °C (справедлива для 6 < 0,8 м)
Коэффициент, учитывающий состояние и состав металла kH Для проката = 14-0,75, для литья = 0,854-0,5 (первые значения бе- рутся для малоуглеродистых и низко- легированных сталей, вторые — для высоколегированных)
Коэффициент, учитывающий состояние поверхности метал- ла Е При механизированной резке проката с чистой поверхностью £=0,554-1,1; при резке литья и горячего металла £ = 1,54-2,8
Коэффициент, учитывающий замену ацетилена другими горючими fcr Определяется из табл. 26.2
Коэффициент, учитывающий положение резака при резке fen При резке вертикальным резаком kn— — 1,0. При резке в горизонтальном положении ka = 0,8
= 0,3 — для проката; ^2=0,6— для литья и поковок толщиной
от 0,3 до 0,6 м), ftp, kn, k» — см. табл. 26.1.
Подогревающее пламя нагревает поверхностные слои ме-
талла до температуры воспламенения в начале резки, а в про-
цессе резки — фронтальную поверхность металла. Мощность
подогревающего пламени возрастет с увеличением толщины раз-
резаемого металла, расстояния между торцом резака и метал-
лом. При резке загрязненного металла мощность пламени не-
обходимо увеличивать. Мощность пламени определяется расхо-
дом горючего газа, его родом и соотношением расхода горючего
газа и подогревающего кислорода. При кислородной резке в ка-
честве горючего используются газообразные и жидкие углево-
дороды. При сгорании указанных горючих в смеси с кислоро-
дом образуется высокотемпературное пламя.
В табл. 26.2 приведены сведения об основных свойствах го-
рючих газов.
Расходы горючего газа и подогревающего кислорода при
резке могут быть определены из нижеследующих зависимостей:
Vr. г = Е lO^kvk,'k,k~' (1036 + 100); (26.8)
Гк.п = ₽Уг.г, (26.9)
505
ТАБЛИЦА 26.2
СВОЙСТВА ГОРЮЧИХ ГАЗОВ
Горючий газ Т, °C QH, МДж/м3 *г Оптимальное соотношение между кислородом и горючим
при нормаль- ном пламени при избы- точном кис- лороде
Ацетилен 3100—3200 52,8 1,0 1,1 1,7
Водород 2100—2500 10,4 5,2 0,4 0,6
Пропан 2500—2750 87,1 0,6 3,5 5,0
Природный газ 2000—2200 31,44—37,7 1,6 1.0 1,5
Коксовый газ 2000—2200 14,7—18,4 3,0 0,6 0,8
Примечание. Т — температура пламени в смеси с кислородом; QH — теплота
сгорания (низшая); kr коэффициент замены ацетилена.
где Vr.r — расход горючего газа, м3/с; Ук. п — расход подогре-
вающего кислорода, м3/с; 6 — толщина разрезаемого металла,
м. Значения входящих в приведенные уравнения коэффициентов
для разных условий резки приведены в табл. 26.1 и 26.2. Рас-
ход железного порошка (<?ф, кг/с) при резке высоколегирован-
ных сталей определяется по формуле:
<7Ф = 0,0256’ -5 + 0,0017. (26.10)
При заданных расходах газов скорость резки уменьшается
по экспоненциальному закону с увеличением толщины разре-
заемого металла, так как динамическое воздействие струи на
расплав резко сокращается по мере удаления от среза сопла.
Скорость резки увеличивается с ростом температуры подогрева
металла вследствие возрастания толщины жидкой прослойки
металла в разрезе, чистоты кислорода и давления кислорода
перед соплом. Повышение давления «режущего» кислорода пе-
ред соплом способствует увеличению скорости его потока и его
динамического воздействия на окисляемый металл. Наибольшее
увеличение скорости потока кислорода (до 90 %) наблюдается
в интервале давления на входе в сопло от 98 до 2940 кПа, даль-
нейшее повышение давления кислорода перед соплом от 2940
до 9800 кПа позволяет увеличить скорость кислородного потока
лишь на 8 %.
На основании обобщения экспериментальных данных полу-
чена следующая зависимость для определения скорости резки:
о = 7,6- 1О-4/гт^о-5/г¥/гд/гк/гч6“ол, (26.11)
где v — скорость резки, м/с; 6 — толщина разрезаемого ме-
талла, м; кя— коэффициент скорости резки, зависящий от дав-
ления «режущего» кислорода,
йд = (0,01pK)°’28’
506
ТАБЛИЦА 26.3
КОЭФФИЦИЕНТ СКОРОСТИ РЕЗКИ к* В ЗАВИСИМОСТИ ОТ КЛАССА ТОЧНОСТИ
Класс точности кк Примеры применения
1 1.0 Точная фигурная вырезка деталей с отстава-
нием до 5 %
2 1.2 Прямолинейная резка с отставанием до 15 %,
фигурная резка с отставанием до 10 %
3 1.4 Прямолинейная резка с отставанием до 25 %,
фигурная — с отставанием до 15 %
Не нормируется 2,0 Грубая заготовительная резка
где рК — давление «режущего» кислорода, кПа; кч — коэффи-
циент скорости резки, зависящий от чистоты кислорода,
ft„ = —. 1 -- .
V2 (100 — е)
где е — чистота кислорода, % ; &r, кк, kp выбираются в соответ-
ствии с табл. 26.1.
Меньшие скорости резки выбираются при точной вырезке
фигурных деталей, наибольшие при прямолинейной раздели-
тельной кислородной резке металла в скрап (табл. 26.3).
26.2.2. Кислородная резка стали малых толщин
Своеобразие кислородной резки листового проката малых тол-
щин (до 5 мм) состоит в том, что подогревающее пламя разо-
высоких температур (порядка
гревает весь лист по толщине до
800 °C) с образованием до-
вольно большого пятна.
Вследствие этого шлаки, вы-
дуваемые струей кислорода
из разреза, смачивают ниж-
нюю нагретую кромку с обра-
зованием трудноотделимого
грата. Поэтому меры, направ-
ленные на достижение хоро-
шего качества при кислород-
ной резке тонкого металла,
предусматривают уменьшение
высокотемпературного пятна
нагрева на нижней поверхно-
сти листа. Для резки тонкого
металла применяют специаль-
ные мундштуки с максималь-
ным приближением каналов
Т А Б Л И Ц А 26.4
РЕЖИМЫ МЕХАНИЗИРОВАННОЙ
КИСЛОРОДНОЙ РЕЗКИ
ТОНКОЛИСТОВОЙ СТАЛИ
БОТ
подогревающего пламени к режущему кислороду и охлажде-
нием металла за счет дополнительной подачи воздуха или воды
в зону резки. Режимы резки тонколистовой стали приведены
в табл. 26.4.
26.2.3. Кислородная резка стали больших толщин
Толщины стали более 300 мм принято называть большими. Ос-
новная особенность резки стали больших толщин состоит в том,
что необходимо сформировать фронт окисления металла боль-
шой протяженности. Поэтому при резке металла большой тол-
щины требуется специальная режущая аппаратура и особые
приемы резки. Для достижения стабильных показателей произ-
водительности, качества резки струя режущего кислорода
должна сохранять окислительную способность и кинетическую
энергию на возможно большой длине по толщине разрезаемого
металла, а мощность подогревающего пламени должна быть
такой, чтобы обеспечить подогрев шлаков в нижней части раз-
реза и защиту режущей струи от подсоса воздуха. Поэтому рас-
ход режущего кислорода и горючего газа предусматриваются
намного большими, чем при кислородной резке стали обычных
толщин. Резка выполняется, как правило, с использованием
кислорода низкого давления, не более 392 кПа, мундштуки ре-
заков имеют обычные цилиндрические сопла большого диа-
метра. Скорость истечения струи невысока (близка к звуковой).
Струя большого диаметра обеспечивает окисление соответст-
венно большего количества металла в верхней части разреза,
чем улучшается прогрев металла в нижней части реза. Обра-
зующийся шлак заполняет раковины и пустоты, располагаю-
щиеся довольно часто в прибылях, в связи с чем кислородная
струя не теряет устойчивости и не меняет направления при
резке металла с внутренними дефектами [3].
Особое внимание рекомендуется уделять операциям, пред-
шествующим резке. Место начала резки следует хорошо подо-
греть, причем нагреваемая зона должна простираться ближе
к низу торцовой поверхности, чем к верху вдоль линии предпо-
лагаемого разреза. При резке металла больших толщин боль-
шое значение имеет момент врезания струи кислорода в металл.
Начало резки значительно облегчается, если угол атаки будет
на 2—3° больше прямого (рис. 26.2). В конце резки необходимо
снизить скорость тележки и наклонить резак в противоположную
сторону, что обеспечивает прорезание нижнего угла заготовки.
Большое значение при резке металла больших толщин имеет
подогревающее пламя. Для обеспечения прогрева шлаков
в нижней части разреза и защиты струи кислорода от переме-
шивания с воздухом при резке стали толщиной более 1000 мм
в резаках за режущим соплом располагают дополнительно
«08
Рис. 26.2. Положение мундштука при резке стали больших толщин:
/ — врезание (оптимальные режимы резки); // — врезание (неоптимальные режимы
резки)
сопло для подачи горючего газа. При резке металла толщиной
более 2000 мм 65 % горючего газа подается в разрезе через до-
полнительное сопло. Режимы механизированной резки низкоуг-
леродистых и конструкционных сталей больших толщин приве-
дены в табл. 26.5.
Т А БЛИЦА 26.5
РЕЖИМЫ РЕЗКИ СТАЛИ БОЛЬШИХ ТОЛЩИН
б, мм Расход газа, 10~‘ м3/с /1, мм о. W* м/с РО2, кПа
кислорода пропана
300 84 84 30 25 294
500 140 28 40 16,7 245
1000 504 56 50 10,0 147
1500 672 112 60 5,5 118
2000 1120 168 70 3,3 98
2500 1400 224 100 2,5 89
Примечание, б — толщина металла; h — расстояние между мундштуком и метал-
лом; v — скорость резки; р® — давление кислорода.
509
Рис. 26.3. Зависимость скорости резки (/), расходов газа [кислорода режущего (2).
природного газа (3). ацетилена (4). пропана (5). флюса (6), воздуха (7)1 от толщины
разрезаемой стали
В настоящее время кислородная резка металла больших
толщин применяется для обработки различного вида поковок,
проката и отливок из низко-, средне- и высоколегированных
марок сталей. При резке последних применяется способ кисло-
родно-флюсовой резки. Зависимость расходов газов, железного
порошка, скорости резки высоколегированной стали приведены
на рис. 26.3.
26.3. Оборудование и аппаратура для кислородной резки
По степени механизации процесса различают ручную и меха-
низированную резку. Ручная кислородная резка выполняется по
разметке, поэтому она не -обеспечивает получения высокой точ-
ности заготовок, и применяется, как правило, при небольших
объемах резки, где применение средств механизации экономи-
чески нецелесообразно, или при ремонтных работах. Заводами
автогенного машиностроения выпускаются различные типы руч-
ных резаков, которые подразделяются по назначению на ре-
заки универсальные, предназначенные для прямолинейной и
фигурной резки стали толщиной до 300 мм, и специального на-
510
значения (для резки металла больших толщин, для срезки за-
клепок, вырезки отверстий, для подводной резки и т. п.).
По виду горючего, применяемого для резки, резаки делятся
на: ацетилено-кислородные резаки, работающие на горючем
газе ацетилене; резаки для резки металла на газах — замени-
телях ацетилена (природный газ, пропан и т. д.); резаки для
резки металла, работающие на жидких горючих (керосин, бен-
зин, бензол).
По типу смешения горючего газа с подогревающим кисло-
родом резаки делятся на инжекторные, внутрисоплового и
внешнего смешения. Наибольший объем выпуска ручных реза-
ков приходится на универсальные ручные резаки инжекторного
типа Р2А-02, РЗП-02, их техническая характеристика приведена
в табл. 26.6, устройство резаков показано на рис. 26.4.
При работе в тяжелых условиях металлургического произ-
водства могут быть использованы резаки РС-2А и РС-ЗП. На
строительных площадках и в других условиях, где снабжение
горючими газами затруднительно, широко применяются керо-
синорезы РК-02.
Для ручной кислородно-флюсовой резки хромоникелевых
сталей толщиной до 250 мм используется установка УГПР (со-
стоит из резака Р2А-02 или РЗП-02, оснащенных приставкой,
редуктора ДКС—66; вся аппаратура размещается на тележке).
При годовом объеме перерабатываемого листа до 1000 т
в год экономически целесообразно применение переносных ма-
шин типа «Гугарк» для кислородной резки. В случае вырезки
большого количества однотипных деталей с успехом могут быть
использованы серийно выпускаемые шарнирные машины
АСШ-86.
На машиностроительных предприятиях нашли широкое при-
менение портально-консольные машины с фотокопировальным
управлением ПКК2-4Ф-2 для кислородной резки листов толщи-
ной до 100 мм, размером 2x8 м из низкоуглеродистой, низколе-
гированных, конструкционных марок сталей. Контур вырезаемой
детали задается копир-чертежом, вычерчиваемым в мас-
штабе 1:1. Машина имеет точность ±0,5 мм и вырезает заго-
товки размером 2X2 м. Если в номенклатуре вырезаемых
деталей имеются заготовки больших размеров, потребитель мо-
жет оснастить заготовительный участок портальными дистанци-
онно-масштабными фотокопировальными машинами ПКФ, обра-
батывающими за один проход лист размером (2,54-3,5) Х8 тол-
щиной до 0,1 м. Машины этого класса имеют более высокий
уровень автоматизации процесса резки и стоят дороже, их це-
лесообразно применять на предприятиях с объемом перераба
тываемого листа не менее 1,5—2 тыс. т в год. При больших
объемах становится выгодным применение высокопроизводи-
тельных многорезаковых портальных машин с УЧПУ. В настоя-
511
ТАБЛИЦА tg.e
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УНИВЕРСАЛЬНЫХ РЕЗАКОВ Р2А-02 И РЗП-02
Параметр Толщина разрезаемой стали, мм
3-8 8-15 15-30 30-50 50-100 100—200
Номер наружного мунд- 2А, 2П
штука 1А, 1П
Номер внутреннего мунд- ЗА, ЗП
штука ОА, ОП 1А, 1П 2А, 2П 4А, 4П 5А, 5П
Давление на входе в ре- зак, кПа:
кислорода 196-245 294-343 294-392 294-392 294—392 490—730
ацетилена 3—98 3—98 3-98 3-98 3—98 3—98
пропан-бутана • - • • 20-147 20—147 20—147 20—147 20—147 20-147
природного газа • • 20—147 20-147 20—147 20—147 20—147 20—147
Расход газов, 10-4 м3/с:
кислорода 4,5—5,3 8,1-8,9 10,6—13,1 15,6—20,3 25,6—32 41,7—58
ацетилена 1,1 1,4 1,4-1,7 1,7-2,1 1,8-2,4 2,8-3
природного газа • • • 1,7 1,7 2,2—2,5 2,5—2,6 2,6—3.6 3,6—5,0
Скорость резки, м/с • 0,01—0,008 0,008—0,0075 0,0075—0,006 0,006-0,005 0,005—0,004 0,004—0,002
3-накидная гайка; 4 -головка резака; 5 - смесительная камера; 6-
рукоятка
ТАБЛИЦА 26.7
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОРТАЛЬНЫХ МАШИН
ТЕРМИЧЕСКОЙ РЕЗКИ
Тип машины Размер обрабаты- ваемого листа, м Толщина металла, мм Наибольшая ско- рость перемещения, мм/мин Точность копирова- ния. мм Число суппо- ртов Система управле- ния
обычная сталь О -а Ck г- алюминий
без скоса । кромок со скосом кромок
Ж а Ч О о 3 ffi 1 ванная ста.
«Искра-2,5К» 2,5X8,0 5—100 6000 ±0,5 3 1 ЧПУ
«Комета-2,5К» 2.5Х8.0 5—100 — 6000 ±0,5 3 1 ЧПУ
«Комета-3,5К» 3,5X8,0 5—100 — 6000 ±0,5 3 1 ЧПУ
«Комета-8К» 8,ОХ 12,0 5—100 -— 6000 ±0,5 10 2 ЧПУ
«ПКФ 2,5-2-2» 2,5X8,0 До 100 — 2000 ±1.0 — 2 ФКУ
«ПКФ 2,5-2-10» 2,5Х8,О До 100 — 2000 ±1,0 1 1 ФКУ
«ПКФ 3,5-2-2-10» 3,5X8,0 До 100 — 2000 ±1,0 1 1 ФКУ
«Днепр 2,5-К2» 2,5X8,0 До 160 — 2000 ±1,0 — 2 Линей НИЯ
щее время серийно выпускаются машины «Искра» для кисло-
родной и воздушно-плазменной резки листов стали шириной
2,5 м и «Комета» для обработки листа шириной от 2,5 до 8 м.
Они оснащены УЧПУ на базе микроЭВМ, что обеспечивает воз-
можность их встраивания в гибкие автоматизированные линии,
полную автоматизацию процесса термической резки, сокраще-
ние на 10—25 % времени вспомогательных операций, значи-
тельное повышение точности за счет исключения ошибок при
вычерчивании контура деталей и, как следствие, сокращение
припусков под последующую механообработку или отказ от
нее. Подготовка исходной информации о деталях и раскроях
выполняется на автоматизированных рабочих местах АРМ2-01
или других с оптимизацией раскладки вырезаемых деталей по
площади листа, что обеспечивает повышение коэффициента ис-
пользования металла с 0,5—0,7, получаемого на фотокопиро-
вальных машинах, до 0,8—0,9.
Технические характеристики портальных машин для терми-
ческой резки приведены в табл. 26.7.
При переработке свыше 15 тыс. т листового проката значи-
тельный экономический эффект обеспечивают поточно-механи-
зированные и гибкие автоматизированные линии на базе пор-
тальных машин термической резки с УЧПУ, в которых механи-
зирован не только процесс резки, но и подготовка листа, его
подача к режущей машине, разборка вырезаемых заготовок, их
разметка и складирование.
614
26.4. Качество резки
При термической резке различают линейную и размерную точность.
Линейная точность (качество резки) характеризуется постоянством макро-
геометрии профиля реза по толщине металла и по длине в направлении
резки. Она зависит в основном от параметров струи режущего кислорода и
режимов резки (скорость, расход режущего кислорода, мощность подогре-
вающего пламени). В соответствии ГОСТ 14792—80 качество поверхности
реза определяется сочетанием следующих показателей: отклонением поверх-
ности реза от перпендикулярности по толщине металла и шероховатостью
поверхности реза. В зависимости от технологического назначения детали,
требование, предъявляемое к качеству поверхности реза, может быть выс-
шее, повышенное и обычное.
Первый класс соответствует наилучшим результатам, достигаемым в наи-
более благоприятных условиях при точном соблюдении оптимальных режи-
мов резки, применении оборудования высокого класса, высоком качестве
изготовления мундштуков. Второй класс соответствует устойчивым резуль-
татам, получаемым на обычных серийно выпускаемых машинах в производ-
ственных условиях. Третий класс соответствует устойчивым производствен-
ным показателям, достигаемым на серийном оборудовании при режимах,
обеспечивающих наилучшие экономические показатели процесса. В табл. 26.8
приведены показатели качества реза по неперпендикулярности и шерохова-
тости для различных диапазонов толщин разрезаемого листового стального
проката.
Размерная точность резки, т. е. совпадение размеров вырезанной детали
с заданными, зависит от точности машины, точности изготовления копир-
чертежей или программ, деформаций деталей, технологии и техники резки
(порядок вырезки деталей из листа, режимы резки). Таким образом, раз-
мерная точность зависит от многих параметров. Наиболее воспроизводимым
параметром размерной точности является точность машины. ГОСТ 5614—74
устанавливает три класса точности машин: первый относится к машинам,
электромеханическая погрешность которых не превышает ±0,5 мм, второй —
±1 и третий — ±1,5 мм.
Точность размеров вырезанной заготовки, связанная с параметрами ре-
жущей струи, деформациями и т. п„ т. е. с • процессом резки, определяется
ГОСТ 14792—80. В табл. 26.9 приведены допускаемые отклонения
ТАБЛИЦА 26.8
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ НЕПЕРПЕНДИКУЛЯРНОСТИ
И ШЕРОХОВАТОСТИ ДЛЯ КИСЛОРОДНОЙ РАЗДЕЛИТЕЛЬНОЙ РЕЗКИ
Показатель качества Классы качества
1 2 3
Неперпендикулярность, мм, при тол- щине разрезаемой стали, мм: 5—12 0,2 0,5 1.0
13—30 0,3 0,7 1,5
31—60 0.4 1,0 2,0
61—100 0,5 1,5 2,5
Шероховатость, мм, при толщине раз- деляемой стали, мм: 5—12 0,05 0,08 0,16
13—30 0,06 0,16 0,25
31—60 0,07 0,25 0,50
61—100 t 0,085 0,5 1,0
33*
51S
ТА БЛИЦА 26.9
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ ДЕТАЛЕЙ
В ЗАВИСИМОСТИ ОТ КЛАССОВ ТОЧНОСТИ
Класс точности Толщина листа, мм Предельные отклонения при номенклатурных размерах детали или заготовки, мм
до 500 от 500 до 1500 от 1500 до 2500 от 2500 до 5000
1-й 5—30 ±1,0 ±1,5 ±2,0 ±2,5
31—60 ±1,0 ±1,5 ±2,0 ±2,5
61—100 ±1,5 ±2,0 ±2,5 4-3,0
2-й 5—30 ±2,5 ±2,5 ±3,0 ±3,5
31—60 ±2,5 ±3,0 ±3,5 ±4,0
61 — 100 ±3,0 ±3,5 ±4,0 ±4,5
3-й 5—30 ±3,5 ±3,5 ±4,0 ±4,5
31—60 ±4,0 ±4.0 ±4,5 ±5,0
61—100 ±4,5 ±4,5 ±5,0 ±5,5
размеров для различных диапазонов толщин металла и габаритных размеров
заготовок.
Таким образом, размерная точность вырезаемых деталей должна укла-
дываться в суммарный допуск точности машины и точности собственно
резки.
Пример расчета основных технологических параметров кислородной
резки листовой стали 35ХГСА толщиной 50 мм по второму классу точности,
чистота кислорода 99,0%, давление 1000 кПа. Расстояние между резаком
и поверхностью листа 0,012 м. Горючий газ — пропан-бутан.
Из формулы (26.5) определяется эквивалентное содержание углерода
Сэкв = 0,4 + 0,155-1,4 + 0,14-1,1 + 0,11 • 1,4 = 0,925,
Тп = 500 V0.925(l 4- 1000-0,0002-0,05) —0,45 = 347 °C.
Из табл. 26.1 и 26.2 определяем значения коэффициентов Лр=1,02,
Ат=1,69, *м=0,9, £=0,8, Лг=0,6, ₽=3,5, /гп = 1,0.
Из формул (26.7), (26.8), (26.11) находим
Укр = 0,07-0,3-1,02-1,0-0,9"»- 0,05°’8 = 0,00217 м’/с = 7,8 м9/ч;
Уг. г = 0,8-10"®-1,02- ГбЭ^-О.б-О.Э-1 (103-0,05 + 100) = 46,6-10-® мэ/с =
= 0,3 м3/ч;
Ук. п = 3,5-46,6-10-® = 163-10-® м3/с = 0,6 м3/ч;
v = 7,6 -10-* -1,69-1,02“°-5 0,9 1,9 1,2 - 0,71 • О,О5-0’4 =
= 61,8-10-4 м/с = 371 мм/мин.
Глава 27. ПЛАЗМЕННАЯ РЕЗКА
27.1. Общие сведения
Плазма — это электропроводный газ, содержащий электроны, ионы и ней-
тральные молекулы. При резке используют термическую плазму с темпера-
турами (5—30) - 10s К, получаемую в результате продувания текучей плаз-
мообразующей среды (обычно — газа, реже — жидкости, а также газо-
516
жидкостных смесей) через электрический дуговой разряд в устройстве,
называемом дуговым плазмотроном.
В столбе дугового разряда плазма образует пространственную область,
содержащую газообразный проводник между электродами с плотностью
энергии до 1 • 10е Вт/см2, а за его пределами — высокоэнтальпийный факел.
Эта формируемая в виде сжатой цилиндрической струи и надлежащим об-
разом ориентированная пространственная область может служить концент-
рированным высокотемпературным теплообменным источником тепловой анер-
гии. Истечение плазменной струи характеризуется скоростями, достигающими
скорость звука. Радиальное распределение температуры и скорости в струе
аппроксимируется кривыми Гаусса.
Плазменная резка состоит в непрерывном проплавлении материала за-
готовки струей плазмы электрической дуги, перемещаемой по заданной ли-
нии, при сопутствующем удалении ею расплава с образованием полости
реза. С этой целью режущую струю размещают в исходной позиции у кромки
обрабатываемого металла и по мере его проплавления перемещают по на-
меченной линии.
Однако в процессе резки плазменной струей используется лишь около
7 % энергии плазмогенерирующей дуги, что ограничивает его рациональность
преимущественно обработкой неметаллических материалов. Для резки метал-
лов (электропроводных материалов) используют не только плазменный факел
и столб дуги, но прежде всего активно передающее энергию заряженных
частиц пятно (обычно анодное) плазмогенерирующей дуги постоянного тока,
которую принято называть режущей плазменной дугой. Такой способ плаз-
менной (точнее — плаэменнодуговой) резки дает возможность существенно
(до 20—30 % и более) повысить использование энергии дугового разряда.
Применяя металлическую подложку в качестве вспомогательного анода,
возможно использовать для резки неметаллических материалов столб плаз-
менной дуги.
Столб дуги и струя плазмы имеют нужный для разделительной резки
характер линейного источника тепла. Активное пятно дуги под действием
потока плазмы вместе с радиальным участком столба перемещается от верх-
них кромок реза к нижним. Затем у верхних кромок происходит шунтиро-
вание радиального участка, нижнее пятно отмирает и процесс многократно
повторяется, что придает теплопередаче квазилинейный характер.
Плазмотрон (рис. 27.1) имеет дуговую камеру, содержащую электрод-
ный элемент для формирования катодной области режущего разряда и элек-
трически изолированное от него сопловое устройство. В дуговую камеру
подается рабочая среда, преобразуемая в плазму, вытекающую из сопла
в виде цилиндрической струи. Анодом плазмогенерирующей дуги служит,
как правило, разрезаемый металл (при плазменнодуговой резке) или корпус
сопла (при резке струей плазмы).. Корпус сопла используют в качестве
анода также в начальной пусковой фазе. Поджиг дуги осуществляют на-
ложением на дуговой промежуток напряжения источника тока, а также
высокого напряжения тока высокой частоты, осуществляющего искровой
пробой.
Катод плазмотрона изготовляют из тугоплавких металлов с высокими
эмиссионными характеристиками. Для работы в нейтральных плазмообра-
зующнх средах используют вольфрам. В окислительных средах применяют
катоды из циркония или гафния (табл. 27.1), образующих при работе дуги
защитную пленку тугоплавких оксидов и нитридов (пленочные термохими-
ческие катоды). В плазмотронах для машинной резки наиболее часто ис-
пользуют гильзовую конструкцию катодов (рис. 27.1, с), состоящую из мед-
ного катододержателя с катодной вставкой из вольфрама, графния или
циркония. Как правило, като до держатель интенсивно охлаждают проточной
водой. Рабочий торец пленочных катодов — плоский. Катодное пятно дуги
стабилизируется в центре катодной вставки вихревым потоком плаэмообра-
зующего газа, для чего плазмотрон снабжают завихрителем. Вольфрамовые
S17
Рис. 27.1. Схемы резательных плазмотронов:
а —с гильзовым катодом; б — с полым медным электродом; 1 — плазмотрон (/а — ду-
говая камера); 2— гильзовый катод (2а— гильза; 26 — катодная вставка); 3 — за-
вихритель; 4— формирующее сопло (4а— канал сопла, 46— корпус сопла, dc —диа-
метр сопла, 1С — длина сопла); 5 — режущая плазменная дуга; 6 — разрезаемый ме-
талл; 7 — полый электрод; 8 — термоэмиссионные вставки; R — балластное сопротивле-
ние для питания вспомогательной дуги при зажигании режущего разряда; В. Ч.— вы-
сокое напряжение высокой частоты для первоначального пробоя дугового промежутка
при зажигании дуги
518
ТАБЛИЦА 17. t
ФИЗИЧЕСКИЕ СВОЙСТВА КАТОДНЫХ МАТЕРИАЛОВ
Материалы Плот- ность, г/м’ Температура, °C Теплопро- водность. Вт/(см*еС) Удельное сопротивле- ние, Ом-см Работа вы- хода электро- нов, эВ
плавле- ния кипения
W 19,3 3650 6210 1,97 5,5-10-’ 2,63
Hf 13,29 2225 5400 0,223 32,4-10-’ 2,82
ню2 10,45 2900 3273 0,016 6-10-* 2 * 3,8—5,8
HfN2 13,84 3310 5427 0,1* I • ю-« 3,85
Zr 6,45 1852 3577 0,167 39,6-10-’ 5,8
ZrO2 5,6 2700 4300 0,02* 8-10~4 * 6* 4,1—5,8
ZrN2 7,09 2980 3505 0,1 1-10-’ 2,92
• Данные приведены для 730 °C. остальные — для 20 °C.
катоды могут иметь коническую заточку. Срок службы т пленочного катода
зависит от тока I и числа зажиганий п:
л
т = —------пВ1. (27.1)
Для современных катодов А=10’; В= 10_*; при токе 350 А и п=100:
10е 100-350
т ----------------------= 4,66 ч Средний срок службы циркониевого ка-
122500 104
тода составляет 4—5, гафниевого 5—6, вольфрамового до 30—40 ч.
Малый срок службы пленочных катодов является их основным недостат-
ком. Отечественными разработчиками предложены машинные плазмотроны
с рабочим электродом (рис. 27.1, б) в виде полого медного цилиндра, по
внутренней поверхности которого под действием газового вихря быстро пе-
ремещается активное пятно. Заметного расплавления меди электрода при
этом не наблюдается, ее эрозия характеризуется малыми значениями от
10-’ до 10~7 В г/К, и он сохраняет свою работоспособность в пределах 3—
6 смен.
В плазмотронах с полым электродом при определенной гидродинамике
течения рабочего газа приэлектродная зона разряда может самопроизвольно
делиться на несколько самостоятельных приэлектродных участков. Для ста-
ционарного расщепления разряда в тело медного электрода заделывают тер-
моэмиссионные вставки. Такой перспективный плазмотрон позволяет в не-
сколько раз увеличить рабочий ток или повысить срок службы рабочих
электродов,
В плазмообразующих углеводородных смесях с углекислым газом пер-
спективны графитовые самовозобновляющиеся высаживанием ионов углерода
из плазмы катоды, ресурс которых составляет более 100 ч.
Формирующее сопло обеспечивает ограничение диаметра столба дуги,
введение в него рабочей среды с целью максимального преобразования ее
в плазму и формирование скоростной цилиндрической плазменной струи,
которая может быть использована для стабилизации дугового разряда на
протяженном участке вне плазмотрона.
Корпус сопла из теплопроводной меди интенсивно охлаждают и электри-
чески изолируют от столба режущей дуги во избежание появления в ме-
талле параллельных токоведущих каналов и разрушения сопла активными
519
ТАБЛИЦА ?7.J
ОРИЕНТИРОВОЧНЫЕ РАЗМЕРЫ СОПЕЛ
ПРИ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКЕ
Ток дуги, А Диаметр сопла, мм Длина канала сопла, мм Расход воздуха, м’/ч Ток дуги, А Диаметр сопла, мм Длина канала сопла. мм Расход воздуха, м3/ч
150—200 2,0 2,5—3,0 4,0—5,0 300—350 3,0 4,5—5,0 6,0—7,0
200—250 2,5 3,0—3,5 4,5—6,0 350—400 3,5 5,0—6,0 6,5—7,5
250—300 2,8 3,5—4,5 5,5—6,5 400—450 4,0 6,5—8,0 7,5—8,5
пятнами возникающей при этом «двойной дуги» на участках «катод —
сопло» и «сопло — разрезаемый металл» интенсивным вихревым потоком
плазмообразующей среды.
Срок службы сопел зависит от величины рабочего тока, диаметра и
длины сопла, и толщины его стенки, расхода и состава плазмообразующей
среды, интенсивности охлаждения и других факторов и может составлять
несколько смен.
Геометрические размеры сопла — его диаметр и длина (рис. 27.1) оп-
ределяют качество поверхности и точность вырезанных заготовок, а также
надежность работы плазмотрона. Рациональные соотношения диаметра и
длины сопла в соответствии с величиной рабочего тока, установлены на ос-
нове сочетания этих требований (табл. 27.2).
В Германии были созданы и получили распространение в европейских
и других странах так называемые тонкоструйные резательные плазмотроны,
рассчитанные на резку дугами с токами величиной до 100—160 А, формируе-
мыми в соплах диаметром до 1,5 мм при подаче плазмообразующей аргоно-
водородной смеси под повышенным давлением. Такие плазмотроны исполь-
зуют для резки цветных металлов или высоколегированных сталей в диапа-
зоне толщин до 20—30 мм. Их преимущества состоят в получении узких
разрезов повышенного качества. При резке цветных металлов улучшается
использование потребляемой энергии. Резка сталей более целесообразна
в кислородсодержащих смесях.
Для микроплазменной резки (металлов толщиной <10 мм) используют
(преимущественно в зарубежной технике) плазмотроны для токов 10—
100 А с еще меньшими диаметрами сопл.
27.2. Технология
27.2.1. Материалы
Рабочие плазмообразующие среды должны обеспечивать:
— эффективное формирование режущей дуги
— получение высококачественных кромок реза
— эффективную передачу разрезаемому металлу тепловой
энергии, заимствованной в столбе дуги
— длительную работу формирующих элементов плазмо-
трона
— получение дополнительной энергии для резки за счет эк-
зотермических реакций
— экономичность и безопасность работы.
820
ТАБЛИЦА 27.3
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ПЛАЗМООБРАЗУЮЩИХ СРЕД
Среда V, кг/ма Дж/(кг°С) 1), мкПа-с £ а. а а, См/см л ч о ж & ж: и. В
первый второй
N, 28,002 1,2505 1,05 231 1,23 30 714,84 14,51 29,41
Аг 39,94 1,783 0,53 280 0,702 30 — 15,7 27,64
Н2О 18,016 0,598 2,02 — — — 485,52 — —
(вода, пар при 373 К) Н8 2,016 0,084 14,3 91,4 3,58 65 435,96 13,54
Воздух — 1,293 1,01 260 2,60 30 — — —
о, 32,0 1,43 0,92 266 0,750 25 496,44 13,57 34,75
Примечание: М — атомная или молекулярная масса: V — удельный вес при
273 К и 101 кПа; с — теплоемкость при 273 К и 101 кПа; т] — вязкость при 10-10* К и
101 кПа; X— теплопроводность при 10-10* К и 101 кПа; о — удельная электрическая
проводимость при 101 кПа и 10-10* К; q — энергия диссоциации; и — потенциал иониза-
ции.
Рабочие среды наиболее широко используются в виде тех-
нических газов: азота, аргона, водорода, кислорода, сжатого
воздуха и др.
Рабочую среду выбирают с учетом ее свойств (табл. 27.3) и
свойств обрабатываемого материала. Инертные газы обеспечи-
вают получение наиболее чистых поверхностей реза, что осо-
бенно важно для резки цветных металлов. Двухатомные газы
улучшают передачу энергии дуги разрезаемому металлу за
счет механизма диссоциации — рекомбинации. Кислородсодер-
жащие среды повышают энергетическую эффективность резки
металлов, экзотермически реагирующих с кислородом, что обес-
печивает для них наиболее высокую производительность резки.
Наибольшее применение в СССР получила резка на основе
использования плазмы кислородсодержащего сжатого воздуха
(воздушно-плазменная резка). Области рационального исполь-
зования сред указаны в табл. 27.4.
Перспективно использование интенсифицирующих плазмо-
образующих сред. При воздушно-плазменной резке обогащение
воздуха кислородом обеспечивает повышение производительно-
сти резки сталей без увеличения затрат энергии и способствует
улучшению качества металла на кромках. Подача воды в плаз-
менную дугу также улучшает качество заготовок из сталей и
способствует повышению скорости резки. Если к плазмообра-
зующему воздуху добавлять углеводороды, заметно возрастает
скорость резки меди и ее сплавов.и существенно улучшается
качество заготовок.
621
ТАБЛИЦА 27.4
ОБЛАСТИ ПРИМЕНЕНИЯ РАБОЧИХ СРЕД ПРИ ПЛАМЕННОЙ РЕЗКЕ
Основная рабочая среда Добавки Области применения
Сжатый воздух (ГОСТ 17433—72) То же » » Кислород (ГОСТ 5583—78) Аргон (ГОСТ 10157—79) Азот (ГОСТ 9293—74) Кислород (ГОСТ 5583—78) Вода (ГОСТ 2874—82) Пропан-бутан (ГОСТ 20448—80) с водой или без Водород (ГОСТ 3022—79) без добавок, с водой или водородом Машинная и ручная резка уг- леродистых, низколегирован- ных, коррозионностойких сталей, черновая резка цвет- ных металлов Высокопроизводительная ма- шинная резка сталей Машинная резка сталей с уменьшением степени газона- сыщен и я кромок Высокопроизводительная ма- шинная резка меди и резка сталей с улучшенными свой- ствами кромок Высокопроизводительная ма- шинная резка сталей с умень- шением газонасыщен и я кро- мок Чистовая резка цветных ме- таллов Чистовая машинная резка меди, ручная резка цветных металлов толщиной до 80 мм
27.2.2 . Выбор параметров режима
Технологический процесс плазменной резки включает в себя
следующие операции: врезание (с кромки листа или, при необ-
ходимости, с пробивки исходного отверстия), резку прямоли-
нейных и криволинейных участков заданного контура и завер-
шение реза. Основной операцией является прямолинейная резка
заготовок с вертикальными кромками.
В составе назначаемых режимов и условий резки указы-
вают рабочую плазмообразующую среду, рабочий ток, диаметр
и длину сопла, расход рабочей среды, расстояние от рабочего
торца плазмотрона до поверхности металла, а также рабочее
напряжение дуги и скорость резки.
Ток /, напряжение V, тепловой к. п. д. т] дуги, удельный вес
у, толщина 6, энтальпия плавления 5 разрезаемого металла,
ширина реза Ь определяют скорость резки:
W = 0,24/ Ux]lyb6S. (27.2)
При резке стали 6=1 см, -у = 7,8 г/см3, 5=13,06 кДж/г то-
ком / = 300 А при /7=180 В с т)=0,3 и 6 = 0,4 см №=4 см/с, или
522
Рис. 27.2. Влияние скорости воздушно-
плазменной резки малоуглеродистой стали
на форму сечения реза:
а — зона непрорезання; б — предельная
скорость сквозного прорезания, неустой-
чивый рез со сходящимися кромками; в —
высокая скорость резки, непараллельные
кромки реза; г — ограниченная скорость
резки, кромки реза близки к параллель-
ным; скорости в зоне между г н д обес-
печивают практическую параллельность
кромок; е — скорости, при которых рез
снова приобретает неустойчивую форму
сечения, но с расходящимися кромками;
ниже е — зона неустойчивой, некачест-
венной резки. Ориентировочные режимы:
ток 300 А, расход воздуха 90—120 л/мин,
диаметр сопла 3 мм
2,4 м/мин. При резке в окислительных средах реакция окисле-
ния повышает скорость. При заданном режиме скорость резки
можно регулировать (рис. 27.2).
Максимально возможная скорость резки на прямолинейных
участках ограничивается уровнем, выше которого не достига-
ется сквозное прорезание металла (рис. 27.2, а). При скорости
ниже этого уровня металл прорезается полностью (рис.27.2, б),
но качество резки характеризуется большой неперпендикуляр-
ностью кромок, шероховатостью поверхностей, большой глуби-
ной литого участка зоны термического влияния и т. д.
С ограничением скорости резки (рис. 27.2, в, г) качество за-
готовок повышается, хотя затраты энергии и материалов воз-
растают, производительность резки снижается. При скоростях
резки ниже максимальних в 1,5—2,5 раза (рис. 27.2, д) кромки
реза становятся параллельными между собой и перпендикуляр-
ными к поверхности листа, шероховатость становится мини-
мальной и вырезаемая заготовка по большей части может быть
использована без дополнительной механической обработки. При
дальнейшем снижении скорости резки (рис. 27.2, е) процесс и
качество заготовок теряют стабильность, что неприемлемо.
Ориентировочные режимы и условия резки (для машинной
прямолинейной резки) приведены в табл. 27.5, 27.6. Скорость
резки на криволинейных участках (с малыми радиусами кри-
визны) понижают на 30—50 °/о во избежание искажения формы
кромок в результате отставания режущей струи (аналогично
газопламенной кислородной резке). Аналогично снижают
523
ТАБЛИЦА 27.5
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ
Толщина металла, мм Диаметр сопла, мм Длина сопла, мм Ток, А Расход воздуха, л/мин Скорость резки, м/мин
стали алюми- ния меди
5 2,5—2,8 3—4 200—260 80—100 4—6 4,5—5 1.7—3
10 2,5—2,8 3—4 250—290 80—100 1,9—3,6 2,4—4,2 1,1—2
15 2,5—2,8 3—4 250—325 80—110 1,2—3 1,6—3,5 0,65—1,6
20 2,8—3 3—4 270—325 80—110 1—2,3 1,3—3 0,45—1,2
40 2,8—3,7 4—7 300—400 100—120 0,6—0,9 0,9—1,2 0,3—0,6
60 3—3,7 4—7 350—400 100—135 0,3—0,4 0,4—0,6 0,1—0,3
100 4 6—8 400—450 135—140 0,1 0,2 —
скорость резки при завершении реза с целью сквозного проре-
зания металла на концевом участке у нижних кромок.
Если резку начинают на поверхности листа, начальное от-
верстие в металле пробивают вне контура детали (на отходе).
При механизированной резке пробивку производят в движении
машины с приподниманием и последующим опусканием плазмо-
трона. Пробивка производится при скорости движения машины
меньшей против заданной в 1,5—2 раза.
Врезание с кромки металла или начального отверстия при
толщине металла 20—30 мм не требует специальных приемов
и регулировки скорости. Контроль полноты прорезания можно
вести наблюдая за отклонением от вертикали факела режущей
струи на выходе из листа. Вначале врезания ось и передняя
граница факела отклоняются в сторону, противоположную
резке, но при правильно установленной скорости передняя гра-
ница факела вскоре занимает вертикальное положение или
близкое к нему. Такое положение в процессе резки свидетель-
ствует о рациональной скорости. При слишком малой скорости
ТАБЛИЦА 27.6
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ АРГОНОВОДОРОДНОЙ РЕЗКИ
Толщина металла, мм Ток, А Расход аргона, л/мин Расход водорода, л/мин Скорость резки, м/мин
легирован- ной стали алюминия
5 50 12 8 1,о 1,5
5 100 12 8 1,8 2.5
10 100 12 8 0,8 1,2
20 100 12 8 0,4 0,6
20 250 15 12 0,8
40 250 15 12 0,3 0,5
60 250 15 12 0,15
85 250 15 12 — 0,15
524
весь факел ориентируется по вертикали, а его передняя гра-
ница неустойчива и отклоняется в направлении движения ре-
зака.
27.2.3 . Точность и качество резки
В СНГ требования к качеству и точности заготовок, вырезае-
мых плазмой, установлены ГОСТ 14792—80. Он распространя-
ется на детали и заготовки, вырезаемые механизированной
плазменной резкой из конструкционных углеродистых сталей,
нержавеющих сталей или из алюминиевых сплавов толщиной
5—60 мм. Он устанавливает предельные отклонения размеров
вырезанных заготовок от заданных (или отклонения от прямо-
линейности), отклонения от заданной формы (перпендикуляр-
ности, плоскостности) кромок, предельные нормы шероховато-
сти поверхностей резов и наибольшие допустимые значения
зоны измененного металла (зоны термического влияния — ЗТВ
резки) у кромки реза.
Нормативные требования по каждому из четырех указанных
показателей установлены для трех классных уровней, соответ-
ствующих условиям использования вырезанных заготовок.
Нормы установлены в соответствии с размерами вырезаемых
заготовок и их толщиной (табл. 27.7 и 27.8). Фактические по-
казатели определяют после удаления грата с поверхностей
реза.
Упомянутые отклонения, как правило, связаны с особенно-
стями процесса резки. Причинами неточности размеров контура
вырезаемых заготовок могут быть: неточность резательной ма-
шины и управляющих ею копира, чертежа или программы, не-
стабильность и отклонения режущей дуги, неправильный выбор
скорости резки, особенно на криволинейных участках, а также
термические деформации раскраиваемого объекта.
ТА БЛИЦА 27.7
ТРЕБОВАНИЯ К ВЫРЕЗАЕМЫМ ЗАГОТОВКАМ
Класс точности Толщина заготовки, мм Предельные отклонения при номинальных размерах, мм
до 500 от 500 до 1500 от 1500 до 2500 от 2500 до 5000
1 5—30 ±1 . ±1,5 ±2 ±2,5
31—60 ±1 ±1,5 ±2 ±2,5
2 5—30 ±2 ±2,5 ±3 ±3,5
31—60 ±2,5 ±3 ±3,5 ±4
3 5—30 ±3,5 ±3,5 ±4 ±4,5
31—60 ±4 ±4 ±4,5 ±5
525
ТАБЛИЦА 27.8
показатели качества заготовки, мм
Показатель Класс Нормы при толщине разрезаемого металла, мм
5—12 13—30 31—60
Отклонение от перпендику- 1 0,4 0,5 0,7
лярности 2 1,0 1.2 1,6
3 2,3 3,0 4,0
Шероховатость поверхности 1 0,05 0,06 0,07
2 0,1 0,2 0,32
3 0,2 0,32 0,63
Зона термического влияния 1 0,1 0,2 0,4
2 0,4 0,8 1,6
3 0,8 1,6 3,2
Отклонения формы кромок от заданной происходят в основ-
ном в результате различной интенсивности теплопередачи при
резке от активных пятен дуги, ее столба и факела плазмы, осо-
бенно при нерациональном выборе скорости и других парамет-
ров резки; причиной отклонений формы кромок могут быть
также неправильная установка или неисправность плазмотрона.
Повышенная шероховатость поверхностей реза может быть вы-
звана вибрацией плазмотрона или нерациональными условиями
резки.
Воздействие процесса резки на металл заготовки у ее кро-
мок выражается в его кратковременном интенсивном нагреве
до температур, достигающих точки плавления, и в оплавлении
поверхностного участка металла. Участок металла у кромок,
подвергавшийся нагреву наряду с изменениями структуры
влияет на величину термических деформаций вырезаемой заго-
товки и раскраиваемого объекта.
Оплавленный металл на поверхности реза, взаимодействуя
с плазмой и окружающей средой, насыщается газами, образует
с ними химические соединения и приобретает другие изменения
в так называемом литом участке ЗТВ Глубина этого участка
при резке титана и некоторых других металлов соответствует
глубине дефектного слоя. При воздушно-плазменной резке уг-
леродистых сталей она связана с насыщением кромок реза азо-
том, вызывающим возникновение пористости швов при после-
дующей сварке, в связи с чем стремятся обеспечить минималь-
ные величину ЗТВ и газонасыщения кромок. Это может быть
достигнуто рациональным выбором рабочей среды, тока дуги,
ограничением диаметра сопла и скорости резки, повышением
напряжения дуги и плотности тока.
Ручную плазменную резку можно применять для обработки
не поддающихся кислородной резке изделий из легированных
526
сталей и чугуна толщиной до 40—50 мм, цветных металлов и
специальных сплавов, если к качеству их кромок не предъяв-
ляется нормируемых требований.
27.3. Оборудование и оснастка
Комплект аппаратуры, необходимый для выполнения плазмен-
ной резки (рис. 27.3), состоит из плазменного резака (резатель-
ного плазмотрона), источников электропитания, плазмообра-
зующей среды и узла управления. В состав комплекта может
также входить система подачи воды для охлаждения плазмо-
трона. При механизированной резке комплект плазморежущей
аппаратуры дополняется резательной машиной, осуществляю-
щей транспортирование резака по линии реза и связанные
с этим технологические переходы, включая управление рабочим
током, газом и скоростью резки, а также — комплектом вспомо-
гательных (погрузочно-разгрузочных, транспортных, санитарно-
гигиенических и других) устройств, необходимых для высоко-
эффективной резки.
Рис. 27.3. Комплект аппаратуры для плазменной резки:
I _ резательный плазмотрон; 2 — узел управления; 3 — источник электропитания; 4 —
источник плазмообразующей среды (сжатого воздуха); 5 — блок подачи охлаждающей
врды; 6 — плазморезательная машина
527
27.4. Промышленное применение метода
Области применения и экономическая эффективность плазмен-
ной резки определяются ее универсальностью в отношении раз-
резаемых металлов, диапазона обрабатываемых толщин, дости-
гаемыми скоростями резки и другими ее особенностями. При
резке материалов малой толщины (металлы толщиной до 3—
5 мм) плазменная резка по качеству уступает газолазерной.
В то же время по используемому оборудованию плазменная
резка существенно доступнее и проще в эксплуатации, может
выполняться как с помощью машин, так и вручную. В диапа-
зоне толщин изделий из стали до 40—50 мм скорость плазмен-
ной резки превышает газопламенную. При толщинах, превы-
шающих эти значения, плазменная резка уравнивается по
скорости, а затем уступает газопламенной. Соответственно
в диапазоне толщин до 40 мм резка плазменным резаком эконо-
мичнее, чем кислородным. При 40 мм стоимости обоих резов
уравниваются, а при резке углеродистых сталей большей тол-
щины использование газопламенного резака экономичнее.
Высоколегированные стали наряду с плазмой разрезаются
кислородно-флюсовым способом, связанным с несколько боль-
шими затратами. Поэтому равные стоимости резов при этом со-
ответствуют толщинам 50—60 мм. Цветные металлы (алюми-
ний, медь и др., а также их сплавы) плохо поддаются газопла-
менным способам резки, поэтому область применения плазмы
для них ограничивается только наибольшей доступной плаз-
менной резке толщиной. Сейчас эта толщина для алюминиевых
сплавов лежит в пределах до 130—ПО мм, для меди и ее спла-
вов она не превышает 75—100 мм.
Возможна плазменная резка неметаллических материалов,
прибылей, отливок и других объемных объектов, резка в соче-
тании с механической обработкой (плазма-прессы), а также
поверхностная строжка и обточка, плазменная резка под водой
и т. д., но их практический опыт недостаточен.
27.5. Техника безопасности, санитария и гигиена
Плазменная резка сопровождается действием вредных факто-
ров: интенсивным высокочастотным шумом, выделением пыле-
газовых смесей, содержащих конденсат паров и оксиды метал-
лов, озон и оксиды азота, интенсивным излучением в оптиче-
ском диапазоне, тепловым излучением. Оборудование для
плазменной резки требует использования электрического тока
высокого напряжения, сжатых газов, включая горючие газы и
интенсифицирующий горение кислород и т. д. Мерами по сни-
жению действия вредных факторов являются применение зву-
коэкранирующих устройств, средств вентиляции, соблюдение
528
Рис. 27.4. Методы плазменной резки
с использованием воды:
а — резка с водяным колоколом; б —
й резка на воду; в — резка под слоем
и воды
требований санитарии, гигиены и техники безопасности, изло-
женных в ГОСТ 12.2.007.8—75, ГОСТ 12.2.008-^75, Санитарных
правилах на устройство и эксплуатацию оборудования для
плазменной обработки материалов К® 4053, утвержденных М3
СССР в 1985 г., Правилах безопасности в газовом хозяйстве,
утвержденных Госгортехнадзором СССР в 1979 г., Санитарных
нормах допустимых уровней шума на рабочих местах М3
СССР, 1985 г., Правилах техники безопасности и гигиены труда
при производстве ацетилена и газопламенной обработке метал-
лов, согласованных с ЦК профсоюза рабочих тяжелого маши-
ностроения 2 апреля 1963 г., в ведомственных требованиях,
Правилах пожарной безопасности при ведении сварочных и ог-
невых работ на объектах народного хозяйства, утвержденных
ГУПО МВД СССР в 1972 г., Санитарных правилах при сварке,
наплавке и резке металлов 1009—73, утвержденных М3 СССР
в 1973 г. и др., а также реализации мероприятий по охране ок-
ружающей среды, связанных с очисткой выбросов во время
резки.
Перспективным средством локализации вредностей, сопро-
вождающих плазменную резку являются методы резки с ис-
пользованием воды: резка под слоем воды, резка с водяным ко-
локолом, резка на воду и др. (рис. 27.4).
Глава 28. ЛАЗЕРНАЯ РЕЗКА
28.1. Общие сведения
Ниже приводятся сведения по теоретическим основам, технологическим
процессам и оборудованию для лазерной резки материалов, которая из
всех технологий лазерной обработки получила наиболее широкое промыш-
ленное применение. Рассмотрены физические явления в полости реза, мо-
дели для расчета основных технологических параметров процесса. Даны
34—1063
529
рекомендации по выбору режимов резки разных металлов и неметалличе-
ских материалов с использованием непрерывного и импульсно-периодиче-
ского излучения промышленных лазеров В последних разделах описыва-
ются конструктивные схемы машин, автоматизированных комплексов и
роботов для резки плоских и пространственных заготовок, а также приво-
дятся типичные примеры промышленного применения техники лазерной
резки.
28.1.1. Схема процесса
Процесс лазерной резки (рис. 28.1) характеризуется одновременным воз-
действием на разрезаемый материал сфокусированного линзой или объекти-
вом лазерного излучения и вспомогательного газа, в результате которого
образуется в материале узкий разрез. Синхронно перемещению лазерного
резака по всей толщине обрабатываемого материала движется нагретая до
определенной температуры наклонная поверхность разрушения (передняя
поверхность реза), взаимодействующая с излучением.
28.1.2. Физические основы
Физические явления, обусловленные взаимодействием излучения с материа-
лами, в том числе характерные для лазерной резки: нагрев материала выше
температуры плавления, экзотермическое окисление, испарение материала,
экранировка излучения продуктами разрушения, удаление продуктов раз-
рушения из полости реза достаточно полно изложены в [1, 3, 4, 7—10]. Ха-
рактер физических явлений на передней поверхности реза определяется
плотностью мощности светового потока. С повышением плотности мощно-
сти растет температура передней поверхности реза и средняя скорость ее
перемещения. По сравнению с традиционными источниками тепла, которые
используются в процессах кислородной, плазменной и электронно-лучевой
Рис. 28.1 Схема процесса резки:
ЛИ — лазерное излучение; Л — линза;
Р — резак; М — разрезаемый мате-
риал; ПР — поверхность разрушения;
ВГ — вспомогательный газ
Рис. 28.2. Энергетические параметры раз-
личных источников нагрева:
I — лазерный; 1 — электронно-лучевой;
3 — плазменный. 4 — газопламенный
530
обработки, сфокусированный лазерный луч обеспечивает на один — полтора
порядка более высокую плотность энергии, передаваемой аномально малой
площади воздействия (рис. 28.2). Такой световой поток за доли секунды
не только расплавляет, но и частично испаряет поверхность любого, даже
самого тугоплавкого, материала. В процессе резки падающий на материал
световой поток частично поглощается поверхностью материала, расплав-
ленной пленкой и боковыми поверхностями реза, частично отражается. При
большой плотности энергии часть излучения поглощается образующимися
продуктами разрушения материала, вследствие чего снижается эффектив-
ность резки. Поглощательная способность конкретного металла зависит от
длины волны, поляризации и угла падения излучения на поверхность [4, 8,
9]. Она увеличивается при расплавлении и окислении металла, при увеличе-
нии толщины металла и может достигать .>80%. В литературе отсутствуют
конкретные коэффициенты поглощения применительно к многообразным
условиям резки.
Характер физических явлений в разрезе зависит от относительного
энерговклада лазерного и химического тепловых источников. При высокой
плотности мощности излучения резка идет с заметным испарением (субли-
мацией) материала, газ выполняет в основном функцию удаления из раз-
реза продуктов разрушения. В этом случае скорость и качество резки
определяются параметрами излучения. Если энерговклад химического источ-
ника сопоставим с лазерным или превышает его, то процесс резки идет
в режиме плавления с экзотермическим окислением расплавленного металла
на передней поверхности реза. В этом случае скорость и качество ниже и
определяются параметрами химического источника тепла и процесс мало
чем отличается от процесса кислородной резки стали.
При резке металлов механизм разрушения может быть стационарным,
когда по всей длине канала реза существует ванна расплава, и нестацио-
нарным (неустановившимся), характеризующимся периодическим выносом
расплавленного металла из полости реза [7, 9]. На практике имеет место не-
стационарный механизм.
Использование вспомогательного газа позволяет заметно снизить удель-
ные затраты энергии излучения благодаря более интенсивному удалению
из полости реза продуктов разрушения. При резке металлов применяют
в основном кислород. На лобовой поверхности реза выделяется дополни-
тельная теплота в результате окисления металла. Образуется оксидная
пленка, которая значительно повышает коэффициент поглощения излуче-
ния. Применение импульсно-периодического излучения позволяет снизить
удельные затраты энергии излучения, а также существенно повысить каче-
ство резки. Назначая определенные параметры излучения (пиковую мощ-
ность, форму, длительность и частоту следования импульсов) можно
активно влиять на скорость резки, глубину зоны термического воздействия,
толщину разрезаемого материала, количество грата на кромках. В литера-
туре недостаточно внимания уделено теоретическим и экспериментальным
исследованиям процесса резки с использованием импульсно-периодического
излучения.
28.1.3. Модели резки
Тепловые модели
Учитывая определяющий характер тепловых явлений, для оценочных расче-
тов режимов резки используют [I, 2, 4, 7] тепловые модели, созданные на
основе теории теплопроводности. При этом не учитывается влияние газо-
гидродинамических явлений в полости реза. Простейшей является одномер-
ная модель резки с последовательным образованием отверстий и коэффи-
циентом перекрытия. Для оценочных расчетов режимов резки применяются
34*
531
также модель линейного источника тепла в пластине. В параметрической
форме основное ее уравнение имеет вид [1]:
6,3/Р = In (4,5/У), (28.1)
где
Р = q/bay (сТп + m); У = Vpb/a (28.2)
— параметры соответственно мощности и скорости; q— эффективная теп-
ловая мощность луча, Вт; б — толщина металла, м; а — коэффициент тем-
пературопроводности, м2/с; у — плотность, кг/м3; с — удельная теплоем-
кость, Дж/(кг-К); 7п— температура плавления. К; т — скрытая теплота
плавления, Дж/кг; Ур — скорость резки, м/с; b — ширина реза, м.
При Р>10 и У>5 выражение (28.1) преобразуется в уравнение У=
=0,48 Р для мощного быстродвижущегося линейного источника тепла
в пластине, при Рс4 и У<1 оно описывает предельное состояние тепло-
вого поля для линейного подвижного источника тепла. По (28.1) можно
рассчитать скорость резки при заданной мощности излучения или требуе-
мую мощность излучения при заданной толщине металла и скорости резки.
В качестве примера рассчитаем минимальное значение q, требуемое для
резки разных металлов толщиной 10-3 м при минимальной скорости резки
1,67-10~3 м/с и 6=2-10-4 м. Ниже приведены данные [6] по разрезаемости
разных металлов:
Металл Fe Al Ti Ni Cu W Mo
q, Вт, при резке в режи-
ме:
плавления ............ 119,4 248,6 54,5 214,1 520,9 666,7 467,5
испарения 760,5 2748 312,6 1653,7 4393,4 6800,6 3660,6
Расчетные минимальные значения q характеризуют разрезаемость ме-
таллов в режиме плавления и испарения. При расчете q при резке в ре-
жиме испарения, согласно (28.2),
Р = ql&ay (сТк + г), (28.3)
где Тк — температура кипения металла; г — скрытая теплота испарения,
Дж/кг. Значения q рассчитаны из условия, что теплофизические свойства
металлов не зависят от температуры и агрегатного состояния. Для опреде-
ления требуемой мощности лазера необходимо учесть поглощательную спо-
собность металла. В [2, 4] приведены уравнения для расчетов параметров
резки с использованием кислорода как вспомогательного газа.
Теплогидродинамические модели
Комбинированная модель [7] описывает нестационарный периодический ха-
рактер разрушения верхней кромки металла па малой скорости резки с по-
мощью механизма образования отверстий и стационарное разрушение ме-
талла по всей его толщине при большой скорости резки. Используя эту
модель, можно объяснить наличие на поверхности реза зон с разной шеро-
ховатостью, выполнить оценочные количественные расчеты скорости резки
и шероховатости поверхности кромки. Но в модели не учитываются изме-
нение плотности мощности излучения по толщине металла и газодинами-
ческое воздействие на металл струи вспомогательного газа.
В [10] дан анализ моделей резки неметаллических материалов с ис-
пользованием непрерывного и импульсно-периодического излучения, рас-
смотрены физические явления при резке в режиме плавления, испарения и
термораскалывания.
632
28.2. Технология
28.2.1. Особенности и требования к процессу резки
Качество кромок деталей после резки, сопоставимое с качест-
вом после механической обработки, на порядок выше, чем по-
сле известных процессов термической резки. Скорости лазерной
резки достигают 2^0,167 м/с. В большинстве случаев примене-
ний процесс является малоотходным, обеспечивает получение
готовых деталей, практически не подвергнутых деформациям и
не требующих последующей термомеханической обработки.
Требования к процессу лазерной резки сводятся к следующему
[5, 6, 7, 9]: скорость резки металлов 0,167—0,25 м/с, однослой-
ных тканей, кожи и других материалов 0,67—1 м/с; предельные
отклонения размеров деталей ± (0,05—0,2) мм; ширина реза
сталей толщиной 0,5—5 мм 0,1—0,3 мм; шероховатость их по-
верхности реза 10—40 мкм; неперпендикулярность кромок реза
сталей толщиной 0,5—5 мм 0,05—0,1 мм; на кромках до-
пускается легко отделимый грат. Кроме листов, лазерной
резке подвергают трубы, штамповки, обечайки, профильный
прокат. Ниже приведены предельные толщины разрезаемых
материалов:
Мощность излучения, кВт ............... 0,5 1,0
Предельные разрезаемые толщины, мм:
сталей ...................... 4—5 8—40
сплавов алюминия.................. 1—1,5 3—4
дерева ..................... 10—15 20—25
плексигласа ...................... 20—25 40—50
1,5
12—15
5—6
30—35
Перед резкой не нужна специальная подготовка поверхности
заготовок за исключением тех случаев, когда с поверхности
стальных листов снимают антикоррозионную смазку, чтобы
предохранить оптические элементы от загрязнения.
28.2.2. Режимы резки металлов
Наиболее существенно влияют на скорость резки мощность и
плотность мощности, диаметр, расходимость и модовый состав
излучения, фокусное расстояние.
На рис. 28.3 приведены зависимости скорости резки низко-
углеродистой стали от толщины при разных мощностях излу-
чения и использовании кислорода в качестве вспомогательного
газа. Состав стали влияет на скорость резки. Например, ско-
рость резки низкоуглеродистых сталей в среднем на 10—30 %
выше, чем нержавеющих. Но эта скорость резко снижается при
применении многомодового излучения с большой (>2 см) вы-
ходной апертурой и большой (>1,5 мрад) угловой расходимо-
533
Рис. 28.3. Экспериментальные зави-
симости скорости резки стали от тол-
щины при мощности излучения, Вт:
1 — 2.5 • 102; 2 — 5 102; 3 — 10s; 4 —
стью. Замена кислорода на воз-
дух или азот снижает скорость
резки сталей в 1,4—1,6 раза.
Скорости резки, см/с, сплавов
цветных металлов толщиной
1 мм (числитель) и 3 мм (зна-
менатель) лазерным I-кВт из-
лучением с подачей кислорода
(сплавы А1 и Ni) или аргона
(сплав Ti): (8,3—9,2)/(0,67—
0,83)—сплавы Л1 типа Д16,
(11,7—12,5)/(3,7—4,2) — сплав
Ni типа «Хастеллой», (6,7—
7,5)/(0,67—0,83) —сплав Ti ти-
1.5 • 10s: 5 —2,5 • 103
Ниже приведены рекомендуе-
мые параметры излучения и вспомогательного газа, при кото-
рых достигаются наилучшие показатели скорости и качества
лазерной резки металлов (рекомендуемые параметры излуче-
ния реализованы в последних образцах СОг-лазеров ведущих
зарубежных фирм Японии, ФРГ, Великобритании):
Средняя мощность излучения, кВт, при резке ста-
лей толщиной:
3—5 мм ......................... ...........
5—15 мм
Модовый состав ...............................
Полный угол расходимости, мрад
Выходная апертура луча, мм ...................
Фокусное расстояние, мм, при резке металлов тол-
щиной:
3—5 мм .....................................
5—15 мм ....................................
Диаметр сфокусированного луча, мм .....
Плотность мощности излучения, ГВт/м2 . . . .
Давление вспомогательного газа, МПа » . . . .
2—3
>3
ТЕМоо или близкий к нему
<1.5
<20
50—100
100—200
<0,3
<200
0,2—0,6
Фокальная плоскость относительно поверхности листа рас-
положена на поверхности или ниже на треть толщины; харак-
тер излучения при резке плавных контуров деталей непрерыв-
ный, а при резке углов и других сложных участков деталей и
при высококачественной безгратовой резке импульсно-периоди-
ческий (длительность импульса 0,5—3 мс, частота следования
100—600 Гц, пиковая мощность 0,5—6 Дж); вспомогательный
газ при резке сталей, сплавов цветных металлов — кислород
(воздух), а при высококачественной резке сплавов цветных ме-
таллов — азот, аргон.
534
28.2.3. Режимы резки неметаллических материалов
По разрезаемости неметаллические материалы разделяются на
термически разлагающиеся и плавящиеся [6, 10]. К первым от-
носятся термореактивные пластмассы, дерево, натуральные
ткани, некоторые композиционные материалы, резины; ко вто-
рым— керамика, стекло, бетон и др. При воздействии лазер-
ного излучения термически разлагающиеся материалы претер-
певают ряд изменений, связанных с химическим распадом, по-
лимеризацией, пиролизом полимерных связей, испарением или
сублимацией, в результате чего образуются газообразные про-
дукты, которые удаляются из полости реза вспомогательным
газом. Для резки плавящихся материалов необходим подвод
большей энергии, чем для резки разлагающихся материалов.
По сравнению с металлами у неметаллических материалов зна-
чительно меньшие коэффициенты тепло- и температуропровод-
ности, а у некоторых материалов меньшие удельные энергии
разрушения. Поэтому для их резки можно использовать лазер-
ное излучение с более низкими праметрами качества по сравне-
нию с приведенными выше. В табл. 28.1 приведены режимы
резки некоторых неметаллических материалов с использова-
нием непрерывного излучения. Тонкослойные материалы, такие
как ткани, кожа, бумага, разрезают уложенными в много
слоев, чем обеспечивается многократное повышение производи-
тельности работ. При резке неметаллических материалов
ТАБЛИЦА 28.1
РЕЖИМЫ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Материал вм. мм ризл- кВт «р. см/с ftp. мм
Стеклоткань 0,8 0,8—1 10,8—13,3 1.0
5 0,8—1 1,33—1,67 1,0
Резиностеклопластик 3 0,8—1 10—11,7 0,7
6 0,8—1 4,17—5,0 0,8
Дерево 5 0,8—1 6,67—8,33 1,0
10 0,8—1 2,5—3,33 1.5
Плексиглас 5 0,8—1 3,33—4,17 1,5
10 0,8—1 1,67—2,5 2,0
Алюминий-бор 0,3 0,2—0,25 5—5,83 0,25
1 0,2—0,25 1,33—2,0 0,5
Углепластик 1 0,2—0,25 0,17—0,2 0,5
2 0,4—0,5 0,17—0,2 1,0
Стеклотекстолит 5 0,8—1 1,33—1,67 1.0
Винипласт 2 0,2—0,25 0,33—0,42 0,5
Стекло 1 0,4—0,5 2—2,5 0,5
6 0,8—1 0,13—0,17 2.0
Пенопласт 10 0,4—0,5 16,7—20 1,0
Кожа 1,5 0,2—0,25 1.3—1.7 0,15
535
состав вспомогательного газа не важен, рекомендуется азот
или воздух. Параметры газа выбирают такими же, как и при
резке металлов.
28.2.4. Качество резки металлов
Оно характеризуется шириной реза, шероховатостью поверх-
ности, неперпендикулярностью кромок, глубиной зоны темпера-
турного влияния, наличием грата на кромках, а также точ-
ностью деталей [6, 7, 9]. На показатели качества влияют
параметры излучения и вспомогательного газа, вид и тол-
щина разрезаемого материала, а также скорость резки. Каж-
дой толщине материала соответствует оптимальная скорость
резки, близкая к максимальной, при которой достигаются
наилучшие показатели качества. В табл. 28.2 приведены пока-
затели качества лазерной резки углеродистых сталей с исполь-
зованием непрерывного одномодового I-кВт излучения, сфоку-
сированного в диаметр 0,15—0,20 мм. В качестве вспомогатель-
ного газа использовался кислород под давлением 0,3—0,5 МПа.
Увеличение диаметра сфокусированного излучения и, следова-
тельно, увеличение толщины расплава на передней поверхности
реза ухудшают качество резки.
Качество резки в значительной мере зависит от положения
фокальной плоскости резака относительно поверхности листа.
Ее следует располагать на поверхности листа или заглублять
на треть толщины. Допускаются отклонения от установленного
положения фокальной плоскости в пределах 0,1—0,5 мм, при-
чем более жесткий допуск следует выдерживать при резке тон-
колистовых металлов. Замена кислорода воздухом при обра-
ботке сталей толщиной >3 мм приводит к уменьшению ширины
реза на 20—40%, однако увеличивается количество грата на
нижних кромках, что в совокупности со снижением скорости
ТАБЛИЦА 28.2
ПОКАЗАТЕЛИ КАЧЕСТВА РЕЗКИ УГЛЕРОДИСТЫХ СТАЛЕЙ [6]
Толщина, мм Оптимальная скорость резки, см/с Средняя ширина реза, мм Шерохова- тость, мкм Средняя глубина ЗТВ, мм Неперпенди- кулярность, мм
1 10—11,7 0,1—0,15 10—15 0,06—0,08 0,04—0.06
2 7,5—8,3 0,2—0,25 20—25 0,1—0,15 0,05—0,09
3 5,8—6,7 0,3—0,35 30—35 0,15—0,2 0,08—0,12
5 3—3,7 0,4—0,45 40—50 0,2—0,3 0,1—0.15
8 1,7—2 0,5—0,55 60—70 — —
10 0,83—1,17 0,6—0,65 70—80 — —
536
резки приводит к увеличению глубины зоны температурного
влияния.
Величина шероховатости поверхности реза характеризуется
глубиной, частотой повторения и наклоном бороздок и изменя-
ется по толщине листа [7, 9]. К верхней кромке примыкает зона
с наименьшей глубиной бороздок, образующихся в результате
периодического разрушения от верхней кромки в глубь ме-
талла. В расположенной ниже зоне образуются более глубокие
бороздки в результате одновременного воздействия на металл
лазерного излучения и вспомогательного газа. У нижней кромки
металла расположена зона с наибольшим наклоном (отстава-
нием) бороздок в сторону, противоположную направлению
резки. Образование бороздок в этой зоне связано в основном
с воздействием на поверхность кромки стекающего расплавлен-
ного металла и вспомогательного газа. Приведенные в табл.
28.2 шероховатости относятся к средней зоне металла. С уве-
личением скорости резки и плотности мощности глубина бороз-
док уменьшается на всей поверхности реза. Глубина зоны
температурного влияния зависит от тех же параметров, что и
ширина реза, в первую очередь — от диаметра сфокусирован-
ного луча и скорости резки.
28.2.5. Качество резки неметаллических материалов
Общие закономерности показателей качества те же, что и при
резке металлов, однако они в меньшей степени зависят от пара-
метров излучения [6, 10]. Так, качественная резка разлагаю-
щихся материалов осуществляется при меньших плотностях
мощности излучения [10]. Ширина реза, как правило, в пол-
тора—два раза больше, чем у сталей одинаковой толщины (см.
табл. 28.1), а шероховатость ниже и не превышает 30—40 мкм
[6]. На кромках резов некоторых разлагающихся материалов
(резиностеклопластик, стеклотекстолит, винипласт, дерево,
кожа) образуется обугленный 0,5—1,0-мм слой, который сле-
дует удалить, если деталь служит электроизолятором.
28.2.6. Точность резки
Это комплексный параметр качества, который определяется на
50—80 % точностью режущей машины, но зависит также от по-
грешностей технологического процесса. Требования к точности
[6, 9] диктуются назначением и толщиной деталей. Как правило,
погрешности деталей толщиной ^5 мм должны укладываться
в допуск 0,1—0,5 мм. Из параметров качества на технологиче-
скую точность резки влияют ширина реза, шероховатость по-
верхности и неперпендикулярность кромок. Точность порталь-
ных машин с ЧПУ на микроЭВМ для термической, в том числе
537
для газолазерной резки регламентируется ГОСТ 5614—74 и
ГОСТ 26940—86. Предельные отклонения от номинальных раз-
меров квадратов со стороной 0,5 м и окружностей диаметром
0,5 м, воспроизводимых машиной, не должны превышать
±(0,14-0,25) мм. Предельные отклонения размеров контуров
деталей на углах удваиваются.
28.2.7. Особенности резки импульсно-периодическим
излучением
Из-за большой инерционности электромеханических приводов
машин резка сложных участков контуров деталей (углы, ма-
лые радиусы, прорези и т. д.) осуществляется на небольших
скоростях, как правило, не превышающих 0,8—1,7 см/с. Значи-
тельное, по сравнению с оптимальной, снижение скорости при-
водит к перегреву сложных участков контура деталей и ухуд-
шению качества резки. Увеличивается глубина зоны темпера-
турного влияния, шероховатость поверхности, количество грата,
существенно снижается точность деталей. Для получения высо-
кого качества углов снижают мощность излучения пропорцио-
нально снижению скорости резки. Другой способ качественной
резки углов — автоматический переход с непрерывного на им-
пульсно-периодический режим излучения. Изменяя, главным
образом, частоту следования, а также длительность и пиковую
мощность импульсов, можно эффективно регулировать тепло-
вложение в металл и достигать высокого качества резки. Выше
приведены параметры импульсно-периодического излучения
(ИПИ), наиболее часто используемые при назначении режима
обработки углов деталей [7, 9, 10]. Другой случай эффективного
применения ИПИ — финишная вырезка деталей из сплавов
цветных металлов, например титана и алюминия. При одинако-
вой средней мощности по сравнению с непрерывным ИПИ обес-
печивает более высокое качество резки по показателям шеро-
ховатости, глубине зоны температурного влияния и количеству
грата на кромках реза. Кроме того, ИПИ позволяет увеличить
в полтора—два раза предельную толщину качественной резки
металлов, а также резать металлы с высокой отражающей спо-
собностью и теплопроводностью (сплавы А1, Си) при более
низком уровне средней мощности. Скорость резки металлов
с применением ИПИ несколько ниже, чем с применением непре-
рывного излучения такой же средней мощности.
28.2.8. Влияние поляризации излучения [/, 8, 9]
Наиболее высоки показатели скорости и качества резки при
совпадении плоскости поляризации луча с плоскостью резки.
В этом случае на передней поверхности реза наиболее высоко
538
поглощение излучения. Ели плоскость поляризации перпендику-
лярна плоскости реза, то большая часть излучения поглощается
боковыми поверхностями реза. Скорость и качество резки мо-
гут значительно различаться в зависимости от изменения на-
правления перемещения оптического резака при вырезке фи-
гурных деталей. Влияние эффекта поляризации ослабляется при
повышении температуры металла, а также при его окислении
химически активным вспомогательным газом в процессе резки.
Для обеспечения наибольшей эффективности резки целесооб-
разно плоскость поляризации луча с помощью специального
устройства автоматически поворачивать при изменении направ
ления резки, чтобы она совпадала с плоскостью резки. Хорошие
результаты достигаются в результате превращения линейно по-
ляризованного излучения в излучение с круговой поляризацией
с применением фазовращающего зеркала, которое устанавли-
вают перед входом в оптический резак. Этот способ применя-
ется ведущими фирмами в современных машинах лазерной
резки.
28.3. Оборудование и технологическая оснастка
28.3.1. Конструктивные схемы машин и комплексов
для резки листов [6, 9]
Для обработки листов применяют машины и комплексы
с микропроцессорным управлением. Комплексы отличаются от
машин наличием дополнительных механизмов, обеспечивающих
механизацию и автоматизацию вспомогательных операций: за-
грузки и транспортировки листов в зону резки, разборки,транс-
портировки и сортировки вырезанных деталей. Более высокая
производительность комплекса обусловлена более высоким
коэффициентом загрузки машины. В промышленности использу-
ются машины трех типов [6]. У портальной машины перемеща-
ется портал с технологической оснасткой над неподвижным ли-
стом, излучатель СОг-лазера мощностью более 0,5—1 кВт уста-
новлен автономно вне портала, излучатель меньшей мощности
размещается на портале. У машин второго типа в двух направ-
лениях перемещается обрабатываемый лист, излучатель лазера
и технологическая оснастка неподвижны. Типичным представи-
телем машин этого типа является лазер-пресс, сочетающий ме-
ханическую и лазерную обработку. У машин третьего типа
в продольном направлении перемещается обрабатываемый
лист, в поперечном — оптический резак по неподвижному пор-
талу. Машины второго и третьего типов применяются, как пра-
вило, для резки листов небольших и средних размеров, пер-
вого— для резки средних и крупных листов. Типы, основные
Б39
размеры и параметры, а также общие технические требования
к портальным машинам оговорены в ГОСТ 5614—74 и ГОСТ
26940—86.
28.3.2. Конструктивные схемы роботов для резки
объемных заготовок
Для резки заготовок до 1Х 1X0,5 м, как правило, используют
многозвенные роботы с пятью—семью степенями свободы [6,
9]. Обрабатываемая заготовка закрепляется либо на неподвиж-
ном столе, либо на столе, имеющем одну—две степени свободы.
Излучение подводится к заготовке через систему подвижных
зеркал или по волоконным световодам. Заготовки больших га-
баритов обрабатывают с применением роботов портального
типа, у которых раскройный стол, служащий также для за-
крепления заготовок, может быть неподвижным или иметь
одно—два направления линейного перемещения. Излучение
к заготовке передается системой подвижных зеркал. Эф-
фективное использование роботов требует механизации и ав-
томатизации вспомогательных операций по транспортировке,
загрузке и фиксации заготовок на раскройном столе, а также
операций по съему и транспортировке вырезанных де-
талей.
28.3.3. Технологическая оснастка
Это — система передачи излучения, оптический резак с фокуси-
рующей оптикой и устройством для подачи в зону резки вспо-
могательного газа, устройство для стабилизации положения
фокальной плоскости относительно поверхности заготовки,
а также аппаратура для автоматического управления включе-
нием излучения и подачи вспомогательного газа [4, 6, 9]. На
рис. 28.4 приведены наиболее часто применяющиеся конструк-
тивные схемы оптических резаков. Схемы а—в служат для фо-
кусировки сплошного луча, г и д — для фокусировки полого
луча. Наиболее проста схема а на базе фокусирующей линзы,
однако ее промышленное применение ограничивается верхним
уровнем мощности излучения (1—1,5) кВт. Охлаждаемые
зеркальные фокусирующие системы рекомендуется приме-
нять при более высоких уровнях мощности излучения. Как
правило, зеркальные системы используются с насадками для
боковой подачи вспомогательного газа из кольцевого за-
зора под углом 70—80° к оси луча. В [4] дана методика
расчета фокусирующих систем для разных оптических мате-
риалов.
В устройствах для стабилизации положения фокальной пло-
скости на вертикальной оси используются бесконтактные емко-
840
Рис. 28.4. Конструктивные схемы оптических резаков:
ЛИ —лазерное излучение; ФЛ — фокусирующая линза; Р — резак; ЗП — защитная
пластина; В Г — вспомогательный газ; НЦ — насадка для центральной подачи газа;
773 — плоское зеркало; НБ — насадка для боковой подачи газа; СЗ — сферическое
зеркало; ПФЗ — параболическое фокусирующее зеркало; ФЗ — сферическое фокуси-
рующее зеркало; ФО — фокусирующий объектив Кассегрена
стные и лазерные датчики слежения за поверхностью заго-
товки, а также электромеханические датчики, опирающиеся на
заготовку при ее резке.
28.3.4. Производительность оборудования
Производительность машин, комплексов и роботов, метры реза
в секунду, подсчитывается по формуле [6]:
П = йпотПу/[(5тУу + 5уИт) (n-\-k—(28.4)
где k — количество одновременно работающих резаков; п — ко-
эффициент загрузки машины; vT — оптимальная технологиче-
ская скорость резки, см/с; vy— скорость резки углов и слож-
ных участков контура, см/с; ST, Sy — соответственно длина
реза, м, со скоростью vT и vy. В табл. 28.3 приведены резуль-
таты расчета производительности оборудования при резке
3-мм стали. В расчетах использовались следующие значения
Б41
ТА БЛИЦА 28.3
ПРОИЗВОДИТЕЛЬНОСТЬ ОБОРУДОВАНИЯ [6 1
Оборудование п »у. см/с П, см реэа/с. при Двэл. кВт
0.25 0,5 1,0
Машины. с низкой динамической точностью 0,5 0,42 0.39 0,52 0,6
с высокой динамической точностью 0,5 3,3 0,63 1,45 2,4
Автоматизированный ком- плекс с высокой динамиче- ской точностью 0,7 3,3 0,88 2.0 3,3
параметров уравнения (28.4): Л=1; цт=1,25 см/с при Ризл =
=0,25 кВт; ит = 2,9 см/с при РИЗл=0,5 кВт и ит = 5,8 см/с при
Л1зл=1 кВт; ST=0,7; Sy=0,3.
Проанализировав данные табл. 28.3, можно сделать сле-
дующие выводы: повышение мощности излучения дает сущест-
венный рост производительности лишь при условии увеличения
коэффициента загрузки машины и ее динамической точности
(жесткости) электромеханического привода; способы повыше-
ния коэффициента загрузки — комплексная механизация и ав-
томатизация всех операций, повышение надежности работы обо-
рудования, правильная организация работ при эксплуатации,
обслуживании и ремонте оборудования.
28.4. Промышленное применение
В связи с большими эксплуатационными расходами процесс
рекомендуется использовать в первую очередь для резки труд-
нообрабатываемых тонколистовых материалов — высокопроч-
ных, чувствительных к перегреву сплавов железа, алюминия,
титана, никеля, а также композиционных неметаллических ма-
териалов на основе стекла, углерода, пластмасс, керамики,
резины и др. [2, 6, 9). Традиционные механические способы
обработки имеют ряд недостатков. Например, обработка на
фрезерных станках малопроизводительна, вырубка деталей на
штампах малоэффективна при партиях менее 300—500 шт.
Общие для механических способов недостатки — низкий коэф-
фициент использования материала (КИМ), высокая степень
износа инструмента и низкий уровень механизации и автома-
тизации работ.
Известные тепловые процессы резки не обеспечивают необ-
ходимого качества кромок и требуют дополнительной термо-
542
механической обработки деталей. Электрохимические способы
размерной обработки малопроизводительны.
Типичный пример эффективного применения лазерной
резки — изготовление шаблонов из (1 — 1,5)-мм стали [6]. Но-
вый процесс позволяет многократно повысить производитель-
ность работ и увеличить КИМ более чем на 20 % • Другой
пример — изготовление деталей металлоконструкций из тонко-
листовых сталей, сплавов алюминия, титана, а также неметал-
лических материалов на предприятиях автомобильной, авиаци-
онной, электротехнической, машиностроительной и других от-
раслей промышленности. Широко используется лазерная резка
в судостроении для изготовления корпусных деталей из тонко-
листовой стали, а также из материалов для облицовки внут-
ренних помещений судов. Высокая точность и качество резки
позволяют существенно снизить трудоемкость последующих
подгоночных и сборочно-сварочных работ.
Важная область применения резки — раскрой текстильных,
кожевенных материалов и дерева. Применение нового оборудо-
вания позволяет быстро изменять конфигурацию деталей рас-
кроя, экономить материал, существенно повышать уровень авто-
матизации и производительность работ.
Раздел 6
СВАРКА ПЛАСТМАСС
Глава 29. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ *
ДЛЯ СВАРКИ ПЛАСТМАСС
29.1. Классификация способов сварки пластмасс
Классификация проводится по основным физическим, техническим и
технологическим признакам. По физическим признакам сварка пластмасс
делится на классы и виды [1].
Деление на классы нужно проводить по форме энергии, используемой
для сварки, т. е. подводимой к сварочным материалам. Все известные в на-
стоящее время процессы сварки пластмасс осуществляются с использова-
нием тепловой, механической, электромагнитной энергии или различных
комбинаций этих видов энергии. В связи с этим следует различать сле-
дующие классы сварки: термическая, механическая и электромагнитная.
Кроме того, существуют методы термомеханической и электромагнитно-ме-
ханической сварки.
К термическим относятся виды сварки, при которых давление не играет
существенной роли в образовании сварного соединения, например сварка
пламенем, нагретым газом или расплавом. Образование сварного соедине-
ния в этом случае определяется в основном количеством подводимой
энергии
543
К термомеханнческим относятся виды сварки, при которых неразъем-
ное соединение образуется вследствие подвода тепловой энергии и прило-
жения статического давления.
При механических видах сварки тепловая энергия генерируется внутри
свариваемых деталей за счет превращения механической энергии, подводи-
мой извне, в тепловую. Это может быть: механическая энергия трения или
вибротрения свариваемых поверхностей, превращающаяся в тепловую, ко-
торая вследствие малой теплопроводности пластмасс локализуется в сва-
рочной зоне; механическая энергия упругих колебаний (ультразвуковая
сварка).
При подводе электромагнитной энергии к свариваемым деталям тепло-
вая энергия также генерируется в них либо за счет способности звеньев
макромолекул полимеров поляризоваться при наложении внешнего электри-
ческого поля (высокочастотная сварка), либо за счет поглощения энергии
электромагнитных колебаний (сварка инфракрасным излучением, сварка
лазером).
Из всех существующих видов сварки пластмасс невозможно выделить
единственный вид, который бы удовлетворял всем экономическим, техноло-
гическим и эксплуатационным требованиям. Вид применяемых источников
сварочного нагрева, технологические принципы, положенные в основу про-
цесса сварки, степень механизации и автоматизации в немалой степени зави-
сят от той физической формы, в которой используются пластмассы как кон-
струкционные материалы. По этому признаку можно выделить: монолитные
изделия — условно трехмерные материалы, применяемые для изготовления
ТАБЛИЦА 29.1
ОСНОВНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ СВАРКИ ПЛАСТМАСС
Физическая форма Изделия Источники энергии и технологические принципы, положен- ные в основу процесса сварки Степень механизации и автоматизации процесса
Трехмер- ная Трубы, плиты Фасонные детали Горячий газ, нагре- тый инструмент, трение, экструзия Ультразвук, нагре- тый инструмент, трение и вибротре- ние Преимущественно ручной, механизиро- ванный и частично автоматизированный Автоматизированный
Двухмер- Пленочная упа- Токи высокой ча- Преимущественно ав-
ная ковка, покрытия, подложка стоты, ультразвук, нагретый инстру- мент, излучение Нагретый инстру- томатизированный и механизированный
Одномер- Волокнистые не- Преимущественно ав-
ная тканые материалы Ткани из синте- тических волокон мент, ультразвук Ультразвук, токи высокой частоты, нагретый инстру- мент, излучение томатизированный и механизированный Преимущественно ав- томатизированный и механизированный
Комбини- Волокнистые ма- Токи высокой ча- Преимущественно ав-
рованная териалы с пле- ночным покрыти- ем (искусствен- ные кожи) стоты, ультразвук, излучение, нагре- тый инструмент томатизированный и механизированный
544
деталей машин, емкостей, труб, профилей, плит, фасонных деталей; пле-
ночные — условно двухмерные материалы, которые используются в каче-
стве упаковки, покрытий, подложек, изолирующих конструкций и т. п.; во-
локна — условно одномерные материалы, которые используются для полу-
чения нетканых полотен, бытовых и технических тканей. Комбинацией по-
следних двух физических форм являются волокнистые материалы, имеющие
полимерное покрытие — искусственные кожи.
Области применения видов сварки в зависимости от физической формы
полимера и вида изделий приведены в табл. 29.1.
Каждый из видов сварки пластмасс имеет свои преимущества и не-
достатки, и в зависимости от физико-механических свойств материала, вида
и назначения изделия, серийности выпуска и т. д. предпочтение может быть
отдано тому или иному из перечисленных видов сварки. Например, сварка
нагретым газом и нагретым инструментом являются наиболее простыми и
экономичными способами, характеризующимися достаточно высокими проч-
ностными характеристиками соединения. В последние годы эти виды сварки
пблучили очень широкое распространение для сварки пластмассовых тру-
бопроводов. Однако значительная зона разогрева препятствует применению
этих способов для консервации легковоспламеняющихся веществ, пищевых
продуктов и лекарственных препаратов, портящихся при повышенных темпе-
ратурах. Вследствие загрязнения поверхностей свариваемых изделий зна-
чительно уменьшается прочность сварных соединений в этих случаях.
Высокочастотная сварка отличается высокой производительностью, но
•она неприменима для некоторых типов пластмасс (полиэтилена, полипро-
пилена и т. д.). При сварке токами высокой частоты емкостей из поливи-
нилхлорида, наполненных жидкостями, может происходить электрический
пробой, приводящий к разрушению изделия.
Сварку расплавом целесообразно применять для получения швов боль-
шой протяженности при соединении материалов достаточно большой тол-
щины и не всегда целесообразно для соединения пленочных материалов.
Ультразвуковая сварка может заменить механические методы соедине-
ния и склеивания целой группы полимеров, например полистирола, лавсана
и капрона. Она широко применяется при изготовлении изделий пищевой и
легкой промышленности, парфюмерии, радиоэлектроники и электротехники,
товаров широкого потребления из пластмасс.
29.2. Сварка нагретым газом
Сварка нагретым газом основана на использовании его тепло-
вой энергии для разогрева свариваемых поверхностей и приса-
дочного материала до вязкотекучего состояния или плавления.
Тепло подводится непосредственно к соединяемым поверхно-
стям последовательно от одного участка шва к другому. Сварка
может осуществляться с применением присадочного материала
и без него.
29.2.1. Сварка с присадкой
При сварке с присадочным материалом (рис. 29.1) поверхно-
сти деталей сначала нагревают струей разогретого газа, а за-
тем приводят в контакт с нагретым той же струей присадочным
материалом. Присадочный материал в виде прутка вводится
в сварочную зону легким нажатием руки. Если пластифициро-
ванный пруток не выдерживает осевого давления, то использу-
35—1063
545
Рис. 29.1. Схема сварки нагретым газом
с применением присадочного материала:
СД — свариваемые детали; С — струя на-
гретого газа; НН — наконечник нагрева-
теля; П— присадочный пруток; СШ—
сварной шов; а — направление сварки;
Л — зона нагрева; рст — давление на
пруток
ется прикатка его роликом.
В качестве газа-теплоноси-
теля можно использовать воз-
дух, азот, аргон, углекислый
газ. Наиболее экономичным
является сжатый воздух.
Сварка нагретым газом
с присадочным материалом
может выполняться вручную
и механизированным спосо-
бом.
Сварка с использованием
присадочного материала при-
меняется при изготовлении
конструкций из толстолисто-
вого материала: поливинилхлорида, политетрафторэтилена
(фторлона-4), полиэтилена высокой и низкой плотности, поли-
пропилена, полиамидов, полистирола, винипласта и т. д. К та-
ким конструкциям относятся трубы, фасонные детали, различ-
ная химическая аппаратура, емкости, ванны для травления
и т. д. Особенно широко сварка нагретым газом применяется
при изготовлении сварных конструкций из винипласта.
29.2.2. Сварка без присадки
Сварка без присадочного материала осуществляется за счет
размягчения и сдавливания кромок деталей, соединяемых вна-
хлестку (рис. 29.2). Этот способ применяется для соединения
пленок из полиамида, полиэтилена низкой плотности и полиэти-
лентерефталата, а также для соединения жесткого и пласти-
фицированного поливинилхлорида толщиной до 5 мм.
Кромки листов перёд сваркой «на ус» срезают под углом
20—25°. При больших толщинах листы предварительно равно-
мерно подогревают на ширину 150—200 мм в каждую сторону
до температуры 330—340 К. Нагреватель устанавливают в та-
ком положении, чтобы газовая струя попадала в зону контакта
свариваемых деталей и нагре-
вала срезанные кромки.
Сварку нагретым газом
применяют для получения
практически всех видов свар-
ных соединений: стыковых,
нахлесточных, угловых и тав-
ровых. Типы швов, условные
обозначения и размеры кон-
структивных элементов регла-
ментированы ГОСТ 16310—70.
Рис. 29.2. Сварка нагретым газом без
присадочного материала:
СЛ — свариваемые листы; НН — наконеч-
ник нагревателя; ПР — прижимные ро-
лики; СШ — сварной шов
546
29.2.3. Оборудование
Для сварки термопластов нагретым газом применяются го-
релки, которые делятся на: газовые косвенного действия ГГК-1,
газовые прямого действия ГГП-1, а также газовые горелки
ГЭП-1 и ГЭП-2 прямого действия с электрическим нагревом
газа-теплоносителя.
Технические характеристики большинства известных горелок
отличаются по конструкции, но практически одинаковы:
мощность нагревательных элементов 500—800 Вт; расход
газа-теплоносителя до 0,08 см3/с; напряжение не более 36 В;
скорость подачи воздуха или инертных газов 25—30 м/с; масса
горелок 300—600 г. Для сварки протяженных швов с присадоч-
ным прутком созданы полуавтоматы ПГП-1 и «Пчелка». Сварка
пленок без присадки осуществляется с помощью машин
МСП-5М и СМК-М.
29.3. Сварка экструдируемой присадкой (расплавом)
29.3.1. Сущность и схемы процесса
Сущность процесса состоит в том, что расплавленный материал,
выходящий из экструдера (экструзионная сварка или сварка
экструдируемой присадкой) или из машины для литья под
давлением, непрерывно или периодически подается в зазор
между соединяемыми поверхностями, которые он нагревает до
температуры сварки, сплавляясь с ними, так образуется свар-
ной шов.
Экструзионная сварка может осуществляться по бескон-
тактной и контактной схемам (рис. 29.3).
Рис. 29.3. Схема бесконтактной (а) и контактно-экструзионной (б) сварки расплавом:
Э — экструдер: . МЭ — мундштук экструдера; СД — свариваемые детали; ПР —прокаты-
вающий ролик
35*
547
29.3.2. Бесконтактная сварка
При бесконтактной сварке мундштук экструдера не контакти-
рует со свариваемыми поверхностями, а устанавливается на оп-
ределенном расстоянии от них. Это расстояние выбирается та-
ким образом, чтобы расплав, выдавливаемый из экструдера, не
успел переохладиться. Из этих же соображений температура
расплава на выходе из мундштука должна превышать темпера-
туру текучести или плавления на 40—50 К. Для плотного при-
жатия присадочного материала к свариваемым поверхностям
применяются прижимные приспособления (ролики, ползуны
и т. п.).
29.3.3. Контактно-экструзионная сварка
При контактно-экструзионной сварке мундштук экструдера ка-
сается кромок соединяемых деталей. За счет этого уменьша-
ются потери теплоты в окружающую среду и осуществляется
дополнительный подогрев кромок. Давление, развиваемое
в экструдере, достаточно для создания необходимого контакта
присадочного материала с соединяемыми кромками, поэтому
дополнительных прижимных устройств не требуется. В некото-
рых случаях к мундштуку экструдера присоединяются нагре-
тый инструмент с рифлениями, обеспечивающими перемещение
присадочного материала параллельно направлению сварки.
Экструдированной присадкой можно сваривать детали
встык, внахлестку, а также выполнять угловые швы из таких
материалов как полиэтилен, полипропилен, поливинилхлорид,
полистирол. Состав присадочного материала аналогичен свари-
ваемому. Этот способ применяют для сварки изделий, имею-
щих швы большой протяженности — пленки (скорость сварки
до 2,5 м/с), листы, профили, трубы и т. д.
Экструдированная сварка листовых материалов толщиной
до 3 мм выполняется без разделки кромок только контактным
методом, так как в этом случае разделка осуществляется при
движении мундштука в процессе сварки. При больших толщи-
нах следует применять V-образную или Х-образную разделки
кромок.
29.3.4. Оборудование
Для сварки экструдируемой присадкой наиболее широкое при-
менение получили полуавтоматы ПСП-5, ПСП-5м, ПСП-6 и
РЭСУ-500 с прямоточными пистолетами и ПСП-ЗЭ, ПСП-4 со
шнековыми пистолетами. На базе полуавтомата ПСП-5 создан
специализированный карусельный стенд УСА-1.
548
29.4. Контактная тепловая сварка
29.4.1. Схемы процесса
Сущность способа контактной тепловой сварки заключается
в том, что свариваемые детали в месте соединения нагреваются
до температуры вязкотекучего состояния специальными инстру-
ментами-нагревателями, передающими тепло свариваемым по-
верхностям при контакте с ними. После разогрева свариваемых
поверхностей нагреватель выводят из зоны соединения, и под
действием давления детали свариваются.
Различают три способа термоконтактной сварки: проплав-
лением, оплавлением и термоимпульсная.
Сварка проплавлением — нагреватель соприкасается с внеш-
ней поверхностью изделия и тепло передается к свариваемым
поверхностям через толщину верхнего слоя пластмассы. Ис-
пользуется для сварки изделий из пленок и тонких листов
(рис. 29.4, а, б).
Рис. 29.4. Сварка нагретым инструментом:
а —с односторонним нагревом; б —с двусторонним нагревом, при котором нагреватель
соприкасается с внешней поверхностью (проплавление); в — сварка листов и г —
сварка труб, нагреватель соприкасается непосредственно со свариваемыми поверхно-
стями (оплавление); д — сварка пленок нагретым клином с механизированной подачей
свариваемых пленок; НИ — нагретый инструмент; ИП — изоляционная прокладка; СЛ —
свариваемые листы; О — опора; СШ — сварной шов; СТ — свариваемые трубы; ВР—
ведущий ролик; РО — ролик-опора
549
Сварка оплавлением — нагреватель соприкасается непо-
средственно со свариваемыми поверхностями. Используется для
сварки пластмассовых труб, стержней, для приварки арматуры
к трубопроводам, для сварки фасонных изделий и конструкций
(рис. 29.4,в, г).
Термоимпульсная сварка осуществляется с помощью мало-
инерционных нагревательных элементов, по которым пропу-
скают кратковременные, но мощные импульсы тока. Сварка
осуществляется с одно- или двусторонним подводом энергии.
В паузах между импульсами электрического тока сварной шов
охлаждается под давлением.
Термоимпульсная сварка применяется в основном для со-
единения пленок из полиолефинов толщиной 20—250 мкм. Дли-
тельность импульсов от 0,1 до 1 с, частота — один импульс в се-
кунду при удельной мощности 0,03 Вт/м2.
Термоконтактная сварка применяется для соединения поли-
этилена, полиизобутилена, полистирола, полипропилена, фторо-
пласта, поливинилхлорида. Прочность сварных соединений вы-
сокая и составляет 90—100 % прочности основного материала.
29.4.2. Оборудование
Процесс сварки может осуществляться различными нагрева-
тельными элементами — стальными пластинами, лентами, роли-
ками, электропаяльниками, дисками, кольцами и электроутю-
гами особой конструкции, которые встраиваются в специаль-
ные устройства и установки.
Для сварки армированных пленок в монтажных условиях
в нашей стране получили распространение полуавтоматические
установки для односторонней (ПСП-11, ПСП-16, ПСП-16 АТ)
и двусторонней (ПСП-15, ПСП-16) сварки.
Для сварки в стационарных условиях полимерных пленок
в СССР разработана серия установок МСП-16, МСП-5М,
УСПП-ЗМ, МСП-17М, МСП-17ММ.
Для сварки пленок применяются ручные устройства и пере-
носные полуавтоматы — ручной ролик ВНИИСТ-3, ручной по-
лоз УСИ-1, клещи типа КС «Молния», «Молния-2М».
Для сварки труб диаметром от 25 до 1200 мм нашей промыш-
ленностью выпускаются устройства типа УСКПТ-12, СА-59,
УСП-5, УСКП-6, УСТТ-110, УСТТ-400, УСТТ-900, УСТТ-1200.
29.5. Сварка ультразвуком
29.5.1. Схемы процесса
Способ предложен в 1958 г. учеными МВТУ им. Н. Э. Баумана
под руководством акад. Г. А. Николаева. Способ ультразвуко-
вой сварки пластмасс заключается в том, что электрические ко-
560
Рис. 29.5. Ультразвуковая сварка
с нормальным вводом колебаний:
а — схема сварочного узла (КП —
корпус преобразователя; ПП — пакет
преобразователя с обмоткой; ТУК —
трансформатор упругих колебаний;
В — волновод; СД — свариваемые де-
тали; О — опора); б — эпюра ампли-
туды смещения колебательной си-
стемы; в — расположение вектора ста-
тического давления Рст и динамиче-
ского усилия F; А — амплитуда сме-
щения волновода
лебания ультразвуковой частоты
(18—30 кГц), вырабатываемые
генератором, преобразуются в
механические продольные коле-
бания магнитострикционного
преобразователя, вводятся в сва-
риваемый материал с помощью
продольно-колеблющегося ин-
струмента-волновода, располо-
женного перпендикулярно сва-
риваемым поверхностям (рис.
29.5) . Здесь часть энергии меха
нических колебаний переходит
в тепловую, что приводит к на-
греву зоны контакта соединяе-
мых деталей до температуры
вязкотекучего состояния. Надле-
жащие условия ввода механиче-
ских колебаний и создание тес-
ного контакта свариваемых де-
талей, расположенных на опоре,
обеспечивается статическим дав-
лением рабочего торца волно-
вода на свариваемые детали.
Это давление способствует
также концентрации энергии
в зоне соединения. Динамическое
усилие, возникающее в резуль-
тате воздействия колеблющегося
волновода, приводит к нагреву свариваемого материала, а дей-
ствие статического давления обеспечивает получение прочного
сварного соединения. Механические колебания и давление
в этом случае действуют по одной линии перпендикулярно
к свариваемым поверхностям. Такая схема ввода энергии при-
меняется для ультразвуковой сварки пластмасс, в отличие от
«металлической» схемы, когда механические колебания дейст-
вуют в плоскости соединяемых поверхностей, а давление при-
кладывается перпендикулярно к ним. Подвод энергии от вол-
новода может быть односторонним и двусторонним. По харак-
теру передачи энергии и распределению ее по свариваемым по-
верхностям ультразвуковая сварка делится на контактную и
передаточную.
29.5.2. Контактная сварка
Возможность передачи механической энергии в зону сварки
зависит от упругих свойств и коэффициента затухания колеба-
ний свариваемых материалов. Если полимер характеризуется
551
Рис. 29.6. Схема контактной ультразву-
ковой сварки:
а — прессовая; б — шовная; В — волновод;
СД — свариваемые детали; РО— ролик-
опора
сварки наиболее
(рис. 29.6).
распространены
низким модулем упругости и
большим коэффициентом зату-
хания, то сварное соединение
можно получить лишь на ма-
лом удалении от плоскости
ввода колебаний. Для равно-
мерного распределения энер-
гии по всей площади контакта
свариваемых деталей необхо-
димо, чтобы рабочий торец,
соприкасающийся с верхней
деталью, имел форму и пло-
щадь, идентичную площади и
форме плоскости контакта
свариваемых деталей. Кон-
тактная ультразвуковая свар-
ка обычно применяется для
соединения изделий из мягких
пластмасс, таких как полиэти-
лен, полипропилен, поливинил-
хлорид, а также пленок и
синтетических тканей не-
большой толщины — от 0,02
до 5 мм. При этом способе
соединения внахлестку
29.5.3. Передаточная сварка
Если полимер обладает высоким модулем упругости и низким
коэффициентом затухания, то сварное соединение можно по-
лучать на большом удалении от поверхности ввода механиче-
ских колебаний (рис. 29.7). В этом случае ввод механических
колебаний может осуществляться в точке или на небольшом
участке поверхности верхней детали. Благодаря хорошим аку-
стическим свойствам материала изделия энергия ультразву-
ковой волны незначительно ослабляется при проходе через
деталь, контактирующую с волноводом, и почти полностью
транспортируется к границе раздела свариваемых деталей.
Тепловыделение на границе раздела в этом случае зависит от
конфигурации изделия, а площадь сварки значительно отлича-
ется от площади рабочего торца волновода. Передаточную
сварку рекомендуется применять для соединения объемных
деталей из жестких пластмасс, таких как полистирол, полиме-
тилметакрилат, капрон, полиамиды, поликарбонат. Наиболее
распространены стыковые и тавровые соединения. Удаление
поверхности ввода механических колебаний от плоскости раз-
552
Рис. 29.7. Схема передаточной ультразвуковой сварки:
В — волновод; СД — свариваемые детали
дела свариваемых деталей зависит от упругих свойств мате-
риала, мощности ультразвука, подготовки кромок и может со-
ставлять от 10 до 250 мм. В случае необходимости передаточ-
ной сваркой можно соединять и мягкие термопласты. Для
этого свариваемые детали должны находиться в жестком за-
стекленном состоянии, что может быть достигнуто путем ох-
лаждения их до температуры стеклования.
29.5.4. Оборудование
В МГТУ им. Н. Э. Баумана разработаны машины типа УПМ-21,
УПК-15М, УПШ-12, ВНИИЭСО разработаны машины типа
МТУ-1,5 и МТУ-0,4, которые серийно выпускаются заводом
«Электросварка». Переносные установки РУСУ-50 и
РУСУ-44-250 разработаны в НИАТ. Машины типа БШМ-1 раз-
работаны ВНИИЛТЕКмашем совместно с ВНИИТВЧ
им.. В. П. Вологдина и серийно выпускаются ПО Промшвеймаш
(г. Орша).
29.6. Сварка трением и вибротрением
29.6.1. Схемы процесса
Сварка трением основана на превращении механической энер-
гии трения в тепловую энергию. Процесс состоит из двух ста-
дий: нагрева и осадки.
На стадии нагрева детали приводят в соприкосновение одну
с другой за счет приложения давления и осуществляют их вза-
имное перемещение. В начале процесса за счет действия дав-
553
ни сш нд в
Рис. 29.8. Схема сварки трением с ис-
пользованием вращения одной детали (а),
обеих деталей (б) и вставки (в):
ВД — вращающаяся деталь: СШ — свар-
ной шов; НД — неподвижная деталь;
ВС — вставка
ления и высоких скоростей пе-
ремещения трущихся тел про-
исходит разрушение микроне-
ровностей в зоне контакта.
Затем разрушаются поверх-
ностные пленки, и во взаимо-
действие вступают чистые по-
верхности. Это приводит не
только к заметному выделе-
нию теплоты, но и образова-
нию очагов схватывания.
В конце процесса устанавли-
ваются равномерный режим
нагрева и оплавления, сопро-
вождающиеся адгезией по
всей трущейся поверхности.
В зависимости от условий
нагрева свариваемых поверх-
ностей сварку трением прово-
дят по трем схемам: враще-
нием свариваемых деталей или промежуточного элемента —
сварка вращением; вибрацией свариваемых деталей или про-
межуточного элемента — сварка вибротрением; вращательно-'
вибрационным движением свариваемых деталей или промежу-
точного элемента.
При сварке трением вращения одна деталь закреплена не-
подвижно, а вторая вращается. На сопряженных торцевых
поверхностях возникают силы трения, вызывающие интенсив-
ный нагрев и оплавление торцев. При накоплении в стыке не-
обходимого количества расплава вращение прекращают и про-
исходит осадка до образования сварного соединения (рис. 29.8).
Схема, при которой вращение свариваемых деталей произво-
дят в разные стороны, не нашла практического применения
из-за технических сложностей.
Длинные и громоздкие детали, вращение и, особенно, быст-
рое торможение которых затруднительно, можно сваривать при
помощи третьей промежуточной детали (вставки). Для этого
длинные детали закрепляют неподвижно, а вставку вращают
вокруг общей оси свариваемых деталей.
В последнее время особенно для сварки несимметричных де-
талей нашла применение сварка вибротрением.
Сопрягаемые детали при этом могут совершать возвратно-
поступательное движение в плоскости стыка или вокруг опреде-
ленной оси.
Сварка трением может применяться практически для всех
термопластов: полиолефинов, полиамидов, полиметилметакри-
лата, полистирола и др. Ее отличают большая скорость соеди-
554
нения, простота конструкции оборудования, локальный разо-
грев, предотвращение окисления расплава, отсутствие необходи-
мости предварительной очистки поверхностей.
29.6.2. Оборудование
Сварку пластмасс трением осуществляют на различных метал-
лорежущих станках: токарных, сверлильных, фрезерных и на
специальных сварочных машинах.
В СНГ выпускаются машины двух типов МСП-1 и МСП-2,
выполненные на базе токарных станков.
29.7. Сварка токами высокой частоты
29.7.1. Схемы процесса
Сварка термопластов ТВЧ основана на нагреве в результате
преобразования электрической энергии в тепловую непосред-
ственно внутри самого материала.
Сущность процесса сварки ТВЧ заключается в следующем.
Свариваемое изделие помещают в переменное электрическое
поле высокой частоты. Поскольку пластмассы являются не-
совершенными диэлектриками, элементарные заряды при вне-
сении диэлектрика в высокочастотное поле несколько
смещаются, небольшое количество имеющихся в диэлектрике
свободных зарядов образует ток проводимости. На смещение
заряженных частиц затрачивается работа, которая превраща-
ется в тепло благодаря наличию молекулярного трения между
материальными частицами. Каждое изменение направления
Рис. 29.9. Схема прессовой (а) и роликовой (б) высокочастотной сварки пластмасс:
ЗОК — заземленная обкладка конденсатора; СШ — сварной шов; СЛ — свариваемые ли-
сты; Г — генератор высокой частоты; ЭЛ — электрод; ВОК. — высокопотенциальная об-
кладка конденсатора; HP — иизкопотенцивльный ролик; ВР — высокопотеициальный
ролик
555
электрического поля влечет за собой выделение некоторого
количества тепла.
Для сварки пластмасс применяются токи высокой частоты
в пределах 30—40 МГц. Высокочастотная сварка осуществля-
ется между двумя металлическими электродами-обкладками
конденсатора, включенными в колебательный контур генера-
тора электрических колебаний.
Нагреваться в поле ТВЧ могут не все типы пластмасс,
а только так называемые полярные. К полярным относится по-
ливинилхлорид, винипласт, полиамид; к неполярным — поли-
этилен, полистирол, полиизобутилен и фторопласт-4.
При сварке ТВЧ обкладками конденсатора являются элек-
троды сварочной установки. Сварка может осуществляться по
прессовой и роликовой схемам (рис. 29.9).
29.7.2. Прессовая сварка
При прессовой сварке (рис. 29.9, а) соединение получают за
один рабочий цикл. Конфигурация сварных швов соответствует
конфигурации электродов. Сварной шов укладывается одно-
временно по всему контуру, т. е. все участки шва свариваются
на одном и том же режиме, нагрев происходит равномерно,
что обеспечивает высокое качество сварного соединения. Элек-
троды при прессовой сварке служат не только для подвода
энергии к зоне соединения, но и для создания сварочного дав-
ления на эту зону и регулирования теплоотвода от нее. Прес-
совая сварка ТВЧ позволяет получать соединения внахлестку,
встык, втавр, на ус и с отбортовкой кромок.
Разновидностью прессовой сварки является шовно-шаговая
сварка. В этом случае материалы свариваются участками с оп-
ределенным шагом или с перекрытием для получения строчки
или непрерывного шва. Подача материалов на шаг осуществля-
ется в момент подъема электродов. При сварке синтетических
тканей и пленок для этого используют машины типа швейных,
оборудованных точечными электродами и механизмом шаговой
подачи материалов на 1—2 мм.
29.7.3. Роликовая сварка
Роликовая сварка (рис. 29.9,6) используется для получения
непрерывных протяженных швов. Электродами при этом слу-
жат ролики или диски, вращающиеся в противоположном
направлении. Один электрод-ролик соединяется с высокопотен-
циальным выводом генератора ТВЧ, а другой заземлен. Роли-
ковая сварка обладает следующими недостатками, затрудняю-
щими ее использование. Во-первых, при большой скорости
сварки сварной шов не успевает охладиться под давлением и
556
выходит из-под электродов-роликов в нагретом состоянии. Это
приводит к значительным деформациям шва, особенно при
больших толщинах свариваемого материала. Во-вторых, элек-
трическая емкость между роликами мала, что также не позво-
ляет достичь больших скоростей сварки. Указанные недостатки
обусловливают целесообразность применения роликовой сварки
ТВЧ только для соединения тонких пленок, так как с повыше-
нием толщины скорость сварки значительно снижается. Так,
при толщине пленки 100 мкм оптимальная скорость сварки со-
ставляет 6 м/мин, а при толщине 200 мкм — 2 м/мин. При боль-
шой толщине скорость сварки ТВЧ снижается настолько, что
применение ее становится экономически нецелесообразно.
29.7.4. Оборудование
Для целей сварки пластмасс принята серия сварочных уста-
новок, питаемых от ламповых генераторов следующих мощно-
стей: 1,6; 4,0; 6,0; 10 кВт, которые работают исключительно на
частоте 27,12 МГц±1 %.
В настоящее время отечественной промышленностью выпу-
скаются высокочастотные сварочные установки ВЧДЗ-1,6/27,
ВЧД6-4/27, ВЧД10-4/27, ВЧД6-10/27 Таганрогским заводом
эл ектротер м и чес кого оборудования.
29.8. Сварка ИК-излучением
29.8.1. Схемы процесса
Сварка с помощью ИК-излучения основана на превращении
лучистой энергии в тепловую внутри соединяемого материала.
ИК-излучение имеет электромагнитную природу, считается, что
ИК-спектр занимает область длин волн от 0,72 до 1000 мкм,
т. е. от красной границы видимого спектра до коротковолновой
части миллиметрового диапазона, ИК-лучи ведут себя как и
любые другие лучи: отражаются, преломляются, поглощаются.
Поглощаемость ИК-лучей телами и использована для сварки.
Механизм преобразования ИК-лучей в тепло внутри материала
состоит в следущем. Известно, что элементарные частицы тел
имеют собственную частоту колебаний, а для пластмасс эти
частоты колебаний определяются структурой молекул, разме-
рами атомов, внутри- и межмолекулярными связями. И если
частота ИК-лучей совпадает с собственной частотой колебаний
элементарных частиц облучаемого тела, то происходит так на-
зываемое резонансное поглощение, т. е. превращение электро-
магнитной энергии в тепловую (рис. 29.10). Важной характе-
ристикой нагрева ИК-лучами служит степень поглощения
пластмассами лучистой энергии. Наибольшей поглощающей
557
Рис. 29.10. Схема сварки ИК-
излучением:
ИИ — источник излучения;
ОТР — отражатель; ОТ — об-
лучаемое тело; а — испускае-
мые световые и инфракрасные
лучи; б — отраженная часть из-
лучения; в — поглощаемая
часть излучения (превращен-
ная в тепло внутри мате-
риала); г— пропущенная часть
излучения
способностью обладает пентапласт,
наименьшей — фторопласт. Большин-
ство пленок относительно прозрачны
для ИК-лучей, поэтому часть лучистой
энергии, проходя через них, попадает
на подложку, поглощается ею и нагре-
вает ее. Нагретая подложка передает
часть теплоты свариваемой пленке.
Наиболее эффективна в отношении
скорости нарастания температуры
ламповая сажа, затем черная бумага,
черная пористая резина, черная про-
резиненная ткань и др. Плохо нагре-
вается материал при сварке на пас-
сивных подложках, например, из
фторопласта. С увеличением толщины
свариваемых пленок роль подложки
заметно уменьшается в результате
ослабления интенсивности лучистого
потока. При сварке ИК-излучением
нагреватель не оказывает давления на
свариваемые детали, поэтому нагре-
ваемые детали сдавливаются путем
натяжения свариваемых пленок, либо
сваривают на упругих подложках.
Предельная толщина свариваемых
пленок из ПЭВД—1,5—2 мм (в этом случае подложка — по-
ристая резина). Время сварки пакета при 6=1804-200 мкм
2—4 с; при 6=1,5==2 мм 15—20 с. Прочность равна прочности
основного материала. Хорошо свариваются ИК-излучением
пленки из пентапласта и поливинилхлорида; для пакета с 6 =
= 1504-200 мкм, /Св = 54-7 с.
Возможна сварка ИК-излучением листового материала,
стержней, труб и других профилей как с присадочным прутком
с разделкой кромок, так и без присадочного материала, где
ИК-излучатели выполнены с прямоугольными и фигурными
нагревательными элементами.
29.8.2. Оборудование
Источник ИК-излучения — самый важный элемент сварочных
устройств и установок, которые состоят из кварцевых излуча-
телей, силитовых стержней и никельхромовых сплавов.
Кварцевые излучатели выпускаются в виде трубок, внутри
которых находится токопроводящая спираль. В разборных на-
гревателях нихромовая спираль намотана на кварцевый стер-
558
жень и вставлена в кварцевую трубку толщиной 2 мм, которая
нагревается до 1273—1473 К.
В газонаполненных кварцевых лампах источником излучения
является вольфрамовая спираль. Температура нагрева нити та-
ких ламп 2373 К-
Чаще используются силитовые излучатели. Силит — это ке-
рамический материал на основе карбида кремния и глины. Он
обладает повышенным электросопротивлением в сочетании
с термостойкостью. Силитовые стержни располагаются на рас-
стоянии до 10 мм от свариваемых изделий. Рабочие темпера-
туры у них 1573 К, диаметр 6 мм, длина 60 мм, 77=24 В, мощ-
ность 260 Вт. Наибольший диаметр нагревателей достигает
25 мм, мощность 7,5 кВт.
Для непрерывной сварки термопластичных пленок толщиной
до 2 мм ИК-излучением разработаны и выпускаются универ-
сальные сварочные машины МСП-5М и СПК-М со сменными
рабочими головками. Для непрерывной стыковой сварки лино-
леума из ПВХ применяются сварочные устройства типа «Пи-
лад-220». Для автоматической сварки пластиковых труб с на-
ружным диаметром до 140 мм применяется установка
УСПТ-ИК-1С, до 320 мм —УСПТ-ИК-2С.
29.9. Сварка лучом лазера
При сварке термопласта лучом лазера нагрев соединяемых по-
верхностей достигается в результате превращения лучевой энер-
гии лазера в тепловую в месте фокусировки луча (рис. 29.11).
Особенность лазерного излучения состоит в его способности соз-
давать в фокусе мощность значительной плотности. Для этого
когерентный луч при помощи
специальных линз собирается
в узкий пучок, достигающий де-
сятых долей миллиметра. Не-
прерывно действующий СО2-ла-
зер мощностью 1 кВт позволяет
в фокальном пятне диаметром
0,1 мм получить плотность теп-
ловой мощности 3X10 Вт/мм2.
Лазерная сварка эффективна
при сварке тонких пленок из
ПЭВД — 6=504-150 мкм. Ско-
рость сварки 3,3—4 м/с.
Для сварки пленок из поли-
олефинов оптимальным счита-
ется СО2-лазер. Полиэтилено-
вая пленка толщиной 200 мкм
поглощает 22 % энергии излуче-
Рис. 29.11. Схема сварки пленки лу-
чом лазера:
ЛАЗ — лазер; Л — луч; ОЗ — откло-
няющее зеркало; ФЛ — фокусирующая
линза; ПР — прижимной ролик; ТР —
транспортирующий ролик; СП — сва-
риваемые пленки
559
ния СО2-лазера и около 4 % отражает от своей поверхности.
Пленки из ПВХ плохо свариваются лазером вследствие их
склонности к деструкции в процессе концентрированного на-
грева, СО2-лазер широко применяют для резки термопластов,
а также раскроя синтетических тканей, трикотажа, искусствен-
ных кож и т. д. При этом средняя скорость раскроя составляет
1 м/с и зависит от количества слоев материала, его свойств и
мощности луча. В этом случае используются лазерные уста-
новки мощностью до 250 Вт с расходом газовой смеси гелия,
диоксида углерода и азота от 30 до 40 л/ч.
29.10. Сварка световым лучом
Принципиально сварка световым лучом не отличается от сварки
ПК-излучением. Для осуществления этого метода используется
излучение с диапазоном длин волн 0,5—0,7 мкм.
В СНГ сварка световым лучом не получила широкого рас-
пространения.
Сварка пленок может производиться как прямым, так и
косвенным нагревом. При сварке прямым нагревом скорость
сварки полиэтиленовых пленок может достигать 0,5 м/с, а по-
ливинилхлоридных с черным пигментом—1,6 м/с. Такая вы-
сокая производительность обусловлена большой концентрацией
энергии — до 4 Вт/мм3.
Сварка листов осуществляется с применением пруткового
присадочного материала. Используются два нагревателя,
стержневой излучатель — для предварительного нагрева кромок
и точечный излучатель — для нагрева прутка и кромок. Пруток
дополнительно нагревается в подогревателе. Прижим размяг-
ченного присадочного материала производится роликом. Для
получения непрерывных швов сварочное устройство перемеща-
ется с помощью транспортирующих роликов.
29.11. Комбинированные способы сварки полимеров
Ряд полимеров (полиамиды, фторопласты, поликарбонат и др.) из-за
особенностей теплофизических свойств обладают ценными эксплуатацион-
ными свойствами, которые позволяют использовать их в ответственных
сварных конструкциях. Однако эти полимеры обладают плохой или ограни-
ченной свариваемостью. Для расширения технологических возможностей
сварки и повышения качества сварных соединений на этих полимерах целе-
сообразно использовать комбинированные способы сварки.
Сущность комбинированных способов сварки полимеров заключается
в том, что на различных стадиях процесса на материал шва воздействуют
различными источниками энергии. При этом один из источников энергии
служит для активации материала на стыкуемых поверхностях, например
придания вязко-текучего состояния. А второй источник энергии способст-
вует протеканию процессов образования соединения за счет ускорения диф-
фузионных, химических, макро- и микрореологических процессов на гра-
нице раздела свариваемых поверхностей.
560
Классификация способов
Классификация базируется на общей классификации сварки полимерных
материалов, широко освещенной в специальной литературе [2—4], В основу
классификации комбинированных способов сварки положены источники
Рис. 29.12. Схема классификации комбинированных способов сварки
Рис. 29.13. Схемы комбинированных способов сварки:
о — с присадочным материалом; б — термо-ультразвуковая с нормальным вводом УЗ-
колебаний; в — ИК-ультразвуковая; г — фрикционно-ультразвуковая с тангенциальным
вводом УЗ-колебаний; / — стадия предварительного нагрева; II — стадия УЗ-воздей-
ствия; 1 — УЗ-инструмент; 2 — присадочный пруток; 3 — изделия; 4 — нагреватель
36—1063
661
Рис. 29.14. Схема циклограммы последо
вательно-параллельного воздействия энер-
гий при фрикционной УЗ сварке:
п — обороты двигателя; Рст — усилие
сжатия; 5 — амплитуда УЗ-колебаний
энергии, используемые при сварке.
Схема комбинирования по видам
энергий приведена на рис. 29.12,
примеры способов показаны на
рис. 29.13. В зависимости от соче-
тания видов энергий различают:
1) термомеханическую сварку —
использование термической актива-
ции свариваемых поверхностей
с последующим механическим воз-
действием на материал шва (термо-
прессовая; термоультразвуковая; ИК-
ультразвуковая);
2) сварку с растворителями —
использование растворителей для
перевода полимера в высокоэласти-
ческое состояние с последующей об-
работкой соединения ультразвуковыми колебаниями;
3) термохимическую — использование химически активных материалов,
потенциально способных обрабатывать химические соединения полимеров
с активацией процесса образования химических связей за счет выделения
тепловой энергии при обработке ТВЧ или УЗ колебаниями.
В зависимости от последовательности, воздействия различных видов
энергии способы подразделяются на последовательное, когда воздействуют
сначала одним видом энергии, а затем другим; параллельное, когда одновре-
менно воздействуют оба вида энергии, и последовательно-параллельное.
Пример последовательно-параллельного воздействия приведен на рис. 29.14
для фрикционно-ультразвуковой сварки полимеров.
Термоультразвуковая сварка с присадочным
материалом
Сущность способа заключается в последующей ультразвуко-
вой обработке сварного шва при прутковой сварке нагретым
газом. При этом воздействие УЗ колебаниями на шов способ-
ствует повышению качества сварного соединения за счет дега-
зации материала шва (удаляет поры, пустоты), дополнитель-
ного разогрева и перемешивания расплава на границе между
присадочным прутком и основным материалом. Целесообразно
использовать при соединении листового винипласта в ответ-
ственных сварных конструкциях.
Основные режимы сварки: температура и расход газа; уси-
лие осадки прутка; амплитуда УЗ колебаний; статическое уси-
лие воздействия УЗ инструмента.
Термоультразвуковая сварка имеет несколько разновидно-
стей в зависимости от источника нагрева (см. рис. 29.13,6, в).
Сущность способов заключается в предварительном нагреве
соединяемых поверхностей до температуры вязко-текучего со-
стояния. При этом в стыке создается мягкая прослойка мате-
риала с повышенным декрементом затухания УЗ колебаний.
При последующем пропускании УЗ колебаний в прослойке про-
исходит интенсивное поглощение УЗ энергии, разогрев и плав-
562
ление полимера. Механическое воздействие УЗ колебаний вызы-
вает макро- и микрореологические процессы, способствующие
перемешиванию расплава в стыке. Целесообразно использовать
для соединения фторопласта-4, полиамидов, поликарбоната.
Основные режимы сварки: температура предварительного
нагрева поверхностей; статическое усилие сжатия; амплитуда
и время УЗ воздействия.
При фрикционно-ультразвуковой сварке (см, рис. 29, г) ис-
пользуется сочетание механической энергии трения и УЗ коле-
баний.
Сущность способа заключается в предварительном разогреве
материала стыкуемых поверхностей за счет энергии, выделив-
шейся при вибрации или трении вращения до температуры
вязко-текучего состояния. При последующем пропускании УЗ
колебаний происходит плавление, дезориентация течения рас-
плава в стыке, перемешивание материала стыкуемых поверх-
ностей. Целесообразно использовать для соединения, полиами-
дов, поликарбоната.
Основные режимы сварки: скорость поверхностного скольже-
ния; статическое усилие сжатия при трении и УЗ обработке;
амплитуда и время УЗ обработки.
36*
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Глава 1
1. Китаев А. М„ Китаев А. Я. Справочная книга сварщика.— М.: Машино-
строение, 1985 — 256 с.
2. Справочные материалы стран—членов СЭВ: Каталог/Под ред. И. К По-
хоони.— Киев — М.: Производственно-издательский комбинат ВИНИТИ,
1981.—512 с.
3. Ободянский А. В., Золотарев И. А. Справочное пособие по сварке ста-
лей.— Днепропетровск: Пром1нь, 1973.— 220 с.
4. Бондарь В. X., Шкуратовский Г. Д. Справочник сварщика-строителя.—
Киев: Буд1вельник, 1982.— 240 с.
5. Сварка в машиностроении: Справочник. Т. 2./Под ред. А. И. Акулова.—
М.: Машиностроение. 1978.— 462 с.
6. Технология электрической сварки металлов и сплавов плавлением/Под
ред. Б. Е. Патона.— М.: Машиностроение, 1974.— 768 с.
Глава 2
1. Сварка в машиностроении: Справочник в 4-х т. Т. 1/Под ред. Н. А. Оль-
шанского.— М.: Машиностроение. 1978.— 504 с.
2. Руссо В. Л. Дуговая сварка в инертных газах.— Л.: Судостроение.
1984.— 120 с.
3. Оборудование для дуговой сварки: Справочное пособие/Под ред.
В. В. Смирнова.— Л.: Энергоатомиздат. 1986.— 656 с.
4. Технологические свойства сварочной дуги в защитных газах/В. А. Ленив-
кин, Н. Г. Дюргеров, X. Н. Сагиров.— М.: Машиностроение. 1989.— 264 с.
5. Металлургия и технология сварки титана и его сплавов: 2-е изд./
С. М. Гуревич, В. Н. Замков, В. Е. Блащук и др.— Киев: Наукова думка,
1986,— 240 с.
6. Неровный В. М., Подъяпольский Г. В., Ямпольский В. М. Дуговая сварка
в вакууме цветных металлов и сплавов.— В кн.: Актуальные проблемы
сварки цветных металлов/Доклады II Всесоюзной конференции. Киев.:
Наукова Думка. 1985. С. 278—281.
7. Гуревич С. М. Справочник по сварке цветных металлов.— Киев: Наукова
думка. 1981.—606 с.
Глава 4
1. Подгаецкий В. В., Люберец И. И. Справочные флюсы.— Киев: Техшка,
1984,— 167 с.
2. Потапов И. Н. Основы выбора флюсов при сварке сталей.— М.: Маши-
ностроение, 1979.—168 с.
3. Сварочные материалы для механизированных способов дуговой сварки/
В. Г. Свецинский, В. И. Галинич, Д. М. Кушнерев, А. М. Суптель.—
М.: Машиностроение, 1983.— 104 с.
4. Руге Ю. Техника сварки: Справ, изд. В 2-х ч./Пер. с нем.—М.: Маши-
ностроение. 1984.— 552 с., ил.
5. Технология электрической сварки металлов и сплавов плавлением/Под
ред. акад. Б. Е. Патона — М.: Машиностроение. 1974.— 768 с.
6. Макара А. М., Мосендз Н. А. Сварка высокопрочных сталей.— Киев:
Техн1ка, 1971.— 140 с.
7. Герман С. И. Электродуговая сварка теплоустойчивых сталей перлитного
класса. Изд. 2-е — М.: Машиностроение. 1972.— 200 с.
8. Каховский Н. И. Сварка нержавеющих сталей.— Киев: Техшка, 1968.—
312 с.
S64
9. Каховский Н. И., Готальский Ю. Н„ Трущенко А. А. Автоматическая
и полуавтоматическая сварка.— М.: Профтехиздат. 1961.— 423 с.
10. Ивочкин И. И., Мылъшев Б. Д. Сварка под флюсом с дополнительной
присадкой.— М.: Стройиздат. 1981.— 175 с.
Глава 5
1. Башенке В. В. Электронно-лучевые установки.— Л.: Машиностроение,
1972.— 168 с.
2. Оборудование для электронно-лучевой сварки/А. И. Чвертко, О. К. На-
заренко, А. И. Некрасов, и др.— Киев: Наукова думка, 1973.— 408 с.
3. Электронно-лучевая сварка/О. К. Назаренко, А. А. Кайдалов, С. Н. Ков-
басенко и др./Под ред. Б. Е. Патона.— Киев: Наукова думка, 1987.—
256 с.
4. Шиллер 3., Гайзиг У, Панцер 3. Электронно-лучевая технология/Пер.
с нем.— М.: Энергия. 1980.— 528 с.
5. Рыкалин Н. Н., Зуев И. В., Углов А. А. Основы электронно-лучевой
обработки материалов.— М.: Машиностроение, 1978.— 239 с.
6. Лазерная и электронно-лучевая обработка материалов. Справочник/
Н. И. Рыкалин, А. А. Углов, И. В. Зуев, А. Н. Кокора.— М.: Машино-
строение, 1985.— 496 с.
7. Зуев И. В., Селищев С. В., Скабелкин В. И. Автоколебания при воздей-
ствии концентрированных источников энергии на вещество//Физика и
химия обработки материалов. 1980. № 6. С. 3—7.
8. Рыкалин Н. Н., Углов А. А., Зуев И. В., Селищев С. В и др. Автоко-
лебательные процессы при тепловом воздействии концентрированного
потока энергии на металлы//ЖЭТФ. Т. 85. 1983. № 12. С. 1953—1961.
9. Углов А. А., Селищев С. В. Автоколебательные процессы при воздействии
концентрированных потоков энергии.— М.: Наука, 1987.— 150 с.
10. Акопьянц К. С., Емченко-Рыбко А. В.' Контроль глубины проплавления
и фокусировки электронного пучка по частоте пульсации ионного тока
при сварке//Автоматическая сварка. 1981. № 9. С. 28—32 !
11. Зуев И. В., Буруис Дж. Тепловая эффективность процесса электронно-
лучевой сварки//Сб. научн. трудов, № 137.— М.: Изд. МЭИ. 1987. С. 5—
8.
12. Псарев Ю. И., Каплан А. А., Герасименко А. В. и др. Исследование тех-
нологических возможностей энергоблока У905М//Материалы VIII Все-
союзной конференции по электронно-лучевой сварке.— М.: Изд. МЭИ.
1983. С. 181—186.
13. Башенко В. В Электронно-лучевые установки. Л.: Машиностроение,
1972 — 168 с.
14. Рыкалин Н. Н„ Зуев И. В., Углов А. А. Основы электронно-лучевой
обработки материалов. М.: Машиностроение, 1978.— 239 с.
15. Шиллер 3., Гайзиг У., Панцер 3. Электронно-лучевая технология. Пер.
с нем. М.: Энергия, 1980.— 528 с.
16. Оборудование для электронно-лучевой сварки/А. И. Чвертко, О. К. На-
заренко, А. М. Святский и др.—Киев: Наукова думка, 1973.— 408 с.
Глава 6
1. Лазерная техника и технология. В 7-и кн. Кн. 5, Лазерная сварка ме-
таллов: Учебное пособие для вузов/А. Г. Григорьянц, И. Н. Шиганов/
Под ред. А. Г. Григорьянца.— М.: Высшая школа, 1988.— 207 с.
2. Лазерная техника и технология.— В 7-и кн. Кн. 2. Инженерные основы
создания технологических лазеров: Учебное пособие для вузов/В. С. Го-
лубев, Ф. В. ЛебедевДХор ред. А. Г. Григорьянца.— М.: Высшая школа,
1988 — 176 с.
565
3. Лазерная и электронно-лучевая обработка материалов///. Н. Рыкалин,
А. А. Углов, И. В. Зуев, А. И. Кокора-—М.: Машиностроение. 1985.—
496 с.
Глава 8
1. Электрошлаковая сварка и наплавка/Под ред.. Б. Е. Патона, М.: Маши-
ностроение, 1980.— 511 с.
2. Патон Б. Е., Лебедев В. К. Электрооборудование для дуговой и шлако-
вой сварки. М.: Машиностроение. 1966. 359 с.
3. Электрошлаковая сварка/Под. ред. Б. Е. Патона. М.: Машгиз, 1959, 279 с.
4. Меликов В В. Многоэлектродная наплавка. М.: Машиностроение, 1988.
144 с.
5. Волошкевич Г. 3., Сущук-Слюсаренко И. И., Лычко И. И., Хрундже В. М.
Некоторые пути совершенствования электрошлаковой сварки/Автоматиче-
ская сварка. 1972. № 12. С. 5—9.
6. Сущук-Слюсаренко И. И., Лычко И. И., Семенов В. М. Основные и сва-
рочные материалы для электрошлаковой сварки. Киев.: Наукова думка.
1981. 181 с.
7. Сущук-Слюсаренко И. И., Лычко И. И. Техника выполнения электрошла-
ковой сварки. Киев: Наукова думка, 1974. 95 с.
8. Ивочкин И. И„ Соседов А. Ф. Об эффективности применения порошкооб-
разного присадочного металла при электрошлаковой сварке//Сварочное
производство. 1969. № 11. С. 12—14.
Глава 9
1. Антонов И. А. Газопламенная обработка металлов.— М.: Машинострое-
ние, 1976.— 264 с.
2. Глизманенко Д. Л., Евсеев Г. Б. Газовая сварка и резка металлов. М.:
Машгиз. 1954. 532 с.
Глава 10
1. Диффузионная сварка материалов: Справочник/Под ред. Н. Ф. Каза-
кова.— М.: Машиностроение, 1981.— 271 с.
2. Сварка в СССР. Т. 1: Справочник.— М.: Наука, 1981.— 534 с.
3. Сварочное производство в СССР в 1980 г. (статистическая сводка)//Авто-
матическая сварка. 1981. № 11. С. 78.
4. Каракозов Э. С.. ТерновскиЦ А. П. Сварка давлением. Диффузионная
сварка. В кн.: Итоги науки и техники. Сварка, т. 16.— М.: ВИНИТИ,
1984. С. 47—146.
5. ТерновскиЦ А. П. Диффузионная сварка по схеме принудительного де-
формирования (аналитический обзор)//Сварочное производство. 1988. №9.
С. 1—4.
6. Зверев А. Д„ Курович А. Н., Лумер Я. Л. и др. Газостаты конструкции
ВНИИметмаша — Коломенского СПО//Кузнечно-штамповочное производ-
ство. 1983'. № 5. С. 6—9.
7. Конюшков Г. В., Копылов Ю. Н. Диффузионная сварка в электронике.—
М.: Энергия, 1974.— 168 с.
8. Бачин В. А. Диффузионная сварка стекла и керамики с металлами.—
М.: Машиностроение, 1986.— 184 с.
Глава 11
1. Красулин Ю. Л., Назаров Г. В. Микросварка давлением — М.: Металлур-
гия, 1976.— 160 с.
2. Сварка в машиностроении: Справочник в 4-х т./Под ред. Н. А. Ольшан-
ского.— М.: Машиностроение, 1978. Т. 1.— 504 с.
3. Назаров Г. В., Гревцев Н. В. Сварка и пайка в микроэлектронике.—
М.: Советское радио, 1969.— 192 с.
4. Каракозов Э. С. Сварка металлов давлением.— М.: Машиностроение,
1986,— 280 с.
5. Ковшиков Е. К.. Маслов Г. А. Микросварка давлением. М.: Машиност-
роение, 1976.— 83 с.
6. Бер А. Ю., Минскер Ф. Е. Сборка полупроводниковых приборов и ин-
тегральных микросхем: Учебник для ПТУ.— 3-е изд., перераб. и доп.—
М.: Высшая школа, 1986.— 279 с
7. Бер А. Ю„ Минскер Ф. Е. Сборка полупроводниковых приборов и ин-
тегральных микросхем: Учебное пособие для ПТУ.— М.: Высшая школа,
1977,— 272 с.
8. Мазур А. И.. Алехин В. П., Шоршоров М. X. Процессы сварки и пайки
в производстве полупроводниковых приборов.— М.: Радио и связь,
1981.—224 с.
9. Красулин Ю. Л. Взаимодействие металла с полупроводником в твердой
фазе.— М.: Наука, 1971.— 119 с.
10. О роли термической активации в процессе образования соединения
в твердой фазе/М. X. Шоршоров, В. П. Алехин, А. И. Мазур, В А. Ко-
лесниченко, Б. А. Молчанов //Тезисы докладов: XVII Московская итого-
вая конференция сварщиков.— М.: Машиностроение, 1974.— С. 16—18.
11. Лариков Л. Н„ Рябов В. Р., Фальченко В. М. Диффузионные процессы
в твердой фазе при сварке.— М.: Машиностроение, 1975.— 192 с.
12. Интегральные схемы. Основы проектирования и технологии: Пер.
с англ.— М.: Советское радио, 1970.— 588 с.
13. Оборудование для контроля технологических параметров ИС: (ИП-6)
(Обзор зарубежной информации).— М.: 1972.— 48 с.
14. Сварка в машиностроении: Справочник. В 4-х т./Под ред. Ю. Н. Зо-
рина— М.: Машиностроение 1979. Т. 4.— 469 с.
15. Атауш В. Е„ Рудзит Р. Б., Барабанщикова Л. А. Автоматический конт-
роль качества соединения алюминиевого вывода с кремниевым кристал-
лом силового тиристора//Автома,гическая сварка. 1980. № 11. С. 63—66.
Глава 12
1. Баранов И. Б. Холодная сварка пластичных металлов.— Л.: Машино-
строение, 1969.— 208 с.
2. Стройная И. М. Холодная сварка металлов.— Л.: Машиностроение.
1985.—224 с.
3. Гуревич С. М. Справочник по сварке цветных металлов.— Киев: Наукова
думка. 1981.— 607 с.
4. Gumm Р. Kaltpressschweissen in Ziehvorgangen//Maschinenmarkt. 1970.
Bd. 76. № 14 S. 257—261.
5. Каракозов Э. С., Сапрыгин В. Д. Холодная сварка труб — М.: Метал-
лургия, 1987.— 175 с.
6. Гельман А. С. Основы сварки давлением.— М.: Машиностроение, 1970.—
312 с.
7. Сахацкий Г. П. Технология сварки металлов в холодном состоянии.—
Киев: Наукова думка, 1979.— 293 с.
8. Сварка, пайка, склейка и резка металлов и пластмасс: Справочник/Под
ред. А. Ноймана и Е. Рихтера — М.: Металлургия, 1985.— 480 с.
Глава 13
1. Сварка в СССР. Т. 1. Развитие сварочной техники и науки о сварке.
Технологические процессы, сварочные материалы и оборудование.— М.:
Наука, 1981.— 534 с.
567
2. Сварка в машиностроении: Справочник в 4-х т./Под ред. И. А. Ольшан-
ского.— М.: Машиностроение, 1978 — Т. 1. 1978.— 504 с.
3. Руге Ю. Техника сварки: Справ, изд. В 2-х ч./Пер с нем.— М.: Метал-
лургия, Машиностроение. 1984.— 552 с., ил.
4. Холопов Ю. В. Оборудование для ультразвуковой сварки.— Л.: Энерго-
атомиздат, 1985.— 167 с.
5. Холопов Ю. В. Ультразвуковая сварка пластмасс и металлов.— Л.: Ма-
шиностроение, Ленингр. отделение. 1988.— 224 с.
6. Ультразвуковая микросварка/А А. Гранее. А. П. Кожевников, В. А. Ле-
бига, А. А. Россошинский.— М.: Энергия, 1977.— 184 с.
7. Справочник по сварке, пайке, склейке и резке металлов и пластмасс:
Пер. с нем./Под ред. А. Ноймана, Е. Рихтера — М.: Металлургия, 1980.—
464 с.
8. Мазур А. И., Алехин В. П., Шоршоров М. X. Процессы сварки и пайки
в производстве полупроводниковых приборов.— М.: Радио и связь,
1981,—224 с.
9. Красулин Ю. Л., Назаров Г. В. Микросварка давлением/Под ред.
Э. С. Каракозова.— М.: Металлургия, 1976.— 160 с.
10. Wodara J., Eckhardt S. Eignung von Metallen und Metallkombination fflr
das UltraschallschweiBen//Schwei&technik. 27 (1978). S. 313—315.
11. Рыдзевский А. П., Беляков А. И., Онегин E. E. Ультразвуковая сварка
в микроэлектронике: Обзоры по электронной технике//Сер. Технология,,
организация производства и оборудование. 1974. Вып. 7 (234) — С. 65.
12. Станок полуавтоматический для монтажа сваркой МС-41ПЗ-3//Электрон-
ная промышленность. 1972. № 2. С. 98—99.
13. Установка для ультразвуковой сварки с импульсным косвенным нагре-
вом элементов микросхем/А П. Кожевников, И. Е. Вронский, А. С. Лы-
сенко и др.//Обмен опытом в электронной промышленности. 1968. № 3.
С. 68—72.
14. Назаров Г. В., Гревцев Н. В. Сварка и пайка в микроэлектронике.—
М.: Советское радио. 1969.— 192 с.
Глава 14
1. Примеры практического применения сварки трением//Киндзоку дзайрё.
1976. Т. 16. № 7. С. 27—53.
2. Билль В. И. Сварка металлов трением.— Л.: Машиностроение. 1975.—
175 с.
3. Сварка трением: Справочник/Под ред. В. К. Лебедева, И. А. Черненко,
В. И Билля.— Л.: Машиностроение. 1987.— 236 с.
4. Воинов В. П., Ведерников Н. М., Вавилов А. Ф., Тягельский Б. А. Сварка
трением в автомобилестроении. Челябинск: Челябинский рабочий. 1982.—
105 с.
5. Каракозов Э. С., Мустафаев Р. И. Сварка трением. Итоги науки и тех-
ники—М.: ВИНИТИ АН СССР, 1988. Т. 19,—С. 87—166.
6. Каракозов Э. С. Сварка металлов давлением.— М.: Машиностроение,.
1986.— 280 с.
7. Hasui Atsushi. Сварка трением./Д1. Jap. Soc. Lubr. Eng. 1983. V. 28. № 8.
P. 589—592.
8. Томпсон Д. Сварка трением//Британская промышленность и техника.
1985. Т. 60. № 1. С. 35—36.
Глава 15
1. Голованенко С. А. Сварка прокаткой биметаллов.—М.. Металлургия.
1977,— 160 с.
2. Каракозов Э. С. Сварка металлов давлением — М.: Машиностроение.
1986,— 280 с.
568
Глава 16
1 Дерибас А. А. Физика упрочнения и сварки взрывом.— Новосибирск:
Наука. 1980 — 220 с.
2. Кудинов В. М„ Коротеев А. Я. Сварка взрывом в металлургии.— М.:
Металлургия. 1978— 168 с.
3. Седых В. С., Казак И. Н. Сварка взрывом и свойства сварных соедине-
ний.—М.: Машиностроение, 1971.— 71 с.
4. Седых В С. Сварка взрывом как разновидность процесса соединения
металлов в твердой фазе//Сварка взрывом и свойства сварных соеди-
нений: Труды ВолгПИ. Вып. 1.— Волгоград: ВолгПИ, 1974.— С. 3—24.
5. Седых В. С. Классификация, оценка и связь основных параметров сварки
взрывом//Сварка взрывом и свойства сварных соединений: Труды Волг-
ПИ — Волгоград: ВолгПИ, 1985.— С. 3—30.
6. Деформация металлов взрывом/Д. В. Крупин, В. Я. Соловьев, Н.И.Шеф-
тель, А. Г. Кобелев.— М.: Металлургия, 1975.— 416 с.
7. Карпентер С. Сварка металлов взрывом.— Минск: Беларусь, 1974.— 42 с.
8. Особенности образования дефектов при сварке взрывом малопластичных
сталей/Л. Б. Первухин, В. Г. Пинаев, Е. Б. Первухин, А. Н. Золотарев//
Высокоэнергетическое воздействие на материалы: Труды IX Междуна-
родной конф.— Новосибирск, 1986.— С. 295—299.
9. Конон Ю. А., Первухин Л. Б., Чудновский А. Д. Сварка взрывом.—
М.: Машиностроение, 1987.— 216 с.
10. Кинеловский С. Д. О неодномерном метании и соударении пластин//Ис-
пользование энергии взрыва для производства металлических материалов
с новыми свойствами. Материалы VI Междунар. симп.— Готвальдов,
1985 —С. 101—108.
11. Единые правила безопасности при взрывных работах.— М.: Недра,
1976 — 280 с.
12. Коррозионностойкий биметалл для сельхозмашиностроения//О. А. Конон,
В. Н. Федоров, Л. Б. Первухин, А. А. Быков — М.: Машиностроение,
1984,— 112 с.
13. Плакирование стали взрывом/Д. С. Гельман, А. Д. Чудновский, Б. Д. Це-
махович, И. Л. Харина.— М.: Машиностроение, 1978.— 190 с.
14. Дерибас А. А., Ставер А. М. Пятая Международная конференция по
обработке металлов высокой энергией//Физика горения и взрыва. 1976.
№ 2. С. 310—316.
15. Богровская Я-, Фручек М„ Корзун М. Некоторые проблемы, связанные
с уменьшением эффекта взрыва//Использование энергии взрыва для про-
изводства металлических материалов с новыми свойствами. Материалы
III Международ, симпоз.— Марианские Лазни: 1976.— С. 515—522.
16. Демчук А. Ф. Принципы определения прочностных характеристик взрыв-
ных камер//Обработка металлов взрывом. Материал II Международ,
симпоз.— Прага, 1974. Т. 2.— С. 403—411.
17. Fugen und Fonnen durch Sprengen Luft H//VDJ — Nachrichten.— 1983.
№ 41—58.
18. Экспериментальное исследование и анализ колебаний тонкостенной обо-
лочки при импульсном нагружении/В. Д. Мальцев, Ю. А. Конон,
В. В. Аашцев, В. М. Корнев//Физика горения и взрыва. 1984. № 2.
С. 97г-102.
19. Оценка максимальных напряжений в тонкостенных сферических оболо-
чечных конструкциях при воздействии короткого импульса давления/
В. А. Мальцев, Г. В. Степанов, Ю. А. Конон, Л. Б. Первухин//Проб-
лемы прочности. 1985. № 12. С. 100—109,
20. Мальцев В. А., Конон Ю. А., Степанов Г. В. Влияние масштаба на
уровень напряжений в сферических оболочечных конструкциях при под-
рыве центрально расположенных сосредоточенных зарядов ВВ// Проб-
лемы прочности. 1987. № 5. С. 103—107.
569
Глава 17
1. Дудин А. А. Магнитно-импульсная сварка металлов. М.: Металлургия,
1979 — 128 с.
2. Справочник по магнитно-импульсной обработке металлов/И. В. Белый,
С. М. Фертик, Л. Т. Хименко — Харьков: Вища школа. 1977.— 168 с.
3. Каракозов Э. С. Соединение металлов в твердой фазе: М.: Металлургия,
1976 — 263 с.
4. Оносовский Е. В., Чудаков В. А., Соколов В. И., Сапрыгин В. Д. Маг-
нитно-импульсная сварка тонкостенных алюминиево-стальных переходни-
ков//Химическое и нефтяное машиностроение. 1984. № 11. С. 25—26.
5. Стройман И. М. Холодная сварка металлов.— Л.: Машиностроение.
1985 — 224 с.
6. Технология и оборудование контактной сварки/Б. Д. Орлов, Ю. В. Дмит-
риев, А. А. Чакалев и др.— М.: Машиностроение. 1975.— 535 с.
Глава 20
1. Итоги науки и техники. Серия «Сварка». Т. 15 — М.: ВИНИТИ. АН
СССР. 1983.
2. Технология и оборудование контактной сварки/Б. Д. Орлов, А. А. Ча-
калев, Ю. В. Дмитриев и др.— М.: Машиностроение. 1986.— 352 с.
3. Контроль точечной и роликовой электросваркн/Б. Д. Орлов, П. Л. Чулош-
ников. Верденский и др.— М.: Машиностроение. 1973.— 304 с.
4 Гуляев А. И. Технология и оборудование контактной сварки.— М.: Ма-
шиностроение. 1985.— 256 с.
5. Сергеев Н. Н. Справочник молодого сварщика на контактных машинах.—
М.: Высшая школа. 1984.— 159 с.
6. Н. С. Кабанов. Сварка на контактных машинах.— М.: Высшая школа.
1985,—271 с.
7. Устройство и эксплуатация контактных машин/Г лебое Л. В., Филип-
пов Ю. И., Чулошников П. Л.— Л.: Энергоатомиздат. 1987.— 312 с.
8. Моравский В. Э., Ворона Д. С. Технология и оборудование для точечной
конденсаторной микросварки — М.: Машиностроение. 1985.— 215 с.
9. Соколов Н. П. Сварочное оборудование, изготовляемое предприятиями
Министерства электротехнической промышленности. Часть 3//Сварочное
производство. № 6. 1988. С. 21—24.
Глава 23
1. Лашко Н. Ф., Лашко С. В. Контактные металлургические процессы при
пайке.— М.: Металлургия. 1977.— 192 с.
2. Долгов Ю. С., Сидохин Ю. Ф. Вопросы формирования паяного шва.—
М.: Машиностроение. 1973.— 136 с.
3. Справочник по пайке/Под ред. И. Е. Петрунина — 2-е изд., перераб. и
доп.—М.: Машиностроение. 1984.— 400 с.
4. В. Е. Хряпин. Справочник паяльщика — 5-е изд., перераб. и доп.— М.:
Машиностроение. 1981.— 348 с.
5. Справочник по сварке, пайке, склейке и резке металлов, пластмасс: Пер.
с нем./Под ред. А. Ноймана, Е. Рихтера.— М.: Металлургия. 1980.—
464 с.
6. Гржимальский П. Л„ Ильевский И. И. Технология и оборудование
пайки.— М.. Машиностроение. 1979.— 240 с.
7. Фетисов Г. П. Сварка и пайка в авиационной промышленности.— М.:
Машиностроение. 1983.— 216 с.
8. Преснов В. А., Любимов М. Л., Строганова В. В. Керамика и ее спаи
с металлом в технике.— М.: Атомиздат. 1969.— 232 с.
570
9. Справочник по пайке/Под ред. С. Н. Лоцманова, И. Е Петрунина,
В. П. Фролова — М.: Машиностроение. 1975.— 467 с.
10. Проектирование технологии панки металлических изделий: Справочник/
С. В. Лашко, Н. Ф. Лашко, И. Г. Нагапетян и др.— М.: Металлургия.
1983.—280 с.
Глава 24
1. Аппен А. <4. Температуроустойчивые неорганические покрытия. Л.: Хи-
мия. 1976.— 296 с.
2. Газотермические покрытия из порошковых материалов/Ю. С. Борисов,
Ю. А. Харламов, С. Л. Сидоренко, Е. Н. Ардатовская.— Киев: Наукова
думка, 1987.— 544 с.
3. Борисов Ю. С., Борисова А. Л. Плазменные порошковые покрытия —
Киев: Техника. 1986.— 223 с.
4. Зверев А. И., Шаривкер С. Ю., Астахов Е. А. Детонационное напыление
покрытий.— Л.: Судостроение. 1979.— 232 с.
5. Бартенев С. С., Федько Ю. П., Григорьев А. И. Детонационные покры-
тия в машиностроении.— Л.: Машиностроение. 1982.— 216 с.
6. Мовчан Б. А., Малашенко И. С. Жаростойкие покрытия, осаждаемые
в вакууме.— Киев: Наукова думка. 1983.— 232 с.
7. Жаропрочность литейных никелевых сплавов и зашита их от окисления/
Под ред. акад. Б. Е. Патона. Киев: Наукова думка 1987. 252 с.
8. Власов В. М. Работоспособность упрочненных трущихся поверхностей.—
М.: Машиностроение. 1987.— 304 с.
9. Кудинов В. В., Иванов В. М. Нанесение плазмой тугоплавких покры-
тий.— М.: Машиностроение. 1981.— 292 с.
10. Тушинский Л. И., Плохое А. В. Исследование структуры и физико-ме-
ханических свойств покрытий.— Новосибирск: Наука. 1986.— 200 с.
Глава 25
1. Фрумин И. И. Автоматическая электродуговая наплавка.— Харьков-
Металлургиздат, 1961.— 421 с.
2. Гладкий П. В., Переплетчиков Е. Ф., Рабинович В. И. Плазменная
наплавка в энергетическом арматуростроении.— М.: НИИинформтяжмаш.
1970.-37 с.
3. Индукционная наплавка твердых сплавов/В. Н. Ткачев, Б. М. Фиштейн,
Н. В. Казинцев, Д. А. Алдыров.— М.: Машиностроение. 1970.—183 с.
4. Григорьянц А. Г., Сафонов А. Н. Методы поверхностной лазерной обра-
ботки.— М.: Высшая школа. 1987.— 191 с.
5. Дудко Д. А., Максимович Б. И., Нетеса И. В. и др. Упрочнение компо-
зиционным сплавом деталей загрузочного устройства доменной печи объ-
емом 5000 м’//Сварочное производство. 1976. № 2. С. 10—12.
6. Клименко Ю. В. Электроконтактная наплавка.— М.: Металлургия. 1978.—
125 с.
7. Голованенко С. А. Сварка прокаткой биметаллов — М.: Металлургия.
1977,— 158 с.
8. Гельман Л. С., Чудновский А. Д„ Цемахович Б. Д., Харина И. Л. Пла-
кирование стали взрывом.— М.: Машиностроение. 1978.— 191 с.
9. Справочник по сварке. Т. 4.— М.: Машиностроение. 1971.— С. 229—282.
571
10. Хасуй А., Моригаки О. Наплавка и напыление.— М.: Машиностроение.
1985 — 239 с.
11. Шехтер С. Я„ Шварцер А. Я. Наплавка деталей металлургического обо-
рудования: Справочник —М.: Металлургия. 1981.— 160 с.
12. Наплавочные материалы стран—членов СЭВ. Каталог/Под ред. И. И. Фру-
мина и В. Б Еремеева,— Киев — Москва: ВИНИТИ. 1979. 619 с.
13. Чвертко А. И., Тимченко В. А. Унифицированное оборудование для ав-
томатической и механизированной дуговой сварки и наплавки.— Киев:
Наукова думка. 1987.— 192 с.
14. Оборудование для дуговой сварки: Справочное пособие/Под ред.
В. В. Смирнова.— Л.: Энергоатомиздат. Ленинградское отделение, 1986.—
656 с.
15. Сварочное оборудование: Каталог-справочник/Под ред. А. И. Чвертко.—
Киев: Наукова думка. 1968—1985. Т. 1—7.
Глава 26
1. Спектор О. Ш., Сухинин Г. К. Кислородная резка высокопрочных ста-
лей.— М.: ЦИНТИхимнефтемаш. 1980. С. 64.
2. Антонов И. А. Газопламенная обработка металлов.—М.: Машиностроение.
1976.—С. 264.
3. Сухинин Г. К. Резка металлов большой толщины.— М.: Машинострое-
ние. 1983. С. 38.
Глава 27
1. Васильев К. В. Плазменно-дуговая резка.— М.: Машиностроение. 1974.—
2. Васильев К. В. Воздушно-плазменная резка. М.: Машиностроение. 1976.—
3. Головченко В, С., Доброленский В. П., Мисюров И. П. Тепловая резка
металлов в судостроении.— Л.: Судостроение. 1975.— 272 с.
4. Ширшов И. Г., Котиков В. Н. Плазменная резка.— Л.: Машиностроение.
1987 — 187 с.
Глава 28
1. Реди Д. Промышленные применения лазеров.— М.: Мир, 1981 —637 с.
2. Лазеры в технологии./Под ред. М. Ф. Стельмака — М.: Энергия. 1975.—
216 с.
3. Веденов А. А., Гладуш Г. Г. Физические процессы при лазерной обра-
ботке материалов.— М.: Энергоатомиздат. 1985.— 206 с.
4. Лазерная и электронно-лучевая обработка материалов: Справочник/
И. Н. Рыкалин, А. А. Углов, И. В. Зуев и др.— М.: Машиностроение.
1985,— 496 с.
5. Абильсиитов Г. А„ Голубев В. С. Проблемы и тенденции развития ла-
зерной технологии обработки материалов. Применение лазеров в народ-
ном хозяйстве//Труды всесоюзной конференции. М.: Наука. 1986. С. 3—
23.
6. Тихомиров А. В., Любовицкий В. П„ Хачатрян Г. Л. Машины для ла-
зерной резки листов. Обзорная информация.— М.: ЦИНТИхимнефтемаш.
572
7. Коваленко В. С., Романенко В. В., Олещук Л. М. Малоотходные про-
цессы резки лучом лазера.— Киев: Техника. 1987. 207 с.
8. Дьюли У. Лазерная технология и анализ материалов: Пер. с англ./
Е. А. Верный, В. Н. Сошников.— М_: Мир. 1986.— 502 с.
9. Григорьянц А. Г., Соколов А. А. Лазерная резка металлов. Серия «Ла-
зерная техника и технология». Кн. 7.— М.: Высшая школа. 1988.
127 с.
10. Григорьянц А. Г.. Соколов А. А. Лазерная обработка неметаллических
материалов. Серия «Лазерная техника и технология». Кн. 4.— М.: Выс-
шая школа. 1988.— 191 с.
Глава 29
1. Волков С. С., Черняк Б. В. Сварка пластических масс: Учебное пособие.—
М.: Химия. 1987.— 168 с.
2. Зайцев К- И., Мацюк Л. И. Сварка пластмасс.— М.: Машиностроение.
1978,—224 с.
3. Комаров Г. В. Сварка пластмасс//Итоги науки и техники: Сер: Сварка.—
М.: ВЦ НИТИ,— 1985,— 88 с.
4. Сварка полимерных материалов: Справочник/К. И. Зайцев, Л. Н. Мацюк,
А. В. Богдашевский и др.— М.: Машиностроение. 1988. 312 с.
СПРАВОЧНОЕ ИЗДАНИЕ
СВАРКА И СВАРИВАЕМЫЕ МАТЕРИАЛЫ
Т.П
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
Справочник в 3-х томах
под общей редакцией В.Н. Волченко
Титульные редакторы: Владимир Никитович ВОЛЧЕНКО, Виктор Модестович Ямпольский
Авторы: Игорь Александрович АНТОНОВ, Виктор Евдокимович АТАУШ, Юрий Сергеевич
БОРИСОВ Кирилл Васильевич ВАСИЛЬЕВ, Станислав Степанович ВОЛКОВ Владимир
Илларионович ГАЛИНИЧ, Александр Францевич ГАРБУ ЛЬ, Петр Васильевич ГЛАДКИЙ,
Александр Григорьевич ГРИГОРЬЯНЦ, Александр Петрович ЖУДРА, Михаил Исаакович
ЗАКС, Игорь Васильевич ЗУЕВ, Георгий Антонович ИВАЩЕНКО, Валентин Михайлович
ИЛЮЩЕНКО Виктор Николаевич КИСИЛЕЦ Юрий Алексеевич КОНОН, Рашид Абдулхак-
тович ЛАТЫПОВ, Евгений Георгиевич ЛИВШИЦ Иван Иванович ЛЫЧКО, Сергей Семенович
МИЛИЧЕНКО, Борис Алексеевич МОЛЧАНОВ, Рафаил Измайлович МУСТАФАЕВ, Вячеслав
Михайлович НЕРОВНЫЙ, Владимир Егорович ОЩЕПКОЦ Виталий Абрамович ПЕЙСАХО-
ВИЧ, Аркадий Григорьевич ПОТАПЬЕВСКИЙ, Вера Георгиевна РЫВКИНА, Зинаида Алек-
сеевна РЫСЬКОВА, Игорь Александрович РЯБЦЕВ, Валентин Дмитриевич САПРЫГИН,
Владимир Валерианович СМИРНОВ Иосиф Маркович СТРОЙМАН, Геннадий Константино-
вич СУХИНИН, Игорь Иванович СУЩУК-СЛЮСАРЕНКЦ Александр Петрович ТЕРНОВ-
СКИЙ, Анатолий Васильевич ТИХОМИРОВ, Евгений Афанасьевич ХЛУДОВ, Вячеслав Ива-
нович ХУДЯКОВ, Алексей Андреевич ЧАКАЛЕВ, Леонид Андреевич ШТЕРНИН
Редактор Л.А. Левченкова
Художественный редактор А.А. Якубенко
Технический редактор Н.А. Сперанская
Корректор Ю.И. Королева
ЛР № 020523 от 23.04.94
Сдано в набор 24.12.92. Подписано в печать 14.03.96. Формат 60x88 1/16.
Бумага офсетная. Печать офсетная. П?чл. 36. Усл.печл. 35.28. Уч.-издл. 40,15.
Тираж. 1000 экз. Заказ № 1063 Изд. № 101.
Издательство МГТУ им. Н.Э. Баумана.
107005, Москва, 2-я Бауманская, 5.
д НАУЧНО-УЧЕБНЫЙ ЦЕНТР
rv "СВАРКА и КОНТРОЛЬ"
при МГТУ им. Н.Э. Баумана
Это - одна из ведущих организаций России в области
сварочного производства и неразрушающего контроля качества.
Центр проводит весь цикл работ, включая разработку и
изготовление аппаратуры, составление нормативных доку-
ментов, подготовку и аттестацию специалистов, помощь при
внедрении, сервисное обслуживание, проведение производ-
ственных работ по сварке и неразрушающему контролю.
Центр предлагает к реализации:
- систему компьютерного анализа свариваемости и тех-
нологии сварки конструкционных сталей:
- аппаратно-программный комплекс для прогнозирова-
ния качества сварки и управления формированием шва',
- автоматизированные ультразвуковые установки для
контроля качества сварных швов и основного металла',
- малогабаритный ручной ультразвуковой дефектоскоп-
томограф, обеспечивающий визуализацию результатов кон-
троля;
- акустико-эмиссионные установки для диагностики из-
делий ответственного назначения;
- пьезоэлектрические преобразователи для ультразвуко-
вого контроля;
- спектрально-акустическую систему для определения
напряженного состояния объектов;
- рентгеновские аппараты-моноблоки для контроля каче-
ства металлических изделий.
Наши разработки и услуги нашли широкое применение е
стране и за рубежом. Мы всегда готовы помочь Вам в реше-
нии Ваших задач, гарантируем высокое качество работ, пре-
дельно сжатые сроки их выполнения и умеренные цены.
Наш адрес: 107005. Москва. 2-я Бауманская 5.
8 (095) 263-67-89. 263-65-31. 267-34-56
Факс: (095) 261-42-57