/


























































































































































Author: Атрощенко В.И.
Tags: производство газов неорганическая химия химическая технология
Year: 1978




Text
В. И. АТРОЩЕНКО,
В. И. КОНВИСАР,
И. И- ГЕЛЬПЕРИН,
А. П. ЗАСОРИН,
А. Я. КРАЙНЯЯ,
А. Г. ЛЕЙБУШ,
В. Е. ЛЕОНОВ,
А. Я. ЛОБОЙКО,
А. Р. ЯСТРЕБЕНЕЦКИЙ,
Л. В. КОНВИСАР
Под общей редакцией
академика АН УССР
В. И. АТРОЩЕНКО
№7
МЕТОДЫ РАСЧЕТОВ
ПО ТЕХНОЛОГИИ
СВЯЗАННОГО АЗОТА
ИЗДАНИЕ ВТОРОЕ,
ДОПОЛНЕННОЕ И ПЕРЕРАБОТАННОЕ
Допущено Министерством
высшего и среднего
специального образования УССР
в качестве учебного пособия
для студентов химико-технологических
институтов и факультетов
Киев
Головное издательство
издательского объединения
«Вища школа»
1 978
(.117
М !>4
УДК 661.938(07)
Методы расчетов по технологии связанного азота.
2-е изд. Киев, издательское объединение «Вища школа»,
1978, 312 с.
В учебном пособии изложены методы расчетов по полу-
чению водорода и синтез-газа методом каталитической
конверсии углеводородных газов.
Описаны способы расчетов получения азота, кислорода
и азотоводородной смеси методом глубокого охлажде-
ния. Приведены расчеты установок для синтеза аммиа-
ка и метанола, для производства азотной кислоты
средней концентрации и концентрированной кислоты
непосредственно из оксидов азота. Выполнен расчет
денитратора нитрозы с целью получения концентриро-
ванных оксидов азота и рассмотрен расчет установки
для производства синтетического карбамида и др.
Предназначено для студентов химико-технологических
вузов и факультетов, специализирующихся в области
технологии неорганических веществ. Может быть полез-
но инженерно-техническим работникам химической и
других отраслей промышленности, связанных с произ-
водством и применением аммиака, азотной кислоты,
метанола, карбамида и другой продукции азотных за-
водов.
Табл. 44. Ил. 69. Список лит.: 35 назв.
Коллектив авторов: В. И. Атрощенко, акад. АН УССР;
В. И. Конвисар, докт. техн, наук; И. И. Гельперин, капд.
техн, наук; А. П. Засорин, докт. техн, наук; А. Я. Край-
няя, канд. техн, наук; А. Г. Лейбуш, канд. техн, паук;
В. Е. Леонов, канд. техн, наук; А. Я- Лобойко, капд.
техн, паук; А. Р. Ястребенецкий, канд. техн, паук;
Л. В. Копвисар, канд. техп. наук.
Редакция литературы по химии, химической технологии,
горному делу и металлургии
Зав. редакцией Т. С Антоненко
20502—200
М ------------
М211(04)—7.8
БЗ—5—10—78
(С) llei.iiv.in.cKoe объединение
Buiii.i школа». 1978.
ПРЕДИСЛОВИЕ
5
I Гользуясь данным пособием, как основой по методике техноло-
|нческих расчетов, студенты могут выполнять курсовые и диплом-
1П.Н' проекты, а также проводить анализ основных факторов ре-
жима, влияющих на технико-экономические показатели процесса.
I • м самым студенты могут определить или обосновать оптималь-
ные условия проведения основных химико-технологических процес-
ч>п проектируемого цеха или завода.
Используя предложенные кинетические закономерности химико-
пэнологических процессов, студенты могут проявить свои твор-
HI кие способности при решении сложных вопросов оптимизации
производства химических продуктов.
(’.о времени первого издания книги (1966 г.) в технологии
। ня (.итого азота произошли крупные сдвиги, появилось много
новых научно-исследовательских работ, предложены новые ме-
|о|ы расчета процессов и аппаратов, использование которых
hoi 1ужило делу дальнейшего улучшения подготовки инженеров
нмпнов-технологов и механиков по оборудованию химических
рои(НОДСТВ.
Ila XXV съезде КПСС были поставлены новые задачи по повы-
пню эффективности производства и качества продукции.
При изложении методов расчета в пособии приводятся новые
г 1Н1И НПЯ и формулы, с помощью которых можно определить ско-
। hi химических реакций. Одновременно приводятся справочные
IHIII.IC в виде диаграмм и таблиц.
Представленные номограммы позволяют ускорить расчеты и
р'чкрку результатов при использовании в проектной работе раз-
1ПИ.1Х уравнений. Все это позволяет вести проектирование, поль-
|| I. приведенными данными и сравнительно небольшим количе-
iiM дополнительной справочной литературы.
Н попом, переработанном издании учебного пособия «Методы
Г । ши по технологии связанного азота» учтены пожелания вузов
н иро< мних организаций по улучшению содержания книги с уче-
• о новых направлений в технологии азотной промышленности.
Г 11 11'111.1, в которых описаны устаревшие производства, заме-
||'и.... Введены новые методы расчетов.
5 ПРЕДИСЛОВИЕ
Введение и главы VIII, IX написал В. И. Атрощенко; главы III,
V—И. И. Гельперин; главу XI — А. П. Засорин; главу VI —
В. И. Конвисар и Л. В. Конвисар; главу X— А. Я. Крайняя;
главу I — А. Г. Лейбуш; главу VII — В. Е. Леонов; главу II —
А. Я. Лобойко; главу IV — А. Р. Ястребенецкий.
Авторы будут благодарны читателям за замечания и предло-
жения по дальнейшему улучшению содержания учебного пособия,
которые следует направлять по адресу: 252054, Киев-54, ул. Гого-
левская, 7, Головное издательство издательского объединения
«Вища школа».
Авторы
ВВЕДЕНИЕ
7
Основой курсового и дипломного проектирования по техноло-
। ни неорганических веществ является расчет и составление мате-
риальных и тепловых балансов, а также определение размеров
аппаратуры и ее конструирование. В основе этих расчетов лежат
\ равнения химических реакций, термодинамические подсчеты воз-
можных выходов или скорость протекания самих реакций. Наибо-
iee важной частью дипломного проекта является определение на
основе физико-химических расчетов скорости протекания процесса,
размеров аппаратов или производительности проектируемых аппа-
ратов и установок. Выбор оптимальных условий проведения реак-
ции, обеспечивающих наилучшие техноэкономические показатели,
ipi-бует глубоких знаний физической химии, химической техноло-
। пп, процессов и аппаратов и других сопряженных отраслей науки
и правильного использования их при проектных исследованиях.
В пособии невозможно привести все необходимые для вы-
полнения технического проекта завода расчеты, поэтому в нем
Ыны элементарные основы методов расчета, пользуясь которыми
। ик схемой и направлением, можно, видоизменяя и совершенствуя
।ихнологический процесс, выполнить более глубокий по содержа-
нии) проект.
I лавной задачей проектирования является определение и раз-
p. н><)1 ка оптимального технологического режима каждого процесса
и аппарата, а также проектируемой системы в целом (температура
процесса, давление, соотношение компонентов, продолжительность
процесса и др.). Большое значение имеет выбор мощности уста-
новки и каждого аппарата в отдельности, определение количества
ппр.и!.цельно работающих аппаратов. Увеличение мощности агрега-
|оц позволяет значительно снижать удельные капитальные затра-
и.| уменьшать площади застройки, размеры коммуникационных
iiiiniii п затраты рабочей силы. Агрегатная система производства
нмпческоп продукции более экономична, чем система с общей
। >>мм\ппкацией.
Нужно учитывать необходимость иметь в цехе не один агрегат,
<| юdi бы два или несколько во избежание остановки цеха, если
<niii.ip.il даже ненадолго выйдет из строя.
8
ВВЕДЕНИЕ
Мощность каждого агрегата или установки должна быть согла-
сована с общей мощностью завода, с учетом возможных наруше-
ний в подаче сырья, расстройства режима и длительности оста-
новок цеха. При выборе мощности агрегата необходимо учитывать
также возможность изготовления аппаратуры больших размеров
заводами химического машиностроения, транспорта ее и монтажа.
Вопросам выбора безопасных условий ведения технологического
процесса должно уделяться большое внимание.
Не всегда удается осуществить процесс при необходимых дав-
лениях и температуре, вследствие недостаточной прочности и
кислотоустойчивости имеющихся материалов. Так, проведение про-
цесса конверсии метана под давлением осложняется из-за труд-
ности осуществления его при высоких температурах. Имеющиеся
материалы нс выдерживают температурный режим выше 900—
1000°С, а создание противодавления довольно сложно.
На основе методики расчетов можно проектировать различные
варианты систем установок, а также анализировать их эффектив-
ность и целесообразность применения.
Главнейшими показателями технико-экономической эффектив-
ности проектируемого процесса и установки являются- расходные
коэффициенты, качество продукции, удельные капитальные затра-
ты и себестоимость продукции. Поэтому расчетами этих показа-
телей должны завершаться проектные работы. Они как бы опре-
деляют использование достижений современной науки и техники
в данной отрасли промышленности, а также творческие способ-
ности и изобретательность проектанта.
В процессе проектирования производств большое внимание
необходимо уделять устранению выбросов в окружающую среду
отходов производств, вредных для здоровья человека.
I Л А В Л 1
9
ПОЛУЧЕНИЕ ВОДОРОДА И СИНТЕЗ-ГАЗА
МЕТОДОМ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ
УГЛЕВОДОРОДНЫХ ГАЗОВ
Основным промышленным методом получения водорода и тех-
нологических газов для синтеза аммиака, спиртов и других про-
дуктов в настоящее время является каталитическая конверсия
углеводородных газов (природный, попутный, нефтяной, коксовый
и др-), главной составляющей которых является метан.
При недостатке дешевых природных газов в качестве исходного
сырья используется также нефть и жидкие нефтепродукты (бен-
иш, мазут и др.).
<j I. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПРОЦЕССОВ КОНВЕРСИИ СН4 И СО
В процессе конверсии СН4 окисляется водяным паром, СОг или
(). ио следующим основным реакциям:
•СН4+Н2О=СО+ЗН2—206,4 кДж; (1)
СН44-СО2=2СО+2Н2-248,3 кДж; (2)
СН4+0,5О2=СО+2Н2+35,6 кДж; (3)
СО+Н2О==СО24-Н24-41,0 кДж. (4)
Реакции окисления гомологов СН4 протекают аналогично. Так,
шапмодсйствие их с водяным паром в общем виде выражается
Iравнением:
СпНто+иН2О=пСО+ 2"+"‘ Н2.
Если требуется получить технический Н2, проводят реакцию (1)
и.nt (3) с последующей конверсией СО по реакции (4). При полу-
азотоводородной смеси для синтеза NH3 необходимое ко-
шчество N2 вводят с воздухом на стадии конверсии углеводород-
ных газов либо при промывке конвертированного газа жидким N2
1.1 я удаления остатков СО.
11ри получении смесей Н2-}-СО для синтеза метилового спирта
комбинируют реакции (1)', (2) и (3), подбирая соотношение
II ():СО2 в исходной смеси так, чтобы соотношение Н2:СО в кон-
тр i прокаином газе составляло (2—2,3): I.
Для проведения в промышленных условиях эндотермических
реакций (1) и (2) требуется подвод тепла извне. При добавлении
и протекает экзотермическая реакция (3), что позволяет осу-
пцттпнть процесс конверсии углеводородных газов автотермично.
Г, табл. 1 приведены константы равновесий реакций (1) — (4)
и шнервале температур 127—1127°С по наиболее точным спектро-
। иипческим данным. Из таблицы видно, что константа равновесия
10
ГЛАВА I
Тай ищи I Констан гы равновесий реакций конверсии СН4
Г<’мп(‘|)й гура, “С Р Р! 'со 'и. р2 pl гСОгНг РсоРн2 ,, _Рсо, Рн. ^‘“РсоРню
43 '’СИЛ*
1—Рсн<Рн,о <2~Рсн,Рсо„
127 2,447-10~16 1,652-1 о-'9 4,253-1013 1,479-103
227 8,732-10-" 6,625-10-13 6,710-Ю12 1,260-102
327 5,058-Ю-7 1,868-10-я 2,169-Ю12 27,08
427 2,687-10-4 2,978-10-5 1,028-1012 9,017
527 3,120-10~2 7,722 -10-3 6,060-10" 4,0388
627 1,306 0,5929 4,108-10" 2,204
727 26,56 19,32 3,056-10" 1,374
827 3,133-102 3,316-102 2,392-10" 0,9444
927 2,473-10я 3,548-10й 1,957-10" 0,6966
1027 1 428-10* 2.626-10* 1,652 10" 0,5435
1127 6,402-10* 1,452-105 1,425-10" 0,4406
реакции (3) настолько велика, что концентрация непрореагировав-
шего О2 в равновесной газовой смеси практически равна нулю.
Поэтому реакцией (3) можно пренебречь.
Состав конвертированного газа определяется положением рав-
новесия независимых реакций (1) и (4). При расчетах условно
принимают, что все газы являются идеальными, а добавляемый
кислород реагирует с водородом с образованием водяного пара.
При равновесии состав газовой смеси и парциальные давле-
ния отдельных ее компонентов в общем виде выражаются уравне-
ниями, приведенными в табл. 2.
Таблица 2. Уравнения равновесного состава газовой смеси и парциальных
давлений ее компонентов
Состав газовой смеси, моль Парциальное давление компонентов в конечной смеси, Па
Компо- ненты начальный конечный
сн4 1 1 —а
1 —а
Н2О а—а—Р+26 (а— а— Р+26)
CL (1+а+в+?+2а) р
О2 со б а—р (ос—Р)
(1+а+в+г+2а) '
г,о2 в+₽ (о+Р)
(1+а+« +г +2а) '
Н2 За+Р-2б (За+р-26)
(1+а+в+г+2а) Р
N-2 г
г (1+а+в+г+2а) Р
2 !-| а-рб4-в-рг 1+а+в+г+2а Р
§ 1. Физико-химические основы процессов конверсии СН4 и СО
11
Подставляя значения парциальных давлений компонентов в
уравнения констант равновесия реакций (1) и (4), получим:
=(а—Р) (За+р—2б)3 р.,_
(1*—ct) (14-а-|-в+г+2а)2(а—ct—
к = (в+р)(3а+р-2б) ,
(а- Р) (а—ц—Р+26)
где а — число молей СН4, вступившего в реакцию (1); р — число
молей СО, вступившего в реакцию (4); а — отношение Н2О:СН4
в начальной смеси; б — отношение О2:СН4 в начальной смеси;
в — отношение СО2:СН4 в начальной смеси; г — отношение N2:CH4
в начальной смеси; Р-—общее давление, Па1.
Таблица 3. Равновесный состав газовой смеси, образующейся при взаимодей-
ствии СН4 с водяным паром
Темпе- ратура, °C Давление, Па-104 Степень превра- щения, % Состав сухого конвертированного газа, об.% Отноше- ние объе- ма Н2О к объему сухого газа
СИ, со со2 со н2 он.
Исходная смесь: СН4+2П2О
9,80665 73,4 33,0 9,3 11,4 71,7 7,6 0,264
627 98,0665 32,9 23,7 10,7 4,1 55,1 30,1 0,645
196,133 25,1 19,7 10,0 2,9 48,7 38,4 0,795
294,1995 21,4 17,4 9,6 2,3 44,9 43,2 0,887
9,80665 95,8 24,9 6,1 17,2 75,6 1,1 0,192
727 98,0665 56,6 25,7 8,7 10,5 66,1 14,7 0,399
196,133 43,7 23,5 9.3 7,9 60,7 22,1 0,522
294,1995 37,3 22,1 9,4 6,6 57,3 26,7 0,600
9,80665 99,59 19,3 4,7 19,2 76,0 0,1 0,192
827 98,0665 82,2 21.0 5,7 16,7 72,8 4,8 0,264
196,133 67,9 21,8 6,7 14,2 69,2 9,9 0,339
294,1995 59,1 21,4 7,1 12,6 66,6 13,7 0,401
Исходная смесь: СИ4-|-4И?О
9,80665 91,7 57,3 13,5 7,9 76,7 1,9 0,579
627 98,0665 50,0 39,2 13,7 3,7 65,4 17,2 1,075
196,133 38,9 32,3 13,0 2,6 59,8 24,6 1,320
294,1995 33,3 28,4 12,4 2,2 56,1 29,3 1.481
9,80665 99,4 49,5 11,1 11,2 77,6 0,14 0,560
727 98,0665 77,6 44,7 11,8 8,7 73,6 5,9 0,736
196,133 63,5 40,4 12,1 7,0 69,9 11,0 0,894
294,1995 55,2 37,2 12,3 6,0 67,0 14,7 1,016
9,80665 99,94 41,7 9,5 13,2 77,3 0,013 0,585
827 98,0665 95,2 41,3 9,7 12.6 76,6 1,1 0,618
196,133 86,9 40,2 10,1 11,6 75,1 3,2 0,681
294,1995 79,5 39,0 10,3 10,8 73,5 5,4 0,745
Пользуясь числовыми значениями Л1 и К4, приведенными в
табл. 1, и решая совместно уравнения (5) и (6), можно опреде-
лить для заданных условий равновесный состав газовой смеси
1 Здесь и далее давление абсолютное.
12
ГЛАВА I
В i.itui .’> приведен равновесный состав конвертированного газа
при ш.|нмоденсгвн|| С114 с водяным паром в интервалах темпера-
тур (>‘.’7 <S‘r7"('. п давлений 9,80665-104—294,1995-104 Па при обыч-
но применяемых соотношениях Н2О:СН4 в исходной смеси, рав-
ных I н 1:1. ('. повышением температуры, понижением давления
и увеличением количества водяного пара степень конверсии СН4
го ipaeraer Повышение давления тормозит процесс конверсии тем
сильнее, чем ниже температура.
/ ни ищи I Равновесный состав газовой смеси, образующейся при парохислород-
ной конверсии СН4
Ггм- лсра гvp.i. Давление, | Па-10* Степень превра- щения, % Состав сухого конвертированного газа, об.% Отношение обтаем а НрО к объему сухого газа
СН, | СО сог 1 СО Н2 сн,
Ис ходпая смесь: СИ4-|-И2О-(-0,6О2
9,80695 98,37 35,40 11,40 20,28 67,80 0,52 0,2778
727 98,0665 73,30 38,10 16,00 14,80 57,99 11,21 0,4562
196,133 63,09 38,07 18,36 12,06 51,77 17,81 0,5731
9,80665 99,859 29,13 9,44 22,91 67,61 0,05 0,2948
827 98,0665 91,45 30,52 10,71 21,39 64,90 3,00 0,3441
196,133 82,05 31,84 12,34 19,46 61,24 6,96 0,4113
392,266 71,10 33,00 14,58 16,84 55,81 12,77 0,5121
9,80665 99,983 24,54 8,06 24,78 67,16 0,006 0,3136
927 98,0665 98,435 24,80 8,26 24,54 66,68 0,52 0,3224
196,133 94,90 25,39 8,75 23,96 65,53 1,76 0,3437
392,266 87,35 26,60 9,90 22.61 62,78 4,71 0,3948
Исходная смесь: СИ4-|-2112О-|-0,6О2
9,80665 99,478 50,25 15,29 14,98 69,57 0,16 0,5179
727 98,0665 82,70 49,03 17,69 12,15 63,92 6,24 0,6793
9,80665 99,9545 42,88 13,29 17,69 69,01 0,01 0,5488
98,0665 96,31 42,97 13,78 17,10 67,94 1,18 0,5792
827 196,133 89,99 42,99 14,67 16,04 65,87 3,42 0,6383
392,266 80,15 42,71 16,23 14,22 62,01 7,54 0,7491
9,80665 99,9943 37,00 11,67 19,87 68,46 0,002 0,5773
98,0665 99,448 37,05 11,75 19,78 68,29 0,18 0,5818
927 196,133 97,97 37,13 11,94 19,56 67,85 0,65 0,5945
392,266 93,67 37,37 12,52 18,87 66,49 2,12 0,6333
Исходная смесь: СН4-|-ЗН2О-|-0,6О2
9,80665 99,78 59,79 17,63 11,79 70,51 0,07 0,7680
727 98,0665 88,96 57,58 18,91 10,31 67,15 3,63 0,8983
196,133 79,13 55,01 20,19 8,85 63,30 7,66 1,0494
392,266 68,72 51,48 21,66 7,25 57,93 13,16 1,2616
827 9.80665 99,98 52,15 15,70 14,40 69,89 0,006 0,8067
98,06(35 98,21 51,98 15,91 14,15 69,39 0,55 0,8262
196,133 94,32 51,58 16,40 13,59 68,28 1,81 0,8714
392,266 86,48 50,54 17,43 12,39 65,52 4,66 0,9758
9,80665 99,997 45,82 14,07 16,63 69,30 0,001 0,8416
927 98,0665 99,748 45,82 14,09 16,59 68,24 0,08 0,8442
196,133 99,03 45,79 14,18 16,49 69,03 0,30 0,8523
392,266 96,62 45,70 14,48 16,14 68,31 1,07 | 0,8800
§ 1. Физико-химические основы процессов конверсии СН4 и СО
13
При проведении процесса конверсии СН4 автотермическим ме-
тодом к исходной парогазовой смеси добавляют О2 в количестве
0,55—0,65 м3 на 1 м3 СН4 В табл. 4 приведен равновесный состав
конвертированного газа при парокислородной конверсии СН4 в
интервалах температур 727—927°С и давлений 9,80665-104—
—392,266-104 Па для исходных смесей состава СН4+Н2О-[-0,6О2;
СН44-2Н2О+0,6О2 и СН4+ЗН2О+0,6О2.
Технологический газ для синтеза аммиака с отношением
H2:N2=3:1 на стадии конверсии СН4 может быть получен до-
бавлением в исходную газопарокислородную смесь около 1,14 м3
воздуха (или соответственно 0,9 м3 азота) на 1 м3 СН4. Расход
технического О2, по сравнению с парокислородной конверсией, при
этом сокращается на 35—40%.
В табл. 5 приведены равновесные степени превращения СН4
и СО, а также состав конвертированного газа для процесса паро-
кислородовоздушной конверсии СН4 (содержание О2 в кислородо-
Таблица 5. Равновесный состав газовой смеси при парокислородовоздушной
конверсии метана
Тем- пера- тура, °C Давление, Ла-104 Степень превраще- ния, % Состав сухого конвертированного газа, об. % Отноше- ние объе- ма НгО к объему сухого газа
сн, СО со2 i СО | Н2 СН4 N,
Исходная смесь: СИ4+Н20-|-0,602-|-0,9ЬР
727 9,80665 98,884 35,36 8,80 15,80 52,74 0,28 22,38 0,2133
98,0665 76,86 37,93 11,20 11,50 43,87 6,84 26,59 0,3108
9,80665 99 906 29,12 7,30 17,76 52,36 0,02 22,56 0,2280
827 98,0665 9357 30,18 7,92 16,64 50,10 1,69 23,63 0,2527
196,133 85,30 31,42 8,79 15,08 46,83 4,11 25,19 0,2890
392,266 74,74 32,67 9,99 12,87 41,88 7,73 27,53 0,3444
9,80665 99 989 24,54 6,22 19,13 51,84 0,003 22,81 0,2419
927 98,0665 98 93 24,71 6,31 18,96 51,46 0,27 23,00 0,2461
196,133 96^32 25,15 6,56 18,53 50,53 0,96 23,42 0,2565
392,266 90,10 26,17 7,14 17,44 48,16 2,70 24,56 0,2830
Исходная смесь: CH4+2II2O+0,6O2-|-0,9N2
9,80665 99,623 50,31 12,00 11,76 54,68 0,09 21,47 0,4057
98,0665 85,27 49,38 13,16 9,57 49,35 3,93 23,99 0,4940
727 196,133 74,89 47,90 13,98 7,88 44,54 7,33 26,27 0,5757
392,266 64,80 45,70 14,74 6,16 38,73 11,35 29,02 0,6756
9,80665 99.967 42,88 10,39 13,83 53,97 0,01 21,80 0,4292
.827 98,0665 97,21 42,95 10,62 13,41 53,04 0,69 22,24 0,4445
196,133 91,95 43,01 11,06 12,59 51,14 2,07 23,14 0,4759
392,266 82,85 42,84 11,85 11,07 47,43 4,75 24,90 0,5377
927 98,0665 99,601 37,04 9,13 15,42 53,17 0,10 22,18 0,4518
196 133 98,50 37,10 9,22 15,25 52,80 0,37 22,36 0,4580
392,266 95,08 37.29 9,50 14,72 51,60 1,25 22,93 0,4780
1 Здесь и далее считают на объем газа, приведенного к нормальным условиям.
14
ГЛАВА I
воздушной смеси 40%) в интервалах температур 727—927°С и
давлении 9,80665-104—392,266-104 Па.
Как индио из данных табл. 3—5, при атмосферном давлении
н обычно применяемом избытке окислителей для получения газа,
содержащего 0,02—0,1% СН4, температура должна быть 827°С.
Гехпологический газ для синтеза метанола с соотношением
||У:СО=(2—2,3): 1 может быть получен добавлением в реакцион-
ную газовую смесь СО2. Конверсию СН4 в этом случае ведут
смесью Н2О4-СО2 или Н2О+СО2+О2. Как показали расчеты, при
замене части водяного пара равным объемом СО> степень превра-
щения СН4 почти не изменяется. Сдвиг равновесия реакции (4)
влияет лишь на содержание СО2, СО и Н2 в конвертирован-
ном газе.
Константы равновесия реакций взаимодействия гомологов ме-
тана и непредельных углеводородов с водяным паром намного
выше, чем константы реакции СН4 с водяным паром. При до-
бавлении водяного пара в двукратном количестве (по сравнению
со стехиометрическим) гомологи метана СгНс, СзН«, С4Ню и оле-
фины С2Н4, С3Нб, С4Н8 под атмосферным давлением практически
полностью конвертируются при 400—500°С. Однако при этих тем-
пературах реакция (1) протекает справа налево, т. е. происходит
синтез метана из образовавшихся СО и Н2. Метан образуется
также в результате гидрирования высших алифатических углево-
дородов по уравнению реакции:
CnHm+(2n------у)н2=пСН4. (7)
По экспериментальным данным, при температуре выше 600°С
остающиеся в продуктах реакции углеводороды состоят только из
СН4; высших алифатических углеводородов нет. Поэтому равно-
весный состав газа, получаемого конверсией любых алифатических
углеводородов, при 600°С и выше можно определить, исходя толь-
ко из констант равновесий реакций (1) и (4). В расчетах учиты-
вают лишь расход Н2 на гидрирование исходных углеводородов
до СН4 по уравнению реакции (7).
Как показывают данные табл. 3—5, повышение давления сдви-
гает равновесие реакций конверсии СН4 в нежелательном направ-
лении. Для достижения требуемой степени превращения СН4 при
повышенных давлениях процесс проводят с большим избытком
водяного пара и при более высокой температуре.
Так, под давлением 16,6713-104 Па отношение Н2О:СН4 в
исходной смеси поддерживают равным около 2:1 при паровой и
1:1 при нарокислородной конверсии СН4. С повышением давления
до 196,133-104—294,1995-104 Па указанное отношение повышают
соответственно до 4:1 — (2,5—3) :1. Избыток водяного пара исполь-
зуется в последующих процессах конверсии СО и очистки конвер-
тированного газа от СО2 раствором моноэтаноламина.
§ 1. Физико-химические основы процессов конверсии СН4 и СО
15
• Очистку конвертированного газа от СО2 и СО, синтез NH3 и
спиртов проводят под давлением. Применение повышенного давле-
ния на стадии конверсии углеводородных газов имеет следующие
преимущества:
а) значительно уменьшаются затраты энергии на сжатие кон-
вертированного газа, объем которого в несколько раз больше
объема исходных газов;
б) можно использовать имеющееся давление природного газа
• из газовых магистралей;
в) снижаются капитальные вложения благодаря уменьшению
объема аппаратуры и коммуникаций, стоимости оборудования от-
деления компрессии и т. д.;
г) более эффективно используется низкопотенциальное тепло
конвертированного газа;
д) можно резко увеличивать мощность одного агрегата.
Повышенное давление на стадии конверсии углеводородных
газов стали применять, начиная с 1955 года. На аммиачных уста-
новках, создаваемых в последние годы, давление процесса конвер-
сии составляет 196,133-104—322,266-104 Па.
'/В промышленных реакторах в присутствии активного никеле-
вого катализатора степень превращения СН4 близка к равновес-
ной. Поэтому при проектировании для заданных параметров про-
цесса (давление, состав исходной смеси, остаточное содержание
СН4 в газе) по табл. 3—5 определяют равновесную температуру
и увеличивают ее на 20—30°С.
Скорость реакции взаимодействия СН4 с водяным паром без
катализатора очень малаУ|Так, при 700, 950, 1050°С и длитель-
ности пребывания смеси СН4 с водяным паром (1:2) в зоне на-
грева 1—3 ч степень конверсии СН4 составляет 3,7 и 83% равно-
весия. На остаточное содержание СН4 в конвертированном газе
концентрация его в исходном газе почти не влияет. Основным фак-
тором, определяющим состав конвертированного газа без катали-
затора, является температура. Для получения газа, содержащего
около 0,5% СН4, при атмосферном давлении необходима темпе-
ратура 1350—1400°С..»
\/При выборе температурного режима подогревателей газопаро-
вой смеси, а также смесителя СН4 с водяным паром и О2 необхо-
димо учитывать возможность выделения свободного углерода
вследствие частичного термического распада углеводородов по
уравнению реакции:
CnHm=nC+ т- Н2. (8)
9
При атмосферном давлении, двукратном (по сравнению со сте-
хиометрией) количестве водяного пара и продолжительности на-
гревания газов 1 с без катализатора образование углеводорода
по реакции (8) начинается при 880°С для СН4, при 650—700‘С
16
ГЛАВА I
для CdH|<) и при 580—590°С для С2Н4 и С3Н6. При разло-
жении С:111к и С4111о в интервале температур 700—727°С обра-
зуется значительное количество олефинов.
Исходя из указанных данных, определяют максимально допу-
стимую температуру подогрева исходной реакционной смеси, по-
ступающей в конвертор.
Если смесь углеводородов с водяным паром и О2, используемая
при автотермическом процессе конверсии, воспламенится без ката-
лизатора, то температура возрастает с 400—450 до 1000—1100°С,
что неизбежно приводит к выделению свободного углерода. По-
этому следует выбирать такие условия смешения исходных компо-
нентов, которые исключают воспламенение газовой смеси в объеме
до ее поступления на катализатор.
ТНаилучшим катализатором для процесса конверсии углеводо-
родных газов является никелевый, активированный оксидами
алюминия, магния и др. На восстановленных промышленных ни-
кель-алюминиевых катализаторах ГИАГ1-3 и ГИАП-3-6Н в интер-
вале температур 500—1000°С при низком и повышенном давлениях
и больших объемных скоростях достигается практически равно-
весное превращение СН4. При правильной дозировке окислителей
свободный углерод на катализаторе не выделяется.
Под действием сернистых соединений, содержащихся в газе,
никелевый катализатор отравляется, причем с понижением тем-
пературы процесса конверсии отравляющее действие возрастает.
Общее содержание серы в исходном углеводородном газе не долж-
но превышать 1 мг/м3 при 600—800°С и 20, 100, 300 мг/м3 соот-
ветственно при 900, 1000 и 1100°С.
Скорость реакции взаимодействия СН4 с водяным паром (г)
при атмосферном давлении на катализаторе ГИАП-3 в интервале
температур 700—900°С достаточно точно описывается уравнением
Г = kpciu, (9)
где k — константа скорости; рсн4 — парциальное давление СН4
во влажном конвертированном газе.У
Для указанного интервала температур среднее значение энер-
гии активации £—81,2 кДж/моль.
Если процесс проводится на зернах катализатора размером
более 5 мм, т. е. когда диффузионные факторы являются опреде-
ляющими, лучше пользоваться следующим уравнением:
/•=2,1 • 10Ме-£/лгрсн4,
(Ю)
где А — удельная геометрическая поверхность катализатора, см2/г;
£ — газовая постоянная; рсн4 — парциальное давление СН4; г —
скорость реакции, выраженная в литрах СП4 (приведенных к 0°С
и 760 мм рт. ст.), прореагировавшего в течение 1 ч на 1 г ката-
лизатора.
§ 1. Физико-химические основы процессов конверсии СН4 и СО
17
Протекание процесса в реакторе идеального вытеснения при
давлении, близком к атмосферному, описывается уравнением
й==_ vCHlf(3 + n)in{1_a) + 2a]i (11)
где k — константа скорости; исп4 •—объемная скорость1, ч-1; п —
отношение pn2o:pcns в исходной смеси; а — степень превраще-
ния СН4; Р — общее давление в реакторе, Па.
Пользуясь уравнениями (10) и (11), можно вычислить объем-
ную скорость для заданных параметров процесса конверсии СН4
водяным паром на зернах катализатора ГИАП-3 диаметром бо-
лее 5 мм при давлении, близком к атмосферному, и температурах
700—900°С.
При атмосферном давлении и температурах ниже 700°С ско-
рость реакции (1) уменьшается вследствие выделения водорода,
причем тем сильнее, чем ниже температура/ На катализаторе
( ГИАП-3 кинетика реакции (1) при температурах 600 и 500°С
соответственно описывается уравнениями
(12)
Ь г k^. (13)
Суммарная скорость реакции парокислородной конверсии СН4
на никелеалюминиевом катализаторе при атмосферном давлении
и температурах 700—900°С удовлетворительно' описывается урав-
нением (9). На зернах катализатора размером 1,5 мм зависимость
константы скорости от температуры обобщается уравнением
&=2,5-106e-,9700/RT.
На промышленных зернах катализатора диаметром 14 мм из-за
внутреннего диффузионного торможения константа скорости реак-
ции при 700—900°С в 9—14 раз меньше, чем па зернах разме-
ром 1,5 мм.
Скорость реакции (1) в интервале давлений 19,6133-104—
4 02,073-104 Па на катализаторе ГИАП-3 с размером зерен 3—4 мм
при температурах 600—800°С для начального периода удовлетво-
рительно описывается уравнением (13). С повышением давления
производительность катализатора увеличивается. Энергия актива-
ции составляет около 92 кДж/моль.
В парогазовой смеси после конверсии СН4, в зависимости от
принятого метода и параметров процесса, содержится 8—17% СО
1 Здесь и далее объемную скорость выражают в объемах исходного сухого
газа (приведенного к нормальным условиям), проходящего за 1 ч через 1 объем
катализатора, ч-1.
2. 388.
Г
z
18
ГЛАВА I
и 20- 50% НИО. При получении технического водорода или техно-
логического газа для синтеза NHa после конверсии СЬЦ по реак-
ции (-1) происходит конверсия СО. Процесс проводится либо пол-
ностью за счет водяного пара, оставшегося в газе после конверсии
СПи, либо при введении добавочного количества пара перед кон-
версией С.О.
Из значений константы равновесия экзотермической реакции
(4), приведенных в табл. 1, видно, что с понижением температуры
степень конверсии СО возрастает. Поскольку реакция протекает
без изменений объема, давление не влияет на равновесный состав
газа. В соответствии с законом действующих масс с увеличением
избытка водяного пара степень конверсии СО увеличивается.
Равновесное содержание СО при заданных температуре и со-
ставе исходной смеси рассчитывают на основании уравнения кон-
станты равновесия реакции (4).
Обозначим содержание СО2 в исходной смеси — а; содержа-
ние СО —б; содержание Н2— в; содержание Н2О — г и равно-
весное содержание СО во влажном газе — х.
Тогда в равновесной газовой смеси будет содержаться [СО2] =
=а+(б-х); [СО] =х; [Н2] =в+(б-х); [Н2О] =г—(б-х).
Учитывая это, константу равновесия реакции (4) можно
записать:
рсо»И1л 1“ + (б х)][а + (g- х)]
Рсо/’що -Ф С6--*)!
Отсюда получаем выражение для х:
(2Д4 д+й-|-К1г -/<1б)± + -4(1—Kt)(63+6^t + ga+fifl) _
2(1-К,)
Кроме основной реакции (4) в процессе конверсии СО при
недостатке водяного пара может протекать побочная реакция с
образованием свободного углерода:
2СО=СО2+С.
При низких температурах (300°С и ниже), особенно на нике-
левых и кобальтовых катализаторах, СН4 может синтезироваться
из СО и Н2 но реакциям (1) и (2), идущим в указанных условиях
справа налево.
Для ускорения реакции (4) и достижения почти равновесной
степени конверсии СО при достаточно больших объемных ско-
ростях (400—3000 ч-1) процесс проводят в присутствии катали-
заторов. При давлениях 9,80665-104—392,266-104 Па и отношениях
пар:газ в исходной смеси 0,4—1,5 остаточное содержание СО в
сухом конвертированном газе на среднетемпературном (350—
550°С) жслезохромовом катализаторе составляет 1,4—4%, а на
низкотемпературном (175—300°С) цинкохромомедном катализато-
ре 0,1-0,6 %.
§ 1. Физико-химические основы процессов конверсии СН4 и СО
19
Во избежание отравления катализаторов исходный газ должен
быть тщательно очищен от сернистых соединений. Содержание
общей серы перед низкотемпературным катализатором конверсии
СО не должно превышать 0,2 мг/м3.
Скорость реакции конверсии СО водяным паром при атмосфер-
ном давлении в кинетической области на железохромовом катали-
заторе с размером зерен 0,5—I мм при 400—500°С и на цинко-
хромомедном катализаторе при 150—225°С описывается уравне-
нием [6; 7]:
г k Рсо Рн»° ~ t
Mf2O •+• РСО,
где г —скорость реакции, выраженная в кубических сантиметрах
СО (0°С, 760 мм рт. ст.), вступившего в реакцию за 1 с на 1 см3
катализатора; k — константа скорости, с-1 - Па-1 -10,1 -104; —
константа равновесия реакции (4); рс.о, Рп2о, Рн2, Рсо2— парциаль-
ные давления компонентов парогазовой смеси; А — постоянная
величина.
Для железохромового катализатора в интервале 400—500°С
предложены выражения:
lgjfe = - +10,2; 1g Л -=----8800 4-2,32.
ё 4,577- 8 4,577 Г
При температурах 150—225°С реакция (4) практически необра-
тима, поэтому для цинкохромомедного катализатора скорость
реакции описывается более простым уравнением:
г - ^СО Т+о _
ЛРн2О + Рсо,
Постоянную А при различных температурах находят из вы-
ражения
Д=2,5-109e-215°/R7’.
Константа скорости реакции (4), как функция температуры,
определяется уравнением
fe=6.0- I0,,e_26800/R7'.
Если реакция происходит в проточном реакторе в условиях
идеального вытеснения, то
'Poo - Nco) N^dx_,
d~„ dio
где /V”o— мольная доля СО в исходной смеси; х -степень превра-
щения; то — приведенное время контакта (с), равное—с-', где
Кел - объем слоя катализатора; Ко — объем парогазовой смеси
па выходе за 1 с, приведенный к нормальным условиям.
20
ГЛАВА I
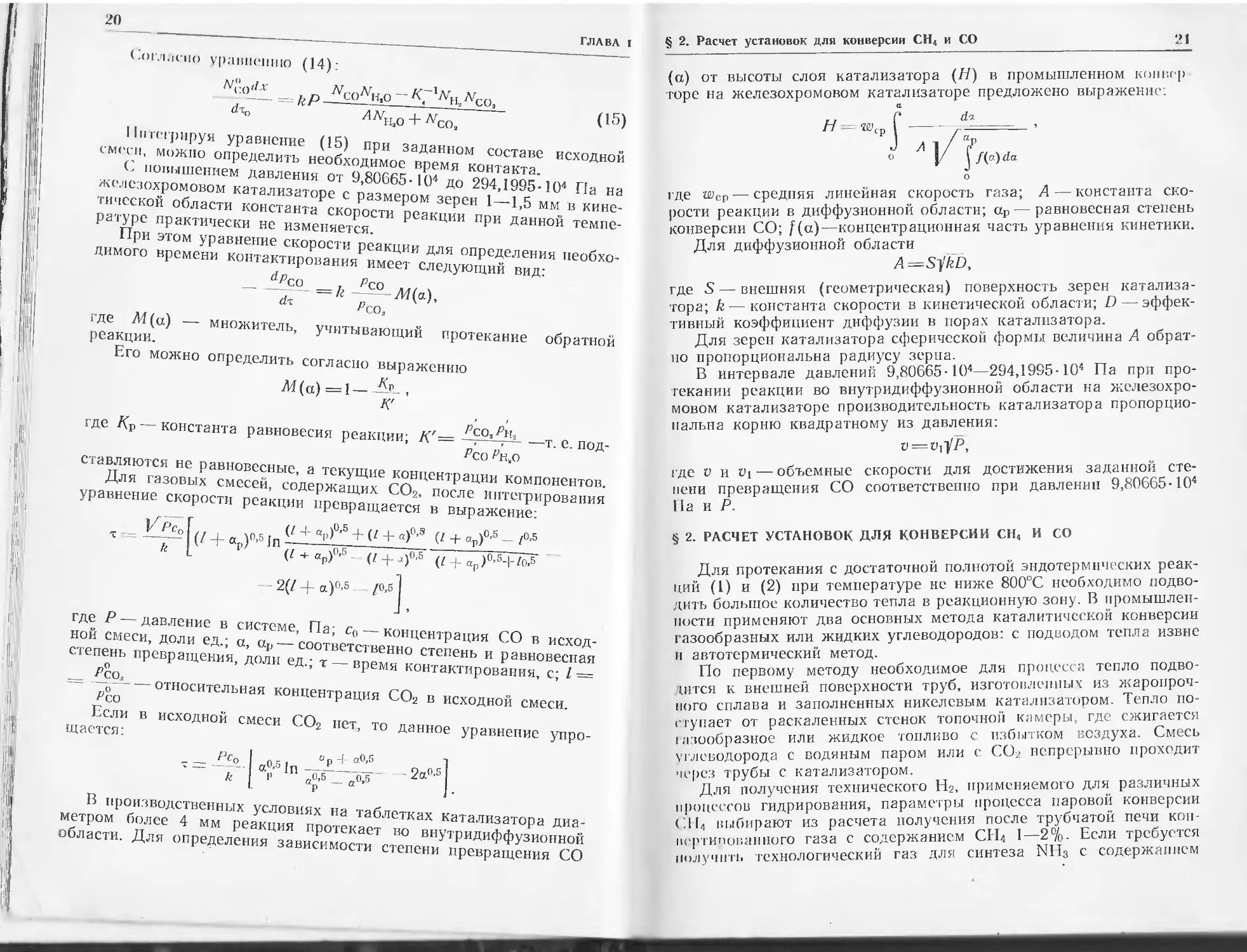
(лил.uno уравнению (14):
N"oilx^ ^со^н,о ~~ К, ^н^со,
d-to ^yVHao + 'vco.
Интегрируя уравнение (15) при заданном составе исходной
смеси, можно определить необходимое время контакта.
С повышением давления от 9,80665-104 до 294,1995-104 Па на
железохромовом катализаторе с размером зерен 1—1,5 мм в кине-
тической области константа скорости реакции при данной темпе-
ратуре практически не изменяется.
При этом уравнение скорости реакции для определения необхо-
димого времени контактирования имеет следующий вид:
- dpS<L =k
Рсо2
где Л4(а) — множитель, учитывающий протекание обратной
реакции.
Его можно определить согласно выражению
M(a)=l-J>_,
СО ^1‘Т
где /(Р — константа равновесия реакции; К'~ , * . -----т. е. под-
Рсо Ptifi
ставляются не равновесные, а текущие концентрации компонентов.
Для газовых смесей, содержащих СО2, после интегрирования
уравнение скорости реакции превращается в выражение:
U + °р)0,5 + (/ + Д0,5 (/ + аР)°’5 —/0,5
(/ 4. а V>5 In Р '______
k Г4 ₽) 1 (Z^ap)0’5- С+ J)°’5 G + ap)°’5+/0.5
2(Z + а)0-5 /°-5
где Р — давление в системе, Па; с0 — концентрация СО в исход-
ной смеси, доли ед.; а, ар—соответственно степень и равновесная
степень превращения, доли ед.; т — время контактирования, с; I —
/>со2
— —— — относительная концентрация СО2 в исходной смеси.
Рсо
Если в исходной смеси СО2 нет, то данное уравнение упро-
щается:
4- «°’Е
а0-5
!> а0.5 _ с0,5
- 2a0-5
В производственных условиях на таблетках катализатора диа-
метром более 4 мм реакция протекает во внутридиффузионной
области. Для определения зависимости степени превращения СО
§ 2. Расчет установок для конверсии СН4 и СО
21
(а) от высоты слоя катализатора (Н) в промышленном копгер
торе на железохромовом катализаторе предложено выражение:
р I Га-----------
J А I/ >
0 V ^f(a)da
О
где шср — средняя линейная скорость газа; А — константа ско-
рости реакции в диффузионной области; ар — равновесная степень
конверсии СО; f(a)—концентрационная часть уравнения кинетики.
Для диффузионной области
A=S}'kD,
где S — внешняя (геометрическая) поверхность зерен катализа-
тора; k — константа скорости в кинетической области; D — эффек-
тивный коэффициент диффузии в порах катализатора.
Для зерен катализатора сферической формы величина А обрат-
но пропорциональна радиусу зерна.
В интервале давлений 9,80665-104—294,1995-104 Па при про-
текании реакции во внутридиффузионной области на железохро-
мовом катализаторе производительность катализатора пропорцио-
нальна корню квадратному из давления:
v — Vx^P,
|де v и i'i — объемные скорости для достижения заданной сте-
пени превращения СО соответственно при давлении 9,80665-104
Па и Р.
§ 2. РАСЧЕТ УСТАНОВОК ДЛЯ КОНВЕРСИИ СН4 И СО
Для протекания с достаточной полнотой эндотермических реак-
ций (1) и (2) при температуре не ниже 800°С необходимо подво-
дить большое количество тепла в реакционную зону. В промышлен-
ности применяют два основных метода каталитической конверсии
газообразных или жидких углеводородов: с подводом тепла извне
п автотермический метод.
По первому методу необходимое для процесса тепло подво-
1НТСЯ к внешней поверхности труб, изготовленных из жаропроч-
ного сплава и заполненных никелевым катализатором. Тепло по-
ступает от раскаленных стенок топочной камеры, где сжигается
I азообразное или жидкое топливо с избытком воздуха. Смесь
углеводорода с водяным паром или с СО2 непрерывно проходит
через трубы с катализатором.
Для получения технического Н2, применяемого для различных
процессов гидрирования, параметры процесса паровой конверсии
С114 выбирают из расчета получения после трубчатой печи коп-
пертипог,явного газа с содержанием СН4 1—2%. Если требуется
получить технологический газ для синтеза NH3 с содержанием
22
ГЛАВА I
0,2—0,3% СН4, процесс проводят в две ступени. В первой сту-
пени— трубчатой печи — при температуре 800—820°С на выходе
из слоя катализатора СН4 реагирует с водяным паром приблизи-
тельно на 70%. Затем газ с содержанием 8—10% остаточного СН4
направляется па вторую ступень — реактор шахтного типа, куда
подается воздух в количестве, необходимом для получения азото-
водородпоп смеси стехиометрического состава. За счет сжигания
части газа с воздухом температура поднимается примерно до
1000°С и остаточный СН4 реагирует практически полностью.
Ио второму методу конверсия углеводородов с получением газа,
содержащего 0,2—0,3% СН4, происходит в одну ступень в реакторе
шахтного типа. При этом к исходной парогазовой смеси добавляют
технический О2 или воздух, обогащенный О2 (40—45% О2). Тепло,
выделяющееся в начальном слое катализатора при протекании
экзотермических реакций углеводородов с О2, компенсирует за-
траты тепла на эндотермические реакции с водяным паром. Это
позволяет проводить процесс конверсии автотермично, т. е. без
подвода тепла извне.
Газ после конверсии СН4 (если его не используют для синтеза
метанола) охлаждается до 380°С, проходя через теплообменную
аппаратуру. СО, входящий в состав газа, подвергается двухстадий-
ной конверсии водяным паром — на срсднстсмпсратурпом (первая
ступень) и низкотемпературном катализаторах. Далее конверти-
рованный газ охлаждают и очищают от СО2, остатки СО и СО2
гидрируют до СН4 на никслсалюминиевом катализаторе при 350°С.
Далее проводят компримирование азотоводородной смеси до
31,38-106 Па и синтез NH3.
Современные аммиачные установки обычно состоят из одной
технологической линии (одноагрегатныс) производительностью
1300—1500 т NH3 в сутки. Давление на стадии конверсии угле-
водородов поддерживают в интервале 294,2-104—392,3-104 Па.
Установки строятся по энерготсхнологическому принципу с исполь-
зованием тепла дымовых и конвертированных газов для получения
энергетического пара высоких параметров (давление 98,06-105—
137,3-105 Па, температура 300—550°С), который используется
для работы турбин, компрессоров, насосов и для технологиче-
ских целей.
Часть пара срабатывается в паротурбогенераторах до конден-
сации, и полученная электроэнергия используется для собственных
нужд производства. Благодаря этому полностью обеспечивается
потребность аммиачных установок в паре и электроэнергии.
§ 3. ДВУХСТУПЕНЧАТЫЙ МЕТОД КОНВЕРСИЙ ПРИРОДНОГО ГАЗА
Схема процесса представлена на рис. 1. Природный газ, посту-
пающий из магистрального газопровода под давлением 9,80665 X
X 105 Па, сжимается до 41,188-105 Па и нагревается до 380—400°С
§ 3. Двухступенчатый метод конверсии природного газа
23
Дымовые
Природный газ
* горелкам
Рис 1. Схема двухступенчатой конверсии СН4 и СО под давлением 29,4-10J—
39,2-105 Па.
вкшодовгвзи ок сог
ртнодоапшаздкоц
в теплообменнике 6 с помощью дымовых газов, отходящих из труб-
чатой печи 2. Далее газ направляется в реактор сероочистки 1, за-
полненный поглотителем на основе ZnO, для очистки от органиче-
ских и неорганических соединений серы.
Если в природном газе наряду с меркаптанами есть дисульфи-
ды и другие устойчивые соединения серы, то их необходимо предва-
рительно гидрировать. Для этого к природному газу добавляют
азотоводородную смесь в таком количестве, чтобы в смеси содер-
жалось 5—10% Н2. Эту смесь при температуре 380—400°С про-
пускают сначала через поглотитель на основе ZnO, затем через
кобальтомолибдеповый катализатор для гидрирования устойчи-
вых органических соединений серы в H2S, который далее адсорби-
руется поглотителем на основе ZnO.
Очищенный природный газ, содержащий нс более 0,2 мг/м3
серы, смешивают с перегретым водяным паром, смесь нагревается
дымовыми газами до 520—530сС в подогревателе 3 и направляется
в трубчатую печь. Тепло, необходимое для процесса, получают,
сжигая природный газ с воздухом в горелках. Конвертированный
газ на выходе из реакционных труб содержит около 9% СН4 и
имеет температуру 820°С. Для обеспечения длительного срока
службы (не менее 10 лет) температура наружной поверхности
реакционных труб поддерживается рапной 900—950°С.
Из трубчатой печи газ поступает в смеситель, совмещенный
с шахтным конвертором 11, куда турбокомпрессором подается сжа-
тый воздух, предварительно нагретый до 480—500°С в аппарате 4.
В незаполненной верхней конической части конвертора протекают
экзотермические реакции с участием Ог воздуха, а в цилиндриче-
ской части, заполненной никелевым катализатором, завершается
процесс конверсии СН4 и достигается соотношение (CO+H2):N2=
=3,1, необходимое для синтеза NH3. Температура на выходе из
24
ГЛАВА J
конвертора СП4 второй ступени около 1000°С; содержание СН4 в
конвертированном газе 0,3%.
Тепло дымовых газов, выходящих из радиантной секции труб-
чатой печи с температурой 1040°С, используют: для нагревания
парогазовой смеси в аппарате 3; для подогрева воздуха, идущего
в шахтный конвертор метана, в аппарате 4; для перегрева пара
в аппарате 5; для подогрева природного газа в теплообменнике 6;
для получения пара в котле 7 (вода подается в змеевики парового
котла циркуляционным насосом 10)-, для подогрева питательной
воды в экономайзере 8. Для сепарации капель воды из пара
предусмотрен паросборник 9. Дымовые газы с температурой 160—
170°С удаляются дымососом в атмосферу через выхлопную трубу.
Парогазовая смесь после конвертора СН4 второй ступени
охлаждается с 1000 до 380°С в котле-утилизаторе 12 и поступает
в конвертор СО первой ступени 13, заполненный среднетемпера-
турным железохромовым катализатором. Здесь большая часть СО
взаимодействует с водяным паром. На выходе из конвертора
СО первой ступени температура газа 440°С, а содержание в нем
СО 3,5%.
Далее конвертированный газ, охладившись в котле-утилизаторе
до 330°С и в водонагревательном теплообменнике 14 до 225°С,
поступает в конвертор СО второй ступени 15, заполненный низко-
температурным цинкохромомедным катализатором. На выходе из
этого аппарата температура газа 250сС и содержание в нем СО
0,5%. Пройдя теплообменную аппаратуру, газ направляется па
очистку от СО2 и на дальнейшую переработку.
Процессы конверсии полностью автоматизированы и корректи-
руются из центрального пункта управления. Во избежание обра-
зования взрывчатых смесей или зауглероживания катализаторов
при внезапном прекращении поступления одного из компонентов
предусматривается автоматическое отключение всех других ком-
понентов. Для предотвращения обратного хода горячего газа из
конвертора СН4 второй ступени при внезапной остановке воздуш-
ного компрессора, помимо обратного клапана и отсекателя,
предусматривается непрерывная подача пара в воздушный трубо-
провод в количестве 0,15—0,2 м3 па 1 м3 природного газа.
§ 4. МАТЕРИАЛЬНЫЕ И ТЕПЛОВЫЕ РАСЧЕТЫ
Трубчатая печь
Расчеты ведем на 100 м3 поступающего на конверсию природ-
ного газа (табл. 6). Для гидрирования устойчивых органических
соединений серы в H2S к 1 м3 природного газа добавляем 0,1 м3
азотоводородной смеси.
Сумма Ci в углеводородах смешанного газа:
93.8+3,2 • 2+1,14 • 3+0,32 • 4+0,09 5+0,02 -6 = 105,47.
§ 4. Материальные и тепловые расчеты
25
Таблица 6. Количества и составы газов на входе в трубчатую печь
Компоненты Природный газ. м3 (об. %) Азотоводородная смесь Смешанный газ
м3 об.% № об. %
со2 0,08 . 0,08 0,07
СН4 93,70 0,100 1,00 93,80 85,27
С2Нс 3,20 — — 3,20 2,90
с8н8 1,14 — 1,14 1,04
С4Н10 0,32 — — 0,32 0,29
C51112 0,09 — — 0,09 0,08
СИи 0,02 — 0,02 0,02
П2 — 7,416 74,16 7,416 6,74
Аг - - 0,030 0,30 0,03 0,03
N2 1,45 2,454 24,54 3.904 3,56
2 100 10.0 100 110,0 100
Исходные данные. Давление парогазовой смеси: на входе в печь
37,265-105 Па, на выходе 32,362-105—33,343-105 Па. Объемное
отношение пар — природный газ равно 3,7:1. Температура паро-
газовой смеси на входе 525°С. Содержание СН4 в сухом газе на
выходе 9%- Гомологи СН4 разлагаются нацело. Температура на
выходе из реакционных труб: равновесная 805°С, фактическая
8з5°С. Соотношение между содержанием СОг и СО в выходящем
газе соответствует состоянию равновесия реакции (4) при 825°С.
Температура дымовых газов на выходе из печи 1040°С.
Обозначим (в м3): V — объем сухого газа на выходе; а — со-
держание СОг в выходящем газе; б — содержание СО в выходя-
щем газе; в — содержание Н2 в выходящем газе; г — количество
водяного пара, вступившего в реакцию с углеводородами; х — ко-
личество сжигаемого в печи природного газа.
Составляем балансовые уравнения по элементам во влажном
газе на входе и выходе из трубчатой печи.
Материальный баланс. Баланс по С
0,08+93,8+3,2 -2+1,14- 3+0,32 - 4+0,09 -5+0,02 - 6 =
=«+6+0,09 V;
105,55=a+6+0,09V. (16)
Баланс по Н2
7,416+93,8-2+3,2-3+1,14-4+0,32-5+0,09-6+0,02-7+
+370=б+0,09V-2+ (370—г);
г=0+0,181’—211,456. (17)
Баланс по О2
0,08+370-0,5=«+0.5б+0,5(370—г);
0,08=а+0,56—0,5г. , (18)
26
ГЛАВА I
Объем сухого газа на выходе будет равен
Г = й+б+в+0,09Р'+0,03+3,904;
—3,934=а+б+в—0,91 V. (19)
Равновесие реакции (4) при 825°С запишется уравнением
д- [СОз][Н2] ав
4 [СО][Н2О] 6(370—г) и,9й’
Определяем в, вычитая уравнение (19) из уравнения
в =V—109,484.
Подставляя значение в в уравнение (17), получим
г = 1,18 V—320,94.
Решаем совместно уравнения (16) и (18):
105,47=0,56+0,09 V+0,5г.
Подставляем сюда значение г из уравнения (21):
6=531,88—1,36 V.
После подстановки в уравнение (19) значений б из
ния (22) и в из уравнения (20) получаем
a — 1,27 V—426,33.
(Ga)
(16):
(20)
(21)
(22)
уравне-
(23)
Подставляя в уравнение равновесия реакции (6) значения а из
уравнения (23), в из уравнения (20), б из уравнения (22) и г из
уравнения (21), получаем
К (1,27V—426,33) (Ул—109,484)
4~ (531,88—1,36V) (370—1,18 V-f-320,94)
откуда V = 364,06.
Подставляя найденное значение V в уравнения (20)—(23),
определяем количества всех компонентов конвертированного газа:
н=36,026; 6=36,76; в=254,576; г= 108,65.
Правильность решения уравнений проверяем подстановкой зна-
чений а, б, в и г в уравнение (6а). Получаем /<4=0,954, что до-
статочно хорошо совпадает с табличным значением константы
равновесия реакции водяного газа (4) при 825°С (/+=0,95).
Отношение пар:газ на выходе из печи (табл. 7) равно:
-^^=0,7179.
364,06
Степень конверсии СН4 (по С, в углеводородах смешанного
газа):
(105,47—32,764)100 =gg g о/
105,47
§ 4. Материальные и тепловые расчеты
27
Гчблица 7. Количество и состав газа после трубчатой печи
Компоненты Влажный газ Сухой газ
м3 об. % м3 об. %
со2 36,026 5,76 36,026 9,89
со 36,760 5,88 36,760 10,10
н2 254,576 40,70 254,576 69,93
сн„ 32,764 5,24 32,764 9,00
ы2 3,904 0,62 3,904 1,07
Аг 0,030 0,01 0,030 0,01
Н2О 261,350 41,79
Всего 625,41 100 364,06 100
Тепловой баланс
Уравнение теплового баланса трубчатой печи:
Q1 + Q2 = Q3+Q4+Q5+Q6,
где Qi — физическое тепло парогазовой смеси на входе в печь;
Q2 — тепло, выделяющееся при сжигании х м3 природного газа;
Q3 — расход тепла на реакции; Q4 — физическое тепло парогазовой
смеси на выходе из печи; Qs — физическое тепло дымовых газов
па выходе из печи; Q6 — потери тепла в окружающую среду.
Приход тепла
Qi = 110 • 2,1717- 525+370 • 1,5960 • 525=435430 (кДж),
где 110 — объем природного газа, поступающего на конверсию с
добавкой азотоводородной смеси; 2,1717—средняя теплоемкость
сухого смешанного газа от 0 до 525°С, кДж/(м3-°С); 370 — общее
количество водяного пара, поступившего в печь (261,35+108,65);
1,5960 — средняя теплоемкость водяного пара от 0 до 525°С.
кДж/(м3-°C).
Для определения теплотворной способности природного газа
принимаем следующие значения теплотворной способности отдель-
ных углеводородов (кДж/м3) :
СН4 —35840; С2Н6 — 63760; С3Н8 — 91020; С4Н|0 — 118650;
С5Н12 — 146080.
Низшую теплотворную способность 1 м3 природного газа мож-
но рассчитать, используя данные табл. 6 (CgHi4 приплюсован
К С5н12):
0,937 • 35840+0,032 • 63760+0,0114-91020+0,0032 • 118650+
+0,0011-146080=37180 (кДж).
Температуру природного газа и воздуха, поступающих на сжи-
гание в горелках, принимаем равной 0°С, тогда
Q2=37180* кДж.
28
ГЛАВА I
Всего тепла поступает
435430+37180х кДж.
Расход тепла. Тепловой эффект реакции согласно закону Гесса
определяем из разности
Qs^SQk-SQh,
где 2QK — алгебраическая сумма теплот образования соединений
в конечной парогазовой смеси; SQn-—алгебраическая сумма теп-
лот образования соединений в начальной парогазовой смеси.
Принимаем следующие значения теплот образования (АЯ)
соединений при 0°С (кДж/м3): СО2 17547; СО 4932; Н2О 10789;
СН4 3295; С2Н6 3G97; С3Н8 4517; С4Н10 5489; С5Н12 6364.
Тогда расход тепла с учетом табл. 6 и 7 будет:
Q3=36,026-17547+36,76-4932+32,764-3295+261,35-10789—
—0,08 -17547—93,8 - 3295—3,2 • 3697—1,14- 4517—0,32 • 5489—
-0,11-6364—370-10789 ——580800 (кДж);
Q4=625,41 -1,5814 • 825=815900 (кДж),
где 625,41—объем влажного газа на выходе из печи; 1,5814 —
средняя теплоемкость влажного газа на выходе от 0 до 825°С.
Для вычисления Qs определяем количество и состав дымовых
газов при сжигании 1 м3 природного газа до СО2 и Н2О.
Теоретический расход О2 на сжигание:
0,937 • 2+0,032 • 3,5+0,0114 • 5+0,0032 - 6,5+0,0009 • 8+
+0,0002-9,5=2,073 (м3).
Расход воздуха на сжигание при коэффициенте избытка воз-
духа а равном 1.25:
^З±25=12 34 (мз);
0,21
в том числе N2 = 12,34-0,78=9,625 м3; Аг = 12,34-0,01 =0,123 м3;
О2 = 12,34 -0,21= 2,592 м3.
Количество и состав дымовых газов, образующихся при сжи-
гании 1 м3 природного газа при с. = 1,25:
м3 об. %
со2 1,055 7,90
О2 0.519 3,88
n2 9,639 72,07
Аг 0,123 0,91
Н2О 2,038 15,24
Всего 13,374 100
При сжигании х м3 природного газа образуется 13,374 м3 ды-
мовых газов. Средняя теплоемкость влажных дымовых газов от О
до 1040°С равна 1,5180 кДж/(м3-°С). Отсюда
Q5=13,374x-1,5180-1040=21127х (кДж).
§ 4. Материальные и тепловые расчеты
29
Потери тепла в окружающую среду Q6 по практическим дан-
ным принимаем равными 83740 кДж на 100 м3 природного газа,
подвергаемого конверсии.
Общий расход тепла-.
580800+815900+21127х+83740 = 1480440+21127х кДж.
Уравнение теплового баланса печи:
435430+37180 х = 1480'440+21127х,
откуда х=65,1 м3.
Из сводного теплового баланса трубчатой печи (табл. 8) вид-
но, что теплота сгорания природного газа составляет около 85%
от общего прихода тепла. Значительное количество тепла, выноси-
Габлица 8. Тепловой баланс трубчатой печи
Приход тепла Количество t Расход тепла Количество
кДж ’ кДж %
Со смесью природно- го газа и водяного пара при 525°С 435430 15,3 С парогазовой смесью на выходе из печи при 825°С 815900 28,6
Теплота сгорания при- родного газа 2420410 84,7 С дымовыми газами на выходе из печи при 1040°С 1375400 48,2
Теплота реакций при 0°С 580800 20,3
Потери в окружаю- щую среду 83740 2,9
Всего 2855840 100 2855840 100
мого дымовыми газами (48% от общего расхода тепла), исполь-
|уется в блоке теплоиспользующей аппаратуры, расположенном
;а радиантной секцией трубчатой печи и имеющем с ней общие
металлоконструкции. Здесь дымовые газы охлаждаются с 1040
io 160°С.
Конвертор СН.} второй ступени
Расчеты ведем на 100 м3 сухого газа после трубчатой печи, что
соответствует следующему объему природного газа:
-----=27,47 м3,
3,6406
|де 3,6406 — увеличение объема сухого газа в результате конвер
спи углеводородов в трубчатой печи.
30
ГЛАВА I
В линию подачи воздуха (в конвертор второй ступени) для
безопасности непрерывно добавляется водяной пар: 15 м3 пара
на 100 м:‘ конвергируемого природного газа.
Па 100 м:1 сухого газа после трубчатой печи добавляется водя-
ного пара
27,47-15 =4Д2 (м3)
учетом этого пара отношение пар:газ перед конвертором СН4
в горой ступени составляет
71,79+4,12
100
0,7591.
Исходные данные. На входе в конвертор температура парогазо-
вой смеси 815°С (с учетом ее охлаждения в трубопроводе); тем-
пература воздуха 480°С; температура добавляемого пара 480°С.
На выходе из конвертора: давление 31,381-105—32,362-105 Па;
=3,14; содержание СН4 в сухом газе 0,3%, температура
N2
равновесная 970°С, фактическая 1000°С.
Соотношение между содержанием СО2 и СО в конвертирован-
ном газе соответствует состоянию равновесия реакции (4) при
1000°С.
Обозначим (в м3): г — количество водяного пара, вступившего
в реакцию с СН4, минус количество водяного пара, образовавше-
гося при сгорании Н2; у — расход воздуха.
Обозначения V, а, б, в — те же, что для трубчатой печи.
Материальный баланс. Составляем балансовые уравнения по
элементам для парогазовой смеси на входе и выходе, учитывая
данные табл. 7.
Баланс по С
9,89+10,1+9=<4-6+0,003 V;
28,99=о+б+0,003У. (24)
Баланс по Н2
69,93+9-2+75,91=б+0,003П-2+(75,91-г);
87,93=в+0,006V—г. (25)
Баланс по О2
9,89+0,5-10,1+0,5-75,91+0,21у=а+0,5б+0,5(75,91—г);
14,94=0+0,56—0,5г—0,21у. (26)
Объем сухого газа на выходе из конвертора:
V=o+6+e+0,003V+1,07+0,01+0,78у+0,01у. (27)
Соотношение водорода к азоту должно быть 3, на практике
берем 3,14, т. с.
СО + Н2_ б+в
ч., N2 ~ 1,07 +0,78у
§ 4. Материальные и тепловые расчеты
31
Уравнение равновесия реакции (4) при 1000°С:
Д'=. [CO2][H2j_ _-----ав---— 0,58. (6б)
[СО] [И2О] 6(75,91 -г)
Это значение соответствует табличному.
Вычитая уравнение (27) из уравнения (24), получаем:
К=30,07+е+0,79у. (29)
Определяем значение б из уравнения (28):
6=3,3598—6+2,4492//. (30)
Подставляем в уравнение (24) значения б из уравнения (30)
п V из уравнения (29):
п=25,54+0,9976—2,45157//. (31)
В уравнение (25) подставляем значение V из уравнения (29):
г=1,006в+0,00474//+87,7496. (32)
После подстановки найденных значений а, б и г в уравне-
ние (26) находим
//=39,014—0,00416856. (33)
Аналогично подставляя значения а, б, г и у в уравнение равно-
весия реакции (4), определяем: 6=80,219.
Далее подставляем в в уравнения (30)—(33) и определяем
количества всех компонентов конвертированного газа:
п= 10,689 л3; 6 = 17,878 л3; а =—6,866 л3; #=38,681 л3.
Отрицательное значение величины г означает, что количество
водяного пара, образовавшегося при сжигании П2 с О2 воздуха,
превышает расход пара на реакцию с СН4.
Подстановка значений а, б. в и г в уравнение (66) дает вели-
чину /0=0,579 (табличное значение Л'4 при 1000°С равно 0,58),
что подтверждает правильность решения всех уравнений.
Количество и состав газа после конвертора СН4 второй ступени
приведены в табл. 9.
Таблица 9. Количество и состав газа после конвертора СИ, второй ступени
Компонент Влажный газ Сухой газ
м3 об. % м3 об. %
со. 10,689 4,77 10,689 7,59
со 17,878 7,98 17,878 12,69
к. 80,219 35,91 80,219 56,96
1.114 0,423 0,19 0,423 0,30
+ 31,241 13,96 31,241 22,18
Л г 0,400 0,18 0,400 0,28
11,0 82,776 37,01 — —
Всего 223,626 100 140,85 100
32
ГЛАВА I
Отношение пар.таз па выходе из конвертора СН4 второй
ступени:
-8-2'776 =0,588.
140,85
Степень конверсии СН4 (по С( в углеводородах смешанного
газа па входе в трубчатую печь):
^М1л»адоб|0()=
105,47
Тепловой баланс. Уравнение теплового баланса конвертора СН4
второй ступени:
Qi + Q2 + Сз = Qi +
где Qi — физическое тепло парогазовой смеси на входе; Q2 —
тепловой эффект реакций при 0°С; Q3 — физическое тепло воздуха
на входе; Q4 — физическое тепло парогазовой смеси на выходе;
Qs — потери тепла в окружающую среду.
Приход тепла'.
Qi = 100-1,5135-815+71,79-1,6467-815+
+4,12-1,5847-480=224240 (кДж),
где 100 — объем сухого газа, поступающего в конвертор после
трубчатой печи; 1,5135 — средняя теплоемкость сухого газа от 0
до 815°С; 71,79 — количество водяного пара, поступающего в кон-
вертор с газом после трубчатой печи; 1,6467 и 1,5847 — средняя
теплоемкость водяного пара от 0 до 815°С и от 0 до 480°С соот-
ветственно; 4,12 — количество водяного пара, добавляемого в кон-
вертор.
Тепловой эффект реакций определяем из разности
Q2=SQK-SQH,
Q2 = 10,689 -17547+17,878 • 4932+0,423 • 3295+82,776 • 10789—
—9,89 • 17547— 10,1 • 4932—9 3295-75,91 • 10789=98430 (кДж).
Q3=38,681 • 1,3398 • 480=24830 (кДж),
где 38,681 — объем воздуха, поступившего в конвертор (у);
1,3398 — средняя теплоемкость воздуха от 0 до 480°С; 480 — тем-
пература.
Всего приход тепла:
224240+98430+24830=347500 (кДж).
Расход тепла:
Q4=223,626-1,535-1000=343300 (кДж),
где 223,626 — егьем влажной парогазовой смеси на выходе;
1,535 — средняя теплоемкость парогазовой смеси от 0 до 1000°С.
tj 4. Материальные и тепловые расчеты
Потери тепла в окружающую среду Qs принимаем равными
1200 кДж на 100 м3 сухого газа, поступающего в конвертор СН4
в горой ступени.
Всего расход тепла:
343300+4200=347500 (кДж).
Тепловой баланс конвертора СН4 второй ступени приведен
и табл. 10.
Таблица 10. Тепловой баланс конвертора СН4 второй ступени
Приход тепла Количество Расход тепла Количество
кДж % кДж i %
(, парогазовой смесью после трубчатой печи при 815°С 224240 64,54 С парогазовой смесью при 1000°С па выходе 343300 98,80
Г воздухом при 480°С 24830 7,14 Потери в окружаю- щую среду 4200 1,20
li-плота реакций при (ГС 98430 28,32
Всего 347500 100 347500 100
Конвертор СО первой ступени
Исходные данные: температура парогазовой смеси па выходе
П0°С; степень достижения равновесия 0,9; отношение пар:газ на
входе 0,588; давление газа на выходе 27,459-105 Па. Расчеты ведем
на 100 м3 сухого газа, поступающего в конвертор СО первой
<• । уцени.
Материальный баланс. Обозначим через х количество прореаги-
ровавшего СО при достижении равновесия, м3.
Константу равновесия реакции (4), при температуре 440°С
ранную 8,2, можно записать
_ (7,59+х) (59,96+х) = 8 <,
4 (12,69—х) (58,8—х)
откуда х=9,81
Фактически
М3.
прореагировало СО:
9,81-0,9=8,83 м3.
Количество и состав газа после конвертора СО первой ступени
приведены в табл. 11.
Отношение пар:газ после конвертора СО первой ступени равно:
^97=0459.
108,83
I
388.
34
глава I § 4. Материальные и тепловые расчеты
35
Таблица 11. Количество и состав газа после конвертора СО первой ступени
Компонент Z— Влажный газ Сухой газ
м1 об. % м3 об. %
со.. ' 16.42 10,34 16,42 15,09
(.() 3,86 \ ' 2,43 3,86 3,55
1L 65,79 М.43 65,79 60,45
(.11., 0,30 0,19' 0,30 0.27
N > 22,18 \ 13,97 22,18 20,38
Лг 0,28 \ 0,17 0,28 0,26
||и 49,97 \ 31,47 —
В с о г о 158,80 108,83 100
Тепловой баланс. Уравнение теплового баланса конвертора СО
первой ступени:
Qi + Qz = Сз+Qi,
где Qt — тепло парогазовой смеси па входе; Q2 — теплота реакции;
Qi— тепло парогазовой смеси на выходе; Q4— потери тепла в
окружающую среду.
Обозначим температуру парогазовой смеси на входе через tm.
Тогда, учитывая данные табл. II, можно записать:
Q j = (100 • 1,3574+58,8 • 1,5008) t„х=227,5/„х, (кДж),
где 1,3574 — предполагаемая теплоемкость газа при температуре
/пх; 58,8 — объем водяного пара, поступающего в конвертор;
1,5608 — предполагаем^Ктеплоемкость водяного пара при темпе-
ратуре tBX. /
„ 8,83-41000 .г,™ / гт \
^2==~^24----=:1(,17° (КДЖ)>
[см. уравнение (4)].
Q3= (108,83• 1,4076+49,97 • 1,5776) 440 = 102030 (кДж).
где 108,83 — объем сухого газа после конвертора СО первой сту-
пени; 1,4076 — средняя теплоемкость сухого газа от 0 до 440°С;
49,97 количество водяного пара; 1,5776 — средняя теплоемкость
водяного пара от 0 до 440°С; 440 — температура газа на выходе
из конвертора.
<+ принимаем равным 500 кДж на 100 м3 сухого газа, посту-
пающего в конвертор СО первой ступени.
Уравнение теплового баланса:
227,5fXB+16170 = 102030+500,
откуда /вх=380°С.
Конвертор СО второй ступени
Исходные данные. Температура парогазовой смеси на выходе
250°С; степень достижения равновесия 0,93; отношение пар:газ на
входе равно 0,459; давление газа на выходе 25,497-105 Па.
Расчет ведем на 100 м3 сухого газа, поступающего в конвертор
СО первой ступени, т. е. на 108,83 м3 сухого газа, образовавшегося
после конвертора СО первой ступени.
Материальный баланс. Обозначим через х количество прореаги-
ровавшего СО при достижении равновесия, м3.
Константу равновесия реакции (4), равную при 250°С 96, мож-
но записать так:
К _ (16,424-х) (65,79-f-x) 96
. 4 (3,86—х) (49,97—х)
откуда х=3,55 м3.
Фактически прореагировало СО:
3,55-0,93=3,30 м3.
Количество и состав газа после конвертора СО второй ступени
приведены в табл. 12.
Таблица 12. Количество и состав газа после конвертора СО второй ступени
Компонент Влажный газ Сухой газ
м3 об.% 1 об. %
<:о2 19,72 12,42 19,72 17,58
со 0,56 0,35 0,56 0,50
Ц„ 69,09 43,51 69,09 61,61
сп4 0,30 0,19 0,30 0,27
N. 22,18 13,96 22,18 19,78
Лг 0,28 0 18 0,28 0,26
ЬОО 46,67 29 39 — —
4 ? 158,80 100 112,13 100
Отношение пар:газ
-^-=0,416.
112,13
Тепловой баланс. Уравнение теплового баланса для конвертора
С.О второй ступени:
Qi+Qz—Q3+Q4,
где обозначения Qi—Q4 те же, что и для конвертора СО первой
с гупени.
Учитывая/данные табл. 11, можно записать:
Q, = (108,83 1,3787+49,97 • 1,5280) /вх=226,4/вх (кДж),
н
1
ГЛАВА I
36
где 108,83 обьем газа, поступающего в конвертор; 1,3787 — пред-
полагаемая генлоем кость газа при температуре £вх; 49,97 — объем
водяного пара, посгупающего в конвертор; 1,5280 — предполагае-
мая теплоемкость водяного пара при tBX; tBX— температура паро-
газовой смеси па входе, °C.
q ^41000 =6()46 (
22,4 7
|см. уравнение (4)].
Q:1=(112,13-1,37964-46,67-1,5324)250=56550 (кДж),
где 112,13 —объем сухого газа после конвертора СО второй сту-
пени; 1,3796 — средняя теплоемкость сухого газа от 0 до 250°С;
46,67 — объем водяного пара после конвертора СО второй ступени;
1,5324 —средняя теплоемкость водяного пара от 0 до 250°С; 250 —
температура на выходе из конвертора.
принимаем равным 420 кДж.
Тогда уравнение теплового баланса можно записать так:
226,4^x4-6046=56550+420,
откуда ДХ=225°С.
В табл. 13 приведен сводный газовый баланс по стадиям кон-
версии СН4 и СО на 100 м3 природного газа п на 1 т NH3. Теоре-
тический расход Н2 на 1 т NH3 равен 1980 м3. Учитывая, что в
дальнейших стадиях подготовки азотоводорцдпой смеси и в про-
цессе синтеза NH3 при принятой технологической схеме производ-
ства теряется около 13% Н2, расход 112 на 1 т NH3 принят равным
1980-1,13 = 2240 м3,
считая на Н2, содержащийся в газе после конверсии СО второй
ступени.
Из табл. 13 видно, что из 100 м;$ природного газа, идущего
па технологический процесс, после конверсии СО второй ступени
получается 354,28 м3 Н2. Отсюда расход природного газа на тех-
нологический процесс для получения 1 т NH3 составляет
2240-100 Г9О., ,
----—- = 632,3 (м3).
354,28
Па обогрев трубчатой печи в расчете на 1 т NH3 необходимо
сжигать природного газа
nJ
С
65,1-632,3 ..... ,
-------— =411,6 (м3 .
1 ПО ’ \ /
Суммарный расход природного газа на 1 т NH3:
632,3+411,6 = 1043,9 (м3).
38
ГЛАВА I
§ 5. РАСЧЕТ ОСНОВНЫХ АППАРАТОВ
Производиre.ii.iiocn. одного агрегата принимаем равной 1500 т
NH.3 в с\ тки.
Ра<\о I. природного газа на технологический процесс:
(>32,3-1500=948450 (м3 в сутки),
пли
948450:24=39500 (м3/ч).
Ссроочис।ка
Для первой ступени сероочистки—поглотитель на основе ZnO
(111ЛИ 10); рабочая температура 380—400°С; сероемкость 15%
массы поглотителя; объемная скорость 850 ч-1 (по природному
газу). Тогда необходимый объем поглотителя
39500
850
Сероочисткой аппарат полочного типа, внутренний диаметр
3,2 м, общая высота слоя поглотителя 5,8 м.
При содержании сернистых соединений в природном газе не
более 20 мг/м3 (в расчете на серу) срок службы поглотителя около
двух лет.
Во второй ступени очистки проводят гидрирование устойчивых
органических соединений S до H2S на к оба л ьто молибденовом ка-
тализаторе при 350°С. Принимаем объемную скорость 1300 ч-1.
Необходимый объем катализатора;
39500
1300
При внутреннем диаметре аппарата полочного типа 3,2 м вы-
сота слоя катализатора
^47 (м3)
30 (м3).
Для поглощения образовавшегося II2S устанавливается третий
аппарат полочного типа внутренним диаметром 3,2 м, заполненный
поглотителем на основе ZnO (ГИЛП-10-2). Рабочая температу-
ра 320"С.
При обьемной скорости 1000 ч 1 необходимый объем погло-
ти теля
-^^=39,5 (м3).
1000
Общая высота слоя поглотителя:
39,5 г- / \
-------=5 (м).
0,785-3.22
§ 5. Расчет основных аппаратов
39
Трубчатая печь
Количество тепла, передаваемого через стенки реакционных
|руб, на основании теплового баланса трубчатой печи (см. табл. 8)
составит:
(815900+580800-435430)395=379,7-106 (кДж/ч).
Принимаем температуру стенок реакционных труб 950°С, а
ншловое напряжение в расчете на внутреннюю поверхность труб
314-103 кДж/(м2-ч).
Тогда необходимая внутренняя поверхность нагрева реакцион-
ных труб составит:
3W-l°!=|2|0
3I4-1O1
Принимаем реакционные трубы внутренним диаметром 71 мм,
наружным диаметром 114 мм (толщина стенки труб 21,5 мм) и
длиной облучаемой части 9,7 м.
Необходимое количество реакционных труб:
1210 1210 г,.п , .
—560 (штук).
3,14-0,071-9,7 2,1625
Материал труб — жаропрочная сталь типа Х25Н20С2. Прини-
маем трубчатую печь из четырех реакционных камер по 140 труб
н каждой камере.
Общий объем никелевого катализатора в трубах:
0,785-0,0712-9,7-560=21,5 (м3).
Объемная скорость в расчете на природный газ при 0°С п
/60 мм рт. ст.:
-^22 = 1800 ч-1.
21,5
Расход природного газа на обогрев трубчатой печи:
65,1-395=25715 (м3/ч).
Конвертор СН4 второй ступени
15 верхней части конвертора шахтного типа расположен смеси-
к-ль воздуха и парогазовой смеси. Воздух поступает по 12 труб-
кам, парогазовая смесь — двумя тангенциальными вводами. Горе-
ние газа с воздухом происходит в верхнем свободном объеме кон-
вертора над катализатором.
Количество Ог, вводимого с воздухом:
38,681 • 3,6406 395 - 0,21 = 11681,2 (м3/ч) -
40
ГЛАВА I
Количество тепла, выделяющегося при взаимодействии Н2 с О2
по реакции
Н2 + 0,5О2 = ГКО.
равно
11681,2 2 • 10790=252 • 10е (кДж/ч)
Тепловое напряжение незаполненного объема над катализато-
ром принимаем равным 10,5-106 кДж/м3. Тогда свободный объем
в верхней конической части конвертора составит
--’°2 =24 (м3).
10,5
Для каталитической зоны конвертора принимаем объемную
скорость 3300 ч-1 по сухому газу после трубчатой печи.
Необходимый объем никелевого катализатора:
364,06-395
---------=43,0 (м3).
3300
При внутреннем диаметре реакционной зоны конвертора 3,8 м
высота слоя катализатора составит
0,785 -3,82
Конвертор изнутри футерован огнеупорным кирпичом. Для
безопасности наружный корпус конвертора защищен водяной ру-
башкой.
Давление на выходе из конвертора 32.362-105 Па.
Котел-утил изатор
В качестве примера приводим расчет котла-утилизатора на
конвертированном газе после конвертора СН4 второй ступени.
Котел предназначен для охлаждения конвертированного газа
от 1000 до 380°С с получением водяного пара следующих парамет-
ров: Р = 103,46-105 Па, /=314°С.
Количество сухого газа, выходящего из конвертора СН4 второй
ступени, на 100 м3 природного газа составляет 512,778 м3
(см. табл. 13). Отношение пар:газ равно 0,588.
Уравнение теплового баланса с учетом 1% потерь тепла в окру-
жающую среду в расчете на 100 м3 природного газа:
0.99(Q,-Q2) =g(Q3-Q4),
где ф| и Q2 — тепло парогазовой смеси соответственно па входе
и выходе из котла, кДж; g— количество образующегося пара, кг;
Qs — энтальпия пара (при Р= 103,46-103 Па, /=314°С равна
2716,8 кДж/кг); Q4— энтальпия питательной воды (при Р=
= 117,68-10-’ Па, /=299,4°С равна 1253.5 кДж/кг).
§ 5. Расчет основных аппаратов
41
Учитывая данные табл. 13, определяем:
Q5 = (512,778 1.5353+512,778 0,588 • 1,6328) 1 000 =
= 127,96-104 (кДж);
Q2 = (512,778 • 1,3574—512,778 • 0,588 • 1,5608) 380=486210 (кДж),
где 1,5353 — средняя теплоемкость парогазовой смеси от 0 до
КЮ0°С; 1,6328, 1,3574 — средние теплоемкости водяного пара от 0
до 1000°С и от 0 до 380°С; 1,5608 — средняя теплоемкость сухого
газа от 0 до 380°С.
Количество передаваемого тепла с учетом 1% потерь:
0,99(127,96-104—48,62-104) =78,5-104 (кДж).
Количество пара, снимаемого с котла-утилизатора, в расчете
па 100 м3 природного газа:
78,5 1О' _г л г -7 / \
р———— -------= 545,7 (кг).
6 2710,8—1253,5
При производительности агрегата по природному газу
39500 м3/ч тепловая нагрузка котла-утилизатора (Q) и общий съем
пара G составят:
Q = 78,5-104-395=315,5- 10е (кДж/ч);
G =545,7-395=215550 (кг/ч) =215,5 (т/ч).
Конвертор СО первой ступени
Загружен среднетемпературным железохромовым катализато-
ром. Объемную скорость по сухому газу, поступающему в конвер-
тор СО, принимаем равной 2000 м-1.
Тогда необходимый объем катализатора составит:
5+77 8-395 = 100 (м3)
2000
При внутреннем диаметре конвертора полочного типа 3,8 м
(толщина стенки корпуса 90 мм) высота слоя составит 8,8 м. Ка-
тализатор располагается в двух корзинах, высота слоя в каждой
из которых 4,4 м. Конвертор СО может быть и радиального типа.
Конвертор СО второй ступени
Загружен низкотемпературным цпикохромомедным катализато-
ром. При объемной скорости 2800 ч~* ио сухому газу, поступаю-
щему в конвертор СО второй ступени, необходимый объем ката-
лизатора составит:
->•>8.056-395
2800
где 558,056 — объем сухого газа после конвертора СО первой
ступени из 100 м3 природного газа (см. табл. 13).
42
ГЛАВА 1
Рис. 2. Схема одноступенчатой конверсии природного газа автотермическим
методом под давлением 29,4-105—39,2-105 Па.
При внутреннем диаметре конвертора полочного типа 3,8 м
(толщина стенки корпуса 60 мм) общая высота слоя катализатора
составит 7 м. Катализатор загружается в две корзины с высотой
слоя в каждой 3,5 м. Конвертор может быть и радиальной кон-
струкции. Давление газа после конвертора СО второй ступени
25,5-105 Па.
§ 6. ОДНОСТУПЕНЧАТАЯ КОНВЕРСИЯ ПРИРОДНОГО ГАЗА
АВТОТЕРМИЧЕСКИМ МЕТОДОМ
Для получения технического Н2 или технологического газа син-
теза NH3, если конвертированный газ очищают от остатков СО
промывкой жидким Ь12, процесс конверсии СН4 ведут парокисло-
родной смесью с использованием технического О2, содержащего
95—98% О2.
При получении технологического газа для синтеза NH3 с соот-
ношением (СО+Н2) :N2—3,1:1 конверсию углеводородов проводят
парокислородовоздушной смесью с использованием воздуха, обога-
щенного О2 (40—45% О2). Расход технического О2, по сравнению
с парокислородной конверсией, при этом сокращается на 35—40% •
Схема производства технологического газа для синтеза NH3
автотермическим методом конверсии природного газа под давле-
нием 29,42-105—39,23-105 Па в одноагрегатной установке мощ-
ностью 1500 т ЫН3 в сутки представлена на рис. 2.
Природный газ поступает в агрегат из магистрального газопро-
вода под давлением 9,8066-105 Па. Для гидрирования устойчивых
органических сернистых соединений до H2S к природному газу
добавляю г азотоводородную смесь после метанирования остаточ-
ных оксидов углерода, имеющую давление около 22,555-105 Па.
§ 6. Одноступенчатая конверсия природного газа
43
Полученный смешанный газ с содержанием около 7% Н2 про-
ходит через сепаратор 1 для отделения жидких углеводородов,
сжимается компрессором 2 до 39,227-105 Па, нагревается в огне-
вом подогревателе 3 до 400°С и направляется в сероочистные
аппараты 4. Здесь газ проходит последовательно через аппарат
с поглотительной массой на основе ZnO, затем через аппарат,
заполненный гидрирующим кобальтомолибденовым катализато-
ром, и, наконец, через поглотительную массу на основе ZnO для
улавливания образовавшегося H2S.
К очищенному газу, содержащему не более 0,3 мг S на 1 м3
газа, добавляют водяной пар, нагретый в подогревателе 3 до 450°С.
в количестве, соответствующем соотношению Н2О: природный газ
равному 2:1,
Технический О2, поступающий из блока разделения воздуха,
сжимается компрессором 5 до 34,323-105 Па, после чего к нему
добавляют водяной пар с температурой 450°С в количестве, экви-
валентном одному объему пара на один объем природного газа.
Таким образом, общее количество дозируемого пара составляет
гри объема на один объем природного газа. Часть пара в линию О2
добавляют для лучшего смешения реагирующих компонентов и
предотвращения их воспламенения в объеме до поступления на
катализатор.
Воздух в количестве, необходимом для получения азотоводо-
родной смеси стехиометрического состава, сжимается компрессо-
ром 6 до 34,323-105 Па и нагревается в огневом подогревателе 3
до 360°С. Для получения реакционной среды однородного состава
парогазовая смесь, воздух и парокислородная смесь проходят че-
рез смеситель 7, после чего они при температуре около 390°С
поступают в конвертор СН4 шахтного типа 8.
Здесь в присутствии никелевого катализатора происходит прак-
тически полная конверсия СН4. Взаимодействие СП4 с О2, начи-
нающееся в указанных условиях (400—450°С), протекает очень
оыстро и заканчивается в верхнем начальном слое катализатора
протяженностью 0,1—0,2 м. Здесь на активном катализаторе одно-
временно с экзотермическими реакциями протекает и эндотермиче-
ская реакция СН4 с водяным паром, благодаря чему максималь-
ная температура в начальном слое катализатора не превышает
I Ю0°С.
При дальнейшем прохождении газовой смеси через слой ката-
лизатора оставшийся СН4 реагирует с водяным паром, вследствие
чего температура постепенно падает. В указанных условиях при
гемпсратуре на выходе из конвертора СП4 970°С и давлении
.11,381-105—32,362-105 Па получается конвертированный газ с
содержанием СН4 около 0,2% (равновесная температура около
ЧЗ()"С).
Газ после конвертора СН4 охлаждается с 970 до 380°С при
последовательном прохождении через два котла-утилизатора в
44
ГЛАВА I
которых образуется насыщенный пар давлением 103,95-105 Па.
Пар из всех котлов отводится через паросборник 10.
Пройдя котлы-утилизаторы, парогазовая смесь с соотношением
нар:газ около 0,7:1 поступает в конвертор СО первой ступени 11,
заполненный среднетемпературным железохромовым катализато-
ром. Здесь реагирует с водяным паром основное количество СО.
На выходе из конвертора СО первой ступени температура 440°С,
соотношение пар:газ равно 0,56:1, остаточное содержание СО в
сухом газе 3,6%.
Газопаровая смесь после конвертора СО первой ступени охлаж-
дается сначала в котле-утилизаторе 9 до 330°С, а затем в подогре-
вателе 12 до 225°С за счет подогрева очищенного от СО2 конвер-
тированного газа, поступающего на метанпрование.
В конверторе СО второй ступени 13, заполненном низкотемпе-
ратурным катализатором, оставшееся количество СО реагирует с
водяным паром. На выходе из конвертора при температуре 250°С
и соотношении нар:газ равном 0,51:1 остаточное содержание СО
в сухом конвертированном газе составляет 0,5%.
Пройдя теплообменную аппаратуру, конвертированный газ очи-
щается от СО2 раствором моноэтаноламипа, затем от остатков СО
и СО2 гидрированием до СН4 на никелеалюминиевом катализаторе
при 350°С, компримируется с 25,497-105 до 313,81 • 105 Па и на-
правляется на синтез NH3.
Процесс производства технологического газа автоматизирован.
Для поддержания постоянного состава исходной реакционной
смеси устанавливаются регуляторы давления, количеств и соотно-
шения пар.'газ, газ’.кислород и газ:воздух. Для обеспечения
безопасности предусматривается установка предохранительных и
обратных клапанов, а также блокирующих устройств для автома-
тической отсечки газа, О2 и воздуха при возникновении аварий-
ных ситуаций.
§ 7. МАТЕРИАЛЬНЫЕ И ТЕПЛОВЫЕ РАСЧЕТЫ
Конверсия СН4
Расчеты ведем на 100 м3 природного газа. Для гидрирования
устойчивых органических соединений S в H2S к I м3 природного
газа добавляем 0,1 м3 очищенной азотоводородной смеси. Составы
и количества природного газа и азотоводородной смеси, поступаю-
щих в аппараты сероочистки, приведены в табл. 14. В расчетах
приняты следующие составы технического О2 и воздуха (об.%):
О2 Nj Лг
Технический О2 97,0 1,0 2,0
Воздух ' 21,00 78.0 1,0
Сумма С, в углеводородах смешанного газа
93,793+3,2 -2+1,14- 3+0,32 -4+0.09 - 5+0,02 -6=105,463.
§ 7. Материальные и тепловые расчеты
45
Таблица 14 Количества и составы газов, поступающих в конвертор СН4
Компонент Природный газ, мч Азотоводородная смесь Смешанный газ
м2 об. % м3 об. %
<о2 0,08 0,08 0,07
+н6 С Н8 * d ho •> 1 93,70 0,093 0,93 93,793 85,27
3,20 — — 3,20 2,90
1,14 — — 1,14 1,04
0,32 — — 0,32 0,29
<Л12 ' «.Ли 0,09 — — 0,09 0,08
0,02 — — 0,02 0,02
Н-2 — 7.391 73,91 7,391 6,73
Л Г — 0,061 0,61 0,061 0,05
N, 1,45 2.455 24,55 3,905 3,55
Всего 100 10,00 100 110,00 100
Исходные данные. На входе в конвертор давление 34,323 X
X Ю5 Па; объемное отношение пар:природный газ равно 3:1; тем-
пература природного газа и азотоводородной смеси 390°С; водя-
ного пара 450°С; воздуха 360°С; технического Ог 50°С.
На выходе из конвертора давление 32,362-105 Па; содержание
СП4 в сухом газе 0,2%; отношение -°—---=3,12. Температура
N2
равновесия 940°С, фактическая 970°С.
Соотношение между содержанием СО и СО2 в конвертирован-
ном газе соответствует состоянию равновесия реакции (4) при
к-мнературе 970°С.
Обозначим (в м3): V — объем сухого газа на выходе; а — со-
'к-ржание СО2 в выходящем газе; б — содержание СО в выходя-
щем газе; в — содержание Н2 в выходящем газе; г —количество
водяного пара, вступившего в реакцию с СН4, минус количество
водяного пара, образовавшегося при сгорании I+; х— расход тех-
нического О2; «/ — расход воздуха.
Материальный баланс. Составляем балансовые уравнения по
>лементам во влажном исходном и конечном газах.
Баланс по С
0,08+93.7934-3,2 -2+1,14- 3+0,32 • 4+0,09 - 5+0,02 • 6=
=a+6+0,002V;
105,543=«+6+0,002V. (34)
Баланс по Н2
7,391 +93,793 - 2+3,2 -3+1,14- 4+0,32 • 5+0,09 • 6+0,02 • 7+
+300=6+0,002 V-2+300—г;
г=е+0,004 V—211,417. (35)
46
ГЛАВА !
Баланс по 0?
0,084-300-0,5+0,97x4-0,21у=а+0,564-0,5(300-г);
0,08+0,97х+0,21у=а+0,5б—0,5г. (36)
Объем сухого газа на выходе из конвертора:
l/=a+6+e+0,002V+3,905+0,01х+0,78у+
+0,061+0,02х+0,01у;
У=а+б+е+0,002 V+3,966+0,03х+0,79//. (37)
Для получения азотоводородной смеси стехиометрического со
става, с учетом неполноты конверсии СО и механических потерь Н2
следует иметь в газе после конвертора СН4 отношение —— =
N2
=3,12:1.
Отсюда получаем
б-ре
=3,12. (38)
3,905+0,01x4-0,78//
Равновесие реакции (4) при 970°С выражается уравнением:
К4= з11”21- =------------= 0,622, (6в)
[СО][Н2О] 6(300-г)
где 0,622 — значение константы равновесия реакции (4) при 970°С.
Тепловой баланс. Уравнение теплового баланса:
Q1+Q2+Q3+Q4+Q5—Qe+Q?,
где Qi — тепло природного газа и азотоводородной смеси при
390°С; Q2 — тепло водяного пара при 450°С; Q3 —тепло воздуха
при 360°С; Q4 — тепло технического О2 при 50°С; Q5 — теплота
реакции при 0°С; Q6 — тепло парогазовой смеси на выходе при
970°С; Q?— потери тепла в окружающую среду.
Учитывая данные табл. 14, определяем:
Qi = l 10-2,0122-390=86330 (кДж),
где НО — объем газа, поступающего в конвертор; 2,0122 — средняя
теплоемкость смешанного газа от 0 до 390°С; 390 — температура
газа на входе.
Q2=300-1,5776-450=212980 (кДж),
Q3 = //-1,3264-360 =476,743// (кДж),
Q4=x-1,3120-50=65,586х (кДж).
Тепловой эффект реакций определяем из разности:
Q5 = SQk—SQh-
SQk = 175470+49326+3295 • 0,002 V+10789 (300—г) =
= 1754 7я+4932б+6,59 V+10789 • 300— 10789г.
§ 7. Материальные и тепловые расчеты
47
SQH= 17547 • 0,08+3295 • 93,793+3697 • 3,2+4517 -1,14+
+5489 • 0,32+6364 -0,11 + 10789 300;
2 Qn=329888+10789- 300;
Q5=l7547а+4932б+6,59V— 10789г—329888 (кДж).
Q6=4,1868 • 970 [0,5237о+0,3365б+0,317^+0,6378 - 0,002 V+
+0,3328 (3,966+0,03x+0,79t/) +0,41 (300—г) ];
Q6=4,1868 [508o+326,4056+307,496+1,2373 V+ (1,32+0,01 %+
+0,2629г/) 970+ (123-0,41 г) • 970].
Q6=4,1868 [ 508o+326,4056+307,496+1,2373 V+9,7%+
+2551/—397,7г+120590].
Потери тепла в окружающую среду Q, принимаем равными
12560 кДж.
Уравнение теплового баланса:
86330+212980+476,743t/+65,586x+17547о+49326+6,59 V—
— 10789г—329888=2125о+1367,36+1284,02e+5,1709 V+
+40,6%+1065,5г/— 1665,6г+55070+12560;
154220+3564,75— 1284,02e+1,4191 У+24,986,г—
—588,757г/—9123,4г=548210. (39)
Получаем шесть уравнений [(34)—(39)] и уравнение равнове-
<ня с семью неизвестными.
Решение уравнений. Предварительно задаемся значениями V и
V, приближающимися к истинным значениям этих величин.
Принимаем V=410,8 (м3). Тогда из уравнения (34) получаем
105,543=а+б+0,002-410,8;
6=105,543—о—0,8216;
6 = 104,7214—о. (40)
Подставив принятое значение V в уравнение (35), имеем
г=в+0,004-410.8—211,417;
в=209,7738+г. (41)
Предварительно принимаем х=52 м3 п подставляем это зна-
чение в уравнение (38):
-------б-±^—----=3,12.
3,905+0,01 -52+0,78//
Гак как коэффициент при х здесь очень мал (0,01), то неболь-
шая погрешность в принятом значении х не повлияет на конечные
ре льтаты:
б+в= (3,905+0,52+0,78^) 3,12 = 13,806+2,4336^.
49
| 7. Материальные и тепловые расчеты
48 ГЛАВА I
Подставляем сюда значения б и в из уравнений (40) и (41):
104,7214 —«+209,7738+г=13,806+2,4335t/;
300,6892—«+г=2,4331/;
«/=123,55—0,4109а+0,4109г. (42)
Значения б, ««, у из уравнений (40) — (42) и принятое значе-
ние V подставляем в уравнение теплового баланса (39):
15422а+3564,7 (104,7214—а) — 1284,02 (209,7738+г) +
+1,4191 410,8+24,986х—588,757 (123,55—0,4109«+
+0,4109г)—9123,4г=548210.
После математических преобразований получаем:
12099,3а— 10649,34г+24,986х = 516417;
24,986%=516417+10649,34г— 12099,3а;
х=20706—484,39а+426,56г. (43)
В балансовое уравнение ио кислороду (36) подставляем значе-
ния б из уравнения (40) и у из уравнения (42):
0,08+0,97х+0,21 (123,55—0,4109а+0,4109г) =
=а+0,5(104,7214—а)— 0,5г;
После раскрытия скобок и преобразований получаем:
0,97х=0,5863а—0,5863г+26,33;
х=27,144+0,60443а—0,60443г. (44)
Вычитаем уравнение (44) из уравнения (43):
х=20706—484,39а+426,56г
х=27,144+0,60443а—0,60443г
0=20678,8—484,99а+427,16г ’
Отсюда
г= 1,1353а—48,409. (45)
Подставляем в уравнение константы равновесия реакции (6)
полученные значения б, в и г из уравнений (40), (41) и (45):
с(209,77334-1,1353с—48,409) _р
(104,7214—с) (300—1.1353С4-48,409) ~ ’
11осле математических преобразований получаем квадратное
уравнение:
0,42914а2+452,025а—22694=0,
откуда а =48,02 (м3).
Из уравнения (40) определяем б:
6=104,7214—48,02 = 56,7014 (м3).
Из уравнения (45) находим г:
г= 1,1353 • 48,02—48,409=6,108 (м3).
Значение е определяем из уравнения (41)
в=209,7738+6,108=215,882 (м3).
Истинное значение х находим из уравнения (44)
х=27,144+0,60443 - 48,02—0,60443 • 6,108=52,48 (м3)
Содержание в техническом О2 газов будет:
О2—52,48-0,97=50,906 (м3);
N2—52,48-0,01=0,525 (м3);
Аг—52,48-0,02 = 1,049 (м3)
Всего: 52,48 м3.
(42) определяем у.
= 106,328 м3
1,03-52,48+
Из уравнения
у= 123,55—0,4109 • 48,02+0,4109 6,108
Содержание в воздухе газов будет:
О2—106,328-0,21=22,329 (м3);
N2— 106,328-0,78=82,936 (м3);
Аг—106,328-0,01=1,063 (м3)
Всего: 106,328 (м3)
Общий объем сухого газа на выходе из конвертора СН4 опре-
деляем из уравнения (37):
V=48,02+56,7014+21
+0,79-106,328;
0,998 V=410,1438,
откуда V=410,96 м3 (предварительно принятое значение V=
=410,8 м3).
Проверяем правильность решения всех уравнений:
48,02 +56,7014 +0,002-410,96=105.543;
г=215,882+0,004 • 410,96—211,4 17=6,108.
Левая часть уравнения (36)
0,08+0,97-52,48+0,21 -106,328=73,315.
Правая часть уравнения (36):
48,02+0,5 - 56,7014—0,5 6,108=73,316.
Проверка уравнения (38):
56.7014+215,882_______ 272,5834 }2
~ 87,366 ~ ’
| IKS
3.905+0.01 -52,48-0,78-106,328
50
--------------------------------------- ГЛАВА 1
Уравнение шиц-ran гы равновесия реакции (4)
_ 10366,65 _п _
56,7014(300—6,108) 16664.09 и’Ь22-
Уравнение генлового баланса (39):
I > 122 • 18,02+3564,7 • 56,7014— 1284,02 • 215,882+1,4191 410 96+
I 21,9.80.52,48—588,757-106,328—9123,4-6,108 = 549000 (кДж),
‘и<> хорошо согласуется с уравнением (39).
Определяем значения Q3, Q4, Q5 п Q6-
Qs=476,743-106,328 = 50690 (кДж);
Q4=65,586-52,48=3440 (кДж);
Qs = 17547 • 48,02+4932 - 56,7014+6,59 -410,9—10789 • 6 108—
—329890 = 729180 (кДж);
Qg=2125 • 48,02+1367,3 - 56,7014+1284,02 • 215,882+
+5,1709 410,96+40,6 • 52,4 8+1065,5 • 106,328—
— 1665,6- 6,108+505070 = 1069220 (кДж).
Приход тепла:
Qi+Qz+Qs+CZi+Qe = 86330+212980+50690+3440+
+729180=1082620 (кДж)
Расход тепла:
Qe+Q Неувязка бала] Таким образом вилыю. Сводный тепло пого газа приведи Таблица 15. Тепловой 7 = 10692 зса 0,08 , все ук вой бал 4 в табл баланс ко 20+1 %- аз а ни анс к< I. 15. (верто. 2560=1081780 (кДж). ыс выше уравнения решены пра- энвертора СИ4 на 100 м3 природ- Из пес видно, что около 33% от 5а СН4 на 100 м3 природного газа
Приход тепла Колич 2СТВО | Расход тепла Количество
кДж 1 % кДж %
С природным газом и а ютоводородной смесью при 390°С ( воччиим паром при [.>()< С 1е\ппчеекпм О2 при (. по.<д\ \<>м ири 360°С Гепло|а реакции ири 0°С 86330 212980 3440 50690 729180 7,98 19,67 0.32 4,68 67,35 С парогазовой смесью па выходе из конвер- тор;! ири 970°С Потери в окружаю- щую среду 1069220 12560 98,84 1,16
Всего 1 1082620 1 100 Всего 1081780 100
51
| 7. Материальные и тепловые расчеты
общего прихода тепла вносится предварительно нагретыми реаги-
./Хми+Дненташ, 1. око» 67%
мпческих реакций. В окружающую среду теряется 1,2 /0 от общего
прихода тепла вое остальное тепло (98,2%) выносите» из конвер-
'"^Определ^ш^емпературуРпаро^газокислородовоздушной смеси на
входе в конвертор СН4 (+х)
Общий объем смеси на входе:
110+300+52,5+106,3=568,8 (м3);
Qi+Q2+Qs+Q4=568,8 Ср+х,
। де (+ — средняя теплоемкость парогазокислородовоздушнои сме-
еп от 0 до 390+ = 1,588 кДж/(м3-°С).
86330+212980+50690+3440
35344+ =391оС
903,2
568,8-1,588
Количество и состав газа после конвертора СН4 приведены в
табл. 16. Отношение пар:газ на выходе из конвертора 4.
J9318?=0,715.
410,95
Габлица 16. Количество и состав газа после конвертора СН4
Компоненты | Влажный газ Сухой газ
мя । об. % М3 | об. %
(,о2 со II., ci 6 N-> Ai- ll,О 48,02 56,70 215,88 0,82 87,36 2,17 293,89 6,81 8,04 30,62 0,12 12,40 0,31 41,70 48,02 56,ТО"" 215,88 0,82 87,36 2,17 11,68 13,80 52,53 0,20 21,26 0,53 —
Всего 704,84 100 410,95 100
Степень конверсии СН4 (по Cj в углеводородах смешан-
ного газа):
105,463
Конвертор СО первой ступени. Исходные данные. Отношение
нар:газ на входе равно 0,715; температура парогазовой смеси на
выходе 440°С; степень достижения равновесия U,9.
Расчеты ведем на 100 м3 сухого газа, поступающего в конвер
юр СО первой ступени.
ГЛАВА I
Материал ь и ы й баланс. Обозначим через х количество
прореагировавшего СО при достижении равновесия, м3. Константа
равновесия реакции (4) при температуре 440°С равна 8,2:
_(11,68+х)(52,53+х) _g2
4 (13,8—х) (71,5—х)
В результате математического преобразования получаем квад-
ратное уравнение:
7,2х2—763,67х+7477,39=0,
откуда х = 10,915 (м3).
Фактически прореагировало СО:
10,915-0,9=9,82 (м3).
Количество и состав газа после конвертора СО первой ступени
приведены в табл. 17.
Таблица 17. Количество и состав газа после конвертора СО первой ступени
Компонент Влажный газ Сухой газ
м3 об. % м3 об. %
со2 21,50 12,54 21,50 19,58
со 3,98 2,32 3,98 3,62
Н2 62,35 36,35 62,35 56 78
СН4 0,20 0,12 0,20 0,18
n2 21,26 12,40 21,26 19,36
Аг 0,53 0,31 0,53 0 48
I-12О 61,68 35,96 —
Всего 171,50 100 109,82 100
Отношение пар:газ после конвертора СО первой ступени:
Тепловой баланс. Уравнение теплового баланса:
Qi+Q? —Q3+Q4,
где Qi—тепло парогазовой смеси на входе; Q2 — тепло реакции;
Оз — тепло парогазовой смеси на выходе; Q4 — потери тепла в
окружающую среду.
Обозначим температуру парогазовой смеси па входе через /вх.
Тогда
Q, = (100-1,382+71,5-1,558) (вх=249,59(вх (кДж);
Q2 = 9'82~41 °00- = 17970 (кДж),
22,4 v
Q3=(109,82-1,438+61,68-1.575)440=111200 (кДж),
| 7. Л1атериа.чьные и тепловые расчеты ;»,»
|де 109,82 — объем сухой газовой смеси на выходе; 1,438 —сред-
няя теплоемкость газовой смеси от 0 до 440°С; 61,68 — объем
пндяного пара; 1575 — средняя теплоемкость пара от 0 до 440°С;
110 — температура на выходе. Q4 принимаем равным 500 кДж.
Уравнение теплового баланса:
249,61Вх+17970 = 111200+500,
откуда /Вх=380°С.
Конвертор СО второй ступени
Исходные данные. Температура парогазовой смеси на выходе
’50°С; степень достижения равновесия 0,93; отношение пар:газ на
входе 0,562.
Расчет ведем на 100 м3 сухого газа, поступающего в конвер-
|<>р СО первой ступени.
Материальный баланс. Обозначим через х количество СО, про-
реагировавшего при достижении равновесия, м3.
Константа равновесия реакции (4) при 250°С равна 96:
к ^(21,5+х) (62,35+х) =96
4 (3,98—х) (61,68—х)
После математических преобразований получаем квадратное
\равнение:
95х2—6387,21 х+22226,2=0,
и куда х=3,6816 (м3).
Фактически прореагировало СО:
3,6816-0,93=3,42 (м3).
Количество и состав газа после конвертора СО второй ступени
приведены в табл. 18.
Таблица 18. Количество и состав газа после конвертора СО второй ступени
Компонент Влажный газ Сухой газ
м3 об. % об. %
24,92 14,53 24,92 22,01
0 56 0,33 0,56 0,49
11 65,77 38,35 65,77 58,08
III 0 20 0,11 0,20 0,18
N 21,26 12,40 21,26 18,77
Л1 0,53 0,31 0,53 0,47
II и 58,26 33,97 —
Всего 171,50 100 113,24 100
54
ГЛАВА I
Отношение пар газ:
=0,514.
113,24
Тепловой баланс. Уравнение теплового баланса:
Q1 + Q2 = Qs + Q4-
Составляем те же уравнения, что и для конвертора СО первой
ступени:
Qi = (109,82-1,3794-61,68-1,535)^=245,6^ (кДж);
Q2 = -3’422^ooo-=626O (кДж).
Q3= (113,24• 1,5324-58,26-1,379)250=61296 (кДж).
Q4—принимаем равным 420 кДж.
Уравнение теплового баланса:
245,6/вх+6260=4204-61296,
откуда Дх=226°С.
В табл. 19 приведен сводный газовый баланс по стадиям кон
версии СН4 и СО в расчете на 100 м3 природного газа и на 1 т
NH3. Как и ранее, расход Н2 па 1 т NH3 принят равным 2240 м3,
считая на Н2, содержащийся в газе после конверсии СО второй
ступени. Из таблицы видно, что из 100 м3 природного газа после
конверсии СО второй ступени получается 270,3 м3 Н2.
Отсюда расход природного газа на 1 т NH3 составляет:
а«=829 (м3).
270,3
При двухступенчатом процессе конверсии СН4 (табл. 13) сум
марный расход природного газа на технологический процесс и
обогрев трубчатой печи составляет 1044 м3 на 1 т NH3, т. е. на
25% больше. Однако для проведения автотермического процесса
с более простым аппаратурным оформлением требуется на 1 т NH,
435 м3 технического О2.
Выбору наиболее рационального способа конверсии угле
водородов предшествуют предварительные технико-экономическиг
расчеты.
§ Я. РАСЧЕТ ОСНОВНЫХ АППАРАТОВ
Производительность агрегата принимаем равной 1500 т Nil
в сутки.
Расход природного газа на технологический процесс:
829-1500 = 1243500 (м3/сутки),
56
ГЛАВА I
57
8. Расчет основных аппаратов
или
авной 850 ip
61
8,0384
1243500:24 = 51812 (м3/ч).
Расход азотоводородпой смеси
51812-0,1=5181 (м3/ч).
Аппараты для очистки газа от серы
Для первой ступени очистки устанавливаем аппарат полон
кого типа, заполненный поглотителем на основе ZnO (ГИАП-10)
Принимаем объемную скорость по природному газу р
и рассчитываем потребный объем поглотителя:
----=61 (м3).
850
При внутреннем диаметре аппарата 3,2 м высота слоя погле
тителя составит
61
0,785 -3.2=
Для гидрирования устойчивых органических соединений S до
II2S на кобальтомолибденовом катализаторе принимаем объемную
скорость 1300 ч_| и определяем необходимый объем катализатора
51812 .п , зч
----------------------------—40 (м3),
1300
Аппарат полочного типа, внутренний диаметр 3,2 м, высота слоя
катализатора 5 м. Катализатор располагается на двух полках.
Для поглощения образовавшегося H2S устанавливаем третий
аппарат полочного типа с внутренним диаметром 3,2 м, заполнен-
ный поглотителем на основе ZnO (ГИАП-10-2). Принимаем объем
ную скорость 1000 ч~’, рассчитываем необходимый объем погло-
тителя:
51812 К9 I
—-----= 52 (m3).
1000 v ’
и высоту слоя поглотителя:
— = 6,5 (м).
8,0384 ' ’
Конвертор СН4
Аппарат шахтного типа с внутренней огнеупорной футеровкой
Корпус из углеродистой стали для безопасности снаружи защищен
водяной рубашкой без давления. Нагретые потоки природного
газа, водяного пара, О- п воздуха для получения смеси по возмож-
пости однородного состава смешиваются в смесителе, конструктив-
но совмещенном с конвертором.
Для предотвращения воспламенения реакционной смеси в
объеме до ее поступления на катализатор линейная скорость на
юдходе к катализатору должна быть больше скорости распро-
странения пламени. Свободный объем над катализатором должен
быть сведен к минимуму.
Конвертор заполнен термостойким никелевым катализатором
(например, ГИАП-3-6н) в виде цилиндрических гранул диамет-
ром 8—12 мм.
Температура измеряется на выходе реакционной смеси из сме-
сителя и в трех точках по высоте слоя катализатора. В случае
обратного проскока пламени, вызывающего резкое возрастание
температуры над слоем катализатора, срабатывает автоблокиров-
а, и подача газа н О? в агрегат прекращается. Воспламенение
реакционной смеси в объеме недопустимо не только из-за образо-
ншия сажи в пламени, но и вследствие опасности вывода из строя
смесительного устройства, изготовляемого из нержавеющей стали.
Для процесса конверсии углеводородов под давлением около
14,3-105 Па принимаем объемную скорость по природному газу
I860 ч_|. Тогда необходимый объем катализатора:
-^^=28,8 (м3).
1800
При внутреннем диаметре конвертора СН4 3,2 м общая высота
лоя катализатора составит
28,8 28,8 о к / а
------- --------=3,Ь (м).
0,785-3.22 8,0384
Конвертор СО первой ступени
Конвертор заполнен среднетемперагурным железохромовым ка-
1ализатором. Объемную скорость ио сухому газу, поступающему в
конвертор, принимаем 2000 ч-1, при этом необходимый объем ка-
|<1лнзатора будет:
410.95-518,12 212921 .
——-----—-— - —-------=106 (м3),
2000 2000
|дс 410,95 — объем сухого газа после конвертора СН4 из 100 м3
природного газа (см. табл. 19).
Принимаем внутренний диаметр конвертора полочного типа
>,8 м. Тогда общая высота слоя катализатора составит:
106 106 п . . ,
--------= —------=9,4 (м).
0,785 -3.82 11,3354
Катализатор располагается в двух корзинах.
!>9
ГЛАВА I
58
Конвертор СО второй ступени
Конвертор загружен низкотемпературным цинкохромомедным
катализатором. Прн объемной скорости 2800 ч_| по сухому газу,
поступающему в конвертор СО второй ступени, необходимый
об нем катализатора составит
451,3-518,12 233828
83,5 (м3),
2800 2800
где 451,3 — объем сухого газа после конвертора СО первой сту-
пени из 100 м3 природного газа.
Принимаем аппарат полочного типа внутренним диаметром
3,8 м. Общая высота слоя катализатора, располагающегося на
двух полках, составит
—=7,5 (м).
11,3354
Котлы-утилизаторы после конвертора СН4
Котлы предназначены для охлаждения конвертированного газа
с 970 до 380°С с получением насыщенного водяного пара под дав-
лением Р=103,46-105 Па и при /=314°С.
Количество сухого газа, выходящего из конвертора СН4, со
ставляет 410,95 м3 на 100 м3 природного газа. Отношение пар:газ
равно 0,715.
Уравнение теплового баланса с учетом 1% потерь тепла в окру-
жающую среду:
0,99(Q1-Q2) =g(Q3-Q4),
где Qi и Qz — тепло парогазовой смеси соответственно на входе
и выходе из котла, кДж на 100 м3 природного газа; g—-количе-
ство образующегося пара, кг на 100 м3 природного газа; Q3—
энтальпия пара (2716,8 кДж/кг); Q4— энтальпия питательной во-
ды (1253,5 кДж/кг).
Q, = (410,95+410,95 -0,715)1,5332 • 970 = 104,816• 104 (кДж),
где 1,5332 — средняя теплоемкость парогазовой смеси от 0 до
970°С; 970 — температура на входе.
Q2= (410,95-1,3482+410,95-0,715- 1,5608)380=386230 (кДж),
где 410,95 и 410,95-0,715 — объем сухого газа и пара; 1,3482 и
1,5608 — средняя теплоемкость газа и пара от 0 до 380°С; 380 —
температура на выходе.
Количество передаваемого тепла с учетом 1% потерь:
0,99(104,816- 104—386230) =655310 (кДж).
Количество пара, снимаемого с двух котлов-утилизаторов, в
расчете на 100 м3 природного газа:
655310 ии-7 о / ч
0——- - - ------=447,8 (кг).
2716,8—1253,5 '
| 9. Расчет трубчатой печи с использованием данных
При производительности агрегата по природному
31812 м3/ч суммарная тепловая нагрузка котлов (Q) и общий
< кем пара G составляет:
Q=655310-518,12 = 339,5-106 (кДж/ч);
0=447,8-518,12=232 (т/ч).
Котел-утилизатор после конвертора СО первой ступени
Котел предназначен для охлаждения конвертированного газа
< 440 до 330°С с получением насыщенного водяного пара при
/* = 103,46-105 Па и /=314°С.
Количество сухого газа, выходящего из конвертора СО первой
ступени, составляет 451,3 м3 из 100 м3 природного газа. Отноше-
ние пар:газ равно 0,562.
Уравнение теплового баланса с учетом 1 % потерь тепла в окру-
жающую среду:
0,99(Q1-Q2)=g(Q3-Q4).
Составляем уравнения так же, как для котлов после конвер-
тора СН4 (обозначения те же):
Qi = (451,3• 1,4377+451,3 0,562 1,5751) 440=461260 (кДж);
Q2= (451,3• 1,4185+451,3 0,562 • 1,5483) 330=340850 (кДж).
Количество передаваемого тепла с учетом 1 % потерь:
0,99(461260-340850) = 119200 (кДж).
Количество образующегося пара на 100 м3 природного газа:
119200 01 л / 1
g =------------=81,4 (кг).
2716.8—1253,5
Суммарная тепловая нагрузка Q и общий съем пара с
котла G:
Q = 119200-518,12 = 61.76-106 (кДж/ч).
G=81,4-518,12=42,1 (т/ч).
§ 9. РАСЧЕТ ТРУБЧАТОЙ ПЕЧИ С ИСПОЛЬЗОВАНИЕМ ДАННЫХ
О КИНЕТИКЕ ПРОЦЕССА ПОД ДАВЛЕНИЕМ
Исследования В. И. Атрощенко, Г. Л. Звягинцева и других по-
казали, что паровая каталитическая конверсия природного газа
под давлением до 401-104 Па описывается уравнением:
__ ^СН, _ Рен, L
Рн, I
где pi — парциальное давление соответствующего компонента кон-
вертированного газа, Па; т —время контакта, с; К\ — константа
, 3
+со£н;
6'1 Реп, /*нао
(46)
I
61
ГЛАВА I
I
9 Расчет трубчатой печи с
использованием данных
60
равновесия реакции (/), Па2; k—константа скорости реакции
Па-с '.
В зависимости от температуры газа в слое катализатора на
зерне промышленного размера константа скорости может быть
рассчитана по формуле
/гпр = 3,92• 10*° exp ) Па • с . (47)
Величины F и Ф с достаточной для
ючностью определяют по уравнениям
2(4-Cpla»-6-
/X g 2(4 - a0)a» - b + V \
) 4(4 -C0)a
& 4(4 — a0)a +
технологических
- 1g
расчетов
^±±r^arctgfc^, (51a)
/-83 Ь J 6:1 ’
2,3(—fc + / 1
-fc- /bj
Вследствие конструктивных особенностей радиационной камеры
и трубных экранов реальный трубчатый реактор характеризуется
ярко выраженными неизотермическими условиями работы как по
высоте, так и в горизонтальном сечении трубок. Изменение темпе-
ратуры по высоте наиболее заметно. При этом линия распределе-
ния температуры может быть определена по опытным данным
(температура парогазовой смеси на входе (вх — 523°С и выход
реактора /Ш11К = 825°С).
7Г= 100х°-46+823К,
где х — расстояние от входа до данного сечения трубки, м.
Для упрощения расчетов реакционного объема расчет неизо-
термического реактора сводится к расчету изотермического реак
тора при среднеинтегральной температуре:
н
Trcv = — J (100л-0-46 + 823 )dx = 68,5//°-46 + 823К. (49)
где Н — длина облучаемой части реакционной трубки, м.
Объемную скорость конвертируемого природного газа (ио, с-1)
в пересчете на нормальные условия определяем по формуле:
3,276 - 107mfenp
(3 + а)Тг~ЕФ '
(50)
где m — доля свободного объема между гранулами катализатора,
а — объемное соотношение пар-.природный газ; F и Ф — функции,
зависящие от значений степеней конверсии СН4 (а, доли ед.) и СО
(Р, доли ед.), состава конвертируемой парогазовой смеси, давле-
ния (Р, Па), температуры, содержания СН4 в сухом конверторном
газе (f, доли ед.) и появляющиеся соответственно при интегриро-
вании уравнения (46) и определении объема конвертированного
газа.
а
р а(а — a}da
F = 7л-----П—----------~Г7 ’ (5П
J (4 - ч0)а4 — Ьал — са Ц- d '
где ; Ь=3а2+2а+3; с=п3—а2—«Ц-1; d==«(a+l)2-
где при
(4—п0) <0 6,=62-4(4-a0)d;
62 = —8(4—a0) (-й+убТ);
63=8(4-n0)(b+V61) и
Ф = 100a—2/ V+M2, (52)
где V — объем сухого газа на выходе трубчатого реактора (куби-
ческие метры, получающиеся из 100 м3 поступающего на конвер-
сию природного газа), М2 и далее М, — величина, зависящая от
состава газовой смеси.
Величину V находим на ЭВМ в режиме решения алгебраиче-
ских уравнений из квадратного уравнения, выведенного в соответ-
ствии с методикой составления балансовых уравнений (16)—(23);
V2 [ К4 (8f2+6f +1) - (1 +3f) ] + V{M3+ (1 +3/) М, -
~К4 [ (1 +4/) (100п+М2) + (I +2f) М4]} +
+ [ К4 (100п+М2) М4-М, • М2] =0, (53)
где К4 — константа равновесия реакции (4); М|=Нсщ4-2Нс2Пв+
+ЗНсзН8+4Нс4п1О4-5Нс5н12+6Нс„п,4+Нсо2+Нк2-]-0,015 (Н'сн4+
| I Гкц+Н'аг) ; М2—ЗНсн4+5Нсдт,,+7НсзН8+9Нс4и1(,+ 11 Нс5п,2+
I 13НСбн14+Нсо2+Н№+0,015(ЗН,сп4+Н'к2+Н/лг+11'п2); М3=
=4Нсп44-7Нс2н,;+10Нс3н8+1 ЗНс4и1О+16Нс5п12+191 Ic,ji,4+Hn2+
| 0,01S(4H'ch4 + Hzn2 + Н'аг + Н'п2); М4 = 5Нсп4 + 9Нс2н6 +
13Нс3п8 + 17Hc4ir,o + 21Нс5и12 + 25Нс„н14 + Нсо2 + Нк2 +
I 0,015(5Н'си4 + H'n2 + Н'аг + H'h2)- Здесь приняты следующие
<><><>значения: Н2 и Н'4 — содержание данного компонента соответ-
гвенпо в природном газе и азотоводородной смеси, подаваемым
на конверсию, об.%; S— количество азотоводородпой смеси, до-
бавляемое к природному газу перед гидрированием сернистых
соединений, м3 па 100 м3 природного газа.
Уравнения (52) и (53) очень удобны для машинного расчета
материального баланса конверсии СН4. При этом содержания
компонентов конвертированного газа Н2" (кубические метры, по
62
ГЛАВА I
| 9 Расчет трубчатой печи с использованием данных
63
лучающпеся п < 101» м1 природного газа) следует рассчитывать по
формуле
Н"со2 = Е(1+3))-Мз;
H"co=M4-V(l+4f);
Н"и2о = 100а— V (1 +2f) +М2;
H"Ar=0,01S/Ar;
H"n2—Hn2+0,01SHzn2. (
Относительное содержание СН4 в сухом конвертированном
--'ПГШМ ГТГ» г+глтчижчг
(54)
(54а)
(546)
(54в)
(54г)
(54д)
i газе
находим по формуле
f=- - Н (55)
1+За+р
аи0 определяют графическим методом, решая с помощью ЭВМ
уравнения (5), (6). В пределах точности данного метода эти
уравнения можно применять для расчета равновесного состава
конвертированного газа независимо от состава исходной углеводо-
родной смеси.
После алгебраических преобразований из уравнений (5), (6)
получим систему уравнений:
У1=р4+Нр3+Мр2+Лр+Ч=0; (5а)
У2 = ир2—Юр+Э=0, (6а)
где Н=8а; М = 18а2; Л = ^-[4а3+4аа2+(а+1) (а—3)а— (а+1)2];
Р2
Ч=-1 [(4-а0)а4-/>а2—са+t/]; И=(К4-1); Ю = (аК4+За); Э =
Р2
=К4а(а—а).
Затем для заданных значений р, Т и а при изменяющихся (от
0 до 1) с определенным шагом значениях а в автоматическом
режиме определяем коэффициенты Н, М, Л, Ч, И, Ю, Э и далее
в режиме решения алгебраических уравнений находим корни
уравнений (5а) и (6а). Из числа действительных корней этих
уравнений выбираем корни, наиболее реально соответствующие
выбранным условиям конверсии. После этого строим графики
функций p=Yi(cz) и p=Y2(cx) в координатах р—а.
В точке пересечения этих графиков значения аир удовлетво-
ряют одновременно решениям уравнений (5а), (6а) или (5), (6)
и, следовательно, являются равновесными степенями конверсии
С114 п СО для соответствующих условий конверсии.
Для определения констант равновесия реакций (1) и (4) при
математическом моделировании применяем также аналитические
зависимости
lgKi=-^- +8,343 Ilg7’—2,059- 10-3Т+
+ 0,178-Ю-6?'— 11,96 + 9,983, (56)
। !.< 9,983 — число, учитывающее перевод размерности величины
и । ат2 в Па2.
lg/C4 = ^1^+0,297^7+0,3525-10-3-Г+0,0508-Ю^Г2—3,26. (57)
Скорость превращения парогазовой смеси в конечные продукты
i.iHiiciiT от распределения температурных полей, скорости передачи
idi.ua и гидродинамического сопротивления в слое катализатора
и, главным образом, от скоростей химических реакций на поверх-
ности катализатора. Математическая модель суммарного процесса
включает в себя соответствующие математические описания ука-
1.ШИЫХ элементарных процессов.
Материал и толщину стенки трубы выбирают такими, чтобы
опеспечивались безопасные условия работы в течение 86000—
КЮООО ч.
Поэтому математическое описание суммарного процесса необ-
ходимо дополнить уравнением прочности, включающим в себя до-
пустимую длительную прочность материала труб. Следует также
учитывать невозможность стационарности работы катализатора в
промышленных условиях. Обычно при расчетах объема катализа-
юра это обстоятельство учитывают с помощью коэффициента
пшаса.
Если тепловые, гидродинамические и прочностные условия
in- лимитируют скорость суммарного процесса, максимально воз-
можную объемную скорость природного газа о0тах рассчитываем
по уравнению (50), а объем загруженного в трубы катализатора —
по формуле
(58)
V = _
Р vmax
me L — количество природного газа, подаваемое в реакционные
|рубы, м3/с; с3 — коэффициент запаса. Внутренний диаметр реак-
ционных труб (t/B, м) и число труб (и) определяем по формулам:
4<+<7, (59)
п = —------ >
45гс3 L q‘H
|де q— теплонапряжение поверхности труб, Вт/м2; Qp — количе-
ство тепла, передаваемое через стенки реакционных труб (опрс
п-ляем на основании теплового баланса трубчатой печи), Вт.
(60)
64
ГЛАВА I
На основании вышесказанного произведем конструктивный
расчет трубчаток ।инвертора СН4.
Исходные' да...ie: L = 10,972 м3/с; <г=3,7; Л:р=353-104 Па;
ш=0,5; 5 К) м-М(Ч) м3 природного газа; Н = 10 м; /=0,09; с3—
=2,0; /,,Ч=525°С; ; 11>1Х=825ОС; <7=8,723-104 Вт/м2.
Состав природного газа п азотоводородной смеси примем та
кон же, как в табл. 6. Расчеты ведем на ЭВМ «Наири» в счет
ном режиме.
1. По формуле (49) находим среднеинтегральную температурх
в трубках:
/гср=747,53°С.
2. По формуле (47) определяем константу скорости реакции:
&пром=8,83 -105 Па-с-'.
3. По формулам (56) и (57) вычисляем значения константы
равновесия реакций (1) и (4):
К, =3,750-10й Па2; /<4= 1,298.
4. По уравнению (5а) и (6а) находим равновесные степени
конверсии СН4 и СО
ар=0,530; 0Р=О,35О.
В промышленном реакторе принимаем а=0,98; ар=0,519; [3 =
= ₽Р =0,530.
5. Для заданных условий по формулам (51) и (51а) находим:
а0=897,23; (4—а0) =—893,23; 6=51,47;
с=34,27; </=81,733; 6j =3572,92; ]/6, =542,839;
62=35112-14,25; Тб2 = 1873,831; 63=—4246837,0;
V—6.3=2060,786.
Тогда согласно формуле (51а) F(a) =0,0137.
6. Используя уравнение (55), находим содержание СН4 в су-
хом конвертированном газе при среднеинтегральной температуре
/(1020,53) =0,165.
7. Определяем величину Ф(а). Предварительно при выбран
ных составах исходных газов находим: Mi = 109,484; М2=320,94;
М3=426,33; М4=531,88.
Тогда уравнение (53) преобразуется:
0,254 V2—923,557 V+302445.992=0.
Отсюда V=364,0 м3 на 100 м3 природного газа. Следователь-
но, Ф (а) =625,42 м3 природного газа.
Таким образом, с использованием уравнения (50) и найденных
выше величии
Цотах =0,704с~1,
объем загружаемого катализатора Vp=31,15«31,2 м3.
Ц 9. Расчет трубчатой печи с использованием данных
65
8. Количество тепла, передаваемое через стенки реакционных
груб, по данным табл. 8 принимаем равным 1,055-108 Вт,
</„==0,103 м.
9. Находим число труб по формулам (60): п — 373,6 т
~ 374 штуки.
При допустимой длительной прочности для материала труб
Пдоп и коэффициенте запаса прочности 1,5 допускаемые напря-
жения
Ы=£«2Я-= 1,795-107 Па.
1,5
Приняв толщину стенки 6=0,02 м и коэффициент прочности
(парного шва ф=0,70, проверяем реакционную трубу на прочность:
P(rf„+6) _ 353-104(0,103+0,02) _ j 551.1()7 Па
4 2бср 2-0,02-0,7
Условие прочности выполнено. Таким образом, выбрана труба
с наружным диаметром dH=0,143 м (г/н=с(в+2б).
10. Оцениваем основные габариты трубчатой печи. Выбираем
шухрядный экран с постоянным шагом, так как при этом длина
печи наименьшая. Число реакционных труб, приходящихся на 1 м
печи, составляет: 1:0,143 = 6,99. Общая длина трубного экрана
равна 374:6,99=53,48 м. При двухкамерном расположении труб-
ного экрана в каждой камере длина камеры будет:
/к = 53,48:2=26,74 (м).
Количество реакционных труб в каждой камере составляет
171:2 = 187. Разбиваем камеру на 10 секций. Тогда в каждой сек-
ции получается по 19 труб. Длина трубного экрана в секции
'1,7:10=2,7 м. Принимаем общую длину секции равной 3,2 м.
(липа радиационной части печи камеры составляет /Р.К=3,2Х
10=32 м.
Приняв расстояние от трубного экрана до кирпичной кладки
п юлщину кладки равными соответственно 0,70 и 0,25 м опреде-
HIM общую ширину радиационной камеры.
SP.K=4 - 0,25+ (2 • 0,7+0,143) 2=4,29 « 4,3 (м),
। к- 0,247= 1,73с!н= 1,73-0,143 — расстояние между рядами труб, м.
Высота реакционной трубы Ярл. = 10+4 = 14 м. Здесь допол-
нительные 4 м конструктивно выбраны на установку фланцев, ком-
пенсаторов и других устройств.
Таким образом, габариты радиационной части трубчатой печи
прямоугольного сечения для конверсии природного газа будут
। (ними:
/р.п5р.пЯР.п=32 м-4,3 м-14 м = 1926 м3.
388.
66
ГЛАВА II
МЕТОД РАСЧЕТА УСТАНОВКИ
ДЛЯ ПРОИЗВОДСТВА КАТАЛИЗАТОРА
В настоящее время конверсия СО водяным паром осуще-
ствляется в основном на железохромовом среднетемпературном
катализаторе, состоящем из оксидов железа и хрома. Этот ката-
лизатор разработан сотрудниками ГИАП и выпускается под
индексом 481 и 482. Наибольшую активность он проявляет при
380 - 500°С. Основные характеристики катализатора следующие
Содержание железа в пересчете на Fe2O3, мае. %
(Содержание хрома в пересчете на Сг2О3, мае. %
Содержание серы в пересчете на SO3, мае. %
Сумма примесей CaO, MgO, SiO2, мае. %
Диаметр зерен, мм
Насыпная масса, кг/л
Кажущаяся плотность, г/см3
Механическая прочность
на истираемость, %
на раскалывание, кг/см2
средняя
минимальная
Активность, константа скорости при 350°С, Н-см3/(г с)
Энергия активации, кДж
Удельная поверхность, м2/г
Пористость, %
Не менее 89—91
Не менее 7—7,6
Не более 0,3—0,4
Остальное
(5—8) ±0,1
1,05—1,25
1,9—2,3
Не более 0,4
15
12
1,3
86—100
25—30
57
Производство железохромового катализатора состоит из трех
стадий: приготовление исходных растворов; получение оксидного
железа; приготовление катализатора.
Предварительно приготовленные растворы FeSO4 и (NH4)2CO.i
соответственно из реакторов-растворителей 1 и 2 (см. рис. 3) на
сосами перекачиваются в реактор-осадитель 3, где протекает
реакция образования FeCO3:
(NH4) 2CO34-FeSO4=FeCO3+ (NH4)2SO4. (61)
Реактор-осадитель снабжен барботером для перемешивания
растворов с помощью N2 и змеевиком для подогрева реакционной
смеси паром. Полученная суспензия FeCO3 самотеком сливается
в сгуститель 4, где происходит частичное отделение пульпы от
раствора. Из сгустителя пульпа FeCO3 подается на вакуум-
фильтр 5 для фильтрования. Отфильтрованный сырой FeCO3 по
ступает 1! сушильный барабан 6, где за счет тепла топочных газов
разлагается с образованием FeO и СО2:
FeCO3 -—> FeO-(-CO2f. (62)
Здесь же частично происходит окисление FeO до Fe2O3 при
помощи О2, содержащегося в топочных газах:
2FeO + V2O2 Fe2O3. (63)
$ 1. Расчет сырья на 1 т катализатора
67
Рис. 3. Схема производства железохромового катализатора.
Сухие FeCO3 и FeO из сушильного барабана поступают в ба-
рабан 7 для прокаливания, где карбонат разлагается полностью
2FeCO3+1/2O2+Q = Fe2O3+2CO2. (64)
Оксид железа (II) из барабана 7 подается для охлаждения,
а затем поступает в снабженный мешалкой смеситель 9, куда из
реактора-растворителя 8 добавляют определенное количество рас-
пюра хромовой кислоты. Перемешанную массу пропускают через
шнековый пресс, провяливают, сушат и прокаливают. При этом
хромовая кислота разлагается и образуется структурная решетка
железохромового катализатора:
Fe2O3+2H2CrO4-|-1/2O2 =Fe2O3- Сг2О3-|-2112О-|-2О2. (65)
После прокаливания катализатор охлаждают, дробят, просеи-
вают и упаковывают в барабаны.
у 1. РАСЧЕТ СЫРЬЯ НА 1 Т КАТАЛИЗАТОРА
Задаемся составом готового катализатора (мае.%): Fe2O3 —
88,0; Сг2О3 —7,0; SO3 — 0,4; CaO+MgO+SiO2 — 4,6.
Тогда в 1 т катализатора будет содержаться: Fe2O3 —880 кг;
< i;,O3 — 70 кг; SO3 — 4 кг; CaO-|-MgO-|-SiO2 — 46 кг. Итого-—
1000 кг.
68
ГЛАВА II
1. Поскольку для получения Сг2О3 применяется 99%-ный хро-
мовый ангидрид, рассчитаем сколько его нужно для получения
70 кг Сг2Оя в готовом катализаторе согласно уравнению реакций.
2СгО3 + 2Н2О —> 2Н2СгО4 (66)
4-
2Н2СгО4—>Сг2О3+2Н2О+1,5О2 (67
2СгО3-—> Сг2О3 -Ь 1,5О2 (68)
г 2-100-70 оо 1 / \
елдоз =-------=92,1 (кг),
152
где 100 — молекулярная масса СгОз, кг; 152 — молекулярная мае
са Сг2О3, кг; 70 — содержание Сг2Оз в готовом катализаторе, кг
Тогда расход 99%-ного СгО3 составит
100-92,1 п., , .
-----.93 (кг)
99
2. Рассчитаем необходимое количество FeSO4, гидратирован
пого семью молекулами воды. В результате взаимодействия рас-
творов FeSO4 и (NH4)2CO3 образуется осадок FoCOa, который при
прокаливании разлагается до Fc2O3.
Рассчитаем количество FeCO3, необходимое для получения
880 кг Fe2O3, по реакции (64):
г 2-116-880 ,0-70/ \
Огесоз —---;---= 1276 (кг),
160
где 116 — молекулярная масса FeCO3, кг; 880 — содержание
Fe2O3 в готовом катализаторе, кг; 160 — молекулярная масса
Fe2O3, кг.
Для получения 1276 кг FeCO3 согласно реакции (61) потрс
буется FeSO4:
GFeso4=—^- = 1672 (кг),
116
где 152 — молекулярная масса FeSO4, кг; 1276 — количество
FeCO3, кг; 116 — молекулярная масса FeCO3, кг.
Поскольку исходным сырьем для получения FeCO3 является
FeSO4-7H20, его расход составит
GpeSOi - 7Н2О — “'в7^278 = 3058 (кг),
где 1672 количество FeSO4, кг; 278 -молекулярная масса
FeSO4-71l2O, кг.
В производстве катализатора применяется 53%-ный раствор
FeSO4, следовательно его потребуется:
г 100-1672 о, г, - , ,
G =--------=3154,7 (кг).
53 '
§ 2. Материальный расчет по стадиям
69
3. Рассчитаем количество (NH4)2CO3, необходимое для осажде-
ния железа по реакции (61):
<J(Nii4)2co3—-12^ 96 =1056 (кг),
116
где 96 — молекулярная масса (NH4)2CO3, кг.
Теоретические расходные коэффициенты сырья на 1 т катали-
затора без учета потерь будут следующими (кг): СгОз — 93,0;
I'eSO4-7H2O— 3154,7; (NH4)2CO3— 1056,0. Обычно практические
расходные коэффициенты на 1 т готового катализатора прини-
маются следующими (кг): СгО3 — 99,3; FcSO4-7H2O— 3500;
(NH4)2CO3 — 1462.
§ 2. МАТЕРИАЛЬНЫЙ РАСЧЕТ ПО СТАДИЯМ
Растворение FeSCh. Количество FeSO4, содержащегося в
3500 кг FeSO4-7H2O, составит
3500-152 mt о с / \
Оге304 =-------=1913,6 (КГ),
278
поды будет
3500—1913,6 = 1586,4 (кг).
Из 1913,6 кг FeSO4 20%-кого раствора получится:
Jo.9..'...1913’6=9568 (кг).
20
Количество воды, необходимое для приготовления такого ко-
личества 20%-ного раствора:
9568—3500=6068 (кг).
Согласно практическим данным, при фильтровании 20%-ного
раствора FeSO4 потери его составляют 186 кг па I т катали-
i.i юра, которые затем восполняются катализаторпой мелочью.
Исходя из этого отфильтрованного раствора FcSO4 будет
9568—186=9382 (кг).
Разбавление раствора (NH4)2CO3. Определим количество
13%-пого раствора (NH4)2CO3, получаемого из 1462 кг (NH4)2CO3:
г 100-1462 .
U(NH4)2CO3 --------= 11246 (кг).
13
Для приготовления 13%-ного раствора потребуется воды:
11246—1462=9784 (кг).
Принимая, исходя из практических данных, потери NH3 при
ра (бавлении 10 кг на 1 т катализатора, определяем, что
(М14)2СО3 уменьшается до 11236 кг.
70 ГЛАВА II
| 2. Материальный расчет по стадиям
71
Осаждение железа в виде карбоната. Определим количество
суспензии, образующейся при осаждении 20% -ного раствора FeSO4,
13%-пым раствором (NH4)2CO3:
Gc =93824-11236=20618 (кг).
Сгущение полученной пульпы. Определяем количество пульпы
1'еСО3, если известно, что она составляет 30% от всего количества
суспензии:
—20618-30 С1СК, / ч
GfeCO3=----------= 6185,4 (кг).
100
Осветленного раствора в результате сгущения образуется
20618—6185,4 = 14432,6 (кг).
Первичное фильтрование. В результате фильтрования отде-
ляется 60% пастообразной FeCO3, что составляет
6!85,4-60 =3711 24 <кг)
100
Для промывки обычно используется 3000 кг воды, тогда всего
на фильтрование подается пульпы:
6185,44-3000=9185,4 (кг).
При этом маточного раствора будет
9185,4—3711,24=5474,16 (кг).
Репульпация пасты. Определим количество 15,4%-ной суспен
зии FeCO3, получающейся из 3711,2 кг, т. е. из пасты FeCO3;
г 3711,2-100 О.1ПП . .
GreCOs =——— = 24100 (кг).
15,4
Воды в этом случае потребуется
24100—3711,24=20388,76 (кг).
Вторичное фильтрование. Рассчитываем количество пасты, если
известно, что в пасте содержится 61,5% FeCO3:
________________________ 24100-8,7_олпл / \
GFeCO3=----——=2094 (кг).
Сушка FeCO3. Задаемся исходными параметрами: начальнан
влажность №4=22%; конечная влажность №2=0,5%. Тогда коли
честно FcCO3, выходящее из сушильного барабана, составит
2094--100~22) =1641,5 (кг).
(100—0,5)
Следовательно, количество воды, удаленной в результате суш
ки, будет
2094—1641,5=452,5 (кг).
Прокаливание FeCO3. (При прокаливании протекают реакции
62—64). Определяем количество Fe2O3, образующееся при прока-
ливании FeCO3 в прокалочном барабане
GFe2O3 =——— ----= 1132,0 (КГ) ,
2-116
где 116 — молекулярная масса FeCO3, кг; 160 — молекулярная
масса Fe2O3, кг.
Тогда количество 100%-ной Fe2O3 составит
1132,0-0,87 = 984 (кг),
где 0,87 — содержание основного компонента в Fe2O3.
Растворение хромового ангидрида. Определяем количество рас-
твора хромовой кислоты концентрации 300 г/л, образующейся при
растворении 99,3 кг СгО3:
г 99.3-1000 .
Gh2Ci-o4 =------=331 (кг).
300
В этом количестве раствора содержится воды
331-99,3=231,7 (кг).
Смешивание и формование катализаторной массы. Общее
количество катализаторной массы: Fe2O3 — 984 кг; Н2СГО4 —
131 кг; катализаторной мелочи — 50 кг. Итого: 1365 кг.
Провяливание катализаторной массы. При естественной усуш-
ке, исходя из практических данных, обычно удаляется 5,0 кг воды,
lot да формованной катализаторной массы будет
1365—5=1360 (кг).
Прокалка формованной катализаторной массы. Определяем
Количество готового железохромового катализатора, которое по-
учается из 1360 кг катализаторной массы, согласно реакции (65),
протекающей в прокалочной печи
______ 1360 -312 1070 / \
окат=---------= 1072 (кг),
। че 312 — молекулярная масса Fe2O3-Сг2О3, кг; 396 — молекуляр-
iiihn масса Fe2O3-f-2H2CrO4, кг.
Для прокалки катализатора расходуется отопительный газ сле-
ующего состава (об.%): Н2 — 68; СН4— 6; N2 —22; Аг — 4.
Количество кислорода, необходимое для создания окислитель-
ной среды при прокалке катализаторной массы, составит
г 1360-16-22,4 „о _ .
Go2=------------=38,5 (м3),
396-32 ' '
|де 16 — атомная масса О2; 22,4 — объем 1 кг-моль газа.
ГЛАВА П
$ повой расчет реактора
73
Приняв, что воздух содержит 21% О2 и 79% N2, определим
количество N2:
38,5-79 ,.r- i qx
GN2 =—'----=145 (m3).
21
Общее количество воздуха 38,5—145 — 183,5 м3.
Дробление, просев и затаривание катализатора. При дробле-
нии потери составляют 6 кг на 1 т катализатора, такие же по-
тери принимаем и при затаривании. С катализаторпой мелочью
уходит 60 кг. Тогда количество готового железохромового ката-
1п штора составит
1072—(6+6+60) =1000 (кг).
§ 3. ТЕПЛОВОЙ РАСЧЕТ РЕАКТОРА
Если принять производительность реактора 7 т в сутки, то на
осаждение поступает
GFeso4=—— =2736,5 (кг/ч)
24
И
G(nh4)2co3 = 1-——-=3269,5 (кг/ч).
Из расчета материального баланса известно, что в процессе
приготовления 1 т катализатора образуется 5154,5 кг пульпы
FeCO3 и 15463,5 кг осветленного раствора (NH4)2SO4.
Количество пульпы FeCO3, образующейся в реакторе, составит
Greco, =-^7^ = 1500 (кг/ч),
24
а количество раствора
„ 15463,5-7 .,пл / I \
G(nh4)2so4 —------=4500 (кг/ч).
24
Приход тепла. С раствором FeSO4
Qi=2736,5-1,104-75=226582 (кДж/ч),
где 1,104 — средняя теплоемкость раствора FcSO4, кДж/(кг-°С);
75 температура раствора, °C.
раствором (NH4)2CO3
Q2 = 3269,5 • 3,112 35=356114 (кДж/ч).
С 1 реющим паром
Q3=%i=2750% (кДж/ч),
где х— количество греющего пара, кг; 1—2750— энтальпия пара
при 143°С и р=4 атм.
|иход тепла будет
Qnp=226582+356114+2750%=582696+2750%.
1сход тепла. С раствором FeCO3
<2\ = 1500-0,798-65 =77805 (кДж/ч).
раствором (NH4)2SO4
Q'2=4500 • 3,09 • 65 =905513 (кДж/ч).
,отери тепла в окружающую среду принимаем 5% от прихода
Q'3=0,05 (582696+2750%) =29135+137,5%.
(’асход тепла
Qp=77805+905513+29135+137,5%=1012453+137,5%.
582696+2750% =1012453+137,5%.
куда % = 164,5 (кг/ч).
иловой баланс реактора
|>п х о д тепла (Qnp)
। раствором
I.SO4(Q,)
раствором
NI ЩгСОз/Сг)
греющим паром
/[того
кДж
226582
(Оз)
356114
452375
[035071
Расход тепла
с раствором
FeCO3(Q'i)
с раствором
(NH+SCMQ's)
потери (Qz3)
Итого
(Qp)
кДж
77805
905513
51753
1035071
(Расчет реактора. Согласно практике для более полного осажде-
। FeCO3 принимаем следующие исходные данные:
Количество 20%-иого раствора FeSO4, загружае-
мое в реактор (Gi)
Количество 13%-ного раствора (NH4)2CO3, загру-
жаемое в реактор (G2)
Коэффициент заполнения аппарата у
Время пребывания реакционной массы в реак-
торе Т1
Время подготовки реакционной смеси к осажде-
нию т2
Плотность раствора d
Объем реактора, исходя из этих данных, подсчитывается со-
। таено уравнению:
,, t/(G14-G2)tit2 _ 1,21(6,534-11,3)0,4-6
24у "< «о м •
Принимаем У=3 м3.
6,53 м'/т
11,3 м3/т
0,8
0,4 ч
6 ч
1,21 т/м3
24-0,8
74
ГЛ Л1>
Следовательно, при таком объеме и диаметре 1,4 м, вьк
реактора составит:
Я=----------=------------= 1,95 «2 (м).
О2-0,785 1,96-0,785
§ 4. МАТЕРИАЛЬНЫЙ РАСЧЕТ СУШИЛЬНОГО БАРАБАНА
При суточной производительности 7 т катализатора коли
ство FeCO3, поступающее в сушильный барабан, составит
G1Feco3='2094-7-=609 (кг/ч).
24
Выходит из сушильного барабана
G2Feco3=609 • -°-~2-2 =477 (кг/ч),
100-0,5 '
где 22 и 0,5 соответственно начальная и конечная влажность FeO
Количество удаленной влаги будет равно
117=609-^=^ = 132 (кг/ч).
100—0,5
Материальный баланс барабана
Приход, кг Расход, кг
Влажный FcCO3 609 Сухой FeCO3 Влага 477 132
Итого 609 Итого 609
Для сушки используется отопительный газ состава:
G, об.% d, кг/м3 G, кг
н2 68 0,09 6,12
СИ, 6 0,72 4,32
n2 22 1,25 27,50
Аг 4 1,78 7,12
Всего 100 — 45,06
Определим количества компонентов, содержащихся в 1 кг галл
0и-=^>=0’,зв <кг); <">•
(кг); °"=S-=°>158
Рассчитаем количество Ог, необходимое для сгорания 1 кг галл
СН44~2О2 = СО2+2Н2О4-893718 (кДж/кмоль); (69)
Оо2
0,096-64
16
0,384
(кг);
§ 4. Материальный расчет сушильного барабана
75
2Н2+О2=2Н2О+242970 (кДж/кмоль); (70)
0,136-32 , пос . ,
G о2=—— -----= 1,088 (кг).
Всего на сжигание требуется
SG = 1,088+0,384 = 1,472 (кг О2).
Приняв, что воздух содержит 21% О2 и 797о N2, определим
количество N2
~ 1,472-79 rrr , ,
Gn2=——------=5,55 (кг).
Общее количество сухого воздуха, необходимое для сгорания
1 кг газа:
1,472+5,55 = 7,022 (кг).
Поскольку воздух берут с избытком (а = 1,25), расход его со-
ставит
7,022-1,25=8,77 (кг).
Влажность воздуха при 20°С и ср=0,7 с?=0,01042 кг/кг. Сле-
довательно, расход влажного воздуха будет равен
8,77+0,01042-8,77=8,8614 (кг).
В 8,77 кг воздуха содержится:
N2—8,77-0,79=6,93 кг; О2—8,77-0,21 = 1,84 кг.
Определим количество отходящих газов (на 1 кг сжигаемого
газа) по реакциям (69) и (70):
GCo2 = °-09i6(. 44 = 0,264 (кг);
6н2о = °’096 36 =0,216 (кг);
16
0,136-36 , ч
С'т12о=------= 1,224 (кг).
4
В отходящих газах содержится: СО2—0,264 кг; П2О — 0,216+
| 1,224+0,0914 = 1,5314 кг (где 0,0914 — влага, поступающая с
н<> щухом); N2 — 6,93+0,61=7,54 кг (где 6,93 — содержание азота
к воздухе, кг; 0,61—содержание азота в газе, кг); О2—1,84—
1,472 = 0,368 кг; Аг —0,158 кг.
1[усть на сжигание поступает X кг/ч газа, тогда состав прихо-
IH1 него и отходящего газов будет следующим:
Приход, кг/ч Расход, кг/ч
Воздух 8,8614% 7,54%
Газ X 1,5314%
СО2 — 0,264%
Лг -— 0,158%
(>.. — 0,368%
Итого 9,8614% 9,8614%
76
ГЛАВА II
Количество газа (X) определяется из теплового баланса.
Тепловой баланс. 1. Приход тепла с воздухом
Qi = (11го..Со2-^m-^2Cj^2-}-mji2oCj:T2o) t = (1,84Х• 0,9204*
4-6,93%-1,0414*0,0914%-1,869)20=180,9% кДж/ч.
2. Приход тепла с газом
Q2 = (о, 136% • 14,74-0,096% • 3,194-0,61% • 1,0794-
4-0,158X0,525)600 = 1815% (кДж/ч).
3. Приход тепла с материалом
Q3=0,798-609-20=9718 (кДж/ч),
где 0,798 — теплоемкость РеСОз, кДж/(кг-°С); 609 — количество
материала, кг; 20 — температура материала, °C.
4. Тепло реакций сгорания СН4 (69) и Н2 (70):
Q' =893718-0,096А- 5359% (кдж/ч)>
где 893718 — удельное теплосодержание СН4, кДж/кмоль; 16 — мо-
лекулярная масса СН4; 0,096Х — содержание СН4 в отопитель-
ном газе:
z-jzz_242970-0,136Х icmcv / rr / \
Q —. — = 16506Х (кДж/ч),
где 242970 — удельное теплосодержание Н2, кДж/кмоль; 0,136Х —
содержание Н2 в отопительном газе; 2 — молекулярная масса Н2.
Общее тепло реакций
Q4=5359X4*3 6506Х=21865Х (кДж/ч).
Расход тепла. 1. С отходящими газами
Qi = (hJn2Cn24“ ЩщоСнгО-р^А!-CAr-p^OzCoz) ^=== (7,54%- 1,0454*
4-1,5314Х-1,8984-0,264Х-0,9244-0,158Х-0,5254-
4-0,368%-0,936) 200=3257% (кДж/ч).
2. С материалом
Q2=477-0,798-100=38064 (кДж/ч).
3. Тепло испарения
Q,=m3Z= 132-2264=298821 (кДж/ч),
где 2264 — удельная теплота парообразования, кДж/кг.
4. Погори тепла принимаем равными 20% от Qnp
Q4=0,2 (180,9X4-1815X4-97184-21865Х) =4772X4-1943,6;
Qnp=23861X4-9718;
| 4. Материальный расчет сушильного барабана
77
Qp=3257X-f-38064+298821+4772Х+1943,6=8029X4-338828,6.
Qnp—QP;
23861X4-9718=8029X4-338828,6,
откуда X—20,8 кг/ч.
Тепловой баланс
Приход тепла Qnp кДж/ч Расход тепла кДж/ч
С воздухом Q,= 180,9 -20,8 3762 С отходящими газами Q,=3257-20,8 67745
С газом Q2=1815-20,8 37752 С материалом Q2 38064
С материалом Q3 9718 Тепло испарения Q3 298821
Тепло реакций Q4 = 21865-20,8 454599 Потери тепла Q4 = 4772 -20.8+1943,6 101201
Итого 505831 Итого 505831
Определение размеров сушильного барабана. Объем барабана
определяется согласно уравнению
Т=— = -^=10,1 (м3),
А 13
। де IF — количество влаги, испаренной в барабане; А — напряже-
ние объема барабана по влаге (согласно опытным данным А =
13 кг/м3).
Принимаем диаметр барабана D — 1220 мм. Тогда длина его
будет равна
Т V 10,1 Q -7 / Ч
L—-------=----------=8,7 (м);
0.785D2 0,785 1,48
принимаем 10,6 м.
Определяем число оборотов барабана из формулы
mkL
п=-------’
x£>tga
где L — длина барабана, м; D — диаметр, м; т—время пребыва-
ния материала в барабане (т=20 мин); a — угол наклона бара-
ii.uia (a=3°; tga=0,0524); m и k — коэффициенты, зависящие от
iiiii.i насадки и характера движения материала; выбираются по
। шлицам (m=0,5; &=0,7).
0,5-0,7-10,6
20-1,22-0,0524
=4,9
(об./мин).
Принимаем п=5 об./мин.
78
ГЛАВА II
§ 5. РАСЧЕТ БАРАБАНА ДЛЯ ПРОКАЛИВАНИЯ
Материальный баланс. На прокаливание поступает 1641,5 кг
FeCO3. При суточной производительности катализатора 7 т коли-
чество Ь’сСО:). поступающее в прокалочный барабан, составит
GFeco3=-^^=477 (кг/ч).
24
В прокалочном барабане протекает реакция (64). Определим
количество Fe2O3, выходящее из барабана
6^0,=—^ =329 (КГ/Ч),
z -11о
где 160 — молекулярная масса Fe2O3, кг; 116 — молекулярная мас-
са FeCO3, кг.
Количество О2 необходимое для окисления 477 кг,
Go2=-------=32,6 (кг/ч).
2-116
СО2 образуется
6Со2 = ~7'2'44 = 180,6 (кг/ч).
2 2-116
Составляем материальный баланс:
Приход, кг/ч Расход, кг/ч
FeCO3 477 Fe2O3 329
о2 32,6 СО2 180,6
Итого 509,6 Итого 509,6
Определим количество сухого воздуха, необходимого для окис-
ления 477 кг РеСОз
GN2=32-^79 =122,6 (кг).
Общее количество сухого воздуха составляет
122,6+32,6=155,2 (кг).
Количество влаги, поступающей с воздухом (влажность воздуха
при 20°С и ф=0,7, </=0,01402 кг/кг)
Сц2о=155,2-0,01402=2,17 (кг).
Всего воздуха с учетом влаги, содержащейся в нем,
155,2+2,17=157,37 (кг).
Для прокаливания FeCO3 используется тот же газ, что и для
сушки, коэффициент избытка воздуха принимается равным 1,25.
Количество газа X, необходимое для прокаливания, также опре
деляется из теплового баланса.
§ 5. Расчет барабана для прокаливания
79
Тепловой баланс барабана для прокаливания. Приход тепла
г воздухом
Q1 = (mo2Co2+mN2CN2+mH2oCH2o)i= (1,84Х-0,920+
+6,93%-1,041+0,0914%• 1,869) 20= 180,9% (кДж/ч).
Приход тепла с газом
Q2= (0,136%-14,7+0,096%-2,1+0,61%-1,046+
+0,158% • 0,525) 150=439,1 % (кДж/ч).
Приход тепла с FeCO3
Q3=477-0,798-80=30450 (кДж/ч),
где 0,798 — теплоемкость FeCO3, кДж/(кг-°С); 80 — температура
материала, °C.
Тепло реакций сгорания газа (см. Тепловой расчет сушильного
барабана)
(>4=21865% (кДж/ч).
Приход тепла с воздухом для окисления FeCO3
Q5= (32,6-0,920+122,6-1,041+2,17-1,869)20=3233 (кДж/ч).
Тепло реакции окисления
2FeCO3+ V2O2—Fe2O3+2CO2+Q.
SQkou—SQHa4=819000+2 • 395850—2 -721140 =
= 168420 (кДж/кмоль).
2-116--= 346271 (кДж/4)
(i оплоты образования веществ взяты из литературы).
Qnp = 180,9%+439,7A'+30450+21865%+3233+346271 =
=379954+22485%.
Расход тепла с Fe2O3
Qj =m1C,Zj =329• 0,756• 550 = 136798 (кДж/ч),
i де 0,756 — теплоемкость 1 кг Fe2O3.
Расход тепла с отходящими газами. Состав отходящих газов
аналогичен составу газов в сушильном барабане, добавляются
пицц, компоненты воздуха, подаваемого на окисление FeCO3 и СО2,
которые образуются в результате реакции окисления
Q2 = [ (7,54%+122,6) 1,079+0,158% • 0,525+0,368% 0,999+
+ (1,5314%+2,17) 1,911+ (0,264%+180,6) 1,045] 600 =
= 195148+7068% (кДж/ч).
Нотерн тепла принимаем равными 18% от Qnp
Q3=0,18(379954+22485%) =68391+4047% (кДж/ч);
80
ГЛАВА II
Qp= 136798+195148-f-7068X4-68391+4047Х (кДж/ч);
379954+22485%= 11115Х+400337,
откуда Х=1,8 кг/ч.
Сводный тепловой баланс прокалочного барабана
Приход тепла С воздухом Qi = 180,9-1,8 С газом кДж/ч 325,62 Расход тепла С материалом Qi С отходящими кДж/ч 136798
Q2 = 439,l-1,8 С материалом Q3 Тепло реакций сгорания газа Q4=21865-l,8 С воздухом для окисления Q5 Тепло реакции для окисления Q6 790,38 30450 39357 3233 346271 газами Q2= 195148+70681,8 Потери тепла Q3 = 68391 +4047-1,8 207912 75717
Итого 420427 Итого 420427
I Л Л В A III
81
ОЧИСТКА ГАЗОВЫХ СМЕСЕЙ ОТ СО2
Газовые смеси очищают от СО2 методами физической абсорб-
ции и хемосорбции.
При физической абсорбции в качестве абсорбентов используют
поду, метиловый спирт, пропиленкарбонат, т. е. вещества, в кото-
рых взаимодействие молекул СО2 в растворе обусловлено силами
Ван дер Ваальса.
При хемосорбции используют в качестве абсорбентов этанола-
мпны, аммиак, щелочь, поташ, т. е. вещества, реагирующие с СО2.
Выбор метода очистки газовых смесей от СО2 определяется
(одержанием СО2 и дальнейшими стадиями их переработки. Так,
промывка газов конверсии углеводородов от остаточных количеств
('.() жидким N2 хорошо сочетается с очисткой исходных смесей от
( ()2 метиловым спиртом при пониженных температурах. Для кок-
сового газа, содержащего 2% СО2, при селективной очистке
целесообразно применять аммиачную воду. Водные растворы мо-
поэтаноламина широко используют для очистки от СО2 под давле-
нием и без давления газов конверсии углеводородов. Тонкая
очистка (до 2—5 см3 СО2 на 1 м3 газа) газовых смесей, под-
вергаемых низкотемпературному разделению, осуществляется
8—10%-ным раствором едкого натра.
В каждом отдельном случае выбор абсорбента должен быть
обоснован технико-экономическим расчетом.
§ I. ВОДНАЯ ОЧИСТКА
Как все процессы физической абсорбции, очистка газовых сме-
сей от СО2 производится под давлением 24,5-105—29,4-105 Па,
Принципиальная схема процесса водной очистки приведена на
рис. 4. Исходная газовая смесь поступает в нижнюю часть скруб-
оера 1 под слой насадки 2, способствующей лучшему контакту
шза с орошающей ее водой, и, пройдя сепарирующее устройство 3,
отводится для дальнейшей переработки. Вода подастся в разбрыз-
гиватель 4 насосом 6, а энергия отработанной воды рекупери-
руется в турбине 7, укрепленной на одном валу с насосом 6 и
мотором 5. Далее вода подвергается дегазации и снова возвра-
щается в цикл.
В зависимости от начального содержания СО2 в исходной смеси
конечное содержание его составляет 0,5—2%. Для тонкой очистки
используются методы хемосорбции.
Одновременно с СО2 в воде растворяются и другие компоненты
газовой смеси, в том числе и наиболее ценный — Н2. Раствори
li 388.
«2
ГЛАВА III
Рис. 4. Схема водной очистки
газа от COj.
мость всех остальных компонентов
нарастает по мере поглощения СОг
и повышения парциальных давле-
ний в результате этого. Водород
также механически захватывается
и уносится раствором. Потери Н2
при водной очистке достигают
5-6%-
В воде СО2 находится преиму-
щественно в свободном состоянии,
а угольная кислота, образующаяся
в небольшом количестве, диссо-
циирует:
Н2СО3 Н+ + НСОГ,
причем константа диссоциации кис-
лоты мала.
Уже при давлении 9,806-104 Па
бывают отклонения от закона Ген-
ри в процессе абсорбции СО2 водой.
Однако, если вместо концентраций пользоваться летучестями, то
закон Генри применим для СО2 и смесей его с Н2 до давлений
29,4-105 Па и температур ^30°С, представляющих наибольший
интерес для практики.
Опытные данные по растворимости СО2 в Н2О для температур
20 и 30° С при давлении 4,9—29,4-105 Па обработаны и приведены
к зависимости вида
у=Кх,
где у — мольная доля СО2 в исходной смеси; К — константа фазо-
вого равновесия; х—мольная доля СО2 в растворе. Значения К
для указанных выше параметров следующие:
Давления газовой смеси, Па-10~5
Значения К при температуре
20°С
30°С
4,9 9,8 14,7 19,6 29,4
310 156 108 83 58,5
— 135 96 65
Растворимость СО2 снижается из-за присутствия в растворе N2
11 по более чем на 4%, но растворимость N2 и Н2 уменьшается
до 20%. Растворимость СО в воде примерно в 1,5 раза превышает
рас тори мость N2.
Ниже приведены растворимости (м3/м3) этих газов в воде при
давлении 1,012-105 Па:
N, Н2 СН4 СО
20°С 0,016 0,018 0,03 0,024
3()°С 0,013 0,017 0,028 0,02
О влиянии давления и температуры на растворимость газов
в воде можно судить по константе Генри Я, (табл. 20) для отдель-
| 1. Водная очистка
83
Таблица 20. Константа Генри для N2, СН< и СО
Рр Па 10—4 n2 Н2 СО
20°С 23°С 20°С 23”С 20°С 23°С
11,96 8,24 9,08 7,42 — 4,77 4,88
11,71 — — — 7,75 — —
26,68 8,32 9,15 7,42 7,76 4,77 4,91
40,02 8,41 9,25 7,43 7,77 4,77 4,93
«3,36 8,49 9,38 7,47 7,81 4,78 4,95
«6,70 8,59 9,49 7,56 7,89 4,80 4,97
«0,04 8,74 9,62 7,70 8,00 4,82 4,98
93.38 8,86 9,75 7,87 8,16 4,86 5,02
106,72 — — .— -— 4,88 5,08
110,64 — 9,91 8,17 8,41 — —•
пых компонентов газовой смеси в зависимости от их парциального
давления Pi и мольной доли Xi в растворе:
Р i — Н/Х/.
Расход воды (L, кмоль) на абсорбцию СО2, содержащейся в
(! кмоль газа, определяется из уравнения материального баланса:
Цхк xn)=G{yu —аук), (71)
где а — коэффициент, учитывающий уменьшение начального объе-
ма газовой смеси вследствие частичного ее растворения.
Если принять, что концентрация СО2 в воде на выходе ее из
скруббера хк находится в равновесии с концентрацией СО2 в исход-
ной газовой смеси уа=Кхк, то при орошении абсорбера подой,
не содержащей СО2 (хп=0), уравнение (72) принимает вид:
Аа^ = С(уи-аук), или Г (72)
К U \ аг/п /
Если в воде, поступающей на орошение, есть СО2 и концентра-
ция его находится в равновесии с концентрацией СО2 в очищен-
ном газе ук — Кхи, то уравнение будет:
L ggs ) G(ауи-аук) И А- = Кауя - ю//"- - (73)
\ К К ' О си/ц at/,,
Действительный расход воды больше на 10—20%:
£д=(1,1-е-1.2)0К(^. (74)
са/п — at/,,
или Ед= (1,14-1,2) GK —
д ' ’ ’ ' ау„ — ау„
Необходимая поверхность контакта (насадки) S определяется
но уравнению:
-----'Д’--- (75)
Km^PcoJu
। де псо2 — количество абсорбируемой СО2, м3/ч; — коэффп
ппеит массопередачи, м/ч; ДРсо,— движущая сила абсорбции;
I,
84
ГЛАВА III
fa — коэффициент, учитывающий активную (эффективную) поверх-
ность насадки.
Коэффициент массопередачи для колец Рашига, линейных
скорое ген rail 0,03 0,05 м/с, применяемых на практике, плот-
ностей орошения ш==504-300 м3 Н2О/(м2-ч) и давлений 14,7-105—
29.41-105 Па, может быть определен по приближенной формуле
Kffi=0,065w'/2.
Движущая сила абсорбции
дрсо _ ^со,н 2д£со,к) ~ (/;со3к ~ -Рсоан) , (76)
9,806-Ю4 2,31g --со»н ~
/?СО,К ~ Р СО3н
где Рсо.н и р'со„к— парциальное давление СО2 соответственно в
исходной и очищенной газовой смеси Па; р°о,н и рсо,к — равно-
весное давление СО2 над раствором соответственно на входе в
абсорбер и на выходе из него.
Активная (эффективная) поверхность насадки из колец Ра-
шита, т. е. та часть ее, на которой происходит массообмен между
фазами, в промышленных абсорберах не превышает 60—80%.
Допустимая скорость газа в абсорберах обычно не превышает
80—90% от скорости захлебывания шзахл, которая может быть
определена из соотношения
] Г ®з?хл а ъ. 016 j = 0 22 t /_М1/4/ JP_Y;R, (77)
L -U J \ Go м Ък /
где да3ахл—линейная скорость газа захлебывания, отнесенная к
полному сечению абсорбера, м/с; а — удельная поверхность на-
садки, м2/м3; уг и уж — соответственно плотности газа и абсорбен-
та. кг/м3; рж— вязкость абсорбента, спз; g— ускорение силы
тяжести, м/с2, Lo и Go — соответственно нагрузки абсорбента по
абсорбенту и газу, кг/(м2-ч); Fc—свободный объем насадки, м3/м3.
Допустимая линейная скорость газа в абсорбенте обычно при-
нимается на 10—20% ниже скорости, при которой наступает захле-
бывание НасаДКИ — СУзахл-
Пример 1. Газовую смесь в количестве 20000 нм3/ч состава (об.%): Н2— 51;
N-, 17; СО2— 25; СО—5 и СН4 — 2, очищали от СО2 водой до остаточного
содержания СО2 2% под давлением 29,4-105 Па и при температуре 20°С.
()|||>еделпть расходы воды и электроэнергии, диаметр абсорбера и необхо-
димую поверхность контакта, а также состав конвертированного газа после
очистки.
Расход поды:
/.Д=1,2КС 1
аук
Уп
= 1,2-58,5-
20000 /
22,4 V
0,02-0,74 \ .
0,25 / ’
£д = 1,2 • 58,5- 895 0,95—60000 (кмоль/ч),
| I. Водная очистка
85
кпи
60000-18 „„ , „ k
------—=1080 (м3/ч).
1000
Расход электроэнергии на подачу воды на адсорбер:
1080-1000(30-10+20)3,6 лопл /мп , ч
Мн=------------J----------—=4824 (МДж/ч).
3600-102-0.7
0,7 — к.п.д. насоса; 20 — высота подачи воды (расстояние от оси насоса до
штуцера), м.
Рекуперация энергии в турбине
1080-1000 300.-0,4-3,6 , ,
Nt =----------------------= 1295 (МДж/ч),
3600-102
। н<-
0,4 — к.п.д. турбины.
Расход электроэнергии на очистку 20000 нм3/ч газоном смеси
N=NB-Мт =3528 (МДж/ч). I
Диаметр абсорбера (О) рассчитываем из
¥г = (0,51 • 0.09+0.22 1,25 +0,25 • 1,964+0,02 - 0,716) 30 = 0,83 30 = 24,8 кг/м3.
В качестве
н = 100 м2/м3
®захл
9,81
IR
(78)
насадки принимаем стальные кольца Рашита 50X50 X1.2 мм
и Ре =0,93:
100
‘/i 24,8 T/e
1080-1000
. 1°-16= 0,22 — 1 ,75|
1000
0,93
1000.
2 = 2,56 м.
6)
20000-0,83 !
и куда гс'згхл = 0,048 м/с, щ=0,85, щаахл = 0,04 м/с
I 20000-303
D ~ |зо 273 • 3600 • 0,04 0,785
Коэффициент массопередачи при плотности орошения
Ю80 ,
w —-----------=210 (м3/(м2 • ч)
0,785-2,562
Дж=0,065; w./2 =0,065-2Ю'/2=0,95 (м/ч).
Движущая сила абсорбции при степени насыщения воды СО2 <р = 0,8:
парциальное давление СО2 в исходной смеси
ргс0 н = 0,25-30 = 7,3-10' (Па);
то же в газовой смеси после очистки
Рсо к = 0,02-30 = 5,88-10’ (Па);
давление СО2 над водным раствором после очистки при гр = 0,8
Рсо к = 0,8-7,5 = 5,88-103 (Па);
то же после десорбции
РсО2к=3,92-104 (Па);
'0
1,975
д (73 • 105 — 5,88-105) — (5,88 -101 3,92- 104) 1,265
С0» (7,3 —5,88)10-'
2,3 1g - ------—------- 9.806-101
’ ь (5,88 — 3,92)104
=0,65.
86
ГЛАВА III
Поверхность колец Рашига определяем из количества СО2, растворившегося
за час
У со3 = 20000(1—0,74-0,02) =4714 (нм3);
4714
5 =-------------= 8250 (м2);
0,95-0,9-0,65 ' ’
Тогда объем колец Рашига в абсорбере
8250
У=------=82,5 (м3);
100 ' '
высота слоя колец Рашига в абсорбере
82,5
Н=-------------=16 (м).
0,785- 2,562 • * '
Количества остальных компонентов газовой смеси, растворившихся в 1100 м3
воды (при ф=1,0):
Уи2 = 0,17-30-0,018-1080 = 90 (нм3);
Ун2 = 0,51-30-0,016-2-1080 = 606 (нм3);
Усн(= 0,02-30-0,03-1080 = 20 (нм3);
Усо =0,05-30-0,024-1080 = 40 (нм3).
Количество и состав конвертированного газа после очистки
У^о =0,17-20000-90 = 3310 (нм3) =22,7%;
у' =0,51-20000—606 =9594 (нм3) =65,8%;
2
Ген =0,02-20000—20 = 380 (нм3) =2,9%;
4
v'co = 0,05-20000 — 40 = 960 (нм3) = 6,6%;
У со2= °-25 • 20000—4714 = 286 (нм3) = 2,0% •
Итого 14530 нм3= 100%
§ 2. МЕТАНОЛЬНАЯ ОЧИСТКА
Очистка метиловым спиртом проводится при давлениях 9,806-
29,4-К)5 Па и температурах, лежащих в интервале от —30 до
—70°С, т. е. в условиях, способствующих физической абсорбции.
Пониженные температуры позволяют использовать и другие орга-
нические абсорбенты, характеризующиеся высокой растворимостью
в них не только СО2 (табл. 21), но и остальных нежелательных
примесей (H2S и др.), содержащихся в технологических газовых
смесях. В зависимости от состава могут быть подобраны органи-
ческие. абсорбенты как для комплексной очистки исходной газовой
смеси от ряда примесей, так и для селективной ее очистки от ка
кого-либо компонента.
| 2. Метанольная очистка
87
Таблица 21. Растворимость СО2 в органических растворителих при пониженных
температурах и давлении 1,012-105 Па
Растворитель Температура замерзания, °C Растворимость СОг, м3/т
25.ГС -45.3°С - 60,5°С
Метиловый спирт -97,8 17,2 36,88 74,91
Листов —95,0 28,04 62,04 135,66
Метилэтилкетон —88,4 21,55 45,45 96,40
Метилацетат —98,1 27,31 62,81 131,88
П и л ацетат —83,6 22,39 46,80 102,60
)гилформиат —80,5 21.0 45,3 107,50
Для очистки газовых смесей от СО2 применяют метиловый
спирт, растворимость СОг в котором в интервале температур от
—25 до —60°С можно определить по формуле:
(79)
695,7р
2,35РС—р
^со2 =
(нм3/т),
где р — парциальное давление СО2 над раствором, Па; PQ— дав-
ление насыщенного пара СО2 при данной температуре, Па.
Растворимость СО2, содержащегося в газовой смеси, можно
принять равной растворимости чистого СО2 при летучести, соответ-
ствующей летучести СО2 в смеси. Растворимость в метиловом
спирте других газов представлена на рис. 5. Теплота растворения
< ()2 при бесконечном разбавлении 16956,54 кДж/моль.
Гне. 5. Растворимость газов в метаноле при давлении 10,132-104 Па.
88
ГЛАВА III
Рис. 6. Схема метанольной очистки газов от СО2.
Существенно, что при очистке от СО2 метиловым спиртом
одновременно газовая смесь сушится, а низкая упругость паров
растворителя не приводит к ее загрязнению.
Принципиальная схема процесса очистки газов газификации
твердого топлива приведена па рис. 6. Исходная смесь под дав-
лением 19,61—24,5-105 Па проходит последовательно теплообмен
ники 1 и 2, в которых охлаждается обратными потоками до —40°С
и одновременно осушается. В теплообменник 2 впрыскивается
метиловый спирт, что предотвращает образование льда в нем.
Далее смесь проходит I ступень абсорбера 3, где промывается
метиловым спиртом, охлажденным до —65°С, от цианистых соеди
пений, газового бензина, органических соединений серы и неболь
того количества СО2. Во II ступени абсорбера 3, орошаемой
большим количеством метилового спирта с температурой, лежащей
в интервале от —65 до —70°С, поглощается основная часть СО2,
1 I2S п остаточные количества органических сернистых соединений.
Теплота абсорбции СО2 отводится кипящим жидким NH3, которым
охлаждается абсорбер 3. Окончательно газовая смесь очищается
до остаточного содержания 1,2% СО2 и 0,2—0,3 мг/м3 органиче-
ской серы (другие вредные примеси не обнаруживаются) в абсор
бере /.
Отработанный растворитель, отводимый из I ступени абсорбе
ра .7, регенерируют в ректификационной колонне 5, метиловый
спирт отбирается из средней части колонны насосом 6 и через
холодильник 7 подается на орошение абсорбера 3.
11асыщ< пный растворитель из II ступени абсорбера 3 регене
рпруюг ступенчатым дросселированием до 6,86-105, 11,77-104 и
1,96-1()4 Па сначала в турбине 8, а затем в десорбере 10. Газы
десорбции, включая часть, отсасываемую вакуум-насосом 11, свой
§ 2. Метанольная очистка
89
холод рекуперируют в теплообменниках 2 и 1. В десорбере 10
in счет теплоты десорбции метиловый спирт охлаждается от —25
до —75°С, и с такой температурой насосом 9 через холодильник 12
снова подается на орошение абсорбера 3.
Таким образом, основное количество метилового спирта, выде-
ляющего почти весь СО2, регенерируется без дополнительного рас-
хода тепла. Небольшое количество метилового спирта, подаваемого
па орошение абсорбера 4, регенерируется в ректификационной ко-
лонне 13.
Преимуществом рассматриваемого процесса по сравнению с
абсорбцией СО2 водными растворами различных абсорбентов
является отсутствие медленной стадии гидратации СО2. Скорость
процесса определяется только скоростью диффузии СО2, которая
с понижением температуры уменьшается незначительно.
Экспериментальные данные по кинетике абсорбции СО2 и H2S
холодным метиловым спиртом в насадочной колонне обобщены
уравнением:
/ , \0,378 -7’ / \0,65
Ыид = 0,562 Pr’<6e ’ (80)
1де Мид— диффузионный критерий Нуссельта; Re,- — критерий
Рейнольдса по газу; ——весовое отношение жидкость:инертный
бд
газ; Ргж— критерий Прандтля по жидкой фазе; р — парциальное
[.явление в газовой фазе; f — летучесть СО2; d и h — соответствен-
но наружный диаметр и высота элемента насадки.
Nuh=
Dr
। де Лг — коэффициент массопередачп, отнесенный к га юной фазе;
<1., — эквивалентный диаметр на-
садки; Ог — коэффициент диффу-
ПП1 СО2 в газовой фазе.
Пример 2. Для газовой смеси, при-
печенной в примере 1, определить расход
и начальную температуру метилового
ипрта, если абсорбция СОг производит-
я под давлением 24,5-105 Па при тем-
пературе —25°С. Парциальное давление
< ()z p=0,25-24,5-10s Па=5,88-105 Па.
11о рис. 7 находим, что растворимость
। Ог при —25°С и 9,806-1 О'1 Па состав-
ляет 20 нм3 на 1 т СНзОН. Раствори-
мость СОо при 5,88-105 Па Х=6,25-20=
125 нм3 на I т СНзОН. Расход
i.ll.tOH при степени насыщения ([=0,8
< оставит 4714-125-0,8=47 т. Теплота,
выделяющаяся при абсорбции СО2:
Рис. 7. Зависимость плотности
водных растворов МЭА от темпе-
ратуры:
1 - 15% МЭА; 2 — 30% МЭА; 3—15%
МЭА+0,4 моль СО2/моль МЭА; 4
30'% МЭА+0,4 моль СОг/моль МЭЛ.
9Q ГЛАВА III
16956,54=3560380 (кДж/ч).
1 I анальная температура СНзОН (без учета потерь в окружающую среду)
§ 3. ЭТАНОЛЛМИНОВАЯ ОЧИСТКА
Очистка газа от СО2 этаполаминами — типичный процесс
хемосорбции.
С водой этаноламины смешиваются в любых отношениях. Для
очистки газовых смесей от СО2 в промышленности преимуществен-
но применяется водный раствор моноэтаноламина (МЭА) с кон
цснтрацией 10—30 вес.%. В водном растворе МЭА устанавли-
вается равновесие:
/?NH2 + H2O^/?NH+4-OH- (81)
В результате взаимодействия СО2 с МЭА возможно образова-
ние как карбоната
2A‘N 1I2 + Н2О + СО2 (/?NH3) 2СО3. (82)
так и бикарбоната моноэтаноламмопия
СО2 + (7?NH3)2CO3 + Н2О 27?NH3HCO3, (83)
где R — группа ОНСН2СН2.
Однако признано, что при небольших степенях карбонизации
(а<0,5) СО2 реагирует с водным раствором МЭА главным обра-
зом с образованием замещенной карбаминовой кислоты
СО2 + 7?NH2 ANHCOOH, (84)
которая почти полностью диссоциирует в растворе
flNHCOOH ANHCOO + Н+ (85)
и образует карбамат моноэтаноламмония
/?NCOO~ + flNH+ #NHCOO/?NH3. (86)
11з приведенных выше реакций следует, что на 1 моль СО2
расходуется 2 моля МЭА /
CO2 + 27?NH2^/?NHCOO- + 7?NH+, (87)
т. е. стехиометрический коэффициент равен двум.
С увеличением содержания МЭА плотность водного раствора
растет и достигает максимального значения при 60%-ной концен-
трации. Значительное влияние на плотность раствора оказывает
степень его карбонизации.
Па рис. 8, 9, 10, 11 представлены необходимые для расчета
процесса зависимости плотности, вязкости, поверхностного натя-
жения и теплопроводности водных растворов МЭА от температуры.
$ 3. Этаноламиновая очистка
91
Рис. 8. Зависимость вяз-
кости МЭА от концен-
трации раствора и его
температуры:
I — при 20“С; 2 — при 50°С;
3 — при 80°С; 4 — при 100°С
(вязкость 1-10—8 Н-с/м2).
Рис. 9. Зависимость вязкости рас-
творов МЭА от температуры:
7—15% МЭА; 2—15% МЭЛ+ 0.4 моль
COs/моль МЭА; 3 — 30% МЭА; 4 — 30%
МЭАч-0,4 моль СОг/моль МЭА (вяз-
кость ЫО—6 м2/с).
Технологическая схема моноэтанола миновой очистки газовых
смесей от СОг определяется их назначением и дальнейшими ста-
диями обработки.
При абсорбции медно-аммиачным раствором остаточных коли-
честв СО, содержащегося в конвертированном газе, можно ограни-
читься грубой очисткой от СО2 до 1—2,5%, так как в дальнейшем
одновременно с СО будет удален и СО2.
Если в качестве абсорбента для СО используют жидкий азот,
целесообразно более глубоко очистить от СОг (до 40 мл/м3) с по-
Рпс. 10. Зависимость поверхност-
ного натяжения МЭА и его вод-
ных растворов от температуры;
/ 10% МЭА; 2 — 25% МЭА; 3 — 50%
МЭА; 4 — 75% МЭА; 5— 100% МЭА.
Рос. I I. Зависимость коэффициента
теплопроводности растворов МЭА от
температуры:
I — 10°С; 2 —30°С; 3 — при 50’С; 4 —
при 70°С,
92
ГЛАВА 111
Риг. 12. Схема одноступенчатой моноэтано-
ловой очистки газов от СО2.
следующей тонкой доочис,
кой щелочью (до 4—5мл/м:’)
или другим абсорбентом и<>
избежание забивки аппара
туры низкотемпературно, о
блока твердым СО2.
При низком давлении
газовой смеси, большом со
держании СО2 и дальней
шем использовании ее под
повышенным давлением для
снижения расхода электро
энергии па сжатие балласта
в промышленности приме
пяется двухступенчатая
очистка газов от СО2: гру
бая очистка под начальным давлением и доочистка под давле
пнем промежуточной стадии процесса (например, промывка жид-
ким N2).
На рис. 12 приведена принципиальная схема одноступенчатой
моноэтаноламиновой очистки. Газ, подлежащий очистке, поступает
при 30—40°С в абсорбер 1, проходит снизу вверх через насадку,
орошаемую 15—20%-ным водным раствором МЭА и отводится
из брызгоуловителя 2. Диаметры абсорберов при осуществлении
процесса без давления достигают 5 м, высота 30 м. В качестве
насадки чаще всего применяются керамические кольца Рашига.
которые обычно укладываются в два яруса: верхний из колец
размером 25X25X3 мм, нижний из колец — 50 X 50 X 5 мм.
Отработанный раствор с температурой 45—55°С (соответствен
но теплоте абсорбции) проходит теплообменник 3, в котором подо-
гревается регенерированным раствором до 95—105°С и поступает
в регенератор 4. Если абсорбция СО2 проводится под небольшим
избыточным давлением, то для подачи отработанного раствора
вместо дроссельного устройства 8 устанавливается насос. При по
вышенпи температуры карбаматы и карбонаты разлагаются,
равновесие реакций взаимодействия СО2 с МЭА сдвигается влево,
в результате чего происходит десорбция СО2, т. е. регенерация
раствора.
Теплота десорбции соответствует примерно теплоте химической
реакции разложения карбамата и гидрокарбоната на МЭА и ССК
и численно равна интегральной теплоте растворения СО2 в растворе
МЭА, среднее значение которой составляет 1507,25 кДж/кг СО2.
Стекая сверху вниз по насадке регенератора (керамические
кольца Рашига 25X25X3 мм, тарелки), отработанный раствор
подогревается парогазовой смесью, поднимающейся из куба реге-
нератора, п с глухой тарелки регенератора стекает в кипятиль
ник 6, где окончательно регенерируется.
I 3. Этаноламиновая очистка
93
Регенерированный раствор отводится из куба в теплообмен
пик 3 и насосом подается через холодильник 7 снова в абсор
пер 1. Парогазовая смесь проходит отбойный слой 4а, подогревая
при этом орошающий! его конденсат (флегму), и после охлажде-
ния до 30,15—41,25°С в конденсаторе 5 выбрасывается в атмосфе-
ра либо отводится к потребителю СО2.
При абсорбции СО2 часть МЭА расходуется на побочные про-
тесы, причем образующиеся продукты (оксазолпдон-2, имидазо-
шдон и др.) не регенерируются, они засоряют аппаратуру и спо-
собствуют коррозии.
Значительные потери МЭА вызывают сернистые соединения
(IL.S, SO2, COS), муравьиная кислота, IICN и другие примеси,
содержащиеся в технологических газах.
Потери МЭА вызывают также примеси О2 в технологических
। азах, которые в конечной стадии приводят к образованию щаве-
левой кислоты. Возможно также образование комплексов железа
। МЭА хелатного типа.
Установлено, что скорости химической деградации МЭА и
коррозии зависят от концентраций примесей, содержание которых
следует снижать, подвергая часть регенерированного раствора
специальной разгонке. Рост агрессивности растворов МЭА харак-
|еризуется изменением его цвета, увеличением вязкости и концен-
।рации ионов муравьиной кислоты. Исходя из корродирующего
непствия на углеродистые стали рекомендуется применять при-
мерно 20%-ный раствор МЭА, а концентрацию СО2 нс превышать
I). 1 моль/моль МЭА.
Больше всего корродируют теплообменник, кипятильник, реге-
нератор и конденсатор флегмы. По этой причине температура в
кипятильнике не должна превышать 130°С (греющего пара не вы-
ше 150°С), причем желательно избегать в нем десорбции СО2.
Для предотвращения эрозии скорости раствора в теплообменнике
рекомендуется применять не выше 1 м/с, а во избежание коррозии
не следует раствор в нем доводить до кипения. Для облегчения
чистки теплообменной аппаратуры регенерированный раствор
необходимо пропускать по трубному пространству, так как по
I«блица 22, Значения коэффициентов а и Ь для МЭА при различной концентра-
ции МЭА
рсо2 х Ю-\ Па 0,5 и. 2 и. 5 и.
а 6 а ь а Ъ
2.'1| 0,7 0,0035 3,37 0,010 5,95 0,023
1,4 0,8 0,0042 2,54 0,010 6,30 0,024
».н 1 0,92 0,0052 2,70 0,010 6,85 0,026
14,(12 1,17 0,0062 3,04 0,11 7,60 0,031
1,33 0,0078 3,25 0,012 7,90 0,032
,14,21 1,65 0,0093 3,49 0,013 8,20 0,0032
94
ГЛАВА III
мере охлаждения растворимость
примесей в нем снижается, в ре
зультате чего примеси выпадают в
виде коллоидного раствора и забп
вают поверхность теплообмена.
Растворимость СО2 в водных
растворах МЭА для давлений
2,92-105—39,2-Ю5 Па может быть
определена по формуле
асо2 = а — Ы, (88)
где одо2 — количество молей СО2,
Рис. 13. Соотношение между
обшей растворимостью СО2 и
содержанием химически свя-
ла иного СО2 в растворах МЭА
при 25°С:
1 — 5 н. раствор МЭА; 2—1 н.
раствор МЭА; 3 — 0.5 н. раствор
МЭА.
ская зависимость равно-
веского давления СО2
над растворами МЭА от
температуры:
1 — степень карбонизации
«0.1; 2 — а =0.2; 3 — а ==
0.487.
растворяющихся в 1 кг раствори
теля; а и b — коэффциенты, учи
тывающие влияние давления СО2.
вид этаноламина и его концеп
трацию (табл. 22); t — температу
ра, °C.
Увеличение растворимости СО.
при повышении давления процесса
абсорбции, по сравнению со стехио-
метрическим соотношением, вызва
но ростом физической его раствори
мости в растворителе (воде). На
рис. 13 сплошные кривые характе-
ризуют суммарную растворимость
СО2 в водном растворе МЭА, а
пунктирные -— количество СО2, хи-
мически связанного с МЭА. Как
видно из рисунка, влияние давле
пия на эту величину сказывается до
1,96-105 Па. Повышение концентра
ции МЭА в растворе ведет к сниже-
нию удельной растворимости СО2.
Равновесные давления СО2 над
растворами МЭА при давлениях
P<9,806-104 Па и различных сте-
пенях карбонизации приведены на
рис. 14.
Необходимые для расчета про-
цесса регенерации данные о за-
висимости глубины регенерации
раствора МЭА от температуры приведены на рис. 15. При допу-
стимых II принятых на практике температурах полная регенерация
раствора невозможна.
Абсорбция СО2 водным раствором МЭА осложняется химиче-
•ской реакцией в жидкой фазе, которая, ускоряя поглощение СО2,
| 3. Этаноламиноваи очистка
95
влияет на коэффициент
массопередачи и на дви-
жущую силу процесса.
В равных условиях
шачение коэффициентов
массопередачи для рас-
। норов МЭА в 2—2,5 раза
больше, чем для ДЭА и в
20—25 раз больше, чем
для ТЭА той же концен-
трации. Скорость абсорб-
ции СО2 растворами сме-
сей этаноламинов равна
Рис. 15. Зависимость глубины регенерации
раствора МЭА от температуры.
сумме скоростей поглощения СО2 индивидуальными этанола-
мннами.
Значительно влияют на коэффициент массопередачи размеры
|бсорберов. В табл. 23 приведены практические значения объем-
ных коэффициентов массопередачи Кга в зависимости от диамет-
ров абсорберов.
Снижение коэффициентов массопередачи с увеличением диа-
метра насадочных абсорберов объясняется неизбежной и значи-
тельной поперечной неравномерностью потоков газа и жидкости
вследствие плохого их распределения по сечению абсорберов. Несо-
вершенством конструкций распределяющих устройств обоих пото-
ков, применяемых в отдельных абсорберах, очевидно и объяс-
няются широкие пределы колебаний Кта для абсорберов диамет-
ром 3,6 и 5 м.
Эффективная поверхность насадки в абсорберах большого диа-
метра составляет около 30%, хотя при хемосорбции в кинетиче-
ской области она практически должна соответствовать смоченной
поверхности. Однако из-за худшей смачиваемости и увеличения
доли застойных участков используемая поверхность для насад-
ки 25X25X3 мм не превышает 50—60%, а для насадки
50X50X3 — 70—80%.
При давлениях, близких к атмосферному, абсорбция СО2 про-
и-кает в кинетической и переходной областях. В этих условиях
диффузионное сопротивление в газовой фазе в среднем не превы-
Габлица 23. Значение Кга в промышленных абсорберах, работающих при атмо-
<<|>срном давлении
Диаметр, м Размер колец, мм J S 3 ! 5 3 Средняя рабочая скорость газа, м/с Кга, нм3 СО2/(м • ч)
1.6 25 X 25 X 3 0,42—0,43 0,46 0,50 553—565
.1.6 25 X 25 X 3 0,35—0,42 0,33—0,38 267—408
4 5 50 X 50 X 3 0,52—0,59 0,79—0,90 190—235
6.0 50 X 50 X 3 0,35—0,58 0,33—0,62 121—336
96
ГЛАВА lit
Рис. 16. Зависимость коэф-
фициента /' (кривая 1} и
удельной поверхности а
(кривая 2) для колец Ра-
шита от диаметра насадки.
шаст 10% от общего сопротивления мас-
сопередачи и К\а практически не должен
зависеть от скорости газа.
Если опытных данных нет, значения
Кга могут быть определены по эмпири
ческой зависимости:
Кта = 5,567’ ( 7 У"'3 Г1 + 5,7(ср — с)М X
\ 1'ж / I
X е0’0067 (A t + 32) - 3,4/?со2] ’ (89)
где F — коэффициент, учитывающий
влияние размера и типа насадки (см.
табл. 23 и рис. 16), L — плотность оро-
шения, кг/(ч-м2); рж — вязкость раство
ра, спз; с и ср—концентрация и равно-
весная концентрация СО2 в растворе, моль/моль МЭА; 7И — моляр
пая концентрация амина в растворе, моль/л; t — температура, °C;
рю.— парциальное давление СО2, атм.
Значение коэффициента F для различных насадок приведе-
ны ниже:
Насадка f-103
Кольца Рашнга
стеклянные 5 G мм 7,1
керамические 10 мм 3,0
» 38—50 мм 0,4—0,6
стальные 25 мм 2,1
Седловидная 25 мм 2,1
«Тслсрстс» полиэти. сповая
10—50 мм 3,0
Зависимость (89) не учитывает неравномерность состава газо-
вой смеси в поперечном сечении аппарата и сопротивление в газо-
вой фазе, которое при абсорбции СО2 под давлением составляет
30 35% от общего сопротивления массопередачи.
Соответственно значение высоты слоя насадки, полученное по
:авпспмости (89) для верхней части абсорбера, где хемосорбция
протекает в кинетической области, следует увеличить на 30—35%.
В нижней части абсорбера процесс протекает в диффузионной
области. Следовательно, кинетический расчет абсорбера надлежит
вести по зонам, причем условной их границей является промежу-
точное сечение абсорбера, где а—0,5.
Проведение процесса под давлением позволяет использовать
для абсорбции тарельчатые колонны, отличающиеся от насадоч
ных повышенным гидравлическим сопротивлением. Преимуществом
тарельчатых абсорберов является равномерное распределение
абсорбента в колоннах большого диаметра.
$ 3. Этаноламинопая очистка
97
Для расчета коэффициента массопередачи Кг на тарелках про
пильного типа может быть использована зависимость:
Kr=O,56t2)°-75£0-83,
(90)
uie Кг—коэффициент массопередачи, отнесенный к единице по-
верхности тарелки; w — скорость газа, м/с; £ — плотность ороше-
ния, м3/(м2-ч).
Зависимость (90) применима при а’=0,8-Э1,5 м/с; L = 16+-
; 42 м3/(м2-ч); а=0-4-0,38 и концентрации СОг в газовой смеси
I 20 об.%.
V Пример 3. Па очистку от СО2 поступают 25000 нм3/ч конвертированного газа
। давлением 7,9-I05 Па и температурой 30°С. Начальное содержание СО2 20%,
конечное— 2%. Степень карбонизации раствора а = 0,5, температура его реге-
нерации 120°С.
Определить необходимое количество 2 в. водного раствора МЭА и расход
водяного пара на регенерацию отработанного раствора.
Количество СС)2, содержащееся в конвертированном газе после очистки
_____2 = 0,02 Псо = 408 им•>.
20000 4- lzcoc 2
Количество СО2, поглощаемое раствором МЭА
Усо =0,2-25000—408 = 4592 (нм3/ч).
Растворимость СО2 в водном растворе МЭА при рс0 =4,9-10—5 Па и
I 45°С определяем по формуле (88)
а СОо — а — Ы = 2,54 — 0,01-45 = 2,09 (кмоль СО2 на 1000 кг Н2О).
Остаточная концентрация СО2 в регенерированном растворе при 120'С со-
анляет и с0 =0,12 кмоль СО2/кмоль МЭА.
Необходимое количество 2 н. водного раствора МЭА для абсорбции
l'i'.)2 нм3/ч СО2 при а = 0,5
1'со2 _ 4592 г, .
г - -----------------;--— - ---- 251 (м1).
22,4(а/СО2 —2).сор 22,4(0,5-2,09 - 2-0,12)
Температура водного раствора МЭА после абсорбции
4592-44-1507,48
/а = 30+-------------------=45 (°C)
22,4-254000-3,684 '
Давление паров воды над раство-
ром и МЭА мало зависит от содержания
i них СО2. Приведенные в табл. 25 дан-
। иг о равновесном давлении паров воды
над растворами МЭА различной концен-
। рации в зависимости от температуры
показывают, что значения их примерно
in 10—15% меньше давления насыщен-
ных паров воды при этих температурах.
I ikiim образом, равновесное давление
ii.ipoH воды внизу регенератора (в ки-
пя шльнике при температуре кипения
Таблица 25. Давление паров воды
над растворами МЭА, Па-10-4, при
различной температуре
Количество МЭЛ, вес. % Давление при тем- пературе, °C
100 НО 140
6,10 8,9 17,9 33,4
15,25 8,3 — 32,8
30,50 8,05 — 30,4
/
388.
98
ГЛАВА III
раствора 120°С) составит 0,9-1,986-105 = 1,784-105 Па (где 1,986-Ю5 Па давление
насыщенного водяного пара при 120°С). Принимаем общее давление внизу реге
ператора ранным 1,863• IО5 Па.
Насыщенный (отработанный) раствор в теплообменнике подогревается до
105°С (регенерированный раствор охлаждается в нем па 60°С). Принимаем, что
парогазовая смесь поступает в отбойный слой с температурой 110°С, которой
соответствует давление паров воды 0,85 1,461 —1,28 атм. Гидравлические потери
в регенераторе обычно составляют 1,96-10'’ Па, т. е. остаточное давление паро-
газовой смеси равно 18,63-10 — 1,96• 1,0'’ = 16,67-104 Па. Отсюда количество па-
рогазовой смеси, поступающей в отбойный слой
4592-1,7
--------—=18600 (м3/ч),
1,7—1,28
V.
а содержание в ней водяного пара равно
1 °8
GB.n = 18600-jy--0,73 =10200 (кг/ч).
Количество водяных паров, содержащихся в СО2 при 30°С,
G' = 4592-0,03= 160 (кг/ч),
где 0,03 — содержание водяных паров в 1 нм3 СО2.
Количество тепла, отводимого в конденсаторе (с учетом подогрева флегмы
в отбойном слое),
QK = G'B.n(in—1>к)+4592Ср(/н—/к) = 10060(2685,8—438,6) +
+4592-1,256(378—303) =22904308 (кДж).
Количество тепла, расходуемого на десорбцию СО2,
4592
=-------- 44 • 1507,25 = 135652 (кДж/ч).
22,4
Недорекуперация тепла регенерированного раствора
QH = 28500• 3,68-15 = 1573200 (кДж/ч).
Расход греющего пара при 4,9-104 Па с учетом 5% потерь тепла в окру-
жающую среду
= Qk + Qa+Qh = 2290430 + 13565 32
°гп 2118,5-1000 ’ ° 2118,5-1000
+
1573200
2118,5-1000
• 1,05 = 18,85 (т/ч).
ГЛАВА IV
99
РАСЧЕТ УСТАНОВОК ДЛЯ ПОЛУЧЕНИЯ АЗОТА
И КИСЛОРОДА МЕТОДОМ ГЛУБОКОГО ОХЛАЖДЕНИЯ
Чистый (99,998%) N2 для синтеза NH3, а также О2 (95—98%)
для переработки природного газа, окисления NH3 и других про-
цессов на азотно-туковых заводах получают при помощи различ-
ных аппаратов по разделению воздуха методом глубокого охлаж-
дения. Применяются аппараты типа Г-6800, Кт12 (БР-1), КтА12
(БР-1А), АКт15 (БР-6М), АКтК16 (БР-9М) и др. Кроме аппа-
рата Г-6800, работающего по циклу двух давлений с промежуточ-
ным аммиачным охлаждением, снятого в настоящее время с произ-
водства, все остальные аппараты работают по циклу низкого
давления с применением регенераторов и расширения части воз-
духа в турбодетандерах.
Для получения жидкого О2 применяются аппараты типа
КжАр-1,6 (Кж1-Ар), Кж-1,6 (Кж-1), К-12ж (БР-1ж).
Условные обозначения по типажу: А — азот газообразный, К —
кислород технический 99,2—99,5% (ГОСТ 5583 68), Кт — кисло-
род технологический, Ар — аргон. Аж и Кж — жидкий азот и
жидкий кислород. Цифра указывает количество получаемого газо-
образного продукта (тыс. м3/ч) или количество жидкого продукта
(гыс. кг/ч). В скобках указаны старые обозначения типов аппа-
ратов.
Расчет материальных и тепловых потоков установок по раз-
делению воздуха будет приведен ниже, применительно к апиара-
гам Кт-12, АКт 15 и КжАр-1,6.
§ 1. ОПИСАНИЕ СХЕМ УСТАНОВОК
ДЛЯ ПОЛУЧЕНИЯ КИСЛОРОДА И АЗОТА
Схема установки Кт-12 показана на рис. 17. Воздух, сжатый
г. турбокомпрессоре до давления 0,6 МПа (турбокомпрессор на
схеме не показан), разделяется на две части: одна часть (около
80%) поступает в азотные регенераторы 2, а вторая (около 20%) —
в кислородные регенераторы 1. Количество перерабатываемого
воздуха 62500 м3/ч.
В регенераторах воздух охлаждается до температуры, близкой
к состоянию сухого насыщенного пара, и одновременно освобож-
дается от примесей влаги и СО2. В схеме установлены два кисло-
родных регенератора и три азотных регенератора. Уменьшение
разности температур на холодном конце азотных регенераторов
достигается применением так называемой петли по методу трой-
ного дутья. Принцип «петли» заключается в том, что часть холод-
ного воздуха после регенераторов используется для дополнитель-
ного охлаждения воздуха прямого потока в регенераторах. При
1*
ГЛАВА IV
f
i
I
I
100
Рис. 17. Схема агрегата разделения воздуха типа Кт-12.
введении «петли» по методу тройного дутья насадка дополпитель
но охлаждается потоком холодного (петлевого) воздуха. Регулп
руя количество петлевого воздуха, среднюю разность температур
на холодных концах азотных регенераторов можно поддерживать
в пределах 5—6°С. Кислородные и азотные регенераторы переклю
чаются через каждые 3 мин.
После регенераторов большая часть воздуха направляется в
нижнюю колонну 17. Другая часть воздуха (петлевой воздух) про
ходит снизу вверх соответствующий азотный регенератор. Из се
редины азотного регенератора воздух через клапан 8 отводится
в трубки теплообменника 5, где подогревает воздух, идущий в де
тандер. Затем петлевой воздух смешивается с остальным воздухом,
поступающим в нижнюю колонну из регенераторов.
В нижней колонне воздух предварительно разделяется на жид
кий N2 и обогащенный кислородом воздух. Примерно 25% пара
после промывки на трех нижних тарелках колонны 17 отбирается
и через отделитель жидкости 6 поступает в детандерный тепло
обменник 5, где нагревается за счет тепла петлевого воздуха.
Отобранный пар далее поступает в один из турбодетандеров 9,
где расширяется (от 0,58 до 0,14 МПа) и охлаждается до темпе
ратуры, близкой к температуре насыщения. После турбодетандера
воздух направляется в верхнюю колонну 13 через фильтр 10
§ 1. Описание схем установок для получения кислорода и азота
101
(В последнее время из схемы газовые адсорберы ацетилена 4 и /6'
исключены, так как на промывных тарелках нижней колонны аце-
тилен удаляется достаточно полно).
Обогащенная О2 кубовая жидкость из нижней колонны 17 про-
ходит фильтр-адсорбер 18, где очищается от твердых частичек СО2
и ацетилена. Затем кубовая жидкость проходит псрсохладитсль 7,
IV' охлаждается и далее дросселируется до давления 0,04 /МПа и
поступает на 21-ю тарелку верхней колонны 13. Конденсация паров
.нота, поступающих из нижней колонны 17, происходит в межтруб-
иом пространстве четырех конденсаторов 11, 12, 13, 14. В труб-
ках конденсаторов кипит жидкий О2, поступающий из нижней
колонны. Газообразный N2, отводимый из верхней части верхней
колонны 13, подогревается в переохладителе 7. Часть N2, пройдя
подогреватель азота 3, нагревается до —178°С. смешивается с
остальным потоком азота и направляется в один из азотных реге-
нераторов. Газообразный О2 отбирается из продукционного коп-
|.гисатора 15 и после прохождения через один из кислородных
регенераторов 1 поступает в газгольдер.
Схема установки АК.т-15 показана па рис. 18. Воздух из турбо-
компрессора (на схеме не показан) под давлением 0,6 МПа посту-
пает в азотные 1 и кислородные 2 регенераторы. Примерно 79%
поздуха направляется в один из азотных регенераторов, а 21%
||«
D
I1
Рис. 18. Схема агрегата разделения воздуха типа АКт-15:
/ — азотные регенераторы; 2 — кислородные регенераторы; 3 — вымораживатели; 4— фильтры; 5 — турбодетандеры; 6 — фильтры-адсорберы;
7, 8 — теплообменники; 9 — верхняя ректификационная колонна; 10 — нижняя ректификационная колонна; // — конденсаторы; 12 — выносной
конденсатор; 13, /7 — фильтр; 14 — псреохладитель; 15 — колонна технического кислорода; 16— адсорбер ацетилена; 18— ловушка.
§ 1. Описание схем установок для получения кислорода и азота
103
и один из кислородных. Азотные и кислородные регенераторы за-
полнены базальтовой насадкой, внутри которой вмонтированы
змеевики. В азотных регенераторах обратный поток загрязненного
N2 проходит по насадке, а поток чистого (99,998%) N2— по змее-
вику. В кислородных регенераторах обратный поток технологиче-
ского О2 проходит по насадке, а потоки чистого N2 и технического
()2 — по вмонтированным в регенератор змеевикам. Каждая пара
регенераторов переключается через 9—15 мин. Период переклю-
чения регенераторов регулируется, что позволяет обепечнть хоро-
шую очистку воздуха от СО2. Небалансирующийся поток в кисло-
родных и азотных регенераторах создается отводом части сжатого
воздуха (10—5%) пз средней зоны через автоматические клапаны.
Этот воздух поступает в вымораживатели -7 (в новых установках
вымораживатели заменены адсорберами). В выморажнвателях,
работающих поочередно, из петлевого воздуха вымораживается
СО2, после чего воздух соединяется с остальным потоком воздуха
из регенератора и поступает в нижнюю колонну 10. После отмыв-
ки на нижних трех тарелках колонны часть воздуха (27%) подо-
гревается в выморажнвателях 3 и поступает через фильтры 4 в
гурбодетандер 5. В турбодетандере воздух расширяется от 0,6 до
0,15 МПа и далее поступает на 14-ю тарелку верхней ректифика-
ционной колонны 9.
Остальной воздух подвергается в нижней колонне ректифика-
ции, в результате чего получается кубовая жидкость с содержа-
нием 40% О2, чистая азотная флегма, содержащая 99,998% и
|рязная азотная флегма, содержащая 95% N2. Кубовая жидкость
проходит фильтр-адсорбер 6, где очищается от твердых частичек
СО2 и ацетилена, переохлаждается в переохладнтеле 14 потоком
«грязного» N2 и поступает в верхнюю колонну. Грязная азотная
флегма, дросселируется на 30-ю тарелку верхней колонны.
В результате ректификации в верхней колонне получается чи-
стый N2, содержащий до 0,002% О2, «грязный» N2 с примесью до
!>% О2 и технологический 95%-ный О2.
Для получения технического О2 из потока жидкого О2, на-
правляемого в выносной конденсатор 12, отбирается часть жид-
кости, которая дополнительно очищается от ацетилена в адсор-
бере 16 и поступает в верхнюю часть колонны технического О2 15,
те кислород обогащается до концентрации 99,5%.
Схема установки КжАр-1,6 показана на рис. 19. Воздух, ежа-
пи ii в компрессоре до 20 МПа и прошедший очистку от СО2,
поступает в теплообменник-ожижитель 11, где охлаждается отхо-
дящим N2 до температуры 5—6°С. При этом из воздуха конденси-
руется значительная часть водяного пара. Далее воздух через вла-
нютделитель 1 направляется в отдельно стоящий блок осушки (на
< \еме не показан), а затем разделяется па два потока. Один поток
поздуха (55%) направляется в поршневой детандер, где расши-
ряется от 20 до 0,6 МПа, затем проходит один из детандерных
§ 2. Материальный баланс установок по разделению воздуха
1(1..
фильтров 111 и далее поступает в куб нижней колонны VI11 Вк>
рой поток воздуха проходит основной теплообменник V, где охлаж
дастся обратным потоком N2, и далее дросселируется в нижнюю
колонну.
Кубовая жидкость из нижней колонны, содержащая 35—40%
О2, поступает в один из адсорберов ацетилена IV, переохлаждается
в переохладнтеле IX и дросселируется в верхнюю ректификацион-
ную колонну XII.
Жидкий N2 из карманов нижней колонны переохлаждается в
переохладнтеле IX и дросселируется в верхнюю колонну. Паро-
образная аргонная фракция отбирается с середины верхней колон-
ны и подается в нижнюю часть колонны сырого аргона X. В меж-
грубное пространство конденсатора аргонной колонны подается
кубовая жидкость, которая после испарения, пройдя отделитель
жидкости XI, направляется в верхнюю колонну.
Сырой Аг отбирается из верхней части колонны X и
через аргоннокислородный теплообменник VI отводится в газ-
।ольдер.
Жидкий О2 из конденсатора VII поступает в переохладитель
XIII, где переохлаждается за счет отходящего из верхней части
колонны N2, и через мерник XIV и фильтр XVI отводится в сбор-
ники жидкого О2. Жидкий N2 через мерник XV подается в ци-
с герны.
§ 2. МАТЕРИАЛЬНЫЙ БАЛАНС УСТАНОВОК
ПО РАЗДЕЛЕНИЮ ВОЗДУХА
Если рассматривать воздух как бинарную смесь О2 и Ы2, а со-
юржащийся в воздухе Аг отнести к N2, и обозначить через В —
объем перерабатываемого воздуха, м3; К — объем получаемого
кислорода, м3; А — объем получаемого азота, м3 п Ф — объем
отводимой фракции, м3, то общий материальный баланс установ-
ки будет
В =А + /< + Ф, (91)
НЛП
= В — А — Ф
и баланс по кислороду
В20,9 = АЬ + Ка + Фс,
или
В20,9 = А6+ (Ь — А — Ф)а + Фс, (92)
где 20,9—процентное содержание О2 в воздухе, откуда
/ТЩ--20,9)—Ф(о-ъ)
а—h
(др
а—b
ГЛАВА IV
Ф В(Ь—20,9)—K(b—а) (gg)
Ь—с
где а — содержание чистого О2 в полученном кислороде, %; Ь—
содержание О2 в полученном N2, %; с— содержание О2 в отводи-
мой фракции, %.
Если в качестве конечных продуктов разделения получают толь-
ко О2 и N2, то объем получаемого N2 будет
л=£-20,9 (96)
а—b
и объем получаемого О2
K = (97)
а—Ь
§ 3. БАЛАНС ХОЛОДА В УСТАНОВКАХ
ПО РАЗДЕЛЕНИЮ ВОЗДУХА
В установках по разделению воздуха холод расходуется:
а) на недорекуперацию, т. е. на потери вследствие разности
температур на теплом конце теплообменников и регенераторов
между входящим в аппарат воздухом и выходящими продуктами
его разделения О2 и N2; обычно разность температур на теплых
концах теплообменников составляет примерно 5—8°С, а регенера-
торов примерно 3—4°С;
б) на потери в окружающую среду, которые зависят от каче-
ства изоляции и от производительности аппарата. Удельные по-
тери холода в окружающую среду qo.c уменьшаются с увеличе-
нием производительности аппарата. На кислородных установках
малой мощности они достигают 9—10 кДж на 1 м3 перерабаты-
ваемого воздуха, а в больших установках производительности
свыше 50 000 м3/ч достигают 4—6 кДж/м3;
в) на потери с выводимыми из аппарата сжиженными газами
(N2, О2 или жидкой фракцией).
Приход холода получается за счет эффекта дросселирования
и за счет расширения газа с отдачей внешней работы. Процесс
расширения газа с отдачей внешней работы протекает в поршне-
вых детандерах или турбодетандерах.
Полученная холодопроизводительность при дросселировании
определяется (рис. 20) как разность энтальпий в точке а, соответ-
ствующей температуре входа воздуха в точке с, лежащей на изо-
эптальпе, проходящей через точку Ь, соответствующую конечному
давлению после сжатия.
Изотермический эффект дросселирования при расширении 1 кг
воздуха от давления Рк до давления Рп будет равен
AiflP = й — t2 (кДж). (98)
§ 3. Баланс холода в установках по разделению воздуха
107
7
7,
5
Рис. 20. Определение эффек-
та дросселирования при рас-
ширении 1 кг газа.
Холод, полученный в детандере, с
учетом коэффициента полезного действия
детандера находим из уравнения
Д7дет(Ах—1вых)'Пдет (кДж/кг), (99)
где iBX — энтальпия газа на входе в де-
тандер; iBbIX — энтальпия газа на выходе
из детандера при адиабатическом рас-
ширении; т]дет — к.п.д. детандера (для
поршневых детандеров равен 0,7—0.75,
а для турбодетандеров 0,8—0,82).
Таким образом, для установок низ-
кого давления с применением регенера-
торов при получении продуктов разделе-
ния воздуха в газообразном виде уравнение теплового баланса
будет иметь вид:
^Л/др | -^детДГдет — Bc/qx /СркСрД£рег 4“
+А р^Д^ + ФрфСрД/? . (101)
Если О2 получается одновременно технологический и тех-
нический (А2), то уравнение теплового баланса будет:
АД/др “Е ^дет^/дет “j" А зРк^-фД^рег Ь
4-/с2Ркс“да + лРас^д/₽ег + ФрфСрД/?.
(101)
Если одновременно получается технический кислород (Аз) под
давлением 16 МПа с применением насоса жидкого О2, то уравне-
ние примет вид:
-| 5детД1дет — Bq0.Q -ф А 1РкСрД/рег Н- АоРк АрДА -]-
+ А Рас;дАе,- + к3рк(Ср100 да + да) + <Ар(|,с;!’ д/t. (102)
Обратный дроссельный эффект при получении технического О2
с использованием насоса ДА можно определить из уравнения
ДА = й — йоо>
где 10 МПа (100 ат) — среднее давление после насоса при на-
полнении балонов до 16,5 МПа (165 ат).
Если один из продуктов разделения воздуха А4 выводить из
аппарата в жидком виде, то уравнение теплового баланса прини-
мает впд:
ВМдр + ВдетД1дет — В(]0.с + А1РкС^Д/рег + Л^РтАрДА + -^РаАрД^рсг Ч
+ ФрфС*д/* + л:,р4(А°-/н. (ЮЗ)
108 ГЛАВА IV
Тепловой баланс аппаратов высокого давления с получением
одного п.i продуктов разделения в жидком (Кж) и частично в газо-
образном (Л,.) виде определяется из уравнения:
4~ ^дет^/дет = Bqo.c -| — /Г ) +
+ КгРкСкрЫ* 4- АРаСрЫа. (104)
Если из аппарата высокого давления кроме жидкого О2 отво-
дится еще фракция (например сырой Аг), то уравнение (104)
приводится к виду
1’ ^дет^дет = Bq0.c “Г Kai(ii — ii ) + АтркСрД^т - |-
+д РяСарЫа + ФРфС* и • (105)
Принятые для уравнений (100) — (105) обозначения: Вдет—
объем воздуха, поступающего в детандер, м3 (обычно определяется
из уравнения теплового баланса); q0.c •—удельные потери холода
в окружающую среду, кДж/м3; р — плотность, кг/м3; Ср — теплоем-
кость, кДж/(кг-°С); CPl00 — теплоемкость кислорода при 10 МПа,
кДж/(кг-°C); A/per— недорекуперацня на теплом конце регенера-
тора, °C; А/т— недорекуперацня на теплом конце теплообменника,
°C; i 3°i — энтальпия газа при 0,1 МПа и 30°С кДж/кг; — энталь-
пия жидкости на граничной кривой жидкость—пар при давлении
0,1 МПа, кДж/кг.
Индексы: а — азот, к—кислород, ф — фракция.
§ 4. РАСЧЕТ УСТАНОВОК ДЛЯ ПОЛУЧЕНИЯ ЖИДКИХ О, И N2
Установка Кт-12
Схема установки показана на рис. 17. При дополнительном
блоке в установке получается: технологического О2 /4 = 12500 м3/ч;
технического О2 при давлении 0,005 МПа /4=425 м3/ч; техниче-
ского О2 при давлении 16,5 МПа Л'3=75 м3/ч; криптонового кон-
центрата (0,1% Кг) /<4=70 м3/ч.
Принимаем для расчета концентрацию технологического О2
равной 95%, концентрацию технического О2 — 99,5% и концентра-
цию N2 — 98,5%, К.П.Д. турбодетандера г]дет=0,8; удельные потери
тепла в окружающую среду <?0.с=5,25 кДж/м3.
Материальный баланс. Количество воздуха В] м3/ч, необходи-
мое для получения технологического О2, определяем по формуле
(97), где а, =95; b = l,5; Л'1 = 12500.
Количество воздуха В2 м3/ч, необходимое для получения техни-
ческого ()•> и криптоновой фракции, составляет
В2=2-£Ет(К2+Кз+/<4)’
где й2=99,5 Ь = 1,5.
§ 4. Расчет установок для получения жидких О? и N,
109
Общее количество подаваемого в аппарат воздуха (м3/ч):
В=В,+В2
__Ki(ai—6) + (А|+Кг+Кз) (flg—6)
20,9—6
Подставляя соответствующие значения, находим общий объем
перерабатываемого воздуха
= 12500(95-1,5)+ (425+75+70) (99,5-1,5) ^63|qq / з/ \
20,9-1,5 /Ч,‘
Количество отводимого из установки N2
А =63100—12500— (425+754-70) =50000 (м3/ч)
(возврат О2 после дальнейшей переработки криптонового концен-
трата не учитывается).
‘Г Баланс холода. Принимаем начальный температурный уровень
27 'С, давление после турбокомпрессора 0,7 МПа, недорекуперацию
па теплых концах кислородных и азотных регенераторов равной
4°С, давление на входе в турбодетандер 0,6 МПа, на выходе
0,14 МПа, к.п.д. турбодетандера — 0,8, температуру перед турбо-
детандером — 153°С.
Составляя уравнение теплового баланса установки (см. фор-
мулу 102) и решая его, определяем количество воздуха, подводи-
мого к турбодетандеру — В^'-
В&ар + BaeT^taeT = Bqo,c + MjpiCpA/рег + ДраСрД/г,ег +
+ М2ркСрЛ7г + КзРк(Ср1о»Д^т4~ AjK)~HK)
Приход холода, полученный при дросселировании воздуха от
0,7 до 0,1 МПа, равен
ВД1Др=Врв(г30_1-7 =63100-1.293(514,9—513,7) = 103000 кДж.
Приход холода, полученный в турбодетандере от расширения
воздуха с отдачей внешней работы при температуре перед турбо-
детандером— !53°С н к.п.д. турбодетандера т)дет=0,8, определяем
по формуле (99)
71детЛ1дет — ДдетРв (Дб Йл) *йдет —Вдет1,293 (322,4 —
—286,8)0.8=Вдет36,6.
Потери холода в окружающую среду при принятых удельных
потерях холода q0.c—5,25 кДж на 1 м3 перерабатываемого воз-
духа, получаем
В<7о.с=63100 • 5,25=331300 (кДж).
Потери от недорекуперации технологического О2 равны
К1РкСр А6Рег=12500-1,429-0,915-4=64900 (кДж).
Потери холода от недорекуперации N2 составляют
ЛраС]Мег=50000-1,2507-1,027-4=261500 (кДж).
по
ГЛАВА IV
Потери
ДИМОЙ из
Потери холода от недорекуперации технического О2 низкого
давления
/Срк-С]+ 1Т=425-1,429-0,915-10=5400 (кДж).
Потерн холода с техническим О2 высокого давления
КзР«(СР100Д/т+Д|к) =75-1,429(1,205-10+18,85) =3300 (кДж),
где СР1ОО = 1,205 — теплоемкость О2 при 10 МПа (100 ат) и 30°С;
Дг’к — обратный дроссельный эффект, равный
Д1’к=11—1100=466,8—447,95 = 18,95 (кДж/кг).
холода с жидкой криптоно-ксеноновой фракцией, выво-
дополнительного блока, составляют
K4pK('i°— Zm) =70-1,429(472,3—62,8) =
=70-1,429(472,3—62,8) =41000 (кДж).
Подставляя в уравнение теплового баланса найденные значе-
ния, получим
103000+36,6Вдет=331300+64900+261500+5400+3300+41000,
откуда количество воздуха, подаваемое в детандер
Вдет=^|^ = 16500 (Мз/ч),
ЗЬ,6
или ~~ =0,26 м3 на 1 м3 перерабатываемого воздуха.
Установка АКт-15
Схема установки показана на рис. 18. В установке получается.
N2 чистого А = 15000 м3/ч; N2 «грязного» Ф, м3/ч; О2 технологиче-
ского Д1=8000 м3/ч; О2 технического /<2 = 150 м3/ч.
Принимаем для расчета концентрацию N2 чистого равной
99,988%, N2 «грязного» — 95%, N2 и 5% О2, технологического О2 -
95%, технического О2 — 99,5%.
Материальный баланс. Из материального баланса необходимо
определить количество отбираемого «грязного» N2(0) и количе-
ство поступающего в аппарат воздуха В.
Находим среднюю условную концентрацию О2
а_ (8000-0,95+150-0,995)100 = 95 Qо о/
а~ 8150 ’ °'
При отборе «грязной» фракции количество отбираемой фрак-
ции находим по уравнению (93):
j 5Q00 в (95,08—20,9) —Ф (95,08—5)
95,08—0,002
§ 4. Расчет установок для получения жидких О2 и N2
111
Подставляя значения величин в формулу (94), получим
8150 = В (20’9~0’002) —Ф(5—0,002)
95,08—0,002
Решая совместно оба уравнения, находим количество отводи-
мого «грязного» N2:0 = 18525 м3/ч.
Количество перерабатываемого воздуха
В = 1500+8000+150+18525=41675 (м3/ч).
Потери при переключении воздуха на регенераторах 3%, откуда
количество воздуха, подаваемого турбокомпрессором
Втк=41675-1,03=42925 (м3/ч).
Баланс холода. Принимаем начальный температурный уровень
• И)”С, давление после турбокомпрессора 0,6 МПа, недорекуперацию
на теплых концах кислородных и азотных регенераторов равной
З'С, недорекуперацию в змеевиках регенераторов равную 6°С,
потерю холода в окружающую среду 5,25 кДж на 1 м3 перераба-
1ываемого воздуха, температуру перед турбодетандером —148°С.
Составляем уравнение теплового баланса установки и решая
гго, определяем количество воздуха, направляемого из нижней
колонны к турбодетандеру Вдет:
ВА/др + ВдетД/дет — В^о.с + -М1ркВрЛ/рег Д-С^РфСрА/рег —р
+ -АраОД^зм + ^РкСрА/зм-
Приход холода, полученный при дросселировании воздуха от
0,6 до 0,1 МПа, равен
ВД/Д[1 = Врв(4°= »б°) =41675-1,293(514,9—53,3) =90200 (кДж).
Приход холода, полученный в турбодетандере при расширении
мощуха от 0,6 до 0,14 МПа при начальной температуре воздуха
153°С и к.п.д. турбодетандера 0,8, будет
ВдетАТцет = ВдетРв (16 ~~ 11,4) Т]детг==Вдет1,293 (328,2
—293,0)0,8=37,ОВдет.
Потери холода в окружающую среду при принятых удельных
потерях холода ^О.с=5,25 кДж на 1 м3 перерабатываемого воз-
духа. будут:
Вдол-=41675 • 5,25=218800 (кДж).
Потери от недорекуперацпн технологического О2 при прохожде-
нии через насадку регенератора равны
KipKC;Afper=8000-1,429-0,915-3=31200 (кДж).
112
ГЛАВА IV
Потери от нсдорекуперации грязного N2 при прохождении через
насадку регенератора равны
ФрфСрД/,,..,. = 18525 (1,2507 -0,95+1,429 • 0,05) 1,027 • 3=72900 (кДж).
Потери от нсдорекуперации чистого N2 при прохождении через
змеевики регенераторов
ЛpaCpA/p<ir= 15000 • 1,2507 -1,027 -6=117300 (кДж).
I [отери холода от нсдорекуперации технического О2
К2ркС£Д/3м = 150-1,429-0,915-6==1170 (кДж),
откуда, подставляя в уравнение теплового баланса, найдем Влет:
90200+37Вдет=218800+31200+72900+117300+1170
В дет = — ==9485 (мз/ч),
т. е. из нижней колонны в детандер поступает 9485 м3 воздуха, что
составляет =0,227 м3 на 1 м3 перерабатываемого воздуха.
41675
Установка КжАр-1,6
Схема установки показана на рис. 19. Конечными продуктами
разделения воздуха в установке являются: жидкий О2— Ад, газо-
образный технический О2 — /(2, сырой Аг — Ф.
Принимаем для расчета количество воздуха, поступающего в
аппарат после очистки от СО2 и сушки, равным 6000 м3/ч: 90% по-
лучаемого О2 уходит в виде жидкого, а 10% в виде газообразного.
Состав жидкого О2 (ГОСТ 6331—68): О2 — 99,5%; Аг —0,5%. Со-
став технического О2 (ГОСТ 5583—68) такой же, как и жидкого.
Состав сырого аргона: Аг —92%, О2 — 5%, N2 — 3%. Состав отхо-
дящего азота: N2 —99,0%, О2 — 0,9%, Аг — 0,1 %-
Воздух считаем, как трехкомпонентную смесь состава О2 —
20,95%, Аг —0,93%, N2 — 78,12%.
Материальный баланс. Общий материальный баланс установки
В=Л+/<+Ф, или А—В—К—Ф,
где К=Л1+К2.
Баланс по О2
В-20,95=Д/>+Ка+Фс.
Баланс по Аг
В 0,93 = АЙар+Кйар+Фсар,
где а.,,, —содержание Аг, в полученном О2, %; Ьар — содержание Аг
в полученном N2, %; сар — содержание Аг в отводимой фракции
(сыром Аг), %. Количество отходящего N2
А=В—К—Ф=6000—К— Ф.
§ 4. Расчет установок для получения жидких О2 и N2
113
Баланс по Оз
6000 20,95 = (6000—К— Ф) 0,9+К- 99,54-Ф 8.
Баланс по аргону
6000 0,93 = (6000— К—Ф) 0,14-/С- 0,54-Ф - 92.
Решая совместно оба уравнения, находим количество отводи-
мого сырого Аг (Ф=55 м3/ч) и общее количество полученного Ог
(/( = 1230 м3/ч). Количество отходящего N2
/=6000—1230—55=4715 (м3/ч).
Количество получаемого жидкого О2
Kj =0,9-1230=1107 (м3/ч), или 1107-1,428=1580 (кг/ч),
где 1,428 — плотность жидкого О2.
Коэффициент использования Аг
Фсар-100 55-100 лп г-п/
T|aj> —----- — '— -----=9О,б7о.
Р В -0,93 6000-0,93
Баланс холода. Принимаем для расчета начальный темпера-
турный уровень 30°С, к.п.д. поршневого детандера г)д(.т=0,75,
давление перед детандером 18 МПа, давление после детандера
0,6 ЛАПа, температура воздуха на входе в детандер 5°С, потери
холода в окружающую среду <7о.с=6,3 кДж на 1 м3 перерабаты-
ваемого воздуха. Недорекуперация в теплообменниках 7°С. Со-
ставляем баланс холода установки (уравнение 105)
ВД/др А ^дет^/дет = ^</о.с + А’ДА " А )+ КгркСрД/т 4
+/РаСр Д/?+ФрфСрД/*.
Приход холода при дросселировании воздуха от 18 до 0,1 МПа
равен
ВА/да=Врв(/Г - /?%).
По ГВ-диаграмме для воздуха находим значение энтальпий
при 30°С и давлении 0,1 и 18 МПа:
/1°=515 кДж/кг; /“о =483,6 кДж/кг.
Следовательно,
ВАгда=6000-1,293(515—483,6) =243600 (кДж).
Приход холода, полученный в поршневом детандере при расши-
рении воздуха с отдачей внешней работы от 18 до 0,6 МПа при
начальной температуре воздуха 5°С и к.п.д. детандера 0,75, можно
рассчитать по уравнению:
ВдстА1дет = Вдетрв= (АйО — А ) Т]дет.
8. 388.
114
ГЛАВА IV
По TS-диаграмме из точки с координатами 18 МПа и 5°С про
водим адиабату (S=const) до пересечения с изобарой 0,6 МПа.
С.чо=448 кДж/кг; +л =302,7 кДж/кг;
ВдстЛ1дет=Вдет-1,293(448—3027)0,75 = 140,9 Вдет.
Потери холода в окружающую среду:
В<7о.с=6000-6,3=37800 (кДж).
Потери холода с жидким О2:
// / -30 *Ж\
—1\ )
По TS-диаграмме для О2 находим энтальпию газообразного О2
при давлении 0,1 МПа и температуре 30°С и на пограничной
кривой жидкость — насыщенный пар энтальпию жидкого О2 при
давлении 0,1 МПа:
7i°=472,2 кДж/кг; с‘=61,9 кДж/кг.
Учитывая это
/Сж=(2?°—/Г) =1580(472,2—61,9) =648000 (кДж).
Потери холода с газообразным О2
МгРкСрД/? = 123-1,429 • 0,915 • 7=1130 (кДж).
Потери холода с газообразным N2
АРаСрД/?=4715-1,2507-1,027-7=42300 (кДж).
Потери холода с сырым Аг
ФрфС>*.
Плотность сырого Аг
рф=0,92 • 1,784+0,03 • 1,2507+0,05 • 1,429=1,76 (кг/м3),
где 1,784 кг/м3—плотность Аг.
Теплоемкость сырого Аг
„ф 0,92-1,784 • 0,523 + 0,03-1,2507 • 1,027 + 0,05-1,429 0,915
Ср •— -
1,76
= 0,546 кДж/(кг-°С),
где 0,523 — теплоемкость аргона, кДж/(кг-°C).
Откуда потери холода с сырым Аг равны
55 • 1,76 0,546 • 7=370 кДж.
Таким образом, тепловой баланс установки имеет вид
243600+ 140,9Вдет=648000+37800+1130+42300+370,
откуда
Ддет =^222-=3450
Д 140,9
(м3/ч).
(108)
(1U7)
Ректификационная колонна
Доя расчета колонны двухкратной
ректификации воздуха (рис 21) псобхо-
днНЪ составить матерпальмый и тепло-
вой балансы отделано для нижней и
Составляем материальные балансы
камней колонны
Общий баланс
B=R-f-D.
баланс по Оз
В2й.9=Кхп+Охв
лучим ьоличеетпо кислородной жидкости
о кубе колонны
г поиилсстпо азотной флегмы о карма-
нам коолттсатора
K»cwimu*ia жидкости и кубе колонны, D—количество азотной
кости куба колонны. %. Хо — содержание Оз в азотной флегме, %,
Дли вертиси колонны также составляем балансы'
баланс ио Оз
В209— Дй+К<с
Решав совместно »rli уравнения, получим уравнения (96) N (97).
Знай давление над уровнем кипения Оз в конденсаторе н учи-
тыши высоту гнпростатпческото столба жидкости, находим темпа-
рлттру кипения Оз. Задавшись температурным напором а конден-
саторе (обычно от 2,5 до 4 °C). находим температуру коидеясацни
Nt, а стсл1гплтсл1,|1о, и давление о нижней колонне.
Вы + ?" С = ₽1г+О1Ц-|-С₽,
inc 9*<—потери метода а окружающую среду нижней колонне У,
кДж на 1 ч’ перерабатываемого воздуха, ie, ir, id — соотретстоеиао
энтальпии воздуха, жалкости куба колонны а жидкости карманов
ко |деисатороо. кДж/ч8; <?, — тепловая нагрузка конденсатора.
Найденная величина QR проверяется по тепловому балансу
верхней колонны
' г+О г d+S?" < 4-(?и—А/*+ Кён.
гае ?•_<—потери тепла в окружающую среду перхпей колонной.
кДж па 1 м8 перерабатываемого воздуха; ёд. <к — соответственно
Эггтальпми Ма я Оа на ныходе нз вертеп колонны.
Площадь сечения тарелки Ft определяется по формуле
fr„_SL. (НО)
где С - наибольшее количество поднимающихся по колонне за-
рои, кг/ч; V—удельный объем пара, ми/кг; »—скорость паров, м/с
В установках ио разделению воздуха для ситчатых тарелок схо-
Колопиы 0,1—“В2"^”РЯК’И‘ески’ йаюгъ-х прпппмают л нижпеи
_—^л‘ верхней колонны па участке ныше впейа кубепой жид-
«вети скорости принимают равным 0,1—0.5 м/с, па участке ниже
R '1'1к1в<1й жидкости 0.25—0.8 м/с.
скгч» G'J4"° *Ч"|иеняемы>1 Для кислородных установок кольцевых
таведТиЛ Т8Релк>х отношение внутреннего диаметра кольцевой
'“кн к наружному принимается в пределах
-&i-e0,33-=-0.43.
Лиачетр кольцевой тарелки определяется по формуле
(Ill)
ns окружающей среды, выносится обратным потоком проходящего
через регенератор N, (азотные регенераторы) нлн Os (кнстород-
чыс регенераторы)
Уравнение теазхюото баланса азотного регенератора'
- я>+- лр.(й - а- сиг)
Зная давление лрнмого и обратного потоков, из уравнения
(112) обычно находят ектэльокю воздуха на аыходе нз регенера-
тора н соответственно температуру выходящего воздуха.
Уравнение теплооого баланса кислородного регенератора
(113)
Количество тепла, переданного в азотном регенераторе.
Я)=ЛлВ-Я)-в^. «. («
Аналаточно рассчитывается количество тепла, переданного в
При арпменевии воздушной нетлн (см. стр 99) уравнанне
тенлоного баланса азотного регенератора имеет вид.
(ИЗ)
(входящего),
Принятые для уравнений (112)—(115) обозначения. Б^г—
раторы, м3/ч; Благ — количество петлт---—------ г*
энтальпия воздуха на генлоы наяне ।
з*—энтальпия воздуха на холодном г
энтальпия Nj на теплом конце регенер. в , ...
энтальпия Nj на холодном Конде регенератора (входящего),
i-—Энтальпия Оз на теплом конце регекратора (выходящего),
ё*— энтальпия Ог на холодном конце регенератора (вхаапшего),
с—потери колада в окружающую среду азотные: регенератором;
Я — энтальпия выходищего петленого воздуха.
Необходимая поверхность насадки регенер аторав определяется
по формуле.
(П6)
с—-—
^фпи.н.т «ПЛООФОЛЛ.П.
эЛбпПиент теиЯОИДЭЧВ от воздуха к насадке. пт—
нплоотлачп от носилки К обратному потоку.
~3| патенты теплоотдачи могут Сыть определены из следую-
jfi*
(118)
(119)
валяна (принимается равном ширине диска иаеллкп). d„
_Лип«П диаметр насадки, равный
ЯЬ* ‘,®="тН2® (120)
jBjuina ленты, м, Н— удельная лоперт|гмть наездки. м’/м3)
ведами разность температур между потожпми тазов прими-
полусумме раэностея температур нп теплом и холод-
Хтщех регенераторов
^двян ПО д-TiHie регенератора высота петли гистерезиса опре-
-к«т по формуле
В ' '.............................
/я Hi —рааиость температур потоков ва ятяллним и теплом
perm-роторов, т — время подранила ч; В —тплгиппа алю-
ЛЛ лепты, м. рп — гглопгостъ металла васлякп (для ялю-
*(2700 кг/м1): Са — теплоемкость металлп насалим (Л"я алк>-
0,22 кДжДкг-'С).
к
। (й(1+ам.
(121)
ГЛАВА V
119
РАСЧЕТ УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ
АЗОТОВОДОРОДНОЙ СМЕСИ МЕТОДОМ
ГЛУБОКОГО ОХЛАЖДЕНИЯ КОКСОВОГО ГАЗА
В промышленности для разделения газовых смесей низкие тем-
пературы применяются при небольших коэффициентах разделения
или же, если выделение из смеси отдельных компонентов ее дру-
1нми методами невозможно или экономически нецелесообразно.
Благодаря методу глубокого охлаждения для синтеза NH3 можно
использовать любые газовые смеси, содержащие достаточное ко-
личество Н2.
Одним из важнейших факторов, влияющих на распределение
Температур в теплообменной аппаратуре низкотемпературных газо-
разделительных установок, является состав исходной газовой
смеси. Конечные температуры охлаждения газов выбирают так,
чтобы в отдельных аппаратах происходила преимущественная
конденсация какого-либо одного компонента, т. е. фракционная
конденсация. Так, в результате постепенного охлаждения кок-
< оного газа при определенных температурах последовательно вы-
деляются углеводороды С3 (и выше), С2 и Сь образующие соот-
ветственно пропиленовую, этиленовую и метановую фракции.
Иногда, например при разделении газов конверсии углеводородов,
конечные температуры охлаждения газов в отдельных аппаратах
определяются принятыми методами выделения взрывоопасных
компонентов.
От остаточных количеств СН4 и конденсирующихся в данных
условиях газов (О2, Аг, СО) Н2 освобождается методом абсорбции.
В качестве абсорбента служит жидкий No высокой чистоты
(99,998%), так как неизбежное при этом насыщение водорода
и ютом допустимо и совпадает с задачами получения азотоводо-
рпдной смеси.
Сочетание фракционной конденсации с промывкой газа жид-
ким N2 позволяет получать азотоводородную смесь, не содержащую
практически инертов для реакции синтеза NH3 и не требующую
очистки от каталитических ядов, что является большим преимуще-
1-пюм метода глубокого охлаждения.
Если для разделения газов применяют рекуперативные тепло-
обменные аппараты, то разделяемые газовые смеси предваритель-
но необходимо очистить от высококипящих (С!0Н8, С6Н6, Н2О,
(О.-), агрессивных (H2S) и взрывоопасных примесей (NO, С2Н2,
1 Jhn—i)- Это обеспечит длительную, безопасную и надежную ра-
но 1 у агрегатов глубокого охлаждения.
(-одержание вредных примесей в сыром коксовом газе
in гламентирует ГОСТ 8330—57; H2S — 0,34-1,4%; СО2<3,0%;
<b-S0,8%; С10Н8<0,2 г/м3; С6Н6^4 г/м3; NO — 0,44-0,8 см3/м3
(определяется перманганатным методом).
120
ГЛАВА V
Коксовый газ от бензола очищают промывкой соляровым мас-
лом под давлением, либо абсорбцией активированным углем до
остаточного содержания не выше 0,7 мг/м3. В обоих случаях это
облегчает последующие стадии очистки, так как соляровое масло
и активированный уголь одновременно поглощают и часть орга
ннчееких соединении серы.
Примеси бензола в конвертированном газе удаляются адсорб-
цией ('го силикагелем или активным А12О3. Одновременно уда
ляс1ся влага в разделяемых газовых смесях перед их поступлением
в низкотемпературные блоки. Допустимое содержание в газах
паров воды на входе в эти блоки не выше 0,07 г/м3.
Независимо от метода, применяемого для очистки исходных
газовых смесей от СО2, остаточное его содержание не должно
превышать 8 см3/м3.
Коксовый газ и газы конверсии углеводородов содержат микро-
нрпмеси оксидов азота и непредельных углеводородов, которые
при низких температурах в присутствии О2 образуют взрывоопас-
ные компоненты бризантного действия.
Кроме оксидов азота и диолефинов вредной примесью является
также ацетилен. При низких температурах, которые устанавли-
ваются в блоках разделения, он может кристаллизоваться, что
приводит к накоплению его в теплообменной аппаратуре во взры-
воопасных количествах.
Оксид азота, ацетилен и диолефины удаляют из коксового
и других газов каталитическим гидрированием их (катализаторы
на основе металлов платиновой группы на носителях). Это исклю-
чает образование в паровой фазе нитросмол, представляющих
основную опасность для низкотемпературных агрегатов разделения
Допустимое содержание оксидов азота не должно превышать
0,01 см3/м3.
§ I. ПРИНЦИПИАЛЬНАЯ СХЕМА УСТАНОВКИ
ДЛЯ ПОЛУЧЕНИЯ АЗОТОВОДОРОДНОЙ СМЕСИ ИЗ КОКСОВОГО ГАЗА
МЕТОДОМ ГЛУБОКОГО ОХЛАЖДЕНИЯ
Выбор давления для процесса разделения определяется, глав-
ным образом, принятыми циклами. В рассматриваемом агрегате
(рис. 22) рабочее давление равно 12,75-105 Па, а основным источ
ником холода является сжатый до 19,61-10е Па N2.
Независимо от технологической схемы, коксовый газ перед
фракционной конденсацией и последующей промывкой жидким N2,
предварительно должен быть тщательно очищен от нафталина,
бензольных углеводородов, сероорганических соединений, оксидов
азота, СО. п I CS. В агрегате коксовый газ проходит по межтруб
ному пространству теплообменников 1 и 2, в которых охлаждается
обратными газами (продуктами разделения). Теплообменники 2
121
fl Принципиальная схема установки для получения
\---------------------------------------------
Ъ(М-)
Рис. 22. Схема установки для разделения коксового газа методом глубокого
охлаждения (условные обозначения: н. д.— низкое давление; в. д.— высокое дав-
1141110; ж — жидкость; г газ>.
последовательно включены и периодически переключаются. По
мере обледенения первый ко ходу теплообменник отогревается
коксовым газом, а во втором этот газ охлаждается. Теплообмен-
ники / и 2 составляют блок предварительного охлаждения.
Далее коксовый газ проходит один из холодильников <?, где
охлаждается до —45°С аммиаком, кипящим в вакууме, и на-
правляется в блок разделения.
В «теплой ветви» 4 коксовый газ охлаждается до —95, —100°С
а ютоводородной смесью и метановой фракцией. Здесь в основном
происходит выделение в жидком виде пропилена и других углево-
юродов, имеющих более высокую температуру конденсации. В «хо-
лодной ветви» 5 коксовый газ охлаждается до —140, —145°С азото-
|оводородной смесью, метановой и оксидуглеродной фракциями.
Ними же фракциями в добавочном теплообменнике 7 коксовый газ
охлаждается до —170, —175°С.
В «холодной ветви» происходит окончательная конденсация
\ । леводородов С3, основного количества углеводородов С2 и не-
оольшого количества СН4. Примерный состав этиленовой фракции
следующий (в об.%): С2Н4-—40—46; СН4 — 42—46; N2—1,5—2,5;
« .0 — 2—3; Н2 —2—3.
122
ГЛАВА V
Левушка 6 служит для отделения жидкости, увлекаемой коксо
вым газом. В добавочном теплообменнике 7 конденсируется прак
тическп весь ColL, и основное количество CI14.
Конденсат, образующийся в добавочном теплообменнике
вместе с коксовым газом перетекает в испаритель 8, в кубе кото
рого смешивается с газами, сжижающимися в испарителе. При
мерный состав метановой фракции следующий (в об.%): С2Н4-
до 1,0; СН4 —75—80; N2 — 8—10; СО —8—10; Н2 — 2—3; О2
до 0,5.
В испарителе азота коксовый газ охлаждается до —190°С с по
мощью N2, кипящего в межтрубном пространстве. После этого он
направляется в промывную колонну 9, где жидким N2 водород
отмывается от примесей СН4, СО, О2, Аг и др.
Выходящий из промывной колонны газ представляет собой
бинарную смесь, содержащую в зависимости от температуры
83—85% Н2 и 15—17% N2. Специальной дозировкой содержание N;
в смеси уже после колонны доводится до стехиометрического,
т. е. до 25%.
Холод, необходимый для процесса разделения коксового газа,
обеспечивается двумя холодильными циклами — аммиачным и
азотным. Как указывалось выше, NH3 используется также для
осушки коксового газа перед его поступлением в блок разделения.
Азот сжимается в компрессоре 10 до 19,61 -106 Па, после чего на
правляется в блок предварительного охлаждения, состоящий из
теплообменника 11 и двух попеременно работающих аммиачных
холодильников 12, которые переключаются по мере их обледене-
ния. В теплообменнике 11 N2 высокого давления охлаждается
дросселированием N2 до —3°С, а в аммиачном холодильнике 12
до —40, —45°С. В результате аммиачного охлаждения N2 не толь-
ко сушится и освобождается от значительного количества раство-
ренных в нем паров масла. При этом, что не менее существенно,
одновременно достигается большое увеличение дроссель-эффекта
Джоуля—Томсона (холодопроизводительности).
Далее N2 высокого давления разветвляется на три потока и по
ступает в блок разделения, где проходит теплообменники 13, 14
и 15, охлаждаясь соответственно метановой, этиленовой и оксид-
углеродной фракциями, а также дросселированным N2. С помощью
регулирующих вентилей эти потоки распределяются так, чтобы
разность температур на теплом конце теплообменников была ми
ннмалыюй.
Но выходе из теплообменников 14 и 15 N2 высокого давле-
ния соединяется в один поток, охлаждаемый дальше в тепло
обменнике 16 дросселированным N2 до —145°С. Охлажденные
в теплообменниках 13 и 16 потоки N2 высокого давления далее
объединяются в один поток, после чего часть его дроссели
руется до 11,77-105 Па и используется для дозировки с целью
получения стехиометрической азотоводородной смеси. Оставшаяся
f I. Принципиальная схема установки для получения
123
большая часть N2 высокого давления дополнительно охлаж-
дается в теплообменнике 17 до —160°С и в теплообменнике 18
до — 180°С.
По выходе из теплообменника 18 жидкий N2 высокого давления
снова разветвляется на два потока: один дросселируется в меж-
грубное пространство испарителя азота 8, где кипит под давлением
1/17-105—1,76-105 Па, охлаждая коксовый газ и промывной N2;
второй поток дросселируется до 11,77-105 Па и, охлажденный в
нмсевике испарителя до —190°С, подается в промывную колонну 9
иля отмывки из Н2 примесей, нежелательных для синтеза NH3.
Азот, испаряющийся в азотном испарителе, отдает свой холод
и теплообменниках 18, 16 и 15.
Подача жидкого NH3 и отсос газообразного NH3 осуществляет-
ся следующим образом. Компрессор 19 отсасывает и сжимает пары
N113 до 11,77-Ю5—13,73-105 Па (в зависимости от температуры
охлаждающей воды), они конденсируются в конденсаторе 20, от-
куда жидкий NH3 дросселируется в сосуд среднего давления 21.
Из сосуда жидкий NIl3 подводится к соответствующим холо-
шльникам.
Материальные потоки
Поскольку опытных данных по фазовому равновесию для мно-
гокомпонентных смесей нет, материальные потоки надо рассчиты-
вать с помощью констант равновесия К, устанавливающих распре-
деление отдельных компонентов данной смеси между паровой и
жидкой фазами:
К=-у-, (122)
х
где у — доля компонента в паровой фазе; х-—равновесная доля
к>го же компонента в жидкой фазе.
Константы равновесия для всех компонентов, входящих в со-
став коксового газа, приведены на рис. 23. В дальнейших расче-
тах принимаем константу равновесия для О2, равной ее значению
для СО.
Метод составления материальных балансов теплообменных
аппаратов, в которых газовые смеси конденсируются частично, за-
висит от того, совпадают направления движения вдоль теплообмен-
ной поверхности охлаждаемых газовых смесей и образующихся
при этом жидких фаз (конденсатов) или пет, т. е. какая при этом
происходит конденсация — прямоточная или противоточная. Все
приведенные ниже расчеты условно сделаны на 100 м3 коксо-
вого газа (после очистки от СО2) следующего состава (в об.%):
112 — 59, СН4 — 26, С2Н4—1,8, С3Н6—0,70, N? — 6,1, СО — 5,60,
О2 —0,8.
124
ГЛАВА V
Рис. 23. Константы фазового равновесия К
при давлениях 117,48-IO4 (1) и 241,16-104
На (2) при различных температурах.
Блок предварительного
охлаждения
В блоке предварительно
го охлаждения коксовый газ
охлаждается до —25°С. При
этой температуре и давле
нии 12,75-105 Па конденса
пня приведенных выше ком
понептов коксового газа
невозможна. В теплообмен
никах 12 и 13 происходи!
лишь конденсация водяных
паров, количество которых
определяем для каждого
аппарата отдельно с учетом
уменьшения объема газа
после сжатия в 13 раз.
Содержание водяных па-
ров в 1 м3 газа при 1,01-101’
Па составляет 39,41 г/м3 при
35°С и 6,82 г/м3 при 5°С.
Теплообменник 1. Прини
маем, что начальная темпе-
ратура коксового газа 35°С,
конечная 5°С. Тогда количе-
ство сконденсировавшихся
водяных паров D будет равно:
jj 100(2734-35) gg _
13-273
- 100(273+5Ц,82=298,2 (г)
13-273
Теплообменник 2. Аналогично находим, что в теплообменни
ке 13 при понижении температуры до —25°С (содержание паров
поды 0,64 г/м3) вымораживается воды:
Д = (г)
Аммиачный холодильник 3. В аммиачном холодильнике при
дальнейшем охлаждении газа до —45°С (содержание паров воды
0,07 г/м3) воды вымораживается:
°’64~ -^^45) 0,07=3,75 (Г).
§ I. Принципиальная схема установки для получения
125
Теплая ветвь
В теплообменнике «теплая ветвь» коксовый газ и образующийся
при его охлаждении конденсат вместе омывают теплообменную по-
верхность и все время движутся в одном направлении. При прямо-
точной конденсации обе фазы находятся в равновесии и состав их
с помощью констант равновесия определяется следующим образом.
Обозначим через Lu— количество конденсата, образующегося
I. < 160 м3 исходной газовой смеси, м3; у<— начальное содержание
какого-либо компонента в 100 м3 газовой смеси, м3; лу—количе-
ство того же компонента в Lo м3 образовавшегося конденсата, м3.
Очевидно, что мольная доля рассматриваемого компонента в
остаточном количество газовой смеси составит
у\
yt Х1
100 — Lo
,i равновесная
Поскольку
сгво (123) на
ей концентрация в конденсате
(123)
(124)
равен-
(125)
Х'=Г
Lo
фазы находятся в равновесии, то, разделив
равенство (124), получаем
У1 (У, -*1)^0 __ д
лу (100 Lu)xt
. , 100 - £„
‘Ji
У1
--- А —т— — ---- . И Al „— -----
I | 10°-£о к,
'о
Уравнение (125), в котором Lo и — неизвестные, решается
методом подбора. Задаются температурой и количеством конден-
сата Lo, после чего подставляют в уравнение (125) значение у
для каждого компонента исходной газовой смеси и находят соот-
ветствующие им значения х, используя константы равновесия К.
Решение этого уравнения считается правильным, если Hx=L0.
В теплой ветви коксовый газ охлаждается до —100пС. Задаемся
количеством образующегося конденсата £о=О,2 м3 и, пользуясь
\равнением (125), составляем таблицу материального баланса
(габл. 26).
Значения констант равновесия К для: Н2 — 45; СН4 — 2,15;
( 414— 0,146; СзН6 —0,007; N2— 10,25; СО — 9,0; О2 — 9,0.
Холодная ветвь
В теплообменнике «холодная ветвь» охлаждаемый коксовый
1лз поднимается вдоль теплообменной поверхности снизу вверх,
и образующийся из него конденсат стекает по трубкам сверху вниз,
г. е. навстречу газовому потоку.
126
ГЛАВА V
Таблица 26. Материальный баланс тепловой ветви
Компо- нент Исходный газ Конденсат Остаточный газ, №
м3 % Х= Ьо %
II, 59,0 59,0 59 59,00
, 100—0,2
’+ 0,2 4о
СП4 26,0 26,0 26 _ 1+499-2,15 = 0,020 10 25,98
c.,n4 1,8 1,8 1,8 = 0,026 1,774
1+499-1,15 13
С3Н6 0,7 0,7 0,7 = 0,154 77 0,546
1+499-0,007
6,1 6,1 6,1 = 0,000 6,10
Nq 1+499-10,25
5,5 5,5 6,30 = 0,000 5,5
со 1+499-9
02 0,8 0,8 0,8
Если конденсация противоточная, фазы не находятся в равно-
весии: температура жидкой фазы всегда ниже температуры паро-
вой фазы, что способствует массообмену между фазами. В резуль-
тате массообмена жидкая фаза по мере своего стекания вниз обо-
гащается высококипящими компонентами, а паровая ими соответ-
ственно обедняется. Поэтому противоточную конденсацию приме-
няют, если нужно получить конденсат с максимально возможным
количеством тяжелолетучих компонентов.
В данном случае противоточная конденсация коксового газа
обеспечивает получение этиленовой фракции с предельно возмож-
ным в этих условиях содержанием С2Н4. Ниже изложен расчет
состава фаз при противоточном охлаждении газовой смеси с ча-
стичной конденсацией ее, который применим для расчета холодной
ветви и испарителя N2.
При расчете процесса противоточной конденсации задают сте-
пень извлечения С наименее летучего компонента и число ступеней
равновесия, которому эквивалентна теплообменная поверхность.
Поскольку фазы при противоточной конденсации не находятся в
равновесии, расчет ведут пользуясь константами равновесия, отне-
сенными к средней температуре процесса охлаждения.
Обозначим через С— количество конденсата, приходящееся
на 100 м'1 песконденсировавшихся газов, м3; оу, а2, из, ..., ап —
количества сконденсировавшихся отдельных компонентов, м3; /С,„„
Кт2, п— константы равновесия, отнесенные к средней тем-
f 1. Принципиальная схема установки для получения
127
исратуре процесса охлаждения; С„ С2, ..Сп — степени извлече-
ния отдельных компонентов. Если допустить, что
У -— КтХ ,
го справедливо и равенство
и'—К --Ю0.
I] --/\т г •
Lo
Отсюда количества сжижаемых отдельных компонентов газовой
смеси выражают следующими уравнениями:
£о ^2 £о . ...; а = L ° .
Кт, 100 ’ а-~~ Кт, 100 ’ 100 "
Степени извлечения этих же компонентов соответственно могут
быть выражены так:
с,= а. У1 L'o Кт, 100 (126)
г — 1 ’ Кт, 100
У}
Следовательно, с, с2=— Кт, 100 . С] (127)
с2 К tn ! C;j Km.L
и т. д. Отсюда
Кт, / ________ Кт,
2 == О1--- ' С 3 •— 1-----
Кт, Кт,
II Т. Д.
Степени извлечения любых двух компонентов газовой смеси
обратно пропорциональны константам их фазового равновесия.
Уравнения (126) и (127) могут быть представлены в виде
/-о = С11<т1100; Z.0 = G/CmJOO и т. д.
Очевидно, что отношение общего количества конденсата ко
иссму объему неконденсирующихся газов V и отношение Lo к
100 м3 несконденсировавшихся газов должны быть равны между
собой, поэтому
^=А_=ад. (128)
с 100
Равенство (128) дает возможность воспользоваться для расче-
та противоточной конденсации формулой (см. стр. 133)
Дп + 1_Д
С=—-------(129)
Дп+1-1
128
ГЛАВА V
которая ус
тором А =
сапавлпвает зависимость между абсорбционным фак-
степенью извлечения С и числом ступеней равно-
весия п, которым жвивалентна теплообменная поверхность. Кон-
станты равновесия в этом случае надо брать при средней темпе-
ра г\ ре процесса.
Расчет противоточной конденсации по изложенному выше ме-
тоду применим к теплообменнику холодной ветви. В этом тепло-
обменнике коксовый газ охлаждается до —145°С. Поэтому кон
сеансы равновесия для всех компонентов газовой смеси определяем
при средней температуре —120°С и Р = 12,75-105 Па. Они будут
е. toiii.il м н: Н9— 40,0; СН4—1,22; С2Н4— 0,048; N2— 5,74;
СО 5/13; О2 — 5,43.
В качестве ведущего компонента принимаем этилен, степень его
извлечения С = 0,8, а эффективность поверхности массообмена
........тем пяти теоретическим тарелкам. Пользуясь форму-
лой (129), определяем величину 71:
0,8 = ^^,
/Ц+1 -1
откуда подбором находим, что
Д = — = 0,94
VKt
II
— = 0,94-0,048 = 0,045.
V
Далее пользуясь отношением (128), определяем степени извле-
чения остальных компонентов:
Сн2= —— = =0,0012;
УКн.2 40,0
Ссн4 = = 0,0367;
1,22
Cn2 = = 0,0078;
5,74
Ссо = = 0.0083;
5,43
Сс3н6 = 1,0.
Составляем таблицу материального баланса теплообменника
«холодная ветвь» (табл. 27).
Проверим принятую температуру коксового газа на выходе и<
холодной ветви.
§ 1. Принципиальная схема установки для получения
129
Габлица 27. Материальный баланс теплообменника «холодная ветвь»
Компо- нент Исходный газ, м3 Конденсат Остаточный газ, м8
Мз %
||2 59,00 0,0012-59 = 0,070 2,1 59—0,07=58,93
II14 25,98 0,0367-25,98 = 0,950 27,8 25,98—0,95 = 25,03
• н4 1,774 0,8-1,774=1,428 50,8 1,774—1,428 = 0,246
0,546 1,0-0,546 = 0,546 16,2 0,546—0,546 = 0,0
N-. 6,10 0,0078-6,1=0,650 1,5 6,1—0.05 = 6,05
СО 5,60 0,0083-5,5 = 0,055 1,6 5.6—0,05 = 5,55
02 0,80 0,0083-0,8 = 0,000 0,0 0,80
2 = 3,40
Значения констант равновесия К компонентов газовой смеси
при температуре —145СС следующие: Н? — 35; СН4—0,43, С2Н4—
0,0077; N2‘—3,0; СО -2,3; О, —2,3.
Правильно выбранной температуре должно соответствовать
равенство 2. у = Sx.
н2 59,93 1,67
СН4 25,03 58,20
с2н4 0,246 31,90
n2 6,06 2,40
со 5,55 2,40
о2 0,8 0,35
Всего
97,61
96,92
Добавочный теплообменник
В добавочном теплообменнике коксовый газ охлаждается до
температуры —180°С, при которой С2114 конденсируется полностью.
Направление фаз вдоль теплообменной поверхности совпадает
(сверху вниз), т. е. конденсация прямоточная, и Л' равно: Н2 —
29,0; СН4 —0,035; N2 — 0,5; СО — 0,42; О2 — 0,42.
Методика составления материального баланса для прямоточной
конденсации рассмотрена при расчете теплой ветви. Задаемся ве-
тчиной Lo и определяем количество сжиженного газа каждого
компонента по формуле (125), причем основным требованием
является, чтобы 2х = Lo. Составляем таблицу материального ба-
i.inca добавочного теплообменника (табл. 28).
Испаритель азота
В испарителе N2 коксовый газ охлаждается до —186°С. Кон-
ш-псация, как и в холодной ветви, здесь противоточная. Кон-
станты равновесия при —183°С равны: Н2—27; СН4 — 0,022; N2 —
0,32; СО —0,26; О2 — 0,26.
О 388.
130
ГЛАВА V
Таблица 28. Материальный баланс добавочного теплообменника
Компонент Исходный газ. м3 Конденсат Остаточный газ
х_у М-Ь* м3 1 Ьо % м3 %
п2 58,93 58.93 2.8 58,09 87,26
. , 100—30 1 30 0.84
СП, 25,03 25,03 23,0 76,6 2,03 3,03
1+2,33-0,36 —
C2IU 0,246 0,246 0,8 — —
n2 6.05 6,05 2,77 9,2 3,28 4,94
1+2,33-0,5 -
со 5,55 5,55 2,80 9,3 2,75 4,14
1+2,3-0,42 -
02 0,80 0,8 = 0,40 1,3 0,40 0,60
1+2,33-0,42 ~
Принимаем за ведущий компонент С114 со степенью извлечс
ния 0,6. Поверхность массобмена испарителя приравниваем одной
теоретической тарелке. Пользуясь формулой (129), определяем
величину А:
o,6 = d!^_,
/!'+' — 1
откуда А = 1,50; - = 1,50-0,022 = 0,033.
Далее по формуле (128) определяем степени извлечения осталь
ных компонентов:
Сн2 = —— = = 0.0012;
VK.H, 27
Ссо = =0,127.
0,26
Составляем таблицу материального баланса испарителя N
(табл. 29).
Проверяем принятую температуру газа на выходе из испари
теля. Константы равновесия К компонентов газовой смеси при тем
псратуре —18б°С следующие: Н2 — 26; СН4 — 0,02; N2— 0,3; СО
0,22; О2 — 0,1В.
§ 1. Принципиальная схема установки для получения
131
Таблица 29. Материальный баланс испарителя азота
Компонент Исходный газ, м3 Конденсат, м3 Остаточный газ
м3 %
Н2 58,09 0,0012-58,09 = 0,07 58,09—0,07 = 58,02 90,0
сн4 2,03 0,6-2,03=1,22 2,03—1,22=0,81 1,26
n2 3,28 0,1-3,28 = 0,33 3,28—0,33=2,95 4,58
со 2,75 0,127-2,75=0,35 2,75—0,35=2,40 3,75
02 0.40 0,127-0,4 = 0,05 0,40-0,05=0,35 0,54
Правильно выбранной
равенство
температуре должно соответствовать
Sy.
у
У_
к
н, 58,02 2,23
СН4 0,81 40,50
n2 2,95 9,82
со 2,40 10,09
о2 0.35 1,35
Всего 61.53 64,99
Состав смеси конденсатов метановой фракции, образовавшихся
и добавочном теплообменнике и в испарителе N2, приведен в
табл. 30. Температуру кипения метановой фракции определяют
подбором констант равновесия, чтобы соблюдалось условие
Sy = Sx.
Таблица 30. Состав метановой фракции
Компонент Конденсат, образо- вавшийся в доба- вочном тепло- обменнике, м3 Конденсат, образо- н.пининси в испари- геле азота, м3 Общее количество
м3 %
II. 0,84 0,07 0,91 2,85
< п4 23,00 1,22 24,22 75,60
< () 2,80 0,35 3,15 9,75
N, 2,77 0,33 3,10 9,60
< .Н4 0,246 0,246 0,78
<) 0,40 0,05 0,45 1.42
Промывная колонна
В промывной колонне осуществляется отмывка (абсорбция)
' 114, О2, Аг, СО жидким N2, поэтому материальный баланс колон-
ны составляем, используя формулы (128) и (129).
Вывод формулы (129) прост, если принять, что константа рав
иовесия не зависит от концентрации поглощаемого компонента.
132
ГЛАВА V
Материальный баланс для I тарелки (верхней) абсорбера
будет:
У(У2— Ух) = L(X!—X0),
где V — число молей нерастворпвшихся газов; L — число молей
абсорбента; /у2, Ух — число молей до и после I тарелки поглощае-
мого компонента, приходящееся на 1 моль нерастворпвшихся га-
зов; Хо начальная концентрация поглощаемого компонента, при
ходящаяся па 1 моль поглотителя (в данном случае х0 = 0); %, —
число молей поглощаемого компонента после I тарелки, приходя-
щееся па I моль поглотителя.
При х0 = 0
V(y2—г/i) = XiL.
При равновесии
Ух = Kxi,
откуда
f/i(A + К¥)
(Jr, ----------•
а KV
Заменив через А (абсорбционный фактор), получаем
J/2 = Ух (^ + 1) • (130)
Уравнение материального баланса для двух верхних тарелок
выразится следующим образом:
Уз — Ух = *2,
число молей поглощенного компонента
У(Уз — Ух) = Lx2.
Поскольку
Уч — Кх2,
следовательно
У{Уз~ Ух) =^У2,
1\
или
Уз~Ух = ~Уъ = &Уъ
1\ V
откуда
Уз — Ауч + Ух-
Подставляя вместо у2 его значения из уравнения (130), ио
лучасм
Уз — Ух (Л2 + А + 1). (131)
Аналогично количество молей поглощаемого вещества, посту
пающее па III тарелку, будет равным
У<=Ух(А3 + А* + А + \),
§ 1. Принципиальная схема установки для получения 133
а на нижнюю (n-ю), т. е. на входе в колонну:
Уп+i — У\ (Дэт + Д'1’1 +... + Д 4~ 1),
ИЛИ
Лп+1—1
!/п+1 = У1- • (132)
Зная начальное (на входе) и конечное (на выходе) количество
вещества, степень извлечения компонента можно определить сле-
дующим образом:
Q Уп + l У\ j У\ ,
Уп + \ Уп + '.
откуда
«/I = у„+1(1 — С).
Подставим полученное значение t/i в уравнение (132):
Д П+1_.1
Уп+1 = Уп+i (1 — С) ——-—,
/1---------------------1
решая это равенство, получаем:
с Л11+'~А ,
/’•+' 1
। с. формулу (129). Она даст возможность определить аналитиче-
ским путем необходимое количество теоретических тарелок для
процесса абсорбции, если константа равновесия не зависит от кон-
центрации поглощаемого компонента н температура процесса
постоянна.
Путем простых преобразовании получаем
^Л-С
Действительное число тарелок в промывной колонне равно 45.
При к.п.д. ситчатой тарелки 0,32 теоретическое число тарелок
Югорбера составит 45-0,32 = 14.
' Предельно допустимое содержание СО в газовой смеси на вы-
»пде из промывной колонны не должно превышать 30 см3/м3.
। не гав смеси Н2 и N2 после отмывки СО достаточно точно опре-
чглястся по данным фазового равновесия.
При Р — 12,75-105 Па и —190°С равновесная концентрация N2
П2 составляет 17%. Если пренебречь растворимостью Н2 в оксид-
углеродной фракции, то количество П2 и N2, отводимое из промыв-
niifi колонны, составит-^^- = 70 м3, а содержание в них СО
0,83
70-30-10-6 = 21-10^=0,0021 (м3).
134
ГЛАВА V
Следовательно, предельно возможная степень извлечения СО
будет равной
_ .2’4Т°'9°?1 = 0,99875.
2,4
Количество жидкого N2, необходимое для отмывки СО, опре
делим по формуле (129):
21 1-14-1_21
0,99875 = -------— ’
Л'-’-Ы—1
огкуда
А = — = 1,49.
KV
Константы равновесия при —190°С и 12,75-Ю5 Па равны дли
СО 0,16, для Н2— 26. Таким образом,
L = KVA = 0,16-64,53-1,49 = 15,5 (м3).
Одновременно с СО поглотится небольшое количество Н2, св
пень извлечения которого, согласно формуле (128) равна
СН2 =---------- = = 0,0092.
VKh, 64,53-26
таблицу материального баланса промывной колон
Составляем
ны (табл. 31).
Количество
тированного газа от СО, можно определить также по опытны -
данным, приведенным на рис. 24.
Расход жидкого N2 на абсорбцию СО при прочих равных уел"
впях зависит не только от концентрации СО в конвертирована
газе, но также от содержания в исходной смеси N2 и СН4. Че,
Таблица 31. Материальный баланс промывной колонны
жидкого азота L, необходимое для очистки конвер
Компо- нент Поступает в про- мывную колонну Выходит из промывной колонны
Смесь Фракция
Газ из испа- рителя азота Жид- КИЙ азот, м3 м3 % мз
м3 %
11 СП., N. со * о.. ‘ 58.02 0,81 2,95 2,10 0,35 90,00 1,26 4,58 3,72 0.54 15,5 58,02—0,52 = 57,5 83,0 17,0 50,02 X 0,0092 = = 0,52 0,81 2,95+15,5— — 11,8 = 6,65 2,4 0,35 1
* Содержанием 20—30 см3/м3 О2 и СО в смеси N2 и Н2, выходящей и < >
лоппы, пренебрегаем.
Принципиальная схема установки для получения
135
Рис. 24. Зависимость количе-
ства азота, расходуемого па
промывку газовой смеси, от
концентрации СО в смеси при
разном давлении:
1 — 49,03-Ю4 Па; 2— 107,8-Ю4 Па;
3 — I56.8-I04 Па; 4 — 255-104 Па.
Рис. 25. Зависимость ко-
личества N2, расходуемо-
го на промывку, от дав-
ления при различном со-
держании (20:
1 -2%; 2-3% 3 4%; 4-
6%.
меньше в конвертированном газе N2 и СН4, тем меньше расход
жидкого N2, так как в процессе абсорбции СО водород насыщает-
ги N2 и, следовательно, температура процесса понижается за счет
частичного испарения жидкого N2.
Расход жидкого N2 зависит также от температуры и давления.
На рис. 25 представлена зависимость расхода жидкого N2 от
пиления и содержания СО при постоянной температуре газа и
жидкого N2 на входе в промывную колонну (—190°С). Увеличение
пнцентрации СО в исходном газе (при постоянном давлении)
иг шачительно повышает расход жидкого N2, так как раствори-
мость СО возрастает почти пропорционально парциальному давле-
нию. С увеличением давления расход жидкого N2 уменьшается,
пгпбенно резко при избыточном давлении более 10,79-И1 Па.
На рис. 26 показана зависимость расхода жидкого N2 при пзбы-
lo'iiioM давлении 23,52-105 Па от исходной концентрации СО и
и-мнературы газовой смеси и поглотителя па входе в промывную
«и.ионну. С повышением температуры
иылительно увеличивается расход
жидкого N2, подаваемого на промывку.
Или в конвертированном газе содер-
жи гея небольшое количество N2 (до
• 'Hi), расход жидкого N2 может быть
цижен на 10—20%.
i > ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА N2
III.K ОКОГО ДАВЛЕНИЯ
Азот, необходимый для разделения
•пкеового газа и получения стехио-
метрической азотоводородной смеси.
Рис. 26. Влияние темпера-
туры газа п температуры Ы2
п.ч расход жидкого N2 при
промывке:
7-*1Ч, = 188°С. Ц.--- 1ЖС; 2-
'n2 = 190°C. /Г = 178”С;
I83°C. /„=-188°С.
136
ГЛАВА V
подается под общим давлением 19,61 -106 Па. На основании мате
рпалыюго баланса промывной колонны было определено количе
ство N2, необходимое для отмывки СО и других примесей, содер
жащнхся в газовой смеси на входе в промывную колонну. Кроме
этого надо определить количество N2 для получения стехиометрв
ческой азоговодородной смеси, а также количество циркуляциоп
кого N2, расходуемого в испарителе на доохлаждение коксовою
газа it переохлаждение промывного N2.
Количество дозировочного N2
11з промывной колонны выходит смесь, содержащая 57,5 м3 N
и I 1,8 м3 N2. Отсюда количество дозировочного азота Дд составив
Лд = 5L5---57,5 —11,8 = 7,4 м3.
0,75
Количество циркуляционного N2
Для определения количества циркуляционного азота Дц со
ставляем тепловой баланс испарителя Nz, в котором единственном
неизвестной величиной будет Лц. Энтальпию отдельных компонеи
тов газовых смесей, входящих и выходящих из испарителя N
находим по соответствующим энтропийным диаграммам.
Энтальпия потоков, входящих в испаритель N2(iBX), следующая
Энтальпия коксового газа 1,3-9,806- W5 Па и — 180°С
Компонент н2 СН4 n2 СО о2
Объем, м3 Энтальпия, 58,09 2,03 3,28 2,75 0,40
кДж/м3 Общее коли- чество тепла, 113,97 408,52 314,25 —227,52 400,56
кДж 6620,2 829,62 1030,74 -624,31 160,06
Алгебраическая сумма энтальпий всех компонентов 2 = 8016,31
Энтальпия конденсата при 1,3 • 9,806 105 Па и —175°С
Компонент н2 С2Н4 н4 n2 СО о2
Объем, м3 Энтальпия, 0,84 0,246 23,0 2,77 2,80 0,4
кДж/м3 Общее коли- чество тепла, 76,67 —217,04 —3,56 92,18 —465,09 100,56
кДж 64,94 —53,42 —81,70 255,59 — 1303,09 40,22
('.умма энтальпии 2 = 1077,45
Циркуляционный N2 подается в испаритель в жидком соски
пни и мшит в межтрубном пространстве при 1,6-9,806-104 Па И
191,2"С. Энтальпия жидкого N2 в этих условиях равна 4,186(8
X 11,1 кДж/м3. Общее количество тепла, вносимого циркуляциоп
пым N;>, составляет 4,1868-11,1 Лц (кДж).
Энтальпия промывного N2 равна
15,5-22,5 = 1462,31 (кДж).
§ 2. Определение количества N2 высокого давления 137
Энтальпия потоков, выходящих из испарителя N2 («вых), сле-
дующая:
Энтальпия коксового газа при 1,3- 9,806-10= Па и — 186°С
Компонент н2 сп4 n2 СО о2
Объем, м3 Энтальпия, 58,02 0,81 2,95 2,40 0,35
кДж/м3 Общее коли- чество тепла, 98,46 388,41 235,89 —246,37 379,61
кДж Алгебраическая 5698,4 314,66 сумма эпталытпн 1 871,52 ; = С>4 26.61 —590,72 132,82
Энтальпия 15,5 м3 промывного N2 при 2-9,806-105 Па и —190°С
составляет
15,5-17,6 = 1143,87 (кДж).
Энтальпия паров циркуляционного N2 при 156,8-104 Па и
191,2°С равна 289,11 Дц кДж.
Энтальпия конденсата, поступающего из добавочного тепло-
обменника ( в испарителе N2 не охлаждается), составляет
1077,46 кДж.
Энтальпия конденсата, образующегося в испарителе N2, при
1.3-9,806-105 Па и —183°С следующая:
Энтальпия конденсата при 1,3-9,806-105 Па и —183°С
Компонент н2 СН4 n2 СО о2
Объем, м3 0,07 1,22 0,33 0,35 0,05
Энтальпия, кДж/м3 106,0 —29,74 50,28 —519,56 65,36
Общее коли- чество тепла, кДж 7,45 —36,28 16,59 — 181,85 3.27
Алгебраическая сумма энтальпий S = —190,81
Поскольку «вх = «вых, то, решая уравнение относительно Дц,
находим количество циркуляционного N2 (Дц == 8,7 м3).
Общий расход N2 высокого давления на 100 м3 исходного кок-
сового газа с учетом 10% запаса промывного N2 составляет
1,1-15,5 + 7,4 + 8,7 = 33,15 (м3).
Как и при расчете процесса разделения воздуха нужно прове-
рить достаточно ли будет указанного количества N2 высокого
давления, чтобы обеспечить необходимый для процесса разделения
холод. Потери холода в окружающую среду можно принять в пре-
делах 4,18—6,27 кДж на 1 м3 разделяемого коксового газа, а недо-
ргкуперацию для всех потоков 5°С.
Методика составления тепловых балансов обычная, но энталь-
пию отдельных компонентов газовой смеси рекомендуется брать
по соответствующим энтропийным диаграммам.
Исходя из материального и теплового балансов далее рассчи
1ываются поверхности теплообменников и их размеры.
138
ГЛАВА VI
РАСЧЕТ УСТАНОВКИ ДЛЯ СИНТЕЗА NH3
Технология синтеза NH3 состоит из двух стадий. Первая свя-
<ана с процессом образования NH3 и определяется реакцией
ЗН2 + N2 = 2NH3. (133)
Вторая стадия производства связана с выделением NH3 из га
ювой фазы и удаления жидкого NH3 из цикла.
Ранее в СССР были широко распространены установки сип
геза NH3 под давлением 29,43-106 Па (300 ат) сравнительно не
большой единичной мощности (100—150 т в сутки). Сейчас
создаются крупнотоннажные установки единичной мощностью
600—1360 т в сутки иод давлением 31,88-106—34,32-106 Па (320
350 ат).
Технико-экономические показатели установок различной мощ
пости за 1975 г. приведены в табл. 32. Как видно из приведенных
данных, крупнотоннажные установки позволяют получать более
Таблица 32. Технико-экономические показатели установок синтеза NH3 различ-
ной мощности
Наименование статей расходов на 1 т Агрегат производитель- ностью 600 т в сутки Агрегат производитель- ностью 1360 т в сутки
количе- ство цена, ' РУб. сумма, губ. количе- ство 1 цена, губ. сумма. РУб.
Природный газ, тыс. 1,067 19,00 20,27 1,2575 16,00 20,12
Катализатор 3,16 2,48
Итого 23,43 22,60
Электроэнергия,
тыс. кВт-ч 0,812 15,27 12,40 0,077 10,80 0,83
Пар, ГДж — — — 0,67 4,72 0,76
Вода артезианская, м3 — — — 2,0 0,013 0,03
Вода обессоленная, и3 3,0 0,241 0,70 4,99 0,28 1,41
Вода оборотная, м3 452 5,76 2,61 — •—• —
(’.жатый воздух, тыс. м3 — — — 0,0034 1,56 0,01
Отходящий пар, ГДж 2,19 4.63 —2,43 — — —
11 того 13,28 3,04
Содержание и эксплуа-
гания химического обо-
рудов.-шпя 8.32 7,78
В гом числе амортиза-
цн Я оборудования 6,21 5,97
Цеховые расходы 1,81 4,95
Аморгн ншия зданий и
сооружений 1,10 2,57
Общеланодекие расходы 2,24 1,06
Заводская себестоимость 1 50,18 42,00
(j I. Описание схемы для синтеза NH3
139
цешевую продукцию, при этом резко снижается удельный объем
inпаратуры, капитальные затраты и площадь застройки. Ранее
стоимость NH3 составляла 53—55 руб. за 1 т.
§ I. ОПИСАНИЕ СХЕМЫ ДЛЯ СИНТЕЗА NH3
Принципиальная схема синтеза NH3 приведена па рис. 27.
Свежая очищенная от всех примесей азотоводородпая смесь сжи-
мается в оппозитных многоцелевых компрессорах 1, в которых
компремируется азотоводородная смесь, циркуляционный гез, NH3
холодильной установки. Пять таких компрессоров — по два рабо-
чих на каждую линию производства NH3 и один общий резервный
соединены по коллекторно-агрегатной системе для возможности
работы двух агрегатов получения синтез-газа и любого одного
iii регата синтеза NH3.
Сжатая до 32,57-106 Па (332 ат) свежая азотоводородная
< месь смешивается с циркуляционным газом, идущим в трубки
холодного теплообменника 7. Проходя по трубкам .холодного теп-
кюбменника, циркуляционный газ охлаждается от 30 до 16°С
и.юм, проходящим по межтрубному пространству после сенара-
п>ра аммиачного испарителя 8. Из теплообменника 7 газовая смесь
направляется в испаритель жидкого NH3 9 для дальнейшего
охлаждения. Проходя по трубкам испарителя, циркуляционный газ
охлаждается до —3,0°С испаряющимся в межтру'бном простран-
стве жидким NH3. Смесь циркуляционного газа со сконденсиро-
вавшейся частью NH3 поступает в сепаратор 8. Отделенный от
жидкого NH3 газ направляется в межтрубное пространство хо-
1'н ‘27. Схема синтеза аммиака (условные обозначения: ж — жидкость; г — гач).
140
ГЛАВА VI
лодпого теплообменника и дальше поступает в компрессор 1 на
досжатис.
После компрессора циркуляционный газ с температурой 28°С
и давлением 34,33-106 Па (350 ат) направляется в межтрубное
пространство горячего теплообменника 4, нагревается до 170°С и
уходит в колонну синтеза аммиака 2,. где на железном промотиро
ванном катализаторе при температуре 500—520°С происходит
образование NH3. Часть тепла реакции синтеза NH3 используется
в колонне для нагревания циркуляционного газа до температуры
начала реакции 450°С. Для регулирования температурного режима
в колонне синтеза NH3 имеются байпасные линии подачи вверх
колонны и на полки части поступающего в нее циркуляционного
газа Из колонны циркуляционный газ выходит с температурой
380°С. Затем он последовательно охлаждается: до 190°С в паро-
вом котле-утилизаторе 3, с получением 3,97-106 Па (40,55 ат) пара;
в трубках горячего теплообменника 4 до 60°С газом, идущим по
межтрубному пространству в колонну синтеза NH3; до 30°С в во-
дяном конденсаторе 5. Отсепарированный циркуляционный газ
направляется из сепаратора 6 в холодный теплообменник 7. По
пути часть газа выводится из циркуляции для поддержания
инертных газов в цикле циркуляции перед колонной до 10 об.%.
После продувки, непосредственно перед холодным теплообменни-
ком, добавляют свежий газ. После смешения цикл циркуляцией
пого газа повторяется.
Жидкий NH3 из сепараторов 6 и 8 направляется в магнитные
фильтры 10 для улавливания катализаторпой пыли, затем реду-
цируется до 3,97-106 Па (40,55 ат) поступает в сборник 11 и далее
направляется на склад. Выделившиеся при дросселировании жид-
кого NH3 растворенные газы (Н2, N2, СН4, Аг) отводятся из сбор-
ника 11 жидкого NH3 в установку улавливания NH3. Сюда же
поступает продувочный газ.
Исходные данные для расчета: производительность колонны
синтеза 25 т/ч, объемная скорость газовой смеси па входе в ко-
лонну— 25000 ч“’.
Состав свежей азотоводородной смеси после гидрирования (%)
112 - 74,25; N2 — 24,75; Аг — 0,25; СН4 — 0,75.
§ 2 РАСЧЕТ СОДЕРЖАНИЯ NH3 В ГАЗОВОЙ СМЕСИ
Равновесный процент NH3 для стехиометрической азотоводо
родной смеси может быть вычислен из следующего уравнения:
3081/мГ
Скн. 200CNH,------cnii, + 104 = 0, (134)
"эф
где cnh;i равновесная концентрация NH3, об.%; К-р — константа
равновесия реакции синтеза NH3; Р;,ф— эффективное (полезное)
давление азотоводородной смеси.
§ 2. Расчет содержания NH3 в газовой смеси
141
Рэф определяется по формуле
РЭф = Р(1-/)1 2 *, (135)
где Р — давление в колонне синтеза, равное 34,33-10® Па (350 ат);
I — содержание инертных примесей в газе на входе в колонну,
равное 0,1 объемных долей.
Подставляем значения величин в уравнение (135):
РЭф = 34,33-1()6(1 — 0,1)2 = 27,81-106 (Па) =283,5 (ат).
Синтез NH3 происходит по следующей реакции:
|н2 + -| n2 = nh3 + q, (136)
для которой можно записать
5g)/^=*^^4-2,49431g7’ + p7' — 1,8564-10-77^ + /, (137)
Т о
где /—средняя температура контактирования (/ = 510°С), К,
[5 — 1,256- 10-4 при 34,33-106 Па =350 ат; J—интегральная кон-
станта, равная —2,1986.
IgfKp = — + 2,49431g783 + 1,256-10~4 *-783 —
____— 1,8564 • 10-7 - 7832 — 2,1986,
откуда уЛр = 226,0.
Подставляя значения и уХр в уравнение (134), определяем
равновесную концентрацию NH3 для стехиометрической азотоводо-
родной смеси при 27,81- Ю6 Па (283,5 ат) и 237°С:
2 „„„ 308-226,0 , п
£nh3 — 200cnh3---———^nh8 + 104 = 0.
283,5
cnh3 = 23,67 %.
Процентное содержание NH3 в газовой смеси после конденса-
ции определяем по формуле Ларсона и Блэка:
1 л юкс , 5,98788 1099,544
lgcNH, = 4,1856+ ----------- (138)
I р
где Р — общее давление в аппарате, ат; Т — температура газовой
< меси на выходе из аппарата, К.
Содержание NH3 в газовой смеси после водяного конденсатора:
1 ’ л юсг । 5,98788 1099,544 л оо_.
Ig^NH, = 4,1856 4-———-------------- ^0,8854,
V 332 \ 303
где 332 ат соответствуют 32,57-1()6 Па'.
Отсюда Cnh3 =7,681%-
142
ГЛАВА VI
На выходе из испарителя содержание NH3:
. ,,,гг . 5,98788 1099,544
Cnii, 4,1856 4- -----------------= 0,434b,
г 325 270
где 325 ат соответствуют 31,88-106 Па.
Отсюда Cnib = 2,72%-
(Содержание NH3 в газовой смеси на выходе из колонны син
теза определяем по формуле Волкова:
^Нз==Лу-0>278, (139)
где .4 коэффициент, зависящий от давления и температуры (при
29/13-К)1 На (300 ат) и 510°С равен 302); v — объемная скорость
газовой смеси па входе в колонну синтеза, равная 25000 ч-1.
Подставляем значения величин в формулу (139):
Cnh, = 302 - 25000-0’278 = 18,090.
По формуле (139) выход NH3 несколько завышен. Поэтому
вводптся коэффициент в пределах 0,75—0,85.
С учетом поправки, равной 0,83, процентное содержание NH;.
в газовой смеси на выходе из колонны синтеза составляет:
Син, = 0,83-18,09 = 15,0% -
Образование NH3 в колонне синтеза:
= C100HVNH3' • 100 = ТооТЙг 100= И,880/, (140)
Сокращение объема газовой смеси вследствие синтеза NH3 в
колонне определяем по формуле
100 + cNH
а =-----------7—-
100 + cNHj
100 + 2,72
100 + 15
0,8932.
(141)
Производительность колонны синтеза, отнесенная к 1 м3 ката
лик-пора, определяем по формуле
q = 0,771 vac = 0,771 • 25000 -0,1188- 0,8932 =
= 2046,45 кг/ч, (142)
i де 0,771—плотность газообразного NH3, кг/м3; v— объемная
скороси. газовой смеси, ч-1; а — образование NH3 в колонне, в
долях единицы.
Для производительности колонны синтеза 25 т/ч NH3 необхо
дпмый объем катализатора составляет
25-1000 .oo.ro 3
Риат —-------= 12,2163 М3.
2046,45
Производительность колонны синтеза в сутки
6’ = </c,t;1T-24 = 2046,45-24-12,2163-10~3 = 600 т.
§ 3. Материальный баланс цикла синтеза Nil
143
। § 3. МАТЕРИАЛЬНЫЙ БАЛАНС ЦИКЛА СИНТЕЗА NH3
Общее количество газовой смеси на входе в колонну синтеза
за 1 ч будет:
V = оУкат = 25000-12,2163 = 305407,5 (м3),
в том числе:
VNH3 = 305407,5-0,0272 = 8305,0 (м3) = 2,72%;
Ун2 = 305407,5-0,6546 = 199912,25 (м3) = 65,46%;
Vn2 = 305407,5-0,2182 = 66627,25 (м3) = 21,82%;
УЛг = 305407,5-0,025 = 7640,75 (м3) = 2,5%;
1/Сн4 = 305407,5-0,075 = 22922,25 (м3) = 7,5%.
Всего — 305407,5 (м3) = 100,0%.
' Содержание инертов в газовой смеси на входе в колонну син-
теза принято равным 10%. Общее количество газовой смеси на
выходе из колонны синтеза за 1 ч:
V, = Уа = 305407,5-0,8932 = 271957,5 (м3).
Процентное содержание инертов в газовой смеси па выходе из
колонны синтеза составляет
—^ = 11,23%.
0,8932 £ 7?
При соотношении Аг:СН4 равном 1:3 содержание Аг в смеси
будет равно 2,81%, а СН4 соответственно 8,42%.
Рассчитываем количество и состав газовой смеси на выходе из А
колонны синтеза:
NH3 — 271957,5-0,15 = 40805,0 (м3) = 15,0%;
Н2 —271957,5-0,5533 = 150442,0 (м3) = 55,33%;
N2 —271957,5-0,1844 = 50147,5 (м3) =18,44%;
Аг-271957,5-0,0281 =7640,75 (м3) =2,81%;
СН4 — 271957,5-0,0842 = 22922,25 (м3) = 8,42%.
Всего —271957,50 (м3) = 100,0%.
Производительность водяного конденсатора: л
- Vnh^nh3 -CnhJIOO
W100 CniiJ
=i9.§05(15-9-.7'681)100 = 21566>75 (m3). (143)
15,0(100-7,681)
144
ГЛАВА VI
/v,u, Ю
1’пс. 28. Зависимость растворимости
1 а юн в жидком NH3 от температуры.
В пересчете на жидкий
NH3:
,/ 17,03-21566,75
S9S.22.049
= 28,01 (м3/ч),
где 595 кг/м3 — плотность жид-
кого NH3 при 30°С.
Определяем количество рас-
творившихся компонентов газо-
вой смеси в жидком NH3,
сконденсировавшемся в водя
ном конденсаторе. При 30°С и
9,81 -Ю4 Па (1 ат) их раство-
римость: Н3—0,072 м3/м3, N2—
0,081 м3/м3, Аг — 0,109 м3/м3,
СН4 —0,22 м3/м3.
График растворимости га
зов в жидком NH3 приведен
на рис. 28.
есть СП4, его растворимость
Если в азотоводородной смеси
в жидком NH3 можно определить по уравнению
S = КР,
(144)
где S — количество СН4, растворившегося в жидком NH3,’cm3 СН4
при 0°С и 9,81 • 104 Па на 1 г NH3; Р — парциальное давление СН4
в циркулирующем газе, Па; К — коэффициент, значение которого
приведено ниже:
Температура конденса-
ции NH3, °C —10
Коэффициент 0,15
0 10 20 25 30
0,19 0,22 0,256 0,311 0,357
В жидком NH3, сконденсировавшемся в водяном конденсаторе
при 32,86-106 Па (335 ат), растворяются еще и такие газы:
П2 — 32,86-106-28,01-0,5533--°’-0----- = 374,50 (м3);
9,81-104
N2 - 32,86-10G-28,01-0,1844--^— = 140,50 (м3);
9,81-104
Аг 32,86-106-28,01 -0,0281 — = 28,75 (м3Г;
9,81-104
( 114 - 32.86-10s-28,01-0,0842-— = 176,75 (м3).
9,81-Ю4
В се г о — 720,5 м3.
§ 3. Материальный баланс цикла синтеза NH;t
145
Количество и состав газовой смеси после водяного конденса-
тора и сепаратора будет:
NH3 —40805,00 —21566,75 = 19238,25 (м3) =7,7%;
Н2 — 150506,00 - 374,50 = 150067,5 (м3) = 60,11 %;
N2 — 50158,50- 140,50 = 50007,0 (м3) = 20,03%;
Аг —7640,75-28,75 = 7612,0 (м3) =3,05%;
СН4 — 22922,93 - 167,43 = 22745,5 (м3) =9,11%.
Всего — 249670,25. (м3) =100,0%.
Определяем количество продувочных газов и механических
потерь:
Кпр — КвУов-Ураств., (145)
/ прод
где 7СВ — содержание инертных примесей в свежей азотоводород-
ной смеси (1,0%); 7Прод — содержание инертных примесей в проду-
вочных газах (12,16%); Ксв — часовой расход свежей азотоводо-
родной смеси, м3; Краств — объем инертных примесей, растворенных
в жидком NH3, м3.
Теоретическое количество свежей азотоводородной смеси, необ-
ходимое для получения 25 т за 1 ч, составляет
ут = 2-25-1000^22.4 = 65881 95 (м3). 1
17,0
Часовой расход азотоводородной смеси с учетом растворимости
газов в NH3 равен
65881,95 + 720,5 4-213,69 = 66753,74 (м3),
где 720,5 — объем газов, растворяющихся в жидком NH3 водяного-
конденсатора, м3; 213,63 — объем газов, растворяющихся в жид-
ком NH3 аммиачного испарителя, м3.
Часовой расход продувочных газов с учетом потерь NH3:
V' = °'01 66753.74-257.83 = 337g 35 (м3)
1 0,1216
где 257,83 — объем инертов, растворившихся в жидком NH3 водя-
ного конденсатора и аммиачного испарителя, м3; 0,1216 — доля
Аг и СН4 в газе во время продувки; 0,01 —доля инертных приме-
сей в свежем газе.
Объем продувочных газов без учета потерь NH3 (7,7% NH3)
Кпр = К'пр(1 - 0,077) = 3376,35-0,923 = 3241,4 (м3).
Общее количество свежей азотоводородной смеси, подаваемой
в систему, будет:
66753,74 + 3241,4 = 69995,13 (м3).
10. 388.
146
ГЛАВА VI
Состав продувочных газов
ЫН3 — 3376,35-0,077 = 264,99 (м3);
Н2 — 3376,35-0,6011 = 2010,62 (м3);
N2 — 3376,35-0,2003 = 658,56 (м3);
Аг —3376,35-0,0305= 139,1 (м3);
С114 — 3376,35-0,0911 = 303,07 (м3).
Всего — 3376,35 м3.
Перед холодным теплообменником добавляется свежая азото-
зодородн;я смесь состава:
Н2 — 69995,13-0,7425 = 51971,38 (м3);
N2 —69995,13-0,2475 = 17323,79 (м3);
Аг — 69995,13 • 0,0025 = 174,99 (м3);
СН4 — 69995,13-0,0075 = 524,96 (м3).
В с е г о - 69995,13 м3.
Тогда количество и состав газа на входе в холодный тепло-
обменник будет:
NH3 — 19238,25 — 264,99 = 18973,26 (м3);
Н2— 150067,5 —2010,62 + 51971,38 = 200029,29 (м3) = 63,24%;
N2 —50007,0 —658,56+ 17323,79 = 66671,51 (м3) =21,07%;
Аг — 7612 — 139,1 + 174,99 = 7647,9 (м3) = 2,43%;
СН4 — 22745,5 — 303,07 + 524,96 = 22967,43 (м3) = 7,26%
Всего —316289,41 м3 = 100,0%.
Газ, проходя холодный теплообменник, охлаждается до 16,5°С
н поступает в аммиачный испаритель. Количество и состав газа
на входе в аммиачный испаритель те же.
Часовая производительность аммиачного испарителя:
Кчн,
18973,28-(6,0-2,72)-100
6,0-(100-2,72)
= 10668,28 (м3),
или в пересчете на жидкий NH3:
1+н,(ж) —
17,03-10668,28
22,049-642,5
12,83 (м3),
где 642,5 м/м3— плотность жидкого NH3 при —3°С.
Растворимость компонентов газовой смеси в жидком NH3 испа-
рителя при 9,81-104 Па (1 ат) и —3°С следующая: Н2—0,041 м3/м3;
§ 4. Расчет количества и состава танковых газов 147
N2 — 0,049 м3/м3; Аг — 0,069 м3/м3; СН4 — 0,125 м3/м3. С учетом
/того определяем количество компонентов, растворяющихся в жид-
ком NH3 испарителя:
Н2 — 32,18-106-12,83-0,6324- =117,04 (м3);
9,81-104
N2 — 32,18 • 106 • 12,83 • 0,2107 - = 44,32 /мз)-
9,81-Ю1
Аг — 32,18-106-12,83-0,0243- °'069 - = 7,15 (м3);
9,81-104
СН4 — 32,18-106-12,83-0,0726--—'---- = 45,18 (м3).
9,81-104
Всего 213,69 м3, где 32,18- Ю6 Па (328 ат) —давление в труб-
ках испарителя.
Количество и состав газовой смеси на выходе из испарителя
будет:
NH3 — 18973,28 — 10668,3 = 8305,0 (м3) = 2,72%;
Н2 — 200029,29 — 117,04 = 199912,25 (м3) = 65,46%;
N2 — 66671,51 — 44,32 = 66627,25 (м3) =21,82%;
Аг — 7647,90 - 7,15 = 7640,75 (м3) = 2,5%;
СН4 — 22967,43 - 45,18 = 22922,25 (м3) = 7,5%.
Всего — 305407,5 м3 = 100,0% -
§ 4. РАСЧЕТ КОЛИЧЕСТВА И СОСТАВА ТАНКОВЫХ ГАЗОВ
Количество танковых газов, выделяющихся из сборников жид-
кого NH3 после сепараторов:
720,5-40-9,81-104 Qvn „ , ,ч
------------------= 9/0,0 (м3),
(40—10,225)-9.81 104
где 40-9,81 • 104—общее давление газа, Па; 10,225-9,81 • 104—
упругость паров NH3 при 25°С.
Количество танковых газов, выделяющихся из сборников NH3
после конденсационной системы:
---------------=148,0 (м3),
(40—3,923)9,81-104
где 3,923-9,81 -104 Па — упругость газов NH3 при —3°С. Общее
количество танковых газов:
970,0 +148,0= 1118,0 (м3).
Материальный баланс агрегата сведен в табл. 33.
10*
Таблица 33. Материальный баланс на часовую производительность агрегата
Наименование компонентов нм’ КМОЛЬ об. % КГ мае. % 1 нм! КМОЛЬ об. % кг мае.%
NH3 И, N, Аг СН4 8305,0 ' 199912,25 66627,25 7640,75 22922,25 Вход в кол 370,76 8924,65 2974,43 341,10 1023,31 онну cut 2,72 65,46 21,82 2,5 7,5 теза 6403,16 17966,11 83330,02 13630,33 16430,67 4,65 13,04 60,49 9,89 11,93 Вых 40805,0 150442,0 50147,5 7640,75 22922,25 од из колонны синтез 1821,65 15.0 6716,2 55,33 2238,7 18,44 341,1 2,41 1023,31 1 8,42 а 31460.28 13520,22 62719,48 13630,33 16430,37 22,84 9,81 45,53 9,89 11,93
Всего 305407,5 13634,25 100 137760,97 100 271957,50 12140,96 | 100,0 137760,97 100,0
Жидкий раствор NH3 н2 n2 Аг СН4
Всего
NH3 н2 n2 Аг СН4 Производительность 21566,75 1 962,80 водяного 100 конденсатор 16627,96 а 100 Выход 19238,25 150067,5 50007,0 7612,0 22745,5 из водяного 858,85 6699,48 2332,43 339,82 1015,42 конденса 7,71 60,10 20,03 3,05 9,11 тора 14832,32 13486,56 62543,76 13579,05 16303,97 12,28 11,17 51,80 11,25 13,5
Всего 21566,75 962,80 100 16627,96 100 249670,25 11146,00 100,0 120745,67 100,0
Жидкий раствор NH3 н2 N.2 Аг СН4 28,01 374,5 140,5 28,75 176,75 16,72 6,27 1,28 7,89 33,66 175,72 51,29 126,69
Всего 720,5 32,16 387,36
Продолжение табл. 33.
Наименование компонентов нм3 кмоль об. % кг мае. % нм3 КМОЛЬ об. % кг мае.%
Продувочные газы Свежий газ
NH3 264,99 11,83 7,71 203,92 12,18 — .—. — — —
н2 2010,62 89,76 60,10 180,60 10,79 51971,38 2320,15 74,25 4670,67 17,2
n2 658,56 29,40 20,03 824,57 49,24 17323,79 773,38 24,75 21666,87 80,17
Аг 139,1 6,21 3,05 248,14 14,82 174,99 7,81 0,25 312,18 1.16
СН4 303,07 13,53 9,11 217,22 12,97 524,96 23,44 0,75 376,3 1,39
Всего 3376,35 150,73 100,0 167,45 100 69995,13 3124,78 100,0 27026,02 100,0
Жидкий раствор NI-I3 н2 n2 Аг сн4
Всего
Вход в холодный теплообменник Вход в аммиачный испаритель
NH3 18973,26 847.02 6,0 14628,40 10,01 18973,26 847,02 6.0 14628,4 10,01
н2 200029,29 8929,87 63,24 17976,63 12,3 200029,29 8929,87 63,24 17876,63 12,3
n2 66671,51 2976,41 21,07 83386,06 57,08 66671,51 2976,41 21,07 83386,06 57,08
Аг 7647,90 341,42 2,43 13642,09 9,34 7647,90 341,42 2,43 13643,09 9,34
СН4 22967,43 1025,33 7,26 16463,05 11,27 22967,43 1025,33 7,26 16463,05 11,27
Всего 316289,41 14120,07 100,0 146097,23 100 316289,41 14120,07 100 146097,23 100
§ 5. Тепловые расчеты
151
§ 5. ТЕПЛОВЫЕ РАСЧЕТЫ
Тепловой расчет колонны
Приход тепла в колонну синтеза складывается из суммы тепла
поступающего газа (QBX) и тепла реакции (Qp)
Qnp = Qbs + Qp- (146)
Тепловой эффект реакции синтеза NH3, зависящий от темпе-
ратуры и давления, можно вычислить по уравнению f
q = 9157,1 + ( 0,545 + 5,347 +
+ 2,525- Ю'Т’2 — 1,692- 10~67'я,
где Т— абсолютная температура (/ = 510°С); Р — давление
34-33-106 Па (350 ат). —
q = 9157,1 + 901,95 + 4186,7 + 154,8 + 812,72 =
= 13587,83 = 56797,13 (кДж/кмоль).
\ КМОЛЬ /
Qp=Sr/, (146)
где S — производительность колонны синтеза, кмоль; q тепло-
вой эффект реакции синтеза NH3 при 510°С и 34,33-106 Па (350 ат).
„ = 25000-.56797Д2 = 83491590 (кДж/ч);
р 17,03
Овх = SBXCP fBX = 33,92-170 = 78573881 (кДж/ч),
где Sbx — количество газовой смеси на входе в колонну синтеза,
кмоль;
Ср — молярная теплоемкость газовой смеси на входе в колонну
.синтеза при 170°С, кДж/(кмоль-°C).
Теплоемкость определяется с учетом составляющих компонен-
тов и их доли в газовой смеси при 170°С.
С*Нз = 108,31-0,0272 = 2,946;
ГБХ
С,1? = 29,66 • 0,6546 = 19,415;
С«’ =32,82- 0,2182 = 7,16;
вх
Срг =26,3-0,025 = 0,526;
гвх
С™‘ =51,71-0,075 = 3,878; •
FBX
Срвх = 33,92 (кДж/кмоль).
Qnp = 83491590 + 78573881 = 162065471 (кДж).
152
ГЛАВА VI
Расход тепла в колонне синтеза
Потери тепла в окружающую среду принимаем 1,25% от общего
прихода тепла в колонн#, тогда количество тепла на выходе из
колонны составляет: *
Свых = Qnp0,9875 = 162065471-0,9875 = 160034653 (кДж).
Температура газовой смеси на выходе из колонны синтеза:
I вых
16Ц034р53
34,69-12140,96
380 (СС),
где 12140,96 — количество газовой смеси на выходе из колонны,
кмоль/ч; 34,69 — теплоемкость газовой смеси па выходе из колон-
ны, кДж/(кмоль-°C).
Теплоемкость газовой смеси при 380°С рассчитывается подобно
теплоемкости при 170°С:
СрНз =51,37-0,15 = 7,706;
Ср2 = 29,60 • 0,5533 = 16,378;
Ср ’ = 31,275 • 0,1844 = 5,76;
нвых ’ 1 ’ ’
Срг =24,5-0,0241 =0,50;
гвых
С,?'4 = 51,498-0,0842 = 4,34;
Срвых = 34,69 (кДж/кмоль).
Перепад давления по системе
Давление в системе синтеза NH3 изменяется от 34,32-106 (350)
до 31,87-10е Па (325 ат) за счет сопротивления прохождения
газа по системе, а также конденсации газообразного NH3.
Ввиду незначительного изменения давления на участках колон-
ны синтеза, парового котла-утилизатора, горячего теплообменника
с некоторой погрешностью принимаем давление 34,32-106 Па, в
водяном теплообменнике-—32,85-106 Па (335 ат), в холодном
теплообменнике—32,55-Ю6 Па (332 ат), а после межтрубного
пространства холодного теплообменника — 31,87-106 Па (325 ат)
С этим давлением газ поступает на компримирование до давле
ипя 34,32- I06 Па.
Расчет котла-утцдизатора
1 lapoBoii когел-утилизатор
циошюго газа, выходящего из
пара. Котел горизонтальный,
служит для охлаждения циркуля
колонны синтеза NH3, и получения
газотрубный, состоит из четырех
§ 5. Тепловые расчеты
153
параллельных вертикально расположенных секций-испарителей с
экономайзерами и паросборника над секциями (рис. 29). В каж-
дой секции экономайзер и испаритель состоят из U-образных тру-
бок, расположенных в U-образных корпусах. Экономайзер соеди-
нен с испарителем по ходу газа калачом, а по ходу воды — трубой,
имеющей форму лирообразного компенсатора. Камеры верхнего
ряда трубных решеток соединены с коллектором входа газа, а ниж-
него -— с коллектором выхода газа из котла. Межтрубные про-
странства нижнего ряда соединены с коллектором питания котла
водой. Отводы из этого коллектора в котел изогнуты для про-
странственной компенсации.
Нижние два ряда секций служат экономайзером, а верхние
два ряда — испарителем. Испаритель в отличие от экономайзера,
соединен с паросборником системой труб для термосифонной цир-
куляции воды в котле. Кроме того, у испарителя нет циркуляцион-
ных трубок на горизонтальных участках U-образных трубок. На
паросборнике установлены два предохранительных клапана, а на
U-образных элементах — предохранительные разрывные пласти-
ны, рассчитанные па повышение давления в котле не больше
5,88-106 Па (60 ат) при одновременном разрыве двух газовых
трубок.
Техническая характеристика. В трубном пространстве нахо-
дится азотоводородоаммиачная смесь, в межтрубном пространстве
и паросборнике — вода и пар. Давление в трубном пространстве
34,33-106 Па (350 ат), в межтрубпом пространстве и паросборни-
ке 3,97-106 Па (40,55 ат). Температура в трубном пространстве
380°С, а в межтрубном пространстве и паросборнике 250°С.
Размеры паросборника и экономайзера Паросборник Экономайзер
Длина, мм 4980 Внутренний диаметр, мм 1371 Толщина стенки, мм 39 Объем паросборника, м3 9,6 Толщина трубки, мм Длина 17-образных трубок (средняя) — Количество трубок в секции — 11320 (вместе с 330 13 30-4,5 8760 24 камерой)
Поверхность теплообмена одной секции, включающей эконо-
майзер и испаритель, составляет 63,5 м2.
Газ с температурой 380°С поступает в котел-утилизатор, где
охлаждается до 190°С. За счет отдачи тепла питательная вода,
поступающая в котел с температурой 100°С, превращается в пар
с давлением 3,97-106 Па (40,55 ат) и температурой 250°С.
Количество тепла, идущее на образование пара:
Q = 12140,96(380-34,69— 190-42,96) =60945191 (кДж/ч) =
= 16929219 Вт,
Рис 29 Паровой котел (л — внешний вид; б разрезы):
, - паросборники; 2 - подвижная опора; 3- ™га'' - ^касвьХ?; rata" кХХ^питатёльной
[/-образные испарители; 7 - [/-экономайзеры, 8 коллектор в _ /4 - (/-образные
воды; /0 —трубы системы циркуляции воды, п— подвески, к ,
трубки; 15 — перегородка; 16 — циркуляционные трубки.
156
ГЛАВА VJ
где 1’1 lii'ii, । i >. 111'в ч । по газовой смеси, поступающей в трубки,
кмо.п. к. I и. 1'1(1 ।I MIH ратуры газа на входе и выходе, °C; 34,69,
4?.‘>(> и л iiu-MhiHi |, газовой смеси на входе и выходе из котла,
кД/1 (I .МО. II ( )
Примем, что icii.ioiiorepH составляют 5% от количества тепла:
.......... 0,05 3047259,5 (кДж/ч) = 846460,95 (Вт).
I " нрнч гни 1СПЛ.1, идущее на получение пара, составит:
<.(»•) 1-'.1‘)1 -0,95 = 57891935 (кДж/ч) = 16082759 (Вт).
<lupe i,e |цем количество пара G:
<1 57897935— = 24414,05 (кг/ч) = 24,414 (т/ч),
и, /„ 2790,2—418,7
। не /„ — 2790,2 — энтальпия водяного пара при 3,97-106 Па
( !о,!>.> аг) п 250°С, кДж/кг; /в— 418,7 — энтальпия воды при
loo < , кДж/кг. Количество воды, поступающее на питание паро-
вою котла, соответствует количеству пара.
Определение поверхности теплообмена котла-утилизатора.
Опием газа, проходящего по трубкам при Р = 34,33-106 Па
(350 аг) п средней температуре
tcp = 38°±.!90 =. 285 (°C)
ia 1 ч составляет
И = 271957-5(273 + 285). 2,253 = 3571 (м3),
где 271957,5 — количество газовой смеси па входе в котел-утили-
затор, м3; 2,253 — коэффициент сжимаемости смеси при данных
условиях.
Скорость газовой смеси в трубках
3571
w2 = -------—---------------- = 30,06 (м/с),
3600-0,785-0,0212-4,24
где 0,021 внутренний диаметр газовой трубы, м; 4 — число сек-
ций, 21 число трубок в секции.
ll.ioiiiot ri, газовой смеси
= 137760,97 = 38 58 (К1умз)
Г 3571
где 13//60,97 масса газовой смеси, поступающей в котел-ути-
лизагор. кг
Ишида при расчетах плотности пользуются графиком зависи-
мости плотности от объемных процентов NH3 (рис. 30), хотя это
менее точно.
§ 5. Тепловые расчеты
157
Вязкость газовой смеси при Р —
— 34,33 • 106 Па и /ср = 285°С рав-
на р. = 22,81 • 10“6 Н-с/м2.
Теплопроводность смеси при
этих же условиях X = 137,10“3
Вт/(м-°С).
Теплоемкость газовой смеси СРгв5
можно рассчитать, суммируя тепло-
емкости компонентов:
C₽Hs = 79 38.0,15 = 11,90;
У285
Ср’ = 29,6-0,5533 = 16,37;
г285
Ср’ =31,9-0,1844 = 5,88;
р285
С₽г =24,9-0,0241=0,50;
Г285
Ср11* = 51,50-0,0842 = 4,35;
'2К.
Рис. 30. Плотность азотоводо-
родоаммиачной смеси с раз-
личным содержанием ииертов
(СН4+Лг) при Р=9,8-104 Па
и /=0°С:
1 — кривая без ипертов; 2 — 2% Аг;
3 — 3% СН4+4% Лг; 4 — 5% CII.+
+5% Аг; 5 — 8,5% СН4+6,5% Лг.
£/>285 =39,0 кДж/(кмоль-°C).
Коэффициент теплоотдачи от газа к стенке трубы
(147)
Критерий Нуссельта
Nu = 0,023Re°’8Pr0’4.
Критерий Рейнольдса
р _____w2dp __ 30,06-0,021-38,58 ____ 1Q6769Q
— р. ~ 22,81-Ю-6
Критерий Прандтля
рг_____ С,,ц = 3,44-103-22,81 10~6 _ Q g73
К ~ 137-10“3
Nu = 0,023-1067690°’8-0,5730’4 = 1226,47.
Теплоемкость 1 кг газовой смеси равна:
Ср =-^°-=3,44 кДж/(кг-°C).
11,35
Коэффициент теплоотдачи в трубках
1226,47-137-10-3 СПП1 п ,, о
aj —----- ----------- = 8001 Вт/(м2- С).
0,021
Средняя температура воды на липни насыщения
tcp = 25°..+ 100 = 175°С.
158
ГЛАВА VI
Средняя разность температур в котле-утилизаторе
Г аз
380—> 190
Вода
250 100
Д/б = 130 Д1м = 90
д/ == -130 + 90 = 1 ю°С.
2
Коэффициенты теплоотдачи для испарительной и экономайзер
ной .uni и межтрубном пространстве по практическим данным соот
нектиенпо равны а" = 12400 Вт/(м2-°С) и а? =5700 Вт/(м2-°С).
При этом общие коэффициенты теплопередачи составляют:
тля испарителя
/< _______________2_______-_____
" + +0,000864—2— = 754,4 Вт/(м2-°С),
8001 16,86 12400
|.1я экономайзера
+ о,00Q36 + 1
8001 16,86 5700
Для расчета принимаем среднее значение общего коэффициента
геплопередачи, равное 729,8 Вт/(м2-сС).
Необходимая поверхность теплообмена в котле-утилизаторе
равна
F = —= L69^129 - = 211,06 (м2),
A'Wcp 729.2-110
|д<- НО — средняя разность температур в котле-утилизаторе, °C
В принятом котле-утилизаторе поверхность теплообмена состав
1ясг 254 м2.
Запас поверхности равен:
-254^1,06 -100% = 16,9%.
Расчет поверхности горячего теплообменника
После парового котла основной газ проходит горячий тепло
обменник п, охлаждаясь с 190°С до 60°С, нагревает газ, поста
лающий в колонну синтеза после компрессора, до 170°С.
Гемпсра iурпый режим в горячем теплообменнике
В водяной конденсатор
190-------------------ФбО Д/м=х20°С
В колонну синтеза
170ч----------—-------28 Д/б = 32°С
§ 5. Тепловые расчеты
159
Количество тепла, отдаваемое циркуляционному газу в тепло-
обменнике, равно
0 = 12140,96(190-42,96 — 60-37,04) =72117302 (кДж) =
= 72П7302 = 20032583 (Вт)
3,6
где 12140,96—количество газовой смеси, кмоль; 190 и 60 — тем-
пература входа и выхода основного газа, °C; 37,04 —теплоемкость
газовой смеси при 60°С, кДж/(кмоль-°C); 42,96— теплоемкость га-
зовой смеси при 190°С, кДж/(кмоль-°C).
Теплоемкость газовой смеси можно определить, зная тепло-
емкости компонентов и температуру. Например, рассчитаем Ср
при 60° С
Ср1’3 = 56,65-0,15 = 8,50;
Ср* = 29,89-0,5533 = 16,54;
Ср* =36,55-0,1844 = 6,74;
саг =31,3-0,0241 =0,75;
рео
cSH1 = 53,6-0,0842 = 4,51;
СРго = 37,04 кДж/ (кмоль • °C).
Средняя разность температур
Д/ = 20-+ 32- = 26°С.
2
Газ проходит по трубкам диаметром 10 X 1 мм, число трубок
3105, диаметр корпуса 1064X850 мм, поверхность теплообменника
910 м2. Определяем коэффициент теплоотдачи от горячего газа
к стенкам трубок по формуле (147).
Критерий
Re=-^ ,
где w3 — скорость газовой смеси в i рубках.
Средняя температура газа, проходящего по трубкам,
f = -190 + 60 = 125°С.
2
Объем газа при fcp = 125°С и Р — 33,16-106 Па (338 ат) со-
ставляет:
v 271957-1,5153(273 + 125)
V — -----------1-------— = 1778 (м3),
338-273
где 1,5153 — коэффициент сжимаемости газовой смеси при дан
пых условиях.
160
ГЛАВА VI
Скорость газовой смеси в трубках
W3 =--------------------— = 3,06 (м/с),
0,785-0,0082-3205-3600
где 0,008 — внутренний диаметр газовой трубы, м; 3205 — коли
чество трубок.
Плотность газовой смеси
137760,97 77С , / -и
р =----------— = 77,5 (кг/м3).
1778
Вязкость газовой смеси при ^Ср=125°С равна р=26,19Х
Х10 6 пс/м.
Теплопроводность смеси Х = 175,7-10-3 Вт/(м-°С).
Подставляем значения величин в формулу (146) и определяем
критерий Рейнольдса
Re= 3,06.0,00^77,5 = 7244()_
26,19-10-6
Теплоемкость газовой смеси при 125°С можно рассчитать сум-
мируя теплоемкости компонентов.
cnh3 = 88 79-0,15 = 13,32,
Ср’ = 29,80-0,5533 = 16,49;
1 125
Ср* =34,92-0,1844 = 6,44;
17 125
Срг = 27,23 • 0,0241 = 0,65;
F125
с™‘ = 51,70-0,0842 = 4,35.
4 125
СР125 = 41,25 кДж/(кмоль-°C).
Теплоемкость 1 кг газовой смеси:
CPi25 = = 3,63 кДж/(кг-°С),
11,35
где 11,35 — масса 1 моль газовой смеси.
Критерий
рг — .. 3,63-103-26,19-10-6 = 0 541
X 175,7-103
Критерии
Nii = 0,023-724400’8-0,5410’4 = 138,99;
«1 = ——
d
NuX
138,99-175,7-10-3
0.008
= 3052 Вт/(м2-°С).
§ 5. Тепловые расчеты
161
Определим коэффициент теплоотдачи в
странстве
межтрубном про-
где критерий
критерий
NuX
«2 = ——,
а
Nu = 0,023Re°-8Pr0’4,
Re = -^
И
критерии
Рг __
X
Средняя температура газа
tcp = !7° + 28 = 99°С.
2
Объем газа при Р = 350 ат (34,32-106 Па)
у — 305407,5-1,584-(273 + 99) _ lggg
350-273
где 1,584 — коэффициент сжимаемости при
Плотность газа
и 99°С составляет:
(м3/ч),
данных условиях.
137760,97 79 , . , , о,
р = —------------= 73,14 (кг/м3).
1883,4
Площадь поперечного сечения межтрубного пространства
F= —— п — = 0,785(0,852 —3205-0,012) =0,316 (м2).
4 4
Эквивалентный диаметр для межтрубного пространства
, D2 — nd2 0,852 — 3205-0,012 ПП1ОО / \
аэ =--------=-----------------= 0,0122 (м).
D + nd 0,85 +3205-0,0!
Скорость газа в межтрубном пространстве
1883,4 , рг / / \
Wi =-----------= 1,65 (м/с).
3600-0,316
Вязкость газовой смеси в межтрубном пространстве:
ц = 18,74-10-6 (Н-с/м2).
Теплопроводность смеси Х = 191,10 3 Вт/(м-°С)
Re = 1,65-.0,0122:73,14 = 78565
18,74-Ю-6
1 1. 388.
162
ГЛАВА VI
Теплоемкость (350 ат) можно нентов: газовой смеси при 99°С и Р = 34,32 • 106 Па подсчитать, суммируя теплоемкости всех компо Срн* = 87,0-0,0272 = 2,37; Ср5 = 29,88-0,6546 = 19,56; Г99 Ср’ = 35,04-0,2182 = 7,65; Срг =29,35-0,025 = 0,73; р99 ’ С™* = 51,75-0,075 = 3,88. СР99 = 34,19 кДж/(кмоль-°C).
Теплоемкость 1 кг смеси: = 3,38 кДж/(кг-°С), 10,1
где 10,1 — масса 1 моля газовой смеси.
Критерий „ 18,74-10~6-3,38-103 п 00 Рг = — = 0,33. 191,10~3
Критерий
Nu = 0,023-78565°"8-0,330’4 = 121,7.
= 1905,3 Вт/(м2-°С).
= 955,7 Вт/(м2-°С),
Коэффициент теплоотдачи газа в межтрубпом пространстве
NuX 121,7-191-Ю”3
а2 =------=-------------
d3 0,0122
Коэффициент теплопередачи
К =--------------1----------
__1___ 4- 0,00017 +
3052___46,5 1905,3
где 0,001—толщина стенки трубки, м; 0,00017 — термическое
противление загрязнений стенок, Вт/(м2-°С).
11еобходимая поверхность теплообмена в теплообменнике
„ Q 20032583 , „х
F = —“— —----------= 800,2 (м2).
КДГср 9557-26
со
Запас поверхности
100 = 12,87 %,
806,2
где 910 — принятая поверхность теплообмена, м2.
§ 5. Тепловые расчеты
163
Водяной конденсатор
Температурный режим в водяном конденсаторе
Газ основной
60------------>30
Вода
35 х------------25
Температура начала конденсации
нения
, . 1ОСС , 5,98788
lgl5 = 4,1856 + —---------
NH3 определяется из урав-
1099,544
273 + Лсонд
где 335 — давление в ат, соответствующее 32,86-106 Па.
Температуру конденсации NH3 из газовой смеси принимаем
равной средней температуре между температурами начала и конца
конденсации
j __ 56,4 + 30 _ . q 9°С
‘ср.конд — ~ — 4о,z V..
Уравнение теплового баланса зоны конденсации и охлаждения
Сковд — Йзо ^30 4“ Сковд4з 2 Фжзо> (148)
где i60— энтальпия газовой смеси при 60°С и 32,85-106 Па; i30—
энтальпия газовой смеси при 30°С и 32,85-106 Па; фковд^г—тепло
конденсации аммиака (при 43,2°С и 32,85-106 Па равно
1086,18 кДж/кг); фЖзо—тепло жидкого NH3 (при 30°С и 32.85Х
ХЮ6 Па равно 141,68 кДж/кг).
Рассчитаем теплоемкость газовой смеси при 30°С и 32,85-106 Па
C₽Hj = 57,7-0,0771 = 4,45;
F30
Ср2 =29,97-0,601 = 18,01;
>30
Ср2 = 37,7-0,2003 = 7,55;
СрГ =33,1-0,0305 = 1,01;
>30
= 54,85-0,0911 = 4,99.
СРзо = 36,01 кДж/(кмоль-°С).
Оксид = 12140,96-37,04-60 — 11146,0-36,01-30+ 21566,75 X
X 0,771 (1086,18— 141,68) =30646324 (Кдж) = 8512867,7 (Вт),
где 0,771 — плотность газообразного NH3 при нормальных усло-
виях, кг/м3; 12140,96 — количество газа, поступившего в водяной
конденсатор, кмоль; 11146,0 — количество газа, ушедшего из водя-
ного конденсатора, кмоль; 21566,75 — количество сконденсировав-
шегося NH3, м3.
164
ГЛАВА VI
Расход поди при нагреве на 10°С
30646324
4,1868-1000-10
= 732
(м3),
где 1000 масса 1 м3 воды.
Водяной конденсатор — кожухотрубчатый двухходовой тепло
обменник с IJ образными трубками, расположенными в шахмат-
ном порядке. Трубки размером 30X4,5 мм, число трубок 255,
наружный диаметр аппарата 1070 мм, толщина стенок—10 мм.
Газ проходит в трубном пространстве, а вода — в межтрубном,
которое разделено продольной и поперечными перегородками.
Средняя разность температур в зоне конденсации
Д/ = —-25--3----= 12,42°С.
„ 25
Средняя температура газовой смеси
fcp .. 60 + 30- = 45°С.
Объем газа, проходящего по трубкам конденсатора за 1 ч при
32,86-106 Па (335 ат) и tcp = 45°С, составляет:
271957,5-1,2771(273 + 45)
V5 — --------------------------
335-273
= 1207,66 (м3),
где 1,2771 —коэффициент сжимаемости газовой смеси при 32,86 X
ХЮ6 Па (335 ат) и 45°С.
Скорость газовой смеси в трубках:
W6 =
________1207,66
0,785-0,0212-3600-255
= 3,80 (м/с),
где 0,021 — внутренний диаметр трубок, м; 255 — количество тру
бок конденсатора.
11лотность газовой смеси:
р =---------— = 114,07 (кг/м3),
1207,66
где 137760,97 — масса смеси, кг; 1207,66 — объем газовой смеси
при 32,86-106 Па и 45°С, м3.
11|>н данных условиях вязкость газовой смеси р = 11,05Х
X 10“ (Н-с/м2) и теплопроводность Х= 120,5-10“3 Вт/(м-°С).
Коэффициент теплоотдачи от газа к стенке в зоне конденсации
а, = Nu— -
Критерии
Nu = 0,023Re°-8Pr°+
§ 5. Тепловые расчеты
165
Критерий
Р ___w/p ____ 3,80-0,021 114,07 _ 823780
° “’ 11,05-Ю-6 —
Рассчитываем теплоемкость газовой смеси при данных условиях
С™3 = 58,0-0,0771 = 4,47;
Ср1 = 29,89-0,601 = 17,96;
1 45
Ср2 = 36,48-0,2003 = 7,31;
с£г = 33,05-0,0305 = 1,00;
С™* = 54,43-0,0911 = 4,96.
1 45
Ср45 = 35,70 кДж/(кмоль-°C).
Теплоемкость 1 кг газовой смеси:
Ср = 3571 = 3 145 кДж/(кг-°С),
11,35
где 11,35 — масса 1 моля газовой смеси, проходящей по трубкам
конденсатора, кг.
Критерий
рг = _ 11,05-Ю 6-3,145-10й = 0 2g8
К 120,5-10~3
Критерий
Nu = 0,023-8237800’8-0,2880’4 = 859,97
Коэффициент теплоотдачи от газа к стенке в зоне конденсации
NuX
d
«1
859,97 JgOjJOJ, = 4934 6 Вт/(М2-°С).
0,021
Определяем коэффициент теплоотдачи от стенок труб к воде:
NuX
а2 =-----.
rfa
Для определения коэффициента теплоотдачи а при Re =
= 200 —2-105 и шахматном расположении труб применимо сле-
дующее уравнение:
Nu,K = 0,40ефКеж°.боРгжо.^
\РГст 1
где еф — коэффициент, учитывающий влияние угла атаки (при
Рг
угле атаки 60° еф = 0,94); ^- — поправка, учитывающая на-
правление теплового потока; Рг,г = 3,8 при средней температуре
166
ГЛАВА VI
стенки, равной 45°С. Площадь поперечного сечения межтрубного
пространства в связи с продольной перегородкой равна:
FMTP = 0,785^-nd2),
где О—внутренний диаметр аппарата, м; d — наружный диаметр
газовых труб, м; п — число трубок.
Fmtp = 0,785
1^.-255-0,03^ = 0,252 (м2’) •
2 )
Эквивалентный диаметр для межтрубного пространства:
, D2 — 2nd2 1,052 — 510-0.032 n nQnQr , ч
а-, =------— =---------------= 0,03935 (м).
D + ‘2nd 1,05 + 510-0,03
'Скорость воды
Wh,о —-------—-----= 0,807 (м/с);
0,252-3600
средняя температура воды
tcv = 35±-2-5- = 30°С.
2
Плотность воды при 30°С равна 996 кг/м3. Вязкость воды при
этих условиях равна 800,7- 10-6 Н-с/м2.
Критерий
ncf3p 0,807 • 0,03935- 996
н*°—-----------------------= 39501;
800,7-10-6
Re =
р-
критерий
Рг
X
теплоемкость воды при 30°С Ср — 4,174 кДж/(кг-°С); теплопро
водность воды X = 61,75-10-2 Вт/(м-°С).
,, 4,174 • 10s-800 106 с ,,
Ргж =------.------------= 5,41.
61,76-10 -2
Крн серий
Nu = 0,40-0,94-39501с’6О-5,41°’36/^11У’25 = 431,2.
\ 3,8 /
Коэффициент теплоотдачи от стенок труб к воде:
а2 = NhL 431,2-61.75-= 6766 6 Вт/(М2.°С),
d3 0,03935
§ 5. Тепловые расчеты
167
Коэффициент теплопередачи в водяном конденсаторе
К=---------- 1
1 - Л
к
1
ai
где 6—толщина стенки трубки, равная 0,0045 м; г — термическое
сопротивление загрязнений, равное 0,0002 м2-°С/Вт; 7.ст— тепло-
проводность стали, равная 46,5 Вт/(м2-°С).
К =------1------00045-1----------— =1545,6 Вт/(м2-°С).
-----+ ------ + 0,0002 +------
4931,6 46,5 6766,6
Поверхность теплопередачи водяного конденсатора равна
F = —= —1 2867’7 = 443,5 (м2).
XAZcp 1545,6-12,42
Принятый водяной конденсатор имеет поверхность теплопере-
дачи 490 м2.
Запас поверхности теплопередачи
(490 - 443,5) 100% = 10 50/
443,5
Холодный теплообменник
Газ после водяного конденсатора продувается до определен-
ного содержания инертов в смеси. Продувочные газы присоеди-
няются к танковым газам и направляются в систему улавливания.
Перед холодным теплообменником добавляется свежий газ, сме-
шивается с циркуляционным и с t = 30°С поступает в трубное
пространство, а выходит с t = 16,5°С.
Газ из аммиачного испарителя проходит сепаратор для отде-
ления жидкого NH3, с температурой 0°С входит в межтрубное
пространство и выходит с температурой 20°С.
Определим поверхность теплообмена в холодном теплооб-
меннике.
Температурный режим
В испаритель
30 —----—------*• 16,5 15 к I jo
.. Д/сР = • ’ -+ - = 13,25°С.
Из испарителя о
20*—-----------0
Средняя температура газовой смеси в трубках
t = У» + 16,5 = 23 25°С.
2
Холодный теплообменник кожухотрубчатый, внутренний дна
метр 684 мм. Теплообменные трубки диаметром 20 X 2 мм в коли
2
168
ГЛАВА VI
честве 505 расположены в шахматном порядке, поверхность тепло-
обмена 197 м2. Объем газа, проходящего по трубкам за 1 ч при
32,55-106 Па (332 ат) и температуре 23°С:
= 316289,6(273 +.23)1,428 = д , {м3)>
332-273
где 316289,6 — объем газа, м3/ч;
мости смеси.
Скорость газа:
1,248 — коэффициент сжимае-
=
1289,11
= 3,53 (м/с);
0,785 0,0162-505-3600
плотность газовой смеси:
р = H6°97l23 = 113 33 (кг/мз) -
1289,11
вязкость газовой смеси при 23°С равна р = 24,16-НН6 Н-с/м2;
теплопроводность смеси 7 — 158,3-!0 3 Вт/(м-°С).
Критерий
ре — — 3,53-0,016-113,33 __ 2Q4940
р 24,16-Ю-6
Рассчитаем теплоемкость газовой смеси при 23°С и 32,55-106 Па
С*Нз = 56,0-0,06 = 3,36;
*23
Ср3 =29,93-0,6324 = 18,93;
'23 ’
= 38,53-0,2108 = 8,12;
= 33,1-0,0242 = 0,80;
С(„н‘ = 55,26-0,0726 = 4,01.
Ср23 = 35,22 кДж/(кмоль-°C).
Теплоемкость газовой смеси в трубках
С = 3^14120^ = 3>40 кдж/(кг.оС)>
146097,23
где 14120,07 — количество газовой смеси, поступающей в холодным
теплообменник, кмоль; 146097,23 — масса газовой смеси, посту
лающей в холодный теплообменник, кг.
Кри терпи
Рг = - 3,40-103-24,16-10~6 о 5ig
X 158,3-10~3
Критерий
Nu = 0,023-264940°'8-0,519°’4 = 385,6.
§ 5. Тепловые расчеты
169?
Коэффициент теплоотдачи для газа в трубном пространстве
NuX 385,6-158,3-10~3 эокпч п // л °г\
со =------------= —----------:-----= 3815,03 Вт/(м2- С).
d 0,016
По межтрубному пространству проходит газ после сепаратора.
Средняя температура газа
tcp = - Ю°С.
2
Площадь поперечного сечения межтрубного пространства
F = —(D1 — nd1) = 0,785 (0,6842 — 505-0,022)= 0,2087 (м2).
4
Эквивалентный диаметр:
, £>2 — nd2 0,6842 — 505-0,022 .
ав = -------= ------------------= 0,0246 (м).
D + nd 0,684 + 505-0,02
Скорость газа в межтрубном пространстве
_______________________ V (273+ 10)1,143
9 PF 3600-273 ’
где 1,143 — коэффициент сжимаемости при f=10°C и Р=31,78Х
Х106 Па (325 ат); V — объем газа, проходящего по межтрубному
пространству, м3.
305407,5-1,143(273 + 10) ,.о ,
ai« =---------—:!------------ = 1,48 м/с.
325-0,2087-3600-273
Плотность газовой смеси
137760,57-325.273 ,
305407,5-1,143(273+ 10)
вязкость газовой смеси в межтрубном пространстве р=17,17Х
Х10-6 Н-с/м2.
Критерий
ре _ wlorf3p 1,48-0,0246-123,77 _ 25334 ]
р 17,17-Ю-6
Теплопроводность смеси в межтрубном пространстве X —
= 154,1 • 10-3 Вт/(м-°С).
Рассчитаем теплоемкость газовой смеси при 10°С и 31,87Х
Х106 Па (325 ат).
С„Нз = 55,50-0,0272 = 1,51;
F10
С"= = 29,93-0,6546 = 19,60;
Ср= = 39,15-0,2182 = 8,54;
Ср' =33,1-0,025 = 0,83;
'|0 ’ ’ ’ ’
Ср"* = 55,06-0,075 = 4,14.
СР10 = 34,62 кДж/(кмоль-°C).
170
ГЛАВА VI
Теплоемкость
где 10,1 — масса
Критерий Рг:
1 кг газовой смеси равна
СР = = 3427 Кдж/(КГ.ОС)(
10,1
1 кмоля газовой смеси.
рг == = 3,427-103-17,17-10~6 = 0 382
X 154,1-10“3
Критерий Nu:
Nu = 0,40e<pRe0’60Pr0’36
0,25
«ф примем равным 0,6.
Для газов —— = 1
Рг СТ
Nu = 0,40-0,6-263341°’6-0,3820-36 = 303,3.
Коэффициент теплоотдачи в межтрубном пространстве:
а, = — = 303,3-154,= ]д00,2 Втдм2.оС)
rf3 0,0246
Коэффициент теплопередачи
-----------------------------'---------------------------- = 812,1 Вт/(м2-°С),
1 0,002-1
+ - - 1 0,0004 +-
3815,03----------------------------46,5 1900,2
где 0,0004 — термическое сопротивление загрязнений, м2-°С/Вт.
Общая поверхность теплообмена
F=—2— (149)
КД/ср
где Q-—количество тепла, идущее на нагревание газа, поступаю-
щего в компрессор на дожатие и далее в межтрубное пространство
горячего теплообменника.
Q = 14120,07(30-35,25— 16,5-34,65) = 6853458,3 кДж,
что соответствует 1903738,4 Вт, где 14120,07 — количество газовой
смеси, кмоль/ч; 30 и 16,5 — температура входящей и уходящей
газовой смеси, °C; 35,25 и 34,65 — теплоемкость газовой смеси соот
ветствеппо при 30 и 16°С, кДж/(кмоль-°C).
Поверхность теплообмена
Запас поверхности
1903738,4 2 (197 - 176,92)100% _ ц оо/
------------= 1 / М , --------------------------- — 11,0 /о.
812,1-13,25 176,92
§ 5. Тепловые расчеты
171
Тепловой баланс аммиачного испарителя
Аммиачный испаритель (рис. 31) служит для охлаждения по-
ступающего из холодного теплообменника циркуляционного газа
и конденсации из него NH3 испарением жидкого NH3, подаваемого
из холодильной установки. Аппарат представляет собой погружной
горизонтальный двухходовой теплообменник с (7-образпыми труб-
ками и закрытым цилиндрическим корпусом. Трубчатый пучок
вставлен в корпус через горловину в суженной части корпуса,
имеющей форму неправильного конуса. К фланцу корпуса при-
креплена трубчатая решетка, а к ней камера.
Над трубным пучком на середине длины корпуса расположен
сепаратор. Сепаратор состоит из горизонтальной заглушенной с
обеих концов трубы с прорезями наверху и двумя дренажными
отверстиями внизу около заглушек. Патрубок выхода газа из сепа-
ратора расположен в середине сепаратора, со стороны прорезей.
Циркуляционный газ поступает в верхние половины U-образных
трубок и уходит из нижних половин. Трубки размером 30X4,5 мм
в количестве 130 штук, поверхность теплообмена 115 м2, заполнены
жидким NH3. Внутренний диаметр корпуса 1770 мм, толщина
стенки кожуха 15 мм, длина аппарата общая 7385 мм, объем
межтрубного пространства аппарата 9,7 м3, трубного простран-
ства 0,7 м3.
Рис. 31. Испаритель жидкого аммиака:
(—корпус; 2—С7-образиые трубки; 3— решетка; 4~ камера; 5—сепаратор; 6 — опора
Штуцеры —I и И — выхода и входа циркуляционного газа (</=230 мм); III —входа жид
кого NHg (</=70 мм); IV — выхода газообразного NH3 (<3=350 мм); V — лаз. 500 мм; VI
предохранительного клапана (</=200 мм); VII — воздушник (</=50 мм); VIII — дрон.м..:
('/-=40 мм); IX — датчик и регулятор уровня (</=50 мм); X — датчики сигнализатора ypoe.in
(«/ 40 мм); XI—замер давления (</=20 мм).
172
ГЛАВА VI
Температурный режим испарителя:
Газ
16,5°С----------> —3
Ю Испарение ______ю
М = 26,5 Д^=7
Средняя разность температур в испарителе
д/
26,5 - 7
26,5
2,31g-у-
= 14,7°С.
Температура конденсации NH3 в испарителе равна
*конд
1 = 6 75ОС
2
Уравнение теплового баланса испарителя запишется:
Qlicn = Об,5 — i-3 + Qk(-3) — <2>к(-3), (150)
где f’16,5 — энтальпия газовой смеси на входе в испаритель; t_3 —
энтальпия газовой смеси на выходе из испарителя; Qn(-3>— тепло
конденсации NH3 при —3°С; Qn.-f-si— тепло жидкого NH3 на вы-
ходе из испарителя.
Qncn = 14120,07-16,5-35,2 — 13634,25(—3)34,55 +
+ [1272,8 —404,8] 0,771-10668,28 = 16753638 кДж/ч,
где 14120,07 — количество газовой смеси на входе в испаритель,
кмоль; 13634,25 — количество газовой смеси на выходе из йена
рителя, кмоль; 10668,28 — количество сконденсировавшегося NH3,
нм3; 1272,8 — теплота конденсации NH3 при —3°С, кДж/кг; 404,8 —
теплосодержание жидкого NH3 на выходе из испарителя при —3°С,
кДж/кг; 35,2 и 34,55 — теплоемкость газовой смеси при 16,5 и
—3°С, кДж/(кмоль-°C).
С учетом 10% потерь холода
QHcn = 16753638-1,1 = 18429001 кДж/ч = 5119166, 9 (Вт).
Расход жидкого NH3 составит:
= 14215 кг/ч,
1296,4
где 1296,4 —теплота испарения жидкого NH3 при —10°С, кДж/кг.
Расчет поверхности испарителя. Определим коэффициент тепло-
отдачи от газа к стенке трубы
Критерий
Nu = 0,023Ke°-8Pr<+
§ 5. Тепловые расчеты
173
При 7°С и 32,16-106 Па (328 ат) теплопроводность газовой
смеси X = 149,15-10-3 Вт/(м2-°С), вязкость смеси р = 14,07X
Х10-6 Н-с/м2, объем газа, проходящего по трубам за 1 ч, со-
ставляет:
Кю = gl§?g?-41..<273 + 7> . 1 1зз = 1120,56 (м3),
328-273 '
где 316289,41 —объем газовой смеси на входе в испаритель, м3/ч;
1,133 — коэффициент сжимаемости газовой смеси при данных
условиях.
Плотность газовой смеси:
146097,23 .опоо / I за
р =----------— = 130,38 (кг/м3).
1120,56
Скорость газа в трубках:
______________1120,56_________ С АО / / \
Е;|1 "" 3600-130-0,785-0,0212 ~ (м/с1>
где 130 —число трубок с dr,H — 0,021 м.
Критерий
Re = W,2dp = 6-92-0,021-130-38 = 1345851
И 14,07-10-6
Теплоемкость газовой смеси:
~ 34,60-14120,07 п ,,
Ср -- —-----------— = 3,344 кДж/(кг- С),
146097,23
где 14120,07 — количество газовой смеси, кг/моль; 146097,23 —
масса газовой смеси, кг.
Критерии:
Рг СрЦ 3,344-103-14,07-10~6 == q 3 j 5
?. 149,15-10—3
Nu = 0,023-1345851°-8-0,3150-4 = 1159,4.
Коэффициент теплоотдачи от газа к стенке трубы
NiA 1159,4-149,15-10-3 ооо. о // 7
щ =--------=------::----------= 8234,50 Вт/(м2- С).
d ' 0,021
Для определения коэффициента теплоотдачи жидкого NH3
принимаем величину удельной тепловой нагрузки испарителя
q = 18429001 = 160252 1 8 кДж/(м2-ч) =38275,6 (ккал/м2-ч),
115
где 18429001 — количество тепла с учетом 10% потерь, переда-
ваемое в аммиачном испарителе, кДж/ч; 115 — поверхность тепло-
обмена, м2.
174
ГЛАВА VI
Коэффициент теплоотдачи со стороны NH3 определяем по
эмпирической формуле
а2 = 80/-^—) °-7d~°-e (1 — 0,008/),
\1000 /
где q — удельная тепловая нагрузка, ккал/м2; / — температура
испаряющегося NH3, °C; d — наружный диаметр труб, м.
Подставляем значения величин в формулу и определяем а2-
а2 = 80(--У,70,03-0-6 Г1 — 0,008 (—10)1 =
1000 /
= 9083,7 ккал/(м2-°С) = 10564,3 Вт/(м2-°С).
Линейный коэффициент теплопередачи равен:
к =____________________________3,14_______________________=
L 1 1,15 0,03 1
-------------- . ----------- [„ +
8234,5-0,021------------------46,5 6 0,021-10564,3-0,03 + 0,00086
= 230,5 Вт/(м-°С),
где 0,00086 — термическое сопротивление загрязнений, м • °С/Вт;
46,5 — теплопроводность стали, Вт/(м2-°С)
Длина трубок испарителя
L = - -5.119166’9 . = 1510,8 пог. м.
КьД/ср 230,5-14,7
Запас поверхности испарителя
1744 - 1510,8 10() = 13 37о/о>
1744
где 1744 — длина трубок стандартного испарителя, пог. м.
§ 6. КОЛОННА СИНТЕЗА
Колонна синтеза служит для получения NH3 из азотоводород
пой смеси (рис. 32).
Колонна кованосварная, в нее вставлена насадка, состоящая
из катализаторной коробки 1, теплообменника 2 и электроподогре
нателя. Катализаторная коробка с комбинированной полочной
насадкой предназначена для проведения гетерогенно-каталитичс
скп\ экзотермических процессов синтеза NH3.
Принципы работы колонны синтеза с комбинированной насад
коп заключаются в следующем. Через верхнюю крышку колонны
поступает основной поток реагирующей газовой смеси. Двиганы
по кольцевой щели, образованной кожухом катализаторной короб
кн, соединенной с предварительным теплообменником и внутренней
стенкой колонны, поток направляется в межтрубиое пространстве
теплообменника, а отсюда через центральную трубу с электро
§ 6. Колонна синтеза
175
Рис. 32. Колонна синтеза
NH3 с комбинированной по-
лочной насадкой.
подогревателем. Нагретый газ посту-
пает в распределительный коллектор 3
верхней катализаторной полки 7 с
трубчатым теплообменником. Потом
газовая смесь последовательно прохо-
дит через внутренние 4 и наружные 5
трубки теплообменника, в которых она
нагревается за счет тепла, выделен-
ного в результате реакции, и посту-
пает в катализатор, находящийся меж-
ду трубками.
Температурный режим па верхней
трубчатой полке регулируется подачей
байпасного газа 6 в коллектор 3.
Выйдя из трубчатой части катализа-
торной коробки, газовая смесь после-
довательно проходит через нижерас-
положенные полки 8, 9, 10 с катали-
затором. Причем температурный ре-
жим в слое катализатора регулируется
па каждой из полок подачей байпас-
ного газа. Выйдя из катализаторной
коробки, конвертированный газ прохо-
дит трубчатую часть теплообменника 2,
охлаждается и направляется в паро-
вой котел.
Конструкция комбинированной по-
лочной насадки объединяет положи-
тельные стороны трубчатой и полоч-
ной насадки, которая обеспечивает:
высокую регулируемую температуру
для интенсивного развития реакции,
включение в работу нижних катали-
шторных слоев, возможность регулирования температурного
режима по высоте всего слоя катализатора и невысокое гидравли-
ческое сопротивление.
Кожух насадки колонны изолирован с двух сторон по всей вы-
соте. В катализаторную коробку вмонтированы два кармана, в ко-
юрые через крышку колонны вставляют мпогозонпые термопары.
Крышка колонны с корпусом уплотнена двумя прокладками на
обтюраторном кольце. Катализатор в катализаторную коробку за-
। ружают при горизонтальном положении коробки через загрузоч-
ные люкп. Коробка должна быть вне колонны на специальном
вибрационном устройстве для плотной укладки катализатора.
Конструктивные данные колонны синтеза. Общая высота кор-
пуса 16700 мм, внутренний диаметр колонны синтеза 1650 мм,
толщина стенки обечайки 160 мм. Наружный диаметр кожуха ка-
176
ГЛАВА Vi
тализаторной коробки 1580 мм, внутренний /диаметр катализатор-
ной коробки 1490 мм, диаметр центральной трубы с изоляцией
290X20, пирометрические карманы 51X2, наружные трубки
Фильда 45X2 мм, внутренние — 32X2.
Число трубок Фпльда определяем исходя из площади сечения
колонны, занимаемой катализатором и трубками, задаваясь шагом
между грубками. Принимаем шаг равным 75 мм.
При внутреннем диаметре катализаторной коробки 1,49 м мо-
жет быть расположено = 19,86 трубок Фильда. Принимаем
75
19 трубок. Если при размещении труб по шестиугольникам их
число ио диагонали составляет 19 штук, то число труб на стороне
шестиугольника составит 10.
Число трубок Фпльда:
п = 3-10(10— 1) + 1 = 271,
кроме этого следует прибавить 30 труб во всех сегментах, и общее
число труб в аппарате составит 301. Однако 19 трубок надо вы-
честь, так как на этом месте расположена центральная труба
Поэтому общее число труб в катализаторной коробке прини-
маем 282.
В кольцевую щель колонны подается 70% от общего количе-
ства газа, поступающего в колонну синтеза. Перед трубками
Фильда подается 10% байпаса, а перед каждой полкой по 5%
байпаса.
Это составит:
305407,5-0,7 =213785,25 (м3); 137760,97-0,7 = 96432,68 (кг);
305407,5-0,1 = 30540,75 (м3); 137760,97-0,1 = 13776,1 (кг);
305407,5-0,05= 15270,38 (м3); 137760,97-0,5 = 6888,05 (кг).
Сечение кольцевой щели для входа в колонну синтеза равно
F = 0,785 (1,652 — 1,582 — 4-0,0382) =0,2239 (м2),
где 1,65—-внутренний диаметр колонны синтеза, м; 1,58 — наруж
иый диаметр катализаторной коробки с изоляцией, м; 0,038 —на
ружный диаметр труб, подводящих байпасный газ на катализатор-
ами полки, м.
Газ, проходя по щели, нагревается на 10°С и с температурой
180"С поступает в межтрубное пространство теплообменника, рас-
положенного в нижней части колонны синтеза. В трубки поступай!
нрокоптактированный газ с температурой 490°С и содержанием
NH:t 15 об. % и выходит газ при 380°С.
Тепловой баланс теплообменника характеризуется уравнением
б?вых(й90 — 138о) — GBx(tx — <18о) , (151)
где Gni.IX количество газовой смеси на выходе из колонны сип
теза, равное 137760,97 кг; GBX— количество газовой смеси, пост\
§ 6. Колонна синтеза
177
2930,76 3349,4 3768,1 4186,8 4605,5 5024,2 5442,8 5861,5
Энггальпия, кДщ/кг
Рис. 33. Диаграмма i—t для 1 кг газовой смеси, содержащей инертные
примеси, при 29,4-106 Па.
пающей в межтрубное пространство, равное 96432,68 кг; i^n, 1-лы> —
теплосодержание газовой смеси с содержанием NH3 15 об.%, соот-
ветственно на входе и выходе, кДж/кг; бес —- теплосодержание га-
зовой смеси на входе в межтрубпое пространство при содержании
NH3 2,72 об.%, составляет 4705,96 кДж/кг; ix — теплосодержание
газа на входе в центральную трубу, кДж/кг.
По диаграмме i—t (рис. 33) 1’490 = 5195,8 кДж/кг.
137760,97(5195,8 — 4831,6) =96432,7 (ix — 4705,96).
Откуда Д = 5223,12 кДж/кг и Дых = 328°С.
Температурный режим в теплообменнике колонны следующий:
gg Трубное пространство
Межтрубпое пространство
Коэффициент теплоотдачи от газа к стенке трубок теплообмен-
ника определяем по формуле
ОСтп = Дт1Д°’8Д ,
где ЛТр -—вспомогательный коэффициент для газовых смесей,
определяемый по рпс. 34 (диаграмма ГИАП); он равен 9,6
12. 388.
178
ГЛАВА VI
Рис 3-1. Вспомогательный коэффициент Лтр,
савнсящнй от температуры, для параллель-
ного движения газов при давлении 29,4 X
X И)1' Па:
I N;p3II2+4% Аг+3% СН4; 2 то же н 5% NH3;
> - го же и 10% NH3; 4 — то же н 15% NH3;
го же и 20% NH3; 6 — то же и 25% NH3.
g — массовая скорость газо-
вой смеси, кг/(м2-с); d —
внутренний диаметр тру-
бок, м.
Теплообменник кожухо-
трубного типа состоит из
2410 трубок размером 16X
X 2 мм.
Средняя температура га-
за в трубках
, __ 490 + 380
СР- —г—
= 435°С.
Площадь сечения трубного пространства теплообменника
F==nd^n = 0,785-0,0122-2410 = 0,272 (м2).
4
Массовая скорость газовой смеси
137760,97 ,, о ,
g =--------—= 140,68 кг/(м2-с).
3600-0,272
Коэффициент теплоотдачи
атр = 9,6-140,68°-80,012-°-2 = 1220,25 ккал/(м2-ч-°С) =
= 1419,15 Вт/(м2-°С).
Определим коэффициент теплоотдачи газа в межтрубном про-
странстве по формуле
амтр = 1,3-0,96ДМТр^-БМ-°.44,
г и- 1,3 — коэффициент, учитывающий механическую неравномер-
ность расположения трубок теп-
лообменника; 0,96—коэффициент,
учитывающий отклонение угла
н< гречи газа с трубками от 90°;
/1М гр вспомогательный коэффи-
11.11ГП1 для газовых смесей, опре-
деляемый (рис. 35) по диаграмме
Г11Л11 (равен 14,8); g—массо-
вая с корость газа, кг/(м2-с); d —
наружный диаметр трубок, м.
< решая температура газа в
меж । р\ оном пространстве
|к,) Ь328 _ 254°с.
1 l.'ioma >u> сечения межтрубного
.пространства
Рис. 35. Вспомогательный коэффи-
циент Лмтр для труб, зависящий от
температуры, для перпендикулярного
движения газов при давлении
29,4-106 Па:
/ N2+3H2+4% Аг+3% СН4; 2 - то же и
5% NH3; 3 — то же н 10% NH3; 4 — то же
и 15% NH3; 5 —то же и 20% NH3; 6-
то же и 25% NH3.
§ 6. Колонна синтеза
179
F = 0,785 (1,49* 2 — 0,292 — 24 1 0,0-0,0162) = 1,513 (м2).
ЛЛ1ассовая скорость
g =
96432,7 _ 17
3600-1,513
кг/ (м2-с),
где 96432,7 — количество газовой смеси (70%), поступающей в
межтрубиое пространство теплообменника, кг.
Коэффициент теплоотдачи
амтр = 1,3-0,96-14,8-17,7о.Б6-0,016-°-44 =
= 569,72 ккал/(м2-ч-°С) =662,58 Вт/(м2-ч).
Коэффициент теплопередачи
Л7 =
1
“тр^ВН
1
амтр^н
1
3,14
1
1,15 0,016
1419,15-0.012 ' 16,86 lg 0,012 1 662,58-0,016
= 18,47 Вт/(м- JC),
где 16,86 — теплопроводность нержавеющей стали, Вт/(м-°С).
Средняя разность температур в теплообменнике
.р = 20-0+Ш2 = 18ГС
2
Необходимая длина трубок
L = -^
Количество тепла, отдаваемое газом в теплообменнике,
Q = G(t490 — t38o) = 137760,97(5195,8-4831,6) =
= 50172545 (кДж/ч) = 13936818 Вт.
Определяем длину трубок:
г 13936818 л,со ос / \
ь ==--------== 4168,86 (м),
18,47-181
тогда длина теплообменника
f 4168,86 1 -70 / \
I =-------=173 (м).
2410
Перед трубками Фильда газ смешивается с байпасом, посту-
пающим в количестве 10% от общего количества газовой смеси
Количество газовой смеси на входе в трубки Фильда:
96432,7+ 13776,1 = 110208,8 (кг).
12*
380
ГЛАВА V!
Определим температуру газа на входе в трубки Фильда по
формуле
_____ t В Ы X В X
Х.б -— e^BblX”—- ,
tux—
где Gx.6 — количество холодного байпасного газа, кг; GBux — ко-
личество газа, выходящего из центральной трубы, кг; /вых — тем-
пература газа перед смешением, °C; Дх — температура газа после
смешения, °C; А.б — температура байпасного газа, °C.
13776,1 = 96432,7^^^;
ZUx- 170
tBX = 308,25°С.
В катализаторной коробке между трубками Фильда располо-
жен катализатор.
Свободное сечение катализаторной коробки, занятое катализа-
тором, равно:
F = 0,785(1,492 — 0,292 — 2-0,0512 — 282-0,0452) = 1,23 (м2).
Для расчета условно разбиваем длину катализаторной зоны
на ряд участков, и принимаем, что на каждом участке образуется
2 об. % NH3. В результате реакции образования NH3 из азото-
водородной смеси выделяется тепло, которое повышает темпера-
туру газа, находящегося в катализаторной зоне и в трубках
Фильда.
Определяем коэффициент теплоотдачи от газа к стенке во
внутренних трубках по формуле
авп = ЛП)£°'М0’2.
Средняя температура газа во внутренних трубках равна
/ср = 320°С.
Сечение внутренних трубок
F = 0,785- 0,0282- 282 = 0,141 (м2).
Массовая скорость газа
110208,8 , ,, 9
---------— = 217,1 кг/(м2-
3600-0,141
Вспомогательный коэффициент Лтр = 10,4 по диаграмме ГИАП.
Коэффициент теплоотдачи для внутренних трубок
а,.;1 = 10,4-217,1°’8-0,028-°’2 = 1573,3 ккал/(м2-ч-°С) =
= 1829,7 Вт/(м2-°С).
Определим коэффициент теплоотдачи для наружных трубок.
Сечение наружных трубок
F = 0,785 (0,0412 — 0,0322)282 = 0,145 (м2).
§ 6. Колонна синтеза
181
Массовая скорость равна
„ 110208.8 , ,, 2 х
g =-----------= 211,1 кг/(м2-с).
3600-0,145
Средняя температура газа в наружных трубках 402,5°С.
Вспомогательный коэффициент Лтр = 10,6, при этой температуре,
н 2,72 об. % NH3.
Приведенный диаметр
dap == 0,041 - 0,032 = 0,009 (м).
Коэффициент теплоотдачи для наружных трубок
= Ag°-8d-°-2 = 10,6-21 l,io.8-0,009~°'2 =
= 1967,93 ккал/(м2-ч-°С) = 2288,7 Вт/(м2-°С).
Общий коэффициент теплоотдачи между внутренней и наруж-
ной трубками:
1 1,15 d„ 1
---+_l_lg н_ + _
Дв^гн лст ан^н
____________________ЗД4___________________
1 1,15 0,032 1
1829,7-0,028 16,86 6 0,28 2288,7-0,032
= 84,86 Вт/(м-°С),
где ХСт = Вт/(м-ч-°С).
Определим коэффициент теплоотдачи от катализаторного слоя
по формуле:
а,.= - ----------------------------, (152)
\ #2~#1 M /
iде — наружный радиус трубки, равный 0,0225 м; й?2 — радиус
наклона вокруг трубки в каталпзаториом слое, в пределах кото-
рого распределяется тепло от трубки, м; X — коэффициент тепло-
проводности зернистого слоя, Вт/(м-ч-сС).
На основании ранее приведенных расчетов сечение катализа-
тора равно 1,23 м2.
Сечение катализатора, отнесенное к одной трубке, составляет:
f = - = 0,00434 м,
282
тогда
// от/" 0,00434 „ / х
+ = у 3 — + 0,0225'J = 0,0434 (м).
Коэффициент теплопроводности зернистого слоя можно опре-
делить из уравнения
X = Xr(10,5 + 0,104RePr),
182
ГЛАВА VI
где лг — коэффициент теплопроводности газа, равен 0,1825
Вт/(м-°С). Критерии
Re = Рг = ^-,
где а — удельная поверхность катализатора (при среднем размере
зерен в 6 мм она равна а = 960 м2/м3).
Вязкость газовой смеси р = 24,52-10~6 Н-с/м2. теплоемкость
Cv = 3,26-103 Дж/(кг-°С).
Массовая скорость газа
110208.8
Критерий
м-с).
Р1 -----------=
3600-1,23
Re =-------—788------= 4200;
960-24,52-10-6
критерий
т, 3,26-103-24,52-10 6
Рг =--------------’-------
0,1825
Теплопроводность зернистого слоя
Z = 0,1825 (10,5 + 0,104-4200-0,439) =36,91 Вт/(м-°С).
Коэффициент теплоотдачи от центра катализаторного слоя
СС>. =
8-36,91(0,04342 — 0,0225»)
о nnnlJ 9.21-0.04344 0,0434
2-0,0225 ----------------lg —-------— 3-0,0434+0,02252
\ 0.04342—0,02252 s л поог
= 15314,5
0,0225
Вт/(м2-°С).
Коэффициент
уравнения
теплоотдачи в
граничном слое определяется
^-гр.сл
NuXr
rfnp
И 1
Критерий
Nu = 0,lRe°-7SPr+
Приведенный диаметр
=^ = 0,00194 (м)
пр d 960 V ’
। де /’ поправочный коэффициент иа пустоты (равен 0,465 м3/м!)
Коэффициент теплоотдачи в граничном слое
0,1-4200°-75-0,4397з-0,1825 „7„пс п
а,.,,(л =------------------------------ - 3730,8 Ьт/(м2- С).
0,00194
§ 6. Колонна синтеза
183
Общий коэффициент теплоотдачи от газа в катализаторной
коробке к газу в наружных теплоотводящих трубках
[г — -
А2 1 1 1 1,15 ^н-н
ан^вн aXrfH.H Сгр.слйц-н 3,14 “ X ’g ^вн
1 4- 1 1 -к. 1,15 0,045
2288,7-0,041 15314,5-0,045 3730,8-0,045 16,86 lg 0,041
= 152,43 Вт/(м2-°С).
Расчет температурного режима по высоте
катализаторного слоя
Введем обозначения: А/р —нагрев 1 кг газовой смеси за счет
тепла реакции в первом участке катализаторной зоны; — изме-
нение температуры газа в трубках первого участка катализаторной
зоны; ti — температура газа на входе в первый участок катализа-
торной зоны; tz—температура газа на выходе из первой зоны в
наружных трубках; t3— температура газа па входе в первую зону
но внутренних трубках; t\ — температура газа на выходе из пер-
вого участка катализаторной зоны; — температура газа на входе
в первую зону в наружных трубках; t3 — температура газа на вы-
ходе из внутренних трубок на первом
участке; А/) — длина первого участка
катализаторной
Нагрев 1 кг
тепла реакции
муле
зоны, м.
газовой смеси за счет
определяется по фор-
А/Р
Qg
юос,,
fl 53)
где Q — теплота реакции при образо-
вании . 1 кг NH3, кДж; g — массо-
вый процент NH3, определяемый по
формуле
2Z-100
(100 + Z) ’
где Z — содержание NH3 в газовой
смеси, об.%- Зависимость g (мае.%)
<п Z (об.%) представлена на рис. 36.
Разбиваем катализаторпый слой на
ряд .участков и определяем количе-
ство NH3, образовавшегося на каждом
Рис. 36. Зависимость g от Z
при различном содержании
инертов в азотоводородной
смеси:
1 — без инертов; 2 — 3% Аг: 3 —
3% СН44-4% Аг; 4 — 5% СН4+
+5% Аг.
184
ГЛАВА Vi
участке катализаторной зоны на 1 кг газовой смеси. Так, па пер
вом участке:
• Si_____So ________2ZO .
~ 100 100 ~ 100 + ZL 100 + zo
Полагаем, что на первом участке катализаторной зоны обра
зуется NH3 2,28 об.%.
o-l 2-5 2-2,72
SNH, 100 + 5 100 + 2,72
2-7 2-5 : 0,03561 кг/кг смеси;
100 + 7 100 + 5
р’Ш, — 2-9 2-7 = 0,0343 кг/кг смеси;
100 + 9 100 + 7
p-iv = 2-11 2-9 = 0,0331 кг/кг смеси;
100+11 100 + 9
£nh = 2-13 2-11 = 0,0319 кг/кг смеси.
100+ 13 100+11
Определим температурный режим по участкам катализатор
ной коробки.
I участок. Нагрев 1 кг газовой смеси в первом участке ката
лизаторной зоны
56889,53
_____.— • 0,04227-100
д/ == -И’03----------------= 44 26°С,
Р 32,24
где 56889,53 — тепловой эффект реакции образования NH3 при
317,8-10s Па и t = 510°С, кДж/кмоль; 32,24 — теплоемкость га.и,
вой смеси при tcp = 470°С (2,72% NH3), кДж/кмоль; 10,1 — мас< >
1 кмоля газовой смеси, кг.
Предполагаем, что па выходе из зоны катализатора темпера
тура газа будет 490°С, а температура газа на входе в катали...!
тор равна 450°С.
Средняя температура газа в I зоне катализатора равна
t = 45.2 + 490 = 470°С.
2
Длину участка катализаторной зоны определим по уравнении.
_______________ДУ к&Чз(100 Квх1,03) (151)
’ ~’(к.к(100 + Квых1,03)106’
где Л1/и объем катализатора (отнесенный к выходу) при обр.,
зоваппн \К аммиака, см3/(м3-ч); ау13— объемная скорость гати
на входе в колонну, м3/ч; fK.K—свободное сечение катализатора"'
§ 6. Колонна синтеза 185
коробки, равное 1,23 м2; Л'ЕХ, Лвых— % NH3 на входе и выходе
из катализаторной зоны.
АЛ’ = Лпых — Лвх- (155)
Величина А1/к определяется по диаграмме t—AVK (рис. 37)
при tcp на данном участке. При 470°С и 5% NH3 ЛПК = 1.2 см3
катализатора на 1 м3 газа.
Объем газа на входе в катализаторпую зону 244326 м3. Тогда
; 1,2-244326,0(100+ 2,72-1,03) __ Q , х
1 “ 1,23 - (100 + 5 -1,03) 10е
Определяем изменения температуры газа в трубках
Д/i = -A(/j — /2 -j- 0,5Д/р), (156)
л=КнЛф, (157)
gcr
где /С — коэффициент теплопередачи между катализатором и на-
ружными трубками, Вт/(м-°С); g — количество газовой смеси, кг;
1,03 — коэффициент, учитывающий различие мольных объемов
NH3 и азотоводородной смеси; Ср — теплоемкость газовой смеси,
кДж/(кг-°С); р — коэффициент, зависящий от отношения макси-
мальной разности температур на одной стороне данного участка
катализаторной зоны к минимальной разности температур на дру-
гой стороне этого иге участка, т. е. р есть функция отношения
A^niaxl A^mln-
Значения р следующие:
Рис. 37. Зависимость производительности катализатора ГК от температуры про-
цесса и от концентрации NH3 в газе прн Р — 29,4-106 Па (штриховые линии
содержание NH3 в газе, полученное экстраполяцией).
186
ГЛАВА VI
у—- 1 2 4 6 8 10 25 100
pmi“ I 0,962 0,866 0,798 0,748 0,71 0,575 0,426
Для определения А/ из уравнения сначала вычисляем коэффи
циепт А при Р = 1, затем находим температуры С и по
уравнениям:
t\ = /j + АД — АЛ;
Л = Д — АЛ-
Далее определяем отношение А^ят: А/шш. по нему находим
коэффициент р, делаем поправку к коэффициенту А и затем
определяем повое значение р. Для расчета Л и t2 в первом
участке катализаторной зоны коэффициент р берется минималь
пым, т. е. р = 0,426.
Для I участка /(=152,43 Вт/(м-°С); п — 282 трубки; А/=
= 0,233 м; Ср = 3,19 кДж/(кг-°С); g = 110208,8 кг.
, 152,43 • 3,6 • 282,0 • 0,233 • 0,426 п пл ос
А =-------------------------= 0.0436;
110208,8-3,19
АЛ = 0,0436 (450 — 450 + 0,5 44,26) = 0,965°С 0,97 (°C);
Л = 450 + 44,26 — 0,97 = 493,29 (°C);
/2 = 450 — 0,97 = 449,03 (°C).
Для проверки правильности вычисленных температур решаем
следующие уравнения:
Q, = Cpg-AU = 3,19-110208,8.0,97 = 341019,08 (кДж);
Q2 = Лп/iAfcpP = 152,43-3,6-282-0,233-22,13-0,426 =
= 339914 (кДж),
где 3,6 — коэффициент перехода от Ватт к Джоулям.
Л . ___Д/тах + Almin (493,29 — 449,03) + (450 — 450) „„ . „
2 2
Для внутренних трубок
дг __
gCp
где /(„ коэффициент теплопередачи между наружными и вну|
репнпмп трубками (равен 84,86 Вт/(м-°С); п — количество тепло
......... трубок; Ц—длина участка, м; g— количество газовой
смеси, кг; С(, — теплоемкость газовой смеси при средней темпера
туре газа ио внутренних трубках, кДж/(кг-°С).
Принимаем среднюю температуру газа во внутренних труб-
ках 320°С.
§ 6. Колонна синтеза
187
Рассчитываем теплоемкость газа при 320°С:
= 75,36-0,0272 = 2,05;
Ф = 29,60-0,6546 = 19.37;
*320 ’
Ср’ =31,86-0,2182 = 6,95;
32q
Срг =24,80-0,025 = 0,52;
^320 ’ *
С™‘ = 51,50-0,075 = 3,86;
СРз20 — 32,75 кДж/(кмоль-°С).
Масса 1 кмоля газовой смеси 10,1 кг, тогда теплоемкость 1 кг
смеси равна: Ср = = 3,24 кДж/(кг-°C).
При 0=1 л, 84,86-3,6-282-0,233 пп,с, А = — 110208,8-3,24
Д/, =0,0561(450 —308 + 0,5-0,97) =7,99 (°C);
f2 = 308 + 7,99 = 315,99 (°C).
Проверим соотношение
А/щах 450 — 308
= 1,0673.
Д/min 449,03 — 315,99 133,04
Откуда 0 = 0,998. Значение 0 близко к 1, поэтому пересчет
не производим.
II участок. Нагрев 1 кг газовой смеси
3340,54-0,03561-100 оо /oz,,
Z\tcp — —— о / ,оо »
100-3,18
где 3340,54 = °6889’--8- кДж/кг; 0,03561 —количество NH3, образо-
17,03
навшегося на II участке катализаторной зоны, кг на 1 кг смеси;
3,18 — теплоемкость газовой смеси при 507°С, кДж/(кг-°C).
Средняя температура газа на II участке катализаторной зоны
, _ 493,29 + 520
* ср - ———————
= 507 (°C).
2
Величина ‘AVK при 507°С и 7% NH3 по диаграмме t—AV
(рис. 37) равна AVK = 1,2 см3 катализатора на 1 м3 газа.
Длина участка
/ 1,2-244326,0(100 + 5-1,03) _ }
1,23(100+ 7-1,03) 106
188
ГЛАВА VI
Рис. 38. Изменение температуры по вы-
соте трубок Фильда в зоне катализа-
тора:
1температура газа в зоне катализатора:
2 — температура газа между внешними и
внутренними трубками; 3 — температура газа
во внутренних трубках.
При р = 1
д, _ 152,43-3,6-282-0,234
110208,8-3,18
= 0,1033;
= 0,1033(493,29 — 449,03 +
+ 0,5-37,38) = 6,50 (°C);
= 493,29 + 37,38 — 6,50 =
= 524,17 (°C);
449,03—6,50=442,53 (°C)
Проверим отношение
А/„,пх _ 524,17 - 442,53 _
Mmin 493,29 - 449,03 "
= = 1,84:
44,26
р = 0,1033-0,968 = 0,0999;
Д4 = 0,0999(493,29 — 449,03 +
+ 0,5-37,38) = 0,0999 X
X 62,95 = 6,29 (°C);
t\ = 493,29 + 37,38 — 6,29 = 524,38 (СС);
= 449,03 — 6,29 = 442,74 (°C).
Для внутренних трубок при р = 1
д' — 84,86 - 3,6 282 - 0,234 _q ggg4-
110208,8-3,24
Д/2 = 0,0564(449,03-315,99+ 0,5-7,99) =7,73 (°C);
/; = 315,99+ 7,73 = 323,72 (°C).
Проверим соотношение
449,03 — 315,99 = 133,04 _ । 12
442,74 — 323,72 119,02
Понос значение р = 0,995
А' = 0,0564-0,995 = 0,0561;
Д/-, = 0,0561 (133,04 + 0,5-6,29) =0,0561-136,185 = 7,64 (°C);
/; = 315,99+ 7,64 = 323,63 (СС).
Ill участок. Нагрев 1 кг газовой смеси
др" — 3340,54-0,0343-100 = 35 j4
’’ ~ 100-3,17
§ 6. Колонна синтеза
189
Средняя температура газа в зоне
/ср = = 529 (°C).
2
Величина AVK при 529°С и 9% NH3 по диаграмме t—AV
AVK = 2,1 см3 катализатора на I м3 газа.
Длина участка катализаторной зоны
:И<>М326,0(100 I 7.1,03) =0409 (м)
I: -------------=-------:------
1,23(100 + 9-1,03) 106
При р = 1
А — 152,43-3.6--282Ч),409 _ q J8J.
~ 110208,8-3,17
А/ =0,181(524,38-442,74 + 36,14-0,5) = 0,181 X
X 99,71 = 18,05 (°C);
t\ =524,38 + 36,14 — 18,05 = 542,47 (°C);
= 442,74 — 18,05 = 424,69 (°C).
Проверим отношение
542,47 — 424,69 117J8 _ j eg
А/тах
A/min
тогда р = 0,979.
Новое значение
524,38 — 449,03 75,35
А =0,181-0,979 = 0,177;
А/ = 0,177 (524,38 — 442,74 + 36,14 • 0,5) = 0,177 X
X 99,71 = 17,66 (°C),
Г’ = 524,38 + 36,14 — 17,66 = 542,86 (°C);
/" = 442,74— 17,66 = 425,08 (°C).
Для внутренних трубок при р = 1
84,86-3.6-282-0,409 n nneR
А = —:-------------— = 0,0986;
110208,8-3,24
Д/3 = 0,0986 (447,74 + 323,63 + 0,5-17,66) = 13,11 (°C);
/; = 323,63 + 13,11 = 336,74 (°C).
Проверим соотношение
Д/max 447,74 - 323,63 124,11 _ । 4Q
A/min 425,08 — 336.74 88,34
Откуда р = 0,985.
Уточним значения
А' = 0,0986-0,985 = 0,0971;
190
ГЛАВА VI
А(3 = 0,0971 (447,74 — 323,63 + 0,5-17,66) = 12,91 (°C);
= 323,63 + 12,91 = 336,54 (°C).
IV участок. Нагрев 1 кг газовой смеси
1V 3340,54-0,0331-100 = g4 ,Oq
= 100-3,17 ~ ’
Средняя температура газа в зоне реакции
/ср = 542'86±-5-?^ = 533,93 (°C).
Величина AVK при 534°С и 11% NH3 по диаграмме t—AV
(см. рис. 37) AVK = 3,30 см3 катализатора на 1 м3 газа. Длина
участка катализаторной зоны
I 3,30-244326,0(100 + 9-1,03) _ Q
4 — 1,23(100+И-1,03) 106
При р = 1
= 1,3.
542,86-425,08 117,78
Д — 152,43-3,6-282-0,643 _ 0 285.
110208,8-3,17
= 0,285 (542,86 — 425,08 + 0,5 • 34,93) = 38,55 (°C);
/iv = 542,86 + 34,93 - 38,55 = 539,24 (°C);
/'V = 425,08 — 38,55 = 386,53 (°C).
Проверим отношение
Д/тах 539,24 — 386,53 _ 152,7
A/min
Тогда р = 0,989.
Новое значение
А = 0,285-0,989 = 0,282;
А^4 = 0,282 (542,86 — 425,08 + 0,5 • 34,93) = 0,282 X
х 135,25 = 38,14 (°C);
/iv = 542,86 + 34,93 — 38,14 = 539,65 (°C);
= 425,08 — 38,14 = 386,94 (°C).
Для внутренних трубок при р = 1
84,86-3,6-282-0,643 п ,
А = —-----------------— = 0,156;
110208,8-3,22
д/4 = о, 156 (425,08 — 336,54 + 0,5 • 38,14) = 16,79 (°C);
=336,54+ 16,79 = 353,33 (°C).
§ 6. Колонна синтеза 191
Проверим соотношение
А/max _ 425,08 — 336,54 = 88,54 = 2 63
Afmta — 386,94 — 353,33 33,61
Тогда р = 0,932.
Уточним значения
А' = 0,156-0,932 = 0,145;
Д^4 = 1,145(425,08 —336,54 + 0,5-38,14) = 15,63 (°C);
4V = 336,54 + 15,63 = 352,17 (°C).
V участок. Нагрев 1 кг газовой смеси в зоне катализа
Д/У = 3340,54-0,0319 = Q
р 3.18
Средняя температура газа в зоне реакции
Иср = 5-3-9-65^+480. = 509,8 (°C).
Величина ДУК при 510°С и 13% NH3 по диаграмме t—ДУ
(см. рис. 37) равна ДУК = 5,29 см3 катализатора иа 1 м3 газа.
Длина участка катализаторной зоны.
1 __ 5,29-244326,0(100+ 11-1,03) __ j 0з /м')
5 — 1,23(100 + 13-1,03) 10е — ’
При р = 1
. 152,43-3,6-282-1,03 п
110208,8-3,18
Д(5 = 0,455(539,65 — 386,94 + 0,5-33,48) =77,1 (°C);
/у = 539,65 + 33,48 — 77,1 = 496,03 (°C);
/V = 386,94 _ 77,1 = 309,84 (°C).
Проверим отношение
Afmax = 496,03 — 309,84 = 186,19 _ j QQ
A/min 539,65 — 386,94 152.7 ~~
Тогда р = 0,9917.
Практически температура внизу наружных трубок уменьшается
только до 356°С, ввиду того, что внутренние трубки короче наруж-
ных и на некотором участке образуется застойная зона без
теплообмена.
Новое значение А =0,455-0,9917 = 0,451.
Пересчитаем температуры
= 0,451 (539,65 — 386,94 + 0,5-33,48) = 0,451 X
X 169,44 = 76,42 (°C);
иу = 539,65 + 33,48 — 76,42 = 496,71 (°C).
192
ГЛАВА VI
Для внутренних трубок р = 0,426, так как на V участке тем-
пературы газа па выходе из внутренних трубок и на входе в на-
ружные трубки должны быть равны.
После слоя катализатора с теплообменными трубками Фильда
газ с содержанием 13 об. % NH3 и t = 496,71 °C поступает в зону
катализатора, расположенного па полках.
Расчет температурного режима в катализаторной коробке с
одинарными противоточными трубками приведен в книге Атро-
щенко В. И. и др. «Методы расчетов по технологии связан-
ного азота», Изд-во ХГУ, 1960, с. 137, а расчеты разных типов
катализаторных коробок и температурных режимов в колонне
синтеза NH3 приведены в книге Румянцева О. В. «Оборудо-
вание цехов синтеза высокого давления в азотной промышлен-
ности», М., «Химия», 1970 г.
Общий объем катализатора 12,1263 м3. В слое с теплообмен-
ными трубками находится катализатора
V — FL = 1,23-2,55 = 3,1365 (м3),
где F — площадь сечения, занимаемая катализатором, м; L —
2,55 — длина участков катализаторной зоны, м.
В колонне синтеза расположено четыре полки; на каждую при-
ходится катализатора
у=^2163-ЗД365 = 2>27 (м3)
4
В слое катализатора с теплообменными трубками Фильда обра-
зуется 13 об.% NH3 или 18,9 вес.%- Количество образованию
гося NH3
110208,8-0,189 = 20829,46 (кг).
На выходе из колонны должно быть 31460,28 кг NH3, следова-
тельно, на полках должно образоваться NH3
31460,28 — 20829,46 = 10630,82 (кг).
При равномерном распределении на каждой полке должно
образоваться NH3
Ю63Ц82 = 2657,7! (кг).
4
байпасом на каждую полку подается
6888,05-0,0465 = 320,29 (кг).
В результате реакции на полке образуется
2657,7 — 320,29 = 2337,41 кг NH3.
Расчет I полки. Уравнение теплового баланса I полки
QnP И- QP Я- Qg-г — Qbi>ix> (158)
где Qnp — тепло, вносимое газом, кДж; Qp— тепло, выделяющееся
в результате реакции.
Qp = <?cGnh3,
§ 6. Колонна синтеза
193
где q — тепловой эффект реакции образования NH3 при средней
температуре в зоне катализа, кДж/кг; Gnh3 — количество образо-
вавшегося NH3, кг; <2б-г — тепло, вносимое байпасным газом, кДж.
Перед I полкой подается 5% газа от общего количества газа,
поступающего в колонны, или это составляет 6888,05 кг/ч. Тепло
байпасного газа равно 6888,05-4670 = 32167193 кДж, где
4670 кДж/кг — энтальпия байпасного газа при 170°С и концентра-
ции NH3 в нем 2,72%-
Определим температуру газа после смешения по уравнению
Gx.6 = СВЫЛЬ^^, (159)
?вх — *х.б
где Gx.g — количество байпасного газа, кг; GBbix — количество
горячего газа, поступающего на смешение, кг; Дых — температура
горячего газа, °C; Д.б — температура холодного байпасного газа,
°C; /вх — температура газа после смешения, °C.
Подставляем значение величин в уравнение (159):
6888,05 = 110208,8 •-96’71 ,
/вх - 170
откуда Дх = 477,5°С.
Эту же температуру можно рассчитать при помощи (i—^-диа-
граммы. Результаты будут те же.
Определим концентрацию NH3 в газе после смешения:
20829-46 + 320,29. 10()= 1806 (мас 0/ }
117096,85
где 20829,46 — количество NH3, поступающего с газом на смеше-
ние, кг; 320,29 — количество NH3, поступающего с байпасом, кг;
117096,85 — масса газовой смеси после смешения. Исходя из диа-
граммы q—Z это равно 12,35 об. % На выходе из полки концен-
трация NH3 равна
20829,46 + 320,29 + 2337,41.1ро = 2Q Q6 (мас.%) = 13,7 об. %.
117096,85
Определим температуру газа на выходе из полки по уравнению
теплового баланса:
110208,77-5283 + -6889’—-2337,41 + 6888,05-4670 = 117096,85 ix,
17,03
где 5283 — энтальпия газовой смеси при 477,5°С, кДж/кг; ix —
штальпия газовой смеси на выходе из полки, кДж/кг.
Решаем уравнение: 1=5318 кДж/кг.
При содержании NH3 в смеси 13,7 об. % температура газа на
выходе по диаграмме i—t /пых = 498°С.
13.
388.
194
ГЛАВА VI
Расчет II полки. Температуру газа после смешения с 6888,05 кг
газа при t = 170°С определяем из уравнения
6888,05= 117096,854-98 ~
/вх — 170
tax = 475°С. Концентрация NIK в газе после смешения
_234_8?,16 + 320,29. 1QQ = 2 (мас о/ j =13 2 об.%.
12384,9 '
Концентрация NH3 в газе на выходе из полки
J3807.45 + 2337,41.100 21,09 (мае.%) = 14,3 об.%.
123984,9 V '
1’475 = 5233,5 кДж/кг при 13,2 об. % NH3.
Определим температуру газа на выходе из полки
117096,85-5233,5+ ^^--2337,41 +6888,05-4670 = 123984,9 Д,
17,03
откуда 1Х = 5265,2 кДж/кг.
При содержании NH3 в газе 14,3 об. % температура газа на
выходе равна 496°С.
Расчет III полки. Количество газа, подаваемого на III полку,
123984,9 + 6888,05 = 130872,95 (кг).
Концентрация NH3 после смешения
.26144,86 + 320,29.1()Q 20 22 (мас о/ ) = 13 8 об.%.
130872,95
Температуру газа после смешения определим из уравнения
6888,05 = 123984,6—
<вх - 170
откуда = 497°С. Концентрация NH3 в газе на выходе из полки
26465,15 + 2337,41.100 = 22 01 (мас. о/ ) = Н 6 об. %;
130872,95
1479 = 5233,5 кДж/кг при 13,8 об.% NH3.
Определим температуру газа на выходе из полки
123984,9-5233,5 + 2337 + 6888,05-4670 = 130872,95 ix,
откуда ix = 5263,5 кДж/кг.
При содержании NH3 в газе 14,6 об.% Кых = 496°С.
Расчет IV полки. Количество газовой смеси, поступающей на
полку,
130872,95 + 6888,05 = 137761 (кг).
§ 6. Колонна синтеза
195
Температуру газа после смеше-
ния определяем из уравнения
6888,05 = 130872,95-96~ ,
<вх - 170
ОТКуДЗ /rx 480°С. Концентрация
NH3 в газе после смешения
28802,56 + 320,29 . j qq _
137761 —'
= 21,14 (мас.%) = 14,1 об.%.
Энтальпия газа при 14,1 об. % NH3
и 480°С i180 = 5227,2 кДж/кг. Кон-
центрация на выходе из колонны
29122,85 + 2337,41. jqq _
137761
= 22,84 (мас.%) =15 об.%.
Определим температуру газа на
выходе из полки
130872,95 - 5227,2 ф-56889’53 • 2337,41 +
17,03
+ 6888,05 • 4670 = 137761 ix,
откуда 1Х = 5256 кДж/кг. При
/вых = 494°С.
Рис. 39. График образования
NH3 по зонам и температурный
режим в колонне (штриховая
линия — NH3, сплошная — тем-
пература).
содержании NH3 15 об. %
(160)
Принятую ранее температуру газа на входе в теплообменник
490°С считаем действительной.
Результаты расчета сведены в табл. 34. Среднюю разность
температур в слое катализатора и в наружных трубках, приве-
денную в табл. 34, вычисляют по формуле
,< __ А^шах “1“ A/miii
Др ~
Аналогично вычисляется Д/"р на участках наружных и внут-
ренних труб. Д/ср в катализаторной слое равно среднеарифмети-
ческой температуре в соответствующем слое.
Графический расчет колонны синтеза представлен на рис. 39.
13'
Таблица 34. Характеристика работы колонны синтеза NH
Перепад температур, °C , р- О К Я ° О к СХ-*- и « S ю со сч со CDCqCDc^COlOiOLOO —СО СО —Г СО LO Г-Г Г-Т Г— О СО -cf —< ОО со со со •’d' LO LO LO LO Tf
наруж- ная тру- ба—вну- тренняя труба Д^'ср 137,52 126,03 106,22 61,08
катали- затор — наруж- ная труба Л^ср 22,13 62,90 96,06 135,24
Температура входа и выхода во внутренних трубках, СС 308 -315,99 315,99—323,63 323,63—336,54 336,54—352,17 352,17—356
Температура входа и выхода в наружных трубках, СС 449,03—450 442,74-449,03 425,08—442,74 386,53—425,08 356 —386,53
Высота катали- затора, 1, м 0,233 0,234 0,409 0,643 1,03 1,36 1,36 1,36 1,36
1,2 1,2 s,. 3,3 5,29
Температура входа и выхода в катализаторной зоне, °C 450—493,29 493,29-524,38 524,38—542,86 542,86—539,65 539,65—496,71 477,5 -498 475 —496 479 —496 480 —494
1 Количество i NHa на входе' и выходе, об. % 2,72-5 5—7 7-9 9—11 11-13 12,35—13,7 13,2—14,3 13,8-. 14,6 14,1—15,0
Номер зоны или полки I зона II зона III зона IV зона V зона 1 полка II полка III полка IV полка
ГЛАВА VII
197
РАСЧЕТ УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ
СИНТЕТИЧЕСКОГО МЕТАНОЛА
До последнего времени метанол в промышленных условиях
синтезировали на цинкохромовом катализаторе при высоком дав-
лении (245,164-392,26) 105 Па (250—400 атм) и температуре 300—
400°С. В этих условиях получается метанол-сырец, содержащий
3—6% примесей в пересчете на органическую часть.
В настоящее время для производства метанола разработаны
низкотемпературные медьсодержащие катализаторы, обеспечиваю-
щие снижение давления и температуры на стадии синтеза. Давле-
ние синтеза (39,234-147,09) 105 Па (40—150 атм), температура
210—320°С.
С целью повышения эффективности производства и улучшения
технико-экономических показателен разработаны турбокомпрессо-
ры для компремирования исходного и циркуляционного газов,
холодильники-конденсаторы с воздушным охлаждением, безкисло-
родные методы конверсии углеводородного сырья при повышенном
давлении, разрабатываются энерготехнологические схемы, предус-
матривающие максимальную утилизацию тепла.
Вышеперечисленные мероприятия позволили снизить себестои-
мость метанола, повысить производительность труда, уменьшить
количество побочных веществ в метаноле-сырце до 0,2—0,8% (в
пересчете на органическую часть), упростить аппаратурное оформ-
ление и обслуживание агрегата.
В связи с расширением сфер использования метанола и ростом
его потребления на базе новой передовой технологии создаются
крупноагрегатныс установки мощностью 100—300 тыс. т в год
и выше.
При синтезе метанола на медьсодержащем катализаторе в га-
зовой смеси должен быть СО2 (3—15 об.%), который участвует в
фазовых превращениях катализатора, длительное время сохраняет
его активность и предохраняет от перегревов.
Синтез метанола происходит по реакции
СО + 2Н2 = СНзОН + 103,33 кДж, (161)
сопровождается образованием воды по реакции
СО2 + Н2 = СО+ Н2О-41,03 кДж. (162)
Причем реакция (162) в условиях синтеза метанола протекает
практически до равновесия.
В зависимости от катализатора, температуры реакции и вре-
мени контакта могут протекать и другие побочные реакции:
2СО + 4Н2 = (СН3)2О + Н2О +200,38 кДж; (163)
198
ГЛАВА VII
ЗСО + 6Н2 = С3Н7ОН + 2Н2О; (164)
4СО + 8Н2 = С4Н9ОН + ЗН2О + 566,89 кДж; (165)
2Н2 + 2СО = СНзСООН. (166)
При синтезе метанола на медьсодержащем катализаторе в про-
дуктах реакции, в основном, присутствует метанол и вода до
10—18%• Поэтому при расчете равновесных концентраций мета-
нола и воды использовали только реакции (161, 162).
При заданной температуре и давлении константы равновесия
рассчитывали но уравнению
<167)
где — коэффициент, характеризующий отклонение поведения
реальных газов от идеальных (определяется по графикам Нью-
тона); Kf— константы равновесия (рассчитываются с использо-
ванием методов статической механики).
При 300°С и давлении 98,07-105 Па (100 атм)
KV{ = 1,01 • К)”3, /CPii = 5,23- IO-2.
Зная Р, состав газовой смеси и константы равновесия, выведем
формулы для определения количества метанола и воды в равно-
весной газовой смеси.
Исходная газовая смесь содержит: СО2 — а, Н2 — Ь, СО — 1,
инертных компонентов —- / мольных долей.
Равновесная смесь содержит: СО2—(а — у), Н2—(Ь — 2х —
— у), СО — (1 — х + у), инертных компонентов /, метанола — х
и воды — у мольных долей. Всего в равновесной смеси — (а +
+ 6 + 1 — 2х —/) мольных долей.
Парциальные давления соответствующих компонентов со-
ставляют
а — у D.
рсо2 — а + &+1_2х + / ’
6 — 2х — у
а + 6 + 1 — 2х + /
Р И т. д.
В соответствии с законом действующих масс получено:
„ Рауок _ х(а b + \ — 2х \- IV .
₽I pcop^jP fl—» + y)(b-2x~ yYp*
д, __ РсоИш___ I1 — х+у)у
1,1 /’со+Нг (а — У)(Ь — 2.Х — у}
(168)
(169)
Состав исходного газа:
199
Об. % МОЛ. доли
СО 10,6 1,0
со, 1,25 __-L?5=0,118 10,6
н2 74,2 74 2 —12^ = 6,62 10,6
I 13,95 J3’В 9_5=l,31 10,6
S 100,0 2 9,048
В результате совместного решения уравнений (168) и (169)
получен состав равновесной смеси (об.%): СО = 0,38, СО2 = 0,16,
Н2 = 65,10, / = 18,08, СН3ОН = 14,81, Н2О = 1,47.
Схема производства метанола при низком давлении на медь-
содержащем катализаторе приведена на рис. 40.
Природный газ, пройдя через сепаратор 1 и турбокомпрессор 2,
подогревается в аппарате 3. Сероорганические примеси, присут-
ствующие в природном газе, гидрируются в аппарате 4 до H2S,
который затем поглощается ZnO в адсорбере 5.
Очищенный природный газ в смеси с паром и СО2 поступает
па конверсию в трубчатую печь 6 для получения исходного газа
необходимого состава. Отходящий из печи 6 конвертированный газ
с температурой 750—800°С входит в котел-утилизатор 7, в кото-
ром вырабатывается пар, используемый в производстве метанола
для конверсии природного газа и для привода турбокомпрессо-
ров 2, 11. Далее конвертированный газ подогревает в водонагре-
200
ГЛАВА VII
вателыюм теплообменнике 8 питательную воду (конденсат). Через
конденсатор 9 и сепаратор 10 он поступает в турбокомпрессор 11,
где компремируется до давления (39,234-58,84) 105 Па (40—
G0 атм), смешивается с циркуляционным газом и нагревается в
выносных теплообменниках 13, 14 до температуры начала реакции
за счет тепла газа, выходящего из колонны синтеза 15. Нагретый
газ поступает в колонну синтеза 15. Послереакционный газ про-
ходит последовательно теплообменники 14, 13 и затем охлаж-
дается в конденсаторе воздушного охлаждения 16. В сепараторе 17
из парогазовой смеси выделяется метанол-сырец, поступающий в
сборник 18 и далее на последующую переработку — на ректифи-
кацию. Непрореагировавший газ из сепаратора 17 дожимается
турбоциркуляционным компрессором 12 и смешивается с исход-
ным газом — цикл повторяется.
§ 1. МАТЕРИАЛЬНЫЙ расчет процесса СИНТЕЗА МЕТАНОЛА1 *
Примем производительность агрегата синтеза метанола
160000
160 000 т в год. Часовая производительность: зз^~2Т ~ т
СН3ОН; суточная — 481 т СН3ОН; где 333 — количество рабочих
дней в году.
При изменении линейной скорости газа производительность
медьсодержащего катализатора (СНМ-1) при одинаковых пара-
метрах процесса практически не изменяется. В этом случае внеш-
недиффузионное торможение отсутствует. Ввиду сопоставимости
результатов, полученных на опытной и опытно-промышленной
установках, можно принять, что процесс синтеза метанола и в
условиях крупного промышленного агрегата описывается подоб-
ными зависимостями. Определено, что производительность катали-
затора СНМ-1 при 49,03-105 Па (50 атм) в середине срока его
эксплуатации составляет 7,5 т СН3ОН на 1 м3 катализатора
в сутки.
Объем катализатора в колонне синтеза метанола составляет:
Ai регат синтеза метанола укомплектовывается колонной син-
теза метанола диаметром 3800 мм и высотой около 8 м.
Вначале расчеты производятся на 1 т метанола-сырца, а затем
пересчитывают па заданную производительность установки.
Введем следующие условные обозначения:
1 Авторы выражают благодарность инженерам-технологам Зотовой II. II
и Гребсппк Г. В. ;а оказание технической помощи и консультацию при выпол
нении расисток.
§ 1. Материальный расчет процесса синтеза метанола
201
У и.г — количество исходного газа, м3;
V u.r — количество продувочных газов, м3;
V p.r — количество растворенных в метаноле-сырце газов, м3;
V M — количество паров метанола, м3;
V B — количество паров воды, мэ;
У дм.э — количество дпметилового эфира, м3;
У ц.г — количество циркуляционного газа, м3;
V i — количество инертных компонентов, м3;
[СО2] „.г, [СО] и.г, [Н2] и.г, /и.г — концентрации соответствующих компонен-
тов в исходном газе, об. доли;
[СО2]п.г, [СО]п.г, [Н2]п.г, /п.г — концентрации компонентов в продувочном
(циркуляционном) газе, об. доли;
[СО2]Р.г, [СО]р г, [Н2]р.г, /р г — концентрации компонентов в растворенном
газе, об. доли.
Для выполнения расчетов приняты исходные данные: состав
исходного газа (об.%): СО2— 10,7, СО— 17,6, Н2 — 69,31, СН4 —
2,09, (N2 -f- Аг) — 0,3. Расход исходного газа — 2300 м3 на 1 т
метанола-сырца; объемная скорость на входе в колонну син-
теза— 10 000 м3 на 1 м3 катализатора за 1 ч; превращение СО?
принимается равным 86% (по исследовательским данным) с уче-
том СО2, растворенного в метаноле и потерянного с продувочными
газами.
Количество образовавшегося в колонне синтеза диметилового
эфира—1,5 кг на 1 т метанола-сырца или
——-2~ = 0,73 м3 на 1 т метанола-сырца,
46
где 46 — молекулярная масса диметилового эфира, кг.
Температура газа на выходе из колонны синтеза — 280°С; па
выходе из холодильника-конденсатора-—40°С.
Содержание метанола и воды в циркуляционном газе при 40°С
составляет: 0,45 об. % СН3ОН и 0,1 об. % Н2О.
Константа равновесия реакции (162) при 280°С и 49,03-105 Па
(50 атм) составляет A"p = 1,92-10~2.
В циркуляционном газе содержание СО2 5—8 об. %; соотно-
шение Н2:СО 5—7.
Растворимость компонентов газа в метаноле при атмосферном
давлении и температуре 30—40°С составляет (м3/т): СО2 — 2,8,
СО — 0,259, Н2 — 0,096, СН4 — 0,375, N2 + Аг — 0,233.
В результате расчетов определяются: Уп.г, Ур.г, Кп.г, Уц.г-
Правильность расчета материального баланса проверяли, со-
поставляя экспериментальную константу равновесия реакции
(162), рассчитанную на основании состава газа на выходе из ко-
лонны синтеза, с теоретической.
Для упрощения расчета материального баланса и ввиду того,
что доля побочных продуктов, полученных по реакциям (164—166),
составляет менее 0,2% от массы метанола, при вычислениях учи
тывались лишь реакции (161 —163).
202
ГЛАВА VII
'Составление балансовых уравнений
По каждому компоненту газовой смеси в соответствии со сте-
хпомегрическпми коэффициентами реакций (161 —163) состав-
ляются балансовые уравнения.
<’()», поступающий с исходным газом, расходуется на реак-
цию (162), растворяется в жидком метаноле-сырце и выбрасы-
вается с продувочными газами:
| CO2J и.г Vn.r = VB — Удм.э “Ь [CO2Jp.rVp.r-l- [CO2]n.rVn.r- (170)
СО2, поступающий с исходным газом, расходуется на реакции
(161) (163), на пары метанола, теряемые с продувочными газами,
п удаляется с продувочными и растворенными газами.
По реакции (162) получается эквимолярное количество СО,
равное (VB—Удм.а):
[CO]„.rVH.r = Vm + 2УдМ.э + [СНзОН] П-гУл.Г +
-|“ [CO]n.rVn.r-)- [CO]p.rVp.r— (Vb— Кдм.э);
[СО]и.гУи.г = Vm + 3Vj(M.3 [CH3OH]n.rVn.r +
+ [CO]n.rVn.r+ [CO]p.rVp.r- Vb. (171)
H2, поступающий с исходным газом, расходуется на реакции
(161) — (163), на пары метанола, теряемые с продувочными газами,
и удаляется с продувочными и растворенными газами:
[H2]„.rV„.r = 2VM + (VB - V«M.3) + 4V„M.a +
-|-2[CH3OH]n.rVn.r + [H2]n.rVn.r —J- [H2Jp.rVp.rI
[H2JH.rVH.r = 2Vm 4~ Vb -|- 3 Сдм.э -|“ 2 [CH3OH] n.rVn.r -|-
+ [H2J„.rVn.r + [H2]p.rVp.r. (172)
Инертные компоненты CH4, N2, Ar, поступающие с исходным
газом, выводятся из системы с продувочными и растворенными в
метаноле газами:
(7)и.г^и.г— (7)п.г Vn.r + (7)p.rVp.r. (173)
Тонна метанола-сырца занимает объем, равный 22400 м3:
32 Vm -J- I8Vb -)- 46Vj(M.a = 22400. (174)
Константа равновесия реакции (162) определяется по урав-
нению
[Н2О] вых [СО] ВЫХ
[СО2] вых [Н2] ВЫХ
(175)
где 111-zOJ[СО] вых» [СО2]вых, [H2J вых содержание соответ-
ствующих компонентов на выходе из реактора, об.%.
[COJn.r-]- [СОг][|.г-}- [Н2]п.г-1- [/]п.г — 1- (176)
§ 1. Материальный расчет процесса синтеза метанола 203
Содержание паров метанола в циркуляционном газе составляет:
= [СН3ОН]пг (мол. доли), (177}
Уц.Г
где У^ — количество паров метанола в циркуляционном газе, м3.
Количество диметнлового эфира, полученного по отношению к
количеству метанола, составляет:
Удм.з (мол. доли). (178).
V м
Состав и количество исходного газа (м3 на 1 т метанола-сырца):
СО2 — • 2300 = 245,75;
100
СО — 0,176 - 2300 = 404,8;
Н2 — 0,6931 -2300 = 1594,59;
СН4 — 0,0209-2300 = 47,96;
N2 + Аг — 0,0030-2300 = 6,9.
Всего — 2300 (м3).
В соответствии с количеством образовавшегося по реакции
(163) диметнлового эфира, расход Н2 и СО составит (м3 на 1 т
метанола-сырца):
У1» =0,73-4 = 2,92;
У™ = 0,73-2 = 1,46.
По реакции (163) образовалось воды на 1 т метанола-сырца
0,73 м3, или
0,73-0,803 = 0,58 (кг),
где 0,803 — плотность водяного пара, кг/м3.
При принятой степени превращения СО2 86%, количество вос-
становленного по реакции (162) СО2 составит на 1 т метанола-
сырца:
245,75-0,86 = 211,34 (м3),
соответственно этому по реакции (162) образовалось: СО —
211,34 м3 и паров воды — 211,34 м3, или
211,34-0,803 = 169,71 (кг).
Общее количество воды, образовавшейся по реакциям (162) и
(163), составит на 1 т метанола-сырца:
169,71 + 0,58 = 170,29 (кг),
или
= 212,06 м3.
0,803
204
ГЛАВА VII
Состав метанола-сырца на 1 т метанола-сырца: (СН3)2О—
1,5 кг (0,15%); Н2О— 170,29 кг (17,03%); СН3ОН — 828,21 кг
(82,82%).
Количество метанола, полученного по реакции (161), составляет
на 1 т метанола-сырца:
82-8’—-22,4 = 579,75 (м3),
32
где 32 — молекулярная масса метанола, кг.
Соответственно этому количеству метанола, расход СО на 1 т
метанола-сырца составит также 579,75 м3, а Н2 — 579,75-2 =
= 1159,50 м3.
Теоретический расход газа на 1 т метанола-сырца составляет:
СО2 —211,34 м3;
СО — 579,75 + 1,46 — 211,34 = 369,87 м3;
Н2 — 1159,5 + 2,92 + 211,34 = 1373,76 м3.
Всего — 1954,97 м3.
Состав и количество газа, не вступившего в реакцию (потери),
на 1 т метанола-сырца:
СО2 — 245,75 — 211,34 = 34,41 м3 (9,97 об. %);
СО—(404,8 4-211,34) — (579,75+ 1,46) =34,93 м3 (10,12 об.%);
Н2—- (1594,59— 1373,76) = 220,83 м3 (64,00 об.%);
СН4 —47,96 м3 (13,90 об.%);
N2 + Ar — 6,9 м3 (2,0 об.%).
Всего — 345,03 м3 на 1 т метанола-сырца.
Парциальное давление компонентов при общем давлении 50 атм
(49,03-Ю5 Па):
р = 9^.50 = 4,99 атм (4,89-105 Па);
100
рсо== 1111.50 = 5,06 атм (4,96-105 Па);
100
рЪг = ——50 = 32 атм (31,38-105 Па);
100
рсп —111_.50 = 6,95 атм (6,82-105 Па);
100
/>N2+Ar = -j|^—50 = 1,0 атм (0,98-105 Па).
Количество растворенных в метаноле-сырце компонентов га-
зовой смеси определяется на основании их растворимости в
100% -ном метаноле при атмосферном давлении.
§ 1. Материальный расчет процесса синтеза метанола
205
Для определения растворимости компонентов газа в метаноле-
сырце необходимо ввести коэффициент, учитывающий концентра-
цию метанола в сырце около 83%.
Растворимость компонентов газа в 1 т метанола-сырца (в м3):
СО2 —2,8-4,99-0,83 = 11,59;
СО — 0,259-5,06-0,83 = 1,09;
Н2 — 0,096 • 32 • 0,83 = 2,55;
СН4 — 0,375 • 6,95 - 0,83 = 2,15;
N2 + Аг — 0,233-1,0-0,83 = 0,19.
Всего—17,57 м3 на 1 т метанола-сырца.
Состав и количество компонентов постоянной продувки (без
учета паров метанола) на 1 т метанола-сырца
СО2 —34,41 — 11,59 = 22,82 м3 (6,97 об.%);
СО —34,93— 1,09 = 33,84 м3 (10,33 об.%);
Н2 —220,83 —2,55 = 218,28 м3 (66,66 об.%);
СН4 —47,96 —2,15 = 45,81 м3 (13,99 об.%);
N2 +Аг —6,9 —0,19 = 6,71 м3 (2,05 об.%).
Всего — 327,46 м3 на 1 т метанола-сырца.
Количество газов постоянной продувки с учетом несконденси-
ровавшихся паров метанола и воды составляет:
372,46-100 = 329 27 (м3),
(100 — 0,55)
где 0,55 об. %—содержание паров метанола и воды в циркуля-
ционном продувочном газе (см. исходные данные).
Количество метанола в продувочных газах составляет
0,0045-329,27 = 1,48 (м3).
а воды
0,001-329,27 = 0,33 (м3).
Количество и состав газов постоянной продувки с учетом нескон- -
денсировавшихся паров метанола и воды на 1 т метанола-сырца:
СО2 —22,82 м3 (6,93 об.%);
СО —33,84 м3 (10,28 об.%);
Н2 —218,28 м3 (66,29 об. %);
СН4 —45,81 м3 (13,91 об.%);
Ar + N2 —6,71 м3 (2,04 об.%);
СНзОН—1,48 м3 (0,45 об.%);
Н2О —0,33 м3 (0,10 об.%).
Всего — 329,27 м3 на 1 т метанола-сырца.
206
ГЛАВА VII
Количество газа, поступающего в колонну синтеза, определяют,
исходя из объемной скорости газа и производительности ката-
лизатора.
Выход метанола-сырца = 9,06 т на 1 м3 катализатора
в сутки.
Количество газа на входе в реактор:
10000-24 ог..„ , ,
-------= 26440 м3 на 1 т метанола-сырца.
9,06
Количество циркуляционного газа (до смешения с исходным
газом):
26440 — 2300 = 24140 м3 на 1 т метанола-сырца.
Количество отдельных компонентов в циркуляционном газе
после сепаратора определяется на основании количества цирку-
ляционного газа и состава продувочных газов. Так, на 1 т мета-
пола-сырца (в м3):
СО2 — 0,0693-24140 = 1672,9;
СО —0,1028-24140 = 2481,59;
Н2 —0,6629-24140 = 16002,41;
СН4 —0,1391-24140 = 3357,87;
Ar + N2 — 0,0204 -24140 = 492,46;
CH3OIT — 0,0045-24140 = 108,63;
Н2О —0,001-24140 = 24,14.
Всего — 24140 м3 газа на 1 т метанола-сырца.
Состав и количество газа после смешения циркуляционного и
исходного газов (на входе в колонну синтеза) на 1 т метанола
сырца:
СО2— 1672,9 + 245,75 = 1918,65 м3 (7,26 об.%);
СО —2481,59 + 404,8 = 2886,39 м3 (10,92 об.%);
Н2— 16002,41 + 1594,59 = 17597,00 м3 (66,55 об. %);
СН4 — 3357,87 + 47,96 = 3405,83 м3 (12,88 об.%);
N2 + Аг — 492,46 + 6,9 = 499,36 м3 (1,89 об. %);
СНзОН— 108,63 м3 (0,41 об.%);
Н2О —24,14 м3 (0,09 об.%).
Всего — 26440 м3 газа на 1 т метанола-сырца.
Состав и количество газа на выходе из колонны синтеза опр<-
делается, всходя из расхода реагентов и полученных продуктов во
реакциям (161) — (163) на 1 т метанола-сырца:
СО2 — 1918,65 — 211,34 = 1707,31 м3 (6,76 об.%);
СО —2886,39 + 211,34 —581,21 =2516,52 м3 (9,95 об.%);
§ 1. Материальный расчет процесса синтеза метанола 207
Н2 — 17597,0 — 1373,76 = 16223,24 м3 (64,18 об.%);
СН4 —3405,83 м3 (13,48 об. %);
дг _|_ N2 — 499,36 м3 (1,98 об.%);
СНзОН — 108,63 + = 688,38 мз (2,72 об.%);
(СН3)2О —0,73 м3 (0,003 об.%);
Н2О —24,14 + 212,06 = 236,2 м3 (0,93 об.%).
Всего — 25277,57 м3 газа на 1 т метанола-сырца.
Количество и состав сконденсировавшихся паров метанола-
сырца в холодильнике-конденсаторе на 1 т метанола-сырца:
СНзОН — 579,75 — 1,48 = 578,27 м3 (73,11 об %);
(СН3)2О —0,73 м3 (0,09 об. %);
Н2О —212,06 —0,33= 211,73 м3 (26,80 об.%).
Всего — 790,73 м3 на 1 т метанола-сырца.
Количество и состав газа после холодильника-конденсатора
на 1 т метанола-сырца:
СО2— 1707,31 м3 (6,97 об.Vo);
СО —2516,52 м3 (10,27 об. %);
Н2— 16223,24 м3 (66,25 об. %);
СН4 —3405,83 м3 (13,92 об. %);
N2 + Аг — 499,36 м3 (2,04 об.%);
СН3ОН — 688,38 — 578,27 = 110,11 м3 (0,45 об. %);
Н2О — 236,2-211,73 = 24,47 м3 (0,10 об.%).
Всего — 24486,84 м3 газа на 1 т метанола-сырца.
Количество и состав газа после сепаратора (определяется вы-
читанием из количества газа после холодильника-конденсатора
растворенных газов) на 1 т метанола-сырца:
СО2— 1707,31 - 11,59 = 1695,72 м3 (6,93 об. %);
СО —2516,52— 1,09 = 2515,43 м3 (10,28 об.%);
Н2— 16223,25 — 2,55 = 16220,69 м3 (66,29 об.%);
СН4 —3405,83 —2,15 = 3403,68 м3 (13,91 об.%);
N2 + Аг — 499,36 — 0,19 = 499,17 м3 (2,04 об.%);
СНзОН—110,11 м3 (0,45 об.%);
Н2О —24,47 м3 (0,10 об. %).
Всего — 24469,27 м3 газа на 1 т метанола-сырца.
Количество и состав циркуляционного газа после удаления
газов постоянной продувки из цикла на 1 т метанола-сырца:
СО2— 1695,72 —22,82 = 1672,9 м3 (6,93 об.%);
208
ГЛАВА VII
СО —2515,43 —33,84 = 2481,59 м3 (10,28 об. %);
Н2— 16220,69 —218,28 = 16002,41 м3 (66,29 об.%);
СН4 —3403,68 —45,81 =3357,87 м3 (13,91 об.%);
N2 +Аг— 499,17 —6,71 =492,46 м3 (2,04 об. %);
СНзОН— 110,11 — 1,48 = 108,63 и3 (0,45 об. %);
Н2О —24,47 —0,33 = 24,14 м3 (0,10 об.%).
Всего — 24140,0 м3 газа на 1 т метанола-сырца.
Поскольку реакция (162) в условиях синтеза метанола проте-
кает практически до равновесия, то правильность составления
материального баланса цикла синтеза проверяется по константе
равновесия реакции (162). На основании состава газа, выходящего
из колонны синтеза, определяется экспериментальное значение
А'р -^-9’95'0’93 = 2,13- IO-2.
64,18-6,76
Теоретическое значение К? при 49,03-105 Па (50 атм) и 280°С
составляет 1,92 -1 (С2.
Сравнение констант равновесия свидетельствует о том, что рас
четы проведены правильно.
Производительность катализатора зависит от многих техноло
гических факторов: состава газа, объемной скорости газа, темпера
туры, давления, времени работы катализатора, размера таблеток
катализатора. Разработаны специальные диаграммы и номограм
мы, позволяющие определить производительность низкотемпера
турного катализатора (СНМ-1) в зависимости от технологических
параметров и времени эксплуатации катализатора.
§ 2. ТЕПЛОВОЙ БАЛАНС И РАСЧЕТ ТЕПЛООБМЕННИКА
Исходные данные
1 Конструктивные
Диаметр трубок—16X1,4 мм (0,016X0,0014 м)
Длина трубок— 12000 мм (2X6000 мм) 12 м
Количество трубок — 3300 штук
I 1ерсгородки — сегментные
1’ассгояиие между перегородками— 1300 мм (1,3 м)
Центральный угол сегмента—160°
Ширина сегментной перегородки — 985 мм (0,985 м)
II . Т е х н о л о г и ч е с к и е
Трупное пространство
Количество газа, поступающее в трубное пространство — 610-403 м3/ч
Давление 47,03-10s Па (48 атм)
Температура газа на выходе из колонны синтеза — 270°С
Состав газа (табл. 35)
Плотность газа — 0,486 кг/м3
Таблица 35. Сводная таблица материального баланса на 1 т метанола-сырца
14. 388.
Продолжение табл. 3$.
\ Всего на 1 агрегат за 1 ч 100%-ный метанол) 591308 424,3 590884 7951,2 582933 19138 24148
Всего хг г- оо см^ So о t' g =Ч<= Чо°. х*о l°_O xf о СТ) О —4 о СМ О О тГО Г'-О О СМ О о 0)0 0 см — —< — см — оо — см — г- — —<
OSH О О) г- ь- осч со ^-2 -*-2 хГ _ ~ _ хГ . г- Ь- СМ О <МО ОО СМ о СМ——'
О £ О со о ю 1'10 —' o'—Го
СН3ОН — — СО ю — —' — О Г" см см °’S 00 S oTw0^ О\. Г" см см — О — о" — О —О to оо ОО
S к Ns+Ar 499,36 2,04 0,19 1,08 499,17 2,04 6,71 2,04 492,46 2,04
к о Е S С 1=4 »нэ 3405,83 13,92 2,15 12,24 3403,68 13,91 45,81 13,91 3357,87 13,91
£ 16223,24 66,25 2,55 14,52 16220,69 66,29 218,28 66,29 16002,41 66,29 1
О о 2516,52 10,27 1,09 6,20 2515,43 10,28 33,83 10,28 2481,59 10,28
6 о 1707,31 6,97 11,59 65,96 1695,72 6,93 22,82 6,93 1672,9 6,93
Ели- НИНЫ изме- рения _ с; —о с;'' о~ о"* с> о~~ «\О ео \О « 10 со 10 <я 10 со Я о So so So So So s«a~
Наименование материальным потоков 6 co 6 ig s 5 , g 1 И • СЕ и S 5 ОО .О ° 2 & So“^2 Я ° га >>„ 2 4? й о ® н о ® д Е р, й 2 о со >> га V Ч ® со га га га R о р к ч Ч о ч О Д о Ср Т7 ES ГО н о к ° ГО О -о я ГО Л « ГО ГО Го § О - g 2 о >> u S £ 3 * ГО 2 я го со — S Го я Го Д 2 сх Го о ф го о К >< £ Го о О го GJ о s 5 2 ф го го н го О S 3 С-« ej я ГО- ср я о Д я о ГО- га о L- я я к
§ 2. Тепловой баланс и расчет теплообменника 211
Межтрубное пространство
Количество газа, поступающего в межтрубное пространство,— 542702 м3/ч; доля
холодных байпасов от общей газовой нагрузки принята 15%, отсюда: 638473 X
X 0,85 = 542702 м3/ч
Давление — 50,01-105 Па (51 атм)
Температура газа
на входе — 50°С
на выходе — 230°С
Состав газа (табл. 35)
Плотность газа — 0,465 кг/м3
Уравнение теплового баланса теплообменника:
Увх.тр?тр(Срв1! тр ^вх.тр — Срвь1х 7[/(|Ых.тр) =
= Увх.мтр?мтр(Срвых мтр£вых.мтр — Срвх мт]/вх.мтр) ,
где индексы обозначают — вх.тр — вход в трубное пространство;
вых.мтр — выход из межтрубного пространства.
Теплоемкость газовой смеси в трубном пространстве при 270°С
составляет
^Рвх.тр = ясо2С’рсО2Ч- псоСРсо + пИ2СРН2 +
4“ ПСН4^РСН4 nN2^PN2 + ЯСН3ОН^РСН3ОН + «Н2О^РН2О’
где исо2, «со, «На и т. д.— массовые доли соответствующих компо-
нентов; Спг,„ , С„,. и т. д.— теплоемкости компонентов.
СРвхтр = (0,276-0,26+0,257-0,2621+0,119-3,479+0,2Х
Х0,7464+0,05 • 0,2687+0,08 • 0,5767+0,015 • 0,8515) X
Х4186,8 = 3241,83 Дж/(кг-°С).
В межтрубном пространстве при 50°С
Срвх.мтр = 3205,41 Дж/(кг-°C).
В межтрубном пространстве при 230°С
СрВь,х.мтр = 3221,32 Дж/(кг.°С).
Подставляем значения величин в уравнение теплового баланса:
610403-0,486(3241,83-543-3223,83(выхл.р) =
= 542702 • 0,465 -(3221,32 • 503 — 3205,41 • 323),
откуда ДЬ1Х.Тр = 118,66°С.
Определение поверхности теплообменника
Поверхность теплообмена определяется по формуле
F =—(м2).
КДСр
14*
212
ГЛАВА VH
Коэффициент теплопередачи (без учета загрязнений стенок
трубок)•
/<= , ? , Вт/(м2-°С).
I Ост *
— + + —
аТр ’СТ амтр
Трубное пространство
Средняя температура газа:
гсртр = 270 4_ij8,66 = 194>33 (ОС).
объем газа при реальных условиях:
6J0:4W73JJ94L==21730
₽гр 48-273
Масса газа:
GTp = 610403-0,486 = 296656 (кг);
живое сечение трубного пространства:
5тр = -л'°-°132г - 3300 = 0,45 (м2);
линейная скорость газа
21730 1 о л1 I i \
w-pP — -— 13,41 (м/с).
3600-0,45
Массовая скорость газа:
296656 , Со Hi \
Ятр =-----------= 183 кг/(м2-с).
3600-0,45
При Р — 47,07-105 Па (48 атм) и 194°С теплоемкость газа
СРтр = 0,755 ккал/(кг-°С) =3161,03 Дж/(кг-°С).
Коэффициент динамической вязкости газа определяется по
формуле
Нс02тС02 Р^^сог^со? О'со^со р^ ^со^со + ‘
8тр ~ ~ ....----——— ,
ОТСО2 Р ^СО2п<со2 + wco у Мсо гксо +
где р(:о<, рсо и т. д.— коэффициенты динамической вязкости ком-
понентов, Па-с; тсо2, тсо и т. д.— мольные доли компонентов;
ртр = 0,028 спз (0,000028 Па-с).
Р-тр = 0,1008 кг/(м-ч);
р,тр = 0,2854 • 10”5 кг-с/м2.
§ 2. Тепловой баланс и расчет теплообменника
213
Теплопроводность газа определяется по формуле
Хтр = ВС’гр.трй'-ЗбОО ккал/(м-ч-°С);
Су = —; /C^l,4; Хтр = 0,1032 ккал/(м-ч-°С) =
= 432,07 Дж/(кг-°C).
Критерий Прандтля:
_ С„^_ _ 3161,03-0,1008 = 0 737
тр Др 432.07
Тепло, переданное газом, выходящим из колонны синтеза:
QTp = 296656-3161,03(543 — 391,66) « 141917,35-106 (Дж/ч).
Ргтр у1-4;
0,73 I
Лтр = 14-Ь?.
Р Д-8
» тр
Атр = 9,12.
Коэффициент теплоотдачи от газа, проходящего по трубному
пространству, к стенкам трубок:
aTp = ATpg?’8rfB-°’2 = 1398,4 ккал/(м2-ч-°С) =
= 5854,82 кДж/(м2-ч-°С) = 1626,34 Вт/(м2-°С).
Межтрубное пространство
/ср.мтр = = 140 (ОС);
2
= 542702(273 + 140) =
₽мт₽ 51273
GMTp = 542702 • 0,465 = 252356 (кг).
Живое сечение межтрубного пространства между перего-
родками:
•$мтр = 0,566 м2;
линейная
Массовая
скорость газа:
16098 „ п , , ч
wTP —-----------= 7,9 (м/с).
3600-0,566
скорость газа:
252356 //9 \
gMTP = — = 124 кг/(м2-с).
3600 0,566
При давлении 50,01-10s Па (51 ат) и температуре 140°С теп-
лоемкость газа
СРмтр = 0,755 ккал/(кг-°С) =3161,03 Дж/(кг-°С).
214
ГЛАВА VII
Коэффициент динамической вязкости:
Имтр = 0,0207 спз (0,0000207 Па-с)
Теплопроводность газа Хмтр — 0,0763 ккал/(м-ч-°С) = 319,45
Дж/(м-ч-°С); Ргмтр = 0,736.
Коэффициент теплоотдачи от стенок трубок к газу, движу-
щемуся в межтрубном пространстве:
ССмтр = KiKz^MTpg'®’®®^^0’44’
где Ki = 1,3 (при шахматном расположении трубок); К2 = 0,6;
Лмтр = 0,385 • 36000’56 Рг°>3 = 11,185.
Гмтр
Подставляем значения величин и определяем:
«мтр — 800,3 ккал/(м2-ч-°С) =3350,69 кДж/(м2-ч-°С).
Коэффициент теплопередачи:
К — ----------------------------------= 2040,81 кДж/(м2-ч-°С) =
1 0,0014 1 v '
5854,82 + 62,802 + 3350,69
= 566,89 Вт/(м2-°С).
Средняя разность температур в теплообменнике
Трубное
270 ------------>. Ц8
230 Межтрубное 50
Пространство
40
68
А/ср = 54°С.
Поверхность теплообмена:
К = 141917’35.'-1Р!_. = 1287,77 м « 1288 (м2).
2040,81-1000-54
Запас поверхности составляет
где 1990 м2 — поверхность принятого теплообменника.
§ 3. Тепловой баланс конденсатора
215
§ 3. ТЕПЛОВОЙ БАЛАНС КОНДЕНСАТОРА
Конденсатор — аппарат воздушного охлаждения; предназначен
для охлаждения газовой смеси и конденсации метанола-сырца,
образовавшегося в колонне синтеза.
В схеме синтеза метанола принят конденсатор с воздушным
охлаждением зигзагообразного типа (рис. 41).
Исходные данные
Скорость газа на входе в конденсатор
Давление
Состав газа на входе в конденсатор
(см. табл. 35)
Температура газа
на входе в конденсатор
на выходе из конденсатора
Аппарат воздушного охлаждения зигзаго-
образного типа (АВЗ) одноходовой
поверхность теплообмена по оребрению
общее количество труб в аппарате
внутренний диаметр трубок
коэффициент оребрения
коэффициент увеличения поверхности
труб
число рядов труб в аппарате
угол установки лопастей вентилятора
принимаем
Температура охлаждающего воздуха
пвх = 610403 м3/ч
47,07-105 Па
(48 атм)
Н8,66°С
40°С
7500 мI— 2
984 штук
21 мм (0,021 м)
14,6
19,6
8
20°
25°С
Рис. 41. Аппарат воздушного охлаждения:
I— жалюзи; 2- секция; 3— металлоконструкция; -/ — диффузор; 5 — колесо вентилятора,
л — увлажнитель; 7 — коллектор; 8 — кок; .9 — привод.
216
ГЛАВА VII
По аэродинамической характеристике вентилятора
зависимости от угла установки лопастей и расхода
ходим:
(рис. 42) в
воздуха на
Расход охлаждаю-
490000 м3/ч
Рис. 42. Зависимость аэродинамических
характеристик вентилятора от расхода воз-
духа, количества секций и угла установки
лои а с гей:
и мощность вентилятора; б— к.п.д. вентиля-
тора, ч полный напор вентилятора (А, Б, В —
характеристики сопротивления: А—8-рядная сек-
ция-. Б ь-рядная секция; В — 4-рядная секция.
ПИрпховые линии для аппаратов с коэффи-
циентом оребрения 14,6, сплошные — для аппара-
тов с коэффициентом оребрения 9).
где уг' — плотность газовои
смеси на входе в кондеис.1
тор, кг/м3;
С? —теплоемкость газовой
смеси, Дж/(кг-°C).
При парциальном дан
лепии метанола, равнин
§ 3. Тепловой баланс конденсатора
217
—----- = 1,31 атм = 1,28-10Б Па температура начала конденсации
метанола составляет 72°С. Тогда
Q;x„ г = 610,403 • 0,486 • 3098,23 (118,66 — 72) =
= 42885,61 -106 (Дж/ч).
Тепло конденсации метанола
Содержание метанола в газе на выходе из конденсатора при
40°С составляет 0,45 об.% (см. табл. 35), средняя температура
конденсации метанола:
t = 56°С,
2
количество сконденсировавшегося метанола:
610,403- 13856,15 (м3/ч);
100
13856,15-1,43 = 19814,29 (кг/ч),
где 1,43 — плотность паров метанола при нормальных усло-
виях, кг/м3.
Тепло конденсации метанола:
QCHaOH = 19814,29-1138809,6 = 22564,7-106 (Дж/ч),
где 1138809,6 — теплота конденсации метанола при 56°С, Дж/ч.
Тепло конденсации водяных паров
„ 0,93-48
При парциальном давлении паров воды, равном ——— =
= 0,45 атм (0,44-10Б Па) температура конденсации водяных па-
ров 78°С. Количество сконденсировавшихся водяных паров со-
ставляет:
610403- (0’РЗ ~ 0Л> = 5066,34 (м3/ч),
100
5066,34-0,768 = 3890,9 (кг/ч),
где 0,768 — плотность водяных паров при нормальных усло-
виях, кг/м3.
Средняя температура конденсации водяных паров:
гср = = 59°С.
Тогда тепло конденсации водяных паров:
Он=° = 3890,9-2360517,8 = 9184,54-106 (Дж/ч),
i де 2360517,8 — теплота парообразования воды при 59°С.
218
ГЛАВА VII
Тепло охлаждения сконденсировавшегося метанола
QCh2oh = 19814,29-2616,75(56 — 40) = 829,58-106 (Дж/ч),
где 2616,75 — теплоемкость метанола Дж/(кг-°С).
Тепло охлаждения сконденсировавшихся водяных паров
Q^o = 3890,9-4161,67(59 -40) = 307,66-106 (Дж/ч),
где 4161,67 — теплоемкость воды, Дж/(кг-°С).
Количество тепла, отнимаемого от газовой смеси
при охлаждении от 72 до 40°С
Количество сконденсировавшегося метанола-сырца за 1 ч:
13856,15 + 5066,34=18922,49 (м3),
количество остывшего газа
610403 — 18922,49 = 591480,51 (м3)
Средняя температура газовой смеси:
tcv = 72 + 40- = 56 (°C).
Тепло охлаждения газа:
Q’xj]r = 591480,51-0,455-3235,56(72 — 40) = 27864,5-106 (Дж/ч),
где 0,455 — плотность газовой смеси, кг/м3.
Общая тепловая нагрузка на конденсатор:
Q = (42885,61 + 22564,7 + 9184,54 + 829,58 + 307,66 +
+ 27864,5) 106 = 103636,59-106 (Дж/ч).
В последнее время в нашей стране и за рубежом задейство-
ваны агрегаты синтеза метанола с использованием низкотемпе-
ратурных катализаторов. Технико-экономические показатели про
цесса синтеза метанола при низких давлениях и температуре
значительно превосходят показатели процесса синтеза метанола
лучшею действующего производства по старой технологии — коп
версия природного газа при атмосферном давлении, с использова-
нием ()> па цинкохромовом катализаторе синтеза метанола и др
(табл. 36).
Годовой экономический эффект на принятую в расчете мощ-
ность составит:
6,8- 160000 = 1 млн. 88 тыс. руб.
§ 3. Тепловой баланс конденсатора
219
Таблица 36. Сопоставление основных технико-экономических показателей полу-
чения метанола
Показатели Единицы измерения Лучшее дей- ствующее производство (цинкохро- мовый ката- лизатор) Новое произ- водство (медьсодер- жащий ка- тализатор) Снижение затрат
Капиталовложения по срав- ниваемому кругу объектов руб. /т 76,1 48,4 27,70
Заводская себестоимость руб./т 63,09 59,61 3,48
Приведенные затраты руб./т 72,22 65,42 6,80
Производительность труда % 180 100 80
Из табл. 36 очевидны преимущества разработанной схемы —
производительность труда увеличивается в 1,8 раза, приведенные
затраты снижаются на 10,4%, а заводская себестоимость — на 6%.
220
ГЛАВА VIII
РАСЧЕТ УСТАНОВКИ ДЛЯ ПРОИЗВОДСТВА HNOa
СРЕДНЕЙ КОНЦЕНТРАЦИИ
Технология производства HNO3 состоит из двух стадий. Первая
стадия связана с процессом окисления NH3 до NO по реакции
4NH3 + 5О2 = 4NO + 6Н2О + 908000 Дж. (179)
Вторая стадия производства HNO3 средней концентрации свя-
зана с процессом окисления NO и абсорбции полученного N02
водой с получением HNO3
2NO + О2 = 2NO2 + 124 кДж, (180)
3NO2 + Н2О = 2HNO3 + NO + 136,2 кДж. (181)
Суммарная реакция образования HNO3 из NH3 без учета по-
бочных может быть представлена уравнением
NH3 + 2О2 = HNO3 + Н2О. (182)
До сих пор при производстве HNO3 средней концентрации (48—
65% HNO3) применяли давления газов от 1 - 10s до 9-105 Па..
В СССР широко распространена схема получения HNO3 под ком-
бинированным давлением, в которой NH3 окисляется при атмо-
сферном давлении, а абсорбция NO происходит под давлением
Таблица 37. Технико-экономические показатели азотнокислотных систем
Система
Показатели башенная комбинированная ((-105—3,5-105 Па) под давлением 7.3-I05 Па
Степень окисления аммиака, % 97,0 97,0 95,7
Общая степень абсорбции оксидов азота 98 98,5 99,5
Расход на 1 т продукции NII3, т 0,29 0,29 0,29
платина, г 0,052 0,049 0,165
электроэнергия, кВт-ч 130 220 0
пола, м3 150 160 170
Удельные капиталовложения па 1 т годовой мощности, руб. 28,6 26,0 15,0
Расход нержавеющей стали, т па 1 т в сутки 2,1 1,05 0,57
Содержание оксидов азота в вы- хлопных газах, % 0,25 0,15 0,005
Концентрация продукционной кис- лоты, % 47—49 48—50 56—60
Мощность агрегата, т/сутки Себестоимость, 1INO3 (при стои- мости Nils 60 руб./т), руб. 100—200 140 360
25,0 26,9 22.4
§ 1. Схема установки для получения HNO3 средней концентрации
221
3,5-105 Па. В последнее время строятся агрегаты для получения
HNO3 под давлением 7,3-10s и П-105 Па.
Технико-экономические показатели азотнокпслотных систем
приведены в табл. 37.
Как видно из приведенных данных, применение повышенного
давления, в особенности при абсорбции оксидов азота, позволяет
получить более концентрированную продукцию, уменьшить содер-
жание оксидов азота с выхлопными газами, резко снизить удель-
ный объем аппаратуры, удельные капитальные затраты и площадь
застройки, а также себестоимость HNO3.
В настоящее время разрабатываются системы получения HNO3
под давлением 1-105—12-105 Па во всех стадиях и системы ком-
бинированные, в которых NH3 будет окисляться под давлением
4-105—6-10s—8-Ю5 Па, а газы будут абсорбироваться под давле-
нием 10-10s—16-105—25-10s Па.'
Одновременно с этим намечается резкое увеличение мощности
установок вплоть до 1100-2500 т кислоты в сутки на одном
агрегате.
Все вновь строящиеся системы получения HNO3 не должны
выбрасывать в атмосферу выхлопные газы с содержанием оксидов
азота выше санитарной нормы — 0,005%.
Принимаем основные показатели проектируемого агрегата: дав-
ление при окислении NH3 8-10s Па, при абсорбции оксидов азота
16-10s Па; мощность агрегата 1500 т кислоты в сутки; концентра-
ция продукционной кислоты 65%; содержание оксидов азота в
выхлопных газах 0,005%.
Другие показатели технологического режима и конструктивные
особенности агрегата будут выбираться па основе физико-химиче-
ских закономерностей процесса.
§ 1. СХЕМА УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ HNO3
СРЕДНЕЙ КОНЦЕНТРАЦИИ
Для расчета установки получения HNO3 средней! концентрации
примем схему, приведенную на рис. 43.
Тщательно очищенный от пыли и катализаторных ядов воздух
сжимается в турбокомпрессорах и /(2 до 8 -105 Па. Затем боль-
шая часть воздуха после турбокомпрессора К2 с температурой
около 150°С поступает в теплообменник /, где подогревается до
350°С и направляется в смеситель 2. Сюда же поступает предва-
рительно очищенный газообразный перегретый NH3, полученный
в испарителе 3 и в перегревателе 4.
Воздушпоаммиачная смесь проходит фильтр 5 и подвергается
катализу в контактном аппарате 6.
Полученные нитрозные газы проходят параллельно работаю-
щие теплообменники 7 и 8, затем 1 и далее теплообменник 9,
в которых снимается тепло реакции окисления NH3.
222
ГЛАВА VI11
Рис. 43. Схема установки для производства азотной кислоты средней концентра-
ции под комбинированным давлением 0,8—1,6 МПа.
В скоростном холодильнике 10 происходит охлаждение, частич-
ное окисление NO, конденсация паров воды и образование HNO3.
Полученный конденсат отделяется в сепараторе 11. Далее к охлаж-
денным нитрозным газам вводится добавочный! воздух, отбирае-
мый после турбокомпрессора Д2 и охлажденный в холодильнике 12
Затем нптрозные газы досжимаются в турбокомпрессоре Кз до
16-105 Па, проходят холодильник-конденсатор 13 и после сепара-
тора 14 поступают в абсорбционную колонну 15. В нее же посту-
пает газ из сепаратора и конденсат HNO3. На верхние тарелки
поступает конденсат HNO3 из сепаратора 11, предварительно сжа-
тый в компрессоре 16 до 16-105 Па.
В абсорбционную колонну 15 подается с помощью насоса 17
очищенная вода. HNO3 из низа абсорбционной колонны 15, содер-
жащая растворенные оксиды азота, поступает в отбелочную ко-
лонну 18. Здесь продукционная кислота нагревается при низком
давлении, и через нее продувают воздух, т. е. происходит отбелка.
Для продувки кислоты подается воздух после турбокомпрессо-
ра /<2- Отдувочные газы проходят холодильник 19, турбокомпрес-
сор /(4 и после сжатия до 16-Ю5 Па присоединяются к основному
потоку питрозных газов, поступающих в абсорбционную колон-
ну 15. Продувочные газы можно присоединять непосредственно
к нитрозным газам перед турбокомпрессором Кз-
§ 2. Расчет контактного узла
223
Выхлопные нптрозные га-
зы после абсорбционной ко-
лонны 15 подогреваются в
теплообменниках 9 и затем
7 и расширяются в газовой
турбине Т\ до 8-105 Па.
Затем подогреваются в теп-
лообменнике 8 и расши-
ряются в турбине Т2 почти
до атмосферного давления
Выхлопные газы оставшееся
тепло отдают в паровом
котле 2.0 и выбрасываются
в атмосферу.
§ 2. РАСЧЕТ
КОНТАКТНОГО УЗЛА
Обоснование
технологического режима
При окислении NH3 на
платинородиевопалладиевом
катализаторе под давлением
необходимо соответственно
повышать температурный
режим процесса, что видно
из рис. 44. При выборе тем-
пературы конверсии NH3
необходимо учитывать воз-
растание удельных потерь
Рис. 44. Выход NO в зависимости от тем-
пературы и давления при оптимальном
времени контакта газа с катализатором:
1 — 900°С; 2 — 950°С: 3 — 980°С: 4 — ЮНУС.
Рис. 45. Потери катализатора (93%
Pt; 3% Rh и 4% Pd) в зависимости
от температуры конверсии NH3 при
0,1 МПа.
платинового катализатора,
которые (рис. 45) сильно увеличиваются выше 950°С. Удельные
потери платинового катализатора (93% Pt, 3% Ph, 4% Pd) можно
определить по эмпирическому уравнению
Р = 1,54- IO-12?4 —3,94,
(183)
где р — удельные потери платины, г/т HNO3; Т — температура
конверсии, К.
Достижение высокого выхода NO и уменьшение потерь катали-
затора определяет выбор температурного режима конверсии NH3.
Оптимальную температуру катализа можно определить по
формуле Е. И. Перлова:
дг = /2_/1== дМ0’2’], (184)
L Д \ РJ J
где Д/ — приращение оптимальной температуры контактного окис-
ления NH3 при изменении переменных; th 0Ь Д и mi — соответ-
224
ГЛАВА VIII
ственно оптимальная температура контактного окисления NH3,
критерий подобия, давление и количество сеток при атмосферном
давлении; t2 — оптимальная температура контактного окисления
NH3 при заданных значениях критерия подобия 0, давления Рг
и количества сеток т2; п — показатель, зависящий от состава и
длительности работы платипородиевопалладиевых сеток, изменяю-
щийся от 0,7 до 1; t2 — tx можно определить при п = 1 по номо-
грамме (В. И. Атрощенко, Е. И. Перлов «Номограммы
в технологии азотной кислоты». Л., «Химия», 1972, с. 12).
При условии 1] — 810°С; 0 = 0,0230; Pi = 1- 10s Па; mi = 3;
02 = 0,014; Р2 = 8- Ю5 Па; т2 = 14 получим
etp2 _ 0,023-8-105 _ 13 J.
e2Pi~ 0,01-1-1-ю5 ~ ’
—2 = — = 4,65.
3
По номограмме имеем t2 — t1 = 110°C, т. е. А = 810 4-110 =
= 920°С. При увеличении степени улавливания Pt и снижения за-
трат на катализатор оптимальная температура катализа повы-
шается до 930°С. Для обеспечения 96%-пого выхода NO под дав-
лением 8-105 Па необходимо температуру довести до 930°С.
На определение оптимального содержания NH3 в аммиачно-
воздушной смеси влияет несколько факторов. Так, повышение тем-
пературы катализа до 930°С вызывает необходимость соответ-
ственно повышать температуру подогрева аммиачновоздушной
смеси и концентрацию NH3 в газе. Как видно из рис. 46 для устра- .
нения предварительного окисления NH3, связанного с его превра-
щением в N2, необходимо понижать степень подогрева аммиачно-
воздушной смеси и стремиться по возможности использовать по-
вышение содержания NH3 в аммиачновоздушной смеси. Предельно
допустимое содержание NH3 в аммиачновоздушной смеси, как это
видно из рис. 47, состав-
ляет около 11,5%- Полу-
чение более концентри-
рованных оксидов азота
после катализа, обеднен-
ных Ог, позволяет сни-
зить степень образования
HNO3 в скоростном холо-
дильнике и тем самым
добиться повышения со-
держания оксидов азота,
поступающих в абсорб-
ционную колонну. Измене-
ние концентрации HNO3,
образующейся в скорост-
ном холодильнике, при-
1’iie -К». Влияние давления и температуры
водогреия аммначповоздушпой смеси па
степень предварительного окисления NHj
до
/ — 25П'С; 3(иГС: 3 - 400°С.
§ 2. Расчет контактного узла
225
Рис. 47. Влияние соотношения O2:NH3
на выход NO на платинородиевопалла-
диевом катализаторе при давлении
0,8 МПа:
/, 2, 3 — температура конверсии соответствен-
но 870°С, 900°С и 950°С; 4— теоретическое со-
отношение OsZNHs; 5 — оптимальное соотноше-
ние O2:NH3.
Рис. 48. Влияние соотношения
O2:NH3 в аммиачновоздушной
смеси и давления на изменение
концентрации HNO3 в скоростном
холодильнике (давление 0,8 МПа,
температура охлаждения газа от
330 до 45°С, время охлаждения
0,78 с).
ведено на рис. 48. Поддержание содержания NH3 в аммиачновоз-
душной смеси 11,5% позволит получить конденсат в скоростном
холодильнике около 36% HNO3 и повысить парциальное давление
нитрозных газов, направляемых в абсорбционную колонну.
Составление материального баланса контактного узла
Теоретический расход NH3 на 1 т HNO3 согласно уравнению
(182) составит:
Фактический
пени абсорбции
— •1000 = 270 (кг).
63
расход NH3 при степени конверсии 96% и сте-
оксидов азота 99,99% составит:
---—-----= 282 (кг).
0,96-0,9999
Общий расход NH3 за 1 ч
---—— — 17600 (кг), или ———= 1035 (кмоль).
Часовой расход воздуха при содержании в аммиачновоздушной
смеси 11,5% NH3 составит:
1035.(100- 11.5) = 797()
11,5
В нем содержится О2
7970-0,21 = 1670 кмоль, или 53500 кг.
15. 388.
ГЛАВА VIII
Количество других газов, поступающих с воздухом, составит
7970-0,79 = 6300 (кмоль), пли 176400 кг.
Содержание ларов воды даже при полном насыщении воздуха
ири 25°С и 8-105 Па 0,4%, поэтому в расчете эту цифру не учи-
тываем.
Количество и состав аммиачновоздушной смеси, поступающей
в контактный аппарат:
кмоль об. % кг мае. %
NH3 1035 11,5 17600 7,12
О, 1670 18,6 53500 21,60
n2 6300 69,9 176400 71,28
Всего 9005 100,0 247500 100,00
В контактном реакторе реакция (179) протекает на 96%, а
реакция
4NH3 + ЗО2 = 2N2 4-6Н2О 4- 1269000 (Дж). (185)
на 4%. ч
Образованием N2O пренебрегаем.
Образуется NO и N2:
1035-0,96 = 994 (кмоль), или 29820 кг;
1035-0,04-0,5 = 20,5 кмоль;
паров воды
1035-1,5= 1552 (кмоль), или 27980 кг.
При образовании NO и N2 связалось О2
1035-0,96-1,25 4- 1035-0,04-0,75 = 1272 (кмоль),
осталось О2 в нитрозном газе
1670— 1272 = 398 (кмоль), или 12740 кг.
Количество N2 в нитрозном газе
6300 4-20,5 = 6320,5 (кмоль), или 176960 кг.'
Количество и состав нитрозпых газов, выходящих из контакт-
ного реактора:
кмоль об. % кг мае. %
NO 994,0 10,7 29800 12,00
о2 398,0 4,3 127200 5,20
Н2О 1552,0 16,75 28000 11,30
n2 6320,5 68,25 176800 71,50
Всего 9264,5 100,00 247320 100,00
количества катализатора
Расчет необходимого
Предельная степень превращения NH3 в NO определяется по
уравнению
авд = 3,97’к°.46Р-0.02, (186)
§ 2. Расчет контактного узла
227
где 7К — температура катализа, К; Р — давление газа при ката-
лизе, ат.
апр = 3,9(930 + 273)°-46-8~0-02 = 97,7% = 0,977.
Время контакта аммиачновоздушной смеси с катализатором
определяем из уравнения
dPm = к PnHs PNH'no (187)
T’no
Откуда
1
т =-----
К
апр 1П - а
°пр““
(188)
где аПр — предельная степень превращения; а — степень превра-
щения NH3 в оксиды азота за время т; т — время контакта газа
с каталпзаторными сетками; R— константа скорости реакции. Она
равна
33494
К = Д-105е R7 , (189)
где R — газовая постоянная (8,29 Дж/(моль-°C); 33494 — энер-
гия активации, Дж/моль. Подставляем значения величин и опре-
деляем
А-106 = 9- 105е-°-013рг — 3,5- 103Р + 7,8-105 =
= 9- lQSe-o,из-за _ 3,5. юз. 8 + 7,8-105 = 1143600.
Тогда
1
32500
33494
к = 1143600с 8,29 1203 = 32500,
0,977-2,31?—°’-7---------0,9б1 = 0,95- 10~4с.
ь 0,977 — 0,96 J
Количество необходимых платинородиевопалладиевых сеток,
диаметром ниток 0,009 см и числом плетения 1024 на 1 см2, рас-
считываем по уравнению
т = 1,43 + 1,57Р,
где Р — давление газа, Па. Подставляем значения величин
т = 1,43+ 1,57Р = 1,43+ 1,57-8 = 14 шт.
Берем с запасом (16 штук) с учетом постепенного отравле-
ния их.
Расчет предельной степени превращения NH3 в NO (аПр, %)
и времени контакта газа с катализатором можно определить по
номограммам (рис. 49 и 50).
Соединяем прямой линией заданные значения т (количество
платиновых сеток, штук) и Р (давление, Па) и продолжаем ее
до пересечения с немой шкалой I (рис. 49). Полученную по пей
15*
228
ГЛАВА VIII
Рис. 49. Номограмма для определения предель-
ного выхода NO на платииородиевопалладиевом
катализаторе.
V5-
г^Ю(.с'
1.1 -
1.05 -
1.0 -
0.95-
0,9-
Рис. 50. Номограмма для определения
оптимального времени конверсии NH3 в NO
па платинородиевопалладиевом катализа-
торе.
точку соединим с задан-
ным значением Т(К) и
отсчитываем апр (пре-
дельный выход NO, %)
в точке пересечения I
и Т.
По этой номограм-
ме можно находить
температуру, отвечаю-
щую предельному зна-
чению выхода NO.
По номограмме
(рис. 50) можно опре-
делить оптимальное
время конверсии NH3
в NO. Для получения
ответа необходимо про-
вести прямую, прохо-
дящую через точки Т
и Р до т.
При усредненных
данных (1-105—8-105
Па и концентрации
NH3 10—11%) время
контакта газа с ката-
лизатором при 900с’С
можно определить по
эмпирическому уравне-
нию:
lgr = -0,1075 X
X « + 7,02 X
X Ю-ва3, (191)
где а — степень кон-
версии NH3, об.%.
По номограмме
(рис. 49) апр = 96% и
по номограмме (рис. 50)
т-104 = 0,94. Если при-
меняется комбиниро-
ванны п катализатор (платиноидные сетки и слой неплатинового
катализатора — активного и стойкого при данной температуре),
расчет производим, исходя из экспериментальных исследований.
Количество платиноидных сеток диаметром нитей 0,009 см
должно составлять не менее половины от нормального, расчет-
ного количества.
Слой неплатинового катализатора в 50 мм заменяет две пла-
§ 2. Расчет контактного узла
229
тиноидные сетки. Высота слоя в данном случае активированного
и термостойкого железохромового катализатора составит
т
50-—
, 2 50-8 „„„
h — -----—-------= 200 мм.
2 2
Площадь сечения контактных платипоидных сеток будет равна
__________________ ЮОтУоТкР н ________ (192)
“ l,lmdPIt273(l — l,57d|'n) ’ '
где т — время катализа, с (0,95-10~4 с); Уо — объем аммиачновоз-
душной смеси при 0°С и атмосферном давлении; Тк — температура
конверсии (1203 К); tn — расчетное количество платиноидных се-
ток (14 штук); d — диаметр нитей сеток (0,009 см); Р„— началь-
ное давление газа (1 -105 Па); Рк — давление газа при катализе
(8-Ю5 Па); п — число плетений на 1 см2 сетки (1024).
Объем аммиачновоздушиой смеси, проходящей за 1 с через
катализатор:
9005 + 9264,5
Площадь сечения:
С 100-0,95-10 456,8-1203-1 - 10s Q , ,,
О = -----------------------------------: = 3,9 Z (Mzl.
1,1-14-0,009-8-105-273(l — 1,57-0,0091'1024)
Далее определяем диаметр контактных сеток
D=i/r“=i/W=2’24 м-
Таким же будет и внутренний диаметр кольца, в котором за-
жимаются платиноидные сетки. Общий диаметр сеток с учетом их
зажима в кольцо составит
2,244-2-0,05 = 2,34 (м).
Поверхность 1 м2 сетки
3,14-0,009-1'1024-2-100-100 , О1 ,
—--------1---------- =1,81 (м2).
10000
Общая поверхность всех сеток равна
F = 1,81-16-3,92 = 114 (м2).
Напряженность 1 м2 активной поверхности сеток в сутки со-
ставит:
_17«)0-24 = 4220 (Кг NH3).
114
230
ГЛАВА VIII
()|>1ц.1я масса сеток при массе 1 м2 сеток 875 г.
875-16-3,92 = 55000 г.
I (аиряжснность 1 г платиноидных сеток в сутки составит:
--------= 7,7 (кг NH3).
55000---V ’
Составление теплового баланса контактного узла
Приход тепла вследствие реакций окисления NH3 (179) и (185)
в час (в кДж/кмоль):
q = 908000_ 0 g6 1035 = 225200000,
4
Q2 = .126^-0.9-0-.0,04-1035 = 13120000.
Приход тепла с аммиачновоздушной смесью
Q3 = mCptx,
где т — количество поступающей аммиачновоздушной смеси,
кмоль; Ср — средние молярные теплоемкости компонентов газа,
кДж/(кмоль-°C) (при температурах 0—300°С CPNH3^39,4
кДж/(кмоль-С), с°2 = 30,5; =29,43); tx — температура
аммиачновоздушной смеси, °C.
Q3 = [1035-39,4 + 1670-30,5 + 6300 -29,43] tx = 277050k-
Расход тепла с выходящими' после катализа нитрозными газа-
ми будет:
Q4 = (994-32,1 +398-32,8+ 1552-38,3 + 6320-31,2)930 =
= 281000000 кДж, '
где средние молярные теплоемкости в пределах 0—950°С соответ-
ственно С™ =32,1, ; СО= = 32,8; = 38,3; С^=31,2
кДж/ (кмоль °C).
11отери тепла путем излучения, вызывающие снижение темпе-
ратуры сеток, принимаем 1%, т. е.:
Q5 = 0,01-281000000 = 2810000 (кДж).
Исходя из прихода и расхода тепла определяем температуру
аммиачионоздушной смеси, поступающей в контактный аппарат
225200000 + 13120000 + 277050k = 281000000 + 2810000,
k = 165°С.
Определим тепло, приносимое NH3 при 120°С
Q6 = mCpt = 1035-36,2-120 = 4480000 (кДж).
§ 3. Составление материального и теплового баланса
231
Тогда для обеспечения температуры аммиачновоздушной сме-
си, поступающей в конвертор, 165°С необходимо подогревать воз-
дух до температуры
, ___ 277050-165 — 4480000 _
^ВОЗД - ~ ' - 1 • - '-Ъ
(6300 + 1670)29,5
где 6300 4- 1670 — количество воздуха; 29,5 средняя теплоемкость
воздуха в пределах 0—200°С.
С учетом потерь температура воздуха составит 185°С.
Количество тепла, приносимого воздухом, будет
Q7 = (6300 4- 1670)29,5-185 = 4355Q000 (кДж).
Примем температуру питрозпого газа, выходящего из тепло-
обменника 9 (см. рис. 43) и входящего в скоростной холодиль-
ник 10, равной 200°С. Тогда количество уносимого из теплообмен-
ника тепла, составит
Q8 = (994 29,45 4- 398 • 30,05 4- 1552- 33,85 4- 6320 • 29,05) 200 =
= 55350000 (кДж),
где средние молярные теплоемкости в пределах 0—200°С соответ-
ственно = 29,45; (Д’-=30,05; С^2° = 33,85; С^- =
— 29,05 кДж/ (кмоль • °C).
Количество тепла, передаваемое в теплообменниках 7, 8, I и 9,
составит
Q9 = Q4 — Qg = 281000000 — 55350000 = 225650000 (кДж).
Количество тепла, забираемое воздухом в теплообменнике 1,
при температуре его поступления из компрессора 150°С составит
Qw = 7970-29,5(185 — 150) = 8250000 (кДж).
Тогда количество тепла, передаваемое нитрозпым газом в теп-
лообменниках 7, 8 и 9, составит
Qn = Q9 — Q10 = 225650000 — 8250000 « 217-106 (кДж).
§ 3. СОСТАВЛЕНИЕ МАТЕРИАЛЬНОГО
И ТЕПЛОВОГО БАЛАНСА СКОРОСТНОГО ХОЛОДИЛЬНИКА
По практическим данным в первом холодильнике погружного
типа при охлаждении иитрозного газа с содержанием Ог 6,5—7%
до 35—40°С под давлением 8 - 10Б Па образуется конденсат в виде
48%-ного раствора HNO3 (рис. 51).
По нашим данным (см. рис. 49) при малом содержании Ог
в нитрозном газе (соотношение Ог:КН3 равно 1,6) в холодильнике
погружного типа образуется 36%-ный раствор HNO3.
Применяя пластинчатый тип холодильника, можно добиться
содержания HNO3 в конденсате до 30%.
232
ГЛАВА VIII
Рис. 51. Концентрация HNO3, образующейся
в первом холодильнике (/) при охлажде-
нии до 40—70°С и во втором холодильни-
ке (2) при охлаждении до 20—30°С при
времени охлаждения нитрозного газа:
/ — 1с; Г —0.8 с; /" — 0.6 с; 2—1,4 с; 2'—! с;
2"— 0,7 с (соотношение O2:NH3 при получении
NO равно 1.9—2).
Для расчета примем, что
при охлаждении газа до
45°С образуется 36%-ный
раствор HNO3.
Парциальное давление
паров воды при этих усло-
виях составляет 5-103 Па,
что соответствует
з8.:.1.^0.-.! = о,б2 (%)
760 0,8
паров воды в выходящем
газе. Степень конденсации
паров воды
16,75-0,62 j 00 9б 3 у
16,75
Как видно из рис. 52,
этим данным соответствует
азота в HNO3.
из теплообменников в
22,6%-ная степень превращения оксидов
Состав нитрозного газа, поступающего
скоростной холодильник, следующий:
кмоль об. % кг мае. %
NO 994,0 10,7 29842 12,0
о2 398,0 4,3 12720 5,2
Н2О 1552,0 16,75 28000 11,3
n2 6320,5 68,25 176800 71,5
Всего 9264,5 100,00 247300 100,0
Количество NO, превращенно-
го в HNO3:
994 • 0,226 = 224 (кмоль).
На образование HNO3 по
реакции
2NO + Н2О + 1,5О2 = 2HNO3
расходуется воды
224-0,5 = 112 (кмоль).
К( >л н ч ество конденси рующей -
ся воды (х) при образовании
36%-ного раствора HNO3 соста-
вит:
224-63-100^ = 36%
224-63 + х-18
Откуда х = 1392 кмоль.
Рис. 52. Зависимость содержания
HNO3 в конденсате от степени к кон-
денсации водяных паров и поглоще-
ния оксидов азота:
/ — степень конденсации водяных парок
100%; 2 — 90%; 3 — 80%; 4 — 70%; 5 — 60%
§ 3. Составление материального и теплового баланса
233
Общее количество выделившейся воды:
112 + 1392 = 1504 (кмоль).
Количество паров воды, остающейся в газе,
1552 — 1504 = 48 (кмоль).
Количество образующейся HNO3 в виде 36%-ного раствора:
224 + 1392 = 1616 кмоль.
Состав конденсата
HNO3 — 224-63 = 14200 (кг) или 36%;
Н2О — 1392- 18 = 25100 (кг) или 64%
Всего — 39300 кг.
Этот конденсат направляется с помощью насоса в среднюю
часть абсорбционной колонны.
Количество О2, израсходованного на образование HNO3 по
реакции
2NO + Н2О + 1,5О2 = 2HNO3,
равно 224-0,75 = 168 (кмоль).
Количество О2, израсходованного на дополнительное окисление
NO по реакции (180), равно
(994-224)0,5-0,09 = 34,6 (кмоль),
где 0,09 — принятая степень окисления.
Тогда в газе О2 останется:
398— 168 — 34,6 = 195,4 (кмоль),
NO2 образуется:
(994 — 224) 0,09 — 69,4 (кмоль),
а NO остается:
(994 — 224) -0,91 = 700,6 (кмоль).
Газ, выходящий из скоростного холодильника, будет следую-
щего состава:
кмоль об. % кг
NO 700,6 9,53 21000
no2 69,4 0,95 3180
о2 195,4 2,56 6240
Н2О 48,0 0,65 860
n2 6320,5 86,31 176800
Всего 7333,9 100,00 208080
Соотношение между парциальным давление NO и NO2 в выхо
дящем газе должно соответствовать равновесному давлению над
36%-ным раствором HNO3 при 45°С.
234
ГЛАВА VIII
pN0 = 0,0953-8-105 = 0,762-105 Па (0,762 атм);
Pno2 = 0,0095-8-105 — 0,0760- 10Б Па (0,076 атм).
дМ) 0,762
К\ = , =------- = 1740; IgAi = 3,24.
0,0763
Это соответствует значениям константы равновесия системы.
Размеры скоростного холодильника рассчитываются по коэф-
фициентам теплопередачи и по времени окисления NO, равному
994-7°°,6 wo = j %
994
§ 4. РАСЧЕТ ДОБАВОЧНОГО ВОЗДУХА
И ВОДЫ НА ОБРАЗОВАНИЕ HNO3
Общее количество О2, необходимого для получения из NO
азотной кислоты при 99,96%-ной абсорбции (0,005% NO на вы-
хлопе), соответственно уравнению
2NO + Н2О + 1,5О2 = 2HNO3
составит
994-0,9996-1,5-0,5 = 745 (кмоль).
Добавочно О2 необходимо
745 — 398 = 347 (кмоль).
N2, вводимый с этим О2 воздуха,
347-2ZL — 13Q5 (кмоль).
0,21
Для ускорения процесса образования HNO3 необходим избы-
ток О2. Максимальная скорость реакции окисления NO при исполь-
зовании воздуха достигается при содержании, О2 в нитрозных га-
зах 6,9%-
Минимальный объем абсорбционной колонны достигается при
избытке О2 в количестве 5,2%.
Если исходить из экономии энергии на продвижение газа и сни-
жения капитальных затрат на абсорбционный узел, то оптималь-
ное содержание О2 в выхлопном газе составляет около 2—3%.
Примем избыточное количество О2 в отходящем газе 4%. На прак-
тике добавочное количество воздуха можно уменьшить или пере-
распределить. Вместе с ним вводится N2 в количестве
4-^-= 15,05 (%).
0,21
Содержание паров воды в выхлопных газах при 30°С (упру-
гость паров 4,2-103 Па) и давлении 15-10s Па составляет
_ЗЕ5 100-1-105 =028 (%)
760 15-105
§ 4. Расчет добавочного воздуха и воды на образование HNO3 235
Потери оксидов азота составляют
пп. ЮО — 99,96 ПАЛ / \
994----------— — 0,04 (кмоль).
100
Общее количество выхлопных газов можно вычислить из
уравнения
х = 0,04 + 0,04% + 0,0028% + 6320,5 + 1305 + 0,1505%.
Откуда % = 9460 кмоль.
Из них на долю избыточного О2 приходится:
9460 • 0,04 = 378 (кмоль),
а на долю N2:
9460-0,1505 =1422 (кмоль).
Общее количество воздуха, вводимого в отбелочную и поглоти-
тельную колонну:
О2 — 347 + 378 = 725 (кмоль);
N2— 1305+ 1422 = 2727 (кмоль).
Всего — 3452 кмоль.
Количество паров воды:
9460 • 0,0028 = 26,4 (кмоль).
Состав выхлопных паров будет следующим:
кмоль об. %
NO 0,04 0,005
о2 378,00 4,000
n2 9047,50 95,715
Н2О 26,40 0,280
Всего 9451,94 100,000
Количество воды, необходимой для образования 100%-ной
HNO3, составляет:
994-0,5=492 (кмоль).
Количество воды, необходимой для получения 65%-го раствора
HNO3:
994-63(100.^65) = 188Q (кмоль)
65-18
С учетом влажности выхлопного газа и реакционной воды в
колонну следует вводить чистой воды
492 + 1880 + 26,4 —1552 = 846,4 (кмоль).
236
ГЛАВА VIII
§ 5. РАСЧЕТ ЭНЕРГИИ НА КОМПРЕССИЮ ВОЗДУХА
И НИТРОЗНЫХ ГАЗОВ
Газ, выходящий из
скоростного холодильника, имеет состав:
кмоль об. % кг
NO 700,6 9,53 21000
no2 69,4 0,95 3180
о2 195,4 2,56 6240
Н2О 48,0 0,65 860
n2 6320,5 86,31 176800
Всего 7333,9 100,00 208080
К этому газу вводится дополнительный воздух, после чего
полученная смесь сжимается турбокомпрессором до 16-105 Па и
поступает через холодильник-конденсатор в абсорбционную ко-
лонну. Часть воздуха проходит через отбелочную колонну и затем
с продувочными газами также направляется^ колонну. Для упро-
щения расчета примем, что в холодильник-конденсатор поступает
весь воздух сразу и что образовавшийся в нем конденсат вместе
с нитрозными газами также идет в абсорбционную колонну.
Количество воздуха, добавленного в холодильник-конденсатор
и в отбелочную колонну, будет: О2 — 725 кмоль; N2 — 2727 кмоль;
всего — 3452 кмоль.
Ниже приводится состав нитрозного газа, поступающего в ком-
прессор нитрозиого газа, где он сжимается от 7,6-105 до 16-105 Па:
кмоль об. % кг
NO 700,6 6,50 21000
no2 69,4 0,64 3280
о2 920,4 8,53 29420
Н2О 48,0 0,44 860
n2 9047,5 83,79 253400
Всего 10785,9 100,00 307760
Воздух, который необходим для окисления NH3 и дополнитель-
ный сжимаются от 0,95-105 до 8-105 Па.
Количество этого воздуха следующее:
О2 — 1670 + 725 = 2395 (кмоль);
N2 — 6300 + 2727 = 9027 (кмоль).
Всего — 7970 + 3452 = 11422 (кмоль).
Для сжатия воздуха и нитрозных газов берем трехступенча-
тый турбокомпрессор центробежного типа с промежуточным
охлаждением.
Определим температуру газа на выходе из первой ступени
компрессии
К-1 1
/ Р2 \ к ’
= ’ (194)
§ 5. Расчет энергии на компрессию воздуха и нитрозных газов
237
где Т\ — температура газа на входе, равная 303 К; Pi — давление
газа на входе, равное 0,95-105 Па; Р2 — давление газа после пер-
вой ступени сжатия, равное 2,75-105 Па; К—показатель адиаба-
ты, равный 1,4; т]— адиабатический коэффициент полезного дей-
ствия, равный 0,8.
1,4-1 г
/ 2,75-105 VM" о,8
Т2 = 303 ( 095.105 ) = 443 (К).
Работу, потребляемую первой ступенью турбокомпрессора,
определяем по уравнению
к-t
L = 8,31vTj- — 4(-^Ц Л -1] (кДж), (195)
К— 11\ А / J
где v — количество сжимаемого воздуха равное 11422 кмоль/ч;
А — температура поступающего воздуха, равна 303 К; Pi и Р2—
начальное и конечное давление воздуха, равные соответственно
0,95-105 и 2,75-105 Па.
1,4—1
Ц = 8,31 • 11422-303- М — 11 =
1,4-1 [\ 0,95-105 / J
= 3626-104 (кДж).
При внутреннем к.п.д. = 0,8 и механическом к.п.д. — 0,98 мощ-
ность, потребляемая первой ступенью турбокомпрессора, со-
ставляет
N = 3626'104........= 12850 (кВт),
3600-0,8-0,98
В промежуточном холодильнике между первой и второй сту-
пенью компрессора воздух охлаждается от 170 до 40°С.
Определим температуру воздуха после второй ступени сжатия
1.4-1 1
/ 8-Ю5 \ 1,4 0,8
Т3 = (273 + 40) (^Уог) = 456 (К) — 183°С.
Примем, что на пути до теплообменника температура воздуха
снижается до 150°С.
Работа, потребляемая второй ступенью компрессора, со-
ставляет:
1,4-1
14 I/ 8-105 \ 1.4 ,1
L2 = 8,31-11422-313--^- I- ) —1 ==
1,4—1 |Д 2,75-105 / J
= 3745-104 (кДж).
238
ГЛАВА VIII
Тогда мощность второй ступени компрессора составит:
3745-104
3600-0,8-0,98
= 13220 (кВт).
Определим температуру нитрозных газов после третьей ступени
компрессора.
Газ сжимается от 8-105 до 16-105 Па. Начальную температуру
газа примем 40°С. Тогда
1.4—1 1
/ 16-105 \ 14 0,8
Т< = (273 + 40)(-^г) =402 (К).
Работа, ставляет: потребляемая третьей ступенью компрессора, со- 1,4-1
1,4 [[ 1610+ 1,4 . 1 „ .
£3 = 8,31 -10785,9-313- ~г~~ к” - 1 =2155-104 (кДж).
1,4—1 | \ о-ПР /
Тогда 7У3 = - 2155'104 . = 7650 (кВт). 3600-0,8-0,98
Общая n ющность привода компрессора составит: 12850 + 13320 + 7650 = 33720 (кВт).
Затраты на будут: сжатие газа до 16-105 Па на 1 т продукции (HNO3) 33720-24 = 54р кВт.ч(1944.10з кдж). 1500
§ 6. РАСЧЕТ ЭНЕРГИИ, ВЫРАБАТЫВАЕМОЙ
В ГАЗОВЫХ ТУРБИНАХ
Состав выхлопных газов:
кмоль об. %
NO 0,04 0,005
о2 378,00 4,0
n2 9047,50 95,715
Н2О 26,4 0,28
Всего 9451,94 100,000
Этот газ подогревается в теплообменнике 9 (см. рис. 43), затем
в теплообменнике 7, расширяется в газовой турбине от 13-105
до 4,5-105 Па, подогревается в теплообменнике 8, далее расши-
ряется до 1,5-105 Па и поступает в паровой котел.
В первую ступень газовой турбины выхлопной газ поступает
с температурой 790°С.
§ 6. Расчет энергии, вырабатываемой в газовых турбинах
239
Определим температуру газа после расширения в первой сту-
пени по уравнению (194)
1,4—1 1
1,4 0,8
Т2 = (790 + 273) (4riF“) = 833 (К) = 560°С'
Определим температуру газа после расширения во второй
ступени
1,4 1 1
1,4 0,8
! 1,5-10:’ \
73 = (790 + 273) I ~4 105 ) = 850 (К) = 577°С.
Найдем количество тепла, которое несут 9451,94 кмоль выхлоп-
ных газов, при температурах 790, 560 и 577°С.
Q, = 9451,94-30,9-790 = 230-106 (кДж);
Q2 = 9451,94-30,05-560 = 159-106 (кДж);
Q3 = 9451,94-30,05-577 = 163-106 (кДж).
Количество энергии, возвращаемое газовой турбиной в первой
и второй ступенях
(230-106— 159-106) +230 106 — 163-106) = 138 1 06 (кДж).
Мощность газовой турбины при механическом к.п.д. = 0,98 со-
ставит:
138-106-0,98 _ з§5оо (кВт)
3600
при потребности компрессоров 33720 кВт.
Однако общая передача тепла в теплообменниках 7, 8 и 9
218-106 кДж. Недостающую энергию можно взять, если вместо
парового котла установить теплообменник с использованием посту-
пающего в него тепла для предварительного подогрева выхлопного
газа между теплообменниками 9 и 1.
Q = 163-106—(218-106— 138-106) = 83,8-106 (кДж).
§ 7. РАСЧЕТ ХОЛОДИЛЬНИКА-КОНДЕНСАТОРА
Считаем, что температура нитрозного газа понизится до 35°С,
а давление нитрозного газа упадет до 158-10г’ Па.
Упругость паров воды над 65%-ным раствором HNO3 при этой
температуре составляет 1,6-103 Па (11,6 мм рт ст.). Это соот-
ветствует:
11,6-100-1-105 __
760-15.8-105 ~
0,096 (%).
240
ГЛАВА VIII
Допускаем, что NO окислится на 95%. Тогда на его окисление
уйдет О2
700,6^-0,95 = 333 (кмоль)
На выходе из холодильника газ содержит х паров воды. Это
количество можно определить, составив равенство
________х___________ 11,6-1-Ю5
х+ (10785,9 — 333) “ 760-15,8-105 ’
откуда х= 10,1 кмоль.
Сконденсируется паров воды
48— 10,1 =37,9 (кмоль).
В этом количестве воды будет растворено у моногидрата с
образованием 65%-ного раствора HNO3:
----------------100 = 65;
у + 37,9-18—-^-
у 63,2
у = 1000 кг = 15,9 кмоль.
Состав конденсата: HNO3 — 15,9 кмоль (1000 кг); Н2О—
29,9 кмоль (539 кг). Всего —45,8 кмоль (1539 кг).
Вследствие окисления получится NO2
69,4-)- 700,6-0,95 = 735,0 (кмоль),
останется NO
700,6(1 —0,95) = 35,0 (кмоль).
Образование HNO3 определяют по уравнению достижения
равновесия второй реакции с учетом коэффициентов достижения
равновесия, зависящих от основных технологических параметров
и конструктивных особенностей тарелок.
Расчет ведем от тарелки к тарелке до достижения расчетной
степени поглощения оксидов азота. Этим определяем необходимое
число тарелок.
Объемная скорость нитрозного газа v при 35°С и среднем
давлении
Р = 15,8+14,8-105 = 15 3.105 Па
2
(10399,1 + 9451,94) 1 • 105-22,4(273 + 35) . . ,, ч
у =---------------------------i------------ =4 56 (м3/с).
2-15,3-105-273-3600 '
§ 7. Расчет холодильника-конденсатора
241
Принимая линейную скорость газа w в свободном объеме
равной 0,4 м/с, найдем площадь сечения абсорбционной колонны
F = = 11,4 (м2).
w 0,4
Диаметр колонны будет равен
„ > /^4 11,4 о с , ,
П = 1/ — = 1/ оТЛ- = 3’8 (м)-
р п у 3,14
Примем расстояние между слоем жидкости в нижней части
колонны и первой тарелкой равной 1 м. Тогда окислительный
объем под первой тарелкой составит
£^ft = 3J4^1 = 1|35 (м>)
4 4
а секундный объем проходящего газа:
10399,1-22,4(273 + 35) 1 10s _ 63 , 3/(?)
15,8-105-273-3600 ’ Ь '
Время пребывания нитрозного газа в окислительном объеме
под первой тарелкой составит:
11,35 о л rz / \
т = —— = 2,45 (с).
4,63
Для определения степени окисления NO за это время восполь-
зуемся уравнением
гКа2Р2 =----------------1--------2,31g v(1 ~к)-, (196):
(у—1)(1 —а) (у— I)2 (у — а)
где т — время окисления, с; К — константа скорости реакции;
2а-—концентрация NO, об.%; Р — общее давление газа, ат; у —
отношение содержания О2 к половинному количеству NO, у =——
а
Представляем следующие значения величин в уравнение (196);
2а = 0,41; а = 0,205; b = 5,64; Р = 15,8; т — 2,45; у — 5—- =
0,205
= 27,5; при 35°С К = 0,00408, и определяем а:
2,45 =-----------------Г-------—--------F
0,00408-0.2052-15.82 |. (27,5 — 1) (1 — а)
-|----!-----2,31g 27,5(1 ~ а)1
(27,5- I)2 (27,5-а) J -
Откуда а = 0,72.
Степень окисления NO можно определить по номограмме
В. А. Каржавина и В. С. Багдасаряна (рис. 53). Находим значение
тЛа2Р2 и у и по этим значениям определяем а.
16. 388.
242
ГЛАВА VIII
Рис. 53. Номограмма для определения времени окисле-
ния NO.
Образовалось NO2, останется О2
920,4 — 333 = 587,4 (кмоль).
После реакции (181) останется NO2
735- 1,5-15,9 = 711,1 (кмоль)
и образуется NO
35 + 0,5-15,9 = 43,0 (кмоль).
Состав газа после холодильника-конденсатора:
об. %
кмоль
NO 43,0 0,41
no2 711,1 6,73
о2 587,4 5,64
н2о 10,1 0,10
n2 9047,5 87,12
Всего 10399,1 100,00
Правильность результата будет проверена дальше.
§ 8. РАСЧЕТ ПРОЦЕССА АБСОРБЦИИ ПО ТАРЕЛКАМ
Число тарелок абсорбционной колонны рассчитывают по реак-
циям (180) и (181), определяющим скорость процесса образова-
ния I1N();1.
Образованно NO2 рассчитывают по времени пребывания нитроз-
ных газов в свободном окислительном объеме между тарелками:
43-0,72 = 32 (кмоль).
§ 8. Расчет процесса абсорбции по тарелкам 243
После окисления получается NO2
711,1 +43-0,72 = 742,1,
остается NO 43(1 — 0,72) = 12,0
и О2 в газе: 587,4 — 43 • 0,72 • 0,5 = 571,9.
Состав газа дующим: после окисления под первой тарелкой будет сле- кмоль об. % NO 12,0 0,11 NO2 742,1 7,12 О2 571,9 5,48 Н2О 10,1 0,10 N2 9047,5 87,11 Всего 10383,6 100,00
Скорость массообмена между оксидами азота и растворами
HNO3 расчитаем по коэффициентам скорости достижения равно-
весного состояния.
Равновесную концентрацию NO2 х над 65%-ным раствором
HNO3 на первой тарелке согласно реакции (181) определяем по
,уравнению
ЗК1Х3 +х = За %-й + 2с, (197)
Ki
где Ki = -^3N0---константа равновесия, ат-2; /+ — Pno» — кон-
T'no, Pn,o4
станта равновесия, ат; х — равновесное парциальное давление
NO2, ат; а, Ь, с — парциальное
давление начального газа, соот-
ветственно NO, NO2, N2O4, ат.
Частную константу равнове-
сия можно найти по таблице,
составленной В. С. Багдасаряном
и Е. И. Перловым, или по диа-
грамме (рис. 54), составленной
по данным Бердика и Фрида, а
также по уравнениям:
IgKi = 8,561 — 0,11 14chno3
при 25°С;
IgTCj =8,1137-0,11 14chno3
при 30°С;
IgKi =7,957 —0,11 14cHNO3
при 40°С;
IgKi = 7,781 — 0,И 14chno3
при 40°С.
Рис. 54. Зависимость частных кон-
стант равновесия реакции оксидов
азота с растворами HNO3.
16*
244
ГЛАВА VIII
Е. И. Перлов вывел уравнения для расчета частной константы
равновесия при низких концентрациях HNO3 (от 10% до 0,01%)
и при температурах от 20 до 70°С:
IgTCi — 10,8 — 0,039/— 31g[cHNO3(l —0,02chno3 +
+ 0,001-Chno.,)], (198)
(по данным Бердика и Фрида)
1 gKi — 12,0 — 0,064/ — 31g[cHNo3 (1 — 0,046chno3 +
+ 0,0026c2NOi)]. (199)
(по данным Терещенко. Панова, Позина)
По исследованиям Л. Я. Терещенко, В. П. Панова и М. Е. По-
зина значение /<1 можно определить по уравнениям:
для растворов HNO3 от 0ч до 62%-ной концентрации:
Igfti = 2,188- 1О77'~2-58 - 4,571 • 1027’-|-424Chno3 (200)
или растворов HNO3 62—80%-ной концентрации:
IgKj = 14,55 — 3,6-1027 — (3,67 — 5,56-10“3T)lgCHNO3- (201)
Значение К2 нужно рассчитывать по уравнению Боденштейна
lgK2 = —~~ + 1,751gT + 0,004847 -7,144-10~672 + 3,062. (202)
Значение константы равновесия К? находим по тому уравне-
нию, которым пользовались исследователи при рассчете в дан-
ном случае (при пользовании Кь найденными названными выше
авторами) по уравнению Боденштейна
№==—?^6_ + ig7 +6,251.
Для 65%-ного раствора HNO3 (cHno3 = 65%) при 35°С
IgfG =7,957-0,1114-65,
откуда Ki — 5,3.
+ ^<273 + 35) + 6>251;
I о *т~ оО)
откуда Д2 — 0,26.
Парциальное давление оксидов азота в газе, поступающем на
первую тарелку под давлением 15,8 ат, следующее:
NO NO2+2N2O4
Количество, кмоль 12 742,1
Давление, ат 0,018 1,13
Подставляем значение величин в уравнение (197) и опреде-
ляем X'.
3-5,Зх3 + —+ Д = 3-0,018+ 1,13,
0,26
откуда х — 0,275 ат = 0,278-105 Па.
§ 8. Расчет процесса абсорбции по тарелкам 245
Парциальное давление всех оксидов азота в состоянии равно-
весия (в конечном газе):
„ ч । 2х2 । г о ч । 2-х2 । е о л О7ЕЧ । 2-0,2752 ,
рр — Ль*3 Ч-----h х = 5,3 - х3 4----р х = 5,3 • 0,2753 Ч-----И
А2 0,26 0,26
+ 0,275 = 0,967 (ат) = 0,98-105 Па.
Парциальное давление всех оксидов азота в начальном газе
рн = а Ч- b + 2с = 0,018 + 1,13 = 1,148 (ат) = 1,16-105 Па.
Уменьшение парциального давления оксидов азота вследствие
их частичного превращения в HNO3 составит:
Дрт = рн — рр = 1,148 — 0,967 = 0,181 (ат) = 0,183-105 Па.
К.п.д. тарелки, или кинетический фактор — коэффициент дости-
жения равновесия т], зависит от многих факторов. На основе
экспериментальных исследований по абсорбции оксидов азота под
давлением от 7 до 40 ат (7-105—40-105 Па) В. И. Атрощенко,
Л. В. Конвисар и В. И. Конвисар вывели уравнение, которое при-
меняют для расчета новых схем получения HNO3 под давлением
7—25 ат (7-105—2,5-105 Па):
I R73Pr'.1Sr°>1 .0,4^0,15.0,1
п cHNOa
4 — дао,26 ^0,15 50,13 у-0,87 ’ (203)
где т] — к.п.д. тарелки, доли ед.; Р — давление газа, атм; cno+no2—
концентрация исходного нитрозного газа, об.%; а— окисленность
нитрозного газа, доли ед.; Н — высота перелива жидкости на та-
релке, м; Chno3 — концентрация HNO3, %; w — скорость газа в
полном сечении колонны, м/с; d — диаметр отверстий в ситчатой
тарелке, м; S — свободное сечение ситчатой тарелки, доли ед.;
Т — температура кислоты, К; 8,73 — коэффициент А, учитываю-
щий изменение концентрации газа.
Этот коэффициент для концентрации нитрозного газа до
0,25 об. % (NO4-NO2) будет А = 8,73; для концентрации газа
от 0,25 до 0,06 об. % (NO Ч-NO2)
Al = 15,4 — 18,8cno+no2,
а для концентрации газа менее 0,06 об. % (NO4-NO2):
0,0201 + 0,814cno + NO
На основе исследований, проведенных В. И. Атрощенко,
Е. И. Кордышем, В. И. Конвисаром, М. Т. Ивахненко и другими,
Е. И. Перлов вывел общие уравнения, дающие, правда, в области
повышенных давлений завышенные коэффициенты:
246 глава vin
при Re„^2300:
Р-о O.lGSfnWO0’18^0’296^ ^0-5
1,5 01Я5 03/ Т (204)
wo,ib,lrf0>3 exp(2,6S)
\ /
и при Ren>2300
4О 0,044(«^)0’185Р0-296 с0’2 ft°-s
тг=-------------тг^—’— (205)
®°’635 rf°-4o(—) exp(2,6S)
где Re„— ; dn — J/ —— ’
1] — к.п.д. тарелки, доли ед.; у' — кинематическая вязкость
раствора, м2/с; о' — поверхностное натяжение, кг/м; у' — плот-
ность жидкой фазы, кг/м3; d — диаметр отверстий в тарелке, м;
а — степень окисленности нитрозного исходного газа, доли ед.;
а — суммарное содержание оксидов азота в газе, доли ед.; b —
содержание О2 в газе, доли ед.; h — расстояние между тарелка-
ми, м; йсл — высота сливного порога, м; S — свободное сечение
отверстий тарелки, доли ед.; Т — температура, К; chno3— кон-
центрация HNO3, мае.%; w— скорость газа в общем сечении ко-
лонны, м/с.
Вести процесс желательно в режиме Ren ^52300.
Некоторые обоснования к выбранным условиям процесса и кон-
струкции колонны. Уменьшение диаметра отверстий на тарелках
и их свободного сечения позволяет увеличивать массообмен, но
одновременно это приводит к увеличению гидравлического сопро-
тивления и соответственно к потере давления в колонне. Кроме
того, изготовление тарелок с малым размером отверстий техни-
чески сложно. На основании исследований целесообразно диаметр
отверстий на тарелках принять 1,5 мм, а площадь свободного
сечения S = 4 %.
Окислительный размер между тарелками в нижней части ко
лонны можно было бы взять незначительным, но здесь он контро
лируется относительно большим по размеру холодильником
Поэтому расстояние между тарелками примем равным 0,57 м,
а высоту перелива жидкости на тарелке — 70 мм
8,73-15,8°-,5-7,230-' 0,98е-'’-650-1 л ссс
П =-----!-------------------------= О,ооо.
0,4е-26-0,0015°-15-0,04е-13 (273 + 35)°-87
С учетом к.п.д. тарелки практическое уменьшение парциального
давления оксидов азота:
Др,,!, = Д/М1 =0,181-0,568=0,1028 (ат) =0,104 • 105 Па.
§ 8. Расчет процесса абсорбции по тарелкам
247
Количество оксидов азота, превращенных в HNO3, составляет:
Г _________________ ДРпр Q _ ДДпр г\
' ~ а + i + 2с 4 рГ
где Q — количество оксидов азота в поступающем газе, кмоль.
f = (742,1 + 12,0)= 67,53 (кмоль).
На образование кислоты по реакции (181) расходуется NO2:
1,5/ = 1,5-67,53 = 101,3 (кмоль).
При этом по той же реакции регенерировалось NO
0,5/ — 0,5-67,53 = 33,77 (кмоль).
После первой тарелки в газе содержится
NO2 — 742,1 — 101,3 = 640,8 (кмоль);
NO — 12,0 4- 33,77 = 45,77 (кмоль).
На образование моногидрата кислоты расходуется воды:
0,5/ = 0,5-67,53 = 33,77 (кмоль).
Состав газа после первой тарелки будет следующим:
кмоль об. %
NO 45,77 0,44
no2 640,8 6,21
о2 571,9 5,54
Н2О 10,0 0,10
n2 9047,5 87,71
Всего 10316,07 100,00
Определим количество кислоты, образующейся на верхних та-
релках колонны
994,0-0,9999 — 67,53 = 926,37 (кмоль),
где 994,0 — общее количество оксидов азота; 0,9999 — степень
абсорбции оксидов азота; 67,53 — количество кислоты, образовав-
шейся на первой тарелке.
Количество Н2О в кислоте, стекающей с первой тарелки
1880+33,77=1913,77 (кмоль),
где 1880—количество Н2О, заключенное в продукционной HNO3;
33,77 — количество Н2О, необходимое для образования моногид-
рата на первой тарелке.
Определим концентрацию кислоты, стекающей со второй та-
релки
----Э26-37'63'100—- = 63,56 (%).
926,37-63+ 1913,77-18
248
ГЛАВА VIII
Снижение давления за счет гидравлического сопротивления со-
с таки 1
У 65
(206)
ДР = 4978-------(Д±0Л2Д----------
(d + 1,075) (S + 5,185) у26
где w — линейная скорость газа в свободном сечении колонны, м/с;
d — диаметр отверстий на тарелках, мм; S — свободное сечение
отверстий на тарелках, %; Т — плотность 65 и *26%-ной кисло-
ты, кг/м3.
Тогда
AD лате (0,4 +0,127) 1377 , ,
ДР = 4978------------!---------------=150 (мм вод. ст.) =
(1,5+ 1,075) (4+ 5,185) 1153
— 0,15 ат = 0,152-105 Па.
Определим объемную скорость газа
10316.07-22,4(273 + 35) . , ... ,
-----!------------—= 4,63 (м3/с).
3600-273(15,8 — 0,15)
Слой жидкости на тарелках принимаем равным 70 мм, высоту
свободного окислительного объема 0,5 м, расстояние между та-
релками 0,57 м.
Тогда свободный окислительный объем между первой и второй
тарелками составит:
1/ зхР2 . 3,14-3,82 п с г- p-у - о-.
г св =-----п = —------— 0,5 = 5,67 (м3).
4 4
Продолжительность пребывания газа между первой и второй
тарелками
т = = 1,22 (с).
ТА 4,63
окисления NO между
поступающего на вто-
По этому времени определяем степень
первой и второй тарелками и состав газа,
рую тарелку.
Затем расчет повторяется так же, как и при расчете первой
тарелки.
Тарелка, на которой концентрация HNO3 будет равна концен-
трации конденсата, образовавшегося в скоростном холодильнике,
и будет той, куда следует вводить этот конденсат (36%-ный рас-
твор HNO3).
Далее расчитывают количество кислоты, которое должно обра-
зоваться на более верхних тарелках, и воды, поступающей с верх-
ней тарелки.
От числа молей оксидов азота, поступивших на тарелку, отни-
мают число молей HNO3, поступивших с конденсатом. Аналогично
от количества молей воды на данной тарелке отнимают количе-
ство молей воды в конденсате.
§ 9. Тепловой баланс процессов, протекающих на первой тарелке
240
Далее расчет продолжают до достижения заданного состава
газа. Количество воды, поступающей в колонну, должно соответ-
ствовать ранее рассчитанному.
§ 9. ТЕПЛОВОЙ БАЛАНС ПРОЦЕССОВ.
ПРОТЕКАЮЩИХ НА ПЕРВОЙ ТАРЕЛКЕ
Приход тепла с газом
Qi = tnCpt,
где т — количество поступающих газов, равное 10399,1 кмоль;
Ср — средняя молярная теплоемкость газов, равная в пределах
0—100°С 30,0 кДж/(кмоль-°C); t — температура поступающего
газа, °C.
Qr = 10399,1 -30,0-35 = 10800000 (кДж).
Приход тепла в результате окисления NO по реакции (180)
равен
Q2 = mq,
где т — количество окислившегося NO (равно 32 кмоль).
q2 = 32.11^0 = 1805000 (кдж)
Приход тепла от образования безводной HNO3 по реакции (181)
Q3 = m9 = 80,8-^|^ = 2985000 (кДж).
Приход тепла от разбавления моногидрата до 65%-го раство-
ра НК’Оз
Q4 = mq = 80,8-19700 = 1590000 (кДж).
Если происходит конденсация паров воды, нужно учесть тепло
конденсации. При большой разнице в температурах кислоты, сте-
кающей с верхней тарелки, и кислоты на данной тарелке нужно
учесть физическое тепло кислоты.
При более точных расчетах необходимо учитывать также тепло
полимеризации NO2-
Расход тепла с уходящими газами
Q, = mCpt = 10302,8-29,7-35 = 10720000 (кДж).
Определим количество тепла, уносимого охлаждающей водой
Q = 10800000 + 1805000 + 2985000 + 1590000 —
— 10720000 = 6400000 (кДж).
Рассчитываем расход воды на отнятие тепла реакции при на-
чальной температуре воды 20°С и конечной 25°С:
4,187(25 — 20)1000
250
ГЛАВА VIII
Для определения поверхности змеевиков принимаем диаметр
труб змеевиков 38 X 2,5 мм и количество труб в секции 36.
Скорость воды в трубках составляет:
4о _ 4-310
®иго =----" - = —-—----------= 2 8 (м/с).
Зб00л/12п 3600 - 3,14-0,0332-36 ц
Коэффициент теплоотдачи от кислоты к стенке принимаем
равным 2326 Вт/(м2-°С).
Коэффициент теплоотдачи от стенки к воде определяем по
уравнению:
а2 = ( 1 + 1,77-—1(1190 + 21,5/<
( kJ
где d — диаметр трубок, равный 0,033 м; /? — радиус кривизны
змеевика, равный 0,95 м; tcp — средняя температура воды, равная
22,5°С; юн2о — скорость движения воды, равная 2,8 м/с.
190 + 21,5 • 22,5 — 0.045 • 22,52) 2’=
0,033е'2
= 7850 (ккал/м2-ч-°С) =9130 Вт/(м2-°С).
Находим коэффициент теплопередачи
К = —-------------------------
— + J.. + _h_ + _Ь_
а1 а-’ \ '2
где 6]—толщина стояка трубки (0,0025 м); 62— толщина накипи
на стенках (0,0005 м); М— коэффициент теплопроводности хромо-
никелевой стали, равный 17,45 Вт/(м-°С); Х2— коэффициент теп-
лопроводности накипи, 2,33 Вт/(м-°С).
К = —------—--------——----------— = 1115 Вт/(м2-°С).
1 1 0,0025 , 0,0005
2326 + 9130 + 17,45 + 2,33
Средняя разность температур составляет:
35—35 л/— 10+ 15 — >9 г
20—25 2 ~ ’
Поверхность змеевиков на первой тарелке будет:
^™^=129 (м2);
4015-12,5
ср-0,045/)2р -
1 ПУ0.2
0,033
0,95
_Q_
км
длина грубок
L = — = ——------------- = 1120
nd 3,14-0,0365
(м);
§ 9. Тепловой баланс процессов, протекающих на первой тарелке 251
объем труб
я-d2 , 3,14-0,0382 и с /
п——( = 36-------------1120 = 4,6 (м3),
4 4
объем межтарелочного пространства
-4-0,57 = 3,14'3'8" .0,57 = 6,4 (м3).
4 4
По мере снижения скорости окисления вследствие уменьшения
концентрации NO и NO2 в верхней части колонны можно увели-
чивать расстояние между тарелками в соответствии с уравнением
Р„ \ (100Л „)°-™ /
где hn — свободное расстояние между тарелками, м; Рп — давле-
ние на данной тарелке, Па; Ап — общая степень абсорбции, дости-
гаемая на n-й тарелке, %.
В. И. Атрощенко совместно с В. С. Багдасаряном, Е. И. Пер-
ловым и В. К- Фурсиковой разработан метод расчета равновес-
ного состава нитрозных газов над растворами HNO3 через степень
его окисленности и составлены соответствующие номограммы.
Используется известное уравнение равновесия для реакции
(181) и реакции
2NO2 = N2O4 + 56940,48 кДж. (207)
3KiX3 + x = + (208)
^2
где — частная константа равновесия NO и NO2 с HNO3, аг2
[Ai = )(chno3, 0]; Аг— константа равновесия NO2 с N2O4, ат
[tf2 = f(f)]; а — парциальное давление NO до абсорбции, ат;
b — парциальное давление NO2 до абсорбции, ат; с — парциальное
давление N2O4 до абсорбции, ат; х — парциальное давление NO2
при равновесии, ат.
Обозначим через Р — общее давление газа, ат; ап — начальную
концентрацию всех оксидов азота в исходном газе, в долях ед.;
рн — парциальное давление оксидов в начальном газе, ат; ан —
степень окисления оксидов азота в начальном газе, доли ед.;
Тогда:
А = Рон(3-2ап); (209)
пли
А = рп(3 — 2ан) = 2рн(1,5 — ап). (210)
Для определения равновесной степени окисления ар составлена
таблица, в которой ар приведены в зависимости от 1g — и \gKiK.',.
Ki
252
ГЛАВА VIII
Определив по таблице ар, можно вычислить равновесный со-
став газа по уравнениям
(211)
1,5 — ар «
PNO+2N2O4 =~x2 + x = ?н(1;5~Ив)(Хр , (212)
где pp — парциальное давление всех оксидов азота при равнове-
сии, ат; Pno+2N2o4 — парциальное давление NO -j- 2N2O4 при равно-
весии, ат.
Эти уравнения не учитывают изменения объема газа вслед-
ствие реакции.
Ниже приведена номограмма (рис. 55) для определения ар,
в которой вместо Ki и К2 даются сразу температуры и концентра-
ция HNO3.
Рис. 55. Номограмма для нахождения равновесия степени окисления нитрозных
газов в зависимости от температуры и концентрации азотной кислоты (индексы
относятся):
{ — к данным Бердика н Фрида; 2 — Перова и Торочешникова; 3 — Терещенко, Панова и
Позина; 4 — Чемберса и Шервуда.
§ 9. Тепловой баланс процессов, протекающих на первой тарелке
253
Ключ нахождения сср указан на номограмме. Индексы /, 2, 3, 4
относятся последовательно к данным, полученным на основе кон-
станты равновесия Бердика и Фрида, Перова и Торочешникова,
Терещенко, Панова и Позина, Чемберса и Шервуда.
Температура дается в градусах Цельсия, концентрация НИОз
(с) в весовых процентах, величина А в атмосферах и ар в долях
единицы.
По таблице при
lgA/7<2 = = 0,645
0,26
И
lgKiK2 = lg5,3-0,26z = —0,446
равновесная степень окисления оксидов азота составит ар«?0,89,
что соответствует предыдущему расчету
। х
= 0.583 + 0,275 = 9
1 2х» 0,11 +0,583 + 0,275
К^3 + -—+х
J\2
В таком случае парциальное давление оксидов азота при рав-
новесии
= 1,148(1,5 - 0,985) = Q 967
1,5 — 0,89
такое же, как это получено при расчете.
По номограмме при А = 1,13 + 0,018 = 1,148 ат температура
35°С и chno3 = 65% получаем по константам Бердика и Фрида
(индекс 1) ар « 0,9.
254
ГЛАВА IX
РАСЧЕТ УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ
КОНЦЕНТРИРОВАННОЙ НМОз "
НЕПОСРЕДСТВЕННО ИЗ ОКСИДОВ АЗОТА
Производство концентрированной HNO3 прямым способом
основано па использовании жидкого N2O4. Абсорбционный способ
получения концентрированных оксидов азота значительно эконо-
мичнее конденсационного, а осуществление его под высоким
давлением дает еще лучшие экономические показатели, чем под
атмосферным давлением.
Поскольку выделить из полученных после контактного аппара-
та нитрозных газов реакционную воду очень сложно, этот процесс
лучше проводить под атмосферным давлением. Этим и опреде-
ляется целесообразность процессов окисления NH3 и охлаждения
газов в скоростном холодильнике под атмосферным давлением,
независимо от того, под каким давлением будет осуществляться
последующий процесс выделения из нитрозных газов жидких
оксидов азота. Примерный метод расчета дается для установки,
представленной на рис. 56.
Оксиды азота, полученные контактным окислением NH3 под
атмосферным давлением, проходят последовательно основной теп
лообменник для подогрева выхлопных газов, теплообменник для
Рис. об. Схема установки для получения концентрированной азотной кислоты
непосредственно из оксидов азота.
подогрева воздуха и поступают в скоростной холодильник 3 н<
отделяется 2/з избыточной реакционной воды. Полученный коплен
сат слабой HNO3 и аммонийных солей в производство концентрп
рованной HNO3 не поступает.
Далее газы поступают в холодильник-конденсатор 1, где
охлаждаются до температуры 20—40°С. Одновременно образуется
конденсат, содержащий 25% HNO3. Этот конденсат используется
в данном производстве.
Нитрозные газы (вместе с продувочными газами), полученные
под атмосферным давлением, сжимаются турбокомпрессором 2 до
давления 6,0795-105 (6 ат). В холодильнике 3 нитрозные газы
окисляются и охлаждаются до 60°С, дальнейшее окисление нитроз-
ных газов происходит в окислительной колонне 4. На тарелках
этой колонны находится раствор HNO3 средней концентрации,
который охлаждается водой, проходящей по расположенным на
тарелках змеевикам. При прохождении газа через кислоту происхо-
дит интенсивное отнятие тепла в результате реакции.
В окислительной колонне поддерживается такая концентрация
кислоты, чтобы оксиды азота не поглощались. Окончательное окис-
ление NO происходит под действием концентрированной HNO3 в
верхней части колонны, в доокислителе 5. В жидкостном холодиль-
нике 6 газ охлаждается до 0°С.
Подаваемый в змеевики на тарелках рассол охлаждает концен-
трированную HNO3, которая в свою очередь охлаждает нитрозный
газ. Далее концентрированная кислота направляется в верхнюю
часть колонны 5 для доокислсния NO. Затем нитрозные газы про-
ходят нитроолеумную колонну 7 и промывную башню 8. Выхлоп-
ные газы направляются в основной теплообменник для подогрева,
затем в камеру сгорания и, наконец, в газовую турбину 9.
Полученный в колонне 7 нитроолеум направляется через сбор-
ник 10 для разложения в отбелочную колонну 11. Выделившиеся
оксиды азота поступают в водяной холодильник 12 и рассольный
холодильник 13. Полученный жидкий N2O4 собирается в мешал-
ке 14. Остатки газа засасываются турбокомпрессором.
Разбавленная HNO3 из холодильника-конденсатора 1, окисли-
тельной колонны 4 и промывной колонны 8 собирается в сбор-
нике 15. Жидкий N2O4 из мешалки 14 и разбавленная HNO3 из
сборника 15 в определенном соотношении нагнетаются с помощью
насоса 20 в автоклав 16. Туда же нагнетается компрессором 17
кислород. Продувочные газы проходят дефлегматор 18 и вместе
с пптрозными газами поступают в холодильник 3.
Полученная в автоклаве смесь концентрированной HNO3 с
растворенным в ней NO2 подается в среднюю часть отбелочной
колонны 11. Отбеленная концентрированная HNO3 проходит хо-
лодильник 19, откуда направляется, как готовый продукт, в хра-
нилище, а часть — в холодильник 6, доокислитель 5 и после до
полнительного охлаждения — в поглотительную колонну 7.
256
ГЛАВА IX
В скоростном холодильнике отделяется избыточная реакцион-
ная вода. Количество ее, согласно реакции
NH3 + 2О2 = NO + 1,5Н2О + 0,75О2 = HNO3 + Н2О, (213)
составляет 1:1,5, т. е. 2/з от общего количества (без учета воды,
вносимой воздухом и NH3).
В холодильнике-конденсаторе 1 газ охлаждается, частично
окисляются оксиды азота и конденсируются пары воды с образо-
ванием слабой HNO3. Аналогично идет процесс и в холодильни-
ке 3. В окислительной колонне 4 происходит дальнейшее окисле-
ние NO. В доокислителе 5 остатки NO окисляются концентриро-
ванной HNO3.
В нитроолеумной колонне происходит поглощение NO2 и
образование нитроолеума:
NO2 + HNO3 = HNO3-NO2. (214)
В отбелочной колонне 11 нитроолеум разлагается с выделением
концентрированных оксидов азота по реакции
HNO3-NO2 = HNO3 + NO2f. (215)
В холодильниках 12 и 13 оксиды азота сжижаются в виде N2O4.
В автоклаве образуется концентрированная HNO3 по реакциям
2NO2 + Н2О = HNOj + HNO2; (216)
2HNO2 + О2 = 2HNO3 (217)
и частично по реакциям
3HNO2 = HNO3 + Н2О + 2NO;
2NO + О2 = 2NO2. (218)
Суммарная реакция:
2NO2 + Н2О + 0,5О2 = 2HNO3. (219)
При полуторакратном избытке в растворе N2O4 суммарную
реакцию лучше изобразить следующим уравнением:
3NO2 + Н2О + 0,5О2 = 2HNO3-NO2. (220)
Для примерного расчета принимаем, что газ, поступающий
из холодильника 3 в окислительную колонну 4, имеет следующий
состав:
кмоль об.
no2 73,42 10,42
NO 18,34 2,6
О2 40,6 5,76
Н2О 24,55 3,44
n2 547,48 77,78
Всего 704,39 100,00
§ 1. Расчет окислительной колонны
257
В систему поступает из холодильника-конденсатора 1—2,22
кмоль HNO3, а всего 560,12 кг 25%-ного раствора HNO3 в час.
При 99%-ной абсорбции оксидов азота общее количество моно-
гидрата в системе составит
(73,42 + 18,34 + 2,22)0,99 = 93,04 (кмоль).
§ 1. РАСЧЕТ ОКИСЛИТЕЛЬНОЙ КОЛОННЫ
В окислительную колонну поступают продувочные газы из авто-
клава. Определяем количество и состав их.
Упругость паров оксидов азота при температуре выходящего
из дефлегматора газа 20°С по уравнению П. И. Пронина со-
ставляет
IgP = 14,6 IgT — 33,157 = 14,6 lg293 — 33,157,
откуда Р = 745 мм рт. ст. или 0,983 ат (0,99-105 Па).
Степень диссоциации N2O4(x) при этих условиях (t = 20°С)
/<2 = 0,11
или 16,3 %
Тогда
2Рх 2-0,983-0,163 А(„г , ч осп Ш4П
Pno2 =--------= —::— = 0,275 (ат) = 2,69-104 Па;
14-х 14-0,163
Pn2o* = - -—— = °’9—-—= 0,708 (ат) = 6,94-104 Па.
14-х 14- 0,163
При общем давлении газа в 50,662-105 Па (50 ат), продувоч-
ный газ содержит оксидов азота в пересчете на NO2
0,275 4" 2-0,708 _о л / о/ \
“ 50 ~ ' '° ’
Остальное количество (96,6%) составляют Ог и N2.
Теоретическое количество О2 для получения моногидрата HNO3
определяют по уравнению (219)
93,04-22,4-^-= 522 (м3).
Практически расходуется в 1,4 раза больше, а именно: 522 X
X 1,4 = 730 м3. Избыток составляет 208 м3.
При содержании в О2, поступающем в автоклав, 2% N2 общее
количество газа равно
О2 — 730-0,98 — 522 = 193,4;
N2 — 730-0,02 = 14,6;
Всего —208,0 м3.
17. 388.
258
ГЛАВА IX
При содержании в продувочных газах 3,4% NO2 количество последнего составляет
208-3,4 100-3,4 ~ Состав продувочных газов: = 7,3 (м3). **
м3 NO2 7,3 N2 14,6 О2 193,4 Всего 215,3 Состав нитрозных газов на кмоль об. % 0,33 3,4 0,65 6,8 8,63 89,8 9,61 100,0 входе в окислительную колонну с
учетом продувочных газов: КМОЛЬ об. % NO 18,34 2,58 NO2 73,75 10,31 О2 49,23 6,90 N2 548,13 76,78 Н2О 24,55 3,43 Всего 714,0 100,00
Определяем степень полимеризации NO2
„2
К2 = —= 4а^ ~ аУр , (221)
7?n,()4 (1 — аа)а
где 2а— начальная концентрация NO2 (0,1031 моля); Р — общее
давление, 6 ат (6,079-105 Па); а — степень полимеризации NO2.
При 60°С Кг= 1,47. После подстановки числовых значений вы-
числяем степень полимеризации NO2:
1,47 = 4'9.-05155(1 ~«)26 а = 0 355
(1 — а-0,05155)а
Находим содержание в газе N2O4 и NO2:
ьт гл 73,75-0,355 101/ \
N2O4 — -----—----= 13,1 (кмоль);
NO2 — 73,75(1 —0,355) =47,55 (кмоль).
Состав газа, поступающего в окислительную колонну:
кмоль об. %
NO 18,34 2,62
N2O4 13,1 1,87
no2 47,55 6,78
о2 49,23 7,04
Н2О 24,55 3,51
n2 548,13 78,18
Всего 700,9 100,00
§ 1. Расчет окислительной колонны
259
Чтобы абсорбция NO2 в нитроолеумной колонне не ухудшалась,
необходимо практически полное окисление NO в окислителе 4 и
доокислителе 5. При определении наиболее оптимальных соотно-
шений между степенью окисления NO кислородом воздуха в окис-
лителе 4 и степенью окисления концентрированной HNO3 в доокис-
лителе 5 следует исходить из таких соображений. С увеличением
степени окисления NO кислородом воздуха резко увеличиваются
размеры колонны, а следовательно, амортизационные и эксплуата-
ционные расходы. Перенесение же окисления NO в доокислитель
увеличивает расход HNO3, переработка которой снова в концен
трированную вызывает дополнительные затраты. Для системы,
работающей под давлением, оптимальная степень окисления NO
кислородом находится в пределах 96—97%.
Принимаем диаметр окислительной колонны 2,5 м, расстояние
между тарелками — 0,25 м.
Секундный объем поступающего под давлением 6 ат (6,079 X
X Юь Па) и при температуре 60°С газа составляет:
700,9-22,4(273 + 60) =
6-273-3600
Свободный объем между слоем жидкости и первой тарелкой
равен
nD2h 3,14-2,52-0,25 , оо ,
Пев =----------= ---------’— = 1,22 (м3).
4
4
Время пребывания нитрозного газа в свободном окислитель
пом объеме
И
И
= 1,38 (с).
0,887
Степень окисления NO по реакции (180) при заданных усло-
виях процесса определяем по уравнению (196), в котором 2а =
= 2,62; b = 7,04; Д’ = 0,00292; Р = 6 ат (6,079-105 Па); т = 1,38 с,
h 7,04 г
•у = — = —— = 5,37.
а 1,31
Подставляем числовые значения и решаем относительно а:
0,00292 • 1,312 • 1,38 • 62 =-—----------
(5,37 - 1) (1 — а)
+-------1---2,31g 5-37<1~и) -
(5,37—1)2 & 5,37 — а
По номограмме (см. рис. 55) находим при у — 5,37 и К.а?хР': =
= 0,248 а = 0,55 или 55%. Значение а можно найти мнэгократ
ной подстановкой.
17*
260
ГЛАВА IX
После окисления NO получаем газ следующего состава:
кмоль об. %
NO 8,24 1,16
no2 83,85 11,78
О-> 44,18 6,25
Н2О 24,55 3,46
n2 548,13 77,35
Всего 708,95 100,00
Определяем степень полимеризации NO2 по реакции (207) и
уравнению
= 4(1 — а)2Р
(1 — аа)а
где /С2 константа равновесия реакции (при 60°С равна 1,47);
а—начальная концентрация NO2, равная 0,1178:2 = 0,0589 моля;
а — степень полимеризации; Р — давление газа, равное 6 ат
(6,079-105 Па).
После полимеризации NO2 получаем газ такого состава:
кмоль об. %
NO 8,24 1,19
n2o4 15,92 2,3
no2 52,01 7,48
о2 44,18 6,4
н2о 24,55 3,54
n2 548,13 79,09
Всего 693,00 100,00
Определяем температуру газа после окисления и полимериза-
ции оксидов азота.
Приход тепла от окисления NO по реакции (180) будет:
Q! = (18,34 — 8,24)?^? = 136000 (ккал) = 569404,8 кДж.
Приход тепла от полимеризации NO2 по реакции (207):
Q2 = (15,92— 13,1) 13600 = 38400 (ккал) = 160773,12 кДж.
Общий приход тепла составляет
Q = Qj 4- Q2 = 136000 + 38400 = 174400 (ккал) =
= 730177,9 кДж.
Средняя молярная теплоемкость газа равна 7,20 ккал/(кмольХ
Х°С) =30,1449 кДж/(кмоль-°C).
Температура газа перед поступлением на первую тарелку со-
ставляет
t = 60 + Ы = 60 4
174400
7,2-693,96
= 95
(°C).
§ 1. Расчет окислительной колонны
261
Определяем равновесную концентрацию кислоты, соприкасаю-
щейся с газом на первой тарелке, по уравнению (197), определив
значение Кг при 70°С по уравнению Боденштейна (Кг — 2,72).
Парциальное давление NO в начальном газе
а = 0,0119(6 — 0,01) =0,0714 (ат) = 0,07234-105 Па.
Парциальное давление NO2 и N2O4 в пересчете на NO2
b-[-2c= (0,0748 4-2-0,0230) (6-0,01) =0,725 (ат) =
= 0,7246-105 Па.
В окислительной колонне желательно вести процесс без погло-
щения оксидов азота. Тогда
3/(1X3 . 2£L _|_ х = 3-0,0714 4- 0,725 = 0,939;
2,72
К1Х3 4- — 4- X = 0,0714 4- 0,725 = 0,796.
2,72
Из уравнений находим:
Ki = 5,02; х = 0,522.
Конечное парциальное давление оксидов азота
рк = К1Х3 4- ~ 4- х;
о ___ 5 02- О 5223 I ^-О’бгг2
' u,ozz -р _|_ 0 522 = 0,796 (ат) = 0,80654-105 Па.
Этой же величине соответствует и начальное парциальное дав-
ление оксидов азота. Следовательно
Ар = Рн — рк = 0.
Пользуясь диаграммой (см. рис. 53), по значению IgKi =0,701
при температуре 70°С находим равновесную концентрацию НЫОч,
равную 57,5%.
В окислительной колонне нитрозные газы в межтарелочном
пространстве окисляются и затем при соприкосновении с кислотой
на тарелках охлаждаются. На тарелках в жидкости расположены
змеевики, по которым проходит охлажденная вода. По мере
прохождения по тарелкам колонны газ окисляется и встречается
со все более концентрированной HNO3.
Определяем время, необходимое для окисления NO, на 96%.
Содержание NO в газе при достижении 96% окисления будет
(8,24 4-83,35) (1 — 0,96) =3,68 (кмоль).
Следовательно, необходимая степень окисления NO равна
— 3,68 д ор = 55 4 %
8,24
262
ГЛАВА IX
Определяем состав газа после окисления NO:
NO2 — 83,85 + 8,24 - 0,554 = 88,41 (кмоль);
NO —8,24(1 —0,554) =3,68 (кмоль);
л л । о 8,24 0,554 л 1 о 1 z \
О2 — 44,18-----------= 41,91 (кмоль).
2
Упругость паров над 90%-пым раствором HNO3 при 25°С (па-
раметры газа на выходе из окислительной колонны) составляет
рн2о = 2,1 мм рт. ст. (279,976 Па) и /?hnos = 29,8 мм рт. ст.
(0,397-104 Па).
Определяем количество сухих газов на выходе из окислитель-
ной колонны:
G = 88,41 +3,68 + 41,91 +548,13 = 682,12 (кмоль).
Тогда при общем давлении газа 5,8 ат (5,877-105 Па) количе-
ство паров воды и кислоты в нитрозном газе составит
Н2О--------—---------682,12 = 0,32 (кмоль);
760-5,8 — 2,1
HNO3 —---------------682,12 = 4,64 (кмоль).
760-5,8— 29,8
Состав газа после окисления и конденсации паров воды:
кмоль об. %
NO 3,68 0,54
no2 88,41 12,8
О, 41,91 6,1
н2о 0,32 0,05
HNO3 4,64 0,68
n2 548,13 79,83
Всего 687,09 100,00
Определяем степень полимеризации NO2 (при 25°С = 0,126):
0,126 = 4 0-064.(1^25-8; а = 0,755.
(1 — а-0,064)а
После полимеризации NO2 получаем
nt 88,41-0,755 00 ил / \
N2O4 =-----------= 33,40 (кмоль).
N2O = 88,41 (1 — 0,755) = 21,61 (кмоль).
Состав газа па выходе из колонны:
кмоль об. %
NO 3,68 0,56
no2 21,61 3,31
N2O4 33,4 5,12
о2 41,91 6,43
н2о 0,32 0,05
HNO3 4,64 0,71
n2 548,13 83,82
Всего 653,69 100,00
§ 1. Расчет окислительной колонны
263
Определяем количество сконденсировавшихся из газов па-
ров воды:
24,55 — 0,32 = 24,23 (кмоль) = 436 кг.
Определяем объем проходящего через колонну газа (при сред-
ней температуре 45°С и среднем давлении 5,9 ат (5,978-105 Па)
за 1 с:
= 700.9 + 653,63 . 22,4(273 + 45) = 3 3/
2 273-5,9-3600
Свободный объем между тарелками при расстоянии между
ними 0,25 м и высоте слоя жидкости 0,05 и составляет
nd^h 3,14-2,52-0,2 а ее / з\
+св —------ = ------:---— = 0,98 (м3).
4 4
Время пребывания газа между тарелками:
Ус в _ 098
vr
= 1,17
0,833
(с)-
Определяем время, необходимое для окисления NO на 55,4%.
При 45°С /( = 0,0036; 2а = 1,19; b = 6,4; у = - = -^- =
F а 0,595
= 10,75; а = 0,554; Р = 5,9 ат (5,978-105 Па).
Подставляем значения величин в уравнение (196) и опреде-
ляем т:
0,0036 -0,5952-т- 5,92 = —---------
(10,75 — 1)(1
0,554)
1 2 31 1075(1-0,554) ,
(10,75—I)2 ’ ё 10,75 — 0,554
откуда т = 2,72.
Зная общее время пребывания газа в колонне и время пребы-
вания его между двумя смежными тарелками, находим необходи-
мое количество тарелок:
п = = 2,3.
тт 1,17
Принимаем три тарелки, вместе с нижней получаются четыре
тарелки. С учетом отбойных тарелок для данного состава исход-
ного газа нужно минимум шесть тарелок. При невысоком содер-
жании кислорода в газе количество тарелок, необходимых для
окисления NO, возрастает в несколько раз.
Необходимое число тарелок проверяется по тепловому балансу,
причем нужно учитывать возможность размещения холодильных
труб на тарелках для отвода тепла реакции.
264
ГЛАВА IX
Рис. 57. Значения констант
скорости реакции окисле-
ния NO концентрированной
HNO3:
I — f=25°C; 2 — f=50°C; 3 —
l=75°C.
§ 2. РАСЧЕТ ДООКИСЛИТЕЛЯ
Равновесие реакции, протекающей
в доокислителе:
NO + 2HNO3 = 3NO2 +
+ Н2О — 17,59 ккал, (222)
если применяется 28%-ный раствор
HNO3 при 25°С не позволяет дово-
дить степень окисления NO при давле-
нии 6 ат (6,078-105 Па) до 100%.
Если процесс окисления NO кислоро-
дом под давлением выгоден, то при
окислении NO концентрированной
HNO3 под давлением нельзя достичь
полного окисления из-за наступления
равновесия реакции. Для упрощения
расчета принимаем, что NO окисляется
полностью.
Кинетика окисления NO концентри-
рованной HNO3 определяется уравнением первого порядка:
-^ = KpN0. (223)
ат
Скорость реакции, как это видно из рис. 57, увеличивается с
повышением температуры и концентрации HNO3. Но так как ско-
рость реакции достаточно велика и при обычных температурах,
а унос с газом паров HNO3 уменьшается при пониженных темпе-
ратурах, то температура 25°С наиболее близка к оптимальной.
Принимаем концентрацию вытекающей кислоты равной 90%.
Определим количество образующегося по реакции (222) NO2:
3,68-3 = 11,04 (кмоль).
Согласно этой же реакции, на окисление NO расходуется моно-
гидрата HNO3
3,68-2 = 7,35 (кмоль) =7,36-63 = 462 кг.
Расходуется 98%-ного раствора HNO3
462 „
----- = 471,2 кг,
0,98
в том числе HNO3 462 кг и Н2О 9,2 кг.
Получается воды
3,68-1 = 3,68 (кмоль) = 3,68-18 = 66,2 кг.
Определяем количество паров воды и кислоты, уносимых
газами.
§ 2. Расчет доокислителя
265
Упругость паров 98%-кого раствора HNO3 при 23°С составляет
39 мм рт. ст. (5199,56 Па). Считая, что пары содержат 98%-пый
раствор HNO3, получаем:
Phnos = 36,4 мм рт. ст. (0,4852-104 Па)
и рп2о — 2,6 мм рт. ст. (346,637 Па).
Количество сухого газа составляет
653,49 — 0,32 — 4,64 = 648,53 (кмоль).
При общем давлении газа 5,75 ат (5,826-105 Па) количество
паров воды и кислоты в нитрозном газе составляет
пмп 36,4-648,53 с,с , , о.„
HNO3 =-----------------= 5,45 (кмоль) = 343 кг;
760-5,75- 36,4
Н2О = _2>.6'6^8-53 = о,39
760-5,75 — 2,6
(кмоль) = 7 кг.
Определяем количество паров:
HNO3 — (5,45 — 4,64) 63 = 51 (кг);
Н2О—(0,39-0,32)18 = 1,26 (кг).
Выводится из окислительной и доокислительной зон колон-
ны воды
436 + 66,2 + 1,26 = 503,46 (кг).
Количество HNO3(x), уходящее с этим количеством воды, при
концентрации кислоты 57,5%, находим по уравнению
х 0,98-100 _57
х 4-503,46 ’ ’
откуда х = 717 кг 98%-кого раствора кислоты, или 702,7 кг моно-
гидрата.
Вместе с кислотой, уносимой с нитрозными газами, расход
98%-ного раствора кислоты составляет
717 + 350 = 1067 (кг).
Определяем концентрацию кислоты, поступающей в окисли-
тельную колонну:
717-0,98-51,0-100 = 0 ,
717 4-66,2- 1,26 -51,0
что близко к принятой (90%).
Количество NO2 в газе после доокислителя
88,41 + 11,04 — 99,45 (кмоль).
266
ГЛАВА IX
Состав газа на выходе из доокислителя:
кмоль об. %
NO, 99,45 14,3
HNO3 5,45 “ 0,79
Н2О 0,39 0,06
О, 41,91 6,04
n2 548,13 78,81
Всего 695,33 100,00
Состав газа на выходе из доокислителя после полимеризации
при 23°С:
кмоль об. %
no2 21,45 3,27
n2o4 39,0 5,95
HNO3 5,45 0,83
Н2О 0,39 0,06
о2 41.91 6,38
n2 548,13 83,51
Всего 656,33 100,00
Составляем тепловой баланс доокислителя.
Приход тепла с HNO3
Q, =717-0,438-25 = 7850 (ккал) =32866,38 кДж;
с нитрозпыми газами
Q2 = 653,69-7,1-25 = 116000 (ккал) = 485668,8 кДж;
от разбавления HNO3 с 98 до 90,8%
Q3=^-1500 = 17060 (ккал) = 71426,808 кДж;
от полимеризации NO2
Q4 = (39,00 - 33,4) 13600 = 76100 (ккал) = 318615,48 кДж.
Общий приход тепла 217010 ккал = 908577,47 кДж.
Расход тепла на окисление NO
Qi = 3,68-17590 = 64800 (ккал) = 271304,64 кДж;
па испарение HNO3
Q2 = 350-115 = 31900 (ккал) = 133558,92 кДж;
тепло, уносимое с нитрозпыми газами (температура газа обозна-
чена через х),
Q3 = 656,33-7,1х = 4650х;
геило, уносимое с HNO3
Q4 = (717 — 51)0,496-25 = 8240 (ккал) =34499,232 кДж.
Всего 104940 + 4650х (ккал).
§ 2. Расчет доокислителя
267
газа, проходящего доокисли-
0,770 (м3).
5.75
для окисления NO. Констан-
(см/с);
(см/с);
(см/с),
Приравнивая приход расходу, находим температуру газов, вы-
ходящих из доокислителыюй колонны:
21701 = 104940 + 4650х; х = 24,3°С,
что близко к ранее принятой 23°С.
Определяем среднее количество
тель за 1 с:
656,33 + 653,69 22,4 296
2 3600 273
Определим время, необходимое
ты скорости реакций при разных температурах можно определить
по уравнениям
/Cis = 1,43 — 0,033 (100 — СнкЮз)
= 1,76 — 0,0407(100 - Chno3)
/С35 = 2,03 - 0,0467(100 - chno3)
где Chno3 — концентрация HNO3, мас.%.
Находим значение К для средней температуры 24°С:
К24 — 1,73 — 0,04 (100 — Chno3) ;
для 98%-ного раствора HNO3
К = 1,73 — 0,04(100 — 98) = 1,65 (см/с);
для 90,8%-ного раствора HNO3
К = 1,73 — 0,04(100 — 90,8) = 0,994 (см/с).
Среднелогарифмическое значение К составляет
„ 1,65—0,994 1 on / / \
К = —— = 1,29 (см/с).
1,65
2,3 1g --------
’ s 0,994
Уравнение скорости реакции следующее:
Р I Р"
т ~ - In--------------------------»
К Pt
где р — гидравлический радиус насадки, см.
Линейная скорость газа в свободном сечении колонны равна
V г 0,7 /- 4 _п 1 пс / / \
w = —— — —--------= 0,156 (м/с).
3,14-2,52
4
данным, в ситчатых колоннах при скоростях газа
м/с до 40—50% объема обрабатываемой жидкости
Принимая средний диаметр пузырька 0,5 см, нахо-
По нашим
от 0,15 до 0,2
занято газом,
дим гидравлический радиус р, как отношение свободного объема
пузырька к его поверхности, равным 0,05 см.
268
ГЛАВА IX
Принимаем, что NO окисляется на 99,9% (практически на
100%). Тогда
= 0,27 (с).
0,05 о О1 1
т — ~—2,31g---------
1,29 1 — 0399
При данной линейной скорости газа высота слоя раствора на
тарелках составляет примерно 80 мм. "
растворе при 40% свободного объема
0,156 п оп
w — -— = 0,39
0,4
Определяем время взаимодействия
мя пребывания газа между двумя тарелками:
Тт =0^ = 0,205 (с).
0.39
Необходимое число тарелок для доокисления NO определяем
из следующего уравнения:
п = = °-27 = 1Д
тт 0,205
Принимаем две тарелки и ставим еще две отбойные тарелки.
Линейная скорость газа в
раствора будет:
(м/с).
газа с жидкостью, т. е. вре-
§ 3. РАСЧЕТ РАССОЛЬНОГО ХОЛОДИЛЬНИКА
В рассольном холодильнике трубчатого типа газ охлаждается
холодным рассолом до —5°С. Охлаждение газа непосредственным
соприкосновением его с холодной кислотой на тарелках нецеле-
сообразно, так как в кислоте будет растворяться NO2.
При расчете материального баланса допускаем, что степень
полимеризации NO2 и степень конденсации паров воды и кислоты
из газа достигает 100%- Тогда N2O4 будет:
N2O4 — = 49,725 (кмоль).
2
Из газа конденсируется HNO3 — 5,45 кмоль (343 кг); Н2О —
0,39 кмоль (7 кг). Всего — 350 кг.
Эта кислота стекает в доокислительную колонну при 0°С.
Общий расход 98%-пого раствора кислоты, поступающей в доокис-
литель, составляет
1067 — 350 = 717 кг.
Состав газа па выходе рассольного холодильника:
кмоль об. %
n2o4 49,72 7,78
О2 41,91 6,56
n2 548,13 85,66
Всего 639,76 100,00
§ 4. Расчет нитроолеумного поглотителя
269
§ 4. РАСЧЕТ НИТРООЛЕУМНОГО ПОГЛОТИТЕЛЯ
В нитроолеумном поглотителе NO2 поглощается 98%-ным рас-
твором HNO3, причем образуется раствор HNO3—NO2. Прини-
маем, что потери оксидов азота оставляют 1 % или 0,94 кмоль от
общего количества продукции. В нитроолеумных поглотителях
поглощается NO2
99,45 — 0,94 = 98,51 (кмоль)
или, по отношению ко всем поступившим оксидам азота,
-^•100 = 99,05 (%).
99,45 v
Общее давление паров HNO3 и воды над 98%-ным раствором
HNO3 при 0°С составляет И,8 мм рт. ст. (0,1573-104 Па).
Определяем количество уносимых паров при общем давлении
газа 5,6 ат (5,674-105 Па)
------------(548,13-4- 41,91 +0,94) = 1,64 (кмоль),
760-5,6- 11,8-’
в том числе 1,53 кмоль HNO3 и 0,11 кмоль Н2О.
Состав газа на выходе из поглотителя:
кмоль об. %
n2o 0,94 0,16
HNO3 1,53 0,26
н2о о,и 0,02
о. 41,91 7,08
n2 548,13 92,48
Всего 592,62 100,00
На рис. 58 приведены данные об упругости паров над 98%-ным
раствором HNO3 -(- N2O4.
Давление оксидов азота в начальном газе
Pno2+n2o4 — 0,078-760-5,75 = 340 (мм рт. ст.) =45329,4 Па.
При таком давлении содержание NO2 в растворе может до
стигнуть 45 мае.%.
И. Р. Кричевский, Н. П. Марков и Н. И. Иоффе приводят еле
дующие данные о растворимости NO2 в 97 %-ном растворе HNO3
.Содержание NO2 в газе, об.%
Содержание NO2 в растворе
HNO3—Н2О—NO2, мае. %
0°С
10°С
5 10 15 20 25 30
18,0 24,4 28,8 32,4 34,6 37,2
21,6 29,4 34,0 37,2 41,0 45,0
В заводских условиях 98%-ный раствор HNO3 при —10°С
может содержать 28—30% NO2, если поглощение оксидов азота
происходит под атмосферным давлением, и 40—45% NO2, если
270
ГЛАВА IX
Рис. 58. Зависимость равновесного
давления паров NO2+N2O4 над
раствором, содержащим 98%
HNO3 и N2O4, от температуры.
поглощение происходит под давле-
нием 6 ат (6,0795-105 Па). Вслед-
ствие того, что равновесие не до-
стигается, содержание N2O4 в нит-
роолеуме равно 36%. При этом рас-
ход 98%-пого раствора кислоты со-
ставляет
98,51-46(100 — 36) опгп , ,
—----—---------- = 8060 (кг),
36
в том числе HNO3 7898,8 кг и Н2О
161,2 кг.
Чистый, без оксидов, 98%-ный
раствор HNO3, охлажденный до 0°С
поступает на верхнюю тарелку.
Охлаждается газ и кислота рассо-
лом, циркулирующим по змеевикам,
расположенным в жидкости на та-
релках.
При учете кислоты, уносимой
питрозными газами, общий расход
HNO3 составляет:
HNO3 = 7898,8+ 1,53-63 = 7995,2 (кг);
Н2О = 161,2 + 0,11-18 = 163 (кг).
Всего —8158,2 кг.
Приводим состав и количество образующегося в поглотительной
колонне раствора: N2O4 — 98,51-46 = 4530 кг; HNO3 — 7898,8 кг;
Н2О— 161,2 кг. Всего— 12590,0 кг.
Определяем время, необходимое для поглощения оксидов азота
концентрированной HNO3, по уравнению:
т = Т1п-г—(224>
к Pq~ Pt
где р — гидравлический радиус насадки, см; т — время соприкос
повеппя газа с жидкостью, с; p°q, р]—парциальное давление NO.
па входе и выходе из абсорбера, мм рт. ст.; р?, рт .— упругость
паров NO2 над раствором в начальный и конечный период,
мм рт. ст.; Д — константа скорости, зависящая от температуры,
содержания NO2 в растворе, концентрации кислоты и линейной
скорости газа, см/с.
Зависимость константы скорости от линейной скорости газа
w (м/с), температуры Т(К) и концентрации HNO3 с (%), не со-
держащей NO2, можно рассчитать по уравнению
]gK = 1,655 + 0,31gw - l,371g7’ + 0,0149с. (225)
§ 4. Расчет нитроолеумного поглотителя
271
Для 98%-кого раствора кис-
лоты, содержащей растворенный
МО2х (мас.%), при скорости газа
w — 0,4 м/с значение констант
скорости реакций определяется
по уравнениям:
при 10°С
lg(0,564—К) =0,0251х—1,018;
при 0°С
lg(0,812—Д) =0,0139х—0,44.
Логарифм константы скорости
для чистой (без оксидов) кон-
центрированной HNO3 (х=98%)
при w = 0,4 м/с и 0°С равен
IgK = 1,655 + 0,31 g0,4 —
сн„ .вес 7.
Рис. 59. Зависимость константы
скорости абсорбции NO2 раство-
ром нитроолеума от его насыще-
ния:
1 — /=Ю°С; 2 —/=СС; 3—Z=-1O°C.
I,371g273 +0,014-98,
откуда К = 0,455 см/с.
При тех же условиях, но при накоплении в растворе оксидов
азота до 36%, константа скорости равна нулю:
lg(0,812 — К) =0,0139-36 — 0,44; К = 0.
Значения констант скорости поглощения NO2 раствором нитро-
олеума в зависимости от температуры и степени насыщения нитро-
олеума N2O4 можно найти по диаграмме (рис. 59).
Среднее значение константы скорости
Дср = № = 0,2275 (см/с)
Находим далее парциальные давления NO2, при общем давле-
нии на входе в поглотитель 5,75 ат (5,874-105 Па) и на выходе
5,6 ат (5,674-105 Па),
= 5,75-760-2-0,078 = 681,0 (мм рт. ст.) = 9,0792-104 Па;
/г = 5,6-760-2-0,0016 = 13,6 (мм рт. ст.) = 0,1813-104 Па;
р° —над чистой HNO3 равно 1 мм рт. ст. = 0,0133-104 Па;
Pxt —над раствором питроолеума, содержащим 36% NO2,
равно 72 мм рт. ст. = 0,9599-104 Па,
где 760 — коэффициент пересчета давления в мм рт. ст.; 2 — коэф
фициент пересчета Ы2О4 в NO2; 0,078 и 0,0016 содержание N2O4 в
газе соответственно на входе и выходе поглотителя.
272
ГЛАВА IX
Гидравлический радиус пузырьков принимаем, как раньше,
равным 0,05 см. Тогда время пребывания нитрозного газа в адсор-
бирующей HNO3 составит:
0,05 о 681 —72 л огл / х
т =------2,31g---------= 0,854 (с).
0,2275 13,6—1 '
Время взаимодействия газов с жидкостью на тарелках при
линейной скорости газа в растворе 0,39 м/с, высоте слоя жид-
кости 50 мм в спокойном состоянии и 80 мм в состоянии барбо-
тажа составляет
тт = =0,205 (с).
0,39
Определяем необходимое число тарелок для поглощения NO2
п — Д5Н. — 2^51 = 4Д6.
тт 0,205
Принимаем 5 тарелок, но учитывая запас, а также необходи-
мость размещения на тарелках змеевиков, берем 10 тарелок:
п = 10.
Среднее количество газа, проходящего за 1 с, составляет
_________ 639,765 + 592,62
Гер- ~
22,4
3600
— --2—= 0,675 (м3).
273 5,675
При линейной скорости газа 0,156 м/с в свободном объеме
колонны (0,39 м/с в растворе) сечение нитроолеумной колонны
составляет
S =ь^ = 5^21 = 4,32 (м2).
w 0,156
Диаметр колонны можно рассчитывать из равенства
— = S . 4,32,
4
откуда D — 2,34 м.
При расположении первой тарелки на 1 м от дна колонны
общая высота нитроолеумной колонны составляет
1+0,5-10 = 6 (м).
Определяем тепловой баланс нитроолеумной колонны.
Приход тепла
от конденсации N2O4
Q, = 98,51-0,5-8600 = 424500 (ккал) = 1777296,0 кДж,
где 8600 — тепло конденсации N2O4, ккал/кмоль;
от растворения N2O4 в HNO3
Q2 = 12590-11,10 = 139800 (ккал) = 585314,64 кДж,
где 11,1 —тепло растворения N2O4, ккал/кг.
§ 5. Расчет промывной башни
273
Общее количество выделяющегося тепла в колонне с<я гавляг!
Q = 424500 + 139800 = 564300 (ккал) = 2362611,2 кДж.
Зная количество выделяющегося тепла и количество циркули-
рующей жидкости, рассчитываем поверхность змеевиков холодиль-
ников, устанавливаемых на тарелках.
§ 5. РАСЧЕТ ПРОМЫВНОЙ БАШНИ
В промывной башне пары HNO3 поглощаются водой: 1,53 кмоль
HNO3 и 0,11 кмоль Н2О, или HNO3 1,53-63 = 96,7 кг и Н2О =
= 0,11-18 = 1,98 кг.
С этой кислотой вводится в автоклав количество воды, необхо-
димое для производства концентрированной HNO3. Задаемся ко-
личеством воды, равным 108,4 кг (1,98Д- 106,38 кг), и проверяем
его последующими расчетами.
Концентрация кислоты, вытекающей пз промывной башни,
равна
---------- WO = 46,8 (%).
96,7 + 108,4
Промывная башня состоит из двух-трех тарелок колпачкового
типа и является верхней частью поглотительной колонны.
§ 6. РАСЧЕТ ОТБЕЛОЧНОЙ КОЛОННЫ
Количество кислоты прямой переработки нитроолеума, посту-
пающей из нитроолеумной колонны, составляет: N2O4 — 4530 кг,
HNO3 — 7898,8 кг, Н2О— 161,2 кг, всего— 12590 кг.
В отбелочной колонне разлагается .раствор нитроолеума,
поступающий из автоклава. Считаем, что количество циркулирую-
щей N2O4 в 1,75 раза больше количества свежей смеси, подлежа-
щей переработке в HNO3.
Количество раствора, поступающего из автоклава,
(4530-0,33-46)0,75 = 3386 (кг),
где 0,33-46 = 15,2 кг—количество NO2 в продувочных газах.
Общее количество отгоняемых из колонны оксидов азота равно
4530 + 3386 = 7916 (кг).
Согласно данным табл. 38, представленным Л. И. Кузнецовым-
Фетисовым, при Р — 1013 МПа над нитроолеумом температура
кипения раствора, содержащего 36% NO2, составит 33°С, а в парах
будет находиться 98% NO2 + N2O4 и 2 мас.% HNO3.
В отходящих газах, без учета процесса дефлегмации, содер-
жится HNO3
7916—- = 162 (кг).
100-2
18. 388.
274
ГЛАВА IX
Таблица 38. Равновесное содержание оксидов азота в газе в зависимости от тем-
пературы и общего давления
Содержание в растворе, мае. % 760 мм рт. ст. (1,013-10 Па) 600 мм рт. ст. (6,799- 10s Па)
температура кипения, °C содержание в парах, мае.% температура кипения, °C содержание NO2+ N2O4 в парах, мае. %
4 77 59 67 54
8 68 80 60 74
12 62 88 54 84
16 54 92 49 88
20 51 93 44 92
24 46 95 39 93
28 42 96 35 94
32 37 97 31 96
36 33 98 27 97
40 29 98 23 98
44 25 99 20 99
Таблица 39. Состав жидкости (кг), поступающей на переработку
Жидкость HNOs HSO N,O, Всего
Из холодильника-конденса- тора 140 420,12 560,12
Из окислительной и доокис- 702,7 503,46 —. 1206,16
лительной колонн 162 — 7916 8078,0
Из нитроолеумной колонны 96,7 109,4 — 206,1
Из промывной колонны 1101,4 1032,98 7916 10050,38
Выделяющиеся из отбелочной колонны газы после конденсации
будут содержать: NO2—7916 кг; HNO3— 162 кг; всего — 8078 кг.
Таким образом, жидкость, переработанная в HNO3, имеет со-
став, представленный в табл. 39.
§ 7. РАСЧЕТ АВТОКЛАВА
В автоклаве вследствие воздействия N2O4, Н2О и О2 получается
концентрированная HNO3 по уравнению:
N2O4 + 0,5О2 + Н2О = 2HNO3 + 39939,65 кДж. (226)
Соотношение между компонентами реакции следующее:
N2O4 о2 Н2О HNO3
Молярное 92 16 18 2,63
Весовое 0,73 0,127 0,143 1
Из перерабатываемого N2O4 можно получить моногидрат HNO3:
-^(4530- 15,2) =--^-=--6183,5 (кг).
92 0,73
§ 7. Расчет автоклава
27. >
Для образования HNO3 тре-
буется воды
6183,5-18 = 884
126
а для получения 98%-кого рас-
твора HNO3:
(6183,5+1101,4)gI 2g =148 (кг).
Всего требуется воды
884+ 148 = 1032 (кг).
Воду вводим из промывной
башни в количестве
1032-420,12-503,48 = 108,4 (кг).
В автоклаве получается кис-
лоты
6183,5 + 1101,4 = 7284,9 (кг).
Рис. 60. Скорость образования HNO3
в зависимости от избытка N2O4 в
питроолеуме при Р = 49-105 Па и
/ = 70°С:
1 — 2 — rri2~7,G2’, 3 — m3= 10,22.
Для смещения равновесия реакции в сторону образования
HNO3, а также для увеличения скорости реакции необходимо, что-
бы в смеси, поступающей в автоклав, был избыток N2O4.
На рис. 60 приведены данные о скорости образования концен-
трированной HNO3 в зависимости от избытка в нитроолеуме N2O4.
Как видно из кривых, с увеличением отношения N2O4:H2O от 5,11
до 7,62 и 10,22 скорость реакции значительно увеличивается.
Необходимый избыток N2O4 определяется расходами, связан-
ными с переработкой нитроолеума в автоклаве и с отгонкой из
Рис. 61. К определению оптимально-
го соотношения ИгСщНгО при полу-
чении концентрированной HNO3:
I — затраты на автоклавирование; 2 — за-
траты на конденсацию N2O4 и отбелку
1INO3; 3 — суммарные затраты.
автоклавной кислоты избыточно-
го N2O4 и его конденсацией. Как
видно из рис. 61 с повышением
соотношения N2O4:H2O расходы,
связанные с собственно автоклав-
ным процессом уменьшаются, а
расходы на отгонку избыточного
N2O4 азота резко увеличиваются.
Оптимум соотношения N2O4:H2O
составляет около 7.5 и 9 (избы-
ток 1,5—1,75). По данным
К- Т. Коженовой и М. А. Минио-
вича оптимум лежит около 8. При-
нимаем, что избыток N2O4 должен
практически превышать стехио-
метрический расчет в 1,75 раза.
Тогда количество добавочно вво-
димого в автоклав N2O4 составит
(4530 — 15,2)0,75 = 3386 (кг).
18*
276
ГЛАВА IX
Общее количество N2O4, поступающего в автоклав, равно 4530 + 3386 = 7916 (кг).
Состав смеси, поступающей в автоклав: кг мас. %
HNO3 1101,4 11,1
Н2О 1032,0 10,3
N2O4 7916,0 78,6
Всего 10049,4 100,0
На реакцию окисления N2O< । до HNO3 требуется О2
(4530 — 15,2)— = 784,7 (кг),
92
или 548 м3/ч, что в пересчете па 98%-ный О2 оставляет 560 м3.
В автоклаве поглощается 784,7 кг О2 и выделяется в газовую
фазу с продувочными газами 15,2 кг NO2:
10049,4 4- 784,7— 15,2 = 10818,9 (кг).
Состав жидкости после реакции:
кг мас. %
HNO3 7284,9 67,3
n2o4 3386,0 31,3
Н2О 148,0 1,4
Всего 10818,9 100,0
Для расчетов принимаем автоклав непрерывного действия та-
рельчатого типа (рис. 62) или насадочного (рис. 63).
Скорость реакции определяем по уравнению
^fNO, о
---^=«4^0- (227)
или в интегральной форме:
(а — Ь)а
(228)
где а — начальная концентрация NO2 в растворе, гмоль/л; b —
начальная концентрация Н2О в растворе, гмоль/л; а — степень
превращения Н2О в HNO3, доли ед.; т — время, мин; К— кон-
станта скорости реакции.
Константу скорости реакции можно определить по диаграмме
рис. 64 в зависимости от температуры и давления или по урав-
нениям
при 50°С К-10-3 = 0,18Р — 1,2;
при 70°С К • 10-3 = 0,18Р - 0,3;
при 90°С К-10-3 = 0.18Р + 6,12.
§ 7. Расчет автоклава
277
Задаваясь температурой
70°С и давлением 50 ат
(50,6625-105 Па), найдем К
/(•IO-3 = 0,18-50 —0,3;
К = 0,0087.
Количество молей NO2 и
Н2О в начальной смеси состав-
ляет
N0 _ 7917И000 = j72Q00;
46
Н О _ 1032-10()9.. = 57400.
48
При плотности раствора
1,5 кг/л общее количество рас-
твора
10049,4 с7|п , .
------= 6710 (л).
1,5
Тогда
2а = = 25,7;
6710
а = 12,85 моль/л;
Рис. 62. Схема ав-
токлава с ситчаты-
ми тарелками.
Рис. 63. Схема ав-
токлава с орошае-
мой насадкой.
b = = 8 56 (моль/л).
6710
1033 —149 п ЙГГ
а —---------------= 0,855;
1,033
________1_________
0,0087(12,85—8,56)’
8.56
1 ——— 0,855
12,85
2,3 1g ---------—
Б 1—0,855
(12,85 — 8,56)0,855 "
12,85
8,56 “
12,85
= 4,1 (мин).
Принимаем т = 5 мин.
Согласно кривым рис. 64, при заданных условиях для получе-
ния концентрированной HNO3 необходимо 12 тарелок. Принимаем
внутренний диаметр автоклава 0,94 м, диаметр барботажного кол-
пака (всего три колпака) — 0,22 м, диаметр концентрической
трубы для подачи О2 и выдачи продукции — 0,14 м. Получаем-
свободное сечение слоя жидкости на тарелке равно
278
ГЛАВА IX
Рис. 64. Зависимость константы
скорости реакции от темпера-
туры и давления:
/ — р=49-10‘ Па; 2 — Р=98-104 Па;
3 — Р=25-103 Па; 4— P=50-I0s Па.
5 = 3,14-0,94г _ 3 3,14-0,22г
4 4
3,14-0,142 п СсС ,
----------—= 0,565 (м2).
4
Определяем, что среднее коли-
чество жидкости, проходящей через
автоклав в 1 мин, равно
v _ 10066,2 + 10850,9 1__
2 1000 Х
X— — = 0,116 (м3).
1,5 60
Если считать, что реакция за-
канчивается в течение 5 мин, коли-
чество раствора, пребывающего в
автоклаве, должно составлять
Еобщ = от = 0,116-5 = 0,58 (м3).
При 12 тарелках
дой тарелке будет
в автоклаве высота слоя жидкости на каж-
--0'—- = 0,087 (м),
0,565-12
принимаем 0,1 м.
Переливные стаканы ставим такой же высоты. Высота рабочей
части автоклава составляет 8,5 м.
Определяем состав газа, выходящего из автоклава. По сравне-
нию с теоретически необходимым избыточное количество О2 со-
ставляет 208 м3 (98%-ного О2), всего О2 в автоклаве будет
208 + 560 = 768 м3.
Унос паров N2O4, HNO3, Н2О определяем по упругости паров
над входящим в автоклав нитроолеумом, содержащим 65%-ный
раствор HNO3 и N2O4 в количестве 160% от теоретически необхо-
димого.
При 70°С давление паров составляет (5);
р:<о, = 2,9 ат = 2,93842-105 Па;
pN2o* = 2,5 ат = 2,533-105 Па;
Phno3 = 1,2 ат = 1,215-105 Па;
рн2о — 1 ат = 1,01325-105 Па;
/’общ = 7,6 ат = 7,70-105 Па.
Количество продуваемого О2
768-548 = 220 (м3).
§ 7. Расчет автоклава
279
Парциальное давление О2 и N2 при общем давлении 50 ат
(50,6625-105 Па):
50 — 7,6 = 42,4 (ат) = 42,96-105 Па.
В дефлегматор поступают оксиды азота и пары HNO3 в сле-
дующих количествах:
NO2 — 220-^- = 15,1 (м3);
42,4
N2O4 — 220^_ = 13,о (м3);
42,4
HNO3 — 220-Ы-= 6,3 (м3);
42,4
Н2О — 220-!—= 5,2 (М3)
42,4
Состав продувочного газа:
м3 р-10° Па
Оз + Nq 220 415,5
no2 15,1 28,42
n204 13,0 24,5
HNO3 6,3 11,76
Н,0 5,2 9,8
Всего 259,6 489,98
После охлаждения газа в дефлегматоре до +20°С жидкость
стекает обратно в автоклав, а продувочные газы поступают в си-
стему после компрессора.
Уточним состав газов, выходящих из дефлегматора.
При 20°С упругость паров оксидов азота составляет: Робщ =
= 0,983 ат (0,996-105 Па); pNO2 = 0,275 ат (0,27864-105 Па);
Pn2o4 — 0,708 ат (0,71738-105 Па). В продувочных газах содер-
жится
NO2------2^—220 = 1,24 (м3);
50 — 0,983
N2O4-----2^08—220 = 3.17 (м3).
60 - 0,983 ’
Всего в пересчете на NO2:
1,24 + 2-3,17 = 7,56 (м3),
что близко к данным предыдущего расчета (7,3 м3).
Из дефлегматора обратно в автоклав возвращается газ состава:
м3 кг
no2 13,86 28,4
n2o4 9,83 40,3
HNO3 6,30 17,7
Н2О 5,20 7,2
Всего 35,19 90,6
280
ГЛАВА IX
Составляем тепловой баланс автоклава.
Приход тепла
с сырой смесью при 0°С Qi = 0; ,
с О2 при 20°С
О2 =-^1-7,07-20 = 4850 (ккал) =20305,98 кДж;
22,4
с флегмой из дефлегматора при 20°С
Q3 — 90,6-0,5 = 900 (ккал) =3768,12 кДж,
где 0,5 — теплоемкость флегмы в ккал/(кг-°C);
от реакции (226)
Q4 = . J8842 = 453000 (ккал) = 1896620,4 кДж.
92 2
Общий приход тепла составляет
Q = 4850 + 900 + 453000 = 458750 (ккал) = 1920694,5 кДж.
Расход тепла
15,1-46
22,4
на испарение газов, уходящих с продувочными газами
+ !^92 . 93,5 + ^.Ц5 +
2 22,4 22,4
+ 5ДМ1597 = 9760 /ккал) =40863,168 кДж,
22,4
где — тепло выделения NO2 из раствора, ккал/кг; 93,5 — тепло
2
испарения N2O4 ккал/кг; 115 — тепло испарения HNO3 ккал/кг;
597 — тепло испарения Н2О ккал/кг;
для диссоциации N2O4 на 62%
Q2 = 1^.0,62-13600 = 4900 (ккал) = 20515,32 кДж;
22,4
с продувочными газами
q 259^6.73.70 = 5920 (ккал) =24785,856 кДж,
22,4
где 7,3 — теплоемкость газа, ккал/(моль-°C), или 30,563
кДж/(моль-°C);
с выводимым нитроолеумом
Q4 = (7299,2+ 148)0,444+ 3386-0,477-70 = 345000 (ккал) =
= 1444446,0 кДж,
где 0,444 — теплоемкость 98%-ного раствора HNO3, ккал/(кг-°С),
или 1,8589 кДж/(кг-°С); 0,477 — теплоемкость N2O4 ккал/(кг-°С),
или 1,997 кДж/(кг-°C).
§ 8. Расчет отбелочной колонны
281
Общий расход тепла равен
Q = 4900 + 9760 + 5920 + 345000 = 365580 (ккал) =
= 1530610,3 кДж.
Разность между приходом и расходом тепла
458750 — 365580 = 93170 (ккал) =390084,1 кДж.
Это тепло идет на потери в окружающую среду. Путем увели-
чения избытка N2O4 в автоклавном растворе можно добиться сни-
жения температуры его ниже принятой.
§ 8. РАСЧЕТ ОТБЕЛОЧНОЙ КОЛОННЫ
В отбелочную колонну поступает раствор следующего состава:
Со свежим раствором. кг С циркуля- ционным рас- твором. кг Всего, кг
HNO3 7898,8 7284,9 15183,7
Н2О 161,2 148,0 309,2
n2o4 4530,0 3386,0 7916,0
Всего 12590,0 10818,9 23408,9
Состав отгонной части раствора: NO2— 7916 кг, или 98 мае.%;
HNO3—162 кг, или 2 мас.%. Всего — 8078 кг.
Состав полученной в отбелочной колонне кислоты: HNO3 —
15021,7 кг, или 98 мас.%; Н2О— 309,2 кг, или 2 мас.%. Всего—•
15330,9 кг.
Кислота распределяется в следующем порядке: на доокисле-
ние NO уходит 471,2 кг; на закрепление HNO3 в доокислителе —
717,0 кг; на поглощение NO2 в нитроолеумном поглотителе —
8158,4 кг.
Образуется в виде конечной продукции — 5981,1 кг. Всего
15327,7 кг. Расхождение 3,2 кг.
Определяем тепловой баланс отбелочной колонны.
Приход тепла
со свежим нитроолеумом при 0°С: Qi = 0;
с автоклавным нитроолеумом при 60°С:
Q2 = 10818,9-0,45-60 = 292000 (ккал) = 1222545,6 кДж;
с водяным паром Q3, количество которого будет рассчитано ниже.
Общий приход тепла равен 292000 + Q3.
Расход тепла
на выделение N2O4 из раствора
Qi = 23408,9-10,27 = 240500 (ккал) = 1006925,4 кДж;
на испарение N2O4 и HNO3
Q2 = 7918-93,5 + 162-115 = 759600 (ккал) = 3180293,3 кДж;
282
ГЛАВА IX
на диссоциацию N2O4 при температуре выходящих паров 33°С и
степени диссоциации, равной 25%:
Q3 = 7918-0,25-^^ = 293000 (ккал) = 1226732,4 кДж;
2
с отогнанными газами при 33°С
Q4 = 7918-0,13-33+ 162-0,2-33 = 35070 (ккал) =
= 146831,07 кДж;
с отбеленной кислотой при 86°С:
Qs = 15330,9-0,47-86 = 620000 (ккал) = 2595816 кДж. -
Общий расход тепла составляет
Q = 240500 + 759600 + 293000 + 35070 + 620000 =
= 1948170 (ккал) =8156598,1 кДж.
Количество тепла, приносимое с паром, определяем из тепло-
вого баланса по разности
292000+ Q3 = 1948170 (ккал) = 8156598,1 кДж;
Q3 = 1656170 (ккал) = 6934052,5 кДж.
Расход пара
У = 1656170 = 3120 (кг),
где 531 — тепло конденсации пара, ккал/кг, или 2223,2 кДж/кг.
Определяем количество тарелок в отбелочной колонне.
Соотношение содержания NO2 в паровой и жидкой фазах при
атмосферном давлении, по данным Л. И. Кузнецова-Фетисова,
Рис. 65. Соотношение между
содержанием NO2 в паровой
cNOt и жидкой c^jq фазах
в нитроолеуме при атмосфер-
ном давлении.
представлено на рис. 65.
Общее содержание 1\Ю2 в посту-
пающем растворе составляет 33,8
мас-%, или 39,1 мол.%- Содержание
NO2 в парах составляет 98 мае.%, или
98,5 мол.%.
Содержание NO2 в отходящей из
колонны кислоте примем равным нулю.
Свежий раствор вводится в колонну
выше циркулирующего раствора. Так
как он имеет более низкую темпера-
туру, чем циркулирующий, то можно
получить флегму, обогащенную NO2.
Поэтому отбелочную колонну рассчи-
тывают как колонну одноколонного
типа без дефлегматора.
Нанося на рис. 65 рабочую ли-
нию, находим, что теоретически тре-
§ 8. Расчет отбелочной колонии
/вл
буется 6 тарелок. Практическое же число ырглои <<» i >и
ляет 12—18.
Жидкость в отбелочной колонне нагреваю! чере < n:i|>> >пу и>
рубашку, общая поверхность которой определяется но п-плоной
нагрузке. Соотношение между диаметром и высотой опилочной
колонны выбираем из конструктивных соображений.
Для разгонки всего нитроолеума ставим четыре отбелочные
колонны. Тогда тепловая нагрузка одной колонны
Q = 165617-°-== 41404Q (ккал) = 173350296 кДж.
Принимаем диаметр колонны равным 450 мм и диаметр рубаш-
ки — 520 мм. Коэффициент теплоотдачи от кипящего нитроолсума
составляет практически около 2500 ккал/(м2-°С-ч), или 10467,0
кДж/(м2-°С-ч). Коэффициент теплоотдачи для конденсирующе-
гося пара в рубашке составляет около 5000 ккал/(м2-°C-ч), или
20934,0 кДж/(м2-°С-ч). Коэффициент теплопередачи
К =----------------------= 1560 ккал/(м2-°C-ч) —
1 0,008 1 v
2500 + 170 + 5000
= 6531,408 кДж/(м2-°С-ч),
где 0,008 — толщина стенки колонны, м; 175 — коэффициент тепло-
проводности алюминия, ккал/(м-ч-°С).
Средняя скорость температур:
Пар: 112,7ч-112,7;
Нитроолеум: 33°->86Д/ = 48,5°С.
Необходимая поверхность равна
414040 = 5,5 (м2).
1560-48,5
Тогда высоту греющей части колонны I можно рассчитать:
nDZ = 5,5; 3,14-0,45/= 5,5 м,
откуда I — 3,9 м. Общая высота отбелочной колонны — 6 м.
Для охлаждения выделяющихся оксидов азота после отбелоч-
ной колонны ставят водяной холодильник и рассольный конденса-
тор. Для охлаждения получаемой кислоты ставят водяной холо-
дильник. Рассчитывают их аналогично приведенным выше расчетам
холодильников.
284
ГЛАВА X
РАСЧЕТ ДЕНИТРАТОРА НИТРОЗЫ •
С ЦЕЛЬЮ ПОЛУЧЕНИЯ
КОНЦЕНТРИРОВАННЫХ ОКСИДОВ АЗОТА
Комбинированный способ получения HNO3 и H2SO4 основан
на поглощении H2SO4 оксидов азота малой концентрации и после-
дующем разложении полученной нитрозы. При этом получаются
концентрированные оксиды азота, легко перерабатываемые в HNO3
высокой концентрации.
Процесс денитрации представляется следующими реакциями:
2HNSO5 + 2Н2О = 2H2SO4 + 2HNO2; (229)
2HNO2 = Н2О -|- N2O3 (ж.); (230)
N2O3 (ж.) =N2O3 (г.); (231)
N2O3 (г.) =NO (г.)+NO2 (г.). (232)
Нитрозу депитрируют термическим способом, т. е. нагревают
через стенку или острым паром, или же комбинированием этих
способов. После денитрации нитрозы нагревом через стенку полу-
чаются относительно сухие оксиды азота высокой концентрации
без значительного изменения концентрации H2SO4. На практике
денитрацию нитрозы этим способом проводят в аппаратах пленоч-
ного типа, причем нагревать нитрозу наиболее удобно глухим па-
ром. Можно также применять аппараты тарельчатого типа с на-
гревом нитрозы на каждой тарелке (подобно колонне для абсорб-
ции оксидов азота под давлением).
Поскольку при снижении содержания оксидов азота в нитрозе
скорость денитрации резко уменьшается, что приводит к увеличе-
нию размеров аппаратов, целесообразно проводить частичную
денитрацию (при температуре 170—190°С) с последующим дона-
сыщением полученной слабой нитрозы оксидами азота в абсор-
берах.
Денитрация нитрозы острым паром протекает с большей ско-
ростью, чем денитрация нагревом через стенку. Причиной этого
является разбавление H2SO4 и связанное с ним повышение тем-
пературы, уменьшение парциального давления оксидов азота в га-
зовой фазе и турбулизация жидкой фазы. Денитрацию нитрозы
этим способом лучше всего проводить в барботажных аппаратах,
подобных колонне для концентрирования разбавленной HNO3.
Скорость денитрации зависит от гидродинамических условий, со-
става и температуры нитроз.
Скорость денитрации нитроз можно выразить общим урав-
нением:
G — Ch2soJ, (233)
где G — количество выделившихся оксидов азота, кг; К — кон-
станта скорости денитрации; F — поверхность денитрации м'
cn2o3 и ch2so4 — средние концентрации оксидов алии и 11 ,S< Ц к
нитрозе, доли моля; т — время денитрации, ч;
При денитрации нитрозы путем нагрева ее через стенку, сели
начальное содержание H2SO4 в исходной нитрозе колеблекя в
пределах 79—82%, показатели степени имеют значения п = 2,
т = —8,5.
При денитрации нитрозы острым паром, если концентрация
H2SO4 в нитрозе снижается до 68—72%, показатели степени имени
значения п = 1; т = —10.
Зависимость констант скорости [в кг/(м2-ч)] денитрации нитро
зы от температуры можно представить следующими уравнениями:
при денитрации в аппаратах поверхностного типа и нагрев
нитрозы через стенку
lg/C = 5,18 — (234)
при денитрации паром в аппаратах пленочного типа с допол-
нительным нагревом нитрозы через стенку
lgK = 0,81—(235)
При денитрации нитрозы с помощью острого пара в колонне
барботажного типа при постоянном разбавлении H2SO4 от 79—80%
до 68—70% время денитрации связано со степенью денитрации
уравнением
rL- (236)
Ki 1 —а
где т — время, мин; а —степень денитрации нитрозы, доли ед.;
Ki — константа скорости денитрации, мин-1.
Константа скорости денитрации нитрозы в зависимости от тем-
пературы для указанных условий выражается уравнением:
IgK = 9,045 - (237)
Скорость денитрации нитрозы в зависимости от гидродинами-
ческих условий выражается приведенными ниже уравнениями.
При денитрации острым паром в насадочных аппаратах
Кцж = ДКе^8Рг2 , (238)
где А = (12,5094 %- 0,079 — 0,33ch2so* + 0,5cN2o3) 10~7 (ch2so4 и
cN2o3 — начальное содержание H2SO4 и оксидов азота в исходной
нитрозе, %>).
При денитрации в барботажных аппаратах
Nu» = BRe№, (239)
286 ГЛАВА X
где В = \7t — 1290, при интенсивности орошения 4,3 м3/(м2-ч) и
В = П1— 656 при интенсивности орошения 8,2ч-8,3 м3/(й2-ч)
(t — температура нитрозы).
Для формул (238) и (239) критерии можно записать
. Pj. ..... 3600,• Nu __ К^экв
fgl’-ж ’ Dy ’ ж D'(
где — весовая скорость жидкости, кг/(м2-с); [— удельная по-
верхность насадки, м2/м3; g— ускорение силы тяжести, м/с2; —
вязкость жидкости, кг-с/м2; D — коэффициент диффузии, м2/ч;
у — плотность жидкости, кт/м3; К — константа скорости денитра-
ции, кг/(м2-ч); d3KB— эквивалентный диаметр аппарата, м.
§ 1. РАСЧЕТ ДЕНИТРАТОРА НИТРОЗЫ БАРБОТАЖНОГО ТИПА
Примем диаметр денитрацпонной колонны 1000 мм, высоту
царг 360 мм, диаметр колпака 660 мм, толщину слоя жидкости,
находящейся на тарелке, 50 мм (рис. 66).
Состав нитрозы (в %): N2O3 — 7,5; H2SO4— 74,0; Н2О—18,5;
H2SO4 (исходная) — 80.
Пар подается перегретым до 250°С под давлением 2026,5 Па;
температура нитрозы 30°С; оптимальная температура выходящих
из денитратора нитрозных газов 80°С. При этой температуре унос
паров воды будет минимальным. Температура выходящей H2SO4
70—68%-ной концентрации 162°С.
Примем для производственной колонны нагрузку по N2O3 рав-
ной 25 т в сутки, или 1,042 т/ч. Тогда расход нитрозы составит
Расход пара определим из материально-теплового баланса
колонны.
Приход тепла с нитрозой
Q, = met = 13,89-1000-0,442-30 = 184200 (ккал) =
= 771208,56 кДж,
где 0,442 — теплоемкость нитрозы, ккал/(кг-°С).
Приход тепла с паром
Q2 = x(i— t) = х(710— 30) = 680х (ккал),
где х — расход пара, кг; 710 — энтальпия пара, ккал/кг.
Приход тепла от разбавления кислоты
<2з — m<7H2so4,
§ I. Расчет денитратора нитрозы барботажною ины
?/</
где т — количество моногидрата H2SO4,
кг; <7h2so4 — теплота разбавления кисло-
ты, ккал/кг.
т = 13,89-1000-0,74 = 10340 (кг);
<7h2so4 = 272
Г100 — дк
[ 150 — «к
100 — ан I
150 J ,
где ак и аи — концентрация конечной и
начальной H2SO4, %.
Примем, что концентрация вытекаю-
щей кислоты из колонны составляет 70%,
тогда
О7ОГ 100 — 70 100 — 80 1
?h2so4 = 272 - ^^1=
= 24,4 (ккал/кг) = 102,1579 кДж/кг;
Q3 = 10340-24,4 = 252000 (ккал) =
1055073,6 кДж.
Рис. 66. Деиитратор для
разложения нитрозы острым
паром.
Общий приход тепла
Q = 184200 + 680х + 252000 = 680х + 436200 (ккал).
Расход тепла с вытекающей кислотой составляет
Q’ = met,
где m = 10340 + (13,89-1000-0,185) + х = 10340 + 2560 + х (кг);
с — теплоемкость 70%-ного раствора H2SO4, равная 0,4894
ккал/(кг-°C) или 2,0490 кДж/(кг-°C).
Q' = (10340+ 2560 4-х)0,4894-162 = 79,2х+ 1024000 (ккал).
Расход тепла на диссоциацию N2O3 по реакции
N2O3 = NO + NO2 + 9,6 ккал (40,1932 кДж).
Q'2 - 22^9600 = 131500 (ккал) = 550564 кДж.
Расход тепла на денитрацию N2O3 составляет
Q3 771^дт2о3,
где qx2o3 — теплота денитрации, равная 271 ккал/кг, или 1134,6228
кДж/кг.
Q'3 = 271 • 1042 = 272000 (ккал) = 1138809,6 кДж.
Расход тепла с уходящими газами при 80°С
Q'4 — VzCcpt = ( Vno+no2 + Vh2o)Ccp/,
ту 1042-22,4-2 _rip
где Vno+no2 — -----yg-2- =615 (мл).
288
ГЛАВА X
Содержание паров воды в нитрозных газах при 80°С составляет
6,0 об.%. Тогда ——-------- = 0,06; Vh2o = 39,2 м3, или 31,5 кг.
615 + Кн2о
Средняя молярная теплоемкость газов
Сер = 6,92-0,94 + 7,91 0,06 = 6,98 (ккал/кмоль) =
= 29,2238 кДж/кмоль, или 0,311 ккал/(м3-°С) =
= 1,3020 кДж/(м3-°С).
Q;= (615 + 39,2)0,311-80 = 16300(ккал) =68244,84 кДж.
Расход тепла па испарение оксидов азота и паров воды
Q'5 = mq = 100-1042 + (631,4 — 80)31,5 =
= 120700 (ккал) = 505346,76 кДж,
где 100 — теплота испарения N2O3 (418,68 кДж/кг); 631,4 — энталь-
пия паров воды (2643,5455 кДж/кг). Если учесть потери в окру-
жающее пространство сверх основных статей расхода 3%, общий
расход тепла составит
Q = 1,03(79,2х + 1024000 + 131500 + 272000 + 16300 +
+ 120700) = 81,7х + 1612000 (ккал).
Приравнивая приход расходу, найдем количество вводимого в
колонну пара х:
680х + 436200 = 81,7х + 1612000.
Откуда х = 1970 кг.
Тогда концентрация выходящей кислоты составит
-------12Л2-----100 = 69,7 (%).
10340 + 2570 +1970
Удельный расход пара на 1 т нитрозы
-^ = 0,142 (т/т).
13,89
Среднее количество нитрозы, проходящей колонну, будет равно
13890+(10340 + 2570+1790) = и385 (кг/ц)
Примем следующее распределение температур жидкости на та-
релках (по ходу пара): I — 162°С; II—160°С; III — 158°С; IV —
156°С; V — 153°С; VI — 148°С.
Средняя температура жидкости на тарелках
# _ 162 + 160+ 158+ 156+153+ 148 . с_
*ср-----------------------------= 1о7 (С).
§ 1. Расчет денитратора нитрозы барботажном» iihi.i
Определим константу скорости денитрации шири на vp.ui
нения
IgK, = 9,045 - — ,
492
откуда Ki — 2,72 мин-1.
Время, необходимое для денитрации нитрозы при лн\ геми»-
ратурах, определим из уравнения (184):
Примем а = 0,99, тогда
т = —— 1g--------- = —— — 0,735 (мин).
Кг 1 —0,99 2,72
Средний объем жидкости, находящейся на тарелке колонны,
составляет:
/ 3,14-0,95»__ 3,14-0,66» __2,3,U0.P 05—-Q 0179 (м3),
\ 4 4 4 ]
где 0,95 — внутренний диаметр колонны, м; 0,66 — диаметр кол-
пака барботера, м; 0,1—диаметр переливной трубы, м.
При средней плотности раствора кислоты (при 156°С) 1570 кг/м3
количество находящейся на тарелке кислоты составит
0,0179-1570 = 28,1 (кг).
Количество жидкости, проходящей колонну за I мин,
^9 = 232 (кг/мин).
С учетом необходимого времени пребывания кислоты в колонне
(0,735 мин) количество проходящей жидкости составит
232-0,735 = 171 (кг).
Необходимое число тарелок
пт = —— = 6,08 « 6.
28,1
Чтобы теплообмен выходящего горячего газа с поступающей
холодной нитрозой был более полным, необходимо поставить еще
одну-две тарелки, доведя общее количество тарелок до семи-
восьми.
Определим, насколько охладятся газы при взаимодействии с
поступающей нитрозой при температуре газа 149°С и температуре
нитрозы 30°С на верхней тарелке
Qr= (615 + 39,1)0,311 (149 — tx) = 30300 —203k;
QH = 13890 • 0,422 (k — 30) = 6130k + 184000,
тогда
30300 — 203k = 6130k — 184000,
откуда k = 34°С.
19. 388.
290
(ГЛАВА X
С учетом тепла конденсации паров и тепла полимеризации
оксидов азота эта температура газа будет в пределах 80—70°С.
Времени для охлаждения газа на верхних I и II тарелках по
условиям интенсивной теплопередачи, по нашим расчетам, будет
вполне достаточно. Таким образом, общее количество тарелок при
заданных условиях составляет
ггт = 6 + 2 = 8 штук;
Общий объем денитратора
V = пт — h = 8 0,36 = 2,26 (м3),
4 4
или на 1 т денитрируемой нитрозы за час:
—= 0,163 (м3).
13,89
Если нитрозу нагревать дополнительно глухим паром, прохо-
дящим через змеевики на тарелках денитратора, или если ее
предварительно нагреть, то можно значительно уменьшить раз-
бавление отработанной H2SO4. Но при этом производительность
денитратора значительно снизится.
ГЛАВА XI
'•l|
УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА
СИНТЕТИЧЕСКОГО КАРБАМИДА
Современный способ производства карбамида основ.ш пл i in
модействии NH3 с СО2, которое протекает в две стадии Bh.ii.i к
из СО2 и NH3 образуется карбамат аммония:
2NH3 + СО2 = NH2COONH4 4- 159 кДж. (?Ш)
затем происходит его дегидратация с образованием карпа мп на
NH2COONH4^CO(NH2)2 + H2O —28,1 кДж. (211)
Суммарная реакция запишется:
2NH3 + СО2 = СО (NH2)2 + Н2О + 130,9 кДж. (242)
Синтез карбамида протекает в жидкой фазе и степень нревра
щения СО2 в карбамид зависит от температуры, давления, соотпо
шения компонентов реакции, продолжительности процесса и неко
торых других факторов.
Реакция образования карбамата аммония из NH3 и СО2 про
текает быстро и практически до конца, реакция же дегидратации
карбамата, определяющая выход карбамида, обратима.
Теплоты реакции недостаточно для начала реакции, поломо-
исходные продукты необходимо подогревать.
Превращение карбамата аммония в карбамид происходи! в
жидкой фазе, а поэтому синтез необходимо проводить при высокой
температуре и соответствующем высоком давлении. Минимальная
температура реакций определяется температурой плавления кар-
бамида равной 152°С при
давлении 81,6-105 Па s
(83,3 ат). С повышением
давления область темпе-
ратур, при которых суще-
ствует жидкая фаза, рас- V?
ширяется.
При взаимодействии
NH3 с СО2 в присутствии
Н2О, наряду с образова- 2
нием карбамата аммония >
и карбамида, образуются
карбонат и гидрокарбо- с
нат аммония (NH4)2CO3 М)°с
и NH4HCO3. Карбамат fgo°c
аммония в растворе тоже рис 68 номограмма для определения |i-.mn«>
может превращаться в веского выхода карбамида в зависимо,-!...
(NH4)2CO3. температуры и других факторов.
292
ГД Л ВА XI
зависимости от времени и тем-
Равновесный выход карбамида
можно определить по номограмме
М. Фрежака (рис. 67). Например,
при 190°С, соотношении NH3:CO
4,5 и без Н2О. равновесный выход
карбамида по СО2 составляет 0,75
(75%). При тех же температуре и
соотношении, но с добавкой 1 моль
Н2О и 1 моль СО2, выход карба-
мида составит уже 0,63.
Взаимозависимость степеней пре-
вращения СО2 и NH3 в карбамид
выражается уравнением
т, 2+со,
U КНз £,
(243)
пературы конверсии: где _ стеПени превра-
175°С: 2 — /=165°с.* ’ щепия NH3 и СО2 в карбамид; L —
мольное отношение NH3:CO2.
Соотношение компонентов и продуктов реакции определяется
реакцией
2NH3 + СО2 = СО (NH2) 2 + Н2О;
566 + 734 = 1000 + 300.
Концентрация карбамида в плаве по этой реакции может до-
стигать
1000
1000 + 300
-100 = 76,9%.
Если с повышением температуры степень превращения карба-
мата аммония увеличивается медленно, то скорость реакции обра-
зования карбамида возрастает значительно быстрее (рис. 68).
Из кривых (изотерм), задаваясь степенью превращения, можно
определить необходимое для этого время.
Исходя из технико-экономических предпосылок, синтез карба-
мида ведут при температурах 180—200°С, давлениях 180—200 X
ХЮ5 Па и соотношениях NH3:CO2, равных 4—4,5. В этих усло-
виях и времени пребывания реакционной смеси в колонне синтеза
50—60 мин выход карбамида достигает 55—65%.
Процесс производства синтетического карбамида состоит из
синтеза, дистилляции продуктов синтеза и переработки карбамида
в сухую соль. Технологические системы отличаются друг от друга,
главным образом, способами использования газов дистилляции —
NH3 и СО2.
§ 1. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ
В настоящее время разработаны и внедрены в промышленность
разнообразные технологические системы производства карбамида.
Применяются системы без рециркуляции газов, с частичной или
19*
§ 1. Описание технологической схемы
293
полной их рециркуляцией. Наиболее современной и эффективной
является система с жидкостным рециклом. В этой системе часы»
непрореагировавшего NH3 возвращается в производство в жидком
виде, а остальная часть вместе с СО2, в виде раствора аммоний-
ных солей угольной кислоты (КА).
СО2, поступающий из газгольдера, сжимается в пятиступен-
чатом компрессоре 4 (рис. 69) до 180—200-105 Па и поступает в
смеситель /. Жидкий NH3 со склада проходит фильтр для очистки
от механических примесей и под давлением 25-105 Па. поступает
в буферный бак 13, где смешивается с непрореагировавшим воз-
вращающимся NH3. Жидкий NH3 из буферного бака плунжерным
насосом под давлением 180—200-105 Па после подогрева до 100—
110°С в паровом подогревателе 5 подается в смеситель. В смеси-
теле NH3 смешивается с СО2 и раствором карбонатов аммония.
Эта смесь в колонне синтеза 2 превращается в карбамат аммо-
ния и карбамид.
По выходе из колонны плав карбамида, состоящий из 24—25%
CO(NH2)2, 20—22% NH2COONH4, 34—36% NH3 и 12—20% Н2О,
дросселируется до давления 21—23-105 Па и направляется в сепа-
ратор 6, где из него отделяется часть избыточного NH3, и посту-
пает в абсорбер I ступени 7. Жидкая фаза затем подогревается
в подогревателе 8 до i25°C, в результате чего выделяется 90—95%
избыточного NH3 и примерно 28—30% карбамата аммония раз-
лагается на NH3, СО2 и Н2О. Жидкая и газообразная фазы раз-
деляются в сепараторе 9. Газы поступают в абсорбер первой сту-
Рис. 69. Схема синтеза карбамида с полным жидкостным рециклом.
294
ГЛАВА X!
пени, где орошаются при 60°С раствором КА для улавливания СО2.
Окончательно NH3 от СО2 очищается в верхней части данного
абсорбера, которая орошается жидким NH3.
Газообразный NH3 из абсорбера с 0,2% влаги поступает в кон-
денсатор 12, а оттуда жидкий NH3 возвращается в производство
через буферную емкость 13. Раствор КА из абсорбера 7, подогре-
тый до 100—110°С, перекачивается в смс'сйтель 1. Жидкая фаза
из сепаратора 9, содержащая 40—41%' карбамида, 24—25% кар-
бамата аммония, 30—31% Н2О и около 3% NH3, после дроссели-
рования через дроссельный вентиль 3 до абсолютного давления
2-Ю5 Па и подогрева в подогревателе 10 до 110°С выделяет избы-
точный NH3, а карбамат аммония разлагается. Жидкость, пред-
ставляющая собой 60—67%-ный раствор карбамида, охлаждается
в холодильнике 14 до 80°С для предотвращения образования
нежелательной примеси биурета (H2N—СО—NH—СО—NH2), за-
тем, пройдя сборник 16, в фильтр-прессе очищается от масла и
перекачивается на переработку в готовый продукт.
Газы из сепаратора И (35—36% NH3, 37—38% СО2, 25—26%
Н2О) направляются в абсорбер 15, орошаемый водой, в котором
при давлении 2-105 Па и температуре 50—55°С образуется раствор
карбонатов аммония, собираемых в сборнике 21. Часть раствора
при 45°С возвращается на орошение абсорбера 15, а остальная
часть подается на орошение абсорбера I ступени 7.
Раствор карбамида после очистки от масла и механических
примесей упаривается в две ступени в вакуум-выпарном аппара-
те 18, а затем, пройдя гидрозатвор 19, кристаллизуется в грануля-
ционной башне 20.
§ 2. МАТЕРИАЛЬНЫЙ БАЛАНС
Исходные данные
Производительность одного агрегата (2 ко- 750 т в сутки, или
донны) 260 тыс. т в год
Размеры колонны
диаметр 17 м
высота 24 м
Давление 200-105 Па
Температура 190°С
Соотношение компонентов NH3:CO2:H2O
4,5:1:1
На 1 т карбамида чистотой 99% по суммарной реакции (242)
требуется NH3 и СО2 соответственно:
~ 2A1MI, 1000 2-17-1000 с , х
UM1, ~-------2---=----------— 566,6 (кг) ;
A4cO(NH2), 60
г МсоДООО 44-1000 7OQ по / х
Осо, =-------=---=--------= 733,33 (кг),
34 co(nh2)» 60
где 17, 44 и 60 — молекулярные массы NH3, СО2 и карбамида.
§ 2. Материальный баланс
295
На 1 т 99,5%-ного карбамида необходимо
GNH, = = 563>8 (кг).
60
Gc^ = 44^000^995^ = 729>7 (кг)
60
В колонне синтеза с учетом 7% потерь (5% при дистилляции
и 2% при упаривании) должно образоваться карбамида
995-1,07= 1065 (кг).
На образование этого количества карбамида необходимо
GNHs = 563,8-1,07 = 604 (кг);
Gco3 = 729,7-1,07 = 780 (кг).
Экспанзерный газ содержит СО2 — 97%, остальное инерты (Н2,
N2, СО, СН4), NH3 — 99,0% и 1% влаги. С учетом этого расход
исходных компонентов составит:
NH3 —^- = 610 (кг),
0,99
экспанзерного газа — = 804 (кг).
Практический расход реагентов на 1 т карбамида при степени
конверсии 0,63 составит
~ аМкн3<71Ют1000а
UNH3 = .. ----
A4(CO(NHs)1a<?
где а — избыток NH3 против стехиометрического; AInii, — моле-
кулярная масса NH3; </пот — потери продукта; Л1со(кн2и — молеку-
лярная масса карбамида; а — степень конверсии карбамата в
карбамид; <р — чистота NH3; а' — чистота продукта.
Подставляем значения величин в уравнении (244):
г 4,5-17-1,07-1000-0,995 о1сп . ,
Gnhs =-----2180 (кг);
(244)
60-0,63-0,99
г 44-1,07-1000-0,995 1<r7Q . ,
GCo2 =-------------'—- = 1278 (кг).
60-0,63-0,97
С техническим NH3 поступает влаги
2180-0,01 =21,8 (кг),
и соответственно NH3:
2180-21,8 = 2158,2 (кг).-
С СО2 поступает инертов:
1278-0,03 = 38,3 (кг)
и собственно СО2:
1278-38,3 = 1239,7 (кг).
296
ГЛАВА XI
Количество циркуляционной воды из условия соотношения
реагентов:
1239,7-—= 507 (кг).
44
Образуется карбамата аммония:
1239,7-—= 2200 (кг).
44
На образование этого количества карбамата аммония расхо-
дуется NH3:
— -2200 = 960 (кг);
78
остается непрореагировавшего NH3:
2158,2 — 960 = 1198,2 (кг);
образуется карбамида из карбамата аммония:
2200—-0,63 = 1066 (кг);
78
остается карбамата аммония:
2200-0,37 = 814 (кг).
. При образовании карбамида выделится Н2О:
220-^ = 319,7 (кг),
78
всего воды будет:
319,7 4-21,8 = 341,5 (кг).
Все эти расчеты сведены в табл. 40.
Таблица 40. Сводный материальный баланс отделения синтеза карбамида
Приход Расход
компоненты кг/т компоненты кг/т %*
Технический NH.3 Н2О Экспанзсрный газ со2 Инерты Циркуляционная Н2О Всего 2158,2 21,8 1239,7 38,3 507 3965 Карбамид Карбамат аммония Н2О NH3 избыточный Инерты Циркуляционная вода 1066 814 341,5 1198,2 38,3 507 26,9 20,5 8,6 30,2 1,0 12,8
3965 100
§ 2. Материальный баланс
297
Отделение дистилляции I ступени
Исходные данные Давление в процессе 22-105 Па
Температура дистилляции 125°С
Степень выделения NH3 Разложение карбамата аммо- 90%
ния 30%
В подогревателе при 22-105 Па и 125°С в газовую фазу выде-
ляется 90% избыточного NH3 (из практических данных), а именно
1198,2-0,9=1078,4 (кг),
остается NH3 в плаве
1198,2—1078,4 = 119,8 (кг)
и разлагается карбамата аммония
814-0,3 = 244,2 (кг).
По реакции разложения карбамата аммония
NH2CO2NH4 -> 2NH3 + СО2 (245)
образуется NH3 и СО2:
GNHs = —— NH,~ = 244,2^- = 106,1 (кг);
MCO(NH.,), 78
GCo2 = —^о.— = 244,2— = 137,8 (кг).
AfC0(NH2)., 78
Тогда карбамата аммония остается:
814 — 244,2 = 569,8 (кг),
переходит NH3 в газовую фазу:
1078,4 4- 106,1 = 1184,5 (кг).
Объем газов
Vnh3 = 1184,5-^- = 1562 (м3),
VC02 = 137,8-^- = 70,1 (м3). 44
Общий объем газов У= 1562 4-70,1 = 1632,1 (м3).
Воды в будет: газовой фазе из расчета 5% (из практических данных) Ун2о = 1632,1-—= 85,8 (м3), 95 GH2o = 85,8-11 = 69 (кг). 22,4 ’
298
ГЛАВА XI
Остается Н2О в плаве
341,8 — 69 = 272,8 (кг).
Расчеты сведены в табл. 41.
Таблица 41. Сводный материальный баланс отделении дистилляции I ступени
Приход Расход
компоненты кг/т компоненты кг/т
Карбамид Карбамат аммония Н2О NH3 Циркуляционная Н2О Инерты Всего 1066 814 341,5 1198,2 507 38,3 3965 Жидкая фаза карбамат карбамид Н2О NH3 циркуляционная Н2О Газообразная фаза NH3 СО2 Н2О инерты Всего 1066 569,8 272,8 119,8 507 1184,5 137,8 69 38,3 3965
Отделение дистилляции II ступени
Исходные данные: Р = 2-105 Па; £=110°С.
В отделении происходит окончательное разложение карбамата
аммония и выделение избыточного NH3.
При разложении карбамата аммония выделяется:
NH3 — 569,8—= 248 (кг);
78
СО2 — 569,8— = 321 (кг).
78
Разложение карбамида происходит по реакции
СО (NH2) 2 4- Н2О = NH2CO2NH4 (246)
на 5%, или в количестве 50 кг. При этом затрачивается Н2О
50—= 15 (кг)
60
и образуется карбамата аммония:
50-—= 65 (кг).
60
При разложении карбамата аммония образуется:
NH3 — 65—= 28,3 (кг);
78
СО2 — 65— = 36,6 (кг).
78
§ 2. Материальный баланс
•Hl
Общее количество газов будет
NH3 —248 + 29+119,8 = 396,8 (м),
СО2 — 321 + 36,6 =.357,6 (кг).
Объем газов в условиях дистилляции составит
,z 396,8-22,4(273+110)
l -----------------------= 367 (" >
v _ 357.6.22,4(273+110). = (m,(.
44-273-2
Степень насыщения этих газов парами воды примем 75%, т<>1Д.т
Ун2о = (Vnh3 + Vco2)0,75 = (367 + 128)0,75 = 372 (м3).
При нормальных условиях это составит
1Z 372-273-2 , ov
Кн2о =------—— — 530 (м3),
273+110
или
530^-=425 (кг).
22,4
Карбамида выходит из колонны
1065 — 50 = 1015 (кг),
и воды с ним
272,8 + 507— 15 — 425 = 339,8 (кг).
Расчеты сведены в табл. 42.
Таблица 42. Материальный баланс отделения дистилляции II ступени
Приход Расход
компоненты кг/т компоненты кг/т
Карбамид Карбамат аммония Н2О NH3 избыточный Циркуляционная Н2О Всего 1065 569,8 272,8 119,8 507 Жидкая фаза карбамид Н2О Газообразная фаза NH3 со2 Н2О Всего 1015 339,8 396,8 357,6 425 2534.2
2534,4
аммония
Отделение образования карбонатов
Газообразная фаза из отделения дистилляции II
ступает в абсорбер, где происходит образование карбонатов аммо-
ния (Л\4) по реакциям:
NH3 + СО2 + Н2О = NH4HCO3;
2NH3 + СО2 + Н2О = (NH4)2CO3.
ступени по-
(217)
(218)
300
ГЛАВА л!
Если принять, что в основном протекает вторая реакция и что
весь поступающий СО2 превращается в КА, то на образование
(NH4)2CO3 расходуется:
NH3 — 357,6—= 276 (кг);
14
Н2О — 357,6-^ = 146 (кг).
44
Образуется (NH4)2CO3
357,6—— = 780 (кг).
44
Остается Н2О и NH3 соответственно:
<357,6— 146 = 279 (кг);
396,8 — 276 = 120,8 (кг).
В нижней части абсорбера образуется дополнительное количе-
ство КА из СО2, поступающей из дистилляции I ступени в коли-
честве 137,8 кг. Количество КА будет
137,8—= 300 (кг).
44 О
На него расходуется
NH3 — 137,8^1 = 106 (кг).
44
Н2О — 137,8-^- = 56,& (кг).
44
Остается в газе
NH3 — 120,8 4- 1184,5 - 106 = 1199,3 (кг);
Н2О — 279 + 69 — 56,2 = 291,8 (кг).
Расчеты сведены в табл. 43.
Таблица 43. Материальный баланс абсорбции
Приход Расход
компоненты кг/т компоненты кг/т
Газовая фаза из дистилля- ции II ступени NII3 СО2 Н2О Газовая фаза из дистилля- ции I ступени NH3 со2 н2о Инерты Всего 396,8 357,6 425 1179,4 1184,5 137,8 69 38,3 2609,4 (NH4)2CO3 Н2О NH3 Инерты Всего 780+300=1080 291,8 1199,3 33,8 2609,4
§ 3. Тепловые расчеты И>|
С карбонатами в колонну ohih i.i п<н i\n>< ।
Н20 146 4-52,2 202,4» (кг),
NH3 276 4- 106 = 382 (м)
СО2 357,6 4- 137,8 = 495,4 (кг).
Всего поступает NH3 (избыточного и с КА):
1198,2 4-382 = 1580,2 (кг).
В колонну синтеза следует подать
свежего NH3 2180 4- 1580,2 = 599,8 (кг);
СО2 1278 4- 495,4 = 782,6 (кг).
Полный материальный баланс приведен в табл. 44.
Таблица 44. Материальный баланс отделения синтеза карбамида
Приход Расход
компоненты кг/т компоненты кг/т
NH3 свежий с КА избыточный СО2 свежий с КА Н2О с газами с КА с NH3 Всего 576,9 382 1199,3 744,3 495,4 291,8 202,2 5,8 3898 Карбамид Карбамат аммония Н2О NH3 избыточный Циркуляционная Н2О Всего 1066 814 320 1198,2 500 3898
§ 3. ТЕПЛОВЫЕ РАСЧЕТЫ
Отделение синтеза карбамида
Температура реагентов на вхо- °C
де в смеситель
NH3 жидкого 105
СО2 35
Температура в колонне 190
Критическая температура NH3 132,9
Тепло образования карбамата аммония в зависимости от избыт-
ка NH3 против стехиометрического при 155—210°С по Болотову:
Избыток NH3, % 0 50 100 200 300
Q, кДж/кмоль 14246 16340 18435 20780 22626
I
I
I
I
1
I
I
I
I
I
I
I
I
I
I
1
I
I
I
I
I
I
I
1
I
I
I
I
I
I
302
ГЛАВА ХГ
Расчет при подаче в колонну только NH3 и СОг (при пуске
системы):
Приход тепла:
с экспанзерпым газом
Qi = 1278- 1,026-35 = 45880 (кДж);
с жидким NH3 при 105°С
Q2 = 2158,2-553,5 = 1192893 (кДж),
где 553,5-—энтальпия жидкого NH3 при 105°С;
с Н2О, поступающей с NH3
Q3 = 21,8-4,19-105 = 9595 (кДж);
с парами воды при 105°С
Q4 = 21,8-1,84-105 = 4219 (кДж),
где 1,84 — теплоемкость паров воды при данных условиях,
кДж/кмоль;
теплота реакции образования карбамата аммония
q5 = 2221(159470 4-77515) =2308690 (кДж),
78
где 159470 — теплота реакции образования твердого карбамата
аммония, кДж/кмоль; 77515—-теплота плавления карбамата аммо-
ния, кДж/кмоль.
Вода, находящаяся в плаве, реагирует с NH3, образуя NH4OH.
Из 341,8 кг Н2О образуется NH4OH:
341,8-—= 664 (кг).
Тепло образования NH4OH
Q6 = 664-^^-= 205938 (кДж).
35
На образование 664 кг NH4OH необходимо NH3:
66-—= 323 (кг).
35
Остается свободного NH3:
1198,2 — 323 = 875,2 (кг).
Суммарный приход тепла
Qnp = 45880 4- 1192893 4- 9595 4- 4219 4- 23Q8690 4-
4-205938 = 3767191 (кДж).
§ 3. Тепловые расчеты
303
Расход тепла:
на образование карбамида
Q, = 1251 -18980 = 336876 (кДж);
60
на подогрев жидкого NH3 от 105 до 132,9°С
Q2 = 2158,2(940,7 — 553,5) = 827105 (кДж);
на подогрев СО2 от 35 до 132,9°С
Q3= 1278-1,026(132,9-35) = 12821 (кДж);
на подогрев образующегося карбамата аммония до 190°С
= 2200-1,952(190— 132,9) =245115 (кДж);
на подогрев NH4OH от 132,9 до 190°С
Q5 = 664-4,19(190— 132,9) = 158801 (кДж);
на подогрев избыточного газообразного NH3
Q6 = 875,2-2,47(190— 132,9) = 119415 (кДж);
тепло, уходящее с плавом карбамида при температуре t°C
= 3965-2,312/= 9176/,
где 2,312 = 0,269 • 1,345 + 0,205 • 1,953 + 0,086 -4,19 + 0,302 • 0,59 +
+ 0,01-1,047 = Сер, кДж/(кг-°С).
Потери тепла в окружающее пространство примем 5% от при-
хода тепла, т. е.
Q8 = 3767191-0,05 = 188131 (кДж).
Суммарный расход тепла
QpacI = 336876 4-827105+ 128214 4-245115+ 158801 +
+ 119415 + 9176/ + 188131 =2003657 + 9176/ (кДж).
Из равенства Qnp = Qpacx находим /
3767191 = 2003658 + 9176/;
/ = 1749773 = 190,6°С.
9176
Принято было 190°С.
Тепловой расчет отделения синтеза карбамида
при подаче в колонну углеаммонийных солей
(по уточненному материальному балансу)
Приход тепла:
с NH3 при 105°С
со свежим
Q, = 2417-132,9 = 319278 (кДж);
20. 38с
304 ГЛАВА XI
с избыточным
Q2 = 5025-132,9 = 662858 (кДж);
всего — 982136 кДж;
с СО2 при 35°С
Q2 = 744,3-1,026-35 = 26690 (кДж);
с карбонатами при 105°С
Q3 = 1079,6-2,01 • 105 = 227517 (кДж);
с Н2О при 105°С
Q4 = 297,63-4,19-105 = 190728 (кДж).
Тепло образования карбамата аммония
Qs = 2^2- (159471 — 77515)= 2308690 (кДж).
Вода в плаве реагирует с избыточным NH3, образуя NH4OH.
Из 297,69 кг Н2О образуется NH4OH:
G = 297,63-—= 578 (кг).
18
Тепло образования NH4OH:
Q6 = 578--^- = 175581 (кДж).
35
Суммарный приход тепла
QuP = 982136 + 26690 + 227517 4- 190728 + 2308690 +
+ 175581 = 3851322 (кДж).
Расход тепла остается тот же, а именно
Qpacx = 2003658 + 9176/.
равенства прихода и расхода тепла определяем
3851322 = 2003658 + 9176/,
,3476м = 2оте.
9176
откуда
Отделение дистилляции
1 ступени
Исходные данные
Температура поступающего плава (до дросселирования)
Температура жидкости в иижней части колонны
Температура плава вверху колонны (после дросселиро-
°C
190
ПО
90
Приход тепла:
с плавом карбамида
Qi = mCpt (кДж),
§ 3. Тепловые расисты
305
где тСр = 1066-1,345 4-814-1,952 + 341,8-4,19+ 1198,2-4,777 =
— 10176,7 кДж/(кг-°С).
Qi = 10176,7-190 = 1927400 кДж;
тепло, выделяющееся при охлаждении инертных газов,
Q2 = 38,3 0,922 (190 — 90)= 3532 (кДж);
с греющим водяным паром
Q3 = x (кДж).
Общий приход тепла
Qnp = 1927400 + 3532 + х = 1930932 + х (кДж).
Расход тепла:
с плавом карбамида
Qi = mCpt (кДж),
где тСр = 1066-1,345 + 569,8.1,952 + 272,8-4,19+ 119,8-4,777 =
= 4263,0 кДж/ (кг • °C).
Qj = 4263-110 = 469280 кДж;
тепло, расходуемое на разложение карбамата аммония,
Q2 = 244,2(159471 -775.5) ^256847 (кДж);
тепло, расходуемое на выделение избыточного NH3,
Q3 = 1184,5-32682 = 2273075 (кДж),
17
где 32682 — тепло, выделяющееся при растворении NH3, кДж/моль;
тепло, расходуемое на испарение Н2О,
Q4 = 69-1844 = 127166 (кДж),
где 1844 — теплота испарения Н2О при 22-105 Па, кДж/кг;
тепло, уносимое газами дистилляции,
Q5 = (1430 — 38,3)СР (кДж),
где Ср=0,852-2,472+0,099-1,026+0,049-4,19=2,41 кДж/(кг-°С);
Q; = 1391,7-0,576-90 = 302099 (кДж).
Общий расход тепла
Qpacx = 469280 + 256847 + 2273075 + 127166 + 302099 =
= 3428427 (кДж).
Потери тепла в окружающее пространство — 3% от Qpacx. т. е.
Q6 = 0,03-3428467 = 1028841 (кДж),
тогда QpaCx = 3531319 кДж.
20. 388.
306
ГЛАВА XI
Приравнивая приход тепла к расходу, получим
1930932 4-х = 3531319,
откуда х = 1600387 кДж.
Отсюда расход пара на дистилляцию составит
- 1600387 ,
О =--------= 740 (кг).
2167,5
Отделение дистилляции II ступени
Приход тепла: <
с плавом карбамида
Qi = 2535,4-2,397- НО = 668305 (кДж);
тепло, выделяющееся при разложении 50 кг карбамида,
Q2 = 5015922 (кДж).
60
Общий приход тепла
Qnp = 668305 4- 15922 = 684227 (кДж).
Расход тепла:
тепло, расходуемое на разложение аммония,
Q, = 634^8(459471 —77515) = 666210 (кДж) .
78
тепло, расходуемое на выделение избыточного NH3,
Q2 = 396,83-^ = 762580 (кДж);
17
тепло, расходуемое на испарение Н2О,
Q3 = 425-2246 = 953225 (кДж);
тепло, уносимое газами дистилляции,
Q4 = 1179,4СР,
где Ср =396,8-2,472 4-357,6-1,026 4-425-4,19 = 3130кДж/(кг-°С),
Q4 = 3130-110 = 344837 (кДж);
тепло, уносимое раствором карбамида,
Q, = 1955,8-1,915-110 = 412715 (кДж).
Потери тепла в окружающее пространство 3% от Qnp.
Q6 = 0,03-684227 = 20527 (кДж).
Расход тепла
Qpacs = 668305 4- 762580 4- 953225 4~ 344837 4-412715 4-
4-20527 = 3160094 (кДж).
§ 4. Расчет размеров колонны синтеза
307
Из равенства Qup = Qpacx находим
3160094 — 684227 = 2475867 (кДж),
т. е. получается неувязка баланса. Для ее покрытия необходимо
дополнительно пара
G = -4—-6- = 1142,5 (кг).
2167
§ 4. РАСЧЕТ РАЗМЕРОВ КОЛОННЫ СИНТЕЗА
Производительность колонны синтеза диаметром 1,7 м и высо-
той 26,5 м равна 375 т в сутки, или 15,625 т/ч, или 130 тыс. т в год.
Из материального баланса следует, что в колонну поступает:
NH3 —2158,2-15,625 = 33722 (кг/ч);
СО2 — 1239,7-15,625 = 19370 (кг/ч).
В с е г о — 53092 кг/ч.
Из колонны выходит плава
3920,3-15,625 = 61255 (кг/ч).
Объемная скорость этого плава при плотности 0,9 т/м3
Инл = -25-5- - 68,0 (м3/ч).
1000 0,9
Если плав находится в колонне 45 мин, его объем в колонне
составит
Епл = 68,0-—= 51 (м3).
60
При высоте колонны 26,5 м 12—15% высоты приходится на
газовый объем над плавом, что составит
26,5-0,15 = 3,975 (м),
на долю плава остается высоты
26,5 — 3,975 = 22,525 (м).
Сечение колонны из расчета плава будет равно
диаметр колонны
d = 2-26 = 1,7 (м).
У 0,785
20*
308
ГЛАВА XI
При этих условиях удельная производительность колонны
будет:
п = -—vCo.-— = 1,36——5— 44 vp 1 + у “со, (249)
SLt
где Vo — скорость подачи смеси NH3 и СО2 в колонну, кг/ч; <р —
начальное массовое отношение NH3 к СО2; <%со2 — степень превра-
щения СО2 в карбамид, доли ед.; SL — поперечное сечение колон-
ны и длина реакционного пути в колонне, м3:
Тогда
П = 1,36^?- = 325 кг/(м3-ч).
2,74 51
СПИСОК ЛИТЕРАТУРЫ
ЗО’>
Справочник азотчика. М., «Химия», 1967, т. 1, с. 491, т. 2, с. 455.
Л ей буш А. Г., Агронат Б. Д. Расчет положения равновесия при
конверсии гомологов метана и непредельных углеводородов под давлением
«Хим. пром-сть», 1964, № 11, с. 17—19.
Корнилов Б. П., Л ей буш А. Г. Получение технологических газов
для синтеза аммиака и метанола методом каталитической конверсии метана
с водяным паром, кислородом и углекислотой.— «Труды ГИАП», 1954, вып. 3,
с. 71—86.
Атрощенко В. И., Раман Ш. К., Звягинцев Г. Л. Кинетика
процесса конверсии природного газа водяным паром под давлением.— «Журп.
прикл. хим.», 1969, т. 42, № 1, с. 176—178.
Атрощенко В. И., Звягинцев Г. Л. Исследование кинетики про-
цесса конверсии природного газа водяными парами под давлением.— «Хим.
пром-сть», 1970, № 1, с. 36—38.
Щ и б р я Г. Г., Морозов Н. М., Темкин М. И. Кинетика и меха-
низм каталитической реакции окиси углерода с водяным паром.— «Кинетика и
катализ», 1965, т. 6, вып. 6, с. 1057—1068.
Атрощенко В. И., Л о б о й к о А. Я., Засорин А. П. Исследова-
ние кинетики конверсии окиси углерода парами воды на железохромовом ката-
лизаторе под повышенным давлением.— «Укр. хим. журн.», 1972, т. 38, вып. 3,
с. 252—255.
Гельперин И. И., Зеликсон Г. М., Раппопорт Л. Л. Справоч-
ник по разделению газовых смесей методом глубокого охлаждения. М., Гос-
химиздат, 1963, с. 512.
Атрощенко В. И., Конвисар В. И., Засорин А. И. и др. Курс
технологии связанного азота. М., «Химия», 1969, с. 382.
Атрощенко В. И., Конвисар В. И., Крайняя А. Я- и др. Ме-
тоды расчетов по технологии связанного азота. Харьков, Изд-во при Харьк. ун-те,
1960, с. 302.
Опыт строительства и освоение нового производства на Черкасском химиче-
ском комбинате. М., 1973, с. 246. (ГИАП).
Сидоров И. П. Упрощенный метод расчета температурного режима в
катализаторной коробке колонны синтеза аммиака.— «Труды ГИАП», 1956, т. 6,
с. 264—271.
Введенский А. А. Термодинамические расчеты нефтехимических про-
цессов. М., Гостехиздат, 1961, с. 125.
Леонов В. Е., Караваев М. М., Цыбина Е. Н. Исследование
кинетики синтеза метанола на низкотемпературном катализаторе.— «Кинетика и
катализ», т. 14, 1973, № 4, с. 970—975.
Атрощенко В. И., Каргин С. И. Технология азотной кислоты. М.,
«Химия», 1970, с. 493.
Атрощенко В. И., Засорин А. И., Савенков А. С. и др.
Исследование процесса окисления аммиака.— «ВКн. АН УРСР», 1970, № 5,
с. 84—87.
Атрощенко В. И., Савенков А. С., Засорин А. П. Исследовз
иие кинетики окисления аммиака под давлением на платиновом катализаторе. -
«Катализ и катализаторы», 1970, № 6, с. 23—25.
Атрощенко В. И., Караваев М. М., Засории А. П. и др. По-
вышение степени конверсии аммиака при контактном окислении кислородом воз
духа под давлением.— «Укр. хим. журн.», 1966, т. 32, № 6, с. 655—657.
Атрощенко В. И., Засорин А. П., Миниович М. А. О пер
спективах использования кислорода в производстве азотиой кислоты. «Хим
пром-сть», 1965, № 10, с. 23—26.
310
Атрощенко В. II., Шапка А. В., Цейтлин А. И. Окисление окиси
азота кислородом в растворах азотной кислоты.— «Хим. пром-сть», 1969, № 1,
с. 37 39.
Попов И. Г. и др. Определение производительности низкотемператур-
ного катализатора синтеза метанола СНМ-1.— «Хим. пром-сть», 1974, № 9, с. 665.
Ч е р н о м о р д и к Л. И., Атрощенко В. И. и др. Способ получения
азотной кислоты. Авт. свид. № 197530 от 9/1X-1961.— Бюл. изобрет., 1967, № 13.
Атрощенко В. И., Перлов Е. П. Номограммы в технологии азот-
ной кислоты. Л., «Химия», 1972, с. 111.
Атрощенко В. И., Конвисар В. II., Кордыш Е. И. Об эффек-
тивности абсорбции окислов азота в барботажных колоннах.— «Журн. прикл.
хим.», 1960, т. 33, № 2, с. 289—295.
Атрощенко В. И., Ивахненко М. Т., Конвисар В. И. Иссле-
дование ситчатых тарелок для поглощения окислов азота.— «Хим. пром-сть»,
1965, № 9, с. 38—40.
Глущенко В. И., Атрощенко В. И. Оптимальное распределение
окислительных объемов в абсорбционных ситчатых колоннах.— «Хим. пром-сть»,
1969, № 11, с. 45—48.
Атрощенко В. И., Ефимов В. Т. О кинетике взаимодействия жид-
кой четырехокиси азота с азотной кислотой.— «Укр. хим. жури.», 1957, т. 13,
№ 5, с. 675—677.
Атрощенко В. И., Каут В. М. Кинетика поглощения окислов азота
концентрированной азотной кислотой.— «Журн. прикл. хим.», 1958, т. 31, № 3,
с. 352—354.
Атрощенко В. И., Ефимов В. Т. Автоматизация автоклава непре-
рывного действия для производства азотной кислоты и жидких окислов азота.—
«Вести. Харьков, политехи, ип-та. Сер. Химическое машиностроение», 1968, № 34,
вып. 2, с. 30—34.
Атрощенко В. И., Ефимов В. Т., Кутовой В. В. и др. Иссле-
дование скорости образования концентрированной азотной кислоты в зависи-
мости от расхода кислорода.— «Вести. Харьков, политехи, ин-та. Сер. Технология
неорганических веществ», 1970, № 40, вып. 3, с. 6—8.
Мельников Б. П., Кудрявцева И. А. Производство мочевины.
М., «Химия», 1965, с. 167.
Кучерявый В. И., Горбушенков В. А. Кинетическое уравнение
для реакции синтеза мочевины из аммиака и двуокиси углерода в проточной
колонне при постоянном давлении.— «Журн. прикл. хим.», 1970, т. 43, № 9,
с. 2102—2107.
Зотов А. Т. Мочевина. М., Госуд. ин-т издательств, хим. лит., 1963, с. 173.
Кинетика гетерогенно-каталитических процессов под давлением. Под редак-
цией В. И. Атрощенко. Харьков, «Вища школа», Изд-во при Харьк. ун-те,
1974, с. 168.
Кинетика абсорбционных процессов. Под редакцией В. И. Атрощенко.
Харьков, «Вища школа», Изд-во при Харьк. ун-те, 1976, с. 163.
ОГЛАВЛЕНИЕ «II
Предисловие..................................... >
Введение . .......... 7
Глава I. Получение водорода и синтез газа ме-
тодом каталитической конверсии углеводородных
газов ............................... . 9
Глава II. Метод расчета установки для производ-
ства катализатора .... . 66
Глава III. Очистка газовых смесей от СО2 . 81
Глава IV. Расчет установок для получения азота
у кислорода методом глубокого охлаждения 99
Г лава V. Расчет установки для пол учения азото-
водородной смеси методом глубокого охлаждения
коксового газа . . ...................... 119
Глава VI. Расчет установки для синтеза NH3 . 138
Глава VII. Расчет установки для получения син-
тетического метанола . . .... . 197
Глава VIII. Расчет установки для производства
HNO3 средней концентрации . . . . 220
Глава IX. Расчет установки для получения кон-
центрированной HNO3 непосредственно из оксидов
азота .... . . 254
Глава X. Расчет денитратора нитрозы с целью
получения концентрированных оксидов азота . 284
Глава XI. Установка для производства синтети-
ческого карбамида . . . 291
Список литературы . .................309