/








Author: Труханов В.М.
Tags: инженерное дело техника в целом теория надежности подвижные установки
ISBN: 5-217-03192-1
Year: 2003
Similar




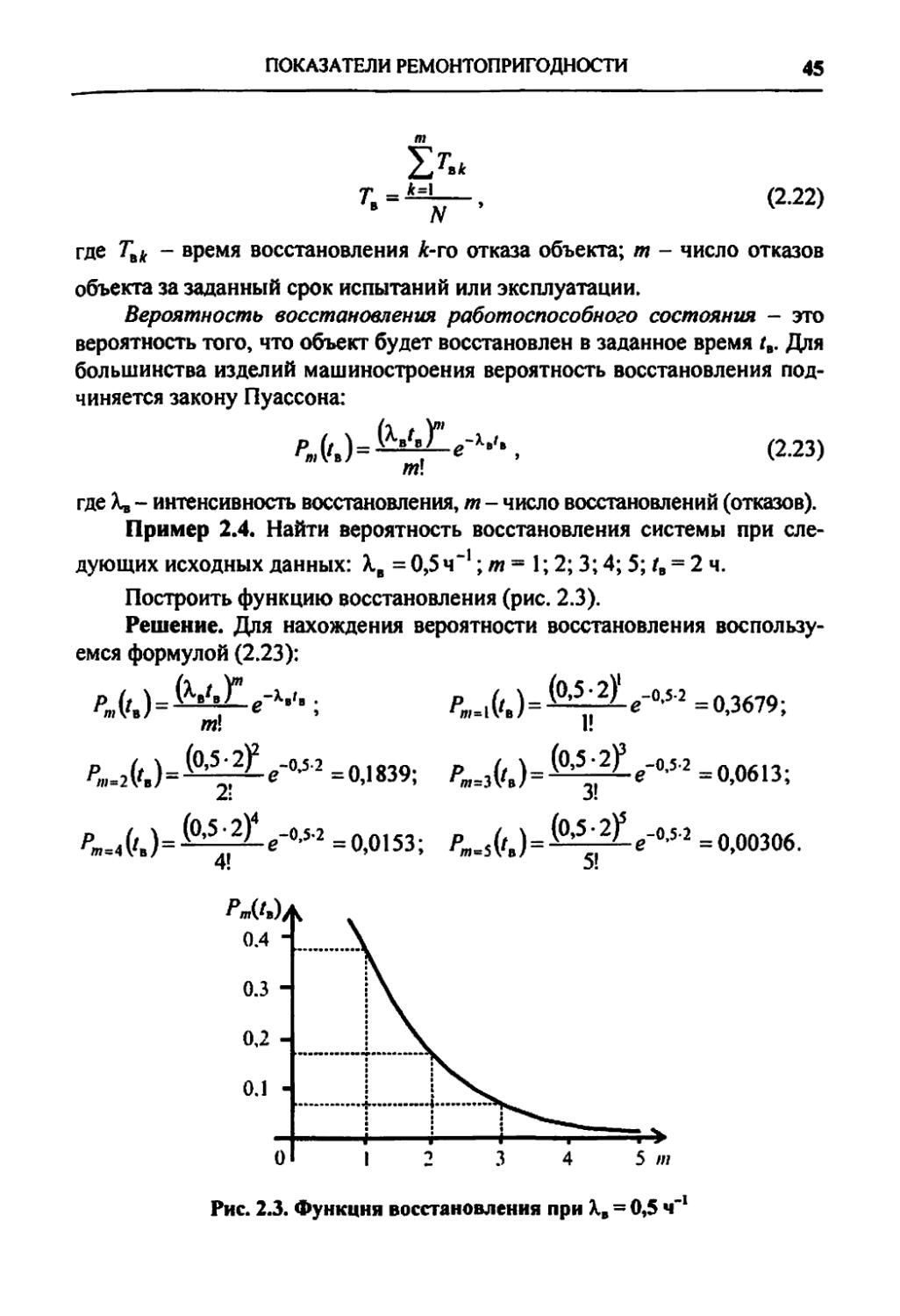
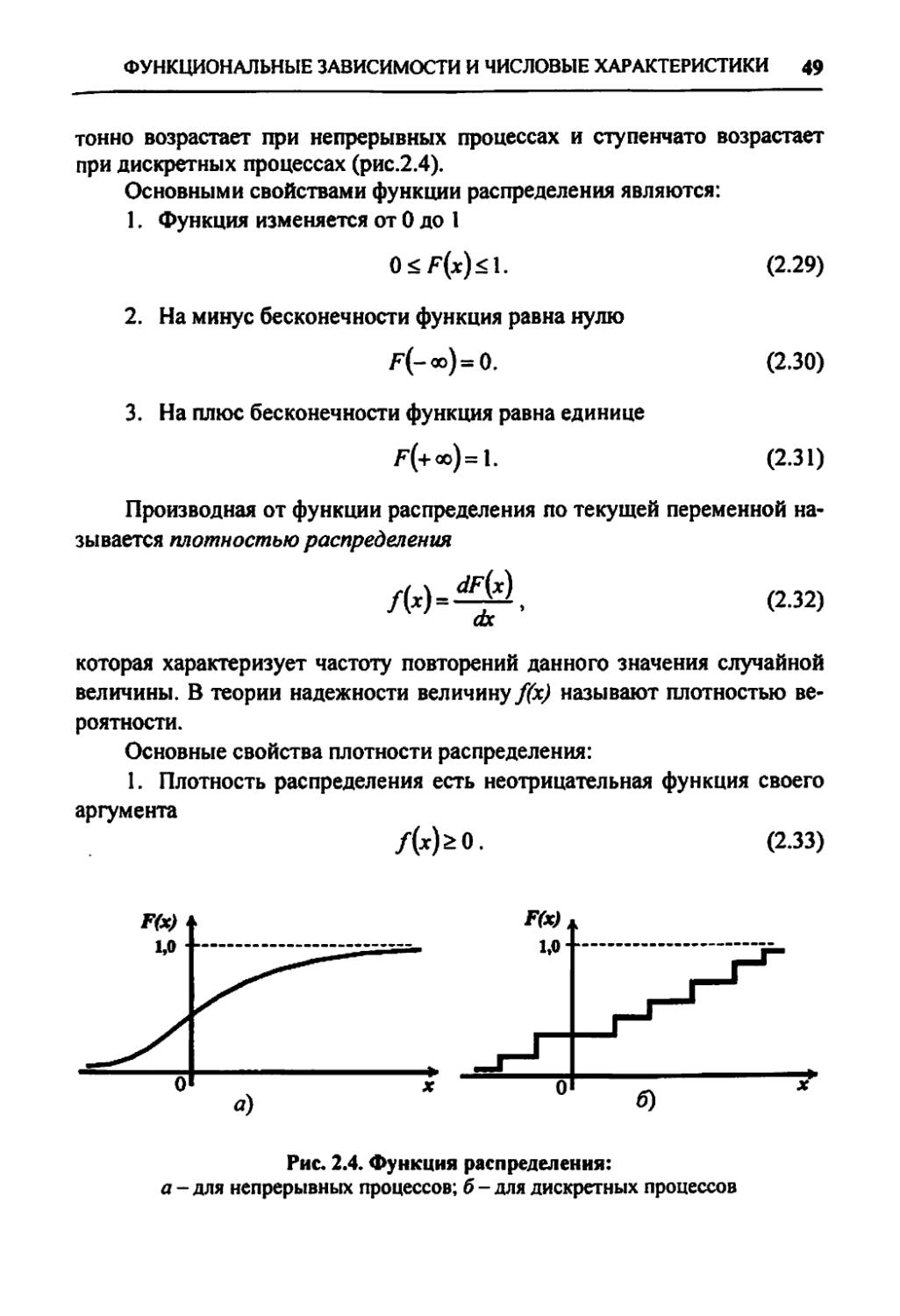
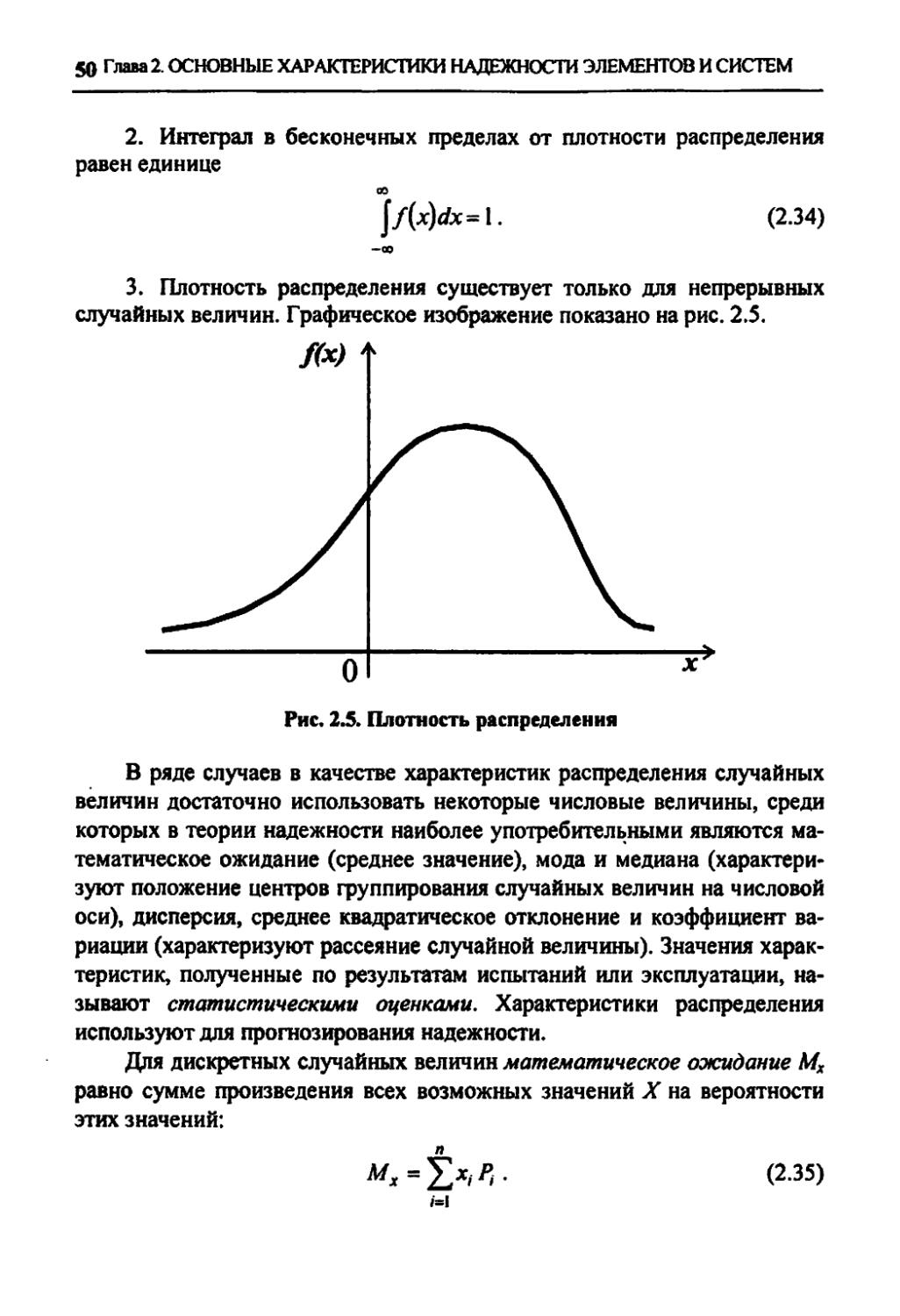
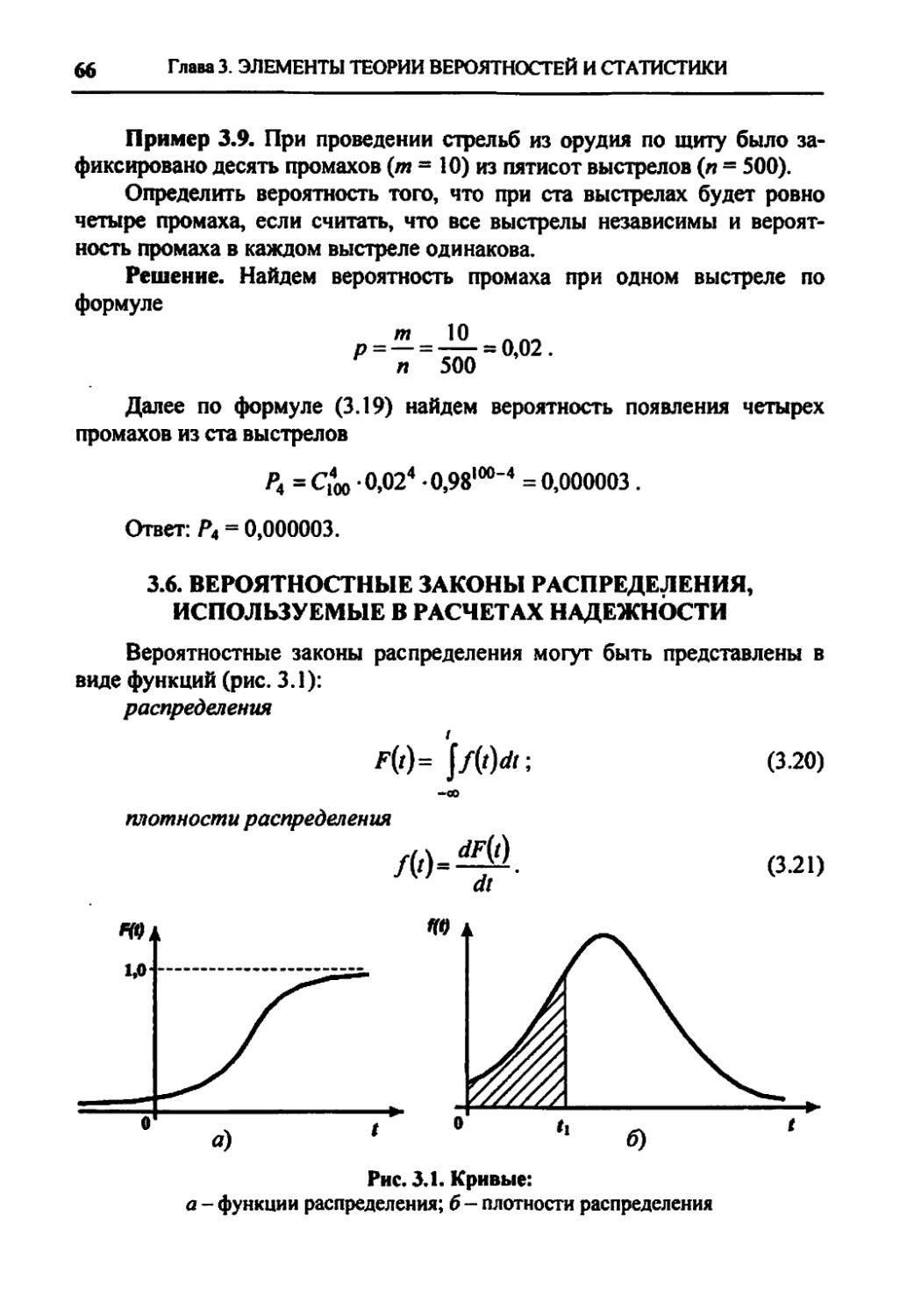
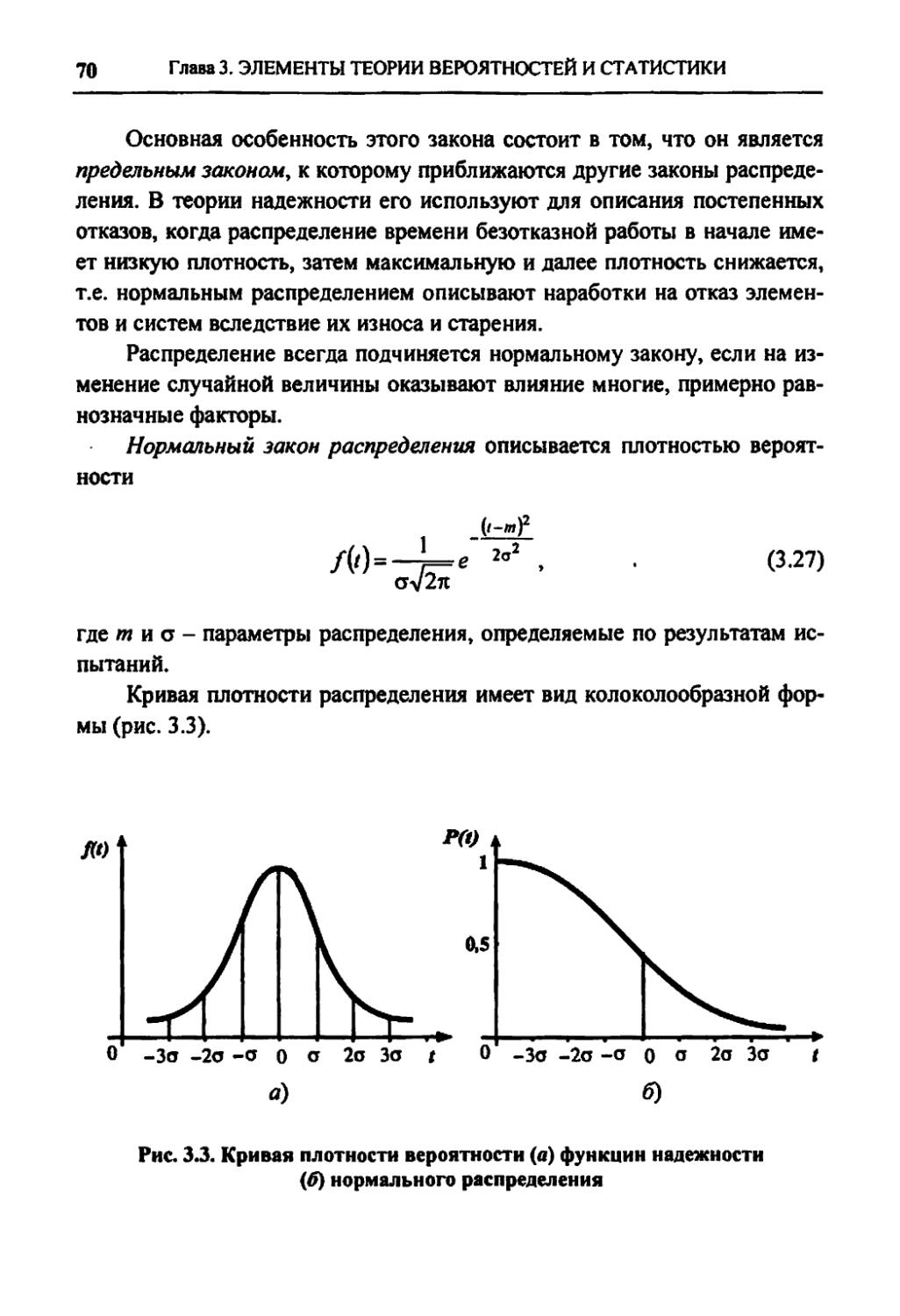
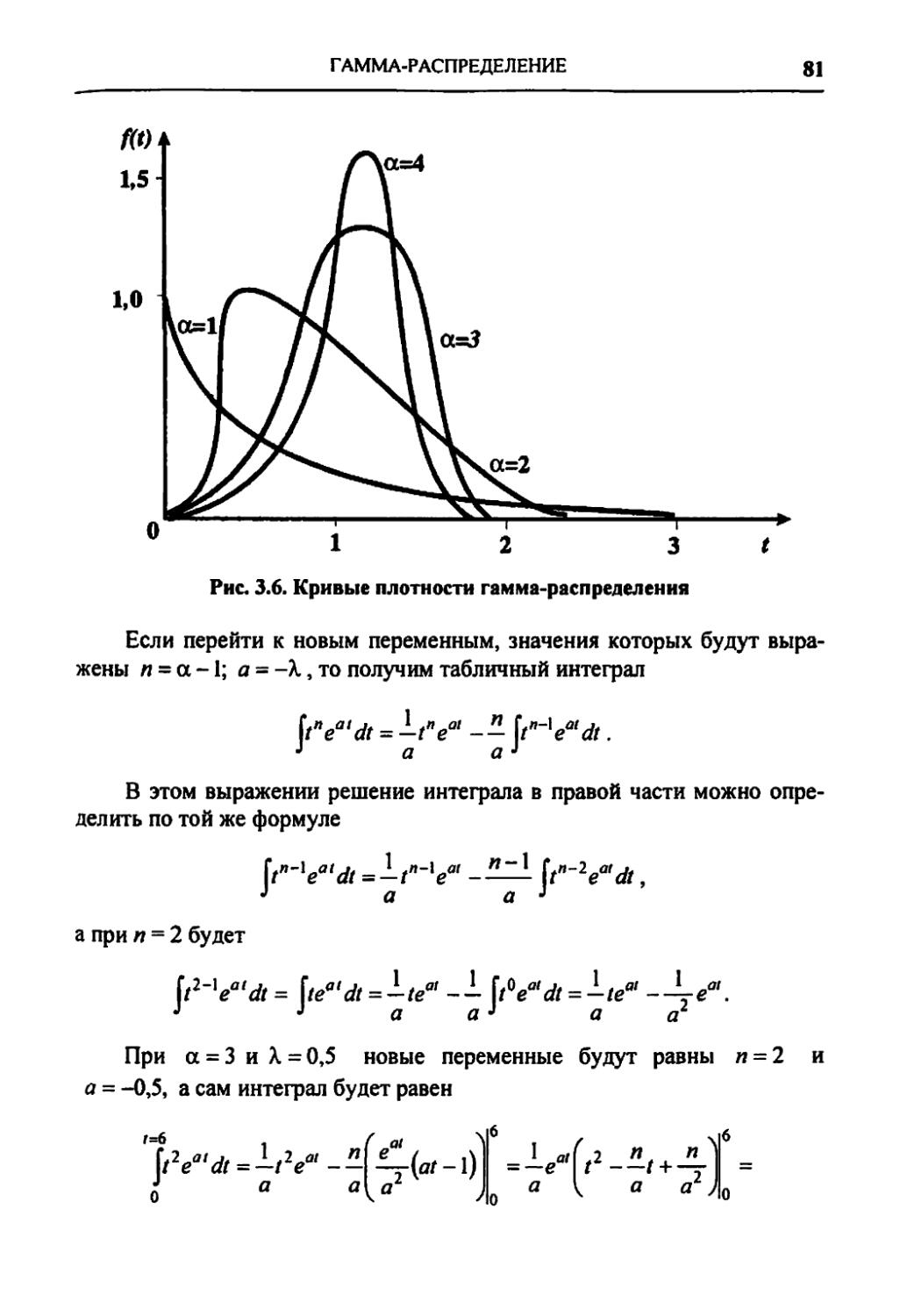
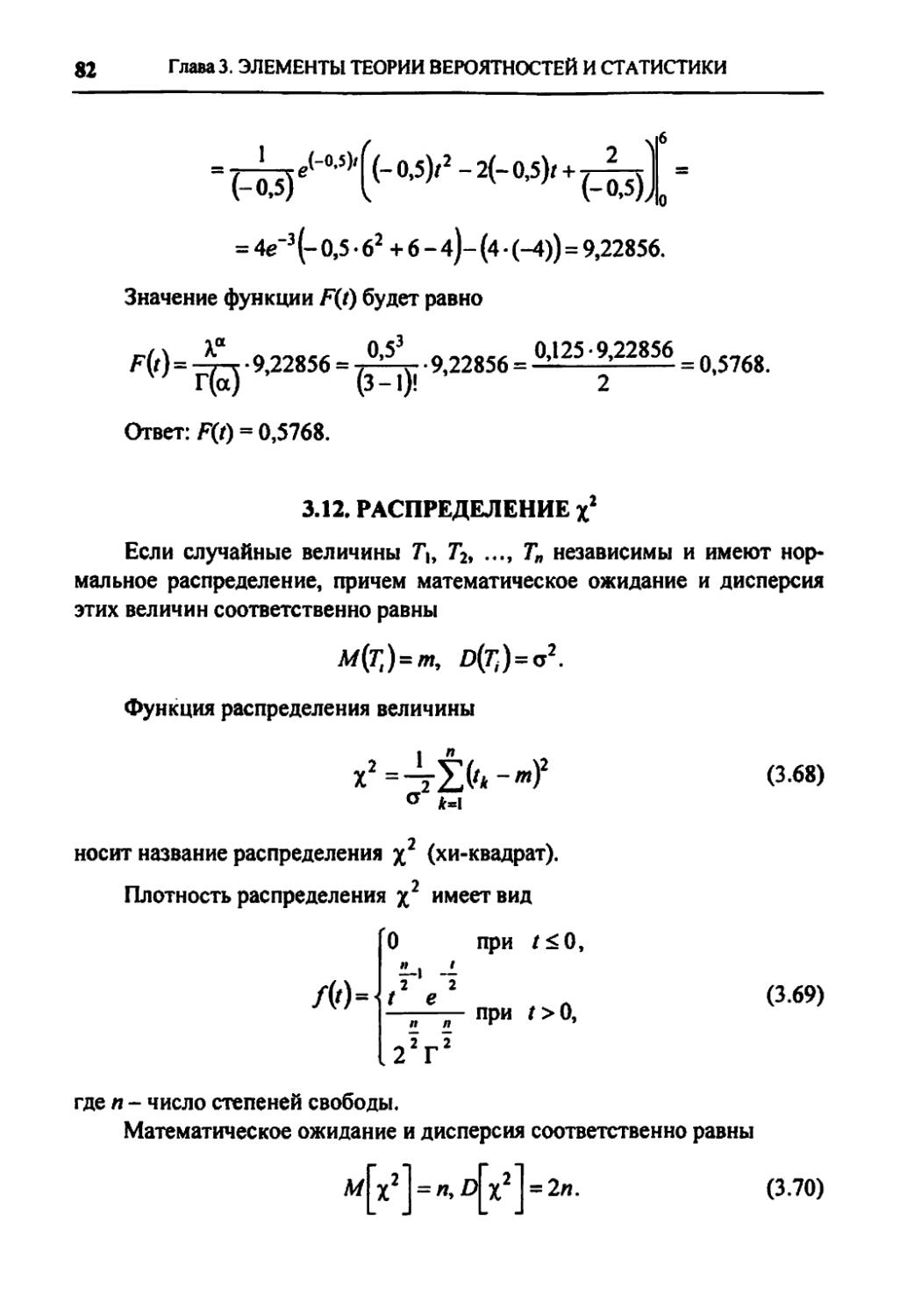
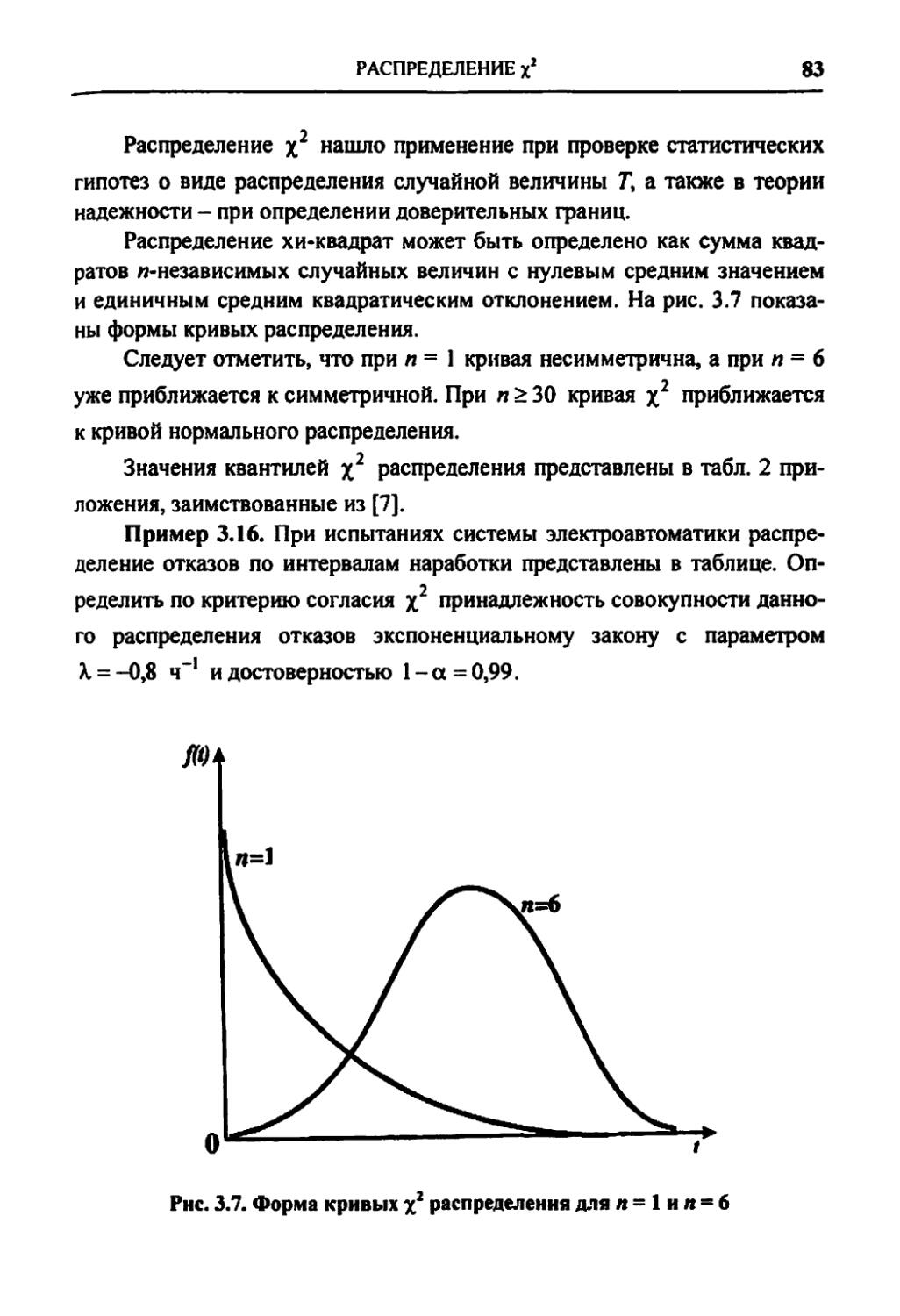
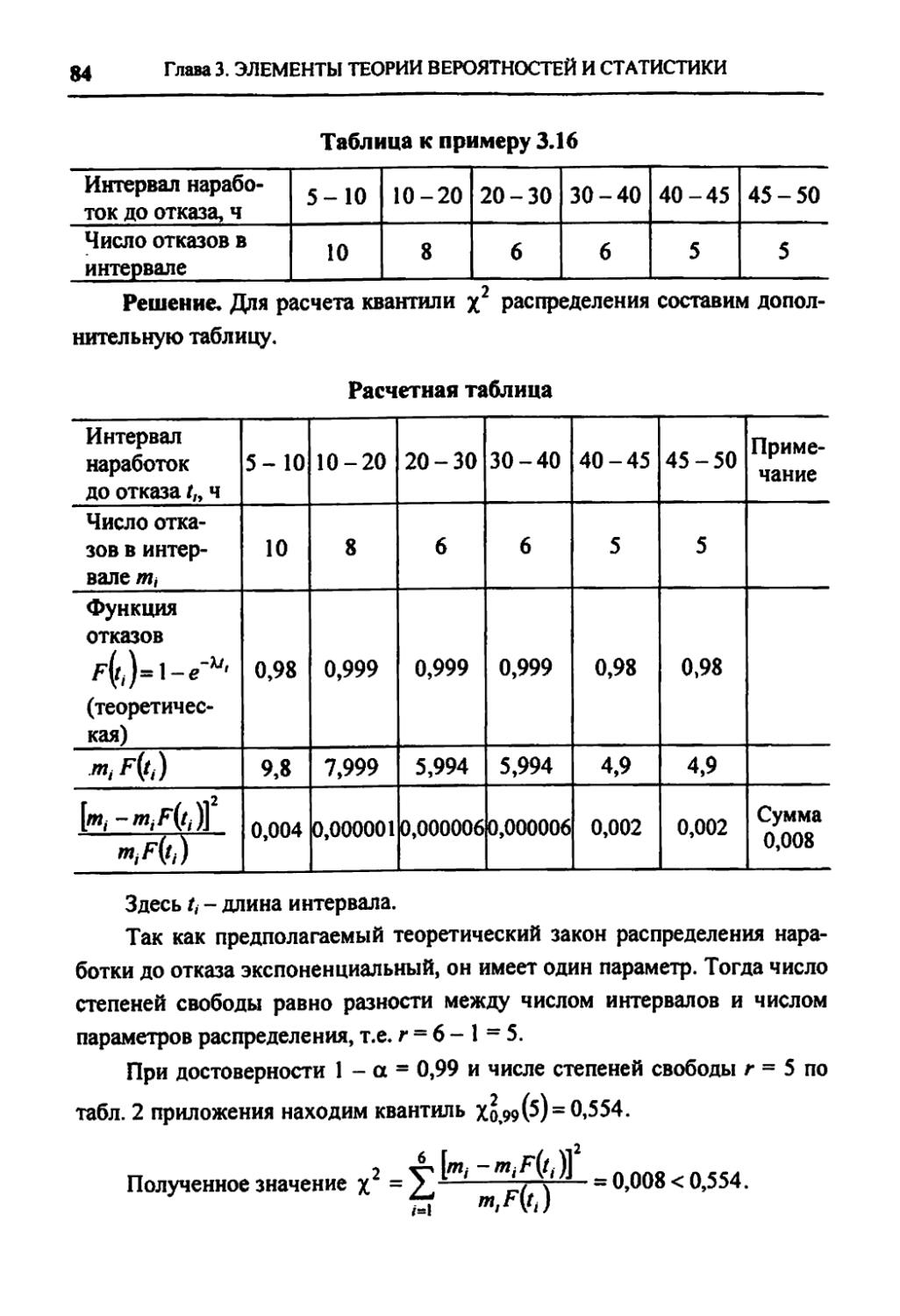
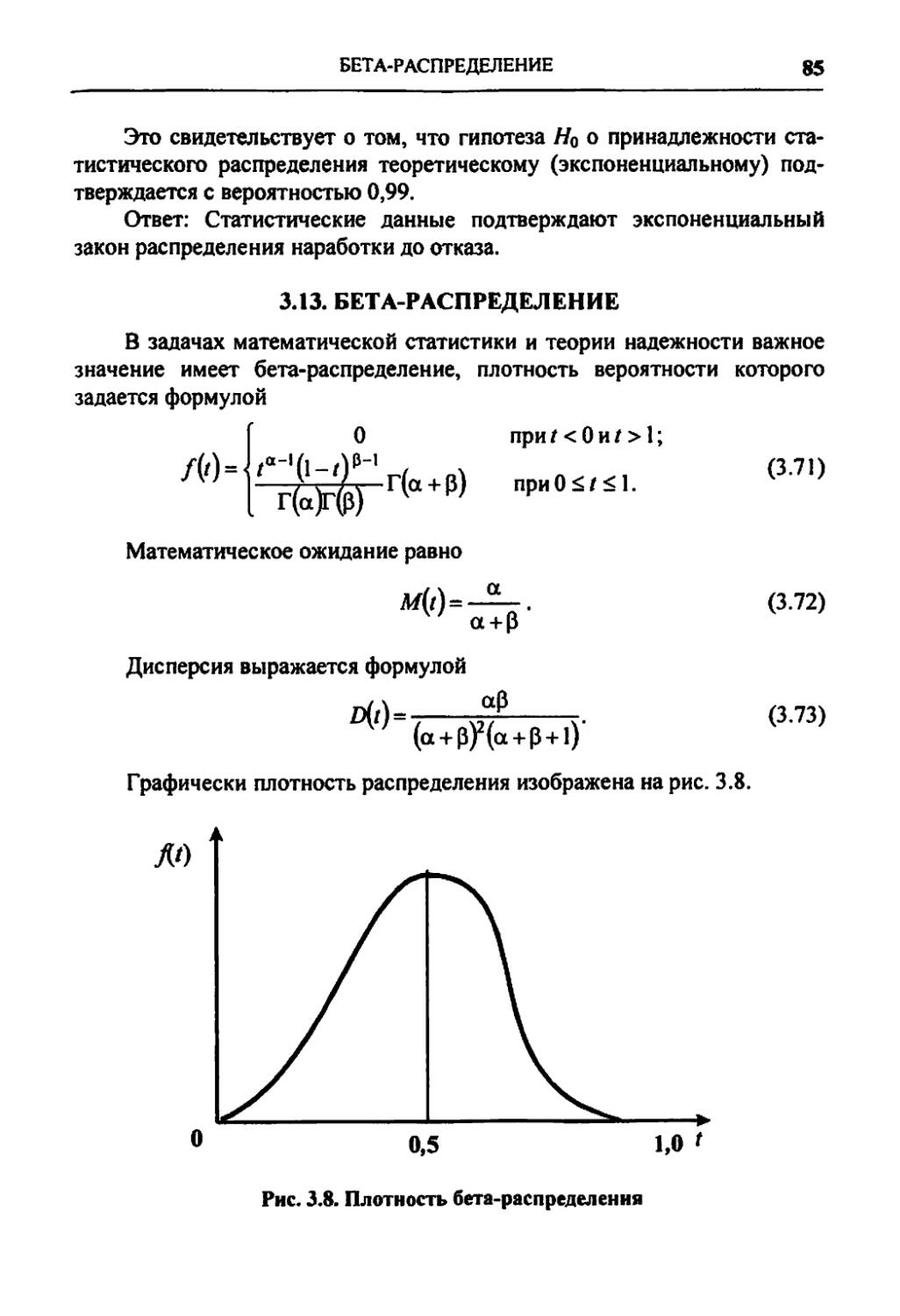
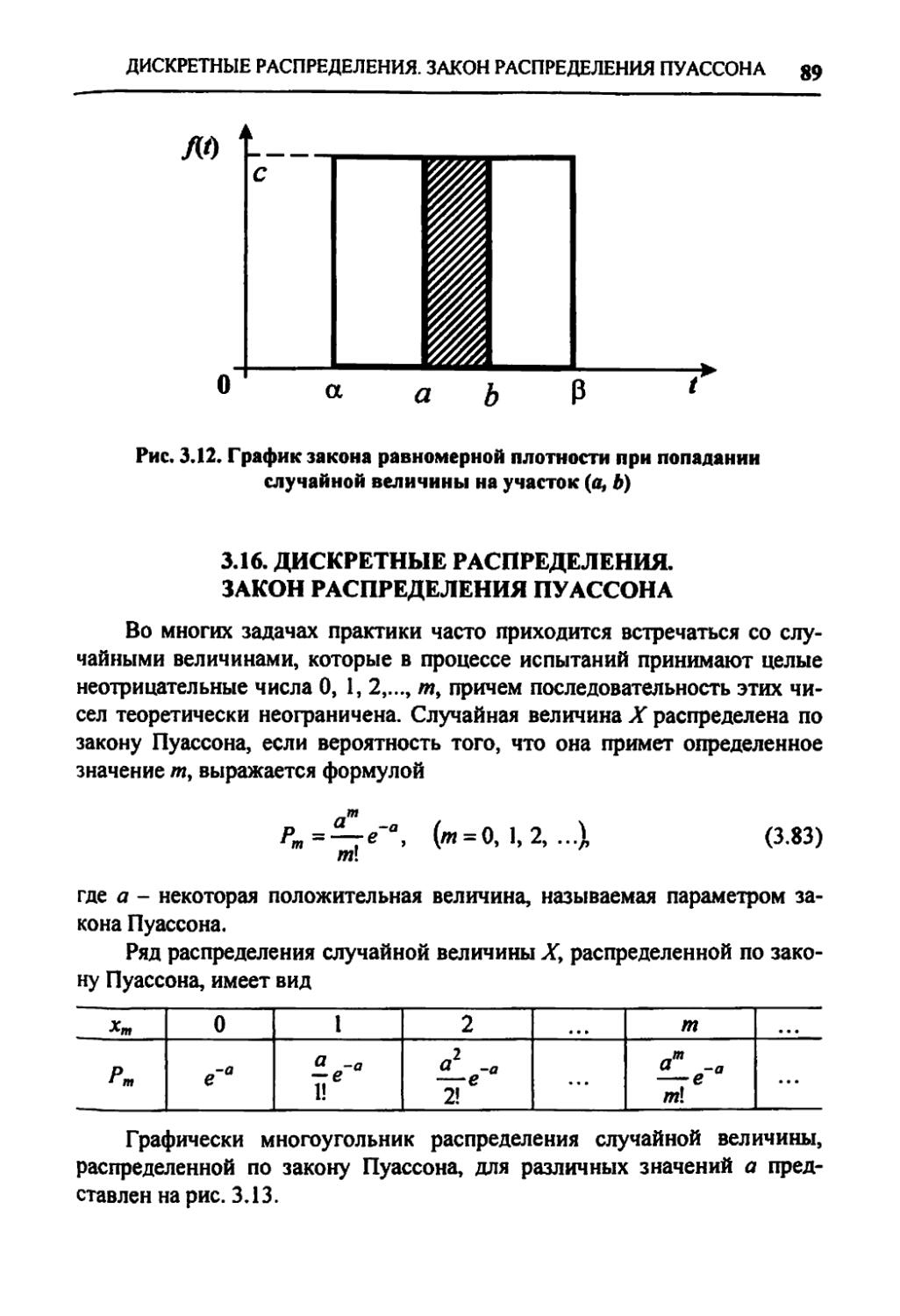
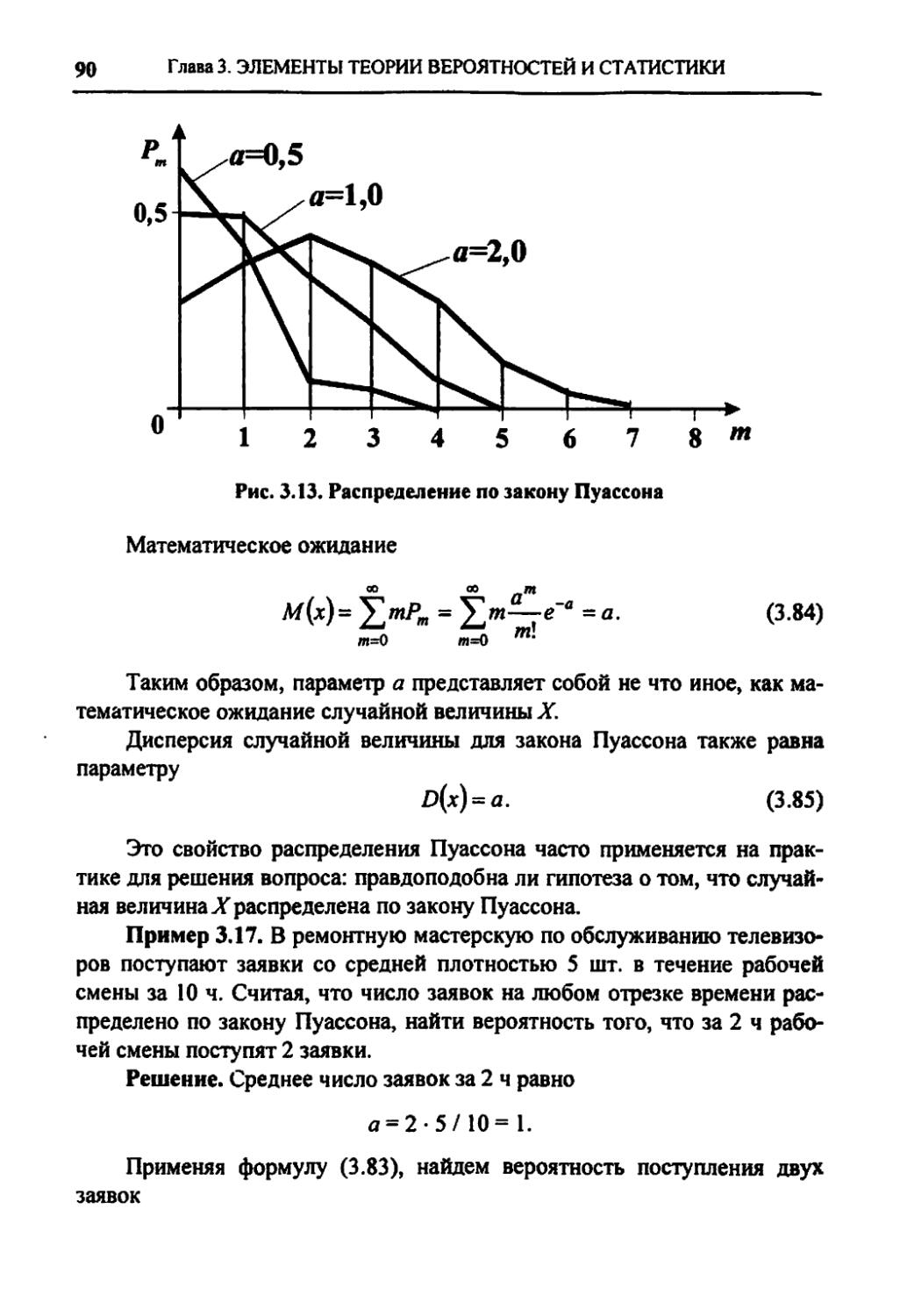
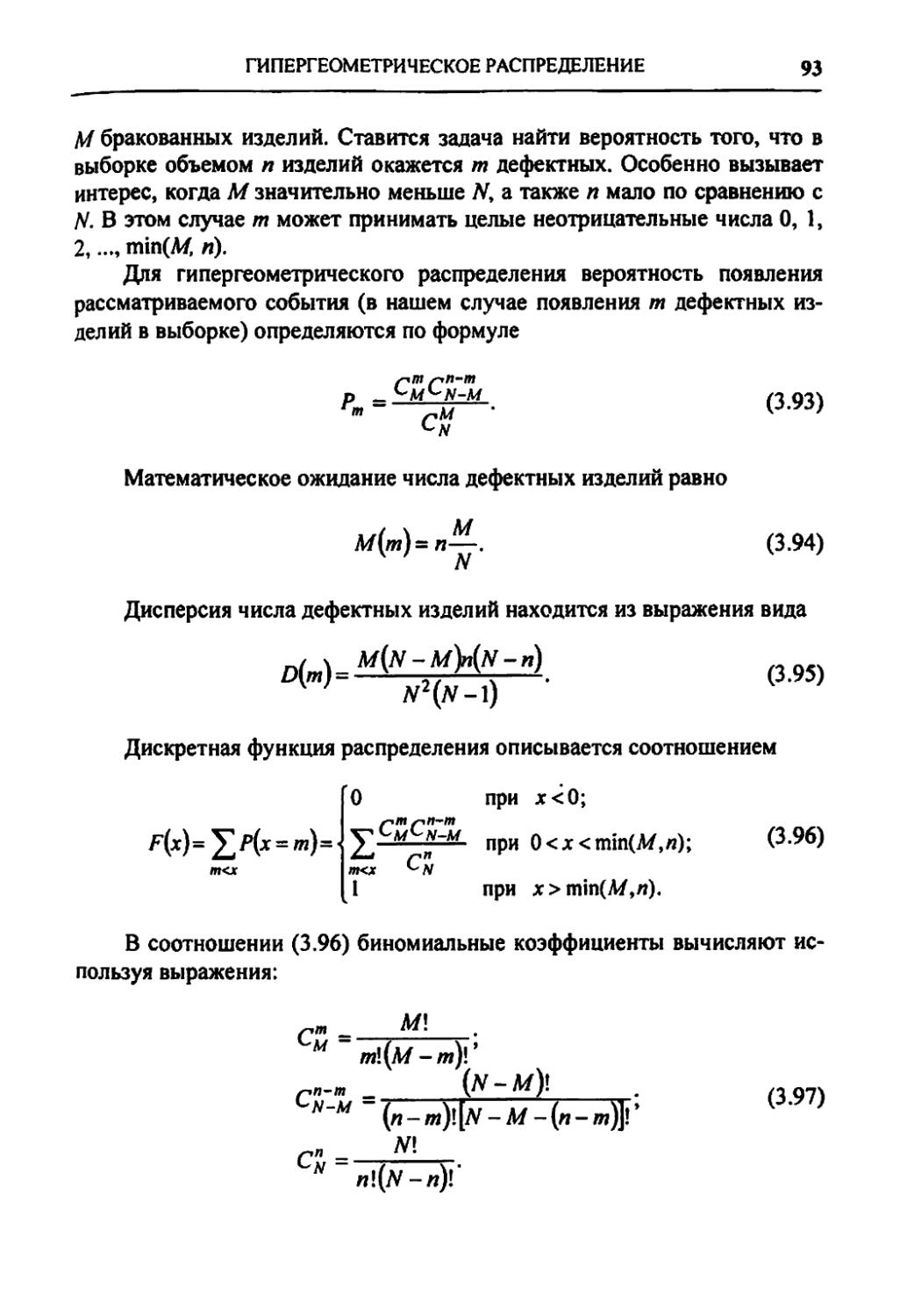
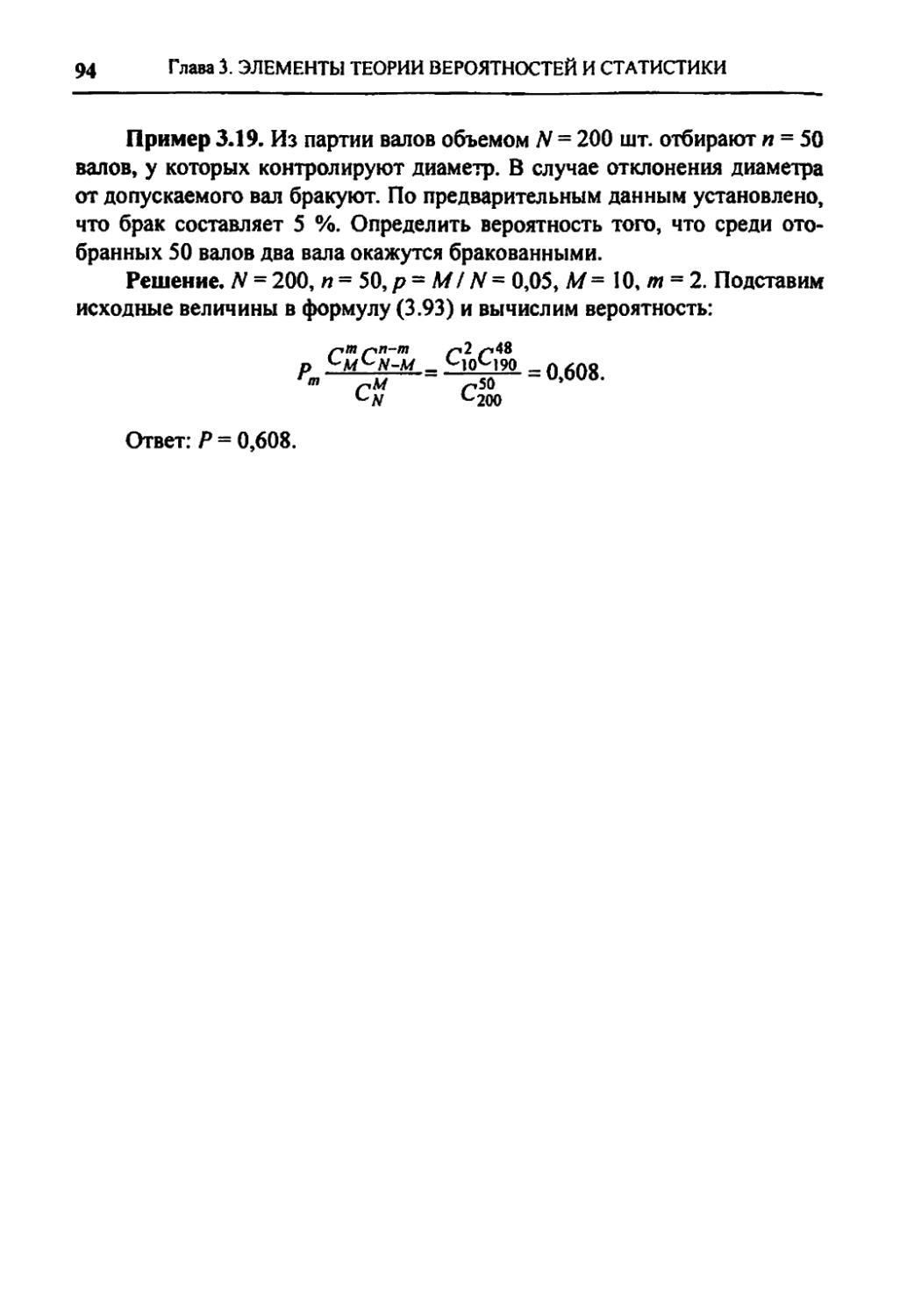
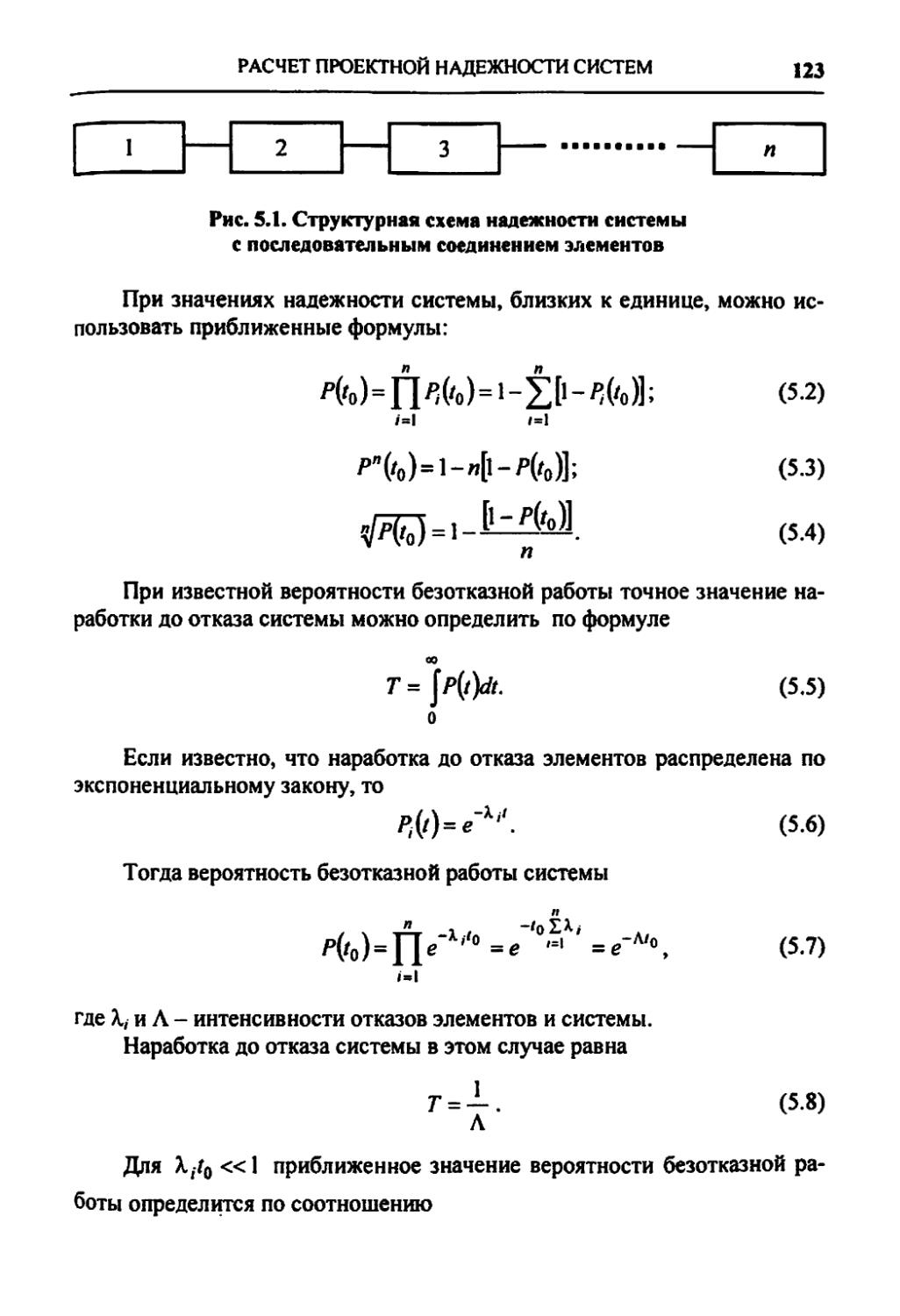
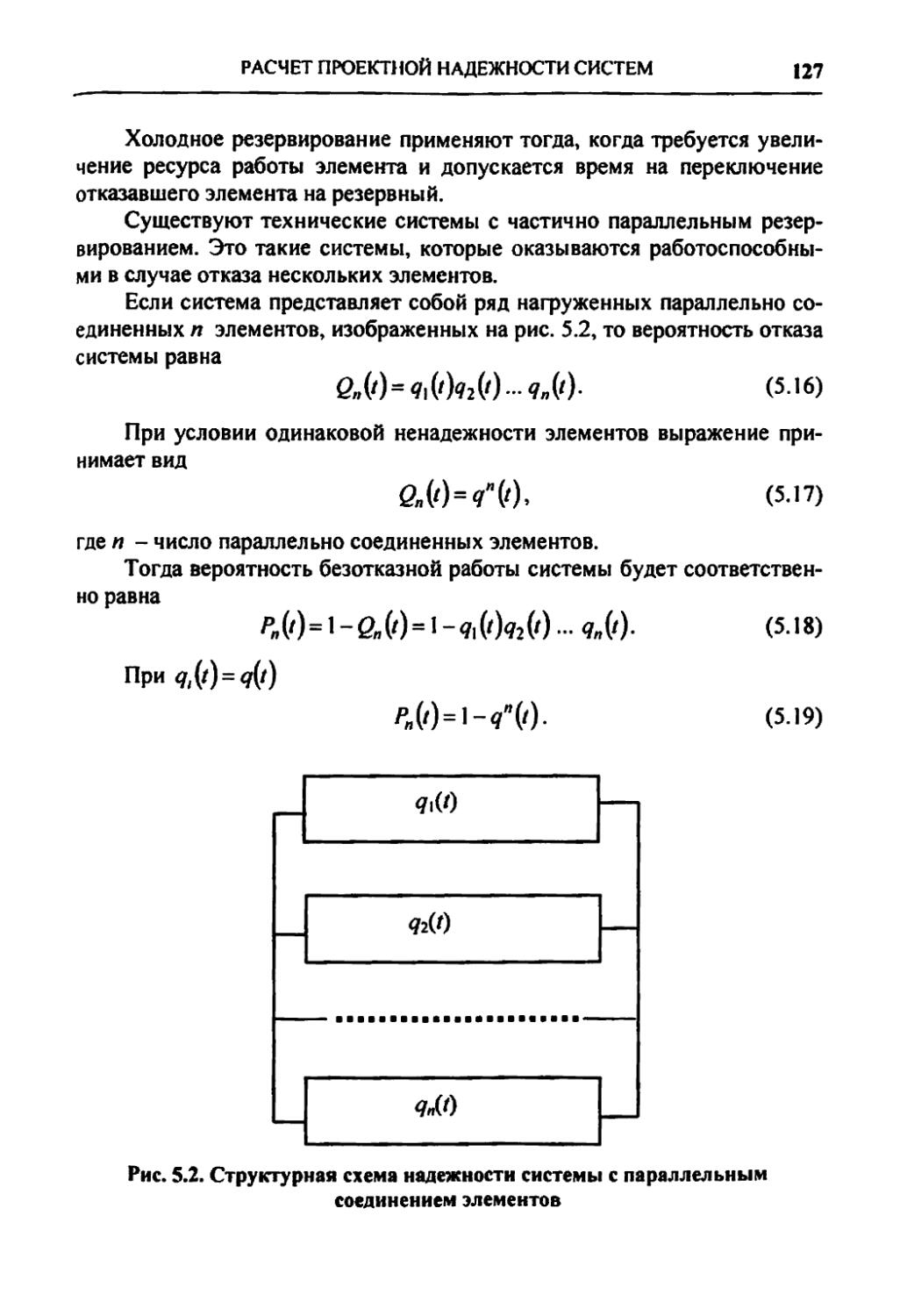
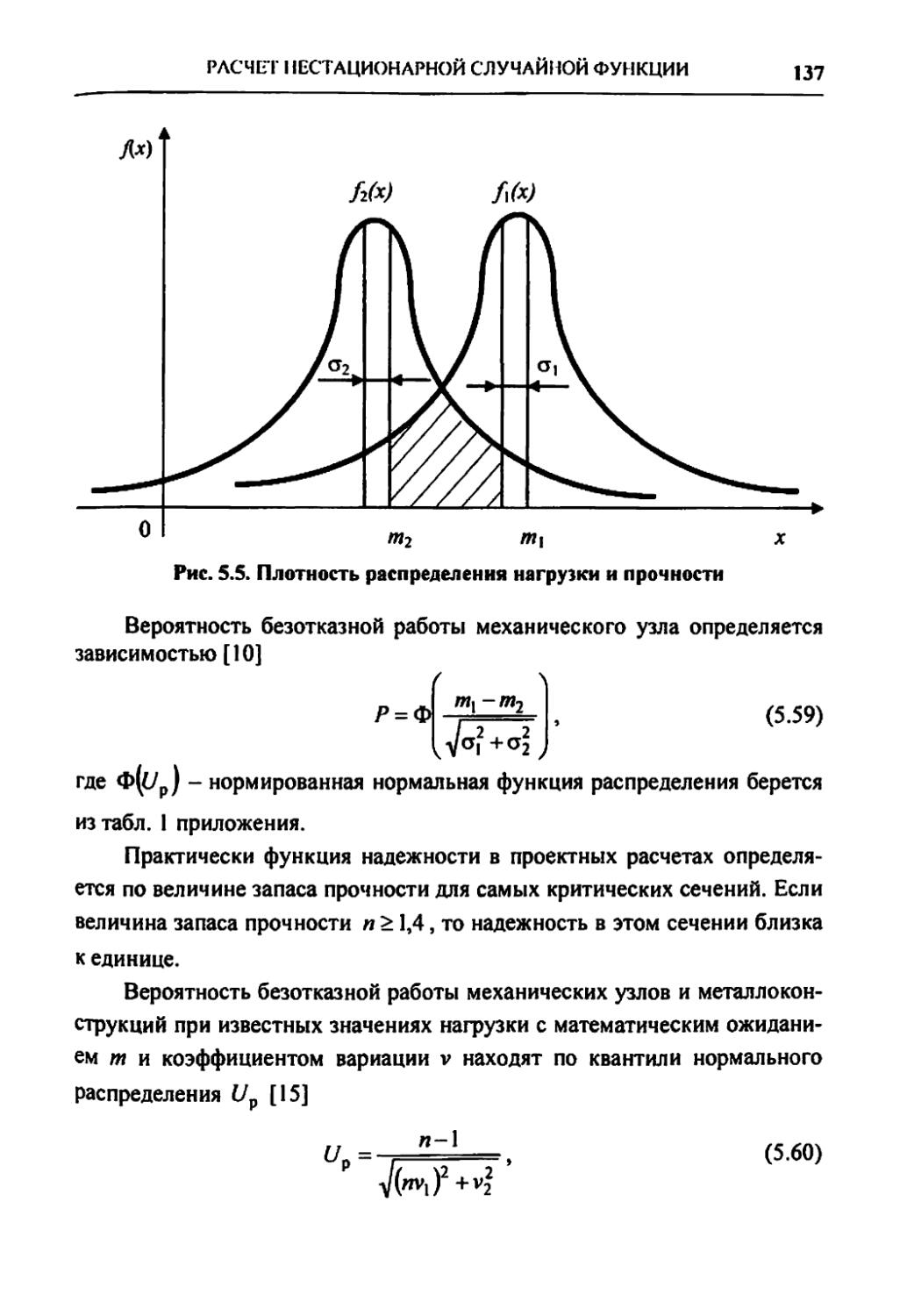
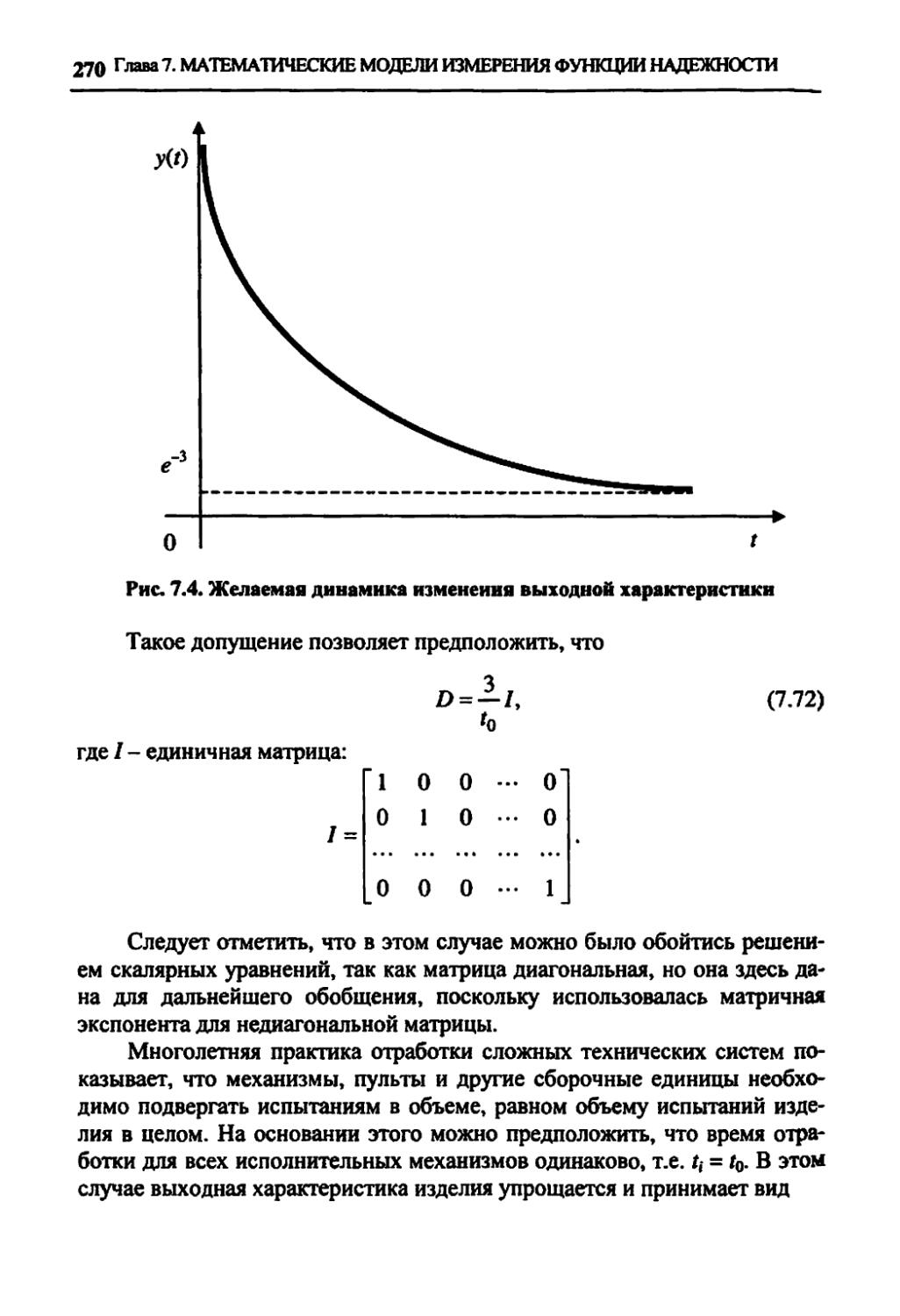
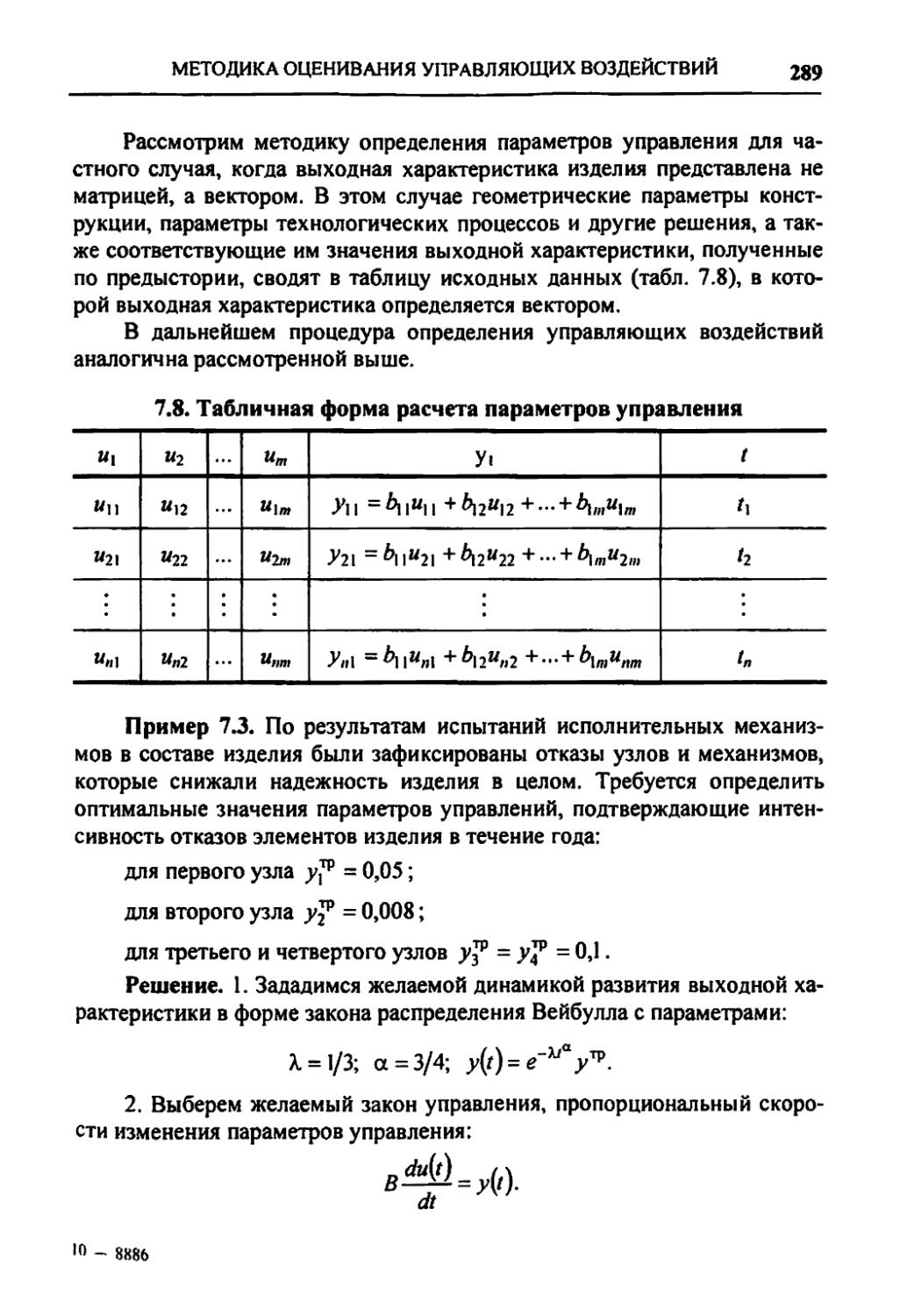
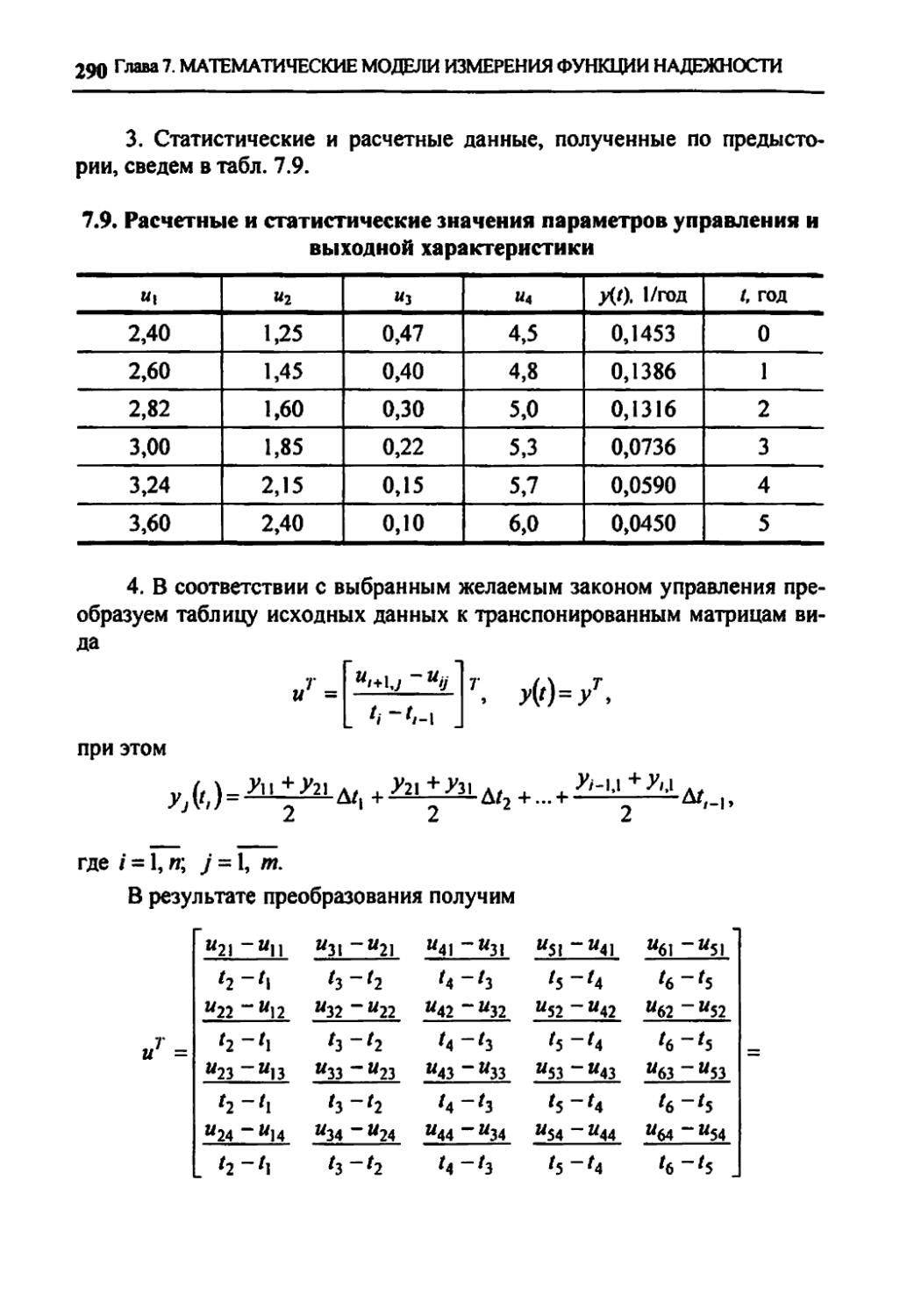
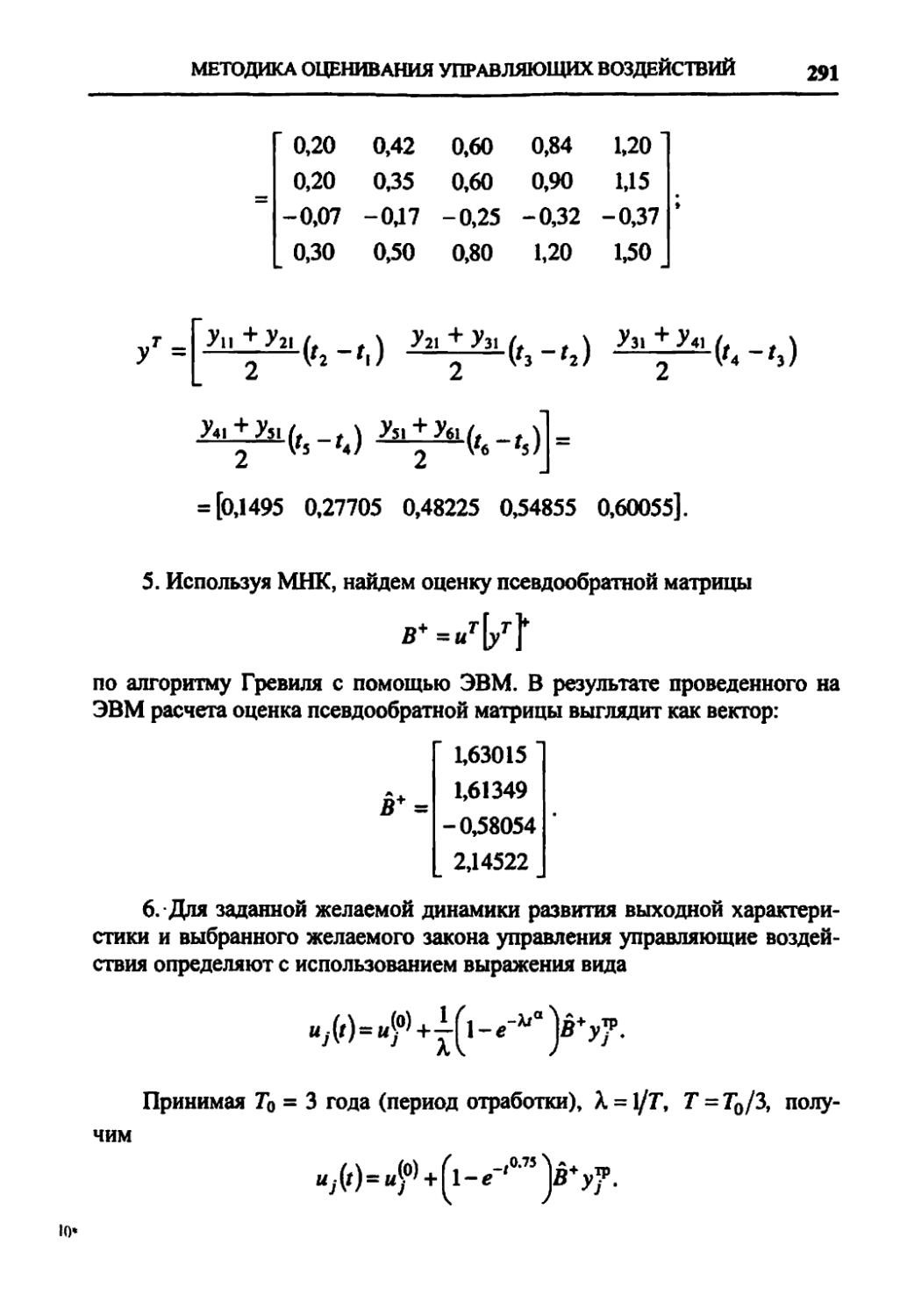
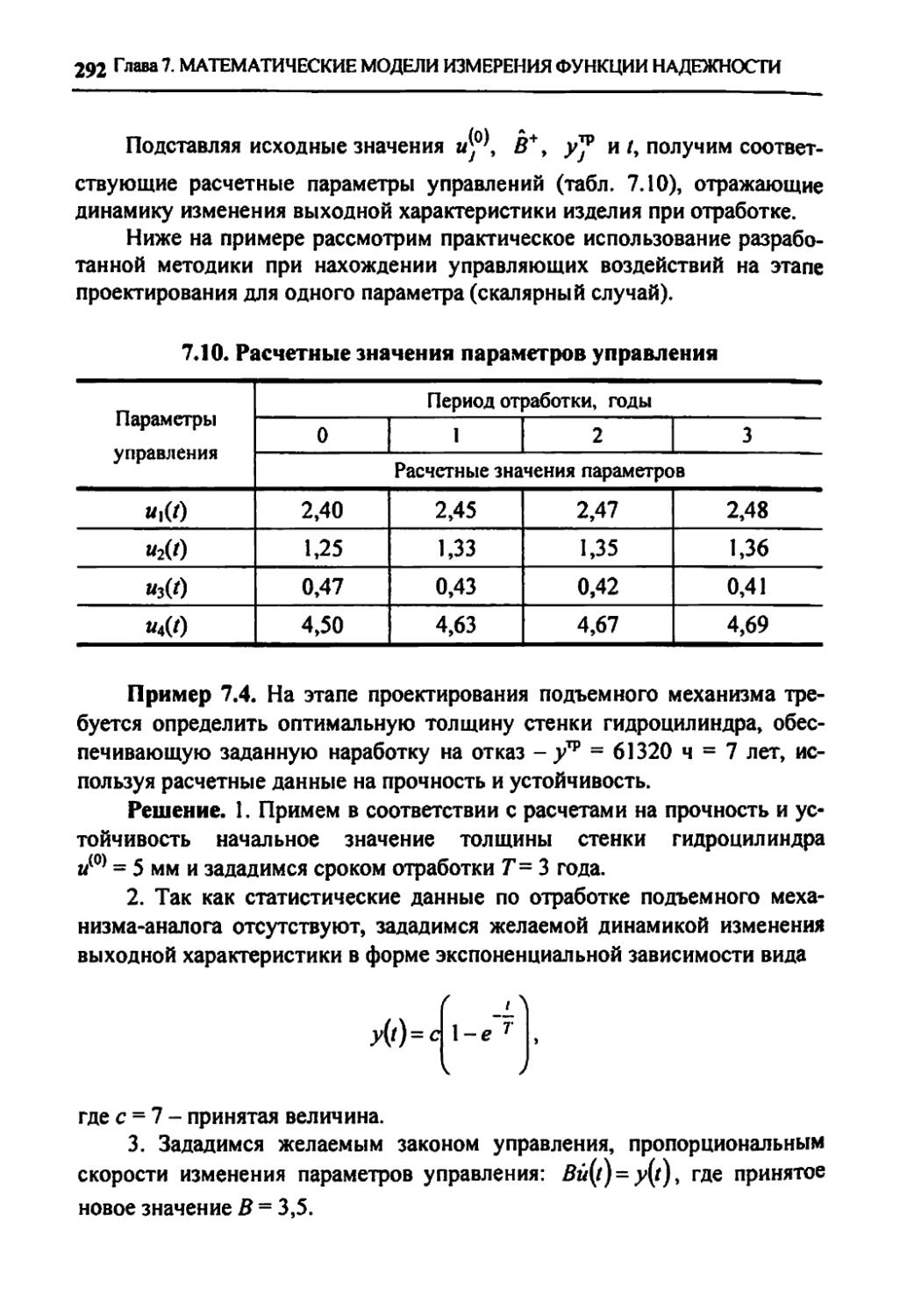
Text
В.М.Труханов
НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ ТИПА ПОДВИЖНЫХ УСТАНОВОК НА ЭТАПЕ ПРОЕКТИРОВАНИЯ И ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
V.M.Trukhanov
RELIABILITY OF TECHICAL SYSTEM
CLASS MOBILE INSTALLATION AT THE STAGE OF DESIGNING AND TESTING OF EXPERIMENTAL MODELS
Moscow «Mashinostroenie» 2003
В.М.Труханов
НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ ТИПА ПОДВИЖНЫХ УСТАНОВОК НА ЭТАПЕ ПРОЕКТИРОВАНИЯ И ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
Москва “Машиностроение” 2003
УДК 62.192
ББК 30.14
Т80
Рецензент
член-корр. РАН М.Н. Бабушкин
Труханов В.М.
Т80 Надежность технических систем типа подвижных установок на этапе проектирования и испытаний опытных образцов. - М Машиностроение, 2003. - 320 с., ил.
Рассмотрены теоретические и практические вопросы надежности сложных систем типа подвижных установок на этапе проектирования и испытаний опытных образцов Приведены методы обеспечения и повышения надежности с учетом стационарной и нестационарной случайной функции надежности.
Разработаны математические модели расчета надежности и планирования объемов испытаний, а также модели построения кривых роста надежности на стадии их создания и пути повышения надежности конструктивными способами
Для специалистов, работающих в области исследования, создания и эксплуатации изделий машиностроения, преподавателей и студентов вузов.
НАУЧНОЕ ИЗДАНИЕ
Труханов Владимир Михайлович
НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ ТИПА ПОДВИЖНЫХ УСТАНОВОК НА ЭТАПЕ ПРОЕКТИРОВАНИЯ И ИСПЫТАНИЙ ОПЫТНЫХ
ОБРАЗЦОВ
Редактор О.Н. Забузов
Корректор К.М. Корепанова
Оформление художника В.Н. Погорелов
Инженер по компьютерному макетированию А.И. Евсейчев
Лицензия ИД № 05672 от 22 08.01
Сдано в набор 23 06 03 Подписано в печать 29 09 03 Формат 60 х 88 1/16.
Гарнитура Times New Roman Усл. печ. л. 19,6. Уч.-изд. л 20,0.
Бумага офсетная. Печать офсетная. Тираж 1000 экз Заказ 8886
ФГУП «Издательство «Машиностроение», 107076, Москва, Стромынский пер , 4.
Оригинал-макет подготовлен в Издательско-полиграфическом центре Тамбовского государственного технического университета Отпечатано в полном соответствии с качеством предоставленного оригинал-макета в ППП «Типография «Наука» 121099, Москва. Шубпнский пер . 6
УДК 62.192
ББК 30.14
© В.М. Труханов, 2003
ISBN 5-217-03192-1 © Издательство «Машиностроение», 2003
© ВолгГТУ, 2003
ПРЕДИСЛОВИЕ
Одним из основных критериев при создании сложных технических систем является критерий надежности, который на этапе проектирования задают в техническом задании, а в процессе серийного производства -в технических условиях.
Предлагаемая книга посвящается теоретическим и практическим методам обеспечения количественных показателей надежности, заданных в техническом задании и соответственно в технических условиях на систему. Практика создания и эксплуатации сложных технических систем типа наземных транспортных средств как специального назначения (военная техника), так и народнохозяйственного назначения показывает, что достигнутый уровень надежности на этапе проектирования и испытаний опытных образцов в дальнейшем обеспечивается в процессе серийного производства и при эксплуатации. Отсюда разработка теоретических положений и инженерных методик расчета и оценки количественных показателей надежности, а также планирование испытаний опытных образцов сложных систем является главной целью этой книги. Решение поставленной задачи обеспечения надежности тесно связано с теорией вероятностей и математической статистикой. Эта взаимосвязь обусловлена необходимостью правильно проанализировать полученные при исследованиях данные о надежности изделий на всех этапах их жизненного цикла и сделать объективные выводы на базе научных исследований, особенно на этапе проектирования.
Книга снабжена большим числом примеров, основанных на конкретном практическом материале, взятом из отрасли машиностроения по созданию сложных технических систем типа большегрузных установок. Однако, несмотря на специальный подбор примеров, приведенными материалами могут воспользоваться и инженеры, работающие в других отраслях техники.
Насколько удалось обобщить и представить теоретический и практический материал, накопленный автором за многолетний период (с 1970 по 2000 гг.) создания и эксплуатации наземных транспортных средств специального и народнохозяйственного назначения, судить читателям.
6
ПРЕДИСЛОВИЕ
Книга состоит из семи глав и приложения. Каждая из глав посвящена исследованию конкретного вопроса, связанного с методами повышения и обеспечения надежности сложной технической системы. Приложение состоит из таблиц, на основании которых приведены примеры расчетов надежности и определены объемы испытаний.
Первая глава посвящена анализу задач исследования надежности современной техники. Рассмотрены этапы создания сложных технических систем и общие принципы их разработки, а также составлена программа обеспечения надежности изделий на этапах разработки конструкторской документации.
Во второй главе описаны основные характеристики надежности элементов и систем. Даны основные понятия, термины и определения из теории надежности, а также количественные показатели надежности, функциональные зависимости и числовые характеристики, используемые в расчетах надежности.
В третьей главе приведен математический аппарат, используемый в теории надежности, основанный на элементах теории вероятности и математической статистики. Представлены законы распределения случайных величин, которые наиболее часто используются в практических расчетах надежности.
Задачам исследования надежности на этапе проектирования посвящена четвертая глава. В этой главе дано обоснование показателей надежности проектируемых систем, рассмотрены методы распределения нормируемых показателей надежности, описан теоретический подход к расчету надежности технических систем на этапе проектирования с учетом стационарной и нестационарной случайной функции надежности, рассмотрены конструктивные и организационные способы обеспечения надежности систем электроавтоматики, гидравлики, а также механических узлов и металлоконструкций.
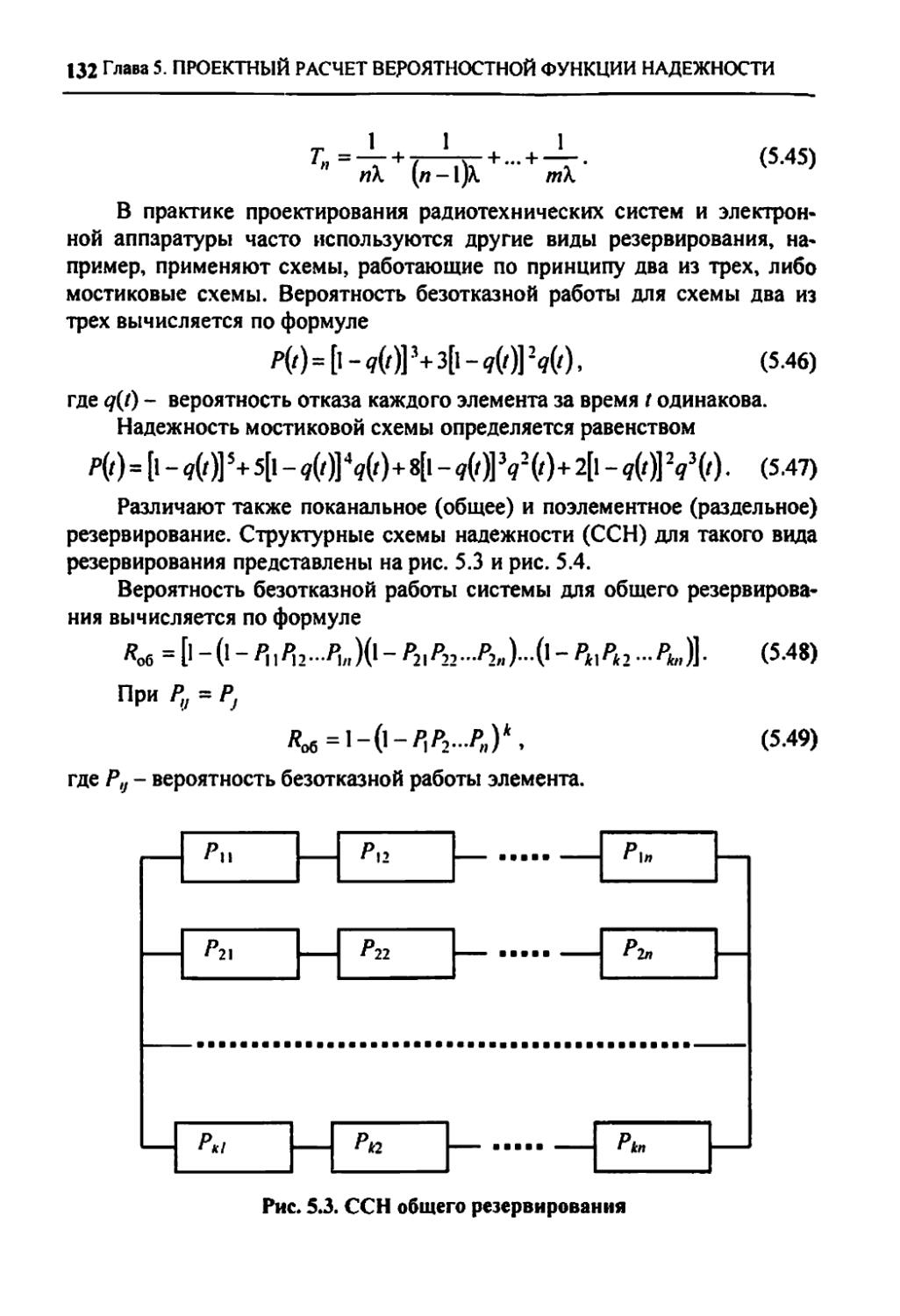
Пятая глава посвящена исследованию вопроса проектного расчета вероятностной функции надежности при различных видах соединения элементов. Здесь также рассмотрены вопросы проектного расчета надежности механических узлов и металлоконструкций на основе конструктивных запасов и физических свойств материалов.
ПРЕДИСЛОВИЕ
7
В шестой главе приведены математические модели и методы планирования объемов испытаний опытных образцов технических систем. Дана программа экспериментальной отработки и контроль оценки выполнения этой программы. Описаны исследовательские испытания опытных образцов для различных законов распределения отказов.
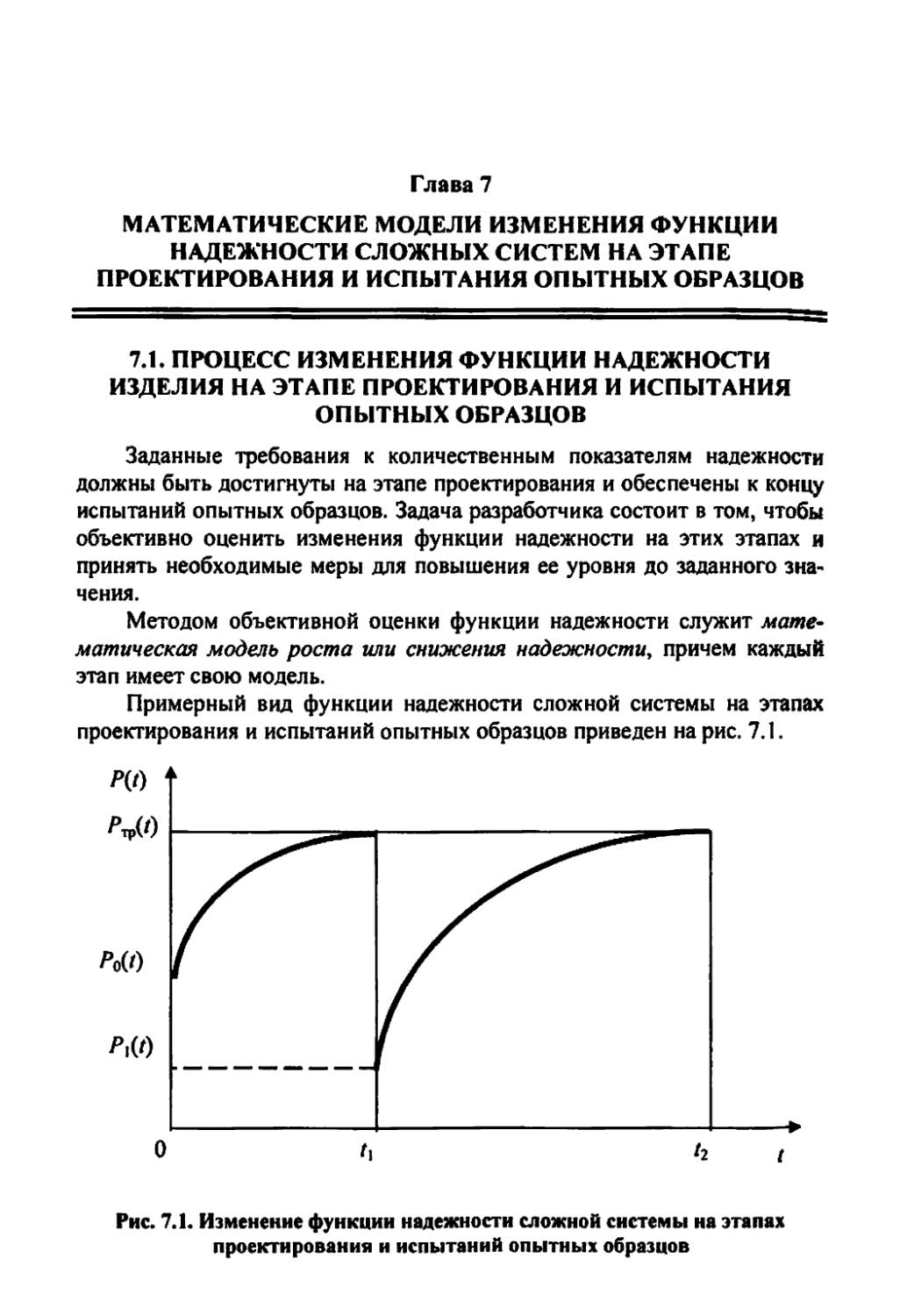
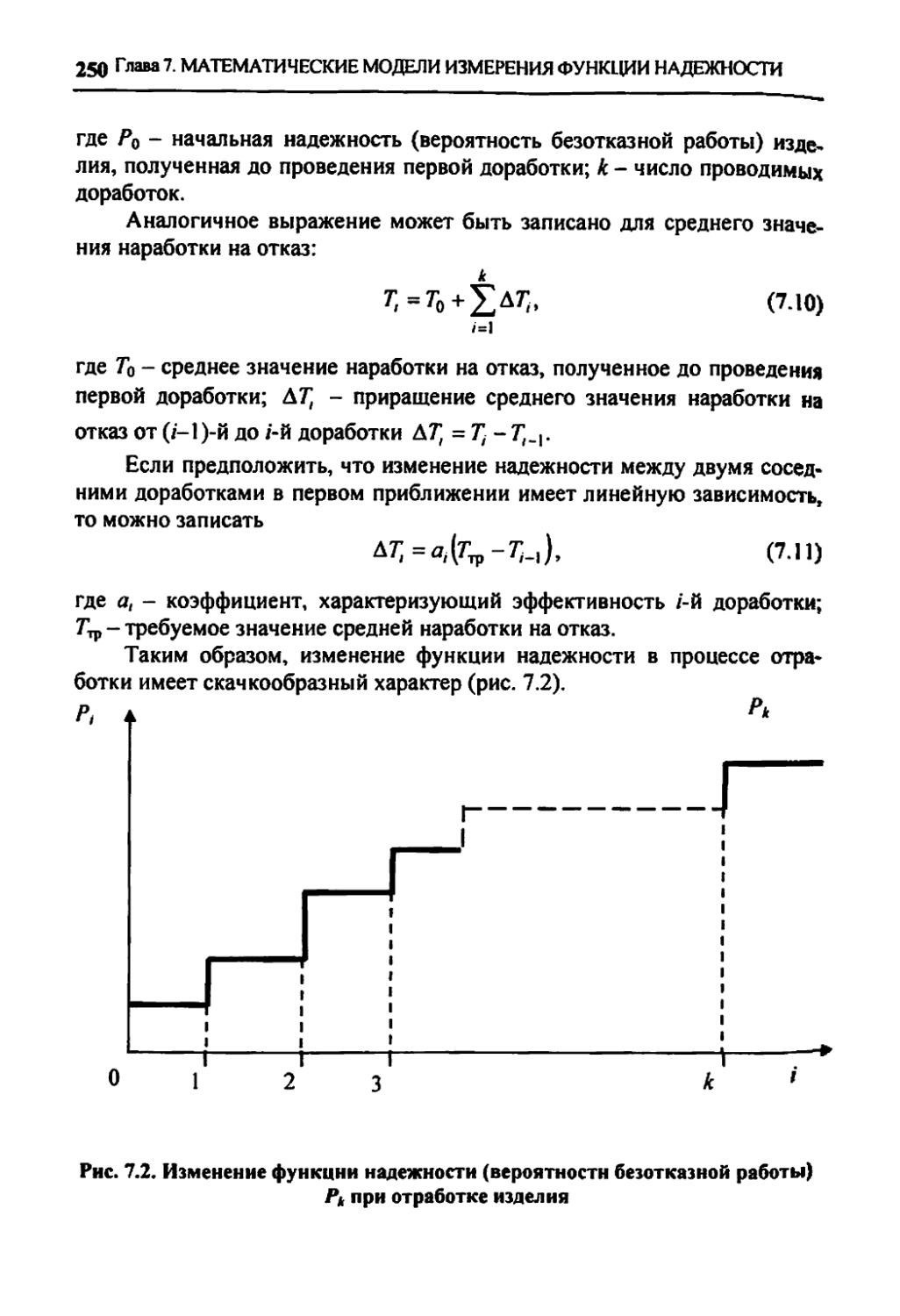
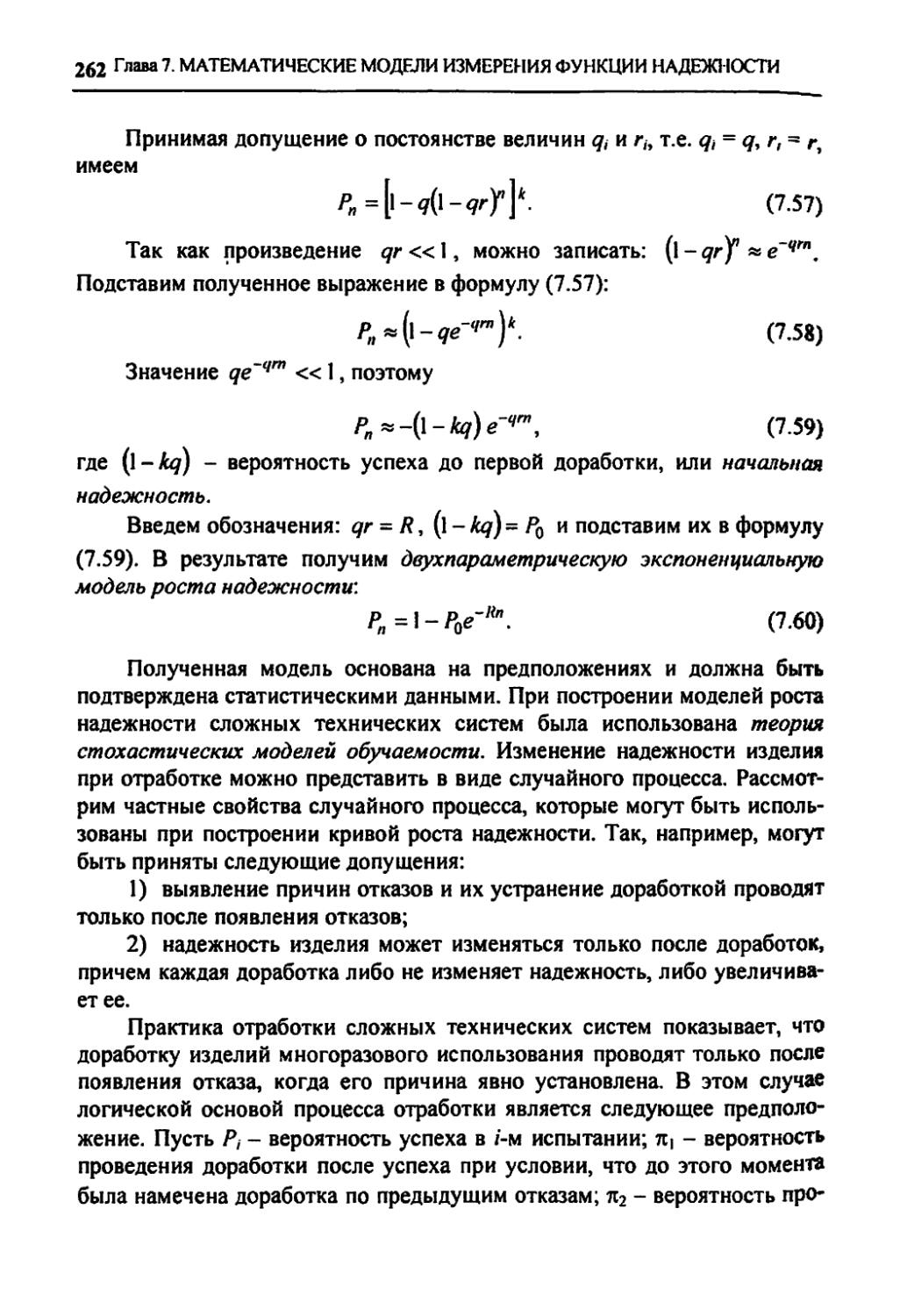
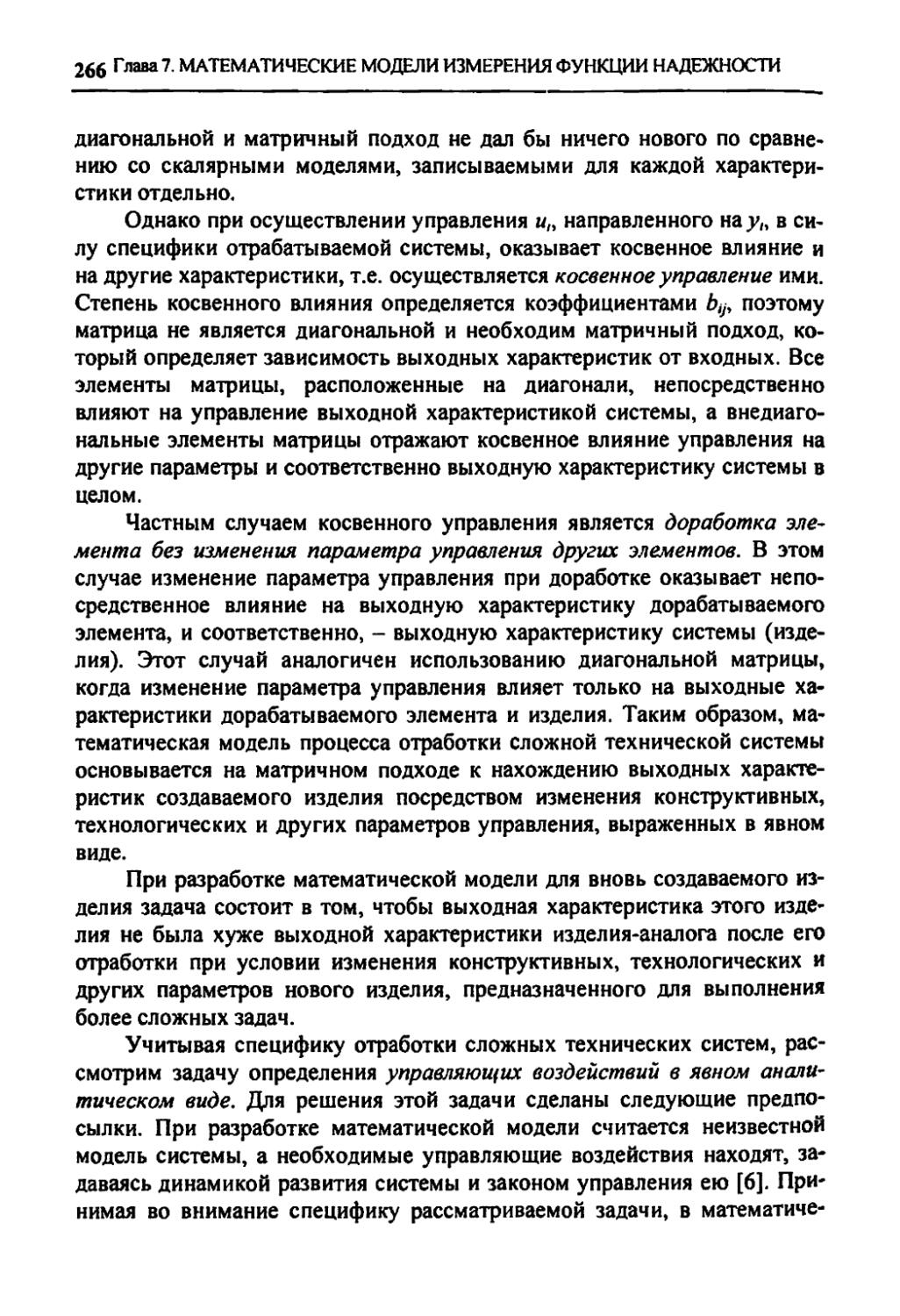
Седьмая глава посвящена исследованию математических моделей изменения функции надежности сложных систем на этапах проектирования и испытаний опытных образцов. Достаточно подробно рассмотрены как пассивные модели изменения функции надежности, так и модели с учетом управляющих воздействий, выраженных в явном виде, для различных законов управления и выходной характеристики. Дана методика оценки управляющих воздействий, описана также математическая модель изменения уровня надежности изделий с учетом управляющих воздействий, выраженных в виде вероятностей.
Глава 1
ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ С УЧЕТОМ ТРЕБОВАНИЙ НАДЕЖНОСТИ
1.1. АНАЛИЗ ЗАДАЧ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ
При проектировании ряда объектов и сооружений проблема обеспечения надежности решается без непосредственного использования методов теории надежности. Промышленные и жилые здания, мосты, плотины и другие сооружения проектируют с учетом эксплуатационных нагрузок и изменений во времени свойств конструкционных материалов. Установленные для различных видов конструкций нормы прочности и другие строительные и проектные нормы, а также правила приемки готовых сооружений и эксплуатации, включающие необходимый надзор, обслуживание и восстановление, обеспечивают практическое отсутствие отказов в течение установленного срока службы. Методы математической статистики и теории вероятностей используются при определении реальных диапазонов эксплуатационных нагрузок, характеристик прочности материалов, обосновании коэффициентов запаса прочности и коэффициентов безопасности. В процессе разработки конкретного проекта подобных сооружений используются преимущественно детерминированные (нормативные) показатели и коэффициенты, согласованные методики выбора материалов и профиля, периодичности осмотра или замены, ремонта или контрольных нагружений. При таком нормативном детерминистском подходе проектирования все возможные разбросы воздействующих факторов, характеристик материалов, технологии изготовления перекрываются вводимыми запасами. При этом отсутствие отказов гарантируется для всех объектов, выполненных по данному проекту и эксплуатируемых в оговоренных условиях.
Усложнение техники, ужесточение эксплуатационных нагрузок, использование новых материалов, комплектующих изделий, конструктивных решений, технологических процессов, ограничение по массе, габаритам, энергопотреблению и другие факторы затрудняют распространение детерминистского подхода на многие виды техники. Тем не менее если это уникальные изделия единичного изготовления, то проектное исследование их надежности направлено на обеспечение максимальной гарантии успешной работы каждого образца в условиях имеющихся ограничений.
АНАЛИЗ ЗАДАЧ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ
9
При исследовании надежности сложных технических систем типа подвижных установок специального машиностроения, а также машин народнохозяйственного назначения целесообразно использовать как детерминистский (нормативный), так и стохастический (вероятностный) методы подхода к обеспечению надежности на этапе проектирования. Причем детерминистский подход должен быть определяющим, особенно для металлоконструкций и механических узлов. Правильно рассчитанные запасы прочности и допуски сопряженных деталей обеспечивают успешную работу металлоконструкций и механических узлов в течение всего установленного срока службы. В дополнение к правильно сконструированному узлу необходимо по нормативным документам разработать технологический процесс изготовления, а также достаточный контроль качества технологических операций. Совокупность такого детерминистского подхода к проектированию позволит обеспечить работоспособность изделий при эксплуатации.
Наряду с детерминистским подходом к проектированию сложных систем целесообразно использовать и стохастический метод, основанный на теории вероятностей. Этот метод следует применять только для случайных отказов, которые могут появиться по причине отклонения технических параметров, связанных с нарушением технологического процесса изготовления либо условий эксплуатации.
Практика эксплуатации сложных технических систем типа подвижных установок специального машиностроения показывает, что случайные отказы металлоконструкций и механических узлов в течение установленного срока службы составляют сотые и даже тысячные доли процента, т.е. эти конструкции практически не отказывают, если они сконструированы в соответствии с требованиями нормативных документов.
Иное обстоятельство связано с проектированием систем электроавтоматики. Для разработки этих систем также используются детерминированные (нормативные) подходы, основанные на коэффициентах запасов по нагрузке тока и напряжения, температуре, влажности, защищенности от воздействий солнечного излучения, электромагнитных волн, радиационного излучения, вибраций и т.п. Так как элементы электроавтоматики более подвержены влиянию внешних воздействий, чем металлоконструкции и механические узлы, то процент возникновения случайных отказов в процессе эксплуатации существенно повышается. Это объясняется не только факторами внешних воздействий, но и нарушением технологии изготовления. Вероятность нарушения технологического процесса изготовления элементов электроавюматики существенно выше, чем металлоконструкций и механических узлов. Все эти обстоятельства свидетельст
10
Глава 1. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
вуют о том, что вероятностные методы расчета надежности систем электроавтоматики на этапе проектирования занимают существенное место. Таким образом, анализ задач исследования надежности сложных технических систем и обоснование принимаемых решений имеет важное значение на этапе проектирования.
Анализ надежности конструкции на этапе разработки документации выполняется службой надежности предприятия. Суть этого анализа состоит в следующем. На основании технического задания на разработку изделия, назначения этого изделия и условий его эксплуатации, а также проведенных конструктивных проработок на стадии эскизного проекта службой надежности разрабатывается методика оценки надежности изделия на этапе проектирования.
Разделы методики содержат:
• введение - описание изделия, его назначение и формулировку количественных показателей надежности с указанием заданных требований по техническому заданию;
• основную часть - функциональную схему и циклограмму работы изделия во времени в процессе эксплуатации, принципиальную схему для более полного понимания работы изделия с подробным описанием соединений узлов и элементов и их назначения; структурную схему надежности, составленную на основании функциональной и принципиальной схем работы изделия с указанием резервирования отдельных каналов, узлов, деталей, а также составлением таблицы элементной базы с количественными показателями надежности; расчетные формулы оценки показателей надежности, исходя из принятого закона распределения отказов; справочные данные по интенсивности отказов элементов или статистические данные, получаемые по результатам испытаний и эксплуатации; дополнительные сведения о режимах работы и условиях окружающей среды, в которых будут эксплуатироваться элементы;
• выводы и рекомендации - заключение о соответствии или несоответствии количественных показателей надежности изделия заданным требованиям; рекомендации по совершенствованию конструкции отдельных узлов, механизмов по введению более надежных элементов, уменьшению нагрузок на отдельные элементы и узлы, а также по резервированию и другие предложения;
• приложение - пример расчета надежности изделия по разработанной методике.
В функцию службы надежности по анализу конструкции входит также составление расчета ресурсной наработки изделия в процессе экс
ОРГАНИЗАЦИЯ ИССЛЕДОВАНИЙ И РАЗРАБОТОК
11
плуатации. Для этого на основании анализа функциональной и принципиальной схем работы изделия составляют расчет ресурсной наработки деталей, узлов, механизмов и подсистем, входящих в состав изделия. Приводят расчетные формулы и числовые значения ресурсной наработки в часах, километрах, циклах. Выдают рекомендации по доведению ресурса отдельных элементов, узлов, механизмов, подсистем до заданного ресурса и на изделие в целом.
Анализ и прогнозирование надежности является одним из источников описания проекта на ранней стадии проектирования, он выполняет ценную вспомогательную функцию связи и координации между элементами проекта. Анализ с изложением материалов прогнозирования надежности, заложенный в конструкторской документации (чертежах, технических условиях, методиках), дает необходимые данные для суждения о конструкции. Почти любая конструкторская идея может быть воплощена в надежную конструкцию при условии достаточных затрат средств и времени, однако для различных конструктивных вариантов степень трудности, с которой может быть обеспечена надежность, различна. Ее можно выявить на основе анализа конструкции. Правильно проведенный анализ конструкции может обеспечить выполнение работ без дефектов с заданной надежностью.
Итак, анализ надежности конструкции представляет собой аналитический метод оценки, или предсказание присущей конструкции надежности. Анализ надежности конструкции следует проводить для каждого варианта, а также после внесения значительных конструктивных изменений. При обнаружении существенных конструктивных недостатков по требованию службы надежности необходимо провести корректирование документации.
1,2. ОРГАНИЗАЦИЯ ИССЛЕДОВАНИЙ И РАЗРАБОТОК КАК ОСНОВА СОЗДАНИЯ НАДЕЖНЫХ СЛОЖНЫХ СИСТЕМ
Разработка конструкторской документации сложных систем является самым ответственным и наиболее важным этапом в организации создания этих изделий. Конструкторская документация - это основной документ, по которому ведутся работы при изготовлении опытных образцов сложных технических систем типа подвижных установок. Процесс разработки конструкторской документации можно представить в виде ряда этапов, каждый из которых ограничен определенным временным интервалом и завершается выполнением соответствующего отчета или
12
Глава 1. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
другого документа на данном этапе. Весь период разработки конструкторской документации можно разбить на три основных этапа: технических предложений, эскизного проектирования и технического проектирования. До начала проектирования конструкторами-разработчиками подробно изучается техническое предложение на проектируемую систему (изделие). В процессе изучения технического задания изменяются и уточняются отдельные вопросы, связанные с выполнением задач, стоящих перед системой.
В зависимости от поставленных условий, проводится сравнительный анализ существующих аналогов систем, на базе которых возможно конструирование более сложных. Процесс согласования технического задания, выданного головной организацией, является наиболее ответственным, и в нем участвуют самые квалифицированные специалисты-разработчики. Это объясняется тем, что сложная техническая система состоит из довольно большого количества подсистем, выполняющих свои функциональные задачи. Технические задания утверждаются головной организацией-разработчиком системы и организациями-разработчиками подсистем. С окончанием согласования технических заданий организация-разработчик системы и организации-разработчики подсистем приступают к разработке технических предложений.
1.3. ЭТАП РАЗРАБОТКИ ТЕХНИЧЕСКИХ ПРЕДЛОЖЕНИЙ
Разработка и создание любого вида системы начинается с технического предложения, суть которого заключена в представлении конструкторской идеи.
При выборе вида системы на этапе технических предложений рассматривается ряд критериев. В качестве одного из них можно привести критерий стоимость-эффективность^ который более приемлем для стационарных сложных систем, например объектов специального назначения для сложных летающих объектов. При создании сложной системы типа подвижных установок специального назначения наиболее важным критерием является живучесть. Мобильность и надежная маскировка подвижной установки прежде всего определяют ее живучесть. Решающим преимуществом подвижной установки специального назначения повышенной живучести является то, что противник не может иметь достоверной информации о действительном ее местонахождении и принять меры направленные на ее ликвидацию.
Критерий мобильности включает в себя понятие стратегической, оперативной и тактической мобильности. Под стратегической мобиль
ЭТАП РАЗРАБОТКИ ТЕХНИЧЕСКИХ ПРЕДЛОЖЕНИЙ
13
ностью понимается возможность быстрой переброски подвижной установки на большие расстояния железнодорожным, авиационным и водным транспортом; под оперативной - способность подвижной установки преодолевать своим ходом значительные расстояния с высокой средней скоростью, сохраняя работоспособность в любой точке маршрута; под тактической - способность подвижной установки к маневрированию на местности, которая оценивается проходимостью транспортного средства.
Критерий унификации предполагает создание базовой сложной системы, позволяющей подвергать ее неоднократной модернизации, но не более трех раз, так как после 10-15 лет эксплуатации система стареет морально.
Важнейшим критерием оценки работоспособности сложной системы является надежность выполнения поставленной задачи в заданное время.
К числу важных критериев подвижной установки относится степень ее автономности, т.е. возможность выполнить задачу без использования вспомогательного оборудования и других машин. Следует различать функциональную автономность, если возможность выполнить задачу ограничена временем, превышающим несколько часов, и полную автономность, практически неограниченную во времени (месяц и более).
В жестких условиях эксплуатации, которым подвергаются изделия, не исключены отказы узлов, механизмов. Возникает необходимость оценки возможностей системы к быстрому отысканию неисправностей и устранению их, т.е. к скорейшему восстановлению работоспособности.
Критерий оценки оперативной ремонтопригодности позволяет ввести количественный анализ надежности изделия.
Если обслуживающий персонал выявляет неисправности собственными средствами, без привлечения специальных регламентных подразделений или бригад промышленности и может устранить их за установленное в документации время средствами штатных ЗИП заменой отказавшего блока, узла, то система обладает высокой степенью готовности к выполнению поставленной задачи. В этом случае оперативная ремонтопригодность - наивысшая.
Увеличение времени отыскания неисправности, возрастание сложности ее отыскания и замены или ремонта отказавшего узла, подсистемы вплоть до замены изделия целиком может уменьшить показатель оперативной ремонтопригодности со снижением надежности до нуля.
Совокупность критериев оценки системы повышенной живучести позволяет записать целевую функцию в виде
14
Глава I. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
F = (1.1)
где к, - критерий оценки системы; / - индекс критерия оценки.
В качестве примера целевая функция может представлять собой вероятность выполнения поставленной задачи за заданное время
(1.2)
где P|(z) - вероятность выполнения поставленной задачи подсистемой 1, входящей в состав системы; P{t) - вероятность выполнения поставленной задачи подсистемой z, входящей в состав системы.
Каждая вероятность может быть непосредственно связана с тем или иным критерием (например, мобильностью, скрытностью, автономностью и др.) и выражаться некоторой функцией в виде закона распределения, зависящего от одного или нескольких параметров. Тогда для нахождения целевой функции можно воспользоваться методом наименьших квадратов или методом максимального правдоподобия. Эти методы позволяют найти параметры законов распределения и оптимизировать целевую функцию.
Примером целевой функции может выступать, например, массовая характеристика подвижной установки. Эта характеристика является очень важной, так как она непосредственно связана с критериями: проходимости, скрытности, маневренности, массой полезной нагрузки и другими. Она может выражаться сложным алгебраическим уравнением, зависящим от многих коэффициентов, системой алгебраических уравнений или может быть представлена в виде матрицы коэффициентов, связанных с критериями оценки. Решение подобных уравнений осуществляется с использованием ЭВМ.
Следует отметить, что перечисленные критерии являются определяющими для подвижной установки. Именно на достижение таких определяющих характеристик направлен поиск рациональных технических решений и предложений при разработке подвижной установки и ее подсистем, размешенных на ней.
Таким образом, на этапе технических предложений проводится глубокий анализ по выбору облика системы с учетом вышеперечисленных критериев оценки.
Техническое предложение разрабатывается в случае, если это предусмотрено техническим заданием. Техническое предложение разрабатывают для выявления дополнительных или уточненных требований к изделию (технических характеристик, показателей качества и др.), кото
ЭТАП РАЗРАБОТКИ ТЕХНИЧЕСКИХ ПРЕДЛОЖЕНИЙ
15
рые не могли быть указаны в техническом задании, и это целесообразно сделать на основе предварительной конструкторской проработки и анализа различных вариантов изделия.
Перечень работ, выполняемых на стадии технического предложения, устанавливается на основе технического задания в соответствии с ГОСТ 2.118-73 и определяется разработчиком в зависимости от характера и назначения изделия и согласовывается с заказчиком.
В общем случае при разработке технического предложения проводят следующие работы:
• выявление вариантов возможных решений, установление особенностей вариантов (принципов действия, размещения функциональных составных частей и т.п.), их конструкторскую проработку. Глубина такой проработки должна быть достаточной для сравнительной оценки рассматриваемых вариантов;
• проверку вариантов на патентную чистоту и конкурентоспособность, оформление заявок на изобретения;
• проверку соответствия вариантов требованиям техники безопасности, охраны труда и производственной санитарии;
• сравнительную оценку рассматриваемых вариантов. Сравнение производится по показателям качества изделия: например, надежности, экономическим, эстетическим, эргономическим, экологическим. Сопоставление вариантов может производиться также по показателям технологичности, стандартизации и унификации. При этом следует учитывать конструктивные и эксплуатационные особенности разрабатываемого изделия (возможности выбора методов и средств измерения). Если для сравнительной оценки необходимо проверить принцип работы различных вариантов изделия, а также сравнить их по эстетическим и эргономическим показателям, то могут быть изготовлены макеты;
• выбор оптимального варианта (вариантов) изделия; обоснование выбора; установление требований к изделию (технических характеристик, показателей качества и др.) и к последующей стадии разработки изделия (необходимые работы, варианты возможных решений, которые следует рассмотреть на последующей стадии и др.);
• подготовку предложений по разработке стандартов (пересмотр или внесение изменений в действующие стандарты), предусмотренных техническим заданием на данной стадии.
На рассмотрение, согласование и утверждение представляют документы технического предложения, скомплектованные в соответствии с ГОСТ 2.106-96.
16
Глава 1. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
1.4. ЭТАП ЭСКИЗНОГО ПРОЕКТИРОВАНИЯ
Эскизный проект разрабатывается, если это предусмотрено техническим заданием, для установления принципиальных (конструктивных, схемных и др.) решений изделия, дающих общее представление о принципе работы и (или) устройстве изделия, когда это целесообразно сделать до разработки технического проекта или рабочей документации.
На стадии разработки эскизного проекта рассматриваются варианты изделия и (или) его составных частей. Эскизный проект может также разрабатываться без рассмотрения на этой стадии различных вариантов.
При разработке эскизного проекта выполняют работы, необходимые для обеспечения требований, предъявляемых к изделию, и позволяющие установить принципиальные решения. Перечень необходимых работ определяется разработчиком в зависимости от характера и назначения изделия и согласовывается с заказчиком.
На стадии эскизного проекта не дублируют работы, проведенные на стадии технического предложения, если они не могут дать дополнительных данных. В этом случае результаты ранее проведенных работ отражают в пояснительной записке согласно ГОСТ 2.119-73.
В общем случае при разработке эскизного проекта проводят следующие работы:
• представление вариантов возможных решений, установление их особенностей (характеристики вариантов составных частей и т.п.) и конструкторской проработки. Глубина такой проработки должна быть достаточной для сопоставления рассматриваемых вариантов;
• предварительное решение вопросов транспортирования изделия; выявление его массово-габаритных характеристик;
• изготовление и испытание макетов для проверки работы на функционирование как изделия, так и его составных частей;
• разработку и обоснование технических решений на обеспечение показателей надежности, установленных техническим заданием;
• оценку изделия на технологичность и правильность выбора средств и методов контроля (испытаний, анализа, измерений);
• оценку изделия по показателям стандартизации и унификации;
• оценку изделия в отношении его соответствия требованиям экологии, эргономики, технической эстетики. При необходимости для установления эргономических, эстетических характеристик изделия и для удобства сопоставления различных вариантов по этим характеристикам изготавливают макеты;
ЭТАП ЭСКИЗНОГО ПРОЕКТИРОВАНИЯ
17
• проверку вариантов на патентную чистоту и конкурентоспособность, оформление заявок на изобретение;
• проверку соответствия вариантов требованиям техники безопасности, охраны труда и производственной санитарии;
• сравнительную оценку рассматриваемых вариантов, вопросы метрологического обеспечения разрабатываемого изделия (возможности выбора методов и средств измерения).
Сравнение проводят по показателям качества изделия (назначения, надежности, технологичности, стандартизации и унификации, экономическим, эстетическим, эргономическим и экологическим).
При этом следует учитывать конструктивные и эксплуатационные особенности разрабатываемого и существующих изделий, тенденции и перспективы развития отечественной и зарубежной техники в данной области:
• выбор оптимального варианта (вариантов) изделия, обоснование выбора, принятие принципиальных решений, подтверждение (или уточнение) предъявляемых к изделию требований (технических характеристик, показателей надежности и др.), установленных техническим заданием, и определение технико-экономических характеристик и показателей, не установленных техническим заданием;
• выявление на основе принятых принципиальных решений новых изделий и материалов, которые должны быть разработаны другими предприятиями (организациями), составление технических требований к этим изделиям и материалам;
• составление перечня работ, которые следует провести на последующей стадии разработки, в дополнение или уточнение работ, предусмотренных техническим заданием;
• проработку основных вопросов технологии изготовления (при необходимости);
• подготовку предложений по разработке стандартов (пересмотр и внесение изменений в действующие стандарты), предусмотренных техническим заданием на данной стадии.
Конструкторские документы, содержащие различные варианты изделия, выполняют по ГОСТ 2.118-73 с изложением сведений о различных вариантах, описание изображений вариантов, построение таблиц, содержащих данные различных вариантов и т.п.
В комплект документов эскизного проекта включают конструкторские документы в соответствии с ГОСТ 2.102-68, предусмотренные техническим заданием и протоколом рассмотрения технического предложения.
18
Глава 1. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
На рассмотрение, согласование и утверждение представляют копии документов эскизного проекта, скомплектованные по ГОСТ 2.102-68. Допускается по согласованию с заказчиком представлять подлинники документов эскизного проекта.
1.5. ЭТАП ТЕХНИЧЕСКОГО ПРОЕКТИРОВАНИЯ
Технический проект разрабатывается, если это предусмотрено техническим заданием, протоколом рассмотрения технического предложения или эскизного проекта.
Технический проект разрабатывается в соответствии с ГОСТ 2.120-73 для выявления окончательных технических решений, дающих полное представление о конструкции изделия, когда это целесообразно сделать до разработки рабочей документации. При необходимости технический проект может предусматривать разработку вариантов отдельных составных частей изделия. В этих случаях выбор оптимального варианта осуществляется на основании результатов испытаний опытных образцов.
При разработке технического проекта выполняются работы, Необходимые для обеспечения предъявляемых к изделию требований и позволяющие получить полное представление о конструкции, оценить соответствие требованиям технического задания, технологичность, степень сложности изготовления, способы упаковки, возможность транспортировки и монтажа на месте применения, удобство эксплуатации, целесообразность и возможность ремонта и т.п.
В общем случае при разработке технического проекта проводят:
• разработку конструкторских решений изделия и его основных составных частей;
• выполнение необходимых расчетов, в том числе подтверждающих технико-экономические показатели, установленные техническим заданием;
• выполнение необходимых принципиальных схем, схем соединений и др.;
• разработку и обоснование технических решений, обеспечивающих показатели надежности, установленные техническим заданием и предшествующими стадиями разработки (если эти стадии разрабатывались);
ЭТАП ТЕХНИЧЕСКОГО ПРОЕКТИРОВАНИЯ
19
• анализ конструкции изделия на технологичность с учетом отзывов предприятий-изготовителей промышленного производства по обеспечению технологичности в условиях конкретного производства, в том числе по использованию имеющегося на предприятии оборудования, а также учета в данном проекте требований нормативно-технической документации, действующей на предприятии-изготовителе;
• выявление необходимого для производства изделий нового оборудования (обоснования разработки или приобретения);
• оценку метрологического обеспечения (выбор методов и средств измерения);
• разработку, изготовление и испытание макетов;
• оценку изделия в соответствии с требованиями эргономики, технической эстетики, экологии;
• оценку возможности транспортировки, хранения, а также монтажа изделия на месте его применения;
• оценку эксплуатационных данных изделия (взаимозаменяемости, удобства обслуживания, устойчивости против воздействия внешней среды, возможности быстрого устранения отказов, контроля качества работы, обеспеченности средствами контроля технического состояния и др.);
• окончательное оформление заявок на разработку, изготовление изделия и применяемых материалов;
• проведение мероприятий по обеспечению заданного в техническом задании уровня стандартизации и унификации изделия;
• проверку изделия на патентную чистоту и конкурентоспособность, оформление заявок на изобретения;
• выявление номенклатуры изделий, согласование применения покупных изделий;
• согласование габаритных, установочных и присоединительных размеров с заказчиком или основным потребителем;
• оценку технического уровня и качества изделия;
• разработку чертежей сборочных единиц и деталей, если это вызывается необходимостью ускорения выдачи задания на разработку специализированного оборудования для их изготовления;
• проверку соответствия принимаемых решений требованиям техники безопасности, охраны труда и производственной санитарии;
• составление перечня работ, которые следует провести на стадии разработки рабочей документации, в дополнение и (или) уточнение ра
20
Глава I. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
бот, предусмотренных техническим заданием, техническим предложением и эскизным проектом;
• подготовку предложений по разработке стандартов (пересмотр или внесение изменений в действующие стандарты), предусмотренных техническим заданием на данной стадии.
В технический проект включают конструкторские документы в соответствии с ГОСТ 2.102-68, предусмотренные техническим заданием и протоколом рассмотрения технического предложения, эскизного проекта.
При разработке технического проекта могут быть использованы отдельные документы, разработанные на предыдущих стадиях, если эти документы соответствуют требованиям, предъявляемым к документам технического проекта или если в них внесены изменения с целью обеспечения такого состояния.
На рассмотрение, согласование и утверждение представляют копии документов технического проекта или (по согласованию с заказчиком) подлинники технического проекта.
1.6. ОБЩИЕ ПРИНЦИПЫ РАЗРАБОТКИ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ
В основу разработки сложных технических систем типа подвижных установок входят поисковые и прикладные исследования. Эти работы проводятся конструкторскими подразделениями промышленности или научно-исследовательских институтов, целью которых является определение внешнего облика изделия, его структуры, предварительные расчетные исследования и другие работы. На данном этапе рассматривается несколько вариантов построения сложной системы с учетом выбора оптимального компоновочного решения основных сборочных единиц, узлов, механизмов, подсистем. На этом поисковые исследования заканчиваются, и выбранные вместе с заказчиком варианты системы передаются на проектирование.
К прикладным исследованиям относится разработка технических предложений изделия. В техническом предложении рассматриваются и анализируются представленные варианты изделия с конкретными конструктивными характеристиками как изделия в целом, так и отдельных подсистем, предназначенных для выполнения определенных задач.
ОБЩИЕ ПРИНЦИПЫ РАЗРАБОТКИ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ 21
На основании технических предложений с учетом возможной технологической реализации промышленностью уточняются технические требования к системе, после чего на основании проведенного анализа и уточнения требований вместе с заказчиком выбирается один или два, а в некоторых случаях и более вариантов системы. Отобранные варианты системы передаются на эскизное проектирование, т.е. на этап опытноконструкторских работ. В состав технического предложения на разработку системы входят работы, изложенные в разделе 1.3. Вместе с тем дополнительно следует включить:
• перечень работ выполняемых изделием;
• области применения изделия по географическому месту, метеорологическим условиям;
• обоснование выбранного транспортного средства;
• сведения о степени автономности подвижной установки, в том числе экологические.
Правильно и однозначно сформулированные задачи перед системой позволяют представить необходимый уровень ее автоматизации. Распространение ее использования по географическим зонам обуславливает необходимость выбора соответствующего транспортного средства.
Практика проектирования сложных технических систем типа подвижных установок выработала определенный методологический подход к алгоритму процесса разработки [1]. Так, например, приступая к компоновке подвижной установки, разработчик прежде всего должен изучить имеющиеся транспортные средства с точки зрения поставленных перед подвижной установкой задач. В случае подбора транспортного средства, удовлетворяющего условиям географических зон ее использования и экологическим требованиям, решается задача рационального размещения оборудования на данном транспортном средстве.
При размещении оборудования разработчик должен учесть такую привязку сборочных единиц, узлов, механизмов и подсистем к транспортному средству, которая бы обеспечивала возможность удобного доступа к ним, а также их замены при появлении неисправности. Кроме того, размещение сборочных единиц, узлов, механизмов и подсистем должно быть таким, чтобы в процессе функционирования они не оказывали бы друг на друга вредного воздействия (например, выделение избыточного тепла, вибрационное воздействие, влияние магнитных полей и т.п.).
22
Глава 1. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
Важное место в процессе проектирования подвижной установки отводится вопросу автоматизации функционирования, так как этот критерий оказывает непосредственное влияние на формирование требований к габаритным и массовым характеристикам и соответственно влияет на подбор транспортного средства. В случае невозможности подбора имеющегося транспортного средства перед разработчиком подвижной установки ставится более сложная задача. Оптимальное решение этой задачи разработчик подвижной установки должен находить совместно с разработчиком транспортного средства, со стороны разработчика подвижной установки (изделия) выдаются дополнительные исходные данные по:
• смещению центра масс монтируемого оборудования относительно осей симметрий транспортного средства;
• размещению центра масс оборудования по высоте относительно поверхности с целью оценки устойчивости подвижной установки;
• размещению опорных устройств (домкратов), необходимых для вывешивания и горизонтирования подвижной установки относительно поверхности.
Вместе с тем необходимо учитывать возможность использования транспортного средства без существенных доработок при модернизации подвижной установки; при проектировании учесть рациональное расположение осей транспортного средства для их оптимальной загрузки и обеспечения достаточной управляемости подвижной установки по всем видам дорог.
Таким образом, большое число требований и ограничений требует разработки специального транспортного средства, которое бы позволило совмещать отдельные узлы транспортного средства и оборудования, размещенного на нем.
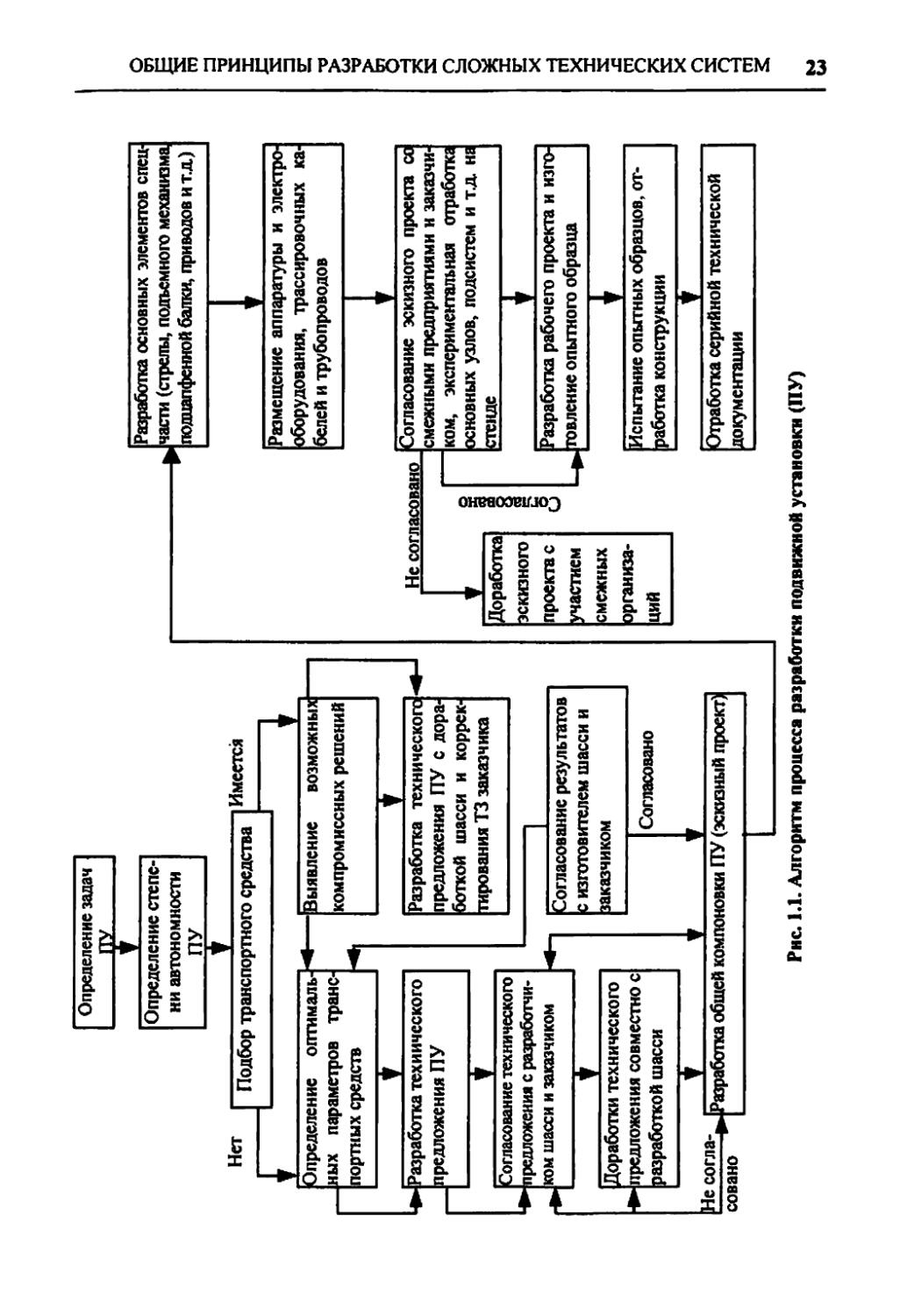
Разрабатываемая с учетом выше перечисленных требований подвижная установка представляет собой сложную техническую систему, выполняющую многофункциональную задачу. В качестве примера приведем алгоритм разработки подвижной установки (рис. 1.1), предназначенный для выполнения специальных задач.
При разработке сложных технических систем типа подвижных установок наиболее целесообразным является метод конструирования, основанный на принципе размещения сборочных единиц, узлов, механизмов и подсистем по их функциональному назначению. Рассмотрим подробнее этот принцип конструирования.
Рнс. 1.1. Алгоритм процесса разработки подвижной установки (ПУ)
ОБЩИЕ ПРИНЦИПЫ РАЗРАБОТКИ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ
24
Глава I. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
1.7. ПРИНЦИП РАЗМЕЩЕНИЯ ОБОРУДОВАНИЯ ПО ФУНКЦИОНАЛЬНОМУ НАЗНАЧЕНИЮ
Размещение сборочных единиц, узлов, механизмов и подсистем по их функциональному назначению означает совмещение конструктивно-компоновочной схемы с функциональной схемой работы подвижной установки. В этом случае каждая сборочная единица, узел, механизм или подсистема выполняет определенную функцию, предназначенную для решения поставленной задачи перед изделием в целом. По функциональному исполнению подвижную установку можно представить так: передвижение, развертывание, подъем груза, выполнение манипуляций с грузом, свертывание, проверка систем электроавтоматики, энергоснабжения после выполнения работ.
Принцип размещения оборудования по функциональной и конструктивно-компоновочной схеме повышает надежность изделия в целом. Такой метод проектирования обеспечивает создание конструктивно законченных сборочных единиц, узлов, механизмов и подсистем, вступающих во взаимодействие только на время функционирования изделия. Рассмотренный подход упрощает разработку и изготовление сборочных единиц, узлов, механизмов и подсистем специализированными предприятиями, а это, в свою очередь, снижает затраты. Вместе с тем размещение оборудования по функциональному назначению позволяет существенно упростить его монтаж на подвижной установке, а также проверить работоспособность при функционировании. В случае отказа изделия его работоспособность восстанавливается путем замены. соответствующей сборочной единицы, узла, механизма или подсистемы. К преимуществам такого подхода проектирования следует отнести возможности для унификации и более удобное проведение ремонтных и регламентных работ. Определенная функциональная законченность позволяет проводить модернизацию подвижной установки постепенной заменой морально устаревших сборочных единиц, узлов, механизмов и подсистем на более совершенные.
К числу недостатков размещения оборудования по функциональному назначению следует отнести некоторое увеличение массы изделия в целом вследствие увеличения числа вспомогательных элементов в виде несущих металлоконструкций, корпусных элементов. Сюда следует отнести также увеличение числа внутренних согласовательных входов и выходов.
В отечественной практике создания подвижных установок принцип размещения оборудования по функциональному назначению нашел ши
ОПТИМАЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ РЕГЛАМЕНТНОГО ОБСЛУЖИВАНИЯ 25
рокое применение. Вместе с тем находит также применение метод проектирования, основанный на принципе элементной компоновки, который предусматривает размещение элементов исходя из удобства их расположения на транспортном средстве. В этом случае созданные подвижные установки имеют в определенной степени произвольную компоновку сборочных единиц, узлов и механизмов, которая затрудняет техническое обслуживание и проведение ремонтных работ, что повышает затраты труда и времени. К недостаткам элементной компоновки следует отнести и то, что она предполагает низкий уровень технологичности сборки и, как следствие, увеличение времени и стоимости на изготовление изделия в целом. Принцип элементной компоновки существенно затрудняет модернизацию изделия, а также при неудачной компоновке приводит к увеличению его массы и понижению готовности к применению за счет увеличения времени восстановления работоспособности при появлении неисправности.
1.8. ОПТИМАЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ РЕГЛАМЕНТНОГО ОБСЛУЖИВАНИЯ
Одним из критериев сложной технической системы является надежность выполнения поставленной задачи.
Современное техническое обслуживание существенно повышает готовность изделия к выполнению поставленной задачи. Известно, что техническое обслуживание состоит не только в замене горюче-смазочных материалов и охлаждающей жидкости, но и в проверке работоспособности сборочных единиц, узлов, механизмов с помощью регламентных средств. Важнейшим направлением регламентных средств является разработка автоматических средств контроля.
Автоматические средства контроля могут быть выполнены в виде внешней автоматической контрольно-измерительной аппаратуры или в виде встроенных средств контроля. Внешние автоматические средства контроля являются достаточно эффективными при периодическом регламентном обслуживании, когда требуется проверять одновременно несколько изделий. Создание таких средств контроля чаще используется в случае, когда из-за ограничения габаритно-массовых характеристик затруднительно вводить встроенные средства контроля.
Задачей средств внешнего контроля является автоматическая проверка работоспособности сборочных единиц, узлов, механизмов, а также возможное прогнозирование отказов по изменению отдельных параметров или технических характеристик. В качестве примера можно привести
26
Глава I. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
диагностические средства проверки и контроля технических параметров двигателя внутреннего сгорания при очередном техническом обслуживании изделия. Эти средства контроля позволяют определить место отказа с точностью до сменного узла, механизма, подсистемы.
Средства встроенного контроля предназначены для проведения опросного контроля исправности основных узлов, механизмов и подсистем, без которых невозможно выполнение работы. Периодический контроль позволяет проверять работоспособйость сложной системы, а в случае отказа восстанавливать ее и поддерживать на заданном уровне надежности. Периодичность контроля существенно влияет на показатель надежности.
Так, с увеличением времени между очередными регламентами обслуживания показатель надежности уменьшается, особенно для узлов, механизмов и подсистем, работающих в кратковременном режиме. При сокращении времени между регламентными обслуживаниями увеличивается показатель надежности изделия. Однако сокращение времени между регламентами приводит к израсходованию ресурса, если во время регламента проводится проверка узлов, механизмов и подсистем на функционирование.
Выбор того или другого способа построения регламентных средств зависит от многих факторов, например, от ограничений на габаритномассовые характеристики изделия, количественного показателя надежности, заданного ресурса, условий эксплуатации и т.п. Поэтому перед разработчиком ставится задача оптимизации выбора варианта построения средств регламентного обслуживания. Опыт разработки, испытаний и эксплуатации целого ряда сложных систем показал, что регламентные средства по своему назначению должны обеспечивать проверку исправности сборочных единиц, узлов, механизмов и подсистем на всех этапах эксплуатации изделий.
Для резервных подсистем, работающих во время эксплуатации практически в непрерывном режиме (например, подсистема энергоснабжения или жизнеобеспечения), наиболее приемлемым является метод непрерывного контроля. В этом случае средства непрерывного контроля предназначены не только для сигнализации отказа резервного блока, пульта, канала, но и для переключения на исправный. Этот метод проверки работоспособности системы чаще всего выполняется на изделиях в виде средств встроенного контроля и предназначен в основном для повышения надежности.
Изложенные в данной главе теоретические подходы и практические методы разработки технической документации были использованы при
ПРОГРАММА ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
27
создании подвижных установок большой грузоподъемности специального назначения типа пусковых установок для комплекса «Тополь», а также наземного оборудования комплекса машин по гидроразрыву пласта глубоких скважин для добычи нефти и газа, лесоповалочных машин и других изделий народно-хозяйственного назначения.
1А ПРОГРАММА ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ НА ЭТАПЕ РАЗРАБОТКИ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
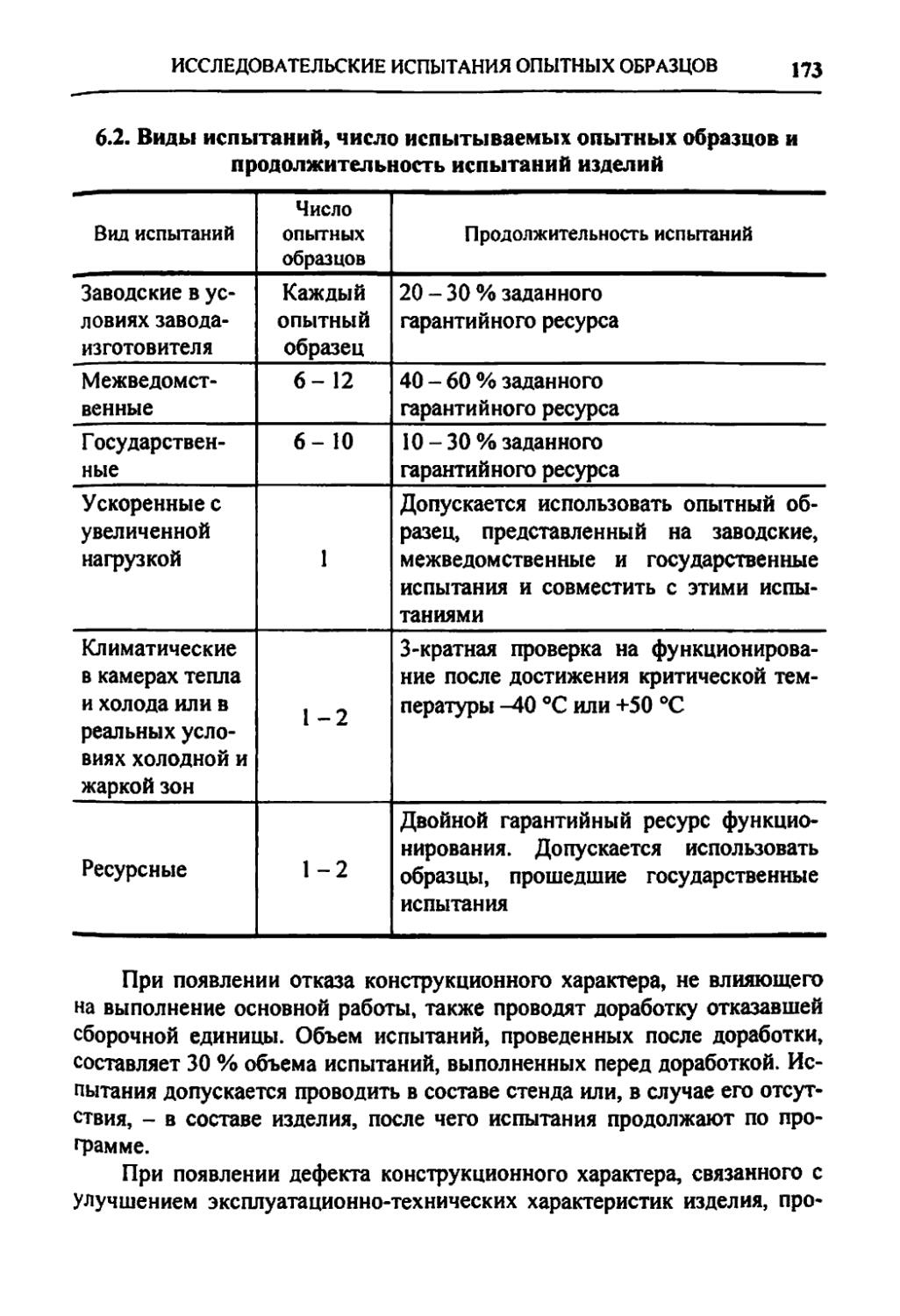
Разработка программы обеспечения надежности предусматривается техническим заданием на сложную систему (изделие). Программа определяет комплекс организационно-технических мероприятий, направленных на обеспечение заданных требований по надежности проектируемой технической системы на этапах разработки технической документации, изготовления опытных образцов, проведения предварительных и приемочных испытаний, корректировки конструкторской документации, а также доработки опытных образцов по результатам испытаний. С целью обеспечения надежности изделия число опытных образцов должно быть не менее трех.
В перечень мероприятий по обеспечению надежности должны включаться следующие виды работ:
• уточнение требований к надежности по результатам анализа эскизного проекта;
• уточнение расчета надежности по результатам окончательной схемно-конструктивной корректировки конструкторской документации; корректирование силовых и прочностных расчетов элементов окончательно выбранного схемно-конструктивного построения изделия; метрологическую экспертизу технической документации, расчеты размерных и метрологических цепей; разработку и согласование комплексной программы экспериментальной отработки и методик испытаний;
• составление карт и проверку рабочих режимов комплектующих радиоэлектронных элементов, расчет тепловых режимов узлов и блоков системы электроавтоматики; входной контроль комплектующих элементов и материалов; анализ отказов и рекламаций покупных комплектующих элементов в процессе входного контроля и испытаний в составе технической системы; расчет уровня стандартизации и унификации, оценку уровня коэффициента применяемости;
28
Глава 1. ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ
• уточнение состава и размещения запасных инструментов» принадлежностей (ЗИП); расчет-обоснование состава ЗИП; корректирование ведомости ЗИП;
• разработку испытательного оборудования и средств контроля для проведения испытаний;
• периодическое рассмотрение отчетных материалов программ соисполнителей опытно-конструкторских работ по результатам уточненных расчетов надежности и испытаний; выдачу заключений; контроль реализации программ обеспечения надежности;
• анализ технологии изготовления изделий; контроль технологических процессов при изготовлении, сборке и испытаниях узлов и сборочных единиц оНытных образцов;
• авторский надзор за изготовлением опытных образцов;
• разработку эксплуатационной документации, устанавливающей требования по поддержанию надежности изделий при эксплуатации; практическую проверку эксплуатационной документации на опытных образцах;
• определение фактических значений показателей надежности изделия и его составных частей по результатам предварительных и приемочных испытаний;
• сбор, обработку и анализ сведений о неисправностях по результатам всех видов испытаний и рекомендации по их устранению;
• оценку влияния внешних воздействующих факторов на изделие по данным климатических испытаний и других воздействий;
• экспериментальную проверку и подтверждение правильности конструктивных решений; проверку защитных средств от отказов по данным испытаний опытных образцов; проверку запаса по ресурсу;
• корректирование конструкторской и технологической документации по результатам испытаний;
• составление отчета о достигнутых значениях показателей надежности с учетом реализации программы обеспечения надежности;
• контроль реализации мероприятий, осуществляемый с целью выявления их полноты и качества в указанный срок, при этом контроль осуществляет разработчик изделия с участием службы надежности и отдела технического контроля.
Глава 2
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
2.1. ПОНЯТИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ИЗ ОБЛАСТИ НАДЕЖНОСТИ
В широком смысле под техникой понимается все многообразие создаваемых комплексов и изделий, машин и механизмов, систем и агрегатов, приборов и устройств, приспособлений и деталей, аппаратуры и электрорадиоэлементов, предназначенных для осуществления процессов производства и удовлетворения потребностей общества [11].
Под сложной системой можно подразумевать изделие, которое представляет собой предмет или набор предметов производства, подлежащих изготовлению на предприятии. Сложная техническая система или изделие состоит из совокупности деталей, узлов, механизмов, соединенных в сборочные единицы.
Машины, механизмы, агрегаты, приборы, устройства, аппаратуру, приспособления можно рассматривать как разновидность изделий, подлежащих изготовлению на предприятии.
Комплекс представляет собой совокупность изделий, взаимодействующих совместно в процессе применения по назначению. Так, например, в качестве комплекса может выступать совокупность изделий, предназначенных для добычи нефти, угля, газа или совокупность изделий, предназначенных для выполнения задач военного назначения.
В технике под системой понимается множество совместно действующих элементов, образующих некоторую целостность, предназначенную для выполнения определенных функций изделия. В теории управления под системой понимают совокупность взаимодействующих устройств управления и управляемого объекта.
Так, в состав изделий специального назначения, как правило, входят: система связи, система управления, система энергоснабжения и т.п.
Примерами более широкого понятия являются: система управления прокатным станом, система теле- и радиовещания, система обслуживания и ремонта аппаратуры бытового назначения.
Под элементом понимается неделимая часть системы, предназначенная для выполнения определенных ее функций.
30 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИС ТЕМ
Итак, в качестве основных понятий в технике можно принять элемент, систему, изделие и комплекс, для которых будут даны определения и термины надежности. При этом для однозначности формулировки определений и терминов надежности введем понятие объект, который в себе обобщает понятия элемент, система, изделие или комплекс.
Под надежностью в узком смысле понимается способность объекта исправно работать в течение определенного отрезка времени в заданных условиях эксплуатации.
В нормативно-технической документации под надежностью понимают «свойство объекта сохранять во времени в установленных пределах все параметры, обеспечивающие выполнение требуемых функций в заданных условиях эксплуатации».
Недостаточная надежность объекта приводит к простою машин, прекращению снабжения населения и промышленных предприятий водой, газом, электроэнергией, транспортными средствами, иногда к авариям, связанными с чеповеческими жертвами, большими материальными затратами, разрушением крупных сооружений.
Надежность объекта обладает комплексным свойством и характеризуется четырьмя показателями: безотказностью, долговечностью, ремонтопригодностью и сохраняемостью.
Безотказность - свойство объекта непрерывно сохранять работоспособное состояние в течение некоторого времени. Это одно из основных свойств, составляющих надежность. Оно особенно важно для изделий, отказ в работе которых связан с опасностью для жизни человека. Например, отказ рулевого управления на движущихся транспортных средствах ведет к аварийной ситуации и человеческим жертвам на дорогах, или отказ системы питания топливом самолета приводит к аварии и человеческим жертвам, а также другие примеры, связанные с отказами сложных технических систем, приводящих к авариям.
Для количественной характеристики надежности сложных систем в качестве показателей безотказности используют: вероятность безотказной работы, среднюю наработку до отказа, среднюю наработку на отказ, среднюю наработку между отказами, интенсивность отказов, параметр потока отказов.
Долговечность - свойство объекта непрерывно сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонта.
В отличие от безотказности долговечность характеризуется продолжительностью работы объекта по суммарной наработке, прерываемой периодами для восстановления его работоспособности плановыми, внеплановыми ремонтами и при техническом обслуживании.
ПОНЯТИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ИЗ ОБЛАСТИ НАДЕЖНОСТИ 31
Предельное состояние - состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состояния невозможно или нецелесообразно.
В качестве количественных показателей долговечности используют: ресурс, гамма-процентный ресурс, средний ресурс, срок службы, гаммапроцентный срок службы.
Ремонтопригодность - свойство объекта, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения отказов, повреждений, а также поддержанию и восстановлению работоспособного состояния путем проведения технического обслуживания и ремонта. Ремонтопригодность - одно из свойств, составляющих надежность.
Количественными показателями ремонтопригодности являются: время восстановления, среднее время восстановления, вероятность восстановления.
Сохраняемость - свойство объекта сохранять значения показателей безотказности, долговечности и ремонтопригодности в течение и после хранения и (или) транспортировки. Сохраняемость - одно из свойств, составляющих надежность.
Для количественной характеристики сохраняемости применяют следующие показатели: назначенный срок хранения, средний срок сохраняемости, гамма-процентный срок сохраняемости.
Комплексными показателями надежности являются: коэффициент готовности, коэффициент технического использования, коэффициент оперативной готовности.
Отказ - событие, заключающееся в нарушении работоспособности объекта.
Полный отказ - событие, в результате которого происходит полная утрата работоспособности объекта.
Постепенный отказ - отказ, характеризующийся постепенным изменением значений одного или нескольких заданных параметров.
Параметрический отказ - отказ, характеризующийся отклонением значения хотя бы одного параметра объекта за пределы допуска.
Параметр потока отказов - отношение среднего числа отказов, восстанавливаемого объекта за произвольно малую его наработку к значению этой наработки.
Устранимый отказ - отказ, причины возникновения которого известны и могут быть полностью устранены, что исключает их возникновение при дальнейшей эксплуатации объекта.
32 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
Устраняемый отказ - отказ, после возникновения которого работоспособность объекта подлежит восстановлению.
Частость отказов - отношение числа отказов в данной серии опытов к общему числу проведенных опытов этой серии.
Эксплуатационный отказ - отказ, возникший в результате нарушения установленных правил и (или) условий эксплуатации объекта.
Явный отказ - отказ, появление которого сопровождается признаками, непосредственно воспринимаемые органами чувств наблюдателя или средствами контроля, без проведения дополнительных операций по контролю работоспособности объекта.
Конструкционный отказ - отказ, возникающий в результате несовершенства или нарушения правил конструирования, установленных нормативно-технической документацией.
Производственный отказ - отказ, возникающий в результате нарушения технологии изготовления.
Систематический отказ - многократно повторяющийся и однородный по определенным признакам отказ, обусловленный дефектами конструкции объекта, нарушением процесса его изготовления, низким качеством используемого материала и т.д.
Скрытый отказ - отказ, обнаружение которого невозможно без проведения специальных операций по контролю работоспособности объекта.
Внезапный отказ - отказ, вызванный скачкообразным изменением значений одного или нескольких заданных параметров объекта.
Независимый отказ - отказ объекта, не обусловленный отказом другого объекта.
Неустранимый отказ - отказ, причины возникновения которого не могут быть устранены для объектов данного вида.
Случайный отказ - отказ, вызванный непредусмотренными нагрузками, скрытыми дефектами материалов, погрешностями изготовления, ошибками обслуживающего персонала.
Неслучайный отказ - закономерное явление, вызывающее постепенное накопление повреждений, связанных с влиянием среды, времени, температуры, облучения и т.п.
В зависимости от возможности прогнозировать момент наступления отказа все отказы подразделяют на внезапные (поломки, заедания, отключения) и постепенные (износ, старение, коррозия).
По причинам возникновения отказы классифицируют на конструкционные (вызванные недостатком конструкции), производственные (вы-
ПОНЯТИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ИЗ ОБЛАСТИ НАДЕЖНОСТИ 33
званные нарушением технологии изготовления) и эксплуатационные (вызванные неправильной эксплуатацией).
Неисправное состояние (неисправность) - состояние объекта, при котором он не соответствует хотя бы одному из требований нормативнотехнической или конструкторской документации.
Работоспособное состояние - состояние объекта, при котором значения всех параметров, характеризующих способность выполнять заданные функции, соответствуют требованиям нормативно-технической или конструкторской документации.
Исправное состояние (исправность) - состояние объекта, при котором он соответствует требованиям нормативно-технической или конструкторской документации.
Критерий отказа - признак или совокупность признаков неработоспособного состояния объекта, установленные в нормативно-технической или конструкторской документации.
Наработка - продолжительность или объем работы объекта. Наработка может измеряться в единицах времени или объема выполненной работы (длины, площади, массы и т.д.).
Невосстанавливаемый объект - объект, для которого в рассматриваемой ситуации проведение восстановления работоспособного состояния не предусмотрено в нормативно-технической или конструкторской документации.
Восстанавливаемый объект - объект, для которого в рассматриваемой ситуации проведение восстановления работоспособного состояния предусмотрено в нормативно-технической или конструкторской документации.
Нормирование надежности - установление номенклатуры и количественных значений показателей надежности элементов структуры объекта.
Обобщенный показатель надежности - показатель, характеризующий надежность объекта в целом на всех периодах эксплуатации при заданных способах и условиях его применения.
Оценка надежности - вычисление значений показателей надежности по результатам испытаний или эксплуатации.
Показатель надежности - количественная характеристика одного или нескольких свойств, составляющих надежность объекта.
Приработка (период приработки) - возможный начальный период наработки объекта, в течение которого имеет место устойчивая тенденция к уменьшению потока отказов (интенсивности отказов), обусловленная наличием и устранением скрытых дефектов.
2 - 8886
34 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
Программа обеспечения надежности (ПОН) - документ, устанавливающий комплекс взаимосвязанных организационно-технических требований и мероприятий, подлежащих проведению на определенных стадиях жизненного цикла объектов (создание, серийное производство, эксплуатация) и направленных на выполнение заданных в документации на изделие требований по надежности.
Программа повышения надежности (ППН) - документ, определяющий перечень работ по повышению надежности изделий, находящихся в эксплуатации.
Программа экспериментальной отработки (ПЭО) - документ, определяющий цели, задачи, порядок проведения и необходимый объем испытаний, а также регламентирующий порядок подтверждения основных эксплуатационных характеристик изделия.
Проектная надежность - оценка надежности, проводимая при проектировании с учетом результатов теоретических расчетов по справочным данным.
Резервный элемент - элемент объекта, предназначенный для выполнения функций основного элемента объекта в случае отказа последнего.
Резервирование - применение дополнительных средств или возможностей с целью сохранения работоспособности объекта при отказе одного или нескольких его элементов.
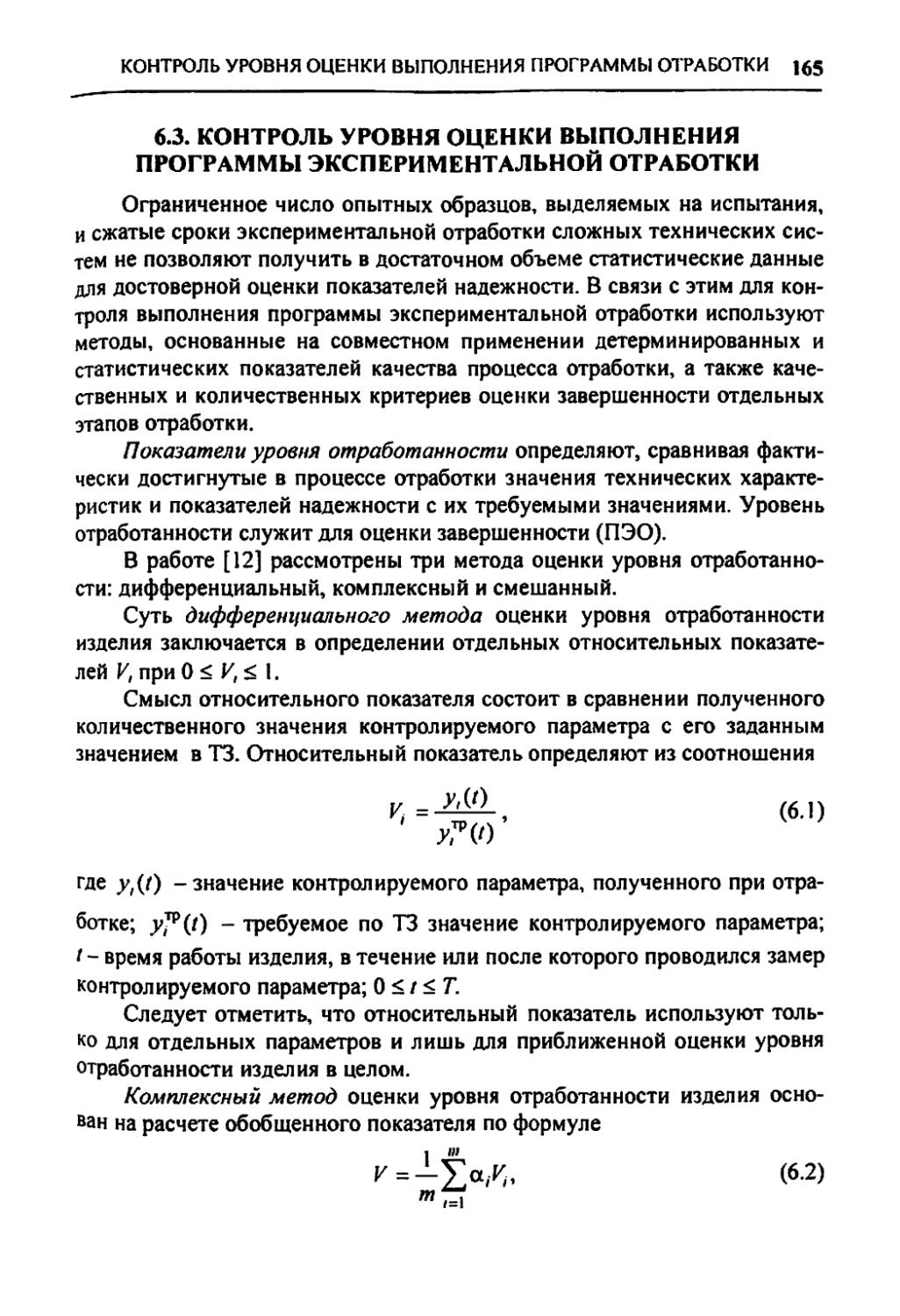
2.2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
Показателями надежности называют качественные характеристики одного или нескольких свойств объекта, составляющих его надежность. К таким характеристикам относят, например, временное понятия - среднюю наработку на отказ, наработку до отказа, среднюю наработку между отказами, ресурс, срок службы, среднее время восстановления. Значения этих показателей получают по результатам испытаний или эксплуатации.
По восстанавливаемости изделий показатели надежности подразделяют на показатели для восстанавливаемых изделий и показатели невос-станавливаемых изделий.
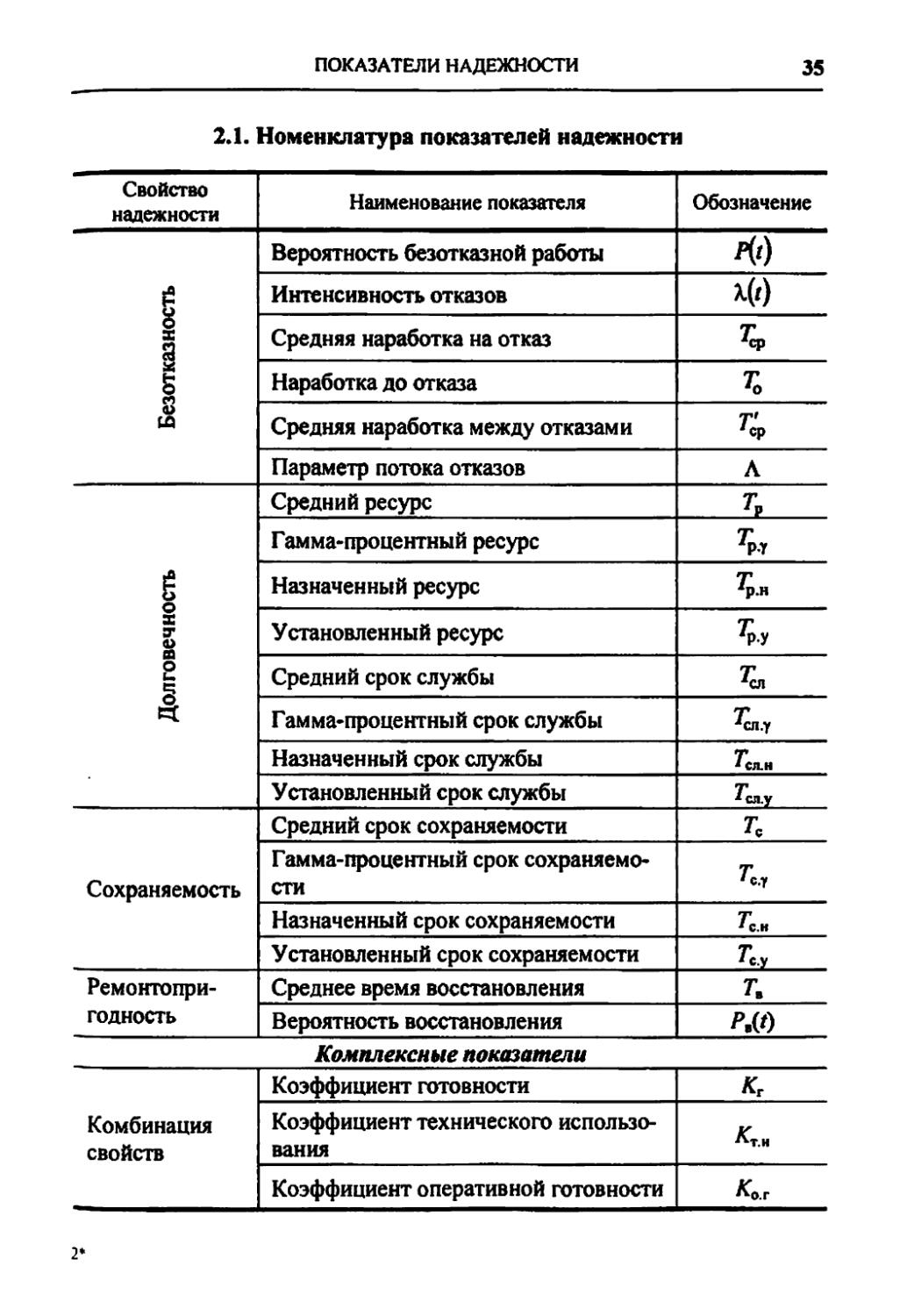
Применяются также комплексные показатели. Надежность изделий в.зависимости от их назначения можно оценивать, используя либо часть показателей, либо один показатель. Номенклатура основных показателей надежности приведена в табл. 2.1.
ПОКАЗАТЕЛИ НАДЕЖНОСТИ
35
2.1. Номенклатура показателей надежности
Свойство надежности Наименование показателя Обозначение
Безотказность Вероятность безотказной работы 40
Интенсивность отказов 40
Средняя наработка на отказ
Наработка до отказа Т 'о
Средняя наработка между отказами Г' >ср
Параметр потока отказов л
Долговечность Средний ресурс
Гамма-процентный ресурс ^Р-Т
Назначенный ресурс т хр.н
Установленный ресурс т ХРУ
Средний срок службы т Лсл
Гамма-процентный срок службы ^сл.у
Назначенный срок службы ?ся.н
Установленный срок службы ^сл.у
Сохраняемость Средний срок сохраняемости Те
Гамма-процентный срок сохраняемости 7с.г
Назначенный срок сохраняемости Тс.Н
Установленный срок сохраняемости 7с.у
Ремонтопри-годность Среднее время восстановления т.
Вероятность восстановления РЮ
Комплексные показатели
Комбинация свойств Коэффициент готовности кг
Коэффициент технического использования Ктм
Коэффициент оперативной готовности Кот
2*
36 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
По способу получения различают показатели: расчетные, получаемые на основе расчетных методов; экспериментальные, определяемые по данным испытаний; эксплуатационные, получаемые по данным эксплуатации; экстраполированные, найденные на основании расчетов, испытаний и (или) эксплуатационных данных путем экстраполирования на другую продолжительность эксплуатации и другие условия эксплуатации.
По области использования показатели надежности подразделяются на нормируемые и оценочные.
Нормируемым называют показатель надежности, значение которого регламентировано нормативно-технической и (или) конструкторской (проектной) документацией.
К оценочным относятся фактические значения показателей надежности опытных образцов и серийной продукции, получаемые по результатам испытаний и эксплуатации.
По области распространения показатели надежности распределяются на индивидуальные и групповые.
К индивидуальным относятся такие показатели надежности, используя которые можно по результатам испытаний или эксплуатации делать вывод, соответствует или не соответствует данное изделие регламентированным требованиям по надежности.
К групповым относятся такие показатели надежности, используя которые можно по результатам испытаний или эксплуатации делать вывод, соответствует или не соответствует партия изделий регламентированным требованиям по надежности.
Единичные показатели характеризуют одно из свойств надежности и в зависимости от этого подразделяются на показатели безотказности, долговечности, ремонтопригодности и сохраняемости.
Комплексные показатели характеризуют одновременно несколько свойств.
2.3. ПОКАЗАТЕЛИ БЕЗОТКАЗНОСТИ
Вероятность безотказной работы - вероятность того, что в пределах заданной наработки отказ изделий не возникает (ГОСТ 27.002-89).
Статистическую оценку вероятности безотказной работы за время t определяют из соотношения
(2.1) w N N
ПОКАЗАТЕЛИ БЕЗОТКАЗНОСТИ
37
где #р - число работоспособных изделий к концу времени t испытаний или эксплуатации; N - число изделий, поставленных на испытания или эксплуатацию; л(0 _ число изделий, отказавших к концу времени t испытаний или эксплуатации.
Так как безотказная работа и отказ - взаимно противоположные события, то оценку вероятности отказа определяют по формуле
(2.2)
Распределение отказов во времени характеризуется функцией плотности распределения fit) наработки до отказа. Статистическая оценка плотности распределения имеет вид
(2.3) W AzTV
где Дл(г) - приращение числа отказавших изделий за время Д/.
В вероятностном смысле плотность распределения наработки до отказа
/0)=^. (2.4)
at
Тогда вероятность отказов и безотказной работы в функции плотности распределения выразятся зависимостями:
Q(/)=JZ(r)rfr; (2.5)
О
/</)=1 - е(0=1 - =]/('> • (2.6)
О I
Интенсивность отказов в статистической трактовке определяется соотношением
*(')-—$• (27) /УрД/
В вероятностном смысле интенсивность отказов выразится зависимостью
38 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
*(0=^. (2.8)
Отсюда вероятность безотказной работы после преобразований определится по формуле
-fxfr)d
Р(0=₽ ° (2.9)
Это соотношение является одним из основных уравнений теории надежности.
В рассматриваемых способах оценки вероятности безотказной работы до первого отказа отказы не различаются по тяжести их последствий. В большинстве случаев при проектировании изделий необходимо установить критерий отказа изделия: по экономическим последствиям восстановления его работоспособности» исчерпанию ресурса и другим характеристикам.
Критерием отказа называют признак или совокупность признаков неработоспособного состояния объекта, установленных в нормативнотехнической или конструкторской документации.
Средняя наработка на отказ - это отношение наработки восстанавливаемого объекта к математическому ожиданию числа отказов в течение этой наработки.
Статистическую оценку среднего значения наработки на отказ
Тер вычисляют как отношение суммарной наработки за рассматриваемый период испытаний или эксплуатации объектов к суммарному числу отказов этих объектов за тот же период:
л
• (2-Ю)
/®|
Средняя наработка до отказа - это математическое ожидание на* работки объекта до первого отказа.
Среднюю наработку до отказа определяют по формулам: для непрерывной функции надежности
Т0=р(/)Л; (2.11)
О
ПОКАЗАТЕЛИ БЕЗОТКАЗНОСТИ
39
для дискретной функции надежности
Т0=^Р(г^ ,
1=1
(2Л2)
Npi N
(2.13)
где Npi - число работоспособных объектов на интервале наработки *<+1 N - общее число объектов, поставленных на испытания или в эксплуатацию; А/; =//+1 К - общее число рассматриваемых интервалов наработки эмпирической функции надежности.
Средняя наработка между отказами - это математическое ожидание наработки объекта от окончания восстановления его работоспособного состояния после отказа до возникновения следующего отказа.
Статистическую оценку среднего значения наработки между отказами вычисляют как отношение суммарной наработки объекта между отказами за рассматриваемый период испытаний или эксплуатации к числу отказов этого(их) объекта(ов) за тот же период:
т
S'.
(2.14) и т
Статистическую оценку параметра потока отказов вычисляют как отношение среднего числа отказов восстанавливаемого объекта за произвольно малую его наработку к значению этой наработки
Ат ГАТ’
(2.15)
где Ат - среднее число отказов восстанавливаемого объекта на интервале АТ наработки; Т - рассматриваемый период наработки.
Перечисленные показатели безотказности в зависимости от целей исследования определяют на различных стадиях работы объекта. Так, наработку на отказ в период приработки объекта определяют для выявления ранних отказов с целью принятия необходимых мер по совершенствованию конструкции и технологии изготовления, исключающих причины появления подобных отказов при серийном производстве этих объектов.
40 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
На стадии серийного изготовления показатели безотказности определяют с целью контроля их нормируемых значений через определенные промежутки календарного времени.
Пример 2.1. На испытания поставлено W = 50 изделий. Испытания проводились в течение t = 100 ч. К концу испытаний отказало 5 изделий. Вычислить статистическую оценку вероятности безотказной работы изделия за время работы t = 100 ч.
Решение. Подставляя исходные данные в формулу (2.1), получим
Р(/) = -^- = —= 0,9.
'' N 50
Ответ: Р(г) = 0,9.
Пример 2.2. На испытания поставлено W = 20 изделий. Испытания проводились в течение / = 50 ч. В процессе проведения испытаний отказало п = 4 изделия, при этом отказы зафиксированы в следующие моменты: t\ = 20 ч; /2 в 30 ч; г3 = 40 ч; z4 « 46 ч; остальные элементы не отказали. Найти оценку среднего значения наработки на отказ.
Решение. Для нахождения оценки среднего значения наработки на отказ воспользуемся формулой (2.10)
20+30 + 40 + 46 + 16-50
Тф=------------------------234ч.
Ответ: Тср = 234 ч.
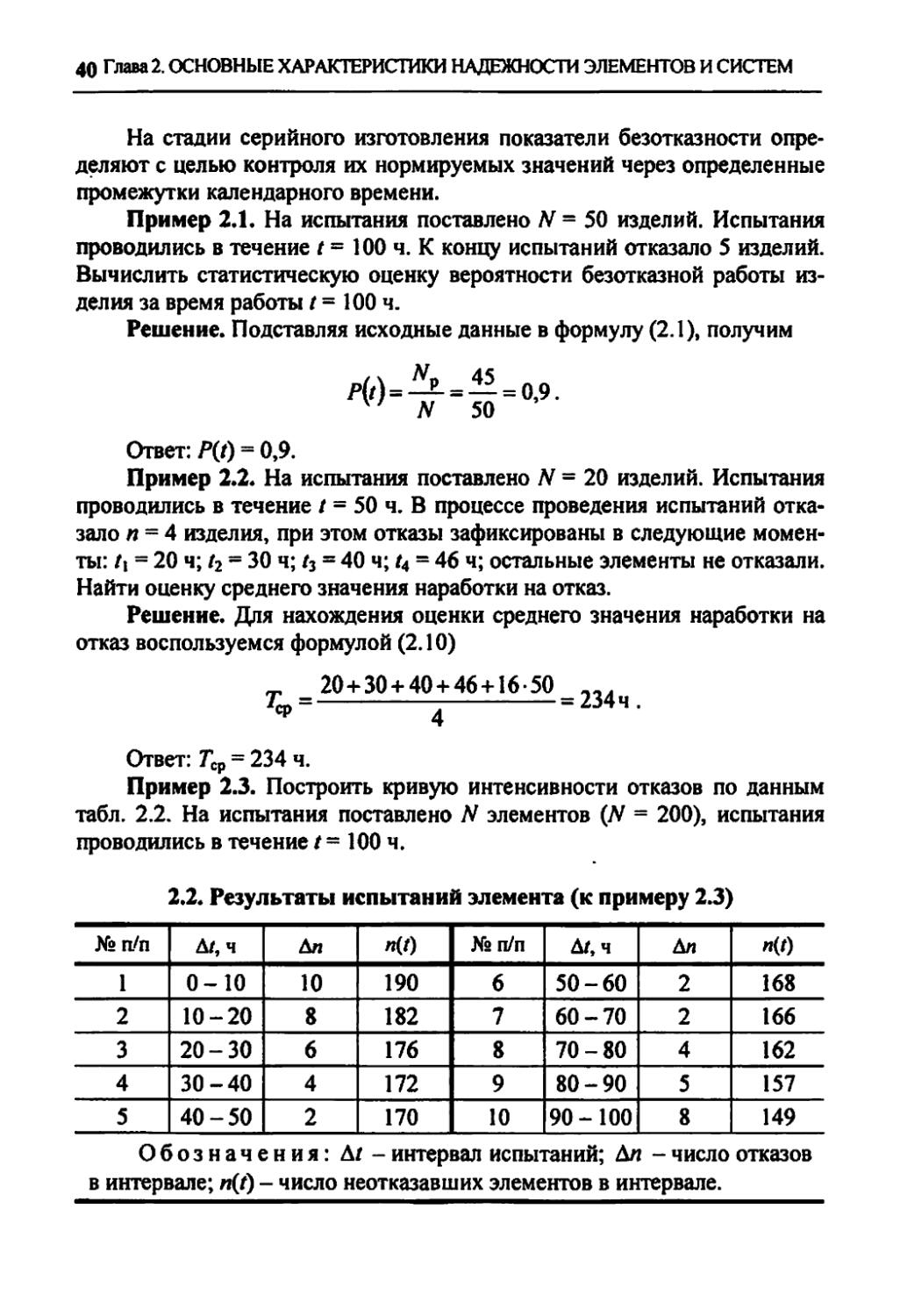
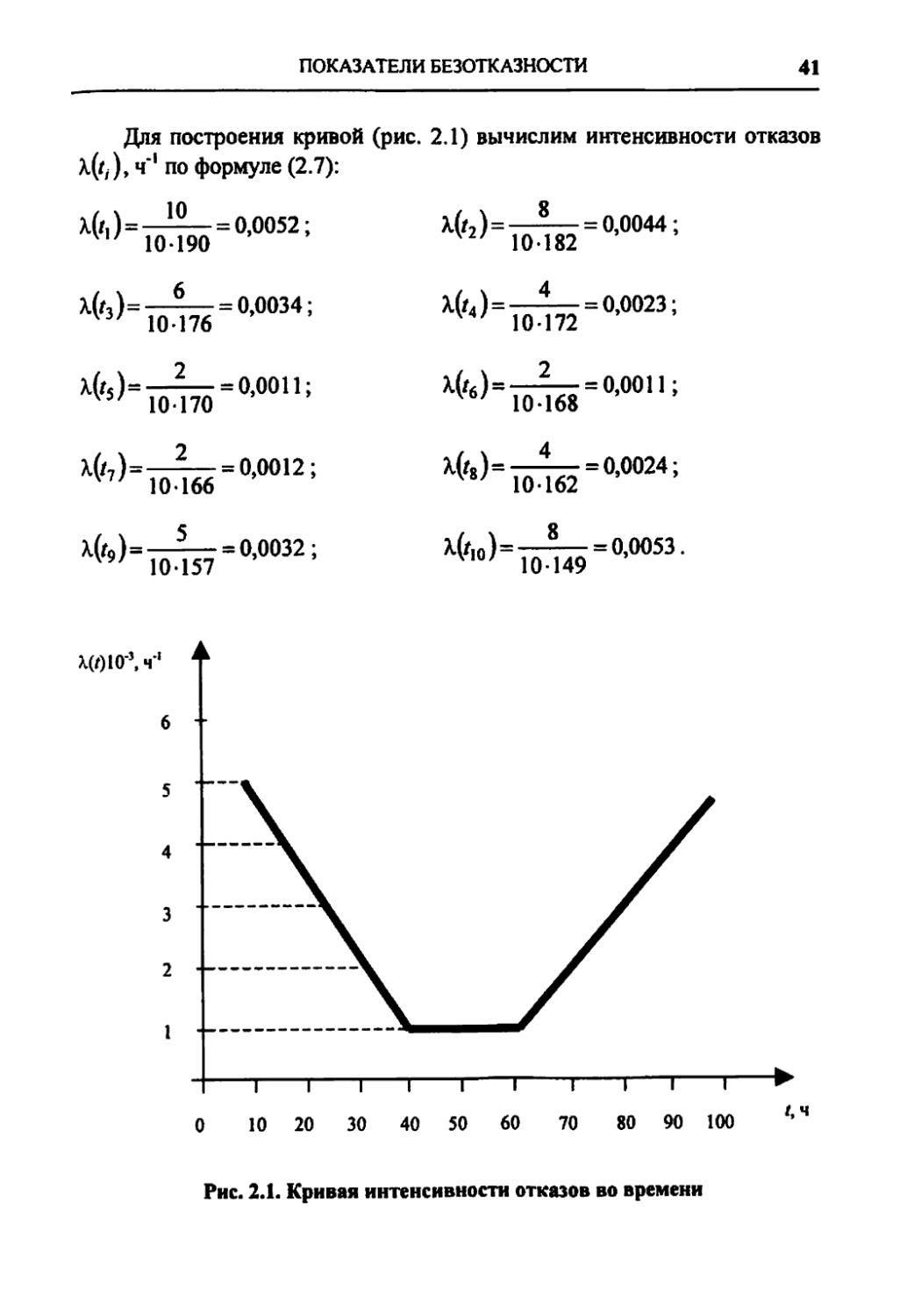
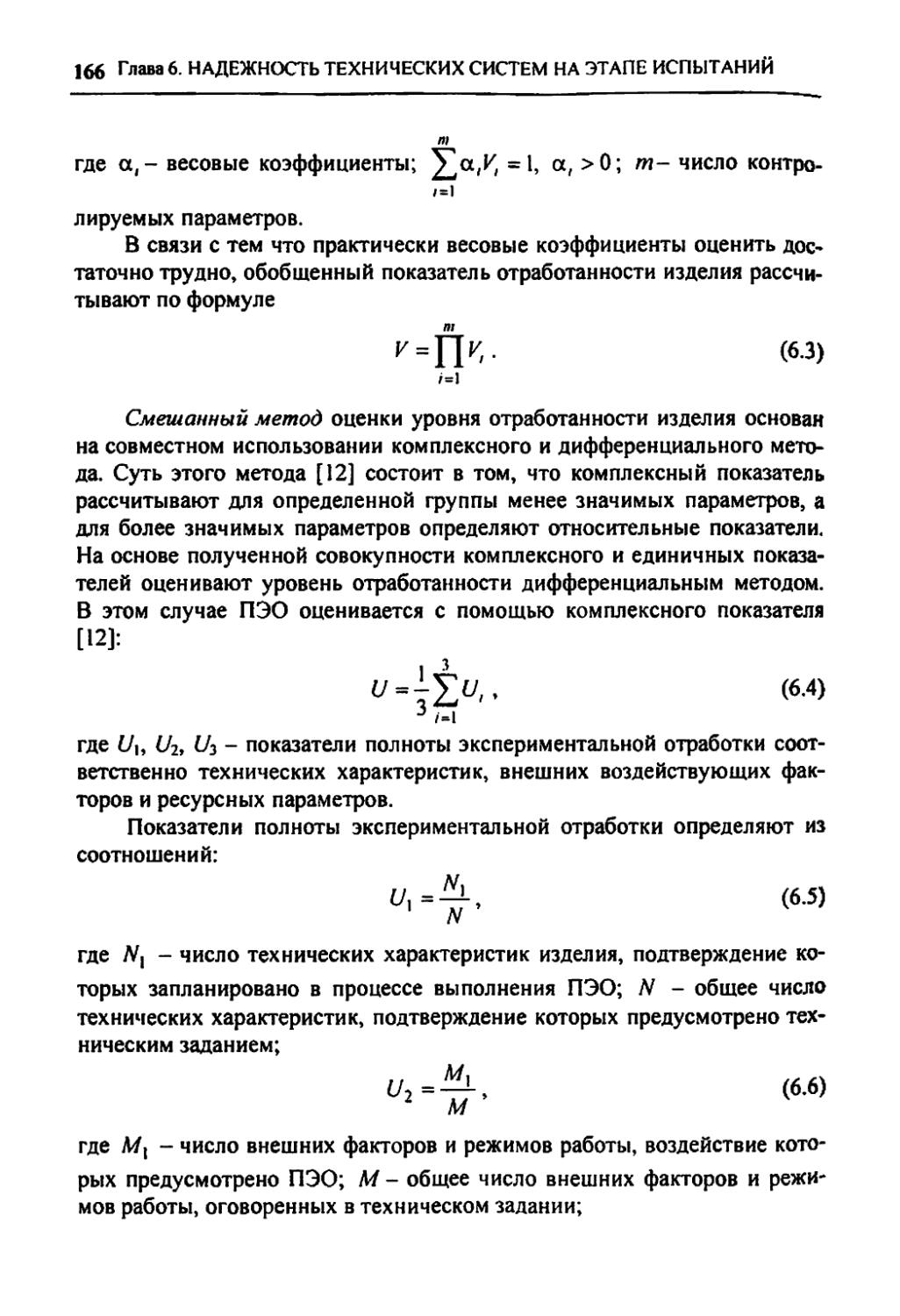
Пример 2.3. Построить кривую интенсивности отказов по данным табл. 2.2. На испытания поставлено N элементов (N = 200), испытания проводились в течение t - 100 ч.
2.2. Результаты испытаний элемента (к примеру 2.3)
№ п/п А/, ч Ал и(0 № п/п А/, ч Ал и(0
1 0-10 10 190 6 50-60 2 168
2 10-20 8 182 7 60-70 2 166
3 20-30 6 176 8 70-80 4 162
4 30-40 4 172 9 80-90 5 157
5 40-50 2 170 10 90-100 8 149
Обозначения: А/ - интервал испытаний; Ал - число отказов в интервале; n(t) - число неотказавших элементов в интервале.
ПОКАЗАТЕЛИ БЕЗОТКАЗНОСТИ
41
Для построения кривой (рис. 2.1) вычислим интенсивности отказов Х(гу), ч'1 по формуле (2.7):
Х(а ) = 10 = 0,0052; А.(б)=—-— = 0,0044;
10190 10182
М= 6 = 0,0034; X(h )=—-—=0,0023;
10176 10172
X(r5)=-2—= 0,0011; X(r6)= 2 =0,0011;
10170 V6/ 10168
X(/7)=—?— = 0,0012; Ab8)=—= 0,0024;
V7/ 10166 V87 10162
X(r9)=-2—= 0,0032 ; X(/,o)=—2— = 0,0053.
V9/ 10157 ' 7 10149
Рис. 2.1. Кривая интенсивности отказов во времени
42 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
2.4. ПОКАЗАТЕЛИ ДОЛГОВЕЧНОСТИ
Средний ресурс - математическое ожидание ресурса. Статистическая оценка среднего ресурса
N
Т9 = -^Г, (216)
к N
где Т& - ресурс /-го объекта; N- число объектов, поставленных на испы
тания или в эксплуатацию.
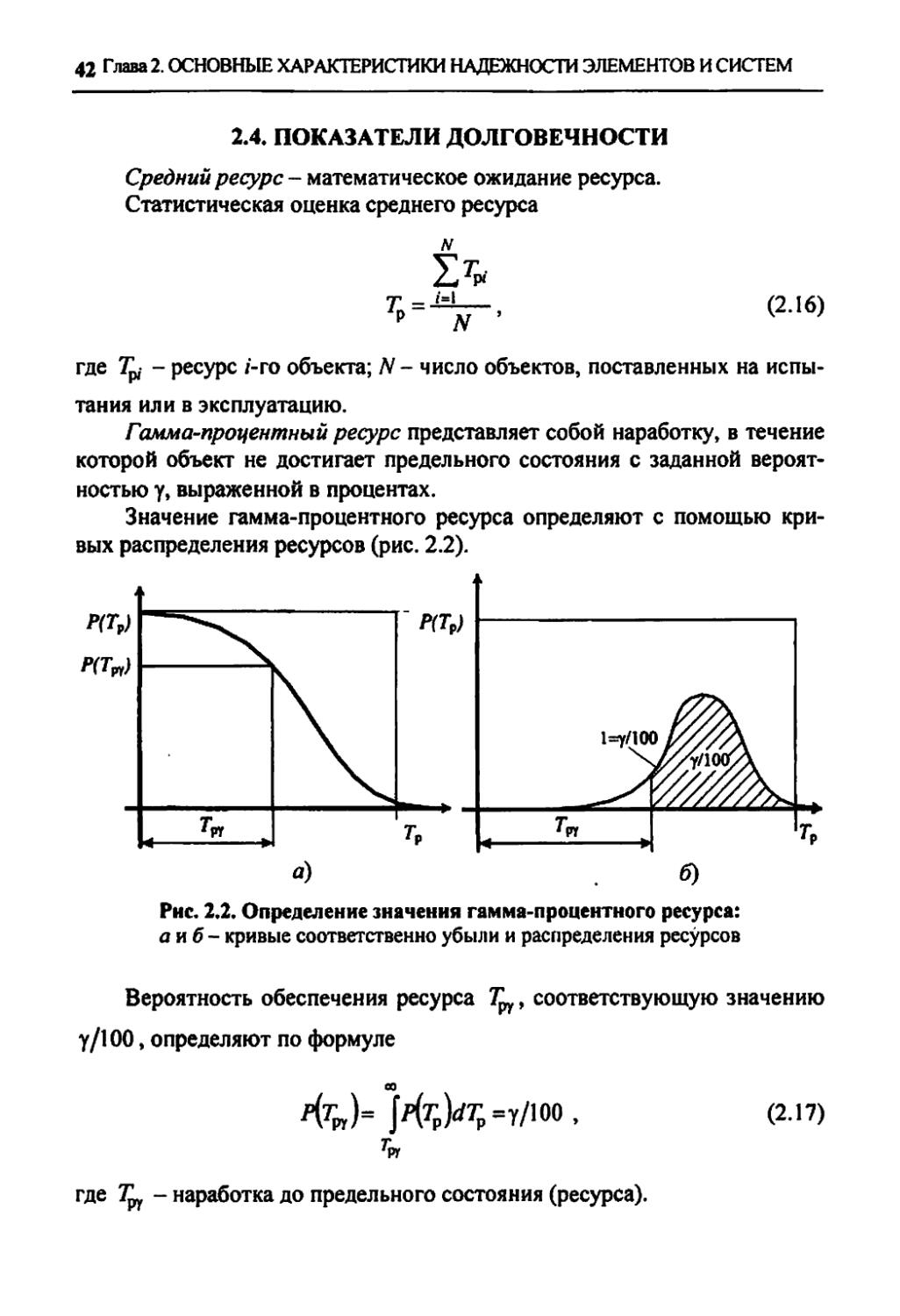
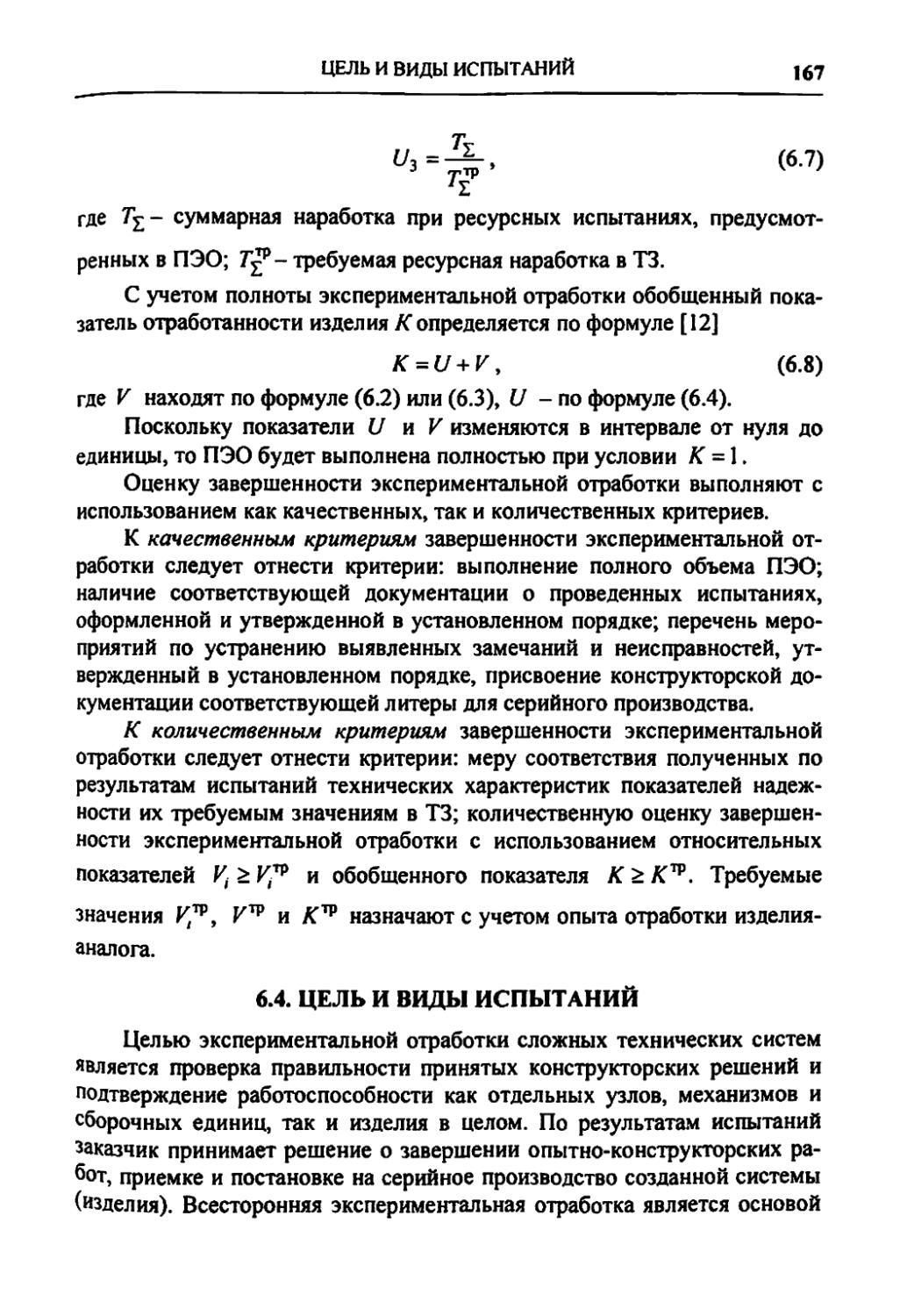
Гамма-процентный ресурс представляет собой наработку, в течение которой объект не достигает предельного состояния с заданной вероятностью у, выраженной в процентах.
Значение гамма-процентного ресурса определяют с помощью кривых распределения ресурсов (рис. 2.2).
Рис. 2.2. Определение значения гамма-процентного ресурса: а и б - кривые соответственно убыли и распределения ресурсов
Вероятность обеспечения ресурса 7^, соответствующую значению у/100, определяют по формуле
4^)- Jf(TpH-Y/100 ,
(2.17)
где - наработка до предельного состояния (ресурса).
ПОКАЗАТЕЛИ ДОЛГОВЕЧНОСТИ
43
Гамма-процентный ресурс является основным расчетным показателем для подшипников и ряда других элементов. Существенное достоинство этого показателя - возможность его определения до завершения испытаний всех образцов. В большинстве случаев для различных элементов используют 90 % ресурс. Если отказ влияет на безопасность, то гамма-ресурс приближается к 100 %.
Назначенный ресурс - суммарная наработка, при достижении которой применение объекта по назначению должно быть прекращено независимо от его технического состояния.
установленным ресурсом понимается технически обоснованная или заданная величина ресурса, обеспечиваемая конструкцией, технологией и эксплуатацией, в пределах которой объект не должен достичь предельного состояния.
Средний срок службы - математическое ожидание срока службы. Статистическую оценку среднего срока службы определяют по формуле
<2Л8>
где - срок службы /-го объекта.
Гамм а-процентный срок службы представляет собой календарную продолжительность эксплуатации, в течение которой объект не достигает предельного состояния с вероятностью у, выраженной в процентах. Для его расчета используют соотношение
И^У)= -т/100. (2.19)
^слу
Назначенный срок службы - суммарная календарная продолжительность эксплуатации, при достижении которой применение объекта по назначению должно быть прекращено независимо от его технического состояния.
Под установленным сроком службы понимают технико-экономически обоснованный или заданный срок службы, обеспечиваемый конструкцией, технологией изготовления и эксплуатацией, в пределах которого объект не должен достичь предельного состояния.
44 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
2.5. ПОКАЗАТЕЛИ СОХРАНЯЕМОСТИ
Средний срок сохраняемости - математическое ожидание срока сохраняемости объекта. В статистической трактовке этот показатель определяют по формуле
yv
гс=-^. (2.20)
где - срок сохраняемости /-го объекта.
Гамма-процентный срок сохраняемости - календарная продолжительность хранения и (или) транспортировки объекта, в течение и после которой показатели безотказности, долговечности и ремонтопригодности объекта не выйдут за установленные пределы с вероятностью у, выраженной в процентах.
Как и гамма-процентный ресурс, значение гамма-процентного срока сохраняемости определяют, используя выражение
00
р(тсу)= pfc)<^=Y/100. (2.21)
Гсг
Назначенный срок хранения - календарная продолжительность хранения в заданных условиях, по истечении которой применение объекта по назначению не допускается независимо от его технического состояния.
Под установленным сроком сохраняемости понимают техникоэкономически обоснованный (или заданный) срок хранения, обеспечиваемый конструкцией и эксплуатацией, в пределах* которого показатели безотказности, долговечности и ремонтопригодности объекта сохраняются теми же, какими они были у объекта до начала его хранения и (или) транспортировки.
2.6. ПОКАЗАТЕЛИ РЕМОНТОПРИГОДНОСТИ
В теории надежности для изделий машиностроения чаще всего используют два показателя ремонтопригодности - среднее время восстановления и вероятность восстановления.
Среднее время восстановления - математическое ожидание времени восстановления объекта. Статистическую оценку этого параметра определяют по формуле
ПОКАЗАТЕЛИ РЕМОНТОПРИГОДНОСТИ
45
т
(2.22)
где Тък - время восстановления А-го отказа объекта; т - число отказов объекта за заданный срок испытаний или эксплуатации»
Вероятность восстановления работоспособного состояния - это вероятность того, что объект будет восстановлен в заданное время гв. Для большинства изделий машиностроения вероятность восстановления подчиняется закону Пуассона:
(2-23)
где к, - интенсивность восстановления, т - число восстановлений (отказов).
Пример 2.4. Найти вероятность восстановления системы при следующих исходных данных: Хв = 0,5 чч; /и = 1; 2; 3; 4; 5; t3 = 2 ч.
Построить функцию восстановления (рис. 2.3).
Решение. Для нахождения вероятности восстановления воспользуемся формулой (2.23):
; /,„.|('.)=Цг^’°’5‘2 =0.3679;
т\ 1!
^-2('В)=Ц^‘°’5 2 =0,1839; Pm_M=^Le-°'5 2 = 0,0613;
=0,0153; е’0-5 2 =0,00306.
Рис. 2.3. Функция восстановления при Хв == 0,5 ч"1
46 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
2.7. КОМПЛЕКСНЫЕ ПОКАЗАТЕЛИ
К комплексным показателям относятся коэффициенты: готовности, технического использования и оперативной готовности.
Коэффициент готовности (АГг) - вероятность того, что объект окажется работоспособным в произвольный момент времени, кроме планируемых периодов, в течение которых применение объекта по назначению не предусматривается. По КТ судят о надежности объекта на определенном интервале эксплуатации, поэтому при нормировании этого показателя необходимо в нормативно-технической документации (НТД) указывать интервал эксплуатации объекта, на котором следует оценивать КГ. Среднее статистическое значение Кт определяют по формуле
(2.24)
где tj - суммарная наработка /-го объекта в заданном интервале эксплуатации; т, - суммарное время восстановления /-го объекта за тот же период эксплуатации; N- число наблюдаемых объектов в заданном интервале эксплуатации.
Если на заданном интервале эксплуатации определены среднее значение наработки на отказ и среднее время восстановления объекта после отказа, то
где Т^р - среднее значение наработки на отказ, Гв - среднее время восстановления объекта после отказа.
Коэффициент технического использования - отношение математического ожидания наработки Т объекта за некоторый период эксплуатации к сумме математических ожиданий наработки, продолжительности технических обслуживаний тТ0, плановых ремонтов тр и внеплановых восстановлений тв за тот же период эксплуатации.
Рассчитывают /Ст.н по формуле
(2.26)
КОМПЛЕКСНЫЕ ПОКАЗАТЕЛИ
47
Коэффициент оперативной готовности - вероятность того, что объект окажется работоспособным в произвольный момент времени, кроме планируемых периодов, в течение которых применение объекта по назначению не предусматривается, и, начиная с этого момента, объект будет работать безотказно в течение заданного интервала времени.
Численное значение коэффициента оперативной готовности определяют из выражения
(2.27) где ^0Д,) ~ вероятность безотказной работы объекта в интервале ОоЛ)); h - момент времени, с которого возникает необходимость приме-нения объекта по назначению; /| - момент времени, когда применение объекта по назначению прекращается.
Коэффициент КГ в формуле (2.27) определяют для периода ожидания работы, непосредственно предшествующего моменту /о, когда возникает необходимость в применении объекта.
Рассмотренные выше количественные показатели надежности непосредственно связаны с отказами изделия. По характеру возникновения отказы связаны либо с поломкой отдельных элементов при функционировании, либо с изменением параметров до недопустимых пределов.
К основным характеристикам (показателям) надежности невосста-навливаемого элемента относятся: наработка до отказа, интенсивность отказов, вероятность безотказной работы, вероятность отказа, средняя наработка на отказ, средний ресурс, гамма-процентный ресурс, назначенный ресурс, установленный ресурс, средний срок службы, установленный срок службы, средний срок сохраняемости, гамма-процентный срок сохраняемости, назначенный срок хранения, установленный срок сохраняемости.
К характеристикам (показателям) надежности восстанавливаемого элемента относятся все показатели надежности невосстанавливаемого элемента и дополнительно средняя наработка между отказами, параметр потока отказов, среднее время восстановления, вероятность восстановления, коэффициент готовности, коэффициент технического использования, коэффициент оперативной готовности.
Пример 2.5. Определить коэффициент готовности системы, если известно, что среднее время устранения одного отказа равно Тв = 5 ч, а среднее значение наработки на отказ составляет Гср = 500 ч.
Решение. Для определения коэффициента готовности воспользуемся формулой (2.25)
48 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
Кг = Тср = 500 = 0,99.
7^ + 7; 500 + 5
Ответ: Кг = 0,99.
Пример 2.6. Определить коэффициент технического использования машин, если известно, что машину эксплуатируют в течение года: Г, = 8760 ч, а затем проводят регламент. Время проведения регламента составляет 20 суток, 7^™ = 20*24 = 480 ч. Суммарное время, затраченное на ремонтные работы за период эксплуатации, = 20 ч.
Решение. Коэффициент технического использования вычислим по формуле (2.26)
К =______________-_____8760_______ Q
™ 7; + ^+^рем 8760 + 480 + 20 ’
Ответ: Кти =0,943.
2.8. ФУНКЦИОНАЛЬНЫЕ ЗАВИСИМОСТИ И ЧИСЛОВЫЕ ХАРАКТЕРИСТИКИ, ИСПОЛЬЗУЕМЫЕ В РАСЧЕТАХ НАДЕЖНОСТИ
Отказы, возникающие в процессе испытаний или эксплуатации, могут быть вызваны неблагоприятным сочетанием различных факторов -рассеянием действующих нагрузок, отклонением от номинального значения физических характеристик материалов, неблагоприятным сочетанием допусков в местах сопряжения и т.п. Поэтому в расчетах надежности различные параметры рассматриваются как случайные величины, которые могут принимать то или иное значение, неизвестное заранее.
Различают случайные величины прерывного (дискретного) и непрерывного типов. Условимся случайные величины в дальнейшем обозначать большими буквами, а их возможные значения - соответствующими малыми. Для каждого числа х в диапазоне изменения случайной величины X существует определенная вероятность Р(х < х) того, что X не превышает значения х. Вероятность этого события называют функцией распределения:
F(x)=P(X<x\ (2.28)
Функция распределения - универсальная характеристика, так как она является функцией как непрерывных, так и дискретных случайных величин. Функция F(x) относится к неубывающим функциям - она моно
ФУНКЦИОНАЛЬНЫЕ ЗАВИСИМОСТИ И ЧИСЛОВЫЕ ХАРАКТЕРИСТИКИ 49
тонно возрастает при непрерывных процессах и ступенчато возрастает при дискретных процессах (рис.2.4).
Основными свойствами функции распределения являются:
1. Функция изменяется от 0 до 1
0<F(x)<l. (2.29)
2. На минус бесконечности функция равна нулю Г(-«о)=0. (2.30)
3. На плюс бесконечности функция равна единице г(+<ю)=1. (2.31)
Производная от функции распределения по текущей переменной называется плотностью распределения
ах
(2.32)
которая характеризует частоту повторений данного значения случайной величины. В теории надежности величину f(x) называют плотностью вероятности.
Основные свойства плотности распределения:
1. Плотность распределения есть неотрицательная функция своего
Рис. 2.4. Функция распределения: а - для непрерывных процессов; б - для дискретных процессов
§0 Глава 2 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
2. Интеграл в бесконечных пределах от плотности распределения равен единице
со
J/(x)rfx=l. (2.34)
3. Плотность распределения существует только для непрерывных случайных величин. Графическое изображение показано на рис. 2.5.
В ряде случаев в качестве характеристик распределения случайных величин достаточно использовать некоторые числовые величины, среди которых в теории надежности наиболее употребительными являются математическое ожидание (среднее значение), мода и медиана (характеризуют положение центров группирования случайных величин на числовой оси), дисперсия, среднее квадратическое отклонение и коэффициент вариации (характеризуют рассеяние случайной величины). Значения характеристик, полученные по результатам испытаний или эксплуатации, называют статистическими оценками. Характеристики распределения используют для прогнозирования надежности.
Для дискретных случайных величин математическое ожидание Мх равно сумме произведения всех возможных значений X на вероятности этих значений:
Мх^х>р>-/=|
(2.35)
ФУНКЦИОНАЛЬНЫЕ ЗАВИСИМОСТИ И ЧИСЛОВЫЕ ХАРАКТЕРИСТИКИ м
Математическое ожидание для непрерывной случайной величины выражается интегралом в бесконечных пределах от произведения непрерывно изменяющихся возможных значений случайной величины на плотность распределения
Мх = Jx/(x)A. (2.36)
-ео
Математическое ожидание случайной величины непосредственно связано со средним значением. При неограниченном увеличении числа опытов среднее арифметическое значение величины х приближается к математическому ожиданию и называется оценкой среднего значения:
1 п
х = -£х(, (2.37)
где п - общее число опытов; х, - текущее значение случайной величины.
Дисперсией (DJ случайной величины называют математическое ожидание квадрата отклонения этой величины от ее математического ожидания.
Для дискретной случайной величины дисперсия равна:
(238) /»|
Для непрерывной случайной величины дисперсия определяется из выражения
(2.39)
-со
Оценка дисперсии случайной величины:
А 1 Л
О = -!-£(х,-х)2. (2.40)
«-‘zf
Дисперсия случайной величины является характеристикой рассеяния - разбросанности значений случайной величины около ее математического ожидания. Размерность дисперсии соответствует квадрату раз
52 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
мерности случайной величины. Для наглядности в качестве характеристики рассеяния удобнее использовать величину» размерность которой совпадает с размерностью случайной величины. Такой характеристикой может быть среднее квадратическое отклонение ах, которое определяется как корень квадратный из дисперсии:
“ у^х •
(2.41)
Для оценки рассеяния с помощью безразмерной величины используют коэффициент вариации, который равен:
(2.42)
Модой случайной величины называют ее наиболее вероятное значение или то ее значение, при котором плотность вероятности максимальна.
Медиана характеризует расположение центра группирования случайной величины. Площадь под графиком функции плотности распределения делится медианой пополам.
Квантиль - значение случайной величины, соответствующее заданной вероятности. Квантиль, соответствующую вероятности 0,5, называют медианой.
Аналогично предыдущим характеристикам понятия моды и медианы даны в статистической трактовке. Для симметричного модального (т.е. имеющего один максимум) распределения математическое ожидание, мода и медиана совпадают.
Пример 2.7. Функция распределения непрерывной случайной величины X задана выражением
Г(х) = -
при х<0;
при 0 < х < 1;
при х>1.
Найти коэффициент а и плотность распределения Дх).
Решение. Так как функция распределения случайной величины X непрерывна, то при х = 1, дх4 = 1, откуда а = 1.
Плотность распределения выражается соотношением
0 при х^О;
4х3 при 0 < х < 1;
0 при х>1.
Ответ: а = 1.
ФУНКЦИОНАЛЬНЫЕ ЗАВИСИМОСТИ И ЧИСЛОВЫЕ ХАРАКТЕРИСТИКИ 53
Пример 2.8. Плотность распределения случайной величины X описывается выражением
Зх при 0£х£1;
О при х<0 илих>1.
/(*)=’
Найти математическое ожидание, дисперсию и среднее квадратическое отклонение случайной величины.
Решение. Математическое ожидание найдем по формуле (2.36):
I ।
Мх = |х /(х)<& = |x-3x<& = 1. о о
Для определения дисперсии используем формулу (2.39):
о
1_6+9_] = 1
4 9 + 18) 4
Среднее квадратическое отклонение соответственно равно:
Ответ:Л/х=1; ах=1/2.
Пример 2.9. При проведении одного опыта может появиться или не появиться некоторое событие А. Вероятность появления события А равно Р, а вероятность непоявления этого события q = 1 - Р.
Определить математическое ожидание, дисперсию и среднее квадратическое отклонение случайной величины X - число появлений события Л.
Решение. Ряд распределения случайной величины X можно записать в виде таблицы:
Xi 0 1
А Я Р
По формуле (2.35) находим математическое ожидание:
1
Mx = ^XiPi =0g + lp = p.
7=0
Дисперсию величины X определим по формуле (2.38)
54 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
1
<-0
Среднее квадратическое отклонение равно:
Ответ: Мх=р\ сгх = y[pq ; Dx = рд.
2.9. ПОКАЗАТЕЛИ НАДЕЖНОСТИ СИСТЕМЫ, СОСТОЯЩЕЙ ИЗ НЕЗАВИСИМЫХ ЭЛЕМЕНТОВ
Любая система характеризуется безотказностью и ремонтопригодностью. В качестве основной характеристики безотказности системы служит функция надежности, которая представляет собой вероятность безотказной работы в течение некоторого времени t.
Пусть система состоит из п элементов, функции надежности которых обозначим черездг(/), p/t). Так как элементы, входящие в состав
системы, являются независимыми, то вероятность безотказной работы системы определяется как произведение вероятностей составляющих ее элементов
Л0=а(0р2(0-рл(0- (2.43)
В частном случае, когда функции надежности составляющих элементов имеют экспоненциальное распределение с постоянными интенсивностями отказов, функция надежности системы определяется по формуле
п
p(t)=+х2+“+х«)' = е . (2.44)
Одной из важнейших характеристик безотказности системы является среднее время жизни, которое вычисляют, используя выражение
= (2.45)
О
Для случая экспоненциального распределения среднее время жизни системы равно:
« -h,/ 1
Tq, = е -> Л = ——!-----—. (2.46)
Ф J Х1+Х2+- + Хи
ПОКАЗАТЕЛИ НАДЕЖНОСТИ СИСТЕМЫ
55
Среднее время жизни системы или наработку на отказ по результатам статистических данных вычисляют по формуле
А Т
Гср=-, (2,47)
m
где Т - суммарная наработка системы, полученная по результатам испытаний или эксплуатации; m - суммарное число отказов, зафиксированное в процессе испытаний или эксплуатации.
В качестве основной характеристики ремонтопригодности служит среднее время восстановления системы, которое находят из соотношения вида:
О0
Г.= (2.48)
О
где Гв(/) - функция распределения времени восстановления.
Для случая пуассоновского потока восстановления имеем
К = = у-. (2.49)
о в
Среднее время восстановления системы по результатам испытаний или эксплуатации определяют из зависимости
п I п /£«/, (2-50> /=1 / 1=1
где т, - число отказов f-го элемента; /в, - время восстановления f-го отказа.
Любая система характеризуется комплексными показателями надежности, такими, как коэффициенты: готовности КТ, технического использования /Сти и оперативной готовности /Сог.
Коэффициенты готовности и технического использования системы определяются соответственно по формулам (2.25) и (2.26), в которых среднее время жизни и среднее время восстановления вычисляют для восстанавливаемой системы по формулам (2.47) и (2.50).
Коэффициент оперативной готовности характеризует надежность системы, необходимость применения которой возникает в произвольный момент времени (кроме планируемых периодов, в течение которых применение системы по назначению не предусматривается). Значение коэффициента оперативной готовности определяют из выражения
56 Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ
K0.r=KrP(t)=P(t)-^—. (2.51)
*ср ’’’
Пример 2Л0. Определить коэффициент оперативной готовности системы за период времени t = 10 ч, если известно, что система состоит из пяти элементов с соответствующими интенсивностями отказов, ч'1: А.^2-10"5; Х2=510-5; Х3=10~5; А4=2О1О-5; Х5 = 50 • КГ5, а сред-нее время восстановления при отказе одного элемента равно Тв = 10 ч.
Результатами испытаний установлено, что распределение наработки на отказ подчиняется экспоненциальному закону.
Решение. Вероятность безотказной работы определим по формуле (2.44)
P(t)=e '=* =1-(Х|+Х2+••• + /.„)? = = 1 - (2 + 5 +1 + 20+50)10"5 • 10 = 0,992.
Значение Тср определяем по формуле (2.46)
r‘₽4.+U---+M=^=12824-
Используя формулу (2.51), вычислим коэффициент оперативной готовности
Ко г = TV- p(t) = 1282— 0,992 = 0,984.
^ср + Гв 1282+10
Ответ: Ко г = 0,984.
Глава 3
ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И МАТЕМАТИЧЕСКОЙ СТАТИСТИКИ, ПРИМЕНЯЕМЫЕ В ТЕОРИИ НАДЕЖНОСТИ
3.1. ОТНОСИТЕЛЬНАЯ ЧАСТОТА И ВЕРОЯТНОСТЬ ПОЯВЛЕНИЯ СОБЫТИЯ
Рассматривая случаи появления или отсутствия события А в большом числе испытаний, можно установить определенные закономерности появления этого события. Если при проведении nt испытаний событие А имело место т\ раз, то относительную частоту появления события А определяют из соотношения [3]
• од)
п\
Если событие А имело место в каждом из П| испытаний, т.е. т\ = то Р(а) = 1 . Если событие А не наступило ни в одном из П\ испытаний, т.е. т} = 0, то Р(а) = 0. При проведении серии последовательных испытаний получим соотношения:
л ш, А А /И-
Pi =—L ; Pi = —;Pi = —.
«1 п2 ц
Относительная частота становится все более устойчивой при увеличении числа испытаний. Такая закономерность была замечена давно и подтверждена результатами решения многочисленных примеров. Самыми известными примерами являются примеры бросания монеты или игральной кости. Так, при большом числе бросаний монеты относительная чистота выпадания герба равна 1/2 и равна относительной частоте выпадания цифры. При большом числе бросаний игральной кости относительная частота выпадания каждой стороны, на которой изображены цифры от 1 до 6, равна 1/6.
Приведенные примеры показывают, что существует постоянная величина (в нашем случае 1/2 или 1/6), около которой колеблется относительная частота свершения случайного события и к которой она все более приближается с увеличением числа испытаний. Постоянную величину, к
58
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
которой приближается относительная частота случайного события, называют вероятностью случайного события А и обозначают символом Р(Л). На практике при большом числе испытаний вероятность случайного события приближенно принимают равной относительной частоте этого события г(л)«Р(л).
Математическим основанием этого утверждения является закон больших чисел (Я. Бернулли) - вероятность отклонения относительной частоты некоторого события А от вероятности Р(А) этого события более чем на произвольно заданную величину е > 0 становится сколько угодно малой, если число испытаний п неограниченно возрастает.
Таким образом, вероятность события Р(А) представляет собой число, заключенное в интервале от нуля до единицы, т.е. справедливо неравенство
о<;р(л)<1. (3.2)
Пример 3.1. Проводится стрельба из артиллерийского орудия по щиту. В результате проведения 300 выстрелов число промахов оказалось равным 30. Найти вероятность попадания по щиту при одном выстреле.
Решение. Общее число проведенных опытов п = 300, при этом число попаданий т = 270.
Используя формулу (3.1), найдем вероятность попадания:
= -=322=0,9. п 300
Ответ: Р(л) = 0,9.
3.2. ТЕОРЕМА СЛОЖЕНИЯ ВЕРОЯТНОСТЕЙ
События могут быть совместными и несовместными. Два события называют несовместными, если в результате опыта они не могут появиться одновременно. И наоборот, события считаются совместными, если они появляются одновременно в результате такого опыта.
Вероятность суммы двух несовместных событий равна сумме вероятностей этих событий
Р(Л + В) = Р(Л) + Р(В). (3.3)
Метод полной индукции позволяет использовать теорему сложения для произвольного числа несовместных событий. Так, вероятность суммы нескольких событий равна сумме вероятностей этих событий
ТЕОРЕМА СЛОЖЕНИЯ ВЕРОЯТНОСТЕЙ
59
ф, + а2 +... + Лл)= ф)+ Р(Л2}+ • + Р(Ап). (3.4)
Более удобная запись теоремы сложения:
( п \ п
ЛЁ4 =X/’U). (3.5)
\ 1-1 J /=1
Следствие 1. Если события At, А2, ..., Ат образуют полную группу несовместных событий, то сумма их вероятностей равна единице:
^Р(4) = 1. (3.6)
Противоположными событиями называют два несовместных события, образующих полную группу.
Следствие 2. Сумма вероятностей противоположных событий равна единице:
ф)+Р(1)=1, (3.7)
где А - событие, противоположное событию Л.
Вероятность суммы двух совместных событий А и В выражается формулой
Р(А + В) = Р(Л) + Р(В) - Р(АВ). (3.8)
Аналогично вероятность суммы трех совместных событий определяется выражением
Р(А + В + С) = Р(Л) + Р(В) + Р(С) - Р(АВ) - Р(АС) - Р(ВС) + Р(АВС). (3.9)
Вероятность суммы любого числа совместных событий определяется выражением
Л £а‘ |-Z^4)-EH46)+ ZXam)+’”
J /=1 jj itj\k
(3.10) ...+(-1Г‘ 4ц..Ч).
Формула (3.10) выражает вероятность суммы любого числа событий через вероятности произведений этих событий, взятых по одному, по два, по три и т.д.
Аналогичную формулу можно написать для произведения двух событий:
60
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Р(АВ) = Р(А) + Р(В) - Р(А + В); (3.11)
для произведения трех событий:
Р{АВС) = Р(А) + />(В) + F(C) - Р(А + В) - Р(А + О-
(3.12)
-Р(В + С) + Р(А + В + С).
Общая формула, выражающая вероятность произведения произвольного числа событий через вероятности сумм этих событий, взятых по одному, по два, по три и т.д., имеет вид [3]:
P(AiA2...An)=^P(Ai)-^PU + AJ)+XPU+Aj+Ak)+--/=1 ij ijjt
(3.13) - + (-1у-'ф1 + А2 + ...+ А„).
Формулы (3.10) и (3.13) находят практическое применение при преобразовании различных выражений, содержащих вероятности сумм и произведений событий. В зависимости от специфики задачи в некоторых случаях удобнее бывает использовать только суммы, а в других только произведения событий.
Пример 3.2. Пусть проводится стрельба из артиллерийского орудия по щиту с двумя зонами попадания. Вероятность попадания в первую зону при одном выстреле равна 0,40, во вторую 0,30. Найти вероятность промаха.
Решение. Обозначим через А - попадание, а через А - промах. Тогда событие А = А1 + А2, где Л| и А2 - попадания соответственно в первую и вторую зоны. Используя формулу (3.4), найдем:
Р(Л) = Р(А>) + Р(А2) = 0,40 + 0,30 = 0,70.
Тогда Р( А) = 1 - Р(А) = 1 - 0,70 = 0,30.
Ответ: Р( А ) = 0,30.
Пример 3.3. Техническое устройство состоит из трех элементов
А2 и В. Элементы Ах и А2 дублируют друг друга. Это означает, что при отказе одного из них происходит автоматическое переключение на второй. Элемент В не дублирован. Устройство прекращает работу в том случае, когда отказывают оба элемента А} и А2 либо отказывает элемент В. Таким образом, отказ устройства можно представить в виде события С = = Ау42 + В, где событие Ах является отказом элемента Ль А2 - отказом элемента А2 и В - отказом элемента В. Требуется выразить вероятность события С через вероятности событий, содержащих только суммы.
ТЕОРЕМА УМНОЖЕНИЯ ВЕРОЯТНОСТЕЙ
61
Решение. В соответствии с формулой (3.8) имеем
ИО = P(AtA2) + Р(В) - P(AtA2B).
Используя формулу (3.11), определим
Р(А}А2) = Р(А,) + Р(А2) -P(At + А2).
Далее, применяя формулу (3.12), получим
P(AtA2B) = Р(А,) + Р(А2) + Р(В) - Р(А । + А2) - P(At + В)~
-Р(А2 + В) + Р(А1+А2 + В).
Подставляя полученные выражения и сокращая противоположные члены, находим
P(Q = Р(А, + В) + Р(А2 + В)-Р(А,+А2 + В).
Ответ: ПО = B(At + В) + Р(А2 + В) - Р(А 1 + А2 + В).
3.3 ТЕОРЕМА УМНОЖЕНИЯ ВЕРОЯТНОСТЕЙ
События могут быть независимыми и зависимыми. Событие А называют независимым от события Я, если вероятность события А не зависит от того, произошло событие В или нет.
Событие А называют зависимым от события Я, если вероятность события А меняется в зависимости от того, произошло событие Я или нет.
Понятие зависимости и независимости событий можно наглядно показать на следующих примерах.
Пример 3.4. Предположим, что опыт состоит в бросании двух монет, при этом рассматривают следующие события: событие А - появление герба на первой монете и событие Я - появление герба на второй монете.
В этом случае вероятность события А не зависит от того, произошло событие Я или нет, следовательно, событие А независимо от события Я.
Пример 3.5. Пусть в урне имеется два белых и один черный шар. Два человека вынимают из урны по одному шару, при этом рассматриваются следующие события: событие А - появление белого шара у первого человека и событие Я - появление белого шара у второго человека.
Вероятность события А до того как станет известно что-либо о событии Я, равна 2/3. Если стало известно, что событие Я произошло, то вероятность события А становится раной 1/2, из чего заключаем, что событие А зависит от события Я.
62
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Вероятность события А, вычисленная при условии, что имело место другое событие В, называется условной вероятностью события А и обозначается Р(А/В).
Для условий примера Р(А) = 2/3, Р(А!В) = 1/2.
Теорема умножения вероятностей формулируется следующим образом.
Вероятность произведения двух событий равна произведению вероятности одного из них на условную вероятность другого, вычисленную при условии, что первое имело место, т.е.
Р(АВ) = Р(А)Р(В1А\ (3.14)
Очевидно, что при применении теоремы умножения безразлично, какое из событий - А или В - считать первым, какое вторым, и теорему можно записать так: два события называют независимыми, если появление одного из них не изменяет вероятности появления другого.
Понятие независимых событий может быть распространено на случай произвольного числа событий. Несколько событий называют независимыми, если любое из них не зависит от любой совокупности остальных.
Вероятность произведения двух независимых событий равна произведению вероятностей этих событий. Теорема умножения вероятностей может быть обобщена на случай произвольного числа событий. В общем виде она формулируется так.
Вероятность произведения нескольких событий равна произведению вероятностей этих событий, причем вероятность каждого следующего по порядку события вычисляют при условии, что все предыдущие имели место [3]:
Ф,Л2...Л^=ФЗр(/12М)р(ЯзМЛ2)...Р(Л),/Л1Л2...4_1). (3.15)
В случае независимых событий теорема упрощается и принимает вид:
р(л|л2...ли)=ф1)ф2)„.р(Л). (зяб)
т.е. вероятность произведения независимых событий равна произведению вероятностей этих событий.
Применяя знак произведения, теорему можно записать так:
(3.17)
ТЕОРЕМА УМНОЖЕНИЯ ВЕРОЯТНОСТЕЙ
63
Пример 3.6. Устройство состоит из четырех приборов, каждый из которых, независимо от других, может в течение времени t отказать. Отказ хотя бы одного прибора приводит к отказу устройства. За время t вероятность безотказной работы каждого из приборов соответственно равна: P\(t) = 0,90; Р2(0 = 0,96; Р3(0 = 0,99; Р4(0 = 0,98- Найти надежность устройства за время работы t.
Решение. Введем обозначения вероятностей безотказной работы первого - четвертого приборов: Л] -А4.
Имеем: И = ^1Л2Я3Л4.
По формуле умножения вероятностей для независимых событий (3.17) получим:
Р(Л) = Р(А{)Р(А2)Р(А3)Р(А4) = 0,90 > 0,96 • 0,99 • 0,98 = 0,83.
Ответ: Р(А) = 0,83.
Пример 3.7. Производят три выстрела по одной и той же мишени. Вероятность попадания при первом, втором, третьем выстрелах соответственно равна: Р\ = 0,8; Р2 = 0,6; Р3 = 0,3. Найти вероятность того, что в результате этих трех выстрелов в мишени будет хотя бы одна пробоина.
Решение. Рассмотрим событие В - хотя бы одно попадание в мишень. Представим событие В в виде суммы несовместных вариантов:
В = А1А2А3 + + А1А2А3 + AjA2A3 + 4* А1А2А3 + A^AjA3 ,
где Ab A2 и A3 - попадания при первом, втором, третьем выстрелах; ЛЬЛ2 и А3 - промах при первом, втором, третьем выстрелах.
Вероятность каждого варианта находим по теореме умножения, а затем используем теорему сложения:
Р(в)= />(Л1)р(Л2)/’(Л3)+ P(aJp(a2)p(a3)+ PU)p(l2>(/f3)‘+ +р(А')р(а2)р(а3)+р(а})р(а2)р(а3)+ р(аМа2)р(а3)+
= 0,8 0,6-0,3+ 0,8 0,6(1-0,3) + 0,8(1-0,6) 0,3+(1-0,8) 0,6 0,3 +
+0,8( 1 - 0,6Х 1 - 0,3) + (1 - 0,8) • 0,6 • (1 - 0,3) + (1 - 0,8>( I - 0,6) • 0,3 = 0,946.
Ответ: Р(В) = 0,946.
64
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
3.4. ФОРМУЛА ПОЛНОЙ ВЕРОЯТНОСТИ
Следствием обеих основных теорем - теоремы сложения вероятностей и теоремы умножения вероятностей - является формула полной вероятности.
Пусть требуется определить вероятность некоторого события Я, которое может произойти вместе с одним из событий: Нъ Н2, ...» Ял, образующих полную группу несовместных событий, называемых гипотезами. Докажем, что в этом случае
п
Р{А)=^Р{Н,)Р(А/Н,), (3.18)
т.е. вероятность события вычисляется как сумма произведений вероятности каждой гипотезы на вероятность события при этой гипотезе.
Формулу (3.18) называют формулой полной вероятности^ что можно доказать следующим образом.
Гипотезы Нь Н2. .... Нп образуют полную группу, поэтому событие А может появиться только в комбинации с какой либо из этих гипотез, т.е.
А = Н}А + Н2А +- + НпА.
Так как гипотезы Н2. ...» Нп несовместны, то и комбинации НХА+ Н2А+"' + НпА также несовместны. Применяя теорему сложения, получим для этих гипотез:
р(л)= р(н}а}+ р(н2а)+-+р(н„а)=^р[н,а).
/=1
Применяя к событию Н(А теорему умножения, получим
п
Р(а) = ^ЛН№<А1Н^
J=1 что и требовалось доказать.
Пример 3.8. По движущемуся танку производят три выстрела из артиллерийского орудия. Вероятность попадания при первом выстреле равна 0,5; при втором - 0,7; при третьем - 0,8. Для вывода танка из строя заведомо достаточно трех попаданий. При одном попадании танк выходит из строя с вероятностью 0,3; при двух попаданиях - с вероятностью 0,9. Определить вероятность того, что в результате трех выстрелов танк выйдет из строя.
Решение. Рассмотрим четыре гипотезы: Яо - в танк не попало ни одного снаряда, Н\ - в танк попал один снаряд, Н2 - в танк попало два снаряда и Н3 - в танк попало три снаряда.
ЧАСТНАЯ ТЕОРЕМА О ПОВТОРЕНИИ ОПЫТОВ. ФОРМУЛА БЕРНУЛЛИ 65
Пользуясь теоремами сложения и умножения, найдем вероятности этих гипотез:
Р(Яо) = 0,50,30,2 = 0,03;
/W) = 0,50,30,2 + 0,50,70,2 + 0,50,30,8 = 0,22;
Р(Я2) = 0,50,70,2 + 0,50,30,8 + 0,50,70,8 = 0,47;
Р(Я3) = 0,50,70,8 = 0,28.
Условные вероятности события А (выход из строя танка) при этих гипотезах равны:
Р(л/Я0)=0; ф/Я()=0,3; Р(л/Я2) = О,9; Р(А/Н3)= 1,0.
Применяя формулу полной вероятности, получим
^л)=р(я0Ил/я0)+р(я,Ил/я1)+р(я2Ил/я2)+/’(я3И^/Яз)=
= 0,03 • 0 + 0,22 • 0,3 + 0,47 • 0,9 + 0,28 • 1,0 = 0,769.
Ответ: Р(Л) = 0,769.
3.5. ЧАСТНАЯ ТЕОРЕМА О ПОВТОРЕНИИ ОПЫТОВ. ФОРМУЛА БЕРНУЛЛИ
В практике применения теории вероятностей часто приходится встречаться с задачами, в которых один и тот же опыт или аналогичные опыты повторяются многократно. В результате каждого опыта может появиться некоторое событие А, причем представляет интерес не результат каждого отдельного опыта, а общее число появлений события А в результате серии опытов. Например, если производится группа выстрелов по одной и той же цели, то нас интересует не результат каждого выстрела, а общее число попаданий.
Если проводят п независимых опытов, в каждом из которых событие появляется с вероятностью р9 то вероятность того, что событие появится ровно т раз, выражается формулой Бернулли
VOTA (3.19)
3 - 8886
66
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Пример 3.9. При проведении стрельб из орудия по щиту было зафиксировано десять промахов (/и = 10) из пятисот выстрелов (л = 500).
Определить вероятность того, что при ста выстрелах будет ровно четыре промаха, если считать, что все выстрелы независимы и вероятность промаха в каждом выстреле одинакова.
Решение. Найдем вероятность промаха при одном выстреле по формуле
Далее по формуле (3.19) найдем вероятность появления четырех промахов из ста выстрелов
А = Goo 0,024 О,98100-4 = 0,000003.
Ответ: Р4 = 0,000003.
3.6. ВЕРОЯТНОСТНЫЕ ЗАКОНЫ РАСПРЕДЕЛЕНИЯ, ИСПОЛЬЗУЕМЫЕ В РАСЧЕТАХ НАДЕЖНОСТИ
Вероятностные законы распределения могут быть представлены в виде функций (рис. 3.1):
распределения
(3.20)
-со
плотности распределения
/0-^1. (3.21)
at
Рис. 3.1. Кривые:
а - функции распределения; б - плотности распределения
НЕПРЕРЫВНЫЕ РАСПРЕДЕЛЕНИЯ. ЭКСПОНЕНЦИАЛЬНОЕ РАСПРЕДЕЛЕНИЕ 67
Заштрихованная площадь под кривой плотности распределения на участке (0; Г|) представляет собой вероятность попадания случайной величины на этот участок. Если на оси абсцисс отложить наработку, то площадь под кривой, лежащая слева от точки определяет вероятность F(/i) появления отказов в интервале (0; О, а площадь, лежащая справа от определяет вероятность P(tx) отсутствия отказов в том же интервале. Существуют различные функции распределения (плотности распределения), зависящие от одного или нескольких параметров, и соответственно называются однопараметрическими, двухпараметрическими и многопараметрическими. В теории и практике надежности технических систем наибольшее применение нашли одно- и двухпараметрические законы распределения.
При анализе и расчете надежности (времени безотказной работы, времени восстановления и т.д.) используют различные непрерывные и дискретные распределения. Ниже приведены наиболее употребительные в расчетах надежности технических систем законы распределения.
3.7. НЕПРЕРЫВНЫЕ РАСПРЕДЕЛЕНИЯ.
ЭКСПОНЕНЦИАЛЬНОЕ (ПОКАЗАТЕЛЬНОЕ) РАСПРЕДЕЛЕНИЕ
В природе, и особенно в технике широкое применение нашел закон экспоненциального распределения. Этот закон описывает надежность работы изделия в период его нормальной эксплуатации (технического ресурса), когда постепенные (износовые) отказы еще не проявляются и надежность характеризуется внезапными отказами. Эти отказы вызываются неблагоприятным сочетанием различных факторов и поэтому имеют постоянную интенсивность отказов X. Приведем примеры неблагоприятного сочетания условий работы деталей машин, вызывающих их внезапный отказ. Для зубчатой передачи это может быть действием максимальной нагрузки на наиболее слабый зуб при его зацеплении; для элементов радиоэлектронной аппаратуры - превышение допустимого тока или температурного режима. Экспоненциальное распределение часто называют основным законом надежности. Существенное достоинство этого закона состоит в том, что он имеет один параметр.
Экспоненциальным законом распределения часто описывается время безотказной работы различных изделий: сложных технических систем, эксплуатируемых в период после приработки и до проявления постепенных отказов; элементов радиоэлектронной аппаратуры; систем Управления и т.д. Кроме того, этот закон используют при решении проблем, связанных с обслуживанием сложных систем, в частности при опи
3*
68
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
сании закона восстановления. Экспоненциальное распределение применяют также для описания времени безотказной работы системы с большим числом последовательно соединенных элементов, если каждый из элементов в отдельности не оказывает влияния на отказы других элементов системы.
Экспоненциальное распределение является частным случаем распределения Вейбулла и гамма-распределения.
Вероятность безотказной работы (функция надежности) определяется выражением
/
P(t)= е 0 =e“U, (3.22)
где е - основание натурального логарифма; X - интенсивность отказов (параметр распределения).
Если, как обычно, X «0,1, то формула вероятности безотказной работы упрощается в результате разложения в ряд и принимает вид
P{f)=\-Xt + ^--^- + - +(-l)" (3.23)
v' 2! 3! ' и!
Плотность распределения экспоненциального закона (рис. 3.2) описывается соотношением
Рис. 3.2. График плотности экспоненциального распределения
НОРМАЛЬНЫЙ ЗАКОН РАСПРЕДЕЛЕНИЯ
69
Функция распределения выражается зависимостью
£(/)= !-/>(/)=]-е'ь. (3.25)
Математическое ожидание, дисперсия и среднее квадратическое отклонение этого закона соответственно равны:
И')=р Л0-ГТ. о(') = р (3.26)
А А А
Экспоненциальный закон в теории надежности нашел широкое применение, так как он прост для практического использования. Почти все задачи, решаемые в теории надежности, с использованием экспоненциального закона оказываются намного проще, чем при использовании других законов распределения. Основная причина такого упрощения состоит в том, что при экспоненциальном законе вероятность безотказной работы зависит только от длительности интервала и не зависит от времени предшествующей работы.
Пример ЗЛО. Наработка на отказ сложной технической системы подчиняется экспоненциальному закону распределения с параметром А. = 20 10“$ ч'1.
Определить вероятность безотказной работы системы за время t = 100 ч, а также найти математическое ожидание наработки на отказ.
Решение. Вычислим вероятность безотказной работы по формуле (3.23), так как X/ = 0,02:
/>(/)= 1-Х/= 1-20 10'5 100 = 0,98.
Математическое ожидание наработки на отказ найдем по формуле (3.26):
И0=7’о=| = ^- = 5«О3ч. A ZU
Ответ: P(t)» 0,98; То = 5- 103ч.
3.8. НОРМАЛЬНЫЙ ЗАКОН РАСПРЕДЕЛЕНИЯ
Нормальный закон распределения часто называют законом Гаусса. Этот закон занимает важное место, и наиболее часто используется на практике по сравнению с другими законами распределения.
70
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Основная особенность этого закона состоит в том, что он является предельным законом^ к которому приближаются другие законы распределения. В теории надежности его используют для описания постепенных отказов, когда распределение времени безотказной работы в начале имеет низкую плотность, затем максимальную и далее плотность снижается, т.е. нормальным распределением описывают наработки на отказ элементов и систем вследствие их износа и старения.
Распределение всегда подчиняется нормальному закону, если на изменение случайной величины оказывают влияние многие, примерно равнозначные факторы.
Нормальный закон распределения описывается плотностью вероятности
/(/) = —=е 2°2 , <ъ/2п
(3.27)
где т ио - параметры распределения, определяемые по результатам испытаний.
Кривая плотности распределения имеет вид колоколообразной формы (рис. 3.3).
Рис. 3.3. Кривая плотности вероятности (а) функции надежности (д) нормального распределения
НОРМАЛЬНЫЙ ЗАКОН РАСПРЕДЕЛЕНИЯ
71
Параметр т представляет собой среднее значение исследуемой случайной величины
п
m = = (3.28)
п
параметр а - среднее квадратическое отклонение исследуемой случайной величины, оцениваемое по формуле
o = • (3.29)
V"-1 /=]
Функция распределения имеет вид
, , (/-т)2
Функция надежности противоположна функции распределения p(/)=i-f(z). (3.31)
Вычисление интегралов заменяют использованием таблиц нормального распределения, при котором т - 0 и о = 1. Для этого распределения функция плотности вероятности имеет одну переменную t и выражается зависимостью
/о(0=-4=е 2- (3-32)
72л
Величина t является центрированной (так как т = 0) и нормированной (так как о = 1).
Функция распределения соответственно запишется в виде:
Из этого уравнения следует, что F0(z)+ или
72
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
При использовании табл. 1 приложения следует в формулу (3.33) вместо t подставить значение
— \ (3.34)
а
при этом Ц> называют квантилью нормированного нормального распределения.
Нормальному распределению подчиняется наработка до отказа многих восстанавливаемых и невосстанавливаемых изделий.
Помимо задачи оценки вероятности безотказной работы за данное время или за данную наработку встречается обратная задача - определение наработки, соответствующей заданной вероятности безотказной работы.
Значения этой наработки (времени) определяют с помощью квантили нормального распределения:
t = m + U^. (3.35)
Значения квантилей t/p в зависимости от требуемой вероятности даны в табл. 1 приложения.
В работах по надежности часто вместо интегральной функции распределения Го(О используют функцию Лапласса:
Ф(0 = ро(*)Л = 4- р-'2/2Л. (3.36)
о 0
Очевидно, что о /
F0 = + J/o (' )dt = 0,5 + Ф(г). (3.37)
-оо 0
Вероятности отказа и безотказной работы, выраженные через функцию Лапласса:
0(0 = 0,5 + ф(; p(t) = 0,5-ф(^0. (3.38)
V а у \ а /
Вероятность попадания случайной величины в интервал /2 - Л вычисляют по формуле
р(Г| </<г2)=ф[^—^|-ф|^(3.39)
I о ) ( о 1
ЗАКОН РАСПРЕДЕЛЕНИЯ ВЕЙБУЛЛА
73
Табличный интеграл ф(/) равен площади кривой, заключенной между осью симметрии и ординатой, соответствующей значению г, и определяет вероятность того, что значение случайной величины находится в пределах от 0 до t.
Пример 3.11. Определить вероятность безотказной работы изделия в течение времени г = 2-103ч , если ресурс по износу подчиняется нормальному закону с параметрами: ?и = 4103ч; <у = 103ч.
„ u t-m 2-103—4-103
Решение. Находим квантиль ип =----=-------5----= -2.
₽ с 103
По табл. 1 приложения ф(мр)=ф(-2) = 0,0228.
Тогда вероятность безотказной работы определим по формуле (3.31):
?(/) = 1 - Ф(«р )= 1 - 0,0228 = 0,9772.
Ответ: Р(/) = 0,9772.
Пример 3.12. Пусть случайная величина, представляющая собой предел текучести стали, замерена в некоторой партии. Известно, что предел текучести подчиняется нормальному распределению со средним значением т = 400 МПа и средним квадратическим отклонением а = = 40 МПа.
Найти вероятность того, что значение предела текучести заключено в интервале = 380 МПа и /2 = 410 МПа.
Решение. Воспользуемся формулой (3.39) и табл. 1 приложения: /’(380< t <410)= ф(4104~4"-)~фр804~0400) = ф(0-25)-*(“°>5) = = Ф(О,25)- [i - Ф(0,5)]=0,5987 - 0,3085 = 0,2902.
Ответ: P(t) = 0,2902.
3.9. ЗАКОН РАСПРЕДЕЛЕНИЯ ВЕЙБУЛЛА
Среди непрерывных распределений закон Вейбулла занимает одно из наиболее часто применяемых в оценке надежности технических систем по результатам испытаний и эксплуатации. Это распределение Вей-булл использовал при описании разбросов усталостной прочности стали, пределов ее упругости, размеров частиц копоти и др. В последнее время закон распределения Вейбулла нашел применение при описании надеж
74
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
ности сложных технических систем, а также при изучении разбросов в сроках службы изделий различного назначения. Его используют для оценки надежности деталей и узлов машин, в частности автомобилей, а также для оценки надежности машин в процессе их приработки. Такое широкое использование данного закона объясняется тем, что он представляет собой двухпараметрическое распределение.
Плотность распределения описывается зависимостью
/(r) = aXra_|e“k/a,
(3.40)
где a - параметр формы кривой распределения; X - параметр масштаба.
График плотности распределения дан на рис. 3.4.
Экспоненциальное распределение является частным случаем распределения Вейбулла при a = 1.
Функция распределения описывается соотношением
F(f)=l-e-x,e.
(3.41)
Рис. 3.4. Плотность распределения Вейбулла для X = 1
ЗАКОН РАСПРЕДЕЛЕНИЯ ВЕЙБУЛЛА
75
Функция надежности - величина, противоположная функции распределения:
P(z)=l-F(z) = e‘x,a. (3.42)
Математическое ожидание и среднее квадратическое отклонение
соответственно равны:
(3.43)
(3.44)
где г(а) - гамма-функция.
Гамма-функция для непрерывной величины описывается интегралом
Г(1+а)= Jz“e"'rf/. (3.45)
О
Для вычисления значений функции Г(л + а), где л - целое число, а а - дробное при 2 < л 2 6, рекомендуется применять формулу
Г(л + а)=(л-1 + а)(и-2 + а)...(1 +а)г(1 + а). (3.46)
При л > 6 значения г(л+а) можно находить по формуле
Г(л + 1)=л! (3.47)
Г(л-1/2)= 1 -3-5(2л-3)^. (3.48)
Г(л + 1/2)=1-3-5(2л-1)у^. (3.49)
Широкое применение закона распределения Вейбулла объясняется тем, что этот закон, обобщая экспоненциальное распределение, содержит дополнительный параметр а. Подбирая нужным образом параметры а и X, можно получить лучшее соответствие расчетных значений опытным данным по сравнению с экспоненциальным законом, который является однопараметрическим (параметр X).
76
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Так, для изделий, у которых имеются скрытые дефекты, но некоторые длительное время не стареют, опасность отказа имеет наибольшее значение в начальный период, а потом быстро падает. Функция надежности для такого изделия хорошо описывается законом Вейбулла с параметром а < 1. Наоборот, если изделие хорошо контролируется при изготовлении и почти не имеет скрытых дефектов, но подвергается быстрому старению, то функция надежности описывается законом Вейбулла с параметром а > 1. При а = 3,3 распределение Вейбулла близко к нормальному.
Пример 3.13. Определить вероятность безотказной работы изделия в течение времени t = 1000 ч, если наработка на отказ описывается распределением Вейбулла с параметрами: а = 2 и X = 1,5‘Ю"6 1 /ч.
Решение. Применяя формулу (3.42), вычислим
р(/) = е-*'“ =е-1.5Ю^-ю‘ =052
Ответ: Р(/) = 0,52.
3.10. ЛОГАРИФМИЧЕСКИ НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ
Логарифмически нормальное распределение является двухпараметрическим распределением случайной величины, логарифм которой распределен по нормальному закону. Как распределение положительных величин, оно несколько точнее, чем нормальное. В теории надежности такое распределение используют для описания наработки на отказ деталей и узлов в период наступления усталости материала, а также процессов восстановления, износовых отказов, наработки на отказ подшипников качения и наработки между отказами сложных технических систем типа подвижных установок специального назначения на базе шасси МАЗ и ЗИЛ.
Плотность распределения описывается зависимостью
(tnr-m)2
/(')=• 1 g 2а2 <йл/2л 0
при/>0;
при t <0.
(3.50)
Параметры т и и оценивают по результатам испытаний с помощью формул:
т= —------, (3.51)
п
ЛОГАРИФМИЧЕСКИ НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ
77
где t, - наработка до отказа /-го изделия; п - число изделий, поставленных на испытания,
(3-52>
Функция распределения имеет вид
или
In t-m 1 г-л')=-/= Je 2dz 0
F(/) = —2a2 dt.
gV2k oj
(3.53)
(3.54)
Вероятность безотказной работы можно определить по таблицам для нормального распределения (см. табл. 1 приложения) в зависимости от значения квантили:
In/-/я
(3.55)
Математическое ожидание и среднее квадратическое отклонение наработки на отказ соответственно равны:
а2 ----------
M(t)=ea^; o(/)=Ve2'”+’2ee2-1 • (3.56)
Коэффициент вариации равен:
При v< 0,3 полагают, что v = а, при этом ошибка не более 1 %. Кривые плотности распределения изображены на рис. 3.5.
Часто применяют запись зависимостей для логарифмически нормального закона в десятичных логарифмах.
В соответствии с этим законом плотность распределения (in/-mf
f(t)=e 2’2 . (3.58)
G/V2n
78
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Рис. 3.5. Плотность логарифмически нормального распределения для различных о
Оценки параметров /и ио определяют по результатам испытаний:
m = lgr0=^£lg4; = (3.59)
Математическое ожидание A/(z), среднее квадратическое отклонение а и коэффициент вариации наработки на отказ соответственно равны:
w(')='<Z65°2;
(3.60)
W-1;
о(г) = А/(/, Vk '0 7
(3.61)
(3.62)
ГАММА-РАСПРЕДЕЛЕНИЕ
79
Пример 3.14. Оценить вероятность безотказной работы коленчатого вала двигателя в течение t = 103 ч, если его наработка распределена по логарифмически нормальному закону с параметрами т = 1п/0 = 11,51; о = 2,0.
Решение. Вычислим квантиль ир, а затем по табл. I приложения найдем P(f).
_ln/-ln/0 6,91-11,51 _ Ир = _ j ,
₽ ст 2
ф(- 2,3) = 0,0107; P(r) = 1 - ф(- 2,3)=0,9893.
Ответ: P(f) = 0,9893.
3.11. ГАММА-РАСПРЕДЕЛЕНИЕ
Гамма-распределение является двухпараметрическим распределением, оно занимает важное место в математической статистике и теории надежности. Это распределение имеет ограничение с одной стороны (0</£оо).
Если параметр формы кривой распределения а - целое число, то гамма-распределение описывает время, необходимое для появления а событий (отказов), при условии, что они независимы и появляются с постоянной интенсивностью X.
В большинстве случаев это распределение описывает наработку системы с резервированием, отказов стареющих элементов, время восстановления системы и т.д. При различных количественных значениях параметров гамма-распределение принимает самые разнообразные формы, что и объясняет его широкое применение.
Плотность вероятности гамма-распределения определяется равенством, если X > 0 и а > 0:
Г(а) 0
при z > 0;
при t < 0,
(3.63)
где
Г(а)= р“-‘е"вЖ. о
(3.64)
Функция распределения
80
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
при г >0 ;
при г<0.
(3.65)
Функция надежности выражается формулой
(3.66)
р-'е-^Л о 0
Хг 4 '
Математическое ожидание и дисперсия соответственно равны:
*(')=?; *)=$
А А
(3.67)
При а < 1 интенсивность отказов монотонно убывает, что соответствует периоду приработки изделия. При а > 1 интенсивность отказов возрастает, что характеризует период изнашивания и старения элементов.
При а = 1 гамма-распределение совпадает с экспоненциальным распределением; при а > 10 гамма-распределение приближается к нормальному закону. Если а принимает значения произвольных целых положительных чисел, то такое гамма-распределение называют распределением Эрланга.
Если значение а кратно 1/2 и X = 1/2, то гамма-распределение совпадает с распределением хи-квадрат (%2). Кривые плотности распределения приведены на рис. 3.6.
Пример 3.15. Восстановление радиоэлектронной аппаратуры подчиняется закону гамма-распределения с параметрами а = 4 и X = 1/2. Определить вероятность восстановления аппаратуры за t = 6 ч.
Решение. Для определения вероятности восстановления воспользуемся формулой (3.65)
Для целых положительных значений а функция Г(а)=(а-1)!, а при а = 3 Г(а)=(3-1)!=2.
ГАММА-РАСПРЕДЕЛЕНИЕ
81
f(t)l
Рис. 3.6. Кривые плотности гамма-распределения
Если перейти к новым переменным, значения которых будут выражены п = а -1; а = -X, то получим табличный интеграл
(/"ea,dt = ±tnea'--[("-'e^'dl. J a aJ
В этом выражении решение интеграла в правой части можно определить по той же формуле
\tn"xeatdt =—tn~xea' ,
J a a J
а при n = 2 будет
&~'ea,dt= [tea‘dt = —tea1 [t°e0,dt = -iea' —^-e01.
J J a aJ a a
При a = 3 и X = 0,5 новые переменные будут равны п = 2 и а = -0,5, а сам интеграл будет равен
,=6 1 ( at
о а
6 .1е-р.£(+4^ а V a a J
82
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
( \б
= 4е’3 (- 0,5 • 62 + 6 - 4)- (4 • (-4)) = 9,22856.
Значение функции Г(0 будет равно
F(z)=-тН • 9,22856 = • 9,22856 = ^-25'9’22-— = 0,5768.
w Г(а) (3-1)! 2
Ответ: F(z) = 0,5768.
3.12. РАСПРЕДЕЛЕНИЕ %2
Если случайные величины Th Тъ Тп независимы и имеют нормальное распределение, причем математическое ожидание и дисперсия этих величин соответственно равны
Л/(7]) = т, О(?’)=о2.
Функция распределения величины
1 п хЦВ-*)1 <3-68)
а *=|
носит название распределения %2 (хи-квадрат).
Плотность распределения %2 имеет вид
0 при Z^O,
,22Г
где п - число степеней свободы.
Математическое ожидание и дисперсия соответственно равны
Л/ X2 = ". О X2
(3.70)
РАСПРЕДЕЛЕНИЕ х2
83
Распределение х2 нашло применение при проверке статистических гипотез о виде распределения случайной величины Г, а также в теории надежности - при определении доверительных границ.
Распределение хи-квадрат может быть определено как сумма квадратов «-независимых случайных величин с нулевым средним значением и единичным средним квадратическим отклонением. На рис. 3.7 показаны формы кривых распределения.
Следует отметить, что при п = 1 кривая несимметрична, а при п = 6 уже приближается к симметричной. При п > 30 кривая х2 приближается к кривой нормального распределения.
Значения квантилей х2 распределения представлены в табл. 2 приложения, заимствованные из [7].
Пример 3.16. При испытаниях системы электроавтоматики распределение отказов по интервалам наработки представлены в таблице. Определить по критерию согласия х2 принадлежность совокупности данного распределения отказов экспоненциальному закону с параметром X = -0,8 ч”1 и достоверностью 1-а = 0,99.
Рис. 3.7. Форма кривых %2 распределения для п = 1 и п = 6
84
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Таблица к примеру 3.16
Интервал наработок до отказа, ч 5-10 10-20 20-30 30-40 40-45 45-50
Число отказов в интервале 10 8 6 6 5 5
2
Решение. Для расчета квантили х распределения составим допол-
нительную таблицу.
Расчетная таблица
Интервал наработок до отказа ч 5-10 10-20 20-30 30-40 40-45 45-50 Примечание
Число отказов в интервале 10 8 6 6 5 5
Функция отказов (теоретическая) 0,98 0,999 0,999 0,999 0,98 0,98
Лб) 9,8 7,999 5,994 5,994 4,9 4,9
«ЛО/) 0,004 0,000001 0,000006 0,000006 0,002 0,002 Сумма 0,008
Здесь ti - длина интервала.
Так как предполагаемый теоретический закон распределения наработки до отказа экспоненциальный, он имеет один параметр. Тогда число степеней свободы равно разности между числом интервалов и числом параметров распределения, т.е. г = б - 1 = 5.
При достоверности 1 - а = 0,99 и числе степеней свободы г = 5 по табл. 2 приложения находим квантиль Xo,99(s) = O»554.
Полученное значение х2 - 0,008 < 0,554.
БЕТА-РАСПРЕДЕЛЕНИЕ
85
Это свидетельствует о том, что гипотеза о принадлежности статистического распределения теоретическому (экспоненциальному) подтверждается с вероятностью 0,99.
Ответ: Статистические данные подтверждают экспоненциальный закон распределения наработки до отказа.
3.13. БЕТА-РАСПРЕДЕЛЕНИЕ
В задачах математической статистики и теории надежности важное значение имеет бета-распределение, плотность вероятности которого задается формулой
при t < 0 и t > 1;
при 0 < / < 1.
Математическое ожидание равно
а а+Р
(3.71)
(3.72)
Дисперсия выражается формулой
И2------V
(а + р)2 (а + р +1)
Графически плотность распределения изображена на рис. 3.8.
Рис. 3.8. Плотность бета-распределения
86
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
3.14. РАСПРЕДЕЛЕНИЕ СТЬЮДЕНТА
Если случайные величины £ и ц независимы, при этом величина £ распределена нормально с математическим ожиданием, равным нулю Л/[^]=0 и дисперсией, равной единице = а величина ц2 имеет распределение %2, то отношение £/г\ распределено по закону Стьюдента (Госсета) с плотностью вероятности вида
(3.74)
Математическое ожидание и дисперсия соответственно равны
4М 0(0=-^-
2"2
(3.75)
3.15. ЗАКОН РАВНОМЕРНОГО РАСПРЕДЕЛЕНИЯ
При решении практических задач часто встречаются случайные величины, о которых известно, что их возможные значения лежат в некотором интервале, причем все значения случайной величины одинаково вероятны, т.е. обладают одной и той же вероятностью.
В качестве примера рассмотрим вертикально поставленное на оси симметричное колесо (рис. 3.9), которое разгоняется и затем вследствие трения останавливается. Рассматривается случайная величина: ф - угол, который после остановки будет составлять с горизонтом фиксированный радиус колеса ОА. Очевидно, величина ф распределена с равномерной плотностью на участке (0,2л).
Рассмотрим случайную величину Г, подчиненную закону равномерного распределения на участке от а до р (рис. 3.10), и напишем для нее выражение плотностиД/).
Плотность распределения Д/) постоянна и равна с на отрезке (а, Р); вне этого отрезка равна нулю
/(,) (3.76)
[О при/<а, г>р.
ЗАКОН РАВНОМЕРНОГО РАСПРЕДЕЛЕНИЯ
87
Рис. 3.9. Вертикально поставленное симметричное колесо
Рис. 3.10. Плотность распределения для равномерного закона
Так как площадь, ограниченная кривой распределения, равна единице, т.е. с(В-а)=1,то с =—-—.
Р-а
Тогда плотность распределения имеет вид
/W = F^ "Р" (3.77)
/(/) = 0 при ка или />р.
Формула (3.77) выражает закон равномерного распределения плотности на участке (а, Р).
Функция распределения для равномерного закона (рис. 3.11) определяется соотношением вида
0 при t <а,
Л') = ' S о. с а б । । *- со. а<1 <Р
1 при />Р.
(3.78)
88
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Определим числовые характеристики случайной величины Г, подчиненной закону равномерной плотности на участке от а до £.
Математическое ожидание величины Травно
в
<3”’ а г
Дисперсия определяется по формуле
D(t)~ —— f(/л = , (3.80)
р-аЧ 2 ) 12
а z
откуда среднее квадратичное отклонение равно
oW-ti. <3.80
Вероятность попадания случайной величины Т, распределенной по закону равномерной плотности, на участок (а, Р) определяется по соотношению вида (рис. 3.12)
p(a<t <b) = ^~— р-а
(3.82)
ДИСКРЕТНЫЕ РАСПРЕДЕЛЕНИЯ. ЗАКОН РАСПРЕДЕЛЕНИЯ ПУАССОНА 89
Рис. 3.12. График закона равномерной плотности при попадании случайной величины на участок (о, Ь)
3.16. ДИСКРЕТНЫЕ РАСПРЕДЕЛЕНИЯ. ЗАКОН РАСПРЕДЕЛЕНИЯ ПУАССОНА
Во многих задачах практики часто приходится встречаться со случайными величинами, которые в процессе испытаний принимают целые неотрицательные числа 0, 1, 2,..., ть причем последовательность этих чисел теоретически неограничена. Случайная величина X распределена по закону Пуассона, если вероятность того, что она примет определенное значение ту выражается формулой
Рт=^-е~°, (т = 0, 1,2, ,.Д (3.83)
ml
где а - некоторая положительная величина, называемая параметром закона Пуассона.
Ряд распределения случайной величины Ху распределенной по закону Пуассона, имеет вид
Хт 0 1 2 ... т
рт fell —е~а 2! т ^—е~а т\
Графически многоугольник распределения случайной величины, распределенной по закону Пуассона, для различных значений а представлен на рис. 3.13.
90
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Рис. 3.13. Распределение по закону Пуассона
Математическое ожидание
М(х)= ^тРп = £m^-e’e = а. (3.84)
m=0 ffl=0 т‘
Таким образом, параметр а представляет собой не что иное, как математическое ожидание случайной величины X.
Дисперсия случайной величины для закона Пуассона также равна параметру
£>(х) = а. (3.85)
Это свойство распределения Пуассона часто применяется на практике для решения вопроса: правдоподобна ли гипотеза о том, что случайная величина ^распределена по закону Пуассона.
Пример 3.17. В ремонтную мастерскую по обслуживанию телевизоров поступают заявки со средней плотностью 5 шт. в течение рабочей смены за 10 ч. Считая, что число заявок на любом отрезке времени распределено по закону Пуассона, найти вероятность того, что за 2 ч рабочей смены поступят 2 заявки.
Решение. Среднее число заявок за 2 ч равно
а = 2-5/10=1.
Применяя формулу (3.83), найдем вероятность поступления двух заявок
БИНОМИАЛЬНОЕ РАСПРЕДЕЛЕНИЕ
91
Р = — еа = -е-1 =0,184. 2! 2!
Ответ: Р = 0,184.
3.17. БИНОМИАЛЬНОЕ РАСПРЕДЕЛЕНИЕ
Одним из наиболее важных дискретных распределений является биномиальное. Это двухпарметрическое распределение с параметрами пир нашло практическое применение при оценке надежности изделий, работающих в циклическом режиме, где п - любое натуральное число, а р -любое вещественное число от 0 до 1. Важно отметить, что п должно быть либо фиксированным в начале испытаний, либо независимым от результатов каждого испытания.
Если проводят п независимых испытаний с вероятностью q отказа и вероятностью р успеха в каждом из них, то вероятность появления т отказов подчиняется биномиальному распределению и определяется по формуле
Pm=C”qmpn~m, (3.86)
л! гдер = 1 - q, С„ = —j--г-.
т\\п-т)\
Соответственно вероятность появления к успехов вычисляют, используя соотношение
Pk=Cknpkqn-k. (3.87)
Математическое ожидание числа отказов равно
M[m\ = nq, (3.88)
а числа успехов соответственно
М[к] = пр. (3.89)
Дисперсия числа отказов (успехов) одинакова и равна
D[m\ = D[k] = npq. (3.90)
Закон биномиального распределения нашел широкое применение в технике при оценке надежности изделий, работающих в циклическом режиме, а также в вопросах теории стрельбы из артиллерийских орудий.
Для оценки вероятности появления случайного события не менее т' раз используют соотношение
92
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
F(m >т')=^Р„ = ^C"pmqn-m, m=0 т=0
(3.91)
где р - вероятность появления случайного события в одном испытании (опыте), q = 1 - р - вероятность непоявления случайного события в од-ном испытании (опыте).
В случае большого числа опытов и соответственно большого числа появлений интересующего нас события биномиальное распределение приближается к нормальному и тогда вместо формулы (3.91) можно воспользоваться соотношением
F(m >
т')= Ф
т-пд
(3.92)
где Ф(яр) - функция нормального распределения берется из табл. 1 при-
ложения, мр =
f \ т-пд
>
- квантиль функции нормального распределе-
ния.
Пример 3.18. Известно, что надежность управляемого снаряда равна Р = 0,9. Чему равна вероятность того, что из десяти выстрелов девять будут успешными?
Решение, Событие, которое нас интересует, представляет собой объединение двух событий: первое соответствует девяти успехам, второе -десяти.
Воспользовавшись формулой (3.91), имеем
= 10 • 0,387 • 0,1 +1 • 0,349 • 1 = 0,736.
Ответ: Р(А) = 0,736.
3.18. ГИПЕРГЕОМЕТРИЧЕСКОЕ РАСПРЕДЕЛЕНИЕ
В практических вопросах теории надежности часто встречаются задачи, связанные с выбраковкой деталей из больших партий. Пусть проводится случайная выборка объемом п изделий, причем известно, что объем партии проводимой выборки составляет W изделий, в которой содержится
ГИПЕРГЕОМЕТРИЧЕСКОЕ РАСПРЕДЕЛЕНИЕ
93
М бракованных изделий. Ставится задача найти вероятность того, что в выборке объемом п изделий окажется т дефектных. Особенно вызывает интерес, когда М значительно меньше N, а также п мало по сравнению с М В этом случае т может принимать целые неотрицательные числа 0, 1, 2,..., min(A< л).
Для гипергеометрического распределения вероятность появления рассматриваемого события (в нашем случае появления т дефектных изделий в выборке) определяются по формуле
Рт= О.»)
''N
Математическое ожидание числа дефектных изделий равно
*/(»)-«у- (3.94)
Дисперсия числа дефектных изделий находится из выражения вида
(3.95) №(лг-1)
Дискретная функция распределения описывается соотношением
О при х<0;
F(x)= £р(х = /п)= ’ при 0 < х < тш(Л/, л); (3.96)
т<х т<х Ctf
1 при х>тт(Л/,л).
В соотношении (3.96) биномиальные коэффициенты вычисляют используя выражения:
т М\ .
М
Г»’-
N~M (п - m)!pV - Л/ - (и - от)]! ’
г" N-
N nl(N-n)l
(3.97)
94 Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И СТАТИСТИКИ
Пример ЗЛ 9. Из партии валов объемом N = 200 шт. отбирают и = 50 валов, у которых контролируют диаметр. В случае отклонения диаметра от допускаемого вал бракуют. По предварительным данным установлено, что брак составляет 5 %. Определить вероятность того, что среди отобранных 50 валов два вала окажутся бракованными.
Решение. N = 200, п = 50, р- М / N- 0,05, Л/= 10, т = 2. Подставим исходные величины в формулу (3.93) и вычислим вероятность:
Стрп-т у-”»48
_ с10с190 __ л гло ГМ - г50 - °*008’
С200
Ответ: Р = 0,608.
Глава 4
ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ НА ЭТАПЕ ПРОЕКТИРОВАНИЯ
4.1. ЗАДАЧИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ
Для ряда изделий и сооружений проблема обеспечения надежности решается без использования методов теории надежности. Промышленные и жилые здания, мосты, плотины и другие сооружения проектируются с учетом эксплуатационных нагрузок и изменений во времени свойств конструкционных материалов. Установленные для различных видов сооружений нормы прочности и другие строительные и проектные нормы обеспечивают практическое отсутствие отказов в течение всего срока службы.
При проектировании сложной технической системы в основу исследований ставятся следующие задачи.
1. Задача обоснования требований по надежности к системе и ее основным составным частям. Выбор путей их достижения с учетом ограничений, связанных с научно-техническими достижениями и ресурсами, выделяемыми на создание системы.
2. Задача синтеза требуемой надежности системы в рамках принятых концепций построения системы с учетом упомянутых выше ограничений.
3. Задача анализа надежности системы и ее основных составных частей с помощью расчетных оценок показателей надежности для различных вариантов технических решений по обеспечению надежности системы.
4. Задачи распределения выделенных ресурсов на обеспечение надежности, реализуемых при создании, эксплуатации и применении системы по назначению. К их числу относят задачи обоснования программ обеспечения надежности, программ испытаний, выбора эффективных средств контроля качества изделия, поддержания надежности системы в процессе эксплуатации и др.
Все перечисленные задачи могут успешно решаться при использовании различных количественных методов исследования надежности, которыми располагает теория надежности. Необходимо помнить, что теория надежности - наука экспериментальная, которая базируется на результатах испытаний или эксплуатации ранее созданной техники, по
96
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
этому количественный анализ надежности не исключает возможность ошибок, однако нельзя пренебрегать и количественной оценкой надежности при обосновании проектных решений.
4.2. ЗАДАНИЕ ТРЕБОВАНИЙ, ВЫБОР И ОБОСНОВАНИЕ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ПРОЕКТИРУЕМЫХ СИСТЕМ
Конкретные формы задания требований и выбор номенклатуры показателей надежности осуществляется на основе экспертного анализа.
Очень часто требования надежности на создаваемую систему задаются на основе достигнутого уровня надежности на системах-аналогах или модернизируемых системах. В этом случае в дополнение к экспертным оценкам используют статистические данные о достигнутых характеристиках надежности основных составных частей системы.
Если требуется задать оптимальный уровень надежности, то необходимо получить максимум целевой функции [11]
G,(P)=
(4.1)
где Р - показатель надежности системы, зависящий от выбранного /-го варианта системы (/ = 1, 2, ..., и); И'(р)- выходной экономический эффект от применения f-го варианта системы при уровне надежности Р; С,(р) - затраты на обеспечение уровня надежности, равного Р для /-го варианта системы.
Для каждого /-го варианта системы оптимальное решение находят из условия
эж,(р)_ас,(р) др дР
(4.2)
Изложенная схема выбора оптимального уровня надежности применима, если известны структура, облик и характеристики системы, а также характеристики надежности основных составных частей. В качестве выходной характеристики системы может быть, например, производительность, точность, быстродействие, грузоподъемность и т.д. При задании оптимального уровня надежности необходимо провести сравнительный анализ изменения выходной характеристики в зависимости от уровня надежности.
ЗАДАНИЕ ТРЕБОВАНИЙ, ВЫБОР И ОБОСНОВАНИЕ ПОКАЗАТЕЛЕЙ
97
Номенклатуру показателей надежности выбирают в зависимости от класса системы, режимов эксплуатации, характера отказов и их последствий.
Одной из важнейших задач на этапе проектирования является правильный выбор номенклатуры нормируемых показателей надежности. Необоснованный выбор показателей надежности из широкой номенклатуры имеющихся показателей может привести к неправильным решениям при проектировании системы. Поэтому при выборе показателей надежности необходимо учитывать назначение системы, условия и режимы работы, а также ее ремонтопригодность.
Информация о назначении системы дает возможность определить область и интенсивность применения системы по назначению. Сведения об условиях и режимах работы системы используют для оценки влияния факторов окружающей среды на работоспособность проектируемой системы, а также влияния действующих внешних и внутренних нагрузок на несущую способность элементов системы. Количественные значения этих оценок являются исходными данными для расчета прочности и устойчивости элементов и узлов металлоконструкций.
Если по условиям применения систему предполагается ремонтировать в условиях эксплуатации, то в качестве одного из основных показателей надежности следует выбирать коэффициент готовности Кг или коэффициент технического использования /Сти.
В случае, если отказ системы или отдельных ее элементов приводит к невыполнению важной задачи или нарушает безопасность работы обслуживающего персонала, а также вызывает угрозу для здоровья и жизни людей, находящихся в зоне действия системы, то для таких систем основным показателем надежности является безотказность, выражающаяся в виде наработки на отказ или вероятности безотказной работы.
Если в результате простоя системы после отказа возникают большие материальные затраты, то такая система должна иметь хорошую ремонтопригодность и высокие показатели безотказности.
Если по условиям эксплуатации подлежит длительному хранению (ожиданию работы) или она должна транспортироваться на специальных транспортных средствах, то такая система должна обладать высокими показателями сохраняемости в соответствующих условиях хранения и транспортировки.
Все показатели надежности проектируемой системы должны обеспечивать нормальное ее функционирование в течение заданного срока эксплуатации.
4 - 8886
98
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
4.3. РАСПРЕДЕЛЕНИЕ НОРМИРУЕМЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
Распределение норм надежности проводят на этапах эскизного и рабочего проектирования технической системы.
Предполагается, что на любом из этих этапов конструирования систему можно разбить на некоторое число подсистем в виде отдельных сборочных единиц и исходить из начальной надежности каждой подсистемы, полученной расчетом или по результатам испытаний подсистемы. В практике распределения нормируемых показателей надежности наиболее часто используют пять методов. Рассмотрим каждый из этих методов в отдельности.
Метод равномерного распределения
Предположим, что система состоит из п последовательно соединенных элементов, имеющих одинаковую надежность. Пусть - требуемая вероятность безотказной работы системы, ар, - вероятность безотказной работы /-го элемента. Тогда можно записать
/”=]%, <4*3>
/=1
откуда
p(=(pvf;t / = i> 2.. п. (4.4)
Таким же образом могут быть распределены такие показатели надежности как средняя наработка до отказа, средняя наработка на отказ, интенсивность отказов, коэффициент готовности и другие показатели. В этом случае средняя наработка до отказа или на отказ элемента будет равна
Ti= пГ*9 / = 1,2,...,л, (4.5)
где - заданная средняя наработка системы до отказа.
Недостатком этого метода является то, что уровень надежности элементов системы устанавливается без учета их важности, а также последствия их отказов и трудности достижения одинаковой надежности.
Метод пропорционального распределения
Этот метод используется в том случае, когда система представляется в виде последовательного соединения подсистем, причем каждая подсистема содержит к, элементов. В этом случае надежность /-й подсистемы определяется соотношением
РАСПРЕДЕЛЕНИЕ НОРМИРУЕМЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
99
Р,=а/р^, (4.6)
где и &
’'Т- <47)
Здесь а, - число «приведенных» элементов, п - число подсистем, входящих в систему.
Если известны интенсивности отказов элементов, то метод пропорционального распределения можно записать так: п т
а = ---- (4.8)
7=1
где X, - интенсивность отказа /-го элемента.
Метод распределения требований по надежности с учетом относительной уязвимости элементов
Этот метод также основан на допущении о том, что элементы системы соединены последовательно, имеют постоянную интенсивность отказов, причем отказ любого элемента приводит к отказу системы и кроме того заданная наработка элементов равна заданной наработке системы [11].
Суть метода заключается в том, чтобы подобрать Х^ такие, которые бы удовлетворяли неравенству
£Х7,<ЛТР, (4.9)
где Х7 - требуемая интенсивность отказов Z-го элемента, - требуемая интенсивность отказов системы.
Подбор элементов с требуемой интенсивностью Х^ проводится в два этапа. На первом этапе определяют интенсивность отказов X, по результатам испытаний. Затем задают весовые множители со, для каждого элемента системы в соответствии с интенсивностями отказов, полученными на первом этапе:
4*
100
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
i = (4.10)
/=1
где п - число элементов, входящих в систему.
Таким образом, весовой множитель со, показывает относительную уязвимость /-го элемента.
При этом
Е«(=1. (4.11)
1=1
Далее вычисляют требуемые интенсивности отказов элементов с помощью соотношения
X? = (0^, / = 1,2, ...,л. (4.12)
Тогда формула (4.9) рассматривается как равенство
• (4.13)
/=1
Пример 4.1. Система состоит из четырех последовательно соединенных элементов, для которых по результатам испытаний получены оценки интенсивностей отказов: Х| = 0,005, Х2 = 0,003, Х3 = Х4 = 0,001. Требуемая вероятность безотказной работы за время t = 20 ч равна P(t) = 0,95. Найти требуемые значения вероятности безотказной работы элементов.
Решение. По формуле (4.10) вычислим коэффициенты уязвимости:
X. 0,005
со. =-------?------------------------------------ 0,5,
1 X, +Х2 + Х3 + Х4 0,005 + 0,003 + 0,001 + 0,001
Х2 0,003
Х| + Х2 + Х3 + Х4 0,01
х3 0,001 П1
со3 =-----------------=-------= 0,1;
Х| + Х2 + Х3 + Х4 0,01
Х4 0,001 П1
СО 4 =-------=-------=-------= 0,1.
Xj + Х2 + Х3 + Х4 0,01
РАСПРЕДЕЛЕНИЕ НОРМИРУЕМЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ 1 Q]
Принимая экспоненциальный закон распределения, найдем требуемую интенсивность отказов системы
P(t)= е~^' =0,95,
А1р lnP(/) In 0,95 .__3]
откуда К9 =------— =----—— = 2,56 10 4.
/20 4
Далее по формуле (4.12) определим требуемые интенсивности отказов элементов:
А-7 = = 0,5 • 0,00256 = 0,00128;
X? = (OjA^ = 0,3 • 0,00256 = 0,000768;
X? = <о3Лгр = 0,1 • 0,00256 = 0,000256;
X? = ф4Ат₽ = 0,1 0,00256 = 0,000256.
Соответственно требуемые значения вероятности безотказной работы элементов равны:
/$)«<?“°’00128 20 =0,9744;
Р2(/)=е-0-000768 20 = 0,9846;
Р3(/)= Р4(/)=е-0’000256'20 = 0,9948.
Ответ: P}(t)=0,9744, Р2(/)= 0,9846, Р3(/)=Р4(/)=0,9948.
Метод распределения требований по надежности с учетом важности подсистемы
Метод основан на допущении о последовательном взаимно независимом соединении подсистем, имеющих экспоненциальное распределение времени работы. Показатель важности подсистемы определяется через вероятность отказа системы, если эта подсистема выйдет из строя. Показатель важности, равный единице, означает, что для безотказной работы системы эта подсистема должна работать безотказно. Показатель важности, равный нулю, означает, что отказ подсистемы не влияет на работу системы. Каждая подсистема представляет собой совокупность элементов, имеющих соответствующие соединения.
При распределении требований по надежности предполагают, что каждый элемент вносит одинаковый вклад в безотказную работу систе
102
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
мы. Тогда требуемая надежность для каждой /-й подсистемы определится из соотношения [11]
, AT,[-lnP*(O| . , „ .....
х =—U--------LZJ, / = 1,2,...,л, (4.14)
где У, - число элементов в ьй подсистеме; P^it) - требуемая вероят-ность безотказной работы системы за время г, N- общее число элементов в системе; со, - показатель важности (уязвимости) для /-й подсистемы (вероятность отказа системы при выходе из строя /-й подсистемы); -требуемая продолжительность работы i-й подсистемы за время работы системы (0 < tf < /).
Требуемая вероятность безотказной работы /-й подсистемы за заданное время t, определяется по выражению
/>Л>(,)=1 J-[pTP(f)] (4.15)
Формула (4.15) дает хорошее приближение, если для каждой подсистемы значение коэффициента важности со, близко к единице.
Пример 4.2. Для системы, состоящей из пяти подсистем, требуется обеспечить вероятность безотказной работы Ртр(/) = 0,9 в течение времени t = 20 ч. Исходные данные сведены в табл. 4.1.
4.1. Исходные данные к примеру 4.2
№ подсистемы Число элементов в подсистеме N, Коэффициент важности Ф/ Продолжительность работы подсистемы 6, ч
1 10 1,00 20
2 20 0,95 20
3 50 0,90 15
4 100 0,99 10
5 SO 1,0 10
5 Решение. Общее число элементов в системе N = =260. По
/=1
формуле (4.14) вычислим интенсивности отказов, ч'1:
РАСПРЕДЕЛЕНИЕ НОРМИРУЕМЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
103
0(-1п0.90)_2,10-<
1 2601,0-20
sof-wo) ..
3 260 0,90-15 80(-|п0,90) ||р,
5 2601,0 10
2jfcln0,90)= .
- 260 0,95-20 Ю0(-|п0.90)а |0,4
4 260-0,99 10
По формуле (4.15) определим требуемые вероятности безотказной работы подсистем:
. ngio/26o i_.no20/260
P?(t = 20)= 1 -----= 0,996; РЩ = 20)= 1 --------------------= 0,9915;
I _ о 950/260 1 -.ПО1 °°/260
P?(t = 15) = 1 --------------= 0,9777; />4 = 1 о) = 1 - —-------------= 0,9598;
0,9 4 \ / 0 99
1 0 <)80/260
= I о) = 1 ——---------= 0,9681.
Проверка
5
Р^ (/)=П (/,) = °>996 • 0.9915 • 0,9777 • 0,9598 • 0,9681 = 0,90.
/=|
Ответ: P^(t)=0,996, P?(t) = 0,9915, РЩ)=0,9777,
/>4ф(/) = 0,9598, />5ф(/)=0,9681.
Метод рационального распределения норм надежности
Пусть рь р2, ..., рп представляют собой надежности элементов. Предположим, что отказ любого элемента приводит к отказу системы. Тогда на основании теоремы умножения вероятностей надежность системы равна
/’ = pIp2-"P„. (4.16)
Если Р1? обозначает требуемую надежность системы, причем это значение удовлетворяет условию
Р^>Р, (4.17)
то задача состоит в том, чтобы повысить хотя бы одно из значений pt на столько, чтобы по формуле (4.16) достигнуть значения Р^. Для повы
104
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
шения надежности необходимо произвести дополнительные затраты, связанные с введением в систему более надежных элементов.
Методика повышения надежности Р до требуемого значения Р^ сводится к следующему.
Надежности элементов р2....рп располагают в неубывающей по-
следовательности
Р[<р2<-<рп. (4.18)
Каждая из надежностей ...»рк увеличивается до одного и того же значения Ротр, а надежности, начиная с ...» рпч не изменяются. Номер к выбирается из максимального значения для которого выполняется неравенство
ртр м+1
(4.19)
где Ри+1 = 1 принимается по определению.
Значение определяется из соотношения
к
Ротр =
ртр
н+1
(4.20)
М=*+1
Очевидно, что надежность системы после нахождения 7^ будет удовлетворять заданному требованию, поскольку новая надежность равна
Пример 43. Система состоит из трех последовательно соединенных элементов, надежность каждого из которых соответственно равна: р\ = = 0,7; р2 = 0,8; р3 = 0,9. Известно, что отказ любого элемента приводит к отказу системы. Требуемое значение надежности системы равно Р4* = = 0,65.
РАСПРЕДЕЛЕНИЕ НОРМИРУЕМЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ Ю5
Произвести рациональное распределение норм надежности между элементами системы с целью удовлетворения заданному требованию.
Решение. По формуле (4.16) определим надежность системы
Р = Р\РгРз = 0,70,8*0,9 = 0,504.
Предположим, что мы не стали выбирать к по формуле (4.19), а произвольно положили к = 1. Тогда, подставляя исходные данные в формулу (4.20), получим,
ГЯ> ( 0,65 YZ1 0 ^0,80,9-1,0J
= 0,903.
После чего имеем
Р = 0,9030,80,9 = 0,65.
Полученное значение надежности соответствует требуемому. Однако на основании полученного значения Р^ можно заключить, что средства, необходимые для повышения надежности, распределены нерационально. Другими словами, затрачено больше средств для достижения заданного показателя, чем требовалось. Определим теперь к посредством формулы (4.19). С этой целью вычислим три величины:
( р1р у
f 0,65 У7' ( 0,8-0,9-1,0 J
= 0,903;
гз =
То"
0,65
1,0
1/3
= 0,866.
Так как Р\<г\, Р2 < г2» Рз > гз» принимаем к = 2. В этом случае наибольшее значение индекса j со свойством Р < г равно двум. Далее, учитывая выражение (4.20), находим
V 0,9-1,0 J
106
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
Это означает, что средства необходимо распределить следующим образом. Надежность элемента № 1 нужно увеличить с 0,7 до 0,85, а надежность элемента № 2 с 0,8 до 0,85, надежность элемента № 3 нужно оставить на прежнем уровне. В результате надежность всей системы будет равна Р = 0,85 * 0,85 • 0,9 = 0,65, что удовлетворяет требуемому значению.
Ответ: Рх = 0,85; Р2 = 0,85; Р3 = 0,90.
4.4. ТЕОРЕТИЧЕСКИЙ ПОДХОД К РАСЧЕТУ НАДЕЖНОСТИ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ПРОЕКТИРОВАНИЯ
Целью расчета является теоретическое определение количественных показателей надежности (ГОСТ 27.002-89), заданных в техническом задании в виде вероятности безотказной работы G(r), коэффициента готовности Кг. средней наработки на отказ То, среднего времени восстановления Т9 и других показателей.
Техническая система должна выполнять возложенные на нее функции при заданных режимах и условиях применения, техническом обслуживании, ремонте, хранении и транспортировки на требуемом уровне за заданный промежуток времени, установленный в техническом задании.
Проектный расчет надежности технической системы проводится по материалам эскизного проектирования и уточняется по материалам технического проекта. Необходимо помнить, что надежность любой технической системы определяется двумя составляющими, а именно, стационарной случайной функцией надежности Р(/) и нестационарной случайной функцией надежности R(t).
Проектный расчет надежности сложной системы проводится по характеристикам надежности ее элементов. С одной стороны есть стремление получить более простую схему расчета надежности, чтобы в ограниченное время рассмотреть большее число конструктивных вариантов. Вместе с тем также понятно, что при длительной эксплуатации изделий в сложных условиях надежность необходимо описывать нестационарной стохастической моделью. В то же время длительность процесса эксплуатации вроде бы позволяет на отдельных более коротких этапах ограничиться стационарной моделью.
Анализ доступных материалов по подобным системам позволил обосновать возможность разделения общего нестационарного процесса на два последовательно включенных процесса: один стационарный и один нестационарный. В этом случае надежность будет определяться произведением вероятностей
ТЕОРЕТИЧЕСКИЙ ПОДХОД К РАСЧЕТУ НАДЕЖНОСТИ
107
G(/)=/>(/>(/), (4.22)
где P(t) - стационарная случайная функция надежности, не зависящая ни от условий работы, ни от времени эксплуатации; Л(г) - нестационарная случайная функция надежности, которая может меняться из-за изменения фактического состояния элементов во времени.
Стационарная случайная функция надежности P(t) описывается экспоненциальным законом распределения с постоянной интенсивностью отказов А. = const, которую выбирают из справочников либо берут по статистическим данным элементов-аналогов, полученным в процессе испытаний или по результатам эксплуатации
P(t)=e~kl, (4.23)
где / - время, на которое рассчитывают надежность элемента.
С целью упрощения расчета с учетом нестационарное™ было предложено вид закона распределения отказов на всем периоде эксплуатации принять неизменным, а числовые параметры закона распределения считать скачкообразно изменяющимся на более коротких интервалах работы.
С другой стороны, для повышения точности результатов расчета было решено в максимальной степени использовать доступную априорную информацию о надежности элементов. В частности, где изготавливался элемент, каков разброс параметров используемого материала, в каких условиях определялись характеристики надежности элемента и т.д.
Таким образом, на этапе проектирования можно прогнозировать и рассчитать нестационарную случайную функцию надежности всей генеральной совокупности как для отдельного элемента, так и для изделия в целом по конструктивным и технологическим значениям параметров и выразить в виде замкнутой системы с учетом управляющих воздействий. Подробно эта функция рассмотрена в главе 7.
В качестве входа в эту систему принимают вектор управляющих воздействий в виде конструктивных и технологических параметров, заложенных в конструкторской и технологической документации.
Выходная характеристика системы чаще всего может быть представлена в виде вероятности безотказной работы, наработки на отказ или какой-либо другой характеристики (например, стоимости, производительности, экологичности и т.п.).
108
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
Наиболее приемлемым в практике является закон управления, выраженный в виде интегральной функции
т
BU(t) = . (4.24)
О
Откуда
R{t) = B^^-. (4.25)
dt
Для экспоненциального закона изменения выходной характеристики управление осуществляется функциональной зависимостью вида
U(t) = Z7<0>(Г) + Т(1 - e~',r )B+R^(t), (4.26)
где {/<0)(Г) - начальное значение параметра управления; Т - период отработки (испытаний опытных образцов); Ярас(0 - расчетное значение функции надежности; В+ - псевдообратная матрица параметров состояния системы.
В случае если полученная по расчету выходная характеристика /?рас(0 не удовлетворяет требованиям, то проводят корректировку конструкторской или технологической документации по соответствующим параметрам.
Вместе с тем для повышения точности расчетов надежности необходимо включать в схему проектирования все статистические данные, получаемые в процессе опытной отработки. В качестве статистических данных используют сведения: об отказах элементов, узлов и механизмов, их классификация (конструктивный, производственный, эксплуатационный), способы устранения отказа (заменой или ремонтом), качество, точность и время сборки, наработка до отказа и т.п.
Многолетняя практика показывает, что нестационарная случайная функция надежности является определяющей и от нее в основном зависит надежность изделия. Эта функция позволяет рассчитать технический ресурс и установить сроки службы изделия. Практикой эксплуатации технических систем установлено, что нестационарная случайная функция надежности в основном описывается нормальным законом распределения или законом распределения Вейбулла. В частности, износ трущихся пар и старение материалов подчиняются нормальному распределению с соответствующими параметрами, а коэффициент запаса прочности определя
КОНСТРУКТИВНЫЕ СПОСОБЫ ОБЕСПЕЧЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ Ц)9
ет работоспособность и надежность изделия. При коэффициенте запаса прочности п > 1,5 надежность изделия близка к единице, т.е. /?(/) » 1,0. Нестационарная случайная функция надежности обеспечивается приемами и способами конструирования, заложенными в нормативной документации, в частности, единой системе конструкторской документации (ЕСКД).
Соблюдая правила и нормы конструирования, разработчик конструкторской документации заранее закладывает в конструкцию такие параметры, которые бы обеспечивали нормальный процесс их изменения как во времени, так и при увеличении наработки. Методы и приемы, которые использует конструктор при разработке документации, более подробно будут изложены ниже.
Задачей конструктора является максимальное обеспечение нестационарной случайной функции надежности на этапе создания изделия, так как эта функция является определяющей и на ее долю приходится более 90 % принимаемых решений по вопросу обеспечения работоспособности изделия.
4.5. КОНСТРУКТИВНЫЕ СПОСОБЫ ОБЕСПЕЧЕНИЯ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ НАДЕЖНОСТИ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ
На этапе разработки конструкторской документации с целью обеспечения надежности создаваемой сложной технической системы можно выделить следующие основные методы проектирования:
• выбор оптимальных конструктивных решений узлов, механизмов, сборочных единиц, обеспечивающих нормальные рабочие процессы; выбор наиболее облегченного режима работы, увеличение допустимых отклонений параметров, при которых сохраняется работоспособность узла или механизма; введение элементов защиты, предохраняющих систему от перегрузок и разрушений (например, введение обгонных муфт, плавких предохранителей, централизованных смазочных систем с терморегулирующими устройствами для повышения надежности работы машин при низких температурах); проектирование систем таким образом, чтобы их работоспособность обеспечивалась при достаточно больших отклонениях выходных параметров отдельных элементов и узлов (например, упругие муфты обеспечивают работоспособность соединяемых узлов при большем отклонении от соосности, чем жесткие муфты);
по
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
• использование высоконадежных элементов и узлов, проверенных для заданных режимов работы;
• унификация и стандартизация деталей, узлов и механизмов (приводит к сокращению стоимости и повышению надежности);
• использование материалов с высокими и стабильными характеристиками дает существенную экономию, так как размеры деталей значительно сокращаются и, следовательно, сокращаются габариты всей конструкции;
• использование материалов с пониженной чувствительностью к концентрации напряжений; для деталей, работающих на трение, применение материалов с высокой износостойкостью, что достигается высокой твердостью материала. Для антифрикционных материалов очень важны прирабатываемость, смачиваемость смазочными материалами, возможность самосмазывания;
• применение методов упрочения поверхностного слоя деталей, которые позволяют существенно повысить износостойкость, коррозийную стойкость, жаропрочность и т.д. С целью повышения усталостной прочности и износостойкости используется пластическое деформирование в виде дробеструйной обработки, обкатки шариками и роликами, гидрополирования, алмазного выглаживания, калибрование шариком; химикотермическая обработка в виде цементации, азотирования; поверхностная закалка; электроискровое и электродуговое упрочение;
• для защиты от коррозии - химико-технологическая обработка в виде азотирования, силицирования, сульфидирования; защитное гальваническое покрытие (цинковое, никелевое, кадмиевое); лакокрасочные покрытия, пластмассовые покрытия, диффузионная металлизация;
• применение в металлоконструкциях оптимальной жесткости; защита элементов и узлов изделия от воздействий ударных нагрузок, запыленности. влажности, низких и высоких температур, биологических вредителей и т.д.;
• обеспечение максимальной взаимозаменяемости деталей, узлов, механизмов; максимальное сокращение регулировочной работы, наличие в конструкции фиксирующих элементов, обеспечивающих правильную установку деталей и узлов при сборке;
• оптимальная компоновка сборочных единиц изделия; обеспечение доступа и удобства осмотра узлов и механизмов, нуждающихся в периодических проверках и регулировках; рациональная компоновка улучшает ремонтопригодность, упрощает обслуживание;
ОРГАНИЗАЦИОННЫЕ СПОСОБЫ РАЗРАБОТКИ
111
• упрощение эксплуатационной документации, введение в инструкцию по эксплуатации с целью недопущения ошибочных действий обслуживающего персонала предупреждающих знаков внимания; упрощение по возможности технического обслуживания, увеличения периодичности их проведения;
• резервирование, осуществляемое введением дополнительных элементов, которые обеспечивают работоспособность системы при отказе одного или нескольких элементов, а также облегчением режимов работы, снижением действующих нагрузок и напряжений.
4.6. ОРГАНИЗАЦИОННЫЕ СПОСОБЫ РАЗРАБОТКИ, ОБЕСПЕЧИВАЮЩИЕ ПОЛУЧЕНИЕ НАДЕЖНЫХ СИСТЕМ
Главная роль в ведении разработок по созданию технических систем отводится конструкторской службе, в компетенцию которой входит не только апробация разработанной конструкции, но и обеспечение ее надежности в процессе эксплуатации. Основные положения конструирования систем следующие.
Конструктор разрабатывает конструкцию и отвечает за обеспечение всех требуемых характеристик, включая надежность, при этом каждая конструкция обладает определенной потенциальной надежностью. Однако полностью реализовать эту надежность не всегда удается, так как условия производства, испытаний, хранения и эксплуатации часто не обеспечиваются по технической документации, в результате чего фактическая надежность оказывается меньше потенциальной на величину случайной функции надежности.
При создании технических систем с заданными показателями надежности конструкторской службе оказывает определенную помощь служба надежности, в компетенцию которой входит анализ и объективная оценка конструкции с точки зрения обеспечения ее надежности. Задача обеспечения надежности сложных систем решается наилучшим образом в том случае, когда проектная организация в своем составе имеет компетентную службу надежности.
Сочетание сильных конструкторской службы и службы надежности в одной проектной организации позволяет создавать сложные технические системы с высокой степенью надежности, что требует больших материальных затрат и времени. Однако в определенных случаях необходимо идти на такие затраты с целью выполнения поставленной задачи. Чаще всего это касается изделий военной техники. Например, при создании ракет стратегического назначения требования к показателям надеж-
112
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
мости должны быть достаточно высокими и они должны обеспечиваться в течение всего периода их эксплуатации, так как в противном случае придется дополнительно изготовлять ракеты для выполнения поставленной задачи. Кроме того, высокие требования к надежности и соответственно материальные затраты предъявляются к созданию сложных технических систем, выход из строя которых приводит к гибели людей или катастрофе, например, при создании атомных электростанций, самолетов, подводных лодок, предприятий по выработке химических продуктов и т.д.
Требования к количественным показателям надежности возрастают в тех случаях, когда отказы технической системы приводят к большим затратам материальных средств и времени либо угрожают безопасности страны.
Под техническим проектированием понимают разработку и выпуск комплекта конструкторской документации. В комплект документации входят чертежи, технические условия, методики и программы испытаний, научно-исследовательские расчеты, эксплуатационная документация. Итогом технического проектирования является комплект конструкторской документации,
В зависимости от назначения и характера выполняемых изделием работ комплект конструкторской документации может быть простым и состоять из чертежей, технических условий и инструкции по эксплуатации. Для сложных изделий, предназначенных для военного ведомства, создается полный комплект конструкторской документации, обеспечивающий изготовление, контроль изготовления и эксплуатацию изделий. Разработанный комплект конструкторской документации такого типа изделий подвергается анализу представителями военного ведомства и находятся под непосредственным его контролем.
Техническое проектирование осуществляется на основании технического задания, выданного заказчиком, в котором подробно указываются назначение и цели разрабатываемого изделия, а также окружающие условия и внешние воздействия, которым может подвергаться изделие во время эксплуатации.
При выполнении конструкторской работы должны быть четко разработаны конструктивные цели заказчиком и руководством проекта. Затем руководство конструкторскими работами распределяет различные виды работ для достижения поставленных целей внутри конструкторской организации. Ведущий конструкторский отдел выдает технические задания специализированным отделам по разработке соответствующих узлов, механизмов, предназначенных для выполнения соответствующих функций изделием. Конструкторы при выполнении проекта используют свое
КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
113
профессиональное знание, приобретенный опыт, техническую и справочную литературу [например, Единую систему конструкторской документации (ЕСКД)], руководящие технические материалы, справочники по материалам и другие документы. Вместе с тем в процессе проектирования конструкторы пользуются расчетными материалами специализированного расчетно-исследовательского отдела (например, расчетами на прочность, кинематическими и динамическими, тепловыми, электрических нагрузок, расчеты на воздействие электромагнитного импульса и ядерного взрыва и т.д.). Конструктор при изготовлении опытных образцов и их испытаний обращается за помощью к специализированному отделу испытаний, в задачу которого входит составление программы экспериментальной отработки опытных образцов при различных окружающих условиях. Такой подход рационален при конструировании как изделия в целом, так и его основных составных частей.
После разработки комплекта конструкторской документации отделом надежности проводится ее анализ и составляется расчет проектной надежности изделия. По результатам анализа и расчета отделом надежности выдаются конкретные предложения ведущему конструкторскому отделу по обеспечению заданной надежности изделия. Откорректированный комплект конструкторской документации передается опытному цеху по изготовлению изделий. В процессе изготовления и испытаний опытных образцов систематически ведется авторское сопровождение в виде изменений, которые оформляются извещениями на изменение и вносятся в оригинал конструкторской документации. Под оригиналом понимается комплект конструкторской документации, выполненный на кальке, на пленке с лавсановой основой ПН4-КТ-1 или ватмане. Все изменения, внесенные в чертежи, должны быть тщательно рассмотрены с точки зрения влияния их на основные технические характеристики изделия, а также на надежность. Процесс внесения изменений должен быть ограничен определенным этапом испытаний, после чего разрешается вносить только те изменения, которые непосредственно влияют на основные технические характеристики изделия.
Методы конструирования для различных отраслей промышленности имеют свои специфические особенности.
4.7. КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ СИСТЕМЫ ЭЛЕКТРОАВТОМАТИКИ
Конструирование систем электроавтоматики основано на соединении по схеме в определенном порядке электронных элементов. Разработ
114
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
чики электроавтоматики при выполнении работ распределяются по следующим подразделениям: отдел, занимающийся разработкой функциональных и принципиальных схем; отдел, занимающийся разработкой пультовой аппаратуры; отдел, занимающийся кабельной сетью; отдел, занимающийся радиоаппаратурой и связью; отдел, занимающийся силовой аппаратурой; отдел, занимающийся согласованием применения комплектующих элементов, технические параметры которых в процессе эксплуатации могут отличаться от номинальных значений, заданных в технических условиях на эти элементы (например, завышенная температура, увеличенная влажность, кратковременные перегрузки и т.д.). В функцию группы специалистов, занимающихся комплектующими элементами, входит контроль, связанный с разрешением к применению элементов и использованием их в нештатных условиях и режимах. Использование элементов в таких условиях и при таких режимах эксплуатации объясняется тем, что часто из-за ограничения массы и габаритов изделия конструктор допускает возможные кратковременные перегрузки его элементов, которые бы не приводили к отказу.
Как правило, при конструировании системы электроавтоматики с целью обеспечения высокой степени ее надежности в функциональную схему закладывается такая нагрузка элементов, при которой коэффициент нагрузки Кн < (0,5 - 0,б). Одновременно проводятся расчеты тепловых режимов в замкнутом объеме пультовой аппаратуры, и в случае превышения номинального значения температуры предусматривается принудительная вентиляция или теплоотведение с помощью специальных устройств и конструкций.
Для предотвращения окисления контактной группы элементов в системе электроавтоматики при конструировании пультовой аппаратуры (пульты, разводные коробки, блоки и т.п.) предусматривается использование уплотнительных материалов, которые бы не содержали сернистых соединений, так как выделения от этих соединений вызывают сильное окисление поверхностей контактной группы, что приводит к отказу. Для предотвращения подобного типа отказов необходимо предусматривать покрытие контактов серебром, золотом или платиной. Такой метод защиты существенно предотвращает отказ контактной группы от окисления, но значительно увеличивает стоимость изготовления и используется лишь в тех случаях, когда отказ приводит к аварийной ситуации или невыполнению поставленной задачи.
Важную роль при конструировании системы электроавтоматики играет защита элементов от прямого попадания на них воды во время мой
КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
115
ки изделия или дождя, а также наличия конденсата внутри замкнутого объема. Для защиты элементов от прямого попадания воды на них при мойке изделия необходимо предусматривать герметизацию с помощью кожухов, козырьков, чехлов, а также использовать резиновые или другие материалы для уплотнения крышек, пультов, коробок, блоков. С целью герметизации разъемных соединений использовать специальные герметизированные разъемы. Удаление влажности с внутренних поверхностей блоков, пультов и поверхностей других элементов от воздействия конденсата осуществляется с помощью влагопоглощающих материалов (си-л и ко гель), которые чаще всего изготавливаются в виде гранул и размешаются внутри замкнутой поверхности.
Для обеспечения высокой степени надежности от перепутывания кабельных соединений при конструировании кабельной трассы необходимо применять различные штепсельные разъемы как по числу контактов, так и по форме исполнения, а по возможности выбирать такие длины кабелей, которые бы стыковались только к нужному разъему.
Важное место при разработке функциональной схемы электроавтоматики занимает способ повышения надежности за счет резервирования, как отдельных элементов, так и каналов. Различные методы резервирования по-разному влияют на значения показателей надежности.
При разработке системы электроавтоматики ее надежность целесообразно оценивать критериями, основанными на оценке физических свойств технических характеристик, которые определяют надежность функционирования системы при различных ситуациях, возникающих в процессе эксплуатации. Рассмотрим группы типовых критериев, которые используются для оценки надежности автоматической и радиоэлектронной аппаратуры'.
группа 1 - критерии для оценки правильности формулировки технического задания и установления необходимости дополнительной его проработки. С помощью этих критериев анализируют структурную, функциональную и принципиальные схемы системы электроавтоматики, а также обеспечение надежности функционирования и получения параметров, заданных в техническом задании на разработку;
группа 2 - критерии для оценки надежности и качества элементов, из которых изготавливается система электроавтоматики. Эти критерии определяют режимы использования элементов и влияния выбранных режимов работы элементов на надежность системы электроавтоматики;
группа 3 - критерии для оценки эффективности и достаточности принятых мер при разработке конструкции системы электроавтоматики,
116
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
ее блоков, пультов и т.п. для обеспечения надежной работы изделия при всех реально возможных условиях эксплуатации;
группа 4 - критерии для оценки эксплуатационных характеристик и влияние этих характеристик на ее надежность.
Основа перечисленных критериев - тщательное изучение исходных данных, выдаваемых для разработки системы электроавтоматики, анализ схем, режимов работы, конструкций, т.е. изучение физических процессов, которыми сопровождается работа систем электроавтоматики. Оценка систем с помощью критериев тесно связана с проектированием, отработкой, серийным производством и эксплуатацией изделий. Анализ критериев выполняется в процессе разработки и служит для того, чтобы помочь разработчику найти правильные пути совершенствования разрабатываемой системы электроавтоматики. Следует отметить, что рассмотренные критерии не являются исчерпывающим руководством для разработки надежной системы электроавтоматики, но могут служить в качестве определенного направления.
Оценка выполнения критериев может проводиться с помощью расчетного анализа схем и конструкций, изучения результатов всех видов испытаний. По своей сути критерии надежности предназначены для оценки безотказности, долговечности, ремонтопригодности, сохраняемости изделия на этапе разработки и выдаются в виде указаний по устранению недостатков и совершенствованию методов проектирования.
Наряду с использованием характеристических критериев часто выявляется необходимость применения вероятностных методов оценки надежности изделия на этапе разработки. Обе группы критериев не исключают друг друга, а лишь дополняют наши сведения о надежности изделия. Вероятностные критерии позволяют дать количественную оценку надежности изделия как на этапе разработки, так и по результатам испытаний и эксплуатации.
4.8. КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ И ПРИНЦИПЫ КОМПОНОВКИ
ИЗДЕЛИЙ
Ведущим отделом по разработке изделий машиностроения в конструкторском бюро является подразделение, занимающееся вопросами согласования технического задания с головной организацией или генеральным заказчиком, а также составлением технических заданий и план-графиков разработки документации отделам, занимающимся разработкой отдельных узлов и систем, входящих в состав изделия. Кроме того, в
КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
117
функцию ведущего отдела входит разработка несущих металлоконструкций и компоновка узлов и систем на изделии. В целях обеспечения надежности изделий в процессе проектирования можно воспользоваться критериями, в основу которых положены физические принципы и которые аналогичны критериям, применяемым при проектировании систем электроавтоматики.
Так, к первой группе критериев следует отнести оценку правильности представленного технического задания и выдачу предложений по дополнительной его проработке с уточнением конкретных параметров. С помощью этих критериев проводят анализ проектируемого изделия и его назначения, окружающих условий, возможности транспортировки на дальние расстояния, а также оценивают массовые характеристики изделия, безаварийность и надежность его функционирования при выполнении поставленной задачи, срок службы, периодичность технического обслуживания и другие технические характеристики. Все перечисленные параметры являются основой для определения облика изделия и рационального размещения узлов, механизмов и систем на нем.
Вторая группа критериев, обеспечивающих надежность и качество изделий, - это материал, из которого конструируют силовые узлы металлоконструкций. При выборе материала силовых конструкций исходят из назначения изделия по условиям эксплуатации. Для стационарных изделий чаще всего используют обычные углеродистые стали, а для изделий, работающих в условиях переменных нагрузок высокой интенсивности, -высоколегированные стали.
При эксплуатации изделий в условиях низких температур применяют спокойные стали. В зависимости от режимов работы изделия, окружающей температуры и влажности выбирается соответствующий материал, обеспечивающий надежную работу изделия в условиях эксплуатации.
Третья группа критериев, обеспечивающих надежность конструкций, - рациональное размещение узлов, механизмов и систем изделия. Для подвижного транспортного средства с большой грузоподъемностью необходимо предусматривать равномерное распределение груза по осям. Узлы и механизмы, работающие от привода силового двигателя, размещают вблизи выходного вала двигателя. Такое размещение обеспечивает существенное сокращение промежуточных устройств.
Важное место при оценке этой группы критериев занимает удобство обслуживания отдельных узлов, механизмов и систем. В процессе конструирования изделия компоновка узлов, механизмов и систем должна быть такой, чтобы доступ к их обслуживанию или замене занимал минимальное время. Такая компоновка обеспечивает повышение коэффициен
118
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
та готовности изделия к выполнению поставленной задачи. Вместе с тем при компоновке изделия необходимо предусмотреть возможность защиты отдельных узлов, механизмов и систем от прямого попадания на них грязи, пыли, воды. Наиболее оптимальным является вариант бункерного исполнения, когда в отдельном герметизированном бункере размешается узел, механизм или система, предназначенные для выполнения соответствующих функций.
При трассировке кабельной линии необходимо предусмотреть ее защиту от внешних воздействий - ударов, пробоев, порывов. Чаще всего для этого используют металлические кожухи, которыми закрывают трассы, или размещают кабельные линии в углублении, не доступном для внешних воздействий. Кроме того, на подвижных транспортных средствах отдельные кабели не должны подвергаться трению между собой или с устройствами, расположенными рядом. В этом случае должно быть предусмотрено крепление кабелей в один жгут или закрепление отдельных кабелей скобами на неподвижных поверхностях.
Особое внимание при конструировании должно уделяться компоновке трубопроводов гидросистемы. Трассы трубопроводов необходимо размещать на изделии таким образом, чтобы трубопроводы не подвергались трению о близко расположенные устройства, а радиусы их изгибов выбирают такими, чтобы многоциклические нагрузки не приводили трубопровод к быстрому разрушению. Обслуживающий персонал должен располагаться в местах, удаленных от трубопроводов высокого давления, на случай аварии во избежание непосредственного воздействия на человека рабочей жидкости. Вращающиеся или перемещающиеся в процессе функционирования узлы и механизмы закрывают кожухами от возможного попадания на них посторонних предметов, а также для обеспечения безопасной работы обслуживающего персонала.
К четвертой группе критериев, обеспечивающих надежную работу силовых металлоконструкций, относятся способы конструирования, благодаря которым конструкции могут выдерживать возможные нештатные перегрузки. В частности, элементы в силовых узлах выполняют в виде сотовых конструкций или коробчатых перегородок, что значительно уменьшает массу конструкции и одновременно повышает ее прочность.
В закрытых полостях металлоконструкций необходимо предусматривать сливные отверстия от попавшей влаги, а также применять соответствующие покрытия внутренних поверхностей, предохраняющие от окисления и образования ржавчины.
КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
119
С целью обеспечения надежности металлоконструкций сварку элементов требуется проводить двусторонним швом. Для подтверждения правильности конструкторских решений и расчетов на прочность необходимо провести испытания с доведением опытных образцов до разрушения.
Одним из способов повышения надежности» когда это допустимо с точки зрения ограничений массы, габаритов и стоимости, является увеличение запасов прочности конструкции. Для случая силовых конструкций это означает, например, что нужно рассчитывать конструкцию на нагрузку 0,05 МН, в то время как максимальные нагрузки по техническим условиям составляют 0,01 МН. Важное место в повышении надежности металлоконструкций занимает контроль микротрещин, непроваров, раковин с помощью методов, которые должны быть заложены в конструкторской документации.
4.9. КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ ГИДРАВЛИЧЕСКИХ СИСТЕМ И МЕХАНИЧЕСКИХ УЗЛОВ
При конструировании гидравлических систем возникает ряд проблем, связанных с высокими давлениями, герметичностью и загрязнениями рабочей жидкости. В процессе разработки документации на гидравлические системы и механические узлы необходимо руководствоваться следующими критериями.
К первой группе критериев, обеспечивающих надежность разрабатываемых систем и механизмов, относится согласование технического задания. Разработчиками гидравлических систем и механических узлов предварительно проводится анализ образцов-аналогов и на основании проведенного анализа согласовываются с ведущим отделом в первую очередь габариты элементов системы, для которых должно быть выделено место в составе изделия. Далее ведется согласование основных технических параметров, связанных с использованием необходимых мощностей, нагрузок, моментов, давлений и т.п. Этот этап является ответственным моментом, и в нем участвуют ведущие специалисты, разработчики гидравлических систем и механизмов.
По второй группе критериев судят о правильности выбора направления конструирования. Этот этап для разработчика является самым ответственным периодом, когда решается судьба выбранной конструкции. Для нахождения оптимального направления рассматриваются различные варианты систем и механизмов. Так, например, при разработке домкрата заданных габаритов и на заданные нагрузки можно из существующего
120
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
ряда домкратов (механические с электрическим приводом, механические с гидравлическим приводом, гидравлические), полагаясь на интуицию конструктора, выбрать именно оптимальный вариант. При выборе направления имеется определенная доля риска конструктора, но это и является основой основ проектирования. Боязнь рисковать - большая доля неуспеха конструктора. На данном этапе важно умение делать первые приближенные расчеты возможных габаритов, массы, динамических нагрузок, прочности и других параметров. Следовательно, в выборе направления будущей конструкции должны принимать участие специалисты, владеющие в совершенстве вопросами анализа и сравнения, конструирования и расчета. Важнейшим стержнем в выборе направления и разработке конструкции все-таки является конструктор с индивидуальным мышлением.
К третьей группе критериев следует отнести этап рабочего проектирования. На данном этапе проводится тщательный анализ выбранного направления конструирования с уточнением всех необходимых расчетов по прочности, динамике, размерных расчетов собираемости и т.д. Важное место в этой группе критериев занимает вопрос выбора материалов для изготовления деталей и согласования технологии изготовления. Известно, что каждому предприятию присуща своя оснащенность оборудованием, оснасткой, технологическими линиями. Конструктору приходится разрабатывать чертежи исходя из условия производства и наличия оборудования на каждом предприятии. В процессе создания рабочей документации разработчику конструкции, с одной стороны, необходимо сохранить направление выбранного варианта, а с другой стороны, использовать имеющиеся возможности предприятия, на котором предполагается изготовление. Таким образом, вопрос согласования рабочих чертежей является довольно кропотливым и ответственным, так как от него во многом зависит надежность будущей конструкции.
Проверка правильности выбранного направления при конструировании гидравлических систем и механических узлов составляет четвертую группу критериев, обеспечивающих их надежность. Значительное место в обеспечении надежности занимает изготовление деталей и сборка их в узлы, а также испытание опытных образцов. Успех разработанной конструкции во многом зависит от изготовления и сборки узлов. Для обеспечения правильности изготовления и собираемости разработчик конструкции должен непосредственно участвовать в этом процессе. Такое активное участие позволяет своевременно выявлять допущенные ошибки и принимать правильное решение по их устранению.
КОНСТРУКТИВНОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
121
Процесс испытаний и отработки конструкций является завершающим этапом, на основании которого принимается решение о внедрении. К данному этапу должны привлекаться специалисты по планированию испытаний, составлению программы обеспечения и оценки надежности по результатам испытаний с учетом проводимых доработок.
Одним из важнейших методов, используемых для достижения конструктивной надежности гидравлических систем, является конструирование трубопроводов и баллонов на максимальное давление при незначительном рабочем давлении. Например, трубопроводы конструируют на давление 40 МПа, в то время как рабочее давление не может превышать 10 МПа.
Для конструктора, стремящегося обеспечить высокую надежность, полезны два подхода - упрощение и стандартизация. Чем проще конструкция, тем выше надежность.
Уменьшение числа деталей или типов используемых деталей представляет собой очевидный метод повышения надежности. Конструктор должен проявлять интерес к факторам инженерной психологии. Следует заботиться о том, чтобы невозможно было произвести неправильную сборку.
Очень важной характеристикой высоконадежной конструкции является также возможность проконтролировать ее основные параметры, для чего необходимо их ввести в технологические паспорта для обязательного контроля при изготовлении и испытаниях. С целью обеспечения надежности конструкции в процессе эксплуатации нужно предусмотреть в документации оптимальные сроки проведения технического обслуживания, связанного с периодичностью смазывания и регулирования механизмов.
В конструкциях гидравлических систем и механизмов с целью обеспечения надежности нужно, по возможности, вводить ручное управление механизмами для выполнения работ в заданное время или предусматривать параллельное соединение трубопроводов в случае отказа одного из них.
Таким образом, существует несколько методов, с помощью которых можно повысить конструктивную надежность. В каждом случае эти методы необходимо всесторонне оценить, выяснить ограничения, влияющие на данную конструкцию.
Рассмотренные в подразделах 4.7, 4.8 и 4.9 конструкционные способы обеспечения надежности сложных систем определяют нестационарную случайную функцию надежности /?(/). Стационарная случайная Функция надежности P(t) определяется вероятностными методами с использованием различных законов распределения. Методика расчета стационарной случайной функции надежности Р(/) подробно изложена в главе 5.
Глава 5 ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
5.1. РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
С ПОСЛЕДОВАТЕЛЬНЫМ СОЕДИНЕНИЕМ ЭЛЕМЕНТОВ
Последовательным, в смысле надежности, называют такое соединение элементов в системе, при котором отказ хотя бы одного элемента приводит к отказу всей системы.
Большинство механических, электромеханических, гидромеханических, оптико-механических, радиоэлектроаппаратуры и других средств представляют собой системы с последовательным соединением элементов. Высокий уровень надежности таких систем достигается за счет использования надежных элементов, правильного назначения периодичности технического обслуживания, обеспечения быстрого восстановления или замены отказавших элементов в процессе эксплуатации.
К последовательному соединению элементов относятся также некоторые резервные элементы, когда отказ резервного элемента приводит к отказу системы. На практике это происходит, например, в электронной аппаратуре при коротком замыкании, в гидравлической и пневматической системах при разрыве трубопроводов и выходе из строя клапанов и т.п.
Последовательные системы могут состоять из невосстанавливаемых и восстанавливаемых элементов.
Для системы, состоящей из п последовательно соединенных невосстанавливаемых элементов, случайная наработка до отказа системы равна минимальному значению случайных наработок ее элементов. Если элементы являются независимыми и известны вероятности безотказной работы каждого элемента за заданное время г0> то вероятность безотказной работы системы за заданное время г0 будет равна
п
^о)=ПА^)- (5.П
/=1
Структурную схему надежности для системы, состоящей из последовательно соединенных элементов, изображают в виде прямоугольников, соединенных в цепочку (рис. 5.1).
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
123
Рис. 5.1. Структурная схема надежности системы с последовательным соединением элементов
При значениях надежности системы, близких к единице, можно использовать приближенные формулы:
п п
*<'о)=ГИ'о)=1 - Я1 - ; <5-2>
/=| /=1
^0о)=1-и[1-^о)]; (5-3)
«/ТО = 1 - —• (5.4)
п
При известной вероятности безотказной работы точное значение наработки до отказа системы можно определить по формуле
Т )dt. (5.5)
О
Если известно, что наработка до отказа элементов распределена по экспоненциальному закону, то
(5.6)
Тогда вероятность безотказной работы системы
w
^о) = ПС‘Х''° = е‘^' = ’ (5’7)
1=1
где X, и Л - интенсивности отказов элементов и системы.
Наработка до отказа системы в этом случае равна
г = 1. (5.8)
Л
Для Х,70 «1 приближенное значение вероятности безотказной работы определится по соотношению
124 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
/’(r0)»i-A,/0. (59)
Отсюда вероятность отказа системы соответственно равна
^о)=1-^Л'° ®Л/0. (5.10)
Все характеристики надежности систем можно получить, если известны интенсивности отказов X/ всех элементов. Часто в реальных конструкциях систем используются однотипные элементы, и тогда
Р(/0)=е w . (5.Н)
Го =7 = ^—, (512)
/=|
где /и, и X/ - число и интенсивность отказов элементов /-го типа, г - число типов элементов.
Как правило, не все элементы работают непрерывно от момента начала работы системы и до окончания. Поэтому, принимая допущение о независимости отказов элементов, надежность системы можно вычислить по формуле
/’0о)= (5ЛЗ)
/=|
где - вероятность безотказной работы /-го элемента за время tt < /0.
Используя экспоненциальный закон надежности, можно записать
(5.14)
Тогда надежность системы определится равенством
/>(г0)=е’^Л«1-£А.,А. (5.15)
/=1
Формулами (5.11) и (5.12) можно пользоваться в том случае, когда однотипные элементы работают одновременно.
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
125
Расчет надежности восстанавливаемых систем с последовательным соединением элементов основывается на допущении о том» что все распределения наработки до отказа и времени восстановления отдельных элементов являются экспоненциальными, т.е. процесс функционирования системы является стационарным, без последействия и ординарным.
Стационарность означает постоянство параметра А. потока отказов в течение заданного промежутка времени /0, т.е. А. = const.
Отсутствие последействия означает независимость появления отказов, т.е. отказы элементов системы взаимно независимы и не влияют друг на друга.
Ординарность означает практическую невозможность появления двух или более отказов в одно и то же время, точнее за малый промежуток времени Аг—>0. Принятое допущение справедливо, если средняя наработка до отказа элементов системы значительно больше времени их восстановления. На практике это условие обычно выполняется.
Ниже в табл. 5.1 приводятся расчетные формулы показателей надежности восстанавливаемых систем с последовательным соединением элементов.
5.1, Расчетные формулы показателей надежности восстанавливаемой системы с последовательным соединением элементов
Показатель надежности Точное значение Приближенное значение
Средняя наработка между отказами системы r=l=-L_ Л /=| -
Вероятность безотказной работы системы ^о)=е_Л/о 1-Л/о
Вероятность отказа системы лг0
Среднее время восстановления системы , £ II 'Hi -|< и к.“ -
126 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Продолжение табл. 5. /
Показатель надежности
Точное значение
Приближенное значение
Т
Коэффициент готовности системы
I п > 1+У— ZfM,
я 1
1-Z-
Коэффициент технического использования системы
п
22 + Трегл
Кти =!-—------------
^эксп
Коэффициент оперативной готовности системы
к0Г = кМ=
~т+т.
п
1-1=1— п Ем,
Здесь ц, - интенсивность восстановления; - время восстановления /-го отказа элемента; 7^ - суммарное время, затраченное на проведение всех видов обслуживания за время эксплуатации изделия, предусмотренное эксплуатационной документацией; ГЭ1ССП - время эксплуатации элемента.
5.2. РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ БЕЗ УЧЕТА ВОССТАНОВЛЕНИЯ РЕЗЕРВНЫХ ЭЛЕМЕНТОВ
Одним из способов повышения надежности систем является резервирование элементов, которое широко используется на стадии проектирования. Система с параллельным соединением элементов построена таким образом, что отказ ее происходит лишь в случае отказа всех элементов, т.е. система исправна, если исправен хотя бы один элемент. При разработке технических систем в зависимости от выполняемой задачи применяют нагруженное (горячее) и ненагруженное (холодное) резервирование.
Горячее резервирование применяют тогда, когда не допускается перерыва времени на переключение отказавшего элемента на резервный с целью выполнения задачи в установленное время. Чаще всего горячему резервированию подвергаются отдельные элементы или отдельные каналы.
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
127
Холодное резервирование применяют тогда, когда требуется увеличение ресурса работы элемента и допускается время на переключение отказавшего элемента на резервный.
Существуют технические системы с частично параллельным резервированием. Это такие системы, которые оказываются работоспособными в случае отказа нескольких элементов.
Если система представляет собой ряд нагруженных параллельно соединенных п элементов, изображенных на рис. 5.2, то вероятность отказа системы равна
= •?„(')• (5.16)
При условии одинаковой ненадежности элементов выражение принимает вид
= (5-17)
где п - число параллельно соединенных элементов.
Тогда вероятность безотказной работы системы будет соответственно равна
= - (5.18)
При <&(/)=«(/)
(5.19)
Рис. 5.2. Структурная схема надежности системы с параллельным соединением элементов
128 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Формула (5.17) проста и удобна в практическом применении. Если, например, известна вероятность отказа элемента q(t) и требуется определить такое число резервных элементов, при котором ненадежность Qn(t) не будет превосходить заданной величины g(/), т.е.
(5.20)
Тогда из неравенства (5.20) получим . 1 In—7-х п> (5.21)
1П^)
Если же, наоборот, задавшись числом резервных элементов, определять какой должна быть надежность каждого из них, то получим
<?(')= (5.22)
Для случая экспоненциального закона, если надежности элементов близки к единице, то
РА0=е-х*'«1-^г, (5.23)
И{ следовательно, (5.24)
тогда (5.25)
для равнонадежных элементов
(5.26)
где X — Х|Х2««»ХЛ .
Среднее время безотказной работы резервной группы из п элементов при экспоненциальном законе распределения определяется по формуле
т„ = У—-У—1— + У
*=1 Кк k<Skk+*-S k<S<e
е
(5.27)
п
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
129
Для случая равнонадежных элементов имеем
'Г 1 I i 1 1
Тп = — 14-------1—
п И 2 3
1
(5.28)
п
Если обозначить среднее время безотказной работы одного элемента через Т{ = —, то
Л,
г =т| 1+- + -+...+-" Ч 2 3 п
(5.29)
Для случая закона распределения Вейбулла при условии равнонадежных элементов среднее время безотказной работы резервной группы из п элементов (включая основной) вычисляется по формуле
„ г[-+1]
*'* Хака
(530)
По результатам испытаний среднее время безотказной работы резервной группы из п элементов равно
Л . fj К
*=| W
(5.31)
где т* - случайное время работы Л-го элемента; N - число одинаковых элементов, поставленных на испытания и доведенных до отказа последнего из них; 0 < Tj < т2 <... < тл - случайные времена работы элементов, расположенные в порядке их возрастания.
В случае ненагруженного (холодного) резерва среднее время резервной группы равно
TM = £t$, (5.32)
Л=1
где - среднее время жизни А-го элемента.
В частности, если все элементы равнонадежны, то
(5.33)
5 -- КХХ6
130 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
При экспоненциальном законе распределения времени жизни элементов ненадежность системы определяется по формуле
(5.34)
п\
Эта формула справедлива при условии, когда kkt малы. Если все элементы резервной группы имеют одинаковую надежность, то приближенно ненадежность системы равна
(5.35)
При A.z«l формула упрощается
(5.36)
Тогда надежность систем при холодном резервировании определится соответственно по формуле
(5.37)
П:
Анализ различных способов резервирования показывает, что недогруженный резерв в любом случае выгоднее нагруженного при условии, если время переключения не влияет на работоспособность системы.
Проведем количественное сравнение этих двух типов резервирования.
Пусть для случая нагруженного резерва
= (5.38)
а для ненагруженного резерва
е0)(/)=М_. (5.39)
л!
Отсюда
$$Г'- (5'40)
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
131
т.е. при переходе к ненагруженному резерву ненадежность уменьшается в /г! раз и, следовательно, надежность увеличивается в л! раз.
Аналогично это наблюдается при сравнении среднего времени жизни.
Так для нагруженного резерва
гс$)=/срГ1+|+...+-1
V 2 п J
а для ненагруженного г/р2> = л/ср. Отсюда
Т’О)
2ср
(5.41)
(5.42)
Чем больше кратность резервирования, тем больше выигрыш в
среднем времени жизни системы, например, при п = 4
TS} 4 тУ~2,08
Для случая частично параллельного резервирования вероятность безотказной работы системы определяется по формуле
<5.43>
к-т
где т - число исправных элементов, при которых обеспечивается работоспособность системы; q(t) - вероятность отказа каждого элемента одинакова; п - общее число элементов в системе,
Ск =________
п к\(п-к)\
Если т = 1, то система будет полностью параллельной, в остальных случаях - частично параллельной.
При экспоненциальном законе распределения времени жизни элемента надежность системы определяется по формуле
Ря(0« l-CrW"w+1. (5.44)
Среднее время жизни резервной группы
5*
132 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
7>-г+г-тг+~+-т- (5-45)
пк (л -1)Л тк
В практике проектирования радиотехнических систем и электронной аппаратуры часто используются другие виды резервирования, например, применяют схемы, работающие по принципу два из трех, либо мостиковые схемы. Вероятность безотказной работы для схемы два из трех вычисляется по формуле
P(,).[l-«WP+3[l-,(,)P,(<). (5-46)
где q(t) - вероятность отказа каждого элемента за время t одинакова.
Надежность мостиковой схемы определяется равенством
/>(,) = [!-, (,))’♦ 5[)-,(, )]*,W + 81l-4W]J42W+2[l-?W]V('). (5-47)
Различают также поканальное (общее) и поэлементное (раздельное) резервирование. Структурные схемы надежности (ССН) для такого вида резервирования представлены на рис. 5.3 и рис. 5.4.
Вероятность безотказной работы системы для общего резервирования вычисляется по формуле
«об = [1-0 - Лл)0- «г -Л.)--0 - -А»)]- (5-48)
При PtJ =
Яо6=1-0-/’|/>2.Л)*. (5.49)
где PfJ - вероятность безотказной работы элемента.
Рис. 5.3. ССН общего резервирования
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
133
Рис. 5.4. ССН раздельного резервирования
Если PtJ = Р, то
/?o6=l-(l-P")A. (5.50)
Для раздельного резервирования вероятность безотказной работы системы определяется выражением
-М-О-аЛ-О-О 1 }
При значениях PtJ =
Лраз = [1-(1-Р1У][1-(1-АУЦ1-(1-/>пП • (5.52)
Если Pjj = Р, то
Лраэ - (5.53)
Анализ последних двух схем показывает, что структурная схема надежности с раздельным резервированием имеет более высокую надежность по сравнению с общим резервированием при одном и том же количестве элементов.
Рассмотренные выше расчетные формулы надежности справедливы Для невосстанавливаемых систем.
134 Глава 5. ПРОЕКТНЫЙ РАСЧЕГ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
5.3. РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ С УЧЕТОМ ВОССТАНОВЛЕНИЯ РЕЗЕРВНЫХ ЭЛЕМЕНТОВ
Для восстанавливаемых систем при выводе уравнения коэффициента готовности с общим резервированием использовалось предположение о том, что все резервные элементы работают в начале выполнения задания и, если произойдет отказ, то немедленно производится обслуживание.
Принимая экспоненциальный закон восстановления отказов и установившийся процесс, коэффициент готовности определяют по формуле
-пк"Т
Кг = е^11) , (5.54)
где п - число резервных элементов (включая основной); ц - интенсивность восстановления элемента; X - интенсивность отказов элемента; Т- время, за которое определяется коэффициент готовности.
Когда же допускается некоторое предельное время обслуживания Г, то уравнение коэффициента готовности имеет вид
-Пкптеп^
Кг=е^,} . (5.55)
Из уравнения следует, что система будет работоспособна, если один из элементов может быть восстановлен до нормального режима работы в течение времени /.
Общее уравнение для коэффициента технического использования
имеет следующую формулу -пк"Т <•( I-V'-'+n"’1
/г1н=1-е-*- 1-е V'i'J L (5.56)
где Т = zp + Грем + zT 0 + /в; t = + tx 0 + /в; /р - суммарная наработка из-
делия в рассматриваемый промежуток времени Г; грем, /то, /в - соответственно суммарное время, затраченное на ремонт, техническое обслуживание и восстановление за тот же период времени Т.
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
135
Среднее время безотказной работы резервной группы из п элементов (включая основной) в стационарном режиме выражается уравнением
+ lo + ^y-l], (5.57)
К) J «М
где Гв и Т| - соответственно среднее время восстановления элемента и его 1
жизни; ц =----интенсивность восстановления элемента,
п
Формула (5.57) справедлива для нагруженного резерва в предположении, что законы распределения времени жизни и восстановления элементов произвольны.
Вероятность безотказной работы резервной группы в течение времени t определяется по формуле
Р0=е г» (5 58)
Более подробно с вопросами резервирования можно ознакомиться в работе [21].
Пример 5.1. Определить вероятность безотказной работы системы электроавтоматики, состоящей из пяти параллельно соединенных подсистем, если известны вероятности безотказной работы этих подсистем: Р\ = 0,9; Р2 = 0,95; Р3 = 0,94; = 0,96; Р5 = 0,97. Система электроавтома-
тики является дублированной, т.е. имеет общее резервирование, причем невосстанавливаемой.
Решение. Для определения вероятности безотказной работы воспользуемся формулой (5.18)
= 1 - 0,1 • 0,05 • 0,06 • 0,04 • 0,03 = 0,999997.
Пример 5.2. Система энергоснабжения объекта сконструирована таким образом, что она имеет трехкратное резервирование (включая основную). Известно, что среднее время восстановления одной системы составляет Гв = 5 ч. Среднее время безотказной работы одной системы равно 7] = 200 ч. Определить среднее время безотказной работы всей резервной группы Тм, коэффициент готовности Кг за время t = 1000 ч и вероятность безотказной работы за время t = 1000 ч.
136 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Решение. По формуле (5.57) вычислим среднее время безотказной работы системы
Коэффициент готовности определим по формуле (5.54)
Вероятность безотказной работы находится по формуле (5.58)
-1000-з|
р[')=е^г-' =<Г+5'2М14 в0914
5.4. РАСЧЕТ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ НАДЕЖНОСТИ МЕХАНИЧЕСКИХ УЗЛОВ
И МЕТАЛЛОКОНСТРУКЦИЙ
Статистический анализ результатов испытаний и эксплуатации механических узлов и металлоконструкций свидетельствует о том, что распределение прочности и нагрузки описываются нормальным законом распределения с соответствующими плотностями вероятности. Целью проектного расчета надежности является определение критической нагрузки, при которой запас прочности обеспечивает работоспособность узла.
Предположим, что распределение прочности описывается нормальным законом с плотностью вероятности математическим ожиданием mi и средним квадратическим отклонением Gj.
Распределение нагрузки подчиняется нормальному закону с плотностью вероятности ^(х), математическим ожиданием тг и средним квадратическим отклонением о2 • Графически это показано на рис. 5.5.
РАСЧЕ Г НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ
137
Рис. 5.5. Плотность распределения нагрузки и прочности
Вероятность безотказной работы механического узла определяется зависимостью [10]
Р = Ф
/И| -т2
(5.59)
где ф((/р) - нормированная нормальная функция распределения берется
из табл. 1 приложения.
Практически функция надежности в проектных расчетах определяется по величине запаса прочности для самых критических сечений. Если величина запаса прочности п > 1,4, то надежность в этом сечении близка
к единице.
Вероятность безотказной работы механических узлов и металлоконструкций при известных значениях нагрузки с математическим ожиданием т и коэффициентом вариации v находят по квантили нормального распределения 1/р [15]
(5.60)
138 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
т\
где п = —*— запас прочности; /»| и т2 - математическое ожидание со-т2
ответственно прочности и нагрузки; v, =— - коэффициент вариации т,
несущей способности (прочности), v2 = — - коэффициент вариации т2
усилия (действующей нагрузки), сг2 “ средние квадратические отклонения соответственно прочности и нагрузки.
Пример 5.3. Определить вероятность безотказной работы узла металлоконструкции, если известно, что математическое ожидание предела прочности в критическом сечении равно т{ = 640 МПа при среднем квадратическом отклонении и, =40 МПа. Математическое ожидание действующей нагрузки равно ш2 = 540 МПа при среднем квадратическом отклонении а2 = 40 МПа.
Решение. Вычислим запас прочности
„ = i = M0 = l18 т2 540
Далее вычислим коэффициенты вариации:
v =£l = — = 0,062; у =£2-= -*1 = 0,074.
/И] 640 т2 540
По формуле (5.60) вычислим квантиль и — 1 _ 1,18-1
ир “
---------------------= 1,73.
2 7(,>,8О>О62)2+(°’074)2
По табл. 1 приложения находим искомую вероятность Р = 0,958.
Ответ: Р = 0,958.
5.5. РАСЧЕТНЫЕ ЗАВИСИМОСТИ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ НАДЕЖНОСТИ МЕХАНИЧЕСКИХ УЗЛОВ ПО ЗАДАННЫМ КРИТЕРИЯМ
Работоспособность механических узлов и металлоконструкций характеризуется рядом критериев, в качестве которых могут быть: прочность, износостойкость, усталость, точность и т.д.
РАСЧЕТ ЗАВИСИМОСТИ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ 139
Расчет надежности основывается на сравнении по заданным критериям расчетных параметров с их предельными величинами. Предельные величины параметров выбирают по нормативным или справочным данным.
Работоспособность детали или узла обеспечивается по заданному критерию, если расчетный параметр у меньше его предельного значения Упр, т.е. не должен выходить за предельное значение у < упр. Таким образом, для обеспечения работоспособности задаются коэффициентом безопасности
Д'пр И = —
(5.61)
Расчетные параметры рассматриваются как детерминированные величины, хотя в действительности они имеют рассеяние. Поэтому расчет производится по наиболее неблагоприятным значениям параметров, при этом истинное значение коэффициента безопасности остается неизвестным.
С переходом на вероятностные методы расчета параметры у и упр рассматривают как случайные величины и тогда вероятность безотказной работы определяется по квантили нормального распределения от заданного критерия
Р ГТ---2
(5.62)
где у пр» У - средние значения величину^ и у; ву - средние квадратические отклонения величину^, у.
Соотношение (5.62) можно выразить через коэффициент безопасности и коэффициенты вариации, тогда
+v,
(5.63)
гдел = ^
^Упр &у
м —------— у =----<—
у ’ vy V • <уПр у
В общем случае параметр у может быть выражен функциональной зависимостью
140 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
у = ф(х1,х2...х„),
(5.64)
где хпх2,..., хп - случайные факторы.
Среднее значение у и среднее квадратическое отклонение ov параметра у как известной функции случайных аргументов находятся из соотношений
у = ф(х|, х2,х„), су = а,, (5.65)
Эф ,
где — - частная производная функции ф по фактору xif в которую
Эх-
подставляют средние значения факторов хр х2, ...,х„; -
средние квадратические отклонения факторов.
Ниже в таблице 5.2 приведены расчетные формулы по определению нестационарной случайной функции надежности механических узлов и деталей для различных критериев.
Пример 5.4. Две стальные детали стянуты болтом М12 с усилием от 0 до F. Среднее значение силы F = 104Н, коэффициент вариации силы равен vf = 0,2. Определить вероятность безотказной работы болтового соединения по основным критериям: нераскрытая стыка, статической прочности и усталости болта. Контроль затяжки болта осуществляется динамометрическим ключом.
Исходные данные для расчета: х = 0,2; в, = 380 МПа; o_i = 40 МПа; vOf = 0,05; Пзет = 200 МПа; (Зс = 1,2; ко = 3,0; 4х = 0,1; vMT = 0,08; vF = 0,2; dp = 10,2 мм; V.J = 0,15.
Решение. Вычислим среднее значение силы затяжки
FMT = = 200• 3,14 • = 1,57 • 104Н .
Коэффициент запаса по нераскрытию стыка равен п - F” - 1’57'1°4 -163
' М(1-%) 1,2-104(1-0,2) ’
и - 1
ир1“ гг;----г
1,63-1 д/1.632 -0,082 + 0,22
= 2,52.
РАСЧЕТ ЗАВИСИМОСТИ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ >41
5.2. Расчетные зависимости для вычисления квантилей нормального распределения по заданным критериям при проектном расчете нестационарной случайной функции надежности
Критерий Расчетные формулы для квантилей Обозначение величин, входящих в формулы
Износ трущихся поверхностей деталей и - г п~} - +vj Д п = —; Jvt а,/ . Vj ~ J ’ _<Tft . Ул д ’ д = Лнач-й1|ред приуменьшении размера; д = Л„ред - Аиач при увеличе-нии размера п - коэффициент запаса по износу; vA - коэффициент вариации размера детали; V/ - коэффициент вариации интенсивности изнашивания; ал - среднее квадратическое отклонение начального размера; О/ - среднее квадратическое отклонение интенсивности изнашивания; ЛПрсд - предельно допустимое значение размера при износе; /?иач - начальное значение размера; J - среднее значение интенсивности изнашивания; v - скорость относительного перемещения трущихся поверхностей; / - время работы трущихся поверхностей
142 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Продолжение табл. 5.2
Критерий Расчетные формулы для квантилей Обозначение величин, входящих в формулы
Теплостойкость детали или узла и =-^1- ₽ v ’ ^пр п = —; / + г0 о V = — t п - коэффициент запаса теплостойкости; /пр- предельно допус- тимая температура конструкции; 1 - средняя температура конструкции; г0 - температура окружающей среды; v - коэффициент вариации температуры; ст - среднее квадратическое отклонение избыточной температуры
Прочность сцепления (соединение с натягом) U - г р La,2 х«2 V" % +v Т 1 пр /1 = —-т п - коэффициент запаса прочности; Гпр- среднее значение предельного момента; Т - среднее значение момента; vnp- коэффициент вариации предельного момента; v - коэффициент вариации среднего момента
РАСЧЕТ ЗАВИСИМОСТИ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ 143
Продолжение табл. 5.2
Критерий Расчетные формулы для квантилей Обозначение величин, входящих в формулы
Прочность детали и - г • Р /22 ? ’ V" V' +vi п =—— °экв п - коэффициент запаса прочности в зависимости от средних значений предела текучести af и напряжения оэкв; vt - коэффициент вариации предела текучести; vp - коэффициент вариации давления
Сопротивление усталости сварного шва С! •а II 3 «е* II 5] |? £ 7 5^Ю п - коэффициент запаса прочности шва в зависимости от средних напряжений; v_i - коэффициент вариации предела выносливости сварного шва; уа - коэффициент вариации нагрузки; - среднее значение предела выносливости; <за - среднее значение действующих напряжений.
Надежность болтового соединения
Нераскрытое стыка и - . • Р1 / Т 7 7 ’ V"fv3-aT+v;. F „ _ зат . 1 РЛ1-*)’ ^зат = ^зат^ д - коэффициент запаса нераскрытая стыка по д>едним нагрузкам; Гмт - сила затяжки болтового соединения; F - центральная отрывающая сила; pt - коэффициент, учитывающий возможное ослабление затяжки; (1 - х) - множитель, характеризующий долю внешней нагрузки на стык; vMT и vF - коэффициенты вариации случайных сил /''зат и F; <*зат - среднее значение напряжения затяжки; с/р - расчетный диаметр резьбы
144 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Продолжение табл. 5.2
Критерий Расчетные формулы для квантилей Обозначение величин, входящих в формулы
Несдвигаемость стыка и - Р T"2vnp+V/2- П, =4^; - PCF ''..р = Jv^+Vy2. /?2 - коэффициент запаса несдвигаемости по средним нагрузкам; f - среднее значение коэффициента трения; vn|> - коэффициент вариации по несдвигаемости
Прочность болта и - _ ”3-1 р3 /22.2 +vpac «з=— Gpac Opac ~ “7г(^*зат + nd~ п2 - коэффициент запаса прочности; о, и vQ/ - среднее значение и коэффициент вариации предела текучести материала болта; к - коэффициент, учитывающий кручение болта (если кручение болта при затяжке исключено, то к = 1,0; в остальных случаях к =1,3); арас и VpaC - расчетное значение и коэффициент вариации напряжения текучести; % - множитель внешней нагрузки
РАСЧЕТ ЗАВИСИМОСТИ 11ЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ ] 45
Продолжение табл. 5.2
Критерий Расчетные формулы для квантилей Обозначение величин, входящих в формулы
Выносливость болта Т + о71»* 4 ? '1 ’|Y J II s II 'V + пА - коэффициент запаса выносливости болта; a_.j - среднее значение предела вы нос л ивости болта; (за - среднее значение напряжений, действующих в материале болта; V-i и va - коэффициенты вариации предела выносливости и действующих напряжений; ц/ - коэффициент чувствительности материала к асимметрии цикла; - среднее значение коэффициента концентрации напряжений в зависимости от предела о* прочности материала
Вероятность безотказной работы болтового соединения по всем критериям Р = фк/р|)ф((/р2)х хф((/р3)ф(ур4) - вероятность безотказной работы по критерию нераскрытия стыка; Ф(с/р2) - вероятность безотказной работы по критерию несдвигаемо-сти; ф([/р3) - вероятность безотказной работы по критерию прочности; Ф((/р4) - вероятность безотказной работы по критерию выносливости; [/р/ - квантили функции нормального распределения, выбираемые по табл. 1 приложения
146 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Продолжение табл. 5.2
Критерий Расчетные формулы для квантилей Обозначение величин, входящих в формулы
Надежность элементов привода
Неразрушение вала _ + 1 мТ Т| ® * е* & 1 Ь и f к II п - коэффициент запаса прочности; а.! - среднее значение предела выносливости материала вала; - среднее значение действующей на вал нагрузки; v_| и va - коэффициенты вариации предела выносливости материала вала и действующей на вал нагрузки
Неразрушение подшипника качения и - ; /n2v2+v2p С ” PL'IS п - коэффициент запаса по средним нагрузкам; vc и ур - коэффициенты вариации динамической грузоподъемности и динамической эквивалентной нагрузки; С= 1,46С - для роликоподшипников; С = 1,52С - для шарикоподшипников; С - среднее значение динамической грузоподъемности; выбирают по справочнику-каталогу; Р - среднее значение динамической эквивалентной нагрузки; L - заданный ресурс; S = 3 - для шарикоподшипников; S = 3,3 - для роликоподшипников; ус = 0,25 - для роликоподшипников; vc = 0,27 - для шарикоподшипников
РАСЧЕТ ЗАВИСИМОСТИ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ 147
Продолжение табл. 5.2
Критерий Расчетные формулы для квантилей Обозначение величин, входящих в формулы
Неразрушение предохранительной муфты с разрушающимися элементами [зависит от безотказной передачи муфтой внешнего расчетного момента, с одной стороны, и безотказности срабатывания (разрушения) предохранительного устройства при недопустимых нагрузках - с другой стороны] и - . Л~1 • ₽1 /«2V2 4- V2 ’ yjn vp + va Т п = —; Т т = Совр- используют при расчете Гр и Та п - коэффициент запаса по средним значениям моментов для безотказной передачи; Гр и Та - средние значения разрушающего и действующего моментов; vp и vfl - коэффициенты вариации разрушающего и действующего моментов; d - диаметр опасного сечения; R - радиус расположения штифта; т - напряжение среза в разрушающемся элементе; С = 0,95 - для штифтов с выточкой; С = 0,75 - для штифтов без выточки; стВр - предел прочности материала
Разрушение предохранительного элемента / / _ ^ПИК ~ 1 . т п — ПИК "ПИК гр 7Р «пик - коэффициент запаса по средним значениям для разрушения vp = (0,06 ... 0,08); Ттк - пиковая нагрузка; Гр - действующая нагрузка
Вероятность безотказной работы предохранительной муфты Р = ф(ир,)ф(1/р2) -
148 Глава5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
По табл. 1 приложения находим Р, =Ф(2,52)= 0,994.
Определим среднее значение расчетного напряжения
рас = A+ X?) = * , (1,3• 1,57 104 + 0,2 104)= 285 МПа.
ла“ 3,14-10,2”
Коэффициент запаса прочности по средним напряжениям 380 1
----= 1,33 .
Прае 285
Полагая, что г>рас = v3aT, определим квантиль
Ур, = . - -г----------------- = 3,2.
+ v2 а/1-332 0.052 + О.О82
Вероятность безотказной работы по статической срочности равна Р3 =Ф(3,2) = 0,9994.
Вычислим среднее значение действующего напряжения
0’5^F +T-(F«a>
+ 0,5XF)
4
3,14 10,22
0,5 0,2 104
+ ^(1,57-Ю4+0,50,2-Ю4) =8,07 МПа.
Коэффициент запаса прочности по средним напряжениям
Квантиль равна
£/р4 = --”4~1— = . 5-1 — = 5,29.
Jw4v-i + v,2 д/s2 0-152 +0,12
Вероятность безотказной работы по критерию усталости равна Р4 =ф(5,29)«1,0.
РАСЧЕТ ЗАВИСИМОСТИ НЕСТАЦИОНАРНОЙ СЛУЧАЙНОЙ ФУНКЦИИ 149
Таким образом, вероятность безотказной работы болтового соединения равна
Р = р3р4 = 0,994 • 0,9994 • 1,0 = 0,993 .
Пример 5.5. Определить вероятность безотказной работы роликоподшипника 2207, нагруженного случайной радиальной силой при следующих исходных данных:
Р = 400 Н - среднее значение эквивалентной нагрузки,
п = 400 мин"1 - частота вращения внутреннего кольца подшипника,
L = 3000 ч - заданный ресурс,
V/. = 0,1 - коэффициент вариации радиальной силы.
Решение. По справочнику-каталогу [13] определяем 90 % динамическую грузоподъемность С = 25600 Н.
Вычислим заданный ресурс в миллионах оборотов
L = 60-и-i-W4 = 60-400-3000-10-6 = 72 .
Далее вычислим среднее значение динамической грузоподъемности
С =1,46 С = 1,46 -25600 =37400 Н.
Коэффициент запаса равен
С 37400
" =----=----------йТТ = 2»59-
Р-£,/л 400-72/3,3
Коэффициент вариации эквивалентной динамической нагрузки принимаем равным коэффициенту вариации внешней нагрузки
”/,=’> = 0,1.
Тогда квантиль нормального распределения будет равна
р ^n2v2+v2 72.592 0,252 +0,12
По таблице 1 приложения находим вероятность безотказной работы Р = ф(2,4б) » 0,993.
Ответ: Р = 0,993.
150 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
5.6. ПРИМЕНЕНИЕ МЕТОДОВ ПОДОБИЯ ПРИ ПРОЕКТИРОВАНИИ
В практике создания сложных технических систем используются методы теории подобия, которые позволяют оценивать подобие физических процессов, происходящих в модели и исследуемом объекте и на этой основе проводить отработку изделия в условиях, приближенных к эксплуатационным. Существует тенденция к проектированию систем с максимальным использованием типовых проектных решений для конкретных изделий.
Основными направлениями применения методов подобия для обеспечения надежности создаваемых систем являются:
• выбор аналогов;
• выявление слабых мест в аналогах;
• обоснование параметров объектов испытаний;
• планирование экспериментальной отработки с использованием данных об аналогах;
• разработка методов математического и физического моделирования;
• анализ результатов модельных и экспериментальных исследований и испытаний;
• оценка и контроль уровня надежности с использованием априорных данных предыдущих разработок.
Привлечение априорной информации об аналогах позволяет расширить совокупность данных о создаваемой сложной технической системе (изделии). За счет обоснованного заимствования ранее отработанных технических решений, переноса результатов испытаний и эксплуатации на создаваемое изделие можно сократить объемы теоретических и экспериментальных работ при обеспечении заданных уровней технических характеристик и показателей надежности [16]. На базе имеющейся априорной информации проводится построение моделей и критериев, используемых для обеспечения и контроля надежности. Анализ подобия при выборе аналогов начинается с элементов, узлов, сборочных единиц и т.д. и проводится с помощью детерминированных и стохастических критериев подобия, полученных для создаваемого изделия (лн л2,..., л/771) и ана-лога 7г^„).
Детерминированные критерии отражают физическое подобие изделий по функциональному описанию процесса; конструктивным параметрам; применяемым материалам; технологии изготовления; процессам
ПРИМЕНЕНИЕ МЕТОДОВ ПОДОБИЯ ПРИ ПРОЕКТИРОВАНИИ
151
возникновения отказов. Детерминированные критерии носят закономерный характер и описываются соответствующим законом.
Стохастические критерии подобия отражают работоспособность изделия: при воздействии случайных факторов; разбросе параметров; изменении свойств материала, приводящих к отказам и т.п. Стохастические критерии носят вероятностный характер.
Во многих задачах обеспечения надежности целесообразно рассматривать приближенное подобие. Достижение полного подобия создаваемой системы и известных прототипов может вызвать затруднение или не иметь смысла. Различие конструкции не дает возможности полностью использовать полученные ранее результаты по отработанным и находящимся в эксплуатации изделиям. Задача приближенного подобия решается для систем, имеющих один и тот же физический принцип функционирования, но отличающихся конструктивными решениями, а следовательно, математическим описанием.
Рассмотрим разрабатываемую систему с технической характеристикой у, а базовую систему с характеристикой^5. Эти системы принадлежат по целевому назначению и физическому принципу работы к одному классу, но отличаются конструктивным исполнением.
Основная техническая характеристика вновь создаваемой системы определяется параметрами хьх2,..., х„, которые могут изменяться при проектировании и экспериментальной отработке с целью обеспечения заданных требований к характеристике у. Для обеих рассматриваемых систем существуют математические модели, описывающие зависимость от параметров х,, / = I, п .
У = f(xhx2,..., х„). (5.66)
Система может описываться уравнением в неявном виде или иметь несколько выходных характеристик и описываться системой уравнений.
Для системы, принятой за базовую, зависимость характеристики уБ от параметров х5, х2в,..., х5 имеет вид
/=Д^х2Б,..,х‘). (5.67)
В качестве выходной характеристики у может рассматриваться: точность, мощность, разрешающая способность, надежность и т.п. Зависимость выходной характеристики у от параметров х5,х5,..., х^ может быть получена в критериальном выражении.
152 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Выражение, описывающее явление или процесс для сравниваемых изделий, имеет вид [16]
"1 =ФЬ»Я3> •••.’Ч J» (5.68)
где itj - физический критерий подобия, определенный как детерминированная величина, (/ = 1, ля), - число критериев л.
Результирующая мера отклонения совокупности критериев подобия выглядит так
ДЛ| = <р(Дл2, Дл3,..., Дл^!), (5.69)
где Any = itj - nj .
Относительная мера неподобия определяется выражением
Ал.
5л. =—(5.70)
Тогда приближенное подобие изделий по физическим критериям будет иметь место при выполнении условия
8луе(3лу, 5лу), (5.71)
где 5лу, 5лу - нижняя и верхняя границы допуска для изменения значений j-ro критерия подобия, е - знак принадлежности.
Важным моментом в задачах надежности является проведение прогнозов по данным об аналогах с учетом заданных требований для установленного уровня отработанности. Результаты прогнозов можно представить в виде совокупности базовых критериев л^, л2,...»л^, описывающих вариант планируемого процесса экспериментальной отработки. Заключительным этапом применения методов подобия является использование результатов экспериментальной отработки и натурных испытаний в виде оценок критериев Л|, л2,..., я . С помощью этих критериев проводится проверка адекватности моделей планирования, оценки и анализа результатов испытаний и, соответственно, оценка и контроль фактически достигнутого уровня технических характеристик и показателей надежности создаваемых изделий.
ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ НА ЭТАПЕ РАЗРАБОТКИ 153
Проводится также анализ уровня отработанности с помощью критериев подобия базового и реального изделий путем сравнения значений nf, 7*2»..., л** и оценок критериев подобия л2,Результаты эксплуатации используются для уточнения критериев подобия и моделей исследования.
Пусть работоспособность системы определяется выходной характеристикой в виде двухсторонних границ
Лп.п (5.72)
где ymin, Ута* - минимальное и максимальное значения величины у, при которой система работоспособна.
Тогда в стохастическом смысле выражение (5.72) записывается как вероятность пребывания технической характеристики в заданном допуске в виде
^G'min - У - Утах ) = У» (5-73)
где у - заданная вероятность.
В этом случае условие стохастического подобия примет вид [16]
/>6'min - У 5 Ушах ) = idem- (5-74)
Для того чтобы значение основной характеристики было не хуже базовой, необходимо выполнить условие
/’G'min S у s Утах) = - У ~ Утх ) (5.75)
Для исследования подобия систем необходимо преобразовать параметры в уравнениях (5.66) и (5.67).
Более подробно о применении методов подобия можно найти в работе [16].
5.7. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ НА ЭТАПЕ РАЗРАБОТКИ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ ПРИ ВЫБОРЕ ЗАПАСНЫХ ЧАСТЕЙ И ИНСТРУМЕНТОВ
Исследование конструкторской документации по использованию запасных частей в процессе эксплуатации сводится к решению двух задач:
1) оптимальному выбору номенклатуры запасных частей;
2) расчету количественного состава запасных частей (ЗИП).
154 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТ11OCTIЮЙ ФУНКЦИИ НАДЕЖНОСТИ
Выбор номенклатуры запасных частей может проводиться методом инженерного анализа или расчетным путем.
Метод инженерного анализа применяется в том случае, когда имеется достаточно сведений об отказах элементов и узлов, полученных в процессе испытаний или эксплуатации на изделиях-аналогах. В этом случае данные сведения позволяют конструктору без расчетов принять решение о включении элемента или узла в номенклатуру ЗИП. Расчетный метод применяется в том случае, когда определение номенклатуры методом инженерного анализа затруднительно.
Следует отметить, что при разработке вновь создаваемых изделий в соответствующей отрасли, как правило, базируются на совершенствовании старых конструкций и соответственно используют стандартизованные элементы, узлы, инструмент. Поэтому метод инженерного анализа выбора номенклатуры ЗИП в настоящее время является наиболее распространенный.
Суть инженерного метода заключается в выборе номенклатуры ЗИП путем оценки классификационных признаков составных частей, представленных в табл. 5.3.
5.3. Инженерный метод выбора номенклатуры ЗИП
Номер Классификационный признак Оценка
разряда Разряд Характеристика разряда разряда
1 Возможность контроля Контролируемая Неконтролируемая 1 0
2 Оценка возможности отказа составной части за время эксплуатации Отказы возможны Отказы практически невозможны 1 0
3 Влияние отказов составной части на работоспособность изделия Отказ составной части приводит к отказу изделия Отказ составной части ухудшает выполнение основных функций 1 0
4 Целесообразность устранения отказа составной части Отказ целесообразно устранить немедленно Отказ целесообразно устранить при техническом обслуживании 1 0
ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ НА ЭТАПЕ РАЗРАБОТКИ 155
Анализ начинается с составных частей высшего уровня, т.е. крупных блоков, узлов, и доходит до отдельных элементов. По результатам анализа составных частей в соответствии с табл. 5.3 для каждой из них составляется кодовое число из четырех разрядов. Если кодовое число состоит из одних единиц, то запасная часть включается в номенклатуру ЗИП.
Расчетный метод выбора номенклатуры ЗИП сводится к следующему:
1. Определяется математическое ожидание количества замен (отказов) составных частей за время эксплуатации по формуле
а = пКкТ, (5.76)
где 7V - число изделий, на которые рассчитывается ЗИП; п - количество данного типа составных частей на одном изделии; X - интенсивность отказов (замен) данного типа составной части; Т - время эксплуатации, на которое рассчитывается ЗИП.
2. Вычисляются затраты, связанные с заменой составных частей
С = ♦ (5.77)
N
где - стоимость оборудования (приспособлений), необходимая для устранения отказов путем замены составных частей; Сэ - стоимость одного элемента (запасной части).
3. Находится математическое ожидание времени восстановления одного изделия в часах за время эксплуатации путем замены составных частей
71=-^, (5.78)
в
где г8 - время восстановления изделия путем замены составной части.
Полученные расчетные значения величин С и Тв определяют необходимость включения или невключения запасной части в номенклатуру ЗИП. Если затраты и время восстановления не превышают заданных, то запасная часть включается в номенклатуру ЗИП, в противном случае не включается.
156 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
5.8. РАСЧЕТ КОЛИЧЕСТВЕННОГО СОСТАВА ЗАПАСНЫХ ЧАСТЕЙ
Количество запасных частей предназначено для обеспечения работоспособности изделия и поэтому их определение должно производиться на научной основе. Малое количество запасных частей отрицательно влияет на выполнение изделием поставленных задач. Большое количество запасных частей приводит к излишним затратам.
Наиболее простой способ определения потребности в запасных частях состоит в делении установленного срока службы элемента на величину наработки на отказ
т = (5.79)
^0
где Гсл - установленный срок службы элемента; То ~ наработка на отказ.
Уравнение (5.79) позволяет определить требуемое среднее количество запасных частей. Однако само среднее значение не всегда оказывается правильным, поскольку существует определенная вероятность того, что в течение какого-то конкретного периода времени может потребоваться больше, чем среднее количество запасных частей. Поэтому для более точного метода расчета запасных частей вводится доверительный интервал. В этом случае расчет запасных частей производится по формуле
w = + (5.80)
где А, - интенсивность отказов; Т - время, на которое рассчитывается ЗИП; Ц - квантиль функции нормального распределения для заданной вероятности у, (у = 0,9 ... 0,99). Квантиль берется из табл. 1 приложения.
По своему назначению комплект запасных частей делится на одиночный ЗИП0 или возимый, которым комплектуется каждое изделие. Групповой ЗИПГ, который предназначен для восстановления группы изделий и который находится на стационарной базе или складе. Ремонтный ЗИПр предназначен для восстановления совокупности изделий, находящихся на ремонте. Обычно ремонтный ЗИПР располагается на ремонтной базе. Схема использования перечисленных ЗИП сводится к следующему. При использовании элемента из одиночного ЗИП0 последний пополняется таким же элементом из группового ЗИПГ, а групповой ЗИПГ пополняется из ремонтного ЗИПР. Ремонтный ЗИПР пополняется по заявке экс-
РАСЧЕТ КОЛИЧЕСТВЕННОГО СОСТАВА ЗАПАСНЫХ ЧАСТЕЙ
157
Математическое ожидание числа замен запасных частей для одиночного, группового и ремонтного ЗИП определяется по формуле
m = nNkT, если кТ S 0,2, (5-81)
m = «TV (1 - , если кТ > 0,2. (5.82)
Выражение (5.81) для соответствующих ЗИП запишется в виде
m0 = nNokTo, (5.83)
тт =nNrkTr, (5-84)
wtp = nNpkTp, (5.85)
где п - количество элементов данного типа на одном изделии; JV0, Wp -количество изделий, на которые рассчитывается одиночный, групповой и ремонтный ЗИП. Обычно 7V0 = 1; То, Тг, Тр - время, на которое рассчитывается одиночный, групповой и ремонтный ЗИП.
При расчете математического ожидания количества ЗИП в формулах (5.81) - (5.85) необходимо сделать следующие преобразования
ш р/р 4-ХтрГф + хр^хр)> (5.86)
где Т = /р 4-/^ +/хр; /р - время работы элемента за период Г; /^ - время транспортировки элемента за период Т\ /хр - время хранения элемента за период Г; Хр - интенсивность отказов элемента при работе; Х^ - интенсивность отказов элемента при транспортировании; Ххр - интенсивность отказов элемента при хранении.
При расчете принимается Хтр= 1,5Хр, Ххр = 10”3Хр.
В случае если запасные части влияют на готовность изделия в процессе эксплуатации, то количество запасных частей для группового и ремонтного ЗИП устанавливаются равными сумме нормы запаса текущего довольствия /лтд и нормы неснижаемого запаса ти 3.
Ч = «Т А Г + WH.3.r • (5.87)
Ч = ттдр +mw (5.88)
158 Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ
Значение лит.д определяется по математическому ожиданию расхода запасных частей т за время, на которое рассчитывается их запас, а норма неснижаемого запаса тн,3 - по математическому ожиданию расхода т за время удовлетворения срочного заказа на пополнение ЗИП гс,3. В этом случае математическое ожидание неснижаемого запаса для группового и ремонтного ЗИП определяют по формулам:
"’н.з.г = ^ГГСЛГ, (5.89)
тн.з.р = n^Npk.3.p. (5.90)
где tc 3 г, гс 3 р - время, в течение которого удовлетворяется срочная заявка на пополнение ремонтного или группового ЗИП.
С учетом достоверности поставленной задачи математическое ожидание количества запасных частей для текущего довольствия равно
тт д =m + Uy 4т, (5.91)
где Uy - квантиль нормального распределения; т - математическое ожидание количества запасных частей соответствующих ЗИП.
Пример 5.6. Определить количество запасных блоков температурного режима для группового и ремонтного ЗИП при следующих исходных данных: Nr = 50; Np = 100; п = 10; Хр =2-10”€ 1/ч; гР = 40 ч/нед, гзипР = 2 г°Да’’ Гзипг = 3 г°Да» *с.з = 2 мес; у = 0,9; Uy = 1,282.
Решение. Вычислим величину ХГ:
X Тзипр = 2 • 10ч • 2 • 8760 = 0,035 ч < 0,2,
*-7зипг =210-6 •3-8760 = 0,052ч<0,2.
Следовательно, для вычисления математического ожидания будем пользоваться формулами (5.84) и (5.85).
тг = nNrXTr,
Тг = tp + tXp = 40-52 • 3 +128 • 52 • 3 = 6240+19968,
гр = 6240 ч, гхр= 19968 ч,
mr = 10 • 50 • (2 • КГ* 6240+2 • 10“9 • 1996в) = 6,3.
РАСЧЕТ КОЛИЧЕСТВЕННОГО СОСТАВА ЗАПАСНЫХ ЧАСТЕЙ
159
С учетом заданной доверительной вероятности имеем тт д г = тг + 1/уЛ[т^ = 6,3 +1,282^63 «10.
Аналогично вычислим математическое ожидание для ремонтного ЗИПр
тр = nNpXTp = 10 - ЮОХГр = Ю00ХГр = 1000(Х р/р +Ххр/хр),
Гр = 40-52-2 + 128-52-2 = 4160 + 13312, /р=4160, /хр =13312, /ир = 1000(2 • 1 О'6 • 4160 + 2 • 10-9 • 13312)« 8,3.
С учетом заданной доверительной вероятности получим /итдр = wp +Uyyjm^ = 8,3 + 1,282783 «12.
По формулам (5.89) и (5.90) определим неснижаемый запас «НЛ.Г = ^гЧ.э = 10 • 50 • 2 • I О'6 .2 • 720 = 1,44, /ин 3 р = nNp^‘c.3 = 10 • 100 • 2 • 1О-6 • 2 • 720 = 2,88.
Тогда суммарное число запасных частей определим по формулам (5.87) и (5.88):
т'г = тт.д.г + mH.3.r =10 + 1,44 «12,
/Ир = тха р + т„, р = 12 + 2,88 = 15.
Глава 6
НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ ОПЫТНЫХ ОБРАЗЦОВ
6.1. ОРГАНИЗАЦИЯ И ПОСЛЕДОВАТЕЛЬНОСТЬ СОЗДАНИЯ ТЕХНИЧЕСКИХ СИСТЕМ
В условиях развития научно-технического прогресса происходит более быстрое моральное старение созданной системы по сравнению с ее физическим износом. Это положение приводит к необходимости разработки таких систем, которые бы позволяли предусмотреть две-три модернизации. Создание принципиально новой конструкции системы связано с большими изменениями технологического процесса производства, а также заменой оборудования и значительными затратами материальных средств и времени. Поэтому при разработке сложных систем необходимо, по возможности, предусмотреть сохранение конструкций основных силовых узлов, механизмов и других сборочных единиц без существенных изменений. Такой подход позволяет обеспечить в короткие сроки при сравнительно малых затратах создание новых систем.
Организация создания сложных технических систем предусматривает выполнение следующих этапов: разработка технического предложения; эскизное проектирование; техническое (рабочее) проектирование; изготовление опытных образцов; экспериментальная отработка.
Сложившаяся практика создания сложных систем свидетельствует о том, что в их разработке участвует достаточно большое число организаций, иногда - несколько десятков.
Совместные исследования заказывающих управлений и проектных организаций помогают определить основные задачи и способы их решения. Анализ условий применения разрабатываемой системы позволяет выработать основные его технические характеристики.
В зависимости от стоимости и назначения создаваемой системы принимают совместное решение о числе опытных образцов, которое позволит провести всестороннюю проверку их работоспособности и надежности. Так, например, в практике проектирования судов изготавливают, как правило, одно опытное судно данного класса, а при создании самолетов - не менее пятидесяти опытных образцов и т.д.
При создании новой системы головная организация совместно со смежными организациями разрабатывает технические предложения и представляет их заказчику, после чего техническое задание (ТЗ) утвер*
ОРГАНИЗАЦИЯ И ПОСЛЕДОВАТЕЛЬНОСТЬ СОЗДАНИЯ СИСТЕМ
161
ждается заказчиком и согласовывается с головной организацией. Далее проводят эскизное и техническое проектирование. Эскизный и технический проекты, в свою очередь, представляют на рассмотрение заказчику, по замечаниям которого проводят соответствующие конструкторские проработки.
Сложную техническую систему (комплекс) можно представить в виде трех иерархических уровней. К первому уровню относят основные системы, агрегаты и сборочные единицы силовых узлов и металлоконструкций; ко второму - механические, гидравлические, пневматические узлы, а также электронные приборы и пульты управления; к третьему уровню - комплектующие изделия в виде радиоэлектронных элементов, резинотехнических изделий, гидравлических, механических и пневматических элементов.
Объекты, относящиеся к первому иерархическому уровню, как правило, проектируют и отрабатывают специализированные предприятия. Вначале их отработку проводят на стендовом оборудовании, а затем - в составе изделия на головном предприятии.
На этапе эскизного проектирования головная организация разрабатывает для смежных предприятий ТЗ на объекты, относящиеся ко второму иерархическому уровню.
В соответствии с ТЗ на разрабатываемое изделие головная организация совместно со смежными предприятиями проводит анализ и выбор конструктивных схем, а также выполняет необходимые проектные расчеты. Принятые конструктивные решения подтверждают методами математического и физического моделирования отдельных узлов, механизмов и изделия в целом. Одновременно проводят изготовление макетов отдельных агрегатов и систем в натуральных габаритах и с соответствующей массой. На этом заканчивают проектирование, т.е. выполнение конструкторских проработок и расчетно-исследовательских работ. После защиты эскизного проекта у генерального заказчика приступают к этапу технического проектирования. По завершении этого этапа начинают изготовление и испытание опытных образцов.
Программу экспериментальной отработки строят на последовательных испытаниях объектов все более высоких иерархических уровней. Так, после успешной отработки сборочных единиц, агрегатов и систем переходят к испытаниям комплекса.
Изготовление опытных образцов проводят по документации главного конструктора. Испытания осуществляют на стендовом оборудовании, в условиях предприятия, изготавливающего опытные образцы. На основании информации, полученной в ходе испытаний, конструкцию агрегата
6 - 8886
162 Глава 6. НАДЕЖД [ОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
или системы совершенствуют, что находит отражение в технической документации. После завершения стендовых испытаний сборочных единиц и систем проводят их монтаж на агрегате (изделии).
Укомплектованный агрегат (изделие) по штатной документации подвергают предварительным (заводским) испытаниям на функционирование. В ходе этих испытаний выявляют замечания, на основании которых выполняют корректирование конструкторской и эксплуатационной документации.
Следующим этапом контрольных испытаний являются межведомственные испытания изделий, систем. В процессе этих испытаний осуществляют всестороннюю проверку систем и сборочных единиц в совместном их взаимодействии при выполнении определенных функций, аналогично, как и на этапе заводских испытаний, выявляют замечания, на основании которых проводят корректирование конструкторской и эксплуатационной документации.
Завершающим этапом контрольных (приемочных) испытаний являются государственные испытания, по окончании которых вместе с данными, полученными в ходе заводских и межведомственных испытаний, принимают решение о пригодности создаваемого изделия, системы или комплекса для использования по назначению. Недостатки, вскрытые на предыдущих этапах испытаний, устраняют, корректируя конструкторскую и эксплуатационную документацию, после чего документацию подготавливают к серийному производству изделия, системы.
Серийное производство сложных изделий, систем организуют на предприятиях, имеющих достаточные мощности. С целью отладки технологического процесса на предприятии-изготовителе назначают выпуск установочной партии изделий, по которой проводят тщательный контроль серийной документации и качество выпускаемых изделий. После этого окончательно отрабатывают технологию производства и методы контроля серийной продукции.
Рассмотренные этапы создания сложных технических систем, с точки зрения затрат средств и времени, неодинаковы. Так, если все расходы, связанные с выполнением программы по созданию системы, принять за 100 %, то на разработку документации приходится 15 - 20 % этих расходов, на изготовление и опытную отработку - 80 - 85 %. Соответственно длительность изготовления и опытная отработка системы существенно превышают продолжительность проектирования, хотя частичная корректировка документации практически сопровождается в течение всего периода изготовления и испытаний опытных образцов. Так, например, при создании сложных систем комплекса по гидроразрыву пласта глубоких
ПРОГРАММА ЭКСПЕРИМЕНТАЛЬНОЙ ОТРАБОТКИ ИСПЫТАНИЯ
163
нефтяных скважин на разработку документации потребовался один год» а на изготовление и отработку опытных образцов - примерно три года.
Практика показывает, что с увеличением сложности создаваемой технической системы соответственно растет доля расходов средств и времени на опытную отработку. Это, в свою очередь, заставляет разработчика более подробно анализировать процесс опытной отработки и искать возможности снижения расходов, посредством направленных доработок и оптимизации объемов испытаний.
6.2. ПРОГРАММА ЭКСПЕРИМЕНТАЛЬНОЙ ОТРАБОТКИ ИСПЫТАНИЯ
Обобщающим программным документом, организующим испытания и определяющим полноту и достаточность отработки системы (изделия), является программа экспериментальной отработки (ПЭО), которую разрабатывают на этапе технического проектирования и которая является неотъемлемой частью конструкторской документации. ПЭО согласовывают и утверждают как нормативно-технический документ.
Предприятия-разработчики составных частей системы (изделия) разрабатывают ПЭО на эти составные части и направляют их на согласование в головную организацию, выдавшую ТЗ.
ПЭО должна содержать:
- перечень и состав систем (изделий), подвергаемых автономным, комплексным, межведомственным и государственным испытаниям;
- цели и задачи испытаний, а также порядок и последовательность их выполнения;
- порядок и объем отработки комплектов конструкторской документации на опытных образцах;
- виды автономных и комплексных испытаний, число систем (изделий) и объем их испытаний;
- порядок и объем отработки взаимного функционирования агрегатов и систем при имитации различных воздействующих факторов;
- порядок отработки средств и методов обеспечения безопасности работы и эксплуатации системы (изделия);
- перечень программ и методик проведения, а также оценки результатов испытаний и другой технической документации на испытания;
- перечень средств испытаний и измерений (стендов, оборудования и систем измерений);
- отчетность по проведенным испытаниям.
б*
164 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
По каждому виду испытаний, предусмотренному ПЭО, предприятия-разработчики создают свои более подробные ПЭО. Иерархическая структура сложной системы (изделия) определяет соответствующую структуру построения ПЭО.
Экспериментальную отработку системы (изделия) планируют на основе следующих принципов:
- до начала изготовления серийного изделия значительный объем экспериментальной отработки составных частей проводят на стендовом оборудовании;
- экспериментальную отработку изделий в реальных условиях эксплуатации проводят с использованием допустимых предельных режимов и различных воздействующих факторов;
- экспериментальную отработку изделия выполняют в составе комплекса с учетом последовательности и увязки взаимодействия при функционировании с замерами точности определяемых параметров;
- проводят исследование выявленных отказов и анализ их влияния на работу изделия, предварительно оценивают надежность.
В качестве исходных данных для определения объемов экспериментальной отработки используют:
- данные ТЗ, включающие требования к техническим характеристикам и количественным показателям надежности;
- документацию эскизного и технического проектов;
- структурные и функциональные схемы, а также схему компоновки и взаимного расположения систем в изделии;
- циклограмму функционирования изделия, включая хранение, транспортировку, подготовку к применению и применение самого изделия по назначению;
- перечень внешних воздействующих факторов и допустимые нагрузки;
- данные о заимствовании на вновь создаваемом изделии отработанных технических решений узлов, систем и агрегатов изделия-аналога.
При выборе аналога создаваемой системы (изделия) проводят всесторонний анализ изделий этого класса, сравнительный анализ технических характеристик, принципов работы, основанных на физических свойствах изделия, применяемых материалов, конструктивных решений и количественных показателей надежности.
ПЭО является обязательным к выполнению документом, определяющим объект и цель испытаний, виды и перечень проводимых проверок и их последовательность, условия проведения испытаний и форму отчетности.
КОНТРОЛЬ УРОВНЯ ОЦЕНКИ ВЫПОЛНЕНИЯ ПРОГРАММЫ ОТРАБОТКИ 165
6.3. КОНТРОЛЬ УРОВНЯ ОЦЕНКИ ВЫПОЛНЕНИЯ ПРОГРАММЫ ЭКСПЕРИМЕНТАЛЬНОЙ ОТРАБОТКИ
Ограниченное число опытных образцов, выделяемых на испытания, и сжатые сроки экспериментальной отработки сложных технических систем не позволяют получить в достаточном объеме статистические данные для достоверной оценки показателей надежности. В связи с этим для контроля выполнения программы экспериментальной отработки используют методы, основанные на совместном применении детерминированных и статистических показателей качества процесса отработки, а также качественных и количественных критериев оценки завершенности отдельных этапов отработки.
Показатели уровня отработанности определяют, сравнивая фактически достигнутые в процессе отработки значения технических характеристик и показателей надежности с их требуемыми значениями. Уровень отработанности служит для оценки завершенности (ПЭО).
В работе [12] рассмотрены три метода оценки уровня отработанности: дифференциальный, комплексный и смешанный.
Суть дифференциального метода оценки уровня отработанности изделия заключается в определении отдельных относительных показателей V, при 0 < И, < I.
Смысл относительного показателя состоит в сравнении полученного количественного значения контролируемого параметра с его заданным значением в ТЗ. Относительный показатель определяют из соотношения
г; =-^L (6.1)
где y{(t) - значение контролируемого параметра, полученного при отработке; yJV(t) - требуемое по ТЗ значение контролируемого параметра;
время работы изделия, в течение или после которого проводился замер контролируемого параметра; 0 < t < Т.
Следует отметить, что относительный показатель используют только для отдельных параметров и лишь для приближенной оценки уровня отработанности изделия в целом.
Комплексный метод оценки уровня отработанности изделия основан на расчете обобщенного показателя по формуле
1 т
(6.2)
166 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
т где а, - весовые коэффициенты; =1, а, >0; т- число контро-/=1
лируемых параметров.
В связи с тем что практически весовые коэффициенты оценить дос* таточно трудно, обобщенный показатель отработанности изделия рассчитывают по формуле
т
и=П^( (6-3)
/=1
Смешанный метод оценки уровня отработанности изделия основан на совместном использовании комплексного и дифференциального метода. Суть этого метода [12] состоит в том, что комплексный показатель рассчитывают для определенной группы менее значимых параметров, а для более значимых параметров определяют относительные показатели. На основе полученной совокупности комплексного и единичных показателей оценивают уровень отработанности дифференциальным методом. В этом случае ПЭО оценивается с помощью комплексного показателя [12]:
1 Л
У =-$>,, (6.4)
/=1
где U2, U3 - показатели полноты экспериментальной отработки соответственно технических характеристик, внешних воздействующих факторов и ресурсных параметров.
Показатели полноты экспериментальной отработки определяют из соотношений:
(6.5)
где JVj - число технических характеристик изделия, подтверждение которых запланировано в процессе выполнения ПЭО; W - общее число технических характеристик, подтверждение которых предусмотрено техническим заданием;
(6.6)
м
где Мх - число внешних факторов и режимов работы, воздействие которых предусмотрено ПЭО; М - общее число внешних факторов и режимов работы, оговоренных в техническом задании;
ЦЕЛЬ И ВИДЫ ИСПЫТАНИЙ
167
У3= —» (6-7)
где ?£- суммарная наработка при ресурсных испытаниях, предусмотренных в ПЭО; требуемая ресурсная наработка в ТЗ.
С учетом полноты экспериментальной отработки обобщенный показатель отработанности изделия К определяется по формуле [12]
K = t/ + K, (6.8)
где И находят по формуле (6.2) или (6.3), U - по формуле (6.4).
Поскольку показатели U и V изменяются в интервале от нуля до единицы, то ПЭО будет выполнена полностью при условии К = 1.
Оценку завершенности экспериментальной отработки выполняют с использованием как качественных, так и количественных критериев.
К качественным критериям завершенности экспериментальной отработки следует отнести критерии: выполнение полного объема ПЭО; наличие соответствующей документации о проведенных испытаниях, оформленной и утвержденной в установленном порядке; перечень мероприятий по устранению выявленных замечаний и неисправностей, утвержденный в установленном порядке, присвоение конструкторской документации соответствующей литеры для серийного производства.
К количественным критериям завершенности экспериментальной отработки следует отнести критерии: меру соответствия полученных по результатам испытаний технических характеристик показателей надежности их требуемым значениям в ТЗ; количественную оценку завершенности экспериментальной отработки с использованием относительных показателей Vt>V^ и обобщенного показателя Я>Ктр. Требуемые значения К/т₽, и назначают с учетом опыта отработки изделия-аналога.
6.4. ЦЕЛЬ И ВИДЫ ИСПЫТАНИЙ
Целью экспериментальной отработки сложных технических систем является проверка правильности принятых конструкторских решений и подтверждение работоспособности как отдельных узлов, механизмов и сборочных единиц, так и изделия в целом. По результатам испытаний заказчик принимает решение о завершении опытно-конструкторских работ, приемке и постановке на серийное производство созданной системы (изделия). Всесторонняя экспериментальная отработка является основой
168 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
достижения и подтверждения требуемого уровня качества и надежности изделий.
По своему целевому назначению испытания изделия могут быть на-правлены на подтверждение: качественных параметров (например, проверка точности, устойчивости, мощность и быстродействия); конструктивных параметров (например, проверка на прочность и герметичность); эксплуатационных параметров (например, проверка на грузоподъемность, скорость движения и расход топлива) и других параметров.
В отличие от простых (недорогостоящих) изделий крупносерийного и массового производства, для которых могут быть предусмотрены специальные испытания на надежность, для сложных и дорогостоящих изделий, как правило, такие испытания не проводят. В этом случае для определения и подтверждения заданного уровня надежности используют всю информацию, полученную в процессе экспериментальной отработки опытных образцов как отдельных узлов, механизмов и сборочных единиц, так и изделия в целом. Такой подход к определению показателей надежности называют расчетно-экспериментальным подходом.
Особое место среди испытаний выделяют испытания на долговечность, ремонтопригодность и сохраняемость. Целью этих испытаний является установление гарантийного и технического ресурса, подтверждение ремонтопригодности в условиях эксплуатации и установление срока хранения изделия.
С целью подтверждения работоспособности и надежности изделий в условиях, отличных от нормальных, часто предусматривают утяжеленные или форсированные испытания.
В общем случае испытания по своему целевому назначению можно разделить на два вида: исследовательские и контрольные.
К исследовательским испытаниям относятся все отработочные испытания, проводимые в соответствии с конструкторской документацией в процессе экспериментальной отработки опытных образцов, в свою очередь, исследовательские испытания подразделяют на автономные и комплексные.
Автономные испытания предусматривают проверку на функционирование отдельных узлов, механизмов, сборочных единиц и изделий в целом, входящих в состав комплекса, а также отработку конструкторской документации на эти объекты. Программой автономных испытаний предусматривается также выявление и устранение неисправностей, определение допустимых границ запасов работоспособности и получение оценок соответствия полученных характеристик требованиям технического задания (ТЗ).
ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
169
Комплексные испытания предусматривают экспериментальную отработку взаимного функционирования нескольких опытных образцов, входящих в состав комплекса (различного или одного назначения) на соответствие требованиям ТЗ,
Основными целями комплексных испытаний являются совместная отработка опытных изделий и проверка их взаимного функционирования в условиях, близких к реальным; проверка и корректирование конструкторской документации, проверка работоспособности изделий при имитации аварийных ситуаций; получение оценки соответствия основных характеристик опытных изделий требованиям ТЗ.
Комплексным испытаниям подвергают изделия, прошедшие автономные испытания, контрольным испытаниям - опытные и серийные изделия.
Контрольные испытания опытных изделий подразделяют на два вида - предварительные и приемочные.
Предварительным или приемо-сдаточным испытаниям подвергают каждое опытное изделие. Объем приемо-сдаточных испытаний определен конструкторской документацией.
Приемочные испытания, в свою очередь, подразделяют на межведомственные и государственные. На приемочных испытаниях опытных изделий проверяют соответствие характеристик и параметров этих изделий требованиям тактико-технического задания (ТТЗ) в условиях, по назначению. По результатам приемочных испытаний принимают решение о возможности их серийного производства.
Контрольные испытания серийных изделий предусматривают проверку соответствия характеристик и параметров требованиям технических условий (ТУ). К этим испытаниям относятся: приемо-сдаточные испытания, периодические испытания, ресурсные испытания, типовые испытания, испытания установочной партии.
Испытания установочной партии изделий проводят с целью подтверждения отработанности серийной технологии и оценки готовности предприятия-изготовителя к серийному производству.
6.5. ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
При контроле и оценке надежности важное место занимают исследовательские испытания опытных образцов, так как эти испытания являются наиболее обширными и всесторонними по сравнению с другими видами испытаний.
170 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Исследовательские испытания - неотъемлемая часть процесса создания изделия, включающая в себя лабораторные, стендовые и конструкторско-доводочные испытания, которые необходимы для проверки принципов функционирования, правильности принятых конструкторских решений, подтверждения соответствия параметров и технических характеристик опытных образцов заданным требованиям.
Исследовательские испытания определяются, в первую очередь, целевым назначением изделия, его сложностью и степенью преемственности конструкторских решений, а также наличием экспериментальной базы.
Простые и недорогие изделия выгоднее отрабатывать, изготовив опытную партию изделий. В этом случае отработку составных частей изделия проводят одновременно с отработкой всего изделия.
Сложные дорогостоящие изделия, состоящие из крупных составных частей, выполняющих определенные функции, отрабатывают последовательно. Сначала отработку отдельных составных частей на соответствие их требованиям ТЗ выполняют автономно, а затем - в составе изделия. С усложнением объекта испытаний и в соответствии с иерархической структурой изделия усложняются испытательные средства и средства имитации реальных условий функционирования.
Исследовательские испытания считают полными, если экспериментально проверена циклограмма функционирования изделия и серия испытаний на функционирование прошла успешно.
Исследовательские испытания проводят с целью проверки и отработки узлов и механизмов на соответствие расчетным и конструктивным параметрам. Этими испытаниями должны быть подтверждены также гарантийные сроки службы, технический ресурс и допустимые режимы эксплуатации комплектующих элементов и материалов. Испытания выполняют на стендовом оборудовании, а также в составе изделия. Виды стендовых испытаний узлов и механизмов, предназначенные для подтверждения их работоспособности, приведены в табл. 6.1.
Ускоренные и ресурсные испытания рекомендуется проводить на опытных образцах, прошедших следующие испытания: на функционирование, специальные и климатические.
Испытания на функционирование предназначены для проверки работоспособности сборочных единиц в нормальных условиях окружающей среды и соответствия выходных параметров требованиям чертежа, паспортным данным или техническим условиям.
Специальные испытания проводят с целью проверки работоспособности опытного образца после воздействия на него критических возмущений в виде вибрации, пыли, влаги и т.п.
ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
171
6.1. Виды стендовых испытаний узлов, механизмов и других сборочных единиц для подтверждения их работоспособности
Вид стендовых испытаний Число опытных образцов Продолжительность испытаний
На функционирование 3-5 30 - 40 % заданного гарантийного ресурса
Специальные: на вибропрочность, пылевлаго-защищенность, сопротивление изоляции и т.п. 3-кратная проверка на функционирование после испытаний
Климатические в камерах тепла и холода 3-кратная проверка на функционирование после достижения критической температуры -50 °C или +50 °C
Ускоренные с увеличенной нагрузкой, но не менее 1,25 номинальной 1 До полного износа или разрушения
Ресурсные 1 -3 На гарантийный ресурс
1 Двойной гарантийный ресурс
В процессе климатических испытаний проверяют работоспособность узлов, механизмов и других сборочных единиц в условиях воздействия давления, температуры, влажности, атмосферных осадков, тумана, солнечного излучения, ветра, песка и т.п.
Ускоренные испытания предназначены для проверки работоспособности узлов, механизмов и других сборочных единиц при воздействии на них факторов, ускоряющих процесс возникновения отказов.
Ресурсные испытания осуществляют для проверки работоспособности сборочных единиц в условиях окружающей среды, а также проверки соответствия выходных параметров заданным требованиям чертежа, паспортным данным или техническим условиям.
При проведении стендовых испытаний в случае появления отказа конструктивного характера испытания необходимо остановить, провести Доработку, а затем продолжить испытания по намеченной программе.
172 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
После завершения стендовых испытаний, а в некоторых случаях -одновременно с их проведением, выполняют исследовательские испытания опытных образцов изделия. К ним относятся предварительные (или заводские), межведомственные и государственные испытания.
Предварительные, или заводские, испытания изделия проводят с целью проверки его технических и эксплуатационных характеристик на соответствие требованиям ТЗ в объеме, определяемом программой предварительных испытаний. Испытания проводят в условиях цеха и заводского полигона.
Программой предварительных испытаний предусматривается оценка прочности металлоконструкций и механизмов, проверка работоспособности сборочных единиц и аппаратуры, а также проверка удобства и безопасности работы.
Межведомственные испытания являются более обширными, их проводят с целью всесторонней проверки технических и эксплуатационных характеристик изделия на соответствие ТЗ в условиях, максимально приближенных к действительным условиям эксплуатации.
Государственные испытания являются завершающими, на основании которых принимают решение о необходимости серийного производства. Эти испытания, как и межведомственные, проводят на государственном полигоне в реальных условиях эксплуатации и предусматривают всестороннюю проверку эксплуатационно-технических характеристик изделия. По завершении государственных испытаний составляется отчет с результатами оценки эксплуатационно-технических характеристик. На основании отчета по государственным испытаниям составляют «План мероприятий по устранению замечаний» с реализацией их конкретными исполнителями в установленные сроки до начала запуска изделия в серийное производство.
Число опытных образцов и продолжительность испытаний изделий приведены в табл. 6.2. Все перечисленные в таблице виды испытаний допускается проводить на одних и тех же опытных образцах.
В процессе проведения заводских, межведомственных и государственных испытаний выявляют отказы конструкционного характера. Если отказ влияет на выполнение работы, то проводят доработку отказавшей сборочной единицы. После доработки подвергают испытаниям доработанную сборочную единицу в объеме, равном объему испытаний перед доработкой [24]. Испытания допускается проводить в составе стенда, или, в случае его отсутствия, - в составе изделия, после чего испытания продолжают по намеченной программе в составе комплекса [19, 25].
ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
173
6.2. Виды испытаний, число испытываемых опытных образцов и продолжительность испытаний изделий
Вид испытаний Число опытных образцов Продолжительность испытаний
Заводские в условиях завода-изготовителя Каждый опытный образец 20 - 30 % заданного гарантийного ресурса
Межведомственные 6-12 40 - 60 % заданного гарантийного ресурса
Государственные 6-10 10 - 30 % заданного гарантийного ресурса
Ускоренные с увеличенной нагрузкой 1 Допускается использовать опытный образец, представленный на заводские, межведомственные и государственные испытания и совместить с этими испытаниями
Климатические в камерах тепла и холода или в реальных условиях холодной и жаркой зон 1 -2 3-кратная проверка на функционирование после достижения критической температуры -40 °C или +50 °C
Ресурсные 1-2 Двойной гарантийный ресурс функционирования. Допускается использовать образцы, прошедшие государственные испытания
При появлении отказа конструкционного характера, не влияющего на выполнение основной работы, также проводят доработку отказавшей сборочной единицы. Объем испытаний, проведенных после доработки, составляет 30 % объема испытаний, выполненных перед доработкой. Испытания допускается проводить в составе стенда или, в случае его отсутствия, - в составе изделия, после чего испытания продолжают по программе.
При появлении дефекта конструкционного характера, связанного с улучшением эксплуатационно-технических характеристик изделия, про
174 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ IIA ЭТАПЕ ИСПЫТАНИЙ
водят доработку отказавшего узла или механизма. После доработки испытания продолжают по намеченной программе. Эффективность доработки подтверждают повторением объема испытаний для отказов, влияющих на выполнение основной работы. В случае появления отказа на доработанном узле или механизме их заменяют на конструктивно новые, и процедура испытаний повторяется [23].
6.6. ПЛАНИРОВАНИЕ ИССЛЕДОВАТЕЛЬСКИХ И КОНТРОЛЬНЫХ ИСПЫТАНИЙ
МЕТОДОМ ФИКСИРОВАННОГО ОБЪЕМА
Основной задачей при разработке методов планирования испытаний и контроля уровня надежности является получение полной и достоверной информации о надежности выпускаемой партии изделий объемом W по результатам испытаний некоторой выборки объемом п. Получаемые выборочные характеристики должны быть состоятельными оценками проверяемой партии. Отличительной особенностью испытаний сложных технических систем является ограниченность испытаний по времени и объему, так как на испытания не может быть поставлено большое число образцов, и испытания не могут продолжаться слишком долго. Поэтому исходными предпосылками при разработке методов испытаний будут являться статистические оценки, получаемые по малым выборкам.
Под партией понимают некоторую совокупность /V изделий одного типа, изготовленную по единой технологии и без схемно-конструктивных изменений; под выборкой - некоторую совокупность конечного числа наблюдений над случайной величиной. Объем выборки п включает как число образцов изделий, так и число наблюдений или испытаний. При таком подходе объем выборки п при испытаниях можно найти по формуле
п = Ьи, (6.9)
где А- число периодов длительностью t при испытаниях каждого образца; т - число испытываемых образцов.
По результатам испытаний выборки объемом п получают статистические оценки параметров распределения - математическое ожидание, среднее квадратическое отклонение и др. Однако при оценке надежности изделий требуется определять не только статистические параметры распределения, но и оценивать точность этих параметров с заданной достоверностью. С этой целью вводят понятия доверительного интервала и доверительной вероятности. Если в качестве оцениваемого параметра
ПЛАНИРОВАНИЕ ИССЛЕДОВАТЕЛЬСКИХ И КОНТРОЛЬНЫХ ИСПЫТАНИЙ 175
примем некоторую величину 6, то отклонение статистической оценки 0 от фактического значения параметра 0 не превзойдет некоторой величины £ с заданной вероятностью у.
Математически это можно записать так:
у = р(|ё-б|<е). (6.10)
При такой записи у есть вероятность того, что фактическое значение параметра заключено в пределах
0-£<0<0 + Е. (6.11)
Вероятность у называют доверительной, а интервал 0±е - доверительным интервалом. Из этих соотношений следует, что доверительный интервал характеризует точность оценки, а доверительная вероятность -ее надежность.
При выборочных оценках кроме доверительных интервалов и доверительной вероятности вводят понятие критической области с целью определения, каким должен быть доверительный интервал, чтобы с заданной вероятностью у можно было утверждать - фактическое значение параметра 6 не выйдет за пределы доверительного интервала. Сформулированная задача, по существу, сводится к проверке статистических гипотез о принятии или отклонении проверяемой гипотезы по результатам выборочных испытаний.
Процедура проверки статистических гипотез сводится к следующему: все возможные выборочные значения делят на два непересекающихся подмножества. Проверяемую гипотезу Но отклоняют, если выборочное значение параметра попадает, например, в первое подмножество, и принимают, если оно попадет во второе подмножество. Подмножество (первое по отношению к проверяемой гипотезе Яо) называют критической областью. От выбора критической области зависит решение о принятии или отклонении проверяемой гипотезы.
Принципы выбора критической области были сформулированы Нейманом и Пирсоном. Критерий Неймана - Пирсона называют критерием отношения правдоподобия. Этот критерий предполагает, что вид распределения вероятностей известен, но неизвестно лишь значение параметра 0. На основе выборки х2,...» хп из п независимых наблюдений необходимо проверить гипотезу о том, что неизвестный параметр 0 = 0О, но не 0 = 0Ь как предполагается в противоположной гипотезе.
176 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Проверяемую гипотезу Яо обычно называют нулевой, а противоположную ей гипотезу Н\ - конкурирующей. Гипотезы Яо и Н\ называют также простыми, когда соответствующие им подмножества содержат только по одной точке 0О и 0Ь
Нейманом и Пирсоном показано, что принимая или отклоняя гипотезу Hq, можно совершить ошибки двух родов: отклонить гипотезу Яо, когда она верна, т. е. 0 = 0О, или принять гипотезу HQ, когда, на самом деле, верна противоположная ей гипотеза Н\, т.е. 0 = 0h
Вероятность отклонить по выборочным испытаниям гипотезу Яо, когда она верна, называют ошибкой первого рода (или риском поставщика) и обозначают ее через а. Вероятность принять по выборочным испытаниям гипотезу HQ, когда на самом деле верна гипотеза называют ошибкой второго рода (или риском заказчика) и обозначают ее через р.
Нейман и Пирсон показали, что при заданном значение а из всего множества возможных областей нужно выбрать такую критическую область, для которой вероятность р будет минимальной.
При таком подходе а называют уровнем критической области, а (1 - Р) -мощностью критической области.
Из сказанного следует, что при фиксированном объеме выборки п можно брать произвольной только одну из величин - а или р.
Критерий отношения правдоподобия математически записывают в виде выражения
П/U.e,)
--------St/a, (6.12)
П/Мо) /=]
где f(x, 0) - плотность распределения случайной величины X при любом значении параметра 0; Ua - квантиль функции нормального распределения, определяемая соотношением
Ф(Яа) = а,
здесь Ф(С/а) - функция, обратная функции нормального распределения; выбирают из табл. 1 приложения.
Для определения фиксированного объема испытаний с целью подтверждения заданного показателя надежности рассмотрим выбор критической области для различных законов распределения.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ПРИ ЭКСПОНЕНЦИАЛЬНОМ ЗАКОНЕ 177
6.7. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ПРИ ЭКСПОНЕНЦИАЛЬНОМ ЗАКОНЕ РАСПРЕДЕЛЕНИЯ НАРАБОТКИ ДЛЯ ФИКСИРОВАННОГО ОБЪЕМА
Если в качестве оцениваемого параметра распределения является средняя наработка То до отказа или же средняя наработка Тср на отказ, то процедура для определения объема выборки не меняется.
При оценивании средней наработки до отказа на испытания ставят п изделий, каждое из которых испытывают до первого отказа.
При оценке средней наработки на отказ на испытания ставится одно или несколько изделий, которые испытывают в течение некоторого времени
sw = rl + r2 + ,.. + 7; + ... + T„, где Т, - время наработки между (z + 1)-м и z-м отказами; п - число отказов.
Обозначим через 7\ минимально допустимое значение наработки на отказ, при которой партия изделий должна приниматься заказчиком с риском, не превышающим р, а через То - значение наработки на отказ, при которой партия изделий должна приниматься с вероятностью (1 - а).
Принимая во внимание, что случайная величина 2Sn/T подчиняется распределению £2, найдем вероятность принятия решения о соответствии параметров (То, Тср) требуемым значениям из соотношения
Р ^->С = а, (6.13)
< )
где С = х?_а(2и).
Если левая часть этого равенства меньше заданной величины а, то проверяемую гипотезу Т= То отклоняют.
Условие для отклонения проверяемой партии изделий запишется в виде
^<Х?-а(2л), (6.14)
'о
откуда, разделив обе части неравенства на 2л, получим условие для принятия партии изделий по результатам испытания выборки:
f > ТрХьаС2”), (6.15)
2п
178 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
где t - фактически полученное значение наработки до отказа по результатам испытаний; Го - требуемое значение наработки до отказа; квантили Х?-а(2я) берутся из табл. 2 приложения; п - число степеней свободы в распределении х2» которое означает либо число изделий, поставленных на испытания и работающих до первого отказа, либо допустимое число отказов за суммарное время испытаний Sn = in.
Если по техническому заданию требуется подтверждение средней наработки на отказ, то формула (6.15) запишется в виде
> ?срХ1-(х(2л)
2п
(6.16)
Для обеспечения второго условия, связанного с риском заказчика р, вероятность отклонить проверяемую гипотезу Т = То, когда она не верна*
запишется в виде
(2<? 1
Р =^->С =₽,
I Т'х )
(6.17)
где С = Хр(2«).
В этом случае условие для принятия решения о соответствии надежности изделий заданным требованиям по результатам испытаний опреде
ляется неравенством
2п
(6.18)
Из соотношений (6.15) и (6.18) можно определить объем выборки п, которую необходимо испытать для оценивания соответствия параметров партии изделий требованиям ТЗ при заданных рисках поставщика а, заказчика Р и значении отношения TQ/T} .
Так как левые части неравенств равны, можно записать
то^.а(2п)_т1^(2п) 2п 2п
откуда
то _ Хр(М Ъ "х?-а(2л)‘
(6.19)
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ПРИ ЭКСПОНЕНЦИАЛЬНОМ ЗАКОНЕ 1 79
Далее по найденному в таблице %2 числу степеней свободы п и по фактически полученному значению наработки до отказа по формуле (6.15) или (6.18) определяют необходимое суммарное время испытаний
Sn^nt, (6.20)
В частном случае при проведении безотказных испытаний суммарное время испытаний для подтверждения соответствующей наработки То или 7] определяется по формулам
«0=^-|1п(1-а)|, (6.21)
т
л, = -у-|1п(р)|, (6.22)
откуда
«о = W(A (6.23)
S}=n}t, (6.24)
где / - заданное время работы изделия на выполнение задания с вероятностью отказа qQ = i/Tq или q} = t/T}; и0 и И| - соответствующие qQ и q{ числа изделий, поставленных на испытания, каждое из которых должно работать без отказов в течение времени t.
Формула (6.23) определяет суммарный объем испытаний для подтверждения наработки 70, а формула (6.24) - для подтверждения наработки Т|.
Следует отметить, что на испытания может быть поставлено одно изделие, которое должно проработать без отказов в течение времени или S| с целью подтверждения соответствующих наработок То или 7\.
Пусть требования по надежности к изделию заданы в виде вероятности безотказной работы за заданное время tQ и допустимого значения Р риска заказчика.
Предполагается также, что при испытаниях изделий изменяется их наработка до отказа, причем функция распределения наработки описывается экспоненциальным законом, т.е. вероятность безотказной работы изделия за заданное время /0 имеет вид:
'О
/3(z0) = e’x'° или/’(г0) = е' /', (6.25)
где А. - интенсивность отказов; Т = 1/А. - средняя наработка до отказа.
180 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Если требования по надежности заданы в виде нормативного значения Гф, то, зная время работы /, из равенства (6.25) можно найти соответствующее нормативное значение вероятности безотказной работы. Требуемый уровень к вероятности Р^ безотказной работы пересчитывают в требуемый уровень показателя Ц» по формуле
Ч=7-,ПТ-- <6-26)
*0
Принятые предположения при контроле вероятности безотказной работы позволяют измерять объем испытаний в виде суммарной наработки изделий, выделенных на испытания, зависящей от принятого плана испытаний:
Ntn при плане [NMtn]t
при плане [NMl?],
где N- число образцов; tn - заданное время испытаний; tr - время испытаний до отказа; М- план испытаний с восстановлением.
Если в процессе испытаний осуществляют восстановление отказавших изделий, можно ограничиться рассмотрением только планов испытаний типа Л/.
Планирование испытаний проводят исходя из условий приемки, которые в рассматриваемом случае определяются как
Х|-Р-Г,ПТ”’ <6-27)
*0 Гтр
где - верхняя доверительная граница показателя X для уровня 1 - Р = у или
(6.28)
где 5ф - требуемый минимально необходимый уровень для зависящий от величин Ртр и р, а также от допустимого числа отказов т при испытаниях; значения в зависимости от плана испытаний приведены в табл. 6.3.
Пример 6.1. Определить число изделий, которое необходимо поставить на испытания или получить число отказов в процессе испытаний, чтобы подтвердить оценки параметров, соответствующие требованиям ТЗ.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ПРИ ЭКСПОНЕНЦИАЛЬНОМ ЗАКОНЕ 1$1
6.3. Минимально необходимый уровень суммарной наработки
План испытаний и суммарная наработка Требуемое значение суммарной наработки S-ф Примечание
при наличии отказов т > 0 при безотказных испытаниях т = 0
_ *оХр(2*и + 2) ’₽" 21п(1/Ртр) /01п(1/р) ТР lnd/Ртр) ^₽(2т+2)
[NMtr] > Ntr При г> 1 4>Хр(2г) При г = 1 _<01п(1/р) тр Ind/Ap) определяют по табл. 2 приложения
Исходные данные для планирования испытаний: а = 0,2; р = 0,1; ТЬ = 200 ч; Т0/7;=1,9.
Решение. По значению Tq/TJ =1,9 из табл. 2 приложения для %2-распределения и заданным значениям а = 0,2 и р = 0,1 находим Хо,8 = = 16,31; Хоj = 30,8; 2п = 22. Следовательно, объем выборки равен: п = 11. Если в результате испытаний изделий до появления одиннадцатого отказа полученное опытное значение наработки на отказ t удовлетворяет условию
ГоХ?-а(22)_ 200-16,31 _HS 22 22
то надежность проверяемой партии изделий соответствует требованиям ТЗ.
Отсюда суммарное время испытаний должно быть равно:
= /« = 148-11 = 1628 ч.
Пример 6.2. Определить число насосных агрегатов по гидроразрыву пласта и суммарный объем испытаний, принимая во внимание, что отказы в процессе испытаний за время t не допускаются.
Исходные данные для планирования испытаний: / = 3 ч; То ~ 600 ч, а = 0,1.
Решение. По формуле (6.21) вычисляем объем выборки (число агрегатов):
182 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Следовательно, объем выборки п ~ 21. Отсюда суммарное время испытаний без отказов должно быть
= и/= 21-3 = 63ч.
Полученное суммарное время работы без отказов может быть отработано одним или несколькими агрегатами.
Пример 6.3. Определить в процессе испытаний число отказов насосных агрегатов по гидроразрыву пласта и суммарный объем испытаний для получения оценок параметров, соответствующих требованиям ТЗ.
Исходные данные для планирования испытаний: а = р = 0,1; То = = 800 ч; Т{ = 600 ч.
Решение. По значению отношения TQ/T} = 1,33 из табл. 2 приложения для х2-распределения по заданным значениям а = р = 0,1 находим квантили: = 172,42; %q9= 128,16; 2л? = 150. Следовательно, объем вы-
борки (число отказов) п = 75. По формуле (6.18) определяем опытное значение наработки на отказ:
,= 7jj^) = 60Q.|72,42 ч 2п 150
Отсюда суммарное время испытаний для подтверждения минимальной наработки на отказ 1\ = 600 ч при числе отказов п = 75 должно быть равно
S= и/= 75-689,68 = 51725 ч.
6.8. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ПРИ НОРМАЛЬНОМ И ЛОГАРИФМИЧЕСКИ НОРМАЛЬНОМ
ЗАКОНАХ РАСПРЕДЕЛЕНИЯ НАРАБОТКИ НА ОТКАЗ ДЛЯ ФИКСИРОВАННОГО ОБЪЕМА
Оценками для среднего значения наработки на отказ и среднего квадратического отклонения будут соответственно величины:
Т*=-У\Т„ (6.29)
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ПРИ НОРМАЛЬНОМ ЗАКОНЕ
183
(6’30)
где Г, - наработка до f-го отказа; п - число отказов, выявленных в процессе испытаний.
В этом случае двусторонним доверительным интервалом для среднего значения наработки на отказ с доверительной вероятностью (1 - а) будет неравенство
(6.31)
VW " VW
где У = (Г-г]/ст.
При одностороннем доверительном интервале односторонние доверительные пределы запишутся в виде неравенств: для оценки сверху
-оо<7’<Г (6.32)
‘ vw
для оценки снизу
+ а> > Т > Т* - U^, (6.33)
“ v w
Вероятности получения этих неравенств соответственно равны:
Р T>T'+Ul
г a
l-a/2 г-Чп)
ос;
Р T<r-u}_ah-^= =р. I VW J
(6.34)
(6.35)
На основании приведенных соотношений по результатам испытаний определяют условия для принятия или отклонения проверяемой гипотезы Т= TQ при альтернативной гипотезе 7= Г|.
Уравнение (6.35) определяет критическую область для выборочной средней Т* при справедливости гипотезы Т= Го:
Ц,
О
(6.36)
184 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Неравенство (6.36) означает, что если при испытаниях изделий до наступления п отказов полученная выборочная средняя наработка удовлетворяет неравенству
Г >TQ-Ux_a-^=, (6.37)
VW
то надежность изделия соответствует требованиям ТЗ.
Условием принятия гипотезы Т = Т\ при альтернативной гипотезе Т= Tq является выполнение неравенства
Г>7\ (6.38)
Vw
Для нахождения объема выборки и, которую необходимо испытать с оценкой соответствия требованиям ТЗ, приравняем правые части неравенств (6.37) и (6.38) и в результате получим
где t/t_a и - квантили функции нормального распределения; а -известное значение среднего квадратичного отклонения.
В этом случае суммарное время испытаний определяют по формуле
S„=nT\ (6.40)
где w - число поставленных на испытания изделий или зафиксированных отказов в процессе испытаний.
Уравнение (6.39) справедливо, если известна величина а. При неизвестной о ее определяют, используя результаты испытаний по формуле (6.30), а неравенства (6.37) - (6.39) будут справедливы, если в них заменить квантили ^7|_а и L/|_p нормального распределения на распределения Стьюдента, которые находят по табл. 3 приложения.
В случае логарифмически нормального распределения наработки на отказ неравенства (6.37) - (6.39) имеют вид:
п
(6.41) w Vw
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ПРИ НОРМАЛЬНОМ ЗАКОНЕ
185
±1пт;
7” = ------> In Г, + (/,_в ,
п Vw
ст2 п = -----------77
(inTo-lnTj)2
(6.42)
(6.43)
Суммарное время испытаний определяют также по формуле (6.40).
Если величина а неизвестна, то ее определяют по результатам испытаний из соотношения
а
(6.44)
а для определения объема выборки п вместо величин Ц_а и в формулу (6.43) подставляют квантили распределения Стьюдента из табл. 3 приложения.
При планировании испытаний методом фиксированного объема для других законов распределения наработки на отказ (например, закон Вейбулла, гамма-распределение, двойное показательное распределение и т.п.) в первом приближении можно использовать метод, основанный на использовании отношения суммарного времени испытаний к наработке
л
на отказ 2Srt/T0, где Sn = - наработка между (/ - 1)-м и z-м отка-
/=|
зами.
Плотность распределения этого отношения имеет -распределение:
/ =... ! е то . (6.45)
VoJ TQ J
В этом случае объем испытаний, необходимый для принятия решения о выборе гипотезы Но или /7Ь определяют из соотношения (6.19) как для экспоненциального закона распределения:
й. . (М6)
т, Х}-.Ы
186 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Далее объем выборки и суммарное время испытаний вычисляются соответственно по формулам (6.15), (6.18) и (6.20) - (6.22).
6.9. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ФИКСИРОВАННОГО ОБЪЕМА, КОГДА ПОКАЗАТЕЛЕМ ОЦЕНКИ ЯВЛЯЕТСЯ ВЕРОЯТНОСТЬ БЕЗОТКАЗНОЙ РАБОТЫ ИЛИ ВЕРОЯТНОСТЬ ОТКАЗА, РАСПРЕДЕЛЕННАЯ ПО БИНОМИАЛЬНОМУ ЗАКОНУ ИЛИ ЗАКОНУ ПУАССОНА
Если вероятность появления отказов в выборке объемом п постоянна и равна «у, то вероятность получения соответствующего уровня надежности по результатам п испытаний определяют по биномиальному закону, который справедлив при соблюдении условия п > 0,1 М где п > 20; возможный объем испытаний (генеральная совокупность наблюдений или партия изделий). Тогда вероятность соответствия уровня надежности определяют из соотношений:
т-с
Р(х < с)= £с„%”'(1 1 -а, (6.47)
ш=0
Р(х < с)= £cnV(l - р, (6.48)
ш=0
где с и т - соответственно допустимое число отказов и число отказов в выборе объемом п\ С™ = z?!/[w!(w — zw)?]; qQ и q{ - вероятности отказов изделия, соответственно приемлемая и допустимая.
Если вероятность появления отказов постоянна и мала, т.е. произведения nq = 0,1... 2,0, то вероятность соответствия уровня надежности по результатам п испытаний определяют, используя закон Пуассона:
Ш=с -Що ( Xw
?(х < с)= у (6.49)
zi т!
(6.50) ш=0 т'
Задаваясь величинами qo, ql9 а и 0 из соотношений (6.47) - (6.50), для различных значений допустимого числа отказов с, определяют объем
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ФИКСИРОВАННОГО ОБЪЕМА 187
испытаний п. Под с можно понимать число отказов в п циклах испытаний или число дефектных изделий в выборке из п изделий.
При оценке надежности изделий по одному заданному уровню q{ по уравнению (6.48) были проведены вычисления объемов испытаний, которые сведены в табл. 6.4, заимствованную из работы [8].
Порядок пользования табл. 6.4 рассмотрим на следующем примере.
Пример 6.4. Определить необходимый объем п испытаний при допустимом числе отказов с, риске р заказчика и допустимой вероятности q\ отказа за один цикл; с = 2; р = 0,1; q\ = 0,04.
Решение. По табл. 6.4 при заданных величинах р, q{ и с находим л= 131.
В качестве расчетных зависимостей при определении объема испытаний для одного заданного уровня надежности и числе отказов, равном нулю (с = 0), используют следующие соотношения: для подтверждения допустимого уровня q{ отказа
и = -^; (6.51)
<71
6.4. Объем п испытаний при допустимом числе отказов с и заданному значению qx
Я\ р = 0,1 Р = 0,2 р = о.з
с = 0 с= 1 с = 2 с = 3 с = 0 С = 1 с = 2 с = 3 с = 0 с = 1 с = 2 с = 3
0,01 229 387 530 666 159 299 427 551 120 243 361 457
0,02 114 193 264 332 79 149 213 725 60 122 180 237
0,03 76 128 176 221 53 99 142 183 40 81 120 158
0,04 56 96 131 165 39 74 106 138 26 60 90 118
0,05 45 76 105 132 31 59 84 109 23 28 42 94
0,06 37 63 87 104 26 49 70 91 19 40 60 78
0,07 32 54 74 94 22 42 60 78 17 34 51 67
0,08 28 47 65 82 19 36 52 68 14 30 44 59
0,09 24 42 57 72 17 32 46 60 13 26 39 52
0,10 22 37 52 65 15 29 42 54 11 24 35 47
0,15 14 24 34 43 10 19 27 56 8 16 23 31
0,20 10 18 25 32 7 14 20 26 6 12 17 23
188 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
п =
(6.52)
(6.53)
(6.54)
для подтверждения приемлемого уровня qQ отказа 1п(1-а) %
При планировании испытаний с учетом допустимого qx и приемлемого уровней вероятности отказа за некоторое время / объем выборки и допустимое число дефектных изделий (допустимое число т отказов за п циклов работы изделия) определяют из соотношения, аналогичного соотношению для экспоненциального закона,
п = Xp(2w + 2) = х>-а(2/и + 2) 2<?i 2%
Откуда допустимое число дефектных изделий (число отказов) т в выборке при заданных q} и q$ определяют из равенства
<7i = Хр(2^ + 2) % Х?_а(2т + 2)
где/= 2т + 2 - число степеней свободы; т - число дефектных изделий (число отказов).
Определение объема выборки п и числа отказов т проиллюстрируем на примере.
Пример 6.5. В техническом задании на изделие требования по надежности заданы в виде вероятностей безотказной работы за один цикл длительностью /: Р0(0 = 0,98; P\(t) = 0,94. Известны также риски поставщика а и заказчика р: а = Р = 0,1.
Определить объем испытаний, необходимый для подтверждения заданных уровней надежности.
Решение. По заданным значениям а = Р = 0,1 и отношению — =
<72
1-^(z) 0,06 , _ .
=----44 =-----= 3 по табл. 2 приложения находим такие значения
1-Р0(') 0,02
Хо9(2?л + 2) и Хо,!(2w + 2), чтобы удовлетворялось условие q\lq$=3-
Это условие удовлетворяется для значений:
Xor9(2m + 2)=6,3;
хЦ2«+2)=18,55;
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА >89
при числе степеней свободы f = 2т + 2 = 12; здесь т = 5 - допустимое число отказов в выборке объемом л, которое определим по формуле (6.53)
п =
Xpj(2ffl + 2) 18,55
2q} 2 0,06
= 155 циклов.
Таким образом, при проведении испытаний в объеме п = 155 циклов допускается не более т < 5 отказов. При этом подтверждаются требования по надежности: Ро(О “ 0,98 и P{(t) = 0,94.
6.10. ПЛАНИРОВАНИЕ ИССЛЕДОВАТЕЛЬСКИХ И КОНТРОЛЬНЫХ ИСПЫТАНИЙ МЕТОДОМ
ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА
Основное отличие метода последовательного анализа, разработанного американским статистиком А. Вальдом [2], от метода фиксированного объема состоит в том, что число испытаний, необходимое для вынесения решения о принятии или отклонении гипотезы HQ, не определяется заранее, а является случайной величиной, зависящей от исхода самих испытаний.
Выбор критической области при последовательном анализе проводят на основе анализа отношения правдоподобия, причем анализ этого отношения выполняют после каждого испытания в отличие от метода фиксированного объема.
Пусть при п последовательных испытаниях получены значения /Mi, т2, ...» тп случайной величины М (число отказов), плотность распределения которой/(w, 0) зависит от одного параметра 0. Проверяемая гипотеза Hq состоит в том, что 6 = 0о, а противоположная гипотеза Н} в том, что© = 0|.
Решение о правильности выбора гипотезы HQ или Н\ может быть принято по значению отношения правдоподобия
Ъ _ п /М)
Р0 7=1 /('”»> 00)
(6.55)
Это отношение является случайной величиной, зависящей от числа проведенных испытаний.
По значению отношения P{/PQ, полученному после f-го испытания, можно сделать выбор между гипотезами Если отношение Р} /Ро
190 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
мало, то принимают гипотезу Но> если отношение /^/Ро большое, то принимают гипотезу Нъ а гипотезу HQ отклоняют. На основании изложенного установлены следующие правила принятия или отклонения соответствующей гипотезы.
Если после /-го испытания выполняется неравенство
(6.56)
то принимают гипотезу , т.е. 0 = 6,.
Если после i-ro испытания выполняется неравенство
Vs в> <6-57>
“о
то принимают гипотезу HQ, т.е. 0 = 0О.
Условием продолжения испытаний, т.е. условием, когда нельзя отдать предпочтение ни одной из гипотез, является выполнение неравенства
В< — <А. (6.58)
Л)
В работе [2] приведены зависимости между величинами А и В и ошибками первого и второго рода (а и Р)} которые выражаются соотношениями:
Я = = (6.59)
а 1-а
Для простоты вычисления отношений правдоподобия в формулах (6.55) - (6.59) удобнее воспользоваться логарифмом отношений и тогда условия принятия гипотез можно записать следующим образом: гипотезы Н} :
( Р
In — > In А;
гипотезы Но:
1п| —|<1пВ. U J
(6.60)
(6.61)
Условие продолжения испытаний:
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА191
1пВ < 1п[ — I < In А. J
(6.62)
В работе [2] даны также соотношения для определения среднего объема испытаний при подтверждении соответствующей гипотезы.
Средний объем испытаний при условии справедливости гипотезы Но выражается соотношением
И"о] =
(6.63)
где М In
/Ц»6|)
- математическое ожидание логарифма отношения
правдоподобия.
Соответственно при справедливости гипотезы Н\ средний объем испытаний равен:
(6.64)
Рассмотрим планирование испытаний методом последовательного анализа для различных законов распределения случайной величины.
6.11. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА ПРИ ДВУХ ЗАДАННЫХ УРОВНЯХ ПОКАЗАТЕЛЯ НАДЕЖНОСТИ ДЛЯ БИНОМИАЛЬНОГО ЗАКОНА РАСПРЕДЕЛЕНИЯ
В случае биномиального закона распределения объем испытаний или число отказов определяют из решения уравнения правдоподобия при заданных значениях рисков поставщика а и заказчика 0, а также отношения :
(6.65)
где т - число отказов; п - число испытаний.
На основании соотношений (6.60) - (6.62) испытания продолжают До тех пор, пока выполняется неравенство
192 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
(6.66)
Испытания прекращают, как только будет выполнено одно из сле
дующих неравенств:
(6.67)
(6.68)
Если после п испытаний выполняется неравенство (6.67), то принимают гипотезу Ни т.е. вероятность отказа соответствует величине q\. Если выполняется неравенство (6.68), то принимают гипотезу /70, т.е. веро
ятность отказа соответствует величине
Так как в процессе испытаний фиксируют число отказов т9 то условия принятия и отклонения гипотез HQ и Н} можно представить в виде
неравенств:
принятия гипотезы HQ:
Inf —^—1 - п Inf -——1
"пр *---7—x-----7T----
Inf %- | —1п|——
отклонение гипотезы Hq и принятие гипотезы Ht:
71-рХ .fl-g.'l
In —- - п In ——
\ а ) у-Яо)
Ja.'l-Jlza.'l ’
(6.69)
(6.70)
где /Ибр, ^пр - соответственно браковочное и приемочное числа отказов.
По формулам (6.69) и (6.70) для заданной в ТЗ вероятности безотказной работы PQ - 1 - q0 и минимально допустимому значению этой вероятности Рх = 1 - qu а также для заданных значений аир находят уравнения соответствия и несоответствия изделия требованиям ТЗ.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА 193
Средний объем испытаний, необходимый для подтверждения вероятности отказа q = определяют по формуле
Средний объем испытаний, необходимый для подтверждения допустимой вероятности отказа q = qb вычисляют, используя соотношение
Пример 6.6. В техническом задании на изделие задана вероятность безотказной работы Ро(О = 0,9; допустимое значение этой величины равно Pj(/) = 0,8. Заданные требования по надежности должны подтверждаться с уровнями риска поставщика аир заказчика, равными: а = р = = 0,1.
Определить уравнения линий приемки и браковки, построить их графики, найти средний объем испытаний.
Решение. Для нахождения линий приемки и браковки воспользуемся соответственно соотношениями (6.69) и (6.70).
Условие принятия гипотезы HQ:
условие принятия гипотезы Нс
Задаваясь значениями п, определим величины тпр и ю6р (рис. 6.1).
7 - 8886
194 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Рис. 6.1. Линии приемки тяг и браковки ntif, соответствующие заданным значениям величин:
P0W = 0,9; Р|(г) = 0,8; а = р = 0,1
Для нахождения среднего объема испытаний воспользуемся формулами (6.71) и (6.72)
«о =
0,1 Inf—]+ 0,9 Inf—]
Н--------Н = 48,
0,1 Inf—] + 0,91nf—]
V 0,1 J t°-9J
0,lln| — j + 0,91nf—j И1=_ы—ы 4L 0,2 Inf—] + 0,8 Inf—]
1.0,1 J 9J
6.12. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА ДЛЯ ЭКСПОНЕНЦИАЛЬНОГО ЗАКОНА РАСПРЕДЕЛЕНИЯ
При экспоненциальном законе распределения времени безотказной работы формула (6.55) будет иметь вид
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА^
(6.73)
Принимая t, = t, после логарифмирования правой части этого равенства имеем
= И1пЫ nJ
-nt к
7i
(6.74)
На основании неравенств (6.60) и (6.61) для принятия или отклонения гипотезы Hq в зависимости от полученного числа отказов т получим следующие условия:
принятия гипотезы HQ:
А>
То
отклонения гипотезы Hq.
То r0-7i
(6.75)
(6.76)
где S = nt - общая продолжительность испытаний до наступления /и-го
отказа; среднее ожидаемое число отказов т и среднее ожидаемое время испытаний S в зависимости от величин TQ/T{, а и Р определяют по фор-
мулам. Для формулы:
подтверждения того, что Т = Го, используют следующие
(6.77)
(6.78)
«(чЛ т l + lnl W
откуда
7*
196 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
S = T0
Г, Го-Г,
(6.79)
Для подтверждения Т=Т\ проводят следующие расчеты:
(6.80)
откуда
S = 7\
S Т.
— = т, —1— Vo-T,
Г,
Го “Г,
Г| 1 Го-rJ
(6.81)
(6.82)
Пример 6.7. В техническом задании на изделие заданы: наработка на отказ То; риски поставщика а и заказчика р: а = £ = 0,1; отношение Го/Г] = 1,2. Требуется построить линии приемки и браковки изделия по результатам испытаний (рис. 6.2).
Решение. Для построения линии приемки воспользуемся уравнением (6.75), а линии браковки - уравнением (6.76):
S
Го
1,2-1 т"р
1п1,2 + 1п| — 1®,9.
= 0.9отпР
-11,46,
Го 1,2-1
, , „ , (0,9 тбр1п1,2 + 1п1 —
= 0,9тбр +10,98
Задаваясь значениями S/To, определим /ипр и /ИбР для уровней соответствия и несоответствия изделия этим требованиям.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА^
Рис. 6.2. Линии приемки т„р и браковки тср, соответствующие заданным значениям: Т0/7\=\,2-, а = 0 = 0,1
6.13. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА ДЛЯ ЗАКОНА РАСПРЕДЕЛЕНИЯ ПУАССОНА
В этом случае логарифм отношения правдоподобия запишется в ви-
де
(6.83)
После логарифмирования правой части этого равенства получим:
In
Л]. -PoJ -
= y^ln— /=|
(6.84)
где 91 = Х|/; q0 = Х0Г; q} > q0.
198 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Тогда условием прекращения испытаний является выполнение неравенств:
S'”» I Inf — j - л(?1 - Яо)s lnf— ti* Лр Ио J I a J
1п[—|-«(<71 -?0)^ Infr^-j-Ио) V-a)
(6.85)
(6.86)
Если после п испытаний выполняется неравенство (6.85), то гипотезу отклоняют, т.е. интенсивность отказов больше допустимого значения Хо. Если после п испытаний выполняется неравенство (6.86), то гипотезу Hq принимают, т.е. интенсивность отказов меньше или равно допустимому значению Хо.
Преобразуем уравнения (6.85) и (6.86), предварительно обозначив f п \ f п \
S'”- =/яб₽и =/”»р:
/Qp \/=l JПр
1О-Pl
In --- +Л(^ ~Яо)
"%------- \ х------------- (б-»?)
1П “ Ио )
Inf -— ] + л(<?| ~Яо)
”»np = k 7 х-------------- (6-8«)
In
Ло J
Для определения среднего объема испытаний в первом приближении можно принять вместо закона распределения Пуассона биномиальное распределение с параметром q = X/. Тогда среднее число периодов работы изделия для подтверждения интенсивности отказов определяют по формуле
a lnf -—-1 + (1 - а)lnf —^—1
я° —Иг—НН (б-89)
Xofln +(1-Х0/)1п
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА 199
Каждый период работы изделия соответствует длительности г, а суммарное время испытаний будет равно:
So = (6.90)
Аналогично среднее число периодов работы изделия для подтверждения интенсивности отказов Х| находится из соотношения
(6.91)
а суммарное время испытаний соответственно составляет
Sj - n}t.
(6.92)
Пример 6.8. Построить линии приемки /ипр и браковки принимая во внимание, что вероятность отказа подчиняется закону Пуассона при следующих исходных данных: длительность работы устройства за один цикл t = 100 ч; а = р = 0,1; Х| = 1210'3 1/ч; Хо = Ю-10"31/ч.
Определить среднюю продолжительность испытаний для подтверждения интенсивности отказов
Решение. Для построения линий браковки и приемки (рис. 6.3) воспользуемся формулами (6.87) и (6.88), где q\ = А]/э q$ = W-
Inf —ОД ] + яА2.|0-3.102-10-10‘3-102)
I 0,1 I ' '
т6р = ---,----------------------= 12,05 + 1,09л;
, 12Ю~3Ю2|
|п ----i----Т
^1010"3-102J
wnP =
1п[-^-| + л(12 10’3102 -1010"3 yi-ojJ v
102) ----= -12,57 +1,09л.
12 10~3 IQ2
10 10'3l02
Среднее число периодов работы определим по формуле (6.89)
200 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Рис. 63. Линии приемки тлр и браковки mgp, соответствующие заданным значениям величин:
а = р = 0,1; Х| = 12-Ю"3 ч1; Хо= I0'2 ч*1; t = 100 ч
л0 =
10 • 10’3 • 102 In 1,2 + (1 -10 • 10"3 • 102 /)1п[1 1210
' ' ^1-1010*3102J
= 10,11.
Суммарное время испытаний
So = ло/ = 1О,11-100 = 1011ч.
6.14. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА ПРИ ДВУХ ЗАДАННЫХ УРОВНЯХ ПОКАЗАТЕЛЯ НАДЕЖНОСТИ ДЛЯ НОРМАЛЬНОГО ЗАКОНА РАСПРЕДЕЛЕНИЯ НАРАБОТКИ НА ОТКАЗ
Для подтверждения заданной наработки на отказ То в интервале (Г| < Т< То) средний объем испытаний по методу последовательного анализа с двухсторонней доверительной границей определяется выражением вида
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АН АЛ ИЗ А 201
«О =
(6.93)
Соответственно для подтверждения наработки на отказ 7\ средний объем испытаний находится по формуле
(6.94)
где Л/ lnf j _ математическое ожидание случайной величины
из последовательности наблюдений, М принимает значение То или 7\. Обозначим
или
где
Лф]= Мг lJ ‘о
л4-]= J
(6.95)
(6.96)
(6.97)
Принимая G| = п0 =ог, находим отношение правдоподобия:
In
--Ц4-Г0)2
.
(6.98)
Прологарифмируем выражение (6.98):
202 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Iя Iя 1 я
АК',-rf - Aso. -^=A rf -т;+2S',(7i -т;)
/=| /=1 2а L /=|
. (6.99)
Примем следующее допущение - каждый период испытаний по времени одинаков, т.е. t, = /. В этом случае выражение (6.99) можно записать так:
|П= + 2„/(Т’о -7])]. (6.100)
Далее, подставляя выражение (6.99) в формулу (6.96) и интегрируя, найдем:
1 “г=в
7’12-7’о2 + 2^,(Го-7;) ,.1 _|о072л
Л =
(ro-7i)fT Го-Г, fa-T,)2
о2 I 1 2 J 2а2
2а2
(6.101)
Тогда для подтверждения средней наработки на отказ TQ подставим выражение (6.101) в (6.93) и получим
(6.102)
где «о - число периодов работы длительностью То каждый или число отказов за время S испытаний, которое равно:
S = Vo- (6.103)
На основании выражения (6.100) для логарифма отношения правдоподобия запишем условия принятия и отклонения гипотезы HQ состоящей в том, что Т= То: отклонение гипотезы Яо:
(6.104)
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА2ОЗ
принятие гипотезы HQ:
(6.105)
Так как в процессе испытаний фиксируют число отказов т, то условия принятия и отклонения гипотезы Hq можно представить в виде неравенств:
/ ч О21пр— л/ _ _ _1_| ?о . | к а /
7\ -/”6p-2^7’| J+ ТоСГо-Г,) ’
z \ °2 ,П[ —~
л/ 1[Т0 ,] U-aJ ?i р 2^ J T0(T0-Tj)
(6.106)
(6.107)
Пример 6.9. Построить линию приемки и линию браковки для нормального закона распределения наработки на отказ при следующих исходных данных: Tq- 100 ч; о = 10 ч; a = р = 0,1.
Решение. Для построения линий приемки wnp и браковки w6p (рис. 6.4) воспользуемся формулами (6.106) и (6.107) при некоторых значениях То/Т].
Рис. 6.4. Линии приемки т„р и браковки /Ибр при
<х = ₽ = 0,1; Т0 = 100ч; о = 10ч
204 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
6.15. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ДОРОГОСТОЯЩИХ НЕБРАКУЕМЫХ ИЗДЕЛИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА ДЛЯ РАЗЛИЧНЫХ ЗАКОНОВ РАСПРЕДЕЛЕНИЯ ПРИ ДВУХ ЗАДАННЫХ УРОВНЯХ ПОКАЗАТЕЛЯ НАДЕЖНОСТИ
Из практики отработки дорогостоящих изделий известно, что в процессе исследовательских и контрольных испытаний изделия не бракуют, а дорабатывают и продолжают испытывать до получения требуемых показателей. При таких условиях риск поставщика (изготовителя) принимают равным нулю а=0, так как изделие после устранения отказов в обя
зательном порядке поставляют заказчику.
Исходя из принятого условия, математические выражения для линий приемки и среднего объема испытаний при соответствующих законах распределения преобразуются к следующему виду.
Биномиальный закон распределения. Условие принятия гипотезы Hq
'"пр =
lnp-л lnf-——
U-<7oJ
In %- |-1п| -J—— <9о J
(6.108)
Средний объем испытаний для подтверждения показателя q0
Inp
\Чо) \1~Яо)
(6.109)
Экспоненциальное распределение. Условие принятия гипотезы Но
То Т0-7\
(6.1Ю)
Среднее ожидаемое число отказов т0 и среднее ожидаемое время испытаний So для подтверждения наработки на отказ То определяют из соотношений:
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ДОРОГОСТОЯЩИХ ИЗДЕЛИЙ
205
/и0 =
(6.111)
1п₽
_ -г ™ -'о т0~----™
У0 ~‘1
7] То-7\
In р
(6.112)
Закон распределения Пуассона. Условие принятия гипотезы Но
^_1п|Я-(6|13)
ч — l<7i J
где q\ ~ — Хо/.
Среднее число периодов работы изделия для подтверждения интенсивности отказов Хо определяют по формуле
"»=—'"Р—ПЙСЙ' (6"4)
X0/ln +(l-Xor)lnU-44
< ^-1 7 J
Тогда суммарное время испытаний соответственно равно:
$о="о'> (6.115)
где t - длительность каждого периода испытаний.
Нормальный закон распределения. Условие принятия гипотезы Hq
Среднее число периодов испытаний для подтверждения заданной наработки на отказ То
2(7 In Р /А 1 174
и0=“7-------v* (6.117)
(Го-Г.У
Суммарное время испытаний
S0=n0T0. (6.118)
206 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
6.16. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ДОРОГОСТОЯЩИХ НЕБРАКУЕМЫХ ИЗДЕЛИЙ МЕТОДОМ ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА ДЛЯ
БИНОМИАЛЬНОГО ЗАКОНА РАСПРЕДЕЛЕНИЯ ПРИ ОДНОМ ЗАДАННОМ УРОВНЕ ПОКАЗАТЕЛЯ НАДЕЖНОСТИ
При разработке и изготовлении дорогостоящих небракуемых изделий можно задаваться только линией приемки, полагая, что в процессе опытно-конструкторской отработки и серийного изготовления изделие достигает заданного уровня надежности и будет принято в эксплуатацию.
В процессе испытаний можно наблюдать, как надежность меняется от изделия к изделию (от партии к партии, от цикла к циклу) и как на нее влияют различные доработки - повышают или понижают ее.
Рассмотрим контроль уровня надежности дорогостоящих ремонтируемых изделий методом последовательного анализа с односторонней границей одного заданного уровня надежности, основанной на идее, предложенной Д. Ллойдом и М. Липовым [10].
Метод последовательного анализа с односторонней границей можно применять для контроля различных показателей надежности: вероятно’ сти безотказной работы, интенсивности отказов, наработки на отказ, наработки между отказами и др. При этом контролируемые изделия могут быть как ремонтируемыми, так и перемонтируемыми, наработка изделий может быть дискретной (например, число циклов работы) или непрерывной (например, время работы в часах, пробег в километрах и т.п.), а ее распределение биномиальным, нормальным, экспоненциальным и т.д.
Существуют различные методики контроля вероятности R безотказной работы выполнения одного рабочего цикла сложным ремонтируемым изделием. Выбор показателя надежности в виде вероятности безотказной работы связан с тем, что в техническом задании на изделие в качестве показателя надежности чаще других показателей задают вероятность безотказной работы в течение одного цикла работы.
Рассмотрим методику последовательного анализа с односторонней границей для биномиального выборочного плана. Исследование биномиального выборочного плана связано с тем, что для большинства изделий, работающих в циклическом режиме, приемлем биномиальный закон распределения случайной величины (например, появление отказов). Предполагается, что величина R может изменяться под влиянием каких-то причин, в частности, под влиянием изменений, вносимых в конструкцию изделия.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ДОРОГОСТОЯЩИХ ИЗДЕЛИЙ
207
Рис. 6.5. График последовательного анализа с односторонней границей
Содержание методики состоит в следующем. В координатах NOm (/V - число циклов работы изделия, т - число отказов), строят прямую -линию приемки (рис. 6.5).
Параметры (- h) и (-Л / S) определяют положение линии приемки.
Поскольку задача состоит в том, чтобы достигнуть требуемого уровня надежности, составляют план испытаний без критической границы, т.е. с одной лишь линией приемки, как показано на рис. 6.5.
В соответствии с работой [28] при Р < S функция L(P) = 1, а при Р> Sфункция ЦР) связана с Рследующим соотношением:
р _ L(P) * -11 (6.119)
L(P)~h -1
где Р - вероятность отказа; h - координата пересечения линии приемки и оси отказов; L(P) - оперативная характеристика.
Итак, вероятность принятия решения (только приемки) равна единице при Р < S. Однако при Р> S существует определенная вероятность непринятия решения вообще. Вероятность принятия решения в этом слу
208 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
чае определяется оперативной характеристикой L(P). Так как в процессе испытаний риск поставщика полагается равным нулю, то оперативная характеристика будет равна риску заказчика, т.е.
£(₽) = ₽. (6.120)
Для подтверждения заданной надежности R = 1 - Р с доверительной вероятностью у = 1 - р из выражения (6.119) можно получить соотношение для определения двух параметров S и й:
А.
P = (6.121)
₽ *-1
Чтобы однозначно определить параметры S и Л, необходимо найти еще одну зависимость между ними. Существуют различные способы получения этой зависимости. Используемый нами способ предложен в работе [10]. Его суть заключается в следующем. Необходимо установить, что при заданном значении Р заказчик должен пойти на определенный риск др, состоящий в том, что изделие рассматривается как удовлетворяющее требованиям надежности после проведения серии последовательных успешных испытаний, т.е.
л
др = (1-рр, (6.122)
где h/S - число отказов к первому моменту принятия решения о приемке.
Таким образом, для определения границы приемки составляют систему из двух уравнений:
1'^
р_1 (6.123)
h
Др = (1-р)s,
где Р - вероятность отказа при выполнении одного рабочего цикла; р - риск заказчика, т.е. вероятность того, что будет принято изделие, надежность которого не удовлетворяет заданным требованиям; Др - на* чальный риск заказчика, т.е. вероятность ошибиться в том, что изделие удовлетворяет заданным требованиям надежности после проведения серии последовательных успешных циклов от начала испытаний.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ДОРОГОСТОЯЩИХ ИЗДЕЛИЙ
209
Задаваясь значениями Р, р, и Ар в системе уравнений (6.123), определяют положение линии приемки в плоскости NOm (см. рис. 6.5). На подготовленной таким образом координатной сетке отмечаем результаты испытаний: при успешном цикле откладываем горизонтальный отрезок единичной длины; при отказе в цикле - вертикальный отрезок также единичной длины. Полученную ломаную линию, отражающую результаты испытаний, называют траекторией процесса испытаний. Если траектория пересекает линию приемки, построенную при заданных значениях Р, р и др, это означает, что заданная вероятность безотказной работы одного цикла подтверждается с доверительной вероятностью у = I - р. Ясно, что чем выше надежность изделия, тем меньше отказов наблюдается в процессе испытаний и более полого проходит траектория процесса.
При опытно-конструкторской отработке, да и в процессе серийного изготовления на изделиях проводят доработку или замену отказавших узлов на новые для повышения надежности. Траектория процесса испытаний одного изделия, на котором проводились доработки, или нескольких последовательно испытывавшихся изделий, конструктивно отличающихся друг от друга, приведена на рис. 6.6.
Анализ рисунка показывает, что произошло изменение (увеличение) надежности в точках (J - С). Однако не всегда очевидно, что есть достаточные основания считать такое изменение статистически значимым и каковы гарантии того, что достигнуто действительное увеличение надежности. Для проверки значимости изменения надежности используют специальные статистические критерии значимости.
Рис. 6.6. Траектория процесса испытаний с доработками
210 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
В принципе, с целью контроля надежности изделий в процессе отработки можно заготовить на прозрачном материале (целлулоиде, кальке и т.п.) координатную сетку с линиями приемки для нескольких промежуточных значений R = 1 - р (например, R = 0,8; 0,9; 0,95;...). Этот шаблон (планшет) накладывают на график последовательного анализа таким образом, чтобы начало координат планшета совпадало с точкой последнего существенного (значимого) изменения траектории процесса испытаний (например, точка С на рис. 6.6), а оси координат планшета параллельны основным координатным осям. Точка пересечения траектории с линией приемки показывает, что достигнут уровень надежности, отвечающий этой линии приемки (рис. 6.7).
Таким образом, если наложить планшет на график последовательного анализа так, чтобы начало координат планшета совмещалось с точкой 0, то будет видно, что траектория пересекает линию приемки /?3. Точка А является точкой значимого изменения надежности (здесь была проведена эффективная доработка).
Если перенести начало координат планшета в точку Л, то видно, что траектория пересекает линию приемки Я4, т.е. достигнут более высокий уровень надежности.
Графическое представление метода последовательного анализа с односторонней границей в виде семейства линий приемки может быть использовано при заданных низких показателях надежности. Составив подобные графики, можно непосредственно в ходе испытаний вести кон-
троль уровня надежности.
Рис. 6.7. Траектория процесса испытаний для последовательного анализа с семейством линий приемки:
т-число отказов; N- число опытов
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ДОРОГОСТОЯЩИХ ИЗДЕЛИЙ
211
По мере заполнения графика траекторией текущего контроля в зависимости от того, на каком уровне в заданный момент отрабатываемое изделие находится, можно остановить испытания и провести соответствующие доработки с целью повышения надежности этого изделия. Такой наглядный контроль в процессе испытаний и является как раз тем существенным отличием от классического метода, в соответствии с которым о показателях надежности судят только лишь после проведения полного назначенного объема испытаний. Для опытных изделий, которые, как правило, подвергают большому числу испытаний и многим конструкторским доработкам, а также для изделий с высокими показателями надежности графическое представление семейства линий приемки является не совсем удобным вследствие их громоздкости.
При контроле высоких показателей надежности графическим способом необходимо создавать множество графиков, что влечет за собой дополнительные трудности в их использовании. В связи с этим вместо построения линий приемки наносят на график координаты граничных точек, принадлежащих этим линиям. Такое решение более удобно, так как оно исключает построение большого числа графиков и постоянное их заполнение в процессе испытаний, а также практически неограниченно увеличивает объем испытаний (число опытов) и число отказов, сохраняя при этом высокую точность результатов [22,26].
Рассмотрим вывод уравнения линии приемки, для чего решим систему уравнений (6.123). Логарифмируя второе уравнение этой системы, получим
1пДр = -41п(|-Р), «J
откуда
5 _ 1п(1 -/>) h In Др
(6.124)
(6.125)
Из первого уравнения системы имеем
(6.126)
или
(6.127)
212 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Логарифмируя уравнение (6.127), получим
откуда
--J-ln₽ = ln п
(6.128)
(6.129)
Из уравнения (6.125) найдем
s Aln(l-P) 1пД₽
Из уравнения (6.129)
/,=-г-'дУ-
(6.130)
(6.131)
Решив систему уравнений (6.123) относительно неизвестных h и S, получим уравнение линии приемки в виде:
= + (6.132)
где т - число отказов (ось ординат); N - число циклов испытаний (ось абсцисс).
Из уравнения (6.132)
_m-h т h_ т 1пДР _ 1пДр /и!пДр ~=S~ ~S ~ -/>ln(l-P) + ln(l-P)~ 1п(1-Р)~А1п(1-Р) ( '
In ДР
Подставим в выражение (6.133) значение h из формулы (6.131):
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ ДОРОГОСТОЯЩИХ ИЗДЕЛИЙ
213
(6.134)
Далее, подставляя значение (-S/h) из выражения (6.125), окончательно получим функциональную зависимость числа испытаний от числа отказов при заданных значениях величин (3, ДР и Р:
In ДЗ
Inpin(l-p)
(6.135)
Так как в ТЗ на изделие чаще задают показатель надежности в виде вероятности безотказной работы, то в формуле (6.135) вместо Р подставим значение R = 1 - Р и получим выражение вида:
In др /и In 1 +
In Я р!пД0_ । 1-7?
Inpin R
(6.136)
Уравнение (6.136) является аналитической формой выражения последовательного биномиального выборочного плана. Задаваясь значением числа отказов /л, вероятностью R безотказной работы одного цикла, риском заказчика р и начальным риском заказчика Др, определяют объем N испытаний. Для некоторых значений т, 7?, р и Др = 0,25р вычислены объемы испытаний /V (в циклах) для последовательного анализа с односторонней границей и представлены в табл. 6.5, заимствованной из работы [22].
Пример пользования таблицей. Требуется определить объем 7V испытаний (число циклов), который необходим для подтверждения вероятности R = 0,9 безотказной работы в течение одного цикла при доверительной вероятности у = I - Р = 0,9, если в процессе испытаний зафиксировано 5 отказов. По табл. 6.5 находим W= 112.
214 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
6.5. Расчетные значения объемов /V испытаний для некоторых заданных величин Я, ш, у при АР = 0,25р
Вероятность R безотказной работы за один цикл Чис-ло отказов т Доверительная вероятность у, (у = 1 - Р)
0,5 0,6 0,7 0,8 0,9 0,95 0,99
0,500 1 5 6 6 7 8 9 12
5 15 15 16 17 19 21 25
10 26 27 29 30 33 36 41
20 49 51 53 57 61 66 74
50 118 123 128 135 145 155 173
100 223 242 252 267 285 303 337
0,900 1 32 34 38 43 50 58 75
5 80 85 91 99 112 124 160
10 140 148 157 170 189 206 243
20 261 274 290 311 343 371 428
50 622 652 688 734 804 866 986
100 1225 1283 1352 1440 1574 1690 1915
0,992 1 411 446 490 552 655 756 984
5 1019 1083 1162 1268 1438 1596 1934
10 1778 1879 2002 2164 2416 2646 3122
20 3298 3472 3681 3954 4373 4747 5498
50 7256 8249 8720 9326 10 245 И 050 12 625
100 15 453 16211 17 117 18 280 20 030 21 555 24 600
0,999 1 32 951 35 770 39 345 44 290 52 558 60 643 78 943
5 81 614 86 787 93 160 101 675 115 301 128 012 155 103
10 142 442 150 558 160 429 173 407 193 729 212 223 250437
20 264 098 278 101 294 967 316 869 350 686 380 644 440 984
50 629 068 660 728 698 580 747 256 821 156 885 909 1012628
100 1273350 1298440 1371208 1464567 1605438 1728018 1965367
СРАВНИТЕЛЬНЫЙ АНАЛИЗ ОБЪЕМОВ ИСПЫТАНИЙ
215
С помощью этой же таблицы можно контролировать уровень надежности в процессе проведения испытаний. Так, например, в процессе испытаний было проведено N = 655 циклов испытаний и при этом зафиксирован 1 отказ. Спрашивается, какую вероятность R подтвердили этими испытаниями и с какой доверительной вероятностью у. По табл. 6.5 находим, что R = 0,992 и у = 0,95.
Используя выражение (6.136), с помощью ЭВМ можно составить таблицы планирования испытаний и контроля уровня надежности методом последовательного анализа с односторонней границей для биномиального закона распределения. Полученные таблицы удобны при планировании испытаний и контроле уровня надежности, когда в ТЗ задан один уровень показателя надежности.
Применение метода последовательного анализа с односторонней границей при биномиальном законе распределения объясняется тем, что изделие между доработками не подвергается конструктивным, технологическим и другим изменениям, т.е. вероятность появления отказа в каждом промежутке между доработками считается величиной постоянной. Исходя из этого предположения, можно биномиальный выборочный план сохранить и при введении доработок. Достижение заданного уровня надежности в результате проведения последней доработки осуществляется с некоторой постоянной вероятностью Р (вероятностью появления отказа в одном цикле). В общей же схеме испытаний надежность R изделия растет от одной доработки к другой, т.е. принимает последовательно значения Rn до требуемого уровня R^, после чего испытания прекра-
щают, а изделие принимают к эксплуатации.
6.17. СРАВНИТЕЛЬНЫЙ АНАЛИЗ ОБЪЕМОВ ИСПЫТАНИЙ, ПОЛУЧЕННЫХ МЕТОДАМИ НЕЙМАНА - ПИРСОНА
И ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА ДЛЯ РАЗЛИЧНЫХ ЗАКОНОВ РАСПРЕДЕЛЕНИЯ
Сравнение методов фиксированного объема и последовательного анализа показывает, что метод последовательного анализа в среднем дает выигрыш в объеме испытаний. Аналитические зависимости для определения среднего выигрыша в объеме испытаний для различных законов распределения приведены в табл. 6.6.
Пример 6.10. Определить средние объемы испытаний, полученные методами фиксированного объема и последовательного анализа при экспоненциальном законе распределения наработки на отказ и заданных значениях: TQ/T} =1,5; а = 0,1; 0 = 0,1. Найти средний выигрыш в объеме испытаний.
216 Глава 6 НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Решение. По табл. 2 приложения для заданных значений а = 0 = 0»! и Tq/T] =1,5 находим средний объем испытаний методом Неймана-Пир
сона по числу степеней свободы/= 2п = 80, откуда п = 40.
Средний объем испытаний nQ методом последовательного анализа определим по формуле для экспоненциального закона распределения (см. табл. 6.6):
"о =
0,91п[ — | + 0,11п|—
<0,9) <0,1
= 19,4.
In 1,5-1,5 + 1
Далее находим средний выигрыш по отношению
л w 40
Д = — =-------« 2.
«о 19,5
Пример 6.11. Вычислить средний объем испытаний методами Неймана-Пирсона и последовательного анализа, принимая нормальный закон распределения, при следующих исходных данных: а = 0 = 0,1; То = = 100 ч; Т| = 90 ч; о = 10 ч. Найти средний выигрыш в объеме испытаний.
Решение. Средний объем испытаний по методу Неймана-Пирсона определим по формуле
= стФ1-а+^1-р)2 = Ю2 (1,282+ 1,282)2 =
” (То-?))2 (100-90)2
здесь квантили и t/|_p взяты из табл. 1 приложения.
Средний объем испытаний по методу последовательного анализа равен
2102 (100-90)2
('-адН^+0’"л[1ъг]=зм
Средний выигрыш составляет:
д=Л=^117.
л0 3,68
6.6. Средние объемы испытаний и выигрыши в объемах испытаний для некоторых законов распределения
Закон распределения Средний объем испытаний, полученный методом Средний выигрыш в объеме испытаний Д = л/ло
Неймана-Пирсона п последовательного анализа «о
Экспоненциальный Го_ Хр(2я) *i Х|-а(2л) Яо — ~ 1 lnZo._Zo+1 |nIo_Zo+| П т. Г, Т. А П Д= — *0
Нормальный Л= / 42 (Го-Г|)2 л0 = 2о2 U~<xJ k a J (To-T,)2 ' (То-Г,)2 (tfl-a+tfi-p)2 (1 -a)lnf—-—1 + a lnf-!——1 k I - a / k a J
Х?-а(2т + 2) 2^о
Биномиальный
Пуассона
Xi-tt(2m+2)
ОБЪЕМОВ ИСПЫТАНИЙ
Условные обозначения: т- число отказов или число дефектных изделий; t - длительность одного цикла.
218 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Приведенные примеры показывают, что метод последовательного анализа при планировании испытаний имеет преимущество в затратах по сравнению с методом фиксированного объема, так как объем испытаний в данном случае уменьшается в среднем в 1,7 - 2,0 раза.
6Л8. ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ПРИ УТЯЖЕЛЕННЫХ РЕЖИМАХ ИСПЫТАНИЙ
С целью сокращения затрат на испытания вводят утяжеленные режимы. В этом параграфе описаны утяжеленные испытания, проводимые по биномиальному плану, но с учетом того, что утяжеленные испытания по схеме «прочность - нагрузка» подчинены нормальному закону распределения [18].
Различают нормальный и утяжеленный биномиальные планы испытаний.
Под нормальным биномиальным планом понимают такой план, при котором каждое испытание проводят в номинальном режиме 80 в заданном интервале времени [0, /о]-
Утяжеленным биномиальным планом называют такой план, при котором каждое испытание проводят в утяжеленном режиме е* с коэффициентом h повышения нагрузки в заданном интервале времени [0, /о]-
При планировании объема утяжеленных испытаний воспользуемся формулой пересчета на номинальный режим [18]
Р=
“ I NF '
(6.137)
где Р - нижняя доверительная граница вероятности безотказной работы в одном испытании в интервале [0, г0] в номинальном режиме е0; N и т - числа соответственно испытаний и отказов в утяжеленном режиме £*; у - доверительная вероятность; h - коэффициент нагрузки.
Задаваясь значениями величин Р, т, у и Л, можно определить необходимый объем испытаний N.
Для случая безотказных испытаний, проводимых по утяжеленному биномиальному плану, формула (6.137) принимает вид:
Р = (1-уГ-
(6.138)
Испытания в утяжеленном режиме можно проводить в интервале [0, /|], не совпадающем с интервалом [О, Го]. Рассмотрим два случая испытаний (рис. 6.8).
ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ПРИ УТЯЖНЫХ РЕЖИМАХ
219
Интервал испытаний
« Н Интервал
работы
Интервал работы
Интервал испытаний
О h б) {° 1
Рис. 6.8. Варианты испытаний:
а - в большем интервале времени; б - в меньшем интервале времени
Для определения нижней доверительной границы вероятности безотказной работы в одном испытании в интервале [О, /0] при номинальном режиме 80 формулы (6.137) и (6.138) преобразуют к виду:
I hk
, (6.139)
P = (l-y)W, (6.140)
где k-tjto.
В ряде случаев для металлоконструкций и механических узлов испытания опытных образцов проводят при повышенной нагрузке по сравнению с эксплуатационной, т.е. в утяжеленных режимах. Предполагается, что нагрузкой при испытаниях можно управлять и измерять ее величину. Несущая способность конструкции представляет собой качественную характеристику, которая выражается информацией - отказал опытный образец при заданной нагрузке или не отказал.
Работоспособность металлоконструкции или механического узла считается обеспеченной, если выполнено неравенство
220 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
X, > Х2, (6.141)
где X! и х2 - случайные значения соответственно прочности (несущей способности) и нагрузки при испытаниях в нормальном режиме.
Для утяжеленного режима условие работоспособности запишется в виде неравенства
xj >х'2, (6.142)
где xj и х2 - случайные значения соответственно прочности (несущей способности) и нагрузки при испытаниях в утяжеленном режиме.
Введем обозначения:
нормальный режим испытаний:
щ и р2 - средние значения соответственно прочности (несущей способности) и нагрузки;
Vj и v2 - коэффициенты вариации соответственно прочности (несущей способности) и нагрузки;
п = щ /ц2 - условный запас прочности;
утяжеленный режим испытаний:
ц^и ц2 - средние значения соответственно прочности (несущей способности) и нагрузки;
v'jHVj- коэффициенты вариации соответственно прочности (несущей способности) и нагрузки;
п = pj /ц'2 - условный запас прочности.
В общем случае утяжеленный режим испытаний характеризуется коэффициентом утяжеления [12]
т]=—- = b-Jk. (6.143)
« М2 М2
Однако на практике утяжеление чаще всего происходит только в результате увеличения нагрузки с х2 до х2, поэтому коэффициент утяжеления определяется равенством
т)=—. (6.144)
В случае если вероятность безотказной работы металлоконструкции или механического узла имеет нормальное распределение, математические выражения для подсчета вероятностей изменяются в зависимости от режима испытаний [12]:
ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ПРИ УТЯЖНЫХ РЕЖИМАХ
221
нормальный режим:
С \
Р = Ф т ;
(6.145)
утяжеленный режим:
(6.146)
в формулах Ф - функция надежности нормального распределения (см. табл. 1 приложения).
Математические выражения объемов испытаний в случае биномиального плана для модели «нагрузка - прочность» при нормальном законе распределения и заданных значениях коэффициента утяжеления tj, вероятности безотказной работы запаса прочности и риска заказчика р в зависимости от числа отказов т принимают вид [12]:
при числе отказов /и * О
где
"тр =
l+Z-'p<]vl+V2-zvVlV2
(6.147)
Y = l-P,
=ь..
М2 ’
при безотказных испытаниях т = О
(6.148)
Требуемое значение коэффициента утяжеления и при заданном объеме /V испытаний в зависимости от числа отказов т определяют из соотношения
222 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НЛ ЭТАПЕ ИСПЫТАНИЙ
^[>-^tp2(v'|)2]
где
здесь
(6.149)
1-— 0-у)
W Г 17
при т * 0;
гтр =фЧ(/’тр) при /И = 0.
Пример 6.12, Пусть проводят испытания гидромеханического домкрата в интервале времени, в 2 раза превышающем длительность интервала времени функционирования системы: = 2/0, т.е. к = 2. Испытания проводили с коэффициентом нагрузки h = 2 при числе N = 10 циклов; в процессе испытаний зафиксировано два отказа (т = 2). Требуется найти значение у - нижней границы Р для вероятности Р безотказной работы домкрата в интервале [0, /о] при номинальном режиме и заданном у = 0,90.
Решение. Для нахождения нижней границы вероятности безотказной работы используем формулу (6.139)
/> =
10? 7
= 0,88.
Пример 6.13. Пусть проводят испытания силового узла металлоконструкции, который представляет собой кронштейн сложной конфигурации. Испытания выполняют в утяжеленном режиме (коэффициент утяжеления т| = 1,5). Целью испытаний является подтверждение заданных требований по надежности: Р^ = 0,995; Р = 0,1. Дополнительно известно, что прочность конструкции и нагрузка на нее имеют нормальное распределение, а коэффициенты вариации равны:
v] = v'2 = V| = v2 =0,1.
ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ПРИ УТЯЖНЫХ РЕЖИМАХ
223
Требуется назначить объемы испытаний при допустимом числе отказов т = 1 и безотказных испытаниях - т = 0.
Решение. При т = 0 для определения объема испытаний воспользуемся формулой (6.148)
где
_ 1 + z7pt/vi +V2~^VIV2 1-2,54о,12+0,12-2,5 0,1г0,Г-
l-z2v| " 1-2,52 0,12
По значению Ртр из табл. 1 приложения находим квантили: г1р=ф-'(Ртр)=ф-'(0,995)=2,5;
1,43-1,5
71,4320,12 +1,520,12
= ф(-0,4) = 0,345;
м In 0,1 -2,302 _
/V =--------=--------= 2.
In 0,345 -1,064
При числе отказов т = 1 для определения объема испытаний воспользуемся формулой (6.147)
।
где /2(^W,1-P)S т - табулированная функция, опреде-
ляемая по табл. 4 приложения.
f2(N, т, 1-р)=0,345.
Из табл. 4 приложения для нижней доверительной границы Р = 0,345 и уровне доверительной вероятности (I - р) = 0,8 объем испытаний равен: N- 3.
224 Глава 6 НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
Пример 6.14. Найти требуемое значение коэффициента утяжеления т| при заданном объеме испытаний N = 10, числе отказов т = 2, доверительном уровне 1 - Р = 0,9, заданном уровне надежности Р^ = 0,99 и коэффициентах вариации vj = v'2 = v, = v2 = 0,2.
Решение. Коэффициент запаса определим по формуле (6.149)
z.
= Ф”|(о,8О,18) = О,254,
21р=ф-'(/’тр)=ф-1(0,99) = 2,3,
l + ^7vi+V2-4V?V2
+ 2,3^0,22 + 0,22 - 2,32 • 0,22 • 0,2
-2,32 0,22
П =
2,02(1 -2,32- 0,04) 1-2,3 0,26
Ответ: q = 1,89.
6.19. ПЛАНИРОВАНИЕ ОБЪЕМОВ ИСПЫТАНИЙ С УЧЕТОМ ПРОВОДИМЫХ ДОРАБОТОК И РЕСУРСНО-ВРЕМЕННОГО ЗАПАСА
Планирование объемов испытаний в данном случае основывается на построении гарантированной кривой доработок с учетом специфики отработки сложного восстанавливаемого изделия [24], которая состоит в том, что основой математической модели отработки являются типы доработок, причем их число существенно меньше числа отказов.
Метод планирования испытаний при проведении доработок заключается в следующем:
ПЛАНИРОВАНИЕ ОБЪЕМОВ ИСПЫТАНИЙ С УЧЕТОМ ДОРАБОТОК 225
• испытания доработанного узла проводятся на стенде или в составе изделия в объеме, равном объему испытаний, которые узел прошел до доработки, при этом общее число испытаний узла становится равным: п + п' = 2п\ так как в узле дорабатывалась только отдельная деталь, а сам
узел принципиально конструктивно не изменялся;
• если в процессе проведения п' испытаний после доработки отказы не происходят, то доработку считают эффективной.
Так как объем испытаний после доработки принимаем равным объему испытаний до доработки (hj = п2 = и’), а число отказов после доработки равным нулю (т2 = 0), то при таких допущениях оценку г эффек
тивности доработки с доверительной вероятностью у определяют по
формуле
(6.150)
где <72 - верхняя доверительная граница интервала значений вероятностей отказа после доработки; qx - вероятность отказа до доработки.
Нижнюю доверительную границу интервала значений вероятностей безотказной работы Я,(т) при числе отказов т2 = 0 определяют из соотношения
।
Л,(т)=1-?2=(1-у)2"'*, (6.151)
которое удовлетворяет неравенству
(6.152)
где п' - случайная величина, равная числу испытаний до проведения доработки по данному виду отказа; h - коэффициент запаса; у - доверительная вероятность; т - длительность одного цикла испытаний; / = и'т -время проведения испытаний до доработки.
Под коэффициентом запаса h понимают запас прочности, устойчивости, времени жизни и т.д.
Доработку считают эффективной, если г < 1. Если после проведения дополнительных п' испытаний, следующих за проведением доработки, отказ по данному виду доработки возникает повторно, принимают решение о том, чтобы отказавший узел или изделие заменить на конструктивно новое. Для конструктивно нового узла изложенную ранее процедуру
8 - 8886
226 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
повторяют. Многолетняя практика отработки сложных восстанавливаемых изделий показала, что повторный отказ по данному виду доработки является чрезвычайно редким событием. Следовательно, формула (6.151) позволяет построить гарантированную кривую роста надежности (кривую отработки) с учетом предложенной методологии планирования испытания.
При проведении испытаний используют также обобщенный план испытаний, для которого почти все известные планы являются частными случаями. Этот план называют планом п' испытаний, согласно которому принимают следующие допущения:
1) число проводимых испытаний является случайным (или, в частном случае, неслучайным); случайным объем испытаний оказывается тогда, когда возникает отказ и соответственно необходима доработка; в этом случае объем испытаний обозначают через п'\ неслучайным объем испытаний оказывается в такой ситуации, при которой его заранее назначают и планируют; объем таких испытаний обозначают через и;
2) каждое испытание проводят при нагрузке, равной или превышающей рабочую, с фиксацией величины г|, нагрузки, при которой проведено /-е испытание.
Если обозначить через - наработку до отказа рассматриваемого изделия к моменту времени t отработки и учесть, что
Я0)=<>т)-1-Г,(т), (6.153)
где Ffct) - функция величины то схему испытаний можно представить графически, как показано на рис. 6.9 (т - время жизни изделия).
Рис. 6.9. План п испытаний: т'| - нагрузка при проведении испытаний, выраженная через запас прочности, запас устойчивости, время жизни изделия и т.д.;_-нагрузка (например,
продолжительность испытания), при которой проводят испытания;
* - испытания, проводимые до отказа
ПЛАНИРОВАНИЕ ОБЪЕМОВ ИСПЫТАНИЙ С УЧЕТОМ ДОРАБОТОК 227
Коэффициент запаса определяют как отношение минимальной наработки, превышающее время испытаний т, к этому времени:
Л = Д (6.154)
т
где г] - меньшая из значений наработки, превышающее т.
Если по результатам дополнительных испытаний после доработки необходимо откорректировать коэффициент запаса h в сторону увеличения или уменьшения, значение h определяют расчетным путем.
Если доработка не связана с изменением значения Л, значение Л, находят по формуле (6.154), подставляя в нее частные значения г|,:
Л;=—, (6.155)
т
где г), - меньшее из значений г| при числе 2п/ испытаний, превышающем Г, N- число элементов или доработок; i = .
Таким образом, можно построить кривую отработки не только в зависимости от номера / доработки, но и от времени t = th согласованного с номером доработки (рис. 6.10).
Рис. 6.10. Динамика изменения кривой отработки
228 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
В таком случае выражение для нижней границы вероятности безотказной работы запишется в виде:
1
Я(т) = (1-у)2М'), (6.156)
где Л*(/) = n'(f)h(t) - ресурсно-временной запас.
Под ресурсно-временным запасом понимают обобщенный показатель, который, с одной стороны, характеризует меру конструкционного запаса Л(г) надежности изделия к моменту времени / проведения /-й доработки, а с другой стороны, - количественную меру временного запаса n\t\ выражающегося наработкой до отказа к моменту t времени отработки. Задаваясь требованием по надежности и учитывая опыт отработки образца-аналога, найдем необходимый объем испытаний на этапе их планирования.
При рассмотрении изделия в целом коэффициент ресурсновременного запаса определяют, используя выражение
й»тр = 1п(1-у) (6.157)
21п/””
где Р^ - требуемое значение вероятности безотказной работы изделия; у - заданная доверительная вероятность безотказной работы изделия.
Задаваясь значением коэффициента запаса Л, найдем объем п' испытаний, необходимый для подтверждения заданной вероятности безотказной работы
откуда п'= v п , (6.158) 2Л1п/”р h = In(l-y) (6.159)
где Л -конструкционный запас надежности.
Задача планирования объемов испытаний для элементов, входящих в состав изделия, усложняется. Планирование испытаний в этом случае сводится к определению оптимального запаса прочности узла при минимизации суммарной массы изделия и ограничении времени испытаний. Метод нахождения оптимального запаса прочности основан на следующих допущениях:
1) изделие состоит из W элементов, отдельно отрабатываемых в процессе испытаний; массу /-го элемента обозначаем через соп период его
ПЛАНИРОВАНИЕ ОБЪЕМОВ ИСПЫТАНИЙ С УЧЕТОМ ДОРАБОТОК 229
отработки - через тг; считаем, что масса элемента определяется через запас прочности Л, по формуле со, = ctht, где с, - коэффициент пропорциональности, полученный по статистическим данным или расчетным путем; hi ~ коэффициент запаса, определяемый по опытным данным или расчетным путем; т|, - время жизни z-го отрабатываемого элемента; суммарная масса изделия в этом случае равна:
N N
G=Hc'h>' (6.160)
/=1 z=l
2) каждый цикл испытаний проводят до возникновения отказа только одного из элементов в объеме л' раз испытаний, или (другой вариант) число циклов испытаний совпадаете числом отрабатываемых элементов.
Второе допущение основывается на стратегии принятия решения, которое состоит в том, что по отказам каждого типа проводят не более одной доработки. В таком случае суммарное время испытаний будет равно:
N
Т = Х^п (6.161)
/=|
где и/- число циклов испытаний до возникновения отказа /-го элемента; Xi - длительность испытаний /-го элемента за один цикл.
Рассмотрим стратегию отработки, при которой на заключительном этапе каждый из элементов должен пройти серию из п\ циклов безотказных испытаний. Если запас h, известен, то необходимое число циклов таких испытаний определяют по формуле
а 1п(1-у)
h{ “ hiXnP1* ’
(6.162)
где а - объем испытаний, выраженный в циклах, при числе отказов, равном нулю; у - доверительная вероятность безотказной работы, заданная для изделия в целом; - требуемое значение вероятности безотказной работы на изделие в целом.
Поставим теперь следующую задачу - найти оптимальные запасы, минимизирующие суммарную массу изделия при ограничении времени
отработки, т.е. нужно решить задачу по отысканию min с,Л, при ог-
/=|
230 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
N N t
раничении = а^—=Т, где Т - заданное значение суммарного
срока испытаний.
Для решения поставленной задачи составим функцию Лагранжа
(6.163)
/ = 1
Составим уравнения Лагранжа, обеспечивающие необходимые и достаточные условия решения функции (6.160) при использовании первой и второй производных этой функции по параметру h,. В результате решения функции с подстановкой заданных величин у, Р^ и х, определяем оптимальный запас прочности, используя выражение
(6.164)
где /= 1,2,..., N.
Выражение, полученное для расчета необходимого оптимального запаса прочности, свидетельствует о том, что с увеличением периода испытаний Т уменьшается запас, с уменьшением Т запас прочности, наоборот, увеличивается, а это соответствует физическому представлению о величине запаса.
Пример 6.15. Изделие, состоящее из четырех сборочных узлов, подвергают испытаниям. Вероятность Р* безотказной работы изделия за один цикл испытаний должна соответствовать 0,9 при доверительной вероятности у = 0,9. Длительности испытаний т, и соответствующие им коэффициенты пропорциональности с, для каждого из узлов получены опытным и расчетным путем и соответственно равны: -q = 10 ч; т2 = 20 ч; т3 = т4 = 35 ч; С| = 200; с2 = 300; с3 = 250; с4 = 250. Суммарное время Т испытаний изделия с учетом последовательности испытаний каждого из узлов не должно превышать 100 ч, суммарная масса G = 2000 кг.
СТАТИСТИЧЕСКИЙ МЕТОД ПЛАНИРОВАНИЯ ОБЪЕМОВ ИСПЫТАНИЙ 231
Определить оптимальный ресурсно-временной запас прочности каждого узла.
Решение. Подставляя в формулу (6.164) исходные данные, найдем запас для каждого узла.
4
y»Jn(l-Y) fc~^^\ln(l-0,9) ГЙГх
' In?’’ Vl Т ,П°>9 ’20°
(V10 - 200 + V20 • 300 + л/35 • 250 + V35 • 250 1СЛ,
х --------------------------------= 15,01;
100
И? = 67,127J— = 17,33;
2 V300
/^=^=67,127^ = 25,11.
Полученные значения hn]? = n{ht позволяют найти соответствующий объем испытаний л,, задаваясь значением коэффициента запаса /?„ и наоборот. Полученные при этом значения nt и ht должны удовлетворять ограничениям, наложенным на массу G и период испытаний Т.
6.20. СТАТИСТИЧЕСКИЙ МЕТОД ПЛАНИРОВАНИЯ ОБЪЕМОВ ИСПЫТАНИЙ ПО ОБЕСПЕЧЕНИЮ НАДЕЖНОСТИ И КАЧЕСТВА СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ
Известно, что статистические методы в основном разработаны для контроля за качеством серийной продукции, когда из партии берется выборка, по которой ведется проверка качества и принимается решение о принятии или браковке изделий [29]. Эти методы, как правило, применяют для изделий серийного и массового производства и непосредственно не могут быть использованы для дорогостоящих изделий малой серии или единичного производства.
В основу метода планирования испытаний сложных дорогостоящих восстанавливаемых систем многократного действия положен статистический анализ, основанный не на количестве рассматриваемых образцов, а на объеме циклов функционирования.
232 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
При планировании испытаний возможно использовать схему двойной выборки, когда назначается определенный объем испытаний q заранее, затем, в зависимости от числа зафиксированных отказов >q, принимается одно из следующих решений:
- закончить испытания, если т} < q и принять изделие с заданным уровнем надежности;
- закончить испытания, если iq > q и подвергнуть изделие доработке, так как принятая конструкция не обеспечивает требования по надежности.
С целью сокращения объема испытаний необходимо использовать всю полученную информацию и по возможности объединить статистические результаты. Объединение выборок следует проводить по статистическим критериям значимости, если последние принадлежат к одной генеральной совокупности [28].
Необходимым условием объединения по результатам испытаний двух совокупностей (выборок) является выполнение равенства
(6.165)
"| Л2
Достаточным условием окончания испытаний и принятия изделия с заданным требованием надежности по двум выборкам является выполнение неравенства
ОТ|+'”2 <q, (6.166)
q + л2
где q - допустимая вероятность отказа изделия за один цикл функционирования; /И| - число отказов на первом этапе (в первой выборке); q -число циклов функционирования на первом этапе; /и2 - число отказов на втором этапе (во второй выборке) после доработки; п2- число циклов функционирования на втором этапе.
В практике статистического контроля качества и надежности сложных дорогостоящих систем с целью сокращения времени на отработку опытных образцов объем второй выборки назначают по полученному числу отказов в первой выборке, причем объем испытаний назначают из соблюдения условия непоявления отказа либо появления не более одного отказа, т.е. выполнения равенства (6.165) в виде
СТАТИСТИЧЕСКИЙ МЕТОД ПЛАНИРОВАНИЯ ОБЪЕМОВ ИСПЫТАНИЙ 333
"1 «2
(6.167)
В случае отсутствия или появления только одного отказа во второй выборке испытания заканчивают и систему принимают с требуемым уровнем надежности при выполнении достаточного условия (6.165), т.е.
/И| +1
"| + и2
<7.
(6.168)
При числе отказов во второй выборке т2 £ 2‘ испытания заканчивают и систему (изделие) дорабатывают, т.е. необходимо новое конструктивное решение.
При планировании испытаний методом многократной выборки необходимым условием объединения результатов испытаний является выполнение равенства на каждом этапе (в каждой выборке)
а Ш2. а (6.169)
и, п2 пк
Испытания заканчивают, если выполняется неравенство
(6170)
Л| +и2 + — + Ик
Если по результатам A-этапов испытаний окажется, что
(6.171)
Л| + п2 +... + пк
проводят доработку и назначают дополнительный (А+1)-й этап испытаний.
Для сокращения объема испытаний при статистическом контроле качества методом многократной выборки объем последующей выборки следует назначить таким образом, чтобы выполнялось необходимое и достаточное условие приемки:
необходимое условие
; -J”2 ------—-------fe—!—; (6.172)
«I W2 * Л1 + п2 пз" п\ + п2 + •••+ пк пк + 1
234 Глава НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
достаточное условие
/И] +1
т? +1 /Иь । +1 /z
------*------< -------< <?, (6.173)
Л| + П2 + П3 И] + п2 +... + пк
где тк = тк_! +1Д = 2, 3 ... .
В общем случае условия окончания испытаний при многократной выборке следующие:
условие принятия изделия с заданным требованием по надежности
W] + п2 +...+ пк
условие принятия нового конструктивного решения
-----1--------> q, (6.175)
И] +и2 + ... +Л*
Таким образом, в случае незапланированных отказов в к-й выборке тк > 1 объединять выборки нельзя, а необходимо назначать дополнительную выборку пк^ с соблюдением условия
--------------= —. (6.176)
«1+Л2+••• + »* "*+1
6.21. ЭТАПНЫЕ ПЛАНЫ ИСПЫТАНИЙ ДЛЯ ДИСКРЕТНЫХ ЗАКОНОВ РАСПРЕДЕЛЕНИЯ ОТКАЗОВ
Как уже отмечалось, при планировании испытаний разрабатываемых дорогостоящих систем можно использовать этапные планы испытаний. Этапный план характерен тем, что испытания системы в целом идут последовательно от одного отказа к другому, причем после каждого отказа проводятся соответствующие мероприятия или доработки. Таким образом, план этапных испытаний можно записать в виде
и2.—Л^)» (6.177)
где и, -объем испытаний на /-ом этапе, 7V- полный объем испытаний на всех изделиях в процессе отработки.
ЭТАПНЫЕ ПЛАНЫ ИСПЫТАНИЙ ДЛЯ ДИСКРЕТНЫХ ЗАКОНОВ
235
Обозначим через М число отказов, которые выявляются в процессе испытаний, причем частота появления отказов должна удовлетворять заданным требованиям
М
(6.178)
Если принять в процессе испытаний гипергеометрическое распределение отказов, то при фиксированном значении q^ и плане испытаний Ю среднее наблюдаемое число отказов равно [1]:
к - п —+
*ср - п\ ft + M
и . р(л2»0) а. рпт~\
п2 ft ГН-пх-п2-.. -пт_2,М
(6.179)
г*(°) р(л/-о) nGh О) N-ih ....
где РцДу' = —!——!---------вероятность гипергеометрического распреде-
пения; С® = ’ "i
»1!
0!(и, -0)!
= 1- N- (4м(#-И1)!
’ N N-"' Ml(N-ni~My.
В частности, для двухэтапного плана (от = 2)
i м .zD(».o) м ..
Л2 = — + Л/РДДу - «I — + - <6-18°)
N N ЛП (N-n} -М)\
Для трехэтапного плана
*з
М (N-n^(N-My.f М M(N-nx-n2)\{N-п}-М)\
П} N Nl(N-n{-My.[n2 N-n}+ (N-^-nj-My.iN-n^
(6.181)
Так как при планировании испытаний сложных дорогостоящих изделий на каждом этапе испытаний предусматривают не более одного отказа, после чего проводят соответствующие мероприятия или доработку, то наблюдаемое число отказов должно быть не более трех.
В таком случае формула среднего числа отказов принимает следующий вид [24]:
для двухэтапного плана
236 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
2 („„о) ,2 (N --2)1
2 'N ыл N 2V! (TV - и, - 2)!
(6.182)
для трехэтапного плана
г = п 3 t (/У-^Ц^-ЗуГ 1 | \(N-n}-n2y.(N-ny-3)~
3 1 N MOV-^-З)! [ 2 (N-n{-n2-3)l(N-n{y J’
(6.183) для многоэтапного плана
L' р(^ьО) п2 р("2»°) ( р \ , (6 184Л
кт ft + -”т-г> М )— • Vх164J
На основании полученных формул приведены сравнительные данные объемов среднего числа отказов для гипергеометрического закона
распределения при двухэтапном планировании (принято И| = —) для
различных значений Я~— (табл. 6.7).
В случае биномиального закона распределения отказов при двухэтапном плане испытаний среднее число отказов определяют по выражению вида
к2 =nl^-+MC^l„iq^PN~"1 = n^+MPN'n =n{q + MPN'\ (6.185)
6.7. Среднее число отказов при двухэтапном плане испытаний для гипергеометрического закона распределения отказов
м 0,01 0,05 0,10 0,15 0,20 0,25
*2 1,596 1,486 1,472 1,384 1,332 1,284
*2 1,248 1,243 1,236 1,192 1,166 1,142
Условные обозначения: к2 - среднее число отказов по существующей схеме испытаний; к2 - среднее число отказов по схеме испытаний с учетом появления не более одного отказа на каждом этапе.
ЭТАПНЫЕ ПЛАНЫ ИСПЫТАНИЙ ДЛЯ ДИСКРЕТНЫХ ЗАКОНОВ
237
где C$1 _ вероятность появления числа отказов, равное нулю
«у М
при биномиальном законе распределения; М - число отказов; q = — -N
вероятность отказа; Р = 1 - q - вероятность непоявления отказа.
Для трехэтапного плана испытаний среднее число отказов равно
кз = п\ — + С^п q^pN~n' п, + MCN.lh_b q^pN-^-"2
•’ 1 щ N-nfi £ »
^q + P"-”'
Ъ-¥—+МР”-п'-П2 ~ N-гц
(6.186)
При фиксированном значении М и многоэтапном плане PJ(«b п2,../V) среднее наблюдаемое число отказов при биномиальном распределении равно
*ср=«| —+ С<о)„ q®PN~n' ср i уу N-ni*
„ М I r(0)
+ мсы\, » п q^PN-"'-,’i' ~"m->
= n[q + pN"”'*
_^_+pN-<ir>b N-i\ [ N-n,,
(6.187)
Предельное число отказов для двухэтапного плана испытаний равно
*пих. 2 = «1 у + «2 у+(N - «, )у = пд + (N - п} )q = Nq. (6.188)
Для трехэтапного плана испытаний предельное число отказов определяется по выражению вида
. М М хМ
(6|89)
=«!</+ n2q + (N - n2)q = Nq.
При многоэтапном планировании максимальное число отказов для биномиального закона определяется по выражению
238 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
. ММ,.. Ам
«шах = п1-н «2-+ IN - Mi - И, -... - Пт.}-=
”ax 'n 2N ' 1 2 * м N (6.190)
= «19+«г9 + ••• + (N - ”1 - n2 - • •• - «»-i )<7 = Nq.
Изложенный метод планирования испытаний при условии появления не более одного отказа на последующем этапе позволяет сократить среднее число отказов и, следовательно, объем испытаний [24].
Так, для двухэтапного плана испытаний формула среднего числа отказов выглядит следующим образом:
k\=n{—+PN-'-\ = ^- + PN-'. (6.191)
’ 1 N N J
При трехэтапном планировании среднее число отказов определяется по выражению
к' -п — ,PN-} кз~п^ + 1
«2
N -п}
+ рЛГ-й|-/Ь
| । ^2 । рМ-щ-м
(6.192)
Для многоэтапных планов испытаний среднее число отказов равно
*ср =«|?+/>ЛМ- П2 . ”п . /6 1QTI
ТГ Т Г > . IU.17JJ N-w1 |_N-«„ JJ
Сравнительные величины среднего числа отказов для биномиально* го закона распределения при двухэтапном планировании (принято /V
п{ = —), полученные по изложенным методам, приведены в табл. 6.8.
6.8. Среднее число отказов при двухэтапном плане испытаний для биномиального закона распределения отказов
М q = ~H 0,01 0,05 0,10 0.15 0,20 0.25
*2 1,0 1,234 1,68 2,04 2,17 2,30
^2 1,0 1,117 1,34 1,52 1,58 1,65
ЭТАПНЫЕ ПЛАНЫ ИСПЫТАНИЙ ДЛЯ ДИСКРЕТНЫХ ЗАКОНОВ
239
Пуассоновский закон распределения может быть использован при планировании испытаний в том случае, если имеем малый относительный объем на каждом этапе — « 11 и малую относительную долю от-
Среднее наблюдаемое число отказов для двухэтапного плана при пуассоновском законе
п. -~м
k2=^M + e N М = vtM+ e~v,M М, (6.194)
wi
ГДе v1=-j±.
Для трехэтапного плана испытаний среднее число отказов равно
к3 = vtM +e~v>M(v2M +e~v'-M м), (6.195)
кт =v1A/ + v2A/e‘v,w +v3A/e‘(v,+V2)M + ...+
(6.196)
+ vm.,A/e-(v'+V2+-+v"'-2)Ay +
Так как описанный статистический метод планирования испытаний сложных дорогостоящих систем основан на том, что в процессе испытаний на каждом этапе не должно быть более одного отказа, то, используя пуассоновский закон, среднее число отказов для многоэтапного плана испытаний определится по формуле
к’т=М^е-^ +V3e^V2)M
(6.197)
+ vm4e-(V1+V2+tv™-2)W
+ e4V|+v2+...+vm.1)M
Сравнительные величины среднего числа отказов для закона распределения Пуассона при двух-, трех- и четырехэтапных планах испытаний, полученные по изложенным методам, приведены в табл. 6.9.
Анализ табл. 6.7, 6.8, 6.9 показывает, что среднее число отказов по схеме испытаний с допущением одного отказа на каждом этапе сокраща-
240 Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ
6.9. Среднее число отказов при двух-, трех- и четырехэтапных планах испытаний для закона распределения Пуассона /V ” Двухэтапный план испытаний q = 0,01, Л| = —
м М- 1 М = 2
а2 1,106 1,736 ~~
*2 1,106 1,368
N Трехэтапный план испытаний q = 0,01, л, = —
м М= 1 Л/ = 2 Л/=3
*3 1,104 1,627 1,798
*3 1,104 1,163 1,266
/V Четырехэтапный план испытаний q = 0,01, п, = —
М М= 1 А/ = 2 Л/=3 Л/=4
0,780 1,217 1,481 1,686
^4 0,780 0,858 0,893 1,402
ется по сравнению с существующей, а следовательно, сокращается и объем испытаний для подтверждения заданного уровня надежности. Кроме того, изложенный метод позволяет дополнительно на последующем этапе сократить объем испытаний в два раза в случае отсутствия отказов, используя известное соотношение
(6J98)
При соблюдении условия (6.42) возможно объединить предыдущий и последующий этапы. Сравнительный объем испытаний для двух-, трех-и четырехэтапных планах испытаний представлен в табл. 6.10.
Из табл. 6.10 видно, что наибольший выигрыш дает двухэтапный план. На основании полученного объема по двухэтапному плану можно сделать заключение о том, что минимальный выигрыш может составить 25 % и максимальный до 50 %. Это возможно при условии, если отказ отсутствовал на последующем этапе при достижении 50 % объема предыдущего этапа.
ЭТАПНЫЕ ПЛАНЫ ИСПЫТАНИЙ ДЛЯ ДИСКРЕТНЫХ ЗАКОНОВ
241
6.10» Сравнительный анализ объемов испытаний для двух-, трех- и четырехэтапных планах испытаний
План испытаний Назначенный объем N испытаний в циклах для подтверждения <7 = 0,01 Распределение объема N по этапам в циклах Полученный объем в случае отсутствия отказа на последнем этапе
«1 и2 «3 «4 «1 «2 «3 л4
2-этапный 200 100 100 100 50 150
3-этапный 300 100 100 100 100 100 50 250
4-этапный 400 100 100 100 100 100 100 100 50 350
Пример 6.16. Для подтверждения вероятности отказа q^ = 0,01 за один цикл работы назначен объем W = 200 циклов в предположении двухэтапного плана испытаний.
Решение. После проведения л, = 80 циклов был зафиксирован отказ. Дополнительно назначены испытания в объеме п2 = 40 циклов из условия выполнения равенства:
q = — «-г-1—г = — = 0,0119.
и, 2(л2+2) 84
По результатам проведенных п2 = 40 циклов отказов не зафиксировано, следовательно, возможно объединение выборок. Тогда
q = —!— = —?— = — = 0,008.
пх+п2 80 + 40 120
Полученное значение q < q^ удовлетворяет требуемому. Таким образом, полученный объем испытаний N' = 120 циклов практически составляет 60 % от назначенного.
Глава 7
МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕНЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ НА ЭТАПЕ ПРОЕКТИРОВАНИЯ И ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
7.1. ПРОЦЕСС ИЗМЕНЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ ИЗДЕЛИЯ НА ЭТАПЕ ПРОЕКТИРОВАНИЯ И ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
Заданные требования к количественным показателям надежности должны быть достигнуты на этапе проектирования и обеспечены к концу испытаний опытных образцов. Задача разработчика состоит в том, чтобы объективно оценить изменения функции надежности на этих этапах и принять необходимые меры для повышения ее уровня до заданного значения.
Методом объективной оценки функции надежности служит математическая модель роста или снижения надежности, причем каждый этап имеет свою модель.
Примерный вид функции надежности сложной системы на этапах проектирования и испытаний опытных образцов приведен на рис. 7.1.
Рис. 7.1. Изменение функции надежности сложной системы на этапах проектирования и испытаний опытных образцов
ПРОЦЕСС ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
243
На этапе проектирования изменение надежности изделия происходит в результате введения элементов и узлов новой конструкции, совершенствования различных способов резервирования, подбора комплектующих элементов с повышенной надежностью и других мероприятий.
Все эти изменения проводят до окончания технического проектирования. Причем это можно осуществлять направленно для нестационарной случайной функции надежности, выраженной в виде конструктивных параметров, заложенных в конструкторской документации.
Анализ графика показывает, что в интервале времени 0 - составляет 1 - 2 года для сложных технических систем типа подвижных установок специального назначения.
На этапе лабораторно-стендовых испытаний происходит существенное изменение уровня надежности по сравнению с проектным в сторону его уменьшения. Это вызвано тем, что проектируемую новую систему комплектуют элементами, изготовленными по отлаженной технологии серийного производства элемента-аналога. Отработку узлов и сборочных единиц проводят до тех пор, пока основные характеристики не достигнут требуемого значения в соответствии с техническим заданием. Таким образом, в начальный период лабораторно-стендовых испытаний надежность элементов, узлов и сборочных единиц заметно падает, а затем повышается и стабилизируется на некотором уровне в результате проведения доработок.
Подобную картину изменения надежности наблюдают и на последующих этапах испытания системы в целом. Это вызвано тем, что проведение значительного числа доработок приводит к изменению надежности. К концу завершения всех видов испытаний, определенных программой экспериментальной отработки опытных образцов, установленные значения надежности должны соответствовать заданным требованиям. Следует отметить, что на каждом этапе испытаний происходит большее или меньшее изменение надежности в зависимости от того, каким испытаниям подвергают систему. Например, изменение надежности будет незначительным при номинальных значениях нагрузок по сравнению с изменением надежности системы при испытаниях с повышенными нагрузками, когда число отказов и соответственно число доработок увеличивается.
В интервале времени -t2, показанном на рис. 7.1, изменение надежности происходит благодаря проводимым доработкам на этапе испытаний опытных образцов. Процесс испытаний выявляет большое число отказов и неисправностей, которые объективно не могли быть учтены при проектировании. Для этого этапа характерно то, что кривая функции
244 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
надежности имеет явную тенденцию к возрастанию от момента ее начального падения. Период испытаний /| - /2 опытных образцов составляет 3-4 года.
7.2. ВИДЫ МОДЕЛЕЙ РОСТА НАДЕЖНОСТИ.
НЕПАРАМЕТРИЧЕСКАЯ МОДЕЛЬ, ОСНОВАННАЯ НА БИНОМИАЛЬНОМ РАСПРЕДЕЛЕНИИ
Модели роста надежности строят для описания различных показателей надежности. Наиболее употребительны в практическом использовании модели для исследования вероятности безотказной работы и средней наработки на отказ [12]. Для построения модели роста надежности параметры определяют по результатам испытаний аналогичных изделий. Математическая модель роста надежности позволяет прогнозировать изменение уровня надежности в процессе испытаний, оценивать значение показателя в любой момент времени, планировать затраты на проведение доработок и решать другие задачи.
По виду и способу построения математические модели подразделяют на непараметрические, параметрические, вероятностные, без учета управляющих воздействий и с учетом управляющих воздействий. Рассмотрим только методы построения моделей роста надежности, которые часто используют в практике отработки опытных образцов сложных систем.
Первый метод построения основывается на последовательности статистических оценок показателя надежности, полученного после каждой серии проведенных доработок изделия. Такие модели называют непараметрическими.
Второй метод основывается на построении кривой роста надежности, которая содержит один или несколько параметров. Параметры оценивают по результатам стендовых испытаний изделий-аналогов и используют для прогнозирования роста уровня надежности отрабатываемого изделия. Модели, полученные таким методом построения, называются параметрическими. На практике не всегда удается оптимально выбрать параметрическую модель для построения кривой роста надежности отрабатываемого изделия, поэтому в этом случае применяют непараметрические модели роста надежности.
Вероятностными называют такие модели изменения уровня надежности, в основу построения которых положены статистические оценки или параметры распределения, имеющие вероятностный характер.
Математические модели изменения уровня надежности, в основу построения которых положены статистические оценки или параметры.
ВИДЫ МОДЕЛЕЙ РОСТА НАДЕЖНОСТИ
245
полученные по результатам испытаний или эксплуатации изделий-аналогов, называют пассивными моделями, или иначе, моделями без учета управляющих воздействий.
Математические модели с учетом управляющих воздействий - модели, которые позволяют активно вмешиваться в процесс отработки изделия путем изменения конкретных параметров, имеющих конструктивный, производственный или эксплуатационный характер.
Рассмотрим построение непараметрической модели. Наиболее распространенной является биномиальная модель. Суть этой модели состоит в том, что некоторый определенный период испытаний разбивают на два этапа отработки, для которых характерны разные условия испытаний, так как отрабатываемое изделие изменяется в результате проведенной доработки. Предполагается, что испытания проводят по биномиальной схеме, причем на первом этапе в объеме п\ испытаний зафиксировано т} отказ, а после проведения доработки на втором этапе в п2 испытаниях зафиксировано т2 отказа. Ставят задачу - оценить вероятность Р безотказной работы изделия по результатам двух этапов испытаний с учетом различий условий их проведения. Для оценки этой вероятности рассмотрим четыре гипотезы.
Гипотеза Яо> Для этой гипотезы условия испытаний остаются неизменными при переходе от одного этапа к другому, т.е. проведенные доработки не изменяют надежности изделия. Эту гипотезу представим в виде
Оценку вероятности безотказной работы в случае справедливости этой гипотезы, находят по формуле
Р12=1-'”|+от< (7.1)
Я|+Л2
Гипотеза Н\ состоит в том, что после доработки надежность изделия может только увеличиваться, т.е. эту гипотезу можно записать в следующем виде
Гипотеза Н2. На втором этапе, т.е. после доработки, надежность изделия снижается. Гипотеза Н2 запишется так:
246 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Гипотеза Н3. Отсутствует определенность в изменении условий ис-пытаний после проведенной доработки, т.е.
Я3:(/1*Р2).
Если условиям эксплуатации изделия будет соответствовать второй этап испытаний, т.е. гипотезу отклоняют, то оценку вероятности без* отказной работы находят из выражения
(7.2) п2
Оценку вероятности безотказной работы изделия по информации о двух проведенных этапах отработки находят по формуле
Р = лА,2+(1-Л)А. (7.3)
где h - весовой коэффициент, равный вероятности выбора гипотезы
Г=Ш]
где т = /и, + «2; п = щ + и2; С® = —Л* »•.
т\\п- tn у.
Если весовой коэффициент h < 0,01... 0,05, то статистические данные двух этапов не могут быть объединены. При весовом коэффициенте h > 0,1 в качестве исходной информации для оценки вероятности безотказной работы изделия принимают статистические данные обоих этапов, т.е. результаты испытаний объединяют.
При справедливости гипотезы Н}: (?2 > Р\) значение вероятности Л| расхождения двух групп данных определяют по формуле (7.4).
В случае справедливости гипотезы Н2: (Р} > Р2) значение весового коэффициента Л2 = 1 - й|. Наконец, для гипотезы Н3: (Рх # Р2) значение весового коэффициента равно
h = 2иш1[й|(1- Л])].
ТРИНОМИНАЛЬНАЯ МОДЕЛЬ
247
7.3. ТРИНОМИАЛЬНАЯ МОДЕЛЬ
К числу непараметрических моделей относится так называемая триномиальная модель. Для оценивания уровня отработанности изделия весь период испытаний делят на к шагов, каждый из которых содержит определенный объем испытаний и заканчивается проведением доработки. Эта статистическая модель основана на том, что каждое испытание может иметь успех, случайный отказ, причина которого не установлена, и отказ, причина которого известна и устранима. В каждой серии испытаний фиксируют число случайных отказов, вероятность появления которых в течение всей отработки остается неизменной и равной д0. Вероятность устранимого отказа в процессе отработки имеет тенденцию к снижению, т.е. соответствующие вероятности образуют невозрастающую последовательность q} >q2 >...>qk. Тогда оценку максимального правдоподобия для q0 и qi определяют по формулам:
?о=-2'”*’ <7-5)
«7^
где qQ - оценка вероятности появления случайного отказа; т, - число случайных отказов, зафиксированных на f-м этапе отработки; п - объем испытаний за весь период отработки; к - число этапов отработки;
(7.6)
-mJ-
где q, - оценка вероятности устранимого отказа на /-м этапе отработки; mJ - число устранимых отказов на /-м этапе отработки; nt - объем испытаний на /-м этапе отработки.
Если все оценки не возрастают, то их принимают в качестве окончательных; если же для некоторого /-го этапа выполняется неравенство 70 наблюдения на этапах / и (/+1) объединяют и вычисляют соответствующую оценку. Эту процедуру продолжают до тех пор, пока оценки 4 не образуют невозрастающую последовательность. На основе полученных оценок определяют оценку вероятности успешной работы отрабатывемого изделия на /-м этапе по формуле
(7.7)
248 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Выражение (7.7) представляет собой статистическую модель изменения надежности. Рассмотрим пример использования триномиальной модели.
Пример 7.1. В процессе отработки изделия было проведено шесть доработок. Найти оценку Р( вероятности безотказной работы после последней проведенной доработки. Исходные статистические данные приведены в табл. 7.1.
7.1. Исходные статистические данные
Номер 1-й доработки Число п испытаний на /-м этапе Число т, случайных отказов Число m'j устранимых отказов
1 10 0 4
2 15 1 2
3 20 1 2
4 15 0 2
5 20 1 1
6 40 1 1
Всего 120 4 12
Решение. По формуле (7.5) находим оценку вероятности появления случайного отказа:
1 4
q = IV т ,= — = 0,0333. ™ ' 120
J —1
Проверим, образуют ли оценки •••» <7б вероятности отказов
убывающую последовательность. Для этого вычислим отношения т\/(л/ “ mi)» * = 1,2,..., 6.
Номер /-й доработки 1 2 3 4 5 6
-«/) 0,4 0,1429 0,1052 0,1333 0,0526 0,0256
Из полученных оценок необходимо объединить результаты третьего и четвертого этапов отработки, так как т\/(пА-т4)>т3/(п3-т3) и 2 + 2 4
найти отношение ——— = — = 0,1176. Используя полученную ранее
оценку qQ = 0,0333 и формулу (7.6), вычислим оценки qt:
ПАРАМЕТРИЧЕСКИЕ МОДЕЛИ РОСТА НАДЕЖНОСТИ
249
qx =(l-0,0333)-0,4 = 0,3867;
q2 = (1 - 0,0333)- 0,1429 = 0,138;
<?з = <?4 =(1-0,0333) 0,1176 = 0,1137;
q5 = (1 - 0,0333)- 0,0526 = 0,0508;
qb = (1 - 0,0333) - 0,025 = 0,0242
Оценку вероятности безотказной работы изделия после проведения шестой доработки определим по формуле (7.7)
Д = 1 - ?о “ % = I" 0,0333 - 0,0242 = 0,9425.
Ответ: Р6 = 0,9425.
7.4. ПАРАМЕТРИЧЕСКИЕ МОДЕЛИ РОСТА НАДЕЖНОСТИ
Построение модели изменения надежности изделия по результатам испытаний выполняют при достаточно большом объеме испытаний или большом числе доработок. В рассматриваемом случае в математической модели предусмотрено проведение доработок только после установления причин отказов и при условии, что эти доработки не снижают уровня надежности. В процессе построения модели результаты испытаний представляют в виде отдельных серий с определенным числом доработок в каждой из них. Для описания приращения надежности изделия от одной серии испытаний к другой в первом приближении может быть использована линейная зависимость
ДС=а,(Лр-С-|), (7-8)
где а, - коэффициент, характеризующий эффективность /-й доработки;
- требуемое значение вероятности безотказной работы; Р, j - вероятность успешного испытания после (/ - 1)-й доработки.
Так как в процессе испытаний доработку проводят в случае явного выяснения причины отказа, то надежность изделия изменяется только после выполнения доработки. В этом случае надежность определяют по формуле
к
Р, = Р0(7-9) /=1
250 Глава 7 МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
где Ро “ начальная надежность (вероятность безотказной работы) изделия, полученная до проведения первой доработки; к - число проводимых доработок.
Аналогичное выражение может быть записано для среднего значения наработки на отказ:
к
T,=T0+Y^, (7.10)
/=1
где То - среднее значение наработки на отказ, полученное до проведения первой доработки; A7j - приращение среднего значения наработки на отказ от (/— 1 )-й до /-й доработки АТ, = 7} - 7\|.
Если предположить, что изменение надежности между двумя соседними доработками в первом приближении имеет линейную зависимость, то можно записать
А7;=аД7’тр-7’ч), (7.11)
где at - коэффициент, характеризующий эффективность /-й доработки; Ттр - требуемое значение средней наработки на отказ.
Таким образом, изменение функции надежности в процессе отработки имеет скачкообразный характер (рис. 7.2).
Рис. 7.2. Изменение функции надежности (вероятности безотказной работы) Рк при отработке изделия
ПАРАМЕТРИЧЕСКИЕ МОДЕЛИ РОСТА НАДЕЖНОСТИ
251
Функция Pi имеет скачки только в тех точках /, после которых были проведены доработки, причем эти скачки зависят от достигнутой надежности а также коэффициента ah характеризующего успешность устранения причины отказа, т.е. можно записать
(7.12)
Тогда искомая функция надежности, описывающая весь процесс отработки, имеет вид к
(7-13) /=1
Таким образом, вероятность безотказной работы зависит от двух параметров - Ра и я,. Если эти параметры определены по результатам испытаний, можно рассчитать значения функции надежности в точках проведения доработок.
Следует отметить, что изменение функции надежности в процессе отработки не всегда имеет тенденцию к росту. На отдельных участках она может иметь некоторое падение из-за неэффективной доработки. В целом же проводимые доработки направлены на повышение уровня надежности.
Аналогичную формулу можно записать для функции надежности, выраженной в виде среднего значения наработки на отказ,
(7.14) /=1
На основании приятых выше допущений для отработки изделий получена трехпараметрическая модель [4]:
где Ртр - требуемое значение вероятности безотказной работы, или заданная надежность; PQ - начальное значение надежности; а, - коэффициент, учитывающий эффективность/-й доработки; / -номер доработки.
Для нахождения параметров распределения Pq, Р-^ и at используют метод максимального правдоподобия* для чего необходимо составить функцию правдоподобия:
252 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
L Ц -я»,)!
(7.16)
где л, - число испытаний между z-й и (/ + 1)*й доработками; mt - число отказов в п, испытаниях, после которых проводилась доработка.
Подставляя в формулу (7.16) вместо Pt его значение из формулы (7.15), получим искомую функцию правдоподобия, зависящую от трех параметров модели - Ро и а,:
(7.17)
Уравнение (7.17) включает в себя известные опытные данные т, и а также неизвестные параметры Р& Ртр и ah Оценками максимального правдоподобия являются оценки Ро, Р^ и а,9 при которых функция (7.17) обращается в максимум. Для решения этой задачи используют стандартные программы минимума нелинейной функции. Для нахождения параметров перейдем к логарифмической отрицательной функции правдоподобия, минимум которой совпадает с максимумом функции (7.17), которую сократим на постоянный множитель:
(7.18)
Поскольку функция (7.18) является нелинейной, необходимо убедиться в том, что она имеет один минимум. Функция (7.18) задана на выпуклом множестве, поскольку по логике область изменения параметров находится в пределах: 0 < а < 1; 0 < PQ < 1; 0 < Р^ < 1. Так как функция
ПАРАМЕТРИЧЕСКИЕ МОДЕЛИ РОСТА НАДЕЖНОСТИ
253
дифференцируема, то необходимым и достаточным условием выпуклости является положительная полуопределенность матрицы вторых производных, т.е. в нашем случае матрицы
Я = Д2[-1п(П,А')],
(7.19)
где
- вектор параметров модели;
- вектор опытных
значений т, и п,.
Функция (7.18) является дважды дифференцируемой, в чем можно непосредственно убедиться, взяв производные по параметрам. Для положительной полуопределенности матрицы А следует показать, что ее квадратичная форма неотрицательна. По определению квадратичная форма с учетом введенных обозначений может быть представлена зависимостью [10]
В = ПГЯП, (7.20)
где П7 - транспонированная матрица параметров П. Развернутый вид выражения (7.20):
a2ini a2inz. a2in£
„ Г 1 да2 a2in£ дадР0 а21п£ даЗР^ a2in£ а
В = [аРйР— 1 Ро • (7.21)
L U TpJ дРода дР2о Р
а21п£ д2\пЬ a2ini
а/^аа дР^ дР\
После преобразований получим
D_ a2in£„2 a2in£o2 a2in£„2 ,a2in£„D
(7.22)
„а21п£_о oa2ln£OD
“2 я ->о а°Ф “2 яояо °о"тр-да5Р^ р ЗР05Лр
Проведенные расчеты показывают, что частные производные, входящие в выражение (7.22), являются отрицательными в области заданных
254 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
параметров 1, что подтверждает положительность квадра-
тичной формы, а следовательно, и выпуклость функции (7.18). Таким образом, функция (7.18) имеет единственный минимум в точке
д[-1п(П,Х)] = 0, (7.23)
являющейся решением системы уравнений правдоподобия:
ajnL
да аг„ др„ '>
Для случая, когда доработки проводят только лишь после появления отказов и если причина их явно установлена, имеем уравнение правдоподобия вида
(7.25)
Эта функция правдоподобия отражает процесс отработки изделий, при этом в качестве исходных данных могут быть использованы значения параметров, полученные по результатам испытаний аналогичных изделий.
7.5. МНОГОПАРАМЕТРИЧЕСКАЯ СТАТИСТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ
Так как в процессе проведения испытаний причины обнаруженных отказов не всегда достоверны, то проводимые доработки также не всегда одинаково влияют на изменение надежности изделия. Вместе с тем, принимая допущение о том, что в среднем наблюдается определенная тенденция к росту уровня надежности от одной доработки к другой, процесс изменения надежности в результате проведения доработок носит случайный характер. Для восстанавливаемых изделий весь процесс испытаний можно представить в виде некоторого числа циклов.
Под циклом испытаний понимают функционирование изделия в течение некоторого времени в условиях, соответствующих эксплуатацией-
МНОГОПАРАМЕТРИЧЕСКАЯ СТАТИСТИЧЕСКАЯ МОДЕЛЬ
255
ным при выполнении определенной работы. Доработку проводят по всем отказам, причина которых выявлена и по ним требуется изменение конструкции. В этом случае изменение функции надежности происходит в зависимости от номера цикла испытания Р, (/=1, 2,..., и). Следовательно, если имеются данные о результатах испытаний, то можно найти статистические оценки Pt, хотя ничего неизвестно о параметрах, определяющих поведение этой функции.
Для описания изменения функции надежности Р, может быть использован метод, основанный на представлении Р, в виде функции случайных аргументов, значения которых могут быть определены по результатам испытаний данного изделия или изделия-аналога. Такой подход позволяет установить аналитическую форму зависимости, которая является функцией надежности.
Таким образом, статистический метод заключается в том, что по опытным данным строят кривую роста надежности произвольной формы, используя экспериментальные точки графика, а затем методами математической статистики находят оценки параметров, входящих в эту функцию. В общем виде функцию можно записать следующим образом:
=p(al,a2)...,as,/), (7.26)
где at - неизвестные параметры.
Выбрав несколько различных форм функции можно оценить, какая из них наилучшим образом описывает экспериментальную кривую. Так как испытания изделия проводят в циклическом режиме, то можно, как наиболее простую, принять биномиальную модель распределения вероятности доработок.
Для нахождения параметров распределения воспользуемся методом максимального правдоподобия. С этой целью построим функцию правдоподобия вида
L=П |7И,! Ъ о - р"'’ (7-27>
где mt - число отказов, зафиксированное в п, циклах испытаний; Pt - вероятность успеха в /-й доработке; к - число проводимых доработок.
Подставляя в (7.27) модель изменения надежности, получим уравнение (7.26), описывающее правдоподобие в зависимости от искомых параметров:
256 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
к
L(asл„/и,)= fl Л’ у[!- *
/=1 - mJ!
(7.28)
х р(в| ,а2 )"' ~т'.
Выражение (7.28) представляет собой функцию правдоподобия, в которой функция надежности связана с номером доработки. Оценками максимального правдоподобия параметров as являются оценки, при которых функция правдоподобия принимает максимальное значение:
L(ai, а2,..., а$max. (7.29)
При расчете удобнее использовать не саму функцию, а ее логарифм, так как максимум и минимум функции L совпадают соответственно с Ini и (-InА). Для нахождения оценок параметров распределения решают сис* тему уравнений правдоподобия вида
Э1п L das
(7.30)
Метод максимального правдоподобия позволяет получить несмещенные, состоятельные и эффективные оценки [3]. При нахождении оценок параметров распределения может быть использован также метод наименьших квадратов, который при больших объемах испытаний практически совпадает с методом максимального правдоподобия. В этом случае функция правдоподобия выражается зависимостью вида
- In L - £ [/> - Pfa, а2,.... вх, о]2, (7.31)
/=|
где />• - оценка надежности, полученная по результатам испытаний в /-й серии.
Метод наименьших квадратов хорошо согласуется со статистическими данными, когда в /-й серии п, >20 циклов испытаний, т.е. биномиальный закон распределения приближается к нормальному. В этом случае
(7.32)
ГИПЕРБОЛИЧЕСКАЯ МОДЕЛЬ РОСТА ФУНКЦИИ НАДЕЖНОСТИ
257
Оценки параметров распределения, обращающие функцию правдоподобия в минимум, находят из выражения вида
_Ё*1£ = 0. (7.33)
Таким образом, статистический подход к определению модели роста надежности состоит в интуитивном выборе функциональной зависимости Pt(a\, а2,...» as, i) и, соответственно, нахождении тем или иным способом параметров распределения а$. В качестве функциональной зависимости часто используют алгебраические выражения, включающие несколько неизвестных параметров.
7.6. ГИПЕРБОЛИЧЕСКАЯ МОДЕЛЬ РОСТА ФУНКЦИИ НАДЕЖНОСТИ И ДРУГИЕ ВИДЫ ЗАВИСИМОСТЕЙ
Основанием гиперболической модели может служить предположение того, что вся программа испытаний представляет собой к этапов, на каждом из которых проводят определенное число испытаний и в каждом фиксируют отказ или успешную работу [10]. По результатам испытаний строят кривую роста надежности - гиперболу, описываемую зависимостью
= (7.34)
где Р, - истинная надежность изделия на /*-м этапе испытаний; Р^ - требуемое значение надежности; а - параметр, характеризующий скорость роста надежности; / - номер этапа испытаний; /=1,2, 3,..., к.
Модель зависит от двух параметров Др и а. Для нахождения оценок параметров воспользуемся методом максимального правдоподобия. Тогда для /-го этапа отработки будем иметь
(1Г'. (7.35)
где п, - число испытаний на /-м этапе; т, - число отказов на /-м этапе.
Полагая, что результаты всех этапов статистически независимы, получим к к
L=П L> =П р”,~'"' 0 - р<(736) /=1 /=1
или после логарифмирования
9 - 8886
258 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
* ( п\ к
In £ = £ (л, - «( )1п Л, - “ + $
(737)
Уравнения правдоподобия можно записать в виде
din L п. — т.
ЭР оГ + ^
игтр /=1 р __ j=i
тр
-------- = 0; > +-
(7.38)
л,-т, 31n L
к
> /=| тр
т,
-i-----= о.
° + “
(7.39)
В результате решения уравнений (7.38) и (7.39) получим оценки па
раметров:
(7.40)
(7.41)
л । / । \
где с = У-»1п к + — +0,5772.
I 2J
В качестве аппроксимирующих зависимостей можно использовать также модели вида
^ = Роо-(/’Л-Р0)е-в«. (7.42)
Так как /^ = 1, то =1-(1-Р0)е’в', (7.43)
где Р, - надежность на /-м этапе испытаний; - предельно допустимое значение надежности; Ро - начальное значение надежности; а, - параметр, характеризующий изменение скорости роста надежности.
ГИПЕРБОЛИЧЕСКАЯ МОДЕЛЬ РОСТА ФУНКЦИИ НАДЕЖНОСТИ
259
Применяют также модели роста надежности вида [10]:
(7.44)
^=^-7^-. (7.45)
6 + с
где а, Ь и с - неизвестные параметры.
Наиболее распространенной является модель, описываемая показательным законом:
= 1 - (7.46)
где Л = рР; С = 1п—.
1-аР
Функция (7.46) зависит от трех параметров - р, Р и а, которые могут быть найдены методом максимального правдоподобия или методом наименьших квадратов.
Более общая модель роста надежности [10]
/>=?.-«/(/), (7.47)
где Д/) - положительная, монотонно убывающая функция /.
Для нахождения оценок Рф и а методом наименьших квадратов вычисляют суммы: к к
С. =£/0);С2 = £/’(/).
/=| /=|
Для удобства вычислений С[ и Сг [10] можно использовать приближенные формулы для нескольких видовД/), приведенные в табл. 7.2.
7.2. Приближенные формулы для вычислений G и С2
ДО С|
,-1/2 ( п|/2 2А+- -1,46 Inf к +—1 + 0,577 1 2/
г1 1п| к +—1 + 0,577 1 2J + •*»
9*
260 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Продолжение табл. 7.2
ДО С, с2
г2 л2 (. 1Y’ — *+— 6 1 2J л4 if, I Y3 90 3< 2)
г3 1,2--[а+-1 2^ 2) 1 1 Ys 945 5< 2)
Примечание:— = 1,645; — = 1,082; — = 1,017. 6 90 945
Оценки параметров распределения находят, решая уравнения:
к Г I2
ZTL п> J
ni~mi да~ п>
-Рп +«/(') /(') =0-
(7.48)
(7.49)
(7.50)
Решения уравнений (7.49) и (7.50) дают оценки величин и а:
к f \ к f \
c2L|—-/(О р >=1\ п> ) 1=1 \ и> )
кС2-С2
(7.51)
(7.52)
где п, и т, - числа соответственно испытаний и отказов на i-м этапе испытаний.
Изменение надежности изделия при его поэтапном испытании можно оценить статистически.
ВЕРОЯТНОСТНЫЕ МОДЕЛИ
261
Оценка надежности после /-й серии испытаний является зависимостью вида:
Р^аР;+(1-а)Р^, (7.53)
где а - коэффициент, характеризующий значимость каждой оценки; Р- -оценка надежности по результатам только /-й серии испытаний; Р^ -оценка надежности по результатам всех испытаний, проведенных до /-й серии.
Примем допущение - надежность испытываемых образцов в каждой серии испытаний одинакова. Особенности этой модели таковы, что при а = 1,0 не учитывают результаты всех испытаний до /-й серии, а при а = 0 - результаты испытаний последней серии. Оценку Р, определяют по результатам испытаний:
р;=\-^-. (7.54)
Значением параметра а можно задаваться исходя только из практических соображений, что снижает эффективность использования этой модели.
7.7. ВЕРОЯТНОСТНЫЕ МОДЕЛИ, ОСНОВАННЫЕ НА ЛОГИЧЕСКИХ ПРЕДПОСЫЛКАХ
Рассмотрим построение логико-вероятностной модели, основанное на предложениях: изделие состоит из определенного числа k блоков, при этом вероятность отказа каждого блока отказы блоков явля-
ются независимыми; отказ любого из блоков приводит к отказу изделия в целом и может быть устранен с некоторой вероятностью rt. С учетом принятых допущений вероятность отказа z-го блока после п испытаний определяют из соотношения
а=(1-?лГ. (7.55)
а вероятность безотказной работы изделия после п испытаний - из соотношения
Аг к г ч
ря=П0-е^)-П1*-^0-^Г]. (7-56)
1=1 /=1
262 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Принимая допущение о постоянстве величин и rh т.е. q, = q, rt- г, имеем
Рп = [1-^(1-^]*. (7.57)
Так как произведение qr «\ > можно записать: (1 — »е~чгп. Подставим полученное выражение в формулу (7.57):
Pa*(\-qe->m)k. (7.58)
Значение qe~qrn «1, поэтому
Рп - kq) е~ч™, (7.59)
где (\-kq) - вероятность успеха до первой доработки, или начальная надежность.
Введем обозначения: qr~R, (1 -kq) = Ро и подставим их в формулу (7.59). В результате получим двухпараметрическую экспоненциальную модель роста надежности:
Р„=\-Рйе~Пп. (7.60)
Полученная модель основана на предположениях и должна быть подтверждена статистическими данными. При построении моделей роста надежности сложных технических систем была использована теория стохастических моделей обучаемости. Изменение надежности изделия при отработке можно представить в виде случайного процесса. Рассмотрим частные свойства случайного процесса, которые могут быть использованы при построении кривой роста надежности. Так, например, могут быть приняты следующие допущения:
1) выявление причин отказов и их устранение доработкой проводят только после появления отказов;
2) надежность изделия может изменяться только после доработок, причем каждая доработка либо не изменяет надежность, либо увеличивает ее.
Практика отработки сложных технических систем показывает, что доработку изделий многоразового использования проводят только после появления отказа, когда его причина явно установлена. В этом случае логической основой процесса отработки является следующее предположение. Пусть Р, - вероятность успеха в /-м испытании; Л| - вероятность проведения доработки после успеха при условии, что до этого момента была намечена доработка по предыдущим отказам; л2 - вероятность про
ВЕРОЯТНОСТНЫЕ МОДЕЛИ
263
ведения доработки после отказа. После каждого испытания могут быть два несовместных события - успех или отказ. Так как принято допущение, что доработку проводят только в случае появления отказа, то вероятность отсутствия доработки после успеха равна единице, т. е. 1 - 7tj = 1, а после отказа равна (1 -л2). Отсюда приращение надежности в результате доработок равно: после успеха - нулю, т.е. &Р}1 = 0, а после отказа -AP2t • Схема рассматриваемого процесса приведена в табл. 7.3.
7.3. Схема процесса изменения надежности
Исход ьго испытания Вероятность исхода Последствие Вероятность последствия Вероятность успеха в (Ж)-м испытании
Успех (со- р, Доработку проводят — —
бытие Ль) Доработку не проводят р, А
Отказ (событие A2l) 1-Л Доработку проводят ^-Pi) Р,+ДР2(
Доработку не проводят Р,
Соотношение для определения приращения надежности запишется в виде
(7-61)
где a2i - коэффициенты, характеризующие уменьшение вероятности отказа (1 - /;_]) в результате /-й доработки после (/-1 )-го испытания.
Следовательно, выражение (7.61) характеризует эффективность доработки, и соответственно, - модель роста надежности. Принимая допущение о постоянстве параметра (а2> = а2), запишем выражение (7.61) в виде:
ЬР2, = а2(1" /?-| )• (7-62)
На основании результатов решения получено математическое ожидание успеха в (/+1 )-м испытании:
264 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУ11КЦИИ НАДЕЖНОСТИ
M[Pl+l] = W2 + 0 -л2)Л/[^]+Я2Й2Л/2[Р,], (7.63)
где Л/[/? ] - математическое ожидание процесса Л в z-м сечении.
7.8. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ ИЗДЕЛИЙ С УЧЕТОМ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
Рассмотренные в предыдущих параграфах модели изменения уровня надежности основаны на описании процесса доработок посредством уче-та статистических данных. В таком описании лишь косвенно учитывают факторы, с помощью которых осуществляют улучшение параметров. Даже наилучшая аппроксимация кривых роста надежности описывает явление в среднем и не позволяет дать конкретные рекомендации в каждом отдельном случае. Поэтому необходимо разработать такую модель роста надежности, которая бы позволяла активно вмешиваться в процесс доработок. Только при таком подходе теория построения модели роста надежности станет действующим инструментом не только для описания процесса доработок, но и его непосредственного улучшения.
Математическая модель роста надежности с учетом управляющих воздействий основывается на следующих допущениях и предпосылках:
• испытания нового изделия проводят комплексно с учетом различных режимов испытаний (нагрузок, температур, вибраций и т.д.);
• в случае появления отказа и установления его причины проводят доработку;
• доработка изделия носит комплексный характер, т.е. дорабатывают не только отказавший элемент, но и другие элементы, непосредственно связанные между собой функциональной зависимостью при выполнении изделием поставленной задачи; можно проводить доработку и одного элемента одновременно по нескольким выходным параметрам.
Следует иметь в виду, что изменения конструктивных или технологических параметров дорабатываемых элементов связаны корреляционной зависимостью с отказавшим элементом и непосредственно влияют на выходную характеристику этого элемента и тем самым косвенно влияют на выходную характеристику изделия.
Корреляционную зависимость дорабатываемых параметров отказавшего элемента и параметры элементов, связанных с ним функционально, находят классическими методами математической статистики и определяют коэффициенты корреляции btj, которые затем вводят в уравнения отработки:
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕРЕНИЯ УРОВНЯ НАДЕЖНОСТИ 265
У, (0 = Ь,} «I (0 + 6,2«2 (0 +•••+ (0 »
(764)
где ^(/) - выходная характеристика элемента или изделия в момент проведения i-и доработки.
Обозначим by = Ьук, где Ьук - коэффициент корреляции между у-м и А-м элементами (параметрами) в момент проведения /-й доработки. Коэффициенты корреляции находят из соотношений вида:
М„Ъ
Ьук=-^\ (7.65)
Ё(и!/ -«;)(»* -»*)
M,jk ;-------
(7.66)
(7.67)
где Uj и uk - средние значения параметров управлений у-го и А-го элементов; i = 1, 2,..., л;у = 1,2,..., т\ к = 1, 2,...»/и.
Параметры управления иу могут быть представлены в виде функций самих управлений, производных от функций управлений, вторых производных от функций управлений и т.д. Таким образом, имея результаты проектирования и отработки изделия-аналога, можно построить функциональные зависимости и корреляционные связи, отражающие изменения конструктивных, технологических и других параметров, а также их влияние на выходные характеристики элементов или изделия в целом. При проектировании и отработке нового изделия, когда статистические данные отсутствуют, функциональные зависимости и корреляционные связи определяют расчетами. Принятые допущения и предпосылки позволяют при разработке математической модели применять аппарат на основе матричных исчислений. В этом случае при составлении уравнений доработок в качестве коэффициентов влияния на изменение параметров управлений иу используют и коэффициенты корреляции Ьу, полученные по статистическим данным или расчетным путем. Необходимость матричного подхода отпала бы, если каждое управление влияло только на одну характеристику у,. В этом случае матрица в управлении была бы
266 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
диагональной и матричный подход не дал бы ничего нового по сравнению со скалярными моделями, записываемыми для каждой характеристики отдельно.
Однако при осуществлении управления и„ направленного нау,, в силу специфики отрабатываемой системы, оказывает косвенное влияние и на другие характеристики, т.е. осуществляется косвенное управление ими. Степень косвенного влияния определяется коэффициентами поэтому матрица не является диагональной и необходим матричный подход, который определяет зависимость выходных характеристик от входных. Все элементы матрицы, расположенные на диагонали, непосредственно влияют на управление выходной характеристикой системы, а внедиагональные элементы матрицы отражают косвенное влияние управления на другие параметры и соответственно выходную характеристику системы в целом.
Частным случаем косвенного управления является доработка элемента без изменения параметра управления других элементов. В этом случае изменение параметра управления при доработке оказывает непосредственное влияние на выходную характеристику дорабатываемого элемента, и соответственно, - выходную характеристику системы (изделия). Этот случай аналогичен использованию диагональной матрицы, когда изменение параметра управления влияет только на выходные характеристики дорабатываемого элемента и изделия. Таким образом, математическая модель процесса отработки сложной технической системы основывается на матричном подходе к нахождению выходных характеристик создаваемого изделия посредством изменения конструктивных, технологических и других параметров управления, выраженных в явном виде.
При разработке математической модели для вновь создаваемого изделия задача состоит в том, чтобы выходная характеристика этого изделия не была хуже выходной характеристики изделия-аналога после его отработки при условии изменения конструктивных, технологических и других параметров нового изделия, предназначенного для выполнения более сложных задач.
Учитывая специфику отработки сложных технических систем, рассмотрим задачу определения управляющих воздействий в явном аналитическом виде. Для решения этой задачи сделаны следующие предпосылки. При разработке математической модели считается неизвестной модель системы, а необходимые управляющие воздействия находят, задаваясь динамикой развития системы и законом управления ею [6]. Принимая во внимание специфику рассматриваемой задачи, в математиче
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕРЕНИЯ УРОВНЯ НАДЕЖНОСТИ 267
скую модель вводят новый класс желаемых законов управления, а также допущение об экспоненциальности желаемой динамики развития системы, что позволяет избежать построения нелинейных уравнений. При таком подходе к решению задачи можно получить систему линейных уравнений, обеспечивающих нахождение управляющих воздействий в явном виде. Модель отработки представим в виде системы, имеющей вход, выход и характеризуемое состояние (рис. 7.3).
В качестве входа в эту систему принимают вектор управляющих воздействий, который можно представить в виде: конструктивных изменений отрабатываемых систем или элементов, заложенных в конструкторской документации; изменения технологических параметров в части ужесточения допусков на изготовляемые и контролируемые детали, узлы и другие сборочные единицы; уточнения эксплуатационной документации.
Из практики отработки сложных технических систем известно, что наибольшее влияние на выходную характеристику оказывают управляющие воздействия, связанные с конструктивными изменениями отра-
Рис. 7.3. Модель отработки системы
268 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
батываемых систем или элементов, меньшее влияние - изменения технологических параметров и еще меньшее - уточнение эксплуатационной документации.
Под конструктивным воздействием на параметры понимают изменение размеров, массовых характеристик, запаса прочности, запаса по ресурсу, изменение материала, введение резервирования элементов и т.п. Изменения технологических параметров связаны с увеличением или уменьшением допусков при изготовлении или регулировании, введением дополнительных технологических операций и так далее, а уточнение эксплуатационной документации - с внесением в инструкцию эксплуатации дополнительных указаний при ручных операциях. Например, вводят таблички с надписями: «Опасно», «Внимание», «Выпустить воздух» и т.д.
Если в процессе отработки изделия выполняют большое число доработок и соответственно накоплен достаточно обширный статистический материал, в этом случае целесообразно строить модель роста надежности для каждого вида управляющих воздействий - конструкционных, технологических, изменений эксплуатационной документации. Влияние каждого управляющего воздействия на выходную характеристику системы целесообразно оценить по предыстории с помощью функций регрессии, которые позволяют учесть как количественные, так и качественные факторы. Под выходными характеристиками узлов, механизмов и изделия в целом понимают изменение основных параметров, заложенных в технических условиях на них. Такими характеристиками могут быть вероятность безотказной работы, наработка на отказ, сила выходного тока или напряжение, производительность, время подъема ракеты в вертикальное положение с подвижной установки для ее пуска и т.д.
Наиболее важной выходной характеристикой, предъявляемой к сложной технической системе, является ее работоспособность, которая чаще всего представлена в виде наработки на отказ или вероятности безотказной работы. Эти характеристики являются обобщенными, так как они определяют, в конечном итоге, выполнение поставленной перед изделием задачи.
Рассмотрим случай, когда выходная характеристика выражается изменением наработки на отказ, являющийся соотношением вида
Z(/)=7’7(0-7]0)5 (7.68)
где - требуемое значение наработки на отказ /-го элемента; 7](г) - текущее значение наработки на отказ /-го элемента к моменту времени /.
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕРЕНИЯ УРОВНЯ НАДЕЖНОСТИ 269
Основная задача процесса доработок состоит в том, чтобы обеспечить рост величин 7j(/), а значит, приблизить к нулю значение функции (7.68). Практика отработки изделий показывает, что во многих случаях желательно иметь плавное изменение выходной характеристики. Такому изменению должно соответствовать изменение во времени решения дифференциального уравнения
^ = ~Dy. (7.69)
at
Примем
= (7.70)
где <?’п' - матричная экспонента; - вектор начального состояния
выходной характеристики изделия (системы);
Для простоты предположим, что D - диагональная матрица, т.е.
где X, - постоянные, независимые друг от друга изменения отклонений.
При таком выборе матрицы D из уравнения (7.70) следует:
y,(t)=e~*''y® (7.71)
Пусть Го - заданный срок отработки. Тогда уравнение (7.71) будет плавно приближаться к нулю, если коэффициенты X, = 3//0. Изменение выходной характеристики в процессе отработки показано на рис. 7.4.
Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Такое допущение позволяет предположить, что
(7.72)
где I - единичная матрица: ’10 0 • 0
О 1 0-0
0 0 0 -1
Следует отметить, что в этом случае можно было обойтись решением скалярных уравнений, так как матрица диагональная, но она здесь дана для дальнейшего обобщения, поскольку использовалась матричная экспонента для недиагональной матрицы.
Многолетняя практика отработки сложных технических систем показывает, что механизмы, пульты и другие сборочные единицы необходимо подвергать испытаниям в объеме, равном объему испытаний изделия в целом. На основании этого можно предположить, что время отработки для всех исполнительных механизмов одинаково, т.е. и = г0- В этом случае выходная характеристика изделия упрощается и принимает вид
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕРЕНИЯ УРОВНЯ НАДЕЖНОСТИ 271
Х0=«,ОУ(0)- (7.73)
Анализ (7.70) и (7.71) показывает, что эти формулы определяют заданные условия изменения выходной характеристики изделия, создаваемые правильным выбором управляющих воздействий, т.е. выбором вектора управления. На практике успех в реализации заданной программы отработки обеспечивают в результате определенных приращений вектора управления в некотором интервале, т.е. благодаря обеспечению вполне конкретных значений скоростей изменения управления. Таким образом, желаемый закон управления, к которому следует стремиться, должен содержать производную от вектора управления. Одновременно с этим производные являются факторами, влияющими на выходную характеристику. Такой выбор желаемого закона управления позволяет упростить обработку статистических данных по методу наименьших квадратов и одновременно учесть суммарные воздействия всех управлений, действующих прямо или косвенно на суммарное изменение выходной характеристики изделия в целом.
Любую доработку осуществляют лишь после определенного накопления факторов, вызывающих необходимость ее проведения. В количественной форме это выражается следующим образом. Если выходная характеристика изделия представляет собой центральный момент, выраженный в функции времени у(г)= Т1р(г)-7’(/), по которому проводят доработку, то управляющее воздействие м(/) должно быть пропорционально интегралу на отрезке [0, г0]. Эти соображения предполагают выбор следующей формы желаемого закона управления:
I
Bu(t) = (7.74)
о
где В - постоянная в желаемом законе управления, которую находят из опытных данных; т - переменная интегрирования.
Равносильная форма записи:
В^ = Ж), (7.75)
at
где а(0,=о = 0.
Такая форма записи желаемого закона управления содержит управление в неявной форме. В этом случае описывается ситуация, когда
272 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
управление осуществляют по накопленному суммарному изменению выходной характеристики в форме линейной комбинации управлений. Переходя от скалярного случая к векторному, когда управление является векторной функцией времени, имеем
и аналогично выходная характеристика представляет собой вектор
Постоянная величина В в уравнении (7.75) является не числом, а матрицей, постоянной и определенной для некоторого одного момента времени, т.е.
ftjl &|2 ...
^21 ^22 - ^2т
J>n] Ьп2 "• ^пт _
где коэффициенты bt] (элементы матрицы) находят, используя опытные данные.
Тогда уравнение (7.75) в развернутом виде можно записать так:
Уг^Ь2х ^+b22 +...+ b2m (7.76)
v(t\-b du'^ + b du^+ +b dUm^ dt +bn2 di ★+bmt-jr
Таким образом, желаемый закон управления, отображаемый уравнением (7.75), является уравнением неявного вида. Если в это уравнение
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕРЕНИЯ УРОВНЯ НАДЕЖНОСТИ 273
подставить заданное значение вектора у(0=У/Тр> то полученное в результате уравнение
у? = (7.77)
dt
может не иметь решения при каждом значении I, так как в этом случае ничем не гарантируется выполнение условия
(7.78) являющегося необходимым и достаточным для разрешимости уравнения. В уравнении (7.78) В+ - матрица, псевдообратная матрице В.
Для решения уравнения (7.77) воспользуемся методом наименьших квадратов [3], согласно которому вектор управления должен удовлетворять условию (7.78) наилучшим образом, т.е. сумма квадратов координат вектора
Z/ dt
должна достигнуть наименьшего значения. В соответствии с этим решение имеет вид
(7.79) dt
С учетом соотношений (7.70) и (7.75) и при введении в них обозначения у(0> =j’p получим
^=В+е-/л^. (7.80)
dt
Откуда
и(/) = w(0) + В+ (7.81)
о
где - начальный вектор управления.
Учитывая, что
je-%7pA = -^(/-e’D')y’p, (7.82)
получим
274 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
«(/) = + В+ - е~,л)утр,
где / -единичная матрица.
Преобразуем соотношения (7.82) и (7.83):
После подстановки (7.85) в выражение (7.83) имеем
(7.83)
(7.84)
(7.85)
(7.86)
В общем виде при задании времени Т отработки вектор управляющих воздействий
Из формулы (7.86) следует, что при t = 0 вектор управления и(г) = «о, а при t = to
«(г)«и(0) + ^-Я+/р; (7.89)
Таким образом, функция управления u{(t) экспоненциально возрастает или убывает относительно значения зависимости от того, является ли произведение /-й строки матрицы В* на столбец положительным или отрицательным (рис. 7.5).
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕРЕНИЯ УРОВНЯ НАДЕЖНОСТИ 375
Рис. 7.5. Динамика изменения управляющих воздействий: Т - заданный период отработки
Следовательно, управляющие воздействия определены в явном виде для заданного срока отработки и требуемого значения выходной характеристики. Полученные решения удовлетворяют следующим двум условиям: они обеспечивают заданную динамику изменения выходной характеристики и являются наиболее близкими (при использовании метода наименьших квадратов) к значениям параметров желаемого закона управления.
Так как при получении решения ограничения на управляющие воздействия не учитывались, то может оказаться, что некоторые из расчетных значений параметров управления физически не реализуемы. Поэтому расчетные значения необходимо сравнить с допустимыми значениями и в случае, если хотя бы одно из требований не выполняется, провести корректирование желаемой динамики изменения выходной характеристики ХО или параметров желаемого закона управления, после чего расчет повторяют до получения приемлемых значений параметров управления.
276 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Полученное решение задачи позволяет определить оптимальные управляющие воздействия при заданной динамике изменения выходной характеристики j> = <p(a, X, г) изделия, желаемом законе управления и = = ф(В, v, г) и наложении ограничений на управление и<адоп и срок отработки Т < Тдоп.
Рассмотренная модель позволяет определить управляющие воздействия в явном аналитическом виде при переходе от общей системы нелинейных дифференциальных уравнений к системе линейных дифференциальных уравнений, когда управление осуществляется по накопленному суммарному изменению выходной характеристики, а не по изменению по £-й производной от выходной характеристики. Следовательно, полученные параметры управления являются непрерывными функциями времени и обеспечивают заданную динамику развития выходной характеристики у(0- На практике доработки проводят в дискретные моменты времени, поэтому они могут быть получены как соответствующие точки на непрерывной кривой. В разработанной математической модели (7.88) учтена стохастическая природа исходных данных, полученных в результате статистического оценивания, при котором каждое следующее значение параметра управления получают на основании только новой поправки к уже полученному значению параметра, т.е. благодаря приращению значения параметра состояния на Д/>у.
В этой модели роль конструктора сводится к следующему.
На этапе проектирования значения параметров, полученных при прочностных, тепловых, электрических и других расчетах, а также при расчетах надежности, сводят в таблицу расчетных значений параметров в виде матрицы и вектора выходной характеристики (например, надежности). Закон управления выбирают исходя из практических соображений, а желаемую динамику выходной характеристики определяют, используя расчеты надежности этой характеристики в виде наработки на отказ, интенсивности отказов, вероятности безотказной работы и других параметров, представленной как изменение функции во времени за заданный срок отработки. Полученные на основе расчетных данных параметры управления в случае их нереализуемости корректируют, проводя дополнительные расчеты при изменении соответствующих расчетных параметров или изменяя динамику выходной характеристики, а также корректируя срок отработки.
На этапе отработки, когда изделие проходит испытание или эксплуатируется и, соответственно, появляются отказы, роль конструктора сводится к следующему.
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
277
Составляют таблицу исходных данных в виде параметров состояния, значения которых получены как расчетами до проведения доработок, так и по опытным данным - отказам и наработкам на отказ исполнительных механизмов и изделия в целом на некоторый момент времени. В соответствии с этапами проектирования выбирают закон управления, а желаемую динамику изменения выходной характеристики задают с учетом полученных результатов испытаний.
До проведения доработки корректируют параметры отказавшего элемента, а также элементов, связанных с отказавшим функциональной зависимостью и корреляционной связью. После чего с учетом выбранного закона управления и желаемой динамики развития выходной характеристики, а также с учетом проведенных изменений параметров (элементов матрицы) состояния определяют в явном виде управляющие воздействия. В случае если полученные значения параметров управления превышают допустимые, корректируют техническую документацию и продолжают испытания. Если после проведения испытаний доработанного узла или системы в объеме, равном тому же, который они прошли до доработки, отказ по данному виду доработки не возникает, то доработку считают эффективной. В случае если отказ по данному типу доработки повторяется, отказавший элемент заменяют на конструктивно новый и процедуру испытаний повторяют.
7.9. МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
Излагаемая методика позволяет учесть активные управляющие воздействия при отработке систем и тем самым решает в активной постановке задачу управления процессом совершенствования изделия при направленном улучшении его характеристик.
Основой методики являются теоретические разработки (см. 7.8), а также результаты исследований [20]. В качестве желаемой динамики изменения выходной характеристики (функции надежности) принят закон распределения Вейбулла, который является универсальным, так как при различных значениях параметров распределения он превращается в другие виды распределений (например, в экспоненциальное или нормальное распределение).
Выходная характеристика для принятого закона имеет вид
y(z)=p(0=e-X'“. (7.90)
278 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Тогда заданные условия изменения выходной характеристики в про» цессе отработки можно записать как решение дифференциального уравнения
= (7.91)
at
где у = a/“"le~X/a.
Эти условия должны быть обеспечены в результате выбора управ» ляющих воздействий, т.е. выбора вектора управления u(t). Практика показывает, что успех в реализации программы отработки, заданной в виде уравнения (7.91), обеспечивают благодаря определенным приращениям Ды(/) вектора управления, т.е. желаемый закон управления пропорциона» лен интегралу от изменения выходной характеристики. Следует отметить, что выбор желаемого закона управления позволяет определить необходимые параметры управления с использованием накопленного изменения выходной характеристики и одновременно учитывать суммарное воздействие всех параметров управлений, действующих прямым и косвенным образом на суммарное изменение выходной характеристики в целом.
Зависимость отклонений выходной характеристики у(0 от параметров управления определим в регрессионной форме линейным соотношением
в[и(/) - и(0)]= jy(r )dt, (7.92)
О или в развернутом виде
я (0=*> i («I (О- «1(0))+ Л? к (0 - «20))+ -+*1», L (О- «Й;
Уг (0 = *21 (“1 (0 - И|0))+ *22 («2 (') - “Й+ - + *2Ш («ж (0" «т (7
УЯ(0 = *И1 («1 (0- «1°0+ *л2(«20)" «20))+ - + *»т(«Ю(О" »Й> т
где у,(/)= р('Н
О
Решением уравнения (7.92) является выражение вида
[«(>)-»|0)] =s*4)
(7.94)
или
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
279
[«,(<)-«("’1 .,0-4” = 6]| 6]2 — ^\т ^21^22 — ^2т + >i(0’ ^(0 (7.95)
.«.Й-S’. Р л! п2 ••• пт _
Таким образом, управляющие воздействия для заданной динамики развития выходной характеристики, выраженной в форме распределения Вейбулла, находят, используя выражение
w(z) = г/°) + —
А \
(7.96)
или в развернутом виде
«|(0 М') = 4“’ +-(i-аЛ j 6||b|2 —b]m b 21^22 —Ьгт + >i(0' (7.97)
4?1. Ь nl n2 ••• nm w _y»(0.
Из формулы (7.96) следует, что при t = 0 вектор управления равен начальному значению параметра: и (/), 0 = «(0)- При / -> оо, «(/) определяют, используя выражение
и(Г->оо) = а^ + -!-ВХ/). (7.98)
А.
Следовательно, функция управления ufa) плавно возрастает или убывает относительно значения в зависимости от того, является ли произведение /-й строки матрицы В+ на столбец у(/) положительным или отрицательным. При выводе формулы (7.96) предполагалось, что матрица В, а следовательно, и матрица В+, известны точно. В действительности матрица В, имеющая смысл таблицы коэффициентов регрессии (7.93), неизвестна и подлежит оцениванию.
Методика оценки псевдообратной матрицы В* сводится к следующему. На основании выбранного закона управления [в нашем случае соотношение (7.92)] методом наименьших квадратов определяют коэффициенты регрессии Ьу,
280 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Первый шаг. Берем первое уравнение из соотношений (7.93):
У1(0=Ь|1(и1(г)-и|(о))+*|2(и2(г)-и^))+...+й1т(м1П(г)-мЯ-
Второй шаг. Берем экспериментальные или расчетные данные для У1(0= У1 и сводим в таблицу, записав уравнения (7.93) для каждый строки (табл. 7.4).
Третий шаг. На основании исходных данных табл. 7.4 запишем
Четвертый шаг. Методом наименьших квадратов находим вектор
ТА. Табличная форма записи исходных данных первого уравнения
У1 «1 «2 -«20> ... Уи
Ун Иц-И|(0) «и- <40) ... «1т-«^0> -«50))+...+/»1И(и,т-и£0))
У21 «22 "«^ ... >Ве st 1 Б 3 У21 = М«21 -«|0)) + М«22 - -м^О+.-.+^Ди^-и^)
Уп1 ил1-и|0) «п2 " «20> ... и -И(°) ипт ит Уп1 = М«л1 “«1(0)) + &|2(«п2 " -и^)+...+^т(июв-и^)
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
281
Первый шаг. Рассмотрим второе уравнение из соотношения (7.93).
Второй шаг. Полученные экспериментальные или расчетные данные для у2(0 = У2 сведем в таблицу, записав уравнение (7.93) для каждой строки (табл. 7.5).
Третий шаг. На основании исходных данных табл. 7.5 запишем
Четвертый шаг. Методом наименьших квадратов определим вектор
7.5. Табличная форма записи исходных данных второго уравнения
У2 «2-И? ... «т-«т} У9
Уп йи-и|0) «12 "«^ ... «1т "40) У|2 = &2l(«l! -«1°0 + ^22(«12 ~ -«20))+- + ^т(«1т-«т))
У22 «21 "«^ «22 "«^ ... «2т "«^ У22 = ^21(«21 ~ «!°0 + ^2г(«22 — -«20)) + - + ^2т(«2т-«т))
Уп2 ИП2-«10) ... «лт — «т^ Уп2 =*2l(««l -«10))+*22(«п2 - -«20))+ -+*2т(«лт “«тО
282 Глава 7 МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Аналогично находим векторы b3, b^...» bm\
Далее находим оценку матрицы В:
На основании полученной оценки матрицы В с помощью алгоритма Гревиля по стандартной программе определяем оценку псевдообратной матрицы
В частном случае, когда выходную характеристику определяют для отрабатываемого изделия в целом, транспонированную матрицу [у]7 записывают в виде вектора у1 . При этом оценку псевдообратной матрицы также представляют в виде вектора В+,
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
283
В случае если отработку всех исполнительных узлов, механизмов, пультов и других элементов изделия проводят в составе изделия, то оценивание псевдообратной матрицы несколько упрощается и сводится к следующему.
Выберем п моментов времени представив соотношение (7.95) для этих моментов в виде:
^11^12 • •Ь\т + /11 /12 • •• /1т
= Ь 21^22 -^2т /21 /22 • •• /2т
Ил,(0-40). _Ьп\Ьп2 • & пт _ ./»! Уп2 •’ Упт_
Используя метод наименьших квадратов, найдем оценку матрицы В по формуле
*-ыгк(',)-Ж-
Далее по алгоритму Гревиля по стандартной программе ЭВМ определим оценку псевдообратной матрицы
«•-Ы'НЛ)-”!0’!’-
В этом случае для получения оценки матрицы В используют опытные данные Wj(z) и полученные по предыстории. В соответствии с желаемым законом управления, пропорциональным интегралу от изменения выходной характеристики, значения уД) приближенно рассчитывают по формуле
У] (б ) = j/< 0)* = + ~"2^31 ^2 + - + У~Уп .
где j = 1, т\ i = 1, и; Д/, = tt-
Каждую строку w,(/f) получают из соответствующего столбца, т.е. транспонированием матрицы исходных данных. Для нахождения оценки псевдообратной матрицы аналогично определяют транспонированную матрицу [иД/J- , при этом строку получают из соответствующего столбца, в котором каждый элемент может быть определен как разность
284 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
между следующим и первым элементами данного столбца. Полученную оценку псевдообратной матрицы в дальнейшем используют как постоянную матрицу для определения параметров управлений, подставив ее в (7.97).
Рассмотрим теперь случай, когда отработку изделия проводят ускоренно, т.е. выходная характеристика y(t) изменяется пропорционально
ускорению изменения параметров управления -----= и определя-
du
ется в регрессионной форме линейным соотношением вида
(7.99) или в развернутой форме
yy(t) = Ml(0 + 6/2«2(')+-+Mm(')- (7.100)
Решение задачи для желаемого закона управления, выраженного формулой (7.99), имеет вид
м(/)=Я>1р0). (7.101)
При экспоненциальном распределении выходной характеристики ii(t)=B+e~D,y^(t). (7.102)
Интегрирование (7.102) дает уравнение
• т
u(t) = u^ + В* je-D,yyp(t)dt, (7.103)
о
где wj0)- начальное значение скорости изменения параметра управления;
о и
После интегрирования (7.103)
й(/) = «(°) + В* -^(1 - е"/А ]Н(г). (7.104)
Для нахождения вектора управления интегрируем (7.104)
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
285
4)=и<0)
^-е ]у^
о ~
где w(0) - начальное значение параметра управления. Интегрирование (7.105) приводит к уравнению
(7.105)
и(/) =
—ll-e'D'
(7.106)
При заданном сроке отработки Т выражение (7.106) преобразуется следующим образом:
u(l) = w(o) + И|(0)г + В*Т t - Т 1 - ет
(7.107)
Рассмотренная математическая модель отработки может быть использована также при наложении ограничений как на выходную характеристику, так и на параметры управления.
При наложении ограничений на выходную характеристику для желаемого закона управления, пропорционального скорости изменения параметров, управляющие воздействия определяют из системы уравнений
u{i) = i№ + T \-ет
(7.108)
w'(f)=i/°) + T 1-е т
где Г - заданный период отработки (испытаний); Д+ - псевдообратная матрица параметров управления; - требуемое значение выходной характеристики; - начальное значение параметра управления по ограничениям; С* - псевдообратная матрица параметров ограничений.
Для нахождения управляющих воздействий при наложении ограничений непосредственно на управления используют соотношение вида
и(/) = м(0) + (с+В+)
Т 1-е
(7.109)
286 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Пример 7.2. В процессе испытаний изделия были зафиксированы отказы конструктивного и технологического характера отдельных узлов и исполнительных механизмов, которые снижали надежность изделия. Результаты проведенных доработок в виде изменения соответствующих параметров сведены в табл. 7.6.
Требуется определить оптимальные параметры управления в виде изменения геометрических параметров конструкции, технологических процессов и т.п., подтверждающие требуемую наработку на отказ = 50000 ч ® 5 лет.
Решение. 1. Зададимся желаемой динамикой развития выходной характеристики в форме экспоненциальной зависимости
^(r) = = е т у^\
2. Выберем желаемый закон управления, пропорциональный интегралу от изменения выходной характеристики:
я[м(г)-1/°)]= А = |е’Хт^°^А. о о
3. Результаты статистических данных, полученных при отработке изделия-аналога, сведены в табл. 7.6.
7.6. Исходные данные
“1 И2 Из «4 «5 У1-10-4 л-кг* h-llf ЛЮ"4 .ъ-ю-4 t
градус МПа шт. см МПа ч мес
1,50 90 10,0 15,0 0,30 1,0 6,0 3,0 2,0 1,5 2,0
1,30 70 8,0 16,0 0,60 1,2 8,0 5,0 6,2 2,5 5,0
1,20 55 6,5 16,8 0,80 1,5 9,5 5,8 9,7 3,3 8,0
1,08 50 5,0 17,5 0,98 1,8 10,7 6,5 12,9 4,0 12,0
1,00 45 4,0 18,1 1,03 2,0 11,8 7,2 15,9 4,6 15,0
0,91 37 3,0 18,6 1,15 2,5 12,8 7,8 18,7 5,1 17,0
0,85 30 2,2 19,0 1,25 3,0 13,6 8,4 20,7 5,5 20,0
0,80 25 1,5 19,3 1,33 3,8 14,1 8,9 21,8 5,8 20,5
0,75 20 1,0 19,5 1,40 4,5 14,5 10,3 22,8 6,1 21,0
0,70 18 0,7 19,6 1,45 6,0 15,0 10,5 23,6 6,3 21,5
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
287
4. В соответствии с выбранным желаемым законом управления преобразуем таблицу исходных данных к транспонированным матрицам вида [w(r)-w(0)]7 и^(г)=/, при этом
где j = 1, т = U 2, 3, 4, 5; i = 1, п = 1, 2, 3,...»10. В результате преобразования получим
уг
[4)-и<°)]г=«г =
’-0,2 -2,0 = -2,0 -0,3 -0,42 -0,5 -0,59 -0,65 -0,7 -0,75 -0,8’ -3,5 -4,00 -4,5 -5,30 -6,00 -6,5 -7,00 -7,2 -3,5 -5,00 -6,0 -7,00 -7,88 -8,5 -9,00 -9,2 ,
1,0 3,0 'ЗЛ _ 21,0 1,8 2,50 3,1 3,60 4,00 4,3 4,50 4,6 5,0 6,80 7,3 8,50 9,50 10,2 11,00 11,5 7,35 13,95 19,65 24,15 31,65 33,35 35,47 36,47' 47,25 87,65 121,40 146,00 185,60 192,52 199,67 202,62
“ 12,0 28,20 52,80 73,35 88,35 112,65 116,97 121,77 123,85
6,0 14,70 29,30 42,20 51,90 67,80 70,62 73,69 74,93 5. Используя метод наименьших квадратов (МНК), найдем оценки
матриц по алгоритму Гревиля на ЭВМ - сначала Д = уг|иг]\ а затем
В+ -и1 р ]\
В результате проведенного расчета на ЭВМ оценка псевдообратной матрицы выглядит так:
- 0,93 -0,20 0,17 -0,22 1,03
-34,85 -6,64 4,99 -9,13 44,84
-11,86 -2,23 1,57 2,94 13,69
10,23 2,06 -1,65 2,68 -12,31
8,42 0,87 0,28 1,61 -8,06
288 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
6. Для заданной желаемой динамики развития выходной характеристики и выбранного желаемого закона управления управляющие воздействия определяют по выражению
Uj(t) = u^ + T 1-е~т В'у*,
которое преобразуем, приняв период отработки Го = 3 года и Т = То/3;
3/
v У
Подставив исходные данные В+. и Z, получим соответствующие значения параметров управлений (табл. 7.7).
7.7. Расчетные значения параметров управлений
Параметр управления Период отработки, годы
0 1 2 3
угол, при котором одновременно срабатывают блокировки 1,5 1,04 0,87 0,81
w2(r) - измененная прочность материала металлоконструкций, МПа 900,0 800,00 650,00 550,00
u3(i) число сварных швов определенной длины на металлоконструкциях 10,0 4,40 2,34 1,58
м4(г) - изменение диаметра штока домкрата, см 18,2 19,40 19,84 20,00
u5(t) - изменение давления в бустере муфты силового привода, МПа 0,3 1,287 1,650 1,784
Примечание. Расчетные значения параметров управления отражают динамику отработки изделия по годам.
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
289
Рассмотрим методику определения параметров управления для частного случая, когда выходная характеристика изделия представлена не матрицей, а вектором. В этом случае геометрические параметры конструкции, параметры технологических процессов и другие решения, а также соответствующие им значения выходной характеристики, полученные по предыстории, сводят в таблицу исходных данных (табл. 7.8), в которой выходная характеристика определяется вектором.
В дальнейшем процедура определения управляющих воздействий аналогична рассмотренной выше.
7.8. Табличная форма расчета параметров управления
U\ «2 «т У| t
Иц «12 «1т ^11 =^11МП +^12к12 + — + Ь\ти\т h
«21 «22 «2т У21 = ^||и2|+^12и22+ —+ Ати2ш h
• • • • •
«и! Un2 «wm Л| =М»1 +*12«„2 +- + Ь\Лт In
Пример 7.3. По результатам испытаний исполнительных механизмов в составе изделия были зафиксированы отказы узлов и механизмов, которые снижали надежность изделия в целом. Требуется определить оптимальные значения параметров управлений, подтверждающие интенсивность отказов элементов изделия в течение года:
для первого узла = 0,05;
для второго узла = 0,008;
для третьего и четвертого узлов ~ W •
Решение. 1. Зададимся желаемой динамикой развития выходной характеристики в форме закона распределения Вейбулла с параметрами:
А. = 1/3; а = 3/4; y(t) = е'^у^.
2. Выберем желаемый закон управления, пропорциональный скорости изменения параметров управления:
at
10 - 8886
290 Глава 7 МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
3. Статистические и расчетные данные, полученные по предыстории, сведем в табл. 7.9.
7.9. Расчетные и статистические значения параметров управления и выходной характеристики
W| «2 «3 «4 Х0. 1/год 1. год
2,40 1,25 0,47 4,5 0,1453 0
2,60 1,45 0,40 4,8 0,1386 1
2,82 1,60 0,30 5,0 0,1316 2
3,00 1,85 0,22 5,3 0,0736 3
3,24 2,15 0,15 5,7 0,0590 4
3,60 2,40 0,10 6,0 0,0450 5
4. В соответствии с выбранным желаемым законом управления преобразуем таблицу исходных данных к транспонированным матрицам вида
при этом
где / = 1, и; j = 1, /и.
В результате преобразования получим
«21 ~и11 “31 ~“21 “41 ~«31 “Я-“41 “б! ~«5I
h ~{2 /4-Z3 /5-/4 'б"'5
и22 ~“12 “32 ~ “22 «42 ~ “32 «52 ~ “42 “62 ~ «52
f2 -Z] Z3 -t2 /4 ~t3 /5 ~t4 'б"'5
«23 ~“|3 “33 ~ “23 “43 ~ «33 “53-“43 “63 ~ “53
*3 -/2 /4 -/3 *5 ~t4 16 -/5
“24~ «14 «34 ~ “24 «44 ~ «34 “54-“44 “64 ~“54
. *2~{1 *3 ~*2 ~13 /5 -t4 16 ~15
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
291
' 0,20 0,42 0,60 0,84 1,20 ‘
0,20 0,35 0,60 0,90 1,15
-0,07 -ОД 7 -0,25 -0,32 -0,37
0,30 0,50 0,80 1,20 1,50
At At At
At А
= [0,1495 0,27705 0,48225 0,54855 0,60055].
5. Используя МНК, найдем оценку псевдообратной матрицы
В* =иг[уг]*
по алгоритму Гревиля с помощью ЭВМ. В результате проведенного на ЭВМ расчета оценка псевдообратной матрицы выглядит как вектор:
‘ 1,63015 '
^+_ 1,61349
” -0,58054 ’
2,14522
6. Для заданной желаемой динамики развития выходной характеристики и выбранного желаемого закона управления управляющие воздействия определяют с использованием выражения вида
иу(г)=+-V1 -е~^а )я+у7-Л \ /
Принимая То = 3 года (период отработки), Л, = 1/Т, Т = Т0/3, получим
10*
292 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Подставляя исходные значения В+, у^ и г, получим соответствующие расчетные параметры управлений (табл. 7.10), отражающие динамику изменения выходной характеристики изделия при отработке.
Ниже на примере рассмотрим практическое использование разработанной методики при нахождении управляющих воздействий на этапе проектирования для одного параметра (скалярный случай).
7.10. Расчетные значения параметров управления
Параметры управления Период отработки, годы
0 1 2 3
Расчетные значения параметров
«но 2,40 2,45 2,47 2,48
«г(0 1,25 1,33 1,35 1,36
«з(0 0,47 0,43 0,42 0,41
«4<0 4,50 4,63 4,67 4,69
Пример 7.4. На этапе проектирования подъемного механизма требуется определить оптимальную толщину стенки гидроцилиндра, обеспечивающую заданную наработку на отказ - = 61320 ч = 7 лет, ис-
пользуя расчетные данные на прочность и устойчивость.
Решение. 1. Примем в соответствии с расчетами на прочность и устойчивость начальное значение толщины стенки гидроцилиндра м(0) = 5 мм и зададимся сроком отработки Т=3 года.
2. Так как статистические данные по отработке подъемного механизма-аналога отсутствуют, зададимся желаемой динамикой изменения выходной характеристики в форме экспоненциальной зависимости вида
где с = 7 - принятая величина.
3. Зададимся желаемым законом управления, пропорциональным скорости изменения параметров управления: Ви(/) = Д/), где принятое новое значение В = 3,5.
МЕТОДИКА ОЦЕНИВАНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ
293
4. В результате решения задачи необходимые значения управлений для скалярного случая определяют, используя выражение вида
«(г)=и<°)
При Т= 3 года получим
а(г) = + —
w В
Г-3 1-е т
.7
3,5
г-3 1-е 3
При t - 0 w(r) = а(0) = 5 мм, при I = 7= 3 года u(t) = 7,3 мм.
Ответ: u(t) = 7,3 мм.
Таким образом, для подтверждения требуемой наработки на отказ у? = 61320 ч при сроке отработки Т= 3 года оптимальная толщина стенки гидроцилиндра должна быть равна u(l) = 7,3 мм.
Методика нахождения управляющих воздействий на этапе создания сложных систем сводится к следующему:
1) составляют матрицу и = [и,у] исходных данных - конструктивных и технологических параметров uiJt наработок на отказу и времени t, проведения доработок;
2) по исходной матрице и = [ну] в соответствии с выбранным законом управления и заданной желаемой динамикой развития выходной характеристики определяют транспонированные матрицы параметров управлений и выходной характеристики [и1 ], \ут];
3) по полученным матрицам [и1 ] и \ут ] находят оценку матрицы S = у1 |ы7 , где [w7 ]” - псевдообратная матрица;
4) по алгоритму Гревиля с использованием стандартной программы на ЭВМ определяют оценку псевдообратной матрицы [i/]\ которую в последующем применяют как постоянную;
5) заключительный этап - определение управляющего воздействия по формуле, полученной в соответствии с выбранным желаемым законом управления и заданной динамикой развития выходной характеристики.
294 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
7.10. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ ИЗДЕЛИЙ С УЧЕТОМ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ, ВЫРАЖЕННЫХ В ВИДЕ ВЕРОЯТНОСТЕЙ
В предыдущем разделе рассмотрены общие теоретические предпосылки для построения модели доработок с учетом управляющих воздействий. Модель кривой роста надежности позволяет на основании расчета выбрать необходимые управляющие воздействия в зависимости от заданной программы отработки. При этом предполагается, что задаваемая программа изменения выходной характеристики может быть каким-либо образом выбрана. Однако сам по себе вопрос о таком выборе представляет задачу специального исследования. Решение этой задачи состоит в том, чтобы изучить, каким образом изменяются выходные характеристики изделия (например, вероятность безотказной работы изделия, среднее время его жизни и т.д.). Если по результатам отработки построены кривые роста надежности изделий, аналогичных вновь разрабатываемому изделию, то одну из них можно принять за желаемую программу отработки нового изделия.
Отметим, что главное при построении модели кривой роста надежности - допущение о возможности построения кривой роста отдельно для каждого вида отказов. Сложные технические системы состоят из большого числа элементов, что может привести, соответственно, к большому числу отказов. Поэтому воспользуемся моделью изменения роста надежности, основывающейся на рассмотрении типов доработок, число которых значительно меньше числа отказов. В основу построения кривой роста надежности положена математическая модель, описываемая вероятностными характеристиками. В нашем случае доработки того или иного типа проводят с некоторой вероятностью.
Пусть отработке подвергают сложное восстанавливаемое изделие, в состав которого входят различные элементы. В процессе испытаний доработку проводят только в том случае, когда причина отказа установлена. По отказам, причина которых не установлена, доработку не проводят и их учитывают как случайные отказы.
В общем виде модель роста надежности является функцией объема испытаний, вида доработок и режимов испытаний и выражается зависимостью
(7110)
где R(t) - вероятность безотказной работы изделия за заданное время г» п - объем испытаний изделия, выраженный в циклах функционирования;
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ 295
I - число используемых типов доработок; к - число используемых режимов испытаний; t - длительность одного цикла испытаний.
Под испытанием изделия понимают экспериментальное определение количественных и (или) качественных характеристик его свойств как результата воздействия на него при его функционировании и моделировании (ГОСТ 16504-81). При испытаниях изделие функционирует с заданными параметрами в заданном интервале времени [0, г]. При выводе уравнения отработки примем допущение - отказы, вызванные различными причинами и требующие различных методов доработок, являются несовместными событиями.
Введем следующие обозначения:
Hi - событие, состоящее в появлении отказа на i-м этапе цикла испытаний i = 1, п\
P(Hf) - вероятность отказа на i-м цикле испытаний;
Dj- событие, состоящее в проведении доработки у-м методом при возникновении отказа на i-м цикле испытаний;
p(Dj/Hj) - условная вероятность использования у-го метода доработки на i-м цикле испытаний при условии, что на этом цикле произошел отказ;
А/Dy, Н{ - событие, состоящее в успешном проведении доработки J-м методом при возникновении отказа на i-м цикле испытаний;
А - событие» состоящее в безотказной работе изделия в течение заданного интервала времени [0, Г];
p(A/Djt Hf) - условная вероятность безотказной работы изделия в течение заданного интервала времени [0, г] после проведения доработки У-м методом в связи с появление отказа на i-м цикле испытаний.
Так как в процессе испытаний изделие по случайным отказам доработкам не подвергается, то на основании формулы полной вероятности можно записать
*/(')=P'(t)
>1 J >1
(7.111) где Rj(t) - вероятность безотказной работы изделия в течение заданного интервала времени [0, г] после проведения доработки на i-м цикле испытаний; Pi(t) - вероятность отсутствия в течение заданного интервала
296 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
времени [0, г] после /-го цикла испытаний тех отказов изделия, по которым доработка не проводится.
Пусть число режимов испытаний, при которых происходит отработка изделий, равно некоторому фиксированному числу k. Тогда вероятность безотказной работы за заданный интервал времени [0, г] после проведения испытаний хотя бы в одном из режимов при проведении доработок одним из методов j = 1, I определяют по формуле
к
(7.112)
где /?, (//ц) - вероятность безотказной работы изделия в течение заданного интервала времени [0, г] на /-м цикле испытаний при реализации ц-го режима; РДц) - вероятность использования ц-го режима в /*-м цикле испытаний.
Подставляя в формулу (7.112) вместо величины 7?^(г/|л) ее значение, определенное по формуле (7.111), получим
п к I \
=LS р>W 1 - ц)
/=1 Ц=1
j=i
+ р(н,/ц)£р(ду/я„ц) р(л/о?1я(,ц) 7=»
(7.113)
Под режимами испытаний изделия понимают проведение испытаний: в номинальных условиях (при температуре окружающей среды 20 + 5°С, влажности воздуха 65 % и номинальной нагрузке, характеризуемой коэффициентом Кн = 1,0), при низких или высоких температурах, на вибрацию, на пылевлагозащищенность, в условиях повышенных нагрузок (Кн > 1) и т.д.
Предложенная математическая модель позволяет построить кривую роста надежности в результате выбора соответствующих методов доработки с заданной вероятностью и режима испытаний. Используемые в математической модели вероятности или законы их распределения могут быть определены по результатам отработки изделий-аналогов.
В качестве статистической оценки вероятности безотказной работы изделия за заданный интервал времени [0, /] после проведения до
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ 297
работки одним из методов j = 1, / на r-м цикле испытаний является сле
дующее выражение:
(7114)
где Pt(t)= 1 - —; т, - число отказов, по которым доработки не проводи-Ч
лись с 1-го по z-e испытание; nt - объем испытаний (число циклов функционирования) на момент проведения доработки;
р(^/Н,)=\ р(а/О},Н^, Hj И, I
где mj - число отказов, по которым проводились доработки j-м методом; mfj - число успешных доработок, проведенных у-м методом за период с первого по z-e испытание включительно; Г - число всех проведенных доработок за период с первого по /-е испытание включительно.
Подставив статистические данные в (7.114), найдем оценку вероятности безотказной работы изделия за заданный интервал времени [0, г] (один цикл функционирования) после проведения доработки одним из методов у = 1,/ на z-м цикле испытаний:
(7.П5)
Оценку вероятности безотказной работы изделия за заданный интервал времени [0, /] после проведения испытаний хотя бы в одном из
режимов можно определить по формуле
[ +^.у
л,(0= 1
т.
। п,1'
(7.116) ц=1
где к
ц, - число режимов испытаний, проведенных за период с
первого по z-е испытание включительно; к - число всех использованных режимов испытаний.
298 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Из практики отработки изделий известно, что испытания обязатель-к
но проводят при всех назначенных режимах и, следовательно,
ц=1
Таким образом, статистическая модель роста надежности показывает, что повышение показателя надежности (в нашем случае вероятности безотказной работы) возможно только благодаря проведению доработок, при этом разные доработки неодинаково влияют на увеличение уровня надежности. При отработке технических систем уровень надежности повышается в большей степени в результате конструктивных доработок, в меньшей степени - в результате улучшения технологии изготовления и в еще более меньшей степени - в результате изменения эксплуатационной документации.
Необходимо помнить, что доработку конструктор назначает в каждом конкретном случае. Ее можно назначить как по одному появившемуся отказу, когда причина явно установлена, так и по повторяющимся отказам, когда причина явно не установлена. В последнем случае доработка может быть назначена из условия выполнения неравенства
^>5 Дм
(7.117)
где Дт - число повторяющихся отказов при проведении испытаний в объеме Дм.
В первом приближении частота отказов 8 = 0,01 ... 0,05, при достижении которой в обязательном порядке проводят доработку при принятом допущении, что каждая доработка не снижает уровня надежности. Доработки изделия прекращают, как только достигнутый уровень показателя надежности удовлетворяет заданному требованию.
Имея статистические данные по отработке изделий, можно построить кривые роста надежности, с помощью которых прогнозируют отработку вновь разрабатываемых изделий-аналогов. Если кривая роста надежности, построенная по отработке изделия, является непрерывной функцией распределения, то ее можно использовать при нахождении параметров управляющих воздействий. По предложенной математической модели (7.116) составляют систему дифференциальных уравнений [21]. Для этого необходимо ввести дополнительно следующие обозначения:
p(Dy/wJ= Rx - условная вероятность использования у-го метода доработки на i-м цикле испытаний при условии, что на /-м цикле произошел отказ;
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ 299
/э(ц)=Я2 - вероятность использования ц-го режима на /-м цикле испытаний;
Р(А/ОЛН;)=П3 - условная вероятность безотказной работы изделия в течение заданного интервала времени [О, z] после проведения доработки у-м методом на i-м цикле испытаний.
Вероятность безотказной работы изделия в течение заданного интервала времени [О, Z] после устранения конкретнойу-й причины отказа на i-м цикле испытаний в ц-м режиме определяют, используя уравнение
*,(')= - ^,)Л|/?3]+ P(H,)RxR2Ry, (7.118)
где P/(z) - вероятность безотказной работы изделия после /-го цикла испытаний тех отказов, по которым доработки не проводились.
Параметры модели R$ зависят от режимов и методов доработок, имеющих для каждой конкретной системы вполне определенной смысл. Составим уравнение вида [21]
«/(/)=А„Р(0+£₽, k(0- W')l <71,9)
где Я/пр(/) - оценки параметров, полученные по предыстории на данный момент времени; Р7 - постоянные коэффициенты, полученные экспериментально; Ху np(z) - соответствующие режимы и методы доработок, выраженные в виде вероятностных оценок.
Используя соотношение (7.118) и определив требования к надежности Я(г), подбирают такие значения параметров Rt(t\ при которых выполняется требование /?(z)
Условием выполнения допущения о виде зависимости (7.119) является равенство нулю определителя Грама, т.е.
ф1 =|klk]'|=0- (712«)
Точность выдерживания кривой Rt{i) определим с помощью уклонения
[*,(')-М')]2. (7.121)
где 0 < t < Т (Т-заданный срок отработки).
300 Глава 7- МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Суммарную точность выполнения требований по всем испытаниям охарактеризуем суммой квадратов отклонений:
* = £«,&(/)-М)]2, (7.122)
/=|
где а, - постоянные коэффициенты значимости или уровень ошибки.
Считаем, что суммарная точность достаточна, если выполняется условие [6]
Ф2 = £«,[/?,(')- М')]2-* = 0. (7-123)
/=1
где h = const - допустимое значение к, которое является заданной характеристикой точности; коэффициенты а, и h определяют при испытаниях образцов-аналогов, т.е. по предыстории.
Таким образом, сформулировав требования к оценкам надежности Я/1р(г) и охарактеризовав точность выполнения этих требований (7.123), находят управляющие воздействия и соответствующие им режимы испытаний. Для этого составляют дифференциальное уравнение [6]:
dOj дФ2
а х =_____________________________________________ (7.124)
7 w Г ЭФ| ЭФ2 dOj дФ2 ) n ( ЗФ1 )
р\акГ~дй^~ая2 ад, ) a/?j а/?2 ”ая2 dR}J
где j = I, т\ р = 1, А, а затем решают систему уравнений:
ф1 =|kb]/|=°;
ф2=£а,[А(0-М)12 ~h=Q-’ (7.125)
/=]
А (0=*,пР(/)+£ Р? к,(')-*УПР(')1-7=1
Для интегрирования системы дифференциальных уравнений необходимо иметь следующие исходные данные: интервал времени [0, 7]; значения постоянных Л, а, и а/, функциональные зависимости R /тр(Д Л/пр(г) и х,упр(0; начальный вектор состояния при / = tQ. После
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ зоц
нахождения параметров ху(г) вычисляют необходимые управляющие воздействия:
uij (*)=Н| (0^- + 2и2 Ок к0 "
</Л|
(7.126)
где
Mi(') =
(. ЭФ, ЭФ-,')
° Э/?2 27 ЭЯ| J
- (ЭФ! ЭФ2 дФ] ЗФ2 Y
Р\ЭЯ! dR2 ~~dfy~dR^)
(7.127)
Н2(') =
. ЭФ(
*2j dR{
(7.128)
Таким образом, решениями пассивной задачи по построению математической модели роста надежности являются уравнения (7.112) -(7.114), а управляющие воздействия с использованием этой математической модели в общем виде выражаются как система дифференциальных уравнений (7.124)-(7.128).
Теперь перейдем к построению аналитической модели, позволяющей учесть управления в явном виде и сохранить предпосылки общей теории. С целью обеспечения эффективности доработок по статистической модели (7.114) в результате направленных воздействий используем информативную модель для коллинеарных систем. В этом случае управляющие воздействия направлены на реализацию события, состоящего в проведении доработки j-м методом. В нашей модели управляющие воздействия непосредственно связаны с вероятностью, т.е. каждому значению конкретного параметра соответствуют определенная вероятность #,(/), а управление осуществляется косвенно через вероятностные характеристики. Влияние каждого управляющего параметра xtJ на результирующий эффект осуществляется по предыстории с помощью функции регрессии. Примем в качестве соответствующих параметров следующие величины:
302 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
М)= (7.129)
где Ry(t)~ текущее значение вероятности безотказной работы на /-м цикле испытаний отрабатываемого изделия j-м методом доработок; - требуемая вероятность безотказной работы на /-м цикле испытаний отрабатываемого изделияу-м методом доработок.
В нашем случае вероятность безотказной работы RtJ (l) является переменной величиной, которая, как правило, увеличивается в процессе отработки в результате принятия конструктивных и других решений. Основная задача отработки состоит в том, чтобы обеспечить рост значений Ry (/), а значит уменьшить до нуля ARy (/).
Из практики отработки известно, что желательно иметь плавное, экспоненциальное изменение величины &Ry(f) в соответствии с тем, как изменяется во времени решение дифференциального уравнения
= -Dy(t) = -DR(t); (7.130)
dt
при t - 0 примем /?(о) = R^\ где D - диагональная матрица; - вектор начальных значений параметров методов доработок;
Тогда
ДЯ(/)=Лф(0=е’П/Л(о). (7.131)
Примем срок отработки изделия То = 3 года. В этом случае
_3/_
Я,р(/) = в 7ЬЯ(0). (7.132)
Следовательно, соотношения (7.131) и (7.132) определяют условия отработки изделия, создаваемые правильным выбором управляющих воздействий, а отработку изделия обеспечивают определенным приращением Ди вектора управления в принятом интервале времени, т.е. благодаря вполне конкретным значениям скоростей изменения вектора dufy/dt. Одновременно с этим производные du{t}jdt являются вероятностными
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ 3Q3
значениями параметров, влияющих на отклонение A/?(z), что в регрессионной форме можно выразить линейным соотношением вида
ДЯ(/)=В^, (7.133)
где В = [бу] - матрица коэффициентов, связанных с параметрами управ-
ления; - элементы матрицы, выраженные в виде вероятностей соот
ветствующих параметров.
Выражение (7.133) можно записать в виде линии регрессии
М') = М') = + (7.134)
Управляющие воздействия определяют по формуле
и0=и(о)+А
- ( \-е ‘о
(7.135)
где - начальное значение изменяемого параметра, выраженного в виде вероятности; В* - матрица, псевдообратная к матрице В; ЯД/) -
требуемое значение вероятности безотказной работы.
В случае если вероятность безотказной работы за заданный интервал времени [0, /] для отрабатываемого изделия подчиняется экспоненциальному закону распределения, наработку на отказ определяют по формуле
t 1пЯу(/)‘
(7.136)
Тогда управляющие воздействия можно непосредственно связать с наработкой на отказ в явном виде. Таким образом, по разработанной математической (вероятностной) модели (7.111) или статистической модели (7.115) определяют наработку на отказ и находят параметры управления в явном виде.
Рассмотренная вероятностная модель отработки может быть использована также и при наложении ограничений как на выходную характеристику, так и на управления. В этом случае управляющие воздействия определяют из соотношений (7.108) и (7.109).
Перейдем теперь к рассмотрению задачи. Выберем управляющие воздействия на момент времени t испытаний отрабатываемого изделия при соответствующем режиме и различных методах доработок. В этом случае получим систему уравнений
304 Глава 7. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
/
I = ^ii^i + &пр2 +. » +
/
=^2jPi +/?22^2 +•••+^2/fy
7=1
(7.137)
/
= Rk]P\ + Rk2^2 +-+Я*Л
7=1
которая в матричной форме запишется следующим образом:
у=Аи, (7.138)
где у - вектор вероятностей успешной работы отрабатываемого изделия в момент t испытаний при реализации ц-го режима; А - матрица размера Ах/, составленная из вероятностей успешной работы отрабатываемого изделия на момент t испытаний при использованииу-го метода доработок;
*>(')
В формуле (7.137)
Р, является вектором вероятностей использования у-го метода доработок на момент I испытаний отрабатываемого изделия.
Таким образом, вектор вероятностей успешной работы в р-м режиме испытаний линейно связан с вектором вероятностей методов доработок:
Л(')‘ ^11 Л12 - *./1 Ml
У = Я2(О — /?21 R22 - *2/ (7.139)
Л (4 Рк2 - **J к
По аналогии с предыдущим выводом предполагаем, что отработка изделия проходит успешно благодаря обеспечению вполне конкретных
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ИЗМЕНЕНИЯ УРОВНЯ НАДЕЖНОСТИ 305
значений скоростей du{t)/dt изменения параметров управления. Тогда зависимость отклонений выходной характеристики от параметров определится в регрессивной форме линейным соотношением
где А = [ящ] -матрица.
В развернутом виде (7.140) можно записать так:
+ (7.141)
р jurp Ц1 dt Их и- dt
Решение этого уравнения:
^ = A*R^. (7.142)
Принимая экспоненциальный закон изменения выходной характеристики, получим уравнение
^=4^-°'/^. (7.143)
Откуда
P(t) = Р(о) + А+ je'^R^dt, (7.144)
о
где Р*0* - вероятность начального значения параметра управления для
ц-го режима.
Учитывая, что
je-D’J%A = l(l-e-D')«ip=7’fl-e
0 I
(7.145)
окончательные значения управляющих воздействий в виде вероятностей методов доработок определяют по формуле
P(l)= Р(о) + А+Г 1-е’7
(7.146)
где А' - матрица, псевдообратная матрице Л, элементы которой выражены в виде вероятностей успешной работы изделия при использовании у-го метода доработок; Г- период отработки изделия, выраженный в виде вероятности; Rw - требуемое значение вероятности безотказной работы отрабатываемого изделия.
306 Глава 7 МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕРЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ
Для нахождения методов доработок по полученной вероятности P(z) в явном виде определяют наработку на отказ, а по наработке - параметры доработок, т.е. значения физических величин.
Рассмотренная математическая модель отработки изделия в соответствующем режиме одним из методов доработок может быть использована также при наложении ограничений как на выходную характеристику, так и на управления. В случае наложения ограничений на выходную характеристику управляющие воздействия определяют с помощью уравнений:
P(t) = Р(0) + А+Т| 1 - е г | R^;
\ j (7.147)
P'(t) = P'w + С+7| 1 - е Ч R^,
где Р'^ - вероятность начального значения управления по ограничени-ям; С+ - матрица, псевдообратная матрице С ограничений, элементы которой выражены в виде вероятностей.
По найденным значениям вероятностей управлений Р(/) и вероятностей ограничений F(z) косвенно через наработку на отказ определяют истинные значения параметров. Для нахождения управляющих воздействий при наложении ограничений непосредственно на управления используют соотношение вида
/>(0=/>(0) + [?+я]7’ 1-е 7 C+R^.
(7.148)
Изложенный подход нахождения управляющих воздействий может быть применен для различных желаемых законов управления и желаемой динамики изменения выходной характеристики отрабатываемого изделия.
ПРИЛОЖЕНИЕ
П1. ЗНАЧЕНИЯ НОРМАЛЬНОЙ ФУНКЦИИ РАСПРЕДЕЛЕНИЯ ф’(х) = -Л= Ге 2 dt
V2n X x = (/-Mx)/<r, x = =</,={/„
X Ф’ А X Ф’ А X Ф’ А
0 0,5000 40 -0,44 0,3300 36 -0,88 0,1894 27
-0,01 4960 40 -0,45 3264 36 -0,89 1867 26
-0,02 4920 40 -0,46 3228 36 -0,90 1841 27
•0,03 4880 40 -0,47 3192 36 -0,91 1814 26
-0,04 4840 39 -0.48 3156 36 -0,92 1788 26
-0,05 4801 40 -0,49 3121 36 -0,93 1762 26
-0,06 4761 40 -0,50 3085 35 -0,94 1736 25
-0,07 4721 40 -0,51 3050 35 -0,95 1711 26
-0,08 4681 40 -0,52 3015 34 -0,96 1685 25
-0,09 4641 39 -0,53 2981 35 -0,97 1660 25
-0,10 0,4602 40 -0,54 0,2946 34 -0,98 0,1635 24
-0,11 4562 40 -0,55 2912 35 -0,99 1611 24
-0.12 4522 39 -0,56 2877 34 -1,00 1587 24
-0,13 4483 40 -0,57 2843 33 -1,01 1563 24
-0,14 4443 39 -0,58 2810 34 -1,02 1539 24
-0,15 4404 40 -0,59 2776 33 -1,03 1515 23
-0,16 4364 39 -0,60 2743 34 -1,04 1492 23
-0,17 4325 39 -0,61 2709 33 -1,05 1469 23
-0,18 4286 39 -0,62 2676 33 -1,06 1446 23
-0,19 4247 40 -0,63 2643 32 -1,07 1423 22
-0,20 0,4207 39 -0,66 0,2611 33 -1,08 0,1401 22
-0,21 4168 39 -0,65 2578 32 -1,09 1379 22
-0,22 4129 39 -0,66 2546 32 -1,10 1357 22
-0,23 4090 38 -0,67 2514 31 -1,11 1335 21
-0,24 4052 39 -0,68 2483 32 -1,12 1314 22
-0,25 4013 39 -0,69 2451 31 -1.13 1292 21
-0,26 3974 38 -0,70 2420 31 -1,14 1271 20
-0,27 3936 39 -0,71 2389 31 -115 1251 21
-0,28 3897 38 -0,72 2358 31 -1,16 1230 20
-0,29 3859 38 -0,73 2327 30 -1,17 1210 20
-0,30 0,3821 38 -0,77 0,2297 31 -1.18 0,1190 20
-031 3783 38 -0,75 2266 30 -1,19 1170 19
-0,32 3745 38 -0,76 2236 30 -1,20 1151 20
-0,33 3707 38 -0,77 2206 29 -1,21 1131 19
-0,34 3669 37 -0,78 2177 29 -1,22 1112 19
-0,35 3632 38 -0,79 2148 29 -1,23 1093 18
-0,36 3594 37 -0,80 2119 29 -1,24 1075 19
-0,37 3557 37 -0,81 2090 29 -1,25 1056 18
-0,38 3520 37 -0,82 2061 28 -1,26 1038 18
-0,39 3483 37 -0,83 2033 28 -1,27 1020 17
-0,40 0,3446 37 -0,84 0,2005 28 -1,28 0.1003 18
-0,41 3409 37 -0,85 1977 28 -1,29 0985 17
-0,42 3372 36 -0,86 1949 27 -1,30 0968 17
-0,43 3336 36 -0,87 1922 28 -1.31 0951 17
308
ПРИЛОЖЕНИЕ 1
Продолжение табл. П!
X ф’ А 1 |.- х Ф* д 1 1 х Ф* А
1,32 0,0934 16 -1,86 0,0314 7 0,20 0,5793 39
1,33 0918 17 1,87 0307 6 0,21 5832 39
-1.34 0901 16 -1,88 0301 7 0,22 5871 39
-1.35 0885 16 1,89 0294 6 0,23 5910 38
1,36 0869 16 -1,90 0288 7 0.24 5948 39
-1,37 0853 15 1.91 0281 7 0,25 5987 39
1,38 0838 15 -1.92 0274 6 0,26 6026 38
-1,39 0823 15 -1,93 0268 6 0,27 6064 39
1.41 0808 15 -1,94 0262 6 0,28 6103 38
1.41 0793 15 -1,95 0256 6 0,29 6141 38
1,42 0,0778 14 1,96 0,0250 6 0,30 0,6179 38
-1,43 0764 15 -1,97 0244 5 0,31 6217 38
1,44 0749 14 -1,98 0239 6 0,32 6255 38
-1,45 0735 14 1,99 0233 5 0,33 6293 38
-1,46 0721 13 -2,00 0228 49 0,34 6331 37
-1,47 0708 14 -2,10 0179 40 0,35 6368 38
-1.48 0694 13 2,20 0139 32 0,36 6406 37
-1,49 0681 13 -2.30 0107 25 0,37 6443 37
-1,50 0668 13 -2,40 0082 20 0,38 6480 37
1,51 0655 12 -2,50 0062 15 0,39 6517 37
-1,52 0,0643 13 -2,60 0,0047 12 0,40 0,6554 37
-1,53 0630 12 -2,70 0035 9 0,41 6591 37
1.55 0618 12 -2,80 0026 7 0,42 6628 36
1,54 0606 12 2.90 0019 5 0,43 6664 36
1,56 0594 12 -3,00 0014 4 0,44 6700 36
-1,57 0582 11 -3,10 0010 3 0.45 6736 36
-1,58 0571 12 -3,20 0007 2 0,46 6772 36
-1,59 0559 11 -3.30 0005 2 0,47 6808 36
-1.60 0548 11 -3,40 0003 1 0,48 6844 35
-1,61 0537 11 -3,50 0002 0 0,49 6879 36
1.62 0.0526 10 -3,60 0,0002 1 0,50 0,6915 35
-1,63 0516 II -3,70 0001 0 0,51 6950 35
-1,64 0505 10 -3,80 0001 1 0,52 6985 34
-1,65 0495 10 -3,90 0000 0 0,53 7019 35
-1,66 0485 10 0,00 5000 40 0,54 7054 34
-1,67 0475 10 0,01 5040 40 0,55 7088 35
1,68 0465 10 0,02 5080 40 0,56 7123 34
-1,69 0455 9 0.03 5120 40 0,57 7157 33
-1,70 0466 10 0,04 5160 39 0,58 7190 34
-1.71 0436 9 0,05 5199 40 0,59 7224 33
-1,72 0,0427 9 0,06 0,5239 40 0,60 0,7257 34
-1.73 0418 9 0,07 5279 40 0,61 7291 33
-1,74 0409 8 0,08 5319 40 0,62 7324 33
-1,75 0401 9 0,09 5359 39 0,63 7357 32
-1,76 0392 8 0,10 5398 40 0,64 7389 33
-1,77 0384 9 0,11 5438 40 0,65 7422 32
-1,78 0375 8 0,12 5478 39 0,66 7454 32
-1,79 0367 8 0,13 5517 40 0,67 7486 31
-1,80 0359 8 0,14 5557 39 0,68 7517 32
-1.81 0351 7 0,15 5596 40 0,69 7549 31
-1,82 0,0344 8 0,16 0,5636 39 0,70 0,7580 31
-1,83 0336 7 0,17 5675 39 0,71 7611 31
-1,84 0329 7 0,18 5714 39 0,72 7642 31
-1,85 0322 8 0,19 5753 40 0,73 7673 30
ПРИЛОЖЕНИЕ
309
Продолжение табл. П1
X Ф* А х ф’ А X Ф* А
0,74 0,7703 31 1.23 0,8907 18 1,72 0,9573 13
0.75 7734 30 1.24 8925 19 1,73 9582 12
0,76 7764 30 1,25 8944 18 1.74 9591 12
0,77 7794 29 1,26 8962 18 1.75 9599 12
0,78 7823 29 1,27 8980 17 1,76 9608 12
0,79 7852 29 1,28 8997 18 1.77 9616 11
0,80 7881 29 1,29 9015 17 1.78 9625 12
0,81 7910 29 1,30 9032 17 1,79 9633 11
0,82 7939 28 1,31 9049 17 1,80 9641 II
0,83 7967 28 1,32 9066 16 1,81 9649 11
0,84 0,7995 28 1,33 0,9082 17 1,82 0,9656 10
0,85 8023 28 1,34 9099 16 1,83 9664 11
0,86 8051 27 1,35 9115 16 1.84 9671 10
0,87 8078 28 1.36 913) 16 1,85 9678 10
0,88 8106 27 1,37 9147 15 1,86 9686 10
0.89 8133 26 1,38 9162 15 1,87 9693 10
0,90 8159 27 1.39 9177 15 1,88 9699 10
0,9) 8212 26 1,40 9192 15 1,89 9706 9
0,92 8238 26 1.41 9207 15 1,90 9713 6
0,93 8264 25 1.42 9222 14 1,91 9719 7
0,94 0,8289 26 1.43 0,9236 15 1,92 0,9726 6
0,95 8315 25 1,44 9251 14 1,93 9732 6
0,96 8340 25 1,45 9265 14 1,94 9738 6
0,97 8365 24 1,46 9279 13 1,95 9744 6
0,98 8389 24 1,47 9292 14 1,96 9750 6
0,99 8413 24 1,48 9306 13 1,97 9756 5
1,00 8437 24 1,49 9319 13 1,98 9761 6
1,01 8461 24 1,50 9332 17 1,99 9767 5
1,02 8485 23 1,51 9345 17 2,00 9772 49
1,03 8508 23 1,52 9357 16 2,Ю 9821 40
1,04 0,8531 23 1,53 0,9370 17 2,20 0,986] 32
1,05 8554 23 1,54 9382 16 2,30 9893 25
1,06 8577 22 1,55 9394 16 2,40 9919 20
1,07 8599 22 1,56 9406 16 2,50 9938 15
1,08 8621 22 1.57 9418 15 2,60 9954 12
1,09 8186 26 1,58 9429 15 2,70 9965 9
1,10 8643 22 1.59 9441 15 2,80 9974 7
IJ1 8665 21 1,60 9452 15 2,90 9981 5
1,12 8686 22 1,61 9463 15 3,00 9986 4
1,13 8708 21 1,62 9474 14 з»ю 9990 3
1.14 0,8729 20 1,63 0,9484 15 3,20 0,9993 2
1J5 8749 21 1,64 9495 14 3,30 9995 2
1,16 8770 20 1,65 9505 14 3,40 9997 1
1,17 8790 20 1,66 9515 13 3,50 9998 0
1,18 8810 20 1,67 9525 14 3,60 9998 1
1J9 8830 19 1,68 9535 13 3,70 9999 0
1,20 8849 20 1,69 9545 13 3,80 9999 1
1,21 8869 19 1,70 9554 13 3,90 1,0000 0
h22 8888 19 1,71 9564 12
Примечание. По расчетному значению квантили х находят функцию распределения. Так, при х -0,40 Ф*= 0,3446 ♦ 0,0037 = 0.3483.
310
ПРИЛОЖЕНИЕ 3
П2. КВАНТИЛИ х2 РАСПРЕДЕЛЕНИЯ
>0 .'1 Ld_| J е 21 2 dt = 1 - а
b
2<'^г[(г-Ц/2]
m = г-1 а
0,95 0,90 0,80 0,20 0,10 0,05
1 0,004 0,016 0,064 1,642 2,71 3,84
2 0,103 0,211 0,446 3,22 4,60 5,99
3 0,352 0,584 1,005 4,64 6,25 7,82
4 0,711 1,064 1,649 5,99 7,78 9,49
5 1,145 1,610 2,34 7,29 9,24 11,07
6 1,635 2,20 3,07 8,56 10,64 12,59
7 2,17 2,83 3,82 9,80 12,02 14,07
8 2,73 3,49 4,59 11,03 13,36 15,51
9 3,32 4,17 5,38 12,24 14,68 16,92
10 3,94 4,86 6,18 13,44 15,99 18,31
11 4,58 5,58 6,99 14,63 17,28 19,68
12 5,23 6,30 7,81 15,81 18,55 21,0
13 5,89 7,04 8,63 16,98 19,81 22,4
14 6,57 7,79 9,47 18,15 21,1 23.7
15 7,26 8,55 10,31 19,31 22,3 25,0
16 7,96 9,31 11,15 20,5 23,5 26.3
17 8,67 10,08 12,00 21,6 24,8 27,6
18 9,39 10,86 12,86 22,8 26,0 28,9
19 10,11 11,65 13,72 23,9 27,2 30.1
20 10,85 12.44 14,58 25.0 28,4 31,4
21 11,59 13,24 15,44 26,2 29,6 32,7
22 12,34 14,04 16,31 27,3 30,8 33,9
23 13,09 14,85 17,19 28,4 32,0 35,2
23 13,85 15,66 18,06 29,6 33,2 36,4
25 14,61 16,47 18,94 30,7 34,4 37,7
26 15,38 17,29 19,82 31,8 35,6 38,9
27 16,15 18,11 20,7 32,9 36,7 40.1
28 16,93 18,94 21,6 34,0 37,9 41,3
29 17,71 19,77 22,5 35,1 39,1 41,6
30 18,49 20,6 23,4 40,3 43,8
Примечание. При /л > 30 2 = 0,5^/Ьа - , «i-а = и? - квантиль функции нор-
мального распределения, определяемая по табл. 2 приложения.
ПЗ. ЗНАЧЕНИЯ УДОВЛЕТВОРЯЮЩИЕ РАВЕНСТВУ 2р о В ЗАВИСИМОСТИ ОТ 0 И m - ЧИСЛА СТЕПЕНЕЙ СВОБОДЫ КРИТЕРИЮ СТЬЮДЕНТА (Госсета)
m 7р при значениях 0 (0 = 1 - а)
0,1 0.2 0.3 0,4 0,5 0,6 0,7
1 0,158 0,325 0,510 0,727 1,000 1,376 1,963
2 142 289 445 617 0,816 1,061 1,336
3 137 277 424 584 765 0.978 1,250
4 134 271 414 569 741 941 1,190
ПРИЛОЖЕНИЕ
311
Продолжение табл. ПЗ
т Гр при значениях 0 (0 - 1 - а)
0.1 0,2 о.з 0,4 0,5 0.6 0,7
5 132 267 408 559 727 920 1,156
6 131 265 404 553 718 906 1,134
7 130 263 402 549 71 ] 896 1.119
8 130 262 399 546 706 889 1,108
9 129 261 398 543 703 883 1,100
10 129 260 397 542 700 879 1,093
11 129 260 396 540 697 876 1,088
12 128 259 395 539 695 873 1,083
13 128 259 394 538 694 870 1.079
14 128 258 393 537 692 868 1,076
15 128 258 393 536 691 866 1,074
16 128 258 392 535 690 865 1,071
17 128 257 392 534 689 863 1,069
18 127 257 392 534 688 862 1,067
19 127 257 391 533 688 861 1,066
20 127 257 391 533 687 860 1,064
21 12? 257 391 532 686 859 1,063
22 127 256 390 532 686 858 1,061
23 127 256 390 532 685 858 1,060
24 127 256 390 531 685 857 1,059
25 127 256 390 531 684 856 1,058
26 127 256 390 531 684 856 1,058
27 127 256 389 531 684 855 1,057
28 127 256 389 530 683 855 1,056
29 127 256 389 530 683 854 1,055
30 127 256 389 530 683 854 1,055
40 126 255 388 529 681 851 1,050
60 126 254 387 527 679 848 1.046
120 126 254 386 526 677 845 1,041
оо 0.126 0.253 0,385 0,524 0,674 0.842 1,036
т Гр при значениях 0 (0 = 1 - а)
0.8 0,9 0,95 0,98 0,99 0,999
1 3,080 6,31 12,71 31,80 63.70 636,60
2 1,886 2.92 4.30 6,96 9,92 31,60
з 1,638 2,35 3,18 4,54 5.84 12.94
i 1 1.533 2,13 2,77 3,75 4,60 8,61
1 5 1,476 2,02 2.57 3,36 4,03 6,86
6 1,440 1,943 2.45 3,14 3,71 5,96
1 1,415 1,895 2.36 3,00 3,50 5,40
1 1,397 1,860 2.31 2,90 3,36 5,04
( ) 1,383 1,833 2,26 2,82 3,25 4,78
1 0 1,372 1,812 2,23 2,76 3,17 4,59
II 1,363 1,796 2.20 2,72 з.п 4.49
12 1,356 1,782 2,18 2,68 3,06 4,32
1 3 1,350 1,771 2,16 2,65 3,01 4,22
1 4 1,345 1,761 2,14 2.62 2,98 4,14
1 5 1,34! 1,753 2,13 2,60 2,95 4,07
1 6 1,337 1,746 2,12 2,58 2,92 4,02
1 7 1,333 1.740 2,П 2.57 2,90 3,96
1 8 1,330 1,734 2,10 2,55 2,88 3,92
1 9 1.328 1,729 2,09 2.54 2.86 3.88
312
ПРИЛОЖЕНИЕ 4
Продолжение табл. ПЗ
т 7'р при значениях р (0 = 1 - а)
0,8 - - 0,9 . 0,95 0,98 0,99 0,999
20 1,325 1,725 2,09 2,53 2,84 3,85
21 1,323 1,721 2,08 2,52 2,83 3,82
22 1,321 1,717 2,07 2,51 2,82 3,79
23 1,319 1,714 2,07 2,50 2,81 3,77
24 1,318 1,711 2,06 2,49 2,80 3,74
25 1,316 1,708 2,06 2,48 2,79 3,72
26 1,315 1,705 2,06 2,48 2,78 3,71
27 1,314 1,703 2,05 2,47 2,77 3,69
28 1,313 1,701 2,05 2,47 2,76 3,67
29 1,311 1,699 2,04 2,46 2,76 3,66
30 1,310 1,697 2,04 2,46 2.75 3,65
40 1,303 1,684 2,02 2,42 2,70 3,55
60 1,296 1,671 2.00 2.39 2.66 3,46
120 1,289 1,658 1,98 2,36 2,62 3,37
ДО 1,282 1,645 1,96 2,33 2,58 3,29
П4. НИЖНЯЯ ДОВЕРИТЕЛЬНАЯ ГРАНИЦА р ДЛЯ ВЕРОЯТНОСТИ БЕЗОТКАЗНОЙ РАБОТЫ ПРИ БИНОМИАЛЬНОМ ПЛАНЕ ИСПЫТАНИЙ И УРОВНЕ ДОВЕРИЯ q = 0,8
Р Р Ю4 при объеме выборки N
3 4 5 6 7 8 9 10
1,00 5848 6687 7248 7647 7946 8178 8363 8513
0,99 5745 6575 7129 7524 7820 8049 8232 8382
98 5643 5463 7012 7403 7696 7923 8105 8253
97 5542 6353 6896 7284 7574 7799 7979 8127
96 5442 6244 6782 7166 7454 7677 7856 8002
95 5343 6137 6669 7049 7535 7557 7734 7880
0,94 5245 6030 6557 6934 7218 7438 7614 7759
93 5147 5925 6447 6821 7102 7321 7496 7640
92 5051 5820 6337 6708 6987 7204 7379 7522
91 4966 5717 6229 6597 6873 7090 7263 7405
90 4861 5614 6122 6486 6761 6976 7148 7290
0,89 4738 5512 6015 6377 6650 6863 7035 7176
88 4675 5412 6910 6269 6540 6752 6922 7063
87 4583 5312 5805 6161 6430 6641 6811 6951
86 4492 5213 5702 6055 6322 6532 6700 6840
85 4401 5115 5599 5949 6215 6423 6591 6729
0.84 4311 5017 5497 5845 6108 6315 6482 6620
83 4222 4921 5396 5741 6003 6208 6374 6512
82 4134 4825 5296 5638 5898 6102 6267 6404
81 4047 4730 5197 5536 5794 5997 6161 6297
80 3960 4636 5098 5434 5690 5892 6055 6191
0,79 3874 4542 5000 5333 5588 5788 5950 6085
78 3789 4450 4903 5233 5486 5685 5846 5980
77 3704 4357 4806 5134 5384 5582 5743 5876
76 3621 4266 4711 5036 5284 5480 5640 5772
75 3538 4175 4616 4938 5184 5379 5538 5669
0.74 3455 4085 4521 4840 5085 5278 5436 5567
73 3373 3996 4427 4744 4986 5178 5335 5465
72 3292 3908 4334 4648 4888 5079 5235 5364
71 3212 3820 4242 4552 4791 4980 5135 5263
70 3132 3732 4150 4457 4694 4882 5036 5163
ПРИЛОЖЕНИЕ
313
Продолжение прил. П4
р 7>.]0J при объеме выборки .V
II 12 13 14 15 16 17 18 19 20
1.00 8639 8745 8836 8914 8983 9043 9097 9145 9188 9227
0,99 8506 8611 8701 8779 8847 8907 8960 9008 9051 9089
98 8376 8481 8570 864? 8715 8775 8828 8875 8918 8956
97 8249 8353 8442 8519 8586 8645 8698 8745 8788 8827
96 8124 8227 8318 8392 8459 8519 8572 8619 8661 8700
95 8001 8104 8192 8268 8339 8394 8447 8494 8537 8576
0,94 7880 7982 8070 8146 8213 8272 8325 8372 8415 8453
93 7760 7862 7949 8025 8092 8151 8204 8251 8294 8333
92 7642 7743 7830 7906 7973 8032 8085 8132 8175 8214
91 7525 7626 7713 7789 7853 7914 7967 8015 8057 8096
90 7409 7510 7597 7672 7739 7797 7851 7898 7941 7980
0,89 7294 7395 7482 7557 7624 7683 7735 7783 7826 7855
88 7181 7281 7367 7443 7509 7568 7621 7669 7712 7751
87 7068 7168 7251 7330 7396 7455 7508 7555 7598 7637
86 6957 7056 7142 7217 7284 7343 7395 7443 7486 7525
85 6846 6945 7031 7106 7172 7231 7284 7331 7374 7414
0,84 6736 6835 6921 6996 7062 7120 7173 7221 7264 7303
83 6627 6726 6811 6886 6952 7010 7063 7111 7254 7193
82 6519 6617 6702 6777 6843 6901 6954 7001 7044 7084
81 6411 6509 6594 6669 6734 6793 6845 6893 6936 6975
80 6305 6402 6487 6561 6627 6685 6737 6785 6828 6867
0,79 6199 6296 6380 6454 6519 6578 6630 6677 6720 6760
78 6093 6190 6274 6348 6-113 6471 6523 6571 6614 6653
77 5989 6085 6169 6242 6307 6365 6417 6464 6507 6546
76 5884 5980 6064 6137 6202 6260 6312 6359 6402 6441
75 5781 5876 5960 6032 6097 6155 6207 6254 6296 6335
0.74 5678 5773 5856 5928 5993 6050 6102 6149 6192 6231
73 5576 5670 5753 5825 5889 5947 5998 6045 6087 6126
72 5474 5568 5650 5722 5786 5843 5895 5941 5984 6023
71 5373 5466 5548 5620 5683 5740 5792 5838 5880 5919
70 5272 5365 5446 5518 5581 5638 5689 5735 5778 5816
Р Р • | О4 при объеме выборки
21 22 23 24 25 26 27 28 29 30
1,00 9262 9295 9324 9351 9377 9400 9421 9441 9460 9478
0,99 9124 9157 9186 9213 9238 9261 9283 9303 9321 9339
98 8991 9023 9053 9080 9105 9128 9149 9169 9188 9206
97 8862 8894 8923 8950 8975 8999 9020 9040 9059 9077
96 8735 8767 8797 8824 8849 8872 8894 8914 8933 8951
95 8611 8643 8673 8700 8725 8749 8771 8791 8810 8828
0,94 8489 8521 8551 8578 8604 8627 8649 8670 8689 8707
93 8368 8401 8431 8458 8484 8507 8529 8550 8569 8588
92 8249 8282 8312 8340 8365 8389 8411 8432 8451 8470
91 8132 8165 8195 8222 8248 8272 8294 8315 8335 8373
90 8016 8048 8079 8106 8132 8156 8179 8200 8219 8238
0,89 7901 7933 7964 7992 8018 8042 8064 8585 8105 8124
88 7786 7819 7850 7878 7904 7928 7951 7972 7992 8011
87 7673 7706 7737 7765 7791 7815 7838 7859 7879 7898
86 7561 7594 7625 7653 7679 7703 7726 7748 7768 7787
85 7450 7483 7513 7541 7568 7592 7615 7637 7657 7676
314
ПРИЛОЖЕНИЕ 4
Продолжение прил. П4
р Р1 О4 при объеме выборки N
21 22 23 24 25 26 27 28 29 30
0,84 7339 7372 7403 7431 7457 7482 7505 7526 7547 7566
83 7229 7262 7293 7321 7347 7372 7395 7417 7437 7456
82 7120 7153 7183 7212 7238 7263 7286 7308 7328 7347
81 7011 7044 7075 7103 7130 7155 7178 7199 7220 7239
80 6903 6936 6967 6995 7022 7047 7070 7091 7112 7131
0,79 6796 6829 6859 6888 6914 6939 6962 6984 7005 7024
78 6689 6722 6753 6781 6808 6832 6856 6877 6898 6917
77 6582 6616 6646 6675 6701 6726 6749 6771 6792 6811
76 6477 6510 6540 6569 6595 6620 6643 6665 6686 6705
75 6371 6404 6435 6463 6490 6515 6538 6560 6580 6600
0,74 6266 6300 6330 6359 6385 6410 6433 6455 6475 6495
73 6162 6195 6226 6254 6281 6305 6329 6350 6371 6390
72 6058 6091 6122 6150 6177 6201 6224 6246 6267 6286
71 5955 5988 6018 6046 6073 6098 6121 6242 6163 6182
70 5852 5885 5915 5943 5970 5994 6017 6039 6060 6079
Р Р Ю4 при объеме выборки N
31 32 33 34 35 36 37 38 39 40
1,00 9494 9509 9524 9537 9551 9562 9574 9585 9596 9606
0,99 9355 9370 9385 9359 9411 9424 9435 9446 9457 9466
98 9222 9237 9252 9266 9279 9291 9303 9314 9324 9334
97 9093 9109 9123 9137 9150 9163 9175 9186 9196 9206
96 8968 8983 8998 9012 9025 9038 9050 9061 9072 9082
95 8845 8861 8875 8890 8903 8916 8928 8939 8950 8960
0,94 8724 8740 8755 8769 8783 8795 8808 8819 8830 8841
93 8605 8621 8636 8650 8664 8677 8689 8701 8712 8723
92 8487 8503 8519 8533 8547 8560 8572 8584 8595 8606
91 8371 8377 8402 8417 8431 8444 8457 8469 8480 8491
90 8255 8272 8287 8302 8316 8330 8342 8354 8366 8377
0,89 8141 8158 8174 8188 8203 8216 8229 8241 8252 8264
88 8028 8045 8061 8076 8090 8103 8116 8128 8140 8151
87 7916 7933 7949 7964 7978 7991 8004 8017 8028 8040
86 7804 7821 7837 7852 7867 7880 7893 7906 7918 7929
85 7694 7711 7727 7742 7756 7770 7783 7795 7807 7819
0,84 7584 7601 7617 7632 7646 7660 7673 7686 7698 7709
83 7474 749] 7507 7523 7537 7551 7564 7577 7589 7600
82 7365 7382 7399 7414 7429 6443 6456 7468 7481 7492
81 7257 7274 7290 7306 7321 7335 7348 7361 7373 7384
80 7149 7167 7183 7198 7213 7227 7240 7253 7265 7277
0,79 7042 7059 7076 7091 7106 7120 7133 7146 7158 7170
78 6935 6953 6969 6985 6999 7013 7027 7040 7052 7064
77 6829 6846 6863 6878 6893 6907 6921 6934 6946 6958
76 6723 6741 6757 6773 6788 6802 6815 6828 6840 6852
75 6618 6635 6652 6667 6682 6696 6710 6723 6735 6747
0,74 6513 6530 6547 6563 6577 6592 6605 6618 6630 6642
73 6409 6426 6442 6458 6473 6487 6501 6514 6526 6538
72 6304 6322 6338 6354 6369 6383 6397 6409 6422 6434
71 6201 6218 6234 6250 6265 6279 6293 6303 6318 6330
70 6097 6115 6131 6147 6162 6176 6189 6202 6215 6227
ПРИЛОЖЕНИЕ
315
Продолжение табл. П4
р Р. | О4 при объеме выборки N
41 42 43 44 45 46 47 48 49 50
1,00 9615 9624 9633 8641 9649 9656 9663 9670 9677 9683
0,99 9476 9485 9493 9502 9510 9517 9524 953! 9538 9544
98 9344 9353 9361 9370 9378 9385 9393 9400 9406 9413
97 9216 9225 9234 9243 9251 9258 9266 9273 9280 9287
96 9092 9101 9110 9119 9127 9135 9143 9150 9157 9164
95 8970 8980 8989 8998 9006 9014 9022 9029 9036 9043
0,94 8851 8860 8870 8878 8887 8895 8903 8910 8918 8925
93 8733 8743 8752 8761 8770 8778 8786 8793 8801 8808
92 8616 8626 8636 8645 8654 8662 8670 8678 8685 8692
91 8601 8511 8521 8530 8539 8547 8555 8563 8571 8578
90 8387 8397 8407 8416 8425 8434 8442 8450 8457 8465
0,89 8274 8484 8294 8303 8312 8321 8329 8337 8345 8352
88 8162 8172 8181 8191 8200 8209 8218 8226 8233 8241
87 8050 8061 807! 8080 8089 8098 8107 8115 8123 8130
86 7940 7950 7960 7970 7979 7988 7996 8005 8012 8020
85 7830 7840 7850 7860 7869 7878 7887 7895 7903 7911
0,84 7720 7731 7741 7751 7760 7769 7778 7786 7794 7802
83 7612 7622 7632 7642 7651 7660 7669 7678 7686 7694
82 7503 7514 7524 7534 7543 7552 7561 7570 7578 7586
81 7396 7406 7416 7426 7486 7445 7454 7642 7470 7478
80 7288 7299 7309 7319 7329 7338 7347 7355 7364 7371
0.79 7181 7192 7203 7213 7222 7231 7240 7249 7257 7265
73 7075 7086 7096 7106 7116 7125 7134 7143 7151 7159
77 6969 6980 6990 7000 7010 7019 7028 7037 7045 7053
75 6864 6874 6885 6895 6905 6914 6923 6932 6940 6948
75 6758 6769 6780 6790 6800 6809 6818 6827 6835 6843
0,74 6654 6665 6156 6685 6695 6704 6713 6722 6730 6738
73 6549 6560 6054 6581 6590 6600 6609 6618 6626 6634
72 6445 6456 5951 6477 6486 6496 6505 6514 6522 6530
71 6341 6352 5849 6373 6383 6392 6401 6410 6418 6427
70 6238 6249 5747 6270 6279 6289 6298 6307 6315 6323
316
СПИСОК ЛИТЕРАТУРЫ
СПИСОК ЛИТЕРАТУРЫ
I. Беляев Ю.К. Вероятностные методы выборочного контроля. М.: Наука, 1975.407 с.
2. Вальд А. Последовательный анализ. М.: Физматгиз, 1960.370 с.
3. Вентцсль Е.С. Теория вероятностей. М.: Наука, 1969. 576 с.
4. Волков Л. И», Шишкевнч А. М. Летательные аппараты. М.: Машиностроение, 1975.296 с.
5. Гантмахер Ф.Р. Теория матриц. М.: Наука, 1967. 576 с.
6. Гартунг Ю.А. Исследование развития динамических систем, обусловленного некоторыми дифференциальными программами. М.: АН СССР, 1984.59 с.
7. Гнеденко Б.В., Беляев Ю.К.. Соловьев АД. Математические методы в теории надежности. М.: Наука, 1965. 524 с.
8. Груничев А.С., Кузнецов В.А., Шипов Е.В. Испытания радиоэлектронной аппаратуры на надежность. М. Советское радио, 1969.288 с.
9. Карбасов О.Г. Надежность клиноременных передач. М.: Машиностроение, 1976.72 с.
10. Ллойд Д.. Липов М. Надежность. М.: Советское радио, 1964.687 с.
II. Надежность и эффективность в технике. В 10 т. Т.1. Методология. Организация. Терминология / Под ред. А.И. Рембезы. М.: Машиностроение. 1986.224 с.
12. Надежность и эффективность в технике. В 10 г. Т.6. Экспериментальная отработка и испытания / Под ред Р.С. Судакова, О.И. Тескина. М.: Машиностроение, 1989.376 с.
13. Подшипники качения: Справочник-каталог / Под ред. В.Н. Нарышкина, Р.В. Ко-росташевского. М.: Машиностроение, 1984.280 с.
14. Проннков А.С. Надежность машин. М.: Машиностроение. 1978. 591 с.
15. Решетов Д.Нм Иванов А.См Фадеев В.З. Надежность машин. М.: Высшая школа, 1988.238 с.
16. Северцев Н.А. Надежность сложных систем в эксплуатации и отработке. М.: Высшая школа, 1989.432 с.
17. Справочник по муфтам / Под ред. В.С. Полякова. 2-е изд. Испр. и доп. Л.: Машиностроение. 1979. 344 с.
18. Судаков Р.С. Испытания систем: выбор объемов и продолжительности. М.: Машиностроение, 1988.445 с.
19. Труханов В.И. Краткий курс теории и практики надежности сложных систем: Учебное пособие. Волгоград: ВолгГТУ, 1996. 118 с.
20. Труханов В.М. Методы обеспечения надежности изделий машиностроения. М.: Машиностроение, 1995.304 с.
21. Труханов В.М. Надежность в технике. М.: Машиностроение. 1999,598 с.
22. Труханов В.М. Надежность изделий машиностроения: Теория и практика. М.: Машиностроение, 1996. 336 с.
23. Труханов В.М. Надежность сложных систем: Учебное пособие. М.: РВСН, 1997.100 с.
24. Труханов В.М. Сложные технические системы типа подвижных установок: Разработка и организация производства. М.: Машиностроение, 1993.336 с.
25. Труханов В.М. Справочник по надежности специальных подвижных установок. М.: Машиностроение. 1997.200 с.
26. Труханов В.М. Энциклопедия «Машиностроение» в 40 томах. Том IV-3 Надежность и ресурс машин. Под общей редакцией член-корр. РАН В.В. Клюева. 1998. С. 218 -288.
27. Труханов В.М., Зубков В.Ф., Крыхтин Ю.И., Желтобрюхов В.Ф. Трансмиссии гусеничных и колесных машин. М.: Машиностроение. 2001. 736 с.
28. Хальд А. Математическая статистика с техническими приложениями. М.: Иностранная литература, 1956.379 с.
29. Шор Я.Б. Статистические методы анализа и контроля качеств и надежности. М.: Советское радио. 1966. 550 с.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ..................................................... 5
Глава L ПРОЕКТИРОВАНИЕ СЛОЖНЫХ СИСТЕМ С УЧЕТОМ ТРЕБОВАНИЙ НАДЕЖНОСТИ.......................................... 8
1.1. Анализ задач исследования надежности.................. 8
1.2. Организация исследований и разработок как основа создания надежных сложных систем................................... II
1.3. Этап разработки технических предложений.............. 12
1.4. Этап эскизного проектирования........................ 16
1.5. Этап технического проектирования..................... 18
1.6. Общие принципы разработки сложных технических систем .... 20
1.7. Принцип размещения оборудования по функциональному назначению ................................................. 24
1.8. Оптимальное построение средств регламентного обслуживания ...................................................... 25
1.9. Программа обеспечения надежности сложных систем на этапе разработки конструкторской документации................... 27
Глава 2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ И СИСТЕМ............................................. 29
2.1. Понятия, термины и определения из области надежности.. 29
2.2. Показатели надежности................................ 34
2.3. Показатели безотказности............................. 36
2.4. Показатели долговечности............................. 42
2.5. Показатели сохраняемости............................. 44
2.6. Показатели ремонтопригодности........................ 44
2.7. Комплексные показатели............................... 46
2.8. Функциональные зависимости и числовые характеристики, используемые в расчетах надежности........................ 48
2.9. Показатели надежности системы, состоящей из независимых элементов................................................. 54
Глава 3. ЭЛЕМЕНТЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ И МАТЕМАТИЧЕСКОЙ СТАТИСТИКИ, ПРИМЕНЯЕМЫЕ В ТЕОРИИ НАДЕЖНОСТИ................................................. 57
3.1. Относительная частота и вероятность появления события. 57
3.2. Теорема сложения вероятностей........................ 58
3.3. Теорема умножения вероятностей....................... 61
3.4. Формула полной вероятности........................... 64
3.5. Частная теорема о повторении опытов. Формула Бернулли. 65
3.6. Вероятностные законы распределения, используемые в расчетах надежности............................................ 66
3.7. Непрерывные распределения. Экспоненциальное (показательное) распределение........................................ 67
3.8. Нормальный закон распределения....................... 69
318
ОГЛАВЛЕНИЕ
3.9. Закон распределения Вейбулла.......................... 73
3.10. Логарифмически нормальное распределение............... 76
3.11. Г амма-распределение.................................. 79
3.12. Распределение х2...................................... 82
3.13. Бета-распределение.................................... 85
3.14. Распределение Стьюдента............................... 86
3.15. Закон равномерного распределения...................... 86
3.16. Дискретные распределения. Закон распределения Пуассона ... 89
3.17. Биномиальное распределение............................ 91
3.18. Гипергеометрическое распределение..................... 92
Глава 4. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ НА ЭТАПЕ ПРОЕКТИРОВАНИЯ...................................... 95
4.1. Задачи исследования надежности........................ 95
4.2. Задание требований, выбор и обоснование показателей надежности проектируемых систем................................. 96
4.3. Распределение нормируемых показателей надежности...... 98
4.4. Теоретический подход к расчету надежности технических систем на этапе проектирования................................ 106
4.5. Конструктивные способы обеспечения нестационарной случайной функции надежности сложных технических систем .... 109
4.6. Организационные способы разработки, обеспечивающие получение надежных систем.................................... 111
4.7. Конструктивное обеспечение надежности системы электроавтоматики................................................... 113
4.8. Конструктивное обеспечение надежности металлоконструкций и принципы компоновки изделий.............................. 116
4.9. Конструктивное обеспечение надежности гидравлических систем и механических узлов................................ 119
Глава 5. ПРОЕКТНЫЙ РАСЧЕТ ВЕРОЯТНОСТНОЙ ФУНКЦИИ НАДЕЖНОСТИ.................................................. 122
5.1. Расчет проектной надежности систем с последовательным соединением элементов...................................... 122
5.2. Расчет проектной надежности систем без учета восстановления резервных элементов.................................... 126
5.3. Расчет проектной надежности систем с учетом восстановления резервных элементов........................................ 134
5.4. Расчет нестационарной случайной функции надежности механических узлов и металлоконструкций........................ 136
5.5. Расчетные зависимости нестационарной случайной функции надежности механических узлов по заданным критериям........ 138
5.6. Применение методов подобия при проектировании......... 150
5.7. Исследование надежности изделий на этапе разработки конструкторской документации при выборе запасных частей и инструментов ................................................ 153
ОГЛАВЛЕНИЕ 319
5.8. Расчет количественного состава запасных частей.......... 156
Глава 6. НАДЕЖНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ НА ЭТАПЕ ИСПЫТАНИЙ ОПЫТНЫХ ОБРАЗЦОВ................................... 160
6.1. Организация и последовательность создания технических систем ......................................................... 160
6.2. Программа экспериментальной отработки испытания......... 163
6.3. Контроль уровня оценки выполнения программы экспериментальной отработки............................................ 165
6.4. Цель и виды испытаний................................... 167
6.5. Исследовательские испытания опытных образцов............ 169
6.6. Планирование исследовательских и контрольных испытаний методом фиксированного объема............................... 174
6.7. Планирование испытаний при экспоненциальном законе распределения наработки для фиксированного объема 177
6.8. Планирование испытаний при нормальном и логарифмически нормальном законах распределения наработки на отказ для фиксированного объема....................................... 182
6.9. Планирование испытаний методом фиксированного объема, когда показателем оценки является вероятность безотказной работы или вероятность отказа, распределенная по биномиальному закону или закону Пуассона.......................... 186
6.10. Планирование исследовательских и контрольных испытаний методом последовательного анализа............................ 189
6.11. Планирование испытаний методом последовательного анализа при двух заданных уровнях показателя надежности для биномиального закона распределения............................... 191
6.12. Планирование испытаний методом последовательного анализа для экспоненциального закона распределения................... 194
6.13. Планирование испытаний методом последовательного анализа для закона распределения Пуассона............................ 197
6.14. Планирование испытаний методом последовательного анализа при двух заданных уровнях показателя надежности для нормального закона распределения наработки на отказ............. 200
6.15. Планирование испытаний дорогостоящих небракуемых изделий методом последовательного анализа для различных законов распределения при двух заданных уровнях показателя надежности................................................... 204
6.16. Планирование испытаний дорогостоящих небракуемых изделий методом последовательного анализа для биномиального закона распределения при одном заданном уровне показателя надежности................................................... 206
6.17. Сравнительный анализ объемов испытаний, полученных методами Неймана-Пирсона и последовательного анализа для различных законов распределения................................. 215
320
ОГЛАВЛЕНИЕ
6.18. Исследования надежности при утяжеленных режимах испытаний ...................................................... 218
6.19. Планирование объемов испытаний с учетом проводимых доработок и ресурсно-временного запаса...................... 224
6.20. Статистический метод планирования объемов испытаний по обеспечению надежности и качества сложных технических систем.................................................... 231
6.21. Этапные планы испытаний для дискретных законов распределения отказов............................................. 234
Глава?. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ИЗМЕНЕНИЯ ФУНКЦИИ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ НА ЭТАПЕ ПРОЕКТИРОВАНИЯ И ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ........................................................ 242
7.1. Процесс изменения функции надежности изделия на этапе проектирования и испытания опытных образцов.............. 242
7.2. Виды моделей роста надежности. Непараметрическая модель, основанная на биномиальном распределении................. 244
7.3. Триномиальная модель................................ 247
7.4. Параметрические модели роста надежности............. 249
7.5. Многопараметрическая статистическая модель изменения уровня надежности........................................ 254
7.6. Гиперболическая модель роста функции надежности и другие виды зависимостей........................................ 257
7.7. Вероятностные модели, основанные на логических предпосылках .................................................. 261
7.8. Математическая модель изменения уровня надежности изделий с учетом управляющих воздействий..................... 264
7.9. Методика оценивания управляющих воздействий......... 277
7.10. Математическая модель изменения уровня надежности изделий с учетом управляющих воздействий, выраженных в виде вероятностей.............................................. 294
ПРИЛОЖЕНИЕ.................................................... 307
П.1. Значения нормальной функции распределения ф\и = _1_ L / 307
П.2. Квантили х2 распределения............................... 310
П.З. Значения Гр, удовлетворяющие равенству 2 j5w(r)iZr = p, в зависимо-о
сти от Р и т - числа степеней свободы критерию Стьюдента (Госсета) 310
П.4. Нижняя доверительная граница Р для вероятности безотказной работы
при биномиальном плане испытаний и уровне доверия q = 0,8. 312
СПИСОК ЛИТЕРАТУРЫ..................................... 316