/































































































































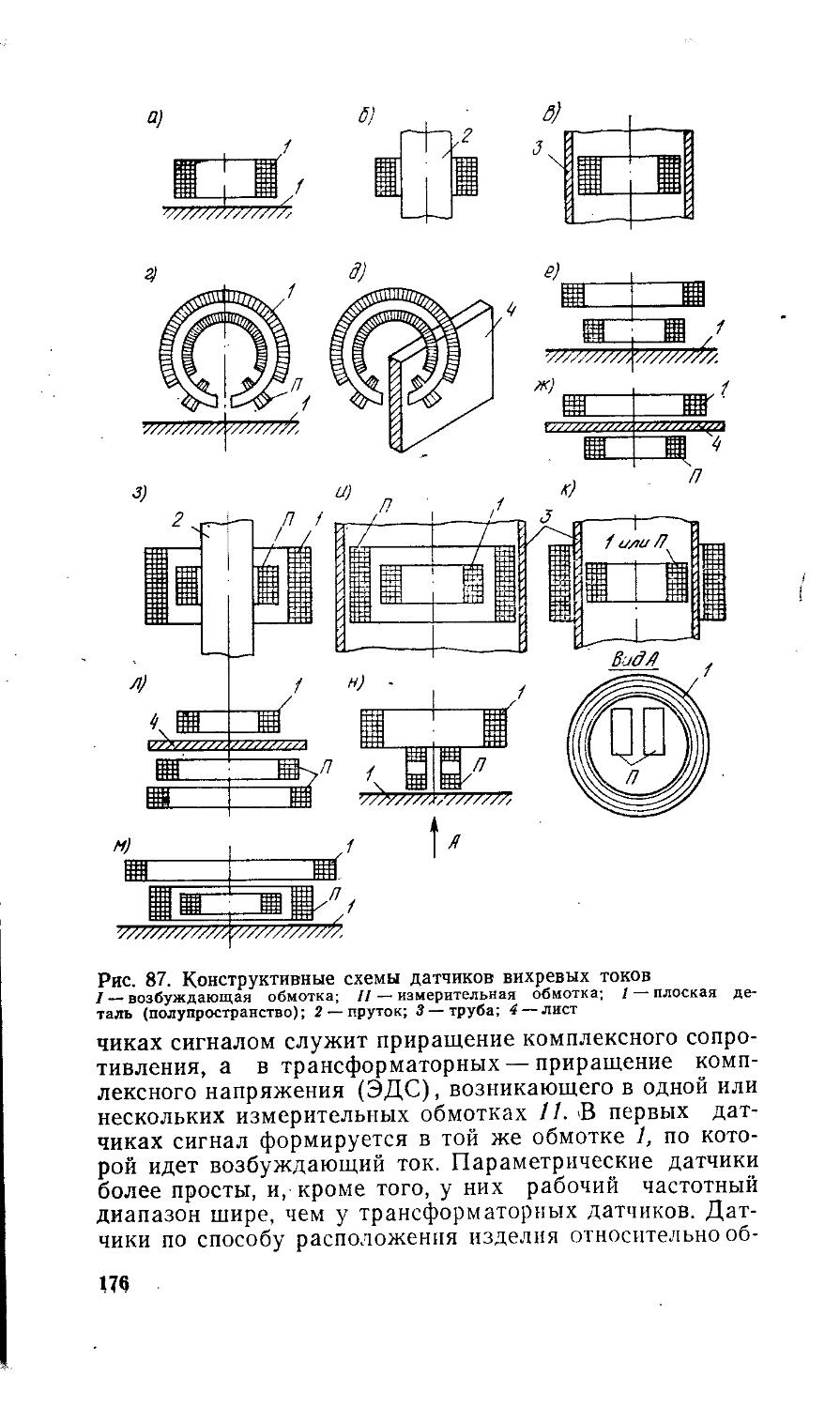















































































Text
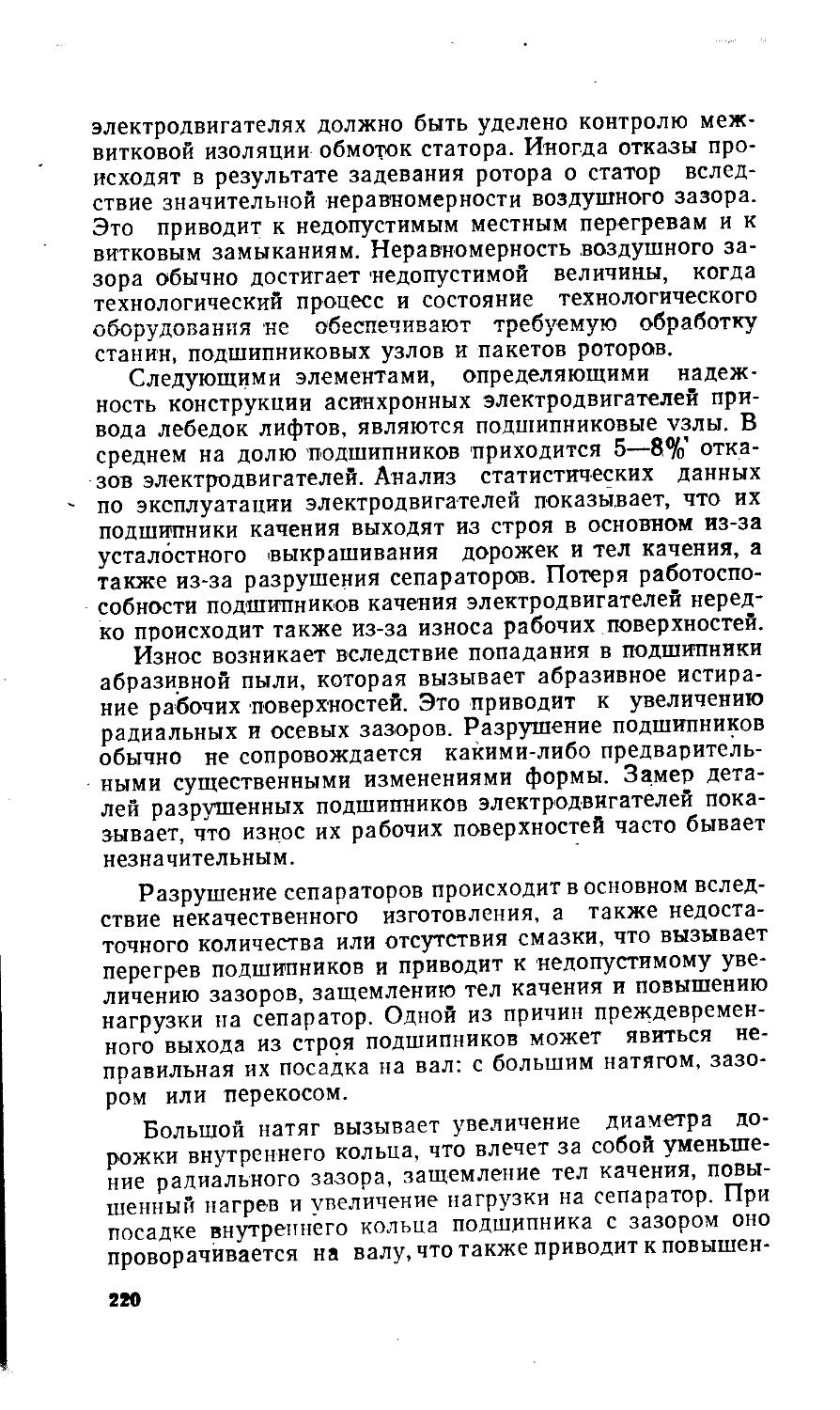
П. И. ЧУТЧИКОВ
ZU. Щ
РЕМОНТ
ЛИФТОВ
Одобрено
Ученым советом
Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебного пособия
для средних профессионально-технических училищ
-- МОСКВА СТРОЙИЗДАТ 1983
Ьг>к 39.9
4*95
УДК 692.66.004.67(075.32)
Рецензенты: А. И. Обухов—управляющий трестом «Союзлифтмонтаж», А. А. Ионов — канд. техн, наук, доцент кафедры строительных машин МИСИ им. В. В. Куйбышева
Чутчиков П. И.
4-95 Ремонт лифтов: Учеб, пособие для сред, проф.-техн. училищ. — М.: Стройиздат, 1983. — 271 с.,.ил.
Приведены классификация, основные технические характеристики и устройство лифтов. Рассмотрены вопросы проведения плаиово-преду-преднтельного ремонта лифтов, характеристика средств контроля и диагностирования подсистем и лнфта в целом, техника безопасности прн техническом обслуживании и капитальном ремонте.
Для учащихся профессионально-технических училищ, обучающихся по специальности «Электромеханик ио лифтам». Учебное пособие может быть использовано прн профессиональном обучении рабочих иа производстве.
3206000000—567 о„
и -------------— 111 —83
047(01)—83
ББК 39.9
6 По. 6 © Стройиздат, 1983
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального развития СССР на 1981—1985 годы и на период до 1990 года предусмотрено ввести в действие жилые дома общей площадью 530—540 мли. м2. На ноябрьском (1982 г.) и июньском (1983 г.) Пленумах ЦК КПСС отмечалось, что огромный сдвиг произошел у нас в деле улучшения жилищных условий населения. И хотя жилищная проблема остается острой для многих, эту проблему мы в недалеком будущем решим. К концу одиннадцатой пятилетки строительство домов повышенной этажности в большинстве городов СССР составит более 50% общей площади строительства. Это ведет к быстрому увеличению парка лифтов и, как следствие, к постоянно возрастающей численности обслуживающего персонала и необходимости подготовки кадров.
Большая работа по совершенствованию системы планово-преду-предительиого ремонта лифтов проводится МосжилНИИпроектом, московским городским производственным объединением «Мослифт» и республиканским трестом «Рослифтремонт».
Основное внимание в книге уделено системе планово-предупредительного ремонта лифтов. Приведена организация ремонта лифтов и его узлов. Даны основы технологии ремонта лифтов и его узлов и приведены технологические методы восстановления деталей. Рассмотрены вопросы диагностирования лифтового оборудования.
Учебное пособие по курсу «Ремонт лифтов» для профессионально-технических училищ и подготовки рабочих на производстве издается впервые. Автор с благодарностью примет все замечания, которые будут способствовать улучшению издания.
1’ зэд
ГЛАВА 1. УСТРОЙСТВО ЛИФТОВ
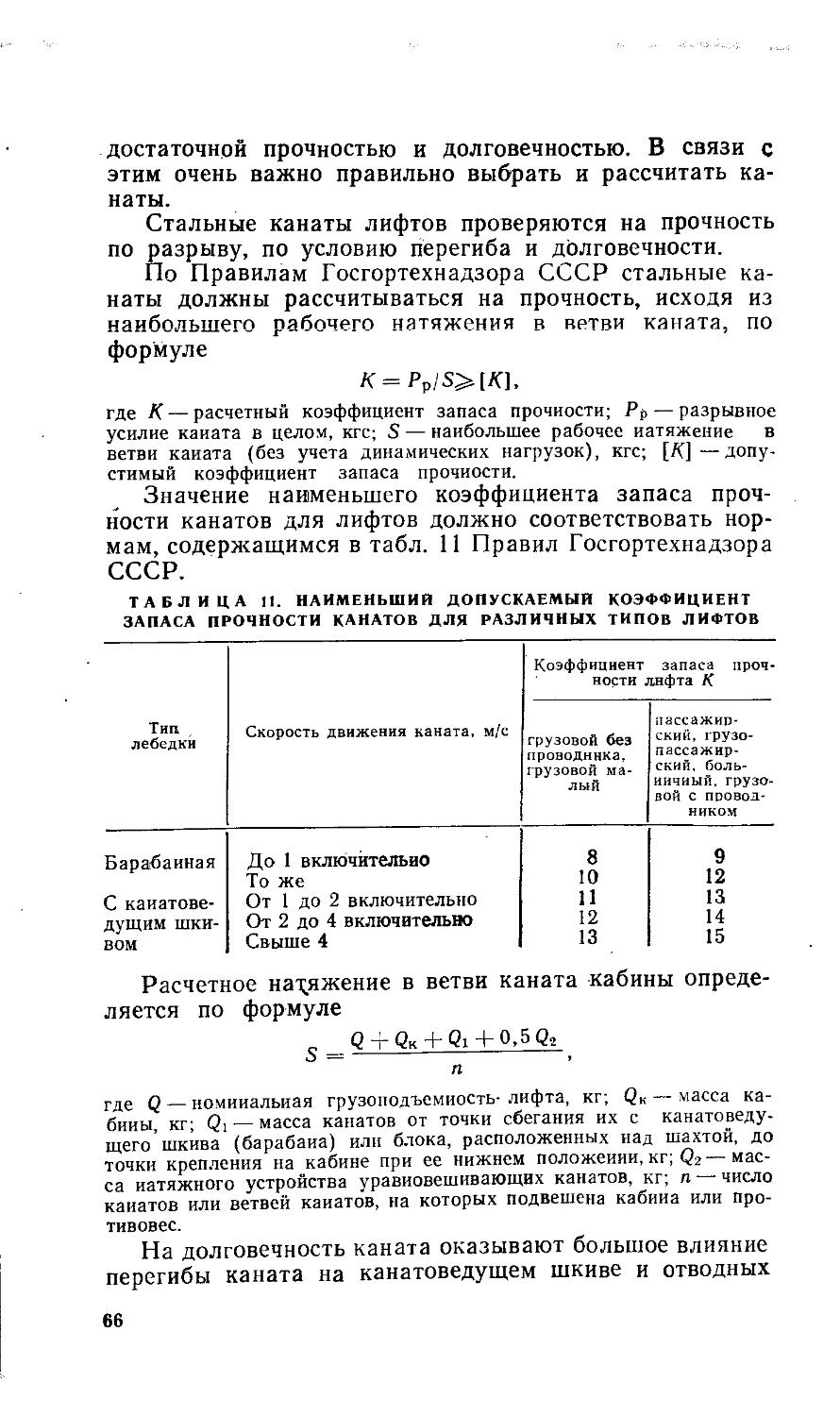
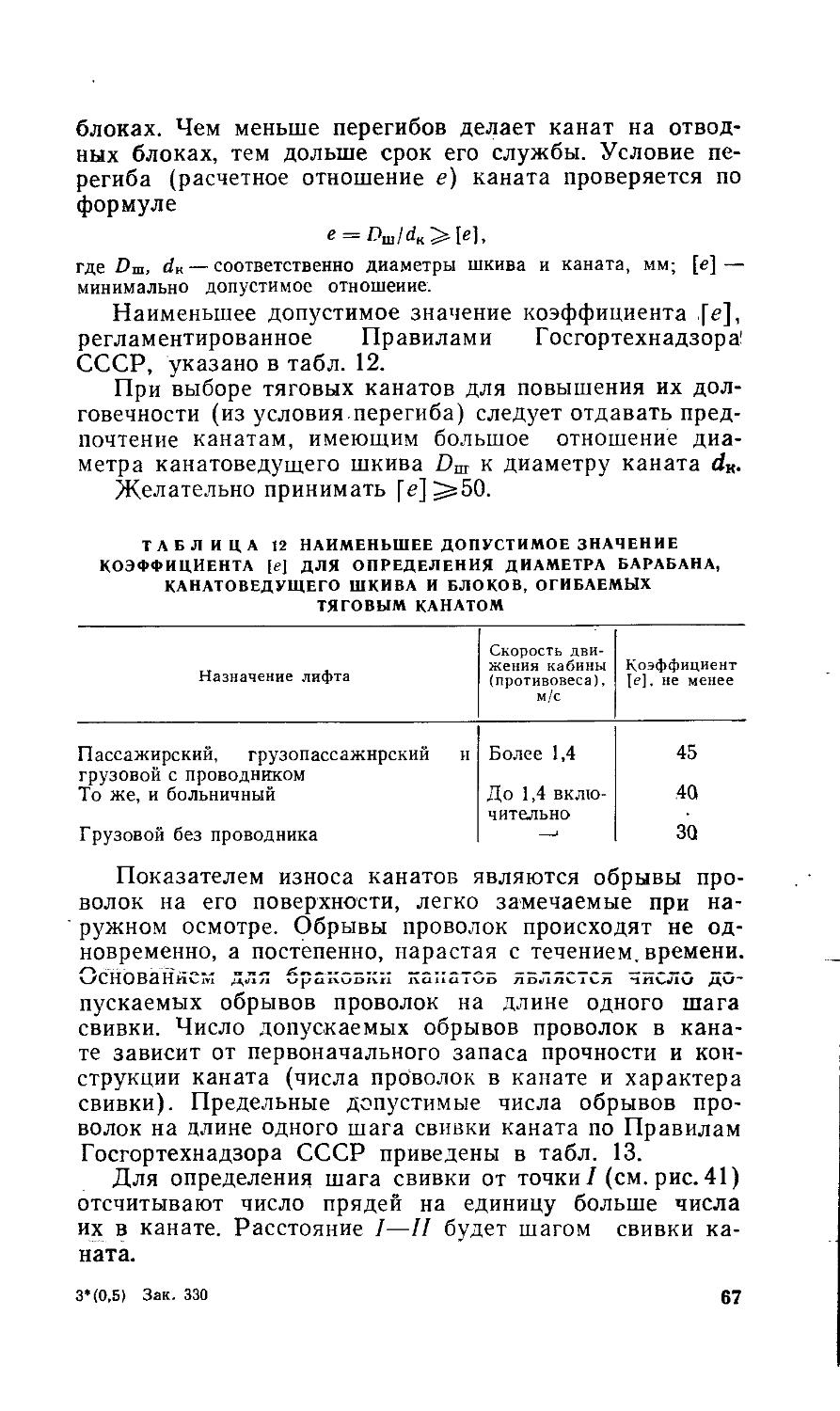
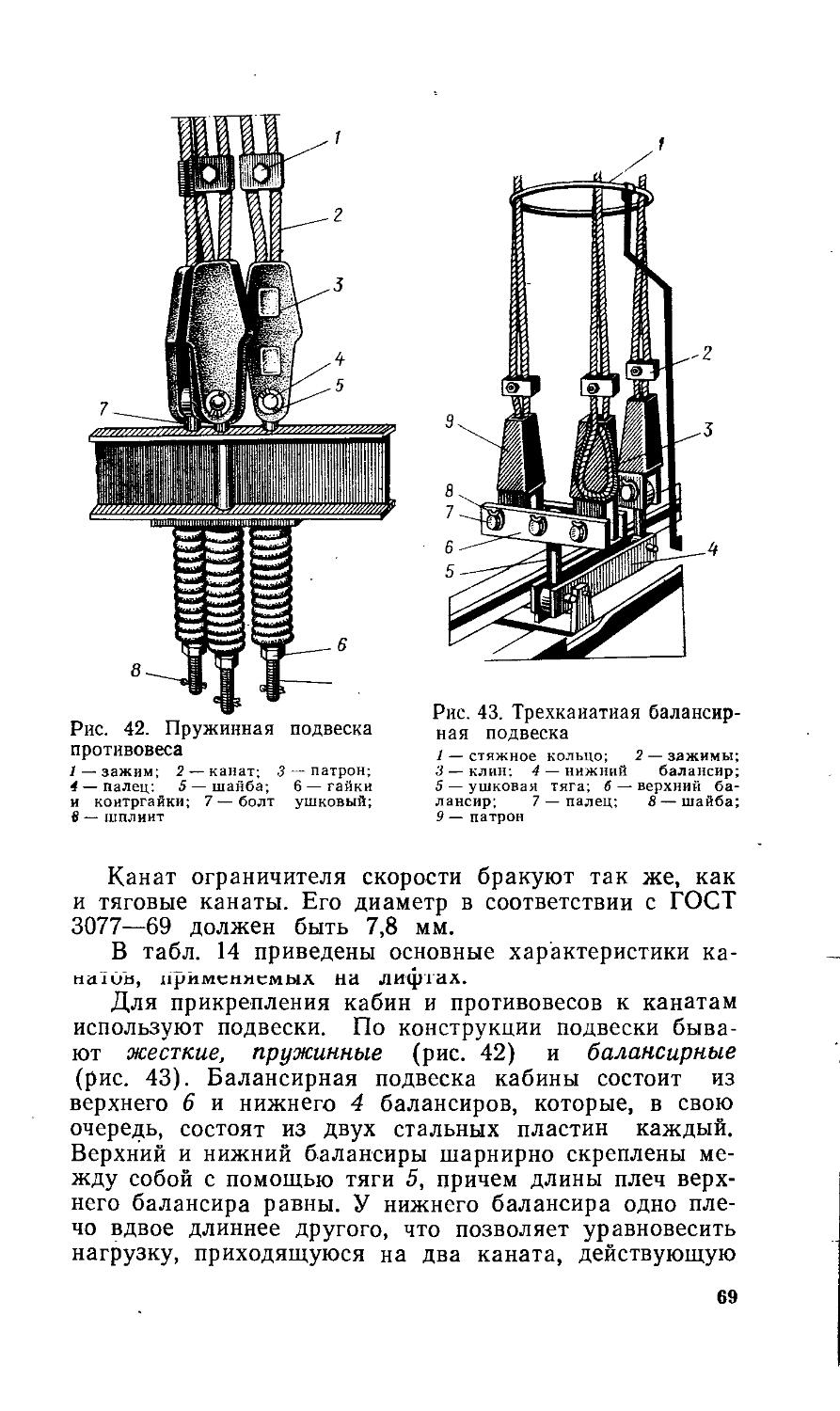
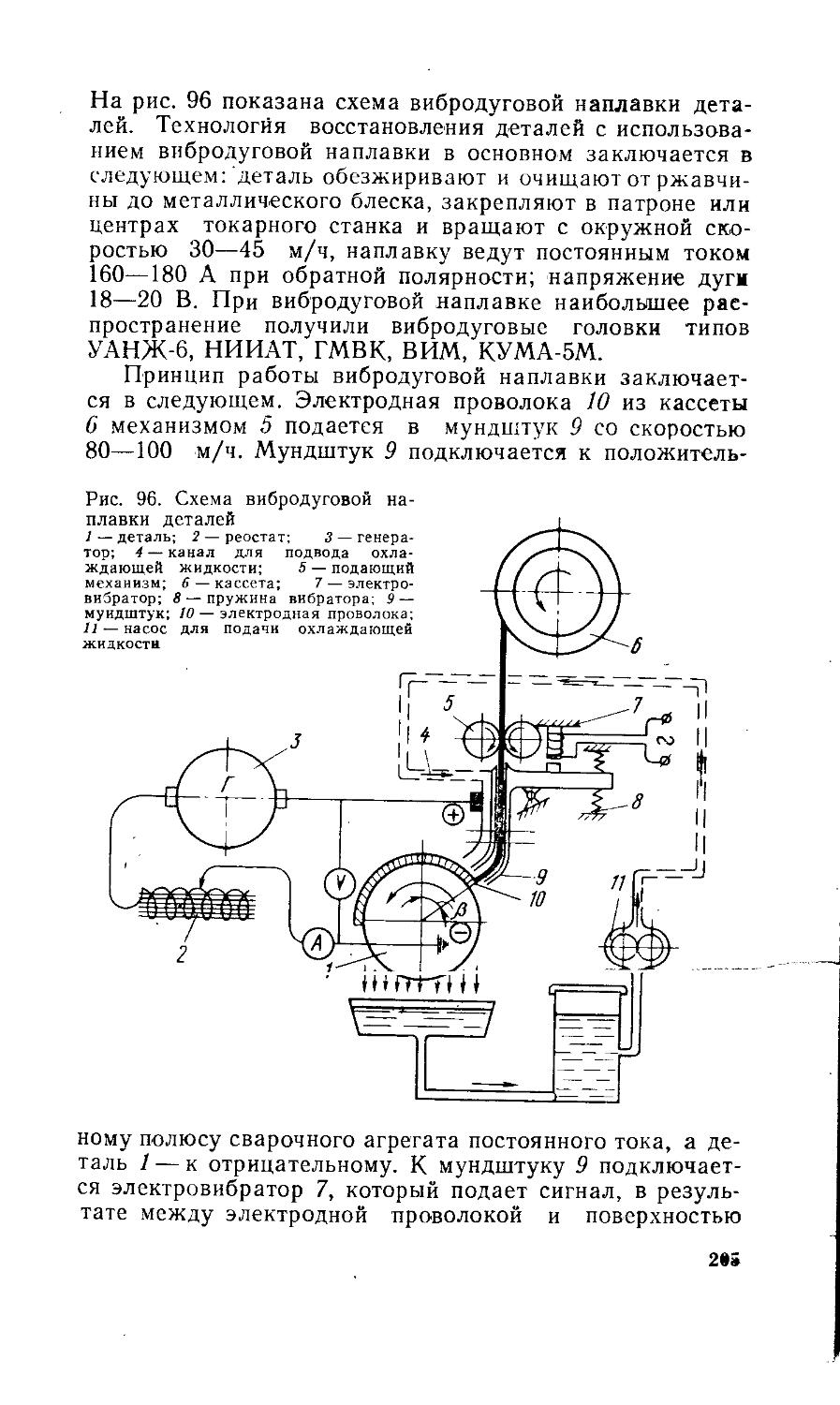
§ 1. Классификация, кинематические схемы и технические характеристики лифтов. Лифтом называется транспортное устройство прерывного действия, предназначенное для подъема и спуска людей (грузов) с одного уровня на другой, кабина (платформа) которого перемещается по жестким вертикальным направляющим, установленным в шахте, снабженной на посадочных (загрузочных) площадках запираемыми дверями.
Электрическим считается лифт, лебедка которого приводится в действие электродвигателем.
В нашей стране по назначению и грузоподъемности лифты разделяются на:
пассажирские, предназначенные для подъема и спуска людей (в жилых домах допускается также перемещение людей с предметами домашнего обихода при условии, что общая их масса не превышает, грузоподъемности лифта);
грузопассажирские — для подъема и спуска грузов и людей;
больничные — для подъема и спуска больных на больничных транспортных средствах (каталках, кроватях) вместе с сопровождающим персоналом;
грузовые с проводником — для подъема и спуска грузов и сопровождающих их лиц;
грузовые без проводника — для подъема и спуска только грузов, оборудованные только наружным управлением (перемещение людей в этих лифтах не допускается);
малые грузовые — для подъема и спуска только грузов массой до 160 кг включительно с площадью поверхности пола кабины до 0,9 мг и высотой не более 1 м, которые, в свою очередь, могут подразделяться в зависимости от места установки на библиотечные, магазинные, буфетные;
выжимные — с подъемными канатами, охватывающими кабину снизу и образующими двукратный полиспаст (кабина приводится в движение силой, действующей снизу);
тротуарные — лифты выжимные, предусматривающие выход кабины (платформы) из заглубленных помещений на верхней остановке из шахты, через специальный люк.
При всем многообразии типов и конструкций пассажирских и грузовых лифтов они имеют ряд узлов с одинаковым назначением:
подъемный механизм редукторного или безредуктор-ного типа (лебедка);
кабина с подвесками для канатов и ловителей (парашютами), предотвращающими ее падение в аварийных случаях;
подъемные канаты;
противовес, уравновешивающий массу кабины и часть массы поднимаемого груза;
направляющие для кабины и противовеса;
буфера или упоры, смягчающие удар при проходе кабины или противовеса через крайнее нижнее положение;
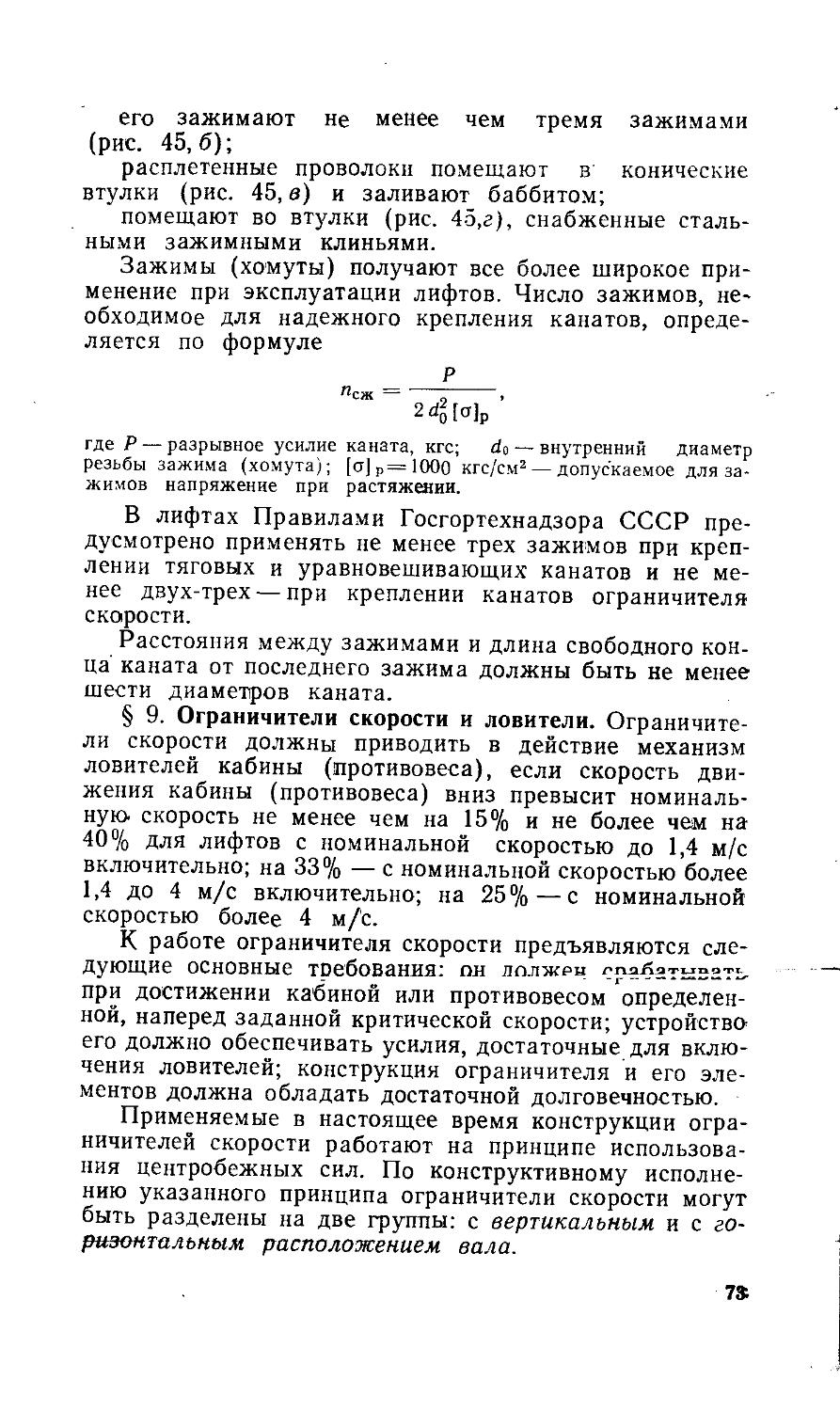
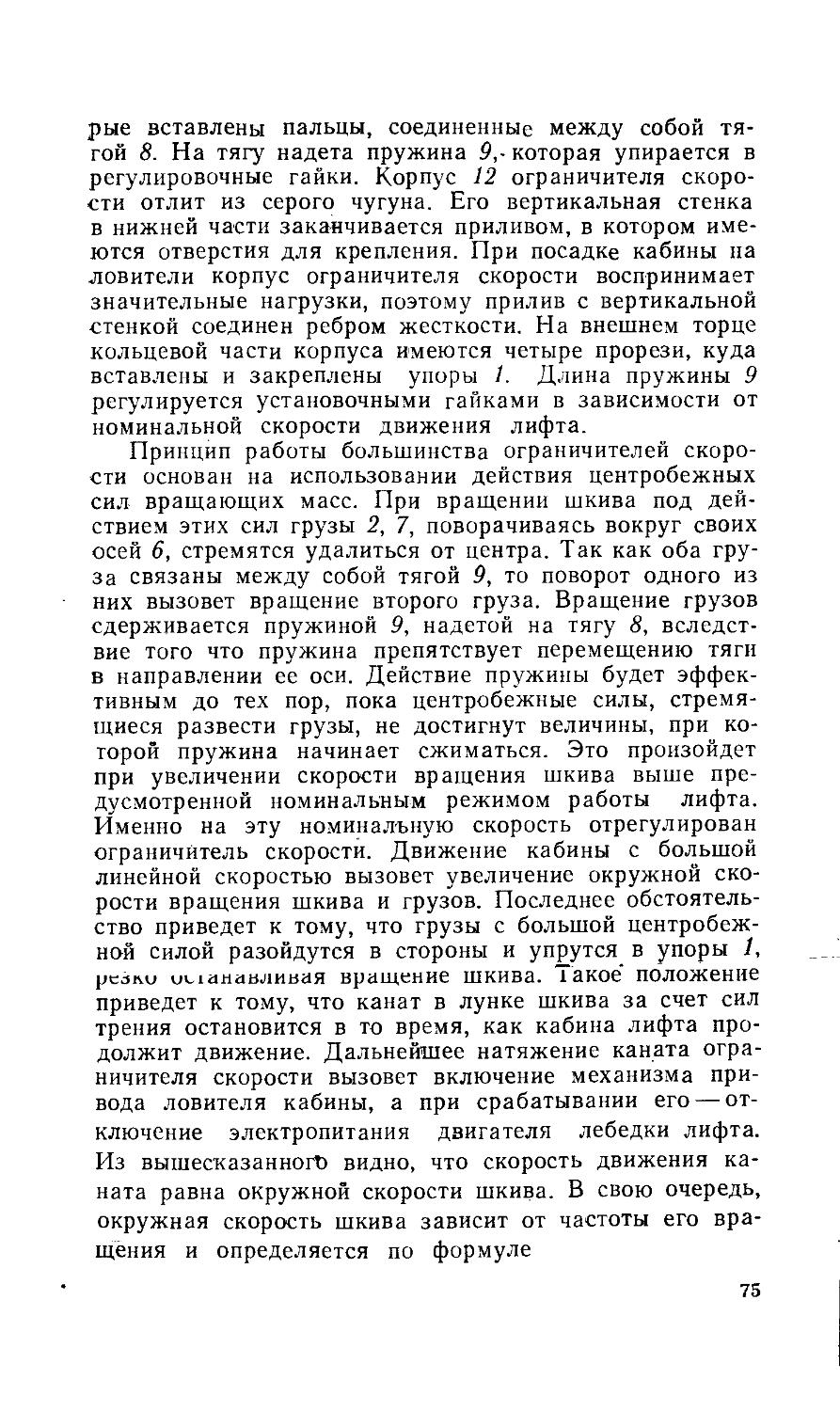
ограничитель скорости, обеспечивающий посадку кабины на ловители при превышении номинальной скорости;
панель с электроаппаратурой для автоматического управления пуском и остановкой кабины, а также для обеспечения безопасной эксплуатации;
электрооборудование — контакты разного назначения, блокировки сигнализации и освещения;
шахта с приямком и машинным помещением.
Грузоподъемностью лифта называют массу грузов или людей, перевозимых в кабине лифта.
Масса постоянно находящихся в кабине устройств (талей, монорельсов), а также масса кабины в грузоподъемность не включается.
Скоростью лифта называют номинальную скорость передвижения кабины лифта, на которую рассчитан электропривод лифта и с которой кабина движется в установившемся режиме. Рабочая скорость лифта может колебаться в незначительных пределах в зависимо-стп от типа электропривода, иг направления движения кабины и от загрузки кабины. Предельная скорость устанавливается Правилами Госгортехнадзора СССР для каждого типа лифтов.
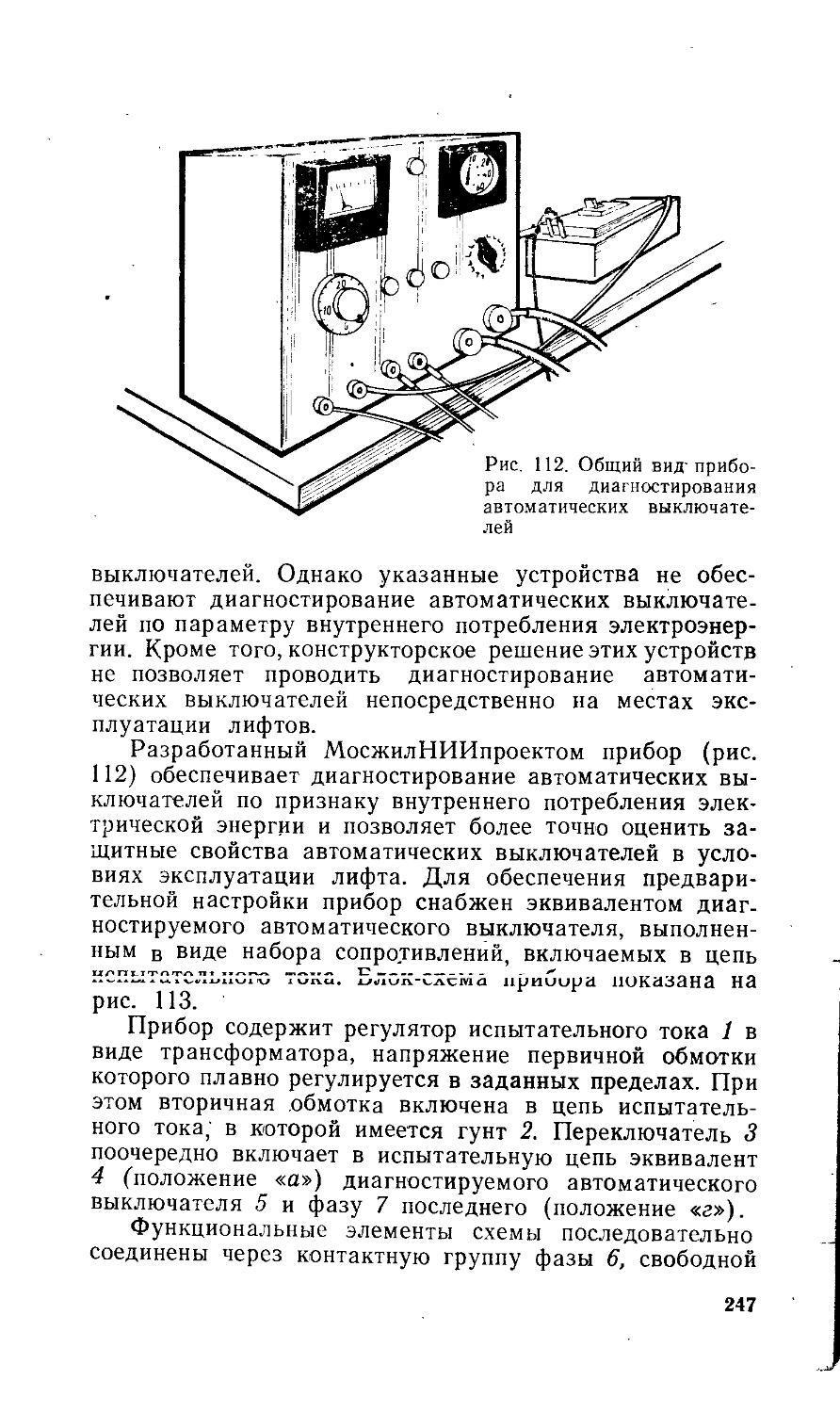
Для первого краткого ознакомления с основными элементами лифта на рис. 1 показан общий вид современного пассажирского лифта с раздвижными дверями шахты и его кабины.
Привод (лебедка) 2 лифта установлен над шахтой 20 в машинном помещении 1. Шахта проходит через все здание по вертикали и ограждена со всех сторон по всей высоте. К ограждению 19 шахты прикреплены на-
5
Рис. 1. Общий вид пассажирского лифта с раздвижными дверями шахты и автоматическим приводом дверей кабины
правляющие 17 и 18, соответственно для противовеса 15 и кабины 25. Кабина и противовес подвешены на несущих стальных проволочных канатах 28 с помощью специальной подвески 27. Канаты перекинуты через канатоведущий шкив 3, который вращается от электродвигателя 5, соединенного с редуктором упругой муфтой. Остановка лифта производится электромагнитным колодочным тормозом 4. Кабина лифта и этажные проемы в шахте снабжены раздвижными или распашными дверями 10.
Двери кабины и замки шахты дверей имеют электроблокировку, исключающую пуск лифта при наличии в кабине груза свыше 45 кг в том случае, если дверь кабины или хотя бы одна из дверей шахты неполностью закрыта. В верхней и нижней частях шахты имеются концевые выключатели, ограничивающие рабочий подъем кабины.
В приямке 13 шахты установлены натяжное устройство ограничителя скорости 12 и пружинные буфера 14, которые должны в случае продвижения кабины вниз от уровня нижней остановки (при неисправности системы управления) оста-
§
ловить кабину в таком положении, чтобы под ней было свободное пространство.
Во избежание падения кабины при обрыве канатов каркас кабины оборудуется ловителями 26, предназна-ченными для остановки аварийно движущейся кабины вниз и удержания ее на направляющих, а также башмаками 23, обеспечивающими движение кабины по направляющим.
Ловители и ограничитель скорости 7 представляют собой взаимосвязанные устройства, предотвращающие падение кабины при обрыве, а иногда и при ослаблении несущих канатов, а также останавливающие кабину (противовес) при превышении установленной скорости. Ограничитель скорости размещается в машинном (блочном) помещении 1. Он связан с кабиной 25 тросом 11.
Для движения кабины по этажам пассажир, находящийся в ней, должен нажать кнопку соответствующего этажа на кнопочном аппарате 9, расположенном внутри на стенке кабины. Кнопочный аппарат кабины соединен с подвесным кабелем 22, который связан с панелью 6 управления лифтом, находящейся в машинном помещении. При подходе кабины к заданному этажу отводка 24, установленная на кабине лифта, воздействует на этажный переключатель 21\ последний размыкает контакты в цепи управления лифтом большой скорости и включает в цепь малой скорости привода.
Кабина движется на малой скорости до датчика точной остановки, установленного в шахте. В результате катушка тормоза и электродвигатель привода лебедки обесточиваются, срабатывает механический тормоз и кабина останавливается. При этом включаются коман-доаппараты, смонтированные на панели управления, питание подается на электродвигатель привода дверей кабины 8 и шахты, и двери автоматически открываются
После выхода пассажиров из кабины и небольшой выдержки времени срабатывает реле времени, которое подает питание на электродвигатель привода дверей кабины и шахты, и двери закрываются. Гаснут сигнальные лампочки вызывных аппаратов 16, установленных на каждом остановочном этаже. Это свидетельствует о том, что лифт свободен. При вызове пустой кабины на любой этаж все сигнальные лампочки вызывных аппаратов загораются, что извещает пассажиров о принятом вызове, а пассажиров, находящихся на других посадочных этажах,— что лифт занят.
По кинематическому исполнению пассажирские лиф-
7
Рис. 2 Основные кинематические схемы лифтов
а — без противовеса, с верхним расположением привода: б — бгз противовеса, с нижним расположением привода; в — с верхним расположением привода, без отклоняющего блока; г — с верхним расположением привода с отклоняющим блоком; д — с нижним расположением блока; е— с полиспастным подвесом кабины и противовеса; ж — с выжимной кабиной; з, и — с верхним расположением привода и двойным обхватом шкивов; к — с нижним расположением привода н двойным обхватом шкива; л — с уравновешивающими канатами
ты подразделяются на машины с верхним, и нижним расположением приводного механизма, с противовесом и без него. На рис. 2 показаны наиболее характерные схемы подвеса лифтовых установок. Некоторые из них применяются с барабанными лебедками и в лифтах с канатоведущими шкивами.
8
На рис. 2, а, б изображены схемы простейших установок лифтов без противовесов. В этих случаях приводной механизм устанавливается обычно над шахтой. Такие схемы пригодны только для лифтов с барабанными лебедками. Лифты без противовесов требуют для подъема кабины применения электродвигателей повышенной мощности и поэтому устанавливаются в редких случаях, например при малой грузоподъемности или когда устройство противовеса по каким-либо причинам невозможно. Наиболее рациональными являются схемы лифтов с противовесами (рис. 2, в, г, д).
Наилучшей является схема, изображенная на рис. 2, в. По схеме на рис. 2, г в машинном помещении устанавливают отводной блок, который отводит противовесную ветвь канатов, и только в исключительном случае, по условиям удобства размещения машины, блок размещают под наиболее нагруженной кабинной ветвью канатов. Как видно из рис. 2, г, при остановке отводного блока уменьшается угол обхвата канатов на канатоведущем шкиве, что не всегда допустимо. Чтобы увеличить силу трения, устанавливают шкивы с двойным обхватом (рис. 2, з,и). При этом увеличивается число перегибов канатов, уменьшается срок их службы, а следовательно, возрастают эксплуатационные затраты.
На рис. 2, в, ж показаны специальные схемы противовеса лифтовых установок. Полиспастное подвешивание (рис. 2, е) позволяет уменьшить скорость подъема кабины лифта, увеличить его грузоподъемность и уменьшить нагрузку на лебедку. Необходимость в этом чаще всего появляется у лифтов грузоподъемностью 2 т и более. Полиспастное подвешивание осуществляется с помощью одного шкива, размещенного на противовесе, и одного или двух шкивов — на кабине. На лифтах с кабиной шипиилй 2 « и более обшчпи устанавливают два шкива (см. рис. 2, ж).
Схема с нижним расположением привода и двойным обхватом шкива показана рис. 2, к. Лебедка устанавливается обычно на отдельном фундаменте. Число верхних отводных блоков определяется схемой расположения кабины и противовеса, а также размерами лифта (в плане) и шкива.
Габаритные размеры и конструкция лифта определяется размещением проемов в шахте, расположением кабины и противовеса в плане и назначением лифта. - -Наиболее простым -решением является устройство входа в шахту с одной стороны на всех этажах или двумя две-
।
9
a)
Рис. 3. Расположение дверных проемов в шахте и кабине
10
рямй на противоположных стенах (рис. 3). При этом кабины оборудуются одной дверью, а противовесы располагаются сзади (рис. 3,а) и сбоку (рис. 3,6, в) кабины. Если вход в шахту нельзя расположить с одной стороны на всех этажах, кабину оборудуют двумя дверями (рис. 3, г, е). Кабины с двумя дверями, расположенными в противоположных стенках (см. рис. 3,г), значительно усложняют конструкцию лифта и, как правило, применяются у грузовых лифтов, когда загрузка производится на уровне земли (со двора) с одной стороны, а разгрузка — с другой (внутри здания). Расположение дверей кабины под углом (рис. 3, д, е) вызывает большие неудобства при размещении лифтового оборудования.
Основными характеристиками лифта являются его грузоподъемность, скорость движения кабины и высота подъема. Эти характеристики заложены в основу при определении числа лифтов, необходимых для обслуживания заданного пассажиропотока. Кроме этого, они оказывают решающее влияние на выбор лифта, габаритные размеры кабины и шахты, а также на мощность привода.
Грузоподъемность, вместимость и скорость движения (табл. 1) кабины пассажирских и грузовых лифтов регламентируются ГОСТами и техническими условиями.
В табл. 1 приведены данные по грузоподъемности и скорости движения кабины пассажирских лифтов, рекомендованные постоянной комиссией СЭВ по стандартизации.
ТАБЛИЦА 1. РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ДВИЖЕНИЯ КАБИНЫ ЛИФТА
Грузоподъем- Вместимость, Скорость движение, w.'c
НОСТЬ, КГ чел.
25Q 3 0,5; 0,71
320 4 0,5; 0,71; 1
500 6 0,5; 0,71; 1; 1,4; 2; 2,8; 4; 5,6
»00 10 0,71; 1; 1,4; 2; 2,8; 4; 5,6
1000 12 1; 1,4; 2; 2,8; 4; 5,6
1250 15 1; 1,4; 2; 2,8; 4; 5,6
1600 20 1; 1,4; 2|; 2,8; 4; 5,6
Лифты грузоподъемностью до 500 кг устанавливаются в жилых, а грузоподъемностью 1000 и 1600 кг — в общественных и административных зданиях.
По скорости движения кабин пассажирские лифты разделяются на обычные — до 1,4 м/с и скоростные —
11
Рис. 4. График зависимости грузоподъемности (вместимости кабины) от площади пола кабины
2 м/с и более. Номинальная скорость движения грузовых лифтов 0,15—0,5 м/с.
Метод свободного заполнения кабин пассажирских лифтов позволяет не производить подсчет входящих в кабину пассажиров. Размеры кабины (в плане) выбирают в соответствии с грузоподъемностью, считая по наиболее плотному ее заполнению. На рис. 4 показан график зависимости грузоподъемности (вместимости) кабины от площади пола кабины.
Если кабина лифта при данной грузоподъемности имеет большую полезную площадь пола, чем это следует из графика, то по правилам Госгортехнадзора необходимо производить посадку пассажиров под контролем лифтера (проводника), чтобы общая масса входящих в кабину людей не превышала установленной грузоподъемности лифта, принимая, что средняя масса человека равна 80 кг.
§' 2. Шахты лифтов. Огражденное со всех сторон пространство, в котором движутся кабина и противовес лифта, и в котором располагаются узлы лифта, называется шахтой. Она служит для размещения в ней лифтового оборудования: кабин, противовесов, направляющих кабин и противовесов, этажных переключателей, датчиков селекции и датчиков точной остановки кабин,
12
конечных выключателей (если они установлены в шахте лифта), натяжных устройств ограничителя скорости, буферных устройств.
Шахты всех лифтов по правилам Госгортехнадзора должны быть ограждены не только со всех сторон, но и по всей высоте и иметь верхнее перекрытие и пол.
Ограждение шахты лифтов изготавливают из кирпича, железобетона, бетона, металлических листов, металлической сетки или стекла. Если ограждение шахты выполнено из металлических листов, то они должны иметь толщину не менее 1,4 мм, сетка должна быть выполнена из проволоки диаметром не менее 1,2 мм с отверстиями в сетке не более 20 мм в стороне; стекло должно быть толщиной не менее 8 мм, а для каркасно-приставных лифтов (шахта лифта начинается на уровне второго этажа) с двойным остеклением — не менее 4 мм. Допускается ограждение шахты армированным стеклом и стеклянными блоками. Шахта лифта, огражденная сеткой или стеклом, должна быть со всех сторон прилегающих к ней площадок ограждена на высоту не менее 1000 мм от уровня пола металлическими листами толщиной не менее 1,4 мм или решеткой.
Для удобства осмотра и обслуживания шахту лифта в пределах нижнего этажа допускается ограждать съемными щитами. Крепление щитов должно быть таким, чтобы исключалась возможность их снятия без применения инструментов. Сетка, применяемая для ограждения шахты, должна быть хорошо натянута и прочно прикреплена к каркасу шахты с внутренней стороны. Высота шахты лифтов, оборудованных лебедкой с канатоведущим шкивом, должна быть такой, чтобы после того, как противовес (кабина) остановится, на полностью сжатом буфере обеспечивалась возможность свободного хода кабины (противовеса) вверх на расстояние, не менее: 20и + 6й и2, мм — у всех лифтов (кроме грузовых малых) при жестких упорах и пружинных буферах; у грузовых малых— 100+60 и2, мм [и — номинальная скорость движения кабины (противовеса), м/с] и не менее 500 мм у всех лифтов при масляных буферах.
Высота шахты лифтов, у которых при большой высоте подъема собственная масса тяговых канатов такова, что не происходит проскальзывания канатов на канатоведущем шкиве при неподвижном противовесе или кабине, должна быть определена также с учетом возможного дополнительного движения кабины (противовеса) вверх после посадки кабины (противовеса) на
13
АОС2-22-6 ШЛ 1,3 880
АОЛС2-21-6 1 870
АОЛС2-22-6 1,3 —
АО ЛЭ-31-6 1,5 950
АС41-6 1 930
А 42-6 4А808БНЛУЗ 1,7 1,1 920
Малый грузовой лифт г/п 100 кг, v = 0,5 м/с Наклонный подъемник г/п 200 кг, v = 0,35 м/с Малый грузовой лифт г/п 100 кг
III. Электродвигатели новой серии, применяемые на лифтах
4А80.В6НЛУЗ 1,1 920 220/380 М101 Малый грузовой лифт г/п 100 кг
4А112МВ6НЛУЗ 4 950 •— —• Пассажирский лифт г/п 350 кг КМЗ-58 ЭМИЗ
4А132МВУЗ 5,5 720 220/380 М101 Лифт грузовой выжимной г/п 500 кг, «=0,5 м/с
АН180-6/18ЛУЗ 3,55/1,18 950/283 380 или 220 М301 Пассажирский лифт г/п 320 кг, v = 0,71 м/с
АН 180-6/18 ЛУЗ — — —. М101 Лифт грузовой выжимной г/п 500 кг, v=0,5 м/с
4АА56. В4НЛУЗ 0,18 1370 220/380 Пассажирские лифты г/п 1000, 500, 320 кг, у = 1 м/с и г/п 320 (350) кг, у=0,71 м/с (привод дверей)
Здесь и далее г/п — грузоподъемность.
полностью сжатый буфер за счет йнерцйи вращающихся масс лебедки и массы канатов. Свободный ход и расстояние от площадок на крыше кабины до выступающих элементов перекрытия над шахтой должны быть указаны в паспорте лифта.
Расстояние от площадок на крыше кабины, предназначенных для обслуживающего персонала, до выступающих элементов перекрытия над шахтой или оборудования, установленного под перекрытием, при остановке противовеса на подлостью сжатом буфере должно быть не менее 750 мм. Это расстояние необходимо, чтобы обеспечить безопасность обслуживающих лиц, проводящих техническое обслуживание лифта на потолке кабины или оказавшихся в приямке.
Нижняя часть шахты от уровней нижней остановки до дна шахты называется приямком, верхняя часть шахты от уровня верхней остановки до перекрытия шахты называется верхним этажом лифта.
Глубина приямков лифтов (кроме грузовых малых) должна быть такова, чтобы при нахождении кабины на упорах или полностью сжатом буфере расстояние от пола приямка до нижних выступающих частей кабины (кроме башмаков и козырька под порогом) было не менее 750 мм (для малых грузовых—не менее 500 мм). У пассажирских лифтов со скоростью движения кабины до 1 м/с глубина приямка, как правило, бывает не менее 1450 мм. Приямок глубиной более 2000 мм для пассажирских лифтов со скоростью движения кабины от 1,4 м/с и выше должен быть снабжен входной дверью, запирающейся на замок. Дверь должна открываться наружу и иметь размер не менее 900х 1800 мм. Приямок должен быть оборудован лестницей, скобами или ступеньками. Эти устройства не должны препятствовать посадке кабины на упоры или буфера.
Высота верхнего этажа шахты складывается из конструктивного размера кабины (от пола до верхних выступающих частей кабины) и зазора не менее 600 мм между верхней выступающей частью кабины, находящейся в высшем положении точной остановки верхнего этажа (когда противовес находится на полностью сжатом буфере) и перекрытием шахты. Для лифтов со скоростью движения кабины 2,5 м/с и выше этот зазор рекомендуется увеличивать до 800 мм, а для малых грузовых лифтов — сокращать до 200 мм.
Расположение упоров и буферов в шахте должно быть таким, чтобы расстояние от верхней части упора 14
или головки буфера до опорной плиты кабины или противовеса, когда кабина (противовес) находится в нижнем рабочем положении, было не более 200 мм.
Внутренняя поверхность шахты со стороны, в которую обращены двери кабины, должна быть строго вертикальной, без впадин и ниш. Допускаются выступы на внутренней поверхности шахты не более чем 100 мм. Выступы размером более 50 мм сверху и снизу должны иметь скосы под углом не менее 75° к горизонтали. Эти скосы должны быть шире дверного проема на 150 мм.
При расположении в одной общей шахте нескотьких лифтов они должны быть отделены один от другого по всей высоте шахты перегородками из материала, допускаемого для ограждения шахты (как правило, это металлическая сетка, реже — стекло). Разрешается устраивать перегородки между лифтами с высоты 2000 мм от пола приямка, если верх кабины огражден с трех сторон перилами высотой 1000 мм со сплошной зашивкой понизу на высоту 100 мм.
Шахты лифтов должны хорошо вентилироваться, для чего в верхней части шахты делаются вентиляционные отверстия. При проектировании шахт лифтов полезным пособием может служить «Альбом заданий на проектирование строительной части лифтовых установок АТ-6», составленный ЦПКБ по лифтам ВПО Союзлифт-маш.
Габаритные размеры шахты лифта в плане определяются размерами и расположением кабины, противовеса, дверей шахты, а также зазорами в свету между кабиной и противовесом, между трущимися в шахте частями лифта и неподвижными конструкциями, которые имеют следующие величины:
Зазоры в шахте
. Между поппгаии дзгрг"; и
шахты, одинаковые по всей ширине порога .........................
Между наружной поверхностью дверей кабины и стеной шахты для лифтов:
с распашными дверями ....
с раздвижными дверями, створки которых расположены в одной плоскости ..................
то же, в двух плоскостях . . . с вертикально-раздвижными дверями . .....................
От выступающих деталей кабины до выступающих деталей ограждения
Величина, мм
15—60
25—135
25—200
25—250
25—250
15
шахты со стороны, к которой не обращены двери кабины................... не менее 25
От выступающих деталей кабины (противовеса) до сетки (прн сетча-
том ограждении шахты)................. не менее 50
От наружной поверхности кабины до внутренней поверхности ограждения шахты (пояса шахты и ригельные балки, выступающие внутрь не более
чем на 50 мм, не учитываются): со стороны расположения ловителей, за исключением случая, когда с этой стороны проходит противовес у малых грузовых лифтов............................ 150—250
то же, у остальных лифтов . . . 200—350
со стороны противовеса .... не более 650 с задней стороны кабины при бо-
ковом расположении противовеса не более 300 Между выступающими деталями ка-
бины и противовеса .................. не менее 50
От наружной поверхности кабины до поверхности противовеса ............. не более 250
Между выступающими деталями про-
тивовеса и ограждения шахты ... ие менее 25 Между выступающими деталями кабины (противовеса) и конструкциями, к которым крепятся направляющие или
деталями крепления направляющих. не менее 10
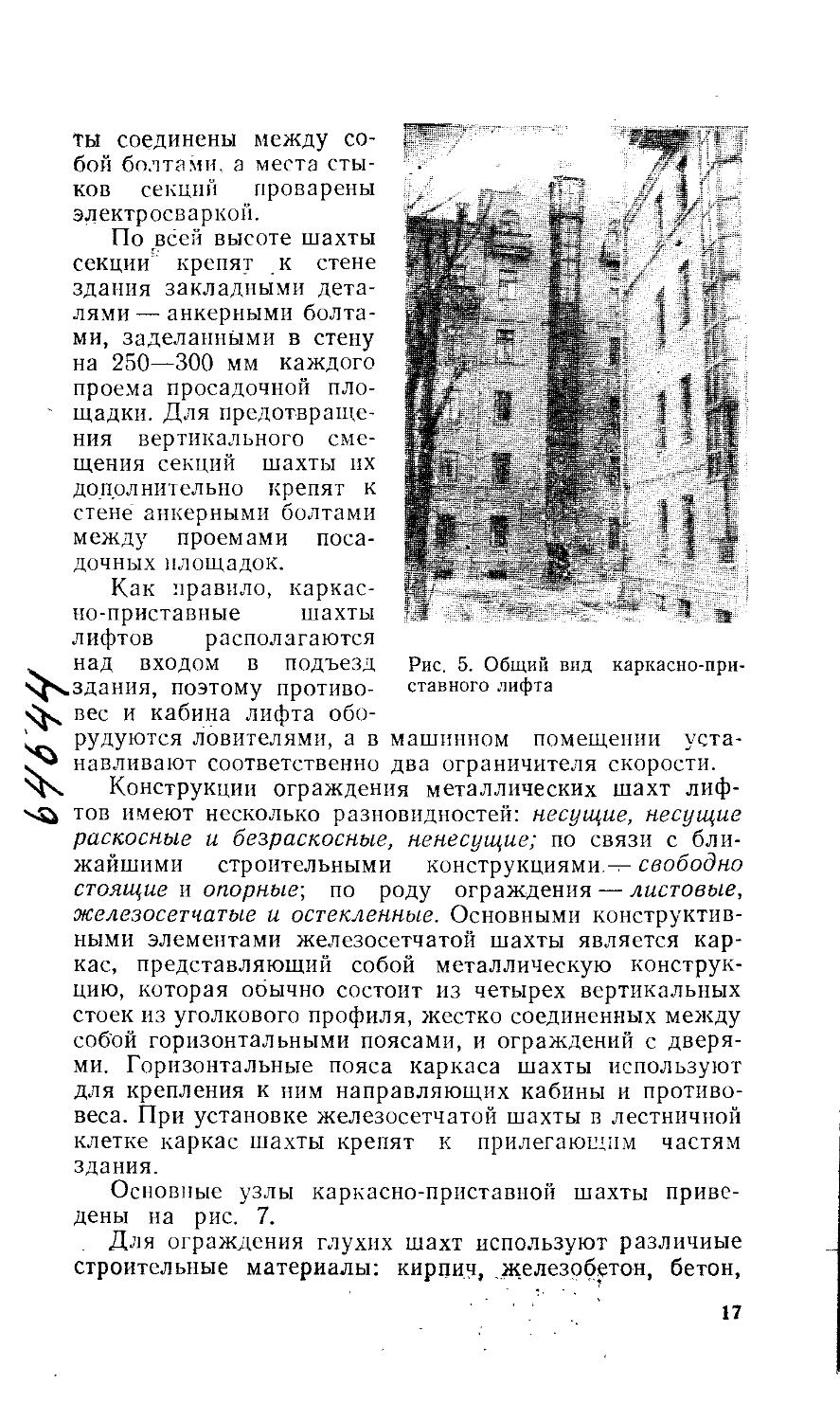
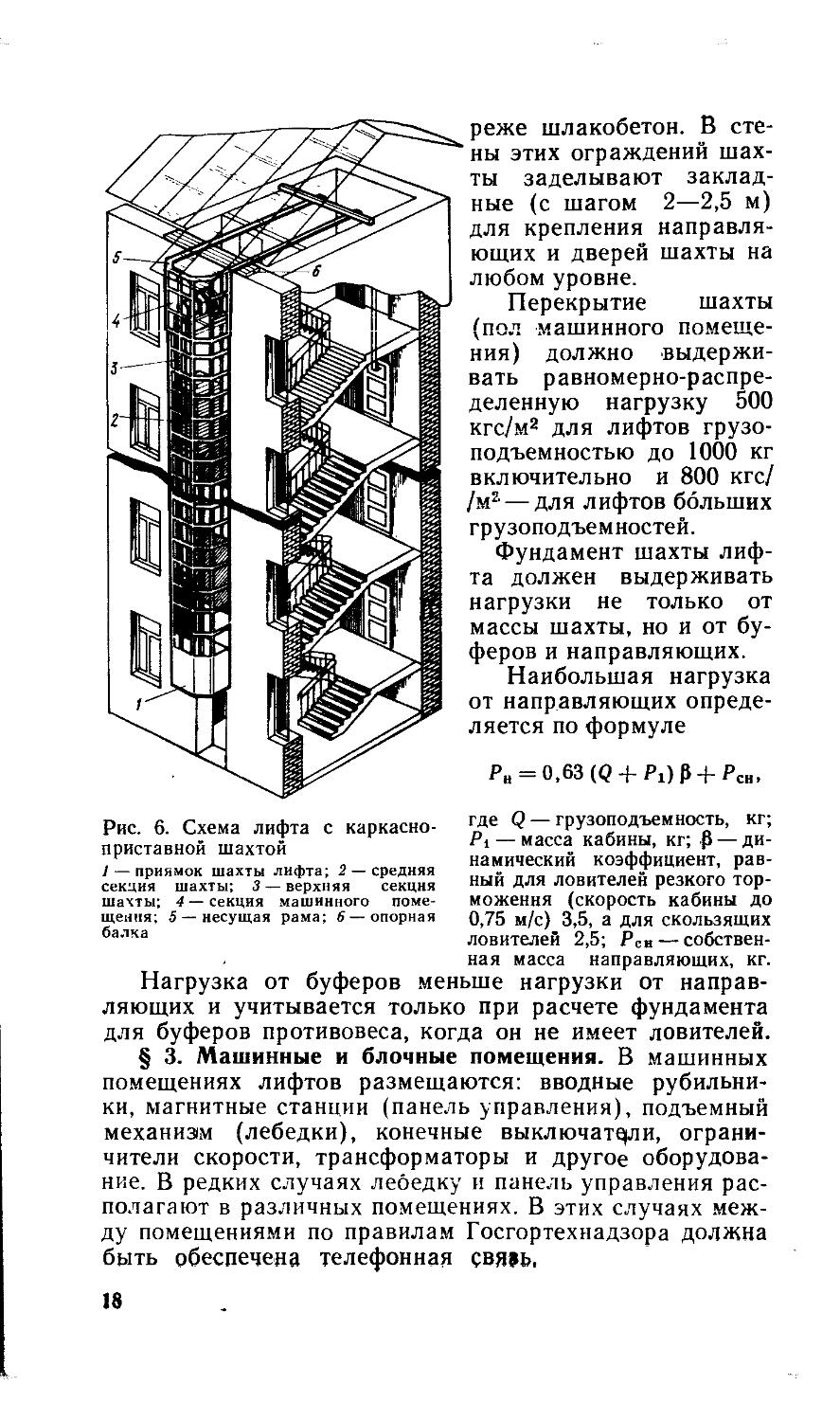
В некоторых жилых домах в 5 и более этажей (в основном старой довоенной постройки) нет возможности установить лифт внутри лестничной клетки. Поэтому в них, как правило, оборудуют приставные лифты в каркасно-приставных шахтах, пристроенных снаружи к стене дома. Общий вид такой шахты показан на рис. 5. На рис. 6 приведена схема приставного лифта с каркасно-приставной шахтой. Основным несущим элементом каркасно-приставной шахты лифта является несущая рама 5, представляющая собой плоскую металлическую раму, сваренную из балок двутаврового профиля, которая опирается на опорную балку 6, сваренную из трех двутавровых и уложенную на несущую стену здания. Каркас шахты состоит из секций машинного помещения 4 (в котором имеются подлебедочные блоки для установки лебедки), верхней секцйи 3, специально усиленной конструкции, нескольких одинаковых секций 2, составляющих основную часть шахты по высоте, и нижней секции 1 — приямка. В нем расположены буфера для кабины и противовеса, натяжное устройство ограничителя скорости, выключатель блокировки движения кабины (выключатель приямка). Все секции шах-
16
Рис. 5. Общий вид каркасно-приставного лифта
b W
ты соединены между собой болтами, а места стыков секций проварены электросваркой.
По всей высоте шахты секции крепят к стене здания закладными деталями — анкерными болтами, заделанными в стену на 250—300 мм каждого проема просадочной пло-' щадки. Для предотвращения вертикального смещения секций шахты их дополнительно крепят к стене анкерными болтами между проемами посадочных площадок.
Как правило, каркасно-приставные шахты лифтов располагаются над входом в подъезд здания, поэтому противовес и кабина лифта оборудуются ловителями, а в навливают соответственно
Конструкции ограждения металлических шахт лифтов имеют несколько разновидностей: несущие, несущие раскосные и безраскосные, ненесущие; по связи с ближайшими строительными конструкциями,— свободно стоящие и опорные-, по роду ограждения — листовые, железосетчатые и остекленные. Основными конструктивными элементами железосетчатой шахты является каркас, представляющий собой металлическую конструкцию, которая обычно состоит из четырех вертикальных стоек из уголкового профиля, жестко соединенных между собой горизонтальными поясами, и ограждений с дверями. Горизонтальные пояса каркаса шахты используют для крепления к ним направляющих кабины и противовеса. При установке железосетчатой шахты в лестничной клетке каркас шахты крепят к прилегающим частям здания.
Основные узлы каркасно-приставной шахты приведены на рис. 7.
Для ограждения глухих шахт используют различные строительные материалы: кирпич, железобетон, бетон,
машинном помещении уста-два ограничителя скорости.
17
Рис. 6. Схема лифта с каркасноприставной шахтой
1 — приямок шахты лифта; 2 — средняя секция шахты; 3 — верхняя секция шахты; 4 — секция машинного помещения; 5 — несущая рама; 6—опорная балка
реже шлакобетон. В стены этих ограждений шахты заделывают закладные (с шагом 2—2,5 м) для крепления направляющих и дверей шахты на любом уровне.
Перекрытие шахты (пол машинного помещения) должно выдерживать равномерно-распределенную нагрузку 500 кгс/м2 для лифтов грузоподъемностью до 1000 кг включительно и 800 кгс/ /мг — для лифтов больших грузоподъем ностей.
Фундамент шахты лифта должен выдерживать нагрузки не только от массы шахты, но и от буферов и направляющих.
Наибольшая нагрузка от направляющих определяется по формуле
PH = 0,63(Q + P1)P + PCH,
где Q — грузоподъемность, кг; Pi — масса кабины, кг; Р — динамический коэффициент, равный для ловителей резкого торможения (скорость кабины до 0,75 м/с) 3,5, а для скользящих ловителей 2,5; Рся — собствен-
ная масса направляющих, кг.
Нагрузка от буферов меньше нагрузки от направляющих и учитывается только при расчете фундамента для буферов противовеса, когда он не имеет ловителей.
§ 3. Машинные и блочные помещения. В машинных помещениях лифтов размещаются: вводные рубильники, магнитные станции (панель управления), подъемный механизм (лебедки), конечные выключатели, ограничители скорости, трансформаторы и другое оборудование. В редких случаях лебедку и панель управления располагают в различных помещениях. В этих случаях между помещениями по правилам Госгортехнадзора должна быть обеспечена телефонная связь,
18
Рис. 7. Элементы каркасно-приставной шахты а — несущая рама; б — секцн машинного помещения; в — верхняя секция; г—средняя секция: д — приямок; / — несущая рама; 2— опорная балка; 3 — поперечная балка; 4 — тяги; 5 — нижняя балка
Машинное помещение можно размещать как в верхней части шахты лифта (над шахтой), так и в его нижней части. Поэтому лифты подразделяются на лифты с верхним и нижним машинными помещениями. Если машинное помещение расположено внизу (под шахтой или сбоку от нее), то в верхней части шахты лифта должно быть блочное помещение для размещения отводных блоков и ограничителя скорости.
К машинным и блочным помещениям предъявляются следующие требования. Они должны иметь сплошное ограждение со всех сторон и по всей высоте, а также верхнее перекрытие и пол. Высота этих помещений должна быть не менее 2200 мм, считая от пола до самых низких частей перекрытия. Высота двери машинного (блочного) помещения должна быть не менее 1800 мм. Машинное помещение для обеспечения удобства обслуживания механизмов и электрооборудования должно иметь такие размеры, чтобы обеспечивать подход к лебедке не менее чем с двух сторон при ширине прохода не менее 500 мм, ширина прохода (в свету) с передней стороны панели управления должна быть не менее 750 мм.
Панели управления, имеющие с задней стороны элементы, подлежащие обслуживанию (крепежные винты реле, присоединительные элементы контактов реле, кон
19
такторов и т. д.) должны устанавливаться от стены на расстоянии (в свету) не менее 750 мм. Те из них, которые имеют ширину не более 1000 мм, должны быть установлены от стены на расстоянии не менее 200 мм. В этом случае нужно обеспечить доступ.к задней стороне панели с двух сторон. Если ширина панели управления более 1000 мм или доступ к ней возможен только с одной стороны, то панель должна устанавливаться от стены на расстоянии не менее 500 мм. В тех случаях, когда панели управления обслуживаются только с передней стороны (крепежные винты реле, присоединительные элементы контактов, реле контакторов и т. д. установлены и обслуживаются с передней стороны панели) допускается устанавливать их вплотную к стене машинного помещения, а также в нишах глубиной не более толщины панели. В машинном помещении при входе должна быть свободная площадка размером не менее 1000X1000 мм. Ширину подходов к машинному (блочному) помещению принимают с учетом размеров оборудования, предназначенного к установке в этих помещениях. Устройство проходов в машинные и блочные помещения по наклонным крышам и пожарным лестницам не допускается. В тех случаях, когда пол машинного (блочного) помещения и подход к нему расположены на разных уровнях (с разницей более 350 мм), для перехода с одного уровня на другой устраивают постоянные лестницы (ступени), снабженные в необходимых случаях перилами или трапами.
Для пропуска канатов (кабины и противовеса, ограничителя скорости) в полу машинного помещения или в блочном помещении должны быть отверстия, обеспечивающие зазор между канатом и кромкой отверстия не менее 25 и не более 50 мм. Вокруг отверстия должны быть устроены бортики высотой не менее 75 мм над уровнем пола, чтобы в шахту случайно не упали детали или инструменты.
В машинном и блочном помещениях не разрешается держать и устанавливать оборудование, не относящееся к эксплуатации лифта. Если подлебедочные балки, на которых установлена лебедка или блоки, загромождают проходы в машинное или блочное помещения, через них устраивают переходы в виде настилов с лестницами. В этом случае высота от настилов до потолка машинного (блочного) помещения должна быть не менее 1500 мм.
Для удобства монтажа или демонтажа лебедки или
20
панели управления в машинном помещении устанавливают балки с талью.
§ 4. Лифтовые лебедки. Основными узлами любого лифта, как отмечалось, является подъемный механизм, поскольку движение кабины и противовеса осуществляется именно лебедкой.
Лебедки современных лифтов различают по конструкции канатоведущих органов, по типам передач от электродвигателей и по способу регулирования скорости движения кабины.
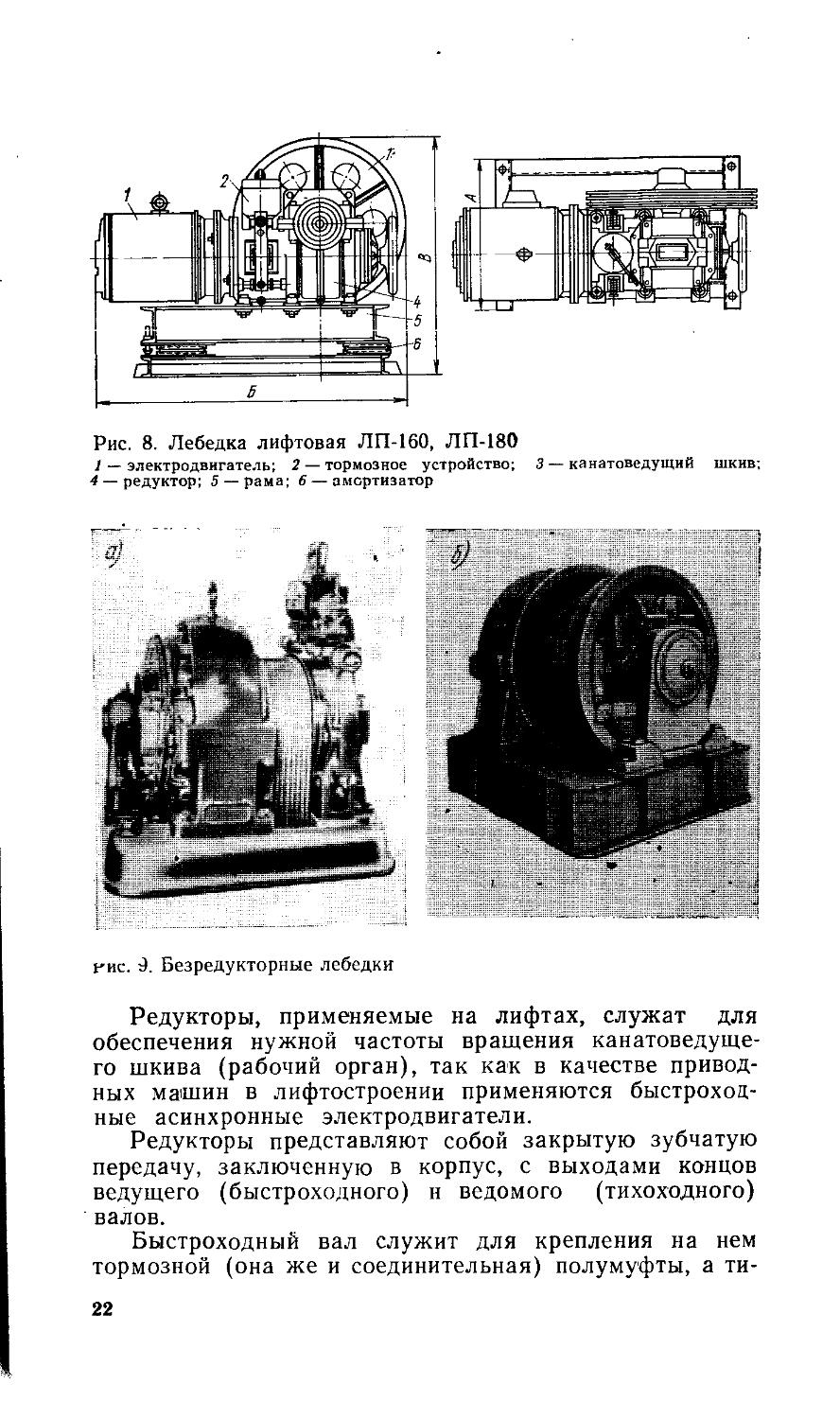
По конструкции канатоведущих органов лифтовые лебедки делятся на барабанные и с канатоведущим шкивом. Общий вид современной редукторной лебедки с канатоведущим шкивом показан на рис. 8. Все лебедки, изготовленные отечественными лифтостроительными заводами и применяемые на пассажирских, больничных и грузовых лифтах со скоростью движения кабины до 1,4 м/с, состоят из редуктора, канатоведущего шкива, асинхронного короткозамкнутого электродвигателя, тормозного устройства, рамы, амортизатора.
По типу передачи от электродвигателя к канатоведущему органу лебедки лифты делятся на редукторные и безредукторные. Редукторными называются такие лебедки, у которых канатоведущий шкив приводится в движение от двигателя через редуктор. В лиф-тостроении редукторные лебедки применяются чаще всего в лифтах со скоростью движения кабины не более 1,4 м/с.
При больших скоростях движения кабины в лифтах чаще всего применяются безредукторные лебедки (рис. 9). В этих лебедках канатоведущий и тормозной шкивы размещаются обычно непосредственно на валу тихоходного электродвигателя. При Этом применяют рч/Привод по системе генератор двигатель (1 В,), которая обеспечивает бесступенчатое регулирование скорости движения кабины в широком диапазоне, что позволяет повысить плавность пуска и остановки. Отечественными лифтостроительными заводами выпускаются пассажирские лифты со скоростью движения кабины до 4 м/с.
Редукторы. Редуктором называется механизм, который преобразует движение с изменением угловых скоростей и моментов. С помощью редуктора можно уменьшить частоту вращения его рабочего органа относительно частоты вращения приводного механизма, а также увеличить момент на рабочем органе.
21
Рис. 8. Лебедка лифтовая ЛП-160, ЛП-180
/ — электродвигатель; 2 — тормозное устройство; 3 — канатоведущий шкив;
4 — редуктор; 5 — рама; 6—амортизатор
гис. 9. Безредукторные лебедки
Редукторы, применяемые на лифтах, служат для обеспечения нужной частоты вращения канатоведущего шкива (рабочий орган), так как в качестве приводных машин в лифтостроении применяются быстроходные асинхронные электродвигатели.
Редукторы представляют собой закрытую зубчатую передачу, заключенную в корпус, с выходами концов ведущего (быстроходного) н ведомого (тихоходного) валов.
Быстроходный вал служит для крепления на нем тормозной (она же и соединительная) полумуфты, а ти
22
хоходный — для крепления на нем канатоведущего шкива.
На лифтах применяют редукторы с червячными передачами. Эти редукторы характеризуются малыми габаритами, так как в одноступенчатом редукторе можно получить большое передаточное число:
/ = лвх/лвь1х — zK/Zy, где пвх, Пвых — соответственно частота вращения червячного и выходного валов; zlt — число зубьев червячного колеса; zy— число заходов червяка.
Червячные передачи отличаются друг от друга формой нарезанной части винта (червяка). По форме червяки бывают глобоидные и цилиндрические. Цилиндрические червяки в зависимости от технологии нарезания подразделяются на архимедовы, конволютные, эволь-вентные и червяки с вогнутым профилем витка.
Наиболее простым в изготовлении является архимедов червяк (применяется в лебедке Т-1000). В осевом сечении виток этого червяка представляет собой равнобокую трапецию (рис. 10). Обычно архимедовы червяки изготавливают из улучшенных сталей (закалка с последующим высоким отпуском, закалка на воздухе). Шлифовке обычно эти червяки не подвергаются из-за необходимости фасонной правки шлифовального круга.
Витки конволютных червяков (рис. 11) имеют равнобокую трапецию в сечении, перпендикулярном направлению витка.
Эти червяки можно шлифовать, поэтому их изготовляют из сталей, подвергаемых термообработке до высокой твердости, или из цементируемых сталей. Высокая твердость червяка повышает износостойкость передачи.
В передачах с цилиндрическим червяком обычно находится в зацеплении 1,5—2 зуба червячного колеса (в зависимости от межосевого расстояния й передаточного числа). Поверхности зубьев колеса и витка червяка имеют различную кривизну. Направление скорости скольжения почти совпадает с направлением линий контакта зубьев колеса и витка червяка (рис. 12), за счет чего несущая способность (стойкость к внешним нагрузкам) передач мала из-за больших контактных напряжений и плохих условий смазки в зоне контакта. Значительно выше несущая способность в глобоидной передаче (рис. 12). Близкие по величине кривизны зубья колеса и витка червяка, перпендикулярное расположение контактных линий относительно направления скорости скольжения
23
“)
a}
Рис. 11. Форма контакта на зубе червячного колеса в передачах с цилиндрическим червяком а — червячное зацепление: 1 — контактные линии на зубьях колеса; 2—рабочая поверхность витка; б — сечение червяка н колеса плоскостью, перпендикулярной направлению зуба колеса: 1 — сечение зуба колеса; 2 — сечение витка червяка
Рис. 10. Червяки редуктора а — архимедов; б — конволютный
о)
Рис. 12. Форма контакта на зубе червячного колеса в глобоидных передачах
а — червячное зацепление: / — контактные линии на зубьях колеса; 2 — выходная рабочая поверхность червяка; 3—входная рабочая поверхность червяка; б — сечение витка червяка и зуба колеса плоскостью, перпендикулярной рабочей поверхности витка: 1—сечение зуба колеса; 2 — сеченне витка колеса
способствуют образованию масляного клина в зоне контакта так же, как при смазке опор в подшипниках скольжения. Обычно в зацеплении с червяком в глобоидных передачах находится от 3 до 8 зубьев колеса (это зависит от межосевого расстояния и передаточного числа).
На стадии изготовления число зубьев колеса, контактирующих с червяком, умышленно занижают введением так называемой локализации (местного расположения) пятна контакта. Для более равномерного распределения усилий на зубья колеса (на различные части витка червяка) применяют модифицированное зацепление, коррегированное по шагу, т. е. расстояние между двумя соседними частями витка червяка различно по длине червяка.
Если рассечь осевой плоскостью глобоидный червяк, то в сечении виток, как у архимедова червяка, будет представлять трапецию (см. рис. 10).
24
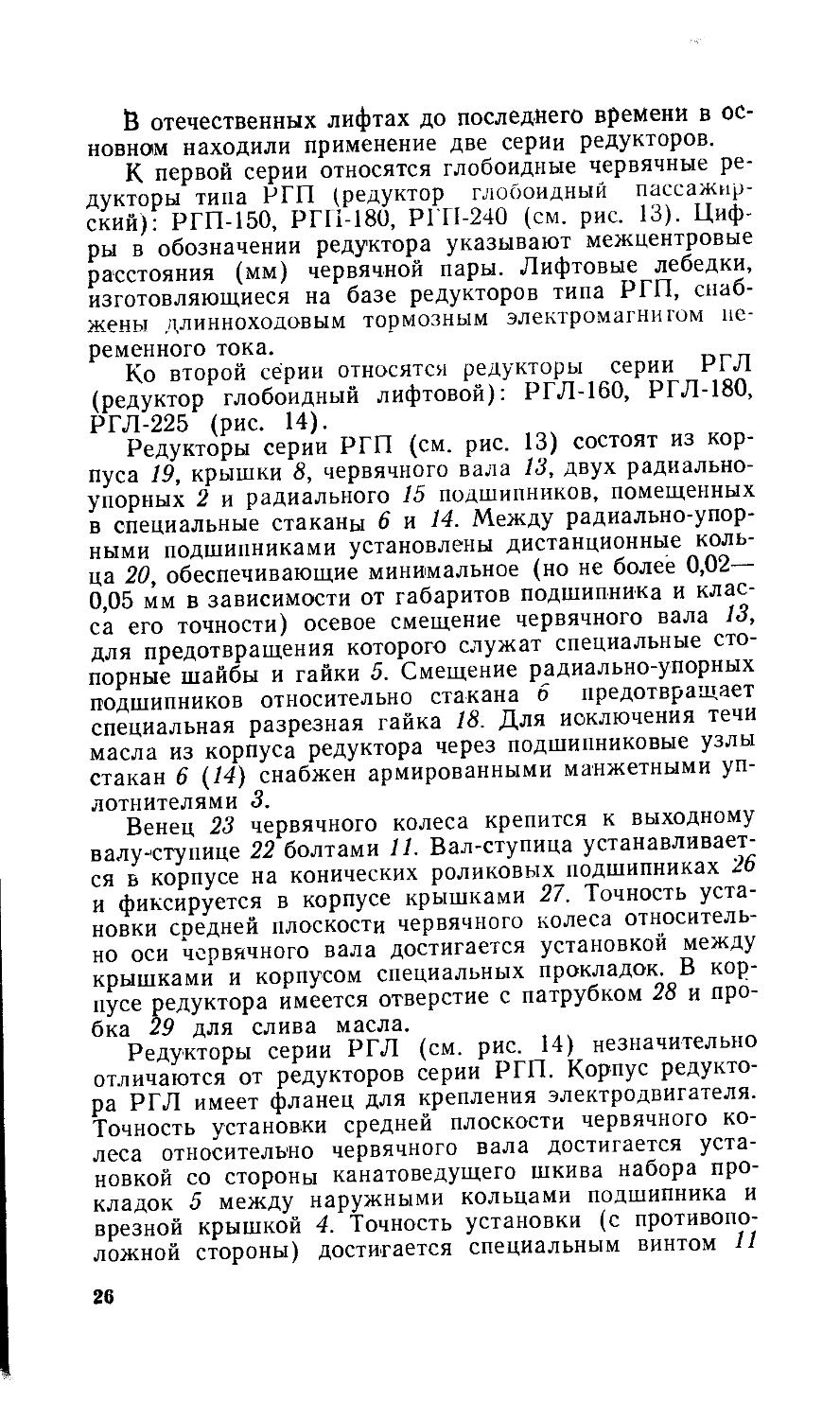
Рис. 13. Редукторы глобоидные серии РГП
Рис. 14. Редукторы глобоидные серии РГ и РГЛ
1 — крышка; 2 — паротгитовая прокладка; 3— металлические прокладки для правильной установки горловины червяка относительно колеса; 4—врезная крышка; 5 — прокладка для правильной установки средней плоскости колеса относительно червяка; 6 — венец; 7 — болт для крепления венца к ступице; 8 — ступица; 9 — выходной вал; 10— вкладыш; 11— установочный винт
Преимущество глобоидных передач по сравнению с цилиндрическими реализуется только при достаточно точном изготовлении зубчатых элементов, их точной сборке и при неизменных геометрических размерах подшипниковых узлов червячного вала в процессе эксплуатации. Если по какой-либо причине в процессе эксплуатации появится осевой люфт червяка в глобоидной передаче, это автоматически приведет к снижению числа зубьев, находящихся в зацеплении (возможны случаи, когда в зацеплении будет нагружен только один зуб колеса и выходная часть витка червяка), а следовательно, и к значительному снижению несущей способности передачи.
25
Ё отечественных лифтах до последнего времени в основном находили применение две серии редукторов.
К первой серии относятся глобоидные червячные редукторы типа РГП (редуктор глобоидный пассажирский): РГП-150, РГП-180, РГП-240 (см. рис. 13). Цифры в обозначении редуктора указывают межцентровые расстояния (мм) червячной пары. Лифтовые лебедки, изготовляющиеся на базе редукторов типа РГП, снабжены длинноходовым тормозным электромагнитом переменного тока.
Ко второй серии относятся редукторы серии РГЛ (редуктор глобоидный лифтовой): РГЛ-160, РГЛ-180, РГЛ-225 (рис. 14).
Редукторы серии РГП (см. рис. 13) состоят из корпуса 19, крышки 8, червячного вала 13, двух радиальноупорных 2 и радиального 15 подшипников, помещенных в специальные стаканы 6 и 14. Между радиально-упорными подшипниками установлены дистанционные кольца 20, обеспечивающие минимальное (но не более 0,02— 0,05 мм в зависимости от габаритов подшипника и класса его точности) осевое смещение червячного вала 13, для предотвращения которого служат специальные стопорные шайбы и гайки 5. Смещение радиально-упорных подшипников относительно стакана 6 предотвращает специальная разрезная гайка 18. Для исключения течи масла из корпуса редуктора через подшипниковые узлы стакан 6 (14) снабжен армированными манжетными уплотнителями 3.
Венец 23 червячного колеса крепится к выходному валу-ступице 22 болтами 11. Вал-ступица устанавливается в корпусе на конических роликовых подшипниках 26 и фиксируется в корпусе крышками 27. Точность установки средней плоскости червячного колеса относительно оси червячного вала достигается установкой между крышками и корпусом специальных прокладок. В корпусе редуктора имеется отверстие с патрубком 28 и пробка 29 для слива масла.
Редукторы серии РГЛ (см. рис. 14) незначительно отличаются от редукторов серии РГП. Корпус редуктора РГЛ имеет фланец для крепления электродвигателя. Точность установки средней плоскости червячного колеса относительно червячного вала достигается установкой со стороны канатоведущего шкива набора прокладок 5 между наружными кольцами подшипника и врезной крышкой 4. Точность установки (с противоположной стороны) достигается специальным винтом 11
26
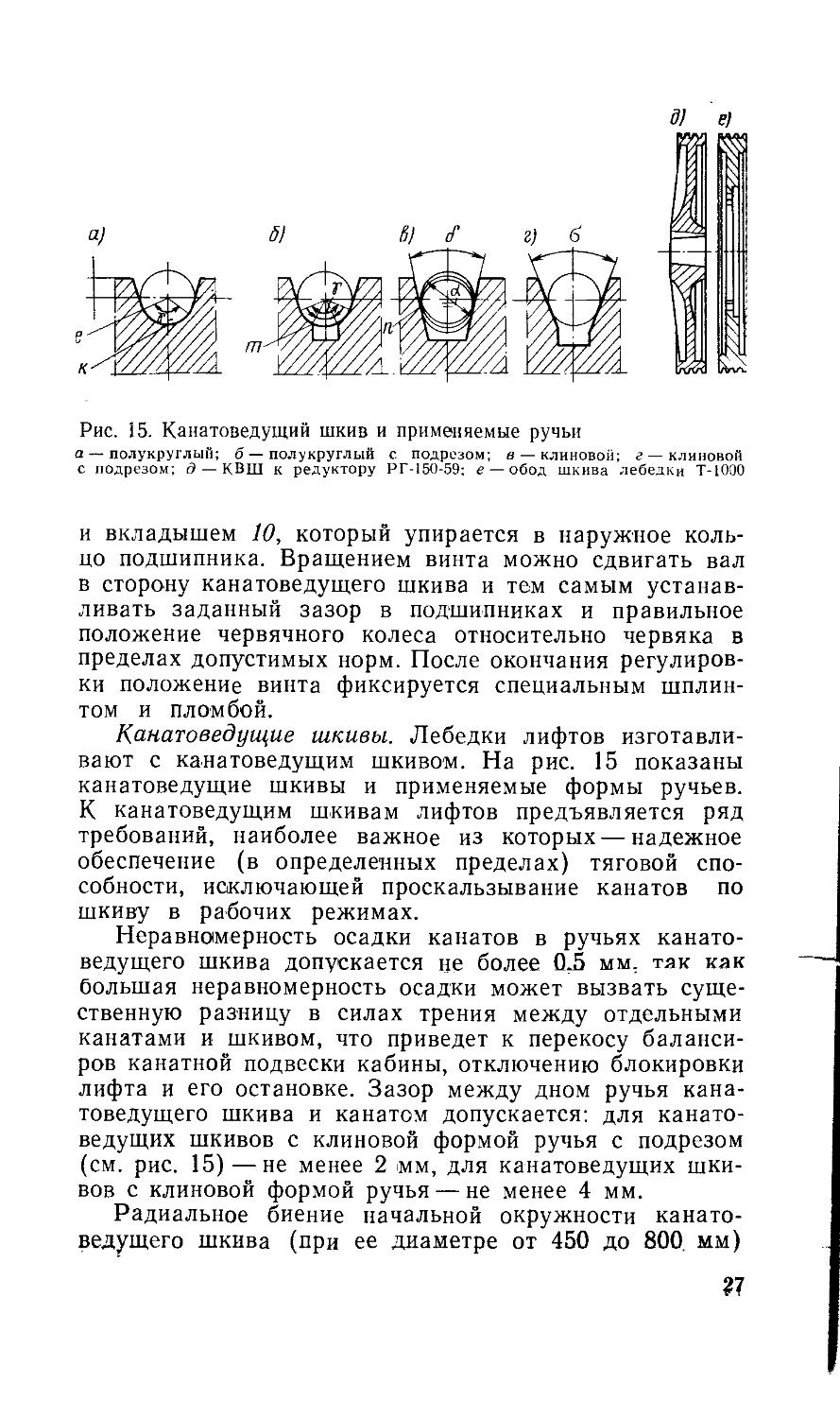
Рис. 15. Канатоведущий шкив и применяемые ручьи
а — полукруглый; б — полукруглый с подрезом; в — клиновой; г — клиновой с подрезом; д — КВШ к редуктору РГ-150-59; е — обод шкива лебедки Т-1000
и вкладышем 10, который упирается в наружное кольцо подшипника. Вращением винта можно сдвигать вал в сторону канатоведущего шкива и тем самым устанавливать заданный зазор в подшипниках и правильное положение червячного колеса относительно червяка в пределах допустимых норм. После окончания регулировки положение винта фиксируется специальным шплинтом и пломбой.
Канатоведущие шкивы. Лебедки лифтов изготавливают с канатоведущим шкивом. На рис. 15 показаны канатоведущие шкивы и применяемые формы ручьев. К канатоведущим шкивам лифтов предъявляется ряд требований, наиболее важное из которых — надежное обеспечение (в определенных пределах) тяговой способности, исключающей проскальзывание канатов по шкиву в рабочих режимах.
Неравномерность осадки канатов в ручьях канатоведущего шкива допускается не более 0,5 мм, так как большая неравномерность осадки может вызвать существенную разницу в силах трения между отдельными канатами и шкивом, что приведет к перекосу балансиров канатной подвески кабины, отключению блокировки лифта и его остановке. Зазор между дном ручья канатоведущего шкива и канатом допускается: для канатоведущих шкивов с клиновой формой ручья с подрезом (см. рис. 15) —не менее 2 мм, для канатоведущих шкивов с клиновой формой ручья — не менее 4 мм.
Радиальное биение начальной окружности канатоведущего шкива (при ее диаметре от 450 до 800. мм)
?7
должно быть не более 0,2 мм; при диаметре от 800 до 1000 мм — не более 0,25 мм.
Ободы канатоведущих шкивов изготавливаются из серого чугуна марки СЧ28-48 (ГОСТ 1412—70) или из стального литья марки 55Л-П (ГОСТ 977—65). Твердость обода шкивов обычно принимается равной НВ220±15. Исправление литейных дефектов (раковин, трещин и т. д.) на поверхности ручьев канатоведущего шкива не допускается. В качестве примера в табл.2 приведены допустимые размеры при изготовлении самого распространенного в лифтостроении клинового ручья канатоведущих шкивов.
ТАБЛИЦА 2. ДОПУСТИМЫЕ РАЗМЕРЫ ПРИ ИЗГОТОВЛЕНИИ КАНАТОВЕДУЩИХ ШКИВОВ ЛИФТА, ММ
Диаметр каната d Уголок ручья 0 Ширина ручья по ободу К* Ширина подреза ручья В Глубина посадки оси каната а Глубина ручья Z
6,4 35°+10' 8 4j+o,i6 2 [2+<мз
10,5 40°+10' 13,2 7J+0.2 3 15+0,13
12 40°+10' 15,7 8,8+°+ 4 18 + 0.43
15 40°+10' 18,9 1 1 Д-0,24 4 20 + 0.02
* Размеры для справок.
Муфты соединительные. По правилам Госгортехнадзора СССР червячный вал лебедки с редукторным приводом должен иметь жесткую кинематическую связь с валом электродвигателя, которая осуществляется с помощью соединительной муфты, состоящей из двух полумуфт. Полумуфта, установленная на конце червячного вала редуктора, служит одновременно тормозным шкивом. Полумуфта, установленная на конце вала электродвигателя, предназначена для передачи крутящего момента от двигателя на быстроходный вал редуктора. Соединение полумуфт между собой осуществляется с помощью пальцев, установленных на моторной полумуфте. Для смягчения ударов при пуске и торможении электродвигателя па палькы надеваются упругие резиновые или кожаные втулки. Полумуфты применяют стальные или чугунные.
Жесткое соединение полумуфт осуществляется с помощью болтов. Оно необходимо для более точной установки вала электродвигателя по отношению к оси вала червяка редуктора, но в выпускаемых промышленностью серийных лифтах не применяется.
28
Рис. 16. Конструкция муфт соединения
а — глухое соединение полумуфт; б — упругое соединение полумуфт: 1 — шпилька; 2— упругие буферные прокладки; 3 — тормозной шкив; в — упругое соединение полумуфт: / — полумуфта электродвигателя: 2 — шпилька; 3 — тормозная колодка; 4 —упругие буферные прокладки; 5 — полумуфта редуктора
На рис. 16 показаны различные конструкции упругих муфт. Для их соединения обычно применяют резиновые кольца — упругие буферные прокладки 2, надетые на стальные пальцы 1, вставленные в полумуфту 3, насаженную на конец вала электродвигателя. Диаметр упругих буферных прокладок 2, 4 принимается таким, чтобы муфта с пальцами свободно входила в полумуфту редуктора 5, насаженную на конец червячного вала.
По методике, разработанной ЦПКБ по лифтам, муфты привода лифтов при конструировании проверяются на передающий крутящий момент:
Мр<(М]/К,
г.",е К—расчетный иеэффицисн! оапа<_а, Мр — расчетный крутящий момент, приведенный к валу редуктора, кге-м; [М] — максимально допустимый крутящий момент для данной муфты, кг-м.
[М] = 0,5 тОДР],
где [Р]—допускаемая нагрузка на один палец или втулку, кге; т — число пальцев; Ds—диаметр окружности расположения пальцев,' м.
Допускаемые нагрузки [Р] на один палец (втулку) приведены в табл. 3.
Муфты привода лифта выполняют роль маховой массы, которая оказывает большое влияние на величину ускорения при пуске и торможении. Чем больше махо-
29
ТАБЛИЦА 3
Марка Диаметр пальца d, мм Допускаемая нагрузка, Р, кгс Число пальцев т Допускаемая частота вращения п, об/мин
пальца втулки
МУВШ-16/3 МУВШ-16/5 10 2,8 4—6 6300—5600
» 1-25/3 » 1-25|/'5 14 8 4—6 4750—4000
» 1-40/3 » 1-40.,'5 18 12,8 6—10 3350—2650
» 1-7Q/3 » 1-70/5 24 21 10 2240
» 1 -80^3 » 1-8Q/5 on им 33 10 17,00
вой момент вращающихся масс (муфты ротора электродвигателя и червяка), тем меньше ускорение. Поэтому маховой момент системы определяется в зависимости от типа лифта (грузоподъемности, скорости, типа электродвигателя и т. д.) и заданного ускорения кабины.
Маховой момент системы GD2 (кгс-мг) на валу электродвигателя
GD2 = GD2p + GD2„ = GD2 +GD2„+GD2n,
где GD2p —маховой момент вращающихся масс, кгс-м2; GD2 — маховой момент поступательно движущихся масс, приведенный к валу электродвигателя, кгс-м2; GD2a —маховой момент якоря электродвигателя, кгс-м2; GD^— маховой момент муфты, кгс-м2.
k-
GD2 = Д22 Gi—, кгс-м2,
где Gi — поступательно движущаяся масса, кг; ii — передаточное отношение привода лифта; ki — коэффициент, учитывающий сопротивление движению рассматриваемой массы.
Ускорение кабины лифта (м/с2) в переходном режиме = g Дш М
° ~ Ка G D2 ।: ’
где g — ускорение свободного падения, м'с2; Ош — диаметр канатоведущего шкива, м; М — результирующий (динамический) момент навалу электродвигателя, кгс-м; Кс= 1,02-5-1,3— коэффициент, характеризующий отношение махового момента системы на валу электродвигателя к маховому моменту вращающихся масс
М =/в,
где/ — момент ннерцин системы, приведенный к валу электродвигателя, кгс-м/с2; в— угловое ускорение вала электродвигателя, 1/с2;
gd2=gc£ + gl£-
маховой момент вращающихся масс.
90
В зависимости от типа лифта, скорости Движения кабины и режима работы Кв принимается в соответствии с табл. 4.
ТАБЛИЦА 4. ЗАВИСИМОСТЬ СКОРОСТИ ДВИЖЕНИЯ (М/С) ЛИФТА ОТ РЕЖИМА РАБОТЫ
Режим работы Пассажирские Грузовые
у=0,65 | 4 = 1 4=0,5 | 4 = 0,75
Подъем неурав- 1,18 1,18—1,3 1,08—<1,12 1>05
новешенного
груза Спуск неурав- 1,05 1,06-1,1 1,03—1,06 1,02
новешенного груза
Маховой момент муфты
9 2 g D,„ М q о
СС£= ш - --Gg^-GZ^ .
“ KQai я л
Электродвигатели. Лифты со скоростью движения кабины до 1,4 м/с приводятся в движение в основном асинхронными электродвигателями с короткозамкнутым ротором трехфазного тока (рис. 17). Они просты по устройству и не требуют особого ухода при эксплуатации. Электродвигатель состоит из корпуса 3, внутри которого размещены магнитопроводы, набранные из листов электротехнической стали. Статорная обмотка 2 электродвигателя, состоящая из медных изолированных проводов, укладывается в пазы магнитопровода. Для повышения прочности изоляции проводов статорная обмотка пропитана изоляционным лаком.
Ротор 5 асинхронного электродвигателя имеет цилиндрическую форму и состоит из магнитопровода, жестко укрепленного на валу электродвигателя, и обмотки. Цилиндрический мйгиитппппопл ротора, так же как "и магнитопровод статора, набран из изолированных друг от друга листов электротехнической стали. Вдоль всего магнитопровода по всей его поверхности сделаны пазы, в которые уложена роторная обмотка. Ротор вращается в опорных подшипниках качения, установленных в передней 1 и задней 4 крышках.
В лифтостроении применяют одно- и двухскоростные асинхронные электродвигатели. Частота вращения электромагнитного поля, а следовательно, и ротора при неизменной частоте питающего тока зависит от числа пар полюсов в обмотке статора электродвигателя. Поэтому
31
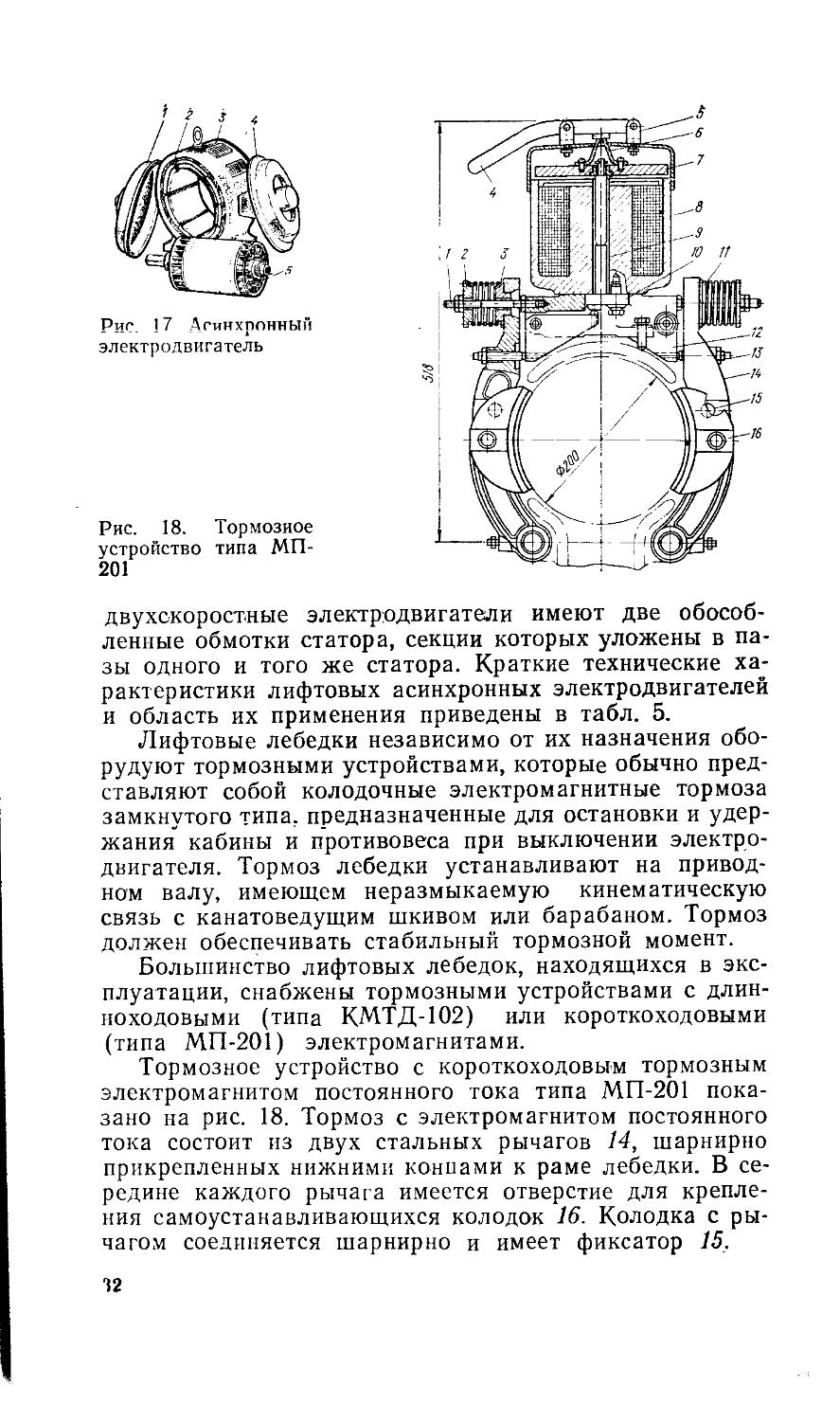
Рис. 17 Асинхронный электродвигатель
Рис. 18. Тормозное устройство типа МП-201
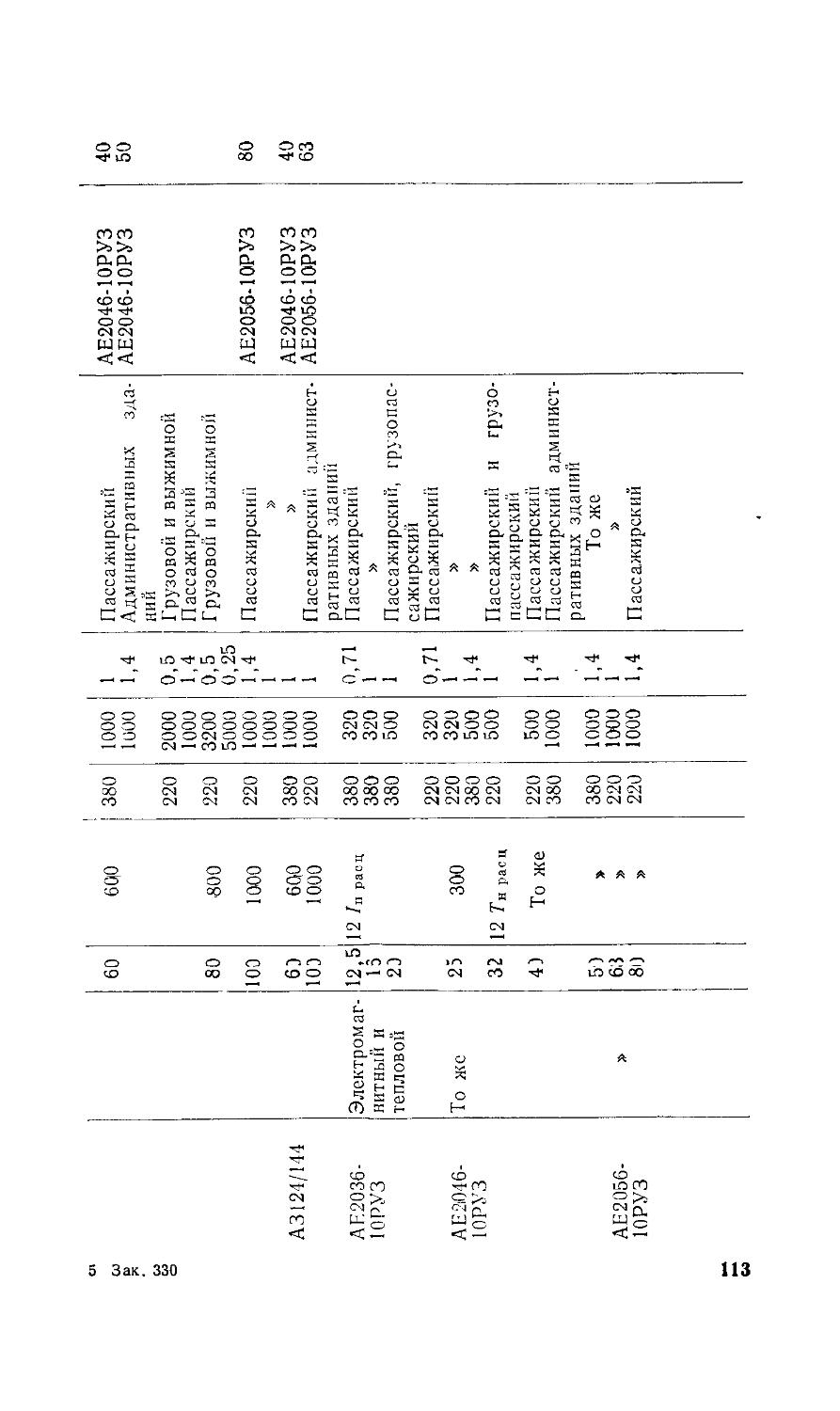
двухскоростные электродвигатели имеют две обособленные обмотки статора, секции которых уложены в пазы одного и того же статора. Краткие технические характеристики лифтовых асинхронных электродвигателей и область их применения приведены в табл. 5.
Лифтовые лебедки независимо от их назначения оборудуют тормозными устройствами, которые обычно представляют собой колодочные электромагнитные тормоза замкнутого типа, предназначенные для остановки и удержания кабины и противовеса при выключении электродвигателя. Тормоз лебедки устанавливают на приводном валу, имеющем неразмыкаемую кинематическую связь с канатоведущим шкивом или барабаном. Тормоз должен обеспечивать стабильный тормозной момент.
Большинство лифтовых лебедок, находящихся в эксплуатации, снабжены тормозными устройствами с длинноходовыми (типа КМТД-102) или короткоходовыми (типа МП-201) электромагнитами.
Тормозное устройство с короткоходовым тормозным электромагнитом постоянного тока типа МП-201 показано на рис. 18. Тормоз с электромагнитом постоянного тока состоит из двух стальных рычагов 14, шарнирно прикрепленных нижними концами к раме лебедки. В середине каждого рычага имеется отверстие для крепления самоустанавливающихся колодок 16. Колодка с рычагом соединяется шарнирно и имеет фиксатор 15,
32
Верхняя часть' рычага представляет собой вилку, переходящую в полый цилиндр с фаской на внутренней стороне. С наружной стороны рычага в отверстие цилиндра вставлена опорная втулка 3, на которую одним торцом опирается замыкающая пружина 11 тормоза, второй торец пружины опирается на фасонную шайбу 2. В шайбу и втулку 3 вставлена шпилька 1.
Рис. 19. Тормоз с электромагнитом КМТД-102
Рис. 20. Крепление фрикционного материала к тормозной колодке е— заклепками: / — колодка; 2 — фрикционная накладка; б — беззаклепоч-ное быстросъемное соединение; 3 — уголок; 4— регулировочный виит
2 Зак. 330
33
w
ТАБЛИЦА 5. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЭЛЕКТРОДВИГАТЕЛЕЙ
Тип электродвигателя Мощность, кВт Частота вращения, об/мин Напряжение, В Форма исполнения Тип и назначение лифта, на котором установлен электродвигатель Типы электродвигателей для замены снятых с производства Примечание
[. Электродвигатели главного привода лебедки лифтов массового применения
АСМ'52-6 4,5 890 380/220 М101 КМЗ-58, ЭМИЗ 4А112М86НЛУЗ, форма исполнения Ml 01 Снимается с производства
АОС52-6 .— —' — — — —
АС52-6 — 880 — .— — —- —
SVM-13/6 .—• 970 —• — —_j —
АОС2-51-8 5 660 — — ЭМИЗ — Не поставляется
АС-61-8 4,5 750 — — Лифт грузовой тротуарный г/п* 500 кг, о = = 0,18 м/с 4А1321МВУЗ, форма исполнения М101 Снят с производства
АС62-6/18 3,5/1,16 960/280 — Лифт" грузовой выжимной г/п 500 кг, v = 0,5 м/ ,/с, лифт больничный г/п 500 кг, о=0,5 м/с Пассажирские лифты г/п 320 кг, 0=0,71 м/с
АС62-6/18 — — <— М301 АН180-6/18 ЛУЗ, форма исполнения М301 ——
АС2-72-6/ /18ШЛУЗ — 950/290 380 или 220 — Пассажирские лифты г/п ЗЙО кг, о=0,71 м/с Пассажирские лифты г/п 320 (350) кг, о=1 м/с —1 —
АС81-6/24 5/1,25 960/220 220/380 М101 4 Снят с производства
Зак. 330
AO82-6l/24 7/175 950/195 380 или 220
АС82-6/24 — — —
VTM-250A-6/24 5/1,25 940/225 —
VTM-250-6/24 — —~~ —
АС91-6/24 14/3,5 950/195 380 или 220
АС2-91-6/24 ШЛ 7/1,75 930/200 —
АС2-91-6/24 ШЛ
М201 Лифт пассажирский г/п АС2-91-6/24ШЛ,
500 кг, t>i=l м/с, лифт пассажирский г/п 320 кг, и — 1 м/с форма исполнения М201 УТМ250А-6/24, форма исполнения М201 —
М101 M301 Лифт грузовой и грузовой выжимной г/п 1000 кг, о = 0,5 м/с Лифт пассажирский г/п ' 320 кг, о=1 м/с АС2-91-6/24 ШЛ, форма исполнения М101
— — ТМ-250А-6/24, форма исполнения МЗЮ1 Снят с производства
M1O1 Лифт пассажирский г/п 1000 кг, о='1 м/с, лифт грузовой г/п 2000 кг, v = = 0,5 м/с Лифты грузовые и выжимные г/п 1000 кг, о = = 0,5 м/с АС2-93-6/24 ШЛ, форма исполнения М101 То же —4
M201 Лифт пассажирский г/п 500 кг, Vi— 1 м/с, завод МОЭЛЗ, завод «Стром-машина» с кабиной 1200X1400, завод МОЭЛЗ и завод «Стром-машина» с кабиной 1200X2200, завод КМЗ с кабиной 2200X1200, пассажирский лифт г/п 320 кг, w=l м/с, завод «Строммашина»
Продолжение табл. S
Мощность, Частота Напряже- Форма Тип и назначение лифта, на Типы электрсдвигате- Примечание
Тип электродвигателя кВт вращения, об/мин ннё, В исполнения котором установлен электродвигатель лей для замены снятых с производства
АС92-6/24 20/5 1000/250 380/220 МЮ1 Лифт пассажирский для административных зданий г/п 1000 кг, о= 1 м/с -J —Л
АС2-92-6/24 ШЛ 10/2,5 930/200 380/220 М301 Лифт пассажирский для административных зданий г/п 500 кг, а = 1,4 м/с Электродвигатель находится в стадии промышленного освоения
АС2-93-6/24 ШЛ •4/3,5 920/195 380 или 220 МЮ1 Лифт пассажирский для административных зданий г/п 1000 кг, о=1 м/с, лифты грузовые и грузовые выжимные г/п 2000 кг, у = 0,5 м/с Лифт грузовой г/п 3200 кг, 0=0,5 м/с, г/п 5000 кг, о=0,25 м/с, лифт пассажирский для административных зданий г/п 1000 кг, о= Г, 1,4 м/с
АС2-101-6/24 ШЛ 20/5 930/195 Электродвигатель находится в стадий промышленного освоения
II. Электродвигатели привода лебедки малых грузовых лифтов
АОС2-21-6 ШЛ 0,8 904 380/220 М101 Малый грузовой лифт г/п 4А80В6НЛУЗ, Снят с про-
100 кг, о=0,5 м/с форма исполнения Ml 01 изводства
На корпусе редуктора кроме рычагов тормоза установлен кронштейн 10, в который торцом упирается шпилька, на которую с другого конца навинчены гайка и контргайка для крепления пружины тормоза.
Тормозное устройство регулируется путем затяжки пружин 11 на определенное усилие. В верхней части каждого рычага имеется нажимной винт 13, с помощью которого регулируется зазор между колодкой и тормозным шкивом (при выключенном состоянии тормоза). В кронштейне шарнирно закреплены два ступенчатых рычага 12. Расположение каждого из них таково, что одним плечом он упирается в нажимной винт, другим — в шток 9 электромагнита 8. На крышке электромагнита установлены две вилки 5, между которыми помещен рычаг 4. К диску якоря 7 электромагнита прикреплен упор 6.
При отсутствии тока в катушке электромагнита под действием пружин 11 рычаги 14 поворачиваются на некоторый угол в сторону тормозного шкива. В связи с этим колодки 16, шарнирно закрепленные на рычагах, прижимаются к тормозному шкиву, затормаживая лебедку. Так как шпильки 1 и шайбы 2 связаны с кронштейном тормоза, то движение рычагов под действием замыкающих тормозных пружин может быть направлено только в сторону тормозного шкива, что обеспечивает постоянное нажатие на него тормозных колодок.
Коснувшись тормозного шкива, колодки самоуста-навливаются, поворачиваясь по оси в нужном направлении, и при дальнейшем нажатии (сцеплении) включают в работу всю рабочую поверхность обкладки. Когда тормоз замкнут, винт 13 упирается в одно из плеч рычага 12, поворачивая его вокруг своей оси. Второе плечо рычага при повороте воздействует на шток 9 электромагнита 8, поднимая якорь 7.
При подаче тока на катушку электромагнита якорь притягивается к сердечнику катушки, шток нажимает на концы двуплечих рычагов, которые поворачиваются вокруг своих осей и каждый из них нажимает свободным плечом на регулировочный винт 13 и поворачивает рычаг 14 на некоторый угол, отводя колодки от тормозного шкива. Так происходит растормаживание системы. Верхние концы рычагов расходятся в стороны от тормозного шкива, сжимая пружины. Тяговое усилие электромагнита рассчитано на то, чтобы преодолеть усилие тормозных пружин и сопротивление от трения в шарнирах.
38
Для того чтобы колодки не могли провернуться вокруг своей оси под действием собственной массы и соприкоснуться одним концом с вращающимся тормозным шкивом, в рычаге предусмотрено отверстие для фиксатора 15, состоящего из двух цилиндрических упоров и пружины. Предварительно поджатая пружина упоров стремится вытолкнуть их из отверстия. Упоры под действием пружины упираются торцами в «щечки» колодок, при этом создаваемая сила трения удерживает колодку 16 от поворота.
Для растормаживания лебедки вручную необходимо рычагом 4 нажать на упор 6. Тогда якорь электромагнита, двигаясь вниз, штоком 9 повернет рычаги 12 и отведет колодки от тормозного шкива. Как только усилие, приложенное к рычагу 4, снимается, тормоз автоматически под действием пружин занимает исходное положение.
На пассажирских и грузовых лифтах также используют двухколодочные тормозные устройства с электромагнитом переменного тока типа КМТД-102 (рис. 19). Тормозной электромагнит состоит из корпуса 6, трех катушек 8, Ш-образного магнитопровода и штока 13 с демпфером 3.
Магнитопровод разделен на неподвижную 9 (ярмо) часть, которая крепится к корпусу двумя болтами 4, и подвижную 10 (якорь). На трех стержнях ярма устанавливают катушки, которые крепятся катушкодержителями 7 болтами 5 к корпусу.
Якорь 10 шарнирно соединен со штоком соединительными планками 12 и пальцами 11. На нижний конец штока навинчена серьга 1, которой тормозной электромагнит соединен с тормозом.
Тормозной электромагнит КМТД-102 снабжен демпферным устройством 3. Поршень демпфера за преет. Ван в шток и разделяет полость цилиндра на две части. В теле цилиндра имеется продольный канал, перекрывающийся винтом, с помощью которого можно регулировать объем канала, а следовательно, и степень демпфирования.
Основание тормоза 24 крепится к подлебедочной плите четырьмя болтами 25. Правый и левый рычаги 22 соединены с основными осями 23 и сжимаются стяжной шпилькой 19 с пружинами 18. Правая и левая тормозные колодки 21 соединены осями 20.
Рычаги соединяются с электромагнитом тягами 16 и соединительными осями 17, которые с одной стороны
39
ТАБЛИЦА в, ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ТОРМОЗНЫХ И БЛОКИРОВОЧНЫХ ЭЛЕКТРОМАГНИТОВ ПЕРЕМЕННОГО И ПОСТОЯННОГО ТОКА
Наименование Тип Масса поднимаемого груза, кг Тяговое усилие, кгс-м Вес якоря, кгс U катушки, 11 U сети, В и Ход якоря, мм Потребляемая мощность, Вт Масса, кг Примечание
Применяется:
Тормозной элект- КМТД-1В0 6 8 2 — 380/220 20 70 11 в магазинных и малых гру-
ромагнит зовых лифтах г/п 100 кг, 0,25 м/с, малых Грузовых лифтах г/п 100 кг, о=0,5 м/с
То же КМТД-102 15,5 20 4,5 — 380/220 50 150 19 иа лифтах: грузовых г/п 5000 и 1000 кг, и = 0,5 м/с; больничных г/п 500 кг, и==0,5 м/с; пассажирских г/п 350 и 500 кг, v до 4 м/с (модели
» КМТ-ЗА 22,5 35 12,5 — 220/380 500 50 120 ' 45 7,3 1958 г.) на лифтах: грузовых г/п 2000 и 3000 кг, и —0,5 м-с, а также г/п 5000 кг, V--0.25 м/с: пассажирских г/п 1000 кг, и=~1 м/с (модели >1958 г.)
Электромагнит- ЭМО-1 — 9 —. 110 110 30 120 на лифтах с неавтоматиче-
лая отводка ЭМО-602/8 скими раздвижными дверями
Блокировочный — 4,5 —— 110 110 35 ±1 100 6 на лифтах с распашными
>лектромагнит МП-201 дверями в качестве привода механической отводки
Тормозной элект- — 78/96 — 110 220 4 180/255 2 на лифтах пассажирских
ромагнит 220 380 всех типоразмеров модели 1964—1967 гг. и последующих типоисполнений
тяги ввинчены во втулки 15 обоих рычагов, с Другой — крепятся пальцами к оси 17. Тяги соединяются с серьгой 1, которая навинчена на шток 13 тормозного электромагнита. Положение серьги фиксируется контргайкой 2, положение тормозных колодок — фиксаторами.
Принципы работы электромагнитов КМТД-102 и МП-201 аналогичны.
Краткая техническая характеристика тормозных электромагнитов, применяемых на лифтах, приведена в табл. 6.
Тормоз лифта должен удерживать неуравновешенный груз и обеспечивать требуемую точность остановки кабины. Выбранный тормоз проверяют по условию
Кз = Мт/Мд>[К3],
где K-j — коэффициент запаса тормозного момента; Мт — момент, обеспечиваемый тормозом; Л1д — момент на валу тормозного шкива от неуравновешенного груза; [Д3] — допустимый коэффициент запаса тормозного момента.
Накладки колодочных тормозов изготавливают из фрикционного материала. Из отечественных материалов наилучшими фрикционными свойствами для тормозов подъемно-транспортных машин обладают асбестовые вальцованные ленты типа 6КВ-10 и 82229-63. Вальцованная лента хорошо работает в паре с чугунным или стальным шкивом, твердость поверхности которого не ниже НВ350.
Фрикционные накладки крепят к колодкам латунными или алюминиевыми заклепками (рис. 20). Чтобы предохранить шкив от износа, головка заклепки должна быть утоплена в накладке не менее чем на половину ее толщины. При этом центр заклепки во избежание выкрашивания должен отстоять от края накладки не менее чем на 15 мм. Расстояние между заклепками должно быть 8U—1U0 мм. Фрикционные накладки могут также соединяться с металлической колодкой с помощью термостойкого клея. При этом более полно используется фрикционный материал и сокращаются эксплуатационные расходы. Весьма перспективно беззаклепоч-ное крепление накладок (см. рис. 20), при котором концы накладки заводятся в пазы, имеющиеся по концам колодки, и закрепляются от выпадания уголками 3 и винтами 4. При таком способе крепления накладка может изнашиваться до 0,2 ее первоначальной толщины.
Все узлы детали лебедки (редуктор с канатоведущим шкивом, электродвигатель, тормоз и выносная стойка,
41
если такая имеется) установлены на общей стальной сварной или литой чугунной плите (раме).
Для снижения вибрации лебедки, а также ограничения проникания шума, распространяющегося по элементам конструкции здания, служит амортизационное устройство. Амортизационное устройство, применяемое в лифтах, состоит из резиновых элементов сжатия, устанавливаемых непосредственно между рамой лебедки и подрамником, закрепленным на перекрытии (см. рис.8).
§ 5. Кабины и двери лифтов. Кабина лифта предназначена для размещения и транспортировки пассажиров или грузов и для ограждения их от возможного соприкосновения с оборудованием, установленным в шахте лифта.
В зависимости от грузоподъемности лифта, его назначения и компоновки отечественная промышленность начиная с 1964 г. выпускает несколько типоразмеров лифтовых кабин. Конструкция широко применяемых кабин пассажирских и грузовых лифтов показана на рис. 21. Основной частью всех кабин является металлический каркас (рис. 22), воспринимающий нагрузки. Каркас состоит из горизонтальных верхних 1 и нижних 2 швеллеров, связанных между собой вертикальными стойками 4 (чаще всего из уголков). Стойки крепятся к верхним и нижним швеллерам болтами с помощью косынок. Каркас подвешивается с помощью подвески 3. Ловители 5, как правило, располагаются внутри швеллеров верхней или нижней балки. При расположении ловителей в верхней балке обеспечивается удобство их обслуживания.
Горизонтальная рама пола 8 крепится косынками к вертикальным стойкам нижних швеллеров. На каркасе устанавливается этажная отводка 7 и башмаки 6, которые обеспечивают движение кабины в определенном направлении; они движутся по направляющим, установленным в шахте. Применяются^ башмаки двух типов: скольжения (рис. 23 и 24) и качения — роликовые (рис. 25). Башмаки не должны допускать горизонтального смещения кабины (в плоскости направляющих) более чем на 2 мм в сторону, а по глубине шахты более чем на 1 мм. При износе вкладыша башмака он может быть легко заменен. На верхней плоскости вкладыша имеются отверстия с резьбой для установки смазывающего аппарата.
Башмаки кабин пассажирских лифтов с распашными дверями (КМЗ-58) снабжены пружинами, которые
42
обеспечивают прижатие вкладышей к направляющим, уменьшение ударных нагрузок кабины при движении на стыках направляющих и способствуют уменьшению шума в кабине.
Согласно правилам Госгортехнадзора СССР, кабины пассажирских лифтов должны быть ограждены со всех сторон на всю высоту, а проемы входа в кабину должны иметь двери. Ограждение кабины выполняют из металлических листов толщиной не менее 1,4 мм, из
43
Рис. 22. Каркас кабины
Рис. 23. Конструкция башмака (скользящего типа) кабины и противовеса лифта
/ — корпус; 2— шайба амортизационная; 5—шайба стальная; -/ — гайка корончатая; 5 —шплинт; б —фланец: 7 —шайба; а —болт; 9 — пружина; 10 — шайба амортизационная регулировочная; 11 — шток; 12 — держатель вкладыша; /3 —вкладыш
44
Рис. 24. Самоустанавливающийся башмак скользящего типа
1 — корпус; 2 — капроновый вкладыш; 3 — держатель; 4 — крышка; 5 — резиновое полукольцо
8
Рис. 25. Конструкция роликового башмака
1 — торцовый ролик: 2— боковой ролик; 3 — подшипники;' 4— ось ролика;
5 — гайка; 6 — пружина; 7 — ось рычага; 8 — плита; 9 — подвижной рычаг; 10 — регулировочный винт; 11 — шпилька
45
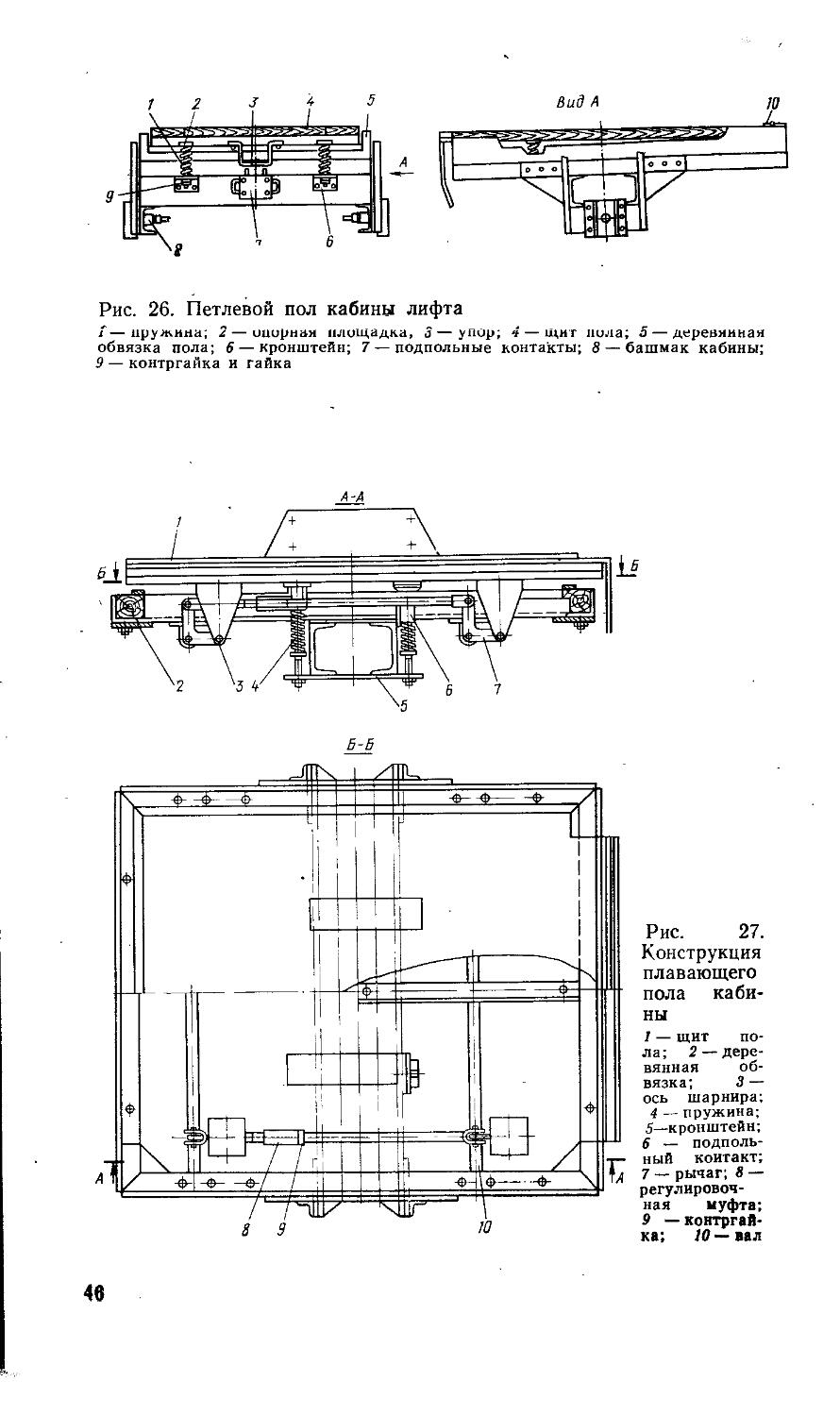
Рис. 26. Петлевой пол кабины лифта
1 — ирумшна; 2—опорная площадка, 3—упор; 4 — щит пола; 5—деревянная обвязка пола; 6 — кронштейн; 7 — подпольные контакты; 8 — башмак кабины;
9 — контргайка и гайка
5-5
Рис. 27. Конструкция плавающего пола кабины 1 — щит пола; 2 — деревянная обвязка; 3 —
ось шарнира;
4 — пружина; 5—кронштейн; 6 — подпольный контакт; 7 — рычаг; 8 — регулировочная муфта; 9 — контргайка; 10 — вал
46
деревянных или древесностружечных щитов, а также из листов пластика толщиной не менее 4 мм. Широко применяют разборные купе, изготовленные из древесностружечных плит, покрытых декоративной пленкой. Купе изготавливают полностью разборным. Оно состоит из боковых и задней стенок и потолка. Щиты купе соединяются между собой на шипах, крючках с помощью накладок и распорных болтов. Кабины грузовых лифтов допускается ограждать металлической сеткой, выполненной из металлической проволоки диаметром не менее 1,2 мм с отверстиями не более 20 мм в свету, при условии устройства по низу кабины ограждения из металлических листов высотой от уровня пола не менее 1000 мм.
Потолочные перекрытия кабин лифтов (кроме грузовых) должны выдерживать в любом месте сосредоточенную нагрузку не менее 100 кгс, а также общую нагрузку от одновременного нахождения в кабине 3 чел. Горизонтальная несущая рама вместе с полом кабины образует платформу, несущую нагрузку.
Пассажирские лифты снабжены подвижным и неподвижным полом. Назначение подвижного пола состоит в том, чтобы переключать систему управления лифтом от кнопочного аппарата в кабине на управление по вызовам от кнопок на этажах. Полы кабин лифтов изготовлены из шпунтованных досок толщиной не менее 40 мм в виде цельных щитов, а также из металлических рифленых листов толщиной не менее 4 мм.
। На рис. 26 показан пол, крепящийся на петлях, называемый петлевым. Такой пол прост в изготовлении и обслуживании, но не надежен в эксплуатации, поэтому в современных лифтах применяют плавающие полы.
На рис. 27 приведена конструкция плавающего пола с пружинным возвратом, а на рис. 28 — его кинемати-ЧССКсхл CXcIvia. ДсрбвЯннЫп 1ДИ1 j , ивлиющиЮ ПОДВИЖНОЙ частью пола, укреплен на шарнирах 3 и 10, которые, в свою очередь, закреплены на тягах 12 и 15. Шарниры 2 и И пола, установленные на неподвижной раме, смещены относительно шарниров так, что при нажатии на пол шарнирное устройство 16 всегда поворачивается против часовой стрелки и поднимает рычаг 6, на котором установлен груз 7. При нагрузке в 15 кгс рычаг реглирует зазор в устройстве, не поднимая груз. Площадка 4 включает контакт 14, фиксирующий наличие груза на подвижной части пола. При дальнейшей на-
47
грузке шарнирное устройство 16 передвигается на больший угол, поднимая груз 7 до упора 8, а контакт 13 фиксирует наличие в кабине 80%-ной нагрузки, что необходимо при собирательной системе управления лифтом. Подвижный груз 5 на рычаге 6 служит для регулирования хода пола. Плавающий пол такой конструкции имеет вертикальный ход до 5 мм. Пол пассажирского лифта покрыт линолеумом или другим равноценным материалом. В последние годы пассажирские лифты грузоподъемностью 320 кг со скоростью движения кабины 0,71 м/с начали изготавливать и с неподвижными полами.
В соответствии с Правилами устройства и безопасной эксплуатации лифтов Госгортехнадзора СССР кабины пассажирских, грузопассажирских, больничных и грузовых лифтов с проводником должны быть оборудованы дверями.
Двери различаются между собой по кинематическим схемам и могут быть раздвижными (створки движутся по горизонтальным направляющим), распашными (створки открываются в стороны) и задвижными (створки задвигаются на боковую стенку кабины) и их высота должна быть не менее высоты дверей шахты.
По числу створок двери могут быть одно-, двух-трех- или четырехстворчатыми. По конструкции створки могут быть щитовыми, шторными и решетчатыми, а по материалам изготовления дверей — деревянными, смешанными (каркас дверей изготовляется из металла и обклеивается пластиком), сетчатыми.
По способу приведения дверей кабин в действие двери разделяются на ручные, приводимые в действие от ручки; автоматические — закрываемые и открываемые специальным устройством (электроприводом), и полуавтоматические— открываемые рукой, закрываемые под действием пружины.
48
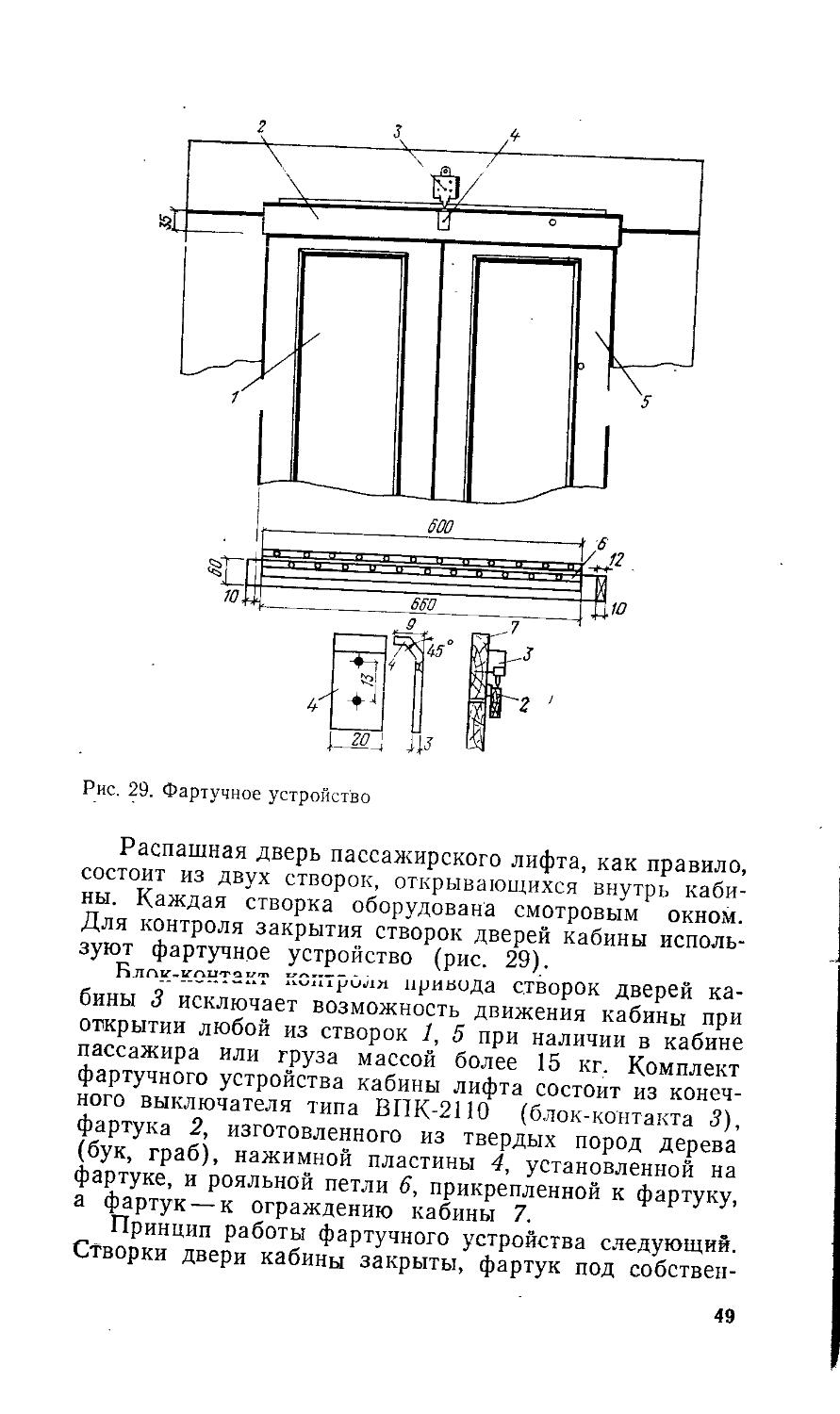
Рис. 29. Фартучное устройство
Распашная дверь пассажирского лифта, как правило, состоит из двух створок, открывающихся внутрь кабины. Каждая створка оборудована смотровым окном. Для контроля закрытия створок дверей кабины используют фартучное устройство (рис. 29).
Блпк-контакт контроля привода створок дверей кабины 3 исключает возможность движения кабины при открытии любой из створок 1, 5 при наличии в кабине пассажира или груза массой более 15 кг. Комплект фартучного устройства кабины лифта состоит из конечного выключателя типа ВПК-2110 (блок-контакта 5), фартука 2, изготовленного из твердых пород дерева (бук, граб), нажимной пластины 4, установленной на фартуке, и рояльной петли 6, прикрепленной к фартуку, а фартук — к ограждению кабины 7.
Принцип работы фартучного устройства следующий. Створки двери кабины закрыты, фартук под собствен-
49
ной массой опущен, шток конечного выключателя контроля притвора створок дверей кабины под действием пружины, установленной в выключателе, опущен, а его нормально закрытый (размыкающий) контакт замкнут, образуя электрическую цепь. Поскольку этот контакт включен в электрическую схему лифта последовательно с другими предохранительными контактами, то поступает сигнал о том, что створки дверей кабины закрыты и нажатием
Рис. 30. Автоматический привод кнопки приказа можно дверей кабины (при закрытых дверях
шахты и исправной блокировке) пустить кабину. Если створки двери кабины открыты, фартук поднят и нажимает пластиной на нажимной шток конечного выключателя контроля притвора створок дверей кабины и блок-контакт разомкнут, образуя разрыв электрической цепи, то исключается движение кабины при наличии пассажира или груза в кабине. Блок-контакт должен быть установлен так, чтобы движение кабины могло быть только при зазоре между открытыми створками не более 10 мм. Чтобы исключить возможность снятия створок дверей кабины с петель, применяют, например, неразъемные петли или другие предохраняющие устройства.
В современных отечественных пассажирских и грузопассажирских лифтах массового производства широкое распространение получили раздвижные, как правило, двухстворчатые двери кабины с автоматическим приводом (рис. 30).
Основным узлом автоматической раздвижной двери кабины служит привод дверей (см. рис. 30). Он расположен на крыше кабины и для уменьшения воздействия на нее вибраций, возникающих при его работе, установлен на резиновые амортизаторы 10. Автоматический привод дверей кабины состоит из следующих основных узлов: асинхронного электродвигателя 4, редуктора 5, кли-
50
ноременнрй передачи 5, 7, 8, блок-контактов 9 (ВКЗ, ВКО), водила 11. Для регулирования натяжения ремня клиноременной передачи электродвигатель устанавливается на шарнирно закрепленной площадке. В качестве привода дверей кабины используют электродвигатели типа АОЛ 12/4 и АВО 71/4.
Принцип работы автоматического привода дверей кабины заключается в следующем. Когда кабина лифта находится в зоне точной остановки, двери кабины и шахты закрыты, ролики рычагов открывания створок двери шахты находятся в пазах отводки 12. При срабатывании электрической схемы на открывание кабинной двери подается питание на электродвигатель 4. От электродвигателя к редуктору привода 3 с помощью клиноременной передачи 5, 7, 8 передается движение водилу 11. В этот момент происходит отпирание механического замка 15 двери кабины, а водило, поворачиваясь против часовой стрелки, открывает первую створку дверей, растягивая пружину 13 закрывания створок дверей. Так как обе створки двери кабины связаны между собой бесконечным канатом 14, который натянут на двух неподвижных блоках и закреплен в центре каретки, открывается и левая створка. Открывание створок дверей происходит до того момента, пока кулачок, укрепленный на водиле, не отключит контакты блок-контакта 9 выключателя открывания створок и не разомкнет цепь питания электродвигателя 4. От правильной регулировки контактов блок-контакта зависит полнота открывания створок двери шахты и кабины.
По истечении нескольких секунд после открывания створок двери кабины, при отсутствии пассажиров в кабине электродвигатель вновь получит питание и водило начнет вращаться по часовой стрелке, к своему исходному положению, а правая створка под действием пружины 13 переместится влево, закрыв и левую створку. Закрытие створок происходит до того момента, пока кулачок на водиле не отключит контакты блок-конТак-та выключателя закрытия створок. К этому моменту кулачок займет такое положение, при котором механический замок 15 освободится от его воздействия и под действием собственной массы опустится и закроет створки двери кабины.
Характеристики электродвигателей, редукторов и приводных ремней, применяемых на автоматическом приводе дверей кабины пассажирских лифтов, приведены в табл. 7—9.
51
ТАБЛИЦА 7. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА ДВЕРЕЙ КАБИНЫ
Тип электродвигателя Мощность, кВт Частота вращения, об/мин Напряжение, В Форма исполнения Тип и назначение лифта, на котором установлен электродвигатель Типы электродвигателей для замены снятых с производства
АЛ-12-4 0,18 1350 220/127 М213 Пассажирские 4АА56.
АОЛ-12-4 — 1440 220/380 -—‘ лифты г/п 1000, В4НЛУЗ,
4АА56. — 1370 — — 500, 350 кг, v = форма ис-
В4НЛУЗ = 1 м/с; г/п 320 кг, полнения
АВ-072-4 1440 127/220 — — у = 0,71 м/с М2,13
ТАБЛИЦА 8. ТЕХНИЧЕСКАЯ ХАРАТЕРИСТИКА РЕДУКТОРА ДЛЯ ПРИВОДА ДВЕРЕЙ КАБИНЫ ЛИФТОВ МОДЕЛИ 1964 Г.
Тип Диаметр шкива клнноре-мениой передачи, мм Область применения
Р4-120 Р4-120 Р4Н-80А по 190/70 225/70 С подвижным полом кабины С неподвижным » » Вход с широкой стороны г/п 500 кг
ТАБЛИЦА 9. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА РЕМНЕЙ ДЛЯ ПРИВОДА ДВЕРЕЙ КАБИНЫ ЛИФТОВ
Тип Диаметр, мм Область применения
ОВ.НШ 800 Модель 1967 г., г/п 500 кг
О-500Ш 500 Модель 1964 г., г/п 320 кг
Двери шахты лифта являются ответственными и наиболее важными предохранительными устройствами на лифтах. Двери шахты лифта различают:
по приводу — ручные, открываемые и закрываемые вручную; полуавтоматические, открываемые и закрываемые автоматически от пружин или грузов, и автоматические, открываемые и закрываемые с помощью автоматического привода дверей;
по виду движения открывания и закрывания дверей— распашные или раздвижные: раздвижные могут быть горизонтально раздвижные и вертикально раздвижные (последние применяются только для грузовых лифтов);
по числу створок — одно-, двух- и трехстворчатые;
52
по конструкции ограждения — глухие, обшитые листовой сталью на всю высоту; сетчатые, огражденные сеткой свыше 1 м от пола.
Конструкция глухих дверей шахты должна предусматривать смотровые отверстия, за исключением дверей, которые открываются автоматически. Смотровое отверстие должно быть по ширине не более 120 мм, причем отверстия более 20 мм должны быть застеклены. У лифтов, устанавливаемых в жилых зданиях, стекло со стороны шахты должно быть ограждено сеткой.
Рис. 31. Распашная металлическая дверь шахты
/— левая и правая створки; 2 — дверь; 3 — вызывной аппарат; 4 — смотровое отверстие; 5 — притворная планка
Рис. 32. Распашная дверь шахты лифта
а — пассажирского; б — грузового
53
Распашные двери шахты лифта должны открываться только в сторону этажных площадок. Двери шахты являются одновременно и частью ограждения шахты и служат тем же целям, что и ограждения шахты.
Распашные двери шахты (рис. 31, 32) имеют каркас, сваренный из стальных уголков 50x50 мм. Каркас между уголками затягивается металлической сеткой или заделывается стальным листом. При изготовлении распашных дверей используют, как правило, металлические листы толщиной не менее 1,4 мм и металлическую сетку из проволоки диаметром не менее 1,2 мм е отверстиями в сетке не более 20 мм в стороне, причем при сетчатом ограждении дверь на высоту 1000 мм от пола ограждают стальным листом толщиной не менее 1,4 мм. В смотровое отверстие двери шахты устанавливают стекло толщиной не менее 8 мм при площади поверхности остекления, превышающей 300 см2, а при площади поверхности остекления до 300 см1 — толщиной не менее 4 мм. Высота дверей шахты должна быть по правилам Госгортехнадзора СССР не менее 2000 мм у лифтов, в кабину которых предусмотрен вход людей, и не менее 2200 мм у грузовых лифтов, загружаемых автокарами (средствами напольного транспорта), и у малых грузовых лифтов — не более 1000 мм.
Высота двери измеряется от уровня пола до верхней обвязки дверного проема.
Распашные двери шахты оборудуются автоматическими и неавтоматическими замками.
Автоматические замки (рис. 33) дверей шахты служат для того, чтобы запереть двери шахты, если кабина лифта находится в зоне неточной остановки (выше или ниже уровня посадочной площадки на 150 мм и более).
Автоматическими замками называются такие замки, которые без участия пассажира автоматически запирают двери шахты при движении кабины с заданного этажа.
Неавтоматические замки удерживают двери шахты в закрытом положении. Двери снабжены ручками, с помощью которых пассажиры открывают двери шахты вручную при нахождении кабины в точной остановке на данной посадочной площадке.
Все двери шахты лифтов с наружным вызовом порожней кабины оборудуются автоматическими и неавтоматическими замками. Работа всех автоматических и неавтоматических замков распашных дверей шахты ли-
84
Рис. 33. Автоматический и неавтоматический замки дверей шахты лифта
а — неавтоматический замок; б — автоматический замок: / — засов; 2, 3 — блок-коитакт контроля запирания и притвора двери шахты; 4 — ригель; 5 — резиновый ролик; 6 — рычаг автоматического замка; 7 — рычаг неавтоматического замка; 8 — болт для крепления ручки; 9 — блок-контакт контроля ригеля
фта контролируется блок-контактами, которые последовательно включены в электрическую цепь. Поэтому при размыкании любого из контактов двери шахты происходит разрыв электрической цепи, что приводит к остановке движения кабины. Движение кабины будет начато только после устранения разрыва электрической цепи.
Рассмотрим устройство и работу автоматического и неавтоматического замков распашных дверей шахты лифтов модели КМ.3-58.
Автоматический замок состоит из следующих основных деталей: металлического или капронового корпуса, ригеля 4, внутреннего и внешнего рычагов 6 с пружиной, блок-контактов 2, 3 контроля притвора и закрытия двери шахты и блок-контакта 9 контроля ригеля (запирания двери шахты неавтоматическим замком).
Автоматический замок распашных дверей шахты лифта устанавливают со стороны шахты на неподвиж-
55
Рис. 34. Механическая отводка и электромагнит типа ЭМО-602
Рис. 35. Электромагнитная отводка горизонтального. действия типа ЭМО-1
ную створку, правую (если смотреть на дверь из кабины).
Неавтоматический замок (рис. 33,а) состоит из следующих основных деталей: металлического корпуса, ручки 8 с пружиной, засова 1 с пружиной и рычага неавтоматического замка 7. Его устанавливают на дверь со стороны шахты. Для прохода ригеля 4 и засова 1 в полке стояка двери шахты имеются отверстия. Кроме этого, в двери шахты имеется отверстие и для ручки неавтоматического замка. Для прохода ригеля и упоров блок-кон-тактов 2, 3 в полке уголка непод
вижной створки также имеются отверстия. Работа авто-
матического и неавтоматического замков заключается в следующем. Когда кабина лифта находится в зоне точной остановки, механическая отводка, установленная на кабине, отводит рычаг автоматического замка 6 по часовой стрелке влево, а ригель 4 уходит вправо. Дверь
56
шахты можно открыть, нажав ручку неавтоматического замка вниз.
При движении кабины с этажа на 150 м:л и более резиновый ролик 5 рычага автоматического замка 6 сходит с механической отводки и под действием пружины (на рис. 33 виден конец этой пружины и отверстия для регулирования натяжной пружины) ригель входит в отверстие полки стояка двери шахты и запирает рычаг неавтоматического замка 7. Дверь шахты со стороны посадочной площадки открыть невозможно, так как ригель не даст повернуться ручке неавтоматического замка.
Подвижная электромагнитная отводка с вертикальным перемещением якоря типа ЭМО-602 для пассажирских лифтов с распашными дверями шахты, приведенная на рис. 34, устанавливается на кабине и представляет собой рабочую полосу (линейку) 1 с отогнутыми концами. Линейка отводки подвешена шарнирно на рычагах 2, соединенных с тягой 3 электромагнитом 4 типа ЭМО-602. При движении кабины электромагнит находится во включенном состоянии, а линейка соответственно убрана. При подходе к остановочному этажу электромагнит выключается, отводка, опускаясь, выдвигается и линейка занимает правое положение, отодвигает резиновый автоматический ролик замка двери шахты вместе с ригелем. Дверь шахты можно открыть.
На лифтах используют электромагнитную отводку и с горизонтальным перемещением якоря типа ЭМО-1 (рис. 35). Электромагнитная отводка состоит из электромагнита 1, к якорю которого прикреплена рабочая линейка 2, двух резиновых гофрированных манжет 3 и пружины, находящейся внутри электромагнита..
Принцип работы электромагнитной отводки ЭМО-1 заключается в следующем. При выключенном состоянии действие пружины, находящейся внутри электромагнита, якорь отводки вместе с раиОчсй линейкии перемещается в правое крайнее положение, а при включенном состоянии — в левое.
Большинство современных пассажирских и грузопассажирских отечественных лифтов снабжено раздвижными дверями шахты. Назначение раздвижных дверей шахты такое же, как и распашных, и к ним предъявляются Правилами Госгортехнадзора СССР аналогичные требования.
Общий вид раздвижной двери шахты массового пассажирского лифта показан на рис. 36. Эта конструкция раздвижной двери шахты легла в основу разработок
57
Рис. 36. Общий вид раздвижной двери шахты лифта
конструкций массовых пассажирских и грузопассажирских лифтов отечественного производства, поэтому рассмотрим ее более подробно.
Жахтные раздвижные двери состоят из следующих основных узлов: верхней балки 15, правой и левой створок 13, нижней балки (порога) 14 и соединительных стальных уголков. На верхней балке шахтных дверей установлены наклонные линейки 1, которые служат направляющими для правой 2 и левой 12 кареток. Над каретками расположены выключатели типа ВПК-2010 левой и правой створок 8. Они предназначены для контроля запирания створок дверей шахты автоматическими замками. Для контроля притвора створок двери шахты служит выключатель притвора створок шахты 4 типа ВПК-2111.
Капроновые ролики каретки 6 охватывают верхнюю полукруглую кромку линейки. Контрролики 7 служат для исключения возможности спадания кареток с направляющих линеек и для ограничения величины зазо-58
ра между створками при разжатии их снизу. Контрро* лики будут выполнять свое назначение в том случае, если зазор между ними и линейкой не будет превышать 0,2 мм. Механизм открывания створок состоит из ролика 10, двуплечевого рычага 9 и защелки 16, которые служат для запирания закрытой створки двери шахты. На защелке установлен ролик, предназначенный для фиксации ее в поднятом положении после отпирания створки. До конца открытия створки этот ролик находится на верхней кромке линейки.
Совместная работа автоматического замка и двуплечевого рычага двери шахты заключается в следующем. При наличии или отсутствии кабины на этаже и неработающем приводе дверей защелки правой или левой кареток находятся в опущенном положении и перекрывают их упоры. В таком положении створки 13 двери шахты заперты. При наличии кабины на данном этаже ролики рычагов обеих створок находятся в пазах отводок створок кабины.
. При включении электродвигателя привода дверей створки двери кабины начинают открываться и одновременно поворачивают рычаги 9 вокруг своих осей и, поднимая их, выводят из зацепления с упорами, тем самым открывая замки кареток. Дальнейшее движение створок обеих дверей будет протекать совместно по единому циклу.
Закрывание створок дверей происходит вследствие того, что шахтные двери лифта скатываются под действием собственной массы по наклонным направляющим линейкам, а створки кабинных дверей стремятся замкнуться под действием силы пружины.
§ 6. Противовесы. Противовесы современных лифтов уравновешивают полностью массу кабины и часть поднимаемого в ней груза, что позволяет уменьшить мощность электродвигателя лебедки (главного приводя).
Массу противовеса Рв можно определить по формуле Рп = Р к + CQ,
где Рк — масса кабины, кг; С — коэффициент уравновешивания; Q — грузоподъемность лифта, кг.
Коэффициент уравновешивания влияет на величину мощности выбираемого для лифта электродвигателя. Если бы в кабине всегда поднимался нормальный груз, то лучшим коэффициентом уравновешивания был бы С=0,5. В этом случае при подъеме груза, равного но-
59
макальной грузоподъемности, неуравновешенный груз определяется по формуле
(Pk + Q)-(Pk + 0,5Q) = 0,5Q.
При движении ненагруженной кабины вниз неуравновешенный груз равнялся бы Рк—(PK+0,5Q) =0,5Q, т. е. также 0,5Q. Если бы в кабине как при ее движении вверх, так и при движении вниз поднимался бы номи-нзльный груз, то идеальным коэффициентом уравновс-шивания был бы С=1, а номинальная мощность электродвигателя была необходима только для преодоления сил инерции.
В жилых и общественных зданиях в кабинах лифта практически номинальная нагрузка вверх поднимается только, во время пикового потока грузов или пассажиров (так, для предприятий пик подъема начинается, как правило, до начала рабочего дня, а для жилых зданий—после окончания), а спускается кабина в эти часы работы лифта чаще всего ненагруженная. Поэтому в целях экономии электроэнергии и обеспечения тяговой способности канатоведущего шкива лифта коэффициент уравновешивания принимают равным 0,3—0,4. При выборе массы противовеса следует проверить тяговую способность канатоведущего шкива при заданном профиле его ручья и заданном угле обхвата его канатом.
Мощность электродвигателя (кВт) рассчитывается в этом случае на неуравновешенный груз и приближенно ее можно определить по формуле
Q(l—С)и эл 102 ц где v — скорость движения кабины лифта, м/с; ц — КПД лебедки лифта.
В лифтах применяют в основном два вида противовесов: односекционные и двухсекционные, чаще всего сборные, состоящие из отдельных грузов, собираемых в раме. Высота противовеса, как правило, не превышает высоты каркаса кабины. На рис. 37 приведены односекционный и двухсекционный противовесы прямого подвешивания несущих тяговых канатов. Они состоят из металлического каркаса 1, пружинной подвески 5 для несущих тяговых канатов, башмаков противовеса 3, контрольных башмаков 4 и наборного груза 2. Масса отдельного груза в противовесах не должна превышать 60 кг. Грузы в противовесе не должны смещаться и выступать за установленный габарит более чем на 5 мм.
во
Рис. 38.
Рис. 37. Противовесы а — односекционный; б — двухсекционный
Противовес грузовых лифтов с полиспастной подвеской
Общий вид противовеса с полиспастным подвешиванием несущих тяговых канатов показан на рис. 38. Подрисуночные обозначения этого рисунка соответствуют обозначениям рис. 37.
Конструкции башмаков лифтов были приведены на рис. 23-—25.
§ 7. Направляющие. Все лифты снабжены жесткими направляющими. Направляющими называются стальные рельсы или деревянные брусья, по которым движутся кабина и противо-
з
вес в шахте лифта. Опп определяют положение кабины и противовеса по отношению друг к другу, а также кабины по отношению к дверям шахты или к деталям, установленным в шахте, обеспечивая необходимые зазоры
61
Рис. 39. Применяемые на лифтах профили направляющих
Рис. 40. Направляющая современных лифтов
между движущимися частями кабины и противовеса, а также между неподвижными частями шахты.
Направляющие должны быть прочными и достаточно жесткими, чтобы удерживать кабину и противовес в определенном положении при загрузке и разгрузке, при смещении центра тяжести кабины, а также удерживать кабину на ловителях с перегрузкой на 10% против номинальной нагрузки при предельных скоростях движения, а также в случае обрыва несущих канатов обеспечивать посадку противовеса на ловители (если он ими оборудован).
Для определения положения кабины или противовеса в шахте лифта достаточно иметь по две направляющих для кабины и противовеса. Направляющие располагаются, как правило, с боковых сторон кабины и противовеса, обеспечивая определенное расстояние между точками подвеса кабины и противовеса и диаметром канатоведущего шкива (если лебедка без отводного блока), что имеет место в современных пассажирских лифтах массового производства. Когда расстояние между точками подвеса кабины и противовеса не соответствует диаметру канатоведущего шкива, что имеет место в грузопассажирских и грузовых лифтах отечественного производства, то устанавливают отклоняющие блоки для канатов.
Направляющие кабины и противовесы устанавливают по всей высоте шахты от дна приямка до перекрытия шахты.,
62
Простейший вид направляющей — деревянный брус или стальной уголок. В качестве материала для направляющих служат стальной прокат различного профиля и дерево твердых пород (главным образом, бук, реже дуб). Для предохранения от гниения они провариваются в олифе. Лифты с деревянными направляющими обеспечивают бесшумное движение кабины, однако стоимость изготовления таких направляющих сравнительно высока и, кроме того, они подвержены короблению, а в случае пожара могут быть переносчиками огня с одного этажа на другой.
На рис. 39 приведены профили направляющих. В современных лифтах для направляющих используются стальные профили таврового сечения (рис. 40). Размеры и характеристики трех наиболее массовых профилей направляющих, применяемых для отечественных лифтов, приведены в табл. 10.
ТАБЛИЦА 10. ХАРАКТЕРИСТИКА НАПРАВЛЯЮЩИХ ЛИФТОВ
№ профиля Размеры, мм Масса 1 М, кг
в Н ь а h
1 130 НО 25 12 60 31,2
2 120 90 16 10 50 20,6
3 90 60 16 9 35 Н,8
Все три рабочие поверхности направляющих тщательно обрабатывают.
Отечественными заводами начато изготовление калиброванных направляющих для лифтов. Применение калиброванных направляющих позволяет уменьшить трудозатраты при обработке, повысить качество рабочей поверхности направляющих и обеспечить бесшумное и безопасное лпижение кабины н противовеса.
Направляющие стыкуются с помощью отрезков того же профиля с обработанной подошвой или с помощью специальных стыковых накладок. Направляющие доставляются на монтажную площадку отрезками длиной по 4 м, что дает возможность монтажникам быстро производить их монтаж. Направляющие крепят через определенные промежутки к стенам или каркасам шахты. Эти крепления могут быть неподвижными, жесткими или подвижными. Неподвижное или жесткое крепление осуществляется с помощью болта, который проходит через отверстие направляющей и через отверстие
63
в кронштейне или в скобе закладного устройства. Если направляющие прикреплены жестко до полной осадки здания (в процессе монтажа), то в процессе эксплуатации лифта возможно выпучивание отдельных участков направляющих, влекущее за собой выход кабины или противовеса из направляющих вследствие постоянной осадки здания. Поэтому широкое применение получило подвижное крепление направляющих с помощью специальных прижимов. При таком способе крепления, если даже направляющие имеют выпучивание одного из участков, то его можно будет легко ликвидировать, освободив прижимы по всей линии выше и ниже выпученного участка. После того как направляющие выпрямятся, прижимы вновь крепятся болтами.
Направляющие чаще всего опираются на фундамент и реже подвешиваются, например, в каркасно-приставных шахтах. Поэтому в зависимости от этого направляющие называются подвешенными или опертыми. Подвешенные направляющие не доходят до дна приямка, как правило, на 100—150 мм. Если же направляющие опираются на фундамент, то к нижним концам направляющих должны быть прикреплены опорные планки (площадки) из листовой сталй. Площадки заделываются в бетон основания дна приямка шахты на глубину 100—150 мм. Основание дна приямка под каждой направляющей кабины и противовеса должно быть достаточно прочное, рассчитанное выдерживать нагрузку от посадки кабины или противовеса на ловители при предельных скоростях движения.
Направляющие устанавливаются вертикально и параллельно друг другу. Допускается отклонение от вертикали для направляющих, имеющих высоту до 50 м,— не более ‘Доо ее высоты, а для направляющих высотой более 50 м — не более 10 мм. Допускаются отклонения от прямолинейности (неискривленности) направляющих ДО Viooo Длины, но не более 2 мм. Расстояние между головками направляющих (штихмасс) должно выполняться строго по чертежу. Допускается отклонение штихмасса на +1 мм.
Направляющая должна иметь трехкратный запас прочности по пределу текучести материала и ее прогиб не должен быть более Viooo L (L — расстояние между креплениями направляющей).
§ 8. Канаты. Стальные канаты изготавливаются различных типов и отличаются конструкцией, характером и направлением свивки и размером проволок (рис. 41).
64
Рис. 41. Стальные канаты
В зависимости от направления свивки прядей и самого каната различают канаты односторонней свивки, в которых направления свивки проволок в пряди и прядей в канат одинаковы, и канаты крестовой свивки, в которых направления свивки прядей и самого каната противоположны.
По роду свивки проволок в прядях изготавливают канаты с точечным касанием отдельных проволок между слоями прядей (ТК) и с линейным касанием проволок в пряди (ЛК).
Канаты с линейным касанием проволок могут быть, из проволок одинакового диаметра в отдельных слоях (ЛК—О), с проволоками двух разных диаметров в верх-UO KJ П ТУ ГТ П X» - / nV ГН X, л ТТ^ГЧХЧГЧХХГЧХ^хж.--
**—л J лл л- |7аопи1и Г*
одинакового диаметра по отдельным слоям (ЛК—РО).
Промышленность выпускает также канаты с комбинированным касанием отдельных проволок в прядях между слоями. Такие канаты имеют буквенное обозначение— ТЛК, т. е. точечно-линейного касания.
Канаты, применяемые для подвешивания кабины и противовеса, должны быть одинаковой конструкции и одного диаметра. Тяговые канаты, используемые в лифтах, несут нагрузку независимо от того, перемещается ли кабина лифта или стоит неподвижно, имеются ли в кабине пассажиры и груз или кабина пуста. Поэтому тяговые канаты должны обладать высокой гибкостью,
3(.О5) Зак. 330
65
достаточной прочностью и долговечностью. В связи с этим очень важно правильно выбрать и рассчитать канаты.
Стальные канаты лифтов проверяются на прочность по разрыву, по условию перегиба и долговечности.
По Правилам Госгортехнадзора СССР стальные канаты должны рассчитываться на прочность, исходя из наибольшего рабочего натяжения в ветви каната, по формуле
где К — расчетный коэффициент запаса прочности; Рр — разрывное усилие каната в целом, кгс; S — наибольшее рабочее натяжение в ветви каната (без учета динамических нагрузок), кгс; [К]—допустимый коэффициент запаса прочности.
Значение наименьшего коэффициента запаса прочности канатов для лифтов должно соответствовать нормам, содержащимся в табл. 11 Правил Госгортехнадзора СССР.
ТАБЛИЦА 11. НАИМЕНЬШИЙ ДОПУСКАЕМЫЙ КОЭФФИЦИЕНТ ЗАПАСА ПРОЧНОСТИ КАНАТОВ ДЛЯ РАЗЛИЧНЫХ ТИПОВ ЛИФТОВ
Тип лебедки Скорость движения каната, м/с Коэффициент запаса прочности лифта К
грузовой без проводника, грузовой малый пассажирский, грузо-пассажирский, больничный. грузовой с проводником
Барабанная До 1 включительно 8 9
То же 10 12
С каиатове- От 1 до 2 включительно 11 13
дущим шки- От 2 до 4 включительно 12 14
вом Свыше 4 13 15
Расчетное наряжение в ветви каната кабины определяется по формуле
___Q + Qk + Qi + 0.5 Qi
О - ‘ ,
П
где Q — номинальная грузоподъемность- лифта, кг; QK — масса кабины, кг; Qi — масса канатов от точки сбегания их с канатоведущего шкива (барабана) или блока, расположенных над шахтой, до точки крепления на кабине при ее нижнем положении, кг; Qi—мае-са натяжного устройства уравновешивающих канатов, кг; п число канатов или ветвей канатов, на которых подвешена кабина или противовес.
На долговечность каната оказывают большое влияние перегибы каната на канатоведущем шкиве и отводных
66
блоках. Чем меньше перегибов делает канат на отводных блоках, тем дольше срок его службы. Условие перегиба (расчетное отношение е) каната проверяется по формуле
е = Iе] >
где Dm, dK — соответственно диаметры шкива и каната, мм; [е] — минимально допустимое отношение.
Наименьшее допустимое значение коэффициента [е], регламентированное Правилами Госгортехнадзора1 СССР, указано в табл. 12.
При выборе тяговых канатов для повышения их долговечности (из условия.перегиба) следует отдавать предпочтение канатам, имеющим большое отношение диаметра канатоведущего шкива Ош к диаметру каната dK.
Желательно принимать [е]^50.
ТАБЛИЦА 12 НАИМЕНЬШЕЕ ДОПУСТИМОЕ ЗНАЧЕНИЕ КОЭФФИЦИЕНТА [е] ДЛЯ ОПРЕДЕЛЕНИЯ ДИАМЕТРА БАРАБАНА, КАНАТОВЕДУЩЕГО ШКИВА И БЛОКОВ, ОГИБАЕМЫХ ТЯГОВЫМ КАНАТОМ
Назначение лифта Скорость движения кабины (противовеса), м/с Коэффициент [е], не менее
Пассажирский, грузопассажирский и грузовой с проводником Более 1,4 45
То же, и больничный До 1,4 включительно 40
Грузовой без проводника U 30
Показателем износа канатов являются обрывы проволок на его поверхности, легко замечаемые при наружном осмотре. Обрывы проволок происходят не одновременно, а постепенно, нарастая с течением, времени. ч/СНОВЯНиСМ ДЛЯ ^рсГКОБКИ КЛИЛТОБ ЯБЛЯСТСЯ ЧИСЛО ДО’ пускаемых обрывов проволок на длине одного шага свивки. Число допускаемых обрывов проволок в канате зависит от первоначального запаса прочности и конструкции каната (числа проволок в канате и характера свивки). Предельные допустимые числа обрывов проволок на длине одного шага свивки каната по Правилам Госгортехнадзора СССР приведены в табл. 13.
Для определения шага свивки от точки/(см. рис.41) отсчитывают число прядей на единицу больше числа их в канате. Расстояние /—// будет шагом свивки каната.
3*(0,5) Зак. 330
1 При наличии у канатов поверхностного износа или коррозии проволок число обрывов должно быть уменьшено в соответствии со следующими данными:
Число обрывов проволок на шаге свивки, % от норм, указанных в табл. 12
Поверхностный износ или коррозия проволок по диаметру, %
10
15
20
25
30
..........................................85
.........................................75
.................................... 7П
• •................................’ . 60
и более...................................50
При износе или коррозии, достигнувших 40% первоначального диаметра проволок, канат должен быть заменен. 4
ТАБЛИЦА 13. ЧИСЛО ОБРЫВОВ ПРОВОЛОК НА ДЛИНЕ ОДНОГО ШАГА СВИВКИ КАНАТА, ПРИ КОТОРОМ КАНАТ ДОЛЖЕН БЫТЬ ЗАБРАКОВАН
Первоначальный диаметр, мм Число обрывов
6X19=114 и один органический сердечник 6X37= 222 и один органический сердечник
крестовой свивки односторонней свивки крестовой свивки односторонней с'внвкн
До 9 14 7 23 12
9—10 16 8 26 13
10—12 18 9 29 14
12—>14 20 10 32 16
14—16 22 11 36 18
Свыше 16 24 12 38 19
Примечания: 1. Браковку канатов 6X19 с разными диаметрами проволок производят по данной таблице. Число же обрывов проволок определяют, считая толстую проволоку за 1,7, а тонкую — за 1.
2. Если конструкция бракуемого каната.отличается от указанной в таблице, то табличное браковочное число определяют для ближайшего каната по числу прядей и числу проволок в сечении. Это браковочное число ближайшего каната умножают на коэффициент, представляющий собой отношение числа проволок в наружных слоях прядей внетабличного каната к такому же числу проволок ближайшего каната, указанного в таблице. Эти числа для обоих канатов берут из ГОСТа.
3. Когда кабина подвешена на двух канатах, каждый бракуют в отдельности, причем допускается замена одного более изношенного каната.
4. Когда кабина подвешена на трех и более канатах, то выбраковывают по среднему арифметическому значению, определяемому исходя из наибольшего числа обрывов проволок на длине одного шага свивки каждого каната. При этом у одного из канатов допускается повышенное число обрывов проволок, ио не более чем на 50% против норм, указанных в таблице чисел обрывов на шаге свивки.
5. При обнаружении в канате оборванной пряди канат бракуют.
68
1
Рис. 42. Пружинная подвеска противовеса
/ — зажим; 2 —канат; 3 — патрон; 4 — палец: 5 —шайба; 6 —гайки и контргайки; 7—болт ушковый; 8 — шплинт
1
Рис. 43. Трехкаиатиая балансирная подвеска
/ — стяжное кольцо; 2 — зажимы; 3 — клин; 4 — нижний балансир; 5 — ушковая тяга; б — верхний балансир; 7 — палец; 8 — шайба;
9 — патрон
Канат ограничителя скорости бракуют так же, как и тяговые канаты. Его диаметр в соответствии с ГОСТ 3077—69 должен быть 7,8 мм.
В табл. 14 приведены основные характеристики ка-наЮв, применяемых на лифтах.
Для прикрепления кабин и противовесов к канатам используют подвески. По конструкции подвески бывают жесткие, пружинные (рис. 42) и балансирные (рис. 43). Балансирная подвеска кабины состоит из верхнего 6 и нижнего 4 балансиров, которые, в свою очередь, состоят из двух стальных пластин каждый. Верхний и нижний балансиры шарнирно скреплены между собой с помощью тяги 5, причем длины плеч верхнего балансира равны. У нижнего балансира одно плечо вдвое длиннее другого, что позволяет уравновесить нагрузку, приходящуюся на два каната, действующую
69
OL
осо часпсл*- СЛ СЛ СЛСлСЛСЛ СЛ СЛ СО СО 4* —З —СЛ Диаметр каната, мм
7,94 9,79 12,88 15,63 22.47 29,92 39,54 49,67 54.07 60.94 73,36 86,65 101,68 117,58 139,69 158,19 177,85 198,67 243,76 293.48 347,82 Расчетная площадь сечення всех проволок, мм2
126 153 220,5 293,6 387,5 487 530 597 719 852,5 996,5 1155 1370 1550 1745 1950 2390 2880 3410 77,8 95,9 Ориентировочная масса 1000 м смазанного каната, кг
•40W-4*-COO>W 1 I I I I I I I I I I ооооооооо ооооооооо суммарное всех проволок в канате 1372 (
— — — — o*cowococnw^ SSSoSoSSSi I I I I 11 I I I ii ооооооооо ооооооооо каната в целом ;i40) 1 >азрыв«ое усилие Н,и<
СлФ-ОЬЭЬЭЮЮ — — — W СЛ Ф CD W О-J "SSSSSSSi I 1.1 I I I I I I I I ООООООООО ооооооооо суммарное всех проволок в канате 1470
1 126 500 146 500 174 000 197 000 221 500 247 500 304 000 366 500 434 000 каната в целом 1 (OS Г)
35 200 46 900 61 950 77 850 84 750 95 550 115 000 136 000 159 000 184 000 219 000 248 000 278 500 311 500 382 000 460 000 545 000 суммарное всех проволок в канате 1568 э менее, ;
29 900 39 800 53 650 66 150 72 000 81 100 97 750 115 500 135000 156 000 183 000 210 500 236 500 264 500 324 500 391 000 463 500 каната в целом (160) 1ля разли
37 400 49 800 65 850 82 750 90 050 101 500 122 000 144 500 169 000 195 500 232 500 263 500 - 296 000 330 500 406 000 488 500 579 000 суммарное всех проволок в канате 1666 йви хинь
31 300 42 350 55950 70 300 76 500 86 150 103 500 122 500 143 500 166 000 197 000 223 500 251 000 281 000 344 500 415 500 492 000 каната в целом (170) 'КИрОБОЧН!
22 700 27 550 39 600 52 750 69 700 87 600 95 350 107 000 129 000 153 000 179 000 207 000 246 000 279 000 313 500 350 000 429 500 517 500 613 500 14 000 17 250 суммарное всех проволок в канате I 1764 >1Х групп,
18 800 22 800 32 750 43 650 57 650 72 450 78 850 88 700 106 500 126 500 147 500 171 500 203 500 230 500 259 000 289 500 355 500 428 000 507 50Q 11 550 14 250 каната в целом СО МПа (
14 750 18 200 23 950 29 100 41 800 55 700 73 600 92 450 100 500 113 000 136 500 161 500 189 000 218 500 260 000 294 500 331 000 369 500 453 500 546 000 647 500 суммарное всех проволок в канате 1 1862 s' S,
19 600 23 800 34 250 45 550 60 300 75 800 82 350 92 800 111 000 132 000 154 500 178 500 212 500 241 500 270 500 362 500 371 500 447 500 530 500 12 050 14 900 каната в целом (061)
ТАБЛИЦА 14. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАЛЬНЫХ КАЦАТОВ [ГОСТ 3077—80 «КАНАТЫ СТАЛЬНЫЕ ТИПА ЛК-0, КОНСТРУКЦИИ 6X19 (1 + 9+ 9) +1, ОРГАНИЧЕСКИЙ СЕРДЕЧНИК»]
через тягу 5, на короткое плечо нижнего балансира. При отсутствии неравномерной осадки канатов в ручьях канатоведущего шкива и при одинаковой длине канатов такое распределение длин плеч позволяет балансиру занимать горизонтальное положение при движении кабины по всей высоте шахты. При неравномерном износе ручьев канатоведущего шкива нагрузка распределяется неравномерно и то плечо балансира, нагрузка на котором уменьшилась за счет удлинения одного каната, опустится, а плечо, на котором нагрузка увеличилась, поднимется. Положение балансиров при движении кабины по всей высоте шахты будет постоянно изменяться и будет слышно поскрипывание балансиров.
На рис. 44 приведена трехканатная балансирная подвеска лифтов модели ЭМИЗ. Она состоит из фонаря 5, который с помощью болта жестко прикреплен к рычагу 22. Фонарь выполнен из полосовой стали и имеет верхнюю и нижнюю площадки. Он может свободно перемещаться между швеллерами верхней рамы каркаса кабины. Рычаг 22 жестко соединен с рычагом 21, который шарнирно соединен с тягой 19. На тяге свободно посажен ролик 16, который фиксируется гайкой и контргайкой 20. Ролик имеет желоб для исключения самопроизвольного спадания штока блок-контакта ловителей 15 и размыкания электросхемы лифта. Блок-контакт прикреплен к швеллеру уголком. При посадке кабины на ловители, обрыве одного или нескольких канатов или какой-либо другой причине балансирная подвеска отклонится от горизонтали, тогда фонарь 5 опустится и надавит рычаг 22. В свою очередь, верхняя часть рычага 21 с тягой 19 сделает поступательное движение влево, а шток блок-контакта 15 сойдет с желоба ролика и разомкнет цепь управления лифтом, а кабина сядет на ловители, так как рычаг 18, жестко укрепленный на валу, повернется против часовой стрелки и поднимет тяги клиньев ловителей к направляющим. Прикрепление конца каната к подвеске кабины или противовесу может быть выполнено одним из способов, показанных на рис. 45:
его загибают вокруг стального сердцевидного ковша, образуя петлю и заплетая в теле каната на длине не менее 15 диаметров каната, но не менее 300 мм (рис. 45,а). Этот способ дает наиболее прочное соединение, но он требует высокой квалификации рабочего и занимает много времени;
71
Рис. 44. Трехканатная балансирная подвеска кабвны лифта, модели ЭМИЗ
72
его зажимают не менее чем тремя зажимами (рис. 45,6);
расплетенные проволоки помещают в конические втулки (рис. 45, а) и заливают баббитом;
помещают во втулки (рис. 45,г), снабженные стальными зажимными клиньями.
Зажимы (хомуты) получают все более широкое применение при эксплуатации лифтов. Число зажимов, необходимое для надежного крепления канатов, определяется по формуле
Р псж —- о ,
2^[а]Р
где Р— разрывное усилие каната, кгс; do — внутренний диаметр резьбы зажима (хомута); [ст] р= 1000 кгс/см2 — допускаемое для зажимов напряжение при растяжении.
В лифтах Правилами Госгортехнадзора СССР предусмотрено применять не менее трех зажимов при креплении тяговых и уравновешивающих канатов и не менее двух-трех — при креплении канатов ограничителя скорости.
Расстояния между зажимами и длина свободного конца каната от последнего зажима должны быть не менее шести диаметров каната.
§ 9. Ограничители скорости и ловители. Ограничители скорости должны приводить в действие механизм ловителей кабины (противовеса), если скорость движения кабины (противовеса) вниз превысит номинальную. скорость не менее чем на 15% и не более чем на 40% для лифтов с номинальной скоростью до 1,4 м/с включительно; на 33% — с номинальной скоростью более 1,4 до 4 м/с включительно; на 25%—с номинальной скоростью более 4 м/с.
К работе ограничителя скорости предъявляются следующие основные требования: он должен срабатывать при достижении кабиной или противовесом определенной, наперед заданной критической скорости; устройство его должно обеспечивать усилия, достаточные для включения ловителей; конструкция ограничителя и его элементов должна обладать достаточной долговечностью.
Применяемые в настоящее время конструкции ограничителей скорости работают на принципе использования центробежных сил. По конструктивному исполнению указанного принципа ограничители скорости могут быть разделены на две группы: с вертикальным и с горизонтальным расположением вала.
7S
Рис. 46. Ограничитель скорости ОС-1
Рис. 47. Ограничитель скорости ОС-2 (с горизонтальной осью вращения)
Отечественная лифтостроительная промышленность выпускает ограничители скорости в основном двух конструкций ОС-1 и ОС-2 (рис. 46 и 47) с горизонтально расположенным валом.
Рассмотрим устройство ограничителя скорости ОС-2 (см. рис. 47). На ось 14 с помощью двух радиальных шариковых подшипников 13 опирается шкив 5. Для предохранения подшипников от загрязнения торцевые поверхности ступицы шкива закрываются крышками и сальниковыми уплотнителями. Для предотвращения перемещения подшипников в осевом направлении применяются втулки и пружинные кольца. В ось 14 устанавливается масленка для смазки подшипников. Один конец оси вставляется в прилив корпуса 12 и крепится двумя гайками. На шкиве 5 ограничителя скорости проточены два ручья клиновидной формы. Большой 3 имеет внутренний диаметр 195 мм, а меньший—140 мм. Оба ручья предназначены для взаимодействия шкива ограничителя скорости с канатом. Ручей с малым диаметром служит для работы ограничителя скорости во время проверки действия ловителей кабины. На торцевой поверхности шкива имеются два резьбовых отверстия, в которые ввернуты оси 6'. На свободный конец каждой оси 6 надеты грузы 2, 7, в кото
74
рые вставлены пальцы, соединенные между собой тягой 8. На тягу надета пружина 9,- которая упирается в регулировочные гайки. Корпус 12 ограничителя скорости отлит из серого чугуна. Его вертикальная стенка в нижней части заканчивается приливом, в котором имеются отверстия для крепления. При посадке кабины на ловители корпус ограничителя скорости воспринимает значительные нагрузки, поэтому прилив с вертикальной стенкой соединен ребром жесткости. На внешнем торце кольцевой части корпуса имеются четыре прорези, куда вставлены и закреплены упоры 1. Длина пружины 9 регулируется установочными гайками в зависимости от номинальной скорости движения лифта.
Принцип работы большинства ограничителей скорости основан на использовании действия центробежных сил вращающих масс. При вращении шкива под действием этих сил грузы 2, 7, поворачиваясь вокруг своих осей 6, стремятся удалиться от центра. Так как оба груза связаны между собой тягой 9, то поворот одного из них вызовет вращение второго груза. Вращение грузов сдерживается пружиной 9, надетой на тягу 8, вследствие того что пружина препятствует перемещению тяги в направлении ее оси. Действие пружины будет эффективным до тех пор, пока центробежные силы, стремящиеся развести грузы, не достигнут величины, при которой пружина начинает сжиматься. Это произойдет при увеличении скорости вращения шкива выше предусмотренной номинальным режимом работы лифта. Именно на эту номиналъную скорость отрегулирован ограничитель скорости. Движение кабины с большой линейной скоростью вызовет увеличение окружной скорости вращения шкива и грузов. Последнее обстоятельство приведет к тому, что грузы с большой центробежной силой разойдутся в стороны и упрутся в упоры 1, реоли инанавливая вращение шкива. Такое' положение приведет к тому, что канат в лунке шкива за счет сил трения остановится в то время, как кабина лифта продолжит движение. Дальнейшее натяжение каната ограничителя скорости вызовет включение механизма привода ловителя кабины, а при срабатывании его — отключение электропитания двигателя лебедки лифта. Из вышесказанногЪ видно, что скорость движения каната равна окружной скорости шкива. В свою очередь, окружная скорость шкива зависит от частоты его вращения и определяется по формуле
75
л D п 60 ишк
откуда
где Ошк — окружная скорость шкива, м/с; п — частота вращения шкива, об/мин; D — диаметр шкива, м.
С уменьшением диаметра шкива увеличивается частота его вращения, а следовательно, увеличивается центробежная сила, разводящая в стороны вращающиеся грузы 2, 7. Эта зависимость использована в конструкции шкива для удобства проверки действия ограничителя скорости. Так,как диаметр малого ручья выбран с учетом срабатывания ограничителя скорости при движении кабины со скоростью, превышающей номинальную на 15%, проверка действия ограничителя скорости сводится к перебросу каната с большего диаметра на меньший. В этом случае при движении кабины ограничитель скорости начнет вращаться быстрее, что вызовет его остановку.
Ограничитель скорости ОС-2, как правило, устанавливают (рис. 48) на подставку 1, сваренную из уголка или швеллера. К оси 3 приварены рычаги 2, имеющие на концах форму вилки. Кроме того, к оси 3 приварен эксцентрик 7, взаимодействующий при повороте рычагов с электровыключателем 6. Сквозь валики рычагов проходят ветви каната 4 ограничителя скорости 5. На каждой ветви каната ограничителя скорости в определенных массах по высоте закреплены зажимы 8. Так как канат ограничителя скорости связан с кабиной лифта, то при переходе ею крайних (нижнего и верхнего) рабочих положений зажимы 8, укрепленные на канате, воздействуют на рычаг 2, поворачивая его вверх. При повороте рычага вверх эксцентрик 7 взаимодействует с роликом, выключателя 6 и разрывает электрическую цепь, что приводит к остановке движения кабины вверх или вниз.
Ограничитель скорости должен снабжаться заводской табличкой с указанием завода-изготовителя, типа ограничителя скорости, номинальной скорости срабатывания, заводского номера и даты выпуска.
Принцип работы ограничителя скорости ОС-1 не отличается от работы ограничителя скорости ОС-2.
В мировой лифтостроительной практике используют различные конструкции ограничителей скорости. На рис. 49, 50, 51 приведены ограничители скорости различных зарубежных фирм: «Отис», «Митсубиси», «Редко». Следует отметить, что некоторые зарубежные фир-76
Рис. 48. Установка ограничителя скорости ОС-2 в машинном помещении
Рис. 50. Ограничители скорости фирмы «Митсубиси»
Рис. 49. Ограничитель скорости фирмы «Отис»
77
Рис. 51. Ограничитель скорости фирмы «Релко»
! мы используют ограничители скорости с верти-| кально расположенным валом.
Так, у ограничителя скорости фирмы «Вестингауз» шкив через коническую передачу соединен с вертикальным валом, на котором шарнирно укреплены два шаровых груза. При увеличении частоты вращения под влиянием центробежной силы шаровые грузы расходятся и . поднимают муфту, свя-I занную с рычагом замка колодки зажимного устройства. Замок освобождает колодку, которая, падая под действием соб
ственной массы, зажимает канат ограничителя скорости. Пружина, установленная в колодке, служит для ограничения величины уси-
лия, зажимающего канат.
Некоторые фирмы применяют на лифтах ограничители скорости, имеющие вращающийся многогранник. Специальный ролик, обегая многогранник, при номинальной скорости, не оказывает никакого воздействия на механизм ограничителя скорости. При достижении критической скорости ролик отталкивается гранями сильнее, через систему рычагов освобождает колодку зажимного устройства, которая падая, защемляет канат ограничителя скорости.
Ловители и ограничители скорости представляют собой взаимосвязанные устройства. Ловителями оборудуются, как правило, все типы кабин лифтов, а противовесы лифтов — только со скоростью движения 1,5 м/с и более. Противовесы всех лифтов оборудуются ловителями независимо от номинальной скорости, если шахта лифта расположена над проходом.
Таким образом, основная задача, которая возлагается на ловители,— это остановить кабину (противовес) в случае превышения ею (им) скорости движения выше установленного предела. Эта задача выполняется ловителями с помощью ограничителя скорости, поэтому
78
ловители и ограничители скорости являются единым комплексным предохранительным устройством.
Кроме того, Правилами Госгортехнадзора СССР установлена максимальная величина замедления движения при посадке кабины (противовеса) на ловители, которая не должна превышать 25 м/с2. Эту величину допускается превышать, если длительность действия этого превышения не более 0,04 с.
По характеру действия ловители разделяются на две группы: резкого торможения — клиновые, роликовые и эксцентриковые и скользящего действия — клещевые и комбинированные.
На рис. 52 приведена принципиальная схема работы ограничителя скорости и ловителей.
Клиновые ловители состоят из клиньев 6, направляющих подушек 8, прикрепленных к швеллерам 9 нижней части каркаса кабины. Направляющие пазы, в которых перемещаются клинья, устроены под углом к направляющим. Таким образом, при перемещении клиньев вверх они приближаются к направляющим, при опускании— удаляются. Клиновыми ловителями оборудуются все кабины (противовесы) лифтов со скоростью движения до 1 м/с, кроме больничных лифтов, которые снабжены клещевыми комбинированными ловителями.
На рис. 53 показана конструкция комбинированных клещевых ловителей, применяемых на отечественных лифтах.
Клещевые комбинированные ловители состоят из рычагов 5 и 19, соединенных между собой осью 13, которая закреплена в металлоконструкции рамы кабины. Между рычагами помещен узел пружины 20 в сборе. Одно коническое гнездо выполнено непосредственно в теле рычага 5, а другое — в кольце 18, имеющем на DIICKIIICn ЦИЛИНДриЧсСКии ПОВбрлпОСхй парсЗлу, с ними-щью которой кольцо ввертывается в тело рычага 19. Кольцо 18 стопорится болтом 17.
Пружину 20 предварительно сжимают с помощью болта 21 между двумя фасонными шайбами 6 со сферическими поверхностями. Пружина опирается поверхностями на стенки рычага 5 и кольца 18. Пружина с болтом расположена на длинном плече рычага: Колодка 4 примыкает к рычагу 19 цилиндрической поверхностью, позволяющей колодке 4 самоустанавлйваться при нажатии на направляющую всей рабочей поверхностью. С целью самоустановки колодку крепят к рычагу не жестко, а с помощью болта 12 и пружины 11. В верти-
79
Рис. 52. Принципиальная схема работы клиновых ловителей
J — ограничитель скорости; 2 — зажим; 3 — механизм включения ловителей; 4 — натяжное устройство; 5 — канат ограничителя скорости; 6 — клинья ло-вителей; 7 — тяги; 8 — направляющая колодка клина; 2 — швеллер
калькой направлении тормозная колодка удерживается в рычаге буртиками, расположенными по торцам колодки и охватывающими рычаг.
На коротком плече рычага клещевых ловителей аналогичным образом крепят колодку 8, отличающуюся от тормозной колодки 4, тем, что ее плоскость, обращенная к направляющим, расположена под углом к оси направляющей, образуя клиновое пространство. В этом пространстве между клиновой колодкой 8 и направляющей расположен клин 3, при перемещении которого вверх направляющая заклинивается между тормозной колодкой 4 и клином 3.
С целью снижения силы трения скольжения клина 3 по поверхности колодки 8 между ними размещена роликовая обойма 9, которая удерживается снизу план
ово
кой 2, а с боков — планками 7. Планки 2 и 7 фиксируют подвижной клин в горизонтальной плоскости, причем клин удерживается от перемещения в сторону направляющей штифтами 10.
Работа комбинированных клещевых ловителей при остановке каната—ограничителя скорости аналогична работе клиновых ловителей. Перемещением вверх клина 3 относительно клиновой колодки регулируют зазоры между направляющей и рабочими поверхностями клина и тормозной колодкой.
В начальный момент просадки кабины на ловители тормозная колодка скользит по направляющей, а клин а)
232 МО
4 3». 330
81
Рис. 53. Конструкции клещевых комбинированных ловителей а — конструкция эксцентриковых ловителей; б, в — общий вид эксцентриковых ловителей
на некоторое время останавливается на направляющей, позволяя клиновой колодке перемещаться вниз, зажимая направляющую в клещах. При заклинивании направляющей короткие плечи рычагов разводятся в стороны, сводя при этом длинные плечи рычагов и сжимая пружину.
Нарастание усилия зажатия направляющей клещевыми комбинированными ловителями происходит до того момента, когда колодка 4 вместе с кабиной или противовесом переместится относительно клина 3, удерживающего силами трения неподвижно на направляющей до соприкосновения с упорами на клиие. Если к этому моменту кабина или противовес не остановились, то с этим наибольшим усилием сжатия клещи вместе с клином начнут перемещаться относительно направляющей до их полной остановки. Величину сжатия направляющей клещевыми комбинированными ловителями регулируют путем предварительного сжатия пружины 20.
Лифты со скоростью движения кабины выше 1 м/с снабжены клещевыми комбинированными ловителями, обеспечивающими более плавное торможение в сравне-
82
нии с описанными выше клиновыми ловителями. В лифтах применяются и клиновые подпружиненные ловители, обеспечивающие плавное торможение кабины, которые к тому же в несколько раз легче и дешевле в изготовлении, чем клещевые. Плавность торможения клиновыми подпружиненными ловителями обеспечивается двумя пружинами, взаимодействующими с колодками. Общий вид клиновых подпружиненных ловителей приведен на рис. 54.
Клиновые подпружиненные ловители состоят из корпуса 1, в котором установлены рессоры 12. В корпусе с помощью пальца 13 фиксируется колодка 14, к которой сверху и снизу прикреплены щеки 15 и пальцы 16. Клинья 17 с помощью пальцев 16 удерживаются относительно колодки 14 в определенном положении. Для регулирования клиньев на их нижней части установлены болты 18 с контргайками. В средней части клина (с противоположной от направляющей части) предусмотрено продолговатое отверстие, в которое входит кронштейн 9, приваренный к втулке 23, насаженной на ось 24. На оси насажены втулка 20 и кронштейны 8 и 21. На втулке 20 имеется регулировочный болт 22, фиксируемый контргайкой.
Канат И ограничителя скорости крепится с помощью зажимов 10 к кронштейну 21. Ловители кабины лифта связаны между собой тягой 2, которая регулируется стяжной муфтой 3. На тяге укреплена планка 25, ко
4* Зак, ззо
83
торая при срабатывании ловителей, воздействует на ролик контактного устройства 19 и отключает контактор «верха» или «низа» панели управления. Для удержания всех подвижных частей ловителя в исходном положении на тяге 2 устанавливают пружину 5.
Клиновые подпружиненные ловители работают следующим образом: когда кабина при движении достигнет предельного значения скорости, частота вращения шкива ограничителя скорости достигает той величины, при которой срабатывает центробежный регулятор ограничителя и прекращается вращение шкива. Вместе со шкивом останавливается и бесконечный канат И ограничителя скорости. Вследствие того что канат ограничителя скорости шарнирно соединен с кабиной через рычаг 21, он продолжает вместе с ней движение вниз. Рычаг поворачивается относительно кабины вверх и увлекает за собой клинья 17. При движении клиньев вверх за счет наклонных поверхностей колодок 14 клинья перемещаются в сторону направляющей и зажимают ее. При дальнейшем движении кабины клинья, коснувшись направляющих, останавливаются, зажав направляющую.
В это время колодки 14, двигаясь вместе с кабиной, начинают перемещаться в сторону рессор 12, одновременно скользя по наклонной поверхности клина 17, что вызывает изгиб рессор 12. Изгиб рессор увеличивается до тех пор, пока палец 16 не коснется нижней поверхности корпуса 1. Рессоры 12 в этот момент создадут наибольшее усилие зажатия направляющей клиньями 17.
При повороте кронштейна 8 тяга 2 будет перемещаться вправо, сжимая при этом пружину 5 и отводя планку 25 в сторону от контактного устройства 19, что вызовет срабатывание и отключение контактора, в результате чего произойдет отключение электродвигателя лебедки.
После снятия кабины с ловителей устройство займет исходное положение.
Эксцентриковые ловители характеризуются большими динамическими воздействиями на кабину и применяются, как правило, на грузовых лифтах небольшой грузоподъемности. Эксцентриковый ловитель (рис. 55) состоит из двух эксцентриков 19, жестко укрепленных на концах вала 12 со стороны направляющих. Часть торцевой поверхности эксцентрика обращена к направляющей и имеет насечку для увеличения силы сцепления. В исходном положении вал эксцентрика удерживается
84
Рис. 55. Эксцентриковые ловители
а — конструкция эксцентриковых ловителей; б — общий вид эксцентриковых ловителей
канатом 1, прикрепленным к тяговым канатам 3, обеспечивая зазоры между эксцентриками и направляющими не более 5 мм. Пружина 10 одним концом прикреплена к рычагу 11, который сидит на валу 12, а другим — к регулировочной шпильке 9, закрепленной на площадке верхней балки каркаса кабины.
При ослаблении или обрыве каната 1 эксцентрики 19 под действием пружины 10 поворачиваются на валу 12 на угол 21°, врезаясь насечкой в направляющую. На
85
жимная площадка 13 воздействует на контакт 15 ло> вителей й отключает электродвигатель лифта. Дальнейший поворот эксцентрика приводит к тому, что он упирается в направляющие и тем самым обеспечивает удержание кабины (клетки) в фиксированном положении.
§ 10. Упоры и буфера. В приямке лифта под кабиной и противовесом устанавливаются жесткие упоры или буфера.
Жесткие упоры представляют собой, как правило, металлические (реже бетонные) опоры, установленные на дне приямка и укрепленные на направляющих. Для смягчения ударов на упорах закрепляют, как правило, упругие прокладки из твердой резины (иногда из дере
ва с волокнами, расположенными параллельно опорным поверхностям).
Жесткие упоры без упругих прокладок допускаются только для лифтов со скоростью движения кабины (противовеса) не более 0,5 м/с.
Упоры и буфера предназначены для остановки кабины, если она будет опускаться ниже уровня нижней остановки. Кабина должна быть оставлена в таком положении, чтобы под ней было свободное пространство глубиной не менее 750 мм, считая от дна приямка до нижних частей кабины (кроме направляющих башмаков). Упоры и буфера предназначены также для остановки противовеса, опускающегося ниже первого рабочего этажа, в случае когда кабина при движении вверх не остановилась на уровне верхней остановки (посадоч
Рис. 56. Пружинные буфера
1 — уровень пола кабины; 2 — отметка первой посадочной площадки; 3 —
ной площадки).
Для лифтов с номинальной скоростью не более 0,5 м/с устанавливают жесткие упоры. Для пассажирских и больничных лифтов жесткие упоры не применяются. Для лифтов со скоростью движения кабины более 0,5 м/с применяют пружинные и гидравлические буфера. Среднее замедление при посадке порожнег"! кабины на буфер не должно превышать 25 м/с2. Эту
величину допускается
превышать, если длитель-
опора
86
ность действия этого превышения не более 0,04 с.
В пассажирских и Грузопассажирских лифтах, скорость движения кабины которых не превышает 1 м/с, широко применяются пружинные буфера (рис. 56). Они представляют собой цилиндрические пружины, выполненные из круглой проволоки. Пружины устанавливаются на железобетонных тумбах: две —под кабиной, одна — под противовесом.
По Правилам Госгортехнадзора СССР упоры и буфера рассчитывают на посадку кабины с грузом, превышающим номинальную грузоподъемность лифта на 10%, и на посадку противовеса, движущегося с наибольшей скоростью, допускаемой ограничителем скорости. Пружинные буфера рассчитываются в такой последовательности.
Замедление при посадке груженой кабины на буфер без обрыва тяговых канатов определяют по формуле
а = fengT/1/G,
Г 2
. ч/ тгкс .. , , .
где Кп== 1/ — коэффициент (т — число буферов; г — г g
жесткость пружины; цр — расчетная скорость кабины в начальный
момент посадки на буфер, принимаемая равной скорости, при которой срабатывает ограничитель скорости; g = 9,81 м/с2 — ускорение свободного падения); G — масса кабины с грузом, кг;
(П-Ту)*
$ = ПЛ-Т—коэффициент; П — масса противовеса, кг; Т —
масса тяговых канатов, кг; у — коэффициент тяговой способности
канатоведущего шкива.
Замедление при посадке на буфер кабины с грузом, превышающим номинальную грузоподъемность лифта на 10% (если нет тяговых канатов), определяется по формуле
ar = K g]/~
1
*+1,1
где Л — масса кабины, кг; Q — грузоподъемность лифта, кг. Максимальная нагрузка на буферное устройство
+пах ~ (* + 1, 1 Q) ( 1 +
\ g I Максимальная нагрузка на один 'буфер Pl~P max/,n, где m — число буферов.
Максимальный ход буфера
F = Pi'z, где г — жесткость буфера (пружины).
87
Рис. 57. Гидравлические буфера
/ — корпус; 2 — плунжер; 3 — пружина; 4 — шток; 5 — головка штока; 6 — пружина; 7 — конический шток
# Замедление При посадке на буфер груженой кабины при обрыве тяговых канатов
Буфер противовеса рассчитывается на посадку противовеса, движущегося с максимально допустимой рабочей скоростью.
Замедление при посадке противовеса на буфер
а= g х
гс,р) __ (К-уП2
П \ g ) у(к+уТ)
Максимальная нагрузка на буфер противовеса
Ртах = П (1 +a/g).
Ход буфера противовеса
Гпр = Р тах/2--
В лифтах со скоростью
движения
кабины
более
1 м/с устанавливают гидравлические (масляные) оуфера (рис. 57).
Масляные буфера рассчитывают на среднее замедление кабины или противовеса не более g = 9,81 м/с2 при посадке на максимальной скорости. Динамическая нагрузка (кгс) на плунжер масляного буфера
R = G(1 +a/g) я 2G.
Рабочее давление (кгс/см2) жидкости в буфере
P0 = 2G/F, где F—площадь сечения плунжера (за вычетом площади отверстий в нем), см2.
88
Ход плунжера
5пл =- t’p ,'2 g.
Рабочее давление должно сохраняться неизменным в течение всего хода плунжера, а скорость плунжера должна за то же время уменьшаться от номинальной до нуля. Поэтому площадь отверстия (или отверстий), через которое происходит вытеснение масла, должна постепенно, по мере продвижения плунжера, уменьшаться. Первоначальная площадь отверстия определяется по формуле
где С — коэффициент, зависящий от вязкости масла и формы отверстия (определяется опытным путем):.для керосина С ~ 0,0065+ +0,01; для веретенного масла С я; 0,07.
Закон изменения величины открытого отверстия (отверстий) в зависимости от положения плунжера выражается уравнением
Zs = Vz2S7S™,
где Z5 — величина открытого отверстия при оставшемся ходе плунжера; S' — рабочий ход плунжера; 5Пл — полный ход плунжера.
ГЛАВА 2. ЭЛЕКТРИЧЕСКАЯ
И ЭЛЕКТРОМАГНИТНАЯ КОНТАКТНАЯ АППАРАТУРА ЛИФТОВ
§ 11. Классификация аппаратуры, применяемой в лифтах?. В зависимости, от вида воздействия и природы сигналов различают механические, гидравлические, пневматические и электрические аппараты. В устройствах управления и автоматики лифтов наибольшее распространение получили электрические аппараты ввиду присущих им преимуществ перед другими видами аппаратов.
Электрический аппарат представляет собой электрическое устройство, предназначенное для коммутации, стабилизации или регулирования электрических, механических и иных нагрузок.
Под коммутацией понимают процессы изменения электрического тока, напряжения, мощности в электрических цепях и процессы изменения усилий, моментов в механических устройствах. Коммутация может быть ступенчатой и плавной.
89
Примерами ступенчатой коммутации являются включение, отключение или переключение электрической цепи, включение или отключение тормозного электромагнита, приводящего к растормаживанию или затормаживанию механического вала с помощью пружинного механического тормоза.
Функции стабилизации или регулирования различных величин и параметров лифтовой установки осуществляют электрические регуляторы, и стабилизаторы, которые могут быть построены с помощью реле, логических элементов, усилителей, тиристорных преобразователей и т. д. При использовании контактной аппаратуры регуляторы и стабилизаторы работают как дискретные, т. е. используют скачкообразно изменяющиеся электрические сигналы.
Применение бесконтактной аппаратуры позволяет использовать регуляторы и стабилизаторы, работающие как при скачкообразных, так и при плавных изменениях электрических сигналов.
Наиболее совершенными бесконтактными аппаратами являются дискретные и аналоговые микросхемы: логические элементы, операционные, дифференциальные, линейные и другие усилители. Большое применение в современной автоматике находят и такие бесконтактные аппараты, как транзисторные, тиристор-^ ные н магнитные усилители, резисторные, тиристорные оптроны, пропорциональные, пропорционально-интегральные и пропорционально-интегрально-дифференциальные полупроводниковые регуляторы, асинхронные и исинхронные тахогенераторы, индуктивные и фотоэлектрические датчики положения и т. д.
Условная классификация контактной аппаратуры и бесконтактной, применяемой в лифтах или перспективной к применению, приведена в табл. 15 и 16.
Следует отметить, что в табл. 15 и 16 не приведены многие контактные и бесконтактные блоки автоматики, нашедшие применение в лифтах в связи с тем, что оазбивка системы управления лифтовой установки на блоки является в известной степени условной, зависит от элементарной базы, принципов, положенных в основу управления и автоматики, конструктивного оформления и других причин. Кроме того, для реализации системы управления на бесконтактных элементах предстоит пройти значительный путь, проделав большую исследовательскую и конструкторскую работу, что может привести к иному подходу при раз-
90
ТАБЛИЦА 15. КЛАССИФИКАЦИЯ КОНТАКТНЫХ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
Виды по назначению Группы Наименование Функции
Аппараты Командные Кнопка при- Подача сигналов движения
управления аппараты каза Кнопка вызова Кнопка «стоп» кабины Подача сигнала закрытия дверей Подача сигнала вызова кабины Подача сигнала остановки кабины
Коммутаци- Тормозной Управление пружинным ме-
онные аппараты электромагнит Контактор Пакетный выключатель ханическим тормозом Включение и отключение электрических цепей, нулевая защита Включение и отключение электрических цепей
Универсальный пере- Включение, отключение переключения электрических
Защитные ключатель Штепсельный разъем цепей управления Соединение электрических цепей управления
Автоматиче- Включение, отключение и
аппараты ский выключатель Плавкий максимальная защита электрических цепей Защита электрических це-
предохранитель Реле защиты пей от короткого замыкания и токовых перегрузок Защита электрических цепей от короткого замыкания, исчезновения напряжения, обрыва и т. д. Переключение электриче-
Аппараты Датчики Этажный пе-
автоматики реключатель Датчик точной останов- ских цепей при прохожде-НИИ уаЛыни дцфта. Коммутация цепей управления при достижении каби-
ки Конечный ВЫКЛЮЧЭ1-тель Датчик загрузки кабины Копираппа-рат ной заданного этажа Коммутация цепей управления при достижении подвижным устройством (кабиной, дверью, полом и т. д.) крайнего положения Сигнализация о степени загрузки кабины Определение положения кабины в шахте
91
Продолжение табл, li
Виды по назначению Группы Наименование Функции
Реле авто- Реле управ- Формирование сигнала уп-
матики ления Реле вызова Реле времени Реле контроля равлеиия и контроля операций (подъем, спуск, закрытие дверей и т. д.) Формирование сигналов вызова в соответствии с установленной очередностью Формирование сигналов с задержкой по времени Контроль состояния электрических цепей, дверей, - замков, устройств автоматики и защиты
Блоки авто- Блок выбо- Выбор иаправлеиия движе-
матики ра направления ния кабины в зависимости от ее положения и наличия
Блок точной остановки Блок безопасности Блок авто- приказов и вызовов Обеспечение остановки кабины с требуемой точностью Обеспечение безопасности работы лифта Автоматическое открывание
матического открывания и закрывания дверей Блок переключения режимов работы и закрывание дверей при достижении кабиной заданного этажа Автоматические переключения программы работы
ТАБЛИЦА! в. КЛАССИФИКАЦИЯ БЕСКОНТАКТНЫХ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
Виды по назначению Группы Наименование Функции
Аппараты управления Командные аппараты Коммутационные и защитные аппараты Индуктивная кнопка управления Электронная кнопка управления Тиристорный преобразователь Подача сигналов управления (движение, вызов, закрытие дверей и т. д.) Подача сигналов управления Коммутация силовых цепей, преобразование переменного напряжения в постоянное, защита электрических цепей
92
Продолжение табл. 16
Виды по назначению 1 Группы Наименование Функции
Оптронный (тиристорный) выключатель Транзисторный ключ Фотоэлектрический копираппа-рат Транзисторный копир-аппарат Копираппа-рат непрерывного сложения Коммутация электрических цепей и их защита То же Определение положения ка* бины в шахте То же »
Аппараты Датчики Датчик за- Сигнализация о степени за-
автоматики грузки кабины Датчик скорости Датчик ускорения грузки кабины Формирование аналогового или дискретного сигнала Формирование аналогового или дискретного сигнала ускорения кабины
Датчик тока Формирование сигнала пропорционально току электрической цепи
Датчик температуры Формирование сигнала, зависящего от температуры или пропорционального температуре
Логические Логические Формирование логических
элементы интегральные микросхемы функций автоматики управления
Усилители Магнитные усилители Транзисторные усилители Усиление и формирование аналоговых сигналов управления и автоматики То же
Интегральные операционные усилители
Регуляторы Регулятор Формирование сигнала ско-
и стабилизаторы скорости рости движения кабины
93
17
Продолжение табл. /6
Виды по назначению Группы Наименование Функции
Блоки автоматики Устройство сигнализации Регулятор положения Стабилизированный источник Задатчик интенсивности Логическое устройство Указатель направления Индикатор положения Формирование сигнала регулирования положения кабины при ее точной остановке Стабилизация напряжения для питания аппаратов автоматики и управления Формирование программы изменения скорости и ограничения ускорения Формирование заданных алгоритмов автоматики и управления Указание направления движения кабины Указание положения кабины
бивке системы управления на блоки. Так, например, в настоящее время в сложных системах автоматики и управления считается перспективным применение микропроцессорной техники, в связи с чем при групповом управлении лифтами функции автоматики целесообразно будет передать микропроцессору.
§ 12. Вводные рубильники. Их применяют в пусковых устройствах постоянного и переменного тока в качестве входных аппаратов, позволяющих отключать электроустановки или их отдельные участки от сети питания. Как правило, коммутация электрических цепей рубильника с центральными рукоятками производится при отсутствии тока в коммутируемой цепи, т. е. после снятия нагрузки другими закрытыми коммутирующими аппаратами, например автоматическими выключателями. При необходимости отключения цепи под током применяется вводный рубильник, защищенный сплошным кожухом с расположенной сбоку приводной рукояткой. На лифтах, выпущенных до 1957 г., устанавливались рубильники с центральными рукоятками, которые сохранились на большинстве таких лифтов по настоящее время.
Лифты, выпущенные после 1957 г., снабжены вводными рубильниками, защищенными сплошными кожухами, с расположенными сбоку приводными рукоятками.
В настоящее время лифты в основном снабжаются двумя типами вводных рубильников ВУ и ЯРВ.
94
Вводные рубильники ВУ-1 (рис. 58) состоят из кожуха 4 с крышкой Л трех конткатных узлов (по числу фаз), которые включают в себя ножи 7, шарнирные 10 и контактные стойки 8, изолирующие основание 3 и приводное устройство, которое, в свою очередь, состоит из траверсы 2 и рукоятки 9.
Вводные рубильники снабжены, кроме этого, защитой от выхода радиопомех в сеть в виде трех проходных конденсаторов 12. Основным элементом неподвижной контактной стойки является один из типов приведенных на рис. 58 пинцетов. Ножи рубильников изготовляются чаще всего из твердой шинной меди, реже из латуни или бронзы, контактные стойки — из меди. Для создания надежного контакта между ножом и контактной стойкой на последней устанавливается пинцет, пружинящие губки 16 которого изготовлены из бронзы или другого пружинящего металла, обладающего хорошей проводимостью или хорошими контактными свойствами (стойкость к окислению и малая истираемость). В некоторых случаях для улучшения контактного нажатия применяются дополнительные пружинящие элементы 15 из стали.
К вводным рубильникам предъявляются следующие требования.
1. Вводные рубильники должны быть оборудованы кожухами, не имеющими отверстий и щелей для перемещения рукоятки, и помещены в запираемые ящики.
В положении «Отключено» рубильники не должны самопроизвольно замыкать электрическую цепь под действием силы тяжести своих подвижных частей, а последние— находиться под напряжением.
2. Указанные выше рубильники, предназначенные лишь для снятия напряжений, допускается устанавливать откпыто ППИ условии итл пни и₽ доступны для не квалифицированного персонала (ПУЭ ст. IV-1-10).
3. Ограждения и закрытия токоведущих частей (крышки, кожухи, дверцы) должны быть выполнены таким образом, чтобы снять или открыть их было возможно лишь с помощью ключей, инструментов (СНиП, ч. III, разд. А).
4. Вводные рубильники должны устанавливаться в машинном помещении в непосредственной близости от входа (Правила устройства и безопасной эксплуатации лифтов Госгортехнадзора СССР).
Краткая техническая характеристика вводных рубильников, применяемых на лифтах, приведена в табл. 17.
95
Рис. 58. Рубильники
а — вводный рубильник типа ВУ-1: / — крыш-
ка; 2— траверса; 3 — изолирующая плнта (основание); 4 — кожух; 5 — клеммные соединения; 6 — входные провода; 7 — ножн; 8 — контактные стойки; 9 — рукоятка; 10 — шарнирные стойки; 11— заземляющий провод; 12 — конденсаторы; 13 — заземляющая шина; 14 — выходные провода: 15 — пружинное? кольцо; 16 — губки пинцетов: 17 — болты; б — вводный рубильник типа ЯРВ-6113: / — рубильник типа ЯРВ-6113; 2 — проходной конденсатор; в — разрез вводного рубильника ВУ-1
§ 13. Вызывные аппараты и кнопочные посты управления. Для вызова кабины на этажную площадку или подачи приказа из кабины служат кнопки, которые могут быть с самовозвратом, залипающие и западающие. Штифт кнопки с самовозвратом после ее опускания под действием пружины возвращается в исходное состояние и в схему управления поступает электрический сигнал, по длительности равный длительности нажатия кнопки. Этот импульс либо включает электромагнитный прибор (реле),, который запоминает сигнал, либо изменяет состояние статического бесконтактного- логического элемента, предназначенного для запоминания сигнала. В вызывных аппаратах с залипающими кнопками типа ВП-50 после нажатия толкатель остается в рабочем положении под действием удерживающего электромагни-
96
та. Возврат кнопки в исходное состояние производится шунтированием катушки удерживающего электромагнита. В западающих кнопках после нажатия толкатель также остается в рабочем положении, но удерживается механической защелкой или за счет трения.
Вызывные аппараты и кнопочные посты управления на лифтах с одиночным управлением обычно выполняются с самовозвратными кнопками. Для сигнализации и регистрации вызова или о занятости кабины вызывные аппараты типа ВП-20, ВП-31, ВП-ЗОМ снабжаются красной сигнальной лампочкой. Вызывные аппараты типа ВП-30 и ВП-ЗОМ приведены на рис. 59 и кнопочные посты управления — на рис. 60. На лифтах с собирательной системой управления в жилых и административных зданиях применяются вызывные аппара-
Рис. 59. Вызывные аппараты слева — типа ВП-30; справа — типа ВП-ЗОМ
97
ТА 6 Л И ЦА 17. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ВВОДНЫХ УСТРОЙСТВ/
Тип в А Схема питания электросети Габариты, мм Примечание
ВУ-1 380 70 Трехфазная 530X426X225 Применяется на: пассажирских и грузовых лифтах с напряжением питающей сети 380 В
ВУ-3 500 150 530x425x225 пассажирских и грузовых лифтах с напряжением питающей сети 220 В
ЯРВ-6113 380 100 » 470X304X 240 пассажирских лифтах типа КМЗ-58, КМЗ- 58М
ВУ-1УЗ 380 70 » 480X335X178 пассажирских лифтах, грузовых и больничных лифтах с напряжением питающей сети 380 В
ВУ-ЗУЗ 500 160 » 530X425X250 пассажирских и грузовых лифтах с напряжением питающей цепи 220 В
ВУ-2УЗ 380 70 » грузоиых лифтах г/п 500, 100, 200 при напряжении сети 220, 380 В и г/п 3200, 5000 кг при напряжении сети
ВУ-4УЗ 500 160 Трехфазная с нулевым проводом 380 В грузовых лифтах г/п 3200 и 5000 кг с напряжением питающей сети 220 В
98
ТАБЛИЦА 18. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ВЫЗЫВНЫХ АППАРАТОВ
Тип ВЫЗЫВНОГО аппарата °Н’ в Допустимый длительный ток контактов, А Тип толкателей Габариты (размер отверстия под аппарат), мм U цепи сигнализации» В Примечание
ВП-30 220 2,5 Кнопочный элемент с самовозвра- 130X90X61 Применяется на:
вп-зом НО Г ЭМ (110X51) 24 лифтах г/п 320 и 350 кг, п = 0,71 и 0,65 м/с
ВП-50 220 НО 2,5 1 кнопочный элемент с удержива-кщим электромагнитом кат — 110 95X68X76 (90X52) — лифтах г/п 320 и 520 кг, V— = 1 м/с для жилых зданий
ВП-52 220 НО 2,5 2 кнопочный элемента с удерживающими электромагнитами Lкат = 110 125X95X78 (90X82) пассажирских лифтах г/п 500 и и 1000 кг, п=1 м/с для административных зданий
ВП-ШУЗ* 220 НО 2,5 Кнопочный элемент с самовозвратом 120X85X61 .24 лифтах г/п 320 и 350 кг, п = = 0,71 и 0,65 м/с для жилых зданий
ВП-53УЗ 220 НО 2,5 1 кнопочный элемент с удерживающим электромагнитом ^/«ат,= 1 10 120X85X89 (108X59) лифтах г/п 320 н 500 кг, п = 1 и 1,4 м/с
ВП-54УЗ 220 НО 2,5 2 кнопочных элемента с указательными стрелками направления кабины 193X85X91 (178X59) лифтах г/п 500 и 1000 кг, п=1 и 1,4 м/с для административных зданий
ВП-70УЗ 220 НО 2,5 Кнопочный элемент КЭ-70 с самовозвратом 120X85X72 (92X37) — лифтах грузовых г/п 500, 1000, 2000, 3200 и 5000 кг
ВП-70 220 110 2,5 То же 110X60X72 (92X37) — лифтах г/п 500, грузовых г/п 1000, 2000, 3200 и 5000 кг
S * Вызывной аппарат ВП-20: заменяется на аппарат типа ВП-31УЗ.
S
ТА Б Л И ЦЛ 19. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА КНОПОЧНЫХ ПОСТОВ УПРАВЛЕНИЯ
Тип кнопочного поста управления Количество кнопок (толкателей этажных) 7И контактов, А Va контактов, В Число обслуживаемых этажей 6' цепи сигнализации Габариты (размер отверстий под аппарат), мм Тип толкателей Примечание Применение
ПЛ-2306УЗ 6 2,5 220 6 443X138X72 С самовозвра- Имеются: микро- Применяются на:
ПЛ-2307УЗ 7 ПО 7 — том фон, 1 кнопка «вы- пассажирских
ПЛ-2308УЗ 8 8 497X 138X72 зов», 1 кнопка' лифтах г/п 350*
ПЛ-2309УЗ 9 9 (492X123) <стоп> кг с ручным »
ПЛ-2310УЗ 10 10 551x138x72 автоматическим
ПЛ-21311 УЗ 11 11 (506X123) 578x138 x 72 приводом две*-
ПЛ-2312УЗ 12 12 рей, заменяют кнопочный пост
ПЛ-310ЙУЗ 3 3 246x204x75 Имеются: световая ПЛ-2000
ПЛ-3104УЗ 4 4 (234X175) сигнализация, тузовых и боль-
ПЛ-ЗЮ5УЗ 5 5 24 362X204X75 1 кнопка «стоп», ничных лифтах
ПЛ-ЗЮ6УЗ 6 6 (234X175) 1 кнопка «вызов»
ПЛ-ЗЮ7УЗ 7 7
ПЛ-Э1О8УЗ 8 8 —-4
ПЛ-3109УЗ 9 9 478x204x75
ПЛ-ЗНОУЗ 10 10 (466X176)
ПЛ-3111 УЗ 11 11 —-1
ПЛ-3112УЗ 12 12
ПЛ-3113УЗ 13 13 536X204X75
ПЛ-3114УЗ 14 14 (5С4Х175)
ПЛ-5806УЗ 6 6 443X138X89
ПЛ-5307УЗ 7 7
ПЛ-6Э08УЗ 8 8 497X138 X 89
ПЛ-5309УЗ 9 9
ПЛ-5310УЗ 10 10 389x218x89
ПЛ-5312УЗ 12 12 (344X203)
ПЛ-5314УЗ 14 14 443x218x89
ПЛ-5316УЗ 16 16 (398X203)
ПЛ-5318УЗ 18 18 497 X 218 X 89
ПЛ-5320УЗ ПЛ-5322УЗ 20 22 20 22 (452X203) 551X218X89
ПЛ-5324УЗ 24 24 (508X203)
ПЛ-6326УЗ 26 26 605x218x89
(560X203)
ПЛ-5406УЗ 6 2,5 220 6 Табло на 335x218x89
ПЛ-5408УЗ 8 ПО 8 12, 24 В 389x218x89
ПЛ-5410УЗ 10 10 (344X20i3)
ПЛ-5412УЗ 12 12 443X218X89
ПЛ-5414УЗ ПЛ-5416УЗ 14 16 14 16 (398X203) 497x218x89
ПЛ-54Л8УЗ ПЛ-5420УЗ 18 20 18 20 (452X203) 551X218X89
ПЛ-5422УЗ ПЛ-5424УЗ 22 24 22 24 (508X203) 605x218x89
ПЛ-5426УЗ 26 26 (560X203)
о
С удерживающим электромагнитом
^иат=1Ю В, имеются кнопки 1 «вызов», 1 «стоп» и микрофон
пассажирских лифтах жилых зданий1 с автоматическим приводом дверей" г/п 320 кг, п = = 1 м/с, заменяют посты управления1 ПЛ-5000
Этажные кнопки с удерживающим электромагнитом, кнопки «стоп» и «вызов» с само-возвратом
^кат = И0 В, имеются: микрофон, дополнтельное световое табло для сигнализации о перегрузке кабины лифта, 1 кнопка «стоп» н 1 кнопка «вызов»
пассажирских лифтах жилых зданий1 с автоматическим1 приводом дверей1 г/п 500 кг, »= = 1 м/с, заменяют кнопочные посты-управления ПЛ-5000 при наличии" световой сигнализации о перегрузке кабины лифта
Тип кнопочного поста управления Количество кнопок (толкателей этажных) /и контактов, А Уи контактов, В Число обслуживаемых этажей U цепи сигнализации Габариты (размер отверстий под аппарат), мм
ПЛ-6306УЗ 6 2,5 220 6 Напряжение 389x218x89
ПЛ-6308УЗ 8 ПО 220 8 светового табло для (344X203)
ПЛ-631 ОУ 3 10 ПО ю- сигиализа- 443x218x89
ПЛ-6312УЗ 12 12 цин о перегрузке ка- (398X203)
ПЛ-6314УЗ 14 14 бины лифта 497X218X89
ПЛ-6316УЗ 16 16 24 В (452X203)
ПЛ-6318УЗ 18 18 551x218x89
ПЛ-6320УЗ 20 20 (508X203)
ПЛ-6322УЗ 22 22 605x218x89
ПЛ-6324УЗ 24 24 (560X203)
ПЛ-6326УЗ 26 26 659x218x89
ПЛ-6328УЗ 28 28
ПЛ-бЗЗОУЗ 30 30 713x218x89
Продолжение табл. 19
Тип толкателей
Примечание
Применение
Этажные кнопки с удерживающим электромагнитом, кнопки «стоп», «вызов», «ход», «отмена» с самовозвратом
£/кат’—110 В, система управления собирательная;
имеет кнопки «вызов», «стоп», «ход», «отмена», микрофон, и световое табло для сигнализации о перегрузке кабины лифта
пассажирских лифтах общественных зданий с автоматическим приводом дверей, заменяют посты управления ПЛ-6000
ПЛ-6406УЗ 6 6 389x218x89 С/нат= И0 В; си- пассажирских
ПЛ-6408УЗ 8 8 443x218x89 стема управления лифтах общест-
ПЛ-6410УЗ 10 10 собирательная венных зданий с
ПЛ-6412УЗ 12 12 497x218x89 имеет кнопки «вы- автоматическим
ПЛ-6414УЗ 14 14 зов», «стоп», «ход», приводом две-
ПЛ-6416УЗ 16 16 551x218x89 «отмена», микро- рей, заменяют
ПЛ-6418УЗ 18 18 фон, тумблер, вен- посты управле-
ПЛ-6420УЗ 20 20 605x218x89 тилятора и свето- ния ПЛ-6000 при
ПЛ-6422УЗ 22 22 вое табло для сиг- наличии венти-
ПЛ-6424УЗ 24 24 659 x 218 x 89 нализации о пере- лятора в кабине
ПЛ-6426УЗ 26 26 грузке кабины лифта
лифта
ПКТ-20У2 2 6 5'jC Кнопки с само- пассажирских и
223 возвратом грузовых лифтах
для управления
лифтом с крыши
кабины
ПКЛ-31УЗ 3 Напряжение 208X82X60 Имеются надписи: при наружном
сигнальной «вниз» «звонок» управлении лиф-
лампы 24 В «стоп», имеется том с двух эта-
лампа «занято» жей. Устанавли-
вается на верх-
нем этаже
Примечания: 1. При ЦЛ-2306УЗ, ПЛ-5463УЗ, ТА-5406УЗ /я контактов равно 2,5 В; при ПКТ-20У21—6В.
2. При ПЛ-2306УЗ, ПЛ-540БУЗ, ПЛ-6306УЗ, ПЛ-6310УЗ UB кон таков равно 220 В; при ПЛ-2307УЗ, ПЛ-5408УЗ, ПЛ-6308УЗ, ПЛ-63 |2УЗ UB контактов равно ПО В; при ПКТ-20У2 UB контактов равно 500 и 220 В.
3. При ПЛ-ЗЮЗУЗ U цепи сигнализации равно 24 В; при ПЛ-5406УЗ—'12; 24 В; при ПЛ-6306УЗ напряже-—. ние светового табло для сигнализации от перегрузки кабины лифта равно 24 В; при ПКЛ-31УЗ напряжение сиг-
ов нальной лампы 24 В.
Рис. 60. Кнопочные посты управления
ты и кнопочные посты управления с самовозвратными кнопками. В табл. 18 и 19 приведены тип и основные характеристики вызывных аппаратов и кнопочных постов управления, применяемых на пассажирских и грузовых лифтах отечественного производства.
§ 14. Контакторы, магнитные пускатели и автоматические выключатели. Основным коммутационным аппаратом, применяемым на лифтах, являются контактор или магнитный пускатель. Контактор это двухпозиционный аппарат с самовозвратом, предназначенный для частых коммутаций нормальных токов с электромагнитным приводом. Возврат контактора в исходное (отключенное) состояние происходит под действием возвратной пружины, массы подвижной системы или при действии обоих факторов. Для гашения электрической дуги, возникающей при размыкании силовых контактов, в контакторах применяются дугогасительные камеры. В качестве примера на рис. 61 приведена конструкция магнитного пускателя типа ПА400 и контактора КТПВ-621, применяемых на лифтах. Магнитный пускатель состоит из стального основания 1, сердечника 2, который самоустанавливается на стальной чеке 5. Для смягчения удара сердечника 2 о чеку 5 между ними в прямоугольном отверстии проложены текстолитовые
104
Пластинки. Удар якоря 6 о сердечник 2 смягчается тремя амортизационными пружинами 7, а удар якоря об упор 3 амортизируется за счет резиновой втулки 19. Подвижные контакты 11 мостикового типа изготовлены из твердой меди и снабжены контактными напайками из металлокерамики марки СОК15. За счет того, что мостики подвижных контактов максимально облегчены, они могут самоустанавливаться на цилиндрической опоре пластмассового вкладыша 13. Фиксация мостика в положении, соответствующем моменту размыкания контактов, осуществляется за счет трения между мостиком и вкладышем 13. Контактные нажатия создаются цилиндрическими пружинами 12. Скобы контактодержа-телей крепятся к пластмассовой траверсе 18, укрепленной на рычаге 17. Неподвижные контакты 10 установлены на пластмассовом основании камеры 9 и крепятся к основанию 1 магнитного пускателя. Крышка камеры 8 крепится защелкивающей пружиной 19 и возвратными пружинами 15. Возвратные пружины 15 закрепляются с помощью пластмассовых втулок, вставленных в гнезда траверсы. Рычаг 17 магнитного пускателя поворачивается вокруг оси, закрепленной в основании камеры. Неподвижные контакты 10 снабжены напайками из металлокерамики СОК15 и имеют форму П-образной скобы в целях создания магнитного поля в месте возникновения дуги. Магнитные пускатели снабжены стальной скобой 20, способствующей быстрому сходу дуги с контактов и ее гашению. Контакты блок-контактов магнитного пускателя типа ПА400, как правило, изготовляются мостикового типа. Каждый блок имеет один замыкающий и один размыкающий контакты, одну возвратную пружину, которая создает нажатие на замыкающие контакты, и одну пружину, которая создает нажатие на размыкающие контакты. Замыкающие и размыкающие мостики контактов изолированы друг от друга.
В табл. 20, 21 приведены тип и основные технические характеристики контактов и магнитных пускателей, применяемых на лифтах.
К коммутационым аппаратам с ручным приводом относятся пакетные выключатели, универсальные переключатели и штепсельные разъемы.
Основным защитным аппаратом, применяемым на лифтах, являются автоматические выключатели, предназначенные для защиты станции управления и электро-
105
a)
двигателей от токов короткого замыкания и токовых перегрузок.
Выключатели типа АП50 (рис. 62) выпускают с тепловым расцепителем перегрузки. Автоматические выключатели типа АП50-ЗМТ применяют для защиты от перегрузок в цепях электродвигателя привода дверей.
Выключатели типа АП50-ЗМТ состоят из основания 1, пластмассового корпуса 2, подвижного контакта 4, тепловых расцепителей 6. Тепловые расцепители 6 срабатывают с выдержкой времени, находящейся в обратной зависимости от тока. Применяемые магнитные расцепители 7 срабатывают без выдержки времени при токах, превышающих значения допустимого тока электродвигателя. Подвижной контакт 4 соединен гибким проводом 5 с тепловым расцепителем 6, который имеет электрическую связь с одним концом катушки электромагнитного расцепителя, а второй конец катушки ’ соединен с выводом автоматического выключателя. Подвижные контакты 4 монтируются на траверсе 9, которая механически связана с кнопками «Включено», «Отключено». При нажатии кнопки «Включено» траверса 9 поворачивается и нажимает на подвижные контакты 4, которые соприкасаются с неподвижными контактами 3. В корпусе автоматического выключателя имеются дуго-
106
б)
6
Рис. 61. Контакторы
а — конструкция контактора типа ПА-400: / — основание; 2 — сердечник; 3 — упор якоря; 4 — катушка; 5 — чека сердечника; 6 — якорь; 7 — амортизационная пружина сердечника; 8 — дугогасительная камера; 9 — основание камеры; 10— неподвижный контакт; // — мостик контактный; 12— контактная пружина; 13— вкладыш; 14 — блок-контакты; 15 — возвратная пружина; /6 — ось якоря; /7 — рычаг; 18 — траверса; 19 — втулка; 20 — скоба; 21 — стойка б — контактор типа КТПВ-621: / — держатель якоря; 2 — держатель пружины; 3 — пружина; 4 — подвижная часть силового контакта; 5 — защелки дугогасительных камер; 6 — неподвижная часть силового; 7 — виток для магнитного дутья; 8 — клемма для присоединения силового провода; 9 — болт для крепления силового контакта; 10 — якорь; // — нажимная пластина; 12 — винт для крепления якоря; 13, 14 — траверсы; 15— винт для крепления провода (см. стр. 106)
107
ТАБЛИЦА 20. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА КОНТАКТОРОВ
Тип контактора U сети, В / главной ном цепи, А Число контактов вспомогательной це- ли Исполнение Примечание
ктпв- 380 63 2"з" + Без плиты с Применяется на: пассажирских лиф-
621 УЗ 220 + 2"р" передним тах г/п 320 (350),
ктвп-622УЗ МК.1-20УЗ 220 100 40 О "о" 1 + Т'р'" 3"з" + + 1"Р" 2"з" + присоединением 500 кг и = 0,71 (0,65), 1 м/с грузовых и выжимных лифтах г/п 500, 1000,, 2000, 3200, 5000 кг, в=0,25 и 0,5 м/с пассажирских и грузопассажирских лифтах г/п 500 кг, v =1,4 м/с, г/п= = 1000 кг, в=1 и 1,4 м/с административных зданий и грузовых и выжимных лифтах г/п 500, 1000, 3000, 3200 и 5000 кг, в=0,5 м/с
МК2-20УЗ КТ6012УЗ 380 220 380 63 100 + 2"р" С колодками для установки на плиту грузовых лифтах г/п 500 кг, v=0,5 м/с
Примечания: 1. При КППВ-621УЗ U катушки равно ПО В, при КТ-6012УЗ—127, 220 В.
2. При КГПВ-621УЗ число контактов главной цепи 2 «з».
гасительные камеры 11, в которые устанавливают стальные пластины ионной решетки 12. При коротком замыкании в электрической цепи или перегрузке в какой-либо фазе срабатывают тепловой или электромагнитные расцепители и поворачивают общую для всех полюсов рейку 8. Для регулирования отключаемого тока автоматические выключатели имеют рычаг механизма свободного расцепления 14, и для увеличения тока срабатывания имеется указатель регулировки электромагнитного расцепителя 15. За счет сжатия возвратной пру-108
Рис. 62. Конструкция автоматического выключателя типа АП-50
ТАБЛИЦА 21. ХАРАКТЕРИСТИКА МАГНИТНЫХ ПУСКАТЕЛЕЙ
Тип U катушки, В I главных кон-н тактов, А Исполнение Число и род вспомогательных контактов Примечание
но степени защиты от окружающей среды по назначению а» а о 58 я ч О § ф ИНН
ПМЕ-211 ПМЕ-213 220 32 32 1РОО открытое Нереверсивный Реверсивный Без реле 2"р" + + 2"з" 4"р' + + 4"з' Применяется на: грузовых лифтах то же
ПАЕ-322 ПАЕ-422 ПА-311 ПА-422 36 60 40 56 1РЗО в оболочках Открытое Защищенное Нереверсивный С реле Без реле С реле 4"з" + + 2"р" лифтах типа ЭМИЗ лифтах типа ЭМИЗ и КМЗ-58 пассажирских лифтах г/п 500 кг, V = 1 м/с в качестве линейного контактора отключения лифта лифтах типа ЭМИЗ
Примечание. При ПМЕ-211 Iя вспомогательных контактов равно 6А; при ПМЕ-211 Ua вспомогательных контактов равно 220 В.
109
жины расцепителя можно увеличивать ток срабатывания до 40%.
На рис. 63 приведена конструкция автоматического выключателя типа АЗ 100. Он состоит из основания 1, крышки 2 и коммутирующего устройства с неподвижными 3 и подвижными 4 контактами. Неподвижные контакты укреплены на медных шинах, а подвижные крепятся на контактодержателе и гибко соединены с катушкой расцепителя. В каждом полюсе расцепителя имеется электромагнитный элемент, который состоит из сердечника 17, якоря 16 и возвратной пружины. При коротком замыкании или перегрузках срабатывает электромагнитный элемент и поворачивает общую для всех полюсов отключающую рейку 14. В свою очередь, рейка 14 освобождает «собачку» расцепителя. При этом срабатывает механизм управления и размыкаются все полюса одновременно.
Принцип автоматического отключения состоит в следующем. Механизм управления рукояткой 5 переведен
Рис. 63. Конструкция автоматического выключателя типа А3100
Рис. 64. Защитные характеристики автоматических выключателей типа АП50-ЗМТ
ПО
в крайнее нижнее положение, а рычаг 6 защелкивается и удерживается собачкой 7 расцепителя. Шарнир ломающихся рычагов 9 фиксируется в определенном положении. Автоматическое отключение произойдет тогда, когда повернется рейка 14 и ее зуб 15 освободит рычаг 7, удерживающий рычаг 6. Поворот рейки произойдет либо под влиянием притяжения якоря электромагнита 16 к сердечнику 17, либо под влиянием изгиба биметаллического элемента 18 при нагреве током перегрузки. Зоны защитных характеристик автоматов АП50-ЗМТ приведены на рис. 64. В табл. 22 приведены основные технические характеристики автоматических выключателей, а в табл. 23 — технические характеристики выключателей различных типов, применяемых на лифтах.
§ 15. Электромагнитные реле. Основным элементом аппаратуры автоматики лифтов является реле. В настоящее время используются преимущественно электромагнитные реле, выполняющие функции контроля тока, напряжения, времени, предназначенные для формирования дискретных управляющих и защитных сигналов. Наиболее распространенными реле на лифтах массового применения являются реле типа РПУ-1, РПУ-4, РП-23, РП-25 и реле времени РЭВ-811.
Электромагнитное реле состоит из следующих основных частей:
неподвижной части магнитопровода — ярма; ярмо, в свою очередь, состоит из стержня и полюсного наконечника;
подвижной части магнитопровода якоря;
катушки, намотанной из провода определенного сечения и имеющей определенное число витков;
контактной группы, состоящей из определенного числа электрических контактов.
Магнитепровод реле, рабшающего на переменном токе, собирается из листов специальной электротехнической стали (для усиления магнитного потока), изолированных друг от друга лаковыми или бумажными прослойками (см. § 17. Трансформаторы). Магнитопроводы реле, работающие на постоянном токе, изготовляются сплошными.
На неподвижной части магнитопровода укрепляется катушка, концы которой присоединяются к электрической сети непосредственно или через какие-либо коммутирующие аппараты (пусковые кнопки, контакты других реле).
111
ТАБЛИЦА 22. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЕЙ
Тип Тип расцепителя /н расцепителя, А Установка иа ток срабатывания электромагнитного элемента. А U сети, В Грузоподъемность, кг Скорость, м/с Назначение лифта - Тип заменяющего выключателя 1 расцепителя, А
А3114/1 Комбиниро- 15 150 380 320 0,71 Пассажирский АЕ2036-10РУЗ 12,5
ванный 500 0,5 Грузовой, выжимной
1000 0,25 Больничный
20 200 220 320 0,71 Пассажирский АЕ2О06-ЮРУЗ 20
500 0,5 Больничный, грузовой и
500 выжимной
380 320 1 Пассажирский АЕ2036-10РУЗ 16
1000 0,25 Больничный, грузовой И
500 0,5 ВЫЖИМНОЙ
25 250 380 350 0,65 Пассажирский
30 300 380 500 1 Пассажирский и грузо- АЕ2036-10РУЗ 20
пассажирский
500 1,4 Пассажирский АЕ2046-10РУЗ 25
220 320 1 АЕЙ046-10РУЗ 25
350 0,5
500 1
1000 0,5 Грузовой и выжимной —
40 400 380 2000 0,5 То же —м —
50 500 380 3200 0,5 —— —
5000 0,25
220 500 1,4 Пассажирский АЕ2046-10РУЗ 40
500 1 Пассажирский и грузо- АЕ2046-10РУЗ 32
пассажирский
Зак. 330
60 6Q0
80 800
100 1000
АЗ 124/144 63 60,0
103 1000
АЕ2036- Электромаг- 12,5 12 /п расц
10РУЗ нитный и 15
тепловой 23
А Е 2046- То же 25 300
10РУЗ
32 12 Т'н расц
43 То же
5)
АЕ2056- 63 »
10РУЗ 8D »
380 1000 1000 1 1
220 2000 0
1000 1
220 3200 0
5000 0
220 1000 1
1000 1
380 1000 1
220 1000 1
380 320 0
380 320 1
380 500 1
220 320 0
220 320 1
380 500 1
220 500 1
220 500 1
380 1000 1
380 1000 1
220 1000 1
220 1000 1
4 Пассажирский Административных зданий АЕ2046-10РУЗ АЕ2046-10РУЗ 40 50
5 Грузовой и выжимной
4 Пассажирский
5 25 Грузовой и выжимной
4 Пассажирский АЕ2056-10РУЗ 80
» » АЕ2046-10РУЗ 40
Пассажирский административных зданий АЕ2056-10РУЗ 63
71 Пассажирский » Пассажирский, грузопассажирский
71 Пассажирский
4 » »
Пассажирский и грузопассажирский
4 Пассажирский Пассажирский административных зданий
4 То же
4 » Пассажирский
Продолжение табл. 22
Тип Тип расцепителя /н расцепителя. А Установка на ток срабаты-нания элек-।немагнитного элемента. А U сети, В Грузоподъемность, кг Скорость, м/с Назначение лифта Тип заменяющего выключателя /н расцепите- 1 ля, А
АП50-ЗТМ Тепловые и электромагнитные 1,6 11 /а, отсечка 220 500 500 1000 320 (350) 1000 320 1,4 1 1,4 1 1 0,71 Пассажирский и грузопассажирский, жилых и административных зданий (в качестве выключателя цепей управления и цепей электродвигателя привода дверей)
2,5 4 11 /н И la, отсечка 380 220 500 1,4 Пассажирский для административных зданий в качестве выключателя цепей управления
Примечания: 1. Вместо прйменявшихся ранее на лифтах выключателей блокиро вочных ВБ43-39 применяются выключатели ВБ43-01УЗ, а вместо выключателей ВБ43-40, ВБ43-42 н ВБ43-43 применяются выключатели ВБ43-02УЗ. 2. Вместо выключателя ВК-200Б42 можно заказывать выключатель ВК-200Г, а вместо выключателя ВК300А — выключатель ВК-300Г. 3. При А3114/1 число полюсов автоматических выключателей 3, тип расцепителя комбинированный, степень защиты — открытый; при АЕ2036-10РУЗ, АЕ2046-10РУЗ, АЕ2056-10РУЗ, 11П50-ЗМ1 число полюсов 3, степень защиты — открытый; при АЕ2036-10РУЗ, АЕ2046-10РУЗ, АЕ2056-10РУЗ степень защиты 1Р00; при АП50-ЗМТ число полюсов 3, степень защиты — открытое исполнение в пластмассовой оболочке.
5* Зак. 330
ТАБЛИЦА 23. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПУТЕВЫХ, КОНЕЧНЫХ И БЛОКИРОВОЧНЫХ ВЫКЛЮЧАТЕЛЕМ
Тип Ув. в А Исполнение по защите Тип приводя Число контактов Область применения я «азв*-чение
ВПК-2110У2 380 220 6,3 4 Закрытое пыле- и водонепроницаемое, маслостойкое С прямоходным цилиндрическим толкателем 1 «з»+1 «р> На пассажирских и груза* пассажирских лифтах гйг 320 (350), 500, 100 кг. »= 0,71; 1,0; 1,4 м/с. В качестве выключателей блокировочных замков шахты и кабаны вко, вкз, ДШ, ДК
ВПК-2111У2 БПК-ШУ2 380 220 4 — С прямоходным цилиндрическим толкателем с роликом То же На пассажирских и грузопассажирских лифтах г/в 500 кг; о =1,4 м/с в качестве выключателя блокировка реверса ВБР
ВК-2Ю0БУ2 380 220 6,3 Пылебрызгонепроницаемое, маслостойкое Рычаг с роликом на 2-й ступени На пассажирских и грузопассажирских лифтах г?в 320 (350), 500 и 1000 кп о = 0,71; 1 и 1,4 м/с в качестве ВЛ, СПК, ВНУ. вк. а также на грузовых лифтах
ВК-300А 380 220 6,3 Пыленепроницаемое, водозащитное, маслостойкое То же » На некоторых моделях грузовых лифтов
Тип ия- в /н- А Исполнение по за* щите
ЛКБ-31УЗ 220 110 — Открытое
ВБ43-01УЗ 220 НО — Защищенное
8Б43-01УЗ 220 НО — Защищенное
ВУ-213Б 380 1 >
ВУ-224Б —• —
Продолжение табл. 23
Тип привода Число контактов Область применения н назначение
Прямоугольный толкатель с закругленной головкой > Как основной контактный элемент в различных лифтовых выключателях, переключателях и замках шгх-тиых дверей
С 2 цилиндрическими толкателями разной длины 2 блок-коитакта типа ЛКБ-31УЗ —
С 2 цилиндрическими толкателями одинаковой длины 2 блок-контакта типа ЛКБ-31УЗ В малых грузовых, грузовых и больничных лифтах для контроля закрытия дверей шахты и кабины
— —. На грузовых лифтах в качестве выключателя цепи управления может быть заменен на ВУ-224Б
—. — На пассажирских лифтах (ЭМИЗ и КМЗ-5'8) в качест-
bq выключателя цепи управления
Все узлы реле РП-23 (рис. 65, а) установлены на изоляционном основании — корпусе 7. Электромагнитное
реле сосюиг из катушки 16, якоря 13, ярма 17. На конце ярма прикреплен упор 15 для регулирования хода якоря 13. На подвижной траверсе 4 крепятся контакты 6. Траверса имеет упор 3 для нажатия на нее яко-
ря 13. Для ограничения смещения якоря вверх на корпусе 7 установлен верхний упор 10. В нижней части тра
версы установлена пружина 18, которая возвращает
траверсу вверх после обесточивания катушки 16.
Принцип работы катушки заключается в том, что после подачи напряжения на катушку протекающий в ней электрический ток создает магнитный поток, который замыкается в магнитопроводе и образует силу притяжения, действующую на якорь, вследствие чего якорь притягивается к сердечнику и переключает контакты. При отключении катуш-
Рис. 65. Электромагнитные реле
а — реле РП-23: 1 — пластина; 2 — контактный угольник р-контакта; 3 — упор траверсы; 4 — траверса; 5 — контактный угольник 3-контакта; 6 — контактная пластина; 7— корпус; 8 — направляющая скоба; 9 — винты; 10— верхний упор; 11 — хвостовик якоря; 12 — выдавка; 13— якорь; 14 — полюсный наконечник; 15 — упор; 16 — катушка; 17 — ярмо; 18 — пружина; б — реле РПУ-1: / — ярмо; 2 — регулировочная пластина; 3 — якорь; 4 — контактная пластина; 5 — рессорная пружина; 6 — крепежные винты; 7 — вннты для крепления регулировочной пластины; 8 — катушка
117
Рис. 66. Конструкция «лвктромар» нитного реле времени
I — демпфирующая гильза; 3 — неподвижная часть размыкающего контакта; 3 — подвижная часть разумна-ющего контакта; 4 — неподвижная часть замыкающего контакта; 5 — подвижная часть замыкающего контакта; 6 — регулировочный вннт; 7 — немагнитная прокладка; 8 — пружина; 9 — гайка; /^ — катушка; // — сердечник; /2 — якорь
Рис. 67. Конструкция простейшего геркона
СР
ки ток исчезает, якорь возвращается в исходное состояние под действием пружины и переключает контакты в исходное состояние.
Реле времени обеспечивает получение необходимых при управлении лифтом выдержек времени. Электромагнитное реле времени типа РЭВ-811 (рис. 66) имеет такие же элементы, что и электромагнитное реле напряжения, но это реле имеет на сердечнике демпфирующую гильзу, в которой после отключения катушки исчезающим магнитным потоком индуктируется ЭДС, создающая ток и свой магнитный поток, который удерживает якорь во втянутом состоянии еще некоторое время, равное выдержке времени реле. Для регулирования выдержки времени используют зависимость магнитного потока от величины немагнитного зазора между сердечником и якорем и зависимость силы опускания якоря от натяжения пружины. Поэтому увеличения выдержки времени можно добиться уменьшением толщины немагнитной прокладки 7 между сердечником и якорем и натяжением пружины 8, изменением величины немагнитного зазора, осуществляемого путем установки на якорь пластины из цветного металла необходимой толщины. Основные типы электромагнитных реле, применяемых на лифтах, приведены в табл. 24—27.
В последнее время в схемах управления лифтом все более широкое применение начинают находить магнитоуправляемые контакты, или герконы, контакты которых помещаются в капсулу, заполненную инертным газом или содержащую вакуум.
118
Простейший геркон (рис. 67) работает следующим образом. В стеклянную капсулу 3, заполненную инертным газом, впаяны токоведущие пружинящие ферромагнитные пластины 1 и 2. При щЛ13лении магнитного потока, создаваемого током в кагушке с числом витков п, намотанной снаружи капсулы 3, пластинки 1 и 2 притягиваются и, замыкаясь, образуют цепь тока. После снятия тока в катушке пластины под действием упругих сил возвращаются в исходное положение и разрывают электрическую цепь через контакт. Бывают и другие разновидности герконов (с ферромагнитным шариком). Токи, коммутируемые контактами герконов, достигают 0,5—1 А. Размеры герконов невелики (длина — несколько сантиметров, диаметр капсулы — несколько миллиметров). Контактный зазор составляет десятые доли миллиметра, контактирующие поверхности покрываются благородным металлом (платина, золото, серебро), что предотвращает залипание контактов от остаточного магнитного потока и уменьшает сопротивление и электрический износ контактов. Износостойкость контактов герконов достигает десятков и сотен миллионов срабатываний. Герконы более быстродействующие, чем обычные электромагнитные реле; время их срабатывания 0,5—2 мс.
§ 16. Этажные переключатели и датчики путевые. К датчикам, применяемым в лифтах, относятся этажные переключатели, датчики путевые, конечные выключатели, датчик загрузки кабины. В качестве примера на рис. 68 приведен трехпозиционный переключатель ПЭ-1. Он применяется для выбора направления дви-
119
ТАБЛИЦА 24. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРОМЕЖУТОЧНЫХ РЕЛЕ
Тип Количество кон I актов (/ втягивающей катушки, В / контактов, А Потребляемая мощность втягивающей катушки, Вт Коммутационная способность контактов Примечание
ток включения, А ток отключения, А
РПУ-1-011 РПУ-1-012 РПУ-1-013 РПУ-1-014 РПУ-1-313 РПУ-1-362УЗ Р ПУ-2-012223 РПУ-2-018003 8"з" 0"з"+2"р" 4"з"+4"р" 4"з" 4"з"+4"р" 6"з"+2"р" 2"р"+2"з" +2"п" 8"з" по 24 НО 6 2,5 4 5 16ВА 4 0,6 10 1 -° 1 -° 1 1 1 1 -° сл — сг Применяется на: пассажирских больничных и грузовых лифтах г/п 1000 кг, f==l м/с, административных зданий
РПУ-3-118УЗ РПУ-4-413УЗ РПУ-4-414УЗ РПУ-4-415УЗ 5"з"+3"р" 4"з"+4"р" 4''з" 2"з''+2"р" — 10 6 25 5 25 2,5 пассажирских лифтах г/п 320 (350), 500 кг, v — 1 м/с и г/п 500 и 1000 к', и — 1,4 м/с в качестве реле точной остановки пассажирских, больничных и грузовых лифтах
РП-41 5"з"+3"р'' — 10 25 25 2,5 пассажирских лифтах г/п 500, 1000 кг, <7=1,4 и 1 м/с, г/п 320 (350), 500 кг, о=1 м/с. В качестве реле точной остановки — РТО
ПЭ-21 (2ПР309.145.572) 4"з''+2 'р" 220 5
ПЭ-21 (2ПР309.145.576) 4"з"+2”р" 380 5
ПЭ-21 (2ПР309.146.573) (0.45А)
8
3
Применяется на пассажирских лифтах типа ЭМИЗ, больничных и грузовых лифтах
То же
Применяется на пассажирских, грузовых и больничных лифтах в качестве реле — рис. РИТО и-РТО
ТАЕ ЛИЦА 25. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА РЕЛЕ ВРЕМЕНИ
Тип Количество контактов втягн-ч лающей клтушки, В контактов, А Потребляемая мощность втягивающей катушки, Вт Коммутационная способность контактов Выдержка времени, с Примечание
ток включения, А К S л к О g к 2 о Ч ,
РЭВ-811 РЭВ;-812 РЭВ-813 м м* 1"з"+,1"р" по 10 25 25 2,5 0,25—1 0,8—2,5 2—3,5 Применяется па: пассажирских лифтах г/п 320 кг,. г» = 0,71 м/с в схемах автоматического управления лифтами г/ге 320 кг, v = 0,71 м/с, 1964 г. на больничных лифтах г/п 500 кг, V = 0,5 м/с, грузовых и выжимных лифтах г/п 500, 1000 и 2000 кг, у = 0,5 м/с
Тип Количество контактов UH втягивающей катушки, В 'н контактов, А Потребляемая мощность втягиваю* щей катушки, Вт
РЭВ-815 2"з"4-2"р" —• —
РЭВ-816 — — — —
РЭВ-818 2"3"4-2"р" но 10 25
РЭВ-830 3"р", /уставки
1"з"+1"р" 1,5; 2,5 А
РЭВ-883 2"з"-|-2"р" 110 10 32
РЭВ-884
Продолжение табл. 25
Коммутационная способность контактов Выдержка времени, с Примечание
ток включения, А ток отключения, А
J
— 0,25—0,6 0,5—1,5 в схемах автоматического управления лифтами модели КМЗ-58
— — в схемах автоматического управле-
2—3,5 ния больничными и грузовыми выжимными лифтами модели 1958 г.
25 2,5 в схемах автоматического управле-
ния лифтами г/п 320 кг, о = = 0,71 м/с, 1964 г., г/п 500 и 320 кг, о = 0,71 и 1 м/с
— - — на пассажирских лифтах г/п 320, 500 кг, 0 = 6,71 и 1 м/с с реле РФ
25 2,5 5—10 на пассажирских лифтах г/п 320 кг, о = 0,71 м/с
— •* на пассажирских лифтах г/п 1000 кг, Vi— 1 м/с, для административных зданий в качестве реле вре-
мени вызывного и реле времени отключения
ТАБЛИЦА 26. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ФОТОЭЛЕКТРОННОГО РЕЛЕ
Тип U сети, В Частота Расстояние между осветителем и светоприем-ииком, м Максимальная частота включений в ч Время включения или отключения, с Потребляемая мощность, Вт Примечание
РФ8100УЗ 220 50^60 5= 1,5 1200 5=0,03 8 Применяется на пассажирских лифтах г/п 1000 кг, и=1 и 1.4 м/с для контроля дверного проема лифта
ТАБЛИЦА 27. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРОМЕЖУТОЧНЫХ РЕЛЕ
Тип С/и ка-тушки, в U срабатывания, В С возврата, В Потребляемая мощность, Вт Коммутационная способность, Вт U на разомкнутых контактах, ®тах Число контактов Примеч; ние
РП-23У4 по 5=0,71/н >0,Шн 6 100 24—500 2«р»+3«з» Применяется на: пассажирских, грузо-
Л9 РП-25У4 220 0,87а >0,03 иа 10 — 3«р»4~2«з» 4«р»+ 1«з» вых и больничных лифтах пассажирских лифтах типа ЭМИЗ
Рис. 69. Установка этажных пе-реключателей в шахте лифта
1 — болт; 2 — крышка; 3 — винт; 4 — ось кулачка; 5 — гайка; 6 — рычаг;
7 — кронштейны; 8— направляющие кабины
жения кабины в зависимости от положения относительно этажа вызова или назначения и для остановки кабины. Переключатель имеет четыре пары контактов, находящихся в замкнутом или! разомкнутом состоянии в зависимости от нахождения рычага в одном из трех положений. Для переключения контактов кабина лифта снабжена специальной металлической отводкой с желобом для ролика; верхняя часть желоба переводит
рычаг из одного крайнего положения в среднее, а нижняя часть — из среднего положения в крайнее.
На односкоростных лифтах основное назначение этажных переключателей заключается в том, чтобы автоматически остановить кабину на данном этаже, а также подготовить электрическую схему лифта для движения кабины в любом направлении.
Этажные переключатели устанавливаются внутри
шахты на каждом этаже и крепятся к площадкам (рис. 69), а площадка с кронштейном — к направляющей кабины.
На рис. 70 показано устройство этажного переключателя типа ПЭ-1. Он состоит из корпуса 7, контактов типа ЛКБ-31 8 и 10 и механизма переключения 5.
Механизм переключения этажного переключателя состоит из рычага 4, кулачка 13, который жестко укреплен на оси, и двух нажимных рычагов 5.
Принцип работы этажного переключателя заключается в следующем.
При движении кабины, например вверх, комбинированная отводка набегает на ролик 2 этажного переключателя. Ролик касается комбинированной отводки и как по наклонной плоскости катится до ее вертикального участка, при этом рычаг 4 этажного переключателя устанавливается в вертикальное положение.
Если кабина при движении встречается с этажным переключателем этажа, контакт этажного реле которого
124
1—ось ролика; 2— резиновый ролик; 3 — шплинт; 4 — рычаг; 5— нажимной рычаг; 6 — шток блок-контакта (АКБ-31Ь 7 — кпппуг --тоиилгл
ля: о, 1U — блок-контакты ЛК.Б-31; 9, 11 — вииты; 12— ролики; 13 — кулачок;
14 — ось кулачка; 15—плоская шайба; 16 — пружинная шайба; 17 — гайка
в цепи контактора направления не замкнут (кнопка приказа или вызова этого этажа не была нажата), то кабина будет продолжать движение в выбранном направлении, а на ролик набегать комбинированная отводка, давить на него и переводить рычаг в противоположную сторону. Теперь рычаг 5 оказался повернутым относительно вертикали вправо.
125
— ТАБЛИЦА 28. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЭТАЖНЫХ ПЕРЕКЛЮЧАТЕЛЕЙ И ПУТЕВЫХ ДАТЧИКОВ
tsi
О _______________________________________________________________________________________________________
Наименование Тнп U сети, В Ток включения и отключения. Л Износостойкость переключателей, млн. циклов Коммутационный элемент Примечание
постоянный переменный
механическая электрическая
Переключатель этажный ПЭ-1 220 НО 0,5 1 1,5 0,5 Блок-контакт типа ЛКБ-31 Применяется на: всех типах лифтов со скоростью до 1 мУс в качестве этажного и концевого выключателей
То же ЭП-13ТМ — —1 — — — —— тротуарных лифтах г/п 500 кг, t> = 0,18 м/с в качестве этажного переключателя, а также в качестве ВШ
» ЭП-1140УЗ 24...380 НО...220 0,5... ...0,32 9,5 4 1,6 Выключатель путевой ВПК-2010 всех типах лифтов со скоростью до 1 м/с в качестве этажного и концевого выключателей
Выключатель индуктивный (конечный) ИКВ-22 24
Датчик путевой ДПЭ-10К.2/1 НО
зтажпый 220
То же ДПЭ-1014.2 110
» ДПЭ-1014.2/3 —-
Ц45—без шунта, 0,1—с — 1 — — — лифтах пассажирских г/п 320*, 500 и 1000 кг, о=1 и 1,4 м/с. В ка-
шунтом честве датчика селекции и датчика точной остановки, а также иа грузовых лифтах с двухскоростным приводом в качестве датчика точной остановки
0,055 0,1 7 Геркон типа КЭМ-В, коммутирующие контакты 7К-Ю1 лифтах г/п 320 (350) кг, о = 0,71 (0,65) и 1 м/с. В качестве датчиков ДчТО, ДчС, ДчК, ДчКЭ и датчика управления копирап-паратом
0,055 7 То же пассажирских лифтах г/п 500 и 1000 кг, о = = 1 и 1,4 м/с. В качест- ве датчиков ДчС, ДчТО и Дч38
грузопассажирских лифтах г/п 500 кг, v—1 и 1,4 м/с, а также на грузовых и выжимных лифтах в качестве датчика ДчТО
к • На лифтах г/п 320 кг, о = 0,71 м/с с копираппаратвм применяются копираппараты типа КА-М12У4.2 (на 10... 12 м остановок) и КА-М9У.2 'на 3 ... 9 остановок), ТУ 16.526.347-74.
Таким же образом при движении кабины вверх комбинированная отводка переводит рычаги всех этажных переключателей из одного положения в другое, и все контакты, на которые действуют нажимные рычаги, будут замкнуты. Так осуществляется подготовка цепи для движения кабины в обратном направлении.
Кабина будет продолжать движение до тех пор, пока не встретится с переключателем этажа, кнопка приказа вызова которого была нажата, т. е. катушка контактора получает питание по цепи, замкнутой контактом этажного переключателя этого этажа. При входе ролика этажного переключателя в вертикальную часть паза отводки контакт размыкает цепь питания контактора направления, с которого снимается напряжение, электродвигатель и тор
мозной электромагнит обесточиваются срабатывает тормоз, и кабина останавливается.
На лифтах с двухскоростным приводом этажные переключатели служат для размыкания цепи контактора большой скорости. Для этого контакты этажных переключателей включены в цепь катушки контактора большой скорости (Б).
Индуктивные датчики селекции и датчики точной остановки показаны на рис. 71.
На лифтах со скоростью движения кабин 1 м/с применяются индуктивные датчики селекции и точной остановки.
Датчики сслекпии, как и этажные переключатели слу-
128
Рис. 72.
Индуктивный датчик типа ДПЭ-101 на герконах 1 — датчик
ДПЭ-101; 2 — шунт; 3 — кронштейн; 4 -болты; 5 направляющая кабина; 6 — уголок каркаса кабины
жат для того, чтобы автоматически остановить кабину на данном этаже.
Датчики точной остановки предназначены для отключения контактора малой скорости, когда кабина находится в зоне точной остановки.
Назначение контактных датчиков типа ДПЭ-101 (рис. 72) на лифтах такое же, как и этажных переключателей и индуктивных датчиков.
В корпусе датчика 1 размещены с одной стороны от паза две стеклянные колбы с укрепленными внутри них контактами, с другой стороны от паза находится постоянный магнит.
Рабочим элементом контактного датчика является шунт 1.
Элементы контактных датчиков селекции устанавливаются в шахте так же, как и элементы индуктивных датчиков селекции, а элементы контактных датчиков точной установки располагаются на кабине так же, как и элементы индуктивных датчиков точной остановки.
Принцип работы таких контактных датчиков заключается в следующем.
Пружинящие силы пластин контактов герконов направлены так, что контакты разомкнуты, если на них не действует магнитное поле. При воздействии на контакты магнитного поля оно преодолевает пружинящие силы, контакты замыкаются. Оно будет действовать на контакты до тех пор, пока паз датчика не перекрыт шунтом. Как только шунт войдет в паз датчика, магнитные силовые линии замыкаются через этот шунт, а контакты герконов под действием пружинящих свойств пластин размыкаются.
В табл. 28 приведены применяемые на лифтах путевые датчики и этажные переключатели. Путевые датчи-
129
ки этажные серий ДПЭ и ИКВ применяются на лифтах со скоростью движения кабины 1 м/с и более в качестве путевых выключателей в системах автоматического управления.
Лифтовые конечные выключатели служат для отключения электропривода при переходе кабиной своих верхнего и нижнего крайних рабочих положений не более чем на 200 мм.
Крайними рабочими положениями кабины считаются Два:
а) кабина находится на верхнем крайнем рабочем этаже, причем уровень пола кабины находится выше уровня этажной площадки на 15 мм для лифтов, загружаемых напольным транспортом, и больничных, а для остальных лифтов на 50 мм;
б) кабина находится на нижнем крайнем рабочем этаже и уровень пола кабины при тех же условиях находятся ниже уровня этажной площадки.
Конечными выключателями типа ПЭ-1 снабжены лифты модели КМЗ-58, а лифты с автоматическими раздвижными дверями— конечными выключателями типа ВК-200Б, технические характеристики их приведены в табл. 23.
§ 17. Трансформаторы. Они представляют собой электромагнитные аппараты с двумя или более изолированными друг от друга обмотками, имеющими между собой магнитную связь, осуществляемую переменным (изменяющимся) электромагнитным полем. Трансформатор служит для преобразования переменного тока одного напряжения в переменный ток другого напряжения.
Для усиления магнитной связи обмотки трансформатора помещаются на стальном сердечнике, который набирается из листов специальной электротехнической стали. Для уменьшения потерь от вихревых токов, которые возникают в магнитопроводе в результате действия магнитного потока, стальные пластины изолируют друг от друга лаковыми или бумажными прослойками.
Стальной сердечник, набранный из изолированных друг от друга стальных листов, обладает большим сопротивлением, чем сплошной, в связи с чем снижаются величина вихревого тока и нагрев трансформатора, уменьшаются потери. Обмотки трансформатора выполняют в виде катушек цилиндрической, прямоугольной, 130
овальной или другой формы с проводом- круглого пли прямоугольного сечения. Поверхность провода изолируется хлопчатобумажной пряжей, лаком или специальной кабельной бумагой.
Сердечники трансформаторов бывают П-образной, Ш-обпазной и других форм и собираются в переплет или встык.
В сердечнике тпансформатора пазличяют ст^жпи и япмо. Вокруг стержней располагают обмотки. Япмо слу>'-чт для связи между стержнями и замывания пути магнитного потока. На каждом степжне имеются обмотки низшего и высшего напряжения.
Принцип работы трансформатора заключается в следующем. Протекающий по виткам обмоток переменный электрический ток создает переменный магнитный поток, который замыкается в стальном магнитопроводе и усиливается им. Этот магнитный поток слепляется с витками других обмоток, установленных на других стержнях или же на этом степжне магнитопрово.да, и наводит в них ЭПС инлукпии. Ести к концам этих обмоток присоединить потребитель (электрические лампы, электроаппараты), то в пепи будет протекать электрический ток.
Таким образом, в трансформаторах передача электроэнергии из одной обмотки в другие осуществляется посредством электромагнитной инлукпии.
Величины наводимых в обмотках ЭДС зависят от соотношения числа витков обмоток высшего и низшего напряжения или наоборот.
где — ЭЛС. индуктированная в обмотке: Е,—ЗПС обмотки, к которой приложено напряжение сети. По величине равна приложенному напряжению; со, — пиело витков обмотки, в которой индуктируется ЗЛС. Е>; oil — число витков сетевой (входной) обмотки- К КлжЬЖиппрнт тпяпсгЬопмапии.
Если коэффициент трансформации К больше единицы, то такой трансформатор называется повышающим напряжение, меньше единицы—понижающим, равным единице — разделительным.
Начало и конец обмотки высшего напряжения обозначаются соответственно прописными буквами А и X. Для обмоток низшего напряжения берутся строчные буквы: а — начало и х— конец. Любой трансформатор можно использовать как понижающий или как повышающий напряжение. Например, имеем трансформатор на
Рис. 73. Соединение обмоток трехфазных трансформаторов
а — звезда — звезда; б — треугольник — треугольник; в — звезда — треугольник; г — треугольник—звезда
Рис. 74. Трансформатор однофазный типа ОСО-0,25
1 — магнитопровод; 2 — крышки; 3 — плата изолирующая; вода; 5, 6 — клеммы для присоединения проводов
132
напряжение 220/127 В. Если обмотку низшего напряжения (НН) присоединить к сети напряжением 127 В, то на обмотке высшего напряжения (ВН) получим 220 В. Если обмотку высшего напряжения присоединить к сети напряжением 220 В, то на обмотке низ-
шего напряжения получаем 127 В.
Зная обозначения зажимов, можно правильно соединить обмотки трехфазного тансфоматора, которые можно соединить в звезду или в треугольник и получать следующие схемы соединения (рис. 73): а — звезда — звезда Л/Al в ~ звезда — треугольник а/А; б — тре-
угольник — треугольник Д/Д и е — треугольник — звезда Д/А-
Коэффициенты трансформации линейных напряжений:
при соединениях а/А и Д/Д практически равны
отношению чисел витков обмоток высшего напряжения
Рис. 75. Трансформатор трехфазный типа НТС-0,5
/ — клеммы для присоединения проводов к высоковольтной обмотке; 2, 4 — изолирующие пластины; 3 — магии-топровод; 5 — клеммы для присоединения заземляющего проводника; 6 — клеммы для присоединения проводов к низковольтной обмотке; 7 — катушки
и низшего напряжения:
Л — С'ви/^нн — Шви/Шин!
при соединениях д/Д или Д/д— соответственно
„ т /-Й- шви 1 “вн
К = у 3 — или К= —— —. шин у 3 шнн
Коэффициент трансформации определяется при холостом ходе. Трансформатор с разомкнутой вторичной обмоткой присоединяют к источнику напряжения и вольтметром измеряют высшие и низшие напряжения трансформатора.
Как было сказано выше, в лифтовой технике используются понижающие трансформаторы для питания це-
133
ТАБЛИЦА 29. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ТРАНСФОРМАТОРОВ
Номинальное напряжение Ток холостого хода 1а. У. Потери, Вт крз Исполнение
О 2^ X > А Л число фаз Примечание
Тип высшее низшее 1- И й с5 3 X X Номин мощно по защите
НТС-0,5* ОСО-0,25/0,5 ОСО-0,5/0,5 ОСКО-0,25/0,5 ОСКО-0,25/0,5 ОСО-0,25 ТСЗ-1,5/0,5 ТСУЛ-0.63УЗ 380 220 380 220 380 380/220 100 25 220 95-85 на отпайке 40 18 40 20—31 16 7 12 16 36+15 15 15 70+10 400 250 500 250 500 250 1500 630 Открытое Сухое Защищен Сухой 3 1 3 3 Применяются на: лифтах г/п 350 и 500 кг, о= =0,65 и 1 м/с для питания цепей управления пассажирских и грузовых лифтах г/п 320 (350), 500 кг, о = 0,71; 1 и 1,4 м/с для питания цепей сигнализации пассажирских и грузовых лифтах для питания цепей сигнализации тротуарных лифтах г/п 500 кг, о>=0,18 м/с (при напряжении сети 220 В) тротуарных лифтах г/п 500 кг, о = 0,18 м/с (при напряжении сети 380 В) грузовых лифтах для питания цепи управления (при напряжении сети 380 В) пассажирских лифтах лифтах г/п 5000 кг грузовых, пассажирских и грузопассажирских г/п 320, 500, 1000 кг,
ТСУЛ-0.4УЗ — — — — — 400 — —
ТСУЛ-1.0УЗ — 1 — —. — 1000 — —
v— 1; 1,4 м/с с одиночным и парным управлением грузовых лифтах г/п 500— 3200 кг, пассажирских лифтах г/п 320 (350) кг, v = = 0,71 (0,S5) м/с пассажирских лифтах г/п 320, 500 и 1000 кг, а=1 » 1,4 м/с при групповом управлении
Примечание. При Н"С-05 частота тока равна 50 Гц, класс напряжения 0,5; при ТСУЛ-0.63УЗ частота тока равна 50 Гц.
ТАБЛИЦА 30. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ВЫПРЯМИТЕЛЬНЫХ УСТРОЙСТВ
Тип Напряжение сети переменного тока, В Режим работы пв, % Кремниевый диод Конденсатор | Масса, кг Тип Магнит Применение
ТИП количество каталожный номер напряжение, В
тип количество i
вскл 380 25 КД202Н 3 МБГО-2-600-Ю-П МБГО-2-600-4-П 3 1 3 МП-201 2ТД95300&,.3 220 В качестве выпрямителя для тормозного электромагнита пассажирских лифтов
5 ВСКЛ G1 220 — КД202К 2 МБГО-2-600-Ю-П 8 4,9 —• 2ТД953005.1 НО —
Рис. 7б.
Трансформатор типа
ТС-1,5
1 — зажим для заземляющего присоединения провода
Рис. 77. Форма сердечников трансформаторов
а — П-образный сердечник: б — Ш-образный сердечник; в — сердечник трансформатора, собранный в нахлест
1 — стержень; 2 — ярмо
пей управления, сигнализации и ремонтного освещения. Для питания цепей управления применяются однофазные трансформаторы типа ОСО-0,25 (рис. 74), понижающие напряжения с 380 до 220, 127 В, трехфазные трансформаторы типа НТС-0,5 (рис. 75), понижающие напряжение с 380/220 до 100 В. Для питания электродвигателя привода дверей и питания цепей управления лифтов применяется трехфазный трансформатор типа ТС-1,5/0,5, понижающий напряжение с 380 до 220 В (рис. 76). Цепи сигнализации и ремонтного освещения получают питание напряжением 24—36 В от понижающего трансформатора типа ОСО-0,25.
Основные технические характеристики трансформаторов, применяемых на лифтах, приведены в табл. 29,
136
а форма применяемых сердечников для трансформаторов— на рис. 77.
§ 18. Выпрямительные устройства. Как было сказано выше, электроаппараты, работающие на постоянном токе, нашли широкое применение в лифтовой технике.
Так как промышленных источников постоянного тока для питания лифтовых электроаппаратов нет, для этой цели применяются выпрямители переменного тока.
В технике применяются электронные, полупроводниковые, ртутные и электромагнитные выпрямители. В лифтовой технике нашли применение полупроводниковые выпрямители как наиболее простые по устройству и надежные в эксплуатации. Полупроводниковые выпрямительные установки изготовляются мощностью от десятых долей ватта до тысяч киловатт. Они обладают следующими преимуществами перед перечисленными выше преобразователями: большей механической прочностью; малыми размерами; постоянной готовностью к работе; отсутствием вращающихся частей; высокой надежностью; высоким КПД; простотой в обслуживании.
В качестве приборов, на которых строят полупроводниковые выпрямительные схемы, применяются селеновые, германиевые и кремниевые вентили. В табл. 30, 31 приведены основные технические характеристики выпрямительных устройств и выпрямителей (вентилей), применяемых на лифтах для питания выпрямленным током цепей управления, сигнализации и катушки тормозного электромагнита.
На рис. 78 показаны полупроводниковые выпрямители, применяемые в лифтовой технике. Эти и другого типа выпрямители переменного тока в постоянный работают по принципу односторонней проводимости, когда электрический ток протекает по цепи в одну сторону, а в nnvrvm не ппотекает Можно сказать также что вы прямитель имеет незначительное, близкое к нулю сопротивление для электрического тока, протекающего по цепи в одну сторону, и большое, близкое к бесконечности,— в другую.
Селеновый диод представляет собой алюминиевый диск (см. рис. 78) или пластину толщиной порядка 0,8 мм, одна сторона которого тщательно очищается и покрывается висмутом. Затем наносится слой селена 0,05—0,06 мм, на который наклеивается слой сплава олова, кадмия, свинца и висмута толщиной 0,05 мм. Катодным электродом служит слой сплава, анодным —
137
S)
Рис. 78. Выпрямители а — элемент селенового диода: 1 — контактная пластина; 2— стальная шайба; 3 — гайка; 4— шпилька; 5—изолирующая шайба; 6 — алюминиевая пластина; 7 — слой селена; 8 — контактная шайба; 9 — изолирующая шайба; 10 — изолирующая втулка; И — запорный слой; б — германиевый диод: / — кристалл германия; 2 — вольфрамовая проводка; в — кремниевый диод: / — кристалл кремния; 2— проводник
алюминиевый диск. Проводящее направление диода — от алюминиевого диска через слой селена к сплаву.
Кремниевые вентили [ (диоды) рис. 78,в)] изготовляются из сверхчистого монокристаллического кремния электронной проводимости, в пластину которого с одной стороны вставлен алюминиевый сплав, а с другой — серебряный. Дей-
ствие кремниевого вентиля основано на свойстве односторонней проводимости.
§ 19. Классификация электроприводов лифтов. Современные лифтовые установки имеют два механизма: механизм подъема и спуска кабины и механизм открывания и закрывания дверей.
Наиболее мощным и наиболее ответственным является механизм подъема и спуска кабины, называемый м е-ханизмом подъема, оборудованный лебедкой подъема с многоручьевым канатоведущим шкивом. Механизм открывания и закрывания дверей является менее ответственным и менее мощным, чем механизм подъема.
Наиболее совершенным приводом современных лифтов является электропривод. Под электроприводом лифта понимают совокупность электродвигателя (или электродвигателей) и аппаратуры управления им
138
6£l
to -q CD — *4 ГО СП о о сл 5 ь ь р □ < -j > та и Й w g н « £ ° > К ° £ *3 Выпрямитель
104 60 150 Проводимое переменное напряжение (эффек-гнвние/, в
115 45 по Выпрямленное напряжение, не менее (среднее), В
-° 1 ~ CD W 1 ГО СП Выпрямленный ток (средний) (А
260 115 165 X •0 to W г
228 84 144 1 и Z* ры, мм
ОТ | | | ОТ Расположение выводов
0,95 1,2 0,25 0,115 Масса, кг не лее 5о-
= о ж о 2 Н Е ta Еь о -о -О О Й. !§• । । t Ц w н w х Se Вид выпрямителя
-•J CD О "S Си о о СП | X X X X о — м СП О О СП и ч> 2 -Е ь S ~ я ? “ <в д г со X Ьз-О S W К » g ж 2 s' S 0*0 ' ю
Применяется на: пассажирских лифтах г/п 320 и 350 кг, ₽= = 0,71 и 0,65 м/с грузовых лифтах дли питания цепей управления пассажирских лифтах г/п 320 и 350 кг, я= = 1 м/с для питании цепей управления пассажирских лифтах г/п 500 кг, v =1,4 м/с для питания цепей управления пассажирских лифта» г/п 500 кг, v =1,4 м/с для питания реле вре-меня □ о X г о X 8
ТАБЛИЦА 31. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ВЫПРЯМИТЕЛЕЙ
ТАБЛИЦА 32. КЛАССИФИКАЦИЯ СИСТЕМ ЭЛЕКТРОПРИВОДА ПОДЪЕМА ЛИФТОВ И ИХ КРАТКАЯ ХАРАКТЕРИСТИКА
Система Лифт Регулирование Электродвигатель Характеристика
Асинхронный электропривод с односкоростным двигателем Тихоходный (до 0,5 м/с), редукторный, грузовой или пассажирский Не регулируемый Асинхронный, односкоростной с короткозамкнутым ротором Управление релейно-контакторное, ограничение ускорений за счет маховых масс, замедление— механическое торможение
Асинхронный электропривод с двухскоростным двигателем Тихоходный или быстроходный (до 1 м/с), редукторный, грузовой или пассажирский Регулирование скорости ступенчатое с диапазоном (3—5):1 Асинхронный, двухскоростной с короткозамкнутым ротором Управление релейно-контакторное, ограничение ускорений за счет маховых масс, замедление с электрическим торможением, доводкой на малой скорости и механическим торможением
Тиристорный асинхронный электропривод с односкоростным двигателем Тихоходный, быстроходный и скоростной (до 2 м/с), редукторный, пассажирский или грузовой Плавное регулирование ускорения, регулирование скорости ступенчатое с диапазоном (3—6):1 Асинхронный од-носкоростиой с короткозамкнутым ротором Управление бесконтактное, полупроводниковое с замкнутыми контурами регулирования по скорости и положению кабины, замедление при регулируемом динамическом торможении противовключением
Тиристорный асинхронный электропривод с двухскоростным двигателем Тихоходный, быстро-ХОД 1ЫЙ и скоростной, редукторный, пассажирский или грузовой Плавное регулирование ускорения, ступенчатое, регулирование скорости с диапазоном (3)—6):1
Электропривод постоянного тока системы генератор — двигатель Редукторный, безре-дукторный, скоростной -г высокоскоростной (более 2 м/с), пасс ажирский Плавное регулирование скорости с диапазоном до 10:1 и выше
Электропривод постоянного тока системы тиристорный преобразователь — двигатель ** Редукторный, безре-дукторный, скоростной г высокоскоростной, тассажирский То же
I
Асинхронный, двухскоростной с короткозамкнутым ротором Управление бесконтактное, полупроводниковое с замкнутыми контурами регулирования по скорости и положению кабины, замедление при регулируемом динамическом торможении на обмотке малой скорости
Постоянного токае независимым возбуждением Управление бесконтактное с полупроводниковыми и магнитными усилителями, с замкнутым-контуром регулирования скорости, положения и тока, замедление при регулируемом рекуперативном торможении
Постоянного тока с зависимым возбуждением Управление бесконтактное с полупроводниковым усилителем и регулятором скорости, положения и тока, замедление при регулируемом рекуперативном торможении
(или ими), представляющую собой систему управлении электроприводом. Следует различать систему управле-ния электроприводом лифта и систему управления лифтом (или лифтовой установкой). Первая управляет собственно электродвигателем (или электродвигателями) и предназначена для формирования и реализации управляющих сигналов или воздействий после получения дискретных (логических) сигналов управления лифтом. Вторая управляет лифтовой установкой в целом и в том числе электроприводом лифта.
Большинство современных лифтов имеют два электропривода:
главный электропривод, или электропривод подъема, приводящий в действие механизм подъема;
вспомогательный электропривод, или электропривод дверей, приводящий в действие механизм открывания и закрывания дверей.
В качестве вспомогательного электропривода чаще всего используется редукторный асинхронный электропривод с релейно-контакторным управлением. Перспективным является также редукторный асинхронный электропривод с бесконтактным управлением.
Более сложным и более разнообразным является главный электропривод лифтов.
Классификация систем электропривода подъема лифтов и их краткая характеристика приведена в табл. 32. В этой таблице не приведены некоторые редко встречающиеся и явно устаревшие системы лифтового электропривода, такие как асинхронный электропривод с двигателем с фазным ротором и релейно-контакторным управлением, асинхронный двухдвигательный электропривод с релейно-контакторным управлением, асинхронный электропривод с вихревым генератором. Перечисленные системы, решая некоторые проблемы электропривода, явно не соответствуют возможностям и потребностям нашего времени и не имеют перспектив.
Г Л А В А 3. СИСТЕМА ПЛАНОВО-
ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА ЛИФТОВ
§ 20. Виды ремонта и их характеристики. Надежность лифтового оборудования зависит от своевременной замены изношенных деталей, качества материалов, правильной организации технического обслуживания и ремонта.
142
Ремонтом называется комплекс технических операций по исправлению и замене изношенных деталей с целью обеспечения лифтом нормальной работоспособности в период между ремонтами.
Совокупность мероприятий, направленных на поддержание работоспособности лифтового оборудования в течение срока его эксплуатации, называют системой ремонтов.
Различают две системы ремонтов машин: послеос-мотровые ремонты (ремонты по потребности); плановопредупредительные ремонты (ППР).
Система ремонтов по потребности характеризуется планированием только сроков осмотров машин, в поо-цессе которых устанавливают вид и объем работ. Эта система применялась при ремонте лифтов в жилых домах Москвы и Ленинграда до 1950 г. Отсутствие в эксплуатационных службах в первую очередь технических средств диагностирования, а также информации о сроках службы и прогнозирования остаточного ресурса узлов и аппаратов приводило к длительному простою лифтов на ремонте, что и привело к отказу от системы ремонтов по потребности, хотя такая система ремонтов с использованием технических средств диагностирования и прогнозирования экономически более выгодна, чем система планово-предупредительного ремонта, поскольку при планово-предупредительной системе ремонт лифтового оборудования сводится к предупредительно-плановой замене комплектов деталей и узлов, износ которых еще не превысил установленных пределов.
Системой ППР называют совокупность организационных и технических мероприятий, направленных на обеспечение предотвращения прогрессивного нарастания износа узлов и аппаратов, предупреждение аварий и восстановление теряемой в процессе эксплуатации надежной и иелоиасний работы.
Система планово-предупредительных ремонтов дает возможность: составить график ремонтов (годовых), приближенно определить расход материалов на ремонт, заранее знать стоимость ремонтов, равномерно планировать загрузку ремонтных служб предприятий. Объемы ремонтных работ при системе ППР устанавливают, так же как и при ремонте по потребности, на основе ведомостей дефектов. Ведомость дефектов составляется за месяц до начала планируемого ремонта лифта.
В эту ведомость по результатам осмотра, а также на основе опроса ремонтного персонала заносятся дефек
143
ты, подлежащие устранению при ремонте. Учитываются все предварительные данные и подробно перечисляются дефекты лифта в целом, у каждого узла в отдельности и у каждой восстанавливаемой детали; в ней же указывается, какие детали подлежат замене новыми. Дефектную ведомость составляют: ответственное лицо за техническое состояние лифта (прораб), представитель ОТК с участием владельца лифта.
Дефектная ведомость, составляемая на каждый поступивший в ремонт лифт, является конкретным документом. Поэтому результаты ремонта прямо зависят от качества дефектной ведомости. В процессе составления ее выявляется необходимость замены изношенных деталей, исправления сопряжений и т. д.
Таким образом, правильно составленная и достаточно подробная дефектная ведомость является существенным дополнением к технологическим процессам на ремонты. Вот почему составление дефектных ведомостей следует поручать работникам, имеющим высокую квалификацию и значительный практический опыт по ремонту и эксплуатации лифтов. Приемка лифта из ремонта осуществляется представителем ОТК с участием «владельца» лифта.
Плановые ремонты лифтов по системе ППР подразделяются: на текущий — малый (М), средний (С) и капитальный (К), которые проводятся в соответствии с планом-графиком в объеме, предусмотренном для каждого вида ремонта. Проведение работ по ремонту лифта практически приурочивается к очередному полному техническому освидетельствованию лифта, которое проводится не реже одного раза в 12 мес.
Текущий (малый) ремонт включает частичную разборку механизмов, маркировку, очистку и ревизию деталей, определение степени износа, замену быстроизна-шивающихся деталей, смену уплотнителей, проверку креплений, зазоров.
При среднем ремонте осуществляются частичная разборка узлов, капитальный ремонт отдельных узлов и деталей, замена или восстановление изношенных деталей, все работы, входящие в объем малого ремонта. По объему средний ремонт занимает промежуточное место между малым (текущим) и капитальным.
Капитальный ремонт включает следующие работы: полную разборку отдельных агрегатов и маркировку деталей; очистку и промывку деталей и их разбраковку; замену или исправление базовых (основных) дета
144
лей и узлов; полную замену или восстановление изношенных деталей; окраску лифта.
При капитальном ремонте лифта выполняются работы, входящие в объем среднего ремонта. В табл. 33 приведены структура и периодичность циклов пассажирских лифтов с автоматическими раздвижными дверями в зависимости от числа обслуживаемых этажей, режима работы и срока службы узлов и деталей.
ТАБЛИЦА 33
Группа лифтов Этажность Цикл Чередование ремонтных работ в цикле Про-должи-тель-ность цикла, лет Чис i М Ч Ж ° я \о а ло ре тон <и и Q.S U S S о малых ч
I 4-6 Первый К-Д—М—М— М—М—С—М— М—М—М—м—к 12 1 1 10
Последующий К-М-М—М— М—С—И—м— М-М-^К 10 1 1 8
II 7—9 Первый К-М—М—м— м—с—м—м— м-к 10 1 1 8
Последующий К-M—м—м,— С—|М—М—М—К 8 1 1 6
III 10—15 Первый K-iM—м—м— С—М—М—М—к 8 1 1 6
Последующий к—м—м—с— м—м—К. 6 1 1 4
IV 16—24 Первый к—м—м—с— М—М—к 6 1 1 4
Последующий к—м—С-М—к 4 1 1 2
Ремонтным циклом называется продолжительность работы лифта между двумя очередными капитальными ремонтами или с момента пуска в эксплуатацию нового лифта до первого капитального ремонта.
Межремонтным периодом называется про-
6 Зак. 330
145
межуток времени между двумя очередными ремонтами любого вида.
Структурой ремонтного цикла называют порядок чередования видов ремонта на протяжении ремонтного цикла.
Длительность ремонтного цикла — это промежуток времени между двумя капитальными ремонтами.
Т7 П П П ГТ XTZ ТГ Ф Л ТТ Т ТТ П Л т т тгч п П А л ф Л п т» П а ЛГ Л ТТ_ A A J? и Д и л ZI\ XI 1 V «/ А и л V/ V 1 1_> .IV/ 11 V/ V< 1 U Л £> С 1U U П те называют время, необходимое для выполнения ремонтных работ, начиная от момента остановки лифта на ремонт до момента его пуска в эксплуатацию.
На малый (текущий), средний и капитальный ремонт лифтов разрабатывают технические условия, в которых излагают технические требования к строительной части лифта, материалам, обработке (разборке) и сборке деталей, узлов. Разрабатывают также требования к подъемному механизму (лебедке), кабине, противовесу, направляющим, дверям шахты и кабины, ограничителю скорости, ловителям, электрооборудованию, окраске лифтового оборудования. Излагаются методы испытаний узлов и лифта в целом. На основе технических условий разрабатывают: прейскурант цен,, технологические карты на ремонт узлов и деталей, агрегатов, а также лифта в целом. В табл. 39 в качестве примера при-,ведена технологическая карта, разработанная в объединении «Мослифт», на ремонт лифтовых лебедок с глобоидными редукторами и фланпевым креплением электродвигателей.
Подсчет сложности и трудоемкости ремонтов осуществляют в следующем порядке, определяя:
структуру и длительность ремонтного цикла;
объем, сложность и трудоемкость каждого вида ремонта;
продолжительность каждого вида ремонта;
потребность в материалах, запасных частях, рабочей силе, стоимость каждого вида ремонта.
Потребное число ремонтов для лифта иногда определяют согласно следующим приближенным зависимостям:
где пк, пг — соответственно количество капитальных и текущих ремонтов; Гк — наработка лифта до начала планируемого периода последнего капитального ремонта; Та — наработка лифта за планируе-
те
мый период; Тк.р, Тг.р — межремонтные нормативы наработки лифта до капитального и текущего ремонтов.
Ориентировочное время ремонта лифта устанавливают в том месяце, когда Тк-\-Тнм = ТК.Р и TK-j-THM = T, где Гн.м — нарастающий итог наработки лифта по месяцам.
§ 21. Техническое обслуживание лифтов. В общем случае под техническим обслуживанием лифтов подразумевается комплекс работ, предназначенных для поддержания лифтового оборудования в исправном состоянии при подготовке и использовании по назначению, при хранении и транспортировании.
Согласно назначению, можно выделить следующие элементы технического обслуживания: ежесменное техническое обслуживание (ЕС); периодическое техническое обслуживание (ТО); техническое обслуживание при хранении.
Ежесменное техническое обслуживание лифтов, подключенных к пульту объединенной диспетчерской системы, производится не реже 1 раза в сутки.
При ежесменном техническом обслуживании лифтов проверяются исправность автоматических и неавтоматических замков, запирающих устройств дверей шахты на всех этажах, исправность дверных контактов кабины и фартучного устройства, работа подвижного пола кабины и подпольных контактов, действие кнопки «стоп», точность остановки кабины на этажах, освещенность шахты, кабины и этажных площадок, работу световой и звуковой сигнализации, состояние ограждений шахты и кабины, наличие правил пользования лифтом, предупредительных и указательных надписей. Визуально определяются исправность работы электродвигателя главного привода лифта, аппаратуры на панели управления, а также надежность запора машинного и блочного помещения.
Периодическое техническое обслуживание является основным звеном в планово-предупредительной системе.
Основная задача планово-предупредительного обслуживания заключается в снижении интенсивного изнашивания деталей, выявлении и предупреждении отказов и неисправностей за счет своевременного выполнения контрольных, смазочных, регулировочных и крепежных работ. Соблюдение сроков и объема работ, выполняемых при периодическом техническом обслуживании, удлиняет сроки службы лифтов между ремонтами, сокра
6’ Зак. 330
147
щает число внезапных (аварийных) отказов За счет своевременного обнаружения и устранения причин, вы-зывающих неисправности.
Периодические технические обслуживания лифтов подразделяются на внутримесячные ТО-1, проводимые не реже одного раза в 15 дн; месячные ТО-2, проводимые не реже одного раза в месяц, й полугодовые ТО-3, проводимые не реже одного раза в 6 мес.
Виды работ по техническому обслуживанию лифтов должны конкретизироваться на стадии их разработки и уточняться по результатам испытаний с учетом опыта их эксплуатации. Периодичность проведения различных видов технического обслуживания лифтов может быть выражена в машино-часах работы, количестве включений и пробеге кабины. Под машино-часом понимается часовая продолжительность работы лифта непосредственно по назначению, то же самое относится и для количества включений и пробега кабины.
Основы построения технического обслуживания лифтов. Правильная, научнообоснованная организация технического обслуживания лифтов позволяет:
повысить надежность работы узлов и лифта в целом; предупредить прогрессирующий износ и продлить ресурс узлов и лифта; своевременно и качественно подготовить и провести ремонтные работы;
снизить эксплуатационные расходы за счет уменьшения числа аварийных отказов, продления межремонтных сроков службы узлов и лифта в целом и снижения издержек на ремонт.
Разработка оптимальных сроков проведения технического обслуживания обусловливается многими объективными причинами, в первую очередь разбросом ресурса деталей, поскольку продолжительность работы каждой детали — случайная величина (со своими законами и параметрами распределений), охарактеризовать которую можно только путем наблюдения за совокупностью аналогичных деталей конкретной модели лифта.
Если удалось определить для каждого типа детали оптимальный срок замены, установленный на основе минимизации (максимизации) целевой функции, например по минимуму удельных затрат, то возникает второй вопрос — как установить оптимальные сроки техниче-. ского обслуживания для лифта в целом, поскольку осуществлять независимое техническое обслуживание замены каждой детали в отдельности может оказаться экономически невыгодно, так как для замены детали
148
часто требуются разборка агрегата, например редуктора, и проведение других сложных работ. Поэтому при разработке сроков проведения технического обслуживания необходимо учитывать вероятную наработку каждого элемента в зависимости от режима работы лифта, числа включений, машинного времени, пробега кабины, загрузки кабины и других факторов.
Техническое обслуживание и аварийные отказы тесно связаны с надежностью лифтового оборудования, но отличаются характером этой связи и экономическими последствиями. Повышение затрат на техническое обслуживание приводит к сокращению аварийных отказов и уменьшению затрат, связанных с ликвидацией убытков из-за простоев.
Наиболее общими экономическими критериями, по которым можно оптимизировать сроки проведения технического обслуживания, являются критерии «прибыли», или «удельные приведенные затраты». Известно, что прибыль определяется как разность между ценой продукции и себестоимостью. Однако более удобным критерием являются удельные приведенные затраты, которые можно рассчитать по известной формуле
W = у (С + ЕаК),
где Р — годовая производительность лифта; С — годовые затраты, связанные с эксплуатацией и ремонтом лифта, руб.; Еп— отраслевой нормативный коэффициент (0,15) эффективности капитальных вложений; К — капитальные вложения.
Значение критерия определяется при различных вариантах технического обслуживания, и выбирается тот вариант, при котором проведенные затраты минимальны.
На практике могут применяться различные варианты технического обслуживания. Ниже рассмотрим наиболее часто встречающиеся стратегии технического обслуживания.
Одной из возможных стратегий технического обслуживания является «групповая», которая заключается в следующем:- устанавливается оптимальный интервал замен Тз элементов и в моменты времени т3; 2т3; Зтз и т. д. заменяются все элементы данного типа, например контакты дверей шахты, включая и тех из них, которые недавно поставлены взамен отказавших. В основу этой стратегии положен экономический показатель.
Обозначим стоимость технического обслуживания эле
149
ментов через Ст.э. Суммарные затраты на возможные замены элементов после возникновения отказов за период эксплуатации т3 определяются по формуле
CN (т3) = [Sm i (т3)] Со + ЛГ Ст э ,
где S ::ii (т3) —сумма отказов за период т3; Со — стоимость замены элемента после отказа; М — число элементов.
Важным экономическим показателем являются удельные затраты технического обслуживания на единицу наработки, которые определяются:
от (т,) „ С-г.э
Cm.,= ^C0N+ — N. т3 ь3
Интервал замен т3 должен быть выбран таким, чтобы значение удельных затрат было минимальным.
Из формулы видно, что число эксплуатируемых элементов, а также надежность лифта и его узлов не влияет на величину оптимального интервала замены элементов, а влияет только, на абсолютную величину затрат, так как с ростом числа эксплуатируемых элементов затраты на техническое обслуживание увеличиваются. Поэтому применение технического обслуживания при «групповой» стратегии может быть целесообразным, если отношение Суд.т/Суд.о меньше единицы.
Вторая стратегия технического обслуживания — стратегия замен деталей по наработке или «индивидуальная». Сущность этой стратегии заключается в том, что ведется учет «возраста» каждого элемента и назначается срок возраста т3 проведения технического обслуживания, по достижении которого элемент заменяется. Причем элемент не может заменяться при техническом обслуживании, пока не будет иметь наработку, равную т3.
Если же до этого момента произошел отказ, то техническое обслуживание нового элемента, поставленного взамен отказавшего, отодвигается и осуществляется только после достижения этим элементом возраста т3.
Применение этого метода технического обслуживания затруднительно, поскольку обслуживающему персоналу весьма трудно вести учет наработки до отказа каждого элемента.
Следующая стратегия технического обслуживания — эксплуатация без замен элементов или «нулевая». К сожалению, эта стратегия в настоящее время применяется чаще, чем следовало бы. Сущность этой страте
150
гии в следующем. Техническое обслуживание не проводится и ничего не заменяется, замена детали (узла) происходит только после, ее отказа, а новая деталь поставляется взамен отказавшей и опять эксплуатируется до тех пор, пока не откажет.
Удельные затраты технического обслуживания лифтов с применением «нулевой» стратегии определяются из выражения
п С6
СУД.О = ^ =ЛоСоЛ\ .
где п — число отказов; Со — стоимость замены элемента после отказа; /Р — время, за которое произошло п отказов; Ло — параметр потока отказов (число отказов в единицу времени); N — число элементов.
Следует отметить, что использование «нулевой» стратегии технического обслуживания лифтов значительно выгоднее остальных, главным образом за счет применения средств диагностирования, автоматического контроля и прогнозирования остаточного ресурса узлов лифта с пульта объединенной диспетчерской системы. В этом случае необходимо разработать и внедрить стационарные устройства автоматического контроля работоспособности лифтового оборудования, которые позволят прогнозировать остаточный ресурс узлов, деталей и подсистем каждого лифта, оптимально использовать обслуживающий персонал и материальные ресурсы.
При определении оптимальных сроков проведения технического обслуживания необходимо найти величину затрат при плановой замене элементов и замене элементов после отказа.
Затраты при плановой замене Сп элемента можно приблизительно рассчитать по формуле
^н.д пв
сп = ~ „ + Ст„ „ + с„ „
где Sh.h — стоимость новой детали, руб.; пв— среднее число возможных восстановлений детали при проведении технического обслуживания через период t; SB — средняя стоимость восстановления детали, руб; Сзам.п — средняя стоимость работ по замене детали по плану, включая стоимость доставки детали со склада обслуживающего предприятия иа лифт, руб.; Стр.п — средняя стоимость транспортных расходов доставки детали с завода-изготовителя иа склад обслуживающего предприятия, руб.; С„ у — величина убытков от недоиспользования остаточного ресурса детали при замене, руб.
Затраты при замене элемента после возникновения отказа определяются:
151
Со = П 4-1 + Сзам.о + Стр.о+Сн.о + Ссм.д + Суб.п>
где Пд — среднее число возможных восстановлений при отказах; Саам.о — средняя стоимость работ по замене детали после ее отказа, руб.; Стр.о — средняя стоимость транспортных расходов при отказе, руб.; Сн.о—величина убытков от недоиспользования основных фондов в период замены, транспортировки и восстановления детали после отказа, руб.; Ссм.д — стоимость возможных поломок смежных деталей из-за отказа рассматриваемой, руб.; Суб.п — стоимость убытков из-за простоя лифта во время устранения отказа, руб.
§ 22. Расчет перечня и периодичности выполнения технического обслуживания лифтов и требуемая информация для расчета. Важными показателями эксплуатационной надежности лифта являются правильно установленный перечень и периодичность выполнения технического обслуживания. Расчет перечня и периодичности выполнения технического обслуживания лифтов целесообразно осуществлять в такой последовательности:
1. Изучают условия эксплуатации с точки зрения их технического обслуживания, включая время работы; предусматриваются ли специальная смена для проведения ТО, возможность ремонта и замены части узлов в период работы лифта й т. п.
2. Анализируют вероятные отказы и неисправности с точки зрения возможности их предупреждения.
3. Составляют перечень и виды проверок, смазок, регулировок, замены и т. п. для каждого узла и определяют необходимые инструменты, приборы и приспособления для проведения ТО по этим узлам.
4. Составляют рабочую методику сбора эксплуатационных данных по аналогам, находящимся в эксплуатации лифтам и узлам.
5. Устанавливают периодичность всех профилактических работ для каждого узла в отдельности.
6. Производят группировку профилактических работ по срокам и составляют ремонтный цикл.
7. Составляют нормативы и инструкцию по техническому обслуживанию лифтов.
Зачастую инструкция по эксплуатации лифтов разрабатывается после того, как лифт принят к серийному изготовлению. По-видимому, инструкцию по эксплуатации лифтов необходимо разрабатывать и согласовывать с эксплуатационными службами еще при проектировании первой модели, скорректировать ее после испыта
152
ния опытных образцов и окончательно уточнить при эксплуатации первой партии серийных лифтов данной модели и совершенствовать по мере модернизации узлов и деталей лифта.
Требуемую информацию для расчета работ по техническому обслуживанию лифтов условно можно разбить на три группы. К первой группе относится информация о специфике работы лифта с точки зрения технического обслуживания. Ко второй — информация о надежности элементов, в том числе определение предельного состояния наработки на отказ, установление типа отказов — внезапный, постепенный и т. д. К третьей— экономическая информация, которая необходима для определения стоимостных параметров, входящих в расчетные формулы.
Для установления полного перечня всех профилактических работ помимо перечисленной информации необходимо получить:
перечень всех неисправностей и отказов, возникающих при эксплуатации лифтов данной модели с указанием возможных профилактических работ, которые могли бы предупредить возникновение или увеличить наработку до отказа;
наработку до отказа по каждому элементу в отдельности;
перечень отказов, возникающих из-за невыполнения предусмотренных инструкцией профилактических работ; продолжительность и трудоемкость каждого вида профилактических работ;
перечень работ, которые необходимо выполнять по правилам безопасности.
Наиболее доступный метод определения сроков проведения технического обслуживания и капитальных ремонтов лифтов статистический. Правомерности приме нения такого метода основывается на законе больших чисел. По этому закону средняя величина признака, измеренного в большом числе испытаний, приближается к ее математическому ожиданию. Извлечение выборки из генеральной совокупности — весьма ответственная операция. При статистическом исследовании необходимо очень внимательно отнестись к образованию выборки, чтобы она была подобна генеральной совокупности. Иначе говоря, выборка должна быть представительной. Чем большее число объектов берется под наблюдение, тем выше точность среднего значения изучаемого показателя. Однако при этом резко возрастают
153
затраты труда и средств при сборе статистических данных. Следовательно, задача заключается в том, чтобы определить минимальное число наблюдений, которое обеспечивает требуемую точность.
В технической литературе наиболее точно представлено определение необходимого числа наблюдений в случае нормального распределения закона величины исследуемого явления.
Для определения минимального числа наблюдений, обеспечивающего заданную точность, необходимо определить коэффициент вариации, вид распределения, задаться необходимой точностью и доверительной вероятностью.
При обработке статистических данных обычно приходится исключать резко выделяющиеся величины, искажающие статистические характеристики. Поэтому фактическое число наблюдений обычно следует принимать несколько больше установленного расчетом.
Для установления состава работ по техническому обслуживанию с минимальными трудозатратами необходимо в максимальной степени использовать имеющуюся информацию о надежности каждого узла лифта, а также провести специальные исследования.
Время, затрачиваемое на проведение определенного вида технического обслуживания, определяется конструктивными особенностями лифтов, а также количеством и квалификацией электромехаников, степенью механизации труда, организацией работ и другими факторами. Суммарные затраты времени по проведению i-ro вида ТО можно определить по формуле
ti — toi Н- tusi “Ь Н- ^гГр/,
где iOi — оперативное время ТО; /пз1- — подготовительно-заключительное время на проведение ТО; — дополнительное время технического обслуживания; /пр,- — время простоя лифтов в процессе технического обслуживания.
Оперативным временем называется та часть рабочего времени, которая затрачивается исполнителями на выполнение операции технического обслуживания лифта или агрегата, определяемая конструктивными свойствами и состоянием узлов, применяемого инструмента и приспособления. Оперативное время складывается из основного и вспомогательного.
Основным временем технического обслуживания называется та часть оперативного времени, в течение которого производится непосредственная работа по
154
регулировке и проверке технического состояния лифта (узла).
Вспомогательным временем технического обслуживания является та часть оперативного времени, в течение которого осуществляется подготовка лифта к выполнению работы по техническому обслуживанию лифта, например установка и снятие табличек на дверях шахты лифта с указанием сроков остановки и пуска лифта и пр.
В подготовительно-заключительное вре-м я входят затраты времени на подготовку рабочего места, материалов, запасных частей к техническому обслуживанию перед его началом, уборка рабочего места после завершения технического обслуживания и т. д.
К дополнительному времени технического обслуживания относится время, затрачиваемое электромехаником от мастерской до неисправного лифта, а также на естественные надобности. Временем простоя лифта в процессе технического обслуживания называется время, затрачиваемое электромехаником на операции, не совмещенные с обслуживанием (поиск материалов, запасных частей, инструмента, приспособлений и т. д.).
Оперативное время технического обслуживания может быть ориентировочно определено путем прогнозов на стадии проектирования и уточнено при испытании лифта.
Продолжительность простоя лифта при выполнении определенного вида технического обслуживания регламентируется нормами времени. При составлении норм времени не учитывают затраты fnp; как непродолжительные. Нормы времени устанавливают для определенного числа исполнителей (как правило, принимают двух электромехаников: 5-го и 3-го пазр.) а тякж₽ для средних условий работы. Для отличающихся условий вводят корректирующие коэффициенты.
Существует определенная зависимость между нормами продолжительности работы и нормами затрат трудана соответствующие операции. Зависимость между нормами продолжительности работ и нормами затрат труда можно определить по формуле
— 3^1 тзв, где тэв — численность рабочих в бригаде (звене), осуществляющих техническое обслуживание.
155
Продолжительность простоя лифта при техническом обслуживании за определенную ее наработку Тр в часах ориентировочно может быть определена так же, как и для машин, по формуле
*пр ~ ^ЕО *ЕО + ^TO-l *TO-1 + NTO-2 1ТО-2 + ^ТО-3 ^ТО-3’ где N, — соответственно число выполненных за рассматриваемый период времени ежесменных периодических технических обслуживание; fj —соответственно нормы времени на выполнение ежесменного и .периодического технического обслуживания.
Выражение правомочно в том случае, если ТО не проводится в ежесменное время, а ТО-3 не совмещается с ТО-2, а также проведение технического обслуживания не совмещается с простоями по другим причинам, например при выходе из строя электродвигателя и т. д.
Перечень работ, включенных в последующее ТО в пределах цикла, может включать и не включать работы предыдущего ТО.
§ 23. Назначение и влияние смазки на процесс изнашивания деталей лифта. При перемещении одного тела по другому возникает сопротивление движению в виде касательной (тангенциальной) силы, действующей в направлении, противоположном основному направлению движения тела, называемой силой трения.
Между деталями машин могут возникать следующие виды трения: сухое, жидкостное и граничное.
Законы сухого, жидкостного и граничного трения были установлены Г. Амонтоном в 1700 г. и Ш. Кулоном в 1779 г.
Г. Амонтон установил понятие о трении покоя, т. е. о силе трения, которую следует преодолеть, чтобы сдвинуть тело, находящееся в состоянии покоя. Ш. Кулон установил более общую зависимость между силой трения и давлением на поверхности трения, показав, что при отсутствии нагрузки сила трения не равна нулю.
Сухое трение наблюдается при отсутствии смазки на поверхности трения. Математически закон Кулона для силы, сухого трения определяется
F = A+fcP,
где F — сила трения, кгс; А — добавочный член, учитывающий силы сцепления при малых нагрузках, кгс; fr—коэффициент сухого тре-иия; Р — полное нормальное давление, Па/с.
156
На коэффициент трения влияют: материал трущихся поверхностей, присутствие пленок, продолжительность неподвижного контакта, скорость приложения нагрузки, качество поверхностей (шероховатость).
Идеальным видом трения скольжения является жидкостное трение. Жидкостное трение — это трение, при котором трущиеся поверхности полностью разделены слоем смазочного материала, и трение происходит не между трущимися поверхностями, а между слоями смазки.
Н. П. Петров теоретически и экспериментально доказал, что трение хорошо смазанного цилиндрического подшипника подчиняется следующему закону:
pSo ж Лер Р ’
где — сила трения, кгс; ц — коэффициент жидкостного или внутреннего трения (вязкость смазки), кгс/см2; S — площадь поверхностного трения, мг; о — относительная скорость скольжения (скорость взаимного перемещения трущихся поверхностей); м/с; йСр — толщина разделительного слоя смазки, мм; Р — полное нормальное давление, Па/с.
На основе уравнения определяют допустимую нагрузку, коэффициент жидкостного трения, наименьшую, толщину масляного слоя. Обеспечение жидкостного трения в деталях возможно лишь при возникновении в слое смазки усилий, способных обеспечивать прилипание смазочного материала к трущимся поверхностям и образованию разделительного смазочного слоя трущихся поверхностей друг от друга при высокой частоте обработки этих поверхностей, чтобы толщина слоя смазки в самом узком месте зазора была больше суммы неровностей на поверхности цапфы и вкладыша и максимальной величины стрелы прогиба цапфы под нагрузкой. Наименьшая толшииа слоя смазки определяется
^min 2 + а (Дц Дв + i),
где ftmin — наименьшая толщина слоя смазки, мкм; 2 — минимальная толщина масляного слоя, обеспечивающая прохождение полезных составляющих масел, мкм; а — коэффициент, учитывающий изменение зазора по длине цапфы, а=0,4ч-1; Дп — высота неровностей на поверхности цапфы (вала), мкм; Дв — высота неровностей на поверхности вкладыша (отверстия), мкм; i—максимальная величина прогиба цапфы, мкм.
Граничным трением называется трение, возникающее между взаимодействующими поверхностями, которые разделены адсорбированными на них молекулярными
157
пленками смазочного вещества (крайне тонким слоем смазочного вещества).
Сила граничного трения Fr определяется по формуле Fr= (b — d — c п) Р, где f — величина, характеризующая шероховатость поверхности,, мкм; d, с—величины, характеризующие влияние концов адсорбированной молекулы смазочного материала; п — число атомов углерода! в молекуле.
Способность смазки обеспечивать граничное трение называется маслянистостью (или липкостью). Большой маслянистостью обладают масла растительного и животного происхождения. Масла растительного происхождения получают из растений, животные — из жиров животных. Меньшей маслянистостью обладают масла минерального происхождения, но они дешевле, чем масла растительного и животного происхождения, и поэтому получают широкое применение.
. Смазочные материалы подразделяются на минеральные масла и консистентные смазки (или мази).
Минеральные масла характеризуются следующими наиболее важными свойствами: вязкостью, температурой вспышки, температурой застывания, маслянистостью и коксуемостью.
Вязкость масла характеризует внутреннее трение жидкости в узле и утечку его через уплотнения. Поэтому вязкость является основной характеристикой материала при выборе смазки. Различают динамическую вязкость, или коэффициент внутреннего трения масла; кинематическую вязкость, или отношение динамической вязкости к плотности масла; условную вязкость, или относительную, численной величиной которой пользуются для сравнительной оценки вязкости различных масел. Единицей измерения кинематической вязкости является стокс (Ст), размерность которого см2/с, и сотая доля стокса — сантистокс (сСт). За единицу динамической вязкости принимается пуаз (П), который соответствует вязкости жидкости, оказывающей сопротивление слоя жидкости площадью 1 см2 со скоростью 1 см/с относительно параллельного ему слоя, находящегося на расстоянии 1 см,силой,равной 1 дине.
Размерность пуаза — кгс/см2, а сотая доля пуаза называется сантипуазом (сП). Условная вязкость, выраженная в градусах (°ВУ), определяется по времени истечения масла из специального прибора — вискозиметра.
158
При подборе оптимальной вязкости масла (Нс/м2) в сочленении типа вал — втулка следует пользоваться формулой Н. П. Петрова
\8,36PSKhg
1 d2 п
где Р—удельное давление вала на втулку, Па; валом и втулкой, мм; К — коэффициент длины
Id ~r(l
— длина втулки,
мм);
h — толщина слоя
S — зазор между втулки, равный
смазки, мм; g—
ускорение свободного падения, м/с2; /г — частота вращения вала в мин.
Температура вспышки, т. е. температура при которой помещенное в заданные ГОСТ 4333—48 условия масло загорается при поднесении к нему открытого пламени горит не менее 5 с. Чем выше температура вспышки, тем меньше вероятность образования нагаров на трущихся поверхностях и взрывоопасных смесей масляных паров с воздухом в картерах. Температура застывания масла характеризует потерю подвижности масла при низких температурах. Температурой застывания масла считается температура, при которой мениск масла в пробирке, наклоненной под углом 45°, не меняет своей формы в течение 1 мин.
Коксуемость — это свойство смазки образовывать нагар (углистый осадок). Коксуемость должна быть минимально!#, особенно для смазок, применяемых в двигателях внутреннего сгорания, так как нагар ускоряет износ трущихся поверхностей.
По назначению масла подразделяются на следующие группы:
моторные, используемые в двигателях внутреннего сгорания (автотракторные — АКЗп-6, АКп-Ю, АСр-10, АСп-6, АК-15; автомобильные—АС-6, АС-8, АС-10, М'8Г, М10Г и М12Г: дизельные— ДС-8, ДС 11);
трансмиссионные, предназначенные для смазки тя-желонагруженных передач (трансмиссионные автомобильные—ТАД-17, ТАп-Ю, ТАп-15, авиационные—МС-14, МС-20, МК-20);
компрессорные, применяемые для сопряжений, работающих в условиях высоких температур и давлений 12 (М), 19(Т);' !
индустриальные, применяемые в самых различных машинах [(индустриальное-12, 20), индустриальное-30 (машинное Л), индустриальное-45 (машинное С), инду-стриальное-50 (машинное СУ)];
159
турбинные, применяемые для смазки деталей, имеющих высокие скорости вращения;
специальные (осевое Л, 3 и ДР-).
В табл. 34 приведены наиболее употребляемые масла, используемые для смазки лифтов массового применения.
ТАБЛИЦА 3 4. ХАРАКТЕРИСТИКА СМАЗОЧНЫХ МАСЕЛ
Масло
Марка масла
Кинематическая вязкость прн t °C, сСт
vсловная вязкость при t не выше ВУ
100 50
100 50
Темпе* ратура застывания.
°C
Индустриальное (И) (ГОСТ 20799—75) Трансмиссионное автотракторное Трансмиссионное для редукторов (ТУ 38.101.230-72) Трансмиссионное для промышленного оборудования (ТУ 38.101.529— 75) Автотракторное АК-15 Осевое (ГОСТ 610-72)
20
Летнее
Консистентные смазки или мази представляют собой густые пластические вещества, сгущенные кальциевым или натриевым мылом жирных кислот.
Кальциевые смазки (солидолы) не растворяются в воде, поэтому их можно применять во влажной среде при температуре 60°С и выше. Кальциевые смазки применяют для защиты от коррозии металлических поверхностей узлов лифта при их хранении.
Натриевые смазки сохраняют смазочные свойства при температуре 100°С и более, но теряют смазочные качества во влажной среде и на открытом воздухе, поскольку натриевые смазки растворяются водой.
Основные свойства, характеризующие консистентные смазки: степень густоты, температура ' каплепаде-ния и содержание воды.
Степень густоты смазки (пенетрация) определяется прокачиваемостью ее по трубопроводам и устанавливается по глубине погружения стандартного конуса в смазку при температуре 25°С в течение 5 с в сотых долях сантиметра.
160
Температура каплепадения— это температура, при которой происходит падение первой капли смазки, нагреваемой в капсуле специального прибора.
Содержание воды в натриевых смазках должно быть не более 0,5%, а в кальциевых — не более 3%.
Перечень и краткая характеристика основных консистентных смазок приведены в табл. 35.
ТАБЛИЦА 3 5. ХАРАКТЕРИСТИКА КОНСИСТЕНТНЫХ СМАЗОК
М.арка (наименование смазки) Степень вязкости прн 25°С, сСт Температура каплепадения, °C (ие ниже)
УН (вазелин технический) 54
УСс-1 (солидол синтетический) 330—360 70
УСс-2 » » 270—330 75
УС'о (автомобильный) 225—275 75
УС-1 (пресс-солидол) 3301—335 75
УС-2 (солидол Л) 230—290 75
УС-3 » т 150—2201 90
УТ-1 (консталин жировой) 225—275 13(0
УТ-2 » » 175—225 150
УТс-1 (синтетический консталин) 225—275 130
У Те-2 » » 175—225 150
УТВ (смазка 1—13 жировая) 250—<290 120
УТВМА 270—320 170
ИК (канатная) —• 40
Для смазки лифтовых узлов применяют консистентные. смазки УС-2, УС-1, УС-3, ПК.
В табл. 36 приведены узлы и механизмы лифта, применяемый смазочный материал и периодичность замены смазки.
Правильное применение и своевременная замена смазочных материалов оказывает существенное влияние на надежность, долговечность и безопасность работы лифта.
§ 24. Общие понятия о диагностике. Повышение уровня надежности лифтов, его узлов и подсистем возможно только при условии высокого качества изготовления, монтажа, эксплуатации и ремонта всех узлов и деталей. Это влечет за собой непрерывное усовершенствование технологии производства, монтажа, ремонта и организации с применением методов технического диагностирования.
В настоящее время на машиностроительных заводах при изготовлении машин и оборудования, а также при эксплуатации их широко применяют неразрушающие ме-
161
ТАБЛИЦА 3 6. СМАЗКА ЛИФТА
Смазываемые узлы и механизмы Смазочный материал, ГОСТ Способ нанесения смазочного материала Периодичность смазки в год
Редуктор главного привода в машинном помещении Режим работы: •
тяжелый (число вклю-чений в час 60 и более, ПВ-40% и более): /**>20°С Масло цилнндро-вое-52 (Вапор), ГОСТ 6411—76, или индустриальное И-50А, ГОСТ 20799—75 Заливка до верхней риски масло-указателя 2* •
/** = 5-н20°С Масло трансмиссионное для промышленного оборудования, ТУ 38.101.529—75 То же 2*
Средний и легкий (число включений в час до 60 при ПВ до 40%): /**=5[-е-20РС и более То же » 2*
Редуктор привода дверей кабины Тормоз: Масло индустриальное И-50А, ГОСТ 20799—75 » 2
шарниры Солидол синтетический «С» (смазка УСс автомобильная), ГОСТ 4366—76 Вручную 2
оси То же Шприцем, ГОСТ 3643—75 2
Ограничитель скорости — подшипники Подшипники электродвигателей: » То же 2
подвески кабины » Вручную 1
шарниры противовеса Ловители: » » 1
механизмы включения . » » 1
направляющие клиньев Дверь шахты: » » 1 .
шарниры защелок » » 4
шарниры рычагов Натяжное устройство ограничителя скорости: » » 4
шарнир » Шприцем, ГОСТ 3643—75 2
подшипник 162 » То же 1
Продолжение таОл. 36
•Смазываемые >злы и меха низмы Смазочный материал. ГОСТ Способ нанесения смазочного материала) Периодичность смазки в год
Рычаг привода дверей — шарниры микропереключателя Солидол синтетический «С» (смазка УСс автомобильная), ГОСТ 4366—76 Вручную 12
Направляющие кабины противовеса (с помощью смазывающих аппаратов) Масло осевое-3, ГОСТ 610—72 Заливка в стаканы смазывающих аппаратов 2
* Прн эксплуатации нового или капитально отремонтированного редуктора масло в течение первых 6 мес. эксплуатации менять не реже одного раза в 2 мес.
** Температура воздуха в машинном помещении.
тоды контроля, которые позволяют проверять качество и состояние изделий без нарушения их дальнейшей пригодности к использованию по назначению. Эти методы и составляют основу диагностирования.
В отечественной практике существующие средства неразрушающего контроля согласно ГОСТ 4.27—71 предназначены: для выявления дефектов типа нарушения сплошности материалов изделий, оценки физико-химических свойств материалов изделий, контроля их геометрических параметров и оценки структуры материалов.
Контроль с применением приборов основан на получении информации в виде электрических, световых, звуковых и других сигналов о качестве проверяемых объектов при взаимодействии их с- физическими полями (электрическими, магнитными, акустическими и др.). В зависимости от принципов работы контрольных средств все известные методы неразрушающего контроля в соответствии с ГОСТ 18353—79 подразделяются на акустические, капиллярные, магнитные, оптические, тепловые, методы контроля течеисканием, электрические и электромагнитные (методы вихревых токов).
Акустические методы контроля могут быть разделены на две группы (рис. 79): основанные на излучении и приеме акустических волн; основанные на регистрации
163
По способу выявления десректов
Теневой
Резонансный
Эхоим- Эмис-пули- сион-ный ный
ный
велрсимА \$ом$и-
метри-чес кий.
Раненый
НЫХ КО-леваний ванный.
По частотному диапазону
пиро- _
По способу возбуждения упругих колебаний
Ультразвуковые
Звуковые
По способу ввода и приема упругих волн
Контактный, сухой
Пьезоэлектрический
Механический
^лектро-магнито-акустичес-кий (ЗМА)
По регистрируемым информативным параметрам
—[ Частотный
Контактный со смазкой
бес контактный
Струйный
Иммерсионный
По Видим применяемых акустических-волн
\Продольные
Сдвиговые (поперечные)
Поверхностные
А кустические _ -\Амплитуднь^ методы _______
-^Временный
Механического импеданса
Спектрального состава
Импульсный |
Фазовый | | По режиму излучения-^ Непрерывный |
| Нормальные
Рис. 79. Классификация акусти
ческих методов
акустических волн, возникающих в материалах и изделиях. К первой группе относятся методы контроля, основанные на излучении и приеме упругих волн: эхо-метод, теневой; зеркально-теневой, импедансный. Эхо-метод получил наибольшее распространение в ультразвуковой дефектоскопии. Этим методом контролируют детали из поковок, штамповок, проката термообработанного литья, пластмассы, сварные швы, измеряют толщину изделий. Теневой метод в основном применяют для контроля проката малой и средней толщины, а также некоторых изделий, в частности покрышек колес, изделий из бетона, графита и т. д. Зеркально-теневой метод используют, как правило, в том случае, когда к изделию затруднен доступ, например для контроля
164
Рис. 80. Область применения акустических методов
эксплуатируемых железнодорожных рельсов. Он может быть использован, например, для контроля работы направляющих у лифтов. Для контроля склейки, пайки конструкций из металла и пластмасс применяют импедансный метод.
Ко второй группе методов контроля относятся: метод акустической эмиссии и шумовибрационный. Метод акустической эмиссии основан на регистрации упругих волн, возникающих в ранней стадии образования трещин в конструктивных элементах. Его применяют, например, для проверки возникновения и развития трещин во время эксплуатации сварных конструкций ферм, балок, рам и т. п. Возможно применение этого метода и для выявления усталостных трещин в элементах передач и т. п. Шумовибрационный метод широко используется для оценки состояния различных узлов при эксплуатации машин и оборудования.
Основные области применения акустических методов диагностирования показаны на рис. 80. Акустические методы диагностирования имеют важные преимущества неразрушающего контроля деталей и конструкций машин в условиях эксплуатации, особенно в тех случаях,
165
когда требуется обеспечить надежную работу деталей без демонтажа.
К преимуществам контроля акустическим методом относятся: высокая чувствительность, позволяющая выявить самые скрытые дефекты; большая проникающая способность, позволяющая обнаружить внутренние дефекты в крупногабаритных изделиях; возможность определения места и размеров дефекта; практически мгновенная индикация, позволяющая автоматизировать контроль при одностороннем доступе их к изделию; простота и высокая производительность контроля; безопасность работы оператора и обслуживающего персонала.
К недостаткам акустического метода диагностирования относятся необходимость разработки специальных методик для отдельных типов деталей, необходимость сравнительно высокой частоты обработки поверхности контролируемых объектов и наличие мертвых зон, снижающих эффективность 'контроля.
Капиллярные методы неразрушающего контроля. Они предназначены для обнаружения поверхностных дефектов изделий малых размеров (трещин, раковин, пор и т. д.), обладающих свойствами капиллярных трубок. Капиллярные методы диагностирования высокопроизводительны, просты в работе и надежны при выявлении даже незначительных по размерам дефектов.
Капиллярные методы делятся на два вида: люминесцентный и цветовой. Сущность люминесцентного метода состоит в том, что под воздействием внешнего облучения молекулы люминесцентного вещества получают избыточную энергию и переходят в возбужденное состояние. Приобретенная избыточная энергия передается окружающим частицам вещества в виде теплоты и сопровождается излучением, которое называется люминесценцией. Процесс люминесценции наблюдается при облучении люминесцентного вещества видимым или ультрафиолетовым светом. При диагностировании люминесцентным методом подбирают вещества, дающие под воздействием ультрафиолетового облучения видимый свет. Необходимо, чтобы видимое свечение приходилось на желто-зеленую область спектра, что соответствует максимальной чувствительности глаза.
Технологический процесс диагностирования люминесцентным методом состоит из следующих основных операций: подготовки диагностируемой поверхности де-166
тали; пропитки поверхности детали индикаторным раствором; удаления индикаторного раствора с поверхности детали с целью сохранения его только в полостях дефектов; проявления дефектов с помощью ультрафиолетового освещения; осмотра поверхности детали и опенки его качества.
В качестве индикаторных жидкостей в люминесцентном методе диагностирования широко применяют три вида растворов следующих составов, %:
керосина — 64,5; норнола— 25; бензина —10; эмульгатора ОП-Ю, ОП-7, ОП-4 — 0,5;
керосина — 84,5; авиационного масла — 15; эмульгатора ОП-Ю, ОП-7 —0,5;
керосина — 50; бензина — 25; масла (трансформаторного, вазелинового)—24,97; дефектоля золотистозеленого — 0,03.
Предпочтительнее применять раствор, в который входят норнол и дефектоль золотисто-зеленый, так как он люминесцирует желто-зеленым светом, что соответствует максимальной чувствительности человеческого глаза. При диагностировании люминесцентным методом широкое применение нашли также специальные жидкости ЛЖ (ЛЖ-1, ЛЖ-2, ЛЖ-3).
Технология пропитки поверхности детали индикаторным раствором состоит в следующем: мелкие детали погружают в индикаторную жидкость или с помощью мягкой кисточки наносят ее на диагностируемую поверхность. Для проникания индикаторной жидкости в несплошности детали необходима выдержка не менее 30 мин, после чего остатки жидкости удаляют с поверхности струей воды, нагретой до температуры 35—45°С или с помощью тампона (губки). Применение воды более высокой температурой может привести к частичному вымыванию индикаторной жидкости из полости мелких дефектов, люжни удалять остатки индикатор ной жидкости и растворителя, но тогда необходимо сначала протереть поверхность сухой хлопчатобумажной тряпкой (марлей), затем промыть ее соответствующим растворителем и затем вытереть поверхность сухой чистой тряпкой. Следует помнить, что неполное удаление остатков индикаторной жидкости с поверхности диагностируемой детали затрудняет обнаружение дефектов.
Для возбуждения люминесценции при проведении диагностирования используют ультрафиолетовые лучи ртутно-кварцевых ламп высокого давления типа ПРК-2.
167
ПРК-4, ПРК-7 и ламп сверхвысокого давления СВД-120, СВД-120А, ДРШ-100, ДРГМ-500-3. В практике промышленного диагностирования широкое применение получили и светильники ультрафиолетового света УФС, ЛЮМ-1-ЛИВТ, УН-1, УЛ-1, УМ-1 и др. Ртутно-кварцевые лампы дают интенсивный видимый свет совместно с ультрафиолетовым, поэтому лампы помещают, как правило, в закрытые металлические футляры-рефлекторы. Применение рефлекторов позволяет получить пучок лучей, расходящихся под малым углом. Технологическая схема процесса капиллярного диагностирования показана на рис. 81.
Часто применяют люминесцентный метод диагностирования и в другом варианте. После удаления излишков индикаторного раствора деталь подсушивают, поверхность ее посыпают специальным порошком (сорбентом) и выдерживают некоторое время. Порошок смачивают индикаторной жидкостью, находящейся на поверхности детали, и порошок прочно слипается с поверхностью детали в местах дефектов. После этого поверхность обдувают струей воздуха и освобождают от излишнего порошка/Юблучают ультрафиолетовым светом, после чего ее осматривают. Раствор, поглощаемый сорбентом, люминесцирует и показывает расположение дефектов. В качестве сорбентов применяют порошки оксидов, магния, тальк, мел, каолин тонкого помола и др.
Второй вид капиллярного метода диагностирования— цветовой метод. При этом методе диагностирования выявление дефектов производится с помощью ярко окрашенных проникающих жидкостей. Технологический процесс диагностирования цветным методом мало чем отличается от люминесцентного и состоит из следующих операций: очистки детали, удаления масел, грязи, окалины, нагара и др.; нанесения проникающей жидкости; пропитки детали индикаторной жидкостью; удаления избыточной индикаторной жидкости с поверхности детали; нанесения на поверхность детали проявляющих материалов — белых красителей или абсорбирующего порошка. Индикаторная жидкость под действием проявителя выходит на поверхность детали и указывает места расположения дефектов. Цветовой метод диагностирования проще люминесцентного, так как он не требует ультрафиолетового источника света, а контроль производят визуально при дневном свете.
В качестве проникающих цветовых растворов применяют следующие составы, % ' керосина — 79; бензо-
168
Рис. 81. Схематическое изображение процесса капиллярного диагностирования а — нанесение и проникание пенетранта в иесплошности; б__удаление излишков пенетранта; в — нанесение прояв-
ляющей жидкости н проявление иесплошности при цветной дефектоскопии; г — проявление несплошиостей ультрафиолетовым облучением при люминесцентной дефектоскопии
ла — 20; судана-I V—1; бензола—*94; трансформаторного масла — 5; судана-I V—1; керосина — 79; трансформаторного масла — 10; скипидара — 10; судана-IV (или III) — 1.
Индикаторную жидкость наносят с помощью мягкой кисточки на диагностируемую деталь или погружают мелкие детали в жидкость. По истечении 15—20 мин (времени, необходимого для проникания жидкости в иесплошности)' с поверхности удаляют индикаторную жидкость. Для ее удаления применяют поверхностно-,активные вещества типа ОП-4, ОП-7, ОП-Ю. Очищающей смесью может служить также этиловый спирт с ОП-7, ОП-Ю. Для проявления дефектов применяют суспензию каолина в воде (1 л воды на 400—500 частей каолина), которую наносят на сухую поверхность изделия распылением и просушивают струей теплого воздуха. Индикаторная жидкость, выделяющаяся из дефектных поверхностей, окрашивает каолин в красный цвет.
В практике диагностирования нашли применение различные комбинированные методы капиллярной дефектоскопии: люминесцентно-цветовой, капиллярно-магнитопорошковый и др. Классификация капиллярных методов диагностирования приведена на рис. 82. Большое разнообразие методов капиллярного диагностирования вызвано соответствующими потребностями производства и эксплуатации. Приведенные методы капиллярного диагностирования не являются полностью взаимозаменяемыми, а отличаются техническими возможностями, чувствительностью, производительностью и другими показателями.
169
Магнитные методы диагностирования. В соответствии с ГОСТ 18353—79 магнитные методы классифицируются по способам регистрации магнитных полей рассеивания, возникающих над дефектами, или определения магнитных свойств контролируемых изделий. На рис. 83 приведены классификация магнитных методов и область их применения.
М а г н ит опор'о ш,к!о в ы й метод — один из самых распространенных методов обнаружения дефектов, с помощью которого выявляют преимущественно поверхностные дефекты (трещины, расслоения, надрывы и др.) в литых деталях, изготовленных из ферромагнитных сталей.
Магнитопорошковый метод основан на способности металла намагничиваться под действием магнитного поля. Источниками магнитных полей при магнитопорошковом методе диагностирования служат постоянные магниты, электромагниты и проводники.
Ферромагнитное тело, однородное по магнитным свойствам, намагничивается в магнитном поле таким образом, что величина магнитной индукции в каждой точке сечения тела одинакова. В ферромагнитном теле, помещенном в магнитное поле, возникает магнитная индукция. Поскольку магнитная проницаемость ферромагнитного вещества значительно превышает магнитную проницаемость окружающего воздуха, то магнитная индукция внутри вещества будет гораздо выше магнитной индукции в воздухе.
При магнитопорошков!ом диагностировании создается магнитное поле рассеивания над дефектом. Это объясняется тем, что дефект, (представляющий собой полость, заполненную воздухом или другим немагнитным веществом, создает резкое локальное сопротивление магнитному потоку, вследствие чего линии магнитной индукции частично вытесняются из сечения намагничиваемого изделия, огибают дефект и часть их проходит через воздух. Над ними и над краями дефекта возникают магнитные полосы, создающие магнитное поле рассеивания. Магнитный порошок, рассеянный в магнитном поле, притянется к местам выхода и входа магнитных линий рассеяния как к полости магнита и зафиксирует наличие дефекта.
Технология магнитопорошкового метода диагностирования изделий состоит из следующих основных операций: очистки поверхности изделия от окалины, нагара, масел и других загрязнений; намагничивания изде-
170
Рис. 82. Классификация методов капиллярного диагностирования
Рис. 83. Классификация магнитных методов и область применения лий; нанесения магнитного порошка на поверхность диагностируемого изделия; осмотра и оценки качества изделия.
Существуют два способа магнитопорошкового диагностирования, основанные на остаточной намагниченно-
171
h9
Выявление и оценка размеров и вида дефектов сплошности
Контроль и измерение тизико-механическик свойств и марок материалов
Измерение размеров деталей и покрытий
Измерение параметров вибраций и перемещений деталей
ки
s
i tic
55^
< в
e tift
5J
£
§ e
i ч 5?
-Сварочные
-Усталостные
-Ковочные
- Термические
t
§ sj eu g S
| Вибрации |
^Перемещения |
к-<Г'< r? Qj t3 t
£5/
5*2» t
ft 41 t?i2 «a *
<g
Наружные детали.
Внутренние детали
са*а 4 «*
5 a.’g <^s 5r « 1 эе
* 5S5
e-
§
ёЛб * §S
5Ega t. e v
IP t Э сз
CS >. f-4
5
5 я ЭЕ
STS
t
J s> st
* a w к
<j > < >j
* t 5
is fc * ъ
4 c; t
Рис, 84. Области применения методов вихревых токов
Стй в приложенном магнитном поле. Первый способ ди* агностирования осуществляется как постоянными маг* нитами, так и с помощью устройств, питаемых электрическим током. Намагничивание изделий классифицируют по следующим признакам:
по роду применяемого тока — намагничивание постоянным, переменным и импульсным токами;
по применяемые устройствам—намагничивание постоянными магнитами, электромагнитами, соленоидом, контактными штырями;
по характеру намагничивающего поля — циркуляционное, продольное, винтовое или комбинированное намагничивание.
Метод диагностирования деталей, основанный на остаточной намагниченности, применяется, как правило, для магнитотвердых материалов.
Магнитопорошковый метод позволяет выявить трещины с шириной раскрытия от 0,001 мм и глубиной 0,01 мм и более. Следует иметь в виду, что на чувствительность магнитопорошкового контроля оказывают влияние такие факторы, как величина намагничивающего поля, качество магнитного порошка, состав магнитной суспензии, толщина слоя магнитного покрытия на поверхности контролируемой детали и др.
Внутренние дефекты деталей выявляются надежно, если глубина их залегания не превышает 2 мм, при этом напряженность магнитного поля должна быть такой, чтобы диагностируемая деталь (изделие) была намагничена до индукции, близкой насыщению.
При диагностировании деталей магнитопорошковым методом используют сухие магнитные порошки и магнитные суспензии. Применяются стандартные порошки типа АМТУ-306-51, железный купорос ТУГАП-2674-51, паста типа ПМЕ и др. Величина частиц магнитного по-ООШКа ДОЛЖНа быть На бппрр 2Л—ЗЛ мим ИсПОЛЬ?уЮТС“ и магнитные суспензии, которые должны обладать следующими свойствами: кинематическая вязкость должна быть в пределах 10—25 сСт при температуре 20°С, а также хорошей смачиваемостью диагностируемых поверхностей детали и химической пассивностью по отношению к материалу диагностируемой детали.
Для контроля магнитной суспензии применяют анализаторы магнитной суспензии АМС-2. Для анализа концентрации суспензии применяют прибор АКС-1, а для измерения концентрации — прибор ИК-1. Выпускаемый серийно заводом «Контрольприбор» (Москва) при-
173
Изменение bo Ьремени сигнала датчика
Рис. 85. Классификация методов вихревых токов
Рис. 86. Двухкатушечиый датчик
/ — возбуждающая обмотка; 2 — измерительная обмотка
бор АКС-1 имеет диапазон измеряемых концентраций суспензии от 1 до 50 г/л.
Контроль изделий методами вихревых токов (МВТ). При диагностировании изделий этими методами используют зависимость траекторий, переходных характеристик и спектра частот токов, возбуждаемых в изделии, от его формы и размеров, амплитуды и физико-механических свойств, учитывают также и расстояние детали до
174
датчика, частоты и скорости ее перемещения, а также вибрации.
Различают четыре области применения методов вихревых токов (рис. 84): определение и оценка вида и размеров дефектов сплошности; контроль и определение физико-механических свойств и марок материалов; измерение размеров деталей и покрытий; измерение параметров вибрации и перемещения деталей.
Классификация диагностирования методами вихревых токов приведена на рис. 85. По виду зависимости сигнала датчика от времени различают четыре метода контроля вихревых токов: основной гармоники, высших гармоник, переходных характеристик (импульсный), многопараметровый. Для диагностирования изделий используют накладные или проходные датчики. Сущность работы вихревых датчиков заключается в следующем: вихревые токи возбуждают переменным магнитным потоком, датчик получает информацию о свойствах изделия через магнитный поток Фв, созданный вихревыми токами с плотностью d, а векторы напряженности возбуждающего поля Но и поля вихревых токов Нв направлены навстречу друг другу. Полученная ЭДС в обмотке датчика будет пропорциональна разности потоков Фо—Фв.
Метод диагностирования вихревыми токами имеет следующие преимущества по сравнению с другими: возможностью проверки большого числа параметров изделия; не требуется электрического или механического контакта датчика с изделием; быстротой проведения контрольных работ и малой их трудоемкостью; сравнительной простотой реализации дистанционного контроля деталей, установленных в малодоступных местах машин; возможностью измерения толщины листа, стенки труб И деталей ПОИ лттнпгтлплннам ВОЭМОЛ'ИОСТЫО
автоматизации контроля и проведением контроля бы-стродвижущихся изделий.
Самым распространенным датчиком в методе диагностирования вихревых токов является катушка индуктивности с переменным током или комбинации катушек (рис. 86). Наиболее применяемые конструктивные схемы датчиков вихревых токов показаны на рис. 87. Датчики вихревых токов различают по электрическим свойствам сигнала. Конструкции параметрических датчиков показаны на рис. 87,а—в, трансформаторных— на рис. 87, г—я. В параметрических дат-
175
Рис. 87. Конструктивные схемы датчиков вихревых токов
/ — возбуждающая обмотка; II — измерительная обмотка; 1 — плоская деталь (полупространство); 2 — пруток; 3 — труба; 4— лист
чиках сигналом служит приращение комплексного сопро-тивления, а в трансформаторных — приращение комплексного напряжения (ЭДС), возникающего в одной или нескольких измерительных обмотках 11. В первых датчиках сигнал формируется в той же обмотке 1, по которой идет возбуждающий ток. Параметрические датчики более просты, и, кроме того, у них рабочий частотный диапазон шире, чем у трансформаторных датчиков. Датчики по способу расположения изделия относительно об-
176
Рис. 88. Классификация датчиков вихревых токов
Рис. 89. Классификация
методов радиационного контроля
моток делятся на накладные (рис. 87,а, г, е, ж, л. м, н), щелевые ((^и проходные: наружные (рис.87,6, з) и внутренние (рис. 87,в, и).
Накладные датчики отраженного поля контролируют изделия любой формы и размеров. Наружные проходные датчики применяют для контроля прутков, проволоки, профилей, шаров, роликов, обойм подшипников и т. д. Внутренними проходными датчиками проверяют трубы, отверстия.
Конструкция и размеры датчика зависят от формы и размеров изделия и целей диагностирования. Классификация датчиков вихревых токов приведена на рис. 88,
7 Зак. 330
177
где сплошными линиями показана классификация параметрических датчиков, а штриховыми — трансформаторных. Трансформаторные датчики характеризуются повышенной температурной стабильностью. Параметрические датчики более просты в изготовлении, кроме того, их частотный диапазон шире, чем у трансформаторных датчиков.
Радиационные методы диагностирования изделий. Эти методы основаны на законе ослабления интенсивности .излучения, проходящего через контролируемый объект при просвечивании. Классификация радиационных методов контроля приведена на рис. 89. По способу регистрации радиационные методы подразделяются на три группы: радиографические, радиоскоп и-ческие, радиометрические (рис. 90). При радиационном контроле изделий необходимы: источник ионизирующего излучения и детектор, регистрирующий диагностируемую информацию (рис. 91). При прохождении через изделие ионизирующее излучение ослабляется — поглощается и рассеивается. Степень ослабления зависит от толщины 6 и плотности контролируемого объекта, а также от интенсивности М и энергии Е излучения. При наличии в веществе внутренних дефектов размером Д резко изменяются интенсивность и энергия выходящего пучка излучения.
Для контроля изделий в качестве источника излучений применяют рентгеновские аппараты (рентгеновские трубки), ускорители заряженных частиц (электронов) и радиоактивные изотопы. Рентгеновские аппараты служат источниками излучения в широком диапазоне энергии (от 0,5 до 1000 кэВ). Их применяют для просвечивания стальных деталей толщиной от 120 до 160 мм. С применением ускорителей электронов, являющихся источниками высокоэнергетического излучения, просвечивают стальные изделия большей толщины, более 450 мм.
Радиационные методы широко применяются во всех областях промышленности. Наиболее распространенными методами являются рентгенография, рентгеноскопия и у-контроль, используемые для проверки сварных и паяных швов, литья, а также сборочных работ и диагностирования деталей и агрегатов после длительной эксплуатации.
Радиоволновые методы диагностирования. Радиоволновые методы диагностирования применяются для проверки качества и геометрических размеров изделий из диэлектрических материалов (стеклопластики и пластмассы, резины, термЬзащитных и теплоизоляционных
178
Рис. 90. Классификация способов регистрации радиационных изображений
материалов, бумаги, фибры и т. д.), для измерения влажности материалов, толщины металлического листа.
Оптический контроль качества. При оптическом контроле качества производственных процессов для увеличения остроты зрения и разрешающей способности человеческого глаза применяют оптические приборы. Это позволяет видеть мелкие объекты, размеры которых
AS
Рис. 91. Схема просвечивания
1 — источник; 2 — изделие; 3 — детектор
находятся за
ницы видимости невооруженным глазом,
пределами гра-
а также мелкие
детали, видимые невооруженным глазом.
Визуальный контроль с применением оптических приборов называют визуально-оптическим. Визуально-оптический контроль, так же как и визуальный осмотр,— наиболее доступный и простой метод обнаружения поверхностных дефектов деталей. Оптические средства контроля используются на различных стадиях изготовления деталей, в процессе регламентных работ
7* Зак. 330
179
и осмотров, проводимых при ремонте и эксплуатации машин и оборудования, в том числе и лифтов.
Визуально-оптический метод контроля отличается следующими преимуществами: несложным оборудованием, сравнительно малой трудоемкостью и простотой контроля. Наряду с преимуществами визуально-оптический метод имеет и недостатки, к которым относятся недостаточно высокие достоверность и чувствительность. Поэтому визуально-оптический контроль следует применять в следующих случаях: для поиска поверхностных дефектов, коррозионных и эрозионных повреждений, забоин, язв, открытых раковин, доступных для непосредственного осмотра; для анализа характера и определения типа поверхностных дефектов, обнаруженных при контроле деталей ультразвуковым, токовихревым и другими методами диагностирования. Классификация применяемых оптических приборов визуально-оптического диагностирования приведена на рис. 92.
По виду приемника лучистой энергии различают три группы оптических приборов: визуальные, детекторные и комбинированные. У визуальных при-
Рис. 92. Классификация оптических приборов визуально-оптического диагностирования
боров приемник — человеческий глаз. К визуальным относятся обзорные приборы, эндоскопы, микроскопы, а также приборы для измерения линейных и угловых размеров и других единиц.
К детекторным относятся приборы, в которых приемником лучистой энергии служат различные детекторы: химические реагенты (фотоэмульсии), люминес-
180
пирующие вещества, электронные приборы и др. Комбинированные приборы пригодны для обзора объектов визуально и с помощью детектора. Визуально-оптические приборы, используемые при диа1 ноетирова-нии деталей и конструкций, разделяются по назначению на три группы:
1) приборы (лупы, микроскопы) для контроля мелких, но близко расположенных от глаза контролера деталей в пределах расстояния наилучшего зрения (до 250 мм);
2) приборы (телескопические лупы, зрительные трубы, бинокли) для контроля удаленных предметов, т. е. расположенных далее 250 мм;
3) приборы — эндоскопы, бороскопы, перископические дефектоскопы и др.
Г Л А В А 4. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ РЕМОНТА ЛИФТОВ
§ 25. Основы технологии ремонта лифтов. Технология ремонта лифтов в значительной мере определяет эксплуатационные качества лифтов после ремонта, а именно надежность и безопасность.
Ремонтная технология отличается от общей технологии машиностроения в первую очередь наличием разборки ремонтируемой машины, восстановлением изношенных деталей (надевание «рубашек» и т. д.), установкой гильз (втулок), накладок исходя из наличия существующих базовых деталей.
Выход из строя в процессе эксплуатации лифтового оборудования в основном происходит по причинам аварий, являющихся следствием грубого нарушения правил технической эксплуатации, нарушения регулировки, например, дверей шахты и износа отдельных деталей и узлов, вызывающих нарушение нормальной работы лифта.
Первые две причины могут быть предотвращены за счет организационных мероприятий, а износ деталей — явление естественное. Замедлить износ деталей можно, но полностью исключить невозможно.
В зависимости от характера явлений, обусловливающих эффект изнашивания, принято различать три его основные группы: механическое — в результате только механических воздействий; молекулярно-механическое—• в результате одновременного механического воздействия
181
и воздействия молекулярных или атомных сил; коррозионно-механическое—при трении материала, вступившего в химическое взаимодействие со средой.
В табл. 37 приведена классификация наиболее часто встречающихся видов изнашивания.
ТАБЛИЦА.3 7. ВИДЫ ИЗНАШИВАНИЯ
Группа изнашивание • Вид изнашивания Определение
Механическое Абразивное Усталостное Изнашивание: материала в результате режущего или царапающего действия твердых тел или частиц поверхности трения или отдельных ее участков в результате деформирования микрообъектов материалов, приводящего . к возникновению трешин и отделению частиц
Мо леку ляр но - м е-хаиическое При заедании в результате схватывания, выкрошивания материала, переноса его с одной поверхности трения на другую и воздействия неровностей иа сопряженную поверхность
Коррозионно-механическое л Окислительное При фретинг-кор-розии при наличии иа поверхностях трения защитных пленок, образовавшихся в результате взаимодействия материала с кислородом соприкасающихся тел при малых колебательных пе-ремещениях в результате вибрапии или периодических деформациях
Основой приведенной классификации видов изнашивания является известное положение о ведущих и сопутствующих видах разрушений. Сущность этого положения заключается в том, что любая работающая деталь или сопряжение деталей имеют достаточно четко выраженный вид износа, лимитирующий долговечность при эксплуатации, и могут иметь сопутствующие виды разрушений поверхности, мало влияющие на работу сопряжения.
182
ТАБЛИЦА 3 8. РЕЖИМЫ ИЗНАШИВАНИЯ
Скорость элементарных процессов раз-’ рутения Вид изнашивания Вид повреждения
механическое молекулярно-механическое коррозионномеханическое
Быстро протекающие Абразивное Адгезионное при заедании Фреттинг-коррозия (3-я стадия) Недопустимый
Средней скорости (стадийные процессы) Усталостное малоцикловое (при хрупком разрушении) При молекулярном перекосе Окислительное (3-я форма) Допустимый
Медленные процессы Усталостное При избирательном перекосе Окислительное (1-я и 2-я формы)
Интенсивность различных процессов изнашивания зависит от скорости процесса разрушения микрообъема материала. В зависимости от скорости процессов разрушения фрикционных связей принято различать три основные группы изнашивания (табл. 38): быстро протекающие процессы, когда при первом же взаимодействии происходит отделение продуктов изнашивания (такие явления приводят к большой интенсивности процесса износа и, как правило, к недопустимым видам повреждения); средней скорости изнашивания, когда интенсивность процесса разрушения может изменяться в достаточно широких пределах, такой процесс изнашивания характерен при стадийных (циклических) процессах разрушения (такие явления изнашивания могут относиться как к допустимым, так и к недипутимым видам повреждения); медленно протекающие разрушения, когда для отделения частиц износа требуется достаточно большое число циклов или при стабилизации процесса взаимодействия деталей. Известны также и многостадийные процессы изнашивания, когда процесс изнашивания, характеризующийся малой скоростью изнашивания, подготавливает условия для возникновения быстро протекающего процесса.
Изменение линейных размеров детали во времени из-за износа протекает до определенного предельного значения, выше которого могут быть нарушения безо-
183
пасности работы обслуживающего персонала, нежелательные технические явления (снижение прочности, недопустимые деформации и пр.) или недопустимое снижение показателей эффективности работы лифта.
Для одного и того же изделия предельные значения размеров изнашивающихся деталей меняются в зависимости от условий использования, периодичности мероприятий по техническому обслуживанию и ремонту, по-следствий отказа, наличия запасных частей и пр
Примерами, когда предельные размеры износа де-талей сказываются на безопасной работе, являются: износ по толщине накладок фрикционных тормозов и муфт и уменьшение вследствие этого силы трения, а следовательно, и силы удерживания грузов или машины на уклонах и т. п.; износ и обрыв проволок канатов грузоподъемных устройств; пальцев креплений контргруза трубоукладчика; торцевой поверхности зубчатых колес коробок передач, вызывающих само-включение или самовыключение механизмов; храпового механизма лебедки; шум и вибрация на месте оператора вследствие износа элементов зубчатых, цепных и других передач, крепежных элементов и пр.
Примерами, когда предельные размеры износа определяются критериями технических последствий, являются: резкое возрастание интенсивности износа зубьев шестерен при поевышении износа по толщине зуба упрочняющего слоя; чрезмерная концентрация нагрузок на поверхность зубьев шестерен вследствие износа подшипников и перекоса валов; недопустимое снижение прочности деталей вследствие изменения их размеров: схождение цепи со звездочек вследствие износа шарниров и вытяжки; чрезмерное увеличение динамических нагрузок на элемент или группу элементов вследствие увеличения зазоров между сопряженными деталями; снижение качества очистки поверхностей трубы вследствие износа щеток очистной машины при строительстве трубопроводов и пр.
Деление критериев предельного износа на технические и экономические условно, поскольку изменение технических показателей имеет, как правило, экономические последствия в части использования машин, только в менее явном виде. Следует отметить, что экономические показатели машины однозначно зависят от износа только тех деталей, с помощью которых машина активно взаимодействует с внешней средой. Примерами таких деталей могут быть зубья и режущие кромки рабочих 184
органов землеройных машин, грунтозацепы гусениц, шины, щеки дробилок, сита грохотов, лопасти мешалок и т. п.
В ряде случаев работоспособность машины зависит от величины износа не одной детали, а какого-либо сопряжения или комплекса сопряжений. При этом целесообразно устанавливать величины предельных зазоров в сопряжениях или в комплексе сопряжений. Характерным примером в этом случае могут быть сопряжение втулка — вал в подшипниках скольжения, зубьев открытых реверсивных передач механизмов поворота и хода экскаваторов, кранов и т. п. Правильное определение предельных размеров деталей и зазоров в их сопряжениях имеет большое народнохозяйственное значение, так как обеспечивает эффективное использование машин и рациональную организацию их технического обслуживания и ремонта. В общем случае при определении предельного отклонения размера детали или зазора в сопряжении вследствие износа должно выполняться следующее неравенство:
И <И И -И пр.max пр.б’ пр.т 1 пр.э’’
где /7Пр.б — предельное отклонение по критерию безопасности; Япр.т — предельное отклонение, обусловленное техническими принципами (способность удовлетворительно выполнять рабочие функции, критерии прочности, вибрации, шумы и др.); Ипр.э— предельное отклонение по критерию экономичности.
Методы определения предельных износов не нашли еще достаточного применения. Предельные размеры изнашивающихся деталей в процессе проектирования машин могут быть назначены согласно нормативным данным, по аналогии с ранее выпущенными машинами, расчетным, экспериментальным, расчетно-экспериментальным путями. Нормативные значения предельных размеров и зазоров в сопряжениях для некоторых деталей лифтлп ы :;х сопряжений милни найги, например, в отраслевых стандартах Минстройдормаша, однако не все они являются достаточно обоснованными.
Задача ремонта — компенсировать износы за счет восстановления деталей и вернуть лифт к первоначальному техническому состоянию.
Технологический процесс ремонта лифтов предусматривает выполнение следующих работ: 1) составление дефектной ведомости; 2) разборку, очистку и промывку деталей лифта; 3) восстановление изношенных деталей, замену вышедших из строя; 4) сборку и регулировку узлов и агрегатов; 5)регулировку всех узлов и
185
00
ТАБЛИЦА 3 9. ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование ремонтных работ Краткая технология ремонтных работ Инструмент, приспособления и приборы Материалы и изделия, запчасти J Примечание
I. Подтяжка резьбовых соединений лебедки 1) Подтянуть болты крепления редуктора к подлебедочной раме 2) Подтянуть болты крепления электродвигателя к редуктору 3) Подтянуть болты крепления крышки и корпуса редуктора 4) Подтянуть болты крепления электромагнита МП-20 Комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 2839—80Е) — —
И. Подтяжка гайки крепления канатоведущего шкива 1) Отвинтить винты и снять колпак со ступицы канатоведущего шкива 2) Отогнуть загнутые края стопорной шайбы; с помощью выколотки огрих-товать ее и затем подтянуть гайку квш 3) Законтрить гайку и привинтить колпак Отвертка, зубило слесарное, выколотка медная 0 25 мм, Г = 200 мм, молоток слесарный, ключ для гайки крепления КВШ (для соответствующего типа редуктора) —
III. Подтяжка гайки крепления -маховика (см. примечание) 1) Отогнуть загнутые края стопорной шайбы маховика; с помощью выколотки отрихтовать ее и затем под тянуть гайку 2) Законтрить гайку стопорной шайбой Молоток слесарный, выко-'.потка медная 0 25 мм, L — = 200 мм, зубило слесарное, ключ для гайки крепления маховика (для соответствующего типа редуктора) В редукторах типа: РГ-150, РГЛ-150, РГЛ-160
IV. Подтяжка гайки крепления редукторной полумуфты
1) Отсоединить от электродвигателя токоподводящие провода
2) Отвинтить гайки (болты) крепления электродвигателя, с помощью ручной тали вывести из зацепления с редукторной полумуфтой и снять электродвигатель
3) Отогнуть загнутые края стопорной шайбы полумуфты; с помощью выколотки отрихтовать ее и затем подтянуть гайку
V. Подтяжка гайки узла упорного подшипника
4) Загоптрить гайку стопорной шайбой
5) С немощью ручной тали установить электродвигатель и закрепить его к корпусу редуктора
6) Подключить токоподводящие провода к ^электродвигателю
1) Оттустить противовес на буфер до рагенства натяжений канатов ка-бинног и противовесной ветвей
2) Отш.’нгить пробку со сливного штуцера и слить масло из картера редуктора в емкость в количе.тис 3— 5 л
Отвертка, пассатижи, комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 2839—80Е), таль ручная 0 0,5 т, зубило слесарное, молоток слесарный, выколотка медная 0 25 мм, /, = 200 мм
Ключ для гайки крепления редукторной полумуфты (дл-я соответствующего типа редуктора)
Лента изоляционная
Комплект гаечных ключей (ГОСТ 2839—80Е), молоток, емкость, зубило слесарное, молоток слесарный, выколотка медная 0 26 мм, L = 200 мм, ключ для гайки крепления маховика (для соответствующего типа редуктора)
188
Наименование ремонтных работ Краткая технология ремонтных работ 3) В редукторах типа РГ-150, РГЛ-150, РГЛ-160 снять маховик, предварительно расконтрив и отвинтив гайку его крепления, а затем снять шпонку с червячного вала. В редукторах типа РГ-180, РГЛ-180 снять колпак, закрывающий хвостовик червячного вала 4) Отвинтить гайки (болты) крепления крышки и стакана, после чего снять крышку и имеющиеся прокладки 5) Расконтрить и подтянуть ослабленную или отвернутую гайку, а затем законтрить ее стопорной шайбой или винтом 6) Установить крышку с прокладками и привинтить ее гайками или болтами 7) Для редукторов, имеющих маховик, установить шпонку, надеть маховик, стопорную шайбу, затянуть гайку и законтрить ее. Для редукторов, не имеющих маховика, установить колпак на крышку узла упорного подшипника 8) Проверить свободное вращение червячного вала от штурвала
Продолжение табл. 3f
Инструмент, приспособления и приборы Материалы и изделия, запчасти Примечание
Ключ для гайки узла упорного подшипника (для соответствующего типа редуктора)
00
VI. Замена амортизаторов 1) Установить противовес на буфер 2) С помощью домкратных шпилек поднуть лебедку и заменить необходимые амортизаторы 3) Опустить лебедку на амортизаторы 4) В ввернуть домкратные шпильки из подрамника и закрепить на раме 5) Стать противовес с буфера 6) В сверить канатоведущий шкив по вертикали. Отклонение шкива от вертикали не более 1 мм
VII. Замена масла 1) Освободить лебедку от нагрузки; снять канаты с канаговедущего шкива; замаркировать их и отвести в сторо -iy 2) Отвинтить пробку со сливного штуцера и слить масло из картера редуктора в емкость 3) Отвинтить пробку и слить масло при е:'о наличии из картера под тормозом в емкость 4) Залить картер керосином (соляровым Маслом) и в течение 2 мии прокрутись лебедку в обе стороны от электродвигателя
Комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 2839—80Е)
Амортизаторы для соответствующего типа лебедки
Количество амортизаторов определяется при дефектовке
Отвес
Комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 2839-80Е), лоток, емкость
Керосин или соляровое масло, тошь
ве-
Марка масла в ции
плуатации лифта
указана инструк-по экс-
s
Наименование ремонтных р«*от Краткая технология ремонтных работ
5) Слить керосин (соляровое масло) и залить картер чистым маслом до уровня, отмеченного на маслоуказа-теле 6) Надеть на канатоведущий шкив канаты согласно маркировке и привести лифт в рабочее состояние
VIII. Замена тормозного электромагнита МП-201 1) Отсоединить от электромагнита токоподводящие провода 2) Отвинтить болты крепления электромагнита и снять его 3) Установить новый электромагнит и завинтить болты его крепления 4) Подключить токоподводящне провода к электромагниту 5) Отрегулировать тормозное устройство. Установить зазор 3—4 мм между якорем и ярмом электромагнита
IX. Замена электродвигателя в сборе с полумуфтой 1) Разборку проводить в последовательности, указанной выше (см. операцию Xs IV, пп. 1 и 2) 2) С помощью ручной тали установить новый электродвигатель и закрепить его к корпусу редуктора
Продолжение табл. 39
Инструмент, приспособления и приборы Материалы и изделия, запчасти Примечание
Отвертка, пассатижи Комплект гаечных ключей (ГОСТ 2839-80Е) > Электромагнит МП-201 Лента изоляционная
Отвертка, пассатижи, комплект гаечных ключей (ГОСТ 2839—80Е), таль ручная 0=0,5 тс Электродвигатель в сборе с пй-лумуфтой (для соответствую- Полумуфта на электродвигатель должна быть напрессована в ус-
3) Подключить токоподводящие провод.! к электродвигателю щего типа лебедки), лента изоляционная ловиях завода
X. Замена манжет червячного вала со стороны узла упорного подшипника 1) Разборку производить в последовательности, указанной выше (см. операцию V, п. 3) 2) Снять изношенные манжеты из крынки узла упорного подшипника 3) Протереть ветошью, смоченной в керосине, посадочную поверхность вала и крышки н смазать тонким слоем солидола 4) Заполнить все свободные полости ман кет солидолом и с помощью оправки установить новые манжетные уплотнения 5) Дальнейшую сборку производить в последовательности, указанной выше 1см. операцию V, п. 7) Молоток слесарный, выколотка медная 0 25 мм 1. = 200 мм, зубило слесарное, ключ для гайки крепления маховика (для соответствующего типа редуктора), приспособление для установки манжет Ветошь, керосин, солидол УС-3 (ГОСТ 1033—51) Манжетные уплотнения ГОСТ 8752—70 (для соответствующего типа редуктора)
XI. Замена манжет червячного вала со стороны редукторной полумуфты со 1) Спустить противовес на буфер 2) Дальнейшую разборку производить в последовательности, указанной выше (см. операцию IV, п. 1, 2) 3) Отогнуть загнутые края стопорной шай(}ы полумуфты, после чего отвинтить >гайку н Снять стопорную шайбу Отвертка, пассатижи, комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 21839—ЗОЕ), таль ручная <2=ОД тс, зубило слесарное, выколотка мед-
Наименование ремонтных работ
Краткая технология ремонтных работ
4) Отвинтить гайки со шпилек тормозного устройства, снять шайбы и пружины, откинуть в стороны тормозные рычаги
5) Установить съемник и снять редукторную полумуфту, а затем шпонку
6) Снять изношенные манжеты из стакана
7) Протереть ветошью, смоченной в керосине, посадочную поверхность червячного вала и стакана и смазать тонким слоем солидола
8) Заполнить все свободные полости манжет солидолом и с помощью оправки установить новые манжетные уплотнения
9) Установить шпонку на вал, надеть полумуфту, стопорную шайбу, завинтить гайку и законтрить ее
10) С помощью ручной тали установить электродвигатель и закрепить его к корпусу редуктора
11) Собрать тормозное устройство
12) Подключить токоподводящие провода к электродвигателю
Продолжение табл. 39
Инструмент, приспособления и приборы Материалы и изделия, запчасти Примечание
ная 0 25 мм, L = 200 мм, молоток слесарный, съемник для полумуфт, ключ для гайки крепления полумуфты (для соответствующего типа редуктора) Ветошь, керосин, солидол жировой УС-3 (ГОСТ 1033—79)
Приспособление для установки манжет Манжетные уплотнения (для соответствующего типа редуктора) (ГОСТ 8752-79)
XII. Замена упругих втулок пальцев моторной полумуфты
1) ’азборку производить в последовательности, указанной выше (см. операцию IV, пп. 1, 2)
2) Очистить полумуфту от загрязнений, осмотреть состояние пальцев и заменить изношенные упругие втулки пал >цев, для чего необходимо:
отвинтить гайки с пальцев; с по-мэщью выколотки выбить пальцы; снять изношенные втулки и надеть новые;
вставить палец на место и закрепить шайбой
3) Дальнейшую сборку производить в последовательности, указанной выше (см. операцию IV, пп. 5, 6)
XIII. Замена колодок тормозного устройства
1) Опустить противовес на буфер
2) Отвинтить гайки со шпилек тормозного устройства; снять шайбы и пружины; откинуть в стороны тормозные рычаги
3) С помощью выколотки выбить оси колсдок, предварительно расконтрив их; снять колодки с изношенными накладками и фиксаторы
4) Протереть ветошью, смоченной в керосине, тормозную полумуфту
•193
Отвертка, пассатижи, комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 2839-8QE), таль ручная Q = 0,5 тс Молоток слесарный, выколотка медная 0 25 мм, /, = 200 мм Ветошь, керосин Летта изоляционная
Комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 2:839—-80Е), выколотка медная 0 15 мм, Г=200 мм, молоток слесарный, пассатижи, зубило слесарное, бородок, сверла 0 6 и 14 мм Ветошь, керосин. Накладка — Колодки должны быть накле-
s
Наименование ремонтных работ Краткая технология ремонтных работ
5) Вставить фиксаторы в тормозные рычаги, а затем надеть иа них колодки с новыми накладками; вставить оси и законтрить их 6) Произвести сборку тормозного устройства 7) С помощью регулировочных винтов отрегулировать равномерность раскрытия колодок и установить зазор между якорем и ярмом электромагнита 3—4 мм
XIV. Замена деталей, смазка и регулировка тормозного устройства 1) Разработку производить в последовательности, указанной выше (см. операцию XIII, пп. 1, 2) 2) Отвинтить болты крепления электромагнита, приподнять его и вытащить шток 3) Снять растормаживающие рычаги, предварительно расконтрив и выбив их оси 4) Проверить износ всех деталей тормозного устройства (пружин, растормаживающих рычагов, регулировочных винтов, штока и т. д.) и изношенные детали заменить на новые
Продолжение таол. 39
Инструмент, приспособления и приборы Материалы и изделия, запчасти Примечание
лента асбестовая тормозная, тип Б, 6X90, L — 135 мм (ГОСТ 1198—78), заклепка 5X10,31 (9 шт.) (ГОСТ 10300—80) паны в условиях мастерской (завода)
Комплект гаечных ключей с размером зева от 10 до 36 мм (ГОСТ 2839—-80Е) Молоток слесарный, отвертка, пассатижи, выколотка медная 0 10 мм, Л = = 100 мм Пружины, тормозные, рычаги растормаживающие, вин-
5) Шред сборкой все оси смазать солидолом и заполнить все масленки 6) Сзбрать тормозное устройство; убедиться в отсутствии заедания подвижных частей 7) Отрегулировать винтами равномерность раскрытия колодок и установить зазор 3—4 мм между якорем и ярмо и электромагнита 8) П зоизвести проверку точности ос-трноюк кабины на этажах при ее движении в обоих направлениях. При несоответствии точности остановки кабины на этажах произвести дополнительную регулировку с помощью пружин 9) Зафиксировать контргайками пружинь; тормозного устройства после окончательной регулировки и проверки тогности остановок кабины на этажах
XV. Замена смазки подшипников качения электродвигателя 1). Разборку производить в последовательности, указанной выше (см. операцию IV, пп. 1, 2.) 2) Отвинтить болты крепления наружных подшипниковых крышек и
195 снять: (сдвинуть) их
Шприц штоковый (ГОСТ 3643—75) ты регулировочные, шток Ветошь. Солидол УС-3 (ГОСТ 1033—79)
Метр или линейка металли-
ческая
Комплект гаечных ключей (ГОСТ 2839—71), отвертка, пассатижи, молоток слесарный Ручная таль Q = 0,5 тс Смазка ЦИАТИМ-202 (ГОСТ 11110—75)
05 Наименование ремонтных работ Краткая технология ремонтных работ
XVI. Проверка величины бокового зазора в червячной паре редуктора 3) Дальнейшую сборку производить в последовательности, указанной выше (см. операцию IV, пп. 5, 6) 1) Опустить противовес на буфер до равенства натяжений канатов кабинной и противовесной ветвей 2) Растормозить лебедку, повернуть червячный вал в одну сторону до упора (до начала вращения венца) и нанести риски на тормозной полумуфте и тормозной колодке 3) Повернуть червячный вал в другую сторону до упора (до начала вращения венца) и измерить расстояние между риской на тормозной полумуфте и тормозной колодке (измерение необходимо производить по поверхности тормозной полумуфты). Это расстояние при диаметре тормозной полумуфты 300 мм должно быть не более 94 мм, а при диаметре 200 мм — не более 63 мм
П/юдолжаниа табл. 31
Инструмент, приспособления и приборы Материалы и изделия, запчасти Примечание
Лента изоляционная
Карандаш Рулетка
системы управления лифтом, включая точность остановки кабины лифта по этажам, а также проверку и регулировку узлов безопасности (ловителей, ограничителя скорости, несущих канатов и т. д.); 6) сдачу отремонтированного лифта.
Работы по выполнению ремонта лифтов требуют высокой квалификации электромехаников. С целью уменьшения влияния индивидуальных качеств электромехаников на ход и результаты ремонта, а также возможности использования для выполнения сложных ремонтных работ труда электромехаников меньшей квалификации в-последние годы все шире внедряется ремонт по типовым технологическим процессам. Типовой технологический процесс — основной документ технологии ремонта. Главная его идея заключается в том, что выполнение запроектированного технологического процесса производится с применением заранее предусмотренной оснастки, приспособлений и дается технология ремонтных работ по каждому узлу. Использование типового технологического процесса при ремонте лифтов подскажет ремонтному персоналу правильные решения наиболее сложных вопросов, максимально механизирует ручной труд и облегчает выполнение особо точных операций, например ремонт лифтовых лебедок.
В табл. 39 приведен образец технологической карты на ремонт лифтовых лебедок с глобоидными редукторами. Типовые технологические карты необходимо разрабатывать на ремонт всего лифтового оборудования.
§ 26. Технологические методы ремонта (восстановления) деталей. Детали, вышедшие из строя, в ряде слу чаев могут быть восстановлены и вновь поставлены на лифт.
Применяются три способа восстановления изношен-»«]»' rtz>,r<a пой • -----
1) восстанавливаются геометрическая форма и чистота поверхности (при этом, как правило, изменяются размеры детали);
2) изношенные поверхности сначала наращиваются с целью компенсации износа, а затем обрабатываются до номинальных размеров;
3) комбинируются оба способа; при этом изношенная поверхность одной детали наращивается с целью компенсации изменения размеров сопрягаемой детали, восстанавливаемой только обработкой. Этот способ восстанавливает также и взаиморасположение деталей. Кроме
197
изношенных деталей восстанавливаются также детали поломанные и деформированные.
Для ремонта деталей применяются следующие методы восстановления:
1) механическая обработка (опиловка, рубка, точение, строгание, шлифование, фрезерование и т. д.);
2)сварка (газовая, жидким металлом, дуговая, электрошлаковая), наплавка (дуговая, газовая, элек-тровибрационная, электрошлаковая, плазменная); 3) электролитические, методы наращивания (хромирование, никелирование, осталивание): 4) заливка (баббитом, бронзой, эпоксидными составами) и наращивание самотвердеющими пластмассами; 5) изменение конструкции детали (надевание рубашек, гильзование, крепление накладок, вмонтирова-ние хвостовиков, изменение размеров резьбы и т. д.; 6) уплотнение выявившихся рыхло т; 7) прав-
к а.
При ремонте деталей под ремонтный размер обрабатывают основную, т. е. сложную и дорогую деталь, до достижения заданного заранее ремонтного размера, а более простую и дешевую деталь изготовляют заново или ремонтируют, наращивая на нее материал под ремонтный размер основной детали.
Ремонтные размеры подразделяют на две группы: регламентированные, т. е. заранее установленные, и свободные, т. е. заранее не установленные.
Предельно допустимый размер, до которого можно обрабатывать деталь под ремонтные размеры, зависит от условий прочности и конструктивных особенностей детали, в том числе от условия сохранения термически
Рис. 93. Сопряжение вал — втулка а — сечение нового вала dH ; б — сечение изношенною вала диаметром d^
обработанного поверхностного слоя.
' Метод ремонтных размеров получил значительное распространение, так как он общедоступен и. относительно дешев.
К недостаткам этого метода относятся: нарушение взаимозаменяемости деталей, которая сохраняется в пределах данного ремонтного размера и то лишь для рег
198
ламентированных ремонтных размеров; усложнение дефектации и механической обработки деталей, усложнение процесса комплектования деталей перед сборкой и увеличение складских запасов деталей.
Рассмотрим методику определения ремонтных размеров на примере сопряжения вал —втулка (рис.93), где показано сечение нового вала диаметром dH, сечение изношенного вала диаметром dH, имеющего неравномерный износ, причем наибольший односторонний износ составляет iB. Минимальный припуск ZB на одну сторону при обработке вала под ремонтный размер определяют по формуле
ZB = Rz Т -р- р Е, где Rz—микронеровности изношенной поверхности; Т — толщина дефектного слоя поверхности вала перед ремонтом; р — прогиб вала; £ — неточность базирования вала на станке.
Тогда первый ремонтный размер для рассматриваемого случая определяется
^pi = da — 2 (zB ZB).
Величина 2 (iB+ZB) =соназывается ремонтным интервалом, а первый ремонтный размер определится для вала dPI = dH—со и для отверстия dPi = dH+(o.
Соответственно второй ремонтный размер dp2 будет равен: для вала dP2 = dpl—со, для отверстия dp2=dpi+(o.
Допустимое число ремонтных размеров определяется: с'ля вила (dH—^min)/со;
для отверстия Потв = (Dmax—
где dmin, Bmai — соответственно допустимые размеры вала и отверстия, мм.
Последний ремонтный размер (dmin или £>тах) обусловливается прочностью детали, глубиной цементированного слоя, толщиной стенок детали, у которой сделано отверстие, и т. д. Обработка деталей под ремонтные размеры выполняется пп технологии „ режимам обработки, применяемым при изготовлении новых деталей.
При ремонте лифтового оборудования получила применение сварка, реже наплавка. Стальные и чугунные детали ремонтируются с помощью электродуговой сварки. Качество сварного соединения обеспечивается выбором марки электродов или присадочного материала и режимом сварки. Для электродуговой сварки используют постоянный и переменный ток. Сварка на постоянном токе менее экономична вследствие повышенного расхода электроэнергии. Так, на 1 кг наплавленного металла при постоянном токе расходуется 6—8 кВт-ч электроэнергии,
199
а при переменном — 3,5—4,2 кВт-ч. Однако сварка на постоянном токе обеспечивает стабильность горения сварочной дуги и высокое качество сварных швов или наплавленного металла. Сварка на постоянном токе при обратной полярности (минус подключают к детали) обеспечивает меньший прогрев металла свариваемой детали и снижает возникновение внутренних термических напряжений, поскольку при высокой температуре нагрева изменяется первоначальная структура металла.
Для сварки на переменном токе применяют сварочные трансформаторы типа СТЭ с пределами сварочного тока от 30 до 700 А и СТН с пределами тока от 80 до 900 А и др.
Для сварки на постоянном токе применяют передвижные агрегаты типа СУГ-2р, ПС-300, ПС-500 и другие, обеспечивающие сварочный ток до 400 А, и стационарные типа СМГ-1, СМГ-2, ПСО-800, обеспечивающие сварочный ток до 800 А.
При выборе метода восстановления деталей большое значение имеет экономическая эффективность. Выгодным представляется тот метод, который полностью восстанавливает техническую характеристику детали, при этом стоимость восстановления ниже стоимости новой детали, а сроки восстановления короче.
Метод изменения размеров поверхностей не всегда приемлем, так как он часто влечет за собой необходимость создания новой сопряженной детали. В некоторых случаях уменьшение размеров недопустимо из условия прочности. При наращивании изношенной поверхности иногда экономически выгодно увеличить ее против номинального размера с тем, чтобы обработать сопряженную деталь до ремонтного размера. Это дает возможность восстановить обе изношенные детали и обеспечить их сопряжение. Значение фактора деформирования детали также велико, так как восстановлению подлежит старая, в подавляющем большинстве случаев отработанная деталь. Деформация детали, являющаяся следствием выполнения операции восстановления, может вывести деталь из строя в результате изгиба оси или изменения размеров рабочих поверхностей, сопряженных с поверхностями восстанавливаемой детали.
При ремонте детали методами механической обработки различают обработку детали под ремонтные размеры и под номинальный размер.
Обработка детали- под ремонтные размеры преследует
цель восстановить качество сопряжения в кинематических парах типа вал — втулка, поршень — цилиндр и др.
Для восстановления изношенных поверхностей деталей нашли применение следующие способы наплавки: электродуговая и газовая (ручная или автоматическая), вибродуговая (в среде защитных газов) и микронаплавка.
Механические свойства наплавленного металла должны быть не ниже механических свойств основного металла. Электродуговая наплавка деталей из малоуглеродистых, термически не обработанных или нормализованных сталей в большинстве случаев производится электродами марок ОММ-5, УОНИ-13/45 типа Э-42 и ВСУ-1 типа Э-42А. Детали из среднеуглеродистых термически не обработанных или нормализованных сталей наплавляют электродами марок УОНИ-13/55, СМ-11 и типа Э-50А. Наплавку деталей из малоуглеродистых, углеродистых, низколегированных цементированных сталей, а также среднелегированных закаленных сталей производят электродами ОЗН-250, ОЗН-ЗОО, O3H-350, У-340-ПБ. Цифры, стоящие после индекса ОЗН, показывают среднюю твердость наплавки последнего слоя по Бринеллю.
Электродуговая и газовая ручная наплавка имеет ряд недостатков, а именно: неоднородное качество наплавленного металла; низкую производительность труда; большой расход электроэнергии (в 2—4 раза больше по сравнению с автоматической наплавкой под слоем флюса). Поэтому широкое применение имеет автоматическая наплавка под слоем флюса.
Автоматическая и полуавтоматическая наплавка под слоем флюса имеет ряд преимуществ. Так, плотность тока благодаря защитному слою флюса достигает 50— 70 А/мм2, т. е. в 5 7 раз выше ни сравнению с ручной наплавкой. Скорость наплавки также увеличивается в несколько раз благодаря концентрированному нагреву основного металла. Коэффициент наплавки возрастает в 1,5—2 раза, что дает возможность резко повысить производительность труда. Уменьшается расход электроэнергии вследствие повышения коэффициента использования теплоты в 2—2,5 раза за счет сокращения непроизводительного нагрева основного металла (имеющего место при ручной наплавке); повышается качество наплавленного металла, которое не зависит от индивидуальных навыков сварщика. При автоматической наплавке
201
улучшаются условия труда сварщиков за счет отсутствия вредных газов.
Газовая сварка применяется при ремонте тонкостенных деталей, изготовленных из стали или цветного металла, а также ответственных деталей, изготовленных из чугуна. При ремонте, например, строительных машин наибольшее распространение получает газовая сварка
ацетилено-кислородным пламенем
новных операций: подготовка поверхностей, сварка, слесарная или механическая обработка и при необходимости термическая обработка детали после сварки. Во избежание дальнейшего распространения трещины в дета
ли перед сваркой по концам трещины сверлят отверстия диаметром 4—5 мм. При толщине детали до 5 мм по-
верхность основного металла вдоль трещины зачищают до блеска на ширину 10—15 мм с каждой стороны и сваривают без разделки кромок. При толщине детали от 5 до 10 мм выполняют V-образную разделку коомок трещины с углом 60—90°. Разделку выполняют зубилом или торковой фрезой. При толщине деталей более 10 мм применяют Х-образную разделку кромок и заварку тре
щины ведут с двух сторон.
Режимы электродуговой сварки в зависимости от толщины свариваемой детали приведены в табл. 40.
ТАБЛИЦА 4 0. РЕЖИМЫ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Толщина свари- < ваемдй детали, мм Сварной шов
стыковой внахлестку
диаметр электрода, мм ЧИСЛО слоев ток, А диаметр электрода, мм ЧИСЛО слоев ток, А
1 2 1 25—30 2 1 3.5—50
1,5 2 1 35—50 2,5 1 45—75
2 2,5 1 45—70 2,5—3 1 5,5—85
2,5 2,5—3 1 60—90 3 1 75—110
3 3 1 90—130 3—4 1 95—130
4 3—4 1 120—160 3—4 1 120—160
5 3—4 1—2 130-180 4 1—2 130—,180
10 4-5 2—3 140—2210 4—5 2—3 150—220
15 4-5 3—4 160—250 4—5 3—4 160—250
20 4—5—6 4—6 160—250—340 4—5—6 4—6 160—2.50—340
25 4—5—6 6—8 160—,250—340 4—5—6 6—8 160-250—340
30 4—5—6 8—10 160—250—340 4—5—6 8—10 160—250—340
202
Ремонт чугунных деталей может производиться электрической дугой и газовым пламенем. Для обеспечения высокого качества ремонта сваркой деталей из чугуна следует учитывать, что после охлаждения шва происходит отбеливание чугуна, повышается его хрупкость и образуются значительные внутренние напряжения и могут возникнуть повторные трещины. Ремонт чугунных деталей можно производить с общим нагревом деталей (горячая сварка), с частичным нагревом (полугорячая) и без нагрева (холодная). Нагрев деталей производят в два приема: предварительный до 200—250°С со скоростью 500—600°,С в 1 ч и окончательный до 600—650°С со скоростью до 1500—1600°С в 1 ч, причем при сварке деталь не должна охлаждаться ниже 400—350°С. Для этого свариваемую деталь помещают в термоизоляционный кожух, который изготавливают из стали с прокладкой между листами асбеста толщиной 15—20 мм. В кожухе делают окна для выполнения сварочных работ. Для снятия внутренних напряжений деталь после сварки подвергают отжигу при температуре 600—650°С. Охлаждают детали на воздухе или в термоизоляционном помещении. Кроме электродуговой и газовой сварки при ремонте, например, строительных машин, находят применение сварка под слоем флюса, электродуговая сварка в среде защитного газа и сварка трением.
Электродуговая сварка в среде защитного газа заключается в том, что электрическая дуга защищается каким-либо инертным газом от воздействия кислорода воздуха. Так, например, при сварке малоуглеродистых и низколегированных сталей в качестве защитного газа применяют углекислый газ, а при сварке легированных сталей и алюминия применяют аргон, гелий, азот и т. д. При сварке под слоем флюса используют неплавящиеся или плавящиеся электроды. В качестве неплавяшегося электрода, как правило, используют электрод из вольфрама, а сварной шов в этом случае образуется за счет присадочной проволоки марки Св-08Г2С; Св-08ГС; Св-12ГС или оплавления кромок соединяемых деталей. При сварке плавящимся электродом шов образуется за счет расплавления электрода. На рис. 94 приведена схема дуговой сварки в среде углекислого газа.
На рис. 95 показана схема установки для автоматической наплавки под слоем флюса. Восстанавливаемую деталь закрепляют в патроне-или центрах станка. Восстановление деталей, изготовленных из закаленных и
203
Рис. 94. Схема дуговой сварки в среде углекислого газа
а — неплавящнмся электродом: 1 — основной металл; 2 — присадочная проволока; 3— вольфрамовый электрод; 4— горелка; 5 — защитный газ; $ — сварочная дуга; 7 — наплавленный металл; б — плавящимся электродом: 1 — плавящийся электрод; 2 — защитный газ
нормированных среднеуглеродистых сталей марок 30, 35, 40, 45 и ЗОГ, стального литья из низколегированных сталей марок ЗОХ, 35Х, 40Х и малоуглеродистых сталей, получает хорошие результаты при использовании автоматической наплавки под слоем флюса. Вибродуго-вую наплавку применяют для восстановления цилиндрических поверхностей деталей, имеющих, как правило, небольшие диаметры. Вибродуговая наплавка является весьма Эффективным способом восстановления деталей, поскольку, как правило, -стоимость восстановлен-
Рис. 95. Схема установки для автоматической наплавки под слоем флюса
1 — деталь; 2 — наплавленный слой;
<3 — флюс; 4 — наплавочная головка;
5 — мундштук; 6 — подающий механизм; 7— рукав; 8— бункер; 9— проволока; 10 — кассета; 11 — регулятор тока; 12 — генератор
ной детали не превышает 30% стоимости новой детали. При вибродуговой наплавке можно совмещать процесс наплавки с закалкой, детали при вибродуговой наплавке не деформируются и не коробятся из-за постоянного их охлаждения, а величину наплавляемого слоя можно регулировать в больших пределах; производительность труда повышается в 2—5 раз по сравнению с ручной наплавкой.
204
На рис. 96 показана схема вибродуговой наплавки деталей. Технология восстановления деталей с использованием вибродуговой наплавки в основном заключается в следующем: деталь обезжиривают и очищают от ржавчины до металлического блеска, закрепляют в патроне или центрах токарного станка и вращают с окружной скоростью 30—45 м/ч, наплавку ведут постоянным током 160—180 А при обратной полярности; напряжение дуги 18—20 В. При вибродуговой наплавке наибольшее распространение получили вибродуговые головки типов УАНЖ-6, НИИАТ, ГМВК, ВИМ, КУМА-5М.
Принцип работы вибродуговой наплавки заключается в следующем. Электродная проволока 10 из кассеты 6 механизмом 5 подается в мундштук 9 со скоростью 80—100 м/ч. Мундштук 9 подключается к положитель
Рис. 96. Схема вибродуговой наплавки деталей
1—деталь; 2— реостат; 3 — генератор; 4 — канал для подвода охлаждающей жидкости; 5 — подающий механизм; 6 — кассета; 7 — электровибратор; 8 — пружина вибратора; 9— мундштук; 10— электродная проволока; 11 — насос для подачи охлаждающей жидкости
ному полюсу сварочного агрегата постоянного тока, а де-таль 1 — к отрицательному. К мундштуку 9 подключается электровибратор 7, который подает сигнал, в результате между электродной проволокой и поверхностью
285
детали происходят замыкания и размыкания. При замыкании, которое продолжается примерно 0,0003 с, величина импульса тока возрастает от 0 до 1100—1300 А. Под действием тока конец электродной проволоки 10 расплавляется и соединяется с поверхностью восстанавливаемой детали 1, конец расплавленной проволоки уменьшается в диаметре и создает большое сопротивление в цепи генератора 3. В цепи начинает действовать электродвижущая сила самоиндукции, под действием которой в цепи возрастает напряжение с о—о до 27—30 В, одновременно увеличивается плотность тока в цепи и тонкая перемычка (электродная проволока) разрывается, образуя искровой разряд. В технологическом цикле наплавки образуется холостой ход, который длится от 60 до 70% времени всего цикла. За этот период деталь еще больше охлаждается за счет обильной подачи жидкости. В качестве охлаждающей жидкости применяют 4—6%-ный водный раствор кальцинированной соды с добавкой 0,5% минерального масла или 15—30%-ный раствор технического глицерина. Детали после наплавки обрабатываются на станках, применяемых для изготовления новых деталей. Выбор режимов обработки зависит от твердости обрабатываемого металла, мощности станка и жесткости режущего инструмента. Необходимо при механической обработке детали после наплавки учитывать, что наплавленный слой имеет неоднородность микроструктуры и химического состава, поэтому обработку наплавленных поверхностей следует вести на пониженных режимах. Изменение режима обработки в основном сводится к снижению скорости резания.
Широкое применение в ремонте (восстановлении) деталей нашел’процесс металлизации. Сущность процесса металлизации заключается в том, что электродная проволока расплавляется с помощью ацетилено-кислородного пламени, электрической дуги или токов высокой частоты в специальных устройствах (металлизаторах). Струей воздуха расплавленный металл распыляется на мелкие частицы и наносится на заранее подготовленную поверхность детали.
Технологический процесс восстановления деталей металлизацией в основном заключается в следующем. Перед нанесением металлизационного покрытия поверхность детали очищают от грязи, жиров, оксидов и ржавчины, а при необходимости детали придают правильную геометрическую форму. Для лучшего сцепления металлизационного слоя с основным металлом детали поверхность ее делают шероховатой. Места детали, не пбд-
208
лежащие металлизации, изолируют. Восстанавливаемые детали от грязи и жиров очищают в моечных машинах, а оксиды и ржавчину снимают механическими щетками, пескоструйными (дробеструйными) установками. Для создания шероховатой поверхности детали используют механически е, электрические и химические способы. Правильную геометрическую форму детали придают механической обработкой, при этом размеры детали уменьшают с таким расчетом, чтобы после металлизации и обработки под необходимый размер высота металлизационного слоя оставалась не менее 0,5 мм. Металлизация позволяет наносить покрытия толщиной от 0,3 до 10 мм из различных металлов и сплавов на стальные, чугунные, бронзовые, деревянные и другие поверхности. Металлизация не вызывает изменения структуры металла в основной детали, что сказывается на прочности основания наращиваемого слоя детали. Ремонт деталей с применением процесса металлизации обходится, как правило, дешевле по сравнению с другими способами. Однако металлизация имеет ряд существенных недостатков. В первую очередь следует отнести невысокую прочность сцепления покрытия с металлом восстанавливаемой детали, а также трудности, возникающие при подготовке поверхностей восстанавливаемой детали для металлизации. С помощью металлизации можно восстанавливать изношенные места под неподвижные и подвижные посадки шариковых и роликовых подшипников, шкивов, например ограничителя скорости и другие детали. Время, необходимое для металлизации цилиндрических деталей, определяется по формуле
1 000 П d I hi р Т =----Д------~,
G — ф
где d — диаметр детали, мм; I — длина обрабатываемого участка, мм; h— толщина слоя наносимого, за один проход, мм; i — число проходов; р— удельная масса напымиилго металла, г/е:.:’; <7 производительность аппарата, г/мин; ф — потери металла, г/мин.
Металлизационное покрытие наносят с помощью элек-тродуговых, газовых и высокочастотных металлизаторов. На рис. 97 приведена схема электродуговой металлиза-ционной установки. На рис. 98 приведена схема распылительной головки электрометаллизатора — основного элемента металлизационной установки. Принцип работы распылительной головки заключается в следующем. Электродная проволока 4 с помощью рифленых роликов 6 подается в наконечник <?. Движение роликов 6 осу
207
ществляется воздушной турбиной или электродвигателем. К наконечникам 3 распылительной головки электрометал" лизатора присоединены токонесущие провода 8. На один наконечник подключается плюс, а на другой—минус. Наконечники 3 между собой и воздухопроводом 5 изолированы специальной прокладкой 7. Наконечники 3 конст-
Рис. 97. Схема электродуговой металлизациоиной установки
1— вентиляционная кабина; 2 — деталь; 3— электрометаллизатор; 4 — катушка .тля проволоки; 5 — провода от трансформатора; 6 — воздухопровод; /— трансформатор; 8—электрощиток; 9— водомаслоотделитель; 10 — воздухосборник; 11 — компрессор
Электродная поооолока
__ Воздух Электродная проволока
Рис. 98. Схема распылительной головки электрометаллизатора
1 — деталь; 2 — электрическая Дуга; 3 — направляющие наконечники; 4 — электродная проволока; 5 — воздухопровод; 6 — ролики подачи проволоки; 7 — изоляционная прокладка; 8 — электропровод
руктивно выполнены так, что обе электродные проволоки 4 направлены навстречу друг другу. При работе электрометаллизатора по проводам 8 подается напряжение разной полярности и между концами электродной проволоки 4 возникает электрическая дуга, а по трубке подается сжатый воздух, с помощью которого расплавленный металл распыляется и наносится на поверхность восстанавливаемой детали 1. В ремонтном производстве наибольшее применение находят следующие типы электрометал-лизаторов: ЭМ-ЗА, ЭМ-6, ЛК-У, ЛК-6А. Электрометал-
208
лизаторы типа ЭМ-ЗА и ЛК-У универсальны и могут быть использованы как для работы вручную, так и для установки на токарном станке, а электрометаллизаторы типа ЭМ-6 и ЛК-6А станочные, их применяют только при работе на токарном станке. Для улучшения механической обработки после окончания металлизации восстановленные детали рекомендуется погрузить в подогретое до температуры 6О’С минеральное масло и выдержать в нем не менее 6 ч.
При токарной обработке металлизированных стальных деталей могут быть рекомендованы следующие режимы: скорость резания 20—40 м/мин, подача 0,2— 0,4 мм/об, глубина резания 0,2—0,5 мм. При необходимости шлифования металлизированной детали может быть рекомендован следующий режим с обильной подачей эмульсии: окружная скорость шлифовального камня 20—30 м/с; частота вращения детали 15—30 м/мин; глубина резания 0,02—0,04 мм; продольную подачу выбирают равной 0,2—0,3 ширины круга на оборот детали.
Электролитический метод восстановления деталей. Электролитический метод восстановления деталей основан на законах электролиза. Электролиз представляет собой процесс, протекающий в электролитах при пропускании через них электрического тока. Процесс электролитического нанесения металла подчиняется закону Фарадея и определяется по формуле
Q=EIt, где Q — теоретическая масса выделившегося металла, г; Е — электрохимический эквивалент, г/А; / — сила тока, A; t — время электролиза, ч.
Электрохимическим эквивалентом Е называется количество металла в г, которое осаждается в течение 1 ч при силе тока в 1 А.
Детали, подлежащие электролитическому покрытию, служат катодами, а в качестве анодов пои осталиванищ—— меднении, цинковании применяют соответственно стальные, медные, цинковые пластины.
При хромировании в'связи с быстрым растворением хромовых пластин применяют нерастворимые аноды (свинцовые пластины). Осаждение хрома происходит из раствора за счет обеднения электролита, содержащего хромовый ангидрид. Хромирование применяют при восстановлении деталей, имеющих износ в пределах до 0,4 мм на сторону. При большей толщине хромирования ухудшаются физико-механические свойства покрытия.
$ Зак. 33Q
Время, необходимое на гальваническое покрытие металла слоем хрома заданной толщины, определяют по формуле
Тв = 10 й р/ED rj, где й— толщина покрытия, мм; р — плотность осажденного металла (6,9—7,1 г/см3); Е— электролитический эквивалент, равный 0,324 г/А-ч; D — плотность тока, А/дм2; г] — выход металла по току, %.
Хромирование в сернокислом электролите (выход металла по току) колеблется от 9 до 13%, в саморегулирующем электролите — от 17 до 18%.
Для нанесения хромового покрытия применяют электролит, состоящий из водного раствора хромового ангидрида и серной кислоты. Хромовый ангидрид растворяется в дистиллированной воде и может иметь концентрацию от 80 до 450 г/л. Технология приготовления электролита состоит в основном в следующем. В ванну засыпают расчетное количество сухого ангидрида, после чего заполняют дистиллированной водой при температуре 20—25°С, добавляют соответствующее количество серной кислоты. Допускается колебание серной кислоты в пределах 0,8—1,2% от весового содержания хромового ангидрида. Плотность электролита проверяют прибором — ареометром. Для получения равномерного слоя покрытия хромом детали и большого выхода хрома по току необходимо, чтобы весовое соотношение хромового ангидрида и серной кислоты было равно 100.
После приготовления электролита, накопления в нем
Рис. 99. Схема установки для электролитического нанесения слоя металла в проточном электролите 1 — насос; 2 — деталь: 3 — анод; 4 — промежуточная ванна; 5 —электроды проработки электролита; 6 — кожух; 7 — подогреватель; 8 — ванна с электролитом
трехвалентиого хрома в количестве 2—4 г/л (такого количества трехвалентного хрома необходимо иметь в электролите для нормальной работы ванны) производят декапирование, для чего в эту ванну загружают в качестве анода свинцовые пластины, а в качестве катодов — железные. Процесс проводят при плотности тока 20—30 А/дм2 на аноде и 0,5—>1 А/дм2 на катоде в течение 4— 6 А/ч с учетом каждого литра электролита.
210
Для хромирования крупных деталей, например строительных машин, применяют установки с нанесением слоя металла в проточном электролите (рис. 99).
Основной принцип работы таких установок состоит в том, что электролит, находящийся в ванне 8, с помощью насоса 1 подается в полый стакан; внутренняя стенка стакана является анодом 3. Через отверстия во внутренней стенке стакана электролит со всех сторон омывает деталь 2, а отработанный электролит через нижнее отверстие стакана стекает в промежуточную ванну 4, а потом и в основную ванну 8. В основной ванне 8 восстанавливаются температура раствора подогревателем и его состав, а затем раствор вновь поступает в насос 1.
При хромировании в проточном электролите применяют саморегулирующий электролит, обеспечивающий постоянство состава и выход по току до 30% и более.
Саморегулируется электролит за счет, ввода в раствор хромового ангидрида сульфата стронция и кремнефторида калия в количестве, превышающем их растворимость.
Рекомендуется следующий состав саморегулирующего
электролита (г/л): хромовый ангидрит.......................... 250—300
сульфат стронция.....................5,5—6,5
кремнефторид калия................... 18—20
В качестве анодов целесообразно применять сплав свинца с 5—10% .олова.
Технологический процесс нанесения гладкого хрома на поверхность детали в проточном электролите состоит в следующем. В начале детали подвергаются механической обработке — шлифованию и полированию легким наждачным камнем. После механической обработки детали промывают в бензине. Места, не подлежащие хромированию, изолируют целлулоидной лентой и цапон-лаком. Если есть в детали отверстия, их закрывают свиншшы-. ми пробками. Для электролитического обезжиривания подготовленные детали монтируют на подвески и опускают в ванну, которая заполнена едким натрием (100 г/л) и жидким стеклом (2—3 г/л). Для получения процесса обезжиривания электролит вместе с деталями подогревают до температуры 80°С, а плотность тока принимают равной 5 А/дм2. Деталь служит катодом, а железная пластинка — анодом. Для обезжиривания может приниматься и венская известь (смесь оксида кальция и магния без примеси оксида кремния). После обезжиривания детали промывают в горячей воде и подвергают декапированию для удаления с поверхности детали тон
8* Зак. 330 211
чайшей пленки оксидов. Декапирование ведется в течение 30—60 с при плотности тока 20—30 А/дм2. Его проводят в хромовой ванне с раствором обычного состава, но детали подключают к положительному полюсу (аноду). Процесс хромирования происходит при переключении полярности, т. е. детали подключают к отрицательному полюсу (катоду). Хромирование ведут до получения необходимой толщины покрытия с учетом припуска на шлифование. Для сбора электролита покрытые хромом детали промывают в дистиллированной воде, затем для удаления остатков электролита с деталей их промывают в холодной проточной воде.
В зависимости от температуры электролита и плотности тока можно без изменения состава электролита получить на деталях различные по физико-механическим свойствам и характеру осадки хрома: молочные, блестящие и матовые.
В табл. 41 приведена характеристика осадков хрома.
ТАБЛИЦА 4 1. ПАРАМЕТРЫ И ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ОСАДКОВ ХРОМА
Параметры Осадки хрома
молочный блестящий матовый
Плотность тока, А/дм2 15—2,0 30—35 40—45
Температура электролита, °C 60—65 35 45—50
Плотность хрома, кг/см2 7,1 7, 6,9
Плотность сцепления слоя хрома с основным металлом, кг/мм2 30 30 30
Твердость покрытия по Бринеллю (НВ) 300 500—600 950
Износостойкость Высокая Средняя Низкая
Состояние покрытия Значительная вязкость Хрупкость Повышенная хрупкость
При выборе осадков хрома исходят из условий работы детали. Так, при работе детали в условиях трения и при значительных удельных давлениях и знакопеременных нагрузках целесообразно получать на деталях осадки хрома молочные; для деталей, работающих в условиях трения при малых удельных нагрузках, например до 5 кгс/см2, получать на деталях блестящие осадки хрома; для деталей, работающих с неподвижной посадкой,— матовые или блестящие осадки.
212
Наряду с положительными качествами процесс хромирования имеет недостатки. Так, хромовые покрытия плохо смачиваются маслом, при наращивании слоя хрома толщиной более 0,4 мм возникают трудности. Процесс подготовки деталей и нанесения покрытия является сложным, длительным и сравнительно дорогим. Кроме этого, нанесение хромовых покрытий протекает при низком коэффициенте полезного действия ванн 13—18%. Поэтому при восстановлении деталей электролитическими покрытиями процесс осталивания имеет ряд преимуществ по сравнению с хромированием. Так, процесс осталивания обеспечивает в 10 раз большую скорость осаждения металла (1—1,2 мм/ч), чем процесс хромирования, толщину наращивания (восстановления) поверхности детали осталиванием можно довести до 10 мм. Достаточно высок и коэффициент выхода по току (75— 85%)» кроме этого, процесс осталивания имеет низкую стоимость исходных материалов для приготовления электролита. Электролитом при этом служат растворы хлористого железа. Состав электролита проверяют химическим способом и по плотнрсти.
Технологический процесс восстановления деталей осталиванием аналогичен процессу хромирования и заключается в следующем. Поверхность восстанавливаемой детали шлифуют и зачищают наждачной шкуркой. Детали, прошедшие шлифование, устанавливают на подвески, а места, не подлежащие восстановлению, изолируют. При продолжительности осталивания до 2—3 ч поверхности, не подлежащие восстановлению, изолируют пленкой целлулоида, а при большей продолжительности (6— 12 ч)—хромированными пластиком и эмалями.
После осталивания детали промывают в горячей воде при температуре 80—90°С и нейтрализуют в течение 30 с 10%-ным раствором каустической воды, подогретым до ои—9и"С. По истечении 30 с детали повторно промывают в горячей воде, снимают с подвесок, удаляют изоляцию и проверяют качество покрытия поверхности детали.
Осталиванием наносят покрытия различной твердости. Для получения различной твердости осталивания используются три типа электролитов (табл. 42).
В электролите низкой концентрации получают твердые покрытия (450—650 НВ), обладающие высокой механической прочностью и износостойкостью.
В электролите средней концентрации получают плотные, гладкие и твердые (500—600 НВ) покрытия, а в
213
ТАБЛИЦА 4 2. СОСТАВ И КОНЦЕНТРАЦИЯ ЭЛЕКТРОЛИТОВ
Показатели Единица измерения Концентрация электролитов
низкая средняя высокая
Хромистое железо г/л 200—220 450—600 680—700
Хлористый натрий > 100 100 —
Соляная кислота 0,5—0,8 0,5—0,8 0,8—1,0
Температура элек- 50: )80 50—80 go inn
тролита Плотность тока А/дм2 10—80 10—80 50—140
электролитах высокой концентрации — мягкие покрытия (100—150 НВ).
Мягким покрытием наращивают детали, работающие в неответственных узлах, а также бронзовые втулки и детали, подлежащие последующей химико-термической обработке; твердым покрытием — детали, работающие в ответственных узлах, например шейки валов, гнезда под" шипников и Другие детали..
§ 27. Технологические способы упрочнения деталей. Для повышения усталостной прочности и износостойкости ряда деталей, в том числе и при их восстановлении, получили распространение: термическая обработка (поверхностная закалка и отпуск), отжиг и нормализация, химико-термическая обработка (цементация и азотирование), пластическое уплотнение поверхностей (наклепом дробно или обкатыванием роликами) и термомеханическая обработка (ТМО).
Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск. Отжиг применяют, как правило, для снятия внутренних напряжений, улучшения обрабатываемости резанием за счет снижения твердости стали после отжига, устранения структуры неоднородности и подготовки к последующей термической обработке.
Технология, применяемая при отжиге стали, следующая. Стальную деталь нагревают в печи до или выше температуры структурных превращений, необходимое время выдерживают, а затем медленно охлаждают до температуры окружающего воздуха вместе с печью.
Нормализация является разновидностью отжига и отличается от него в основном только тем, что деталь, нагретую в печи, вынимают и охлаждают на воздухе, как правило, под навесом.
214
Нормализация позволяет получить мелкозернистую однородную структуру металла, улучшить обрабатываемость ее резанием, устранить наклеп после обработки резанием, подготовить структуру к последующей термической обработке.
Закалку применяют для получения высокой твердости стали и требуемых физико-механических свойств.
В зависимости от содержания углерода в стали деталь нагревают до или выше температуры структурных превращений, выдерживают, а затем быстро охлаждают в жидкостях (воде, масле, масляной эмульсии, водных растворах солей и других жидкостях).
Основными закалочными жидкостями являются вода и минеральные масла (веретенное-3, машинное-Л и др.); воду применяют для твердой закалки, а масло — для более мягкой. Выбор закалочной жидкости зависит от сорта стали, из которой изготовляется деталь, размеров и конфигурации деталей, требуемой твердости. На скорость охлаждения детали влияют не только род и состав закалочной жидкости, но и физическое ее состояние — температура, вязкость.
Например, вода, нагретая до 30—40°С, значительно снижает твердость закалки, а вода, нагретая до 70—80°С, закаливает так же слабо, как масло.
Закалка в холодной воде вызывает быстрое охлаждение детали, что является причиной возникновения больших внутренних напряжений, которые могут в отдельных случаях привести к короблению и даже к трещинам в детали. Наилучшая закалка получается в масле, однако для углеродистых сталей масло не обеспечивает необходимой скорости охлаждения. В этом случае применяют двухступенчатую закалку. Вначале деталь охлаждают в воде до 300—400°С, а затем быстро переносят в масло для окончательного охлаждения.
и Пл ГХЛПТГИЛТТИ/Т Г» «гиитлил л плг» I 1 _„Е. •».* X \__
1 **4yv*J ivllll/l lUillWlV UUIYUll V1H1U1 V Wl'V/l у X ,
не нарушая внутренней структуры металла деталей, применяют поверхностную закалку, которую получают при быстром нагреве поверхностного слоя детали токами высокой частоты или газовой горелкой и охлаждении в жидкости.
Поверхностная закалка позволяет получить высокую твердость поверхностного слоя и сохранить вязкую сердцевину; детали из указанных выше сталей при обычных способах закалки имеют пониженную пластичность и вязкость.
215
Наибольшее распространение получила поверхностная закалка деталей токами высокой частоты. Она производится путем нагрева поверхности детали в магнитном поле, создаваемом индуктором-катушкой; после нагрева деталь охлаждают водой или эмульсией.
Температура нагрева поверхностей деталей зависит от марки стали и обычно принимается несколько большей, чем при объемной закалке.
Поверхностная закалка токами высокой частоты является высокопроизводительным процессом и может быть полностью автоматизирована.
Отпуск является конечной операцией закалки. При отпуске снимаются внутренние напряжения, возникающие при закалке, а также устанавливаются требуемые механические свойства детали. По условиям нагрева и выдержки различают отпуск высокий и низкий.
Детали, изготовленные из конструкционных углеродистых и специальных сталей, подвергаются высокому отпуску при нагреве до 400—600°С, их твердость НВ 180—450. Закалка с последующим высоким отпуском называется улучшением. Детали из инструментальных сталей подвергаются низкому отпуску при нагреве до 150—200°С с выдержкой при этой температуре и постепенным охлаждением. Низкий отпуск преследует цель снятия внутренних напряжений.
Цементированные и поверхностно закаленные детали подвергают низкому отпуску при температуре 150—200°С. Их твердость НВ 580—650.
Наибольшее распространение при восстановлении получили цементирование и азотирование.
Сущность цементирования заключается в насыщении поверхностного слоя стали углеродом на глубину до 4 мм с целью повышения твердости и износостойкости. Цементированию подвергаются детали из малоуглеродистой (0,8, 10, 15, 20) и легированной (15Х, 20Х, 12ХГТ и др.) стали, содержащие до 0,25% углерода (шейки валов, зубья зубчатых колес и т. д.).
Цементирование протекает при нагреве деталей до 870—970°С в среде, содержащей углерод, — карбюризаторе.
Карбюризаторы разделяются на три типа: твердые, газообразные и жидкие. В качестве твердого карбюризатора применяют древесный уголь (80—90%) твердых пород древесины (дуб, граб, береза и др.), измельченный до кусочков размерами 3—5 мм. Для повышения активности карбюризатора к нему добавляют 20—
216
10% кальцинированной соды. В качестве добавок могут быть использованы углекислый барий, углекислый кальций и др.
Детали в твердом карбюризаторе цементируются следующим образом: детали очищают от грязи, масла, окалины, ржавчины, укладывают в металлические ящики и пересыпают карбюризатором. Толщина слоя карбюризатора между деталями и стенками ящика 25—40 мм, а между деталями 2—15 мм. Ящики закрывают крышками. Щели в крышках промазывают огнеупорной глиной, и ящики помещают в печь для нагрева.
Продолжительность нагрева зависит от температуры в печи и заданной глубины цементированного слоя. Для ориентировочного расчета можно рекомендовать выдержку в печи в течение 1 ч на каждые 0,15 мм глубины цементации.
При газовой цементации детали нагреваются и выдерживаются в светильном, коксовом и других газах или газовых средах, получаемых из керосина, бензола и прочих нефтепродуктов.
Жидкостная цементация протекает при нагреве деталей до 840—870°С в расплавленной соли железисто-синеродного калия с добавлением хлористого бария и хлористого натрия.
После цементации детали закаливают при 760—790°С и подвергают низкому отпуску при 150—200°С.
Азотирование (насыщение слоя стали азотом) осуществляется путем нагрева деталей в среде аммиака до 480—560°С с выдержкой при этой температуре от 3 до 90 ч и с последующим охлаждением. Азотирование стали приобретает большую поверхностную твердость (НРС 50) при вязкой сердцевине.
Поверхности деталей, не подлежащие азотированию, защищают электролитическими покрытиями, медью или цинком с последующей обмазкой жидким стеклом.
Азотированные детали закаливают при температуре 480—560°С с последующим низким отпуском при 150— 200^С.
К пластическому уплотнению поверхности деталей относится наклеп дробью или обкатывание роликам и.
Наклеп дробью поверхностей деталей производят с помощью пневматических или механических дробометов. В пневматических дробометах дробь выбрасывается через форсунки воздухом под давлением 0,5—0,6 МПа (5— 6 кгс/сма). Используют чугунную и стальную дробь. Мак-
217
Рис. 100. Схема приспособлений для упрочнения поверхностей роликами
а — с одним роликом; б — с тремя роликами
устройство состоит ротора и лопаток,
симальйая скорость чугунной дроби 90 м/с и стальной — 150—180 м/с.
Все механические дро-бометы, как правило, имеют в основном рабочую камеру, в которую помещают обрабатываемую деталь. Дробомст-ное из устройства для улавливания пыли и транспортирования дроби.
Основной принцип работы механического дро-бомета состоит в следующем. При вращении ротора с частотой 2500— 3000 об/мин дробь захватывается лопатками и выбрасывается на обрабатываемую поверхность детали. Глубина наклепа обычно не превышает 1 мм и зависит от продолжительности обработки и силы удара.
Обкатывание детали роликами проводят с помощью специальных приспособлений (рис. 100). В результате пластической деформации при накатывании происходит наклеп поверхностного слоя детали, повышается твер-
дость и чистота поверхности.
Давление на ролик выбирается в зависимости от твердости материала детали и регулируется винтом.
Материалом для роликов, приспособлений, как правило, служат углеродистые инструментальные стали, закаленные до твердости НРС 58—65, а также легированные стали марок ХВГ, 5ХНМ и др.
§ 28. Диагностирование и ремонт лебедки лифта. Отказы и неисправности узлов и деталей лебедки. Редукторная лебедка как объект диагностирования представляет собой весьма сложную систему, состоящую из ряда функциональных узлов: редуктора, асинхронного электродвигателя с короткозамкнутым ротором, канатоведущего шкива и тормозного устройства. Выход из строя любого из этих узлов означает простой лифта, однако затраты времени и средств на восстановительные работы связаны не столько со сложностью узла, сколько с его массой, так как проблема транспортирования массивных узлов в машинное отделение в аварийной ситуации до сих пор не
218
нашла сколько-нибудь удовлетворительного решения. Поэтому выход из строя электродвигателя лебедки влечет за собой обычно длительный простой лифта и значи-( тельные экономические потери. Не лучше обстоит дело и с заменой вышедшего из строя редуктора. Относительно проще восстановить работоспособность тормоза, однако выход его из строя может служить причиной аварии.
Внедрение системы технического диагностирования функциональных узлов лебедки на стадии изготовления, ремонта и в условиях эксплуатации позволит своевременно прогнозировать возможную неисправность и предотвратить наступление аварийной ситуации. Существенный интерес в связи с этим представляет разработка мобильного и достаточно простого в обращении комплекта для оперативного контроля технического состояния узлов лебедки.
Степень сложности и портативности такого рода приборов определяется обоснованностью выбора диагностического параметра, по величине которого должна производиться оценка технического состояния контролируемого объекта. С целью определения параметров диагностирования узлов лебедки и лифта в целом был выполнен анализ и проведена обработка эксплуатационных статистических данных, полученных в процессе более пятилетнего изучения опыта эксплуатации около 500 лифтов. Отказы основных узлов лифта имели следующие значения:
Наименование узлов
Число отказов узла, % от общего числа отказов лифта
Лебедка лифта .............................. 5.9
Магнитная станция.......................... 29,1
Кабина и автоматический привод дверей . 32.1
Д“Ср<-< шалш ..... ........................ 32,1
Противовес...............а.................. 0,7
Прочие узлы (ограничитель скорости, натяжное устройство).......................... 0,1
Установлено, что в большинстве случаев (85—95%) отказы электродвигателей происходят из-за повреждения обмоток статора, которые распределяются в среднем следующим образом: межвитковые замыкания — 93%, пробой изоляции на корпус — 2%, обрыв проводников обмотки статора — 1%, пробой межфазной изоляции — 4%. Это указывает, что основное внимание в асинхронных
219
электродвигателях должно быть уделено контролю меж-витковой изоляции обмоток статора. Иногда отказы происходят в результате задевания ротора о статор вследствие значительной неравномерности воздушного зазора. Это приводит к недопустимым местным перегревам и к витковым замыканиям. Неравномерность воздушного зазора обычно достигает недопустимой величины, когда технологический процесс и состояние технологического оборудования не обеспечивают требуемую обработку станин, подшипниковых узлов и пакетов роторов.
Следующими элементами, определяющими надежность конструкции асинхронных электродвигателей привода лебедок лифтов, являются подшипниковые узлы. В среднем на долю подшипников приходится 5—8%’ отказов электродвигателей. Анализ статистических данных по эксплуатации электродвигателей показывает, что их подшипники качения выходят из строя в основном из-за усталостного выкрашивания дорожек и тел качения, а также из-за разрушения сепараторов. Потеря работоспособности подшипников качения электродвигателей нередко происходит также из-за износа рабочих поверхностей.
Износ возникает вследствие попадания в подшипники абразивной пыли, которая вызывает абразивное истирание рабочих поверхностей. Это приводит к увеличению радиальных и осевых зазоров. Разрушение подшипников обычно не сопровождается какими-либо предварительными существенными изменениями формы. Замер деталей разрушенных подшипников электродвигателей показывает, что износ их рабочих поверхностей часто бывает незначительным.
Разрушение сепараторов происходит в основном вследствие некачественного изготовления, а также недостаточного количества или отсутствия смазки, что вызывает перегрев подшипников и приводит к недопустимому увеличению зазоров, защемлению тел качения и повышению нагрузки на сепаратор. Одной из причин преждевременного выхода из строя подшипников может явиться неправильная их посадка на вал: с большим натягом, зазором или перекосом.
Большой натяг вызывает увеличение диаметра дорожки внутреннего кольца, что влечет за собой уменьшение радиального зазора, защемление тел качения, повышенный нагрев и увеличение нагрузки на сепаратор. При посадке внутреннего кольца подшипника с зазором оно проворачивается на валу, что также приводит к повышен
220
ному нагреву, расширению кольца и защемлению тел качения.
У электродвигателей с алюминиевыми станинами и подшипниковыми щитами отказы возникают из-за проворачивания наружной обоймы подшипника в щите вследствие деформации посадочных поверхностей и замков в алюминиевых деталях при работе, а особенно при разборках и сборках электродвигателей при их ремонте, что приводит к касанию ротора и статора.
Примерно 45% отказов электродвигателей происходит вследствие некачественного изготовления и около 50% за счет неправильной эксплуатации, выражающейся главным образом в неудовлетворительной защите электродвигателей. Остальные 5% отказов происходят из-за недостатков в конструкции электродвигателей и несоответствия конструктивного исполнения условиям эксплуатации. Качество обмоток электродвигателей зависит от качества обмоточных проводов и пропиточных составов.
Недостаточная надежность защиты происходит не из-за загрубления или неправильной настройки тепловой защиты. При защите электродвигателей плавкими вставками, что наблюдается в большинстве случаев на лифтах,. электродвигатели выходят из строя из-за работы на двух фазах. Распространенной причиной повышенной интенсивности отказов электродвигателей является вибрация, которая влечет за собой отказы подшипников, обмоток, а иногда приводит к появлению трещин в корпусе электродвигателя и в его лапах. Повышенная вибрация обычно наблюдается при неудовлетворительном сочленении электродвигателя с полумуфтой редуктора, неуравновешенности вращающихся масс и т. д.
После наработки электродвигателя средняя наработка на отказ существенно уменьшается. Это объясняется невысоким качеством ремонтов и испытаний двигателей после ремонта. ______
Отказы, вызывающие нарушение раиоты тормозов лебедки, в основном связаны с выходом из строя растормаживающего магнита, с износом тормозных накладок, усталостным разрушением тормозной пружины или изменением начальной регулировки тормозного усилия и соответственного тормозного момента.
Если износ тормозных накладок представляет собой довольно детерминированный провесе, зависящий от интенсивности работы лифтовой установки, то выход из строя растормаживающих магнитов подчиняется статистическим закономерностям, зависящим от тина тормозного
221
электромагнита. Наименее надежны в работе магниты переменного тока, реже выходят из строя магниты постоянного тока типа МП-201.
Выход из строя электромагнита тормоза связан либо с разрушением механической системы связи якоря с рычажной системой, либо, что случается значительно чаще, со сгоранием обмотки электромагнита. Причины отказов и неисправностей обмоток электромагнитов тормозов лифта в значительной мере аналогичны рассмотренным выше причинам отказов обмоток статора электродвигателя, а именно: недостаточное качество изоляции, приводящее к образованию короткозамкнутых витков, замыканию на корпус и межфазовым замыканиям.
Работоспособность глобоидных редукторов, которые применяются на отечественных лифтах, определяется в значительной мере точностью сборки, качеством смазки зацепления червячной пары, состоянием подшипников, степенью износа зацепления, числом циклов нагружения и усталостной прочностью червяка. В условиях эксплуатации часто наблюдается нарушение регулировки зацепления червячной пары, сопровождающееся значительным осевым смещением червяка и ускоренным износом подшипников.
Наибольшую опасность могут вызывать случаи разрушения червяка. Визуальный осмотр разрушенных червяков подтверждает усталостный характер их разрушения, начинающийся у корня зуба. Характер разрушения свидетельствует о постоянном развитии и накоплении трещин б результате нескольких последовательных этапов, протекающих с различными скоростями. Это обстоятельст. во свидетельствует о возможности предварительного обнаружения трещин на начальной стадии ее образования с помощью методов неразрушающего контроля: магнитной дефектоскопии, рентгеноскопии, применения ультразвукового контроля. Применение этих традиционных методов требует предварительной разборки редукторов, что делает их малоэффективными в условиях эксплуатации. Они могут найти применение в стационарных условиях ремонтного завода для контроля червяка перед сборкой редуктора.
В настоящее время наиболее широкие возможности открывает метод ультразвукового активного контроля с помощью измерения сигналов акустической эмиссии, сопровождающихся развитием трещин в материале червяка при знакопеременных нагрузках. Этот метод исключает необходимость разборки редуктора и может применяться 222
ЗС
г"
Рис. 101. Изменение коэффициента тяговой способности у в зависимости от глубины износа клиновой канавки (канат <1=9,9 мм, 6 = 40°)
непосредственно на работающем редукторе. Поэтому диагностическим параметром, характеризующим развитие усталостных трещин в червяке, может служить интенсивность сигналов акустической эмиссии.
Акустическая эмиссия представляет собой излучения волн напряжения, возникающих при развитии дефектов внутренней кристаллической структуры конст-
рукционных материалов под влиянием внешних нагрузок. Интенсивность и амплитуда сигналов акустической эмис-си объективно отражают процесс трещинообразования и может количественно характеризовать величину и скорость распространения ее в толще материала. Методы акустико-эмиссионного контроля получают широкое распространение в различных отраслях промышленности и прежде всего в тех случаях, где безотказность работы машин и конструкций является определяющим фактором (ядерная промышленность, аэрокосмическая и т. п.). Лифты можно отнести к той же категории объектов.
Одним из важных узлов лебедки является канатоведущий шкив. Самыми распространенными формами ручьев канатоведущих шкивов отечественного производства являются клиновая и клиновая с подрезом. Эта форма ручья обеспечивает наибольший коэффициент тяговой способности. Однако вследствие износа ручьи канатоведущего шкива изменяют свою геометрию, и форма ручья становится полукруглой с подрезом и даже полукруглой. При этом резко падает тяговая способность кашишизлу-щеги шкива. Изменение коэффициента тяговой способности в зависимости от глубины износа клиновой канавки показано на рис. Г01.
Тяговая способность канатоведущих шкивов зависит от целого ряда факторов: формы ручья, шероховатости поверхности ручьев, износа канатов, наличия смазки, неравномерности нагружения отдельных канатов. Поэтому для обеспечения надежности и безотказной работы лифта необходимо своевременно контролировать тяговую способность и уметь определять действительную тяговую способность канатоведущего шкива с учетом всех факторов.
223
§ 29. Диагностирование и ремонт электродвигателя лебедки. Сроки службы электродвигателей пассажирских и грузовых лифтов могут быть установлены в пределах от 5 доЮ лет их эксплуатации. Увеличение срока службы электродвигателей возможно за счет регулярного выполнения контрольно-диагностических операций во время проведения технического обслуживания.
В соответствии с перечисленными выше основными видами отказов электродвигателей диагностика технического состояния в эксплуатационных условиях должна включать следующие основные операции;
1) контроль наличия короткозамкнутых витков;
2) контроль электрической прочности изоляции высоковольтным испытательным напряжением;
3) проверка зазоров между соединительными муфтами.
Как отмечалось выше, наиболее характерным видом отказа асинхронных короткозамкнутых электродвигателей как новых, так и отремонтированных является повреждение обмотки статора. При этом основными повреждениями электродвигателей являются межвитковые замыкания и пробой межфазной изоляции. Поэтому основными диагностическими параметрами обмотки статора электродвигателей должны быть параметры, характеризующие состояние и наличие короткозамкнутых витков и состояние изоляции.
Обнаружить короткозамкнутые витки можно с помощью универсального катодного вольтметра АЧ-М2 или другого аналогичного прибора. Чувствительность измерения зависит от процента короткозамкнутых витков в обмотке и величины переходного сопротивления в зоне замыкания. Такой вид контроля не требует разборки электродвигателя, однако не имеет достаточно высокую чувствительность, требует специальной подготовки и высокой квалификации электромеханика.
Одним из способов решения этой проблемы является создание специальных приборов диагностирования, имеющих высокую чувствительность, малые габаритные размеры, небольшой вес, простоту пользования при диагностировании и позволяющих обслуживающему персоналу невысокой квалификации быстро определять наличие короткозамкнутых витков.
Разработанный институтом МосжилНИИпроект совместно с МИСИ им. В. В. Куйбышева прибор (рис. 102) для контроля короткозамкнутых витков имеет доста
224
точно высокую чувствительность, малые габаритные размеры и небольшую массу, прост в использовании и более удобен для применения его в качестве диагностического.
Блок-схема прибора (рис. 103) включает следующие основные функциональные части: 1— проверяемые обмотки; 2 — коммутатор обмоток; 3 — генератор; 4 — предварительный усилитель; 5 — формирователь формы сигналов; 6 — стрелочный индикатор колебаний генератора; 7 — выходной усилительный каскад; 8 — коммутатор блока памяти; 9 — реле выдержки памяти; 10—блок памяти; 11— световой индикатор результатов диагностики.
При диагностировании обмоток трехфазных машин прибор работает в автоматическом режиме. При диагностировании обмоток однофазных машин предусмотрена работа в ручном режиме. В этом случае результат диаг
Рис. 102. Общий вид прибора для определения короткозамкнутых витков
ностирования фиксируется со стрелочного индикатора 6 наличия колебаний генератора. Питание прибора может осуществляться как от сети переменного тока напряжением 220 В, так и от автономного источника питания напряжением'9 В.
Принцип измерения основан на зависимости электрических потерь в контуре низкочастотного генератора от наличия короткозамкнутых витков и влияния их на индуктивность катушки колеба
Рис. 103. Блок-схема прибора для определения короткозамкнутых витков в обмотках электродвигателей
225
тельного контура. В качестве колебательного контура используется диагностируемая обмотка Lx. Подбором коэффициента обратной связи схема генератора обеспечивает достаточно высокую чувствительность, при которой наличие даже одного короткозамкнутого витка обмотки приводит к срыву колебаний. Момент срыва фиксируется стрелочным индикатором, которым служит миллиамперметр.
На рис. 104 приведена принципиальная схема прибора для определения короткозамкнутых витков в обмотках электродвигателей.
Основу электрической схемы прибора составляет низкочастотный генератор с емкостной обратной связью, выполненный на транзисторах Т\ и Т2 (ТГ208Б). Колебательный контур генератора образован индуктивностью контролируемой катушки Lx и конденсаторами Ci и С2. Обратная положительная связь коллекторной и базовой цепи транзистора Т2 обеспечивается емкостью С3. Поло-
Рис. 104. Принципиальная схема прибора для определения короткозамкнутых витков
Рис. 105. Диаграмма для испытаний обмотки статора электродвигателей высоковольтным напряжением
226
жение рабочей точки и режим работы транзистора определяются сопротивлением Р4, которое подбирают при наладке схемы. Сопротивления Р2, Р3 служат для регулирования порога генерации. Коллекторное нагрузочное сопротивление Р5 вместе с сопротивлениями Р6, Р7, Р8 определяет режим работы ключевой схемы на транзисторе Т2, в коллекторную цепь которой включен миллиамперметр с током полного отклонения стрелки миллиамперметра. Сопротивление Р7 регулирует рабочий ток миллиамперметра и чувствительность измерения. В процессе исследования был изготовлен и испытан в лабораторных и производственных условиях прибор.
Для управления прибором на панель вынесены следующие элементы: выключатель питания, кнопка «Проверка», индикатор (в данном случае миллиамперметр), регулятор чувствительности, две клеммы для подключения прогверяемой обмотки. Корпус прибора изготовлен из листового алюминия размером 120X200X80 мм и массой не более 1,5 кг.
Методы испытаний обмоток электродвигателя, в том числе методы испытаний изоляции обмоток, регламентируются ГОСТами.
Контроль электрической прочности изоляции обмоток статора электродвигателей, находящихся в эксплуатации, производится с помощью переносного малогабаритного генератора, обеспечивающего высоковольтное напряжение. В соответствии с требованием ГОСТа электрическая прочность изоляции определяется при действии повышенного напряжения, приложенного между обмоткой и корпусом, а также между фазами. Действующее значение напряжения должно соответствовать условию
£/исП = 2 t/p.„ + 1000 В,
где Up н — номинальное рабочее напряжение обмотки.
Частота приложенного напряжения должна соответствовать частоте сети, т. е. 50 Гц. Испытательное напряжение должно в течение 10 с плавно возрастать до максимального уровня, далее следует выдержка в течение 60 с, а затем плавное уменьшение до 0 в течение 10 с. Вид требуемой диаграммы напряжений приведен на рис. 105.
При техническом обслуживании асинхронного электродвигателя лебедки лифта необходимо проверять зазор между соединительными полумуфтами, который должен находиться в пределах 5—8 мм для электродвигателей с
227
подшипниками скольжения и 3—8 мм для электродвигателей с подшипниками качения. Величину зазора между соединительными муфтами проверяют в такой последовательности: отключают вводное устройство (рубильник) лифта, разжимают полумуфты и штангенциркулем измеряют зазор у электродвигателей с подшипниками скольжения. При отсутствии износа подшипников осевое смещение вала ротора должно быть не более чем 5 мм; при смещении вала ротора более 5 мм электродвигатель подлежит замене.
§ 30. Диагностирование и ремонт тормоза лебедки. Изменение технического состояния тормоза обычно происходит постепенно. Внезапность отказов в большинстве случаев является чисто условной. При наличии средств и методов диагностирования возникновение отказов можно предвидеть и предотвратить.
Основным критерием, определяющим работоспособность тормоза лебедки лифта, является величина его тормозного момента. Если тормозной момент лифта в процессе эксплуатации становится недостаточным, то нарушается точность остановки кабины, что приводит к проходу ею крайних нормативных положений. Чрезмерный тормозной момент приводит к более резкому торможению кабины и ухудшению комфортности лифта.
Инструментальная оценка общего технического состояния лифтового тормоза проводится по параметрам тормозного момента, замедления (торможения) ат и пути торможения йт. Визуальная оценка работы тормозного устройства лифта производится по точности остановки кабины. Точность остановки кабины может быть определена величиной
. . (ЛВГ + Лтг) (Лвп + Лтп) a ft = —--------------- ,
2
где ft,r, Лтг — путь кабины с номинальной нагрузкой в период выбега для наложения и после наложения тормоза; hBn, hrn — путь порожней кабины в период выбега и после наложения тормоза.
Определяющее значение для величины Ай имеют величины Йтг И Йтп, зависящие от работы тормоза.
Однако в условиях эксплуатации лифта точно определить время и путь торможения довольно сложно, поэтому целесообразно при диагностировании тормоза определять техническое состояние тормоза в первую очередь путем проверки тормозного момента и состояние тормозных пружин, обеспечивающих необходимое усилие нажатия
22Я
7 5 4
Рис. 106. Устройство для измерения тормозного момента лебедки
тормозных колодок, а также проверку толщины фрикционных накладок и наличия короткозамкнутых витков в катушке электромагнита.
Состояние тормозных пружин можно оценивать по величине развиваемого тормозного момента, измеренного специальным приспособлением, разработанным . институтом МосжилНИИпроект совместно с МИСИ им. В. В. Куйбышева. Общий вид прибора показан на рис. 106. Прибор состоит из штанги 4 с резьбовыми концами, имеющей в середине переходное отверстие квадратной формы для соединения с динамометрическим ключом 3. На концы штанги 4 надевают два прижима 5 для охватывания маховика /
редуктора лебедки. В комплект приспособления входят четыре гайки МЗО, предназначенные для стягивания прижимов, которые обеспечивают неподвижное соединение с маховиком редуктора лебедки. Кроме этого, в комплект приспособления для измерения усилия пружин тормозных колодок входит захват, представляющий собой неразборную конструкцию в виде вилки с отверстием квадратной формы (14X14) под головку динамометрического ключа.
Для измерения величины тормозного момента следует установить приведенное приспособление для обеспечения необходимой силы трения между прижимами приспособления и маховиком и затянуть гайки на концах штанги. Затем в квадратное отверстие приспособления вставить динамометрический ключ 3 и измерить величину крутящего момента Мкр, для чего необходимо повернуть маховик в одну и другую стороны на угол 180°. Показание прибора на динамометрическом ключе занести в таблицу.
Измерения производят при выключенном вводном
229
устройстве (рубильнике) лифта и расположении пустой кабины и противовеса на одном уровне (равной половине высоты подъема). Расположение кабины и противовеса на одном уровне позволяет исключить при измерениях влияние неуравновешенной части тяговых канатов на показания прибора динамометрического ключа.
Величина крутящего момента на маховике, измеренная приведенным приспособлением с применением динамометрического ключа, зависит от величины тормозного момента Мт и величины статического момента МСт> который, в свою очередь, зависит от направления вращения маховика.
Величину крутящего момента определяют Мкр = Мт Мет*
Величина тормозного момента равна:
Мт —- Мкр Мрт»
где Мкр — величина крутящего момента; Мст — величина статического момента в соответствующем режиме (при опускании или подъеме кабины).
Величина статического момента на валу двигателя при опускании пустой кабины
моп _ — к + Fn — 0,5 <?п каб + Гк Ршк 1 1
Чшк 2 Up т]п
где По — сила тяжести противовеса; К — сила тяжести кабины; Qn-каб — сила тяжести от подвесного кабеля; Fn— сила трения в башмаках противовеса; FK — сила трения в башмаках кабины; т]шк — КПД канатоведущего шкива; £>Шк — диаметр канатоведущего шкива; Up — передаточное число редуктора; т]п — КПД редуктора. Статический момент при подъеме пустой кабины определяется величиной
М"т = (-Пл + Fn + К + 0,5 <2п каб + Дк) гГ 7" • Лшк 2 Up 1)п Величина крутящего момента на маховике, измеренная приспособлением при опускании М.опкр и подъеме Мпкр кабины, суммируется с соответствующими величинами Мпст и Мопст; получают два значения момента при подъеме М£ и опускании М°п кабины:
М”=М"р —М"т; М-=М-+М-.
Величина фактического тормозного момента Л1ФТ будет определяться по формуле
М? + М?" мт =------2---'
230
Полученные фактические данные но величине тормозного момента сравнивают с расчетными. В существующих конструкциях тормозов величина тормозного момента зависит от усилия тормозных пружин и состояния накладок тормозных колодок.
Фактическое усилие тормозных пружин без их разборки можно диагностировать приведенным приспособлением (см. рис. 106), для чего захват приспособления подводят к тормозному рычагу и усилием руки сжимают пружину тормоза, при этом снимают показания прибора на динамометрическом ключе в момент отрыва колодки от тормозного шкива. Полученное при измерении усилие сжатия пружины сравнивают с номинальной расчетной величиной и делают вывод о работоспособности пружины тормозного устройства.
Диагностическим параметром, определяющим надежную работу тормоза, является также износ фрикционных накладок тормоза. Для осуществления безразборной диагностики износа фрикционных накладок и определения величины остаточного ресурса тормозной накладки в процессе эксплуатации можно использовать устройство для контроля износа фрикционной накладки (рис. 107). Это устройство состоит из корпуса /, выполненного в виде полого цилиндра, на котором болтом 2 закреплен неподвижный контакт 3. Внутри корпуса имеется подвижный контакт 4, представляющий собой электропроводящий стержень, на верхней части которого расположена шкала. На контакт 4 надета пружина сжатия 5, которая одним концом закреплена на его выступе, а другим упирается во втулку 6. Корпус 1 крепится на резьбе в теле колодки 7, к которой с внутренней стороны заклепками 8 крепится накладка 9, прилегающая к тормозному шкиву 10.
Устройство работает следующим образом. При jrTa^ новке контрольного устройства в теле тормозной колодки между контактами 3 и 4 регулируют зазор, который должен быть равен допустимому износу тормозной колодки, и записывают число оставшихся делений на шкале подвижного контакта 4. Последний, постоянно контактируя с тормозным шкивом 10, по мере износа тормозной накладки 9, перемещается внутрь корпуса 1, сжимая при этом пружину 5. При продвижении контакта 4 выдвигается нанесенная на нем шкала, по которой определяют фактический износ накладки. В случае критического износа тормозной накладки 9 контакты 3 и 4 замыкаются
231
и подают импульсы в сигнальную цепь (объединенной диспетчерской системы).
Использование устройства позволяет более оперативно в любой период эксплуатации определить степень износа и остаточный ресурс тормозной накладки, а также позволяет прогнозировать время замены фрикционных накладок. Для измерения толщины фрикционных накладок тормозных колодок в процессе проведения технического обслуживания лифтов можно рекомендовать и переносные измерительные устройства.
Контроль наличия короткозамкнутых витков в обмотках катушек электромагнита можно производить с помощью переносного прибора (см. рис. 102). При диагностировании обмоток катушек электромагнитов следует подключить концы катушек к выходным клеммам прибора и включить прибор. Если генератор прибора не возбуждается и стрелка прибора при включении питания находится у начальной отметки шкалы, то катушка имеет
Рис. 107. Устройство для определения величины износа фрикционных тормозных накладок
1 — корпус;
2 — болт; 3 — неподвижный контакт; 4 — подвижной контакт; 5 — пружина; 6 — втулка; 7 — колодка тормозная; 8 — заклепка; 9 — накладка колодки тормоза; Ю — тор. мозной шкнв
Рис. 108. Схема лифтового измерителя моментов КВШ и тормоза
1— осиованне; 2— опорные поверхности основания; 3 — центрирующий конус* 4 —ручка; 5 — подшипники; 6 —упругий элемент; 7 — консольная балка; 8 — рамка с осью; 9— сферический наконечник; 10 — индикатор; // — индуктивный датчик; 12 — кнопка
232
один или несколько короткозамкнутых витков. Такая катушка подлежит замене.
Для контроля лебедок с редукторным электроприводом и канатоведущим шкивом (КВШ) Центральным проектно-конструкторским бюро по лифтам разработан прибор «Лифтовой измеритель моментов КВШ и тормоза».
На рис. 108 приведен общий вид лифтового измерителя моментов. Он состоит из основания 1, которое опорными поверхностями 2 прижимается к ободу маховика при измерениях на быстроходном валу или к опорной балке при измерениях на тихоходном валу. Крепление к ободу маховика лифтового измерителя моментов осуществляется струбцинами. Для определения центра отверстия быстроходного вала между опорными поверхностями 2 предусмотрен подпружиненный центрирующий конус 3. Ось конуса совпадает с осью шарнира. Прибор имеет ручку 4. В конусе прибора расположены два подшипника 5, из которых один контактирует с упругим элементом 6 сверху, а другой — снизу. При нажатии на ручку прибора вверх или вниз конус имеет возможность свободно поворачиваться в шарнире, а усилие через подшипник, вставленный для уменьшения влияния трения, передается на упругий элемент 6.
Прогиб определяемого элемента находят путем сравнения с прогибом консольной балки 7. Консольная балка 7 расположена рядом с упругим элементом, но не нагружена усилием нажатия на ручку. На конце упругого элемента 6 закреплена рамка со свободно вращающейся осью 8, которая имеет рычаги. Сферический наконечник 9, расположенный на одном из рычагов, контактирует с консольной балкой, а два других рычага рамки контактируют с ножками индикатора 10 и индуктивным датчиком И. Причем датчики жестко закреплены на раме. Для rhuvpaiiuu irnvoQ-Qiiuu ptivwut /9
pa 10 прибор снабжен измерительной системой, выпускаемой заводом «Калибр», и самописцем типа Н338.
С помощью лифтового измерителя моментов можно в условиях завода определять следующие параметры лифта:
а) момент на КВШ при различных нагрузках;
б) статический момент сопротивления на быстроходном валу редуктора лебедки при включенном и выключенном тормозе, тормозной момент, оценка КПД редуктора;
23?
в) момент сопротивления на быстроходном валу редуктора лебедки без нагрузки от кабины и противовеса с включенным и выключенным тормозом (определяют статический момент тормоза, момент трения в подшипниках редуктора и двигателя);
г) начальный пусковой момент электродвигателя лебедки.
Схема установки указанного прибора при измерениях величины статического момента сопротивления на быстроходном валу редуктора лебедки показана на рис. 109. Моментометр 1 крепится за маховик лебедки лифта 2 струбцинами 3. После крепления прибора к маховику 2 на корпусе редуктора крепят датчик угла поворота 5. Датчик угла поворота состоит из корпуса, в котором закреплен валик на шарикоподшипниках. К валику повод-
Рис. 109. Схема установки измерителя моментов на быстроходном валу лебедки лифта
1 — моментометр; 2— маховик лебедки лифта; 3 — струбцина; 4 — кронштейн; 5 — датчик угла поворота
ковой муфтой присоединен круговой проволочный потенциометр типа ПТП-11, с другой стороны валика установлен лимб и ввернут текстолитовый наконечник. Наконечник прижимается только тогда, когда производят измерения вращающейся поверхности. После монтажа прибора проводят измерения. Для определения величины статического момента тормоза Мт и момента ’ трения в редукторе при нагрузках в диапазоне от 0 до 2 Q на быстроходном валу лебедки при включенном и выключенном тормозе необходимо к ручке прибора приложить усилие оператора. Оператор вручную поворачивает быстроходный вал, как по часовой стрелке, так и против часовой стрелки, при включенном и выключенном тормозе лебедки, в пределах четверти оборота с угловой скоростью не более 0,3 рад/с. Индикатор стрелочного типа, установленный на приборе, будет показывать прилагаемый к быстроходному валу редуктора крутящий момент. Показания прибора записывает оператор.
234
Определение статического момента тормоза Мт, момента трения в подшипниках редуктора и электродвигателя без нагрузки производят, освобождая от канатов канатоведущий шкив, а все другие операции остаются аналогичными, как и при определении показателей с нагрузкой.
Исследования, выполненные кафедрой «Строительные машины» МИСИ им. В. В. Куйбышева совместно с отделом энергетики и лифтового хозяйства института Мос-жилНИИпроект, позволили установить целесообразность и возможность применения акустико-эмиссионного метода контроля наличия трещин в элементах конструкции лебедки и несущих элементах металлоконструкций лифта. Физической основой метода контроля является эффект генерации упругих волн деформации в конструкционных материалах при микроразрушениях, сопровождающих зарождение и развитие трещин.
Микроразрушение материала сопровождается возникновением случайной последовательности импульсов деформации переменной длительности и амплитуды. Импульсы акустической эмиссии имеют характер затухаю-’ щих высокочастотных колебаний от 30 до 25000 кГц. Регистрация и анализ формы сигналов акустической эмиссии позволяют получить достаточно полную информацию о скорости развития и размерах трещин. Специальные методы и технические средства позволяют с приемлемой точностью определить координаты трещин в объеме материала детали. Однако всесторонний анализ характеристик сигналов акустической эмиссии требует применения весьма сложной, стационарной аппаратуры, которая не отвечает требованиям мобильности и общедоступности. Акустико-эмиссионный контроль трещин в деталях и несущих конструкциях лифтового оборудования может быть основян ня иямрпршш иагтати появления сигналов акустической эмиссии при изменении знака и величины внешней нагрузки.
В процессе исследования был изготовлен и испытан в лабораторных и производственных условиях экспериментальный образец прибора для акустико-эмиссионного безразборного контроля наличия трещин в червяке редуктора и элементах несущих конструкций лифтового оборудования. Конструкция прибора обеспечивает возможность измерения интенсивности сигналов акустической эмиссии по шкале стрелочного индикатора частотомера или с помощью осциллографа в диапазоне от 0 до 250 кГц.
235
§ 31. Диагностирование и ремонт канатоведущего шкива и несущих канатов. Основным критерием пригодности канатоведущего шкива и дальнейшей эксплуатаций является величина его тяговой способности /. Необходимость ремонта или замены шкива можно установить по глубине радиального износа АЛ ручья, при которой фактическая тяговая способность шкива становится меньше потребной тяговой способности.
Другим фактором диагностирования, определяющим работоспособность канатоведущего шкива, следует считать допустимую разницу в радиусах охвата канатоведущего шкива несколькими канатами Д7?, обусловленную неравномерным износом ручьев шкива. Указанный фактор является причиной пробуксовок отдельных канатов на шкиве, что существенно уменьшает срок службы тягового узла (канаты— шкив).
Тяговую способность канатоведущего шкива можно определить путем вычисления дополнительной нагрузки на кабинную ветвь, при которой начинается проскальзывание канатов в ручьях канатоведущего шкива, сравнивая величину этой нагрузки с величиной нагрузки при статических испытаниях лифта. Этот метод определения тяговой способности предложен инж. В. Б. Кулеминым и рекомендован для использования московским городским производственным объединением «Мослифт».
Величину дополнительной нагрузки определяют расчетным путем по соответствующим зависимостям, пред-
Рис. ПО. Схема определения реакции буферной пружины противовеса лифта
а — при отсутствии компенсирующих цепей, б, в, г — при наличии компенсирующих цепей
236
варителЬйо произведя измерения реакции буферной пружины при принудительном опускании противовеса: при уравновешивании системы кабина — противовес; при начале проскальзывания канатов в ручьях канатоведущего шкива; при взвешивании противовеса.
Для определения фактической тяговой способности канатоведущего шкива расчетным способом рассмотрим существующие схемы подвеса кабины и противовеса. Hai рис. НО приведены схемы подвешивания кабины, противовеса и компенсирующих цепей. При определении реакции буферной пружины из условия равновесия системы кабина — противовес и при отсутствии компенсирующих цепей следует:
Р + GK — Pi = К + GKa6 •
Тогда сила тяжести кабины определится
К ^П + G^-Pr-G^e.
Реакция буферной пружины Pi при наличии компенсирующих цепей по схеме подвешивания противовес — кабина
Л + GK — Pi = К + GKac + Оц, отсюда
X = Л -j- GK — Pi GKa6
При наличии компенсирующих цепей по схеме противовес— середина шахты —кабина реакцию буферной пружины можно определить из системы уравнений:
Л-f-Gn—Pi = K+GKa6-|-Gu; К — П-pGn—Р1—GKa6—G4.
При наличии компенсирующих цепей по схеме подвешивания «противовес — середина шахты» величину Pi определяют из системы уравнений:
Л + GK — Pi = К + GKa6:
— и ~Ги ' 1 икаб-
В формулах X — сила тяжести кабины; Л — сила тяжести противовеса; GKa6 — сила тяжести компенсирующих цепей; Pt — реакция буферной пружины , при уравновешивании системы кабина — противовес.
Тяговая способность j канатоведущего шкива равна отношению натяжений в кабинной и противовесной вег . вях в начале проскальзывания канатов в ручьях. Для системы кабина — противовес при отсутствии компенсирующих цепей тяговая способность равна:
j = ^+-GKa6
Л + Gk-P/ ’
237
где Pi — реакция буферной пружины при проскальзывании канатов в ручьях канатоведущего шкива.
Для системы с наличием компенсирующих цепей по схеме величина / равна:
_ + ^каб ~Ь /о\
/7 + ск-Ра ' U
для системы, показанной на схеме, величину определяют так:
=Л.+ °каб Л + Ск-Р2 1 1
Подставив в формулы значения Л', будем иметь следующую зависимость величины тяговой способности от измеренных реакций PY и /V
._Д + бк — Pi
I~n + GK-P2‘
Рассмотрим статические испытания лифта, когда кабина лифта находится в нижнем положении и загружена дополнительным грузом фдоп, при котором начнется проскальзывание канатов по канатоведущему шкиву (рис.
Рис. 111. Схема загрузки кабины
а — при отсутствии компенсирующих цепей; б, в, г — при наличии компенсирующих цепей
111). Тогда тяговая способность будет равна:
для случая (рис. 111, а)
. _ Н~ + фдоп .
1 ~ п
238
для случая (рис. 111,6) . ,
._ ~г Ок 4~ Сдоп
/7+ба :
для случаев (рис. 111, в, г)
,_ ~Ь 6к Ч~ 9доп
л+0ц •
Сравнивая соответствующие значения величины тяговой способности канатоведущего шкива, можно определить величину дополнительной нагрузки <2ДОп, при которой начнется проскальзывание канатов в ручьях.
Дополнительную нагрузку для случая (рис. 111, а) можно определить
Фдоп = / Л — К — GK, а для случаев (рис. 111, б, в, г) фдоп = / (Л + бц) ------------ К - Ga.
Подставив соответствующие значения К в полученные уравнения и выразив величину бц через величину GK, будем иметь следующие зависимости для определения дополнительной нагрузки:
для случая (рис. 111, а)
Quon = П {j — 1) + GKa6 + Pi — 2 GK; (4)
для случаев (рис. 111, б, в)
Фдоп = (ЛGK) (/—1) + Р1 + Окаб! (5)
для случая (рис. 111, г)
Одоп = (Л + 2 GK) (j — 1) + Pl + Скаб (6)
Для определения работоспособности канатоведущего шкива по тяговой способности необходимо найденное расчетом значение дополнительной нагрузки фдоп сравнить СО еТаТИСТИЧССКОИ HKipj/oKOii Ц^стат- при этом должно соблюдаться условие
Одоп > QcTaT •
Если данное неравенство не выполняется, то канатоведущий шкив необходимо переточить или заменить. При таком методе диагностирования тяговой способности канатоведущих шкивов необходимо иметь динамометр сжатия (ГОСТ 9500—75). Выбор типа динамометра производится в соответствии с грузоподъемностью лифта, что указано ниже.
239
Грузоподъемность лифта, кг Тип динамометра
До 320 .... ,.........................ДОСМ-1
От 500 до 1000 .... ..................ДОСМ-2
Для лифтов грузоподъемностью более 1000 кг тип динамометра необходимо выбирать по массе противовеса.
Измерение реакций Pi и Р2 буферной пружины противовеса следует производить в верхнем положении кабины при отключенном вводном устройстве (рубильнике) лифта. Для лифтов, где имеется под противовесом одна буферная пружина, динамометр устанавливается на нее через опорную площадку, выполненную из листа размером 5X140X140 мм. А для лифтов, где имеются две буферные пружины, измерения реакций следует производить с помощью одной пружины, установленной посредине противовеса, если расстояние между пружинами более 120 мм. Если расстояние между пружинами меньше 120 мм, то на них необходимо установить опорную площадку с соответствующими размерами.
Результаты измерений реакций А и Р2 и массы противовеса заносят в установочный чертеж, который должен находиться в паспорте на лифт. Для определения реакции Pi буферной пружины следует: динамометр установить на буферную пружину, до уравновешивания системы с помощью штурвала лебедки при включенном тормозе провернуть канатоведущий шкив и опустить противовес на динамометр, при этом червячный вал будет свободно проворачиваться в обоих направлениях вращения в пределах бокового зазора в зацеплении с червячным колесом. Снять показания с индикатора динамометра и определить реакцию буферной пружины Pi. Для определения реакции буферной пружины Р2 необходимо с помощью штурвала лебедки продолжить опускание противовеса на динамометр до начала проскальзывания канатов в ручьях'канатоведущего шкива, после чего отключить тормоз. После затормаживания снять показания индикатора динамометра и определить реакцию буферной пружины Р2.
Для определения силы тяжести противовеса П после наложения тормоза и определения реакции буферной пружины Р2 необходимо на канатоведущий шкив установить и закрепить струбцину со стороны кабины. От штурвала лебедки вручную опустить противовес на динамометр до полной нагрузки пружин подвески противовеса. Снять показания индикатора динамометра и опре-
240
делить по реакции буферной пружины силу тяжести противовеса.
Сила тяжести подвесного кабеля и несущих канатов приведена в табл. 43.
ТАБЛИЦА 4 3. МАССА 1 КГ ЛИФТОВЫХ ПОДВЕСНЫХ КАБЕЛЕЙ И НЕСУЩИХ КАНАТОВ
Марка кабеля
Марка кабеля
КПРЛ
КРВЛ
6 0,164 9,9 0,3689
12 0,354 12,9 0,3875
18 0,392 12 0,53
24 0,517 12,5 0,5681
6 0,163 12 0,5975
12 0,351 14 0,719
18 0,389 15 0,8525
24 0,513 16,5 0,9965
КПРЛЭ
кпвлэ
6
12
18
24
6
12
18
24
0,231 0,459
0,496 0,638 0,231
0,456 0,493 0,634
Тяговую способность определяют расчетным путем по формуле
. _ П + бк — Pi /7 4- GK — Рг
После этого определяют дополнительную нагрузку <2дОП на кабину, при которой начинается проскальзывание канатов в ручьях канатоведущего шкива в- положении кабины на нижней остановке: при отсутствии компенсирующих цепей по формуле (4); при наличии компенсирующих цепей по схеме подвешивания кабина — противовес (рис. 111, б) и кабина — середина шахты (рис. 111, в) по формуле (5), а также при наличии компенсирующих цепей по схеме подвески противовес — середина шахты (рис. 111, г) по формуле (6).
После расчетов сравнивают полученные величины <2Доп с величиной нагрузки кабины при статических испытаниях лифта QCTaT. Для удобства диагностирования канатоведущих шкивов по тяговой способности / изложенным методом необходимо иметь расчетный бланк, форма которого приведена в табл. 44.
9 Зак. 330
241
ТАБЛИЦА 4 4. РАСЧЁТНЫЙ БЛАНК ДЛЯ ОПРЕДЕЛЕНИЯ ТЯГОВОЙ СПОСОБНОСТИ КАНАТОВЕДУЩЕГО ШКИВА
Определяемая величина Исходные данные для расчета Формула Расчет
Реакция буф Р1 при "у системы ка( вес Реакция буф Р2 при налич вания кана квш Реакция буф при взвеши! веса (вес пре Вес подвесив Вес подвесив Соотношение кабинной и ветвях Дополнительная нагрузка, при которой начнется проскальзывание канатов ерной пружины эавновешивании >ина — противо- ерной пружины ии проскальзы-гов 'в ручьях ерной пружины 5ании противо-тивовеса) П IX кабели [х кабеля натяжений в противовесной При отсутствии компенсирующих цепей При наличии компенсирующих цепей по схеме подвешивания каби- на — противовес, противовес —< середина шахты — кабина При наличии компенсирующих цепей по схеме подвешивания противовес —> середина шахты ? й я я Р О.Р ss,P sxO 11 mi И1 11 11 xf ' xf xf к. f , I |l Г и 1 II -1 t! * “о “о + 1 - + 1 О 1=5 Г 2 II м L 2 7, осы + + а; м ? II il II 1++ S++ Pl РР f ’ Р Р Р Т,Р 1 1 1 1 “ Н +х QX “ н X к/ X W X
242
В табл. 44 приняты следующие обозначения: Ci, С2, С3 — показатели индикатора динамометра; d— цена деления индикатора динамометра; Нп — высота подъема лифта (из паспорта); ^каб— масса 1 м подвесных кабелей; а — число несущих канатов; qK — масса 1 м каната.
После определения 0дОП ее величину необходимо сравнить с величиной нагрузки при статических испытаниях лифта. При этом, если <2доп><2стат, то канатоведущий шкив обладает требуемой тяговой способностью; если Qaon^QcTaT, то канатоведущий шкив необходимо переточить или заменить.
Пример определения тяговой способности канатоведущего шкива пассажирского лифта грузоподъемностью 320 кг со скоростью движения кабины 0,71 м/с, рассчитанного на 7 остановок без компенсирующих цепей; Фстат = 720 кг (рис. 111,а). Все расчеты и их результаты сведем в табл. 45.
Из таблицы видно, что в данном примере
Qaon^-QcTaT (1373 кг>/20 кг).
Следовательно, канатоведущий шкив обладает достаточным запасом тяговой способности и не требует ремонта.
Диагностирование тяговых канатов и канатов ограничителя скорости, как правило, производится в машинном помещении. Для этого, соблюдая правила техники безопасности и инструкции, из машинного помещения перемещают на определенное расстояние кабину по всей Шахте так, чтобы был обеспечен осмотр всей поверхности диагностируемого каната. Канаты проверяют на отсутствие прядей, обрыва пенькового сердечника по всей длине всех канатов, включая участки блоков или канатоведущего шкива до кабины или противовеса (когда они находятся в крайних рабочих положениях). Подсчитывают число оборванных проволок на шаге свивки с учетом поверхностного износа. Полученные данные сравнивают с допустимыми величинами.
В качестве примера рассмотрим возможные случаи состояния тяговых канатов [4].
1. На канатах имеются обрывы проволок. Проволоки не имеют поверхностного износа нли коррозии. Канаты крестовой свивки конструкции 6Х 19(1+9+9) 4-10. С. Кабина подвешена на трех канатах; ц2, п3 — число оборванных тонких проволок па шаге свнвки соответственно первого, второго и третьего канатов; Пр п2, п3— число оборванных толстых проволок на шаге свивки соответственно первого, второго и третьего канатов; К — первоначальный коэффициент запаса прочности канатов.
9* Зак, 330 243
ТАБЛИЦА 4 5. РЕЗУЛЬТАТЫ РАСЧЕТОВ
Определяемая величина Исходные данные для расчета Формула Расчет
Реакция буферной пружины при уравновешивании системы кабина — противовес d—1,46 кг/ед С1 = 112 ед Pi = Cid Pi = 1,46-112 = = 164 кгс
Реакция буферной пружины при начале проскальзывания канатов в ручьях КВШ d = 1,46 кг/ед С2=375 ед р 2 — С*2 & P2 = 1,46-375 = = 547 кгс
Реакция буферной пружины при взвешивании противовеса Масса подвесных <7=1,46 кг/ед С3 = 518 ед /7П=21,6 м ri--Csd 77 = 1,46-518 = = 755 кгс 2!,6
QnaO — n X
кабелей ^4 = 0,39 кг/м <72=0,39 кг/м ?з=0,35 кг/м т X <7/каб i—1 2 X (0,39 + 0,39 + + 0,35) = 12,2 кг
Масса несущих канатов Яп=21,6 м а=3 <7к=0,39 кг/м Ок Hfi aqk GK = 21,6-0,39 = = 24,3 кг
Соотношение натяжений в кабинной и противовесной ветвях При отсутствии компенсирующих цепей i = ~n+GK-P, Quon — = 77 (/-!) + + GKa6 + + P ,—2 GK 7 = 755+24,3—164 “ 755+24,3—547~ 615,3 — —2,65 кг 232,3 Qflon = = 755 (2,65—1) + +12,2— 164 —2x X24,3 = 1373 кг
Дополнительная нагрузка, при которой начинается проскальзывание канатов При наличии компенсирующих цепей по схеме подвешивания кабина — противовес и противовес — середина шахты — кабина
244
Продолжение табл. 45
Определяемая величина Исходные данные для расчета Формула Расчет
При наличии компенсирующих цепей по схеме подвешивания противовес — середина шахты — —
Число оборванных тонких проволок на шаге свивки соответственно первого, второго и третьего канатов: 1,7 «, + «!; 1,7 п2Ц-
+ «2; 1,7«3 +м3, здесь 1,7 — коэффициент перевода толстых проволок в тонкие.
Среднее арифметическое число обрывов на шаге свивки канатов
1 >7 (П[ + п2 + п3) -ф- (п.1 ф- п2 + «з)
«ср — 3
Сравниваем полученные данные с табличными. При заданном К пср должно быть меньше п(пср<п), где К — коэффициент запаса прочности проверяемых канатов, пср — среднее арифметическое число обрывов 'на шаге свивки канатов и п — табличное число обрывов на шаге свивки при заданной конструкции канатов и коэффициента запаса прочности.
При К=16, «1=6, «2 = 8, «з=7, П] =4, л2=3, «3=8. Число обрывов на шаге свивки у одного из канатов не более 1,5 п, п. — допустимое число обрывов на шаге свивки для данной конструкции канатов и заданном К. В нашем случае «=24.
Приводим все оборванные проволоки на шаге свивки к тонким проволокам и находим среднее арифметическое число обрывов на шаге свивки канатов
1,7 (4 + 3 + 8) + (6 + 8ф-7) 1,7:15 + 21 1С с
«ср = з-------------=--------------- = 15,5.
Тиби. 13 ДЛД Зйдаппин i\uni_ 1 руЛЦН11 AdHcllUB ПрИ /\^=Ю НЙ-ходим «=22. Число обрывов на шаге свивки меньше нормативного, канаты могут эксплуатироваться и далее при условии тщательного наблюдения за их состоянием с записью результатов в журнал осмотров и замены канатов по достижении степени износа, указанной в настоящих нормах.
2. Проволоки канатов имеют поверхностный износ. На канатах оборванных проволок нет. Проверку необходимо проводить в следующем порядке. Снять .нагрузку с редуктора..
У каждого каната в месте наибольшего износа (коррозии) измерить микрометром диаметры двух проволочек; найти средние арифметические диаметры проволок на каждом канате.
Решение. Данные для решения: D — первоначальный диаметр проволок наружного слоя каната; d , и d 2; d j и d 2 ; и d 2 —
245
измеренные диаметры двух проволок соответственно первого, второго н третьего канатов.
Среднеарифметическое значение диаметров:
di + d2 di + d2 di + d2
“cp.1 — 2 ’ dcp.2 — 2 ’ d4>-3— 2
Поверхностный износ проволок (%):
Pi = 100 % —100 %; P2 = 100% - 100 %;
dcn 3 Ps=100%-—g-100%.
Канаты должны быть заменены, если поверхностный износ како-. го-либо каната равняется илн близок к 40%.
Например, D— 1 мм (канат диаметром 13 мм):
d, = 0,8 мм й d’2 = 0,7 мм; d, = 0,7 мм и d^ = 0,7 мм;
d/ = 0,6 мм и d2' = 0,65 мм.
Среднеарифметическое значение диаметров:
J 0,84-0,7 л
dcp.l =----2---- =0’75 ММ:
0,7 4-0,7
dcp.2 =----2-----=0,7 ММ;
0,6 4-0,65 dco з =----------= 0,62 мм.
ср.з g
Поверхностный износ канатов (%)
0,75
Pi = Ю0% — 100 % = 100% - 75% = 25%;
0,7
Р2 = 100% — -j- 100% = 100% — 70 % = 30%;
0,62
Р3 = 100% — -у- 100 % = 100% — 62% = 38 %.
Два последних каната имеют самый большой поверхностный из-нос, близкий к браковочному.
Все три каната должны быть заменены.
§ 32. Диагностирование и ремонт автоматических выключателей. Диагностирование автоматических выключателей проводят с целью оценки их защитных свойств и внутреннего потребления электроэнергии. Для диагностирования автоматических выключателей в СССР и за рубежом имеются различные устройства, позволяющие оценить определенные параметры автоматических
246
выключателей. Однако указанные устройства не обеспечивают диагностирование автоматических выключателей по параметру внутреннего потребления электроэнергии. Кроме того, конструкторское решение этих устройств не позволяет проводить диагностирование автоматических выключателей непосредственно на местах эксплуатации лифтов.
Разработанный МосжилНИИпроектом прибор (рис. 112) обеспечивает диагностирование автоматических выключателей по признаку внутреннего потребления электрической энергии и позволяет более точно оценить защитные свойства автоматических выключателей в условиях эксплуатации лифта. Для обеспечения предварительной настройки прибор снабжен эквивалентом диагностируемого автоматического выключателя, выполненным в виде набора сопротивлений, включаемых в цепь иеныта.тслЫ101'V/ и.шп'илигча ирпиирл показана на рис. 113.
Прибор содержит регулятор испытательного тока 1 в виде трансформатора, напряжение первичной обмотки которого плавно регулируется в заданных пределах. При этом вторичная обмотка включена в цепь испытательного тока; в которой имеется гунт 2. Переключатель 3 поочередно включает в испытательную цепь эквивалент 4 (положение «а») диагностируемого автоматического выключателя 5 и фазу 7 последнего (положение «г»).
Функциональные элементы схемы последовательно соединены через контактную группу фазы 6, свободной
247
Рис. 113. Структурная схема прибора для диагностирования автоматических выключателей
1 — регулятор испытательного тока;
2 — шунт; 3, 8 — переключатели; 4 — эквивалент; 5, 6, 7 — диагностируемый автоматический выключатель; 9 —
индикатор длительности срабатывания автоматического выключателя; 10 — индикатор; 11— усилитель
Рис. 114. Блок-схема устройства защиты прибора диагностирования автоматических выключателей от токовых разрушений
/ — прерыватель; 2— блок защиты; 3 — блок испытательного цикла; 4 — регулятор напряжения; 5 — трансформатор испытательного тока; 6 — фаза автоматического выключателя; 7 — индикатор срабатывания; 8 — переключатель
от токовЫх испытании. Вторым переключателем 8 усилитель 11 связан с шунтом 2 и с выводами диагностируемой фазы 7 автоматического выключателя 5. Выход усилителя 11 подсоединен к индикатору 10, показывающему величины испытательного тока и внутреннего потребления электрической энергии. Переключатель 3 связывает вход усилителя 11 через переключатель 8 с зажимами диагностируемой фазы автоматического выключателя 5 и с эквивалентом 4.
В цепи переключателей 3 и 8 (положение «е» и «з») через контактную группу 'фазы 6 включен индикатор 9 длительности срабатывания автоматического выключателя 5. В режиме диагностирования автоматических выключателей по признаку длительности срабатывания прибор работает следующим образом.
При установке переключателей 3 и 8 соответственно в положении
«а — б — в», «ж — з» испытательным током нагружается эквивалент 4. По индикатору 10 с помощью регулятора тока 1 устанавливают ток заданной кратности перегрузки. Для нагружения токоведущих элементов диагностируемой фазы 7 автоматического выключателя 5 установленным током переключатель 3 переводят в положение «г — д — е».
Нагрев теплового расцепителя вызывает срабатывание автоматического выключателя 5, при этом размыкаются контактные группы по всем фазам. В ре-248
зультате размыкания контактов фазы 6 отключается питание индикатора 9 и фиксируется длительность срабатывания диагностируемого автоматического выключателя 5. Полученное значение длительности срабатывания сравнивают с нормативами и делают заключение о возможности дальнейшей эксплуатации автоматического выключателя.
В режиме диагностирования автоматических выключателей по признаку внутреннего потребления электрической энергии переходного сопротивления контактов прибор работает следующим образом. При установке переключателей 3 и 8 соответственно в положение «а — — б — в», «ж — з» по индикатору 10 с помощью регулятора тока 1 в испытательной цепи устанавливают ток диагностируемого автоматического выключателя 5, а далее переводят переключатель 8 в положение «м — к». При этом сигнал, пропорциональный внутреннему потреблению энергии, поступает на вход усилителя 11 и фиксируется индикатором 10.
Затем переключатель 3 переводят в положение «г — — д — е», при этом на вход усилителя 11 поступает сигнал, пропорциональный внутреннему потреблению электрической энергии токоведущими деталями автоматического выключателя 5. Для обеспечения защиты автоматических выключателей и прибора диагностирования от токовых разрушений в период диагностирования используют специально разработанное устройство, которое является составной частью прибора. Блок-схема этого устройства показана на рис. 114.
Прерыватель 1, являющийся исполнительным органом блока защиты 2, подключен к выходу задатчика длительности испытательного цикла 3. Выход регулятора напряжения 4 через разрывные контакты прерывателя 1- подключен к первичной обмотке трансформатора испытачслпни! и юка 5, во вторичную обмотку которого включена диагностируемая фаза 6 автоматического выключателя. Параллельно первичной обмотке трансформатора испытательного тока 5 включен индикатор длительности срабатывания 7.
Переключатель 8 предназначен для предварительной настройки по индикатору 7 длительности испытательного цикла, вырабатываемой задатчиком 3.
Устройство работает следующим образом. При подаче электроэнергии в схему ток с выхода регулятора 4 через разрывные контакты прерывателя 1 и замкнутые контакты переключателя 8 (положение «а») подается на 249
первичную обмотку трансформатора 5. Во вторичную обмотку последнего включен диагностируемый автоматический выключатель 6. Воздействие испытательного тока заданной кратности перегрузки на тепловой расцепитель автоматического выключателя 6 должно вызывать функциональное его срабатывание по истечении определенного времени выдержки под током.
Если ,же длительность срабатывания автоматического выключателя превышает допустимые значения, то по истечении времени, определяемого настройкой задатчика длительности цикла 2, происходит срабатывание прерывателя 1 блока защиты 3, контакты которого отключают питание первичной обмотки трансформатора испытательного блока 5. Настройку длительности испытательного цикла автоматического выключателя 6 производят по индикатору 7 путем установки переключателя 8 в положение 6.
При диагностировании автоматических выключателей необходимо очистить контакты, смазать шарниры маслом марки МВП, проверить затяжку винтов, состояние контактов. Автоматический выключатель считается не пригодным к дальнейшей эксплуатации, если при его диагностировании по признаку внутреннего потребления электрической энергии окажется, что
А бфакт/Абном 1,2, или если толщина серебряного слоя, или провал контактов станут менее 0,5 мм.
§ 33. Диагностирование и ремонт дверей шахты лифта. При плановом техническом обслуживании распашных дверей шахты лифта контролируют следующие основные параметры: зазоры между ригелем и кромками отверстия в двери шахты, между притворными планками и стояком, засовом неавтоматического замка и кромками отверстия в притворном стояке; положение блок-контакта контроля прикрытия двери шахты, зазоры контактов и блок-контакта контроля запирания двери шахты автоматическим замком. Помимо перечисленных зазоров контролируют и некоторые другие параметры, связанные с регулировкой узлов и последствиями изнашивания их деталей.
Зазор между ригелем (см. рис. 33) и кромками отверстия в двери шахты, зазор между засовом неавтоматического замка и кромками отверстия в притворном стояке должны быть в пределах 2—4 мм. Если зазор меньше 2 мм, возможно застревание ригеля автоматического замка при входе его в отверстие двери шахты 250
или в притворном стояке, что приведет к отказу лифта. Требуемые зазоры проверяют специальными щупами. Для регулировки зазоров используют набор шайб требуемой толщины.
Зазор между притворной планкой двери шахты и притворным стояком или между притворной планкой и амортизаторами, установленными на стояке, при отжатой двери должен быть не более 2 мм. Требуемый зазор устанавливают регулировкой пластинами положения амортизаторов. Амортизаторы должны выступать над поверхностью притворного стояка на 1—2 мм. При отсутствии амортизаторов на двери шахты зазор между притворными планками двери шахты и притворными стояками уменьшают за счет установки набора пластин в отверстиях притворных стояков. Толщина пластин должна быть равна разности существующих зазоров между притворными планками дверей шахты и притворными стояками, длина — больше высоты отверстий в притворных стояках на 6—8 мм, а толщина пластины на расстоянии 3—4 мм от концов должна быть больше на 0,5—0,6 мм. Причем ширина пластины должна быть больше толщины полки уголка притворного стояка на 1—2 мм.
Для установки набора пластин необходимо снять автоматический замок и сделать ножовочным полотном прорези вниз вдоль кромки отверстия в притворном стояке, который ближе к притворной планке двери шахты. Размеры прорезей сверху и снизу должны быть одинаковыми. В прорезь вставляют изготовленную пластину и расклепывают со стороны автоматического замка, после чего устанавливают автоматический замок на место.
Надежная и безопасная работа лифта в значительной мере зависит от правильной и своевременной регулировки блок-контактов дверей шахты. Регулирование блок-кон-тактов заключается в регулировке их зазоров. Зазор, контролирующий провал контакта, между щеколдой и корпусом неавтоматического замка двери шахты в лифтах модели ЭИМЗ должен быть в пределах 2—4 мм. В лифтах модели КМЗ (выпуск 1958 г.) зазор между ограничительным кольцом и корпусом неавтоматического замка двери шахты должен находиться в пределах 2—4 мм. Зазоры регулируют перемещением неавтоматического замка или перемещением блок-контакта в овальных отверстиях крепления, устанавливая при этом требуемую величину провала контакта.
В лифтах модели КМЗ (выпуск 1958 г.) и ЭМИЗ с
25|
распашными дверями шахты и кабины контролируют также техническое состояние механической и электромагнитной отводки (см. рис. 34). Техническое состояние механической и электромагнитной отводки проверяют в следующей последовательности. Кабину лифта устанавливают в точной остановке на этаже. При открытой двери шахты проверяют смещение лыжи механической отводки 5 в поперечном направлении (от кабины к двери шахты), которое должно быть не более 5 мм. Если смещение превышает 5 мм, то на каждый соединительный палец 7 механической отводки устанавливают шайбы одинаковой толщины и одинакового диаметра. Зазор между роликом рычага автоматического замка и лыжей механической отводки проверяют при закрытой двери шахты $ втянутой вручную электромагнитной отводкой. Зазор должен быть не более 6 мм. При техническом обслуживании раздвижных дверей шахты (см. рис. 36) лифты с автоматическим приводом контролируют следующие основные параметры: зазор между обрамлением портала шахты и створками двери шахты, зазор между направляющей линейкой 1 и контрроликом 7 створками двери шахты, зазор между штоками блок-контактов контроля запирания 8, 4 створок двери шахты автоматическими замками и площадками, между защелками 16 замков и упорами кареток, зазор между роликами механизма открывания створок и отводкой, провалы контактов контроля притвора створок и контактов контроля запирания створок двери шахты автоматическими замками, действие блок-контакта контроля запирания створок двери автоматическими замками и блок-контакта притвора створок, перекосы створок двери шахты и кабины.
Кроме основных перечисленных параметров контролируют и некоторые другие параметры, такие, как отсутствие деформации в створках, деформация (выпучивание) пластика створок двери шахты, а также общее состояние створок дверей. Эти параметры определяют визуально.
В процессе наладки и эксплуатации раздвижных дверей шахты и кабины возникают перекосы в створках, которые влияют на надежную работу лифта. Возможные перекосы створок шахты и кабины показаны на рис. 115. Створки в местах притвора прилегают плотно, но линия притвора находится не в вертикальном положении, а смещена влево. Одна из створок (левая) расположена вертикально так, что только верхняя часть притвора правой створки касается верхней части притвора левой створки, обе створки расположены невертикально.
252
кально, при этом нижние и верхние торцевые поверхности створки должны находиться на одной линии. Отвинчивая левую гайку 1 левой створки, опускают створку так, чтобы зазор между нижней торцевой поверхностью был 3—5 мм, а положение створки стало вертикальным. Створку устанавливают так, чтобы их верхние торцевые поверхности были в одной плоскости и на одной линии, при этом должны быть соблюдены зазоры между нижними ториевыми поверхностями створок и порогом двери шахты (кабины) в пределах 3— 5 мм. Если линия притвора створок относительно вертикали смещена в правую сторону, то при регулировке створок в вертикальном положении необходимо выполнить все операции в той же последовательности, что и в первом случае, вместо правой створки операции следует выполнять на левой створке.
Во втором случае (рис. 115, б) перекосы в створках регулируют следующим образом: отвинчивают верхнюю правую гайку 7 крепления правой створки и опускают
253
правую сторону створки 6 такое Положение, чтобы обе створки плотно сомкнулись. Поднимая и опуская створки, устанавливают их так, чтобы зазор между нижнимй Торцевыми поверхностями обеих створок и порогом был в пределах 3—5 мм. В такой же последовательности регулируют положение левой створки, если правая створка расположена вертикально, а левая относительно вертикали перекошена так, что только верхняя часть притвора левой створки касается верхней части притвора правой створки.
Регулировку створок в третьем случае (рис. 115, в) осуществляют следующим образом. Завинчивают нижнюю правую гайку 4 и верхнюю гайку 3 крепления левой створки и устанавливают левую створку в вертикальное положение. После этого проверяют и при необходимости регулируют зазор между нижней торцевой поверхностью створки и порогом, который должен быть в пределах 3— 5 мм. Завинчивая нижнюю левую пайку 6 и верхнюю гайку 5 крепления правой створки, устанавливают правую створку в вертикальное положение и проверяют зазор между порогом и нижней торцевой поверхностью створки.
Для надежной и безотказной работы раздвижных дверей шахты лифта (см. рис. 36) необходимо, чтобы зазор по всей высоте обрамления портала и створками двери не превышал 3—5 мм. Указанный зазор обеспечивают, перемещая створки 13 в направлении, перпендикулярном их плоскости, предварительно ослабив крепление створок каретки 2, 12. Контрролики 7 предназначены для исключения возможности выхода кареток 2, 12 из направляющих линеек и для ограничения поднятия Дверей шахты. Контрролик обеспечивает надежную работу дверей, шахты в том случае, если зазор между направляющей линейкой 1 и контрроликом 7 не превышает 0,2 мм. Для определения зазора используют щуп. Регулировку производят вращением эксцентрика втулки контрролика с последующей затяжкой гайки.
Надежная работа блок-контакта выключателя притвора створок двери шахты 4 (ДШ) обеспечивается, если зазор между упором 5 защелки замка и штырька выключателя 4 будет в пределах 1—1,5 мм. Если зазор не менее 1 мм или более 1,5 мм, то перемещением конечного выключателя ВПК-2110 в пазах вверх или вниз устанавливают требуемый зазор, после чего фиксируют выключатель крепежными болтами. Зазор между защелками 13 замков и упорами 5 кареток при закрытых створках должен
254
быть 1—1,5 мм. Зазоры и провалы контактов контроля запирания створок двери шахты автоматическими замками диагностируют в следующей последовательности.
Прибором проверяют отсутствие напряжения на контактах двери шахты. Зазор контакта контроля притвора створок при закрытой створке должен быть не менее 4 мм. Если указанный зазор меньше 4 мм, то ослабляют крепление блок-контакта' и, перемещая корпус вверх, устанавливают требуемый зазор в контакте.
Проверка провала контактов заключается в следующем: открыв одну из створок двери шахты, постепенно ее закрывают и приводят в соприкосновение подвижную часть замыкающего контакта с неподвижным. Зазор провала контакта после полного прикрытия створки должен быть 2—4 мм. Регулируют зазор провала контакта способом, изложенным выше.
Для предупреждения нарушения работы дверей шахты и кабины лифта необходимо проверять щупом и регулировать зазор между роликами рычагов механизма открывания створок дверей шахты и отводкой двери кабины. Зазор между роликами рычагов механизма открывания и боковыми сторонами отводки двери кабины должен быть не менее 4 и не более 12 мм. Глубина входа ролика механизма открывания створок дверей шахты в паз отводки кабины должна быть в пределах 10—-15 мм. Зазор устанавливают при выполнении технического обслуживания лифта при замене башмаков кабины. Порядок проверки и регулировки зазоров между роликами рычагов механизма открывания створок дверей шахты и отводкой двери кабины следующий.
Кабину устанавливают точно на посадочной площадке (этаже), при закрытых дверях шахты и кабины; ролики рычагов механизма открывания створок двери шахты находятся в пазах отводки двери кабины: между-стейяг--—— ми отводки и роликов образуется зазор, который измеряется щупом. Зазор следует отрегулировать в пределах не менее 4 и не более 12 мм. Для регулировки зазора, между роликами механизма открывания створок дверей-шахты и боковыми сторонами отводки шахты необходимо отвинтить контргайки и гайки крепления пальца, выпрямив концы пластины, фиксирующей положение пальца, и переместив палец относительно овального отверстия в рычаге, устанавливая ролик в тазах отводки так, чтобы боковое зазоры были не менее 4 и не более 12 мм. После
255
установки указанного зазора закрепляют пальцы гайками и контргайками и загибают концы пластины, фиксирующей положение пальца на рычаге.
§ 34. Диагностирование и ремонт дверей и купе кабин. Основные контролируемые параметры распашных дверей кабины — зазоры между закрытой и открытой створками определяются техническим состоянием створок дверей кабины и фартучного устройства. Кроме этого визуально проверяют, нет ли поломок в ограждении купе кабины, надежно ли закреплены петли створок двери. Контролируемый зазор между закрытой и открытой створками 1, 5 (см. рис. 29) двери кабины определяют в такой последовательности.
Закрывают двери шахты и кабины и нажатием кнопки приказа «вверх» или «вниз» спускают кабину. Во время движения кабины постепенно открывают одну из створок (7 или 5) двери кабины до тех пор, пока кабина лифта не остановится. При этом зазор между закрытой и открытой створками должен быть не более 10 мм. Таким образом проверяют по очереди обе створки кабины. Контролируемый зазор можно проверить и другим способом, 'В частности шаблоном.
Проверку технического состояния створок дверей кабины и фартучного устройства (см. рис. 29) производят в такой последовательности: открывают до упора створки 1, 5 дверей кабины и убеждаются, что фартук 2 надежно фиксируется створками дверей кабины в приподнятом положении и не опускается при полностью открытых створках. Поочередно закрывают створки кабины и убеждаются, что зазор между фартуком 2 и штоком блок-контакта контроля притвора створок дверей кабины 3 составляет 1—1,5 мм, при этом зазор между закрытой и приоткрытой створками кабины должен быть не более 10 мм.
Для изготовления фартука применяются твердые породы дерева, как правило, бук. Фартук должен быть ровным, без трещин и изгибов. В качестве петель фартучного устройства используют рояльные петли.
При техническом осмотре купе кабины проверяют и регулируют величину хода подвижного пола. На лифтах с пружинным возвратом пола (см. рис. 27) ход подвижного пола должен быть не более 20 мм, на лифтах с грузовым возвратом (плавающий пол, см. рис. 27) — не более 6 мм. Ход подвижного пола проверяют грузом массой 15 кг, причем на лифтах с петлевым полем (см. рис. 26) груз массой 15 кг устанавливают на пол на расстоя-256
нии 300 мм от порога кабины, а на лифтах с плавающим полом груз устанавливают на пол в купе кабины в любом месте. При наличии в кабине груза массой 15 кг пол должен опуститься и лечь на обвязку купе кабины и отключить находящийся под полом блок-контакт. При этом кабина лифта не должна приходить в движение при нажатии кнопки вызова на любом этаже. Зазор между-нижними торцевыми поверхностями закрытых створок и опущенным полом должен быть не более 25 мм. Если зазор более 25 мм, нижнюю часть створок следует удлинить или заменить створки.
Проверяют также надежность створок двери кабины и щитов ограждения купе в каркасе. Поскольку в процессе эксплуатации щиты купе могут смещаться относительно друг друга и крепление щитов ослабевает, то появляются щели в углах купе кабины. Крепление пластин ослабевает тогда, когда направляющие кабины не верти-тальны и не параллельны. Невертикальность и непарал-лельность направляющих приводит при движении кабины к деформациям купе кабины и к смещению щитов относительно друг друга.
Техническое состояние раздвижных дверей кабины с автоматическим приводом (см. рис. 30) во многом определяет надежность и безопасность работы лифта. Поэтому инструментальное диагностирование раздвижных дверей кабины и последующая их регулировка заключается в проведении таких основных работ: проверяют положение и крепление створок двери кабины и состояние каната и связи створок двери кабины; проверяют работу блок-контакта 1 контроля притвора двери кабины и действие механизма запирания створок двери кабины 15, проверяют работу конечных выключателей на открывание (ВКО) и конечных выключателей (ВКЗ) 9 на закрывание створол привода дверей. Контролируют наличие короткозамкнутых витков в стагоре электродвигателя 4. Проверяют состояние и натяжение ремня 7 автомата»»®-— ского привода дверей кабины, проверяют механизм реверса, наличие и качество масла в редукторе 3 привода дверей.
При эксплуатации створок дверей кабины ослабевает крепление каната 14, поэтому центр привода створок двери кабины может не совпадать с серединой проема двери шахты, что приводит к нарушению нормальной работы раздвижных дверей кабины. Канат 14 связи створок двери кабины регулируют в следующей последовательности: ослабив крепление каната в зажиме и
2S7
перемещая створки, устанавливают их так, чтобы центр притвора створок двери кабины совпал с центром притвора двери шахты, после чего фиксируют положение створок двери кабины зажимом. Одновременно регулируют створки двери кабины от перекосов по вертикали и проверяют крепление створок к верхним кареткам. Способ регулировки створок дверей кабины от перекосов аналогичен способу регулировки створок дверей шахты и изложен в разделе «Диагностирование дверей шахты лифта».
Диагностирование провала контакта 1 контроля привода створок дверей кабины производят в такой последовательности: снимают крышку с блок-контакта контроля притвора створок и проверяют отсутствие напряжения на клеммах контакта.
Поднимают механический замок двери кабины 15 и приоткрывают левую створку двери до тех пор, пока расстояние между створками йе будет равно 8 мм. Мерительным инструментом замеряют расстояние между подвижными и неподвижными блок-контактами. Смывают створки и проверяют ход контакта, который должен быть 2—4 мм. i
Во избежание во время движения кабины открывания ее двери и с целью исключения аварийного выхода из строя деталей дверей шахты и кабины проверяют и регулируют действие механизма запирания створок дверей кабины 15. Зазор между упором 13, головкой регулировочного болта 14 при закрытых створках дверей кабины должен быть в пределах 1—2 мм. Указанный размер выдерживается за счет регулировки его болтом 14. Если зазор между упором 13 и головкой регулировочного болта 14 не более 2 мм, то отвинчивают контргайку 15, вывинчивают регулировочный болт, регулируя нужный зазор. Если же зазор между упором и головкой регулировочного болта менее 1 мм, отвинчивают контргайку и ввинчивают регулировочный болт. После установки нужного зазора контргайку 15 затягивают.
Полное открывание и закрывание раздвижных створок дверей кабины и шахты лифта с автоматическим приводом дверей зависит от регулировки конечных выключателей 1, 9, 17, установленных на приводе дверей (см. рис. 30). Для лифтов грузоподъемностью 320 кг с раздвижными дверями шахты и кабины должно быть расстояние на свету между торцами створок не менее 600 мм, рели расстояние в свету между открытым^ ’58
створками 25 и 30 Меньше 600 мм, регулируют блок-контакт 19 ВКО и положение кулачка, установленного на выходном валу редуктора привода дверей.
Диагностирование электродвигателя привода дверей в эксплуатационных условиях должно включать контроль наличия короткозамкнутых витков в обмотке статора и контроль электрической прочности изоляции высоковольтным испытательным напряжением.
Метод технического диагностирования электродвигателя привода дверей аналогичен методу технического диагностирования электродвигателей лебедки лифта. От технического состояния приводного ремня 7 кабины во многом зависит надежная работа привода дверей лифта, Внешние признаки нарушения нормальной работы приводного ремня: пробуксовывание с расслоением, обрыв ремня. Пробуксовывание ремня зависит от натяжения.
Порядок проведения проверки натяжения ремня следующий: осмотреть ремень, который должен быть чистым, без расслоения и трещин; проверить натяжение ремня можно с помощью специального устройства, разработанного институтом МосжилНИИпроект. Это устройство (рис. 116) состоит из рычага 8 с неподвижной 6 и подвижной 14 опорами на концах, установленными на ремне 15. Рычаг 7 связан с шарнирной частью 5 устройства. Неподвижная опора рычага 8 выполняет роль неподвижной части шарнира, связывающие рычаги 7 и 8. Между неподвижной и подвижной частью шарнира 5 установлен фрикционный элемент 4, связанный с пружиной 2 через толкатель 3. Другим концом пружина упирается в дно чашки 1.
На рычаге 7 подвижно установлен указатель прогиба 9, который имеет на одном конце нагрузочный упор 11, установленный па ре«я₽; а на другом конце — визирную часть 10 с делениями. Визирная часть перекрсщпваетщ? с рычагом 8, на котором нанесена продольная риска 12 с делениями 13.
Устройство работает следующим образом. Перед началом контроля натяжения ремня автоматического привода дверей кабины лифта необходимо устройство настроить на заданное усилие ремня. Для этого, регулируя затяжку пружины с помощью чашки, настраивают усилие натяжения на перегрузочном упоре. Пружина через толкатель передает усилие на фрикционный элемент и на подвижной части шарнира рычага 7 возникает момент силы трения, при котором усилие на конце нагрузоч-
259
Рис. 116. Устройство диагностирования натяжения ремня автоматического привода дверей кабины
/ — чашка; 2 —пружина; 3 —толкатель; 4 — фрикционный элемент; 5 —шарнир; 6 — неподвижная опора; 7, 8 — рычаги; 9 — указатель прогиба (линейка);
10 — визирная часть (деления); // — упор; 12, /3 —риски; 14 — подвижной рычаг; 15 — ремень
Рис. 117. Схема спектрального прибора
а — генератор; б — штатив; а — спектрограф; а — микрофотометр; д— образец участка спектра железа: / — угли для создания электрической дуги;
2 — коллиматорный объект; 3 — призма; 4 — камерный объектив; 5 — фотопластинка; 6— проба масла; 7 — электролампа; 8 н 10 — микрокондеисаторные линзы; 9 — фотопластинка спектра; 11 — щель; 12 — фотоэлемент
260
ного упора равно заданному усилию натяжения рем* ня для каждой конструкции автоматического привода дверей кабины лифта.
При прогнозировании ремня подвижная опора на рычаге 8 устройства устанавливается на заданное межцентровое расстояние между шкивами ремня. Указатель' прогиба, устанавливается в том месте, где намечено проверить прогиб ремня заданным усилием нажатия. (Целесообразно прогиб ремня проверять на расстоянии половины межцентрового расстояния l = L/2.) Опора устанавливается на ремень шкива электродвигателя (или редуктора), а нагрузочный упор подводят к ремню и далее, нажимая на рычаг 8, подводят опору (к ремню редуктора (или электродвигателя). Прн этом нажимной рычаг 7 повернется в шарнире и с усилием Г будет давить на ремень. Прогиб ремня под действием усилия Г определяется по шкале визирной части относительно продольной риски на рычаге 8.
Небольшая масса прибора (ие более 500 г) и малые габаритные размеры создают удобства эксплуатационникам при диагностировании ремня автоматического привода дверей кабины лифта.
Реверсирование привода дверей кабины предназначено для изменения направления хода створок, если при их закрывании они встречают на своем пути какое-либо препятствие. Порядок проверки работоспособности механизма реверсирования и его червячной пары следующий: вызывают кабину на посадочную площадку первого этажа, входят в кабину лифта, нажимают кнопку приказа любого этажа, между торцами закрывающихся створок двери кабины вставляют шаблон в виде деревянного бруска прямоугольного сечения 20X20 мм. При соприкосновении с шаблоном створки в процессе закрывания дверей кабины и шахты должны без рывка' изменить направление движения на открывание. что свидетельствует об исправности работы механизма реверсирования и об отсутствии недопустимого зазора в червячной паре редуктора. Реверсирование привода должно происходить при наличии препятствия в любом месте по ширине двери шахты или кабины.
При техническом обслуживании автоматического привода раздвижных дверей кабины и шахты необходимо проверять наличие и качество масла в редукторе. Уровень масла в картере редуктора должен находиться между верхней и нижней рисками, сделанными на маслоизмерительном стержне. Визуальная оценка качества
И
261
масла определяется по степени прозрачности его на маслоизмерительном стержне. Если масло светлое и на стержне отчетливо видны риски меток, то масло пригодно для дальнейшей эксплуатации. Если масло темное и риски плохо видны, то масло следует заменить.
Качество масла как в редукторе механизма привода дверей, так и в лебедке привода кабины более объективно можно оценить с помощью использования метода спектрального анализа, который заключается в следующем. Пробу масла сжигают в высокотемпературном пламени вольтовой дуги и регистрируют спектр с помощью спектрографа. Пары продуктов износа редуктора дают спектр, который подвергают качественному и количественному анализу. Качественный анализ заключается в обнаружении спектральных линий, которые свидетельствуют о присутствии в масле металла изнашивающихся деталей, а количественный — в определении интенсивности почернения спектральных линий.
Наблюдая за нарастанием продуктов износа, судят о состоянии отдельных деталей. Схема спектрального прибора показана на рис. 117.
§ 35. Диагностирование и ремонт ограничителя скорости и ловителей кабины. Повышение надежной и безотказной работы конструкции лифта в целом и отдельных его элементов приобретает особенно важное значение в связи с резким увеличением количества работающих лифтов. В первую очередь это относится к имеющимся на лифтах приспособлениям безопасности. Одним из таких специальных лифтовых устройств явля. ются ловители и ограничители скорости.
В соответствии с «Правилами устройства и безопасной эксплуатации лифтов» ловители кабины лифтов, оборудованных лебедкой с канатоведущим шкивом, должны приводиться в действие ограничителем скорости. К ограничителям скорости и ловителям предъявляются следующие основные требования: ограничитель скорости должен срабатывать и приводить в действие ловители при достижении кабиной определенной, заданной критической скоростью; устройство ограничителя скорости должно обеспечивать создания усилия, достаточного для включения ловителей; конструкция ловителей и ограничителя скорости и их элементов должна обладать достаточной долговечностью.
Для создания требуемого тягового усилия шкив ограничителя скорости имеет ручей клинового профиля. В процессе эксплуатации профиль ручья изменяется и 262
уменьшается тяговая способность шкива. Интенсивность износа ручья зависит от материала шкива, точности монтажа ограничителя скорости и натяжного устройства, а также режима работы лифта. По мере износа клиновой профиль ручья переходит в полукруглый с подрезом, вследствие чего тяговая способность шкива уменьшается. Если в процессе эксплуатации не диагностировать профиль ручья, то износ шкива может привести к такому положению, когда канат ограничителя скорости вследствие недостаточности силы сцепления со шкивом не сможет обеспечить усилия, необходимого для включения ловителей.
При проверке ограничителя скорости основным диагностируемым параметром является тяговое усилие шкива, которое зависит от профиля ручья. Тяговое усилие шкива определяют
Su 2 где Р — окружное тяговое усилие на шкиве, кге; ц — коэффициент трения между канатом и ручьем шкива ограничителя скорости; а — угол обхвата канатом шкива ограничителя скорости (принимается а=180°); SH — натяжение каната от натяжного устройства, кгс.
Фактическое натяжение каната, возникающее от действия массы натяжного устройства ограничителя скорости, можно замерять динамометром. Для этого необходимо снять канат ограничителя скорости со шкива натяжного устройства и динамометром замерить усилие натяжения, создаваемое массой натяжного устройства. Усилие, создаваемое одной ветвью каната ограничителя скорости, можно определить также при помощи динамометра.
Работоспособность ограничителя скорости зависит не только от того, обеспечит ли он срабатывание при определенном превышении кабиной лифта номинальной скоро-СТИ движения, НО И иг или, ибсъпбЧпТ Лп Оп УсИЛпС, пу-обходимое для включения ловителей. Механизм ловителей должен приходить в движение и приближать клинья к направляющим при усилии не более 10—15 кгс. Усилие механизма ловителей проверяют с помощью динамометра, присоединенного к верхней ветви каната ограничителя скорости, которая закреплена на рычаге ловителей. Прикрепленный динамометр к рычагу ловителей поднимают вверх до прикосновения клиньев ловителей к направляющим и определяют фактическое усилие. При усилии механизма ловителей меньше 10 кгс может произойти про
3®
извольное срабатывание ловителей при пуске кабины вниз. Поэтому необходимо, чтобы усилие механизма ловителей было всегда в пределах 10—15 кгс.
При диагностировании клиновых ловителей (см. рис. 52) проверяют зазор между клиньями 6 и направляющими. Этот зазор должен находиться в пределах 2— 3 мм с каждой стороны. Зазор определяют щупом. При диагностировании лифтов, оборудованных клещевыми комбинированными ловителями (см. рис. 53), зазор между направляющей и рабочими поверхностями клина 3 и тормозной колодкой 8 должен быть 2,5 мм и распределяться симметрично. Регулируют зазор следующим образом. Для уменьшения зазора между клином и направляющей кольцо 18 следует завинчивать, причем при завинчивании кольца длинные плечи рычагов 5, 19 ловителя расходятся, а суммарный зазор между направляющей и рабочей поверхностью клина уменьшается. Для увеличения зазора между клином и направляющей кольцо 18 необходимо вывинчивать, увеличивая суммарный зазор. После установки нужного зазора клинья ловителя ставят так, чтобы они располагались симметрично направляющей.
Диагностирование грузовых лифтов, оборудованных эксцентриковыми ловителями (рис. 55, а) проводят в такой последовательности. Измеряют зазор между эксцентриками 19 и направляющими. Зазор должен быть 5 мм и одинаковым с обеих сторон. Натяжением каната 1 отводят эксцентрики 19 от направляющих на расстояние 5 мм и отпускают канат. Эксцентрики должны надежно прижаться к направляющим. Для определения допустимого натяжения в канате 1, которое должно быть в пределах 7—7,5 кгс, используют динамометр. Динамометр крепят к рычагу 18 и тянут вниз до прикосновения эксцентрика с направляющими; усилие на динамометре должно быть в пределах 7—7,5 кгс. Если при диагностировании окажется, что зазор между направляющими и эксцентриками меньше или больше 5 мм, то его регулируют с помощью натяжения или ослабления пружины 10.
§ 36. Диагностирование направляющих лифта. При диагностировании направляющих необходимо обращать особое внимание на следующее: прямолинейность направляющих (отклонение от прямолинейности допускается до 1/1000 длины составляющей частей направляющих, но не более 2 мм); вертикальность направляющих
264
. иаешаг
Рис. 118. Приборы контроля установки направляющих
а — разработанный трестом Союзлифтмонтаж; б — то же, ЦПКБ Союзлнфт-маш
Рис. 119. Прибор контроля установки направляющих, разработанный СКВ треста Рослифтремонт
(допускается отклонение от вертикали 0,2 мм на 1м высоты, но не более 10 мм при высоте направляющих более 50 м); расстояния по штихмассу должны быть выдержаны с точностью ± 1 мм по всей высоте шахты для металлических направляющих и ±1,5 мм для деревянных; стыковку направляющих элементов (боковое смещение головок направляющих в месте стыка допуска
265
ется не более 0,2 мм); расстояние между осью направляющих кабины и осью направляющих противовеса должно быть выдержано в пределах ±5 мм. Проверка расстояния осуществляется специальным шаблоном.
Контроль установки в шахте лифта направляющих по штихмассу можно осуществить простейшими приборами (рис. 118). Такие приборы позволяют измерять только штихмасс направляющих. Эти приборы, как правило, представляют собой телескопическую штангу, которая, упираясь в головки направляющих упорами, фиксирует расстояние между направляющими и показывает на специальной шкале отклонение от номинального размера. Кроме этих приборов известны также оптические устройства для контроля направляющих. Принцип работы устройств заключается в том, что луч света, проходя через систему линз и отражаясь от зеркал, установленных на поверочных плоскостях, визируется окулярной сеткой улавливающего прибора, например микроскопа. В качестве источника светового луча в таких системах применяются лазеры.
Анализ устройств таких приборов показывает, что их применение для диагностики технического состояния направляющих лифта при техническом обслуживании крайне затруднительно вследствие сложности выполнения работ, а также громоздкости приборов. Кроме рассмотренных приборов, предназначенных непосредственно для технического контроля направляющих лифта, значительный интерес представляют приборы измерения линейных величин, которые могут быть использованы для проверки установки направляющих.
Для измерения отклонения размеров применяются и частотные датчики, электрическая схема которых представляет собой емкость, соединенную параллельно с индуктивностью, в результате чего образуется колебательный контур. Индуктивное устройство выполнено в виде пружины. При измерении необходимых размеров пружина деформируется. Деформация пружины (индуктивного контура) приводит к изменению частотной характеристики, являющейся выходной величиной датчика. Основной недостаток этих датчиков тот, что они, обладая малой выходной мощностью, предъявляют высокие требования к соединительным линиям и нуждаются в сложной вспомогательной аппаратуре, что существенно затрудняет их использование при техническом обслуживании лифтов.
266
Разработанный СПКБ треста Рослифтремонт прибор контроля установки направляющих в шахте лифта (рис. 119) универсален и удобен для использования его
в качестве диагностируемого при определении расстояния между направляющими; отклонения от прямолинейности и вертикальности головок направляющих; сме-
щение головок направляющих в местах стыковки и при
определении разворота головки направляющих.
Прибор состоит из следующих основных узлов и деталей: составной штанги с кронштейном; подвижных упоров с индикаторами для контроля смещения головок
направляющих в местах стыка; вертикальных качающихся штанг с упорами; системы контроля прямолиней
ности и вертикальности направляющих.
Составная штанга имеет неподвижную часть, к которой с помощью накидной гайки крепится гильза. С противоположной стороны в гильзу вставлена подвижная штанга, в торце которой закреплена пружина. На гильзе установлен уровень, позволяющий контролировать правильность установки прибора. Подвижная часть штанги имеет визирь, стрелка которого показывает за-
зор между направляющими.
Для измерения расстояния (от 1050 до 1150 мм) между направляющими кабины и противовеса (от 800 до 900 мм) в комплект прибора входят две сменные штанги различной длины. На концах штанги с помощью хомутов закреплены Г-образные кронштейны, на которых расположены: нониусы для контроля разворота головок направляющих; подвижные нониусы для контроля отклонения направляющих от прямолиней
ности и вертикальности; крестовины для установки вер-
тикальных качающихся штанг; катушки с отвесами.
Кронштейны шарнирно соединены с подвижными упорами. Подвижные упоры предназначены для фикса-
НИи П1ТЯМГИ С кплшптдииами на и аппаолштииии хжллд-ставляют собой П-образный корпус. Смещение головок
направляющих в местах стыковки контролируют индикатором типа И402, класс 0 (ГОСТ 577—68), установленным на корпусе упора. Для удобства диагностирования на упорах закреплены стрелки системы контроля разворота головок направляющих.
В конструкции прибора предусмотрены вертикальные качающиеся штанги с упорами, позволяющие производить диагностирование направляющих на рассстоя-нии 1 и по высоте. Вертикальные штанги представляют
267
собой штыри круглого сечения, которые с помощью крестовин крепятся к кронштейнам составной штанги. В' верхней части вертикальных штанг установлены упоры и блоки системы контроля прямолинейности и вертикальности направляющих. Верхние упоры постоянно прижимаются к направляющим с помощью пружин, установленных на кронштейнах.
Система контроля прямолинейного и вертикального положения направляющих в этом приборе позволяет измерять отклонения от прямолинейного и вертикального положения величиной до 0,22 мм на 1 м длины. Система состоит из катушек с намотанной на них капроновой нитью и установленных на кронштейнах. Нить перекинута через блоки, расположенные в верхней части вертикальных качающихся штанг. На конце каждой нити имеется отвес. Отвесы подвешены над подвижными нониусами, закрепленными на кронштейнах.
Система контроля разворота головок направляющих в приборе позволяет измерять отклонения боковых плоскостей головок направляющих от плоскости их взаимного расположения с точностью до 0,2 мм и состоит из стрелок, установленных на подвижных упорах, и нониусами, закрепленными на кронштейнах.
Контроль смещения головок направляющих в местах стыков производится с точностью до 0,5 мм. Перед тем' как производить диагностирование направляющих лифта, необходимо собрать прибор, установить его составную штангу и закрепить ее с помощью накидной гайки в соответствии с расстоянием между направляющими, установить и закрепить кронштейнами крестовины с качающимися штангами.
После сборки прибор устанавливают в направляющих лифта таким образом, чтобы все ролики подвижных упоров, а также упоры качающихся штанг оказались прижаты к головкам направляющих. Правильность установки прибора проверяют по уровню. На нижиие концы качающихся штанг надевают пружины, прижимающие верхние упоры к направляющим лифта. Вращая катушки, разматывают нити и перебрасывают их через блоки, расположенные на качающихся штангах, затем устанавливают отвесы против подвижных нониусов, катушки прижимают стопором, исключающим вращение их.
При диагностировании направляющих лифт переводят в режим ревизии с управлением с крыши кабины, 268
Встают на крышу кабины и удерживают прибор на направляющих за составную штангу. При работе с прибором необходимо соблюдать технику j безопасности, указанную в «Правилах устройства и безопасности эксплуатации лифтов», а также «Типовой инструкции электромеханика» по техническому надзору за лифтами, утвержденными Госгортехнадзором.
Измерения производят при перемещении прибора вдоль направляющих, а отвесами подвижных нониусов фиксируют отклонения направляющих от прямолинейного и вертикального положения на высоте 1 м. Стрелки, установленные на подвижных упорах, показывают разворот головок направляющих, а индикаторы — смещение головок в местах стыка. Стрелка визира, установленная на гильзе составной штанги, показывает отклонение от номинального расстояния между направляющими.
Для проверки отклонения направляющих от вертикального положения на всей длине направляющих лифта необходимо кронштейны прибора освободить от вертикальных качающихся штанг с крестовинами. Для этого вертикальные качающиеся штанги закрепляют вверх', направляющих лифта о помощью прижимных винтов верхних упоров, а нити перекидывают через блоки, установленные на верхних штангах. Катушки отвесов прижимаются к роликам подвижных упоров. При перемещении прибора вниз по направляющим лифта вращение роликов передается катушкам, которые, вращаяеь, разматывают нити с отвесами. По отклонениям отвесов от центра подвижных нониусов можно судить об отклонениях направляющих от вертикального положения на всей длине, пройденной прибором.
СПИСОК ЛИТЕРАТУРЫ
1. Алексеенко П. Д., Афлятонов А. 3., Дронов А. В., Седлуха Г. А. Технология и организация ремонта строительных машин. — Л.» Стройиздат, 1971. 248 с.
2. Волков Д. П., Николаев С. И. Надежность строительных машин в оборудования. — М., Высшая школа, 1979. 400 с.
3. Волков Д. П., Чутчиков П. И., Прокофьев А. К. Диагностирование узлов и подсистем лифтов.— М., Стройиздат, 1981. 132 с.
4. Ермншкин В. Г. Техническое обслуживание лифтов. — М., Недра, 1977. 326 с.
5. Полковников В. С., Лобов Н. А., Грузинов Е. В. Монтаж лифтов. — М., Высшая школа, 1976. 304 с.
6. Правила устройства и безопасности эксплуатации лифтов. — М., Нед-да, 1972. 96 с.
7. Чутчиков П. И., Дроздов Н. Е., Абрамов А. А., Ермншкин В. Г., Толмачев А. В. Пассажирские лифты. — М., Машиностроение, 1978. 141 с.
8. Чутчиков П. И., Дроздов Н. Е., Демин А. А. Повышение эксплуатационной надежности пассажирских лифтов. — М., ЦНИИТЭстроймаш, 1975. 32 с.
Предметный указатель
Аппарат вызывной 96
Выключатели автоматические 104
Диагностика 161
Датчики индуктивные 125
Закалка 215
Замки автоматические 55
Кабин башмаки 42
Кабины и двери 42
Канаты 64
Карбюризаторы 216
Контактор 104
Контроль оптический 179
Лифт 4
Лифта шахта 12
Ловители 79
Металлизация 207
Метод акустический 163
— вихревых токов 174
— зеркально-теневой 164
— импедансный 164
— капиллярный 166
— магнитный 171
— радиационный 175
— электромагнитный 171
Муфты соединительные 28
Наплавка вибродуговая 201
Направляющие 61
Ограничители скорости 73
Осталиванне 213
Отжиг 214
Переключатель этажный 119
Пол 47
Пост управления кнопочный 104
Противовесы 59
Пускатель 104
Размеры ремонтные 198
Редукторы 21
Режимы электродуговой сварки 202
Реле электромагнитные Ш
Рубильники вводные 94
Сварка газовая 201
— электродуговая 201
Система планово-предупредитель-
ного ремонта 143
Трансформаторы 130
Упоры и буферы 86
Устройства тормозные 32
— фартучные 49
Хромирование 209
Цементация 216
Шкифы канатоведущие 27
Эквивалент электрохимический 209
Электродвигатели 31
ОГЛАВЛЕНИЕ
Предисловие
Глава 1. Устройство лифтов
§ 1. Классификация, кинематические схемы и технические характеристики лифтов
§ 2. Шахты лифтов
§ 3. Машинные и блочные помещения
§ 4. Лифтовые лебедки
§ 5. Кабины и двери лифтов
§ 6. Противовесы
§ 7. Направляющие
§ 8. Канаты
§ 9. Ограничители скорости и ловители
§ 10. Упоры и буфера
Глава 2. Электрическая и электромагнитная контактная аппаратура лифтов
§ 11. Классификация аппаратуры, применяемой в лифтах
§ 12. Вводные рубильники
§ 13. Вызывные аппараты и кнопочные посты управления
§ 14. Контакторы, магнитные пускатели и автоматические выключатели
§ 15. Электромагнитные реле
§ 16. Этажиые переключатели и датчики путевые
§ 17. Трансформаторы
§ 18. Выпрямительные устройства
§ 19. Классификация электроприводов лифтов
Глава 3. Система планово-предупредительного ремонта лифтов
§ 20. Виды ремонта и их характеристики
.§ 21. Техническое обслуживание лифтов
§ 22. Расчет перечня и периодичности выполнения технического обслуживания лифтов и требуемая информация для расчета
§ 23. Назначение и влияние смазки на процесс изнашивания деталей лифта
§ 24. Общие понятия о диагностировании
Глава 4. Организация и технология ремонта лифтов
§ 25. Основы технологии ремонта лифтов
§ 26. Технологические методы ремонта (восстановления) деталей
§ 27. Технологические способы упрочнения деталей .
§ 28. Диагностирование и ремонт лебедки лифта
§ 29. Диагностирование и ремонт электродвигателя лебедки
§ 30. Диагностирование и ремонт тормоза лебедки
§ 31. Диагностирование и ремонт канатоведущего шкива и несущих канатов
§ 32. Диагностирование и ремонт автоматических выключателей
§ 33. Диагностирование и ремонт дверей шахты лифта
§ 34. Диагностирование и ремонт дверей и купе кабин
§ 35. Диагностирование и ремонт ограничителя скорости и ловителей кабины
§ 36. Диагностирование направляющих лифта
Спйсок литературы.................................
Предметный указатель .............................
Стр.
3
4
4
12
18
21
42
59
61
64
73
86
89
89
94
96
104
137
138
142
142
147
152
156 161
181 181
>07
214 218
224 228 236
246
250 256
262
264
270
270
271
Петр Иванович Чутчнков
РЕМОНТ ЛИФТОВ
Редакция литературы по жилищно-коммунальному хозяйству
Научный редактор Д. А. Т н т о в
Зав. редакцией В. И. Киселев
Редактор Г. Г. М’орозовская
Мл. редактор Г. А. Морозова
Технический редактор В. Д. Павлова Корректор Н. П. Чугунова
И Б № 2647
Сдано в набор 05.08.83 Подписано в печать 18.10.83 Т-18092
Формат 84Х108‘/з2 Бум. тип. № 2 Гарнитура «Литературная»
Печать высокая Усл. печ. л. 14,28 ycj|. кр.-отт. 14,49 Уч.-изд. л. 15,01
Тираж 45.000 экз. Изд. № AV-636 Заказ. № 330 Цена 35 коп.
Стройиздат, 101442, Москва, Каляевская, 23а
Подольский филиал ПО «Периодика» Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли. 142100, г. Подольск, ул. Кирова, д. 25