/












































Text
Г. Н. ВАСИЛЬЕВ
РЕМОНТ НАСОСОВ
И ГИДРОАППАРАТУРЫ
«МАШИНОСТРОЕНИЕ»
НАУЧНО-ТЕХНИЧЕСКОЕ ОБЩЕСТВО
МАШИНОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТИ
УНИВЕРСИТЕТ
ТЕХНИЧЕСКОГО ПРОГРЕССА
В МАШИНОСТРОЕНИИ
Заочные курсы повышения квалификации ИТР
по эксплуатации и наладке гидросистем
Г. Н. ВАСИЛЬЕВ
РЕМОНТ НАСОСОВ
И ГИДРОАППАРАТУРЫ
Москва
«МАШИНОСТРОЕНИЕ»
1973
Ремонт насосов и гидроаппаратуры. Г. Н. Ва-
сильев. М., «Машиностроение», 1973, стр. 40.
В брошюре изложены вопросы ремонта насосов
и гидроаппаратуры. Кратко описаны технологические
процессы ремонта гидрооборудоваиия, особенности
сборки и испытания гидравлических устройств not-
ле ремонта.
Рассмотрены наименее долговечные элементы
насосов и гидроаппаратуры, некоторые особенности
технологии изготовления деталей для замены из-
ношенных. Дана методика испытания после ремонта
следящих электрогидравлических приводов копиро-
вальных станков и станков с программным управ-
лением.
Брошюра предназначена для инженерно-техни-
ческих работников, связанных с ремонтом элемен-
тов гидросистем современного гидрофицированного
оборудования.
Ил. 20. Библ. И назв.
Председатель Методического совета заочных кур-
сов повышения квалификации ИТР по эксплуатации
и наладке гидросистем канд. техн. наук. М. М. КУЗ-
НЕЦОВ
Научный редактор М А. СМИРНОВ
© НТО Машпром, 1973 г.
1. ОСОБЕННОСТИ РЕМОНТА И ЭКСПЛУАТАЦИИ,
НАСОСОВ И ГИДРОАППАРАТУРЫ
Повышение эффективности металлообрабатывающего обору-
дования является важной задачей, решение которой включает
комплекс мероприятий. В их числе особое место занимают ме-
роприятия по повышению эффективности гидрофицированных
станков.
Высокая эффективность использования станков и машин при
длительной их эксплуатации достигается в основном точным
соблюдением правил эксплуатации и высоким качеством ре-
монтных работ.
Большое внимание вопросам ремонта и обслуживания гид-
росистем было уделено на Всесоюзном научно-техническом се-
минаре «Повышение долговечности элементов гидросистем ме-
таллорежущего оборудования» (г. Горький, 17—19 ноября
1971 г). Отмечено, что качество работы гидросистем в большой
степени зависит от своевременного и качественного ремонта.
Высокая трудоемкость ремонта гидрооборудования станков
и машин объясняется сложностью гидравлических систем и вы-
сокими требованиями к качеству обработки деталей гидроуст-
ройств. Квалификация персонала, производящего ремонт гидро-
систем, должна быть поэтому высокой.
Организация ремонта гидрооборудования должна строиться
в соответствии с планом ремонта механической части станка
или машины, но нужно учитывать, что износ гидропривода обыч-
но меньше, чем износ других узлов станка или машины. Соот-
ветственно долговечности элементов гидропривода должен вы-
бираться и ремонтный цикл.
Наиболее долговечными элементами гидросистем являются
силовые цилиндры (8—10 лет эксплуатации), аппаратура кон-
троля давления, регулирования скорости, управления и распре-
деления (3—4 года). Менее долговечны насосы (1 — 1,5года), за-
тем резиновые уплотнения и следящие распределительные уст-
ройства.
Более точно определить сроки работы отдельных элементов
гидрооборудования можно лишь на основе систематических
наблюдений за работой гидрооборудования.
Во время таких наблюдений регистрируют количество отка-
зов работы гидрооборудования из-за выхода из строя отдель-
ных гидравлических устройств и на основе накопленных стати-
стических данных определяют вероятность появления отказа в
гидросистеме.
Типовая характеристика интенсивности отказов Л(0 в функ-
ции времени работы гидросистемы дана на рис. 1.
Кривая интенсивности отказов имеет три характерных уча-
стка. На участке I частота отказов наибольшая. По мере экс-
плуатации количество
отказов уменьшается, так
как основные причины
их — скрытые неисправ-
ности, несовершенство
производства, а также
ошибки проектирования.
Кроме того, на этом
участке отказы возникают
из-за ошибок обслужи-
вающего персонала при
освоении техники. Умень-
Рис. 1. Типовая характеристика интен
сивности отказов гидросистемы в функ-
шение отказов на уча-
стке I достигается в ре-
ции времени зультате приработки де-
талей гидрооборудования
' в заводских условиях, выбраковки наиболее слабых элементов,
а также благодаря накоплению определенного опыта обслужи-
вающим персоналом.
На участке II, являющемся основным, происходит нормаль-
ная работа гидросистем. Интенсивность отказов на этом уча-
стке имеет постоянное значение. Появление отказов здесь
обусловлено скрытыми дефектами производства, преждевремен-
ным старением.
Вероятность отказов на участке II можно уменьшить пра-
вильной постановкой ремонтных работ, тщательным исследова-
нием причин отказов и разработкой мероприятий по их пре-
дупреждению.
На участке III опасность отказов возрастает, так как на-
чинают сказываться износ и старение отдельных деталей гид-
роаппаратуры.
На участке I в начале эксплуатации гидрофицированной ма-
шины длительность межремонтного цикла наименьшая (см.
рис. 1). На участке II она имеет максимальную величину и
постоянна. На участке III длительность межремонтного цикла
снова уменьшается.
Что касается структуры ремонтного цикла, то на участке I
производят обычный мелкий и средний ремонт, а также замену
неработоспособных узлов и элементов более надежными; на
4
участке II— только мелкий и средний ремонт; на участке III вы-
полняются ремонтные работы всех видов, включая капитальный
ремонт.
Наличие на Л-характеристике участка III определяет техни-
чески обоснованный срок службы гидросистемы п или тг в за-
висимости от крутизны нарастания кривой интенсивности от-
казов. Повышение долговечности работы гидросистем с помо-
щью ремонтных работ связано с определенными дополнитель-
ными затратами, которые должны окупаться в процессе экс-
плуатации гидрофицированнюго оборудования.
Для оценки эффективности ремонтных работ применяют фор-
мулу производительности труда д-ра техн, наук проф.
Г. А. Шаумяна
/7 = .------------
т
где Q — годовой выпуск продукции;
/7Т — производительность труда;
— годовые текущие затраты живого труда при
обслуживании оборудования, машин (затра-
ты на материал, инструмент, электроэнергию,
ремонт и т. д.):
N — календарное текущее время эксплуатации
оборудования (в годах);
К — отношение единовременных затрат прошлого
труда к годовым затратам живого труда;
m —отношение текущих затрат прошлого труда к
затратам живого труда за один и тот же про-
межуток времени.
Из формулы производительности труда видно, что при уве-
личении затрат на ремонт производительность труда падает, и
при достижении некоторой величины /7Т дальнейшая эксплуа-
тация гидрофицированной машины становится неэффективной.
Планово-предупредительный ремонт гидросистем включает^
осмотр, малый ремонт, средний ремонт, капитальный ремонт.
При осмотре гидросистем проверяют соответствие работы
гидроприводов заданному циклу. Если цикл работы не соот-
ветствует требуемому, необходимо произвести настройку и ре-
гулировку гидросистемы. Если в трубопроводе обнаружена течь,
необходимо ее устранить. Проверяют чистоту фильтрации масла
и в случае необходимости производят очистку, замену или ре-
монт фильтров.
При мало'м ремонте производят полный осмотр и, кроме
того, разбирают насосы и гидромоторы и в случае необходимо-
сти ремонтируют их, проверяют уплотнения подвижных соеди-
нений и трубопродов. Изношенные уплотнения заменяют, а
трубопроводы заменяют новыми при наличии вмятин. Произ-
водят замену масла и очищают баки.
2 Зак. 415
Средний ремонт включает ремонт всех узлов гидросистемы,
кроме гильз гидроцилиндров. Производят разборку, промывку
и контроль размеров деталей. При наличии недопустимого из-
носа плунжеры и золотники восстанавливают или заменяют но-
выми, а корпусные детали исправляют. После ремонта насосы
и гидроаппаратуру следует обязательно испытывать на стендах
для определения соответствия их технических характеристик
техническим условиям и для оценки качества ремонта. При
среднем ремонте выполняют также все операции малого ре-
монта.
Капитальный ремонт — это операция среднего ремонта, а
также ремонт силовых цилиндров с испытанием их на стендах.
При капитальном ремонте корпусы гидравлических устройств
обычно заменяют новыми.
Как уже было отмечено ранее, одним из основных факторов,
определяющих длительность межремонтного цикла гидроаппа-
ратуры, являются условия ее работы. Под условиями работы
гидроаппаратуры понимают характер изменения рабочего дав-
ления, величину и частоту повторения нагрузок при работе, из-,
менение температуры и качество фильтрации масла, точность
соблюдения правил эксплуатации. 1
Точное соблюдение правил эксплуатации, тщательный и|
своевременный уход за гидрооборудованием, поддержание чи-/
стоты и температуры рабочей жидкости на заданном уровне—/
все это снижает затраты на ремонт.
При эксплуатации гидрооборудования очень важно своевре-
менно и быстро обнаружить детали, нуждающиеся в ремонте.
Наиболее эффективным средством обнаружения таких деталей
без демонтажа является диагностика, позволяющая по косвен-
ным параметрам определять работоспособность элементов гид-
роаппаратуры. Такими косвенными параметрами являются,
например, частотный спектр шума и вибраций элементов гидро^
системы при работе. .------———*
Работоспособность гвдрашгичетсого устройства оценивается
невыходом одного или нескольких основных рабочих парамет-
ров характеристики из допуска. Для насосов такими парамет-
рами являются производительность и пульсация давления; для
реверсивных золотников — утечки; для следящих золотников —
расход масла в нейтральном положении; для предохранительных
клапанов — минимальный расход и т. д.
При неправильной эксплуатации и тяжелых условиях работы
отказы в работе гидросистем особенно часто вызываются изно-
сом, старением элементов и их поломкой. Это приводит к наибо-
лее длительным простоям оборудования.
Наиболее подвержены износу и старению следующие узлы
гидроаппаратуры: плунжеры и золотники, подвижные сопря-
жения гидравлических аппаратов, уплотнения, трубопроводы и
соединения, пружины при большом числе циклов работы.
6
Характерными причинами повышенного износа и старения
гидроаппаратуры во время эксплуатации являются скачки дав-
ления, неправильный подбор материалов трущихся пар и непра-
вильная термообработка, пульсация давления в гидросистеме,
схватывание и фретинг трущихся поверхностей, неравномерное
температурное расширение материалов, гидрозащемление и об-
литерация, эрозионно-кавитационный износ, контактная уста-
лость.
Если большая часть причин, вызывающих уменьшение срока
службы элементов гидросистем, может быть учтена при разра-
ботке, проектировании и отладке машины, то старение и загряз-
нение масла должны учитываться при эксплуатации и ремонте
оборудования.
При загрязнении масла наблюдается повышенный износ де-
талей гидроаппаратуры, эрозия рабочих кромок золотниковых
и плунжерных пар.
Во избежание загрязнения масла производственными отхо-
дами, составляющими наибольшую долю загрязнений, следует
выносить маслобаки из станины, выполнять их в виде закрытой
конструкции с воздушным фильтром.
В вынесенных из станины баках лучше охлаждается масло
и исключаются тепловые деформации узлов станка.
Для контроля степени загрязнения жидкости следует произ-
водить плановые проверки масла в баке при осмотре гидросис-
темы.
Гидрофицированные станки имеют в основном дроссельное
регулирование подачи. При дросселировании масла выделяется
-большое количество тепла. Нагревание масла способствует его
интенсивному старению и окислению, при этом выпадают в оса-
док сгустки смол, что вызывает заедание движущихся элемен-
тов гидроаппаратуры.
Старение масла уменьшает его смазывающую способность и
прочность масляной пленки на поверхности трущихся деталей.
Разрушение этой пленки приводит к непосредственному контак-
ту между деталями, увеличению трения, нагреву и, как след-
ствие этого,—к ускоренному износу деталей гидравлических
устройств.
При уменьшении вязкости увеличиваются утечки в гидросис-
теме.
Увеличение тепловыделения в гидросистеме может вызвать
аварию из-за заклинивания движущихся элементов, например
плунжеров насосов и клапанов, реверсивных и следящих золот-
ников, вследствие их расширения при нагреве.
Практика эксплуатации гидрофицированного оборудования-
показывает, что стабилизация температуры рабочей жидкости
гидросистем повышает надежность и долговечность насосов и
гидроаппаратуры и позволяет увеличить длительность межре-
монтного цикла.
2*
7
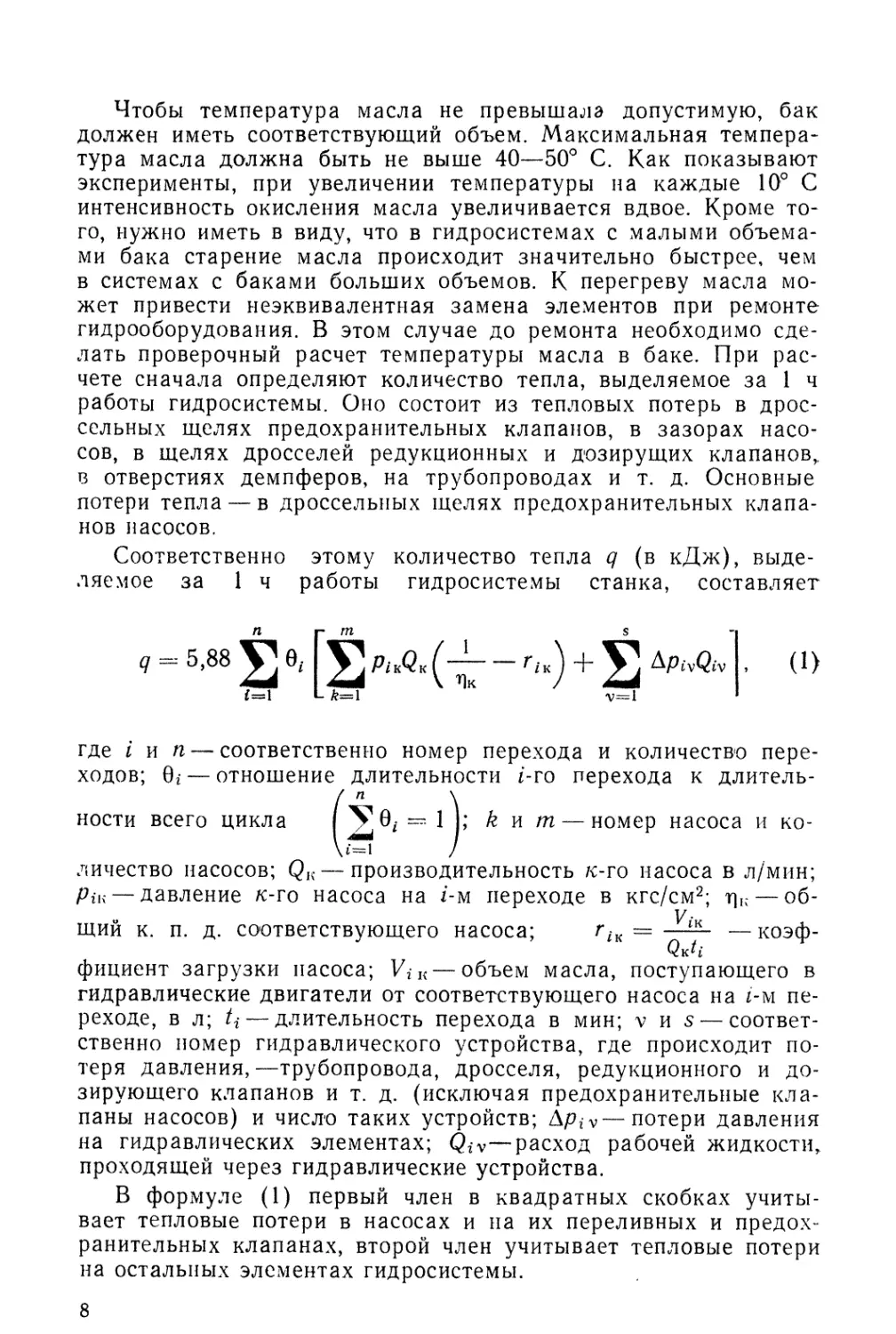
Чтобы температура масла не превышала допустимую, бак
должен иметь соответствующий объем. Максимальная темпера-
тура масла должна быть не выше 40—50° С. Как показывают
эксперименты, при увеличении температуры на каждые 10° С
интенсивность окисления масла увеличивается вдвое. Кроме то-
го, нужно иметь в виду, что в гидросистемах с малыми объема-
ми бака старение масла происходит значительно быстрее, чем
в системах с баками больших объемов. К перегреву масла мо-
жет привести неэквивалентная замена элементов при ремонте
гидрооборудования. В этом случае до ремонта необходимо сде-
лать проверочный расчет температуры масла в баке. При рас-
чете сначала определяют количество тепла, выделяемое за 1 ч
работы гидросистемы. Оно состоит из тепловых потерь в дрос-
сельных щелях предохранительных клапанов, в зазорах насо-
сов, в щелях дросселей редукционных и дозирущих клапанов,
в отверстиях демпферов, на трубопроводах и т. д. Основные
потери тепла — в дроссельных щелях предохранительных клапа-
нов насосов.
Соответственно этому количество тепла q (в кДж), выде-
ляемое за 1 ч работы гидросистемы станка, составляет
(1)
где i и п — соответственно номер перехода и количество пере-
ходов; 0г — отношение длительности z-го перехода к длитель-
(п \
У10Z — 1 ; k и т — номер насоса и ко-
/
личество насосов; QK — производительность /ого насоса в л/мин;
Ргк— давление к-го насоса на i-м переходе в кгс/см2; т|к — об-
щий к. п. д. соответствующего насоса; г1к = — — коэф-
О.кЧ
фициент загрузки насоса; ViK — объем масла, поступающего в
гидравлические двигатели от соответствующего насоса на z-м пе-
реходе, в л; ti — длительность перехода в мин; v и s — соответ-
ственно номер гидравлического устройства, где происходит по-
теря давления,—трубопровода, дросселя, редукционного и до-
зирующего клапанов и т. д. (исключая предохранительные кла-
паны насосов) и число таких устройств; Lptv—потери давления
на гидравлических элементах; Q1V—расход рабочей жидкости,
проходящей через гидравлические устройства.
В формуле (1) первый член в квадратных скобках учиты-
вает тепловые потери в насосах и на их переливных и предох-
ранительных клапанах, второй член учитывает тепловые потери
на остальных элементах гидросистемы.
8
Температуру t масла в баке объемом V (в л) можно подсчи-
тать по формуле
4 Н---f , (2)
4 у V2
где — температура окружающего воздуха.
При наличии воздушного теплообменника, представляющего
собой систему труб (радиатор), обдуваемую вентилятором, тем-
пературу масла в баке подсчитывают по формуле
/ = 4 +------(3)
ГЛ + 4/V2
где kx — коэффициент теплопередачи воздушного теплообменни-
ка (&1 =2504-320 кДж/(м2-ч-° С); F\— площадь поверхности
воздушного теплообменника в м2.
В случае охлаждения с помощью водяного теплообменника
с расходом воды Q2(20—200 л/ч) и площадью поверхности Р2
температуру масла в баке определяют следующим образом:
_Я (^2^2 + 8Q2) — 8Q2^2^2A^2 (4)
4 Ц'Р (fe2f2 + 8Q2) + 2Q2F2k.2]
где k2— коэффициент теплопередачи водяного теплообменника;
&2 = 420 кДж/(м2'Ч*°С); ДГ2 = /о—h — начальная температу-
ра воды.
2. РЕМОНТ НАСОСОВ И ГИДРОАППАРАТУРЫ
Ремонт шестеренных насосов. В гидроприводах вспомога-
тельного назначения, а также в приводах подачи станков при-
меняют шестеренные насосы. Это объясняется простотой их
устройства и малой стоимостью.
В гидроприводах станков применяют шестеренные насосы
модели П1-1 (Ш), обеспечивающие давление до 13 кгс/см2.
Конструктивная схема насосов этого типа показана на рис. 2.
Ведомая шестерня 2 запрессована на валу 22. Ведущая шестер-
ня 6 связана с валом 17, выполненным с пояском 18. Валы ше-
стерен вращаются на игольчатых подшипниках 8, во внутренних
дуговых расточках корпуса 5 с зазором 0,07—0,12 мм. Втулки 7 с
обеих сторон корпуса прикреплены винтами 9 и 23 к крышкам
3 и 21. В свою очередь, крышки прикреплены к корпусу насо-
са винтами 4 и 10. Втулки служат наружными обоймами иголь-
чатых подшипников. Между крышками 3 и 21 и корпусом поме-
щены прокладки 1 из кальки; зазор между торцами шестерен
и корпусом составляет 0,04—0,08 мм. Зазор регулируется про-
кладками. К крышке 21 винтами 19 крепится грундбукса 15.
9
Утечка масла через зазор предотвращается сальником 16 и
торцовым уплотнением, включающим втулку 14, пружину 13,
шайбу 12 и штифт И, который входит в прорези во втулке.
С помощью штифта втулка вращается вместе с валом и однов-
ременно имеет возможность перемещаться вдоль вала. Под дей-
ствием пружины и давления масла в полости 20 втулка прижи-
мается к шлифованной поверхности грундбуксы 15, что обеспе-
чивает надежное уплотнение вала 17.
Рис. 2. Шестеренный насос
Насос работает следующим образом. При вращении вала 17
от электродвигателя в полости всасывания насоса образуется
разряжение, под действием которого масло всасывается из ба-
ка. Масло заполняет впадины шестерен и переносится порция-
ми, замкнутыми между корпусом насоса, боковыми крышками
и зубьями шестерен, в полость нагнетания и затем в трубопро-
вод нагнетания насоса.
Аналогичны по конструкции и часто встречающиеся в стан-
ках насосы типа БГ11-1 (ШДП).
С течением времени объемный к. п. д. шестеренного насоса
постепенно снижается.
Объемный к. п. д. равен отношению действительной произво-
дительности насоса к его теоретической производительности.
При уменьшении объемного к. п. д. т]о на 15% от его но-
минального значения насос необходимо заменять или ремонти-
ровать. Наиболее значительно на снижение Цо влияют утечки
10
из-за увеличения торцовых зазоров между шестернями 2 и 6
и опорными втулками 7. Кроме того, при длительной работе
насоса изнашиваются боковые поверхности зубьев, прокладки,
подшипники 8, втулки, валы 17 и 22, уплотнения, корпус 5.
Для достижения первоначального объемного к. п. д. необхо-
димо восстановить изношенные детали или заменить их новыми.
При ремонте корпуса его внутренние поверхности наплав-
ляют латунью и растачивают на токарном или расточном стан-
ке с допуском на неперпендикулярность оси расточки к торцовой
плоскости не более 0,02 мм на длине 100 мм. Если изношенный
корпус заменяют новым, то торцы нового корпуса должны
быть прошлифованы совместно с шестернями.
Валы шестерен, изношенные в местах посадки подшипников,
заменяют, поскольку их восстановление неэкономично. Мате-
риал валов — сталь 20Х, 40Х, 40, 45.
Валы, изготовленные из стали 20Х, цементируют на глубину
0,8—1 мм и закаливают до твердости HRC 60—65.
Ремонт шестерен обычно включает операции шлифования
торцов. При износе профиля зубьев шестерни ремонт шестерен-
ного насоса нецелесообразен и более экономично заменить на-
сос новым.
Когда все детали насоса изготовлены или восстановлены,
начинают сборку насоса.
Предварительно промывают детали в керосине и смазывают
тонким слоем минерального масла. Игольчатые подшипники
промывают в бензине и смазывают солидолом.
Торцовый зазор между шестернями и вкладышами выдержи-
вают от 0,02 до 0,04 мм (для насоса Г11-1) с помощью щупа.
Величина этого зазора в основном и определяет качество сбор-
ки насоса; при несоблюдении допуска необходимо прошлифовы-
вать торцы шестерен или торец корпуса, если зазор соответст-
венно меньше или больше допустимого.
При сборке насоса плоскости крышек и втулок не должны
иметь забоин; это проверяют на плите по краске. Забоины уда-
ляют тонкой шабровкой.
Во избежание зажима и перекоса шестерен и валов винты
крепления крышек следует завинчивать по диагонали в несколь-
ко приемов.
После сборки насоса проверяют легкость вращения шестерен
вращением ведущего вала насоса от руки. При тугом и нерав-
номерном вращении шестерен необходимо ослабить винты кры-
шек и затянуть их снова без перекоса. Если это не даст желае-
мого результата, нужно произвести перешлифовку крышек на-
соса.
Ремонт пластинчатых (лопастных) насосов и гидромоторов.
Наиболее перспективны пластинчатые насосы, в которых рас-
пределительный диск давлением рабочей жидкости автоматиче-
ски прижимается к статору (модели Г12-4, Г12-2),
И
В насосах других конструкций распределительные диски
жестко прижаты к статору с помощью винтов. К таким насо-
сам относятся, например, насосы типа Г12-1 (Л1Ф).
На рис. 3 показан пластинчатый насос типа Л1Ф. Насос сос-
тоит из корпуса 4, в котором помещены бронзовые диски 7 и 9
Рис. 3. Пластинчатый (лопастный) насос типа Л1Ф
I
и статор S, имеющий фасонный профиль. Этот профиль выпол-
нен так, что участки кривой между нагнетательными и всасы-
вающими окнами, прорезанными в дисках над полостями 19,
22 и 21, 23, являются дугами окружностей, описанных из центра
вращения ротора. Сопряжения, расположенные под окнами, вы-
полнены по спирали Архимеда. Ротор 18 насоса находится на
валу 12, который вращается на шариковых подшипниках. Ро-
тор своими цапфами вращается в подшипниках скольжения 14,
выполненных за одно целое с распределительными дисками.
В роторе сделаны двенадцать прорезей, расположенных на-
клонно к радиусам; в этих прорезях помещены пластины 20.
Со стороны передней крышки 1 вал насоса уплотнен сальником
2, который прижимается крышкой 1 через подшйпник <3 и коль-
цо. Задняя крышка 10 уплотнена кольцом 15. Статор и распре-
делительные доски фиксируются относительно корпуса насоса
ступенчатой шпилькой 16. Масло, попадающее между торцом
одного бронзового диска и корпусом, отводится по дренажному
каналу 11 через подшипник и штуцер 13 в бак; из торцового за-
зора другого бронзового диска масло отводится по зазору
между валом и корпусом, по каналу 6 во всасывающий канал 5.
При вращении вала 12 от электродвигателя пластины под
действием центробежных сил выходят из пазов и прижимаются
к статору. В дальнейшем пластины прижимаются к статору не
только под действием центробежных сил, но и давлением масла
в полости нагнетания.
12
Ротор вращается в направлении наклона пластин. Пластины
в полостях 21 и 23 обеспечивают всасывание масла в результате
увеличения объема, заключенного между боковыми поверхно-
стями пластин, статором, ротором и дисками при вращении ро-
тора. При дальнейшем вращении пластины переходят в полости
19 и 22, где размеры камер уменьшаются, что обеспечивает по-
дачу масла в нагнетательный трубопровод 17
При ремонте лопастных насосов обычно заменяют изношен-
ные статорные кольца, пластины и распределительные диски.
Ротор и шарикоподшипники изнашиваются в меньшей степени.
Вновь изготовленные статоры и пластины по допускам раз-
биваются на три группы и комплектуются в соответствии с той
или иной группой для обеспечения селективной сборки.
Допускается ремонт изношенных статорных колец; он сос-
тоит в перешлифовке их внутренней поверхности по малому ра-
диусу, так как наибольший износ наблюдается в местах сопря-
жений малого и большого радиусов. Это приводит к уменьшению
разности радиусов профиля и снижению производительности
насоса. В большинстве случаев изношенные статорные кольца
насосов Г12-1, Г12-2, Г12-4 и БГ12-2 заменяют новыми из стали
ШХ15, ХВГ или 9ХС с термообработкой до HRC 60—64.
Внутреннюю поверхность статора растачивают по копиру на
токарном станке. Для этого на шпиндель станка наворачивают
планшайбу 1 (рис. 4) и на ней болтами 3 крепят копир 2. В вы-
точке копира устанавливают кольцо 5 с заготовкой статора 4
(статорное кольцо фиксируют шпилькой 6). Заготовку крепят
прижимами 7. При вращении шпинделя копировальный ролик
перемещает поперечный суппорт с резцом соответственно про-
филю копира. Подачей верхнего суппорта обеспечивают обра-
ботку внутренней поверхности статорного кольца по всей его
ширине.
После расточки корпуса должен оставаться припуск на шли-
фование 0,3—0,4 мм на сторону.
Перед окончательной шлифовкой статор подвергают искус- .
ственному старению для обеспечения стабильности размеров:
его нагревают до 150—160° С и выдерживают в течение 24 ч в
масляной электрованне.
После термообработки внутренний профиль статора можно
шлифовать в том же приспособлении с применением шлифо-
вальной головки. После обработки внутренний профиль кольца
проверяют шаблоном на просвет.
После шлифовки внутреннего профиля шлифуют наружную
поверхность и торцы статорного кольца. Наружную поверхность
и один торец статорного кольца шлифуют на оправке, изготов-
ленной по максимальным размерам профиля. Второй торец
кольца и окончательно первый торец шлифуют на плоскошли-
фовальном станке. После шлифовки кольцо размагничивают.
Изготовление нового ротора —очень трудоемкий и сложный
13
процесс, поэтому нужно попытаться отремонтировать старый
ротор.
Риски и задиры на торцах и цапфах ротора устраняются ча-
шечным кругом на оправке. Для восстановления цапф приме-
няют хромирование с последующим шлифованием. Перед хро-
мированием поверхность цапфы должна быть прошлифована и
отполирована.
Рис. 4. Приспособление для растачивания внутренней поверхности ста-
торного кольца лопастного насоса
Небольшая непараллельность пазов ротора от износа устра-
няется притиркой абразивом и пастой.
В случае невозможности отремонтировать старый ротор из-
ношенный насос целесообразнее заменить новым.
Распределительные диски для насосов Г12-2 и Г12-4 изготов-
ляют из стали 20Х (HRC 56—62), для насосов Г12-2 большой
поизводительности — из сурьмянистого чугуна твердостью НВ
210—220, для насосов Г12-1 —из бронзы марок БрАЖ-9-4,
БрАЖМц-10-3, 1, 5; БрОЦС6-6-3, БрОНФ. Ступицы дисков слу-
жат подшипниками для цапф ротора, поэтому шероховатость
их поверхности должна соответствовать 8-му классу чистоты, а
поскольку отсутствует специальное уплотнение в этом соедине-
нии, то зазор посадки допускается не более 0,06 мм.
Изношенные диски при ремонте восстанавливают. Напри-
мер, при ремонте насосов Г12-1 для этого растачивают отверстия
под цапфы ротора на 4—5 мм больше, чем диаметр отремонти-
рованных цапф. Запрессовывают в расточенные отверстия но-
14
вше бронзовые втулки и растачивают их по системе отверстия
по второму классу точности. После чистового протачивания об-
рабатывают на точной оправке торцы диска, соблюдая парал-
лельность плоскостей 0,01 мм по индикатору, после чего при-
дают внутренней плоскости вогнутость.
Износ пластин при работе пластинчатого насоса больше, чем
износ других деталей насоса. Материал пластин — сталь Р18
(ГОСТ 5952—63) с закалкой до твердости HRC 62—65 для пла-
стинчатых насосов всех типов.
Наибольший износ пластин — на поверхности трения пластин
и статорного кольца. Этот износ приводит к перекосу и заклини-
ванию пластин в пазах. Допускается износ пластин на 7з Дли-
ны, после чего их заменяют новыми.
При изготовлении пластины нуЖно иметь в виду, что ее тол-
щина должна быть на 0,01—0,иЗ мм меньше ширины паза рото-
ра, ширина пластины должна быть на 0,01 мм меньше ширины
ротора, непараллельность плоскостей пластин — не более
0,01 мм.
После отжига и обработки по контуру предварительно шли-
фуют плоскости и боковые стороны пластин, затем производят
ступенчатую закалку до HRC 62—64. Следующие операции:
второе предварительное шлифование плоскостей, чистовое шли-
фование плоскостей и доводка по фактическому размеру паза
так, чтобы пластина легко перемещалась в пазу и не качалась
при выдвижении из паза ротора на половину своей длины.
Шероховатость поверхностей пластин соответствует 8-му классу
чистоты. Во избежание отпуска поверхностных слоев шлифовку
пластин следует производить на умеренных режимах с обиль-
ным охлаждением.
Когда все детали насоса восстановлены или заменены но-
выми, насос собирают по сборочному чертежу с соблюдением
технических условий. Перед сборкой все детали промывают в
бензине и протирают.
После промывки вставляют пластины в ротор. Затем ротор
вместе со статорным кольцом и распределительными дисками
вставляют в корпус, устанавливают вал и крепят крышки.
Пластины должны быть наклонены в сторону вращения ро-
тора. Положение дисков статора и задней крышки фиксируется
штифтом. Равномерность затяжки крышек проверяют провора-
чиванием ротора за вал. Тугое ^сворачивание ротора устра-
няют регулировкой усилия затяжки винтов задней кышки.
Качество ремонта насоса окончательно проверяют при его
испытании.
Ремонт пластинчатых гидромоторов выполняют так же, как
и ремонт пластинчатых насосов.
Технология изготовления статорных колец, ротора, пластин
и распределительных дисков, а также технические условия на
них те же, что и для деталей пластинчатых насосов.
15
пределения (радиальный зазор
Рис. 5. Радиально-поршневой i
осевым распределением
Ремонт радиально-поршневых насосов. Радиально поршне-
вые насосы типа HP (НП) рассчитаны на производительность
100, 200, 300 и 400 л/мин и на рабочее давление 100—200 кгс/см2.
Основные недостатки насосов этой конструкции: большие
габаритные размеры и масса (отношение массы к мощности бо-
лее 18 кг/кВт) и большой момент инерции ротора, что препятст-
вует использованию этих гидромашин в качестве гидродвигате-
лей. Кроме того, они имеют низкую герметичность системы рас-
между распределительной осью
и ротором в больших насо-
сах превышает 0,1 мм).
Основной неисправно-
стью насосов типа HP (НП)
является быстрый выход из
строя чугунной втулки ро-
тора в результате образова-
Ц ния задиров. Задиры на
fl втулке вызывают интенсив-
В ный износ оси ротора, при-
J чем образующаяся при этом
У чугунная стружка попадает
в плунжеры.
Плунжеры заклинивают-
ся, ломаются реактивные
кольца. Возможны разрывы
корпусов всасывающих кла-
с панов, трещины в корпусах
насосов и в месте запрессов-
ки оси ротора.
управления приходят в негод-
ность из-за износа шестерен раньше основного насоса.
Исследования, проведенные на Горьковском автозаводе, по
повышению долговечности насосов типа HP (НП) подбором ма-
териалов для втулок показали, что наиболее приемлемы втулки,
залитые бабитом марки Б-83,
Насосы типа НП сняты с производства, и выпускаются лишь
насосы типа HP.
Ремонт радиально-поршневого насоса с осевым распределе-
нием (рис. 5) обычно заключается в восстановлении или замене
распределительной оси 4, ротора 1, поршней 3 и статорных ко-
лец 5.
При ремонте распределительной оси производят восстановле-
ние изношенных шеек с последующим шлифованием. Шерохова-
тость поверхности шеек должна быть не ниже 10-го класса
чистоты.
При ремонте ротора изношенную чугунную втулку 2 заме-
няют новой. После запрессовки новой втулки в ротор растачи-
вают отверстие во втулке по диаметру отремонтированной
насос
Часто шестеренные насосы
16
шейки распределительной оси. Отклонение от соосности оси и
втулки — не более 0,005 мм.
Новые поршни изготовляют из стали 20Х или из шарикопод-
шипниковой стали ШХ15 с термообработкой до твердости HRC
57—59. Овальность и конусность поршней—не более 0,005 мм.
Шероховатость поверхности соответствует 10-му классу чистоты.
В отверстиях ротора поршни должны перемещаться свободно,
под действием собственной массы, но без качки, поэтому каж-
дый поршень подгоняют по его отверстию.
Износ реактивных колец менее значителен, но они могут
лопнуть при перегрузках и при заедании поршней. Изготовляют
статорные кольца из стали ШХ15 с закалкой до HRC 58—62,
шероховатость наружной и внутренней поверхностей должна со-
ответствовать 9-му классу чистоты.
При сборке насоса необходимо соблюдать чистоту.
Радиально-поршневые насосы с давлением 200 кгс/см2 и бо-
лее обычно выполняют с клапанным распределением рабочей
жидкости.
На рис. 6 показан нерегулируемый радиально-поршневой на-
сос высокого давления с клапанным распределением.
Масло распределяется с помощью коллекторов, выполнен-
ных в корпусе 1. Нагнетательный коллектор выполнен с патруб-
ком 2, а всасывающий коллектор 11 соединен с нагнетательной
полостью шестеренчатого насоса подпитки 8. Эксцентриковый
вал 7 насоса установлен на подшипниках качения 5 и обеспе-
чивает возвратно-поступательное движение поршней, укреплен-
ных в блоках 12. Поршни опираются с помощью подпятников
10 на цилиндрическую шайбу 3, установленную на подшипниках
качения 4.
Привод шестеренчатого насоса обеспечивается от основного
вала через муфту 9. Каждая клапанно-поршневая группа рас-
положена в отдельном *съемном корпусе, что упрощает ее ре-
монт.
При вращении эксцентрикового вала 7 масло всасывается
шестеренчатым насосом 8 из бака и через отверстие в крышке
6 поступает во всасывающий коллектор 11. Через всасывающие
клапаны масло проходит в пространства под поршни. После
всасывания клапаны закрываются, масло поступает в нагнета-
тельный коллектор и через штуцер отводится в гидросистему.
При ремонте радиально-поршневых насосов с клапанным
распределением заменяют блоки 12 в случае износа поршней
и отверстий под поршни.
Иногда приходится заменять пружины клапанов из-за их по-
ломки.
Порядок ремонта шестеренчатого насоса подпитки в основ-
ном не отличается от ремонта ранее рассмотренного шестеренча-
того насоса.
17
Рис. 6. Радйально-поршневой насос высокого давления
Ремонт аксиально-поршневых насосов и гидромоторов.
Аксиально-поршневые насосы и гидромоторы выполняют пре-
имущественно с торцовым и клапанным распределением.
На рис, 7 показана конструкция аксиально-поршневого на-
соса с торцовым распределением и регулированием по дав-
лению. Насос включает вал 1 с разрезным блоком цилиндров,
состоящим из муфты 4 с толкателями 3 и ротора 5 с плунжера-
ми 10. Для распределения масла служит неподвижный распре-
делитель с окнами 7 и отверстиями 8, 9 для соединения с тру-
бопроводами высокого и низкого давления. По трубопроводу
6 масло под давлением подается для управления наклонной шай-
18
бой 2, которая перемещается от плунжера 11 с зубчатой рей
кой. Если насос используется как гидромотор, то масло под дав
лением подается, например, в отверстие S, тогда другое отвер
стие соединяется с баком. Поршни, находящиеся под дaвлeниe^
рабочей жидкости, прижимают к шайбе толкатели; в точке
касания толкателей и шайбы образуется тангенциальная сила i
плоскости шайбы, которая поворачивает ротор в соответствую
Рис. 7. Аксиально-поршневой насос с торцовым распределением
щую сторону. При переходе поршней в полость слива рабочая
жидкость выдавливается шайбой в бак.
У аксиально-поршневых насосов и гидромоторов с торцовым
распределением рабочей жидкости наиболее интенсивно изна-
шиваются ротор 5 и торцовая поверхность распределительного
диска. Плунжеры 10 менее подвержены износу, так как переме-
щаются в отверстиях ротора из бронзы.
Ремонт ротора, изготовленного из железистой бронзы, зак-
лючается в восстановлении торцовой плоскости. Иногда для
этого достаточно только притирки, если же износ торцовой по-
верхности значителен, производят шлифование с последующей
притиркой. Так же ремонтируют и торцовую поверхность рас-
пределительных дисков.
В случае износа поверхности отверстий под поршни изготов-
ляют новый ротор, так как чрезвычайно сложно восстановить
правильные геометрические формы отверстий в поршневом бло-
1Э
ке. Особенно это сложно при ремонте аксиально-поршневых на-
сосов серии МГ-143, блоки которых изготовлены из стали
38ХМЮА и имеют твердость HRC 80. По техническим условиям
овальность отверстия в поршневом блоке не должна превышать
0,005 мм, а в ремонт поступают насосы с износом до 0,08 мм.
Иногда блоки этих насосов изготовляют вновь из чугуна
СЧ 18-36, что позволяет в дальнейшем производить ремонт пор-
шневых блоков притиркой отверстий и заменой плунжеров но-
выми. После токарной и фрезерной обработки блока произво-
дят сверление отверстий под плунжеры, а затем черновое, пред-
варительное и чистовое развертывание. Под предварительное и
чистовое развертывание оставляют припуск 0,05 мм. Разверты-
вание необходимо выполнять с керосином. Каждый плунжер
шлифуется по месту, и затем отверстие в блоке притирается
этим же плунжером с обеспечением зазора не более 0,01 мм.
При сборке насоса МГ-143 необходимо точно соблюдать наи-
больший размер от торца плунжера до торца поршневого блока,
который составляет 11,4±0,2 мм для насосов с производитель-
ностью 3 л/мин: 13,0±0,2 мм для насосов с производительностью
5 л/мин; 16,8±0,2 мм для насосов с производительностью
8 л/мин.
Аксиально-поршневые насосы с клапанным распределением
типа НА выполняют на. давления 200 и 320 кгс/см2.
На рис. 8 показана конструкция регулируемого аксиально-
поршневого насоса с клапанным распределением. Насос сос-
тоит из корпуса 2, двух крышек 1 и 8, двух шайб Я закреплен-
ных шпонками на валу 7. Поршни 10 прижимаются к наклонным
шайбам дисками 11 со сферической опорой под действием пру-
жин 13.
Когда поршни 10 насоса выдвигаются и создают разрежение,
масло от шестеренного насоса 12 через распределительную втул-
ку 14 подводится под поршенек 6 и открывает всасывающий
клапан 5. Оно поступает из бака по каналам в крышке и кор-
пусе в пространство под поршнем. Когда же распределительная
втулка соединит пространство под поршеньком 6 со сливом,
всасывающий клапан 5 закроется под действием пружины 4.
Поршни 10 нагнетают масло через клапан нагнетания 3 в напор-
ный трубопровод.
Шестеренный насос (рабочее давление 25 кгс/см2) приме-
няют для управления всасывающими клапанами насоса высо-.
кого давления с целью регулирования его производительности.
Для этого служит втулка 14, регулирующая время открытия вса-
сывающих клапанов 5.
При ремонте аксиально-поршневых насосов с клапанным рас-
пределением наиболее ответственна операция изготовления ва-
лов, поскольку при работе они воспринимают значительную
нагрузку, притом пульсирующего характера при сравнительно
высокой частоте вращения (и=9604-1500 об/мин и более). Кро-
20
° Рис. 8. Регулируемый аксиально-поршневой насос с клапанным распределением
ме того, валы являются базирующими деталями для других эле-
ментов насоса.
Валы изготовляют из стали 40Х или 20Х с цементацией по-
верхности на глубину 0,7—0,9 мм с закалкой HRC 58—62.
Механическую обработку заготовки начинают с подрезания
торцов на токарном станке. Затем производят черновую наруж-
ную обточку, чистовую обточку и термообработку.
Термообработка валов, например, из стали 40Х, включает
контроль после механической обработки, закалку в электропечах
до HRC 30—40, затем промывку. Следующая операция — отпуск,
заключающийся в нагреве валов до 400—450° С и охлаждении
их на воздухе в течении 1,5—2 ч.
После отпуска производят правку валов на гидравлическом
прессе, закалку токами высокой частоты до HRC 40—50, затем
отпуск при 220—250° С с охлаждением на воздухе и оконча-
тельный контроль.
После термообработки валы шлифуют.
Большому износу при работе подвержены прижимные диски
и поршни аксиально-поршневых насосов типа НА. При ремонте
прижимные диски и поршни обычно нс восстанавливают, а из-
готовляют вновь.
Материал прижимных дисков — сталь 20Х. Механическая
обработка включает отрезку заготовки, черновую токарную об-
работку торцов наружного диаметра и сферы, сверление отвер-
стий под плунжер в сборе с припуском 0,3—0,5 мм на диаметр,
токарную обработку наружного диаметра и торца под шлифо-
вание. Затем производят термообработку дисков, токарную об-
работку торца и конуса, шлифование торца (шероховатость
Д 9) и наружного диаметра, шлифование отверстий (под плун-
жер в сборке) до шероховатости V 7, шлифование сферы (ше-
роховатость V 9). После этого производят промывку и оконча-
тельную доводку плоскости торца и поверхности сферы.
Поршни взамен изношенных изготовляют из стали Р18 с
термообработкой до HRC 62—64. При этом соблюдают следую-
щие технические условия:
отклонение от сферичности — не более 0,003 мм;
овальность, конусность и бочкообразность цилиндрической
поверхности — не более 0,003 мм;
После замены изношенных деталей приступают к сборке и
испытанию насоса. При монтаже необходимо иметь в виду, что
относительное смещение осей вала насоса и приводного дви-
гателя не должно превышать 0,2 мм, максимальный угол излома
осей 30’.
Ремонт силовых цилиндров. Силовые цилиндры применяют
в станках для обеспечения поступательного движения рабочих
органов. Их изготовляют обычно из стали 45, чугуна СЧ 24-44
или СЧ 18-36.
22
При работе силового цилиндра изнашиваются уплотнения
штока, уплотнение поршня и внутренняя поверхность цилиндра.
Износ внутренней поверхности силового цилиндра вызывает
овальность отверстия цилиндра, задиры и риски на поверхности,
что особенно опасно при работе. Необходимость ремонта силово-
го цилиндра определяется по неравномерной скорости переме-
щения стола при изменении нагрузки, по повышенной утечке
масла и износу внутренней поверхности цилиндра. Для этого
при контроле силового цилиндра необходимо его тщательно ос-
мотреть и сделать замеры. Замеры производят в двух диамет-
рально противоположных точках штихмасом с индикатором че-
рез 100 мм по всей длине силового цилиндра.
Ремонт силовых цилиндров производят расточкой и расшли-
фовкой до полного устранения следов износа и расточки, затем
внутреннюю поверхность цилиндра хонингуют или полируют.
При контроле качества обработки цилиндра проверяют: эл-
липтичность отверстия, которая не должна превышать 0,02 мм;
непрямолинейность оси цилиндра — менее 0,03 мм на длине
500 мм; бочкообразность или вогнутость цилиндра — не более
0,03 мм; шероховатость поверхности отверстия V 9—V 10.
Растачивают цилиндры на токарном станке резцом, укреплен-
ным на борштанге; с каналом для подвода охлаждающей жид-
кости. Ремонт цилиндров диаметром свыше 1 м производят на
специальных станках для глубокой расточки или на расточных
станках. При обработке на токарном станке борштанга выстав-
ляется соосно шпинделю станка с высокой точностью, один ко-
нец ремонтируемого цилиндра устанавливается в патрон, а
свободный конец поддерживается люнетом.
При чистовой расточке скорость резания 20—25 м/мин, по-
дача 0,1—0,14 мм/об.
Короткие стальные цилиндры шлифуют на шлифовальном
или токарном станке. В последнем случае шлифование произво-
дят после расточки, не снимая цилиндра со станка. После шли-
фования внутреннюю поверхность цилиндра притирают чугун-
ным притиром, диаметр которого меньше диаметра отверстия
цилиндра на 0,02 мм, а длина равна 7з длины цилиндра. При-
тирку производят в течение 30—60 мин при окружной скорости
15—20 м/мин и подаче 1—1,5 мм/мин сначала грубой пастой
(40—17 мкм), а заканчивают чистым притиром с маслом.
После расточки цилиндр можно обрабатывать черновой и
чистовой развертками с охлаждением, также не снимая его со
станка.
Полировку производят наждачной бумагой, навернутой на
деревянную оправку, диаметр которой регулируется клином в
торце оправки.
При ремонте силового цилиндра его внутренний диаметр
получается больше, поэтому приходится заменять поршень и
манжеты.
23
Поршни изготовляют из чугуна марки СЧ 18-36 или СЧ 21-40.
Окончательную проточку поршня делают на штоке. Зазор между
поршнем и цилиндром 0,1 мм.
Для уплотнения поршня применяют либо чугунные кольца,
либо манжеты. Материал манжет — хлорвинил, кожа толщиной
2—4,5 мм или прорезиненная ткань.
Изготовление чугунных колец начинают с подрезки торца
заготовки (литая чугунная втулка), предварительной обточки
и растачивания отверстия, отрезки кольца с припуском под шли-
фование. После этого производят термообработку колец нагре-
ванием до 870—880° С с выдержкой при этой температуре в те-
чение 30 мин и охлаждением в масле. Затем производят отпуск
при 550—600° С в течение 30—50 мин с последующим охлаж-
дением на воздухе.
Твердость колец после термообработки НВ 98—105. Торцы
колец шлифуют на вращающемся столе плоскошлифовального
станка.
На горизонтально-фрезерном или универсально-заточном
станке вырезают часть кольца с припуском под пропиловку зам-
ка. Припиливают замок, проверяя пригонку и зазор в замке
по обечайке (рис. 9, а). Зазор в замке 0,01—0,1 мм. Диаметр
обечайки на 2—3 мм больше расточки цилиндра. После пригон-
ки пакет из колец вставляют в обечайку и крепят на оправке
(рис. 9, б), после чего производят чистовую обточку и шлифо-
вание наружного диаметра колец по внутреннему диаметру си-
лового цилиндра. Чистовое растачивание производят с по-
мощью втулки, внутреннее отверстие которой равно наружному
диаметру колец (рис. 9, в). Диаметр расточки больше диаметра
канавки в поршне на 0,25 мм. Средняя долговечность колец 500 ч.
Уплотнение штоков обычно манжетное или сальниковое. Ма-
териал манжет — маслобензостойкая резина. Набивка сальни-
ковых уплотнений обычно из хлопчатобумажной пеньки, хлор-
винила, пробки и т. д. Для повышения упругости в плетеные
набивки вводят резиновые жгуты, свинцовые или алюминиевые
проволочки. Пропитываются сальниковые набивки графитом или
техническим жиром.
В процессе эксплуатации уплотнения штоков требуют перио-
дического контроля и ремонта. Для ремонта уплотнений штока
необходимо применять тот же материал уплотнения или равно-
ценный стойкий к механическим и температурным воздействиям.
Ремонт гидроаппаратуры. При выходе из строя гидравличе-
ской аппаратуры ремонтируют корпусы, плунжеры, дроссели и
краны, седла и заменяют пружины.
В корпусах гидравлических контрольно-регулирующих уст-
ройств изнашиваются отверстия плунжеров, дросселей или кра-
нов. При ремонте эти отверстия восстанавливают расточкой и
шлифованием, а если износ отверстий незначителен, их только
развертывают, затем отверстия притирают. Материал корпусов —
24
серый чугун перлитной структуры или высокопрочный чугун
марки ВЧ 50-1,5.
Плунжеры, дроссели и краны после такого ремонта корпусов
изготовляют вновь.
Материал плунжеров — сталь 45 и 45Х с термообработкой до
HRC 45—58. В более ответственных случаях для повышения
износостойкости применяют цементируемые стали 20, 20Х с тер-
мообработкой до HRC 58—64.
Рис. 9. Оснастка для обработ-
ки поршневых колец:
1 — обечайка; 2 — замки колец
(расположены с одной стороны)
Предпочтительна закалка в
масло, так как закалка
т. в. ч. не дает равномерной
твердости по всей поверх-
ности.
Материал для дросселей
и кранов—сталь 45 с термо-
обработкой до HRC 35—40.
Рис. 10. Седло обратного
клапана
После термообработки производят шлифование плунжеров,
дросселей и кранов до шероховатости V 8—V10.
Наиболее изнашиваются при работе седла клапанов из-за
ударного характера нагрузки и малой поверхности сопряжения.
В результате значительно увеличиваются утечки через клапаны,
что иногда приводит к нарушению работы гидросистем.
При ремонте клапанов изношенные седла заменяют новы-
ми. /Материал клапанов — сталь, чугун или бронза. На рис. 10
показано седло управляемого обратного клапана, изготовлен-
ного из стали 40Х с термообработкой до HRC 45—50. Обработку
седла начинают с обработки отверстия и конуса А с припуском
0,4 мм под шлифование, затем производят термообработку.
После термообработки шлифуют отверстие, наружную поверх-
ность Б под запрессовку и конус А.
В результате усталости пружин происходит изменение их ха-
рактеристик, что приводит к нарушению работы гидроаппара-
25
та, поэтому пружины с усталостной осадкой при ремонте
няют. Восстанавливать пружины растяжением не рекоменд
Применяют пружины групп I и II нормали Д81-1. Для ап
тов, работающих в режиме менее 100 циклов в минуту, п
няют пружины группы II, для которых допускаемое ра
напряжение 80 кгс/мм2. При 100 циклах в минуту и более
меняют пружины группы 1; допускаемое рабочее напря>
не превышает 54 кгс/мм2. Изготовляют пружины из пруж!
проволоки холодной навивкой с последующим отпуском.
Ремонт следящих электрогидравлических приводов. С
щие электрогидравлические приводы широко применяют
пировальных станках и станках с программным управле
В станках, обрабатывающих сложные криволинейные koi
и поверхности, значительная доля погрешности при обра>
детали может вноситься следящим гидроприводом из-за из
и старения его элементов. Кроме того, при длительной
плуатации следящего гидропривода увеличивается опас
потери устойчивости работы.
При работе систем управления копирами или систем у:
ления перфолентами появляется дополнительная ошибк
контуре от изменения параметров привода. Поэтому при рс^
следящих электрогидравлических приводов должно быть
лено большое внимание не только восстановлению их дш
ческих и статических характеристик, но и идентифик
этих параметров по координатам.
На рис. 11 дана схема следящего электрогидравличе(
привода с силовым цилиндром для приведения в движение
ла фрезерного станка по программе по одной координате,
ловой цилиндр с односторонним штоком управляется ;
каскадным электрогидравлическим усилителем сопло-заслс
Сигнал управления подается на обмотки электроме?
ческого преобразователя 6, который перемещает заслона
например влево, закрывая сопло 4, выполненное в трубке
демпфером 2. Давление в правой торцовой камере следя
золотника 1 увеличится, а в левой торцовой камере уменьш:
Под действием перепада давления р2—Р\ золотник перемен
ся влево, отслеживая перемещение заслонки. Масло через к
ки золотника поступает от насоса в правую полость силе
цилиндра, а из левой полости сливается. Поршень со ст<
станка перемещается влево. Если заслонка движется вправ
золотник и поршень цилиндра тоже движутся вправо.
В качестве устройства для перемещения заслонки пр
няют маломощные электромагнитные преобразователи Э
Широко распространены имеющие высокую чувствительн
и малую мощность управления поляризованные электромаг
ные преобразователи типа РЭП (рис. 12, а) и ПРП (рис. 12
Кроме управляющего напряжения £7У, на преобразова'
этих типов необходимо подавать напряжение подмагничив;
26
U7l и осцилляции Uo. Ремонт электромеханических преобразова-
телей обычно заключается в замене катушек управления, под-
магничивания или осцилляции в случае обрыва или закорачи-
вания витков.
Рис. 11. Схема следящего электро-
гидравлического привода подачи сто-
ла фрезерного станка
Рис.
12. Схемы электромеха-
нических преобразователей
Ремонт усложняется, если ухудшились магнитные свойства
магнитопровода. В этом случае необходима замена магнитопро-
вода, так как ухудшение его магнитных свойств приводит к
ухудшению статических характеристик ЭМП. На рис. 13 да-
на типовая статическая харак-
теристика электромеханиче-
ского преобразователя при
различных токах управления
Л, Л, /з, h;
где М — движущий момент на
валу ЭМП в кгс-см; I — ток
в обмотке управления; а — угол
поворота якоря в градусах;
К1 =
дм
Л/
a=const
Ш
Да
/=const
стика электромеханического пре-
образователя
Д2 = I tg<p | =
Коэффициенты и К2 полностью определяют статические
свойства ЭМП: — тяговые характеристики, К2 — жесткость
статической характеристики. При изменении этих коэффициен-
тов может нарушиться работа всего следящего привода.
27
Магнитоприводы электромеханических преобразователей из-
готовляют из железоникелевых сплавов (пермаллой) сталей
79НМ, 80НХС и 79НМА с малой коэрцитивной силой, весьма
высокой магнитной проницаемостью и высоким удельным элек-
трическим сопротивлением. При отсутствии сталей этих марок
допускается применение стали 50Н. При использовании обычных
электромеханических сталей, например Э41 или ЭЗЗО, увеличи-
вается момент на якоре, однако при этом значительно увеличи-
вается гистерезис ЭМП из-за высокой коэрцитивной силы.
При механической обработке существенно снижаются маг-
нитные свойства материала магнитопровода. Особенно чувстви-
тельны к механической обработке железоникелевые сплавы.
В некоторых случаях магнитная проницаемость этих сплавов
снижается в десятки раз, а намагничивающая сила и потери
возрастают.
Если магнитопроводы изготовляют из штампованных или
нарезанных пластин, то последние собирают в пакеты и стяги-
вают болтами или винтами, а в некоторых случаях склепывают.
При этом магнитные и электрические свойства стали также
ухудшаются из-за наличия сжимающего усилия. Электрическое
сопротивление стали уменьшается, а потери возрастают. Маг-
нитопроводы электромеханических преобразователей поэтому
изготовляют из цельных кусков материала.
Для снятия механических напряжений в магнитном мате-
риале после обработки все детали подвергают отжигу. Изделия
из железоникелевых сплавов отжигают при 1000—1200° С в су-
хом очищенном водороде или вакууме и охлаждают со скоро-
стью 50—100° С/ч. Это обеспечивает получение оптимальной ве-
личины начальной и максимальной магнитных проницаемостей.
После того как детали ЭМП отремонтированы или изготов-
лены, преобразователь собирают. При сборке электромеханиче-
ского преобразователя детали магнитопровода не должны под-
вергаться изгибам, ударам, подшлифовке, чрезмерной затяжке
или сдавливанию обмоткой.
Схема гидроусилителя сопло — заслонка с золотником по-
зана на рис. 14, а. Масло под давлением проходит по плечам
гидравлического моста, образованного постоянными дросселями
3 и 8 и переменными дросселями 4 и 7, которые с одной стороны
регулируются заслонкой 6, а с другой — золотником 5.
При смещении золотника от нейтрального положения нагне-
тательный и сливной трубопроводы соединяются через кромки
золотника с полостями силового цилиндра посредством трубо-
проводов 1 и 2.
Отсутствие трущихся пар обеспечивает высокую надежность
гидроусилителя сопло — заслонка. Поэтому при ремонте сле-
дящих приводов в гидроусилителе обычно производят лишь про-
дувку и прочистку каналов дросселей. Необходимые быстродей-
28
^твие и чувствительность гидроусилителя достигаются соответ-
ствующим подбором параметров гидравлического моста.
На рис. 14, б показано сопло с заслонкой. Соотношения меж-
ду параметрами сопла следующие: /го=О,125 dc; dc = 1,5 йдр;
= ср = 30—60°; du= l,2dc; 7?=l,5dc; dT^2dc- dc=\,3 мм.
Определяющее воздействие па динамические и статиче-
ские характеристики следящего гидропривода имеет износ рабо-
Рис. 14. Схема гидроусилителя сопло — заслонка
чих кромок золотника. Чтобы выяснить влияние износа рабочих
кромок золотника, рассмотрим уравнения расходов через кромки
следящего золотника при его движении вправо (см. рис. 11):
Qi = <2з + Qb> (5)
(6)
где Qi и Q2 — расходы через кромки золотника; Q3 и Q4 — рас-
ходы на движение поршня; Qs и Q6 — расходы на сжатие
масла.
Расходы через кромки золотника
Qi =- цЬх |/"-у (Рн — Р')>’ (7)
Q2 = цЬх |/ у р" , (8)
где ц— коэффициент расхода; b — ширина щелей золотника;.
х — перемещение золотника; р — плотность масла.
Расходы на движение поршня
Qs~F-y~; Qt^F0^, (9)
dz ат
где --------скорость перемещения поршня.
29
Расход масла на сжатие
Q5 = -Kl-._^_; Q (Ю>
5 Е dr 6 Е dr т
где Vi и V2 — объемы масла в полостях силового цилиндра;.
Е— объемный модуль упругости масла.
Для определения давлений р' и р" запишем уравнение на-
грузки на поршень силового цилиндра (учитываем только инер-
ционную нагрузку)
Fo
где а = —т — масса поршня и стола.
F
Из уравнения (И) определим значения давления в полостях
цилиндра при нейтральном положении следящего золотника,
обозначив
р I х=0 —- Ро» Р |х=0 — Pq-
Имеем
p'0 — ap"0 — Q; (12)
Р'о + Ро = Рн- (13)
Тогда
р’=_Рн_; р' “Pa.. (14)
0 1 + а 0 14-а
Произведем линеаризацию уравнений (5) — (11), принимая
р' р'о + Др', X = х0 + Дх;
Р" = р;+Др"> У = Ро +До-
получим уравнения (5) и (6) в отклонениях
dx + Е ’ dx 9
р d\y_______V2 d&p"
° dx Е рт
30
Складываем уравнения в отклонениях, полагая V1 = 1/2=V',
умножая второе уравнение на а и опуская знаки приращений:
+ + (15)
Преобразуем уравнение (15) по Лапласу и определим пе-
редаточную функцию силового цилиндра при управлении от че-
тырехкромочного золотника (s — оператор Лапласа):
У (s) _____________К____________
X (S) ’ Р (Тг5г + KTS + 1) ’
(16)
. / 2
pbl/ — (1 + а)Рн
где К =-----~-------------- — коэффициент усиления золот-
гр 1 / Vm
ника; 2) —постоянная времени силового
цилиндра; ______________
С j/ -----коэффициент демпфирования сило-
вого цилиндра.
Из выражений для коэффициентов передаточной функции
W(p) видно, что при изменении параметров щели xQ и b изме-
няются динамические характеристики следящего гидропривода,
а это, в свою очередь, приводит к уменьшению запаса устойчи-
вости и снижению качества обработки. Поэтому в случае из-
носа (закругления) кромок следящего золотника его обычно не
ремонтируют, а изготовляют заново.
Если при работе увеличился радиальный зазор между золот-
ником и втулкой, то золотник восстанавливают. При ремонте
следящего золотника его хромируют, затем шлифуют и прити-
рают.
Изготовление следящих золотников в основном не отличается
от изготовления плунжеров насосов или клапанов, различие
состоит в необходимости точного изготовления рабочих щелей.
Трудности изготовления щелей заключаются в обеспечении точ-
ности геометрических размеров щелей хп и Ь,
3. ИСПЫТАНИЕ НАСОСОВ
И ГИДРОАППАРАТУРЫ ПОСЛЕ РЕМОНТА
Отремонтированные насосы и гидроаппаратуру подвергают
испытанию.
Насосы испытывают на специальных стендах для определе-
ния их производительности и объемного к. п. д. (рис. 15).
31
Насос 3, приводимый во вращение с помощью электродвига-
теля 4 с регулируемым числом оборотов, забирает жидкость из.
бака 20. На всасывающей магистрали насоса устанавливается
дроссель 1 для регулирования давления на всасывающей
магистрали насоса, которое контролируется манометром 11.
Предохранение насоса от перегрузки обеспечивается клапа-
ном 6. Далее масло поступает в нагнетательный трубопровод 5
насоса и через фильтр нормальной очистки 7, регулируемый
Рис. 15. Схема стенда для испытания насосов
дроссель 8 и крап 12 попадает в измерительный бак 15 либо в
расходный бак 20. Из измерительного бака 15 масло сливается
через кран 17 в расходный бак.
Для поддержания температуры масла в баке (температура
измеряется термометром 2) на заданном уровне в схеме пре-
дусмотрены подогреватель масла 14 и водяной охладитель 19.
Для защиты охладителя и нагревателя от перегрузки предусмот-
рен предохранительный клапан 18. Скорость охлаждающей воды
регулируется специальным дросселем. Тонкая фильтрация масла
обеспечивается фильтром 16, расход через который настраива-
ется клапаном противодавления 13.
Для контроля давления на нагнетательном трубопроводе на-
соса и на сливной магистрали служит золотник 9 (с ручным
управлением) и манометр 10.
Для испытания насоса включают приводной электродвига-
тель, и когда температура масла достигнет заданной, устанав-
ливают дросселем 8 рабочее давление на насосе по манометру.
32
Масло от насоса подают в измерительный бак, замерив время,
в течение которого этот бак заполняется. Определяют произво-
дительность насоса в л/мин.
Теоретическую производительность насоса определяют при
минимальном давлении в полости нагнетания насоса или про-
качивают насос вручную. При прокачке насоса вручную обеспе-
чивается равенство нулю перепада давлений между полостями
насоса для устранения внутренних утечек благодаря равенству
статических напоров в полости нагнетания и в полости всасы-
вания насоса.
При монтаже насосов необходимо иметь в виду, что вал на-
соса должен быть соединен с валом приводного электродвигате-
ля с помощью упругой муфты. Относительное смещение осей
валов насоса и электродвигателя не должно превышать 0,2 мм
при максимальном перекосе оси 0,1 мм на длине 200 мм.
Неплоскостность установочной площадки или фланца долж-
на быть не более 0,1 мм.
Применение вместо упругой муфты привода вала насоса с
ременной, зубчатой или иной передачей недопустимо из-за соз-
дания дополнительного радиального или осевого усилия на под-
шипниках вала насоса.
При испытании гидродвигателей обычно снимают их 'механи-
ческую характеристику. Стенд для испытания гидродвигателей
состоит из насоса регулируемой производительности гидродвига-
теля и тормозного устройства. Для изменения частоты вращения
вала гидродвигателя можно также применять дроссельное регу-
лирование.
Применяют тормозные устройства: фрикционные (ленточ-
ные, генераторы и дисковые), электрические (электромагнит-
ные и генераторы постоянного тока) и гидравлические (гидро-
динамические и гидрообъемные).
Частоту вращение измеряют тахометром или тахогенерато-
ром.
Гидроцилиндры испытывают на полное отсутствие наружных
утечек, на давление холостого хода, на плавность перемещения
при минимальных подачах и на внутренние утечки через порш-
невое уплотнение.
По нормам СКБ-1 допустимые утечки через уплотнение што-
ка при ходе поршня 500 мм и давлении в штоковой полости
10 кгс/см2 (масло индустриальное 20 при 45—50° С) составляют
от 0,35 до 1 см3 (за 50 двойных ходов при диаметре штока от
45 до 150 мм).
Давление холостого хода не должно превышать 2—3 кгс/см2
для силовых цилиндров диаметрами 60—125 мм.
Плавность малых подач проверяют по индикатору при проти-
водавлении в задней полости 2—3 кгс/см2.
Утечки через поршневое уплотнение определяют при закреп-
ленном цилиндре и движущемся поршне.
32
Важное значение при испытании насосов имеет качествен-
ная фильтрация масла во время испытаний.
Для контроля фильтров используют устройство, показанное
на рис. 16. Пакеты 11 фильтрующего материала устанавливают
в камере 10. Перепад давления измеряют ртутным мано-
метром 12.
Рабочая жидкость от насоса 3 поступает из бака 1 через
фильтр 5 тонкой очистки или, минуя его, через краны 4 и 6. Для
поддержания загрязнителя в баке во взвешенном состоянии пре-
Рис. 16. Схема установки для проверки
масляных фильтров
Рис. 17. Схема установки тен-
зометрических датчиков для
испытания ЭМП
дусмотрен вспомогательный насос 2. Для реверсирования пото-
ка жидкости через фильтр предусмотрены краны 7, 5, 9, 13, 17.
Для контроля загрязнения жидкости берут пробы жидкости
из крана 14 в измерительный бак 15 и из крана 8 в измеритель-
ный бак 16. Перепад давления на фильтре контролируется ртут-
ным манометром 12.
Испытание отремонтированных электрогидравлических уси-
лителей включает: испытание электромеханических преобразова-
телей; испытание ЭМП под нагрузкой (реакция струи); снятие
расходной характеристики золотника и снятие частотных харак-
теристик электрогидравлического усилителя по перемещению
следящего золотника.
При испытании ЭМП необходимо построить его статическую
характеристику, что может быть выполнено с помощью разно-
весов и электрического микроскопа. Схема установки включает
блок питания, катодный повторитель и ЭМП. Статическую ха-
рактеристику снимают при различных по величине токах в об-
34
мотках управления ЭМП и при разных моментах нагрузки на
якоре. Угол поворота заслонки измеряют микроскопом.
Динамические характеристики [амплитудно-частотная А (со)
и фазочастотная ср(о))] ЭМП без нагрузки можно снимать с
помощью фотодиода, который включается в цепь базы входного
триода полупроводникового усилителя. При перемещении ле-
пестка, установленного на якоре ЭМП, увеличивается или умень-
шается площадь перекрытия фотодиода, на которую падает
световой поток. В обмотку управления через катодный повтори-
тель в этом случае подаются синусоидальные сигналы от гене-
ратора низкочастотных периодических колебаний (НГПК).
Синусоидальные сигналы с НГПК и с фотодиода подаются
на двухлучевой осциллограф, и определяются относительная
А I • 360°
амплитуда 4= и сдвиг по фазе Ф = —1------------, где Ах—
А2 /2
амплитуда колебаний заслонки ЭМП; А2— амплитуда колеба-
ний сигнала с НГПК; 1\— сдвиг по фазе между синусоидами в
мм; /2 — величина периода колебаний в мм.
При испытании ЭМП под нагрузкой используют тензометри-
ческие датчики (рис. 17). На кронштейне 3 крепят гибкие пла-
стины 6 с наклеенными тензодатчиками 4 и 5. Пластины при-
жимаются к заслонке 1 электромеханического преобразователя
2 с помощью винтов 8, перемещающихся в резьбовых отверстиях
жестких пластин 7. Для вывода заслонки из нейтрального поло-
жения, а также для предотвращения залипания установлены
две пружины 9, которые одним концом крепятся к заслонке, а
другим — к винтам 11 на пластинах 10. Тензодатчики соби-
раются по полумостовой схеме и соединяются кабелем с усили-
телем 8 АНЧ-7М или ТА-5.
При испытании следящего золотника определяют его расход-
ную и частотные характеристики. Для этого сначала тарируют
датчик перемещения.
Схема тарировки датчика перемещения золотника показана
па рис. 18. Здесь перемещение золотника измеряется индика-
тором 7, который упирается в винт 2. С помощью небольшого
напряжения управления U- заслонка 4 гидроусилителя все вре-
мя создает перепад давления на торцах следящего золотни-
ка 5, так чтобы обеспечить прижатие золотника к винту 2.
Вращением винта 2 в соответствующую сторону обеспечи-
вается перемещение золотника. Для контроля за перемещением
золотника одновременно применяют индикатор и датчик поло-
жения, якорь 5 которого прикреплен к золотнику. Милливольт-
метр регистрирует напряжение, соответствующее перемещению
золотника.
Расходную характеристику следящего золотника снимают
перемещением его в различные положения с помощью управле-
ния от ЭМП. Перемещение золотника измеряется датчиком пе-
3S
ремещения; расход через кромки золотника контролируется мер-
ными баками А и Б.
К золотнику масло подводится под давлением р1Ь к гидроуси-
лителю — под давлением ру.
Напряжение (73,г (500 Гц) подается на среднюю обмотку дат-
чика положения с генератора звуковой частоты.
С помощью датчика перемещения снимают также частотные
характеристики электрогидравлического усилителя по переме-
щению золотника, причем сигнал с датчика непосредственно
подается на шлейф осциллографа Н700 или Н102.
Рис. 18. Схема тарировки датчика перемещения золотника
При наличии датчика перемещения золотника и статической
характеристики ЭМП можно снять зависимость реакции струй
на заслонке от величины перемещения заслонки при неподвиж-
ном золотнике. Для этого золотнику винтом задается некоторое
перемещение. Заслонка, находящаяся в нейтральном положении,
под действием реакции струи отклонится. Необходимо в обмотке
управления установить ток, который возвратит заслонку в ней-
тральное положение. По статической характеристике ЭМП
можно определить момент на заслонке от реакций струй, зная
величину тока в обмотке управления.
В качестве датчика перемещения золотника используют диф-
ференциально-трансформаторный датчик (рис. 19). Он состоит
из катушки 7 с одной первичной обмоткой 9 и двумя вторичны-
ми обмотками 8 и 10. Катушка может перемещаться по трубке
6 из немагнитного материала (нержавеющая сталь). Трубка
с одной стороны заглушена пробкой, а с другой стороны через
латунные втулки 4 и 5 крепится к крышке электрогидравличе-
36
ского усилителя 3. С помощью трубки 6 обеспечивается гермети-
зация полости высокого давления. В трубке перемещается
якорь 11, который штоком 2 крепится к золотнику 1.
Для снятия частотных характеристик по перепаду давления
на торцах следящего золо!ника применяют датчик разности дав-
ления (рис. 20). Он состоит из двух фланцев 1 и 2, стянутых
болтами с диском 3, на который наклеены тензодатчики 4. Вы-
воды выполнены через текстолитовые пробки 5.
Рис. 19. Дифференциально-трансформаторный датчик
' Рис. 2’0. Датчик раз-
ности давления
перемещения золотника
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Назовите основные мероприятия планово-предупредительного ремонта
гидросистем машин.
2. Перечислите виды работ, включаемые в основные мероприятия пла-
ново-предупредительного ремонта гидросистем машин.
3. Особенности ремонта распределительных золотников плунжеров на-
сосов и клапанов гидросистем.
4. В каких случаях нецелесообразен ремонт насосов и гидроаппара-
туры?
5. По каким параметрам определяется необходимость ремонта электро-
гидравлических следящих приводов?
6. Как влияют условия работы элементов гидроаппаратуры на длитель-
ность межремонтного цикла?
7. Укажите основные особенности технологии ремонта насосов и гид-
роаппаратуры.
8. Какие детали насосов и гидроаппаратуры изнашиваются более интен-
сивно?
9. Правила монтажа насосов и гидроаппаратуры после ремонта.
10. Методика испытаний отремонтированных элементов гидрооборудова-
ния и следящих приводов.
11. Как устанавливается длительность межремонтного цикла гидроси-
стем в зависимости от времени эксплуатации?
12. Как определить степень износа насоса или гидродвигателя?
13. Какие устройства применяют в качестве тормозных при испытании
гидродвигателей?
37
РЕКОМЕНДАЦИИ ПО ИЗУЧЕНИЮ И ПРАКТИЧЕСКОМУ
ПРИМЕНЕНИЮ МАТЕРИАЛА ЛЕКЦИИ НА ПРОИЗВОДСТВЕ
1. Проработав материалы лекции и рекомендуемую литературу, позна-
комьтесь со службой ремонта гидрофицированного оборудования. Изучите
структуру планово-предупредительных мероприятий по ремонту гидрообо-
рудования.
2. Организуйте на Вашем предприятии сбор статистических данных по
долговечности и надежности элементов гидросистем станков и рассмотри-
те возможности модернизации наименее надежных узлов гидрооборудования
при ремонте.
3. Изучите по материалам лекции и по периодической печати технологию
ремонта насосов. Какую оснастку применяют при ремонте гидроаппа-
ратуры?
4. Проверьте, как эксплуатируется гидрофицированное оборудование на
Вашем предприятии. Условия работы гидросистем и правильность постанов-
ки регламентных работ.
5. Ознакомьтесь с методикой испытаний насосов и гидроаппаратуры
после ремонта по материалам лекции и по рекомендуемой литературе. Изу-
чите конструкции стендов Для испытаний гидравлических устройств на Ва-
шем предприятии.
6. Изучите особенности ремонта следящих электрогидравлических при-
водов. Проведите разбор конструкций следящих электрогидравлических при-
водов, используемых в станках и машинах на Вашем предприятии. Изучите
основные параметры и характеристики этих устройств, методику испытаний.
7. Рассмотрите типы уплотнений, применяемых в гидрофицированных
станках. Изучите по рекомендуемой литературе возможность замены типа уп-
лотнения или его материала при ремонте.
СПИСОК ЛИТЕРАТУРЫ
1. Ананьев С. Л., Елизаветин М. А. Производство гидроприводов. М.,
Профтехиздат, 1961.
2. Башта Т. М. Машиностроительная гидравлика. М., «Машиностроение»,
1971, 67&С.
3. Зайченко И. 3., Мышлевский Л. М. Пластинчатые насосы и гидромо-
торы. М., «Машиностроение», 1970, 229 с.
4. Комаров А. А. Надежность гидравлических систем. М., «Машинострое-
ние», 1969, 233 с.
5. Кузнецов М. М. Эксплуатация гидрокопировальных устройств и гид-
рофицированных систем программного управления М., «Машиностроение»,
1971, 71 с.
6. Лозовский В. Н. Надежность и долговечность золотниковых и плун-
жерных пар. М., «Машиностроение», 1971, 232 с.
7. Муравьев К. И., Мурзин И. К. Ремонт металлорежущих станков. М.,
Машгиз, 1963, 392 с.
8. Сильченко С. С. Гидравлическое оборудование металлорежущих стан-
ков. М.. Машгиз, 1958, 172 с.
9. Смирнов М. А. Ремонт пластинчатых насосов. М., ВИНИТИ, 1959.
10. Страхов С. Ф., Усов В. А. Эксплуатация и ремонт гидроприводных
станков. М., «Машиностроение», 1968, 206 с.
11. Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И. Автоматизация про-
изводственных процессов". М., «Высшая школа», 1967, 472 с.
СОДЕРЖАН И Е
1. Особенности ремонта и эксплуатации насосов и iидроаппаратуры 3
2. Ремонт насосов и гидроаппаратуры..................................9
3. Испытание насосов и гидроаппаратуры 'после ремонта . . . .31
Вопросы для самопроверки .......................................... 37
Рекомендации по изучению и практическому применению материала лек-
ции на производстве 38
Список литературы 38
Г. Н. Васильев
РЕМОНТ НАСОСОВ
И ГИДРОАППАРАТУРЫ
Редактор издательства II. П. Ошерова
Технический редактор Т. И. Андреева
Корректор Ж. Л. Суходолова
Сдано в набор 13/IV 1973 г.
Подписано к печати 12/XI 1973 г.
Т-17845 Формат 60Х901/16 Бумага № 2
Печ. л. 2.5 Уч.-изд. л. 2,5 Тираж 2.500 экз.
Заказ 415 Бесплатно
Издательство «Машиностроение», 107885
Москва, Б-78. 1 Басманный пер., 3.
Московская типография № 6 Союзполиграфпрома
при Государственном комитете Совета
Министров СССР по делам издательств,
полиграфии и книжной торговли
109088, Москва, Ж-88, Южнопортовая ул., 24.
Бесплатно