/

















Tags: станки станочные конструкции
Year: 1974
Similar




Text
СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ
УНИВЕРСАЛЬНЫЕ МОДЕЛЕЙ
ЗУ 131, ЗУ 131В, ЗУ132. ЗУ 132В
ЗУ142, ЗУ142В, ЭУ143, ЗУ144
25хГоао
ИС-150
Руководство
по эксплуатации
РЭ
Полтава—1974
Настоящее руководство не отражает
Не*н>
ачщ
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение
область применения
-и ip ипуглошлифовальные станки мод. ЗУ 131.
a-ibiibie hr п>хглло QvidOtR rvviал
tPp?<M421B3vi32B, ЗУ 142, ЗУ142В, ЭУ143, ЗУ144
up. ii для наружного и внутреннего шлифования ди-
рначи а гЬяг.онных. а также плоских флан-
ВНШНИЕ
пых конструктивных изменений произведе 1
того, как руководство было подписано и пен ^Жзначепы для наружного и внутреннего шлифования ци¬
клических, конических, фасонных, а также плоских флан-
поверхностей.
■станках обеспечивается шлифование:
J ‘ автоматической подачей круга при реверсах
влн с ручной подачей;
1еннсе — с ручной подачей.
Велпс крепится в неподвижных центрах, в патроне или
Кншайбе.
•азовымп являются станки мод. ЗУ131 и ЗУ142. Станки
-У 131 В, ЗУ1Э2, ЗУ 132В —модификации мод. ЗУ131,
| мод. ЗУ142В, ЗУ143, ЗУ144 — модификации
•У 142. Они отличаются от базовых моделей длиной уста-
Шемого изделия.
Jhkii предназначены для единичного и мелкосерийного
^водства, по могут применяться и в серийном производ-
Маркнровка гвдроаппаратов гндростанцц
’ Г48-ЗУ131 выполнена в соответствен с
гвдросхеиой руководства на указанную
станции.
■ С'
-Т.
V'
Есля ставок транспортировался клв хре¬
на лея npi отрмцАтельнов температуре,то
его ялифовалыша круг необходимо под¬
вергнуть повторному вспитанпз «лв гь-
менить другим «спытанным круге».
Состав станка
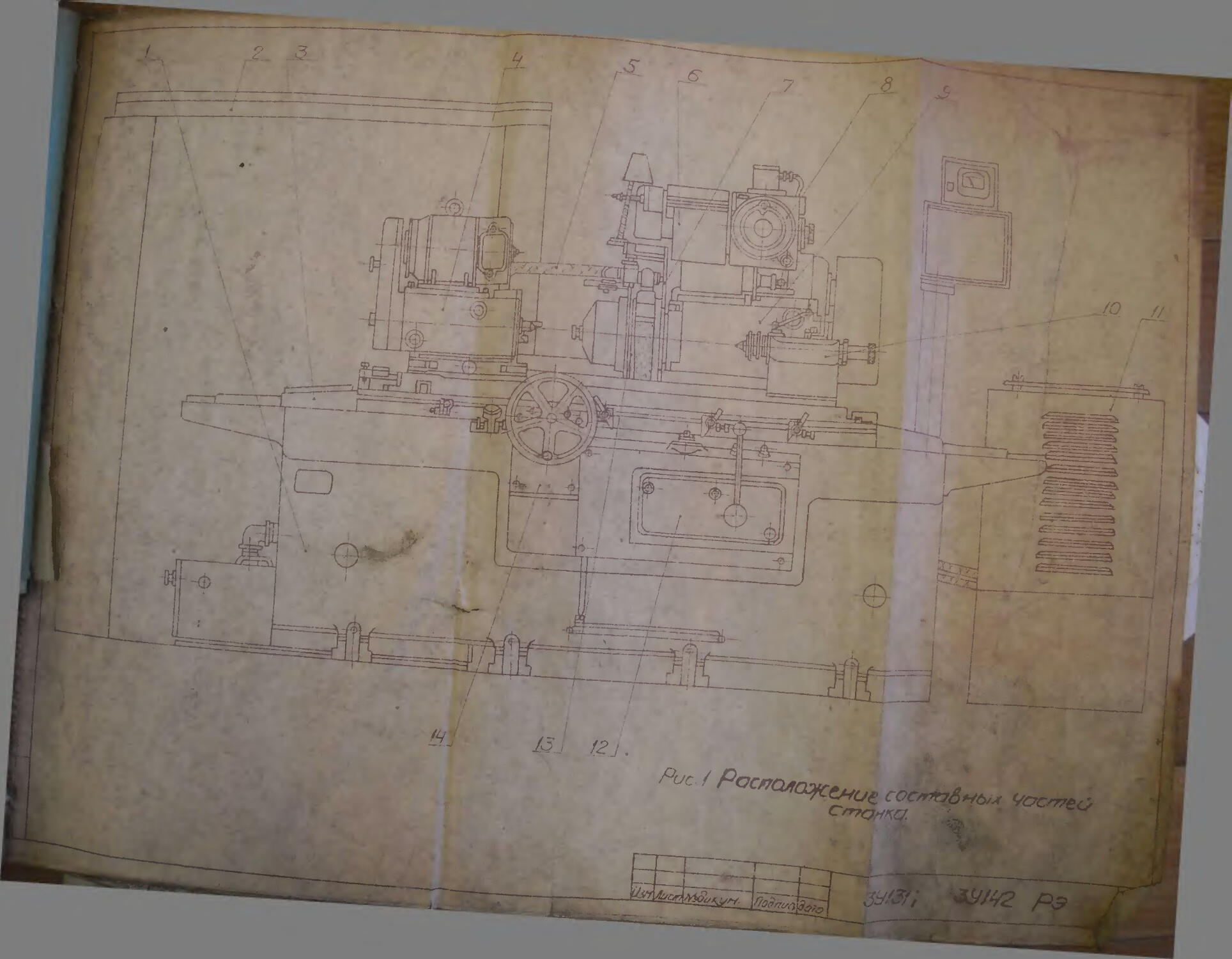
[цнй вид с обозначением составных частей (рис. 1).
речень составных частей станка (табл. 1).
Лубенский станкостроительный
управление по делам ' ,ЗЫВ°Д <'Коммунар». Полтавское
.Изд. Хо 4о. зак у0 1210 rt^bcTli' п°лиграфии и книжной тор1^
Уч-иад Ф°рД,ат06°х84 ‘(Те Усл.-печ. лист. И
Лубенская Тираж 1000.
районная типография.
Наименование
Станина
Электрооборудование
Ограждение
Бабка передняя
Охлаждение
Приспособление для внутрен-
тшмьпванпя
0
7 Кожух круга
8 Механизм подач
9 Бабка шлифовальная
Ю Бабка задняя
11 Гидропривод и смазка
12 Гидроуправление
13 Фланец круга
14 Механизм ручного переме¬
щения стола
15 Механизм быстрого подвода
Устройство, работа станка и его составных';
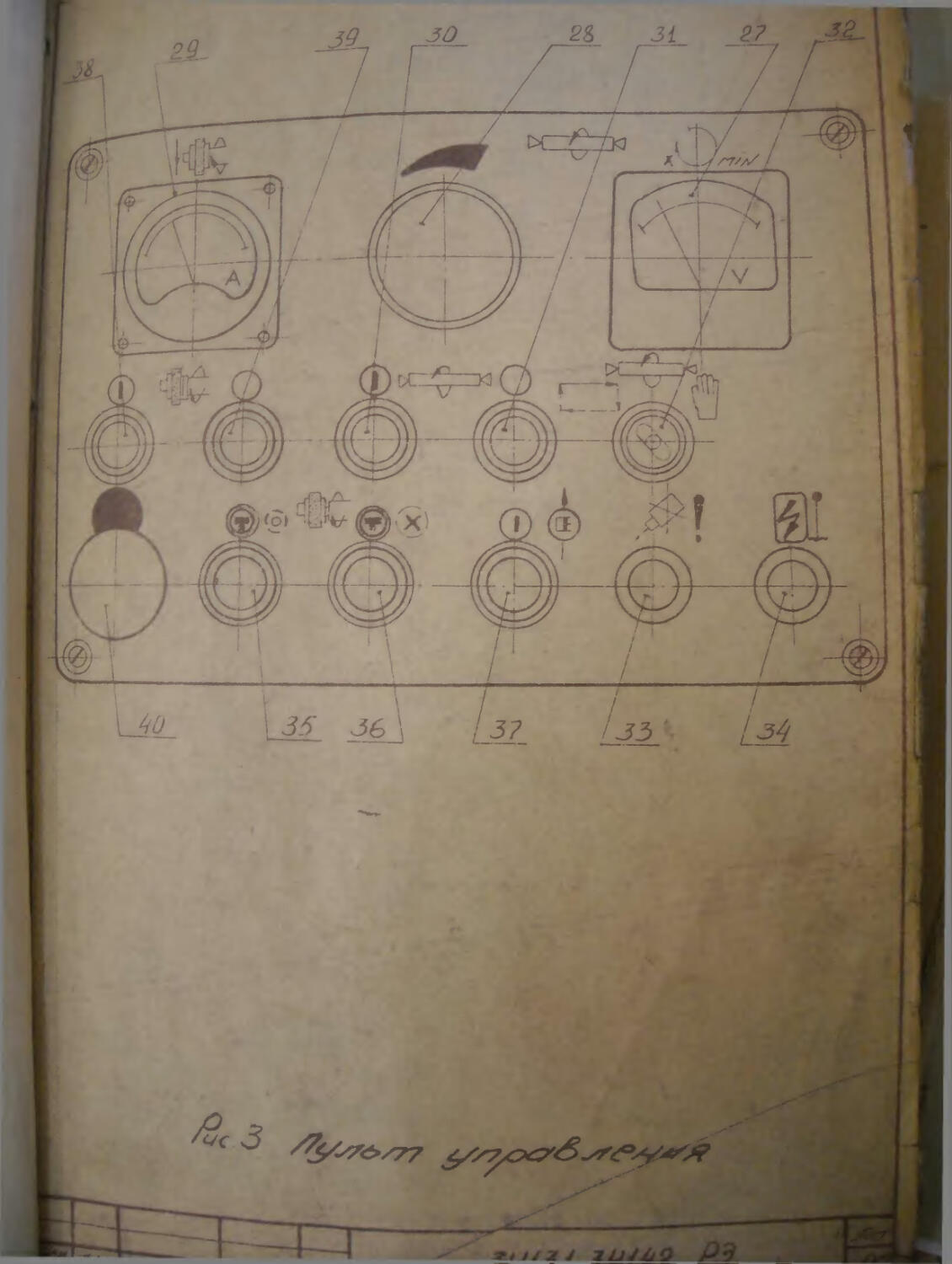
Общий вид с обозначением органов управления
Пульт управления с обозначением органов
(рис. 3).
Перечень органов управления (табл. 2). ''-Я;,
перечень графических символов (табл. 3). Я
Таблица 2
(р"<а.
yW€fi8
Органы управления и их назначение
Выключатель сети
Рукоятка крана охлаждения для внутреннего шлифо¬
вания
Впит поворота верхнего стола
Рукоятка левого упора реверса стола
Рукоятка крана охлаждения для наружного шлифова¬
ния
Выключатель светильника
Рукоятка правого упора реверса стола
Маховик поперечной подачи шлифовальной бабки
Рукоятка настройки лимба
Впит фиксации лимба
Рукоятка тонкой поперечной подачи шлифовальной
бабки
Фиксатор приспособления для внутреннего шлифования
Рукоятка зажима ппноли задней бабки
Вал ручного отвода пиноли задней бабки
Пульт управления (см. рис. 3)
Рукоятка предохранительного упора реверса стола
Рукоятка регулирования скорости стола при правке
круга ' 1
Рукоятка управления:
•0 подводом и отводом шлифовальной бабки;
°) пуском стола на рабочую подачу (наклон вправо)
"1И "Ранку (наклон влево) при подведенной шлифо¬
вальной бабке;
в) перегоном стола вправо млн влево при отведенной
ШЛ|'фовальной бабке.
П|„,должснпр табл. 2
“Твим шлифования (наружное.
SSE регулирования величин
„срес справа пиноли засияй баб
РукояткГ'регу^фования п,прости стод^нри п,л„,
НИИ
Р\'коятка реверса стола
Рукоятка регулирования величины задор**,
при реверсе слева j
Края установки величины периодической
слева, справа и на каждый ход стола •
Маховик ручного перемещения стола
Указатель числа оборотов изделия
Регулятор числа оборотов изделия Д
Указатель нагрузки двигателя шлифовального кру]
Кнопка ручного включения привода изделия
Кнопка выключения привода изделия
Переключатель пуска вращения изделия (ручио)
автомат.)
Сигнальная лампа отсутствие смазки ншипделЗ
фовальной бабки
Сигнальная лампа -сеть включена
Кнопка nepiTniiH шлифовальной бабки вперед S*
Кнопка перегона шлифовальной бабки мазей
Кнопка включения гидронасоса
Кнппк'! “!<J"04!""11 привода шлифовального кр:--
Квопка ;оГций"стоГВОДа ШЛИфовального К?Й
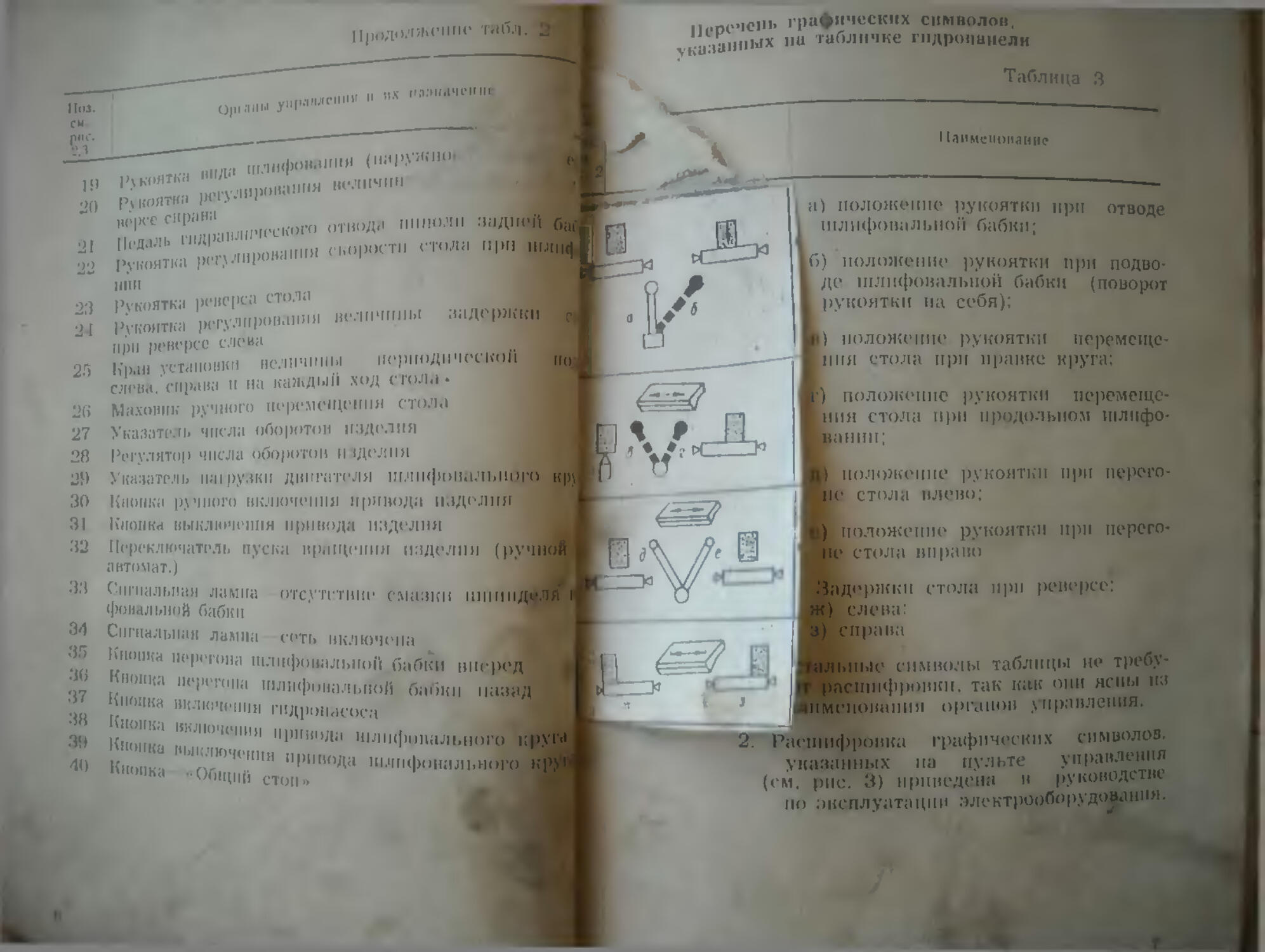
„„„очень графических символов,
указанных на табличке гндропаиели
Таблица 3
Наименование
1 а) положение рукоятки при отводе
шлифовальной бабки;
б) положение рукоятки при подво¬
де шлифовальной бабки (поворот
рукоятки на себя);
в) положение рукоятки перемеще¬
ния стола при правке круга;
Г) положение рукоятки перемеще-
| ния стола при продольном шлифо-
■вании:
д) положение рукоятки при перего-
Тне стола влево;
г) положение рукоятки при перего¬
не стола вправо
{Задержки стола при реверсе:
ж) слева:
з) справа
тальные символы таблицы не требу-
т расшифровки, так как они ясны из
аимеиоваиия органов управления.
Расшифровка графических символов,
указанных на пульте управления
(см. рис. 3) приведена в руководстве
по эксплуатации электрооборудования.
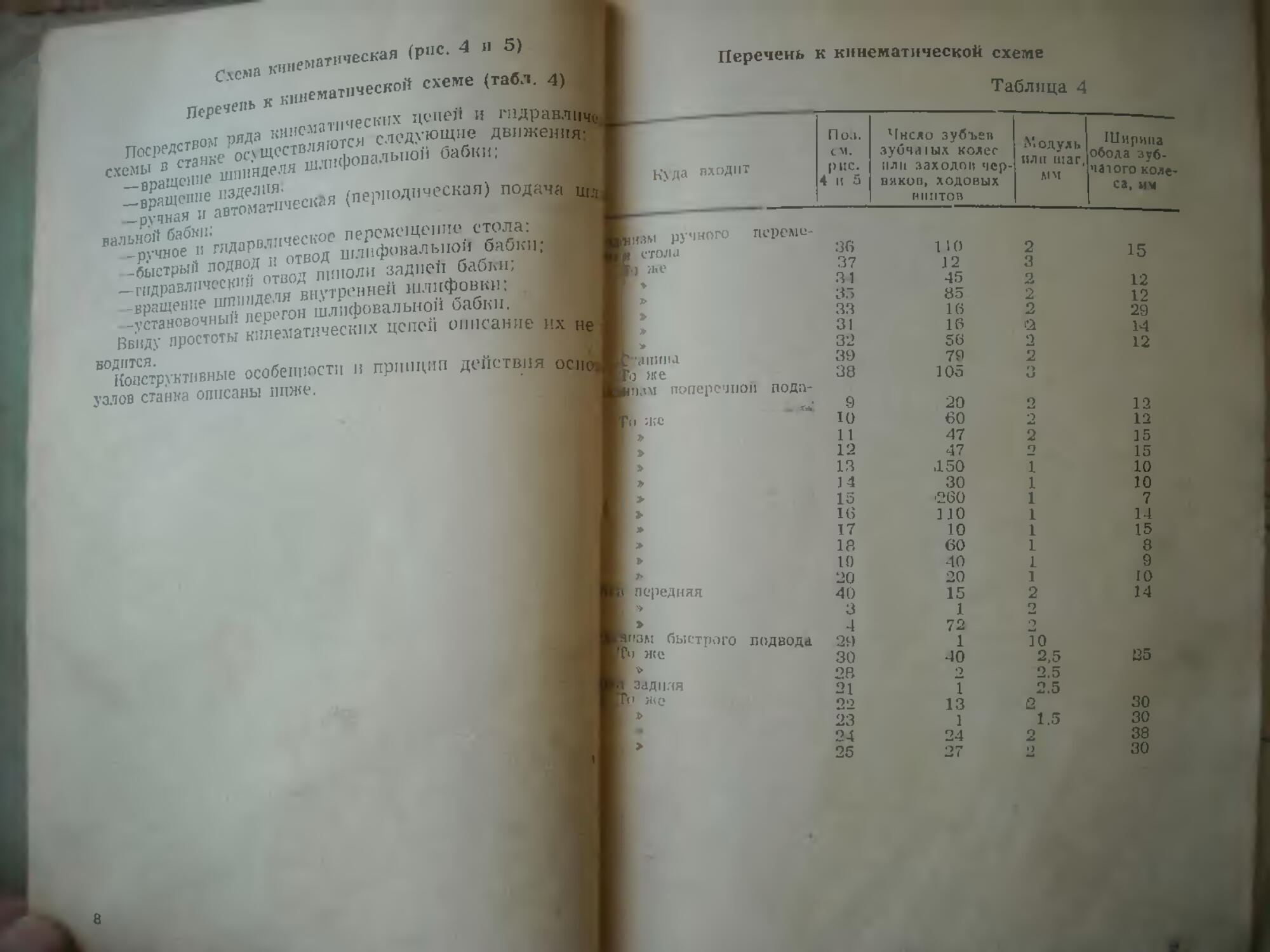
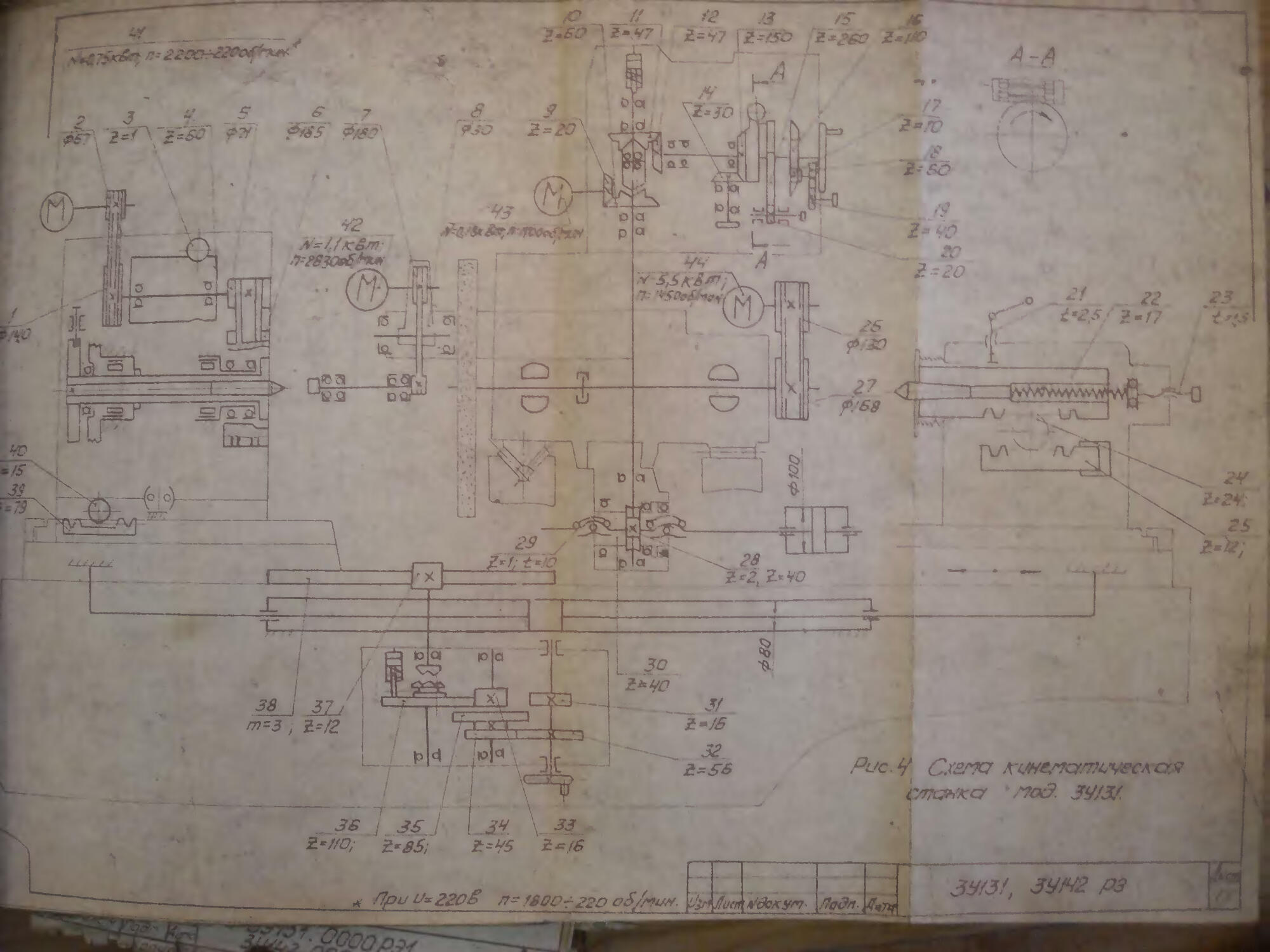
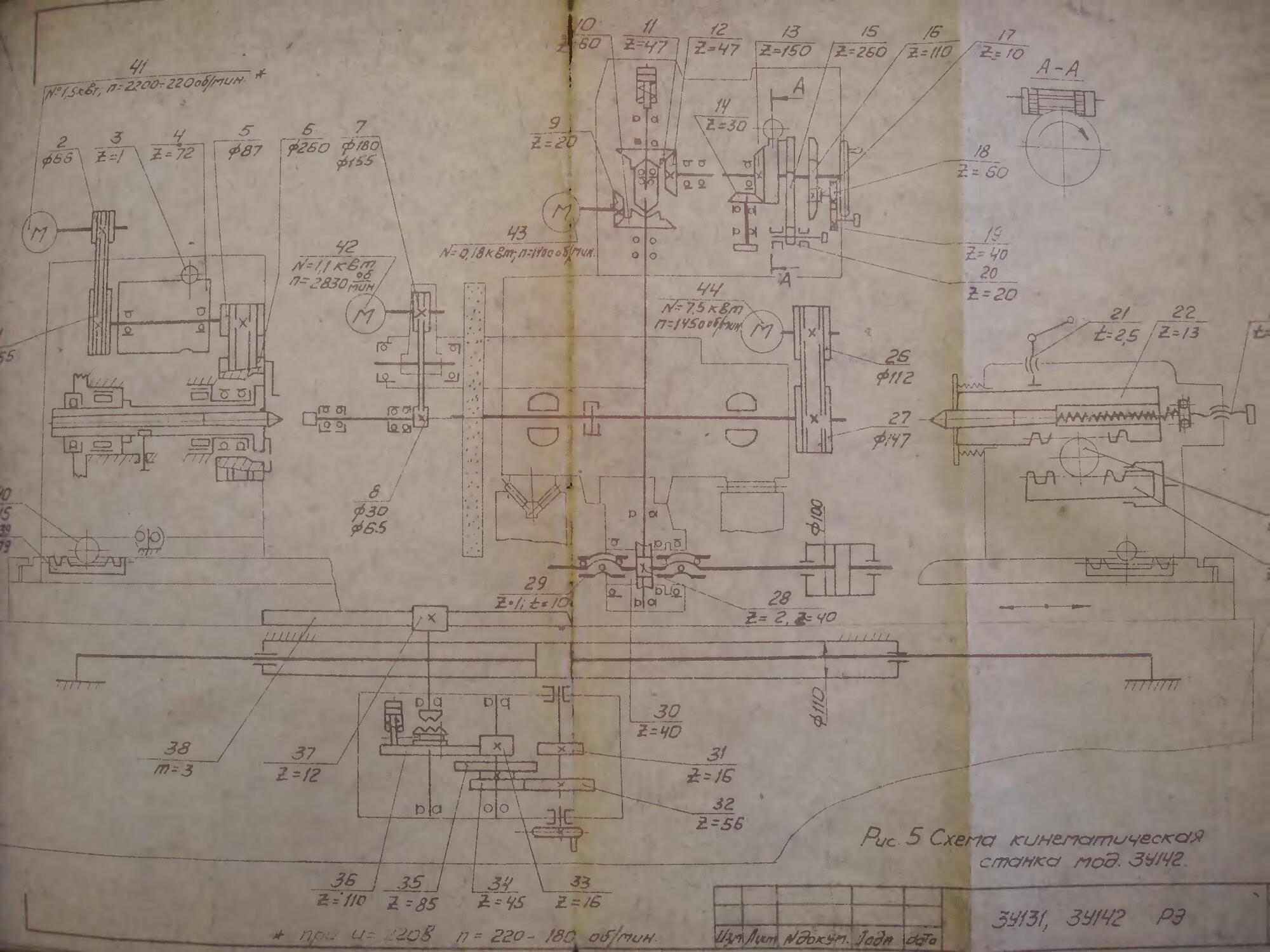
„магическая (рис- 4 и 5)
СХе"акТине»хичеекой схеме (габл. 4)
"«**"* ,„т„чес1.их цепей и гидрафДЦ
«лг ояда кинем.„„едующие движения;
СХГ-|- SSSTS^»* «■<** 1
риодичесная) подача щ,
rSSSK» , 1
шфоиалыюй бабки. I
— **• °ПИСаННе "Х »
“Крукгаввые особенности и принцип действия осно
узлов станка описаны ниже.
Перечень к кинематической схеме
Таблица 4
Куда входит
Число зубъев
см
рис.
или заходом чер¬
4 и 5
вяков, ходовых
мм
винтов
L
кзм ручного перемб-
■ стола
Ганина
b же
bi3M поперечной пода-
I *
«передняя
быстрого подвода
34
35
33
39
38
10
11
12
13
14
15
16
17
18
19
20
40
3
30
28
21
22
23
24
25
110
12
45
85
16
16
56
79
105
47
47
,150
30
‘260
110
10
60
40
20
15
1
72
1
40
2
1
13
1
24
27
Ширина
обода зуб¬
чатого коле-
2
2
10
2.5
2.5
2.5
12
12
10
10
7
14
15
30
30
38
30
-
Станина и столь*
(рис. 6)
, „ьных папр»'“-'"“тировам верхний поворо,
на "f? ,» котором J“0HT0 Направляющим от гидр,
Тйолн "'^’"’“Йоперемещения стола. Гидщ,
стол ; Swhibxox стола в станках мод. &у
.имиь .!' " ' Lx мод. ЗУ148 к нижнему
•fe.S'SSe»^ «**“
ш.я 12- , станины установлена опорная плита'в
На задней части сини! у g с „аправляюЩ1ш„
которой раз«Щ£“ пойа поворотной плите крепится „
шлифовальной ба .п_ 1 ф(ш.1ЛЫюП бабки с винтовой |
S“aPSonepSx подач. На направляющих плиты
ЖТвхСГстм^™"вЬоротная плита центрируются на
„оез С*ерич™ские шарикоподшипники. Зазоры в соедии
выбираются разжимом осей с помощью комических пробок
которые следует ослаблять пр.. демонтаже. В верхнем с,1
отверстие дополнительно закрыто пробкой 14 с
для защиты от эмульсии. I
Верхний стол поворачивается с помощью винта 9 и|
крепляется прижимами 3 и 7. Левый прижим снабжен ищ
и индикаторным устройством для контроля поворота стща
На передней стенке станины закреплено откидное ищ
торное устройство 11 для контроля точных перемещений |
ла вручную. В пазу нижнего стола крепятся упоры реверса
и упор устройства для контроля точных перемещений 1Г
Поворотная плита с шлифовальной бабкой поворачш
вручную. Для облегчения поворота под плиту может ЛИГ
ся масло под давлением. Крепится плита двумя винт£§
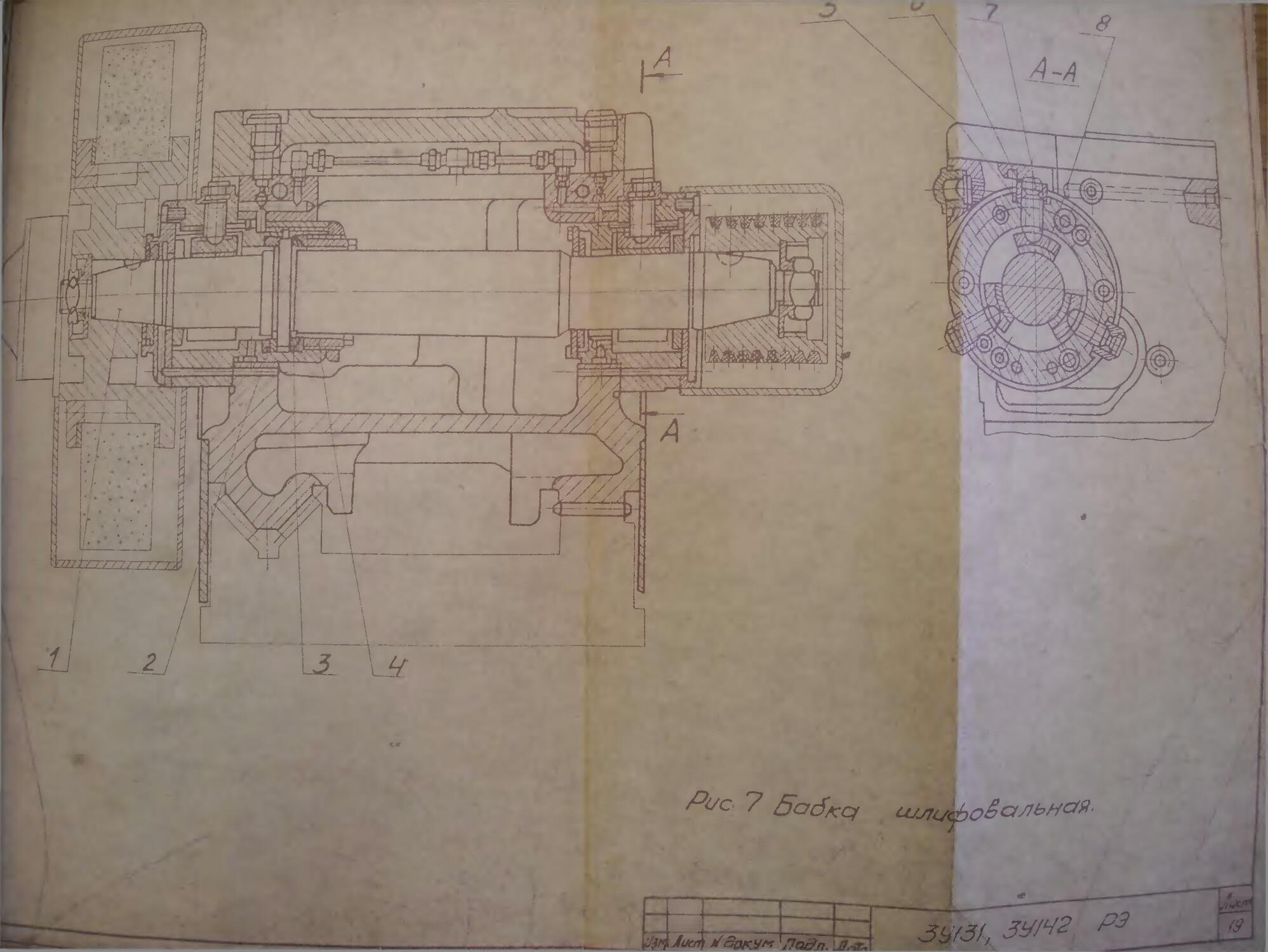
Шлифовальная бабка (рис. 7)
навливающихся "сегирнтн ЬН°^ 0аСк11 “'оптирован на "само'
вают Жесткую ononv и подшипниках, которые обесп|
Сегментные икладьшт -рн.цо.п.я пшинд!
КИМ.. Головками н .„„I,."".1.'1" 1,1 питы Г> со сфер»?
ся с помощью двух сФепичрп а«лении шпинделъ фик'сир]
*атых к буртиУшпивделя Sf бР°»3°вых колец 2 и 3 J
Е1Га nepe«S "ада кли» Вращение на шпГ
HelrS1 баб“а ""ромещ«Тс?ГяНУЮ ПереДаЧУ’
дачи. ’ ем обеспечивается высока Рыковых JL-
высокая ч у в ст в и те л ЫНШ'Ь
гт-шниы 1 расположен „ к0нстр\ кцпя передней бабки обеспечивает шлифование
11,11 „„и ‘ 11 f10" 11 прпппвижных центрах. Шпинлр.пг, iq
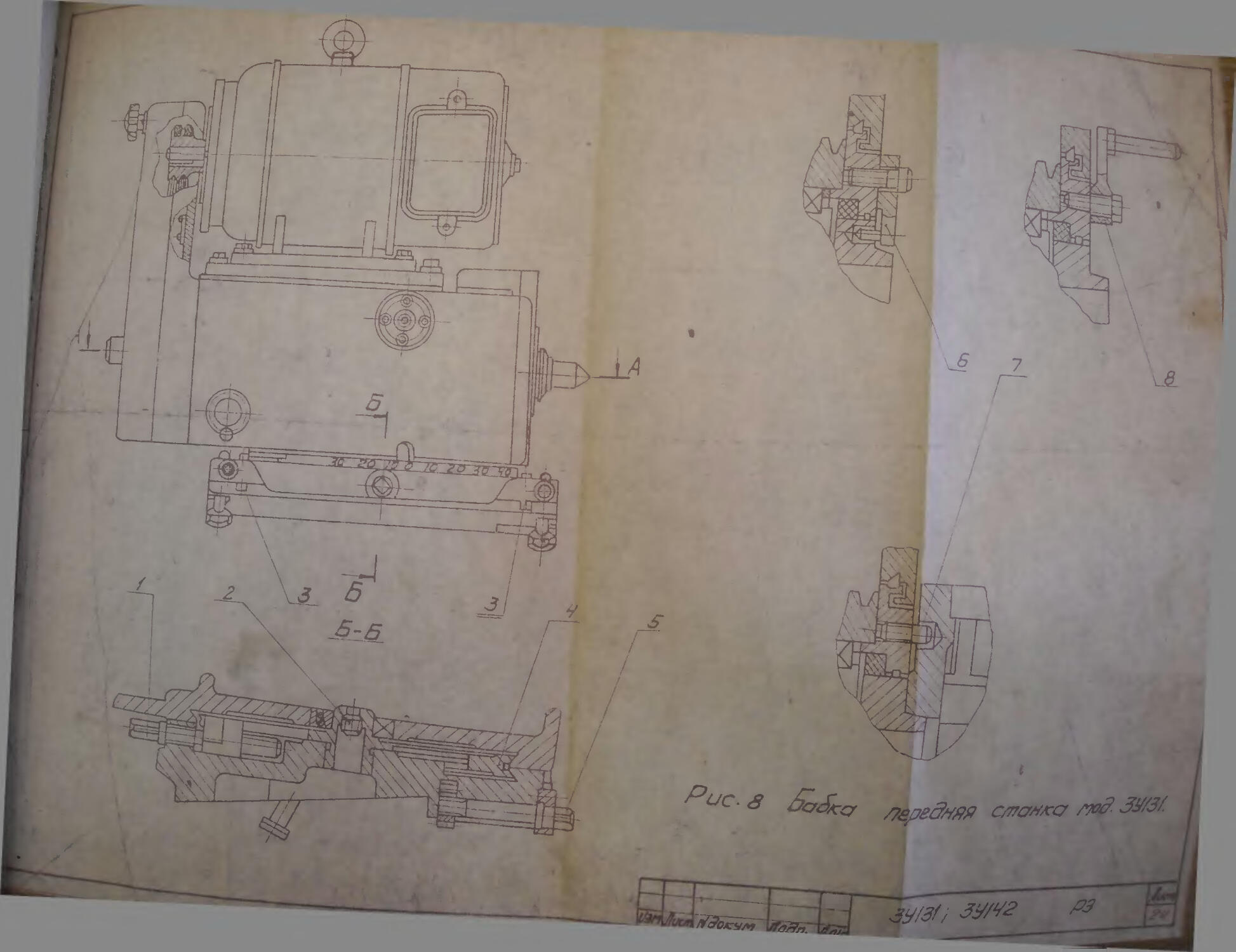
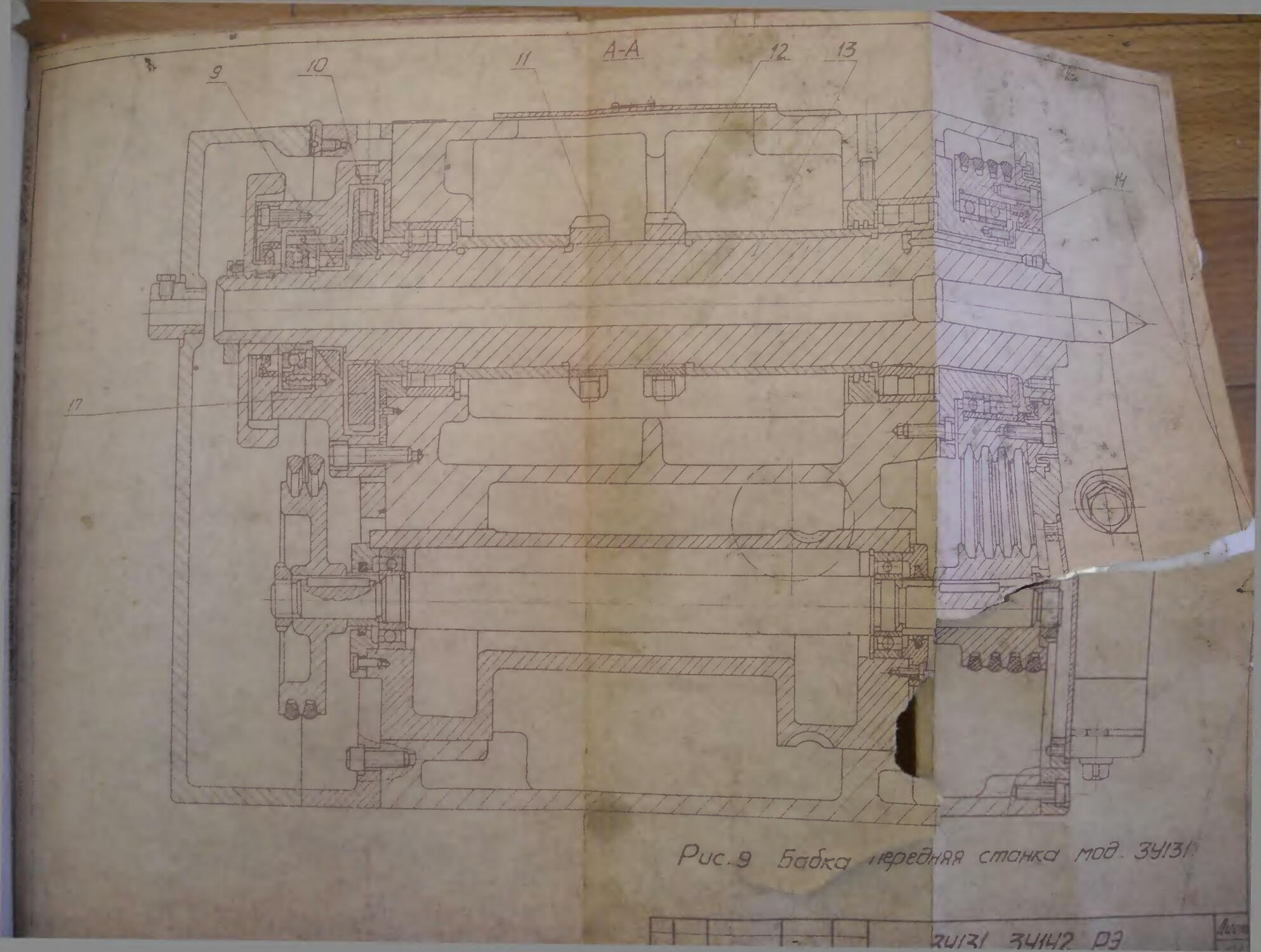
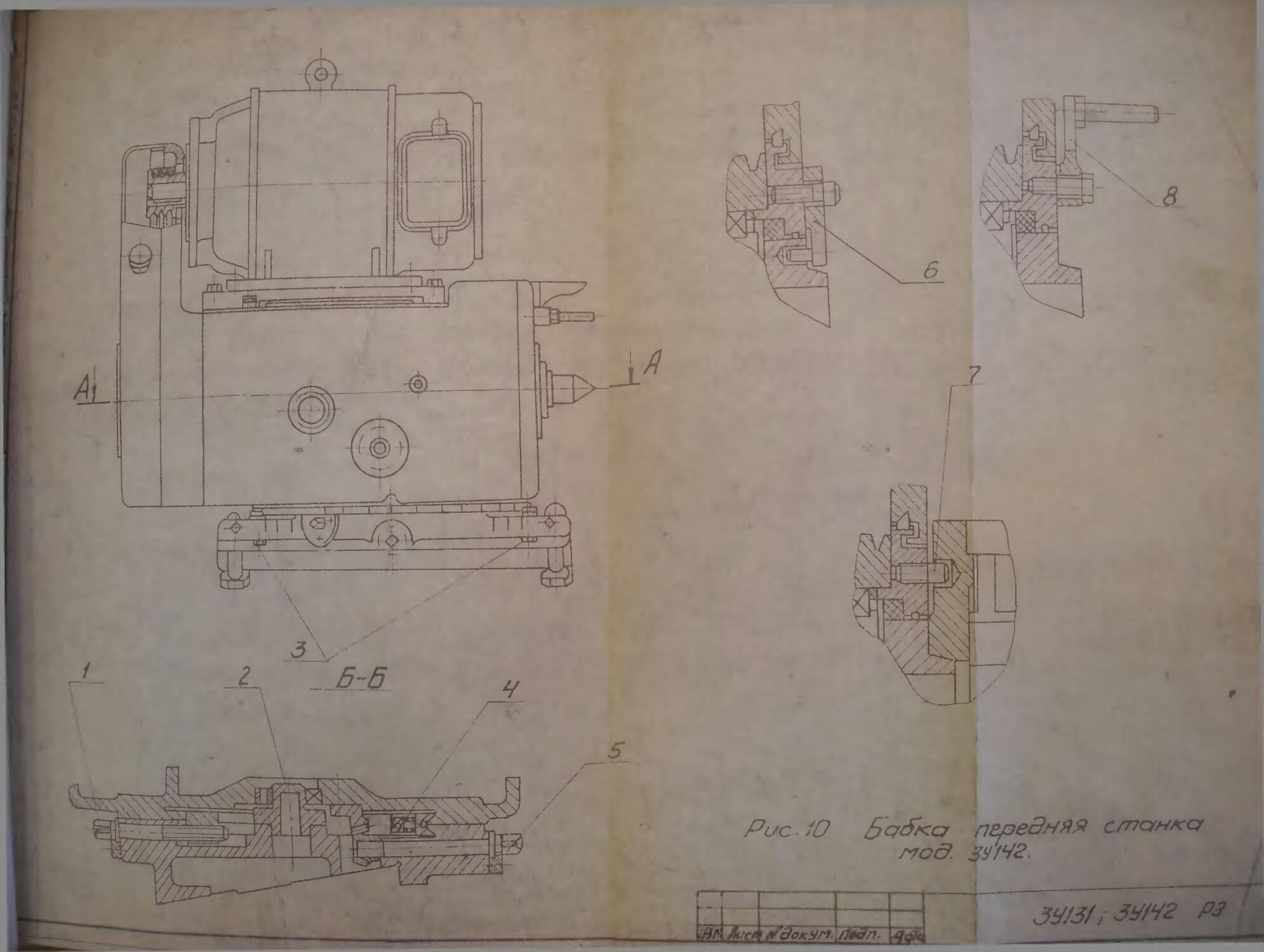
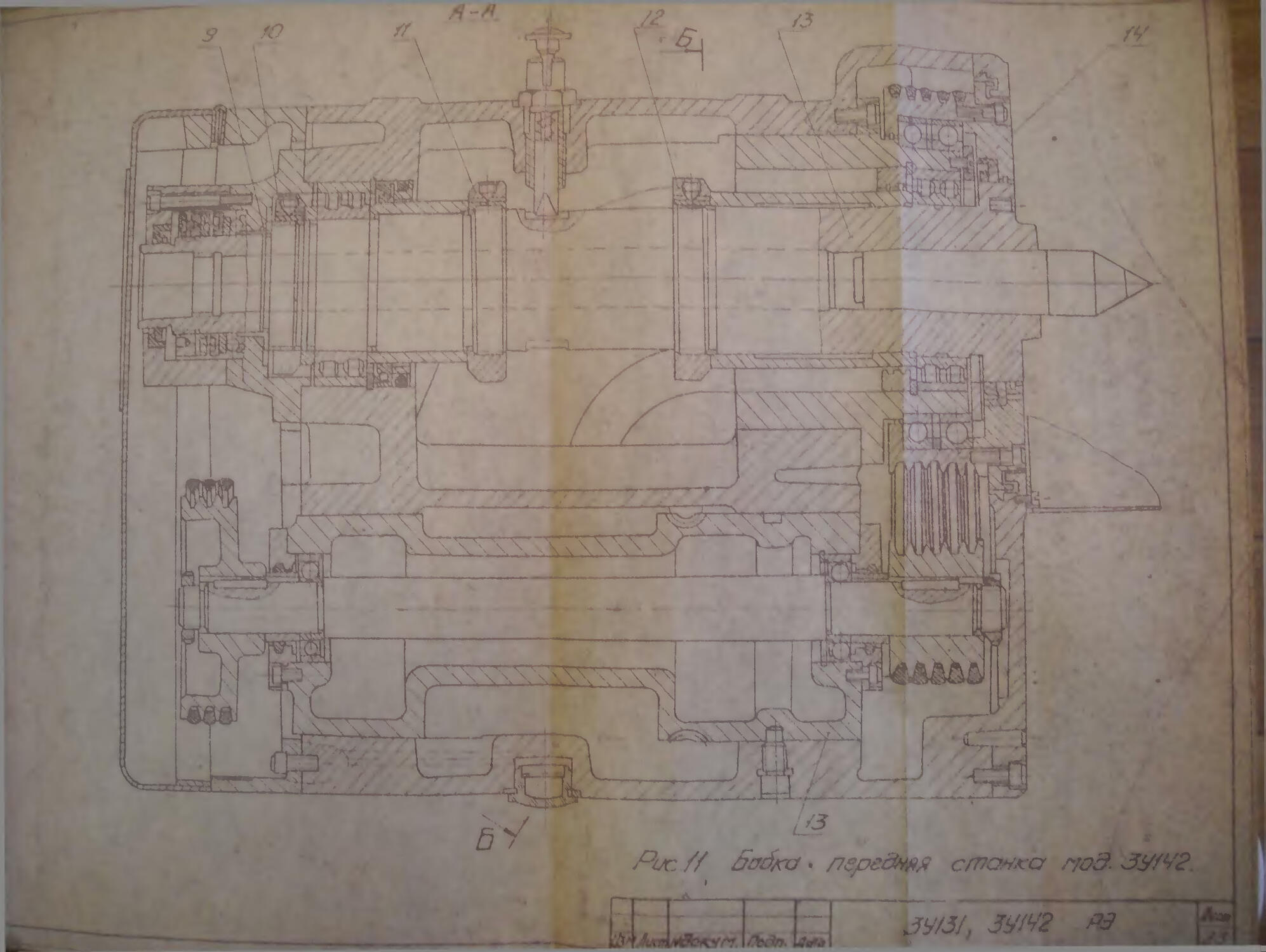
Передняя бабка (рис. 8, 9, 10 и 11)
и", и неподвижных центрах. Шпиндель 13 слонята*.
: „о высокоточных подшипниках качения. В осевом направ-
шпиндель фиксируется сферическим бронзовым коль-
L с) которому поджимается пружинами. Вращения от
__L-r',.4ii через двухступенчатую клиноременную передачу
ед к-гся на планшайбу 14. Вращение на шпиндель, патрон
. изделие от планшайбы передается с помощью специаль-
х поводков 6,7 и 8. При шлифовании в центрах шпиндель
кгируется стопором, который расположен на станке ЗУ 131
док ух ом шкивов, а на станке ЗУ142—с задней стороны
кн.
■Поворотный корпус бабки центрируется на оси основания
;з сферический шарикоподшипник. Зазор в соединении
йрается разжимом оси с помощью конической пробки 2,
jpyio следует ослаблять при демонтаже. Поворачивается
[ус бабки на станках мод. ЗУ1Э1 вручную, а на станках
ЗУ 142 с помощью валика-шестерни 5 и закрепляется
бальными сегментами 4, которые разжимаются с помощью
?а 1. Для фиксации положения бабки предусмотрены
Еры 3.
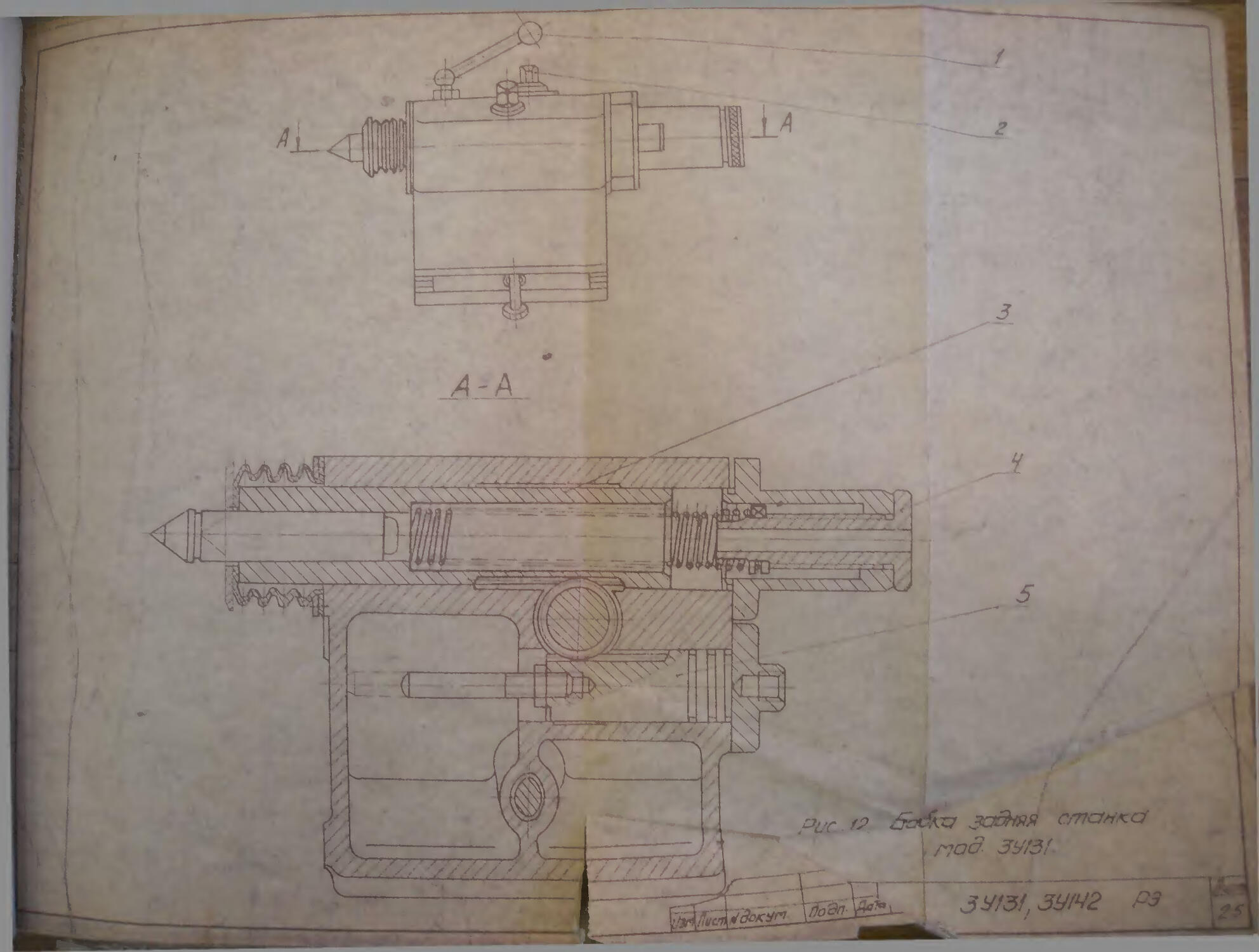
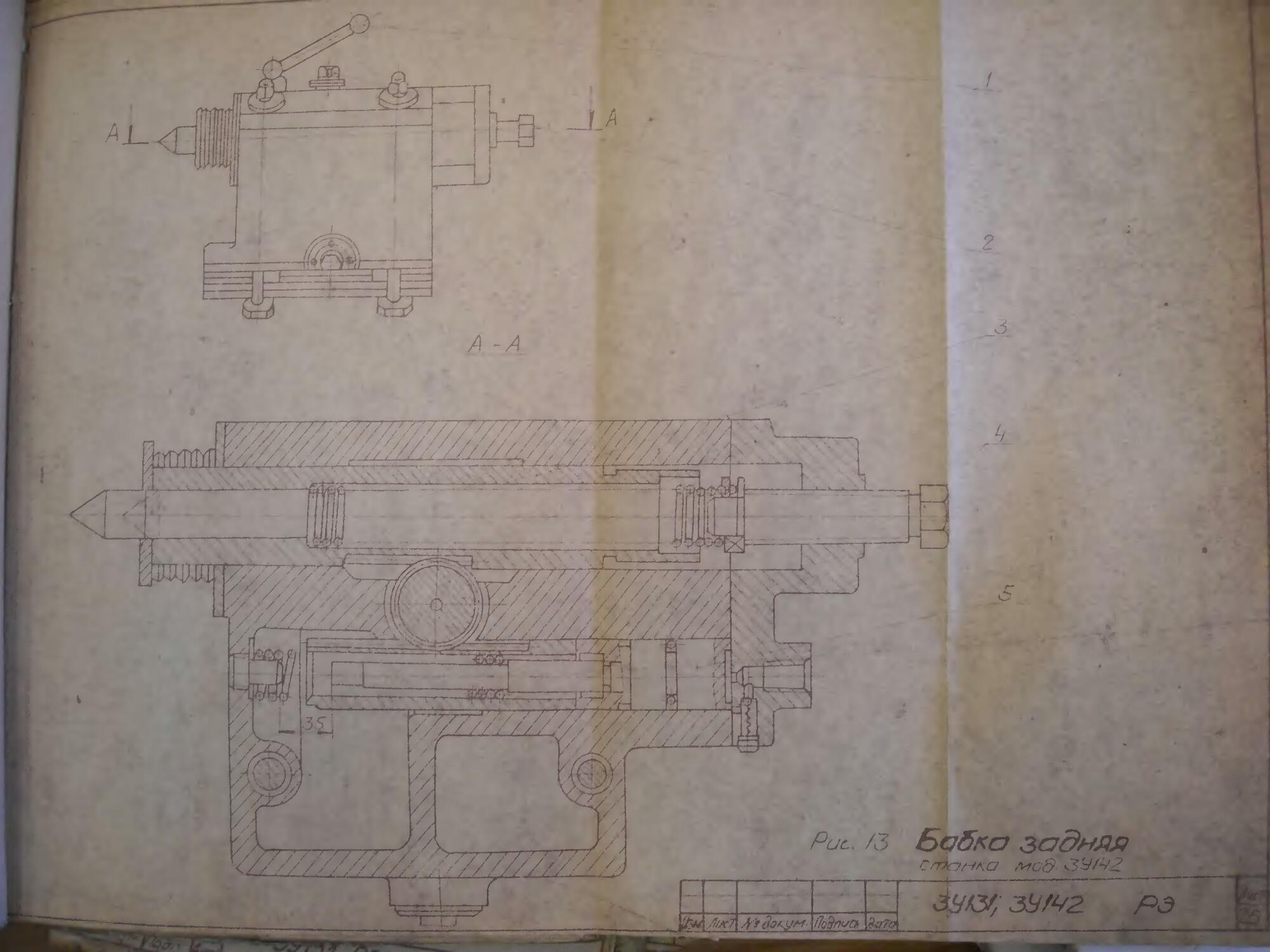
Задняя бабка (рис. 12 и 13)
Шиноль задней бабки 3 постоянно поджимается пружиной.
|од ппноля осуществляется от гидравлики с помощью педа-
I Перемещение плунжера 5 передается на пиноль через
межуточную шестерню. Предусмотрен ручной отвод пино-
| помощью вала 2 и накидной рукоятки. Усилие пружины
улирустся винтом 4. Для зажима пиноли служит руко-
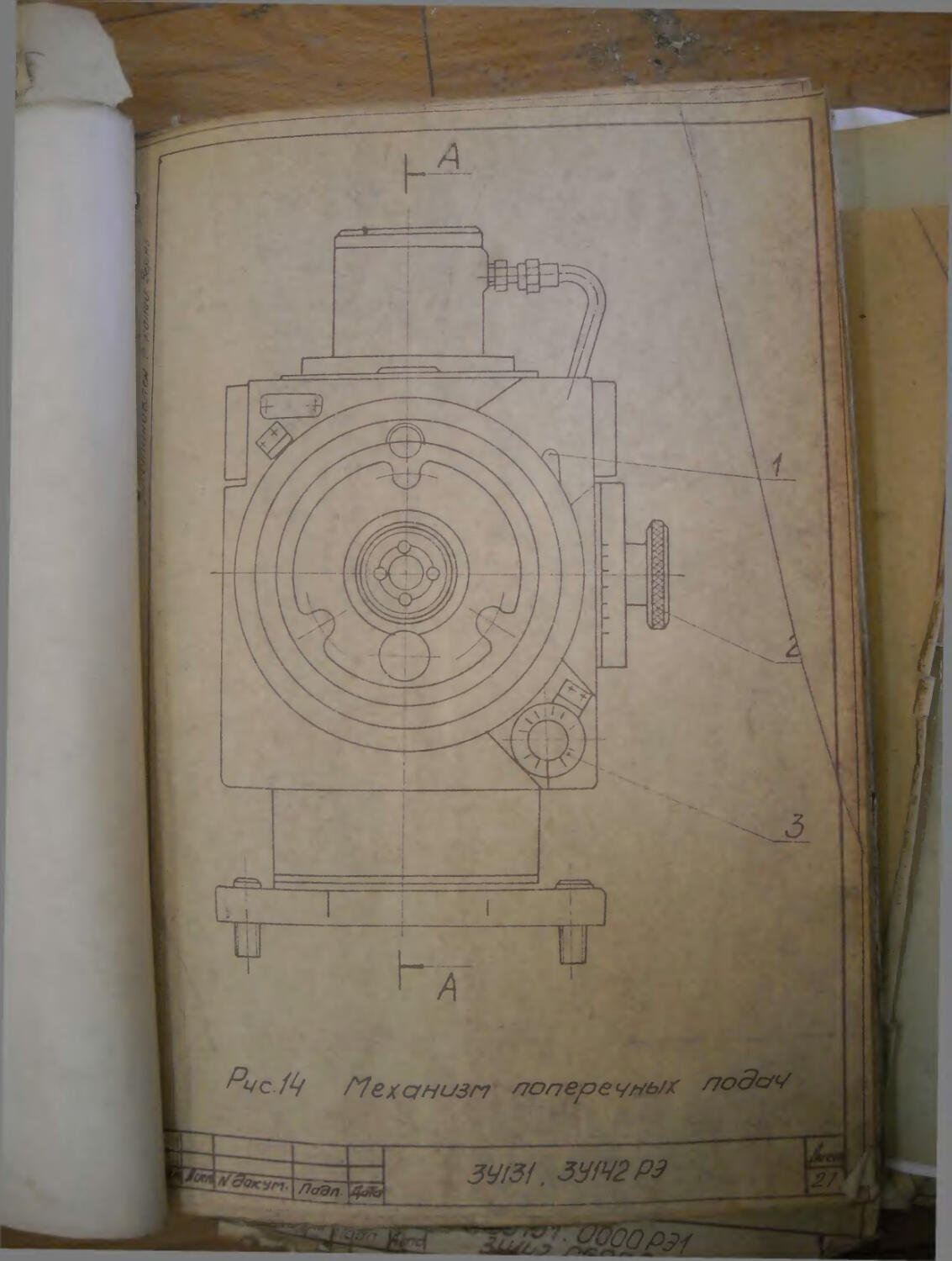
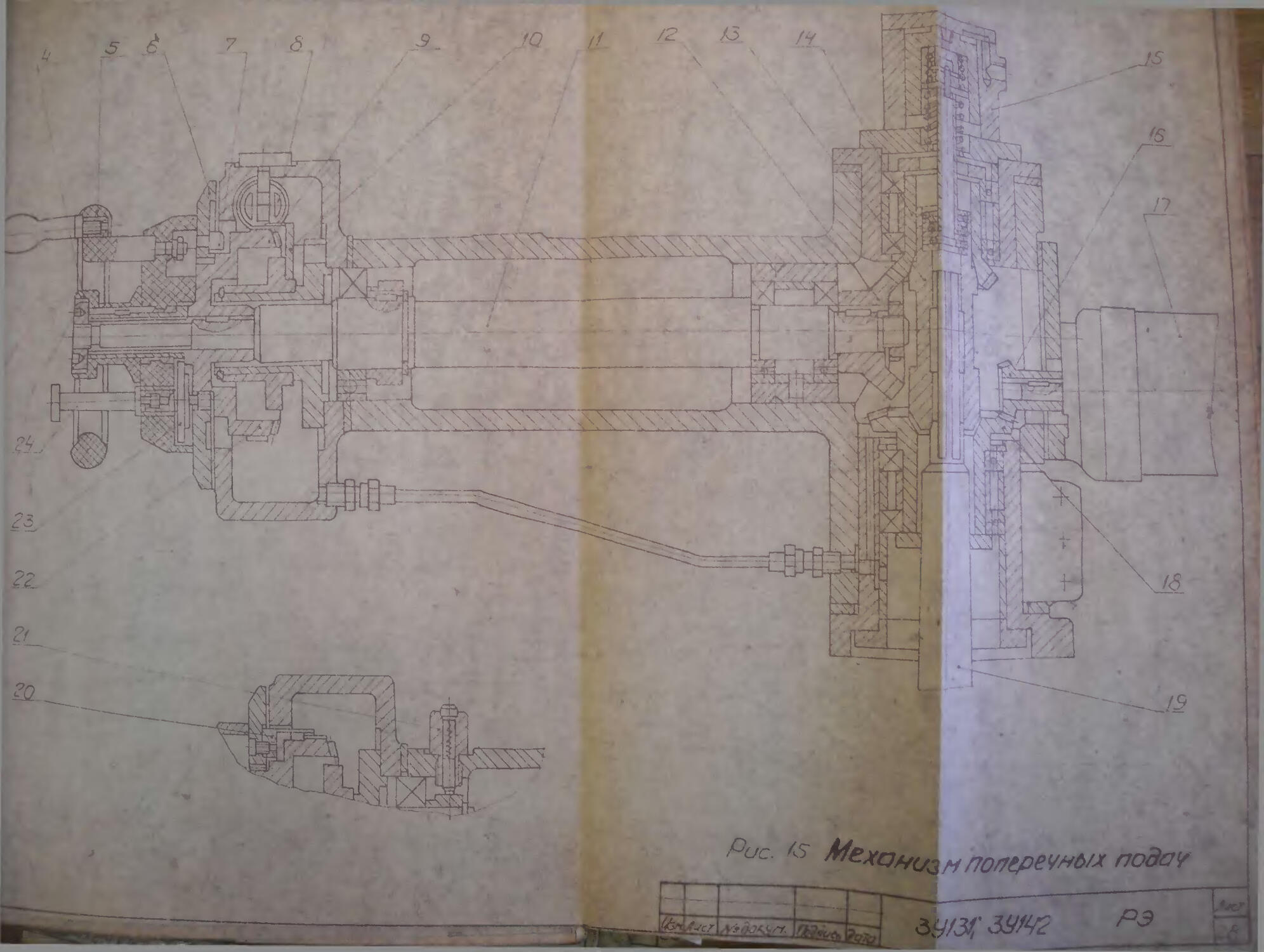
Механизм поперечных подач (рис. 14 и 15)
Механизмом подач осуществляется поперечная подача и
рническнй установочный перегон шлифовальной бабки.
1внГ П0Даче вРУчную вращение от маховика 5 передается
L ™вую пару подачи (на рис", не показано) через вал 11.
ескне шестерни 12 и 14, полумуфту 13 и вертикальный
L u т°нкая доводочная подача производится вращением
вИиол Ка 2- При этом вращение на вал 11 передается через
рическне шестерки 22.
Рри шлифовании до жесткого упора применяется .откидной
vuop 1-
6. Вели
—5 ОТНОСИТ
;ью 23
- япырь Т. закреплеййИИна
:ь:ё упирает--- -_-авл ивается ~ов<_
'--к
ели: 1 я -я? 24.Я
' - - - - '* Ч»|
пРг аот-.= , -.-кжераШ
ю=-хЕ . ..рлнметоД
' ••
зубчатый сектор. -• -w4^-,7;.о-*ни * требуемое числе 1
го механизма ивводите птеекатель 20 храпового
. tv--.
*9
.. Г - - пора с|
в конце каждой —,'J*^ -^пе- ^ь l
„«а 01 Пои включения механического пере, .на i
-ой бабки в верхнюю полость цилиндра 1о додаете» на
Sopniea перекидает полумуфзу 13 в нижнее 1полв
Bpase.-nre от электронат-теля Ь на ходовую га —
ся через конические шестерни 16 и 18. полумуфту 13 Я
19. На маховик при >тсм аратпен::е не передается. Я
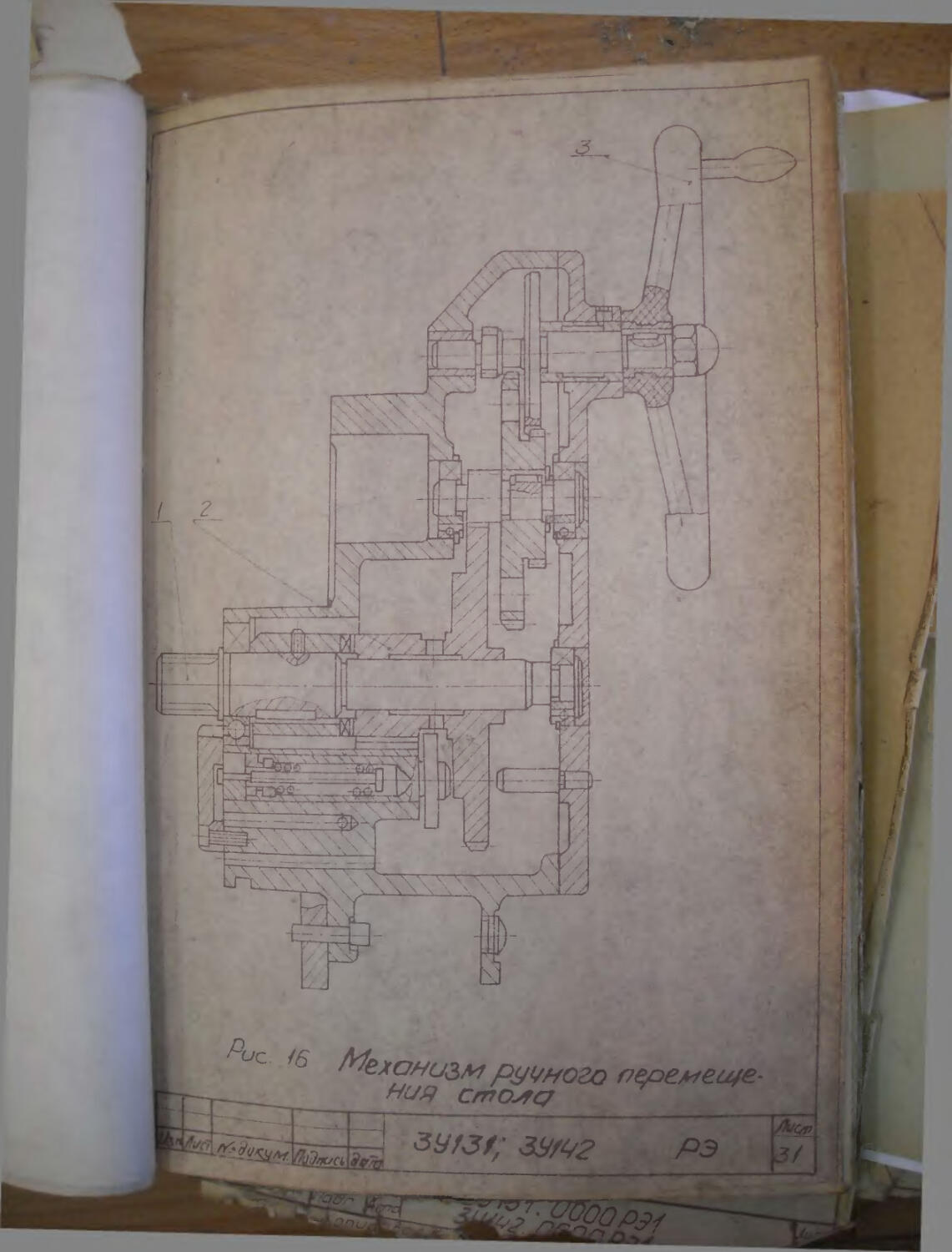
Механизм ручного перемещения стола (рис. 16) 1
-•'2*
Механиз
:редставлнет собой двухскоростной шестеЯ
Вал-шестерня 1 механизма ::^оодитсявз
стоетнси зацеплении ; рей?:;й нижнего стола.
Переклкченне с:-::;::тей осуществляется пере.мещеяИ
; . . - л КЩ
перемещение:: маховика на себя
При включении гидравлического перемещения стола
тически рарединяег:.- г рта 2 и вращение выходной
ни 1 от рейки стс.та не передается на механизм. J
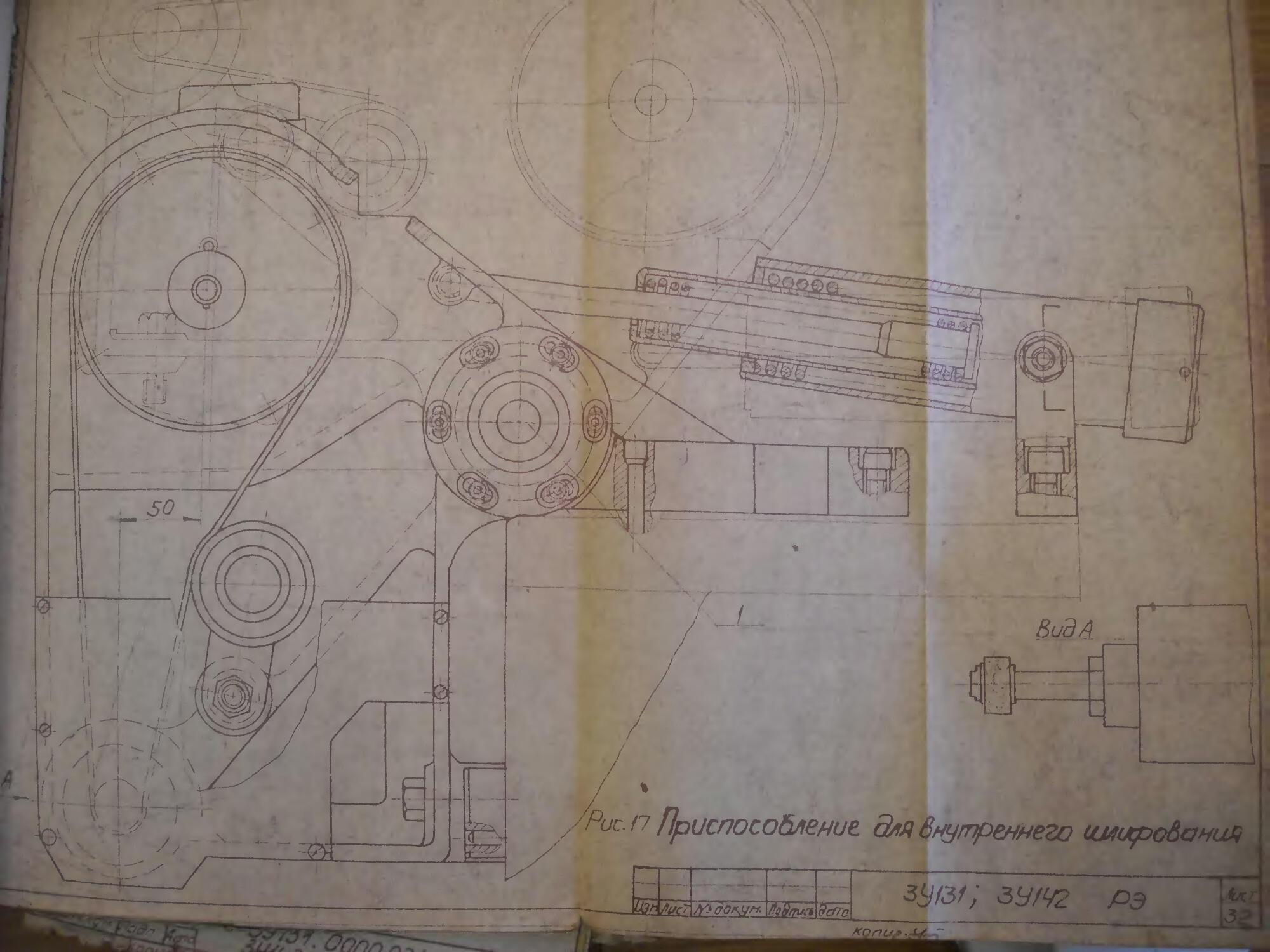
Првенособ.тенне для внутреннего шлифования рнс4|
1. Отвод приспособлен!
1ои Зрашение на внуй
>Да передается ::лоскщИ
3 .‘152 том д.; е ктуютоЩ
елями. При установке*^
-"■сп г дует на электрм
1Ь. мм ка шкив .JB
- г.ь'й поставляется со станком
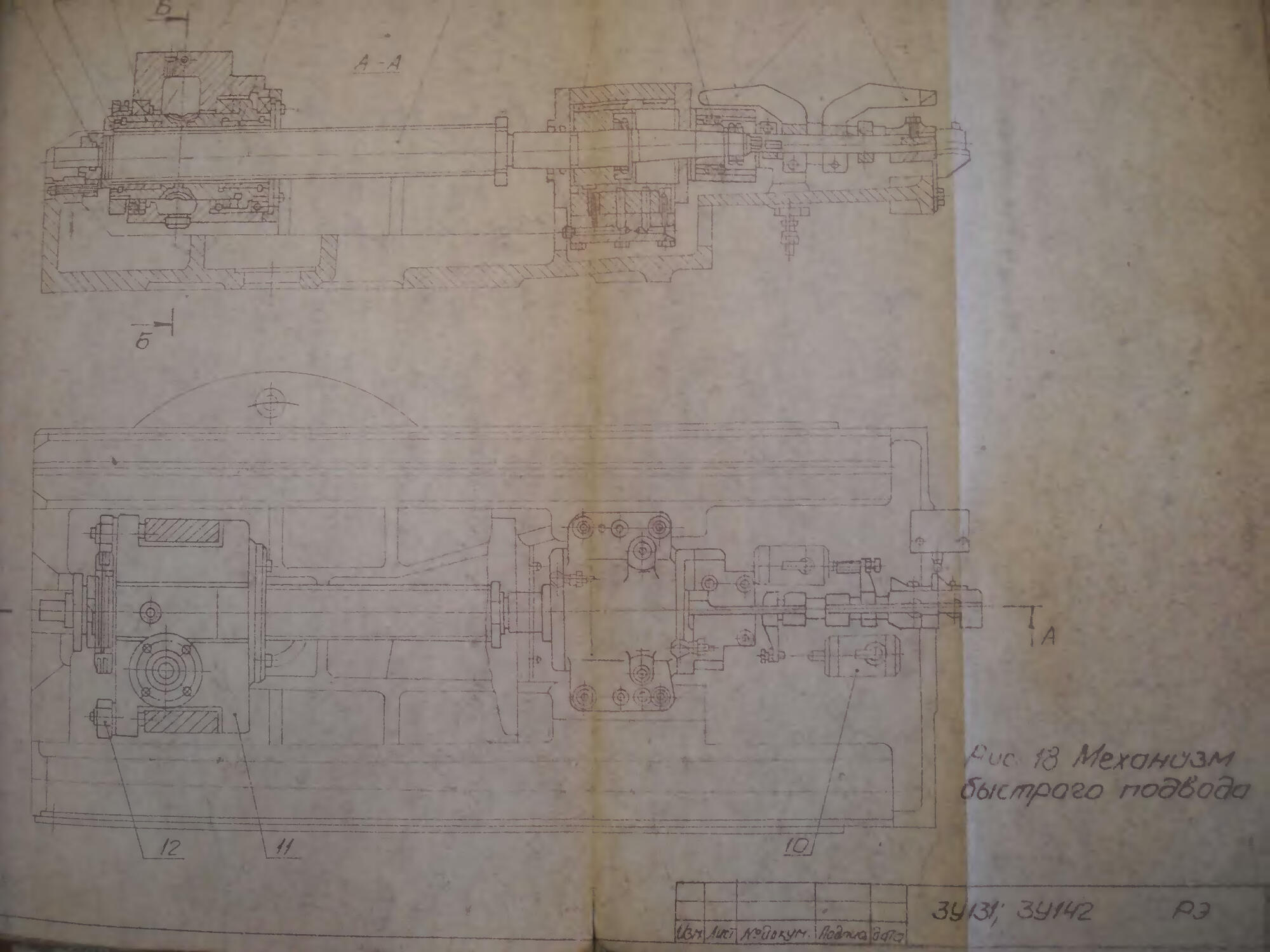
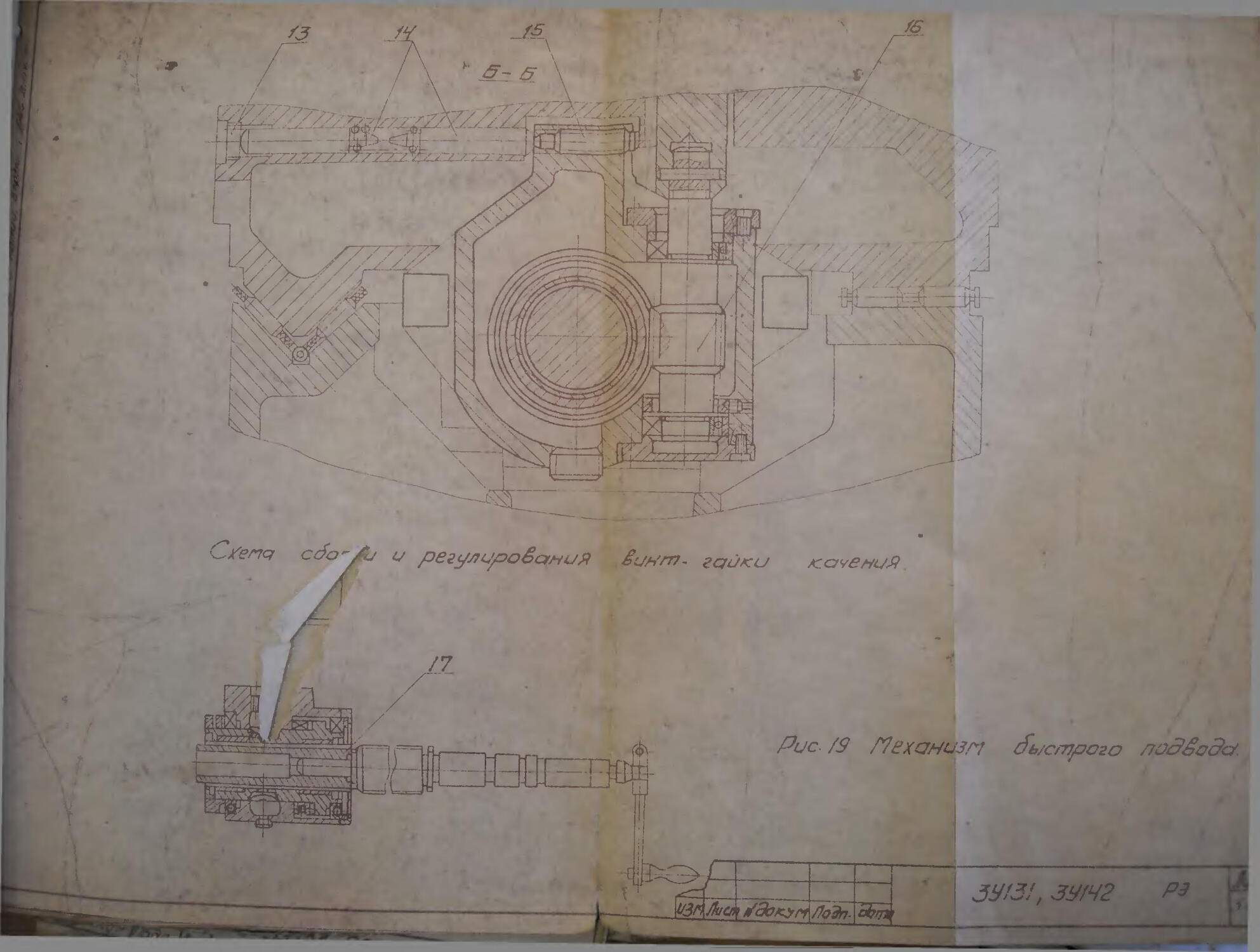
Механизм быстрого подвода (рис. 18 н 19)
- - ■; -зла быстрого подвода шлифовальной бабки к
- - а качения с червячной передачей. Узел бы--тиу
: : из цилиндра 7 и гидравлических тор*о£
. 'У '- :.:ь 10. Узел винт-гайка качения включает в'себ?
IV с гайки 4 и 5. втулку 3 с червячным колесом
■ . .единенный с вертикальным валом механизма
_ гайки 11 сцеплен с выступами шлифовальной
и пел;тайке имеются три независимые rpvn-
С .у.чшнх шариков. Полугайки сцепляются с втул-
Т-: - векиами. которые имеют различное число
L. ;; перестановке полугаек на одинаковое число зубь-
L г.ьчиваются на разные углы, что используется
Ьег - осевого натяга в винтовой паре. Радвападо
Ь: -.а.:, винта обеспечивают роликовые наврав-
Я h - - л ектро двигателя перегона шлифовальной
! . г л ожениях имеются упоры 9.
Устройство для подачн и очистки охлаждающей
жидкости (рис. 20)
-;гет з себя отдельно стоящую установку, на которой
вт. :-ч::: I. фильтр 2 и подводящие коммуникация.
ч-йнльтра используется магнитный сепаратор; в
.. ' '.. " • :т-.:-:ьь.т;:аает:н хнльтр —
ягог.тер с фильтрующей бумажной лентой.
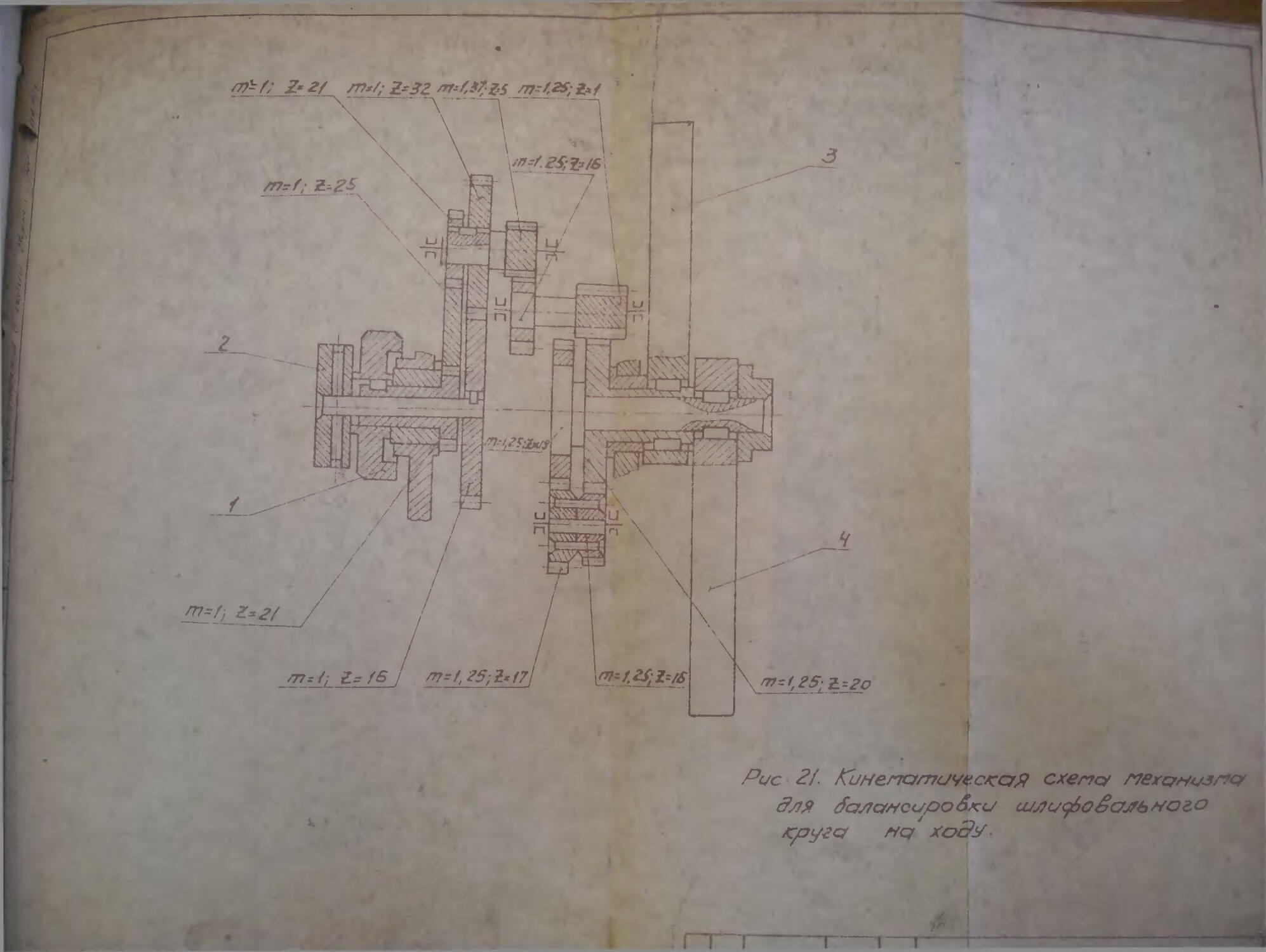
ехакизм балансировки шлифовального круга (рнс. 21)
Ъ'. в:й механизм закрепляется на фланце шлифо-
н - - круга и предназначен для устранения дисбаланса.
*“гч:--.п.ч:-. ь процессе срабатывания круга.
ia:-:а:- - производится во время вращения щлнфоваль-
КГ;Н'- торможением вручную рукояток 1 или 2.
Р1' укоятки 2 движение грузов 3 и -4 зажязя-
' ■ " '.т-му зубчатых н червячных передач причем
..а, ~ : .я несколько медленнее Смещаясь относитель-
•’[. относительно круга, грузы изменяют дисоа-
rvдет лройдено положение, соответсчЧWB*pr **" .
г3'-' 'рации и дисбаланс начнет возрасуая^ c*e”~ -
И7:- .чоятку 2 н затормозить рукоятку 1. При;_•«
ьно друг друга будут дч;.гаться в ;
правлсчн
овращать
его дисия««"са-
«ГГм”пК сто ОТСУТСТВИ'.
ьс„ „ „рой; нос положение п<.цМ(
ШМеНЫПе
■о дисбаланса произщ
о'ГС V I' относительную иелЛ
, Я ВИб|)ОМ''Т1»>" IIP" ' ' „„ , in I :< ■ 11 11"г"Ц| „„ J
„МЯКИШИ можно Ж| , шлифона^
небольшом сосуде, У(-1,11
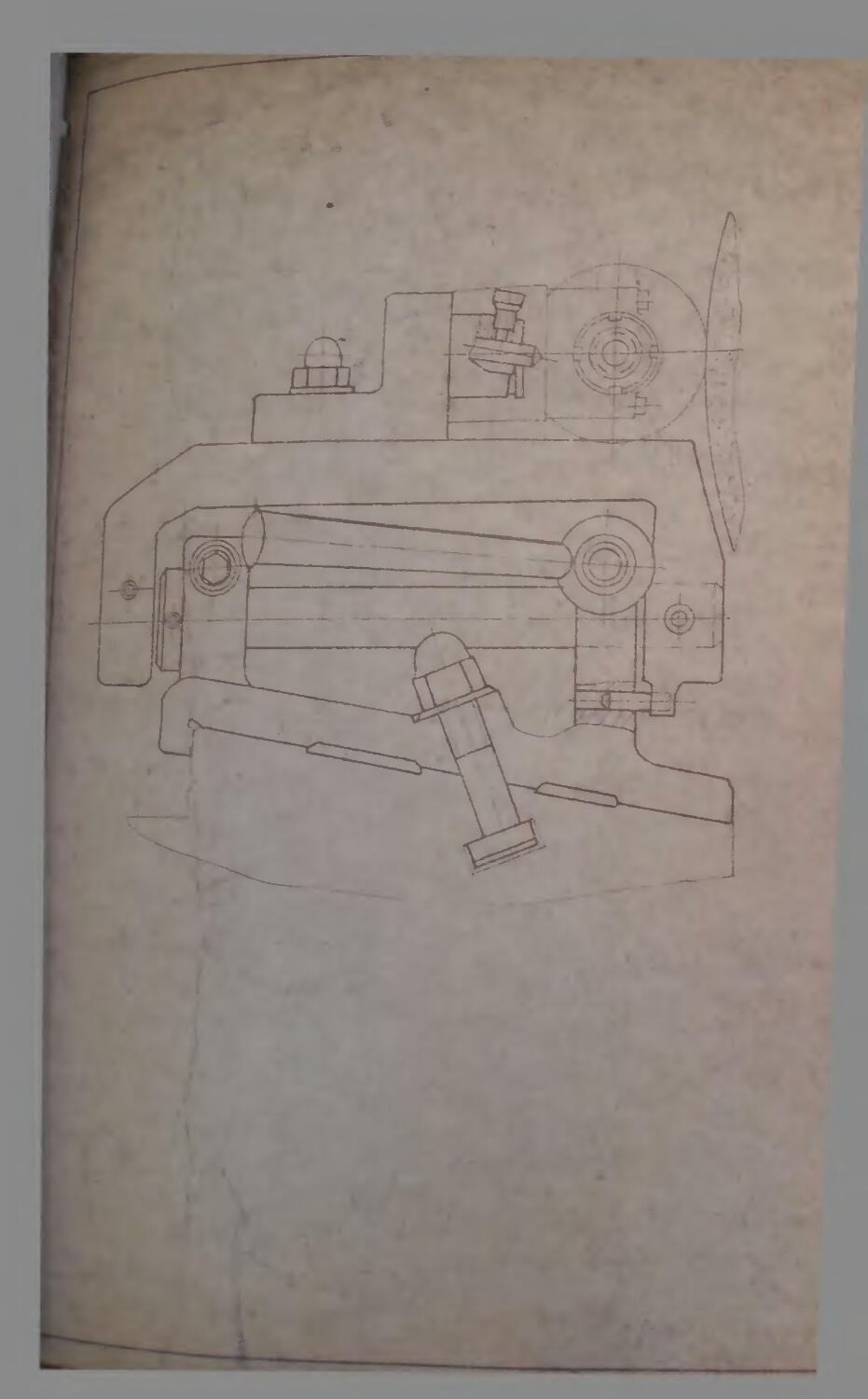
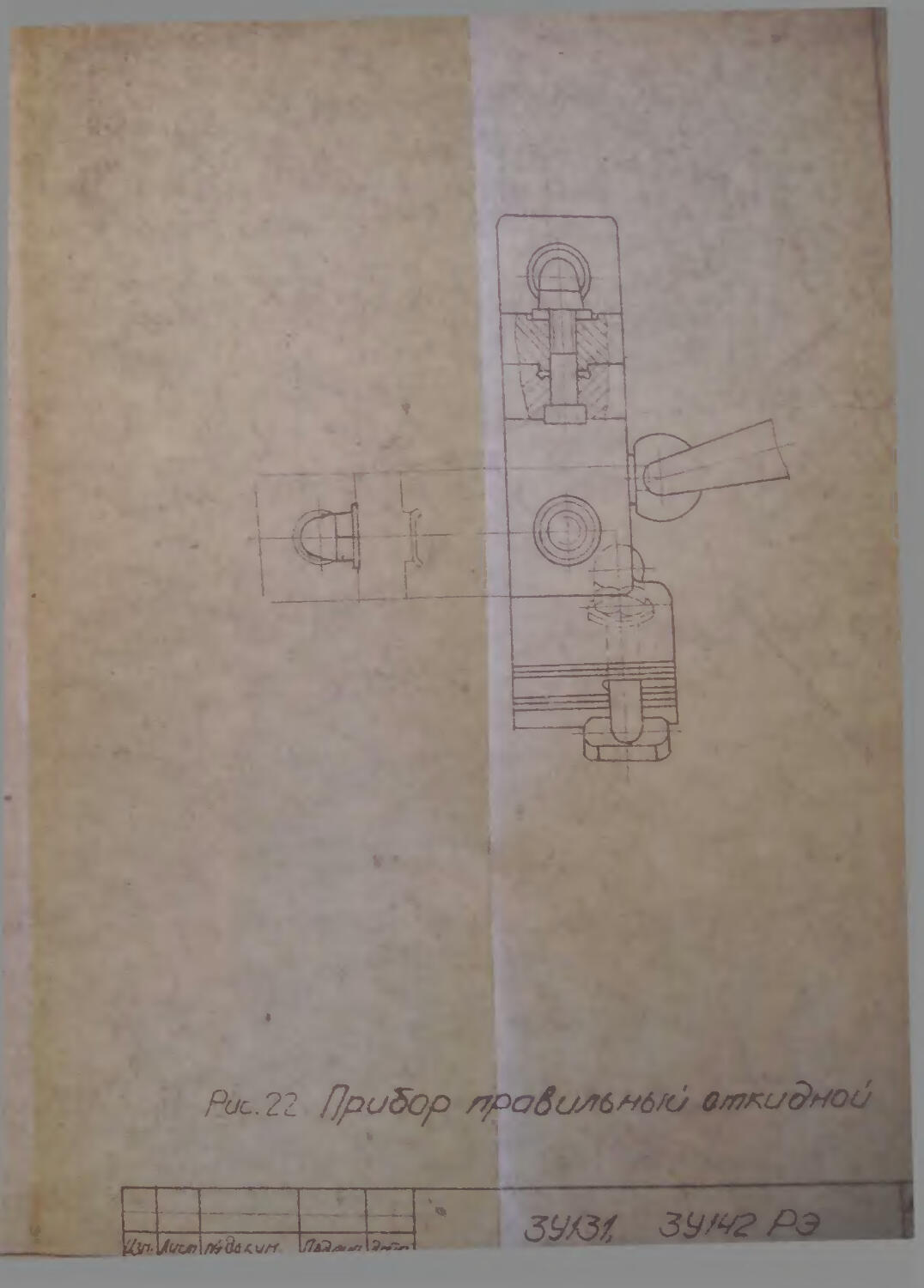
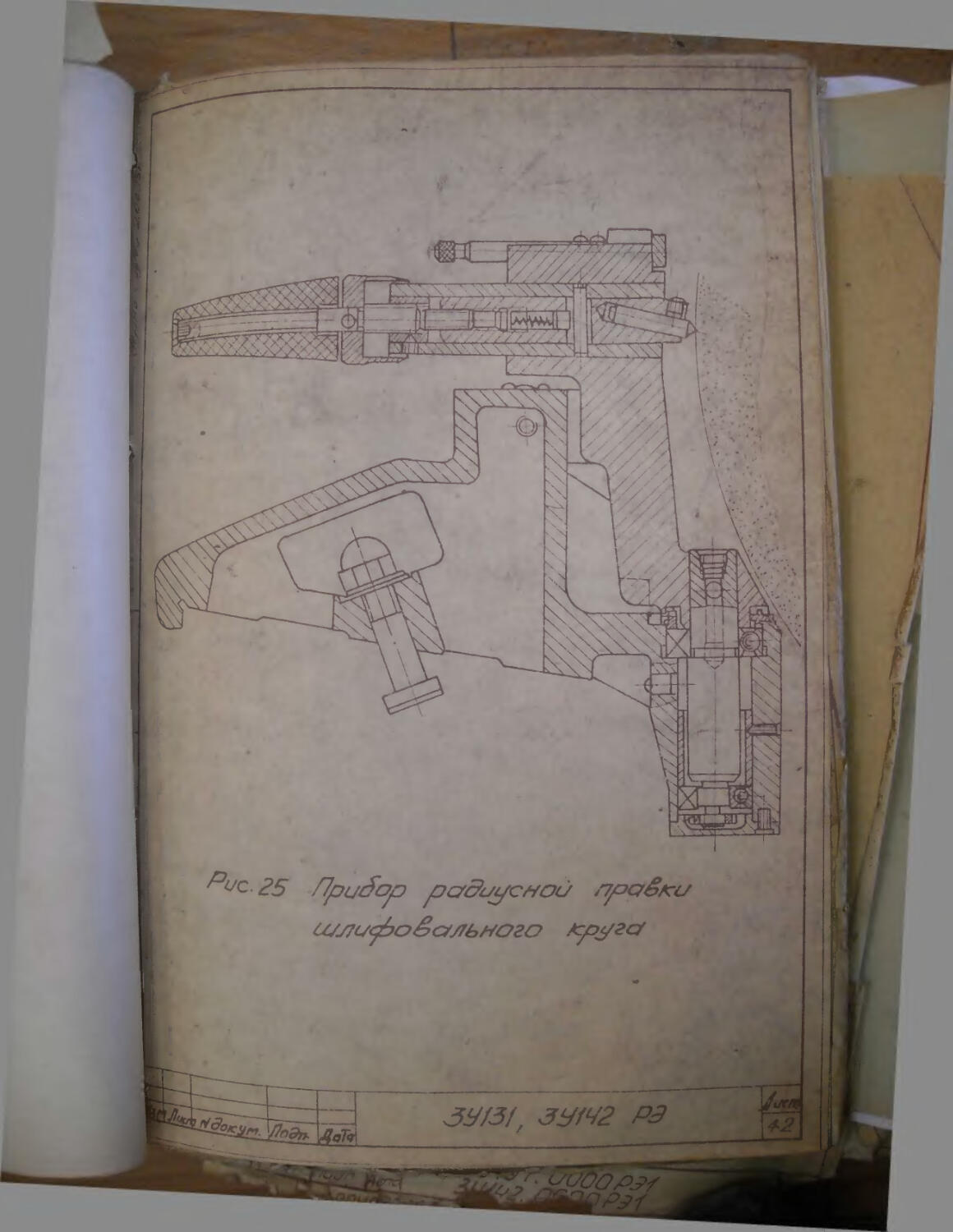
Правильные приборы (рис. 22, 2.'). 24 н 25) j
Прибор (рнс-
Йавт°юдвижной стойк аирсмляется алмаз или держа*
твердосплавным диском. I
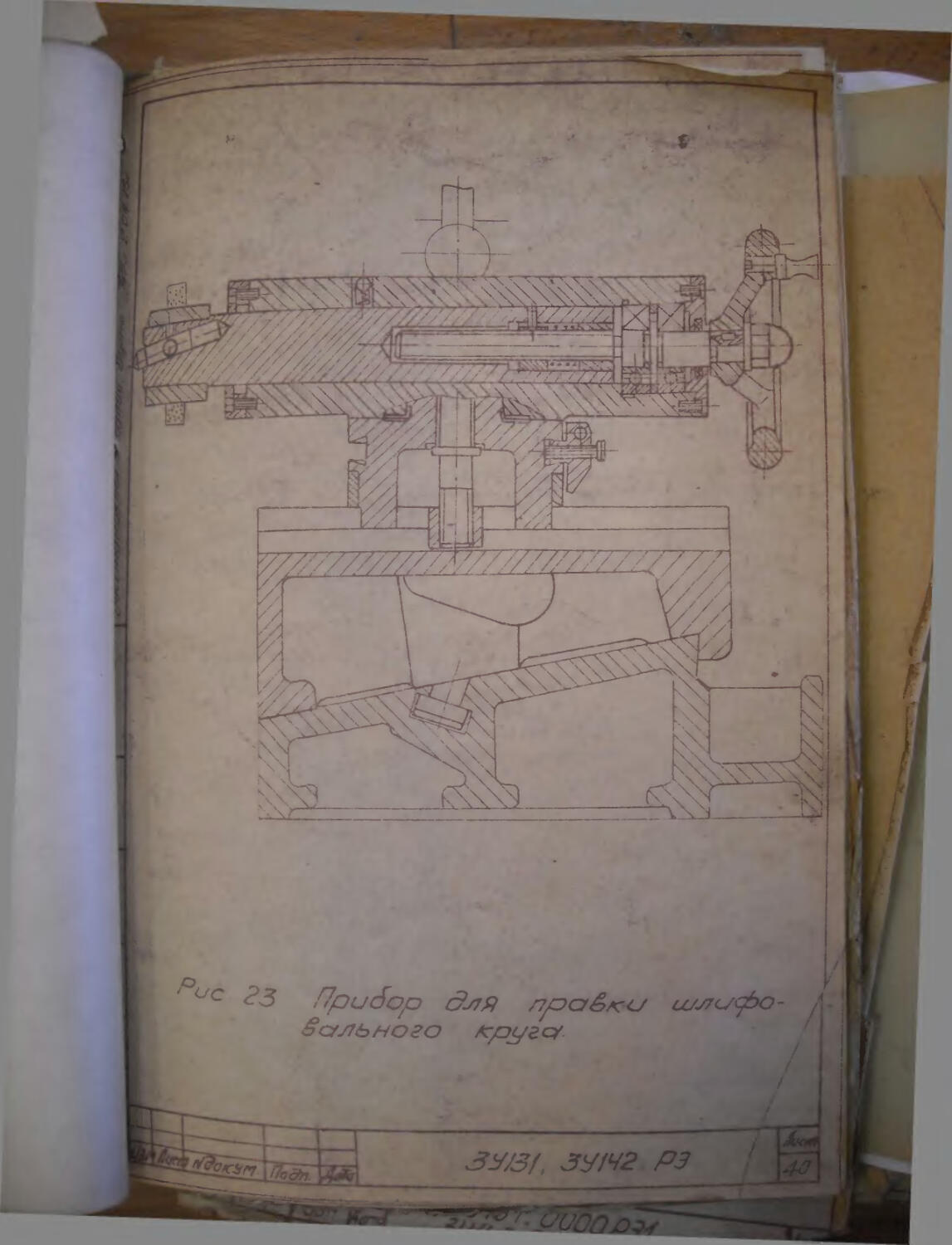
Прибор (рис. 23) |||и:»ня:шаЧ1'И ДЛИ правки круга по пер,
рации и торцам яри норшл. п понериутои пол.,же!
и кали,, п,ki томной установки поворотного корц
прибора
иовлепиыми винтами. Державка с твердосплавным диском
креплястся непосредственно па ниноли (при правке первфе(
или посредством специального хомута (при правки торцев)
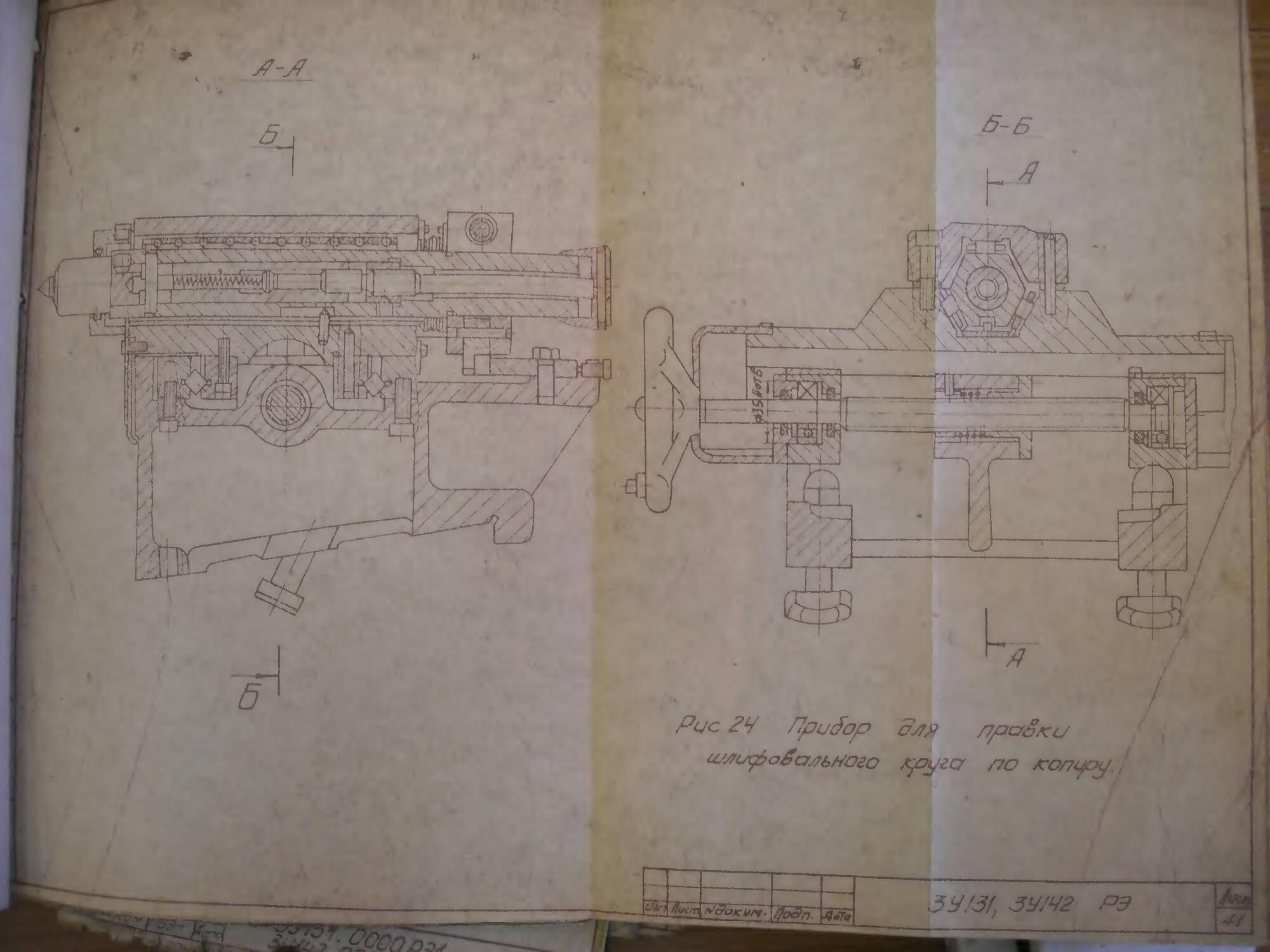
Прибор (рис, 24) предназначен для фасонной правки Kpyi
копиру. Каретка и пнноль прибора смонтированы на ролижл]
направляющих. Ход пиполи 25 мМ, поперечный ход RJtiffl
100 мм. Упор пиполи поджат к копиру пружиной. Под а*
мала производится вращением рукоятки микрометрЩ
винта. I
Прибор (рис. 25) обеспечивает правку круга для шлифов!
наружных поверхностей радиусом до 25 мм, внутренних-!
?ZC1M10 ММ- ,,ас'Ф°йка производится предварИЙ^^
мвгоическогоНвин^.,ЧаТ,,ЯЬИО Враще,,исм 1>УК<.нтки
Приборы (рис, 24 и 25) поставляются по особому
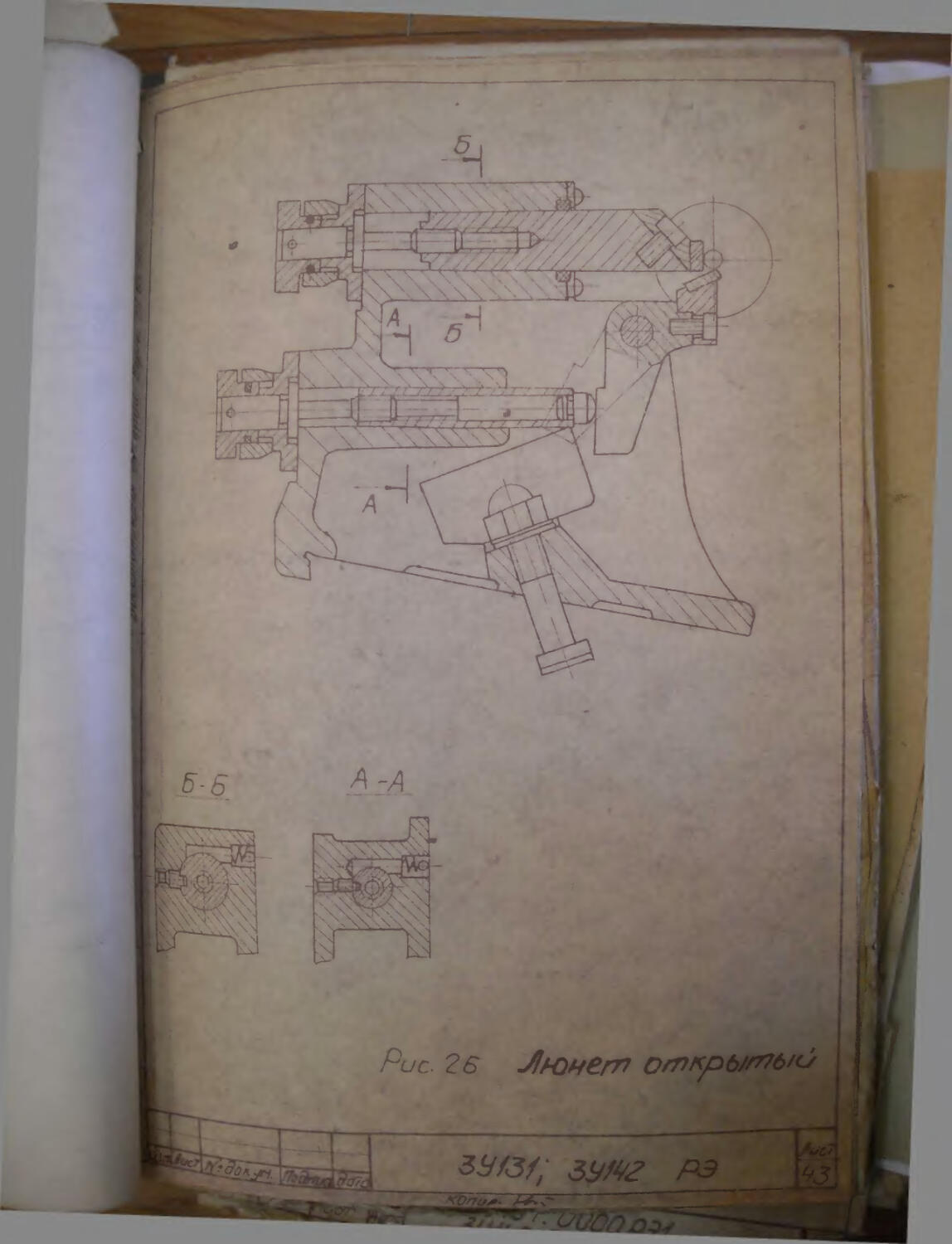
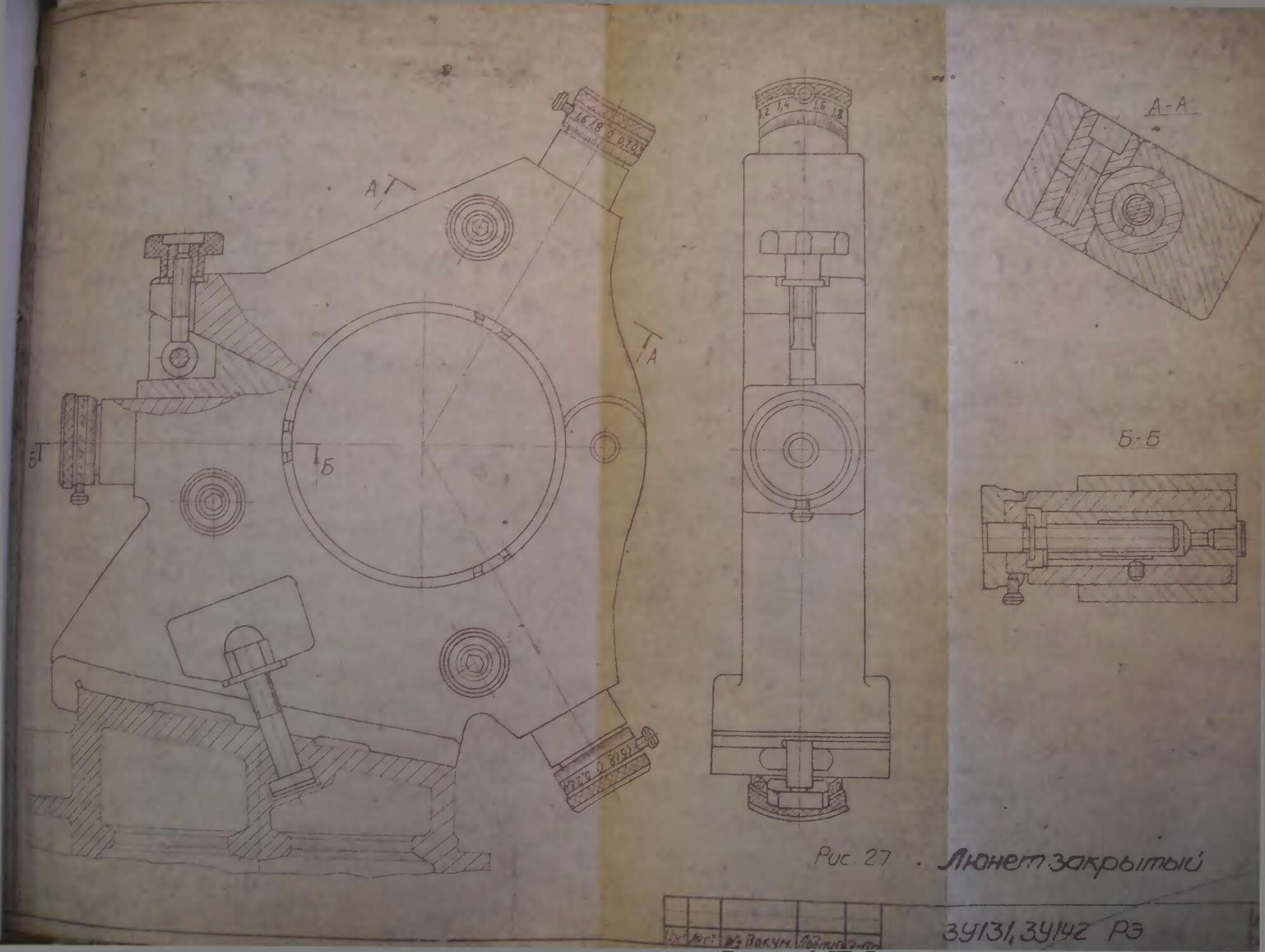
Люнеты (рис. 26 и 27)
Открытыii люнет обеси
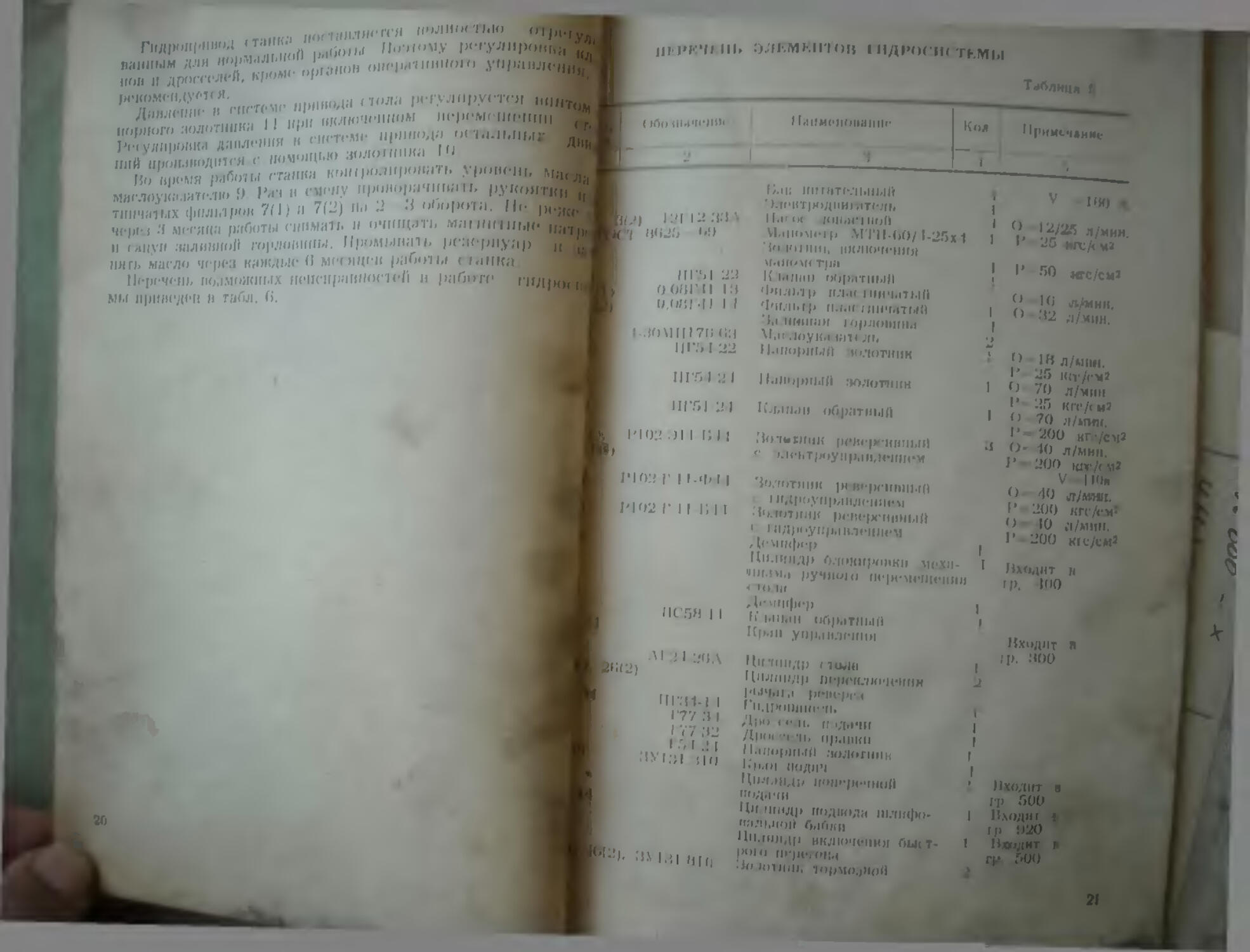
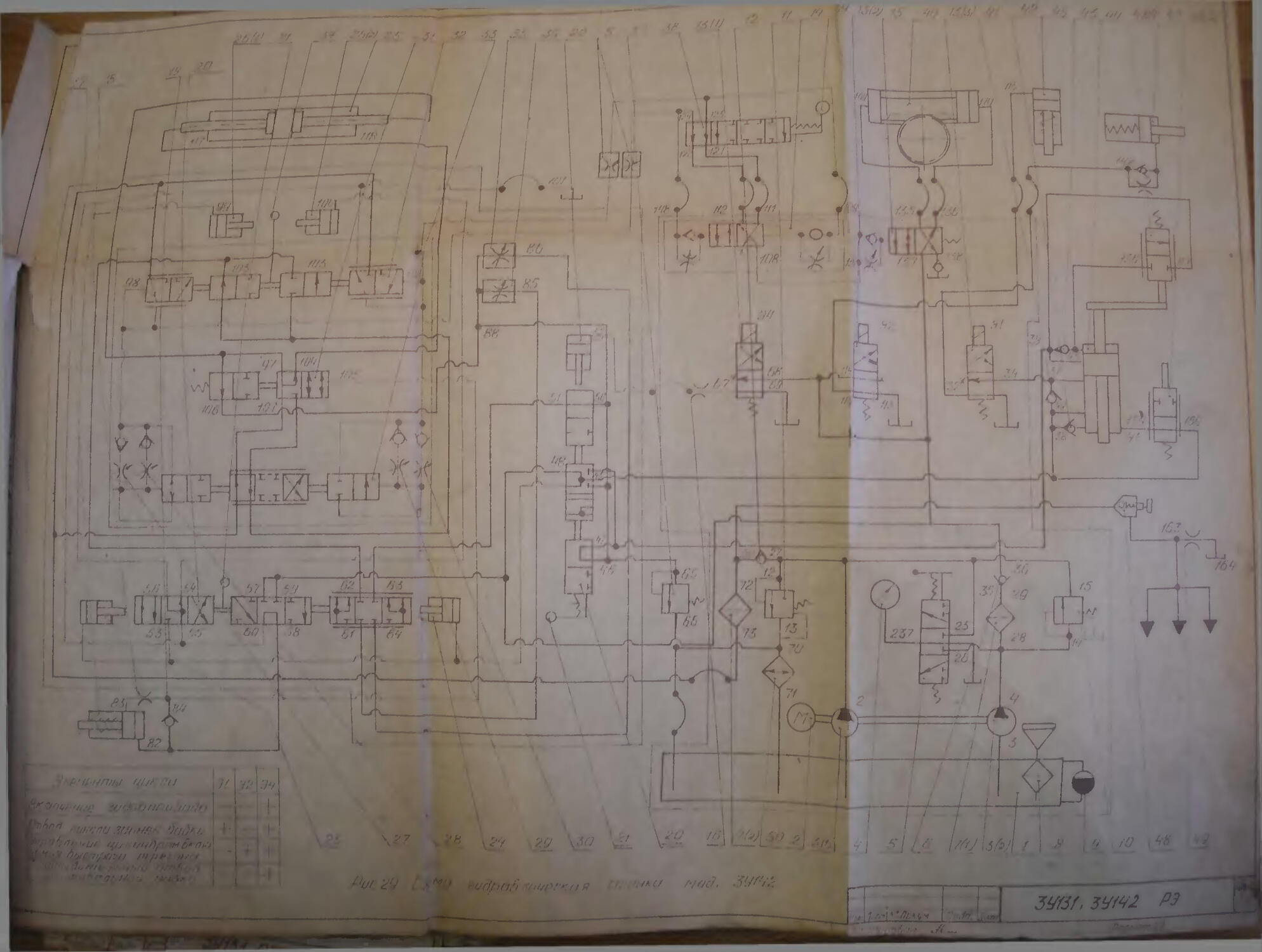
ГИДРОСИСТЕМА
I рпцраплическая показана на рис. 28 и 29.
Г,,.,,' элементов гидросистемы указан в таблице 5.
Описание работы
Иоснстема станка предназначена для обеспечения сле-
Кх функций:
Перемещение стола с рабочей скоростью или скоростью
Ji.
Блокировка механизма ручного перемещения стола.
fjoporoii стола.
Подвод п отвод шлифовальной бабки.
Ьтиод пиполи задней бабки.
Периодические подачи при реверсах стола.
Переключение муфты механизма подач при установочном
>по шлифовальной бабки.
Ьовалыюй бабки Дли точной установки поворотного кор )п« шлифовальной оаоки.
прибора па тргбугмыи угол служат подвижные упоры с yi jocnan установка и большая часть аппаратуры управле-
■спечинает шлифование
«•' пи мм.
■^крытые, люнет использ
изделий
и т.,.. I m.iiijjiьзуетси
веуранновешеииых лот-пи.н , * - -
,х Д(!Галей диаметром от 15 до
шлифовании
150 I
ьшееены в отдельно стоящую гидростанцию. Гидропанель
стола, крап подач, кран управления и дроссели, регу-
bi 11.111 ■ скорость перемещения стола, размещены в окне
^,]й стенки станины.
эсиая установка состоит из сдвоенного лопастного насо-
р) п 3(2). Меньший насос 3(2) включен в систему посто-
Тболыпнй насос 3(1) обычно разгружен на слив через
вый золотник 31 гидропанели и подключается в систему
b при включении перемещения стола. Обратные клапа-
п 12 предохраняют систему от инерционной разрядки
включении гидропривода.
Цачестпс предохранительных клапанов используются на-
юлотнмки II н 10; слив из последнего соединяется с
(ралыо подачи масла от насоса 3(1). Фильтрация всего
[осуществляется фильтром 7(2), фильтрация масла от
3(1) фильтром 7(1). Охлаждается масло в теплооб-
|е 50.
Вочеппе перемещения стола, быстрого подвода и отвода
Ювцлыюй бабки п перегона стола производится одной
^кой 21.
Перемещение стола
П|Драилпческого перемещения стола для осуществле-
|« ела шлифования производится при подведенной шлифо-
Р оаоие наклоном рукоятки управления 21 вправо. При
V ело от насосной установки через среднее сечение кра-
I (,Дходит к цилиндру отключения механизма ручного
OA «oTpt'» ‘„ выполнении правки шлифовального круга.
а, и перемещу. — I|0CTv..m- -и Л| i ] 11Я осциллирующего,движения стола с ход
31 2олотника 33 мае-1 1 о5. Из противов я ' f l упоры до касания с рычагом реверса 34
„помршения с ,|Я глин по». С1Л 01 nnfTSRHTb R ПОЛОЖвНИР. ШЛИСЬоВЯН!
последний в правое положение. Полости гидроцилиидра 2
рез проточки золотника 31 соединяются между собощ™
сливом по линии 106—65 через подпорный клапан 37<
этом насос 3(1) разгружается. Давление разгрузки paiH
кге/см2, благодаря чему, не происходит подсос воздуха _в|
роцилиндр.
Одновременно цилиндр блокировки механизма руч:
ремещения стола сообщается со сливом по линии" 8Щ
60-101, вследствие чего муфта этого механизма буДё!
чена пружиной и станет возможным перемещение ст<
воротом маховика.
л??еви * я- » крайних положен!
правому или левому тошТпь Р°"°1>га 31 »a«IOjB
• ремевиннн ого ,1 . ;1!!11Г" :»«..тнтйД
Лшения. Вследствие чтпгп Г раинее "Равое пли Я
ИИЯСТ»!,, 21 I„:i,:|); Ч- нплпидр пЩ
™ "p“oaili к > делением щ
«ПИ» стола Д.1П1П Ч,П s изменению ианравлЯ
Pm реверса. сто» определяя пТлЯ
S^8P*'“' «“^"Pn'pewpcaf oc>’»«*™weTC* !
“■ Рь|чаг Sil"PTa плавности п 'Ф" помоп№ '
“ад ” ' croil i "питить'’!!" £тола п™'-18!
**• Эт“ »ст ттож1„ 1тобы 011 МОГ.И
0С’Ь перегонять!^
ip.'.1-'1- 1 'тпртий'^порТреверса для^ограничения переме-
.митрен ГРЬ ..„'„лиии nnaRKH шлифовального KDvra.
ходом
|у>ь I ю с В,з лен и я' 2Т*поставить в положение‘шлифования.
ть> минуту настраивается дросселями стола.
Перегон стола
, лстпа наладки станка предусмотрена возможность
' rro ia вправо или влево с регулируемой скоростью
tu-iiiioii шлифовальной бабке.
Р ■' .ГОЛЙУЛПНМП НЯ1
ИДРОЦИЛ И"Г- Л h правки I' ■li'llllCIl —
«чинк крана JO. Jl»»**;*’ ||Т1 поп правке опрЯ г,,;,., л стола необходимо наклонить рукоятку управ-
37 Скорость перемещения . " „„„'.во или влево. При этом масло через левое сечение
Ко и.,ступит к торцу плунжера 26(1) или 26(2) кото-
I IinuonHVT пычяг прирпря 34 r r.Tonrmv
иещаясь, повернут рычаг реверса 34 в сторону,
1с.Твиощуга направлению наклона рукоятки управле-
полостя .этого цплппдра » 2». дроссель
налы гидропанелн, правое и 1 Сь1ф„сть пе|«Ц
“ стола 35 И подпор,л.': , „„стройкой дроссел
стола при шлифованпп о ;! ; ру^ятку управлевд
для правки шлифов.!-11-;, „л. |а ,,,, нерабочей п
необходимо наклонить в.П В . . гидропанелн,
ТИ гидроцилиидра П| он 0.1; Н ПОДПОРНЫЙ
вое сечение крана •<'- -и -
пан 37. Скорость .
настройкой дросп . : перемещения стола про
Выключение „ вертикальное по,
К?Гм'ё е п,:о;, -.-гана 2.) соединит точк,
VoTrl г.ппптнии-1 31 через обратный клапан 19 со сл
стопового лми i ‘ Пружина стопового золотника возврщ ее происходит то же, что и при перемещении стола при
: и.чппс_т_и_.1Ч1лпп1гилии.тпЯИ Ьашш или правке, но слив из полости гидроцилиндра
через проточки крана 20. Скорость движения стола
Орегоне определяется углом наклона рукоятки управле-
, от которого зависит величина щели сечения «рана-20.
Подвод и отвод шлифовальной бабки
|трын подвод шлифовальной бабки к изделию осущест-
|я наклоном рукоятки 21 «на себя». При этом масло от
I 3(2) через обратный клапан 6 поступает к точке 48 зо-
а 20. Через проточку этого золотника по линии 47—39
поступает в верхнюю полость цилиндра 44. Из нижней
р этого цилиндра по линии 40—38—49—65 масло
it слив через подпорный клапан 37. В конце быстрого
|а масло идет на слив по линии 41 —159 через проточ-
ртннка 16(2) и далее по линии 160—38—49—65. При
Ёп|КХ<пПТ Т0РМ0Жение бабки при подходе в крайнее
Г г; ^корость торможения' регулируется положением
-воздействующего на золотник 46(2).
ьктро^! отводе шлифовальной бабки торможение ее в
1Я ',существляется ЗОЛОТНИКОМ 46(1). Скорость тор-
[тниг •'Л1ФУется положением упора, воздействующего
Отвод пинолк задней бабки
|омагннтя ^ педаль подается команда на включение
золотника 13(3), и масло подается к ци-
ЛИНДРУ отвода пиноли 47. Отвод пиноли возможен толы
отведенной шлифовальной бабке, т., к. подвод масла ц ]
нику 13(3) происходит по линии оч, т. е. при j
(по схеме) положении поршня цилиндра 4i.
Периодические подачи шлифовальной бабки 1
От гидропанели (точки 98 и 102) масло поступает к J
периодических подач 38, который имеет 4 положения;^*
а) подача на каждый ход;
б) подача при реверсе слева;
в) подачи нет;
г) подача при реверсе справа,
В момент реверса стола слева масло по каналу
пает к крану подач (точка 124), проходит через протоЦ
лотника 14 и поступает под левый торец золотника 15]
следний, перемещаясь вправо (по схеме), откроет достм
ла от насоса 3(2) под левый торец цилиндра поперечной!
чи 40 и произойдет подача. <
Одновременно масло поступает под левый торец зол1
14, перемещая его вправо по схеме. Скорость переме!
регулируется дросселем, встроенным в золотник. Пе&Я
ясь, золотник 14 отсекает поток масла от крана 38 к 1
нику 15 по линии 112 108- 134 и сливает его из-шиг
этого золотника по линии 134 — 108—111 — 121 — 123$]
101. Пружина возвращает золотник 15 в первоначально!
ложение и масло от насосной установки поступает пП
торец цилиндра 40. „„„„ ,В11ДЯ\.Г0 nfpLpffi а из '
1в9-Тз5И-ша ЧеРИ "рПТ0',ку золотника 15 по
пает к крану^подач^точг !1 °123?а масло п0 каналу 1021
золотника 14 и постгпаот проходит через про]
- под Л1ВЫЙ ™рец золотника
,ец ц,,линдра ...
Одновременно , - аЯИ^еред пУском станкч за'лить в резервуар 1 через заливну]
ш» И. перепетая его влево' СХы,е; "таротТ”ЙД^®°В""У 8 'аат жияо «т^ойинное-22» ГОСТ32-5
встРоенньш в **■*• после пуск.
15 по линии lii' о п ? и п"ток яасла к " Резервуар
послр поопплп .. 1^4, далее происходит то М^^ШВпта
после реверса слева.
Для осуществления периодической подачи справа И ,
необходимо кран подач 38 поставить в соответствуЮШЩ
, жение. Когда кран подач стоит в положений «подач^
масло от золотника 32 чепез г— -
через сечение крана не проход»1*
Переключение муфты механизма подач
ппн включении установочного перегона шлифовальной баб-
Ат электродвигателя включается электромагнит Э2, который
Шмещаст золотник 13(2). Масло подается под торец цилинд-
%5. который переключает муфту механизма подач для пе¬
она.
Стоматический отвод шлифовальной бабки при перегрузке
[р„ перегрузке станка (большое усилие на шлифовальный
гг\ ,,т реле максимального тока подается команда на элект-
|janniT Э4 золотника 13(1). Последний, перемещаясь вниз,
>ывает доступ масла от насосной установки по линии
j8—67 — 52 под торец золотника 22, перемещает его вниз
{схеме) п масло под давлением по линии 48—49 поступает
рлотиикам 23 и 24, которые устанавливают кран управле-
20 в среднее положение. Рукоятка управления 21 стано-
в вертикальное положение, шлифовальная бабка отхо-
[т от изделия, стол останавливается.
Еемпфер 16 предназначен для безударного перемещения
■гни ка 22.
[ Разгрузка круговых направляющих шлифовальной бабки
ля подачи масла к круговым направляющим шлифоваль-
1й бабки при разворотах отпускается винт клапана 48, рас-
юженного на станине со стороны гидростанции (на развет-
ельной планке). Давление масла в системе разгрузки оп-
вляется демпфером 49.
Указание по монтажу и эксплуатации
|дростанция подключается к станку гибкими рукавами,
каждом рукаве закреплена бирка с обозначением номера
планках станка и гидростанции.
ловину 8 чистое масло марки «Турбинное-22» ГОСТ 32—53
уровня верхнего маслоуказателя 9. Емкость резервуара
!° л- После пуска станка и заполнения гидросистемы долить
(После пуска станка проверить рабочее давление по мано-
ргру 4. Давление в системе привода стола проверяется при
Трнятом флажке крана 5 и должно быть 10 —12 кге/см , дав-
рие в системе привода остальных движений проверяется
ж опущенном флажке и должно быть 12—14 кгс/см .
Гидропривод стайки пост/шляется ii<>jiiuk:ti,io " отппЦЗШ
яанным дли нормам/,по/1 работы. Чч.пчму рсгулпроц..
поп и дросселей, кроме органон оперативного уп])щ,лЯГ
рекомендуется.
'• ионнодн столп регулируется ВИнщШ
•Komnw „.„„шла пола регулируется ниц
™огае™о!я5т п Щ’« тммшты т^емещоиии
,р!'.:!!!* /..!!,.Г-.н.ш н cueп-мс привода остальных j
11,10 политика
, „от ролирпни
ч*-=так
уровень MacJa
Во время ра(5ты , тапка кг>м,^олпронать уро
маслоукалателю !). /’а:, и смет проиорачшып, рукоятнД
атых фильтров 7(J) и 7(2) на - -I оборота.
мвелиукиэгпеи»<* • '
тинчатых фильтров 7(i) и 7(;;j м<г.. pw,„. JI(. DRWM
через 3 месяца работы сии мать и очищать магнитные латп
наливной горловины, Промывать резервуар |( Jj
ИДР0С||
через о твелце.
и сапун заливной горловины. Иромывать резсрвуа|
пять масло через каждые G месяцев работы станка.
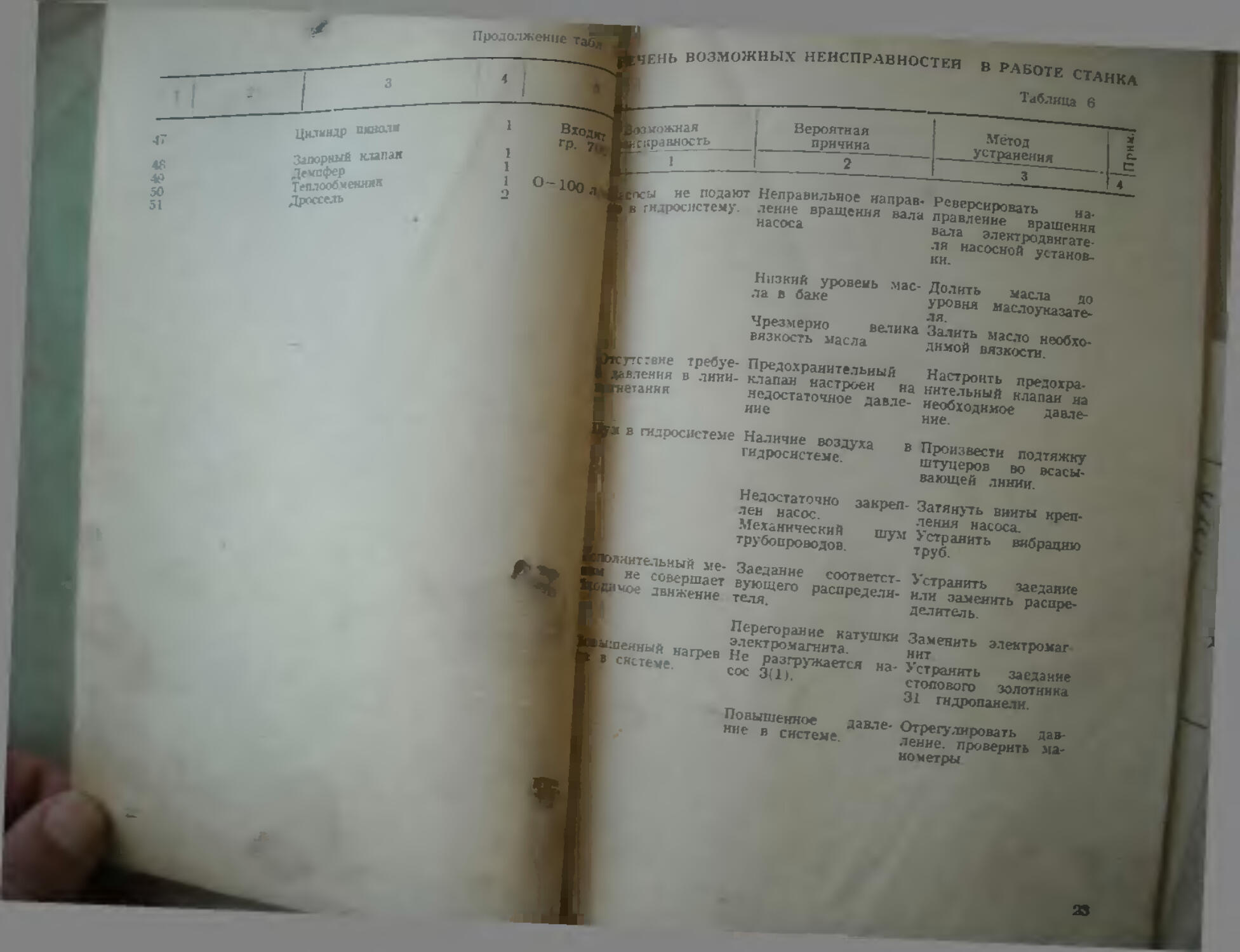
Перечень возможных неисправностей н работе |
мы приведен в тайл, 0.
ил КМ КИТОВ ГИДРОСИСТЕМЫ
Таблица Г»
1 ап 2-33 А
tvl И026 И»
III'51 22
0.0ВГ41 13
0.08Г4М4
! I :tOV1IIJ7(K!3
пт-22
; )лсктродвиг_.
Нагое лопастной
Манометр МТИ-Н0/4-25х4
' 10Л0ТН11К НКЛЮЧР.НИЯ
нанометра
Клапан обратный
Фнльтр пластинчатый
Фильтр пластинчатый
Заливная горловина
Маслоукааатель
Напорный лолотинк
ЛГ64.24 Па
юрный чолотонк
ИГЯ1 24 Клапан обратный
I’102 Ml I IМ4
Mo:; I 11 ф 11
I РН)2 Г 11 1544
■гее;,
ПС58 1
А Г:.’ 1-20Л
IIГ34-1 I
177-34
177-32
ГЯ4 24
I .1 НО
ЗУ IВ| ,Н| о
1оЛ«ТНИК реверсивный
< млектроуправлением
' {олотн ик реверенвный
<• гндроуправлением
Золотник ренсрсинный
с гндроуправлением
Демпфер
Цилиндр блокировки меха-
'ина.ма ручного перемещения
стола
Демпфер
Клапан обратный
Крап управлении
Цилиндр стаде
I (илнндр переключения
рычага реверса
Гндрппннель
Дросель подачи
Дроссель правки
Напорный золотник )
Крап подач
Цилиндр поперечной I
подачи
Цилиндр подвода шлифо- 1
малыюй бабки
Цилиндр включения быст- I
рого перегона
Золотник тормозной
Входит I
гр. 500
Нходит *
гр. 920
Плодит г
пр. ,500
ДЕНЬ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ
Г в работе станка
Таблица 6
должная
давность
»S5№ йазг
Низкий уровень мас¬
ла в баке
нне 41106 да,Л|!-
[■ в гидросистеме Наличие воздуха
гидросистеме.
ва ля '^ие вРащеиия
Г-арягг
Уровня MaSSJ2a3a£
Настроить предохра¬
нительный клапан!
необходимое SaE
Произвести подтяжшг
штуцеров во Ч5£
вагощей линии.
•1Я1 насос. “Ч*”- Затянуть ввиты креи-
Механическнй шу,. у^ия насоса,
труоопроводов. £|-п. “‘брацию
, я- 1°мршает соответст-
f*» движение. т££ Раифедели-
Перегорание катушки
-веяный на ?.тектромагаита.
J етсте*. ре‘ ™ Разгружается на-
Повышеиное давле.
т,е 3 системе
>стралить заедание
Й?ит3“ьаМТЬ Расп<*-
Заменить электромаг-
ст/^1ИТЬ ^лание
стопового золотника
гидропанели.
Отрегулировать дав¬
ление. проверить ма¬
нометры.
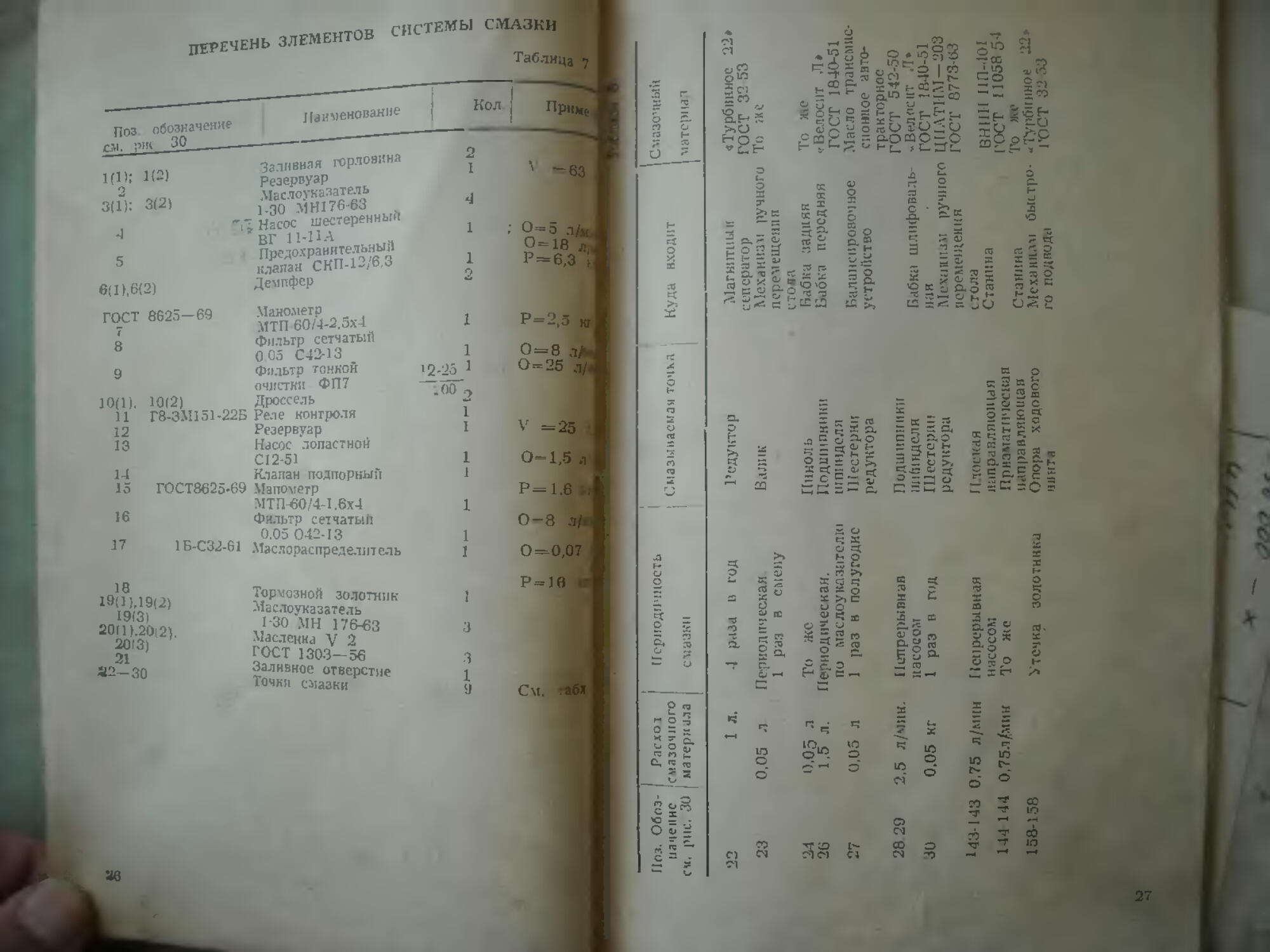
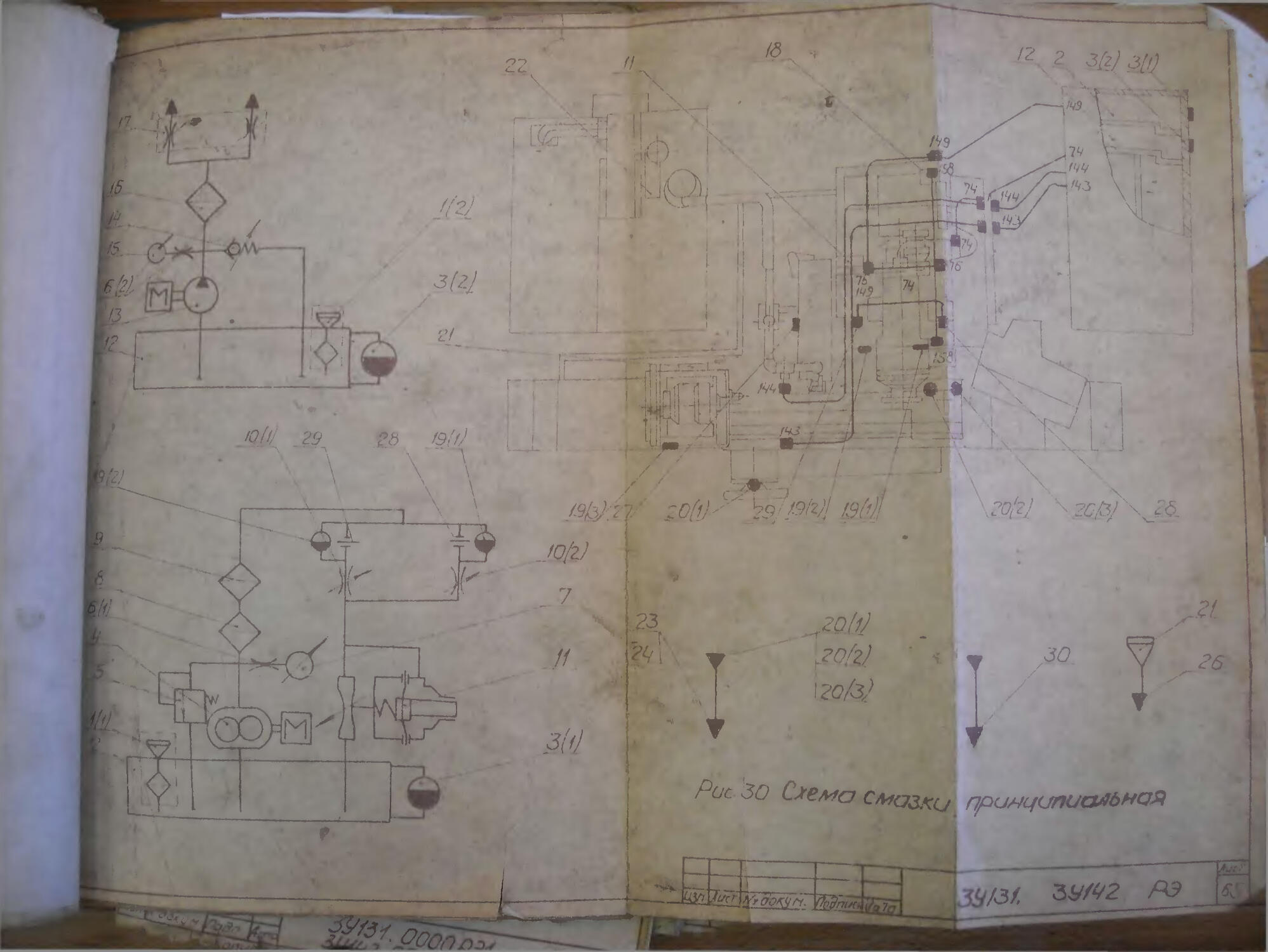
СИСТЕМА СМАЗКИ
с>
табл.
смазки-
. смяак'1 11Р1111 ‘VopqpHb"8 элементов системы*!
***„8 укапан пор ^
Описание работы
.„'„«спечнваотся следующими снстс*!
(»« гтз”системой «*» шшгоптшиН
I HIIW-1’" " IЯ,,, спет,-.мм нключает .. себД
... час. му,,-аза голем
: ; : г bobby. состоящую из шестероичакМ „Я
М; контри/ о раса редел нтель^И
л1,вт|»иы";|т ■ давления 5 и мшкшетр^М
■ филмоа II и фнлЯ
’ я; „лелопронод; резервуары подшипников
МП и 19,L4. дросселям*^ 1
10(2) п роле контроля расхода 11. г
резервуар, панель, насосная установка и блокАя
выполнены отдельными узлами на баке гидростанцниД
вуары подшипников шпинделя и реле контроля расход
пены на корпусе шлифовальной бабки. I
От насоса масло, пройдя фильтры 8 и 9. по труби
7-1-71 поступает к резервуарам подшипников шпишГ
маслоуказателя заполняются полностью. НастройкаД
пил маслоуказателей произведена на заводе-из]
Слип масла из резервуаров производится самотеком]
бопроводу 76—149 через реле контроля потока 11|
личин потока, реле выключает сигнальную лампочке
ропульте и дает разрешение на включение привода!
вального круга.
,„1'("РиуляцноиноП системой смазки направляющ
vacnovS “% 5?а<,1’вуара 13 е заливной горловий
le i V ; ' "a™“'oii усглновки 13 еЯ
ЛЯТОП П".^.?РС^е;',"Т,~ " "™™. В КОТОРУЮ BX<J
.u-Tim" IT1 ■ I-V '|Ч.Л,.,р Hi И м<1
отдельных узлов ni'rni-e'r" а""аР;1ТЫ ныиолиЛ
От насоД , ; , гидростанции.
лителю 17 ii дапес !1дЬТ|1 посту*
дой направляющей nervi.m, масла. иодаигЯ
•^распределителе, ’ > •1|Ч>> отся с помощью дрбсеЩ
СабК1' " «W'SlSJl, сепаратора1111"1111"ко1' 1
п.тн.мичоскаи i'.мазка механизма ручного перемещения
от 1 I механизма для динамической балансировки 27 и
, яал'й'П бабки 120(2) и 20(3).
Указания но монтажу и эксплуатации системы смазки
L-t пуском стайка необходимо:
чистоту направляющих станины и других тру-
Г цОВСрХНОСТСЙ;
|т1. 1= резервуар 2 масло марки «.Велосит Jb
[1S К» 51 до уровня верхнего маслоуказателя. Ем-
Li'.u piiyapa 63 л.:
|т1. к резервуар 12 масло марки ВНИИНП-401
' 1 | оГьЧ 0 1 до уровня верхнего маслоуказателя. Ем-
[резервуара 25 л.;
forpim. но маслоуказателю 19(3) наличие масла в кор-
Jie|4' uit ii бабки. При необходимости—долить масло мар-
ел'мм /I" через отверстие в задней части корпуса, сняв
Зрительно крышку:
iBi'p 1 к наличие масла в редукторе магнитного сепарато-
Г вывернув пробку со стержнем маслоуказателя. При
рдпмостн долить масло марки «.Турбинное 22»
I32 53:
Ьмощыо шприца маслом марки «.Турбинное 22»
I 32 53 смазать подшипники механизма ручного пере-
ннч 1-тола 20(1). пинолн задней бабки 20(2) и 20(3), ме-
ма для динамической балансировки шлифовального кру-
{лс запуска станка проверить давление масла в системах
и подшипников и направляющих по манометрам 7 и 15.
мне г, системе смазки подшипников должно быть
юч' смв системе смазки направляющих 0.2—
иге см-'.
А1еы- фильтра 9 заменять, когда индикаторный стержень
рсттс.ч г. зону, закрашенную красной краской,
мьгмп. резервуары и заменять масло через каждые
работы станка,
бфем.ч работы станка контролировать:
|еш, масла по маслоуказателям 3(1), 3(2) ik 19(3).:
ИЧ11'' масла г. маслоуказателях 19(1) и 19(2);,.
венис масла по манометрам 7 и 15.
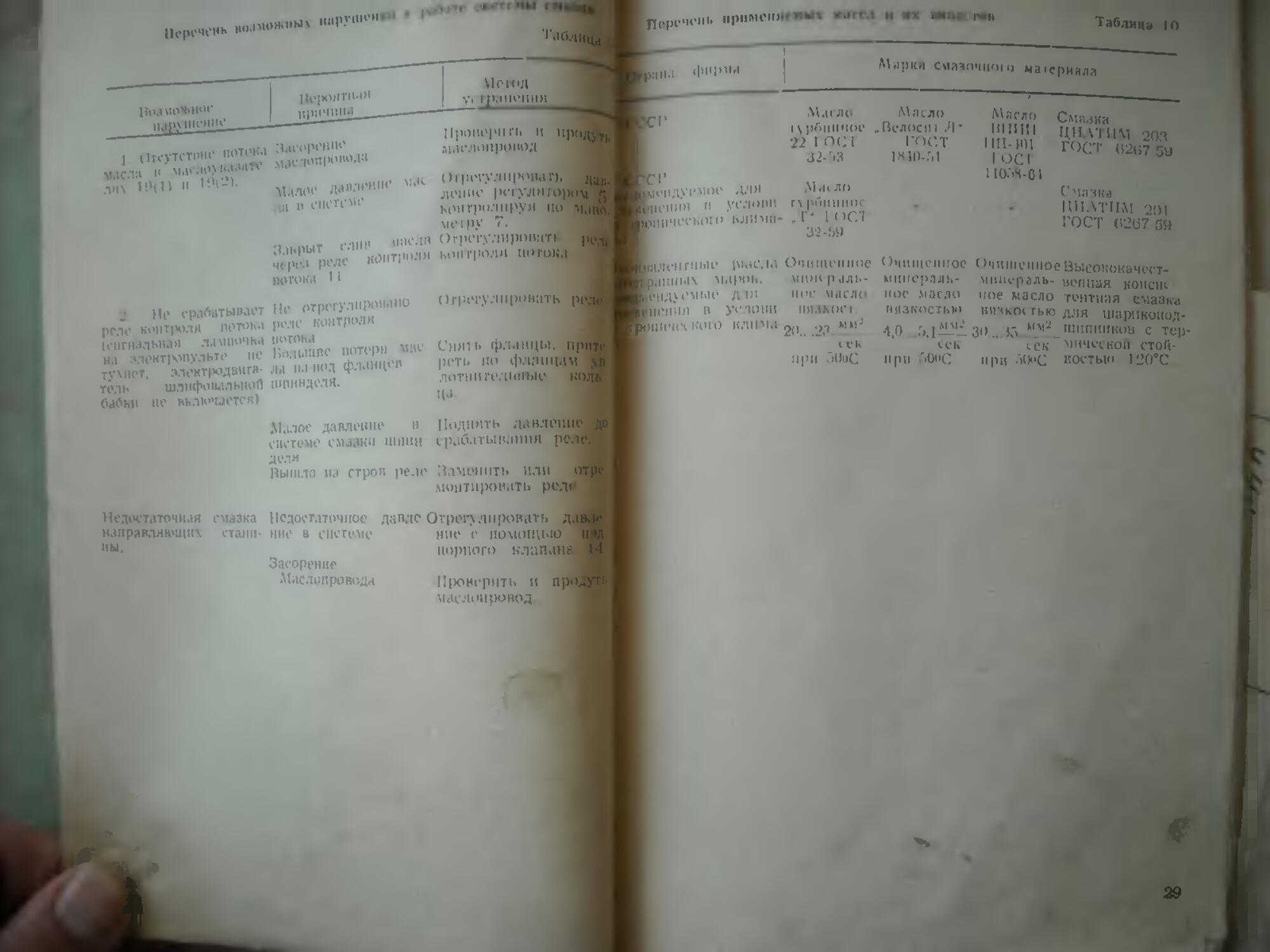
«Чен;, возможных нарушений в системе смазки указан
ГИСТЕМЫ СМАЗКИ
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ СИС
Таблиад
Поз. обозначение
ГМ. рис. 30—
Наименование
Пр;;
1(1); 1(2)
3(1): 3(2)
6(1),6(2)
ГОСТ 8625-
10(1). 10(2)
Заливная горловина
резервуар
Маслоуказатель
1-30 -МН176-63
Г,г Насос шестеренный
' ' ВГ 11-ПА
, ПредохрантельныП
клапан СКП-12/o.J
Манометр
М ТП-60/4-2.5x4
Фильтр сетчатый
0.05 С42-13
Фильтр тонкой
очистки ФП7
Дроссель
.... Дроссель
11 Г8-ЗМ151-22Б Реле контроля
Насос лопастной
С12-51
Клапан подпорный
ГОСТ8625-69 Манометр
МТП-60/4-1.6x4
Фильтр сетчатый
0.05 042-13
1Б-С32-61 Маслораспределител!
10
19(1)Д9(2)
19(3)
20(1),20(2).
20(3)
21
S2-30
Тормозной золотник
Маслоуказатель
1-30 МН 176-63
Масленка V 2
ГОСТ 1303—56
Заливное отверстие
Точки смазки
; 0=5 л /г
0 = 18 л
Р = 6,3
Р = 2,5 1
Перечти
нарушений » 1»«""
Вероятная
ППИЧИНВ
1 Отсутствие потока .
лях 19(1) « 19<2)>
Малое давление мае
•in в системе
2. Не срабатывает
реле контроля потока
(енгнальная лампочка
на электропул
тухнет, электродвига¬
тель шлифовальной
бабки не включается).
Не отрегулировано
реле контроля
потока
Большие потерн мас¬
ла из-под фланцев
шпинделя.
Малое давление в Поднять
системе смазки шпин- срабатывания реля
деля
Вышло на строя реле Заменить или отре¬
монтировать реле!;*
Недостаточная смазка Недостаточное давле Отрегулировать давл&|
направляющих стани- ине в системе ние с помощью ! иод-
вы- норного клапане 14
Засорение
Маслопровода Проверить и продуй
маслопровод. 1
чень применяемых масел и их аналогов
Таблица 10
Марка смазочного материала
огрегу.-шроиать даа. I
ленне регулятором > "
контролируя по мнн&|
метру 7. ,
О грегулировать реле I
контроля потока
Drpery.-HipoeaM ра
Спять фланцы, прите
реп- по фланцам'! ум
л о г н ит ел иные кош
Масло Масло
турбинное .Велосит Л"
•22 ГОСТ ГОСТ
32-53 1840-51
m2 мм Смазка
ИНИН ЦИАТИМ 203
ГОСТ 6267-59
■мое для Масло
и услови турбинное
кого клнма- Д“ ГОСТ
МП-401
ГОСТ
11058-6'
Смазка
ЦИАТИМ 201
ГОСТ 6267-59
|леитные (масла Очищенное
арок. миисраль-
кндуемые для
I В усЛОии- mutvvv I.
.‘Кого клмма-зд 91 mmj
при 50оС
Оч и Iце и 11 ос Оч и щен ное Высококачест-
минераль- минераль- венная конснс-
масло нос масло пое масло тентная смазка
вязкостью вязкостью для шарикопод-
4.0....5.1—- 30...Л5. «иипииков с тер-
сек * ' сек мической стой-
прн 50°С при 5(Н>С костью 120°С.
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Указание «ер безопасности
.х.пцл требования техник!
Необходимо с^юлат.- ^ и ,жу,иИХ панках и сЯ
srssr-'-rsasHs: - -
станках. - , I
проверять п. ,.а.к.ты I
ОДИТЬ!
с устройств. 1ПЧ0ЛИЮ произвфДИ'
10ДВОД „mVjo I! pH ПОДВОДО У’1 HTWHi
: работающем шдрощ „очнода шлифовальш
V «четного гидравлическою подвода ш
НОЙ
Периодически
ных устройс"
Подво
при рабе
чипу быстрого гидр;
аТс^юХосгорожиопь в,ж ирокруч^аиии шлиф,
ного круга.
проверять надежность крепления шлифовального
бабок, упоров, изделия, хомутиков.
. Тр;|„с11ортнронания гидроагрегата, установки для п,,,.
окдающеП жидкости и электрошкафа предусмотрены
т „„ ,п1 При транспортировании этих узлов необходимо
,,,Т1П. меры предосторожности, указанные выше
Монтаж (см. рис. 40. 41. 42. 43 и 44).
ЛСПч> установки станка не следует выбирать вблизи источ-
тепла н мощных источников вибрации грунта.-Колеба-
темноратуры в помещении должны быть минимальными
нков класса «В» суточные колебания температуры
„{нм быть пс более 3- -4°С.
[тапок устанавливается- на бетонном фундаменте. Глубина
эжепин' фундамента зависит от грунта, но должна быть не
бас нсс 400 мм.
В ш-.чч* устаноики гидроагрегата и установки охлаждения
; повредить станок. Проверить
плектность по упаковочной ведомости.
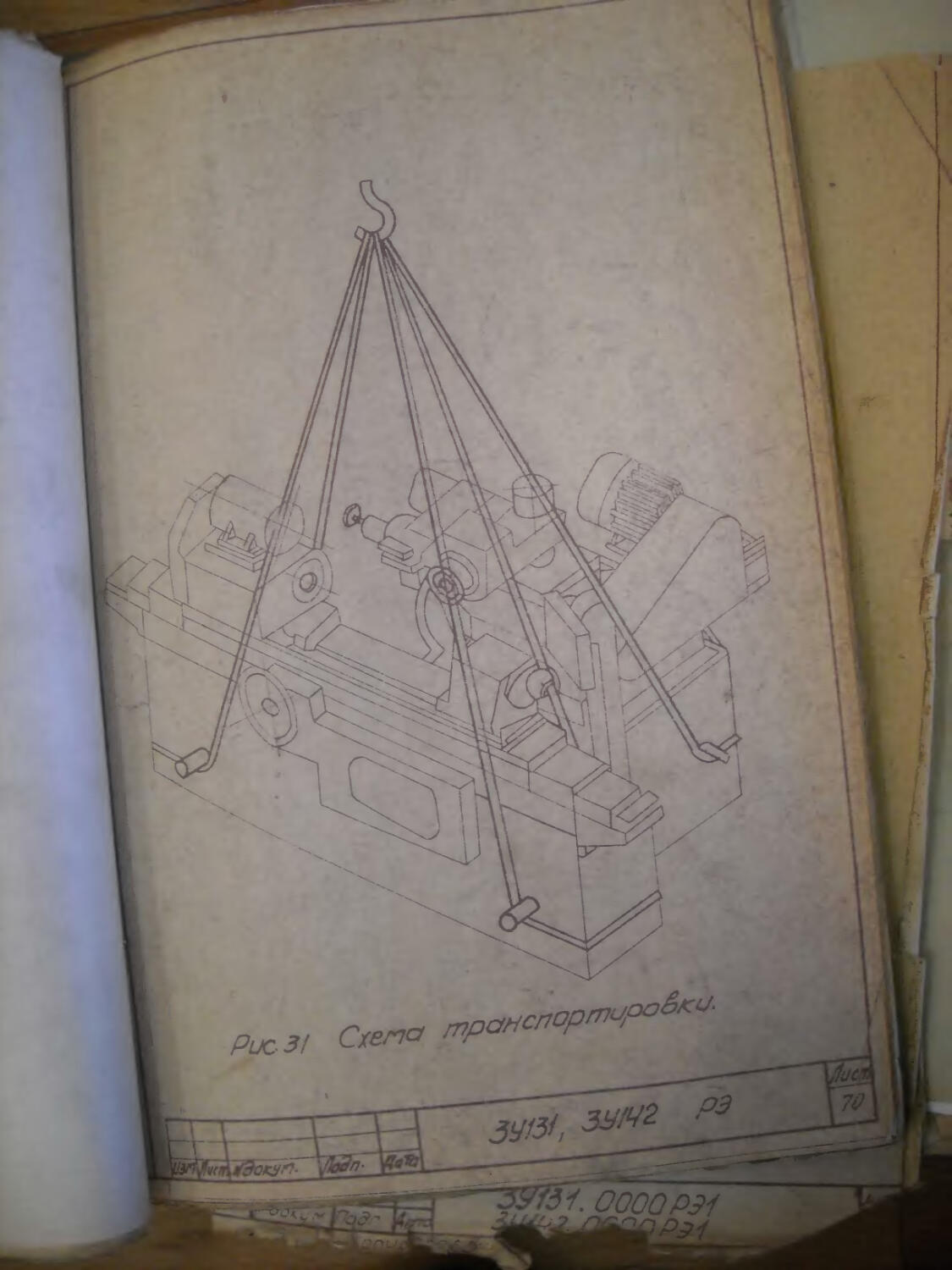
Транспортирование фис. 31)
Для транспортирования распакованного станка иримЦй
ся три стальные штанги диаметром 65 70 мм. которые
пускаются через отверстия в станине.
При захвате канатами за штанги необходимо следит®
фундамент во
nSL~A° установки стаЩ
ШанГ Г3беЖаННе 6Г0 загРязнения
при упаковке, снимать'L°* ” шлиФ°вальная бабка закреп;
установки. только после доставки станка на ^
11.1Ю сделать н полу занижения (для удобства слива
[ла из резервуаров) и покрыть их стальными гофрирован-
н листами.
Пос.-м- доставки станка на место установки снимаются план-
реплеиил стола и шлифовальной бабки. Окончательно уда-
Jtoi антикоррозийная смазка с наружных поверхностей и с
[равляющнх стола и шлифовальной бабки. Очищенные об-
ртаиные поверхности следует вытереть насухо и слегка
Порядок установки Казать машинным маслом. Роликовые шины направляющих
ифовальной бабки промыть и обильно смазать солидолом.
Распаковка _„_л„ли,ыЛ,; Точность работы станка зависит от правильности его уста-
Вскрытие упакованного > ящика npot зы д i Р j • вки. Станок на фундаменте должен быть выставлен по уров-
. не повредить станок. 11 ровернг^пчшнне станка | к , в Г0р1130нтальн0й плоскости, в продольном и поперечном
правлениях. Выстановка станка производится с помощью
вановочных клиньев, которые подводятся под подошву ста¬
ны. Расположение клиньев показано на рисунках.
Уровень устанавливается на универсальном или специаль-
м мостике, установленном на верхнем столе. Мостик может
втавляться по особому заказу.
[Уровень устанавливается последовательно посредине и на
бы не повредить выступающие и подвижные части ста! )аях стола. Замеры производятся в крайних положениях
Для предохранения окраски от повреждения спелуёт под й Показания уровня в продольном и поперечном направ-
ТЫ ПОПЛПЖНТк • MJ ППЛ
шиях не должны превышать -
ты подложить прокладки|^И
НИИ на Фундам^т1 станок'не 1отженСТпппВКИ " ПР” 1илы [РекоменДУется выстановку производить крайними клинья
h ,k gjgjjg подвергаться сиЛЫ*,, а после выстановки П0ДтЯнуть средние клинья до сопри-
Щовения со станиной.
После выстановки станка под станину заливается Чеме** "
Щ раствор. При этом следует обеспечить доступ к установ
клиньям.
Установить и подключить гидроагрегат, электрошкаф, уста-
ВКУ подачи охлаждающей жидкости, руководствуясь оп
«лектросе». ка» yKi
Перед пуском станка
электрооборудование.
«а к первоиачалм
воначальиый пуск
внимательно прочитайте настоян,
» руководстве по начальному пуску
Подготовка ”/е«“/онкачолРьяый пуск
1 .. I im ППОЧ1
ководство. изложенные и разделах
Выполнить указвиия.гал мппна1П!
вод», «Смазка*.
электрооборудованию».
ГЧДРС
■ ПГЛИГКПИШЧ-- «Руководство!
;,Т.ЮСЯ1ЩВ">1 К пуску.
I, , мввнв должны Яыть-
марок. Элею
STраИЛТр™“о!Ь Si™‘должен быть тщательно
“нигаляить охлаждаются жидкостью резервуар _
К>Уст1ноКРремпя иа'я,'кипах .илпфоиальной ояГши 1
гулировать их натяже ер,т. натяжение ремней
педней бабки. i
Проверить надежность кропления шлифовального круга]
кожуха и других частой станка. Смонтировать щитки в
дения.
Ознакомившись с назначенном рукояток управления,
верить от руки работу всех механизмов станка.
Установить -и надежно закрепить упоры реверса па наиб»
шую длину хода стола. Это необходимо для полного удалы
воздуха из гидроцилиндра перемещения стола.
У стан о пить рукоятку управления гиарапли чг.скищ
мещениея стола и шлифовальной бабки /пол. 18 рис. 2]
вертикальнои положение. Иесоблюоенис этой. прес)остор\
пости может привести к аварии при пуске г шапка. яШ
Включить выключатель на боковой стенке электроцм
Включить станок, нажав на кнопку пуска гидронасоса, на пу
те управления. Проверить давление масла в гидросистеме
системе смазки по показаниям манометров.
„а 1='Г"УС“ Р»1»»™" '•» *•>•.«- МОДНОСТИ 00
«» |'.И,,0Я|7я4л"в11 |Гп'"'"'"'"чиющие <'Л
направляющих. правый щиток огршЯ
I-mcS' "““«""М пусковой pyj
I» "I' pini. раГюту мехапннма перегона стоЛ
Кини tv же рукоятку вправо и влево. С увеличением угла
I лолж-и дв.пг.ты-и быстр.-,-. J
(ri,.i| появлении циркуляции масла в маслоуказателях шли-
К.1, -n.noii бабки можно включить вращение шлифовального
к', Установить переключатель пуска привода изделия на
Ьио’с включение и включить вращение шпинделя передней
■ поверить работу всех механизмов станка на холостом хо-
JL,;j различных режимах и скоростях.
К поверить правильность работы блокировочных устройств'
К Ппно.и, задней бабки не должна отводиться при подве¬
рни шлифовальной бабке и работающем двигателе привода
Ваней бабки.
Шлифовальная бабка не должна отводиться при установ¬
им режиме «внутреннее шлифование».
Г Перегон стола возможен только при отведенной шлифо-
Вной бабке. Оставить станок с включенным гидравлическим
‘мешенном стола и работающими приводами шлифоваль-
)и передней бабок в течение 1—2 часов,
бедившиеь в нормальной работе всех механизмов станка,
но приступить к настройке станка для работы.
j НАСТРОЙКА. НАЛАДКА И РЕЖИМ РАБОТЫ
Крепление шлифовального круга
ЁПлифовальный круг должен свободно надеваться на цент-
ТИощий выступ фланца. Между буртами фланца и шлифо-
Ёиым кругом обязательны картонные прокладки, диаметр
ррых должен быть несколько больше диаметра фланца.
]ноц должен зажимать круг равномерно и надежно,
иятио фланца с кругом со шпинделя производится с по¬
рно специальной серьги (поставляется со станком). '
!редиарителыт нужно снять балансировочное устройство.
Ьлансировка шлифовального круга.
В>уг балансируется дважды: предварительно и окончатсль-
ИПредварительно круг вместе с фланцем балансируется на
вде е помощью специальной оправки (поставляется со
рком). Налансировка производится за счет перемещения
грузов в кольцевой выточке фланца.
ВКопчателыши балансировка нронзнодится балансировоч-
Ь устройством после черновой правки.
■Псдует иметь н виду, что по мере износа шлифовального
го может нарушаться вследствие перав-
а б р а з и в и о гс> материала.
РАБОТАТЬ НЕОТБАЛАНСИРОВАН
ре дует I
1. балансировка _
рной плотности
|А ПРК1ЦА ЕТСЯ
|М КРУГОМ1
Правка шлифовального круга
Правка шлифовального круга существенно влияет J
изводительность, точность и чистоту шлифования.
Приборы, поставляемые со станком, обеспечивают I
круга алмазом или твердосплавным диском. Правка т’веа1
сплавным диском применяется, как предварительная, или Т
шлифовании изделий, к которым не предъявляются BbicnJ
требования по точности и чистоте.
Подача круга на алмаз пли диск производится механияЛ
поперечной подачи вручную при обильной подаче охлЩШ
щей жидкости.
ПРАВИТЬ КРУГ БЕЗ ОХЛАЖДЕНИЯ ЗАПРЕЩАЕТ^!
Подача круга на алмаз не должна превышать 0,05 мм|
один проход. Рекомендуемая скорость продольного перемнГ
ния алмаза при чистовом шлифовании составляет юд
Ьоек'мочение на режим внутреннего шлифования произво-
я „ Р" неработающем двигателе привода круга и подведен
шлифовальной бабке. Заднюю бабку при внутреннем шли-
I следует отодвинуть и закрепить как можно дальше от
й.
Режим работы
L станке производится шлифование с окружной скоростью
|а до 35 м/сек.:
|рц значительном уменьшении окружной скорости, при
ньшении диаметра круга от износа, можно увеличить чис-
Вборотов шпинделя, установив на нем шкив меньшего диа-
Ьа. По особому заказу может быть поставлен сменный шкив
рдел я для круга диаметром 525 мм.
.ЛИФОВАНИЕ С ОКУЖНОЙ СКОРОСТЬЮ КРУГА ВЫ-
35 М/СЕК НА СТАНКЕ НЕ ДОПУСКАЕТСЯ.
ния алмаза при — . _ _
— 150 мм/мин, при черновом —200 —300 мм/мин.
быстрое продольное перемещение инструмента для праввХарактернстику круга следует подбирать в соответствии
снижает срок службы инструмента и ухудшает чистоту
фования.
На станке предусмотрено раздельное регулирование
рости перемещения стола при шлифовании и правке. 1
По особому заказу со станком могут поставляться прибо{
для правки круга по копиру и радиусной правки.
Наладки
Наладка станка для шлифования цилиндрических и полС
конических поверхностей с помощью поворота верхнего Са
выполняется просто и не требует пояснения.
Шлифование в патроне плоских фланцев и крутых
4налом изделия и требованиями к чистоте, точности и про-
бдительности шлифования.
■комендуется для шлифования твердых материалов при-
]ять мягкие мелкозернистые круги, для мягких—твердые
рнозернистые. Для чистовой шлифовки применяется круг с
■ким зерном.
При предварительном шлифовании следует применять боль-
продольные и поперечные подачи и малые скорости вра-
ня изделия: при чистовом малые продольные и попе-
|ные подачи п большие скорости вращения изделия.
Указание по эксплуатации станка
тельная-по шкале поворота, окончательная —
ГГмТзУГ "средней бабке на требуемВЬри шлифовании длинных и неуравновешенных изделий
трл mi а я—пптм
: оабкп нреднйЧ’п-.п иикпс;, .'монетм. Шлифуя г. центрах, ставьте шпиндель
ин$§к®едней бабки на стопор.
^Останавливая переднюю и заднюю бабки в соответствии
•ой обрабатываемого изделия, располагайте их енмметри
фиблизительно посредине стола. При передвижении ба-
lepxmiii стол должен быть тщательно вытерт.
■едите, чтобы центры передней и задней бабок и их носа¬
тые отверстия были чистыми и не имели забоин,
'правильная форма посадочных отверстий или неплотная
Дна центров ухудшает качество шлифования.
(конце смены рекомендуется прокрутить шлифовальный
в течение 1 -2 минуты, выключив охлаждение, чтобы жид
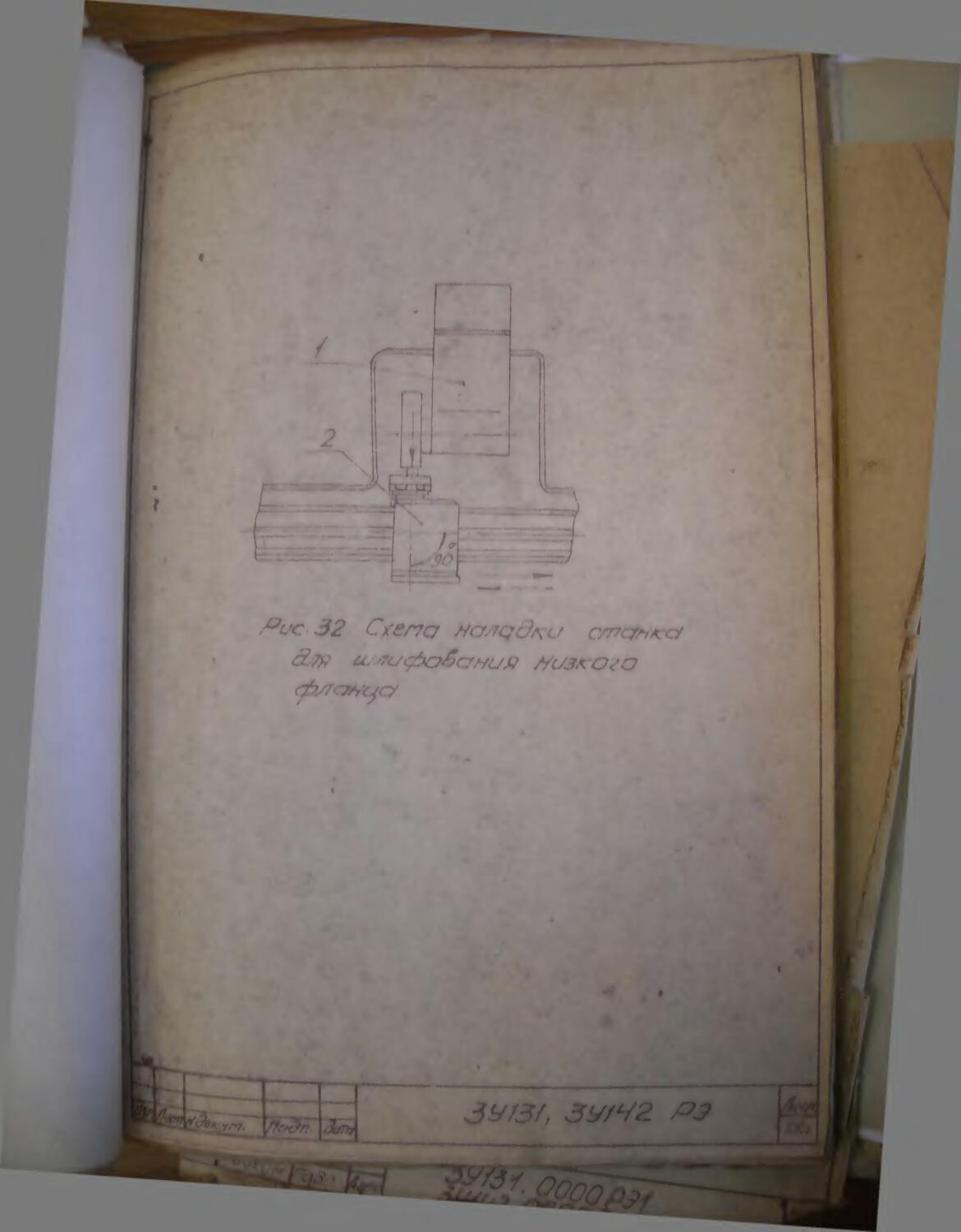
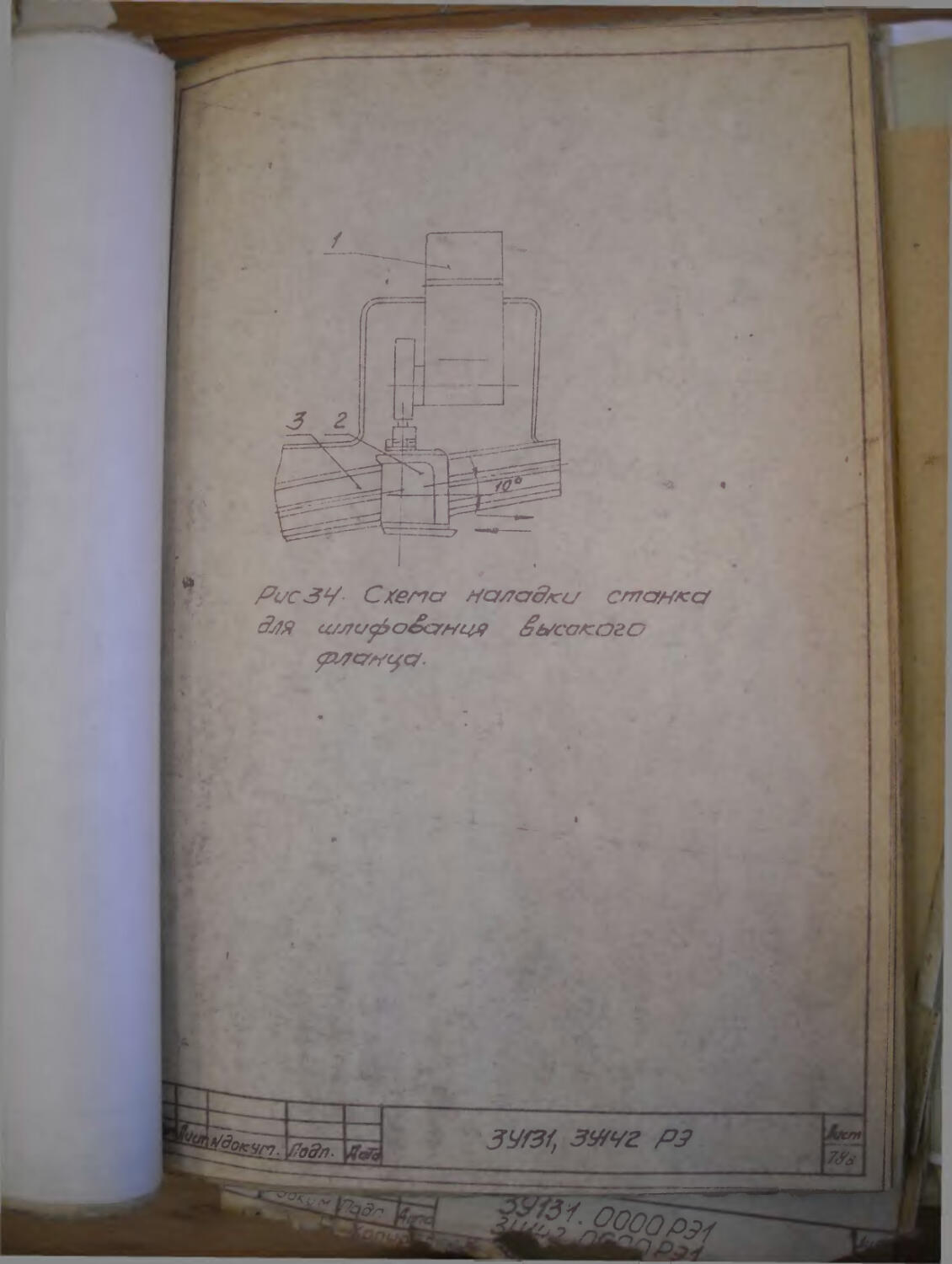
' При шлифовании высокого фланца
дополнительно поворачивается верхний ' стол
бабка поворачивается соответственно на меньший |
(рис. 34). Ямк
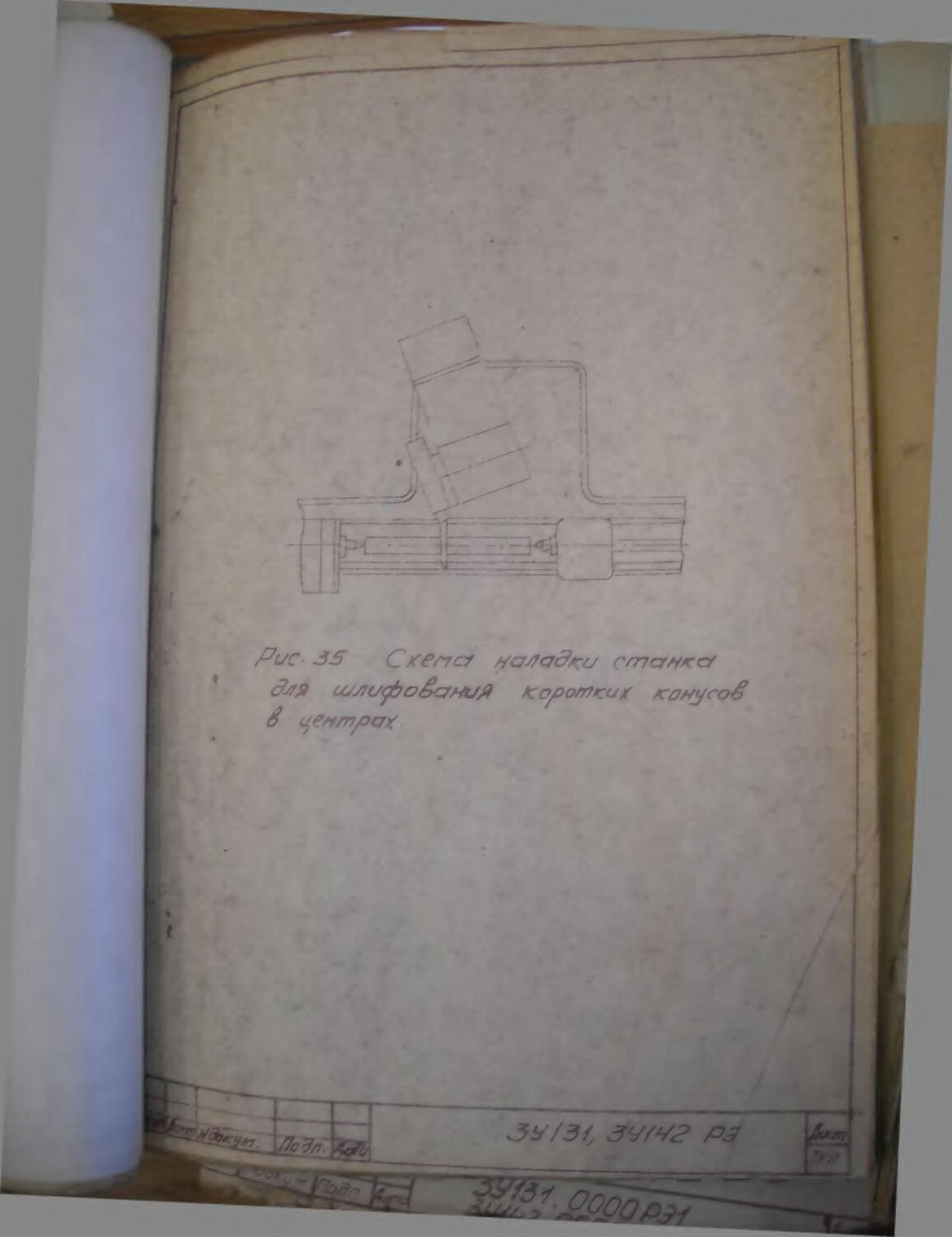
Шлифование нешироких конусов до (»0' в центрах нЫП»®ш
ется при повернутой шлифовальной бабке методом врезана
ручной подачей (рис. 35). ,
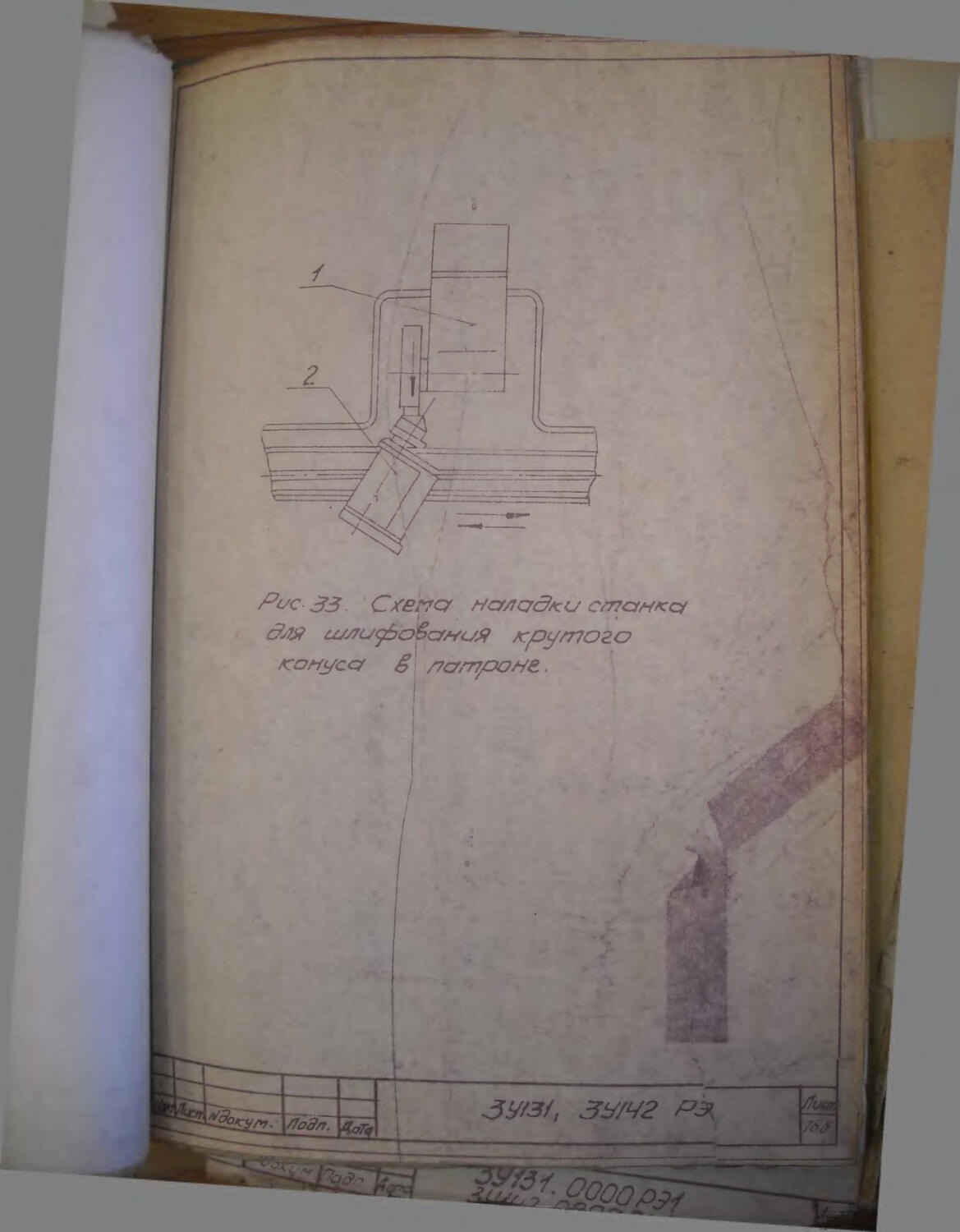
а Шлифование крутых конусов в центрах возможно^8 1
с1Юсобл<г; которое может поставляться по особомуЗИ
I (рис. 36).
кость не скапливалась в порах пижмой части круга и HjTl
рушалй балансировки.
' Следите за наличием масла в гндрос и< н ‘-"стеме С|1
кн. его состоянием и чистотой фильтров.
Своевременно заменяйте охлаждающую кидкость^ЯИ
шайте резервуар установки охлаждения.
Качество шлифования зависит от соблюдения указаД
руководстве требований.
РЕГУЛИРОВАНИЕ
Регулирование натяжения ремней
Натяжение ремней привела шлифовального круга прощ
дится смещением электродвигателя н.мссю с плитой.
Ремни первой ступени исрслачи передней бабки регуЛ
ются смещением двигателя имеете с плитой. Натяжение р
ней второй ступени регул и рут. а поворачиванием эксцет
ковой втулки с промежуточным налом. Поворот втулки про
водится вращением черняка, конец которого выведен на!
■ редшою стенку бабки. Р. стайках мол. ЗУ 142 эксцентриии
втулка фиксируется винтом, расположенным на переднее
ке бабки, который нужно oihwthti, при регулировке.
Натяжение ремня приспособления для внутреннего шли
вания регулируется натяжным роликом.
Во избежание преждевременного износа подшипнике»
ремней, а также для предотвращения вибрации ремни не с
■ Нормальным лвляетен такое „аЯ
при которо™ пол,,»,, с|"л„же^Я
(смР7""Р7Г"'1' "'лпфовальной б!
Отрегулированные на зятю и-...
шлифовальной Гмбк,, обеспеч '/. ,'* *,/,ТОВ,,ТОЛС "одшД
мальную работу панка г 1 ^ителыюе времйЯ
толы;.. пни н',.олГ 1у'11!!и,11К(‘ (Ледует
—■==
бабки ИЩ
к.:
1. Ключ "нструмент для пГг. 1 * до е
S ~7 В|,ЧТов с
Выполнить ,!!,! ~12»м, шестигранник
Г мботь]; Ш
Г„ II шлифовальный круг с: фланцем.
' |,о/кух шлифовального круга и кожух шкивов
С ,, ремни и шкив шпинделя.
Еиорить диаметральный зазор между шпинделями и
'„а .И, подшипников, который должен быть 0,015 мм.
и-лмюм отклонении зазора следует отрегулировать
I I ладышп в следующем порядке:
зьп. — II- пробки 7:
K.:|,.,v i. гайки (> винтов вкладышей;
)Т|,',.| - .11:ропать диаметральный зазор винтами 5;
ак,,1 i i рнть пииты 5 гайками 6. удерживая при этом вин-
от проворачивания ключей. Гайки должны быть затя-
с одинаковым усилием;
аш; п'ить пробки 7.
. I ,лпровамня подшипников шпиндель должен вра-
я ( I.обидно.
)(.i 1 ii|.<,капии» нижних вкладышей следует прибегать
и'случае крайней необходимости, когда ось шпинделя
ал ;. 11.1 направлению стола в вертикальной плоскости,
ас отклонений от допустимого (см. Свидетельство о при-
поглслователыюсть регулирования нижних вкладышей
ЖС. как в верхних.
ле регулирования следует проверить параллельность
[ела направлению перемещения стола.
'улнронание упорного подшипника шпинделя шлифоваль-
1бкп (см, рис. 7).
улировапис должно производиться также после обкатки
и выполняться быстро, до ее охлаждения,
ядо.ч работы по регулировке:
:ня'п, крышку шлифовальной бабки вместе с механизмом
рчных подач п приспособлением для внутреннего шли-
ии.
IpoiiepiiTi, осевой зазор в упорном подшипнике, который
и быть в пределах 0,020—0,025 мм.
)'П1\гтить контргайку п корончатую гайку 4. •
JP' гулмровать,зазор и затянуть контргайку,
стаиовпть крышку шлифовальной бабки с механизмом
|чны.\ подач и приспособлением для внутреннего шли-
151 • ,(1»и лом следует прокручивать маховик механизма
41",!х подач, чтобы совпали шлицы втулки и вала меха-
РЫстрого подвода.
лированпе упорного подшипника следует приурочить
рту станка.
Улировапие подшипников шпинделя передней бабки
Iе- У и 11).
для Bbiuujjnn к0Нусные шейки шхшндеЛя f L произведите дальнейшую сборку станка в порядке
''"^"^ж^ДИИ^Гпнутр.п.шх к.^ецуж^^^ИртзПорке.
Для выборки зазора в подшипниках их ш,утренмЙ^И
лютея гайками на конусные шейки шпинде^ Ч
эужный диаметр внутренних колец Увеличив^'
>егулировке переднего подшипника снимается?!
;й стенке бабки и подшипник поджимается г г1
ежания чрезмерной затяжки при этом следу
рачивать шпиндель. Гайка стопорится винтом, kotodi J ,Msrci^M
m'«а) отключить станок от электросети
^шиг.тить станок и вытереть его
Для
••
ослаблять при регулировке. _____
Задний подшипник регулируется гайкой 10. Поло!
упорной втулки заднего подшипника регулируется rgj$j|
Регулирование осевого натяга в узле винт-гайка ‘II
(рис. 18, 19).
Регулирование осевого натяга в гайке производится I
воде-изготовителе и расчитано на продолжительное вйй
сплуатации станка. К нему надо прибегать только
да будет установлено, что плохое качество шлифования
звано уменьшением осевого натяга в данном узле. ■
Регулирование осевого натяга производить в
порядке: ^
..а) выкрутите пробку 13 и удалите штыри 14 и npvwJ
б) отпустите винт 15, фиксирующий корпус- 1
в) отпустите два винта 12; ’
Особенности разборки и сборки станков при ремонте
lepei разборкой станка необходимо:
■ч отключить станок от электросети:
I вычистить станок и вытереть его насухо;
|з) выпустить масло из подшипниковых камер шпинделя
Шквальной бабки. ,
Разборка и сборка столов выполняется в следующей после-
И&елыюсти:
Т-снять переднюю и заднюю бабки с верхнего стола станка;
[-снять прижимы, которыми закрепляется верхний стол; ’
^вывинтить пробку, закрывающую ось поворота стола и
Ьиитить из оси коническую резьбовую пробку;
В-вращая винт поворота верхнего стола, вывести его *из
|еплеп'ия с гайкой, после чего верхний стол может быть
Щ краном. Поднимать его следует вертикально, чтобы не
1редить подшипник, относительно которого он поворачи-
ртся;
Щ-сиять щитки ограждения направляющих станины, закреп-
(нные на торцах нижнего стола. Отвинтить гайки крепления
г снимите с направляющих шлифовальную бабку вм:теныые па Т01щах аики крепления
„Iт:'ч гпш „пнлош*»'»»» цилиндра гидравлического перемещения стола. Штоки
механизмом поперечных подач, при этом шлифовальная
должна находиться в любом крайнем положении отара
но винта;
д) отвинтите винты передней опоры 1 ходового вш®
е) отвинтите винты, крепящие цилиндр 7 и снимите
низм из подкладной плиты;
ж) отвинтите гайку 2;
з) на винт наденьте технологическую втулку 17,
отвращения выпадания шариков из полугаек при СВЙЙЯН
с винта; -
»п1Г5И..5 -1? ^ СВ1|нтите на технологическую втулку]
Удовлетворительным считается натяг, при котороЩ,
винта происходит от усилия около 1 кге на плече 1&и
к) произведите сборку механизма быстрого подвода)
шдке, обратном разборке-
рядке,
• ось ви11тГбылГеПамлТр?к» В ПодклаДной плите так, I
УСК 0,01 мм на Длине 500 мПГзматнческой направо]
(станке мод. ЗУ 131 закреплены на кронштейнах нижнего
■а, а на станке мод. ЗУ142—на кронштейнах станины.
Еле этого нижний стол может быть свободно снят с направ-
Вщих станины.
При установке чижнего стола на направляющие - станины,
Вует осторожно ввести в зацепление шестерню механизма
чного перемещении стола с рейкой, медленно поворачивая
■овик ручного перемещения стола. Не соблюдая эту пред-
ррожность. можно согнуть вал механизма ручного переме¬
нил стола или повредить зубья шестерни и рейки. При раз-
Ьке и сборке столов не допускать повреждения направляю-
1х стола и станины, влияющих на точность станка.
[Порядок снятия шлифовальной бабки и механизма быстро-
тподвода описан в указаниях
— в узле винта-гайка качения.
ДЩПри разборке других составных частей станка следует
роводствоваться рисунками этих составных частей, приве-
Шымн в настоящем руководстве.
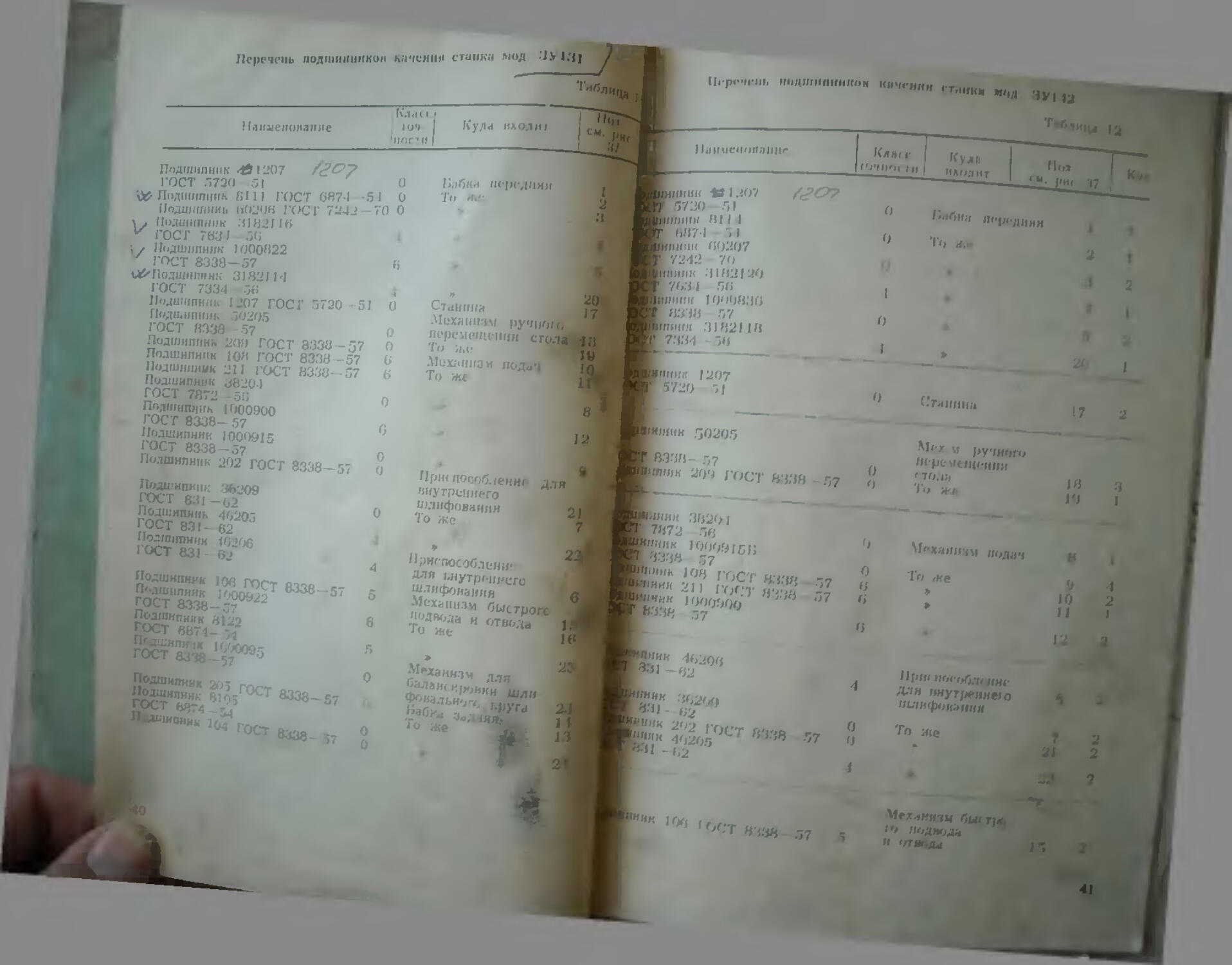
Д--хема расположения подшипников (рис. 37).
^еречепь подшипников качения (табл. 11 и 12).
™ ЗУбьЯ1ш втулки 3*ЯатЙ. яА _ _
навинтите гайки на винт ^ на °Динаковое число^зу<^подвода описан в указаниях по регулировке осевого натя-
Перечень подшипников качении станка мод. 3yiQj
Ihoctii I
Подшипник 4&1207 /tZ&7
ГОСТ 5720—51 О
Подшипник 8111 ГОСТ 6874—51 О
Подшипник 60206 ГОСТ 7242 — 70 О
\/ Подшипник 3182116
* ГОСТ 7634 —56 1
Подшипник 1000822
' ГОСТ 8338—57 6
Подшипник 3182114
ГОСТ 7334 - 56 А
Подшипник 1207 ГОСТ 5720 -51 О
Подшипник 50205
ГОСТ 8338-57
Подшипник 209 ГОСТ 8338 - г,7
Подшипник 108 ГОСТ 8338-57
Подшипник 211 ГОСТ 8338 -57
Подшипник 3820-1
ГОСТ 7872 56
Подшипник 1000900
IOCT 8338- 57
Подшипник 1000915
ГОСТ 8338 - 57
Подшипник 202 ГОСТ 8338-57
Подшипник 36209
ГОСТ 83J— 62
Ро^'Г-Й205
4
Подшипник 1гм iyv-т .
Подшипник Moot./-1 ^ 57 Г.
ГОСТ 8338-37 22
ЯДДипяик loom»- г,
гост 8348 Д*7 5
Подшипни- riA- 0
■gHS »№Г0СТ «MS-S7 о
^"""''^«стаад-5, о
Бабка п
То же
Uvx.-mimi ручипгя.ъЗШ
:нг'-ния crcndU.»a
„оЛ<М
Л
Приспособление дтя 9 1
ннутрьннего J
шлифования O.J
1о же -*
22
Приспособление -
для внутреннего
шлифования 1Ж
•«сханизм быстпотЯ
™Двода
Уаанип
. «5 У Г
>•*£“ ,,‘№ 2Л
i о i f. 14 L
& 131
• полтинников СТ11НИН мод ;jvm2
Тявлш
/го?
_» л «1207
■ 5720 - 5!
Юлиик 8114
i 6874 . 54
jjihhk 60207
Ш7242 70
Шиик 3182120
1:7634 56
Ьпник 1000830
I 8338 57
Шанин 8)82118
17334 50
1207
Щ5720 -51
< 50205
Иша- 57
f 209 ГОСТ 8338—57
ГпАЗИ»
ра "т,сп
К 108 ГОСТ 8338 47
Шшик 1000900 Т 8338 57
Ш338 -57
Б ™ст 83.78
-82
‘ ,0в ГОСТ 8338-57
Станина
Мех м ручного
'“■ремещония
стола
То же
Меадя
Приспособлинии
для внутреннего
шлифования
18
19
9
Ю
Механизм быстро-
_ го "одиод:,
и отвода
11
Наименование
I Класс
(точности
Куда I
ВХОДИТ 1
Поз Л
С.'' РИС.' Л7
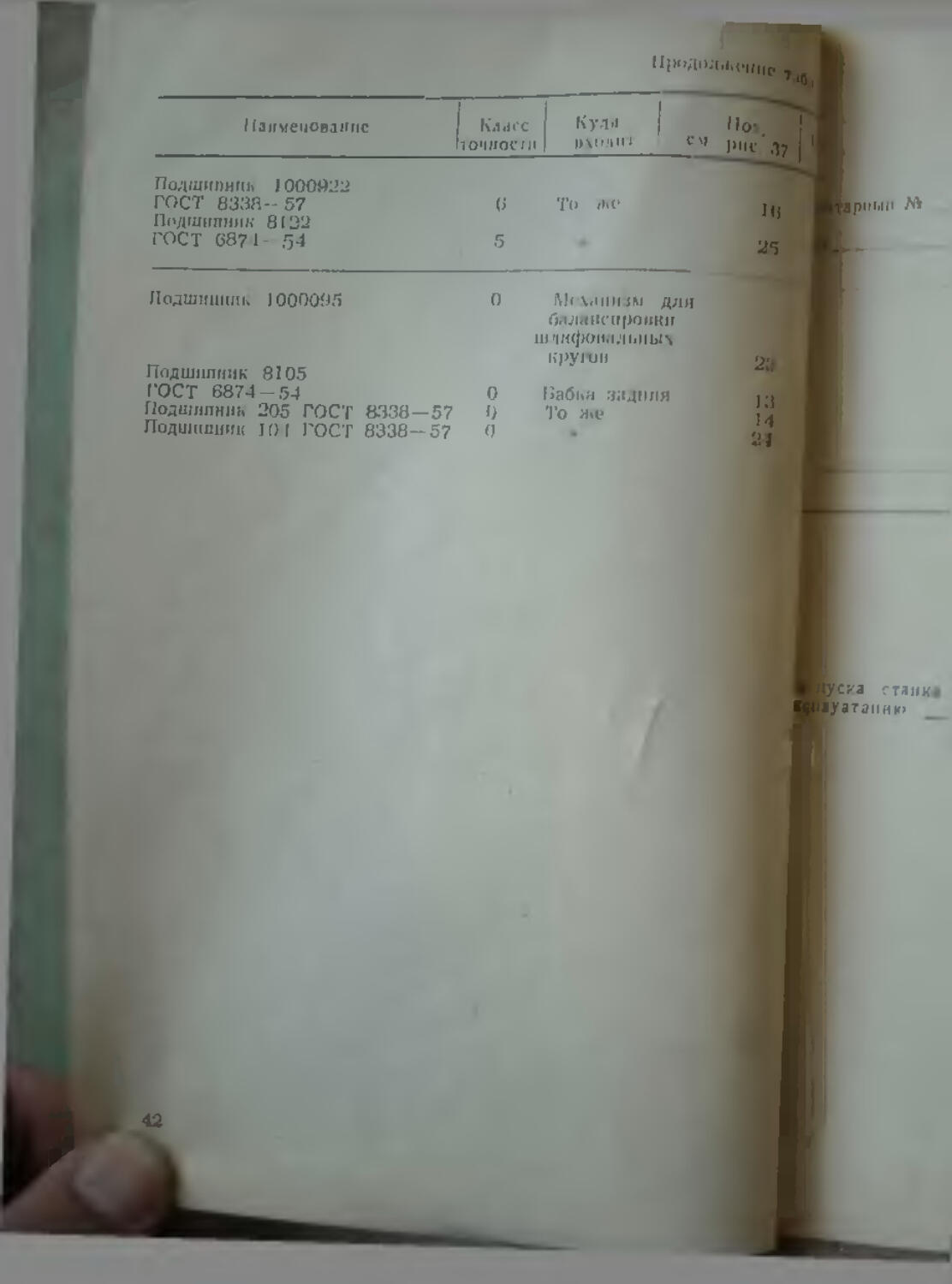
Подшипник 1000922
ГОСТ 8338 — 57
6
То же ■
16
25
Подшипник 8122
ГОСТ 6871- 54
5
*
Подшипник 1000095
Лодшнпник 8105
ГОСТ 6874 — 54
Подшипник 205 ГОСТ 8338 — 57
Подшипник 10 1 ГОСТ 8338 — 57
Механизм для
Гшшнснровки
шлифовальных
кругов
ПАСПОРТ
ОБЩИЕ СВЕДЕНИЯ
43
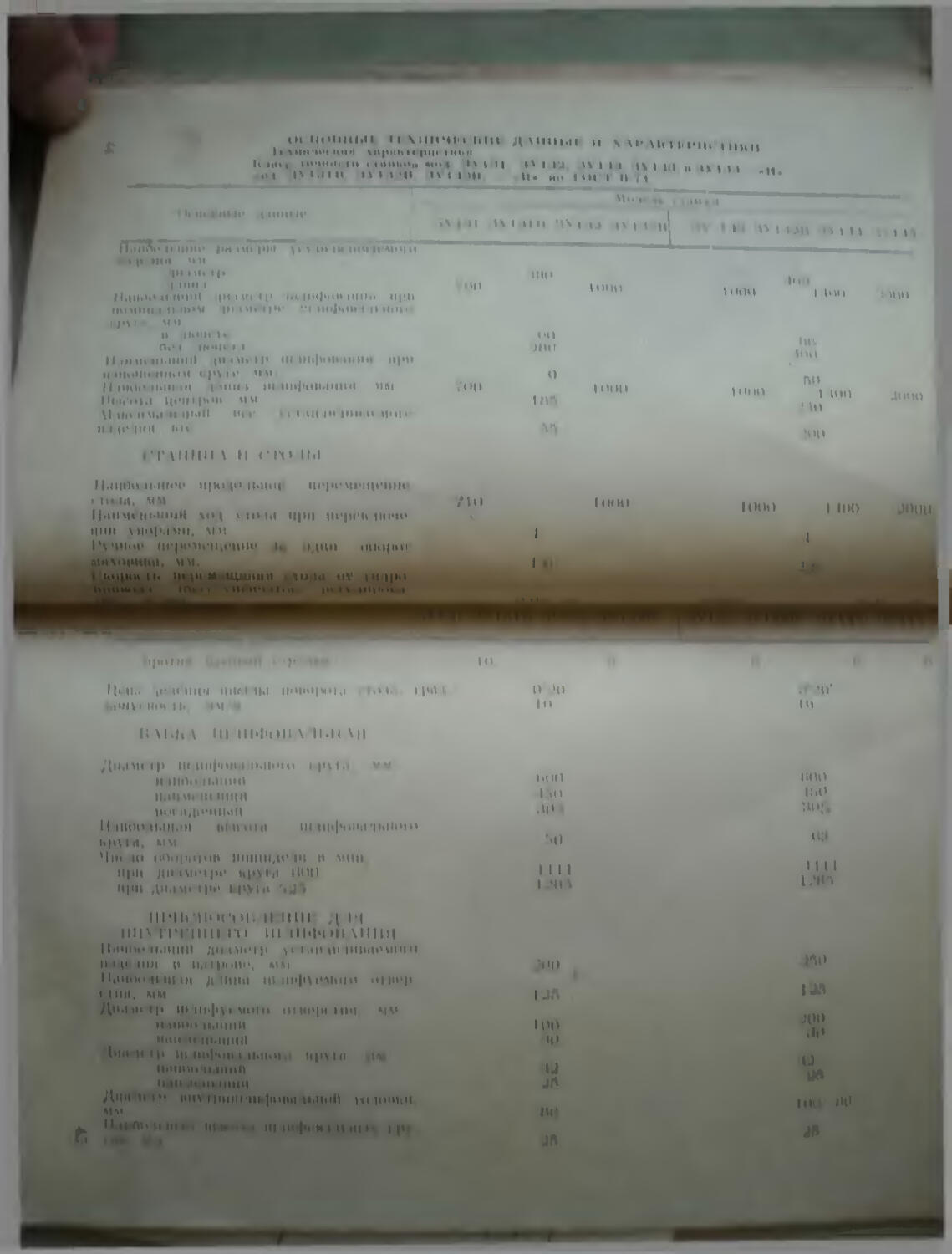
i4.n.,m’.v........ M » * '••литшчи-тин
га«даv;r m ••,vt••
MVini MvuiiM Mvuia ny>ii'j»t| uy i u nv\ км» \\\\ w\
1КЯГ
0ТЛШ1Н ' II Cl1»>•'!1.1
II.'
mm;
IIOIIMi'tll.lllllll ХОД 14 »*,'»«* ll|4l IH'pi'ICIIOMO
llllll уп.фпми, M .M
I 'yill.H' 1И’|Н'М1!1Ц«Ч|И1' .m ОДНИ «*0.1|1.«г
ЛЫМЦЩЩ!, мм.
Гц.цщ. и. тч,,,М«чК"1И1н . nvi.i .и1 im«|HI
У И> |(Н)()
I
1000 I 100
I
1.(1
ЩМ.ТНИ
II-,ы „VH-И
К Ш.'ШФОП \ 11.11 Ml
да..
ШЧНЧИНЧЖЧКИПК Д 111
UIIVTI'KIIIIKI'O Ill’ll >*I*t *ll\ 111111
11II
IУНЛ
uoo
UA
100
UrtO
ил
J00
m
nv I И I
JOOO
-
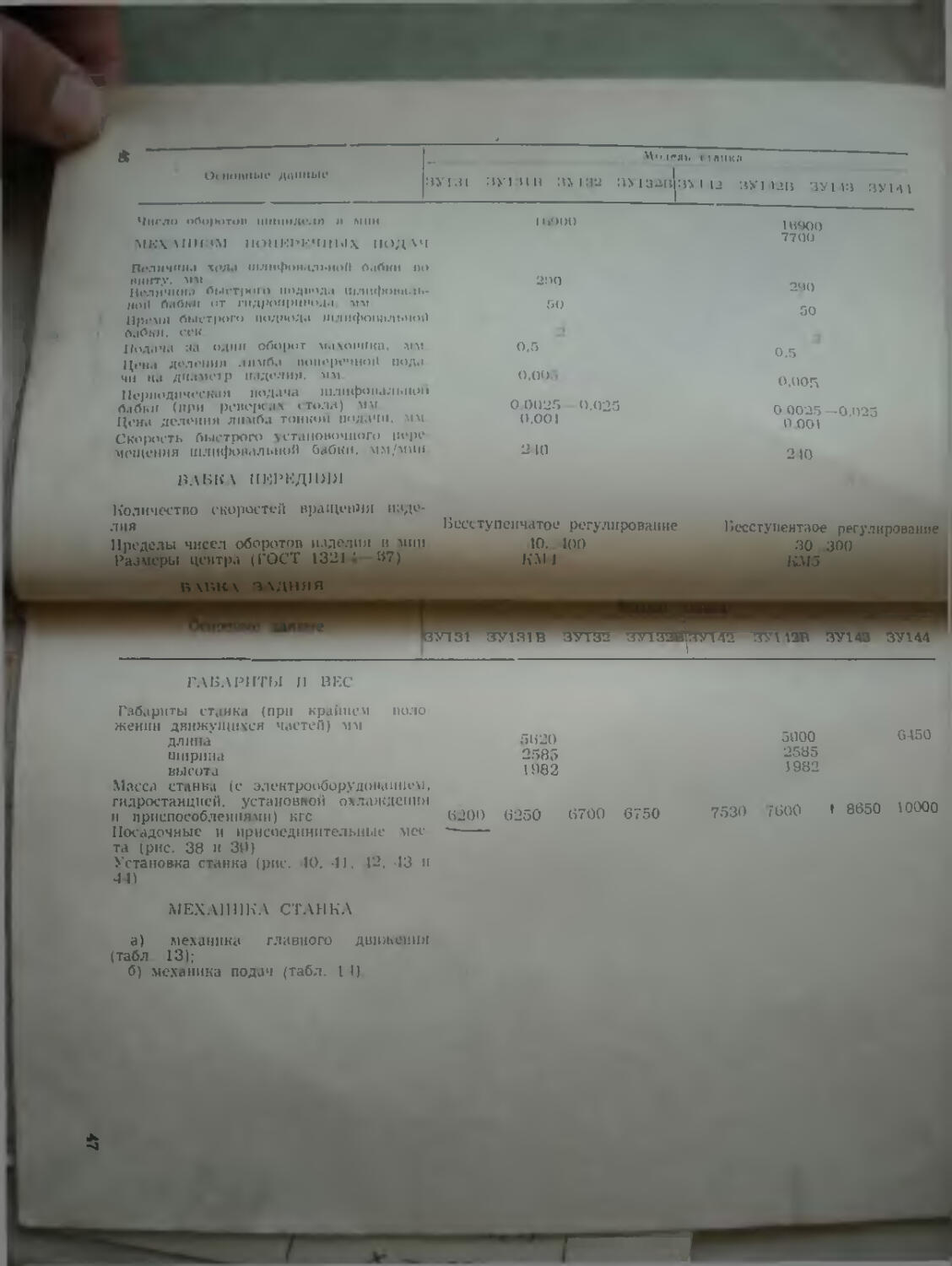
Основные данные
1У131 ЗУ 131В ЗУ 132 ЗУ1Э2ВЗУ142 ЗУ142В ЗУ14Э ЗУ144
Число оборотов шпинделя II мни.
МЕХАНИЗМ ПОПЕРЕЧНЫХ ПОДАЧ
Величина хода шлифовальной бабки по
пикту, мм.
Величина быстрого подвода шлифоваль¬
ной бабки ог гидропривода, мм.
< Время быстрого подвода шлнфоиальиой
бабки, сек.
Лодача за один оборот маховика, мм.
Цена деления лимба поперечной пода¬
чи на диаметр изделия, мм.
Периодическая подача шлифовальной
бабки (при реверсах стола) мм.
Цена деления лимба тонкой подачи, мм.
Скорость быстрого установочного пере
.метения шлифовальной бабки, мм/мин.
БАБКА ПЕРЕДНЯЯ
Количество скоростей вращения изде¬
лия
Пределы чисел оборотов изделия в мни.
Размеры центра (ГОСТ 13214—67)
Бесступенчатое регулирование
40...400
КМ4
Бесступентаое регулирование
30...300
НМ5
ГАБАРИТЫ И ВЕС
Габариты станка (при крайнем поло¬
жении движущихся частей) мм
длина
ширина
высота
Масса станка (с электрооборудованием,
гидростанцией, установкой охлаждения
и приспособлениями) кге
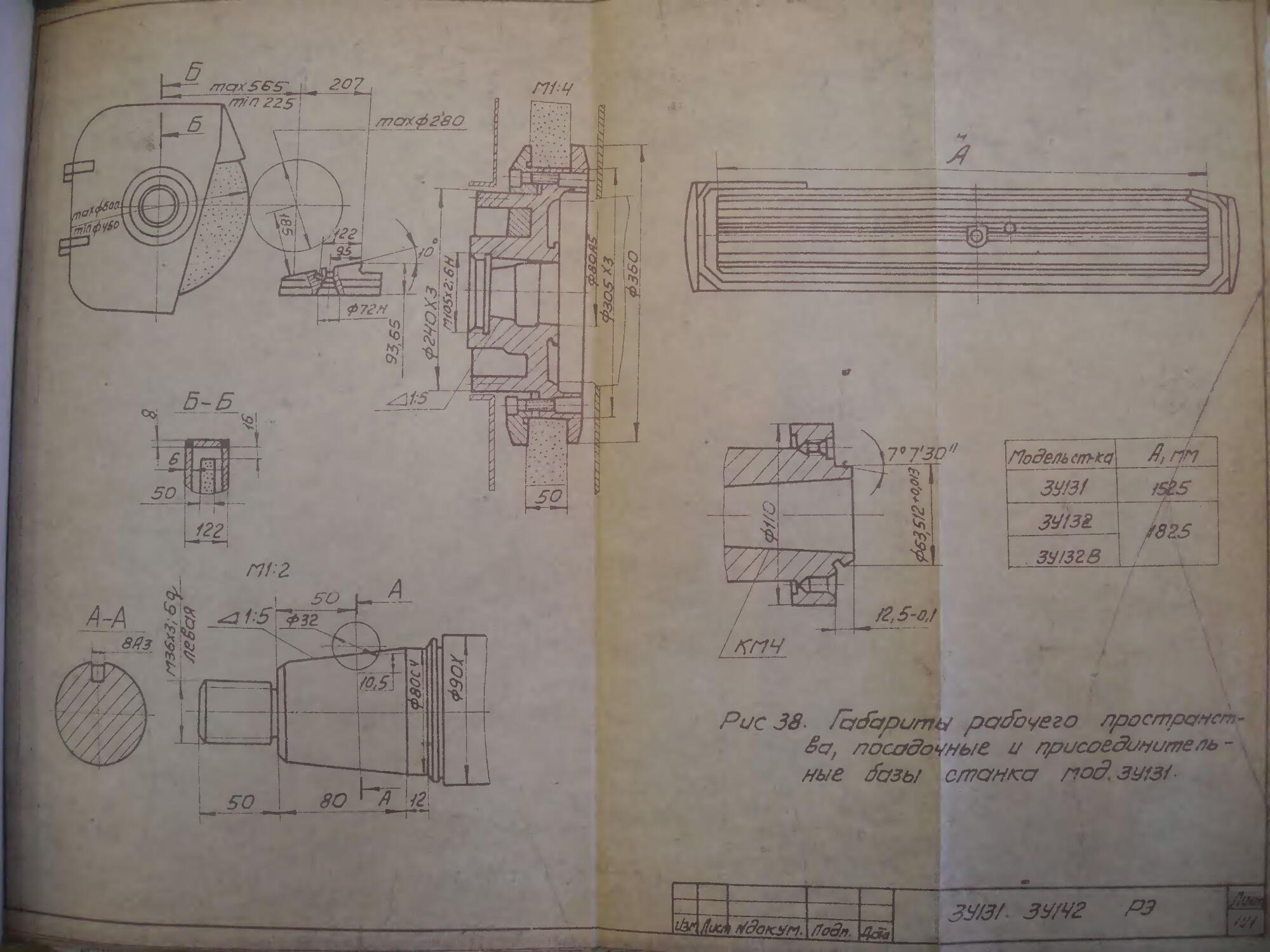
Посадочные и присоединительные мес¬
та (рис. 38 и 39)
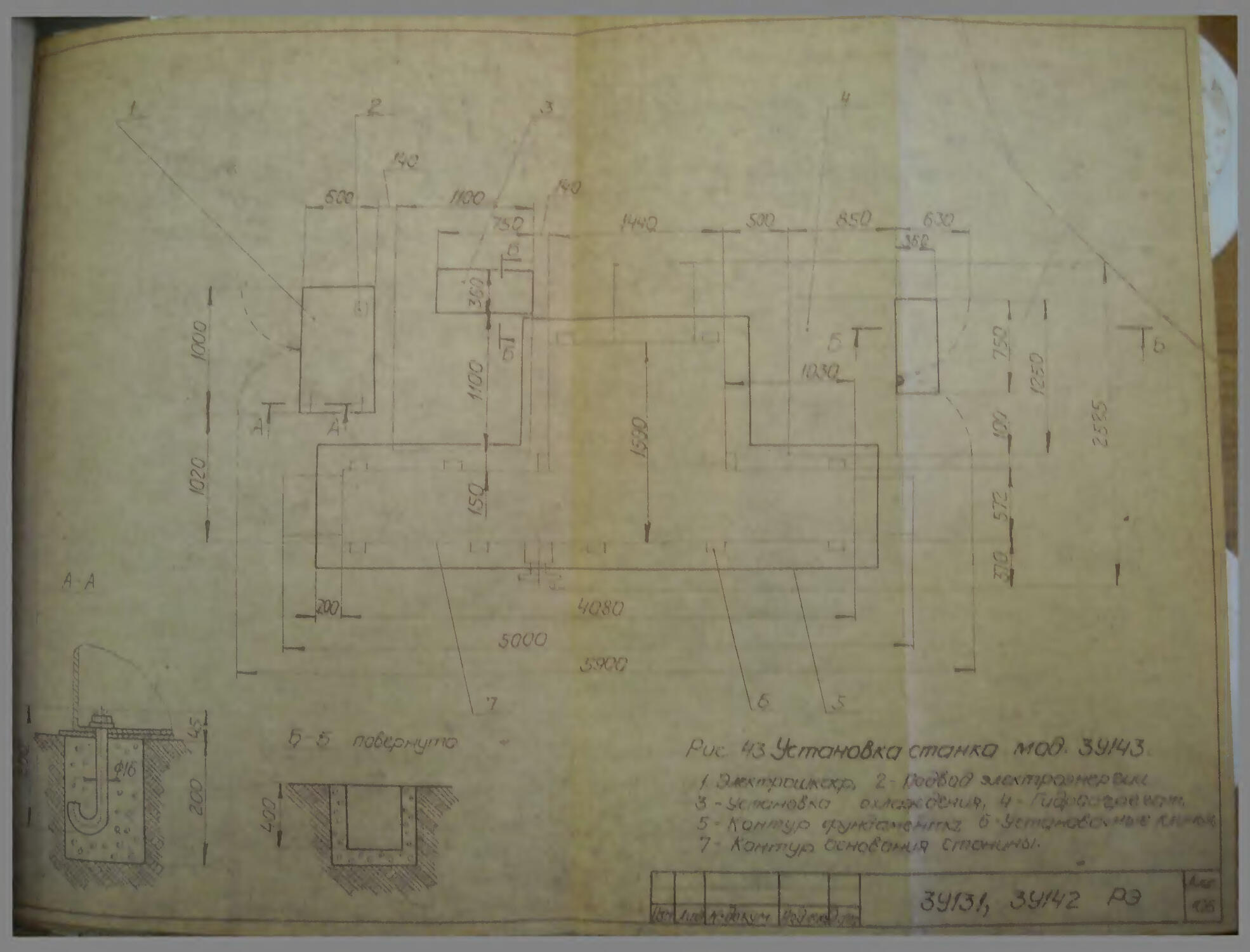
Установка станка (рис. 40. 41. 42. 43 и
44)
МЕХАНИКА СТАНКА
а) механика главного движения
(табл. 13);
б) механика подач (табл. 14).
5620
2585
6200 6250 6700 6750
5900
2585
1982
7530 7600 I 8650 10000
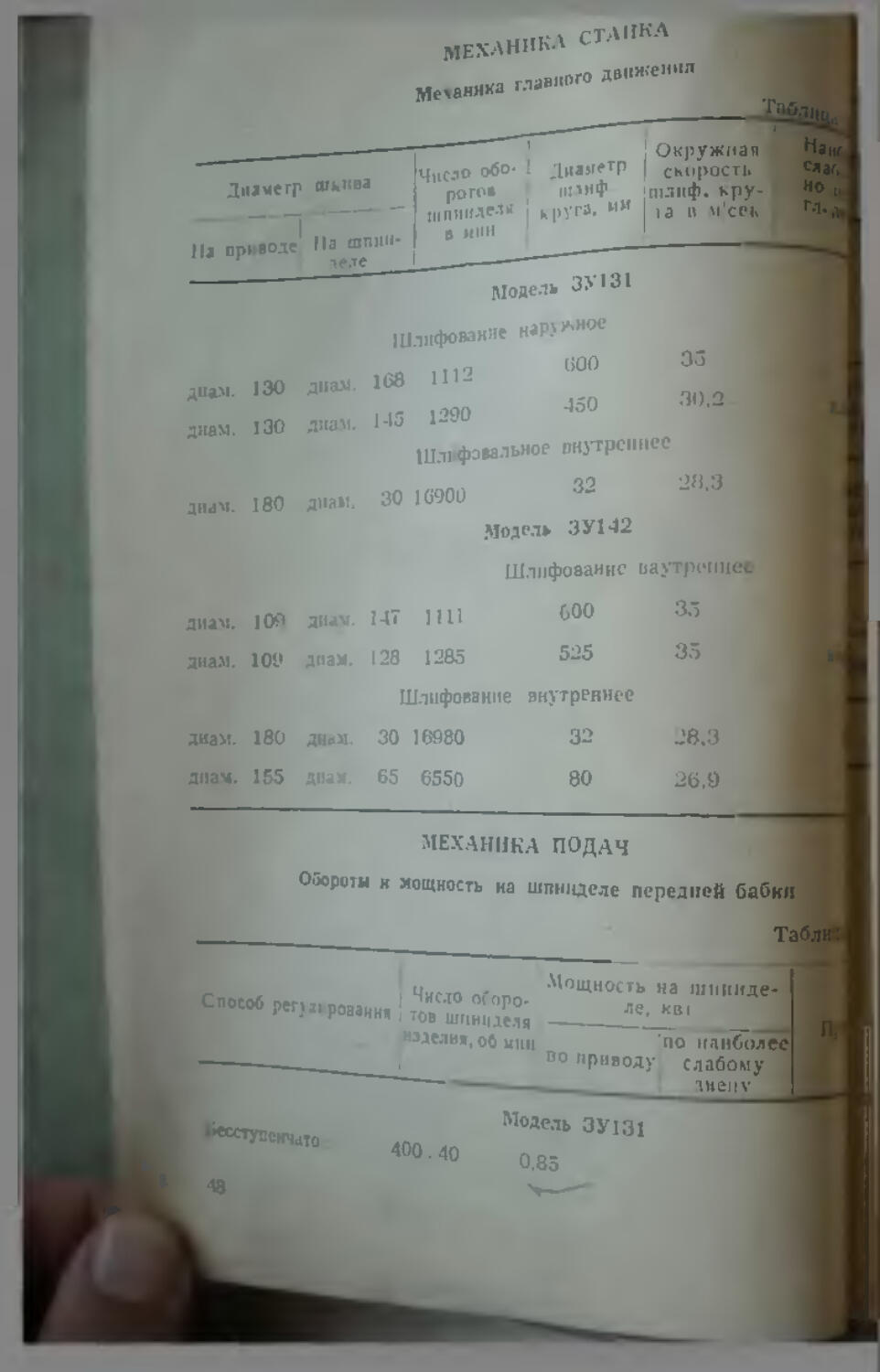
МЕХАНИКА СТАНКА
Механика г.'
•данного движения
Модель ЗУ131
Шлифование наружное
два». 130 диам- 168 1112
диам. 130 диам. 145
600
450
диам. 180 диам.
Шлифовальное внутреннее
16900 32 28,3
Модель ЗУ 142
Шлифование ваутреннеЯ
диам. 109 диам. 147 1111 600
диам. 109 Диам. 128 1285 525
Шлифование внутреннее
диам. 180 диам. 30 16980 32
диам. 155 диам. 65 6550 80
35
35
28.3
26.9
Способ р(
ш/L. Ь-С'
МЕХАНИКА ПОДАЧ
Обороты и мощность на шпинделе передней бабки ]
ТаблЯД
•Мощность на шпинде
Способ регуя1[ро.ання | товС'щ„н^деля
(изделия, об мин
по и а иболЗ
но приводу, слабому
- I звену !
Модель ЗУ 131
0.85
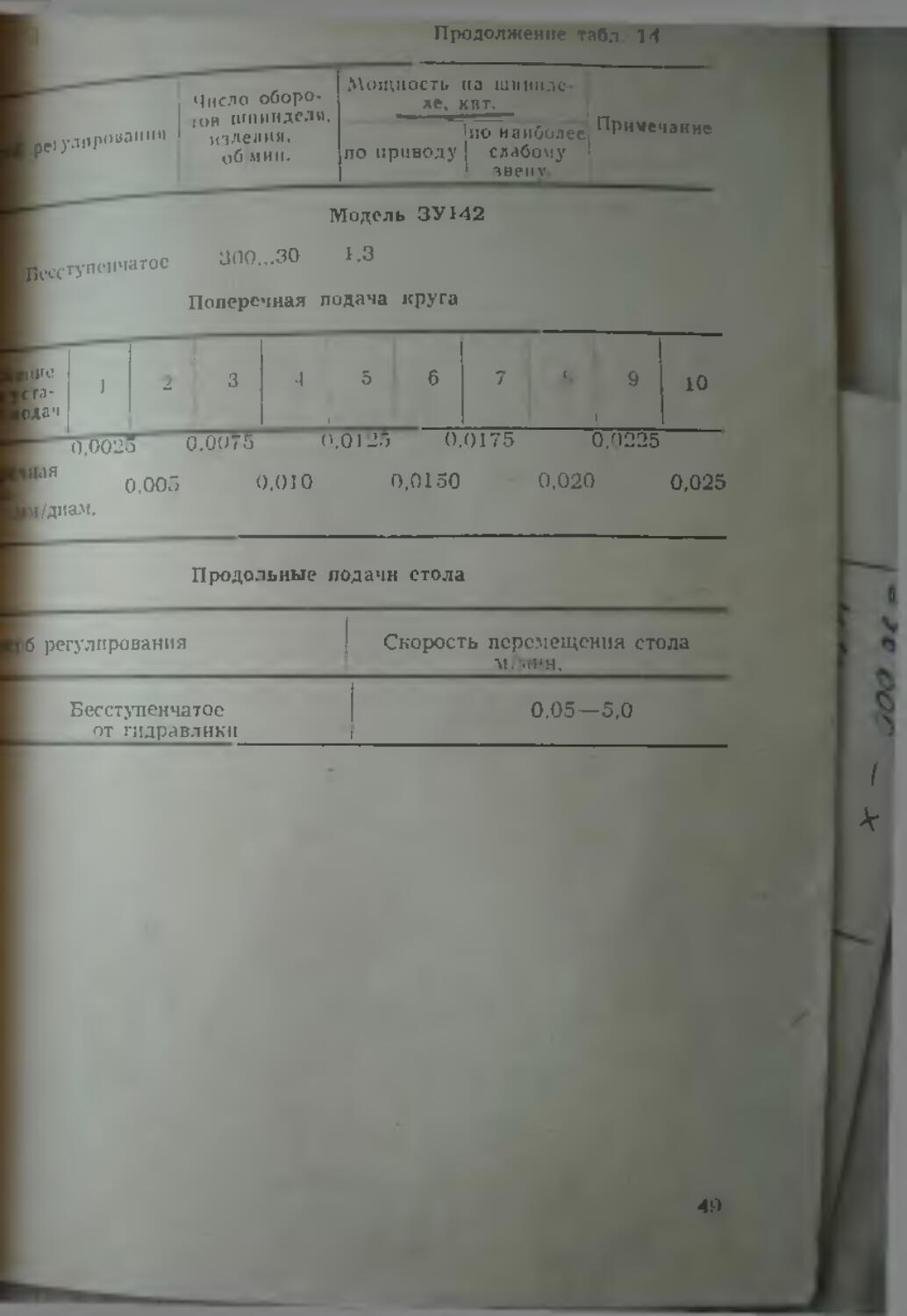
Продолжение табл. 1Л
т
.Мощность на шппнде- |
Число оборо-
ле. квт.
1по наиболее Примечание
1 обмин.
по приводу I слабому
1 звену. |
Модель ЗУ 142
^ступенчатое 300...30 1.3
Поперечная подача круга
НИ'-'
1
J 3
■I 5 1 6
7
.8
9
10
0.0025 V.uuyo
0.0125 0
0175
0.0225
Продольные подачи стола
об регулирования
Скорость перемещения стола
м/мин.
г Бесступенчатое
0.05—5.0
от гидравлики
49
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГИД РОСИСТЕщД
Основные данные
_^1олел1Гд
Тид насоса гидросистемы 12Г12-23А
Производительность насоса, л/мин 12/25 j
Давление масла в системе привод..
Давление масла в сйстеме привода сто :.. .тс/с.ч3 12 j I
Марка масла гидросистемы
Типы фильтров гидросистемы
Номинальная тонкость фильтрации, мк.м
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СИСТЕМЫ РМдД
nfn.pKa масла системы смазки подшипников
шпинделя шлифовальной бабки
Тип шестеренчатого насоса в* 1-,подшипников
Производительность насоса, л «ш
адТ
Тип фильтра сетчатого
Тип фильтра тонкой очистки
Ноыншльная тонкость фильтрации ми
Мариа масла системы счазнн направляющих
■В*е^^а;1ВД)с
станины
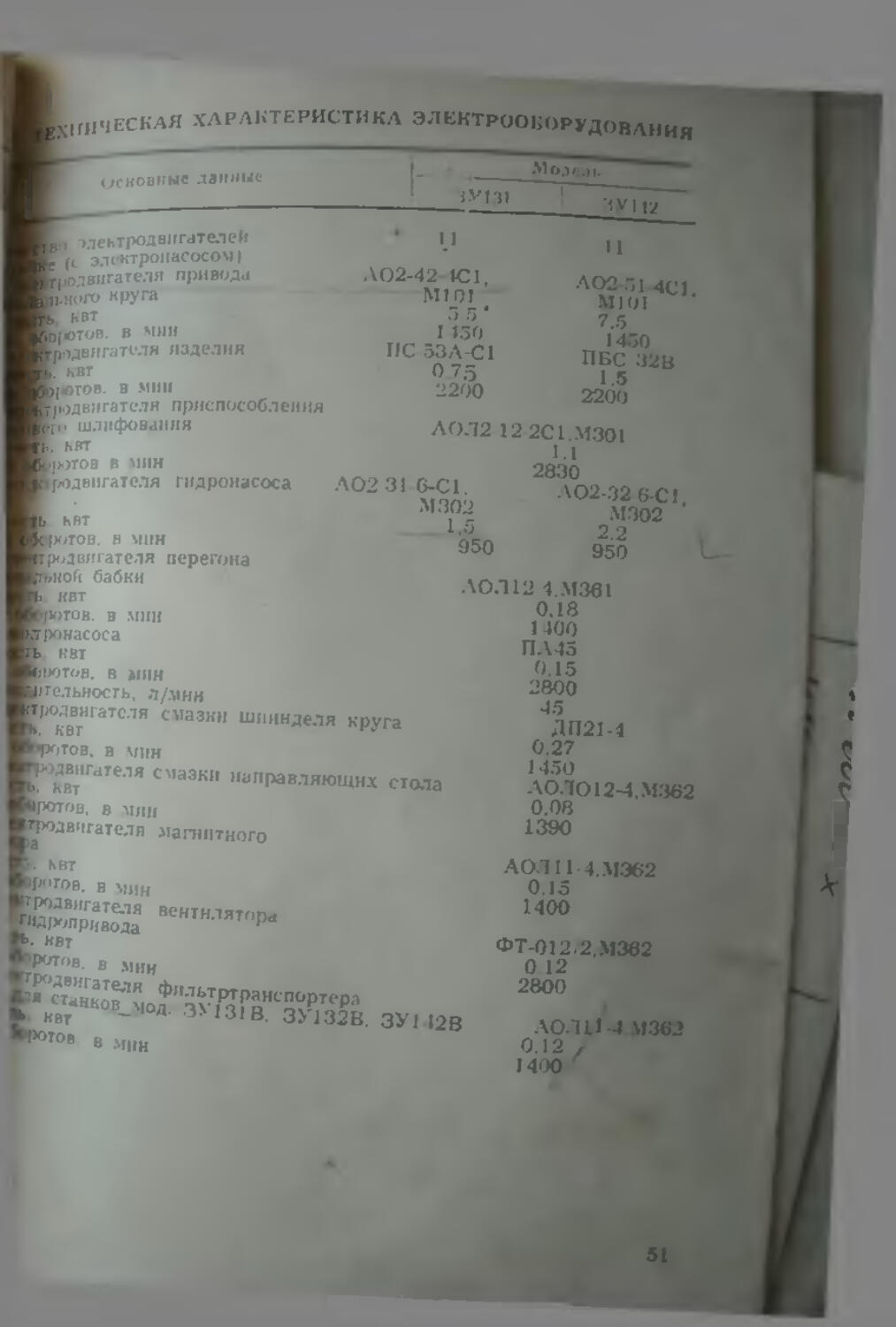
ЛНИЧЕСКЛЯ ХАРАКТЕРИСТИКА ЭЛЕКТРООБОРУДОВАНИЯ
Основные данные
• Модель
-1^'
о электродвигателей
(с электронасосом)
I привода
Вьного круга
Лотов, в мин
■родвнгателя приспособления
Ь; шлифования
в в .мин
нгатсля гидронасоса
* И
А02-42-4С1,
Ml 01 —
5.5'
1450
ПС-53 А-С1
0.75
2200
А02-51-4С1
М101
7.5
1450
ПБС 32В
1.5
2200
АОЛ2-12-2С1.МЗО!
леля перегона
ноГ< бабки
А02 31-6-С1
М302
ЛЛ.
950
1.1
2830
Л02-32-6-С1
М302 '
2.2
950
I
■ротов. в мин
ттельноеть, л/мин
Готгателя смазки шпинделя круга
fcoTOB. В мин
ТЕГ™* смазки маправляющнх стола
. тов. В мин
родвнгателя .магнитного
квт
>Т08. в мин
В мин
ЛОЛ 12 4.М361
0.18
1400
ПА45
0.15
2800
45
ДП21-4
0.27
1450
АОЛО12-4. М362
0.08
1390
АОЛ11 4.МЭ62
0.15
1400
ФТ-012 2.М362
0Л2
2800
ЗУ 112 В АОЛ1//-4.М362
0.12 /
1400/ч
51
Завод «Гидропривод»
IМЛСЛОРЛСПРЕДЕЛИТЕЛИ
РЕГУЛИРУЕМЫЕ
типа С32-4J
РУКОИОДСЛ НО ПО ЭКСПЛУАТАЦИИ
11)74
Иг,-'у;- f ко содержит незначительных кем
’>• :!иодом-и';готовителс'м пос
ц1ия настони!,i'ii иистиукг'.п-к ю -печать, Ле поЦ
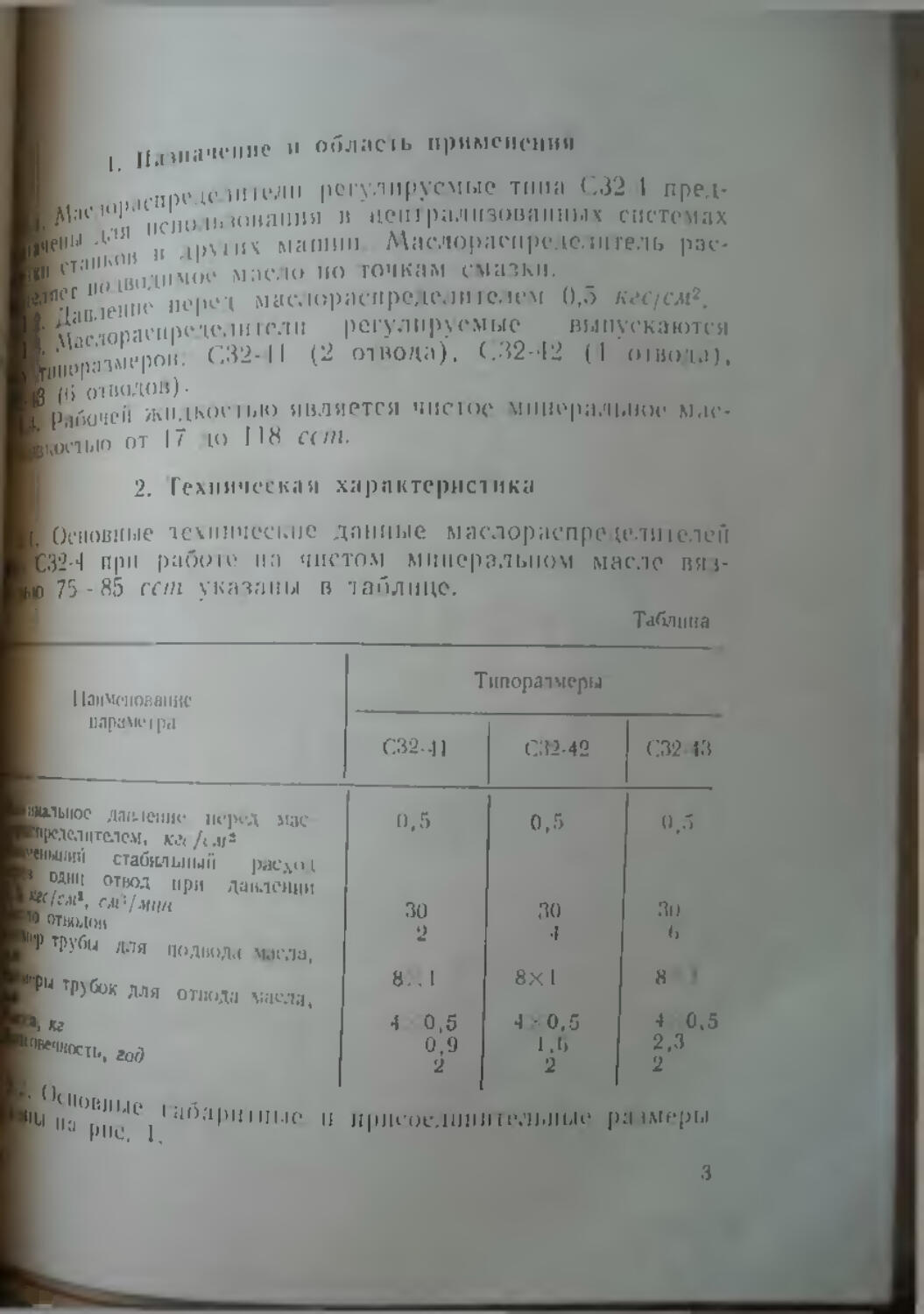
, Иазначсние и область применения
Н .н прсцелители регулируемые типа С32-4 пред-
■^аслиР1 т,||П,п,:тнаиия в централизованных системах
Ж"1,1 ;1ЛЯ ,1 тугих машин. Маслораспределптель рас-
I"1",",",1,1.!, Ill чда.то по точкам смазки.
1ГлГптешн- "ЧН-Л маслораспределителем 0,5 кгс/смК
IГП IИГ' uviimvin регулируемые выпускаются
Жрммепо..: <32-М (2 отвода), С32-42 (4 отвода),
■япб отводов).
ПраГючеи жидкостью является чистое минеральное мас-
Цтью от 17 до 118 сст.
2. Техническая характеристика
I Основные технические данные маслораспределителеП
К32-1 при работе на чистом минеральном масле вяз-
1175—85 сст указаны в таблице.
Таблица
Наименование
параметра
Типоразмеры'
ое давление перед мас-
дителем, кгс/см*
—н стабильный расход
ЬЬ/Д"« °Т1ЮД "Р" Давлении
If/™*. емуМ1Ш
ИРТВОДОВ
В трубы для подвода масла,
трубок ДЛя отиода масла,
fe кг
год
|2 ( ~
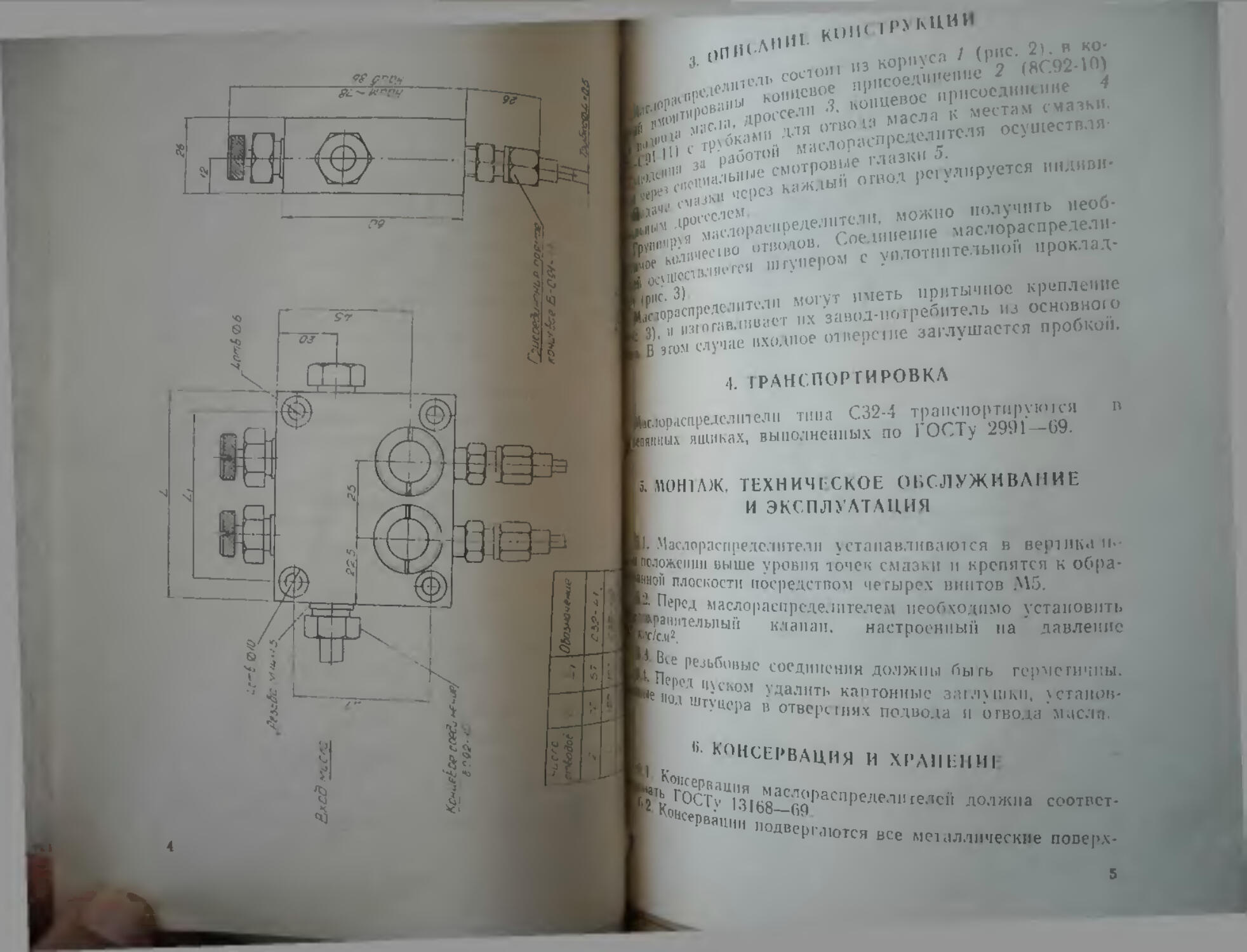
|11Ь| па"рЦГ, га^а1)|1Т|,ые и присоединительные размеры
С32-41
С32-42
С32-43
0,5
0,5
0,5
30
30
30
2
•1
fi
8X1
8x1
8X1
4X0,5
4X0,5
4X0,5
0,9
1.6
2,3
2
2
2
3
i. МОНТАЖ, ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И ЭКСПЛУАТАЦИЯ
Маслораспределителн устанавливаются в вертикаи>-
юженнн выше уровня точек смазки и крепятся к обра-
)н плоскости посредством четырех винтов М5.
Перед маслораспределителем необходимо установить
«ранительиьш клапан,
Ы.
настроенный на давление
резьбовые соединения должны быть герметичны.
51Юд uitvmK0M УАалить картонные заглушки, устаиов-
• ера в отверстиях подвода и отвода масла.
, к 6' К0НСЕ»>ВАЦИЯ и ХРАНЕНИЕ
|ГЦ0СТу"13168—69Р3спределIITejieil должна соответ-
чодвергаются все металлические поверх-
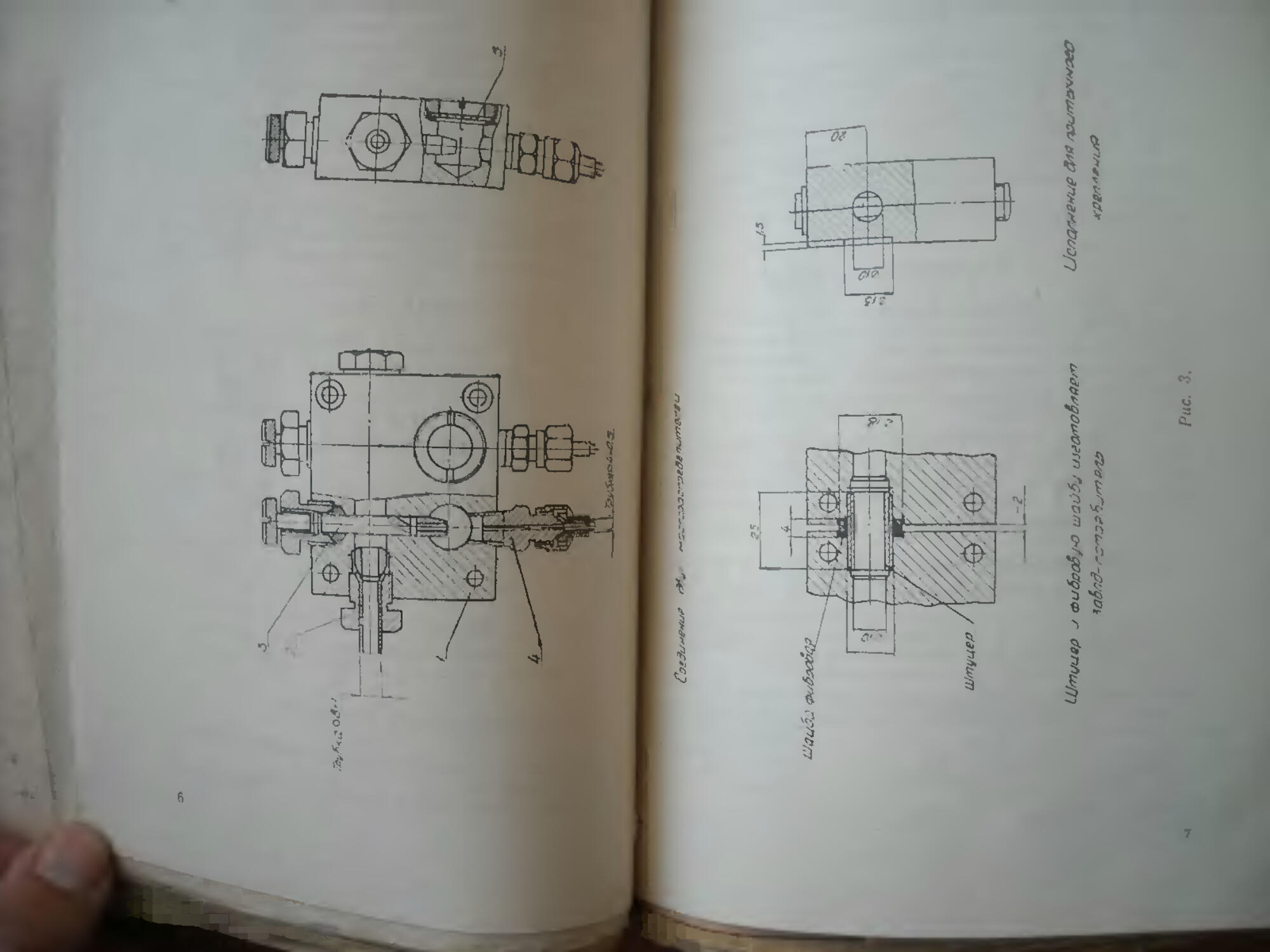
Ие КОНСТРУКЦИИ
:■ 1*"ИСА „з корпуса / <Р»С (^91-Го>
.дрод'ли11'-";о,то»ое "“"соединение 4
,-гип‘)1';|111,1 -гели 3, кони местам смазкн.
"идиви'
L" ре"вЫ"соеаияениеНОм а^ора,спЬре”1ли-
Г£„«|,» "т“олов„„„ с уплотнительнон проклад-
к- У
f ■
4. ГРАИСПОРТИРОВКА
пораспределптели типа С32-4 °
шых ящиках, выполненных по ГОСТу 2УУ1— W.
ности (обработанные и необработанные)
верхшктей. имеющих лакокрасочные Л***. I
j
6.3. Консервация наружных поверхностей
ли теля производится консервацнонной СмГ, Mac-iob> I
ГОСТ 1238-6(3. 33к°й Hr Ж
6.4. Консервация внутренних поверхностей Г
минеральными^ маслами добавлением 5 lO%^0l!3:' J
,РКт поставки
Наяменоваю*
Кол-во
комплек¬
тов »а
изделие
размер Примечание
АКОР-1 ГОСТ 15171—70.
6.5. Изделия обертываются в парафинированц,., .
ГОСТ 9569- 65. к
6.6. М а сл ор а с г 11 > е д ел и тел и необходимо хранить ■
проветриваемом помещении при температуре окру*аЗ
воздуха от 0 до +30°С и относительной влажности
не
7. ГАРАНТИЯ ЗАВОДА
7.1. Завод обязуется в течение ^18 месяцев гарантии
срока работы маслораспределителей при номинальных пГ
метрах безвозмездно заменять или ремонтировать выя
шин из строя маелораспределитель при условии соблюл
потребителем правил по транспортированию, хранению,уг
новке и эксплуатации.
7.2. Начало гарантийного срока исчисляется со дня г,I
маслораснределнтеля в эксплуатацию, но не позднеебхй
пев для действующих и 9 месяцев для вновь строяшй
пре триятнн с момента получения маслораспредел1пе.'=|
складе завода-пзготовителя.
комплект я
Входя в мпелораспре-
донмо^ь масл
делителя.
,^р*пР«мигеЛ1
Twm„c«a* яокумея-
таиня:
сдетмьство О при-
еике
Свидетельство о кон¬
сервации
Руководство по экс¬
плуатации
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Маелораспределитель регулируемый С 32-4
некой Mb
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ В РАБОТЕ j
СПОСОБЫ ИХ УСТРАНЕНИЯ
Параметры
Требуется по ТУ
Неисправность
НМРГОИМ. ц™,
«асла 0Да
Причины
неисправности
1 Заклинивание лроссе-
^иьное давление перед масло-
чиелем, кге/см*
Г®*ии расход через один от-
|«явлении 0,Б кгс/см-, см'/мчн.
0,5
30
Результат
проверки
0S
Загрязнашос^;
Вывернуть^
промыть Г
и ВНОВЬ (- . у,
дроссели. П1*^ -
по проверив
клапана,
1ип\С11°Ва-11ИИ РезУ-'|Ьтата проверки маелораспределитель
км'/"1'11 С0°тветствует техническим условиям и признан
Гк эксплуатации. ' , .
признан
Вэыггзсгзз;:*?. 1213У75 (!i5&—5J.
СЕПАРАТОРЫ магнитные
см
типа
Паспорт
Сепараторы магнитные типа СМ предназначены Да***,
ческой очистки охлаждающих жидкостей от мелкаЯЕ
частичек в смеси с абразивными или другими Ьемягнкт,
частичками. _
Применение магнитного сепаратора даст возможность i С«паратор
сить чисгот. браб'-тки пор.' :хности ..сталей, многократнощ
зовать охлаждающие жидкости шлифовальных, яти
и других доводочных станков, рабочим инструмент коя
является абразивный материал, освободить рабочих от опер
по очистке отстойников от грязи.
Сепараторы ке рассчитаны для работы в среде, содер]
едкие газы, пары или растворы едких веществ в концс.нтраа
разрушающих металлы и изоляцию; во взрывоопасной сред*
температуре окружающей среды ниже плюс 10°С и выше
55'С; в условиях тряски, вибраций и ударов.
читных и нещаг!!?* *°лжны
Р лРсд^»ращ2!^хчаспте~?1ь очищеиы °*
аЛпгошлч,
тнческий **
J СЛИ1ЧЬИи, р«Чад’*е" "Р“МЮ5«ТЬС« по ru.KV
стайка устаммаиои щ ofejn-
v.jaKoe «м. дГ;очистка сепаратора m
т ПРОЯЗВОШПЬСЯ К tat шип
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Сепараторы отделяют частички объемом до 3 мм3 такзх
терий.гов; сталей ^кроме немагнитных) ; чугунов (кроме некзг
ных); других магнитных металлов; смеси магнитных часп
с немагнитными при соотношении масс
г и“ я а*
степень очистки охлаждающих жидкостей: нормальной Щ
■ ии (эмульсол, растворенный в воде), содовой воды минеру
■ 'ел г вязкостью от I до 74 сСт, керосина, раствор минеру:
.. ^еросином — при температуре жидкости от 5 Л" "
менее 90 %.
нронзводительности сепараторы разделяются на бЛСДУ*1
типоразмеры, указанные в таблице. -
СМ2МА пристроенное
СМЗМА 1 то Ж(
-кая проичводитсльиость
лля охлаждающей жидкости типа
’Нормальная эмульсия», л/иии
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
магнитный СМ
/? ^ответствует техническим условия» и призиаи
сплуатации.
; Цй?.Ш5
от к
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Сепаратор магнитный СМ гм заводской номер
/Ш подвергнут на заводе-изготовителе консервации.
Дата консервации * < ЩН/ц
'ок консервации —^£месяца_
Консервацию произвел _
Изделие после консервации
"Рииял _ ^Z?>
II Л I II Л <1 I II И I!
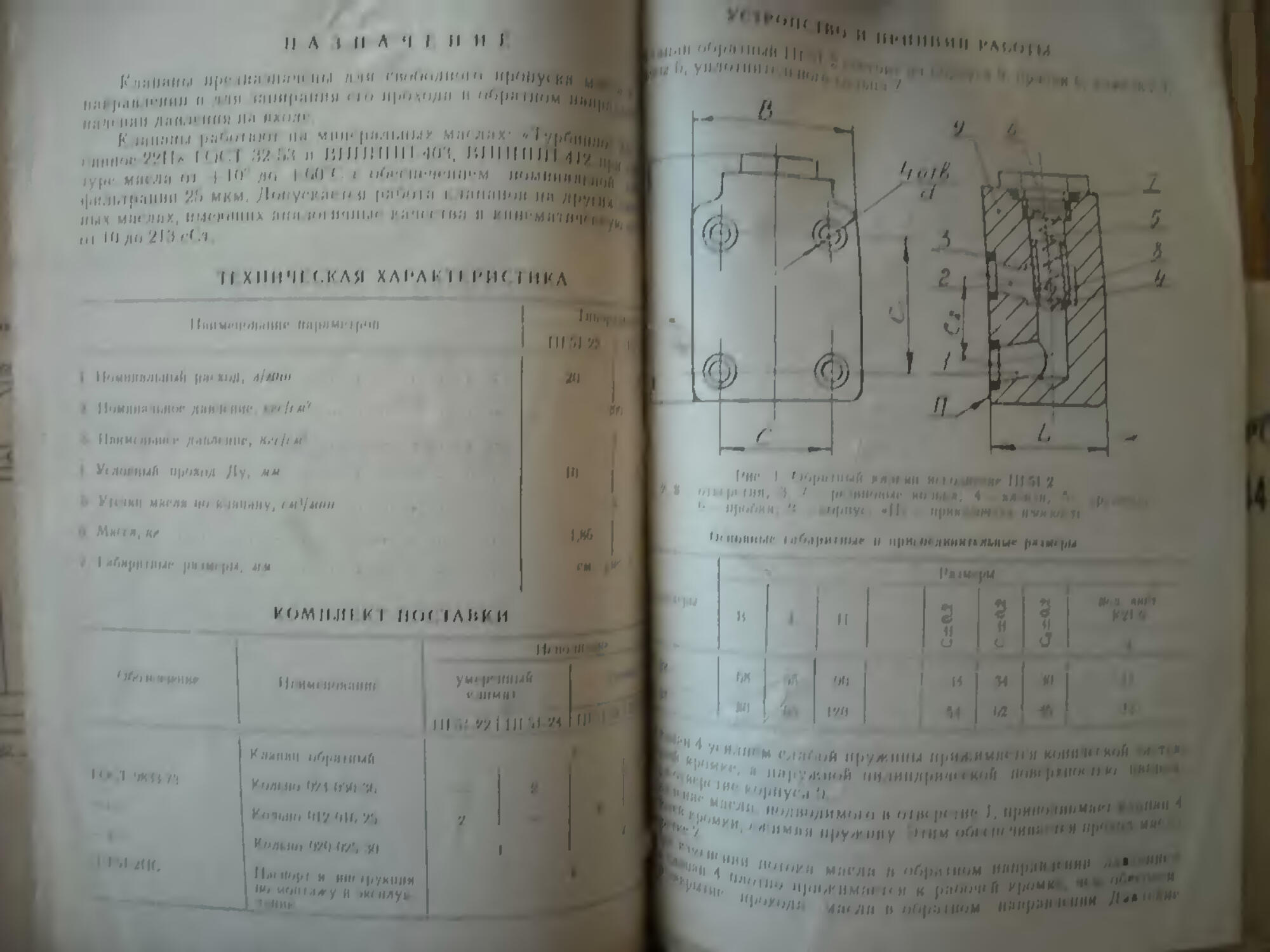
К'„ШИНЫ il|i<-410 illJKIi-lli.i И I'tuiCitijni1 il и пропуска H„,
».1« "»*И •**'« fHOM
ii/i/iciimh /инаснич ini hko/u‘.
К (интим ixif'/onuoi n;i Miffiffwi/II.IIMX млrvi;i ч: ''ТувЛицм,,.
„„„„„„mi. kk.i и itiiniiiiiim Ш1ИЖН1 ii2
«им» от In“ /j<i I ,i(r<: <• in ИЮ-M иония,1Л|,„„Г"
.[.II.H.Iрлпии Ift мим Дмпх-иютт ||||Лтя клвпимои ни щш
iii.iv „к -..'IX. имеющих гит i„i пчмг.|„ ки.ц-пии и кином/ти.тни,
.и III до 21.'IcOr.
II ХНИЧК.КЛЯ ХЛРЛКП.РИМИКЛ
Пнимеионяпне ПЯрЯММрО
I НоминнльнмА расход, л/мин
'I Номииалмюе дно л си ии, кег/см'1
! Пяимеммнге двменив, hsi'Iim1'
4 Уелоиный проход Ду, лл
6. Утки имела но кляняну, гмЧмин
« Мясе#,*/
7, I «бяригНмс ряямерм, мм ,
<>(«1 Жимение
И ГМ 'Л 1C
КОМПЛЕКТ 1КНЛЛИКИ
Няииеиояяние
Клиник обратный
Кол 1,н/, (М «до
К/мякл 01201ft ЙГ»
Кол».н/> <й«) (г/', :-/)
11<н ((//pi и ИН< (|,укнпя
I W/llltl* / и ,|, ||/)у)(,
I 'Н11ЯИ '
умеренный
еЛИМЯТ
III ,1 'Л I HIM И
Li '
•"I"1"".'Il IIIr,I.,
"'"""Ilto.ii.i,,,,., '
и Щ’ИИИИП I'M.OIU
A
J.
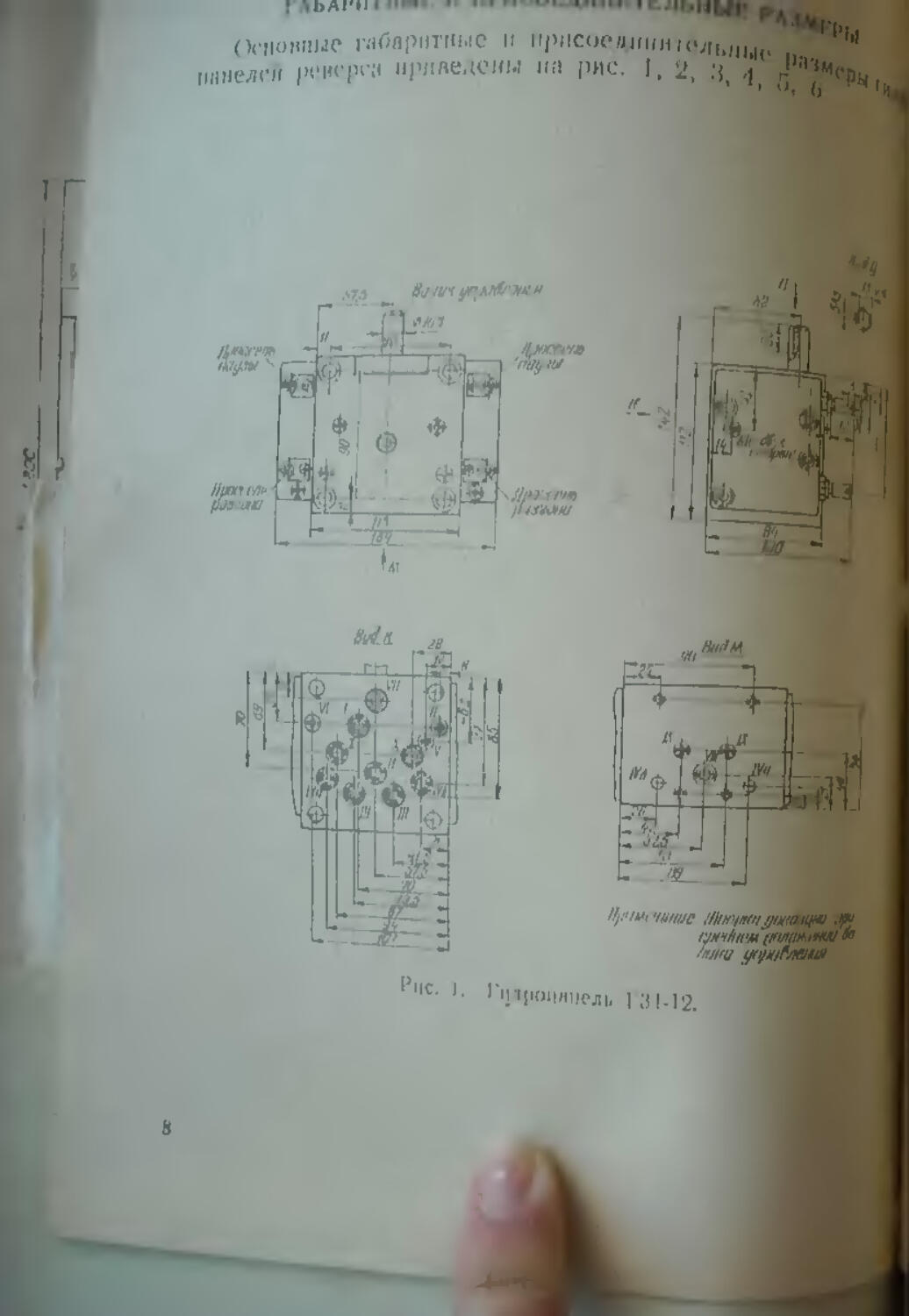
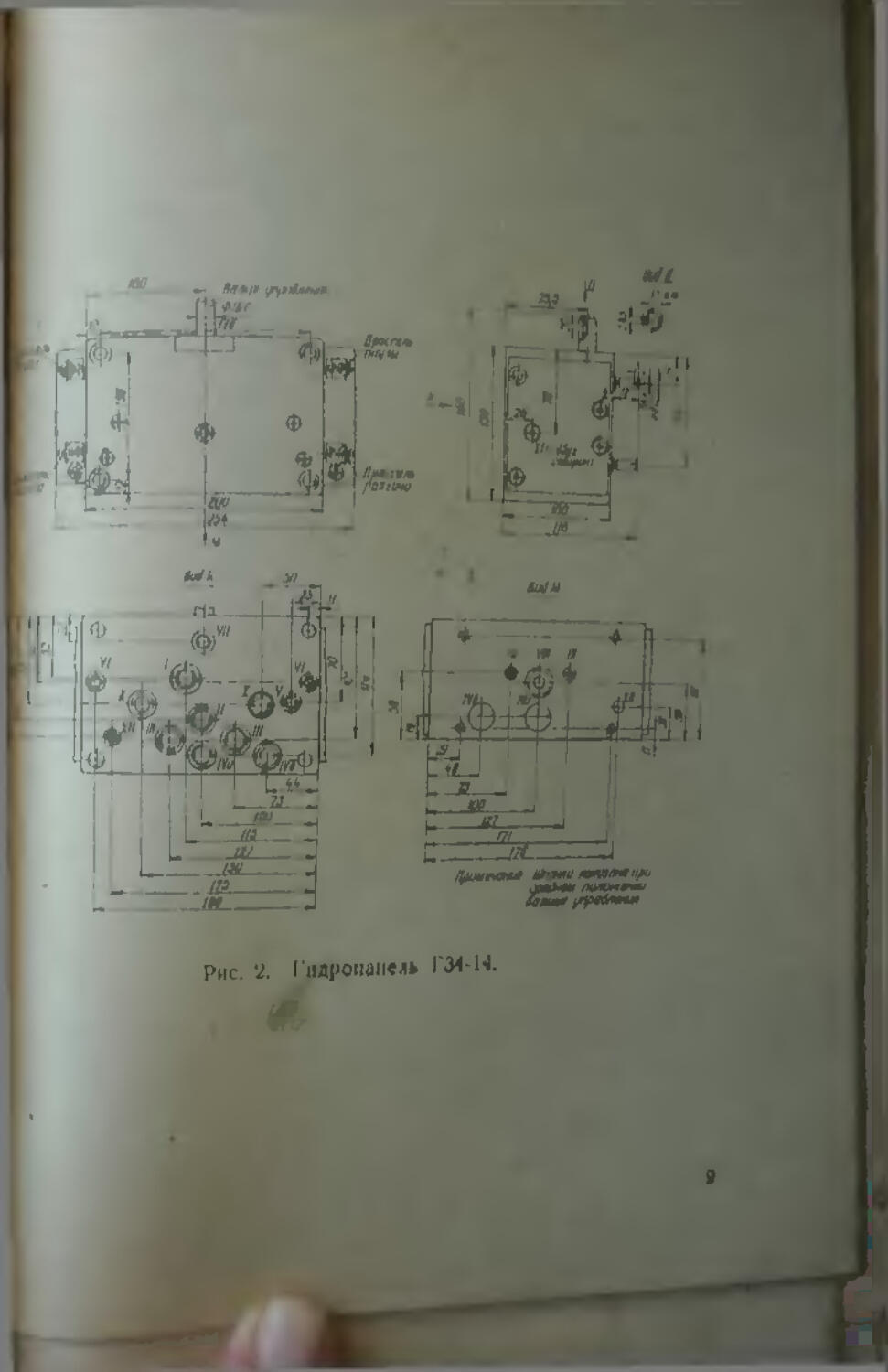
'>• iibiim.li' (яЛяриmur и h|ih>шпшштч.пш- рншчрм
I'n ширм
И
I.
II
2
2
2
'hi
'
j£
ii
оя
m
'III
■Я
an
и
м
Itl'l
I'Ml
M
m
v,
19
■ I# пруямш «я*»»»
1 : <IUHIЙ nil IHIf/фИ'К ГКОЙ HHIIfl'14
" "I'M /' 'I
‘ • iimiii111, nritvpi m J, »|»И/ЮДШ/МЯ"» *••<"»*«*
I > ' Л'миля Ilfty/KMMy '-Ним чйШ1?ЧН,,:,‘‘‘ И "I1"'"'1 '
Л”, мш'лн н «лият» ••ЯШИ?
' ' ■!;. „'.il |.г ■ •
числи » «Пратт пм|'««-"“"“ л“
ИНСТРУКЦИЯ
ПО ОБСЛУЖИВАНИЮ
И ЭКСПЛУАТАЦИИ
ГИДРОПАНЕЛЕЙ
РЕВЕРСА ТИПА Г34-1
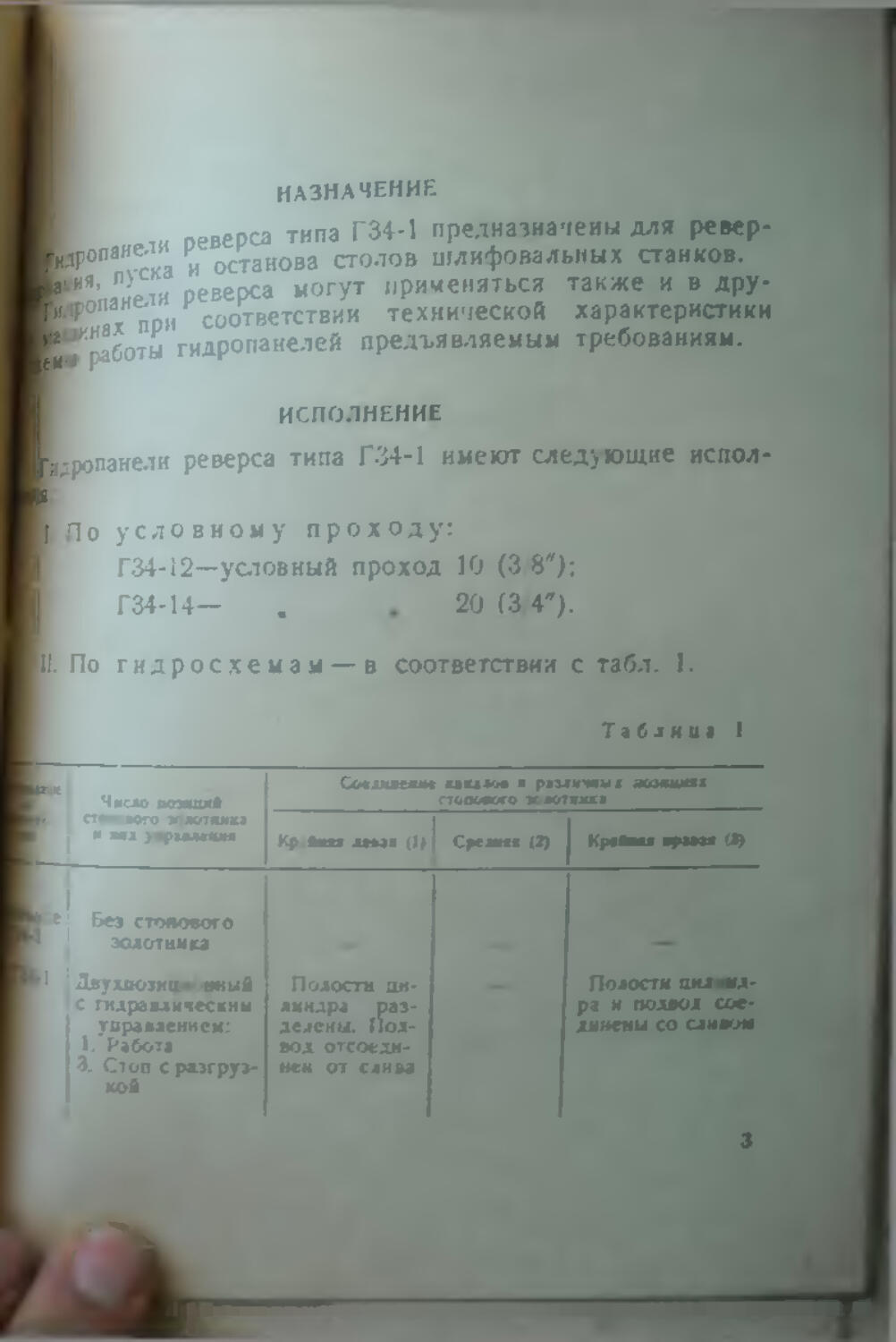
НАЗНАЧЕНИЕ
пг верса типа Г34-1 предназначены для ревер-
паь";..'; /останова столов шлифовальных станков.
иЯ’ П; - реверса могут применяться также и в дру-
■‘C"V | соответствии технической характеристики
gyHpaCo:i: ги;:роианелей предъявляемым требованиям.
ИСПОЛНЕНИЕ
•панели реверса типа Г34-1 имеют следующие испол-
[ П о условному проходу:
'{'■'Л-'-2—условный проход 10 (3/8");
Г34-14— . . 20 (3/4").
.По г: а р о с х е м а м — в соответствии с табл. 1.
3
И р о д о
II Ml I
,11 л ,|||>»11Л«11НП
||>ГМ11111111Н0||1!Ы/1
I ручным yilp/IH
лрнигм
I, IМ II ру.»К<1
' ( ion г еохрл-
немцем я л иле
МНИ И ПОЛОСТЯХ
ннлшмря
>|, f'яflora
ЦиухшмнцнонныМ
i ручным унряи-
ленном
I. Работа
И, ( ЮН
Полости пн
* мм фп pa | (о
лены. Длило-
мир подиодит •
1'Ч к 1Н1НСЛИ
«•ролтщ (а,
11олоетн
"."ЛНПлрп
соединены
между со*
C'oli. Мыход
и I дроссслм
ГКО|ОСТИ
столп пере¬
крыт
".!! "“Nn?
С‘*ЛИ„.
< ЛМНим
Полости пи
1'я 1‘Of Дни,
сливом, |](|,
мерекры!
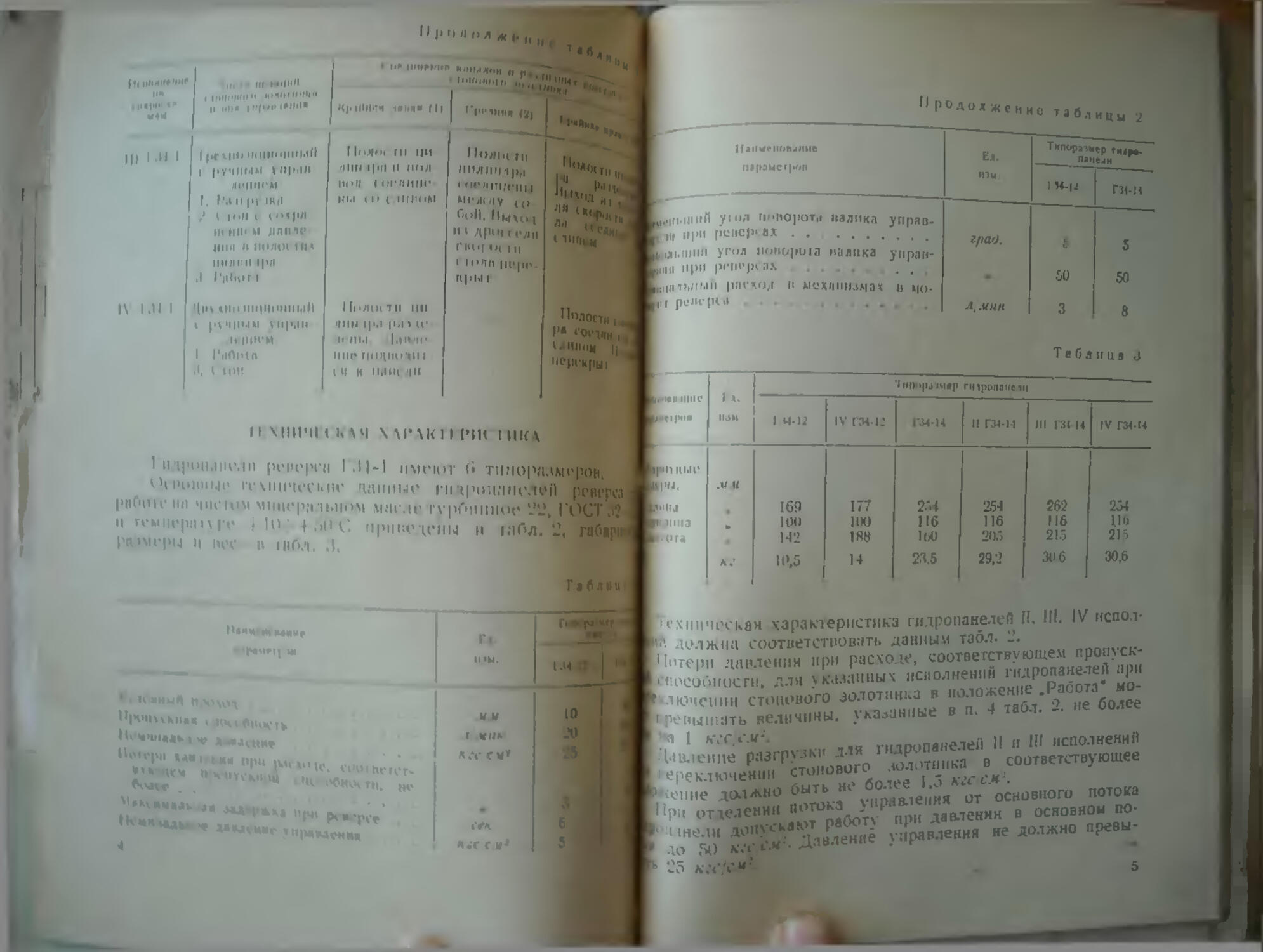
II Ч1111Ч1Ч KAS1 ХАРАКТЕРИСТИКА
Гидронииоли репером ГЛ1-1 имеют (i типорплмеров. i
Осш.чшыо 1г\11ичоск1К' данные гидропанелей реверса
рпбото mi чипом минеральном маелстурбинное 22, ГОСТ 32;
и rcMiicpnvypi* Н>; | .>о V. нрниедени в табл. 2, габарн
рпамеры и ш'с и гнОд, .1.
Т а 6.in и
П род
0 л ж е н и е таблицы 2
ПанменопаПио
Ед.
Типоразмер гидро-
панелн
ИЭИ.
134-12
Г34-Ц
l.iii,inмй угол поворота иалмка управ-
град.
ол1.пш11 ус(,л попорота наликЗ упраи-
50
8
iui.iii.il мii расход п механизмах и мо-
л] мин
3
■ н'чнмал
I U'Ttpfw
Гшюрммер гидропанелн
Г34-12
IV Г34-12
Г34-И
II ПИ-11
III Г31-М
IV Г34-М
■llpii М1МГ
ММ
169
177
254
254
262
254
lit.'
100
НИ)
116
116
116
1.16
142
188
1Ы)
205
215
7
10,5
14
23,5
29,2
30,6
30,6
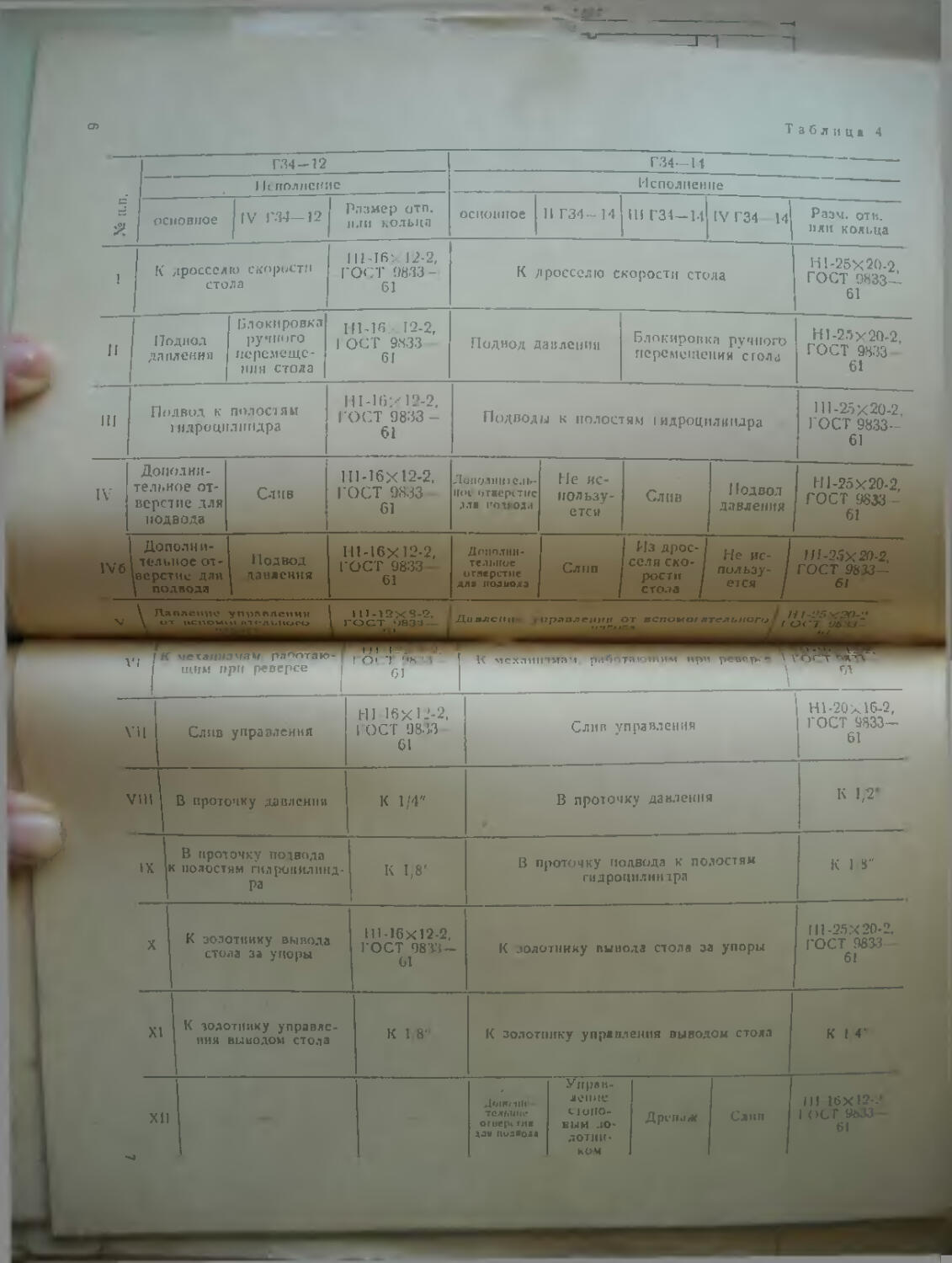
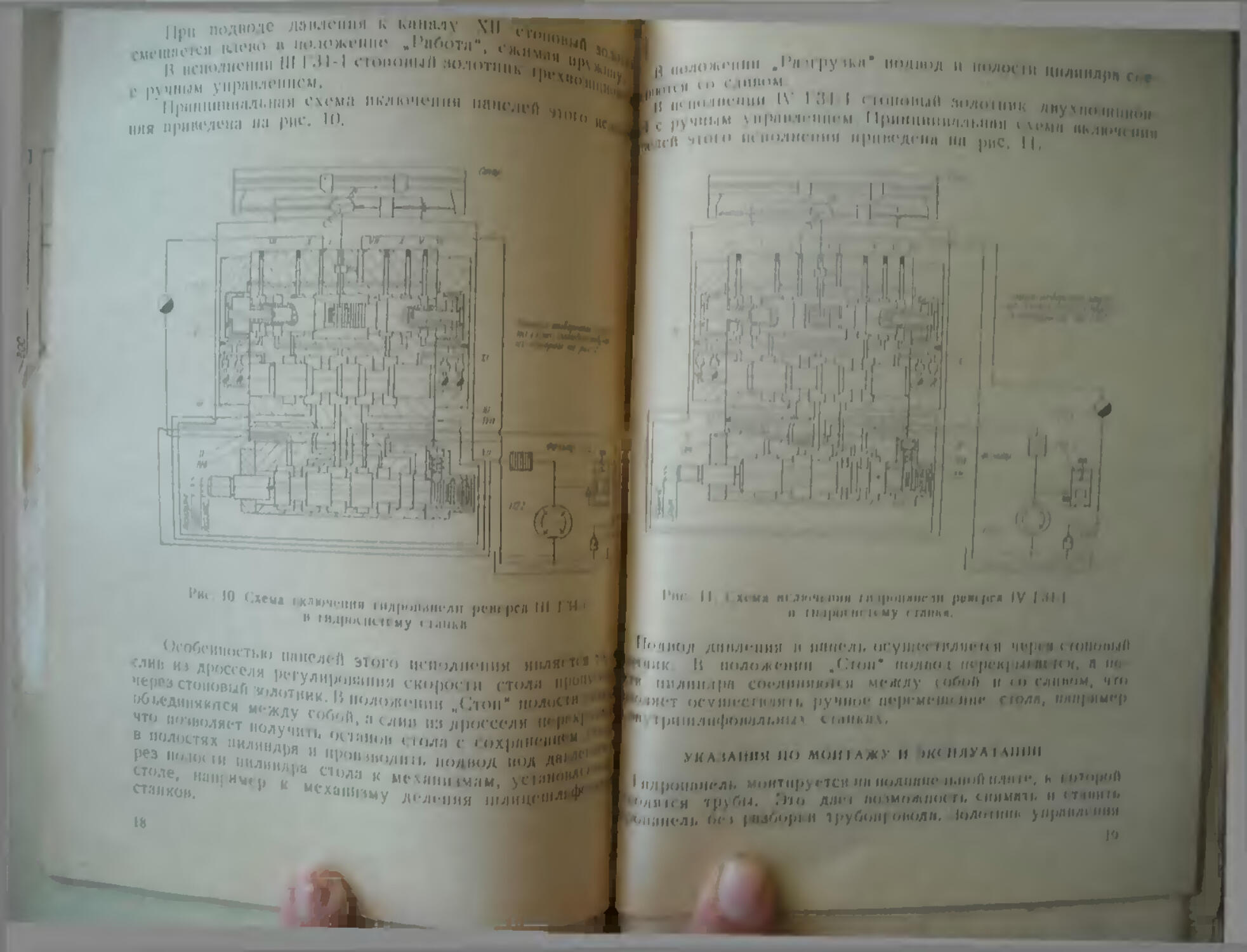
, 1 ммоская характеристика гидропанелей /Г, III. IV испол-
»■"/: 'мжиа соответствовать данным табл. 2.
1 -'1'н давления при расходе, соответствующем пропуск-
oi ,пости, для указанных исполнений гидропанелей при
е >' • он пн стопового золотника в положение „Работа* мо-
г : ать величины, указанные в п. 4 табл. 2, не более
I ! кгс/см
[ он не разгрузки для гидропанелей II и III исполнений
IT ,v 'включении стонового золотника в соответствующее
ню должно быть не более 1,5 кгссм-.
отделении потока управления от основного потока
" i0 и, допускают работу при даатенни в основном по-
о ">0 к;с см:- Давление управления не должно превы-
•ц-u sn;
Таблица 4
Исполнение
IV Г34—12
К дросселю скорости
стола
I Блокировка
Подвод ручного
давления перемеще¬
ния стола |
Размер отв.
или кольца
Г34—14
Исполнение
Н1-16Х12-2,
ГОСТ 9833-
61
III Г34—14 IV Г34- 14 Разм- отк-
I или кольца
Н1-16> 12-2,
ГОСТ 9ЯЗЗ
61
Подвод к полостям
гидроцилиндра
Дополни-
I тельное от-1
верстне для
подвода
Дополи и-
\ тельиое от-1 Подвод
\е для \ давления
подвода
H1-16XI2-2,
ГОСТ 9833 -
61
Н1-16Х12-2,
ГОСТ 9833 —
61
111-12x8-2.
щим при реверсе
К дросселю скорости стола
Подвод давления
Блокировка ручного
перемещения стола
Подводы к полостям гидроцилиндра
Дополните.п.- Не ИС-
отверстнс пользу-
» подвода
Подвод
I давления
Н1-25Х20-2,
ГОСТ 9833-
Из дрос-
селя ско- |
рости
стола
Не ис-
пользу-
к
гг
— - ■■■■ —мь.
К мехпм!г1ма%Грпбг^агоТцчмп^Т1\1епср?7 \ Г Опт”
VII
Слив управления
Н1-16Х 1--2,
ГОСТ 9833-
61
Слив управления
Н1-20Х16-2,
ГОСТ 9833-
61
Vlll I В проточку давления
К 1/4“
В проточку давления
К 1/2"
К 1/8"
IX
В проточку подвода
полостям гилроиилинд-
ра
К 1/8"
В проточку подвода к полостям
гидроцилиндра
X
К золотнику вывода
стола за упоры
Н1-16Х12-2,
ГОСТ 9833 —
G1
К золотнику вывода стола за упоры
Н1-25Х20-2,
ГОСТ 9833—
61
XI
К золотнику управле¬
ния выводом стола
К 1/8"
К золотнику управления выводом стола
К 1/4*
XII
-
iSss.
Упран-
стопо-
ЛОТНЙ-
Дренаж | Слив
111-16x12-2.
ГОСТ ЯШ-
61
ГЛЬЛГН I m»u.
(Viiohiimc I.М Л • rnue II присоединительные
Ii;l)l(VI(.,i |)cn('jn-.-t приведены на рис. 1, 2, 3 4
■ °. 6. ‘1Ц
-А»
Рис. 2. Гидропанель Г34-14.
г.Ш
- в'_ г Гжщошакш П. Г'Я-12.
•8т -р
г
Я, 9
¥>
щ
к I
▲ ■
' а
X
Те.
гадь III ГМ-14
‘ %
* %г
Пз Л
» I»
<5
V
■7^—~
♦ в»
: -
£г:
6 гмрДО*** ■
“7
гг
присоединительных ота«
ВеРСтиц
22 2f F9
9Zi7rf п U** й ,
роюшеш:;: ;ескпя схе1)а ппропанели реверс* rlf
На Disc - 0ПИСАНИЕ КОНСТРУКЦИИ
панели реверса типа^Ги1!3 ГрДР0К11нематяческая схема^
корпуса /, ,Р“отою« tl ГндР°панель реверса сост»*
и Р°“ ^““Вдаются реверсивный эа*^
Назначение и размеры
ле(1 указаны в табл. 4.
А
управления 3 и валик-шестерня 4. В
ill ; 6 РаЛ“е„Г?“ ^сели регулирования п»у ш
при реверсах 7 \\ 8, дроссели регулирования план-
юна .9 II 10, обратные клапаны 11,12 13 Н
л; которые удерживают от осевого перемещен,,!
л., размещенные во внутренних расточках с овен"
„ {плотника 3. Торцы плунжеров 16 „ поверхности „Тут
£»• 1’.’С™чек в золотнике 3 образуют внутренние камеры
„ /V. соединенные сверлениями с наружными проточками
10 '>•
Втулки /-5, плунжеры 16 и внутренние полости 17 и 18
■дмишачены для осуществления дополнительного перемещс-
золотннка 3 при его проходе через среднюю точку.
Млело иод давлением из магистрали .Подвод* через про-
ки корпуса?/ и реверсивного золотника 2 подводится к прн-
l-|ц|,.]()сти гидродилиндра 20. Масло из левой полости гидро-
•in. | p;i вытесняется через проточки корпуса /, реверсивного
липка 2 и проход, образуемый правым конусом золотника
рамен и я 3 и расточкой корпуса /, через дроссели регулн-
шия скорости стола (на рисунке не показаны) в бак.
Стол 19 движется влево до тех пор, пока правый упор
не начнет воздействовать на рычаг 21 и через валик-
ес: пю 4 на золотник управления 3.
П лотник управления 3 перемещается влево |и правым
in;, л постепенно прикрывает выход масла из левой поло-
н гилиндра 20. Происходит плавное торможение стола.
В') время всего хода стола влево, включая путь тормо-
ен: масло под давлением подводится под левый торец зо-
циика 2 и в камеру 17, а правый торец золотника 2 и ка-
гра 1Н соединены со сливом; реверсивный золотник 2 и зо¬
ли vправления 3 удерживаются в правом положении. При
or процессе торможения через валик-шестерню 4 обес-
:ч„ .,;сРя ПОДЖИМ рычага управления 21 к упору управле-
конце пути торможения стол 19 через рычаг 21и
J шестерню 4 переводит золотник управления Я через
;".Р"“ие камера 18 соединяется с давлением, а ка-
е_ положепве. Р с0,дается усилие, осуществля
£ дшюлнительное перемещение золотника управления 3
' f""™ иешо с" этим д a w е н и е”1 у п р а в л е н и я подводится пол
р!, ^"т°0ВрРец золотника 2, а полость под левый торцом этого
г
: со гхгжж.
-*:•* ; жляин* 2 » три Д
: 'rksszt дззкгае Ш от тодо*
:.::глт- т.>:~
_
гзгзш:»гг^ |Шг*э®£
з; 532ШВКШГ ^ сре.
-;-Г С-ХХК
- .'■»• м
■ ■JI С
■ »ц
"!гп V
-:-. ;;<::1Г»1ИЖС1 :*sroaal
г 2--.-. -
-гияат
'" ' : ~- - У^а |
; - - - \ . - -. : . гзм
2£ие :а:< л- т;г ~'~za u-is*.
.л* зесечеггзг»^: '.-.’лълеявт % 3
жтж г—t г.гл -г' sex-r' гтг£ шз к-ссг^
зветежшг ; -'гяглхаэ. без
:^тч"х- -т.ег 'лехжоп г-.-тгт ;■: -'/тззж. Щ
■.: жэсякШ
rrj2eZZ.Z3&ZtiBtm 2ГГТЖХ2 Д|
г Г 'г гкзе
. -. .
гаеж$ ! *х-с.*з х*^ё^вС2йййЯяЯ
- гЛ??J '-яжяъ з ‘
2егзвйыи|
зспх*
«-ТЛЯЙЗГ!
аяява/м -— -" '-!аьг* - 'М*еЯ
„£«22 SS-^^T1
ъ- '/ji жздг твугигл & тмс :^ -* '■ъггтжяъ
'
■у.:-, у*, ъз&и* -х слаэй г : с v„
'
О'^хтжх г жтежз уежфл.
■ тс 'жэтягяг теетменхг. maeuzi j*>
. ' ■. - (moeete* жштШф * щ ш пиши»
i жыаайхл taax* п трт»*а: у,'
•.'. • --тзяяии
-, -*-. й* л^'/г-.ГУГ^ЖШ^ 22КЗЛ- Х?1 %»:«-
'
.
/ ' jaauut*' V/ 5ЭЯ"- > - •''*«
jxjseoaats^ здезе^зжкг
~ ' bj- JKSSC-'1?^
«ЯЬа -•• • » *** - “►
VSS-> *>*?*“ 1 - 2.
■ иМГШ - ,«»ы» « “»
«*»fS^xr. да-- ' -*3.222.
g* —1********
-' -‘tit** a;*“ ^>2t2£i -
***■ * С“ шиа« пирошм реверса I
• 3 *«F«Hcrti,T стаиа.*
р.тствуюоше устройства. Пэшт—
ч панелей этого исоом-я^Я"""»»» гш»
II Г34-1 к 'сновному ревотй^3 на ?iK- *
. ■■-■динень: двухпоэиционныа«м
I 34-1 к .сновно.у rxZSZ'"3 »*PHC.S.
: :Не '■ ДвуХПОЗИЦИОННЫЛ* СТОТОлив «*»-
управлением. При»шпиа?ь„“ •««*« с
Ь -- панелей этого ис[.Олимпа по™! "«РМИИ
' *««*» столовый золотовТг™ ва ""с »•
■•»•—« гядросхема
у е.-е;; этого исполнения приведена на рис. 9.
{ « положении стоповый золотник соединяет канал
i1 с . лестями гг:л.роцилиндра и со сливным каналом
. ...0.йет осуществлять ручное перемещение стада,
з г »ить насос приволз стола в тех случаях. гогда
Ч. - -.ё :ьный насос для питания кепи управления сто по-
например з круглошлифовальных станках.
Г ■ ~ — — -^Сяуг
в ГИДросастемт ..таяка-
„.диоде ломеиия к кппалу XII сЯН
|; |П1Р.п:гп111! Ill I .I'M 1ГОП011Ы11 золотник п,(. Р'
'• Припишишлмшя схсмп пюпочения Панелей
кия при «имена на рис. 10.
' STOro
III J’a чручкн* ПОДПОД И полости цмлиилт.
I , IIIIIOM.
Г.. IIIIII l\ I .4 I I ПОПОНМП L.J-
10 «ИО'К-ИИЯ пиропами ■« г»
" гидросистему ст -
III Г.И-1
Ги """ '' 11 аолотпик дну»,
. . I ' 1 I гм.,,,,
L ,, м 111 Н« ИОЛНОНИИ приведена ни рис, ||
■■ ■•ыропатсму станка, I 1
< -|иь и•, ,,| ,,Г1исполнения, «И-'1»1'11
1 •■"||**»и;»иия скорости СТОЯЛ 1фи,|УСД
I J лои" НОЛОСТЯПИШ
Ч1" п'’ :"ЛИИ ИЗ дросселя
ТИХ ; : • ' '•'•НОИ СТОЛП С СОХрННСНИеМ '
""-'OCIH пил,;,, ц ... 1",||:»'>'»дить ПОДВОД под Д'"1'1'''
стяыv’ "а"1>имер ,('м»< механизмам, устано*^*"
станков «еха„,13Му деления тиЩ"1т
li I XCU4 НКЛКСН'ИИИ I ШфоИДИРЛН |ЮИГ||Г4 IV Г‘Ч'1
II П1Д|Н)С1,СТ1'Му г глин л.
! 11 Mio;i давления н пепелI. осуществляется череп стоном/!
р1 I И положении R Стон* пол под иереи/ч-тппеч, п но-
||||лн1|;|ро соединяются между собой и со слипом, что
Р» осуществлять ручное перемещение столе, мапрвмер
Р" <|.м шлифовальных станках.
УКАЗАНИЯ IIO МОНТАЖУ И ИКСПЛУАГАЦИИ
I 1 ' фопннель монтируется на иодианельной плите, и которо/1
Г ;,к и грубы. Это д«<1 возможность снимать и « т«инть
и,оль без ралборки трубопровод*, /олотиик управлении
|«
- -важной системой переключении
■ 'м >-лзмення гилропаиели
. . "с *азать радиальных усялиа „?** “
; -v он переключался свободно > **
:механизма персключевЦУ -
; . - при выключенном гидроприводе^^
; л :;уегь проходные сечении, соотвртг
- ;we;jw ve-uve'.мнительных отверстий. Уменьшв^И
пускаются.
"гvo* все трубные соединения должны обес
»:лн;. зс герметичность во избежание течи масла j
г г. ::.системе устанавливают манометр для
Г.; - з vac .; механических примесей, воды к
д идрхисгему в процессе te сбора ■
с-л; зтз-нн. г.'дпт к резкому ухудшению условий &
г;_::г.:нс.:с-:. ' ;?.-:л:енн му :х износу, снижению ад*е*Г
a; a :::... поэтому содеринм^Иэтих при
? i.acns с:; . чнзаетсч. Количество кеханичеспх
месен = масле з процессе эксплуатации не должно превыз!
| ■. 0о*« по весу, а воды 0.05*»: аисолыпий panq^P
ccat; т.._. \:ч = не»', должен быть не более 0.025 ял.
С -
начслькон. уназан~:ц з ГОСТ 32—53, необходимо прОЮ
его замен;.
КОМПЛЕКТ ПОСТАВКИ
3 комплект поставки входят:
1. Гндропааель. в 1
- .г атац . :.
о. Акт контрольных испытаний. j
СВЕДЕНИЯ О ПАТЕНТНОЙ ЧИСТОТЕ 1
imr.te.af iii:;- т:-. 4-: Задают патентной
; V . :: ТГ- я. Австрия. Англ».
кйг^“й в?и'г"‘ г lh’ фр‘ ■ а»«Ж
Нз?вгг"«- ОДР. ПольтДЦГ
Чехсу • - • • г лия. Финляндия, Франция. U
о--'"' “невцари. Швеция. Югославия, Я»»*'-
OCF7Q*CtyCt4U£ СОе/гт£?6*Ьл
\
у «. -V
7
;ф
\
\
\ \ В
£ • (г*- ‘л- 4 5
l; 'WiK'
Ни&
0 :Ш\$НС
ц
ef'tCM
-1
1
5D
а
1
♦ 1
Ч
Эе
\
<ц=
м» »- -2 .-*Г. ■-
—г
Л
"Л
J
26,
- о
‘СЛГ
Рссгюлс^ке^ие
/va6j*u<vex с сс/л&2*&',*&
*rcS улра&*е
—f
v | ■■■
s?
jjji*
LfiSA^%S3Ll
Зг>кг
/43
,7- &OO~220ot'~*#f'
& ti. ; ..ye ,з /S *
**£? \2*?7 2*V7 \Ж*&Ь г*г& z~^fC
p 3 M S' f 7
j%~- г*Ул ?*ss a*»?'-
*?—
л^^/кёт-
.Т?830в£**т'
s $
~?sc j*= 'О
-yj
g~p
О.Й
D
>э a
.4fy jk£^m\v;*x<v p
w
W~5£Ki&T
fp UfOnSfal9ff(
О
J r~f”
4
л
F3
I
i=dL.
f-^O
sr11
u
A
jv
u
_
- ^ 26
I
<pZO
V
- 27
II
P/68
n J ' ■
t-"4
wj|-
VI
V.
A.
& .
Z*l; ±*-Q
< 28
2*2, Z«VG
1
t
T
с a p
Mj JZj
т*з; z*/2
L
Zbi/V
1 1 II
_SS J js j £4 V-33
Z-'ffO; Z*8S; 2*/6
ou U*Z2P£ Л- fSOOr22Q oS/rttM.
А/- О. /6К&П: ntfto О,
'пин.
rjzfVSotf/
зуЩ да рэ
Рис 7 £od/
'xqr ил.
№
Aocrr,
^Зокым.
Подл.
ЛгЪ,
ЗУГЗ/, ЗУ/Ч2 РЭ
вам*
?uf*t ЗШШ РЗ
тп
Рис. /О £>q&<c7 передняя стонка
jvo&. зугчг.
I
□
\ жз/, sum рэ
г '
\ш1жтяшт
л<#п.
!гЙ2
■.-
. 4
Jjbt&a за&яя станка'
j под- ЗУГЗ!-
ЗУ1Э1, зу/чг рз
ipWWMiW-11-1 ■
■
Рчс.Ц Неханизп поперечных подач
ЗУ 131. ЗУ1Ч2РЭ
he. ts Мехам и norrepevH6/x nodat
шз^зук
\,b&\
'flue. п Приспособление Зля внутреннего нииро&ания
Wn
п
fi
лъдбкуп
Mmi
дсгга
зу/з/; зу/чг рэ
тЛшЛтшш
'£№
J
/ч 'г /3 Механизм
бЫСГ77р020 ПОЭбодо
flodncwfitfg
зшзс гут
'^s/enq
и регулиро&агния ёц?/л7~ гайки *ссгчениЯ
/ Рис. IS Пеханизп
db/c/7jjoo2o лос?£одс/.
//Эокуп
Ло?п
jy/З/, ЗУ/42 Р* fJ
Рис 20 Устройстёс для лодачи и owe тки
oxjtcr/frdctfbufBO жидкости
Рис 2/. KuHerrarrruw сксгЯ схегтс* пегсгн**зг?су
с?ля баланса,оо £ки шлс/фо£оль но го
круге? hq хоЭ*/-
Рис. 22- f]pu5op /7ра6и/гбнбги откидной
пя.
зущ зуящт
Рис 24 flpuefop для npaSxa
шлиу&о&албного /руге? /70 копуои./
"1
Б-6
А-А
\\ -
\\\
*
!Ь,
[1
В
ft
Рис. 26 Люнет открытый
I
зу/з/; зунг рэ
ft*- 27 . ЛюнеР7&окрь/ть/6
«JjresTewva? ф/ма
00 "v//<?jre/ ftfot/rt/ £Жлч/
yvri/dfoerr Ягу,,дч .
’-в*та Кг
'&?6лч/ ;
,
( ^ }U V/.y
ЭлЁмьцты цикли
*шц: чо'} -loiJnontH, oofia
'■'/ шпщ.щне/, г)(/сУо
'!*; Л.’/,/// цц<
' V Ьуг.ги/Ю: п /H/ir.- iHU
. 'Лу/./.«•, ныи orr/lc/fi
: ' гтл/. // j,, / ///, ) •
?/
5v
1
f
1
1
-
1
f
>1
>■
■i
ib
иггк*
зш, sm2 рэ t
-2
G&'W 20(1)
/ сг зо Схема смазки принципиальная
ЗУ/ЗГ
Ш??-&0до2
Рис 33 Cx’etro' нала&ки станке*
с?ля usj7u<pbofaH<j# крутого
конусе? ё /?аг77ро#е,.
ty/v.
Лодл.
■ t
■
toes
та* ■
■
ЗУ/3/, ЗУ/Ч2 Р3(
/ht<&
Puc ^SS Cxerro наладки станка &/?ft
и/Л(/<ро£аная крутого конуса £
прис/госоЗ/гении.
Рис- 35 Cxencf /уала&ки гтан/сс/
для и/лифЬо&сгниМ коротких /ся*уго£
& цент/зек
ЗЬ/З*, 3<У/*/2 РЗ
лш£у,£оррр^
/пахф^во
flodrt.
jy/З/. ЗУ/Ч2 РЭ
Модель cm-ко
Д,Нп
ЗУ131
зу/згв
Рис 38. /cfcfapumbf рабочего пространств
£а, посадочные, и присоедините ль -
ные Зазы станка nod зу/з/-
б \6 поВернуто
SJ uS.. V-;.
Рис 41 Ус/ггонобка сяганхов мод* ЗУ/32, ЗУ/323*
/ ЭмKmpooL/KQcp, 2- /lov'Sodэлехтро^ 'epzi/u, » $^с/т>оно$ко
О/лаусдения, A/- fudpocrzpеzorr/- &• *Vc^ю^ово^ные
Л'/ШнбЯ) S- контур <}Ьундо»ен/по1 7-xortrriy/s осно&о^ицс/.
-. .т <5$о 6&i
1 [
• 6 Г
1ГЛ’_
t
к
К
I I
N
, б
I й!
л?
! I
Г1
N
ч\:,
1-Л
VM
1Л
J
/■\к 40 -Усгтюнобло с тан ко мех)- ЗУ/УЗ
/ :immpouJKatf\ 2 Подбое*
v5 -Ус/*сгмо4*и oxJcfyccfeHuQ, М * /Ы^оОсгЦРФЪС? * ,
•г> Л'сш'рур ♦ 4tMгг\:г Ь S( ’\у-»«су*<-ч *■•■,*>’<■ т/ •*>*
7 Kotirvryfb OCHCSOниц CtWQHUrtfii'
зущ лумг а?
А«г
т