/
































































































































































































































Author: Альтах О.Л. Саркисов П.Д.
Tags: стекольная промышленность технология стекла производство стекла в целом силикатные производства в целом производство стекла
ISBN: 5-06-001333-2
Year: 1988




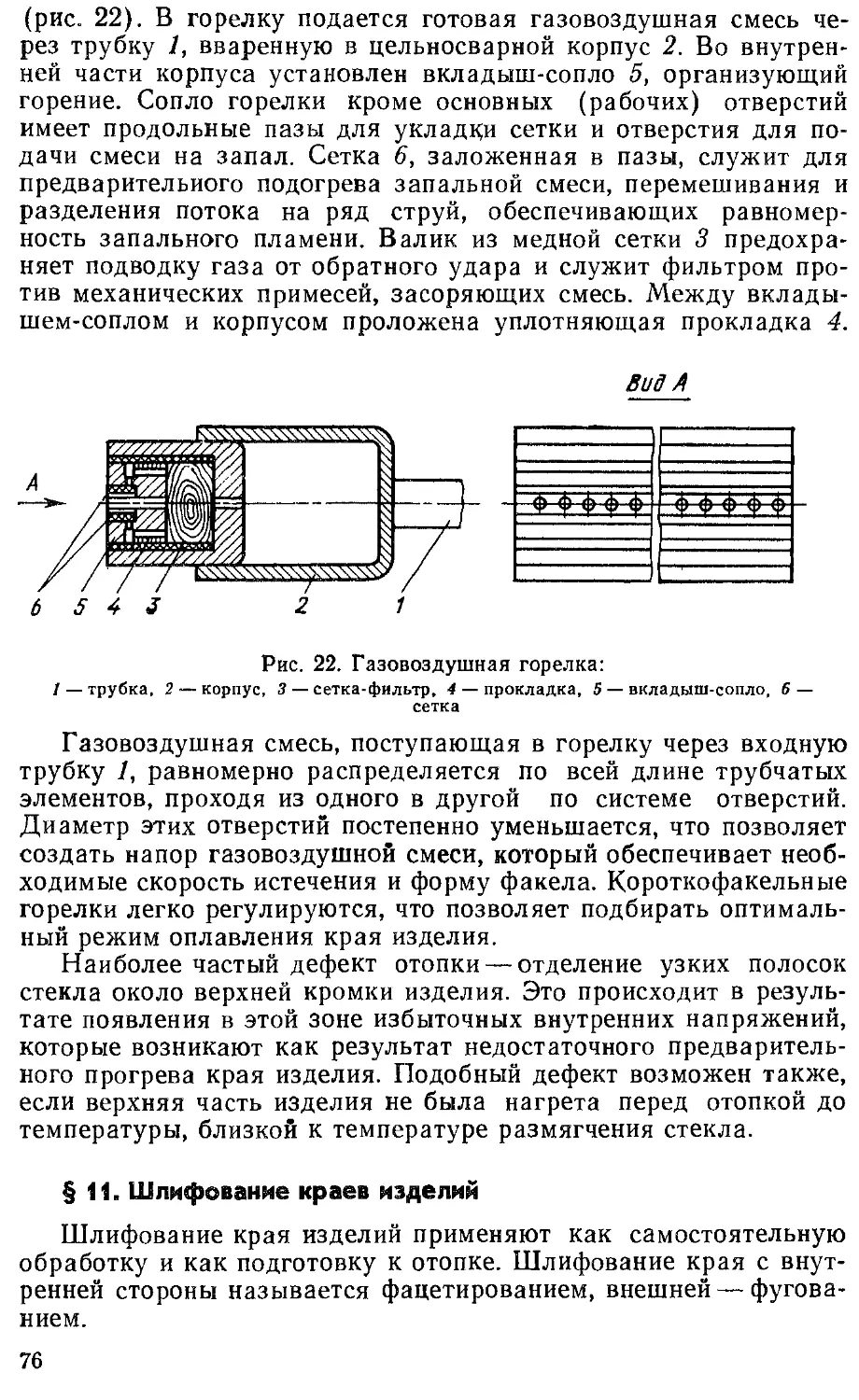
Text
О. Л. Альтах, П.Д.Саркисов
Шлифование
и полирование
стекла
и стеклоизделий
ББК 35.41
А58
УДК 666.1.053.5(075.32)
Рецензент — М. Д. Шапиро, инж.
Альтах О. Л., Саркисов П. Д.
А58 Шлифование и полирование стекла и стеклоизде-
лий: Учеб, для СПТУ. — 2-е изд., перераб. и доп. —
М.: Высш, шк., 1988. — 231 с.: ил.
ISBN 5—06—001333—2
Даны сведения о стекле, его свойствах, способах производства и об-
работки. Описана предварительная (отделение колпачка, отопка краев,
притирка пробки) и декоративная (шлифование, полирование, гранение,
нанесение покрытий) обработки изделий из стекла. Второе издание (1-е —
в 1983 г.) дополнено сведениями о стандартизации, новом оборудовании
для механической обработки. Учебник может быть использован при про-
фессиональном обучении рабочих на производстве.
2802030000(4307000000)—296 ББК 35.4!
А -------------------------~ 102—88 „
052(01)—88 6П.7.3
ISBN 5—06—001333—2
© Издательство «Высшая школа», 1983
© Издательство «Высшая школа», 1988,
с изменениями
ПРЕДИСЛОВИЕ
Учебник «Шлифование и полирование стекла и стеклоизде-
лий» рассчитан на учащихся профессионально-технических учи-
лищ и написан на основе учебных планов и программ для
подготовки квалифицированных рабочих в средних профессио-
нально-технических училищах по профессиям шлифовщик стек-
ла; шлифовщик стеклоизделий, полировщик стеклоизделий и
гравер стекла. Материал изложен популярно, в технологической
последовательности, что способствует сознательному и прочно-
му усвоению его.
В первой главе «Общие сведения о производстве стекла и
стеклоизделий» рассказано о приготовлении шихты, варке стек-
ла и выработке стеклоизделий, в основном сортовой посуды и
художественных изделий — это позволит учащимся глубже по-
нять особенности обработки стеклоизделий и ее специфические
приемы. Механической обработке шлифованием, алмазной резь-
бой, гравированием подвергают изделия, изготовленные из
разного стекла: бесцветного натрий-калий-силикатного, свинцо-
вого хрусталя, цветного прозрачного и глушеного, поэтому в
учебник введена глава «Общие сведения о свойствах стекла»,
которая поможет учащимся понять, каким образом следует об-
рабатывать стекла, различные по химическому составу. При
описании абразивных материалов и инструментов основное
внимание уделено алмазно-абразивным инструментам, которые
преимущественно применяют при механической обработке
стекла.
Второе издание дополнено сведениями об устройстве и ра-
боте новых автоматических линий по механической обработке
стекла. Описаны широко применяемые станки САГ-3, САГ-4,
ШАГ-2 и т. д. Подробно рассмотрены полуавтоматические и
автоматические механизированные линии по предварительной
обработке стеклоизделий и механическому нанесению алмазной
грани на поверхность изделий массового назначения. Даны све-
дения об имитации драгоценных камней из стекла широкоплос-
костным гранением. Введена новая глава «Сведения по стандар-
тизации и контролю качества стеклоизделий», которая нацели-
вает учащихся на добросовестное и ответственное отношение к
выполняемой работе. Учебник должен помочь учащимся овла-
деть приемами декорирования стекла и производства высоко-
качественных художественных изделий широкого назначения.
Авторы
ВВЕДЕНИЕ
Стекло — удивительный материал, который служит человеку
более 6 тыс. лет. Прозрачность стекла, твердость, стойкость к
коррозионному разрушению и жаропрочность, способность фор-
моваться и поддаваться механической обработке сделали его
незаменимым в различных отраслях техники, строительстве и
быту — в оптическом приборостроении, лазерной технике, пище-
вой промышленности, транспорте, при сооружении зданий и
украшении жилищ, остеклении летательных аппаратов.
В древности стекло было известно в Финикии, Месопотамии,
Египте. Однако стекла этой эпохи по внешнему виду отличались
от современных. Они были, как правило, малопрозрачны, с боль-
шим количеством пузырей. В то время из стекла изготовляли
главным образом украшения. При этом применяли такие тех-
нологические приемы, как лепка, раскатка, отливка размягчен-
ной стекломассы при помощи несложных инструментов. Древние
египтяне умели окрашивать стекло.
От древнейших времен до наших дней стеклоделие развива-
лось в направлениях создания новых видов стекол, разработки
технологии варки и выработки, совершенствования их декора-
тивной обработки. Например, до I в. н. э. изделия отделывали в
горячем состоянии непосредственно у стекловаренной печи.
Римляне изобрели новый метод обработки, вырезая тонкие
сложные орнаменты на остывшем стекле. Позднее в странах
Ближнего Востока впервые стали применять для нанесения на
изделия рисунков легкоплавкие цветные эмали с последующим
их обжигом. Венецианские изделия эпохи Возрождения отлича-
ются многообразием форм, украшениями из цветных стеклянных
нитей, пережимов, сложных сплетений. В XVI... XVII вв. во
многих странах изделия из стекла расписывали эмалевыми
красками. В это же время возник такой распространенный ныне,
метод, как гравирование на стекле сложных рисунков с по-
мощью алмазов. С появлением свинцового хрусталя изделия
начинают обрабатывать алмазным гранением. Появляется новая
профессия стеклодел-гравировщик.
До середины XIX в. изделия из стекла в основном изготов-
ляли вручную. С конца XIX в. начинается этап машинной выра-
ботки стеклоизделий, как правило, простой конфигурации. Такие
изделия массового производства украшают золочением, нанесе-
нием красок методом аэрозольного напыления, люстрированием,
декалькоманией, совершенствуются механическая и химическая
обработка, термическое полирование.
4
В России промышленное производство стекла начинается с
XVII в., когда близ г. Можайска был построен первый стеколь-
ный завод. В развитии науки о стекле и разработке способов его
изготовления большую роль сыграли русские ученые М. В. Ломо-
носов, Д. И. Менделеев, К-И. Лаксман, С. П. Петухов, В. Е. Ти-
щенко, А. К. Чугунов. М. В. Ломоносов провел первые научные
исследования в области стекла. Он разгадал секрет изготовле-
ния красного рубинового стекла и разработал технологию варки
многих цветных стекол. Д. И. Менделеев дал научную трактов-
ку строения стекла.
Русские мастера по обработке стекла, и особенно хрусталя,
начинают приобретать известность с конца XVIII — начала
XIX в., когда искусством отечественных мастеров был создан
оригинальный стиль механической обработки стекла, получив-
ший название «русской резьбы». Для манеры русских мастеров
при создании декоративных элементов характерно широкое
использование приемов орнаментальной выемчатой резьбы по
дереву. Наиболее характерные элементы «русской резьбы» по
стеклу — крупные резные «солнца», на фоне четко ограненных
площадок чистого стекла, называемых «камнями».
Наиболее широкое распространение декорирование стекла в
холодном состоянии механическим путем получает с конца
XIX — начала XX в., когда стекло начинают использовать не
только для изготовления украшений и создания уникальных про-
изведений искусства, но и в массово-серийном производстве.
Один из самых распространенных способов декорирования таких
изделий в холодном состоянии — нанесение на внешнюю поверх-
ность изделий из стекла рисунков и орнаментов различной
сложности с помощью абразивных кругов разнообразной конфи-
гурации.
В СССР создана мощная стекольная промышленность, осна-
щенная совершенным оборудованием. Отечественная стекольная
промышленность выпускает в большом количестве крупногаба-
ритное строительное стекло. Успешно решаются вопросы созда-
ния сверхпрочных стекол при помощи закалки, термохимической
обработки и ионного обмена, стекол для радио- и электротех-
ники. Развитие телевидения, атомной и космической техники
привело к созданию специальных стекол. Освоен серийный вы-
пуск принципиально новых стеклокристаллических материалов,
обладающих уникальными свойствами,— ситаллов и шлако-
ситаллов; созданы облицовочные материалы на основе стекла,
которые по своим свойствам не уступают мрамору и граниту
(сигран). Развитие технологии стекла базируется на достижени-
ях отечественной науки о стекле, которая завоевала признание
и авторитет во всем мире. Широко известны работы советских
ученых А. А. Лебедева, И. В. Гребенщикова, И. И. Китайгород-
ского, Н. Н. Качалова, Н. М. Павлушкина, М. С. Аслановой.
Комплексная программа развития производства товаров
5
народного потребления и сферы услуг на 1986—2000 годы, яв-
ляющаяся составной частью Основных направлений экономиче-
ского и социального развития СССР на 1986—1990 годы и на
период до 2000 года, предусматривает всемерное увеличение
производства, расширение ассортимента и повышение качества
товаров широкого потребления за счет интенсификации произ-
водства на основе улучшения его организации, эффективного
использования мощностей, реконструкции и технического пере-
вооружения предприятий, совершенствования технологических
процессов, применения современных видов сырья, материалов,
инструментов и оборудования. Все это в полной мере касается
и развития производства сортовой посуды и художественных
изделий из стекла. Предусмотрено шире использовать механизи-
рованное, автоматическое производство изделий широкого ас-
сортимента. Намечено более быстрыми темпами внедрять элект-
роварку хрустального стекла, усовершенствовать процессы
химического и термического полирования, предполагается шире
использовать для декоративной обработки плазмотроны, энер-
гию лазерного луча.
Для повышения эффективности производства, дальнейшего
ускорения научно-технического прогресса, роста производитель-
ности труда и качества продукции большое значение имеет про-
фессиональное мастерство рабочих. Чтобы советское обще-
ство уверенно двигалось вперед, каждое новое поколение долж-
но подниматься на более высокий уровень образованности и
общей культуры, профессиональной квалификации и граждан-
ской активности. Каждый рабочий должен хорошо изучить и
освоить свою профессию и в практической работе творчески
применять, развивать и совершенствовать передовые методы
производства, искать пути снижения стоимости продукции, по-
вышения его качества, повышения производительности труда.
Раздел первый
ОБЩИЕ СВЕДЕНИЯ О СТЕКЛЕ,
ПРОИЗВОДСТВЕ И ОБРАБОТКЕ ЕГО.
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА ИЗДЕЛИИ ИЗ СТЕКЛА
Глава 1
СТЕКЛО И ИЗГОТОВЛЕНИЕ ЕГО
§ 1. Понятие о стекле и классификация
изделий из стекла
Понятие о стекле. Твердые тела бывают кристаллические и
аморфные (стекловидные). Кристаллические тела имеют
геометрически правильную кристаллическую структуру, образуе-
мую частицами (ионами или атомами) в строго повторяющемся
по всему объему порядке (дальний порядок). Для них харак-
терна постоянная температура плавления. Аморфные тела
при повышении температуры постепенно размягчаются вплоть
до образования расплава. Для них характерен ближний поря-
док, т. е. они имеют только небольшие участки правильной, упо-
рядоченной структуры, которые несимметрично связаны между
собой.
Стеклом называют аморфные тела, получаемые путем пере-
охлаждения расплава независимо от их химического состава и
температурной области затвердевания и обладающие в резуль-
тате постепенного увеличения вязкости механическими свойст-
вами твердых тел, причем процесс перехода из жидкого состоя-
ния в стеклообразное должен быть обратимым. По своей при-
роде стекла — изотропные вещества, т. е. они имеют одинаковые
физические свойства во всех направлениях, тогда как кристал-
лические тела — анизотропны, т. е. их свойства различны по
разным направлениям.
Стекло — это прозрачный (бесцветный или окрашенный)
хрупкий материал. По типу стеклообразующего компонента
различают стекла силикатные (на основе SiO2), боратные (на
основе В2О3), боросиликатные, алюмосиликатные, бороалюмо-
силикатные, фосфатные (на основе Р2О5) и др.
7
Классификация изделий из стекла. Из стекла изготовляют
различные изделия, которые классифицируют по различным
признакам.
По назначению изделия из стекла подразделяются на
технические, строительные и бытовые.
К техническому стеклу относятся оптическое, химико-лабора-
торное, медицинское, электротехническое, электродное, транс-
портное, приборное, защитное, тепло-, звуко- и электроизоляци-
онное, светотехническое, кусковое, а также трубы, технические
зеркала, фотостекло, стеклоткани и стеклопластики, фильтры,
стеклоабразивы и различные стеклянные детали машин и
установок. Это наиболее многочисленный класс изделий из
стекла.
В класс строительного стекла входят изделия из стекла,
используемые в строительстве: оконное, витринное, профильное,
армированное, узорчатое, облицовочное, пеностекло, мозаика,
стеклопакеты, стеклоблоки, витражи, архитектурные, различные
строительные детали, строительные стеклопластики и декора-
тивные отделочные стеклоткани.
Бытовое стекло — посудное и очковое, стеклотара, зеркала
бытовые, эмали, глазури, украшения и имитации. К посудному
стеклу относится сортовое стекло с художественной обработкой
или без (стаканы, бокалы, рюмки, вазы, графины, салатники,
сахарницы, пудреницы, термосы). Именно эти изделия чаще
всего шлифуют и полируют.
По характеру поверхности изделия из стекла бывают
с глянцевой или неглянцевой поверхностью. Глянцевая поверх-
ность получается металлизацией, покрытием полупроводником
или проводником, органической пленкой и кремнийорганиче-
скими соединениями. Отдельную группу составляют изделия с
гладкой, химически травленной поверхностью. Неглянцевая, сво-
бодная от покрытий поверхность бывает матированная сплош-
ная или узорчатая, зернистая, «морозная».
По роду обработки изделия из стекла подразделяются
на пять классов: первый — изделия, подвергнутые тепловой об-
работке, второй — изделия, поверхность которых имеет механи-
ческую (холодную) обработку; третий — с механической (хо-
лодной) обработкой краев изделий; четвертый — с химической
обработкой; пятый — с поверхностными покрытиями.
В соответствии с требованиями, предъявляемыми к каждой
группе изделий, разработаны многочисленные составы стекол.
Для удобства составы стекол выражают в процентах по массе
оксидов, входящих в данное стекло, например:
обычного S1O2 — 74,5; AI2O3 — 0,5; СаО — 6,5; MgO — 2,0;
Ыа2О—14,0; К2О — 2,0;
хрустального SiO2 — 57,5; AI2O3 — 0,5; К2О—15,5; В20з —
1,5; ZnO—1,0; РЬО — 24,0 (в состав хрустальных стекол вво-
дят до 24% РЬО, который улучшает блеск и колер стекла).
8
§ 2. Свойства стекла
Физико-механические свойства. Физические свойства харак-
теризуют состояние материала и его способность реагировать
па воздействия внешней среды, не влияющие на химический
состав материала. Механические свойства — это способность
материала сопротивляться разрушению и деформациям под
действием внешних приложенных сил. Рассмотрим основные
физико-механические свойства стекла.
Плотность р — это отношение массы т вещества к его
объему р—m/V, кг/см3. Плотность стекол зависит от их химиче-
ского состава. В состав стекол, имеющих большую плотность,
входит большое количество оксида свинца, стекол малой плот-
ности— оксиды элементов с малой атомной массой — лития,
бериллия, бора. Большинство стекол (оконное, тарное, сортовое,
термостойкое) имеет плотность 2,24-103—2,9-103 кг/м3. Хрусталь
относится к стеклам повышенной плотности, которая в зависи-
мости от содержания оксида свинца колеблется от 3,5-103 до
3,7-103 кг/м3.
Прочность — способность материала сопротивляться внут-
ренним напряжениям, возникающим в результате действия
внешних нагрузок. Напряжение, при котором материал разру-
шается, называется пределом прочности.
В зависимости от характера прилагаемой нагрузки различа-
ют прочность на сжатие и растяжение.
Предел прочности стекла при сжатии R характеризуется
разрушающей силой сжатия F, действующей на поперечное се-
чение S образца, R—F/S, Па. Предел прочности при сжатии для
стекол различных видов от 500 до 2000 МПа, например хру-
стального 700... 800 МПа, чугуна 600 ... 1200, некоторых видов
стали 2000 МПа. На прочность стекла влияет его химический
состав: оксиды кальция и бора СаО и В2О3 повышают проч-
ность в большей степени, чем оксиды свинца и алюминия РЬО
и А12О3; такие оксиды, как MgO, ZnO и Fe2O3, практически не
изменяют прочности стекла.
Предел прочности стекла при растяжении определяют при
испытании образцов на приборах по формуле R—P/S,
где R— предел прочности при растяжении, МПа;
Р — среднее разрушающее усилие, МН; 5-—площадь шейки
Образца, мм2.
Стекло работает на растяжение хуже, чем на сжатие: проч-
ность стекла на растяжение 35... 100 МПа, т. е. в 15...20 раз
меньше, чем на сжатие. Поэтому области применения стекла
при различных механических нагрузках определяют в зависи-
мости от предела прочности при растяжении.
Прочность на растяжение больше зависит от состояния
поверхности, чем от химического состава: наличие на поверхно-
сти повреждений (трещин, царапин) снижает прочность стекла
9
в 4... 5 раз. Поэтому поверхность стекла при необходимости
защищают кремнийорганическими пленками.
Хрупкость — способность твердых тел разрушаться при
механическом воздействии. Хрупкость зависит от структурюго
состояния тела и условий испытаний. Химический состав стшла
незначительно влияет на хрупкость. Например, при увеличении
в составе стекол В2О3, SiO2, А12О3 и MgO их хрупкость несколь-
ко понижается. Гораздо больше на хрупкость стекол влияют
однородность (чем менее в стекле посторонних включений, тем
более оно однородно и тем ниже его хрупкость), конфигурщия
и толщина стенок изделий.
Твердость — способность материала оказывать сопрогив-
ление проникновению в него другого более твердого материала.
Это величина относительная, так как твердость одного материа-
ла оценивается по отношению к другому.
Самый простой метод определения твердости — это сопостав-
ление ее с твердостью минералов, включенных в шкалу твердо-
сти. В этой шкале 10 минералов расположены по возрастающей
твердости, начиная от талька (твердость 1) и кончая алмгзом
(твердость 10). Твердость исследуемого материала определпот,
последовательно царапая его минералами, входящими в
шкалу.
Однако этот метод не позволяет оценивать твердость такого
хрупкого материала, как стекло, которое растрескиваетсу во
время испытания. Поэтому твердость стекла характеризуют
микротвердостью.
Микротвердость определяют путем вдавливания при задан-
ной нагрузке алмазной пирамиды в стекло и рассчитывают по
формуле И— 1,854 Р/£>2, где Н — микротвердость, МПа; Р — на-
грузка, МН; D — диагональ отпечатка пирамиды на стекле, мм.
Микротвердость стекол 480... 10 000 МПа. К более твердым
относятся малощелочные боросиликатные стекла с содержанием
В2О3 до 10... 12%. Стекла с большим содержанием щелочных
оксидов имеют значительно меньшую твердость.
Одним из методов испытания твердости стекла является
метод шлифования, или абразивной твердости. Твердость по
этому методу определяют в зависимости от скорости сошлифо-
вывания единицы поверхности образца стекла при определен-
ных условиях шлифования. Используя этот метод, можно подо-
брать соответствующий абразивный материал, обеспечивающий
наивысшую производительность процесса шлифования и псли-
рования, и установить влияние различных факторов на скорссть
сошлифовывания.
Твердость стекол, а значит, и способность к механической
обработке зависят от химического состава стекла. Наиболее
легко обрабатываются свинцовые силикатные стекла, т. е. хру-
стальные. И чем выше содержание оксида свинца в составе
стекла, тем меньше усилий надо приложить при шлифовании
10
такого стекла, обеспечивая при этом высокое качество поверх-
ности.
Теплоемкость — отношение количества теплоты, сооб-
щаемой телу при бесконечно малом изменении его состояния в
каком-либо процессе, к соответствующему изменению темпера-
туры этого тела. Количество теплоты, необходимое для нагрева
единицы массы тела на 1°, называется удельной теплоемко-
стью. Выражатся она в джоулях на килограмм-кельвин:
Дж/(кг-К).
Теплоемкость стекла определяется его химическим составом.
Для стекол различных составов удельная теплоемкость при
комнатной температуре составляет 0,33... 1,05 Дж/(кг-К). Для
сравнения можно отметить, что удельная теплоемкость меди
0,38 Дж/(кг-К), серебра — 0,21, свинца — 0,12 Дж/(кг-К). Тя-
желые оксиды типа РЬО, ВаО, как правило, понижают теплоем-
кость стекол, легкие Li2O повышают ее.
Стекла, обладающие пониженной теплоемкостью, остывают
значительно медленнее, чем стекла с повышенной теплоемко-
стью. С повышением температуры теплоемкость увеличивается,
причем до температуры начала размягчения стекла незначитель-
но, а при пластичном состоянии стекла начинает возрастать
быстрее. Увеличение теплоемкости с повышением температуры
наблюдается у стекол и в расплавленно-жидком состоянии.
Теплопроводность — способность материала пропус-
кать теплоту сквозь свою толщу от одной поверхности к другой,
если у этих поверхностей разная температура.
Теплопроводность вещества характеризуется коэффициентом
теплопроводности %, который показывает, какое количество
теплоты в джоулях способен пропустить материал через 1 м2
поверхности при толщине материала 1 м и разности температур
на поверхности 1 К в течение 1 с. Коэффициент теплопроводно-
сти выражается в ваттах на метр-кельвин {1 ккал/(ч • м К) =
= 1-163 Вт/(м-К)]. Стекло плохо проводит теплоту, коэффици-
ент теплопроводности стекла 0,95 ... 0,98 Вт/(м-К). Наибольший
коэффициент теплопроводности имеет кварцевое стекло. При
замене SiO2 любыми другими оксидами теплопроводность по-
нижается.
С повышением температуры теплопроводность стекол увели-
чивается; так, при нагревании стекла до температуры начала
его размягчения коэффициент теплопроводности повышается
примерно в два раза.
Температура начала размягчения — это темпе-
ратура, при которой изделие из стекла начинает деформиро-
ваться. Температуру начала размягчения необходимо знать при
обработке стекла — оплавлении края изделий, термическом по-
лировании, стеклодувных работах. Наивысшей температурой
размягчения обладает кварцевое стекло—1200 ... 1500°С; сор-
товые стекла начинают размягчаться при 550 ... 650°С.
II
Температура начала размягчения определяется химическим
составом стекла: тугоплавкие оксиды (SiC>2, AI2O3) повышают
ее, легкоплавкие (Na2O, К2О) понижают.
Термическое расширение — изменение размеров те-
ла в процессе его нагревания. Термическое расширение харак-
теризуется термическими коэффициентами объемного р и линей-
ного а расширения. Для характеристики расширения твердых
тел чаще пользуются термическим коэффициентом линейного
расширения (ТКЛР). Он равен отношению относительного из-
менения длины тела вдоль рассматриваемого направления при
нагревании тела к приращению температуры: ас₽==(Л—
X 1/Д^, где /о — длина образца при температуре 0°С; lt — длина
образца, нагретого на Д/°. Термический коэффициент линейного
расширения стекол 5-10”7... 200 • 10-7 1/К,. Самый низкий
ТКЛР имеет кварцевое стекло аСр=5,8-10-7 1/К; сортовое
стекло — 90-10-7 1/К, металлы, как правило, аСр>100-10”7 1/К.
Тепловое расширение стекол имеет большое значение при
изготовлении сортовых накладных изделий. Соединяемые стекла
нужно подбирать так, чтобы они имели близкие ТКЛР, иначе в
шве возникнут напряжения и изделие может разрушиться.
ТКЛР стекла в значительной степени зависит от его химиче-
ского состава: щелочные оксиды увеличивают его; тугоплавкие
типа SiO2, AI2O3, а также В2О3, как правило, понижают.
Термостойкостью называется способность стекла вы-
держивать резкие перепады температур без разрушения. Термо-
стойкость определяют по формуле /=т]7?(1—ц)/аД, где R —
прочность на изгиб, МПа; Е — модуль упругости, Па; у, — коэф-
фициент Пуассона; а — ТКЛР, 1/К; т] — коэффициент, завися-
щий от формы и геометрических размеров изделий, а также от
условий охлаждения. В отличие от других тепловых свойств
термостойкость является свойством изделия и зависит не только
от свойств материала, из которого оно сделано, но и от интен-
сивности теплоотдачи на поверхности образца, качества этой
поверхности, а также геометрических размеров образца.
Термостойкость стекла зависит от упругости, прочности на
растяжение, теплопроводности и теплоемкости и главным обра-
зом от коэффициента теплового расширения. Чтобы уяснить эти
зависимости, проанализируем причины разрушения, стекла при
резком охлаждении и нагревании. Когда стекло охлаждается,
его наружные слои стремятся сжаться. Этому препятствуют
внутренние слои, остывающие медленно в силу малой теплопро-
водности стекла. Напряжения, образующиеся между наружны-
ми и внутренними слоями, приводят к разрушению стекла.
То же происходит и при резком нагревании стекла. Только при
охлаждении в стекле образуются напряжения растяжения, а
при нагревании — сжатия. Следовательно, чем выше коэффи-
циент термического расширения стекла, тем больше возникает
напряжений и тем меньше его термостойкость. Из этого также
12
следует, что стекло лучше переносит резкое нагревание, чем
охлаждение, так как при нагревании в нем образуются напря-
жения сжатия, а при охлаждении — растяжения.
Химический состав стекла в значительной степени определяет
его термостойкость: оксиды, повышающие коэффициент терми-
ческого расширения стекла, понижают его термостойкость, и
наоборот.
Наибольшей термостойкостью обладает кварцевое стекло, оно
выдерживает резкий перепад температур до 1000°С. Термостой-
кость сортовых стекол 80 ... 90°С.
Оптические свойства. Оптические свойства характеризуют
закономерности распространения света в веществе в зависимо-
сти от его молекулярного строения. Блеск хрустального стекла,
игра света на его гранях объясняются совместным проявлением
различных оптических свойств.
Преломление света—это изменение направления рас-
пространения луча света при прохождении через границу разде-
ла двух прозрачных сред. При прохождении луча света из
среды А в среду В с иной плотностью он меняет направление
на границе этих сред, так как скорость света в средах А и В
(пд и vB) обратна их плотности (рд и рв). Способность про-
зрачных веществ преломлять свет характеризуется относитель-
ным показателем преломления двух сред — отношением скоро-
сти света в среде, из которой свет падает на границу раздела,
к скорости света во второй среде. Он равен отношению синусов
углов ср и %. Относительный показатель преломления не имеет
размерности и для прозрачных сред «воздух — стекло» всегда
больше единицы. Например, относительные показатели прелом-
ления (по отношению к воздуху): воды—1,33; оконного стек-
ла— 1,52; хрустального стекла — до 1,65; алмаза — 2,47.
Отражение света — возвращение световой волны при ее
падении на поверхность раздела двух сред с различными пока-
зателями преломления в первую среду. Отношение потока излу-
чения, отраженного данным телом, к потоку, упавшему на него,
называется коэффициентом отражения. Коэффициент отражения
возрастает с увеличением показателя преломления, поэтому
стекла, имеющие высокий показатель преломления (содержащие
оксиды тяжелых элементов), имеют и повышенный коэффициент
отражения.
Дисперсия света представляет собой разложение света
в спектр при преломлении. Вследствие различного преломления
пучок света, проходя через стеклянную призму, разлагается на
цветные лучи: красный, оранжевый, желтый, зеленый, голубой,
синий, фиолетовый.
Чем больше различие в показателях преломления для разных
длин волн, тем шире получается спектр, на который расклады-
вается падающий световой луч, а следовательно, шире и замет-
нее полосы отдельных цветов.
13
Дисперсия зависит от химического состава стекла; она воз-
растает при увеличении в стекле тяжелых оксидов, например
РЬО, чем и объясняется игра света в хрустальных изделиях.
Поглощение света — уменьшение интенсивности света,
проходящего через среду, вследствие взаимодействия его с ча-
стицами среды. При падении светового пучка на поверхность
прозрачного тела часть света отражается, часть проходит через
него, преломляясь, а небольшая часть поглощается стеклом.
Как правило, поглощение света обусловлено присутствием в
стекле соединений — красителей, вызывающих избирательное
поглощение лучей определенной длины волны. Вследствие этого
стекло выглядит окрашенным. Поглощение снижает общую
светопрозрачность стекла (светопрозрачность оконного стекла
составляет примерно 88%). Чтобы стекло было прозрачным, в
сырьевых материалах не должно быть примесей, которые вы-
зывают поглощение света.
Рассеяние света — отклонения распространяющегося в среде
светового пучка во всевозможных направлениях. Рассеяние
света зависит в основном от состояния поверхности стекла и
однородности его массы. Если поверхность стекла шероховата
или в его массе содержатся инородные включения, то луч све-
та, падая на них, частично рассеивается. Такое стекло выглядит
матовым, полупрозрачным. Рассеивающими стеклами пользу-
ются при изготовлении светотехнической арматуры (абажуры,
колпаки, плафоны).
Игра света на гранях хрустального изделия основана на
совместном проявлении преломления, дисперсии, отражения.
Рисунок, который наносят при гравировании на изделия из
хрусталя, составляется из ряда полных и усеченных призм с на-
клонными стенками. Эти призмы разлагают падающий свет на
цвета, составляющие спектр. Наличие на поверхности изделий
клинообразных прорезов, являющихся в сечении правильными
треугольными призмами, способствует дисперсии света. Призмы,
образуемые прорезами клиновидного профиля, разлагают белый
свет на составляющие цвета, и чем выше показатель преломле-
ния хрусталя, т. е. чем больше оксида свинца содержится в та-
ком стекле, тем сильнее радужная игра света на поверхности
грани. Именно этот эффект используется при производстве
хрустальных подвесок, имеющих четкую геометрическую огран-
ку и используемых при изготовлении люстр.
Расстояние между соседними прорезями, которые необходи-
мо сделать для большей игры света, устанавливают в зависимо-
сти от радиуса кривизны изделия в местах нанесения линий
резьбы, толщины стенок изделия, глубины прорезаемых линий,
угла падения света на грани рисунка, показателя преломления
стекла.
Участки изделия между двумя соседними линиями резьбы
можно рассматривать как призму, преломляющую свет. В ре-
14
зультате на плоскостях нанесенного рисунка дисперсия света
проявляется в виде разноцветных огоньков-искорок в стекле.
Максимальный блеск можно получить при однократном полном
внутреннем отражении в стекле. Многократное внутреннее отра-
жение света не способствует игре света на гранях рисунка, так
как при этом происходит частичное поглощение света.
Если несколько клинообразных прорезов расположены па-
раллельно друг другу, то при наличии острого угла между
плоскостями клинообразного прореза они являются плоскостями
полного внутреннего отражения. Клинообразные прорези с
тупым углом не отражают света, и грани, образованные такими
плоскостями, не производят никакого оптического эффекта.
Химические свойства материала характеризуют его способ-
ность к химическим превращениям под влиянием веществ, с
которыми он соприкасается. Для изделий из стекла, которые в
процессе эксплуатации испытывают воздействие различных
химических веществ, очень важно такое свойство, как химиче-
ская стойкость.
Химической стойкостью стекла называют его способность
противостоять разрушающему (агрессивному) действию воды,
растворов солей, влаги и газов атмосферы, а также действию
растворов различных химических реагентов (агрессивных сред).
Стойкость стекла зависит от его химического состава и
природы действующего агента. Так, стекло, стойкое к действию
воды или растворов кислот, может разрушаться' от действия
щелочных растворов или растворов некоторых солей.
При воздействии воды или влаги воздуха на силикатное
стекло находящиеся на поверхности силикаты металлов гидро-
лизуются. Силикаты щелочных металлов при этом распадаются
на едкую щелочь и гель кремниевой кислоты. Далее гидроксиды
щелочных металлов реагируют с углекислым газом, содержа-
щимся в воздухе. Продукты реакции, в свою очередь, раство-
ряются в действующей на стекло влаге и образуют щелочной
раствор. Если поверхность изделий открыта и свободно омы-
вается водой, то щелочной раствор с нее стекает. Вследствие
этого поверхностный слой стекла выщелачивается. На нем соз-
дается пленка из геля кремнекислоты, которая со временем
утолщается и уплотняется, защищая стекло от дальнейшего
гидролиза. В таких условиях выщелачивание стекла постепенно
замедляется.
Иначе разрушаются боратные или фосфатные стекла, не
содержащие кремнезема. Стойкость таких стекол во много раз
уступает стойкости силикатных и определяется скоростью их
растворения в том или ином реагенте. Как правило, никакой
защитной пленки, замедляющей дальнейший процесс разруше-
ния стекла, не образуется.
Химическую стойкость стекла определяют по разности массы
образца до и после опыта. Для этого приготовляют порошок из
15
испытываемого стекла или массивный образец стекла. Сначала
образец или порошок взвешивают, затем подвергают кипячению
в агрессивной среде. Чаще всего испытания проводят в раство-
рах NaOH, Ха2СОз, H2SO4 и в дистиллированной воде. После
опыта образец высушивают и взвешивают на аналитических
весах. Потеря в массе стекла и характеризует его химическую
стойкость.
Химическую стойкость определяют также количеством кисло-
ты (НС1), пошедшей иа титрование раствора, которым было
обработано испытуемое стекло: чем больше израсходовано кис-
лоты, тем меньше химическая стойкость стекла. В зависимости
от количества кислоты (л), расходуемой на титрование навески
стекла 5 г, различают следующие пять гидролитических клас-
сов: I — 0... 0,32, II —0,32 —0,65, III—0,65...2,8, IV —2,8...6,5,
V — 6,5 и более. К I гидролитическому классу относится кварце-
вое стекло, к III — большинство стекол.
Известно, что существует определенная связь между механи-
ческой прочностью и химической стойкостью. Хрустальные
стекла, являясь относительно «мягкими», имеют более низкую
химическую стойкость. А это значит, что потери массы хру-
стального стекла при химической обработке будут тем больше,
чем выше содержание оксида свинца.
Хотя и существует непосредственная зависимость между
уменьшением массы при химической кислотной обработке и
химической стойкостью стекла, большее влияние на убыль мас-
сы оказывает структура стекла, т. е. его химический состав. Та-
ким образом, главная причина того, что стекло с повышенным
содержанием оксида свинца полируется лучше, заключается в
следующем: при большем содержании оксида свинца снятие
поверхностного слоя определенной толщины обеспечивает более
быстрое выравнивание поверхностных неровностей. На этих
стеклах достаточно снять очень небольшой слой стекла, чтобы
обеспечить высокое качество химического полирования изделия.
§ 3. Сырьевые материалы и приготовление шихты
Сырьевые материалы. Сырьевые материалы, используемые в
производстве любого стекла, разделяются на главные и вспомо-
гательные.
Главные — это материалы, посредством которых в стекломас-
су вводят кислотные, щелочные и щелочно-земельные оксиды:
кремния SiC>2, алюминия А120з, бора В2О3, натрия и калия Na2O
и К2О, щелочно-земельных CaO, MgO, ВаО и др., например РЬО
и ZnO. К таким материалам относятся песок, сода, сульфат,
поташ, мел, доломит, известняк, мрамор.
Сырьем для ввода в стекло кремнезема или оксида крем-
ния SiO2 (основного стеклообразующего оксида) служит глав-
ным образом кварцевый песок.
16
Качество кварцевого песка зависит от содержания в нем
кремнезема и примесей: чем выше содержание кремнезема и
ниже содержание примесей, тем качественнее песок. Высоко-
качественный песок должен содержать 99... 99,8% SiOz и не
более 1 ... 0,2% примесей. Для бесцветных и хрустальных стекол
наиболее нежелательные примеси — соединения железа, которые
окрашивают стекло в желтый или зеленый цвет.
Кварцевые пески, используемые в производстве свинцового
хрусталя и сортовой посуды, классифицируют в зависимости от
содержания оксидов железа и в соответствии с этим им при-
сваивают ту или иную марку. Например, 010В, 015В, 020В
означает, что содержание оксида железа в песке соответственно
0,010; 0,015 и 0,020%. Для производства свинцового хрусталя
используют пески высшего сорта марки 00BC—010В, сортовой
посуды — 00BC—015В (бесцветное стекло) или ООВС—020В
(окрашенное стекло). Если содержание примесей превышает
указанные значения, песок обогащают. Содержание в песках,,
используемых в производстве свинцового хрусталя и сортовой
посуды, других красящих примесей не должно превышать, (%):
V2O5 —0,05; ТЮ2— 0,05; Сг2О3— 0,0001; сульфидов — 0,014-
0,001.
На скорость варки стекла большое влияние оказывает раз-
мер зерен песка и количественное соотношение зерен разных
размеров, т. е. его зерновой состав. Так, при производстве сор-
товой посуды рекомендуется применять кварцевые пески с
содержанием фракций размером 0,1 ...0,5 мм до 85—90%.
В состав стекол оксид алюминия вводят в виде полевых
шпатов, пегматитов и каолинов. Если в состав натрий-кальций-
силикатных стекол ввести небольшое количество А12О3, то тер-
мический коэффициент расширения стекла понизится, его
химическая стойкость повысится, значительно улучшатся меха-
ническая и термическая прочность. Но при этом несколько
замедляется скорость варки и осветления стекла, поэтому реко-
мендуется вводить в состав стекла не более 2% AI2O3. Наиболь-
ший эффект достигается, когда содержание глинозема в стекле
не превышает '/« содержания оксида натрия.
Полевые шпаты — распространенное сырье. По химическому
составу они подразделяются на натриевые—альбит (Na2OX
XAl2O3-6SiO2); калиевые — ортоклаз (К2О- Al2O3-2SiO2) и
кальциевые—анортит (CaO-Al2O3-2SiO2). В полевых шпатах
содержится до 30% А12О3, до 0,4% оксидов железа.
Пегматиты — природная смесь полевого шпата, кварца и
некоторых других минералов. Примерный химический состав,
пегматитов (%): А12О3—13—19; SiO2— 72—79; Na2O + K2O —
6—7; CaO — 1,07—1,14; MgO —0,3—0,4; Fe2O3 — 0,09—0,60.
Каолины — горные породы, состоящие в основном из мине-
рала каолинита Al2O3-2SiO2-2H2O. В производстве стекла
используют обогащенный каолин с минимальным содержанием
JT
оксида железа. Примерный химический состав каолинов (%):
А120з —36—38; SiO2 —46,5; СаО - 0,8; TiO2 — 0,4—0,8; Fe2O3—
0,4—0,8.
Варка и осветление стекла значительно облегчается, если
в его состав вводят даже небольшие количества оксида бора
В2О3 (до 2%). Введение В2О3 снижает температуру варки, что
приводит к экономии топливных материалов и меньшему износу
огнеупоров; при варке стекол, содержащих В20з, в ванных печах
увеличивается съем стекломассы; стекла с В2О3 имеют лучшие
выработочные свойства, поэтому им отдают предпочтение при
механизированном производстве.
В качестве сырьевых материалов для введения В20з исполь-
зуют борную кислоту Н3ВО3, буру Na2B4O7- 10Н2О и борат
кальция.
В качестве натрийсодержащего сырья при производ-
стве сортового стекла используют карбонат натрия с содержа-
нием Na2O — 58,5%. Применяемый карбонат натрия должен
содержать не менее 95% Na2CO3, не более 1% NaCl и 0,01—0,02%
Fe(OH)3.
При производстве сортовых стекол используют в небольших
количествах и сульфат натрия, который во время варки играет
роль ее ускорителя и осветлителя. Через сульфат натрия реко-
мендуется вводить 0,1... 0,5% Na2O, причем только в обесцве-
ченное стекло. Использование сульфата натрия для введения
оксида натрия при варке хрустальных стекол нежелательно, так
как в этом случае могут образоваться сульфиды металлов,
имеющие высокую красящую способность.
Нитрат натрия NaNO3 (селитра) применяют для ввода от 1
до 6 % Na2O, при этом использование селитры определяется ее
окисляющим действием. Однако, учитывая более высокую стои-
мость по сравнению с другим натрийсодержащим сырьем, ее
применение ограничено.
Калий содержащие материалы (оксид калия), введен-
ные вместо оксида натрия в состав натрий-кальций-силикатного
стекла, способствуют улучшению оптических и выработочных
свойств, повышению химической стойкости и цветовых харак-
теристик.
В состав обесцвеченных и цветных стекол обычно вводят от
2 до 5% К2О, а в состав хрустальных — до 16%. Сырьем для
ввода К2О является поташ и калиевая селитра. Если при варке
хрустальных стекол в его состав вводится через поташ до 15%
К2О, то содержание оксидов железа в поташе не должно пре-
вышать 0,002 ... 0,003%, а оксидов хрома — 0,0005%; присутствие
сульфата калия KaSO4 недопустимо.
Калиевая селитра (нитрат калия) KNO3 используется как
окислитель, при этом вводится через нитрат калия от 1 до 6%
К2О.
18
Щелочно-земельные оксиды, вводимые в стекломассу,— СаО,
MgO, ВаО.
Оксид кальция СаО, ускоряя реакции варки стекла, об-
легчает ее и способствует лучшему осветлению; улучшает
выработочные свойства стекломассы, повышает химическую
стойкость стекла. Оксид кальция вводят в стекло через соду —
карбонат кальция СаСОз, содержащий 56% СаО. Из многочис-
ленных разновидностей карбоната кальция на стекольных заво-
дах используют известняк, мел, доломит, известковый шпат
и иногда мрамор. В перечисленных минералах содержание СаО
доходит до 90 ...98%, остальное — примеси. Самая нежелатель-
ная примесь — оксид железа; его содержание в меле и доломи-
те, используемых при производстве сортовой посуды, не должно
превышать 0,04%. Однако получаемые с месторождений мел,
известняк и доломит содержат оксида железа до 0,3%. Поэтому
при производстве высокохудожественных изделий их заменяют
боратом кальция, практически не содержащим оксидов железа.
Основное сырье для введения в состав стекла оксида
магния MgO — доломит СаСОз-MgCOs. В чистом виде доло-
мит содержит 30,4% СаО + 21,9% MgO. Обычно в доломите
содержатся такие примеси, как песок, глинозем, оксид железа,
содержание которого должно быть минимальным. При введении
MgO в состав стекла улучшаются кристаллизационные свойства,
снижается термический коэффициент расширения, повышается
механическая прочность.
Оксид бария ВаО вводят в состав стекломассы с по-
мощью карбоната бария ВаСО3, частично применяют сульфат
бария BaSO4 и иногда нитрат бария Ba(NO3)2. Через карбонат
можно ввести в состав стекла до 77,8% ВаО, через нитрат —
58,6%. ВаО в небольших количествах (0,5%) ускоряет варку
стекла, введение же 8 ... 9% ВаО затрудняет осветление стекло-
массы. Обычно в стекла для сортовой посуды вводят 3 ... 5% ВаО
для улучшения их выработочных свойств, что важно при механи-
зированном производстве. Оксид бария усиливает блеск стекла,
повышает его показатель преломления и плотность. ВаО являет-
ся основным компонентом (до 20%) бариевых хрусталей.
Свинецсодержащие материалы (оксид свинца РЬО) —
основные компоненты хрусталей. Оксид свинца придает хруста-
лю высокие оптические свойства и специфический блеск. В зави-
симости от содержания РЬО свинцовые хрустали бывают мало-
свинцовые (15... 25%), свинцовые (25 ...30%), высокосвинцовые
(свыше 40%).
Свинцовый сурик 2РЬО-РЬО2 и свинцовый глет РЬО — ос-
новные сырьевые материалы, с помощью которых в состав стек-
ла вводят оксид свинца. Преимущество сурика в том, что он не
содержит нежелательных примесей и при использовании его
вероятность восстановления свинца сведена к минимуму. Через
свинцовый сурик вводят до 97,7% РЬО. Выделяющийся при
19
тепловом разложении сурика кислород способствует лучше-
му осветлению стекломассы и поддерживает окислительную
среду.
Особое внимание уделяют содержанию красящих примесей
в свипецсодержащем сырье, которое должно быть минималь-
ным (%): оксидов железа — не более 0,001, соединений кобаль-
та, никеля, хрома, меди — до 0,0001.
Цинкосодержащие материалы (оксид цинка ZnO)
вводят в стекло за счет содержания SiC>2. Это приведет к сни-
жению термического коэффициента расширения, повышению
показателя преломления и химической стойкости стекла. Оксид
цинка — обязательный компонент (8... 14%) селенового рубино-
вого стекла, которое имеет интенсивную красную окраску. В со-
ставе же обесцвеченных и хрустальных стекол оптимальная
концентрация ZnO 3%.
Вспомогательные сырьевые материалы способствуют ускоре-
нию варки стекла (окислители и восстановители, ускорители),
улучшению качества стекломассы (осветлители), окрашиванию
ее (красители или глушители), обесцвечиванию (обесцвечива-
тели), причем некоторые из перечисленных материалов оказы-
вают на стекломассу комплексное действие.
Ускорители варки стекла — обычно это кремнефто-
рид натрия Na2SiFe—интенсифицируют стекловарение. Они
понижают температуру реакций силикатообразования на 100 ...
200°С, способствуют более быстрому их протеканию.
Однако стекломасса, содержащая фтор, интенсивно разру-
шает огнеупоры стекловаренной печи, поэтому вводить фториды
в качестве ускорителей следует при условии применения высоко-
устойчивых плотных огнеупоров.
Окислители и восстановители также ускоряют
варку стекла. Большинство промышленных стекол варят в окис-
лительных условиях. Это делают для того, чтобы оксид железа
(III) перевести в оксид железа (II). Для варки некоторых
цветных стекол требуются восстановительные условия. Окисли-
тельные или восстановительные условия создают введением в
стекломассу окислителей или восстановителей.
К окислителям относятся вещества, которые, нагреваясь и
разлагаясь, выделяют свободный кислород. Это — селитра, оксид
мышьяка AS2S3, сульфат натрия Na2SO4, свинцовый сурик
2РЬО-РЬО2.
В качестве восстановителей применяют углерод, который
добавляют к шихте или вводят в стекломассу в виде кокса,
антрацита или древесного угля; винный камень КЦ4С4Н4О6 или
виннокаменную кислоту Н2С4Н2О6; соединения олова в виде
оксида олова (II) SnO, хлорида олова (И) SnC12-2H2O и оло-
вянных опилок.
Осветлители вводят в шихту, чтобы видимые пузыри
быстро выделялись из расплавленной стекломассы.
20
Некоторые осветлители входят в состав основных компонен-
тов, например, сульфата натрия, селитры. Другие вводят в ших-
ту в таких соединениях, как оксиды мышьяка AS2S3, сурьмы
Sb2O3 и церия (IV) СеО2, хлорид натрия NaCl. Также в качест-
ве осветлителей используют аммонийные соли: нитрат аммония
NH4NO3, сульфат аммония (NH4)2SO4, хлорид аммония NH4C1.
Красителями окрашивают стекла в процессе их варки.
По механизму действия красители подразделяются на молеку-
лярные и коллоидные.
К молекулярным относятся те красители, которые полностью
растворяются в стекломассе, причем окраска таких стекол не
меняется при повторной тепловой обработке. Молекулярными
красителями являются соединения:
марганца, придающие стеклу различные оттенки фиолетово-
го цвета;
кобальта — придают стеклу синюю окраску;
хрома — окрашивают стекло в зеленый цвет;
железа — придают стеклу разные цвета в зависимости от
валентного состояния: оксид железа (II) FeO — сине-зеленый,
оксид железа (III) Fe2O3 — желтый или коричневый, а в смеси
с углем и серой — оранжевый; смесь двух оксидов — зеленый;
урана — сообщают стеклу желто-зеленоватый цвет;
Оксиды редкоземельных элементов применяют в качестве
молекулярных красителей особенно в производстве прозрачной
сортовой посуды и высокохудожественных изделий. Наиболее
часто используются оксиды: церия (IV) СеО2 (придает стеклу
желто-золотистый цвет); празеодима Рг2О3 (окрашивает в зеле-
но-золотистый цвет); неодима Nd2O3 (в сиренево-красный цвет).
Из соединений меди используют только оксид меди (II) СиО,
который окрашивает стекло в зеленовато-голубой цвет.
К коллоидным красителям относятся соединения, которые в
процессе варки равномерно распределяются в толще стекло-
массы в виде мельчайших коллоидных частиц. В качестве колло-
идных красителей используют соединения:
селена, окрашивающие стекло в красный и розовый цвета
(стекла красного цвета называют селеновым рубином; розово-
го— розалином);
меди, чаще всего оксид меди (I). В восстановительных усло-
виях при добавлении в стекломассу винного камня, олова или
оксида олова оксид меди (I) придает стеклу ярко-красный цвет
(такое стекло называется медный рубин) в окислительных —
т. е. без указанных добавок, стекло преобретает синюю окраску.
Интенсивность окраски зависит от концентрации Си2О (в пре-
делах 0,3 ... 1,5%);
серебра — придают стеклу при концентрации 0,05 ...0,1 % и в
присутствии восстановителя золотисто-желтую окраску;
золота — окрашивают свинцовые стекла в зависимости от
концентрации (0,01 ... 0,02%) от нежно-розового до темно-крас-
21
ного цвета; стекло интенсивного красного цвета называется
золотым рубином.
Глушители вводят в стекломассу для придания стеклу
светорассеивающих свойств. В качестве глушителей чаще всего
используют соединения фтора и фосфора.
Обесцвечиватели устраняют нежелательные сине- и
желто-зеленые оттенки, которые придают стеклу примеси, на-
пример оксиды железа. По характеру воздействия на стекло-
массу обесцвечиватели бывают химические и физические.
Химические обесцвечиватели переводят образующийся при
варке оксид железа (II) FeO в оксид железа (III) Fe2O3. Для
обесцвечивания (2FeO+1/202->Ре20з) используют такие мате-
риалы, которые разлагаются при высоких температурах с выде-
лением свободного кислорода. В качестве химических обесцве-
чивателей используют следующие материалы:
оксид мышьяка (III) As2O3 (вводят 0,3 ...0,5%)—при
сравнительно низких температурах поглощает кислород, пре-
вращаясь в оксид мышьяка (V) As2Oj; при более высоких тем-
пературах As2Os разлагается на оксиды мышьяка (III) с выде-
лением свободного кислорода О2) который обеспечивает проте-
кание реакции обесцвечивания;
нитрат натрия NaNO3 (натриевая селитра)—разлагается
при 400°С с выделением кислорода. Наилучшие результаты по-
лучают, если одновременно вводят 1...1,5% нитрата натрия
NaNO3 и до 0,3% оксида мышьяка (III) As2O3.
В качестве химических обесцвечивателей также используют
сульфат натрия Na2SO4 и оксид церия (IV) СеО2.
Физические обесцвечиватели окрашивают стекломассу в
цвет, дополнительный к оттенку стекломассы, т. е. один цвет на-
кладывают на другой. Хотя интенсивность окраски при этом и
уменьшается, общая светопрозрачность понижается — в этом
недостаток физического способа обесцвечивания по сравнению
с химическим.
В качестве физических обесцвечивателей используют:
оксид марганца (III) Мп2О3 — сообщает стеклу фиолетовый
цвет, который дополняет желтую окраску стекла;
селен Se; оксид никеля (II) NiO — придает стеклу нежпо-
фиолетовый оттенок; оксид кобальта (II) СоО — окрашивает
стекло в дополнительный синий цвет; оксиды редкоземельных:
оксид церия (IV) СеО2, оксид празеодима Рг2О3, оксид неодима
Nd2O3, оксид эрбия Ег2О3.
Приготовление шихты. Шихта — это однородная смесь сыпу-
чих главных и вспомогательных сырьевых материалов, содер-
жащих необходимые для получения стекла оксиды в заданном
соотношении.
Поскольку примеси могут ухудшать внешний вид изделия,
важное значение в производстве сортовой посуды и художест-
венного стекла имеет чистота сырьевых материалов. Поэтому их
22
хранят в крытых складских помещениях. Лари, силосы, бункера
и другие емкости с материалом предохраняют от сырости, осад-
ков, почвенных вод, попадания отходов топочной части печи (са-
жи, несгоревших частиц углерода и т. д.). Совершенно недопу-
стимо совместное хранение различных сырьевых материалов, и
их взаимное загрязнение.
Процесс приготовления шихты состоит из следующих этапов:
подготовки сырьевых материалов, взвешивания их в заданных
соотношениях, перемешивания без потерь в замкнутом объеме
и складирования готовой шихты.
Подготовка состоит в очистке материалов от примесей
(обогащении), сушке, измельчении, просеивании.
Главным образом обогащают песок, так как даже в наиболее
чистых песках содержится до 0,05 мае. ч. оксида железа (III)
Fe2O3 (в стеклах для художественных изделий эта примесь не
допускается).
Если примеси железа находятся в песке в виде частиц же-
лезных руд размером в среднем 0,6 мм, то песок просеивают на
качающихся или вибрационных грохотах (ситах). Вместе с час-
тицами железных руд отсеиваются и крупные частицы песка,
которые могут замедлить процесс стекловарения.
Примеси железа могут быть в песке и в виде глинистых час-
тиц диаметром менее 0,15 мм. Такие пески очищают в винтовых
противоточных аппаратах. Попутно при такой обработке вымы-
вается и мелкая песчаная пыль, которая в дальнейшем могла
бы слипнуться в комочки и образовать дефекты стекла — квар-
цевые камни.
Если примеси обладают магнитными свойствами (частицы
магнетита, железный окатыш, опилки), то песок подвергают
магнитной сепарации, т. е. извлекают примеси с помощью эле-
ктромагнита.
Эффективный способ обогащения песка — флотооттирка:
смесь песка с водой (пульпу) продувают сжатым воздухом с од-
новременным добавлением пенообразующих веществ. Такому
обогащению подвергают пески, в которых примесные соедине-
ния либо обволакивают частички песка тонкой пленкой, либо
присутствуют в виде вкраплений внутри зерен песка. Во время
барботажа (бурления) пульпы многократно сталкивающиеся
зерна песка соскабливают пленку примеси, частички которой с
потоком воздуха поднимаются на поверхность, удерживаются
пеной и вместе с ней удаляются из флотационной машины. Про-
шедший обогащение песок сушат во вращающихся сушильных
барабанах (10...12 об/мин) при температуре 700...800°С.
Такие кусковые сырьевые материалы, как известняк, доло-
мит, мел, измельчают и просеивают. В материалах, которые по-
ступают на завод в сыпучем виде, например соде, поташе, се-
литре, могут образоваться комочки. Поэтому такие материалы
перед добавлением в шихту разрыхляют и просеивают.
23
Сырьевые материалы готовят либо в составном цехе сте-
кольного завода, либо на специализированных предприятиях
вблизи места добычи, откуда поставляют на стекольные заводы
в готовом виде.
Подготовленные сырьевые материалы отвешивают в за-
данных соотношениях для составления шихты.
Шихту заданного состава перемешивают в смесителях.
По типу пространства, где происходит перемешивание, различа-
ют смесители барабанные (корытные и конусные) и тарельча-
тые. Одно из основных требований к приготовленной шихте —
Рис. 1. Технологическая схема дозировочно-смесительного отделения:
участки: I, // — весовые, /// — ввода малых добавок, IV— перемешивания
шихты в контейнерах, V — транспортирования контейнеров к стекловаренной
печн; / — склад пустых контейнеров, 2 — контейнер под загрузку; бункера; 3—
песка, 4 — стеклобоя, 5 — соды, 6 —поташа, 7 —сурика; <? — хранилище ма-
лых добавок, 9 — смеситель, 10— загруженные контейнеры
высокая химическая однородность. Только при этом условии
процесс стекловарения протекает нормально и готовое стекло>
бывает без пороков. Химическую однородность шихты контро-
лируют 2—3 раза в сутки химическими анализами. Если резуль-
таты анализов сходны между собой, шихта считается однород-
ной.
Готовая шихта перед загрузкой в стекловаренную печь по-
ступает на кратковременное хранение в бункера. При дли-
тельном хранении шихта слеживается. Поэтому разработаны
методы, позволяющие не только хранить шихту длительное вре-
мя, но и значительно интенсифицировать следующий этап полу-
чения стекла — варку. К таким методам относятся брикетирова-
ние и гранулирование. Они состоят в следующем. В сыпучую (
шихту вливают водный раствор силиката натрия (жидкого стек-
ла или силикатного клея) и перемешивают все, пока не обра-
зуется тестообразная масса. Из нее изготовляют брикеты или
гранулы, которые затем при тепловой обработке отверждаются.
Таким образом предотвращается расслаивание и пыление ших-
ты, в результате ускоряется провар, улучшается качество стек-
ломассы.
24
На заводах, выпускающих сортовую посуду из стекол раз-
личного состава, например разных цветов, для приготовления
шихты используют контейнеры. Пустые контейнеры 2 со склада
1 (рис. 1) поступают на весовой участок I, где из бункеров 3 и
4 в контейнер отвешиваются песок и стеклобой. По поточной ли-
нии контейнер поступает на весовой участок II и из бункеров 5,
6, 7 в контейнер отвешивают соду, поташ, сурик. На участке
III ввода в контейнер малых добавок подают из хранилища 8
красители, обесцвечиватели и т. д. Контейнер 10 с отвешенными
сырьевыми материалами на участке IV, закрепляют в устройст-
ве 9, в котором он вращается заданное время. Готовую шихту
передают на участок V транспортировки контейнеров к стеклова-
ренной печи.
§ 4. Варка стекла и стекловаренные печи
Стадии варки. Варка стекла — это протекающий при высо-
ких температурах процесс превращения сыпучей шихты в рас-
плав стекломассы, который при охлаждении становится гото-
вым стеклом; процесс протекает в стекловаренных печах. Услов-
но процесс варки разделяют на пять стадий: силикатообразова-
ние, стеклообразование, осветление, усреднение или гомогениза-
ция состава, охлаждение.
С и л и к а то о б р а з о в а н и е — начальная стадия варки, во
время которой в результате физических и химических процес-
сов, в твердом состоянии образуются сложные силикатные сое-
динения. Протекает эта стадия при температурах 8ОО...1ООО°С.
Сырьевые материалы (компоненты шихты) при прохожде-
нии этой стадии претерпевают ряд превращений: влага испаря-
ется; гидраты, соли, низшие оксиды разлагаются и теряют лету-
чие соединения; кремнезем меняет свое кристаллическое строе-
ние. Кроме того, на этой стадии выделяется большое количест-
во углекислого газа СО2. Этот газ в виде пузырей поднимается
на поверхность вязкого расплава, где пузыри лопаются, поэто-
му поверхность такого расплава выглядит как бы кипящей (от-
сюда и происхождение термина — варка стекла). На этой ста-
дии образуется неоднородная частично остеклованная масса,
пронизанная большим числом пузырей и содержащая множест-
во непроваренных зерен песка.
Стеклообразование — вторая стадия варки, во время
которой происходит физический процесс растворения зерен из-
быточного песка в расплаве силикатов и стеклобоя. На этой
стадии заканчиваются все химические реакции. В результате
взаимодействия между гидратами, карбонатами, сульфатами
окончательно формируются сложные силикаты; зерна кварца
полностью растворяются и переходят в расплав. Температура
1300...1400°С на этой стадии недостаточна для плавления квар-
25
цевого песка, поэтому он не плавится, а растворяется; стекло-
масса становится относительно однородной и прозрачной без
непроваренных частиц шихты.
В результате подъема температуры увеличивается подвиж-
ность атомов и молекул, составляющих стекломассу, что ведет к
ускорению взаимного растворения кремнезема и силикатов.
Благодаря этому выравнивается концентрация растворов сили-
катов на различных участках. Все эти превращения сопровож-
даются выделением большого количества газообразных продук-
тов. Вязкость расплава еще достаточно высока, поэтому газооб-
разные продукты не успевают улетучиваться, и стекломасса бы-
вает насыщена большим количеством пузырей.
В результате на второй стадии образуется неоднородная
стекловидная масса, пронизанная большим количеством мелких
газовых пузырьков, но уже не содержащая включений непро-
варенных зерен песка.
О с в е т л е н и е — третья стадия варки стекла. Она харак-
теризуется тем, что происходит удаление газовых включений в
виде видимых пузырей и в результате между стекломассой
(жидкой фазой) и газами, растворенными в ней (газовая фа-
за), устанавливается равновесие. Из всех стадий процесса вар-
ки осветление и следующая за ней стадия усреднение (гомоге-
низация) — наиболее ответственные и сложные. Качество стек-
ломассы зависит от того, насколько полно и интенсивно прохо-
дят эти стадии.
В расплаве стекломассы находятся газы, образовавшиеся в
результате разложения и взаимодействия компонентов шихты;
газы, механически внесенные вместе с шихтой; летучие вещест-
ва, специально введенные в шихту; газы, попадающие в расплав
из атмосферы. Наибольшее количество газов заносится в стек-
ломассу с сырьевыми материалами. При осветлении удаляются
только видимые пузыри. Часть газов остается в стекломассе,
растворяясь в ней. Они невидимы глазом, а поэтому не искажа-
ют оптических характеристик стекла. Чтобы эти невидимые га-
зообразные включения не могли перейти в видимые пузыри и
тем самым испортить стекло, в процессе осветления устанавли-
вают равновесие между газами, растворенными в стекломассе
и заключенными в пузырях, создавая в печи определенные ус-
ловия.
Осветление происходит следующим образом: крупные пузы-
ри поднимаются к поверхности и лопаются. По законам физики
внутри крупных пузырей давление ниже, чем внутри более мел-
ких. Поднимаясь более легко к поверхности, крупные пузыри
по пути всасывают содержимое более мелких пузырей, в резуль-
тате стекломасса осветляется. Совсем мелкие пузырьки раство-
ряются в расплаве.
Эффективной мерой осветления является интенсивная про-
дувка стекломассы потоком крупных пузырей воздуха, который
26
подается в стекломассу через сопла под давлением 0,15...
0,25 МПа (1,5...2,5 атм).
Другой способ состоит в том, что в состав шихты вводят ос-
ветлители. Выделяющиеся при термическом разложении освет-
лителя газы способствуют образованию в стекломассе крупных
пузырей (диаметром 1...3 мм), отличающихся по составу от уг-
лекислоты, которой пересыщен расплав стекломассы. Углекис-
лота, парциальное давление которой невысоко, стремясь выров-
нять свое давление, переходит в образовавшиеся от разложения
осветлителя пузырьки. Они укрупняются, подъемная сила их
увеличивается, вследствие чего они поднимаются к поверхности
и лопаются. Газ, содержащийся в них, переходит в атмосферу
печи. В свою очередь, газы, образующиеся при разложении ос-
ветлителя, переходят в мелкие пузырьки углекислого газа, ук-
рупняют их, чем способствуют их подъему и тем самым осветле-
нию стекломассы.
Усреднение (гомогенизация) состава — четвертая
стадия процесса стекловарения — характеризуется тем, что к ее
концу стекломасса освобождается от пузырей, свилей и стано-
вится однородной. Несмотря на то, что в печь поступает одно-
родная, хорошо перемешанная шихта, физические и химические
процессы протекают в шихте между ее компонентами неодно-
родно, поэтому и состав стекломассы в различных участках пе-
чи оказывается неоднородным. При повышенных температурах
составляющие части стекломассы находятся в непрерывном ес-
тественном движении, поэтому локальные порции стекломассы
различного состава вытягиваются в направлении движения, об-
разуя переплетенные жгуты, нити, которые называются свиля-
ми. Если такое стекло резко охладить, то из-за различия в по-
казателях преломления граница раздела между участками с
разным химическим составом становится видимой невооружен-
ным глазом. Свиль, таким образом, является пороком стекла,
ухудшающим эстетический вид изделия.
Гомогенизация осуществляется в основном за счет интенсив-
ного движения (диффузии) веществ, составляющих стекломас-
су. Чем выше температура варки и, как следствие, ниже вяз-
кость расплава стекла, тем лучше условия диффузии, и, наобо-
рот, диффузия в вязкой среде, при пониженных температурах,
протекает медленно и до конца варки не заканчивается. Поэто-
му при гомогенизации температура стекломассы играет решаю-
щую роль.
Значительно ускоряет гомогенизацию выделение пузырей.
Поднимаясь к поверхности, они растягивают пограничные плен-
ки стекла разного состава в тончайшие нити с сильно развитой
удельной поверхностью и облегчают взаимную диффузию стек-
ломассы соседних участков. Таким образом, процесс усреднения
стекла тесно переплетается с осветлением. При варке стекла в
промышленных печах стадии осветления и гомогенизации про-
27
текают одновременно в одинаковых условиях, поэтому зону ос-
ветления невозможно отделить от зоны гомогенизации.
Важное значение для получения однородной стекломассы
имеет ее искусственное перемешивание. При варке хрустальных
стекол используют керамические мешалки.
Для получения однородной массы при гомогенизации боль-
шое значение имеет однородность и тонкость помола шихты.
Оказывает влияние на однородность стекломассы и бой стекла,
загружаемый с шихтой в печь. Обычно бой стекла несколько от-
личается по химическому составу от основного стекла, так как
в процессе предыдущей варки он теряет часть летучих компо-
нентов, обогащается растворенными газами и пр. Поэтому бой
стекла измельчают и равномерно распределяют в шихте.
После осветления и гомогенизации стекломасса по своему
качеству полностью отвечает предъявляемым к ней требовани-
ям, однако из-за высокой температуры расплава и низкой вязко-
сти формировать его невозможно. Поэтому задача заключитель-
ной стадии стекловарения — подготовить стекломассу к форми-
рованию.
Охлаждение—пятая, заключительная стадия процесса
стекловарения. Она характеризуется тем, что температуру стек-
ломассы понижают для создания вязкости, позволяющей фор-
мовать из нее изделия. Температура стекломассы на этой ста-
дии поддерживается около 1200°С.
Стекломассу охлаждают плавно и постепенно — при резком
охлаждении может нарушиться равновесие между жидкой и га-
зовой фазой, что приведет к новому образованию газовых вклю-
чений в виде мельчайших пузырьков (вторичной мошки). Осво-
бодить стекломассу от подобных газовых включений трудно из-
за ее повышенной вязкости. Чтобы избежать появления пороков
стекла на заключительной стадии, необходимо строго придер-
живаться установленного режима давления газовой атмосферы
печи и понижения температуры.
Стекловаренные печи. Стекловаренная печь — это теплотех-
нический агрегат периодического или непрерывного действия, в
котором варят стекло и готовят его к формованию. Печи обогре-
вают либо газом, либо электричеством. По режиму работы печи
бывают периодического (горшковые) или непрерывного (ван-
ные) действия. В некоторых случаях применяют ванные печи
периодического действия.
Работу печи характеризуют такие показатели, как произво-
дительность (съем стекломассы в единицу времени, т/сут;
удельный съем, кг/м2 в сутки), коэффициент полезного дейст-
вия и расход теплоты на одну варку или единицу количества
стекла. Коэффициент полезного действия (КПД) печей перио-
дического действия невысок (%): горшковых — 6...8, ванных —
10...15, непрерывных ванных печей—17...28. Наиболее эффек-
тивны электрические печи — КПД 50—70%, однако более высо-
28
кая стоимость электроэнергии по сравнению со стоимостью при-
родного газа или жидкого топлива сдерживает широкое приме-
нение электрических печей.
Для варки стекол художественного назначения, отработки
новых видов стекол, проведения экспериментальных работ и вы-
работки высокохудожественных изделий используют го рш но-
вые печи, в которых одновременно варят в огнеупорных тиглях
(горшках) стекломассу разных составов или цветов. Недостат-
ки этих печей — низкий КПД, ручная засыпка горшков, необхо-
димость замены лопнувших тиглей на ходу, повышенный расход
топлива и т. д. В производстве сортовых изделий высокого ка-
чества из цветного и свинецсодержагцего (хрустального) стек-
ла применяют многогоршковые регенеративные печи с нижним
подводом теплоты. Такие печи (рис. 2) имеют до 16 горшков по-
лезной вместимостью 300...500 кг и КПД до 8%.
Горшки, как правило, бывают круглые, реже овальные; в по-
перечном вертикальном сечении в форме усеченного конуса, ре-
же цилиндра. Размеры горшка подбирают в соответствии с раз-
мером вырабатываемого изделия.
Шихта в стекловаренном горшке получает теплоту главным
образом за счет излучения от свода печи и частично за счет теп-
лопроводности через стенки горшка. Поэтому для горшковых
печей особое значение имеет высота свода печи: чем ниже свод,
тем интенсивнее прогреваются горшки и находящаяся в нем
шихта.
Отличительная особенность варки стекла в горшковых пе-
чах — периодичность всех технологических процессов, которые
чередуются в строгой последовательности: разогрев печи после
выработки изделий, засыпка шихты и стеклобоя, варка стекла,
студка стекломассы и выработка стеклоизделий.
Перед тем как использовать горшки для варки, их обжига-
ют и постепенно, плавно вываривают до температуры 1500...
1540°С.
Шихту и бой стекла в соотношении 50: 50 загружают в про-
гретые горшки в несколько приемов: сначала бой, потом шихту,
причем последующие порции подают после того, как оплавились
порции, загруженные ранее. После провара последней порции
температуру в печи поднимают до максимальной и проводят ос-
ветление и гомогенизацию, которые могут продолжаться до 6 ч.
Для интенсификации этих процессов применяют бурление стек-
ломассы, для чего при помощи металлического стержня в стек-
ломассу вносят кусок замоченной древесины. Под действием
высоких температур из дерева бурно выделяется влага и про-
дукты горения, что приводит стекломассу в интенсивное движе-
ние, способствуя ее перемешиванию и осветлению от газовых
пузырей. Этот же эффект достигается при бурлении сжатым
воздухом, который вводят в стекломассу под давлением. После
того как закончена варка, стекломассу охлаждают до темпера-
29
тур рабочей вязкости, а затем начинают выработку стеклжзде-
лий.
Обычно цикл работы горшковой печи длится одни сутки,
ежедневно повторяясь в течение года, иногда более — дс оста-
новки печи на ремонт.
Рис. 2. Горшковая печь с нижним подводом пламени:
/ — нижияя часть стены (окружка), 2—рабочие окна, 3 — свод, 4 — рабо-
чая камера, 5 — под регенератор, 7 — отверстия для обслуживания гор
шков, 8 — стекловаренные горшки, 9 — горелочные отверстия (кадн), 10 —
отверстия для загрузки горшков
Рассмотрим устройство горшковой печи. Главный элгмент
печи — рабочая камера 4, в которой устанавливают необходи-
мое для работы количество горшков 8. Рабочая камера ограни-
30
чена сводом <3, стенами и подом 5. Нижняя часть стен (окруж-
ка 1) ограждает горшки. В верхней части боковых стен распо-
ложены рабочие окна 2. В окружке против каждого горшка есть
отверстие 7, через которое обслуживают горшки. Для загрузки
и выемки горшков в окружке и над ней сделано отверстие 10,
которое во время работы закрывают плитами.
Промежуточное положение между горшковыми и ванными
печами занимают секционные печи. Их применяют в основ-
ном при производстве художественных изделий. Так же, как и
в горшковых, в секционных печах можно варить стекломассу
нескольких составов или цветов — по числу секций, представ-
ляющих собой примыкающие один к другому «карманы», вы-
полненные из огнеупорного кирпича и имеющие общее пламен-
ное пространство.
Ванные печи непрерывного действия — более совершенные
и производительные теплотехнические агрегаты, они наиболее
распространены в стекольной промышленности. При варке стек-
ла в ванных печах все стадии стекловарения протекают одно-
временно и непрерывно. Это позволяет максимально механизи-
ровать и автоматизировать весь процесс, начиная от засыпки
шихты и кончая выработкой стеклоизделий.
Главная часть печи — бассейн (ванна), выложенный из ог-
неупорных брусьев, поэтому печи называются ванными. Вароч-
ная часть бассейна (ванны) обычно имеет прямоугольную кон-
фигурацию в плане. С одного торца ванны через загрузочный
карман непрерывно автоматически загружается в печь шихта,
доставляемая в контейнерах. Уровнемеры регистрируют уровень
зеркала стекломассы. Если он поднимается выше заданного пре-
дела, то загрузчик шихты автоматически отключается. По мере
выработки уровень стекломассы понижается, срабатывает си-
стема автоматического включения загрузчика и в ванну посту-
пает новая порция шихты. В производстве сортовой посуды
преимущественно применяют ванные печи с протоком, который
располагается ниже уровня дна варочной чести. Из протока от-
бирают лучше проваренную и более охлажденную стекломассу.
Различные стадии стекловарения протекают одновременно в
разных зонах печи. Оптимальные температуры в зонах варки
1420°С, осветления — 1430, выработки— 1260°С.
При варке стекол в ванной печи постоянно поддерживают
окислительный характер газовой среды, в варочной части над
зеркалом стекломассы устанавливают нейтральное давление ат-
мосферы, а в выработочной части — слабоположительное. Про-
изводительность печи 6... 12 т стекломассы в 1 сут, удельный
съем стекла в зависимости от интенсивности выработки 450...
900 кг/м2 в 1 сут. Печь может отапливаться как природным га-
зом, так и жидким топливом.
Одним из недостатков печей, обогреваемых газом, в том, что
улетучивание оксидов свинца приводит к обеднению ими по-
31
верхностных слоев стекломассы и загрязнению окружающей
среды. В электрических печах в качестве источников теплоты
устанавливают пристенные блочные оксидно-оловянные элект-
роды. Процесс стекловарения осуществляется в вертикальном
потоке под слоем холодной шихты сверху вниз. Наличие над
расплавленной стекломассой холодного слоя шихты уменьшает
улетучивание оксидов свинца, способствует получению однород-
ной стекломассы.
При работе такой печи нет потерь теплоты с отходящими ды-
мовыми газами. Удельные затраты энергии для получения 1 кг
стекла меньше, чем в пламенных ванных печах. Кроме того,
электропечи с электродами на основе диоксида олова SnO2 не
оказывают никакого красящего действия на стекломассу.
Цветные стекла можно варить одновременно с бесцветным.
Для этого на одном участке одновременно располагают ванную
печь для варки бесцветного стекла и возле нее печи-спутники
для варки цветного.
§ 5. Способы формования
Формование стекла — основная и важнейшая после стек-
ловарения технологическая стадия производства изделий из
стекла. Совокупность этих двух непосредственно связанных про-
цессов определяет тип стекольного производства, его техниче-
ский уровень и экономическую эффективность. Формование
стекла сводится к превращению вязкого расплава (стекломас-
сы) в твердое изделие заданной конфигурации в результате при-
ложения определенного силового воздействия к объекту формо-
вания и его постепенного охлаждения и твердения. Таким обра-
зом, в процессе формования стекло в результате его охлажде-
ния переходит из состояния вязкой жидкости через пластиче-
ское в твердое хрупкое состояние, т. е. процесс формования
связан с изменением вязкости в широком интервале температур.
Соответственно этому интервалу температур вязкость стекла в
процессе формования изменяется от 102 до 1012 Па-с, причем
именно на завершающем этапе формования происходит наибо-
лее значительное увеличение вязкости.
Температурный ход вязкости, т. е. изменение вязкости с тем-
пературой для разных по составу стекол, существенно влияет
на их текучесть, способность к деформированию и твердению,
следовательно, на весь процесс их формования. Различают две
разновидности стекол — «короткие» и «длинные». Для «корот-
ких» стекол характерно резкое возрастание вязкости при ох-
лаждении, т. е. для них характерен более короткий температур-
ный интервал, следовательно, они быстрее теряют деформаци-
онную способность (подвижность, текучесть, пластическое со-
стояние) и скорее твердеют. «Длинные» стекла отличаются по-
степенным и умеренным ростом вязкости при охлаждении, а
32
следовательно, сохраняют способность к деформации и тверде-
ют в более широком интервале температур, т. е. более медлен-
но. Следовательно, изменение вязкости стекла с температурой
определяет выбор того или иного способа формования.
Общий ход процесса формования можно условно разделить
на две стадии: формообразование и фиксация формы. Во время
первой стадии пластичной стекломассе придают требуемую
форму изделия. На стадии фиксации формы форма изделия за-
крепляется в результате твердения стекломассы, характер кото-
рого обусловлен видом изделия и способом его охлаждения.
Существует большое число способов формования стекла, ко-
торые различают по характеру воздействия на стекломассу, ви-
ду производимых из стекла изделий и принципу взаимодействия
стекломассы с формующими органами и устройствами. Наибо-
лее распространены способы формования: выдувание, прессова-
ние, прессовыдувание, центробежное формование, вытягивание,
прокатка, формование на подложке металла, моллирование, от-
ливка, экструдирование. В производстве сортовой посуды и вы-
сокохудожественных изделий в основном используют выдува-
ние, прессование, прессовыдувание и центробежное формо-
вание.
Выдувание — самый распространенный способ цикличе-
ского формования полых штучных изделий — осуществляется
под влиянием равнодействующих растягивающих усилий, соз-
даваемых во внутренней полости формуемого изделия сжатым
воздухом (давлением 0,2...0,3 МПа). Вырабатывают изделия
как вручную (ручное выдувание), так и механизированным спо-
собом.
Несмотря на то, что ручное выдувание малопроизводительно
и требует больших физических усилий, этот способ незаменим
при производстве высокохудожественных изделий сложной кон-
фигурации из хрусталя. Основной инструмент при ручном выду-
вании— стеклодувная трубка. Процесс выдувания состоит из
следующих операций:
1) предварительно нагретую до температуры прилипания
стеклодувную трубку опускают в стекломассу и набирают ее на
трубку;
2) набранную на конец трубки стекломассу закатывают на
металлической плите или в других приспособлениях (катальни-
ках или делоках) и из нее выдувают баночку (при наличии ме-
таллической баночки или наборной головки эта операция отсут-
ствует) ;
3) на подготовленную баночку повторно набирают стекло-
массу в количестве, необходимом для выработки изделия; по-
лученный набор раздувают в «пульку», которая по конфигура-
ции приближается к готовому изделию;
4) выдувают изделие заданной конфигурации и размеров в
формах.
2—109
33
Формы для ручного выдувания изготовляют преимуществен-
но из металла, иногда из дерева, огнеупорных материалов
и т. д.
Отличительная особенность большинства изделий, выдувае-
мых на трубке, состоит в том, что их верхняя часть (горло), бу-
дучи до конца формования соединена с трубкой и, находясь во
время всего процесса вне формы, не приобретает требуемой кон-
фигурации и в
месте сочленения
IV
Рис. 3. Последовательность механизиро-
ванного выдувания стаканов на автома-
тах с вакуумным питанием:
I — набор порции стекломассы после вдавли-
вания плунжера, II — предварительное свобод-
ное выдувание, III — поворот и вытягивание
пульки, IV— выдувание изделия в форме при
одновременном вращении трубки
трубки с изделием в его верх-
ней части образуется кол-
пачок или венчик. Таким
образом, полученное после
отделения от трубки изделие
по существу является еще
полуфабрикатом и его край
нужно дополнительно обра-
батывать (обрезкой, шлифо-
ванием, полированием или
отопкой).
Ручным выдуванием из-
делия вырабатывают бри-
гадным методом. Обычно од-
на бригада, состоящая из
5...6 человек, изготовляет
850... 1000 изделий на ножке
(или 200... 300 ваз для цве-
тов). Внедрение в ручное
производство средств малой
механизации (например, одновременное выдувание пойла изде-
лия и формование фигурной ножки, использование цепных
конвейеров) значительно повышает производительность труда.
При механизированном способе разнообразный ассортимент
изделий выдувают сжатым воздухом на различных стеклофор-
мующих агрегатах. Стеклоформующие агрегаты различаются
принципом питания их стекломассой: капельным (полуавтоматы
ВВ 2, автоматы АБ-6, АВ-6, ВВ-7, IS-6, S-10) и вакуумным (ав-
томаты ВВ-6; ВС-24).
В стеклоформующих машинах изделия выдуваются в поло-
жении либо дном вверх, либо дном вниз. Как правило, в маши-
нах с капельным питанием выдувание в черновой форме произ-
водится дном вверх, затем заготовка переворачивается и выду-
вание в чистовой форме заканчивается дном вниз. На машинах
с вакуумным питанием изделия выдуваются и в черновых, и в
чистовых формах дном вниз.
Рассмотрим последовательность формования на примере вы-
дувания стаканов (рис. 3). После вдавливания плунжера I про-
исходит предварительное свободное выдувание II, поворот и вы-
тягивание III. Последняя стадия IV — выдувание в форме при
одновременном вращении трубки.
34
Прессование — самый старый способ циклического фор-
мования штучных изделий. Изделия формуют за один прием в
металлической (обычно чугунной) форме под действием одно-
сторонне направленных сжимающих усилий, создаваемых пуан-
соном при его движении от привода пресса. Законченное изде-
лие получают прессованием за один прием в одной форме. Этот
способ широко распространен в производстве разнообразного
ассортимента массивных и полых изделий с точно регулируемы-
ми размерами: диаметром 10...650, высотой 10...350 мм, массой
0,02... 10 кг при толщине стенки 3...50 мм; легко поддается меха-
низации и автоматизации.
Рис. 4. Последовательность операций прямого прессования
стекломассы:
I— подача капли стекломассы в чистовую форму (пресс-форму),
II — прессование изделия пуансоном и формовым кольцом, III —
выталкивание готового изделия из пресс-формы; 1 — чистовая пресс-
форма, 2 — порция стекломассы, 3 — поддон-выталкиватель, 4 — пу-
ансон, 5 — формовое кольцо, 6 — готовое изделие
Прессование бывает прямое и косвенное (литьевое). Как
правило, прямым прессованием вырабатывают изделия с разви-
той внутренней полостью. В этом случае используют ручные
(ПСП-2), полуавтоматические и автоматические (АПП-12,
АРП-10) прессы.
Рассмотрим последовательность операции прямого прессова-
ния (рис. 4). В чистовую пресс-форму 1 подается порция стек-
ломассы 2 в виде капли. На нее опускается пуансон 4, охлаж-
даемый изнутри водой и таким образом формуется изделие 6,
внешний контур которого ограничивается стенками пресс-формы,
а внутренний — пуансоном. Чтобы стекломасса не выдавлива-
2* 35
лась из пресс-формы, на нее сверху накладывают и прижимают
механизмом пресса формовое кольцо 5. После небольшой вы-
держки (чтобы изделие сразу не деформировалось) пуансон с
формовым кольцом поднимают в исходное положение, а изде-
лие после охлаждения и затвердения удаляют из пресс-формы
с помощью поддона-выталкивателя 3. Прессование ведут в не-
разъемных или раскрывных формах при изготовлении сложных
асимметричных изделий.
Рис. 5. Последовательность формования изделия методом прессовыдувания:
I— подача порции стекломассы в черновую форму, II— подвод пуаисона к черновой
форме, /// — прессование горла изделия, IV — перенос заготовки из черновой в чистовую
форму, V — выдувание изделия в чистовой форме; / — питатель, 2 — черновая форма,
3—формовое кольцо, 4—порция стекломассы, 5 — пуансон, 6 — пулька, 7— дутьевая
трубка, 8— чистовая форма. 9 — поддон
Недостаток этого способа в ограниченности применения, на-
пример этим способом нельзя формовать изделия с тонкими
стенками (менее 2 мм), расширяющиеся книзу, с выступами
или углублениями сложной конфигурации на стенках. Кроме то-
го, поверхность изделий, получаемых этим способом, невысокого
качества (с кованностью, тонкой матовостью) из-за резкого ох-
лаждения стекломассы и твердения в контакте с поверхностью
пресс-формы в ходе формования.
Прессовыдувание — способ формования изделий из вяз-
кой стекломассы, в котором сочетается прессование пуансоном
и выдувание. Этим способом вырабатывают, как правило, ши-
рокогорлые изделия.
Рассмотрим последовательность формования изделия спосо-
бом прессовыдувания (рис. 5). Точно отвешанная порция стекло-
массы 4 из питателя 1 подается в черновую форму 2 (позиция
7). Затем пресс-форму закрывают формовым кольцом 3 и пуан-
сон 5 прессует одновременно пульку 6 и горло (позиция Ill). По
окончании прессования пуансон поднимается, а пульку, находя-
36
щуюся в формовом кольце, переставляют в чистовую форму 8
(позиция IV). К верхней части формового кольца подводят дуть-
евую головку 7, через которую внутрь пульки подается сжатый
воздух (позиция У). Операцией выдувания заканчивается фор-
мование изделия.
Существуют стеклоформующие машины (Гартфорд-28), в
которых пулька в процессе формования остается неподвижной,
а перемещаются чер-
новая (отводится в
сторону) и чистовая
(поднимается к пуль-
ке снизу) формы.
Недостаток этого
способа формования в
сложности процесса и
технологии, однако
этот способ обеспечива-
вает точное регулиро-
вание толщины и чет-
кое воспроизведение
геометрических разме-
ров формуемых изде-
лий.
Центробежно е
формование осно-
вано на использовании
центробежной силы
быстровращающейся
формы. Этим способом
формуют полые цилин-
Рис. 6. Последовательность формования изде-
лия центробежным способом:
/ — ручной набор стекломассы в форму для формова-
ния, 11— начало подъема стекломассы в форме в мо-
мент включения вращения формы, 111 — окончатель-
ное формование изделия
дрические или конические изделия различного назначения из
стекол, трудно поддающихся формованию (тугоплавких, «ко-
ротких», кристаллизующихся).
Последовательность операций при формовании следующая
(рис. 6). В форму подается точно отвешенная порция стекломас-
сы, и форма начинает быстро вращаться. Создается центробеж-
ная сила, под влиянием которой стекломасса равномерно рас-
пределяется по внутренним стенкам формы, точно воспроизводя
ее конфигурацию. Чем больше частота вращения, тем больше
центробежная сила и тем выше стекло поднимается в форме.
Продолжительность формования 10... 15 с.
Изделия, отформованные этим способом, имеют гладкую бле-
стящую поверхность даже при сложной конфигурации. При
центробежном формовании по сравнению с другими способами
сокращается расход стекломассы за счет того, что не образует-
ся формовочный колпачок. Кроме того, этот способ легко под-
дается механизации, благодаря чему сокращается количество
ручного труда и снижается себестоимость изделия.
37
Контрольные вопросы. 1. В чем особенность стекла по сравнению с дру-
гими твердыми телами? 2. Какое из свойств и почему имеет особенно важное
значение для стекол, используемых при производстве сортовой посуды и ху-
дожественных изделий? 3. С какой целью в шихту вводят красители? 4. В чем
заключается приготовление шихты? 5. Как протекают во времени основные
этапы варки стекла? 6. В чем отличия процессов варки простых и хрустальных
стекол? 7. На каком свойстве стекла основан процесс формования стекла?
8. Какие изделия целесообразно формовать методом выдувания, прессования,
прессовыдувания, центробежного формования?
Глава 11
СПОСОБЫ И ВИДЫ ОБРАБОТКИ СТЕКЛОИЗДЕЛИЙ
Существуют следующие способы обработки стекла и стекло-
изделий: механическая (холодная) обработка поверхности и
края стеклянных изделий, химическая, тепловая и нанесение по-
верхностных покрытий. При декоративной обработке изделий
эти способы используют в разных сочетаниях.
Механическая (холодная) обработка — это обработка стекла
резанием. К механической обработке поверхности изделий отно-
сится шлифование, полирование, гранение и гравировка. Такие
способы, как матирование, притирка (пришлифовывание), свер-
ление и градуирование, являются частными видами перечислен-
ных способов.
Шлифованием называется процесс снятия слоя стекла
абразивным инструментом (шлифовальным кругом). Шлифова-
нию подвергают поверхности плоские и другой формы. Цель
шлифования — во-первых, обеспечить правильную геометриче-
скую форму изделия и придать ему точные размеры, во-вторых,
подготовить поверхность обрабатываемого изделия к последую-
щей механической обработке — полированию.
Шлифование включает в себя две стадии. Первая стадия —
обдирка или грубое шлифование; на этой стадии применяют
крупнозернистые абразивы. Вторая стадия — дистировка или
тонкое шлифование, когда поверхность обрабатывают последо-
вательно все более мелкими абразивными порошками.
Сущность процесса шлифования заключается в следующем.
Вращающийся в горизонтальной или вертикальной плоскости
круг (шлифовальник) опирается своей тяжестью на зерна абра-
зива, находящиеся на поверхности обрабатываемого изделия.
Стекло, в свою очередь, перемещается либо в горизонтальной,,
либо в вертикальной плоскости вращательным или прерывисто-
поступательным движением. При этом зерна абразива перека-
тываются и проникают в пространство между стеклом и шли-
фующей деталью.
В процессе шлифования шлифующая деталь опирается приб-
лизительно на 15—20% зерен, находящихся под ней. Эти зерна
38
передают стеклу усилия от находящейся в движении шлифую-
щей детали. Размеры зерен абразивного материала неодинако-
вы в различных направлениях, поэтому и воздействие этих зе-
рен на стекло неодинаково. Оно носит вибрационно-ударный ха-
рактер. В результате в точках соприкосновения зерен со стек-
лом возникают трещины, максимальная глубина которых зави-
сит от природы и размера зерен выбранного абразивного мате-
риала. Крупные зерна абразивного материала более прочны,
поэтому при обработке стекла такими зернами образуются бо-
лее глубокие трещины, чем при обработке мелкими.
После многократного действия зерен поверхностный слой
стекла покрывается сетью трещинок. При последующем прока-
тывании зерен удаляются осколки, отделяющиеся в результате
растрескивания поверхностного слоя от основной массы стекла.
Это приводит к образованию «выколок» или «каверн». Бесчислен-
ное количество расположенных рядом выколок способствует
рассеянию света и образует матовую поверхность, характерную
для шлифованного стекла. Глубина выколок от 3 до 30 мкм.
Глубже этого поверхностного, изрытого выколками слоя распо-
ложен другой, с более слабыми признаками разрушения. Этот
второй слой образован трещинами, идущими в глубь стекла.
Толщина его в 1,2... 1,3 раза больше толщины верхнего рельефно-
го слоя. Отдельные трещины проникают еще глубже.
Таким образом, при шлифовании стекла происходят два па-
раллельных, совпадающих по времени, но ие по месту процесса:
при первом, который является подготовительным, происходит
разрушение на некоторую глубину поверхности с образованием
развитой сети трещинок; при втором, являющемся производи-
тельным, из верхней части слоя, покрытого трещинами, извле-
каются осколки, отделенные от основной массы стекла. При
шлифовании все более мелкими абразивными порошками струк-
тура обрабатываемой поверхности стекла подготовляется к сле-
дующей стадии процесса — полированию. В некоторых случаях
поверхности, подвергнутые шлифованию, оставляют неполиро-
ванными, матовыми.
В механическом разрушении стекла при шлифовании актив-
но участвует и вода, которую подают на обрабатываемую по-
верхность. Проникая в образующиеся трещины стекла, она ока-
зывает в силу своей упругости расклинивающее действие, что
значительно снижает поверхностную прочность стекла, способ-
ствуя тем самым повышению производительности сошлифовыва-
ния.
Полированием достигаются высокая чистота и зеркаль-
ный блеск поверхности стекла. Полирование обычно выполняют
вслед за шлифованием. Эти процессы взаимосвязаны. Однако
назначение и природа их различны.
Механизм процесса полирования можно представить следую-
щим образом. Мягкий полировальник (круг, изготовленный из
39
мягких материалов: войлока, фетра, сукна) с закрепленными иа
его поверхности зернами полировального порошка снимает во
время вращения с вершин, образовавшихся при шлифованья вы-
колок, защитную пленку. Мгновенно на обнажившихся тчаст-
ках выколок от соприкосновения с влагой, содержащейся в по-
лировальной суспензии, образуется пленка, которая при отеред-
ном повороте полировальника снимается полировочным горош-
ком. Под действием влаги на поверхности стекла происходит
процесс гидролиза, т. е. химическое взаимодействие поверхности
стекла с водой. Продукты гидролиза образуют тончайшую по-
верхностную пленку, защищающую стекло от дальнейшее) раз-
рушения. По химическому составу эта пленка представляет со-
бой гель кремниевой кислоты. На свежей поверхности стекла
пленка появляется чрезвычайно быстро, прочно сцепляетсг с ос-
новным стеклом и имеет высокую механическию прочность Тол-
щина пленки колеблется в зависимости от химического состава
стекла от 0,001 до 0,1 мкм.
Скорость полирования зависит от ряда технологически па-
раметров. Так, повышение давления полировальника на изделие
всегда увеличивает скорость полирования. В практике полиро-
вания это давление колеблется от 3000 до 13 000 Па. Дальней-
шее повышение давления может привести к увеличению "емпе-
ратуры стекла и разрушению изделия. На повышение произво-
дительности полирования положительно влияет увеличение ско-
рости полировальника, на практике она составляет 4..7 м/с.
Дальнейшее увеличение скорости нежелательно, так как это
может привести к сбрасыванию полирующего материала с поли-
ровальника и к нарушению его контакта со стеклом.
Большое значение имеет температура поверхности стекла.
Обычно полирование ведут при повышенных температурах (60...
70°С). Дальнейшее увеличение температуры вызывает бой стек-
ла от перегрева. Понижение температуры ниже 60°С значитель-
но замедляет процесс полирования.
Гранение — способ обработки, при котором на повгрхно-
сти изделия режущей кромкой абразивных инструментов созда-
ют узоры в виде разнообразных надрезов или прорезов, а так-
же придают поверхности изделия правильные геометрические
грани. Как прием механической обработки стекла гранение было
заимствовано из приемов обработки природных камней.
По своей природе процесс гранения не отличается от процес-
са шлифования стекла, оснозан на возвратно-ударном действии
зерен абразивного порошка на поверхность стеклянного изделия
и отличается только большим съемом стекла в процессе обработ-
ки. Наибольшее распространение гранение получило при деко-
ративной обработке хрустального стекла.
Разновидностью гранения является алмазная резьба, некото-
рые элементы рисунков которой напоминают граненые драгоцен-
ные камни и вызывают игру света.
40
Г р а в и р о в а н и е — вид обработки, при которой на поверх-
ности изделия вырезают различные изображения, орнаменты,
надписи. Гравированные рисунки бывают выпуклые и углублен-
ные.
Сверление — обработка, при которой в результате резания
сверлом в стекле образуются сквозные отверстия. Чаще всего от-
верстия высверливают в технических стеклах. В исключительных
случаях сверлению подвергают декоративные изделия.
Сверление — длительная операция, в процессе сверления из-
делие может расколоться, прочность изделия после сверления
значительно понижается, поэтому отверстия в стеклянных изде-
лиях целесообразней делать в процессе их изготовления прожи-
ганием или прокалыванием при формовании.
При сверлении используют охлаждающие жидкости: воду, ке-
росин или скипидар. Назначение этих жидкостей состоит не
только в охлаждении стекла, но и в удалении мелких обломков
и крошек стекла. Под просверливаемое изделие подкладывают
мягкую тонкую подложку. Чтобы на выходе сверла из изделия
не образовывались большие раковины и выколки, при достиже-
нии сверлом определенной глубины, изделие переворачивают и
сверлят с другой стороны.
Градуированием на поверхность изделий наносят ос-
новные (опорные) точки, необходимые для дальнейшего построе-
ния отсчетных или измерительных шкал. Градуирование широко
используется при изготовлении химико-лабораторного стекла и
специальных стекол, используемых в точном приборостроении.
Химическая обработка — декоративная обработка стекла,
при которой художественный эффект достигается путем взаимо-
действия компонентов состава стекла с химическими реагента-
ми (газообразным фторидом водорода HF, его водными раство-
рами, плавиковой кислотой и ее солями), находящимися в кон-
такте с поверхностью изделия.
При химической обработке протекают химические процессы,
в результате которых фтористый водород или плавиковая кисло-
та начинают реагировать не только с такими составляющими
стекла, как оксиды лития, натрия, калия, магния, кальция, ба-
рия, свинца, цинка, но и с диоксидом кремния, который является
основным компонентом большинства неорганических стекол.
В процессе химической обработки образуются фториды, раство-
римые в воде, чем и завершается процесс разрушения поверх-
ностного слоя стекла, т. е. происходит как бы травление поверх-
ности. Кроме того, в зоне химического взаимодействия выделя-
ется и кремнефтористоводородная кислота, которая вступает в
реакцию с ранее образовавшимися фторидами, что приводит к
появлению среди продуктов реакции солей кремнефтористоводо-
родной кислоты.
Схематически процесс взаимодействия стекла и плавиковой
кислоты можно представить в следующем виде:
41
натрий-кальций-силикатное стекло:
Na2O • CaO • SiO2+xHF-->-2NaF+CaF2+6SiF4-F0,5xH2O
3SiF4+3H2O->2H2SiF6 + SiO2-H2O
H2SiF6+2NaF->;Na2SiF6+2HFf
калий-свинец-силикатное стекло:
K2O • PbO • 6SiO2+xHF->2KF+PbF2+6SiF4+0,5xH2O
3SiF4+3H2O~^2H2SiF6+SiO2-H2O
H2SiF6 + 2KF->K2SiF6 + 2HF.
Если при химической обработке образуются нерастворимые
соли, прочно связанные с основным стеклом, протравленная по-
верхность стекла из прозрачной становится матовой. Если раст-
воримые соли могут быть легко удалены с обработанной поверх-
ности, то стекло остается прозрачным.
Существуют следующие виды химической обработки изделий
из стекла: полирование рисунков алмазной резьбы на поверх-
ности изделий; матирование поверхности стекла; декоративное
травление.
Полирование — это процесс, при котором с поверхности
изделия стекла удаляют микронеровности, образовавшиеся при
механической обработке стекла. В результате полирования по-
верхность приобретает прозрачность и блеск. Полирование при-
меняют главным образом для отделки элементов алмазной резь-
бы на изделиях из свинцового хрусталя. Изделия полируют
смесью водных растворов плавиковой и серной кислот. Для каж-
дого состава стекла устанавливают свои режимы полирования,
которые корректируют в процессе работы.
Стекло, подвергнутое химическому полированию, приобрета-
ет серебристый блеск. Если вращать такое изделие, то блеск
его сначала увеличивается, а затем уменьшается. Угол рассея-
ния может достигать 20° и более, что и объясняет появление се-
ребристого блеска. Химически полированные стекла отражают
и рассеивают лучи света, а стекла, полированные механическим
способом, характеризуются полным отражением лучей.
Матирование поверхности — способ обработки стек-
ла, при котором на поверхности изделия создается разветвлен-
ная сеть микронеровностей и выколок, что приводит к силь-
ному рассеянию света такой поверхностью. Обработанная таким
образом поверхность становится матовой. Матирование исполь-
зуют для придания элементам рисунка матовости или создания
на поверхности изделия светорассеивающего фона.
Состав травильных растворов для матирования поверхности
зависит от химического состава стекла, вида изделий и жела-
тельной фактуры поверхности: тонко- или грубозернистой. Во
многих случаях изделия матируют не растворами, а пастами.
42
Применяют пасты жидкие и густые. При использовании жидких
паст участки поверхности стекла, которые должны остаться про-
зрачными, покрывают защитными составами. Рисунок густыми
пастами наносят на поверхность изделия без защитного покры-
тия.
Декоративное травление — способ обработки, при
котором на поверхности изделия путем травления стекла созда-
ют рельефный рисунок. Этот способ обработки сходен с меха-
ническим гравированием стекла.
Тепловой обработкой называют совокупность операций, свя-
занных с нагреванием изделий, выдерживанием их при высоких
температурах и последующим охлаждением, направленных на
изменение либо свойств стекла (отжиг, закалка), либо формы и
поверхности изготовляемых изделий (моллирование, отопка, оп-
лавление края, термическое полирование). Шлифовщик и поли-
ровщик стеклоизделий имеет дело с отопкой, оплавлением края
и термическим полированием. Отопку и оплавление края изде-
лий используют только для подготовки изделия к декоративно-
му оформлению (см. гл. IV).
Отжиг — способ обработки изделий из стекла, который ста-
вит целью удалить или уменьшить внутренние остаточные напря-
жения в стеклоизделиях.
При формовании изделий и их последующем охлаждении
из-за плохой теплопроводности стекла в разных частях изделия
возникает разность температур. В результате поверхностные и
внутренние слои остывают неравномерно и в них появляются на-
пряжения сжатия и растяжения. Когда изделие полностью ос-
тывает, т. е. температуры по всему объему изделия выравнива-
ются, напряжения, возникшие в момент охлаждения, либо исче-
зают, либо остаются. Исчезающие напряжения называют вре-
менными, а те, которые остаются — остаточными. Наличие в из-
делии из стекла временных или остаточных напряжений, особен-
но неравномерно распределенных по объему, отрицательно ска-
зывается на его механической прочности. Поэтому для снятия
напряжений применяют дополнительную тепловую обработку—
отжиг, который является необходимой стадией технологического
процесса изготовления стеклоизделий.
Условия изготовления художественных изделий из стекла
особенно способствуют возникновению напряжений. Такие изде-
лия часто изготовляют толстостенными и чем толще стенка, тем
значительнее в ней напряжения. Многие художественные изде-
лия имеют сложную конфигурацию при неравномерно распреде-
ленной стекломассе по объему изделия, с резким переходом от
тонких частей к утолщениям. Как правило, художественные из-
делия в процессе изготовления подвергают либо механическому
воздействию, либо частичному повторному нагреванию, в связи
с чем по высоте изделия возникают зоны перепадов температур.
На тонких стенках изделий часто устанавливают массивные эле-
43
менты (например, ручки), имеющие в момент соединения более
высокую температуру. Поэтому в местах крепления приставных
деталей возникают местные напряжения. Разрушение таких из-
делий, как правило, начинается с появления трещин в местах
концентрации этих напряжений. Образованию местных напря-
жений стекла способствует также применение непрогретых ме-
таллических инструментов. Иногда напряжения возникают в из-
делиях из многослойных (накладных) стекол в связи с разни-
цей термических коэффициентов линейного расширения соеди-
няемых стекол, а также неравномерностью остывания слоев.
Режим отжига зависит от химического состава стекла, назна-
чения, размеров и формы изделия, условий формования, допу-
стимости остаточных напряжений. Для большинства стекол, из
которых производят художественные изделия из стекла, макси-
мальная температура отжига 500...520°С.
Успех механической обработки стекла зависит от того, на-
сколько качественно отожжено изделие. Наличие остаточных
внутренних напряжений в стекле может привести к его растрес-
киванию в процессе обработки.
Закалка — способ обработки изделий, в результате кото-
рой в поверхностных слоях стеклянных изделий с целью повыше-
ния механической и термической прочности создают равномерно
распределенные напряжения. В результате прочность закален-
ного стекла повышается в 4...6 раз по сравнению с прочностью
отожженого стекла. Закаленное стекло нельзя подвергать меха-
нической обработке. Закалка является конечной стадией техно-
логического процесса.
Термическое полирование — способ тепловой обра-
ботки, при котором нагретое изделие из стекла подвергается
действию острого высокотемпературного пламени. При этом
очень тонкий поверхностный слой стекла расплавляется и все
микронеровности, мельчайшие трещинки, образующиеся при
формовании, под действием поверхностного натяжения, сглажи-
ваются. Термическое полирование способствует также повыше-
нию механической прочности и химической стойкости изделий.
Для расплавления стекла в поверхностных слоях при термиче-
ском полировании применяют высокотемпературное пламя, плаз-
менные источники, источники инфракрасного и лазерного излу-
чения.
Нанесение поверхностных покрытий — способ декоративной
обработки, при котором на поверхности изделий создают тонкие
слои металлов или их оксидов разнообразного химического со-
става, внешнего вида и свойств. Например, при обработке изде-
лий непосредственно после формования растворами солей раз-
личных металлов на стекле получают цветные оксидометалличе-
ские покрытия. При соприкосновении с горячей поверхностью
раствор соли разлагается под действием высоких температур и
образуются тонкие пленки металлов, оксидов металлов или сме-
44
си металлов с оксидами. За счет этого поверхность изделия ок-
рашивается в разные цвета.
К разновидностям этого способа обработки относятся
иризация и украшение изделий пленками драгоценных метал-
лов.
Иризация (от греческого ирис — радуга)—это способ
обработки подогретого стекла парами солей, некоторых метал-
лов, которые образуют на поверхности стекла тонкую радужную
пленку. При ирризации чаще всего применяют легковозгоняющие-
ся соли металлов. Эти соли обладают способностью превращать-
ся в пар без плавления и, наоборот, переходить из газообразно-
го состояния сразу в твердое. Эффект ирризации обусловлен тем,
что лучи света с волнами различной длины, отраженные от обе-
их поверхностей пленки, складываются. При этом одни цветовые
волны усиливаются, а другие ослабляются. В зависимости от это-
го в суммарном отраженном луче преобладает некоторый цвето-
вой оттенок.
Украшение пленками драгоценных металлов
выполняют, нанося на стекло пасты и краски, которые разлага-
ются при повышенных температурах. Таким способом наносят
слои золота, серебра, платины.
Для декорирования художественных изделий используют си-
ликатные и люстровые краски.
Силикатные краски представляют собой тонкомолотые лег-
коплавкие цветные стекла. Во время обжига (при температурах
500...550°С) изделия, расписанного силикатными красками, крас-
ки приплавляются к поверхности стекла, образуя прозрачные
или непрозрачные цветные покрытия. Поэтому различают проз-
рачные и непрозрачные силикатные краски (эмали). Полупроз-
рачные краски занимают промежуточное положение.
Люстровые краски (люстры) представляют собой растворы
смолянокислых солей тяжелых металлов в органических раст-
ворителях. После нанесения таких красок на стекло и последую-
щего обжига на поверхности изделий образуется тончайшая ок-
рашенная пленка оксидов металлов. Эта пленка отливает в от-
раженном свете металлическим блеском. Цвет пленки и оттенок
металлического блеска зависят от металла, на основе которого
приготовлен люстр.
Метод поверхностного окрашивания листового
стекла путем электрохимического осаждения
металлов основан на регулируемом ионном обмене, который со-
стоит в следующем. Если к находящимся в соприкосновении лис-
товому стеклу и расплаву металла приложить разность электри-
ческих потенциалов от источника постоянного тока, то ионы ме-
талла-красителя диффундируют (проникают) в поверхностные
слои стекла, вызывая окраску. Таким способом можно окраши-
вать стекло в серовато-бронзовые и медно-бронзовые тона раз-
ной интенсивности.
45
Устройство для окрашивания стекла этим методом состоит
из медного электрода, под которым находится расплав окраши-
вающей лигатуры (приготовляется путем взаимного плавления
олова или свинца с металлом-красителем — медью, кобальтом,
никелем — в соответствующих пропорциях). Металл-краситель
диффундирует направленно в поверхностные слои ленты стекла,
которая находится в пластичном состоянии на поверхности рас-
плава олова, имеющего температуру 600...800°С. Для того чтобы
концентрация меди в лигатуре не снижалась, медь непрерывно
подводят в расплав и растворяют в нем. Сплав меди со свинцом
окрашивает стекло в бронзовый цвет, меди и олова—в розова-
тый, серебра и олова — в желтый, кобальта и олова — в серова-
то-синий.
Нанесение декоративных поверхностных покрытий в вакууме
описано в гл. VII.
Контрольные вопросы. 1. Как происходит резание стекла при шлифовании
и полировании? 2. Каковы результаты химической обработки стекла? 3. С ка-
кой целью н каким образом наносят на поверхность стекла покрытия? 4. Ка-
кие методы полирования используют при изготовлении изделий из стекла?
Глава III
АБРАЗИВНЫЕ МАТЕРИАЛЫ И ИНСТРУМЕНТЫ
§ 6. Абразивные материалы
Основные понятия. Слово «абразив» в переводе с латин-
ского означает «скоблить». Абразивная обработка—•
это обработка резанием, осуществляемая множеством абразив-
ных зерен.
Абразивный материал — это природный или искусст-
венный материал, который используют для обработки резанием
поверхностей стекла, ситаллов, минералов и других материалов.
К природным абразивным материалам относятся: алмаз, грана-
ты, корунд, кремень, мел, песчаник, наждак, пемза, кварцевый
песок, трепел. Из искусственных наиболее распространены
электрокорунд, карбид кремния, материалы на основе нитрида
бора, карбид бора, синтетический алмаз.
Твердость абразивных материалов определяют по относи-
тельной шкале твердости, шкале Мооса.
Для того чтобы абразивный материал можно было исполь-
зовать при обработке стекла резанием, этот материал обраба-
тывают. Куски его размельчают в дробилках до определенных
размеров, затем зерна очищают от посторонних примесей, под-
вергают химической и термической обработке, просеивают на
ситах для сортировки по размерам (классифицируют). Измель-
ченный, обогащенный и классифицированный абразивный мате-
риал называется шлифовальным при диаметре зерен не мень-
46
ше 0,035 мм, полировальным при среднем диаметре зерен от
0,01 до 0,03 мм.
Совокупность зерен в заданном интервале размеров называ-
ется фракцией (под размерами зерен абразивного материа-
ла понимается условная величина, выражаемая наименьшими
размерами ячейки сита в свету, через которое проходит абра-
зивное зерно). Различают пять фракций абразивных зерен: ос-
новную, крупную, предельную, мелкую и комплексную.
Основная фракция — это фракция, преобладающая в мате-
риале по массе, объему или числу зерен. В крупной фракции
размеры зерен превышают размеры зерен основной фракции на
один интервал, в предельной фракции размеры зерен превыша-
ют размеры зерен крупной фракции. В мелкой фракции—-раз-
меры зерен меньше размеров зерен основной фракции на один-
два интервала. Комплексная фракция включает две или более
фракции.
Таблица 1. Зерновой состав тонкого мнкропорошка М10
Фракция Размер зерен, мкм %, не более
Предельная 20... 14 4
Крупная 14... 10 25
Основная 10... 7 50
Комплексная 10...5 64
Мелкая 5 15
Абразивный материал имеет такие характеристики, как зер-
нистость и зерновой состав. Зернистость — характеристика
конкретной совокупности абразивных зерен, выраженная раз-
мерами зерен основной фракции, зерновой состав
(табл. 1)—-это характеристика материала, представляет собой
отношения масс, объемов или чисел зерен каждой фракции к
общей массе, объему или числу зерен материала. По зернисто-
сти абразивные материалы разделяются на четыре группы: 1 —
шлифзерно (200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16),
2 — шлифпорошки (12, 10, 8, 6, 5, 4, 3), 3 — микропорошки
(М63, М50, М40, М28, М20, М14), 4 — тонкие микропорошки
(М10, М7, М5, М3, Ml). Чем выше зернистость материала, тем
мельче размер его зерен. Каждая зернистость абразивного ма-
териала имеет несколько фракций зерен. Чем ближе размеры
зерен абразивного порошка к размерам основной фракции, тем
однороднее абразивный материал.
Характеристика материалов.Т1ри обработке стекла применя-
ют следующие абразивные материалы.
Кварцевый песок — распространенный и дешевый мате-
риал. Твердость по шкале Мооса 7 (твердость обычного стек-
47
ла 6. . .7), плотность 2,6-103 кг/м3. Песок состоит из зерен от
0,1 до 2 мм. При классификации песка получают песочный
шлам, который иногда используют как полирующий материал.
Природный корунд (обозначается буквой Е) — моди-
фикация глинозема. Как правило, содержит примеси, которые
его загрязняют и окрашивают. Такой корунд обогащают-—дро-
бят, очищают и классифицируют. Плотность корунда 3,95-103...
4,1 • 103 кг/м3, твердость по шкале Мооса 9.
Наждак — горная порода, содержащая до 70% мелкокри-
сталлического корунда в сочетании с магнетитом, гематитом, пи-
ритом, шпинелью и слюдами. Наждак бывает черного, серого
или зелено-серого цвета; его твердость 8.. .9. Наждак очень
трудно поддается обогащению.
Природный алмаз — одна из трех разновидностей хими-
чески чистого углерода; плотность 3,0.. .3,6-103 кг/м3, твердость
по шкале Мооса 10 (по твердости уступает лишь искусственно-
му материалу — борсиликарбиду). Алмаз — редкий и дорогой
материал, поэтому его применение ограничено.
Алмазы, применяемые в качестве абразивного материала,
называют техническими. Для обработки стекла используют от-
ходы алмазов, образующиеся при изготовлении крупных кри-
сталлов— драгоценных камней. Эти отходы носят названия:
борт, баллас и карбонадо. Борт — кристаллы неправильной фор-
мы размеров 1,5. ..3 мм мутного и серо-зеленого цвета; бал-
лас— кристаллы шаровой формы с буроватым оттенком таких
же размеров, что и борт; карбонадо — тонкозернистые, иногда
пористые агрегаты черного или бурого цветов овальной формы
размерами 2. ..3 мм. Алмаз применяют в виде единичных же-
стко закрепленных зерен и в виде мелкой крошки—-пудры, за-
вальцованной в вязкий металл.
Массу алмаза измеряют в каратах; один карат соответству-
ет 0,2 г. Средняя масса зерна технического алмаза равна приб-
лизительно 0,06 карата.
Карбид бора — соединение углерода с бором, обладает
наиболее высокой из всех карбидов химической стойкостью.
Карбид бора получают в электропечах при температурах
2000 — 2350°С из технической борной кислоты и малозольного
углеродистого материала (нефтяного или пекового кокса, сажи).
Твердость по шкале Мооса близка к твердости алмаза, плот-
ность— 2,5• 103 кг/м3.
Карбид кремния — соединение кремния с углеродом.
Химически чистый карбид кремния бесцветен, а технический
окрашен в серый или серо-зеленый цвет. Твердость 8.. .9,5,
плотность колеблется 3,1 • 103.. .3,4-103 кг/м3. Различают два
вида карбида кремния — черный и зеленый: черный в зависи-
мости от содержания SiC имеет разные обозначения: при со-
держании в продукте до 97% SiC он имеет индекс 53С, при
98%—54С, зеленый обозначается 63С.
48
Нитрид бора — химическое соединение бора и азота. Раз-
личают две разновидности нитрида бора: кубический и вюрци-
тообразный нитрид бора. Эти разновидности соответственно
имеют плотность 3,45-103 и 2,29-103 кг/м3, твердость приближа-
ется к твердости алмаза.
Э л е ктр о к о р у н д— кристаллический глинозем, который
получают электродуговой плавкой. Заводы выпускают электро-
корунд различных сортов: белый (корракс или алунд), нормаль-
ный (черный) и монокорунд. Твердость по Моосу около 9, плот-
ность зависит от содержания глинозема и примесей и колеблет-
ся от 3,25-103 до 4,01 -103 кг/м3. Электрокорунд имеет различные
обозначения в зависимости от сорта, содержания А12О3 и приме-
сей: нормальный электрокорунд, содержащий А12О3 92%, обоз-
начают: 13А, 93% — 14А, 94% — 15А; белый электрокорунд при
содержании А12О3 98% обозначают: 22А; 99% — 23А; 99,3% —
24А; свыше 99,3% —25А; монокорунд обозначают в зависимости
от содержания А12О3 — 42А, 43А, 44А. На базе белого электро-
корунда изготовляют хромистый ЗЗА и 34А, титанистый 37А,
циркониевый 38А, хромтитанистый — 91 А, 92А, 93А.
Пемза — изверженная, излившаяся вулканическая пористая
порода, которая плавает в воде. Основные компоненты пемзы:
кремнезем, глинозем и полевые шпаты. Цвет пемзы — от свет-
лых тонов серого до черного. Пемзу измельчают и классифици-
руют по зерновому составу и твердости. Твердость пемзы — 6„
плотность — 1,4 • 103 кг/м3.
Трепел, или инфузорная земля,— высокопористая,
слабо сцементированная или рыхлая осадочная порода кремнезе-
мистых остатков. В ней могут содержаться примеси: глинистые
минерал, карбонат кальция, оксиды железа, алюминия, а также
различные органические остатки. Трепел, как правило, окрашен
в желтый цвет, его плотность 0,7-103 — 1,2-103 кг/м3. Чтобы ис-
пользовать в качестве полирующего материала, его дробят и
классифицируют.
Крокус — тонкодисперсный оксид железа. Основная масса
его состоит из частиц размером 0,1— 1,5 мкм, плотность около
5,2-103 кг/м3. Крокус применяют в качестве полирующего мате-
риала. Возможность применения для полирования и качество
крокуса зависят от вида сырьевого материала и способа полу-
чения.
Оловянная зола — оксид олова, который получают при
сжигании олова; применяют как полирующий материал.
Пол ирит — состоит из оксидов редкоземельных элементов,
в основном диоксида церия и оксидов лантана, неодима, пра-
зеодима. Размер частиц полирита 10 мкм, плотность — 5,8-103...
6,2-103 кг/м3. Полирит — дорогостоящий материал. Абразивная
способность его в 2...3 раза выше, чем крокуса: он при-
дает стеклу блеск и прозрачность, которые долго сохраня-
ются.
49
Регенерация материалов. При механической обработке стекла
зерна абразивов разрушаются и абразивный материал загрязня-
ется осколками стекла или металла. Очистка абразивного* ма-
териала называется регенерацией.
В промышленном производстве отработанные абразивы ре-
генерируют, процеживая абразивную суспензию через сита и
промывая кислотами. Грубую сортировку проводят на вибра-
ционных ситах. Осколки стекла удалять сложно, так как плот-
Рис. 7. Классификация абразивного материала:
а — в периодически действующем конусе, б — в бункерах непре-
рывного действия; / — абразив, 2 — конусная часть, 3 — труба,
4 — цилиндрическая часть, 5 — желоб, б — отстойник, 7 — лоток,
8 — перегородки, 9 — решетка, 10 — разгрузочное отверстие
ность стекла и абразивов почти одинакова. Однако, если в) аб-
разиве содержится не более 50% сошлифованного стекла, оно
существенно не влияет на качество обработки поверхности изде-
лия; при использовании такого абразива нужно увеличить вер-
мя шлифования.
На заключительной стадии регистрации абразивные матери-
алы промывают водой и классифицируют по фракциям. Вели-
чину зерна определяют по размеру стороны минимального квад-
ратного отверстия сита, через которое проходит это зерно.
Порошки крупнее 75.. .40 мкм разделяют на соответствующие
классы на ситах (грохотах). Эту операцию называют грохоче-
нием. При просеивании абразивного порошка через одно сито
получают два продукта: верхний, в состав которого входят зер-
на размером больше отверстия сита, и нижний, прошедший
через сито. Последовательный ряд размеров отверстий сит, при-
мененных при грохочении, называют шкалой классификации.
Более производительный и дешевый способ — гидравличес-
50
кая классификация. При этом способе зерна абразива разделя-
ют на фракции благодаря различной скорости их осаждения
в воде.
Гидравлическая классификация осуществляется в спокойной
воде и восходящем потоке.
Классификацию в спокойной воде проводят в цилиндриче-
ских сосудах. Частицы абразива определенного размера осаж-
даются из предварительно взболтанной в течение заданного'
времени суспензии. Этим методом можно получить фракции с
маленьким интервалом зернистости. Однако для классификации
материала этим методом требуется много времени.
Для классификации абразива в восходящем потоке служат
периодически действующие конусы и бункера-классификаторы
непрерывного действия.
В периодически действующем конусе (рис. 7, а) исходный
абразив 1 помещают в конусную часть 2 в количестве, не пре-
вышающем 0,3 ее объема. Через трубу 3 в конус подают воду.
Восходящий поток воды сливается из цилиндрической части 4
конуса через желоб 5. По лотку 7 вода направляется в отстой-
ник 6. Сначала воду подают в конус с малой скоростью, затем
скорость потока воды увеличивают. При этом в первый момент
из конуса удаляются мелкие, а затем все более крупные части-
цы абразива или стекла. Классификация в периодически дей-
ствующем конусе более производительна, чем в спокойной воде.
Недостаток этого вида классификации — периодичность. Таким
способом разделяют на фракции мелкий абразивный материал,,
главным образом порошки корунда и карбида кремния.
В бункере непрерывного действия (рис. 7, б) суспензия отра-
ботанного абразива благодаря перегородке 8 направляется вниз.
Затем поток поднимается кверху и переливается во второй клас-
сификатор. Во второй классификатор поступают только те ча-
стицы, скорость осаждения которых меньше скорости восходя-
щего потока. Второй классификатор имеет большее сечение и
меньшую скорость потока, поэтому в нем оседают уже более
мелкие частицы. Осажденный в классификаторах абразив не-
прерывно выгружают через разгрузочные отверстия 10. В клас-
сификаторах иногда устанавливают решетки сопротивления 9,
выравнивающие скорость потока по всему сечению.
§ 7. Абразивные инструменты
Общая характеристика. Абразивный инструмент—
это инструмент (круг, брусок, шкурка), режущая рабочая часть
которого состоит из абразивных зерен. Вещество или совокуп-
ность веществ, применяемых для закрепления зерен в инстру-
менте, называется связкой. Компонент, используемый для при-
дания инструменту необходимых физико-механических, техноло-
гических и эксплуатационных свойств,— наполнитель.
51
В зависимости от вида абразивного материала различают
инструменты: электрокорундовый, карбидкремниевый, карбид-
боровый из кубического нитрида бора (эльборовый, кубонито-
вый).
Связки применяют неорганические (металлические, керами-
ческие, силикатные, магнезиальные) и органические (бакелито-
вую, глифталевую, вулканитовую).
Металлические связки (обозначаются буквой М), бывают
вольфрамокобальтовые, железоникелевые, медно-оловянные.
Керамические связки (К) изготовляют из смеси огнеупорной
глины, полевого шпата, кварца и других легирующих добавок.
На этой связке производят абразивные инструменты из нормаль-
ного и белого электрокорунда, черного и зеленого карбида крем-
ния. Абразивные инструменты на керамической связке обладают
большой химической и термической стойкостью.
Силикатную связку (С) изготовляют из жидкого стекла, ме-
ла, оксида цинка и других веществ. Эта связка непрочно закреп-
ляет зерна абразивного материала, поэтому в процессе обработ-
ки затупившиеся зерна легко освобождаются и в работу всту-
пают новые.
Магнезиальная связка (М) состоит из смеси каустического
магнезита и хлорида магния. На магнезиальной связке изготов-
ляют инструменты из природного корунда и наждака. Эти инст-
рументы легко разрушаются под действием влаги, быстро и не-
равномерно изнашиваются.
Бакелитовая связка (Б), самая распространенная из органи-
ческих связок, представляет собой бакелитовую смолу или баке-
литовый лак. Эта связка достаточно прочна, эластична и устой-
чива к переменным нагрузкам, однако под действием щелочных
жидкостей она частично разрушается. Поэтому для охлаждения
инструмента на этой связке применяют жидкости, содержащие
менее 1,5% соды.
Вулканитовая связка (В) изготовляется на основе синтетиче-
ского каучука. Абразивные инструменты на вулканитовой связке
эластичны и обладают большой химической стойкостью к щелоч-
ным охлаждающим жидкостям.
Глифталевая связка (Г) имеет в основе глицерин и фталевый
ангидрид. На этой связке изготовляют инструменты из многих
абразивных материалов. Эти инструменты упруги и водостойки.
Структура круга. При изготовлении абразивных кругов меж-
ду отдельными зернами абразива и связкой образуются пусто-
ты—поры. Внутреннее строение круга, т. е. количественное со-
отношение и взаимное расположение зерен, связки и пор назы-
вают структурой круга.
В порах оседает абразивная пыль, образующаяся при обра-
ботке. Эта пыль должна выпадать из пор при выходе круга из
зоны контакта с изделием. Если пыль задерживается в порах,
то при соприкосновении с обрабатываемой поверхностью ча-
52
стички стекла нагреваются, начинают плавиться и платно зак-
рывают все поры, в результате режущая способность круга рез-
ко падает.
Чем плотнее структура абразивного круга, тем больше абра-
зивных зерен приходится на единицу поверхности, а следова-
тельно, меньше связки и пор. Наоборот, в кругах с открытой
структурой количество пор больше и абразивные зерна распо-
лагаются дальше друг от друга.
Структура абразивных кругов обозначается номером. Шкала
структуры абразивных кругов состоит из 12 номеров. Каждый
номер характеризует соотношение объемов и взаимное располо-
жение зерен, связки и пор в абразивном круге. Объем зерен у
структуры 1 — 60%, структуры 12 — 38%. Уменьшение объема
зерен у каждой последующей структуры происходит на 2%.
Например, структуре 5 соответствует объем зерен, составляю-
щий 52% от всего объема круга, объем связки — 9% и объем
пор — 39%.
В процессе абразивной обработки рабочий слой абразивного
инструмента истирается. Величина, равная отношению массы
или объема израсходованного рабочего слоя абразивного инст-
румента к длительности обработки, называется расходом
абразивного инструмента. Эта величина в значитель-
ной степени определяется твердостью абразивного инстру-
мента.
Твердость абразивного инструмента характеризуется
способностью сопротивляться нарушению сцепления между зер-
нами и связкой при сохранении характеристик инструмента в
пределах установленных норм. Различают следующие степени
твердости абразивного инструмента: чрезвычайно мягкие (ЧМ),
весьма мягкие (ВМ1, ВМ2), мягкие (Ml, М2, М3), среднемяг-
кие (СМ1, СМ2), средние (Cl, С2), средней твердости (СТ1,
СТ2, СТЗ), твердые (Tl, Т2), весьма твердые (ВТ1, ВТ2) и
чрезвычайно твердые (ЧТ1, ЧТ2). На керамической и 'бакели-
товой связке выпускают инструменты всех твердостей, на вул-
канитовой— только СМ1, СМ2, С1, С2, СТ1, СТ2, СТЗ, Tl, Т2.
Абразивные инструменты бывают различные по форме и
размерам. Шлифовальный круг представляет собой тело враще-
ния, работает при вращательном главном движении и движе-
нии подачи в любом заданном направлении. Сегментный круг —
это сборный шлифовальный круг. Абразивная составная часть
сегментного круга называется шлифовальным сегментом. Сег-
менты укрепляют по нескольку штук в патроне. Рабочая поверх-
ность таких инструментов не сплошная, а состоит из отдельных
участков.
Профили режущей части шлифовальных кругов имеют раз-
личное очертание (рис. 8, а...е). От профиля абразивного ин-
струмента зависит глубина и ширина наносимой на стекло ли-
нии.
53
Рис. 8. Профили шлифоваль-
ных кругов:
а — острые, б — круглые, в —
плоские, г — плоские закруглен-
ные, д — скошенные, е — вог-
нутые
Показатели. Абразивные инструменты характеризуются сле-
дующими показателями.
Режущая способность — величина, равная отношению массы
или объема снятого обрабатываемого 'материала к длительно-
сти обработки при заданных условиях.
Рабочая скорость — скорость перемещения режущей части
абразивного инструмента относи-
тельно обрабатываемой поверхности
заготовки.
Испытательная скорость — ско-
рость абразивного инструмента, при
которой производится его испытание
на прочность, рассчитываемая по
максимальному диаметру инстру-
мента.
Режущая способность абразив-
ного инструмента и качество обра-
ботки изделия тем лучше, чем выше
рабочая скорость круга. При одина-
ковой частоте вращения скорость
определяется диаметром инструмен-
та: чем больше диаметр, тем боль-
ше скорость. Кроме того, в кругах
больших диаметров непосредствен-
но в работе участвует большее коли-
чество зерен, чем в кругах меньших
диаметров.
Характер абразивной обработки
зависит от угла заточки режущей
кромки абразивного инструмента,
его ширины и диаметра: например, короткий и широкий срез
делают широким тупым кругом, узкую заостренную линию —
более тонким; криволинейные элементы рисунка лучше выпол-
нять острозаточенным кругом за один прием, желательно, что-
бы радиус кривизны линий был близок к радиусу абразивного
круга; желобчатые линии наносят кругами с закругленным про-
филем, круглые лунки — широкими кругами (30...50 мм), более
глубокие—кругами наименьших диаметров.
Маркировка. Абразивные инструменты маркируют знаками
в определенной последовательности. Например, маркировка на
торцовой части круга КАЗ 23А 40С25К 35 м/с ПП 350Х40Х
X127 А означает: КАЗ — завод-изготовитель, 23А — марка аб-
разивного материала (электрокорунд белый, 99% А12О3), 40—
номер зернистости, С2 — степень твердости (средняя вторая),
К — вид связки (керамическая) (иногда перед обозначением
связки стоят цифры, указывающие рецептуру связки), 35 м/с —
окружная скорость, при которой обеспечивается безопасная ра-
бота, ПП — форма круга (плоский прямого профиля), 35ОХ40Х
54
Х127 — геометрические размеры (наружный диаметр, ширина
режущей кромки, внутренний диаметр), А — класс круга.
Круги изготовляют трех классов: АА, А, Б. Круги класса
АА — наиболее высокого качества; в них не допускаются желе-
зисто-шлаковые включения. В кругах классов А и Б допуска-
ется небольшое количество включений малых размеров. Пов-
реждение кромок круга класса АА не допускается, а круги
классов А и Б можно использовать с незначительными повреж-
дениями (не более '/го ширины кромки, радиуса и длины ок-
ружности). Допуски по наружному диаметру, ширине и внут-
реннему диаметру кругов класса АА примерно в два раза
меньше, чем для кругов классов А и Б.
Иногда при отсутствии маркировки на торцовой поверхности
круги снабжают паспортом. Паспорт абразивного круга рас-
шифровывают, например, так: круг ЭБ-180 CTiK: ЭБ — элект-
рокорунд белый, 180 — зернистость, CTi — степень твердости
(среднетвердый первый), К — вид связки (керамическая).
По единой международной маркировке на торце круга долж-
на быть нанесена цветная полоса, которая характеризу-
ет допускаемую рабочую скорость круга (мм): белая — 35, го-
лубая— 45, желтая — 60, красная —80 и зеленая — до 100.
Сечеиие кругов и сегментов, применяемых при абразивной
обработке стекла
Круги
г-г-гт—t-ryrn Плоские прямого профиля
1-1 | (ПП)
Плоские с выточкой (ПВ)
Плоские с конической выточкой
(ПВК)
Плоские с двусторонней выточ-
кой (ПВДК)
Плоские рифленые (ПР)
Плоские наращенные (ПН)
Кольца (К)
55
Цилиндрические чашки (ЦЧ)
Конические чашки (КЧ)
Тарелки (IT, 2Т, ЗТ, 4Т)
Диски (Д)
Плоский прямого профиля из
алмаза (АПП), из эльбора
(ЛШН)
Плоский с выточкой из алмаза
(А1ПВ), из эльбора (Л1ПВ)
Чашечные конические: из алма-
за (АЧК), из эльбора (ЛЧК)
Профильные из алмаза (А5П),
из эльбора (Л5П)
Сегменты
Плоский (СП)
Трапециевидный (5С)
Специальный (7С)
Инструменты и приспособления для обработки стекла. Для
удаления дефектного слоя стекла применяют обдирочные
круги.
Для грубого шлифования и гранения служат чугунные или
стальные диски диаметром 600—1000 мм и толщиной 80—
100 мм и шайбы из чугуна, стали, латуни, меди, песчаника,
дерева, пластмассы. Для более тонкого шлифования (дистиров-
ки) применяют диски из более мягких материалов (железные,
деревянные, песчаниковые).
56
Для окончательного полирования изделий на инструмент на-
девают подложку.
Природа подложки влияет на производительность полирова-
ния и качество обработанной поверхности, поэтому материал
подложки должен отвечать определенным требованиям. Напри-
мер, для того, чтобы абразивные зерна, имеющие различные
размеры, производили работу с одинаковыми усилиями, мате-
риал подложки должен быть упругим. Чтобы обеспечить точ-
ность полируемой поверхности, поверхность инструмента не
должна деформироваться и сохранять свою форму. Зерна поли-
ровального порошка должны хорошо закрепляться в инстру-
менте.
Этим требованиям удовлетворяют волокнистые материалы,
композиции различных смол, сочетание волокнистых материа-
лов со смолой.
К волокнистым материалам относятся: полугрубый шерстя-
ной войлок толщиной 14 мм, фетр толщиной 2,5...5 мм, шерстя-
ная мягкая кирза толщиной 1 и 2 мм, шинельное сукно толщи-
ной 2,5 мм. Плотные материалы (например, фетр) обеспечивают
лучшее качество полируемой поверхности, чем мягкие (напри-
мер, войлок).
Смоляные подложки изготовляют из смеси канифоли, пека,
пчелиного воска. В процессе полирования зерна полировального
порошка внедряются в смолу, покрывая ее поверхность сплош-
ным слоем. Иногда в качестве подложек полировальника приме-
няют смесь смолы с наполнителями (ватой, древесными опилка-
ми) .
Пластмассовые подложки сохраняют форму при более высо-
ких температурах, чем пекоканифольные.
Основные инструменты для гравировочных работ — комп-
лект медных кругов (до 100 шт.) различной величины и
формы. Наименьшие круги имеют диаметр несколько миллимет-
ров, наибольшие — до 120 мм при толщине 0,5...6 мм. Медные
круги в большинстве случаев припаяны к держателю.
Вспомогательные инструменты и приспособления: вытал-
киватель для снятия держателей из полости вала, выпря-
митель держателей, инструменты для правки абразивных
инструментов; бруски грубой и тонкой зернистости для правки
и заточки медных кругов; инструменты для изготовления и об-
работки медных кругов; приспособления для подготовки
суспензии абразива.
Выгравированные рисунки полируют корковыми кру-
гами с полирующим абразивом — молотой пемзой. Для поли-
рования больших поверхностей используют войлочные кру-
ги диаметром до 500 мм и толщиной 15...30 мм. Ямки и углубле-
ния полируют порошком трепела на свинцовых или
оловянных кругах диаметром 2... 35 мм, толщиной
2... 6 мм.
57
Матовое гравирование стекла выполняют кругами диа-
метром 10... 120 мм, толщиной 7... 16 мм. Их изготовляют часто
из обломков больших кругов. Наибольшее распространение по-
лучили три профиля заточки гравировальных кругов: прямой,
острый и закругленный.
Для предварительного гравирования используют круги из
карбида кремния или электрокорунда.
Для рисования, выцарапывания, выстукивания, скалывания
рисунков на стекле используют алмазный резец и другие
инструменты, выполненные из корунда, карбида кремния, кар-
бида вольфрама (победита).
§ 8. Алмазные инструменты
Характеристика инструментов. Для механической обработки
стекла (шлифования края и дна, нанесения алмазных граней)
используют алмазный инструмент. Обработка стекла алмазно-
абразивным материалом представляет собой процесс скоростно-
го микроцарапания обрабатываемой поверхности совокупностью
единичных алмазных зерен, равномерно распределенных по всей
рабочей поверхности инструмента. Инструмент из природных
(А) и синтетических (АС) алмазов изготовляют из порошков,
полученных дроблением исходного сырья с последующей клас-
сификацией по размеру и форме зерен. Алмазные порошки пред-
ставляют собой совокупность зерен алмаза в виде монокристал-
лов различной величины и формы, его осколков и поликристал-
лов.
Синтетические алмазы, т. е. полученные искусственным
путем, обладают некоторыми преимуществами по сравнению с
другими абразивными материалами и даже с природными алма-
зами. Благодаря развитой шероховатой поверхности и резко
очерченным ребрам их режущая способность несколько выше
режущей способности природных алмазов.
Алмазный круг (рис. 9) состоит из металлического или
пластмассового корпуса 1, на рабочую кромку которого нанесено
алмазоносное кольцо с алмазным слоем 2 толщиной 3...16 мм,
состоящим из зерен природного или синтетического алмаза, связ-
ки и наполнителя. Концентрация алмазов в алмазоносном слое
характеризуется массовым содержанием алмазов в единице объ-
ема алмазоносного слоя. За 100%-ную концентрацию условно
принято содержание 4,4 карата в 1 см3 алмазоносного слоя или
0,88 г/см3, что соответствует 25% по объему (1 карат равен
0,2 г).
Отечественная промышленность выпускает алмазные круги с
концентрацией алмазов 12,5; 25; 50; 75; 100; 125; 150; 175; 200%.
Для обработки стекла в основном применяют круги с низкой и
средней концентрацией от 25 до 100%.
58
Зернистость алмазоносного слоя, показывающая размеры
основной фракции алмазных зерен, обозначают дробью, числи-
тель которой соответствует наибольшему, а знаменатель — наи-
меньшему размеру зерен в мкм. Например, зернистость 160/125
означает, что наибольший размер зерен в таком инструменте
160 мкм, а наименьший— 125 мкм.
Алмазный инструмент выпускают на органических керамиче-
ских и металлических связках. При изготовлении алмазных кру-
гов для обработки стекла наиболее широко применяют металли-
ческие связки Ml, С22, М3, М5-2, М04, М07, М08, МЖ, Ж1. Они
представляют собой различные композиции на основе меди, оло-
ва, алюминия, никеля, цинка, железа. Из них чаще используют
Рис. 9. Алмазный круг:
/ — корпус, 2 — алмазоносный слой
связки из оловянистых бронз, которые изготовляют из порошков
меди и олова с различными легирующими добавками в виде
тонкоизмельченных порошков оксидов. Круги на металлических
связках обладают повышенной механической прочностью и зна-
чительной износостойкостью.
Основные показатели работы алмазного инструмента: произ-
водительность, удельный расход алмазов и качество получае-
мой после обработки поверхности.
Производительность характеризует режущую способность ал-
мазного круга. Она измеряется количеством материала, снятого
за единицу времени.
Удельный расход алмазов определяется износом алмазного
круга и количеством алмазов, израсходованных на снятие опре-
деленного количества обрабатываемого материала.
Качество обрабатываемой поверхности характеризуется ше-
роховатостью поверхности и глубиной «трещиноватого» слоя.
При обработке любых материалов между инструментом и
материалом возникает сила взаимодействия, которая называется
силой резания. Эта сила — результат упругих деформаций ма-
териала, трения алмазных зерен и связки об обрабатываемый
материал, а также отделения «стружки» от основного материала
и ее удаления. Сила резания — важная технологическая едини-
ца. Так как значения нормальной и тангенциальной составляю-
щих силы резания определяют производительность шлифования,
износ инструмента, температуру на рабочей кромке круга, ше-
роховатость обработанной поверхности, то, зная закономерности
изменения сил резания, можно выбирать режим, обеспечиваю-
59
Рис. 10. Профили плоских алмазных шлифо-
вальных кругов:
I — с двусторонним коническим профилем: а — формы
I4EEIX, б — формы 1EEIX, в — формы 1EIX, г — пря-
мого профиля формы 1AI, д—с выточкой, формы
6А2
щий наивысшую производительность обработки и при этом по-
ниженную износостойкость инструмента (см. § 18).
Маркировка шлифовальных кругов из алмазов расшифровы-
вается следующим образом: например, А2П-125Х10Х5Х32Х
Х90 —АС15 50/40 М1-100-24-1200-1985-ТЗАИ — А2П — тип кру-
га (алмазный, плоский с двусторонним коническим профилем);
125 —наружный диаметр, мм; 10 — ширина алмазоносного слоя;
мм; 5 —толщина алмазного слоя, мм; 32 — диаметр посадочного
отверстия, мм; 90 — угол профиля круга, град; АС 15 — вид ал-
маза (алмаз синтетиче-
ский высокой прочнос-
ти) ; 50/40—зернистость
по ГОСТ 9206—80; Ml-
связка металлическая;
100 — концентрация
алмазов, %; 24 — со-
держание алмазов в
алмазном слое, карат;
1200 — номер круга;
1985 — год изготовле-
ния; ТЗАИ — завод-из-
готовитель. В паспорт
на круги из синтетиче-
ских алмазов также
вносятся данные, ука-
зывающие допустимую рабочую окружную скорость алмазного
круга, м/с; маркировка 2723—0201 А 50/40 100 М ГОСТ 17007—
80 обозначает: 2723—0201 — плоский круг формы 6А2Т, А — из
порошков природных алмазов зернистостью 50...40 с относитель-
ной концентрацией алмазов 100%, на металлической связке мар-
ки М.
Промышленность выпускает алмазные круги различных про-
филей. Для декоративной обработки стекла применяют плоские
круги с двусторонним коническим профилем типа А2П (рис. 10,
а...в), плоского прямого профиля АПП (рис. 10, г), плоские с
выточкой АПВ (рис. 10, д). Последние используют также для
шлифования дна и краев изделий из сортового и художествен-
ного стекла. Для обработки несерийных изделий изготовляют
специальные круги. Тонкостенные изделия обрабатывают круга-
ми с большим углом заточки (110°), толстостенные — с малым
(90°).
При обработке изделий из стекла алмазными кругами обяза-
тельно применяют смазочно-охлаждающие жидкости (СОЖ)-
Они интенсивно охлаждают изделие и круг, что предотвращает
образование трещин и прижогов на обрабатываемой поверхно-
сти, облегчает нанесение грани.
Правка инструмента. При механической обработке стекла ре-
жущие грани абразивных зерен стачиваются и затупляются.
60
Кроме того, грани абразива выкрашиваются. Это происходит
потому, что при повышенных температурах, возникающих в зо-
не контакта абразивного круга и изделия, прочность и твердость
алмазных зерен понижаются. Чтобы снять требуемый слой стек-
ла сточенным зерном, нужно приложить большее усилие. В ре-
зультате зерно, крепко удерживаемое связкой, раскалывается и
у него появляются новые острые вершины. Таким образом режу-
щая способность зерна восстанавливается. При этом сила реза-
ния уменьшается до нормальной. Это свойство абразивных зерен
восстанавливать свои рабочие свойства называется самозатачи-
ванием.
Через некоторое время самозаточившееся зерно вновь при-
тупляется, зерно разрушается вторично и снова начинает нор-
мально работать вновь образовавшимися вершинами. Этот про-
цесс разрушения вершин абразивного зерна и восстановление
режущей способности происходит до тех пор, пока высота, на
которую зерно выступает из связки, не станет настолько незна-
чительной, что дальнейшему дроблению зерно не поддается, но
в то же время связка продолжает удерживать зерно. В резуль-
тате зерно перестает работать и круг начинает с большой силой
тереться об обрабатываемую поверхность, вызывая прижоги,.
трещины и даже разрушая изделия.
На износ круга влияют диффузионные и адгезионные процес-
сы, протекающие в зоне контакта круга и изделия. Диффузия,
т. е. проникновение частиц одного материала в другой, увеличи-
вается с повышением температуры и при давлении одного тела
на другое. Именно такие благоприятные для диффузии условия
возникают на границе «круг — изделие». Поэтому часть абрази-
ва диффундирует, т. е. проникает в обрабатываемую поверхность
изделия из стекла, а часть материала изделия переносится в
круг. В результате материал изделия налипает на абразивные
зерна круга, который как бы разделяет зерно, способствуя раз-
рушению ранее монолитного абразивного зерна. Диффузионный
износ, сопровождаемый адгезионным, является наибольшим по
величине при обработке поверхностей химически родственных с
данным абразивом материалов, (абразив и стекло силикатные
материалы).
О затуплении круга судят по ряду признаков: усиливается
шум при обработке, появляется вибрация, возрастает усилие, ко-
торое необходимо приложить к изделию при обработке ухудша-
ется качество кромки образуемого прореза. Затупившийся инст-
румент правят.
Правка — восстановление заданной геометрической формы и
режущей способности рабочей поверхности инструмента. Ма-
шинное время работы абразивного инструмента с момента уста-
новки на станок нового или правленого инструмента, в течение
которого он сохраняет заданные свойства, называется стойко-
стью инструмента.
61
Шлифовальные круги правят тремя способами (рис.
11, а...в): обтачивают алмазным инструментом, обкатывают ро-
ликом и шлифуют кругами из карбида кремния. В процессе
правки удаляется минимальный слой отработанных зерен абра-
зивного материала и связи шлифовального круга.
В качестве алмазного инструмента применяют алмазно-ме-
таллические карандаши, алмазные зерна в оправах, пластины и
ролики.
Рис. 11. Способы правки шлифовальных кругов:
а—алмазным инструментом, б — роликом, в — шлифовальным кругом из
карбида кремния
Ролики для правки изготовляют из твердого сплава или из
зерен твердого сплава на латунной связке, а также из черного
карбида кремния на керамической связке. Шлифовальные кру-
ги используют наиболее твердые — марок ВТ и ЧТ.
Правка алмазных кругов заключается в удалении части
алмазоносного слоя, содержащей затупленные алмазные зерна,
и формировании новой режущей поверхности круга за счет об-
нажения острых зерен. В некоторых случаях инструмент правят,
чтобы устранить биение рабочей поверхности круга после его
закрепления на шпинделе станка или придать рабочей поверх-
ности круга соответствующую форму.
Наиболее распространенные методы правки алмазных кругов
основаны на воздействии связанного или свободного абразива
на режущую поверхность: шлифование абразивными кругами
или брусками; притирка абразивным порошком на плите; прав-
ка в процессе шлифования заготовок за счет того, что в зону ре-
зания подсыпают абразивный порошок; абразивно-жидкостная
правка с применением ультразвука.
Плоские рабочие поверхности кругов АПВ, работающих тор-
цом при обработке краев сортовой посуды правят притиркой
свободным абразивным зерном на чугунных или стеклянных
плитах. Абразивные зерна, свободно передвигающиеся по по-
верхности алмазного круга, изнашивают связку, что приводит к
62
удалению затупившихся и обнажению новых острых зерен кру-
га. Чтобы предотвратить контакт алмазных зерен с плитой,
зернистость порошка выбирают несколько большую, чем зер-
нистость алмазного круга.
Таблица. 2. Характеристика кругов ПП диаметром 100 ... 250 мм,
шириной 15... 40 мм, применяемых для правки
алмазных кругов
Зернистость алмазного круга Метод правки
шлифование обкатка
400/315... 250/200 200/160... 125/100 100/80 ... 40/28 63С 40 С2К 63С 40 С1К 63С 25 СМ2К 24А или 63С 40СМ1К 24А или 63С 40СМ1К 24А или 63С 25МЗК
Примечание. Скорость вращения правящего круга 25 ... 30 м/с, про-
дольная подача 1„5 ... 2 мин, поперечная подача 0,03 ... 0,04.
Самый распространенный метод правки алмазных кругов —
шлифование кругами (табл. 2). При этом алмазный круг либо
оставляют на шпинделе станка, либо снимают со станка и за-
крепляют на оправке или в приспособлении, которые устанавли-
Рис. 12. Схемы правки мето-
дом шлифования алмазных
кругов:
а~ АПП, б —А2П; /—правящий
круг, 2 — алмазный круг
Рис. 13. Схема правки алмаз-
ных кругов методом обкатки:
/ — правящий круг, 2 — алмазный
круг АПП
вают на заточном станке. Метод шлифования обычно применяют
на заводах сортовой посуды для правки кругов с двусторонним
коническим профилем АПП и А2П (рис. 12, а, б).
При правке алмазного круга методом обкатки (рис. 13) пра-
вящий круг 1 вращается за счет контакта с алмазным кругом 2.
63
Рис. 14. Схема правки алмазных
кругов электроэрозионным мето-
дом:
1 — алмазный круг, 2 — диэлектриче-
ская среда, 3 — графитовый ролик-
электрод, 4 — профилирующий резец из
твердых сплавов
Для правки алмазных кругов на металлических связках при-
меняют круги из зеленого карбида кремния зернистостью 25...40,
твердостью СМ2—С2 на керамической связке.
Для правки алмазных кругов также используют электроэро-
зионный метод. При электроэрозионной правке (рис. 14) алмаз-
ный круг соединяется с положительным, а правящий (инстру-
мент-электрод)— с отрицательным полюсом генератора им-
пульсов. Алмазный и правящий
круги помещают в жидкую ди-
электрическую среду (например,
трансформаторное масло, керо-
син). Между электродом и токо-
проводящей связкой круга образу-
ются разряды. Под действием вы-
сокой температуры, развиваю-
щейся в зоне разряда, происхо-
дит эрозия связки. Алмазные кру-
ги для правки устанавливают на
электроискровые прошивочно-ко-
пировальные станки, (ЛКЗ-183,
Л КЗ-190, 4723, 4723М, ЧЕ723)
или оставляют на рабочих стан-
ках, снабжая их дополнительны-
ми приспособлениями. Этим мето-
дом правят и профилируют фа-
сонные круги.
В качестве электродов приме-
няют графит, медь, бронзу, чугун.
Наилучших результатов достигают, используя электроды в виде
ролика из электроэрозионного графита. Форма профиля на гра-
фитовом электроде восстанавливается механическим твердо-
сплавным резцом. При правке графитовый электрод должен
иметь форму обратного профиля круга с размерами, уменьшен-
ными на величину электроискрового зазора.
При электроэрозионном методе правки интенсивность съема
алмазоносного слоя высока — до 500 мм3/мин. Этот метод прав-
ки обеспечивает высокую точность профилирования (в преде-
лах 10...20 мкм). Режущая способность алмазных кругов после
правки электроэрозионным методом в два-три раза выше, чем
после правки шлифованием.
Контрольные вопросы. 1. Каково назначение абразивных материалов?.
2. Какие параметры характеризуют абразивные материалы? 3. Для чего пред-
назначены бункера-классификаторы непрерывного действия? 4. Какие пара-
метры характеризуют конструкцию и работу абразивного инструмента? 5. Ка-
кие абразивные инструменты используют для декоративной обработки стекла?
6. Какими способами правят абразивный и алмазный инструмент? 7. В чем
отличия и преимущества алмазного инструмента перед другими шлифоваль-
ными кругами? 8. Какова роль смазочно-охлаждающих жидкостей, исполь-
зуемых при механической обработке стекла?
64
Глава IV
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА СТЕКЛОИЗДЕЛИЙ
§ 9. Отделение колпачка
После выдувания в месте соединения стеклодувной трубки с
изделием остается колпачок. Чтобы исправить форму изделия,
колпачок удаляют. Рассмотрим способы отделения колпачка.
Отколка. Общие сведения. Отколка колпачка в холод-
ном состоянии основана на использовании плохой теплопровод-
ности стекла.
При нагревании изделия из стекла в его стенках возникают
внутренние локальные напряжения: на наружной поверхности —
сжатия, на внутренней — растяжения. При охлаждении нагрето-
го изделия происходит обратное явление, т. е. на наружной по-
верхности возникают растягивающие напряжения, а на внутрен-
ней— сжимающие. И чем больше разница температур между
нагретым и охлажденным участками стенки изделия, тем боль-
ше возникающие напряжения.
Если стеклянное изделие, помещенное во вращающееся во-
круг собственной оси центрирующее или зажимное устройство,
нагревать с одной стороны по узкой круговой зоне, то в его стен-
ке возникает перепад (градиент) температур. При резком ох-
лаждении стекла в одном месте этой узкой зоны возникают на-
пряжения растяжения, которые в определенный момент, завися-
щий от состава стекла, начинают превышать предел прочности
стекла на растяжение. В результате на поверхности стекла обра-
зуется трещинка, которая быстро распространяется по перимет-
ру и в глубь стенки, что и приводит к отколке колпачка по линии
нагрева.
Процесс отколки колпачка можно ускорить, чередуя нагрев с
охлаждением либо предварительно надрезав изделие по линии
нагрева.
При предварительной надрезке поверхности стекла трещина
начинает образовываться во время нагрева, так как при нару-
шенной сплошности поверхности изделия для охлаждения разо-
гретой поверхности достаточно воздействия окружающего хо-
лодного воздуха в момент выхода нагретого участка с надре-
зом из зоны действия нагревательного элемента.
Устройство и принцип действия машин. Ма-
шины для отколки колпачка могут работать и без предваритель-
ного нанесения риски, особенно при массовом производстве ста-
канов на выдувных автоматах. В этом случае изделие равномерно
прогревают острым пламенем по линии отколки при вращении
изделия, а затем в определенных позициях к разогретому участку
стенки прикасаются холодным металлом. При этом в стенке из-
делия мгновенно образуется сквозная трещина, а колпачок сбра-
3—109 65
сывается в емкость для боя. Однако при таком способе отколки
колпачка качество края получается более низким, чем при откол-
ке с предварительным надрезом.
Для надрезки поверхности колпачка на небольших изделиях
простой формы используют установку (рис. 15), которая работа-
ет так. Изделие 6 укрепляют в горизонтальном положении в фик-
сирующей детали 7. По горизонтальной рейке 9 под изделие
подводят подставки 8, которые ограничивают колебание оси из-
делия в горизонтальной плоскости. Сверху к поверхности колпач-
Рнс. 15. Схема установки для надрез-
ки поверхности колпачка на изделиях
простой формы:
1 — основание, 2 — вертикальные стойки,
3— горизонтальная рейка крепления алмаз-
ного резца, 4 — грузы для создания усилия,
5 — алмазный резец, 6 — изделие, 7 — уст-
ройство для крепления изделия, 8 — под-
ставки, 9 — горизонтальная рейка для фик-
сации подставок
Рис. 16. Схема установки для над-
резкн поверхности колпачка на
изделиях сложной формы:
1 — изделие, 2 — вертикальная стойка
крепления алмазного резца, 3 — алмаз-
ный резец, 4— шарнирная опора, 5 —
вращающийся поддон для фиксации из-
делия
ка изделия перпендикулярно опускают держатель алмазного
резца 5. Держатель устроен таким образом, что резец имеет не-
большую свободу хода в вертикальной плоскости. На противопо-
ложный конец резца навешивают грузы 4 для создания необхо-
димого усилия, обеспечивающего резание. При установке и съеме
изделия груз поднимают. При нанесении реза изделие поворачи-
вается с небольшой скоростью.
На изделиях более сложной формы, например на вазах для
цветов, фруктов, колпачок надрезают на установке (рис. 16), в
которой изделие 1 фиксируется в вертикальном положении на
поддоне 5 и вращается в процессе надреза относительно верти-
кальной оси. Алмазный резец 3 прижимают к изделию одной ру-
кой, а другой поворачивают изделие. В момент установки изде-
лия алмазный резец с помощью шарнирной опоры 4 отодвигает-
ся вбок.
66
Длина реза во всех случаях должна быть не менее */з пери-
метра изделия. Линия отколки должна быть прямой, ровной,
без раковин и изломов. На изделиях ручной выработки колпач-
ки откалывают на станке, который устроен следующим обра-
зом. На основании установлен электродвигатель, который при-
водит во вращение не менее пяти столиков, фиксирующих в
вертикальной плоскости изделия, подлежащие обработке. Ря-
Рис. 17. Отрезная карусельная машина ОК-36:
1—станина, 2 — вращающийся стол, 3 — диски-подставки, 4 —
приспособления для нанесения черты, 5—горелка
дом монтируют газовую смесительную камеру. Изделие уста-
навливают на вращающемся столике точно по центру. Положе-
ние горелок, которые могут перемещаться в горизонтальной и
вертикальной плоскости, регулируют в зависимости от геомет-
рической формы изделия. Горелки со смесительной камерой
соединены резиновыми рукавами.
Отрезная карусельная машина (рис. 17) устроена так. На
станине 1, в которой располагается привод машины, смонтиро-
ван вращающийся стол 2. По окружности стола установлены
36 дисков <?, которые служат опорой для центрирующих патро-
нов. Центрирующие патроны вращаются вокруг собственной оси.
Рабочий устанавливает изделие в центрирующий патрон.
Патрон начинает вращаться, и к нему с помощью приспособле-
ния 4 подводится алмаз или резец из твердого сплава, которым
по периметру изделия наносится надрез. Затем изделия по ли-
нии отколки прогревают пламенем горелок 5. Горелки и приспо-
собления для нанесения надреза передвигают по высоте в зави-
симости от размеров вырабатываемых изделий.
3* 67
Производительность машины до 1700 изделий в час; наиболь-
ший диаметр обрабатываемых изделий 80 мм; мощность электро-
двигателя 0,7 кВт; длина машин 2,0, ширина 1,4, высота 1,0 м.
Модернизированные варианты карусельной машины предна-
значаются: СОК-12 — для отколки колпачков мелких и средних
изделий, СОК-12 — крупных изделий. Эти модификации отлича-
ются тем, что в них автоматически включаются и выключаются
горелки, более плавно и точно регулируются режимы их работы,
для закрепления изделий в патронах использован вакуум.
Рис. 18. Газовые горелки (а, в) для отколки колпачков и устройство
рожка (б):
а — трехрожковая, в — многорожковая; / — трубка для сжатого
воздуха, 2 — регулировочный шрифт, 3 — отверстие, 4, 5 —ка-
меры
В массовом производстве изделий, например стаканов, колпач-
ки отрезают на конвейерной линии. На этой линии горелки и абра-
зивные бруски, так же как и приспособление для сбрасывания
колпачка, расположены вдоль линии цепного конвейера. После
отколки колпачка изделия с помощью переставителя передаются
на ленточный конвейер, который доставляет их к участкам шли-
фования и оплавления края.
На карусельных машинах и конвейерах колпачки отрезают
без предварительного надреза. Вращающееся изделие равномер-
но прогревается по линии предстоящей отколки острым пламе-
нем, после чего в определенной позиции к разогретому участку
прикасаются холодным предметом (металлом или кусочком аб-
разива). При этом по периметру изделия образуется сквозная
трещина. Отколотый колпачок специальным устройством или
сжатым воздухом сбрасывается в емкость для боя.
68
Отколочная горелка. Основной элемент любой маши-
ны для отколки колпачка — отколочная горелка.
Для отколки колпачков у изделий малого диаметра служат
трехрожковые горелки (рис. 18, а, б). Природный газ подается
через впускной патрубок в газовую камеру 5 горелки. Через от-
верстие 3 газ из камеры поступает в газовую трубку рожка.
Каждая газовая трубка снабжена штифтом 2, с помощью ко-
торого ее можно поворачивать вокруг оси, чтобы, открывая или
закрывая отверстие 3, регулировать подачу газа в газовую труб-
ку. Сжатый воздух через соответствующий патрубок входит в
воздушную камеру 4, а затем через соответствующие отверстия
в воздушную трубку 1 рожка.
Многорожковые горелки (рис. 18, в) применяют для отколки
колпачков на изделиях большого (свыше 100 мм) диаметра. Как
правило, эти горелкй имеют 20...30 рожков.
Параметры процесса отколки. Скорость и качест-
во отколки колпачка зависят от таких технологических парамет-
ров процесса, как частота вращения изделия, центровка образца,
длина и способ надрезки, положение отколочной горелки относи-
тельно линии надреза.
Рассмотрим влияние каждого из этих параметров на техноло-
гический процесс.
С увеличением частоты вращения изделия вокруг оси умень-
шается разность температур (температурный градиент) между
нагретым и холодным участками зоны отколки. В свою очередь,
уменьшение температурного градиента сказывается на характе-
ре и величине возникающих напряжений. В результате ветви тре-
щины, распространяющиеся от точки зарождения по кругу в обе
стороны, будут передвигаться по изделию с разной скоростью:
в более холодном участке стенки быстрее, чем в подогретом. Это
приводит к тому, что ветви трещины не встретятся в одной точке
на противоположной стороне изделия и в месте стыка появятся
зазубренные изломы, а также увеличится волнистость линии от-
колки. Оптимальная частота вращения изделий в отколочной ма-
шине 60...70 об/мин.
Нарушение центровки при установке изделия во вращающей-
ся подставке приводит попеременно то к сужению, то к расшире-
нию зоны нагрева, поскольку факел пламени, создаваемый отко-
лочной горелкой, представляет собой конус с вершиной около
стенки изделия. Приближение стенки изделия к факелам горелок
или удаление от них приводит к сужению или расширению зоны
нагрева, что и вызывает образование во время отколки неровного
и волнистого края. Увеличение частоты вращения может частич-
но компенсировать неблагоприятное действие плохой центровки
изделия относительно отколочных горелок, однако нельзя беско-
нечно увеличивать частоту вращения изделия, так как изделие
сохраняет способность центрироваться только до частоты враще-
ния 80 об/мин.
69
Надрез поверхности перед отколкой практически не влияет на
образование или увеличение внутренних напряжений в стекле.
Смысл этой операции заключается в том, что любое механиче-
ское повреждение поверхности вызывает резкое понижение его
механической прочности. При последующем нагреве изделия на-
чальная трещина появляется скорее в месте наименьшей механи-
ческой прочности, т. е. в месте надреза. Именно из этой точки
две ветви трещины начинают распространяться по периметру
изделия навстречу друг другу. Увеличение длины надреза с 3 до
10 мм приводит к сокращению времени отколки с 9 до 5 с, одна-
ко качество отколки при этом понижается.
Глубина предварительного надреза также оказывает влияние
на качество отколки. При недостаточно глубоком надрезе проч-
ность изделия в данном месте не снижается настолько, чтобы
трещина начала распространяться именно по линии надреза.
Слишком глубокий надрез сопровождается образованием боко-
вых раковистых изломов, которые еще больше усиливаются под
действием пламени горелок и способствуют появлению крупных
зазубрин по кромке изделия после отколки колпачка. Влияние
длины и глубины предварительного надреза на скорость и каче-
ство отколки оценивают комплексно, так как, выигрывая в ско-
рости процесса отколки, при увеличении длины и глубины надреза
нельзя обеспечить получения кромки должного качества.
Ширина зоны нагрева колпачка зависит от положения горел-
ки относительно изделия. При расширении зоны нагрева стенки
изделия, особенно тонкостенного, нагреваются чрезмерно. В этом
случае предварительный надрез колпачка не способствует появ-
лению трещины в нужной точке. Колпачок откалывается выше
или ниже линии надреза, и сама линия отколки получается вол-
нистой. Поэтому при расширении факела ось горелки нужно не-
сколько смещать по отношению к плоскости надреза. При пра-
вильной стабильной работе отколочной горелки угол между на-
правлением факела горелки и касательной к поверхности стенки
изделия в месте отколки должен составлять 90°. Если этот угол
отличается от прямого, то зона нагрева расширяется в одну сто-
рону в результате скольжения пламени по стенке изделия, как
по наклонной плоскости. Изменение данного угла до 45° приво-
дит к расширению зоны нагрева на 50%.
Скорость процесса отколки зависит от толщины стенки и
диаметра изделия. В изделиях с более толстыми стенками при
прочих равных условиях скорость отколки замедляется, но ка-
чество кромки изделия при этом повышается. У изделий с более
толстой стенкой линия отколки получается менее волнистой, а
зубчатых изломов в месте встречи идущих навстречу друг другу
ветвей трещины не бывает. Однако при продолжительном дей-
ствии пламени горелки в поверхностных слоях толстостенных
изделий из-за плохой теплопроводности стекла образуется тем-
пературная зона, где возникающие внутренние напряжения
70
быстро выравниваются. Поэтому при отколке колпачков толсто-
стенных изделий следует применять горелки, быстро прогрева-
ющие стенку изделия, в то же время температура пламени такой
горелки не должна превышать 700°С. Кроме того, высококачест-
венную линию отколки колпачка у толстостенных изделий мож-
но получить только у хорошо отожженных изделий.
При отделении колпачка на изделиях большего диаметра вре-
мя появления и распространения трещины удлиняется, так как
при одинаковой мощности горелки на нагрев изделия большего
диаметра требуется больше времени. Вместе с тем с увеличени-
ем диаметра изделия качество отколки ухудшается, потому что
возрастает разность температур между нагретыми и охлажден-
ными частями периметра изделия и, следовательно, стенки изде-
лия неравномерно прогреваются по периметру. Чтобы удлинить
зону нагрева по периметру изделия большого диаметра, приме-
няют многорожковые отколочные горелки.
Отрезка колпачка шлифовальным кругом. Колпачок отделя-
ется в результате трения заданного участка стенки изделия о
кромку узкого вращающегося в вертикальной плоскости слан-
цевого или электрокорундового круга. Для отрезки используют
круги зернистостью 200, ширина режущей кромки круга — не-
сколько миллиметров. Этим способом отрезают колпачок изде-
лий любой геометрической формы и со стенками разной тол-
щины.
На тонкостенных изделиях линию трещины по периметру
изделия намечают за один проход круга и отрезанные части
изделия отделяются мгновенно. Колпачок толстостенных (боль-
ше 10 мм) изделий удаляют в несколько приемов. Сначала из-
делие прижимают к кромке вращающегося круга, до тех пор,
пока в точке касания не возникнет трещинка длиной 2...3 см.
Затем изделие медленно поворачивают и трещина распростра-
няется по всему периметру изделия. Операции выполняют без
подачи воды па режущую кромку круга.
После удаления колпачка край получается неровным из-за
колебания изделий в руках рабочего. Поэтому кромки изделия
шлифуют. Этим способом отделяют колпачки только на хорошо
отожженных изделиях.
Станок для отрезки колпачка состоит из шлифо-
вальной головки для крепления круга, зажима для изделий и
привода. Изделие устанавливают строго по центру вращающей-
ся подставки зажима и фиксируют с двух сторон. Вращение
подставки осуществляется от электродвигателя. Шлифовальную
головку вместе с кругом монтируют на стойке. Режущий круг
подводят к вращающемуся изделию и одновременно в зону реза-
ния подают воду или СОЖ. Усилие, необходимое для прижатия
режущей детали к изделию, обеспечивается заранее подбирае-
мым грузом.
71
Отрезка колпачка с помощью электрического тока. Этот спо-
соб применяют для предварительной обработки изделий очень
больших размеров и сложной конфигурации, когда ни один из
описанных ранее способов применить нельзя. В частности, этим
способом отрезают колпачки граненых изделий, а также трубы
промышленных трубопроводов из стекла.
Работу выполняют следующим образом. Изделие по линии
намечаемой отрезки опоясывают в один слой нихромовой про-
волокой. Чтобы не произошло короткого замыкания в месте
встречи концов проволоки, их изолируют. При включении в
электрическую сеть проволока накаляется и нагревает поверх-
ность изделия по контуру отрезки. При нагревании изделия до
необходимой температуры, определяемой составом стекла, обра-
зуется трещина, по которой часть изделия откалывается.
При использовании токов высокой частоты сначала на по-
верхность изделия по всему контуру отрезки наносят слой вяз-
кой пасты, содержащей вещества, проводящие электрический
ток. Высокая вязкость пасты электролита препятствует ее быст-
рому стеканию с поверхности стекла и обеспечивает рельефный
след. Затем изделие вносят в индуктор высокочастотной уста-
новки и включают в электрическую сеть. В течение короткого
времени по намеченному контуру изделия происходит откалы-
вание. Линия откалывания точно совпадает с полосой нанесенно-
го электролита.
§ 10. Отопка краев изделий
После удаления колпачка кромка изделия неровная. Ее под-
вергают отопке (воздействию высокой температуры) или шлифу-
ют. Отопка края изделия протекает в три стадии (рис. 19).
На I стадии все изделие медленно подогревают до температу-
ры, близкой к температуре размягчения. Это делают для того,
чтобы при последующем быстром нагреве кромки выше темпера-
туры размягчения в ней не возникло критических напряжений и
изделие не растрескалось. На этой стадии температура изделия
колеблется в пределах 300...500°С. Длительность стадии опреде-
ляется составом стекла и толщиной стенки.
На 11 стадии кромку изделия быстро нагревают до 1000°С
(что превышает температуру размягчения стекла) и в результате
край оплавляется. Происходит это потому, что под действием
сил поверхностного натяжения расплавленная стекломасса стре-
мится занять минимальную поверхность, что приводит к округле-
нию острых граней кромки. На этой стадии теплоту подводят к
изделию очень интенсивно, чтобы кромка оплавилась раньше,
чем стенка изделия нагревается по всей толщине до температу-
ры деформации. Время пребывания изделия в зоне действия го-
релки регламентировано.
72
На /// стадии изделие медленно охлаждается, подвергаясь
при этом отжигу. Этот процесс протекает при 52О...42О°С.
Если эти условия не соблюдаются, то в стенке изделия, про-
шедшего отопку, на границе перехода от нагретого к холодному
участкам может возникнуть узкая зона критических напряже-
ний, т. е. может отколоться узкая полоска стекла под отоплен-
ным краем изделия.
Рис. 19. Стадии отопки края изделия:
I — прогрев, II — оплавление, III — отжиг
Для отопки края изделий на ножке (рюмок, бокалов, фуже-
ров) стаканов, некоторых прессованных изделий применяют
отопочные конвейерные машины (рис. 20). Рама 1
машины состоит из двух, связанных между собой швеллеров, ко-
торые опираются на домкраты. На этих же швеллерах установ-
лены колонны и домкраты, которые служат опорой для направ-
ляющих уголков транспортирующего конвейера 5, и опорных
уголков под кладку муфеля 6. Зубчатая рейка, расположенная
на направляющем уголке, через шестерни, валик и диск обес-
печивает вращение изделий при прохождении их через муфель
в зоне отопки.
Привод 4 машины расположен снизу машины на плите, жест-
ко связанной с рамой машины.
Транспортирующий конвейер представляет собой цепь из 65
чугунных звеньев, соединенных стальными осями. В отверстиях
звеньев вертикально установлены валики, на верхней части кото-
рых закреплены тарелки. На них укладывают изделия: диамет-
ром до 100 мм — на каждую тарелку, диаметром 100... 130 мм —
через одну. Во время прохождения цепи через муфель шестерни
на нижних концах валика входят в зацепление с зубчатой рейкой
и сообщают вращательное движение изделиям.
В средней части машины расположен механизм И регулиро-
вания обогрева. Он состоит из двух домкратов, установленных
на салазках и несущих на себе уголки, на которые опирается
кладка муфеля из огнеупорного кирпича.
В систему отопления машины входят горелки 3, система газо-
проводов и контрольно-регулирующая арматура. Газовую горел-
ку устанавливают со стороны, противоположной входу изделий в.
туннель муфеля.
Процесс оплавления краев изделий заключается в следую-
щем. Изделие устанавливают на тарелку. Каждая тарелка в за-
73
Рис. 20. Отопоч-
ная конвейер-
ная машина:
/ — рама, 2 — сис-
тема отопления,
3 — горелка, 4 —
привод, 5 — транс-
портирующий кон-
вейер, 6—муфель,
7 — днск-подстав-
ка, 8 —ведомая
шестерня, 9 — ос-
нование, 10 — пе-
редача, 11 — меха-
низм регулирова-
ния обогрева, 12 -
электрооборудова-
ние, 13 — ведущая
шестерня
7 8
ай
як
висимости от диаметра дна изделия снабжена центрирующим
приспособлением. Тарелки непрерывно передвигаются по замк-
нутому овальному конвейеру машины в направлении, противо-
положном действию пламени отопочной горелки. При подходе
изделия к горелкам тарелка вместе с изделием начинает вра-
щаться вокруг вертикальной оси и так входит в отопочный тун-
нель, где приблизительно на т/3 его длины оно подвергается
предварительному нагреву. Затем, не переставая вращаться,
изделие передвигается в зону действия отопочных горелок и да-
лее в зону охлаждения. Выйдя из отопочного тоннеля, изделие
перестает вращаться.
Рис. 21. Длиннофакельная инжекционная горелка:
1 — головка, 2 — смеситель, 3 — мундштук, 4 — сопло, 5 — тройник, 6 — переходник
Стопочная машина ОК1-65 работает в технологической ли-
нии, и ее положение определяют в зависимости от расположе-
ния смежного оборудования.
Техническая характеристика отопочной машины ОК1-65:
производительность — до 70 шт/мин; диаметр изделий — 45...
130 мм; высота изделий — 23... 100 мм; расход газа — до 36 м3/ч;
время прохождения изделия через туннель муфеля — 0,8...
2,4 мин; габаритные размеры машины, мм: длина — 5220, шири-
на— 1210, высота— 1800; масса машины — 3450 кг.
В отопочных машинах используют одну длиннофакельную
инжекционную горелку (рис. 21), расположенную с одной сто-
роны туннеля, или систему горелок, которые располагают вдоль
рабочей ветви овальной машины. Первичный воздух поступает
в горелку по центральному отверстию переходника 6 через мунд-
штук 3 и увлекает за собой газ, который передается из тройника
5 по кольцевому каналу, образованному мундштуком и соплом 4.
Для лучшего сгорания газа через смеситель 2 инжектируется
вторичный воздух. Газ и воздух смешиваются в инжекционно-
смесительном устройстве. Горение начинается в горелке этого
устройства и охватывает пространство, ограниченное муфелем
машины. Длину факела регулируют количеством и давлением
первичного воздуха, подводимых к горелке.
На ряде заводов для отопки края стеклоизделий и отрезки
колпачка применяют короткофакельные газовоздушные горелки
75
(рис. 22). В горелку подается готовая газовоздушная смесь че-
рез трубку 1, вваренную в цельносварной корпус 2. Во внутрен-
ней части корпуса установлен вкладыш-сопло 5, организующий
горение. Сопло горелки кроме основных (рабочих) отверстий
имеет продольные пазы для укладди сетки и отверстия для по-
дачи смеси на запал. Сетка 6, заложенная в пазы, служит для
предварительного подогрева запальной смеси, перемешивания и
разделения потока на ряд струй, обеспечивающих равномер-
ность запального пламени. Валик из медной сетки 3 предохра-
няет подводку газа от обратного удара и служит фильтром про-
тив механических примесей, засоряющих смесь. Между вклады-
шем-соплом и корпусом проложена уплотняющая прокладка 4.
Вид А
Рис. 22. Газовоздушная горелка:
/ — трубка, 2 — корпус, 3 — сетка-фильтр, 4 — прокладка, 5 — вкладыш-сопло, 6 —
сетка
Газовоздушная смесь, поступающая в горелку через входную
трубку 1, равномерно распределяется по всей длине трубчатых
элементов, проходя из одного в другой по системе отверстий.
Диаметр этих отверстий постепенно уменьшается, что позволяет
создать напор газовоздушной смеси, который обеспечивает необ-
ходимые скорость истечения и форму факела. Короткофакельные
горелки легко регулируются, что позволяет подбирать оптималь-
ный режим оплавления края изделия.
Наиболее частый дефект отопки — отделение узких полосок
стекла около верхней кромки изделия. Это происходит в резуль-
тате появления в этой зоне избыточных внутренних напряжений,
которые возникают как результат недостаточного предваритель-
ного прогрева края изделия. Подобный дефект возможен также,
если верхняя часть изделия не была нагрета перед отопкой до
температуры, близкой к температуре размягчения стекла.
§11. Шлифование краев изделий
Шлифование края изделий применяют как самостоятельную
обработку и как подготовку к отопке. Шлифование края с внут-
ренней стороны называется фацетированием, внешней — фугова-
нием.
76
Изделия массового ассортимента. Изделия массового ассор-
тимента шлифуют на автоматических машинах и станках с руч-
ной установкой обрабатываемых изделий.
Карусельная шлифовальная машина Ш-6 (мо-
дернизированный вариант машины Ш-12) работает таким обра-
зом.
Рис. 23. Полуавтоматический шлифовальный станок Ш-2:
/ — привод, 2 — изделие, 3 — оправка, 4 — шлифовальный круг, 5 —ванна, 6 —
форма, 7 — направляющая, 8 — держатель, 9 — шток, 10 — цилиндр, 11 —
траверса, 12 — тяга, 13 — отвод, 14 — шпиндели, 15 — станина, 16 — клино-
ремениая передача, 17, 2/— электродвигатели, 18 — винт, 19 — гайка, 20 — ко-
нические шестерни, 22 — вал, 23— кулачок, 24 — редуктор, 25 — лопатка
С помощью клиноременной передачи электродвигатель приво-
дит в действие вертикальный вал, от которого вращение переда-
ется шлифовальным кругам. Когда верхний и нижний столы на-
чинают вращаться вокруг неподвижной колонны, ролик, прикреп-
ленный к задней стороне рейки, накатывается на кулачок,
который неподвижно соединен с колонной машины. При этом
рейка приподнимается, зубчатый сектор поворачивается вокруг
горизонтальной оси, а стержни со смонтированными на них ре-
зиновыми патронами опускаются вниз. В это время обработан-
ное изделие вынимают из патрона, а на его место вставляют
новое. При дальнейшем повороте столов ролик сбегает с кулач-
ка, зубчатый сектор поворачивается в исходное положение,
стержни с патронами, в которых закреплены изделия, поднима-
77
ются вверх и изделие с некоторым усилием прижимается к по-
верхности шлифовального круга. Через передачи электродвига-
тель приводит во вращение верхний и нижний столы. Для
обработки изделий другого вида меняют резиновые патроны.
На машинах Ш-6 предусмотрено взаимное смещение вертикаль-
ных осей обрабатываемых изделий и шлифовальных кругов, что
исключает образование кольцевых Канавок на кругах и снижа-
ет бой изделий.
Полуавтоматические шлифовальные станки
Ш-2 (рис. 23) устроены так. На станине 15 станка установлен
электродвигатель 17, который через клиноременную передачу 16
приводит во вращение два шпинделя 14, в которых закреплены
оправка 3 и шлифовальные круги 4.
Изделие обрабатывается в ванне 5 с лопаткой 25, имеющей
нижний подвод охлаждающей жидкости и верхний отвод ее.
Электродвигатель 21 через редуктор 24 и пару конических шес-
терен 20 приводит во вращение продольный кулачок 23, наса-
женный на вал 22. К нижней части штока прикреплена форма 6
с резиновой оправкой по форме обрабатываемого изделия. До-
нышко изделия размещается в держателе 8, укрепленном на
штоке 9 с цилиндромДО.
Обрабатываемое изделие вводят через прорезь формы 6 и
помещают на держатель 8 донышка в тот момент, когда оба
штока 9 вместе с формой находятся в верхнем положении.
Если необходимо обрабатывать разные по высоте изделия
или изделия с разновеликими ножками, нужно изменить ход фор-
мы по высоте, для чего перемещают опору неравноплечего коро-
мысла по пазам вправо или влево. Изделие устанавливают обра-
батываемой кромкой вниз (на машине Ш-12 — вверх), а затем
плавно опускают на вращающийся в горизонтальной плоскости
шлифовальный круг. Затем конец коромысла с роликом подни-
мается, перекатываясь по переходному участку к участку с мень-
шей высотой профиля, опуская тем самым один конец коромысла.
Одновременно с этим опускаются тяга 12, траверса 11 и шток 9
с закрепленной на них формой 6, которая прижимает изделие к
шлифовальному кругу 4. В момент касания изделием шлифо-
вального круга грузы не воздействуют на изделие, так как в это
время палец перемещается по вертикальному пазу коромысла
вверх, а затем начинается воздействие грузов на изделие. Это
гарантирует плавное касание изделием шлифовального круга и
устраняет возможность скалывания края. Давление изделия на
шлифовальный круг регулируют, добавляя или снимая грузы.
При движении формы вниз изделие, входя в нее, центрируется
за донышко, увлекая за собой держатель 8 со штоком 9.
Когда ролик коромысла перекатывается по участку кулачка
с низкой частью профиля, изделие прижимается к шлифоваль-
ному кругу, который и обрабатывает его край. Шлифование
края выполняется в ванне 5 с охлаждающей жидкостью. Это по-
78
зволяет равномерно охладить шлифовальный круг и предотвра-
щает скалывание края изделия.
При дальнейшем перекатывании ролика коромысла по пере-
ходному участку профильного кулачка с меньшей высотой про-
филя на большую форма с изделием поднимается, затем останав-
ливается на какой-то промежуток времени. В это время ролик
Рис. 24. Шлифовальный станок ШКС-3:
1 — головка, 2 — каркас, 3 — шлифовальный круг, 4 — элек-
тродвигатель, 5 — пневмоаппаратура, 6 — цилиндр, 7 — ка-
ретка, 8 — ползун
79
коромысла прокатывается по участку кулачка с большей высотой
профиля. Она может поворачиваться на 45° относительно верти-
кальной оси —это позволяет снимать и устанавливать изделие.
Во время обработки изделие вместе с зажимной головкой враща-
ется вокруг вертикальной оси с частотой 86,6 об/мин. Кроме то-
го, они совершают возвратно-поступательные движения вместе с
кареткой, расположенной в направляющих. Край изделия обра-
батывают двумя шлифовальными кругами из синтетических ал-
мазов.
Изделие вместе с кареткой опускают сверху на круги, кото-
рые расположены на воздушных опорах. Усилие поджатия кру-
гов к кромке изделия регулируется давлением воздуха в зависи-
мости от габаритных размеров обрабатываемого изделия и тол-
щины его стенки.
Рис. 25. Принципиальная схема стайка СА5М:
/ — основание, 2 — корпус, 3 — панель управления, 4— зажимные головки, 5 — вертикаль-
ная колонна, £ —шпиндель, 7 — механизм осцилляции, 8, 9 — механизм подвода и подачи
изделий
Устройства управления пневмосистемой расположены на пе-
редней стенке станка.
Шлифовальный станок ШКС-3 (рис. 24) имеет го-
ловку 1 с зажимным устройством, возвратно-поступательный
механизм (состоящий из ползуна 8, каретки 7, цилиндра 6 и
шлифовального круга 3), пневмоаппаратуру 5, электродвигатель
4 и каркас 2. Головка 1, закрепленная на каретке 7, служит для
захвата и удержания изделия в процессе обработки.
Для обработки края и дна крупных стеклоизделий применяют
станки АШК, СШК4, СА5 и СА5М. Наиболее интересна конст-
рукция полуавтоматических станков СА5М (рис.
25), которые предназначены для последовательной обработки
торцов выдувных изделий из стекла алмазным инструментом.
80
Изделия одновременно обрабатывают в двух позициях. Станок
обслуживает один оператор. Размеры обрабатываемых изделий
,(мм); высота —до 380, диаметр — до 170, снимаемый припуск —
0,2... 16. Производительность станка 180...250 изделий в смену.
На станке устанавливают алмазный инструмент марки АП 250
или АЦ 400.
Осйование 1 и корпус 2 станка — сварные рамы. В отверстия
корпура установлены шпиндели 6 и колонны 5. В верхней части
корпуса расположены емкости для сбора охлаждающей жидко-
сти и Отвода ее в отстойник. В передней части основания находит-
ся ниша для электроаппаратуры. Шпиндель 6 закрепляют верти-
кально на двух опорах. Через осевое отверстие внутри шпинделя
Рис. 26. Шайбочный станок СШ-2:
/ — станина, 2 — электродвигатель привода, 3 — клиноременная переда-
ча, 4 — корпус, 5, 6 — шайбы (условно показаны одновременно чугунная
и песчаниковая)
подводится охлаждающая жидкость. Колонна 5 с зажимной го-
ловкой 4 перемещается в направляющих втулках корпуса при
настройке на размер изделия по высоте, а также при подводе из-
делия и его подаче. Изделие подводится к алмазному инструмен-
ту с помощью пневмоцилиндра, который крепится к ползуну ме-
ханизма настройки. На инструмент изделие подается другим
пневмоцилиндром, корпус которого шарнирно связан с колонной.
Пневмоцилиндры имеют общий шток с блоком управления, за-
крепленным между ними.
Художественные изделия. Художественные изделия из стекла,
выпускаемые в небольшом количестве, после удаления колпачка
обрабатывают вручную. Край толстостенных изделий сначала
шлифуют, а потом полируют. При обработке тонкостенных изде-
81
лий ограничиваются шлифованием края с последующим оплавле-
нием. I
При шлифовании края используют как свободный абразив-
ный материал (песок, наждак, пемзу, полирит, оксид ojiOBa),
так и абразивные инструменты (шлифовальные круги из корун-
да, наждака, карбида кремния, эльбора, алмаза, шайбы из пес-
чаника).
Толстостенные изделия сложной конфигурации обрабатыва-
ют на шайбочном станке СШ-2 (рис. 26). Основа стан-
ка— чугунная 5 или песчаниковая 6 шайба (на рисунке услов-
но показаны одновременно обе), которая приводится во враще-
ние через клинноременную передачу от электродвигателя1 2. Во
Рис. 27. Положения (а, б, s) изделий по отношению к режущей по-
верхности шлифовальных кругов при обработке края и формы кру-
гов (г):
фугование: а — на песчаниковой шайбе, б — на шлифовальном круге; в — фа-
цетированне; 1 — изделие, 2 — шайба, 3 — шлифовальные круги
время обработки на поверхность шайбы непрерывно небольши-
ми порциями подается пульпа — смесь абразивного материала
с водой. Чтобы абразивная пульпа и вода не брызгали на рабо-
чего, устанавливают верхнее ограждение 4. Во время обработки
рабочий прижимает край изделия к шайбе и сошлифовывает его
до заданных размеров.
Чугунные шайбы диаметром 400...800 мм служат для грубо-
го шлифования края, частота вращения шайбы 350...450 мин-1.
Песчаниковые шайбы, используемые для тонкого шлифования,
имеют диаметр 400...600 мм, зернистость 120...180, частоту вра-
щения 450...480 мин-1. Край изделия шлифуют мелким песком
зернистостью 16...40 или шлифпорошком 63С (КЗ) либо ЭИ № 6.
В процессе обработки изделия поверхность чугунной шайбы
изнашивается, поэтому ее периодически протачивают на то-
карном станке таким образом, чтобы на поверхности оставались
кольцевые, спиралеобразные бороздки от резца, в которых луч-
82
фугование вы-
Рис. 28. Схема лен-
точного шлифо-
вального станка:
Г — абразивная лента,
2 — защитное ограж-
дение, 3, 4 — опоры
ше удерживается свободный абразив. Шайбу для тонкого шли-
фования (дистирования) правят два раза в смену наждачным
бруском зернистостью 25, а затем доводят более мелкозернис-
тым бруском 10, 12.
Н$ станках для фугования и фацетирования кромок изделия
абразивный круг вращается в вертикальной плоскости.
Фугуют края изделий на торцовой поверхности электроко-
рундовых или карборундовых кругов диаметром до 400 мм зер-
нистостью 4...6, для этой цели также используют алмазные круги
зернистостью 60/40, 40/28. В некоторых случа
полняют непосредственно после дистирования
на той же песчаниковой шайбе. При этом изде-
лие прижимают под углом 45° к горизонталь-
ной поверхности шайбы (рис. 27, а). Обычно
край изделия прижимают к торцовой поверх-
ности круга (рис. 27, б).
Круги для фацетирования — небольшого
диаметра, карборундовые или электрокорундо-
вые зернистостью 4...6. Изделие во время обра-
ботки сначала осторожно подводят к режущей
поверхности круга, а затем прижимают с не-
большим усилием, непрерывно поворачивая во-
круг собственной оси (рис. 27, в). При заточке
кругов для фацетирования им придают форму
/рис. 27, г) с плавным переходом от плоской
кольцевой поверхности к торцовой, т. е. делают
сопряжение режущих кромок круга.
Ленточные шлифовальные ст а н-
к и (рис. 28) используют и для ручного шли-
фования края изделия. Основной шлифующий
элемент станка — бесконечная абразивная
лента /, которая огибает два ролика, один ве-
дущий, второй — натяжной. Расположение
ленты в станках бывает горизонтальное или
вертикальное. Для грубого шлифования слу-
жат ленты с грубым зерном, или дистирования — с мелким. Не-
пременное условие эксплуатации ленточных станков — непре-
рывная подача воды или смазочно-охлаждающих жидкостей в
зону шлифования.
Край изделий полируют на шайбочном станке СШ-2
на пенопластовой или пробковой шайбе диаметром 400...600 мм
при непрерывной подаче пемзовой пульпы на поверхность шай-
бы и частоты вращения шайбы 7000 об/мин. По мере износа
(2...3 раза в смену) шайбу правят наждачным бруском или брус-
ком из карборунда на керамической или вулканитовой связке.
Изделия после обработки края и дна моют в теплой проточ-
ной воде, а затем сушат в электросушильной установке на кон-
вейере при температуре 8О...9О°С.
83
§ 12. Обработка дна изделий и притирка пробки
Обработка дна. Дно изделия обрабатывают шлифованием
или горячим полированием. Шлифование дна изделий — трудо-
емкая операция, так как связана со съемом большего слоя стек-
ла. Такой обработке подвергают массивные изделия, выпускае-
мые небольшими сериями.
Для шлифования дна используют шайбочный станок
СШ-2 с чугунной шайбой, частота вращения которой 200 об/мин.
Во время шлифования дна на поверхность шайбы непрерывно
подается абразивная пульпа из воды и песка, предварительно
промытого и просеянного. Зернистость песка 0,2...0,5 мм.
Рабочий берет изделие и плотно без перекоса прижимает дно
к горизонтальной поверхности вращающейся шайбы, совершая
при этом медленные вращательные движения. После шлифова-
ния песком (обдирки) на дне изделия образуются бороздки и ца-
рапины. Чтобы их удалить изделия обрабатывают на станках
такой же конструкции, но с песчаниковыми, карборундовыми или
электрокорундовыми кругами зернистостью 120... 180, вращающи-
мися с частотой до 400 об/мин.
Горячее полирование дна изделия выполняют непосредствен-
но в процессе его формования по следующей технологии. Форма
для изготовления изделий имеет поддон из материала с низкой
теплопроводностью. Поддон и форма в процессе формования из-
делия вращаются в противоположные стороны (причем поддон в
3...4 раза быстрее формы) и дно изделия заглаживается. За счет
смазки, которой покрывают форму, между поддоном и горячей
стекломассой образуется парогазовая прослойка, которая обес-
печивает гладкое и блестящее дно изделия, так что не требуется
дальнейшего шлифования и полирования.
Притирка (пришлифовка). Такие изделия, как графины для
вина и воды, флаконы для духов, лабораторная посуда, должны
иметь герметичные пробки. Для этого их изготовляют в виде усе-
ченных конусов и притирают по боковой поверхности к горлу
графина или флакона. При производстве химико-лабораторной
посуды такие притертые соединения называются шлифами.
Двенадцатишпиндельный полуавтомат кару-
сельного типа ПП-12 предназначен для притирки пробок.
Изделия обрабатывают на станке так. Абразивный материал в
виде однородной пульпы подается к месту входа пробки в горло
изделия. Пробка при этом вращается, а горло вместе с изделием
совершает возвратно-поступательные движения. Пробка посте-
пенно входит в горло, а в горле при этом образуется увеличиваю-
щийся по размерам притирочный поясок. Притирка продолжает-
ся до тех пор, пока этот поясок не достигнет необходимой длины.
Пробки можно также притирать вручную на шлифоваль-
ных станках САГ. Для этого на станках устанавливают уст-
ройство для крепления пробки.
84
Притирка пробки состоит из следующих операций: грубой
притирки, дистировки и полирования.
Грубая притирка пробки производится следующим образом
(рис. 29). Пробку 2 закрепляют в патроне 3 стеблем наружу, и
патрон приводят во вращение. На внутреннюю поверхность гор-
ла 1 графина наносят густую водную суспензию абразивного по-
рошка в воде. Вращающуюся пробку постепенно вводят в горло
графина так, чтобы они вошли в соприкосновение. При этом сте-
/ — горло графина, 2 — пробка, 3 — патрон для зажима пробки
бель пробки начинает как бы ввинчиваться в горло графина, аб-
разив, находящийся между наружной поверхностью стебля проб-
ки и внутренней поверхностью горла, шлифует одновременно и
пробку, и горло. Хорошо притертая пробка должна входить в
горло графина без перекосов, плотно прилегая к ней. После гру-
бой притирки обработанные поверхности горла и пробки стано-
вятся грубоматовыми.
Дистировка горла и пробки производится такими же приема-
ми, как грубая притирка, но при этом используется более мелко-
зернистый абразив.
Последующее полирование горла графина выполняется вод-
ной суспензией пемзы (полирита) и волокон льна. На деревян-
ный конус, повторяющий профиль пробки, наматывают тонкий
слой льняного волокна, и его приводят во вращение. На внутрен-
нюю поверхность горла наносят полировальную суспензию и ту-
да постепенно вводят вращающийся патрон до тех пор, пока
деревянный конус не войдет в соприкосновение с горлом графи-
на. Полирование заканчивают, когда поверхность станет проз-
рачной и бестящей.
При дистировке стебля пробки используют абразивный круг
при непрерывной подаче воды в зону обработки. Дистировке
подвергают торцовую часть стебля пробки. Для полирования
стебля пробки применяют пенопластовые круги, закрепленные
на валу станка САГ, на который подается суспензия пемзы с
оксидом олова или полирит. Стебель вращается, и его постепен-
но вводят в соприкосновение с кругом, полируя до образования
прозрачной и блестящей поверхности.
Для герметизации пробки на изделиях массового назначения,
производимых в больших количествах, например парфюмерной
85
тары, широко используют полиэтиленовые колпачки, которые на-
девают на стебель пробки, заменяя тем самым трудоемкую опе-
рацию притирки.
§13. Огневая отрезка колпачка
При автоматизированном производстве выдувной посуды на
стеклоформующих автоматах колпачок изделия удаляют спосо-
бом огневой отрезки, при котором исключаются такие операции,,
как отколка колпачка, последующая шлифовка края, его закруг-
ление и оплавка.
Рис, 30, Стадии 7VJ огневой отрезки колпачка:
1 — изделие, 2—колпачок, 3 — капля
Принцип огневой отрезки (рис. 30) состоит в том, что распо-
ложенные по периметру изделия 1 горелки настолько быстро
прогревают узкую зону стенки (стадии I, II), что под действи-
ем собственной силы тяжести колпачок 2 отделяется (стадия
III), не деформируя стенок изделия. При этом либо изделие
вращается относительно неподвижной горелки, либо горелка
вращается вокруг неподвижного изделия. Выбор варианта зави-
сит от ассортимента изделия и стабильности его геометрических
размеров, в частности толщины стенки изделия.
Когда колпачок отделяется, стенка изделия в узкой зоне на-
грева проплавляется и становится тоньше, причем одновременно
с отделением колпачка вытягивается стеклянная нить, которая
затем под действием сил поверхностного натяжения, стягивается
в каплю 3 (стадия IV). При этом на краю изделия образуется
утолщение.
В основу работы машин по огневой отрезке колпачка поло-
жен принцип «стягивания колпачка», отделения колпачка под
действием внешних усилий, приложенных к изделию. В резуль-
тате в утолщенном крае изделия силы поверхностного натяже-
86
ния действуют после отделения колпачка на значительно мень-
шем участке размягченной стекломассы, что и приводит к обра-
зованию более тонкого края обрабатываемого изделия.
Автомат НСО-12 для огневой отрезки колпачков выдув-
ных стеклоизделий смонтирован на передвижной станине в ви-
де центральной полой колонны. Машина состоит из двух непре-
рывно вращающихся столов, кольцевых горелок, опорно-зажим-
ных устройств, двух приводных устройств и механизма
регулирования, с помощью которого можно задавать различную
скорость движения столов и вращающихся горелок. На нижнем
столе установлено 12 кольцевых горелок, на верхнем столе— 12
опорно-зажимных устройств. Каждое такое устройство состоит
из поворотного держателя, который приводится в движение
кулачком и цепной передачей. Там же на переворачивающемся
шпинделе смонтирован вакуумный держатель, удерживающий
изделие. Кроме того, каждое опорно-зажимное устройство снаб-
жено зажимными клещами, захватывающими колпачок. Первое
приводное устройство приводит в движение различные части
машины, второе предназначено для вращения кольцевых горе-
лок. Два раздельных привода позволяют отрегулировать работу
машины таким образом, что на ней можно обрабатывать изде-
лия любого размера.
Стаканы или другие изделия с колпачком подают к машине
конвейером, откуда их снимают вручную и просматривают для
отбраковки, а затем загружают в машину. После того как дер-
жатель, непрерывно вращающийся вместе с верхним столом ма-
шины, пройдет загрузочное положение, на его вакуумной пласти-
не создается разрежение, с помощью которого изделие удержи-
вается во время всего цикла обработки. Переворачивающий
шпиндель опрокидывает держатель на 180° и остается в таком
положении со стаканом, перевернутым вверх дном, до конца про-
цесса огневой отрезки. Затем держатель опускается вниз до тех
пор, пока стакан не достигнет желаемого положения по отноше-
нию к линии огневой отрезки внутри кольцевой горелки.
Горелка, вращающаяся вокруг стакана, предварительно на-
гревает узкое кольцо поверхности стакана до состояния, при ко-
тором стекло становится достаточно мягким для равномерного от-
тягивания. В точно определенный момент процесс предваритель-
ного нагревания заканчивается, а зажимные клещи выдвигаются
вперед и захватывают колпачок стакана. Одновременно припод-
нимается нижняя часть стакана, несколько оттягивая предвари-
тельно разогретое кольцо стакана. Пламя горелки начинает дей-
ствовать на оттянутую поверхность стенки. В результате
колпачок отделяется. В это время нижняя часть стакана опуска-
ется в первоначальное положение в кольцо горелки. Отделенный
колпачок падает через отверстие горелки на наклонную поверх-
ность нижнего стола машины и соскальзывает в ящик для боя.
Стакан на этой фазе обработки остается внутри вращающейся
87
горелки еще непродолжительное время, необходимое для обра-
зования ровного гладкого края на линии огневой отрезки.
После формования края изделия держатель с готовым стака-
ном поднимается, освобождая вращающуюся горелку, и повора-
чивается на 180° в исходное положение. Вслед за этим прекраща-
ется действие разрежения в вакуумном держателе, и изделие,,
находящееся в нем, освобождается. Далее готовый стакан выни-
мают из держателя и переносят на отводящий конвейер, а пустой
держатель передвигается в положение загрузки, где в него по-
мещают новое изделие, и цикл огневой отрезки возобновляется.
Рис. 31. Автомат С-30 в технологической линии прессовыдувного ав-
томата:
/ — прессовыдувной автомат, 2 — конвейер, 3—отрезной автомат, 4 — загрузчик изде-
лий, 5 — переставитель изделий, 6 — печать отжига
Если меняют вид обрабатываемых изделий, машину и режим
ее работы переналаживают в такой последовательности: меняют
держатели и горелки; приводят частоту вращения столов и соот-
ветствие с новой частотой вращения горелки; регулируют клапа-
ны подачи газа и кислорода для создания факела пламени; ме-
няют положение держателей и регулируют их работу; меняют
зажимные клещи и регулируют их работу; регулируют кулачки,
приводящие в движение зажимные клещи.
Автомат С-30 (рис. 31) работает в технологической линии
прессовыдувного автомата, которая выпускает стаканы. Прессо-
выдувной 1 и отрезной 3 автоматы работают синхронно. Сформо-
ванные на автомате 1 стаканы подбирает шестирукавный авто-
матический загрузчик 4, который переворачивает стакан в мо-
мент подачи его от конвейера 2 стеклоформующей машины к
автомату 3 огневой отрезки колпачка. В автомате 3 колпачки
удерживаются вакуумными держателями в перевернутом по-
ложении. После отделения колпачка стаканы передаются пере-
ставителем 5 в печь для отжига 6.
Одно из основных условий хорошего качества огневой отрез-
ки колпачка— равномерность толщины стенок изделия. Изде-
88
лия, изготовляемые на этой линии, отвечают такому требованию
и отличаются высоким качеством.
Для огневой отрезки колпачков вместо газовых горелок мо-
жет быть использован лазерный луч.
§14. Обработка изделий на автоматизированных
линиях и компоновка поточной линии
Автоматизированные линии. Автоматизированная линия
ЛОКС-1 (рис. 32) состоит из двух функционально самостоятель-
ных единиц — машины МОС-1 (2) для резки, отколки колпачка
и шлифования края изделий, сушильно-отопочной машины 1 мо-
дели МСО-1, связанных между собой устройством 3 для пере-
становки изделий. На этих комбинированных машинах обраба-
тывают изделия на ножке или типа стакана.
Машина МОС-1 (рис. 33) — многопозиционный полуавтомат
с ручной загрузкой. На машине наносится круговая риска, на-
гревается и охлаждается изделие для отколки колпачка термо-
ударом, выполняется предварительное шлифование, снимается
внутренний и наружный фацет, окончательно шлифуется и про-
мывается изделие.
Головка 1 машины состоит из сварной рамы с направляющи-
ми, по которым перемещается бесконечная цепь с 20 патронами.
На раме головки расположены: привод перемещения цепи, эле-
ктродвигатель постоянного тока для вращения патронов в пяти
позициях резки и отколки колпачка, привод вращения стеклоиз-
делий на позициях обработки, два пневмоцилиндра, с помощью
которых разжимаются крепежные патроны в позициях загрузки
и выгрузки стеклоизделий; а также пневмоцилиндры для сбро-
са бракованных стеклоизделий и для поворота изделий на пози-
ции нанесения риски. На головке машины также находятся
пневмораспределители, дроссели и соединительные воздушные
коммуникации.
На столе 2 коробчатой конструкции смонтированы панели с
ручками и кнопками управления, приборы контроля электро- и
пневмоаппаратуры, режущая каретка, траверса с горелками и
охлаждающими форсунками, а также шлифовальная траверса,
В состав шлифовальной траверсы входят три пары шлифо-
вальных головок, установленных на планках и два устройства
для снятия фацета, смонтированных на подвижных панелях.
В свою очередь, планки крепятся двумя винтами с правой и ле-
вой резьбой, что обеспечивает плавную регулировку положения
шлифовальных головок и механизмов снятия фацета в зависи-
мости от диаметра обрабатываемых стеклоизделий.
Шлифовальная головка (рис. 34) представляет собой элект-
родвигатель, ротор которого не только вращается, но и переме-
щается в осевом направлении под действием пневмоцилиндра 4.
89
Рис. 32. Автоматизированная линия ЛОКС-1:
/-машина МСО-1, 2-машина МОС-1, 2-устройство для перестановки изделий, 4-система шестеренок, 5 - ограждение, 6 - устрой-
ство для удаления стеклобоя
Рис. 33. Многопознционный полуавтомат МОС-1:
/ — головка, 2— стол, 3 — станина, 4 — пневмогидрогазовый блок
Рис. 34. Шлифовальная головка машины
МОС-1:
/ — крепежная гайка, 2 —алмазный круг, 3 —
фланец, 4 — пиевмоцнлиндр, 5, 6 — регулиро-
вочные болты
На шпинделе шлифовальной головки установлен фланец 3 и ал-
мазный круг 2, закрепленный на фланце крепежной гайкой 7.
Механизмы (рис. 35) снятия внутреннего и наружного фаце-
та идентичны и представляют собой сварную панель 5, на кото-
рой установлены фацетиру-
ющая головка 4, направляю-
щие ролики 3 и электродви-
гатель 2, передающий дви-
жение абразивной ленте 8.
При обработке изделие при-
жимается пневмоцилинд-
ром 6.
Рассмотрим последова-
тельность операций (рис. 36)
отколки колпачка и обработ-
ки края изделий на машине
МОС-1. Машина МОС-1 —
карусельного типа с преры-
вистым движением стола,
причем при каждой останов-
ке машины выполняется оп-
ределенный комплекс опера-
ций. На позиции 1 рабочий
вручную загружает изделие,
которое закрепляется авто-
матически колпачком вниз в
трехкулачковом реечном
патроне. На позиции 2 на-
носится надрез, а на рози-
циях 3...5 откалывается/ кол-
пачок, который падает под
действием собственной силы
тяжести в бункер для боя.
После охлаждения (позиции
6, 7) изделие передается на
автоматический контроль
высоты (позиция 8). После
промежуточных позиций 9,
10, И изделие на позиции
12 смачивается водой и по-
ступает на шлифование края (позиция 13, 14). На позиции 15
фугуется край, а на позиции 16 — производится фацетирование.
Если необходимо, на позиции 17 производится тонкое шлифова-
ние края. Позиция 18 — заключительная мойка изделия. На по-
зиции 19 машина разгружается. Если машина МОС-1 работает
в составе линии ЛОКС-1, то на позиции 20 изделие с помощью
переставителя передается на машину МСО-1.
Машина МСО-1 (рис. 37) предназначена для автоматической
92
Рнс. 35. Механизм снятия
внутреннего н наружного
фацет машины МОС-1:
1 — шкив, 2 — электродвига-
тель, 3 — направляющие
ролики, 4 — фацетирующая
головка, 5 — панель, 6 —-
пневмоцилиндр, 7 — рычаг,
8 — абразивная лента; / —
положения головки при сня«
тни фацета; а—наружного,
б — внутреннего
моики и отопки края изделии на ножке или полых изделии типа
стакана, работает как в составе автоматизированной линии
ЛОКС-1, так и самостоятельно.
Станина 1 представляет собой сварную раму, закрытую за-
щитными кожухами. На раме неподвижно установлена колонна
3 с мальтийским механизмом 2, привод 11 и пневмогидрогазо-
вый блок 10.
Рис. 36. Последовательность операций отколки колпачка и
обработки края изделий иа машине МОС-1:
/ — загрузка, 2 — надрезка, 3, 4, 5 — отколка колпачка, 6, 7 — ох-
лаждение, <$ —автоматический контроль высоты, 9, 10, // — проме-
жуточные операции, дальнейшее охлаждение изделий, 12 — смачи-
вание изделий, 13, 14 — шлифование, /5 — фугование, 16 — фацети-
рование, /7—доработка края (тонкое шлифование), 18 — проме-
жуточная позиция, окончательная мойка изделий, 19 — ручная раз-
грузка (самостоятельная работа машины), 20 — промежуточная по-
зиция
Поворотный стол 4 с двадцатью вращающимися зажимными
патронами 5 установлен на неподвижной опоре. Патроны пово-
рачиваются реечной передачей от копира. На опорной колонне
находятся отопочный тоннель 7’, кронштейн с механизмом подъ-
ема и опускания тоннеля и цилиндрами 6 для открытия патро-
нов в позициях загрузки и выгрузки изделий. К каркасу тонне-
ля прикреплены блоки горелок 8, положение которых регулиру-
ется с помощью винтовой пары в зависимости от диаметра обра-
батываемых изделий. Патроны с изделиями вращаются в зоне
горелок через цепную передачу от привода 9 постоянного тока.
Моечно-обдувочное устройство состоит из бачка, к которому
подведены воздух и вода, а снизу отводится магистраль к фор-
сункам, расположенным в зоне мойки.
Сушильное устройство — это корпус, внутри которого уста-
новлена газовая горелка и сопло. Через сопло подогретый воз-
дух направляется на изделие. Сопло подбирают в зависимости
от высоты и диаметра обрабатываемого изделия.
Машина МСО-1 может работать в двух режимах: наладоч-
ном и автоматическом, без выдержки и с выдержкой во времени.
94
Загружают машину либо вручную, когда она работает само-
стоятельно, либо с помощью переставителя с машины МОС-1,
когда работает в составе линии ЛОКС-1. Присоска, закреплен-
ная на верхнем рычажном механизме устройства, принимает об-
рабатываемое изделие из патрона, переносит в зону загрузки и
вставляет в патрон сушильно-отопочной машины венчиком вниз.
/—станина, 2 — мальтийский механизм» 3 — колонна, 4 — поворотный стол, 5 — патрон,
6 — цилиндр, 7— ©топочный тоннель, 8 — блок горелок, 9 — привод вращения патронов,
10 — пневмогидрогазовый блок, // — привод
В следующей позиции изделие моется, после чего сжатым возду-
хом из него выдувается оставшаяся влага. Во время перемеще-
ния в следующую позицию изделие обдувается подогретым воз-
духом для окончательного удаления остатков влаги. При пере-
мещении в следующую позицию патрон с изделием поворачива-
ется и изделие венчиком вверх попадает в отопочный тоннель,
где происходит отопка края. В отопочном тоннеле звездочка
патрона входит в зацепление с цепной передачей привода враще-
95
Рис. 38. Пример компоновки поточной ли-
нии предварительной обработки изделий:
1 — печь отжига, 2 —конвейер отколки колпачка,
-3—участок отколки колпачка, 4 — конвейер оп-
лавления края, 5 — участок оплавления края, б —
машина для шлифования края
ния патронов. При выходе из туннеля патрон с изделием пово-
рачивается в исходное положение и изделие венчиком вниз ос-
вобождается из патрона для дальнейшего транспортирования.
Техническая характеристика линии ЛОКС-1: число патро-
нов — 40 шт., высота обрабатываемого изделия без колпачка
(мм); наименьшая — 50,
наибольшая — 250; наи-
большая толщина стенки
обрабатываемого изде-
лия — 2,5 мм; диаметр
обрабатываемого изде-
лия — 40... 150 мм; систе-
ма управления — автома-
тическая; производитель-
ность (шт/ч): наимень-
шая — 900, наиболь-
шая — 1800; габаритные
размеры (мм): длина —
4200, ширина — 2000, вы-
сота — 2000, масса —
4000 кг.
Поточные линии. На
ряде заводов по производ-
ству изделий широкого
назначения устанавлива-
ют поточные линии пред-
варительной обработки,
которые включают в себя
участки отколки колпачка
с механизированным сбро-
сом его, заправки и оп-
лавления края. Компонов-
ка этих линий зависит от
характера производства
и наличия производствен-
ных площадей.
Рассмотрим пример компоновки линии по предварительной
обработке стаканов (рис. 38). Конвейер 2 отделения колпачка,
начинающийся около печи отжига, обычно располагают на бо-
лее высоком уровне, чем конвейер 4 оплавления края. После от-
колки колпачка (положение отколочной горелки по отношению
к изделию показано на разрезе А—Л) изделие переставляется с
конвейера на участок, где установлены машины 6 шлифования
края изделий. Затем изделия передаются на конвейер 4, распо-
ложенный на боле? низком уровне, и на следующей производст-
венной стадии происходит оплавление края (участок 5, на раз-
резе Б—Б показано расположение отопочной горелки при оп-
лавлении) .
Раздел второй
ХУДОЖЕСТВЕННАЯ ОБРАБОТКА
Глава V
МЕХАНИЧЕСКАЯ ОБРАБОТКА
§ 15. Общие сведения о гранении и гравировании
В зависимости от характера рисунка, способа его выполне-
ния и применяемого абразивного материала механическая обра-
ботка холодного стекла подразделяется на гранение и гравиро-
вание. Гранение — способ украшения поверхности изделий
из стекла в холодном состоянии механическим путем шлифован-
ными и полированными плоскостями. Разновидности гранения —
валовое, номерное и широкоплоскостное шлифование, алмазная
резьба.
Гранение используют при украшении таких толстостенных
хрустальных изделий, как вазы, графины, кувшины, пепельницы,
и мелких изделий: украшений, имитирующих драгоценные кам-
ни, подвесок для люстр. Граненые изделия отличаются геомет-
рической точностью плоскостей, их четким очертанием и ровной
линией реза. Гранением украшают также изделия из цветного
стекла. Очень часто художники применяют гранение для отдел-
ки элементов стеклоизделий: ножек рюмок, бокалов, фужеров,
донышек, горловины графинов.
Наносимые на изделия грани могут быть широкими или уз»
кими, полированными и матовыми. Хорошо сочетается широко-
плоскостное гранение с алмазной резьбой, при выполнении ко-
торой мастер создает на поверхности изделия рисунок, состоя-
щий из глубоко прорезанных линий.
Гравированием создают сложнейшие рельефные рисун-
ки на поверхности стекла. Рисунок наносят на внешнюю и внут-
реннюю поверхности изделия.
§ 16. Валовое, номерное, матовое шлифование
Валовое шлифование. При валовом шлифовании срезают
часть внешней поверхности изделия, создавая несложный рису-
нок или орнамент, который состоит из элементов, называемых
«валовым шлифом». Как правило, рисунок оставляют матовым,
не полируя.
4—109
97
Рассмотрим основные валовые шлифы (рис. 39, а...ж). Ям-
ка— это срезы, имеющие правильную окружность по контуру.
Чаще всего ямки располагают в шахматном порядке по окруж-
ности изделия. Перекрывая одну ямку другой получают чешуй-
ку. Срезы продолговатой, элипсовидной формы называют же-
лудочком или оливером. Такие шлифы располагают вокруг из-
делия на одной высоте в один ряд. Лучи — тонкие прорезы, ко-
торые располагают параллельно вертикальной оси так, что края
прорезов соприкасаются друг с другом. Обычно прорезы начи-
Рис. 39. Валовые шлифы:
а — ямка, б — чешуйка, в — оливер, г — лучи, д — куст, е — елочка,
ж — сетка
нают около дна и ведут вверх, заканчивая на произвольной вы-
соте, но не выше середины изделия. Лучи бывают различной ши-
рины и заканчиваются либо на одной высоте, либо ограничива-
ются зигзагообразной кривой. Несколько лучей, исходящих из
одной точки в разные стороны, называются «кустом».
Елочка состоит из продолговатых срезов (листочков), имею-
щих в отличие от оливера острые вершины. Срезы располагают
в два ряда с наклоном друг к другу так, что вершины каждой
пары листочков соприкасаются. Сетку выполняют из узких длин-
ных срезов, которые наносят под углом к оси изделия. Сетку
располагают на внешней стенке изделия на разной высоте.
Прежде чем приступить к нарезанию валовых шлифов, на по-
верхности изделия размечают основной контур узора. Для этого
изделия устанавливают на разметочном столе с повторным кру-
гом, на котором обозначены радиальные линии и концентриче-
ские окружности, облегчающие центровку изделия. Размеры ри-
сунка переносят с чертежа на изделие, пользуясь разметочным
циркулем. Изображение наносят суспензией, состоящей из огне-
упорной глины и воды в соотношении 1:4 (по массе), при помо-
щи кисти с удлиненной щетиной.
98
При разметке изделий массового ассортимента применяют
разметочное устройство. Изделие устанавливают в центрирую-
щую оправку устройства. Затем оправку вместе с изделием опус-
кают. При этом разметочные элементы прижимаются к боковой
поверхности изделия и наносят на нем точки. При возврате оп-
равки в исходное положение разметочные элементы отводят в
сторону, размеченное изделие снимают и устанавливают сле-
дующее. В отведенном положении разметочные элементы сма-
чивают суспензией из глины и воды.
Валовые шлифы нарезают вручную абразивными инструмен-
тами и механизированным способом на различных станках.
Края абразивных инструментов затачивают по-раз-
ному для разных срезов: круглые ямки и широкие оливеры наре-
зают кругом с закругленным краем, причем чем больше диаметр
ямки, тем шире должен быть круг; для выполнения листиков или
лучей используют узкие круги с острым профилем.
При нарезании шлифа рабочий плавно подносит изделие к
режущей кромке вращающегося в вертикальной плоскости кру-
га и прижимает изделие к кругу с определенным усилием до тех
пор, пока не получится срез требуемого размера и формы. Что-
бы получить вытянутый в длину оливер, луч или листок, изде-
лие медленно продвигают вдоль режущей кромки круга навстре-
чу вращению. Нарезав шлиф, шлифовщик поворачивает изделие
на определенный угол в соответствии с разметкой и продолжа-
ет шлифование очередного элемента.
Иногда шлиф полируют теми же приемами, которыми нано-
сили шлифы. Для полирования применяют вертикальные круги
из пробки, войлока или пенопласта и полировочную суспензию
из пемзы и воды (1:2 по массе).
На автоматическом станке одновременно обрабаты-
вают несколько изделий, например 8 или 12 стаканов. Стаканы
помещают в удерживающие вакуумные патроны станка. Патро-
ны-держатели соединены с делительным приспособлением, кото-
рое автоматически поворачивает изделие на определенный угол.
Угол поворота зависит от того, сколько раз требуется воспроиз-
вести данный шлиф по окружности изделия. Например если
шлиф повторяется по окружности изделия 6 раз, то всякий раз
изделие поворачивают на 60°, если 12 раз — то изделие повора-
чивают на 30°.
Каждый стакан обрабатывается своим шлифовальным кру-
гом, все круги работают синхронно. В процессе обработки на них
непрерывно подается вода. Когда срез достигает заданной глу-
бины, патроны со стаканами опускаются вниз и поворачиваются
на установленный угол. При последующем подъеме патронов под
обработку подводится новая площадка изделия.
Получение различных шлифов определяется профилем кру-
га, его расположением по отношению к изделию, а также допол-
нительным движением круга по поверхности стеклоизделия,
4* 99
Наиболее часто на таких станках обрабатывают изделия массо-
вого ассортимента: стаканы, рюмки, фужеры, бокалы. Обычно
на них наносят сетку, прямые или наклонные лучи.
Производительность станков зависит от сложности рисунка и
составляет для валовых шлифов от 40 до 120 шт/ч.
Номерное шлифование. При номерном шлифовании рисунок
составляют из разных валовых шлифов, нарезаемых абразивны-
ми инструментами различных профилей.
Рис. 40. Номерные шлифы:
а — вишня, б — цветок, в — кисть винограда, г — колос
Промышленность выпускает свыше 3 тыс. наименований из-
делий, на которые наносят свыше 600 различных рисунков. Каж-
дой комбинации шлифов присвоен порядковый номер, отсюда и
название этого вида обработки — номерное шлифование. Однако
единого каталога или другого нормативного документа на ри-
сунки нет, поэтому каждый завод присваивает рисункам свои
номера и выполняет эти рисунки в соответствии с техническими
условиями данного завода.
Рассмотрим характерные композиции номерного шлифования
(рис. 40, а...г). Несколько ямок, соединенных стебельком с лис-
тиком, образуют рисунок вишни; сходен с ним цветок; располо-
женные пирамидально ямки со стеблем и листиками — кисть ви-
нограда. Расположив по обе стороны от тонкого стержня неболь-
шие продолговатые надрезы, которые заканчиваются тонким лу-
чом, получают колос.
Сложность рисунка номерных шлифов, выполняемых абра-
зивными инструментами различного профиля, затрудняет созда-
ние автоматических станков для этого вида декоративной обра-
ботки. Поэтому номерное шлифование выполняют вручную на
станках для нанесения алмазной грани САГ или
ШАГ.
Для нарезаний номерных шлифов используют синтетические
абразивные инструменты размером 280—400X20X35 мм из бе-
лого электрокорунда средней твердости, изготовленные на кера-
100
мической связке. Номерной шлиф в зависимости от сложности
рисунка выполняют на 3...4 кругах с различным профилем режу-
щей кромки круга. Например, композицию, изображенную на
рис. 41, выполняют следующим образом. Плоским кругом при
небольшом движении изделия вдоль режущей кромки нарезают
оливеры 2, затем на круге с оттянутой острой кромкой выпол-
няют лучи, которые образуют куст 1. Более тонким кругом с ост-
роугольной кромкой нарезают листики 3 и, наконец, самым тон-
Рис. 41. Последовательность
нарезания номерного шлифа:
1 — куст, 2 — оливер, 3 — лист, 4 —
соединительные линии
Рис. 42. Станок для нанесения
«матовой ленты»:
1 — воронка с песком, 2 — крон-
штейн, 3 — откидная державка, 4 —
подвижный шарнир, 5 — стальные
полоски, 6 — изделие, 7 — резиновая
муфта
ким кругом — соединительные линии 4, двигая изделие вдоль
кромки круга и прижимая его к кругу с одинаковым усилием.
После нарезания номерных шлифов на стенке изделия обра-
зуются матовые площадки, которые полируют так же, как ва-
ловые шлифы.
При нарезании номерных шлифов применяют конвейерно-по-
точный метод, который заключается в том, что один рабочий спе-
циализируется на выполнении одного элемента. Например, но-
мерной шлиф, показанный на рис. 41, выполняют несколько ра-
бочих: один нарезает оливеры, другой — кусты, третий — листи-
ки, четвертый, заканчивая нарезание рисунка, проводит тонкие
соединительные линии. При таком методе обработки изделия
индивидуальное мастерство шлифовальщика превращается в
специфический почерк бригады.
Матовое шлифование. Поверхность изделия обрабатывают
свободным абразивным материалом (песком) или абразивным
инструментом. Образующаяся при этом матовая шероховатая
поверхность, интенсивно рассеивает свет, за счет чего и дости-
гается декоративный эффект. Этим способом наносят в основ-
ном матовые ленты различной ширины в разных сочетаниях на
101
изделия, представляющие собой тела вращения, например ста-
каны, бокалы, рюмки, блюдца, графины. Изделие должно иметь
правильное круглое сечение, иначе лента получается неравно-
мерной, прерывающейся.
Обработку выполняют на станках (рис. 42). На конец веду-
щего вала станка монтируют резиновую муфту 7 или зажим в
зависимости от формы обрабатываемого изделия. На муфту на-
саживают обрабатываемое изделие 6. В зависимости от формы
и размера обрабатываемого изделия муфту заменяют или пере-
ставляют. Для обработки изделий сложной формы вместо рези-
новой муфты устанавливают зажим.
Над вращающимся изделием с помощью подвижного шарни-
ра 4 на кронштейне 2 закреплена откидная державка 3. В этой
державке монтируют стальные полоски 5, которые по ширине и
комбинации соответствуют характеру наносимого рисунка.
При включении станка изделие начинает вращаться. Повер-
нув державки, стальные полоски опускают на поверхность вра-
щающегося изделия. Обработка изделия начинается, когда ра-
бочий слегка прижимает стальные полоски к поверхности из-
делия. Воронка 1, из которой под стальные полоски течет вода
с классифицированным песком, подвешена строго над держав-
кой. Полоски захватывают песок, который прижимается ими к
поверхности изделия и протирает на ней ленту. На подобных
станках можно обрабатывать за смену 2500...3000 стаканов.
§ 17. Широкоплоскостное гранение
Общие сведения. Гранение стекла развивалось на основе спо-
собов огранки драгоценных камней. Широкоплоскостное гране-
ние применяют как для декорирования мелких изделий (бижу-
терии, т. е. женских украшений из материалов, имитирующих
драгоценные камни и металлы, подвесок для люстр), так и круп-
ных изделий (сортовой посуды, художественных изделий из
стекла).
Бижутерия и другие мелкие изделия. Мелкие изделия, обра-
батываемые широкоплоскостным гранением, можно разбить на
три вида: ювелирные камни (стразы) —искусственные камни из
свинцового стекла, имитирующие драгоценные камни (названы
по имени немецкого ювелира Y. Strass), бусы и подвески для
люстр. Грани стразов имитируют грани драгоценных камней,
чаще всего бриллиантов. Бусам и подвескам (рис. 43) придают
самую разнообразную форму. С помощью полированных плос-
костей, расположенных в определенной последовательности, соз-
даются условия для преломления, дисперсии и отражения света,
поэтому стразы блестят, сверкают и вызывают игру света. Для
ювелирных камней используют стекла с наибольшим показате-
лем преломления и дисперсией. Такими свойствами обладают
стекла, содержащие оксиды тяжелых металлов (РЬО, ВаО
102
и т. д.), а также хрустальные стекла, в основном свинцовые с
содержанием РЬО до 35%. В эти стекла также добавляют кра-
сители, чтобы имитировать цвет соответствующих драгоценных
камней: изумруда, рубина, топаза, аметиста.
Стеклянная имитация бриллиантового шлифа — шатон (рис.
44). Нижнюю сторону 3 шатона покрывают тонким, непрозрач-
ным слоем серебра, чтобы вызвать большее отражение света и
тем самым большую игру света на гранях шатона.
Рис. 43. Форма огранки бус и подвесок:
а, в — бусы-жемчужины, б грушевидная подвеска, г — лодочка, д —
дантелька, е — овал, ж — панелька
Обработка стразов заключается в шлифовании и полирова-
нии граней стеклянных заготовок. Размеры обрабатываемых по-
верхностей— от миллиметра до нескольких сантиметров. Стек-
лянные заготовки изготовляют ручным или механизированным
прессованием или прокаткой. Принимая во внимание небольшие
размеры обрабатываемых плоскостей, изделия шлифуют и поли-
руют за один прием, иногда полируют в два приема. Для обра-
ботки применяют естественные и искусственные абразивные ма-
териалы (песчаник, алмаз), крокус и полирит.
103
Станки для широ коплоскостног о гранения
(рис. 45) устроены по принципу станков для огранки драгоцен-
ных камней. Основная часть этих станков — шлифовальный
круг 2 из песчаника в форме цилиндра шириной 50 мм (шлифо-
вальник), который может перемещаться аксиально, что предох-
раняет его от образования бороздок и неравномерного износа.
К поверхности вращающегося шлифовальника подводится при-
способление гребнеобразной формы, к штангам 4 которого смо-
лой прикрепляют заготовку изделия 3 (шатона). Штанги могут
вращаться вокруг своей оси. Подъем, вращение и подведение
штанги с заготовками к шлифовальнику автоматизированы.
Рис. 44. Шатон, отшли-
фованный механизиро-
ванным способом:
грани: 1 — плоская 17-я, па-
нелька, 2 —верхнего ряда,
усеченная пирамида, 3 —
нижнего ряда
Рис. 45. Станок для шлифования
стразов:
1 — поддон, 2 — шлнфовальник, 3 — изде-
лие, 4 — штанга с регулируемым наклоном,
5 — шарнир, 6 — прорезь, определяющая
угол наклона штанги
Постепенно вращая заготовку вокруг оси, шлифуют восемь
плоскостей половины шатона. Затем гребнеобразные приспособ-
ления переставляют на станки полирования.
При полировании используют круги из чугуна, покрытого
слоем эластичного материала, например резины. Этот слой хо-
рошо связывает полировальный крокус. После окончания поли-
ровки заготовку переклеивают на другое устройство и операции
шлифования и полирования восьми граней верхней части шато-
на повторяются в той же последовательности. Процесс изготов-
ления страза заканчивается шлифованием и полированием верх-
ней 17-й грани — панельки.
При изготовлении бус и подвесок заготовки шлифуют ряда-
ми. Для перехода от одного ряда к другому изменяют угол на-
клона приспособления с изделиями. Для окончательной отделки
104
плоскости, создавая ши-
Рис.
46. Изделие, украшенное
широкоплоскостной гранью
бус вместо механического полирования можно применять огне-
вое. Подвески обычно подвергают химическому полированию.
Большинство шлифованных изделий из стекла, из которых из-
готовляют бижутерию, на последней стадии декорируют сереб-
рением нижних граней или напылением соединений с высокой
отражающей способностью в вакууме, иногда — золочением,
люстрированием или ирризацией при нагревании.
Крупные изделия. У крупных изделий широкоплоскостным
гранением с поверхности срезают часть
рокие грани. Сочетание и характер
граней зависят от замысла худож-
ника и мастерства гранильщика.
Особенно красивы вазы для фрук-
тов, печенья, конфет, грани которых
имеют геометрическую форму при
соблюдении всех размеров исходно-
го рисунка (рис. 46). Нередко гра-
нями украшают лишь горло или
плечи графинов, утолщенную часть
дна изделия — залив. Обычно грани
заканчиваются на одной высоте по-
верхности изделия прямым обрезом
или овальными закруглениями, ко-
торые называются пальцами или по-
лупальцами.
Изделия, предназначенные под
обработку широкой гранью, часто
выдувают в граненую форму, соот-
ветствующую конфигурации изде-
лия, для того, чтобы при гранении
снимать меньший слой стекла. Если
изделия отливают в форме, не передающей конфигурацию гра-
нения, толщину изделий устанавливают с учетом того, что при
гранении будет снят значительный слой. Обычно изделия гранят
на 9, 10, 12 и 18 граней. Чем меньше граней, тем больший слой
снимают при гранении и тем толще должны быть стенки изделий
при выдувании.
Широкие грани нарезают в три стадии: грубое шлифование
(гранение или обдирка), тонкое шлифование (дистировка) и
полирование. Грубое, тонкое шлифование и полирование выпол-
няют на одних и тех же станках одинаковыми приемами, но
разными абразивными материалами и инструментами. Простей-
шие по форме изделия обрабатывают на шайбочных станках
ШР, ШО, более сложные — последовательно на шайбочных гра-
нильных или только на гранильных.
Шлифовальные станки ШР и ШО служат для гру-
бого и тонкого шлифования и полирования (эти станки назы-
вают планшайбами). Марка станка кроме букв включает в себя
105
цифры, соответствующие максимальному диаметру шлифоваль-
ного круга. Например, марка ШР-350 расшифровывается — шли-
фовально-ручной с кругом диаметром 350 мм, ШО — шлифо-
вально-обдирочный. Эти станки имеют частоту вращения 500...
5000 об/мин, линейную скорость до 13 м/с, станки ШР-500 —
частоту вращения 500...900 об/мин, линейную скорость 20 м/с.
Рис. 47. Траектория движе-
ния руки шлифующего при
шлифовании плоской грани
(а — исходное положение)
Рис. 48. Гранильный станок для
иаиесеиия широкоплоскостиой гра-
ни:
1 — корпус, 2 — кожух, 3 — круг. 4 —
поддон, 5—клииоременнай передача,
6 емкость, 7— электродвигатель
Для грубого шлифования на станки устанавливают круги из
чугуна или мягкого железа. Чугунные круги лучше удерживают
на поверхности абразивный порошок и меньше изнашиваются.
Шлифовальные круги должны иметь хорошо обработанную ров-
ную и гладкую поверхность. Для дистировки применяют пори-
стые диски из природного песчаника.
В процессе грубого шлифования на чугунном круге грань на
поверхности изделия приобретает геометрически правильную
форму, при этом снимается большой слой стекла. На вращаю-
щийся шлифовальный круг подается суспензия из воды и песка,
сначала более крупного, затем более мелкого. Шлифование бо-
лее мелким абразивом необходимо для того, чтобы устранить
глубокие сколы и царапины, образовавшиеся при шлифовании
крупным абразивом, и подготовить изделие к дистировке.
Шлифовальщик перемещает обрабатываемое изделие по по-
верхности круга по определенной траектории (рис. 47). Движе-
ние рук должно быть направлено в сторону, противоположную
вращению диска. Кроме того, изделие вращают вокруг оси, про-
ходящей перпендикулярно наносимой грани. Сначала изделие
шлифуют на кругах большего, а затем меньшего диаметра.
106
Качество дистировки зависит от структуры песчаникового
шлифовального круга и его рабочего состояния. Камень, исполь-
зуемый для изготовления круга, должен быть однородным, без
прослоек иной структуры, посторонних включений и раковин.
Горизонтальная поверхность круга должна быть ровной. Дисти-
ровку выполняют теми же приемами, что и грубое шлифование.
После дистировки изделие должно иметь ровную, шелковисто-
матовую поверхность. Следы дистировки, возникающие при ис-
пользовании неочищенного абразива, удаляются с большим тру-
дом.
Образованные грани полируют в два этапа иа станках
ШР.
Первый этап — мокрое полирование на деревянном круге
(шайбе). Деревянные круги изготовляют из хорошо просушен-
ной древесины тополя, ветлы, липы, ольхи, осины или пробки не-
посредственно на заводе. Делают это так. Бревно распиливают
на круги, которые затем раскалывают на секторы. Из 5...8 сек-
торов склеивают круг так, чтобы волокна дерева шли параллель-
но оси вращения круга. В середину круга врезают деревянный
многоугольник, число сторон которого соответствует числу сек-
торов. В центр многоугольника заливают свинец в виде втулки
для насадки круга на шпиндель станка. В качестве полирующе-
го материала применяют суспензию пемзы состава 1:2 по мас-
се. Линейная скорость полировального круга на этом этапе 6...
10 м/с.
Второй этап — полирование на круге из более твердых пород
дерева, например груши, или войлочном. В качестве абразива
используют трепел или полирит. Очень большое значение на
этом этапе имеет структура поверхности полировального дис-
ка — он должен хорошо удерживать полировочный материал.
Линейная скорость вращения круга на этом этапе 5...7 м/с.
Грани на изогнутых, фасонных поверхностях, в местах, не
доступных для плоского круга шлифуют и полируют на гра-
нильных станках (рис. 48). На горизонтальный шпиндель
станка насаживают круг 3 плоского профиля, вращающийся в
вертикальной плоскости. Для грубого шлифования используют
железные круги, для дистировки — песчаниковые, полирова-
ния— деревянные или пробковые.
Железные шлифовальные круги изготовляют из самого мяг-
кого железа; их диаметр 450...600 мм, линейная скорость 4,5...
7 м/с. Кромку железных кругов затачивают в зависимости от
конфигурации обрабатываемой поверхности: форма края долж-
на повторять форму обрабатываемой поверхности. Например, ес-
ли необходимо нанести грани на ножку вазы, имеющую изогну-
тую форму, прежде всего изготовляют оправку, повторяющую
все изгибы данной ножки. Затем, прикладывая оправку к кром-
ке железного круга, на металлорежущих станках придают шли-
фующей кромке круга соответствующую конфигурацию.
107
В процессе гранения на круг непрерывно подается смесь пес-
ка с водой из резервуара, расположенного непосредственно над
вращающимся кругом. Круг расположен в защитном кожухе-
корыте, где собирается отработанный абразив, который по лотку
самотеком стекает в емкости.
В процессе работы рабочий плавно подводит изделие к кру-
гу, чтобы на границе грани не получились выколки. Затем при-
жимает изделие к кромке круга с одинаковым усилием без пе-
рекоса по всей площади обрабатываемой грани таким образом,
чтобы наибольшая часть обрабатываемой поверхности касалась
кромки круга. Наибольшая производительность достигается в
том случае, если круг вращается в направлении от рабочего.
На гранильных станках можно обрабатывать грань на всю
высоту изделия или на часть высоты, получая полупальцы. Если
шлифовальщик отнимает изделие от кромки режущего круга
резким движением, грань заканчивается прямым обрезом, если
медленно и постепенно, то образуемая грань заканчивается
плавным овальным краем. При нанесении полупальцев изделие
в руках шлифовальщика всегда находится в таком положении,
что круг сошлифовывает его своей нижней частью, а работаю-
щий смотрит на изделие сверху вниз. Такой метод называется
обработкой «низом».
Для дистировки на гранильном станке вместо железного кру-
га устанавливают круг из натурального песчаника. К этому кру-
гу предъявляются те же требования, что и к кругам, используе-
мым при дистировке на шлифовальных станках. Кромке дистиро-
вочного круга гранильного станка придают ту же форму, что и
кромке железного. Окружная скорость этих кругов выше, чем
железных. Обрабатывают изделие описанными приемами. Наи-
лучшие результаты и наивысшая производительность достигает-
ся при скорости 7 м/с.
Для полирования граней на гранильном станке устанавлива-
ют деревянные круги, такие же, как при полировании на стан-
ках ШО и ШР, лучше из ветлы, ольхи или осины. В качестве по-
лирующих материалов используют полирит или оксид хрома.
Ножки и донышки изделий обрабатывать наиболее сложно,
так как тонкие ножки ломаются из-за вибрации круга, а доныш-
ки при неосторожных движениях откалываются. Поэтому при
нанесении грани на ножку одной рукой берут изделие за корпус,
а другой — за донышко. В момент обработки изделие распола-
гают горизонтально по отношению к режущей кромке круга, за-
тем слегка прижимают ножку к кругу и свободным движением
рук вправо и влево гранят и полируют поочередно нужное ко-
личество граней (как правило, шесть). Иногда для большей со-
хранности ножек перед обработкой на изделие надевают резин-
ку, которая стягивает пойло (верхнюю часть рюмки) и донышко.
Изделия с ножкой обрабатывают на ободе вертикальных
шлифовальных кругов в три стадии: первая и вторая стадии —
108
на алмазных кругах различной зернистости, третья стадия —
полирование на пенопластовом круге. Наилучших результатов
достигают при гранении ножек на станках САГ и ШАГ,
предназначенных для выполнения алмазной резьбы на стекле
(см. § 18).
Для нарезания плоских прямых граней на изделия простой
формы (стаканы, чаши, бокалы) созданы механизирован-
ные станки, но все они в принципе повторяют конструкцию
ручного гранильного станка, и приемы работы на этих станках
те же, что на ручных.
На механизированные станки устанавливают круги большего
диаметра, зернистость круга определяется скоростью его вра-
щения, структурой и формой обрабатываемой грани. Против
круга находятся зажимные патроны, в которые помещают изде-
лия так, что боковая поверхность располагается точно против
круга. Патроны приближаются вместе с изделием к вращающе-
муся кругу и прижимают изделие с достаточным усилием к
кромке круга. В момент, когда глубина среза стекла с поверх-
ности изделия достигает заданной величины, т. е. когда образу-
ется грань необходимой формы, патрон автоматически отводит-
ся от круга и при помощи делительного устройства поворачива-
ется на угол, соответствующий числу граней. Например, если не-
обходимо нарезать 6 граней, то изделие поворачивается на 60°,
12 граней — на 30°, 24 грани — на 15°. После этого патрон воз-
вращается к шлифующей кромке круга и процесс повторяется
до тех пор, пока на изделие не будет нанесено нужное число гра-
ней. Производительность таких станков достигает 20...40 изделий
в час.
§ 18. Общие сведения об алмазной резьбе
Виды прорезов и композиция рисунка. Алмазная резьба —
это выемочная поверхностно-рельефная обработка, в результате
которой в толще стекла остаются продолговатые остроугольные
прорезы, образующие рисунок или орнамент (рис. 49). Прорезы
называются глубокой алмазной гранью или просто алмазной
гранью. Термины «алмазная резьба», «глубокая алмазная резь-
ба» заимствованы из ювелирного дела, так как приемы такой
обработки стекла напоминают обработку драгоценных камней.
В отличие от граней, создаваемых при широкоплоскостном
гранении (рис. 50, а), глубокая алмазная грань (рис. 50, б)
представляет собой призму, вершина которой направлена в тол-
щу стенки изделия. Алмазная грань образуется в результате пе-
ресечения плоскостей, срезаемых кругом. Луч А света (рис. 51),
падая на одну из сторон грани, частично проходит, преломляясь
(луч Ai) сквозь нее, а частично отражается (луч В). Отражен-
ный луч падает на вторую плоскость грани и снова отражается
от нее (луч С). Подобный ход светового луча и создает игру
109
света на поверхности алмазной грани, плоскости которой явля-
ются как бы внутренними плоскостями отражения. И чем выше
показатель преломления стекла, тем большее количество света
Рис. 49. Изделия, украшенные алмазной гранью:
/—«прорезные линии, 2— куст (листнки), 3 — звездочка, 4 — мелкая насечка
(многожилка), 5 —шарик (линза), 6 — зубчатый край
Рис. 50. Поперечные сечения граней:
а — широкоплоскостиого гранения, б — алмазной резьбы; I —
грани, 2 — резьба
отражается от плоскостей алмазной грани и тем заметнее игра
света на них.
Длинные клинообразные прорезы на боковых стенках изде-
лия— это оптические призмы, в которых могут отражаться де-
тали окружающих их рисунков. Для этого прорезы нужно распо-
лагать друг к другу под определенным углом. Необходимый угол
ПО
грани рассчитывают по упрощенной
формуле 0—2 arcsin 1/л, где 0 —
угол схождения плоскостей грани,
п — показатель преломления стекла.
Так, при выполнении алмазной резь-
бы на поверхности простого натрий-
кальцийсиликатного стекла (п =
= 1,53) угол схождения граней не
должен превышать 100°, а на изде-
лиях из свинцового хрусталя (л =
= 1,70) — 120°. Наибольший эффект
игры света на гранях достигается
при угле схождения граней 90...98°.
Углы схождения граней контролиру-
ют калибрами. Набор (рис. 52) со-
стоит из калибров с углами от 75
до 110°.
Рис. 51. Ход луча, падающего
па плоскость алмазной грани:
А—падающий, В — отраженный от
первой плоскости, С — отраженный
от второй плоскости, Л] и Въ — пре-
ломленные
Опытным путем были найдены эмпирические формулы для
расчета профиля рисунка и угла заточки абразивного круга
(рис. 53) для стекол с показателем преломления п=1,53, т. е.
Рис. 52. Набор калибров
для контроля углов
схождения плоской грани
Рис. 53. Схема для расчета профиля
и угла заточки шлифовального круга:
углы: а — призмы грани, £ — режущего
профиля круга; А В — расстояние между
призмами грани; ВС —ширина прореза-
емой грани; L— толщина стенки изделия;
h — глубина грани, £> —внешний диаметр
изделий
сортового стекла. Если а — угол призмы грани; р — угол режу-
щего профиля шлифовального круга, т. е. угол вреза; АВ — рас-
стояния между призмами граней; ВС — ширина грани, I; L —
толщина стенки изделия; h— глубина грани; D — внешний диа-
метр изделия, тогда AB~2(L—ft);
sin 0=2D/V2(D - 2A)2+4F;
I = 2Dh[\A{p^2h^^Ah^.
Ill
Алмазной резьбой создается ограниченное количество ком-
бинаций. Основные отличия этого вида декорирования заключа-
ются в густоте и плотности рисунка, а не разнообразии проре-
зов. Например, изделия, представленные на рис. 49, украшены
алмазной резьбой, состоящей из основных элементов: кустов 2,
звездочек 3, прорезных линий 1, мелкой насечки 4, шариков 5,
зубчатого края 6.
Наиболее распространенные следующие сочетания элементов
и рисунков алмазной резьбы.
Элементы и рисунки алмазной резьбы
Луч, прямая грань, расширяю-
щаяся от одного конца к дру-
гому
Чешуйчатая грань с односто-
ронним радиусом, закругленная
Насечки — короткие грани (ни-
тевидная,, средняя, крупная)
длиной до 30 мм
Ромб (а), квадрат (б), тре-
угольник (в), прямоугольник
(г), шестиугольник (д)
Листики: простой (а) — одна
средняя или крупная грань;
сложный (б) — сочетание сред-
них и крупных граней
Кусты — совокупность простых
листиков (коротких или удли-
ненных), исходящих из одной
точки
112
Овал, эллипсообразиая замкну-
тая линия
Нитевидные грани, клинообраз-
ные, шириной до 1,5 мм могут
быть горизонтальными, верти-
кальными, наклонными
Грани: средние (а) шириной
2... 4 мм;
крупные (б) шириной
больше 4 мм
Спираль — сочетание средних и
крупных граней, наклоненных к
вертикальной оси не менее 45°
°)
Г//#//#//#//#//Л
KZ/7/#//Z//Z//#/Z
Сетки — совокупность пересече-
ний нитевидных или средних:
граней:
простая (а) — в каждом пере-
сечении 2 или 3 грани;
сложная (б) —4 грани;
с камнем (в)—орнамент —
восьмигранный камень;
паутинка (г)
ИЗ
Звезды — из граней, исходя-
щих из одной точки и располо-
женных по окружности или эл-
липсу:
звездочка (а) — из нитевидных
граней;
простая звездочка (б)—4 ... 8
лучей из средних или крупных
граней;
сложная (в) — больше 8 лучей
о)
Звезды из пересекающихся гра-
ней:
простые (а), 5...8 — угольные;
сложная с камнем (б)—мно-
гоугольная с ограненным мно-
гоугольником в центре
Медальон — вписанная в ок-
ружность или многоугольник
сложная звезда с камнем;
в центре —- многолучевая звезда
или геометрическая фигура
И4
Челноки •— соединения и пере-
сечения дуг из средних и
крупных граней:
простой (а);
сложный (б) — сдвоенные или
строенные дуги, в центре рису-
нок
«Снежинки» — нитевидные гра-
ни или лучи, исходящие из од-
ной точки или образующие сим-
метричные фигуры вокруг цен-
тра симметрии
«Астра» — больше 12 чередую-
щихся одиночных листиков из
крупных и средних граней с
участком гладкого стекла в
центре
«Подсолнух» — плотнорасполо-
женные по окружности листи-
ки; центральная часть заполне-
на простой или сложной сеткой
«Роза» — совокупность чешуй-
чатых граней
115
«Русский камень» — 8-гранный,
образованный пересечением
восьми сдвоенных параллель-
ных граней
«Ромашки» — плотнорасполо-
женные листики вокруг ямки:
мелкая (а) — листики из сред-
них граней;
крупная (б) — из крупных гра-
ней
Профиль прорезаемой грани определяется профилем режу-
щей кромки применяемых для резьбы алмазных кругов. Наибо-
лее распространена резьба клиновидного профиля. Эти прорезы
выполняют кругами клинообразными режущими кромками (рис.
54, а, б). Такими кругами наносят прорезные линии, выполняют
звезды и кусты. Клиновидными прорезами соединяют элементы
орнамента. Круги с закругленной режущей кромкой применяют,
если хотят получить прорезы с плавным, закругленным профи-
лем. Широкими кругами с более тупым профилем (рис. 54, в)
нарезают шарики, которые образуют на поверхности изделия
линзы. Этот элемент резьбы назван так, потому что все предме-
ты, находящиеся за ним, кажутся уменьшенными. Узкими кру-
гами с более оттянутой дугообразной кромкой (рис. 54, г) про-
резают линзы в форме эллипса — оливки или оливеры. Для на-
резания граней, которые имеют одну наклонную плоскость, а
вторую под прямым углом к стенке изделия используют круги с
острой кромкой (рис. 54, д). При помощи ровных кругов (рис.
54, е) делают ровные прорезы прямоугольного профиля. Эти
круги используют в основном на вспомогательных операциях.
Многожильные круги (рис. 54, ж) представляют собой как бы
несколько тонких кругов клинообразного профиля, соединенных
вместе. Этими кругами за один проход нарезают сразу несколь-
ко неглубоких прорезов клинообразного профиля, наносят мел-
кую насечку. Таким образом, в зависимости от профиля режу-
щей кромки круга различают следующие виды прорезов: клино-
образный, острый, плоский, желобчатый и многожильный, ша-
116
рик, оливку. При перемещении изделия вдоль режущей кромки
круга оливка превращается в желобчатый прорез. Во всех ос-
тальных случаях название прорезов сохраняется и повторяет
название профиля режущей кромки, даже когда изделие продви-
гают вдоль кромки вращающегося круга.
Наиболее распространена резьба граней клиновидного про-
филя. Довольно часто используют и желобчатые линии. Как пра-
вило, глубина желобчатых линий бывает меньше глубины кли-
нообразных прорезов. Короткие желобчатые прорезы имеют вид
овальных углублений, очертания которых зависят от парамет-
ров круга: при меньшем диаметре круга эти углубления получа-
ются глубже.
Рис. 54. Профили режущих кромок кругов и выполняе-
мые ими прорезы:
а, б — тупой и острый клинообразные, в, г — с закругленными
кромками, д — острый, е — ровный, ж— многожильный
При выполнении рисунка, состоящего из прямых желобчатых
и других криволинейных элементов, часто сталкиваются с таки-
ми трудностями, как соскальзывание круга, что приводит к ис-
кажению формы прореза. Это происходит, когда изделие не-
плотно прижато к режущей кромке круга.
Криволинейные элементы алмазной резьбы бывают замкну-
тые, кривоволнистые или дугообразные. При нанесении рисунка,
содержащего криволинейные элементы, радиус кривизны проре-
заемой линии должен, как минимум, равняться радиусу применя-
емого круга. Если радиус круга меньше радиуса кривизны эле-
мента, то возникает опасность прорезать наружную плоскость
формируемого элемента. Чтобы этого не произошло, при выпол-
нении криволинейных элементов пользуются только острозато-
ченными кругами и весь рез проходят за один прием. В .криво-
линейных элементах внутренняя сторона кривого прореза полу-
чается более узкой.
117
Если при декорировании изделия алмазной гранью применя-
ют прямые или криволинейные прорезы только одного профиля,,
то рисунок на поверхности такого изделия выглядит однообраз-
ным. Чтобы разнообразить рисунки и орнаменты алмазной резь-
бы, часто используют комбинации различных прорезов. Наибо-
лее эффектны комбинации прорезов из коротких линий, или, как
их еще называют, следов. След от круга образуется, если изде-
Рис. 55. Комбинации (/—VIII) алмазной резьбы (буквами обо-
значены профили кругов, показанных на рис. 54)
лие равномерно прижимать к режущей кромке круга без малей-
шего движения изделия вдоль этой кромки. Отдаленно эти сле-
ды напоминают рисунки номерных шлифов.
На рис. 55 показаны комбинации различных прорезов (/-—
виды сверху, 2 — их боковые профили). Если узким кругом с
клинообразной кромкой сделать два коротких перпендикуляр-
ных прореза, то образуется комбинация I, напоминающая цве-
ток. Два перекрывающихся следа от широких кругов с закруг-
ленным профилем образуют фигуру II. Композиция III получа-
ется при нанесении двух перпендикулярных прорезов от узких
кругов с закругленными профилями. Фигура IV составлена из
двух перпендикулярных следов от острого круга. Сочетанием
следов двух кругов различного профиля можно получить еще
более разнообразные фигуры: например, рисунок V состоит из
118
Рис. 56. Пересечение клино-
образного прореза с проре-
зами различного профиля:
1 — вид сбоку, 2 — вид сверху
перпендикулярных следов от узкого клинообразного круга и сле-
да от широкого круга с закругленным профилем, фигуру VI по-
лучают сочетанием следа от узкого круга с закругленным про-
филем и двух расположенных перпендикулярно первому следу
прорезов от острого круга, причем следы от острого круга рас-
полагают на некотором расстоянии друг от друга. Если скомби-
нировать два перпендикулярных эллипсовидных следа от кру-
га с закругленным профилем с круг-
лым следом от широкого круга того
же профиля, получится фигура VII.
При составлении комбинаций может
быть использовано и большее число
прорезов — так, комбинация VIII со-
стоит из пяти следов: четырех от ост-
рого круга, которые расположены по-
парно перпендикулярно друг другу и
одного круглого от широкого дугооб-
разного круга. Следы от острых кругов
располагаются на небольшом расстоя-
нии друг от друга.
При взаимном пересечении проре-
зов образуются призмы различной
формы. Например, при пересечении
клинообразным прорезом под прямым
углом граней различного профиля об-
разуются следующие грани (рис. 56).
После продольных прорезов клинооб-
разных а, желобчатых б и острых в
профилей перпендикулярно им вдоль
оси изделия сделан один клинообраз-
ный прорез. Каждая группа прорезов составлена из граней раз-
личной глубины: глубина прорезов а и продольного — одинако-
вая (показано пунктиром на сечении /), прорез б мельче про-
дольного, прорез в — глубже. На сечении 2 показан вид сверху
получаемых призм. Таким образом, рисунок призмы зависит не
только от профилей пересекающихся граней, но и от глубины
пересекающихся прорезов. При пересечении прорезов одинако-
вой глубины образуются правильные строгие контуры фигуры
пересечения. Если пересекается более мелкая грань, то в конту-
ре призмы преобладает прорез продольной грани, и, наоборот,
при пересечении с более глубоким прорезом более заметна часть
глубокой грани.
Стадии обработки. Алмазную грань наносят на изделие в од-
ну либо в две стадии. Первая стадия — грубое шлифование (об-
дирка). На этой стадии прорезают основной профиль грани, уда-
ляя основную часть стекла. Вторая стадия — тонкое шлифова-
ние (дистировка). Нарезаемую грань доводят до заданных гео-
метрических параметров. Число стадий зависит от вида и глу-
119
бины грани. Так, криволинейные грани, грани глубиной менее
4 мм и многожильные выполняют за один проход круга, сочетая
сразу обдирку и дистировку, в остальных случаях — в две ста-
дии.
Выбор и подготовка алмазного инструмента. Выбор и подго-
товка алмазного инструмента зависят от технологических опе-
раций, размеров изделий, вида стекла (обычное или хрусталь-
ное).
Производительность процесса и качество обработки повы-
шаются с увеличением окружной скорости кругов, так как по-
верхность изделий получается менее шероховатой. К тому же
снижается опасность выколки краев прорезаемых линий. Одна-
ко при чрезмерном увеличении скорости круга происходит при-
жог, т. е. местный перегрев стекла.
При установившемся режиме механической обработки любая
точка на поверхности изделия движется равномерно. Путь (м/с
или мм/с), пройденный ею за единицу времени, есть скорость
движения этой точки v=S/t, где 5 — длина пути, пройденного-
точкой в процессе обработки, t — время обработки.
Скорость движения любой точки на поверхности режущей
кромки круга можно определить двумя способами. Пусть рас-
стояние от данной точки до оси вращения равно г, а время, за
которое круг делает один оборот, равно t. Тогда путь, пройден-
ный выбранной точкой за один оборот круга, будет 3 = 2лг, а
скорость v—2nr/t.
Полученную скорость называют окружной скоростью враще-
ния или линейной скоростью, она относится только к точкам,
расположенным на поверхности круга на расстоянии г от оси
вращения круга.
Часто скорость вращательного движения выражают значе-
нием угла, на который данная точка повернулась относительно
оси вращения за единицу времени. Выраженную таким образом
скорость называют угловой скоростью вращения. Ее определяют
по формуле (о=ф/£, где — угол поворота вращающейся точки,
град (рад), со — угловая скорость, град/с (рад/с), t— время, с.
Угловая скорость точек вращающегося тела не зависит от рас-
стояния их от оси вращения.
Угловую скорость также измеряют частотой вращения в се-
кунду или минуту и обозначают буквой п. Зная линейную ско-
рость v (м/с) точки на поверхности вращающегося круга диа-
метром D (мм), можно определить частоту вращения в минуту
n==wX1000‘60/jtZ) (об/мин), или, наоборот, зная частоту вра-
щения в минуту и диаметр круга, можно установить линейную
скорость (м/с) точки v — nDn/ 1000X60.
Опытным путем установлено, что оптимальная окружная ско-
рость круга 9,5 м/с. Следовательно, для круга диаметром
400 мм частота вращения не должна превышать 450 об/мин, а
для кругов диаметром 150 мм — 1200 об/мин. Окружная ско-
120
рость круга зависит от частоты вращения и диаметра круга
(табл. 3).
Режим резания подбирают таким образом, чтобы в процессе
работы в зоне обработки, т. е. при контакте круга и изделия из
стекла, не возникало искрения.
Все поступающие на завод абразивные инструменты должны
соответствовать требованиям ГОСТа. Качество поступающих
кругов проверяет технический отдел завода-потребителя.
Таблица 3. Окружная скорость, м/с, круга в зависимости
от его частоты вращения и диаметра
Диаметр, мм
Частота вращения об/мии 60 75 100 150 200 250 300 350 400
370 1,16 1,46 1,95 2,93 3,94 4,9 5,85 6,79 7,76
520 1,63 2,03 2,72 4,07 5,45 6,82 8,2 9,52 10,88
640 2,00 2,50 3,97 5,02 6,75 8,50 10,01 11,75 13,43
855 2,68 3,35 4,50 6,00 9,00 11,20 13,35 15,66 17,89
1100 3,45 4,32 5,75 8,65 11,5 14,40 17,00 20,14 23,00
1430 4,49 5,63 7,50 11,20 15,0 18,80 22,30 26,19 29,93
Прежде всего круги очищают от консервирующей смазки и
проверяют соответствие маркировки круга паспортным данным.
Если при осмотре устанавливают, что круг не соответствует тре-
бованиям нормативных документов, составляют акт и вызыва-
ют представителей завода-изготовителя.
Перед установкой круга (кроме алмазных) в станок сначала
определяют, нет ли в круге трещин. Для этого круг осматрива-
ют и простукивают деревянной палочкой. Круг без трещин из-
дает звонкий звук, с трещинами — глухой. Круг с трещинами от-
браковывают, без трещин — испытывают на механическую проч-
ность, устанавливая в станок, снабженный защитным кожухом
повышенной прочности и расположенный в отдельном помеще-
нии. Круг приводят во вращение с окружной скоростью, вдвое
превышающей рабочую. Испытание продолжается 10...15 мин.
Если круг не разрушается, его испытывают на статическое
равновесие. В процессе этого испытания выясняют, не смещен
ли центр тяжести круга от оси вращения. Даже незначительное
смещение приводит к тому, что в процессе вращения различные
точки режущей кромки будут совершать движение по разным
кругообразным траекториям. Это, в свою очередь, вызовет осе-
вое биение круга, так как масса круга по-разному располагает-
ся относительно центра тяжести и не позволит прорезать грань
на поверхности стекла на одинаковую глубину.
Статическое равновесие кругов проверяют на балансировоч-
ном станке (рис. 57). Станок состоит из подставки 6 с регули-
ровочными винтами, на которой закреплены несущие плечи 7.
121
Коромысло 10 опирается на планки 5. Перед измерением гори-
зонтальное положение прибора проверяют уровнем. Ползунок
3 с чашей для гирь устанавливают по шкале 2 коромысла на
диаметр испытываемого круга, затем коромысло уравновешива-
ют грузом 9. Балансировочный шип с отцентрированным кругом
кладут на поворотные ролики и легким толчком руки приводят
во вращение. После его остановки на периферии режущей кром-
ки отмечают самое низкое место. Эту операцию повторяют не
Рис. 57. Схема балансировочного станка:
1 — шлифовальный круг, 2 — шкала, 3 — ползунок, 4 — ры-
чаг, 5 — планка, 6 — подставка, 7 — несущие плечи, 8 — опор-
ная планка, 9 — груз, /0 — коромысло, // — установочный
винт
менее четырех раз. Если отмеченные места равномерно распо-
лагаются по кромке круга, то это значит, что центр тяжести кру-
га находится точно на оси вращения в его геометрическом цент-
ре, т. е. круг можно считать статически уравновешенным и он
годен к эксплуатации. Круг считается неуравновешенным, если
его центр тяжести лежит вне оси вращения.
Отклонение определяют как произведение силы тяжести кру-
га на расстояние центра тяжести от оси вращения. При баланси-
ровке такого круга нанесенная на режущей кромке метка будет
приходиться при его остановке всегда на одно и то же место,
т. е. на самое низкое положение, куда смещена вся тяжесть кру-
га. В этом случае круг поворачивают в направлении часовой
стрелки на 90° от сделанной в самом низком месте отметки и
закрепляют круг в этом положении установочным винтом 11.
Затем освобождают блокирующий рычаг и коромысла и, посте-
пенно увеличивая груз в чашке, добиваются равновесия. Величи-
на добавочного груза, выраженная в граммах, дает величину ста-
тического равновесия.
122
Подготовка к работе алмазных кругов состоит из монтажа
круга во фланце, предрабочей правки, балансировки и установ-
ки в станке. При монтаже посадочное коническое отверстие кру-
га фланца подгоняют по калибру пробки с доведением контакта
не менее 85%, причем диаметр фланца должен составлять не
менее 60% от диаметра круга.
Рис. 58. Острый круг и нарезаемая им грань (с) и круг с
затупившейся кромкой и соответствующая ему грань (б):
1 — шлифовальный круг» 2 — неиспользуемая часть кромки, 3 — на-
ибольший износ, 4— алмазная грань
Предрабочая правка алмазного круга проводится в случае
биения рабочих поверхностей новых кругов. Круги правят в уст-
ройствах, которые монтируют на универсальных заточных стан-
ках повышенной точности или установках по правке абразивного
инструмента, входящего в комплект станков для алмазной резь-
бы. В процессе правки алмазный круг должен вращаться со ско-
ростью 4...8 м/с, а круг для правки — 28...35 м/с при расходе во-
ды 10...20 л/ч. В качестве правящего инструмента используют
круги из карбида кремния или электрокорунда зернистостью
10...25.
Новые круги балансируют на статическом балансировочном
стенде. Допустимая погрешность балансировки определяется
ГОСТ 10356—63. Подготовленный алмазный круг устанавлива-
ют на коническую поверхность шпинделя станка таким образом,
чтобы боковая поверхность круга была перпендикулярна оси
вала. Снимают круг вместе с фланцем, отвинчивая болт-съемник.
При этом запрещается наносить удары по корпусу круга или по
фланцам.
Износ инструмента. В процессе работы абразивные инстру-
менты (рис. 58, а) изнашиваются особенно интенсивно в центре
режущей кромки 3 и на границе выхода грани на ровную по-
верхность изделия. В результате износа круга или его затупле-
ния нарезаемая грань (рис. 58, б) утрачивает четкую конфигу-
123
рацию и заданные геометрические параметры. Износ круга на
краю выхода грани на ровную поверхность наибольший у не-
правильно подобранных по ширине кругов: если круг намного
шире нарезаемой грани, то его большая часть 2 остается неис-
пользуемой, что и приводит к износу боковой кромки режущей
части и снижает производительность резания.
В процессе резания круг засаливается: частички стекла по-
падают между абразивными зернами и при перегреве режущей
кромки круга приплавляются к зернам. В результате абразив-
ная частичка как бы обволакивается стеклом, что приводит к
потере режущей способности, так как круг начинает скользить
по поверхности изделия.
При износе круга свыше допустимой нормы (профиль грани
контролируют калибрами) или его засаливании круг правят,
т. е. восстанавливают первоначальные геометрические размеры
и очертания. При этом добиваются, чтобы после правки поверх-
ность режущей кромки круга была абсолютно гладкой, иначе на
гранях обрабатываемых изделий появятся царапины, которые
трудно, а иногда и невозможно удалить при полировании.
Круг правят по мере износа, а также в начале каждой сме-
ны. В процессе работы через каждые 30...60 мин рабочую по-
верхность вращающегося круга очищают бруском из зеленого
карбида кремния или электрокорунда зернистостью 8... 12.
Смазочно-охлаждающие жидкости. В процессе гранения на
режущую кромку круга непрерывно подается вода. Она не
только предотвращает нагрев круга и изделия во время их
контакта, не только удаляет частицы сошлифованного стекла
(т. е. предотвращает засаливание круга), но и способствует
разрушению стекла при скалывании его частиц режущей кром-
кой круга. При обработке мелких изделий расход воды не
превышает 60, крупных — доходит до 120 л/ч.
При использовании в качестве режущего инструмента алмаз-
ных кругов применяют смазочно-охлаждающие жидкости
(СОЖ). Смазочно-охлаждающая жидкость охлаждает круг;
смазывает его поверхность, отчего уменьшается трение и сни-
жается износ алмазного круга; удаляет из пор круга стекольный
шлам, абразивную пыль и налипший материал. Вместе с тем
смазочно-охлаждающая жидкость не должна разъедать метал-
лические детали станка и обрабатываемое изделие; содержание
вредных для обслуживающего персонала компонентов не долж-
но превышать допустимых пределов, определяемых санитарными
нормами. Эти жидкости не должны вспениваться, загораться под
действием искр и нагреваться. Если при хранении СОЖ быстро
портится, загустевает и в ней выпадают в виде осадка вещества,
засоряющие поры круга, она не пригодна для использования.
В зависимости от вида обработки используются смазочно-
охлаждающие жидкости различного состава. При ручной обра-
ботке применяют СОЖ следующего состава (% по массе):
124
трансформаторное масло — 0,65-—0,95, препарат ОС-20—0,4—0,8,
серная кислота — 0,3, остальное — вода. При механизированном
способе обработки изделий из свинцового хрусталя с помощью
кругов на основе синтетических алмазов используют следующие
СОЖ (% по массе): вазелин — 0,2—0,4, трансформаторное
масло —0,025—0,6, дициандиамидформальдегидная смола
(ДЦУ) —0,2—0,4, препарат ОС-20 (смесь полиэтиленгликолевых
эфиров высших жирных спиртов) —0,15—0,4, вода — остальное.
Для механизированной обработки изделий из обычного стекла
теми же кругами используют СОЖ следующего состава (% по
массе): трансформаторное масло — 0,9—1,1, олеиновая кислота
0,25—0,35, ДЦУ — 0,25—0,35, препарат ОС-20 —0,55—0,65, во-
да—остальное. Расход СОЖ в зависимости от окружной скоро-
сти круга 60... 200 м/ч; наибольшее значение соответствует
наибольшей окружной скорости.
Расход жидкости, подаваемой в точку резания или зону
обработки, т. е. к участку соприкосновения изделия с алмазным
кругом, зависит от окружной скорости круга: при скорости
30... 35 м/с расход СОЖ 100... 120 л/ч, при увеличении скорости
до 40 м/с расход жидкости увеличивается до 200 л/ч.
Не допускается уменьшение или прекращение подачи охлаж-
дающей жидкости в процессе обработки изделий шлифовальны-
ми алмазными кругами. В этом случае значительно ухудшается
качество обрабатываемой поверхности, возможны разрушения
изделий и поломка алмазного инструмента.
§ 19. Нанесение алмазной резьбы
Общие сведения. Алмазную грань наносят абразивными и
алмазными инструментами на станках САГ и ШАГ. Работы на
станках этих моделей выполняются вручную. Номенклатура
обрабатываемых изделий чрезвычайно разнообразна: вазы, са-
латницы, стаканы, фужеры, рюмки. Станки для обработки хру-
стального стекла изготовляют в основном с горизонтальным
расположением шпинделей. В шпиндельных узлах применяют
гидродинамические или аэростатические подшипники, что обес-
печивает высокую точность обработки стекла.
Станки САГ. На станках САГ обрабатывают большинство
изделий серийного и массового производства. Станки этого типа
имеют различные модификации: САГ-1, САГ-2, САГ-2М, САГ-3
и САГ-4. На первых трех станках устанавливают абразивные
круги.
Станок САГ-3 (рис. 59) используют для нанесения граней
на крупные бытовые и художественные изделия алмазным инст-
рументом.
Станина 1 представляет собой литую конструкцию, внутри
которой расположены электродвигатель привода шпинделя и
насос со своим двигателем, причем нижний отсек станины слу-
125
жит одновременно емкостью для масла. Двигатель привода
шпинделя установлен на подмоторной плите с продольными
пазами для натяжения приводного ремня. Привод шпинделя
снабжен ступенчатыми двухручьевыми шкивами, что позволяет
получить две частоты вращения шпинделя 16,7 с-1 (1000 об/мин)
Рис. 59. Схема станка САГ-3:
/ — станина, 2 — шпиндельная бабка. 3 — гидросистема. 4 — электрооборудова-
ние и панель управления, 5 — защитное ограждение, б — упоры, 7 — стол с
ванной
и 56 с-1 (3360 об/мин). Схема установки ремня для получения
требуемой частоты вращения шпинделя расположена на внут-
ренней стенке кожуха, закрывающего ременную передачу. На
лицевой стороне станины закреплена панель управления с руч-
кой вводного автомата, кнопками управления и двумя сигналь-
ными лампочками.
Шпиндельная бабка 2 состоит из шпинделя, опор скольже-
ния и корпуса. Шпиндель смонтирован на трехвкладышных
гидродинамических подшипниках жидкостного трения. Вклады-
ши опираются на винты со сферической опорной поверхностью.
126
Благодаря сфере на этих винтах вкладыши имеют возможность
самоустанавливаться по шейкам шпинделя. Этими же винтами
регулируют зазор в подшипнике и выверяют положение оси
шпинделя. Шпиндель приводится во вращение от электродви-
гателя через клиноременную передачу. В осевом направлении
шпиндель фиксируется двумя самоустанавливающимися шай-
бами и двумя подвижными стаканами с коническими гнездами.
Каждый стакан под действием пружин компенсирует появляю-
щиеся зазоры. Во время вращения между торцами установочных
шайб и заплечиками шпинделя за счет канавок на торцах шайб
образуется масляный клин.
Рис. 60. Модификации станков САГ:
-а —с одним шпинделем, б — с двусторонним расположевнем шпинделей, в —с односто-
ронним расположением двух шпинделей; /—шпиндельная бабка, 2—алмазный круг».
3 — подлокотник
Стол 7 имеет сварное основание, на котором смонтирована
литая ванна для стока охлаждающей жидкости. На ванне уста-
новлены подлокотники, легко регулируемые по высоте и в гори-
зонтальной плоскости для создания комфортных условий труда.
Технические характеристики станка САГ-3: диаметр алмаз-
ного круга — 75; 150; 250 мм; частота вращения шпинделя —
1000; 3360 об/мин; радиальное биение конуса шпинделя под
шлифовальный круг-—не более 0,005 мм; осевое биение конца
шпинделя—не более 0,005 мм.
Размеры обрабатываемых изделий (мм): длина — 40 ... 400;
диаметр — 20 ...200; расход воды на охлаждение инструмента —
0,03 кг/с; габаритные размеры— 1182x645x1740; масса —
685 кг.
Станок САГ-4 предназначен для нанесения алмазных
граней алмазным и абразивным инструментом на бытовые или
художественные изделия мелкого и среднего размера. Станок
выпускают в трех модификациях: с одним шпинделем (рис.
60, а), с двусторонним расположением двух шпинделей (рис.
60, б) и с односторонним расположением двух шпинделей
(рис. 60, в). Модель с односторонним расположением шпинделя
127
используют при конвейерно-поточной организации труда. В этом
случае двум рабочим, работающим на одном станке, удобно
брать полуфабрикаты с конвейера и ставить обработанные изде-
лия обратно на конвейер.
Две шпиндельные бабки станка смонтированы на общей
литой плите, которая установлена на сварной станине. Каждый
шпиндель снабжен автономным электродвигателем. Шпиндель-
ные бабки станков САГ-4 и САГ-3 идентичны. В бабке станка
САГ-4 установлены такие же гидродинамические подшипники,
но меньшего диаметра, так как этот станок предназначен для
обработки изделий мелких и средних размеров, и, как следствие,
шпиндель воспринимает меньшие нагрузки.
Масло в полости подшипников скольжения подается через
гидрокоммуникацию от автономной насосной установки, обслу-
живающей одновременно восемь станков. Электрошкаф с аппа-
ратурой управления рассчитан на восемь станков, однако по
технологическим соображениям станок может быть выполнен с
индивидуальным насосом для подачи масла к подшипникам и с
отдельным электрошкафом, встроенным в станину.
По сравнению со станками САГ-3 станки САГ-4 имеют
меньшую мощность, габариты и массу.
Технические характеристики станка САГ-4: размеры алмаз-
ного круга (мм): диаметры — 75; 150; 250; ширина — 6... 16;
число шпинделей — до 2 шт.; частота вращения шпинделя —
1210; 3080 об/мин; расход воды для охлаждения инструмента —
0,03 кг/с; габаритные размеры (без электрошкафа и насосной
установки) — 1000X1170X1500 мм; масса — 565 кг.
В станках для нанесения алмазной грани очень жесткие
требования предъявляют к биению вала в радиальном направ-
лении. Используемые в станках САГ радиальные подшипники
качения обеспечивают неизменное положение шпинделя. В стан-
ках САГ-1, САГ-2 допустимое биение вала 0,03 мм, а в станках
САГ-2М, САГ-3 и САГ-4 — 0,005 мм.
Биение шпинделя в радиальном направлении приводит к
возникновению эксцентриситета шлифовального круга, который
закономерно увеличивается с радиусом круга. Возникший
эксцентриситет приводит к тому, что режущая кромка круга
начинает неравномерно прижиматься к обрабатываемой поверх-
ности изделия. Если на рабочей кромке такого круга отметить
две диаметрально противоположные точки, то радиус одной
части круга будет больше радиуса другой. В результате часть
круга большего радиуса будет снимать поверхность изделия на
большую глубину, чем часть круга меньшего радиуса при
неизменном положении изделия относительно режущей кромки.
Таким образом, клиновидный прорез будет как бы сужаться и
расширяться, т. е. совершаемый прорез не будет иметь постоян-
ного сечения. Кроме того, при увеличении зазора сверх установ-
ленной нормы возможно возникновение вибрации шпинделя, а
128
следовательно, и дробление поверхности изделия во время обра-
ботки, вплоть до его разрушения.
С другой стороны, при слишком малых зазорах подшипники
могут разогреваться и шпиндель заклинивается. Это можно
легко устранить применением смазочных материалов и охлажде-
ния подшипников. Для устранения лишних зазоров подшипники
шпинделя должны легко и точно регулироваться, а также быть
надежно защищены от попадания абразивной пыли и охлажда-
ющей жидкости.
Рис. 61. Устройство станка ШАГ-2:
/ — станина, 2 — ящик для инструмента, 3 — бабка, 4 — лампа, 5 — шлифовальная головка,
6, 12 —- экраны, 7 — подушка, 8 —- подлокотники, 9 —-ванна, 10 —-система подвода воды,
// — привод
Передняя опора — наиболее нагружена. Поэтому она должна
быть особенно тщательно отрегулирована и хорошо смазана.
Кроме того, меньший вылет шпинделя уменьшает нагрузку на
переднюю опору. Износ передней опоры приводит к возникно-
вению биения в осевом направлении.
При подготовке станков САГ к работе проверяют состояние
заземления, систем подачи электроэнергии, охлаждающей жид-
кости, а также натяжение ремней привода шпинделя и насоса.
Полость нижнего отсека станины промывают и заполняют мас-
лом. Масло для заливки должно быть чистым, без кислот, воды,
смол и механических примесей: его заменяют каждый месяц.
5—109
129
Станки ШАГ. Станок ШАГ-2 (рис. 61) предназначен для
нанесения граней алмазными кругами.
Станина 1 представляет собой сварную конструкцию из'
уголков и листового материала. На станине размещены основ-
ные механизмы станка, а также подлокотники 8 с подушками 7
из мягкого материала, система 10 подвода воды к шлифоваль-
ному кругу и ванне и два экрана 6 и 12, которые защищают
работающих от брызг абразивной пульпы. Вода стекает в ван-
Рис. 62. Шлифовальная головка станка ШАГ-2:
/ — шкив, 2—-фланец, 3 — шайба, 4 — корпус, 5—шпиндель, 6 — алмазный круг
ну 9, вмонтированную в станину под кругом, и далее в канали-
зацию. На передней стенке станины находится пульт управле-
ния. Доступ к механизмам и деталям станка, расположенным
внутри станины, обеспечивается через три дверки. Станина уста-
навливается на четырех резиновых амортизаторах, поэтому
фундамента под станок не требуется. На боковых стенках ста-
нины находятся рым-болты, которые после монтажа станка
снимают. Отверстия от болтов закрывают пробками.
С правой стороны корпуса станка находится кронштейн, к
которому крепится защитный кожух. По пазу кронштейна он
перемещается в вертикальной плоскости. На внутренней стенке
кожуха установлен трубопровод для подвода охлаждающей
жидкости к алмазному кругу.
Бабка 3 шлифовального круга сварная. На ней размещается
шлифовальная головка 5, лампа 4 местного освещения и ящик 2
для инструмента. Шлифовальная головка (рис. 62) имеет литой
корпус 4, выполняющий роль подшипников и снабженный систе-
мой каналов для подвода воздуха. На шпинделе 5 установлена
шайба 3, представляющая собой подвижную часть упорного
подшипника. Шпиндель выполнен на аэростатических подшип-
130
и торцовое биение алмазного круга
Рис. 63. Схема пневматической системы
станка ШАГ-2:
/ — шлифовальная головка, 2 — шпиндель, 3 — ма-
нометр, 4 — реле давления, 5 — регулятор давле-
ния, S — фильтр, 7 — обратный клапан, 8 — ре-
сивер, 9 — осушитель, 10 — вентиль, 11 — заводская
пневмосеть
никах. Фланец 2 играет роль одной из неподвижных частей
упорного подшипника.
При обработке изделий на станках ШАГ к биению шпинделя
предъявляют все более жесткие требования, чем при работе на
станках САГ, частота вращения инструмента на станках ШАГ
еще больше. Радиальное
диаметром 250 мм не бо-
лее 0,004 мм. Это достига-
ется благодаря использо-
ванию в качестве опоры
шпинделя аэростатиче-
ских подшипников.
В аэростатические
подшипники воздух пода-
ется через пневматиче-
скую систему (рис. 63) от
заводской пневмосети, в
которой давление воздуха
должно быть не ниже 4...
6 кПа. Воздух через вен-
тиль 10 поступает преж-
де всего в осушитель 9,
где очищается от приме-
сей влаги и масла. Затем
через обратный клапан
7 и фильтр 6 тонкой
очистки попадает в аэро-
статические подшипники.
Давление в системе под-
держивается с помощью
ресивера 8, обратного
клапана и реле давления
4. Реле регулируют таким
образом, что при давлении менее 0,4 МПа электродвигатель
привода отключается, а обратный клапан 7 запирает пневмоси-
стему. Воздух, оставшийся в ресивере, обеспечивает питание
подшипников в течение еще 10 с. Этого времени достаточно для
«выбега» шпинделя, т. е. его остановки. В процессе работы дав-
ление контролируют манометром 3.
Биение в осевом направлении (вал двигается вперед и назад
вдоль оси) также недопустимо —при биении линия реза полу-
чается размытая, с неровными краями, края реза крошатся и в
конечном итоге изделие разрушается.
Шпиндель станков ШАГ приводится во вращение от электро-
двигателя через плоскоременную передачу и имеет шесть скоро-
стей. Частоту вращения шпинделя регулируют подбором смен-
ных шкивов на валу электродвигателя и переключением скоро-
стей вращения двигателя. Привод шпинделя бабки состоит из
5*
131
двухскоростного электродвигателя, установленного на подвиж-
ных салазках, перемещающихся по двум вертикальным стойкам,
и противовеса. Такая конструкция позволяет быстро менять
шкивы и создавать необходимое усилие натяжения ремня. Уси-
лие натяжения определяется разностью масс электродвигателя
и противовеса и постоянно для любой пары шкивов.
Рассмотрим, как работают на станке.
Ви В А
Рис. 64. Схема органов управления станка ШАГ-2:
1 — панель управления, 2 — ручка вводного пакетника, 3— кнопка «Пуск», 4 — кнопка
«Стоп», 5 — переключатель скоростей двигателя, 6—выключатель освещения станка,
7 — защитный кожух, 8 — ручка регулирования подлокотников, 9 — кран для обмыва из-
делий, /0 —край охлаждающей жидкости, // — вентиль пневмосети, 12 — регулятор
давления шпиндельных опор, 13 — кран слива конденсата
Перед обработкой изделия проверяют работу всех органов
станка на холостом ходу. Для этого включают ручку 2 (рис. 64)
пакетника на пульте управления, открывают вентиль 11 пневмо-
системы, проверяют и регулируют давление воздуха в сети на
0,42 МПа (4,2 кПа). При давлении воздуха, подводимого к
подшипникам, менее 3,5 кПа (0,35 МПа) пуск шпинделя не
допускается, а реле давления блокирует работу всех органов
управления. Перед включением шпинделя удостоверяются, что
он вращается легко; шпиндель, получивший вращение от руки,
должен сделать несколько оборотов по инерции. Затем включа-
ют переключатель 5 на требуемую частоту вращения двигателя,
нажимают кнопку 3 «Пуск» вращения шпиндельной головки.
Частоту вращения алмазного инструмента устанавливают в
такой последовательности. Согласно таблице, прикладываемой
132
к станку, подбирают шкив и закрепляют его на валу электро-
двигателя. Переключатель 5 скоростей устанавливают на необ-
ходимые обороты. Алмазный круг выбирают в зависимости от
выполняемых операций и устанавливают смонтированным на
фланце, непосредственно на шпиндель станка. Фланец должен
быть затянут на шпинделе до полного прилегания по конусу.
Установленный круг проверяют на биение рабочих плоскостей
индикатором с ценой деления 0,001 мм, проворачивая круг от
руки. Радиальное и осевое (торцовое) биение рабочих поверх-
ностей круга относительно внутренней поверхности посадочного
отверстия не должно превышать 0,004 мм. При большем биении
круг правят. Затем круг закрывают защитным кожухом 7. По-
ложение подлокотников в горизонтальной плоскости устанавли-
вают с помощью ручки 8. Подачу охлаждающей жидкости
включают и регулируют краном 10 (расход охлаждающей жид-
кости при давлении 0,1 МПа от 2 до 5 л/мин).
Отключение станка происходит при нажатии кнопки 4
«Стоп», при этом останавливается электродвигатель и автомати-
чески начинает работать система динамического торможения.
Через 10 с цепь торможения отключается и станок останав-
ливается.
Шпиндельный механизм станков ШАГ на подшипниках с
воздушным смазыванием следует оберегать от ударов и перегру-
зок. Непременным условием хорошей работы станка является
снабжение подшипников чистым воздухом. Воздух, поступаю-
щий из цеховой магистрали, должен быть очищен, так как
пневмоаппаратура станка предназначена лщнь для дополни-
тельной и тонкой очистки. Вращать шпиндель можно только,
убедившись в наличии давления в подшипниках. Каждые шесть
месяцев шпиндельный механизм разбирают и чистят. Все детали
промывают бензином и продувают очищенным сжатым возду-
хом. При неполадках в работе шпинделя (например, появление
металлического контакта между валом и опорными поверхно-
стями) выясняют причину. Если подшипники загрязнились,
шпиндель разбирают и прочищают.
Технические характеристики станка ШАГ-2: частота враще-
ния шпинделя 1500(157,2); 2000(209,36); 2500(261,70);
3000(314,04); 4000(418,7); 5000(523,40) об/мин (рад/с); давление
изделия на алмазный круг 0...100 Н; инструмент—алмазные
круги; диаметр кругов 250, 150, 75 мм; расстояние от основания
станка до оси шпинделя 1200 мм; давление в воздушной сети
0,4... 0,6 МПа; габаритные размеры (мм): 1240X592X1550;
масса 360 кг.
Станок ШАГ-ЗВ2 — последняя модель серий имеет ряд
преимуществ. В этом станке радиальное и торцовое биение шпин-
деля уменьшено до 0,002 ... 0,003 мм, что позволило повысить
частоту вращения шпинделя и тем самым достичь более высо-
кого класса чистоты обработки. Кроме того, габаритные размеры
133
этого станка и масса значительно ниже соответствующих пара-
метров ранее выпускаемых станков (по сравнению со станком
САГ-2М в два раза). Станок устанавливают без фундамента
на полу цеха на виброопорах. Использование этих станков
позволило улучшить условия труда рабочих, повысилось каче-
ство обработки изделий и возросла производительность труда.
Подготовка алмазного инструмента к работе. Подготовка
Рис. 65. Алмазный
круг на фланцах:
1 — алмазный круг,
2 — грузики-сухарнкн,
3 — фланец, 4 — втул-
ка, 5 — гайка, 6 —
шайба
алмазных кругов к работе состоит из комп-
лекса следующих операций. Алмазные круги
монтируют на фланцы (рис. 65) с балансиро-
вочными грузиками-сухарями 2. Радиальное
и торцовое биение посадочных поверхностей
самих фланцев не должно превышать 0,005 мм.
Диаметр фланца должен составлять не менее
60% от диаметра круга, что обеспечивает тре-
буемую жесткость круга в процессе работы.
Смонтированный на фланце круг устанав-
ливают на конусный конец оси 1 (рис. 66) цент-
рирующего приспособления. Легкими верти-
кальными движениями наружного конуса 2
центрируют круг относительно посадочного от-
верстия и окончательно закрепляют на флан-
це. Установленные на фланцы круги диамет-
ром 150 мм и более балансируют. Статиче-
ский дисбаланс характеризует неуравнове-
шенность круга, установленного на фланцах-,
вызванную несовпадением его центра тяжес-
ти с осью вращения. Балансировку круга вы-
полняют на оправках, свободно лежащих на
ножках балансировочного станка перемеще-
нием сухарей в пазах корпуса фланца. Непря-
молинейность и непараллельность ножей ба-
лансировочного станка в горизонтальной плос-
кости не должна превышать 0,005 мм, а непа-
раллельность их в вертикальной плоскости —
0,01 мм.
Отбалансированный круг устанавливают на станок и крепят
на коническом хвостовике шпинделя станка болтами. Биение
рабочих поверхностей кругов диаметром 150 ...200 мм после
установки их на станке не должно превышать 0,01 мм. При
большем биении круг правят по коническому профилю с двух
сторон за одну установку.
Правку кругов выполняют, чтобы ликвидировать биение
круга, если его не удалось устранить другими способами; вос-
становить шлифующие свойства круга, если этого не удалось
добиться чисткой, и прямолинейность периферии круга, образу-
ющейся при неравномерном износе. Для правки применяют
приспособления с креплением круга и устройством для поворо-
134
та на заданный угол профиля круга. Правку выполняют на
универсально-заточных станках ЭБ642, ЭВ642, ЭБ643 кругом из
зеленого карбида кремния или электрокорунда зернистостью
10... 12, твердостью СМ1, СМ2К. Алмазный круг вращается с
окружной скоростью 4 ... 8 м/с, а правящий — 25 ... 30 м/с. В про-
цессе правки применяют те же охлаждающие жидкости, что и
при шлифовании.
Рис. 66. Приспособление для центрирования алмазных кругов:
/ — ось, .2 —наружный конус, 3 — алмазный круг
Смонтированный на фланце и отбалансированный шлифо-
вальный круг устанавливают на коническом шпинделе станка
на шпонку и затягивают винтом.
135
При смене круга его снимают со шпинделя станка вместе с
фланцем (алмазные круги не рекомендуют снимать с фланцев;
до полного износа рабочего слоя). Каждый шлифовщик должен
иметь комплект фланцев, соответствующий числу необходимых
для работы кругов, различных по диаметру и толщине. Это
позволит использовать круги до полного износа, не снимая с
фланцев, сократить затраты вспомогательного времени на уста-
новку на фланцы и правку, снизить расход алмазов.
Рис. 67. Положение изделия
при нанесении рисунков алмаз-
ной резьбы «сверху» на стан-
ках САГ или ШАГ
Рис. 68. Положения (а, б) из-
делия относительно режущей
кромки круга при выполнении
алмазной резьбы
Основные приемы работы иа стайках САГ и ШАГ. Характе-
ристика применяемых кругов и оборудования, последователь-
ность операций, приемы выполнения, режимы обработки даются
в стандартах предприятия, которые являются технологической
картой выполнения алмазной резьбы на том или ином изделии
из стекла.
Рассмотрим основные приемы работы при нарезании алмаз-
ной грани на станках вручную.
Рабочий плавно подводит изделие из стекла к режущей
кромке шлифовального круга и, нажимая на изделие, делает
рез. Давление на режущий инструмент зависит от глубины про-
резаемой грани и равно: 10 ...35 Н при глубине грани до 3 мм;
40 ... 80 Н для граней глубиной 3... 8 мм. Грани глубиной свыше
8 мм нарезают при давлении на круг 80 ... 100 Н.
Если рабочий прижимает стеклоизделие к верхней части
круга таким образом, что сквозь стенку изделия виден процесс
резки, такой способ выполнения резьбы называется способом
«сверху» (рис. 67). Так обрабатывают в основном изделия из
136
прозрачного бесцветного стекла. Если гранят изделие из цвет-
ного стекла, недостаточно прозрачного, его подводят к режущей
кромке круга снизу и грань прорезается на обращенной к рабо-
чему поверхности способом «снизу».
При нанесении на наружную поверхность изделий алмазных
граней и различных элементов украшения рабочий перемещает
изделие относительно режущей кромки круга (рис. 68, а, б).
Рис. 69. Последовательность нарезания широкой грани пря-
моугольного профиля (поперечный разрез):
а —прорезание границ грани узким клинообразным кругом, б—-
срезание выступа кругом плоского профиля; 1,3 — круги, 2 — изде-
лие
Когда в процессе реза изделие задерживают на одном месте,
то на его поверхности режущая кромка круга оставляет след в
виде короткой линии. Характер короткой линии опреде-
ляется профилем применяемого круга: короткий широкий след
образуется от широкого тупого круга, узкий заостренный — от
более тонкого и острого. Выполняя рез в виде удлиненной пря-
мой линии, необходимо следить за тем, чтобы его ширина
и глубина оставались постоянными. При этом острие круга
должно проходить точно посередине. Важно, чтобы обе стороны
прорезаемой грани были одинаковой ширины и имели одинако-
вый наклон, т. е. один и тот же угол. Кроме того, верхний край
нарезаемой грани не должен быть волнистым.
При обработке поверхности изделия кругами прямоугольного
профиля на ней образуются прямые плоские линии.
Такой круг в процессе резьбы снимает стекло не только своим
плоским торцом, но и его углами и боковыми стенками. Поэтому
его углы должны быть слегка заострены, а боковые плоскости
слегка скошены. Если изделие прижать на короткое время к
режущей кромке такого круга, получится прямоугольный про-
рез. При выполнении удлиненной плоской линии прямоугольного
профиля необходимо следить за тем, чтобы глубина прорезае-
мой грани по всей ее длине была одинаковой. Если глубина
грани изменяется по длине, то это наиболее заметно при взгля-
де на грань сбоку.
6 —109 137
В процессе нарезания грани изделие следует вести строго
перпендикулярно по отношению к режущей кромке круга; при
отклонении от перпендикулярного направления, т. е. при накло-
не изделия в ту или иную сторону по краям прорезаемой грани
образуются сколы.
Иногда, для того чтобы избежать образования сколов при
выполнении граней прямоугольного профиля, прибегают
к такому приему. Рядом прорезают две параллельные тонкие
Рис. 70. Нарезание серповидного отпечатка плоским кругом:
а — расположение плоского круга относительно стеикн изделия, б — попе-
речное сечение получаемой грани, в — серповидный отпечаток (вид свер-
ху), г — положение круга при нарезании листика (поперечное сечение), д —
листик (вид сверху), е — удлиненная грань с серповидным окончанием (вид
сверху), дас— клииолинейный элемент (вид сверху)
грани клиновидного профиля (рис. 69, а) глубиной несколько
меньшей, чем глубина заданной грани (на рис. показано пунк-
тиром). После этого кругом 3 плоского профиля срезают в два
этапа выступ (рис. 69, б) между двумя первоначально нанесен-
ными тонкими гранями: на первом этапе точно посередине, за-
тем, сдвигаясь то к одному, то к другому краю, достигают за-
данной глубины грани (направление движения круга на рис.
показано стрелками).
Круги плоского профиля часто используют для получения
следов, аналогичных следу от круга с острой кромкой. Для
этого изделие подводят к режущей кромке плоского круга таким
образом, что в процессе резьбы участвует боковая сторона круга
и его торцовая плоская часть (рис. 70, а, б). Если изделие при-
жать на короткое время к режущей кромке плоского круга
описанным выше способом, то на изделии останется серповид-
ный отпечаток (рис. 70, в). Повернув изделие на 180° и прижав
его к режущей кромке плоского круга таким образом, чтобы в
процессе резания принимала участие другая боковая сторона
круга и его торцовая часть (рис. 70, г), можно получить прорез
«листик», состоящий из двух серповидных отпечатков, располо-
женных бок о бок друг с другом (рис. 70, д). Передвигая изде-
138
лие вдоль режущей торцовой и боковой сторон плоского круга,
наносят прямую удлиненную грань острого профиля с серповид-
ным началом и окончанием грани (рис. 70, е) (направление
движения изделия вдоль режущих кромок круга показано
стрелками). Этот же плоский круг может быть использован для
получения изогнутых серповидных отпечатков при условии, что
изделие передвигают вдоль режущих сторон круга по криволи-
нейной траектории (рис. 70, ж).
Рис. 71. Последовательность (I... V) нарезания линзы
При нарезании линз используют круги шириной 30 ... 40 мм
с закругленным профилем. Глубина вырезаемой линзы опреде-
ляется диаметром круга: чем меньше диаметр круга, тем более
глубокая линза образуется при контакте с кругом. Высоту
подбирают опытным путем в зависимости от размеров нарезае-
мой линзы. Сначала прорезают овальное углубление (рис.
71, I), диаметр которого меньше диаметра заданной линзы
(стрелками на рис. показано направление движения изделия
относительно режущей кромки круга). Передвигая изделие
влево (рис. 71, II) и вправо (рис. 71, III), расширяют сжатую
часть овала, т. е. малую ось эллипса доводят до размеров диа-
метра линзы. Затем изделие поворачивают на 90° (рис. 71, IV)
и доводят размеры расширенного овала до размеров заданной
линзы. Для этого изделие передвигают вправо и влево относи-
тельно середины режущей кромки круга (рис. 71, V).
Рисунок алмазной резьбы, как правило, выполняют в такой
последовательности. Сначала на изделии, установленном на
разметочном столе, размечают рисунок. При массовом производ-
стве изделий с однотипным рисунком разметку выполняют на
полуавтоматических приспособлениях.
Сложные рисунки на крупных изделиях размечают суспензи-
ей из воды и огнеупорной глины или мела. Недостаток этого
способа в том, что разметочные линии при обработке могут
стереться. Поэтому на ряде заводов внедрен новый способ раз-
метки: рисунок на крупных изделиях, вырабатываемых прессо-
ванием, наносят непосредственно в форме при прессовании
следующим образом. В соответствии с контуром рисунка на
внутренней поверхности формы для прессования наносят неглу-
139
бокие риски. Пластичная стекломасса в процессе прессования
заполняет риски, обозначая таким образом контуры рисунка.
Затем по этим рискам наносят рисунок. Этот способ разметки
позволяет ликвидировать ручной труд на этой операции и спо-
собствует повышению качества декоративной обработки.
Рис, 72. Рисунок алмазной резьбы (а) и последовательность
выполнения его (б):
/ — нарезка правой стороны угольника, // — нарезка левой стороны
угольника, 111 — выполнение дуги, /V— нарезка центральной ли-
нии кустов и вертикальных лиинй сетки, V — нарезка правой сто-
роны кустов, VI — нарезка левой стороны кустов, VII — выполнение
горизонтальных лниий сетки, VIII, IX — нарезка соответственно ле-
вых и правых диагоналей
140
Рассмотрим последовательность выполнения рисунка алмаз-
ной резьбы на конкретном примере. Чтобы нанести на чайный
стакан рисунок (рис. 72, а), рабочий берет стакан правой рукой
и осторожно подводит его к режущей кромке круга. Когда ста-
кан коснется круга, рабочий левой рукой прижимает изделие к
кругу, нарезая правую сторону угольника (положение /, рис.
72, б). Далее рабочий поворачивает стакан и заканчивает
левую сторону угольника (положение //). Затем наносят дугу
(положение III) и в положении IV — центральные линии кустов
и вертикальные линии сеток.
Правую сторону кустов нарезают, наклонив стакан вправо
без перехвата (положение V). Затем, развернув стакан, доделы-
вают левую сторону кустов (положение VI). Горизонтальные
линии сетки выполняют при горизонтальном положении стакана
(положение VII). В конце наносят левые и правые диагонали
сетки, изменяя наклон стакана относительно режущей кромки
круга соответственно влево и вправо (положения VIII и IX).
Возможные дефекты алмазной резьбы и способы их устране-
ния. При нанесении алмазной резьбы могут возникнуть следую-
щие пороки: искажение рисунка, прижог, сколы и осыпь граней,
грубая шлифованная поверхность или глубокие царапины на
шлифованной поверхности.
Искажение рисунка возникает при чрезмерном износе круга,
когда его режущая способность резко снижается. Чтобы избе-
жать этого дефекта, заменяют старый круг новым с острой
режущей кромкой.
Прижог грани возможен: при неправильно подобранной зер-
нистости круга, неправильном распределении зерен абразивного
материала и связки в круге, низкой режущей способности круга,
недостаточном его охлаждении, нарушении режима шлифова-
ния. В первом случае заменяют круг на другой, зернистость
которого соответствует данной операции. Если в абразивном
круге неправильно распределены зерна абразива и связка, круг
заменяют. Низкую режущую способность круга можно повысить
правкой и чисткой его поверхности. Увеличив подачу воды или
СОЖ и равномерно распределив ее по обеим сторонам круга,
можно повысить степень охлаждения режущей кромки круга.
Нарушение режима шлифования можно устранить, уменьшив
скорость шлифования, снизив давление на абразивный инстру-
мент, снизив скорость перемещения изделия относительно режу-
щей кромки круга.
Сколы и осыпь граней могут возникнуть из-за повышенного
торцового и радиального биения шпинделя, неправильного под-
бора зернистости для данной операции и заниженного расхода
воды или СОЖ в зоне шлифования. Повышенное радиальное
биение инструмента и шейки шпинделя уменьшают с помощью
индикатора. Изменение размеров посадочной шайбы шпинделя
приводит также к повышенному биению шпинделя. При повы-
141
шенном торцовом биении выверяют и правят круг. Биение шпин-
деля можно устранить заменой подшипников. Если зернистость
круга не соответствует данному виду обработки, круг заменяют.
При заниженном расходе воды или СОЖ увеличивают подачу
воды или СОЖ на режущую кромку круга.
Грубая поверхность шлифованных изделий появляется, когда
неправильно подобрана зернистость шлифовального круга для
данной операции. Этот дефект устраняют заменой шлифоваль-
ного круга. Такой же дефект возможен при обработке изделия
кругом с единичными крупными зернами. Если при внешнем
осмотре или в результате проверки оптическими приборами
устанавливают, что круг содержит такие зерна, его заменяют.
Рис. 73. Неровности на плоскостях алмазной грани:
а — профиля, б — продольного сечения
Грубые царапины на шлифованной поверхности образуются,
если на поверхности круга есть крупные зерна или инородные
включения. Такой круг чистят и скалывают с него крупные
зерна. После этих операций круг правят.
Полирование. Нанесенные на станке орнаменты, рисунки,
грани алмазной резьбы — непрозрачные, матовые. Если посмот-
реть в оптический микроскоп на поперечное сечение грани
клинообразного профиля (рис. 73, а), то можно увидеть, что
поверхность бугристая. На продольном сечении (рис. 73, б)
хорошо заметны волнообразные неровности, возникающие в
результате вибрации изделия в руках мастера. Особенно боль-
шие неровности появляются при выполнении вытянутого проре-
за; они усиливаются при неравномерной подаче изделия относи-
тельно режущей кромки круга. Чтобы сгладить такие микро-
неровности и придать граням блеск, их полируют химическим
(см. гл. VI) и механическими способами.
Механическое полирование осуществляется в несколько
стадий. Первая стадия сходна со шлифованием, на второй ста-
дии полировальник при своем движении срывает со скошенных
в процессе первой стадии выступов тончайшую коллоидную
пленку и обнажает свежую поверхность стекла. Применяемая
при этом вода действует на обнажившиеся участки стекла и
покрывает их защитной пленкой. Стадии повторяются много-
кратно. При этом протекают физико-химические процессы, кото-
142
рые регулируют толщину снимаемых слоев. Качество полируе-
мых изделий определяется толщиной образуемой пленки. В кон-
це полирования она достигает V200 доли световой волны.
Геометрические размеры и материал полировальных
кругов выбирают в зависимости от размеров обрабатывае-
мых плоскостей и характера рисунков или орнаментов. Наи-
большие углубления рисунка, линзы, листики полируют свинцо-
выми или оловянными кругами диаметром 2... 35 мм и толщи-
ной 2 ... 6 мм; более крупные элементы рисунка — деревянными
кругами диаметром 10 ... 200 мм и толщиной 3 ... 20 мм; большие
поверхности — войлочными кругами диаметром 200 ... 500 мм и
толщиной 15... 30 мм или пенопластовыми — диаметром 500...
600 мм. Иногда рисунки полируют волосяными или тра-
вяными (из мексиканской травы) щетками. Наиболее
трудно обрабатывать клинообразные прорезы (сетки): если
ширина между соседними прорезями не превышает 3 мм, их
полируют волосяными щетками, более широкие — на составных
деревянных кругах с радиальным направлением волокон.
Частота вращения полировальных кругов и щеток опреде-
ляется ассортиментом полируемых изделий и составляет 400...
800 об/мин. В качестве полирующего материала применяют
водную суспензию пемзы или микропорошка, трепел, полирит,
крокус, оксид олова. Пемзу измельчают и просеивают через
сито 900 отв/см2.
$ 20. Механизация и автоматизация обработки
стеклоизделий шлифовальными кругами
Механизация и автоматизация абразивной обработки, осо-
бенно массовых изделий развивается в двух направлениях.
Первое направление состоит в том, что трудоемкие операции
шлифования, особенно первой стадии — обдирки, заменяются
соответствующими операциями выработки изделий.
Например, изделие должно быть украшено крупными граня-
ми, для нарезки которых нужно снять большой слой стекла.
В этом случае при выработке заготовки пресс-форму разраба-
тывают таким образом, что изделие отпрессовывается с основ-
ными гранями. В результате при шлифовании снимают неболь-
шой слой стекла и трудоемкость процесса снижается.
С освоением выработки вакуумно-выдувным способом и
способа подпрессовки при изготовлении массовых изделий на
ножке полностью отпала необходимость широкоплоскостного
гранения ножки, так как граненая ножка у изделия получается
уже на стадии выработки.
Второе направление — механизация и автоматизация собст-
венно ручных операций, например валового и номерного шли-
фования, алмазной резьбы. С созданием средств механизации
для выполнения простых рисунков и элементов алмазной резьбы
143
повышается эффективность конвейерно-поточной системы орга-
низации обработки изделий.
Например, разработан полуавтоматический станок для
нанесения кольцевых граней (рис. 74). Рабочий
устанавливает изделие 2 в зажимную головку механизма вра-
щения 1, укрепляет его в механизме закрепления 3 и пускает
станок в ход. Передвижная каретка 7 перемещает алмазный
круг до позиции нанесения первой кольцевой грани, после чего
Рис. 74. Схема станка для иаиесеиия иа изделия кольцевых граней:
1 — механизм вращения изделия, 2 — изделие, 3 — механизм закрепления из-
делий, 4 — операционный стол, 5 — вал привода каретки, 6 — делительная
плаика, 7 — каретка, 8 — алмазный круг, 9 — механизм, определяющий глуби-
ну прорезания грани, /0 — стол-станина
автоматически включается механизм подвода изделия к режу-
щей кромке алмазного круга. Механизм 9 регулирует глубину
прорезаемой грани. Круг прорезает кольцевую грань, отводится
от изделия, и подвижная каретка 7 перемещается на позицию
нанесения следующей грани. Когда будет прорезано заданное
число кольцевых граней, подвижная каретка возвращается в
исходное положение и станок отключается. Число и взаимное
расположение кольцевых граней задают сменной делительной
планкой 6.
Для автоматического выполнения несложных рисунков на
массовых изделиях используют комплекты оборудова-
ния на базе станков САГ и ШАГ. Рабочий устанавлива-
ет заготовку и снимает обработанное изделие вручную, рисунок
же наносится автоматически, по ранее заданной и разработан-
ной программе. В комплект полуавтомата (рис. 75) входят ста-
144
нок САГ, у которого удален операционный стол, электропривод,
механизм перемещения 3 и тумба 4.
Наиболее ответственный узел этого комплекта — механизм
перемещения 3— представляет собой автономное устройство с
собственным электроприводом и редуктором, состоящее из ку-
лачкового механизма и подвижной платформы, на которой
смонтированы три головки — держатели изделий. Механизм пе-
ремещения расположен на тумбе 4 таким образом, что держате-
ли изделий помещаются под
алмазными кругами, закреп-
ленными на шпинделе станка.
Изделия в держателях переме-
щаются по заданной програм-
ме так, что обеспечивается кон-
такт с режущей кромкой вра-
щающихся алмазных кругов,
которые нарезают соответству-
ющий рисунок.
Чтобы настроить агрегат на
выполнение нового рисунка, до-
статочно заменить кулачки,
держатели изделий, а также
переналадить инструменталь-
ную оправку. При необходимо-
сти заменяют расстановку го-
ловок на несущей платформе и
поворот плиты механизма пе-
ремещений. Рисунки, выполня-
емые на станке, могут состоять
Рис. 75. Блок-схема полуавтомата иа
базе станка САГ-2М:
1 — станок САГ, 2 — шпиндель, 3 — меха-
низм перемещений, 4 — тумба, 5 — привод
механизма перемещений
из одного либо нескольких пов-
торяющихся элементов. Возможность осевого смещения изде-
лия во время обработки позволяет усложнить рисунок. Более
сложные и насыщенные рисунки наносят на нескольких станках
последовательно. Образцы рисунков, наносимых на изделия с
помощью полуавтоматов, представлены на рис. 76.
Станок с ЧПУ (числовым программным устройством)
аналогичен описанному полуавтомату. Отличие заключается в
том, что в станке с ЧПУ установлен электронный блок управле-
ния передвижением всех механизмов станка, позволяющий за-
программировать наносимый рисунок в виде числовых команд.
Все операции обработки (движение подвижных узлов, которые
обеспечивают нанесение и выполнение рисунка, изменение ча-
стоты вращения абразивного круга, подача смазочно-охлаждаю-
щей жидкости в зону нарезания грани) автоматизированы и
управляются от ЧПУ. Сложность выполняемого рисунка опре-
деляет число степеней перемещения изделий относительно
режущей кромки алмазного круга. Так, для изделий простой
формы, например блюда или салатника, предусмотрена четырех-
координатная (три линейные и одна круговая) обработка на по-
145
воротном столе с вертикальной осью вращения. Для нанесения
рисунка на изделия более сложной формы станок оснащается
устройством для пятикоординатной обработки. Глубина грани
задается при программировании траектории движения алмазно-
го круга относительно обрабатываемого изделия.
Рис. 76. Образцы рисунков, выполняемых на полу-
автоматах
146
Декоративные грани (прямые, диагональные, пересекающие-
ся, овальные, сфероидальные, плоские, кольцевые, угловые, тон-
кие, глубокие клинообразные) на полые изделия наносят на
восьмипозиционном полуавтомате PM-ЗВ (рис. 77).
Полуавтомат имеет восемь шлифовальных головок 2 и во-
семь поворотных рычагов с устройствами захвата изделий.
Одновременно на восемь изделий наносится одинаковый рису-
нок. Движение осуществляется от кулачков через гидравличе-
/
Рис. 77. Схема восьмипозициоииого полуавтомата РМ-ЗВ:
1 — электродвигатели, 2 — шлифовальные головки, 3 — шлифовальные кру-
ги, 4 — ограждение, 5 — корпус
скую передачу от блока управления к станку. Подача изделий
происходит отдельно от их вращения, что обеспечивает нанесе-
ние ровных перекрестных граней. Шлифовальные круги автома-
тически поворачиваются во время шлифования. Для каждого
рисунка предназначены свои кулачки. Размер рисунка, соответ-
ствие вращения изделий и подачи меняют в широких пределах
с помощью кулис. Давление при шлифовании и скорости шли-
фования регулируют в зависимости от применяемых кругов.
Станина станка— литая. Жесткость конструкции исключает
вибрацию головок, что обеспечивает выполнение граней с боль-
шой точностью. На станине размещена ванна для сбора охлаж-
дающей жидкости.
Подвижный стол служит для размещения поворотных рыча-
гов и механизмов управления и их перемещения в процессе
работы. Каретка подвижного стола — литая ребристая, опирает-
ся на шариковые направляющие, расположенные на кронштей-
нах, которые установлены на станине и опираются на механизмы
регулирования стола.
147
8
-9
10
Рис. 78. Шлифоваль-
ная головка полуав-
томата РМ-ЗВ:
1 — шпиндель, 2 — пере-
дача, 3, 5 — валы, 4 —
винтовая пара, 6 — элек-
тромагнитная муфта, 7 —
корпус, 8 — двигатель,
9 — червяк, 10 — червяч-
ное колесо
Шлифовальная головка (рис. 78) предназначена для крепле-
ния шлифовального инструмента, сообщения ему вращательного
движения и ориентации шлифовального круга относительно
обрабатываемого изделия в зависимости от наносимого рисунка.
Головка выполнена как самостоятельный механизм. Шпиндель t
приводится в движение двигателем 8 постоянного тока, смонти-
рованным на литом корпусе 7 головки. Частота вращения дви-
гателя регулируется с помощью потенциометров, расположен-
ных в распределительном шкафу управления и передается на
шлифовальный шпиндель через электромагнитную муфту 6У
вал 5, винтовую пару 4, вал 3 и ременную передачу 2. Мак-
симальная частота вращения шлифовального шпинделя
7000 об/мин. Пара винтовых зубчатых колес погружена в мас-
ло. Шлифовальный шпиндель устанавливают реечной передачей
и фиксируют зажимом в осевом направлении так, чтобы середи-
на шлифовального круга совпала с осью шлифовальной головки.
Алмазный круг монтируют на фланце. Шлифовальную
головку вращает червячное колесо. Общий вал поворота шлифо-
вальных головок соединяет их между собой и обеспечивает
синхронность.
Шлифовальный шпиндель — важный элемент станка. Реко-
мендуется иметь в запасе несколько шпинделей. При необходи-
мости их можно ремонтировать. Дополнительно шлифуя вал и
выбрав следующую по величине группу допуска, можно собрать
новую опору. Шлифовальные шпиндели нужно регулярно сма-
зывать.
Поворотные рычаги служат для крепления обрабатываемого
изделия и придания ему движений при нанесении рисунков.
Конструкция головки зажима обеспечивает центрирование, за-
крепление изделия с помощью вакуума и расположение изделия
в пространстве таким образом, чтобы поверхность изделия была
перпендикулярна оси шлифования в процессе обработки. Раз-
меры и конфигурация сменных резиновых частей головки зави-
сят от размера и формы изделия.
Блок управления служит приводом для перемещения под-
вижного стола, продольного деления изделий, поворота изделий
при нанесении наклонных граней и управления механизмами
станка. Блок управления смонтирован на общей плите.
Полуавтомат PM-ЗВ работает следующим образом. На го-
ловки поворотных рычагов вручную устанавливают восемь изде-
лий. При этом включается вакуумный насос, создающий в го-
ловках вакуум, с помощью которого изделия удерживаются во
время обработки. В вакуумной системе есть восемь мембранных
вентилей. При включении вакуумного насоса мембрана каждого
вентиля открывает соединенный с ним пневматический клапан,
который направляет сжатый воздух в цилиндры подъема пово-
ротных рычагов, прижимая тем самым изделия к алмазным
кругам. Если одно из восьми устанавливаемых изделий имеет
149
трещину, скол или другие пороки, приводящие к нарушению
герметичности системы, то это изделие не будет прижато к
алмазному кругу, так как не сработает цилиндр подъема пово-
ротного рычага.
После включения вакуумной системы закрывают защитный
кожух, включают подачу воды для охлаждения алмазных кругов
и вращение программного валика блока управления. Начинает-
ся процесс нанесения алмазных граней на изделие по програм-
Рис. 79. Образцы рисунков, выполняемых на восьми-
позицнониом полуавтомате РМ-ЗВ
ме. В зависимости от конфигурации алмазной грани последова-
тельно или одновременно включаются механизмы вращения и
продольной подачи изделий, поворота и вращения алмазных
кругов. Число наносимых граней может быть различным и за-
дается сменным делительным диском промежуточного дели-
тельного устройства.
После нанесения всех граней на изделиях поворотные рыча-
ги опускаются вниз, отводя изделия от алмазных кругов, от-
крывается защитный кожух, изделия вручную снимают с голо-
вок поворотных рычагов.
При смене ассортимента выполняют следующие: на зажим-
ные головки поворотных рычагов устанавливают сменные рези-
новые детали, соответствующие конфигурации изделий; на
шпиндели шлифовальных головок монтируют шлифовальные
круги, соответствующие профилю наносимой грани; кулачки и
разделительные диски устанавливают на программный валик
блока управления; программную пластину, обеспечивающую
работу механизмов станка в соответствии с заданным рисун-
ком, помещают в программное устройство шкафа управления.
150
Образцы рисунков, которые можно выполнять на полуавтомате
PM-ЗВ, представлены на рис. 79.
Технические характеристики полуавтомата PM-ЗВ: макси-
мальные размеры обрабатываемых изделий (мм): диаметр —
120; высота — 240; максимальные размеры алмазного круга
(мм): диаметр—140; ширина—18; угловая скорость вращения
кругов — 0 ... 3600 (0 ... 376,96) об/мин (рад/с); наносимый рису-
нок: максимальное число равномерно распределенных по по-
верхности граней — 72; длина грани, 0... 120 мм; число граней
на один рисунок — 8.
§ 21. Гравирование
Общие сведения. Гравирование — один из самых сложных
видов декоративной обработки. По характеру получаемого
рисунка и по способам его выполнения различают пластичное:
(скульптурное), глубокое и поверхностное гравирование. Гра-
вюры наносят на изделия на гравировальных станках, а также
подвижным инструментом, используя для этого и медные грави-
ровальные круги. Поверхностное гравирование выполняют
скольжением гравировальных кругов по поверхности изделия,,
резанием, царапанием, выстукиванием. С развитием техники:
для гравирования на поверхности начали использовать электри-
ческий ток и энергию лазерного луча.
Первоначально гравированию подвергали драгоценные кам-
ни, затем теми же приемами стали украшать плоские пластинки
из горного хрусталя, а позднее — изделия из стекла. Вначале
изделия из стекла гравировали неглубоко, гравюра представля-
ла собой рисунок, состоящий лишь из коротких, прямых проре-
зов и штрихов. Позже начали применять прорезы изогнутой
формы, из которых составляли орнаменты, цветы, портреты
людей, бытовые сцены, сцены битв и охоты, натюрморты, пейза-
жи, здания. Затем неглубокая гравюра, выполненная штрихами,,
уступила место рельефной более углубленной в стенку изделия.
Как правило, гравюрой украшают изделия из хрустального
стекла как тонкостенные, так и толстостенные. На цветных
стеклах гравюры маловыразительны. Изделия из слоистого
цветного стекла украшают рельефной гравюрой. Историческую
известность получила Портландская ваза (I в. н. э.), найденная
при археологических раскопках в Греции. Эта ваза сделана изг
темно-синего стекла с наслоенным на него белым опаловым
стеклом, в котором выгравирована низкая рельефная пластийка
с полупросвечивающими переходами в основную темно-сииюю
окраску. По технике выполнения гравирование мало отличается
от шлифования, т. е. чтобы получить изображение, снимают
слой стекла абразивными материалами. Отличие гравирования
заключается в сложности изображений, для выполнения кото-
рых применяют гравировальные круги.
151
Обычно глубина гравируемого изображения колеблется в
пределах 0,5... 3 мм. Характер гравированной поверхности зави-
сит от применяемой смачивающей жидкости, размера зерна
абразивного материала, частоты вращения инструмента, его
твердости и размеров.
Гравировальные круги. Тонкие и сложные рисунки, а также
мельчайшие детали простых рисунков гравируют преимущест-
венно на медных кругах, с помощью которых передают давление
абразивного материала на стекло. Медные круги сохраняют свои
размеры и форму в течение продолжительного времени, они до-
статочно мягки и не оставляют на гравируемой поверхности глу-
боких рваных бороздок, не засаливают поверхность гравюры.
Гравировщик имеет в распоряжении несколько десятков грави-
ровальных кругов диаметром 5 ... 120 мм и толщиной 0,5 ... 6 мм.
Круги малого диаметра монтируют на конце стального вали-
ка гравировального станка. Так как круги являются опорой для
зерен абразивного материала, перед работой подготовляют их
режущую поверхность — кромке круга придают необходимый
профиль на токарном станке, а затем доводят кусковой пемзой.
Для правки кругов используют бруски тонкой и мелкой зерни-
стости, инструменты для заготовки и обработки медных кругов.
В качестве абразивного материала применяют порошки нажда-
ка, карбида кремния, корунда. Зернистость этих материалов
оценивают временем осаждения абразивного порошка в воде.
Обычно при гравировании используют порошки зернистостью
100 мкм.
В процессе выполнения гравюры применяют абразивный
материал 3 ... 4 фракций: в начале обработки — наиболее гру-
бый, при разработке и отделке гравюры в целом — более тонкий,
для наиболее тонких деталей — самый тонкий. При гравирова-
нии поверхности грубым и твердым абразивом она становится
белой и матовой, тонкозернистыми и мягкими — матовой, серо-
ватого цвета (иногда полупрозрачной), поскольку в этом случае
бороздки от абразивного материала не так глубоки. Для узких
прямых прорезов используют наиболее тонкую фракцию, чтобы
режущая кромка круга далее не затуплялась.
Простые гравюры на изделиях массового ассортимента вы-
полняют гравировальными кругами из карборунда, электро-
корунда и синтетических алмазов. Крупные рисунки гравируют
в два этапа: предварительное гравирование (обдирка), при ко-
тором формируется основной контур рисунка, и тонкое гравиро-
вание (дистировка), т. е. доводка рисунка и нанесение мелких
деталей. Предварительное гравирование выполняют карборун-
довыми кругами диаметром 10... 200 мм, толщиной 3 ... 20 мм,
зернистостью 10... 25 или кругами из синтетических алмазов.
При тонком гравировании используют электрокорундовые круги
диаметром 10 ... 200 мм, толщиной 3 ... 20 мм, зернистостью
120... 400, твердостью СТ или кругами из синтетических алма-
152
а) 6) б) г)
Рис. 80. Профили гра-
вировальных кругов:
а—прямоугольный, б —
клинообразный, в — за-
кругленный, г — с косой
кромкой
'зов или АСМ 40/28 с концентрацией алмазов 50%. Мелкие де-
тали рисунка гравируют в один прием (дистировкой) кругами,
используемыми при тонком гравировании.
Для гравирования используют круги четырех профилей
(рис. 80 а...г), но меньших размеров, чем круги для алмазной
резьбы. Такими кругами можно выполнять более тонкий рису-
нок с большим числом деталей, чем при алмазной резьбе. Кру-
гами с прямоугольной кромкой снимают значительные участки
на поверхности изделия (подготовка основания под гравюру),
кромкой такого круга проводят прямые тон-
кие линии. Кругами с клинообразным про-
филем прорезают тонкие извилистые линии,
детали изогнутой формы, а также элементы,
напоминающие алмазную резьбу, но значи-
тельно меньших размеров. Круги с закруг-
ленной кромкой используют для формирова-
ния ямок и углублений. Кругами с косой
кромкой, заточенной в одну сторону, проре-
зают тонкие штрихи неодинаковой глубины.
Смачивающие жидкости. В качестве сма-
чивающих жидкостей при гравировании ис-
пользуют машинное масло, керосин или их
смеси в различных соотношениях. Смачива-
ющая жидкость образует с абразивным ма-
териалом шлам, который покрывает тончайшей пленкой круг и
стекло в зоне обработки. Толщина пленки зависит от природы
жидкости и изменяется в зависимости от ее вязкости. Жид-
кость с более высокой вязкостью дает с одним и тем же абра-
зивным материалом более тонкозернистую поверхность, так как
пленка, образованная более вязким маслом, имеет такую же или
даже большую толщину, чем величина зерен абразивного мате-
риала. Зерна как бы плывут в пленке, и нужно значительно
повысить давление изделия на круг, чтобы толщина пленки
уменьшилась. В результате зерна абразивного материала могут
лишь незначительно стирать поверхностный слой стекла. В про-
тивоположность этому маловязкий керосин образует самую
тонкую пленку шлама, так что зерна абразива, даже самые мел-
кие по размерам, касаются гравировального круга и стекла и
производят резание. Таким образом, абразив, состоящий из круп-
ных зерен, необходимо смешивать с вязким машинным маслом,
тогда как тонкозернистый абразивный порошок лучше работает
в смеси с керосином. Иногда для снижения вязкости машинного
масла в него добавляют керосин, что позволяет при одном и том
же абразивном порошке регулировать толщину пленки рабочего
шлама. При гравировании на кругах в качестве охлаждающей
жидкости используется вода.
Станки. Станок для гравировальных работ имеет вал, лежа-
щий на двух подшипниках. Станок приводится в действие
153
электродвигателем. Стол и основание гравировального станка
достаточно массивные, чтобы полностью исключить вибрацию.
Гравировальный круг посажен жестко на заклепках на вал с
выступом. Этот выступ обеспечивает жесткость крепления круга
на валу станка. Над гравировальным кругом располагается
флажок — полоска из тонкой кожи, которая защищает работа-
ющего от брызг суспензии и обеспечивает лучшее смачивание
этой суспензией гравировального круга. Частота вращения
круга до 1400... 1600 об/мин. При гравировании используют
также станки САГ или ШАГ, на которых монтируют соответст-
вующий абразивный инструмент.
Рис. 81. Разрез стенки
гравироваииого изделия:
1 — наружная стенка, 2 —
выбираемый рельеф
Рис. 82. Схема гравиро-
вания спиралей и дуг
Выполнение гравирования. Перед гравированием моют и про-
тирают гладье — полуфабрикат, который будут гравировать.
Простой рисунок, состоящий из вертикальных и горизонтальных,
прямых линий, наносят на гладье по линейке, причем только
основные линии. Сложные рисунки переносят с бумаги на стенку
изделия целиком, чаще всего способом «припорашивания». Для
этого по всему контуру рисунка прорезают отверстия, затем
смоченный лист бумаги с рисунком прикладывают к гладью и
через отверстия наносят по контуру рисунка точки специаль-
ным составом или алмазом. Точки соединяют между собой лини-
ей, которую проводят суспензией, приготовленной из воды и
глины, или прорезают алюминиевым кругом, который оставляет
серебряный след.
Если рисунок нужно нанести на партию изделий, из резины
изготовляют штемпель с рисунком. На штемпель наносят сили-
катную краску и изделие прокатывают по этому штемпелю. По-
сле непродолжительной сушки изделие обжигают при темпера-
туре 400°С. В результате на стенке изделия образуется несмы-
ваемый и нестираемый рисунок, который затем прорезают
кругами.
154
Выбор способа обработки зависит от вида гравирования.
При пластическом (скульптурном) гравировании стекла сначала
кругами большего диаметра оконтуривают общие черты гравю-
ры, обозначая ее форму и глубину. Затем кругами меньшего
диаметра отделывают более мелкие детали. Объемность изобра-
жения достигается удалением стекла с некоторых участков
поверхности изделия. Независимо от того, каким кругом ведется
работа, существует общее правило: круги во время работы
должны снимать максимально возможную поверхность для
обеспечения необходимой глубины рельефа.
В глубокой гравюре (рис. 81) наиболее глубоко гравируют
ту часть рисунка, которая расположена ближе к наблюдателю.
Более удаленные от наблюдателя части узора гравируют почти
поверхностно, на совсем малую глубину. Гравирование рельефа
начинают с того, что отбирают стекло около рисунка.
Для гравирования мастер подводит изделие к кругу снизу
так, чтобы можно было видеть весь рисунок, прижимает изделие
к кромке гравировального круга, делает небольшой прорез и
отнимает изделие. Затем операцию повторяет снова.
Изогнутые элементы рисунка и спирали гравируют за не-
сколько приемов, последовательно нанося прямые короткие про-
резы, исходящие один из другого. Например, спираль, представ-
ленная на рис. 82, состоит из трех сопрягаемых дуг окружно-
стей 01, 02 и 03. Гравирование этой спирали начинают в
точке А кругом, диаметр которого равен /?,, т . е. радиусу ок-
ружности О]. Прижимая изделие на короткое время к кромке
круга, рабочий постепенно передвигает изделие вдоль дуги
окружности О] от точки А до точки В (точка сопряжения ок-
ружностей О, и 02). Достигнув этой точки, гравер останавлива-
ет станок и меняет круг /?, на круг большего диаметра. Диаметр
нового круга равен /?2, т. е. радиусу окружности 02. Проделав
эту операцию, он продолжает гравирование короткими прорезя-
ми вдоль дуги окружности 02 от точки В до точки С. Достигнув
точки С, повторяют операцию, а затем гравер продолжает рабо-
ту от точки С вдоль дуги окружности Оз до точки D, где по
эскизу рисунка заканчивается спираль. На третьем этапе грави-
рования спирали рабочий применяет круг, диаметр которого Дз
равен радиусу окружности 03. Затем все короткие прорезы,
представленные на рисунке утолщенными штрихами, соединяют
вместе, добиваясь одинаковой глубины по всему профилю
спирали.
Гравирование скольжением по стеклу выполняют кругами
диаметром до 200 мм. Они оставляют на стекле широкий след,
что ускоряет работу, при этом на стекле получается мелкая
гравюра (глубина до 0,5 мм). При такой обработке используют
круги слегка закругленного профиля без острой кромки. Неко-
торые простые орнаменты, полученные таким способом, являют-
ся уменьшенными узорами номерного или валового шлифования.
155
деля гравировального станка, поскольку
Такое гравирование выполняется быстрее и стоит дешевле. Гра-
вирование скольжением также применяют для калибровки
(нанесение рисок и меток на мерные сосуды) гравирования над-
писей.
Гравирование медными кругами — очень трудоемкий про-
цесс, так как невозможно увеличить частоту вращения шпин-
под действием возра-
стающей центробеж-
ной силы зерна аб-
разива начинают
слетать с медного-
круга. В результате
медный круг оголя-
ется и кромка круга
быстро приходит в не-
годность. Для заточ-
ки медного круга
требуется много вре-
мени. Данный про-
цесс применяют в ос-
новном для декори-
рования уникаль-
ных изделий.
Выразительность,
гравюры значитель-
но возрастает, если
выступающие дета-
ли или углубления
отполированы на
кругах крокусом или
и короткие прорезы,.
Рис. 83. Подвижный абразивный инструмент (а)
и деталь крепления круга на валу (б):
1 — рукоятка, 2 — держатель, 3 — круг, 4 — гибкий вал,
5 — электродвигатель
войлочных или деревянных полировальных
пемзой. Можно полировать и очень узкие
например сферы диаметром от 1 м. Для этого используют свин-
цовые круги, суспензию пемзы и воды. Форма и размеры свин-
цового круга должны полностью соответствовать форме и разме-
рам гравировального круга, которым был выгравирован узор.
Техника полирования гравюры и ее деталей на свинцовых кругах
не отличается от техники гравирования.
В последнее время полирование используют как метод гра-
вирования изделий из многоцветных слоев стекла. Снятие верх-
них слоев полированием дает возможность использовать
цветовые оттенки нижележащих слоев, при . этом поверхность
стекла остается практически неизменной — блестящей и без
заметных различий по высоте. Для этой цели используют обыч-
ный гравировальный станок, причем слой снимают деревянными
кругами, на которые обычным способом наносят полировочные
средства, растертые в воде, например оксид титана, который с
водой образует смесь, хорошо прилипающую к полировальному
кругу.
156
Для гравирования громоздких и тяжелых изделий применя-
ют подвижный абразивный инструмент (рис. 83, а, б). В держа-
теле 2 с рукояткой 1 установлен патрон, обеспечивающий проч-
ное крепление к гибкому валу 4 шлифовальных кругов 3 диа-
метром 10... 200 мм. Круг через гибкий вал приводится во
вращение от отдельно стоящего передвижного электродвига-
теля 5.
Небольшие, но тяжелые изделия гравируют «насухо», без
воды. Изделия со стенками толщиной 15... 20 мм больших раз-
меров плоской формы устанавливают в деревянной подставке
Рис. 84. Варианты (а... г) крепления гравировальных
кругов на подвижном гибком валу
с небольшим наклоном назад. По изделию должна непрерывно
течь вода для смачивания и охлаждения шлифовального круга.
Гравер, перемещая подвижный абразивный инструмент, наносит
на стекло рисунок в соответствии с эскизом.
Подносить инструмент к обрабатываемой поверхности необ-
ходимо плавно, без резкого удара режущей кромки круга о
стекло. Затем круг резко прижимают к поверхности так, чтобы
он оставил четкий глубокий след, и резко отнимают от обраба-
тываемого участка; нельзя оставлять продолжительное время
круг на одном месте. В результате этого может произойти при^
жог, что приведет к нарушению геометрии режущей кромки.
Круг должен вращаться в направлении от гравера.
Способы крепления гравировальных кругов. Гравировальные
круги крепятся на гибком валу разными способами: круги
большего диаметра (свыше 30 мм) —через посадочное отверстие
гайкой, которая наворачивается на конец гибкого вала (рис.
84, а), малого диаметра (рис. 84, б, в, г) приклеивают. Вал
вставляют в держатель, напоминающий зажимный патрон свер-
лильного станка. Таким же образом в держателе зажимают
алмазные буры различного профиля. При использовании алмаз-
ных буров значительно повышается производительность труда
и сокращается время изготовления гравюры.
157
Резание (метод появился в середине XVI в. в Венеции) чаще
всего выполняют алмазом, закрепленным в тонком цилиндриче-
ском держателе с помощью замазки. По форме держатель
напоминает карандаш или авторучку. Гравер держит его во
время работы как при письме или рисовании. Режущую грань
алмаза ориентируют по направлению движения руки мастера.
После каждого реза на гладкой поверхности стекла остаются
тонкие царапины. Острие алмаза разрушает стекло таким обра-
зом, что с каждой стороны реза образуются тонкие раковистые
выколки. Величина этих выколок зависит от давления на острие
алмаза. При слабом нажиме получаются тонкие из-за выкра
шивающихся крупинок стекла линии, при сильном — искрящий-
ся след, так как возникающие при этом раковистые изломы
сильнее отражают свет.
Царапанием на поверхность изделия наносят рисунок в виде
параллельной или перекрестной штриховки. Особенно эффект-
но выглядит этот вид гравирования на изделиях в сочетаниях
с цветными покрытиями (протравой), так как слой протравы
процарапывается и в этом месте образуется белая непрозрачная
поверхность. Во избежание растрескивания изделия при работе
под него подкладывают мягкую подложку. Кроме того, во время
исполнения рисунка необходимо следить за тем, чтобы выкра-
шивающиеся частицы стекла не царапали поверхность изделия,
особенно с цветной протравой.
Выстукивание рисунка острым инструментом (впервые метод
появился в Голландии в XVIII в.) заключается в следующем.
Рукоятку острого инструмента держат перпендикулярно поверх-
ности изделия и наносят по ней удары так, чтобы вершина
острия не соскальзывала и давала точечное разрушение поверх-
ности. В точке удара стекло дробится в тонкий порошок, а
вокруг нее образуются небольшие по размерам раковины ска-
лывания стекла. Таким образом при каждом ударе на стекле
остается точечный белый след. В зависимости от расстояния
между белыми точками можно добиться тончайших переходов
светотени. Необработанные участки стекла выглядят особенно
темными. Такие гравюры, в частности портреты, особенно
эффектны на изделиях из темного стекла. Кроме того, указан-
ным способом можно декорировать изделия настолько тонким
рисунком, что они наиболее отчетливо видны лишь при боковом
освещении, когда свет скользит вдоль стенки изделия.
Для выстукивания по стеклу применяют инструменты из
алмазов, корунда, карборунда, карбида вольфрама (победита).
В какой-то мере при выстукивании можно избежать ручного
труда, если использовать для этого легкие ручные виброустанов-
ки (аналогично ультразвуковой обработке).
Разновидностью выстукивания является скалывание, при
котором рисунок выполняют тупыми металлическими инструмен-
тами разного профиля. По инструменту наносят довольно силь-
158
ные удары, поэтому такой способ применяют в основном для
обработки толстостенных изделий. Удары наносят либо моло-
точком непосредственно по стеклу, либо по оправке, поставлен-
ной перпендикулярно поверхности изделия. В точке удара
остается белый след выкрошившегося стекла, окруженный рако-
вистыми изломами, на которых заметна «радужная игра» пре-
ломляющего света. Если обрабатываемое изделие укладывают
на пружинящую под-
ложку, то вследствие уп-
ругого сопротивления
стекла удару образуются
лишь раковистые изломы
без белой крошки.
При определенном на-
выке можно добиться по-
лучения на поверхности
изделия рельефной фак-
туры, состоящий из кону-
сообразных трещин. Ост-
рые режущие края сколов
сглаживают химической
обработкой.
Гравирование элект-
рическим током особен-
но эффективно при нане-
сении рисунка на плос-
ких изделиях, особенно
S)
Рис. 85. Схемы гравирования изделий элек-
трическим током:
а — с погружением в электролит, б — создание
валика; 1 — изделие, 2 — платиновый электрод.
3 — электролита 4—металлическая пластина, 5 —
сосуд, б — валик
на листовом стекле.
Изделие 1 (рис. 85, а) погружают в сосуд 5, наполненный
электролитом 3. На дно сосуда помещают металлическую
пластину 4, которую присоединяют к одному из полюсов источ-
ника постоянного тока. К противоположному полюсу присоеди-
няют подвижный электрод 2 из платины. Иногда вместо сосуда
с металлической пластиной на стекле, которое подлежит обра-
ботке, делают водонепроницаемый валик 6 (рис. 85, б) из ме-
таллических отходов, который присоединяют к одному из полю-
сов источника тока точно так же, как и металлическую пла-
стину.
Если коснуться платиновым электродом поверхности стекла,
в точке контакта возникает электрическая дуга, из-за высокой
температуры в этой точке вначале появляется трещина, края
которой затем сплавляются. Тепловая энергия электрической
дуги распространяется во всех направлениях, что и вызывает
распространение трещинок во все стороны от сплавленного цент-
ра. При передвижении электрода по поверхности стекла центры
сливаются в линию. Повторное движение электрода по выграви-
рованной линии приводит к отколу растрескавшихся частичек.
В результате образуется белая непрозрачная линия.
159
На интенсивность остающегося на поверхности стекла следа
влияет полярность электродов: более интенсивный след возни-
кает, когда платиновый электрод подсоединен к источнику
питания как катод. Диаметр платинового электрода и ширина
образующегося следа находятся в прямо пропорциональной
зависимости. На ширину следа также влияет и уровень электро-
лита в установке.
Рис. 86. Схема одиопозициониой установки для гравирования
стекла лучом лазера:
1 — система крепления изделия, 2 — изделие, 3 — фокусирующая линза, 4 —
телескопическая труба, 5 — электромагнитный клапан, прерывающий излу-
чение лазера, 6 — лазер
При гравировании листового стекла большого размера уча-
сток, подлежащий обработке, окружают валиком высотой до
5 мм, изготовленным из смеси воска с алюминиевой стружкой
или из других композиций с металлом. Для облегчения работы
под лист стекла помещают чертеж с узором, который переносят
на стекло. Рисунок на чертеже выполняют цветным несмывае-
мым карандашом. Аналогичным образом электрическим током
гравируют сортовую посуду и изделия декоративного назна-
чения.
Гравирование лазерным лучом основано на тепловом дейст-
вии луча, испускаемого квантовым генератором. В точке паде-
ния лазерного луча на поверхность изделия происходит проплав-
ление канавки. Для этого может быть использован газовый
лазер на основе СО2, который работает в непрерывном режиме.
Подобный лазер обладает достаточной мощностью, чтобы ока-
зать на поверхность стекла тепловое воздействие. Его излучение
с длиной волны 10,6 мкм вполне удовлетворительно поглощает-
ся стеклом, что и позволяет в короткий промежуток времени
разогреть микроучасток поверхности до температур размягче-
ния стекла.
Одиопозициони а я лазерная установка
(рис. 86) для гравирования стекла состоит из лазера 6, элект-
160
ромагнитного клапана 5 для прерывания излучения после окон-
чания цикла обработки, оптической системы 3, 4, которая спо-
собна пропускать излучение длиной волны 10,6 мкм, и системы
крепления 2 изделия 1. Система крепления может перемещать
изделие в заданных направлениях. Установка может быть
укомплектована копиром, подвижным столом, приспособления-
ми для колебания и вращения линзы, что позволяет получать на
изделии волно- и петлеобразные линии. Таким образом, за счет
согласованных движений изделия и фокусирующей линзы мож-
но получать довольно сложные рисунки.
Контрольные вопросы. 1. Чем валовое шлифование отличается от номер-
ного? 2. На каком станке выполняют матовое шлифование? 3. Что такое
широкоплоскостное гранение? 4. Как изготовляют имитации драгоценных кам-
ней? 5. Что такое алмазная резьба? 6. От чего зависит профиль прорезаемой
грани? 7. Какие факторы влияют иа процесс нанесения алмазной грани?
8. В чем заключается подготовка шлифовального круга к нанесению алмазной
грани? 9. Какие факторы влияют на износ шлифовального круга? 10. Чем
станки ШАГ отличаются от станков САГ? 11. Каковы основные приемы об-
работки изделий из стекла на станках САГ и ШАГ? 12. Какие дефекты воз-
можны при нанесении алмазной резьбы? 13. По каким направлениям развива-
ется механизация и автоматизация механической обработки стеклоизделий?
14. Какими способами гравируют рисунки на поверхности стеклоизделий?
Глава VI
ХИМИЧЕСКАЯ ОБРАБОТКА
§ 22, Полирование
Полирующие вещества и реакции полирования. При полиро-
вании с поверхности алмазной грани удаляют микронеровности,
оставшиеся от абразивной обработки, и ее поверхность стано-
вится гладкой и блестящей.
В основе химического полирования лежат реакции взаимо-
действия соединений, входящих в состав стекла с полироваль-
ным раствором — смесью плавиковой и серной кислот. На
границе раздела стекла и раствора создается контактная зона
«стекло — жидкость», где и протекают все химические реакции.
При полировании свинцового хрусталя происходят следую-
щие реакции с плавиковой кислотой: SiO24-4HF—<-SiF4-|-2H2O;
PbO+2HF^PbF2+H2O; CaO-|-2HF-+CaF2+H2O; Na2O+2HF+
->-2NaF-4-H2O; K2O-|-2HF->-2KF-|-H2O. Газообразный SiF4 час-
тично удаляется, частично соединятся с плавиковой кислотой,
образуя кремнефтористоводородную кислоту: SiF4+2HF—>-
—>-H2SiF6, щелочные соли которой нерастворимы в воде 2Na++
+SiF62-->-Na2SiF6; 2K++SiF6_-^-K2SiF6. При воздействии крем-
нефтористоводородной кислоты на фтористый кальций образуется
кремнефтористый кальций CaF2-FH2SiF64=tCaSiF6+2HF, хорошо
растворимый в воде и образующийся только при невысокой кон-
центрации плавиковой кислоты.
161
Серная кислота растворяет нерастворимые в воде фториды и
фторосиликаты, связывая одновременно образующуюся реакци-
онную воду. Это способствует поддержанию в полировальном
растворе высокой концентрации плавиковой кислоты. Химиче-
ское взаимодействие с серной кислотой протекает по уравнени-
ям: PbF2+H2SO4->PbSO4+2HF; CaF2+H2SO4->CaSO4+2HF;
Na2SiF6+H2SO4->Na2SO4+2HF+SiF4; K2SiF6+H2SO4->K2SO4+
4-2HF+SiF4.
Продуктом этих реакций является нерастворимый в воде бе-
лый осадок сернокислого свинца и кальция, осаждающийся на
стенках полируемого изделия. Кроме того, образуются раствори-
мые сульфаты щелочных металлов, плавиковая кислота и фто-
рид кремния, который может быть гидролизован с образованием
кремнефтористоводородной кислоты и геля кремниевой кислоты:
2SiF4 + 2H2O->-SiO2 + H2SiF6 + 2HF. Таким образом, реакции, про-
текающие на первом этапе химического полирования, т. е. с пла-
виковой кислотой, полностью смещены в сторону образования
конечных продуктов реакции, в то время как на втором этапе,
т. е. при взаимодействии с серной кислотой, реакции обратимы
и смещение равновесия зависит от концентрации серной кисло-
ты, степени разбавления раствора, содержания воды и темпе-
ратуры.
Химическое полирование можно осуществлять и солями
плавиковой кислоты, наиболее эффективен при этом фторид-
бифторид аммония iNH4F-NH4HF2. В результате взаимодействия
NH4F-NH4HF2 с серной кислотой в полирующем растворе обра-
зуется свежеприготовленная плавиковая кислота: 2NH4F+
-+-H2SO4->(NH4)2SO4+2HF; NH4HF2+H2SO4->(NH4)2HSO4+
4-2HF. Как правило, для приготовления полирующих смесей ис-
пользуют 40%-ную или 70%-ную плавиковую кислоту (плот-
ность 1110—1140 кг/м3) и 92...96%-ную серную кислоту (плот-
ность около 1840 кг/м3). На заводах сортовой посуды применя-
ют полирующие смеси, содержащие от 1,3 до 12% плавиковой
кислоты и от 50 до 65% серной кислоты, имеющие температуру
5О...7О°С. После цикла полирования изделия либо промывают в
проточной воде при температуре 5О...7О°С, либо ополаскивают в
55...60%-ной серной кислоте с последующей промывкой в проточ-
ной воде.
При полировании изделий из свинцового хрусталя фторид-
бифторидом аммония полирующую смесь приготовляют путем
смешивания 58...62%-ной серной кислоты и 2,5...3,5%-ным раст-
вором на ион F- через NH4F-NH4HF2. Остальное до 100% со-
ставляет вода. Раствор подогревают до температуры 6О...7О°С.
После полирования изделия промывают в 55...60%-ной серной
кислоте (f=60... 70°С) с окончательным ополаскиванием в
воде.
Химическое полирование зависит от ряда технологических
факторов, основными из которых является концентрация кислот,
162
температура смеси, состав стекла, продолжительность контакта
изделия с полирующей смесью, наличие механического переме-
шивания полирующих растворов и добавок.
При воздействии полирующей смеси на шлифованную поверх-
ность алмазной грани наиболее быстро растворяются выступы и
мелкие царапины, тогда как в кратерах и углублениях осажда-
ется образовавшийся шлам, защищая глубокие впадины рельефа
от действия кислот. В результате поверхность грани как бы вы-
равнивается. Таким образом, в основе процесса химического по-
лирования лежит различная скорость растворения стекла на вы-
ступах и в выемках поверхности.
Циклы. Скорость растворения стекла постепенно снижается
в процессе полирования, со временем происходит полное экра-
нирование— выравнивание поверхности, и процесс полирования
останавливается. Чтобы активизировать процесс, применяют
цикловые программы полирования. Цикл включает в себя пре-
бывание изделия в полирующем растворе и последующую про-
мывку в промывочной жидкости (воде или растворе серной кис-
лоты). Выбор программы и число циклов устанавливают в за-
висимости от состава стекла, характеристики шлифованной по-
верхности, конфигурации и величины изделий; числа изделий, по-
ступающих на полирование.
При одноцикловом полировании используют смесь пла-
виковой и серной кислот, при этом концентрация плавиковой
кислоты 8...12, серной — 50...63% по массе; температура поли-
рующего раствора не должна превышать 60°С; в качестве про-
мывочной жидкости применяют воду температурой 5О...7О°С.
Продолжительность обработки зависит от концентрации кислот
в полирующей смеси, ее температуры, температуры промывочной
жидкости, скорости перемещения изделий в растворе и состава
стекла.
При многоцикловом полировании число циклов—12...
40 в зависимости от концентрации кислот в полирующем раство-
ре. Применяют два вида полирующих смесей: первая — с высо-
ким содержанием иона фтора в растворе, вторая — с низким.
Для создания высокой концентрации иона фтора в полирующей
смеси используют смесь плавиковой кислоты концентрацией 7...
8 и серной — 58...62% по массе. Полирующая смесь низкой кон-
центрации ионов фтора состоит из плавиковой кислоты (2,5...3)
и серной (58...62% по массе). Температура полирующей смеси
до 65°С. Продолжительность определяется теми же факторами,
что и при одноцикловом полировании. Изделия выдерживают в
полирующей смеси 4... 120 с. При этом рекомендуется в первые
5...10 циклов изделия погружать в полирующую смесь на 5...15 с,
в следующие 5... 10 на 20...40, в остальные циклы доводят время
погружения до 120 с. После каждого погружения изделия про-
мывают в серной кислоте концентрацией 55...62%. Температура
промывочного раствора должна быть равной температуре поли-
163
рующей смеси или на 5...10°С выше. Продолжительность про-
мывки в промежутках между циклами не менее 30 с.
В процессе химического полирования следует до минимума
сократить время погружения в ванны, извлечения и переноса из-
делия. Время выдержки для стекания жидкости в зависимости
от способа укладки изделий в кас-
Рис. 87. Схема полировальной
установки с вращающейся кас-
сетой:
а — кассета с изделиями, б — ванна
с кассетой; / — изделие, 2 — кассе-
та, 3 — ванна. 4~ емкость для про-
мывания изделия
сеты или корзины должно состав-
лять 6... 18 с.
После химического полирова-
ния изделие промывают в воде,
температура которой 4О...6О°С, или
в слабом содовом растворе той же
температуры с последующим опо-
ласкиванием в проточной воде, име-
ющей температуру 18...40°С. После
окончательной промывки изделие
сушат в потоке горячего (ЗО...5О°С)
воздуха или в естественных услови-
ях, затем передают на сортировку.
Технология и устройство обору-
дования. Полирующие растворы
приготовляют за 2...3 ч до начала
полирования. Для этого, исходя из
выбранного режима полирования и
оптимальных концентраций состав-
ляющих компонентов, отмеряют не-
обходимые количества кислот и
воды. К воде добавляют в 2...3 при-
ема плавиковую кислоту или другое
ее соединение, например бифторид — фторид аммония, при не-
прерывном перемешивании смеси. В полученную смесь неболь-
шими порциями вливают требуемое количество серной кислоты.
Промывочный сернокислотный раствор должен содержать
55...62°/о-ную серную кислоту и воду. К первоначально отмерен-
ному количеству воды приливают небольшими порциями тре-
буемое количество концентрированной серной кислоты. Каждую
следующую порцию кислоты добавляют в раствор при условии,
что температура образующего раствора не превышает 70°С.
Важно помнить правило: следует кислоту приливать к воде
и ни в коем случае не наоборот.
Сортовые изделия из хрусталя полируют в установках с
вращающейся кассетой. Изделия укладывают в кассету
(рис. 87, а) таким образом, чтобы обеспечить наименьшее сопри-
косновение их друг с другом и чтобы при переносе кассеты из
полирующего раствора в промывную жидкость и обратно с из-
делий могла стекать вся жидкость. Чтобы предотвратить смеще-
ние и повреждение изделий от ударов при полировании, между
изделиями помещают прокладки. Узкогорлые полые изделия пе-
164
ред полированием наполняют водой и закупоривают резиновыми
пробками.
Устройство для погружения кассеты 2 в ванну (рис. 87, б)
качается между ванной 3 с полирующей смесью и емкостью 4
для промывания изделия водой.
Кассету изготовляют в виде пустотелого барабана и крепят
на вращающемся валу подвес-
ного механизма, который на-
ходится в середине между ван-
нами. При полировании кассе-
та частично погружается в ем-
кость для ополаскивания и на-
чинает вращаться, а затем че-
рез определенное время пере-
кидывается в полировальную
ванну, где продолжает вра-
щаться. По окончании цикла
полирования кассета перекиды-
вается в ванну с промывочной
жидкостью и т. д. Вращение
барабана гарантирует равно-
мерное смачивание всех изде-
лий полирующим или промы-
вочным раствором, а также
обеспечивает сток кислотного
раствора из изделий.
Так как оборудование нахо-
дится в контакте с агрессивны-
ми растворами, его изготовля- рис gg схема одноцикловой установ-
ки из термо- и кислотостойких ки для химического полирования из-
материалов: фторопласта, по- делий из стекла:
лиэтилена, винипласта. Детали /-резервуары, 2-барабан, 3 - вращаю-
щаяся кассета
измерительной аппаратуры,
выполненной из стекла, защи-
щают полиэтиленовой пленкой или поливинилхлоридным лаком.
Полирующий раствор подогревается теплообменником, уста-
новленным на дне или у стен ванны. Теплоносителем может слу-
жить пар, горячая вода, подогретый сжатый воздух или электри-
ческий ток. Подогрев промывочной жидкости сочетают с барбо-
тированием горячим сжатым воздухом, что позволяет наряду с
подогревом удалять из жидкости фтор-ион и интенсифицировать
промывку изделий.
Установки для химического полирования бы-
вают одно- и многоцикловые.
В одноцикловой установке (рис. 88) полирующая смесь из
резервуаров 1 заливается в барабан 2, куда помещается вра-
щающаяся кассета 3. После окончания цикла обработки поли-
рующая смесь удаляется из барабана, а в него заливается вода.
165
В многоцикловых установках (рнс. 89, а) вращающиеся кас-
сеты 2 с изделиями могут перемещаться как в вертикальном, так
и в горизонтальном направлениях с помощью механизма пере-
мещения 1. Когда цикл полирования заканчивается, изделия
промываются в растворе серной кислоты. Установка, показан-
ная на рис. 89, б,—двухкассетная, с двумя ваннами для серной
кислоты, поэтому в такой установке во время одного цикла в од-
ной из кассет изделия полируются, в другой — промываются. По-
добная конструкция установки позволяет повысить производи-
тельность труда.
Качество полирования оценивают визуально: выявляют недо-
полировку, нарушения цельности , формовой поверхности, щерб-
ления и сколы краев. Бракованные изделия могут быть переданы
на доработку. Например, на них можно нанести матовый орна-
мент путем дополнительной химической обработки.
Главное направление совершенствования процесса химиче-
ского полирования — создание комплексов, включающих не
только технологические участки, но и участки нейтрализации и
переработки отходов. В состав таких комплексов входят участ-
ки химического полирования, где установлены технологические
агрегаты для полирования, абсорбционные установки для обез-
вреживания отходящих газов, насосы, вентиляторы, резервуары
для кислот и воды; установки для нейтрализации с реакторами
и оборудованием для приготовления известкового раствора,
обезвоживания осадка с отстойниками, фильтр-прессом и другим
оборудованием; емкости для хранения плавиковой, серной кис-
лоты и извести.
§ 23. Матирование и травление
Матирование — это химическая обработка отформованного
изделия, при которой на его поверхности образуется прочно за-
крепленный слой кристаллов солей, нерастворимых в воде. Та-
кими нерастворимыми солями являются кислые и основные фто-
риды щелочных, щелочноземельных и основных металлов: на-
пример, NaHFj — кислый фторид натрия, СаГг — фторид каль-
ция, PbFz — фторид свинца.
Грани кристаллов рассеивают свет, и поверхность изделия
становится матовой. От величины выделяющихся кристаллов за-
висит фактура получаемой поверхности: большое количество
мелких кристаллов создает плотную, менее прозрачную фактуру;
более крупные кристаллы правильной формы делают поверх-
ность стекла прозрачнее. Регулируя процесс образования кри-
сталлов, получают различную фактуру матовой поверхности.
Фактура поверхности зависит от химического состава обраба-
тываемого стекла и воздействующих на него растворов. Так, на
обычных стеклах образуется более плотная, грубая фактура, на
свинцовом хрустале — тонкая, более прозрачная. В зависимости
166
от состава применяемых растворов матирование бывает грубое,
«морозное», тонкое, «шелковистое».
Грубое матирование получается при обработке поверхно-
сти смесью, состоящей из Н2О (10 мае. ч.), NH4HF2 (10 мае. ч.)
и 40 %-ной HF (4 мае. ч.).
«Морозное» матирование напоминает узоры мороза на ок-
нах. Такую фактуру получают двухстадийной обработкой изде-
лий сначала в растворе Н2О (10 мае. ч.) и 40%-ной HF (1 мае.
ч.), затем в растворе NH4HF2 (10 мае. ч.), Н2О (10 мае. ч.) и
40%-ной HF (4 мае. ч.).
Рис. 89. Многоцикловые установки (а, б) для химического полирования с дву-
мя ваииами:
1 — механизм перемещения кассет, 2 — вращающиеся кассеты
Тонкое матирование — тонкозернистую матовую поверх-
ность получают обработкой стекла в две стадии: первая пред-
варительная— в растворе Н2О (10 мае. ч.) и 40%-ной HF (1 мае.
ч.), вторая — матирование раствором Н2О (6 мае. ч.), 40%-ной
HF (2 мае. ч.) и К2СО3 0,5Н2О (3 мае. ч.). В результате реакции
между HF и К2СО3 образуется кислый фторид калия, при взаи-
модействии которого со стеклом получается тонкозернистая по-
верхность.
«Шелковистое» матирование — очень тонкозернистая
фактура, напоминающая поверхность шелка. Для предваритель-
ной обработки в этом случае используют раствор из Н2О
(10 мае. ч.) и 40%-ной HF (1 мае. ч.), а для основного матиро-
вания— Н2О (100 мае. ч.), 40%-ная HF (16 мае. ч.),
СН3СООН — (3 мае. ч.), 98%-ная H2SO4 (1 мае. ч.), 65%-ная
H.NO3 (2 мае. ч.) и 25%-ная NH3 (2 мае. ч.).
Большие поверхности обрабатывают более разбавленными
растворами, чем достигается большая равномерность матирова-
ния.
Независимо от фактуры декоративного слоя матирование вы-
полняют в такой последовательности.
167
Перед обработкой поверхность стекла обезжиривают, очи-
щают, промывают, иначе в процессе матирования на поверхно-
сти появятся жировые пятна. Повышение температуры раство-
ров способствует ускорению процесса с образованием более ше-
роховатого и более плотного матового слоя.
Матирующие вещества наносят на стекло по-разному в за-
висимости от их вязкости.
Матирование пастой применяют в основном при производст-
ве бытового стекла в сочетании с такими способами декорирова-
ния, как гравировка и травление. Основной компонент паст для
матирования — фториды аммония NH4F (чаще) или калия KF.
Например, применяют пасту следующего состава: фторид ам-
мония— 10 г, 40%-ная плавиковая кислота— 10 мл, сульфат ба-
рия — 25 г.
Поскольку крупные кристаллы соли могут образовать на по-
верхности обрабатываемого стекла пятна и препятствовать рав-
номерному нанесению пасты, соль размалывают в шаровой мель-
нице в течение 16...24 ч, а затем перетирают на листах стекла.
К подготовленной таким образом соли добавляют воду и напол-
нители. В качестве наполнителей используют декстрин, глину,
крахмал, сульфат бария. Сульфат бария имеет преимущества —
отличается высокой дисперсностью и не слипается в комочки.
Изделия матируют на столах. Длина столов определяется из
расчета 1 м на одно рабочее место. Вдоль краев стола под
крышкой расположены желоба, по которым непрерывно циркули-
рует теплая вода. В крышке стола и в желобе у каждого рабо-
чего места с правой стороны от рабочего сделано отверстие. Под
столом вдоль него проложен вентиляционный воздухопровод, от
которого на поверхность стола, против каждого рабочего места,
выходят заборные патрубки, через них вместе с воздухом удаля-
ются пары матирующей смеси, а также газообразные продукты
реакции. Пасту наносят на изделие непосредственно перед па-
трубком.
На небольшие участки поверхности, например в узоры, полу-
ченные гравированием, пасту наносят живописной кистью слоем
не менее 0,5 мм, но не более 1 мм. Изделие покрывают пастой,
чтобы поверхность после обработки была однородной; места, на
которые пасту наносят в разное время, имеют разную фактуру.
После нанесения пасту выдерживают на поверхности изделий
5... 10 мин, если паста приготовлена задолго до употребления —
до 15 мин. Покрытое пастой изделие кладут у отсасывающего
воздух патрубка и приступают к матированию следующего из-
делия. Когда второе изделие покроют пастой, первое ополаски-
вают в воде, протекающей по желобам, а на его место кладут
свежепокрытое.
Матирование в растворе применяют на заводах по производ-
ству бытового стекла. Матирующие растворы содержат соеди-
нения плавиковой кислоты в значительно меньшей концентра-
168
ции, чем пасты. Этим способом можно обрабатывать одновре-
менно большое число изделий, причем как снаружи, так и
внутри.
Кислый фторид аммония или кислый фторид калия раство-
ряют в плавиковой кислоте. Приготовленный раствор выдержи-
вают 24 ч. Для обезжиривания поверхности изделий применяют
водный раствор плавиковой кислоты. После очистки изделия по-
гружают в корзинах на 5... 10 мин в ванну для предварительной
обработки, а затем на 5... 10 мин в ванну для матирования. По
окончании матирования изделия промывают в горячей воде.
Матирование парами фтористоводородной кислоты использу-
ют для обработки листов стекла, реже стеклянных изделий.
Изделие, предназначенное для матирования, помещают в за-
крытую камеру, наполненную парами HF, которые получают в
результате реакции между плавиковым шпатом CaF2 и серной
кислотой H2SO4 или концентрированными плавиковой и серной
кислотами. По истечении определенного времени отработанные
пары фтористоводородной кислоты отсасывают, а вынутое изде-
лие промывают горячей водой (60°С).
Травлением на поверхности стекла создают орнаменты или
рисунки. Травление подразделяется на матовое (орнамент или
рисунок рассеивает свет и остается матовым), светлое (орна-
мент или рисунок, оставаясь прозрачным формируется за счет
образования рельефа при съеме части стекла с поверхности в
процессе химической обработки) и травление по накладному
цветному стеклу (способ Галле).
Состав раствора или пасты для травления, зависит от хими-
ческого состава стекла, вида изделия, желаемой фактуры по-
верхности, способа нанесения и подбирается опытным путем. На
характер получаемой поверхности влияют травильный состав,
концентрация солей в растворе или пасте, температура, химиче-
ский состав стекла, а также виды добавок, применяемых для
повышения вязкости травильного состава.
Процесс травления можно регулировать путем добавления
в травильный раствор или пасту кислот H2SO4 или НС1, а также
вводом активных веществ, которые способствуют образованию
в травильном растворе фторсодержащих солей: карбоната нат-
рия (соды) Na2CO3, карбоната калия, поташа К2СО3, фторидов
натрия NaF или аммония NH4F. Введение в состав травильных
растворов или паст различных фторидов способствует получе-
нию различной фактуры рисунков или орнаментоц: NH4F — бо-
лее плотной и шероховатой, NaF—менее плотной, KF — почти
прозрачной.
Для получения матового рисунка применяют различные
травильные растворы, например: I — фторид аммония—125 г,
40%-ная плавиковая кислота — 150 мл, вода — 250 мл, II — фто-
рид аммония — 250 г, серная кислота — 50 мл, сульфат аммо-
ния — 25 г, вода — 250 мл.
7—109
169
В отличие от матового при светлом травлении после воз-
действия соединений плавиковой кислоты на поверхности обра-
зуются соединения, легко растворимые в воде. При таком трав-
лении рисунок, образующийся на изделии, остается прочным.
При светлом травлении используют следующие растворы (мае.
ч.): I—плавиковая кислота—16,7, серная кислота — 22,6, во-
да — 60,7, II — плавиковая кислота — 1, вода — 3—6.
Процесс травления во всех случаях состоит из следующих
операций: подготовки стекла (промывки, очистки, обезжирива-
ния), нанесения защитного покрытия, выполнения рисунка, соб-
ственно травления (химической обработки поверхности травиль-
ными растворами или пастами), отмывки от защитного покры-
тия и окончательной отмывки.
Рис. 90. Рисунки, наносимые пантографом (а) и гильоширной ма-
шиной (б)
Защитные покрытия применяют для предохранения поверх-
ности стекла, не занятой рисунком, от действия плавиковой кис-
лоты и ее соединений. Покрытия должны быть кислотоупорны-
ми по отношению к плавиковой кислоте и прочим реагентам
травильной смеси, хорошо и равномерно растекаться по поверх-
ности стекла, прилипать к нему, быть мягкими и прочными. При
гравировании рисунка иглой или каким-нибудь острым предме-
том защитное покрытие не должно разрушаться.
Чаще всего в качестве защитного покрытия используют би-
тумный лак № 350 и мастики, представляющие собой смеси из
пчелиного воска, парафина, церезина, горного воска и т. д., при-
готовленные на основе органических растворителей (скипидар,
бензол). На поверхность изделия защитные покрытия наносят
кистью, окунанием, распылением, а также стальным клише,
штампом или через трафарет.
Когда защитное покрытие высохнет и станет достаточно проч-
ным, на нем процарапывают рисунок: пером, штемпелеванием,
с помощью пантографа (рис. 90, а), или гильоширной машины
(рис. 90, б). Пантограф и гильоширные машины применяют для
массового переноса и размножения увеличенных или уменьшен-
ных узоров на поверхность сортовых изделий.
Пантографом переносят рисунок с чертежа, шаблона или
170
матрицы на внешнюю поверхность изделия из стекла, покрытую
тонким слоем воска, парафина, специальной мастики, после чего
изделие с обозначенным рисунком поступает на химическое
травление. Конструкция пантографа основана на принципе го-
ризонтального или вертикального шарнирного параллелограм-
ма. Четыре звена пантографа соединены шарнирно и образуют
параллелограмм. На одном из звеньев монтируется направляю-
щая с неподвижной осью вращения, относительно которой звено
может перемещаться и занимать определенное положение в со-
ответствии с масштабной шкалой. На сочлененном звене уста-
новлена и перемещается по своей масштабной шкале направ-
ляющая с резцом. Противоположное звено продолжено на шар-
нир и заканчивается штифтом, острие которого может передви-
гаться по рисунку шаблона. Конец штифта описывает рисунок,
синхронно с ним передвигается резец, который прорезает рису-
нок шаблона в слое воска, парафина или специальной мастики,
но в заданном уменьшенном масштабе, который устанавливают
по соответствующим звеньям. Шаблон представляет собой ме-
таллическую плиту, на которой в виде выемочной гравюры изоб-
ражен рисунок, состоящий из углубленных канавок. Эти канав-
ки служат направляющими для копирующего штифта панто-
графа.
Разница между пантографом и гильоширной машиной состо-
ит в том, что с помощью пантографа можно получать более раз-
нообразные линейные рисунки, кроме того, пантографом можно
воспроизводить изображения в любом измененном масштабе, пе-
ренося их с горизонтальной плоскости в вертикальную (и нао-
борот). На гильоширных машинах декорируют обычно изделия
с ножкой, имеющие такую форму, при которой стенка изделия и
горизонтальные иглы копировального аппарата образуют угол,
близкий к 90°. На пантографе можно одновременно обрабаты-
вать до 24 изделий, на гильоширных машинах — восемь. С по-
мощью гильоширной машины узор получают в результате сло-
жения нескольких движений, например вращения изделия во-
круг собственной оси и перемещения в том или ином направле-
нии вдоль оси через правильные промежутки времени.
Своеобразный рисунок получают, протравливая стенки изде-
лия поднимающимися вдоль стенки пузырьками газообразных
продуктов (используют безводную смесь плавиковой и серной
кислот в соотношении по объему 1:2). Для устойчивости изде-
лие заливают водой и устанавливают в травильной ванне. В ре-
зультате реакции пузырьки, скользя вдоль стенок, поднимаются
вверх. Плавиковая кислота сильнее действует на стекло там, где
прошли пузырьки, и по следу движения пузырьков протравлива-
ются глубокие линии.
Если на поверхность изделия разбрызгивать парафин или,
например, губкой нанести беспорядочные капли парафина, то
при травлении стекла составом HF:H2SO4=1:1,5 (объемные
6* 171
части) можно получить «льдистые лучи», расходящиеся от глад-
ких (защищенных парафином) участков стекла.
Травление по цветному стеклу (способ Галле) при-
меняют для получения сложных полутоновых рельефных рисун-
ков, чаще всего на накладном (двухслойном) стекле. Цветной
слой протравливают на различную глубину, добиваясь при этом
необходимой интенсивно-
сти цвета на каждом
участке травления.
В зависимости от за-
мысла художника отдель-
ные участки изделия про-
травливают до основного,
обычно бесцветного слоя.
В это время остальные
участки, цвет которых хо-
тят сохранить, защищают
покрытием — лаком. Для
травления цветного стек-
ла применяют чистую
плавиковую кислоту. Лак
смывают и проверяют чет-
кость контуров оставших-
ся нетронутыми участков
стекла. Затем защитным
Рис. 91. Шкаф для травления штучных из- покрытием покрывают те
делий небольшого размера: участки изделия, которые
/ — вентиляционная труба, 2 — рабочая камера, ДОЛЖНЫ СОХрЭНИТЬ ИСХОД"
3-дверца, 4 - обрабатываемое изделие, 5-тра- ную интенсивность окрас-
ки. На открытые участки
кисточкой наносят плави-
ковую кислоту. Эту операцию повторяют многократно, чтобы
воспрепятствовать накоплению на поверхности обрабатываемых
участков нерастворимых солей.
Как только становится ясно, что получена необходимая ин-
тенсивность обрабатываемого слоя, эти участки покрывают за-
щитным покрытием, предохраняя их от действия плавиковой
кислоты. Обработку остальных деталей продолжают до получе-
ния более светлого оттенка. Затем снова достаточно протрав-
ленные участки покрывают защитным покрытием и процесс об-
работки продолжается. Таким образом можно выполнить слож-
ные полутоновые рисунки на стекле.
Если на поверхность нанести очень тонкие слои защитного
покрытия, которые частично пропускают кислоту, можно полу-
чить очень мягкие цветовые переходы. Если подвергать кислот-
ной обработке фон, можно получить рельефное изображение.
Такой способ травления иногда называют кислотным гравиро-
ванием.
172
После травления изделия промывают в теплой воде, удаля-
ют растворителем защитное покрытие и подвергают окончатель-
ной мойке и сушке.
Для травления изделий применяют шкафы (рис. 91), осна-
щенные фильтром и вентиляционной трубой 1 для улавливания
паров плавиковой кислоты. Плотно закрывающиеся дверцы 3
шкафа открывают только для того, чтобы поместить изделия в
рабочую камеру 2 или удалить их оттуда. Травильную мастер-
скую изолируют от соседних помещений двойными дверями.
Кроме вытяжной вентиляции травильную мастерскую оборуду-
ют принудительной приточной.
Рис. 92. Организация рабочего места для травления рисунков:
1 — стержни, 2, 6 — сосуды для кислоты, 3 — кисть, 4 — изделие, 5 —
сборник
Рабочее место для травления художественных рисунков (рис.
92) организуют следующим образом. Четыре изделия 4 подве-
шивают одновременно на деревянные стержни 1, которые укреп-
ляют на конце деревянного верстака, прилегающего к рабочему
месту. Плавиковая кислота находится в кислотоупорном сосуде
2. Рабочий одной рукой поворачивает изделие, а другой — при
помощи кисти 3, которую он периодически смачивает плавико-
вой кислотой, натирает поверхность изделия. Обработав после-
довательно все изделия один раз, мастер вновь возвращается к
первому и весь цикл повторяется.
При обработке кислота стекает в сборник 5 из кислотоупор-
ного материала, а затем в сосуд 6 для окончательного сбора кис-
лоты, так как ее используют повторно. Во избежание сброса тра-
вильных растворов в городскую канализацию все рабочие места
снабжают нейтрализующими известковыми фильтрами. Рабочие
работают в резиновых перчатках и фартуках, одетых поверх
кислотоупорной одежды.
173
§ 24. Декалькомания, шелкотрафаретная печать.
протравное окрашивание
Декалькомания — это украшение изделий декелями. Деколи
представляют собой многокрасочные отпечатки, выполненные на
бумаге, с клеевым слоем, которые переносятся на поверхность
стекла, как переводные картинки.
Для печати деколей используют слабо проклеенную бумагу,
покрытую смесью крахмала, патоки и декстрина. Перед печатью
силикатные краски смешивают с олифой.
Существует два типа деколей: простая и сдвижная.
На простой деколи изображение зеркально перевернуто.
При изготовлении такой деколи сначала печатают краски
контура рисунка, а затем фона. Сверху полученный рисунок за-
печатывают белилами, так что простая деколь выглядит блекло.
При перенесении простой деколи на изделие белила соприкаса-
ются со стеклом и служат как бы отражательной подкладкой,
которая усиливает цветовое изображение. Если для изготовле-
ния деколи используют прозрачные краски, то подкладка из бе-
лил не применяется.
Существует два способа перевода простых деколей на стекло.
При первом способе на поверхность деколи наносят тонкий
слой смеси, состоящей из 30 мае. % канифоли и 70 скипидара,
предварительно прогретой и выдержанной в течение 1 ч при
100°С. Обработанные таким образом и нарезанные на куски де-
коли замачивают в течение минуты в воде. Затем их с неболь-
шим усилием прижимают к поверхности изделия и осторожно
отделяют бумажную прокладку.
Второй способ заключается в том, что смесь канифоли и ски-
пидара наносят непосредственно на тот участок стеклянной по-
верхности, куда предполагается переводить изображение. Су-
хие, нарезанные деколи прижимают к липкой поверхности изде-
лия, их обратную сторону смачивают влажной губкой и, когда
бумажная прокладка достаточно размокнет, ее осторожно уда-
ляют. После перевода деколей изделия промывают в щелочном
растворе, а затем в чистой воде. На сдвижной деколи изоб-
ражение соответствует правильному положению рисунка.
При изготовлении сдвижной деколи элементы рисунка нано-
сят на клеевой слой в последовательности, соответствующей ис-
тинному изображению, а сверху деколь заливают нитролаком,
который выполняет роль защитной пленки. При переводе сдвиж-
ной деколи на поверхность изделия рисунок вместе с защитной
пленкой сдвигается с бумажной основы на свободную поверх-
ность стекла.
Для перевода сдвижной деколи на изделие нарезанные на
куски заготовки замачивают в воде. Через некоторое время на-
мокшую деколь прилепляют на стекло бумажной подкладкой
рядом с тем местом, куда предполагается перевести изображе-
174
ние деколи. После этого бесцветную пленку защитного слоя нит-
ролака осторожно сдвигают вместе с рисунком с бумажной под-
кладки на выбранный участок декорируемого изделия. Попав-
шие под сдвинутую деколь пузырьки воздуха и избыточную вла-
гу удаляют из-под пленки.
Режим обжига изделий, декорированных как простой, так и
сдвижной деколью, приблизительно одинаков: температура об-
жига 52О...54О°С с выдержкой при максимальной температуре
обжига не более часа.
Геометрическая форма изделий не лимитирует применение
деколей — они могут быть нанесены на изделие самой причудли-
вой формы со сложной искривленной поверхностью.
Шелкотрафаретная печать — способ декорирования массовой
продукции, при котором на поверхности изделия печатают рису-
нок, используя для этого сетчатые трафареты, через которые на
изделие продавливают краску пастообразной консистенции. Ме-
тодом шелкотрафаретной печати можно наносить на изделие од-
но- или многоцветные рисунки (до 4...5 цветов).
Основные операциц шелкотрафаретной печати: изготовление
сетчатых трафаретов, приготовление краски, собственно печать
и обжиг рисунков на изделиях.
Как правило, для изготовления трафаретов используют кап-
роновые или нейлоновые сетки с 400... 16 000 отв. на 1 см2, что
соответствует просвету отверстий 88...45 мкм. Если предполага-
ется для нанесения через трафарет употреблять более густые
краски, применяют металлические, например бронзовые или
стальные сетки,— они более прочны и выдерживают нагрев до
75°С.
Для печатания изображения в несколько цветов применяют
тонкоизмельченные силикатные краски, смешанные с раствором
смолистых масел в скипидаре, играющих роль разбавителя. Раз-
бавители силикатных красок называют пластификаторами.
Краска должна быть определенной густоты: слишком жидкая
растечется по поверхности изделия, слишком густая забивает от-
верстия трафарета и иногда способствует и отлипанию отпеча-
танного изображения при съеме трафарета со стекла.
Существует два способа шелкотрафаретной печати: краску
используют при комнатной температуре или подогревают до 50...
90°С. В первом случае основой красочной смеси служит какое-
либо масло, поэтому при печати в несколько цветов необходима
промежуточная сушка, причем после нанесения каждого цвета.
Во втором случае применяют краски, для приготовления кото-
рых используют пластификаторы на основе легкоплавкого вос-
ка и смол. Такие пластификаторы плавятся и приобретают теку-
честь при температуре 5О...9О°С. Краски на основе пластифика-
торов называют термопластичными.
Обычно термопластичные краски плавят в сосуде, располо-
женном над трафаретной сеткой. Сосуд снабжен термостатом, с
175
помощью которого в нем поддерживается определенная темпе-
ратура. Использование термопластичных красок значительно
упрощает технологический процесс нанесения на изделие много-
цветных рисунков, так как отпадает необходимость в промежу-
точной сушке, поскольку термопластичные краски мгновенно за-
стывают, когда попадают на стенки более холодного изделия.
С помощью термопластичных красок можно печатать тончайшие
линии рисунка, а также изображения, охватывающие всю по-
верхность цилиндрического изделия на 360°.
Рис. 93. Установка для декорирования стаканов шелкотрафа-
ретной печатью:
/ — изделие (стакан), 2, 4— конвейеры. 3 -* печатающее устройство,
5—печь для обжига, 6 — переставнтель
В процессе нанесения изображения при шелкотрафаретной
печати горизонтально расположенную сетку трафарета плотно
прижимают к стенке изделия, которое находится под ней. А за-
тем с помощью ракеля через сетчатый трафарет продавливают
краску. Если декорируют изделие цилиндрической формы, то
оно вращается вокруг оси, параллельной плоскости, трафарета.
При создании оттиска на коническом изделии оно вращается во-
круг горизонтальной оси, а трафарет поворачивается вокруг ус-
ловной вершины конуса. В отличие от декалькомании шелкотра-
фаретную печать можно использовать только для декорирования
изделий цилиндрической и конической формы.
При многоцветной печати можно работать либо на одной пе-
чатающей установке, меняя в соответствии с цветом трафареты,
либо на нескольких установках, последовательно печатая раз-
личные цвета.
Для шелкотрафаретной печати используют ручные и автома-
тические станки (на ручных станках печатают эксперименталь-
ные и малосерийные образцы рисунков). В полуавтоматах меха-
низированы перемещения ракеля, трафарета и вращение образ-
ца, однако установка изделий и их съем осуществляются вруч-
ную. В полностью автоматизированных станках механизированы
все процессы. Для массового производства изделий, декориро-
176
ванных многоцветной печатью, созданы автоматические установ-
ки, состоящие из конвейеров, печатающих устройств, туннель-
ной печи обжига и переставителей.
Установка (рис. 93) работает так. Автоматически сортируе-
мые изделия 1 устанавливаются на ленту подающего конвейера
2, на которой они рядами транспортируются к печатному авто-
мату, состоящему из трех-четырех печатающих устройств 3.
Автомат шелкотрафаретной печати — непрерывно работающая
машина, т. е. трафареты двигаются непрерывно и при этом де-
корируются изделия.
Перед подачей на трафареты краску расплавляют с помощью
электрического тока, проходящего по трафарету. Для каждого
трафарета устанавливают определенный режим нагрева, чтобы
обеспечить необходимую температуру краски. Изделия с нане-
сенными на стенки рисунками передают на поперечный ленточ-
ный конвейер 4, с которого они с помощью переставителя 6 пе-
реводятся на конвейер печи обжига 5.
При выполнении шелкотрафаретной печати могут проявить-
ся дефекты. Например, рисунок с одной стороны получается
жирнее, чем с другой. Это происходит при перескоке трафарета,
когда краска перегрета или обладает чрезмерной текучестью.
Неравномерная температура по сечению печи или плохая ее
вентиляция может вызвать вспучивание красящего слоя. Слиш-
ком быстрое движение изделия в туннельной печи во время об-
жига может послужить другой причиной этого дефекта. Если ко-
эффициенты термического расширения стекла и краски не со-
гласованы или поверхность изделия недостаточно очищена
перед печатью, то рисунок также может отслоиться от стекла.
При слишком перегретой сетке трафарета, даже при ослаб-
лении нажима ракеля, краска может протекать через трафарет и
рисунок получится очень жирным. Наоборот, при слишком хо-
ходной сетке краска прилипает к трафарету и отрывается от
стекла.
Если для печатания рисунка используют густую краску, то
на красочном слое остается след от печатающей сетки, особен-
но при ячейках сетки повышенных размеров.
Растекание краски с вертикальных плоскостей стеклянных
изделий на начальных стадиях обжига может быть вызвано по-
вышенным содержанием пластификатора в составе краски.
Наконец, печать на холодной или мокрой поверхности изде-
лия приводит к смещению всего рисунка вниз по поверхности
изделия, причем само изображение может остаться неповреж-
денным.
Протравное окрашивание основано на способности некоторых
красителей проникать (диффундировать) в поверхностные слои
стекла под действием повышенных температур и образовывать
интенсивно окрашенный слой. Наиболее часто для этих целей
используют такие красители, как медь и серебро.
177
На основе солей этих металлов и вспомогательных материа-
лов— глины, охры, шамота — приготовляют пасты, которые на-
зываются протравами. Вспомогательные материалы выполняют
роль связующего или клеящего вещества, которые придают про-
траве пластичность, облегчают нанесение ее на стекло и удержа-
ние на вертикальных стенках изделия.
Перед окрашиванием изделие осматривают, очищают и по-
крывают ровным слоем пасты. Изделия с дефектами поверхно-
сти (белый налет, образующийся иногда после высыхания из-
делия, царапины и сколы) бракуют, так как после окрашивания
они становятся особенно заметны. Толщина слоя пасты должна
быть 0,5... 1 мм. На более тонких слоях заметны следы от кисти.
Толстые слои отскакивают от стекла и медленно прогреваются.
Медную протраву приготовляют, смешивая медный купо-
рос CuSO4 и оксид меди Си2О с охрой, декстрином и т. д. Суще-
ствует несколько рецептов приготовления медных протрав. Сме-
си готовят, перемешивая компоненты в шаровой мельнице.
Окрашивание стекла медной протравой состоит из следую-
щих стадий: нанесение протравы на стекло, окислительный об-
жиг, восстановительный обжиг, окончательный окислительный
обжиг. Наиболее важная стадия — обжиг. Первый обжиг в оки-
слительной атмосфере проводят при 57О...62О°С. При этом мед-
ный купорос CuSO4 разлагается с образованием ионов однова-
лентной меди Си+, внедряющихся в поверхностный слой стекла.
После первого обжига избыток пасты смывают со стекла, кото-
рое приобретает желтую окраску. При втором обжиге, который
проводят в восстановительной атмосфере, достигаемой введени-
ем древесного или каменного угля, ионы Сц+ восстанавливают-
ся до металлической меди, а окраска поверхностного слоя из-
меняется с желтой на черную. В процессе третьего обжига
(окончательного) атомы меди объединяются и образуют части-
цы размером 10...100 мкм, которые и обусловливают окрашива-
ние стекла в рубиново-красный цвет.
Серебряная протрава представляет собой пасту из на-
полнителя и соединений серебра. При приготовлении пасты нит-
рат серебра AgNO3 растворяют в небольшом количестве кипя-
щей воды. Затем к полученному раствору добавляют концентри-
рованную НС1. В результате выпадения осадка хлорида серебра
AgCl раствор мутнеет. Этот осадок смешивают с шамотом и рас-
тирают в фарфоровой ступке. Когда получат однородную пасту,
к ней добавляют клеевый раствор на основе декстрина до такой
консистенции, чтобы паста прочно удерживалась на поверхно-
сти изделия.
Пасту наносят либо на всю поверхность предмета, либо по
определенному рисунку равномерным слоем, иначе окрашивание
на различных участках будет неодинаковым. В то же время это
явление можно использовать как дополнительный декоративный
эффект.
178
Изделие обжигают в восстановительной среде в присутствии
сульфита или оксида железа-П при 54О...57О°С. В зависимости
от температуры и продолжительности обжига ионы серебра мо-
гут проникнуть в стекло на значительную глубину — до 0,5 мм.
При этом концентрация серебра в поверхностном слое достига-
ет 1,5%. Такая концентрация обеспечивает интенсивное окраши-
вание, так как уже при концентрации 0,05% серебро окрашива-
ет стекло в желтый цвет. По мере увеличения продолжительно-
сти обжига частицы серебра укрупняются и окраска становится
все более оранжевой. При достижении определенного предела
начинается частичное глушение стекла. Это приводит к усиле-
нию рассеивания синих лучей, в результате чего окраска стекла
приобретает фиолетовый или пурпурный оттенок.
Контрольные вопросы. 1. За счет чего образуется гладкая поверхность
при полировании стекла? 2. Что происходит с поверхностью стекла при ма-
тировании? 3. Чем травление отличается от протравного окрашивании? 4. Ка-
кая разница между простой и сдвижной деколями? 5. Изделия какой формы
декорируют шелкотрафаретной печатью?
Глава VII
ТЕРМИЧЕСКАЯ И АБРАЗИВОСТРУЙНАЯ ОБРАБОТКИ
§ 25. Термическое полирование
При изготовлении изделий из стекла методом прессования на
их поверхности образуются трещинки, морщинки, кованность —
микродефекты, которые устраняют термическим полированием.
Термическое полирование заключается в том, что нагретое изде-
лие из стекла подвергают действию высокотемпературного пла-
мени. При этом тончайший поверхностный слой изделия ра-
сплавляется, под действием сил поверхностного натяжения ми-
кродефекты сглаживаются, поверхность становится гладкой и
блестящей. Одновременно термическое полирование способству-
ет повышению механической прочности и химической стойкости
изделий.
Существуют три вида термического полирования поверхно-
сти: высокотемпературным газокислородным или газовоздуш-
ным пламенем; переменным окислительно-восстановительным
пламенем газокислородных и газовоздушных горелок; низкотем-
пературной плазмой.
Высокотемпературным газокислородным или газовоздушным
пламенем полируют изделия из обычного стекла. Сущность по-
лирования заключается в следующем. Путем конвективного теп-
лообмена при минимальном использовании лучистого тепла пла-
мени на поверхности изделия достигается высокая температура,
потому что избыточное количество лучистой энергии пламени
расходуется на то, чтобы одновременно прогреть не только по-
179
верхность, но и всю массу изделия. При этом стенки изделия мо-
гут начать деформироваться прежде, чем поверхностный слой
приобретет вязкость, достаточную для растекания стекла. Чтобы
предотвратить деформацию, используют тепловой удар от горе-
лок или любого другого источника теплоты. Горелки, работаю-
щие при температуре 1200...1250°С, располагают в непосредст-
Рис. 94. Машина для термического полирования:
/ — электродвигатель, 2 — подставка, 3 — вытяжной зонт, муфель, 5 —
горелка, 6 — штурвалы, 7 — установочные вннты, 8 — сварная рама
венной близости от полируемой поверхности и быстро нагревают
ее до температуры, превышающей точку размягчения. Основная
доля теплоты передается изделию при непосредственном воздей-
ствии продуктов горения с его стенкой. При этом из-за плохой
теплопроводности стекла в первую очередь нагревается поверх-
ность, а это приводит к снижению вязкости стекла в зоне на-
грева, т. е. к созданию благоприятных условий для действия сил
поверхностного натяжения.
Переменным окислительно-восстановительным пламенем га-
зокислородных или газовоздушных горелок пользуются для по-
180
лирования изделий из свинцово-кремнеземистого (хрустального)
стекла, изготовляемых на прессах. Изделия полируют в два
этапа.
Сначала их подвергают кратковременному воздействию пла-
мени температурой 1250°С. При этом из-за избытка в пламени
СО на поверхности изделия образуется тончайший слой метал-
лического свинца СО+РЬО->РЬ+СО2. В процессе полирования
часть свинца улетучивается из поверхностных слоев, облегчая
доступ газов-восстановителей в толщу стекла. В результате на
поверхности изделия образуется темная пленка, состоящая из
частиц металлического свинца. Она препятствует распростране-
нию лучистой энергии в глубь стекла и способствует ее концент-
рации в тонком поверхностном слое, что и обеспечивает высо-
кую скорость термического полирования.
Второй этап — обжиг окислительным пламенем, при котором
темная пленка, ухудшающая декоративный вид изделия, исчеза-
ет. Во время действия окислительного пламени избыток кисло-
рода проникает к частицам металлического свинца и окисляет
их 2Pb+Oz~>2PbO. Поверхность изделия снова становится про-
зрачной и приобретает блеск.
Машина МОП (рис. 94) для термического полиро-
вания изделий из обычного и хрустального стекла устрое-
на так. На сварной раме 8, которая служит основанием машины,
установлены кронштейны для удержания направляющих, внутри
которых перемещаются подставки 2 для изделий. Изделия при
обработке находятся в муфеле 4, стенки которого выложены
огнеупорным кирпичом. Вращение изделий в зоне термического
полирования обеспечивается посредством шестерен, расположен-
ных в нижней части подставок и входящих в зацепление с рей-
кой, вдоль которой передвигаются подставки по направляющим.
Продукты горения удаляются через зонт, расположенный в
верхней части муфеля. Положение горелки 5 относительно стен-
ки обрабатываемого изделия регулируется штурвалом 6.
Высокотемпературное газокислородное или газовоздушное
пламя получают в горелках с внутренним смешиванием газа и
кислорода. Эти горелки снабжены двойной противоударной ло-
вушкой, что делает их безопасными и надежными в работе, и ре-
гулятором пламени. Смеситель обеспечивает постоянное соотно-
шение газа и кислорода в процессе работы горелки.
Беспламенная горелка (рис. 95) имеет металлический кожух
9, выложенный внутри огнеупором 8 так, что для выхода продук-
тов горения есть прямоугольная щель. С помощью упоров 1 в
туннеле, образованном огнеупорным материалом, установлена
диафрагма 7, в которой сделаны отверстия диаметром 1,5 мм и
пазы. В пазы заложены жгуты сетки 6 из жаропрочной стали.
В распределительной камере установлены рассекатели 2 для рав-
номерного распределения смеси по отверстиям диафрагмы. С по-
мощью гайки 10 к задней стенке кожуха прикреплен смеситель 3.
181
рования подачи газа и воздуха к горелке.
Рис. 95. Беспламенная горелка:
/ — упоры-держатели, 2 — рассекатели, 3 — смеситель,
4, S — штуцера, 6 — стальная сетка, 7 —диафрагма,
8 — огнеупор, 9 — кожух, 10 — гайка
Газ и воздух соответственно через штуцера 4 и 5 поступают
в смеситель, откуда попадают в распределительную камеру и че-
рез отверстия диафрагмы — в камеру сгорания. Продукты сгора-
ния, имеющие температуру 1400... 1600°С, выходят через щель
при полном сгорании природного газа. Управляют горелкой с
пульта, на котором расположена аппаратура контроля и регули-
Как правило, пульт
устанавливается не-
посредственно рядом
с машиной, однако
он может быть и вы-
несен на значитель-
ное расстояние.
Техническая ха-
рактеристика маши-
ны МОП-30: произ-
водительность 140...
800 шт/ч, размеры
обрабатываемых де-
талей (мм): диа-
метр — 50...270, вы-
сота — 20...50, масса
изделия —0,1... 1,5 кг,
скорость движения
подставок с изде-
лиями — 0,108...
2,58 м/мин, мощность
электродвигателя —
1,1 кВт, максималь-
ная температура го-
релки — до 1600°С,
длина зоны полирования — 300 мм, габаритные размеры—1,6Х
X 1,77X1,9 м, масса — 1370 кг.
Низкотемпературная плазма по сравнению с продуктами сго-
рания природного газа имеет более высокие температуру и теп-
лосодержание. При взаимодействии струи со стенкой изделия по-
верхностный слой нагревается мгновенно, что и обеспечивает
полирование. Плазменную струю получают с помощью плазмо-
тронов (рис. 96). Струя диаметром до 60 мм имеет температуру
до 10 000°С и скоростью истечения 20... 70 м/с. Принцип работы
плазмотрона основан на том, что плазма, являясь электропрово-
дящей средой, может быть разогрета токами высокой частоты,,
как обычный металлический проводник. Плазмотрон представ-
ляет собой кварцевую трубку 2, которая предназначена для фор-
мирования и удержания плазменной струи. Выходной конец
трубки проходит через медный, охлаждаемый водой индуктор 1.
С помощью этого индуктора создается высокочастотное поле, ко-
торое и разогревает струю плазмы. Для стабилизации: факела
182
в кварцевую трубку подается воздух. Торцовая часть кварцевой
трубки через систему 5 охлаждается проточной водой. Кварце-
вая трубка с индуктором, системой охлаждения и торцовой изо-
ляционной плитой 6 заключена в тепло- и электроизоляционный
корпус 4. Недостаток этого способа термического полирования
состоит в сложности конструкции и обслуживания оборудования,
необходимости применения специальных защитных приспособ-
лений.
Рис. 96. Принципиальная схема устройства плазмотрона:
1 — медный индуктор, 2 — кварцевая трубка, 3 —крепежная головка, 4—корпус,
5 — система охлаждения, 6 — изоляционная плита, 7 — монтажная плита
§ 26. Ультразвуковая и абразивоструйная обработка
Ультразвуковая обработка заключается в том, что рисунок
(рис. 97) или профиль отверстия получают в результате воздей-
ствия абразивного материала на поверхность стекла за счет мно-
гократных колебаний рабочего элемента ультразвуковой уста-
новки с частотой 20... 25 кГц. Рабочий элемент 6 (рис. 98)
головки, совершая небольшое по амплитуде движение (доли мил-
лиметра) с высокой частотой, ударяет по поверхности стекла, вы-
зывая как бы выкрашивание стекла в обрабатываемой зоне.
Главный элемент ультразвуковой установки — вибратор 4,
помещенный в кожух 3, по которому пропускают проточную воду
для охлаждения вибратора. В вибраторе возникают ультразвуко-
вые колебания, которые передаются механическому трансформа-
тору 5. На конце трансформатора закреплен рабочий элемент.
Упорный винт 1 как бы регулирует амплитуду колебаний рабоче-
го элемента. Ультразвуковую головку монтируют на механичес-
ком направляющем устройстве, которое напоминает сверлильный
станок.
Работа (рис. 99) ультразвуковой головки заключается в сле-
дующем. Абразивная суспензия 2 подается в промежуток между
рабочим элементом 1 и изделием 3 из стекла. Рабочий элемент
вовлекает в возвратно-поступательное движение частички абра-
183
зива, которые своими острыми гранями истирают стекло. В
результате скорость продавливания рабочего элемента возраста-
ет. Рабочий элемент действует по принципу пробивания, переме-
щаясь только в вертикальном направлении. При этом на поверх-
ности изделия остается след, повторяющий конфигурацию
рабочего элемента (см. рис. 98).
Лучшим абразивным материалом
ботки является карбид бора
или алмазный порошок. Абра-
зивный материал применяют
в виде водной суспензии. Во-
да способствует обработке
ультразвуком, так как охлаж-
дает рабочий элемент, который
разогревается во время рабо-
ты. Установлено, что при ульт-
развуковой обработке электри-
ческая энергия только на 70%
превращается в ультразвуко-
вую, а на 30%—в тепловую,
поэтому снижение расходов на
тепловые потери вызывает по-
вышение мощности ультразву-
ковых колебаний.
® □ сэ
для ультразвуковой обра-
Рис. 97, Изображения,
наносимые ультразвуко-
вой установкой
Рис. 98. Схема ультразвуковой
головкн:
1 — упорный винт, 2 — толкающая'
пластинка, 3 — кожух водяного ох-
лаждения, 4 — вибратор, 5 — транс-
форматор, 6 — рабочий элемент
Съем материала при ультразвуковой обработке зависит от
амплитуды и увеличивается с ее возрастанием, но амплитуда ко-
лебаний должна быть не менее 0,02 мм (обычна 0,04 ...0,ГО мм).
Этим объясняется выбор сравнительно низких частот (17...
50 кГц), что позволяет при меньших мощностях генератора полу-
чить достаточную амплитуду колебаний. При тех же параметрах
генератора можно увеличить амплитуду колебаний,, применив
184
Рис. 99. Схема работы
ультразвуковой головкит
1 — рабочий элемент, 2 — аб-
разивная суспензия, 3 — изг
делне
концентраторы, концы которых выполняют в виде инструментов
необходимой формы (см. рис. 98).
С помощью ультразвуковой установки на стекле выполняют
очень тонкие рисунки и рельефы, аналогичные чеканным релье-
фам медалей. Рисунки наносят как на плоскую, так и на закруг-
ленную поверхность, чем и определяется выбор формы наконеч-
ника концентратора. Обычно размер гравируемого на стекле
рельефа не превышает 100 мм. Особенно эффективно применение
ультразвука при массовом производстве
изделий со сложным рельефным рисун-
ком, например портретными изображе-
ниями.
Ультразвуковым способом получают
такие декоративные украшения, как
«стекло в стекле». Для этого в стекле
высверливают отверстия и параллельно
с этим изготовляют столбики соответст-
вующего диаметра из стекла разных
цветов. Столбики вставляются в отвер-
стия и приклеивают бесцветным клеем,
например эпоксидной смолой. Затем из-
делие обрабатывают различными спосо-
бами, в том числе и абразивными кру-
гами.
Наиболее часто ультразвуковые уста-
новки используют при сверлении стек-
ла — отверстие диаметром 14 мм в стекле
толщиной 3 мм просверливают за 40 с. Наиболее целесообраз-
но этим способом сверлить отверстия малых диаметров (деся-
тых и сотых долей миллиметра).
Готовое отверстие имеет слегка коническую форму. При свер-
лении в основном участвуют абразивные зерна, которые находят-
ся под передней стенкой сверла. Зерна, находящиеся непосред-
ственно около сверла, сглаживают отверстие и материал стенок
изделия срабатывается. Чтобы выровнять отверстие, его обраба-
тывают последовательно комплектом сверл, незначительно отли-
чающихся друг от друга диаметрами.
Абразивоструйная обработка заключается в том, что слой
стекла снимается струей свободного абразивного материала, ко-
торый подается самотеком или лопатками вращающегося колеса
(в механических установках), потоком жидкости под давлением
(в гидравлических) или газовым потоком (в пневматических).
Чаще всего применяют пневматические установки, в которых аб-
разивный материал выбрасывается через сопло сжатым воздухом
или вакуумом.
Абразивоструйную обработку использовали сначала для полу-
чения матовой поверхности на плоском листовом стекле, позже
этот вид обработки стали применять при декорировании изделий
185
из стекла: нанесении различных узоров и украшений, надписей,
знаков, глубинных и рельефных изображений отверстий.
При абразивоструйной обработке мелкие острограненые час-
тицы абразивного материала ударяются с большой скоростью о
поверхность стекла. В месте удара частиц образуются раковино-
образные трещины, поверхность стекла разрушается, выкраши-
ваются осколки. В результате стекло становится шероховатым,
Рис. 100. Схема абра-
знвоструйной обработ-
ки поверхности изде-
лия с использованием
шаблона:
J — шаблон, 2 — стекло,
.3, 5, 6 — зерна летящего
абразива, 4 — смертвая»
зона
матовым, интенсивно рассеивает свет.
На качество абразивоструйной обработ-
ки влияют вид абразивного материала, ско-
рость струи абразива, ее удаленность от по-
верхности изделия, количество зерен абра-
зивного материала, падающего на единицу
обрабатываемой поверхности, и время обра-
ботки. Большое значение имеют твердость,
хрупкость, форма и величина зерна абразив-
ного материала.
Первоначально в качестве абразивного
материала использовали кварцевый песок,
поэтому и обработка называлась песко-
струйной. Сейчас применяют корунд и кар-
бид кремния. Корунд тверже (твердость по
шкале Мооса 9) и износоустойчивее, чем пе-
сок (твердость 6). Карбид кремния имеет
твердость между 9 и 10. Недостаток этого
материала в том, что при сильном ударе его
пластинчатые зерна не только сильно разру-
шают поверхность стекла, но и ломаются са-
ми из-за хрупкости. Поэтому быстро умень-
шается их величина. К тому же остроуголь-
ные пластинки карбида кремния легко забивают трубопровод и
сильно разрушают стенки оборудования.
Максимальная величина зерен абразивного материала не
должна превышать 1 мм. Зерна больших размеров в потоке аб-
разива имеют соответственно большую скорость по сравнению
с зернами меньших размеров. В струе абразивного материала
меньшие по размерам зерна тормозят большие и они сталкива-
ются друг с другом. Поэтому большое количество зерен малого
размера замедляет скорость зерен нормальной величины, в ре-
зультате снижается производительность потока. С другой сторо-
ны, зерна малых размеров разрушают поверхность стекла быст-
рее, чем зерна больших размеров. Поэтому они наиболее пригод-
ны для матирования стекла, так как в этом случае за одно и то
же время у зерен меньшего размера происходит большее число
соударений. Для глубинной абразивоструйной обработки, наобо-
рот, выгоднее работать с зернами большего размера, они хотя
и производят за то же время меньшее число ударов по поверхно-
сти стекла, зато разрушают его на большую глубину.
186
Если часть гладкой поверхности стекла прикрыть шаблоном
1 (рис. 100), а открытую часть поверхности обработать струей
абразивного материала, то после удаления шаблона на поверхно-
сти рисунка образуется матовый рисунок, повторяющий очерта-
ния шаблона. При этом большое значение имеет размер падаю-
щих зерен. Зерно 5 большого размера соударяется с поверхно-
стью 2 стекла у края шаблона, оставляя при этом слишком боль-
шую по размеру «мертвую» зону 4, куда не попадает абразивный
материал. Другое зерно 3 такого же размера может удариться
о край шаблона и отскочить от него на значительное расстояние.
Все это приводит к тому, что рисунок имеет нечеткие очертания.
При использовании мелких зерен контрастность изображения
повышается, так как уменьшается размер «мертвой зоны». Для
того чтобы получить хорошо обработанную поверхность с чет-
ким рисунком, нужно использовать классифицированный по
фракциям абразивный материал.
Энергия движения зерен определяется величиной давления
или вакуума и размерами зерен. При увеличении скорости пото-
ка абразивного материала за единицу времени на одну и ту же
площадь попадает большее число зерен. Следовательно, с увели-
чением скорости потока производительность обработки возрас-
тает. Однако скорость не должна повышаться настолько, чтобы
значительно снизить срок службы используемого оборудования
и шаблонов.
С удалением распыляющего сопла от поверхности изделия ко-
нечная скорость потока абразивных частиц резко понижается,
однако в этом случае повышается однородность обрабатываемой
поверхности. Расстояние сопла от обрабатываемой поверхности
не должно превышать 200 мм. При увеличении расстояния выше
200 мм уменьшаются потери стекла при обработке, однако одно-
родность обработки поверхности повышается. Поэтому при мати-
ровании больших плоскостей рекомендуется несколько повышать
расстояние между поверхностью изделия и соплом, при глубин-
ной же обработке, наоборот, необходимо приблизить сопло к по-
верхности стекла.
Время абразивоструйной обработки выбирают в зависимости
от требований, предъявляемых к обрабатываемой поверхности:
для получения матового стекла достаточно несколько секунд,
глубинная обработка стекла может продолжаться несколько
часов.
Пневматические установки для абразивоструйной обработки
бывают инжекционные, градиентные и вакуумные.
Инжекционная установка (рис. 101) работает так.
Сжатый воздух по трубопроводу 2 проходит через инжектор 3, в
результате в смесительной камере 4 создается разрежение. Абра-
зивный материал засасывается по подающему трубопроводу 7 из
сборника 1 в смесительную камеру, а затем сжатым воздухом
через сопло 5 направляется на изделие 6. Изделие обрабатывают
187
в герметизированной рабочей камере, внутренние стенки которой
покрыты упругим материалом. Чтобы прекратить подачу абра-
Рис. 101. Схема работы инжекционной абразивоструй-
ной установки:
/ — сборник, 2, 7 — трубопроводы, 3 —инжектор, 4 —смеситель-
ная камера, 5 — сопло, 6 — изделие, 8 — заслонка
зивного материала, трубопровод перекрывают заслонкой 8. При
поступлении большой партии изделий устанавливают две рабо-
чие камеры: пока в одной меняют изделие, в другой — обрабаты-
вают.
Рис. 102. Схема работы градиентной абразивоструйиой ус-
тановки:
/ — сито, 2, 4 —камеры, 3 — запирающий вентиль, 5 — регулировоч-
ный вентиль, 6 — сопло, 7 — инжектор, 8 — трубы
Градиентная установка (работающая под давлени-
ем) (рис. 102) работает так. Абразивный порошок, загруженный
в камеру 2, давит на запирающий вентиль 3. Вентиль снабжен
188
вентиль открывается и
пружиной и регулирует давление в камере 4. Воздух под давле-
нием проходит через трубу 8, которая разделена на две ветви:
первая в камеру 4, вторая — через инжектор 7 под камеру для
транспортирования абразива к соплу 6. При заполнении камеры
4 абразивным порошком прекращается доступ сжатого воздуха.
При давлении абразива в сборнш
разив подает в камеру. Под дейст-
вием пружины, а затем избытка
давления воздуха в камере вентиль
снова закрывается.
К недостаткам этой схемы отно-
сится цикличность технологическо-
го процесса и проникновение части
песка из камеры снова в сборник.
Для того чтобы сделать работу ус-
тановки непрерывной, увеличивают
число камер, устанавливают допол-
нительные вентили и переходные
трубопроводы.
Вакуумные установки (рис.
103) наиболее широко используют
для обработки изделий массового
производства. Установка монтирует-
ся на металлическом столе 8, в кото-
ром сделаны прорези 3 для переме-
щения дозаторов 1, а также прорези
4 для прохода отводов вакуумных
головок 7. Как правило, на столе ус-
танавливают три вакуумные голов-
ки, которые по направляющим 2
могут совершать возвратно-посту-
пательное движение при смене из-
делия 6. По салазкам 5 перемеща-
ются направляющие втулки 9. Все это облегчает движение ва-
куумных головок по окружности.
В вакуумной головке дозатор с абразивным материалом при-
креплен к горловине в форме раструба. Вакуумная камера 10
соединена гайкой 14 с вакуумным насосом. При открывании ва-
куумного клапана 13 в камере 10 создается разрежение и абра-
зив из дозатора по направляющей магистрали устремляется
к соплу 12. Крышка 11 обеспечивает плотное прилегание вакуум-
ной головки к изделию и полную герметизацию рабочего прост-
ранства.
Установка работает следующим образом (рис. 104). Изделие
устанавливают в центрующее гнездо. При слабом нажатии на
изделие планка гнезда включает электродвигатель, который под-
водит головки к изделию. Когда головки подходят к изделию,
электродвигатель отключается и одновременно с этим включается
Рис. 103. Вакуумная абразиво-
струйная установка (а) и ваку-
умная головка (б):
/ — дозатор, 2 — направляющая го-
ловки, 3, 4 — прорези, 5 — салазки,
6 — изделие, 7 — вакуумная головка,
8 — стол, 9 — направляющие втул-
ки, 10 — камера, 11— крышка, 12 —
сопло, 13 — клапан, 14— соедини-
тельная гайка
189
реле времени. В этот момент абразивный порошок начинает по-
даваться самотеком из дозатора через совмещенные перфориро-
ванные решетки в направляющую решетку. Тут же приводится в
действие система, управляющая вакуумным клапаном. При этом
в камере создается разрежение и в направляющие поступает
воздух. Поток воздуха подхватывает частицы абразива, который,
вырываясь из сопла, наносит рисунок на изделие в соответствии
Рис. 104. Организация рабочего места при абразивоструй-
ной обработке изделий:
/ — воздушная магистраль, 2 — бункер с песком, 3 — распыляющее
сопло, 4—вытяжная вентиляция, 5 — рабочая камера, 6 — обраба-
тываемое изделие, 7 — вращающаяся подставка, 8— сборник отра-
ботанного песка
с приложенным шаблоном. Далее частицы абразива уносятся че-
рез вакуумные отводы в камеры для очистки воздуха. Продол-
жительность обработки регулируется реле времени. По оконча-
нии обработки реле срабатывает и закрывает вакуумный клапан.
В этот момент электродвигатель отводит головки в крайнее поло-
жение, перфорированные решетки перекрывают друг друга и по-
дача песка прекращается. Рабочий меняет изделие, и цикл обра-
ботки повторяется.
Обычно при абразивоструйной обработке в пневматических
установках создают рабочее давление воздуха 0,2 ...0,4 МПа или
разрежение 0,08... 0,09 МПа.
Абразивный материал, подаваемый пневматической установ-
кой, распыляется соплом 3. Сопло изготовляют из твердых из-
носостойких материалов. В качестве сопл используют также
сменные вкладыши из победита, карбида бора или карбида
вольфрама. Срок службы вкладыша из карбида вольфрама в
200...250 раз больше, чем сопл из твердого чугуна.
Диаметр и длину сопла выбирают в зависимости от характе-
ра обработки (нанесение рисунка, сплошное матирование), раз-
190
мера обрабатываемого изделия, применяемого абразива, давле-
ния, под которым воздух поступает в абразивоструйный аппа-
рат. Обычно для нанесения рисунка используют круглые сопла
диаметром 6... 15, длиной 100... 120 мм, для сплошного матирова-
ния— щелевидные. При обработке щелевидными соплами всей
поверхности изделия его закрепляют на резиновом конусе и на-
девают на вал, на котором оно вращается вокруг своей оси пе-
ред соплом. В свою очередь, сопло перемещается вверх и вниз
так что изделие равномерно обрабатывается по всей поверхно-
сти.
Во время обработки сопло располагают перпендикулярно
стенке обрабатываемого изделия.
Шаблоны для нанесения рисунков изготовляют из элас-
тичных, упругих абразивостойких материалов, таких, как мяг-
кие металлы, каучук, резина, пластмасса, клеевые мастики, про-
клеенная бумага.
Для шаблонов и защитного материала приготовляют клее-
вую мастику следующего состава (мае. ч.): столярный клей—2,5;
глицерин (плотностью 1,2 г/см) — 1,35; молотый мел— 1,05.
Перед нанесением мастики изделие протирают, сушат. Мас-
тику наносят широкой кистью в одном направлении. После за-
стывания первого слоя накладывают второй и третий слои;
толщина покрытия зависит от глубины выполняемого рисунка.
Главным условием, которое надо соблюдать при нанесении по-
крытия, состоит в том, что слой мастики не должен содержать
пузырьков воздуха.
После того как все слои мастики окончательно застынут, на
ее поверхность мягким карандашом или пером наносят рисунок,
который затем вырезают острым ножом, и удаляют те участки
мастики, под которыми стекло должно быть подвергнуто обра-
ботке. Чтобы поверхность оставшейся мастики не была липкой,
ее припудривают мелом, тальком или магнезией.
§ 27. Цветные оксидно-металлические покрытия
Оксидно-металлические покрытия наносят непосредственно
после формования растворами или парами солей различных
металлов. Соли используют легко растворимые в воде или дру-
гих нетоксичных неорганических и органических растворителях.
Растворы наносят различными методами.
На горячей поверхности стекла соли разлагаются и образу-
ют тонкие пленки металлов, оксидов металлов или смеси метал-
лов с оксидами. Металлы и оксиды диффундируют в поверх-
ностный слой стекла, чем и объясняется прочное сцепление этих
покрытий с поверхностью стекла. Диффузия металлов облегча-
ется повышенной температурой, при которой производится обра-
ботка. Покрытия окрашивают поверхность стекла в разные цве-
та в зависимости от химической природы применяемого оксида.
191
Рис. 105. Схема рабочей камеры для аэро-
зольной обработки поверхности изделий из
стекла:
1 — вытяжной шкаф, 2 — аэрозольное облако, 3 —
разогретое изделие, 4— пистолет-распылитель, 5 —
бачок для раствора, 6 — ресивер
Рассмотрим способы нанесения цветных оксидно-металличе-
ских покрытий.
Аэрозольные покрытия наносят на поверхность изделия
в виде коллоидной дисперсной системы, состоящей из частиц
раствора соли и газовой среды (воздуха), в которой капельки
раствора соли находятся во взвешенном состоянии. Аэрозоль
вступает в химическое взаимодействие с разогретой поверхно-
стью стеклянного изделия
и образует металлическое
покрытие.
Соли, применяемые
для получения аэрозоли,,
должны плавиться, ки-
петь, разлагаться или воз-
гоняться при температу-
рах, близких к температу-
ре размягчения стекла
(около 700°С), обычно —
это соли легко испаряю-
щихся кислот, чаще всего
уксусной, азотной и соля-
ной. Растворителями слу-
жат дистиллированная
вода, этиловый спирт,
эфир. Для облегчения
растворения солей таких
металлов, как железо, ко-
бальт, сурьма, цинк, кад-
мий, олово, в растворы
добавляют соляную кис-
лоту. Концентрация кра-
сящих солей должна быть
максимальной.
Как правило, аэрозольные покрытия наносят на стекло, на-
гретое до температуры 600,..700°С в процессе выработки. Для на-
несения аэрозоля применяют пистолеты-распылители. Нанесен-
ное покрытие закрепляют, обжигая изделие.
На качество получаемого покрытия оказывают влияние тем-
пература стекла, скорость его охлаждения, площадь обрабаты-
ваемой поверхности. Интенсивность окраски покрытия зависит
от продолжительности распыления.
Наиболее устойчивую окраску получают при обработке по-
верхности стекла аэрозолями раствора хлорида железа FeCh-
•6Н2О. Для получения желтой или оранжевой окраски исполь-
зуют раствор 10...40 граммов РеС1з-6Н2О в 100 мл Н2О. Зеленые
или оливковые оттенки получают при обработке поверхности
аэрозолями растворов солей хрома и кобальта, например
Сг(ОС1)2 — оксихлорида хрома или СО(СН3СОО)2-4Н2О — аце-
192
тэта кобальта. Смесь хлоридов олова — IV и сурьмы — III (10...
100 г реактива на 100 мл растворителя) при обработке поверхно-
сти стекла в виде аэрозоля придает поверхности стекла фиолето-
вые и синие оттенки.
Изделия обрабатывают аэрозолями в камере (рис. 105) с вы-
тяжным шкафом. И р и з а ц ия (от греческого слова «ирис»—
радуга)—способ нанесения покрытия парами солей некоторых
металлов. При этом на поверхности изделия образуется тонкая
радужная пленка, состоящая из оксидов этих металлов. При
иризации стекло нагревают до температуры размягчения
Рис. 106. Печи для иризации изделий из стекла:
а — стеклянной бижутерии, б — сортовой посуды; / — сито с бижутерией, 2, 5 — источ-
ники теплоты, 3 — иризирущая смесь, 4— пары соли, 6 — стеклодувная трубка, 7 — изде-
лие из стекла, 8 — рабочая камера, 9— вытяжное устройство
(700°С), гораздо реже проводят низкотемпературную иризацию
(220°С). Для окуривания изделий чаще других применяют воз-
гоняющиеся (сублимирующиеся) соли олова, висмута, титана,
бария, стронция, индия, которые переходят при нагревании в
парообразное состояние, минуя жидкое, и наоборот. В процессе
осаждения твердого вещества из пара на стенки изделия проис-
ходит разложение соли с образованием оксида соответствующе-
го металла. Пленка прочно сцепляется со стеклом, причем в
проходящем свете она выглядит бесцветной, а в отраженном
отсвечивает всеми цветами радуги.
Эффект появления радужной пленки обусловлен интерфе-
ренцией. Интерференция света заметна на пленках, толщина
которых сравнима с длинами волн цветных лучей, составляю-
щих белый дневной свет. Следовательно, интерференция наблю-
дается на прозрачных пленках толщиной 100... 1200 мкм. Преоб-
ладающий цветовой оттенок зависит от толщины пленки. При
неравномерной толщине пленок окраска переливается различ-
193
ними цветами, если же толщина покрытия приблизительно оди-
накова, то выделяется какой-либо один цвет.
Для иризации наиболее широко используют хлориды тяже-
лых металлов SnCl2, TiCl4, 1пС13 иногда применяют смеси солей,
содержащие в качестве основного компонента хлориды олова и
титана, а в качестве добавок — летучие соли других металлов.
Иризации обычно подвергают стеклянную бижутерию и по-
лые изделия сортовой посуды.
Иризирующие покрытия наносят в муфельных печах (рис.
106).
Стеклянную бижутерию (рис. 106, а), чаще всего бусы и пу-
говицы, сначала промывают раствором соды и высушивают,
затем подогревают в печах на шамотных подносах. Подогре-
тые изделия высыпают на металлическое сито 1, под которым
расположен источник теплоты 2. На этот источник предвари-
тельно помещают тарелку с иризирующей смесью 3. Пары 4 суб-
лимирующихся солей проходят сквозь сито и осаждаются на по-
верхности подогретых изделий. Сито находится в непрерывном
возвратно-поступательном движении, что способствует более
равномерному осаждению солей на поверхность изделий, т. е.
образованию равномерной иризирующей пленки.
Сортовую посуду (рис. 117, б) обрабатывают в муфеле с от-
крытым карманом, который снабжен источником теплоты. Из-
делие 7, предварительно разогретое на стеклодувной трубке 6,
вводят в рабочую камеру 8 и закрывают дверцы во избежание
подсосов холодного воздуха. Одновременно в карман с источ-
ником теплоты вводят сосуд с иризирующей смесью. Смесь воз-
гоняется под действием повышенных температур, пары солей
омывают вращающееся изделие и оседают на его поверхности.
Излишки паров выводятся через вытяжное устройство 9.
Покрытия из люстровых красок (люстров) обра-
зуют на поверхности изделия тончайшую пленку оксидов метал-
лов. Оттенок металлического блеска зависит от металла, на
основе которого приготовлен люстр.
Люстры представляют собой растворы смолянокислых солей
тяжелых металлов. Легче всего на поверхности стекла закреп-
ляется бесцветная пленка В120з. Поэтому бесцветную висмуто-
вую люстровую краску добавляют к другим, в том числе и к
цветным люстрам, чтобы обеспечить лучшее сцепление люстра
со стеклом. Бесцветные люстры получают также на основе
AI2O3, PbO, Zn2. Оксиды металлов, выполняющие роль краси-
теля при варке стекла, являются основой для приготовления
цветных люстров — это Fe4O3, Со2О3, Сг2О3, №20з, СиО. Цвет-
ные люстры, смешанные с бесцветными, называют перламутро-
выми.
Люстры, приготовленные на основе драгоценных металлов —
золота, серебра, платины, — при обжиге образуют пленки, со-
держащие эти металлы в чистом виде. С помощью золотого
194
люстра поверхность изделия окрашивают в яркий пурпурный
цвет с отблеском золота.
Люстровые краски получают плавлением безводных солей
металлов в масле. Для этого расплавляют смолу или канифоль и
в нее частями вносят порошок безводной соли соответствующего
металла. Затем к прокипяченному люстру частями приливают
растворитель, причем частью к еще горячему расплаву, частью
после остывания. При наложении люстровой краски на участок
изделия контур его ограничивают прорезанными или протрав-
ленными канавками или силикатной краской.
С помощью люстровых красок на поверхности изделия можно
получить «мраморные» разводы или мелкие трещинки кракле.
Для этого на подсохшую, но еще не обожженную пленку люст-
ровой краски наносят клеевой раствор. Высыхая, клей стягивает
люстровую пленку, в результате она растрескивается или соби-
рается в виде «мраморных» прожилок, при этом поверхность
стекла остается бесцветной или очень слабо окрашенной. Если
пленка наложена густо, то разводы получаются более ярко очер-
ченными, при малой толщине образуется сеть мелких тре-
щинок.
Поверхность изделия перед нанесением люстровой краски
очищают, обезжиривают, высушивают. Для нанесения краски
ручным способом изделие устанавливают на турнетку в виде
плоского вращающегося металлического диска диаметром
200 мм. Декорирование производится мягкой беличьей кисточ-
кой ровным тонким слоем при вращении турнетки. На кисть на-
бирают такое количество краски, которое позволит нанести по-
крытие полностью, не отрывая кисть от изделия. Для получе-
ния ровного слоя люстра отводку следует начинать с середины
изделия и идти вверх, а затем опускать вниз (особенно для ро-
зового и голубого люстра). Нельзя допускать вторичного нало-
жения краски по высохшему слою. После предварительной про-
сушки производится обжиг люстровых красок в электрическом
муфеле. В зависимости от химического состава стекла и люст-
ровой краски температура обжига устанавливается 570...600°С,
при этом среда в печи должна быть окислительной. Печи для
обжига люстровых красок снабжают вентиляцией, удаляющей
продукты сгорания.
Термовакуумный метод нанесения оксидно-металли-
ческих покрытий на изделия из стекла, особенно стеклянную би-
жутерию, основан на том, что некоторые вещества возгоняются
при более низких температурах в условиях пониженного давле-
ния, т. е. в вакууме. При этом молекулы испаряющегося вещест-
ва, которое чаще всего является металлом, глубоко внедряются в
поверхностные слои разогретого стекла, так как обладают повы-
шенной кинетической энергией из-за того, что не сталкиваются с
молекулами воздуха. Молекулы наносимого вещества двигаются
прямолинейно, конденсируются на изделиях и создают декора-
195
тивные интерферирующие слои. Чем выше степень разрежения,
тем прочнее соединение покрытия со стеклом. Толщина наноси-
мых слоев, как правило, 0,1...1 нм.
Установка для термовакуумного напыления покрытий (рис.
107) состоит из установки для создания глубокого вакуума и ис-
парительной системы. Вакуум создается под стеклянным или ме-
таллическом колоколом 1 со смотровым окном. Под колоколом
Рис. 107. Устройство термовакуумиой
камеры для нанесения декоративных
покрытий:
1 — колокол, 2 — изделие, 3 — устройство
для подвески изделий, 4 — сублимирующее-
ся вещество, 5 — лодочка, 6 — электроды,
7 — патрубок
достигнут, например, если снач;
находятся устройства для под-
вески изделий, а также хорошо
герметизированные и изолиро-
ванные электроды 6 испари-
тельного устройства и подогре-
ва изделия. Во время обработ-
ки можно изменять положение
изделия 2 — поворачивать его
и перемещать в ограниченном
пространстве. Вещества 4, ко-
торые предполагается испа-
рять, либо подвешивают в спи-
рали, либо помещают в «ло-
дочки» 5 или тигелечки из
вольфрама, молибдена, танта-
ла, которые легко разогрева-
ются до температур сублима-
ции.
Очень эффектно выглядят
покрытия, получаемые чередо-
ванием полупрозрачных метал-
лических слоев с высокопре-
ломляющими оксидными слоя-
ми. Такой эффект может быть
1ла на стекло нанести тонкий
полупрозрачный слой хрома, а потом оксид титана, который
имеет высокий показатель преломления.
§ 28. Пленки драгоценных металлов
Драгоценные металлы — золото, серебро, платину — наносят
на изделия разными способами: наклеивают в виде пластин, на-
носят в виде порошка или жидких препаратов.
Золотые пленки наносят на любое стекло, причем состав
стекла не играет никакой роли. Не рекомендуется покрывать зо-
лотом те участки изделия, которые подвергаются интенсивному
истиранию, например ручки кувшинов. Иногда золото наносят в
углубления на поверхности стекла, например в канавки, проре-
занные тонкими абразивными инструментами или протравленные
при помощи пантографов и гильоширных машин. Такая позолота
практически не истирается. Если препарат нанести на матовую
196
поверхность рисунка, которую предварительно протравливают
плавиковой кислотой, можно получить чеканное золото.
Один из старых способов золочения состоит в том, что лист-
ковое золото наклеивают на холодную поверхность стекла. Одна-
ко в этом случае сцепление металла с ней не отличается высокой
прочностью.
Порошковым золотом можно нанести тонкий ровный слой на
значительную поверхность изделия. Для этого порошковое золото
смешивают с флюсом (легкоплавким стеклом) и полученную
смесь растирают со скипидарным или лавандовым маслом, дово-
дя до вязкости, удобной для росписи изделия кистью. В ряде слу-
чаев позолоту наносят в несколько этапов: сначала тонким:
сплошным слоем, после обжига контуры полученного рисунка
обводят липким маслом, а затем припудривают с помощью там-
пона порошковым золотом. Изделие обжигают вторично, после
чего полируют полученную позолоту. Если позолоту полировать
не сплошь, а оставлять в некоторых местах матовое золото, то
можно значительно разнообразить орнаменты и композиции, ук-
рашающие изделие.
Препараты «жидкого» золота получают двумя способами. При
первом способе к полуфабрикату «жидкого» золота, содержаще-
му до 21% по массе чистого золота, добавляют порошковое зо-
лото и смесь соединений некоторых металлов. Полученную смесь
растворяют в органическом разбавителе сложного состава. По
второму способу жидкие препараты приготовляют без порошка.
Изделия, расписанные золотом, перед обжигом сушат в поме-
щении при 20°С. При массовом производстве сроки сушки сокра-
щают, применяя вентилируемые сушилки. Подсушенные изделия
обжигают в печах и затем полируют.
Тончайшую блестящую пленку «глянцевого» золота, которую
не нужно полировать, можно получить из 10%- или 12%-ного
препарата жидкого золота. Такой раствор содержит 10... 12% (по
массе) чистого золота, а также примеси хрома и родия. Толщи-
на золота на стекле 0,00012 мм. Препарат должен быть доста-
точно вязким для того, чтобы рисунок, наносимый на изделие пе-
ром или кистью, не растекался по поверхности.
Перед нанесением жидкого золота изделия моют вручную в
воде, подогретой до 45°С, вытирают полотенцем и устанавливают
на конвейер, которым они подаются в сушильную печь, где с по-
верхности изделия полностью удаляется вся влага. Тот же кон-
вейер подает высушенные изделия к месту нанесения рисунка.
Здесь их устанавливают на турникетки (вращающиеся подстав-
ки), закрепленные на столах. Столы расположены по обеим сто-
ронам движущегося конвейера.
Перед нанесением рисунка флакон с раствором золота взбал-
тывают в течение 15 мин до полного растворения осадка, на дне
флакона. Норма разовой выдачи раствора не должна превышать
10 г. Препарат наносят на поверхность изделия тонким равномер-
19?
ним слоем вручную отводочными кистями. После этого изделие
поступает на обжиг.
Обжиг золотых покрытий должен отвечать условиям, при ко-
торых летучие газообразные компоненты испаряются при задан-
ных температурах в течение определенного времени. Его произ-
водят при 56О...63О°С в зависимости от состава декорируемого
Рис. 108. Полуавтомат МЗИ-1 для нанесения золота
иа изделие:
/ — поворотный стол, 2 — изделие, 3 — механизм нанесения
золота, 4 — каркас, 5 — тумба, 6 — система воздухопровода
и пневмоаппаратура, 7 — конвейер
-стекла с выдержкой при максимальной температуре в течение
20 мин. Причем изделия, декорированные препаратом «жидкого»
золота, следует обжигать отдельно от изделий, расписанных си-
ликатными или люстровыми красками, во избежание вредного
воздействия образующихся при обжиге красок паров органиче-
ских связующих. После обжига изделие медленно и равномерно
охлаждается.
Для золочения изделий массового производства служат полу-
автоматы, например МЗИ-1. Полуавтомат МЗИ-1 (рис. 108)
предназначен для нанесения жидкого золота на ножку изделия.
На поворотном столе 1 полуавтомата закреплены зажимные го-
ловки, в которые устанавливаются изделия 2. Золото наносится
механизмами 3. Привод расположен внутри чугунной тумбы 5.
198
Воздух подается системой воздухопроводов и пневмоаппара-
туры 6.
Закрепленное в зажимной головке изделие из позиции за-
грузки передается поворотным столом, совершающим прерывис-
тое движение, в позицию нанесения золота. Механизм нанесения
золота после трех оборотов изделия отводится от него, и стол по-
ворачивается на одну позицию. В позиции разгрузки кулачки
зажимной головки разжимаются и изделие устанавливается на
конвейер 7, который доставляет его в печь для обжига.
Рис. 109. Схема технологической линии для нанесения
золота на изделия из простого стекла:
1 — машина МЗИ-,1, 2 — переставитель, 3 — печь для обжига
Полуавтомат МЗИ-1 работает в составе технологической ли-
нии (рис. 109) декорирования изделий из простого стекла. Линия
состоит из двух машин 1 для нанесения золота, переставителя 2
и печи для обжига 3.
Серебряные пленки наносят порошковым серебром и &
виде пасты.
Порошковое серебро получают восстановлением металличе-
ского серебра из раствора серебряной соли в щелочной среде.
В большинстве случаев порошковое серебро бывает 50%- и
65%-ным. Препарат порошкового серебра приготовляют и нано-
сят так же, как порошковое золото. Затем изделие с серебряной
пленкой обжигают и полируют.
Серебряную пасту приготовляют, смешивая в шаровой мель-
нице AgNO3, флюс, скипидар и скипидарное масло. Чтобы плен-
ка лучше закреплялась на поверхности изделия, в пасту вводят
оксид висмута. Пасту наносят на изделие кисточкой, пульвериза-
цией, окунанием, шелкотрафаретной печатью и т. п. Вязкость
пасты зависит от технологических особенностей выбранного спо-
соба нанесения. Разложение пасты с выделением частичек ме-
таллического серебра начинается при 410—420°С, однако темпе-
ратуру обжига повышают до 52О...55О°С и изделие выдерживают
при этой температуре в течение получаса для того, чтобы флюс
199
растекся и частицы серебра приплавились к поверхности стекла.
После обжига слой металлического серебра полируют. Для уве-
личения толщины слоя серебра до 0,02 мм процесс нанесения
пасты и обжиг изделий повторяют.
Пленку из серебра иногда используют как подстилающий
слой для нанесения на него рисунков из металлической меди.
Для нанесения специальных покрытий из серебра и создания
дорогих украшений по стеклу выпускают 20%-ный препарат се-
ребра. Он образует на изделии глянцевую пленку, которую не
нужно полировать.
Недостаток серебряных покрытий в том, что они темнеют на
воздухе, особенно при содействии сернистых соединений. Кроме
того, пленка теряет блеск и становится матовой.
Платиновые пленки из жидкой платины — серебристое
блестящее покрытие, не темнеющее на воздухе. Платиновую
пленку получают так же, как пленку из жидкого золота.
§ 29. Покрытия из силикатных красок
Силикатные краски (цветные глазури) представляют собой
тонкоизмельченные стекла или смесь легкоплавких стекол
(флюс) с красителями и наполнителем. Краски должны иметь
температуру размягчения и плавления ниже температуры раз-
мягчения стеклянного изделия, на которое их наносят. Темпера-
тура растекания красок при обжиге на стекле 500...550°С, что
несколько ниже температуры размягчения стекла. Совпадение
температурных коэффициентов линейного расширения (ТКЛР)
краски и декорируемого стекла — одно из важных условий по-
лучения хорошего покрытия.
Если при получении краски материалы, образующие флюс,
сплавляют вместе с красителями, то получается прозрачная
краска. Краситель как бы растворяется в бесцветном легкоплав-
ком стекле. Если бесцветный флюс плавят отдельно, а потом раз-
малывают с красителем, получают эмаль.
Основные компоненты флюсов: PbO, В2О3, SiO2, иногда Na2O;
дополнительные Pb3O4, Н3ВО3, SiO2, иногда Na2B4O7. Силикат-
ные краски готовят из нескольких флюсов разного химического
состава, чтобы придать краске требуемые технологические свой-
ства, например различные температуры размягчения и ТКЛР.
Совпадение ТКЛР обожженной краски и декорируемого стек-
ла— одно из важных условий получения качественного покры-
тия. Температурный коэффициент линейного расширения обыч-
ных стекол (80... 120) 10-7 1/°С. Опытным путем установлено, что
ТКЛР краски может отклоняться от ТКЛР стекла не более чем
на 5%. При большем отклонении на поверхности обожженной
краски появляются волосяные сверкающие трещинки (цек) или
же слой краски целиком отскакивает от стекла в результате
сильных термических напряжений между краской и стеклом.
200
Химический состав красителей разнообразен: оксиды цвет-
ных металлов, соединения оксидов металлов, сульфиды и сели-
ниды металлов. Для получения красок основу и краситель сме-
шивают в различных соотношениях в зависимости от типа
красителя и требуемой интенсивности окраски. Краситель и пиг-
мент представляют собой неорганические соединения металлов.
Наполнитель вводят, чтобы придать краскам непрозрачность.
Луч света проходит через краску, содержащую наполнитель, не
по прямой линии, а преломляется и отражается на поверхности
кристаллов и частиц добавляемых наполнителей. В качестве на-
полнителей используют оксиды металлов: SnO2, 5Ь20з, ZnO2,
Сг2О3, TiO2. Реже встречаются наполнители типа Zn3(PO4)2,
ZnS. Иногда в роли наполнителя выступают сами красители.
На стекольные заводы силикатные краски поступают в виде
тонкоизмельченных порошков, которые хранят в сухом помеще-
нии.при постоянной температуре, так как при понижении темпе-
ратуры конденсируется влага и краска комкуется, что требует
дополнительного помола для восстановления исходных свойств
краски.
Перед нанесением краски приготовляют, смешивая с разбави-
телями и связующими веществами. Связующие вещества и раз-
бавители— добавки органического происхождения: высыхаю-
щие масла, бальзамы и смолы. Эти добавки связывают зерна
красок лишь временно. При обжиге окрашенных изделий разба-
вители и связующие выгорают уже при низких температурах.
После их удаления по мере повышения температуры обжига си-
ликатная краска плавится и соединяется со стеклом. Таким обра-
зом, разбавители и связующие вещества помогают лишь нанесе-
нию краски на изделие в холодном состоянии.
Краски наносят на изделие ручным и механизированным спо-
собами. К ручным способам относится живопись по стеклу, или
роспись изделия пером, карандашом с выжигающейся краской.
Механизированные способы нанесения красок: офсетная, шелко-
трафаретная печать и аэрозольное напыление, аэрография.
При выполнении живописи по стеклу применяют стек-
лянные палитры толщиной 4...5 мм и размерами 20X20 и 35х
Х35 мм со шлифованной поверхностью; палочки грибовидной
формы для растирания красок; костяные и пластмассовые шпа-
тели; капельницу для разбавителя; склянку для масла; перья
для рисования; турникетку, ватные и кожаные тампоны, кисти
(рис. 110, а—е).
Приступая к росписи изделия, мастер-живописец приготов-
ляет краску — смешивает порошок со связующим. Консистен-
ция краски зависит от характера живописной работы и навы-
ков живописца. Определяют консистенцию, сдвигая шпателем
часть краски по палитре. Если при этом граница раздела оста-
ется четкой, ровной и не расплывается, считается, что достиг-
нута нужная консистенция краски. Слишком жидкую краску
8 —109
201
размазывают по палитре, и она быстро подсыхает, приобретая
необходимую густоту. Если этой операции недостаточно для до-
стижения заданной густоты, добавляют немного сухой краски.
Если же краска слишком густа, добавляют немного разбави-
теля.
Рис. НО. Кисти для росписи по
стеклу:
а — круглая, б, в, д — заостренные, г — ту-
пая, е — плоская
5) б;
г) д) е)
Для достижения большей цветовой палитры смешивают раз-
личные краски. Однако некоторые краски несовместимы и их
нельзя смешивать между собой, например коралловую красную
с зеленой, синей, серой и черной; пурпурную с зеленой и корал-
ловой красной; коричневую с
зеленой, синей и фиолетовой;
желтую с синей и фиолетовой;
фиолетовую с зеленой, желтой,
коричневой и коралловой крас-
ной; зеленую с коричневой, ко-
ралловой красной, пурпурной и
фиолетовой; синюю с желтой,
коричневой, коралловой крас-
ной; черную с желтой, пурпур-
ной и фиолетовой.
Перед росписью изделие
очищают от жировых пятен и
высушивают.
К простейшим видам живо-
писи на стекле относят нанесе-
ние полосок (обводок), штри-
ховки несложных геометричес-
ких элементов, сплошное no-
т. д. Рисунок намечают тонкой
рытие больших поверхностей и
кистью или пером. Иногда копию рисунка в натуральную вели-
чину вкладывают внутрь расписываемого изделия.
Общие правила росписи заключаются в следующем. Не ре-
комендуется исправлять наложенные мазки краски. Если все-
таки приходится подправить мазок, нужно подождать, пока он
подсохнет. Хорошим считается такой рисунок, все мазки кото-
рого выполнены только одним ударом кисти. На большой по-
верхности краску лучше всего выравнивать тампоном, которым,
кроме того, можно наложить краску с постепенным уменьшени-
ем слоя, или затушевать переход краски одного цвета в другой.
При нанесении рисунка на стекло кисть держат, как авторучку,
касаясь мизинцем свободной поверхности стекла. Краску на
кисть набирают с палитры. Для каждого элемента рисунка под-
бирают кисти, наиболее подходящие по форме волоса. Каждую
краску наносят своей кистью. Не следует слишком густо на-
кладывать краску, так как в процессе обжига она отслоится от
стекла. Краска, слишком разведенная разбавителем, может сте-
кать с вертикальных стенок изделия на первой стадии обжига.
Сложные многокрасочные рисунки расписывают в такой по-
202
следовательности. Сначала покрывают краской большие по-
верхности, а затем наносят мелкие детали: штрихи, точки, об-
водки и т. д. При мелких повторяющихся элементах в рисунке
часто пользуются печатками.
При росписи изделия эмалями, которые более тугоплавки, чем
обычные силикатные краски, на стекло сначала наносят подклад-
ку (грунт) из более легкоплавкой краски, ТКЛР которой зани-
мает промежуточное положение между ТКЛР стекла и эмали.
Подкладку (грунт) и эмаль обжигают одновременно.
Роспись закрепляют обжигом всего изделия в муфельных пе-
чах периодического или непрерывного действия. Температурный
режим устанавливают в зависимости от состава стекла и краски.
При слишком быстром нагреве краска может растечься. Слиш-
ком высокая температура обжига может вызвать деформацию
изделия. При выборе режима обжига учитывают также форму и
размеры изделия. При обжиге силикатных красок в печи необхо-
дим небольшой избыток кислорода.
Аэрографией называют механический способ нанесения
распыленных сжатым воздухом силикатных красок на стекло че-
рез трафарет. Для нанесения покрытий применяют аэрограф.
Силикатные краски растирают в фарфоровых шаровых мель-
ницах со скипидаром, в который добавлена канифольно-скипи-
дарная мастика, или с водой, смешанной с декстрином. Краски
разводят более жидко, чем для росписи: с помощью более жид-
кой краски можно получить более ровное покрытие.
Трафареты рисунков вырезают из плотной бумаги или метал-
лической фольги.
На краях прорезей рисунка не должно быть заусенцев, чтобы
трафарет плотно прилегал к поверхности изделия и контур ри-
сунка был четким.
Если на поверхности изделия необходимо создать окрашен-
ный слой, в котором основной тон ослабевает ко дну изделия
(«нисходящее покрытие»), струю краски направляют несколь-
ко выше края изделия. Если изделие перевернуть вверх дном, то
этот прием называется «восходящим покрытием». В момент рас-
пыления краски сопло аэрографа должно находиться в 15...20 см
от поверхности изделия. Уменьшать расстояние между поверх-
ностью стекла и соплом не рекомендуется, так как при этом про-
исходит поддув краски под трафарет, в результате чего рисунок
будет иметь расплывчатые контуры. При нанесении краски раз-
брызгивание краски кляксами считается дефектом.
Для экономии краски применяют электростатическое распы-
ление— частичкам распыляемой краски придают электрический
заряд. Вторым электродом служит поверхность изделия, подле-
жащего окраске. Между этими электродами создается электро-
статическое поле высокого напряжения. Вылетая из сопла рас-
пылителя, частички краски оказываются на поверхности второго
электрода, т. е. на окрашиваемой поверхности.
203
Контрольные вопросы. 1. Какие существуют виды термического полиро-
вания? 2. В чем состоит принцип ультразвуковой обработки стекла? 3. Какие
установки применяют для абразивно-струйной обработки стекла? 4. Какие
виды оксидно-металлических покрытий используют для украшения стекла?
5. Пленками каких драгоценных металлов украшают стекло? 6. Какими спо-
собами наносят силикатные краски на стекло?
Глава VIII
ИЗГОТОВЛЕНИЕ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ
§ 30. Стекло — материал для изготовления
художественных изделий
Стеклу присущи красота и такие свойства, которые позво-
ляют использовать его для изготовления художественных изде-
лий. В горячем состоянии стекло пластично и из него можно
формовать изделия различной формы. В процессе варки стек-
лу можно придавать разнообразную окраску — от насыщенной
до легкой, чуть заметной, а затем соединять стекла разных цве-
тов. Соединив слегка глушеное (непрозрачное) стекло с цвет-
ным, можно создать серию «опаловых» изделий. В процессе вы-
работки на прозрачное стекло одного цвета можно наложить
слой стекла другого цвета, получив в результате «накладное»
стекло. В холодном состоянии стекло можно украшать живо-
писью, драгоценными металлами, различными декоративными
слоями.
На протяжении многих веков художественные изделия из
стекла создавались в единичных экземплярах. Механизация и
автоматизация производства изделий из стекла позволяют рас-
ширить выпуск этих изделий.
При изготовлении художественных изделий из стекла боль-
шое значение имеет подбор состава, цветового оттенка, формы
изделия, вида декоративной обработки, при этом задачи эсте-
тические решают совместно с технологическими.
Основную массу художественных изделий изготовляют из
бесцветного стекла. Оно должно быть прозрачным, блестящим,
без цветовых оттенков и дефектов, которые нарушали бы его
внешний вид: свиля, руха, пятен, непровара камней, пузырей,
мошки. Особое место среди таких стекол занимают свинцовые
хрустали. Они имеют особый блеск, высокую плотность, медлен-
но твердеют, поэтому из них можно создавать различными ме-
тодами изделия сложной конфигурации, с большим количеством
мелких и крупных деталей. Хрустали легко поддаются механи-
ческой (алмазное гранение, гравирование) и химической обра-
ботке.
Из цветного стекла изготовляют целиком изделия или его
применяют для отделки изделий из бесцветного стекла. Наибо-
204
лее распространены натрий-кальций-силикатные и свинец-сили-
катные стекла. В качестве красителей используют оксиды ред-
коземельных элементов, окрашивающие стекло в нежные тона:
оксид церия — в желтый, неодима — красно-фиолетовый и си-
реневый, празеодима—светло-зеленый, эрбия — нежно-розовый,
а также оксиды марганца, хрома, кобальта, сульфиды кадмия
и селена.
Рис. 111. Графины:
а — традиционный испанский, б — старонемецкий (кутро-
фель), в — средневековый французский, г — древнерусский
перегородчатый
Форма изделий определяется прежде всего их назначением
Например, графины должны иметь резервуар. В то же время,
форма этого резервуара и других элементов может быть разно-
образной (рис. 111, а. ..г).
а) б)
Рис. 112. Стаканы:
д) е)
а — традиционной формы, б, в — с отогнутым краем, г — с приваренными
деталями, д — с широкими гранями, е — декорированный закручиванием
Для стаканов (рис. 112, а.. .е) характерна слегка коническая
форма — его удобнее держать в руке, чем цилиндрический или
с большой конусностью; верхний диаметр стакана обычно око-
ло 70 мм. Стаканы украшают отогнутым краем, приваренными
деталями, широкими гранями. Стекло стаканов может быть
бесцветным и окрашенным.
205
При изготовлении гладья для изделий закрытой формы (кув-
шинов, графинов, ваз для цветов) стенки делают достаточно
толстыми, чтобы на них без ущерба для прочности можно было
прорезать алмазную грань. В изделиях открытой формы (рюм-
ках, бокалах, фужерах) стенки делают по возможности более
тонкими, чтобы при легком ударе они издавали мелодичный
звон.
§ 31. Изделия из хрусталя
Основной способ обработки изделий из хрусталя — нанесе-
ние алмазной грани, чаще всего клинообразных прорезов. Боко-
вые плоскости прорезов треугольного профиля, особенно на та-
релках и плоских блюдах, представляют собой оптические приз-
мы, в которых отражается весь окружающий их рисунок,
причем плоскости прореза должны находиться по отношению
друг к другу под определенным углом. Сочетание матированных
плоскостей, образованных большим количеством неглубоких
тонких прорезов, и острых глубоких прорезов клинообразного
профиля приводит к отражению мелких линий на плоскостях
глубоких прорезов.
Если изделие с алмазной резьбой медленно поворачивать
вокруг оси, то блеск от граней рисунка, обусловленный внут-
ренним отражением света, при повороте на некоторый угол как
бы погаснет. Таким образом, при выполнении резьбы необходи-
мо стремиться к тому, чтобы рисунок был виден при возможно
большем угле, тогда резной рисунок будет сверкать при поворо-
те на различные углы.
Каждый вид резьбы, прорез или группу прорезов можно рас-
сматривать как оптическую систему линз и призм, /поэтому ри-
сунок нужно выполнять с учетом того, как рассеивается свет
гранями рисунка. Например, на желобчатых прорезах (рис.
1)3, а) лучи преломляются как на рассеивающих линзах, поэ-
тому предметы, находящиеся за ними, кажутся уменьшенными
в зависимости от крутизны поверхности прорезов. Выпуклые
прорезы (рис. 113, б), так же как и собирательные линзы, уве-
личивают рассматриваемые за ними предметы. Боковые стенки
длинных клинообразных прорезов (рис. 113, в) представляют
собой оптические призмы, в которых отражается весь окружа-
ющий их рисунок. Несколько клинообразных прорезов, располо-
женных параллельно друг другу, образуют ряд призм с полным
внутренним отражением (если угол между поверхностями ост-
рый). Для того, чтобы в клинообразном прорезе мог отражать-
ся ближайший прорез, поверхности прореза должны находить-
ся по отношению друг 'к другу под определенным углом и на
определенном друг от друга расстоянии. Малоэффективна про-
резь, поверхность которой параллельна стенкам изделия (рис.
ИЗ, г).
206
В число операций по декорированию изделий из хрусталя
входит вырезка зубца. Совершенную и правильную форму зу-
бец принимает после закатки кругами крупной зернистости при
непрерывной подаче воды (30±5)°С. Изделие обрабатывают по
краю, выравнивая размер и форму всех зубцов, при этом об-
работанная поверхность зубца получается несколько грубоватой.
Более мелкие зубцы нарезают на станках САГ алмазным кру-
гом с водой. Круг врезается на определенную глубину в край
изделия, образуя прорезь в форме зубца треугольного профиля.
Сделав один прорез, изделие поворачивают вокруг оси на опре-
деленный угол и повторяют операцию нарезания зубца, и так
вдоль всей кромки изделия. Это делается мелкозернистым обра-
зивным кругом при непрерывной подаче воды (30±5)°C на
станках САГ. После дистировки поверхность зубцов становится
шелковисто-матовой.
Рис. ИЗ. Преломление светового луча на элементах
резьбы — прорезах:
а — желобчатом, б — выпуклом, в — клинообразных, г —рав-
ных
Перед химическим полированием изделия из хрусталя моют
вручную в ванне с водой температурой (30±5)°C для удаления
пылевидных остатков стекла, образующихся при обработке из-
делий на шлифовальных кругах. Затем изделие погружают в
смесь 40%-ной HF и 92.. .96%-ной серной кислоты H2SO4.
Одна из завершающих операций — доработка рисунка-, на-
несение тонких алмазных граней дополняющих детали изобра-
жения. Операцию выполняют на станках САГ или ШАГ алмаз-
ными кругами при непрерывной подаче воды.
Оправа изделий на шайбе заключается в нанесении мелких
насечек в шахматном порядке на матовую поверхность изделия.
Подготовка изделий под «оправу» производится на станках САГ
кругами с непрерывной подачей воды.
Дистировку дна и края изделия выполняют на песчаниковой
шайбе с непрерывной подачей воды на обрабатываемый учас-
ток. Два раза в смену шайбу правят наждаком (зерном № 5, а
затем зерном № 10, 12).
207
Микронеровности после дистировки удаляют, полируя изде-
лия на пенопластовом круге.
На круг наносят суспензию из тонкоизмельченной пемзы и
воды в соотношении 1:2, в которую добавляют порошкообраз-
ный оксид олова.
Разберем на конкретном примере, каким образом наносят
рисунок на бокал из свинцового хрусталя (рис. 114). Вся по-
верхность бокала украшена алмазной резьбой. Изделие при
Рис. 114. Бокал с алмазной
гранью:
1 — вертикальная острая грань, 2 — го-
ризонтальная кольцевая острая грань,
3 —«пересекающиеся гранн, 4— на-
сечки
богатой резьбе имеет тонкую
стенку — 4 мм.
Рисунок состоит из четы-
рех повторяющихся элемен-
тов: вертикальных 1, горизон-
тальных 2, пересекающихся 3
граней и горизонтальных насе-
чек 4. Вертикальная острая
грань повторяется 12 раз; глу-
бина каждой грани не менее
1,6 и не более 2 мм, угол кли-
нообразной прорези 110°.
Грань прорезают алмазным
кругом. Горизонтальная коль-
цевая острая грань повторяет-
ся по высоте бокала И раз
(глубина грани 1 мм), выпол-
няется тем же алмазным кру-
гом с режущей кромкой кли-
нообразного профиля с углом
заточки 110°. Декор из пересе-
кающихся граней повторяется
как по горизонтали (6 раз), так
и по вертикали (10 раз). Его
нарезают, не меняя ни угла за-
точки, ни марки алмазного
круга, изменяют лишь глубину
прорезаемой грани, доводя до
0,7 мм. Насечки, повторяющи-
еся 6 раз по горизонтали и
10 раз по вертикали, выполня-
ют алмазным кругом многожил-
кой марки АПП 150X20 АСВ
50/40.
При обработке изделий из
накладного стекла рисунок за-
висит от числа, толщины, по-
рядка расположения и цвета
слоев. При обработке таких из-
делий применяют, как прави-
208
ло, круги, которыми можно легко и глубоко прорезать наклад по
подстилающей основе. Тонкозернистые круги, которыми можно
снимать лишь поверхностный слой на небольшую глубину, ис-
пользуют для получения тонких полутоновых переходов цвета за
счет постепенного стачивания стекла.
Контрольные вопросы. 1. Какие виды обработки применяют при украше-
нии изделий нз хрусталя? 2. На какой стадии изготовления изделий выполняют
«горячее» декорирование? 3. Какие существуют виды накладного стекла? 4. Как
украшают изделия из стекла цветными нитями? 5. Какими способами созда-
ют цветные переходы и изменяют фактуру стекла? 6. Назовите элементы, кото-
рыми украшен бокал, изображенный на рис. 114.
Раздел третий
СТАНДАРТИЗАЦИЯ, АВТОМАТИЗАЦИЯ
ПРОИЗВОДСТВА И ОХРАНА ТРУДА
Глава IX
СТАНДАРТИЗАЦИЯ И КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ
§ 32. Основы стандартизации
Стандартизация — установление единых норм и требований,
предъявляемых к сырью, полуфабрикатам и готовым изделиям.
Нормы и требования, предъявляемые к объекту стандартизации,
оформляются в виде специальных документов. Эти документы
называют стандартами. Стандарты предназначены для того,
чтобы сконцентрировать в краткой сжатой форме передовой
опыт .и новейшие достижения науки и техники с целью изготов-
ления высококачественной продукции. Стандарт и качество —
неотделимы друг от друга.
Все работы по стандартизации в нашей стране определяются
Государственной системой стандартизации. Целями стандарти-
зации являются: ускорение технического прогресса; повышение
эффективности общественного производства; обеспечение усло-
вий для широкого экспорта отечественных товаров; экономия
материальных и трудовых ресурсов; выпуск товаров повышен-
ного качества и т. д. Основные задачи стандартизации: вырабо-
тать и установить требования к качеству выпускаемой продук-
ции на основе комплексного подхода к стандартизации как по-
требительских свойств продукции, так и сырья, материалов, по-
луфабрикатов и комплектующих деталей, используемых при ее
изготовлении; определить единую систему показателей качест-
ва изделий, методов и средств их испытания и контроля; уста-
новить необходимый уровень надежности и долговечности в за-
висимости от условий эксплуатации.
Государственная система стандартизации состоит из обще-
союзных органов, служб стандартизации в различных отраслях
народного хозяйства и служб стандартизации в союзных респуб-
ликах. Государственный комитет СССР по стандартам (Гос-
стандарт СССР) руководит всеми работами по стандартизации
в нашей стране через систему подчиненных ему специализиро-
ванных учреждений. Кроме того, в стране создана широкая
210
сеть республиканских, межобластных и областных лабораторий
государственного надзора, которые осуществляют функции
Госстандарта СССР на местах.
В Советском Союзе существует четыре категории стандар-
тов: государственные СССР—ГОСТ; отраслевые — ОСТ; рес-
публиканские — РСТ; предприятий — СТП.
Государственные стандарты СССР устанавливают
на продукцию массового производства, а также на нормы, пра-
вила и другую документацию, которые находят применение в
различных отраслях народного хозяйства, например на общие
технические требования к сортовой посуде, декоративные изде-
лия из стекла. Государственные стандраты обязательны для всех
предприятий, организаций, отраслей народного хозяйства и со-
юзных республик. Особо важные государственные стандарты
утверждает Совет Министров СССР.
Отраслевые стандарты предписывают требования к
продукции, которая не является объектом государственной стан-
дартизации, т. е. технологической оснастке, инструментам, спе-
цифическим для отрасли, технологическим нормам и типовым
технологическим процессам отраслевого применения. ОСТы
обязательны для предприятий и организаций данной одной отра-
сли. Если продукция, на которую установлен ОСТ, применяется
или потребляется предприятиями и организациями другой от-
расли, разработанный ОСТ обязателен и для другой отрасли.
Отраслевые стандарты утверждает министерство (ведомство).
Республиканские стандарты устанавливают на
продукцию, которую изготовляют предприятия союзной респуб-
лики, за исключением изделий, которые являются объектом го-
сударственной стандартизации. Сырье, материалы, топливо и
полезные ископаемые внутриреспубликанского производства и
применения являются объектами РСТ. Республиканские стан-
дарты обязательны для всех предприятий и организаций, нахо-
дящихся на территории союзной республики, выпускающей и
потребляющей данную продукцию. Эти стандарты утвержда-
ются Советами Министров или Госпланами союзных республик.
Стандарты предприятий распростаняются на изде-
лия, нормы, правила и методы изготовления, применяемые толь-
ко на данном предприятии. Эти стандарты отражают специфи-
ку технологии, принятой на конкретном предприятии. Они не
должны противоречить требованиям ОСТ или РСТ. Стандарты
предприятий утверждает руководство предприятий.
На некоторые виды продукции, которые не являются объек-
том государственной стандартизации, разрабатывают техни-
ческие условия (ТУ). Технические условия также разраба-
тывают в том случае, если отсутствуют ГОСТы на данный вид
продукции, т. е. эта продукция прежде не выпускалась. В этих
документах содержатся требования к качеству изготовления,
методам контроля качества, маркировке, упаковке, транспор-
211
тированию и хранению данного вида продукции. Технические
условия могут быть установлены на производство продукции
более высокого качества по сравнению с изделиями или про-
дукцией, выпускаемой по ГОСТу. Разработка технических усло-
вий на продукцию, качество которой предусмотрено государст-
венными стандартами, не допускается. Технические условия
утверждают предприятия, выпускающие продукцию, министер-
ства, исполкомы на срок не более 5 лет.
В стекольном производстве стандарты регламентируют тех-
нические условия на изделия и технологические процессы.
Стекольная промышленность выпускает для народного хозяй-
ства сотни видов различных изделий. Многие из них потребля-
ют другие отрасли, например листовое стекло широко использу-
ется для остекления не только зданий, но и салонов транспорт-
ных средств; цветные стекла — для изготовления светофильтров
и сигнальных огней. Стеклянная тара применяется в пищевой
промышленности. Велик ассортимент товаров народного потреб-
ления— зеркала, хрустальная посуда, люстры. Все эти изделия
отвечают требованиям соответствующих нормативных докумен-
тов.
Технологические процессы и приемы, используемые при про-
изводстве изделий из стекла, даже одинаковых, на различных
предприятиях могут различаться, так как применяются различ-
ные оборудование, топливо и т. д. Однако эти различия не дол-
жны влиять на качество готовой продукции и вызывать нео-
правданные потери сырьевых и топливно-энергетических ресур-
сов. Поэтому на предприятиях стекольной промышленности
введена система стандартов технологического процесса, устанав-
ливающих основные параметры производства и показатели ка-
чества продукции.
Таким образом, в стекольном производстве, как и в любом
другом, большое внимание уделяют комплексной системе стан-
дартизации, начиная от исходного сырья и кончая готовой про-
дукцией.
Важное значение в производстве изделий из стекла имеют
стандартные методы определения качества продукции и стан-
дартизированных методов измерения технологических парамет-
ров производства (температуры, давления, концентрации и т. д.).
Все используемые и применяемые приборы и измерительная ап-
паратура должны удовлетворять определенным требованиям,
главными из которых являются надежность в работе и точность
измеряемых показаний.
§ 33. Контроль качества стеклоизделий
Организация контроля качества. В соответствии с Постанов-
лением ЦК КПСС и Совета Министров СССР от 12 мая 1986
года № 540 «О мерах по коренному повышению качества про-
212
дукции» в целях усиления контроля за деятельностью объеди-
нений и предприятий по обеспечению производства и выпуска
высококачественной продукции создан орган вневедомственного
контроля — Государственная приемка, подчиненная Государст-
венному Комитету СССР по стандартам.
Работа Государственной приемки проводится в следующих
направлениях: контроль изготовления продукции и технической
документации; приемка готовой продукции; контроль надежно-
сти принимаемой продукции и рекламационной работы; конт-
роль за работой по стандартизации, состоянием и приме-
нением средств измерений и соблюдением метрологических
правил.
Контроль изготовления продукции включает в себя: посто-
янный контроль за изготовлением продукции, а также летучий
контроль производства. Постоянный контроль осуществляется
непосредственно в цехах, на производственных участках и ра-
бочих местах. Он направлен на активное наблюдение за ходом
производства и выполнение комплекса или отдельных операций,
своевременное выявление отклонений от установленных норм
технологического процесса, предотвращение дефектов в продук-
ции, предъявляемой на окончательную приемку. Летучему конт-
ролю подвергают все стороны деятельности предприятия по из-
готовлению контролируемой продукции, в том числе соблюде-
ние технологических процессов, состояние технической докумен-
тации, рабочие места, входной контроль, хранение материалов,
заготовок и готовых изделий, состояние культуры производства,
работа центральных лабораторий.
Приемка готовой продукции является наиболее ответствен-
ным этапом в работе Государственной приемки, по результатам
которого определяется годность продукции и возможность ее
использования по назначению в соответствии с технической до-
кументацией. Эта приемка включает техническую проверку со-
ставных частей продукции, а также операций технологического
процесса, окончательную приемку полностью укомплектованной
продукции, принятой ОТК предприятия и подготовленной к
предъявлению Государственной приемке.
Окончательно принятой считается продукция, прошедшая с
положительными результатами приемо-сдаточные и другие
испытания в полном объеме и последовательности, предусмот-
ренными технической документацией; подтвержденная результа-
тами периодических испытаний, полностью укомплектованная,
упакованная и опломбированная пломбамц Государственной
приемки. На принятую продукцию ставится клеймо работника
Государственной приемки в месте, предусмотренном техниче-
ской документацией.
Осуществление государственной приемки не снимает ответ-
ственности с объединений и предприятий за обеспечение высо-
кого качества продукции.
213
На каждом предприятии создается контрольная служба ка-
чества, в обязанности которой входит контроль качества: сырь-
евых материалов, полуфабрикатов и готовой продукции, состоя-
ния контрольно-измерительного оборудования, всего техноло-
гического процесса.
Качество сырья, полуфабрикатов и готовой продукции конт-
ролируют центральная заводская лаборатория (ЦЗЛ) и отдел
технического контроля. Размеры предприятия определяют струк-
туру ЦЗЛ, которая может включать цеховые лаборатории, конт-
ролирующие качество продукции по всем технологическим пере-
делам. Отдел технического контроля (ОТК) тесно взаимосвязан
в работе с другими подразделениями предприятия, поскольку
он осуществляет общезаводскую политику в отношении качества
готовой продукции и удовлетворения ее требованиям потреби-
теля.
Основные задачи отдела технического контроля: контроль
качества продукции в основных и вспомогательных цехах; усло-
вий хранения готовой продукции; качества упаковочных мате-
риалов, обеспечивающего сохранность готовой продукции во
время транспортирования; контроль маркировки и погрузки
готовой продукции в контейнеры, железнодорожные вагоны и
другие виды транспорта; оформления сертификатов, паспортов
и других документов, удостоверяющих качество принятой про-
дукции. и соответствие нормативной документации; анализ и
учет внутризаводского брака и пороков продукции; учет пре-
тензий на несоответствие поставленной предприятием продук-
ции, требованиям государственных стандратов и технических
условий; составление отчетов о качестве продукции по утверж-
денной форме для представления в Центральное статистическое
управление СССР; участие в разработке мероприятий по улуч-
шению качества готовой продукции; разработка заключений и
замечаний по проектам государственных стандартов и техниче-
ских условий; выборочный контроль качества продукции в це-
хах.
Качество поступающего сырья, огнеупоров для печного хо-
зяйства, формовые наборы для стеклоформующих машин, аб-
разивный инструмент и материалы на заводах по производству
сортовой посуды и декоративных изделий контролируют на
входном контроле. Технологический процесс проверяют те-
кущим контролем.
Все изделия из сортового стекла, в том числе и декоратив-
ные, перед серийным производством представляют на заклю-
чение художественно-технических советов, сначала заводских,
затем республиканских или художественно-технического совета
при Министерстве промышленности строительных материалов
СССР. Если художественно-технический совет принимает и ре-
комендует изделие к серийному производству, то утверждается
образец-эталон и техническое описание к нему.
214
Для товаров культурно-бытового назначения из стекла об-
разцом-эталоном считают изделие (комплект изделий), утверж-
денное в установленном порядке как представитель данного
вида продукции. К образцу-эталону прикрепляют ярлык из кар-
|Тона размером 100X100 мм, в котором указывают наименование
изделия, его артикул, нормативную документацию и завод, вы-
пускающий данное изделие. Техническое описание образца-эта-
лона включает описание формы и назначения изделия, вид стек-
ла, способ выработки и обработки, основные размеры и фотогра-
фию изделия. Образцы-эталоны и описание к ним согласуют с
Министерством торговли и Всесоюзным павильоном лучших
образцов товаров народного потребления. После этого мини-
стерства союзных республик или подчиненные им промышлен-
ные предприятия утверждают представленные образцы-эталоны
и техническое описание к ним. Завод-производитель является
хранителем образца-эталона.
Изделия из сортового стекла, которые изготовляют обычно
в две стадии, контролируют на каждой стадии полуфабрикат
и готовое изделие. Если изделие не подвергается декоративной
обработке, например изделия свободного выдувания, их качество
контролируют в цехе выработки.
Каждое готовое изделие сортировщик осматривает и устанав-
ливает сорт. Изделия, вырабатываемые из хрустального стекла
способом выдувания, прессовыдувания, свободного выдувания
и прессования с последующей доработкой, подразделяют по ка-
честву на изделия 1-го и 2-го сортов. Изделия прессованные и
изготовленные из натрий-кальций-силикатного стекла, удовлет-
воряющие нормативным требованиям, выпускают одним сор-
том— годные. Малозначительные дефекты исправляют в цехе
обработки.
Отдел технического контроля устраивает выборочный конт-
роль готовых изделий. Для этого из разных мест партии выби-
рают образцы одного вида и одинаковой группы разделки.
Возможные дефекты при обработке стеклоизделий. Дефекты
могут появиться на разных стадиях обработки и изготовления
изделий.
В процессе предварительной обработки возможны сле-
дующие дефекты. При отделке краев изделий (при неправиль-
ном положении изделия во время обработки) образуется косой
край. При отопке края возможны недоплавка (при недостаточ-
ном времени пребывания изделий в зоне действия отопочных
горелок или слишком низкой температуре пламени отопочных
горелок) или переплавка, утолщенный край (при слишком вы-
сокой температуре). Недопустимый дефект — деформация изде-
лий в процессе отопки.
При шлифовании и полировании края возможна
местная тусклость из-за недостаточной обработки. Ее нельзя
выправить даже усиленным полированием. Царапины от шлифо-
215
вания устраняют повторным шлифованием и полированием края.
Такие же дефекты возможны и при механической обработке дна
и боковых стенок изделия, причем такие дефекты обработки, как
царапины на боковой стенке, особенно резко проявляются на
больших поверхностях.
При недостаточно осторожном обращении с шлифованными
изделиями во время обработки или при транспортировании от
одной операции к другой острые грани шлифованных поверх-
ностей могут отбиваться (выщербливаться). Если щербины не-
значительны, то изделия с таким видом брака возвращают на
дополнительное шлифование и полирование.
В процессе валового и номерного шлифования, ал-
мазной резьбы и гр а в и р о в а н и я причиной многих де-
фектов является неправильное нанесение рисунка, его недовод-
ки и переводки. Подобные дефекты (недостаточно отчетливая
нарезка шлифов, несимметричность расположения граней, не-
удовлетворительная полировка) возникают при использовании
кругов с неправильно отточенным профилем. Так, например, при
изготовлении валовых шлифов ямки-могут получиться некруг-
лыми или с острыми придатками, шлифы могут иметь разную
величину. В номерных шлифах возможны такие дефекты, как
недостаточная проработка отдельных деталей. Например, срезы
в рисунке «елка» располагаются неравномерно и с разным на-
клоном.
Частым дефектом алмазной резьбы являются пропуски в
прорезах, щербление грани, заваленность резьбы и недостаточ-
ная полиройка. Первая группа дефектов иногда настолько не-
заметна, что изделия могут быть выпущены с понижением сорт-
ности. Дефекты алмазной резьбы устраняют на доводочных
станках.
При химической обработке изделий наиболее рас-
пространенные дефекты — нарушение чистоты поверхности из-
делий при полировании, недополировка, протрава, пятна, поло-
сы и царапины. Причины этих дефектов разнообразны: напри-
мер, заниженное количество серной кислоты в травильном раст-
воре, недостаточно очищенная поверхность изделия, нарушение
технологического режима. Недостаточно отчетливое травление
или пропуски могут быть вызваны тем, что плохо налажена
гильоширная машина или пантограф. Если защитная мастика
составлена с нарушением технических норм, то в местах пло-
хого контакта мастики и стекла на поверхности образуются
пятна.
Маркировка и упаковка. Изделия, прошедшие технический
контроль предприятия, маркируют.
На выдувные изделия из натрий-кальций-силикатного стек-
ла и хрусталя наклеивают марку, в которой указывают: товар-
ный знак завода-изготовителя; розничную цену изделия; его
артикул; группу обработки; номер стандарта, а для хрусталь-
216
ных изделий дополнительно сорт и содержание РЬО. На прес-
сованные и прессовыдувные изделия либо приклеивают марку,
либо в процессе выработки наносят товарный знак или сокра-
щенное наименование завода-изготовителя и обязательно роз-
ничную цену изделия. На изделия, аттестованные государствен-
ным Знаком качества, должна быть наклеена этикетка с изо-
бражением государственного Знака качества.
Чтобы предохранить изделия от разрушения в процессе
транспортирования, их упаковывают в картонную или гофриро-
ванную тару. Допускается упаковка в пакеты из специальной
бумаги, в них изделия, завернутые попарно в бумагу, перекла-
дывают стружкой.
Мелкие и средние изделия (рюмки, стаканы, пепельницы)
завертывают в бумагу попарно, перекладывая бумагой между
донышками изделия, или по три штуки с бумагой между изде-
лиями. Каждый такой комплект укладывают в одну ко-
робку или упаковывают в один пакет и перевязывают
шпагатом.
Особо ценные сувенирные или подарочные изделия упаковы-
вают в художественно оформленные коробки без предваритель-
ной обертки в бумагу. На каждую коробку или пакет наклеи-
вают этикетку или ставят штамп с указанием завода-изготови-
теля, наименования и артикула изделия, номера ОСТа, цвета
изделия, номера рисунка или группы, числа изделий в пакете,
коробке или комплекте, номеров контролера и упаковщика, да-
ты упаковки.
Готовые и упакованные изделия хранят в сухих закрытых
помещениях, защищенных от атмосферных осадков. Предприя-
тие-поставщик гарантирует соответствие выпускаемой продук-
ции требованиям нормированных документов.
§ 34. Планирование качества продукции
При планировании качества продукции используют единич-
ные, комплексные и интегральные показатели.
К единичным показателям относятся показатели назна-
чения, надежности, технологичности и т. д. Единичный показа-
тель качества характеризует только одно свойство продукции,
например эстетический вид. В производстве сортовой посуды —
это, прежде всего, эстетические показатели (особенно для ху-
дожественных изделий), термостойкость (для чайных стаканов),
прочность (для закаленных изделий массового назначения)
и т. д.
Комплексные показатели качества характеризуют не-
сколько (по крайней мере два) свойств продукции одновремен-
но. К таким показателям относятся, например, затраты, свя-
занные с разработкой, производством и эксплуатацией изделий.
В производстве сортовой продукции комплексными показателя-
217
ми являются эстетический вид изделия в сочетании с его мате-
риалоемкостью и трудоемкостью производства.
Интегральные показатели качества учитывают объем и
удельный вес производства отдельных видов прогрессивной про-
дукции в общем выпуске данной группы, экономический эффект
и дополнительные затраты, связанные с улучшением качества.
Пятилетние планы являются основной формой планирования
качества продукции. В них разрабатывается стратегия предприя-
тия по повышению качества. Годовые планы уточняют задания,
которые отражены в пятилетних.
Планирование качества продукции — комплексный процесс,
который охватывает различные стороны хозяйственной деятель-
ности предприятия, отрасли в целом. Прежде всего, это — тех-
ническое совершенствование и переустройство производства на
основе научно-технических достижений. Комплексный план уп-
равления качеством продукции включает в себя самостоятель-
ные разделы: мероприятия по повышению технического уровня
предприятия, внедрению новой техники, план научно-исследова-
тельских и проектно-конструкторских работ. Например, в ком-
плексный план управления качеством продукции завода по про-
изводству сортовой посуды могут быть включены работы по ос-
воению электроварки хрустальных стекол, совершенствованию
процессов выработки, интенсификации химического полирова-
ния изделий, освоению новых немеханических методов декори-
рования поверхности стеклоизделий, например обработку с по-
мощью лазера и т. д.
Важным разделом комплексного плана является и задание
по повышению сортности и единичных показателей качества.
План предусматривает и задания по сокращению потерь от
брака и мероприятия по искоренению или сокращению выпуска
бракованной продукции. Качество труда, уровень профессио-
нальной подготовки определяют качество выпускаемой продук-
ции, поэтому комплексный план учитывает вопросы повышения
квалификации работающих, новаторство и распространение
передового опыта. В планах комплексного повышения качества
продукции учитывается и человеческий фактор, так как план
предусматривает материальное и моральное поощрение работа-
ющих. В этот план должны быть включены вопросы социально-
го развития предприятия.
Составной частью комплексного плана управления качест-
вом продукции является планирование работ по стандартизации,
ежегодные планы государственного и ведомственного надзора за
качеством продукции. Цель этих планов — поставить преграду
на пути выпуска и последующей реализации недоброкачествен-
ной продукции. Несомненным шагом в повышении качества вы-
пускаемой продукции явится введение на стекольных заводах
по производству сортовых и художественных изделий Государст-
венной приемки.
218
Таким образом, комплексный подход к планированию и ре-
ализации мероприятий, направленных на повышение качества
продукции, позволяет эффективно решать вопросы повышения
качества выпускаемой продукции.
Контрольные вопросы. 1. По какому принципу построена система стандар-
тизации стеклоизделий? 2. Какие категории стандартов существуют в СССР?
3. Какая система контроля качества действует в стекольной промышленности?
4. Что входит в задачи отдела технического контроля? 5. Что такое «образец-
эталон»? 6. Какие дефекты возможны при обработке стеклоизделий? 7. Каким
образом планируют качество стеклоизделий?
Глава X
ОРГАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА
Организация производства — форма, порядок соединения
труда с вещественными элементами производства в целях обес-
печения выпуска высококачественной продукции, достижения
высокой производительности труда на основе лучшего исполь-
зования производственных фондов и трудовых ресурсов. Непре-
менными условиями рациональной организации производства
являются механизация и автоматизация производственных про-
цессов.
Механизация — это замена ручных средств труда машинами
и механизмами; различают частичную и комплексную механиза-
цию. Автоматизация — это применение технических средств,
экономико-математических методов и систем управления, осво-
бождающих человека частично или полностью от непосредствен-
ного участия в процессах получения, преобразования, передачи
и использования энергии, материалов или информации. Меха-
низация и автоматизация — важные направления научно-техни-
ческого прогресса.
На стекольных заводах внедряются автоматизированные
системы управления процессом приготовления шихты, работой
стекловаренной печи. Используются средства малой механиза-
ции при ручном выдувании изделий, конвейеры для доставки
горячих изделий к отжигательным печам. Освоены технологи-
ческие линии, в состав которых входят высокопроизводительные
стеклоформующие автоматы.
Например, технологическая линия по производству изделий
методом автоматического прессования работает следующим об-
разом. Сваренная в стекловаренной печи стекломасса подается
питателем в виде порции стекла в автоматический пресс. От-
формованное изделие передается конвейером в машину огневой
полировки, где одновременно происходит отопка края изделия
и облагораживание его поверхности. Далее конвейером изделия
передаются в отжигательную туннельную печь. После отжига
изделия контролируются, сортируются и поступают на склад.
219
На такой технологической линии все стадии производства авто-
матизированы и механизированы. Производительность одной
технологической линии достигает 50 тыс. шт. изделий в сутки.
При массовом производстве изделий с травлеными рисунками
используют конвейерно-поточную линию. В этой линии устанав-
ливают технологическое оборудование для травления рисунков
и конвейеры, которые транспортируют изделия для выполнения
технологических операций от подогрева и нанесения защитного
покрытия до упаковки готового изделия. Внедрение конвейер-
но-поточного способа обработки позволяет повысить произво-
дительность труда, улучшить качество продукции, значительно
сократить производственный цикл.
На заводах по производству сортовых стеклоизделий лишь
небольшая часть продукции, выработанной у стекловаренной
печи, представляет собой законченную продукцию, поступаю-
щую непосредственно к потребителю. Это в основном изделия,
которые изготовляют на прессовом оборудовании. Большая же
часть изделий (получаемых выдуванием) поступает на дальней-
шую обработку, сначала предварительную, затем декоративную.
При этом изделия для разных операций передают из одного
цеха в другой, от одного рабочего места к другому. Поэтому
как сам способ передвижения изделий в процессе обработки,
так и взаимное расположение оборудования внутри цеха долж-
ны отвечать требованиям целесообразности, планомерности и
экономичности.
На большинстве заводов механическая обработка изделий
осуществляется конвейерно-поточным методом. Например, при
обработке изделий алмазной гранью и номерным шлифованием
поступающие в цех механической обработки изделия разделя-
ются на два технологических потока. На один конвейер посту-
пают изделия из свинцового хрусталя, которые должны быть
декорированы алмазной гранью, на другой конвейер — номерным
шлифованием. В начале каждого конвейера находится участок
для разметки рисунка. Далее на первом конвейере располага-
ются станки, на которых производят обдирку алмазной грани.
На втором конвейере изделия прежде всего поступают на стан-
ки, где происходит грубое шлифование номерных шлифов. Затем
на том и другом конвейерах изделия передаются на станки, где
выполняется дистировка рисунка. Первый конвейер заканчива-
ется станками, где можно отделывать алмазную грань, наносить
особо мелкие детали рисунка или производить широкоплоскост-
ное шлифование, если это необходимо. Заканчивается механи-
ческая обработка изделий мойкой. Далее изделия поступают на
третий конвейер, где они сортируются и отбраковываются. За-
тем все изделия передаются по ленточному подвесному конвей-
еру в цех химического полирования.
Для ритмичной работы конвейерно-поточной линии опреде-
ляющее значение имеет такт потока. Это интервал времени
220
между моментами схода с конвейера готового изделия или меж-
ду моментами прохождения через любую точку производствен-
ного потока полуфабрикатов, двигающихся один за другим.
Такт потока рассчитывают по формуле t=T/P, где t — такт
потока в единицу времени, Т — рабочее время за смену, Р—
выпуск продукции за время Т в штуках.
При непрерывной поточной работе длительность каждой опе-
рации равна или кратна такту потока.
Для расчета скорости движения изделий по конвейеру упот-
ребляют формулу vn = llt, где —скорость передвижения из-
делий; I— расстояние между транспортируемыми изделиями,
или иначе говоря, величина, которая называется шагом изде-
лий; t — такт потока. В свою очередь, шаг изделий на конвейе-
ре рассчитывают по формуле l = t\Vn, где — наименьшая про-
должительность операции по нанесению определенных элементов
рисунка.
Перед пуском конвейера в работу проверяют исправность
приводной и натяжной станции, натяжение конвейерных лент.
Конвейер пускают в работу только после проверки исправности
оборудования дежурным электриком. Лента конвейера должна
быть расположена на близком расстоянии от станков, чтобы
рабочие не делали лишних движений при съеме и установке
изделий. Скорость движения ленты 1,1...1,5 м/мин.
Введение конвейерно-поточной системы в цехах обработки
позволило создать поток с регулируемым ритмом, при котором
передача изделий от одной операции к другой производится с
определенной скоростью. Все операции синхронизированы. Весь
процесс расчленен на операции, за которыми закреплены опре-
деленные рабочие. Каждый член бригады выполняет одну опе-
рацию. На примере нанесения рисунка № 300 алмазной грани
рассмотрим, каким образом происходит обработка поверхности
этого изделия конвейерно-поточным методом.
Рисунок состоит из 6 клеток и 6 кустов (рис. 115, а). Исходя
из этого, было определено, выполнение каких граней должно
входить в каждую операцию и в какой последовательности не-
обходимо наносить грани, чтобы сохранить симметричность,
единый «почерк» и целостность рисунка.
Последовательность выполнения того или иного рисунка
устанавливают путем наблюдения за работой квалифицирован-
ных мастеров. Затем с помощью хронометража определяют за-
траты времени, необходимые для выполнения каждого элемен-
та рисунка, после чего весь процесс нанесения резьбы разбива-
ют на промежуточные операции, равные по затрате времени.
В результате на основе проделанных наблюдений и замеров
создается технологическая карта (рис. 115, б). Из карты видно,
что при обработке изделия алмазной гранью № 300 первая
операция состоит из нанесения 6 прямых прорезов клиновидно-
го профиля слева направо и одной линии справа налево. Затем
221
Рис. 115. Изделие с ал-
мазной гранью (а) и по-
следовательность (/ ... 7)
нанесения рисунка (б)
стакан передается по ленточному конвейеру ко второму рабо-
чему, который выполняет следующую операцию. Вторая опе-
рация— нанесение пяти линий справа налево, при соединении
которых с концами линий слева направо образуются клетки.
Кроме того, тот же рабочий прорезает три центральные линии
кустов. Изделие передается третьему рабочему,который наносит
справа налево глубокие линии, делящие все полученные клетки
пополам. Он же в каждой клетке прорезает две тонкие линии.
Четвертая, операция выполняется точно так же, как и третья,
но слева направо. Пятая операция — наносят остальные цент-
ральные линии кустов и две линии слева от проведенной цент-
ральной линии в каждом из пяти кустов. При шестой операции
прорезают две линии слева направо в шестом кусте и две ли-
нии справа налево в каждом из шести кустов. Седьмая заклю-
чительная операция включает обводку внизу вокруг всего изде-
лия двух линий, подчеркивающих алмазную грань. Таким обра-
зом, рисунок № 300 выполняют семь рабочих.
На каждой поточной линии работает одна бригада в соста-
ве 60.. .80 человек. Бр.чгада состоит из бригадира, шлифовщи-
222
ков-алмазчиков высшей и средней квалификации, разметчиков
и мойщиков-съемщиков. В зависимости от ассортимента в брига-
ду могут входить рабочие и других специальностей. Распре-
деляет работу среди отдельных групп шлифовщиков-алмазчи-
ков и между рабочими других специальностей бригадир. При
украшении изделия рисунками алмазной резьбы каждая груп-
па шлифовщиков формируется в зависимости от установленно-
го расчленения приемов по нанесению рисункор. Таким образом,
и при большом численном составе бригады сохраняется принцип
детального разделения труда.
Для объединенной бригады устанавливаются единые нормы
выработки и сдельные расценки. Оплата труда производится по
результатам работы бригады за определенный период времени
с учетом установленной каждому рабочему тарифной ставки и
фактически отработанного времени. Такая организация и опла-
та труда обеспечивают лучшую загрузку рабочих, работающих
на конвейерных линиях, упрощает учет результатов работы, сти-
мулируют рост производительности труда и качество продукции.
В таких коллективах высокую эффективность приобретают но-
вые формы организации труда п социалистического соревнова-
ния. Так, в бригадах шлифовщиков заводов сортовой посуды в
борьбе за высокие производительность труда и качество продук-
ции рождаются почины бездефектного изготовления продукции,
сдачи продукции с первого предъявления.
Контрольные вопросы. 1. Что такое механизация и автоматизация? 2. Ка-
кое оборудование входит в состав технологической линии по производству из-
делий методом прессования; выработке изделий на ножке механизированным
способом; производству изделий методом автоматического выдувания?. 3. Как
организуют работу прн конвейерно-поточном методе механической обработки
изделий?
Глава XI
ОХРАНА ТРУДА
Охрана труда — система правовых, технических и санитарно-
гигиенических норм, обеспечивающих безопасные для жизни и
здоровья трудящихся условия выполнения работы. В СССР ад-
министрация предприятий обязана внедрять современные сред-
ства техники безопасности, предупреждающие производственный
травматизм, и обеспечивать санитарно-гигиенические условия,
предотвращающие возникновение профессиональных заболева-
ний рабочих и служащих.
Тёхника безопасности — система технических мероприятий,
обеспечивающих здоровые и безопасные условия труда. Правила
техники безопасности содержат обязательные требования, кото-
рым должны удовлетворять предприятия в целом, производст-
223
венные помещения, все виды оборудования и технологические
процессы с точки зрения безопасности труда.
Рассмотрим конкретные правила, которые нужно соблюдать
при выполнении различных работ.
При работе машин для термического полирования изделий,
а также для оплавки края изделий и огневой отрезки колпачка
образуется большое количество отработанных газов, поэтому
на этих участках делают вытяжки отработанных газов.
К обслуживанию тепловых агрегатов допускаются лица,
прошедшие специальную подготовку, знающие производственные
инструкции и правила по технике безопасности при работе с
газовыми горелками.
Обычно для предварительной тепловой обработки стекла
применяют смесь пропана и кислорода. Пропан имеет высокую
теплотворную способность и относительно высокую температу-
ру воспламенения.
Кислород и пропан подводятся к машинам для предваритель-
ной обработки стеклянных изделий через вспомогательные пу-
скорегулирующие клапаны по раздельным трубопроводам.
При использовании газокислородных горелок соблюдают сле-
дующие правила.
В местах присоединения транспортных трубопроводов к ма-
шине любого типа должны быть дросселирующие запорные кла-
паны. В трубопровод для пропана должен быть вмонтирован
предохранительный обратный клапан, который препятствует как
обратному удару пламени, так и попаданию кислорода в трубо-
провод для пропана (давление в кислородной магистрали выше,
чем в магистрали для пропана). В трубопроводе для кислорода
устанавливают редукционный клапан низкого давления. Шланги
для подачи взрывоопасной газовой смеси от инжектора к горел-
кам выполняются из жаростойкого материала, с толстыми стен-
ками. Запрещается устанавливать дросселирующие устройства
после смесительных клапанов. На входе газовой смеси в горел-
ку устанавливают предохранительные устройства, препятствую-
щие обратному удару пламени. При постоянной настройке регу-
лировочных клапанов пламя затухает, если дросселирующий
клапан закрывают в такой последовательности: перекрывают
газ, а затем кислород.
Горелки настраивает и регулирует рабочий, имеющий допуск
к работам с горючими и взрывоопасными газами.
Абразивоструйную обработку ведут в закрытых помещениях
(кабинах). В этих помещениях должно поддерживаться разре-
жение, с тем чтобы распыленный материал не мог проникать из
кабин в окружающую среду.
Производственные травмы (ушибы, ожоги, порезы, перело-
мы) могут быть вызваны движущимися частями оборудования,
обрабатываемыми деталями, инструментами, приспособлениями,
частицами образива. Поэтому все выступающие шестерни, дви-
224
жущиеся рычаги, валы должны иметь соответствующие заграж-
дения. Перевод ремней для изменения скорости вращения круга
должен совершаться лишь путем соответственных переводных
приспособлений. Тонкие режущие круги должны быть закрыты
(на случай возможного разрыва) железными кожухами, остав-
ляющими свободными лишь необходимое режущее поле. Важно,
чтобы между шлифовальным кругом и защитным кожухом оста-
вался зазор. Углы раскрытия кожуха и величина зазоров опре-
деляются соответствующим ГОСТом. Например, максимальный
угол раскрытия защитного кожуха не должен превышать
150°.
Станки для механической обработки стекла должны иметь
устройства для отсоса абразивной и стеклянной пыли, если про-
изводится сухое шлифование стекла.
При работе на станках необходимо соблюдать правила но-
шения спецодежды. Для предупреждения захвата одежды вра-
щающимися механизмами станка следует строго следить за
тем, чтобы она не имела свисающих концов. Рукава должны
плотно облегать руку и быть застегнутыми на пуговицы. Завязок
на одежде не должно быть, так как их концы могут попасть во
вращающиеся детали станка. Блузу следует аккуратно заправ-
лять в юбку или брюки. На станках необходимо работать в го-
ловном уборе или косынке, под которые убираются волосы.
Профессиональное заболевание шлифовщиков и полировщи-
ков стекла — вмятина локтевого сустава. Локтевой нерв, прохо-
дящий через всю заднюю поверхность локтевого сустава, распо-
лагается непосредственно под кожей в специальной выемке в
кости. Длительное давление, вызываемое опиранием локтя о
твердую подложку при обработке полого стекла, и воздействие
вибрации может повредить этот нерв.
По правилам техники безопасности станки САГ и ШАГ снаб-
жают подлокотниками, отделенными от станины станка. Эти
резиновые подлокотники предупреждают вмятины локтевого су-
става. Они не должны быть слишком мягкими, а также не
должны впитывать воду, кроме того, они должны давать доста-
точную твердую опору и не вызывать охлаждения локтя.
В целях безопасности запрещается на этих станках обраба-
тывать изделия с трещинами и посечками, разнотолщинные
изделия. Температура поступающей воды для смачивания шли-
фовальных кругов в холодное время года должна быть 35...
38°С. При работе на станках САГ рекомендуется периодически
устраивать перерывы на 5.. .7 мин для массажа рук и для про-
изводственной гимнастики.
При химической обработке применяют растворы плавиковой
и серной кислот. При работе с кислотами надевают резиновые
бесшовные перчатки, лучше две пары, чтобы при случайном
повреждении стеклом верхней перчатки нижняя осталась целой.
Когда приготовляют раствор, ни в коем случае нельзя лить
225
воду в кислоту — это грубейшее нарушение техники безопасно-
сти. Кислоту небольшими порциями приливают к воде.
Рабочий должен быть одет в кислотостойкую одежду и ре-
зиновый фартук, обут в резиновые сапоги. На лицо надевают
защитный щиток из органического стекла и респиратор, чтобы
защитить органы дыхания от действия паров кислот.
Особое внимание уделяют состоянию воздуха в помещении.
Вентиляционные устройства должны обеспечивать надежный от-
сос паров фтористоводородной кислоты из цеха, чтобы концент-
рация паров его в воздухе была ниже предельно допустимой.
Аппаратура, которая используется при химической обработ-
ке стеклоизделий, изготовляется из кислотоупорных материалов
с предохранительными покрытиями. Ванну для травления по-
мещают в вытяжных шкафах. Дверки вытяжных шкафов от-
крывают только при загрузке и выгрузке изделий. Если брыз-
ги кислот попали в глаза, нужно немедленно промыть глаза
струей текущей воды. Если кислота попала на кожу, на пора-
женные участки немедленно наносят нейтрализующее средство
(полиэтиленполиамин или 2%-ный раствор диэтилентриамина в
70%-ном этиловом спирте). Нейтрализация необходима даже
при незначительном поражении, так как действие фтористово-
дородной кислоты проявляется по истечении некоторого време-
ни. Компрессы на пораженных местах сменяют не раньше чем
через 10 мин и не позже чем через 2 ч. При сильных ожогах
пострадавшего немедленно отправляют в больницу.
Если ядовитые вещества попадают в организм с пищей, не-
обходимо выпить молока или известковой воды. В цехе по хи-
мической обработке стекла должна находиться аптечка со сред-
ствами первой помощи против поражения фтористоводородной
кислотой. В аптечку обязательно должен входить 3 — 5%-ный
раствор бикарбоната натрия в количестве 1 л. Запас сухого
порошка бикарбоната натрия хранят в плотно закрытой
склянке.
Серная кислота при соприкосновении с кожей вызывает
ожог и острую боль уже через самое непродолжительное время.
Кислоту необходимо смывать большим количеством воды.
Гигиена труда — раздел гигиены, изучающий трудовую дея-
тельность человека и производственную среду с точки зрения
их возможного влияния на организм, разрабатывающий меры и
гигиенические нормативы, направленные на оздоровление усло-
вий труда и предупреждение профессиональных заболеваний.
Большое внимание уделяется изучению утомляемости организма
и методов преодолевания утомляемости путем оздоровления ус-
ловий труда. На производстве снижению утомляемости служит,
во-первых, рациональная организация рабочих движений, во-вто-
рых, создание условий для быстрого овладения трудовыми навы-
ками, так как хорошо обученный человек тратит меньше сил, а
значит, меньше устает, в-третьих, рациональная организация
226
режима труда и отдыха. Эти вопросы решаются советским за-
конодательством.
Для повышения работоспособности большое значение имеет
гимнастика и физкультура. Рекомендуется проводить вводную
гимнастику до начала работы, физкультурные паузы в течение
рабочего дня.
Производственная санитария предусматривает создание на
предприятии (в производственных цехах и санитарно-бытовых
помещениях) для рабочих условий, отвечающих требованиям
«Санитарных норм проектирования промышленных предприя-
тий», а также действующих общих обязательных постановле-
ний по устройству и эксплуатации промышленных предприятий.
Особые требования предъявляются к освещенности рабочего
места. Известно, что рационально организованная система ос-
вещения во многом способствует росту производительности
труда и снижению зрительной утомляемости работающего. Не
следует допускать, как чрезмерной освещенности, так и недо-
статочного освещения.
Одно из основных требований к вентиляционным системам —
непрерывность их работы, сохранение заданной температуры и
влажности, обеспечение заданной степени очистки воздуха.
Контрольные вопросы. 1. Каковы составные части охраны труда? 2. Ка-
ковы задачи техники безопасности?. 3. Какие меры безопасности следует со-
блюдать при работе с газовым оборудованием? 4. В чем состоят правила
ношения спецодежды? 5. Какими мерами предупреждают такое професси-
ональное заболевание, как «локтевая вмятина»? 6. Какие меры безопасности
следует соблюдать при химической обработке изделий? 7. Каковы задачи ги-
гиены труда и производственной санитарии?
ЗАКЛЮЧЕНИЕ
Непрерывный рост производственно-технического потенциала
в промышленности, сельском хозяйстве, строительстве обеспечи-
вает все более полное удовлетворение всех потребностей трудя-
щихся, повышение их культурного уровня. Сортовая посуда и
декоративные художественные изделия из стекла — органичные
компоненты современного жилища, нашего быта. От художника,
его таланта, вкуса, знаний зависит создание таких произведений.
Но именно мастер-профессионал воплощает замыслы и идеи ху-
дожника в материал.
Сортовая посуда и художественные изделия из стекла выде-
ляются среди множества товаров народного потребления. С одной
стороны, они удовлетворяют утилитарные потребности, а с
другой стороны — это произведения декоративно-прикладного
искусства, которые, как живопись и скульптура, помогают вос-
питанию гармонически развитой личности.
Освоив приемы создания таких изделий и став квалифици-
рованным мастером, рабочий, занимающийся обработкой стек-
ла, должен постоянно совершенствовать свое мастерство, чтобы
в творческой работе создавать новые художественные изделия,
которые принесут пользу и радость людям.
список рекомендуемой литературы
Будов В, М., Саркисов П. Д. Производство строительного и техни-
ческого стекла. М., 1985,
Будов В. М., Чугунов Е. А., Я нт а рев В. В. Наладка стеколь-
ных автоматов н полуавтоматов. М., 1986.
Вацек М., Купф В. Химическая обработка стекла/Пер. с чешек., М.,
1974.
Г у л о я н Ю. А. Декоративная обработка стекла н стеклоизделий. М., 1984.
Гулоян Ю. А. Технология стеклотары и сортовой посуды. М., 1986.
Зуба но в В. А., Чугунов Е. А., Юдин Н. А. Механическое обо-
рудование стекольных и ситалловых заводов. М., 1984.
Контроль производства н качества изделий из стекла/Трошин Н. Н., Го-
рина И. Н., Сергеева Л. С. и др., М., 1984.
Сергеев Ю. П. Выполнение художественных изделий из стекла. М.,
1984.
Федорова В. А., Гулоян Ю. А. Производство сортовой посуды.
М„ 1983.
Химическая технология стекла н снталлов/Под ред. Н. М. Павлушкина,.
М„ 1983.
Энтелнс Ф. С. Формование и горячее декорирование стекла. Л., 1982.
ОГЛАВЛЕНИЕ
Предисловие....................................................... 3
Введение........................................................... 4
Раздел первый
Общие сведения о стекле, производстве и обработке его. Предваритель-
ная обработка изделий из стекла ................................... 7
Глава Г. Стекло и изготовление его................................. 7
§ 1. Понятие о стекле н классификация изделий из стекла ... 7
§ 2. Свойства стекла......................................... 9
§ 3. Сырьевые материалы и приготовление шихты............... 16
§ 4. Варка стекла и стекловаренные печи..................... 25
§ 5. Способы формования..................................... 32
Глава II. Способы и виды обработки стеклоизделий.................. 38
Глава III. Абразивные материалы и инструменты..................... 46
§ 6. Абразивные материалы................................... 46
§ 7. Абразивные инструменты................................. 51
§ 8. Алмазные инструменты................................... 58
Глава IV. Предварительная обработка стеклоизделий................. 65
§ 9. Отделение колпачка..................................... 65
§ 10. Отопка краев изделий.................................. 72
§11. Шлифование краев изделий.............................. 76
§ 12. Обработка дна изделий и притирка пробки............... 84
§ 13. Огневая отрезка колпачка.............................. 86
§ 14. Обработка изделий на автоматизированных линиях и ком-
поновка поточной линии...................................... 89
Раздел второй
Художественная обработка.......................................... 97
Глава V. Механическая обработка................................... 97
§ 15. Общие сведения о гранении и гравировании............. 97
§ 16. Валовое, номерное, матовое шлифование................ 97
§ 17. Широкоплоскостное гранение.......................... 102
§ 18. Общие сведения об алмазной резьбе................... 109
§ 19. Нанесение алмазной резьбы........................... 125
§ 20. Механизация и автоматизация обработки стеклоизделий
шлифовальными кругами....................................... 143
§ 21. Гравирование ...................................... 151
Глава VI. Химическая обработка................................... 161
§ 22. Полирование.......................................... 161
§ 23. Матирование и травление.............................. 166
230
§ 24. Декалькомания, шелкотрафаретная печать, протравное
окрашивание................................................. 174
Глава VII. Термическая и абразивоструйная обработки.............. 179
§ 25. Термическое полирование.............................. 179
§ 26. Ультразвуковая и абразивоструйная обработка ......... 183
§ 27. Цветные оксидно-металлические покрытия............... 191
§ 28. Пленки драгоценных металлов.......................... 196
§ 29. Покрытия из силикатных красок........................ 200
Глава VIII. Изготовление художественных изделий.................. 204
§ 30. Стекло — материал для изготовления художественных из-
делий ...................................................... 204
§ 31. Изделия из хрусталя.................................. 206
Раздел третий
Стандартизация, автоматизация производства и охрана труда ....... 210
Глава IX. Стандартизация и контроль качества продукции.......... 210
§ 32. Основы стандартизации................................ 210
§ 33. Контроль качества стеклоизделий...................... 212
§ 34. Планирование качества продукции...................... 217
Глава X. Организация и автоматизация производства................ 219
Глава XI. Охрана труда........................................... 223
Заключение....................................................... 228
Список рекомендуемой литературы.................................. 229
Учебное издание
Альтах Олег Леонидович
Саркисов Павел Джибраелович
Шлифование и полирование
стекла и стеклоизделий
Редактор 3, В. Михальчук. Художественный редактор Т. В. Па-
нина. Технический редактор 3. В. Нуждина. Корректор Г. А. Че-
четкина
ИБ № 6958
Изд. № ИНД-441. Сдано в набор 10.02.88. Подп. в печать 04.04.88. Формат
60Х88!Лб. Бум. офс. № 2. Гарнитура литературная. Печать офсетная. Объ-
ем 14,21 усл. печ. л. 14,46 усл. кр.-отт. 15,10 уч.-изд. л. Тираж 13 500 экз.
Зак. № 109. Цена 40 коп.
Издательство «Высшая .школа», 101430, Москва, ГСП-4, Неглинная ул.,
д. 29/14.
Московская типография № 8 Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
.101898, Москва, Центр, Хохловский пер., 7.
О. Л. Альтах, П.Д.Саркисов
Шлифование
и полирование
стекла
и стеклоизделий
2-е ИЗДАНИЕ, ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕ
Одобрено Ученым Советом
Государственного комитета СССР
по профессионально-техническому
образованию в качестве учебника
для средних
профессионально-технических училищ
МОСКВА «ВЫСШАЯ ШКОАА».1988