/





Text
ББК 35.41
Л 38
УДК 666.1.032
Рецензент — мастер кварцедув-стеклодув химического факультете
МГУ Е. М. Фомин
Легошин А. Я., Мануйлов Л. А.
Л 38 Стеклодувное дело: Учеб. пособие для техникумов. —
3-е'изд., перераб. —М.: Высш. шк., 1985.— 119 с, ил.
2&к.
В книге приведены сведения о свойствах стекла, его составе и парках, об
оборудовании стеклодувной мастерской и рабочего места стеклодува. Подробна
изложены главные стеклодувные операции. Первое издание книги вышло в 1968 Г-
Приведенный в книге материал необходим для обучения учащихся самостоя-
самостоятельному изготовлению простейшей лабораторной посуды, деталей отдельных яря-
боров.
2802030000-226 ББК 35.41
001@1)—85 ~ 6П7.3
© Издательство «Высшая школа», 1976
© Издательство «Высшая школа»,. 1985, с изменениями
ПРЕДИСЛОВИЕ
Учебное пособие написано в соответствии с программой, ут-
утвержденной Министерством высшего и среднего специального об-
образования СССР.
Книга содержит пять глав.
В главе 1 приведены сведения о свойствах стекла, его механи-
механическом составе и марках, используемых при изготовлении лабора-
лабораторной посуды и изделий. В главе 2 даиы сведения об оборудова-
оборудовании стеклодувной мастерской и рабочего места стеклодува. В гла-
главе 3 подробно описаны стеклодувные операции общего характера:
резка стекла, сгибание и спаивание трубок и др. Такие специфиче-
специфические операции, как развертка краев, изготовление бокового и
внутреннего спая, подробно изложены в главе 4 при описании из-
изготовления соответствующих изделий (пробирок, стаканов, наса-
насадок и др.). Достаточное внимание в главе 5 уделено обработке
стеклянных изделий: шлифовке, впаиванию металла в стекло, на-
нанесению меток и надписей на стекле.
Все главы написаны совместно преподавателем Л. А. Мануй-
Мануйловым и мастером-стеклодувом А. Я. Легошиным. В написании
главы 5 принимал участие мастер-стеклодув А. Г. Евсин. В третье
издание внесен ряд исправлений по сравнению со вторым изда-
изданием.
Отзывы и замечания о пособии направлять по адресу: Моск-
Москва, 101430, ГСП-4, Неглинная ул., д. 29/14, издательство «Высшая
школа».
ГЛАВА 1. КРАТКИЕ СВЕДЕНИЯ О СТЕКЛЕ
И ЕГО СВОЙСТВАХ
§ 1. Химический состав и свойства стекла
Началом изготовления стекла и изделий из него надо считан
третье тысячелетие до нашей эры. Впервые стеклянные изделш
появились в Древнем Египте и Передней Азии. В нашей стран!
в X—XI вв. на территории современной Украины существовал!
стекольное производство. В дореволюционной России стекольна!
промышленность была представлена в основном полукустарным!
предприятиями. При советской власти началось развитие и техни
ческое перевооружение стекольной промышленности. В настояще!
время стекольная промышленность является одной из важных от-
отраслей народного хозяйства.
Стекло представляет собой сплав, состоящий из силикатов м<>
Тйллов, в основном щелочных и щелочноземельных, и кремнез*
ма. Стекло является типичным представителем веществ, наход*
щихся в так называемом стеклообразном состоянии. В отличие or
кристаллических веществ, которые характеризуются строго опре-
определенной ориентировкой атомов или ионов в- пространстве (крис-
(кристаллической решеткой), стекло не имеет ярко выраженной крис-
кристаллической решетки, хотя и состоит из отдельных микрокристаЯ
лкческих структур. Эти микрокристаллические структуре
расположены в толще стекла беспорядочно.
Стекло и другие вещества, находящиеся в сте?:лообразном со-
состоянии, обладают следующими свойствами:
1) отсутствием строго определенной температуры плавления
(стекло постепенно размягчается, л достаточно плавно переходит
в жидкое состояние);
2) изотропностью (свойства стекла в отличце от кристалличе
ских веществ, например горного хрусталя, одинаковы во всех на
правлениях);
3) отсутствием спайности (при раскалывании стекло образуем
так называемый раковистый излом).
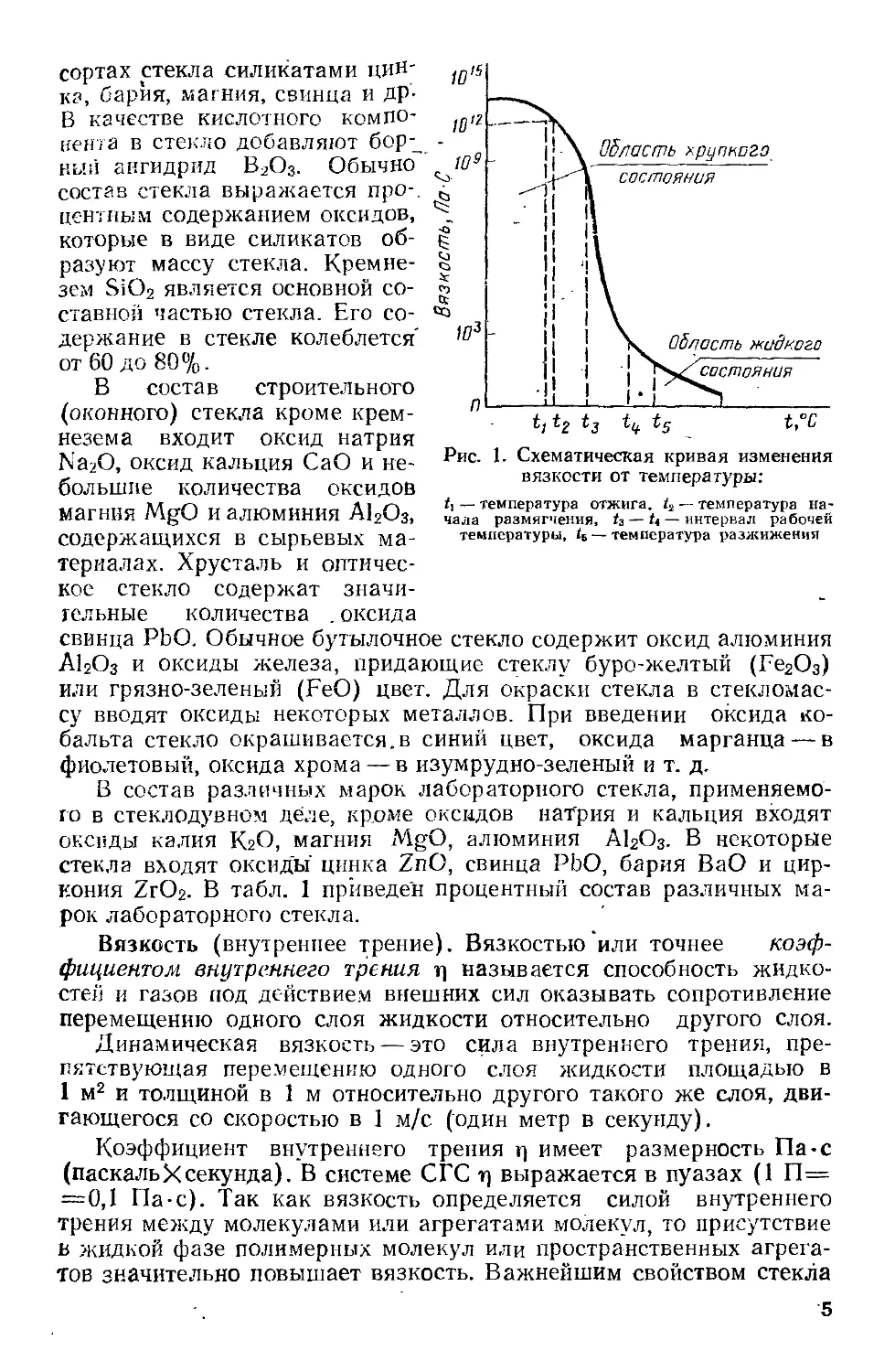
* Для стекла характерно наличие аномального интервала, т. е
такого интервала температур, в пределах которого свойства стекла
резко меняются (рис. 1). • ~
В состав стекла входят следующие основные компоненты^
кремнезем, силикаты натрия, калия и кальция. Силикаты кальций
частично или полностью заменяются в различных специальны*
10s
n
Одласть крупного
Область жадного
состоянии
t, tz t3 t4
t°c
3 4 °5
Рис. 1. Схематическая кривая изменения
вязкости от температуры:
<i — температура отжига. t2 — температура на-
начала размягчения, ts — U — интервал рабочей
температуры, i6 — температура разжижения
сортах стекла силикатами цин-
ка, бария, магния, свинца и ДР-
В качестве кислотного компо-
компонента в стекло добавляют бор-_ -
кии ангидрид В2О3. Обычно ^
состав стекла выражается про-. ^
центным содержанием оксидов, Ч
которые в виде силикатов об- §
разуют массу стекла. Кремне- Й
зем SiO2 является основной со- |
ставной частью стекла. Его со- **>
держание в стекле колеблется'
от 60 до 80%.
В состав строительного
(оконного) стекла кроме крем-
кремнезема входит оксид натрия
Na2O, оксид кальция СаО и не-
небольшие количества оксидов
магния MgO и алюминия А12О3,
содержащихся в сырьевых ма-
материалах. Хрусталь и оптичес-
оптическое стекло содержат значи-
значительные количества .оксида
свинца РЬО. Обычное бутылочное стекло содержит оксид алюминия
А12О3 и оксиды железа, придающие стеклу буро-желтый (Fe2O3)
или грязно-зеленый (FeO) цвет. Для окраски стекла в стекломас-
стекломассу вводят оксиды некоторых металлов. При введении оксида ко-
кобальта стекло окрашивается.в синий цвет, оксида марганца — в
фиолетовый, оксида хрома —в изумрудно-зеленый и т. д.
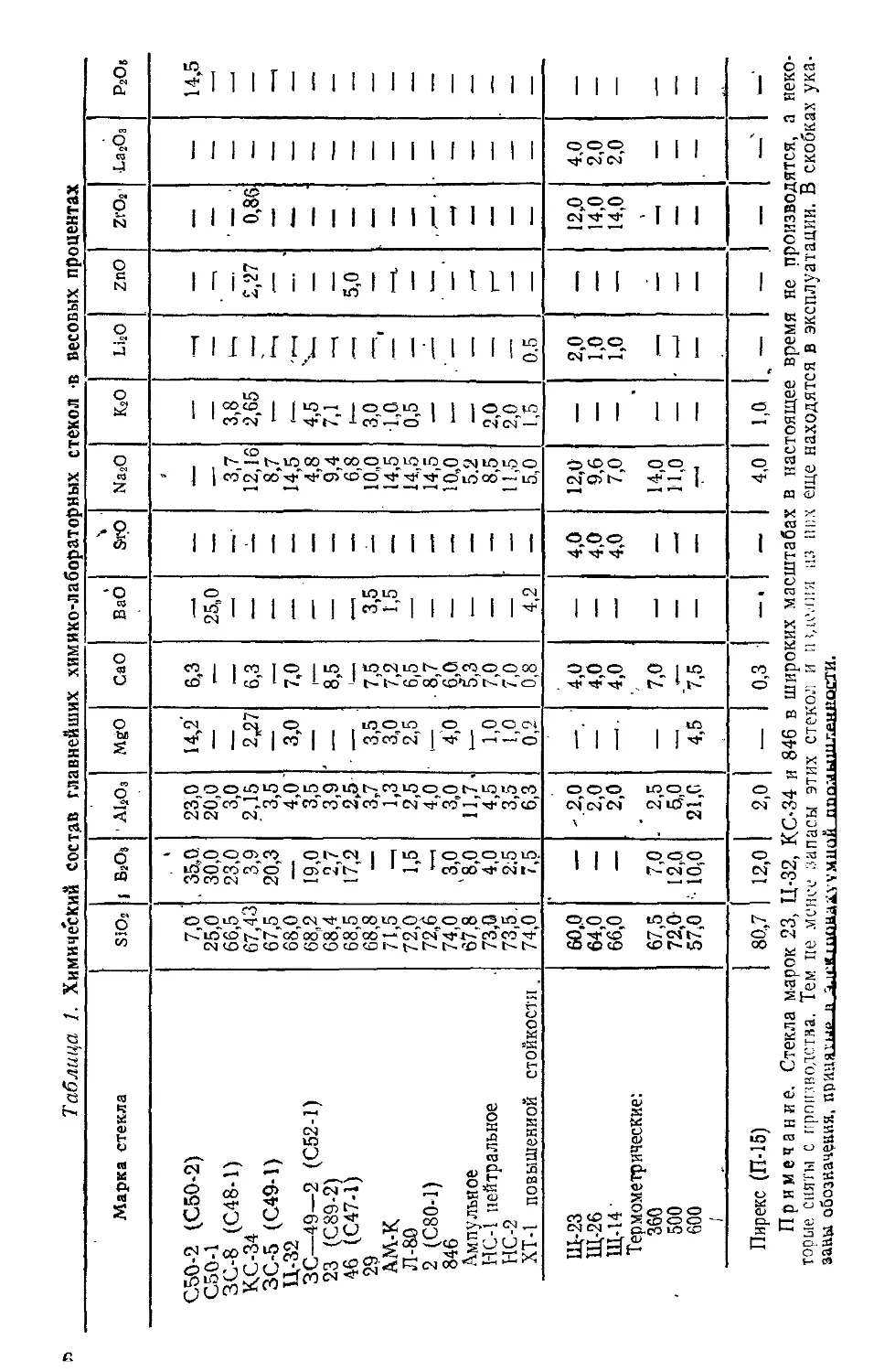
В состав различных марок лабораторного стекла, применяемо-
применяемого в стеклодувном деле, кроме оксидов натрия и кальция входят
оксиды калия КгО, магния MgO, алюминия А12О3. В некоторые
стекла входят оксиды" цинка ZnO, свинца РЬО, бария ВаО и цир-
циркония ZrO2. В табл. 1 приведен процентный состав различных ма-
марок лабораторного стекла.
Вязкость (внутреннее трение). Вязкостью "или точнее коэф-
коэффициентом внутреннего трения ц называется способность жидко-
жидкостей и газов под действием внешних сил оказывать сопротивление
перемещению одного слоя жидкости относительно другого слоя.
Динамическая вязкость — это сила внутреннего трения, пре-
препятствующая перемещению одного слоя жидкости площадью в
1 м2 и толщиной в 1 м относительно другого такого же слоя, дви-
двигающегося со скоростью в ] м/с (один метр в секунду).
Коэффициент внутреннего трения х\ имеет размерность Па-с
(паскальХ секунда). В системе СГС г) выражается в пуазах A П —
=0,1 Па-с). Так как вязкость определяется силой внутреннего
трения между молекулами или агрегатами молекул, то присутствие
в жидкой фазе полимерных молекул или пространственных агрега-
агрегатов значительно повышает вязкость. Важнейшим свойством стекла
5
■о.
о
N
I 1 I Г I I I I I I I I I
I I I I I I I I I I I I II II
I I II I I IT I I I I
f i&! i I IS'
г 11 i,fi; r f ГI iii i i
OOiO
1 cf<N~—•"
I I
ooo
F I
[II III
OJ —> —> '1
I I
К о
II
S m
К О
о х:
ь га
со —
Ю
-о
та
Ю
О
ы
I I I I I I I I I I I I t I I I I I
-°-°' I 1 I
[§11
II II
со
CCi
о I юк I >o«io_s_cmo_c^oq
0,0.0, ©.
1ЛОЮ О О О CM
| со со"of | '•*" j r-Г—-"о"
II II
CO
O~
2i«
О
т
о
со о со .со ■* со со <N со —| см ^- со —• ■* со со
CM CM (N, --н
000 ю о c^
- - ■ " *E3
СО СО СМ СМ ' —• —
г ю_ г
о_ооюin.
"Г"i*
I I
qqo
tTofi
д ^ -is
О " *
-s ?• *
С <и — я
о к = о
ш *^ о
Температура
t, С
20
20
20
550
1200
Вязкость Т)
Па -с
0,001
0,022
.1,499
1010
100
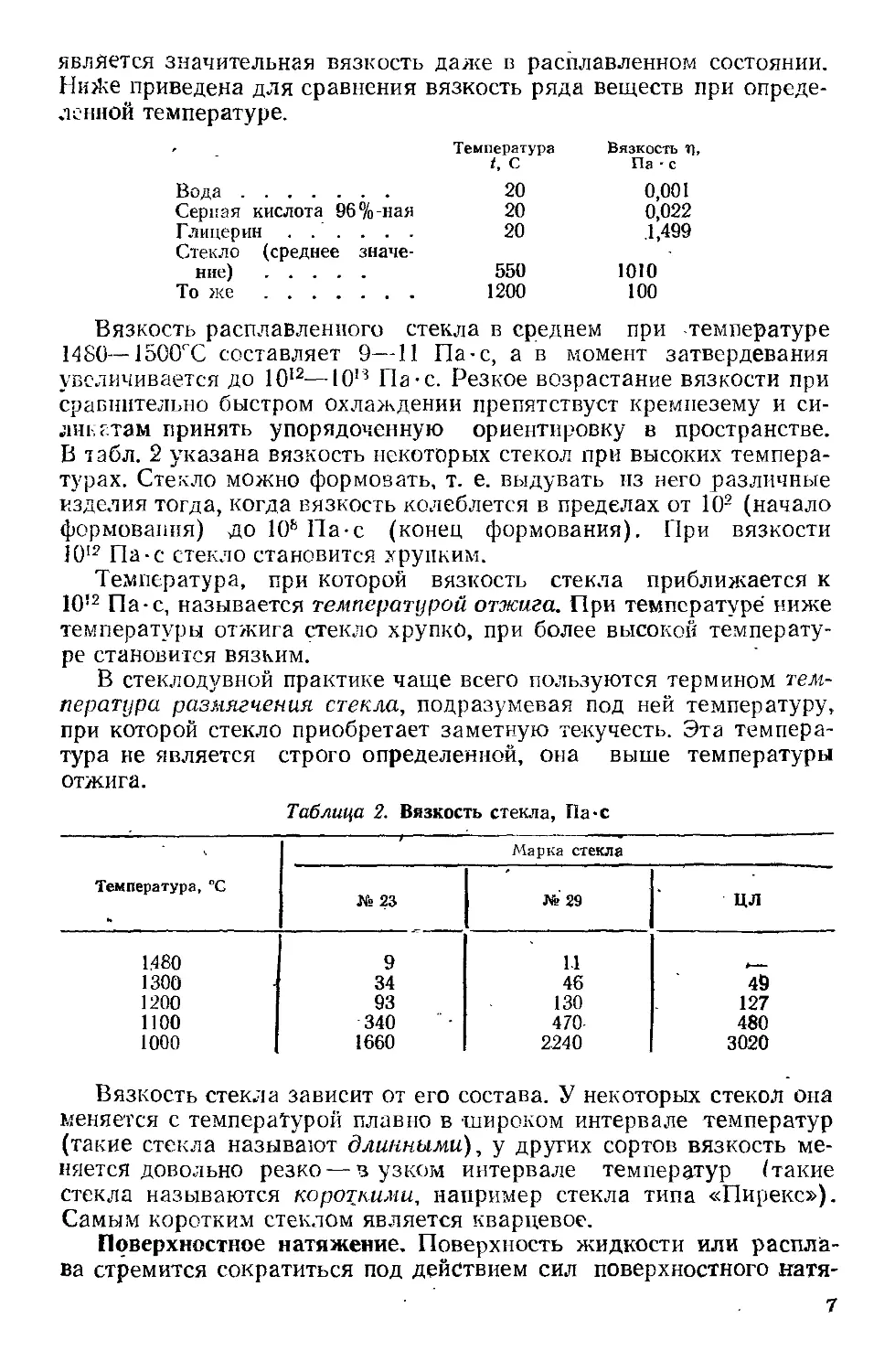
является значительная вязкость даже в расплавленном состоянии.
Ниже приведена для сравнения вязкость ряда веществ при опреде-
определенной температуре.
Вода
Сериая кислота 96%-ная
Глицерин
Стекло (среднее значе-
значение)
То же
Вязкость расплавленного стекла в среднем при температуре
1480—15G0X составляет 9—11 Па-с, а в момент затвердевания
увеличивается до 1012—10й Па-с. Резкое возрастание вязкости при
сравнительно быстром охлаждении препятствует кремнезему и си-
лиь'с:там принять упорядоченную ориентировку в пространстве.
В табл. 2 указана вязкость некоторых стекол при высоких темпера-
температурах. Стекло можно формовать, т. е. выдувать из него различные
изделия тогда, когда вязкость колеблется в пределах от 102 (начало
формования) до 10s Па-с (конец формования). При вязкости
1012 Па-с стекло становится хрупким.
Температура, при которой вязкость стекла приближается к
10!2 Па-с, называется температурой отжига. При температуре ниже
температуры отжига стекло хрупко, при более высокой температу-
температуре становится вязким.
В стеклодувной практике чаще всего пользуются термином тем-
температура размягчения стекла, подразумевая под ней температуру,
при которой стекло приобретает заметную текучесть. Эта темпера-
температура не является строго определенной, она выше температуры
отжига.
Таблица 2. Вязкость стекла, Па-с
Температура, "С
1.480
1300
1200
1100
1000
№23
9
34
93
340
1660
Марка стекла
г
№29
1.1
46
130
470
2240
цл
49
127
480
3020
Вязкость стекла зависит от его состава. У некоторых стекол она
меняется с температурой плавно в широком интервале температур
(такие стекла называют длинными), у других сортов вязкость ме-
меняется довольно резко — з узком интервале температур {такие
стекла называются короткими, например стекла типа «Пирекс»).
Самым коротким стеклом является кварцевое.
Поверхностное натяжение. Поверхность жидкости или распла-
расплава стремится сократиться под действием сил поверхностного натя-
7
жения, которые определяются неуравновешенностью сил молеку-
молекулярного притяжения в любой точке поверхностного слоя. Количест-
Количественной мерой поверхностного натяжения является работа, которую
необходимо затратить, чтобы увеличить поверхность на 1 м2. Еди-
Единица поверхностного натяжения (коэффициента _ поверхностного
натяжения) — Н/м (ньютон на метр).
Под влиянием поверхностного натяжения любая поверхность
стремится сократиться. Этим объясняется то, что жидкость, или
расплав, в небольшой массе принимает форму шара, т. е. тела, у ко-
которого при наибольшем объеме наименьшая поверхность.
Поверхностное натяжение стекла в расплавленном состоянии
при температуре 1JOOCC колеблется в пределах 0,02—0,03 Н/м. OhJ
значительно отличается от поверхностного натяжения воды при
обычной температуре @,073 Н/м). Вследствие большого поверхно-
поверхностного натяжения стекло легко оплавляется, «осаживается» и «пе-
«перемещается».
Только благодаря значительной вязкости и поверхностному натя-
натяжению стекло можно формовать, придавая ему ту или-иную фор-
форму. При разогревании цилиндрической стеклянной трубки в процес-
процессе размягчения поверхностное натяжение способствует уменьшению
поверхности стекла, благодаря этому диаметр трубки уменьшается
(поверхность при этом сокращается), а края трубки стремятся при-
приобрести сферическую форму, что заставляет отверстие на конце
суживаться, а затем и совсем запаиваться. Суммарное поверхност-
поверхностное натяжение по внешнему периметру больше, чем по внутренне-
внутреннему. Отверстие в боковой части, наоборот, при разогреве трубки
расширяется, так как поверхностное натяжение своим воздействи-
воздействием уменьшает поверхность, стягивает размягченное стекло в проти-
противоположные стороны от отверстия, увеличивая размер отверстия.
Отсутствие резких углов и сглаженность стеклянных изделий при
переходе от одной поверхности к другой, находящейся под углом к
ней, также является следствием поверхностного натяжения.
Плотность. Плотность-—отношение массы тела к его объему.
Плотность стекла колеблется в пределах 2,2—7,0 г/см3 B200—
7000 кг/м3) в зависимости от состава. Чем больше в составе стекла
оксидов тяжелых элементов РЬО, ВаО, тем больше плотность.
У оптических тяжелых флинтов она доходит до 7,3 г/см3. Плотность
химико-лабораторных стекол не выходит за пределы 2,29—
2,56 г/см3.
Твердость. Для характеристики твердости можно использовать
сопротивление, которое оказывает материал вдавливанию индика-
индикатора (твердого конуса или шарика), или относительную шкалу Мо-
оса, где материалы расположены в виде ряда, в котором каждый
более твердый материал царапает другой, менее твердый. За едини-
единицу твердости по этой шкале взята твердость наиболее мягких ма-
материалов— талька и графита (твердость равна 1). Наиболее твер-
твердый материал — алмаз (его твердость равна 10), твердость корунда
А12О3 равна 9. Твердость стекла колеблется от 5 до 6,7. Наиболее
твердое стекла — это «Пирекс» и кварцевое.
8
Микротвердость, определяемая по размеру отпечатка алмазной
пирамиды под нагрузкой 0,2 кг, для стекла от 40 до 100-102 МПа.
Прочность. Прочность стекла определяется его сопротивлением
разрушению. Количественной характеристикой прочности является
наименьшее усилие, необходимое для разрушения образца стекла.
Определяют предел прочности при сжатии, растяжении и изгибе.
Предел прочности для стекла ири сжатии равен D,9-f-19,6)X
Х102МПа, при растяжении—@,35-;-1) 102 МПа, при изгибе —
@,05—0,2) 102 МПа. Наибольшей прочностью обладает стекло при
сжатии и наименьшей при изгибе, поэтому толщина участков стек-
стекла в местах изгиба должна быть большей. Прочность при сжатии
у стекла сравнима с прочностью чугуна, равной F—11,8I02 МПа.
Хрупкость. Хрупкость материала определяется заметным отсут-
отсутствием пластической деформации при разрушении под действием
внешних сил. Стекло обладает очень малой, практически незамет-
незаметной упругой деформацией и является типично хрупким материалом,
что ограничивает- его техническое применение. Количественно
хрупкость стекла определяется пределом прочности при ударном
изгибе (удельная ударная вязкость). Для определения ударной
вязкости образец стекла в виде балочки размером 120X25x6 мм
устанавливается на две опоры маятникового копра и ударом мед-
ведги маятника разрушается. Минимальное усилие, вызывающее
разрушение, фиксируется как предел прочности при ударном изги-
изгибе. Эта величина колеблется для стекла в пределах 0,0015—
0,0002 МПа.
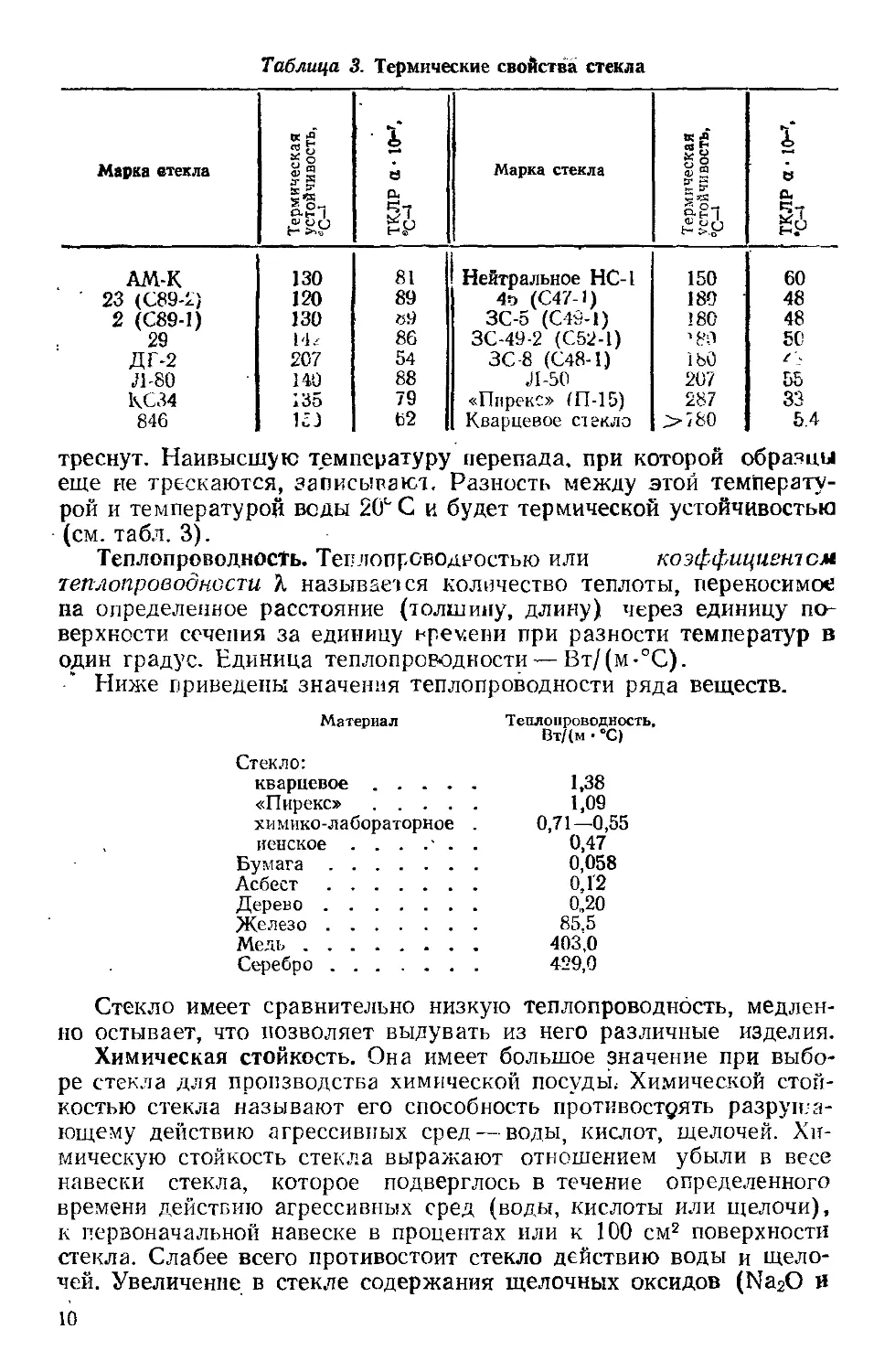
Тепловое расширение. Поскольку стекло является изотропным
материалом, оно одинаково расширяется во всех направлениях.
Мерой, определяющей поведение стекла при нагревании, является
термический коэффициент линейного расширения (измеряемый
С'
т. е. отношение увеличения длины образца при нагревании его на
PC к первоначальной длине образца. Линейное расширение стек-
стекла имеет большое значение при спаивании различных стекол, при
г.паивании металла в стекло. Только те спаи стекла со стеклом
или с металлом будут прочными и не будут растрескиваться при
охлаждении, у которых термические коэффициенты линейного рас-
ышрепия (ТКЛР) близки по величине друг к другу ( табл. 3).
Термическая устойчивость. Термической устойчивостью называ-
называется способность стекла без разрушения выдерживать резкие ко-
колебания температуры. Максимальная разность температур, кото-
которую может выдержать стекло, не растрескиваясь, является мерой
термической устойчивости.
При практическом определении термической устойчивости стек-
стеклянные палочки длиной 30 я диаметром 4 мм последовательно на-
нагревают до определенной все увеличивающейся температуры,
а затем быстро охлаждают, опуская в воду с температурой 20°С.
Нагревание и охлаждение производят до тех пор, пока образцы не
Таблица 3. Термические свойства стекла
Марка втекла
АМ-К
' 23 (С89-1)
2 (С89-1)
29
ДГ-2
Л-80
КС34
846
ц
130
120
130
Иг
207
140
135
1cJ
".J
е
а
и
81
89
ой
86
54
88
79
Ь2
Марка стекла
Нейтральное НС-1
4о (С47-1)
ЗС-5 (C49-I)
ЗС-49-2 (С52-1)
ЗС8 (С48-1)
Л-50
«Пнрекс» Ш-15)
Кварцевое стекло
II
II-
150
180
!80
180
1Ь0
207
287
>7fc0
i
е
о.
60
48
48
50
/■.
ББ
33
5.4
треснут. Наивысшую температуру перепада, при которой образцы
еще не трескаются, записыпакл. Разность между этой температу-
температурой и температурой веды 2(Г С и будет термической устойчивостью
(см. табл. 3).
Теплопроводность. Теплопроводностью или коэффициент см
теплопроводности Я называется количество теплоты, переносимо*
иа определенное расстояние (толшину, длину) через единицу по-
поверхности сечения за единицу нремени при разности температур в
один градус. Единица теплопроводности — Вт/(м-сС).
Ниже приведены значения теплопроводности ряда веществ.
Материал
Стекло:
кварцевое ....
«Пирекс» ....
химико-лабораторное
венское . . . ." .
Бумага
Асбест
Дерево
Железо
Медь
Серебро
Теплопроводность,
ВтДм • "С)
1,38
1,09
0,71—0,55
0,47
0,058
0,12
0„20
85.5
403,0
429,0
Стекло имеет сравнительно низкую теплопроводность, медлен-
медленно остывает, что позволяет выдувать из него различные изделия.
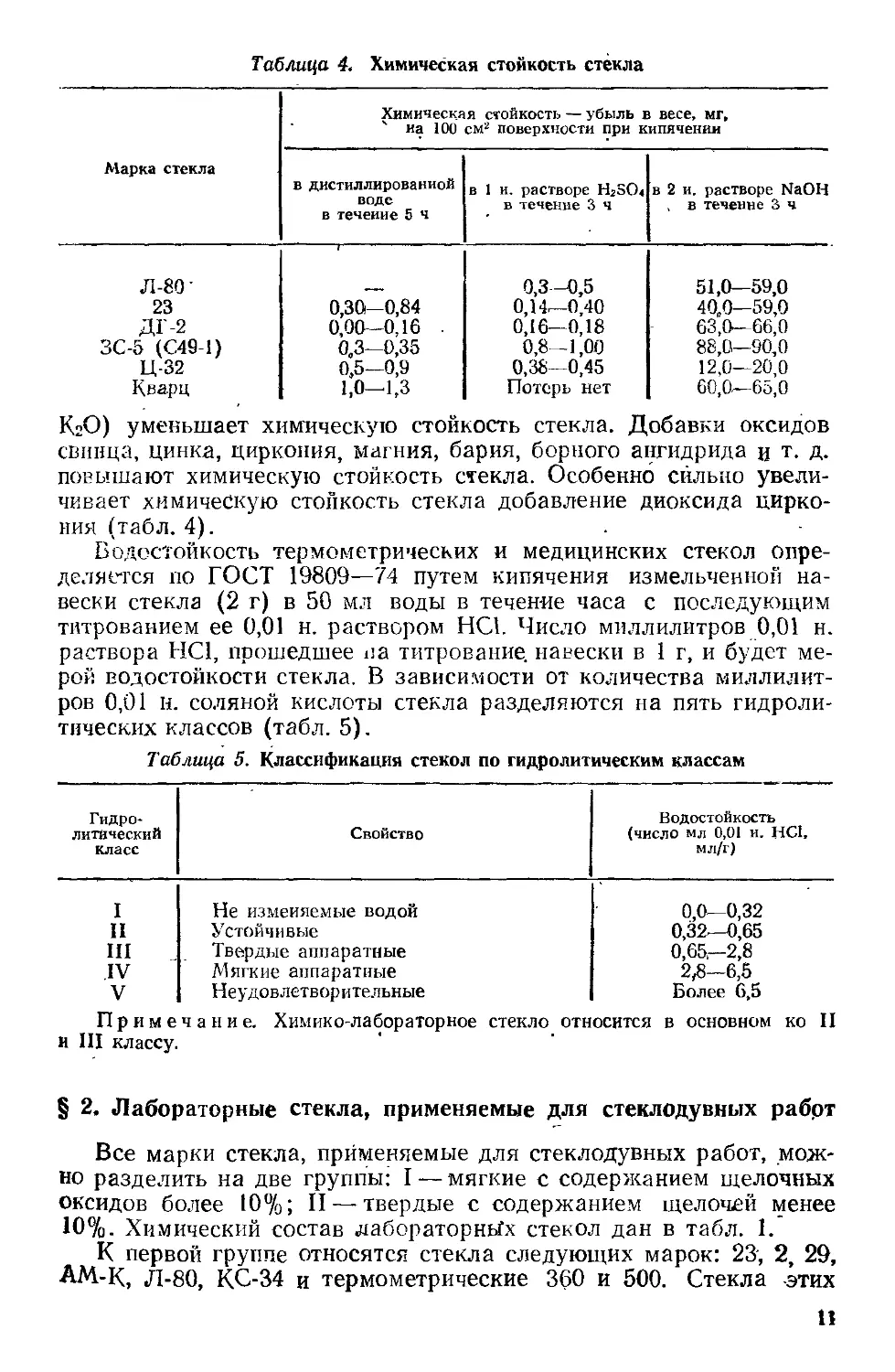
Химическая стойкость. Она имеет большое значение при выбо-
выборе стекла для производства химической посудьь Химической стой-
стойкостью стекла называют его способность противостоять разруша-
разрушающему действию агрессивных сред — воды, кислот, щелочей. Хи-
Химическую стойкость стекла выражают отношением убыли в весе
навески стекла, которое подверглось в течение определенного
времени действию агрессивных сред (воды, кислоты или щелочи),
к первоначальной навеске в процентах или к 100 см2 поверхности
стекла. Слабее всего противостоит стекло действию воды и щело-
щелочей. Увеличение в стекле содержания щелочных оксидов (Na2O и
10
Таблица 4. Химическая стойкость стекла
Марка стекла
Л-80"
23
ДГ-2
ЗС-5 (С49-1)
Ц-32
Кварц
Химическая стойкость — убыль в весе, мг,
иа 100 см2 поверхности при кипячении
в дистиллированной
воде
в течение 5 ч
0,30-0,84
0,00—0.16 .
0,3—0,35
0,5—0,9
1,0—.1,3
в 1 и. растворе H2SO4
в течение 3 ч
0,3-0,5
0,14—0 40
0,16—0,18
0,8—1,00
0,38—0,45
Потерь нет
в 2 и. растворе NaOH
, в течение 3 ч
51,0—59,0
40„0—59,0
63,0—66,0
88,0—90,0
12,0—20,0
60,0—65,0
КгО) уменьшает химическую стойкость стекла. Добавки оксидов
свинца, цинка, циркония, магния, бария, борного ангидрида и т. д.
повышают химическую стойкость стекла. Особенно сильно увели-
увеличивает химическую стойкость стекла добавление диоксида цирко-
циркония (табл. 4). . -
Водостойкость термометрических и медицинских стекол опре-
определяется по ГОСТ 19809—74 путем кипячения измельченной на-
навески стекла B г) в 50 мл воды в течение часа с последующим
титрованием ее 0,01 н. раствором НС1. Число миллилитров 0,01 н.
раствора НС1, прошедшее на титрование, навески в 1 г, и будет ме-
мерой водостойкости стекла. В зависимости от количества миллилит-
миллилитров 0,01 н. соляной кислоты стекла разделяются на пять гидроли-
гидролитических классов (табл. 5).
Таблица 5. Классификация стекол по гидролитическим классам
Гидро-
Гидролитический
класс
I
II
III
IV
V
Свойство
Не изменяемые водой
Устойчивые
Твердые аппаратные
Мягкие аппаратные
Неудовлетворительные
Водостойкость
(число мл 0,01 н. HCI,
мл/г)
0,0—0,32
0,32—0,65
0,65,-2,8
2,8—6,5
Более 6,5
Примечание. Химико-лабораторное стекло относится в основном ко II
и III классу.
§ 2, Лабораторные стекла, применяемые для стеклодувных рабрт
Все марки стекла, применяемые для стеклодувных работ, мож-
можно разделить на две группы: I — мягкие с содержанием щелочных
оксидов более 10%; II —твердые с содержанием щелоч£Й менее
10%. Химический состав лабораторньгх стекол дан в табл. 1.
К первой группе относятся стекла следующих марок: 23, 2, 29,
AM-К, Л-80, КС-34 и термометрические 360 и 500. Стекла -этих
11
сортов хорошо обрабатываются на стеклодувной горелке и хорошо
режутся горячим способом. Обработка их, как правило, не требует
кислородного дутья. Стекла с большим содержанием щелочных}
окислов при длительном нагревании расстекловываются, но при-:
обретают первоначальны» блеск при внесении в пламя поваренной
соли. В «мягкие» стекла хорошо впаиваются металлы. Недостаток
этих стекол — небольшая термическая устойчивость. -Изделия из
мягких стекол требуют немедленного отжига.
Ко второй группе относятся стекла с пониженным содержанием
щелочных окислов: 846, нейтральное, ЗС-5 (С49-1)-*, 46 (С47-!),
ампульные (НС-1 и НС-2), ЗС-8 (С48-1), ЗС-49-2 (С51-1), ДГ-2,
Л-50 и стекло типа «Пирекс»,. Они более тугоплавки. Температура
размягчения их выше 580сС. Эти стекла обрабатывают на стекло-
стеклодувной горелке с применением кислородного дутья. По сравнению
с мягкими стеклами они обладают большой термостойкостью. Ниже
приводятся краткие характеристики основных видов мягких и твер-
твердых стекол.
Мягкие стекла. Долгое время наиболее распространенным лабо-
лабораторным стеклом было стекло 23. Его рецептура была разработа-
разработана академиком В. В. Тищенко, оно обладало невысокой температу-
температурой размягчения, что давало во'зможность обходиться без кислород-
кислородного дутья.
В настоящее время оно заменено стеклами 29 и Л-80. Эти
стекла хорошо шлифуются и притираются. В них достаточно хо-
хорошо впаивается платина, хуже —медь и ее сплавы. Плавиковая
кислота при травлении образует на этих стеклах глубокие и резкие
борозды. Как правило, из мягких стекол изготовляют мерную посу-
посуду. Эти стекла имеют способность расстекловываться, хотя многие
из них при введении в пламя тампона с поваренной солью приобре-
приобретают первоначальный вид. Стекло Л-80 по составу идентично стеклу
Б-2, только в стекле Л-80 часть оксида кальция заменена оксидом
магния. Сходными свойствами обладают стекла АМ-К и 2.
Одно время были распространены мягкие стекла с повышенной
химической стойкостью и водостойкостью, которая достигалась
введением в состав стекла диоксида циркония. Это стекла ЦЛ,
ЦЛ-32, КС-34. Их называют циркониевыми. По свойствам они
схожи со стеклами 29, 23 и Л-80. В настоящее время химико-лабо-
химико-лабораторную посуду не вырабатывают нз этих стекол. Указанные стек-
стекла хорошо спаиваются друг с другом, так как имеют близкие тер-
термические коэффициенты линейного расширения.
Все притирочные работы производят с мягкими стеклами только
после отжига.
Твердые стекла. К этой' группе можно отнести следующие стек-
стекла: 46, ампульное, нейтральное, НС-!, Л-50, ДГ-2, 846, а также груп-
группу «молибденовых» стекол и группу «жаропрочных» стекол.
Нейтральное стекло обладает сравнительно высокой температу-
* Здесь н далее в скобках указаны обозначения марок стекла, принятые в
электровакуумной промышленности.*
12
рой размягчения F00°С) и устойчиво к агрессивным средам и воде,
применяется для изготовления медицинских ампул. Для той же
цели применяют ампульное стекло. Близкими по свойствам являют-
являются стекла Л-50, ДГ-2 и 8^6 (последнее не имеет в настоящее время
широкого распространения). Эти стекла режутся горячим спосо-
способом. Они более термостойки и меньше растрескиваются при охлаж-
охлаждении, чем мягкие стекла Л-80 и 29.
Нейтральное, а также твердые стекла других марок иногда рас-
стекловываюгся при длительном нагревании, но не восстанавлива-
восстанавливают первоначальный вид при внесении в пламя поваренной соли.
При работе с этими стеклами требуется кислородное дутье.
В группу так называемых «молибденовых» стекол входят стекла
марок 46 (С47-1), ЗС-8 (С48-1, С48-2), ЗС-5 (С49-1), ЗС-5К
(С49-2, С-50-1, С50-2, С50-3), Л-100 (С50-4), УТ-1 (С50-7), ЗС-49-2
(С52-1), широко используемые в электровакуумной промышленно-
промышленности. Эта группа стекол имеет термический коэффициент линейного"
расширения а= D7-^-52) 10~7 СС~', близкий к температурному коэф-
коэффициенту линейного расширения молибдена (а = 55-10~7 "С^1). Из
них наибольшим признанием у стеклодувов пользуются стекла 46
<С47-1), ЗС-5 (С49-1), ЗС-8 (С48-1), ЗС-49-2 (С52-1).
Все молибденовые стекла обладают высокой механической проч-
прочностью и термической устойчивостью, изделия из них красивы. Кро-
Кроме того, стекло указанных марок не расстекловывается при дли-
длительном нагревании и не растрескивается, у него значительно мень-
меньший коэффициент линейного расширения, чем у мягких стекол.
Изделия из молибденовых стекол можно ремонтировать, запаивать
трещины, припаивать заплаты, чего нельзя сделать с изделиями
из стекол 23, 29, Л-80 и др. Они хорошо шлифуются после
отжига. В указанные сорта стекол хорошо впаивается молиб-
молибденовая проволока, откуда эти стекла и получили название
молибденовых. Эти стекла плохо поддаются резке горячим ■
способом и не спаиваются со стеклами других марок, пла-
плавиковой кислотой травятся довольно хорошо, тугоплавки и требуют
кислородного дутья. Несмотря на целый ряд положительных ка--
честв, молибденовые стекла менее химически стойки, "чем другие.
При хранении в неблагоприятных условиях (влага, пары кислот)
©ни легко выщелачиваются и выветриваются.
К «жаростойким» стеклам относятся стекла типа «Пирекс»
П-15. Их выпускают на отечественных заводах. К ним относятся и
стекла зарубежного производства типа «Симакс» (Чехословакия),
«Газотерм» (ГДР), «Дюран» (Англия) и др. Эти стекла наиболее
термостойки, тугоплавки и обладают достаточной механической
прочностью. Жаростойкие стекла отличаются большой химиче-
химической стойкостью, при их обработке требуется кислородное дутье,
со стеклами других сортов они не спаиваются, металлы впаивают-
впаиваются в них труднее, чем в стекла других сортов, они не градуируются
■с помощью плавиковой кислоты, при длительном нагревании могут
расстекловываться (введение поваренной соли в пламя горелки не
восстанавливает первоначальный блеск и прозрачность). Впервые
13
эти стекла стала выпускать американская фирма «Корнинг» под
названием «Пайрекс» (в нашей литературе утвердилась транскрип-
транскрипция «Пирекс»).
§ 3. Материалы для стеклодувных работ
К таким материалам относятся полуфабрикаты, изготовляемые
на стекольных заводах.
Цилиндрические трубки. Это наиболее распространенный мате-
материал для стеклодувных работ. Они имеют внутренний диаметр
3—60 мм, толщину стенок 0,8—2,5 мм в зависимости от диаметра
трубки. Стеклянные трубки диаметром 15—20 мм и сравнительно
малой толщины стенок называют пробирочным стеклом. Из него
изготовляют пробирки.
Соломка. Это цилиндрические трубки с внутренним диаметром
0,03—3,0 мм.
Крановые трубки.- Это цилиндрические трубки с толстыми стен-
стенками. Внутренний диаметр их колеблется от 10 до 30 мм, а толщи-
толщина стенок — от 2,5 до 4,0 мм. Используются при изготовлении кра-
крановых муфт.
Капиллярные трубки. Это толстостенные трубки с малым капил-
капиллярным просветом, диаметр внутреннего отверстия которых 0,01—-
2 мм. Применяются для производства термометров, микробюреток
и др.
Барометрические трубки. Они в отличие от капиллярных имеют
несколько больший диаметр внутреннего отверстия A,5—4 мм),
их применяют в приборах с ртутным, наполнением, а также для
изготовления пробок и заглушек.
Штабики. Это сплошные стеклянные палочки различного диа-
диаметра. Из них изготовляют мешалки, стеклянные палочки и лопат-
лопатки, бусинки для бюреток, заглушки для резиновых шлангов и кра-
крановые пробки. Все виды стеклянных цилиндрических трубок носят
название стеклянного дрота.
Цилиндрические заготовки. Это стеклянные трубки с запаянным
с одного конца полукруглым дном. Внутренний диаметр заготовок
колеблется от 40 до 200 мм, а длина — от 0,5 до 1 м. Эти заготовки
служат для изготовления стаканов, мерных цилиндров и колб боль-
большого объема.
§ 4. Дефекты и пороки стекла
Качество изготовленных стеклянных изделий зависит прежде-
всего от качества исходного сырья или полуфабриката, поэтому
для стеклодувных работ следует брать только те материалы (стек-
(стеклянные трубки, заготовки), которые не имеют пороков и явно
выраженных дефектов. Дефекты и пороки в стекле могут образо
ваться как в процессе варки стекломассы, так и в процессе изго
товления стеклянных трубок и заготовок. Наиболее распростра-
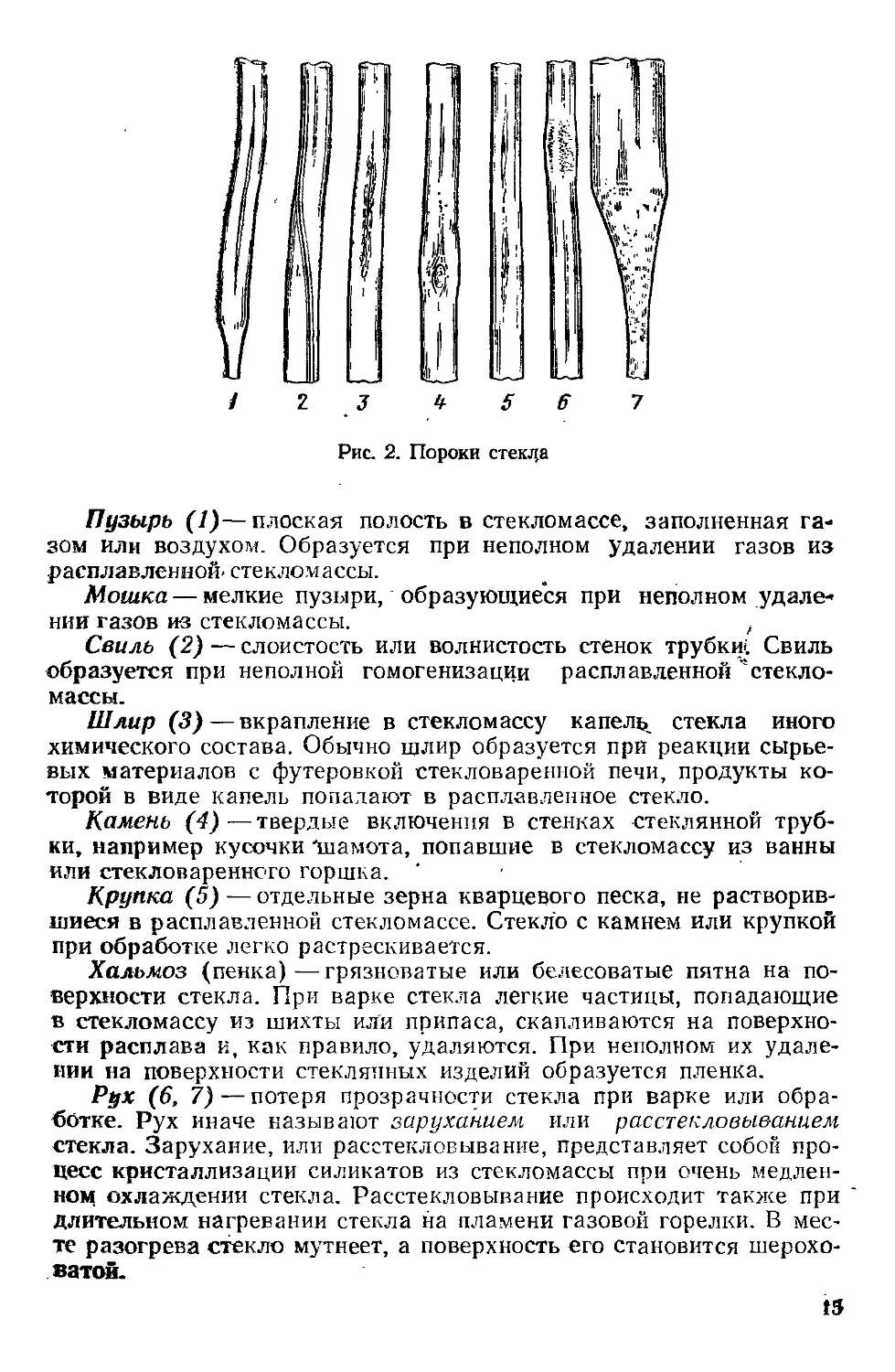
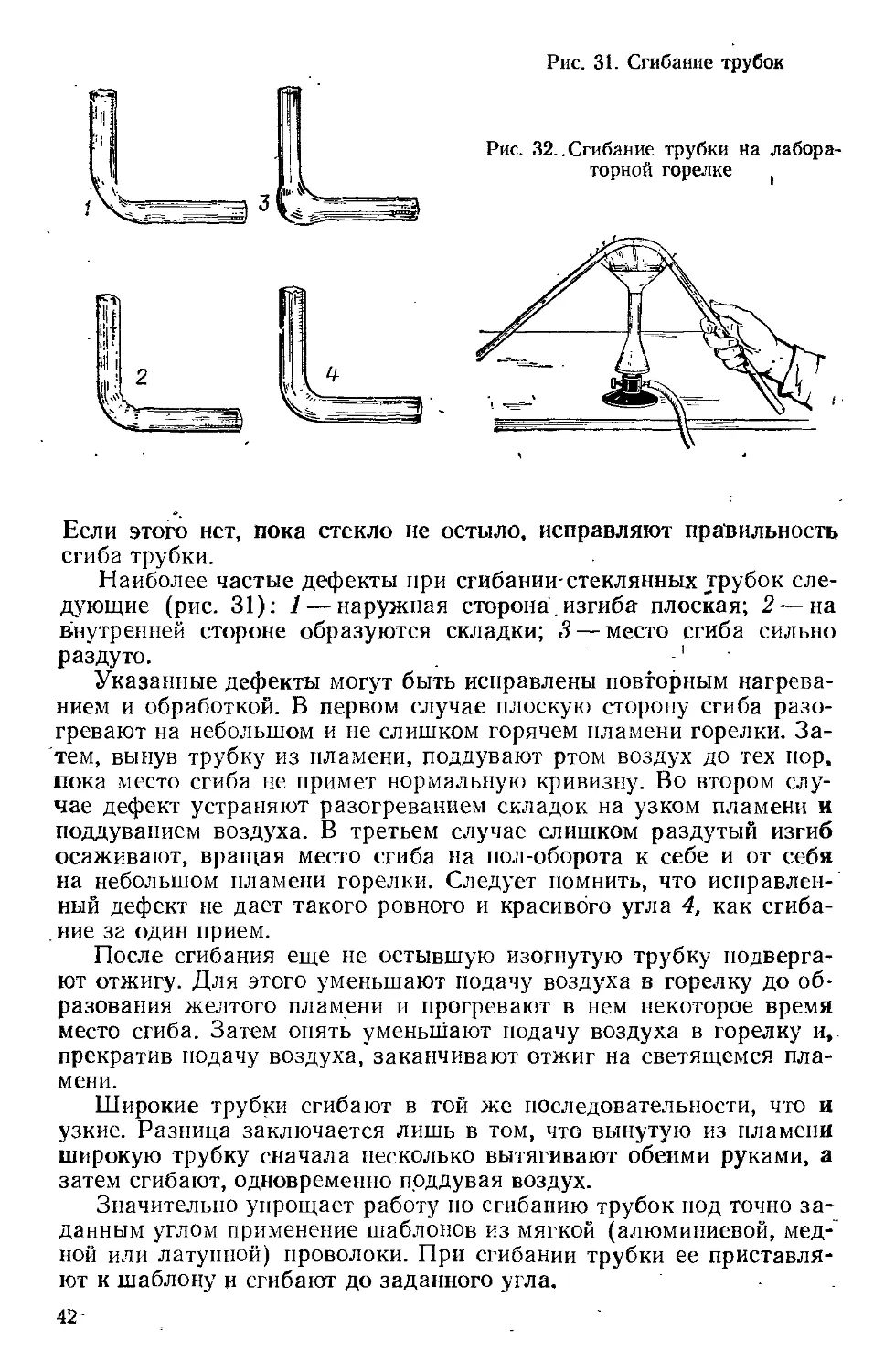
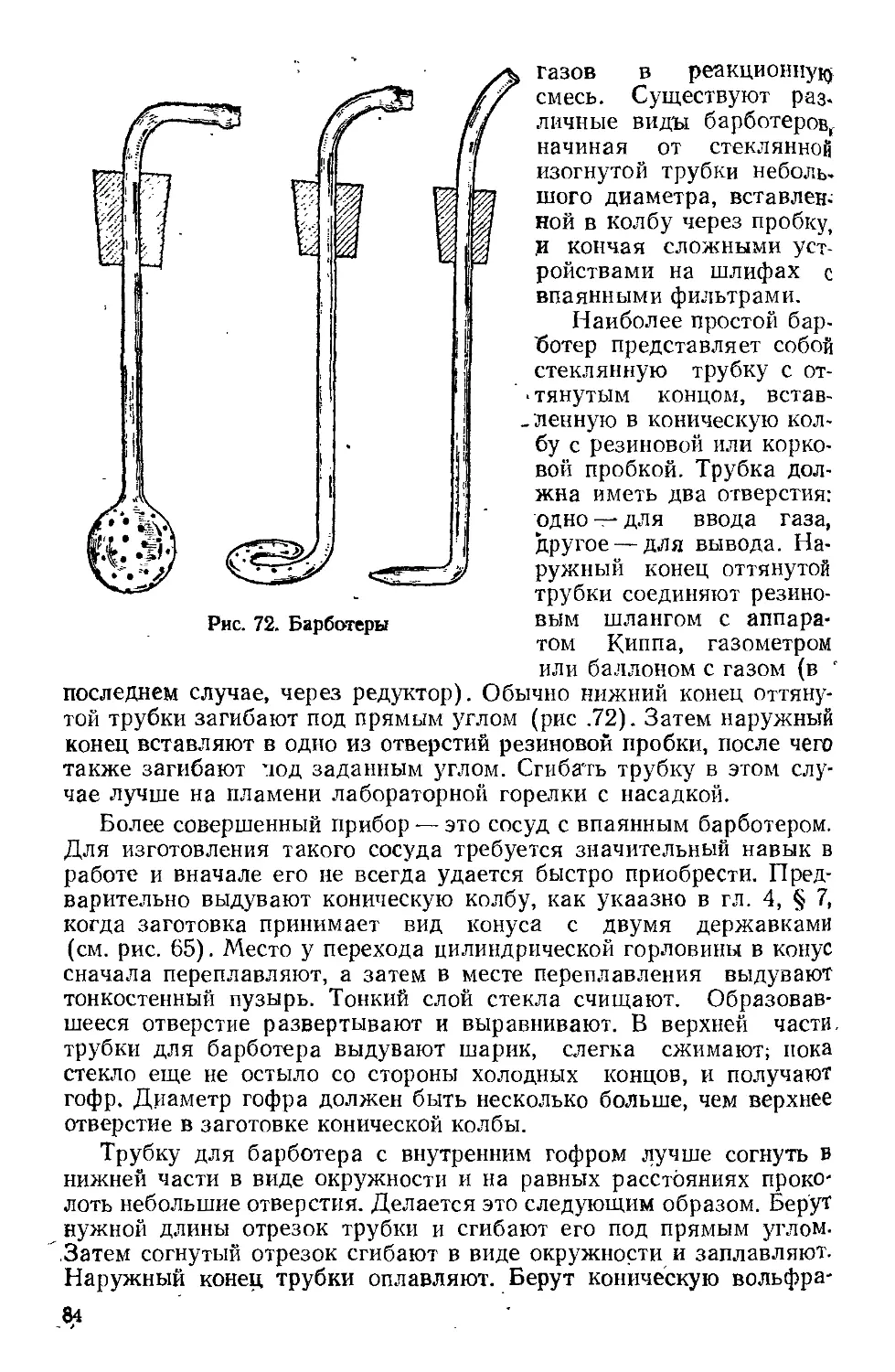
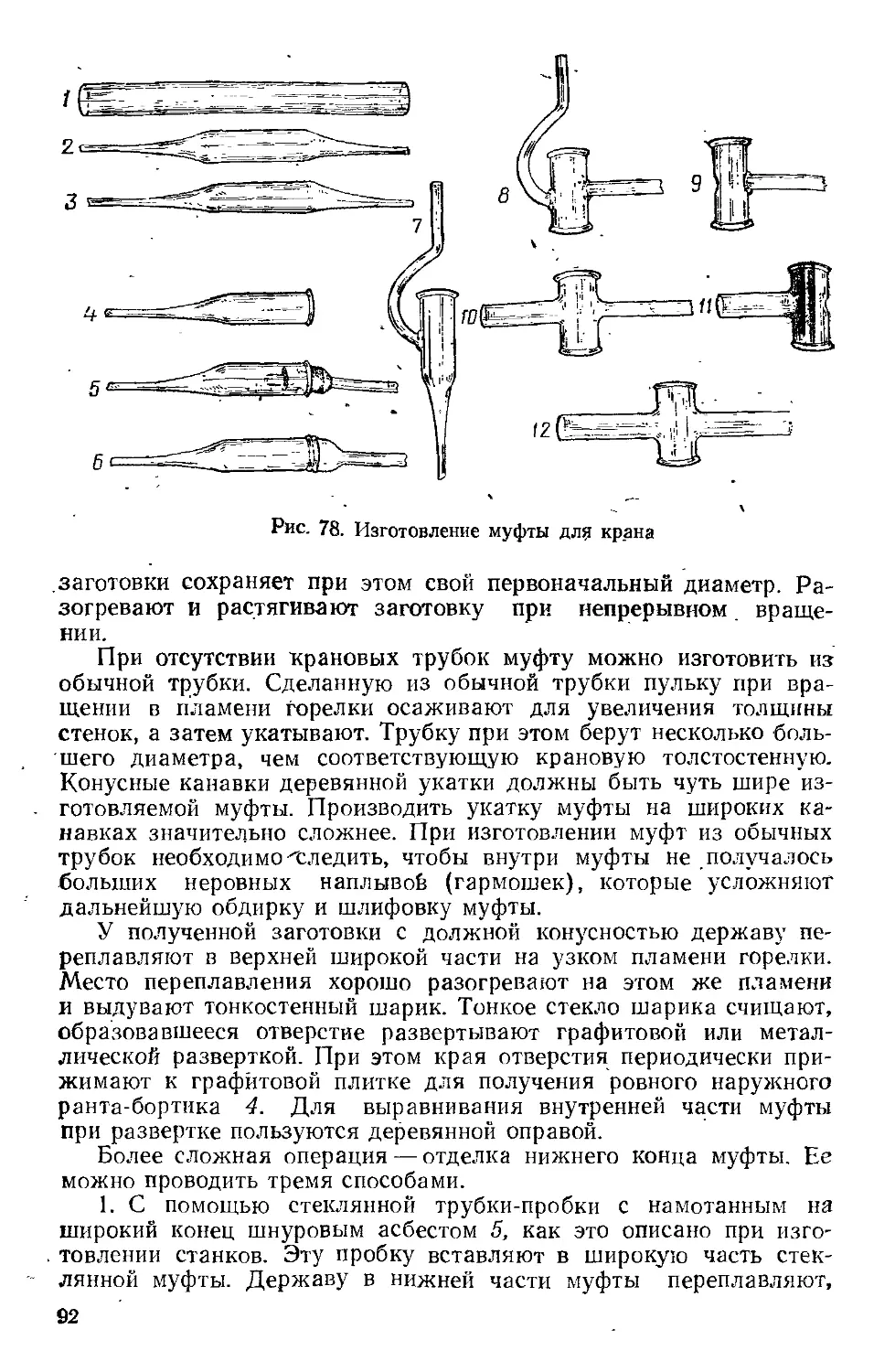
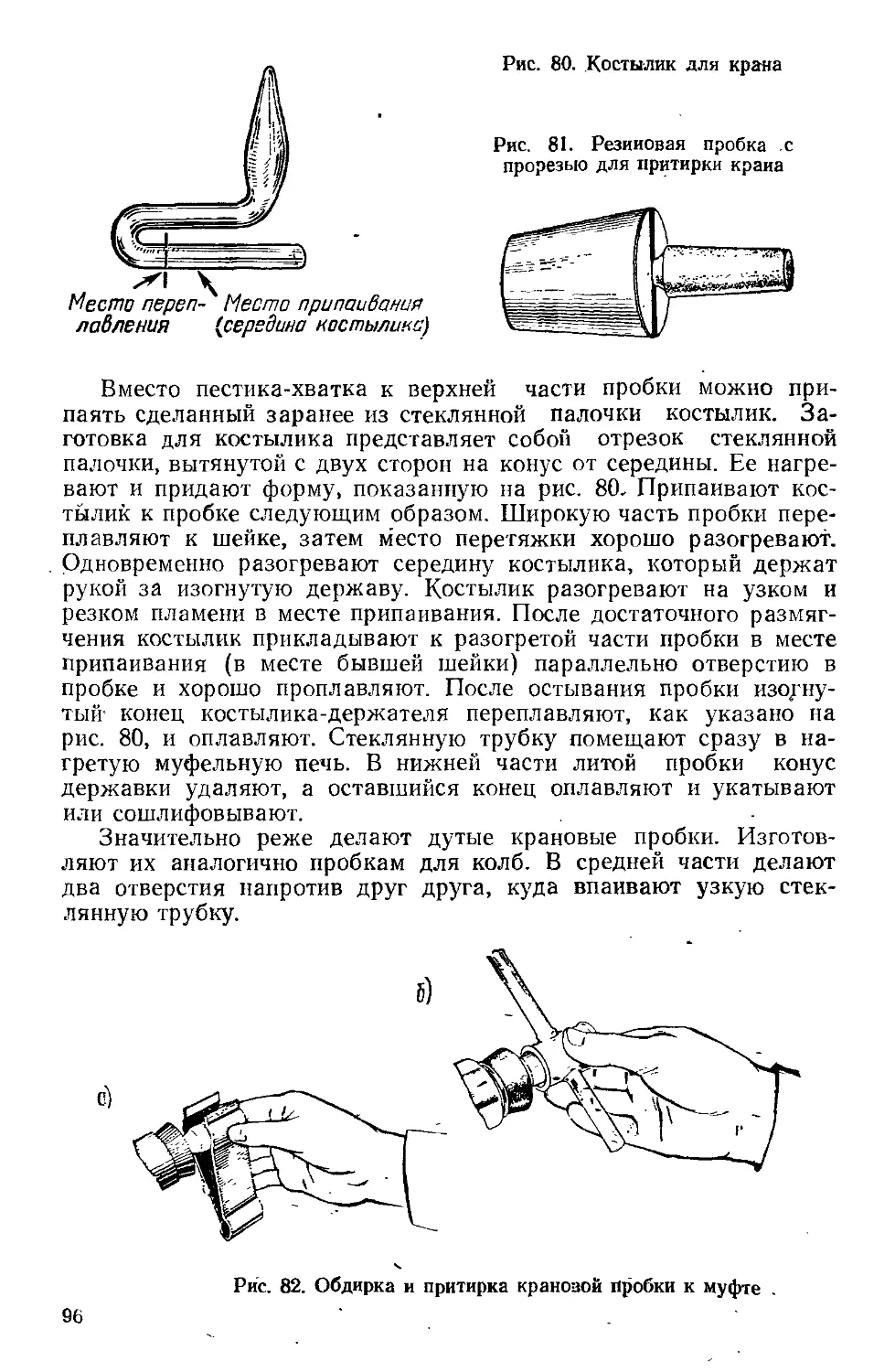
распространенные пороки стекла (рис. 2) названы ниже.
J4 .
2 J 4 5 6
Рис. 2. Пороки стекла
Пузырь A)— плоская полость в стекломассе, заполненная га-
газом или воздухом. Образуется при неполном удалении газов из
расплавленной' стекломассы.
Мошка — мелкие пузыри, образующиеся при неполном удале-
удалении газов из стекломассы. t
Свиль B) — слоистость или волнистость стенок трубки*: Свиль
образуется при неполной гомогенизации расплавленной ^стекло-
^стекломассы.
Шлир C) — вкрапление в стекломассу капель^ стекла иного
химического состава. Обычно шлир образуется при реакции сырье-
сырьевых материалов с футеровкой стекловаренной печи, продукты ко-
которой в виде капель попадают в расплавленное стекло.
Камень D) — твердые включения в стенках стеклянной труб-
трубки, например кусочки "шамота, попавшие в стекломассу из ванны
«ли стекловаренного горшка. '
Крупка E) — отдельные зерна кварцевого песка, не растворив-
растворившиеся в расплавленной стекломассе. Стекло с камнем или крупкой
при обработке легко растрескивается.
Хальмоз (пенка) — грязноватые или белесоватые пятна на по-
поверхности стекла. При варке стекла легкие частицы, попадающие
в стекломассу из шихты или припаса, скапливаются на поверхно-
поверхности расплава к, как правило, удаляются. При неполном их удале-
удалении на поверхности стеклянных изделий образуется пленка.
Рдх F, 7) — потеря прозрачности стекла при варке или обра-
обработке. Рух иначе называют заруханием или расстекловыванием
стекла. Зарухание, или расстекловывание, представляет собой про-
процесс кристаллизации силикатов из стекломассы при очень медлен-
медленном охлаждении стекла. Расстекловывание происходит также при
длительном нагревании стекла на пламени газовой горелки. В мес-
месте разогрева стекло мутнеет, а поверхность его становится шерохо-
шероховатой.
15
Различные сорта лабора-
лабораторного стекла обладают нео-
неодинаковой склонностью к рас-
стекловыванию. Легче всего
расстекловывается стекло 23.
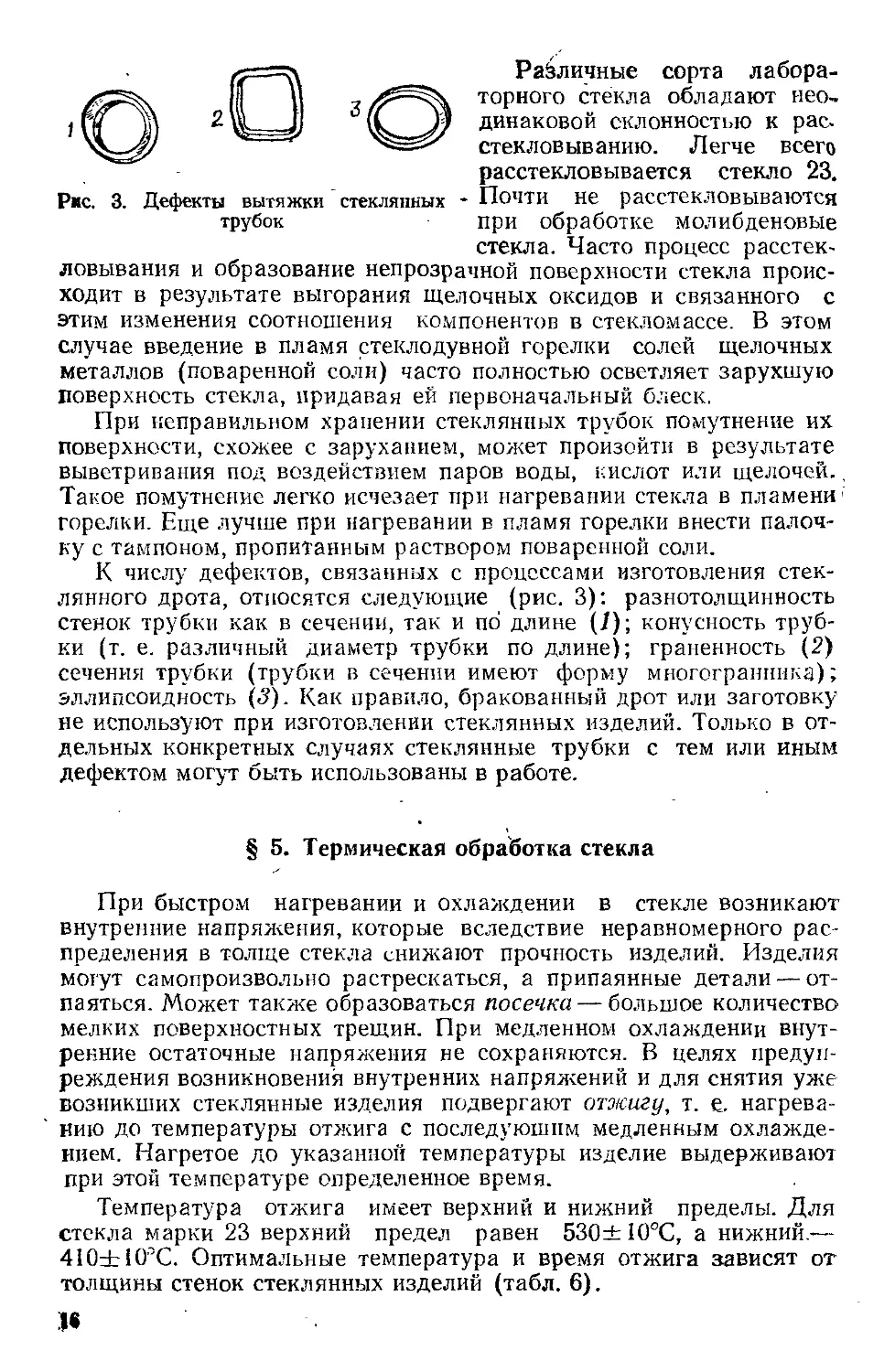
Рис. 3. Дефекты вытяжки" стекляшшх -Почти не расстекловываются
трубок при обработке молибденовые
стекла. Часто процесс расстек-
ловывания и образование непрозрачной поверхности стекла проис-
происходит в результате выгорания щелочных оксидов и связанного с
этим изменения соотношения компонентов в стекломассе. В этом
случае введение в пламя стеклодувной горелки солей щелочных
металлов (поваренной соли) часто полностью осветляет зарухшую
поверхность стекла, придавая ей первоначальный блеск.
При неправильном хранении стеклянных трубок помутнение их
поверхности, схожее с заруханием, может произойти в результате
выветривания под воздействием паров воды, кислот или щелочей.,
Такое помутнение легко исчезает при нагревании стекла в пламени1
горелки. Еще лучше при нагревании в пламя горелки внести палоч-
палочку с тампоном, пропитанным раствором поваренной соли.
К числу дефектов, связанных с процессами изготовления стек-
стеклянного дрота, относятся следующие (рис. 3): разнотолщинность
стенок трубки как в сечении, так и по длине (/); конусность труб-
трубки (т. е. различный диаметр трубки по длине); граненность B)
сечения трубки (трубки в сечении имеют форму многогранника);
зллипсоидность C). Как правило, бракованный дрот или заготовку
не используют при изготовлении стеклянных изделий. Только в от-
отдельных конкретных случаях стеклянные трубки с тем или иным
дефектом могут быть использованы в работе.
§ 5. Термическая обработка стекла
При быстром нагревании и охлаждении в стекле возникают
внутренние напряжения, которые вследствие неравномерного рас-
распределения в толще стекла снижают прочность изделий. Изделия
могут самопроизвольно растрескаться, а припаянные детали — от-
отпаяться. Может также образоваться посечка — большое количество
мелких поверхностных трещин. При медленном охлаждении внут-
внутренние остаточные напряжения не сохраняются. В целях предуп-
предупреждения возникновения внутренних напряжений и для снятия уже
возникших стеклянные изделия подвергают отжигу, т. е. нагрева-
нагреванию до температуры отжига с последующим медленным охлажде-
охлаждением. Нагретое до указанной температуры изделие выдерживают
при этой температуре определенное время.
Температура отжига имеет верхний и нижний пределы. Для
стекла марки 23 верхний предел равен 530±10°С, а нижний,—
410± 10°С. Оптимальные температура и время отжига зависят от
толщины стенок стеклянных изделий (табл. 6).
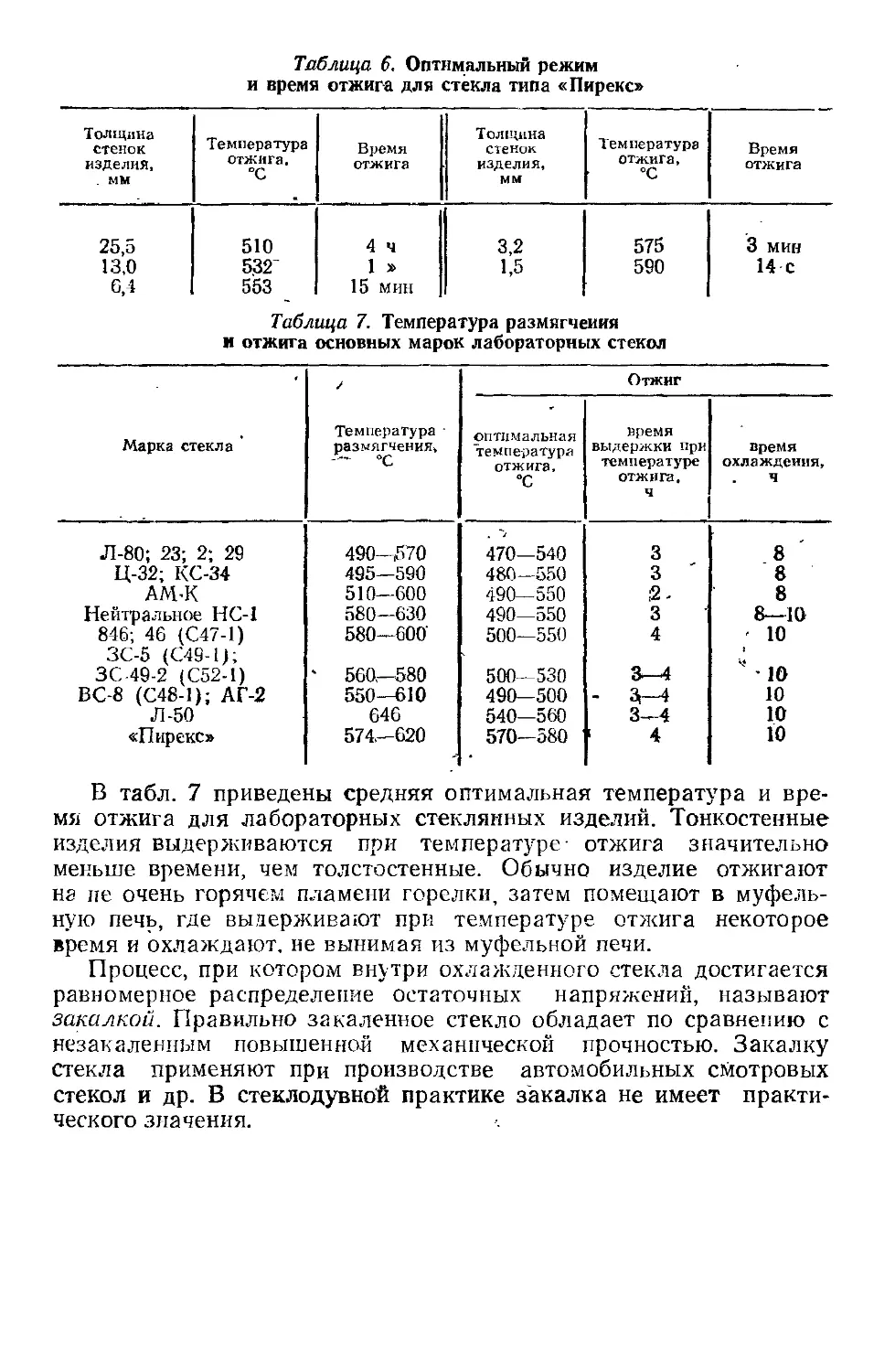
Таблица 6. Оптимальный режим
и время отжига для стекла типа «Пирекс»
Толщина
стенок
изделия,
. мм
25,5
13,0
6,4
Температура
отжига,
°С
510
532~
553
Время
отжига
4 Ч
1 »
15 мин
Толщина
стенок
изделия,
мм
3,2
1,5
Температуре
отжига,
°С
575
590
Время
отжига
3 МИН
14 с
Таблица 7. Температура размягчения
i отжига основных марок лабораторных стекол
Марка стекла
Л-80; 23; 2; 29
Ц-32; КС-34
АМ-К
Нейтральное НС-1
846; 46 (С47-1)
ЗС-5 (C49-IJ;
ЗС-49-2 (С52-1)
ВС-8 (С48-1); АГ-2
Л-50
«Пирекс»
Температура -
размягчения,
-'- °С
490—,570
495—590
510—600
580—630
580—600'
' 560-580
550—610
646
574,-620
Отжиг
оптимальная
температура
отжига,
°С
470—540
480—550
490—550
490—550
500—550
500—530
490—500
540—560
570—580
время
выдержки при
температуре
отжига,
ч
3
3 '
п.
3
4
3—4
- Зг-4
3—4
> 4
время
охлаждения,
ч
8
8
8
8—10
■ 10
10
10
10
10
В табл. 7 приведены средняя оптимальная температура и вре-
время отжига для лабораторных стеклянных изделий. Тонкостенные
изделия выдерживаются при температуре- отжига значительно
меньше времени, чем толстостенные. Обычно изделие отжигают
на не очень горячем пламени горелки, затем помещают в муфель-
муфельную печь, где выдерживают при температуре отжига некоторое
время и охлаждают, не вынимая из муфельной печи.
Процесс, при котором внутри охлажденного стекла достигается
равномерное распределение остаточных напряжений, называют
закалкой. Правильно закаленное стекло обладает по сравнению с
незакаленным повышенной механической прочностью. Закалку
стекла применяют при производстве автомобильных смотровых
стекол и др. В стеклодувной практике закалка не имеет практи-
практического значения.
ГЛАВА 2. ОБОРУДОВАНИЕ СТЕКЛОДУВНОЙ МАСТЕРСКОЙ
И РАБОЧЕГО МЕСТА
§ 1. Помещение для стеклодувных работ
Как показывает сложившаяся практика, для обучения стекло-
стеклодувному делу необходимо иметь стеклодувную мастерскую мини-
минимум на пятнадцать рабочих мест. Помещение должно быть про-
просторным и удобным для работы. Площадь мастерской должна быть
ие менее 50 м2, а высота 3—3,5 м. Рабочие столы должны . быть
расположены таким образом, чтобы свет падал сзади или сбоку.
Пол мастерской покрывают линолеумом или хлорвиниловой плит-
плиткой. При таком покрытии уменьшается вероятность того, что упав-
упавшая на пол стеклянная деталь разобьется. Расстояние между го-
горелками на рабочих местах должно быть не менее 125 см.
Кроме рабочего зала необходимы несколько подсобных поме-
помещений меньшей площади. В одном из них размещают шлифоваль-
янй, заточный и сверлильный станки, а также станок для резки
трубок, бутылей и заготовок. В другом изолированном от мастер-
мастерской помещении устанавливают компрессоры и, наконец, в треть-
третьем, оборудованном вытяжными шкафами, производят градуиро-
«очные работы.
Во всех помещениях мастерской двери и -окна должны откры-
открываться наружу. В рабочем помещении необходимо иметь стелла-
стеллажи для хранения заготовок, инвентаря и готовых изделий, а также
вертикальные стойки для хранения стеклянного дрота.
.К рабочим местам подводятся газ, воздух и кислород. Обычно
пользуются газом от городской сети, имеющей избыточное давле-
давление A40-Н50) 9,8 Па A40—!50 мм вод. ст.), или баллонным га-
газом пропаном. Баллоны с газом размещают снаружи здания в
металлической запирающейся будке, откуда газ по трубам через
редуктор подается в помещение стеклодувной мастерской.
Баллоны с кислородом снабжены редуктором и устанавливают
снаружи здания в металлической запирающейся будке, где их
крепят железными крюками. Кислород из баллонов подается в
рабочее помещение по металлическим трубкам высокого давления
па распределительный щит, расположенный на одной из степ мас-
мастерской. От распределительного щита кислород через редуктор
поступает к каждому рабочему столу. •
Газ, воздух, кислород подаются к горелкам через соответствую-
соответствующие отростки на магистрали резиновыми шлангами высокого дав-
давления. Обычно эти шланги крепят под верхней доской стола и вы-
выводят через отверстия или вырезы в крышке стола около горелки.
Вся подводка газа и кислорода должна быть проведена согласно
- правилам Госгортехнадзора. Редуктором регулируют также подачу
кислорода от щита к горелке.
18
Трубопроводы, подводящие к столу газ, воздух и кислород,
должны монтироваться на стене и быть окрашены в различные
пвета: газ — в желтый, кислород — в голубой.
В помещении мастерской должна быть вытяжная и приточная
вентиляция. Над каждым столом необходимо установить зонт, сое-
соединенный с каналом вытяжной вентиляции, для удаления дыма
и продуктов горения. Для приточной вентиляции могут быть ис-
использованы центробежные вентиляторы типов ЦЧ и Ц. Желатель-
Желательно устанавливать в помещении мастерской кондиционеры для под-
поддержания постоянной температуры воздуха.
В одном из подсобных помещений устанавливают компрессоры
такой мощности, которая обеспечивала бы избыточное давление
воздуха у горелки B00—300)9,8 Па B00—300 мм вод. ст.). Для
равномерной подачи воздуха устанавливают ресивер, вместо ко-
которого можно использовать достаточно прочную и герметичную
емкость или, в крайнем случае, пустой стальной баллон. В балло-
баллоне высверливают два отверстия с резьбой, куда ввертывают ко-
короткие трубопроводы. На одном (верхнем) выходе монтируют
манометр и пружинный предохранительный клапан типа ПСК, ус-
устанавливаемый на давление не выше 0,06 МПа @,6 атм).
Емкость для выравнивания давления (ресивер) лучше снабдить
двумя электроконтактными манометрами Э1<М-1, один из которых
отрегулирован на максимальное избыточное давление (но Не свы-
свыше 0,06 МПа), а другой — на минимальное. Электроконтактные
манометры через систему реле МКД-48 или ПЭ-6 соединены с ка-
катушкой магнитного пускателя компрессора. При повышении дав-
давления выше максимального электроконтактный манометр выклю-
выключает компрессор, а при падении избыточного давления ниже мини-
минимального включает его.
При работе с кислородом систему, подающую воздух, снабжа-
снабжают масляными фильтрами.
Кроме дневного освещения мастерскую необходимо оборудо-
оборудовать люминесцентными лампами. Для специальных работ (пайка
металла со стеклом) можно использовать настольную лампу с ре:
флектором.
В смежном помещении должны находиться металлические сто-
столы для муфельных печей. На металлическую поверхность стола
кладут листовой асбест, а затем устанавливают муфельные печи
с различной емкостью печного пространства, лучше с автоматиче-
автоматической регулировкой'температуры. Муфельные печи необходимы для
отжига готовых изделий. Над столом, где расположены муфель-
муфельные печи, устанавливают мраморный щит с магнитными пускате-
пускателями для каждой печи. При отсутствии смежного помещения пе-
печи устанавливают в помещении мастерской.
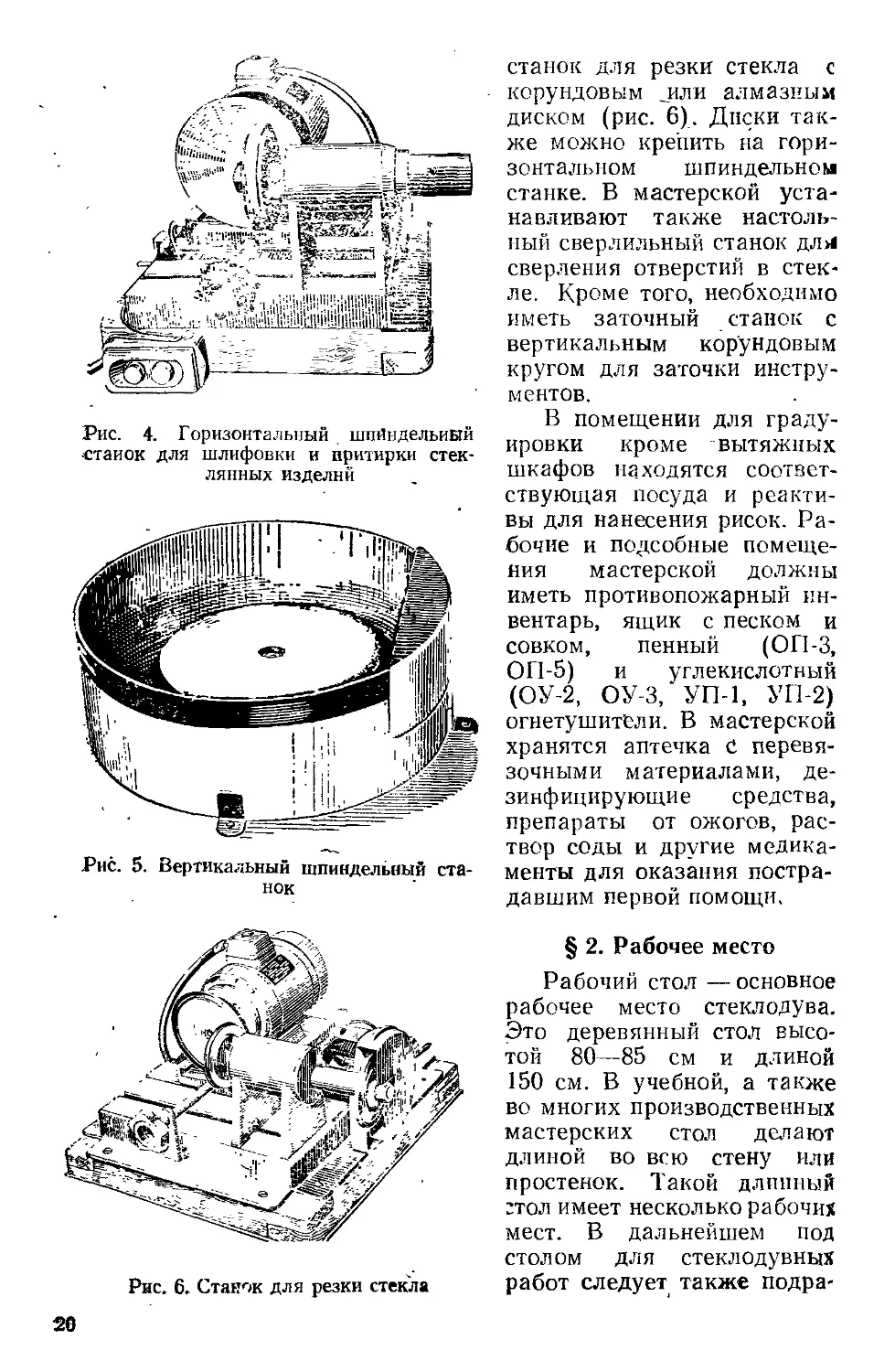
В помещении для механической обработки стекла устанавлива-
устанавливают несколько шлифовальных станков (обычно четыре)—два го-
горизонтальных шпиндельных, на шпинделе которых крепят различ-
различные сменные детали для шлифовки и притирки изделий (рис. 4),
два вертикальных шпиндельных с чугунными планшайбами (рис. 5),
,19
i
Рис. 4. Горизонтальный шпйндельинй
станок для шлифовки и притирки стек-
стеклянных изделий
Рис. 5. Вертикальный шпиндельный ста-
станок
Рис. 6. Ставок для резки стекла
станок для резки стекла с
корундовым jura алмазным
диском (рис. 6). Диски так-
также можно крепить на гори-
горизонтальном шпиндельном
станке. В мастерской уста-
устанавливают также настоль-
настольный сверлильный станок дли
сверления отверстий в стек-
стекле. Кроме того, необходимо
иметь заточный станок с
вертикальным корундовым
кругом для заточки инстру-
инструментов.
В помещении для граду-
градуировки кроме вытяжных
шкафов находятся соответ-
соответствующая посуда и реакти-
реактивы для нанесения рисок. Ра-
Рабочие и подсобные помеще-
помещения мастерской должны
иметь противопожарный ин-
инвентарь, ящик с песком и
совком, пенный (ОП-3,
ОП-5) и углекислотный
(ОУ-2, ОУ-3, УП-1, УП-2)
огнетушители. В мастерской
хранятся аптечка С перевя-
перевязочными материалами, де-
дезинфицирующие средства,
препараты от ожогов, рас-
раствор соды и другие медика-
медикаменты для оказания постра-
пострадавшим первой помощи,
§ 2. Рабочее место
Рабочий стол — основное
рабочее место стеклодува.
Это деревянный стол высо-
высотой 80—85 см и длиной
150 см. В учебной, а также
во многих производственных
мастерских стол делают
длиной во всю стену или
простенок. Такой длинный
;тол имеет несколько рабочих
мест. В дальнейшем под
столом для стеклодувных
работ следует также подра-
зумевать рабочее место на общем столе. Стол, как и каждое рабо-
рабочее место, должен иметь тумбочки (Как у письменного стола) с вы-
выдвижными ящиками для чертежей, инструмента, материалов и го-
готовых изделий. В правом дальнем углу стола устанавливают вер-
вертикальный ящик для хранения необходимого запаса стекла. По кра-
краям стола, кроме обращенного к работающему, должны быть выре-
вырезаны бороздки, чтобы стеклянные изделия не падали на пол. В не-
некоторых случаях задние и боковые стенки оборудуют невысокими
бортиками.
Поверхность стола покрывают дюралюминиевым листом тол-
шиной 1 —1,5 мм или листом белой жести, который прибивают к
крышке. Сверху этого покрытия кладут листовой асбест толщиной
2—4 мм. Он не должен доходить до края стола, обращенного к
работающему на 10—12 см. Можно пользоваться асбестнрованньщ
ларонитовым листом. •
В правом и левом углах помещают деревянные- штативы с про-
прорезями для инструмента, заготовок и изделий. С наружной сторо-
.ны левой тумбочки прибивают крючки, на которые вешают метал-
металлические развертки, крючки для горячей резки стекла, пинцеты,
ножницы и др. На середине края стола, обращенного к- стеклоду-
стеклодуву, устанавливают горелку. Подводку газа, кислорода и воздуха
к горелке монтируют под столом и выводят ее к горелке через
лрорези и отверстия в крышке стола. На столе в правой и левой
1астях помещают в штативах необходимый для работы инструмент*
/ стола должна находиться металлическая урна для .стеклянного
Зоя, а перед столом — табуретка (лучше винтовая), на которой си-
хит-работающий. Высота табуретки должна обеспечивать нормаль-
юе (без напряжения) положение стеклодува при работе, т. е. долж-
должна быть такой, чтобы нижняя граница грудной клетки приходилась
над краем стола, а локти могли свободно опираться на поверхность
стола. . *
§ 3. Горелки
В стеклодувной практике применяют следующие типы горелок:
стационарную и ручную для простых стекол, лабораторную (Бун-
зена или Теклю) и для обработки кварцевого стекла. Наиболее
распространена стационарная трехкрановая горелка для обычных
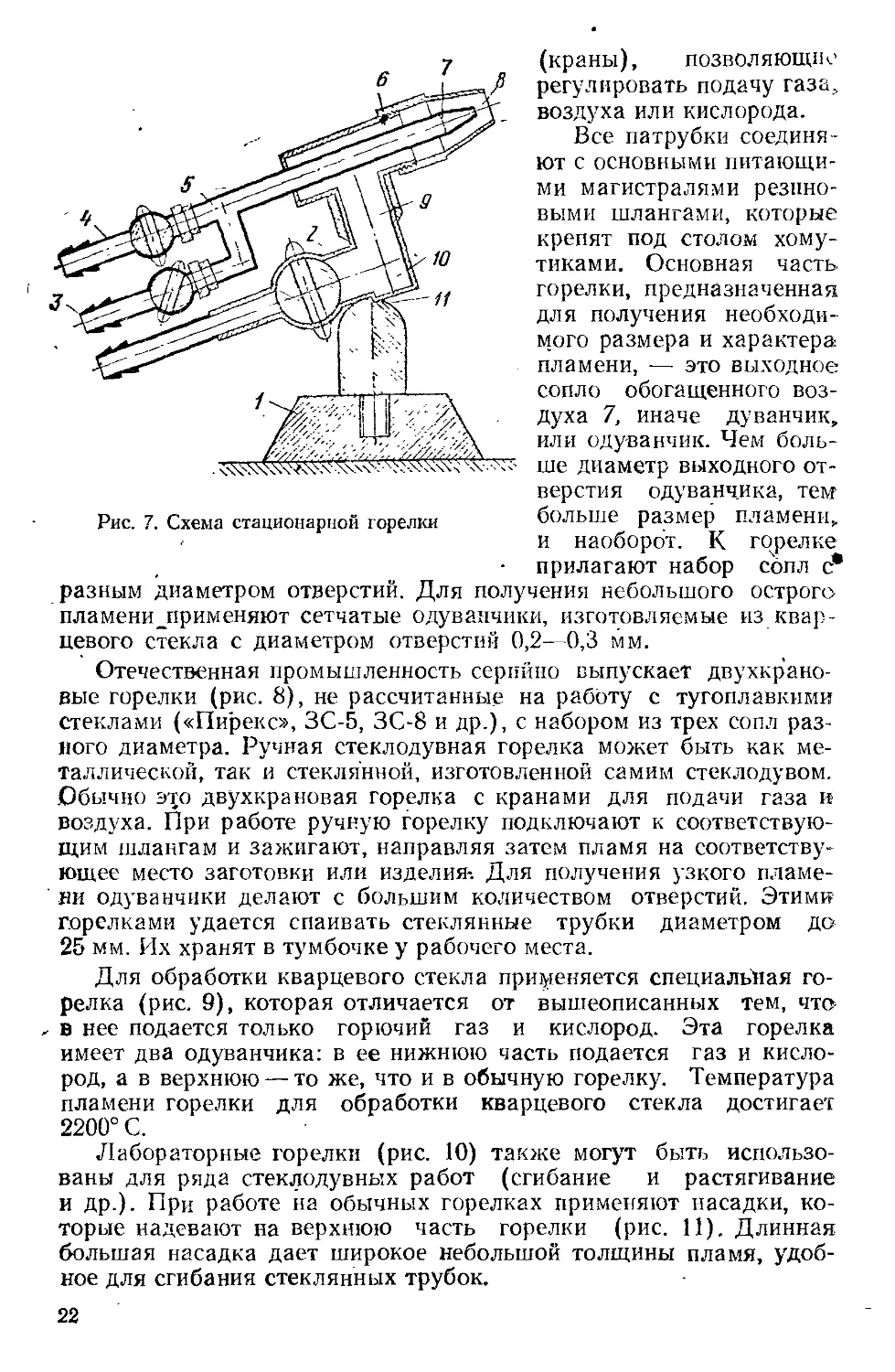
(не кварцевых) стекол (рис. 7). Она состоит из следующих частей:
основания 1, корпуса 9, который через шток 10 посредством шарни-
шарнира 11 соединен с основанием горелки. Основание горелки крепят к
столу болтами. Шарнирное соединение позволяет менять положе-
положение горелки относительно стола. По патрубку подают газ-, который^
проходя через решетку 6 для выравнивания скорости газа, попадает
в сопло 8 и у выхода из сопла сжигается. В патрубок 4 поступает
сжатый воздух, а в патрубок 3 — кислород', смешивающийся с
воздухом в камере смешения 5, а в патрубок 2 — горючий газ. Обо-
Обогащенный кислородом воздух является окислителем в процессе го-
горения газа. На всех патрубках устанавливают запорные системы
21
Рис. 7. Схема стационарной горелки
(краны), позволяющие
регулировать подачу газа,
воздуха или кислорода.
Все патрубки соединя-
соединяют с основными питающи-
питающими магистралями резино-
резиновыми шлангами, которые
крепят под столом хому-
хомутиками. Основная часть
горелки, предназначенная
для получения необходи-
необходимого размера и характера
пламени, — это выходное
сопло обогащенного воз-
воздуха 7, иначе дуванчик,
или одуванчик. Чем боль-
больше диаметр выходного от-
отверстия одуванчика, тем
больше размер пламени,,
и наоборот. К горелке
• прилагают набор сопл с*
разным диаметром отверстий. Для получения небольшого острого
пламени_применяют сетчатые одуванчики, изготовляемые из квар-
кварцевого стекла с диаметром отверстий 0,2—0,3 мм.
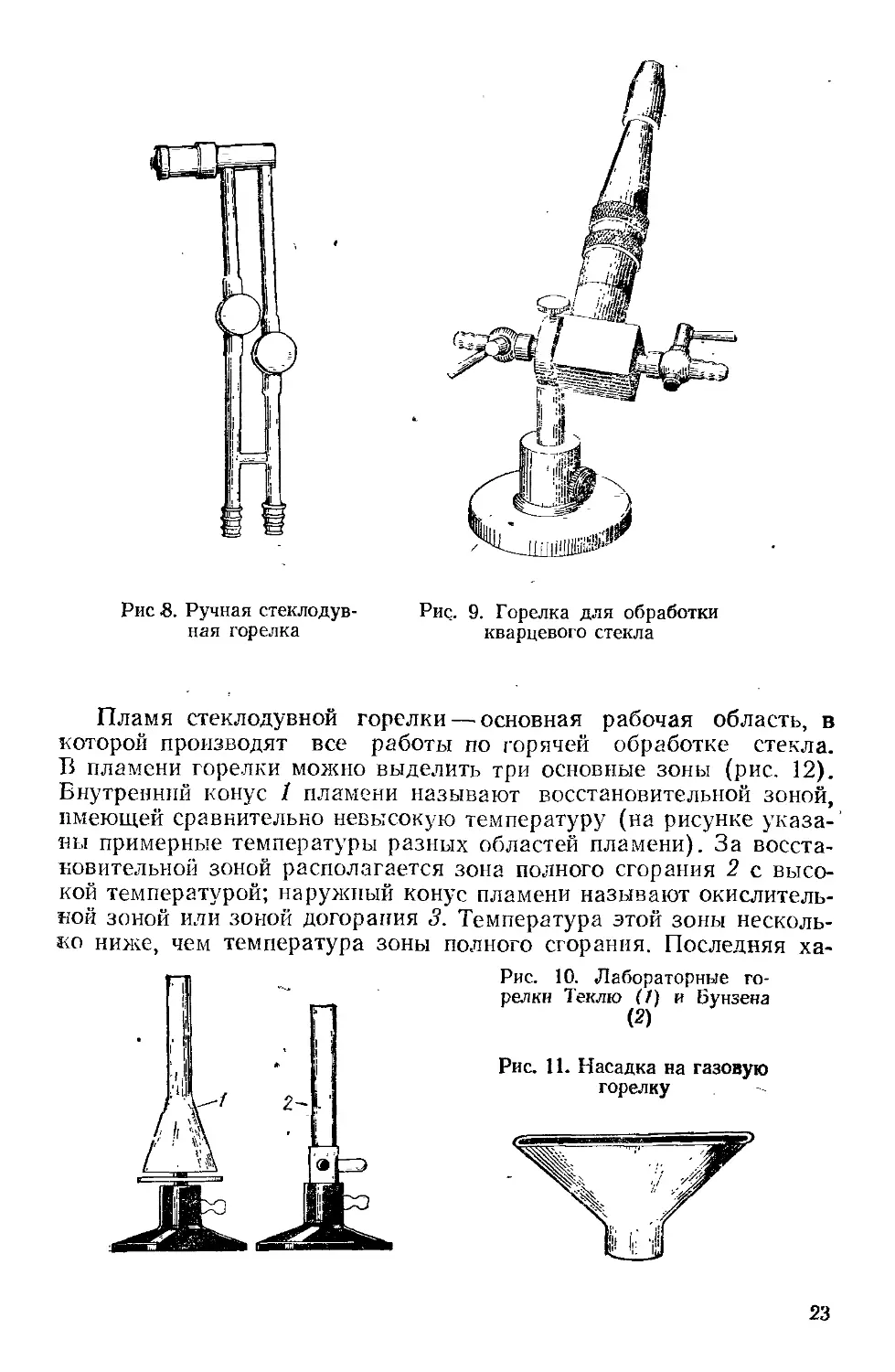
Отечественная промышленность серийно выпускает двухкрано-
вые горелки (рис. 8), не рассчитанные на работу с тугоплавкими
стеклами («Пирекс», ЗС-5, ЗС-8 и др.), с набором из трех сопл раз-
разного диаметра. Ручная стеклодувная горелка может быть как ме-
металлической, так и стеклянной, изготовленной самим стеклодувом.
Обычно эт,о двухкрановая горелка с кранами для подачи газа и
воздуха. При работе ручную горелку подключают к соответствую-
соответствующим шлангам и зажигают, направляя затем пламя на соответству-
соответствующее место заготовки или изделия-. Для получения узкого пламе-
пламени одуванчики делают с большим количеством отверстий. Этими
горелками удается спаивать стеклянные трубки диаметром до
25 мм. Их хранят в тумбочке у рабочего места.
Для обработки кварцевого стекла применяется специальная го-
горелка (рис. 9), которая отличается от вышеописанных тем, что
в нее подается только горючий газ и кислород. Эта горелка
имеет два одуванчика: в ее нижнюю часть подается газ и кисло-
кислород, а в верхнюю — то же, что и в обычную горелку. Температура
пламени горелки для обработки кварцевого стекла достигает
2200° С.
Лабораторные горелки (рис. 10) также могут быть использо-
использованы для ряда стеклодувных работ (сгибание и растягивание
и др.). При работе на обычных горелках применяют насадки, ко-
которые надевают на верхнюю часть горелки (рис. 11). Длинная
большая насадка дает широкое небольшой толщины пламя, удоб-
удобное для сгибания стеклянных трубок.
22
Рис S. Ручная стеклодув-
стеклодувная горелка
Рис. 9. Горелка для обработки
кварцевого стекла
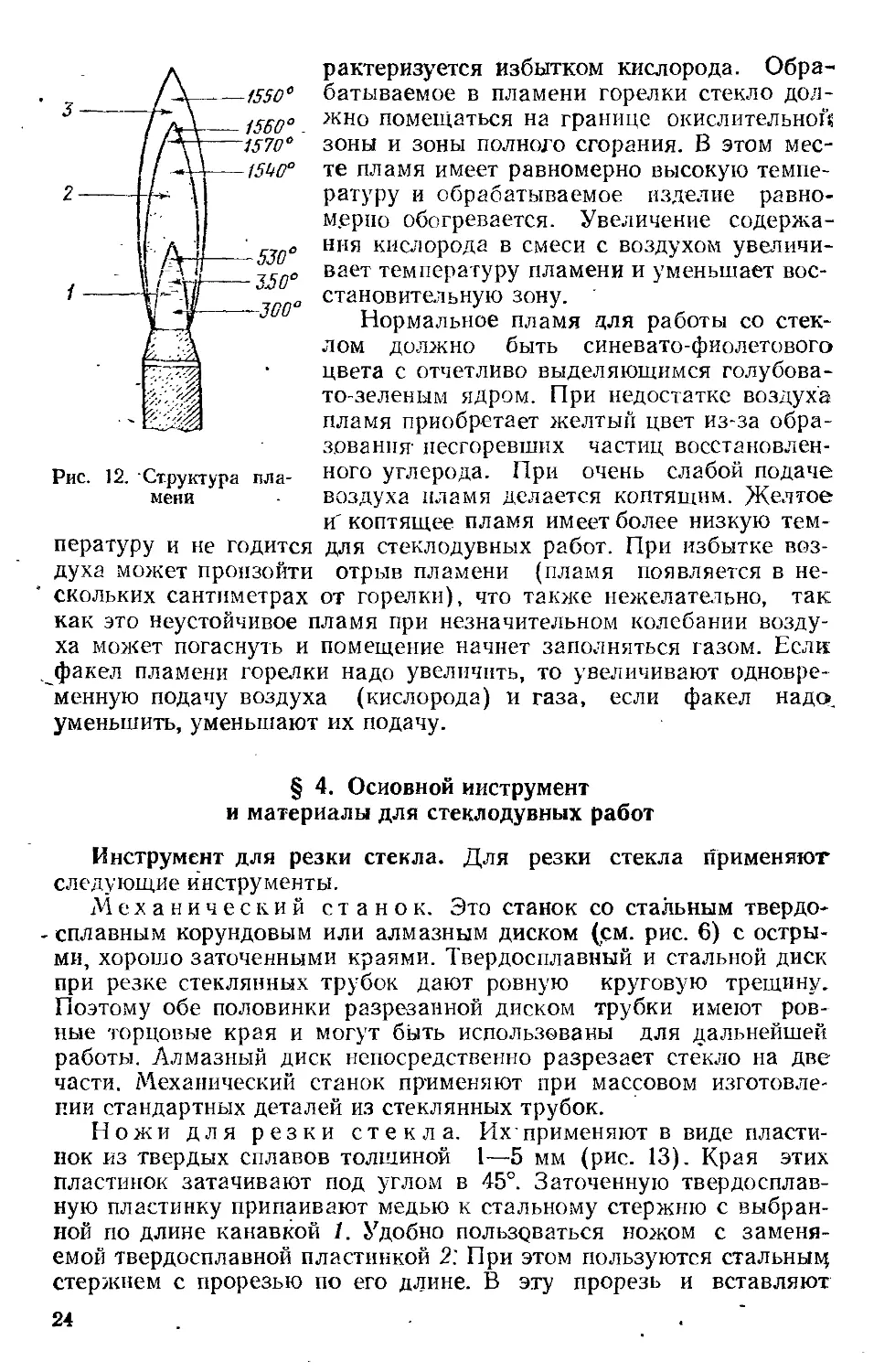
Пламя стеклодувной горелки — основная рабочая область, в
которой производят все работы по горячей обработке стекла.
В пламени горелки можно выделить три основные зоны (рис. 12).
Внутренний конус / пламени называют восстановительной зоной,
имеющей сравнительно невысокую температуру (на рисунке указа-'
яы примерные температуры разных областей пламени). За восста-
восстановительной зоной располагается зона полного сгорания 2 с высо-
высокой температурой; наружный конус пламени называют окислитель-
окислительной зоной или зоной догорания 3. Температура этой зоны несколь-
несколько ниже, чем температура зоны полного сгорания. Последняя ха-
Рис. 10. Лабораторные го-
горелки Теклю (/) и Бунзена
B)
Рис. 11. Насадка на газовую
горелку
23
растеризуется избытком кислорода. Обра-
Обрабатываемое в пламени горелки стекло дол-
должно помещаться на границе окислительной
зоны и зоны полного сгорания. В этом мес-
месте пламя имеет равномерно высокую темпе-
температуру и обрабатываемое изделие равно-
равномерно обогревается. Увеличение содержа-
содержания кислорода в смеси с воздухом увеличи-
увеличивает температуру пламени и уменьшает вос-
восстановительную зону.
Нормальное пламя для работы со стек-
стеклом должно быть синевато-фиолетового
цвета с отчетливо выделяющимся голубова-
голубовато-зеленым ядром. При недостатке воздуха
пламя приобретает желтый цвет из-за обра-
образования- пестревших частиц восстановлен-
восстановленного углерода. При очень слабой подаче
воздуха пламя делается коптящим. Желтое
и'коптящее пламя имеет более низкую тем-
температуру и не годится для стеклодувных работ. При избытке воз-
воздуха может произойти отрыв пламени (пламя появляется в не-
нескольких сантиметрах от горелки), что также нежелательно, так
как это неустойчивое пламя при незначительном колебании возду-
воздуха может погаснуть и помещение начнет заполняться газом. Если:
.факел пламени горелки надо увеличить, то увеличивают одновре-
одновременную подачу воздуха (кислорода) и газа, если факел надо,
уменьшить, уменьшают их подачу.
Рис. 12. Структура пла-
пламени
§ 4. Основной инструмент
и материалы для стеклодувных работ
Инструмент для резки стекла. Для резки стекла применяют
следующие инструменты.
Механический станок. Это станок со стальным твердо-
- сплавным корундовым или алмазным диском (см. рис. 6) с остры-
острыми, хорошо заточенными краями. Твердосплавный и стальной диск
при резке стеклянных трубок дают ровную круговую трещину.
Поэтому обе половинки разрезанной диском трубки имеют ров-
ровные торцовые края и могут быть использованы для дальнейшей
работы. Алмазный диск непосредственно разрезает стекло на две
части. Механический станок применяют при массовом изготовле-
изготовлении стандартных деталей из стеклянных трубок.
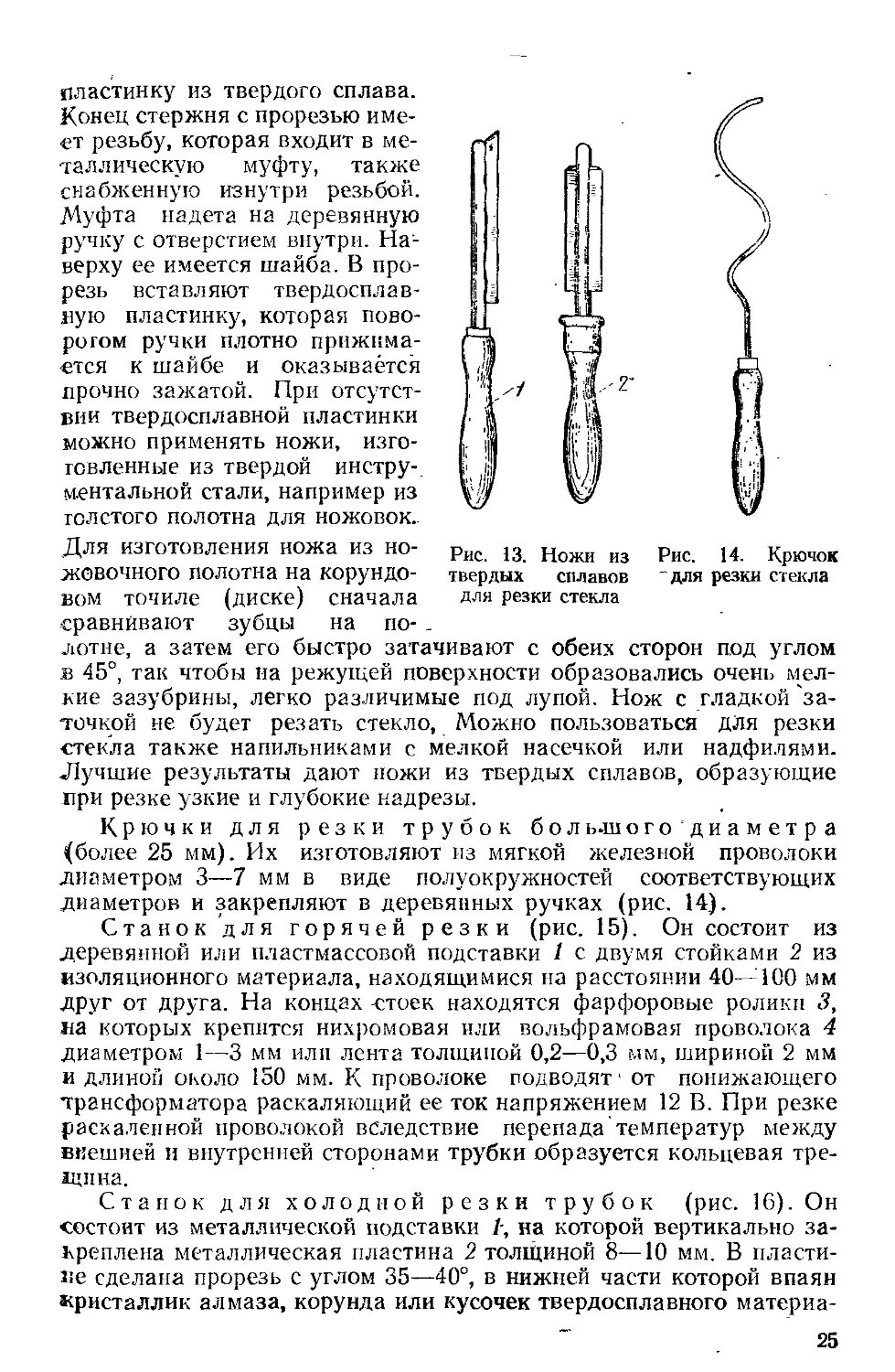
Ножи для резки стекла. Их-применяют в виде пласти-
пластинок из твердых сплавов толщиной 1—5 мм (рис. 13). Края этих
пластинок затачивают под углом в 45°. Заточенную твердосплав-
твердосплавную пластинку припаивают медью к стальному стержню с выбран-
выбранной по длине канавкой /. Удобно пользоваться ножом с заменя-
заменяемой твердосплавной пластинкой 2: При этом пользуются стальным,
стержнем с прорезью по его длине. В эту прорезь и вставляют
24 .
,-т
Рис. 13. Ножи из
твердых сплавов
для резки стекла
Рис. 14. Крючок
~для резки стекла
пластинку из твердого сплава.
Конец стержня с прорезью име-
имеет резьбу, которая входит в ме-
металлическую муфту, также
снабженную изнутри резьбой.
Муфта надета на деревянную
ручку с отверстием внутри. На-
Наверху ее имеется шайба. В про-
прорезь вставляют твердосплав-
твердосплавную пластинку, которая пово-
поворотом ручки плотно прижима-
прижимается к шайбе и оказывается
прочно зажатой. При отсутст-
отсутствии твердосплавной пластинки
можно применять ножи, изго-
изготовленные из твердой инстру-.
ментальной стали, например из
толстого полотна для ножовок..
Для изготовления ножа из но-
ножовочного полотна на корундо-
корундовом точиле (диске) сначала
•сравнивают зубцы на по- -
лотне, а затем его быстро затачивают с обеих сторон под углом
в 45°, так чтобы на режущей поверхности образовались очень мел-
мелкие зазубрины, легко различимые под лупой. Нож с гладкой за-
заточкой не будет резать стекло, Можно пользоваться для резки
стекла также напильниками с мелкой насечкой или надфилями.
Лучшие результаты дают ножи из твердых сплавов, образующие
при резке узкие и глубокие надрезы.
Крючки для резки трубок бол ь-ш огодиаметра
(более 25 мм). Их изготовляют из мягкой железной проволоки
диаметром 3—7 мм в виде полуокружностей соответствующих
диаметров и закрепляют в деревянных ручках (рис. 14).
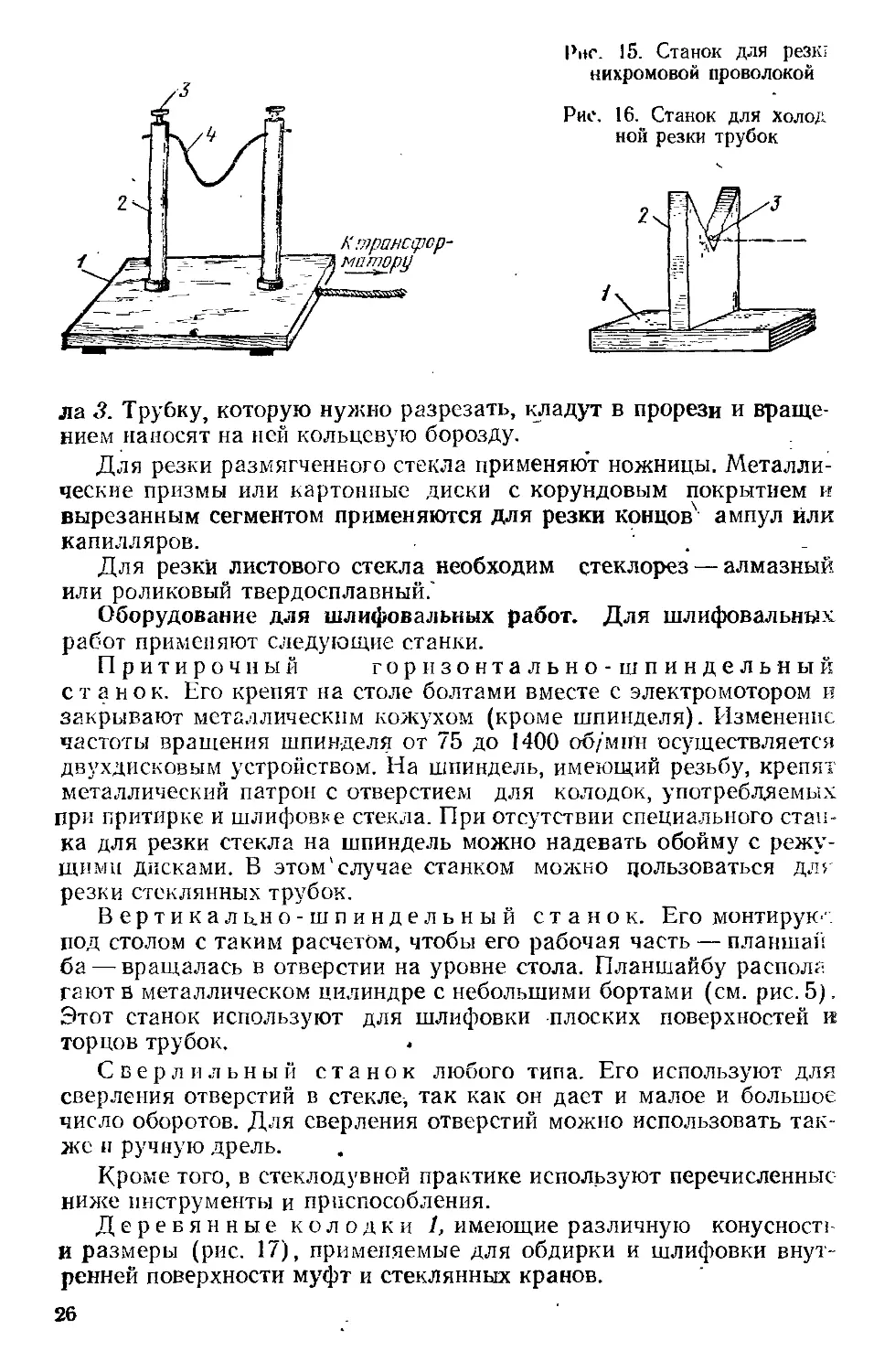
Станок для горячей резки (рис. 15). Он состоит из
деревянной или пластмассовой подставки / с двумя стойками 2 из
изоляционного материала, находящимися на расстоянии 40—100 мм
друг от друга. На концах -стоек находятся фарфоровые ролики 3,
на которых крепится нихромовая или вольфрамовая проволока 4
диаметром 1—3 мм или лента толщиной 0,2—0,3 мм, шириной 2 мм
и длиной около 150 мм. К проволоке подводят1 от понижающего
трансформатора раскаляющий ее ток напряжением 12 В. При резке
раскаленной проволокой вследствие перепада температур между
внешней и внутренней сторонами трубки образуется кольцевая тре-
трещина.
Станок для холодной резки трубок (рис. 16). Он
состоит из металлической подставки /-, на которой вертикально за-
закреплена металлическая пластина 2 толщиной 8—10 мм. В пласти-
ise сделана прорезь с углом 35—40°, в нижней части которой впаян
«ристаллик алмаза, корунда или кусочек твердосплавного материа-
25
/
±
fX>
X
Pur. 15. Станок для резк;
нихромовой проволокой
Рис. 16. Станок для холод
ной резки трубок
К трансфер-
^Щ мотору
ла 3. Трубку, которую нужно разрезать, кладут в прорези и враще-
вращением наносят на ней кольцевую борозду. :
Для резки размягченного стекла применяют ножницы. Металли-
Металлические призмы или картонные диски с корундовым покрытием и
вырезанным сегментом применяются для резки концов ампул или
капилляров. .
Для резки листового стекла необходим стеклорез — алмазный
или роликовый твердосплавный."
Оборудование для шлифовальных работ. Для шлифовальных
работ применяют следующие станки.
Притирочный горизонтально-шпиндельный
станок. Его крепят на столе болтами вместе с электромотором и
закрывают металлическим кожухом (кроме шпинделя). Изменение
частоты вращения шпинделя от 75 до 1400 об/мин осуществляется
двухдисковым устройством. На шпиндель, имеющий резьбу, крепят
металлический патрон с отверстием для колодок, употребляемых
при притирке и шлифовке стекла. При отсутствии специального стан-
станка для резки стекла на шпиндель можно надевать обойму с режу-
режущими дисками. В этом1 случае станком можно пользоваться длг
резки стеклянных трубок.
Вертикально-шпиндельный станок. Его монтирую',
под столом с таким расчетом, чтобы его рабочая часть — планшап
ба —вращалась в отверстии на уровне стола. Планшайбу распола-
располагают в металлическом цилиндре с небольшими бортами (см. рисЛЗ),
Этот станок используют для шлифовки плоских поверхностей к
торцов трубок.
Сверлильный станок любого типа. Его используют для
сверления отверстий в стекле, так как он дает и малое и большое
число оборотов. Для сверления отверстий можно использовать так-
также и ручную дрель.
Кроме того, в стеклодувной практике используют перечисленные
ниже инструменты и приспособления.
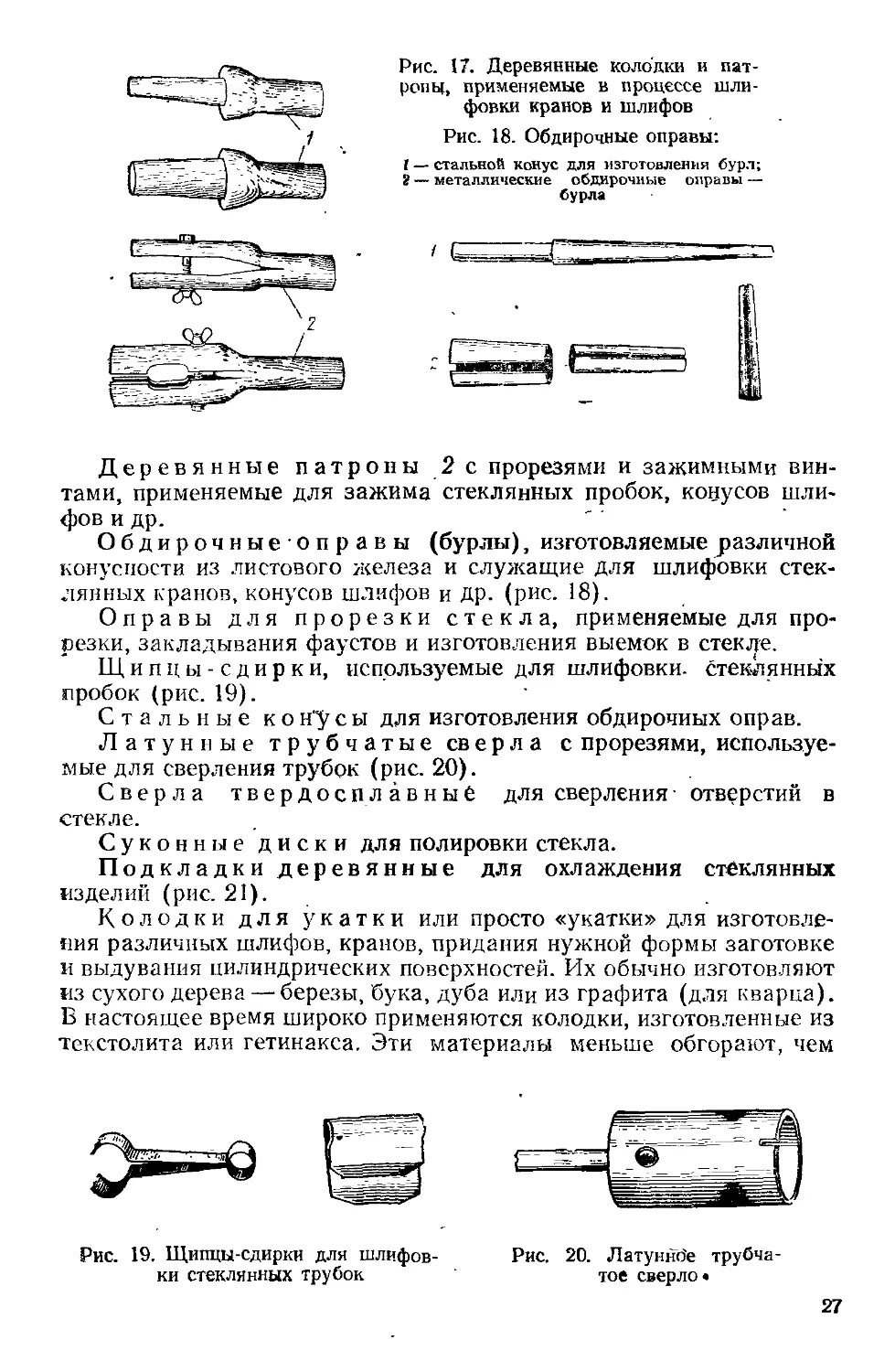
Деревянные колодки 1, имеющие различную конусность
и размеры (рис. 17), применяемые для обдирки и шлифовки внут-
внутренней поверхности муфт и стеклянных кранов.
26
Рис. 17. Деревянные колодки и пат-
патроны, применяемые в процессе шли-
шлифовки кранов и шлифов
Рис. 18. Обдирочные оправы:
1 — стальной конус для изготовления бурл;
2 — металлические обдирочные оправы —
бурла
Деревянные патроны 2 с прорезями и зажимными вин-
винтами, применяемые для зажима стеклянных пробок, конусов шли-
шлифов и др.
Обдирочныеоправы (бурлы), изготовляемые различной
конусности из листового железа и служащие для шлифовки стек-
стеклянных кранов, конусов шлифов и др. (рис. 18).
Оправы для прорезки стекла, применяемые для про-
прорезки, закладывания фаустов и изготовления выемок в стекле.
Щипцы - с дир к и, используемые для шлифовки, стеклянных
пробок (рис. 19).
Стальные ко н"у с ы для изготовления обдирочных оправ.
Латунные трубчатые сверла с прорезями, используе-
используемые для сверления трубок (рис. 20).
Сверла твердосплавные для сверления- отверстий в
стекле.
Суконные диски для полировки стекла.
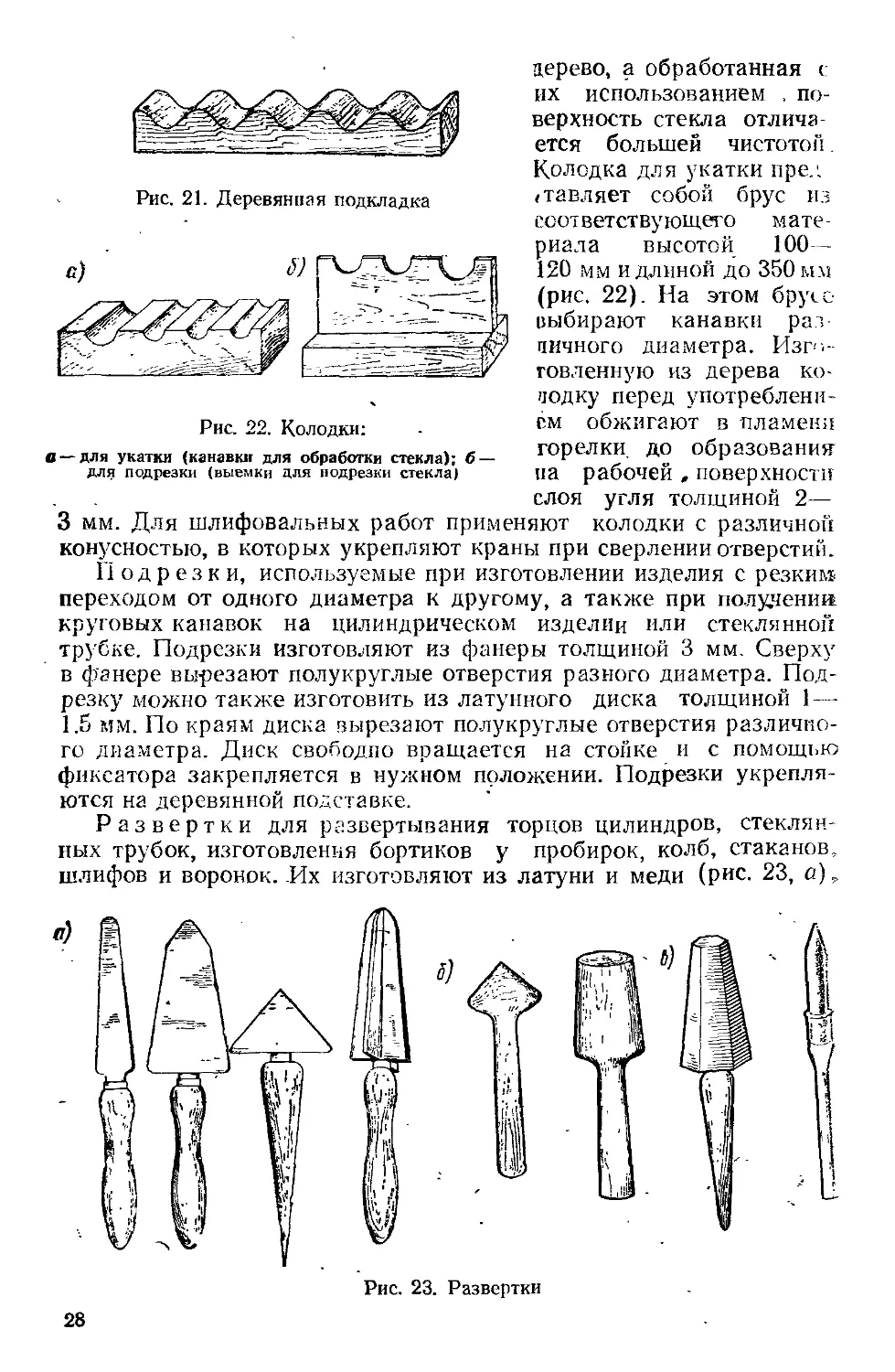
Подкладки деревянные для охлаждения стеклянных
изделий (рис. 21).
Колодки для укатки или просто «укатки» для изготовле-
изготовления различных шлифов, кранов, придания нужной формы заготовке
и выдувания цилиндрических поверхностей. Их обычно изготовляют
из сухого дерева — березы, бука, дуба или из графита (для кварца).
В настоящее время широко применяются колодки, изготовленные из
текстолита или гетинакса. Эти материалы меньше обгорают, чем
Рис. 19. Щипцы-сдирки для шлифов-
шлифовки стеклянных трубок
Рис. 20. Латуннбе трубча-
трубчатое сверло»
27
Рис. 21. Деревянная подкладка
дерево, а обработанная с
их использованием , по-
поверхность стекла отлича
ется большей чистотой.
Колодка для укатки пре.1.
(Тавляет собой брус из
соответствующего мате-
материала высотой 100—
120 мм и длиной до 350ым
(рис. 22). На этом брую
выбирают канавки раз
пичного диаметра. Изгп-
говленную из дерева ко-
чодку перед употреблени-
употреблением обжигают в пламени
горелки, до образование
на рабочей , поверхности
слоя угля толщиной 2—
3 мм. Для шлифовальных работ применяют колодки с различной
конусностью, в которых укрепляют краны при сверлении отверстий.
Подрезки, используемые при изготовлении изделия с резким
переходом от одного диаметра к другому, а также при получении
круговых канавок на цилиндрическом изделии или стеклянной
трубке. Подрезки изготовляют из фанеры толщиной 3 мм. Сверху
в фанере вы-резают полукруглые отверстия разного диаметра. Под-
Подрезку можно также изготовить из латунного диска толщиной 1 —
1.5 мм. По краям диска вырезают полукруглые отверстия различно-
различного диаметра. Диск свободно вращается на стойке и с помощью
фиксатора закрепляется в нужном положении. Подрезки укрепля-
укрепляются на деревянной подставке.
Развертки для развертывания торцов цилиндров, стеклян-
стеклянных трубок, изготовления бортиков у пробирок, колб, стаканов,
шлифов и воронок. -Их изготовляют из латуни и меди (рис. 23, а)..
Рис. 22. Колодки:
в —для укатки (канавки для обработки стекла); б —
для подрезки (выемки для подрезки стекла)
Рис. 23. Развертки
28
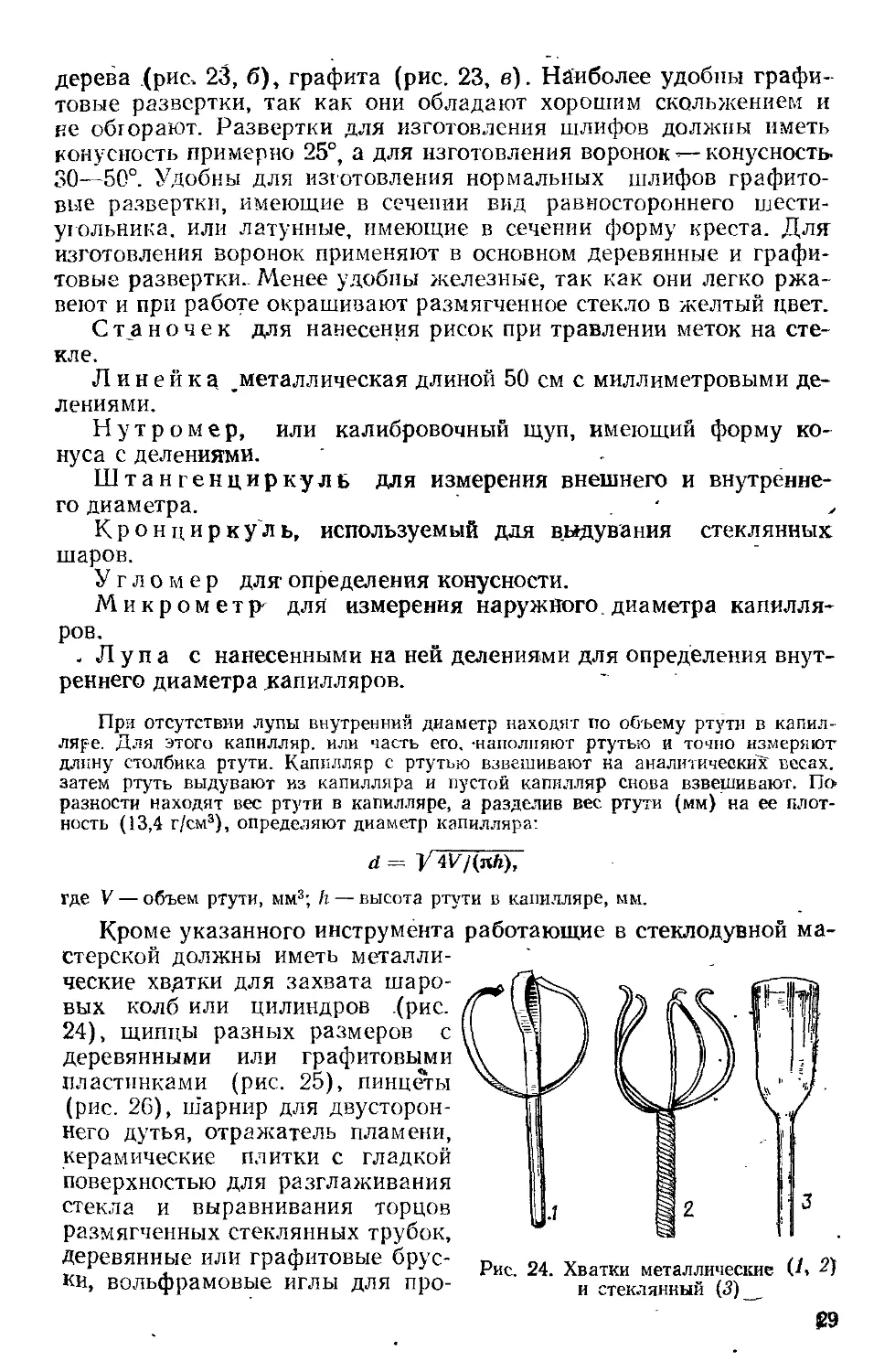
дерева (рис, 23, б), графита (рис. 23, в). Наиболее удобны графи-
графитовые развертки, так как они обладают хорошим скольжением и
ке обгорают. Развертки для изготовления шлифов должны иметь
конусность примерно 25°, а для изготовления воронок --— конусность
30—50°. Удобны для изготовления нормальных шлифов графито-
графитовые развертки, имеющие в сечении вид равностороннего шести-
шестиугольника, или латунные, имеющие в сечении форму креста. Для
изготовления воронок применяют в основном деревянные и графи-
графитовые развертки.- Менее удобны железные, так как они легко ржа-
ржавеют и при работе окрашивают размягченное стекло в желтый цвет.
Станочек для нанесения рисок при травлении меток на сте-
стекле.
Линейка __металлическая длиной 50 см с миллиметровыми де-
делениями.
Нутромер, или калибровочный щуп, имеющий форму ко-
конуса с делениями.
Штангенциркуль для измерения внешнего и внутренне-
внутреннего диаметра. . ,
Кронциркуль, используемый для выдувания стеклянных
шаров.
Угломер для1 определения конусности.
Микрометр- для измерения наружного, диаметра капилля-
капилляров.
.Лупа с нанесенными на ней делениями для определения внут-
внутреннего диаметра .капилляров.
При отсутствии лупы внутренний диаметр находят го объему ртути в капил-
капилляре. Для этого капилляр, или часть его. -наполняют ртутью и точно измеряют
длину столбика ртути. Капилляр с ртутью взвешивают на аналитических весах,
затем ртуть выдувают из капилляра и пустой капилляр снова взвешивают. По»
разности находят вес ртути в капилляре, а разделив вес ртути (мм) на ее плот-
плотность A3,4 г/см3), определяют диаметр капилляра:
где V — объем ртути, мм3; h — высота ртути в капилляре, мм.
Кроме указанного инструмента работающие в стеклодувной ма-
мастерской должны иметь металли-
металлические хвдтки для захвата шаро-
шаровых колб или цилиндров (рис.
24), щипцы разных размеров с
деревянными или графитовыми
пластинками (рис. 25), пинцеты
(рис. 26), шарнир для двусторон-
двустороннего дутья, отражатель пламени,
керамические плитки с гладкой
поверхностью для разглаживания
стекла и выравнивания торцов
размягченных стеклянных трубок,
деревянные или графитовые брус- п П1 v a o\
„, . ' ^ ^J Рис. 24. Хватки металлические U» J>
ки, вольфрамовые иглы для про- и стеклянный C)
т
Рис. 25. Щипцы Рис. 26. Пинцет
калывания отверстий в размягченном стекле разных размеров, ка-
каток для обработки крупных изделий, запас асбестовых колпачков
для предохранения изделий от резкого охлаждения, сосуд с рас-
раствором поваренной соли и помазком для предотвращения расстек-
ловывания стекла во время нагревания, набор абразивных мате-
материалов для шлифовки и,полировки стекла (корунд или карборунд).
§ 5. Техника безопасности
Работа в стеклодувной мастерской связана с открытым огнем
и использованием газа, кислорода и сжатого воздуха, поэтому опас-
опасность возникновения пожара и взрыва в мастерской значительно
больше, чем в других помещениях учебного заведения. Кроме то-
того, учащиеся все время имеют дело с хрупким материалом — стек-
стеклянными трубками, заготовками и стеклянным боем, имеющим ост-
острые режущие края, а также со стеклянными изделиями, нагреты-
нагретыми до высокой температуры, что при неумелом обращении и несо-
несоблюдении правил техники безопасности может привести к ранени-
ранениям и ожогам. Основные требования, предъявляемые к помещениям
мастерской, описаны в § 1 гл. 2.
Все работники мастерской и учащиеся должны соблюдать сле-
следующие правила техники безопасности:
1. В начале работы или после перерыва не входить в помеще-
помещение мастерской с зажженной спичкой или сигаретой, так как ночью
или во время перерыва в помещение мог проникнуть газ из-за неис-
неисправной проводки или невыключенной подачи газа.
2. В начале работы перед зажиганием горелок или включени-
включением электроосвещения, вентилятора проветрить помещение.
3. Проверить, закрыты ли краны газопроводов, имеются ли на-
накидные ключи на кранах, нет ли утечки газа. При утечке газа сле-
следует вызвать слесаря-газовщика и поставить в известность ответ-
ответственного за газовое хозяйство, так как загазованное помещение
€ содержанием газа выше 4—16% взрывоопасно. Если ощущается
запах газа, то нельзя включать и выключать электроосвещение и
вентиляцию (искра, возникающая при включении, может вызвать
взрыв смеси газа с воздухом), пользоваться огнем и включать го-
горелки.
4. После проветривания помещения и проверки на утечку газа
можно включить освещение, вентиляцию и приступить к работе.
5. Следить, чтобы горелки были прочно привинчены к столам.
■Соблюдать строгую последовательность операций по зажиганию го-
горелок: сначала их нужно продуть, закрыв кран подачи газа и от-
открыв кран подачи воздуха, затем открыть кран на вводе газопрово-
да и на ответвлении газопровода к рабочему столу, зажечь спичку»
и, поднеся ее к горелке, медленно открыть кран горелки. Как
только газ загорится, постепенно открывать кран подачи воздуха
до тех пор, пока пламя не станет синевато-фиолетовым с отчетли-
отчетливо видным голубовато-зеленым ядром.
6. Следить за устойчивым пламенем горелок, не допуская ко-
копоти, проскока или отрыва пламени. При проскоке пламени внутрь
горелки закрыть кран горелки, выключить подачу газа и дать го-
горелке остыть, после чего вновь зажечь, как указано выше. При от-
отрыве пламени нужно уменьшить приток воздуха, а при появлении
желтого коптящего пламени увеличить подачу воздуха или умень-
уменьшить подачу газа.
7. Не оставлять без надзора горящие газовые приборы. Уходя
с рабочего места, выключить горящую горелку. Для этого выклю-
выключить газовый кран горелки, кран подачи воздуха (или кислорода)
и кран на ответвлении газопровода у рабочего места. При оста-"
новке работы всех горелок выключить кран на основной газовой
магистрали.
8. Не держать на рабочем столе обтирочного материала и дру-
других легковоспламеняющихся предметов.
9. Следить за исправным состоянием вентиляции и периодически
проветривать помещение мастерской. Следует помнить, что про-
продукты горения газа ядовиты.
10. До включения в. сеть баллона с кислородом необходимо ос-
осмотреть его головку и редуктор и установить наличие на них или
в газопроводе, подающем кислород к рабочему месту, следов мас-
масла. Попадание масла в сеть, подающую кислород, может привести
к взрыву. При обнаружении масла на соответствующей детали ее
необходимо промыть дихлорэтаном. После осмотра продуть вен-
вентиль, открыв его на четверть оборота рукой (нельзя пользоваться
обычным железным ключом). Работающий не должен нахо-
находиться напротив штуцера. После продувания подключить редук-
редуктор, присоединить кислородную линию, открыть вентиль баллона
и установить по манометру нужное давление. Проверить, нет ли
утечки кислорода в линии и в редукторе. Использованный кисло-
кислородный баллон должен иметь остаточное давление не менее 0,05
МПа. Запрещается переносить баллон на руках или на плече. Бал-
Баллон с кислородом или пропаном, предварительно надев на него
предохранительный колпак, транспортируют на специальной теле-
тележке. Запрещается правилами техники безопасности устанавливать
временно баллоны с газом или с кислородом в помещение мастер-
мастерской и здании учебного заведения (см. § 1 гл. 2).
11. При пользовании кислородом (при смешении его с возду-
воздухом) давление кислорода в воздушном шланге должно быть мень-
меньше давления воздуха и давления газа в газовой магистрали. В про-
противном случае кислород может попасть не только в воздуховод, но
И в горелку, а оттуда — в газовые трубы.
12. Запаивать ампулы с горючими веществами можно только»
охлаждая последние в специальной рукавице или таре с твердой
31
углекислотой или другой охлаждающей смесью. Работы по запаива-
запаиванию ампул с горючими и ядовитыми веществами можно, произво-
производить только в резиновых перчатках и защитных очках.
13. Не проводить ремонт загрязненных приборов без предва-
предварительной их очистки и промывки, особенно если в приборах на-
находилась ртуть. Если в ремонтируемых приборах находились лету-
летучие, взрывоопасные вещества, то пары их удаляют, заполняя их
объем водой, а затем высушивают струей воздуха без нагревания.
14. Все работы, связанные с использованием плавиковой кисло-,
ты, проводить в вытяжном шкафу, надев резиновые перчатки.
15. При работе с тугоплавкими стеклами необходимо надеть
защитные очки.
16. При возникновении пожара в помещении немедленно вы-
выключить газ на главной магистрали при вводе в помещение или зда-
здание и вызвать пожарную команду. Отключить баллоны с кислоро-
кислородом и обесточить мастерскую, выключив электроэнергию на общем
щите, расположенном вне мастерской. Приступить к тушению по-
пожара, используя воду, огнетушители и песок, в зависимости от ха-
характера воспламенившихся веществ.
17. Не реже одного раза в месяц проверять количество токсич-
токсичных продуктов горения. (оксид углерода и др.). Их количество не
должно превышать 0,02 мг/м3.
18. Во избежание-порезов и ожогов точно соблюдать все опи-
описанные в руководстве приемы работы со стеклом.
19. Запрещается ходить по мастерской с растянутыми концами
трубок.
20. Не хранить стеклянные трубки на стеллажах в горизонталь-
горизонтальном положении, так как можно порезаться их выступающими кон-
концами. Переносить, хранить и транспортировать трубки в мастер-
мастерской только в вертикальном положении.
21. В помещении мастерской воспрещается принимать пищу.
Учащиеся перед работой в стеклодувной мастерской должны
быть ознакомлены с основными правилами техники безопасности.
Только после усвоения этих правил они могут быть допущены к
работе.
§ 6. Первая помощь при несчастных случаях
Учащиеся, начинающие осваивать стеклодувное дело, значи-
значительно чаще, чем опытные стеклодувы, получают ожоги и порезы
рук. Одна из причин ожогов, кроме несоблюдения приемов рабо-j
ты, — беспорядочное содержание рабочего места. Следует помнить,!
что стекло обладает сравнительно небольшой теплопроводностью ]
и поэтому медленно остывает. Нагретые стекло, трубку, заготовку^
кладут на подставку таким образом, чтобы сильно нагретые пред-
предметы были более удалены (если это.возможно в ходе работы), чем
менее нагретьте. При ожогах первой и второй степени, т. е. когда
образуется покраснение кожи или пузыри, наполненные жидкостью
32 . '
(вторая степень), следует обратиться к врачу. Если это невозмож-
невозможно, то, соблюдая стерильность, следует обмыть обожженную по-
поверхность, чтобы уменьшить боль, 1%-ным раствором новокаина и
присыпать хорошо растертым стрептоцидом или обработать 2%-ным
раствором марганцевокислого калия, в крайнем случае намазать
имеющейся в аптечке мазью от ожогов, а затем обратиться к врачу.
При воспламенении на работающем одежды нужно набросить
на горящего одеяло, ковер или, если очаг загорания небольшой,
сбить пламя струей воды. Если человек, на котором загорелась
одежда, бросился бежать, то это увеличит пламя. Одежду с обож-
обожженного надо не срывать руками, а разрезать ножницами. При
ожоге серной или плавиковой кислотой следует срочно длительное
время промывать струей воды обожженные места, после чего об-
обработать рану 0,5%-ным раствором соды. Если ожог вызван ще-
щелочами, то после промывки обработку проводят слабым раствором'
уксусной кислоты.
При порезах необходимо остановить кровотечение, наложив да-
давящую повязку, затем продезинфицировать края раны 5%-ным
раствором йода или 2%-ным раствором марганцевокислого калия.
Нельзя обрабатывать непосредственно рану йодом или другими ме-
медикаментами. На них следует только наложить стерильную повяз-
повязку и направить пострадавшего к врачу. Небольшие царапины или
ранки, если в них не осталось кусочков стекла, можно присыпать
белым стрептоцидом и наложить стерильную повязку.
При появлении признаков отравления продуктами горения или
ядовитыми веществами при запаивании-ампул необходимо выне-
вынести или вывести пострадавшего на свежий воздух и дать вдохнуть
нашатырный спирт. Если улучшение состояния здоровья при' этом
не наступило, пострадавшего нужно направить в медпункт, ближай-
ближайшее лечебное заведение или вызвать скорую помощь.
ГЛАВА 3. ГЛАВНЕЙШИЕ СТЕКЛОДУВНЫЕ ОПЕРАЦИИ
§ 1. Оплавление стеклянных палочек и трубок
Наиболее простой и в то же время необходимой-операцией яв-
является оплавление концов трубок и палочек.
Оплавляют палочки для того, чтобы получить гладкий и округ-
округлый торец. Оплавленный конец не дает царапин при использова-
использовании такой палочки в работе, на него легко надеть резиновую муфту
или трубку, вставить трубку в резиновую или корковую пробку.
Оплавление краев трубки предохраняет от порезов при работе с
ней.
Оплавляют концы следующим образом. Трубку или палочку
берут в руку и, равномерно вращая большим пальцем вправо и
влево, постепенно вносят сверху в верхнюю часть пламени горелки.
Трубку держат под углом 45—50° к пламени. Постепенное внесение
трубки или палочки в пламя, т. е. с предварительным разогревом,
предохраичет ее от растрескивания. В процессе оплавления конца
2-1122 - 33
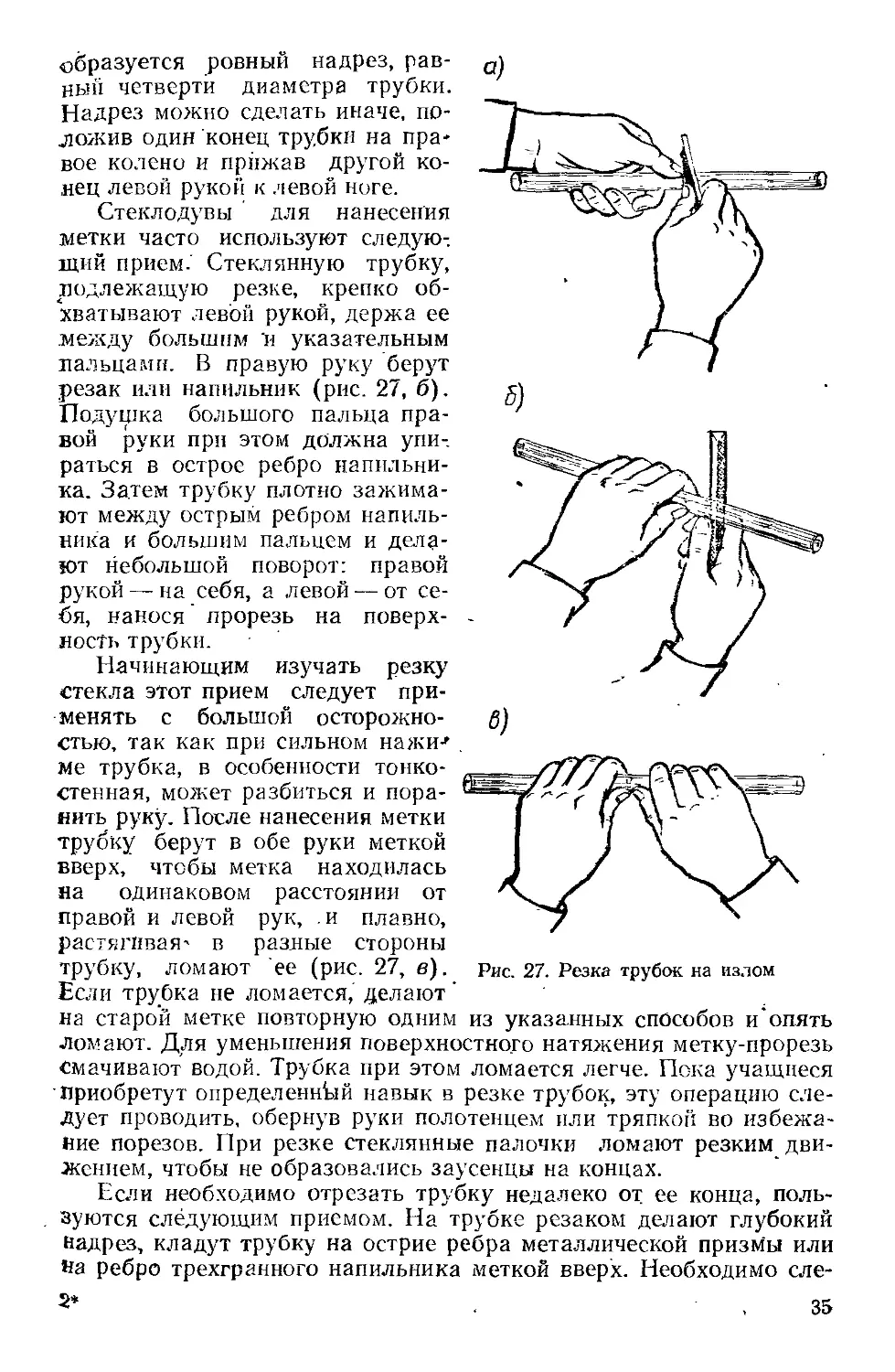
трубки ее все время вращают и, как только она прогреется, вно-
вносят в зону высокотемпературного пламени. Величина факела пла-
пламени должна быть в полтора-два раза больше диаметра трубки
или палочки. Если факел пламени меньше указанной величины, то
вследствие неравномерного обогрева и резкого перехода от нагре-
нагретого конца к холодной части трубки часто образуются кольцевые
трещины. Слишком широкое пламя с высокой температурой может
вызвать изгиб конца стеклянной палочки, спад края трубки внутрь
и уменьшение ее диаметра у оплавляемого конца, неравномерную
деформацию края трубки.
После оплавления конца трубки или палочки в зоне высокого
температурного пламени уменьшают подачу воздуха в горелку до
образования светящегося желтого пламени.'в котором конец трубки
охлаждается до более низкой температуры. Затем трубку или па-
палочку вынимают из пламени и кладут на деревянную подкладку.
Нагретый конец нельзя класть на холодную поверхность стола во
избежание растрескивания.
В некоторых случаях торцы трубок вместо оплавления шлифуют
на шлифовальном станке или отпиливают тонким напильником, как
это делают при изготовлении воронок для фильтрования.
§ 2. Резка стекла
Резка стеклянных трубок, палочек, бутылей, заготовок и плос-
плоского стекла — одна из наиболее распространенных операций при
лабораторных и стеклодувных работах. Она в большинстве слу-
случаев предшествует всем стеклодувным операциям. Только правиль-
правильно отрезанная трубка годна для дальнейшей обработки (спайки
трубок, оплавления концов трубок, впайки отростков и др.). Торец
правильно отрезанной трубки в сечении должен быть строго пер-
перпендикулярен ее длине, не иметь зазубрин или волокнистости, а
также коротких трещин, расположенных под небольшим углом к
(месту разреза. В зависимости от диаметра трубки или заготовки
применяют различные способы резки.
Резка трубок на излом. Этим способом разрезают трубки диа-
диаметром 20—23 мм и стеклянные палочки. При этом стеклянную
трубку кладут на край стола и левой рукой держат ее выступаю-
выступающую часть. В простейшем случае трубку просто зажимают в левой
руке. В.правую руку берут нож (резак) из твердого сплава или
острый напильник с мелкой насечкой. Поставив резак или напиль-
напильник на трубку в намеченном месте строго перпендикулярно длине,.
левой рукой вращают трубку на себя примерно на четверть диа-
диаметра (рис. 27, с). Для уменьшения поверхностного натяжения в
месте надреза трубку можно смочить водой или мыльным раство-
раствором.
Надрез можно сделать и другим методом. Правой рукой (труб-
(трубка зажата в левой руке) ставят нож на трубку и с небольшим на-
нажимом от: себя вниз делают царапину, затем вдвигают нож обрат-
обратно вверх, не отнимая его от трубки, и снова вниз на себя. При этом
S4
образуется ровный надрез, рав-
равный четверти диаметра трубки.
Надрез можно сделать иначе, по-
положив один конец трубки на пра-
правое колено и прижав другой ко-
конец левой рукой к левой ноге.
Стеклодувы для нанесения
метки часто используют следую-
следующий прием. Стеклянную трубку,
подлежащую резке, крепко об-
обхватывают левой рукой, держа ее
между большим 'и указательным
пальцами. В правую руку берут
резак или напильник (рис. 27, б).
Подушка большого пальца пра-
правой руки при этом должна упи-
упираться в острое ребро напильни-
напильника. Затем трубку плотно зажима-
зажимают между острым ребром напиль-
напильника и большим пальцем и дела-
делают небольшой поворот: правой
рукой — на себя, а левой — от се-
себя, нанося прорезь на поверх-
яость трубки.
Начинающим изучать резку
стекла этот прием следует при-
применять с большой осторожно-
осторожностью, так как при сильном нажи-»
ме трубка, в особенности тонко-
тонкостенная, может разбиться и пора-
поранить руку. После нанесения метки
трубку берут в обе руки меткой
вверх, чтобы метка находилась
на одинаковом расстоянии от
правой и левой рук, .и плавно,
растягивая- в разные стороны
трубку, ломают ее (рис. 27, в).
Если трубка не ломается, делают"
на старой метке повторную одним из указанных способов и"опять
ломают. Для уменьшения поверхностного натяжения метку-прорезь
смачивают водой. Трубка при этом ломается легче. Пока учащиеся
Приобретут определенный навык в резке трубок, эту операцию сле-
следует проводить, обернув руки полотенцем или тряпкой во избежа-
избежание порезов. При резке стеклянные палочки ломают резким дви-
движением, чтобы не образовались заусенцы на концах.
Если необходимо отрезать трубку недалеко от ее конца, поль-
пользуются следующим приемом. На трубке резаком делают глубокий
надрез, кладут трубку на острие ребра металлической призмы или
йа ребро трехгранного напильника меткой вверх. Необходимо еле-
2* . ,35
Рис. 27. Резка трубок на излом
дить, чтобы нанесенная на стекло царапина приходилась точно про-
против острого ребра призмы. Затем легким ударом ножа или напиль-
напильника по короткому концу добиваются ее разреза.
Стеклянные палочки можно резать таким же способом, поло-
положив палочку коротким концом на угол стола.
Резка с помощью разогретой стеклянной палочки. Этим спосо-
способом режут трубки большого диаметра (до 60 мм). На трубке, как
описано выше, делают надрез. В пламени горелки нагревают конец
стеклянной палочки или узкой трубки. Если к середине метки над-
надреза на трубке прижать разогретый конец стеклянной палочки, то
образуется ровная круговая трещина. Если эта трещина сразу не
образуется, то трубку вращают левой рукой так, чтобы разогретый
конец палочки вызвал растрескивание трубки по окружности.
Почти также обрезают края трубки при выравнивании торца.
Если конец трубки имеет рваные края, то обрезку для выравни-
выравнивания торца производят очень близко от краев трубки; в этом слу-
случае недалеко оъ конца делают надрез напильником или резаком.
■ В пламени разогревают конец стеклянной палочки. Разогретый
конец сжимают пинцетом или щипцами, придавая ему форму ло-
лопаточки. Чтобы получить небольшую ровную трещину, разогретую
лопаточку затем на непродолжительное время прикладывают к
царапине, нанесенной резаком. Если лопаточку приложить к ца-
царапине и держать более продолжительное время, то может образо-
образоваться неправильная и широкая трещина. После получения неболь-
небольшой ровной трещины лопаточку разогревают и, прикасаясь ею к
краю трещины, обводят разогретым концом по окружности труб-
трубки,для образования ровной круговой трещины. Конец трубки от-
отделяют ударом ножа или щипцами.
При резке концов трубок из тугоплавких стекол (молибденовое,
«Пирекс» и др.) лопаточку раскаляют до более высокой температу-
температуры и прикладывают к краю трещины. В этом случае лопаточку
двигают не вокруг трубки, а прикладывают к стеклу у края тре-
трещины и держат до тех пор, пока не образуется кольцевая трещина.
Резка разогретого стекла холодной стеклянной палочкой. Стек-
Стеклянную трубку берут в обе руки и, вращая, нагревают в узком пла-
пламени горелки по окружности. Затем к разогретому месту разреза
прикладывают холодную стеклянную палочку, слегка смоченную
водой. При этом стеклянной палочкой делают такие же движения,
как и при нанесении ножевой метки, т. е. вниз от себя, затем вверх
и вниз на себя до образования трещины, после чего трубку ло-
ломают.
Резка трубок на станке. Удобно пользоваться при резке трубок
не очень большого диаметра специальным станком (см. рис. 16).
Стеклянную трубку кладут в прорезь станка так, чтобы кристалл
корунда или алмаза касался стенок трубки. Трубку берут двумя ру-
руками и вращают. Кристалл алмаза или корунда процарапывает
при этом ровный круговой надрез. Такую трубку легко сломать
или разрезать, приложив к надрезу раскаленный конец стеклянной
палочки.
36
Резка нагретым металлическим крючком. Этим способом раз-
разрезают трубки большего диаметра (до 100 мм). Предварительно
на трубку резаком наносят царапину, затем в левую руку берут
металлический крючок, диаметр полуокружности которого должен
быть несколько больше диаметра трубки, и нагревают крючок в
пламени горелки до красного каления. На раскаленный крючок кла-
кладут трубку царапиной вниз и начинают ее медленно вращать; на
втором-третьем обороте трубку вращают быстро; на четвертом-пя-
том — опять медленно; на пятом.-шестом обороте Останавливают
трубку царапиной на горячем крючке. При таком вращении на
трубке образуется трещина по окружности трубки.
Резка острым огнем. Трубки большого диаметра, баллоны и бу-
бутыли легко режутся «острым» огнем стеклодувной горелки. На
трубке, баллоне или бутылке предварительно делают надрез реза-
резаком из твердого сплава. Трубку с двух сторон на расстоянии 4—
5 мм от надреза обматывают лентой шнурового или листового ас-
асбеста, смоченного водой. Оба конца трубки или баллона (бутыли)
берут в правую руку и вращают в узком пламени. горелки по
направлению надреза, между асбестовыми лентами — до образо-
образования кольцевой трещины.
Толщина факела острого пламени не должна превышать 1—2
мм. Края разрезанной таким способом трубки или бутыли в даль-
дальнейшем оплавляют или шлифуют.
Резка раскаленной нихромовой проволокой. На стеклянной'
трубке, так же как и в описанных ранее способах резки, предва-
предварительно делают надрез. Затем включают прибор с нихромовой
проволокой (см. рис. 15) в сеть через трансформатор и дают про-
проволоке раскалиться. Трубку берут двумя руками и кладут надре-
надрезом на, раскаленную проволоку. От места надреза трубку враща-
вращают вправо и влево на полный оборот C60°) до образования коль-
кольцевой трещины.
Резка алмазным и металлическим дисками. Крупные заготов-
заготовки, баллоны, бутыли и трубки боль-
большого диаметра хорошо режутся ал-
алмазным или металлическим диском
с применением абразивных- матери-
материалов. -
На станок для резки стекла (или
шпиндель притирочного станка) на-
надевают металлический диск с мед-
медной обоймой, в которую впрессова-
впрессованы кристаллики алмаза. Над дис-
диском устанавливают трубку, которую
присоединяют к водопроводу таким
образом, чтобы вода стекала на
место резки стекла диском. Под
диск ставят кювет с отводной труб-
трубкой для стока воды и абразива. Рис 28 Пода,ш а6разивной
Включают прибор для резки, сооб- пензии на диск
. . 37
I;
1
IN
щая диску частоту вращения 4000 об/мин. Деталь, которую.надо раз-
разрезать, слабо прижимают к диску и осторожно вращают так, чтобы
на ней образовывалась прорезь, не доходящая до внутренней стенки
трубки, баллона или бутыли. Равномерным вращением прорезь
углубляют до тех пор, пока "обе половинки разрезаемой детали не
разъединяются. Трубки и изделия небольшого диаметра разрезают
непосредственно на две части без вращения изделия. Во избежание
поломки диска или детали нажим на диск не должен быть сильным.
Вместо алмазного диска (диаметром 80—120 мм и толщиной
менее 0,5 мм) можно применить корундовый диск диаметром 80-—
120 мм и толщиной 1,5—2,0 мм. Резать стеклянные трубки, бал-
баллоны, бутыли и другие изделия можно также латунным или желез-
железным диском толщиной 1—1,5 мм и диаметром 100—150 мм с при-
применением суспензии абразива (рис. 28). Металлический диск наде-
надевают на шпиндель притирочного станка. Рядом на штативе укреп-
укрепляют воронку, на конец которой надевают резиновую трубку с за-
зажимом. В воронку наливают кашицеобразную суспензию абразива
(абразив 12, 10 для толстостенных трубок или микроабразивный
порошок М-14, М-20 для тонкостенных). Резиновую трубку уста-
устанавливают таким образом, чтобы суспензия абразива по каплям
стекала на металлический диск, вращающийся против часовой
стрелки. Трубку или" заготовку б^ерут обеими руками, осторожно
подводят к вращающемуся диску и равномерным вращением дела-
делают круговую прорезь, не доходящую до внутренней стенки. После-
Последующим вращением прорезь углубляют по кругу, пока обе части
.заготовки не разъединятся.
Резку металлическим диском можн© проводить и другим спо-
способом. При этОхМ деталь- или заготовку вращают, делая диском
прорези в виде пунктира по окружности заготовки, оставляя меж-
между ними непрорезанные части размером 5—6 мм. После того как на
детали сделано соответствующее количество прорезей, разрезают
непрорезанные промежутки и разнимают концы, которые затем
шлифуют на планшайбе шлифовального станка.
§ 3. Вращение стеклянных трубок
и заготовок в пламени горелки
Все дальнейшие стеклодувные операции связаны .с равномер-
равномерным разогреванием трубки или изделия, которое достигается син-
синхронно равномерным вращением трубки двумя руками в пламени.
Эта операция, кажущаяся на первый взгляд простой, в действи-
действительности требует большого навыка.
Обычно все начинающие работать в стеклодувной мастерской
далеко не сразу могут освоить равномерное вращение трубки в;
пламени горелки. Его достигают систематической тренировкой. При!
вращении трубку берут в обе руки так, чтобы она была несколько'
зажата между большими пальцами обеих рук, с одной стороны, а
указательными — с другой (рис. 29, а). Вначале средние пальцы
являются упорами для трубки. Трубка должна свободно лежать на
Рис. 29. Вращение стеклянной трубки в пламени гор«лки
средних пальцах, придерживаемая большими и указательными.
Сначала большой палец движется вверх, а указательный вниз, бла-
благодаря этому трубка начинает вращаться «от себя», т. е. цилиндри-
цилиндрическая поверхность трубки, обращенная к работающему, движется
снизу вверх (рис. 29, б). Затем большой палец отрывается от труб-
трубки и двигается вниз (иа пол-оборота трубки). Трубка в это время
опирается на указательный палец, двигающийся вниз. Далее боль-
большой палец прижимается к трубке и двигается вверх, указатель-
указательный же, в это время отрываясь от трубки, двигается вниз. Равног
мерность вращения достигается тем, что пальцы правой руки от-
отстают на пол-оборота от пальцев левой' руки. В то время, когда
большой палец левой руки отрывается от трубки и движется вниз,
большой палец правой руки прижимается к трубке и идет вверх.
То же происходит и с указательными пальцами. Средние опорные
пальцы должны быть неподвижны или немного помогать враще-
вращению. -
Чтобы освоить правильное синхронное вращение стеклянной
трубки, нужно предварительно потренироваться, вращая специаль-
специальные стеклянные трубки с цветной продольной полоской (такие
трубки идут на изготовление бюреток), по цветной черте можно
легко определить синхронность и соосность вращения трубки.
- Стеклянную трубку берут, в обе руки описанием приемом и
медленно при вращении сначала вводят в верхнюю часть пламени,
а затем в верхнюю часть зоны полного сгорания. Трубку медлен-
медленно вносят в пламя горелки всегда навстречу огню во избежание рез-
резкого перепада температуры и вращают до тех пор, пока стекло не
достигнет нужной степени размягчения.
- Вначале размягчения пламя из синеватого становится или жел-
желтым (при значительном содержании оксида натрия), или красно-
оранжевым (при избытке оксида калия). При этом в разогревае-
разогреваемом участке трубки не должно быть слипания стенок, перекручи-
перекручивания, смпнания, провисания (последнее регулируется частотой вра-
вращения) и растягивания. Разогретый участок, осаживаюсь, должен
слиться в ровную перемычку.
39
Полоски бумаги
Рис. 30. Вращение трубок с бумажными полоска-
полосками
Значительно труднее овладеть навыками вращения отдельных
отрезков трубки в пламени. Это необходимо, например, при спаи-
спаивании двух трубок. Для отработки этого навыка можно рекомендо-
рекомендовать следующий прием.
Сначала заготовить два отрезка стеклянной трубки длиной
150—200 мм каждый и диаметром 8—10 мм. К концу каждого от-
отрезка приклеить под прямым углом к оси по полоске плотнрй бу-
бумаги длиной 50—60 мм и шириной 6—8 мм. Затем взять в обе ру-
руки по приготовленному отрезку так, чтобы полоски бумаги нахо-
находились друг против друга (рис. 30) и были параллельны. Поста-,
вить руки перед негорящей горелкой и начать синхронное враще-
вращение трубок, стараясь сохранить постоянное расстояние между кон-
-цами. трубок B0—30 мм), соосность и параллельность прикреплен-
прикрепленных полосок бумаги. Если это окажется вначале трудным, можно
рекомендовать другой прием. Оба отрезка трубок соединяют меж-
между собой полосками прочной бумаги на расстоянии 20—30 мм (при-
(приклеивают силикатным или синтетическим клеем) и начинают вра-
вращать перед незажженной горелкой, как указано выше. При пра-
правильном вращении полоски бумаги должны оставаться параллель-
параллельными друг другу и осям трубок, не должны сгибаться и скручи-
скручиваться. Когда этот прием будет отработан, прочную бумагу заме-
заменяют папиросной. Навык можно считать приобретенным, если при
вращении будет сохранена параллельность бумажных полосок по
отношению друг к другу и оси трубок, а также не будет разрывов,
перегибов и скручиваний. Только после этого можно приступить к
вращению двух отрезков трубки в пламени горелки.
Вращают отрезки медленно, внося их в пламя. Соблюдая пол-
полную синхронность при вращении, концы трубок доводят до раз-
размягчения, прикладывают друг к другу (не прекращая вращения)
и спаивают. Затем продолжают вращение уже спаянной трубки,
при этом не должны иметь место ранее указанные дефекты.
Если стеклянная заготовка имеет разные диаметры с обоих кон-
концов (трубка большого диаметра с оттянутой державой), то поло-
положение правой руки несколько иное. Большой палец в данном слу-
случае является не только вращающим, но и опорным, мизинец тоже
участвует во вращении.
40
Вращают тяжелые заготовки обычно правой рукой с упором
на ролики. Для равномерного обогрева заготовки сначала враща-
вращают движением большого пальца вверх, а затем вниз. Указательный
и безымянный пальцы попеременно служат опорными.
§ 4. Сгибание стеклянных трубок
Сгибание трубок —самая распространенная операция, с кото-
которой повседневно приходится иметь дело лаборанту-химику и стек-
стеклодуву. Освоение методики сгибания стеклянных трубок значи-
значительно облегчает изучение более сложных стеклодувных операций.
Сгибать узкие трубки значительно проще, чем широкие (с диамет-
диаметром 30 мм и более), для работы с которыми требуются известный
навык и мастерство.
Сгибание трубок под углом. Чаще всего в лабораторной прак-
практике приходится гнуть трубки диаметром 5—10 мм. Для получения
углового изгиба от стеклянного дрота отрезают трубку соответст-
соответствующей длины. Конец трубки оплавляют на пламени горелки. По-
После остывания оплавленных концов один закрывают наглухо ас-
асбестовой ватой, пробочкой или пальцем. Затем на трубке в месте
изгиба наносят метку карандашом для стекла и трубку разогрева-
разогревают на широком пламени горелки. Для этого трубку берут в обе
руки так, чтобы она была зажата между большим пальцем с од-
одной стороны и указательным, средним и безымянным — с другой.
Движением большого пальца вверх и вниз с отрывом от трубки
вращают трубку в одну, а затем в другую сторону. В начале опе-
операции трубка должна равномерно вращаться в пламени горелки.
При неравномерном вращении размягченное стекло будет соби-
собираться на одной стороне трубки, в результате чего одна стенка бу-
будет тонкой, а другая — слишком толстой. Это вызовет деформацию
трубки при сгибании. Разогревают трубку не до полного размяг-
размягчения. К концу разогревания вращение трубки замедляют так, что-
чтобы один край ее был разогрет несколько больше, чем другой. Бо-
Более нагретая сторона трубки образует внешнюю сторону сгиба. Ко-
Когда стекло достигло надлежащей степени размягчения, трубку вы-
вынимают из пламени горелки, один конец трубки берут в рот (труб-
(трубку держат против себя), быстро сгибают, поддувая в нее ртом воз-
воздух. Воздух поддувают обычно серией коротких выдохов с помо-
помощью щек, легкие в этом почти не участвуют. Работающий дышиг
нормально через нос, а воздух изо рта выталкивается щеками ко-
короткими порциями.
Воздух в трубку поддувают при сгибании таким образом, что-
чтобы место сгиба' оставалось цилиндрическим и имело диаметр, рав-
равный диаметру трубки. При сильном поддувании воздуха место сги-
сгиба будет раздуто, а слой стекла — слишком тонким. При недоста-
недостаточном поддувании наружная сторона сгиба становится плоской.
Сгибают трубку в один прием, пока она не остынет.
Согнув трубку, быстро проверяют правильность сгиба (концы
согнутой трубки и угол сгиба должны лежать в одной плоскости).
41
Рис. 31. Сгибание трубок
Рис. 32..Сгибание трубки На лабора-
лабораторной горелке
Если этого нет, пока стекло не остыло, исправляют правильность
сгиба трубки.
Наиболее частые дефекты при сгибании-стеклянных трубок сле-
следующие (рис. 31): 1 — наружная сторона изгиба плоская; 2 — на
внутренней стороне образуются складки; 3 — место сгиба сильно
раздуто. . ' ■
Указанные дефекты могут быть исправлены повторным нагрева-
нагреванием и обработкой. В первом случае плоскую сторону сгиба разо-
разогревают на небольшом и не слишком горячем пламени горелки. За-
Затем, вынув трубку из пламени, поддувают ртом воздух до тех пор,
пока место сгиба не примет нормальную кривизну. Во втором слу-
случае дефект устраняют разогреванием складок на узком пламени и
поддуванием воздуха. В третьем случае слишком раздутый изгиб
осаживают, вращая место сгиба на пол-оборота к себе и от себя
на небольшом пламени горелки. Следует помнить, что исправлен-
исправленный дефект не дает такого ровного и красивого угла 4, как сгиба-
,ние за один прием.
После сгибания еще не остывшую изогнутую трубку подверга-
подвергают отжигу. Для этого уменьшают подачу воздуха в горелку до об-
образования желтого пламени и прогревают в нем некоторое время
место сгиба. Затем опять уменьшают подачу воздуха в горелку и,
прекратив подачу воздуха, заканчивают отжиг на светящемся пла-
пламени.
Широкие трубки сгибают в той же последовательности, что и
узкие. Разница заключается лишь в том, что вынутую из пламени
широкую трубку сначала несколько вытягивают обеими руками, а
затем сгибают, одновременно поддувая воздух.
Значительно упрощает работу по сгибанию трубок под точно за-
заданным углом применение шаблонов из мягкой (алюминиевой, мед-
медной или латунной) проволоки. При сгибании трубки ее приставля-
приставляют к шаблону и сгибают до заданного угла.
42
Сгибание трубок на лабораторных горелках без поддувания.
Стеклянные трубки диаметром'до 10 мм могут быть согнуты на
обычных лабораторных горелках Теклю и Бунзена, на которые на-
надевают насадки, даюшие широкое, малой толщины пламя (рис. 32).
Стеклянную трубку соответствующей длины берут обеими руками,
помещают в среднюю часть пламени параллельно его длине и вра-
вращают, равномерно нагревая ее, до появления слабо-желтой окрас-
окраски пламени у краев стекла, но не до размягчения стекла. После
этого вращение трубки прекращают. Более длинный конец берут
в правую руку и продолжают нагревать трубку в пламени горел-
горелки. По мере размягчения стекла трубка начинает сгибаться вниз
под действием веса свободного конца. В отличие от предыдущего
способа сгибание на лабораторной горелке.происходит в зоне са-
самого пламени (трубку не вынимают из пламени). Для1 придания
сгибу нужного угла правой рукой приподнимают трубку вверх под
определенным наклоном к горелке таким образом, чтобы место
сгиба все время находилось в пламени. Как только трубка согнет-
согнется до заданного угла, ее быстро вынимают из пламени и охлажда-
охлаждают. Пока трубка не остыла, нужно проверить угол по шаблону и
подправить левой рукой короткий конец так, чтобы сгиб точно со-
соответствовал заданному углу, а согнутая трубка находилась в од-
одной плоскости. Если трубка остынет и ее нельзя подправить, ' то
операцию разогревания согнутой части повторяют, доводя угол сги-
сгиба до заданного. При этом способе верхняя сторона трубки нагре-
нагревается несколько меньше, чем нижняя (внутренняя часть сгиба),
поэтому на внешней стороне сгиба не образуется плоской поверх-
поверхности.
Сгибание в самом пламени под действием силы тяжести предо-
предохраняет размягченное стекло от перегревания и предупреждает об-
образование складок на внутренней части сгиба. При этом ' методе
нельзя производить сгибание трубки рукой. Трубка должна сги-
сгибаться только под действием собственного веса, в противном слу-
случае будут появляться описанные ранее дефекты — утолщение сгиба
или образование складок. Следует отметить, что этим способом хо-
хорошо сгибать лишь более тугоплавкие стекла — 846, ЗС-5, ЗС-8„
ЗС-48-2. Трубку из менее тугоплавкого стекла хорошо согнуть этим
способом довольно трудно. Согнутую трубку затем отжигают. Для
этого закрывают подсос воздуха в горелку и нагревают согнутую
часть трубки в светящемся пламени.
Сгибание трубок под двумя углами. Простейшим примером
этой операции .является изготовление сифона, т. е. сгибание трубки
под двумя прямыми углами. Приемы работы в данном случае при-
примерно такие же, как и при сгибании трубки под одним углом. От-
Отрезают соответствующей длины трубку, оплавляют один ее конец,
а другой закрывают пробочкой или асбестовой ватой. Разогревают
ее, вращая на пламени горелки, как указано в предыдущей опера-
операции, и, вынув из пламени, сгибают иод заданным углом. На трубке
в местах сгиба предварительно, наносят карандашом- или = мелом
метки. После изготовления первого сгиба и охлаждения трубки со-
43
гнутый угол берут в левую руку, а прямой конец трубки в правую.
Равномерному вращению трубки мешает в данном случае первый
сгиб, поэтому разогревание места второго сгиба ведется следую-
следующим образом. Трубку поворачивают в пламени, двигая большим
пальцем вверх и вниз на пол-оборота при одном положении труб-
трубки (согнутым концом вниз). Затем трубку аналогично разогревают
при другом положении (согнутым концом вверх). Далее трубку мед-
медленно вращают на полный оборот, перебирая пальцами левой руки
так, чтобы согнутый конец переходил из верхнего положения в
нижнее. При верхнем положении согнутого угла трубку прогрева-
прогревают несколько дольше. Вынув из пламени и держа перед собой труб-
трубку, ее сгибают под нужным углом в один прием. Быстро кладут
согнутую трубку на асбестовый или ровный, фанерный лист и под-
подправляют еще не остывший угол второго сгиба таким образом, что-
чтобы оба угла и концы трубки находились в одной плоскости. Зна-
Значительно легче производить сгибание трубки небольшого диаметра
На пламени лабораторной горелки с насадкой, как это описано
ранее.
Изготовление U-образных трубок. Такие изгибы необходимы
при изготовлении манометрических трубок и трубок для поглоще-
поглощения или очистки газообразных продуктов. Для получения U-образ-
ного сгиба берут отрезок стеклянной трубки, один ее конец оплав-
оплавляют, а другой наглухо закрывают асбестом или пробкой. Середи-
Середину трубки вносят в широкое пламя горелки и разогревают при рав-
равномерном вращении на довольно большом участке длины. Как
только стекло достаточно разогреется, т. е. начнет свободно про-
провисать, трубку вынимают из пламени к обеими руками, поддувая
воздух в оплавленный конец, одним приемом сгибают ее так, что-
чтобы концы и сгиб находились в одной плоскости. В противном слу-
случае изгиб быстро исправляют, пока стекло не остыло.
При изготовлении U-образной трубки небольшой высоты разо-
разогрев ее в середине уже готового отрезка не позволяет правильно
поддувать воздух. Концы-трубки вследствие небольшой ее длины
сильно разогреваются и могут обжечь рот. В этом случае берут
трубку больше заданной длины и затем, после сгиба, отрезают кон-
концы или один конец трубки, закрывают пробкой с вставленной в
нее стеклянной трубкой меньшего диаметра. В эту трубку подду-
поддувают воздух при сгибании: Согнутую трубку после сгибания зака-
закаляют светящимся пламенем горелки и охлаждают на деревянной*
подкладке.
Иногда при изготовлении широкого U-образного сгиба пользу-
пользуются другим методом. Размягчают стекло в пламени горелки и
сгибают его под небольшим углом, затем снова размягчают стекло*
на небольшом расстоянии от первого сгиба и делают второй сгиб
под небольшим- углом, затем третий и т. д. до образования U-об-
U-образного сгиба. Для сгибания этим методом требуется определен-
определенный навык, так как часто при этом образуется угловатый неровный
изгиб.
Сгибание более широких трубок (диаметром 15—20 мм) зна-
44
a)
Рис. 33. Получение U-образного
изгиба на широкой трубке
Рис. -34. Сгибанне U-об-
разной трубки
чительно сложнее (рис. 33). Широкую трубку нагревают при вра-
вращении недалеко от края на широком пламени горелки. Затем вы-
вынимают из пламени и растягивают до небольшого диаметра, так
чтобы оттянутая узкая часть трубки была достаточно длинной и
в то же время прочной. Узкую растянутую часть трубки вносят в
горячую зону пламени и переплавляют посередине. На конце труб-
трубки образуется так называемая держава. Таким же образом полу-
получают державу на другом конце трубки, узкую часть которой от-
отрезают ножом из твердого сплава. Конец одной державы заплав-
ляется наглухо, а конец другой — оплавляется и служит для под-
поддувания воздуха. Трубку берут обеими руками за концы держав и
при вращении разогревают посередине до тех пор, пока стенки
трубки в месте нагрева не начнут утолщаться. Процесс утолщения
стенок в месте нагрева, сопровождающийся уменьшением внутрен-
внутреннего диаметра трубки, называют осаживанием стекла. Осаживание
происходит под действием сил поверхностного натяжения, стремя-
стремящихся сократить поверхность размягченного стекла. Если при этом
трубку с двух сторон несколько сжимать к центру при непрерывном
вращении и слегка поддувать, то в месте нагрева образуется не-
небольшое вздутие с толстыми стенками. Как только толщина стенок
вздутия увеличится вдвое, его разогревают в зоне высокого тем-
температурного пламени до полного размягчения. Затем трубку выни-
вынимают из пламени и несколько растягивают так, чтобы диаметр ра-
разогретой части (вздутие) был бы несколько меньше диаметра ос-
остальных частей трубки, и резким движением левой руки, с одновре-
одновременным поддуванием воздуха, быстро сгибают вверх, придавая
сгибу U-образную форму. Поскольку изгиб делают снизу вверх,
на нижней части разогретой трубки собирается несколько больше
размягченного стекла, чем на верхней. Это обеспечивает нормаль-
нормальную толщину стенки' наружной стороны U-образного сгиба. В
дальнейшем изделие подвергают отжигу.
В процессе работы могут возникнуть следующие дефекты: не-
неодинаковый диаметр места сгиба по длине (рис. 34, а), эллипти-
4?
ческое сечение согнутого колена, и складка на внутренней стороне
сгиба (рис. 34, б). Эти дефекты можно устранить повторным на-
нагреванием места сгиба и поддуванием.
Трубки большего диаметра сгибать можно но частям! Трубку
для этого нужно разрезать на алмазном диске таким образом, что-
чтобы срез был косым и соответствовал половине угла сгиба (напри-
(например, при сгибании трубки под прямым углом он будет равен 45°).
Разрезанные косо торцы оплавляют на пламени горелки и спаи-
спаивают. Затем обрабатывают нагбрелке для получения равнотолщин-
ного сгиба. ,
При отсутствии алмазного диска угол скоса можно получить об-
обработкой торцов разрезанной трубки на планшайбе.
Сгибание толстостенных капиллярных и барометрических тру-
трубок. Сгибание толстостенных капиллярных трубок требует 'несколь-
'несколько большего навыка, чем сгибание обычных. Из-за небольшой теп-
теплопроводности стекла толща стеклянной трубки прогревается до-
довольно медленно, поэтому при неправильном нагревании толсто^
стенной трубки происходит или спаивание внутреннего капилляр-
капиллярного отверстия, или появление мелких трещин, расположенных на
наружной части сгиба. .Нагревают трубку на границе среднего и
окислительного конуса пламени таким образом, чтобы температу-
температура в данной зоне была бы чуть выше, чем температура рабочего
размягчения стекла. Прн этом нужно следить, чтобы разогревалось
лишь место сгиба, а соседние участки трубки не прогревались.
Иногда соседние от места сгиба участки изолируют цилиндрика-
цилиндриками из асбеста длиной до четырех сантиметров. Место сгнба разо-
разогревают, вращая трубку в пламени горелки. Разогретую трубку вы-
. нимают «з пламени и быстро сгибают. Отжигают место сгиба на
светящемся пламени горелки.
§ 5. Растягивание стеклянных трубок
г
- Изготовление державы. Многие операции при стеклодувных ра-
работах начинаются, с растягивания трубок в державу. Если разо-
разогреть стеклянную трубку на определенном участке ее длины, а за-
затем растянуть, то образуются два конуса, .соединенные между со-
собой участком небольшого сечения (рис. Зб). Узкий участок, сое-
соединяющий оба конуса, можно переплавить или разрезать и полу-
получить две отдельные державы.
Державу изготовляют следующим образом. Стеклянную труб-
трубку берут в обе руки и при вращении медленно вводят сначала п
верхнюю часть пламени зоны догорания, а затем в высокотемпера-
высокотемпературную зону. Трубку медленно вносят в пламя горелки всегда нав-
навстречу ему так, чтобы не было резкого перепада температуры. Как
только будет достигнута необходимая степень размягчения *, труб-
* Рабочую степень размягчения можно определить также по цвету разогре-
разогретого стекла. Стекло 23 окрашивается в красный цвет, молибденовое ■— в темно-
красный н т. д. Обычно нужную степень размягчения определяют по началу
утолщения стекла в разогреваемом отрезке трубки.
46 .
Рис. 35. Растягивание стеклянной трубки для получения
держав
ку вынимают из пламени и, непрерывно вращая, растягивают до
тех пор, пока стекло, остынув, не затвердеет. При растягивании
надо добиваться строго согласованного движения обеих рук
(см. рис. 29), в противном случае можно закрутить размягченное
стекло.
Державы могут получиться утолщенными, с овальным сечением
и различной толщиной стенок. Частота вращения должна быть та-
такой, чтобы размягченная узкая часть трубки не провисала при ра-
растягивании. Медленное вращение может привести к получению не-
несимметричных относительно оси трубки держав (узкая часть долж-
должна строго соответствовать центру растягиваемой трубки). Для по-
получения достаточно удлиненного и прочного конуса трубку разогре-
разогревают на участке длины, равном полутора-двум диаметрам труб-
трубки. Чтобы получить короткую и толстую державу, стекло слабо
размягчают на более узком пламени горелки. При сильном размяг-
размягчении державы получают узкими и тонкими. Для образования нуж-
нужной конусности подбирают соответствующую степень размягче-.
ния стекла. Если трубка в месте растяжения значительно перегре-
перегрета и стекло сильно размягчено, то прежде чем растягивать, ее неко-
некоторое время охлаждают при вращении.
В том случае, когда державу необходимо растянуть не на сере-
середине трубки, а у ее конца, поступают следующим образом. Трубку
берут в "левую руку и нагревают торец в пламени горелки. В пра-
правую руку берут стеклянную палочку или узкую трубку и также ра-
разогревают немного в пламени горелки. Когда стекло размягчится,
подносят в пламя конец палочки к разогретому краю трубки и
припаивают ее. Место припаивания продолжают разогревать и от-
оттягивать припаянную к трубке палочку к центру трубки. Затем
трубку вынимают из огня и, вращая, придают ей горизонтальное
положение так, чтобы припаянная палочка и трубка находились в
одной линии. Когда стекло затвердеет, вносят конец трубки в пла-
пламя горелки и, вращая одной рукой трубку, а другой — припаянную
палочку, разогревают место растяжения (рис. 36). Как только стек-
стекло достигнет нужной степени размягчения, трубку вынимают из пла-
пламени и, вращая, растягивают в державу.
Несколько сложнее изготовить державу из толстостенной труб-
трубки — капиллярной или барометрической. Один кбнец капиллярной
трубки закрывают асбестом или заплавляют, вращая, разогрева-
разогревают на нешироком пламени горелки. Вынув из пламени, слегка под-
поддувают с другого конца до образования небольшого толстостенно-
толстостенного шарика, после чего шарик снова размягчают в пламени горелки
я при вращении растягивают трубку в державу. Без предваритель-
4?
Рис. 36. Оттягивание державы на конце трубки
с цомощью стеклянной палочки
э ного раздутия шарика
держава получается не-
непрочная, легко ломающа-
ломающаяся, с узким концом. Уз-
Узкую часть ' растянутой
трубки переплавляют или
отрезают (рис. 37).
Изготовление узких
трубок и капилляров. Из •
готовляют узкие трубки из трубок большого диаметра следующим
образом. Трубку разогревают в пламени горелки и оттягивают дер-
державу, как указано выше. В узком конце ее переплавляют. На рас-
расстоянии 40—70 мм, в зависимости от диаметра трубки, оттягивают
вторую державу, узкий конец которой обрезают и осторожно
оплавляют, получая пульку. Двумя руками берут пульку за узкие
концы державши, вращая, вносят ее в широкое пламя горелки. Kai<
голько стекло достаточно размягчится, его немного осаживают.
Затем, вынув из пламени, поддувают, одновременно вращая, в от-
открытый конец воздух, выдувая на месте пульки небольшое шарооб-
шарообразное вздутие (рис. 38).
Выдувают шарик или раздувают место сгиба обычно не в один
прием. Нагретое стекло слегка поддувают, потом снова разогре-
разогревают и снова поддувают до тех .нор, пока не получится вздутие
нужной величины. Подачу воздуха и газа в горелку уменьшают.
чтобы пламя сделалось узким, и нагревают при вращении место пе-
перехода пульки в державу. В месте нагрева размягченное стекло
под влиянием поверхностного натяжения осаживается. Стекло оса-
осаживают до тех пор, пока трубка в местах нагрева не достигнет диа-
диаметра будущей узкой трубки. После этого вздутие разогревают на
широком пламени и, вынув, растягивают, вращая равномерно без
рывков до нужного диаметра. Как только стекло затвердеет, трубку
натягивают и в таком положении держат до полного застывания.
Таким методом изготовляют капиллярные трубки для перегонки
Рнс. 37. Изготовление державы. Переплавление уа-
кой части трубки
Рис, 38. Изготовление узкой трубки
Рис. 39. Капиллярные пробирки для опре-
определения температуры кипения (/) и темпе-
температуры плавления B)
1
L
под вакуумом, тонкостенные пробирки для определения темпера-
температуры кипения и плавления и тонкие волосные капилляры.
Тонкие волосные капилляры удобнее изготовлять двум стекло-
стеклодувам. В этом случае пульку разогревают до полного размягчения
и вынимают из пламени. Затем один' из работавших берет конец
трубки и быстро удаляется от другого работающего. Растягивая
трубку, оба стеклодува вращают ее с одинаковой скоростью.
В лабораторной практике капиллярные пробирочки для опре-
определения температуры кипения и плавления могут быть изготовле-
изготовлены значительно более простым способом, не требующим специаль-
специального навыка.
Пробирка для определения температуры кипения должна быть
длиной 35—40 мм и иметь внутренний диаметр 2,5—3 мм (рис.
39). Для изготовления такой пробирки лучше всего брать стеклян:
ную трубку диаметром 8—10 мм. Отрезок стеклянной трубки дли-
длиной 280—300 мм прогревают, вращая над пламенем горелки, и за-
затем вводят в высокотемпературную зону. Как только в пламени поя-
появятся желтые языки, осторожно, во избежание сильного размяг-
размягчения стекла, разогревают трубку на участке длиной три — пять
раз большей, чем ее диаметр. Стекло нагревают до такого состоя-
состояния, чтобы при вытягивании оно не провисало. Разогретую трубку
вынимают из пламени и не очень быстро растягивают, не вращая.
Как только диаметр узкой и растянутой части трубки достигнет тре-
требуемой величины, растягивание плавно замедляют, натягивая труб-
трубку обеими руками. При этом образуют две державы. Узкую вытя-
вытянутую часть трубки между державами используют при изготовле-
изготовлении пробирки для определения температуры кипения. Для этого
на узком и остром пламени горелки переплавляют узкую часть бли-
ближе к одной из держав, а другой конец после остывания отрезают ре-
резаком на расстоянии 40 мм от первого. Переплавленный конец
оплавляют у края пламени горелки, держа пробирочку рукой под
углом вверх.
Пробирку-капилляр для определения температуры плавления
изготовляют длиной 40—50 мм и диаметром 1—1,5 мм. Легче ка-
капиллярную трубку изготовить из отрезка трубки диаметром 4—6
мм таким же способом, как и пробирку для определения температу-
49
Рис. 40. Дефекты, образующиеся при растягива-
растягивании трубки и изготовлении пробирочек для опре-
определения температуры кипения:
/—неправильный нагрев-трубки (между восстановитель-
восстановительной зоной и зоной полного сгорания); £ —конусное дно
пробирки для определения температуры кипения; 3 —
широкий конец той же пробирки
ры кипения. Растягивают со средней скоростью без/ вращения, и
как только узкая часть между державами достигнет заданного диа-
диаметра, слабо натягивают трубку, давая стеклу застыть. Ровную
часть узкой трубки переплавляют острым пламенем ближе к одной
из держав, а с другого конца обрезают. Переплавленный конец
закругляют на краю пламени (лучше это делать на пламени обыч-
обычной лабораторной горелки). Растягивают трубки в обоих случаях
равномерно, без рывков.
При определении температуры кипения в пробирочку помеща-
помещают запаянный jc одного конца тонкий, диаметром менее 0,1 мм ка-
капилляр, изготовленный из трубки диаметром 4—6 мм. Этот капил-
капилляр изготовляют следующим образом. Отрезок трубки при враще-
вращении нагревают в нешироком пламени на участке длиной в 1,5—2
диаметра трубки до значительного размлгчения. Затем трубку вы-
вынимают из пламени и быстро одним рывком растягивают на длину
обеих рук. При этом образуется тонкая капиллярная нить, кото-
которую переламывают на отрезки длиной 50—60 мм. Один конец та-
такого капилляра очень осторожно заплавляют при вращении, подно-
поднося его вверх торцом под углом С0° к краю пламени лабораторной
•горелки. Растягивание капиллярной нити производится двумя ра-
работающими, как это описано выше. •
При растягивании трубок и изготовлении капиллярных ироби-
-рочек'чаще всего встречаются следующие дефекты" (рис. 40).
1. При растягивании державы в узкой части образуется пуч-
. ность. Это происходит в-результате неправильного нагревания тру-
трубок в пламени горелки. Стеклянную трубку нагрели очень близко
к отверстию горелки. Внутри пламени температура значительно
Меньше, чем по краям, в результате стекло расплавилось по обе
стороны от пучности.
2. Держава получилась в сечении конуса овальная или однобо-
однобокая (узкая часть не приходится по центру трубки) в результате не-
неправильного вращения трубки при разогревании и вытягивании.
Дефекты 1 и 2 не поддаются исправлению.
3. Пробирка для определения температуры кипения имеет ко-
конусный конец вследствие неправильного переплавления трубки
между державами. Этот дефект можно исправить, нагревая .узкий
50
конец у края, пламени. Когда стекло размягчится, к нему -приплав-
ляют нагретую стеклянную палочку и, пользуясь ею, снимают часть
размягченного стекла до того места, где кончается сужение. Конец
пробирки оплавляют на пламени горелки.
4. Диаметр пробирочки у заставленного конца больше, чем ее
остальная часть. Это зависит от неправильного нагревания и ра-
растягивания трубки, в результате чего узкая часть растянутой труб-
трубки имеет небольшую длину. Для исправления такой пробирки бо-
более широкий конец осторожно нагревается при вращении не на
очень горячем пламени до тех пор, пока не произойдет осажива-
осаживание стекла в нагретой части до соответствующего диаметра.
5. Пробирка для оиределения.температуры кипения может иметь
более широкий наружный конец. Существенного значения этот де-
дефект для данного определения не имеет. Такую пробирку можно
использовать.
§ 6. Спаивание стеклянных трубок
При спаивании стеклянных трубок необходимо соблюдать сле-
следующие условия: 1. Спаиваемые стеклянные-трубки должны быть
из одного сорта стекла. Если спаивают трубки из разных сортов
стекла, то коэффициент расширения и температура размягчения
их должны быть близки-друг к другу (см. табл. 9). 2. Торцы спаи-
спаиваемых трубок должны быть чистыми и ровными. Лучше всего
спаивать только что-обрезанные концы трубок. ' ■
Спаивание трубок одинакового диаметра (до 16 мм). Конец,
одной из спаиваемых трубок закрывают пробкой или асбестом,
конец другой трубки оплавляют и оставляют открытым. Концы
трубок, подлежащих спаиванию, разогревают на небольшом и не
слишком сильном пламени при постоянном вращении (рис. 41).
Как только стекло начнет размягчаться, приводят разогретые концы
трубок в соприкосновение в одной точке под небольшим углом друг
J С
Рис. 41. Вращение трубок при спаивании Рис. 42. Последовательность опе-
операций спаивания трубок одинако-
- вого диаметра
51
л->: - .....^-^---3 к ДРУГУ- Когда концы трубок
прилипнут (спаяются), от-
отрезки выпрямляют, нрида-
}>_^—■— Z~ZZ "^ ...-■--. ^^—-^~- вая им горизонтальное поло-
?'■ " ——г-* " &"=" жение. В результате концы
трубок соединяются по всей
Рис. 43. Последовательность - операций Длине окружности торца,
спаивания трубок разного диаметра При этом еле заметным на-
нажимом сдвигают трубки к
месту спая. После образовав
ния спайного шва спаянную трубку, вращая, несколько
растягивают в стороны вне пламени с одновременным поддувани-
поддуванием воздуха в открытый и оплавленный конец одной из трубок, в
этом случае получается ровный шов (рис. 42). Затем увеличивают
подачу газа и воздуха в горелку и.при вращении снова размягчают
стекло в месте спая. Размягченное стекло, вращая, немного осажи-
осаживают для накопления в месте спая размягченной стекломассы. Пос-
■ ле этого, вынув его из пламени, поддуванием воздуха раздувают
небольшое вздутие диаметром, несколько большим диаметра труб-
трубки.
При выдувании вздутия первоначальные неровности шва раз-
разглаживаются. Все операции производят, вращая трубки как в пла-
пламени, так и вне его. В противном случае размягченное стекло будет
накапливаться (стекать) в нижней части шарика, вызывая нерав-
неравномерную толщину стенок. Полученное раздувом вздутие снова
разогревают в пламени горелки до размягчения. Затем вынимают
из пламени, осторожно поддувают и немного растягивают до тех
пор, пока диаметр места спая не будет равен диаметру спаиваемых
трубок. При спаивании трубок иногда в месте спая образуются
щели из-за неплотного соединения торцов трубок. Этот дефект
устраняют, сгибая трубки в месте спая под соответствующими
углами: Если щель при этом не затягивается, то место, где она на-
находится, нагревают на узком пламени горелки и к краю щели при-
прикасаются нагрет.ой стеклянной палочкой, с помощью которой сбли-
сближают края щели до их полного спаивания. Место спая отжигают
на светящемся пламени горелки и помещают для охлаждения на
^деревянную подкладку.
Спаивание трубок различного диаметра. При спаивании тру-
трубок различного диаметра на широкой трубке предварительно оття-.
• гивают державу, узкий конец которой отрезают прикосновением
холодной стеклянной палочки к еще горячему конусу. Обрезать
узкую часть державы можно также твердосплавным резаком после
ее охлаждения. Диаметр конуса в месте разреза должен быть не-
немного больше диаметра ириплавляемой трубки. Конец обрезанного
конуса! широкой трубки при вращении нагревают в пламени го-"
релки, немного осаживая стекло до диаметра припаиваемой трубки.
Края конусного отреза при этом несколько утолщаются. Затем
конец узкой трубки разогревают, как указывалось ранее, и припаи-
припаивают к конусному концу широкой трубки (рис. 43).
59
Для получения ровно-
ровного и плавного перехода от/
широкой трубки к узкой
конец широкой трубки £
закрывают пробкой или.,
асбестом и нагревают при
вращении в . нешироком 3
пламени горелки таким
бразом, чтобы пламя не
охватывало узкую трубку,
1 лишь нагревало место
перехода и сам спай. Пос-
После размягчения стекла в
месте спая вынимают
трубку из пламени и под-
поддувают воздух через уз-
узкую трубку до тех нор,
пока не образуется плав- у Е
ный переход. Эту опера-
операцию обычно производят в
два-три приема, периоди-
периодически разогревая место
спая и поддувая воздух.
Спай после обработки от- 9
жигают. Конец узкой
трубки, через который
поддувают воздух, дол-
должен быть оплавлен. Этим
Рис. 44. Последовательность операций спаива-
спаивания широких трубок
способом изготовляют форштосы и аллонжи. Последние после спа-
спаивания загибают иод определенным углом.
Спаивание широких стеклянных трубок (рис. 44). Спаивание
широких трубок значительно сложнее, чем спаивание узких, и тре-
требует большого навыка. У каждого отрезка широких трубок с одного
конца с помощью припаянной стеклянной палочки оттягивают дер-
державу 1. Узкий конец державы берут в левую руку и разогревают
при "вращении на нешироком пламени горелки в месте перехода.
Правой рукой с помощью тонкого конца державы или стеклянной
палочки снимают избыток стекла справа от трубки 2 на выходе
разогреваемой части из пламени. Разогреваемая часть конуса
трубки при этом находится в пламени. Образовавшийся залив
продолжают при вращении разогревать под углом к факелу пла-
пламени, немного стапливая стекло. Вынув конус из пламени, произ-
производят небольшой поддув воздуха для образования закругленного
дна у конусного конца трубки 3. Затем тупой конец заплавленного
конуса нагревают до сильного размягчения и, вынув из огня, быстро
с сило» поддувают воздух в трубку 4. Размягченное стекло на конце
•раздувается в тонкостенный пузырь «выдув». Не следует далее
раздувать стекло, так как образующийся пузырь лопается с силь-
сильным треском. Тонкая стеклянная пленка раздутого пузыря счи-
53
щается, образуется ровный торец. Образование ровной торцовой
поверхности происходит вследствие резкого перехода от тонкой
стенки„выдува к толстым стенкам трубки. Торец трубки 5 оплав-
оплавляют, оплавленный торцовый край называют губками. .Такую же
операцию проводят с другой трубкой.
Если торцы не имеют ровной поверхности, их разогревают к
прикладывают к графитовой плитке. Если образующиеся при этом
торцовые концы имеют разный диаметр, то конец меньшего дна-
метра разогревают при вращении и развертывают с помощью гра-
графитовой или деревянной развертки до нужного диаметра. При
развертывании развертку берут в правую руку и под некоторым
углом производят круговое вращение внутри отверстия трубки.
Можно вместо раздувания тонкостенного шарика просто отрезать
узкие концы держав (отступив от места перехода трубки в конус)
прикосновением стеклянной холодной палочки к нагретому стеклу.
или отрезать охлажденнысконцы держав твердосплавным резаком,.
Следует помнить, что только обычное стекло B3, Л-80, 29 и цирко-
циркониевое) дает при прикосновении холодной стеклянной палочки ров-
ровную круговую трещину. Стекла молибденовое и «Пирекс» почта
невозможно ровно отрезать таким образом.
Отрезанные концы конусов обеих трубок должны иметь одина-
одинаковый диаметр (трубка 6). Чтобы место спая имело одинаковую
с трубкой толщину стекла,/ его разогревают и, вынув in пламени,
немного поддувают. Затем снова нагревают при вращении, осажи-
вая'стекло, до того момента, когда толщина спая будет больше,.
чем толщина спаиваемых трубок 7, после чего спаянную трубку
вынимают из пламени и при вращении раздувают в месте спая
небольшое вздутие (трубка 8). Эту операцию проделывают в не-
несколько приемов. Вздутую часть трубки в месте спая снова нагре-
нагревают при вращении и, вынув из пламени и слегка поддувая, растя-
растягивают до диаметра спаиваемых трубок 9, добиваясь ровного к
гладкого спая.
Иногда при длительном разогревании места, спая происходит
расстекловывание стекла, в особенности стекол B3, Л-80, 29 и др.)Р
содержащих значительное количество оксида натрия. В месте спая
стекло мутнеет из-за кристаллизации и выгорания оксида натрия.
При появлении этого дефекта нужно опустить марлевый помазок
на проволоке в. концентрированный раствор поваренной соли и
поместить в факел пламени ниже обогреваемого изделия. Пламя
•при этом окрашивается в ярко-желтый цвет. Через некоторое время
место спая приобретает прозрачность. Затем мест© спая немедлен-
немедленно подвергают отжигу на более холодном, а потом на светящемся
пламени горелки или в муфельной печи, нагретой до соответствую-
соответствующей температуры в зависимости от сорта стекла. В • противном
случае в. месте спая образуется трещина и припаянная трубка от-
отламывается. Изготовление более сложных спаев будет описано
в гл. 4.
54
ГЛАВА 4. ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ ИЗ СТЕКЛА
§ i. Изготовление стеклянных палочек, лопаточек и мешалок
Стеклянные палочки (рис. 45). Изготовление стеклянных пало-
палочек—самая простая операция, которую сводят к резке и оплав-
оплавлению концов стеклянного штабика. Для изготовления стеклянных
палочек берут штабик диаметром 4—-6 мм и разрезают его на от-
отрезки длиной 18—20 см. Конец отрезка под углом вносят в пламя
горелки и оплавляют до образования закругления. Затем оплав-
оплавленный конец стеклянной палочки отжигают в светящемся пламени
горелки и кладут для охлаждения на деревянную подставку. После
охлаждения аналогичную операцию производят с другим концом
отрезка.
Стеклянные лопаточки. Изготовляют их из того же штабика,
что и стеклянные палочки. Один конец отрезка оплавляют, отжи-
отжигают и охлаждают. После остывания.оплавленного конца отрезок
штабика берут правой рукой и под. определенным утлом к пламени
разогревают другой конец на участке в 10 мм от конца палочки,
все время вращая. Разогревание ведут до тех пор, пока на конце
не образуется наплыв стекла в виде литого шарика. Затем палочку
с наплывом перекладывают в левую руку, вынимают из пламени
горелки и сжимают размягченное стекло щипцами. На конце па-
палочки образуется плоская поверхность. При необходимости ее
можно загнуть под небольшим углом. Лопаточку
затем отжигают сначала на менее горячем, а затем
на светящемся пламени горелки и помещают в му-
муфельную печь.
Мешалки. Мешалки служат для перемешивания
жидкости в реакционных сосудах, термостатах и
др. Их используют в химической практике довольно
часто. Существуют треугольные, лопастные, пропел-
пропеллерные, винтовые и другие мешалки. Мешалки из-
изготовляют из литых стеклянных штабиков диамет-
диаметром 4—8 мм. Длина мешалки и ее конфигурация
зависят от габаритов реакционных сосудов или
колб.
Треугольные мешалки. Они просты в изготовле-
изготовлении. Берут стеклянную палочку диаметром 5—6 мм
и длиной 35—45 см, вращая, нагревают на широком
пламени горелки, отступив от конца на расстояние
20—-25 см. Как только стеклянная палочка достиг-
достигнет полного размягчения, ее отгибают в сторону под
углом 130—135°. Когда место сгиба остынет, палоч-
палочку разогревают на расстоянии 5 см ниже сгиба и
снова сгибают в противоположную сторону под уг-
углом в 40—45°. После остывания участка второго
^сгиба на расстоянии 40 мм от неге снова разогрева-
-ют участок стеклянной палочки и затем, как только
Рис. 45. Стек-
Стеклянная па-
палочка и ло-
• паточка
55
стекло достаточно разогреется, подтягивают оставшийся конец ц
первому сгибу. Получается изгиб в виде треугольника. Конец стек<
"лянной палочки можно припаять к стержню или оставить непри»
-паянным. Полученную треугольную мешалку следует хорошо про-
прогреть на широком пламени горелки и отжечь в-муфельной печи.
Лопастные и пропеллерные мешалки. Их изготовление несколько
сложнее. Предварительно изготовляют лопасти к мешалке, которые
затем припаивают к концу стеклянной палочки. Для изготовление
лопастей конец стеклянной палочки нагревают до сильного размяг-:
чения и, вращая, перемещают размягченное стекло таким образом^
чтобы разогретый конец принял грушевидную форму. Затем его
сжимают пинцетом, как это описано при изготовлении лопатки.
После остывания лопасть отрезают. Таким методом изготовляют
нужное количество лопастей. Далее на резком огне разогревают
при вращении стеклянную палочку и одновременно, пользуясь пин-
пинцетом, нагревают отрезанный конец лопасти. Обычно палочку дер-
держат .в левой руке, а пинцет с лопастью в правой. Как только стекло
достаточно размягчится, лопасть припаивают к концу палочки.
Аналогично припаивают другую лопасть напротив первой.
При изготовлении пропеллерной мешалки еще нагретую лопасть
слегка разворачивают. Затем мешалку прогревают на пламени
горелки, уменьшая подачу воздуха (кислорода).
Таким же "путем можно изготовить трехлопастную или двухъя-
двухъярусную мешалку. При изготовлении двухъярусной мешалки на за-
заданном расстоянии прогревают при вращении стеклянную палочку
и лопасть, которую припаивают к размягченному стеклу. Затем
припаивают вторую и, если требуется, третью лопасть. Палочку
держат почти вертикально, чтобы на месте припаивания не обра-
образовалось сгиба. Места припаивания лопастей хорошо обогревают,
уменьшая постепенно температуру пламени. После приготовления
первого яруса и охлаждения заготовки на размягченный конец
палочки припаивают еще две или три лопасти, получая, таким об-
образом, двухъярусную мешалку.
Для получения пропеллерной двухъярусной мешалки еще горя-
горячие припаянные лопасти разворачивают под определенным углом,
затем мешалку хорошо прогревают и отжигают в муфельной печи
во избежание появления тонких трещин, уменьшающих прочность
изделия.
Иногда при изготовлении мешалок сначала припаивают не ло-
лопасти, а отрезки стеклянной палочки. Эти припаянные отрезки раз-
размягчают в пламени и поджимают графитовым бруском для утолщя-
,ния. Затем снова размягчают в пламени и, сдавливая пинцетом
получают плоские лопасти.
Винтовые мешалки. Их используют для перемешивания жидки*
стей в реакционных сосудах (рис. 46, в). Для их изготовления быр
резают пластинку-заданной длины и ширины (чаще всего длино!
10—14 см и шириной 2—3 см) из оконного стекла толщиной 2^
2,5 мм. Торец вырезанной пластины нагревают на слабом пламени
56
A
Рис. 46. Мешалки треугольная (/),
лопастная B), винтовая C)
одновременно с концом стеклян-
яой палочки. Как только стекло
начнет размягчаться, конец па-
палочки припаивают к середине уз-
узкой части пластины. Припой не
должен быть прочным, так как в
дальнейшем палочку удаляют.
К другой стороне пластины так-
также' припаивается стеклянная па-
палочка. Нагревание конца палочки
и торца пластины ведется в этом
случае на сильном пламени го-
горелки до полного размягчения.
Конец палочки припаивают к се-
середине торцовой поверхности при
легком сдавливании. Затем место
спая снова нагревают и палочку
чуть оттягивают. При этом обра-
образуется достаточно прочный спай.
Если спаивается пластина из оконного стекла с палочкой, то пос-
последнюю изготовляют из циркониевого стекла или из стекла Л-80,
АМ-К, 23, при спаивании же пластины с другими сортами лабора-
лабораторного стекла образуется*неирочный спай. Обе палочки, припаян-
припаянные к пластине, должны быть строго центрированы. Заготовку бе-
берут обеими руками за припаянные стеклянные палочки и при вра-
вращении нагревают левую часть пластины на широком пламени
горелки. Пламя при этом должно охватывать ее большую часть.
Как только стекло достаточно размягчится, заготовку вынимают из
пламени "и делают поворот двумя руками в разные стороны для
придания пластине винтообразной формы. Затем разогревают пра-
правую часть пластины и снова вращают заготовку в разные стороны.
В результате пластина принимает форму винта. Полученную ме-
мешалку нагревают и центрируют. Как только стекло затвердеет, сла-
слабо припаянную палочку отрезают или переплавляют у места ири-
паивания. Мешалку обогревают на пламени горелки и отжигают в
муфельной печи. Во избежание деформации при отжиге укладыва-
укладывают мешалки горизонтально на под муфельной печи.
§ 2. Изготовление заглушек, стеклянных носиков,
капельных пипеток и бусин для титрования
Заглушки. Стеклянные заглушки используют в качестве пробок
Для получения глухого конца на резиновых шлангах, пипетках и др.
Заглушки могут быть изготовлены из обычных барометрических
трубок или стеклянных палочек. Величина заглушки зависит от
диаметра резинового шланга, конец которого закрывается заглуш-
заглушкой. Для изготовления заглушки выбирают стеклянную трубку
Диаметром на 1—2 мм больше, чем внутренний диаметр резинового
Шланга, в который она будет вставлена. На широком пламени го-
57
рель:и труб*ку при вращении разогревают Ъ, вынув из пламени, or
тягнвают. Затем полученную державу устанавливают нерпендику
лярно узкому пламени горелки,' нагревают при вращении мест*
перехода трубки в державу и снова оттягивают вторую, бод<У
узкую державу с тонкой игольчатой перемычкой. В последнем слу-
случае получается очень короткая, с тупым конусом держава. Узку'ч
часть переплавляют ближе к тупой части державы. Этот конец
снова разогревают, помещая трубку в пламя под углом 40—50°.
Нагреванию подвергают только конец перехода трубки в державу,
Трубку.выннмают из пламени и слегка поддувают для образования
полукруглого дна на конце трубки, который отжигают на светя-
светящемся пламени горелки и охлаждают на деревянной подставке.
Затем трубку отрезают от заплавленного конца на расстоянии 15--
20 мм и получают заглушку. Заглушку берут пинцетом или спе-
специальным держателем и осторожно оплавляют отрезанный конец.
Заглушку можно изготовить и более простым способом. Для
этого тонкий участок растянутой трубки переплавляют. Узкий ко-
конец державы нагревают на пламени горелки и подогретой стеклян-
стеклянной палочкой или концом другой державы снимают избыток стекла
в его узкой части. Затем, вращая трубку, нагревают тот же коьец
в пламени горелки, а, вынув из пламени, слегка поддувают.
При изготовлении более широких заглушек берут трубку со-
соответствующего диаметра и оттягивают с. двух сторон на расстоя-
расстояние 3—4 см строго центрированные державы, в результате чего
образуется пулька. ОДнн из узких концов пульки переплавляют.
Заставленный конец нагревают на пламени у перехода в конус и.
избыток стекла снимают концом державы у края пламени до об-
образования игольчатой оттяжки. Затем оттяжку переплавляют на
узком пламени горелки. Образовавшийся залив нагревают, держа.
под углом, и, вынув из пламени, слегка поддувают для образования
округлого дна. Нагретый конец отжигают в пламени и кладут на
деревянную подставку. Затем пинцетом или держателем берут за
изготовленное дно и при вращении нагревают другой конец пульки
у перехода цилиндрической части в конусную на узком пламени.
Потом, вынув из огня, оттягивают конец державы так, чтобы обра-
образовался тонкий игольчатый переход. Его переплавляют" ближе к
широкой части и получают заглушку 1 (рис. 47). Для большего
. удобства, вставляя заглушку в резиновый шланг, конец заглушки
иногда раздувают в небольшой шарик.
Значительно проще изготовить заглушку из стеклянной палочки
2. Конец стеклянной палочки оплавляют на пламени горелки, от-
отжигают и после охлаждения отрезают. Затем пинцетом берут оп-
оплавленный конец и при вращении оплавляют другой конец заглуш-
заглушки. Один из концов можно оплавить сильнее, чтобы .получился
небольшой наплыв.
Аналогичным способом изготовляют заглушки из барометриче-
барометрических трубок 3.
Стеклянные носики. Носики для пипеток 4, бюреток и промы-
в"алок изготовляют обычно из трубки диаметром 6—8 мм. Стек-
58
Рис. 47. Заглушки и капельные пипеткн
лянную трубку при непрерывном вращении разогревают посередине
до полного размягчения на узком пламени горелки. Затем трубку
вынимают из пламени и, не прекращая вращать, оттягивают две
средних по величине державы. После остывания державы перере-
перерезаются посередине перемычки. Узкий конец каждой из держав
оплавляют иа краю пламени. Поскольку толщина стекол узкой
части державы незначительна, оплавление лучше производить на
слабом пламени. Затем трубку обрезают на расстоянии 5—7 см от
узкого конца и получают два носика. Отрезанные концы широкой
части носиков оплавляют, пользуясь пинцетом, на пламени горелки.
Если из трубки нужно изготовить один носик, то к концу трубки
приплавляют стеклянную палочку и оттягивают небольшую дер-
державу, из которой затем изготовляют носик. v
Пипетки. Для изготовления капельной пипетки 5 берут носик
и заглушку одинакового диаметра. От резиновой трубки, внутрен-
внутренний диаметр которой несколько меньше диаметра заглушки и
носика, отрезают часть длиной 4—5 см. В один конец этого отрезка
вставляют носик, а в другой — заглушку. На стеклянный носик
можно надеть резиновую трубку с глухим концом, специально изго-
изготовляемую для пипеток. Пипетку для наполнения капиллярной
пробирки, служащей для определения температуры кипения, изго-
изготовляют из державы с очень узким и длинным концом, который
можно не оплавлять.
Стеклянные бусины. ■Стеклянные бусины для бюреток изготов-
изготовляют из стеклянной палочки диаметром 6—8 мм. При этом лучше
всего брать стекло АМ-К, Л-80, 23. Стеклянную палочку при вра-
вращении нагревают на узком пламени горелки ближе к одному краю
и немного растягивают. Затем, отступив от узкой растянутой части
на расстояние, равное примерно диаметру палочки, снова разогре-
разогревают н опять растягивают палочку. В результате образуется шаро-
шаровидная пулька (рис. 48). Один конец в узком месте переплавляют
и снимают избыток стекла разогретой стеклянной палочкой. Край
. . 59
Рис. 48. Изготовление бусинок
пульки после снятия избытка стекла оплавляют на пламени го-
горелки, держа палочку почти вертикально пулькой вверх и вращая
для придания пульке шарообразной формы. Предварительно изго-
изготовляют стеклянную палочку-держатель. Палочку для держания
берут из сортов стекла, значительно отличающихся но коэффициен-
коэффициенту расширения и температуре размягчения от стекла, из которого
изготовляют бусины, например из молибденового или «Пирекс».
Стеклянную палочку для изготовления держателя нагревают в пла-
пламени горелки и растягивают. Узкий конец переплавляют. Заготовку
для изготовления бусины берут в левую руку, палочку-держатель —
в правую и разогревают их на небольшом пламени горелки. Как
только шарообразная часть пульки и узкий конец палочки-держа-
палочки-держателя начнут размягчаться, их вынимают из пламени, прикладывают
друг к другу и спаивают. Затем в левую руку берут припаянную
палочку-держатель и переплавляют другой узкий конец заготовки,
снимают избыток стекла, оплавляют, держа заготовку почти гори-
горизонтально и вращая до образования небольшого шарика. Заготовку
кладут на деревянную подставку для охлаждения. После остыва-
остывания шарик вследствие различного коэффициента расширения стекол
отпадает от палочки-держателя. Если шарик не отпадает при ос-
остывании, то слегка ударяют по месту спая резаком или напиль-
напильником.
Бусины можно изготовить и другим способом. Для этого из
стеклянной палочки нарезают цилиндрики длиной, примерно рав-
равной ее диаметру. Такой цилиндрический отрезок берут пинцетом
и оплавляют один конец, придавая ему шарообразную форму. К
оплавленному концу припаивают палочку-держатель из молибдено-
молибденового стекла или «Пирекс». Затем, взяв держатель с цилиндром в
правую руку, сплавляют при вращении другой конец, придавая
заготовке форму шарика. Полученный шарик с припаянной палоч-
палочкой кладут на деревянную подставку. При остывании шарик отде-
отделяется от иалочки-держателя.
§ 3. Изготовление форштосов и аллонжей
Форштос. Он представляет собой трубку чаще всего диаметром
10—12 мм и длиной 300—350 мм, к одному краю которой припаяна
более широкая трубка диаметром 22—24 мм и длиной 80—100 мм
60
Рис. 49. Форштос
(рис. 49). Форштос применяют при перегонке высококипящих
жидкостей, т. е. он служит воздушным холодильником. Он также
является деталью холодильника Либиха, его вставляют в стеклян-
стеклянную рубашку этого холодильника.
Способ изготовления форштоса достаточно прост. Эта операция
схожа с операцией спаивания трубок разного диаметра. Отрезают
часть широкой трубки длиной 280—325 мм, конец которой оттяги-
оттягивают с помощью стеклянной палочки в державу. Можно взять
трубку и, нагревая ее посередине, растянуть две державы, получив
сразу две заготовки. Затем развертывают края широкого конца
развертки. Развертывание концов цилиндрических стеклянных из-
изделий или трубок —одна из распространенных операций в стекло-
стеклодувной практике. Отрезок более широкой стеклянной трубки (за-
(заготовки) берут в правую руку и, вращая, нагревают ее конец на
расстоянии 2 мм в пламени горелки равномерно по всей окружно-
окружности торца трубки. Трубку при этом держат против пламени под
углом 45е. Конец заготовки нагревают до большего, чем при оп-
оплавлении краев, размягчения. В левую руку берут небольшую гра-
графитовую, металлическую или деревянную развертку. Вынимают из
пламени размягченный конец заготовки и вводят в него под тупым
углом развертку. При этой операции заготовку можно брать левой
рукой, а развертку — правой, т. е. так, как это удобно работающему
(рис. 50). Держа развертку одной рукой, другой рукой поворачивают
заготовку вправо и влево на пол-оборота. Можно разворачивать
конец, вращая развертку только в одну сторону. В результате на
конце заготовки образуются равные борта. Такой процесс развер-
развертывания называют разбортовкой.
Для получения более широких бортов, выходящих за сечение
трубки в виде плоскости перпендикулярно длине трубки, торцовый
конец нагревают на большую длину C—4 мм) и, когда стекло до-
достаточно размягчается, прикладывают к графитному бруску с не-
небольшим нажимом. Конец при этом несколько сплющивается, после
чего его снова нагревают и развертывают края, выравнивая утол-
утолщения и неровности. Операцию обычно повторяют. Затем разборто-
разбортовывают края так, чтобы получить плоскость бортика перпендику-
перпендикулярно длине трубки.
При неправильной разбортовке краев могут образовываться
следующие дефекты: неровная поверхность, слишком развернутые
поля, эллиптическое сечение торца.
Если развернутые края торца получились неровными, то размяг-
размягченный разбортованный конец прикладывают при вращении к мра-
мраморному или графитному бруску и слегка надавливают. При
остальных дефектах конец трубки при вращении в пламени горелки
снова разогревают, несколько осаживая стекло, и вторично разбор-
разбортовывают.
61
Рис. 50. Развертывание конца трубки
Рис. 51. Аллоиж
После разбортовки узкий конец державы отрезают в конечной
части так, чтобы диаметр ее был чуть больше диаметра узкой труб-
трубки, после чего полученный край широкой трубки спаивают с узкой.
В правую руку берут отрезок широкой трубки, в левую — узкий и при
вращении одновременно нагревают конусный конец широкой трубки
(несколько осаживая стекло) и конец узкой трубки. Нагретые концы
спаивают. Для получения ровного места спая и плавного перехода
от широкой части к узкой место спая разогревают, закрыв конец
трубки асбестом, и слегка поддувают. Кроме того, для получения
ровного места спая можно пользоваться деревянной или металли-
металлической подрезкой, в выемке которой вращают размягченный спай.
После отжига места спая на конце узкой трубки делают косой срез,
пользуясь планшайбой.
Аллонжи. Аллонж представляет собой две спаянные трубки
разного диаметра, согнутые под тупым углом (рис. 51). Аллонж
служит для соединения узкого конца форштоса или холодильника
•с приемником перегоняемой жидкости, стаканом, колбой и др. Для
изготовления аллонжа берут отрезок широкой трубки диаметром
20—22 мм, длиной 60—80 мм и узкую трубку диаметром 8—10 мм
длиной 100—120 мм. Обе трубки спаивают, как указано выше. Конец
широкой трубки разбортовывают. После спаивания двух отрезков
и отжига широкий конец трубки наглухо закрывают пробкой или
.асбестом. Заготовку вносят в неширокое пламя горелки и при вра-
вращении нагревают для размягчения конической части за местом
спая, вынимают из пламени и при поддувании сгибают под неболь-
небольшим углом. Затем полученное изделие отжигают и после остыва-
остывания делают косой срез на узком конце, пользуясь планшайбой.
§ 4. Изготовление переходных трубок
Переходные трубки служат для соединения между собой рези-
новых шлангов, как различных диаметров, так- и одинаковых.
Б первом случае изготовляют чаще всего конусные переходные
трубки, во втором — обычные цилиндрические.
Для изготовления конусной переходной трубки (последователь-
(последовательность ее изготовления показана на рис. 52, а) берут отрезок стек-
€2
a)
Рис. 52. Переходные трубки
лянной трубки длиной-примерно 90—110 мм и диаметром 15—17 мм.
(диаметр трубки зависит от диаметра соединяемых шлангов).
С каждого конуса трубки оттягиваются державы, узкие концы.
которых переплавляются. После переплавления конец одной из
держав заготовки отрезается. Образовавшееся отверстие оплав-
оплавляется. Она в дальнейшем служит для поддувания воздуха. С про-
противоположного конца заготовки, где осталась переплавленная дер-
держава, место перехода цилиндрической части в конус нагревается
при вращении на пламени горелки. Как только стекло достигнет
нужной степени размягчения, заготовку вынимают из пламени и
при поддувании растягивают на конус. По остывании узкий конец
конуса отрезается и оплавляется. Теперь он уже будет служить для
поддувания. Противоположный конец державы, служивший при
предыдущей операции для поддувания, с помощью стеклянной
палочки оттягивается и запаивается. Запаянный конец,
державы (с припаянной палочкой) нагревается иа пламени го-
горелки в месте перехода цилиндрической часги на конус при вра-
вращении, вынимается из пламени и при поддавании растягивается.
Получается заготовка с двумя конусными концами соответствующей
длины.
Для прочного соединения шланга с переходной трубкой на ней
делается несколько олив, т. е. круговых^выпуклостей или гофр с
обеих сторон переходной трубки. Чтобы получить оливу, заготовку
разогревают при вращении в узком пламени на некотором расстоя-
расстоянии от центра, выводя из огня, и слегка сжимают параллельно"
оси трубки обеими руками. Образуется круговая выпуклость —
олива. Аналогично получают оливу на другой стороне заготовки.
На каждой.стороне трубки делают нужное количество олив. Концы
заготовки с обеих сторон отрезают,, а края оплавляют. Для получе-
получения менее резких олив поступают следующим образом: размягчают:
стекло в соответствующем месте заготовки, вынимают ее из пла-
пламени и, вращая, поддувают воздух в незаплавленный конед растя-
63
нутой пульки. В месте разогрева образуется кольцевое вздутие с
плавным, пологим переходом.-
Для соединения широких шлангов с узкими одну сторону пере-
переходной трубки раздувают до большего диаметра, чем другую. Пере-
Переходную трубку для соединения широких резиновых трубок одина-
одинакового диаметра изготовляют более простым способом. Берут
отрезок трубки одинакового со шлангом диаметра, оплавляют концы
и один конец закрывают асбестом. Трубку, отступив на 8—10 мм
от конца, нагревают, вращая на узком пламени горелки и, вынув
из пламени, слегка сжимают в осевом направлении, делая оливу.
Затем вынимают асбестовую пробку и закрывают ею другой конец
трубки, на котором изготовляют такую же оливу.
Простая цилиндрическая переходная трубка, служащая обычно
для соединения шлангов одинакового диаметра, может быть изго-
изготовлена также следующим образом. К торцу стеклянной трубки
длиной 90—100 мм припаивается стеклянная палочка. Затем конец
трубки разогревается при вращении на пламени горелки и с по-
помощью стеклянной палочки оттягивается держава, узкий конец
которой переплавляется. Аналогично поступают и с другим концом
трубки. Образуется заготовка с двумя державами по концам.
Затем на нешироком пламени горелки на расстоянии 7—8 мм от
перехода цилиндрической части в конусную разогревают при вра-
вращении трубку и, выведя ее из пламени, слегка сжимают вдоль оси
обеими руками. Образуется олива (гофр). Аналогично поступают
с другим концом заготовки. По остывании концы заготовки в ко-
конусной части обрезают. Образовавшиеся отверстия оплавляют.
Цилиндрическую переходную трубку можно получить более
простым способом. В этом случае берут стеклянную трубку длиной
200—220 мм и соответствующего диаметра и, отступая от края на
70—80 мм, разогревают ее при вращении на нешироком пламени
горелки, затем вынимают из пламени и немного растягивают, так
чтобы диаметр узкой части был на 2—3 мм меньше диаметра трубки
(см. рис. 52, б). Аналогично производят -эту операцию с другим
концом трубки. Когда заготовка остынет, концы трубки на расстоя-
расстоянии 8—10 мм от узкой части обрезают. Концевые отверстия оплав-
оплавляют, немного стапливая стекло для уменьшения диаметра отвер-
отверстия. Получается переходная трубка с двумя оливами. При
изготовлении переходных трубок этим способом расходуется зна-
значительно больше материала — стеклянных трубок.
§ 5. Изготовление тройников и гребенок
Тройники. Они служат для соединения трех резиновых шлан-
шлангов и представляют собой стеклянную трубку с припаянным посере-
посередине боковым отростком. Диаметры прямой трубки и припаянного
отростка могут быть и одинаковыми, и разными.
При изготовлении тройников с одинаковыми диаметрами трубки
и отростка, обычйо 9—10 мм, изготовляют два отрезка: один длиной
8—10 см, другой 5—6 см. Один конец длинного отрезка оплавляют»
64
Рис. 53. Изготовление тройников
он служит для поддувания воз-
воздуха, а другой закрывают ас-
асбестом. Длинный отрезок труб- J
'ки берут в левую руку и, вра-
вращая, постепенно вносят в верх- .
нюю часть пламени. Прогрева
ют среднюю часть трубки пс
окружности. Затем делают
пламя горелки более резким и
узким и нагревают, не вращая,
место будущего припаивания.
В правую руку берут стеклян-
,ную палочку, разогревают ее
конец и, прикасаясь к размяг-
размягченному месту, слегка оттягивают назад. В месте разогрева обра-
образуется оттянутый конец — иголка / (рис. 53, а). Это место снова на-
нагревают в пламени до значительного размягчения и, вынув из огня,
вдувают в трубку воздух.
На месте оттяжки образуется тонкостенный выдув 2 (рис.
53, б). Тонкое стекло выдува снимают разверткой, в результате
чего на трубке образуется боковое отверстие. Разогревание следует
вести таким образом, чтобы полученное отверстие имело одинако-
одинаковый диаметр с диаметром припаиваемого отростка. Если диаметр
отверстия получился несколько меньше диаметра отростка, то его
осторожно разворачивают узкой разверткой. Затем второй конец
длинной трубки также закрывают асбестом. Края полученного от-
отверстия и конец отростка разогревают в пламени горелки и припаи-
припаивают его, слегка оттягивая и поддувая воздух через отросток 3
(рис. 53, в). После этого, взяв длинную трубку в одну руку, а
отросток — в другую руку, вращают тройник в пламени горелки
так, чтобы пламя охватывало лишь место спая (рис. 54). При этом
происходит размягчение и осаживание стекла. После разогревания
места спая изделие вынимают из огня и слегка поддувают. Если
спай образовался недостаточно ровно, то операцию повторяют.
Затем место спая снова разогревают и выдувают на шве спая
небольшой выдув. Отросток оттягивают для получения ровного
перехода трубки в отросток 4 (рис. 53, г).
При изготовлении тройников с отростйами разного диаметра
или при припаивании узкого отростка к широкой трубке процесс
впайки аналогичен описываемому. Во втором случае трубку в
месте припая следует периодически обогревать по всей окружности
пламени-горелки во избежание образования трещин.
Тройники изготовляют из широких трубок теми же приемами,
что и из узких. Трубку в месте спая также периодически прогре-
прогревают по всей окружности для получения одинаковой толщины
краев отверстия и стенок припаиваемого отростка. Кроме того,
последующий разогрев спая при вращении связан с большими
трудностями, чем при изготовлении тройника из узких трубок.
В этом случае трубку разогревают по частям. Впаиваемый отросток
3—П22 . . 65
Рис. 54. Исходное положение тройника при впайке отростка
широкой трубки предварительно оттягивают в державу, которую
перерезают в конической части. Узкий конический конец припаи-
припаивают к отверстию широкой трубки. Место припаивания выравни-
выравнивают и поддуванием увеличивают диаметр места спая. Затем снова
нагревают место спая, осаживая стекло, и опять поддувают. Опе-
Операцию повторяют-до тех пор, пока не получится ровный спай с диа-
диаметром, равным диаметру трубки (рис. 55). Для лучшего соедине-
соединения тройников с резиновыми шлангами на концах можно раздуть
оливы.
Гребенки. Они представляют собой стеклянные трубки с впаян-
впаянными в них несколькими отростками (рис. 56, а) и служат для сое-
соединения какой-либо емкости с несколькими сосудами или шлангами.
Гребенки широко используют в приборах для газового анализа.
Способ изготовления их принципиально ничем не отличается от
изготовления тройников с одним отростком.
При впаивании нескольких отростков необходимо следить, чтобы
они находились в одной плоскости или впаивались под строго за-
заданными углами.
Гребенки и тройники из барометрических трубок изготовляют
так же, как' и из обычных стеклянных. При изготовлении спая из
барометрических трубок боковое отвер-
отверстие делают большего диаметра, чем диа-
диаметр припаиваемого отростка. Потом губ-
губки отверстия разогревают и, осаживая
стекло, доводят диаметр отверстия до ди-
диаметра отростка. Это необходимо делать,
чтобы получить одинаковую толщину
стекла и в месте спая. Во избежание па-
сечки (небольших трещинок) на толсто-
толстостенных барометрических трубках npi
изготовлении тройников или гребенок от-
отросток и длинную трубку обертывают
Рис. 55. Изготовление трой-
тройников из широкой трубки
66
'Рис. 56. Гребенка (а) и тройник из барометрической трубки (б)
листовым или шнуровым асбестом справа л слева от места спая
(рис.56, б).
§ 6. Изготовление пробирок
и небольших стеклянных стаканчиков
Химические пробирки. Для изготовления пробирок берут стек-
стеклянную трубку диаметром 12—il4 мм, протирают, удаляя пыль
снаружи и внутри, проталкивая тряпичный тампон. На коротком
отрезке трубки на расстоянии 15—17 см от ее торца наносят метку
карандашом для стекла. Другой торец заготовки нагревают и
разбортовывают разверткой. Затем трубку берут в левую руку и
■ при вращении разогревают другой конец у нанесенной метки в
узком пламени горелки и к ее краю припаивают разогретую стек-
стеклянную палочку, оттягивая ее затем на центр трубки. На том же
пламени при вращении разогревают трубку между меткой и при-
припаянной стеклянной палочкой. Как только стекло достигает нужной
степени размягчения, заготовку вынимают из пламени и, продолжая
вращать, оттягивают державу, которую переплавляют в узкой
части. Полученную державу нагревают у перехода цилиндрической
части в конус на узком пламени горелки, стеклянной палочкой сни-
снимают избыток стекла (эта заготовка находится в самом пламени
и вращается левой рукой). Палочкой собирают избыток стекла.
Образовавшийся на конце трубки залив продолжают разогревать,
держа заготовку заливом вверх под углом 45° к плоскости стола,
затем вынимают из пламени и поддувают для выравнивания стенок
дна пробирки. После этого снова нагревают дно пробирки, несколь-
несколько осаживая стекло, и опять поддувают для образования сфериче-
сферического дна с одинаковой толщиной стенок (рис. 57).
Значительно проще изготовить сразу две заготовки из трубки
длиной 34—40 см, которую предварительно развертывают с обоих
концов. Трубку растягивают посередине на нешироком пламени
горелки и переплавляют. Затем у каждой заготовки изготовляют
круглое дно, как указано выше.
Пробирки большого диаметра изготовляют на большом пламени
горелки. На расстоянии, равном длине пробирки, с одного и другого
концов стеклянной трубки оттягивают две державы. На одном
конце державу переплавляют, снимают избыток стекла и подду-
поддувают для образования сферического дна. Затем разогревают самое
основание дна и быстро выдувают толстостенный пузырь. Тонкое
3*
67
I
стекло выдува удаляют и на его
месте получается отверстие. Края
образовавшегося отверстия разогре-
разогревают и, вынув из пламени, прижи-
прижимают к графитовой пластинке для
выравнивания. Затем края снова
разогревают и, пользуясь графито-
■ - N вой или металлической разверткой,
развертывают отверстие до диамет-
Рис. 57. Пробирки: ра цилиндрической части заготовки.
; —с полукруглым дном; 2 —для В отличие от разбортовки разверты-
центрифугировання^З-с плоский вание отверстия трубки ПРОИЗВОДЯТ,
держа развертку параллельно дли-
длине трубки. Для придания разверну-
развернутому концу строго цилиндрической формы последний вращают,
пока стекло еще не затвердело, на деревянной или гетинаксовой
обкатке. Развертуный конец затем разбортовывают.
Закругленное дно широкой пробирки изготовляют, как описано
выше. Для поддувания воздуха в разбортованный конец вставляют
резиновую пробку со стеклянной трубкой. Обычно при изготовле-
изготовлении сферического дна избыток стекла не снимают концом державы,
а перемещают дно в пламени горелки из центра к краям нагрева.
Затем, для накопления достаточного количества стекла дно пробир-
пробирки подогревают на широком пламени, вращая пробирку дном вниз
под углом 45°. Расплавленное стекло при этом будет перемещаться
(стекать) вниз и накапливаться, образуя нужный для изготовле-
изготовления дна залив. После развертывания краев и изготовления
закругленного дна пробирки места разогрева стекла следует
отжечь сначала на менее горячем, затем на светящемся пламени и,
наконец, в муфельной печи при соответствующей температуре.
Пробирки для центрифугирования. Центрифужные прооирки
применяют для центрифугирования жидкостей, содержащих осадки
или взвеси; отличаются они от обычных пробирок тем, что нижняя
часть их сходится на конус (см. рис. 57).
Для изготовления центрифужных пробирок берут трубку соот-
соответствующего диаметра D5—16 мм). Края трубки оплавляют. По-
Поскольку длина таких пробирок незначительна G—9 см), то раз-
разбортовку краев лучше производить после изготовления конусного
дна. Отрезок трубки длиной 14—18 см, вращая, нагревают посере-
посередине и, вынув из пламени, растягивают. Узкую часть между держа-
державами переплавляют, получая две заготовки. К узкой части державы
припаивают стеклянную палочку. Оттянутый конец державы,
нагревают в пламени горелки, немного скапливая стекло для утол-
утолщения стенок. Затем заготовку вынимают из пламени горелки и,
слегка поддувая, растягивают на конус. Все эти операции произ-
производят при вращении заготовки для образования правильного
конуса. После получения конуса нужного сечения приступают к
отделке дна пробирки. Узкий конец заготовки нагревают и стеклян-
стеклянной палочкой снимают избыток стекла. Образовавшийся залив на
68
Р..ито разреза
Рис. 58. Пробирки для взвеши- .Рис. 59. Последовательность операции по
ваш/я изготовлению стакана «>
конусе узкой части разогревают, держа пробирку дном вверх под
углом 45° к пламени горелки. Затем вынимают из огня и слегка
поддувают для образования сферического дна. Операцию разогре--
вания и поддувания повторяют, добиваясь образования полукругло-
полукруглого дна нужного сечения с равномерной толщиной стенок. После
отделки дна разбортовывают наружные края пробирки небольшой
графитовой разверткой. Изготовленную пробирку отжигают.
Пробирки с плоским дном. Процесс изготовления пробирки с
■плоским дном аналогичен процессу изготовления пробирки с по-
полукруглым дном. Сначала изготовляют пробирку с полукруглым
дном, которое нагревают на пламени горелки и при вращении при-
прижимают в обугленной деревянной или гетинаксовой доске. В ре-
результате образуется плоское дно, часто слегка вогнутое внутрь
пробирки. Для получения ровной плоскости дно разогревают и,
слегка поддувая, выравнивают, прижимая его при вращении к
бруску. Удобно в* этом случае брусок или доску держать в левой
руке вертикально, а пробирку прижимать к нему при вращении и
поддувании, держа ее горизонтально.
Пробирки для взвешивания. Такие пробирки представляют собой
обычного типа пробирку длиной 8—12 см, к которым немного ниже
отверстия припаяны две стеклянные палочки (рис. 58). Эти про-
пробирки посредством металлической проволочки, надетой на стеклян-
стеклянные отростки, подвешивают к коромыслу весов. Предварительно
изготовляют пробирку с полукруглым дном и разбортованными
краями. Затем на узком огне нагревают одновременно небольшой
участок поверхности пробирки на расстоянии 1—1,5 см яиже борта
69
и конец отрезка другой узкой стеклянной трубки или палочки. Как
только стекло достигнет достаточной степени размягчения, припаи-
припаивают отрезок трубки или палочки к пробирке. Удобнее всего поль-
пользоваться отрезками трубки или палочки диаметром З-г-4 мм и
длиной 15—20 мм. Затем на пламени горелки одновременно разо-
-гревают участок пробирки, лежащий напротив уже припаянного
отрезка, и конец второго отрезка трубки или стеклянной палочки.
Как только стекло достаточно нагреется, припаивают второй отре-
отрезок к краю пробирки. Места припаивания следует отжечь сначала
на обычном, затем на более низкотемпературном пламени и, • на-
наконец, закончить отжиг в муфельной печи. Короткие отрезки пало-
палочек при пайке держат пинцетом.
Стеклянные стаканы. Для изготовления небольших стаканчиков
подбирают стеклянную трубку диаметром 30—32 мм. Последнюю
хорошо протирают или промывают. После просушки трубку берут
в правую руку и подогревают ее конец при вращении в пламени
горелки. Пламя должно быть немного шире диаметра трубки.
Левой рукой к концу трубки припаивают стеклянную палочку и
выводят ее на центр сечения трубки. Трубку, немного отступив от
места припая палочки и вращая, хорошо разогревают, несколько
осаживая стекло, а затем, вынув из огня, растягивают в державу.
Потом отступив примерно на 80—85 мм от места перехода трубки
в конус, оттягивают таким же способом вторую державу (рис. 59).
После остывания трубку посередине между двумя державами раз-
разрезают одним из ранее описанных способов (наилучшим из- них
является разрезание трубки алмазным диском) и получают две за-
заготовки /. Отрезанный торец заготовки, вращая, нагревают на рас-
расстоянии 2—3 мм от края и, как только стекло достаточно размяг-
размягчится, правой рукой слегка прижимают к графитовому бруску для
выравнивания места разреза. При пользовании алмазным диском
эту операцию можно не производить. Если при разрезании широкой
стеклянной трубки края получатся со значительной неровностью,
то их разогревают в пламени горелки и, пользуясь ножницами, вы-
выравнивают, отрезая выступающие части торца. Избыток стекла на
выступах в месте разреза можно снять нагретой стеклянной палоч-
палочкой. Затем выровненные края торца нагревают и разбортовывают,
пользуясь разверткой 2. В одном месте разбортовки (развернутого
края торца) оттягивают носик 3 для слива жидкости. Для этого
развернутый край нагревают на небольшом отрезке окружности
торца на узком пламени горелки и краем металлической развертки
слегка нажимают изнутри под углом 45° на нагретую часть тэрца.
После изготовления носика развернутые края заготовки отжигают
на светящемся пламени и охлаждают на деревянной или гетинак-
совой подкладке. В- разбортованный конец вставляют пробку со
стеклянной трубкой или державу с открытым и оплавленным кон-
концом, на цилиндрическую часть которой наматывают шнуровой или
листовой асбест'4. Держава с намоткой из асбеста должна плотно
входить в открытую часть заготовки. Пользуясь вставленной в торец
державой, заготовку при вращении нагревают и оплавляют узкий
70
конец державы с другой стороны. После этого образовавшийся при
оплавлении залив нагревают на пламени горелки, держа заготовку
под углом узким концом вверх, разгоняя залив по всей поверхности
конуса. Поворачивая заготовку под соответствующим углом к пла-
пламени горелки, осаживают стекло, перемещая его равномерно по
всей поверхности. Заготовку вынимают из пламени, слегка подду-
поддувают, выравнивая дно стакана. Заготовку берут в правую руку и
дно стакана снова нагревают. Затем, вынув заготовку из пламени
горелки и быстро вращая, прижимают разогретое дно к обожжен-
обожженной деревянной или гетинаксовой доске, перпендикулярно ее
поверхности, одновременно поддувая воздух через вставленную в
заготовку державу или трубку 5. В результате этой операции обра-
образуется ровное дно с одинаковой толщиной стенок. Дно изготовлен-
изготовленного стакана отжигают сначала на горелке, а затем готовый ста-
стакан—в муфельной печи 6. Более широкие стаканы изготовляют
таким же способом, но только на более широком огне из трубки
большего диаметра.
§ 7. Изготовление стеклянных шаров,
хлоркальциевых трубрк и колб *
Стекл$нные шдры. Выдувание стеклянных шаров — это опера-
операция, которую необходимо освоить для изготовления более сложных
стеклянных изделий — хлоркальциевых трубок, различных колб,
специальных сосудов и др.
Для изготовления небольшого шарика диаметром 20—25 мм
берут отрезок стеклянной трубки длиной 20—22 см и диаметром
6—8 мм. Трубку при вращении разогревают посередине в пламени
горелки, после размягчения стекла ее вынимают из огня и растяги--
вают, получая две державы. Державы затем переплавляют в узкой
части и получают две заготовки для изготовления двух шаров.
Конец заготовки у перехода трубки в конус разогревают на узком
пламени горелки и избыток стекла снимают концом державы или
стеклянной палочки. Разогретый конец слегка поддувают и снова
разогревают, после чего опять поддувают для получения сфериче-
сферического дна, как это описано при изготовлении пробирок. Дно
разогревают при вращении в пламени горелки и, вынув из огня,
раздувают в небольшой шарик. Поддувание воздуха в этом случае
ведут не рывками, а равномерно, увеличивая выход к концу раздува.
При выдувании стеклянных шаров вдох производится только носом.
Если диаметр шарика меньше заданного, то операцию разогрева
и выдувания повторяют. Раздутый на конце трубки шарик поме-
помещают в пламя горелки и при вращении нагревают стекло, повора-
поворачивая заготовку под разными углами к факелу пламени для равно-
равномерного "распределения расплавленного стекла по всей шаровой
поверхности. Потом трубку вынимают из огня и, вращая, выдувают
шарик большего диаметра. Полученный на конце трубки шарик
можно в дальнейшем использовать для изготовления промывалки
или барботера.
* Далее будут описаны способы изготовления колб небольшой емкости.
71
Рис. 60. Изготовление стеклян- Рис, 61. Хлоркаль- Рис. 62. Кругло-
ного шара циевая трубка донная колба
Шары большого диаметра C5—40 мм) изготовляют следую-
следующим образом (рис. 60). Из трубки диаметром 18—20 мм получают
пульку с длинной цилиндрической частью 5—6 см. Эту пульку ис-
используют для раздутия стеклянного шара. Один узкий конец пульки
заплавляют, а другой оставляют открытым, слегка оплавляя. Держа
пульку двумя руками за концы державы, вносят ее в пламя газовой
горелки. При вращении разогревают правую часть пульки у пере-
перехода цилиндрической трубки в конус. После достаточного размягче-
размягчения стекла пульку вынимают из огня и, вращая, раздувают на
конце пульки шар. Чтобы шар получился с достаточной толщиной
стенок, его снова разогревают, равномерно перемещая стекло в
место .раздува, и выдувают шар. Когда шар готов, заготовку снова
разогревают в пламени рядом с выдутым шаром и выдувают второй
шар, который частично перекрывает первый. Затем выдувают рядом
третий шар. Если диаметр изготовляемого шара не очень велик,
то можно ограничиться выдуванием только двух шаров. При полу-
получении шаров воздух следует вдувать равномерно, не прекращая,
выдоха. В результате выдувания шаров длина пульки умень-
уменьшается. :
Теперь заготовку, состоящую из двух -или трех шаров, опять
разогревают на широком пламени горелки (пламя должно охваты-
охватывать все шары одновременно). Разогревают заготовку при непре-
непрерывном вращении под разными углами к пламени горелки. Этим
достигается равномерность перемещения размягченного стекла по
всей поверхности заготовки и выравнивание волнистости. Затем
заготовку вынимают из пламени и вдувают в открытый конец воз-
воздух. При этом заготовку продолжают вращать и слегка сжимают
с концов. Поддувание не должно быть очень сильным. Лишь в конце
72
раздува следует с большой силой вдувать воздух. В результате этой
сложной операции образуется ровный шар с одинаковой толщиной
стенки. Диаметр полученного шара измеряют закрепленным в
вертикальном положении кронциркулем с разведенными до нужной
величины концами. Если диаметр шара больше или меньше задан-
заданного, то операцию раздува повторяют, добиваясь заданного диа-
диаметра. Если шар получился большего размера, то его разогревают
на широком пламени горелки, диаметр шара уменьшается за счет
стапливания и осаживания стенок, и затем разогретую заготовку
вынимают из пламени и снова раздувают до нужного размера.
После изготовления шар отжигают сначала на слабом, а затем на
светящемся пламени горелки.
Для получения шара с припаянными к нему двумя узкими труб-
трубками, расположенными друг против друга, предварительно берут
два отрезка трубки длиной 12—14 см. Один конец каждого отрезка
оплавляют на пламени горелки. Затем из более широкой трубки
(диаметром 20—30 мм) изготовляют, как сказано выше, пульку.
Концы держав у пульки отрезают и на их месте припаивают два
узких отрезка стеклянной трубки. Из пульки с припаянными узкими
трубками изготовляют шар описанным ранее способом.
Хлоркальциевые трубки. Для получения таких трубок предвари-
предварительно из трубки диаметром 13—15 мм изготовляют пульки длиной
8—10 мм с двумя державами. Одну державу отрезают и на это
место припаивают стеклянную трубку малого диаметра (рис. 61).
Место спая хорошо проплавляют. Конец приплавленного отрезка
закрывают асбестом. Затем место припая отрезка к пульке разогре-
разогревают на широком пламени. Как только стекло достаточно размяг-
размягчится, заготовку вынимают из пламени и в месте разогрева выду-
выдувают небольшой шар. После охлаждения другой конец пульки
отрезают в месте перехода цилиндрической части в коническую. Края
широкой части заготовки разбортовывают.
Круглодонные колбы. При изготовлении колб объемом 100—
150 мл используют стеклянные трубки диаметром 22—24 мм. Из
такой трубки путем оттягивания двух держав получают пульку
Длиной 12—14 см в цилиндрически части. Узкий конец одной дер-
державы отрезают и оплавляют, а другой—запаивают наглухо. Затем
на пульке раздувают сначала один шарик, потом второй. Шарики
выдувают у одного края пульки, т. е. там, где находится заплавлен-
ный конец державы. Эту заготовку, состоящую из двух соприка-
соприкасающихся шаров, нагревают на широком и достаточно резком пла-
пламени и выдувают один шар большего диаметра (диаметр шара
должен быть около 60—65 мм). Шар отжигают и охлаждают на
Деревянной подставке.
При изготовлении колбы объемом 60—80 мл можно выдуть
сразу один шар, не прибегая к предварительному раздуву двух
Шаров. Шар должен быть раздут так, чтобы от шара с одной сто-
стороны оставалась цилиндрическая часть длиной 8—10 см( рис. 62).
После изготовления шара приступают к отделке горла колбы.
Конец цилиндрической части заготовки отрезают любым из выше
'73
Рис. 63. Плоскодонная колба
Рис. E4. Колба Вюрца
__Рис. 65. Процесс изготовления ко:
нической колбы
описанных методов. Края отрезанной широкой трубки нагревают
в пламени горелки и, если необходимо, выравнивают на графито-
графитовом бруске и разбортовывают. Заготовку отжигают и кладут на
деревянную подставку. По остывании отделывают круглое дно
колбы. Предварительно горло колбы закрывают пробкой со встав-
вставленной в нее стеклянной трубкой для поддувания воздуха. Место
перехода шара в узкий конец державы нагревают при вращении
в слабом пламени, которое по мере разогревания увеличивают. При
этом происходит скапливание стекла в конической части и умень-
уменьшение диаметра узкого конца державы. Затем делают пламя го-
горелки узким и резким и концом державы (или стеклянной палочки)
снимают избыток стекла у дна колбы (см. с. 72). Потом дно колбы
разогревают при вращении и, вынув из пламени, слегка поддувают,
выравнивая наплыв стекла у дна.
Эту операцию повторяют два-три раза до получения дна с рав-
равномерной толщиной стенки. После изготовления круглого дна ниж-
нижнюю часть колбы подогревают на широком, но слабом пламени го-
горелки. Затем колбу отжигают на светящемся пламени, завершают
отжиг в муфельной печи.
Плоскодонные колбы (рис. 63). Колбы с плоским дном изго-
изготовляют из круглодонных колб. Сначала отделывают круглое дно.
Затем его разогреваю/г при вращении на широком пламени горелки
74 ' • ■
до значительного размягчения, вынимают из огня и,.вращая с од-
одновременным поддуванием, прижимают к обожженной деревянной
доске. Колбу держат при этом в левой руке, а доску — в правой.
Положив доску на стол и прижимая к ней дно колбы, отделывают
плоское дно, которое затем отжигают.
Колба Вюрца (рис. 64). Для изготовления колбы Вюрца выду-
выдувают сначала круглодонную колбу с длинным горлом. Затем к
средней части горловины колбы припаивают отрезок стеклянной
трубки длиной 12—14 см и диаметром 6—8 мм. Способ припайки
отростка аналогичен способу изготовления тройника. В средней
части горла колбы на узком пламени разогревают небольшой уча-
участок поверхности и, пользуясь стеклянной палочкой, оттягивают
иголку. Место оттяжки с иголкой разогревают и через трубку с
пробкой, вставленную в разбортованное горло колбы, выдувают
тонкостенный пузырь. Тонкое стекло счищают и припаивают к
образовавшемуся отверстию стеклянную трубку. При последующей
обработке места спая припаянную трубку несколько оттягивают
вниз под небольшим углом. Место спая отжигают.
Конические колбы (рис. 65). Изготовление конических колб
несколько сложнее, чем круглодонных и плоскодонных. Для изго-
изготовления конической колбы объемом 150—200 мл берут трубку
диаметром 26—28 мм, из которой оттягивают пульку длиной 100—
120 мм в цилиндрической части. Узкий конец одной из держав
запаивают, а другой отрезают и слегка оплавляют. Пульку берут
обеими руками за концы держав и, вращая, разогревают край
пульки (у запаянной державы). Вынув пульку из пламени разду-
раздувают шар в месте разогрева. Таким же путем раздувают рядом еще
шар. Оба шара разогревают и выдувают один шар диаметром,
равным диаметру широкой нижней части конической колбы. Затем
выдувают рядом еще один или два шара меньших диаметров.
Участок между шарами нагревают при вращении на широком пла-
пламени горелки (пламя должно охватывать оба шара) и, вынув из
пламени и слегка поддувая, растягивают заготовку на конус. Затем
снова разогревают и, поддувая, опять растягивают на конус. Эту
•операцию повторяют до тех пор, пока заготовка не примет форму
правильного конуса. После образования конической заготовки
приступают к отделке горловины колбы. Поскольку у конической
колбы горло должно иметь небольшую длину, его отрезают резаком
или палочкой.
Часто горловину колбы получают методом раздува тонкостей-,
'ного пузыря-выдува. В этом случае запаянный конец второй дер-
державы у дна колбы отрезают и оплавляют (для поддувания воз-
Духа) j а конец открытой державы переплавляют у места перехода
Цилиндрической части в конус и избыток стекла в этом месте сни-
снимают концом державы и получают сферическую поверхность. По
остывании сферическую поверхность разогревают на остром и уз-
Ком пламени горелки, и, вынув из пламени, раздувают тонкостен-
тонкостенный пузырь. Тонкий слой стекла счищают, образовавшееся отвер-
отверстие развертывают, выравнивают, на графитовом бруске и
75
Рис. 66. Мерная
колба
Р.ис. 67. Деревянная форма для
изготовления колб
разбортовывают. После отжига горловины колбы й ее охлаждения
приступают к отДелке плоского дна колбы. В горловину вставляют
пробку со стеклянной трубкой, переплавляют узкую часть державы
у перехода шаровой поверхности дна в конус, а далее поступают
так же, как при изготовлении плоского дна у стакана или плоско-
плоскодонной колбы. Готовые изделия отжигают сначала на горелке, а
затем в муфельной печи.
Заготовки для мерных колб. Заготовку для мерной колбы,
т. е. колбы без нанесенной на ней метки (рис. 66), выдувают так
же, как плоскодонную или коническую колбу.
Для заготовок мерных колб объемом 100—250 мл берется стек-
стеклянная трубка с наружным диаметром от 22—26 мм и толщиной
стенок 1—1,5 мм, из которой изготовляется пулька длиной 55—
65 мм и диаметром 40—50 мм. К одному концу пульки припаивают
стеклянную трубку длиной 150—160 мм и наружным диаметром
14—18 мм. Из пульки раздувают шар, соответствующий наружному
диаметру изготовляемой мерной колбы. Проверяют штангенцир-
штангенциркулем, используя специальные таблицы *, соответствие объема
колбы диаметру ее шаровой части. Далее, как указано на с. 74,
придают шару форму мерной колбы, отделывают плоское дно.
При изготовлении изделия необходимо внимательно следить, чтобы
горловина была припаяна строго вертикально. После этих операций
изделие отжигают. Верхнюю часть горловины немного разверты-
* Расчетные таблицы приведены в кн.: Веселовский С. Ф. Стеклодувное дело.
М., 1952, а также в первом издании настоящего учебного пособия «Стеклодувное
дело». М., 1968. . -
76
вают и оплавляют. Охлажденную ксГлбу калибруют и наносят на
горловину -соответствующую метку, а на выпуклую часть колбы
наносится числовое обозначение объема изготовленного изделия
(см. с. 77). Описанный метод изготовления мерных колб довольно
длителен.
Для изготовления большого количества колб значительно эф-
эффективнее использовать при выдувании специальные формы (рис.
67). Формы, как правило, изготовляют из дерева твердых пород —
березы, ольхи, дуба и др.
Деревянному брусу длиной примерно 120—150 мм и толщиной
90—100 мм (в зависимости от объема изделия) придается форма
правильного шести- или восьмигранника. Брус разрезается на две
равные половинки. В каждой половинке выдалбливается или вы-
высверливается емкость, равная по форме и объему половине изго-
изготовляемой мерной колбы.
При смыкании обеих половинок внутренняя полость должна
полностью соответствовать объему и форме изготовляемого изде-
изделия. Обычно при отделке внутренней полости соответствие ее из-
изделию проверяется путем укладывания в нее колбы-образца. Вну-
Внутренние стенки формы должны при смыкании плотно во всех точ-
точках облегать колбу-образец.
Половинки формы соединяют двумя наружными петлями для
"раскрывания и закрывания формы. В передней части навешивается
запирающий крючок. Половинки должны быть пригнаны так, чтобы
зазор был минимальным. Внутреннюю полость равномерно обжи-
обжигают на пламени горелки, так чтобы поверхность дерева слегка
обугливалась, затем равномерно смазывают машинным маслом.
Можно поступить и иначе. Объем полости внутри формы делается
несколько большим, чем объем изготовляемого изделия. Затем из
хорошо просеянной глины, мелко распушенного асбеста и воды
изготовляется керамическая масса —«тесто». Для «теста» берется
одна часть глины и одна часть -асбеста. Массу хорошо промеши-
промешивают, равномерным небольшой толщины слоем укладывают в обе
половинки формы. В форму укладывают хорошо смазанную мине-
минеральным маслом колбу-эталон. Обе половинки формы смыкают.
Лишнюю массу убирают. Форму запирают крючком и высушивают
3—4 дня, после чего колбу-эталон вынимают из формьь Изнутри
форму покрывают сажей, обрабатывают коптящим пламенем..
Колбу изготовляют следующим образом. Пульку соответствую-
соответствующего размера с припаянной горловиной равномерно прогревают на
пламени горелки до размягчения и быстрым движением руки по-
помещают внутрь формы. Форму также быстро смыкают и запирают
крючком. Пульку в форме вращают й равномерно поддувают через
горловину, пока стекло не примет нужную форму и не затвердеет.
Раздув колбы в форме можно производить как в вертикальном,
так и в горизонтальном положении. Вращение должно быть доста-
достаточно быстрым, чтобы поверхность колбы была ровной и
гладкой.
Таким же способом можно приготовлять заготовки для бюкс;
77
а также кругло- и плоскодонные и конические колбы. Производив
тельность труда при выдувании изделий этим способом увеличи-
увеличивается в несколько раз. ' ' . ■
§ 8. Изготовление и запаивание ампул
Наиболее распространены следующие типы ампул (рис. 68):
шариковые (/) с узким и длинным отростком для запаивания жид-
жидкостей; для инъекции B); цилиндрические (S), изготовляемые из
пробирок со сферическим или плоским дном; круглые D), в виде
плоскодонных колб с запаянной горловиной.
В зависимости от назначения коническая часть ампулы может
быть длинной или короткой. Ампулы с раствором, лекарственными
веществами для инъекций и жидкостями, используемые для приго-
приготовления органических препаратов, имеют довольно длинный и тон-
тонкостенный конический отросток, который легко можно разбить.
Коллекционные препараты запаивают в ампулы с коротким отрост-
отростком.
Шариковые ампулы. Из отрезка стеклянной трубки диаметром
6—8 мм изготовляют пульку длиной 13—15 мм, оттягивая с обоих
концов ее тонкостенные, длинные (длина 20—25 см) и узкие (тол-
(толщина 2—2,5 мм) державы. Концы держав отрезают. Пульку посере-
посередине переплавляют на узком и резком огне, получая две заготовки
для ампул. Широкую часть заготовки разогревают в' пламени
горелки, отбирают стеклянной палочкой избыток стекла — усик,
образовавшийся в месте переплавленной пульки, и слегка подду-
поддувают. Затем снова хорошо разогревают широкий участок заготовки,
вынимают ее из пламени и (при вращении) за один прием выду-
.вают шарик диаметром 18—20 мм. Получают ампулу, готовую для
заполнения жидкостью.
Цилиндрические ампулы. Цилиндрические ампулы изготовляют
из пробирок различного диаметра. При отсутствии готовых проби-
пробирок их предварительно изготовляют из стеклянных трубок. Про-
Пробирку при вращении разогревают на заданном расстоянии от конца
Рис. 68. Типы ампул
78
Рис. 69. Заготовки для ампул
и затем, когда стекло достаточно размягчается, вынимают ее из
пламени и при вращении растягивают. В зависимости от назначе-
назначения перетяжку делают короткой или длинной. При отсутствии гото-
готовых пробирок из стеклянной трубки соответствующего диаметра
изготовляют последовательно три пульки (рис. 69). Среднюю пульку
делают более короткой, чем крайние, из которых в дальнейшем
изготовляют ампулы. Заготовку разрезают посередине внутренней
пульки на две части любым способом и получают две заготовки
для ампул. Концы держав переплавляют у края пульки, снимают
избыток стекла и, слегка поддувая, изготовляют полукруглое дно
ампулы.
Медицинские ампулы с веществами для инъекций. Для изготов-
изготовления медицинских ампул предварительно выдувают тонкостенные
пробирки (как правило, с плоским дном), которые затем растяги-
растягивают. Они изготовляются из специального ампульного стекла.
Круглые ампулы. Изготовляют их из плоскодонных колб . с
длинной и узкой горловиной. Горловину колбы при вращении на-
нагревают на пламени горелки и затем растягивают. Заполнять ам-
ампулы жидкостью или мелко раздробленным материалом можно не-
непосредственно через верхнюю часть растянутой заготовки (до ее
переплавления). Наполнять ампулы можно следующим образом.
Шарик ампулы помещают в нагретую воду. Как только шарик с
находящимся в нем воздухом прогреется, ампулу быстро вынимают
из воды и опускают узким концом в соответствующую жидкость.
По мере остывания шарика жидкость засасывается и заполняет
ампулы, после чего конец осторожно слегка нагревают, удаляя из
него жидкость. Затем на узком пламени горелки конец ампулы
переплавляют на расстоянии 15—18 см от шарика. Если жидкость
в ампуле нужно после заполнения взвесить, то узкий конец ампулы
до запаивания осторожно нагревают и загибают в виде крючка,
после чего запаивают. При . переплавлении — запаивании ампулу
держат почти вертикально. Запаянную ампулу помещают в стакан
узким концом вверх для охлаждения запаиваемого конуса. Если
ампула заполняется низкокипящей или огнеопасной жидкостью, то
перед заполнением узкий конец для удаления жидкости в нем нагре-
нагревают, обертывая предварительно нагретым асбестом. На пламени
горелки обогревать конец ампулы категорически воспрещается. За-
Затем ампулу с легкокипящей жидкостью помещают на 2/3 длины в
стакан с охлаждающей смесью — твердой углекислотой или жид-
жидким азотом — и только потом запаивают.
При запаивании ампул с низкокипящими или огнеопасными
веществами на лицо надевают защитную маску со стеклянными
очками, а на руки — асбестовые рукавицы. Для защиты корпуса
работающего надевают асбестовый фартук. Такие же меры предо-
предосторожности необходимо соблюдать при запаивании ампул с от-
отравляющими веществами. Вместо маски в этом случае надевают
Противогаз, резиновые фартук и перчатки.
Цилиндрические ампулы и ампулы-колбы заполняют обычным
способом через горловину. При запаивании этих ампул с огнеонас-
79
ныьш или отравляющими веществами необходимо соблюдать опи-
описанные выше меры предосторожности.
Запаивают ампулы всех типов в почти вертикальном положе-
положении на узком пламени горелки. Если в ампулу запаивают твердые
крупные кристаллы, то их предварительно помещают в пробирку
(или колбу) и лишь потом пробирку (или колбу) растягивают и
переплавляют.
Ампулы с веществом запаивают под вакуумом следующим об-
образом. Выдувают заготовку для ампулы, заполняют ее веществом
и оттягивают державу. Если запаивают крупные твердые куски или
кристаллы, то пробирку, из которой в дальнейшем получают ам-
ампулу, заполняют до изготовления перетяжки. После оттягивания
державы заготовку или пробирку, равномерно вращая, нагревают
у перехода ее в державу или даже немного отступая от места
перехода ее в широкую часть заготовки, причем нагретое место
не растягивают или растягивают слегка. В месте нагрева набирают
больше стекла с тем расчетом, чтобы можно было затем оттянуть
небольшой длины толстостенную трубку толщиной 0,2—0,3 мм и
просветом около 0,1 мм. После изготовления такой трубки тонко-
тонкостенную часть (державу) отрезают, так что остается лишь заготовка
с цилиндрической трубкой на конусе. На эту трубку надевают
резиновый вакуум-шланг, который присоединяют к вакуум-насосу.
Когда внутри ампулы достигнуто необходимое разряжение, узким
пламенем горелки, не отключая вакуум-насоса, обогревают вкруго-
вкруговую наиболее узкое место трубки. Стекло размягчается и под влия-
влиянием наружного атмосферного давления сплавляется, закрывая
просвет в трубке. После этого узким пламенем размягчают стекло
на наружной части трубки и растягивают выше места спая участок
сплошного стекла. Наружную часть растянутой трубки оттягивают
и закругляют на пламени горелки.
§ 9. Изготовление воронок для фильтрования
При изготовлении воронок предварительно выдувают стеклян-
стеклянный шар. Заготовку для выдувания стеклянного шара разогреваю!
значительно дольше, чем при изготовлении колб, и сильнее скап-
скапливают стекло, равномерно распределяя его по поверхности пульки,
чтобы получить шар с более толстыми стенками. К шару напротив
державы припаивают стеклянную трубку длиной 8—10 см и диа-
диаметром 6—8 мм. После припайки стеклянной трубки в левую руку
берут державу, в правую — припаянную трубку ~л при вращении
разогревают стеклянный шар на широком пламени горелки, про-
прогревая в основном ту часть, где припаяна стеклянная трубка. Вы-
Вынимают заготовку из огня и слегка растягивают. В результате
растягивания в месте перехода шара в стеклянную трубку обра-
образуется конус. При растягивании необходимо следить, чтобы угол
между стенками конуса составлял 60°, тогда последующая работа
по развертыванию стенок воронки значительно сокращается. Убе-
Убедившись в" правильности оттянутого конуса, приступают к отделке
80
Рис. 70. Изготовление воронки
конусной части воронки. На уз-
узком пламени горелки перепла-
переплавляют державу и отбирают из-
избыток стекла. Шар в месте пе-
переплавления державы нагре-
нагревают на узком и резком пламе-
пламени горелки и, вынув из пламе-
пламени, быстро вдувают в него воз-
воздух, пользуясь приплавленной
трубкой.
В разогретой части шара
образуется тонкостенное, не-
неправильной формы вздутие.
Тонкое стекло счищают раз-
разверткой, и в верхней части ша-
шара образуется отверстие. Края
образовавшегося отверстия ра-
разогревают и прикладывают
для выравнивания к графито-
графитовому бруску. Затем заготовку
разогревают на пламени, го-
горелки, сильнее нагревая ту
часть, где находится отверстие,
и, вынув из пламени, развер-
развертывают металлической или графитовой разверткой. Эту операцию
повторяют до тех пор, пока отверстие не будет достаточно широким.
После развертывания еще горячую заготовку, вращая, приклады-
прикладывают к графитовому бруску. Затем на более широком пламени го-
горелки разогревают всю заготовку, за исключением места припаива-
ния трубки, вводя в отверстие заготовки левой рукой развертку
(развертку держат таким образом, чтобы получить заданную ко-
конусность) и вращая заготовку правой рукой (при неподвижном по-
положении развертки), придают заготовке форму правильного конуса.
■ Окончательно выравнивают конус, вынув заготовку из пламени.
После развертки конус воронки прижимают к графитовой пластине
для получения ровного края. Эту операцию можно производить в
несколько приемов, периодически развертывая и выравнивая края
конуса на графитовом бруске. Потом проверяют транспортиром ее
конусность. Если угол меньше 60°, то воронку снова нагревают и
развертывают.
Готовую воронку прогревают на широком пламени горелки, по-
постепенно уменьшая температуру пламени, а затем отжигают на све-
светящемся пламени, после чего помещают для охлаждения на дере-
деревянную подкладку. После охлаждения на узком конце воронки
Делают косой срез на планшайбе с абразивной суспензией. Готовую
Воронку отжигают в муфельной печи.
Воронки небольшого диаметра изготовляют без припайки к
выдутому шару стеклянной трубки (рис. 70). В этом случае из
отрезка стеклянной трубки изгетовляют пульку. Один край пульки
♦-U22 , 81
разогревают при вращении на узком -пламени горелки. Как только
стекло достаточно размягчится, разогретый конец пульки кладут
на деревянную подрезку и, вращая, подрезают до диаметра узкой
части воронки. Образуются как бы две пульки (одна большего,
а другая меньшего размера), разделенные короткой перетяжкой.
Затем небольшую пульку разогревают на пламени, скапливая
стекло, и при слабом поддувании вытягивают, получая узкий конец
воронки. После этого из пульки выдувают шар и изготовляют конус
воронки описанным ранее способом. Затем узкий конец отрезают
на соответствующую длину, делают косой срез и всю воронку отжи-
отжигают в муфельной печи.
§ 10. Изготовление каплеуловителя
с внутренним спаем (насадка Кьельдаля)
Каплеуловитель — это шар с припаянной к нижней части стек-
стеклянной трубкой, в который впаивают внутрь другую загнутую
трубку (рис. 71). Каплеуловитель служит для улавливания капель
жидкости, уносимых ее парами.
При изготовлении насадки Кьельдаля предварительно берут три
отдельные заготовки: шар, прямую трубку и изогнутую трубку с
носиком. Из стеклянного Дрота диаметром 8—10 мм отрезают труб-
трубку длиной 10—12 см. Один конец ее оплавляют. Эта заготовка в
дальнейшем будет припаиваться к стеклянному шару. Затем от
того же дрота отрезают трубку длиной 15—20 см, конец ее оттяги-
оттягивают и оплавляют. Место перехода трубки к конусу нагревают при
вращении в пламени горелки, слегка раздувают и сжимают, закрыв
носик асбестом. Образуется небольшое вздутие — гофр, которое
•служит для впаивания носика трубки внутрь шара.
Оттянутый носик затем нагревают ниже вздутий на расстоянии
12—15 мм на остром пламени горелки и сгибают под углом 45°.
* Изгиб должен быть плавным и не резким.
Для изготовления шара берут трубку диаметром 20—22 мм.
Сначала получают пульку, к одному концу которой припаивают
оплавленную с одной стороны прямую стеклянную трубку. Хорошо
проплавляют место спая, а затем после охлаждения и последующего
нагрева раздувают шар соответствующего диаметра. Обычно диа-
диаметр шара каплеуловителей колеблется от 4.до 4,5 см. На проти-
противоположной по отношению к припаянной трубке стороне шара от-
отбирают оставшийся усик, после чего хорошо прогревают это место
для получения шара с ровными по толщине стенками. Неравномер-
Неравномерная толщина в дальнейшем может привести к растрескиванию
места спая. После изготовления шарообразной заготовки ее конец,
напротив припаянной трубки, разогревают на узком и резком пла-
пламени горелки и с помощью стеклянной палочки оттягивают не-
небольшой усик. Место оттяжки усика снова разогревают на узком
пламени. Шар вынимают из огня и быстро выдувают иа этом
месте тонкостенный пузырь. Тонкое стекло удаляют, в результате
чего в шаре образуется отверстие, края которого слегка оплавляют.
82
Рис. 71. Изготовление каплеуловителя
(наездка Кьельдаля)'
Отверстие должно быть круг-
круглым и иметь диаметр вздутия
(гофра) изогнутой стеклянной
трубки, которая в дальнейшем
впаивается в шар. Если отвер-
отверстие очень мало, то его снова
разогревают и развертывают'
до нужного диаметра.
Убедившись в том, что взду- '
тие впаиваемой трубки хорошо
подогнано к отверстию, при-
приступают к пропаиванию спая.
Спай, при котором впаиваемая
трубка проходит сквозь толщи-
толщину отверстия внутрь шара или
цилиндра, называют внутрен-
внутренним или двойным. Одновременно разогревают при вращении взду-
вздутие согнутой трубки и края отверстия шара. В отверстие - быстро
вставляют изогнутый, оттянутый конец трубки так, чтобы вздутие
плотно прижалось к разогретым губкам отверстия. Конец прямой,
ранее припаянной трубки, плотно закрывают асбестом, затем на
резком и узком пламени горелки, слегка поддувая, растягивают.
Эту операцию повторяют несколько раз, чтобы разогнать наплыв в
месте спая. Затем спай снова нагревают, слегка поддувают, раз-
размягчают и, положив на деревянную подрезку, вращают для суже-
сужения места спая до нужного диаметра. При этом место спая перио-
периодически поддувают и растягивают. Получается ровный и прочный
внутренний спай.
При изготовлении каплеуловителя нужно следить за тем, чтобы
изогнутый конец впаянной трубки не доходил до стенок шара на
3—4 мм.
Убедившись в прочности спая, его опять прогревают и, вынув-
насадку из пламени, центрируют трубку так, чтобы нижняя и верх-
верхняя трубки находились на одной прямой. После центровки изделие
тщательно прогревают на широком и резком пламени, постепенно
уменьшая подачу воздуха и кислорода в горелку, и заканчивают
прогревание на светящемся пламени.
Изделие кладут на деревянную подкладку для охлаждения.
После охлаждения насадки прямой отросток впаянной трубки ра-
разогревают при вращении на расстоянии 15—20 мм от места впая
и, вынув из пламени, сгибают под прямым углом. Готовое изделие
отжигают в муфельной печи. После отжига конец прямой трубки
срезают под углом на планшайбе суспензией абразива.
§11. Изготовление барботеров
и сосудов с впаянным барботером
Барботеры служат для перемешивания растворов и жидкостей
потоком мелких пузырей воздуха или инертного газа и пропускания
4* . 83
Рис. 72. Барботеры
газов в реакционную
смесь. Существуют раз-
личные виды барботеров,
начиная от стеклянной
изогнутой трубки неболь-
небольшого диаметра, вставлен-
ной в колбу через пробку,
ц кончая сложными уст-
устройствами на шлифах с
впаянными фильтрами.
Наиболее простой бар-
"ботер представляет собой
стеклянную трубку с от-
• тянутым концом, встав-
. ленную в коническую кол-
колбу с резиновой или корко-
корковой пробкой. Трубка дол-
должна иметь два отверстия:
одно — для ввода газа,
другое —для вывода. На-
Наружный конец оттянутой
трубки соединяют резино-
резиновым шлангом с аппара-
аппаратом Киппа, газометром
или баллоном с газом (в '
последнем случае, через редуктор). Обычно нижний конец оттяну-
оттянутой трубки загибают под прямым углом (рис .72). Затем наружный
конец вставляют в одно из отверстий резиновой пробки, после чего
также загибают под заданным углом. Сгибать трубку в этом слу-
случае лучше на пламени лабораторной горелки с насадкой.
Более совершенный прибор ■— это сосуд с впаянным барботером.
Для изготовления такого сосуда требуется значительный навык в
работе и вначале его не всегда удается быстро приобрести. Пред-
Предварительно выдувают коническую колбу, как укаазно в гл. 4, § 7,
когда заготовка принимает вид конуса с двумя державками
(см. рис. 65). Место у перехода цилиндрической горловины в конус
сначала переплавляют, а затем в месте переплавления выдувают
тонкостенный пузырь. Тонкий слой стекла счищают. Образовав-
Образовавшееся отверстие развертывают и выравнивают. В верхней части,
трубки для барботера выдувают шарик, слегка сжимают; пока
стекло еще не остыло со стороны холодных концов, и получают
гофр. Диаметр гофра должен быть несколько больше, чем верхнее
отверстие в заготовке конической колбы.
Трубку для барботера с внутренним гофром лучше согнуть в
нижней части в виде окружности и на равных расстояниях проко-
проколоть небольшие отверстия. Делается это следующим образом. Берут
нужной длины отрезок трубки и сгибают его под прямым углом.
Затем согнутый отрезок сгибают в виде окружности и заплавляют.
Наружный конец трубки оплавляют. Берут коническую вольфра-
84
Рис. 73. Промывание с впаянным
барботером *
щовую иглу соответствующего д::а-
цетра и впаивают тупой конец ее в
стеклянную' трубку-держатель. -Ра-
-Рабочий конец вольфрамовой иглы
должен быть чистым и хорошо за-
заточенным на конус. Правой рэдюй
берут трубку с впаянной вольфра-
вольфрамовой иглой и раскаляют ее на рез-
резком и узком пламени до желто-бе-
желто-белой окраски нагреваемой части. В
левую руку берут заготовку и обо-
обогревают согнутую в виде окружно-
окружности часть стеклянной трубки, слегка
вращая, ее. Нагревание не должно
быть сильным, так как трубка в
этом случае может деформировать-
деформироваться, а игла — прилипать к стеклу.
Правой рукой берут разогретую
иглу и, вращая ее, делают поочеред-
поочередно проколы с верхней стороны изог-
изогнутой трубки. Как только игла
остынет, снова разогревают заготов-
заготовку, раскаляют вольфрамовую иглу и прокалывают отверстия. Верх-
Верхний конец охлажденной заготовки вставляют в реакционный сосуд.
Часто в качестве основной части барботера применяют.трубку
с выдутым на конце стеклянным шариком диаметром 1,Й—2 см.
Вздутие впаиваемой трубки должно быть хорошо подогнано к
отверстию в конической колбе. Убедившись в этом, приступают к
пропаиванию спая. Разогревают одновременно гофр впаиваемой
трубки и края отверстия в конической колбе. В отверстие быстро
вставляет гофр, так чтобы вздутие плотно прижималось к разогре-
разогретым краям отверстия. Острым пламенем горелки прогревают место
спая до размягчения и затем, вынув барботер из пламени и слегка
поддувая, растягивают место спая. Это проделывают несколько раз
для того, чтобы разогнать избыток стекла в месте спая. Затем
нагретый спай обрабатывают на подрезке, сужая место спая, кото-
которое затем прогревают и отжигают.
После впайки конец трубки барботера плотно закрывают асбе-
асбестом. Острым пламенем горелки сильно прогревают участок стекла
в верхней части конуса колбы, оттягивают иголку и, пользуясь
державой, в верхней части колбы выдувают тонкостенный пузырь,
тонкое стекло снимают, обрабатывают отверстие и впаивают в него
-боковую трубку диаметром 6—8 мм, как это описано на с. 65. Если
сосуд используют как промывалку, то напротив уже впаянной
трубки впаивают еще одну более широкую A2—14 мм), но корот-
короткую трубку длиной 25—26 мм (рис. 73). Впаянную широкую трубку
нагревают на пламени горелки и немного разворачивают на конус
по всей длине. Эта трубка служит для заливки в барботер — про-
промывалку жидкости. Ее закрывают резиновой или корковой пробкой.
" 85
Трудность изготовления такого сосуда зависит от" большого числа
спаев в верхней части конуса, которые при резком охлаждении
могут дать трещины. Вся колба с впаянными трубками должна
быть хорошо прогрета, а толщина спаев по возможности выровнена.
После впайки боковых отростков приступают к отделке дна колбы.
Дно выравнивается так же, как это описано при отделке дна
стакана или плоскодонной колбы (см. § 6 данной главы). После
отделки все изделие прогревают и охлаждают на деревянной под-
подставке. Последняя операция — это изгибание внешней трубки бар-
ботера и боковой трубки под необходимым углом. После этого
изделие подвергают отжигу в муфельной печи.
ГЛАВА 5. ОБРАБОТКА СТЕКЛА
И СТЕКЛЯННЫХ ИЗДЕЛИЙ
§ 1. Изготовление колб с притертой пробкой
Способ изготовления различных колб с притертыми пробками
принципиально не отличается от способа, описанного" в гл. 4. При
изготовлении колбы с притертой пробкой основное внимание уде-
уделяют отделке горловины колбы. Конец горловины колбы для яри-
тирки стеклянной пробки должен быть более утолщенным и иметь
небольшую конусность (основанием кверху) около трех градусов.
После раздува колбы на верхнем ее конце отбирают державу
на небольшом пламени горелки. Конец нагревают на узком пламени
и быстро раздувают тонкостенный шар. Тонкое стекло счищают и
края несколько развертывают. Затем нагревают края горла на
резком пламени и выравнивают их на графитовой плитке, которую
прижимают к краям горловины. Далее с помощью развертки опять
выравнивают горловину колбы изнутри. После повторного разогре-
разогрева верхней части горла колбу кладут на буковую или березовую
конусную укатку и, вращая, придают концу горловины нужную ко-
конусность. Вращают непродолжительное время, так как в противном
случае укатка подгорит, правильность конуса нарушится, стенки
горловины утолщатся. После отделки горловины под конус ш/ифа'
се прогревают на слабом огне; по остывании в горловину встав-
вставляют резиновую трубку со стеклянной пробкой или державу с
намотанным на нее шнуровым асбестом и приступают к отделке
Дна.
Стеклянную пробку для притирки к горлу колбы изготовляют
следующим образом. Штангенциркулем измеряют верхний внутрен-
внутренний диаметр горловины (конуса), затем из трубки, диаметром на
. 2 мм большим, делают заготовку-пульку. Например, при верхнем
внутреннем диаметре конуса горловины 20 мм берут стеклянную
трубку внешним диаметром 22 мм и из нее изготовляют пульку
длиной 35—40 мм. Отступив на 13—15 мм от края, пульку разогре-
разогревают при вращении на резком пламени, кладут на подрезку и,
86 '
Рис. 74. Последовательность изго-
изготовления стеклянной пробки для
колбы
вращая, сужают для получения
узкой шейки (рис. 74) диаметром
5—7 мм. Если сужение получи-
получилось неровным или слишком ши-
широким, операцию повторяют, су-
сужая шейку до нужного диаметра.
Затем на конце короткой части
заготовки делают перетяжку, от-
оттягивая капилляр с толстыми
стенками. Участок между капил-
капилляром и короткой частью заго-
заготовки переплавляют, разогревают
на широком пламени горелки и
выдувают небольшой шарик, не-
несколько оттянутый. Для удобства
еще горячий шарик сплющивают
пинцетом, образуя «хваток» проб-
пробки. После этого приступают к из-
изготовлению конуса пробки.
На широком пламени горелки
разогревают участок заготовки,
из которого формуют конус пробки, и с помощью деревянной ко-
конусной укатки придают ей нужную конусность. Конус получается
t утолщенными стенками. Укатывая пробку на деревянной укатке,
периодически измеряют посередине диаметр конусной части пробки
штангенциркулем. При верхнем внутреннем диаметре горловины
20 мм наружный диаметр конуса пробки в ее средней части (или
немного выше) должен быть также равным 20 мм. Это необходимо
для последующей обдирки и шлифовки. Обычно разогревают и
укатывают конус пробки в несколько приемов, пока конус не до-
достигнет нужного внешнего диаметра в средней части. Затем отде-
отделывают дно пробки. Для этого конец державы в узкой части конуса
переплавляют и прижимают к графитовой плитке. Изготовленную
пробку отжигают сначала на пламени горелки, а затем в муфель-
муфельной печи. После отжига короткий конец капилляра в верхней части
пробки (у хватка) переплавляют и наглухо запаивают.
Стеклянную пробку притирают к горловине колбы. Притирку
производят на шлифовально-притирочном станке с горизонтальным
Шпинделем, под которым расположена металлическая кювета для
абразивной суспензии с защитными щитками из жести, предохра-
предохраняющими работающего от водяных брызг. Станок должен нахо-
находиться слева от работающего со шпинделем в правой части. Частота
вращения шпинделя станка — 500—3000 об/мин, она может изме-
изменяться редуктором или двухдисковым приспособлением Камышева
(один диск закреплен на валу электромотора, а другой — перпен-
перпендикулярно первому на валу шпинделя и может двигаться по оси
станка, соприкасаясь с первым диском около е.го центральной или
периферической части). Это приспособление дает ■ возможность
Изменять частоту вращения в пределах 75—1500 об/мин (см. рис. 4).
87
К станку должен быть приложен набор
деревянных колодок с различными формой,
диаметром и конусностью, резиновых про.
бок с вырезами на широкой части для
вставления пестиков-хватков или крановых
костыликов (узкий конус пробки вставляют
в отверстие шпинделя), обдирочных оправ-
бурл и обдирочных щипцов. Справа от стан-
станка должны находиться баночки с абразив-
ной суспензией различных номеров-для гру-
Рис 75 Притиока боЙ обдиРки> шлифовки и доводки и сосуд с
пробки к горловивд' В°А°И ДЛя промывки изделий. Перед рабо-
колбы той по притирке и шлифовке все необходи-
необходимые инструменты и материалы должны
быть заранее разложены на столе.
Работа по притирке шлифов делится на пять последующих опе-
операций: ,обдирка; грубая, средняя и мелкая шлифовки; доводка.
Обдирка, или бурление. Ее выполняют следующим образом.
В патрон шпинделя или шлифовального станка вставляют деревян-
деревянную колодку с конусом, на который надевают металлическое бурло
(рис. 75) определенного размера и конусности. При работе с бур-
лом левой рукой из кювета накладывают абразивную суспензию
с крупным зерном (абразив 14, 12, 10 или 8 по ГОСТ 3647—80), в
правую руку берут колбу, как показано на рис. 75, и периодически
надвигают горловину на вращающееся на шпинделе бурло без силь-
сильного нажима. Небольшие колбочки можно брать за горловину
большим, указательным и средним пальцами. В процессе работы
на бурло периодически подкладывают небольшие количества абра-
абразивной суспензии. Подкладывать ее надо часто, но небольшими
порциями, так как зерно абразива в процессе работы измельчается.
Колбу время от времени вращают на '/з оборота для равномерной
обдирки внутренней поверхности горловины. При этом нужно
следить, чтобы бурло свободно вращалось в горловине. Обдирку
считают законченной, когда необработанная еще стеклянная пробка
будет входить в горловину на 2/з своей длины.
После обдирки горловины колбы приступают к обдирке стек-
стеклянной пробки. Хваток пробки зажимают в деревянную колодку
или вставляют в прорезь резиновой пробки. Резиновую пробку или
колодку с закрепленной стеклянной пробкой вставляют в отверстие
шпинделя. На конус пробки наносят суспензию абразива. В правую
руку берут обдирочные щипцы соответствующего размера, которые
также смачивают внутри абразивной кашицей. При вращении
шпинделя на конус пробки периодически надвигают обдирочные
щипцы, слегка сжимая их правой рукой. Время от времени на
конус стеклянной пробки добавляют небольшими порциями абра-
абразивную кашицу. Обдирку заканчивают тогда, когда конус стеклян-
стеклянной пробки сделается матовым и примет конусность горловины
пробки. Если пробка раскачивается в горловине, то конусность
недостаточна, и операцию обдирки повторяют вновь.
88
Грубая шлифовка. Закончив обдирку горловины и пробки, при-
приступают к грубой шлифовке на абразиве того же номера или на
абразиве с более тонким зерном 8. Пробку и горловину хорошо
промывают водой. На пробку наносят суспензию и при вращаю-
вращающемся шпинделе время от времени надвигают горловину колбы.
В данном случае при шлифовке сама пробка является бурлом.
Грубую шлифовку производят для придания горловине и пробке
одинаковой конусности.
Средняя шлифовка. После грубой шлифовки приступают к
средней на абразиве 5 из банки, находящейся на столе около стан-
"ка. Предварительно изделие промывают водой для удаления круп-
крупных зерен абразива. Пальцем правой-руки наносят более мелкий
абразив на конус пробки, включают станок и без усилия надвига-
надвигают горловину на конус пробки. Затем горловину и пробку опо-
ополаскивают водой и просматривают, нет ли на их поверхности глу-
глубоких канавок или борозд. Если при промывании шлифа обнару-
обнаружится, что нижняя часть пробки сильнее сошлифована, чем
верхняя (на верхней части образуется нечто вроде ранта или вы-
выступа), то указанный дефект устраняют, снимая выступ обдироч-
обдирочными щипцами с тем абразивом, и снова продолжают притирку.
Мелкая шлифовка. Когда пробка станет выступать над горло-
горловиной колбы только на 3—4 мм, переходят к мелкой шлифовке
с применением тонкозернистого абразива 14. Перед мелкой шли-
шлифовкой горловину и пробку тщательно промывают для удаления
крупных зерен абразива. Мелкую шлифовку производят аналогич-
н© крупной и средней, но с меньшими оборотами шпинделя (чис-
(число оборотов уменьшают в два-три раза). Руки при смене абразив-
абразивной суспензии, так же как и шлифы, тщательно моют водой. При
мелкой шлифовке во избежание заедания горловину колбы сле-
следует надвигать на»-конус пробки очень осторожно.
После мелкой шлифовки на внутренней стороне горловины и
на пробке образуется тонкая матовая поверхность. Притертая
пробка должна свободно вращаться в горловине колбы без рас-
раскачки и заедания. Если происходит заедание пробки, то место
заедания можно определить по светлой круговой полосе, которая'
образуется цри вставлении смоченной водой пробки в горловину
колбы. В этом случае производят доводку шлифа.
Доводка. На пробку наносят суспензию мелкого абразива
М-10 и осторожно продолжают притирку на очень малых оборо-
оборотах, тормозя левой рукой вращающийся шпиндель. Доводку мож-
можно производить вручную, вращая пробку, смоченную кашицей мел-
мелкого абразива, в горловине пробки. '
Качество притирки проверяют следующим образом. На сухой
пробке делают продольную черту мягким графитовым каранда-
tiioM, вставляют пробку в сухую горловину колбы и слегка повора-
поворачивают. Если черта стерлась равномерно по всей длине, то при-
притирку и доводку можно считать законченной. Если в некоторых
Местах черта не стерлась, то продолжают доводку вручную мел-
мелким наждаком.
5-1122 ' . 89
Линия разреза
Рис. 76. Изготовление -стаканчика и крышки для бюкса
§ 2. Изготовление бюксов с притертыми -крышками
Стеклянный бюкс представляет собой небольшой стаканчвд
с плоским дном, предназначенный для взвешивания материала.
Чтобы оградить материал от воздействия внешней среды, бюкс
закрывают стеклянной притертой крышкой. Стаканчики для бюк-
бюксов изготовляют так же, как обычные химические стаканы без но-
носика (рис. 76, а), только в отличие от изготовления стакана пульку
для изготовления бюкса разогревают на широком огне, слегка
стапливая стекло, особенно в верхней части, где будет шлифован-
шлифованная поверхность. Пульку поддувают и слегка растягивают, а затем
укатывают на деревянной укатке для получения нужной конус-
конусности. Если конусность и толщина стенок получились неравномер-
неравномерными, то операцию повторяют. Затем отделывают дно стаканчика.
После этого стаканчик отжигают. Крышку стаканчика изготовля-
изготовляют из другой трубки того же диаметра. Из трубки сначала изготов-
изготовляют пульку. Стекло пульки немного стапливают для утолщения
стенок. Затем пульку разогревают -и укатывают для придания
нужной конусности и диаметра широкой части. Пулька для изго-
изготовления крышки более короткая, чем для стаканчика. Державу
у узкой части пульки переплавляют и снимают стеклянной палоч-
палочкой избыток стекла. К крышке припаивают кусочек стеклянной
палочки, который хорошо размягчают на узком пламени горелки
для образования бочоночка с оплавленным верхом, и с помощью
пинцета сплющивают. Образующийся при этом хваток нужен для
того, чтобы было удобно брать крышку бюкса.
Крышку на деревянной укатке обрабатывают до тех пор, пока
она в месте разреза, до шлифовки, не вдвинется в верхнюю часть
стаканчика на 2—3 мм (при высоте шлифа 9—11 мм). После
припайки хватка и отжига пульку отрезают по линии разреза
(рис. 76,6).
Стаканчик вставляют в специальную оправу и зажимают в
шпинделе станка. В правую руку берут обдирочные щипцы нуж-
нужного размера, на их внутреннюю часть наносят кашицу из абра-
абразива 12 или 10. При вращении шпинделя со стаканчиком на него,
точнее, на его торцовую часть шириной 10—11 см, надвигают об-
дирочны'е щипцы с абразивной суспензией, слегка и осторожно
90
сжимая их правой рукой. Обдирка считается закон-
законченной, когда торцовая часть стаканчика станет
матовой (обдирка крышки стаканчика аналогична
обдирке горловины колбы с притертой пробкой),
после чего крышку притирают к стаканчику (рис.
77). Проверив правильность притирки, доводят ее
вручную мелким наждаком. Последовательность
операций аналогична последовательности при изго-
изготовлении колбы с притертой пробкой. Торец крыш-
крышки и стаканчика выравнивают на планшайбе заточ-
заточного станка (шлифовального станка с вертикаль-
вертикальным шпинделем) с применением абразивной суспен- Рис- 77. Гото-
зии. Для этого на вращающуюся планшайбу нано- вьш .кс
сят суспензию абразива и включают станок. Крыш-
Крышку бюкса берут большим и указательным пальцами за хваток ' и
слабо прижимают к краю вращающегося, диска, а затем передви-
передвигают к центру при вращении диска по часовой стрелке. От центра
ведут к краю, далее — по ходу часовой стрелки — к противополож-
противоположной стенке через центр в первоначальное положение. При шлифовке
торца можно применять абразив 5, не прибегая к предварительной
грубой обдирке. Крышку при перемещении по плоскости диска мед-
медленно вращают вокруг ее оси. Обработанную на планшайбе крыш-
крышку тщательно промывают водой.
§ 3. Изготовление двухходовых стеклянных кранов
Двухходовые стеклянные краны состоят из муфты с боковыми
отростками и стеклянной пробки, притертой к муфте. Крановые
муфты изготовляют из специальных крановых трубок, отличаю-
отличающихся от обычных более толстыми стенками.
Ниже описан наиболее простой, не требующий специального
навыка способ изготовления крановой муфты, который сходен со
способом изготовления горловины колбы с притертой пробкой
(рис. 78). Изготовление муфт усложняется необходимостью при-
припаивать боковые отростки без поддувания.
Из крановой трубки /, которую прогревают сначала на очень
слабом огне во избежание растрескивания, оттягивают заготовку-
пульку 2 длиной 25—30 мм и диаметром 15—17 мм (это наиболее
ходовой размер пробок). Затем пламя увеличивают до более силь-
сильного. Полученную заготовку хорошо прогревают на всем протя-
протяжении будущей муфты и с помощью деревянной укатки укатыва-
укатывают с одновременной небольшой вытяжкой 3. Конусность муфты
должна составлять около трех градусов. Если конус при укатке
получился неровным, то заготовку снова размягчают и укатыва-
укатывают. При достаточном навыке изготовить конус для муфты можно
и без укатки, простым растягиванием. Для этого нижнюю и сред-
среднюю части пульки прогревают несколько дольше, чем верхнюю
после чего, вынув из пламени, вытягивают. Слабо прогретый верх
5* 91
h ~ -—-—-- — — j
Рис. 78. Изготовление муфты для крана
заготовки сохраняет при этом свой первоначальный диаметр. Ра-
Разогревают и растягивают заготовку при непрерывном враще-
вращении.
При отсутствии крановых трубок муфту можно изготовить из
обычной трубки. Сделанную из обычной трубки пульку при вра-
вращении в пламени горелки осаживают для увеличения толщины
стенок, а затем укатывают. Трубку при этом берут несколько боль-
большего диаметра, чем соответствующую крановую толстостенную.
Конусные канавки деревянной укатки должны быть чуть шире из-
изготовляемой муфты. Производить укатку муфты на широких ка-
канавках значительно сложнее. При изготовлении муфт из обычных
трубок необходимо''следить, чтобы внутри муфты не получалось
больших неровных наплывов (гармошек), которые усложняют
дальнейшую обдирку и шлифовку муфты.
У полученной заготовки с должной конусностью державу пе-
переплавляют в верхней широкой части на узком пламени горелки.
Место переплавления хорошо разогревают на этом же пламени
и выдувают тонкостенный шарик. Тонкое стекло шарика счищают,
образовавшееся отверстие развертывают графитовой или метал-
металлической разверткой. При этом края отверстия периодически при-
прижимают к графитовой плитке для получения ровного наружного
ранта-бортика 4. Для выравнивания внутренней части муфты
при развертке пользуются деревянной оправой.
Более сложная операция — отделка нижнего конца муфты. Ее
можно проводить тремя способами.
1. С помощью стеклянной трубки-пробки с намотанным на
широкий конец шнуровым асбестом 5, как это описано при изго-
. товлении станков. Эту пробку вставляют в широкую часть стек-
стеклянной муфты. Державу в нижней части муфты переплавляют,
92
выдувают тонкостенный шарик, счищают стекло и отделывают
нижний конец муфты так же, как и верхний.
2. С помощью припайки стеклянной трубки-лепки 6 к верхней
части муфты припаивают стеклянную трубку с развернутым в ви-
виде воронки конусом. Диаметр широкой части лепки должен быть
равен диаметру верхней части муфты. Припаивают непрочно, так,
чтобы после отделки нижнего конуса при ударе ножом по верх-
верхней части муфты лепка полностью отделилась от муфты.
3. С помощью изогнутой стеклянной палочки-крючка 7, 8, при-
припаиваемой к середине наружной части муфты. Конец стеклянной
палочки хорошо разогревают и припаивают к середине муфты
(в месте будущего припаивания отростка). Затем палочку снова
разогревают и сгибают вверх в сторону отделанного широкого кон-
конца муфты. Согнутую палочку опять разогревают чуть выше конца
верхней части муфты, сгибают под прямым углом к оси муфты
и затем еще раз сгибают,, придавая ей положение, параллельное
оси муфты так, чтобы направление палочки совпало с осью муф-
муфты. После припайки крючка на узком и резком пламени горелкиv
отрезают державу и Отделывают конец муфты. Нижний конец на-
нагревают на том же пламени горелки и с помощью стеклянной
палочки, тоже разогретой с конца, оттягивают тонкую иголку, ко-
которую после остывания отбивают или отламывают. В" результате
отл'ома иголки образуется небольшое отверстие. Края отверстия
разогревают на узком пламени, развертывают и отделывают так
же, как и верхнюю часть муфты. При отделке должен образовать-
образоваться бортик-рант, направленный в сторону широкого верхнего конца
муфты.
После отделки нижнего конца муфты, на противоположной
стороне от припаянного крючка, припаивают отрезок стеклян-
стеклянной палочки — держатель. При припайке палочку слегка оття-
гавают для лучшего ее отделения впоследствии от муфты. Стек-
Стеклянную палочку-крючок надрезают резаком у места припаивания,
ударом ножа или металлической развертки 9 отбивают. Место
нрипаивания крючка разогревают на резком и узком пламени го-
горелки, с помощью стеклянной палочки оттягивают узкую иголку,
стекло с которой отбирают. Затем снова нагревают это место муф-
муфты и опять отбирают стекло. Наконец, оттягивают тонкую иголку,
которую после остывания отламывают. Края образовавшегося от-
отверстия нагревают на узком огне и развертывают разверткой до.
диаметра припаиваемого отростка стеклянной трубки. При работе
необходимо периодически обогревать всю муфту .на широком и не
очень горячем пламени во избежание растрескивания стекла.
Боковые отростки подготовляют заранее. Конец отрезка стек-
стеклянной трубки соответствующего диаметра F—8 мм) нагревают
на нешироком пламени и с помощью графитового бруска слегка
поджимают для утолщения стенок, а затем незначительно развер--
бывают небольшой' графитовой разверткой.
На узком и резком пламени разогревают края бокового отвер-
отверстия муфты до полного размягчения стекла с одновременным ра-
93
зогревом конца отростка. Муфту и отрезок .трубки разогревают
при вращении. Убедившись в достаточной степени размягчения
стекла, быстро припаивают трубку к муфте 10. При этом необ-
необходимо слегка поводить припаиваемым концом по краям отвер-
отверстия для лучшего слипания стекла. Не давая стеклу остыть, при-
припаянную трубку слегка оттягивают, так как при спайке трубочка
несколько углубляется внутрь муфты. Одновременно, пока стекло
еще размягчено, вращают в муфте деревянную оправу для устра-
устранения выпуклости внутри муфты, образующейся в результате при-
припайки отростка.
Муфту хорошо прогревают и приступают к впаиванию второго
отростка. Прямую стеклянную палочку, служившую держателем,
отбивают в месте припаивания 11. Теперь держателем служит
припаянная трубка и на ее месте таким же образом, оттягивая
иголку, делают отверстие по диаметру заготовленной трубки. Не-
Необходимо следить, чтобы второе отверстие приходилось точно про-
против припаянной трубки 12. Описанным выше приемом припаивают
второй отросток.
Припаивают трубки без поддува места спая в основном при
изготовлении крановых муфт. Работу по припаиванию боковых
отростков необходимо проводить тщательно, так, чтобы спай был
ровным по всей окружности, без щелей или небольших отверстий,
которые впоследствии устраняются с большим трудом. Концы при-
припаиваемых трубок и муфт должны быть абсолютно чистыми. По-
Попадание грязи или кусочков асбеста в места спая в дальнейшем
ведет к растрескиванию изделия. Полученную крановую муфту
следует хорошо обогреть на пламени горелки и затем отжечь в
муфельной печи. <
Обычно при изготовлении двух- или трехходовых кранов поль-
пользуются уже готовыми литыми крановыми пробками заводского
производства. В настоящее время стекольные заводы выпускают
литые крановые пробки различного диаметра с просверленными
отверстиями и без них. К этим пробкам изготовляют крановые
муфты, внутренний диаметр в верхней широкой части которых
делают равным внешнему диаметру средней части литой крано-
крановой пробки.
При отсутствии литых заводских крановых пробок их изготов-
изготовляют из стеклянных палочек (рис. 79) диаметром 6—8 мм и дли-
длиной 13—15 см для кранов небольшого диаметра. Палочку берут
за концы обеими руками и, вращая, разогревают в середине. Ра-
Разогревание и вращение производят с легким нажимом так, чтобы
в центральной части палочки стапливалось стекло и заготовка
утолщалась до диаметра несколько большего, чем наибольший
внутренний диаметр муфты. При изготовлении крановых пробок
большого размера берут более толстую и короткую стеклянную
палочку, из которой получают литую пульку с державами в виде
усиков. Оттягивают усики осторожно, сначала на слабом пламени,
так как плохо прогретая стеклянная палочка часто трескается,
затем, когда заготовка или литая пулька достигает достаточной
94
Рис. 79. Изготовление крановой пробки из палочки
толщины и степени размягчения, ее укатывают на деревянной
колодке. Размягчение и укатку заготовки проводят в несколько
приемов. В процессе работы периодически измеряют среднюю
часть конуса пробки штангенциркулем. Укатку считают закончен-^
ной, когда средний диаметр верхней части пробки будет равен
верхнему диаметру муфты. Укатывают заготовку с небольшим на-
нажимом для придания ей нужной конусности и сечения. Заготовка
должна быть длиннее муфты на несколько миллиметров. Во время
укатки надо следить, чтобы на поверхности пробки не оставались
круговые бороздки, которые впоследствии не смогут притереться.
После укатки в заготовке ближе к середине проделывают сквоз-
сквозное отверстие так, чтобы при притирке и доводке оно точно при-
приходилось против отверстия боковых отростков. Делают это сле-
следующим образом. Вольфрамовую или молибденовую иглу соот-
соответствующего диаметра, впаянную в стеклянную палочку, берут
в правую руку, разогревают до белого каления на узком и резком
пламени и при вращении вставляют в размягченную еще заготов-
заготовку до середины пробки. Аналогично делают отверстие с противо-
противоположной стороны так, чтобы отверстие стало сквозным. Заготов-.
ку при этом во избежание затвердения стекла прогревают. После
изготовления тела пробки и' прокола отверстия заготовку размяг-
размягчают и подрезают в верхней части на деревянной подрезке до
диаметра 4,5 мм.
Вместо подрезки верхнюю часть можно оттянуть до образова-
образования шейки указанного диаметра. Узкая часть, пробки — переше-
перешеек— должна быть строго центрирована, что особенно важно для
последующей притирки. Затем, отступив от шейки на расстояние
10—12 мм, разогревают стеклянную палочку, растягивают и пе-
переплавляют. Концом отпаянной палочки снимают избыток стекла
на пробке. Образовавшийся вверху пробки стеклянный штабик
сильно разогревают, несколько стапливая стекло, и пинцетом с
широкими лопастями сдавливают до образования плоского пести-
ка-хватка.
Для получения пестика-хватка всю пробку необходимо перио-
периодически хорошо обогревать. Плоскость пестика-хватка делается
параллельно отверстию в пробке.
95
Рис. 80. .Костылик для крана
Рис. 81. Резиновая пробка с
прорезью для притирки краиа
\
Место переп- Место припаивания
лавлвния (середина иостылина)
Вместо пестика-хватка к верхней части пробки можно при-
припаять сделанный заранее из стеклянной палочки костылик. За-
Заготовка для костылика представляет собой отрезок стеклянной
палочки, вытянутой с двух сторон на конус от середины. Ее нагре-
нагревают и придают форму, показанную на рис. 80. Припаивают кос-
костылик к пробке следующим образом. Широкую часть пробки пере-
переплавляют к шейке, затем место перетяжки хорошо разогревают.
Одновременно разогревают середину костылика, который держат
рукой за изогнутую державу. Костылик разогревают на узком и
резком пламени в месте припаивания. После достаточного размяг-
размягчения костылик прикладывают к разогретой части пробки в месте
припаивания (в месте бывшей шейки) параллельно отверстию в
пробке и хорошо проплавляют. После остывания пробки изогну-
изогнутый- конец костылика-держателя переплавляют, как указано на
рис. 80, и оплавляют. Стеклянную трубку помещают сразу в на-
нагретую муфельную печь. В нижней части литой пробки конус
державки удаляют, а оставшийся конец оплавляют и укатывают
или сошлифовывают.
Значительно реже делают дутые крановые пробки. Изготов-
Изготовляют их аналогично пробкам для колб. В средней части делают
два отверстия напротив друг друга, куда впаивают узкую стек-
стеклянную трубку.
о)
Рис. 82. Обдирка и притирка краноаой пробки к муфте
96
Следующая операция — притирка проб-
пробки к муфте. Прежде всего, так же как и гор-
горловину колбы, обрабатывают стеклянную
муфту под стеклянную пробку. В патрон
шпинделя притирочного станка вставляют
деревянную колодку, на которую надевают
бурло соответствующего размера. Крановую
' муфту берут в правую руку таким образом,
чтобы большой палец руки находился свер-
сверху, "а остальные — снизу муфты. На бурло
подают абразивную суспензию (абразив 8—
-10) и при выключенном станке периодиче-
периодически надвигают муфту на вращающееся бур- 3
ло. Внутри крановой муфты часто остаются
выступы от припаянных к ней отростков, по-
поэтому надвигать крановую муфту на бурло
следует очень осторожно, с -легким нажи-
нажимом. Сняв выступы наждаком, нажим муф-
муфты на бурло можно немного усилить. Для
ровной обдирки крановую муфту во время
работы медленно поворачивают, при этом
периодически на бурло подкладывают не-
небольшими порциями абразивную кашицу.
При бурлении муфты нужно следить, чтобы
бурло проходило через муфту и не упира-
упиралось во внутренние неровности. После об-
обдирки муфты приступают к обдирке крано-
крановой пробки.
Пестик-хваток или костылик пробки за-
зажимают в разрез деревянной колодки или
резиновой пробки (рис. 81), наносят иа
пробку суспензию абразива и, пользуясь об-
обдирочными щипцами, производят обдирку (рис. 82, а) до тех пор,
пока пробка, вставленная в муфту, не будет выступать над муфтой
на '/з длины. Затем начинают притирать муфту к пробке. На проб-
пробку, закрепленную в шпинделе, при подаче мелкого абразива 6 и
вращении надвигают крановую муфту (рис. 82, б). Когда пробка и
муфта примут одинаковую конусность, приступают к средней, а за-
затем к мелкой шлифовке и доводке. При шлифовке в верхней части
пробки образуется выступающи-й рант, который сдирают обдироч-
обдирочными щипцами и продолжают шлифовку. Мелкую шлифовку и до-
доводку производят до тех пор, пока отверстие в пробке не будет точ-
точно приходиться против отверстий боковых отростков (рис. 83). Пра-
Правильность притирки проверяют, нанеся продольную черту графито-
графитовым карандашом.
Литые стеклянные пробки заводского изготовления притирают
к муфтам аналогичным способом. Если литая пробка не имеет от-
отверстий, то после притирки в ней высверливают отверстия свер-
сверлом -из твердого сплава.
Рис. 83. Последователь-
Последовательность шлифовки простого
( крана:
1 — грубая обдирка муфты
(пробка крана не подверг-
подверглась обдирке); 2 — пробка и
муфта крана после грубой
шлифовки; 3 — начало сред-
средней шлифовки; 4 — после
средней шлифовки; 5 — после
тонко!1! шлифовки
97
В заводских условиях обычно изготовляют стандартные шли-
шлифы следующих наиболее распространенных размеров, мм: 7,5;
10; 12,5; 14,5; 19; 29; 45 и др.
Номер, или номинальный размер, шлифа соответствует величи-
величине большого внутреннего или наружного {для пробок) его диа-
диаметра. Угол, наклона шлифа равен 2°15'46" + 4", поэтому стан-
стандартные шлифы имеют следующие размеры, мм:
Номинальный размер . .
Большой диаметр шлифа
Малый диаметр шлифа
Длина шлифа ....
Применение стандартных шлифов допускает полную взаимоза-
взаимозаменяемость всех шлифовых деталей одного размера или- но-
номера.
7,5
7,5 ■
5,9
16+-!
10
~i0
8,1
19±i
12,5
12,5
10,4
21±1
14,4
14,5
12,2
23±2
19
19
16,4
26+*2
29
29
25,8
32±2
45
45
41
40±;
§ 4. Резка пластин и дисков из листового стекла
Пластины из листового стекла. Они .служат для изготовления
различного вида мешалок, используемых в реакционных сосудах,
' колбах и др.
Режут пластины следующим образом. Чистое и сухое листовое
стекло соответствующей толщины кладут на ровную поверхность
стола. На стекле отмеряют ширину пластины и наносят две метки
резаком или восковым карандашом. По меткам накладывают ли-
линейку или ровную планку так, чтобы кристалл алмаза или коле-
колесико стеклореза, приложенные к линейке, находились на метке.
Линейку или планку левой рукой плотно прижимают к стеклу.
В правую руку берут алмаз, зажимают его между указательным
и большим и частично средним пальцами. Безымянный палец при
этом касается поверхности стекла.
Алмазный стеклорез должен быть прижат к линейке или рей-
рейке и находиться строго перпендикулярно плоскости стекла так,
чтобы товарный знак был справа, а прорезь — слева по ходу ал-
алмазного стеклореза (рис. 84). Затем с легким нажимом двигают
алмаз по линейке или по планке на себя. Жужжащий звук высо-
го тона указывает на правильный прием резки, при котором об-
ПроВильнсв
положат .
. . Рис. , 84. Положение алмазного
Неправильное стеклореза при резке стекла
Рис. 85. Вырезка стеклянного дис-
диска
Направление дбижения
98,
разуется нужной грубины трещина. При несоблюдении указанных
условий при резке получится широкая царапина с образованием
стеклянной пыли, при разломе трещина в этом случае может пой-
пойти в сторону от черты. При пользовании твердосплавным стекло-
стеклорезом (с колесиком) его зажимают между большим и средним
пальцами. Указательный палец кладут сверху ручки стеклореза
и проводят по линейке с некоторым нажимом черту, двигая стек-
стеклорез на себя.
При отсутствии алмаза или твердосплавного стеклореза мож-
можно пользоваться твердосплавным ножом-резаком. В этом случае
нож устанавливают • острым краевым углом перпендикулярно
плоскости стекла и двигают правой рукой с нажимом на себя так
же, как и алмаз. При правильной постановке алмаза или ножа
и соответствующем нажиме образуется ровный, тонкий и глубокий
надрез. Если надрез (царапина) образовался не по всей длине,
операцию повторяют на другом куске стекла. После этого стекло
кладут на край стола, так чтобы проведенная черта приходилась
точно над краем, а отрезаемая пластина выходила за край стола.
Стекло левой рукой прижимают к столу линейкой, правой рукой
берут отрезаемую пластину (большим пальцем сверху параллель-
параллельно пластине), делают движение вправо на разрыв и затем вниз
•на излом. Пластина при этом ломается по линии надреза.
При резке пластин из стекла толщиной более 2 мм сначала
ударяют тыльным кольцом алмаза или стеклореза по нижней
стороне стекла против надреза для образования трещины и толь-
только потом ломают указанным способом'.
Для образования трещины по царапине можно медленно, про-
провести концом нагретой в пламени горелки стеклянной палочки,
а затем отломать пластину.
Листовое стекло нельзя резать охлажденным. Принесенное
зимой в помещение холодное стекло должно принять температуру
помещения, лишь после этого его можно резать.
Вырезка стеклянных дисков. В условиях учебной мастерскрй
изготовляют круглые диски из плоского стекла следующим обра-
образом. Алмазом или стеклорезом вырезают стеклянный квадрат,
длина стороны которого примерно на 1 мм больше диаметра
вырезаемого диска. У полученного квадрата отрезают четыре угла
и, если диаметр диска достаточно велик, то обрезают еще восемь
углов. Затем наносят с помощью циркуля и специального каран-
карандаша контурную круговую линию. Излишки стекла (уголки) об-
обламывают плоскогубцами или про'резью алмазного стеклореза
(рис. 85). Полученную заготовку диска берут правой рукой и осто-
осторожно, все время поворачивая ребром, закругляют на металличе-
металлическом диске.планшайбы с абразивной суспензией, постепенно при-
придавая ей форму окружности. Сошлифовку углов можно произво-'
дить на вертикальном точильном круге из тонкого абразива. Пос-
После доводки абразивом диск промывают водой.
В заводской практике диски вырезают специальным прибором
с алмазом на конце металлического стержня, который, вращаясь,
99
«прорезает» ровную окружность на листовом стекле. Толчком сни-
снизу против прочерченной окружности специальным приспособлени-
приспособлением отделяют диск от стеклянной пластины.
§ 5. Сверление отверстий в стекле
Сверление отверстий в крановых пробках (литых и полых) и
стеклянных пластинках производят либо четырехгранными твер-
твердосплавными сверлами, либо латунными трубками с применением
абразивного материала.
Сверление отверстий твердосплавными сверлами. При сверле-
сверлении отверстий в литых крановых пробках удобнее всего пользо-
пользоваться настольным сверлильным станком, например, станком мар-
марки НС-12Л производства завода «Комунарас» (г. Вильнюс). Ста-
Станок удобен в эксплуатации и дает возможность - высверливать
отверстия диаметром до 12 мм. Можно пользоваться сверлильны-
сверлильными станками и любых других типов, а также ручной дрелью.
Сверлят отверстия в литых крановых пробках следующим об-
образом. Сначала подбирают деревянную колодку размером при-
примерно 120X40 мм и выдалбливают в ней прорезь.с отверстием по
размеру крановой пробки (рис. 86). Глубина прорези и отверстия
для хватка должна быть такой, чтобы пробка помещалась в ней
чуть ниже верхней плоскости колодки и удерживалась неподвиж-
неподвижно. Обычно в одной колодке делают несколько прорезей для кра-
крановых пробок разного размера. В прорезь помещают заранее
притертую к муфте литую крановую пробку и заливают скипида-
скипидаром так, чтобы вся пробка находилась под слоем жидкости. Ски-
Скипидар уменьшает поверхностное натяжение стекла и ускоряет про-
процесс сверления. Затем подбирают сверло из твердого "сплава со-
соответствующего диаметра, конец сверла затачивается в форме ло-
лопаточки. Можно пользоваться сверлом из закаленных трехгранных
напильников. Для сверления отверстий небольшого диаметра луч~-
ше пользоваться твердосплавными сверлами квадратного сечения»
заточенными с противоположных ребер, а не граней, или сверлом
с заточенным острием.
Сверло вставляют в шпиндель сверлильного станка и зажима-
зажимают в патроне. Колодку с крановой пробкой устанавливают на
плитке станка так, чтобы сверло точно приходилось против рас-
рассверливаемого места, и закрепляют. Убедившись в правильности
подгонки сверла, включают станок. Рукой нажимают на рукоятку
вниз. Затем сверло поднимают вверх и снова, легким нажимом на
рукоятку вводят его в рассверливаемое отверстие. Эту операцию
повторяют до тех пор, пока сверло не дойдет до середины проб-
пробки. Потом пробку переворачивают и сверлят с другой стороны, по-
пока в ней не образуется сквозное отверстие (рис. 87). Нажим на
рукоятку должен быть легким, и сверло не должно задерживаться
на одном месте. При длительном нажиме на рукоятку стекло мо-
может разогреться и растрескаться. Образующиеся при сверлении
мелкие кусочки стекла должны периодически удаляться из от-.
100
Рис. 86. Деревянная колодка для
укрепления пробки крана при сверле-
сверлении
Рис. 87. Расположение отверстия в
крановой пробке
'верстия. После сверления пробку тщательно промывают бензи-
бензином. . ■ .
Подобным же образом сверлят отверстия в стеклянных плас-
пластинах, пластину при этом также помещают в колодку, в которой
вырезана полость по размеру пластины. Место высверливаемого
отверстия помечается карандашом. Сначала легким прикосновени-
прикосновением дотрагиваются до места сверления вращающимся сверлом и
сразу его поднимают вверх. Затем вторично повторяют эту опе-
операцию. Когда на стекле образуется круговое углубление, сверле-
сверление продолжают, как указано выше. Иногда на стекло наклеивают
трафарет с вырезанным отверстием нужного диаметра. В это от-
отверстие опускают вращающееся сверло. При работе сверло перио-
периодически смачивают скипидаром. Работу по высверливанию отвер-
отверстий в литых стеклах ведут на малых оборотах шпинделя.
Сверление отверстий с помощью латунных трубок-сверл. Для
высверливания отверстий большого диаметра в полых крановых
пробках или стеклянных пластинах применяют полые латунные
трубки-сверла с литым хвостовиком (см. рис. 20). Эти сверла
представляют собой открытые с одного конца цилиндры с проре-
прорезями и отверстием в верхней части, которое служит для очистки
сверла от кусочков стекла и абразива. Литой хвостовик сверла
закрепляют в шпинделе сверлильного станка, на место высвер- ■
ленного отверстия наносят абразивную суспензию со средней ве-
величиной зерна, включают сверлильный станок и рукояткой перио-
периодически прижимают трубку-сверло к стеклянной пластинке или
полой крановой пробке, подкладывая под сверло абразивную
суспензию. Стеклянную пластину или полую трубку, как и при
сверлении твердосплавным сверлом, помещают в прорезь дере-
деревянной колодки. Изделия из толстостенного стекла в процессе
сверления несколько раз промывают от накопившихся частиц
стекла и измельченного абразива. Сверление латунными, трубка-
трубками производится на больших оборотах шпинделя. После сверле-
сверления изделия тщательно промывают водой.
101
§ 6. Впаивание металла в стекло
Впаивают металл в стекло в тех случаях, когда необходимо
подвести электрический ток внутрь стеклянного сосуда или при-
прибора, например при изготовлении прибора для электролиза или
электродов для электрохимических исследований (платиновый,
.стеклянный и другие электроды), для закрепления металла в стек-
стекле и прокалывания^отверстий при изготовлении иголок или платино-
вых проволочек и ряда других целей.
Чаще всего в стекло впаивают проволоку или стержни из пла-
платины, молибдена, вольфрама, железа, титана, реже из никеля и
меди, сплавов ковара, платинита и некоторых сортов стали. Каж-
Каждый из перечисленных металлов может быть впаян лишь в стекла
определенных марок. Исключение составляет платина, которая
хорошо впаивается в стекла различных марок, кроме кварца (из-
за высокой температуры размягчения кварца). Основное условие
хорошего сплавления металла со стеклом — близкие по значению
термические коэффициенты линейного расширения стекла и ме-
металла. Наиболее прочный спай образуется в том случае, когда ко-
коэффициент расширения стекла несколько больше (на 5—"8%)„
чем коэффициент расширения металла. При этом образуется «сог-
«согласованный» спай. В противном случае при остывании в месте
спая образуются радиальные и продольные трещины. Аналогич-
Аналогичная картина происходит и в том случае, когда термический коэф-
коэффициент линейного расширения металла значительно меньше тер-
термического коэффициента линейного расширения стекла. При этом
получаются главным образом осевые трещины.
Особое значение процесс впайки металла в стекло играет в
производстве электроламп и других электровакуумных приборов.
В электровакуумной промышленности разработана целая серия
марок стекла, которые классифицируют по группам. Каждая груп-
группа стекол предназначена для спаивания с определенными метал-
металлами или сплавами. Коэффициент линейного расширения стекол
каждой группы близок к коэффициенту расширения соответствую-
соответствующих металлов или сплавов. В табл. 8 приведены термические ко-
коэффициенты линейного-расширения (ТКЛР) наиболее pacnpocri
Таблица 8. Термические коэффициенты
линейного расширения металлов и сплавов
Металл
или сплав
Вольфрам
Ковар .
Молибден
Платинит
Нержавеющая
сталь
Фернихром
Платина
ТКЛР а,
10-7-°с-<
44,4
46,0—52,0
55,0
' 65,0—100,0
.80,0—100,0
88,0 .
90 7
А1еталл
или сплав
Титан,
Железо* ч
Никель
. Нихром
Консгантан
Медь
ТКЛР а,
ш-'.-с-1
' 97,0
125,0
133,0
145,0
148,0
165,0
102
Таблица 9. Термический коэффициент линейного расширения стекла
Марка стекла
ТКЛР а.
Впаиваемый
материал
Вольфрамовая группа
С37-1 D0)
С37-2
С39-1
С40-1 (ЗС-11)
П-15 (пирекс)
С47-1 D6)
С48-1 (ЗС-8)
С49-1 (ЗС-5) :
С52-1 (ЗС-49-2)
С72-4
С76-1
С89-1 B)
С89-2 B3)
С90-1 (БА-1)
С94-1
С120-1
С54-1 C5)
С82-1 C6)
•37,5
38,0
39,0
40,0
33,4
Молибденовая группа
47,0
48,0
49,0
52,0
Титановая группа .
72,0 "
76,0
Платиновая группа
89,0
89,0
90,0
94,0
Железная группа
120,0
Переходная группа
54,0'
82,1
Вольфрам
Молибден
Ковар
Титан
Платина
Платинит
Сплавы Ni, Cu, Fe, Co
и др.
Ферникохром
Железо, никель,
* константан,
нержавеющая сталь
Молибден,
нержавеймцая сталь,
платина
раненных металлов и сплавов, применяемых для спайки со стек-
стеклом.
В табл. 9 приведены марки стекла по группам и указано, с ка-
какими стеклами лучше всего спаиваются соответствующие метал-
металлы и сплавы.
Из сплавов наибольшую популярность приобрел сплав ковар,
который состоит из 29% никеля, 18% меди и 59°/о железа. Он де-
Шевый, легко обрабатывается и спаивается с другими металлами
' 103
И сплавами. Спай ковара со стеклом обладает высокой механиче-
механической прочностью.
Из металлов хуже всего спаивается медь, обладающая чрез-
чрезвычайно большим термическим коэффициентом лилейного расши-
расширения. Стекол с таким линейным расширением не существует, спаи
меди со стеклом относятся к «несогласованным» спаям по терми-
термическому коэффициенту линейного расширения. Прочность спая
меди зависит от незначительной толщины впаиваемой проволочки
и от пластичности самой меди, которая деформируется под влия-
влиянием деформации остывающего стекла.
Никель, также обладающий большим термическим коэффици-
коэффициентом линейного расширения, образует согласованный спай толь-]
ко со стеклом С120-1. Эту марку стекла применяют для спаивания,
железа (малоуглеродистых сталей) со стеклом. Железо плохо спа-
спаивается со стеклом из-за образования рыхлого слоя оксидов, ко-
которые обладают слабым сцеплением со стеклом. Если же впаивать,
железо в обедненной кислородом атмосфере, то тонкая пленка,
закиси железа дает довольно прочный спай, если дальнейшая.
впайка ведется без доступа кислорода. Такие условия довольно-
трудно создать в пламени горелки. Чаще железную проволоку хро-'.
мируют или серебрят, а затем впаивают в стекло. Кроме того,,
стекло С120-1 содержит значительное количество оксида бария и.
щелочей и самое малое количество кремнезема S1O2, что вызывает
незначительную химическую стойкость стекла.
В зависимости от впаиваемого металла, толщины металличе-
металлической проволоки и характера спая применяют следующие способы
впайки: 1) непосредственное впаивание металлической проволоки
в отверстие трубки или прибора; 2) спаивание металлической про-
проволоки с трубкой небольшого диаметра с последующей спайкой
ее с широкой трубкой или прибором; 3) наматывание расплавлен-
расплавленного стекла на проволоку или стержень.
Первый способ применяют при впаивании в стекло платиновой,
проволочки (рис. 88) диаметром не более 0,3—0,5 мм. В стеклян-
стеклянной трубке, куда впаивают проволочку, делают круглое дно, как
при изготовлении пробирки. Затем в центре полукруглого дна ра-
разогретой стеклянной палочкой оттягивают усик, который обламы-
обламывают или отбивают. Отверстие в усике оплавляют так, чтобы его-
диаметр был немного больше диаметра впаиваемой проволочки.
С помощью пинцета в отверстие оплавленного усика вставляют
платиновую проволочку и на узком и резком огне спаивают ее со
стеклом. Место спая нагревают и слегка поддувают для получе-
получения ровного полукруглого дна, а затем отжигают на пламени го-
горелки и в муфельной печи. Аналогично впаивают платиновую про-
проволочку в боковую стенку стеклянной трубки.
Второй способ примененяют при впаивании в стекло молибде-
молибдена, вольфрама, меди, никеля и ковара. При впаивании молибде-
молибденовой проволоки или иголки в стекло поступают следующим обра-
образом. Предварительно очищают поверхность проволоки от загряз- .
нения и окислов, погружая ее в расплавленную калийную селитру»
104
затем промывают водой и высушивают.
Поверхность молибденового стержня
или проволоки при этом приобретает
стальной блеск. Очищенную молибде-
молибденовую проволоку вносят в пламя го-'
релки и при вращении прожигают на , ..
всем участке впая. На обработанную Рис gg. впаивание платино-
проволоку надевают предварительно вой проволоки в стекло
изготовленную стеклянную капилляр-
капиллярную трубочку длиной 15—20 мм и ди-
диаметром, немного большим, чем диаметр проволоки, и на резком
огне сплавляют-их. Нагревать следует осторожно, так как молиб-
молибден при высокой температуре распыляется, осаждаясь на холодных
участках стекла в виде белого налета. Во избежание этого в неко-
некоторых случаях концы молибденовой проволоки хромируют или по-
покрывают тонкой пленкой расплавленного стекла. Затем на середи-
середине капиллярной трубки, спаянной с проволокой, наматывают рас-
расплавленное стекло. Для этого в левую руку берут конец впаянной
проволочки и разогревают, в правую руку — стеклянную палочку
и pa-сплавляют ее на участке длиной 10—15 мм. Когда стекло дос-
достаточно размягчится, конец расплавленной палочки припаивают к
капилляру и обматывают вокруг него в виде кольца. Затем, пока
стекло еще не застыло, осторожно сжимают кольцо пинцетом, так,,
чтобы получилась ровная «тарелочка» (рис. 89). Край стеклянной
трубки, в которую впаивается молибденовая проволока, нагревают
на пламени горелки, если необходимо, развертывают или сужают
и припаивают к предварительно разогретой тарелочке. Место спая
тарелочки со стеклянной трубкой нагревают на узком пламени к
слегка поддувают для образования ровного шва. Аналогично впаи-
впаивают в стекло вольфрамовую проволоку и ковар.
При впаивании в стекло молибдена или вольфрама нагрев сле-
следует вести в среднем конусе пламени горелки. При впаивании ме-
меди в стекло нагрев ведут в окислительной зоне пламени, так как
образующаяся на поверхности закись меди дает прочный спай со
стеклом.
Никель впаивают с предварительным отжигом металла током
водорода в специальных печах. В противном случае при спаива-
спаивании никеля со стеклом с его поверхности выделяются адсорбиро-
адсорбированные пузырьки газа, уменьшающие прочность спая. В отличие
от впайки молибдена при впайке никеля на проволоку надевают
толстостенную узкую стеклянную трубку, которую сплавляют за-
затем с металлом.
Третий способ применяют при впаивании металлических плас-
пластин или платиновой проволоки диаметром более 0,5 мм, молибде-
молибденовой проволоки или стержней диаметром до 10 мм и вольфра-
вольфрамовой проволоки диаметром до 1 мм. В левую руку берут пинцет
с отрезком платиновой, молибденовой или вольфрамовой прово-
проволоки (молибденовую проволоку предварительно очищают, как
105
указывалось ранее) и нагре-
нагревают при вращении на не-
небольшом и резком огне. Одг
новременно размягчают в
пламени горелки стеклянную
палочку, которую держат в
правой руке. Размягченное
стекло с палочки наматыва-
Рис. 89. Впаивание молибденовой прово- ют на отрезок металлической
лежи в стекло проволоки. Конец палочки
после намотки оттягивают и.
переплавляют. Намотанное на проволоку стекло проплавляют при
вращении так, чтобы образовался литой стеклянный шарик, внутри
которого находится отрезок металлической проволоки. В стеклян-
стеклянной трубке, куда надо впаять проволоку, продувают отверстие диа-
диаметром немного меньше, чем диаметр стеклянного шарика. Разо-
Разогретый в пламени стеклянный шарик с проволочкой прикладывают
к разогретым губкам отверстия. Затем место спая разогревают до
размягчения на узком и -резком пламени и, слегка поддувая, вы-
выравнивают.
§ 7. Нанесение меток и надписей на градуированной
и обычной стеклянной по&уде
Для измерения объема жидкостей или газов в лабораторной
практике используют различную мерную посуду: колбы, кониче-
конические и цилиндрические мензурки, различного типа пипетки, бюрет-
бюретки жидкостные и газовые и микробюретки.
На мерную посуду наносят риски, соответствующие цифровые
обозначения и надписи. Калибровка, нанесение рисок и надписей
требуют определенных знаний и навыков. Весь этот процесс де-
делят на ряд последовательных операций и называют градуировкой.
Градуируют путем вытравливания на поверхности стекла углуб-
углублений плавиковой кислотой. Основными компонентами стекла яв-
являются силикаты металлов и кремнезем. При взаимодействии си-
силикатов и кремнезема с плавиковой кислотой протекает следую-
следующая реакция: SiO2+4HF = fSiF4+2H2O. Образующийся при этом
газообразный фтористый кремний удаляется с поверхности стекла.
Кроме вытравливания на поверхности применяют клиширование
мерной посуды, т. е. нанесение на стекло специальной краски,
которая после термической обработки прочно закрепляется на по-
поверхности стекла и не поддается действию агрессивных сред (кис-
(кислот, щелочей, солей и воды).
Весь процесс состоит из следующих операций: вымеривания
(калибровки), вощения поверхности стекла, деления, цифровки,
травления, удаления воскойого покрытия и затирания.
Вымеривание (калибровка). Калибровка мерной посуды пред-
представляет собой довольно трудоемкую работу, требующую значи-
значительного навыка и знаний. Методы калибровки подробно описаны
Щ
в курсах аналитической хи-.
мии и учебных пособиях -по
технике лабораторных ра-
работ, к которым авторы отсы-
отсылают читателей. Непосред-
Непосредственно к стеклодувным опе-
операциям относятся вощение,
деление, цифровка и травле-
травление. Точно калиброванную
посуду В дальнейшем ПОД- Рис. 90. "'Приспособление для деления
вергают вощению. На отка- мерных колб
либрованных сосудах тон- *
ким- пером черной тушью делают метку, которую затем в данном
месте протравливают плавиковой кислотой. . - -
Вощение. Вощением называют покрытие поверхности стекла
смесью, состоящей из 70% натурального воска, 28% парафина и
2% гудрона. Вощение предохраняет стекла от действия плавиковой
кислоты. Воск, парафин и гудрон помещают в металлический со-
сосуд и нагревают до полного расплавления. Смесь тщательно пе-
перемешивают и продолжают нагревать до тех пор, пока не начнет
выделяться белый дым. Появление дыма над поверхностью смеси
свидетельствует о готовности ее к употреблению.
Для покрытия поверхности смесью изготовляют помазок: на
конец деревянной палочки длиной 20—25 см наматывают слой
ваты толщиной 3—3,5 см и длиной 6—7 см. Помазок опускают в
горячую восковую смесь и при вращении слегка прижимают
к стенкам сосуда для удаления из ватного тампона воздуха. По-
Помазок оставляют в сосуде с расплавленной восковой смесью. Под-
Подлежащее вощению изделие берут в левую руку и нагревают его
на пламени лабораторной горелки до температуры 70—80°С.
В правую руку берут помазок, слабо отжимают его о стенки со-
судаи, вынув из расплавленной смеси, слегка прижимают к-какой-
либо крайней точке калибруемого изделия. Затем двигают пома-
помазок вдоль всего изделия, и так делают до тех пор, пока вся по-
поверхность изделия на расстоянии 3—4 см за крайними рисками
не будет покрыта восковой смесью. При вощении нужно следить
за тем, чтобы изделие было сухим, между слоями нанесенного вос-
воска не было просветов, а толщина воскового слоя не превышала
0,2—0,3 мм. Необходимо помнить, что чем выше температура вос-
восковой смеси, тем тоньше восковой слой. При нанесении рисок по
толстому слою воска они получаются грубыми к неровными.
Деление. Делением называют операцию, посредством которой
с- поверхности стекла удаляют восковую смесь в местах, подлежа-
подлежащих травлению плавиковой кислотой. На мерных колбах и пипет-
пипетках Мора делают круговую черту-риску следующим образом
(рис. 90). Тонкую, но прочную нитку 2 длиной 30—40 см прикреп-
прикрепляют к гвоздю /, вбитому в стол 3 так, чтобы образовалась петля.
Покрытую восковой смесью колбу или пипетку Мора продевают
в петлю, совмещая конец петли с отметкой, зафиксированной
107
тушью на горловине" колбы или пипетки. Держа обеими руками
колбу (или пипетку) за концы, слегка натягивают петлю и мед-
медленно вращают градуируемый сосуд. Под действием трения вос-
восковая смесь сдирается ниткой. -После нескольких оборотов на гор-
горловине колбы образуется кольцевая метка, лишенная воскового
покрытия. При этом нужно следить, чтобы метка была ровной, не
двоилась и чтобы воск был полностью удален с нее. Обычно пос-
после небольшой тренировки удается получить удовлетворительную
кольцевую метку. Деление мерной посуды, при котором надо на-
■нести много рисок (бюретки, пипетки, мерные цилиндры), произ-
производят с помощью делительного станка.
Цифровка. Цифровкой называют нанесение цифровых обозначе-
обозначений на мерной посуде. Цифры и надписи наносят процарапывани-
процарапыванием воскового слоя иглой с последующим травлением плавиковой
кислотой. Для цифровки применяют металлическую иглу, имею-
имеющую форму ручки или карандаша, с радиусом закругления 0,1—
0,15 мм. Иглу литую с утолщенным стержнем в верхней части
обычно вставляют в деревянную или пластмассовую оправу. Иг-
Иглой на поверхности сосуда, покрытого восковой смесью, процара-
процарапывают цифры или буквы. Красота и четкость надписей зависят
от квалификации работающего. Часто надписи наносят по трафа-
трафаретам (как для надписей на чертежах).
На шаровидной части мерных колб наносят цифры, указываю-
указывающие их объем, единицы величин (мл), а также температуру
калибровки 20°С. На бюретках пишут цифры: 0 — вверху, 1, 2, 3,
4 и др. — на миллиметровых рисках с, правой стороны. На сво-
свободной от рисок верхней части пишут единицу величины (мл)
и температуру градуировки 20°С.
На мерных пипетках и мензурках отсчет ведут снизу вверх
(наибольшую отметку объема пишут вверху). На пипетках Мора
объем, единицу величины и температуру, так же как у мерных
колб, наносят на вздутии.
Травление. Травлением называют удаление слоя стекла с по-
поверхности изделия. Травление производят плавиковой кислотой,
стекло при этом разрушается только в тех местах, которые не
защищены восковой смесью, т. е. на рисках, процарапанных циф-
цифрах и надписях. В результате разрушения стекла в этих местах
образуются углубления-борозды.
Наиболее пригодны.для травления стекла марок 23, ЗС-5 и
другие молибденовые стекла. «Пирекс» и кварц трудно подверга-
подвергаются травлению (дают размытые борозды). При травлении изде-
изделий из стекла марок Л-80, 29, 23 следует применять баритовую
суспензию без добавки концентрированной серной кислоты. При
работе с молибденовыми стеклами в кашицу добавляют несколь-
несколько капель серной кислоты, которая связывает выделяющуюся при
реакции воду, сохраняя тем самым концентрацию плавиковой кис-
кислоты, и препятствует образованию кремнефтористоводородной
кислоты. Плавиковую кислоту хранят в парафиновых, поливинил-
хлоридных или полиэтиленовых сосудах. Кроме плавиковой кис-
108
лоты для травления необходимы сернокислый барий (порошок),
серная кислота (плотность 1,84) и этиловый спирт.
Травление производят следующим образом. В резиновый (раз-
(разрезанную пополам -медицинскую грушу) или полиэтиленовый ста-
стакан помещают небольшое количество сернокислого бария, к нему
осторожно доливают плавиковую кислоту до образования сме-
танообразной массы. Для нанесения массы с плавиковой кислотой
на места, подлежащие травлению, употребляют волосяную кис-,
точку (волос.длиной 10—15 мм). Подлежащую травлению поверх-
поверхность осторожно протирают влажным тампоном в местах нанесен-
нанесенных рисок и надписей 96%-ным этиловым спиртом, который уда-
удаляет следы жира и улучшает смачивание поверхности воска пла-
плавиковой кислотой. Изделие, подлежащее травлению, берут в ле-
левую руку, волосяную кисточку —в правую, опускают ее в суспен-
суспензию с плавиковой кислотой, затем осторожно наносят суспензию
на поверхность стекла, где нанесены риски и надписи. Плавиковая
кислота в местах, лишенных воска, разрушает стекло. После на-
нанесения суспензии изделение выдерживают некоторое время, не-
необходимое для получения нужной глубины метки. Плавиковая
кислота ядовита, поэтому травление производят обязательно в-вы-
в-вытяжном шкафу. Руки должны быть при этом защищены резино-
резиновыми перчатками. Попадание плавиковой кислоты на незащищен-
незащищенные участки кожи образует долго незаживающие язвы.
Травление изделий из стекла марки 23 длится 10—15 мин, из
молибденового — 20—25 мин.
После выдержки в течние 10—25 мин с мерной посуды" удаля-
удаляют суспензию плавиковой кислоты, хорошо промывая изделия
струёй холодной воды из-под крана. Затем удаляют защитный
восковой слой, для чего изделие или обливают кипящей водой, или
опускают в сосуд с кипящей водой. Мерную посуду затем тща-
тщательно протирают чистым, сухим куском * ткани и дают ей ос-
остыть.
Затирание. На охлажденной посуде после обработки плавико-
плавиковой киблотой выступают все нанесенные риски и надписи. Для бо- •
лее рельефного обозначения рисок и надписей в них втирают бег-
беглую, легко застывающую пасту (если риски и надписи хорошо
протравлены, затирание не производят). Можно использовать и
обычные густотертые цинковые белила. Белила разводят неболь-
небольшим количеством растворителя, хорошо перемешивают и наносят
небольшое количество краски на кусочек ваты, которым двигают
по стеклу перпендикулярно нанесенным рискам, втирая краску в
углубления. Затем фильтровальной бумагой вытирают изделие,
'снимая излишек краски. После высыхания краски изделие готово
к работе. Ниже, в качестве примера, дано описание работы по на-
нанесению метки оцифровки мерной колбы на 100 мл.
Сухую колбу с нанесенной тушью на ее горловине меткой, соответствующей
точно объему 100 мл, берут в левую руку и слегка прогревают на пламени газо-
газовой горелки до 60—70°С. В правую руку берут помазок, окунают в сильно на-
нагретую восковую смесь и наносят ее на горловину по всей окружности. Слой на-
нанесенного на горловину воска должен быть широким F6—70 мм) по всей длине
109
горловины, а нанесенная тушью метка должна находиться на середине. Потом
помазком наносят восковую смесь на круговую часть колбы так, чтобы восковое
покрытие захватывало половину сферической части колбы. Колбу, покрытую вос-
воском, охлаждают до комнатной температуры. Горловину колбы вставляют в пет-
петлю нитн, закрепленную на столе, и вращением снимают по кольцу восковую смесь?
На сферической части колбы выцарапывают иглой число 100, а под ннм буквы
«мл». Надпись и кольцевую метку протирают этиловым спиртом. Затем, взян
колбу в левую руку, наносят кисточкой на кольцевую метку и на надпись сус-
пенЗию плавиковой кислоты с сульфатом бария. Суспензию наносят в резиновых
перчатках и вытяжном шкафу. Через 10—25 мин в зависимости от марки стекла
колбу вынимают из вытяжного шкафа и смывают суспензию струей воды. Про-
Промытую от плавиковой кислоты колбу берут за верхнюю часть горловины и опус-
опускают в сосуд с кипящей водой. Восковая смесь плавится и сходит с колбы. Кол-
Колбу затем протирают куском чистой тканн. Когда колба остынет, тампоном на-
наносят на подпись и на кольцевую метку пасту или белила. Фильтровальной бу
магой удаляют избыток белил и вторично протирают колбу.
Цифровку можно выполнить также значительно более простым
способом. В качестве материала для нанесения метки или надпи-
надписи используют силикатный зубоврачебный цемент и жидкое стек-
стекло. Из силикатного цемента приготовляют кашицу на жидком
стекле, в которую добавляют немного оксида цинка. Смесь хоро-
хорошо растирают в ступке и, добавляя но каплям дистиллированную
воду, доводят смесь до консистенции жидкой сметаны. Затем с
помощью тонкого пера этой жидкой смесью наносят риски, метки
и цифры на стеклянных изделиях. Когда силикатный цемент за-
застынет и высохнет (через 4—5 ч), все изделия или только часть,
где нанесены метки, нагревают до" температуры 350—360°С в те-
течение 10—15 мин. Сделанные таким образом надписи и риски не
смываются и не сцарапываются.
В настоящее время широко применяют клиширование текстов,
т. е. нанесение специальным штампом надписей и цифр из цвет-
цветного легкоплавкого стекла. Для этого составляют флюс, состоя-
состоящий из 40% SiO2, 40% Р2О3 и 20% Na2B4O7. Для получения чер-
черного цвета к флюсу добавляют 30% смеси, состоящей из Fe2O2,
СоО, МпО2. В дальнейшем поступают так, как описано выше об
использовании силикатного цемента.
Для получения белого цвета к флюсу добавляют диоксид оло-
олова SnC>2
§ 8. Ремонт стеклянных изделий и приборов
Ремонтные работы в лабораторной практике имеют большое
значение, так как позволяют сохранить дорогостоящую стеклян-
стеклянную аппаратуру и дефицитные изделия. Ремонт стеклянных изде-
изделий и посуды сводится в основном к следующим видам работ:.
1) обрезке отбитых концов трубок, припаянных к соответствую-
соответствующим стеклянным изделиям (концов форштосов и олив у холодиль-
холодильников, горловин мерных и простых колб, отростков у колб Вюр-
ца и др.); 2) наращиванию (припайке) отбитых концов у холо-
холодильников, колб и различных приборов; 3) запаиванию трещин в
стеклянной посуде и в приборах; 4) наложению заплат на отби-
отбитые части стеклянных изделий.
ПО
Рис. 91. Оплавление отбитого кон-
конца форштоса
Стеклянные изделия, сложная
аппаратура ir посуда, подлежа-
подлежащая ремонту, должны быть пред-
предварительно тщательно подготов-
подготовлены: промыты дистиллирован-
дистиллированной* водой, высушены спиртом
или эфиром, продуты струей воз-
воздуха до полного удаления капе-
капелек жидкости, паров спирта или
эфира.
Стекло промывают как внут-
внутри, так и снаружи. Сильно за-
загрязненные изделия промывают
предварительно хромовой смесью,
щелочами или другими моющими
средствами, а затем дистиллиро-
дистиллированной водой.
Обрезка и оплавление концов.
Обрезают отбитые концы у фор-
штосов, колб, отростков тех или
,иных приборов любым описанным
в гл. 3 способом. Наиболее удоб-
удобна обрезка концов алмазным кру-
кругом, который дает ровную линию обреза независимо от марки
стекла. Обрезанный коней оплавляют на пламени газовой горел-
горелки. Если необходимо, то на оставшейся части обрезанного конца
•делают оливу или его развертывают. Если отбитый конец нахо-
находится близко от места впая его в прибор, то оплавлять или разо-
разогревать этот конец следует достаточно осторожно, чтобы не выз-
вызвать появления трещин на месте спая. J3 этом случае поступают
следующим образом. Между местом спая и оплавляемым концом
накладывают полоску листового или шнурового асбеста (рис. 91)
и оплавляют острым огнем, потом конец изделия отжигают сна:
чала на слабом, а затем на коптящем пламени горелки. Если ко-
конец, подлежащий оплавлению или развертке, находится очень
близко от места спая, то все изделия сначала разогревают в му-
муфельной печи до температуры отжига, затем вынимают из печи
асбестовыми перчатками (или насаживают предварительно на дер-
державу) и место спая прогревают на широком пламени горелки.
Прогревание отбитого конца надо начинать с торца под углом
130— 140° к пламени горелки и только после этого приступать к
сплавлению или развертке. Теперь изделие снова помещают в му-
муфельную печь и дают ему постепенно остыть. Если конец имеет
рваный, край, более или менее перпендикулярный оси трубки
(цилиндра), то его можно выровнять на наждачном круге или
планшайбе, а затем, если нужно, оплавить.
Наращивание отбитых концов. Наращивание отбитых концов
у форштосов и других изделий, припайка олив к рубашке холо-
холодильника и различные работы, связанные с удлинением стеклян-
111
ной детали,— более сложная операция, чем обрезка и оплавление
отбитого стекла. При наращивании концов необходимо, чтобы
припаиваемый отрезок был из того же стекла, что и ремонтируе-
ремонтируемое изделие, или обладал близким коэффициентом расширения.
Практически определить марку стекла, из которого изготовлено
данное изделие, довольно трудно. Приблизительно определить
парку стекла или марку стекол сходной группы можно по цвету
торца (колеру) или по температуре размягчения. Молибденовые
стекла 46 (С47-15), ЗС-5 (С49-1), ЗС-8 (С48-1), ЗС-49-2 (С52-1)
имеют, если смотреть в торец, желтовато-белый оттенок. Эти стек-^
ла не спаиваются с другими стеклами, но спаиваются между со-
собой. Стекла 23 и 29 имеют зеленоватый колер, циркониевые стек-
стекла (ЦЛ, Ц-32, КС-34) — темно-зеленый, эти стекла могут Спаи-
Спаиваться друг с другом. Стекло 846 плохо спаивается- со стеклом
Л-80, 29 и 23 и несколько лучше с циркониевым; колер у него
бледно-зеленый. Жаростойкие стекла «Пирекс» имеют желтова-
желтоватый колер, они не спаиваются ни с какими стеклами.
После того как подобран отрезок из стекла соответствующей
марки, приступают к припайке. Для этого отбитый конец у при-
прибора или изделия отрезают, а оставшуюся часть прогревают. Пла-
Пламя горелки сначала держат на значительном расстоянии от места
припаивания к прибору. Затем медленно придвигают пламя к из-
изделию, обеспечивая этим равномерное прогревание, что предохра-
предохраняет его от растрескивания.
Припаивают -отрезок трубки к прогретому изделию так, как
это описано в § 6 гл. 3. После обработки места спая изделие сна-
сначала отжигают на низкотемпературной пламени горелки, а затем
в муфельной печи при соответствующей температуре. Если в месте
спая образуется зазор, то размягченное стекло с помощью стек-
стеклянной палочки сдвигают от одного края зазора к другому. Ког-
Когда зазор закрывается, место спая (шов) хорошо проплавляют
узким пламенем горелки. Затем шов разогревают на широком огне
и при вращении, если это возможно, поддувают для его выравни-
выравнивания, закрыв предварительно все остальные отверстия прибора
асбестом.
Если изделие (стационарный прибор) нельзя вращать, то при
горизонтальном спае на нижней стороне скапливается избыток
размягченного стекла, которое удаляют с помощью стеклянной
палочки, а это место проплавляют пламенем ручной горелки для
получения ровного шва. При вертикальном спае стекло скапли-
скапливается на нижней части припаивания. В этом случае стекло также
передвигают вверх стеклянной палочкой. При дальнейшем
разогревании стекло снова «сползает» вниз, выравнивая стен-
стенки шва.
Если отбитый конец находится очень близко к спаю или стен-
стенке изделия, например олива у рубашки холодильника или коней
форштоса у места внутреннего спая, поступают так: место двой-
двойного спая и конец отбитой цилиндрической трубки медленно и тща-
тщательно прогревают вокруг на довольно большом участке. Отросток
112
Рис. 92. Заделка зазора в тре-
трещине
Рис. 93. Запайка трещи-
трещины в дне колбы
припаивают быстро, пока изделие не остыло. После припайки вы-
выравнивают шов путем поддувания или оттяжки избытка стекла.
Отремонтированное изделие отжигают сначала на пламени го-
горелки, потом, если позволяет размер, в муфельной печи. Если
место припаивания удалено от места внутреннего спая на неко-
некоторое расстояние,, то на конец между торцом и местом двойного
спая надевают асбестовую муфту. Впаивают узким и острым пла-
пламенем с последующим отжигом.
Запаивание трещин. Жаростойкое стекло более устойчиво, и
при значительном нагреве трещина, как правило, не расширяется.
Запаивание трещин в изделиях из «Пирекса» и отчасти из молиб-
молибденового стекла сравнительно просто. Трещину прогревают на уз-
узком и резком пламени от одного конца к другому. Обычно размяг-
размягченное стекло, расширяясь, заплавляет трещину. Однако может
случиться, что при прогревании разойдутся стороны трещины и
между ними образуется зазор. Это часто происходит у толстостен-
толстостенных изделий или когда трещина находится на сферической поверх-
поверхности. В этом случае края разошедшейся трещины можно стянуть
стеклянной палочкой, а затем пропаять на остром пламени го-
горелки. .
Можно поступить иначе. Место, где находится трещина, посте-
постепенно.разогревать на пламени горелки. Одновременно разогревать
конец стеклянной палочки из стекла той же марки до полного-
размягчения. В правую руку берут разогретую стеклянную палоч-
палочку и осторожно припаивают размягченный конец к одному концу
трещины. Оттягивают сравнительно тонкий усик. Затем при разо-
разогревании накладывают размягченный усик на зазор в трещине,
Двигая палочку от одного конца трещины к другому (рис. 92).
Образуется как бы сварной шов, напоминающий шов автогенной
сварки. Шов затем проплавляют, отделывают и отжигают.
: ИЗ
Значительно сложнее запаивать трещины на изделиях из обыч-
обычных лабораторных стекол. Трещины на изделиях из этих стекол
при нагревании быстро удлиняются и могут привести изделие в
полную негодность. На изделие, где есть трещина, направляют
негорячее пламя газовой горелки, которое сначала держат на зна-
значительном расстоянии от трещины. Затем медленно пододвигают
к изделию, обеспечивая этим медленный и равномерный разогрев
стекла. Трещина при осторожном и медленном нагреве не будет
увеличиваться. Можно поступить иначе: изделие и место, где
имеется трещина, осторожно нагревают на коптящем пламени го-
горелки (слой копоти препятствует резкому нагреву). Постепенно
увеличивают температуру пламени, добавляя в него воздух (или
кислород) и газ. Когда трещина стабилизируется (стекло не бу-
будет растрескиваться), на изделие вдоль трещины направляют уз-
узкое пламя горелки и прогревают стекло до размягчения. Копоть
при этом выгорает, после чего изделие поворачивают трещиной
вниз и прогревают на более широком пламени. Стекло, расширяв
ясь, спаивается. Если при нагревании трещины образуется зазор,
то его можно заделать с помощью стеклянной палочки, как ука-
указано выше. Операцию по заделке трещин следует производить
довольно быстро. При медленной заделке стекло может зарухнуть
и поверхность спая сделается матовой.
Запайку трещин на дне колбы, стакана или сосуда с плоским
дном производят следующим образом (рис. 93). Дно медленно и
.постепенно прогревают. Затем пламя горелки делают резким и
узким и прогревают до размягчения трещины так называемым
встречным огнем от одного конца к другому (снизу вверх). Колбу
устанавливают к пламени под углом 130—140°. Для поддувания
воздуха в горловину колбы или стакана вставляют пробку со стек-
(лянной трубкой или державу с открытым концом, на широкую
часть которой наматывают шнуровой или листовой асбест. Если
края трещины разойдутся, то зазор заделывают с помощью стек-
стеклянной палочки и хорошо проплавляют. На дне колбы или стака-
стакана образуется при этом выпуклый шов. Для восстановления плос-
плоского дна его разогревают на широком пламени горелки, ставя на
обожженную деревянную доску, и слегка прижимают к ней, одно-
одновременно поддувая и вращая колбу или стакан. Эту операцию
повторяют на графитовой пластине до окончательного выравнива-
выравнивания дна. Затем изделие отжигают сначала на пламени горелки,
а затем в муфельной печи.
Более кропотливой операцией является запайка звездообраз-
звездообразной трещины, возникшей от удара на сферической части изделия.
Каждую трещину, радиально расходящуюся от места удара, про-
продолжают с помощью нагретой стеклянной палочки таким обра-
образом, чтобы она при своем продолжении замкнулась на себя (тре-
(трещины делают круговыми). После этого к центру звездообразной
трещины медленно подводят не очень горячее пламя горелки и
разогревают данную часть шаровой поверхности до тех пор, пока
она слегка не прогнется. Все трещины зайлавляют размягченным*
114
стеклом, снова равномерно разогревают и, слегка поддувая, вы-
выравнивают сферическую поверхность. Разогревание, места удара
без замыкания трещин приводит к дальнейшему растрескива-
растрескиванию.
Наложение заплат на отбитые части изделий. Кроме трещин
при ударе на стеклянных изделиях могут образоваться отверстия
или выемки различной формы и размера. Для восстановления
ценных приборов и дефицитных изделий на отверстия и выемки,
если они небольшие, могут быть наложены заплаты. Соответст-
Соответствующей формы и размера заплаты предварительно изготовляют из
тонкостенных стеклянных трубок различных диаметров, можно
использовать для этого разбитые колбы или стаканы. От стеклян-
стеклянной трубки или стакана отбивают несколько кусочков разных раз-
размеров. Из них выбирают кусочек, наиболее соответствующий
заделываемому отверстию или выемке. Заплата должна быть
больше заделываемого отверстия настолько, чтобы ее края захо-
заходили за края отверстия или выемки. Кусочек стекла (заплата)
слегка припаивают к стеклянной палочке-держателю. Следует
помнить, что заплата должна быть из стекла той же марки, что и
запаиваемое изделие, или обладать близким коэффициентом рас-
расширения и температурой размягчения.
Все изделие постепенно разогревают. Края отверстия разогре-
разогревают до значительного размягчения. Одновременно разогревают
припаянную к стеклянной палочке заплату. Размягченную запла-
заплату накладывают на заделываемое отверстие. Затем на узком пла-
пламени оттягивают место спая заплаты с палочкой и в узкой части
переплавляют. После наложения заплаты место спая по всему
периметру хорошо проплавляют на узком и резком пламени, по-
поворачивая изделие таким образом, чтобы стекло с утолщенных
мест спая равномерно распределялось по всей площади заплаты.
Место спая снова разогревают и поддувают. Операцию произво-
производят до тех пор, пока не образуется хорошо проплавленная и об-
обработанная поверхность. Затем отжигают сначала на пламени
горелки, а потом, если это практически возможно, в муфельной
печи. Зазоры между краем заплаты и изделия заделывают с по-
помощью стеклянной палочки, как описано на с. 114. В место стеклян-
стеклянной палочки-держателя можно пользоваться пинцетом. При этом
надо стараться, разогревая кусочек стекла, не разогреть сильно
пинцет, иначе стекло может припаяться к пинцету. Вместо накла-
накладывания заплаты можно припаять отросток, затем отобрать его,
хорошо пропаять и отжечь.
§ 9. Особенности работы с кварцевым стеклом
В отличие от лабораторного стекла плавленый кварц (квар-
Цевое стекло) размягчается при температуре 1500—1600°С. Квар-
Цевое стекло обладает значительно .большей вязкостью, чем обыч-
обычное. Переход от вязкого, размягченного состояния к хрупкому
115
происходит в очень небольшом интервале температур. Кварцевое
стекло наиболее «короткое» из всех видов стекла. Стапливанию
и перемещению его препятствует большая вязкость, поэтому квар-
кварцевые изделия не имеют одинаковой толщины стенок. Заготовки,
трубки из кварцевого стекла также имеют, неодинаковую толщину
и диаметр.
Для работы с кварцевым стеклом нужна специальная горелка
с кислородным дутьем, способная давать температуру- "Пламени
1800~2000°С. Изделие, нагретое на такой горелк'е, ярко светится.
Работать с такой горелкой ■ можно только в темных защитных
очках.
Технические трудности по получению широкого высокотемпера-
высокотемпературного пламени заставляют все работы по изготовлению квар-
кварцевых изделий вести на сравнительно узком пламени горелки. Это
требует определенных навыков и сноровки. Нагретый свыше 480°С
кварц легко. реагирует с осевшими на его поверхности пылевид-
пылевидными частицами. Небольшой налет пыли на поверхности кварце-
кварцевого стекла образует при нагревании стеклянную корочку,которая
легко растрескивается и может привести изделие в негодность. Осо-
Особые требования предъявляют к чистоте стеклодувного инструмента,
рабочего места и рук стеклодува. Стеклодувные инструменты (раз-
(развертки, укатки, плиты и др.) для изготовления кварцевой посуды
должны быть изготовлены из графита. Можно пользоваться так-
также инструментами из вольфрама.
Кварцевую посуду готовят так же, как и изделия из обычного
стекла. Кварцевое стекло можно резать только холодным спосо-
способом твердосплавными ножами, напильником или на алмазном
круге. Горячим способом кварцевое стекло не режется.
Кварцевые изделия шлифуют так же, как и изделия из обыч-
обычного стекла, но значительно медленнее из-за большой твердости
кварца. Кварцевые изделия не следует обогревать и отжигать:
Нагретое до размягчения кварцевое стекло при быстром охлажде-
охлаждении, например водой, не трескается и не разрушается, поэтому
неравномерная толщина стенок кварцевых изделий, наплывы на
них практически не отражаются на качестве изделий! Спаивание
металлов с кварцевым стеклом осуществляется значительно труд-'
нее, чем спаивание металлов с соответствующими марками хими-
химико-лабораторного стекла. Термический коэффициент линейного
расширения (ТКЛР) у кварцевого стекла очень мал а = 5,4- lO-^C"*1;
в то время как ТКЛР лабораторных стекол в десятки раз больше!
чем у кварца и колеблется от 8,1 • 10 у стекла AM — К ДО
33,5-10-7°С-' у стекла «Пирекс» (табл. 10). ;
Температурный коэффициент металлов, наиболее часто впаи;
ваемых в стекло, соответственно равен 44,4- 1СЬ7 у молибдена я
125,Ы0~7°С~1 у железа. Поэтому непосредственный спай'стеклЯ
: кварцевым стеклом относится к числу несогласованных спаев
л может быть получен при особых условиях. Кроме того, высокая
температура размягчения A400—1500°С) и большая вязкость
)азмягченного кварцевого стекла создают дополнительные трудно1
16
С5-1(КВарц) С1Т-1СП-2СП-ЗСП-1/- СП-5
■ ■ ■ ш/с"
Металл
Рис. 94. Впаивание металла в кварцевое стекло
сти получения спаев с металлами. Легче всего удаются спаи квар-
кварцевого стекла с вольфрамом и молибденом.
Для получения более или менее прочного спая металл ^впаи-
^впаивают в виде ленты овального сечения толщиной в середине 0,1 мм
и по краям 0,02 мм; спаивание производится в вакууме или в ат-
атмосфере, состоящей из смеси газов водорода и азота, на водород-
но-кислородной горелке, что предохраняет металл От окисления
при температуре 1400—15009С. Труднее впаивается платина, тем-
температура плавления которой близка к температуре плавления
кварца.
Согласованные спаи металлов с кварцевым стеклом можно
получить с помощью ряда переходных стекол, обладающих тем-
температурным коэффициентом линейного расширения от 15,4-10~~7
до 48-10~7°С-1 и более.
При впаивании молибдена в кварцевую трубку поступают сле-
следующим образом. Конец кварцевой трубки раскаляют до темпе-
температуры 900°С и наваривают по ее торцовой окружности слой пе-
переходного стекла с наименьшим ТКЛР (стекло СП-1), горячий
бортик разбортовывают разверткой. К слою наваривают еще
слой с несколько большим ТКЛР (стекло СП-2), затем третий'
слой (СП-3 или С25-1) и т. д., пока конечный наваренный слой
Таблица 10. Химический состав (%)
и термические свойства переходных стекол
Марка
стекла
С5-1
(кварц)
СП-1
СП-2 -
С25-1
СП-3'
СП-4
(«Пнрекс»)
СП-5
СП-6
СП-7
SiO2
99,5
88,7
87,2
78,8
81,0
'7,6
77,5
77,0
68,7
В2Оз
—
10,5
10,5
19,5
11,6
15,9
15,5
14,5
15,4
А12О3
0,2
0,3
0,3
—i
2,0
2,2
2,2
2,0
3,5
Na2O
—
0,5
2,0
—
5,2
4,3
4,8
6,5
2.4
К8О
—.
—.
1,2
—
—
—
—
Li2O
,—
—
0,5
—. •
—
—,
—.
ТКЛР а,
Ш-'-'С-1
5,4
15,4
20,6
24,5
28,6
34,6
38,6
44.4
47,1
Температура
размягчения,
.'
1500—1600
885-
• 745
675
615
570
570
565
570
\\т
не будет иметь термический коэффициент линейного расширения,
близкий к ТКЛ-Р впаиваемого металла. В этот наваренный край-
крайний слой и впаивается металлическая проволочка или деталь
(рис. 94).
Этот комбинированный слой, хотя и. обходится сравнительно
дороже, чем «несогласованный», но он более прочен и устой-
устойчив.
СПИСОК ЛИТЕРАТУРЫ
1. Арбузов А. Е. Руководство по самостоятельному изучению стеклодувного
дела. М.. 1933.
2. Веселовский С. Ф. Стеклодувное дело. М., 1952.
3. Воскресенский И. Н. Техника лабораторных работ. М., 1973.
4. Голь М- М. Руководство по основам стеклодувного дела. Л1., 1974.
5. Дурново С. К.. Стекло для лабораторных изделий и химической аппара-
аппаратуры. М., 1965.
6. Зимин В. С. Стеклодувное дело и стеклянная аппаратура для .физико-хи-
.физико-химического эксперимента. М., 1974. -
7. 'Любимов М. Л. Спаи металла со стеклом. М., 1969.
8. Саркисов П. Д., Казаков В. Д. Технология стеклодувных работ. М., 1973
9. .Стекло: справочник/Под ред. Н. М. Павлушкииа. М., 1973.
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
Глава 1. Краткие "сведения о стекле и его свойствах . 4
§ 1. Химический состав и свойства стекла 4
§ 2. Лабораторные стекла, применяемые для стеклодувных работ . . 11
§ 3. Материалы для стеклодувных работ ' . . . 14
§ 4. Пороки и дефекты стекла 14
§ 5. Термическая обработка стекла 16
Глава 2. Оборудование стеклодувной мастерской и рабочего места . . 18
§ 1. Помещение для стеклодувных работ 18
§ 2. Рабочее место 20
§ 3. Горелки . . 21
§ 4. Основной инструмент и материалы для стеклодувных работ . . 24
§ 5. Техника безопасности . . •. 30
§ 6. Первая помо.щь при несчастных случаях ....'. 32
Глава 3. Главнейшие стеклодувные операции . . *. 33
§ 1. Оплавление стеклянных палочек и- трубок 33
§ 2. Резка стекла 34
§ 3. Вращение стеклянных трубок и заготовок в пламени горелки . . 38
§ 4. Сгибание стеклянных трубок /...,..... 41
§ 5. Растягивание стеклянных трубок 46
§ 6. Спаивание стеклянных трубок .* -....• 51
Глава 4. Изготовление изделий из стекла 55
§ 1. Изготовление стеклянных палочек, лопаточек и мешалок ... 55
§ 2. Изготовление заглушек, стеклянных носиков, капельных пипеток
и бусин для титрования . . . < ► . » . . 57
§ 3. Изготовление форштосов и аллонжей 60
§ 4. Изготовление переходных трубок 62
§ 5. Изготовление тройников и гребенок " 64
§ 6. Изготовление пробирок н небольших стеклянных стаканчиков . 67
§ 7. Изготовление стеклянных шаров, хлоркальциевых трубок и колб 71
§ 8. Изготовление и запаивание ампул 78
§ 9. Изготовление воронок для фильтрования ' ..... 80
§ 10. Изготовление каплеуловнтеля с внутренним спаем (насадка "
Кьельдаля) '....:. 82
§ 11. Изготовление барботеров и сосудов с впаянным барботером . . 83
Глава 5. Обработка стекла и стеклянных изделий 86
§ 1. Изготовление колб с притертой пробкой 86
§ 2. Изготовление бюксов с притертыми крышками 90
§ 3. Изготовление двухходовых стеклянных-жранов . 91
§ 4. Резка пластин и дисков нз листового стекла • . 98
§ 5. Сверление отверстий в стекле ." . 100
§ 6. Впаивание металла в стекло , . 102
§ 7. Нанесение меток и надписей на градуированной н обычной стек-
стеклянной посуде 106
§ 8. Ремонт стеклянных изделий и приборов ь ПО
§ 9. Особенности работы "с кварцевым стеклом 11°
Список литературы 1'°