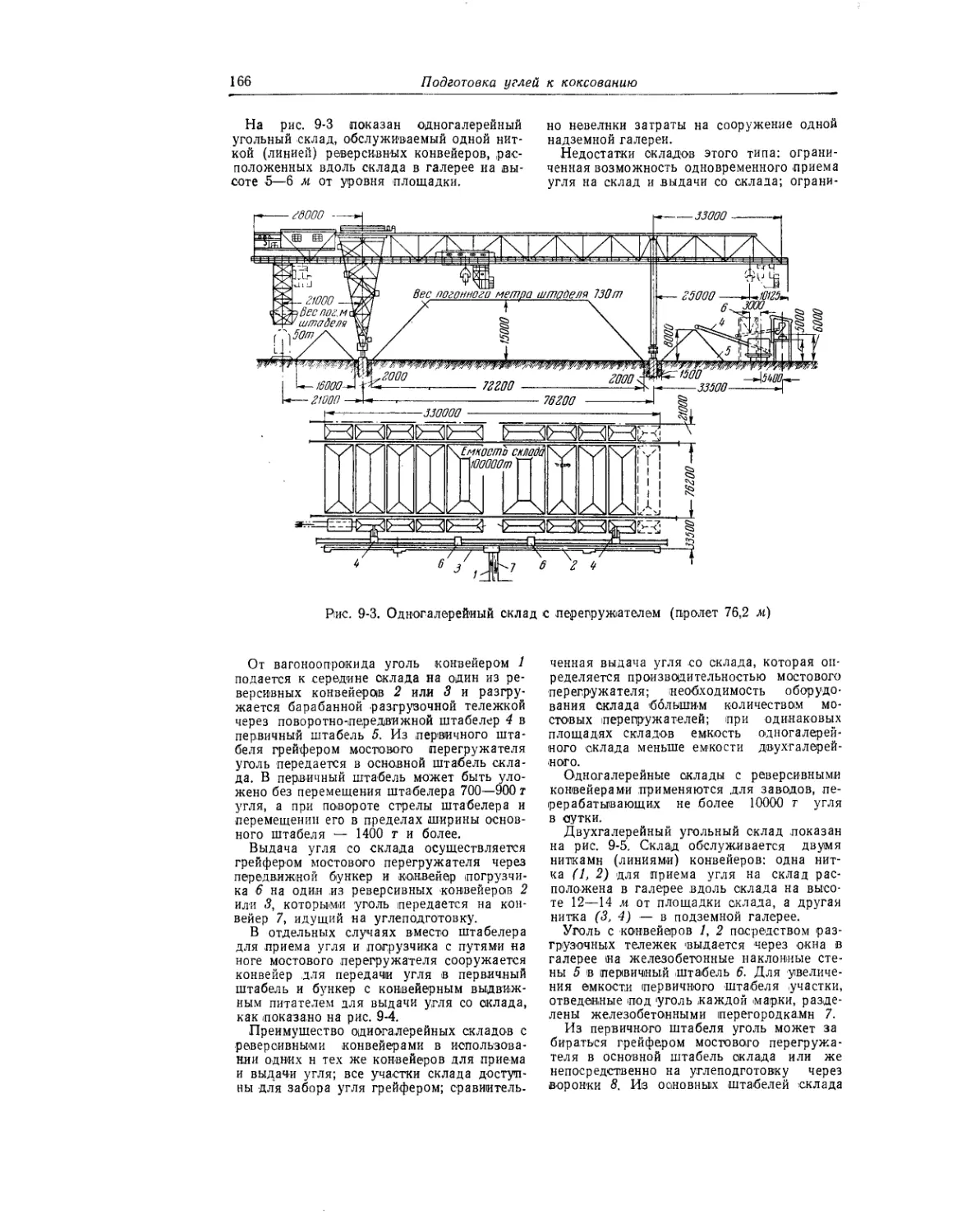
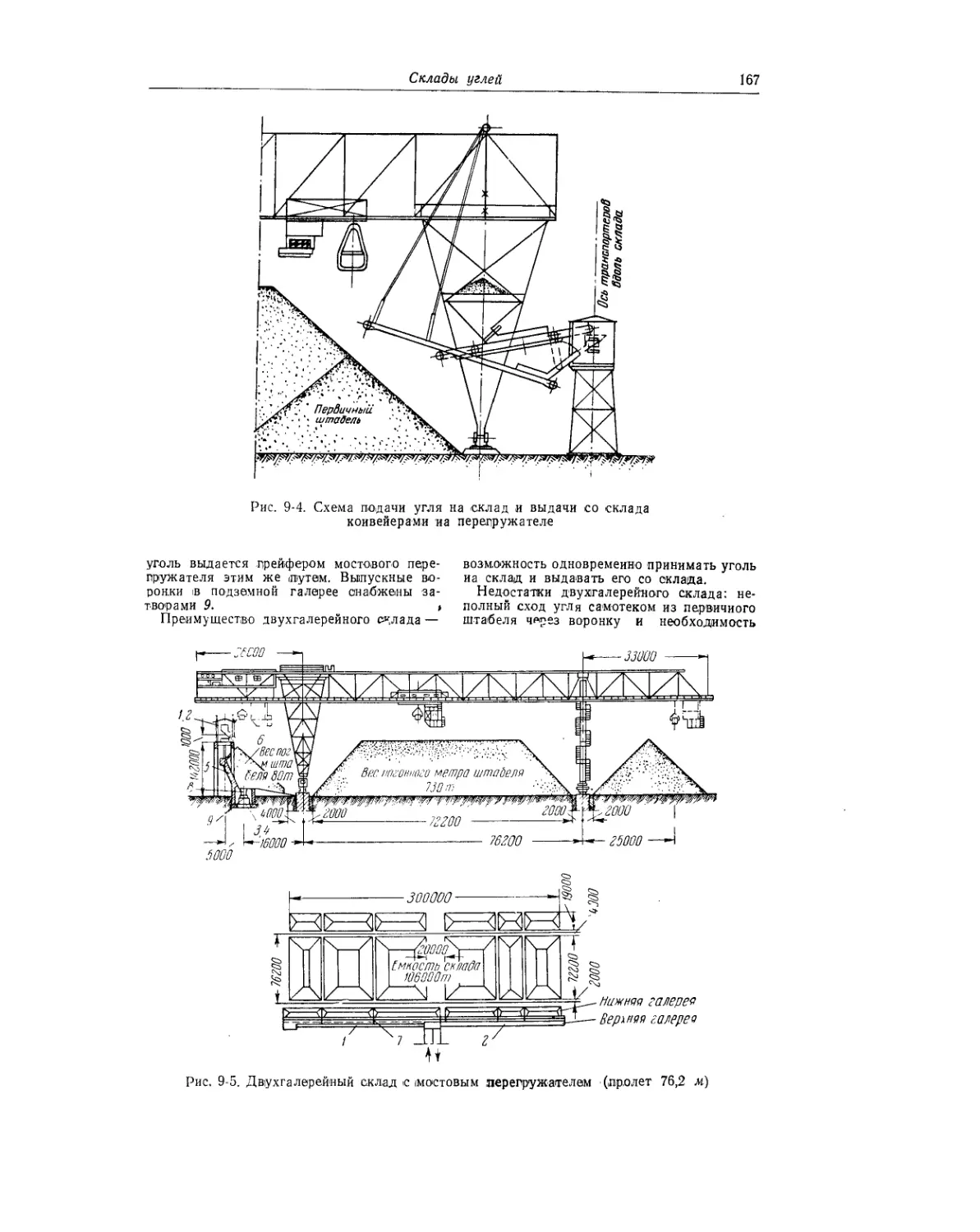
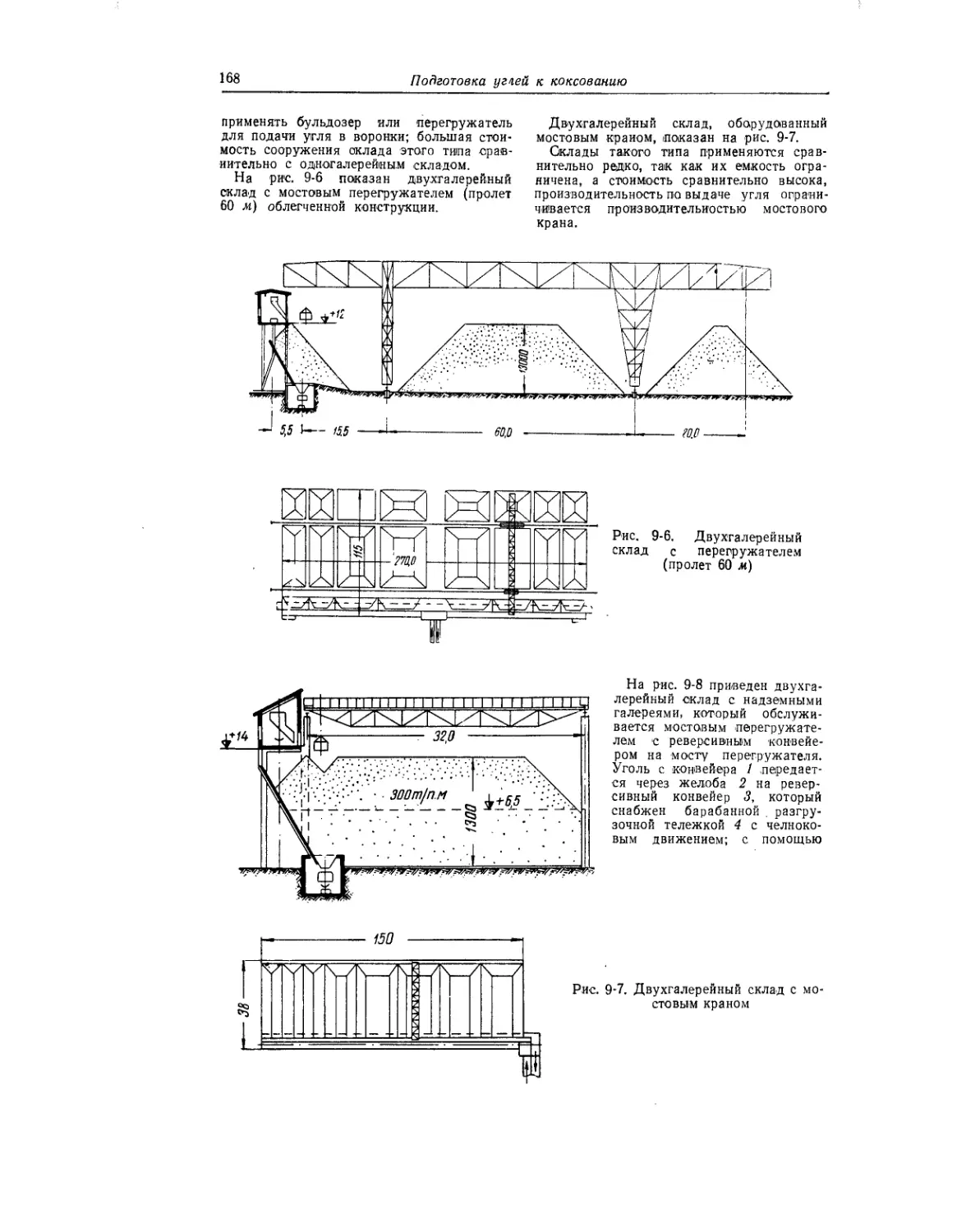
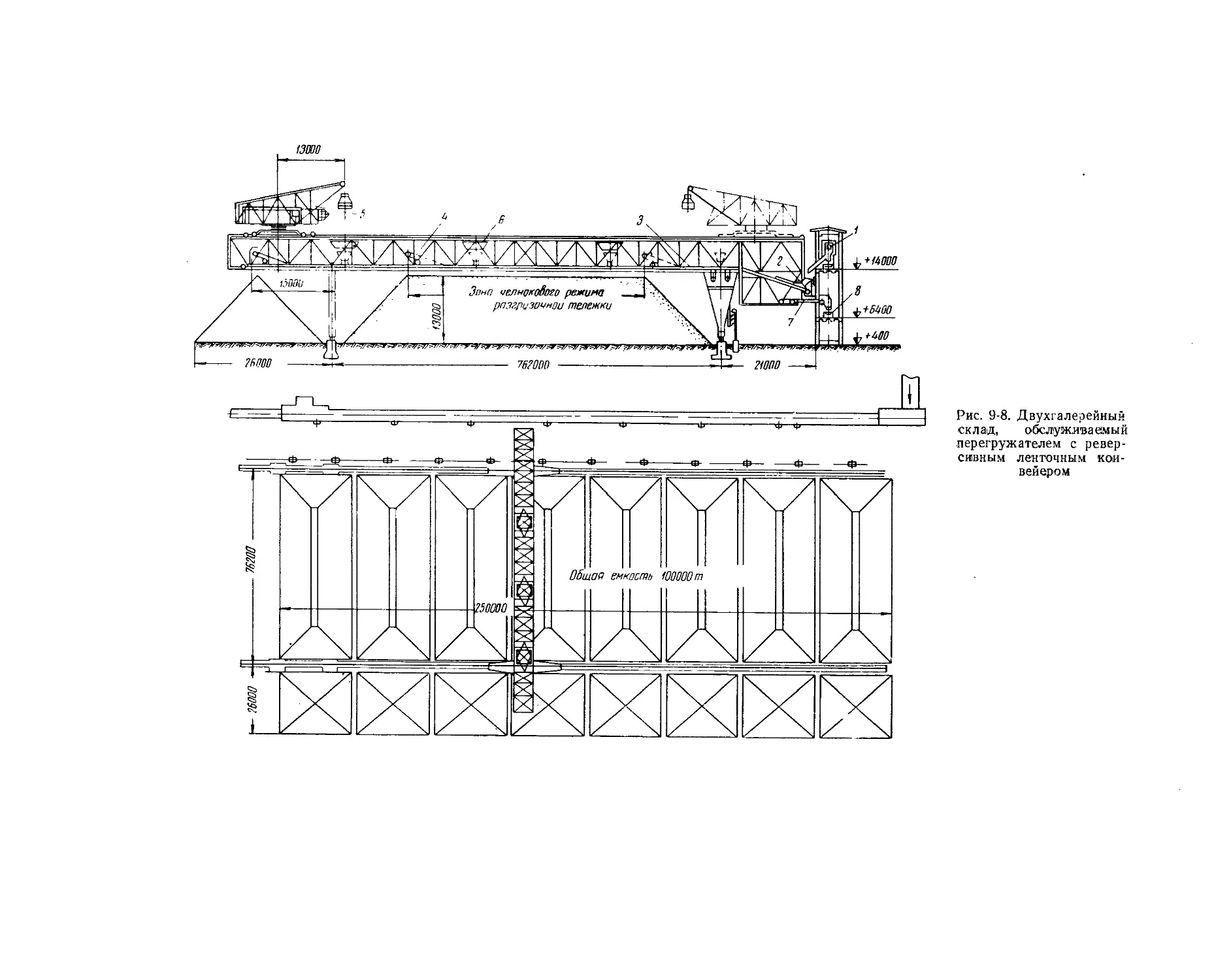
/









































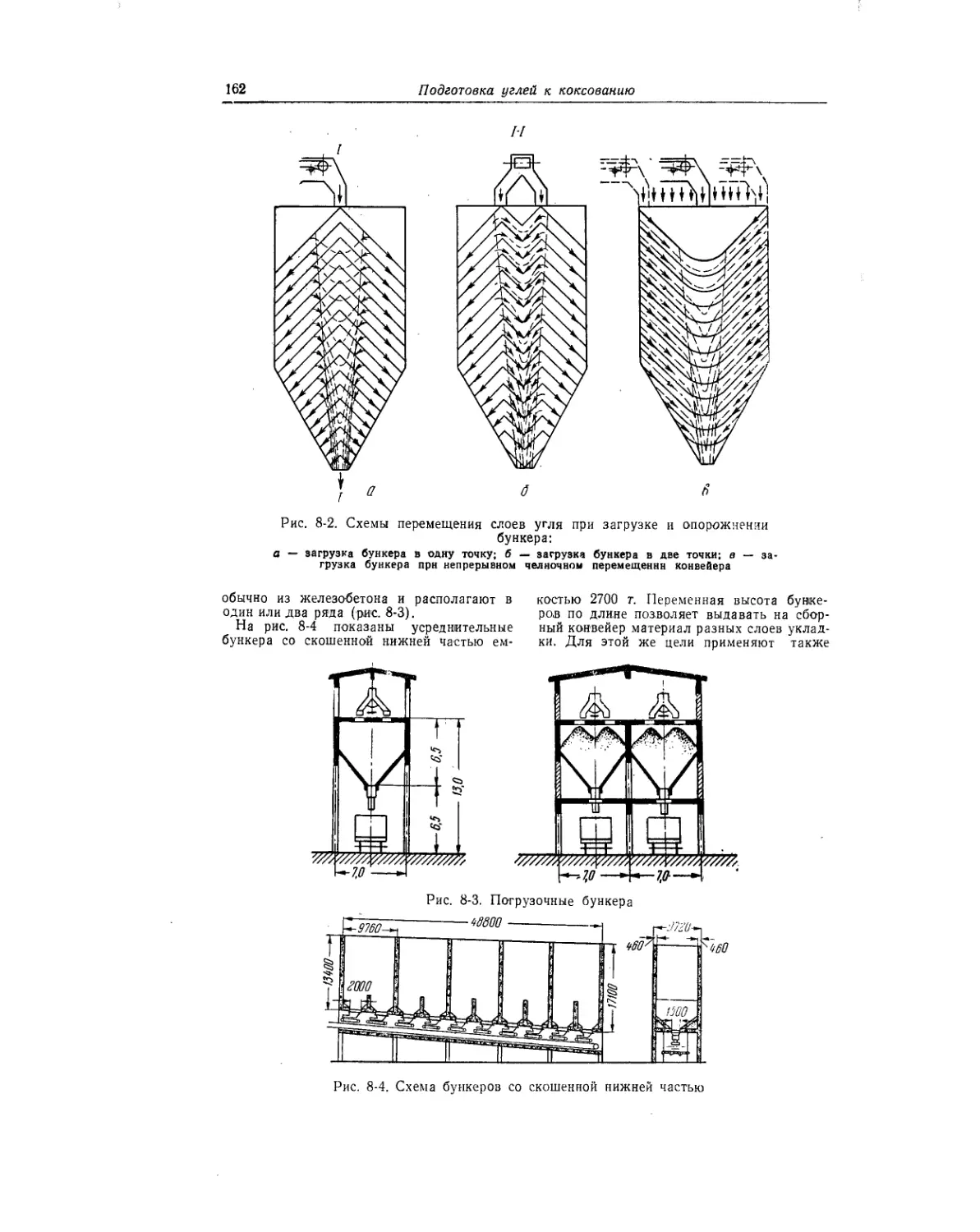
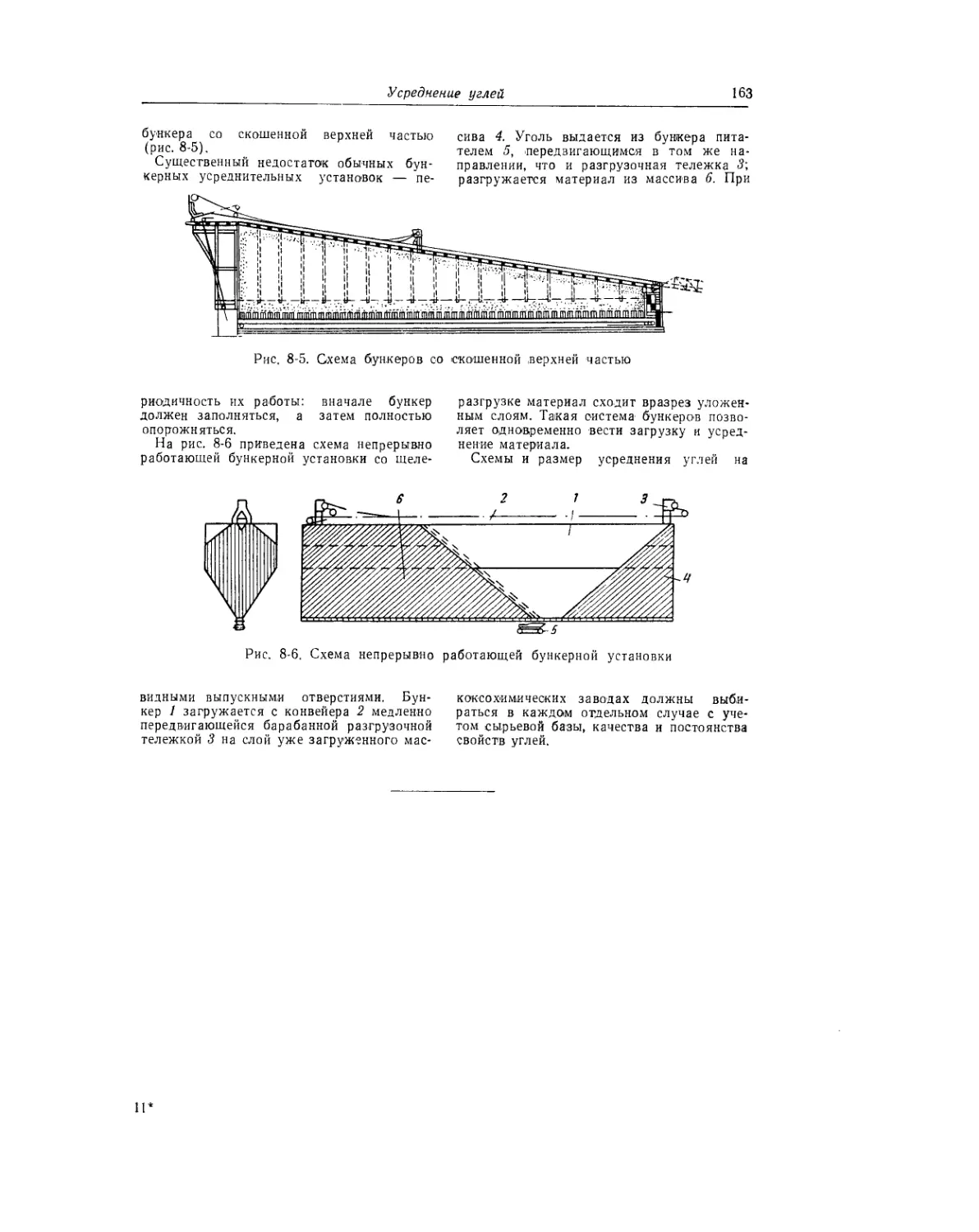



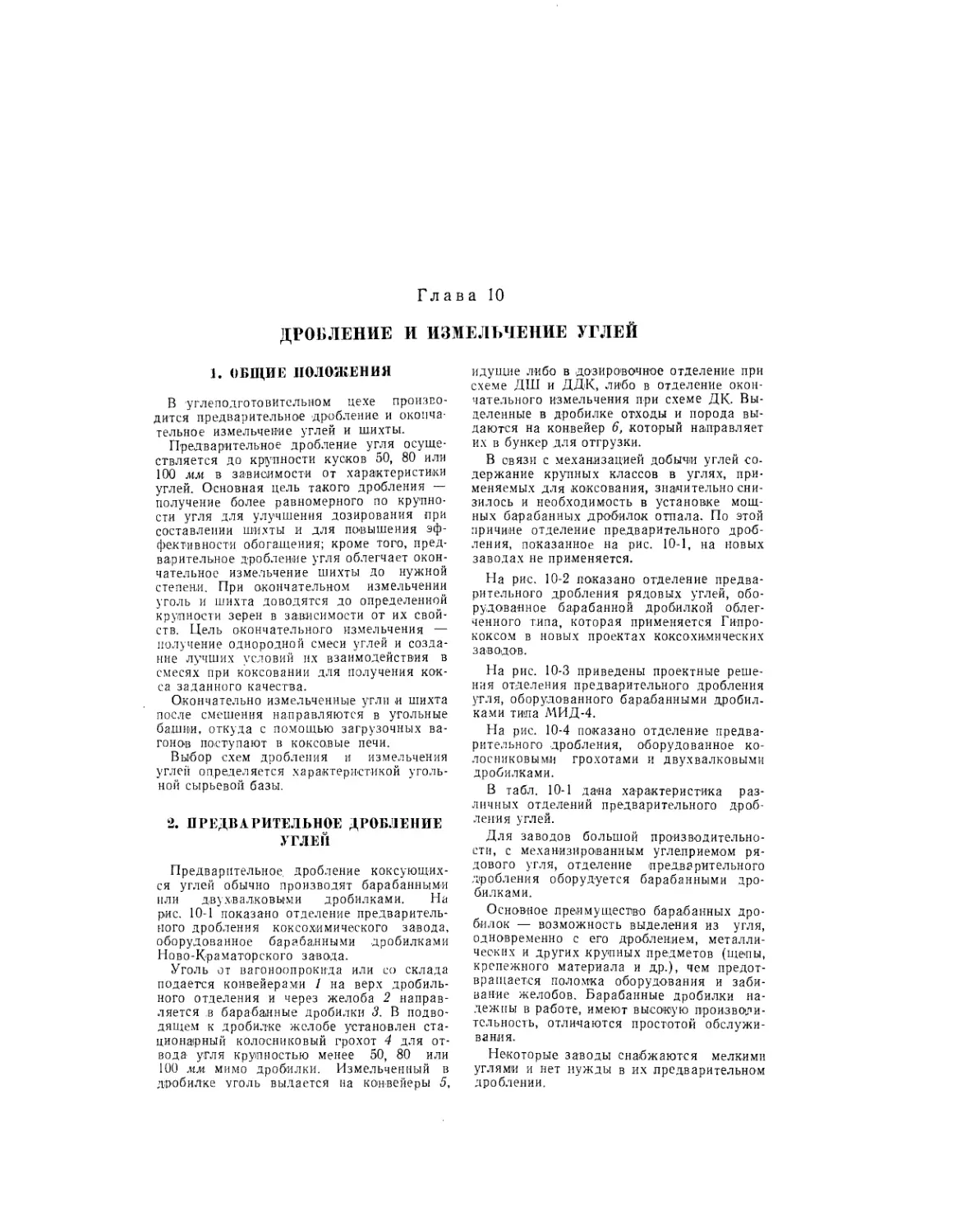
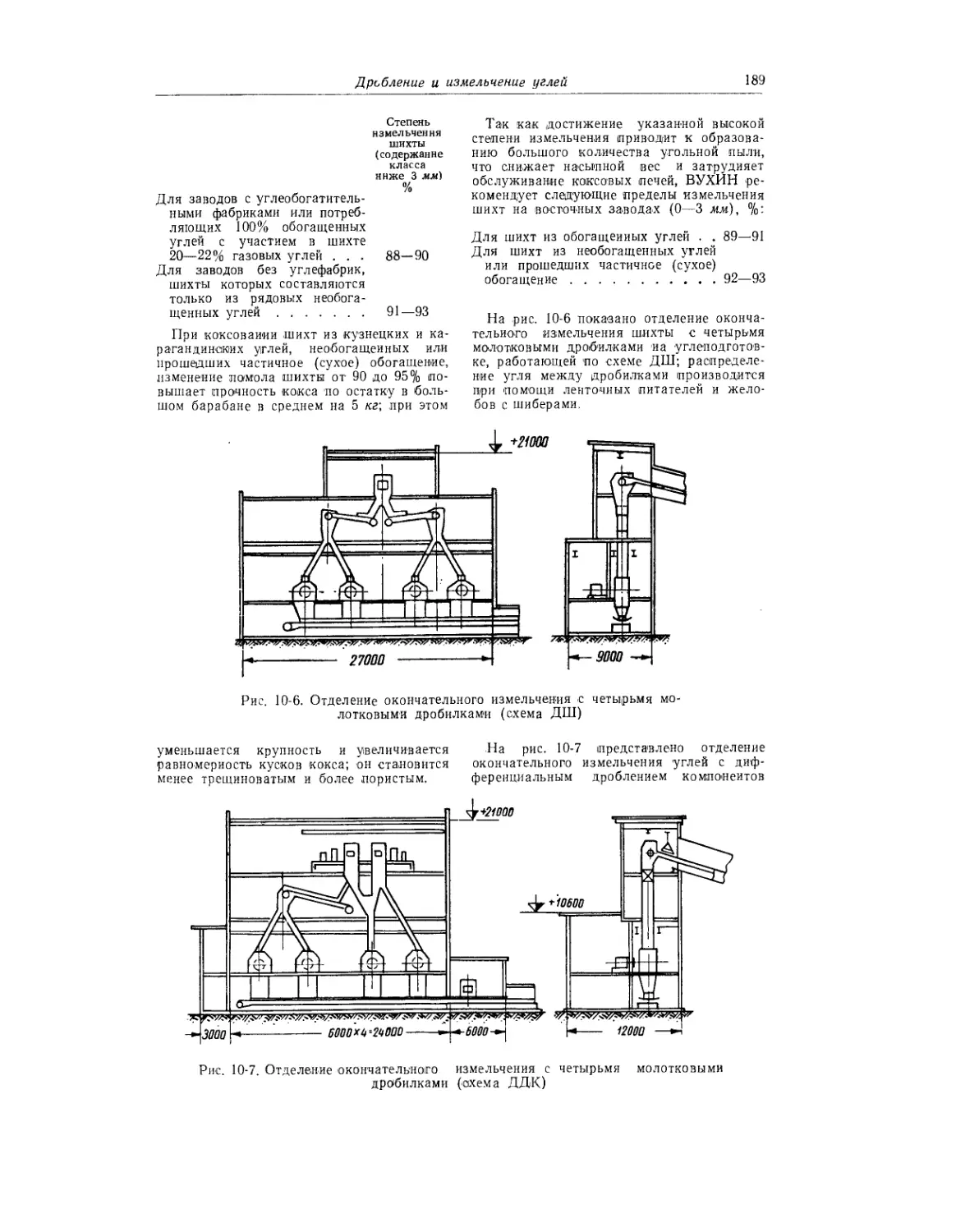
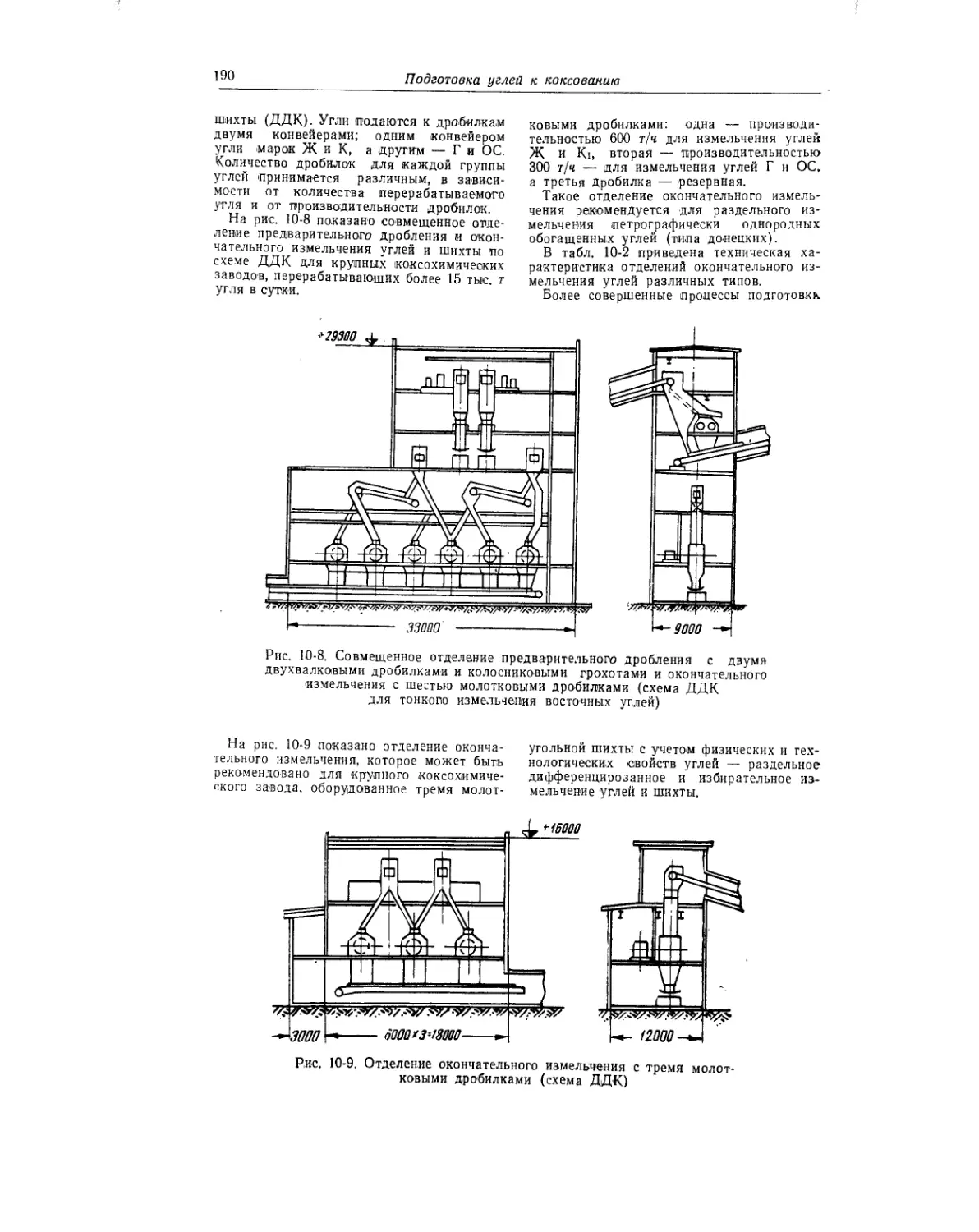
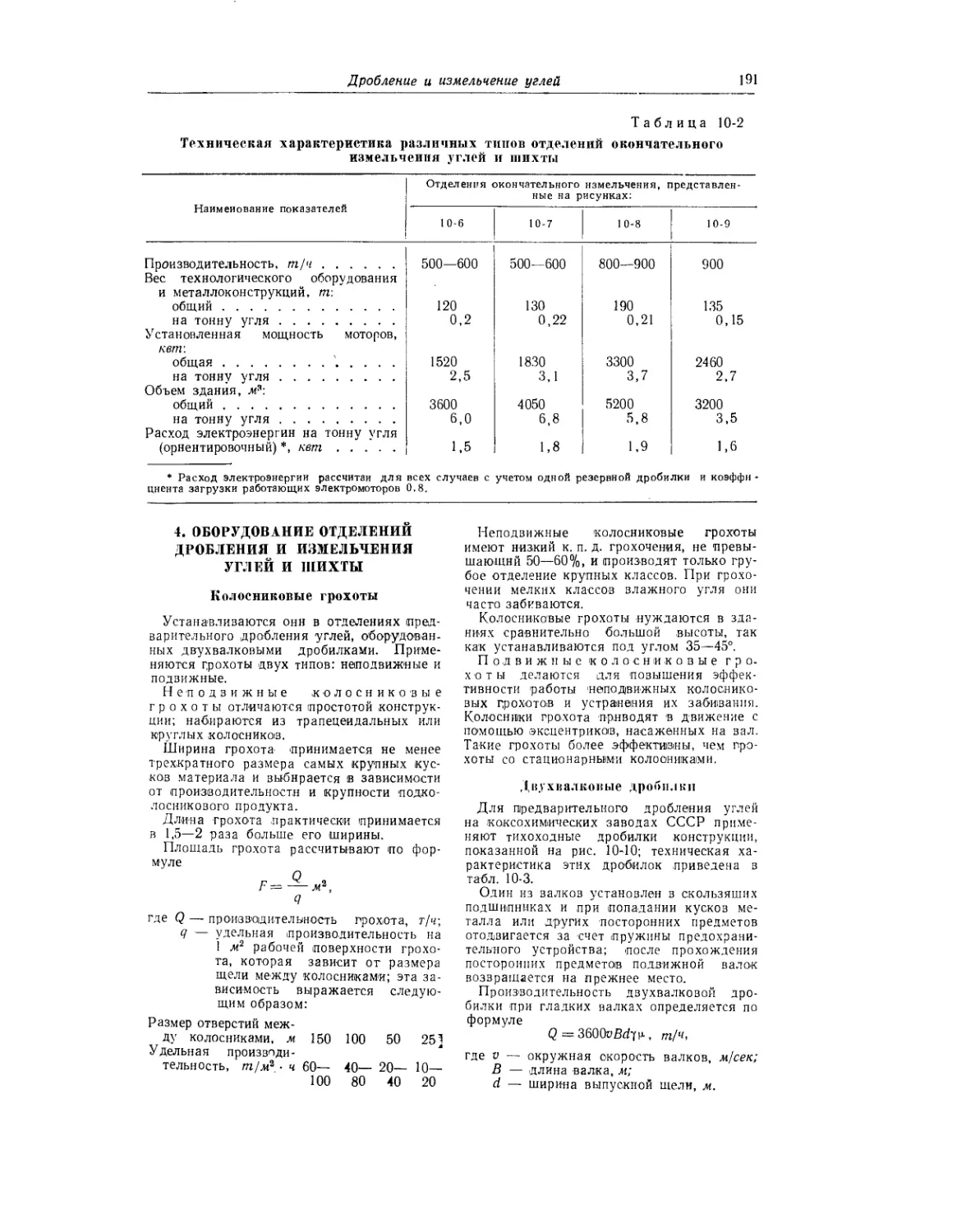




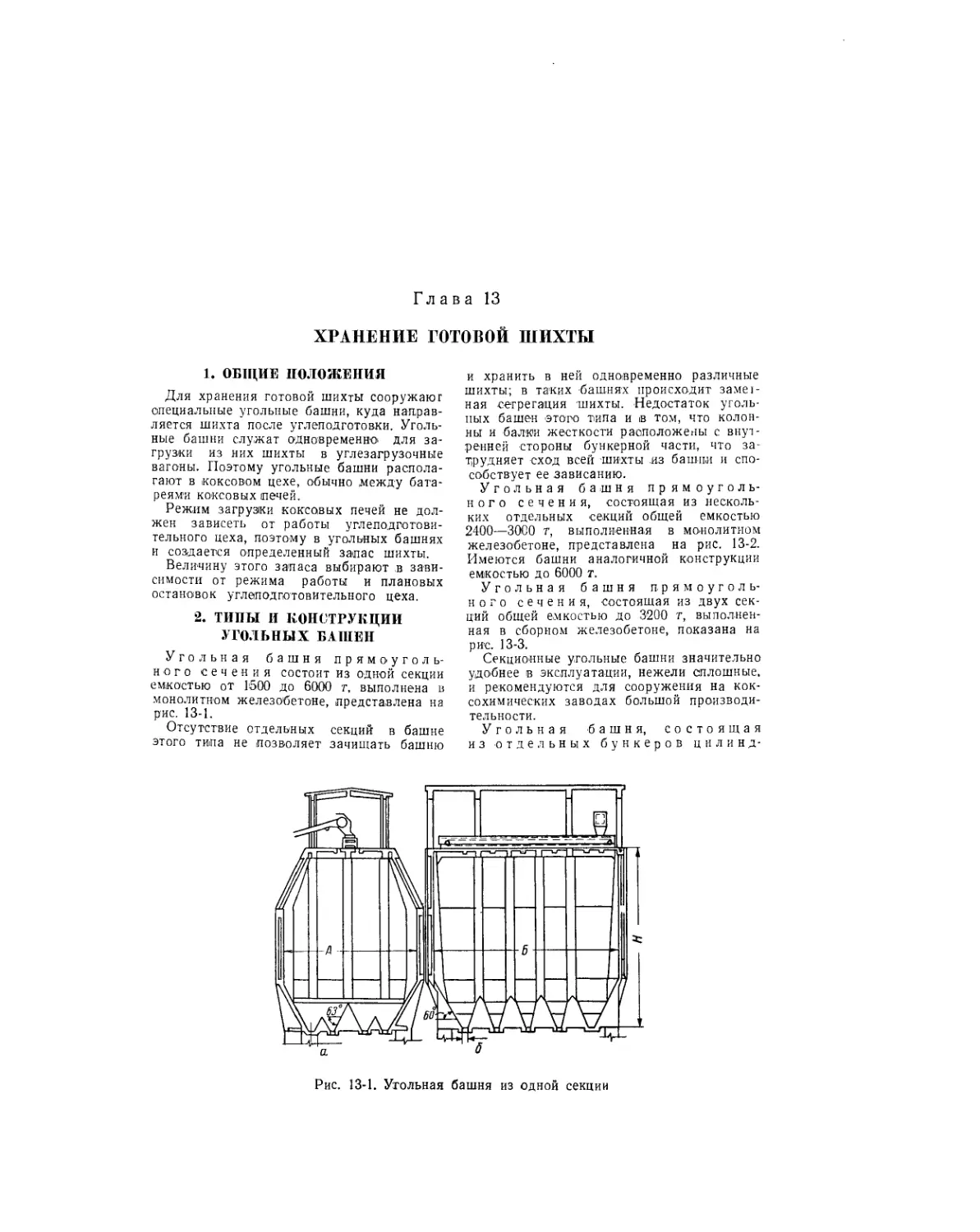
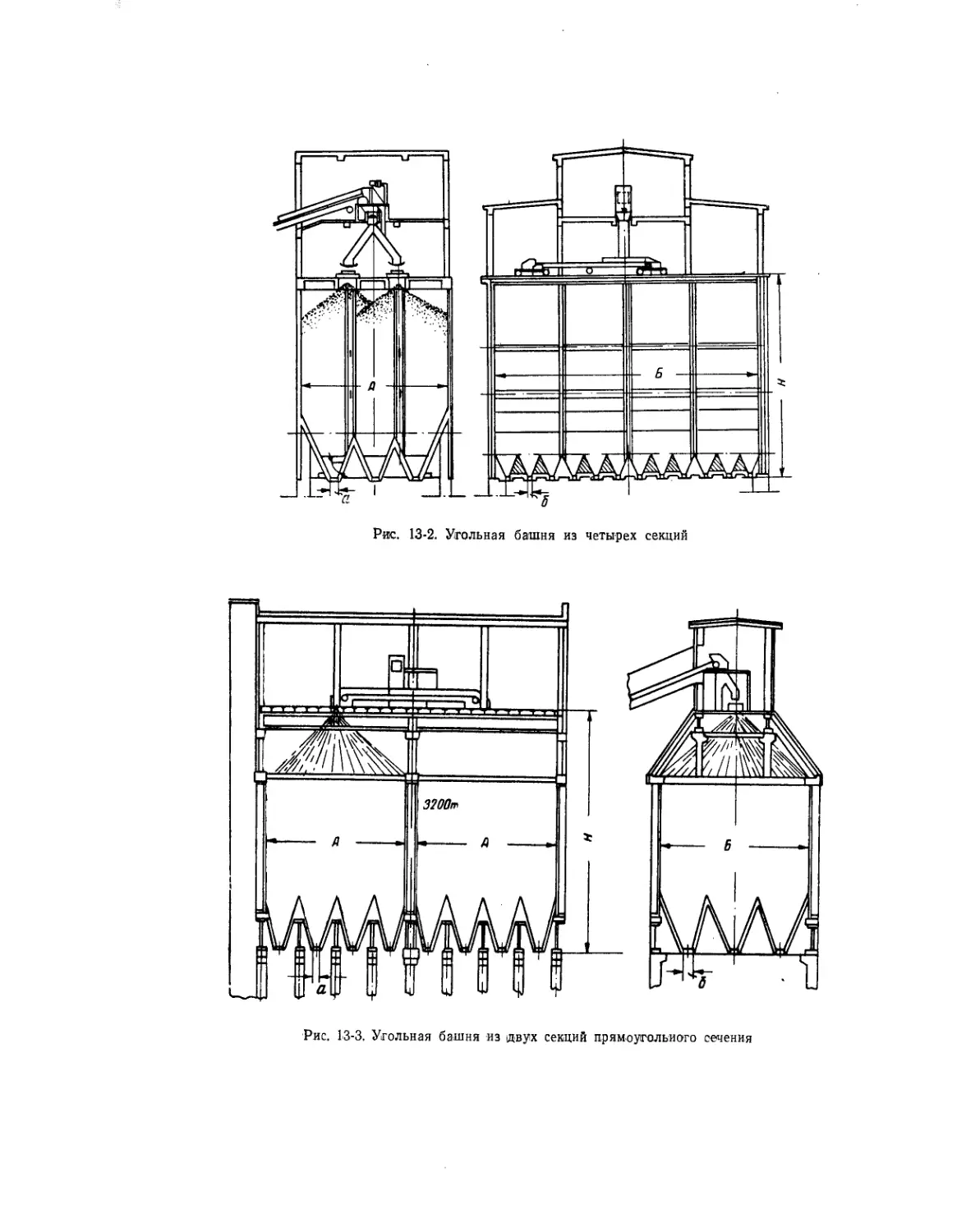

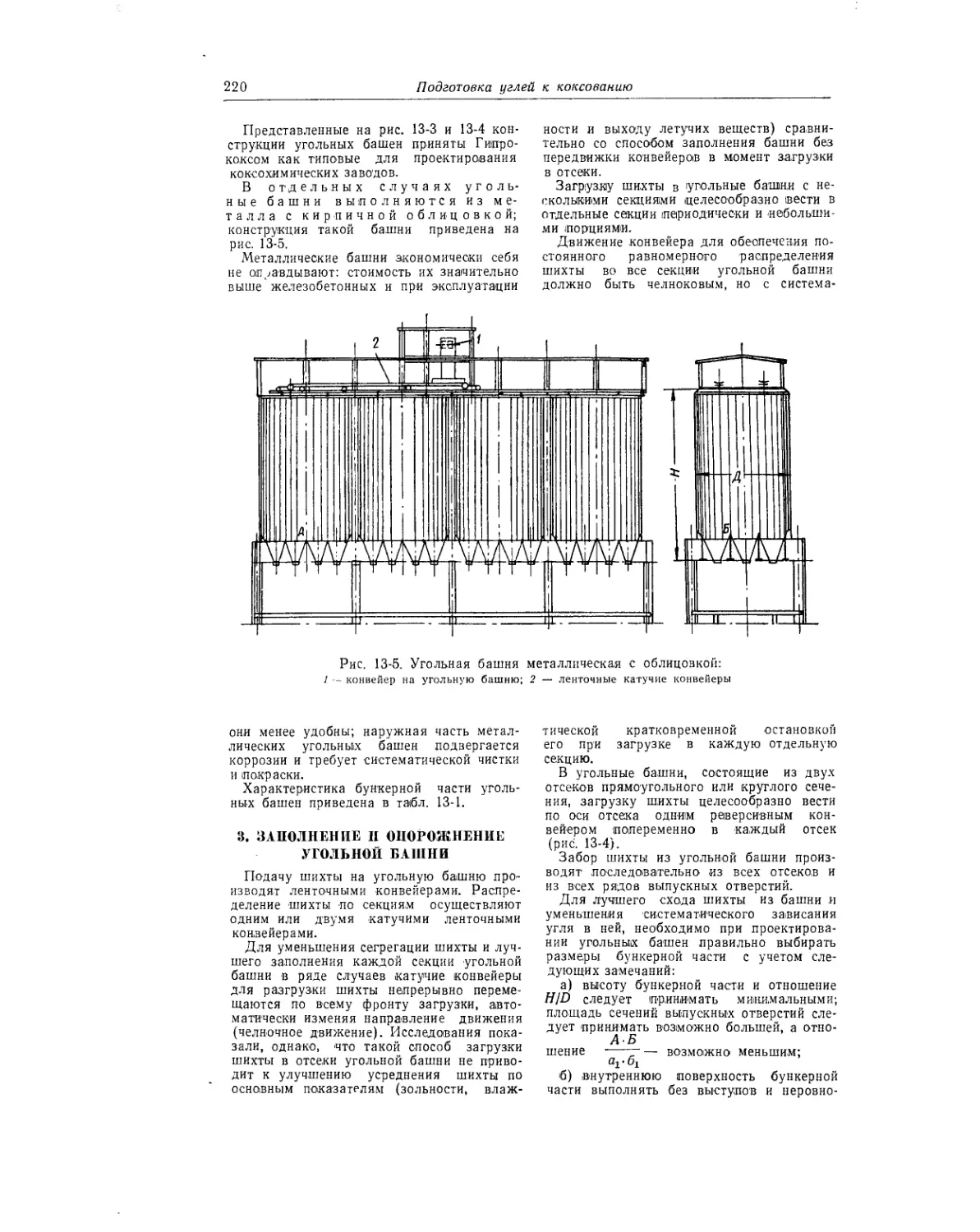


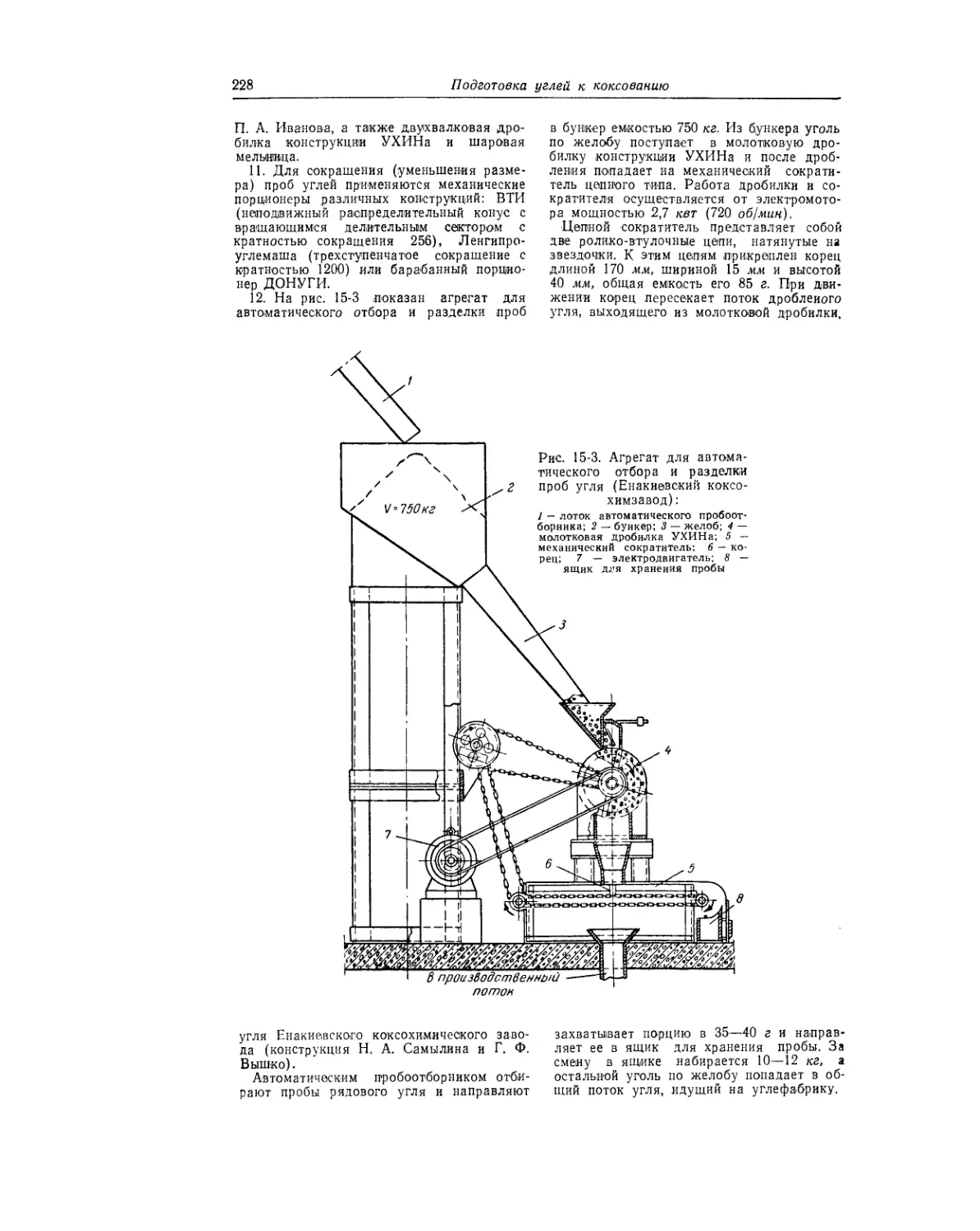













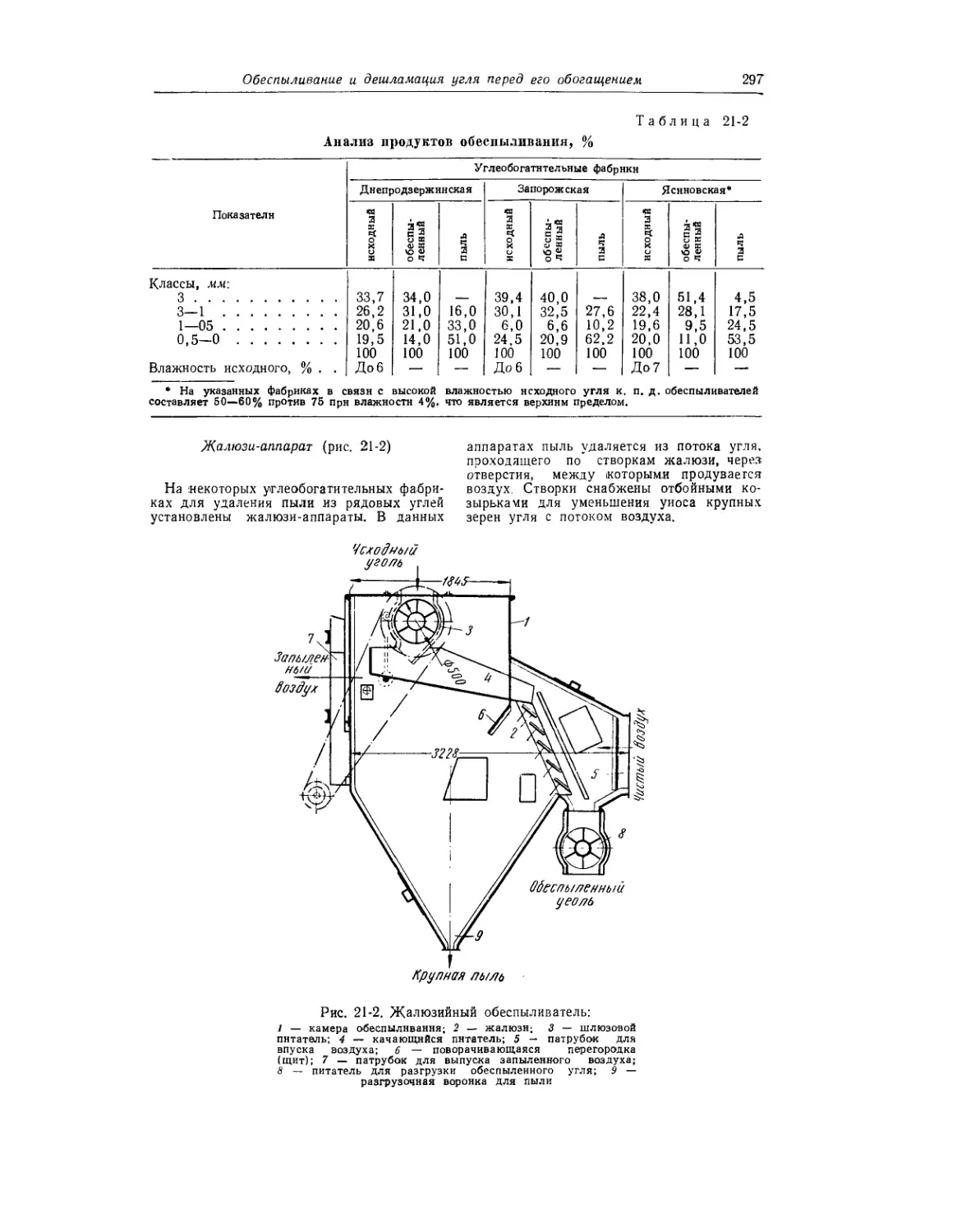
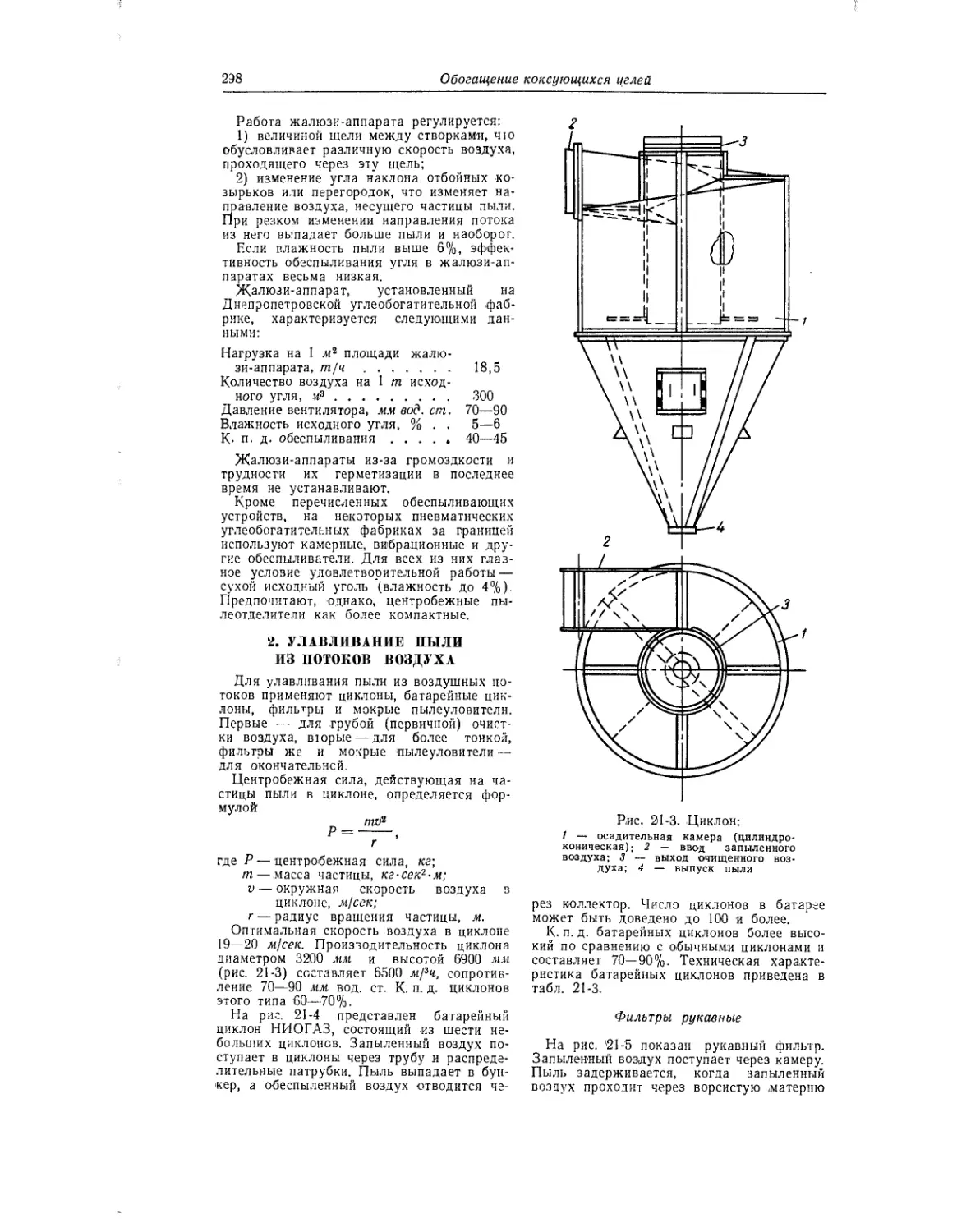
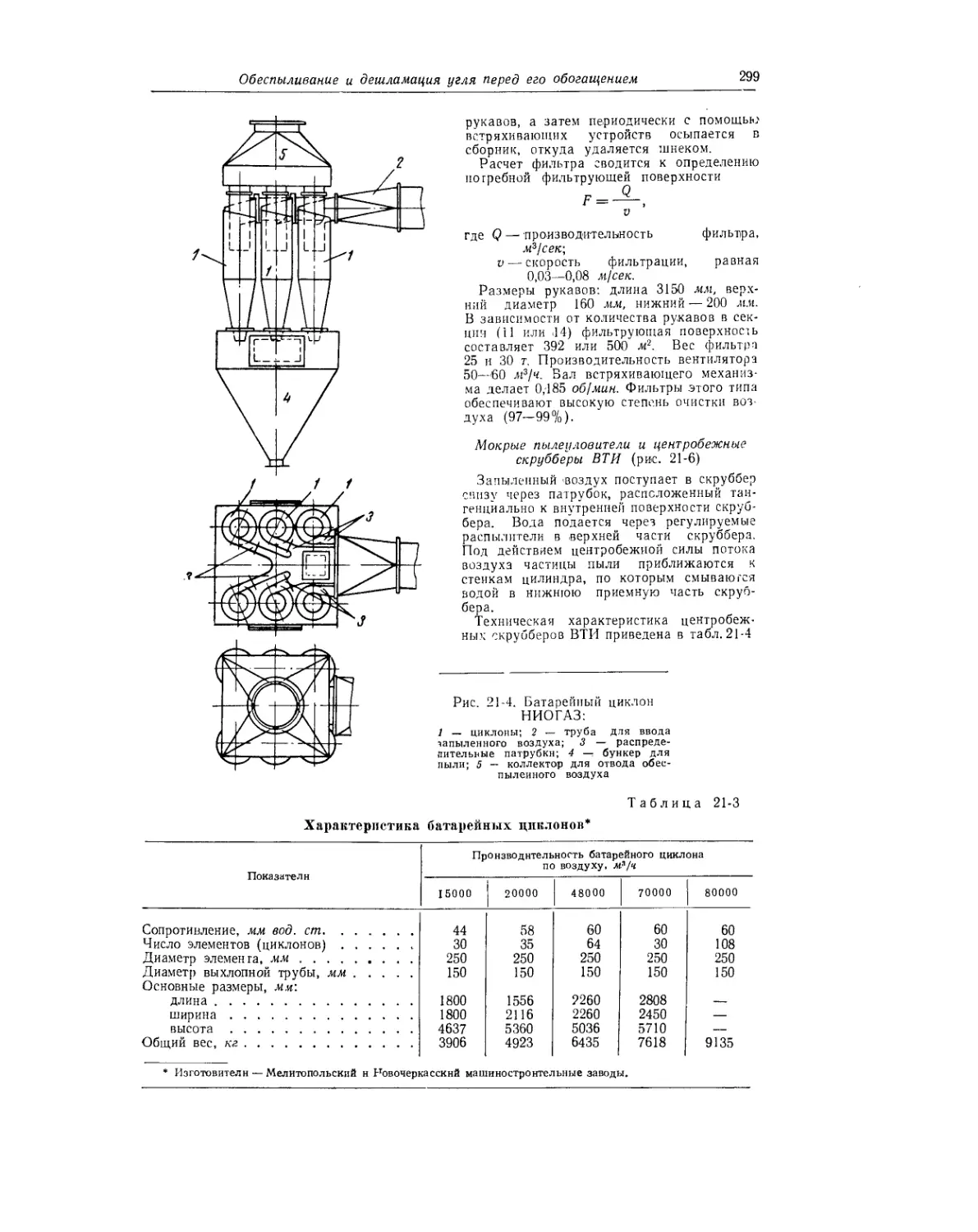
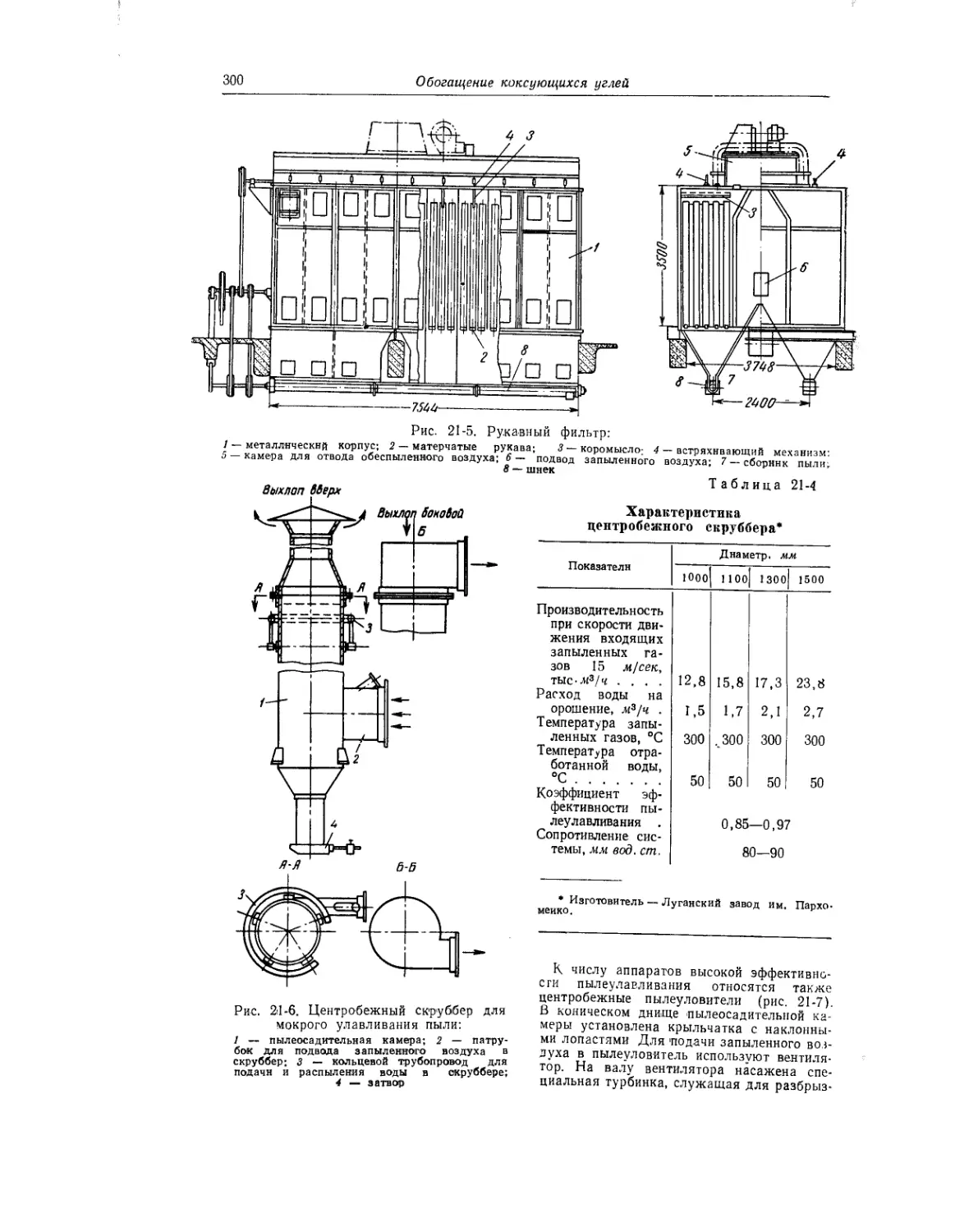









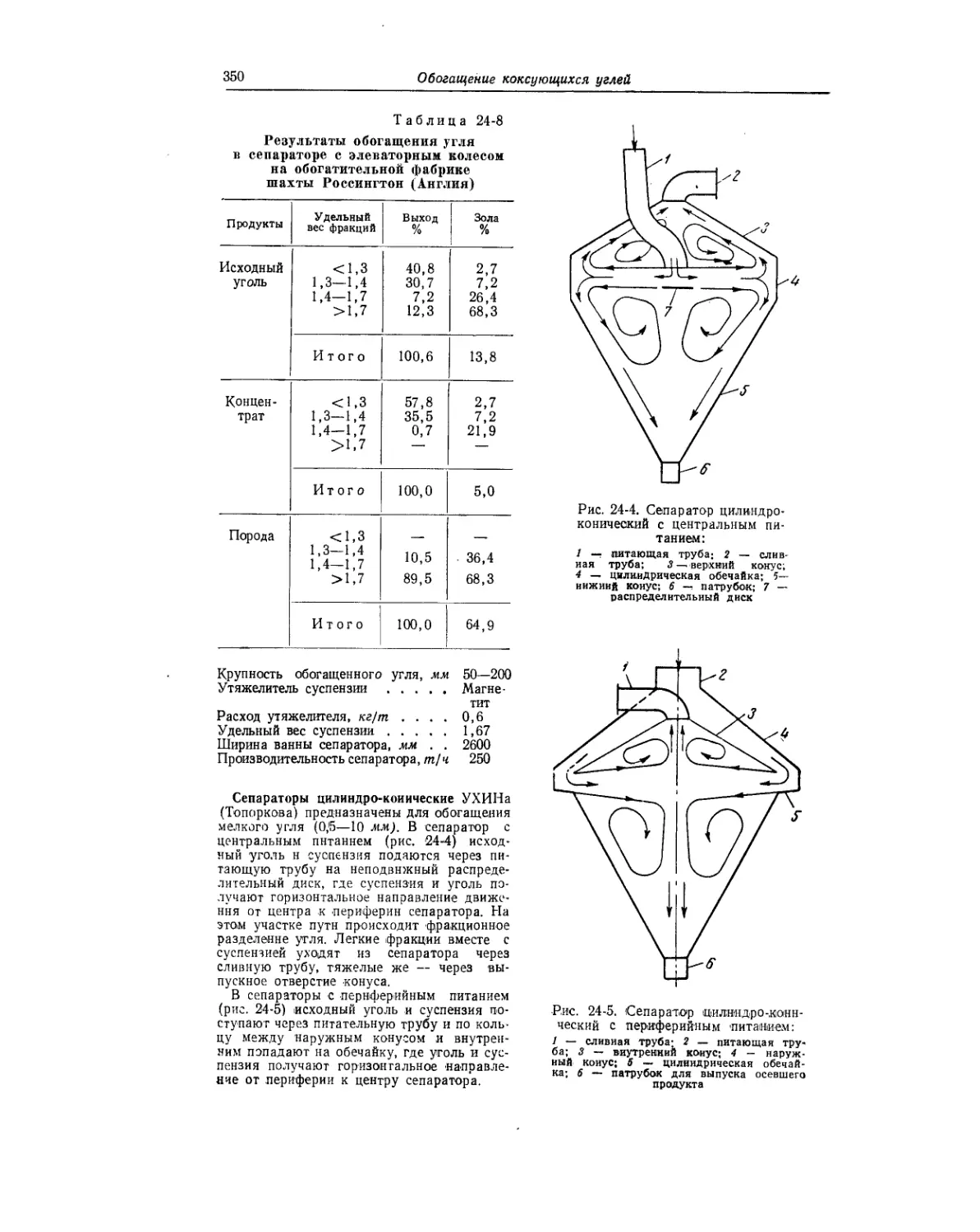
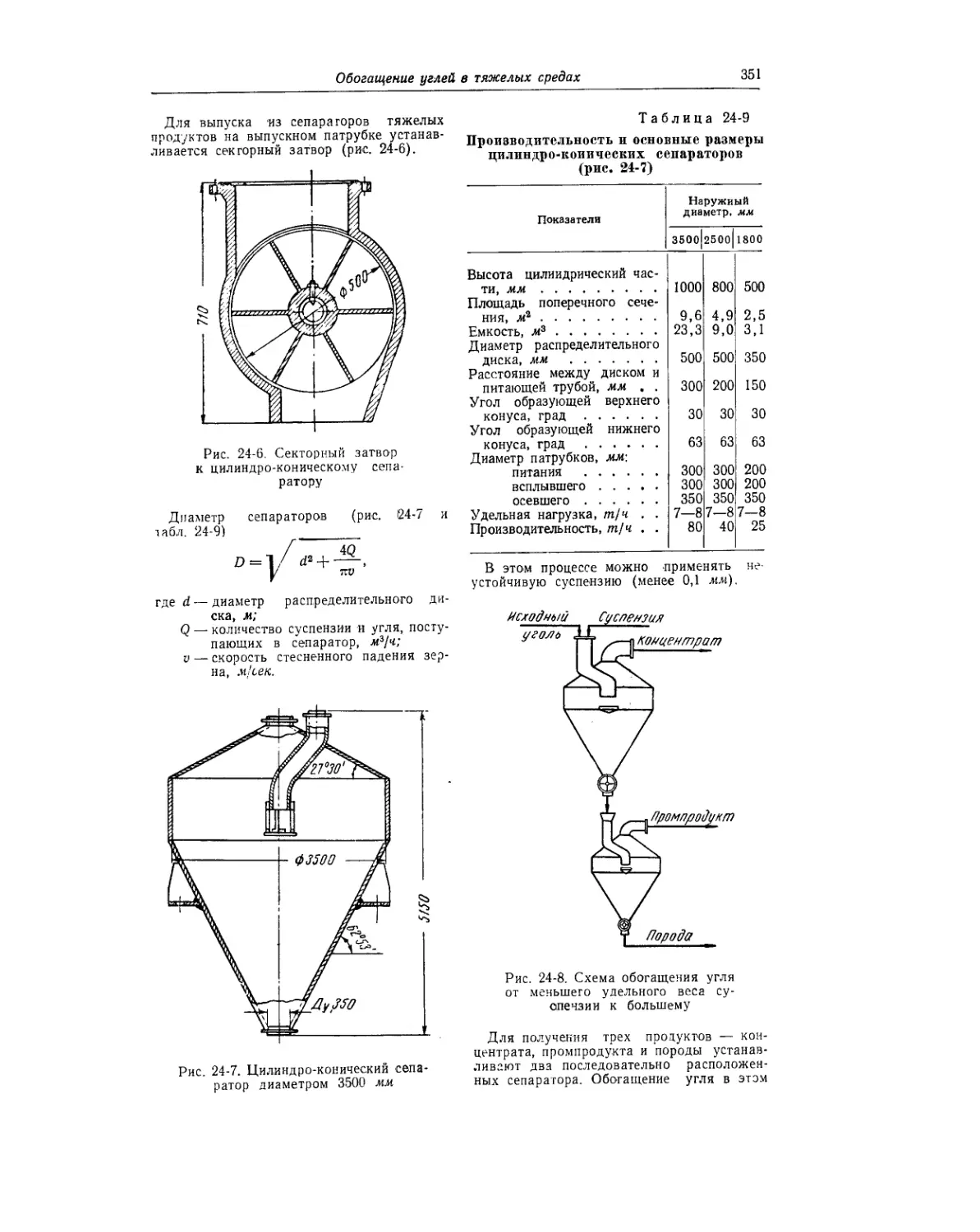
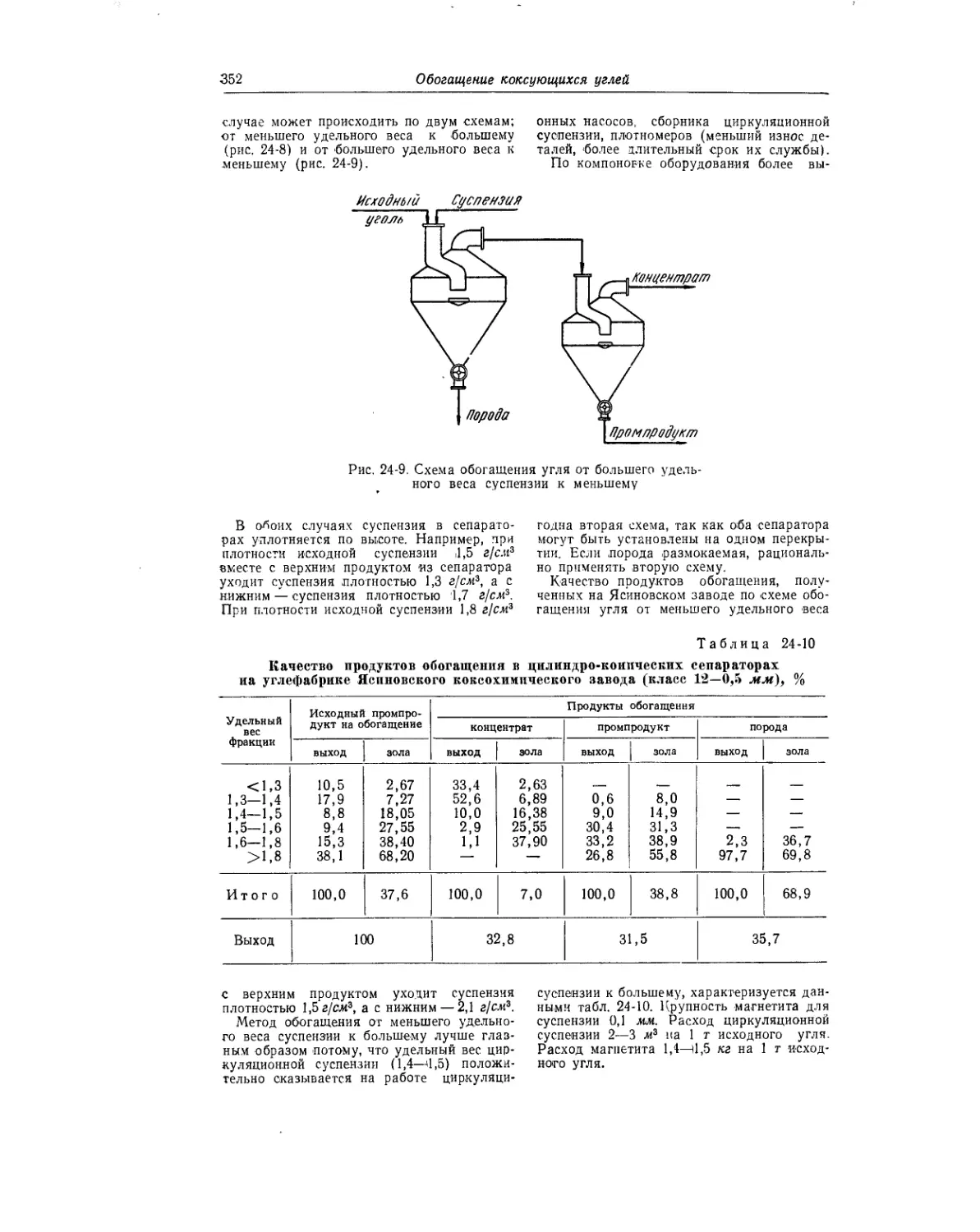
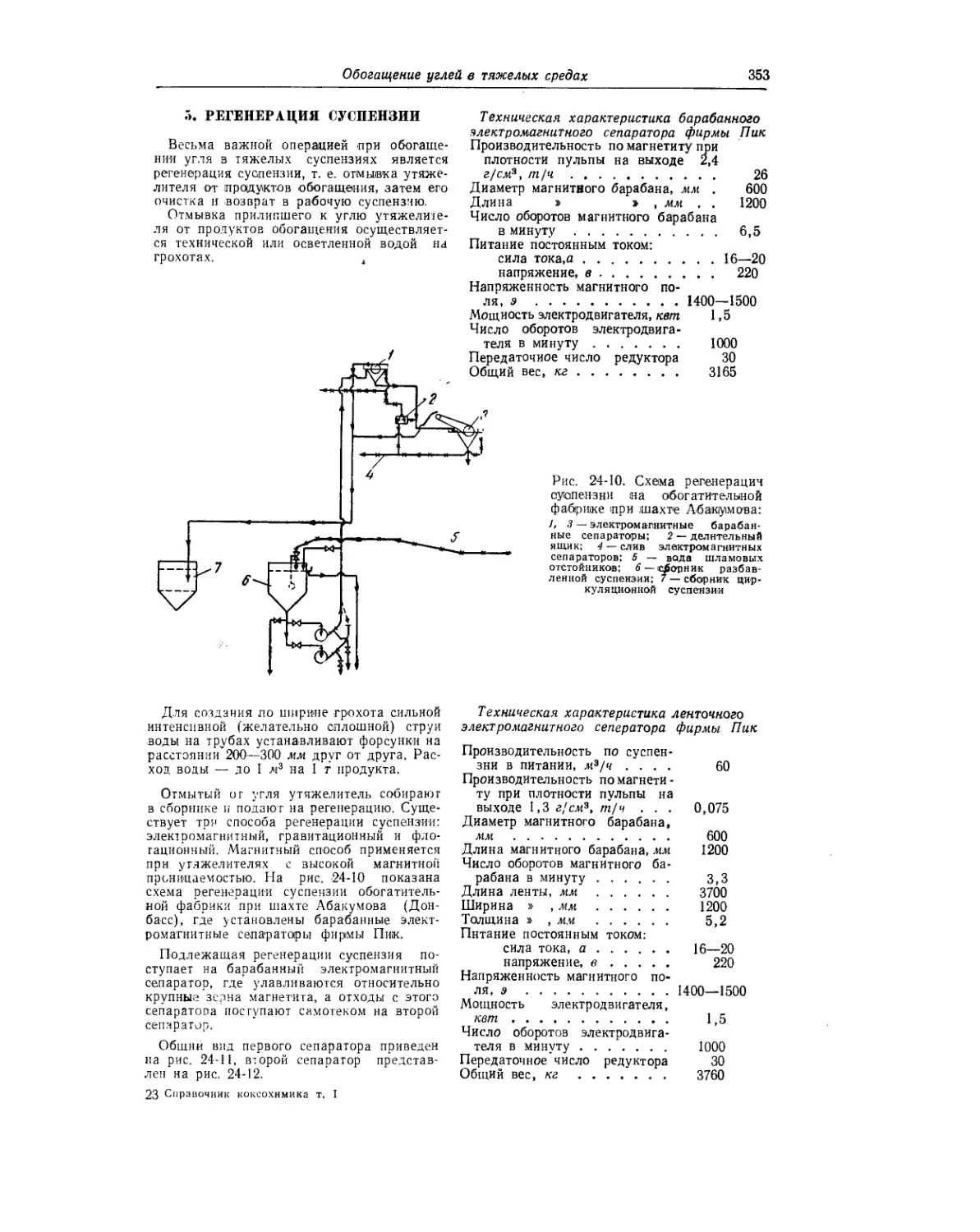

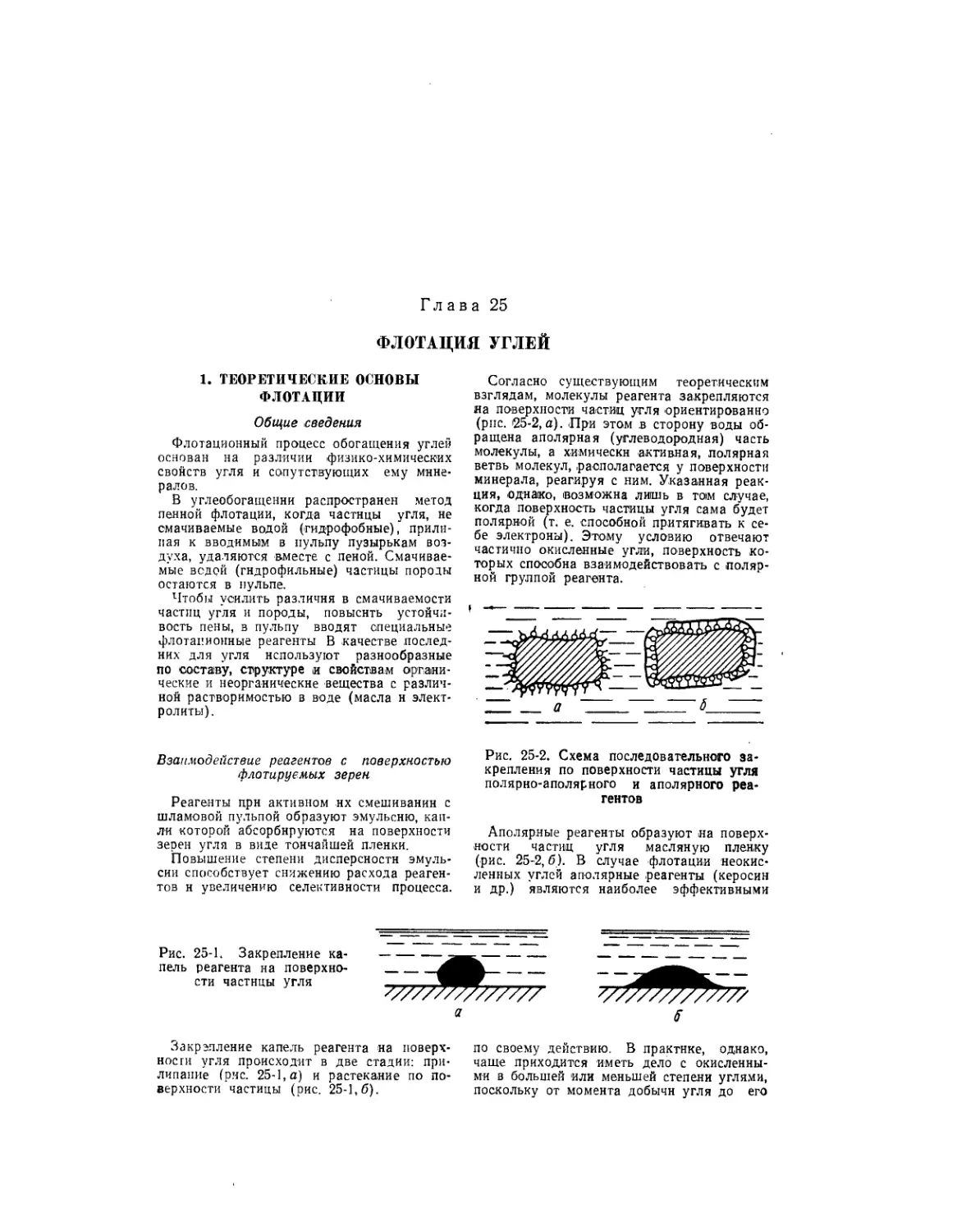






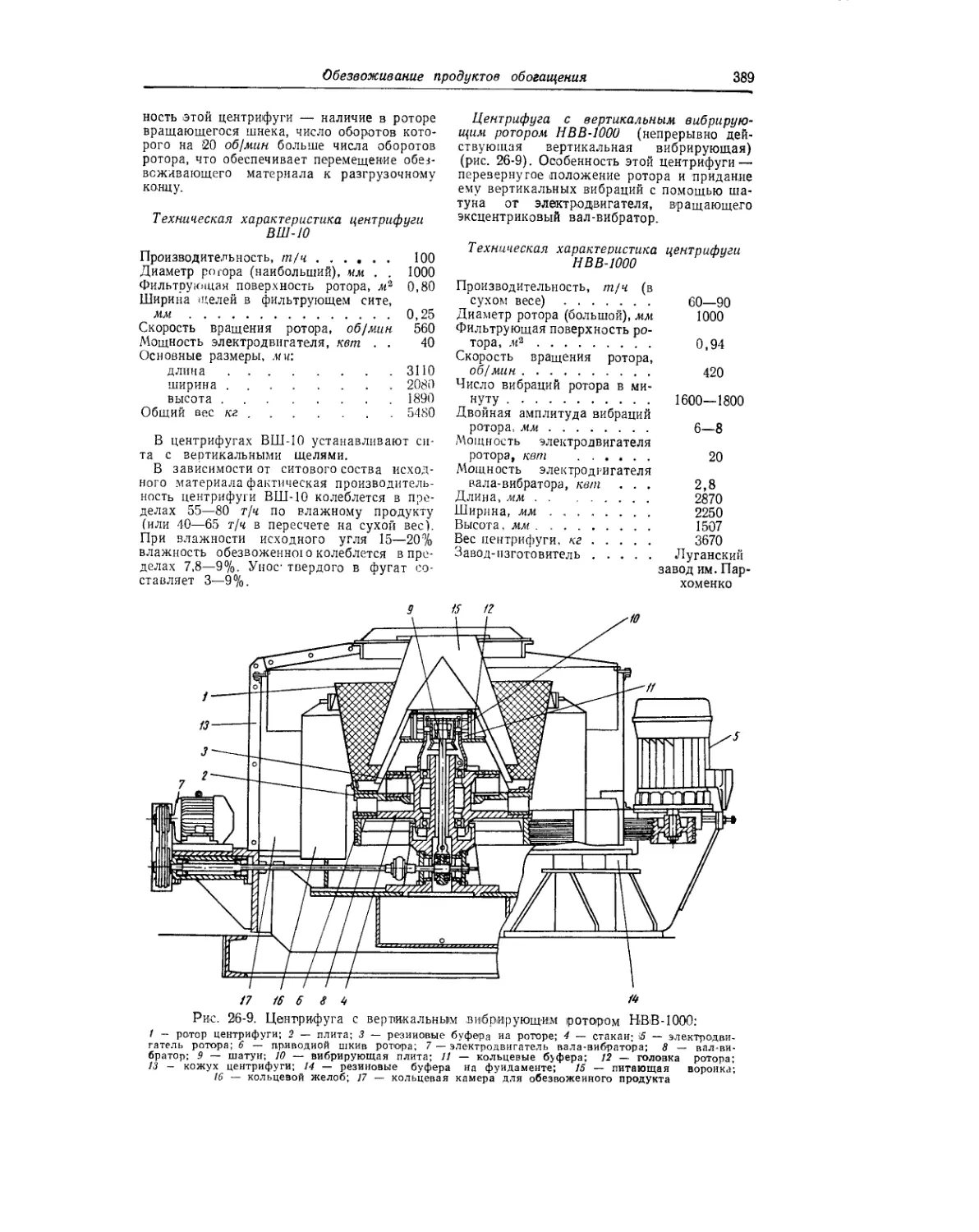
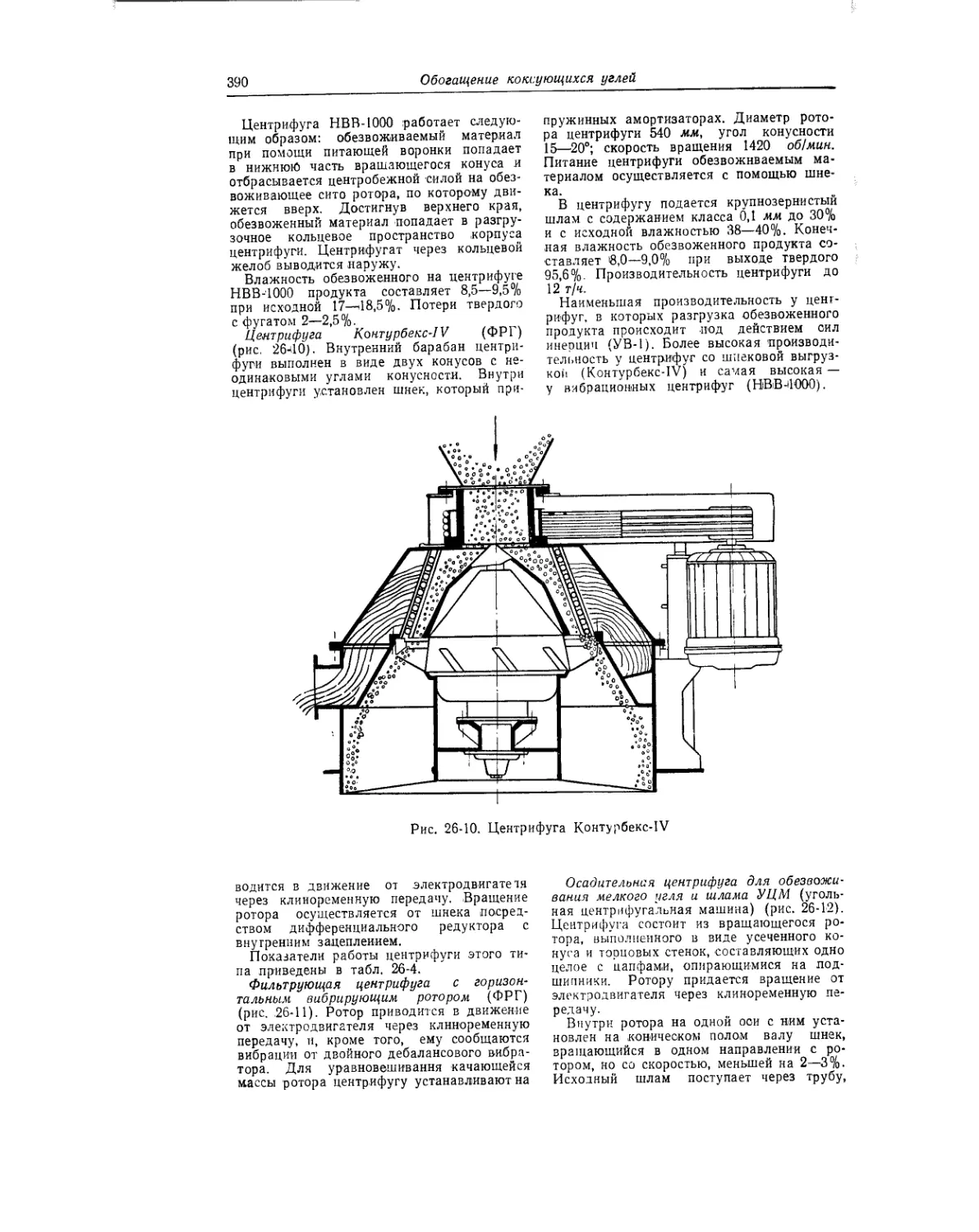
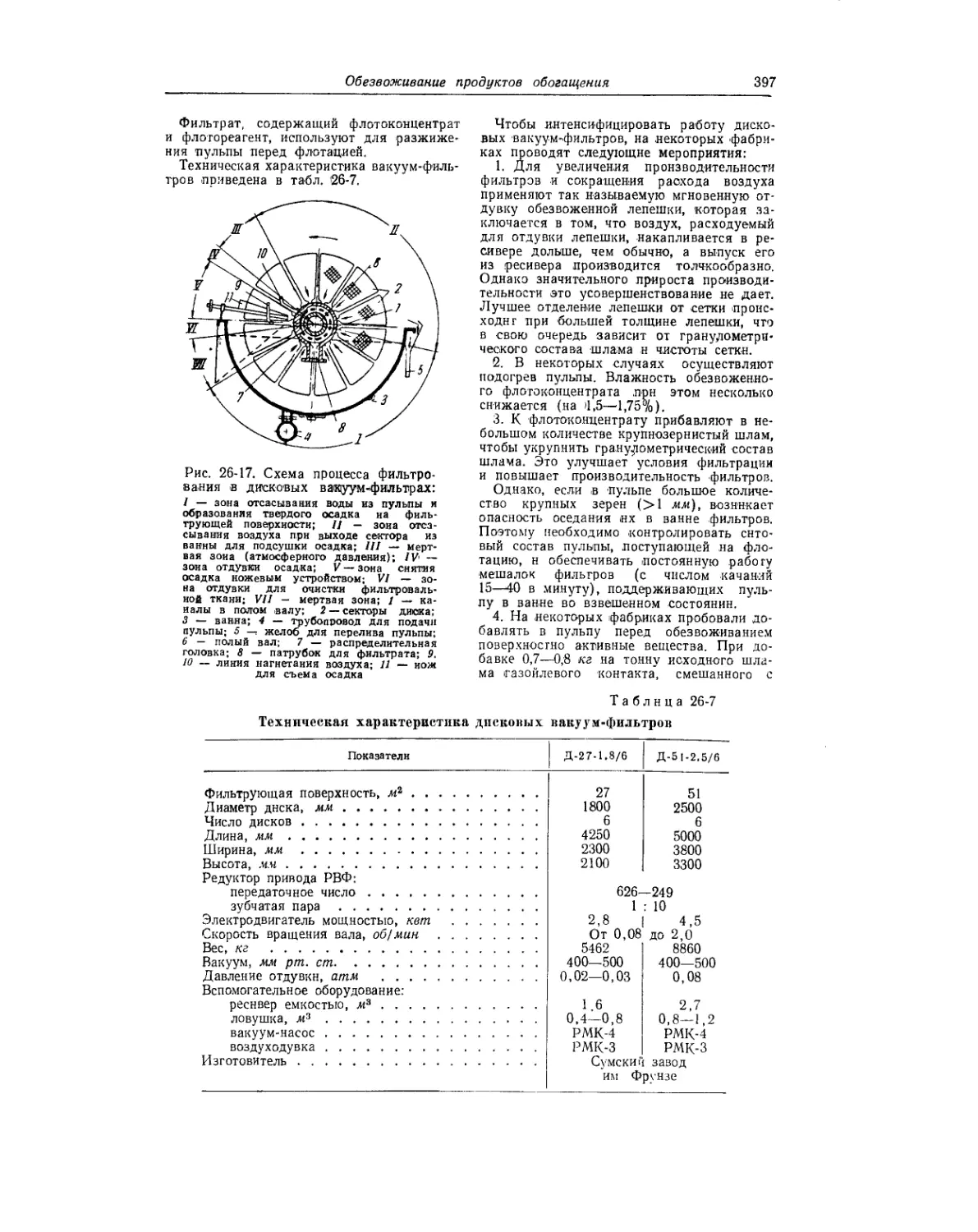
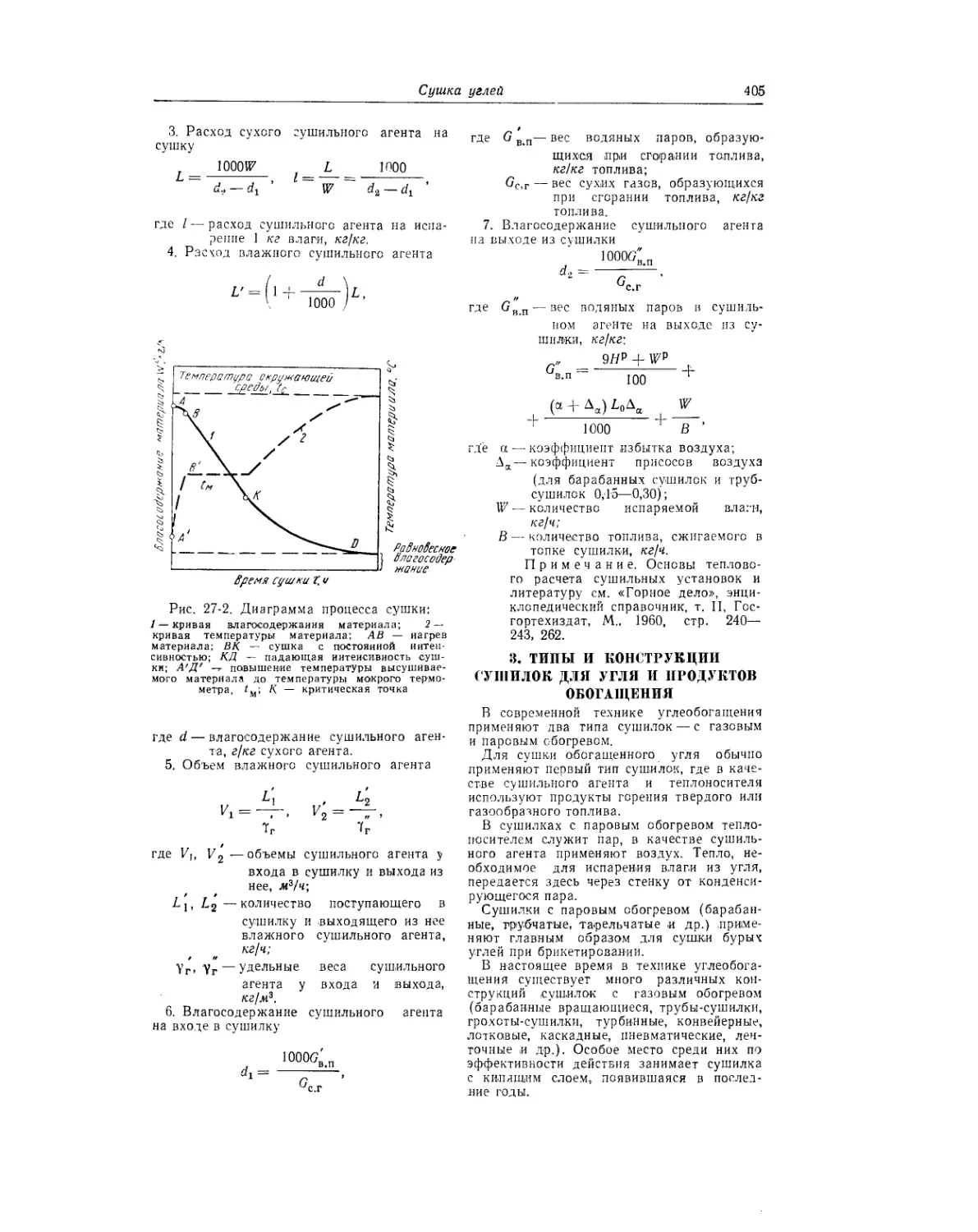
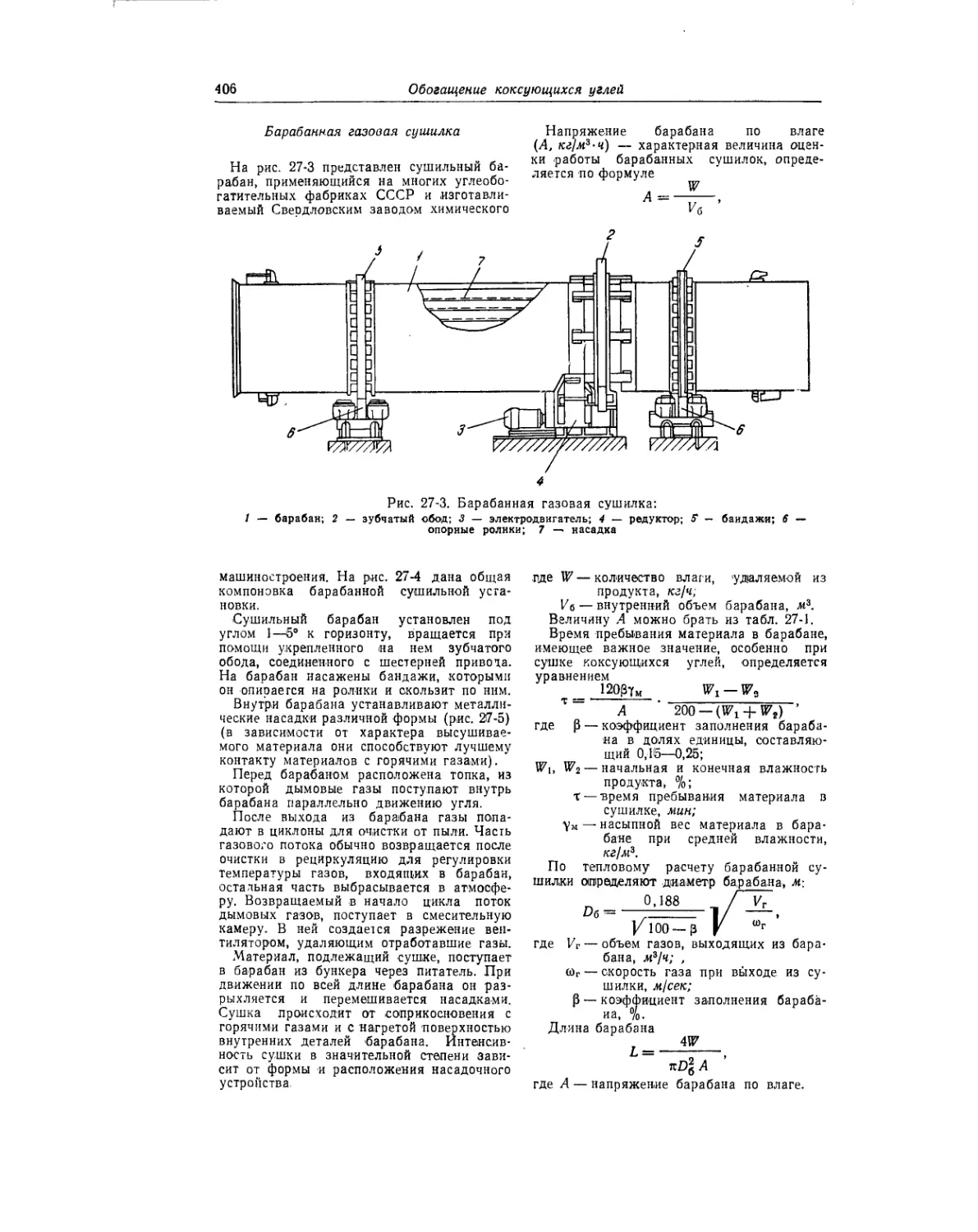
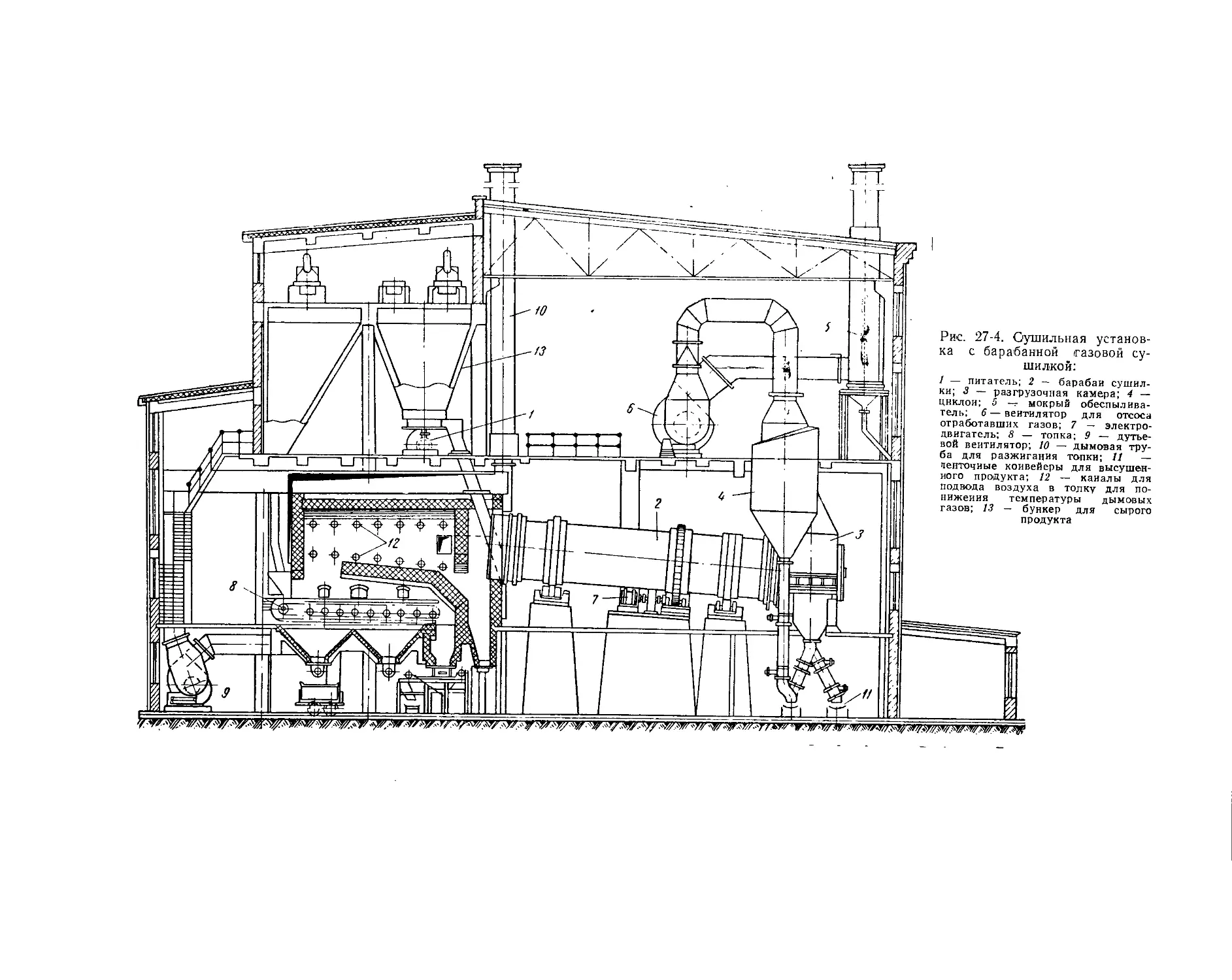
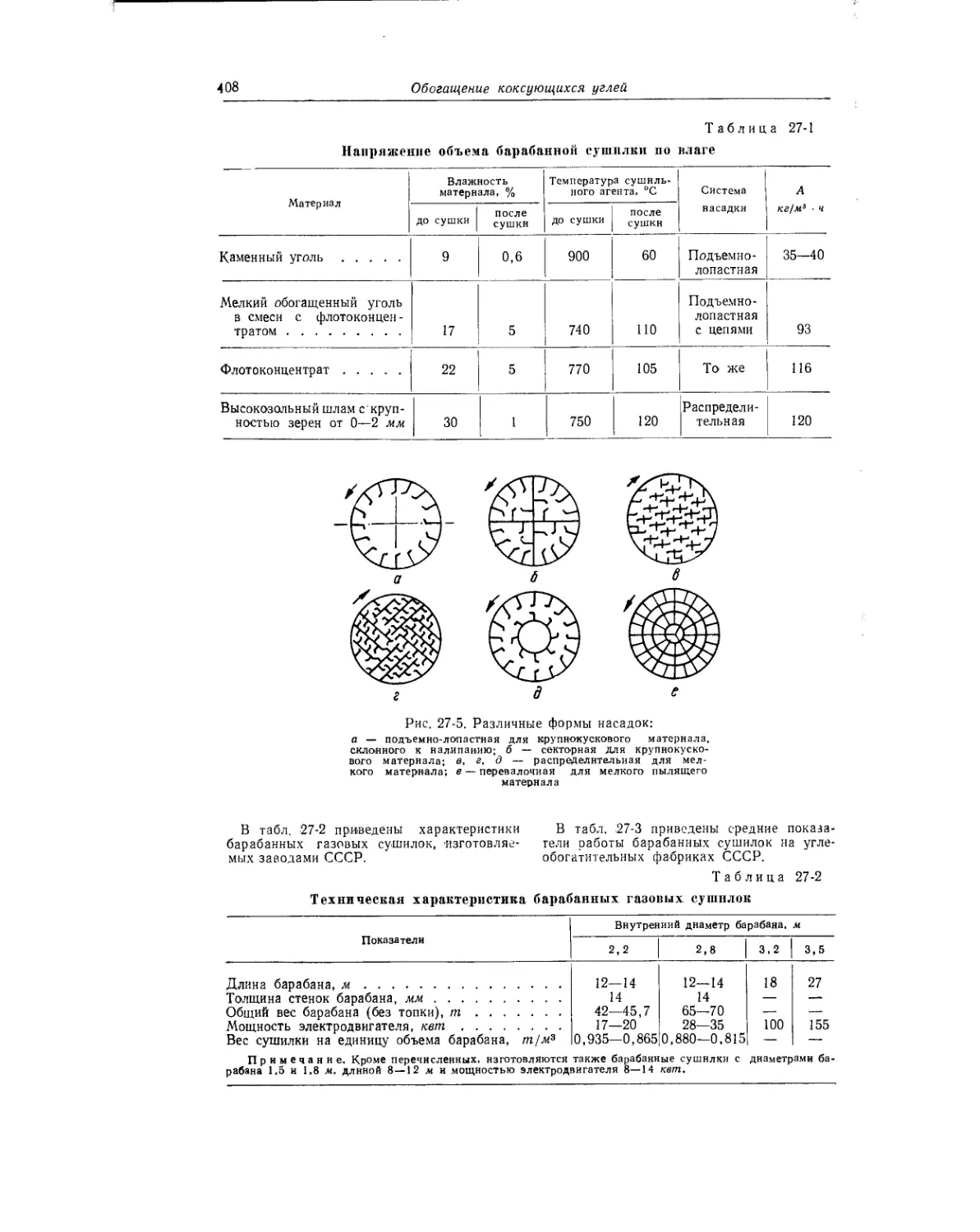

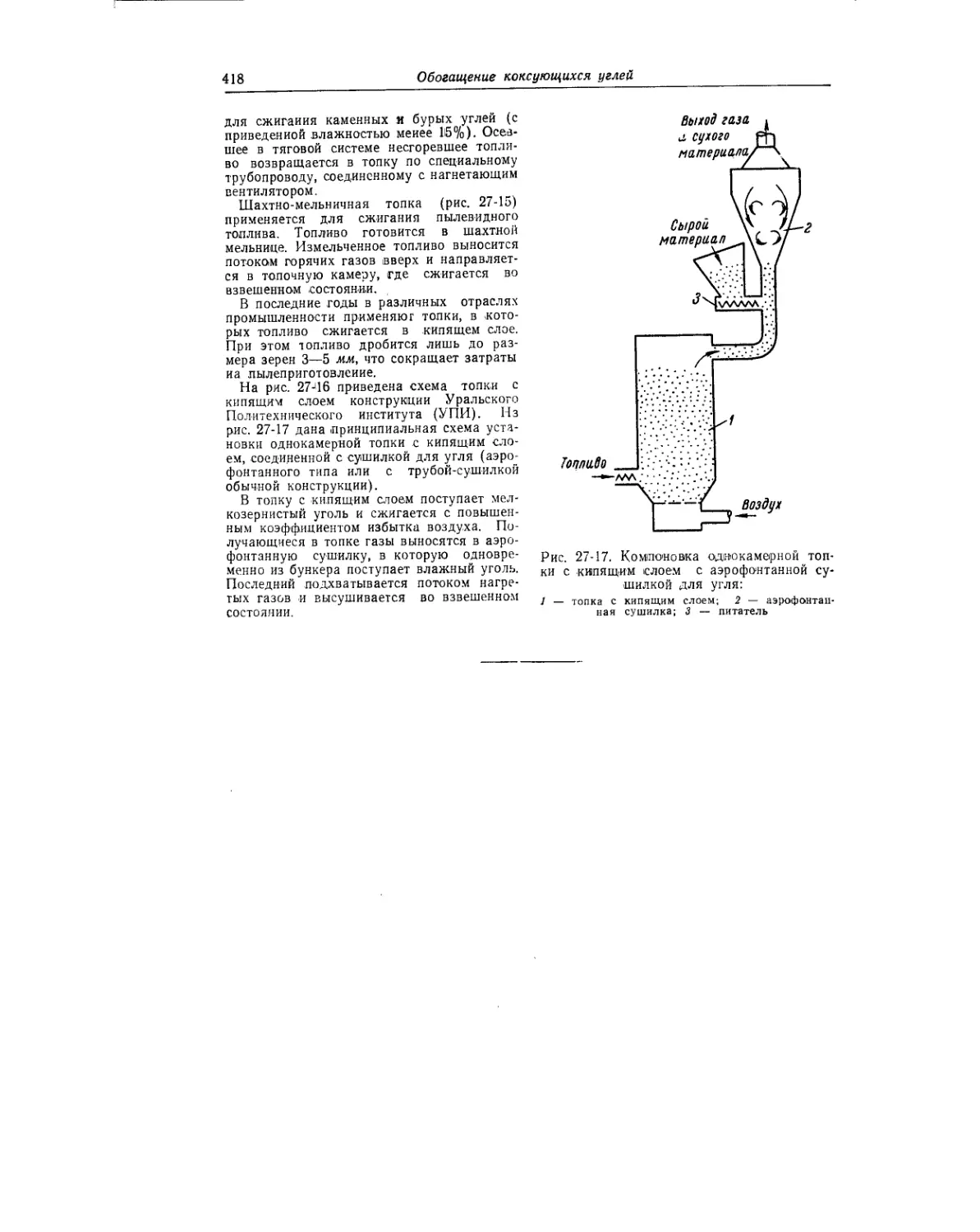





















Text
Оравочник
|^эксохими кл
В ШЕСТИ ТОМАХ
Под редакцией инж. А. К. Шелкова
TOMI
СЫРЬЕВАЯ БАЗА И ПОДГОТОВКА
УГЛЕЙ К КОКСОВАНИЮ
ИЗДАТЕЛЬСТВО «МЕТАЛЛУРГИЯ»
Москва 1964
УДК 662.73474(083)
АННОТАЦИЯ
В первом томе справочника приводятся об-
щие сведения о залежах спекающихся углей в
СССР, характеристики этих углей. Освещают-
ся вопросы подготовки углей к коксованию. Да-
ются принципы подбора- шихты, типы шихт,
Подробно освещены вопросы обогащения углей,
даны схемы обогатительных установок, описа-
ны обогатительные машины и сушильные агре-
гаты. В томе затронуты вопросы контроля
производства и техники безопасности.
Справочник рассчитан на широкий круг ин-
женерно-технических и научных работников хи-
мического и коксохимического производств, а
также на студентов старших курсов вузов.
Авторы
Раздел первый: канд. техи. наук А. М. Мирошниченко, докт. техн, наук
С. И. Панченко, канд. техн, наук Б. И. Штромберг, канд. техн, наук
В. Д. Фршиберг.
Раздел второй: инж. П. А. Байдалинов, докт. техн, наук И. С. Грязнов,
докт. техн, наук В. Г. Зашквара, канд. техн, наук И. М. Лазовский, инж.
Б. Т. Мариничев, канд. техн, наук М. Г, Фельдбрин.
Раздел третий: инж. Н. А. Бакун, инж. Б. М. Барац, канд. техн, наук
Г. Ф. Возный, инж. А. М. Михальчук, канд. техн, наук В. Я. Топорков, инж.
Н. В. Флоринский, инж. А. Н. Хает.
Редакторы
Докт. техн, наук В. Г. Зашквара, докт. техн наук С. Г. Аронов,
инж. П. И. Преображенский
ПРЕДИСЛОВИЕ
Программой коммунистического строи-
тельства в Советском Союзе, утвержденной
XXII съездом КПСС, намечены грандиозные
перспективы развития всех отраслей народ-
ного хозяйства и в первую очередь химиче-
ской промышленности, вместе с которой на
более высокую ступень поднимается и кок-
сохимическая промышленность.
В решениях партии и правительства в по-
следние годы неоднократно подчеркивалась
роль химии в развитии народного хозяй-
ства. Новейшие достижения химической
науки, особенно в производстве синтетиче-
ских материалов, неизменно повышают роль
химической индустрии, в борьбе за техни-
ческий прогресс и развитие экономики стра-
ны.
За послевоенные годы произошли весьма
существенные изменения в развитии коксо-
химической промышленности. Изменилась
угольная сырьевая база заводов в старых
промышленных районах (Донбасс, Кузбасс),
возникли заводы в новых районах на Во-
стоке, Юге, Севере и в Центре страны. На-
мечается дальнейшее продвижение промыш-
ленности на Восток страны и освоение уг-
лей новых угольных бассейнов. Широкое
применение находят современные технологи-
ческие методы в углекоксовых и химических
цехах, механизация и автоматизация от-
дельных производственных процессов. В кок-
сохимической промышленности возникают и
развиваются крупные цехи по переработке
химических продуктов коксования.
В связи с этим стало актуальной зада-
чей создание капитального справочного тру-
да энциклопедического характера по кок-
сохимическому производству, в котором на-
шли бы отражение новейшие достижения
отечественной и зарубежной коксохимиче-
ской науки и практики работы заводов.
Первый том нового справочника, охва-
тывает все вопросы, связанные со свойства-
ми углей, их характеристикой и подго-
товкой для коксования.
Во втором томе освещены вопросы кок-
сования, даны конструкции коксовых печей.
Третий том содержит сведения по улав-
ливанию и переработке химических продук-
тов коксования.
• В четвертом томе приводятся данные по
организации проектирования, строительству
и пуску коксохимических заводов.
Пятый том знакомит читателей с вспомо-
гательными цехами коксохимических заво-
дов.
Шестой том охватывает вопросы эконо-
мики коксохимического производства.
Раздел первый
ХА РА КТЕРИСТИКА
СПЕКАЮЩИХСЯ
УГЛЕЙ СССР
Глава 1
ОСНОВНЫЕ ПОКАЗАТЕЛИ, ОПРЕДЕЛЯЮЩИЕ ПРИГОДНОСТЬ
УГЛЕЙ ДЛЯ КОКСОВАНИЯ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Уголь как сырье для коксования должен
обладать различными свойствами, причем
роль и значение каждого из этих свойств за-
висят от требований, предъявляемых к ка-
честву кокса на данном коксохимическом
заводе, и от общих задач, стоящих перед
этим заводом.
Наиболее важные свойства углей, харак-
теризующие пригодность их для коксования:
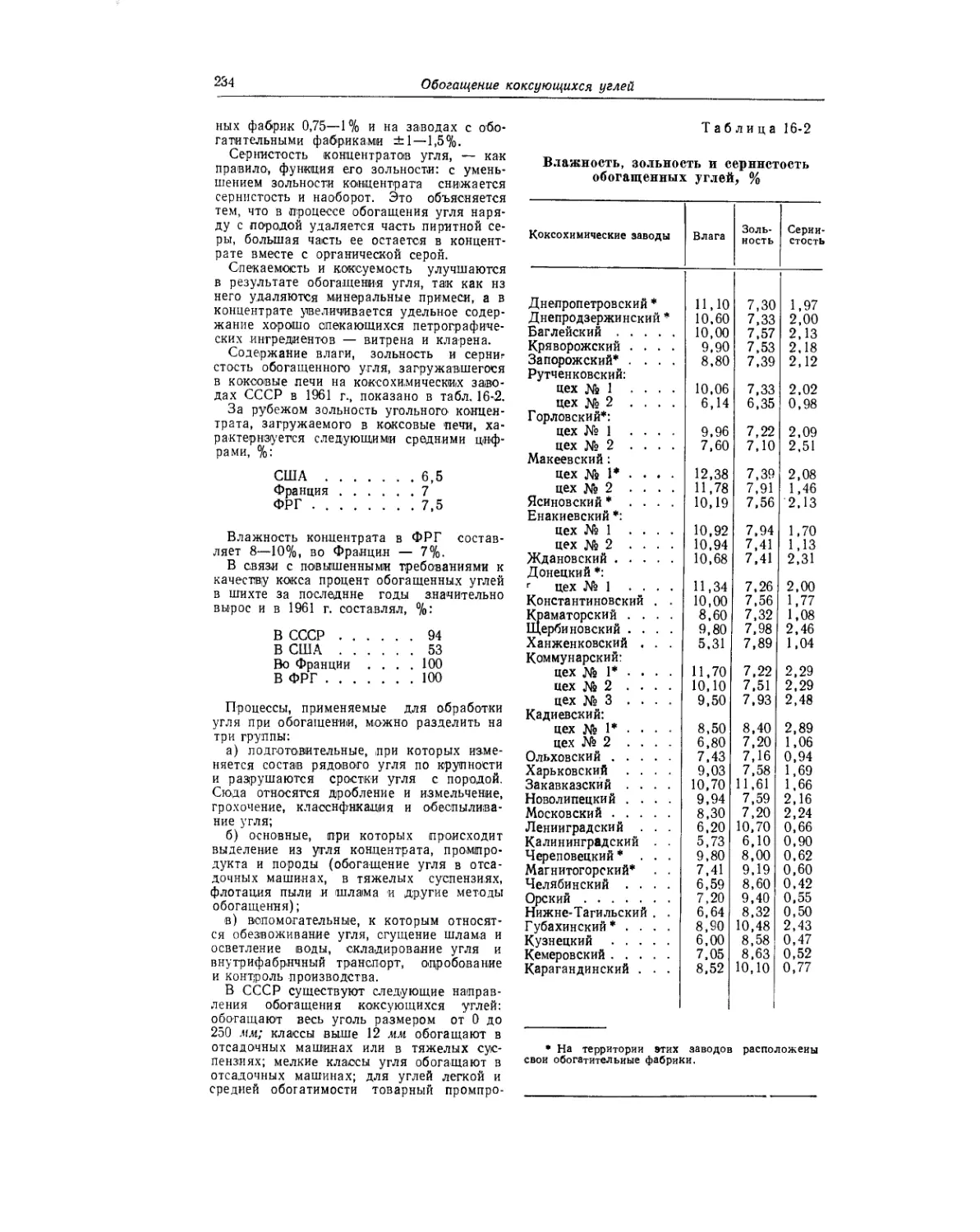
влажность (П^р, %); повышенное содер-
жание влаги в углях затрудняет подго-
товку их к коксованию и ухудшает показа-
тели работы коксовых печей;
зольность (Ас, %); минеральные примеси
переходят в кокс и влияют на его свойства;
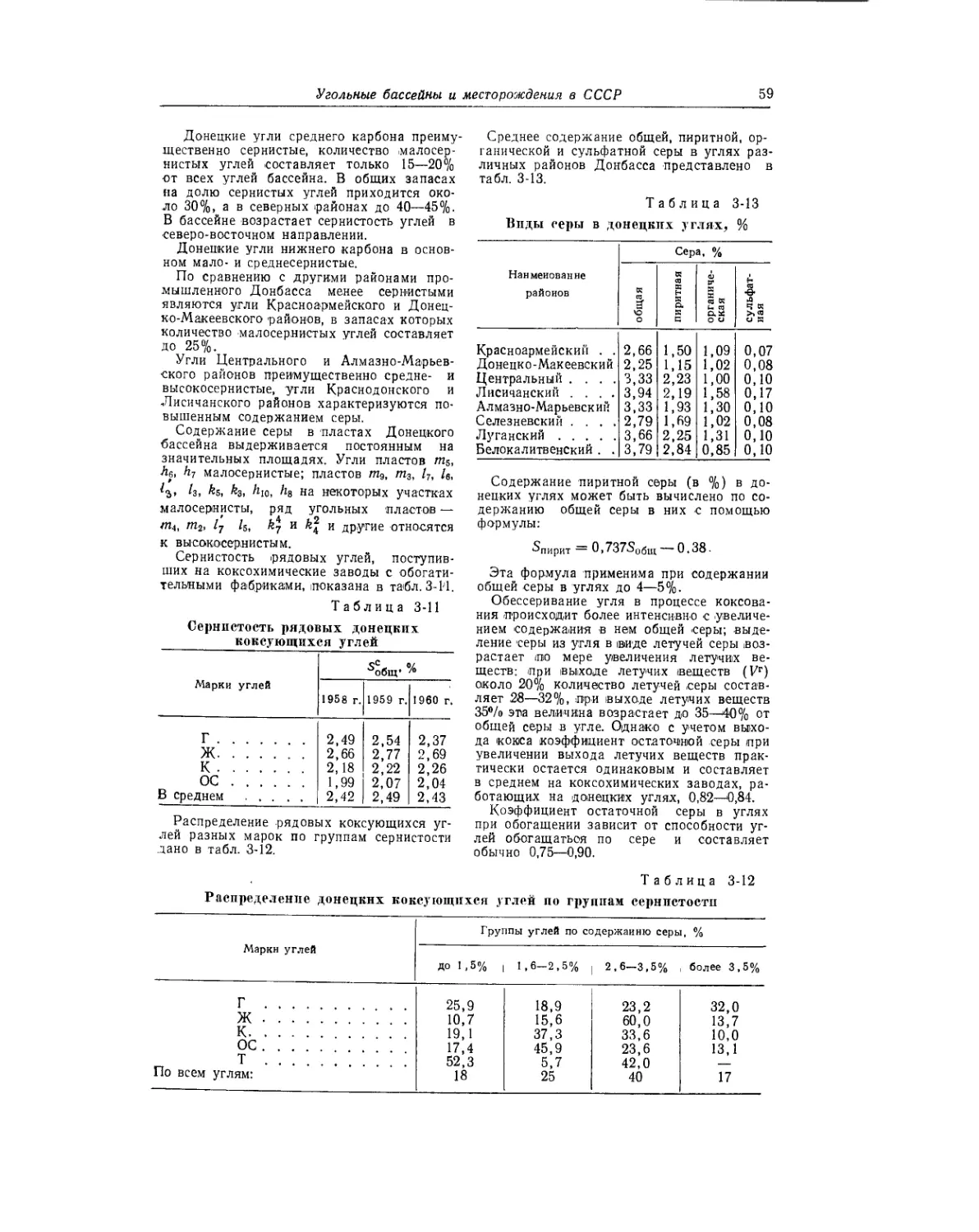
сернистость ($об. %); сернистые соеди-
нения угля оказывают отрицательное влия-
ние на свойства кокса, особенно литейного
и доменного;
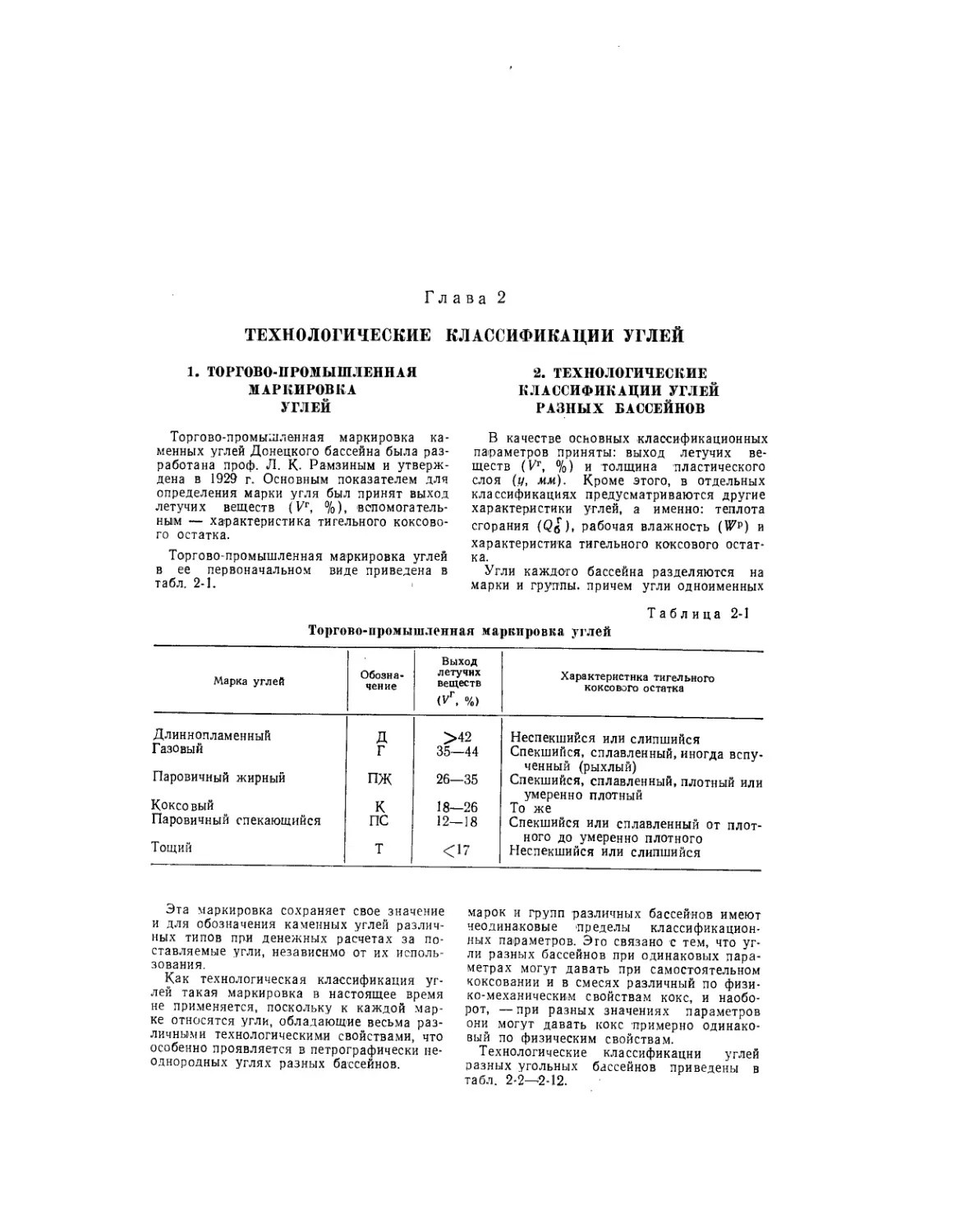
выход летучих веществ (Vr, %); по это-
му свойству угли относят к различным тор-
говым маркам и технологическим группам;
спекаемость; неспекающиеся угли не дают
кускового кокса при слоевом коксовании в
камерных печах;
коксуемость; это свойство особенно важ-
но для получения механически прочного и
крупнокускового доменного кокса;
выход основных химических продуктов
коксования (смола, сырой бензол, аммиак,
коксовый газ); эти показатели влияют на
технико-экономическую характеристику ра-
боты коксохимического завода.
Иногда обращают внимание на содержа-
ние фосфора в углях, на минеральный со-
став углей, на наличие в них некоторых ред-
ких элементов и др.
При коксовании смесей углей (шихт)
свойства одних углей могут компенсиро-
ваться свойствами других. Однако некото-
рые свойства угольных смесей, например
спекаемость и коксуемость, не изменяются в
смесях по закону аддитивности, так как
эти свойства находятся в сложной зависи-
мости от степени взаимодействия между уг-
лями, а также от влияния различных факто-
ров, связанных с природой углей и условия-
ми их переработки.
2. ПЕТРОГРАФИЧЕСКИЙ СОСТАВ
И СТЕПЕНЬ МЕТАМОРФИЗМА УГЛЕЙ
Петрография представляет собой важный
раздел геологии и охватывает исследования
горных пород, их минералогического и хими-
ческого составов, структуры и классифика-
ции.
Основными петрографическими составля-
ющими (макроингредиентами) каменных уг-
лей являются:
витрен — наиболее блестящая составная
часть полосчатых ископаемых углей;
кларен — блестящая составная часть гу-
мусовых полосчатых углей; в отличие от
витрена, кларен менее блестит и содержит
небольшое количество оболочек спор, кути-
кул и обрывков фюзена;
дюрен — один из матовых ингредиентов
гумусовых каменных углей. В состав Дю-
рена могут входить оболочки спор, кутику-
лы, обрывки фюзена и ксилена; в зависи-
мости от преобладания перечисленных вклю-
чений различают споровые и фюзеноксиле-
новые дюрены;
фюзен — матовая составная часть полос-
чатых гумусовых углей; состоит обычно из
фрагментов волокнистого угля и отличается
матовым шелковистым блеском.
Уголь каждого пласта и даже отдельных
пачек пласта представляет собой сложную
смесь большого числа петрографических со-
ставляющих, которые обладают различными
химическими и физическими свойствами. В
углях разных пластов, а тем более разных
месторождений, основные петрографические
составляющие содержатся в различных ко-
личествах и в разных соотношениях, причем
химические и физические свойства их в свою
очередь могут значительно изменяться в за-
висимости от степени метаморфизма и окис-
ленности углей.
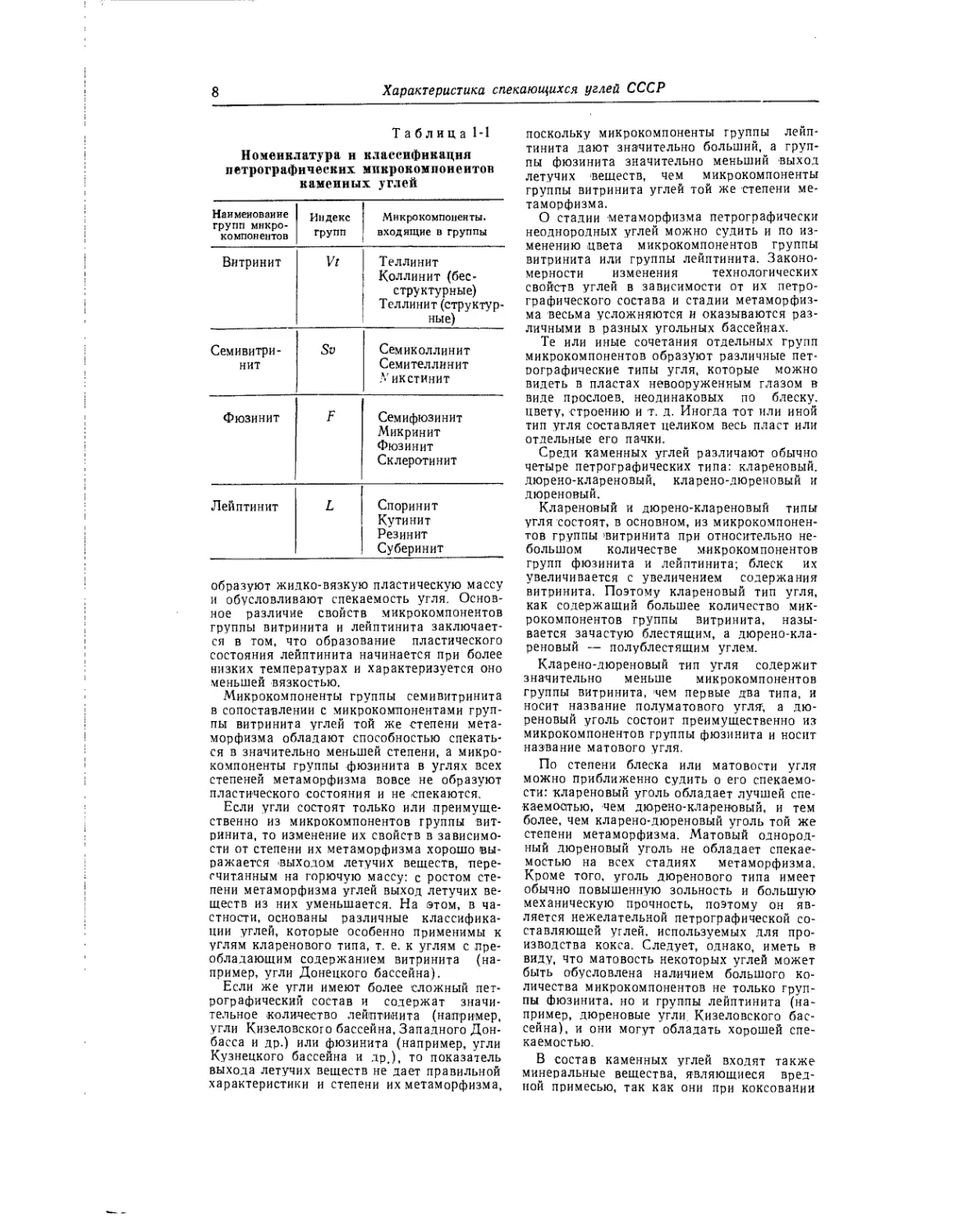
В настоящее время в СССР принята но-
менклатура и классификация петрографиче-
ских микрокомпонентов каменных углей для
решения практических вопросов технологии
переработки углей, приведенная в табл. 1-1.
Микрокомпоненты групп витринита и
лейптинита углей средней степени метамор-
физма в процессе термического разложения
8
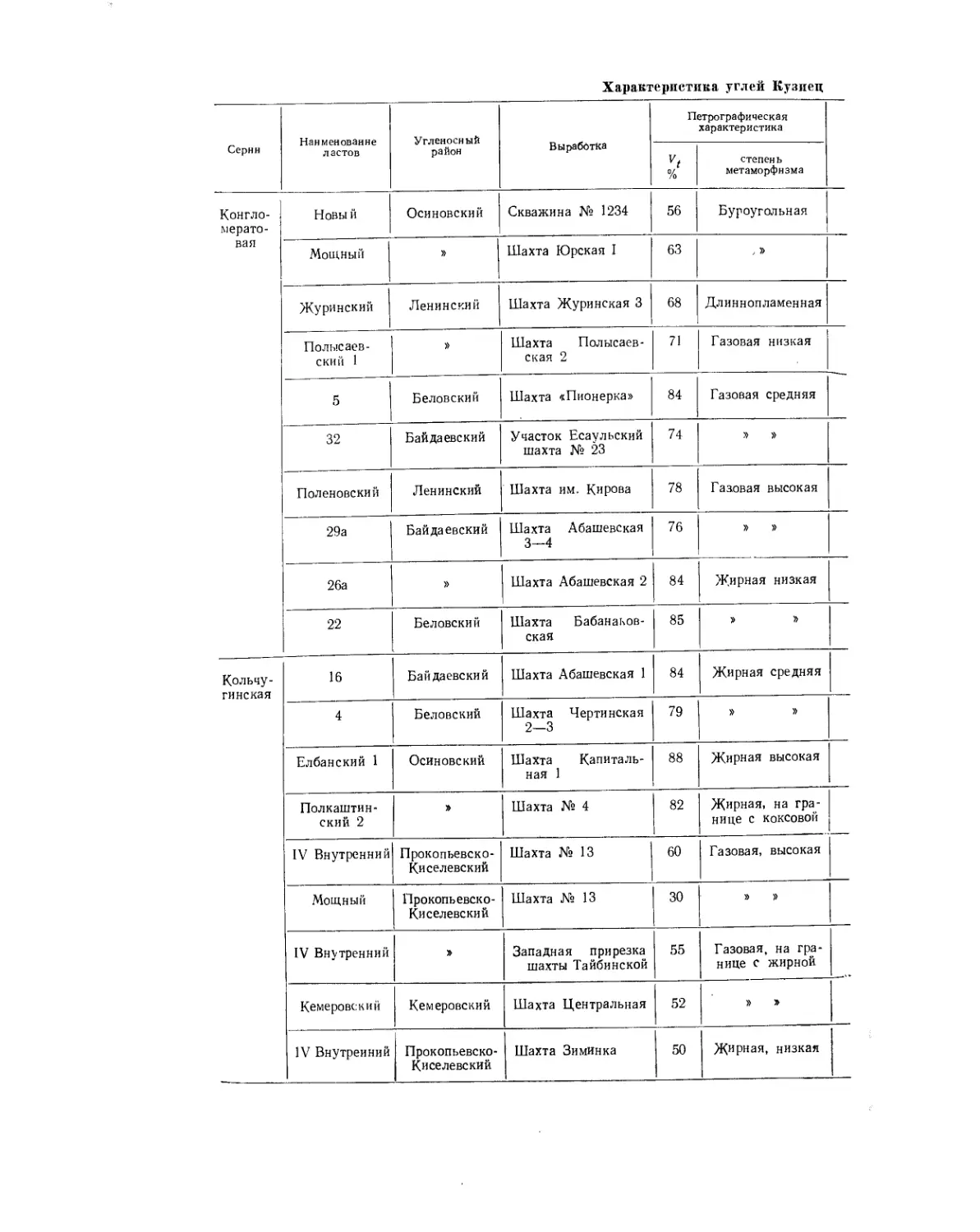
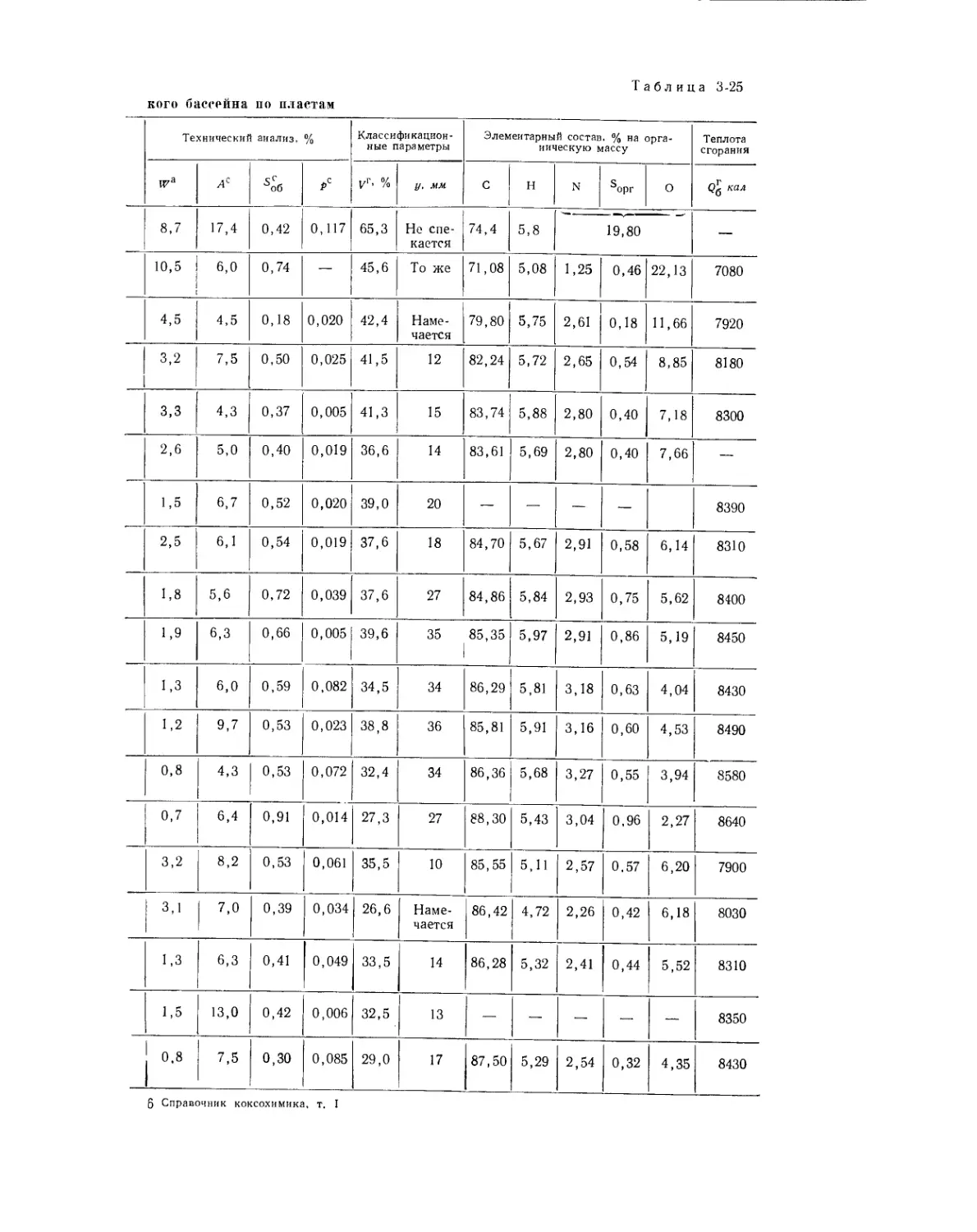
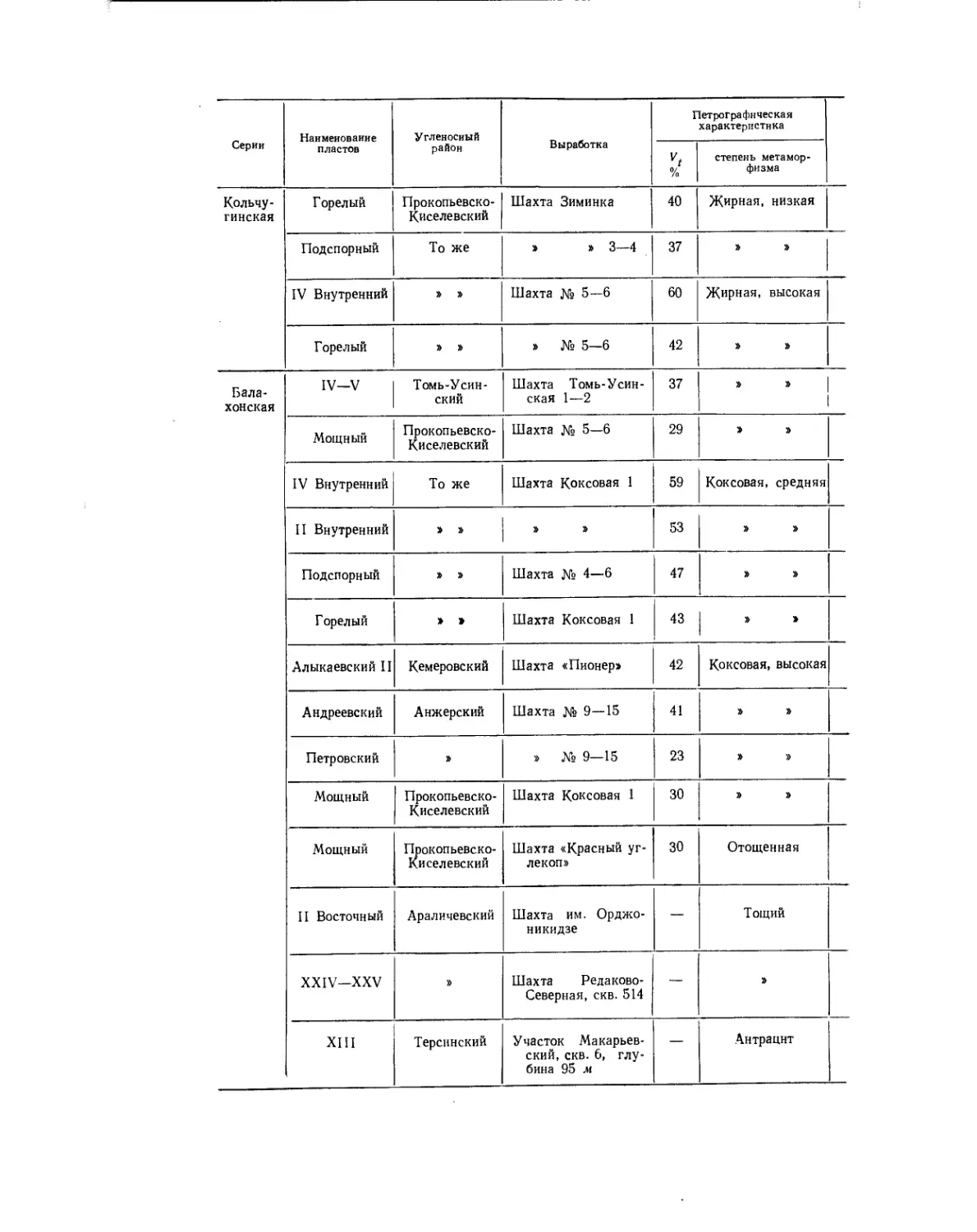
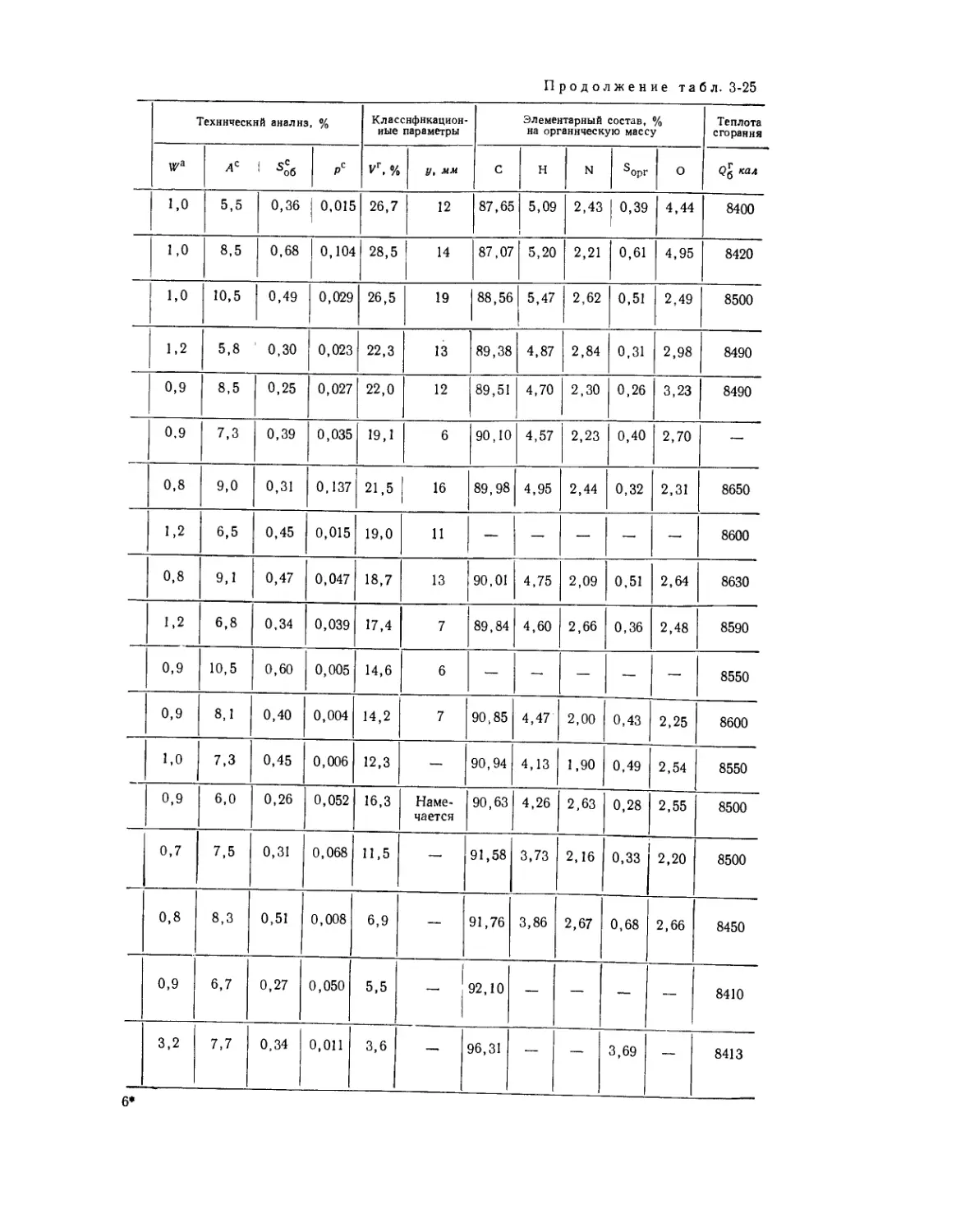
Характеристика спекающихся углей СССР
Таблица 1-1
Номенклатура н классификация
петрографических микрокомпонентов
каменных углей
Наименование групп микро- компонентов Индекс групп Микро компоненты, входящие в группы
Витринит Vt Теллинит Коллинит (бес- структурные) Теллинит (структур- ные)
Семивитри- нит Sv Семиколлинит Семителлинит А' икстинит
Фюзинит F Семифюзинит Микринит Фюзинит Склеротинит
Лейптинит L Споринит Кутинит Резинит Суберинит
образуют жидко-вязкую пластическую массу
и обусловливают спекаемость угля. Основ-
ное различие свойств микрокомпонентов
группы витринита и лейптинита заключает-
ся в том, что образование пластического
состояния лейптинита начинается при более
низких температурах и характеризуется оно
меньшей вязкостью.
Микрокомпоненты группы семивитринита
в сопоставлении с микрокомпонентами груп-
пы витринита углей той же степени мета-
морфизма обладают способностью спекать-
ся в значительно меньшей степени, а микро-
компоненты группы фюзинита в углях всех
степеней метаморфизма вовсе не образуют
пластического состояния и не спекаются.
Если угли состоят только или преимуще-
ственно из микрокомпонентов группы вит-
ринита, то изменение их свойств в зависимо-
сти от степени их метаморфизма хорошо вы-
ражается выходом летучих веществ, пере-
считанным на горючую массу: с ростом сте-
пени метаморфизма углей выход летучих ве-
ществ из них уменьшается. На этом, в ча-
стности, основаны различные классифика-
ции углей, которые особенно применимы к
углям кларенового типа, т. е. к углям с пре-
обладающим содержанием витринита (на-
пример, угли Донецкого бассейна).
Если же угли имеют более сложный пет-
рографический состав и содержат значи-
тельное количество лейптинита (например,
угли Кизеловского бассейна, Западного Дон-
басса и др.) или фюзинита (например, угли
Кузнецкого бассейна и др.), то показатель
выхода летучих веществ не дает правильной
характеристики и степени их метаморфизма,
поскольку микрокомпоненты группы лейп-
тинита дают значительно больший, а груп-
пы фюзинита значительно меньший выход
летучих веществ, чем микрокомпоненты
группы витринита углей той же степени ме-
таморфизма.
О стадии метаморфизма петрографически
неоднородных углей можно судить и по из-
менению цвета микрокомпонентов группы
витринита или группы лейптинита. Законо-
мерности изменения технологических
свойств углей в зависимости от их петро-
графического состава и стадии метаморфиз-
ма весьма усложняются и оказываются раз-
личными в разных угольных бассейнах.
Те или иные сочетания отдельных групп
микрокомпонентов образуют различные пет-
рографические типы угля, которые можно
видеть в пластах невооруженным глазом в
виде прослоев, неодинаковых по блеску,
цвету, строению и т. д. Иногда тот или иной
тип угля составляет целиком весь пласт или
отдельные его пачки.
Среди каменных углей различают обычно
четыре петрографических типа: клареновый.
дюрено-клареновый, кларено-дюреновый и
дюреновый.
Клареновый и дюрено-клареновый типы
угля состоят, в основном, из микрокомпонен-
тов группы 'витринита при относительно не-
большом количестве микрокомпонентов
групп фюзинита и лейптинита; блеск их
увеличивается с увеличением содержания
витринита. Поэтому клареновый тип угля,
как содержащий большее количество мик-
рокомпонентов группы витринита, назы-
вается зачастую блестящим, а дюрено-кла-
реновый — полублестящим углем.
Кларено-дюреновый тип угля содержит
значительно меньше микрокомпонентов
группы витринита, чем первые два типа, и
носит название полуматового угля1, а дю-
реновый уголь состоит преимущественно из
микрокомпонентов группы фюзинита и носит
название матового угля.
По степени блеска или матовости угля
можно приближенно судить о его спекаемо-
сти: клареновый уголь обладает лучшей спе-
каемоатью, чем дюрено-клареновый, и тем
более, чем кларено-дюреновый уголь той же
степени метаморфизма. Матовый однород-
ный дюреновый уголь не обладает спекае-
мостью на всех стадиях метаморфизма.
Кроме того, уголь дюренового типа имеет
обычно повышенную зольность и большую
механическую прочность, поэтому он яв-
ляется нежелательной петрографической со-
ставляющей углей, используемых для про-
изводства кокса. Следует, однако, иметь в
виду, что матовость некоторых углей может
быть обусловлена наличием большого ко-
личества микрокомпонентов не только груп-
пы фюзинита, но и группы лейптинита (на-
пример, дюреновые угли. Кизеловского бас-
сейна), и они могут обладать хорошей спе-
каемостью.
В состав каменных углей входят также
минеральные вещества, являющиеся вред-
ной примесью, так как они при коксовании
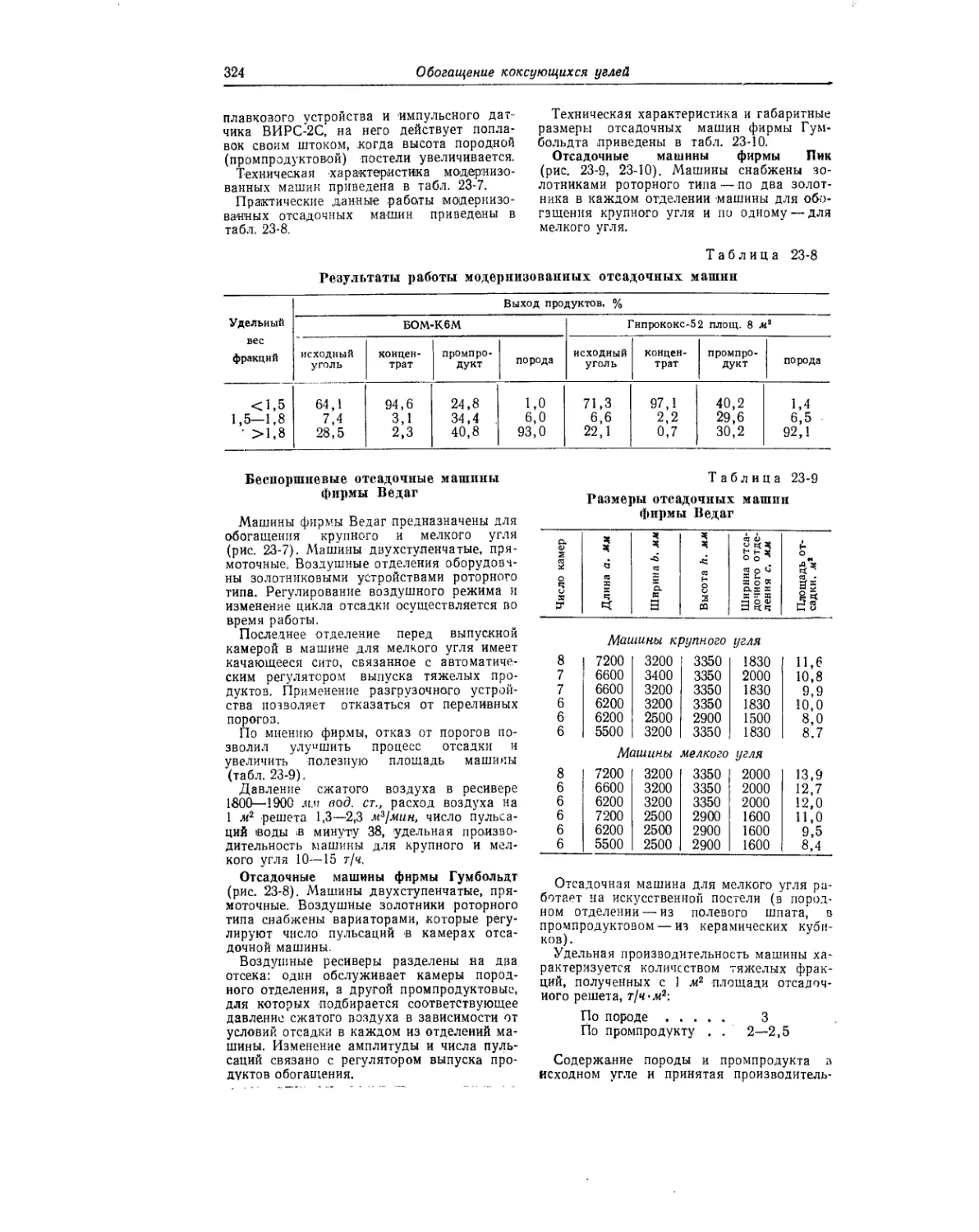
Основные показатели, определяющие пригодность углей для коксования
9
угля переходят в кокс и ухудшают его ка-
чество. По степени вредности различают два
вида минеральных веществ, определяющих
зольность углей и коксов: 1) распределен-
ные микроскопически тонко в органической
массе и 2) механически примешанные в ви-
де пустой породы и углистых сланцев. Пер-
вые не снижают прочность получаемого кок-
са, а в некоторых случаях даже повышают
ее, вторые же вызывают появление трещи-
новатости кокса и приводят к резкому сни-
жению его механической прочности.
3. ОКИСЛЕННОСТЬ КАМЕННЫХ УГЛЕЙ
Угли одинаковой степени метаморфизма и
аналогичного петрографического состава
могут обладать различной спекаемостью и
коксуемостью из-за разной степени их окис-
ленности. Различают окисленность углей в
процессе их образования и окисленность в
результате вторичных процессов окисления,
протекающих в пласте или при хранении на
угольных складах.
С повышением степени окисленности угля
резко снижается его спекаемость (вплоть до
полной потери этого свойства) и ухудшает-
ся обогатимость угля, особенно флотируе-
мость мелких классов при использовании
обычных флотореагентов.
4. ТЕХНИЧЕСКИЙ АНАЛИЗ
УГЛЕЙ; СОСТАВ И СВОЙСТВА
МИНЕРАЛЬНЫХ КОМПОНЕНТОВ
В УГЛЯХ
Технический анализ углей включает опре-
деление содержания влаги, зольности, сер-
нистости и выхода летучих веществ.
Влага в углях (общая рабочая влага
^общ ) представляет собой сумму двух ви-
дов влаги: а) внешней (№в нсшн ), выделяю-
щейся при сушке на воздухе до установле-
ния равновесия между упругостью паров
воды в угле и относительной влажностью
воздуха, и б) внутренней (гигроскопиче-
ской), остающейся в угле после такой суш-
ки (Жигр); эту влагу обычно приравнива-
ют к влаге лабораторной (П7л),или, иначе,
аналитической пробы (№а), определяемой
при фактической относительной влажности
воздуха в лаборатории.
Аналитическое определение влаги в углях
производится по ГОСТ 6379—59. Содержа-
ние влаги в углях, определенное при анали-
зе, выражается в весовых процентах.
Зола (Ас) определяется путем сжига-
ния навески угля при свободном доступе
воздуха. Остаток, полученный после сжига-
ния, рассчитывается в весовых процентах к
сухой навеске угля. Анализ производится по
ГОСТ 6383—52.
Зольность кокса всегда выше зольности
угля; зависимость между зольностью угля и
зольностью кокса выражается уравнением
< = Лсуг • К,
где К — расходный коэффициент угля на
кокс.
Минеральные вещества углей в резуль-
тате сжигания последних претерпевают глу-
бокие превращения, причем: а) карбонаты
разлагаются с выделением углекислого га-
за и образованием окиси металлов, б) пирит
переходит в окислы железа с выделением
сернистого ангидрида, в) глинистые веще-
ства и силикаты теряют кристаллизацион-
ную воду, г) хлориды щелочных металлов
и окись цинка могут частично улетучивать-
ся при озолении угля. В результате количе-
ство и состав золы углей никогда не могут
соответствовать минеральным веществам,
содержавшимся в углях до сжигания.
Для приближенного пересчета зольности
углей на количество минеральных примесей
в них пользуются формулой, предложенной
В. С. Крымом:
М — 1,1О А -) 0,55Sn„p 4" 0,87СО2карб —
- 0,10Fe2O3 - 2,75Sa + 2,3255сульф)
где
М — содержание минеральных ве-
ществ в угле, %;
А — зольность угля, %;
Shhd — содержание пиритной серы в
Угле, %;
СО2Карб — содержание карбонатной СО2 в
в угле, %;
Fe2Os — содержание окиси железа в зо-
ле угля, %;
Sa — содержание серы в золе уг-
ля, %;
$сУльф — содержание сульфатной серы в
угле, %.
При химическом анализе зол разных уг-
лей обычно определяют содержание сле-
дующих соединений: SiO2, А120з, Fe2O3, СаО,
MgO, SO3, Р20з и некоторых редких элемен-
тов. Состав зол разных углей колеблется в
широких пределах, но основными компонен-
тами являются: SiO2, А12О3, Fe2O3 и СаО,
причем количество каждого из них может
достигать 50% и более.
Соотношение между основными компонен-
тами золы (в процентах) определяет степень
ее тугоплавкости:
SiO2 4- А12О3
FeO 4- Fe2O3 4- CaO-^MgO ’
Чем больше это отношение, тем труднее
плавится зола. По этому признаку разли-
чают: а) легкоплавкую золу (^пл<1200°С),
б) среднеплавкую золу (/пл = 1200—1350°С)
и в) тугоплавкую золу (/пл>1350°С,). Ана-
литическое определение температуры плав-
ления золы производится по ГОСТ 2057—49.
Сернистость углей (Soon,) скла-
дывается из содержания в них минеральной
(пиритной 5пиР и сульфатной 5СуЛьф) и ор-
ганической (Sopr) серы. Аналитически Soon,
определяется по ГОСТ 8606—57.
Многочисленные анализы углей показы-
вают, что в донецких углях при Sogu, поряд-
ка 2% и более соотношение между SMIIH и
Sop? равно 1 : 1, а при меньшей Зернистости
угля в нем начинает преобладать органиче-
ская сера. Минеральную серу угля в основ-
10
Характеристика спекающихся углей СССР
ном составляет пиритная сера, а количество
сульфатной не превышает обычно 0,1—0,2%.
Применительно к условиям коксования
различается летучая (5Лет) и нелетучая
(5Нелет) сера; как правило, остающаяся в
коксе сера >(5нелет) составляет в среднем
0,85 от серы угля (при содержании общей
серы в угле околю 2,0—2,5%), причем этот
коэффициент становится тем больше, чем
меньше серы в угле. При коксовании угля
содержащиеся в нем сернистые соединения
претерпевают глубокие изменения, в резуль-
тате чего в кокс переходит 45—75% от об-
щей серы угля, в коксовый газ 10—29% в
виде H2S и 0,2—6,9% в виде органических
сернистых соединений; в смолу — 0,63—
1,65% и в надсмольную воду 0,4—;1,5%.
Выход летучих веществ (Vr, %)
представляет собой сумму летучих продук-
тов, образующихся при нагревании угля без
доступа воздуха; определяется по ГОСТ
6382—52.
Выход летучих веществ из углей харак-
теризует их термическую устойчивость, он
связан с особенностими химического строе-
ния органической массы углей, поэтому да-
ет возможность маркировать разные угли и
приближенно оценивать их пригодность для
практического использования. Помимо коли-
чественного определения выхода летучих ве-
ществ из угля, при анализе получают ти-
гельный коксовый остаток, по виду которого
дают приближенную характеристику спекае-
мости угля
5. ЭЛЕМЕНТАРНЫЙ АНАЛИЗ
И ТЕПЛОТА СГОРАНИЯ УГЛЕЙ
При более глубоком исследовании углей
определяют их элементарный состав, т. е.
количественное содержание углерода, водо-
рода, кислорода, азота и органической се-
ры; все эти элементы составляют органиче-
скую массу всех углей в виде сложных ор-
ганических соединений различного состава
и молекулирного строении. Прямым анали-
зом определяют содержание углерода, водо-
рода, азота (ГОСТ 2403—49) и кислорода
(по разности); содержание органической се-
ры определяют по разности между общей и
минеральной серой в угле. Результаты ана-
лизов рассчитывают в процентах на горю-
чую или на органическую массу угля.
В ряду гумусовых каменных углей с ро-
стом степени их метаморфизма от длинно-
пламенных до тощих углей содержание уг-
лерода закономерно увеличивается от 76—
77 до 92—95% и достигает 96% и более у
антрацитов. За счет этого уменьшается со-
держание кислорода (от 15—17 до 2,5—
3,0%) и водорода (от 5—6 до 2,5—3,0%).
Содержание азога не зависит от степени ме-
таморфизма и оказывается различным в уг-
лях разных месторождений (в донецких уг-
лях, например, 1,3—.1,8% азота, в кузнец-
ких — более 3%). Содержание органиче-
ской серы также зависит от природы угля и
изменяется в широких пределах — от деся-
тых долей процента в кузнецких углях до
5—6% и более в некоторых углях Иркутско-
го бассейна.
Различный элементарный состав камен-
ных углей сказывается на величине теплоты
их сгорания, которая определяется сжига-
нием их в атмосфере кислорода под давле-
нием в калориметрической бомбе, помещае-
мой в специальном калориметре (ГОСТ
147—54). Полученную величину выражают в
ккал/кг угля и обозначают индексом Qg-
Различают понятия высшей QB и
низшей (или полезной) QH теплоты сго-
рания угля: в первой, в отличие от вто-
рой, не учтена затрата тепла на испарение
всей воды угля (влаги угля и воды реак-
ции горения угля), поэтому
Qh = Qb — 6(1Г + 9Н) ккал/кг.
Высшую теплоту сгорания (QB) вычисля-
ют по теплоте сгорания (<2б), полученной из
опыта с поправкой на кислотообразование:
Qa = Q6-(22,5Sa + 0,0015Q§),
пде Sa — содержание серы в аналитической
пробе угля, %.
Расчет теплоты сгорания горючей массы
угля производится по формуле
„г • Ю0
<2в =------5----------ккал/кг.
100 — (Га + Аа)
Теплота сгорания углей может быть при-
ближенно рассчитана по данным их элемен-
тарного анализа (формула Д. И. Менделе-
ева):
Q8 — 81C-J- ЗООН — 26 (О—S) ккал/кг.
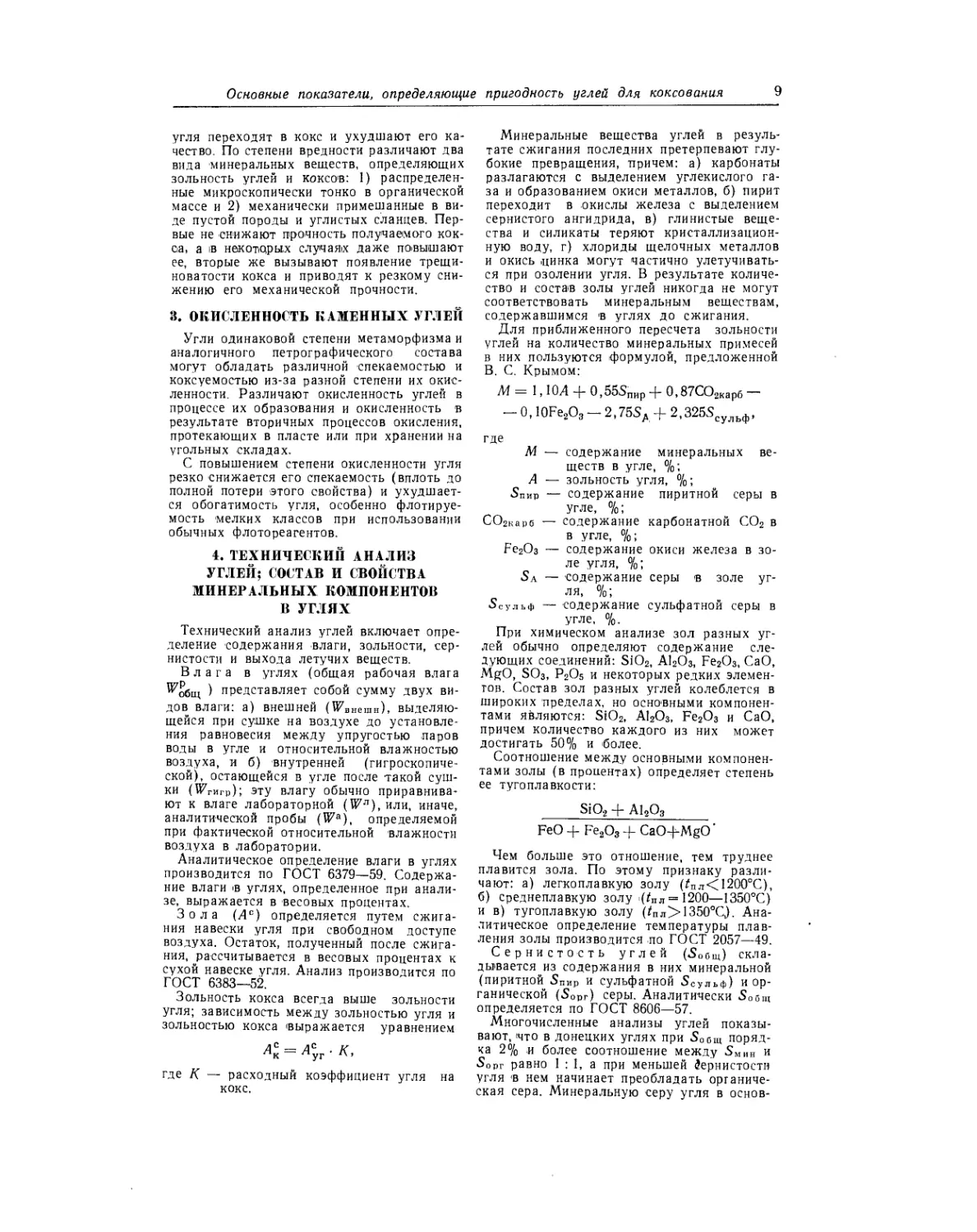
Величина теплоты сгорания углей зависит
от их элементарного состава и степени мета-
морфизма. Величины Qg (в пересчете иа
горючую массу угля) для донецких углей
(по данным В. С. Крыма) приведены в
табл. 1—2.
Таблица 1-2
Теплота сгорания углей Донецкого
бассейна, ккал/кг
Угли Минимум Максимум Среднее
Длиинопламенные 7650 8100 7950
Газовые 7900 8300 8200
Жирные 8300 8700 8450
Коксовые .... 8400 8750 8600
Отощенные спекаю-
щиеся .... 8450 8720 8600
Тощие 8300 8700 8500
Антрациты .... 8100 8400 8200
Высокая теплота сгорания углей К и ОС
объясняется большим содержанием в них
углерода и водорода.
Основные показатели, определяющие пригодность углей для коксования 11
в. ФИЗИЧЕСКИЕ СВОЙСТВА УГЛЕЙ
Таблица 1-3
Удельный вес углей
Истинный удельный вес углей
Донецкого и Кузнецкого бассейнов
Под истинным удельным весом
понимают отношение веса тела, лишенного
пор и трещин, к его объему; удельный вес
выражается в г/см3.
Аналитическое определение производится
пикнометрическим методом по ГОСТ
2160—52.
На удельный вес углей влияют присут-
ствующие в них минеральные примеси. Для
пересчета экспериментально полученных по-
казателей на беззольное вещество угля
пользуются уравнением
100< — 2,6АС
d =______н____
н ’
100 — Ас
где d? — истинный удельный вес сухого
беззольного угля, г/см3\
d? — определенный в пикнометре ис-
тинный удельный вес сухого уг-
ля, г/с.и3;
Ас — зольность угля, %;
2,6 — коэффициент, условный удель-
ный вес минеральных примесей в
угле, г/см3.
Торговая марка угля । Донецкий 1 бассейн Кузнецкий бассейн
Газовый . . . 1,28 1,22—1,26
Жирный . . . 1,25 1,26—1,27
Коксовый . . . 1,25 1,26-1,27
Отощенный спе-
кающийся 1,28 1,28—1,29
Тощий .... 1,31 1,32—1,35
Антрацит . . 1,53—1,90 —
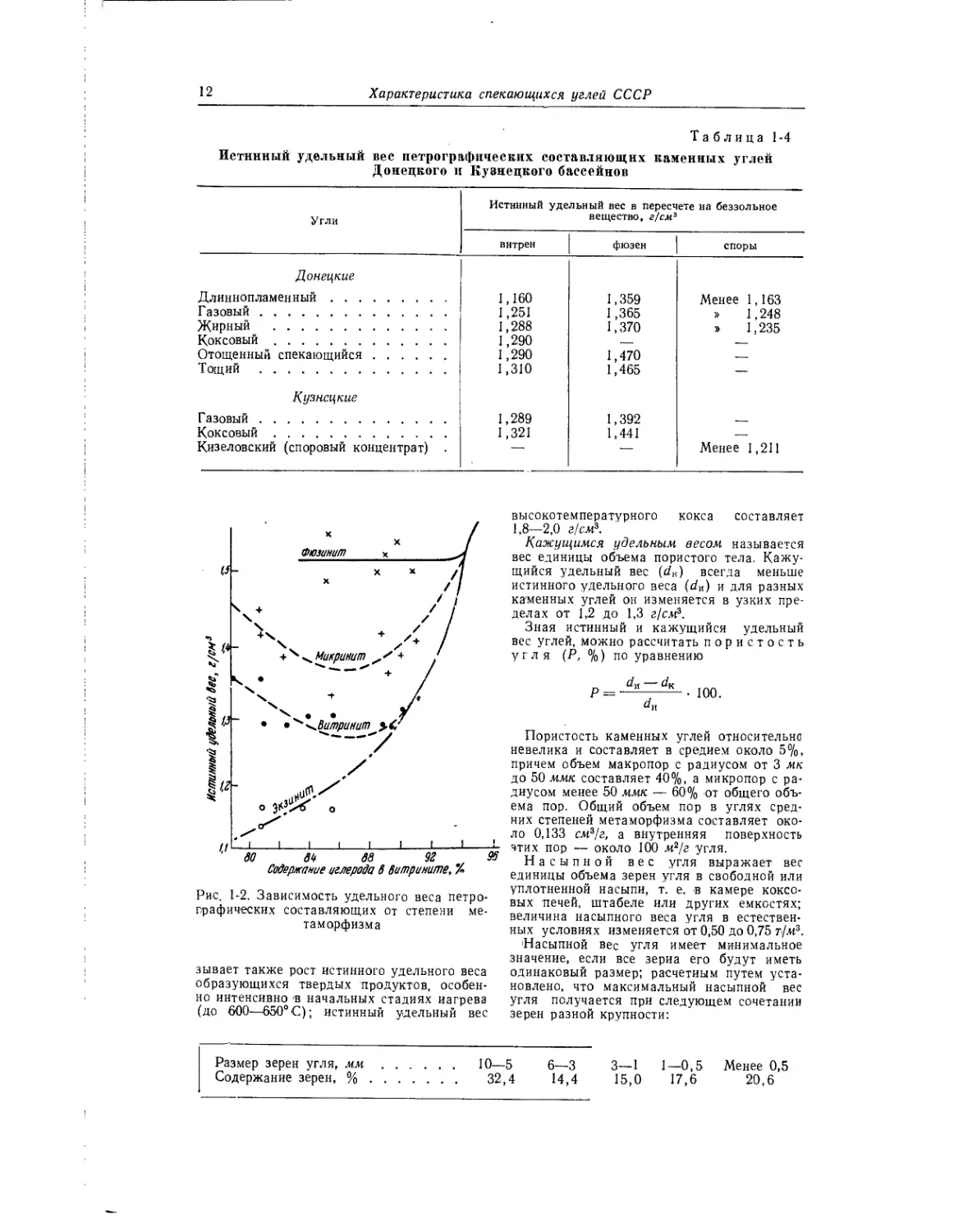
Закономерности изменения истинного
удельного веса углей с ростом степени их
метаморфизма графически представлены на
рнс. 1-1.
В углях равной степени метаморфизма
петрографические составляющие заметно
разнятся по удельному весу: наименьшим
удельным весом обладают споры, а наи-
большим фюзен. Показатели истинного
удельного веса петрографических составля-
ющих каменных углей Донецкого и Кузнец-
кого бассейнов приведены в табл. 1-4.
Рис. 1-1. Зависимость удельного веса углей от степени
метаморфизма:
ф — по Далхенти и Пенроузу; О — по Франклину; X — по
Цвитерингу
Истинный удельный вес органической мас-
сы угля зависит от его природы, петрогра-
фического состава и степени метаморфизма;
поэтому даже однотипные угли разных
угольных бассейнов н месторождений имеют
различный истинный удельный вес, что вид-
но из данных, приведенных в табл. 1-3.
Изменение истинного удельного веса пет-
рографических составляющих с ростом сте-
пени метаморфизма углей графически пока-
зано на рис. 1-2.
При окислении углей истинный удельный
вес их увеличивается.
Нагревание угля без доступа воздуха вы-
12
Характеристика спекающихся углей СССР
Таблица 1-4
Истинный удельный вес петрографических составляющих каменных углей
Донецкого и Кузнецкого бассейнов
Угли Истинный удельный вес в пересчете на беззольное вещество, г/см3
витрен фюзен споры
Донецкие
Длиннопламенный 1,160 1,359 Менее 1,163
Газовый 1,251 1,365 » 1,248
Жирный 1,288 1,370 » 1,235
Коксовый 1,290 — —
Отощенный спекающийся 1,290 1,470 —
Тощий 1,310 1,465 —
Кузнецкие
Газовый 1,289 1,392 —
Коксовый 1,321 1,441 —
Кизеловский (споровый концентрат) . — — Менее 1,211
Рис. 1-2. Зависимость удельного веса петро-
графических составляющих от степени ме-
таморфизма
зывает также рост истинного удельного веса
образующихся твердых продуктов, особен-
но интенсивно в начальных стадиях иагрева
(до 600—650°С); истинный удельный вес
высокотемпературного кокса составляет
1,8—2,0 г/см3.
Кажущимся удельным весом называется
вес единицы объема пористого тела. Кажу-
щийся удельный вес (dK) всегда меньше
истинного удельного веса (da) и для разных
каменных углей он изменяется в узких пре-
делах от 1,2 до 1,3 г)см3.
Зная истинный и кажущийся удельный
вес углей, можно рассчитать пористость
угля (А %) по уравнению
Пористость каменных углей относительно
невелика и составляет в среднем около 5%,
причем объем макропор с радиусом от 3 мк
до 50 ммк составляет 40%, а микропор с ра-
диусом меиее 50 ммк — 60% от общего объ-
ема пор. Общий объем пор в углях сред-
них степеней метаморфизма составляет око-
ло 0,133 см3/г, а внутренняя поверхность
этих пор — около 100 м2/г угля.
Насыпной вес угля выражает вес
единицы объема зерен угля в свободной или
уплотненной насыпи, т. е. в камере коксо-
вых печей, штабеле или других емкостях;
величина насыпного веса угля в естествен-
ных условиях изменяется от 0,50 до 0,75 т/.и3.
Насыпной вес угля имеет минимальное
значение, если все зерна его будут иметь
одинаковый размер; расчетным путем уста-
новлено, что максимальный насыпной вес
угля получается при следующем сочетании
зерен разной крупности:
Размер зерен угля, мм........... 10—5 6—3 3—1 1—0,5 Менее 0,5
Содержание зерен, %................ 32,4 14,4 15,0 17,6 20,6
Основные показатели, определяющие пригодность углей для коксования
13
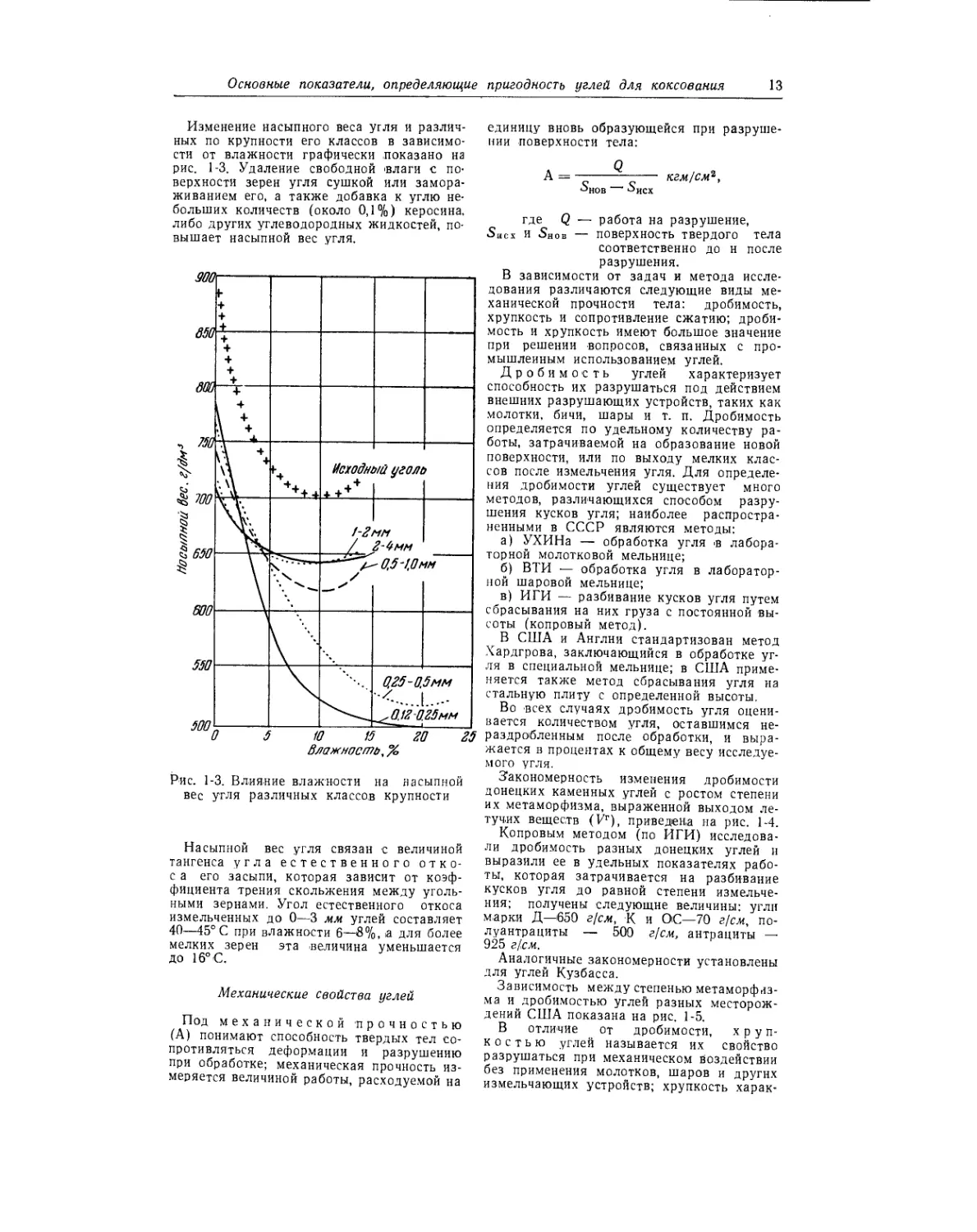
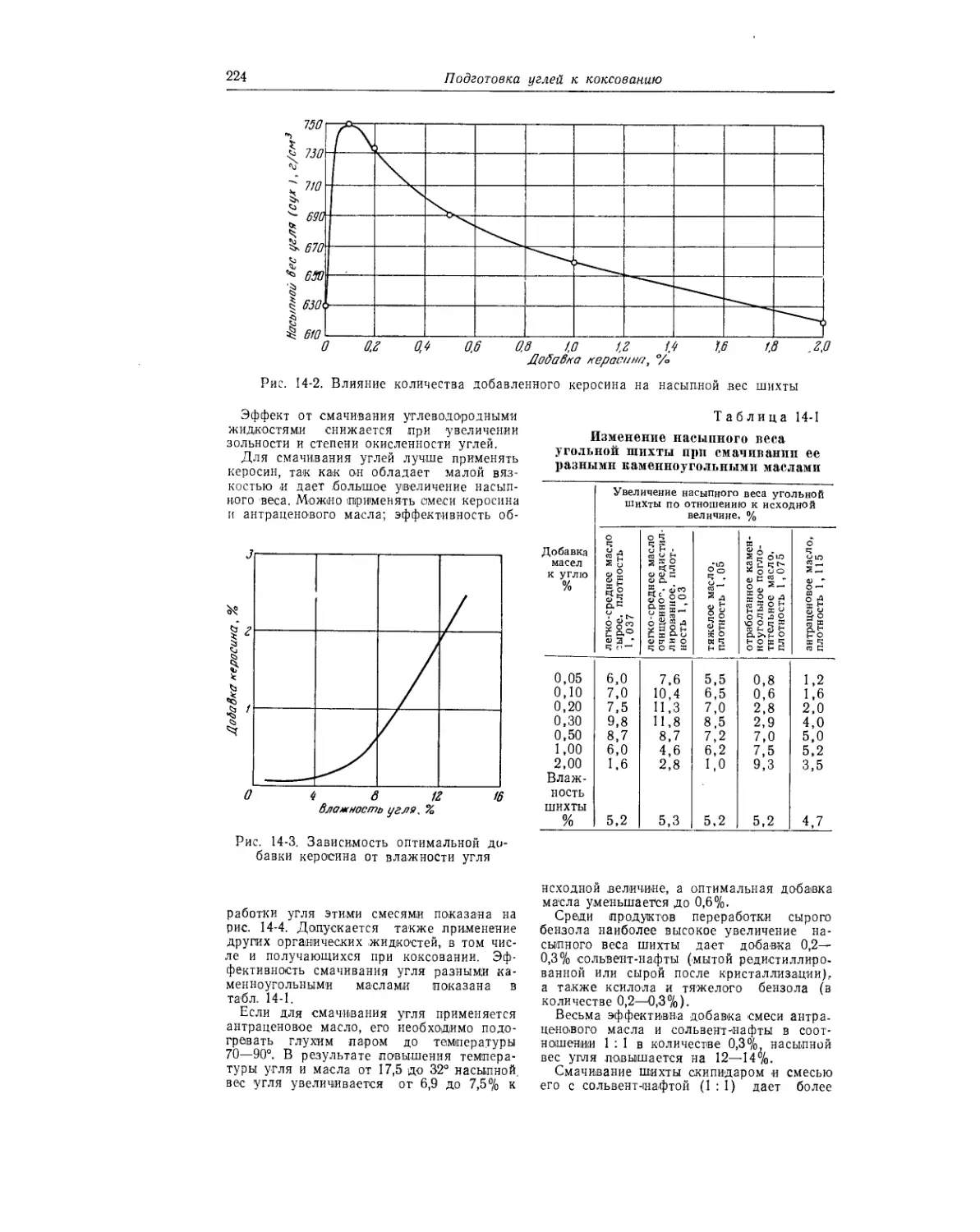
Изменение насыпного веса угля и различ-
ных по крупности его классов в зависимо-
сти от влажности графически показано на
рис. 1-3. Удаление свободной влаги с по-
верхности зерен угля сушкой или замора-
живанием его, а также добавка к углю не-
больших количеств (около 0,1%) керосина,
либо других углеводородных жидкостей, по-
вышает насыпной вес угля.
Рис. 1-3. Влияние влажности на насыпной
вес угля различных классов крупности
Насыпной вес угля связан с величиной
тангенса угла естественного отко-
с а его засыпи, которая зависит от коэф-
фициента трения скольжения между уголь-
ными зернами. Угол естественного откоса
измельченных до 0—3 мм углей составляет
40—45° С при влажности 6—8%, а для более
мелких зерен эта величина уменьшается
до 16° С.
Механические свойства углей
Под механической прочностью
(А) понимают способность твердых тел со-
противляться деформации и разрушению
при обработке; механическая прочность из-
меряется величиной работы, расходуемой на
единицу вновь образующейся при разруше-
нии поверхности тела:
Q
А _------------- кгм/см2,
-5нов -5исх
где Q — работа на разрушение,
Sues и Shob — поверхность твердого тела
соответственно до н после
разрушения.
В зависимости от задач и метода иссле-
дования различаются следующие виды ме-
ханической прочности тела: дробимость,
хрупкость и сопротивление сжатию; дроби-
мость и хрупкость имеют большое значение
при решении вопросов, связанных с про-
мышленным использованием углей.
Дробимость углей характеризует
способность их разрушаться под действием
внешних разрушающих устройств, таких как
молотки, бичи, шары и т. п. Дробимость
определяется по удельному количеству ра-
боты, затрачиваемой на образование новой
поверхности, или по выходу мелких клас-
сов после измельчения угля. Для определе-
ния дробимости углей существует много
методов, различающихся способом разру-
шения кусков угля; наиболее распростра-
ненными в СССР являются методы:
а) УХИНа — обработка угля -в лабора-
торной молотковой мельнице;
б) ВТИ — обработка угля в лаборатор-
ной шаровой мельнице;
в) ИГИ — разбивание кусков угля путем
сбрасывания на них груза с постоянной вы-
соты (копровый метод).
В США и Англии стандартизован метод
Хардгрова, заключающийся в обработке уг-
ля в специальной мельнице; в США приме-
няется также метод сбрасывания угля на
стальную плиту с определенной высоты.
Во всех случаях дробимость угля оцени-
вается количеством угля, оставшимся не-
раздробленным после обработки, и выра-
жается в процентах к общему весу исследуе-
мого угля.
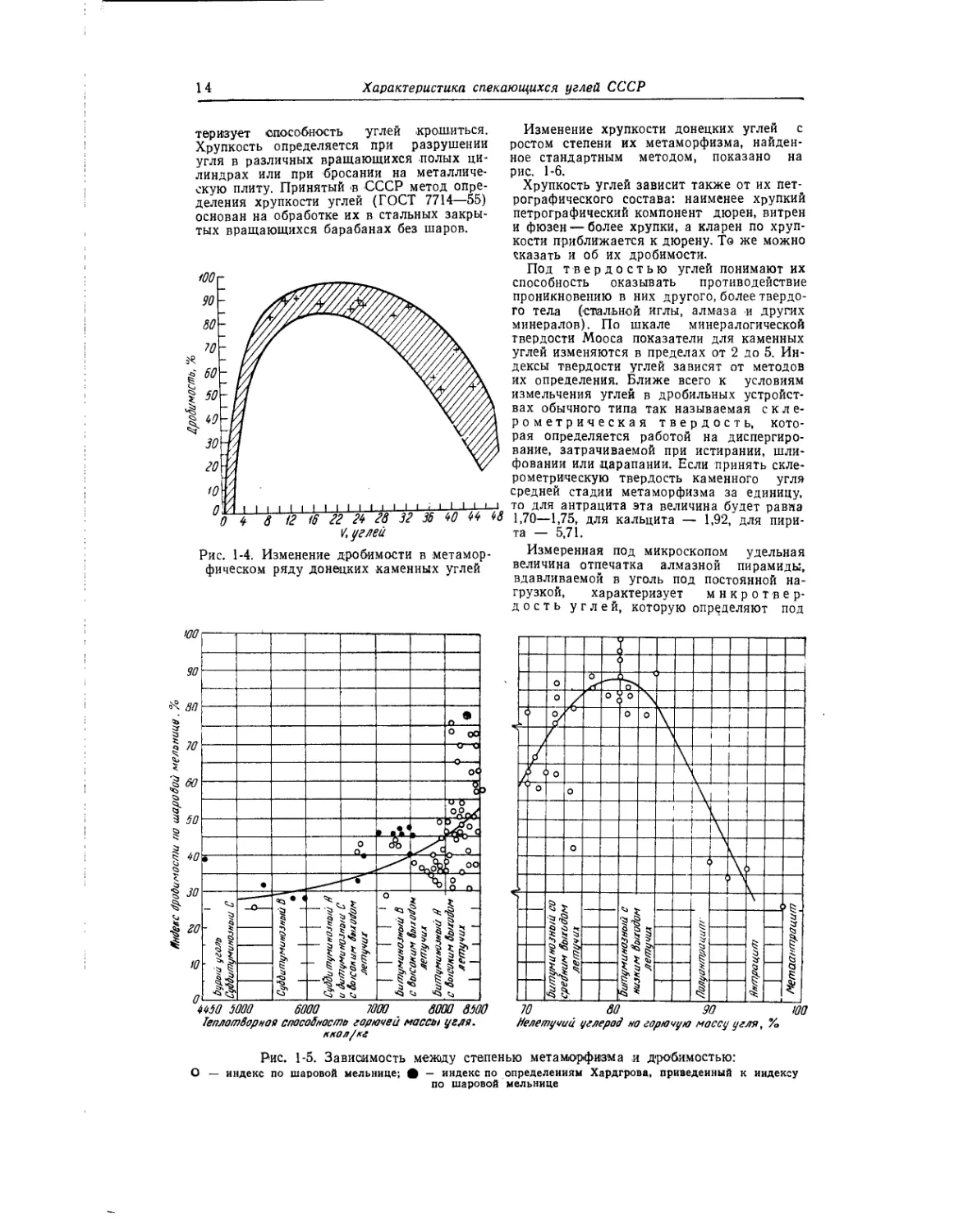
Закономерность изменения дробимости
донецких каменных углей с ростом степени
их метаморфизма, выраженной выходом ле-
тучих веществ (Кг), приведена на рис. 1-4.
Копровым методом (по ИГИ) исследова-
ли дробимость разных донецких углей и
выразили ее в удельных показателях рабо-
ты, которая затрачивается на разбивание
кусков угля до равной степени измельче-
ния; получены следующие величины: угли
марки Д—650 г/см, К и ОС—70 г/см, по-
луантрациты — 500 г/см, антрациты —
925 г/,см.
Аналогичные закономерности установлены
для углей Кузбасса.
Зависимость между степенью метаморфиз-
ма и дробимостью углей разных месторож-
дений США показана на рис. 1-5.
В отличие от дробимости, хруп-
костью углей называется их свойство
разрушаться при механическом воздействии
без применения молотков, шаров и других
измельчающих устройств; хрупкость харак-
14
Характеристика спекающихся углей СССР
теризует способность углей крошиться.
Хрупкость определяется при разрушении
угля в различных вращающихся полых ци-
линдрах или при бросании на металличе-
скую плиту. Принятый в СССР метод опре-
деления хрупкости углей (ГОСТ 7714—55)
основан на обработке их в стальных закры-
тых вращающихся барабанах без шаров.
Рис. 1-4. Изменение дробимости в метамор-
фическом ряду донецких каменных углей
Изменение хрупкости донецких углей с
ростом степени их метаморфизма, найден-
ное стандартным методом, показано на
рис. 1-6.
Хрупкость углей зависит также от их пет-
рографического состава: наименее хрупкий
петрографический компонент дюрен, витрен
и фюзен — более хрупки, а кларен по хруп-
кости приближается к дюрену. То же можно
«казать и об их дробимости.
Под твердостью углей понимают их
способность оказывать противодействие
проникновению в них другого, более твердо-
го тела (стальной иглы, алмаза и других
минералов). По шкале минералогической
твердости Мооса показатели для каменных
углей изменяются в пределах от 2 до 5. Ин-
дексы твердости углей зависят от методов
их определения. Ближе всего к условиям
измельчения углей в дробильных устройст-
вах обычного типа так называемая скле-
рометрическая твердость, кото-
рая определяется работой на диспергиро-
вание, затрачиваемой при истирании, шли-
фовании или царапании. Если принять скле-
рометрическую твердость каменного угля
средней стадии метаморфизма за единицу,
то для антрацита эта величина будет равна
1,70—1,75, для кальцита — 1,92, для пири-
та — 5,71.
Измеренная под микроскопом удельная
величина отпечатка алмазной пирамиды,
вдавливаемой в уголь под постоянной на-
грузкой, характеризует мнкротвер-
дость углей, которую определяют под
Теплотворная способности горючей массы угля,
ккал/кг
Рис. 1-5. Зависимость между степенью метаморфизма и дробимостью:
О — индекс по шаровой мельнице; • — индекс по определениям Хардгрова, приведенный к индексу
по шаровой мельнице
Основные показатели, определяющие пригодность углей для коксования
15
прессом ПМТ-3 и рассчитывают в кг) мм.
Закономерности изменения микротвердости
углей с ростом степени их метаморфизма,
Рис. 1-6. Изменение хрупкости донецких
углей с повышением степени их мета-
морфизма (по Л. Н. Быкову)
характеризуемой выходом летучих веществ
(Vr), отличаются от показателей изменения
дробимости, что видно нз сопоставления
графиков, приведенных на рис. 1-7 и 1-4.
бьиод летчиц I/'. %
Рис. 1-7. Зависимость микротвердости
каменных углей от степени метамор-
физма
При исследовании петрографических мак-
ро ингредиентов донецких углей установле-
но, что микротвердость витрена составляет
20,2 кг/мм2, а дюрена — 15,6 кг/мм2, т. е.
в отличне от дробимости витрен обладает
большей твердостью, чем дюрен.
Сжимаемость углей (х) характери-
зуется изменением их объема при давлении
в условиях постоянной температуры и вы-
ражается в см2! дин. Показатели коэффици-
ентов сжимаемости углей определяются
расчетным путем по модулю упругости (Е)
и коэффициенту Пуассона (ц), который для
каменных углей равен 0,345, по уравнению
3(1 -2н) 2/ Л
х =--------- см2/дин.
Содержание углерода,
Рнс. 1-8. Зависимость сжимаемости углей
от степени метаморфизма
Закономерности изменения коэффициен-
тов сжимаемости углей с ростом степени их
метаморфизма, характеризуемой процент-
ным содержанием углерода, графически
представлены на рис. 1-8.
Максимальное сопротивление
сжатию углей определяется раздавлива-
нием угольной призмы вдоль или перпенди-
кулярно плоскости напластования угля; вы-
ражается в кг/см2.
Для определения величины сопротивления
сжатию призма, приготовленная из куска
угля, подвергается раздавливанию под спе-
циальным прессом так, чтобы силы сжатия
действовали вдоль или параллельно плоско-
сти напластования. В табл. 1-5 приводятся
сопротивления сжатию вдоль напластования
некоторых углей Донецкого и Кузнецкого
бассейнов.
Таблица 1-5
Сопротивление сжатию вдоль
напластования донецких и кузнецких
углей, кг/см2
Угли Донецкий бассейн Кузнецки й бассейн
Газовый уголь . . . Жирный и коксовый 43-47 190-272
угли 17—20 135
Антрацит 250—300 —
16
Характеристика спекающихся углей СССР
Прочность на сжатие, измеренная перпен-
дикулярно напластованию, в 1,5—2,0 раза
больше указанных в таблице величин, изме-
ренных вдоль напластования.
Модуль Юнга углей, характеризую-
щий их упругие свойства, может опреде-
ляться статическими испытаниями на изгиб
или же путем сжатия, а также динамиче-
ским методом с помощью механических ви-
браций.
Наиболее характерные показатели вели-
чин модуля Юнга, измеренные статическим
и динамическим методами, приведены в
табл. 1-6.
где Q — количество тепла;
<1 — начальная температура;
ti — конечная температура;
m — вес тела.
Показатели с24-1оо'с различных каменных
углей и других углеродистых материалов
приведены в табл. 1-7.
В ряду гумусовых углей удельная тепло-
емкость их закономерно снижается с ростом
степени метаморфизма и может быть при-
ближенно рассчитана по уравнению
с = 0,242(1 + 0,008Vc) кал/(г град),
Таблица 1-6
Величины модуля ЮнгахЮ10 для
некоторых типов углей, дин/см2
Тнп угля Направление напряжений Статические методы 1 п : Динами- ческий ме- тод
сжатие куби- ков 12,5 мм сжатие куби- ков 37 мм изгиб
Спекающий- ся Параллельно напластованию . Перпендикулярно напластова- НИЮ 4,13 3,77 3,35 2,70 3,36 4,03 3,27
Антрацит Параллельно напластованию . Перпендикулярно напластова- нию 4,43 4,61 4,04 3,77 4,69 5,42 4,59
В последнее время обнаружена способ-
ность зерен спекающихся каменных углей
претерпевать пластическую деформацию,
т. е. проявлять текучесть при комнатной
температуре под давлением больше 1,55х
X 103 кг/см2.
Тепловые свойства углей
Основными тепловыми характеристиками
углей являются их теплоемкость, теплопро-
водность и температуропроводность.
Средней удельной теплоемко-
стью (сср) называется количество тепла,
которое необходимо затратить для нагрева-
ния массы вещества на 1°С в определенном
интервале температур:
Q
сСр =----7----7Т- кал/(г-град),
где Vе — выход летучих веществ из угля в
процентах на сухое вещество.
Удельная теплоемкость зависит от содер-
жания влаги в углях. В случае добавления
к углю небольших количеств воды, когда
она остается гигроскопически связанной с
углем (т. е. до 1—3% влаги), теплоемкость
угля повышается на 0,85 кал/(г град) на
каждый грамм добавленной воды, т. е. теп-
лоемкость воды меньше единицы. При до-
бавлении же к углю внешней влаги тепло-
емкость угля возрастает линейно так, что
удельная теплоемкость добавленной воды
приближается к единице.
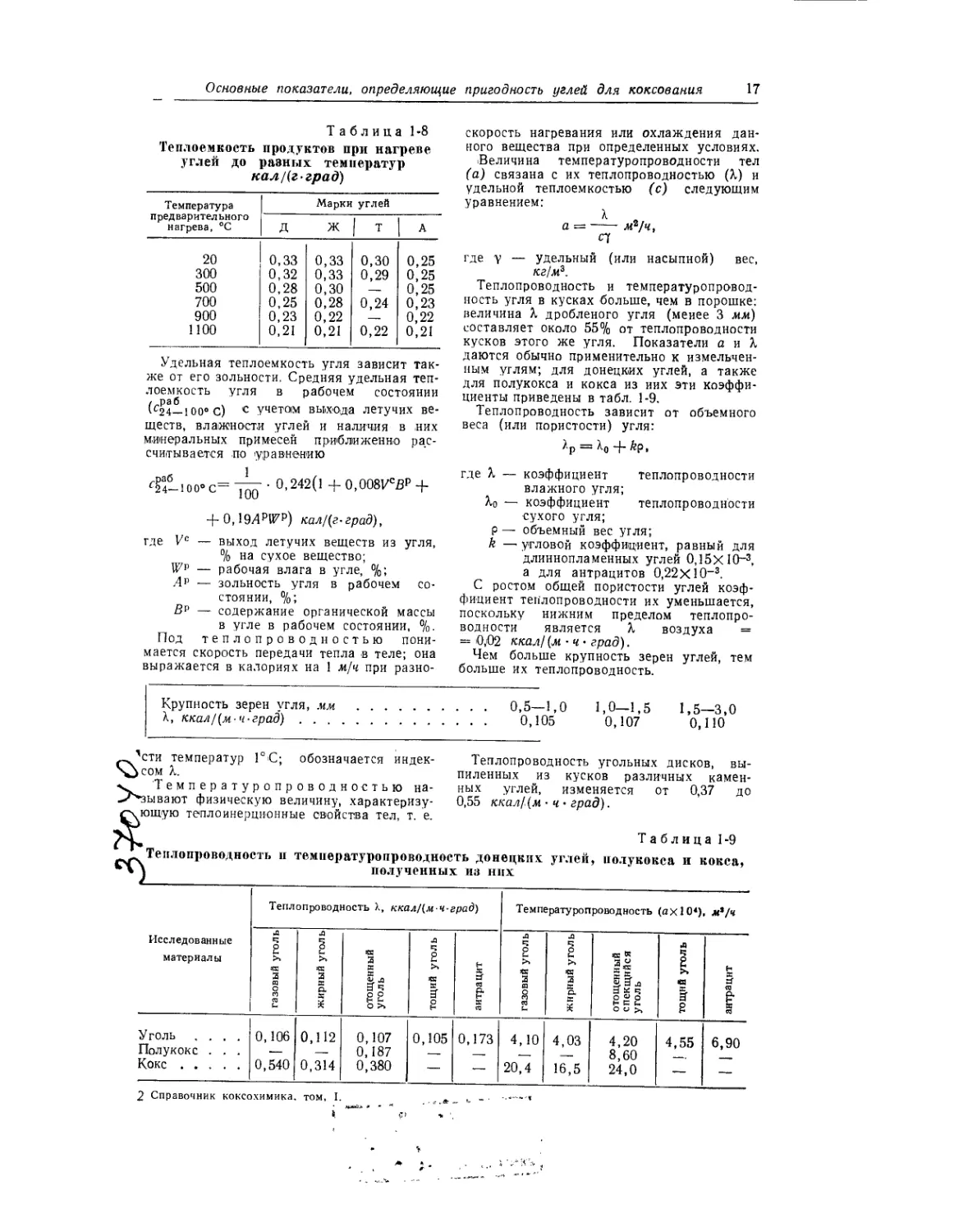
При нагреве углей до разных температур
теплоемкость образующихся твердых про-
дуктов уменьшается (табл. 1-8).
Таблица 1-7
Средняя удельная теплоемкость некоторых углей и углеродистых материалов
Угли Удельная теплоем- кость, кал/(г-град) Углеродистые материалы Удельная теплоемкость кал/(г-град)
Кеннельский 0,340 Антрацит 0,260
Длиннопламенный .... 0,312 Полукокс 0,256
Газовый 0,302 Кокс высокотемпературный 0,201
Жирный 0,290 . Графит 0,195
Тощий 0,267 Алмаз 0,155
Основные показатели, определяющие пригодность углей для коксования
17
Таблица 1-8
Теплоемкость продуктов при нагреве
углей до разных температур
кал/(г град)
Температура предварительного нагрева, °C Марки углей
д Ж 1 т А
20 0,33 0,33 0,30 0,25
300 0,32 0,33 0,29 0,25
500 0,28 0,30 — 0,25
700 0,25 0,28 0,24 0,23
900 0,23 0,22 — 0,22
1100 0,21 0,21 0,22 0,21
Удельная теплоемкость угля зависит так-
же от его зольности. Средняя удельная теп-
лоемкость угля в рабочем состоянии
(^24— юо° с) с учетом выхода летучих ве-
ществ, влажности углей и наличия в них
минеральных примесей приближенно рас-
считывается по уравнению
<-100° с= • 0,242(1 + 0,008VcBp +
+ 0,19ЛрГр) калЦг-град),
где Vе — выход летучих веществ из угля,
% на сухое вещество;
1ГР — рабочая влага в угле, %;
,4р — зольность угля в рабочем со-
стоянии, %;
Вр — содержание органической массы
в угле в рабочем состоянии, %.
Под теплопроводностью пони-
мается скорость передачи тепла в теле; она
выражается в калориях на 1 м/ч при разно-
скорость нагревания или охлаждения дан-
ного вещества при определенных условиях.
Величина температуропроводности тел
(а) связана с их теплопроводностью (X) и
удельной теплоемкостью (с) следующим
уравнением:
а =---- мг/ч,
П
где у — удельный (или насыпной) вес,
кг!м3.
Теплопроводность и температуропровод-
ность угля в кусках больше, чем в порошке:
величина X дробленого угля (меиее 3 мм)
составляет около 55% от теплопроводности
кусков этого же угля. Показатели а и X
даются обычно применительно к измельчен-
ным углям; для донецких углей, а также
для полукокса и кокса из иих эти коэффи-
циенты приведены в табл. 1-9.
Теплопроводность зависит от объемного
веса (или пористости) угля:
'р = Хо -ф Ар,
где X — коэффициент теплопроводности
влажного угля;
Хо — коэффициент теплопроводности
сухого угля;
Р — объемный вес угля;
k —' угловой коэффициент, равный для
длиннопламенных углей 0,15Х 10~3,
а для антрацитов 0,22X10-3.
С ростом общей пористости углей коэф-
фициент теплопроводности их уменьшается,
поскольку нижним пределом теплопро-
водности является X воздуха =
= 0,02 ккал/ (м- ч- град).
Чем больше крупность зерен углей, тем
больше их теплопроводность.
Крупность зерен угля, мм
X, ккал / (м ч град) . . .
0,5—1,0
0,105
1,0—1,5
0,107
1,5—3,0
0,110
’сти температур ГС; обозначается индек-
Температуропроводностью на-
зывают физическую величину, характеризу-
ющую теплоинерционные свойства тел, т. е.
Теплопроводность
пиленных из
ных углей,
0,55 ккал! (м • ч • град).
угольных
кусков различных
изменяется от
дисков, вы-
камен-
0,37 до
Таблица 1-9
Теплопроводность п температуропроводность донецких углей, полукокса и кокса
। полученных на них
Теплопроводность X, ккал/(м-ч-град) Температуропроводность (ахЮ4) м'/ч
Исследованные материалы газовый уголь жирный уголь отощенный уголь 1 1 тощий уголь антрацит газовый уголь жирный уголь1 отощенный спекщнйся уголь тощий уголь антрацит
Уголь .... Полукокс . . . Кокс 0,106 0,540 0,112 0,314 0,107 0,187 0,380 0,105 0,173 4,10 20,4 4,03 16,5 4,20 8,60 24,0 4,55 6,90
2 Справочник коксохимика, том
18
Характеристика спекающихся углей СССР
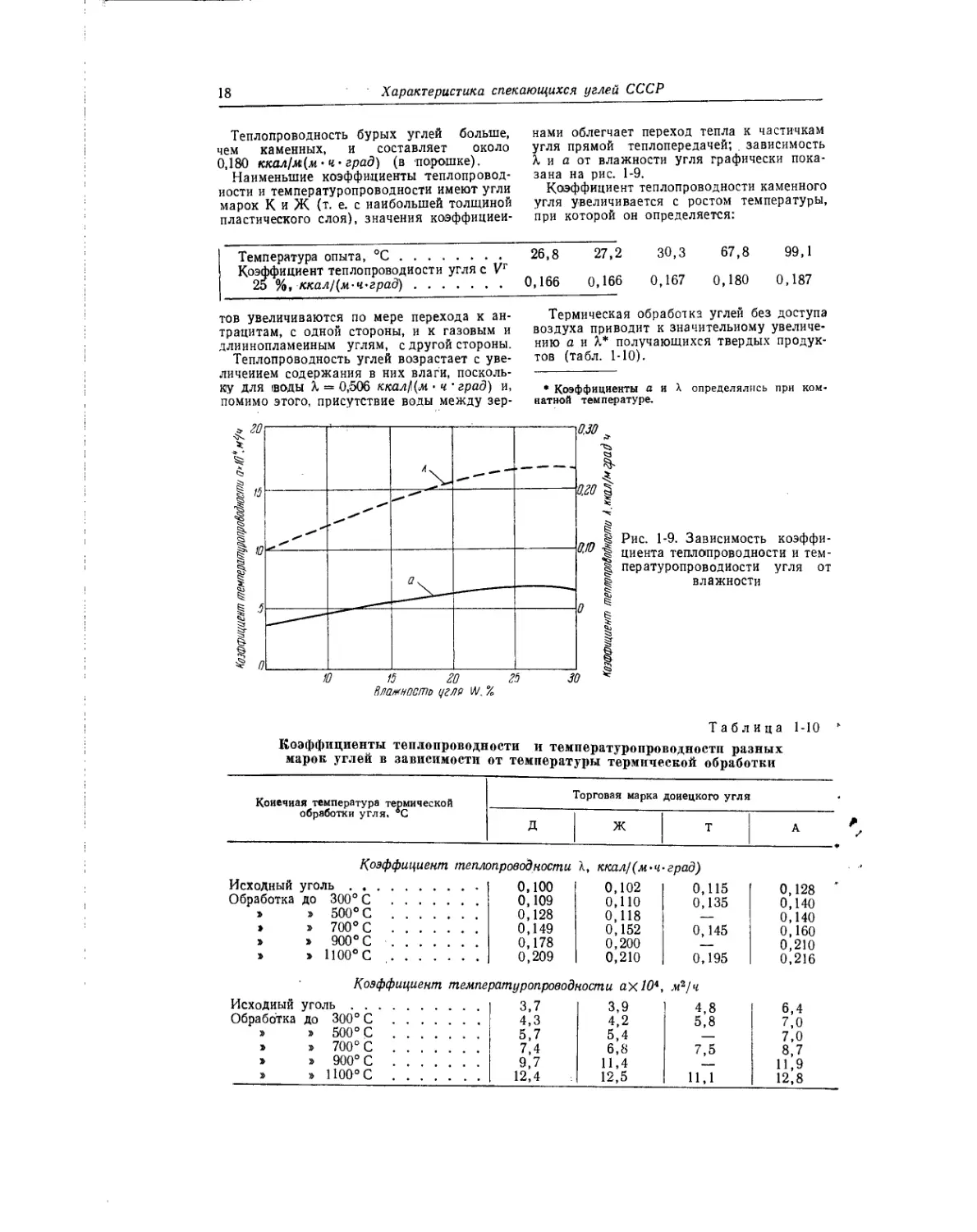
Теплопроводность бурых углей больше,
чем каменных, и составляет около
0,180 ккал/м.(м • ч • град) (в порошке).
Наименьшие коэффициенты теплопровод-
ности и температуропроводности имеют угли
марок К и Ж (т. е. с наибольшей толщиной
пластического слоя), значения коэффициеи-
нами облегчает переход тепла к частичкам
угля прямой теплопередачей; . зависимость
X и а от влажности угля графически пока-
зана на рис. 1-9.
Коэффициент теплопроводности каменного
угля увеличивается с ростом температуры,
при которой он определяется:
Температура опыта, °C.................
Коэффициент теплопроводности угля с Уг
25 %, ккал/(м-ч-град)...............
26,8 27,2 30,3 67,8 99,1
0,166 0,166 0,167 0,180 0,187
тов увеличиваются по мере перехода к ан-
трацитам, с одной стороны, и к газовым и
длиинопламеиным углям, с другой стороны.
Теплопроводность углей возрастает с уве-
личением содержания в них влаги, посколь-
ку для воды X = 0,506 ккал/1(м • ч • град) и,
помимо этого, присутствие воды между зер-
Термическая обработка углей без доступа
воздуха приводит к значительному увеличе-
нию а и X* получающихся твердых продук-
тов (табл. 1-10).
• Коэффициенты а и X определялись при ком-
натной температуре.
Рис. 1-9. Зависимость коэффи-
циента теплопроводности и тем-
пературопроводности угля от
влажности
Таблица 1-10 k Коэффициенты теплопроводности и температуропроводности разных марок углей в зависимости от температуры термической обработки
Конечная температура термической обработки угля. 4С Торговая марка донецкого угля
д Ж т А * А /
Коэффициент теплопроводности X, ккал/(м-ч град)
Исходный уголь 0,100 0,102 0,115 0,128 '
Обработка до 300° С 0,109 0,110 0,135 0'140
» » 500° С 0,128 0,118 0,140
» » 700° С 0,149 0,152 0,145 0,160
» » 900° С 0,178 0,200 0,210
» » 1100°С 0,209 0,210 0,195 0,216
Коэффициент температуропроводности а\10*, м*!ч
Исходный уголь 3,7 3,9 4,8 6,4
Обработка до 300° С 4,3 4,2 5,8 7,0
» » 500° С 5,7 5,4 7,0
» » 700° С 7,4 6,8 7,5 8,7
» » 900° С 9,7 11,4 11,9
» » 1100°С 12,4 12,5 11,1 12,8
Основные показатели, определяющие пригодность углей для коксования
19
Коэффициенты теплопроводности и темпе-
ратуропроводности углей в камерах печей
резко увеличиваются в процессе нагрева;
для донецких углей величина Л изменяется
от 0,16 до 1,4 ккалЦм • ч град), а величина
а от 8Х10~4 до 35X10“-* мР/ч.
Средняя величина коэффициента темпе-
ратуропроводности угольной засыпи в каме-
ре коксовой печи в зависимости от конечной
температуры нагрева ее рассчитывается по
уравнению
, It — 1000 \
а • 104 = 33,2 4- 9,2 ------- -4-
\ 100
Коэффициенты теплового рас-
ширения разных углей измерялись
в стержнях, выпиленных перпендикулярно
напластованию, и составили: I от 2,1 ХЮ-6
до 4,9Х 10-6 см/град. Для каменных углей
Диэлектрические свойства углей
Весьма важными и характерными свой-
ствами каменных углей являются их элек-
тропроводность (или электросопротивление)
и диэлектрическая постоянная.
Электропроводностью называется свой-
ство углей проводить электрический ток; об
этом свойстве судят по величине сопротив-
ления прохождению электрического тюка,
г. е. по удельному электросопро-
тивлению р ОМ-СМ.
Каменные угли относятся к классу полу-
проводников.
Величина удельного электросопротивления
углей зависит от их индивидуальных
свойств, а также от условий определения:
степени измельчения угля, величины давле-
ния на уголь и от температуры, при которой
производятся изменения.
Удельное электросопротивление каменных
углей, определенное при комнатной темпе-
ратуре в порошке, при равном давлении на
угольную загрузку составляет, ом-см-.
Для донецких углей марок Г и Ж.........................1 • К)1»—2-1010
» кузнецких углей марок Г, Ж> К и ПС................. 1-Ю10—1 108
» донецких антрацитов ............................... 5105—2-10®
разной степени метаморфизма эти показате-
ли приведены в табл. 1-11.
Таблица 1-11
Коэффициенты теплового расширения
каменных углей разной степени
метаморфизма
Содержание углерода в угле, % Коэффициент теплового расширения /X 10е
перпендику- лярно напла- стованию параллельно напластованию
85,0 38,1 38,1
89,0 39,5 36,5
92,5 42,1 28,0
93,4 42,5 23,6
94,2 29,9 15,7
95,0 17,5 13,1
Теплотой разложения углей
называется количество тепла, необходимое
для превращения 1 кг угля в твердый оста-
ток, пары воды и летучие продукты при
заданной конечной температуре нагрева уг-
ля; выражается в ккал/кг угля.
Показатели теплоты разложения различ-
ных каменных углей зависят главным обра-
зом от степени их метаморфизма: угли ма-
рок Д и Г обнаруживают небольшой поло-
жительный тепловой эффект разложения (от
+ 20 до +25 ккал/кг), у углей марки К те-
плота разложения практически равна ну-
лю, а для углей марки ОС с Vе меиее 17%
преобладают эндотермические реакции раз-
ложения и тепловой эффект их составляет
от —8 до —10 ккал/кг.
2*
При измерении р антрацитов в кусках по-
лучаются меньшие величины. Большое зна-
чение имеет также анизотропность антраци-
та в кусках: при измерении вдоль напла-
стования р =789—992 ом-см, а в поперечном
направлении р=4509—5090 ом-см.
В сравнительно небольшом диапазоне из-
менения показателей р для каменных углей
разной степени метаморфизма выявляется
общая закономерность, заключающаяся в
том, что с ростом степени метаморфизма
углей их удельное электросопротивление из-
меняется по пологой кривой с небольшим
максимумом в области средних групп ка-
менных углей, но резко снижается при пере-
ходе к наиболее метаморфизованным антра-
цитам.
Витрены и кларены каменных углей обна-
руживают практически одинаковые величи-
ны р -ЗХ103 ом-см, а фюзены углей имеют
значительно меньшее удельное электросо-
противление.
При нагревании углей до разных темпе-
ратур удельное электросопротивление обра-
зующихся твердых остатков резко снижает-
ся по мере повышения температуры, и на
уровне 950—1000° С и выше достигает ми-
нимальных значений. Важно отметить, что
чем меньше степень метаморфизма углей,
тем быстрее при нагревании до одинаковых
температур снижается величина их удель-
ного электросопротивления.
Изменение удельного электросопротивле-
ния углей с ростом температуры их нагре-
ва в интервале 250—300° С может быть рас-
считано по уравнению
lg р = а — Ы,
где t — конечная температура нагрева, а
коэффициенты а и b устанавливаются экс-
20
Характеристика спекающихся углей СССР
периментально для разных углей. Для газо-
вого угля а= 11,6; 6=1,32Х10-2.
Удельное электросопротивление промыш-
ленного кокса, измеренное в равных усло-
виях (в порошке, (Под давлением), весьма
невелико сравнительно с углями и состав-
ляет от 0,0250 до 0,0300 ом-ом.
Диэлектрическая проницае-
мость вещества выражается отношением
силы взаимодействия электрических зарядов
в вакууме к силе взаимодействия их в дан-
ном диэлектрике или полупроводнике.
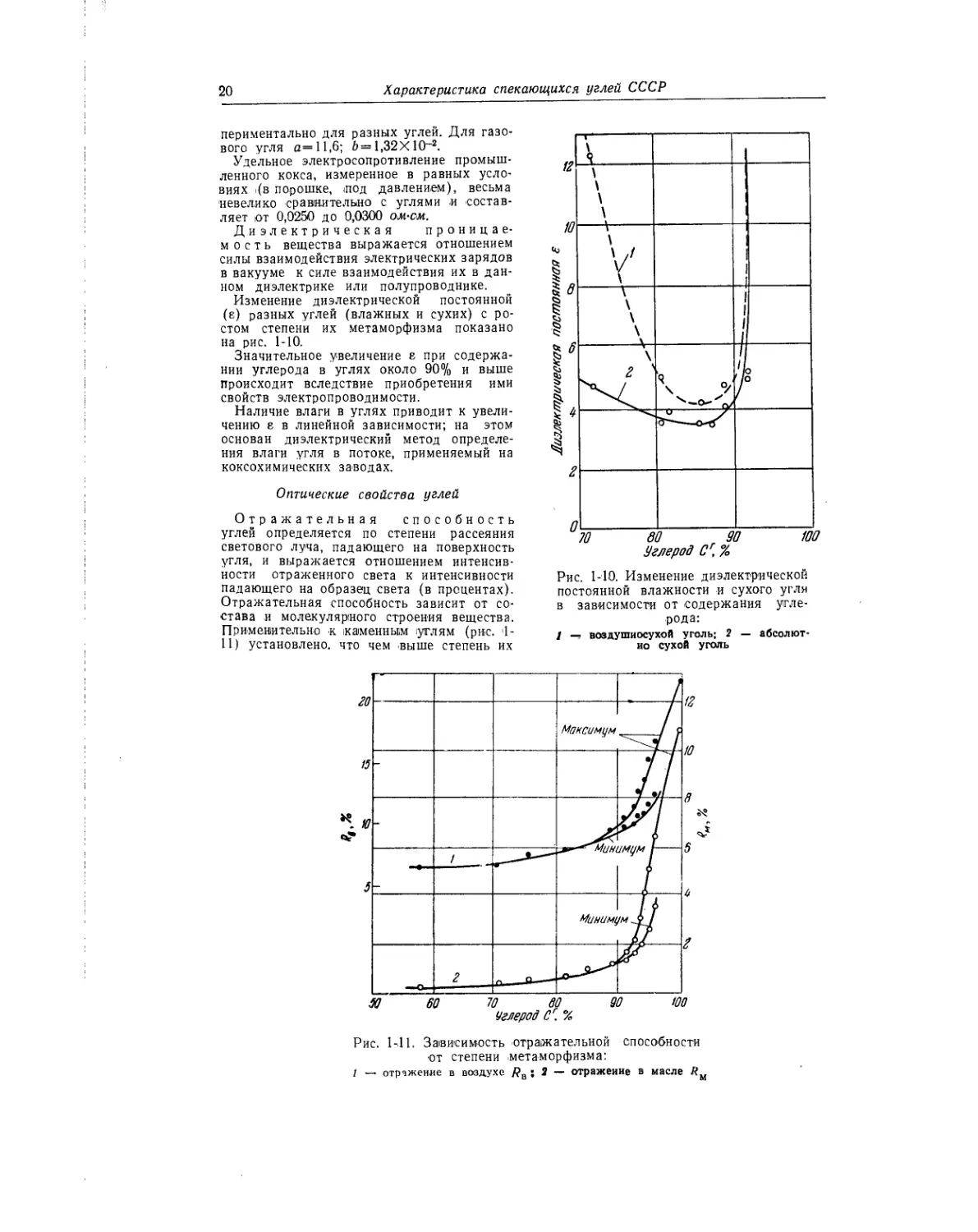
Изменение диэлектрической постоянной
(е) разных углей (влажных и сухих) с ро-
стом степени их метаморфизма показано
на рис. 1-10.
Значительное увеличение е при содержа-
нии углерода в углях около 90% и выше
происходит вследствие приобретения ими
свойств электропроводимости.
Наличие влаги в углях приводит к увели-
чению е в линейной зависимости; на этом
основан диэлектрический метод определе-
ния влаги угля в потоке, применяемый на
коксохимических заводах.
Оптические свойства углей
Отражательная способность
углей определяется по степени рассеяния
светового луча, падающего на поверхность
угля, и выражается отношением интенсив-
ности отраженного света к интенсивности
падающего на образец света (в процентах).
Отражательная способность зависит от со-
става и молекулярного строения вещества.
Применительно к каменным (углям (рис. 1-
11) установлено, что чем выше степень их
Рис. 1-10. Изменение диэлектрической
постоянной влажности и сухого угля
в зависимости от содержания угле-
рода:
/ —, воздушиосухой уголь; 2 — абсолют-
но сухой уголь
Рис. 141. Зависимость отражательной способности
от степени метаморфизма:
1 — отражение в воздухе /?в ; 2 — отражение в масле Ям
Основные показатели, определяющие пригодность углей для коксования
21
метаморфизма, тем больше показатель от-
ражательной способности углей (при одина-
ковом петрографическом составе).
Каменные угли в среднем отражают 4—
6%, а антрациты 7,5—8,8% падающего на
них света; отражательная способность раз-
ных пород известняка и песчаника составля-
ет 30—37% падающего света.
Различие отражательной способности уг-
лей и пород используется для породоотбор-
ки в угольном потоке. Существует метод оп-
ределения степени метаморфизма углей по
величине их отражательной способности.
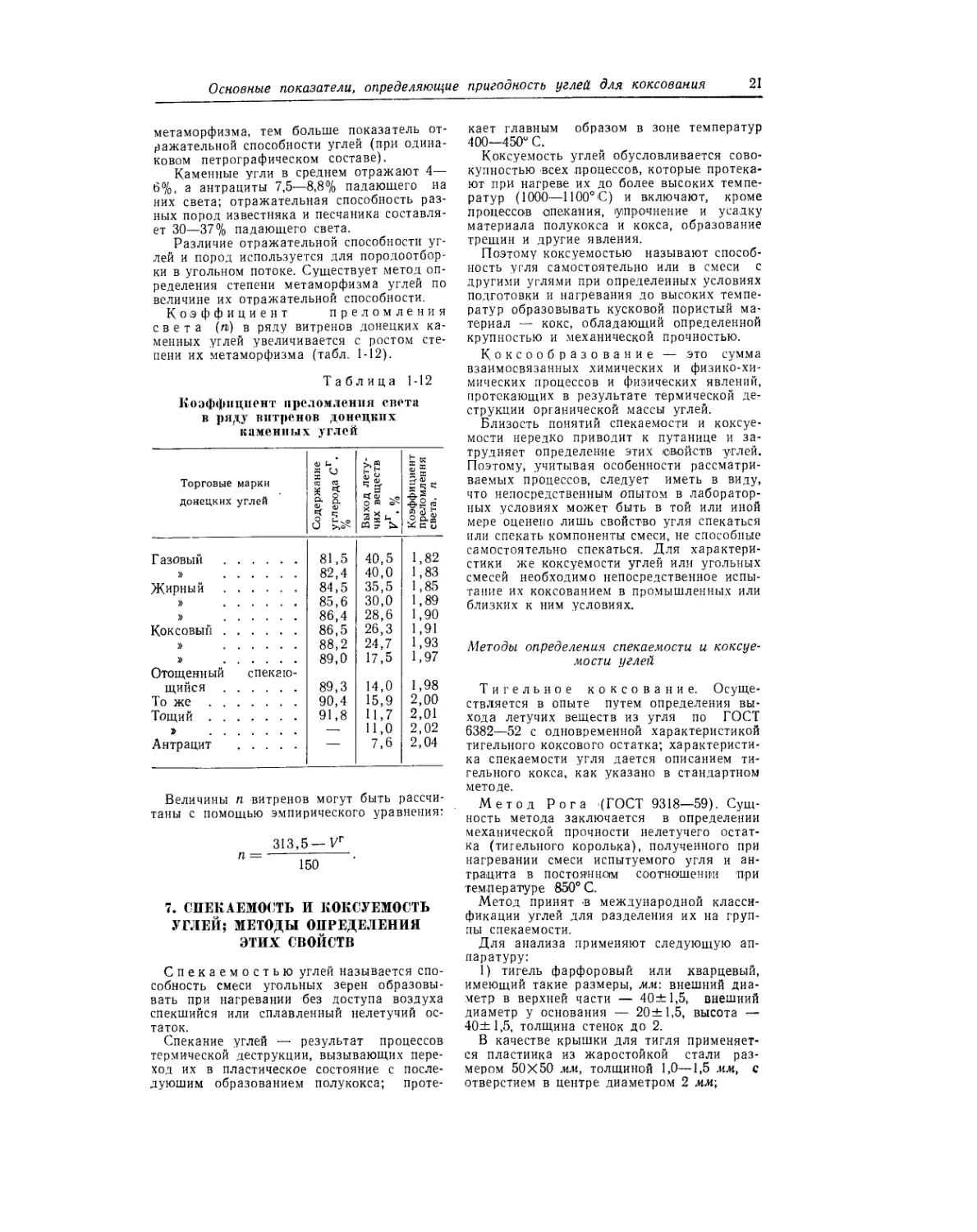
Коэффициент преломления
света (п) в ряду витренов донецких ка-
менных углей увеличивается с ростом сте-
пени их метаморфизма (табл. 1-12).
Таблица 1-12
Коэффициент преломления света
в ряду витренов донецких
каменных углей
Торговые марки Содержание 1 углерода СГ, о/ /0 Выход лету- чих веществ Л % Коэффициент преломления 1 света, п
донецких углей
Г азовый 81,5 40,5 1,82
» 82,4 40,0 1,83
Жирный 84,5 35,5 1,85
» 85,6 30,0 1,89
» 86,4 28,6 1,90
Коксовый . 86,5 26,3 1,91
» 88,2 24,7 1,93
» 89,0 17,5 1,97
Отощенный спекаю-
щийся 89,3 14,0 1,98
То же 90,4 15,9 2,00
Тощий . . 91,8 И,7 2,01
» . . —. 11,0 2,02
Антрацит — 7,6 2,04
Величины п витренов могут быть рассчи-
таны с помощью эмпирического уравнения:
313,5 — Vr
п =-------------
150
7. СПЕКАЕМОСТЬ И КОКСУЕМОСТЬ
УГЛЕЙ; МЕТОДЫ ОПРЕДЕЛЕНИЯ
ЭТИХ СВОЙСТВ
С пека емостью углей называется спо-
собность смеси угольных зерен образовы-
вать при нагревании без доступа воздуха
спекшийся или сплавленный нелетучий ос-
таток.
Спекание углей — результат процессов
термической деструкции, вызывающих пере-
ход их в пластическое состояние с после-
дующим образованием полукокса; проте-
кает главным образом в зоне температур
400—450° С.
Коксуемость углей обусловливается сово-
купностью всех процессов, которые протека-
ют при нагреве их до более высоких темпе-
ратур (1000—1100°'С) и включают, кроме
процессов опекания, упрочнение и усадку
материала полукокса и кокса, образование
трещин и другие явления.
Поэтому коксуемостью называют способ-
ность угля самостоятельно или в смеси с
другими углями при определенных условиях
подготовки и нагревания до высоких темпе-
ратур образовывать кусковой пористый ма-
териал — кокс, обладающий определенной
крупностью и механической прочностью.
Коксообразование — это сумма
взаимосвязанных химических и физико-хи-
мических процессов и физических явлений,
протекающих в результате термической де-
струкции органической массы углей.
Близость понятий спекаемости и коксуе-
мости нередко приводит к путанице и за-
трудняет определение этих свойств углей.
Поэтому, учитывая особенности рассматри-
ваемых процессов, следует иметь в виду,
что непосредственным опытом в лаборатор-
ных условиях может быть в той или иной
мере оценено лишь свойство угля спекаться
или спекать компоненты смеси, не способные
самостоятельно спекаться. Для характери-
стики же коксуемости углей или угольных
смесей необходимо непосредственное испы-
тание их коксованием в промышленных или
близких к ним условиях.
Методы определения спекаемости и коксуе-
мости углей
Тигельное коксование. Осуще-
ствляется в опыте путем определения вы-
хода летучих веществ из угля по ГОСТ
6382—52 с одновременной характеристикой
тигельного коксового остатка; характеристи-
ка спекаемости угля дается описанием ти-
гельного кокса, как указано в стандартном
методе.
Метод Рога (ГОСТ 9318—59). Сущ-
ность метода заключается в определении
механической прочности нелетучего остат-
ка (тигельного королька), полученного при
нагревании смеси испытуемого угля и ан-
трацита в постоянном соотношении при
температуре 850° С.
Метод принят в международной класси-
фикации углей для разделения их на груп-
пы спекаемости.
Для анализа применяют следующую ап-
паратуру:
1) тигель фарфоровый или кварцевый,
имеющий такие размеры, мм: внешний диа-
метр в верхней части — 40±1,5, внешний
диаметр у основания — 20± 1,5, высота —
40±1,5, толщина стенок до 2.
В качестве крышки для тигля применяет-
ся пластинка из жаростойкой стали раз-
мером 50X50 лш, толщиной 1,0—1,5 мм, с
отверстием в центре диаметром 2 мм;
22
Характеристика спекающихся углей СССР
2) пресс для уплотнения испытуемой
смеси угля и антрацита под нагрузкой в
6 кг;
3) груз цилиндрической формы весом от
ПО до >115 г, диаметром 31 лш и высотой
21 мм; в центре груза имеется отверстие,
в которое может быть ввинчен стержень для
удаления его из тигля;
4) электрическая муфельная печь с
устройством для регулирования температу-
ры, способным поддерживать ее на уровне
около 850°С;
5) барабан с крышкой, приводным ва-
лом, трансмиссией и электродвигателем для
испытания механической прочности тигель-
ного кокса. Внутренний диаметр барабана
200 Л1Л(, высота 70 мм, изготовлен из лис-
товой стали толщиной 2 мм. К внутренним
его стенкам приварены два симметричных
стальных листа длиной 70 мм, шириной
30 мм и толщиной 2 мм. Барабан вращает-
ся со скоростью 50±2 об!мин;
6) лабораторные сита с круглыми отвер-
стиями диаметром 1 мм, изготовленные из
перфорированного латунного листа;
7) мешалка из металлической проволоки
с петлей на конце, диаметр петли 8 мм.
Для определения спекаемости применяют
угли с зольностью не выше 40%, более золь-
ные угли следует обогащать. Пробу воз-
душиосухого угля измельчают под сито
№ 02 (ГОСТ 3584—53) так, чтобы не ме-
нее 40% его имело частицы размером 0,1 —
0,2 мм.
В качестве отощающей примеси применя-
ют антрацит с зольностью не более 4% и с
выходом летучих веществ 6—7% на сухую
беззольную массу. Для испытания отбирают
класс 0,3—0,4 мм от измельченной пробы
антрацита.
При проведении испытания угля по ме-
тоду Рога взвешивают в тигле 1 г угля и 5 г
стандартного антрацита с точностью до
0,01 г. Смесь тщательно перемешивают
вручную в течение 2 мин проволочной ме-
шалкой, после чего уголь сжимают в прес-
се под давлением 6 кг в течение 30 сек
стальным грузом, а затем тигель накрывают
крышкой (груз остается в тигле). Получен-
ную пробу вместе с другой, приготовленной
заранее, ставят в предварительно нагретую
до 850° С муфельную печь и оставляют их
там на 15 мин.
После охлаждения тиглей в эксикаторе
содержимое их взвешивают (без груза) и
просеивают на сите с круглыми отверстия-
ми в 1 Л1Л4, а затем спекшийся остаток и
крупные кусочки кокса снова взвешивают
в тигле. Содержимое тигля высыпают в ба-
рабан для испытания. После вращения ба-
рабана в течение 5 мин содержимое его из-
влекают и просеивают через сито с отвер-
стиями диаметром 1 мм; остаток на сите
переносят в тигель и взвешивают. Затем
этот остаток вновь помещают IB барабан и
подвергают такой же обработке, просеива-
ют через сито и взвешивают частицы раз-
мером более 1 мм. В таком же порядке про-
изводится третье испытание.
Индекс Рога (R) рассчитывают по сле-
дующей формуле:
Р =
100
[3Q
4-64-с
где Q — общий вес нелетучего остатка
после коксования (г);
а — вес остатка на сите до первого
испытания в барабане;
b — вес остатка на сите после первого
просеивания (первого испытания
в барабане);
с — вес остатка на сите после второго
просеивания (второго испытания
в барабане);
d — вес остатка на сите после третье-
его просеивания (третьего испы-
тания в барабане).
Индекс Рога R вычисляется как среднее
арифметическое из двух определений.
Расхождение между результатами парал-
лельных опытов не должно превышать
2 единиц, а в разных лабораториях допу-
скается расхождение до 3 единиц.
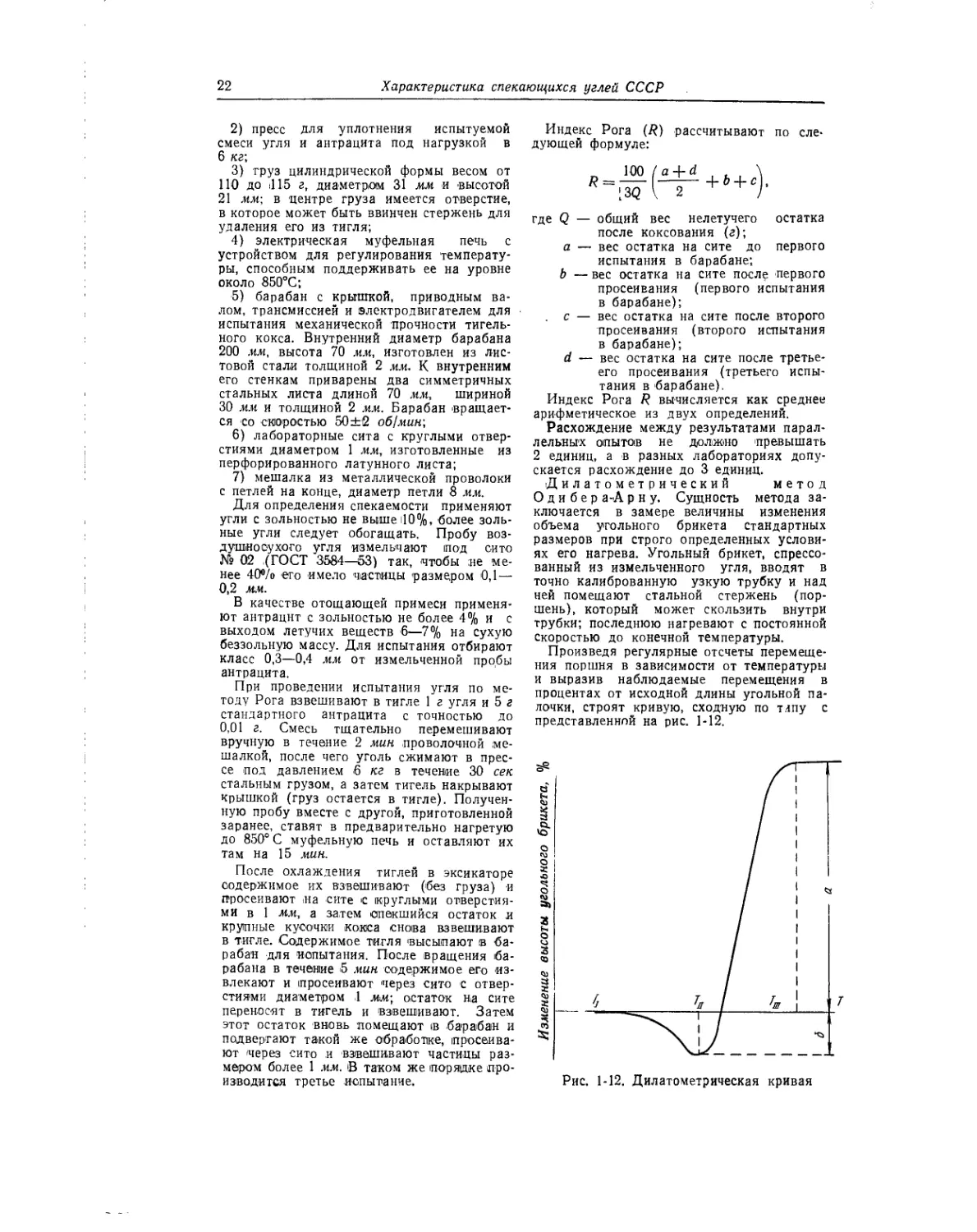
Дилатометрический метод
О д и б е р а-А р н у. Сущность метода за-
ключается в замере величины изменения
объема угольного брикета стандартных
размеров при строго определенных услови-
ях его нагрева. Угольный брикет, спрессо-
ванный из измельченного угля, вводят в
точно калиброванную узкую трубку и над
ней помещают стальной стержень (пор-
шень), который может скользить внутри
трубки; последнюю нагревают с постоянной
скоростью до конечной температуры.
Произведя регулярные отсчеты перемеще-
ния поршня в зависимости от температуры
и выразив наблюдаемые перемещения в
процентах от исходной длины угольной па-
лочки, строят кривую, сходную по тлпу с
представленной на рис. 1-12.
Рис. 1-12. Дилатометрическая кривая
Основные показатели, определяющие пригодность углей для коксования
23
Характерны следующие показатели:
Ti — температура, при которой поршень
опустился вниз на 0,5 мм (темпе-
ратура начала размягчения);
Тц — температура, при которой поршень
достиг самого низкого положения
(температура начала вспучивания);
Tin — температура, при которой поршень
достигает высшей точки (темпера-
тура максимального расширения);
а — максимальное расширение, %;
б — максимальное сжатие, %.
При помощи дилатометрической кривой
определяют максимальное сжатие б и мак-
симальное расширение а испытуемого угля,
которое выражается в процентах к перво-
начальной длине угольного брикета.
Если после сжатия брикета поршень не
возвращается к первоначальному положе-
нию, то расширение выражают отрицатель-
ной величиной по разности между конечным
положением поршня и его начальным уров-
нем.
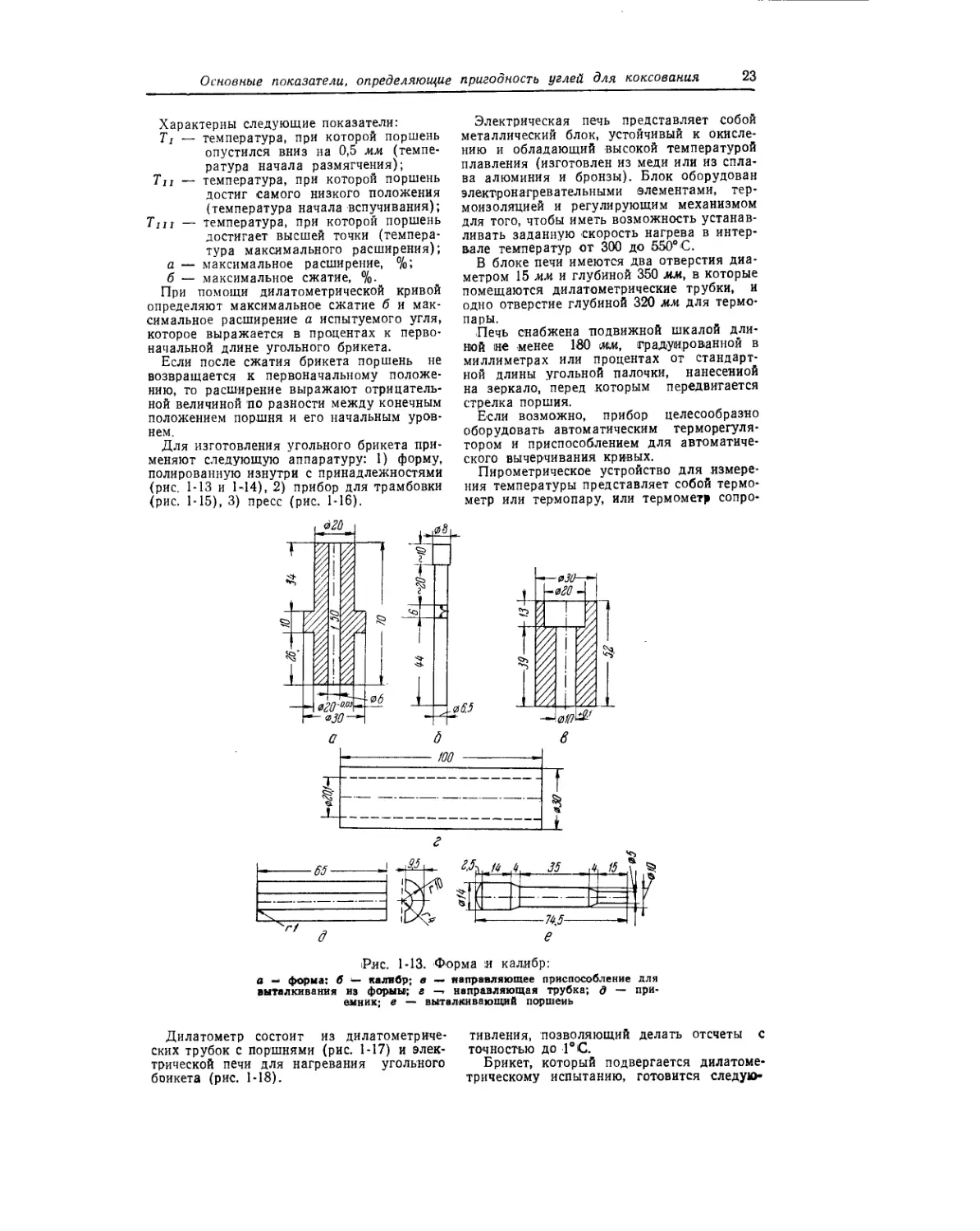
Для изготовления угольного брикета при-
меняют следующую аппаратуру: 1) форму,
полированную изнутри с принадлежностями
(рис. 1-13 и 1-14), 2) прибор для трамбовки
(рис. 1-15), 3) пресс (рис. 1-16).
Электрическая печь представляет собой
металлический блок, устойчивый к окисле-
нию и обладающий высокой температурой
плавления (изготовлен из меди или из спла-
ва алюминия и бронзы). Блок оборудован
электронагревательными элементами, тер-
моизоляцией и регулирующим механизмом
для того, чтобы иметь возможность устанав-
ливать заданную скорость нагрева в интер-
вале температур от 300 до 550° С.
В блоке печи имеются два отверстия диа-
метром 15 мм и глубиной 350 мм, в которые
помещаются дилатометрические трубки, и
одно отверстие глубиной 320 мм для термо-
пары.
Печь снабжена подвижной шкалой дли-
ной не менее 180 ииии, градуированной в
миллиметрах или процентах от стандарт-
ной длины угольной палочки, нанесенной
на зеркало, перед которым передвигается
стрелка поршня.
Если возможно, прибор целесообразно
оборудовать автоматическим терморегуля-
тором и приспособлением для автоматиче-
ского вычерчивания кривых.
Пирометрическое устройство для измере-
ния температуры представляет собой термо-
метр или термопару, или термометр сопро-
Рис. 1-13. Форма и калибр:
а — форма: б — калибр; в — направляющее приспособление для
выталкивания из форыы; а —, направляющая трубка; д — при-
емник; е — выталкивающий поршень
Дилатометр состоит из дилатометриче-
ских трубок с поршнями (рис. 1-17) и элек-
трической печи для нагревания угольного
боикета (рис. 1-18).
тивления, позволяющий делать отсчеты с
точностью до 1°С.
Брикет, который подвергается дилатоме-
трическому испытанию, готовится следую-
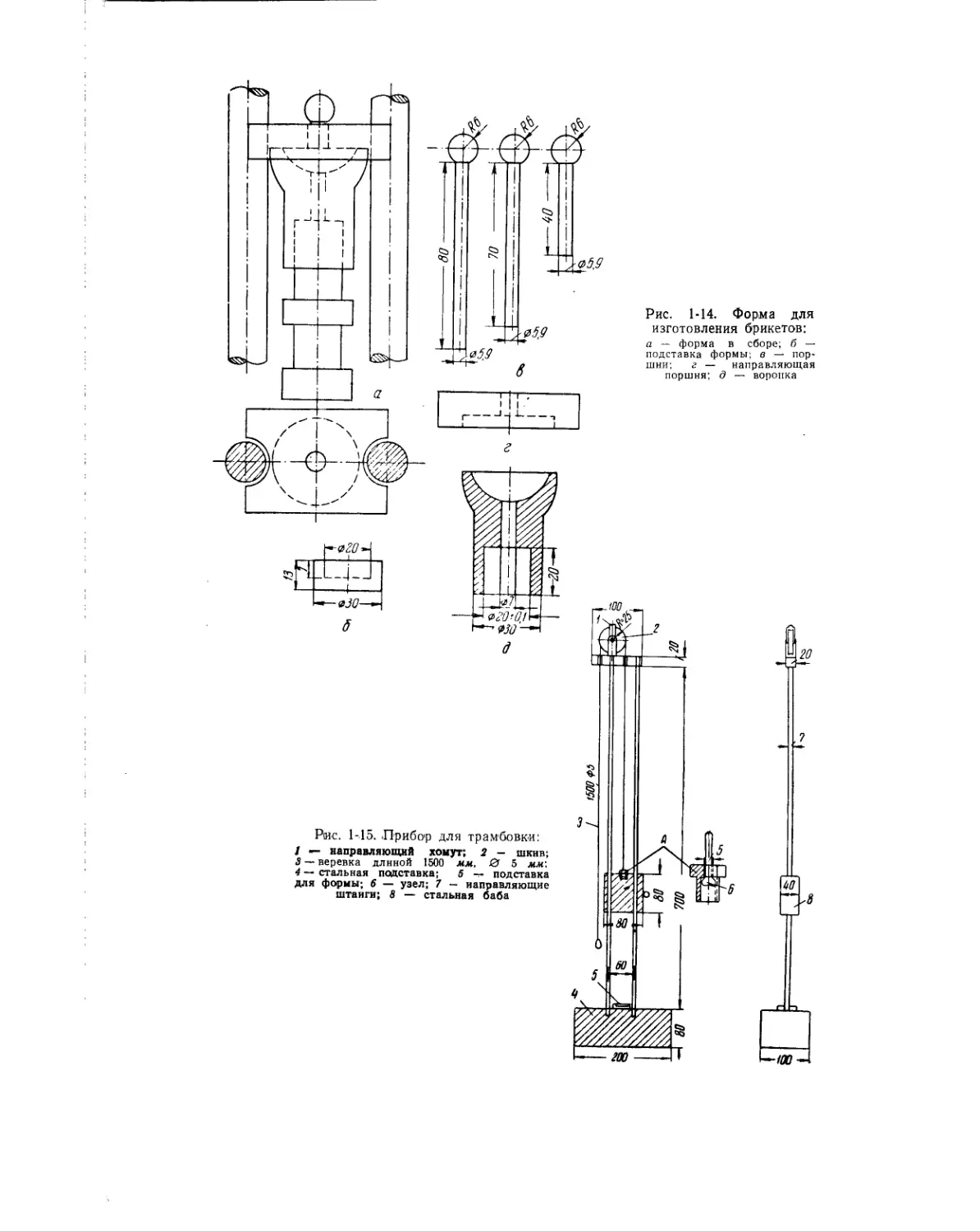
Рис. 1-14. Форма для
изготовления брикетов:
а — форма в сборе; б —
подставка формы; в — пор-
шни; г — направляющая
поршня; д — воронка
Рис. 1-15. .Прибор для трамбовки:
/ —• направляющий хомут; 2 — шкив;
3 — веревка длиной 1500 мм, 0 5 мм:
4 — стальная подставка; 5 подставка
для формы; 6 — узел; 7 — направляющие
штанги; 8 — стальная баба
Основные показатели, определяющие пригодность углей для коксования
25
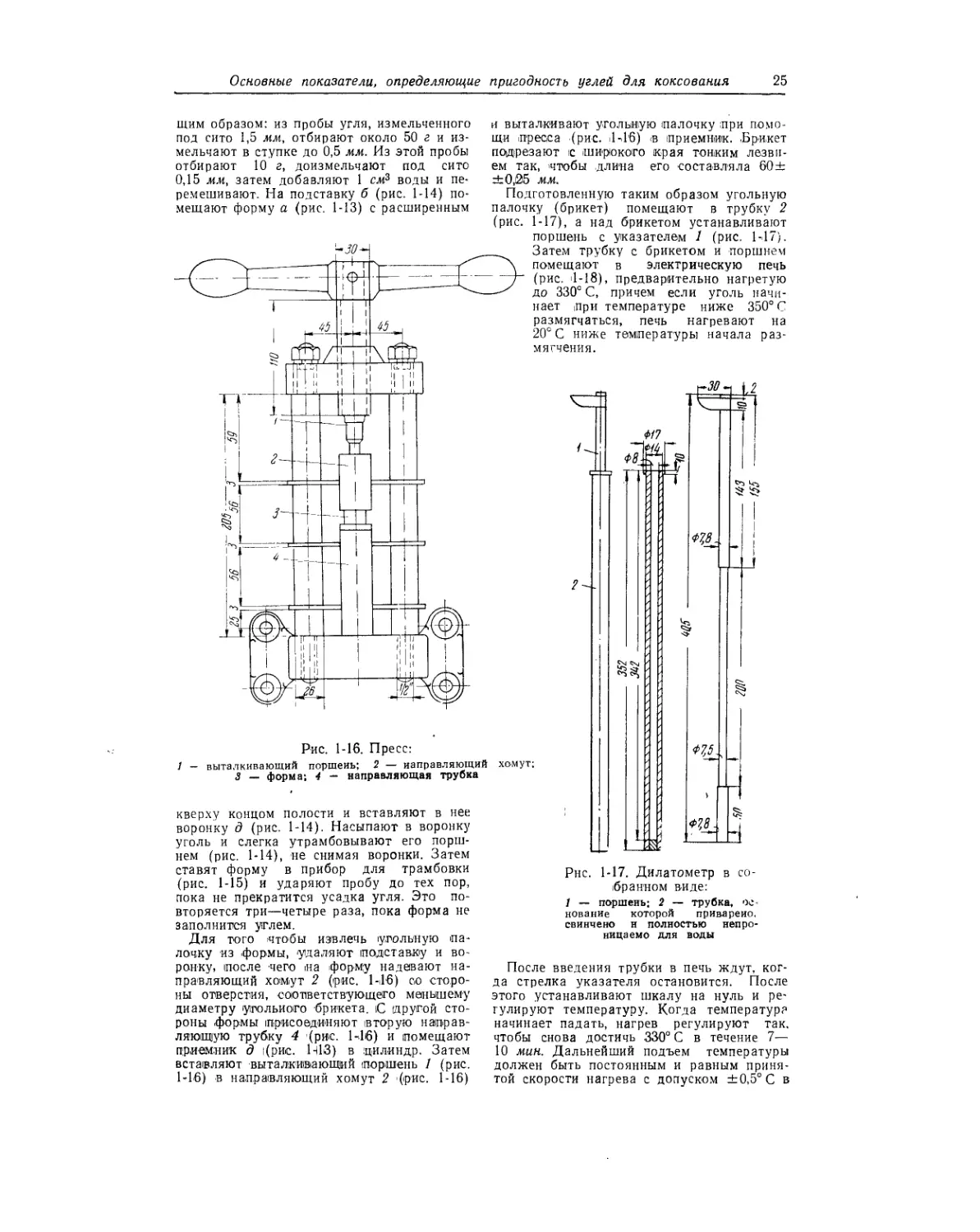
щим образом: из пробы угля, измельченного
под сито 1,5 мм, отбирают около 50 г и из-
мельчают в ступке до 0,5 мм. Из этой пробы
отбирают 10 г, доизмельчают под сито
0,15 мм, затем добавляют 1 см3 воды и пе-
ремешивают. На подставку б (рис. 1-14) по-
мещают форму а (рис. 1-13) с расширенным
Рис. 1-16. Пресс:
1 — выталкивающий поршень; 2 — направляющий
3 — форма; 4 — направляющая трубка
кверху концом полости и вставляют в нее
воронку д (рис. 1-14). Насыпают в воронку
уголь и слегка утрамбовывают его порш-
нем (рис. 1-14), не снимая воронки. Затем
ставят форму в прибор для трамбовки
(рис. 1-15) и ударяют пробу до тех пор,
пока не прекратится усадка угля. Это по-
вторяется три—четыре раза, пока форма не
заполнится углем.
Для того чтобы извлечь угольную па-
лочку из формы, удаляют подставку и во-
ронку, после чего на форму надевают на-
правляющий хомут 2 (рис. 1-16) сю сто.ро-
ны отверстия, соответствующего меньшему
диаметру угольного брикета, С другой сто-
роны .формы присоединяют вторую направ-
ляющую трубку 4 (рис. 1-46) и помещают
приемник д |(рис. 1-43) в цилиндр. Затем
вставляют выталкивающий поршень 1 (рис.
1-16) в направляющий хомут 2 (рис. 1-16)
и выталкивают угольную палочку при помо-
щи пресса (рис. 1 -.16) в приемник. Брикет
подрезают с широкого края тонким лезви-
ем так, чтобы длина его составляла 60±
±0,05 мм.
Подготовленную таким образом угольную
палочку (брикет) помещают в трубку 2
(рис. 1-17), а над брикетом устанавливают
поршень с указателем 1 (рис. 1-17).
Затем трубку с брикетом и поршнем
помещают в электрическую печь
(рис. 4-18), предварительно нагретую
до 330° С, причем если уголь начи-
нает при температуре ниже 350° С
размягчаться, печь нагревают на
20° С ниже температуры начала раз-
мягчения.
Рнс. 1-17. Дилатометр в со-
бранном виде:
1 — поршень; 2 — трубка, ос-
нование которой приварено,
свинчено н полностью непро-
ницаемо для воды
После введения трубки в печь ждут, ког-
да стрелка указателя остановится. После
этого устанавливают шкалу на нуль и ре-
гулируют температуру. Когда температур?
начинает падать, нагрев регулируют так,
чтобы снова достичь 330° С в течение 7—
10 мин. Дальнейший подъем температуры
должен быть постоянным и равным приня-
той скорости нагрева с допуском ±0,5° С в
26
Характеристика спекающихся углей СССР
течение 5 мин. В стандартных условиях на-
грев ведут со скоростью 3 град/мин. После
достижения максимального расширения
угольного брикета печь продолжают нагре-
вать еще 5 мин.
Дилатометрический метод Одибера-Арну
принят в международной классификации уг-
лей для разделения их на подгруппы по кок-
суемости, хотя, по существу, он косвенно
характеризует и спекаемость угля.
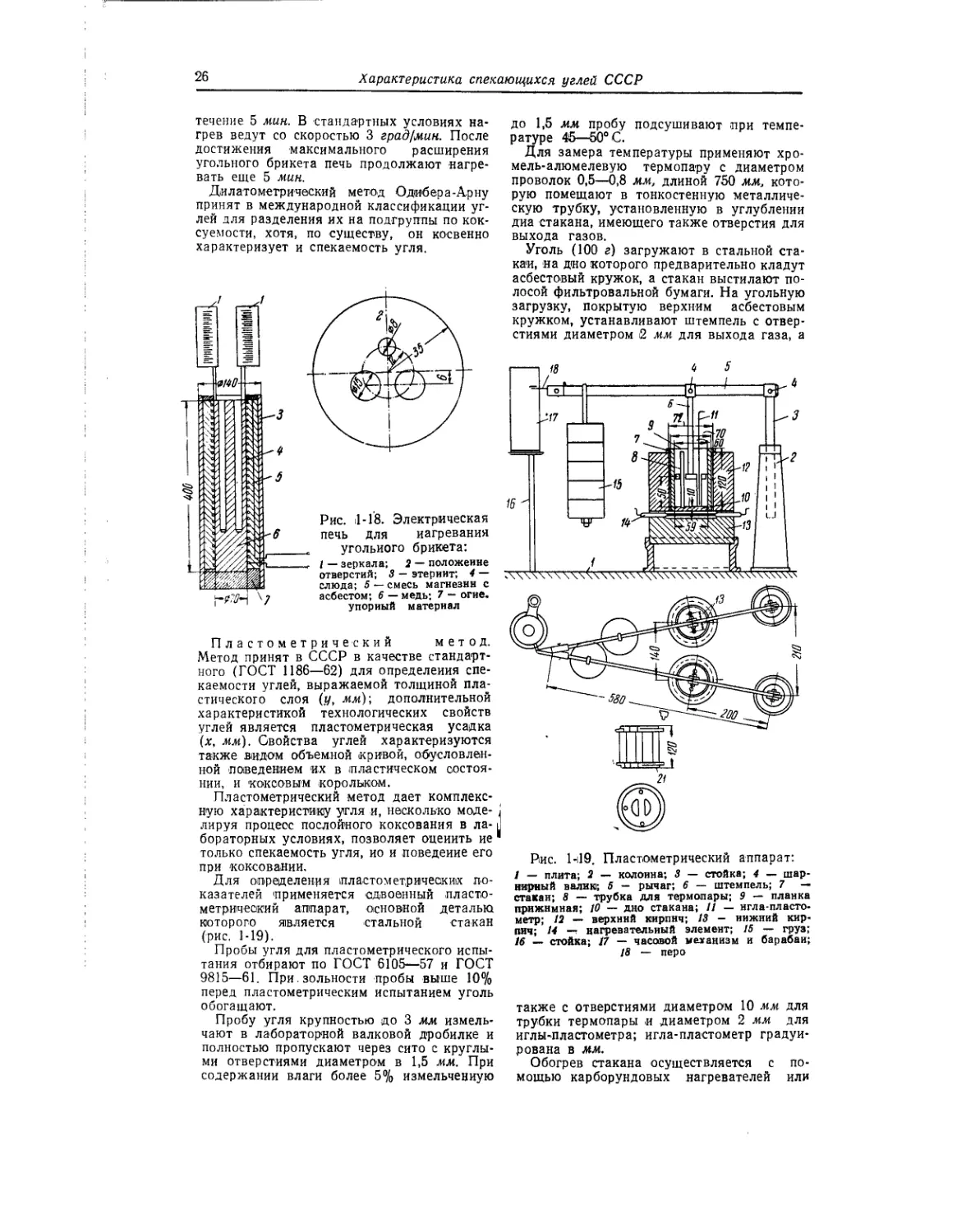
Рис. ,1-18. Электрическая
печь для нагревания
угольного брикета:
I — зеркала; 2 — положение
отверстий; 3 — этернит; 4 —
слюда; 5 — смесь магнезии с
асбестом; 6 — медь; 7 — огне,
упорный материал
Пластометрический метод.
Метод принят в СССР в качестве стандарт-
ного (ГОСТ 1186—62) для определения спе-
каемости углей, выражаемой толщиной пла-
стического слоя (у, мм); дополнительной
характеристикой технологических свойств
углей является пластометрическая усадка
(х, мм). Свойства углей характеризуются
также видом объемной кривой, обусловлен-
ной поведением их в пластическом состоя-
нии, и коксовым корольком.
Пластометрический метод дает комплекс-
ную характеристику угля и, несколько моде-
лируя процесс послойного коксования в ла-
бораторных условиях, позволяет оценить не
только спекаемость угля, ио и поведение его
при коксовании.
Для определения пластометрических по-
казателей применяется сдвоенный пласто-
метрический аппарат, основной деталью
которого является стальной стакан
(рис. 1-19).
Пробы угля для пластометрического испы-
тания отбирают по ГОСТ 6105—57 и ГОСТ
9815—61. При. зольности пробы выше 10%
перед пластометрическим испытанием уголь
обогащают.
Пробу угля крупностью до 3 мм измель-
чают в лабораторной валковой дробилке и
полностью пропускают через сито с круглы-
ми отверстиями диаметром в 1,5 мм. При
содержании влаги более 5% измельченную
до 1,5 мм пробу подсушивают при темпе-
ратуре 45—50° С.
Для замера температуры применяют хро-
мель-алюмелевую термопару с диаметром
проволок 0,5—0,8 мм, длиной 750 мм, кото-
рую помещают в тонкостенную металличе-
скую трубку, установленную в углублении
дна стакана, имеющего также отверстия для
выхода газов.
Уголь (100 г) загружают в стальной ста-
кан, на дно которого предварительно кладут
асбестовый кружок, а стакан выстилают по-
лосой фильтровальной бумаги. На угольную
загрузку, покрытую верхним асбестовым
кружком, устанавливают штемпель с отвер-
стиями диаметром 2 мм для выхода газа, а
Рис. 1-119. Пластометрический аппарат:
1 — плита; 2 — колонна; 3 — стойка; 4 — шар-
нирный валик; 5 — рычаг; 6 — штемпель; 7 —
стакан; 8 — трубка для термопары; 9 — планка
прижимная; 10 — дно стакана; 11 — нгла-пласто-
метр; /2 — верхний кирпич; 13 — нижний кир-
пич; 14 -г нагревательный элемент; 15 — груз;
16 — стойка; 17 — часовой механизм и барабан;
18 — перо
также с отверстиями диаметром 10 мм для
трубки термопары и диаметром 2 мм для
иглы-пластометра; игла-пластометр градуи-
рована в мм.
Обогрев стакана осуществляется с по-
мощью карборундовых нагревателей или
Основные показатели, определяющие пригодность углей для коксования
27
спиралью из нихромовой проволоки толщи-
ной около 2 мм*.
Загруженный углем стакан опускают в
верхний кирпич, после чего штемпель сочле-
няют с рычагом, к которому подвешивают
груз. Последний должен оказывать давле-
ние на угольную загрузку, равное 1 кг/см1.
Конец рычага снабжен пером, которое авто-
матически записывает на вращающемся ба-
рабане кривую изменения высоты угольной
загрузки во время опыта. Барабан вращает-
ся с такой скоростью, чтобы в течение од-
ной минуты перо вычерчивало отрезок в
1 мм.
Нагрев ведут по следующему графику: за
первые 30 мин от начала опыта температу-
ру доводят до 250° С, а затем до конца опы-
та, т. е. до 780°С, нагрев ведут со скоростью
30° в 10 мин. После окончания предвари-
тельного нагрева (т. е. после 250° С) пока-
зания температуры записывают через каж-
дые 10 мин.
При температуре 350° С приступают к из-
мерению уровня верха и низа пластическо-
го слоя. Замеры ведут периодически в те-
чение опыта до температуры 650° С.
Для измерения верхнего уровня пласти-
ческого слоя иглу-пластометр осторожно
опускают в специально изготовленную гиль-
зу из папиросной бумаги. Когда конец иглы
касается пластического слоя, записывают
количество миллиметровых делений от нуле-
вого деления шкалы иглы до уровня планки.
Для измерения нижнего уровня пластиче-
скую массу прокалывают иглой-пластомет-
ром до тех пор, пока она не достигает слоя
твердого полукокса, производят отсчет и
записывают. Частота измерения верхнего и
нижнего уровней пластического слоя зави-
сит от вида кривой, записываемой на бара-
бане. Пластометрические измерения (про-
колы) в основном проводят один раз в
10 мин для спекающихся углей. При испы-
тании слабо спекающихся углей (толщина
пластического слоя до 7 мм) измерение
нижнего уровня пластического слоя бывает
затруднительным и поэтому при частых
проколах игла доходит до дна стакана; в
связи с этим пластометрические измерения
(проколы иглой) плохо спекающихся углей
производят не чаще 1 раза в 15 мин.
За толщину пластического слоя (у) при-
нимается максимальное расстояние между
кривыми верхнего и нижнего уровней пла-
стического слоя по вертикали.
Пластометрическая усадка (х) опреде-
ляется как конечное снижение объемной
кривой, т. е. по разности между ее началь-
ным и конечным уровнями.
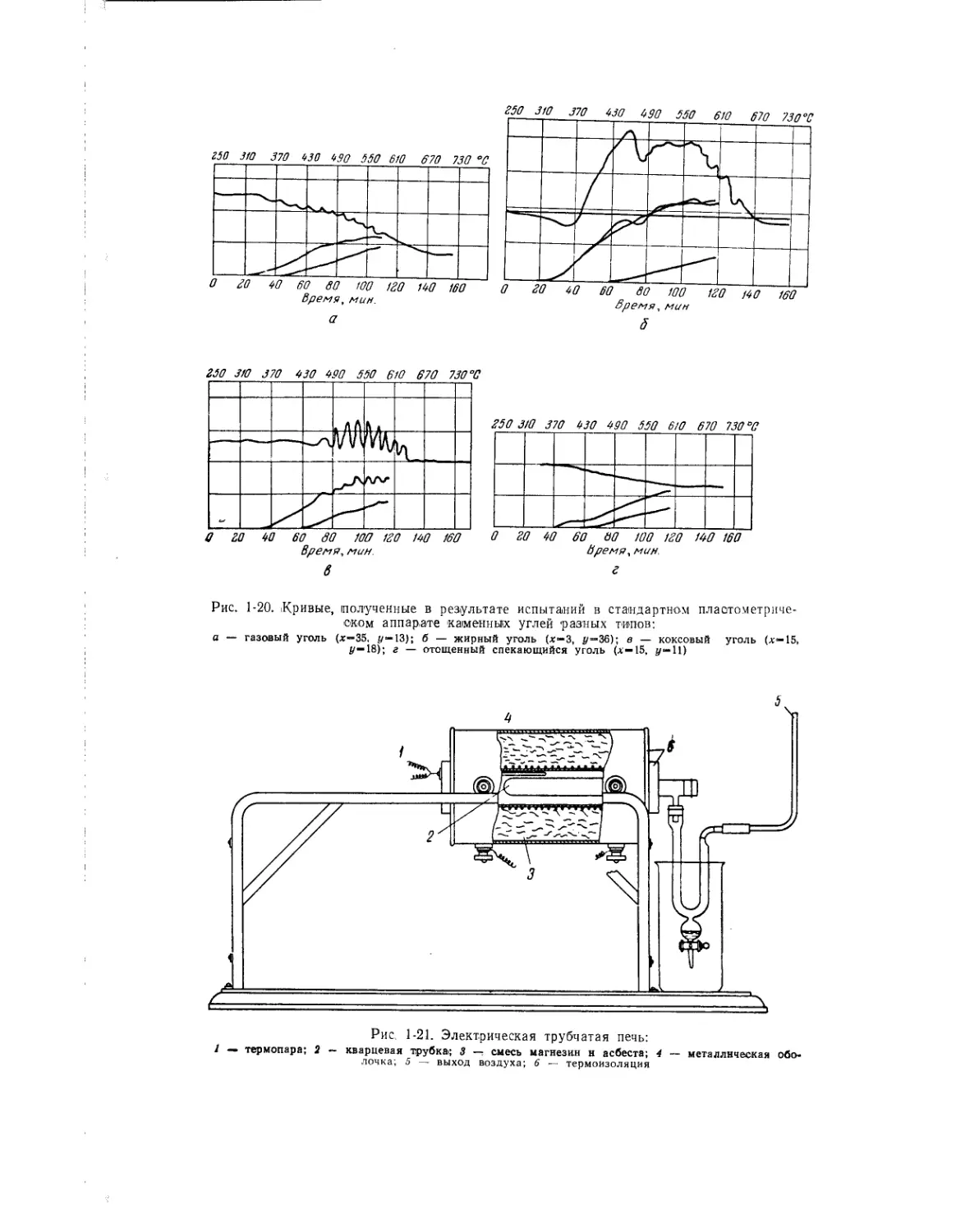
Характерные пластометрические графики,
получаемые -при испытании углей разных
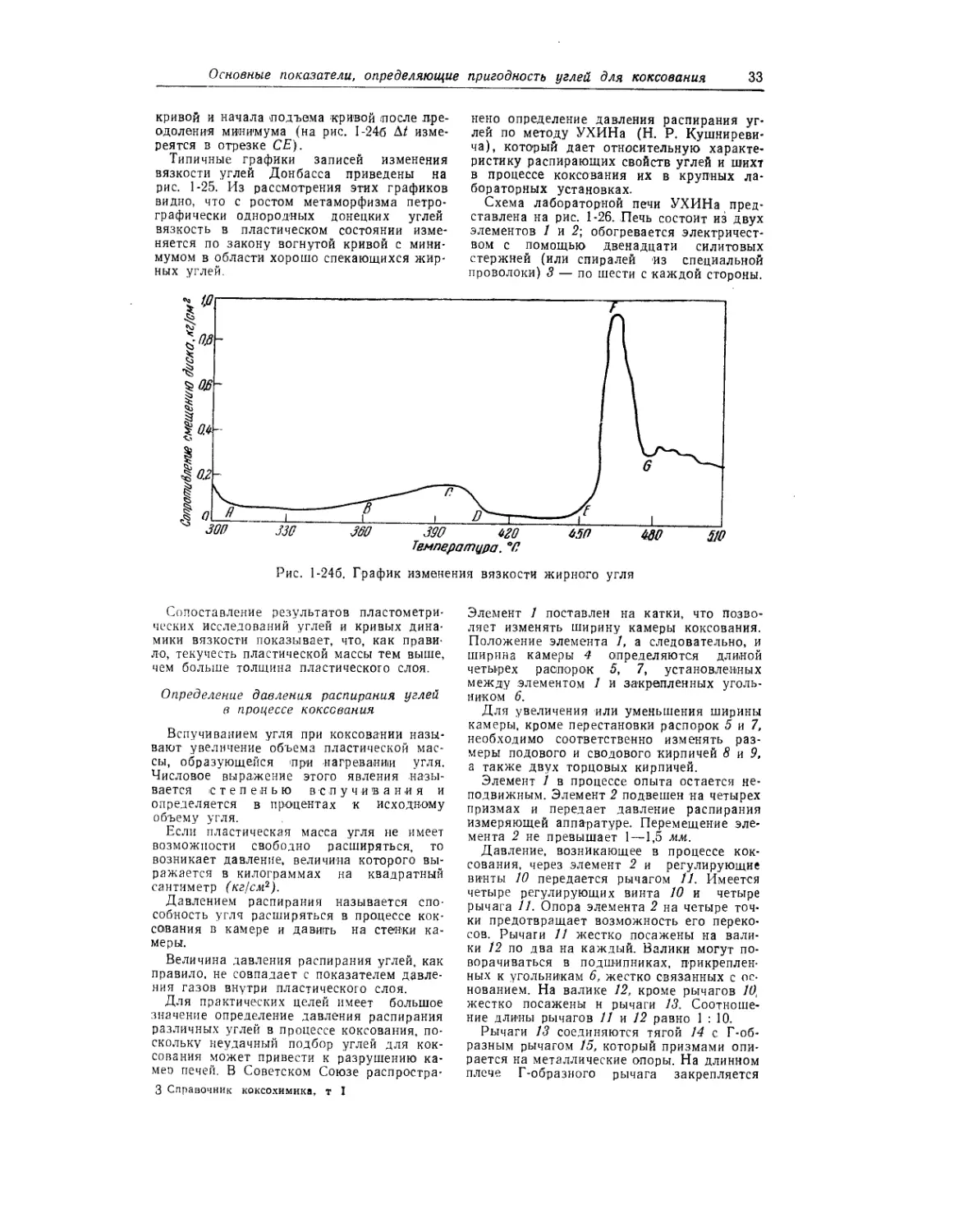
типов, приведены на рис. 1-20.
Результаты анализов зависят от условий
проведения опыта.
Пластометрический метод в стандартных
условиях испытания дает объективную ха-
• В соответствии с ГОСТ 1186—62 рекомендует*
ся автоматический обогрев.
рактеристику свойств каменных углей и по-
этому широко используется для изучения
углей всех месторождений СССР и зарубеж-
ных стран. Показатель толщины пластиче-
ского слоя (у) принят в СССР в качестве
одного из параметров технологических клас-
сификаций каменных углей.
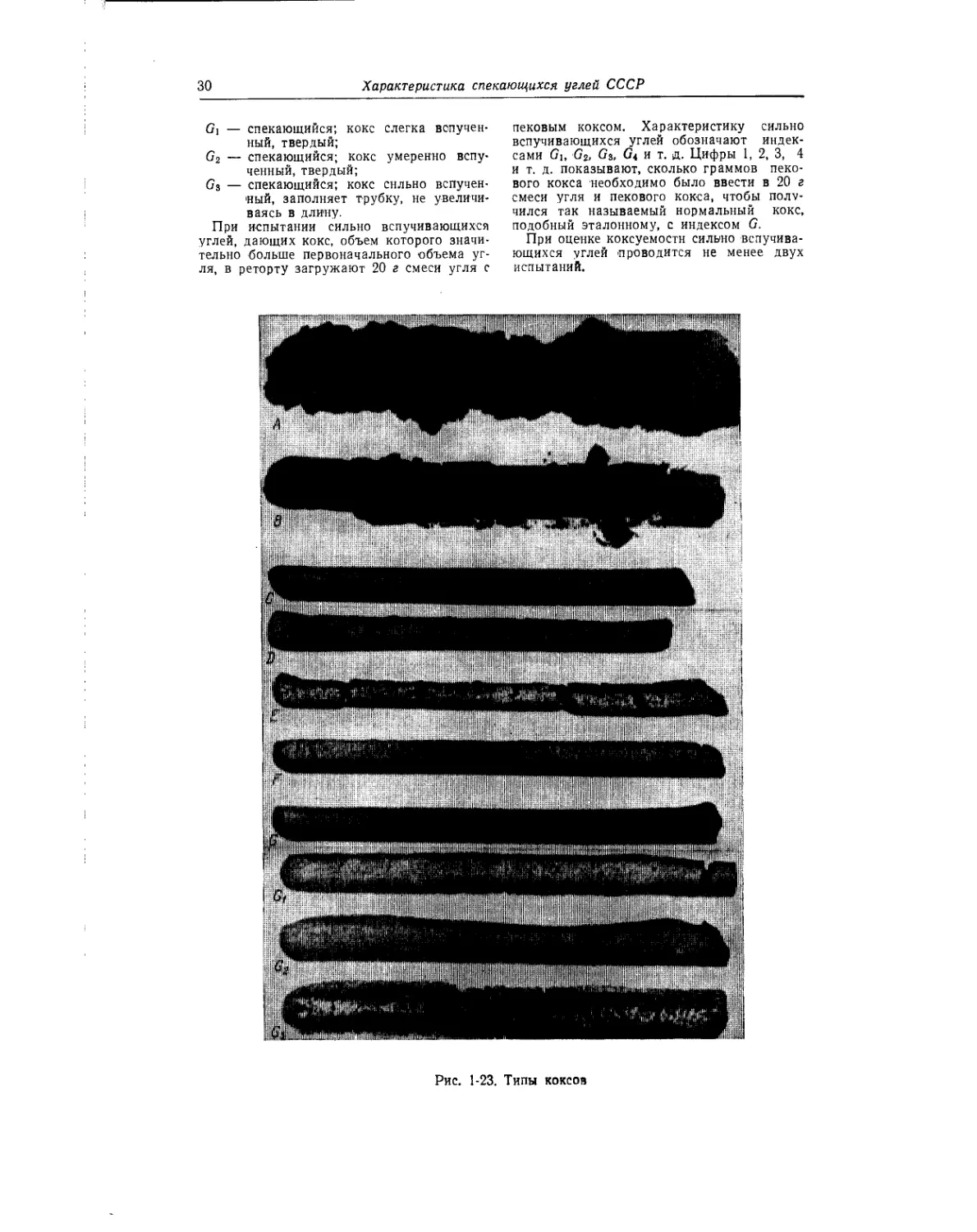
Метод Грей-Кинга. По методу
Г рей-Кинга нагревают 20 г тонко измельчен-
ного угля (или смеси углей) в трубчатой
электрической печи до 600°С со скоростью
подъема температуры 5 град /мин. Получен-
ный таким образом королек кокса класси-
фицируют, сравнивая его с серией эталон-
ных корольков кокса из разных углей.
При исследовании вспучивающихся углей
определяют количество пекового кокса, ко-
торое необходимо добавить к испытуемому
образцу, чтобы избежать вспучивания угля.
Для испытания берется 20 г смеси, состоя-
щей из исследуемого угля и пекового кокса,
причем индекс коксуемости устанавливается
числом частей пекового кокса в 20 частях
смеси, которое обозначается цифрой при
букве G.
В качестве добавки к сильно вспучиваю-
щимся углям применяется пековый кокс,
обладающий следующими свойствами:
влажность — меньше 1,0%; выход летучих
веществ на сухую массу — меньше 1,5%;
зольность меньше 5,0%, удельный вес от
2,05 до 2,09. Для исследования этим мето-
дом углей Донбасса УХИН пользуется пе-
ковым коксом Запорожского коксохимиче-
ского завода, который имеет следующую ха-
рактеристику: влажность — 0,40%, выход
летучих веществ — 0,70%, зольность 0,54%,
удельный вес — 1,98—2,00.
Аппаратура
Электрическая трубчатая
печь. Коксуемость каменных углей опре-
деляется в специальной горизонтальной
электрической трубчатой печи с одной или
несколькими нагревательными трубами.
Печь снабжена колесами или ползунками и
поставлена на направляющие рейки так,
чтобы можно было надвигать ее на ретор-
ту (рис. 1-21).
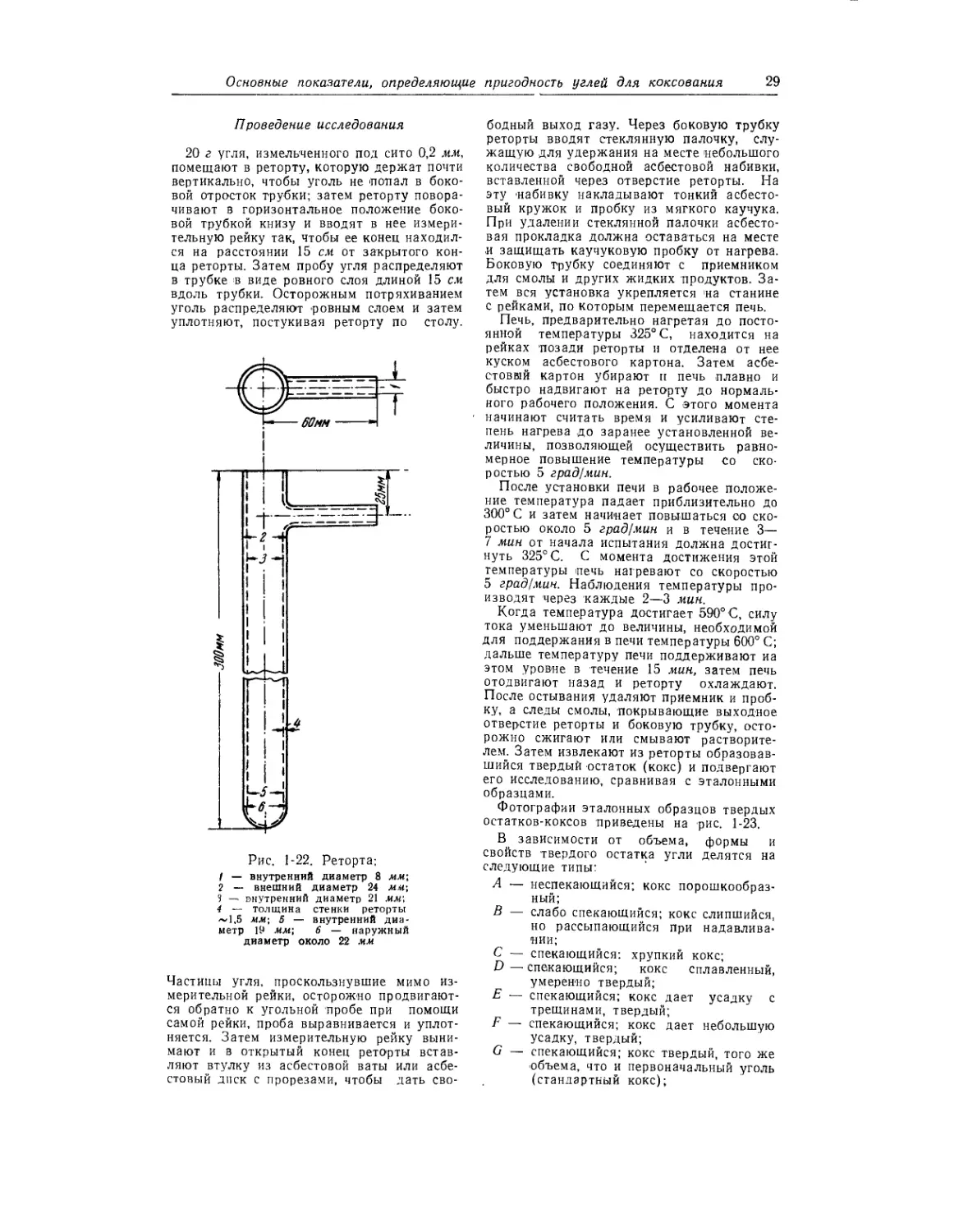
Реторта (кварцевая трубка) с
принадлежностями. Реторта изго-
товляется преимущественно из прозрачного
кварца (может быть изготовлена также из
огнеупорного стекла) и представляет собой
трубку длиной 300 мм, закрытую с одной
стороны и имеющую боковой отросток вбли-
зи открытого конца (рис. 1-22). Реторта со-
единяется с сосудом для приема жидких
продуктов коксования. Сборный сосуд снаб-
жен выходной трубкой, которая дает воз-
можность выпускать в атмосферу образую-
щиеся газы или сжигать их во избежание
загрязнения воздуха.
Для измерения длины угольной пробы в
реторте применяется специальная рейка,
представляющая собой латунный стержень
или стеклянный прут с резиновой втулкой в
конце, свободно скользящей в реторте.
а 5
Рис. 1-20. Кривые, полученные в результате испытаний в стандартном плаотометриче-
ском аппарате каменных углей разных типов:
а — газовый уголь (х—35. £-13); б — жирный уголь (х-3, £—36); в — коксовый уголь (х-15,
£—18); г — отощенный спекающийся уголь (л—15, £—11)
Рид 1-21. Электрическая трубчатая печь:
/ — термопара; 2 — кварцевая трубка; 3 — смесь магнезии н асбеста; 4 •— металлическая обо-
лочка; 5 — выход воздуха; 6 — термоизоляция
Основные показатели, определяющие пригодность углей для коксования
29
Проведение исследования
20 г угля, измельченного под сито 0,2 л«л«,
помещают в реторту, которую держат почти
вертикально, чтобы уголь не попал в боко-
вой отросток трубки; затем реторту повора-
чивают в горизонтальное положение боко-
вой трубкой книзу и вводят в нее измери-
тельную рейку так, чтобы ее конец находил-
ся на расстоянии 15 см от закрытого кон-
ца реторты. Затем пробу угля распределяют
в трубке в виде ровного слоя длиной 15 см
вдоль трубки. Осторожным потряхиванием
уголь распределяют ровным слоем и затем
уплотняют, постукивая реторту по столу.
Рис. 1-22. Реторта;
I — внутренний диаметр 8 мм;
2 — внешний диаметр 24 мм;
3 — внутренний диаметр 21 мм;
4 — толщина стенки реторты
~1,5 мм; 5 — внутренний диа-
метр 19 мм; 6 — наружный
диаметр около 22 мм
Частицы угля, проскользнувшие мимо из-
мерительной рейки, осторожно продвигают-
ся обратно к угольной пробе при помощи
самой рейки, проба выравнивается и уплот-
няется. Затем измерительную рейку выни-
мают и в открытый конец реторты встав-
ляют втулку из асбестовой ваты или асбе-
стовый диск с прорезами, чтобы дать сво-
бодный выход газу. Через боковую трубку
реторты вводят стеклянную палочку, слу-
жащую для удержания на месте небольшого
количества свободной асбестовой набивки,
вставленной через отверстие реторты. На
эту набивку накладывают тонкий асбесто-
вый кружок и пробку из мягкого каучука.
При удалении стеклянной палочки асбесто-
вая прокладка должна оставаться на месте
и защищать каучуковую пробку от нагрева.
Боковую трубку соединяют с приемником
для смолы и других жидких продуктов. За-
тем вся установка укрепляется на станине
с рейками, по которым перемещается печь.
Печь, предварительно нагретая до посто-
янной температуры 325° С, находится на
рейках позади реторты и отделена от нее
куском асбестового картона. Затем асбе-
стовв1Й картон убирают и печь плавно и
быстро надвигают на реторту до нормаль-
ного рабочего положения. С этого момента
начинают считать время и усиливают сте-
пень нагрева до заранее установленной ве-
личины, позволяющей осуществить равно-
мерное повышение температуры со ско-
ростью 5 град/мин.
После установки печи в рабочее положе-
ние температура падает приблизительно до
300° С и затем начинает повышаться со ско-
ростью около 5 град/мин и в течение 3—
7 мин от начала испытания должна достиг-
нуть 325° С. С момента достижения этой
температуры печь нагревают со скоростью
5 град/мин. Наблюдения температуры про-
изводят через каждые 2—3 мин.
Когда температура достигает 590° С, силу
тока уменьшают до величины, необходимой
для поддержания в печи температуры 600° С;
дальше температуру печи поддерживают иа
этом уровне в течение 15 мин, затем печь
отодвигают назад и реторту охлаждают.
После остывания удаляют приемник и проб-
ку, а следы смолы, покрывающие выходное
отверстие реторты и боковую трубку, осто-
рожно сжигают или смывают растворите-
лем. Затем извлекают из реторты образовав-
шийся твердый остаток (кокс) и подвергают
его исследованию, сравнивая с эталонными
образцами.
Фотографии эталонных образцов твердых
остатков-коксов приведены на рис. 1-23.
В зависимости от объема, формы и
свойств твердого остатка угли делятся на
следующие типы:
А — неспекающийся; кокс порошкообраз-
ный;
В — слабо спекающийся; кокс слипшийся,
но рассыпающийся при надавлива-
нии;
С — спекающийся: хрупкий кокс;
D — спекающийся; кокс сплавленный,
умеренно твердый;
Е — спекающийся; кокс дает усадку с
трещинами, твердый;
F — спекающийся; кокс дает небольшую
усадку, твердый;
G — спекающийся; кокс твердый, того же
объема, что и первоначальный уголь
(стандартный кокс);
30
Характеристика спекающихся углей СССР
G] — спекающийся; кокс слегка вспучен-
ный, твердый;
О2 — спекающийся; кокс умеренно вспу-
ченный, твердый;
Оз — спекающийся; кокс сильно вспучен-
ный, заполняет трубку, не увеличи-
ваясь в длину.
При испытании сильно вспучивающихся
углей, дающих кокс, объем которого значи-
тельно больше первоначального объема уг-
ля, в реторту загружают 20 г смеси угля с
пековым коксом. Характеристику сильно
вспучивающихся углей обозначают индек-
сами О], О2, Gs, 6< и т. д. Цифры 1, 2, 3, 4
и т. д. показывают, сколько граммов пеко-
вого кокса необходимо было ввести в 20 г
смеси угля и пекового кокса, чтобы полу-
чился так называемый нормальный кокс,
подобный эталонному, с индексом О.
При оценке коксуемости сильно вспучива-
ющихся углей проводится не менее двух
испытаний.
Рис. 1-23. Типы коксов
Основные показатели, определяющие пригодность углей для коксования
31
Метод принят в международной класси-
фикации углей для характеристики коксуе-
мости углей. В СССР метод не применяет-
ся, поскольку дает весьма условную харак-
теристику свойств углей.
Опытные коксования
В настоящее время нет метода, позволя-
ющего в результате лабораторных испыта-
ний получить физико-механические свойства
промышленного кокса исследуемых углей.
Поэтому при подборе угольных шихт для
новых коксохимических заводов, а также
при значительных изменениях состава шихт
действующих заводов приходится пользо-
ваться методом полузаводских коксований.
В Советском Союзе получили распростра-
нение методы опытных коксований в ме-
таллических ящиках (ящичные коксования),
а также в полузаводских и промышленных
коксовых печах.
Опытные коксования в ящиках
Ящичные коксования дают возможность
без больших затрат на проведение промыш-
ленных коксований и даже при наличии
лишь небольшого количества исследуемого
угля получить представление об ожидаемых
физико-механических свойствах кокса. По
результатам ящичных коксований можно
также судить о пригодности получаемого
кокса в металлургии. Хотя показатели фи-
зико-механических свойств кокса, получен-
ного при ящичном коксовании, могут ие со-
впадать точно с характеристикой промыш-
ленного кокса, все же они достаточны для
относительной оценки кокса.
Ящики для проведения опытных коксо-
ваний готовят из 2—2,5-л.ч листового желе-
за. Наружные размеры ящика: высота
750 мм, длина 400 мм, ширина 350 мм.
С узкой стороны ящика приваривают ручки.
Крышка ящика имеет борты только с уз-
кой стороны. В крышке просверливают
12 отверстий диаметром 25—30 мм.
Угли для испытания заготовляют в коли-
честве, обеспечивающем проведение всей се-
рии опытов. Каждый уголь или шихту кок-
суют в двух параллельных пробах. При за-
готовке углей отбирают средние пробы со-
гласно ГОСТ 6105—53 для определения тех-
нического анализа и определения пласто-
метрических показателей. Уголь для испы-
тания измельчают до размера 13 мм, затем
составляют шихту в количестве 160—240 кг
(на 2—3 ящика) и тщательно перемешивают
ее.
Приготовленный уголь или шихту измель-
чают в дробилке так, чтобы 90—92% состав-
лял класс менее 3 мм. Влажность угля или
шихты должна быть на уровне 6—8%.
После этого заготовку засыпают пооче-
редно равными порциями в два ящика по
75—80 кг в каждый. Величина свободного
пространства в ящике должна составлять
60—80 мм, а насыпной вес шихты в ящике—
порядка 0,75—0,78 т/м3. После загрузки уг-
лем ящик закрывают крышкой, которую за-
крепляют проволокой (диаметр проволоки
не менее 5 мм).
Ящики устанавливают в коксовую печь с
коксовой стороны следующим образом: за-
крывают дверь с машинной стороны и, оста-
вив открытой дверь с коксовой стороны,
устанавливают на пороге печи деревянную
дюймовую доску длиной 1,2—2 м (или ме-
таллический поддон); на доску ставят ящик,
после чего доску вместе с ящиком вдвигают
в печь на глубину не менее 2—2,5 м, затем
коксовую камеру закрывают н загружают
печь шихтой обычным способом.
При выдаче кокса ящики необходимо
принимать в крайнюю часть тушильного ва-
гона. Ящики в вагоне должны быть покры-
ты минимальным количеством раскаленно-
го кокса, чтобы они не разрушились.
Из тушильного вагона ящики следует вы-
давать на специально подготовленную для
этого площадку. Поэтому фартуки тушиль-
ного вагона открывают не полностью, и пос-
ле схода кокса из тушильного вагона он
подъезжает к подготовленной площадке, и
из него извлекают ящики.
После выдачи ящиков на площадку опыт-
ный кокс нужно дотушить. Для этой цели
с ящика снимают крышку и кокс в ящике
осторожно заливают двумя ведрами воды;
после прекращения выделения пара из ящи-
ка кокс осторожно извлекают вручную
отдельными слоями. При обнаружении
слоев раскаленного кокса его вновь зали-
вают водой (не более ’/з ведра).
Потушенный таким образом кокс перено-
сят в коксовую пробную и выдерживают не
менее суток для подсушки. Затем исследуют
все свойства кокса из каждого ящика от-
дельно. Для сопоставимости ситового со-
става ящичного кокса с ситовым составом
кокса после коксосортировки опытный кокс
подвергают двукратному сбрасыванию на
чугунную плиту с высоты 1,8 м (в аппарате
для определения прочности кокса методом
сбрасывания). После сбрасывания весь кокс
взвешивают, а затем определяют его сито-
вый состав и механическую прочность в ма-
лом барабане в соответствии с ГОСТ
8929—58.
Полузаводские опытные коксования
Полузаводской метод исследования кок-
суемости углей по условиям проведения ис-
пытания приближается к промышленному
коксованию и дает возможность получить
оценку физико-механических свойств кокса
стандартными методами.
В Советском Союзе распространены полу-
промышленные методы коксования (150—
200—250 кг угля или шихты) в .печах с элек-
трическим или газовым обогревом и раз-
личной шириной камер. Такие печи имеются
в научно-исследовательских институтах и на
некоторых заводах.
Опытные промышленные коксования
Этот метод испытания углей и угольных
шихт дает наиболее надежные и достовер-
ные характеристики их свойств и ожидаемо-
32
Характеристика спекающихся углей СССР
го качества кокса. Осуществляется путем
загрузки нескольких печей, серий печей или
даже батарей коксовых печей исследуемым
углем или шихтой. Метод дает возможность
детально исследовать условия коксования
угля или шихты и определить выход и ка-
чество кокса по широкой программе.
8. МЕТОДЫ ОПРЕДЕЛЕНИЯ
ВАЖНЕЙШИХ СВОЙСТВ УГЛЕЙ,
ХАРАКТЕРИЗУЮЩИХ ПРИГОДНОСТЬ
ИХ ДЛЯ КОКСОВАНИЯ
Определение вязкости углей в пластическом
состоянии
Вязкостью углей в пластическом состоя-
нии называется свойство их оказывать со-
противление перемещению одной части пла-
стической массы угля относительно другой
или же перемещению твердого тела, нахо-
дящегося в -образующейся пластической
массе.
Изменение вязкости угля в пластическом
состоянии при нагревании отражается в
кривых, определяемых -по методу УХИНа
(метод Н. Р. К|у|шниревича). Для определе
ния текучести углей в -состоянии наиболь-
шего размягчения за границей применяется
метод Гизелера; -в -СССР для этой цели -ме-
тод разработан ВУХИ-Ном.
В основу метода УХИНа положен прин-
цип, по которому создается постоянная ско-
рость перемещения диска в зоне угольной
пластической массы, а о вязкости ее судят
по усилию, необходимому для сдвига диска
в этой среде.
Основными частями аппарата (рис. 1-24а)
являются два рифленых диска, обогревае-
мых спиралями. Между дисками помещает-
ся 10 г испытуемого угля слоем в -1—2 мм.
Нижний диск неподвижен, а верхний вра-
щается со скоростью 1 оборот за 45 мин.
Величина вязкости характеризуется усили-
ем -поворота диска ('кг./с.и2), отнесенным к
единице его поверхности.
Рис. 1-24а. Схема аппарата Н. Р. Кушниревича
для определения изменения -вязкости углей в
пластическом состоянии:
1 — мотор с редуктором; 2 — греющие рифленые диски с
угольной загрузкой между ними; 3 — динамометр с запи-
сывающим устройство-м
|ооооооооооооо|
При нагревании углей пластическое со-
стояние наступает постепенно в результате
процессов термической деструкции. От тер-
мической устойчивости и количества жидкой
фазы, образующейся из угля, зависит дли-
тельность пребывания ее в состоянии мини-
мальной вязкости.
По истечении определенного периода (ко-
нец минимальной вязкости) часть компо-
нентов переходит в твердое состояние в ре-
зультате продолжающейся термической де-
струкции и вязкость пластической массы по-
вышается вплоть до затвердевания при об-
разовании полукокса.
В результате таких исследований угли
можно характеризовать следующими пока-
зателями:
а) сопротивление пластической массы
движению диска при переходе ее в полу-
кокс (F, кг/см2), характеризующее проч-
ность сцепления между частицами пласти-
ческой массы (рис. 1-246);
б) температура в период максимального
подъема кривой;
в) форма кривой изменения вязкое ги, а
также температурный интервал минималь-
ной вязкости (А/), который определяется
как разность температур начала снижения
Основные показатели, определяющие пригодность углей для коксования
33
кривой и начала подъема кривой после .пре-
одоления минимума (на рис. 1-246 А/ изме-
реятся в отрезке СЕ).
Типичные графики записей изменения
вязкости углей Донбасса приведены на
рис. 1-25. Из рассмотрения этих графиков
видно, что с ростом метаморфизма петро-
графически однородных донецких углей
вязкость в пластическом состоянии изме-
няется по закону вогнутой кривой с мини-
мумом в области хорошо спекающихся жир-
ных углей.
нено определение давления распирания уг-
лей по методу УХИНа (Н. Р. Кушниреви-
ча), который дает относительную характе-
ристику распирающих свойств углей и шихт
в процессе коксования их в крупных ла-
бораторных установках.
Схема лабораторной печи УХИНа пред-
ставлена на рис. 1-26. Печь состоит из двух
элементов 1 и 2; обогревается электричест-
вом с помощью двенадцати силитовых
стержней (или спиралей из специальной
проволоки) 3 — по шести с каждой стороны.
Сопоставление результатов пластометри-
ческих исследований углей и кривых дина-
мики вязкости показывает, что, как прави-
ло, текучесть пластической массы тем выше,
чем больше толщина пластического слоя.
Определение давления распирания углей
в процессе коксования
Вспучиванием угля при коксовании назы-
вают увеличение объема пластической мас-
сы, образующейся при нагревании угля.
Числовое выражение этого явления назы-
вается степенью вспучивания и
определяется в процентах к исходному
объему угля.
Если пластическая масса угля не имеет
возможности свободно расширяться, то
возникает давление, величина которого вы-
ражается в килограммах на квадратный
сантиметр (кг/см2).
Давлением распирания называется спо-
собность угля расширяться в процессе кок-
сования в камере и давить на стенки ка-
меры.
Величина давления распирания углей, как
правило, не совпадает с показателем давле-
ния газов внутри пластического слоя.
Для практических целей имеет большое
значение определение давления распирания
различных углей в процессе коксования, по-
скольку неудачный подбор углей для кок-
сования может привести к разрушению ка-
мер печей. В Советском Союзе распростра-
3 Справочник коксохимика, т I
Элемент / поставлен на катки, что позво-
ляет изменять ширину камеры коксования.
Положение элемента 1, а следовательно, и
ширина камеры 4 определяются длиной
четырех распорок 5, 7, установленных
между элементом 1 и закрепленных уголь-
ником 6.
Для увеличения или уменьшения ширины
камеры, кроме перестановки распорок 5 и 7,
необходимо соответственно изменять раз-
меры подового и сводового кирпичей 8 и 9,
а также двух торцовых кирпичей.
Элемент / в процессе опыта остается не-
подвижным. Элемент 2 подвешен на четырех
призмах и передает давление распирания
измеряющей аппаратуре. Перемещение эле-
мента 2 не превышает 1—1,5 мм.
Давление, возникающее в процессе кок-
сования, через элемент 2 и регулирующие
винты 10 передается рычагом 11. Имеется
четыре регулирующих винта 10 и четыре
рычага 11. Опора элемента 2 на четыре точ-
ки предотвращает возможность его переко-
сов. Рычаги 11 жестко посажены на вали-
ки 12 по два на каждый. Валики могут по-
ворачиваться в подшипниках, прикреплен-
ных к угольникам 6, жестко связанных с ос-
нованием. На валике 12, кроме рычагов 10,
жестко посажены н рычаги 13. Соотноше-
ние длины рычагов И и 12 равно 1 : 10.
Рычаги 13 соединяются тягой 14 с Г-об-
разным рычагом 15, который призмами опи-
рается на металлические опоры. На длинном
плече Г-образного рычага закрепляется
Усаме йеформации пластической массы IFI, кг/смг
°joo ~J3O jeo ~j9o Тго Tso wo
6
г
Усилие деформации пластической массы
Температура, "С
и
Рнс. 1-25. Типы кривых вязкости для разных технологических
гоут донецких углей (по Кушниревичу):
° Г6 6.83; Д/—30); б _ Г'“ (F = 0.90. Л / = 48)- в — Ж13 [F =
Г°,63’км (Т36 ; пкл~ Л" (^“°'90- д<~69); д - КЖ (F-0.70, Д« - 39>;
в - К IF - 0.60, Д t - 24); ж — ОС® (F-0.36); з — ОС (F — 0,16),
и - T(F-0,05)
Основные показатели, определяющие пригодность углей для коксования
35
груз 16. Соотношение длины плеч Г-образ-
ного рычага равно 1 : 1,5. Для фиксирова-
ния отклонения рычага 15 от вертикального
положения у его конца имеется регистри-
рующий механизм.
Для испытания углей применяют воздуш-
носухую пробу общим весом не менее 15 кг
из расчета проведения трехкратного анали-
за; пробу измельчают под сито 3 мм. От
измельченной пробы отбирают для одной
загрузки 4,5 кг угля, эту пробу делят на
шесть равных частей и засыпают в банки.
Промышленную угольную шихту отбирают
из загрузочного вагона или с ленты, подаю-
щей шихту на угольную башню, и в таком
виде исследуют, не производя доизмельче-
ния или подсушки.
Градуируют аппарат из расчета на рабо-
чую поверхность камеры. Если рабочая по-
верхность камеры равна 750 см2, то при
ными скобками. После установки в камеру
теплоизоляторов из прессованного асбеста
подвесной простенок печи слегка зажима-
ют регулировочными болтами и начинают
предварительный нагрев. Если обогрев ап-
парата производится электронагревателями,
то включают ток и регулируют его силу так,
чтобы темпратура 780—790° С в огнеупор-
ных кирпичах была достигнута через 4,5—
5 н. Температуру огнеупорных кирпичей
(стен камеры) замеряют термопарами,
вставленными в специальные каналы шамот-
ных и пеношамотных кирпичей.
Когда температура достигает 780—790° С,
начинают загрузку пробы угля в камеру
печи. Прежде всего опускают регулировоч-
ные винты 10 так, чтобы они только каса-
лись облицовочной плиты простенка, но не
нажимали на нее. Затем извлекают из ка-
меры термоизоляторы и засыпают в нее за-
3
Рис. 1-26. Схема лабораторной печи УХИНа (по Кушниревичу)
удельном давлении в 0,1 кг) см2 и передаточ-
ном числе первой рычажной пары 1 : 10 на
концах коромысел усилие составит 7,5 кг.
Перед загрузкой камеры углем ее тща-
тельно уплотняют асбестовым шнуром. За-
тем на под камеры укладывают полоску ас-
бестовой бумаги во всю длину камеры и
по ширине на 15—20 мм шире камеры так,
чтобы образовался лоток с бортиками при-
мерно 10 мм, плотно прилегающими к стен-
кам камеры. Кроме этого, на под камеры к
передней и задней торцовой стенке укла-
дывают уголки из асбестовой бумаги на всю
ширину камеры для предотвращения вы-
давливания пластической массы угля.
Ребра асбестовых уголков должны быть
равны 15—20 мм. Аналогичные уголки из
асбестовой бумаги устанавливают по углам
камеры на всю ее высоту. Для устойчиво-
сти эти уголки в верхней части могут при-
крепляться к торцовым стенкам проволоч-
ранее подготовленную угольную пробу, раз-
деленную на шесть порций. После засыпки
каждой порции поверхность загрузки слегка
разравнивают (но не трамбуют) неболь-
шой жестяной лопаточкой, ширина которой
равна ширине камеры. После загрузки и
разравнивания последней порции замеряют
высоту подсводового пространства, т. е. рас-
стояние в миллиметрах от верхней кромки
шамотного кирпича до верха угольной за-
грузки.
После засыпки в камеру первых двух пор-
ций производят трамбование загрузки с по-
мощью специального устройства, представ-
ляющего собой железный прямоугольник с
ручкой, на который кладется такой груз,
чтобы общий вес его и трамбовки не превы-
шал 4,4—4,5 кг. Для уплотнения трамбовка
с грузом ставится на поверхность угольной
3*
36
Характеристика спекающихся углей СССР
засипи, эта операция повторяется три раза.
Трамбовку производят после засыпки и раз-
равнивания угольной шихты .из каждой бан-
ки. Когда загружена и утрамбована послед-
няя порция угольной шихты, замеряют вы-
соту подсводового пространства.
Загруженная камера накрывается сводо-
выми кирпичами, а на отверстие в них для
отвода выделяющихся газов ставится же-
стяная труба диаметром 100 мм и высотой
1000 мм, верхний конец которой уходит под
зонт, расположенный над печью, связанный
с общей вентиляционной системой.
В процессе испытания следят за тем, что-
бы на регистрирующем барабане непрерыв-
но прочерчивалась линия изменения давле-
ния на стенку камеры печи.
Нагрев регулируют так, чтобы через 30—
60 мин после загрузки камеры температура
простенков достигла первоначальной вели-
чины (780—790° С).
Испытаяие длится 2,5—3,5 ч. Опыт
считается законченным, когда после макси-
мального подъема кривой наступает резкий
спад ее, переходящий в горизонтальную ли-
нию.
Основным показателем при исследовании
угля является величина максимального
подъема кривой давления распирания. От-
счет подъема этой кривой производится от
уровня, отмеченного когда регулировочные
болты были отпущены и испытуемая проба
еще не была загружена в камеру, т. е. от
самого низкого уровня кривой. Высоту мак-
симального подъема кривой давления рас-
пирания замеряют в миллиметрах и делят
на полученное при градуировке аппарата
число миллиметров отклонений пера, соот-
ветствующее давлению 0,01 кг/см2 при по-
верхности давления 750 см2; получают мак-
симальное давление распирания.
При пользовании данными, получаемыми
в лабораторном аппарате, следует учиты-
вать, что опасными являются угли с вели-
чиной давления распирания более
0,25 кг/см2, а безопасными — с величиной
до 0,1 кг/см2; угли и шихты с показателя-
ми от 0,1 до 0,25 кг/с.м2 требуют внимания
к подбору условий углеподготовки и скоро-
сти коксования. Показатели давления рас-
пирания шихт в промышленных печах при-
ведены во втором томе «Справочника кок-
сохимика».
Определение выхода химических продуктов
коксования углей и шихт методом
малых навесок
Метод УХИНАа
Применяемая при этом методе аппарату-
ра состоит из трубчатой нагревательной пе-
чи с электрообогревом, кварцевой трубки
для коксования -и сосудов ,с поглотителями
для улавливания химических продуктов
коксования. Схема аппаратуры представле-
на на рис. 1-27. Трубчатая печь с нихромо-
вой обмоткой 1 состоит из двух секций: .для
коксования угля 2 и для пиролиза выделя-
ющихся продуктов коксования 3.
Рис. 1-27. Схема аппарата для определения выходов химических продуктов коксования угля по методу УХИНа
Основные показатели, определяющие пригодност', углей для коксования
37
Печь для коксования имеет следующие
размеры: длина — 300 мм, внутренний диа-
метр трубки — 30 мм, диаметр кожуха —
195 мм. Печь для пиролиза: длина 200 мм,
внутренний диаметр трубки — 30 мм, диа-
метр кожуха — 195 мм.
Последовательно с обмоткой каждой сек-
ции печи включены отдельные реостаты или
лабораторные регулировочные автотранс-
форматоры (ЛАТРы). В секции для коксо-
вания с их помощью поддерживается тем-
пература 900° С, а в секции пиролиза 800° С.
Контроль за температурой в секциях осу-
ществляется хромель-алюмелевой термопа-
рой 4; спай термопар расположен в средней
части печей.
Для коксования угля применяется трубка
из прозрачного кварца 5 с запаянным кон-
цом, в нее помещается навеска угля 20 г 6.
Размер трубки: длина — 500 мм, внутрен-
ний диаметр 20 мм. Кварцевая трубка со-
единяется с улавливающей аппаратурой при
помощи кварцевой вставки 7, входящей в
трубку на шлифе. Размеры вставки: внеш-
ний диаметр — 19 мм, полезная длина —
40 мм. На внутренних стенках кварцевой
вставки происходит конденсация тяжелых
частей смолы. Для улавливания основной
части смолы служит ватный фильтр 8, по-
мещенный в трубчатой печи 9, обогревае-
мой с помощью нихромовой обмотки до
110° С. Размеры печи: длина 250 мм, диа-
метр трубки 30 мм. Температура в печи из-
меряется ртутным термометром 10.
Фильтр для смолы соединен с поглотите-
лем аммиака 11, наполненным серной кис-
лотой (10 мл — 0,1-н. кислоты), здесь же
конденсируется пирогенетическая вода и
легкие погоны смолы, которые могут прой-
ти через фильтр. Поглотитель соединен с
хлоркальциевой трубкой 12, предназначен-
ной для улавливания следов влаги из газа.
С хлоркальциевой трубкой соединен погло-
титель 13, который служит для очистки газа
от сероводорода и углекислоты (15 мл
30%-ного раствора едкого натра). Погло-
титель 14 соединен с хлоркальциевой труб-
кой 12, следующей за поглотителем, и слу-
жит для очистки газа от непредельных со-
единений (20 см3 раствора окиси ртути в
серной кислоте).
«Сырой бензол» улавливается активиро-
ванным углем, помещенным в трех U-образ-
ных трубках 15. Первые две трубки по ходу
газа — рабочие, третья трубка ставится для
насыщения активированного угля газом и
используется для следующего опыта. После
улавливающей аппаратуры перед газомет-
ром устанавливается контрольная хлор-
кальциевая трубка для устранения возмож-
ности попадания влаги в трубку с активи-
рованным углем из газометра.
Очищенный газ собирается в газометр 16,
снабженный водяным манометром 17 и тер-
мометром. Газометр заполняется водой, на-
сыщенной поваренной солью.
До начала опыта печь пиролиза нагрева-
ют до 850° С; после ввода кварцевой трубки
температуру в печи поддерживают на уров-
не 800° С. В секции печи для коксования
температура к началу опыта должна быть
равной 150° С.
20 г воздушносухого угля, измельченного
под сито 900 отверстий на 1 см3, из фар-
форовой чашечки через воронку переносят
в вертикально поставленную кварцевую
трубку. Угольную загрузку в кварцевой
трубке разравнивают таким образом, что-
бы уголь располагался ровным слоем по
длине кварцевой трубки в 160 мм и над ним
было свободное пространство для отвода
газа. Загруженную трубку соединяют с
кварцевой вставкой и с ватным фильтром.
Сосуды для улавливания собирают в ука-
занном выше порядке и всю систему перед
началом опыта проверяют на герметичность.
Трубки для улавливания бензольных угле-
водородов до начала опыта заполняют ак-
тивированным углем и взвешивают каж-
дую отдельно. Активированный уголь дол-
жен обладать хорошей сорбционной способ-
ностью. Активность угля определяется по
термическому эффекту адсорбции чистого
бензола: разогрев при смачивании бензолом
для свежего или регенерированного угля
должен составлять не менее 9° С.
Для улавливания «сырого бензола» вме-
сто активированного угля может применять-
ся парафиновое масло.
После достижения 850° С в печи пиролиза
и 150° С в печи коксования (значения тем-
ператур снимаются с гальванометра 18,
снабженного переключателем 19) кварце-
вую трубку с углем и с присоединенным к
ней фильтром вводят в печь пиролиза и кок-
сования. Затем тотчас же соединяют смоля-
ной фильтр с улавливающей аппаратурой и
открывают зажим на каучуковой трубке,
отводящей воду из газометра. Гидравличе-
ский режим в сети на уровне ± ГО мм вод. ст.
устанавливают по манометру 17. После это-
го открывают зажим к -манометру, установ-
ленному в газометре. Температуру в печи
коксования повышают со скоростью
5 град)мин до 900° С и выдерживают после
этого в течение 30 мин, а затем опыт пре-
кращают. Температура в печи пиролиза
800° С и в печи обезвоживания смолы
110° С поддерживается постоянной в тече-
ние всего опыта.
Во время опыта давление на маномет-
ре 17 держат в пределах ±10 мм вод. ст.
путем регулирования струи раствора, выте-
кающего из газометра.
В газометре при этом создается разреже-
ние для того, чтобы преодолеть сопротивле-
ние улавливающей аппаратуры; к концу
опыта в газометре должно быть атмосфер-
ное давление. Во время опыта ведется не-
прерывный контроль и запись температур и
давлений.
После 30-мин выдержки при 900° С закры-
вают все зажимы каучуковых трубок, вы-
ключают обогрев печей и, разрезав соеди-
няющий каучук, отделяют аппаратуру улав-
ливания от смоляного фильтра. Из печи из-
влекают кварцевую трубку вместе со встав-
кой и смоляным фильтром и кладут ее на
38
Характеристика спекающихся углей СССР
толстый лист асбеста для охлаждения. За-
тем отсоединяют фильтр от кварцевой труб-
ки и вынимают вставку, которую помещают
вместе с фильтром в эксикатор.
Аппаратуру для улавливания последова-
тельно разбирают, причем вначале отсоеди-
няют трубки с активированным углем, а за-
тем все остальное.
Перед взвешиванием поглотителя выдер-
живают 20 мин открытыми для вытеснения
воздухом газа, в основном водорода (все
взвешивания до начала опыта проводят при
заполнении поглотителя воздухом).
Из остывшей кварцевой трубки извлекают
кокс крючком и прожигают ее при темпера-
туре 700—800° С до полного выгорания за-
державшихся в ней твердых остатков.
Вставку взвешивают вместе со смоляным
фильтром, а после взвешивания ее прожи-
гают в печи, в которой прожигается квар-
цевая трубка; смоляной фильтр освобожда-
ют от ваты с помощью крючка из тонкой
проволоки.
Поглотитель аммиака взвешивают вместе
со связанной с ним хлоркальциевой труб-
кой. После взвешивания в поглотитель на-
ливают из промывалки петролейный эфир
порциями по 1,5—2 с.и3 для растворения
смоляных дистиллятов и нафталина. Про-
мывание проводят 2—3 раза до полного
растворения смоляных продуктов. Эфирные
вытяжки осторожно декантируют от кис-
лого раствора в предварительно взвешен-
ную колбочку Эрленмейера на 25 с.и3.
Петролейный эфир отгоняют из колбы
Эрленмейера под вакуумом при охлажде-
нии колбы в ледяной воде, пропуская через
нее осушенный воздух. После отгонки эфи-
ра колбочку Эрленмейера тщательно выти-
рают и взвешивают.
Выход смолы подсчитывают по привесу
вставки, смоляного фильтра и колбочки Эр-
ленмейера.
Содержимое поглотителя для аммиака 11
после обработки петролейный эфиром пере-
водят в колбу Эрленмейера на 250 см3, по-
глотитель промывают два раза дистиллиро-
ванной водой и промывные воды переводят
в ту же колбу Эрленмейера. Кислый рас-
твор титруют 1-н. раствором едкого натра,
в присутствии метилоранжа.
Количество пирогенетической воды опре-
деляют как разность между привесом погло-
тителя и количеством аммиака и смоляных
дистиллатов за вычетом влаги угля.
Поглотитель для сероводорода и угле-
кислоты 13 взвешивают с присоединенной к
нему хлоркальциевой трубкой. После взве-
шивания щелочной раствор нз поглотителя
переводят в мерную колбу на 250 см3, а по-
глотитель промывают два раза дистиллиро-
ванной водой; промывные воды сливают
также в мерную колбу и доводят уровень
раствора в колбе до метки.
Количество сероводорода определяют тит-
рованием раствора гипосульфитом в присут-
ствии крахмала. Для этой цели в колбу
Эрленмейера на 250 см3 наливают 50 см3 ди-
стиллированной воды, подкисленной соля-
ной кислотой, затем добавляют 10—30 см3
0,1-н. раствора йода (в зависимости от со-
держания серы в угле) и прибавляют при
взбалтывании 25 см3 испытуемого раствора.
Раствор берут из мерной колбы пипеткой,
предварительно перемешав содержимое кол-
бы. Избыток йода, не вступивший в реак-
цию, оттитровывают 0,1-н. раствором гипо-
сульфита.
Количество углекислоты определяют как
разность между привесом поглотителя и ко-
личеством сероводорода.
Количество непредельных углеводородов
определяют по привесу поглотителя 14 и
присоединенной к нему хлоркальциевой
трубки.
Количество бензольных углеводородов
определяют по привесу первой и второй
U-образных трубок с активированным уг-
лем. После взвешивания активированный
уголь из первой по ходу газа трубки удаля-
ют. В следующем опыте трубки меняют ме-
стами: на место первой трубки ставят вто-
рую трубку предыдущего опыта и на место
второй — третью трубку, которая насыща-
лась газом. Последней в очередном опыте
ставят трубку со свежим активированным
углем.
Выходы химических продуктов коксова-
ния рассчитывают по результатам не менее
двух параллельных опытов при условии их
сходимости в пределах 10% получаемой ве-
личины для смолы, аммиака, бензола, серо-
водорода, углекислоты и пирогеиетичеокой
воды, а для кокса 0,3% н для газа —
5 м3/т угля.
, М е т о д В У X И Н а
Сущность метода заключается в определе-
нии выхода химических продуктов коксова-
ния из углей в специальном аппарате, схе-
матически изображенном на рис. 1-28.
Коксованию подвергается 20 г угля 1 в
запаянной с одного конца трубке из про-
зрачного кварца 2. В свободной части труб-
ки помещается 50 мл шамотной насадки 3,
удерживаемой кружками из прокаленного
асбеста 4, а также диафрагма 5 и вставка
для улавливания смолы 6.
Коксование проводят в печи, состоящей
из двух секций: для коксования 7 и для
пиролиза выделившихся паров и газов 8.
Печь обогревается проволокой из сплава
№ 2, обмотка печи разбита на пять само-
стоятельно включаемых секций 9\ регули-
ровка обогрева осуществляется с помощью
трансформаторов. Для поддержания необхо-
димого температурного режима служит ше-
ститочечный полуавтоматический импульс-
ный терморегулятор 10. Контроль за обо-
гревом печи коксования осуществляется пя-
титочечной хромель-алюмелевой термопа-
рой 11, соединенной с переключателем 12 и
гальванометром 13. Каждый спай термопа-
ры расположен в середине соответствующей
секции обогревательной печи. Температуру
в печи пиролиза замеряют одной хромель-
алюмелевой термопарой 14, соединенной с
переключателем, спай этой термопары рас-
Рис. 1-28. Схема аппарата для определения выходов химических продуктов коксования по методу ВУХИНа
40
Характеристика спекающихся углей СССР
положен в середине печи пиролиза. Темпе-
ратура в печи пиролиза в течение всего опы-
та поддерживается 700° С, а конечная тем-
пература коксования доводится до 880° С.
Нагрев печи коксования производят следу-
ющим образом: первую секцию нагревают
до 880° С за 15 мин, после чего включают
вторую секцию и нагревают ее до 880° С за
10 мин\ в том же порядке включают третью,
четвертую и пятую секции. Выдержка пос-
ле опыта равна 40 мин. Разрежение в ап-
паратуре на манометре 15 у газооборника
поддерживают в пределах 10—20 мм вод. ст.
Улавливание химических продуктов кок-
сования производится в разных поглотите-
лях: смола улавливается с помощью фильт-
ра 16, заполненного 3 г гигроскопической
ваты; надсмольная вода и аммиак улавли-
ваются в поглотителе 17, заполненном 1-н.
раствором серной кислоты; после этого
осушка газа производится в U-образных
трубках 18, заполненных хлористым каль-
цием. Для улавливания сероводорода и уг-
лекислоты служит поглотитель 19, запол-
ненный 30%-ным раствором едкого натра.
Улавливание бензола производится в U-об-
разных трубках 20, заполненных активиро-
ванным углем. Газ замеряется в аспираторе,
его анализ производится в аппарате ВТИ-2.
Укрупненный лабораторный метод
определения выхода и состава химических
продуктов коксования
По укрупненному лабораторному методу
УХИНа можно определить выход и качество
кокса, а также выход и состав жидких хи-
мических продуктов коксования и обратно-
го коксового газа. В отличие от метода ма-
лых навесок, коксование угля здесь проис-
ходит в камере с двусторонним обогревом,
т. е. в условиях, подобных производствен-
ным, причем относительно большой размер
угольной загрузки позволяет получить про-
дукты коксования в количествах, достаточ-
ных для полного анализа.
Схема укрупненной установки по методу
УХИНа приведена на рис. 1-29.
Коксование производится в специальной
металлической камере. Заранее загруженная
углем камера в холодном состоянии вводит-
ся в предварительно разогретую до задан-
ной температуры электрическую печь и на-
гревается. После достижения конечной тем-
пературы камера извлекается из печи. Рас-
сматриваемый метод дает возможность мо-
делировать все виды пирогенетической пере-
работки угля: полукоксование, среднетемпе-
ратурное и высокотемпературное коксова-
ние.
Электрическая печь имеет восемь силито-
вых стержней или спиралей из проволоки
сплава X» 2. Расположены они двумя сек-
циями по четыре стержня или четыре спи-
рали с каждой стороны печи вдоль двух
параллельных стенок, на высоте угольной
загрузки в камере коксования. Электриче-
ский ток в каждую секцию поступает через
автотрансформатор или реостат для регули-
Основные показатели, определяющие пригодность углей для коксования
41
рования температуры по сторонам печи; ре-
комендуется регулирование обогрева печи
производить автоматически. Концы силито-
вых стержней выведены из зоны обогрева.
Передняя стенка печи вместе с подом уста-
новлена на каретке, что дает возможность
загружать камеру в печь и выгружать ее из
печи, не прекращая нагрева.
Металлическую камеру для коксования
готовят из листовой стали толщиной 4—
5 мм. К стенкам камеры на середине ее вы-
соты приварены две гильзы для термопар.
Камера имеет прямоугольное сечение, ши-
рина ее 150 мм, длина 270 мм и высота
300 мм. Специально изготовленные двенад-
цать болтов соединяют камеру с изолиро-
ванной изнутри крышкой, имеющей выступ
для уплотнения, а также стояк для отвода
газов и две гильзы для термопар, из кото-
рых одна располагается в центре загрузки,
а другая под сводом камеры. Установка
оборудована общим щитом с контрольно-
измерительной аппаратурой, регистрирую-
щей температуру на стенках камеры, в цент-
ре загрузки и в подсводовом пространстве.
Оборудование установки включает также
соединительный патрубок с гайками, холо-
дильник, электрофильтр и улавливающую
аппаратуру, состоящую из контрольного
ватного фильтра, склянки с 10%-ным рас-
твором H2SO4 для поглощения аммиака,
трех склянок с 15%-ным раствором NaOH
для улавливания сероводорода и углекисло-
ты, двух колонок Фрезениуса с хлористым
кальцием (крупными кусками) и патрона
диаметром 90 мм и длиной 600 мм с акти-
вированным углем для адсорбции бензоль-
ных углеводородов.
Для работы применяется вакуум-насос и
газовый счетчик для замера газа.
Опыт проводится следующим образом:
печь (без угольной загрузки) разогревается
до заданной температуры (10'50—1100° С)
в течение 3—4 ч.
Отдельно производится загрузка камеры
углем, измельченным до 3 мм (вес загруз-
ки от 4 до 6 кг).
Для уменьшения контакта летучих ве-
ществ с железом камеры и для предотвра-
щения перегрева угольной загрузки со сто-
роны пода камеры стенки ее обкладывают
доверху бумагой, а на дно камеры уклады-
вают листовой асбест.
Высота подсводового пространства в ка-
мере после загрузки ее углем должна со-
ставлять 100 мм.
Загрузку угля в камеру производят тре-
мя—четырьмя порциями так, чтобы насып-
ной вес угля в камере составил 0,70—
0,75 кг/дм3.
Камеру уплотняют асбестовым шнуром с
огнеупорной замазкой и закрывают крыш-
кой. Перед работой камера проверяется на
герметичность под давлением коксового или
природного газов. В нагретую печь камера
вводится при помощи каретки, после чего
патрубком соединяют стояк камеры с ап-
паоатурой конденсации и улавливания. Ап-
паратуру предварительно испытывают на
герметичность.
После соединения аппаратуры с камерой
включают электрофильтр и вакуум-насос;
отсос газа регулируют зажимом на байпасе
так, чтобы давление в сборнике смолы было
равно 1—2 мм вод. ст. В течение опыта
непрерывно регулируют отсос газа и отби-
рают среднюю пробу газа в газомер. Через
каждые 15 мин контролируют температуру
и показания газового счетчика.
При достижении 900—950° С в центре
угольной загрузки электрофильтр выключа-
ют и опыт считается законченным.
Продолжительность опыта при высоко-
температурном коксовании 2—2,5 ч.
Выходы продуктов коксования определя-
ются в пересчете на сухую шихту, а именно:
1) выход кокса — взвешиванием твердо-
го остатка;
2) выход воды — замером количества
надсмольной воды, которая выделилась из
обводненной смолы при разгонке и задер-
жалась в улавливающей аппаратуре (погло-
тительные склянки и колонки Фрезениуса);
3) выход смолы — суммой весов безвод-
ной смолы, осевшей в сборнике, и смолы в
контрольном ватном фильтре;
4) выход аммиака — суммой аммиака в
надсмольной воде и связанного с серной
кислотой;
5) выход сероводорода и углекислоты —
по привесу соответствующих поглотитель-
ных склянок. Сероводород определяется йо-
дометрическим методом, а углекислота —
по разности между общим привесом скля-
нок и весом H2S;
6) выход «сырого бензола» — отгонкой
бензольных углеводородов перегретым водя-
ным паром (360° С) из активированного
угля и замером удельного веса и объема
отогнанного «сырого бензола»;
7) выход обратного газа — по показани-
ям газового счетчика и удельному весу его.
Газ приводится к нормальным условиям и
пересчитывается на постоянную теплоту сго-
рания (4000 ккал/м3) по составу средней
пробы.
Определив выходы продуктов, составля-
ют материальный баланс коксования; сум-
ма выхода всех продуктов коксования
должна составлять 98,5—99,5% (т. е. допу-
стимые потери могут составлять не более
1,5%).
Полученные продукты исследуются по
такой программе:
а) кокс просеивают на ситах с квадрат-
ными отверстиями 60x60, 40X40, 25X25,
15X15 мм и с круглыми отверстиями диа-
метром 10 и 5 мм, и определяют вес каж-
дой фракции.
Механическая прочность кокса испыты-
вается в стандартном аппарате на сбрасы-
вание. Степень разрушения кокса характе-
ризуется рассевом его на указанных выше
ситах после второго, четвертого, восьмого
и двенадцатого сбрасывания. От фракций
крупнее 25 мм отбирается средняя проба
кокса на технический анализ;
42
Характеристика спекающихся углей СССР
б) пикнометром определяют удельный вес
безводной смолы, затем содержание в ней
«свободного углерода». Фракционный состав
смолы определяется разгонкой из медной
колбы емкостью 500 мл с 48 елочными де-
флегматорами, со скоростью 2 капли в се-
кунду. Отбираются следующие фракции: до
170, 170—230, 230—270, 270—300, 300—
360° С. Твердый остаток выше 360° С° счи-
тается пеком. В сумме фракций до 300° С и
во фракции 300—360°С определяется содер-
жание фенолов;
в) «сырой бензол» подвергается мойке
концентрированной серной кислотой (уд. вес
1,84) в количестве ~7% от объема загру-
женного бензола. Затем добавляется двой-
ной объем воды и раствор щелочи (уд. вес
1,15) для нейтрализации избытка кислоты.
Отгоняют бензол паром из колбы Вюрца со
стеклянной пробкой на шлифе. Уменьшение
количества «сырого бензола» в результате
мойки принимается за количество ненасы-
щенных соединений в нем м отмечается как
«потери при мойке».
Мытый и отогнанный «сырой бензол» под-
вергается ректификации на микроколонке,
рассчитанной на 40—50 мл. В колбочку для
отгонки бензола загружается также бал-
ласт (отгон солярового масла). При ректи-
фикации выход фракций определяется в та-
ких температурных границах, °C:
Сероуглеродная фракция ... До 79
Бензольная » ... 79—95
Толуольная » ... 95—125
Ксилольная » ... 125—144
Остаток (сольвент)..............144 и
выше
Полученные фракции проверяются ре-
фрактометрическим анализом;
г) анализ обратного газа производится
обычным способом с помощью газоанализа-
тора.
Глава 2
ТЕХНОЛОГИЧЕСКИЕ КЛАССИФИКАЦИИ УГЛЕЙ
1. ТОРГОВО-ПРОМЫШЛЕННАЯ
МАРКИРОВКА
УГЛЕЙ
Торгово-промышленная маркировка ка-
менных углей Донецкого бассейна была раз-
работана проф. Л. К- Рамзиным и утверж-
дена в 1929 г. Основным показателем для
определения марки угля был принят выход
летучих веществ (Vr, %), вспомогатель-
ным — характеристика тигельного коксово-
го остатка.
Торгово-промышленная маркировка углей
в ее первоначальном виде приведена в
табл. 2-1.
2. ТЕХНОЛОГИЧЕСКИЕ
КЛАССИФИКАЦИИ УГЛЕЙ
РАЗНЫХ БАССЕЙНОВ
В качестве основных классификационных
параметров приняты: выход летучих ве-
ществ (Гг, %) и толщина пластического
слоя (у, мм). Кроме этого, в отдельных
классификациях предусматриваются другие
характеристики углей, а именно: теплота
сгорания (Qg), рабочая влажность (№р) и
характеристика тигельного коксового остат-
ка.
Угли каждого бассейна разделяются на
марки и группы, причем угли одноименных
Таблица 2-1
Торгово-промышленная маркировка углей
Марка углей Обозна- чение Выход летучих веществ (Vr, %) Характеристика тигельного коксового остатка
Длиннопламенный Газовый Паровичный жирный Коксовый Паровичный спекающийся Тощий д Г пж к ПС т >42 35—44 26—35 18—26 12—18 <17 Неспекшийся или слипшийся Спекшийся, сплавленный, иногда вспу- ченный (рыхлый) Спекшийся, сплавленный, плотный или умеренно плотный То же Спекшийся или сплавленный от плот- ного до умеренно плотного Неспекшийся или слипшийся
Эта маркировка сохраняет свое значение
и для обозначения каменных углей различ-
ных типов при денежных расчетах за по-
ставляемые угли, независимо от их исполь-
зования.
Как технологическая классификация уг-
лей такая маркировка в настоящее время
не применяется, поскольку к каждой мар-
ке относятся угли, обладающие весьма раз-
личными технологическими свойствами, что
особенно проявляется в петрографически не-
однородных углях разных бассейнов.
марок и групп различных бассейнов имеют
неодинаковые пределы классификацион-
ных параметров. Эго связано с тем, что уг-
ли разных бассейнов при одинаковых пара-
метрах могут давать при самостоятельном
коксовании и в смесях различный по физи-
ко-механическим свойствам кокс, и наобо-
рот, — при разных значениях параметров
они могут давать кокс примерно одинако-
вый по физическим свойствам.
Технологические классификации углей
разных угольных бассейнов приведены в
табл. 2-2—2-12.
Каменные угли и антрацит Донецкого бассейна
(ГОСТ 8180—59)
Таблица 2-2
Наименование марки Марка угля Группа угля Vr, % С’ у, мм Характеристика нелетучего остатка
Длиннопламенный д — 37 и более — Порошкообразный, слипшийся, слабоспекшийся
Газовый г Гб Г16 35 и более 35 и более - 6—15 16—25
Жирный ж Ж13 Ж21** 27, менее 35 27, менее 35 — 13—20 21 и более
Коксовый к КЖ 18, менее 27 К14 18, менее 27 21 и более 14—20
Отощенный спекающийся ОС ОС6 ОС 14—22 | — 14—22 1 — 6—13 Менее 6 Спекшийся без порошка
Тощий т* — 9—17 Порошкообразный, слипшийся, слабоспекшийся
Полуантрацит ПА — Менее 9 220—330 —
Антрацит | А Менее 9 Менее 220 —
♦ Уголь, характеризуемый выходом летучих веществ (Vr> менее 9%, но имеющий объемный выход летучих веществ (Р^) более 330 см3/г, относится к марке Т, При
выходе летучих веществ (Иг) от 9 до 17% уголь относится к марке Т независимо от объемного выхода летучих веществ
** При выходе летучих веществ 35% и более и у равном >25 мм уголь относится к группе Ж2 1.
Технологические классификации углей
45
Угли Львовско-Волынского района
(ГОСТ 8931—58)
Таблица 2-3
Наименование угля Марка угля Группа угля Иг % у, мм Характеристика нелетучего остатка
Длиннопламенный . . . д — 33 и более — Порошкообразный, слипшийся, сла- боспекшийся
Газовый Г Г6* Г12 33 и 33 и более более 6—11 12—20 —
* При у менее 6 мм и спекшемся нелетучем остатке уголь относится к группе Гб.
Угли Кавказа
Таблица 2-4
(ГОСТ 6869—54*)
Марка или группа угля % У, ММ Wp. % Характеристика нелетучего остатка
д 37 и более — Порошкообразный, слипшийся или сла- боспекшийся
г 37 и более 6 и более — При у меиее 6 мм нелетучий остаток спекшийся
ж 35 и более 20 и более — —
БЗ 40 и более — Не более 30 —
* Переиздание (с изменениями, внесенными в стандарт), ноябрь 1 960 г.
Угли Печорского бассейна
(ГОСТ 6991—54*)
Таблица 2-5
Наименование марок Марка угля Группа угля и1'.’% у, мм Характеристика нелетучего остатка
Длиннопламеиный . . . д — 37 и более — Порошкообразный, слип- шийся и слабоспекшийся
Г азовый г — 37 и более 6** и более —
Жирный ж Ж19 жю 27—37 27—37 19 и более 10—18 —
Коксовый к — Менее 27 14 и более
Отощениый спекающийся ОС — Менее 27 6**—13
Тощий т — Менее 17 — Порошкообразный, слип- шийся и слабоспекшийся
* Переиздание (с изменениями, вписанными в стандарт), лекабрь I960 г.
•• При у менее б мм и спекшемся нелетучем остатке уголь в зависимости от выхода летучих веществ
относится к маркам Г или ОС.
46
Характеристика спекающихся углей СССР
Таблица 2-6
Угли Урала
(ГОСТ 7050—60)
Наименование марок Марка угля Группа угля vr, % у, мм wp, % <?б ккал/кг Характеристика нелетучего остатка
Длиннопламен- ный д — 37 и более — — — Порошкообраз- ный, слипший- ся и слабо- спекшийся
Газовый . . . г Г6 37 и более 6*—12 — — —
Жирный . . . ж Ж13 Ж18 36 г более 36 и более 13—17 18 и более — — —
Полуантрацит ПА — 10 — 8100 и более
Бурый .... Б Б1 Б2 БЗ 40 и более 40 и более 40 и более — Более 25 До 35 вкл. До 25вкл. Более 35 —
* При у менее 6 мм н спекшемся нелетучем остатке уголь относится к группе Гб.
Таблица 2-7
Угли Карагандинского бассейна
(ГОСТ 8150—59)
Наименование марки Марка или группа угля тг. % у, мм wp, %
Жирный ж 24 и более 25 и более
Коксовый жирный кж 33 и менее 19—24 —
Коксовый к 24—33 12—18 —
Коксовый второй Кг 24—33 6*—11 —
Отощенный спекающийся ОС Менее 24 6*—11 —
Бурый Группа БЗ 37 и более — До 30 (вкл )
• Прн у менее 6 мм н спекшемся нелетучем остатке уголь в завнснмостн о выхода летучих веществ
относится соответственно к маркам К» или ОС.
Таблица 2-8
Угли Средней Азии
(ГОСТ 7049—54 с изменением № 2 от 1 /IV 1961 г.)
Наименование марок Марка । угля Группа! угля 1 Vr, % Характеристика нелетучего остатка W'P. % Месторо ж деи и я
Длиннопламенный д — 36 и более Порошкообраз- ный, слипший- ся, слабоспек- шийся — Кок-Янгакское и Ташкумырское
Слабоспекаю- щийся сс 20 и более Порошкооб- разный, слип- шийся, слабо- спекшийся Шаргуньское
Бурый Б Б2 БЗ 28 и более 28 и более — Более 40 18—30 Ангреиское Сулюктинское, Шурабское, Кызыл-Кийское, Ленгерское и Алмалыкское
Технологические классификации углей
47
Угли Кузнецкого бассейна
(ГОСТ 8162—59)
Таблица 2-9
Наименование марки со СО 5 S >> Группа угля ,/г. % у, мм Характеристика нелетучего остатка
Длиннопламенный . . д Более 37 __ Порошкообразн ый, слипшийся, слабо- спекшийся
Г азовый г Г6 Г17 Более 37 Более 37 6*—16 17-25 —
Газовый жирный . . гж Более 31 до 37 6»—25
Жирный ж 1Ж26 2Ж26 Более 33 33 и менее 26 и более 26 и более —
Коксовый жирный . . кж КЖ14 КЖ6 25—31 Более 25 до 31 14—25 6*—13 —
Коксовый к К13 кю Меиее 25 17—25 13—25 10—12 —
Коксовый второй . . К2 17—25 6*—9 —
Отощенный спекаю- щийся ОС Менее 17 6*—9 —
Слабоспекающийся сс ICC 2СС 25—37 17—25 — Порошкообразный, слипшийся, слабо- спекшийся
Тощий т Менее 17 То же
* При у меиее'6 мм и спекшемся нелетучем остатке угли относятся соответственно к группам Гб, КЖ6
и маркам ГЖ, К2 и ОС.
Угли Дальнего Востока
(ГОСТ 9478—60)
Таблица 2-10
Наименование марок Марка угля Группа угля Vr. % у, мм UZP, % Характеристика нелетучего остатка
Длиннопла- f/енный д — 37 и более — — Порошкообразный, слипшийся и слабоспекшийся
Г азовый Г Г6 35 и более 6*—12
Жирный Ж Ж6 Ж13 25 и менее 35 25 и менее 35 6*—12 13 и более — —
48
Характеристика спекающихся углей СССР
Продолжение табл. 2-10
Наименование марок j Марка угля Группа угля иг. % у. мм U7P, % Характеристика нелетучего остатка
Коксовый к2 — 20 и менее 25 8 и более —
второй Тощий т 8—20 — — Порошкообразный, слипшийся и слабоспекшийся
Бурый Б Б2 40 и более — Более 30 До 40 вкл.
БЗ 40 и более — До 30 вкл. —
* При у менее 6 мм и спекшемся нелетучем остатке уголь относится к марке Г (группа Гб) и к марке
Ж (группа Ж6).
Угли Восточной Сибири
(ГОСТ 9477—60)
Таблица 2-11
Наименование марок ! Марка | угля Г руппа угля V1' • % у, мм №р, % Характеристика нелетучего остатка
Длиннопламенный д — 37 и более — — Порошкообразный, слипшийся и сла- боспекшийся
Газовый ’ . . . . г Г6 35 и более 6*—12 — —
Бурый . ' .... Б Б2 БЗ 40 и 40 и более более Более 30 До 40 (вкл.) До 30 (вкл.) —
* При у менее б мм и спекшемся нелетучем остатке уголь относится к марке Г (группа Гб).
Угли Сахалина
(ГОСТ 7026—59)
Таблица 2-12
Наименование марки Марка угля Группа угля гг, % V. мм Характеристика нелетучего остатка
Длиннопламенный . . д — 37 и более __ Порошкообразный, слипшийся, слабо- ' спекшийся
Газовый г Гб Г14 37 и более 37 и более 6*—13 14 и более —
Жирный ж — 27 и менее 37 18 и более —
Коксовый к К14 К8 17 и менее 27 17 и менее 27 14 и более 8—13 —
Тощий Т — Менее 18 — Порошкообразный, слипшийся, слабо- спекшийся
* При у менее 6 мм и спекшемся нелетучем остатке уголь относится к группе Гб.
Технологические классификации углей
49
При пользовании таблицами технологиче-
ских классификаций углей необходимо
иметь в виду следующее:
а) цифры, входящие в условное обозна-
чение групп, указывают нижний 'предел спе-
каемости угля, выраженный толщиной пла-
стического слоя у (цифры, стоящие после
букв);
б) при у менее 6 мм и спекшемся нелету-
чем остатке угли относятся соответствен-
но к группам Гб, КЖ6 и маркам ГЖ, Кг
и ОС.
3. МЕЖДУНАРОДНАЯ
КЛАССИФИКАЦИЯ УГЛЕЙ
Международная классификация углей,
принятая в 1954 г. на заседании Комитета
по углю Европейской экономической комис-
сии ООН в Женеве, охватывает каменные
угли и антрациты. К каменным углям (в от-
личие от бурых) относятся такие угли, выс-
летучих веществ (выше 33%) также гра-
ницами значений теплот сгорания углей
(Qj , ккал/кг}.
Деление классов углей на группы.
После разделения углей на классы они
делятся по спекаемости на следующие груп-
пы:
% группы .... О 1 2 3
Индекс свободного
вспучивания в
тигле . . . . . О—* 1/а 1—2 2г/2—4 >4
Индекс Рога . . . О—5 5—20 20—45 >45
Деление групп углей на подгруппы
На подгруппы угли делятся в соответст-
вии с их коксуемостью, определяемой по
максимальному расширению или по типу
кокса, полученного в аппарате Грей-Кинга.
В соответствии с этим устанавливаются
следующие подгруппы:
№ подгруппы ............... 0 1
Максимум расширения .... Не раз- Только
мягчаю- сжатие
щийся
Тип кокса по Грей-Кингу . . А В—D
2
0 1
ленЕ
Е—
G
3 4 5
0—50 50—140 >140
01—О4 G\—G8 >Ge
шая теплота сгорания которых превосходит
5700 ккал/кг, считая на влажную беззоль-
ную массу (при относительной влажности
воздуха 97%).
Параметрами международной классифи-
кации являются: выход летучих веществ на
сухую беззольную массу (Ёг, %) или теп-
лота сгорания для углей с высоким выходом
летучих веществ (>33%), а также спекае-
мость и коксуемость углей. По этим показа-
телям угли распределяются на классы,
группы и подгруппы, как показано в
табл. 2-13.
Разбивка углей на классы производится
по показателям выхода летучих веществ
(V'r, %) или по теплоте сгорания
(Qg, ккал/кг).
Угли отдельных классов распределяются
на четыре группы в соответствии с их спека-
емостью, определяемой одним из двух ме-
тодов: а) числом Рога или б) индексом
свободного вспучивания при тигельном кок-
совании.
По показателям коксуемости угли разби-
ваются на шесть подгрупп, причем для опре-
деления коксуемости приняты взаимозаме-
няемые методы Одибера-Арну (максималь-
ное расширение, %) или Грей-Кинга (тип
кокса).
Деление углей на классы
В соответствии с международной клас-
сификацией угли делятся на 10 классов, из
них первые шесть (от 0 до 5) определяются
по выходу летучих веществ (Гг, %), следу-
ющие четыре (6—9) — наряду с выходом
4 Справочник коксохимика, том I.
После определения принадлежности угля
к классу (по выходу летучих веществ и
теплоте сгорания), группе (по спекаемости)
и подгруппе (по коксуемости) производит-
ся индексирование угля в соответствии с
требованиями международной классифика-
ции, т. е. установление кодового числа угля.
Индексирование угля осуществляется по де-
сятичной системе трехзначным кодовым чи-
слом, где первая цифра указывает номер
класса угля, вторая — группу по спекаемо-
сти и третья — подгруппу по коксуемости.
Всего по международной классификации
установлен 61 тип углей, которые объедине-
ны в одиннадцать статистических групп или
торговых марок, а именно: I, II, III, IV,
VA, VB, VC, VD, VIA, VIS и VII, в
табл. 2-13 группы обозначены римскими
цифрами.
Простота построения классификации и
индексирования угля делает ее удобной
для пользования. Существенным недостат-
ком классификации является выбор мето-
дов и параметров для оценки коксуемости
угля (методы Одибера-Ариу и Грей-Киига),
которые фактически только косвенно харак-
теризуют спекаемость угля, а не его коксуе-
мость.
Экспериментальные исследования углей
бассейнов СССР методами международной
классификации и опыт кодификации углей
по принятым параметрам показали, что эта
классификация в ряде случаев не позволя-
ет разграничивать угли по их способности
давать кокс того или иного качества (при
самостоятельном коксовании и в смесях).
Международная классификация каменных углей
Группа по спекающей способности Число
№ групп и характер спекания параллельные пара- метры Первая цифра числа по коду указывает класс угля, определяе значение не более 33%; при выходе летучих веществ более угля (Q^, i ккал/кг). Вторая цифра числа по коду указывает цифра числа по коду указывает под
индекс вспучи- вания индекс Рога
3, сильно спекаю- щиеся >4 >45 — — — 435
— — — 334 434
VA vB
— — — 333 433
— — — 332 а 332 b 432
2, умерен- но спекаю- щиеся 2,5—4 20—45 — — — 323 423
— — — 322 / 422
— — 321 421
1, слабо спекаю- щиеся 1—2 5—20 — — 212 312 412
— — 211 311 [I I 411
0, не спе- кающиеся 0—1/2 0—5 — 100 1 АВ 11 200 300 400
Номера классов 0 1 2 3 4
Параметры классов Выход летучих ве- ществ из сухого беззольного угля (И, % 0—3 >3—10 >10—14 >14—20 >20—28
>3—6,5>6,5—10
Высшая теплота сго- рания влажного беззольного угля в ккал/кг при 30 °C и 96% относитель- ной влажности — — — — —
Классы по выходу летучих веществ, если его значение рання при выходе летучих веществ более 33%.
Примечания. 1. Спекающая способность н коксуемость должны определяться в образцах угляг
флотацией или каким-либо другим соответствующим способом,
2. 332а —>14—16% летучих веществ, 332Ь — >16—20% летучих веществ.
I а б л и ц a 2-13
по типам и статистическим группам
по коду Подгруппы по коксуемости
мый по выходу летучих веществ (Уг), если его 33% — по теплоте сгорания беззольного влажного группу угля по спекающей способности. Третья группу угля по коксуемости № подгрупп и характе- ристика параллельные пара- метры
характеристика по коксуемости номе- ра по дила- тометри- ческому испыта- нию по Грей- Книгу (тип кокса)
535 1 Vr 635 J — — Чрезмерно кок- сующиеся 5 >140 >С8
534 634 — — Коксующиеся 4 >50—140 ^5
533 633 V 2. 733 — — Умеренно коксующиеся 3 >0—50 G^-Gt
532 632 732 832 — Слабо коксующиеся 2 <0 E—G
523 623 V 723 823 — Умеренно коксующиеся 3 >0—50 Gx-G,
522 622 722 822 — Слабо коксующиеся 2 <0 E—G
521 621 V 721 821 — Весьма слабо коксующиеся 1 Только сжатие B—D
512 612 712 812 — Слабо коксующиеся 2 <0 E—G
511 611 V II 711 811 —- Весьма слабо коксующиеся 1 Только сжатие B—D
500 600 700 800 900 Не коксующиеся 0 Не раз- мягчаю- щиеся A
5 6 7 8 9 Можно исходить из предположения, что выход летучих веществ нижеуказанных классов составляет: Класс 6 >33—41% » 7 >33—44% » 8 35—50% » 9 42—50%
>28—33 >33 >33 <33 >33
— >7750 >7200— 7750 >6100— 7200 > 5700— 6100
не превышает 33%, или по теплоте сго-
с зольностью, непревышающей 10%. Если зольность образцов превышает 10%, она должна быть снижена
4'
Глава 3
УГОЛЬНЫЕ БАССЕЙНЫ И МЕСТОРОЖДЕНИЯ В СССР
1. ОБЩИЕ СВЕДЕНИЯ
Таблица 3-1
Уголь является основным видом горючих
ископаемых, залегающих в недрах земной
коры; удельное участие отдельных ви-
дов горючих ископаемых в их общих запа-
сах в недрах земного шара составляет (в
пересчете на калории, %):
Участие различных угольных
бассейнов в поставке углей
для коксования, %
Угольные бассейны
Каменный и бурый уголь...........95,3
Природный газ.....................0,1
Прочие............................4,6
я
я
я
(U м
я
X я
Sd о
я и
о 2
Удельное участие разных горючих ис-
копаемых в недрах СССР в целом и в УССР
составляет (в пересчете на калории, %):
СССР УССР
Каменный уголь.............lq(. R 92,7
Бурый уголь.................|»о>о q g
Природный газ.................0,1 3,3
Прочие......................3,2
1940
1950
1955
1959
1965
я
о
я
п
74,6
58,4
59,6
60,2
52,5
20,0
32,6
30,0
28,6
26,8
3,1
4,3
6,0
4,3
13,3
2,3
4,7
3,3
2,6
1,6
0,3
3,5
5,1
0,8
0,8
0,7
100,0
100,0
100,0
100,0
100,0
100
129
198
258
400
Общие запасы углей в недрах СССР по
данным на 1957 г. составляют 8670 млрд, т,
по этому показателю СССР занимает пер-
вое место в мире. Общие мировые геологи-
ческие запасы угля составляют 16000—
16500 млрд, т (1960 г.).
Удельное участие различных угольных
бассейнов в поставке углей для коксования
по годам в сравнении с предвоенным 1940 г.
представлено в табл. 3-1.
2. ДОНЕЦКИЙ БАССЕЙН
Угленосные отложения Донецкого бас-
сейна относятся к каменноугольному перио-
ду (карбону) и представлены всеми тремя
отделами — нижним, средним и верхним.
На долю нижнего карбона приходится око-
ло 11% всех запасов бассейна, среднего —
свыше 88% и верхнего — до 1%.
Общая мощность отложений карбона
(угольных пластов, пропластков и вмещаю-
щих их пород) составляет 2 км на запад-
ной и северной окраинах бассейна и дости-
гает 18 км на юго-востоке.
В угленосной толще бассейна залегают
примерно 330 пластов и пропластков, но
лишь около 120 пластов имеют мощность
0,45—0,50 м и выше. В настоящее время в
Донбассе разрабатывается около 90 плас-
тов.
Донецкий бассейн характеризуется невы-
сокой угленосностью продуктивной толщи1
и небольшой мощностью пластов. Коэффи-
циент рабочей угленосности, т. е. отношение
суммарной мощности рабочих угольных пла-
стов к суммарной мощности продуктивной
голщи, выраженное в процентах, в Донбас-
се относительно невелик и составляет 0,77%.
Мощность рабочих пластов в Донбассе
изменяется от 0,45—0,50 и до 1,50—1,80 м
(средняя мощность 0,70—0,75 .и). Среднеди-
намическая мощность разрабатываемых
пластов в бассейне на протяжении ряда лет
остается практически одинаковой: в
1940 г.—0,90 м, в 1955—1956 гг,—0,88—
0,89 м.
1 Продуктивной толщью называется совокуп-
ность угольных пластов рабочей мощности и вме-
щающих их пород.
Угольные бассейны и месторождения в СССР
53
Разрабатываемые в бассейне пласты по Таблица 3-3 мощности распределяются следующим обра- аом: Стратиграфическая схема деления ’ , Донбасса, уточненная Геологическим Мощность пласта, м % к общему количеству комитетом В 1951 Г. Пл П СЛ 07
0,61—0,80 31 Отделы 0,81 —1,00 20 карбона 1,01—1,20 12 Свиты Граничные известняки Пласты угля
1,21—1,50 7,5 Более 1,50 2,5 В Донбассе разрабатываются в основном Верхний пологопадающие пласты: С3 Долевое участие Характер падения пластов в добЫче> % Пологое (угол падения до с3 Л Р1 Ох Ях Л4х Ьх Кх /х Ях Gi Fi Е, Di Сх бх А —
Оз 01
nt П1
25°) ~70 Наклонное (угол падения 25—45°) ~12 Крутое (угол падения свыше 45°) ~18 Большинство угольных пластов (около 70%) характеризуется сложным строением, различным количеством породных прослоев, представленных преимущественно глинисты- „ ми сланцами: простое строение имеют глав- средний ным образом маломощные пласты — до 0,60—0,70 м. Глубина горных разработок в Донбассе в 1955 г. составила: иа пологопадающих пла- стах — 300 м, на крутопадающих — 400 м, на ряде шахт бассейна разрабатываются пласты на глубине 700—800 м и более. Распределение шахт по глубине их разра- ботки показано в табл. 3-2. Современная стратиграфическая схема с7 С2 ™9
с6 >1 11
с5 ^1
с4 с2 '3 гх
С3 С2 /г’1 hi
с| вз gi
К
Донбасса, принятая в 1951 г., распределяет отложения карбона на 15 свит: пять — в нижнем, семь — в среднем и три — в верх- нем отделах. По принятой синонимике, наиболее посто- янные пласты угля и известняка, выдержан- ные на значительных площадях, обознача- Нижний ются буквами латинского алфавита: извест- Сх няки — прописными, а угольные пласты — строчными буквами. Известняки, разделяю- щие отдельные свиты, называются гранич- ными. Стратиграфическая схема деления Дон- басса ппедставлена в табл. 3-3. с3 «1
dt dj
Ct
С?
<18 Cl
С?
bi
С’1
<h
Таблица 3-2 Распределение шахт в Донецком бассейне по глубине разработки, %
п Глубина разработки шахт, м
пластов до 2()0 | 201_300 | 301_400 | 401—500 | 501—600 601—700 701—800 801—900
Донецкий экономический район
Пологое 1 Крутое | 32,5 I 38,0 1 22,3 14,0 1 18’5 1 1 ю,о 1 14,2 I 12,0 1 9,1 1 8,0 1 м 1 0,4 1 4,0 1 1,3
Все пласты | 34,8 | 25,9 Луганский экономический | 19,8 | 9,9 | : район 6,5 | 3.‘ [ — —•
54
Характеристика спевающихся углей СССР
Отдельные свиты в бассейне имеют следу-
ющие наименования:
Свита Наименование
С j (т) . . Краснокутская (Горловская)
С j (/) . . . Алмазная
С 2 (А) . . Каменская
С 2 (0 . . . Белокалитвенская
(Несветаевская, Безымянная)
С j (Л) . . Смоляниновская
(Максимовская)
С j (g) . . Кальмиусская
С 2 (0 • • • Мандрыкинская
С । (с) , , Самарская (Западный
Донбасс)
Примечание: В скобках указан символ пласта
В обозначение символа каждого пласта
помимо буквы вводится также цифровой
индекс, указывающий на стратиграфическое
положение пласта в данной свите; индексы
устанавливаются в возрастающем порядке
снизу вверх.
Помимо буквенного обозначения, боль-
шинство разрабатываемых пластов имеют
местное название, часто различное для од-
них и тех же пластов в разных районах
бассейна.
В Донецком бассейне залегает вся гамма
углей — от малометаморфизованных длин-
нопламенных углей, близких к бурым (ДБ),
до высокометаморфизованных тощих углей
и антрацитов.
Общие геологические запасы углей в бас-
сейне до глубины 1800 м составляют
240,6 млрд, т, а до глубины 1200 м —
174,9 млрд. г. Балансовые запасы углей в
пластах мощностью 0,45 м и более несколь-
ко ниже общих геологических запасов и со-
ставляют 190 млрд, т, из них до глубины
1200 м — 138,7 млрд. т. В табл. 3-4 приве-
дены общие геологические и балансовые за-
Таблица 3-4
Геологические и балансовые запасы углей Донбасса
Запасы Общие запасы По степени достоверности (%) По зонам глубин (%)
действи- тельные возмож- ные вероят- ные 0—300 м 300- 600 м 600— 1200 м 1200 — 1800 м
Геологиче- 240,6 23,8 33,0 43,2 11,8 20,8 40,0 27,4
ские Балансовые 190,0 26,4 33,4 40,2 11,7 20,5 40,9 26,9
Таблица 3-5
Распределение балансовых запасов донецких углей по маркам, %
Марка углей До глубины 1800 м До глубины 1200 л
все угли в том числе Г, ж. к. ос по степени достоверности все угли в том числе Г, Ж, К и ОС
действи- тельные вероятные возможные
ДБ Д Г 11,0 12,6 28,7 68,2 1,5 6,6 38,8 1,3 11,6 38,3 25,4 17,7 13,7 14,8 11,6 26,9 69,5
Ж 5,7 13,8 10,4 6,2 2,3 5,3 13,8
К 4,0 9,7 5,8 4,1 2,9 3,5 9,1
ОС 3,5 8,3 4,5 3,2 3,0 2,9 7,6
т 7,7 9,4 7,9 6,5 7,5 —
А 26,8 — 23,0 27,4 28,5 27,5 —
Всего . . . 100,0 100,0 100,0 100,0 100,0 100,0 100,0
Из них; Ж, К и ОС . . 13,2 31,8 20,7 13,5 8,2 Н,7 30,5
Угольные бассейны и месторождения в СССР
55
пасы углей в Донбассе по степени досто-
верности1 и по зонам глубин.
Распределение балансовых запасов по
маркам углей представлено в табл. 3-5, а
по зонам глубин до 1200 м в табл. 3-6.
Таблица 3-6
Распределение балансовых запасов
донецких углей по глубинам, %
Марки углей Зоны глубин, м
до 300 300—600 600—1200 g (U и аэ в том числе до 600 м
ДБ 1,4 23,2 75,4 100,0 24,6
Д 11,0 28,9 60,1 100,0 39,9
Г 16,3 29,0 54,7 100,0 45,3
ж 16,7 29,8 53,5 100,0 46,5
к 14,5 29,7 55,8 100,0 44,2
ОС 19,2 25,2 55,6 100,0 44,4
т 25,6 29,4 45,0 100,0 55,0
А 22,6 29,1 48,3 100,0 51,7
Всего 15,8 28,2 56,0 100,0 44,0
Особенности тектонических структур, а
также свойства углей на разных участках
(их марки) послужили основанием разбить
бассейн на 24 геолого-промышленных райо-
на.
В Донецком бассейне находится вся гам-
ма ископаемых гумусовых углей от бурых и
длиннопламенных до полуантрацитов и ан-
трацитов; встречаются также Кеннеди и кен-
нель-богхеды2.
1 К группе действительных отнесены запасы,
на основе которых осуществляется проектирование
шахт (категории А, В и Ci действующей в СССР
классификации запасов).
К группе вероятных отнесены запасы, для ко-
торых мощность и качество угля установлены
предварительно по данным разведки в отдельных
точках (категория С2).
К группе возможных отнесены запасы углей,
установленные в порядке прогноза на основании
геологических исследований по единичным дан-
ным или по аналогии с соседними площадями
(по Донбассу в эту группу отнесены в основном
запасы глубоких горизонтов).
2 Кеииелями называются ископаемые уг-
ли, состоящие из микроспор, погруженных в сап-
ропелевую основную массу с большей или мень-
шей примесью гумусового вещества.
К е и и ел ь-б огхедами называются иско-
паемые угли, состоящие из микроспор, заключен-
ных в чисто сапропелевую основную массу.
Донецкие угли среднего карбона 'по пет-
рографическому составу сравнительно‘одно-
родны и поэтому изменения их химических
и технологических свойств обусловливаются
главным образом степенью метаморфизма,
а при одинаковой степени метаморфизма —
генетическим типом углей.
На значительных площадях Донецкого
бассейна наблюдается повышение степени
метаморфизма по мере увеличения мощно-
сти угленосной толщи; мощность отдельных
свит увеличивается от периферии бассейна
к центру, т. е. к Главной антиклинали и
вдоль нее с запада на восток. В соответст-
вии с этим степень метаморфизма углей в
бассейне возрастает к центральным и вос-
точным районам бассейна. Закономерность
повышения степени метаморфизма при воз-
растании мощности угленосной толщи на-
блюдается также и для углей нижнего кар-
бона.
Выход летучих веществ из углей средне-
го карбона в Донбассе закономерно сни-
жается с ростом стратиграфической глуби-
ны угольных пластов, т. е. по правилу
Хильта.
В соответствии с направлением увеличе-
ния мощности осадконакопления степень
метаморфизма углей в отдельных геолого-
промышленных районах возрастает: в Крас-
ноармейском и Донецко-Макеевском — с
юго-запада на северо-восток, в Централь-
ном — вдоль крыльев антиклинали, в пре-
делах северной и восточной частей бас-
сейна (в Алмазно-Марьевском, Краснодон-
ском и Каменском районах) — с севера на
юг, в северо-восточной части (в Белокалит-
венском и Тацинском районах) — с северо-
запада на юго-восток. Увеличение степени
метаморфизма углей Самарской свиты за-
падного Донбасса происходит с северо-запа-
да на юго-восток.
Помимо изменения степени метаморфиз-
ма по простиранию угольных пластов -в
промышленном Донбассе наблюдается воз-
растание степени метаморфизма со страти-
графической глубиной: на каждые 100 м
глубины отложений среднего карбона вы-
ход летучих веществ из угля снижается от
0,85 до 1,45%; для малометаморфизованных
нижнекарбоновых углей при увеличении их
степени метаморфизма выход летучих ве-
ществ почти не изменяется.
Различия в строении, составе и свойствах
угольных пластов возникли в период накоп-
ления и первичных превращений раститель-
ных остатков и определяются генетическим
типом пласта.
Среднекарбоновые угли промышленного
Донбасса отличаются повышенной сернис-
тостью и обладают высокой спекаемостью в
средних стадиях метаморфизма.
Петрографический состав типовых донец-
ких углей по микрокомпонентам представ-
лен в табл. 3-7.
Угли промышленного Донбасса являются
преимущественно витрено-клареновыми, что
56
Характеристика спекающихся углей СССР
Таблица 3-7
Петрографический состав типовых углей Донбасса (по мнкрокомпонентам), %
Наименование Марки углей Витринит Семивит- рииит Sv Семифюзи- иит и ми- кринит Ft Фюзинит Сумма компонен- тов группы фюзинита F Лейптнинт L
Угли среднего д 78—86 1—7 3—10 2—10 5—14 7—13
карбона про- Г 73—88 1-6 3—5 2—10 4—12 6—14
мышленного Ж 82—88 1—6 2—7 1—8 3—10 3—13
Донбасса к 86—96 1—7 1—6 1-7 2—8 До 3
ОС 92—97 ДоЗ До 4 До 4 2-7 —
т 94—98 » 2 » 3 » 3 2—5 —
Угли нижнего карбона Запад- ного и Южного Донбасса г 42—68 6—19 2—10 2—15 7—20 12—32 (в отдельных пробах 35 и более)
видно из данных по содержанию различных Большинство угольных пластов промыш-
литотипов в углях разных марок, %: ленного Донбасса характеризуется легкой
Витрен Кларен Дюрен Фюзен
Д До 25—26 До 40—41 До 29—30 Не менее 3—4
Г 28—35 33—39 24—28 4—3
Ж 32—37 45—49 10—18 3—8
к 41—47 46—48 7—8 3-8
ОС 86—87 9—10 — 3—4
Средняя зольность большинства донецких
угольных пластов находится в интервале
7-15%.
Малозольных спекающихся углей (Ас до
7%) в Донбассе небольшое количество; к
ним в основном относятся угли пластов hj
и m3 в Донецко-Макеевском районе. В от-
личие от этого в Белокалитвенском районе
большая часть спекающихся углей имеет
высокую зольность (28—30% и более).
Средняя зольность рядовых углей, посту-
пивших на обогатительные фабрики при
коксохимических заводах, показана в
табл. 3-8.
Таблица 3-8
Зольность донецких рядовых
коксующихся углей по
маркам
Марка углей лс. %
1958 г. 1959 г. 1960 г.
г 15,0 15,4 16,6
ж 17,8 18,3 18,1
к 17,1 17,8 17,7
ОС 17,5 18,1 17,9
В среднем 16,9 17,4 17,6
и средней обогатимостью. Выход концентра-
та при обогащении по удельному весу 1,5
составляет: для легкообогатимых углей 85—
90% при зольности концентрата 5—6%;
для углей средней обогатимости — около
65% при зольности концентрата 8—9%; для
труднообогатимых углей — 40—45% при
зольности концентрата 11—12%.
В Донецко-Макеевском и Красноармей-
ском районах большинство углей характе-
ризуется легкой и средней обогатимостью; в
Центральном, Алмазно-Марьевском и Крас-
нодонском районах около 20% труднообо-
гатимые угли, в Белокалитвенском районе
большинство углей труднообогатимы. Угли
Петропавловского района легко, и средне-
обогатимые.
Химический состав зол углей промышлен-
ного Донбасса, а также шихт коксохимиче-
ских заводов УССР представлен в табл. 3-9.
Химические составы зол кокса и шихт
близки между собой.
Температура плавления (У зол донецких
углей относительно невелика и обычно со-
ставляет 1100—1200°С. Только на некоторых
шахтах разрабатываются угольные пласты
с тугоплавкой золой (1400°С и выше). К их
числу относятся пласты k$ на шахтах Запо-
рожская № 1 и Родинская № 1, h7 на шахте
№ 17—17-бис и некоторые другие
(табл. 3-10).
Угольные бассейны и месторождения в СССР
57
Таблица 3-9
Химический состав зол углей и шихт
Наименование Химический состав золы, %
S1O, А1,О, FCzOs СаО MgO SO, прочие компоненты
Рядовые угли Шихты коксохими- ческих заводов 33,0— 55,0 36,2— 44,9 18,0— 34,0 22,1— 27,1 8,0— 28,0 22,4— 31,2 0,7— 8,0 3,5— 7,0 0,6— 2,2 0,8— 1,9 0,8— 8,5 1,1— 4,1 0,2—5,3 До 3,0
Таблица 3-10
Температура плавления зол обогащенных проб некоторых углей
промышленного Донбасса (по данным УХИНа), °C
Трест Шахта Символ пласта Марка Ас, % Температура плавления золы. °C (по ГОСТ 2057—60)
Красноар- № 1 Центральная 1з И др Г 7,5 1000 1100 1270
мейскуголь № 1 Запорожская kb Г 4,4 >1400 >1400 >1400
№ 1 Родинская kb Г 3,8 1390 >1400 >1400
№ 2 Родинская kb Г 9,2 1120 1165 1240
№ 2 Водяная kb Г 4,2 1310 1330 >1400
№ 3—3-бис k-J Г 6,4 1400 >1400 >1400
№ 17—18 им. РККА I3, ka г 5,2 1250 1320 1380
Йм. XXI съезда КПСС lb г 6,3 >1400 >1400 >1400
Петровск- уголь ОФ им Челюскинцев (концентрат) ll, kg г 8,4 1160 1200 1290
№ 4—21 (класс +40 мм) /г7 ж 1,50 1100 1160 1260
№ 4—21 (класс —40 мм) ж 5,7 1200 1280 1310
Куйбышев- № 1—7 Ветка k&, ks ж 7,0 1350 1380 >1400
уголь № 4 Ливенка hg к 2,6 1330 1390 >1400
Я> 4 Ливенка ft? к 4,1 1290 1400 >1400
№ 5—6 им. Калинина ^10 к 4,1 1080 1160 1325
№ 7—8 им. Калинина ftfl к 5,2 1320 1400 >1400
№ П ж 4,8 1060 1120 1290
№ 13 (концентрат) h г 4,0 1090 1140 1240
№ 13 (отсев) li г 4,6 1100 1160 1290
Пролетарская *8 г 5,2 > 1400 >1400 >1400
Рутченков- № 2—7 &8> ^4 г 2,4 1030 1100 1260
уголь № 29 (класс +40 мм) ft7 ж 1,1 1350 1400 >1400
№ 29 (класс —40 мм) ft7 ж 4,4 1180 1250 1340
№ 17—17-бис ж 5,4 ИЗО 1210 1340
№ 17—17-бис ft? ж 6,1 >1400 >1400 >1400
№ 19 ks ж 6,4 1330 1410 >1400
№ 30 ha ж 7,1 1220 1330 1400
№ 30 h3 к 4,9 1180 1360 >1400
№ 31 ж 4,7 1040 1090 1270
№ 31 hB ж 7,1 1220 1330 1400
№ 31 hs к 4,6 1160 1240 1360
58
Характеристика спекающихся углей СССР
Продолжение табл. 3-10
Трест Шахта Символ пласта Марка Ас. % Температура плавления золы, °C (по ГОСТ 2057-60)
ti 2 G
Пролетарск- Ново-Мушкетово Ащ, hg К 6,0 1180 1240 1320
уголь Мушкетовская-Верти- кальная (концентрат) Л8, h7 к 5,0 1180 1250 1300
Мушкетовская-Верти- кальная (отсев) Ag, h? к 3,9 1250 1320 1390
№ 6 Красная звезда Ajo» ^8’ ^7 ОС 6,2 1240 1350 1400
№ 6 Капитальная A3, Ag т 10,5 1010 1100 1220
№ 8 Ag ОС 4,5 1310 1360 1400
№ 11—21 Ag, Ae ОС 5,5 1190 1240 1270
№ 12—18 им. Правды Ag, A3 ОС 5,6 1200 1270 1320
№ 17 Ливенская-Запереваль- h3 ОС 6,0 1100 1180 1310
на я hio ОС 3,6 970 1060 1200
Макеевуголь № 10 Холодная балка к 6,3 >1400 >1400 >1400
№ 14—16 Холодная балка ^5 A3 ОС 7,0 1400 >1400 >1400
№ 19 ОС 5,6 1200 1270 1320
№ 20 ОС 6,4 1370 1410 >1400
№ 28 Z7 ж 5,7 1150 1350 1400
№ 28-бис Ae> kl5 и k3 к 6,3 >1400 >1400 >1400
Советск- № 3 l6 к 3,9 1270 1320 1360
уголь ОФ Колосниковская ОС 7,8 1360 >1400 >1400
Ленинуголь Центральная—Белянка A3, Ag к 5,0 1050 1200 1240
Коммунарск- № 5-бис kb т 6,2 1220 1250 1400
уголь № 25 kb т 2,2 1100 1190 1260
Ка диеву голь № 11 m3 к 3,3 950 980 1160
№ 50 Галки ^10 к 4,7 920 1000 1260
Первомайск- уголь Ks 4—6 lg и др г 6,1 980 1020 1200
Кировуголь № 1—2 Ново-Голубов- ская kii kg И др г 7,6 1070 1100 1165
Краснодон- уголь № 1-бис A5, Ag к 4,7 1000 1070 1240
Донецкугле- Цоф Комсомолец ж 7,7 1095 1220 >1400
обогащение Ново-Узловская ЦОФ к 9,1 1050 1090 1260
Примечание. Приняты следующие условные обозначения температурных точек плавления золы:
ч— температура начала деформации конуса золы, при которой начинается округление или наклон
-вершины конуса;
tt температура размягчения, при которой конус оплавляется, образуя полусферу;
га — температура начала жидкоплавкого состояния образца.
Угольные бассейны и месторождения в СССР
59
Донецкие угли среднего карбона преиму-
щественно сернистые, количество -малосер-
нистых углей составляет только 15—20%
от всех углей бассейна. В общих запасах
на долю сернистых углей приходится око-
ло 30%, а в северных районах до 40—45%.
В бассейне возрастает сернистость углей в
северо-восточном направлении.
Донецкие угли нижнего карбона в основ-
ном мало- и среднесернистые.
По сравнению с другими районами про-
мышленного Донбасса менее сернистыми
являются угли Красноармейского и Донец-
ко-Макеевского районов, в запасах которых
количество малосернистых углей составляет
до 25%.
Угли Центрального и Алмазно-Марьев-
ского районов преимущественно средне- и
высокосернистые, угли Краснодонского и
Лисичанского районов характеризуются по-
вышенным содержанием серы.
Содержание серы в пластах Донецкого
бассейна выдерживается постоянным на
значительных площадях. Угли пластов ms,
he, h7 малосернистые; пластов m9, m3, /7, Ze,
4, ks, k3, h10, h3 на некоторых участках
малосернисты, ряд угольных пластов —
лг4, m2, l7 Is, k7 и k% и другие относятся
к высокосернистым.
Сернистость рядовых углей, поступив-
ших на коксохимические заводы с обогати-
тельными фабриками, показана в табл. 3-1'1.
Таблица 3-11
Сернистость рядовых донецких
________коксующихся углей
Среднее содержание общей, пиритной, ор-
ганической и сульфатной серы в углях раз-
личных районов Донбасса представлено в
табл. 3-13.
Таблица 3-13
Виды серы в донецких углях, %
Наименование
районов
Красноармейский . .
Донецко-Макеевский
Центральный . . . .
Лисичанский . . . .
Алмазно-Марьевский
Селезневский . . . .
Луганский..........
Белокалитвенский . .
Сера, %
2,66
2,25
3,33
3,94
3,33
2,79
3,66
3,79
1,50
1,15
2,23
2,19
1,93
1,69
2,25
2,84
1,09
1,02
1,00
1,58
1,30
1,02
1,31
0,85
0,07
0,08
0,10
0,17
0,10
0,08
0,10
0,10
Марки углей 5общ- /о
1958 г. 1959 г. 1960 г.
г 2,49 2,54 2,37
ж 2,66 2,77 2,69
к 2,18 2,22 2,26
ОС 1,99 2,07 2,04
В среднем 2,42 2,49 2,43
Распределение рядовых коксующихся уг-
лей разных марок по группам сернистости
дано в табл. 3-12.
Содержание пиритной серы (в %) в до-
нецких углях может быть вычислено по со-
держанию общей серы в них с помощью
формулы:
Зпирит — 0,7373общ 0.38.
Эта формула применима при содержании
общей -серы в углях до 4—5%.
Обессеривание угля в процессе коксова-
ния происходит более интенсивно с увеличе-
нием содержания -в нем общей серы; -выде-
ление серы из угля в виде летучей серы воз-
растает по мере увеличения летучих ве-
ществ: при выходе летучих веществ (Кг)
около 20% количество летучей серы состав-
ляет 28—32%, при выходе летучих веществ
35% эта величина возрастает до 35—40% от
общей серы в угле. Однако с учетом выхо-
да кокса коэффициент остаточной -серы при
увеличении выхода летучих веществ прак-
тически остается одинаковым и составляет
в среднем на коксохимических заводах, ра-
ботающих на донецких углях, 0,82—0,84.
Коэффициент остаточной серы в углях
при обогащении зависит от способности уг-
лей обогащаться по сере и составляет
обычно 0,75—0,90.
Таблица 3-12
Распределение донецких коксующихся углей по группам сернистости
Марки углей Группы углей по содержанию серы, %
До 1,5% 1,6-2,5% 2,6—3,5% более 3,5%
г 25,9 18,9 23,2 32,0
ж 10,7 15,6 60,0 13,7
к 19,1 37,3 33,6 10,0
ОС 17,4 45,9 23,6 13,1
т 52,3 5,7 42,0 —
По всем углям: 18 25 40 17
60
Характеристика спекающихся углей СССР
Содержание фосфора в углях среднего
карбона невелико и составляет 0,001—
0,020%, причем наблюдается снижение со-
держания фосфора в углях бассейна по
районам в направлении с юго-востока на се-
веро-запад.
Наиболее фосфористыми являются угли
Донецко-Макеевского района, особенно свит
С| и С®. а наименее фосфористыми — уг-
ли Алмазно-Марьевского района. К мало-
фосфористым относятся угли пластов 1з и
/?. Пласт hio в Донецко-Макеевском районе
высокофосфористый (содержание в нем фос-
фора в ряде случаев достигает 0,040—
0,060% и более).
Содержание фосфора в углях нижнего
карбона невелико и составляет 0,003—
0,020%.
Содержание фосфора в донецких углях
основных шахт и в концентрате обога-
тительных фабрик, 'отгружающих угли на
коксование, приведено в табл. 3-14 и
3-16.
Содержание фосфора в коксе (Р£ , %)
можно рассчитать по количеству фосфора в>
шихте (Рщ, %), пользуясь формулой:
ГК о 1 Ш’
Ок
где Вк — выход валового кокса в процен-
тах.
Технологические характеристики углей
разных марок представлены в табл. 3-16.
Таблица 3-14
Содержание фосфора в донецких углях основных шахт
Трест Шахта Марка рс, %
Красноармейск- № 1 Родинская (концентрат) Г 0,010
уголь № 2 Родинская (концентрат) Г 0,010’
№ 1 Водяная (концентрат) Г 0,006
№ 1 Центральная Г 0,012
№ 1—2 Доброполье Г 0,006
№ 3—3-бис Г 0,011
№ 5—6 им. Димитрова Г 0,016
Им. XXI съезда КПСС Г 0,012
Краснолиманская Г 0,013
Петровскуголь № 4—21 (класс 40 мм) к 0,007
Рутченковуголь № 2—7 Г 0,006
№ 17—17-бис пласт /г1() ж 0,020
То же, пласт /г, ж 0,008
№ 29 (класс 40 мм) ж 0,005
Им. Абакумова Г 0,007
Южная Г 0,013
Куйбышевуголь № 4 Ливенка ж 0,012
№ 5—6 им. Калинина к 0,012
№ 7—8 им. Калинина к 0,011
№ 8 Ветка ж 0,014
№ 10-бис Г 0,015
№ 11 ж 0,016
№ 12 им. Ф. Кона ж 0,015
Куйбышевуголь । Ns 14—15 Пески Г 0,008
№ 144 Г 0,013
№ 13 пласт k8 Г 0,008
№ 13 пласт /4 Г 0,012
Бутовская-Донецкая Г 0,016
Ветка—Глубокая Г 0,008
Октябрьская Г 0,009
Угольные бассейны и месторождения в СССР
61
Продолжение табл. 3-14
Трест Шахта Марка PQ. %
Пролетарскуголь № 6 Красная Звезда ос 0,033
№8 ОС 0,151
№ 11—21 ОС 0,021
Ново-Мушкетово к 0,017
Сорокинская № 2 ОС 0,007
Мушкетовская-Вертякальная (класс + 13 мм) к 0,008
Мушкетовская-Заперевальная № 1 к 0,020
Макеевуголь № 1—2 ж 0,016
№ 14—16 Холодная балка ОС 0,004
Xs 10 Холодная балка к 0,017
№ 28 ж 0,015
№ 46 ж 0,009
Грузская—наклонная ж 0,019
Октябрьская ж 0,015
Октябрьская к 0,010
Капитальная ж 0,020
Им. Ленина ж 0,015
Бутовская-Глубокая г 0,020
Храсногвардейск - № 1 Ганзовская ж 0,005
уголь № 6—14 Ж 0,012
Xs 12—13 Ж 0,010
Xs 1—1-бис Ж 0,013
Красногвардейск- X» 2 Наклонная Ж 0,007
уголь Им. Орджоникидзе к 0,011
Ново-Бутовка г 0,025
Чайкяно-Южная Ж 0,006
Бутовская-Северная Г 0,020
Советскуголь Xs 1 К 0,007
Xs 1 им. Кирова к 0,011
Xs 1 Холодная балка ОС 0,012
Xs 4—3 им. Кирова ж 0,009
Xs 13-бис ж 0,009
Xs 13-бис к 0,018
Х° 19—20 к 0,014
Xs 21 к 0,016
Колосниковская Xs 1 ОС 0,014
Ясиновская-Глубокая Xs 1 к 0,067
Горловскуголь Xs 1—5 Кочегарка ж 0,013
Xs 5—7 им. Ленина ж 0,015
Комсомолец ж 0,013
Дзержинскуголь Xs 3 им. Артема ж 0,013
Xs 8 ж 0,012
Xs 12 ж 0,011
Xs 41-бнс ж 0,014
Им. Дзержинского ж 0,013
Северная ж 0,013
Южная ж 0,010
62
Характеристика спекающихся углей СССР
Продолжение табл. 3-14
Трест Шахта Марка Рс, %
Калининуголь № 8а к 0,012
№ 9 Подземгаз ж 0,011
Александр-Западный к 0,011
Им. Калинина к 0,014
Ново-Кондратьевская ОС 0,011
Им. Румянцева к 0,012
Орджоникидзе- № 1—2 Красный Октябрь ОС 0,014
уголь Им. Карла Маркса к 0,015
Красный Профинтерн ОС 0,013
Ленинуголь Центральная-Белянка к 0,008
№ 2 к 0,006
Комму нарскуголь № 5-бнс, пласт к8 т 0,008
№ 25 т 0,009
ОФ «Украина» (концентрат) ОС 0,012
ОФ «Украина» (отсев) ОС 0,010
Кадиевуголь № 3—3-бис ж 0,008
№ 4—2-бис ж 0,015
Им. Ильича ж 0,015
Им. XXII съезда КПСС ж 0,013
№ 1 —1-бнс Криворожье к 0,008
№ 2—5 Каменка к 0,016
№ 5 Сталь к 0,020
№11 ж 0,013
№ 11 к 0,011
№ 12 им. Дзержинского ОС 0,009
№ 50 Галки к-ос 0,010
Краматорская ж 0,010
Максимовская-Пологая к 0,004
Первомайскуголь № 1 ж 0,012
№ 3—5 Сокологоровка г 0,011
№ 4—6 г 0,008
Первомайская ж 0,012
Им. Менжинского ж 0,009
Им. Крупской г 0,009
Кировуголь Криничанская-Южная ж 0,012
Краснодонуголь № 1—2—3 Краснодонская ОС 0,015
№ 2-бис ж 0,018
№ 22 .... ж 0,009
№ 173 ж 0,009
Западная ж 0,015
№ 1 Таловская ж 0,009
№ 2 Таловская и № 180 ж 0,012
Донецкая ж 0,012
Суходольская № 1 ж 0,007
Донецкуголь Северо-Изваринская № 1 к 0,015
№ 20 к 0,011
№ 21 к 0,011
Юго-Восточная к 0,011
Угольные бассейны и месторождения в СССР
63
Таблица 3-15
Содержание фосфора в концентрате
обогатительных фабрик Донбасса,
отгружающих угли для коксования
Наименование ЦОФ и ОФ Марка Рс. %
Добропольская ЦОФ г 0,005
ОФ Ветка-Глубокая г 0,008
Кальмиусская ЦОФ ж 0,007
Ново-Узловская ЦОФ К 0,009
ЦОФ Комсомолец ж 0,010
Никитовская ОФ ж 0,011
Дзержинская ЦОФ ж 0,010
ОФ Советская к 0,013
Ново-Кондратьевская ЦОФ . . ОС 0,019
Чумаковская ЦОФ ОС 0,007
Ново-Голубовская ЦОФ .... г 0,013
Михайловская ЦОФ г 0,009
Максимовская ЦОФ ж 0,006
Криворожская ЦОФ к 0,008
Брянская ЦОФ к 0,016
Верхне-Дуванская ЦОФ .... ж 0,013
Донецкая ЦОФ к 0,008
Богураевская ЦОФ ОС 0,017
Давление распирания типовых шихт кок-
сохимических заводов из донецких углей с
участием 22—28% газовых углей не превы-
шает 0,06—0,08 кг/см2.
Данные по элементарному составу, тепло-
те сгорания и истинному удельному весу
органической массы углей различных марок
приведены в табл. 3-17.
Характеристика качества товарных проб
донецких спекающихся углей помещена в
табл. 3-18.
Выходы основных химических продуктов
при коксовании некоторых углей Донецко-
го бассейна приведены в табл. 3-19; указан-
ные данные получены в лабораторной печи
с навеской 20 г угля.
3. КУЗНЕЦКИЙ БАССЕЙН
Значение Кузнецкого каменноугольного
бассейна для народного хозяйства опреде-
ляется наличием в нем больших запасов
разных углей, в том числе и коксующихся,
малой сернистостью этих углей и выгодным
географическим расположением бассейна в
восточной части'СССР.
Запасы углей в бассейне до глубины
1800 м определены в размере 905 млрд. т„ в
том числе спекающихся углей 364 млрд. т.
Особую роль в развитии бассейна сыгра-
ло наличие в запасах всей гаммы коксую-
щихся углей: собственно коксовых и углей
повышенной спекаемости — жирных и га-
зовых, а также отощенных.
Кузнецкие угли малосернистые, серни-
стость их в среднем составляет 0,6—0,7%.
Это обеспечивает высокие технико-эконо-
мические показатели металлургических за-
водов, работающих на коксе из этих углей.
Угли бассейна отличаются относительно
малой зольностью и хорошей обогати-
мостью.
По геологическому возрасту угленосные
отложения относятся к юрскому, триасово-
му, пермскому, каменноугольному и девон-
скому периодам.
Схема расчленения отложений Кузнецко-
го бассейна в стратиграфическом разрезе
приводится в табл. 3-20.
Угольные пласты залегают в балахонской
и кольчугинской сериях (карбонское и перм-
ское отложения), а также в тарбаганской
серии. Угли балахонской и кольчугинской
серий каменные, а тарбаганокие — бурые.
Кузнецкий бассейн делится на 25 геолого-
экономических районов. Районирование
бассейна произведено по геологическим
признакам; в район ключены крупные гео-
логические структуры, реже — части этих
структур, разделенные рекой или водораз-
делом.
Петрографический состав
и типы углей
Кузнецкого бассейна
Угольные пласты Кузнецкого бассейна бо-
гаты в основном гумусовыми углями, раз-
личными по петрографическому составу и
степени метаморфизма.
Угли балахонской серии — яс-
нополосчатые, сложенные преимущественно
матовым плотным веществом, на фоне кото-
рого контрастно выделяются блестящие по-
лосы и линзы витрена различной толщины,
а также включения еще более матового фю-
зена.
В зависимости от соотношения матового
и блестящего углей и характера их распре-
деления выделяются различные петрогра-
фические микротипы, которые, как правило,
выдерживаются в пределах бассейна. Ос-
новными из них являются; блестящий, полу-
блестящий, полуматовый и матовый; наи-
более распространен полуматовый полосча-
тый уголь.
В табл. 3-21 приведен средний петрогра-
фический состав основных микротипов углей
балахонской серии.
В табл. 3-22 помещены данные о петрогра-
фическом составе углей наиболее характер-
ных пластов балахонской серии.
Угли балахонской серии весьма разнооб-
разны по степени метаморфизма: от газо-
вых до отощенных и в отдельных случаях
даже до антрацитов. Существенное измене-
ние степени метаморфизма прослеживается
внутри отдельных месторождений — Про-
копьевского-Киселевского, Кемеровского и
Томь-Усинского.
Наименее метаморфизованные угли (газо-
вой стадии) выявлены в Крапивинском рай-
оне и в западной части Киселевского место-
рождения. Наиболее метаморфизованные
(отощенные) угли залегают в Бунгуро-Чу-
мышском, Титовском, Араличевском райо-
нах, а также на нижних горизонтах ряда
участков Томь-Усиновского, Мрасского и
Кондомского районов.
«4
Характеристика спекающихся углей СССР
Таблица 3-16
Технологические характеристики донецких углей разных марок и групп
Марка угля Технологическая груп- па угля Выход летучих ве- ществ (Уг, %) Пластомет- рические по- казатели, мм Показатели по параметрам Международной классификации углей Давление распирания. кг/см1 (по УХИНу)
V X число Рога группа по спе- каемос- ти максимальное рас- ширение, % (по Одибер-Ариу) подгруппа по коксу- емости
д — 42—43 0—5 . 45-50 0-13 0 и 1 Не размягчается, только сжатие 0 и 1 0
г Г6 36—39 9—14 30—38 30—60 2 и 3 <0 2 До 0,02—0,04
г Г16 38—40 16—22 30—38 60—75 3 До 180 3,4 и 5 0,03-0,06
ж Ж13 32—33 13—19 22—28 55—75 3 До 120 3 и 4 0,04-0,09
ж Ж21 28—32 24—33 5-18 70—84 3 200—450 5 0,04—0,17
к КЖ 24—26 21—25 7—14 60—80 3 80—230 4 и 5 0,15—0,20
к К 22—24 15—19 5—13 60-75 3 До 110 3 и 4 0,16-0,25
ОС ОС6 16—18 6—11 5—18 20-55 2 и 3 Только сжатие, отрицательное расширение—30% 1 и 2 0,08-0,32
ОС ОС 15—16 0—5 12—18 13—20 1 Только сжатие 1 До 0,03-0,05
т т До 14 0 10—15 0—8 0 и Не размягчается 0 0
Таблица 3-17
Характеристика органической массы донецких углей
Марки углей Элементарный состав, % «б ккал/кг <гр чи ккал/кг Удельный вес г!см3
Сг Нг Ог
Д 76-86 5,6-6,4 17,5-10,0 7500—7800 4840 1,20
г 78—89 4,8—6,3 16,0-6,8 8300 5900 1,25
ж 84—90 4,5—6,0 10,8-5,0 8400 5980 1,25
к 87—91 4,4-5,6 8,0—3,1 8500-8550 6400—6550 1,25
ОС 89—94 4,1—5,2 6,0-2,1 8600 .6550 1,30
т 90—95 2,7-4,0 4,6-1,6 8450—8550 6470—6550 1,40—1,50
А 91—96 1,2—2,7 3,0—1,0 8090—8150 6010—6500 1,60
Угольные бассейны и месторождения в СССР
65
Таблица 3-18
Характеристика качества товарных проб донецких спекающихся углей
Наименование шахт. ЦОФ и ОФ Символ пластов или сорт угля Марка угли и сорт Группа угля Выход летучих ве- ществ (К1), % Пласто- метриче- ские пока- затели мм Зольность (Дс). % Содержание серы 50бщ- % Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- фикации углей
X У
Трест «.Красноармейскугольъ
№ 1 Родинская Концентрат Г Гб 36 33 13 4,4 0,9 69 632
№ 1 Родинская Отсев Г Гб 36 35 11 12,5 0,9 55 732
№ 2 Родинская Концентрат Г Гб 35 35 13 5,0 1,0 62 632
№ 2 Родинская Отсев Г Гб 35 35 И 22,0 1,2 43 722
№ 1 Запорожская Концентрат Г Гб 36 32 12 4,4 0,7 46 632
№ 1 Запорожская Отсев Г Гб 36 35 11 16,0 0,6 40 721
№ 1 Водяная Концентрат Г Гб 35 34 12 5,5 2,0 632
№ 1 Водяная Отсев Г Гб 36 35 10 23,0 2,1 __ 721
№ 2 Водяная Концентрат г Гб 36 32 12 5,2 1,5 — 632
№ 2 Водяная Отсев г Гб 36 35 11 23,0 1,4 722
Ns 1 Центральная /?, 1з и It г Гб 36 37 12 19,0 2,6 632
Красноармейская ОФ Концентрат г Гб 36 33 13 6,9 2,4 632
Красноармейская ОФ Отсев г Гб 36 35 12 17,0 2,6 — 632
Ns 1—2 Доброполье Z3. kg г Гб 35 35 11 14,5 1,1 722
№ 3 Доброполье lit lg, kg гк Гб 36 37 10 19,0 2,2 40 721
Ns 3 Доброполье If Z3, kg гм Гб 36 38 10 25,0 2,2 38 721
№ 3—3-бис kg, k-jt kg гк Гб 39 38 14 3,4 1,4 632
№ 3—3-бис kg, kg, kg гм Гб 40 39 13 14,5 1,7 632
№ 5—6 им. Димитрова 1g, Ze, Zj, kg гк Гб 37 35 13 3,5 1,7 632
Ns 5—6 им. Димитрова l-g, lg> li, kg го Гб 37 36 13 5,0 1,9 632
№ 5—6 им. Димитрова lg, If Zi, kg гм Гб 37 37 13 16,0 2,3 — 632
Ns 12-бис 1з гк Гб 38 36 11 13,0 4,2 722
№ 12-бис Z3 гм Гб 38 36 10 21,0 3,8 — 722
№ 17—18 им. РККА Zg, kg гк Гб 35 36 12 5,0 1,3 48 632
Ns 17—18 им. РККА Zg, kg гм Гб 36 35 11 19,0 1,4 40 722
Шурф № 5 ш. № 17—18 Z3 гк Гб 36 35 13 6,5 1,4 632
Шурф№5ш. № 17—18 Zg гм Гб 36 36 12 20,5 1,35 — 632
Им. XXI съезда КПСС Z3, kg, kg г Гб 36 36 И 22,0 1,1 36 722
№ 19—20 им. Шевчен- fl гк Гб 37 33 15 11,0 2,8 — 633
ко
№ 19—20 им. Шевчен- ft гм Гб 38 33 14 22,0 2,8 — 633
ко
ОФ Краснолиманская — г Гб 36 36 14 7,8 2,3 632
Гнилушанская
№ 1-бис m j г Гб 41 35 12 8,8 3,7 49 632
ОФ Пионер Концентрат г Гб 37 43 6-7 8,0 1,4 37 721
Треет «Селидовуголь»
Ns 38—10 Кураховка Zi, kg и др. Д (класс +25 мм) — 43 43 0—5 8,0 3,8 — 800
№ 38—10 Кураховка Zi, kg и др. Д (класс —25 мм) — 43 43 0—5 17,0 3,8 — 600
№ 1 Ново-Гродовка li Г Гб 42 35 И 16,0 4,3 — 732
№ 3 Ново-Гродов’'а т3, Zg Г Гб 41 35 7 26,0 2,7 — 821
Ns 40—43 Кураховка m.,, Zg, Z7 ДК — 40 43 0 8,7 1,5 0 800
№ 40—43 Кураховка ms, 1}S, Z7 дм — 40 43 0 16,0 1,8 — 800
Справочник коксохимика, том. I.
66
Характеристика спекающихся углей СССР
Продолжение табл. 3-18
Наименован иеХшахт, ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве- ществ (Уг), % Пласто- метри- ческие показа- тели мм Зольность (4е), % ержанне серы Щ- % Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- фикации углей
X У
К О и ю □ о со
№ 2 Ново-Гродовка 11> kg г Г6 41 35 11 16,0 4,6 732
Ns 1—2 Селидовская m2v 13 и др. г Гб 40 38 8 26,0 3,0 — 721
Россия — г Гб 43 42 11 22,0 4,9 49 732
Трест чПетровскуголь»
№ 1 им. Челюскинцев Z<> kg Концентрат Г Гб 42 42 13 8,0 2,9 52 632
№ 1 им. Челюскинцев То же Отсев Г Гб 42 42 10 21,0 3,2 — 632
Ns 4—21 Л7 (класс ’ +40 мм) Ж Ж13 33 20 14 2,0 0,8 70 538
Ns 4—21 h-i (класс —40 мм) ж Ж13 33 18 14 7,4 0,8 60 533
Трест «Рутченковуголы»
Ns 2—7 Z4, kg +о Г Гб 38 38 15 14,0 3,3 59 633
№ 17—17-бис Ж Ж21 30 10 25 12,0 1,5 73 535
№ 17— 17-бнс Л7 Ж Ж21 29 6 24 6,0 1,2 71 535
№ 17—17-бнс h3 К К14 26 12 18 16,0 0,8 68 434
Ns 19 h3 Ж Ж13 34 25 17 16,0 1,1 65 634
Ns 30 hg Ж Ж21 30 16 25 16,0 0,9 74 535
Ns 29 ^7 Ж (класс +40 мм) Ж13 32 21 19 1,70 0,9 70 534
Ns 29 — Ж(класс —40 мм) Ж13 32 25 19 6,8 1,0 67 534
№ 31 +o Ж Ж21 31 3 35 11,0 3,0 86 535
Ns 31 h3 К К14 22 16 17 10,0 1,5 63 434
Им Абакумова m3, m3, It, k Г Гб 40 48 10 19,0 3,1 25 722
Южная m3 Г Гб 41 42 10 11,5 3,5 26 722
Трест ^Куйбышевуголь»
Ns 1—7 Ветка А>5, kg ж Ж21 20 6 23 13,0 0,85 67 535
№’4 Лнвеика ^10 ж Ж21 29 14 27 22,0 2,8 80 535
Ns 4 Ливенка hg, Л7 к К14 25 8 17 18,5 0,9 66 424
Ns 5—6 им; Калинина hio к К14 22 7 19 9,5 3,2 70 434
Ns 7—8 нм, Калинина h8 1 К К14 21 10 14 20,0 0,65 48 433
№ 8 Ветка Zi, kg ж Ж21 35 14 31 17,5 3,2 76 635
Ns 10-бнс d’ 1» г Гб 37 35 13 20,5 1,3 62 632
№ И h10, hg ж Ж21 29 12 30 14,5 2,3 80 535
№ 2 им. Ф. К°на h» ^8» ^1» ж Ж21 33 16 31 16,0 3,2 78 535
Ns 12 им. Ф. Кона ii> ж Ж21 34 10 35 14,0 3,6 80 535
№ 13 kg г Г16 40 35 20 11,0 3,8 68 634
№ 13 Концентрат г Гб 39 35 13 3,5 1,0 49 632
Ns 13 Отсев г Гб 39 35 12 14,0 1,2 38 622
№ 14—15 Пески kg г Г16 39 35 20 16,5 3,4 73 634
Ns 144 li, kg г Г16 37 32 20 14,5 3,0 74 635
Им Горького 4 ' г Г16 36 30 16 16,0 1,6 71 633
Им. Горького Is ж Ж13 34 30 13 14,5 1,0 60 632
Пролетарская . 4 г Гб 36 30 13 17,5 1,4 64 632
Угольные бассейны и месторождения в СССР
67
Продолжение табл. 3-18
Наименование шахт. ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт 1 Группа угля Выход летучих ве- ществ (Vr), % Пласто- метри- ческие показа- тели мм Зольность (4е). % Содержание серы ^Общ- % Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- фикации углей
X У
Центрально-Заводская hio ж Ж21 28 14 32 13,0 2,9 75 535
Центрально- Заводская ОС ОС6 19 6 11 23,0 2,3 46 332В
Центрально-Заводская ОС ОС6 18 13 7 11,5 1,0 28 321
Бутовская-Донецкая «1 г Гб 40 36 13 19,0 2,0 55 632
Октябрьская «1 г Гб 39 40 8 9,0 1,4 30 721
Ветка-Глубокая /П8, /д г Гб— Г16 38 30 15— 16 20,0 2,4 73 634
Игнатьевская Ajo к К14 22 20 14 14,0 3,5 66 433
Игнатьевская *5- k2 ж Ж13 29 18 18 22,0 1,0 63 534
Трест «.Пролетарскуголь*
№ 6 Красная Звезда ^10» ^8' ^7 ОС ОС6 16 15 6 16,5 1,4 33 321
№ 6 Капитальная Л8, + T — 15 12 0 19,0 2,8 0 300
№ 8 Л8 ОС ОС 17 10 5 21,0 0,65 17 311
№ 9 Капитальная ^10' Лз, + ОС ОС 16 20 5 14,5 1,8 18 311
№ 11—21 Л8, А8 ОС ОС 15 15 0 17,0 0,9 15 311
№ 8 Наклонная /18, h2 T — 15 15 0 17,0 2,4 0 300
№ 12 Наклонная hs, h7 Т —, 15 16 0 20,0 0,9 0 300
№ 12—18 им. Правды ht, h3 ОС ОС 16 15 0—5 17,0 1,2 16 311
№ 17 Й8 ОС ОС6 18 13 7 21,0 1,6 25 321
№ 20 ОС ОС6 17 10 8 16,0 1,0 37 321
Сорокинская № 2 h3, h3 ОС ОС 16 12 0—5 14,0 3,3 16 311
Ливенская-Запереваль- ная ОС ОС6 16 13 6 7,5 2,3 22 311
Ливенская-Запереваль- ная Отсев ОС ОС 17 12 5 15,0 2,4 15 311
Ново-Мушкетово Ajo, ht к К14 23 9 17 15,0 1,8 63 434
Мушкетовская-Верти- кальная ha, h7 к К14 20 10 14 5,0 0,6 55 333
Мушкетовская-Верти- кальная ha, h7 к К14 20 10 14 12,0 0,6 55 333
Глубокая hio> hi ОС ОС 17 15 5 20,0 2,2 23 321
Восточная h13, hi hio, ha, h7 ОС ОС 16 15 0—5 16,0 2,7 15 311
Мушкетовская-Запере- вальная Xs 1 к К14 21 12 16 15,5 2,7 56 433
Диктатура Xs 1 h2 т — 11 12 0 13,0 1,0 0 200
Ново-Моспино h2 Т (класс +50 мм) — 12 5 0 6,5 1,4 0 200
Ново-Моспино h3 Т (класс —50 мм) — 12 5 0 16,0 1,1 ' 0 200
Трест «Макеевуголь»
Xs 1—2 Д, h Ж Ж21 28 14 25 22,0 3,3 75 435
Xs 10 Холодная балка ks, kl6, k3 К К14 20 10 14 23,0 1,6 58 333
Xs 14—16 Холодная балка ОС ОС6 18 16 8 18,0 0,8 — 321
Xs 19 hi ОС ОС 18 13 0—5 18,0 1,0 12— 18 311
Xs 20 *5 ОС ОС6 19 8 7 18,0 1,1 — 321
Xs 28 h ж Ж21 30 13 26 28,0 2,0 — 535
5*
68
Характеристика спекающихся углей СССР
Продолжение табл. 3-18
Наименование шахт, ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве- ществ <УГ). % Пласто- метри- ческие показа- тели мм Зольность (Дс), % Содержание серы 5общ- % Число Рога (по ГОСТ 93 18—5 9) Число по коду Меж- дународной класси- фикации углей
X У
№ 28-бис &6’ ^5’ ^5 к К14 21 13 14 21,0 1,3 53 433
Капитальная /8, ж Ж21 30 14 27 18,0 1,8 — 535
№ 34 Is ж Ж21 33 14 27 27,0 3,6 — 535
№ 4G ml ж Ж21 37 14 33 14,0 4,0 78 635
Макеевская-Южная и ОС ОС6 19 6 10 21,0 2,7 42 322
Ns 51 Пролетарская-Крутая / 7, Z 4. > / , к КЖ 26 14 22 22,0 2,4 67 435
Пролетарская-Глубо- 1|, 1, ж Ж21 30 12 27 24,0 2,4 — 535
кая
Октябрьская 1.1 ж Ж21 28 16 24 23,0 3,9 —- 435
Октябрьская 1з> kg к К14 25 14 20 14,0 2,3 — 434
Г рузская-Наклонная *2’ ж Ж21 28 17 25 19,0 3,5 — 435
Им. Ленина lg, 1, ж Ж21 29 12 27 21,0 2,3 — 535
Ново-Калиново Z4» ^8 к К14 24 18 14 28,0 3,8 — 433
№ 3 Холодная балка kl k2li я5, ОС ОС6 20 9 13 17,0 2,3 51 332
Бутовская-Глубокая „в „Н Пр nx г Гб 40 35 14 22,0 3,2 — 633
Трест, «Красногвардейскуголь»
Ns 1 Ганзовская k7 ж Ж21 30 10 25 22,0 1,6 — 535
№ 1—1-бис It, Is, 11 и др. ж Ж21 30 15 27 23,0 2,6 — 535
№ 2 Ганзовская ж Ж21 33 12 26 31,0 3,5 — 535
№ 2 Наклонная k7 ж Ж13 31 20 19 23,0 1,7 — 534
No 6—14 ^3’ ^2’ ж Ж21 29 16 26 17,0 2,6 77 535
№ 12—13 /п3 ж Ж21 33 18 24 13,0 3,6 75 535
Им. Орджоникидзе Z3, l-y, k-J к К14 25 10 19 25,0 2,6 — 434
Чайкина-Южная т3 ж Ж21 34 18 30 13,0 4,0 84 535
Ново-Бутовка Пх г Гб 40 39 13 13,0 2,2 57 632
№ 2 Берестовка тя. 1Й ж Ж21 33 18 24 16,0 2,1 — 535
Бутовская Северная № 8—8-бис ”1 П1 г гк Гб Гб 39 40 36 32 13 14 17,0 10,0 3,2 3,2 — 632 632
N« 8—8-бис Пу го Гб 41 35 13 17,0 3,7 — 632
№ 8—8-бис «1 гм Гб 41 35 13 18,0 4,0 — 632
Чайкино-Глубокая № 1 /П5, tnS ж Ж21 32 14 29 17,0 3,5 79 535
Трест чС ове теку голь»
Ns 1 т3 к К14 23 7 17 9,0 1,0 63 434
№ 1 им. Кирова *8 к КЖ 25 10 23 18,0 4,3 70 435
№ 1 Холодная балка fe’4 ОС ОС6 16 16 7 15,5 1,4 30 321
№ 3 к К14 22 4 18 7,0 1,5 68 434
№ 3 ОС ОСб 18 18 8 18,0 3,2 32 321
№ 3—5 tnQ, т- ж Ж21 30 8 30 26,0 5,4 — 535
Кирово-Западная ж Ж21 30 15 26 25,0 3,8 — 535
№ 4—13 им. Кирова № 13-бис /Пз tn3 ж ж Ж21 Ж21 29 28 8 14 25 26 13,0 11,0 2,0 3,5 78 79 535 435
№ 13-бис l‘s к КЖ 25 15 23 17,5 4,3 72 435
Ns 19—20 i* к К14 22 15 16 15,0 2,5 54 433
Угольные бассейны и месторождения в СССР
69
Продолжение табл. 3-18
Наименование шахт, ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве- ществ (1/Г), % Пласто- метри- ческие показа- тели мм Зольность (ДС)> % Содержание серы So6uT % Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- фикации углей
X У
№ 21 4- к К14 22 14 16 18,0 3,2 — 433
Капитальная-Нольная 4 ОС ОС6 21 17 10 25,0 4,0 45 432
Ханженковская—Се- верная т-, ж Ж.21 30 8 30 25,0 4,5 — 535
Колосниковская № 1 ОС ОС 16 12 0-5 20,0 2,8 16 311
Колосниковская № 2 kg, kb, k\ ОС ОС6 18 14 7 20,0 1,3 22 321
Нижне-Крынская тя, «5, т3 к К14 23 12 17 21,0 3,4 68 433
Калиновская-Восточ- ная 1%) 1-}, 1з И др. к К14 25 15 20 23,0 2,4 66 434
Капитальная-Восста- новительная к К14 24 12 19 24,0 1,1 65 434
№ 2 Холодная балка ОС ОС6 19 13 9 18,0 4,0 37 322
Ясиновская-Глубокая № 1 к К14 22 12 16 18,0 4,0 70 433
№ 10 k\, kt ОС ОС 6 17 15 7 18,5 3,1 28 321
Трест <иОк.тябрьугол1»
№ 22 Крымская-Комсомоль- kb, k\, k3 т9 т ОС ОС6 9 17 10 15 0 6 13,0 24,0 1,2 3,3 0 23 100В 321
ская № 1 Давыдовская-За- т 7 8 0 13,0 1,7 0 юов
падная
Трест «Горловскуголь»
№ 1—5 Кочегарка т3, 1ь, й|идр ж Ж21 30 14 25 22,0 3,0 67 535
№ 4—5 т3, 1$, kg и др. ж Ж21 32 15 27 25,5 3,6 75 535
№ 5—7 им. Ленина k^, kt, k3 и др ж Ж21 30 18 22 26,0 2,8 66 535
№ 6—7 kt, k3 и др. Ж Ж21 29 13 23 31,0 2,2 71 535
№ 26 ^б> &3 ж Ж21 30 14 23 26,0 2,6 72 535
№ 19—20 /7 н др ж Ж21 32 18 23 24,0 3,6 — 535
Шевелевская 1 н m7, nig, nig г Г16 37 28 22 25,5 4,9 — 635
Комсомолец т3, lb, 13 и др. ж Ж21 31 14 25 24,0 3,8 — 535
Трест чДзержи чскиголь»
№ 1—1-бис 1ч, 1ь, 1з и др. Г Г16 37 27 24 27,0 3,6 55 535
К° 8 kt, k3, k'g Ж Ж13 30 22 19 24,0 1,8 — 534
№ 3 им. Артема т3, 1Й, 1ь и др. Ж Ж21 33 15 26 22,0 3,6 — 535
№ 10 1в> 1% (11), 1о ж Ж21 36 20 28 28,0 5,0 — 635
№ 12 lb, 1", 4- k* ж Ж21 36 15 33 16,0 3,9 70 635
№ 18 им. Артема «1 г Г16 38 27 18 22,0 5,5 —. 634
№ 41-бис 4 , (11), lo, kg, k~7 ж Ж21 33 15 24 23,0 3,6 — 535
Им. Дзержинского T, Ir, Is и др- ж Ж21 33 16 26 22,0 2,8 — 535
Южная lg, kb, k\ И др. ж Ж21 32 18 25 22,0 3,0 — 535
70
Характеристика спекающихся углей СССР
Продолжение табл. 3-18
Наименование шахт. ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве- ществ (Уг). % Пласто- метри- ческие показа- тели мм Зольность (4е), % Содержание серы 50бщ- % Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- фикации углей
X У
Северная т3, 17, 1в и др. ж Ж21 34 16 27 21,0 3,3 75 635
Новая Валюта «1 г Г16 39 36 17 21,0 5,9 — 634
Трест * Калинин уголь»
№ 3 Солидарность Z“ и Zs Ж Ж21 29 12 26 28,0 4,9 — 535
№ 8-а mt, 1», 13 и др к кж 25 12 21 22,0 2,4 — 434
Xs 9 Подземгаз 1 4 2 т$, т4, т4, т3 ж Ж21 28 13 23 23,0 2,6 — 435
№ 9 Подземгаз т2, mx, А8 и др. ж Ж21 28 14 24 28,0 3,7 — 435
Александр-Западный Ay, А7, k2 и др. к К14 21 14 15 25,5 2,8 56 433
Им. Калинина т3, lt, 16 и др. к К14 24 13 18 23,0 3,0 434
Ново-Кондратьевская ть, т3, l6, k7 ОС ОС6 17 14 6 21,5 3,0 23 321
Ново-Кондратьевская Ay, k\, А| и др. т — 15 12 0 24,0 3,2 0 300
Им. Румянцева 2 /ng, m5, m3 и др к кж 26 '13 23 24,0 3,3 — 435
Кондратьевская-Запад- ная Ар А10, г2 ОС ОС 16 12 0—5 25,0 2,0 15 311
Треет «Орджоникидзеуголь»
№ 1—2 Красный Ок- т6, тА, 13 и др. ОС ОС 17 16 4 22,5 2,2 16 311
тябрь
№ 1—2 Красный Ок- тябрь fe3, k.,, hu, h1Q т — 12 12 0 22,0 1,6 0 200
Xs 4 Красный Октябрь A3, А, и др. т — 9 8 0 19,0 3,2 0 100В
№ 4 Красный Октябрь a8 ОС ОС 16 13 5 15,0 3,0 18 311
Им. Карла Маркса ml5, mt, m3 и др к К14 23 15 17 25,0 2,6 — 433
Им. Карла Маркса Z| Ay, A4, A, ОС ОС6 21 15 10 31,0 3,2 38 422
Юн ком mA4, m3 ОС ОС6 18 15 11 27,0 5,3 42 323
Юнком k\, A4 и др. т — 12 10 0 22,0 2,5 0 200
Красный Профинтерн «5. m3, m3 и др. ОС ОС6 18 17 10 20,0 2,4 40 322
№ 7 m9 ОС ОС6 18 14 8 18,0 5,9 43 321
№ 7 n\ ОС ОС6 17 5 7 17,0 4,9 39 321
Трест ч. Ленину голь»
№ 7 Белянка й7 К К14 23 4 18 15,0 2,0 65 434
Центральная-Белянка й3> ht» К К14 20 10 15 6,0 1,2 56 333
Центральная-Белянка ёз к К14 21 5 19 21,0 4,9 62 434
Xs 2 ^10» ^7 к К14 25 13 19 12,0 1,2 67 434
Им. Лотикова kg, k7, Аа и др г Гб 41 40 12 21,0 3,4 — 632
Черкасская-Северная № 1 Ae, k\, А3 и др. г Гб 41 33 11 26,0 4.3 — 732
ОФ Черкасская-Север- ная № 1 Концентрат г Гб 40 37 12 10,0 3,8 — 732
ОФ Черкасская-Север- ная № 1 Отсев г Гб 41 39 10 30,0 4,0 — 721
Черкасская-Северная Xs 2 Z7, Zn и др. г Гб 41 45 9 27,0 4,2 — 721
Угольные бассейны и месторождения в СССР
71
Продолжение та'бл. 3-18
Наименование шахт. ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве-] ществ (Vr). % Пласто- метри- ческие показа- тели мм Зольность (Лс), % Содержание серы 50бщ- % Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- фикации углей
X У
ОФ Черкасская-Север- ная № 2 К онцентрат г Г6 40 40 10 10,0 3,7 721
ОФ Черкасская-Север- ная № 2 Отсев г Гб 41 45 9 27,0 4,1 —• 721
Им. Ленина й5. k« г Гб 35 36 14 22,0 1,8 60 633
№ 19 lit &8' ^7 г Гб 39 38 12 17,5 4,1 62 632
Белореченская Zg, If h и ДР г Гб 40 37 11 25,0 3,7 49 732
ОФ Белореченская Концентрат г Гб 39 30 14 7,4 3,4 65 632
ОФ Белореченская Отсев ' г Гб 40 37 11 23,0 3,8 47 732
Л утугинская- Северна я № 1 им. XIX съезда Т, ^2 г Гб 39 40 12 24,0 3,9 54 732
КПСС U If 11 И др. г Гб 40 39 И 25,0 3,8 — 732
Ns 25 4 г Гб 41 37 12 15,0 4,2 62 732
№ 9 г Г16 41 34 18 19,0 3,9 62 634
Трест «Коммунарскуголь»
№ 2-бис Z’, If, ll l°v li Т — 14 15 0 27,0 3,3 0 200
Бераль (ш/у Ns 5-бис) т — 10 7 0 16,0 1,6 0 100В
№ 5-бис т — 11 10 0 11,5 1,3 0 200
№ 5-бис Й6 т — 11 12 0 7,0 1.3 0 200
№ 25 fea, k6 т — 14 15 0 6,0 1.1 0 200
Кировоградская-Комсо- мольская № 10—10-бис h ОС ОСб 16 9 6 19,0 19,0 5,2 3,3 41 321 321
Им. Артема Ns 10—10-бис l7, Ц ОС ОС6 17 20 6 33
Им. Артема l'2, i°j, kt и др. т — 14 15 0 18,0 3,3 0 200
Заперевальная (V4. ш. Ze ОС ОС 14 15 0 32,0 3,5 12 211
№ 10—10-бис)’ Украина It, h, l2 и ДР- ОС ОС6 17 20 7 24,0 3.2 33 321
ОФ «Украина» Концентрат ОС ОСб 17 16 8 7,3 2,3 40 321
ОФ «Украина» Ns 1 Михайловская Отсев ОС ОС 16 20 5 19,0 2,7 20 311
Лц к К14 19 4 14 22,0 1,4 51 333
№ 6 Михайловская Л1 ОС ОС 16 15 0 27,0 1,5 И 311
№ 6-бис /4 т — 15 13 0 15,0 1.1 0 300
Ns 5-66 gs ОС ОСб 18 12 6 23,0 5,9 45 321
Трест «Кадиевуголь*
№ 3—3-бис Z6. h, /з Н др. ж Ж21 32 16 25 18,0 3,2 75 535
№ 3-3-бис k7 ж Ж13 33 30 18 25,0 4,5 — 534
№ 4—2-бис If, If. Ze и ДР- ж Ж21 33 17 24 24,0 3,3 — 535
№ 8—8-бис Максимов- ская Aio> Л?, he к K14 24 9 20 24,0 2,0 66 434
72
Характеристика спекающихся углей СССР
Продолжение табл. 3-18
Наименование шахт, ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве- ществ (Уг), % Пласто- метри- ческие показа- тели мм Зольность (Лс). % 5общ’ % Число Рога (по ГОСТ 93 18—59) Число по коду Меж- дународной класси- фикации углей
X У
№ 36 Ze, z4, 13 и др. ж Ж21 34 18 24 17,0 3,3 — 635
Им. Ильича 4. 4- и др. ж Ж21 28 13 25 21,0 2,8 70 435
Им XXII съезда КПСС h, l3, ke и др. ж Ж21 33 17 24 26,0 3,3 535
№ 1—1-бис Криво- /г7, ks, k3 к К14 22 10 14 29,0 2,5 59 433
рожье № 2—5 Каменка kfo k&, k3 к КЖ 26 12 23 20,0 3,5 73 435
Кз 4 Мазуровская /п4, m3 к К14 21 13 19 24,5 4,0 60 434
№ 5 Сталь m-„ к КЖ 23 15 21 29,0 2,8 63 434
Кд 6—6-би с к К14 21 10 18 22,0 2,8 — 434
№ И ж Ж21 28 12 28 22,0 3,7 — 435
№ И m3 к КЖ 25 10 23 12,0 1,7 — 435
№12 им. Дзержин- lg, Zg» Ig ОС ОС6 19 14 12 22,0 3,4 — 333
СКОРО
№ 50 Галки ^10 к-ос К14— 18 8— 15— 12,0 4,0 67— 333—
ОС 6 12 10 45 322
Краматорская h.> ж Ж21 29 18 24 20,0 1,2 — 535
Максимовская-Пологая к К14 25 12 17 13,0 0,9 64 434
Ломоватская-Южная mJ, m3 ОС ОС6 17 24 8 23,0 3,1 34 321
№ 1 Давыдовская 1 ж Ж21 29 12 28 21,0 3,9 78 535
№ 3 к К14 19 15 14 20,0 2,8 55 333
№ 3-бис k3 к К14 19 12 15 21,0 1,9 59 333
№ 3 Давыдовская ж Ж21 29 13 26 23,0 4,3 — 535
№ 96 ne ОС ОС6 16 10 7 14,0 3,8 44 321
Краснопольская-Глу- m'6, m^, ms к КЖ 25 18 22 20,0 3,6 68 435
бокая 1
Tреет «Первомайскугом»
№ 1 lg, U, Is ж Ж21 32 8 35 12,С 4,2 82 535
№ 3—5 Сокологоровка 4’ Zs г Г16 40 37 17 16,0 4,2 62 634
№ 4—6 /3 Z2 г Г16 40 35 19 17,0 4,2 — 634
Первомайская k3 ж Ж21 37 17 32 19,0 3,6 69 635
Им. Менжинского /б» ^4 ж Ж21 34 10 32 9,Е 4,1 69 635
Им. Крупской 4, l3 г Г16 37 28 22— 25 10,Е 3,7 70 635
№ 12 Михайловская m3, l3 г Г16 41 38 15 26,0 3,7 66 633
№ 15 1з> 4 г Гб 40 38 15 20,0 3,9 70 633
Мирнодолииская m3, l3, l3 д — 42 58 4 21,0 4,0 15 811
№ 1—2 Горская 1в и др. г Гб 42 40 13 21,0 4,4 — 732
ОФ Горская Концентрат г Гб 42 38 15 7,8 4,1 — 733
ОФ Горская Отсев 1 Гб 42 40 13 21,0 4,2 — 732
Трест «Кировуголь,.
№ 1 Бежановка г Гб 40 29 15 16, 5 4,3 633
№ 2 Бежановка k6 г Гб 40 35 13 16, 5 4,7 632
Угольные бассейны и месторождения в СССР
73
Продолжение табл. 3-18
Пласто- ф
ф м метри- С'' 3 < я < к
Наименование шахт, Символ пластов Марка к учих )• % ческие показа- тели о”"4 S сх ф ф о01 Е*> <ОДУ й к. глей
ЦОФ и ОФ или сорт угля угля ф ч чм н я О со о >. о S ~ Е S
одерж с общ ’
Е Е ыход ,еств X У X J3 Ч фО sQ :исло уиаро икапд
со а СО О СО З'и
«
№ 1—2 Ново-Гол усов- с, 11, kg, 1-2 г Г16 40 35 16 18,0 4,6 64 633
ская
№ 6 им. Кирова ll, k-], ke г Гб 40 35 13 25,0 4,0 — 632
№ 8 kg, kg, kg г Гб 40 39 12 18,0 2,8 54 632
№ 22 им. Кирова ll, &7> &6 г Гб 40 27 12 24,0 3,8 57 632
№ 77 k\ г Гб 41 48 14 25,0 3,7 61 633
№ 100-бис feg» ^3’ ^2’ ^1 г Гб 40 38 13 20,0 4,8 53 632
№ 102 *8 г Гб 40 33 11 15,0 4,5 46 732
Великан ^6 г Гб 40 38 10 29,0 3,9 42 721
№ 6—7 г-д Гб— 42 45 6—4 16,0 3,4 22— 811
д 16
№ 16 г Гб 43 45 9 16,0 3,3 28 721
№ 17 k\ г Гб 40 37 13 25,0 4,3 53 632
№ 5 Бежановка k\ г Гб 39 30 13 18,0 4,6 59 632
Криничанская-Южная kio ж Ж21 36 18 31 19,0 2,5 — 635
Трест « Драен одону голы
№ 1-бис kg, k'2 К кж 23 14 21 15,0 2,7 — 434
№ 1—2—3 Краснодар- ^2’ ^3’ ^*3 ОС ОС6 17 14 7 22,0 1,8 — 321
ская
№ 2 Северная kx5, k2, k2 ж Ж21 34 16 31 28,0 3,8 — 635
№ 2-бис i3. 4, kg, k\ ж Ж21 33 15 27 19,0 3,7 — 535
№ 18-бис k\, kg, /3 к КЖ 26,5 13 26 22,0 2,6 72 435
Xs 21 kg, k\, k\ к К14 24 10 16 20,0 4,1 — 434
№ 22 1з> 12 ж Ж21 35 18 28 19,0 4,0 — 635
№ 173 4 ж Ж21 33 9 34 12,5 4,8 — 535
Западная mg ж Ж21 37 25 26 22,0 5,1 — 635
№ 1 Таловская ‘3 ж Ж21 30 12 23 21,0 1,4 69 535
№ 2 Таловская и ш. kg ж Ж13 34 25 20 24,0 1,3 63 634
№ 180
Донецкая m3, Z| ж Ж21 37 25 28 22,0 4,4 — 635
Xs 1—4 Северо-Гундо- kg, k3, k2 и др. ж Ж21 34 15 33 30,0 4,0 — 635
ровская
Восточная 4 ж Ж21 31 15 26 19,0 5,3 — 535
Xs 134 ж Ж21 30 8 28 16,0 5,2 — 535
Xs 2—9 m3 г Г16 36 37 19 20,0 2,6 70 635
Xs 1 Семейкинская т — 12 10 0 22,0 3,5 0 200
Xs 1 Суходольская k, 1з И др. ж Ж21 34 23 28 26,0 3,7 75 635
Трест чДонецкуголы
Северо-Изваринская Xs 1 k\, k\, i3 к К14 23 12 16 21,0 2,5 65 433
Xs 20 k'2 к КЖ 25 16 21 14,5 4,1 71 434
74
Характеристика спекающихся углей СССР
Продолжение табл. 3-18
Наименование шахт, ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве- ществ (Vr), % Пласто- метри- ческие показа- тели мм Зольность (Лс). % j Содержание серы 50бщ- % i Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- фикации углей
X У
Xs 21 ^2 к КЖ 25 16 23 20.0 2,2 7^ 435
Юго-Западная № 3 k\, i3 к К14 24 10 18 19,0 1,9 62 434
Юго-Восточная 'з> ‘з к К14 25 17 18 28,0 2,1 67 434
№ 54 ж Ж21 28 9 26 21,0 5,0 74 435
Юго-Западная № 1 (3- <3 к К14 25 17 18 23,0 1,7 67 434
Юго-Западная № 1-бис ^2 к К14 25 12 19 13,0 2,0 72 434
Северо-Г ун доровская й’, ^2 к К14 24 14 16 27,0 3,3 68 433
№ 3-бис Северо -Гундоровская ^2» ж Ж21 33 10 33 26,0 4,2 79 535
№ 3 Станичная k22, k\, ж Ж21 33 12 29 25,0 5,0 80 535
Трее m <.Богурс гевуголъ»
№ 5 ma, ma ОС ОСб 17 17 6 15,0 1.7 30 321
Шолоховская-Южная /2 / z1 ^3’ гз» ОС ОС 16 22 3 31,0 2,8 15 311
Горняцкая № 1—2 (3 К К14 20 6 15 30,0 2.8 62 333
Горняцкая-Восточная К К14 19 5 14 24,0 4.2 56 333
Горняцкая-Южная ^2 ОС ОС 16 16 0—5 30,0 4,6 11- 311
18
Ново-Майка 4 ОС ОСб 17 8 7 18,0 4,4 44 321
Xs 1—2 Шолоховская- ('з> i!> ОС ОСб 18 15 11 30,0 2,7 61 332В
Восточная
№ 36 !в ОС ОС 17 12 0—5 30,0 4,3 14 311
Шолоховская-Северная ;2 i ОС ОСб 19 15 10 30,0 2,9 53 332В
Шолоховская-Запад- ‘3> »3 ОС ОСб 18 12 7 30,0 3,1 30 321
ная
№ 4 Белокалитвенская Ж Ж21 31 7 28 19,0 5,8 77 535
Кременная ОФ Концентрат Д — 43 58 5 8,5 2,9 19 811
Привольнянская-Юж- Г Гб 44 48 7 8,5 4,1 33 821
ная ОФ ОФ им. XXI съезда » г Гб 36 36 12 7,0 1.0 47 632
КПСС
Краснолиманская ОФ г Гб 36 36 14 7,8 2,2 59 632
Добропольская ЦОФ г Гб 37 35 12 6,5 1.2 52 632
ОФ Ветка-Глубокая » г Гб 38 30 15— 6,0 2,1 73 634
16
Кальмичсская ЦОФ ж Г16 30 10 29 7,2 2,5 74 535
Ново-Узловская ЦОФ » к КЖ 26 12 23 7,7 2,6 78 435
ЦОФ Комсомолец ж Ж21 30 7 27 7,1 2,8 72 535
Дзержинская ЦОФ » ж Ж21 30 6 28 7,2 2,4 78 535
Никитовская ОФ ж Ж21 30 3 32 7,3 3,0 80 535
ОФ Пролетарская-Глу- » ж Ж21 29 5 26 7.2 1,7 75 535
бокая ОФ Советская » к КЖ 24 12 23 7,9 3,2 74 435
Калининская к К14 23 12 18 7,5 2,8 75 434
Ново-Кондратьевская » ОС ОС 16 20 5 8,3 1,6 18 311
ЦОФ
Угольные бассейны и месторождения в СССР
Продолжение табл. 3-18
Наименование шахт, ЦОФ и ОФ Символ пластов или сорт угля Марка угля и сорт Группа угля Выход летучих ве- ществ (Уг). % Пласто- метри- ческие показа- тели мм Зольность (Лс), % Содержание серы So6uf % Число Рога (по ГОСТ 9318—59) Число по коду Меж- дународной класси- I фикации углей
X У
Чумаковская Концентрат ОС ос 16 18 5 7,3 1,9 16 311
Колосниковская ч> ОС ОС 17 16 5 7,5 1.7 19 311
Ново-Голубовская ч> г Гб 41 30 14 6,5 2,9 65 633
Михайловская г Г16 39 35 16 7,6 3,4 65 634
Максимовская ч> ж Ж21 32 13 25 8,8 2.6 72 535
Ирминская ч> ж Ж21 30 12 28 7,7 2,9 67 535
Криворожская ч> к К14 22 12 17 7,1 1,7 69 433
Брянская к К14 24 10 18 7,5 2,5 73 434
Верхи е-Дуванская > ж Ж21 32 14 29 7,8 3,5 75 535
Донецкая ч> к КЖ 23 13 23 7,9 1,9 71 435
Богу раевская ч> ОС ОС6 17 18 10 9,0 2,4 40 322
Таблица 3-19
Выход основных химических продуктов из некоторых углей Донбасса
(по лабораторным данным)
Наименование шахт, ЦОФ и ОФ Символ пластов Марка Выход продуктов в процен- тах на сухое беззольное вещество
смола бензольные углеводо- роды аммиак
Трест «-Красноармейскугольи
№ 1 Центральная Г 4,7 1,75 0,32
№ 1 Центральная 1з Г 5,3 1,69 0,29
№ 1 Центральная /1 Г 5,5 1,77 0,34
№ 1—2 Доброполье ^3 г 3,9 1,67 0,34
№ 1—2 Доброполье 1» г 3,8 1,68 0,37
№ 3 Доброполье и г 6,4 2,15 0,35
№ 3 Доброполье U г 4,7 1,55 0,34
№ 3 Доброполье &8 г 3,6 1,67 0,39
№ 3—3-бис г 7,3 2,36 0,31
№ 3—3-бис г 4,7 1,86 0,37
Гнилушанская № 1-бис г 5.6 2,16 0,35
Т реет чСелидовуголы
№ 38—10 Кураховка ka д 5,6 2,03 0,38
№ 1 Ново-Гродовка h Г 6,6 1,92 0,34
Трест «.Рутченковуголь*
№ 2—7 kt Г 7,0 1,81 0,27
№ 29 hi Ж 5,5 1,99 0,30
Им. Абакумова тъ Г 3,4 1,63 0,38
Им. Абакумова т3 Г 4,9 1,95 0,29
Им. Абакумова /1 Г 5,5 2,05 0,36
Южная т3 Г 5,5 1,68 0,36
76
Характеристика спекающихся углей СССР
Продолжение табл. 3-19
Наименование шахт. ЦОФ и ОФ Символ пластов Марка Выход продуктов в процен- тах иа сухое беззольное вещество
смола бензольные углево- дороды аммиак
Трест Куйбышевуголь»
№ 2 им. Ф. Кона ^8’ ^7» ^4» ^1» ^8 ж 6.0 2,04 0,28
№13 Л Г 3,8 1,66 0,33
№13 ka Г 7,0 2,12 0,36
№ 14—15 Пески ka Г 6,5 2,00 0,28
№144 ll Г 4,7 1,59 0,35
№144 ka Ж 7,1 2,02 0,32
Им Горького le Ж 5,3 1,90 0,35
Пролетар ‘I Г 5,8 1,74 0,31
Бутовская-Донецкая ’"I Г 5.1 1,83 0,43
Ветка-Глубокая ll Г 5,5 1,52 0,30
Ветка-Глубокая ms Г 5,9 2,01 0,34
Ветка-Глубокая ll, m3 Г 5,5 1,63 0,31
Октябрьская ni г 4,4 1,92 0,42
Трест «, I ролетарскугол.»
Ново-Мушкетово hio, к 2,6 0,25
Восточная hw> ha ОС 1,4 0,76 0,23
Треет «Макеев уголь»
№ 10 Холодная балка ka, k\, ka * 3,0 1,21 0,24
Трест '/.Красногвардейскуго.ы
Им. Орджоникидзе Is» ll > » ky к 3,6 1,12 0,21
Ново-Бутовка «1 г 5,3 1,91 0,30
Бутовская-Северная «1 г 6,1 2,26 0,30
Трест «Советскуголы»
№ 1 m3 к 3,4 1,35 0,24
№ 2 Is к 2,1 0,92 0,18
Нижне-Крьшская m9, m5, m3 к 3,4 1,00 0.21
Трест « Горловскуголь »
№ 1—5 Кочегарка m3, la, k‘5 и др. к 4.3 1,71 0,30
№ 5—7 им. Ленина kJ4, k4, ka и др- ж 4,6 1,71 0,28
№ 19—20 m\, «6 г 6,4 1,99 0,37
№ 19—20 la, l], /7 и др. ж 4,5 1,61 0,25
Шевелевская m7 г 6,8 1,97 0,34
Шевелевская m" г 6,6 2,14 0,39
Трест « Дзержинску го ль»
№ 3 им. Артема m3. Is, Is и др. ж 5,0 1,90 0,33
№ 10 I2 (11) г 5,3 1,84 0,31
№ 18 им. Артема «1 г 6,4 2,26 0,37
Новая Валюта «1 г 6,0 2,18 0,36
Трест чОрджоникидзеугольи
Красный Профинтерн т{5, тъ, msn др. ОС I.S 0,85 0,24
Угольные бассейны и месторождения в СССР
77
Продолжение габл. 3-19
Наименование шахт, ЦОФ и ОФ Символ пластов Марка Выход продуктов в процен- тах на сухое беззольное вещество
смола бензольные углеводо- роды аммиак
Трест « Украина Коммунарскуголь Ut ^4, ^7 » ОС 1.4 0,74 0,19
У глефа брики: Добропольская Концентрат г 5,0 1,92 0,31
Никитовская » ж 5,9 1,82 0,29
Ново-Кондратьевская » ОС 1,4 0,63 0,22
Чумаковская » ОС 1,3 0,73 0,23
Колосниковская » ОС 1,2 0,63 0,20
Брянская » к 3,4 1,36 0,20
Донецкая . . ' » к 4,0 1,38 0,28
Биураевская . » ОС 1,6 0,71 0,24
Таблица 3-20
Расчленение угленосных отложений Кузнецкого бассейна
Серии Свиты Подсвиты
Тарбаганская 11—3 Мальцевская Тг Конгломератовая /1—3 Верхне.мальцевская Т"’2 Нижнемальцевская Т"1' —
Кольчугинская Рх—Р2 Ерунаковская Р" Тайлуганская Р2
Грамотеинская Pq2
Ленянская Р1£
Ильинская Р2 Ускатская Р™к Казанково-Маркинская Р2т
k Кузнецкая Рх —
Балахонская С1—Р, Верхнебалахонская Р*е Усятская Р“
Кемеровская р*т
Ишановская р\
Промежуточная С£_3
Нижнебалахонская Сь21_3 Алыкаевская С21__3 Мазуревская С^3
Острогская С, —
78
Характеристика спекающихся углей СССР
Угли кольчугинской серии по
внешнему виду отличаются значительным
блеском. Угольные пласты по строению раз.
деляются на два тепа. Первый, наиболее
распространенный тип — неяснополосчатый.
Второй тип — яснополосчатый, содержит
прослои и линзы матового угля, богатого
фюзинитом, семивитринитом, а также дис-
персно рассеянными минеральными приме-
сями. Уголь этого типа встречается главным
образом в стратиграфических верхних гори-
зонтах Ленинского, Байдаевского и Распад-
ского месторождений, среди пластов высо-
козольных углей Чертинсжого и Карагалий-
ского месторождений.
Таблица 3-21
Средний петрографический состав основных макротнпов
углей балахоиской серии
Макротнпы угля н их разновидности Петрографический состав. %
внт^нннт семивит- рнннт So фюзнннт F лейптнннт L минераль- ные включения Me
Блестящий: а) неяснополосчатый 83 6 7 1 3
б) неравномерно- и яснополосчатый 73 10 13 1 3
Полублестящий: а) яснополосчатый 63 13 18 2 4
б) комплекснополосчатый 53 19 24 1 3
Полуматовый полосчатый: а) переходный к полублестящему . . 46 28 22 1 3
б) переходный к полуматовому . . 36 31 29 1 3
Полуматовый: а) штриховатый 27 33 32 2 6
б) однородный 17 44 33 1 5
Матовый: а) малозольный 13 35 44 2 6
б) высокозольный 10 16 38 — 36
Таблица 3-22
Петрографический состав углей важнейших пластов балахоиской серии
Угленосные районы Пласты Шахты н участки Петрографический состав. %
витринит семнвнт- рнннт So фюзнннт / лейптн- ннт L минераль- ные прн- . месн Me
Прокопьевско- Киселевский VI внутренний Шахта Красногор- ская 69 12 14 1 4
Горелый Шахта Коксовая 1 40 26 29 — 5
Мощный Шахта № 5—6 29 29 36 — 6
Томь-Усинский и Мрасский I Участки Сибиргин- ские 4—6 71 11 15 — 3
II Участки Ольжерас- ские 5—8 41 24 24 2 9
Анжерский Андреевский Шахта № 9—15 41 34 17 — 8
Петровский » № 9—15 23 38 35 — 4
Кемеровский Кемеровский Шахта Централь- ная 52 16 18 7 7
Волковский Шахта Северная 22 45 27 2 4
Угольные бассейны и месторождения в СССР
79
Все угли кольчугинской серии (за исклю-
чением матовых прослоев) типичные кларе-
новые: в углях первого типа, как правило,
содержится до 90% витринита, в углях вто-
рого типа количество витринита снижается
до 70% и менее.
Петрографический состав углей пластов
кольчугинской серии приведен в табл. 3-23.
Таблица 3-23
Петрографический состав пластов Кольчугинской серии
Петрографический состав, %
Угленосные районы Пласты Шахты и участки X в н'О X - X X »~4 раль* прн- , Me
& X X a S п Ф х X Ф * х 3 ф S х S
2^
Ленинский Журинский Шахта Журинская 65 8 12 2 13
Полысаевский » Полысаевская № 1 71 5 14 3 < 7
Болдыревский Шахта им. Кирова 78 8 8 2 4
Поленовский » » 78 7 9 3 3
Беловский 5 Шахта Пионерка 84 6 5 3 2
22 » Бабаиаковская 85 4 5 2 4
5 » Чертииская 1 79 8 — 1 12
Байдаевский 33 Шахта Байдаевская 68 12 13 3 4
32 > » 74 7 14 3 2
16 » Абашевская 1 84 4 8 2 2
14 » Байдаевская 80 6 6 2 6
Осинников- Елбанский I Шахта Капитальная 2 84 2 9 1 4
ский Полкаштинский 4 » » 4 86 5 4 — 5
Распадское 21 Участок Распаде- 56 7 28 3 6
месторожде- кий XII
ние 16—17 То же XII 68 9 14 3 6
6—6а То же III 76 4 10 4 6
Таблица 3-24
Группы угольных пластов Кузнецкого бассейна по петрографическому
составу и макроскопической характеристике
Группа Содержание {витринита н лейптинита .% Макроскопическая характеристика углей Типичные пласты
I Более 80 Неяснополосчатые клареновые Елбанские, Байдаевские 14, 16, Максимовский
II 70—80 Клареновые с прослоями и лин- зами матового угля Байдаевские 29а, 32, [Сергеев- ский, Распадские
III 55—70 Полосчатые с содержанием блестящих типов более 25% и полублестящих более 30% VI и IV Внутренние 1 Кондом- ского района
IV 45—55 То же, с содержанием блестя- щих типов 15—25%, полу- блестящих— более 25% III и II Внутренние, III Мрас- ского района, Кемеровский
V 30—45 То же, с содержанием блестя- щих типов 5—12% и полу- блестящих менее 25% Горелый, IV—V Томь-Усинско- го района
VI Менее 30 То же, с содержанием блестя- щих типов менее 5% и полу- блестящих— менее 20% Мощный, Волковский, Петров- ский
Характеристика углей Кузнец
Серии Наименование ластов Угленосный район Выработка Петрографическая характеристика
vt % степень метаморфизма
Конгло- мерато- вая Новы й Осиновский Скважина № 1234 56 Буроугольная
Мощный » Шахта Юрская I 63
Журинский Ленинский Шахта Журинская 3 68 Длиннопламенная
Полысаев- ский 1 » Шахта Полысаев- ская 2 71 Газовая низкая
5 Беловский Шахта «Пионерка» 84 Газовая средняя
32 Байда евский Участок Есаульский шахта № 23 74 » »
Поленовский Ленинский Шахта им. Кирова 78 Газовая высокая
29а Байдаевский Шахта Абашевская 3-4 76 » »
26а » Шахта Абашевская 2 84 Жирная низкая
22 Беловский Шахта Бабанаков- ская 85 » »
Кольчу- гинская 16 Байдаевский Шахта Абашевская 1 84 Жирная средняя
4 Беловский Шахта Черти иска я 2—3 79 » »
Елбанский 1 Осиновский Шахта Капиталь- ная 1 88 Жирная высокая
Полкаштин- ский 2 Шахта № 4 82 Жирная, на гра- нице с коксовой
IV Внутренний Прокопьевско- Киселевский Шахта № 13 60 Газовая, высокая
Мощный Прокопьевско- Киселевский Шахта № 13 30 » »
IV Внутренний Западная прирезка шахты Тайбинской 55 Газовая, на гра- нице с жирной
Кемеровский Кемеровский Шахта Центральная 52 » »
IV Внутренний Прокопьевско- Киселевский Шахта Зиминка 50 Жирная, низкая
Таблица 3-25
кого бассейна по пластам
Технический анализ, /о I Классификацион- ные параметры Элементарный состав. % на орга- ническую массу Теплота сгорания
!Га лс об Рс % у. мм с н N ^орг о Qg кал
8,7 17,4 0,42 0,117 65,3 Не спе- кается 74,4 5,8 19,80 —
10,5 1 6,0 0,74 — 45,6 То же 71,08 5,08 1,25 0,46 22,13 7080
4,5 4,5 0,18 0,020 42,4 Наме- чается 79,80 5,75 2,61 0,18 11,66 7920
3,2 7,5 0,50 0,025 41,5 12 82,24 5,72 2,65 0,54 8,85 8180
3,3 4,3 0,37 0,005 41,3 15 83,74 5,88 2,80 0,40 7,18 8300
2,6 5,0 0,40 0,019 36,6 14 83,61 5,69 2,80 0,40 7,66 —-
1,5 6,7 0,52 0,020 39,0 20 — __ — — 8390
2,5 6,1 0,54 0,019 37,6 18 84,70 5,67 2,91 0,58 6,14 8310
1,8 5,6 0,72 0,039 37,6 27 84,86 5,84 2,93 0,75 5,62 8400
1,9 6,3 0,66 0,005 39,6 35 85,35 5,97 2,91 0,86 5,19 8450
1,3 6,0 0,59 0,082 34,5 34 86,29 5,81 3,18 0,63 4,04 8430
1,2 9,7 0,53 0,023 38,8 36 85,81 5,91 3,16 0,60 4,53 8490
0,8 4,3 0,53 0,072 32,4 34 86,36 5,68 3,27 0,55 3,94 8580
0,7 6,4 0,91 0,014 27,3 27 88,30 5,43 3,04 0,96 2,27 8640
3,2 8,2 0,53 0,061 35,5 10 85,55 5,Н 2,57 0,57 6,20 7900
3,1 7,0 0,39 0,034 26,6 Наме- чается 86,42 4,72 2,26 0,42 6,18 8030
1,3 6,3 0,41 0,049 33,5 14 86,28 5,32 2,41 0,44 5,52 8310
1,5 13,0 0,42 0,006 32,5 13 — — — — 8350
0,8 7,5 0,30 0,085 29,0 17 87,50 5,29 2,54 0,32 4,35 8430
5 Справочник коксохимика, т. I
Серии Наимеиоваиие пластов Угленосный район Выработка Петрографическая характеристика
vt % степень метамор- физма
Кольчу- гинская Горелый Прокопьевско- Киселевский Шахта Зиминка 40 Жирная, низкая
Подспорный То же » » 3—4 37 В в
IV Внутренний в в Шахта № 5—6 60 Жирная, высокая
Горелый в в » № 5—6 42 В в
Бала- хонская IV—V Томь-У син- ский Шахта Томь-Усин- ская 1—2 37 в в
Мощный Прокопьевско- Киселевский Шахта № 5—6 29 в в
IV Внутренний То же Шахта Коксовая 1 59 Коксовая, средняя
II Внутренний в в В в 53 В в
Подспорный в в Шахта № 4—6 47 в в
Горелый в » Шахта Коксовая 1 43
Алыкаевский II Кемеровский Шахта «Пионер» 42 Коксовая, высокая
Андреевский Анжерский Шахта № 9—15 41 В в
Петровский В » № 9—15 23 в в
Мощный Прокопьевско- Киселевский Шахта Коксовая 1 30 в в
Мощный Прокопьевско- Киселевский Шахта «Красный уг- лекоп» 30 Отощенная
II Восточный Араличевский Шахта им. Орджо- никидзе — Тощий
XXIV—XXV В Шахта Редаково- Северная, скв. 514 — В
XIII Терсинский Участок Макарьев- ский, скв. 6, глу- бина 95 м — Антрацит
Продолжение табл. 3-25
Технический анализ, % Классификацион- ные параметры Элементарный состав, % на органическую массу Теплота сгорания
wa Лс оС 6об Рс V, % у, мм с н N Sopr о <?5 кал
1,0 5,5 0,36 0,015 26,7 12 87,65 5,09 2,43 0,39 4,44 8400
1,0 8,5 0,68 0,104 28,5 14 87,07 5,20 2,21 0,61 4,95 8420
1,0 10,5 0,49 0,029 26,5 19 88,56 5,47 2,62 0,51 2,49 8500
1,2 5,8 0,30 0,023 22,3 13 89,38 4,87 2,84 0,31 2,98 8490
0,9 8,5 0,25 0,027 22,0 12 89,51 4,70 2,30 0,26 3,23 8490
0.9 7,3 0,39 0,035 19,1 6 90,10 4,57 2,23 0,40 2,70 —
0,8 9,0 0,31 0,137 21,5 16 89,98 4,95 2,44 0,32 2,31 8650
1,2 6,5 0,45 0,015 19,0 11 — — — — 8600
0,8 9,1 0,47 0,047 18,7 13 90,01 4,75 2,09 0,51 2,64 8630
1,2 6,8 0,34 0,039 17,4 7 89,84 4,60 2,66 0,36 2,48 8590
0,9 10,5 0,60 0,005 14,6 6 — — — — 8550
0,9 8,1 0,40 0,004 14,2 7 90,85 4,47 2,00 0,43 2,25 8600
1,0 7,3 0,45 0,006 12,3 —- 90,94 4,13 1,90 0,49 2,54 8550
0,9 6,0 0,26 0,052 16,3 Наме- чается 90,63 4,26 2,63 0,28 2,55 8500
0,7 7,5 0,31 0,068 11,5 — 91,58 3,73 2,16 0,33 2,20 8500
0,8 8,3 0,51 0,008 6,9 — 91,76 3,86 2,67 0,68 2,66 8450
0,9 6,7 0,27 0,050 5,5 — 92,10 — — — — 8410
3,2 7,7 0,34 0,011 3,6 — 96,31 — — 3,69 — 8413
6*
84
Характеристика спекающихся углей СССР
Угли Кольчугинской серии по сравнению
с балахонскими менее метаморфизованы;
это главным образом газовые угли. Из них
состоят многочисленные пласты, залегающие
в Плотниковоком и Салтымаковском райо-
нах, а также верхние горизонты Ленинско-
го, Беловского, Байдаевского, Ерунаковско-
го, Терсиновского и других районов. Запа-
сы жирных углей этой серии менее значи-
тельны — к ним относятся углн Осиновско-
го, Чертинского, Карагайлинского и Ники-
тинского месторождений и нижние пласгы
Байдаевского, Распадского и других райо-
нов.
Длиннопламенные угли залегают в зна-
чительных количествах в Ленинском, Плот-
ннковском и Терсинском районах.
Угли конгл ом ер а то в ско й с в и-
т ы изучены в значительно меньшей степе-
ни, так как имеют небольшое промышлен-
ное значение. Они наименее метаморфизова-
ны и занимают промежуточное положение
между длиннопламенными и бурыми угля-
ми.
Наличие связи между макроскопическим
строением пластов и петрографическим со-
ставом углей позволило разделить Кузнец-
кий бассейн на соответствующие группы,
приведенные в табл. 3-24.
Характеристика типичных углей Кузнец-
кого бассейна, охватывающая все их мно-
гообразие по петрографическому составу
и степени метаморфизма, приводится в
табл. 3-25.
Приведенные данные указывают на сле-
дующие общие закономерности изменения
свойств углей в бассейне:
а) изменение степени метаморфизма угля
соответствует изменению элементарного со-
става органической массы. Наряду с этим
элементарный состав отражает различия в
петрографическом составе угля (в углях
одинаковой стадии метаморфизма уменьше-
ние содержания витринита при одновремен-
ном увеличении микрокомпонентов группы
семивитринита и фюзинита приводит к рос-
ту содержания углерода и уменьшению со-
держания водорода);
б) выход летучих веществ на горючую
массу (Уг) для большинства петрографиче-
ски однородных углей кольчугинской серии
изменяется в основном в соответствии со
стадией их метаморфизма, т. е. уменьшается
от 43 до 27% при переходе от длиннопла-
менных к жирным углям. В петрографиче-
ски неоднородных углях балахонской серии
выход летучих веществ тоже зависит от их
петрографического состава; только в ото-
щенных углях различие петрографического
состава почти не сказывается на выходе
летучих веществ;
в) толщина пластического слоя, которая
принимается условно за показатель спекае-
мости углей, увеличивается с ростом содер-
жания витринита и зависит от степени иг
метаморфизма; этот показатель изменяется
по кривой с максимумом в области жирных
углей (см. рис. 3-3);
г) теплота сгорания углей зависит от их
элементарного состава и петрографических
особенностей; при прочих равных условиях,
этот показатель изменяется с повышением
степени метаморфизма по кривой, с мак-
симумом в области жирных и коксовых
углей.
д) влажность углей в воздушносухом со-
стоянии (1Уа) при равных условиях зависит
главным образом от степени их метамор-
физма и изменяется от 10 до 0,5%;
е) физические свойства углей — блеск,
плотность и др. — изменяются в соответст-
вии с их петрографическими особенностями.
Угли кольчугинской серии — плотные, по-
лублестящие на стадии длиннопламенных
углей, а при переходе к жирным они при-
обретают яркий блеск и становятся хруп-
кими.
Эти изменения свойственны также блестя-
щим типам угля ‘балахонской серии. Одна-
ко, в целом физические свойства углей ба-
лахонской серии в большей степени зави-
сят от соотношения в них блестящего и ма-
тового типов углей; матовый уголь во всех
стадиях метаморфизма остается плотным
и его отражательная способность изменяет-
ся мало;
ж) степень метаморфизма углей в бассей-
не увеличивается по мере углубления рас-
положения пластов в недрах, т. е. зависит
от стратиграфического положения пластов
в разрезе угленосной толщи, а также изме-
няется по площади их залегания в увязке
со сложной тектонической структурой бас-
сейна;
з) под влиянием выветривания на выхо-
дах пластов существенно изменяется харак-
теристика углей по физическим и химиче-
ским свойствам и технологическим особен-
ностям.
При использовании углей для коксова-
ния определяется глубина всей зоны окис-
ленных углей, т. е. устанавливается грани-
ца, ниже которой уголь сохраняет постоян-
ство основных технологических параметров.
Глубина зоны залегания окисленных углей
в Кузнецком бассейне непостоянна и зави-
сит от рельефа коренных пород, интенсив-
ности эрозионных процессов и других фак-
торов.
Технологические свойства
углей
Исследование углей Кузнецкого бассей-
на показало, что основные показатели их
свойств, в частности, выход летучих ве-
ществ и толщина пластического слоя, при-
нятые в СССР в качестве классификацион-
ных параметров и для маркировки углей,
в достаточной степени характеризуют тех-
нологические свойства лишь углей кольчу-
гинской серии, т. е. петрографически одно-
родных витринитовых углей.
Сложнее сделать увязку этих показа-
телей с технологическими свойствами углей
балахонской серии, характеризующихся
сложным петрографическим составом. Свой-
ства углей такого типа определяются не
только степенью метаморфизма, но и со-
Угольные бассейны и месторождения в СССР
85
держанием микрокомпонентов, обусловли-
вающих спекание угля (главным образом
витринита).
Для классификации углей балахоиской и
толщины пластического слоя углей (у, мм)
и выхода летучих веществ (1/г, %) с техно-
логическими особенностями углей отдель-
ных типов разработана диаграмма, приве-
Условные обозначения
Стадии Признана метаморфизма Видимость спор
Технологичес- кие группы (ГОСТ 8<6Р79$ А ГВ П7 ГЖ вш 2Ж?6 НМЧ НЖ6 Н/Т ую 'кг ос ЧСС гсс 7 ценные Вонсодые Мирные Газодые 5^? Ч: ч ч4 С? > < 'ь t % •"> Y Споры на анш лирах черные и серо-черные R шлирах лимонно-желтые превосходная
** — — на аншпищах коричневые и серо-коричневые в шлищах шелтые
— — на аншлисрах серо-коричнр^ь/е д шлирах оранжевые
0 0 — - — на оншписрах коричнево-серые в шлирах оранжево-красные 0*>ень хорошая хорошая
V 0 0 на аншлисрах серые с кори чнедым оттенком в шлирах красные хорошая довольно хорошая
0 на оншлищах серые с песочньм оттенком 0 шлищах дуро-красные добольно хорошая плохая
1 • 1 — — на аншлисрах сдетло- серые д шлирах не ди Уны плохая не бадны
/контрасты на аншлисрах очень резкие
pej^ue местам перст ой чиЗь/е
неустойчивые
слабые
/"> Изолинии содержания дуглях витринита (Vf)
Классификация углей Кузбасса (по ВУХИНу)
86
Характеристика спекающихся углей СССР
В системе координат «пластический слой,
мм* и «выход летучих веществ, %» иа ос-
нове экспериментальных данных нанесены
изолинии петрографического (вещественно-
го) состава углей балахонской и кольчугин-
ской серий. Петрографический состав по-
казан по содержанию в углях витринита
(Vt, %), как основного микрокомпонента,
определяющего спекаемость углей Кузбас-
са. Границы стадий метаморфизма опреде-
лены под микроскопом по цвету витринита
и спор и по контрастности микрокомпонен-
тов согласно шкале, приведенной на
рисунке.
Таким же путем найдены границы от-
дельных типов углей по петрографической
характеристике, выходу летучих веществ
(Vr, %) и толщине пластического слоя (у,
мм). ГОСТ 8162—59 (Угли Кузнецкого бас-
сейна. Классификация) построен таким об-
разом, что угли делятся на марки и техно-
логические группы с максимально возмож-
ной степенью приближения к их петрогра-
фической характеристике и технологическим
особенностям. Чтобы иллюстрировать это,
на рисунке нанесены границы технологиче-
ских групп, согласно ГОСТ 8162—59.
Разграничение углей по ГОСТ 8162—59
сделано таким образом, что к маркам Д, Г
и Ж относятся только угли кольчугинской
серии. Угли балахонской серии сгруппиро-
ваны в марки КЖ, К, Ка, ОС, СС и Т. Толь-
ко в марке ГЖ объединяются угли обеих
серий.
Соотношение углей разных технологиче-
ских групп в общей поставке углей для
коксования приведено в табл. 3-26.
Таблица 3-26
Соотношение разных технологических
групп углей в общей поставке
их для коксования
Марки (до 1960 г. ГОСТ 1280—48, с 1960 г. ГОСТ 8162—59) 1955 г. 1957 г. 1959 г. 1961 г.
Г 7,7 9,2 14,0 18,0
Ж 31,0 29,6 31,0 27,1
К 31,0 29,1 21,9 22,4
Ка 20,2 21,0 25,6 25,8
ОС 5,0 5,3 3,6 3,7
СС 5,1 5,8 3,9 3,0
Общие ресурсы углей Кузнецкого бассей-
на как сырьевой базы коксования исчисля-
ются суммой промышленных запасов выс-
ших категорий на действующих, строящих-
ся и проектирующихся шахтах и на резерв-
ных полях. Внесение поправок, учитываю-
щих наличие зон окисления, определяет осо-
бенности технологических свойств некото-
рых углей, а также потери при эксплуата-
ции. По технологическим группам эти ре-
сурсы распределяются следующим образом
(%):
Жирные угли (1Ж26 и 2Ж26) .... 11
Газовые повышенной спекаемости (Г17
и ГЖ) ............................ 7
Газовые средней спекаемости (Гб) . . 6
Газовые слабо спекающиеся (Г6а и
ГЖа)............................19
Коксово-жирные и коксовые (КЖ14 и
К13) ...........................10
Коксовые и коксово-жирные понижен-
ной спекаемости и коксовые вторые
(К10. КЖ6 и Ка)...................23
Отощенные спекающиеся ОС .... 3
Слабо спекающиеся (КЖ6а, К^ и ОСа) 21
Зольность и обогатимость
кузнецких углей
Характеристика зольности углей основных
продуктивных серий (балахонской и кольчу-
гинской) приведена в табл. 3-27.
Таблица 3-27
Зольность углей Кузнецкого бассейна
Серия Угленосные районы Количество шахто- пластов с зольностью (4С. %)
оо V 8—12 12—16 >16 всего
Коль- Ленинский . . 63 70 22 3 158
чугин- Беловский . . . 2 10 17 8 37
ская Ускатский . . . 2 17 4 4 27
Ерунаковский . 72 60 13 8 153
Терсинский . . 18 33 9 2 62
Байдаевский . . 76 48 18 14 156
Осиновский . . 46 18 8 11 83
Распадский . . 7 19 9 — 35
Итого по се-
рии 286 275 100 50 711
То же, % . . . 40 39 14 7 100
Бала- Анжерский . . 6 17 7 2 32
ХОН- Кемеровский . . 28 67 54 29 178
ская Крапивинский . — 18 8 1 27
Бачатский . . . Прокопьевске- 4 9 1 — 14
Киселевский . Бунгуро-Чу- 84 204 88 95 471
мышский . . 7 29 25 18 79
Кондомский . . 19 94 45 18 176
Томь-Усинский 21 61 74 72 228
Араличевский . 10 24 12 25 71
Итого по се-
рии .... 179 523 314 260 1276
То же, % . . . 14 41 25 20 100
Угольные бассейны и месторождения в СССР
87
Угли кольчугинской серии отличаются от-
носительно невысокой зольностью (до 12%),
легко обогатимы и содержат незначитель-
ное количество промежуточных фракций
удельного веса 1,4—1,8. К легкообогатимым
углям кольчугинской серии относятся в ос-
новном мощные пласты верхних горизонтов
ерунаковской свиты.
Нижележащие в стратиграфическом раз-
резе пласты этой свиты имеют меньшую
мощность и более сложное строение, отлича-
ются повышенной зольностью и трудной
обогатимостью. К ним относятся угли от-
дельных пластов Осиновского, Байдаевско-
го, Распадского и других месторождений.
Угли большей части пластов ильинокой
свиты в отличие от ерунаковских более ми-
нерализованы (Ас — 12—20%) и характе-
ризуются высоким содержанием дисперги-
рованных минеральных примесей, поэтому
они труднообогатимы. К ним относятся
жирные угли Чертинского месторождения
Беловского района и Карагайлинского мес-
торождения Ускатского района.
Из пластов балахонской серии (зольность
8—16%) наилучшие по зольности — угли
Прокопьевоко-Киселевского района. Угли
вышележащих пластов этого района (осо-
бенно VI и IV Внутренние, а также Горе-
лый и Мощный) легко обогатимы. Относи-
тельно малозольны угли пластов Анжерско-
го района.
Наиболее зольные в балахонской серии
угли основных пластов Кемеровского,
Томь-Усинского, Мрасского и Кондомского
районов. Как правило, это и наиболее тру-
дно обогатимые угли.
Содержание SiO2 в золе кузнецких углей
изменяется от 30 до 70% и составляет в
среднем 45—55%; содержание А1аОз колеб-
лется в пределах 25—35% (при значитель-
ных отклонениях — 12—40%); содержание
Fe?O3 — около 10% (с колебаниями от 2 до
27%); содержание СаО — от 1 до 11% (в
среднем около 4%), a MgO в среднем 1—
2% (при колебаниях от 0 до 7%).
Сернистость углей
Кузнецкого бассейна
Сернистость кузнецких углей колеблется
от 0,2 до 1%, составляет в среднем 0,6%
для углей балахонской и 0,7% для углей
кольчугинской серии.
Лишь в отдельных пластах алчедатской
толщи Анжерского района и в Бирюлинско.м
пласте Кемеровского района, не имеющих
промышленного значения, сернистость угля
достигает 2—3%. В углях некоторых плас-
тов кольчугинской серии по единичным
пробам обнаруживается сернистость 1—2%.
Содержание фосфора в углях
Кузнецкого бассейна
Содержание фосфора в углях Кузнецкого
бассейна колеблется от следов до 0,2%.
Наиболее низкое содержание фосфора —
до 0,011% — в пластах Анжерского и Кеме-
ровского районов. В других районах низ-
кое содержание фосфора обнаружено в уг-
лях отдельных пластов или групп пластов.
В Томь-Усинском районе к ним относятся
угли пластов, залегающих ниже пласта IV—
V, за исключением пласта VII-IX, в Про-
копьевско-Киселевском районе угли плас-
тов II и I Внутренних, в Беловском райо-
не — угли пластов 5, 8, 10, 11 на шахте «Пи-
онерка» и угли пластов 22, 23 на шахте Ба-
банаковокая, в Осиновском районе — уголь
пласта Полкаштинского 4, в Байдаевском
районе —• угли пластов 1 и 5; кроме того,
малофосфористые и угли пластов 22, 23, 26
и 30 в Никитинском месторождении Ленин-
ского района.
Общая характеристика углей Кузнецкого
бассейна, применяемых для коксования, и
тех, которые могут быть использованы для
этой цели, приведены в табл. 3-28.
Показатели выхода основных химических
продуктов и газа при коксовании некоторых
углей Кузнецкого бассейна по данным ис-
следования в лабораторном аппарате (с на-
веской 20 г) приведены в табл. 3-29.
4. КАРАГАНДИНСКИЙ БАССЕЙН
Карагандинский каменноугольный бас-
сейн расположен в Казахской ССР.
Общие геологические запасы углей в бас-
сейне — 51,2 млрд. т. В числе коксующихся
углей запасы углей отдельных марок соста-
вляют: Г — 2Д%, Ж и КЖ — 27,3%, К —
16.8%, К2 — 53,3%.
Весь бассейн разделен на следующие
районы:
1) Верхне-Сокурский район, слабо разве-
дан;
2) Карагандинский район с участками:
Май-Кудукский, Промышленный, Саран-
ский, Дубовский, Алабасский, Талды-Ку-
дукский;
3) Чурубай-Нуринский район с участка-
ми: Северный, Долинский, Караджаро-Ша-
ханский, Центральный, Южный, Кичкене-
Кульский, Сассык-Кульский;
4) Тентекский район.
Угленосные отложения бассейна относят-
ся к нижнему и среднему карбону, а также
к юре. Из юрских отложений промышлен-
ной угленосностью обладают михайловская
и дубовская свиты, содержащие пласты
бурого угля.
В угленосной толще каменноугольного
возраста выделено семь свит: шаханская,
долинская, тентекская, надкарагандинская,
карагандинская, ашлярикская и аккудук-
ская.
Пласты угля рабочей мощности (выше
0,7 м) содержатся ,в тентекокой, долинской,
карагандинской и ашлярикской свитах.
Этим пластам присвоены названия и бук-
венные индексы, соответствующие началь-
ным буквам названий свит, с цифрой вни-
зу, указывающей порядковое положение
пласта в разрезе свиты; цифры уменьшают-
ся сверху вниз в соответствии со страви-
88
Характеристика спекающихся углей СССР
Таблица 3-28
Характеристика товарных углей Кузнецкого бассейна, поставляемых
на коксование (на 1/1 1962 г.)
Наименование шахт, обогатительных фабрик н разрабатываемых пластов Маркировка по ГОСТ 8162—59 Выход летучих ве- г шеств V , % Толщина пластиче- ского слоя у, мм Зольность ДС, % Число по коду Меж- дународной класси- фикации углей
марка 1 группа
Трест ,,Прокопьевскуголь“ Шахта Коксовая I*1 Пласты: I, II, III, IV, VI Внутренние, Проводник IV Внутреннего, IV Внутренний-бис к К13 21,0 14 8,5 433
I, II, III Внутренние, Характерный, Горелый, Лутугинский, Прокопьевский, Мощный . . . Мощный, Прокопьевский, Характерный .... к,, — 19,5 9 7,8 321
СС 2СС 17,0 — — 311
Шахта 3—3-бис*2 Пласты: I, II, III, IV, V Внутренние, Проводник IV Внутреннего к кю 21,0 12 8,2 432
Характерный, Горелый, II, I Прокопьевские, Мощный, Надмощный, Безымянный, Луту- гинский СС 2СС 17,0 Наме- 8,5 311
Шахта Коксовая 2 Пласты: I, II, III, IV, V, VI Внутренние, Проводник IV Внутреннего к К13 22,5 чается 16 9,0 434
Характерный, Горелый, Лутугинский к кю 22,0 11 — 422
Шахта Красный углекоп*3 (Лучшевский участок) Пласты: I, III, V, VI Внутренние, Проводник IV Внут- реннего к К13 21,5 14 11,5 433
Характерный, Горелый, III Внутренний . . . к2 — 17,0 7 11,0 312
Шахта Зеньковские уклоны*3 Пласты: I Безымянный, Подспорный, Двойной, Удар- ный, Садовый, Юнгор Шахта Северный Маганак*1 Пласты: I, II, III, IV, VI Внутренние, Проводник IV Внутреннего к2 20,0 8 12,0 312
кж КЖ14 25,0 16 8,3 434
Горелый, Характерный, III Внутренний . . . к2 — 24,0 10 13,0 421
Шахта № 5—6 Пласты: I, II, III, IV, VI Внутренние, Характерный . к К13 23,0 13 8,3 432
Горелый, Лутугинский, Прокопьевский .... к кю 22,0 11 8,3 422
Мощный К2 — 20,0 8 7,3 311
Шахта им. Дзержинского Пласты: Горелый, Лутугинский, Прокопьевский, Двой- ной, Спорный, Подспорный, I, II, III Внут- ренние, Характерный, Мощный к2 19,0 8 7,9 312
Шахта Манеиха Пласты: Двойной, Горелый, Лутугинский, Надлутугин- ский, Прокопьевский, Спорный, Подспорный Шахта им. Калинина*5 Пласты: I, II, III, IV, VI Внутренние, Спорный, Под- спорный, Лутугинский, Прокопьевский, Го- релый, ПодлУтугинский к2 21,0 8 8,0 421
кж КЖ14 26,0 14 17,0 434
Угольные бассейны и месторождения в СССР
89
Продолжение табл. 3-28
Наименование шахт» обогатительных фабрик и разрабатываемых пластов Маркировка по ГОСТ 8162—59 Выход летучих ве- ществ Vrt % Толщина пластиче- ского слоя у, мм с Зольность А , % Число по коду Меж- дународной класси- фикации углей
марка группа
Горелый, Прокопьевский Шахта Зиминка Капитальная*5 Пласты: I, II, III, IV, VI Внутренние, I, III Прокопь- к2 ___ 23,0 9 7,2 421
евские, Подлутугинский КЖ КЖ14 27,0 16 12,5 532
Мощный, Безымянный, Горелый, Лутугинский Шахта Зиминка 3—4 Пласты: II, IV, V, VI, VII Внутренние, Прокопьевский, к2 25,0 8 8,5 421
Подспорный, Спорный, Межспорный .... Шахта Красногорская*6 Пласты: II, III, IV, VI Внутренние, Проводник IV КЖ КЖ14 30,0 15 532
Внутреннего Обогатительная фабрика «Зиминка 3—4» Угли шахт Чертинская I и Южная, а также шахт КЖ КЖ14 24,0 16 8,3 434
треста «Осинникиуголь» Треет. ,, Киселевскуголь' ‘ Шахта им. Вахрушева Пласты: I, Н, III, IV Внутренние, Характерный, Го- ж 1Ж26 33,0 26 9,5 635
релый Прокопьевский, Двойной, Мощный, Ударный, к кю 19,0 12 8,0 322
Горелый Шахта № 12 Пласты: I, II, III, IV, V Внутренние, Характерный, сс 2СС 18,5 Наме- чается 7,0 311
Горелый Шахта № 4—6 Пласты: к2 — 20,0 8 12,0 321
I Внутренний, Подспорный, Характерный . . . Мощный, Прокопьевский, Горелый, Двойной, к2 — 17,0 7 13,3 312
Подспорный, Характерный Шахта № 7*3 Пласты: сс 2СС 17,0 Наме- чается 8,0 311
I, II, III, IV, V, VI Внутренние, Характерный Шахта «Суртаиха»*3 Пласты: к К13 23,5 16 12,0 434
I, 11, III, IV, V, VI Внутренние, Характерный к К13 22,0 15 11,0 433
Прокопьевский, Мощный, Безымянный .... Шахта Тайбинская Пласты: кг 20,5 8 9,5 421
Прокопьевский, I, 11, III Внутренние, Горелый Обогатительная фабрика «Тайбинская» КЖ КЖ14 26,5 14 — 433
Уголь шахт Прокопьевско-Киселевского района Обогатительная фабрика «ЦОФ 76» КЖ КЖ14 22,0 15 8,0 434
Уголь шахт Прокопьевско-Киселевского района Трест „Осинникиуголь" Шахта Капитальная 1 Пласты: к2 20,0 9 7,5 321
Sl, kt, k3, kn, k5, Па, П3, fli ж 2Ж26 31,0 30 9,6 535
90
Характеристика спекающихся углей СССР
Продолжение табл. 3-28
Наименование шахт» обогатительных фабрик и разрабатываемых пластов Маркировка по ГОСТ 8162—59 Выход летучих ве- г ществ V , % Толщина пластиче- ского слоя у, мм с Зольность Д , % Число по”коду Меж- дународной класси- фикации углей
марка группа
Шахта № 4 Пласты:
^1» ^4* ^1’ ^2» &3’ &4» ^5> ^2* И4 ..•••••• Шахта «Капитальная 2» Пласты: ж 2Ж26 29,0 29 9,5 535
^4» ^5» ^в» ^9» ^10» ^2» ^3» ^4> Шахта № 9*3 Пласты: ж 2Ж26 32,5 30 9,6 535
^4» ^5» &3» П2» П4 Шахта «Капитальная 3» Пласты: ж 2Ж26 30,0 28 25,0 535
^4» ^5* ^в> *7» ^9а> &4> • Трест ,,Куйбышевуголь" Шахта «Байдаевская 1—2» Пласты: ж 2Ж26 34,5 29 9,0 535
1, 2, 4, 5, 6, 10, 14, 16, 19, 20, 21, 22 . . . 1, 2, 4, 5, 6, 19, 20, 21, 22, 24, 25, 26, 27, 29, ж 1Ж26 35,5 28 8,5 635
30, 31, 32, 33 Шахта «Абашевская 1» Пласты: г Г17 37,0 19 8,3 634
14, 15, 16 Шахта «Зыряновская» Пласты: ж 1Ж26 34,5 38 8,0 635
10, 13, 21, 24, 22, 26а, 266 Шахта «Абашевская 2»*7 Пласты: г Г17 39,5 20 6,8 634
14, 15, 16, 20, 21, 22, 23, 24, 26а, 266 ... Шахта «Абашевская 3—4» Пласты: ж 1Ж26 37,0 30 7,1 635
24, 26а, 266 , 26в, 29а, 30, 31 Байдаевские уклоны Пласты: г Гб 38,0 16 6,5 633
29а, 31, 32, 33 Трест „Ленинуголъ" Шахта им. Кирова Пласты: Бреевский, Толмачевский, Емельяновский, г Гб 38,5 15 5,5 633
Снятковский, Болдыревский, Поленовский . Шахта «Комсомолец» Пласты: Бреевский, Толмачевский, Емельяновский, Снятковский, Семейный, Серебряниковский, Майеровский, Болдыревский, Максимовский, г Гб 41,5 15 7,1 733
Пеленовский, Брусницынский Трест „Анжеруголь" Шахта № 5—7*3 Пласты: Андреевский, Десятый, Тонкий, Коксовый, г Гб 41,0 15 8,4 733
Двойной ОС — 14,5 Наме- чается 14,5 311
Угольные бассейны и месторождения е СССР
91
Продолжение табл. 3-28
Наименование шахт, обогатительных фабрик и разрабатываемых пластов Маркировка по ГОСТ 8162—59 Выход летучих ве- г ществ V , % Толщина пластиче- ского слоя у, мм Зольность ДС, % Число по коду Меж- дународной класси- фикации углей
марка гр уппа
Шахта № 9—15 Пласты: Десятый, Андреевский, Петровский, Тонкий, Коксовый ос 14,0 Наме- 8,7 211
Шахта «Физкультурник» Пласты: Десятый, Андреевский, Петровский, Тонкий, Коксовый Ка Гб 16,5 чается 9 9,1 321
Шахта № 2 Пласты:, Десятый, Андреевский, Петровский, Тоикий, Коксовый, Случайный к2 17,5 9 9,2 321
Шахта № З*3 Пласты: Андреевский, Коксовый, Десятый, Петровский, Тонкий, Одиннадцатый к2 16,0 8 12,5 321
Трест ,,Кемеровуголь" Шахта «Березовская I»*3 Пласты: XXVI, XXVII к К13 25,0 16 16,3 434
Трест ,,Беловуголь“ Шахта «Пионерка» Пласты: 5, 10, 11 г Гб 42,5 15 7,2 733
Шахта «Бабанаковская»*3 Пласты: 22, 22а, 23 ж 1Ж26 39,0 32 19,0 635
Шахта «Чертинская I»*3 Пласты: 2, 3, 4, 5 ж 1Ж26 40,0 30 21,0 635
Шахта «Чертинская Южная»*3 Пласты. 2, 3, 4, 5 ж 1Ж26 38,0 32 18,0 635
Шахта «Чертинская Западная»*3 Пласты- 2, 3 ж 1Ж26 38,5 30 27,0 635
Обогатительная фабрика «Чертинская» Уголь треста «Беловуголь» ж 1Ж26 38,5 32 10,5 635
Трест ,,Томусауголь" Шахта «Томусинская I—2» Пласты: III, IV—V, VI, Via, XII, XIII к кю 22,0 12 8,6 432
*х На фабрике шахты «Коксовая 1» обогащаются также угли групп КЮ и К2 Других шахт.
•• На фабрике шахты 3—3-бис обогащаются также угли группы К13 других шахт.
*3 Угли отгружаются на обогащение.
*4 На фабрике шахты «Северный Маганак» обогащаются также угли группы КЖ1 4 других шахт. Уголь
марки К2 отгружается на обогащение.
*б Угли группы КЖ14 отгружаются иа обогащение.
*в На фабрике шахты «Красногорская» обогащаются также угли группы КЖ14 других шахт.
*’ Фабрика шахты «Абашевская 2» обогащает частично угли шахты «Абашевская 1».
92
Характеристика спекающихся углей СССР
Таблица 3-29
Выход химических продуктов и газа при коксовании углей основных шахт
Кузнецкого бассейна (по данным лабораторных исследований)
Наименование шахт Марка и группа по ГОСТ 8162—59 Содержание золы, % (Лс) Выход летучих ве- ществ, % (УГ) Выход основных химических продуктов (% на сухой уголь) Выход газа (м3/т), приведенного к 4000 ккал/м3
я Ч О S бензол * я S S я
Полысаевская 1 Гб 8,0 41,0 5,0 1,7 0,50 400
Им. Кирова Гб 6,5 41,0 5,5 1,7 0,55 400
Байдаевские уклоны Г17 6,0 38,5 5,5 1,8 0,50 380
Байдаевская 1—2 1Ж26 8,0 37,0 5,0 1,5 0,50 390
Чертинская ЦОФ 1Ж26 10,0 39,0 5,5 1,6 0,50 390
Абашевская 1 1Ж26 8,0 34,0 5,0 1,3 0,50 380
Капитальная 1 2Ж26 10,0 30,0 4,0 1,2 0,45 360
№ 13 (пл. IV Внутренний) ГЖ 5,0 32,5 4,0 1,2 0,50 360
Северный Маганак КЖ14 8,5 25,5 3,5 1,0 0,45. 340
Коксовая 2 юз 8,5 23,0 3,0 0,7 0,40 330
Томь-Усинская 1—2 кю 9,0 22,0 2,4 0,7 0,40 325
Зиминка Капитальная к2 8,0 27,0 2,0 0,6 0,40 310
Коксовая 1 к2 8,5 18,5 1,8 0,5 0,35 310
Физкультурник Ко 9,0 17,5 1,7 0,4 0,30 290
№ 9—15 ОС 8,0 15,0 1,1 0,4 0,30 280
Черная гора т 9,0 14,0 0,9 0,2 0,30 270
графическим расположением пласта в сви-
те. Так, в ашлярикской свите известны
пласты угля от азо до а>, в карагандинской
свите от feo до kt, в долинской свите от dIt
до dt и в тентеиской от tn до ti.
Все угленосные свиты распространены во
всех районах, кроме Карагандинского (в
нем отсутствуют отложения тенсекской сви-
ты).
Строение пластов и петрографический со-
став углей отдельных свит в бассейне
имеют специфические особенности. Пласты
ашлярикской, карагандинской и теитекской
свит сложны по строению и состоят из че-
редующихся между собой слоев угля и по-
роды, а пласты долинской свиты имеют бо-
лее простое строение.
Пласты Карагандинского бассейна в
основном образуют блестящий, полублестя-
щий, полуматовый и матовый типы углей,
причем преобладают полублестящий и по-
луматовый. Полублестящий уголь встре-
чается в виде неяснополосчатаго с тусклой
полублестящей основой и в виде полосча-
того с плотной полуматовой основой; эта
разновидность довольно широко распро-
странена в бассейне.
Полуматовый тип угля встречается в ви-
де однородного, штриховатого и полосчато-
го; наиболее распространен полосчатый по-
луматовый тип угля. Матовый уголь встре-
чается только отдельными прослойками не-
большой мощности. Обычно он имеет вы-
сокую зольность и часто относится к угли-
стому сланцу.
Матовый однородный уголь в виде спо-
рового дюрена встречается в пластах до-
линской свиты. По петрографическому со-
ставу он резко отличается от матовых
углей, распространенных в бассейне, так.
как он состоит из 50% спор, 30% витрини-
та, и только около 6% приходится на до-
лю фюзинита.
Петрографический состав основных типов-
угля пластов долинской и карагандинской
свит приводится в табл. 3-30.
Для углей Карагандинского бассейна
установлена прямая зависимость спекае-
мости от содержания в них витринита и
лейптинита: чем выше сумма этих компо-
нентов, тем больше спекаемость угля на
определенной стадии метаморфизма.
Угли всех пластов ашлярикской, кара-
гандинской, долинской и тентекской свит
спекающиеся, но для коксования пригод-
ны не все из-за высокой зольности и чрез-
вычайно трудной обогатимости. Вся добы-
ча угля в бассейне сосредоточена сейчас
на пластах карагандинской свиты, а новое
шахтное строительство ведется на пластах
долинской свиты.
В Карагандинском бассейне обнаружена
широкая гамма углей, от бурых до коксо-
вых высокометаморфизованных. Ценными
для промышленности являются угли кара-
гандинской и долинской свит. В караган-
динской свите сосредоточены в основном
угли марок К и Кг и олень незначительное
количество угля марки Ж- В долинской
свите, наоборот, разведанные угли относят-
ся к маркам Г, КЖ и Ж.
Угольные бассейны и месторождения в СССР
93
Таблица 3-30
Петрографический состав углей Долинской и Карагандинской свит, %
Свита Индекс пла- ста Тип угля Витринит Лейптииит Семивитринит I Фюзиипт Минеральные включения
Долин- ф; Блестящий 90,8 2,0 1,5 4,5 1,2
ская Полублестящий 58,7 4,8 15,8 17,0 3,7
Полуматовый 47,5 3,2 20,5 23,0 5,8
Матовый 11,5 2,3 25,0 45,7 15,5
rfl Блестящий 81,7 15,3 0,8 1,2 1,0
Матовый1 31,0 48,5 2,5 6,0 12,0
Блестящий 81,5 7,5 4,8 3,2 3,0
Полуматовый 27,0 7,5 32,8 25,5 7,2
Караган- ^18 Блестящий 90,5 4,0 0,8 3,2 1,5
динская Полублестящий 45,8 4,7 14,0 30,5 5,0
Матовый 23,0 5,5 33,0 34,0 4,5
&12 Блестящий 88,0 1,2 5,5 5,0 0,3
Полублестящий 49,0 3,0 17,8 25,2 5,0
Матовый 22,2 2,8 28,0 34,0 13,0
&10 Блестящий 95,0 0,5 3,2 0,3 1,0
Полублестящий 50,5 5,0 18,0 18,8 7,7
Матовый 14,5 3,0 38,0 32,0 12,5
А? Блестящий 91,2 1,8 4,7 2,3
Полублестящий 53,0 1,2 20,7 17,3 7,8
Матовый . 20,0 1,0 32,0 35,0 12,0
1 Споровый дюреи.
Для технологической группировки углей
этого бассейна утвержден ГОСТ 8150—59,
приведенный в табл. 2-7. Четкое деление
углей на группы с характерными для них
особенностями поведения при коксовании
дает расширенная классификация, разрабо-
танная в ВУХИНе (табл. 3-31).
В Карагандинском районе степень мета-
морфизма углей возрастает по пластам с
востока на запад, а в Чурубай-Нуринском
и Тентекском районах — с севера на юг.
Кроме того, степень метаморфизма углей
увеличивается с ростом стратиграфической
глубины залегания пластов.
В зависимости от степени метаморфизма
и петрографического состава углей долин-
ской и карагандинской свит распределение
их по маркам схематично представляется
следующим:
В Карагандинском районе — марки Г,
ГЖ, Ж, КЖ, Ki, К2, СС; Чурубай-Нурин-
ском районе — Ж, КЖь КЖ., К, ОС, СС;
в Тентекском районе — Ж, КЖ, К.
Технологические свойства углей
Карагандинского района
В Карагандинском районе угленосными
являются ашлярикская, карагандинская и
долинская свиты. Первые две распростра-
нены на всех участках района, а долин-
ская только иа Дубовском участке.
Основные пласты карагандинской свиты,
распространенные в этом районе: Новый
(Й18), Четырехфутовый i(Ai4), Шестифуто-
вый (&1з). Верхняя Марианна (Ai2), Феликс
(йю), Замечательный (А?) и Вышесредний
(й4); угли всех пластов, за исключением
Четырехфутового и Вышеореднего, исполь-
зуются для коксования. Угли пласта Четы-
рехфутового из-за высокой зольности и
трудной обогатимости пригодны только для
энергетических нужд.
Пласт Новый — самый верхний ра-
бочий пласт свиты. В Карагандинском
районе он разрабатывается на Майкудук-
ском и Промышленном участках. Уголь яв-
94
Характеристика спекающихся углей СССР
Таблица 3-31
Группы углей Карагандинского бассейна
Наименование группы (марки) угля Условное обозна- чение марок Классификационные параметры
vr, % yt мм
Газовый г Более 33 Менее 12
Газовый жирный гж Более 33 12—24
Жирный Ж 24 и более 25 и более
Коксовый жирный первый КЖ1 Менее 24 25 и более
Коксовый жирный КЖ 33 и менее 19—24
Коксовый К 24—33 12—18
Коксовый первый Кт Менее 24 12—18
Коксовый второй к2 24-33 6—11
Отощенный спекающийся ОС Менее 24 6—11
Слабо спекающийся сс 12—33 Менее 6
Тощий т Менее 12
ляется одним из лучших в районе как по
обогатимости, так и по коксуемости и пол-
ностью используется ,в шихте для коксова-
ния. При индивидуальном коксовании дает
хорошо оплавленный кокс с остатком в ба-
рабане 315—325 кг.
В необогашенном виде товарный уголь
имеет повышенную зольность (14—20%) и
поэтому перед коксованием обогащается.
Теоретические показатели обогатимости
угля: выход концентрата с удельным ве-
сом <1,4—73,0%; выход продукта с удель-
ным весом 1,4—1,8 — 17,0%; .выход породы
с удельным весом >1,8 — 10,0%.
Обогащенный уголь характеризуется сле-
дующими показателями: зольность 8,0—
9,0%, сернистость 0,8—1,3%, выход ле-
тучих веществ (Vr) 31—33%, толщина
пластического слоя (у) 14—17 мм.
На Промышленном и Майкудукском уча-
стках уголь пласта Нового является кок-
совым (марка К), а в юго-западной части
рассматриваемого района на Талды-Кудук-
ском участке спекаемость этого пласта в
связи с увеличением содержания в нем вит-
ринита повышается, толщина пластическо-
го слоя достигает 30—34 мм (уголь отно-
сится к марке Ж).
Пласт Шести футовый — один
из рабочих пластов Карагандинской сви-
ты, сохраняет рабочую мощность на всех
участках бассейна. По обогатимости он
близок к углю пласта Нового, но по спе-
каемости и коксуемости значительно хуже
его. При индивидуальном коксовании этот
уголь дает кокс с остатком в барабане
150—210 кг. Пластический слой равен 10—
12 мм, зольность 10—11%, выход летучих
веществ 26—28%, сернистость общая около
0,5%, Уголь относится к марке Кг.
В пределах Карагандинского района сте-
пень метаморфизма угля рассматриваемого
пласта практически мало изменяется.
Пласт «Верхняя Марианна» —
самый мошный в бассейне (около 8 .и) и
сохраняет рабочую мощность на всех уча-
стках. Поэтому очистные работы произво-
дятся по двум слоям — верхнему и ниж-
нему, угли которых резко отличаются по
качеству. Уголь верхнего слоя в Караган-
динском районе повсеместно является бо-
лее зольным, чем нижнего, и используется
для энергетических нужд; уголь иижнего
слоя используется для коксования после
обогащения.
Обогатимость угля по слоям различна:
в верхнем слое — труднообогатимый уголь,
в нижнем — уголь средней обогатимости.
В процессе обогащения получаются сле-
дующие продукты, %:
Из угля Из угля
верхнего иижнего
слоя слоя
Концентрат удельного ве-
са <1,4 ................ 52,0 77,0
Промпродукт удельного
веса 1,4—1,8 .... 32,0 14,0
Порода удельного веса
>1,8.................... 16,0 9,0
Угли этих слоев имеют различную спе-
каемость: более высокую в нижнем слое
(у = 11—12 мм) и низкую в верхнем слое
(1/=9—10 .и.и).
Выход летучих веществ обогащенного
угля нижнего слоя (Уг) 26—28%, зольность
8—.10%, сернистость около 0,5%, по клас-
сификационным параметрам он относится
к марке Кг. При индивидуальном коксова-
нии этот уголь дает кокс с остатком в ба-
рабане 240—278 кг; исключение составляет
уголь шахты № 23, из которого получает-
ся кокс с барабанной пробой 325 кг.
Пласт Феликс является рабочим
на всех участках, но разрабатывается толь-
ко на Промышленном и Саранском. Обога-
тить уголь трудно. После обогащения мо-
жет использоваться для коксования. У обо-
гащенного угля А° — 9—10.5%, Sc 0.5—
Угольные бассейны и месторождения в СССР
95
0,7%, у=12—14 мм. При индивидуальном
коксовании дает кокс с барабанной пробой
225—304 кг, а с добавкой 25—30%
угля Ж 312—324 кг.
Пласт Замечательный является
рабочим на всех участках бассейна, но раз-
рабатывается только в Карагандинском
районе на участках Промышленном и Са-
ранском. На некоторых шахтах уголь это-
го пласта — высокозольный и труднообо-
гатимый.
Пласт сложен двумя слоями угля резко
различного качества: зольность верхнего
слоя 11—29%, а нижнего 16—47%. Обога-
тимость угля отдельных слоев различна и
ухудшается по пласту с востока на запад.
Одновременно с уменьшением выхода кон-
центрата увеличивается его зольность. При
совместной разработке обоих слоев на
шахтах западного крыла пласта уголь по-
лучается труднообогатимым и поэтому не
используется для коксования.
Спекаемость угля верхнего и нижнего
слоев тоже резко различная. Более высо-
кая спекаемость угля нижнего слоя обус-
ловлена большим содержанием витринита
и лейптинита. Обогащенный уголь верхнего
слоя имеет у=13 мм, а нижнего слоя —
18 лип.
Степень метаморфизма угля пласта За-
мечательного в этом районе мало изме-
няется.
По классификационным параметрам уголь
этого пласта относится к марке К. При ин-
дивидуальном коксовании его получается
кокс с остаткам в барабане 295—305 кг, а
небольшая добавка жирного угля значи-
тельно повышает прочность кокса.
Пласт Вышесредний распростра-
нен на всех участках Карагандинского и
Чурубай-Нуринского районов, но промыш-
ленная разработка его ведется только иа
Промышленном участке.
На большинстве шахт уголь этого пласта
чрезвычайно трудно обогатим из-за высо-
кой минерализации угольного вещества, ко-
торая возрастает по пласту с востока иа
запад. Зона менее зольных углей (Ас =
= 22—27%) занимает только восточную и
центральную часть Промышленного уча-
стка.
Уголь пласта Вышесреднего характери-
зуется повышенной спекаемостью. Лучший
уголь расположен в центральной части
участка: в обогащенном виде он имеет
у=17—30 лии при '/г 29—30%. При инди-
видуальном коксовании из него получает-
ся кокс с остаткам в барабане 315—320 кг.
Добавка углей с пониженной спекаемостью
(типа угля пласта Верхняя Марианна)
в количестве 20% повышает прочность
кокса.
По классификационным параметрам уголь
пласта Вышесреднего в центральной части
Промышленного участка относится к мар-
ке Ж, а на западном крыле к маркам К
и КЖ.
Угли Долинской свиты в Карагандинском
районе известны на Дубовском участке,
где они образуют небольшую мульду. Здесь
разведано 12 угольных пластов и пропла-
стков, из которых рабочую мощность имеют
семь — d0, di, d2, do, dit ds, de. Пласты за-
легают на большой глубине и перекрывают-
ся толщей мезозойских отложений, местами
достигающих 500 м.
Угли всех пластов — опекающиеся, пла-
стический слой концентратов изменяется в
пределах 13—22 мм при Уг 34—36%. Со-
держание лейптинита обычно составляет
10—15%, витринита — около 57%.
Обогатимость углей различна, наряду с
груднообогатимыми встречаются и легко-
обогатимые. Теоретический выход концен-
трата удельного веса <1,4 составляет
53,7—91,5%, промпродукта 4,0—19,0% и по-
роды 3,0—27,0% при зольности концентра-
та 6,5—10,0%.
В обогащенных углях всех пластов со-
держание серы не превышает 0,6%.
По апекаемости, выходу летучих ве-
ществ, элементарному составу и петрогра-
фическим признакам, степени метаморфиз-
ма угли пластов долинской свиты на Ду-
бовском участке близки к углю пласта Но-
вого иа Промышленном участке.
Технологические свойства углей
Чурубай-Нуринского района
В районе установлено закономерное воз-
растание степени метаморфизма угля До-
линской и карагандинской свит по пластам
с севера на юг. Здесь распространены угли
различной степени метаморфизма и различ-
ной технологической ценности. Наиболее
метаморфизованные углн карагандинской
свиты встречаются на Южном участке, а
долинской свиты — на юге Долинского
участка.
Основные пласты углей карагандинской
свиты: Новый, Шестифутовый, Верхняя
Марианна и Замечательный.
Пласт Новый претерпевает большие
изменения в строении, поэтому из него
выделяются три самостоятельных пла-
ста: Подка.рагандинокий (fe18), Карагандин-
ский (й}8) и Надкарагандинский (k j| ).
Представляют интерес для коксования
только угли первых двух пластов.
В необогащенном виде эти угли имеют
повышенную зольность, резко снижающую-
ся при обогащении. Обогатимость их сред-
няя. Теоретический выход концентрата
удельного веса <1,4 составляет 60—75%.
промпродукта — 9—15% и породы —
10—25%. Зольность концентрата около
7,5%.
Угли обладают высокой коксуемостью;
при индивидуальном коксовании дают кок-
са с остатком в барабане 330—335 кг. Спе-
каемость их различна на разных участках и
зависит от степени метаморфизма: на Юж-
ном участке при Vr 17—21% толщина пла-
стического слоя составляет 13—15 мм, а на
Центральном участке повышается до 25 леи
при возрастании Vr до 23—25%.
96
Характеристика спекающихся углей СССР
Преобладающий компонент в петрогра-
фическом составе витринит, содержание ко-
торого бывает более 80%.
В Чурубай-Нуринском районе в зависи-
мости от степени метаморфизма угли рас-
сматриваемого пласта относятся к различ-
ным технологическим группам: на Южном
участке к марке Кь а на Центральном уча-
стке — к маркам Ж и КЖ. По петрогра-
фическим признакам, степени метаморфиз-
ма угли Южного участка — коксовые сред-
неметаморфизованные, а на Центральном
и Северном — жирные высокометаморфи-
зованные.
Пласты Шестифутовый, Верх-
няя Марианна, Феликс и Заме-
чательный в Чурубай-Нуринском райо-
не имеют близкие свойства. Разрабаты-
вается только пласт Шестифутовый, на
других пластах добыча угля не ведется.
Угли рассматриваемой группы пластов
высокозольные и характеризуются средней
и трудной обогатимостью. Отличаются по-
ниженной спекаемостью: пластический слой
обогащенного угля не превышает 9 мм при
Уг 18—20%.
Степень метаморфизма углей в пластах
закономерно возрастает по пластам с севе-
ра на юг. По петрографическим признакам
на севере района угли относятся к стадии
коксовых мало-метаморфизованных, на Юж.
ном участке —• коксовых высокометаморфи-
зованных, по технологической классифика-
ции они относятся к маркам Кг и ОС.
Угли пластов долинской овиты в рас-
сматриваемом районе распространены на
Долинском и Караджаро-Шаханском уча-
стках. Здесь вскрыто 10 пластов, основной
из них — пласт Долинский 6, имеющий
мощность 3,5—4,5 м, хорошо выдерживает-
ся. Остальные пласты имеют мощность
0,8— 1,5 м.
Установлено закономерное возрастание
степени метаморфизма- рассматриваемых
углей по пластам с севера на юг. По пет-
рографическим признакам это изменение
происходит в пределах жирных углей, а по
технологической классификации, в зависи-
мости от петрографического состава эти
угли относятся к маркам Ж и КЖ.
Угли пластов долинской свиты отличают-
ся повышенной зольностью (15—25%), по-
этому они нуждаются в обогащении при
использовании для коксования. Обогати-
мость углей этих пластов различна — от
легкой до трудной. Уголь наиболее мощ-
ного пласта в районе — Долинского- 6, ха-
рактеризуется средней обогатимостью: вы-
ход фракций удельного веса меньше 1,4
составляет 70—80%, промпродуктовой
фракции около 10% и породы 10—15%,
при зольности концентрата 7—8%. Труд-
ную обогатимость имеют угли пластов До-
линских 5, 7, 8.
Обогащенные угли всех пластов хорошо
опекаются. При индивидуальном коксова-
нии угли этой группы пластов дают кокс
с остатком в барабане 315—330 кг и допу-
скают присадку значительного количества
углей с пониженной спекаемостью типа Кг
(до 50%), при этом прочность кокса сохра-
няется на высоком уровне. К этой груп-
пе относятся угли пластов Долинских 1,
2, 4, б.
Угли марки КЖ, в которую входит глав-
ным образом пласт Долинский 6, при инди-
видуальном коксовании дают кокс с остат-
ком в барабане 330—335 кг; допускается
присадка углей марки Кг (до 20%).
Сернистость рассматриваемых углей не-
постоянна и в отдельных пробах достигает
3%, наименее сернистым и выдержанным
по этому показателю является уголь пла-
ста Долинского 6 (Sc 0,7%).
Содержание фосфора в углях претерпе-
вает значительные колебания, и закономер-
ности их изменения в районе не установ-
лены.
Технологические свойства углей
Тентекского района
Продуктивные отложения, образующие
мульду, вытянутую с севера на юг, пред-
ставлены тентекской, долинской и караган-
динской свитами. Угли пластов долинской
свиты основные в этом районе. Здесь раз-
ведано одиннадцать угольных пластав ра-
бочей мощности от Долинского 1 до До-
линского 11; главный из них пласт Долин-
ский 6 мощностью 3,5—5,5 м. Степень ме-
таморфизма угля в районе возрастает по
пластам с севера на юг.
Угольные пласты тентекской свиты стра-
тиграфически лежат над пластами долин-
ской свиты и занимают центральную часть
мульды. Они характеризуются сложным
строением, обилием прослойков внутри
угольных пластов и высокой минерализа-
цией угольной массы, что отличает их от
пластов долинской свиты. Число пластав в
свите семнадцать, но основными из них мо-
гут считаться только Тентекские 1, 2 и 5.
Эти угли имеют высокую спекаемость,
аналогичную углям долинской свиты, и
близкие к ним петрографический состав и
степень метаморфизма.
Из-за высокой зольности (до 40%) и
трудной обогатимости для коксования мож-
но использовать только уголь двух пла-
стов — Тентекский 1 и 3, для которых тео-
ретический выход концентрата удельного
веса меньше 1,4 составляет 70—75%; у
углей остальных пластов этой свиты вы-
ход концентрата составляет 9—50%, а
промпродуктовой фракции — 30—60%.
При коксовании обогащенного угля пла-
ста Тентекского 1 (Уг 32,5% и у
25 мм) получен кокс с остатком в барабане
325 кг, а с добавкой углей пониженной
спекаемости (марки Кг), остаток в бара-
бане повышается до 330 кг.
По технологическим показателям угли
тентекской свиты относятся к группам Ж
и КЖ.
Угли карагандинской свиты имеют огра-
ниченное распространение в рассматривав-
Угольные бассейны и месторождения в СССР
97
мом районе и встречаются только в его
северной части, В рядовом виде эти угли
высокозольные, после обогащения золь-
ность концентрата удельного веса <1,4 со-
ставляет 5,8—10,0%. Теоретический выход
концентрата колеблется в пределах 50—
70%, промпродуктовой фракции 11—24% и
породы 40—25%.
Обогащенный уголь обладает высокой
спекаемостью: пластический слой бывает от
16 до 34 мм при 1/г 22—26%. По техно-
логическим показателям угли относятся к
маркам К, КЖ и Ж. Степень метаморфиз-
ма по петрографическим признакам соот-
ветствует группе жирных высокометамор-
фпзованных.
По элементарному составу угли Кара-
гандинской свиты отличаются от углей вы-
шележащих свит более высоким содержа-
нием углерода.
Петрографический состав угля отдельных
пластов в районе изменяется в значитель-
ных пределах, но, как правило, наиболее
высокому содержанию витринита соответ-
ствует большая величина пластического
слоя.
Технологические свойства углей
Самарского месторождения
Месторождение рассматривается как са-
мостоятельная геологическая структура и
В ашлярикской свите известно около
12 пластов угля, из которых пять имеют
мощность от 0,6 до 2,5 м. По анализам
керновых проб зольность угля колеблется
от 19 до 45%, выход летучих веществ на
горючую массу около 25% и толщина пла-
стического слоя 7—10 мм.
В карагандинской свите содержится свы-
ше 20 угольных пластов, из которых рабо-
чую мощность (более 0,6 .и) имеют лишь
11. Выдержаны по всей разведанной пло-
щади только четыре пласта k3, k3, kt, kl3.
В долинской свите известно 18 пластов,
из которых девять имеют мощность более
0,6 м; строение их сложное.
В тентекской свите к настоящему вре-
мени выявлено шесть—семь пластов, из них
три пласта рабочей мощности.
По предварительным данным угли всех
свит в районе хорошо спекаются, но высо-
козольны и труднообогатимы.
По технологическим показателям обога-
щенные угли рассматриваемого месторож-
дения относятся в основном к маркам ГЖ
и КЖ. Петрографические признаки степени
метаморфизма рассматриваемых углей со-
ответствуют жирным и высокометаморфи-
зованным газовым.
В табл. 3-32 дается характеристика углей
бассейна, поставляемых на коксование в
1961—1962 гг.
Таблица 3-32
Характеристика качества товарных углей Карагандинского бассейна,
поставляемых на коксование
Наименование шахт, обогатительных фабрик и разрабатываемых пластов Маркировка углей (ГОСТ 8162—59) Выход летучих ве- ществ 1/Г, % Толщина пластиче- ского слоя у, мм Зольность А', % Число по коду Меж- дународной класси- фикации углей
Обогащенные угли
ОФ 38, пласт Новый ЦОФ пласты Феликс и Верхняя Мари- к 32,7 17 8,5 534
анна к2 27,0 12 10,0 432
ОФ 105 пласт Замечательный к 25 14 10,5 433
ОФ им. Костенко к 31,0 14 9,8 533
ОФ—7 пласт Верхняя Марианна .... к2 27,0 10 10,0 432
Рядовые угли
Шахта № 23 к 28,0 14 23,0 433
» Ns 20/22 к2 27,0 12 21,0 432
» № 17-бис К> 26,0 13 21,5 432
не включается в границы Карагандинского
бассейна.
Угленосность месторождения относится к
ашлярикской, карагандинской, долинской и
тентекской свитам.
7 Справочник коксохимика, т. I
Выход основных химических продуктов
коксования из рассматриваемых углей (по
данным, полученным в лабораторной пе-
чи с навеской угля 20 г) приведен в
табл. 3-33.
98
Характеристика спекающихся углей СССР
Таблица 3-33
Выход газа и химических продуктов из товарных углей Карагандинского
бассейна
Наименование сЪабомк, шахт и пластов
Выход химических
продуктов на сухой
уголь, %
ОФ 38, пласт Новый К 8,6 33,6
ЦОФ, пласты Феликс и Верхняя Мари-
анна К 10,6 26,6
Шахта № 2, пласт Долинский 5 . . . . КЖ 11,5 30,7
Шахта № 4, пласт Долинский 4 . . . . кж 10,1 30,3
ОФ 105, пласт Замечательный К 13,0 23,4
4,4 1,44 0,26
3,3 1,15 0,24
2,9 1,25 0,26
3,1 1,23 0,27
2,0 0,87 0,16
369
328
356
372
333
5. ПЕЧОРСКИЙ БАССЕЙН
Бассейн расположен на северо-востоке
Европейской части СССР, простирается
вдоль западного склона Урала до' Кизелов-
ского угольного бассейна.
Геологический запас углей бассейна со-
ставляет 344,5 млрд. т.
В Печорском бассейне присутствуют угли
всех стадий метаморфизма от бурых и
длиннопламенных до антрацитов. Спекаю-
щиеся угли залегают в Воркутиноком, Юнь-
ягинском, Хальмерюском, Верхне- и Ниж-
не-Сырьягинском, Воргашорско.м и Усин-
ском месторождениях. Промышленные за-
пасы углей этих месторождений сосредо-
точены в отложениях воркутской серии
пермского возраста, которая делится на
верхнюю и нижнюю свиты. Как правило,
лучшие угли как по зольности и сернисто-
сти, так и по обогатимости и коксуемости,
залегают в нижней свите.
Воркутинское месторождение пред-
ставляет собой крупную мульду, ось кото-
рой направлена на северо-восток. Угли
месторождения по стадии метаморфизма
относятся к жирным или переходным от
жирных к газовым и подразделяются со-
гласно ГОСТ 6991—54 на две марки —
Ж19 и Ж10.
Угли всех пластов петрографически не-
однородны и содержат различное количе-
ство микрокомпонентов фюзинита, поэтому
они имеют несколько меньший выход лету-
чих веществ и способны принимать мень-
шее количество отощающих присадок, чем
петрографически однородные витринитовые
угли Кузнецкого или Донецкого бассейнов
соответствующих стадий метаморфизма.
Зольность углей мощных пластов нижней
свиты колеблется от И до 18%, а пластов
меньшей мощности — от 15 до 22%. Обо-
гатимость углей по выходу промпродукта —
средняя. Зольность концентрата удельного
веса меньше 1;4 составляет 6—8%, а кон-
центрата удельного веса меньше 1,5 — от
6,5 до 9%. Труднообогатим уголь маломощ-
ных пластов.
Сернистость углей колеблется в пределах
0,5—0,8%, но в угле пласта первого дости-
гает 2—2,5%, главным образом за счет пи-
рита, значительная часть которого удаляет-
ся при мокром обогащении по удельному
весу 1,4.
Содержание фосфора в углях изменяется
от 0,002 до 0,008%.
Юньягинское месторождение пред-
ставляет собой небольшую синклинальную
складку. Угли относятся к марке К14 с вы-
ходом летучих веществ от 23,5 до 26,5% и
толщиной пластического слоя до 22 мм.
Зольность рядового угля колеблется от 14
до 27%; зольность концентрата с удельным
весом меньше 1,4 не превышает 7%. Обо-
гатимость — средняя. Сернистость углей
не выше 1%. Обогащенный уголь Юньягин-
ского месторождения при самостоятельном
коксовании дает кокс прочностью 340—
360 кг.
Хальмерюское месторождение.
Уголь пластов верхней свиты по коксуе-
мости относится к марке К14 и характери-
зуется высокой зольностью (до 30%) и
очень трудной обогатимостью. Исключение
составляет уголь пласта k$, который имеет
меньшую зольность и лучшую обогатимость;
однако уголь в пласте очень перемят и даег
при добыче большое количество мелочи
размером менее 1 мм, что не позволяет
эффективно обогащать его на существую-
щих углеобогатительных фабриках. Обога-
щенный уголь дает очень прочный кокс с
остатком при испытании в стандартном ба-
рабане от 330 до 350 кг.
В рассматриваемом месторождении за-
легают также угольные пласты нижней сви-
ты. По выходу летучих веществ (18—21%)
и толщине пластического слоя (8—13 мм)
уголь этих пластов относится к марке ОС6
и может служить хорошей отощающей при-
садкой к воркутинским углям. Зольность
угля 15—25% и сернистость 0,5—1,0°/о.
Угольные бассейны и месторождения в СССР
99
Н и ж н е-С ырьяги некое месторож-
дение разведано сравнительно мало. Основ-
ные рабочие пласты угля относятся к ниж-
ней свите и имеют непостоянную мощность,
которая колеблется от 0,6 до 2,5 м. Золь-
ность угля 13,5—20%• По выходу летучих
веществ (30—33%) и толщине пластическо-
го слоя (13—15 мм) обогащенный уголь
относится к марке ЖЮ. Сернистость угля
не выше 1%, содержание Р меньше 0,01%.
Верхне-Сырьягинское месторож-
дение имеет сложно-складчатое строе-
ние с большим числом нарушений. Угли
пластов нижней свиты относятся к маркам
ОС и Т. Как правило, пласты пц—(верх-
ние) относятся к марке ОС с пластиче-
ским слоем 6—10 мм и выходом летучих
веществ от 15 до 17%, а пласты Пе—
(нижние) к марке Т с пластическим слоем
менее 6 мм и выходом летучих веществ от
14 до 16%. Однако опекаемость углей от-
дельных пластов изменяется не только в
стратиграфическом разрезе, но и по паде-
нию и простиранию каждого пласта. Эти
угли могут служить хорошей отощающей
присадкой к воркутинским углям марок
Ж19 и ЖЮ, но из-за перемятост,и они со-
держат большое количество плохо флоти-
руемой мелочи класса 0—-0,5 мм, что за-
трудняет их обогатимость и значительно
снижает ценность этих углей как компонен-
та шихты.
Зольность угля колеблется от 15 до 25%.
Сернистость углей от 0,5 до 1,6%, причем
повышение сернистости идет главным об-
разом за счет -пирита. Содержание фосфора
колеблется от 0,002 до 0,010%.
Воргаш-орское и У с и -н -с к о е ме-
сторождения мало изучены. По выходу ле-
тучих веществ и толщине пластического
слоя уголь восточной части В орг аш оракого
месторождения относится к марке ЖЮ
(Рг — 34,5—35,5% и у — 10—14 мм), за-
падной части — к газовым (Vr — 37% и
более, у — ниже 9 мм).
Уголь Усинското месторождения по вы-
ходу летучих веществ (Vr — 29—34%) и
пластическому слою (у — 19—24 мм) отно-
сится к марке Ж19. Однако угли всех пла-
стов этого месторождения, кроме пласта
пи, высокозольны и труднообогатимы. Сер-
нистость углей колеблется в широких пре-
делах от 1,2 до 4,7%.
Характеристика товарных углей разных
шахт Печорского бассейна приведена в
табл. 3-34.
Таблица 3-34
Характеристика товарных углей Печорского бассейна*
Наименование шахт и пластов Марка угля Сорт н класс угля Средние показатели качества угля
/1е % Vr % оС добщ % у, мм число по Ко- ду Между- народной классифи- кации углей
Шахта № 1 пласты Первый, Двойной, Четвертый Шахта № 2, пласты Четвертый, Пя- Ж19 Рядовой 19,2 31,5 0,7 25 535
тый Ж19 » 17,5 30,0 0,7 26 535
Шахта № 3, пласты Двойной, Вось-
мой, Четвертый Шахта № 4, пласты Тройной, Четвер- Ж19 » 17,5 30,0 0,6 24 535
тый, Пятый, Восьмой Ж19 +40 мм 11,0 29,5 0,6 27 535
—40 мм 15,5 30,0 0,7 26 535
Шахта № 5, пласты Тройной, Пятый,
Четвертый, Восьмой Шахта № 6, пласты Четвертый, Пя- Ж19 Рядовой 16,0 32,0 0,6 25 535-
тый, Восьмой Шахта № 7, пласты Тройной, Пятый, ЖЮ » 16,0 32,0 0,6 25 535
Четвертый Шахта № 8, пласты Первый, Двои- жю » 16,0 32,5 0,8 19 534
ной, Четвертый, Восьмой Шахта № 9—10, пласт % Ж19 » 18,0 31,0 0,7 22 535
жю » 26,0 34,0 2,3 14 534
Шахта № 12, пласт й4 жю » 24,0 35,0 1.2 16 634
Шахта № 14, пласт 1]_4 жю » 23,0 35,5 2,0 14 634
Шахта № 16, пласты Л4, hh .... жю » 29,5 35,5 2,5 13 633
Шахта № 17, пласты п1: Пц, о, . . . жю + 13 мм 11,5 34,0 0,5 16 634
—13 мм 16,5 34,0 0,6 17 634
Шахта Xs 18, пласт пг жю Рядовой 12,2 33,5 0,5 16 534
» » » б>! жю » 21,5 33,0 1,3 15 534
7»
100
Характеристика спекающихся углей СССР
Продолжение табл. 3-34
Наименование шахт и пластов Марка угля Сорт и класс угля Средние показатели качества угля
Ас % Гг % <?с °об1Ц % у, мм ЧИСЛО по коду Меж дународ- иой клас- сификации углей
Шахта № 19, пласты пу п\ . . . . Шахта № 25, пласты Тройной, Чет- жю Рядовой 16,0 34,5 0,7 16 634
вертый Шахта № 26, пласты Тройной, Чет- жю —j— 13 ММ —13 мм 11,5 17,0 32,0 32,5 0,6 0,7 15 16 534 534
вертый Шахта № 27, пласты Тройной, Чет- жю + 6 мм —6 мм 12,5 18,0 32,5 32,5 0,6 0,8 14 15 534 534
вертый Шахта № 29, пласты Тройной, Чет- Ж10 13 мм —13 мм 11,0 15,0 32,5 32,5 0,5 0,6 16 17 534 534
вертый, Пятый, Восьмой Шахта № 30, пласты Мощный, Пятый, жю + 13 мм —13 мм И,2 16,0 32,0 32,0 0,7 0,7 16 17 534 534
Восьмой, ot жю —j— 13 мм 11,5 33,0 0,7 16 534
Шахта № 32, пласты Мощный, Пятый Шахта № 40, пласты Двойной, Трой- жю —j— 13 мм —13 11,0 16,0 34,0 34,5 0,5 0,6 17 16 634 534
ной, Четвертый, Пятый Шахта Хальмарью Ns 1 пласты й6, Ж9 +6 мч —6 мм 12,0 18,5 30,0 31,5 0,5 0,7 25 26 534 534
^13 К14 Рядовой 25,0 26,5 • 0,8 18 433
* Показатель «V» и число по коду Приведены для обогащенных углей.
Таблица 3-35
Выход основных химических продуктов
и коксового газа из некоторых
товарных углей Печорского бассейна
(по лабораторным данным)
Номер шахты Марка или группа Выход летучих ве- ществ из угля Уг, % Выход химичес- ких продуктов. % на сухой уголь при 10% золы Выход газа (Ms/m), приведенный к 4000 ккал!мъ
смола бензол > аммиак ] I I
32 жю 34,7 3,4 1,18 0,44 387
19 жю, 33,9 4,2 1,30 0,38 368
18 ЖЮ 32,9 4,7 1,34 0,46 331
6 Ж19 32,5 4,0 1,03 0,32 338
7 жю 32,3 3,8 1,12 0,39 368
5 ЖЮ 31,4 4,0 1,14 0,37 361
Показатели выхода основных химических
продуктов и газа при коксовании некото-
рых углей Печорского бассейна приведены
в табл. 3-35; указанные данные получены
при коксовании в лабораторной печи на-
вески угля 20 г.
6. УГОЛЬНЫЕ МЕСТОРОЖДЕНИЯ
КАВКАЗА
На территории Северного Кавказа и За-
кавказья известны отдельные месторожде-
ния углей карбонового, юрского и третич-
ного возрастов, однако крупных угольных
бассейнов в этих районах не обнаружено.
Месторождения каменноугольного перио-
да (карбона) палеозойской эры расположе-
ны на северном склоне Кавказского хреб-
та, а юрского периода мезозойской эры и
третичного периода (неогена) кайнозойской
эры размещены как на северном склоне
Кавказа, так и в Закавказье.
Общие геологические запасы углей на
территории северного склона Кавказского
хребта определены в размере 1,32 млрд. т.
Угленосность карбоновых отложе-
ний установлена в районе, расположенном
Угольные бассейны и месторождения в СССР
101'
между реками Малая Лаба и Кубань, на
небольших месторождениях: Мало-Лабин-
ском, Больше-Лабинском, Толстобугорском
и других. Характеристика углей основных
месторождений приведена в табл. 3-36.
Хумаринского месторождения и Бенинской
угленосной площади представлены в
табл. 3-37.
Месторождения углей третичного
периода обнаружены в бассейне рек Терек,.
Таблица 3-36
Качество углей некоторых месторождений Кавказа
Месторождения Количество пластов рабочей мощности Мощность пластов м Лс. % V. % Об ккал/кг
Мало-Лабинское 4 0,7—0,9 7,1 — 14,0 20,7—28,5 8094
Больше-Лабинское 4 0,4—1,8 12,4 18,9 8100
Толстобугорское 6 0,2—0,9 5,0—30,0 19,5 8100
Из-за сложных геологических условий и
неустойчивости угольных пластов по мощ-
ности и строению карбоновые отложения
угля не получили пока промышленного зна-
чения.
Угленосные месторождения Нижне-
юрского отдела (It): Зеленчук-Тебер-
динское, Хумаринское, Подкумское, Аксвут-
Тебердинское, Тебердино-Кубанское и Ку-
бано-Малкинское расположены в бассейнах
Декан и др. Угольные пласты этих место-
рождений залегают линзообразно и невы-
держанно.
На территории Грузинской ССР разраба-
тываются Тквар йельское, Ткибульское и
Гелатское месторождения юрского периода
и Ахалцихское месторождение третичного
периода. Балансовые запасы углей в этих
месторождениях и распределение их по сте-
пени достоверности и по зонам глубин при-
Таблица 3-37
Характеристика некоторых нижне-юрских углей Кавказа
Месторождения Количест- во пластов рабочей мощности Мощность пластов м Лс. % 5общ' % l"'. % Об ккал/кг
Хумаринское Бечинская угленосная пло- 4 0,4—0,7 12—19 0,4—0,7 41—42 7600—7700
щадь 4 0,4—1,2 12—30 До 1,5 30—40 —
рек Кубань, Подкумка и Теберда. Из них
лучше изучены Хумаринское и Подкумское,
а также Бечинская угленосная площадь
Кубано-Малкинского месторождения.
Угленосность и характеристика углей
ведены в табл. 3-38. При подсчете запасов
учитывались по Ткибульскому месторож-
дению угольные пласты .мощностью 0,6 м и
более, по Ткварчельскому — 0,5 м и более,
по Ахалцихскому — 0,7 я и более.
Таблица 3-38
Балансовые запасы углей в угольных месторождениях Закавказья
Угольные месторождения Закавказья Всего млрд. m По степени достоверности. % По зонам глубин. %
действи- тельные возмож- ные вероятные 0—300 м 300—600 м 600—1200 м
Ткибульское . . . 0,46 63,0 37,0 — 52,2 37,0 10,8
Ткварчельское . . 0,08 87,5 12,5 — 100,0 — —
Ахалцихское . . . 0,13 61,5 — 38,5 23,1 46,1 30,8
102
Характеристика спекающихся релей СССР
В соответствии с ГОСТ 6869—54 угли
Ткибульского месторождения относятся к
газовым, Ткварчельского — в основном к
жирным, а Ахалцихского — к бурым.
Тки бульское месторождение. В
угленосной толще его залегают три уголь-
ных пласта, сложные по строению. Выше-
лежащий пласт Толстый представляет со-
бой самостоятельную угольную залежь,
максимальная мощность которой достигает
60 м, а средняя суммарная мощность угля
в залежи составляет 10—15 м.
Эта залежь разделена прослоями слан-
цев и липтобиолитов на 5—9 угольных
пластов. Нижележащие угольные пласты
Банный и Алексеевский промышленного
значения не имеют.
Угольные пласты по мощности невыдер-
жанные и утоняются в западном направ-
лении.
Ткибульские угли — гумусовые кларе-
но-дюренового типа. Характеристика углей
в рядовом необогащенном виде следующая:
ГР....................... 10—14
Ас ..................... 30—31
s общ................ 1,55—1,60
Vr .................. 42-46
Сг ........................ 73—77
Яг ................... 6—7
Теплота сгорания, ккал/кг 7000—7500
Температура плавления угольной золы
(^2) около 1500° С. Угли труднообогати-
мы: выход концентрата составляет 32—
36% при зольности его 14—15%.
Обогащенные угли Ткибульского место-
рождения характеризуются следующими
показателями: Г₽=13,6—14,6%; Ас — 13,8—
14,6%; = 1,36-1,54%; Vr = 40-40,5 %;
х=53 мм; (/=10 мм.
Северо-восточнее действующих шахт в
Ткибульском районе разведана новая угле-
носная Шаорская площадь, расположенная
в труднодоступной горной местности; усло-
вия разработки угля на этой площади
очень сложные.
Ткварчельское угольное месторож-
дение. Тектоника его сложная. Угли отно-
сятся к среднему отделу юрского перио-
да — /2.
В месторождении выявлено пять пластов
угля суммарной мощностью 11,3—28,7 м;
коэффициент угленосности 6,2—13%. Строе-
ние пластов сложное, мощность их непо-
стоянна.
По технической ценности и обогатимости
практическое значение имеет нижний пласт!
мощностью 13,2 м, средняя мощность
остальных пластов 1,5—2 м.
Угли гумусовые, плотные, труднодроби-
мые. Характеристика рядовых углей: Га =
=8-12%; Ас = 11—30%; =0,7—1,8%;
Vr = 33—39%; = 7700—8500 ккал/кг.
Температура плавления золы (12) более
1500° С.
Угли труднообогатимы: выход концентра-
та с зольностью до 15—16% составляет
18-28%.
Характеристика обогащенных углей:
ГР, % ... . 11-12
Ас, % .... 13,5—13,6
5оебщ, % . . . 1,01-1,04
Vr, % .... 34,5—35,0
у, мм .... 23—28
х, мм .... 13—18
7. ЛЬВОВСКО-ВОЛЫНСКИЙ БАССЕЙН
Львовско-Волынский угольный бассейн
расположен на юго-западе Волынской (и се-
веро-западе Львовской областей УССР.
Бассейн разбит на пять угленосных райо-
нов. Месторождения этих районов обра-
зуют единую угленосную площадь и грани-
цы между ними условны.
Угольные пласты рабочей мощности от-
носятся к нижнему (Ci) и среднему (С2)
отделам карбона и объединены в три сви-
ты: верхняя угленосная (С2), средняя уг-
леносная (С ”) и нижняя угленосная (С®)-
В бассейне разрабатываются пласты и”,
и®, "в и которые в отдельных районах
объединяются в пласты и? и пл. Глубина
залегания рабочих пластов, как правило,
не превышает 330—500 м, причем пласты
рабочей мощности свыше 1 м есть только
в Межреченском и Волынском месторож-
дениях.
Общие геологические запасы угля в бас-
сейне по пластам мощностью от 0,4 м и
выше составляют 1,75 млрд, т, а балансо-
вые (по пластам мощностью от 0,5 м и вы-
ше) — 1,42 млрд. т. Распределение общих
геологических, и балансовых запасов углей
по степени достоверности и по зонам глу-
бин показано в табл. 3-39.
Угли в основном гумусовые, дюрено-кла-
ренового типа с повышенным содержанием
фюзена, встречаются также сапропелевые
угли в виде пропластков или даже пластов
рабочей мощности (более 1 .ч). Особенно
богато этими углями (свыше 70 млн. т)
Межреченское месторождение, в котором
мощность сапропелевых слоев на отдель-
ных шахтах достигает 1 м и более.
Угли Львовско-Волынского- бассейна ма-
лометаморфизованные, с высоким выходом
летучих веществ ((36—40%) относятся к
маркам Г и Д (ГОСТ 8931—58); в геоло-
гических запасах бассейна доля газовых
углей составляет 99,4%, в балансовых —
99,3%.
Степень метаморфизма углей, как и мощ-
ность угленосных отложений, увеличивает-
ся с севера (Волынское месторождение) на
гаг (Межреченское месторождение). Мень-
ше повышение степени метаморфизма от
вышележащих пластов к нижележащим.
Угольные бассейны и месторождения в СССР
103
Таблица 3-39
Распределение общих геологических и балансовых запасов углей
Львовско-Волынского бассейна
Запасы углей Всего млрд. m По степени достоверности, % По зонам глубин, %
действи- тельные возмож- ные вероятные 0—300 м 300-600 м 600—1200 м
Общие геологичес- кие Балансовые . . . 1,75 1,42 94,3 93,0 5,7 7,0 — 3,4 2,8 88,6 88,7 8,0 8,5
Угли Межреченского месторождения луч-
ше спекаются, чем Нововолынские, причем
на юге этого района они переходят в хоро-
шо спекающиеся газовые или даже жирные
угли с у—27—33 мм и х=23—30 мм.
Характеристика опекаемое™ углей от-
дельных пластов Львовско-Волынского бас-
сейна представлена в табл. 3-40,
Таблица 3-40
Спекаемость углей Львовско-
Волыиского бассейна
Наименование месторождения Символ пласта Пластометрн- ческне пока- затели. мм Число Рога
X У
Волынское "8 38—55 3—11 16-30
» «7 36—57 4—10 14—30
Межреч ейское п8 22—58 16—33 46—74
» «8 32—36 13—14 53—58
» «7 22—42 12—19 56—64
У> 34—41 15—18 54—67
По петрографическому составу нижне-
карбоновые угли Львовско-Волынского бас-
сейна менее однородны, чем газовые угли
промышленного Донбасса. Их состав сле-
дующий, %:
Витринит (W) . . . 54—78
Семивитринит (So) . 4—11
Фюзинит (F) ... . 5—19
Лейптинит (Z.) ... 5—19
Зольность угля в пластах обычно состав-
ляет 12—14% и изменяется от 9 до 22%;
зольность товарного угля — 15—21%, в
среднем 18%. Высокая зольность обуслов-
лена наличием в угольных пластах тонких
прослоек и линз минеральных веществ.
Угли Львовско-Волынского бассейна от-
носятся к среднеобогатимым, реже — к
тр у дно о бага ти мни.
Состав золы углей следующий, %:
SiO2 ........ 35,96—56,32
А1,О3 ....... 14,40—37,20
Fe2O3.........4,95—31,10
CaO............0,66—17,52
MgO ..........0,56—1,66
SO.,..........0,14—0,58
Температура плавления золы (t2) 1270—
1310° С. Сернистость углей изменяется в
широких пределах — от 0,7 до 5,5% и более
(табл. 3-41).
Таблица 3-41
Сернистость углей Львовско-
Волынского бассейна
Наименование месторожде- ния Символ пласта Сернистость углей (5обЩ)’ %
Волынское Межречен- ское То же » » » » "8 И7 По О «8 «7 2,0—4,5 и более 0,7—2,0 3,5—5,5 и более 0,7—1,7 1,7—4,0 1,4—4,5 и более
Элементарный состав органической массы
углей (%): Сг 77—85, 5—6, Ог + +
+ SJJ 10—18. Теплота сгорания Qg —
6700—8200 ккал кг.
Содержание фосфора в углях изменяется
в широких пределах — от 0,003 до 0,14%
и в среднем составляет 0,05—0,08%.
Примерный выход основных химических
продуктов коксования из гумусовых углей
Межреченского месторождения следующий
(по данным испытания в лабораторной пе-
чи навески в 20 а): выход смолы — 5%,
бензольных углеводородов — 1,5%, аммиа-
ка — 0,29%, газа — 340 м3)т.
Угли Львовско-Волынского бассейна —
плотные и по механической прочности
приближаются к газовым углям промыш-
ленного Донбасса, а в некоторых случаях
тру дно дробимые.
Опытное коксование показало, что при
самостоятельном коксовании углей Новово-
лынских шахт (с толщиной пластического
слоя до 7—8 мм) не образуется кускового
кокса, или получается кокс (из углей с
толщиной пластического слоя 9—11 мм),
уступающий по механической прочности
коксу из спекающихся донецких газовых
углей.
При самостоятельном коксовании углей
шахт Великомостовской группы Межречен-
ского месторождения и смесей углей Вели-
104
Характеристика спекающихся углей СССР
комостовских и Нововолы,неких шахт полу-
чается кусковой кокс, по механической
прочности близкий к коксу из 100% спе-
кающихся донецких газовых углей.
8. УГОЛЬНЫЕ МЕСТОРОЖДЕНИЯ
УРАЛА
Угольные месторождения Урала протя-
гиваются полосами вдоль западного и во-
сточного склонов Уральского хребта. По
геологическому возрасту и свойствам углей
эти месторождения могут быть объединены
в три угольные полосы:
1) каменноугольная полоса нижнекарбо-
нового возраста на западном склоне
хребта;
2) антрацитовая полоса того же возра-
ста на восточном склоне хребта;
3) буроугольная полоса нижнемезозойско-
го возраста на восточном склоне хребта.
Каменноугольная полоса делится на рай-
оны (с севера на юг): Вишерский, Кизе-
ловский, Причусовюкой и Зиминский (Баш-
кирской АССР).
Вишерский район занимает пло-
щадь по реке Вишера и на севере грани-
чит с Печорским бассейном. Мощность
угленосной толщи невелика (менее 100 л*),
сильно нарушена и представлена тонкими
пластами угля (не более 0,5—0,6 .и), за
исключением южной части района, где есть
пласт очень зольного и чрезвычайно трудно-
обогатимого угля мощностью до 6 м.
Наиболее угленасыщенный и давно экс-
плуатируемый Кизеловский район—
Кизеловский бассейн, угли которого приме-
няются для коксования.
Угленосная толща в бассейне смята в
ряд складок, вытянутых в меридиональном
направлении. Основное промышленное зна-
чение имеет Главная кизеловская антикли-
наль; в 5—6 км на восток от Главной ан-
тиклинали лежит разобщенная с ней Кос-
пашско-Полуденная синклиналь, на пло-
щади которой за последние годы было по-
строено несколько наклонных и вертикаль-
ных шахт. На юге Косьвинской синклинали
располагаются усьвенские шахты. Общие
геологические запасы углей в бассейне
1,06 млрд. т.
В угленосной толще свыше 20 пластов
рабочей и нерабочей мощности. К основ-
ным рабочим пластам относятся пласты
№ 13, И, 9 и 5. Мощность пласта № ГЗ со-
ставляет около 2,5 м, а остальных — в пре-
делах 0,9—1,5 м. Пласты распространены
не повсеместно и некоторые из них на от-
дельных шахтах отсутствуют.
В каждом из угольных пластов присут-
ствуют матовые, полуматовые и полубле-
стящие типы угля.
Главная отличительная особенность углей
Кизеловского бассейна — большое содер-
жание в них микрокомпонентов группы
лейптинита. Именно по этой причине мато-
вые кизеловские угли, в отличие от мато-
вых углей Кузнецкого и Карагандинского
бассейнов, хорошо опекаются.
Петрографический состав отдельных ти-
пов кизеловского угля пласта № 11 харак-
теризуется средними данными, приведен-
ными в табл. 3-42.
Таблица 3-42
Петрографический состав некоторых
углей Кизеловского района, %
Типы углей Лейптинит, L Витринит, Vt Семивитрн- нит Фюзиинт, F Толщина пластического слоя угля,жж
Матовый 57 17 1 25 15
Полуматовый . . 31 40 1 28 18
Полублестящий . . 18 61 2 19 23
По выходу летучих веществ (Уг) кизе-
ловские угли не разграничиваются ни по
степени метаморфизма, ни по технологи-
ческим свойствам. Поэтому ГОСТ 7050—54
классифицирует их только по толщине
пластического слоя на четыре марки; Д,
Гб, Ж13 и Ж1.8-
Угли Кизеловского бассейна отличаются
высокой сернистостью, достигающей 8%,
причем большинство товарных углей содер-
жит 5—6% серы. В углях, как правило,
преобладает пиритная сера (4—6%), а со-
держание органической серы изменяется от
1,5 до 4,5%. Вследствие высокой сернисто-
сти углей кокс, получаемый из лих, йе ис-
пользуется в доменном производстве и при-
меняется в цветной металлургии.
Угли бассейна относятся к зольным и
труднообогатимым: в среднем по бассейну
зольность углей составляет около 23% и
колеблется в пределах Г8—30%. Матовые
угли являются более зольными, чем другие
петрографические типы углей в бассейне.
Характеристика качества применяемых
для коксования кизеловских углей приве-
дена в табл. 3-43; выход основных хпми-
Таблица 3-43
Характеристика товарных углей
Кизеловского бассейна, поставляемых
на коксование
Им. 1-го Мая Гб 25,8 40,5 8,0 12 632
Им. Калинина Ж18 22,7 40,0 7,3 30 635
Усьва 1—2 Гб 15,7 38,7 4,6 12 632
Им. Серова Ж13 22,6 40,2 5,9 16 623
№ 3/4 Гб 21,9 39,3 5,9 11 632
Угольные бассейны и месторождения в СССР
105
Продолжение табл. 3-43
Наименование
шахт
Средние показа- ,
телн качества g
Им. Володар-
ского
Xs 6 Капиталь-
ная
Комсомолец
№ 1-бис
Им. Ленина
Рудничная
Октябренок
Ж1322,7 40,9 6,0
Ж1322.9 42,1 5,6
Гб 22,0 41,0 6,1
Ж13 22,7 41,9 5,4
Ж1324,541,6 4,9
Гб 23,6 42,1 6,4
Гб 23,2 40,1 4,5
17
16
12
15
19
12
13
634
634
632
633
635
632
632
ческих продуктов коксования и газа из
отдельных углей бассейна дан ,в табл. 3-44
(по данным коксования в лабораторной
печи 20 г угля).
Таблица 3-44
Выход основных химических продуктов
коксования и газа из некоторых
углей Кпзеловского бассейна
(по лабораторным данным)
Им. 1-го Мая
Им. Серова
Xs 2 Капиталь-
ная
Им. Володарс-
'кого
Им. Чкалова,
Усьва
Комсомолец
Xs 1 -бис
Гб 42,64,8 2,00 0,11
Ж13 41,8 3,« 1,61 0,11
Ж13 41,64,3 1,76 0,13
Ж1340,43,8 1,27 0,16
Гб 40,64,8 1,76 0,17
Гб 40,5 4,6 1,67 0,16
Ж1340,7 3,8 1,53 0,14
368
354
361
347
362
348
358
Причусовской район простирает-
ся от реки Чусовая до Свердловска. Угле-
носная толща представлена двумя пласта-
ми угля непостоянной мощности — от 0,25
до 1,6 м. Интересно Скальное месторожде-
ние, угли которого дают при полукоксова-
нии до 25% первичной смолы. Угли золь-
ные и трудноо.богатимые. Выход летучих
веществ колеблется от 48 до 58%, серни-
стость 3,5—5,5%. Угли спекаются и имеют
толщину пластического слоя (у) до 10 мм,
а усадку (х) — 59—62 мм. Элементарный
состав органической массы наиболее харак-
терной пробы угля, %: Сг — 80,8, Яг— 6,1,
Уг — 1,1, Sr — 2,4 и Ог — 9,6.
В Зиминек ом районе большое
число мелких месторождений угля, которые
близки по своим свойствам к высокомета-
морфизованным асфальтам, поэтому и на-
зываются «нефтяные угли».
Антрацитовая полоса делится с севера
на юг на Егоршинский, Полтаво-Бредин-
ский и Домба,ронский районы.
В Е г о р ш и н с к о м районе находятся
месторождения: Егоршинское, Черемшон-
ское, Синячихинское, Таборское, Подоси-
новское, Сухоложское, Каменское и Фа-
ди некое.
Мощность угольных пластов всех место-
рождений непостоянна, нередко пласты вы-
клиниваются и замещаются углисто-гл ши-
стыми сланцами. Наиболее пригодно для
эксплуатации Егоршинское месторождение,
где расположены три шахты небольшой
мощности. Уголь не имеет характерного
для донецкого антрацита излома с метал-
лическим блеском и не обладает твер-
достью; он легко разрушается, образуя
большое количество мелочи размером
0—1 лш. Зольность угля колеблется в пре-
делах 17—20%; сернистость 0,3—0,4%; вы-
ход летучих веществ — 3,5—3,9%.
Угли Сухоложского и Каменского место-
рождений (отдельных их участков) имеют
слабую спекаемость, а угли Фадинского
месторождения — графитизированы.
Антрациты П о л т а в о-Б ред и некого
и Домбровского районов сильно
графитизированы. Интересной особенностью
месторождений угля в этих районах яв-
ляется то, что угленосную толщу пересе-
кает сеть кварцевых золотоносных жил, а
раздробленный антрацит сцементирован же-
лезистыми растворами в твердую массу.
Угли зольные и трудноо-богатимые.
Буроугольная полоса. Угли Богословско-
го и Челябинского месторождений бурые,
причем челябинские отличаются повышен-
ной степенью метаморфизма. Угли Елкин-
ского месторождения по внешнему виду и
элементарному составу органической мас-
сы близки к длин,нопла1менным, а угли
Буланашского месторождения слабо спе-
кающиеся газовые с толщиной пластиче-
ского слоя до 8 мм и выходом летучих ве-
ществ 38—42%. Зольность их 15—20%,
сернистость 1,0—1,25%.
В предгорьях Южного Урала распола-
гаются буроугольные месторождения — Ба-
баевское, Хабаровское, Маячное, Тюльчан-
ское и др.
!». УГОЛЬНЫЕ МЕСТОРОЖДЕНИЯ
КРАСНОЯРСКОГО КРАЯ
В пределах Красноярского края имеется
ряд крупных каменноугольных бассейнов и
отдельных месторождений, а также круп-
нейший в СССР буроугольный Канско-
Ачинский бассейн.
К числу каменноугольных бассейнов и
месторождений относятся: Минусинский
(Хакасской автономной области), Улухем-
106
Характеристика спекающихся углей СССР
ский (Тувинской автономной области),
Тунгусский и Таймырский бассейны, Саяно-
Партизанское и Норильское месторожде-
ния.
Угли Таймырского и Тунгусского бассей-
нов до настоящего времени изучены отно-
сительно мало; известно лишь, что в Тай-
мырском бассейне преобладают высокоме-
таморфизованные угли, близкие к антраци-
там и полуантрацитам, а в Тунгусском бас-
сейне угли разной степени спекаемости,
причем на некоторых участках они подвер-
гались термическим воздействиям и сильно
об-углероживались.
Минусинский бассейн представ-
ляет собой ряд изолированных друг от
друга котловинных мульд угленосных от-
ложений пермского возраста, верхние гори-
зонты в антиклинальных поднятиях, по-ви-
димому, -были смыты.
Общие геологические запасы углей в бас-
сейне 36,9 млрд. т.
Главная угленосная площадь — Приени-
сейско-Абаканская мульда, включающая
месторождения: Черногорское, Изыхское,
Колягинское и Ачминдор, в которых сосре-
доточены основные запасы углей бассейна.
Менее угленасыщенной является Абакан-
ская мульда, включающая месторождения:
Аскизское, Сорок Озерок и Красные копи.
Алтайская мульда не имеет промышленно-
го значения. Из всех перечисленных место-
рождений лучше других обследовано и
эксплуатируется в промышленном масшта-
бе Черногорское месторождение, угленос-
ные отложения которого содержат до 25
пластов угля.
Практический интерес для коксования
имеют Новый, Двухаршинный, Великан,
Мощный, Гигант и Трехаршинный пласты.
Все пласты сложены из большого числа
чередующихся пачек угля различных пет-
рографических типов: блестящего, полубле-
стящего и матового, весьма отличающихся
по своим свойствам друг от друга; это -вид-
но из данных анализов проб, взятых ниже
зоны окисления (табл. 3-45).
го слоя 7—8 мм) является уголь пласта
Двухаршинного, поскольку в нем большее
количество блестящего угля; уголь этого
пласта характеризуется также более легкой
обогатимостью, сернистость колеблется от
0,5 до 2,0%.
Уголь Черногорского месторождения
(шахта № 7) коксовали в промышленных
коксовых печах в смеси с кузнецкими угля-
ми. Пластический слой черногорского угля
7 мм при выходе летучих веществ 40,7%;
элементарный состав органической массы
угля 79,5% С, 5,5% Н, 1,0% S, 2,2% N,
lil,8% О. Из -шихты состава: черногорского
угля 30%, осиновского угля ма-рки Ж 30%
и прокопьевских углей марки К 40% был
получен кокс с барабанной -пробой 312 кг.
При увеличении в шихте черногорского
угля до 40% (взамен прокопьевских) проч-
ность кокса снижается до 288 кг и при
дальнейшем увеличении его содержания в
шихте до 50% прочность кокса уменьшает-
ся до 260 кг.
Улухемский бассейн находится
в верховьях реки Енисей в 460 км от бли-
жайшей железнодорожной станции Абакан.
Общие геологические запасы углей в бас-
сейне 10,0 млрд. т.
В пределах бассейна выделяются следую-
щие основные месторождения: Эрбекское,
Каахемское, Меджигейское, Элегестское,
Чихачевское и Совхозное.
Угленосные отложения юрского возраста
содержат семь пластов рабочей мощности,
которые -распространены не по всему бас-
сейну. Основной рабочий пласт всех место-
рождений № 2 — Угуг, мощность его от 2,7
до 9 м. Пласт Меджигейский расположен
только в Меджигейском и Элегестском мес-
торождениях, а пласт № 1 — только в Эр-
бекском.
Угли зольные, легкой и средней обогати-
мости. Сернистость обогащенных углей не
превышает 0,5%, содержание фосфора ко-
леблется в широких пределах от 0,008 до
0,080%.
Таблица 3-45
Характеристика минусинских углей различных типов
Показатели качества угля Блестящий уголь Полублестящнй уголь Матовый уголь
от До среднее от ДО среднее от До среднее
Зольность Ас, % , . . . Выход летучих веществ 3,7 6,0 5,0 5,9 10,8 8,0 7,8 и,4 10,0
Vr, % Толщина пластического 42,8 44,7 43,5 40,0 42,0 41,0 33,5 37,2 35,0
СЛОЯ, мм 8 13 10 0 6 Намеча- ется 0 0 0
Усадка, мм 59 60 60 53 55 54 — — —
Степень -спекаемости угля по пластово-
промышленным и эксплуатационным про-
бам зависит от -соотношения различных пет-
рографических составляющих в угле. Луч-
шим по спекаемости (толщина пластическо-
По петрографическому составу угли всех
пластов и месторождений бассейна явля-
ются однородными в-итринитовыми с не-
большими колебаниями содержания микро-
компонентов групп лейптинита (2—6%) и
Угольные бассейны и месторождения в СССР
107
Т а б л и ц а 3-46
Технологические группы углей Улухемского бассейна
Условное обозначе- ние групп Классификационные параметры Вид объемной пластометрнческой кривой
к % у, мм
гз 42—48 6—12 Пологая или с проявлением слабых зигзагов
Г2 42—46 13—19 Зигзаги малой амплитуды
Г1 43—46 >20 Зигзаги средней амплитуды
ГЖ 40—43 >20 Зигзаги большой амплитуды
Ж2 38—42 >27 Горбообразная, большой амплитуды
Ж1 35—38 >27 Горбообразная, средней амплитуды
КЖ <35 >20 Горбообразная, малой амплитуды
фюзинита (7—10%). Наиболее метаморфи-
зован уголь Меджигейского месторождения
с выходом летучих веществ от 32 до 35%.
С северо-востока на юго-запад по пластам
наблюдается повышение степени метамор-
физма угля.
Угли Улухемского бассейна разделяются
па технологические группы, приведенные в
табл. 3-46 (по ВУХИНу).
Уголь пласта Меджигейского (КЖ) при
самостоятельном коксовании дает прочный
кокс с барабанной пробой более 310 кг, и
может принимать отстающие добавки.
Угли технологических групп Ж2 и Ж1 при
самостоятельном коксовании дают кокс с
барабанной пробой порядка 250—280 кг. Но
при добавке к этим углям отощенных углей
можно получать весьма прочный кокс.
Саян о-П артизанское угольное
месторождение находится в 90 км от стан-
ции Клюквенная Сибирской магистрали; пе-
ресекается Южно-Сибирской магистралью
(Новокузнецк — Абакан — Тайшет). Запасы
углей — 1,5 млрд. т.
Угленосные отложения относятся к сред-
неюрскому возрасту и подразделяются на
свиты: партизанскую с девятью пластами
угля рабочей мощности, саянскую — с дву-
мя пластами угля и Ивановскую — с тремя
пластами угля. Характерно для месторож-
дения обилие прослоев угля нерабочей
мощности, частое выклинивание и разубо-
живание угольных пластов рабочей мощ-
ности.
Исследовались угли Ивановского и Алдар-
ского участков. Качество углей от пласта
к пласту, за исключением пласта Рыбного,
мало изменяются и характеризуются сле-
дующими цифрами: зольность — до 15%,
обогатимость легкая или средняя, выход
летучих веществ — более 43%, сернистость
от 0,5 до 1,2%, редко — 1,8%, содержание
фосфора от 0,005 до 0,090%.
Уголь пласта Рыбного отличается высо-
кой зольностью, очень трудной обогати-
мостью и высоким содержанием фосфора—
до 0,2%.
Уголь всех пластов спекается, имеет тол-
щину пластического слоя не более 13 мм
и приближается к углям технологической
группы Гб Кузнецкого бассейна.
Норильский угленосный район
входит в состав Тунгусского бассейна и
расположен в Таймырском национальном
округе.
Разведано 17 пластов, из которых более
половины имеют рабочую мощность.
Угли зольные и труднообогатимые: вы-
ход концентрата удельного веса <1,5 со-
ставляет 65—70% при зольности концентра-
та 11—13%. Теплота сгорания угля Qq —
до 8900 ккал!кг.
Тип углей: гумусовые, кла.рено-дюрено-
вые. В районе встречаются угли разной сте-
пени метаморфизма — от газовых до то-
щих и антрацитов. Все угли дают при кок-
совании непрочный кокс; лучшим является
уголь пласта первого, но он тоже дает не-
прочный кокс при самостоятельном коксо-
вании и нуждается в добавке жирного угля.
10. УГОЛЬНЫЕ МЕСТОРОЖДЕНИЯ
ЗАБАЙКАЛЬЯ
Среди угольных месторождений, эксплуа-
тируемых в Забайкалье, важнейшим место-
рождением спекающихся каменных углей
является Букачачинское. За последние годы
выявлены другие месторождения спекаю-
щихся углей в этом районе: Тунгуйское и
Чаткандинское.
Бука ч а ч ин с к о е месторожде-
ние содержит угленосные отложения, от-
носящиеся к верхнегорскому геологическо-
му возрасту. Расположено в долине реки
Агиты в 70 км от станции Пашенная Вос-
точно-Сибирской железной дороги. Запасы
углей — 47 млн. т.
Разрабатываются три угольных пласта —
Первый, Второй и Второй-бис.
Зольность товарного угля составляет 10—
15%, сернистость — 0,6% и менее. Угли лег-
кюобогатимы и дают концентрат удельного
веса <1,4 с зольностью в пределах 3—6%.
По степени метаморфизма угли относятся к
газовым с выходом летучих веществ от 38
до 42%. Обогащенные угли имеют толщи-
ну пластического слоя в пределах 10—15 мм.
Показатели качества характерных проб
угля приведены в табл. 3-47.
При самостоятельном коксовании букача-
чинские угли дают хорошо сплавленный, но
108
Характеристика спекающихся углей СССР
Таблица 3-47
Характеристика обогащенных углей разных месторождений Забайкалья
Наименование месторождений угля Технический ана- лиз угля, % Пластометрнческне показатели, мм Элементарный состав угля, %
Ас ОС %бхц Vr X У сг нГ №• sr Ог
Букачачинское Шахта № 1 пласт 1 . . 3,8 0,36 39,3 40 10 81,38 5,35 1,22 0,38 11,67
» № 2 пласт 2 . . 6,0 0,42 39,8 26 13 88,59 5,49 1,25 0,47 9,19
» № 2 пласт 2 учас- ток № 3 4,0 0,40 38,4 24 15 84,31 5,54 1,24 0,43 8,4»
Чашкандинское Участок Толокан .... 9,3 0,27 47,6 59 10 82,59 6,34 1,14 0,31 9,62
Участок » .... 9,8 0,30 44,9 54 8 81,22 6,08 1,29 0,30 11,06
Участок Угольный . . . 8,8 0,40 42,8 43 11 82,20 5,95 1,38 0,46 10,01
Тунгуйское Участок Никольский . . 8,9 0,30 43,8 50 6 80,34 6,15 1,47 0,34 11,70'
Участок Олень ..... 10,7 0,52 43,5 53 Намеча- 79,13 5,77 1,41 0,58 13,10
Из скважин участка Ни- кольского 9,3 0,20 44,0 51 ется 8 79,95 5,79 1,66 0,22 12,59
очень хрупкий кокс, остаток в барабане не
превышает 96 кг. Смесь этих углей с не-
окисленными углями Южно-Якутского бас-
сейна в соотношении 40 : 60 дают прочный
кокс с барабанной пробой до 340 кг.
Исследовались также малометаморфизо-
ванные угли Чаткан динского и Т у н-
гуйского месторождений. Как
видно из данных, приведенных в табл. 3-47,
угли этих месторождений относятся к сла-
боспекающимся типа Д—Г.
11. АЛДАНСКИЙ (ЮЖНО-ЯКУТСКИЙ)
БАССЕЙН
Бассейн расположен я Якутской АССР
между реками Олекма (на западе) и Учур
(на востоке), общая площадь бассейна —
25 тыс. км2.
Общие геологические запасы угля в бас-
сейне составляют 40 млрд. т. Угленосные
свиты относятся к отложениям юрского
периода.
В бассейне найдены месторождения спе-
кающихся углей жирных, коксовых и ото-
щенных, что делает его ценной сырьевой
базой для коксования в условиях Восточ-
ной Сибири и Дальнего Востока, где пре-
обладают газовые угли.
Наиболее изученными и практически важ-
ными являются угли Чульмаканского и'
Ноерюнгринского месторождений.
В Чульмаканско.м месторожде-
нии обнаружено пять угольных пластов,
имеющих промышленное значение: Чульма-
канский, Штольневой, Средний, Новый и
Нижний.
Первые три пласта составляют около 90%
общих геологических запасов. Разработка
их возможна только подземным способом.
Зольность угля по пластам колеблется от
16 до 24% и в среднем составляет около
20%. Обогатимость угля — средняя и лег-
кая. Угли малосернистые.
Характеристика обогащенных углей, ото-
бранных в разных штольнях, приведена в
табл. 3-48.
Угли состоят главным образом из витри-
нита. Выход летучих веществ составляет в
среднем 33% при колебаниях от 31 до 36%;
в восточной части месторождения выход ле-
тучих веществ снижается до 26%. Толщина
пластического слоя — от 26 до 40 мм и
нередко более 40 мм.
При коксовании углей Чульмаканского
месторождения без отощающих присадок
получается хорошо сплавленный кокс с ба-
рабанной пробой порядка 300 кг.
Нерюнгринское месторожде-
ние. Главным промышленным пластом и
наиболее разведанным, имеющим мощность
порядка 20 м, является пласт Мощный, ко-
торый залегает в верхней части угленосной
свиты.
Из нижележащих пластов может иметь
промышленное значение пласт Пятиметро-
вый. Имеются участки, на которых возмож-
на добыча угля открытым способом.
Уголь пласта Мощного имеет неодинако-
вую зольность и обогатимость по мощности
пласта: в верхней половине пласта уголь
больше минерализован (,4е 17—18%) и
труднее обогащается, чем в нижней части
пласта (Лс 14—,15%). Уголь нижележащих
пластов еще труднее обогащается, чем
уголь верхней половины пласта Мощного.
Сернистость обогащенного угля пласта
Мощного составляет 0,15—0,25%, а нижеле-
жащих пластов — 0,4—0,6%. Содержание
Качество характерных проб обогащенных углей Южно-Якутского бассейна
Таблица 3-48
! Месторождения № штольни Технический анализ угля, % Пл асто метрические показатели, мм Марка угля Содержание фосфора в уг- ле Рс» % Элементарный состав угля, % Прочность кокса из угля по остатку в стандартном барабане, к.г
Ас ^общ I/*' X У сг нг Nr sr Or
Чульм.аканское 51 6,8 0,48 31,2 2 32 ж 0,002 88,00 5,62 1,63 0,52 4,24 306
25 7,6 0,36 34,9 6 33 ж 0,003 88,21 5,73 1,39 0,39 4,26 287
22 7,8 0,47 33,2 Вытекает 44 ж 0,005 88,95 5,61 1,57 0,51 3,37 303
32 6,2 0,36 31,8 15 26 ж 0,001 87,53 5,73 1,49 0,40 5,15 299
20 7,0 0,38 35,3 30 19 гж 0,004 85,74 5,66 1,62 0,41 6,57 254
Нерюнгринское, пласт Мощный 6 10,6 0,16 20,6 1 18 к — 91,84 4,89 0,96 0,18 2,13 332
5 8,9 0,56 17,9 1 14 к — 91,68 4,85 1,43 0,67 1,37 326
26 — — 19,4 10 11 К10 — 91,39 4,80 0,98 0,16 2,67 278
Баркакитское 2 5,8 0,23 20,7 20 0 Окисленный 85,95 4,21 0,87 0,24 8,73
20 10,0 0,61 17,7 30 15 К —- 90,75 4,90 1,54 0,68 2,43 330
Денисовское Д1 12,1 0,49 28,9 28 21 КЖ — 89,15 5,40 1,69 0,47 4,09 338
Кабактинское 4К Н,4 0,33 21,3 0 23 к 0,003 90,65 5,10 1,87 0,38 2,00 331
101 7,8 0,36 22,2 16 18 к 0,003 89,87 4,89 1,44 0,40 3,40 315
Верхне-Кабактинское 3 13,4 0,41 25,8 21 29 КЖ 0,004 89,90 5,27 1,43 0,48 2,92 346
7 8,8 0,37 24,2 19 13 К10 0,002 87,23 5,14 1,85 0,44 5,34 266
Якокитское 2 8,2 0,29 19,7 26 13 К — 89,61 5,13 1,60 0,34 3,32 328
— 11,9 — 20,4 5 17 К — — — — — — —
Холодниканское 13 8,3 0,40 20,1 5 14 К — 89,15 5,28 1 ,So 0,44 3,33
10 10,7 0,47 19,7 27 8 к2 — 88,99 4,98 1,37 0,54 4,12 —
no
Характеристика спекающихся углей СССР
фосфора намного большее, чем в углях
Чульмаканского месторождения, и колеб-
лется от 0,018 до 0,075%. Выход летучих
веществ от 18 до 21 %.
Спекаемости неокисленных обогащенных
углей характеризуется толщиной пластиче-
ского слоя 12—16 мм. Такие угли при само-
стоятельном коксовании дают кокс с бара-
банной пробой до 320 кг, но имеют боль-
шое давление распирания на стены коксо-
вых Камер; поэтому они могут применять-
ся для производства кокса только в смеси
с усадочными углями, например, чульма-
канского месторождения.
В Нерюнпринском месторождении на пе-
риферийных участках, на которых наме-
чается добыча углей по пласту Мощному
открытыми работами, зона окисленных уг-
лей достигает глубины от 80 до 150 м, счи-
тая по вертикали от дневной поверхности.
Угли Баркакитского место-
рождения по выходу летучих веществ,
петрографическому составу и по спекаемо-
сти аналогичны нерюнгринским. Эти угли
значительно больше минерализованы, вслед-
ствие чего они дают весьма небольшой вы-
ход концентрата удельного веса 1,4 (менее
40% > а часто 20%) при содержании золы
в нем ,от 9 до 12%. Сернистость углей и со-
держание фосфора невысокие (табл.
3-48).
Кабактинскэе, В ер х н е-К а б.ак-
тинское, Якокитское, Денисов-
ское, Холодниканское месторо-
ждения. Угли этйх месторождений явля-
ются витринитовыми, но они весьма мине-
рализованы и труднообогатимы (табл. 3-48).
Выход концентрата удельного веса <1,4
составляет обычно 50—60% при зольности
от 9,6 до 14,8% (в среднем 11,1%), серни-
стость углей не превышает 0,5%, а содер-
жание фосфора — не более 0,005%.
Неокисленные обогащенные угли этих
месторождений при выходе летучих ве-
ществ 20—26% и толщине пластического
слоя 18—23 мм, а нередко и 28 мм, дают
при коксовании весьма явочный кокс
(330—340 кг).
При добавке нерюнгринских углей к чуль-
маканским в количестве 20—70% получает-
ся кокс с устойчиво высокими показателя-
ми механической прочности — от 338 до
341 кг. Однако шихты с участием нерюн-
грипских углей более 50% проявляют боль-
шое давление распирания.
Неопекающиеся угли пласта Мощного Не-
рюнгринского месторождения, взятые в зо-
нах окисления, не могут служить в бинар-
ных смесях присадочным компонентом к
углям Чульмаканского и других месторож-
дений бассейна. В ограниченном количестве
их можно применять в производстве домен-
ного кокса только в тройных смесях, при-
чем участие в шихтах чульмаканского угля
должно быть повышенным.
При добавке до 40% газового угля Бука-
чачинского или Буреинского бассейнов к
смесям из южно-якутских углей (60% спе-
кающегося нерюнгринского и 40% чульма-
канского) получается кокс с барабанной
пробой порядка 320—330 кг.
12. БУРЕИНСКИЙ БАССЕЙН
Бассейн расположен на Дальнем Востоке,
в верхнем течении' реки Бурея. Длина бас-
сейна — 120 км, ширина — 60 км. Запасы
угля в бассейне составляют 25 млрд. т.
Угольные отложения относятся к верхне-
юрскому и нижнемеловому возрасту.
Угли Буреинского бассейна являются в
основном газовыми, но в отдельных место-
рождениях (Оланта, Усть-Ипман) встреча-
ются также полуантрацитовые угли, обу-
глероживающиеся в результате влияния на
угольные пласты изверженных пород и тер-
мальных вод.
Угли бассейна — преимущественно гуму-
совые, но содержат примеси сапропелитов.
Угольные пласты Буреинского бассейна
характеризуются сложным строением, при-
чем более мощные пласты отличаются бо-
лее сложным строением. Угли содержат в
себе значительные количества минеральных
частиц тонко микроскопически распределен-
ных в органической массе, что обусловли-
вает трудную обогатимость их и высокую
зольность концентрата.
Теоретический баланс продуктов обога-
щения разных классов смеси, составленной
из углей пластов «Эльга», «Сивак Нижний»,
«Чаламык» (верхняя и нижняя пачки) и
«Я-Н’кан» пропорционально рабочей мощно-
сти этих пластов, приведен в табл. 3-49.
Таблица 3-49
Обогатимость углей Буреинского
бассейна
Классы (круп- ность) мм Концентрат уд. веса <М Промпродукт уд. веса 1,4—1,8 Отходы удель- ного веса >1,8
выход % зола % выход % зола % ВЫХОД % зола %
80—0 34,8 ю,1 46,0 34,7 19,2 76,4
80—25 16,5 15,4 63,4 37,2 20,1 74,4
25—0 41,8 9,3 39,3 34,3 18,9 77,2
80—12 20,1 15,0 60,2 36,2 19,7 76,0
12—0 48,2 8,3 33,0 33,7 18,7 76,7
Зольность проб товарного угля колеб-
лется от 22 до 40%, а сернистость — не
более 0,6%; при обогащении сернистость
снижается до 0,25—0,40%. Содержание фос-
фора — от следов до 0,015%. Угли всех
пластов являются петрографически одно-
родными, витринитовыми с содержанием
микрокомпонентов группы лейптинита or
2 до 5%.
Обогащенные неокисленные угли имеют
толщину пластического слоя от 12 до 15 мм
и дают кокс с барабанной пробой 235 кг.
При добавке тощего слабо спекающегося
угля барабанная проба кокса повышается
до 270—280 кг.
Угольные бассейны и месторождения в СССР
111
13. СУЧАНСКИП БАССЕЙН
Находится в 141 км от Владивостока и
соединен с ним железной дорогой. Зани-
мает площадь 600 км2. Условно делится на
два месторождения: Старо-Сучанское и Се-
веро-Суданское. Общие геологические за-
пасы угля в бассейне составляют 1,4 млрд, т
и паспределяются примерно поровну в двух
месторождениях.
Угленосная толща относится к меловому
возрасту и имеет сложное строение.
По угленосности отложения бассейна де-
лятся на четыре свиты: верхнюю—индекс
Д, среднюю —• индекс С, безугольную ин-
декс .В и нижнюю — индекс А.
Нижняя свита содержит пять пластов
угля, из них .рабочих только два: at и as-
Средняя свита является наиболее угле-
насыщенной. В ней заключено 10 пластов
угля (Ci—Сю), ив которых 8 рабочие. Верх-
няя свита содержит четыре рабочих пласта
из шести. Мощность пластов непостоянна,
в отдельных местах пласты смыты или на-
ходятся в пережимах, поэтому параллели-
зация пластов по всему месторождению
представляет большие трудности.
Угольные пласты имеют сложную струк-
туру, в большей или меньшей степени пе-
реслоены пачками угля и породы. Повы-
шенная зольность пластовых проб угля обу-
словлена высокой минерализацией органи-
ческой массы. Угольные пачки сложены раз-
личными петрографическими типами угля,
но преобладает кларен. Витрен встречается
в виде полос шириной 1—2 см.
Несмотря на однообразие петрографиче-
ского состава, угли очень разнообразны по
свойствам. Наряду со спекающимися угля-
ми типа газовых с большим или меньшим
выходом летучих веществ, имеются тощие
угли типа полуантрацитов. Помимо законо-
мерного изменения свойств углей по плас-
там с юго-запада на северо-восток, часто и
резко изменяются свойства угля, вплоть до
превращения в кокс, из-за интрузий извер-
женных пород.
Лучшие по опекаемости угли шахт № 3,
10 и 16 Старо-Сучанского месторождения,
которые по пластометрическим параметрам
(у 10—14 мм) и выходу летучих веществ
(У1, 31—38%) можно отнести к газовым
слабо спекающимся. Уголь шахты .V» 4,
тощий с выходом летучих веществ от 7
до 9%.
Зольность угля пластовых и товарных
проб высокая и не снижается ниже 20%.
Сернистость углей не превышает 0,9%. Со-
держание фосфора колеблется от 0,019 до
0,046%. Показатели расслаивания угля пла-
стов разных шахт в тяжелых жидкостях,
приведены в табл. 3-50.
Север о-С учанское месторожде-
ние охватывает группу новых районов:
Гудагоу, Белая падь, Эльдагоу, Сергеевка,
Попов Ключ и Молчановка. Наиболее раз-
веданы районы Тудагоу и Белая падь. Угли
газовые и при добыче их ниже зоны окис-
Т а б л и ц а 3-50
Обогатимость углей Сучанского бассейна
1 Номера шахт 1 Название пластов Концентрат уд. веса <1,5 ВЫХОД пром- прэДУкта Уд- веса 1,5— 1,6, % Выход фрак- ции уд. веса >1,8.% 1
выход % зола %
16 Нижне-Кедро-
вый .... 53,5 11,0 23,1 23,6
16 Барсук .... 56,0 12,7 32,7 11,3
10 Барсук .... 77,0 9,4 16,0 7,0
10 Южный . . . 65,0 11,8 29,5 5,5
10 В. Толстой . . 50,0 10,2 20,4 29,6
3 Нижне-Кедро-
вый .... 39,0 13,6 25,4 35,4
20 Слоистый . . 29,8 12,5 28,2 42,0
1 Товарный уголь 54,7 9,8 34,7 10,6
ления после обогащения дают толщину
пластического слоя 10—11 мм при выходе
летучих веществ 35—36%. Обладают луч-
шей обогатимостью, чем угли Старо-Судан-
ского месторождения.
14. ИРКУТСКИЙ БАССЕЙН
Общие геологические запасы углей в бас-
сейне составляют 88,8 млрд. т. Угольные
пласты относятся к юрским отложениям.
Бассейн .разбит на 42 угольных месторож-
дения, но эксплуатируется только Черем-
ховское; небольшое количество угля добы-
валось в Забитуйском и Владимирском ме-
сторождениях. Детальные предварительные
геологоразведочные работы охарактеризова-
ли месторождения: Ново-Метелкинское, Ар-
ансахойское, Ныгдинское, Мотовское, Ба-
зой,ское, Кармагайское и Ушаковское.
Угли бассейна в основном гумусовые, в
северо-восточных районах бассейна (Мата-
ган, Хахарей и др.) часто встречаются бо-
гатые залежи сапропелитов.
Угли зольные (Ас до 22%), средне- и
труднообогатимые. Характеристика обогати-
мости углей некоторых пластов бассейна
приведена в табл. 3-51.
Сернистость иркутских углей изменяется
в широком интервале: от 0,3—0,4% до 7—
8%; высокая сернистость углей обусловле-
на наличием в них большого количества ор-
ганической серы. Легкие фракции обогаще-
ния более сернистые, чем тяжелые, поэто-
му при обогащении углей содержание се-
ры в них не снижается, а повышается.
Между показателями сернистости и тол-
щины пластического слоя угля прямая за-
висимость: чем больше содержание орга-
нической серы, тем выше спекаемость угля.
Толщина пластического слоя рассматривае-
мых углей изменяется от 8 до 23 мм. Со-
держание фосфора в углях всех месторож-
дений не превышает 0,005%. Элементарный
состав углей, %: Сг 69—77; 7/г 6,5—7,0;
Qg 7000—7200 ккал/кг.
112
Характеристика спекающихся углей СССР
Таблица 3-51
Обогатимость углей Иркутского бассейна
Наименование угольного пласта лс исход- ного угля % Концентрат <1,4 Промпродукт уд. веса 1,4—1,8 Отходы уд. веса >1,8
выход, % зола, % выход, % | зола, % выход, % зола, %
Ново-Мете лкинское месторождение
I 33,1 52,1 2,9 11,7 36,6 36,2 67,6
III 14,5 78,6 7,4 17,4 35,0 4,0 70,1
IV 12,7 81,6 3,3 9,5 37,1 8,9 72,9
V 11,5 81,9 4,6 13,7 41,2 4,4 81,8
VI 8,9 92,0 6,5 6,3 36,4 1,7 73,9
Арансахойское месторождение
Нижний 20,3 68,3 9,9 28,7 40,2 3,0 64,9
Ныгдинское месторождение
I 27,5 41,0 10,4 44,2 33,8 14,8 63,3
II 14,5 72,9 6,2 22,9 31,2 4,2 66,5
III 14,3 65,4 5,7 30,7 27,6 3,9 45,1
Мотовское месторождение
Коштаковский 16,2 75,0 5,5 19,8 36,1 5.2 72,6
Б азо йско месторождение
Рабочий 10,6 89,1 5,8 7.4 34,3 3,5 78,3
Ишинскос месторождение
I 15,5 71,0 8,4 24,8 31,6 4,2 68,8
II 13,9 84,5 8,8 13,0 28,7 2,5 78,2
III 16,8 75,9 9,0 18,7 32,4 1,7 76,3
По петрографическому составу иркутские
угли отличаются от углей других бассейнов
тем, что они не содержат микрокомлонен-
ты группы фюзинита и содержат большое
количество микрокомпонентов группы семи-
витринита. Повышение спекаемости и сер-
нистости углей сопровождается не только
увеличением содержания в них микрокомпо-
нентов витринита, но и исчезновением кле-
точной структуры этих макрокомпонентов.
Выход летучих веществ из обогащенных
иркутских углей, как правило, превышает
42% и достигает 55%, но практически это
не связано с резким изменением техноло-
гических свойств углей. Поэтому невозмож-
но принимать выход летучих веществ как
параметр технологической группировки ир-
кутских углей.
Правило Хильта в Иркутском бассейне не
подтверждается: с увеличением стратигра-
фической глубины залегания пластов угля
выход летучих веществ не уменьшается, а,
наоборот, повышается: одновременно уве-
личивается содержание в углях водорода и
серы и соответственно уменьшается содер-
жание углерода и кислорода.
По действующему ГОСТ 9477—60 угли
Иркутского бассейна классифицируют толь-
ко на две марки: газовые и длиннопламен-
ные, без подразделения их на группы по
спекаемости. Для технологических целей
обогащенные газовые угли всех месторож-
дений этого бассейна следует разделять на
четыре группы и длиннопламенные — на
две группы, как показано в табл. 3-52.
Показатели качества наиболее характер-
ных проб угля разных технологических
групп по месторождениям приведены в
табл. 3-53.
Выход химических продуктов коксования
и газа из некоторых углей бассейна приве-
ден в табл. 3-54 (по лабораторным дан-
ным).
Все угли бассейна при самостоятельном
коксовании дают весьма дробящийся кокс
с показателями прочности по барабанной
пробе не выше 100 кг.
Шихта из иркутских углей состава ГЖ—
30%, Г13—50% и полукокса — 20% при
коксовании в обычных печах дает прочный
кокс с барабанной пробой 271 кг, а при
трамбовании шихты прочность кокса уве-
личивается до 303 кг.
Угольные бассейны и месторождения в СССР
113
Таблица 3-52
Технологическая группировка углей Иркутского бассейна
Технологичес- кая группа угля Пластический СЛОЙ, мм Месторождения
ГЖ23 Г17 Г13 Гб дс д >23 17—23 13-16 6—12 <6 Не спекается Ново-Метелкинское (пласты I и II) Арансахойское, Ныгдинское Ново-Метелкинское (пласты II и IV), Забитуйское, Владимирское, Базой- ское, Кармагайское Ново-Метелкинское (пласты V и VI), Мотовское, Ишинское, Черемховское (под мощными покрывающими поро- дами) Черемховское Черемховское
Таблица 3-53
Характеристика качества товарных проб углей
Черемховского месторождения Иркутского бассейна
Наименование шахт я пластов Показатели качества угля Число по коду Международной классификации углей
Лс, % V, % 5об- % У, мм
Шахты
№ 7, пласт Рабочий 10,2 44,5 0,7 8 721
» пласт Зумпфовый 21,3 47,6 1,0 5 811
Им. Кирова, пласт Рабочий 12,1 46,0 1,4 10 821
» Зумпфовый . 13,3 46,1 1,2 12 821
Малый Артем, пласт Рабочий 12,1 46,0 1,1 8 721
» пласт Зумпфовый 15,0 49,4 1,9 10 821
№ 10/16, пласт Рабочий 16,6 44,6 0,8 5 811
» пласт Зумпфовый 16,8 45,8 0,6 8 821
Угольные разрезы
Храмцовский № 3 21,9 46,8 1,4 12 822
» № 1—2 20,5 47,0 1,1 8 821
Ново-Гришевский 19,0 44,6 0.8 7 721
Северный 19,7 45,9 1,0 5 811
Южный 19,8 45,2 — 0 800
Таблица 3-54
Выход газа н основных химических продуктов прн коксовании
некоторых углей Иркутского бассейна (по лабораторным данным)
Наименование шахт и пластов Марка или группа Лету- чие V, % Выход химических продуктов, % на сухой уголь Газ в м'/т, приведенный к 4000 ккал/м*
смола бензол аммиак
Черемховское месторождение Шахта № 4, пласт Главный . . Г6 43,1 6,0 1,40 0,41 398
Ново-Метелкинское Шахта № 2, пласт I ГЖ 51,3 7,9 1,82 0,27 375
» » » 11 гж 49,2 8,6 1,79 0,26 394
» » » III пз 44,2 7,5 1,75 0,37 395
» » » IV Гб 48,6 8,5 1,71 0,32 402
» » » V Гб 45,9 7,9 1,77 0,31 383
8 Справочник коксохимика т. I
114
Характеристика спекающихся углей СССР
115. МЕСТОРОЖДЕНИЯ^УГЛЕЙ
ОСТРОВА САХАЛИН
Угленосность Сахалина — следствие от-
ложений наиболее молодых геологических
эпох. В настоящее время разрабатываются
угли Ни жн еду иск ой и Верхнедуйской овит;
угли верхнемелового возраста не разраба-
тываются.
Угольный бассейн делится на следующие
районы: Восточный, Северный, Александ-
ровский, Углегорский, Центральный и Юж-
ный. Спекающиеся каменные угли разной
степени метаморфизма и тощие неспекаю-
щиеся угли залегают в Александровском и
Углегорском районах, тогда как в Южном
районе распространены бурые и длиннопла-
менные угли, а в остальных районах —
только бурые угли.
Общие геологические запасы каменных
углей на острове Сахалин составляют око-
ло 13 млрд, т, бурых более 10 млрд т. Ба-
лансовые запасы каменных углей состав-
ляют 1102 млн. т, в том числе (в млн. г):
длиннопламенных — 333, газовых (Гб) —
506, газовых (Г14) — 178, жирных — 48,
коксовых — 16 и тощих — 21.
Месторождения каменных углей распола-
гаются вдоль западного побережья острова
с севера на юг в следующем порядке.
Александровский район. Самую
северную часть района занимает Мгачин-
ское месторождение в 22 км к северу от
г. Александровска. Разрабатываются газо-
вые угли (Гб).
Несколько южнее, в 12 км от г. Алексан-
дровска располагается Арковское месторож-
дение, где разрабатываются длиннопламен-
ные угли. Жирные угли находятся и добы-
ваются в Макарьевском месторождении.
Высококачественные коксовые угли добы-
ваются в Октябрьском месторождении. В
трех километрах восточнее Октябрьского
месторождения располагается Медвежское
месторождение с тощими неспекающимися
углями.
Углегорский район. Этот уголь-
ный район является основным на Сахалине
как по запасам спекающихся углей, так и
по добыче их. Здесь сосредоточено более
50% всех геологических запасов спекаю-
щихся углей.
В северной части Углегорского района,
примыкая к Александровскому району, рас-
полагается Бошняковское месторождение
газовых углей. Кроме того, в Усть-Бошня-
ковском месторождении, расположенном
поблизости, есть участок жирных углей.
В Лесогорском месторождении разраба-
тываются также газовые угли (Гб) и име-
ются участки, подготовленные для строи-
тельства шахт с углями К8 и с тощими.
Наиболее освоенным в Углегорском уголь-
ном районе является Шахтерское месторож-
дение, где имеются шахты с большими за-
пасами газовых углей (Гб и Г14); закан-
чиваются детальные разведки на участках
с тощими, жирными и газовыми углями.
Южный район находится на юге
острова; промышленная угленосность в рай-
оне связана с Нижнедуйской ^длиннопла-
менные угли) и Верхнедуйской (бурые уг-
ли) свитами.
Длиннопламенные угли добываются в Ло.
латинском месторождении; бурые угли раз-
рабатываются в Горнозаводском месторож-
дении.
В Восточном, Северном и Центральном
районах бассейна залегают только бурые
угли.
Угли большинства шахт во всех районах
являются высокозольными (в среднем по
бассейну зольность угля составляет 15—
16%), промежуточного продукта в них от-
носительно 'немного (от 1 до 5%), а поэто-
му угли легко- и среднеобогатимые.
Содержание серы в углях не превышает
1%. Содержание фосфора очень высокое —
в пределах 0,075—0,085%.
Качество товарных углей действующих
шахт острова Сахалин приведено в
габл. 3-55.
Таблица 3-55
Характеристика качества товарных
проб углей Сахалина
Наименование шахт Марка угля Средние показатели качества Число по коду Международной классификации углей
О'- О 0s- ю О о а»
Медвежка т 8,0 16,0 0,45 0 300
Макарьевка ж 10,0 33,0 0,50 25 635
ж 20,0 34,0 0,50 21 635
Октябрьская к 10,3 20,5 0,50 11 421
к 10,0 21,0 0,50 17 432
№ 4/6 г 9,4 41,0 0,50 12 832
№ 16/17 г 9,0 43,5 0,40 11 832
К» 15 г 11,5 36,5 0,40 13 732
16. ВОСТОЧНО-ФЕРГАНСКИЙ
(УЗГЕНСКИЙ) БАССЕЙН
Наиболее перспективными по запасам и
качеству углей в бассейне являются место-
рождения; Туюк, Каргаша и Кок-Кия, ко-
торые расположены в 100 км от станции
Ханабад Ташкентской железной дороги и в
400 км от Беговатского завода (станция
Хилково).
Геологические запасы углей в бассейне —
3,1 млрд. т.
Угленосные отложения всех месторожде-
ний бассейна относятся к щрскому возрасту
и делятся на Туюкскую и Зинданскую сви-
ты.
Месторождение Туюк условно
делится на южную и северную площади. Из
имеющихся пяти пластов угля практический
интерес представляют только два пласта:
на южной площади — пласт IV' мощностью
Т а б л и ц а 3-56
Показатели качества характерных проб обогащенных углей Восточно-Ферганского (Узгенского) бассейна
Наименование месторождений и пластов угля Технический анализ углей, % Пластометри- ческие показа" тели, мм Петрографический состав угля, % Элементарный состав, %
лс sc ^об И' рс X У витринит, Vt семивнтрнннт, Sv фюзинит, F лейптнннт, L минеральные вещества, Me сг нГ Nr Sr ог
Месторождение Туюк Пласт IV, нижняя пачка 6,3 0,55 30,7 0,003 21 15 78 8 10 — 4 86,50 5,35 1,25 0,60 6,30
» IV, верхняя пачка 4,2 0,43 18,8 0,002 17 0 17 52 24 2 5 88,35 4,35 1,40 0,50 5,40
Общепластовая проба 5,6 0,49 28,8 0,003 26 12 62 19 15 — 4 87,60 5,05 1,30 0,55 5,60
Пласт III 7,0 0,80 36,2 0,004 24 17 79 7 9 — 5 84,85 5,80 1,50 0,70 7,15
Месторождение Каргаша Гумусовый уголь 7,1 0,57 37,7 0,010 30 14 76 7 5 6 6 84,24 5,45 1,65 0,56 8,10
Сапропелито-гумусовый уголь 13,8 0,92 46,5 0,022 34 17 24 36 5 22 13 81,87 5,94 1,82 0,95 9,42
Месторождение Кок-Кия Штольня № 105, пласт XVII 4,5 0,86 37,9 0,008 16 23 83 9 2 4 2 85,27 6,10 1,77 0,66 6,20
116 Характеристика спекающихся углей СССР
от 1,2 до 2,4 м, состоящий из двух пачек
угля, резко различающихся по качеству, а
на северной площади — пласт III мощ-
ностью 1,0—1,3 м и сложного строения.
Угли зольные, лепкообогатимые, малосер-
нистые. По степени метаморфизма изменя-
ются от длиннопламениых до тощих и ан-
трацитов. Характеристика свойств углей
приведена в табл. 3-56.
Месторождение Карга ш а имеет
11 пластов рабочей мощности. Строение
пластов сложное; встречаются прослои угля
сапропелитового типа. Общепластовые про-
бы имеют зольность от 8 до 13%, легкообо-
гатимы. Угли малосернистые, спекающиеся.
Месторождение Кок-Кия. Иссле-
довано лишь небольшое число его пластов,
вскрытых мелкими штольнями. Наиболее
значительна проба угля по пласту XVII, ха-
рактеристика которого приведена в
табл. 3-56.
Коксование углей всех трех месторожде-
ний проводилось в полузаводских печах, а
прочность кокса определялась в малом ба-
рабане.
Уголь пласта IV месторождения Туюк
дает при коксовании хорошо спекающийся
кокс с барабанной пробой в малом бара-
бане — 59%. Смесь углей месторождений
Каргана и Туюк в соотношении 30 : 70 дает
кокс с барабанной пробой — 68%.
Глава 4
СВОЙСТВА ОТДЕЛЬНЫХ УГЛЕЙ И СОСТАВ УГОЛЬНЫХ ШИХТ
НА КОКСОХИМИЧЕСКИХ ЗАВОДАХ
1. ОБЩИЕ ПОЛОЖЕНИЯ
При подборе состава шихт для коксова-
ния на каждом отдельном заводе учитыва-
ют в первую очередь требования, которые
предъявляются к качеству кокса разными
потребителями. На коксогазохимических за-
водах большое значение имеет выход кок-
сового газа и химических продуктов коксо-
вания.
В разных угольных бассейнах существу-
ют различные и изменяющиеся ресурсы и
баланс коксующихся углей. Это должно
учитываться при выборе сырьевой базы
коксования для завода и при определении
соотношения углей отдельных шахт (или
шахтогрупп) в шихте.
Состав угольных шихт должен подбирать-
ся на основании слекаемостм и коксуемости
отдельных углей, их взаимовлияния при кок-
совании в смесях, технического анализа, а
также с учетом особенностей технологиче-
ских свойств угольных смесей (например,
величины давления распирания, конечной
усадки и др.).
Важно географическое расположение
шахт по отношению к коксохимическому
заводу, причем стремятся, по возможности,
избегать дальних и встречных перевозок
углей с целью повышения технико-эконо-
мической эффективности работы завода.
2. ОСНОВНЫЕ КОМПОНЕНТЫ
УГОЛЬНЫХ ШИХТ И ОСОБЕННОСТИ
ПОВЕДЕНИЯ ИХ ПРИ КОКСОВАНИИ
Донецкий бассейн
Газовые угли, присутствуя в шихте, сни-
жают давление распирания и обеспечивают
легкую выдачу коксового пирога из камер
коксования, обладают высоким химическим
потенциалом. Эти угли увеличивают выход
газа и химических продуктов коксования
(смолы и бензольных углеводородов).
При самостоятельном коксовании слабо
опекающихся газовых углей (у<8 мм) не
получается кускового кокса. Газовые угли,
обладающие средней спекаемостью (у= 10—
15 мм), при самостоятельном коксовании
образуют сравнительно мелкий кокс с отно-
сительно невысокой механической проч-
ностью. Газовые угли повышенной спекае-
мости (у— 16—20 мм) при самостоятельном
коксовании дают мелкий, хорошо проплав-
ленный легкодробимый кокс.
Жирные угли технологической груп-
пы Ж21 являются основным компонентом
современных шихт и обеспечивают получе-
ние хорошо спекающегося и проплавленно-
го кокса с высокой механической проч-
ностью. Однако, при избыточном содержа-
нии их в шихте развивается поперечная тре-
щиноватость в коксе и он становится мел-
кокусковым.
Типичные жирные угли Донбасса облада-
ют высокой спекаемостью (i/=25—35 мм) и
способны принимать значительное количе-
ство отощающих добавок.
Основная масса поступающих на коксова-
ние жирных углей (с толщиной пластиче-
ского слоя 25—30 .ч.ч) при самостоятель-
ном коксовании образует хорошо проплав-
ленный, малоистирающийся кокс невысо-
кой прочности.
Отдельные жирные угли с толщиной пла-
стического слоя более 30 мм имеют очень
ж и дк он сдвижную пластическую массу в пе-
риод пластичности и при значительном уча-
стии в шихте развивают в коксе повышен-
ную трещиноватость.
Угли группы Ж13 с толщиной пластиче-
ского слоя 13—il6 мм по форме пластомет-
ричеокой кривой, внешнему виду коксового
королька и вязкости пластической массы
приближаются к газовым. При самостоя-
тельном коксовании из них получается мел-
кий и трещиноватый механически непроч-
ный кокс. Участвуя в шихте, они оказывают
примерно такое же влияние на качество кок-
са как газовые угли с аналогичной опекае-
мостью.
Коксовые угли в шихте обеспечи-
вают нормальную структуру, высокую проч-
ность и однородную кусковато-сть кокса.
Обладая сравнительно высокой спекае-
мостью, они отличаются от жирных углей
тем, что принимают ограниченное количе-
ство отощающих добавок.
118
Характеристика спекающихся углей СССР
Некоторые коксовые угли развивают в
шихте высокое давление распирания.
При самостоятельном коксовании из них
можно получить довольно крупный, равно-
мерный по кусковатости, малотрещинова-
тый кокс с высоким сопротивлением дробя-
щим и истирающим усилиям (остаток в
большом барабане 330—335 кг, М40 = 77—
82%).
При современной компоновке шихт, со-
держащих 35—40% хорошо опекающихся
жирных углей, типичные коксовые угли
практически могут заменяться углями груп-
пы КЖ. Следует отметить, что поступаю-
щие на заводы, угли КЖ близки между со-
бой по спекаемости (</=21—23 мм).
Отощенные спекающиеся угли
являются отощающим компонентом шихты,
снижающим трещиноватость кокса, кото-
рая развивается жирными углями; поэтому
тощие угли способствуют повышению круп-
ности кокса. Некоторые угли группы ОС6
развивают в шихте высокое давление рас-
пирания. В формировании крупнокускового
и прочного кокса особенно велика роль ти-
пичных хорошо спекающихся углей группы
ОС6 с толщиной пластического слоя 8—
12 мм. При участии в типовой шихте углей
технологической группы ОС6 получается
более крупный кокс, чем при участии в ших-
те углей группы ОС. Поэтому угли техно-
логической группы ОС6 представляют зна-
чительно большую ценность для коксохими-
ческой промышленности, чем группы ОС,
особенно с нулевым значением пластиче-
ского слоя.
В качестве отощающих компонентов для
получения литейного кокса применяются
тощие угли.
Кузнецкий бассейн
Г а з о в ы е угли делятся, в соответствии
с технологической классификацией, на две
группы: с пластическим слоем 13—.16 мм
и с пластическим слоем 17—25 мм. Угли
обеих групп используются в шихтах разных
заводов раздельно.
В отличие от донецких газовых углей
кузнецкие имеют большой выход летучих
веществ и более способствуют получению
дробящегося кокса; в то же время кузнец-
кие газовые угли дают больший выход ос-
новных химических продуктов коксования.
Газовые угли с пластическим слоем ме-
нее 13 мм, т. е. не обладающие способ-
ностью принимать отощающие присадки, не
применяются для производства доменного
кокса из-за недостаточного количества хо-
рошо спекающихся компонентов шихт.
К жирным углям отнесены все угли
с пластическим слоем более 25 мм, причем
по выходу летучих веществ они делятся на
две группы: менее 33 и более 33%. Основ-
ная масса жирных углей Кузнецкого бас-
сейна имеет выход летучих веществ от 35
до 41%; жирные же угли с выходом лету-
чих веществ менее 33%, присутствуя в ших-
те, способствуют получению прочного и
крупнокускоеого иокса.
Коксовые угли Кузнецкого бассейна
по степени метаморфизма являются жир-
ными углями с содержанием большего или
меньшего количества микрокомпонентов
группы фюзинита, играющих роль отощаю-
щих присадок. Соответственно делению
жирных углей по выходу летучих веществ
на две группы, коксовые угли также де-
лятся на две группы: угли с выходом лету-
чих веществ менее 25% отнесены к группе
К13, а с выходом летучих 25—31% включи-
тельно — к группе КЖ14.
Угли группы К13 имеют пластический
слой до 16—17 мм и дают при индивиду-
альном коксовании прочный кокс с показа-
телями при испытании в стандартном ба-
рабане более 300 кг. Эти угли не развивают
давления распирания, так как образуют не-
однородную пластическую массу.
Основная масса углей группы КЖ14 име-
ет пластический слой около 18 мм и может
принимать некоторое количество отощаю-
щих присадок. Кокс, получаемый из этих
углей, мельче, чем из углей К13, но харак-
теризуется высокой прочностью.
Коксовые угли с более высоким содержа-
нием микрокомпонентов группы фюзинита и
соответственно с меньшим содержанием
микрокомпонентов группы витринита, име-
ют пониженную толщину пластического
слоя и кокс, полученный из них. менее
прочный, так как ослаблена устойчивость
его к истирающим усилиям.
Эти угли делятся на две группы: с вы-
ходом летучих веществ от 17 до 25% и с
выходом более 25 до 31% включительно.
Среди углей с выходом летучих от 17 до
25% выделяются угли с пластическим слоем
от 10 до 12 мм (обозначаются КЮ) и угли
с пластическим слоем от 6 до 9 мм под наи-
менованием «коксовые вторые» (обознача-
ются К2). Первые дают при индивидуаль-
ном коксовании кокс с показателем проч-
ности менее 300 кг, но не ниже 150 кг и при
добавке к ним относительно небольшого
количества жирных углей способны давать
кокс прочностью более 320 кг. Вторые угли
образуют слабо спекшийся кокс, легко раз-
рушающийся под воздействием истирающих
усилий; эти угли являются хорошей ото-
щающей присадкой для получения доменно-
го кокса.
Среди углей с выходом летучих веществ
25—31 % включительно с пластическим сло-
ем менее 14 мм используются для произ-
водства доменного кокса только те, кото-
рые имеют толщину пластического слоя
10 мм и более.
Отощенные спекающиеся угли
с выходом летучих веществ менее 17% и с
пластическим слоем более 6 мм весьма де-
фицитны в Кузнецком бассейне. Основная
масса углей с выходом летучих менее 17%
имеет пластический слой порядка 6—7 мм.
По степени метаморфизма они являются
«коксовыми», но с большим содержанием
микрокомпонентов труппы фюзинита. В на-
стоящее время эти угли являются лучшими
отощающими присадками, хотя требуют
Свойства отдельных углей и состав угольных шихт на коксохимических заводах 119
значительно большего расхода жирных
углей, чем угли марки К2.
Слабо спекающиеся угли с пла-
стическим слоем меиее 6 мм делятся по вы-
ходу летучих веществ на три группы: ме-
нее 17%, от 17 до 25% и более 25 до 37%
включительно. Ценность их, как отстающих
присадок, снижается с повышением выхо-
да летучих веществ.
Карагандинский бассейн
Все угли Карагандинского бассейна со-
держат большее или меньшее количество
микрокомпонентов группы фюзинита, игра-
ющих роль отошающих присадок и в то
же время многие из них содержат значи-
тельное количество микрокомпонентов груп-
пы лейптинита. Такое сочетание микроком-
понентов обусловило способность углей при
выходе летучих веществ до 33% и толщи-
не пластического слоя более 13 мм давать
прочный кокс с показателями при испыта-
нии в стандартном барабане более 320 кг
Как компоненты шихт карагандинские
угли разбиваются на технологические
группы по показателю толщины пластиче-
ского слоя, т. е. по спекающей способно-
сти. Наилучшими являются жирные угли
(Ж) с пластическим слоем 25 мм и более.
Коксовые жирные (КЖ) угли с пласти-
ческим слоем от 19 до 24 мм, обладающие
несколько меньшей спекаемостью, дают при
самостоятельном коксовании и в смесях тем
более прочный кокс, чем меньше у них вы-
ход летучих веществ. Почти или совсем не
принимают слабо спекающихся присадок
коксовые (К) угли с пластическим слоем
от 12 до 18 мм.
Присадочными углями в Карагандинском
бассейне являются угли с пластическим сло-
ем 11 мм и менее, причем они делятся на
две группы: коксовые вторые (Кг) с выхо-
дом летучих- веществ от 24 до 33% и ото-
щенные спекающиеся (ОС) с выходом ле-
тучих веществ менее 24%. Лучшими при
равной величине пластического слоя явля-
ются угли с меньшим выходом летучих ве-
ществ.
Немалое значение при выборе компонен-
тов шихт для производства доменного кок-
са имеет обогатимость углей, поскольку ор-
ганическая масса многих углей всех техно-
логических групп весьма минерализована;
по этой причине, например, угли Ашлярик-
ской свиты не добываются несмотря на то,
что они обладают высокой спекаемостью.
Кизеловский бассейн
Все угли Кизеловского бассейна имеют
выход летучих веществ более 36% и могут
быть отнесены к газовым с большей или
меньшей толщиной пластического слоя. Од-
нако в действительности многие из них с
более высокой толщиной пластического слоя
по степени метаморфизма относятся к жир-
ным. Способность их давать большой выход
летучих веществ вызвана повышенным со-
держанием микрокомпонентов группы лейп-
тинита. Газовыми по степени метаморфизма
являются угли с пластическим слоем менее
13 мм, которые не способны принимать отс-
тающие присадки.
Жирные ,угли делятся по способности при-
нимать отощающие присадки на две груп-
пы: с пластическим слоем 18 мм и более и
с пластическим слоем от 13 до 17 мм вклю-
чительно.
Основная масса кизеловских жирных уг-
лей с пластическим слоем порядка 14—
17.ч.ч способна принимать на присадку сла-
бо спекающиеся отощенные угли (15—25%).
Угли с большей толщиной пластического
слоя труднообогатимы. Некоторые жирные
угли из-за высокой степени минерализации
органической массы способны даже при
индивидуальном коксовании давать кокс
прочностью до 340 кг.
Из-за высокой сернистости кизеловские
угли не применяются для производства до-
менного кокса; кокс из этих углей исполь-
зуется в цветной металлургии.
Печорский бассейн
Для производства кокса в настоящее
время применяются только жирные угли,
которые делятся по толщине пластическо-
го слоя на две группы: Ж19 и ЖЮ. В уг-
лях группы ЖЮ после обогащения толщи-
на пластического слоя увеличивается, и
они приобретают способность принимать не-
которое количество отстающих присадок.
Смесь этих углей (ЖЮ и ЖЮ) в рав-
ном соотношении может принимать 15 —
20% отощенных спекающихся углей с пла-
стическим слоем около 6 мм и давать кокс
прочностью более 320 кг. Пониженная спе-
каемость печорских жирных углей обуслов-
лена содержанием в них большего или
меньшего количества микрокомпонентог
группы фюзинита. По своим свойствам они
схожи с лучшими углями марки КЖ Куз-
нецкого бассейна, а не с типичными жир-
ными углями, что следует учитывать при
подготовке шихты.
3. СОСТАВ УГОЛЬНЫХ шихт
ОСНОВНЫХ КОКСОХИМИЧЕСКИХ
ЗАВОДОВ СССР
(по фактическим данным
за 1962 г.)
На отдельных заводах состав шихт мо-
жет изменяться в зависимости от местных
условий и требований, предъявляемых к ка-
честву кокса. В случае производства one
циальных сортов кокса, например энерге-
тического и бытового, в состав шихт мо-
жет быть введено увеличенное количество
газовых углей, в том числе И 100% углей Г,
а также могут использоваться шихты с уча-
стием длиннопламенных углей. Составы
шихты Донецкого, Кузнецкого и Караган-
динского бассейнов приведены в табл. 4-1,
4-2 и 4-3.
120
Характеристика спекающихся углей СССР
Таблица 4-1
Состав шихт из углей Донбасса, %
Марка углей Для производства доменного кокса Для производства литейного кокса
Г 25—30 13—15
Ж 33—38 38—50
К 17—20 22—35
ОС 16—19 0—20
т 0—2 0—10
Антрацит 0 0—10
Таблица 4-2
Состав шихт только из углей
Кузнецкого бассейна
Групп* углей
Шихты с участием жирных
углей, %
2Ж26 | 1Ж26
Для производства доменного кокса
Г17 15—17 16—18
1Ж26 — 23—25
2Ж26 23—25 ___
КЖ14 '1 27—28
К13 22—24
КЮ 10—16 II
ка 23—25 30—34
Для производства литейного кокса
Гб — 38—40
1Ж26 'I 16—18
ка 'I 17—19
DC-j-CC — 26
Таблица 4-3
Состав шихт с участием углей
Карагандинского бассейна
Групп а'углей Шихты без участия углей Куз- нецкого бас- сейна, % Шихты с учас- тием углей Кузнецкого бассейна, %
Для производства доменного кокса
Карагандинские угли ж + кж . . . 25
К 50 30—35
Ка 25
Кузнецкие угли 2Ж26 .... 30
К13 " 10—12
к, + кю . . . — 25—26
Состав шихт иа базе углей Печорского
бассейна (для производства доменного
кокса), %:
ЖЮ...................54—60
Ж19..................25-30
ОСкузнецк............14—16
Состав шихт на базе углей Кизеловского
бассейна (для производства кокса для
цветной металлургии), %:
Гб.................... 20
Ж13....................60
ОСкузнецк..............20
ЛИТЕРЛТУРЛ
Агроскии А. А. Физические свойства уг-
лей, Металлургиздат, 1961.
Аронов С. Г., Нестеренко Л. Л. Химия
твердых горючих ископаемых. Изд-во Харьков-
ского госуннвероитетв, 1960.
Геолого-углехимнческая карта Донецкого бас-
сейна, вып. VIII, Углетехиздат, 1954.
Горное дело. Энциклопедический справочник,
т. 2, Углетехиздат, 1957.
Запасы углей и горючих сланцев СССР. Гос-
геолтехиздат, 1958.
Знккеев Т. А., Карелин А. И. Ана-
лиз энергетического топлива, Госэнергоиздат,
1948.
Клопотов И. К., Пвнченко С. И.
Кокс и хнмня, № 9, 12, 1959.
Крым В, С. Хнмня твердого топлива, ДНТВУ,
1934.
Кухареико Т. А. Химия и генезис иско-
паемых углей, Госгортехиздат, 1961.
Матвеев А. К. Геология угольных месторо-
ждений СССР, Госгортехиздат, 1960.
Мирошниченко А. М., Штромберг
Б. И. Кокс и химия, Ns 3, 5, 1959.
Рожиова Е. Е., Лифшиц М. И., В ы р-
вич Г. П„ Ильюшенко Р. Г. Угли Львов-
ско-Волынского каменноугольного бассейна.
Исследование и классификация углей, Сб. тру-
дов ДоиУГИ № 18, 1959, Углетехиздат, М.. 53—
106.
Справочник по качеству каменных углей и ан-
трацитов Донецкого бассейна, Госгортехиздат,
1960.
С т р у е в М. И. Геологическое строение и уг-
леносность Львовско-Волынского каменноуголь-
ного бассейна, Известия Днепропетровского гор-
ного института, 1957, XXIX, 118—132.
Токарев И. Ф. Месторождения Кавказа-
Горное дело, Энциклопедический справочник,
т, 2. Углетехиздат, М., 1957, стр. 236—242.
Раздел второй
ПОДГОТОВКА УГЛЕЙ
К КОКСОВАНИЮ
Глава 5
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ УГЛЕПОДГОТОВКИ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Подготовка углей к коксованию являет-
ся обязательной операцией на каждом кок-
сохимическом заводе. Схему углеподгото
вительного цеха и технологию углеподго
товки устанавливают для каждого заводь
отдельно в зависимости от свойств углей,
намеченных к переработке.
При применении для коксования золь-
ных углей в схему углеподготовки вводят
обогащение.
При всех условиях подготовка углей к
коксованию состоит из следующих опера-
ций:
а) прием, разгрузка и складирование
углей;
б) дозирование компонентов шихты;
в) дробление шихты или отдельно ее
компонентов;
г) смешение шихты.
Основная задача углеподготовки — при-
готовление угольной шихты заданного ка-
чества из углей, предназначенных для кок-
сования.
Технологическая схема углеподготовки
определяется в зависимости от характери-
стики применяемых для коксования углей и
требуемого качества кокса.
При выборе схемы учитывают коксуе-
мость, зольность и характер распределения
породных включений в углях, петрографи-
ческий состав углей и свойства петрографи-
ческих компонентов, а также механическую
прочность углей и их ситовый состав.
Имеет значение также наличие или отсут-
ствие углеобогатительной фабрики на дан-
ном коксохимическом заводе.
Если в шихту включено относительно
большое количество слабо опекающихся ма-
лометаморфизованных углей, для улучше-
ния качества кокса в отдельных случаях
шихту уплотняют трамбованием перед за-
грузкой ее в камеры коксовых печей.
На заводах, где производится доменный
и литейный кокс, при выборе схемы подго-
товки угля уделяют большое внимание
усреднению, точному дозированию и сме-
шению углей.
На коксогазохимических заводах, произ-
водящих кокс из газовых углей для быто-
вых и энергетических потребителей, выби-
рается упрощенная схема углеподготовки.
2. СХЕМЫ УГЛЕПОДГОТОВИТЕЛЬНЫХ
ЦЕХОВ КОКСОХИМИЧЕСКИХ ЗАВОДОВ
На действующих коксохимических заво-
дах СССР применяются в основном две
схемы углеподготовки, представленные на
рис. 5-1:
схема ДШ (дробление шихты), по кото-
рой шихта составляется из предварительно
дробленых до 80 или 50 мм углей с после-
дующим окончательным измельчением со-
ставленной шихты до заданной степени
помола;
схемы ДК (дробление компонентов) и
ДДК (дифференцированное дробление ком-
понентов), по которым шихта составляет-
ся из компонентов, окончательно измель-
ченных до заданной степени помола.
Преимущества схемы ДК:
а) достигается большая точность дози-
рования компонентов шихты;
б) обеспечивается заданное -измельчение
компонентов шихты;
в) становится возможным применение
дифференцированного измельчения отдель-
ных компонентов.
Недостатки схемы ДК:
а) работа дробильного отделения в три
смены;
б) установка дробильного оборудования
повышенной производительности из-за пря-
мой связи его с углеприемом;
в) увеличенный штат обслуживающего
персонала;
г) зависание угля в бункерах из-за хра-
нения в них окончательно измельченных
компонентов, затруднение выдачи дробле-
ного угля из бункеров;
д) обязательное наличие смесительного
отделения для смешения сдозированной
шихты.
Преимущества схемы ДШ:
а) лучшее использование дозировочных
бункеров и более легкое обслуживание их
124
Подготовка углей к коксованию
а д
Рис. 5-1. Схемы углеподготовок:
а - ДШ; б ДК
из-за отсутствия или меньшего зависания
угля;
б) отделение окончательного дробления,
расположенное после дозировочных бунке-
ров, не связанное непосредственно с угле-
приемом, может работать в две смены с
меньшей производительностью и меньшим
обслуживающим персоналом;
в) окончательное измельчение шихты
приводит одновременно к ее смешению.
Недостатки схемы ДШ:
а) неоднородность измельчения компо-
нентов шихты;
б) невозможность дифференцированного
измельчения компонентов.
Схема ДШ может применяться на заво-
дах с углеобогатительными фабриками и
без них. Схемы ДК и ДДК могут приме-
няться только на коксохимических заводах
без углеобогатительных фабрик, так как на
заводах с углеобогатительными фабриками
обогащается шихта, а не отдельные ее ком-
поненты.
При выборе схем подготовки углей для
коксования учитывают возможность созда-
ния условий для эффективного использова-
ния петрографически неоднородных и сла-
бо спекающихся углей, а также целесооб-
разность раздельного измельчения петро-
графически однородных углей, имеющих
различную механическую прочность и спе-
каемость. По рациональной схеме углепод-
готовки к коксованию можно привлечь сла-
бо спекающиеся угли, а также укрупнить
гранулометрический состав шихты, что уве-
личивает разовую загрузку коксовых пе-
чей.
Для петрографически неоднородных уг-
лей рекомендуется применять метод изби-
рательного дробления, заключающийся в
дифференцированном измельчении отдель-
ных классов некоторых компонентов шихты
или всей шихты в целом. По методу изби-
рательного дробления тонкому измельчению
подвергаются петрографически неоднород-
ные, механически наиболее прочные части-
цы угля, являющиеся обычно слабо спека-
ющимися.
Сущность метода избирательного измель-
чения угольной шихты для коксования за-
ключается в том, что шихта, крупность зе-
рен которой ниже 25 мм или ниже 12 мм,
путем грохочения или другим механиче-
ским способом разделяется на классы по
крупности. Крупные классы угля подвер-
гаются ступенчатому и выборочному дроб-
лению до разной степени в зависимости от
их зольности, спекаемости или петрографи-
ческого состава, а мелкие классы (3—0 или
2—0 .и.и) дополнительно не измельчаются.
Благодаря предварительному отделению
мелких классов удается избежать передраб-
ливания и образования избыточного коли-
чества наиболее тонких классов. Уголь же
крупных классов (6—3 или 4—2 мм), отли-
чающийся более высокой зольностью или
меньшим содержанием витринита, дробит-
ся далее до 2—0 или 1—0 мм.
При избирательном измельчении углей
или шихты верхний размер зерен готовой
шихты снижается. При этом уменьшается
зольность крупных классов угля и стано-
вится близкой к зольности мелких классов.
Все это способствует ослаблению внутрен-
Технологические схемы углепсдготовки
125
них напряжений в коксе и уменьшению его
дробимости.
При тонком измельчении более зольных
зерен (чаще всего дюрена) увеличивается
количество мелких классов в шихте и
уменьшается ее насыпной вес. Поэтому
пористость кокса возрастает и в ряде слу-
чаев снижается структурная прочность
кокса.
Избирательное измельчение углей и ших-
ты рекомендуется применять для шихт,
дающих в обычных условиях сильно дробя-
щийся кокс, т. е. для шихт с повышенным
участием газовых углей при условии, что
такие шихты обладают достаточной спе-
каемостью.
В ряде случаев целесообразно подвергать
избирательному измельчению не всю ших-
ту, а отдельные компоненты — газовые и
слабо спекающиеся угли. Для предотвра-
щения снижения насыпного веса шихты и
обеспечения нормальной загрузки печей, а
также для повышения производительности
грохотов шихта должна смачиваться мик-
родобавками солярового масла или кероси-
на (см. гл. 14 настоящего раздела).
На рис. 5-2 представлена простейшая
схема избирательного измельчения шихты.
фракции подвергаются многократному из-
мельчению в дробилке.
На рис. 5-3 показана возможная схема
установки для избирательного измельчения
шихты и углей Кузнецкого бассейна.
Рис. 5-2. Простейшая схема избирательного
измельчения углей или шихты
Шихта крупностью 12—0 или 15—0 мм
(после предварительного дробления) прохо-
дит через смеситель 1, где к ней добавляет-
Угли (или шихта) пропускаются через сме-
ситель 1 и поступают на грохот 2 с элек-
грюобогревом сига для лучшего разделения
влажных углей, на котором отделяется
класс 0—2 или 0—3 мм. Надрешетный про-
дукт поступает в дробилку 3, где измель-
чается до определенной степени и направ-
ляется в смесительную машину 1.
Эта схема обеспечивает получение доста-
точно однородной смеси во всех фракциях
независимо от прочности и крупности уг-
лей, так как более крупные и прочные
ся 0,1% керосина или солярового масла для
облегчения работы грохота, после чего раз-
деляется на три фракции на двухситном
грохоте 2 с электронагревом сит. Надрешет-
ный продукт верхнего сита (крупностью
12—6 мм) измельчается в молотковой дро-
билке 3 до крупности ниже 6 мм и про-
сеивается на сите с выделением класса
0—3 мм. Классы 6—3 мм, полученные при
просеивании шихты и после дополнительно
го додрабливания класса выше 6 мм, обо-
гащенные более прочными и слабо спекаю-
126
Подготовка углей к коксованию
щимися компонентами, смешиваются н тон-
ко измельчаются в быстроходной молотко-
вой дробилке 4 до крупности 2—0 мм. От-
дельные фракции тщательно смешиваются
в смесительной машине 5 и на коксование
поступает шихта крупностью 3—0 мм.
Описанная схема избирательного измель
1ения шихты отличается от обычных схем
подготовки углей большой сложностью и
увеличенным расходом электроэнергии на
ра), где может происходить доизмельчение
их до 3—0 мм н ниже.
В случае коксования петрографически
однородных обогащенных углей (типа до-
нецких) целесообразно применять схемы
углеподготовки с дифференцированным
дроблением компонентов (ДДК), которые
приведены на рис. 5-5.
Для заводов без углеобогатительных
фабрик, работающих на донецких углях, с
Рис. 5-4. Схема комбинированной установки
избирательного измельчения:
1 — дробилка; 2 — грохоты; 3 — смесители; 4-—дробилки
Карра
грохочение. Применять ее целесообразно в
случае привлечения углей, которые не могут
быть использованы для получения кокса
удовлетворительного качества при обычных
способах подготовки углей к коксованию.
На рис. 5-4 представлена комбинирован-
ная схема подготовки угля на заводе Ман-
несмана в Гельзенкирхене.
измельчением углей по схеме ДДК УХИН
рекомендует углн Ж и К измельчать совме-
стно до получения 80—85% класса <3 мм;
уголь марки Г (с толщиной пластического
слоя от 10 мм и ниже) измельчать до полу-
чения 90% класса <3 мм, а с пластическим
слоем более 10 мм — до 82—85% класса
<3 мм; угли марки ОС измельчать до по-
Лозирование
Измельчение
Смешение
б 6
Рис. 5-5. Схема раздельного дифференцированного измельчения углей
Установка имеет две цепи аппаратов, из
которых одна предназначена для хорошо
спекающихся жирных углей (Л) с выходом
петучих веществ до 31 %, другая — для
плохо спекающихся углей с выходом лету-
чих веществ 15% (В). Хорошо спекающие-
ся угли измельчаются до класса ниже
4 мм, а плохо спекающиеся — до класса
ниже 1,5 мм. Компоненты шихты смеши-
ваются в дезинтеграторе (дробилке Кар-
лучения 90% класса <3 мм. Так как для
измельчения газовых углей требуется более
жесткий режим дробления, то для упроще-
ния схемы допускается измельчение углей
марки ОС совместно с газовыми.
Во всех случаях дифференцированного
измельчения обязательно смешение готовой
шихты в смесительной машине.
Общая степень измельчения шихт из до-
нецких углей в зависимости от количества
Технологические схемы углеподготовки
127
и свойств применяемых газовых углей и
углей ОС, может быть в пределах 84—90%
класса <3 мм.
Для вновь проектируемых заводов на
донецких углях целесообразно применять
схему, представленную на рис. 5-5,а.
Для действующих заводов, работающих
кой, работающего на донецких углях, ре-
комендуется схема, представленная на
рис. 5-6, по которой крупный концентрат
и крупные классы мелкого концентрата
(6—13 мм) измельчаются до получения
85—90% классов <3 мм, а остальные ком-
поненты, т. е. мелкий концентрат <6 мм,
Рис. 5-6. Схема раздельного измельчения крупного кон-
центрата и крупных классов мелкого концентрата для
действующих н -проектируемых коксохимических
заводов
на донецких углях, где применяется спо-
соб ДК, рекомендуется схема б (рис. 5-5).
При этом для измельчения более прочных
газовых углей применяют быстроходную
дробилку, а для остальных компонентов —
бесколосниковые дробилки. На действую-
щих заводах, где невозможно осуществить
флотоконцентрат и пыль, добавляются к
шихте без измельчения. Измельченная ших-
та в этом случае может содержать 84—
86% классов <3 мм.
На действующих заводах, где трудно
осуществить дробление по схеме, представ-
ленной на рис. 5-6, мелкий концентрат мож-
Рис. 5-7. Схема раздельного из-
мельчения крупного концентра-
та и крупных классов мелкого
концентрата для действующих
коксохимических заводов
раздельное дробление по схемам а и б
(рнс. 5-5) может быть применена схема в,
по которой угли Г н ОС предварительно
измельчаются до 90% класса <3 мм и до-
бавляются к углю Ж и К для совместного
окончательного измельчения. В этом слу-
чае, в отличие от ранее описанных схем,
можно обойтись без смесительной машины
Для завода с углеобогатительной фабри-
но присаживать в шихту без выделения
крупного класса (>6 мм) и смешивать все
компоненты в дробильно-смесительной ма-
шине, в которой одновременно со смеше-
нием производится и додрабливание
(рис. 5-7).
При этом по степени измельчения в ших-
те может быть получено 84—86% класса
ниже 3 мм.
№>1
128
Подготовка углей к коксованию
3. КОМПОНОВКА УГЛЕПОДГОТОВОК
В ОБЩЕЙ СХЕМЕ
КОКСОХИМИЧЕСКИХ
ЗАВОДОВ
Углеподготовку обычно располагают па-
раллельно печному блоку, что делает воз-
можным целесообразно расширять коксо-
химический завод. Могут быть два вариан-
та расположения цеха углеподготовки па-
раллельно коксовому блоку, а именно: с
иому цеху, что сокращает путь транспор-
тирования кокса. В этом варианте между
коксовым блоком и цехом углеподготовки
располагают химические цехи.
Неудобство такой схемы в том, что огра
ничена возможность развития химических
цехов из-за недостатка территории.
На рис. 5-10 показано расположение уг-
леподготовки с машинной стороны коксо-
вого блока в составе металлургического
завода. Углеприем помещен с коксовой
стороны; железнодорожные пути углеприе-
Территория химических цехов
Рис. 5-8. Схема расположения углеподготовительного цеха с коксовой стороны
коксовых печей
коксовой или с машинной стороны печного
блока.
Преимущество расположения углеподго-
говительного цеха с коксовой стороны печ-
ного блока (рис. 5-8) в том, что сеть же-
лезнодорожных путей цеха углеподготов-
ки и коксовой сортировки находится на
одной территории; это удобно при эксплуа-
тации. В этом случае склад расположен
близко к углеподготовке и коксовой сор-
тировке, и в случае необходимости возмож-
но использовать территорию и оборудова-
ние склада угля для склада*кокса с мини-
мальной длиной конвейеров для подачи
угля и кокса иа склад. Но при таком рас-
положении углеподготовительного цеха уд-
линяется путь подачи кокса в доменный
цех.
Если углеподготовительный цех поме-
щается с машинной стороны печного бло-
ка (рис. 5-9), компоновка железнодорож-
ных путей углеподготовительиого цеха и
коксовой сортировки более сложна, но кок-
сосортировка расположена близко к домеи-
ма и коксовой сортировки объединены.
Углеподготовка и склад угля расположены
рядом с территорией химических цехов.
Коксовая сортировка находится в не-
посредственной близости к доменному
цеху.
Компоновка цехов коксохимического за-
вода компактна, но конвейерные тракты
углеподготовки в этом случае получаются
удлиненными.
На рис. 5-11 дано расположение углепод-
готовки коксохимического завода, терри-
ториально не связанного с металлургиче-
ским заводом. Основным в такой компо-
новке является объединение парка желез-
нодорожных путей углеприема и отгрузки
кокса. Объекты углеподготовки и углефаб-
рики расположены с коксовой стороны
компактно.
Недостатки такой компоновки: удаление
коксовой сортировки от коксовых печей
(коксовая сортировка расположена в парке
железнодорожных путей) и удлинение кон-
вейерного тракта подачи кокса.
В доменном цех
Рис, 5-9, Схема расположения углеподготовительного цеха с машинной сторо-
ны коксовых печей
Рнс. <5-il0. Схема расположения углеподготовки в коксовом цехе металлургического
завода
9 Справочник коксохимика, т. I
Герритория юмическия цехов
Моксовоя Погрузочные
сортировка бункеры
Рис. 5-11. Расположение углеподготовительного цеха с углефабрикой для коксохимического производства, не свя-
занного с металлургическим заводом
Глава 6
ПРИЕМ И РАЗГРУЗКА. УГЛЕЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Современный крупный коксохимический
завод потребляет ежесуточно 15—35 тыс. т
углей для коксования. На завод поступают
угли различных марок, которые объеди-
няются в группы (шахтогруппы) по близ-
ким технологическим свойствам, а именно:
по выходу летучих веществ (Ег), толщине
пластического слоя (у), зольности (А°),
сернистости (Sc) и некоторым другим по-
казателям.
Прием больших масс угля различных
сортов и объединение их в шахтогруппы —
весьма ответственное звено производствен-
ного процесса на современном коксохими-
ческом заводе.
'Угли поступают на завод неравномерно,
особенно по отдельным маркам и техноло-
гическим группам. Это вызывает необходи-
мость создавать резерв на угольных скла-
дах и иметь повышенные мощности разгру-
зочного и транспортирующего оборудова-
ния в углеприеме.
Как правило, на завод уголь поступает
в вагонах и только в редких случаях, при
непосредственной близости завода к уголь-
ным шахтам или обогатительным фабри-
кам, уголь подается конвейерами или при
помощи канатной дороги.
С каждым маршрутом или партией ва-
гонов с углем поступает документ-сертифи-
кат с характеристикой угля. Сменный на-
чальник нли мастер углеподготовки регу-
лирует порядок разгрузки углей отдельных
групп, направляя их на угольный склад или
на углеподготовку.
2. СХЕМЫ УГЛЕПРИЕМА
В зависимости от производительности за-
вода, а также от расстояния его от шахт-
поставщиков и типа транспорта для до-
ставки прием угля производится по одной
из схем, приведенных на рис. 6-1.
Рис. 6-1. Схемы углеприемов-
Схема а: 1 — вагоноопрокид; 2 — углеприемиые бункера; з — отделение предва-
рительного дробления; 4 — открытый склад угля;
схема б: / — углеприем; 2 — отделение предварительного дробления; 3 — склад
угля закрытого типа;
схема в: 1 — углеприем; 2 — отделение предварительного дробления; 3 — закры-
тый склад угля и дозировочное отделение;
схема г (на заводе, расположенном возле шахты): / — бункера для угля на шахте;
2 — углеприем; 3 - бункера углеподготовительиого цеха;
схема д (при доставке угля водным транспортом): 1 — причал порта; 2 — бункера
для угля; 3 — открытый склад угля; 4 — портальный кран; 5 — углевоз
Рис. 6-2. Круговой вагоноопрокид
Прием и разгрузка углей
133
При доставке углей железнодорожным
транспортом на завод, расположенный вда-
ли от шахт-поставщиков, применяется схе-
ма а: уголь разгружается в вагоноопроки-
де или на углеприемных бункерах и на-
правляется на склад открытого типа либо
непосредственно в цех.
На заводах, расположенных недалеко от
шахт-поставщиков склады для хранения
угля могут быть сравнительно небольшой
емкости, открытого или закрытого типа; в
этом случае могут применяться схемы
углеприема бив.
Разгруженный на углеприеме уголь по-
ступает на оклад или идет непосредствен-
но в производство, как показано на схеме б.
В тех случаях, когда склад закрытого ти-
па совмещается с дозировочным отделе-
нием, углеприем организуют по схеме в.
Если коксохимический завод расположен
непосредственно у шахты-поставщика угля,
то склад угля на заводе иногда не строят,
а принимают уголь отдельных марок и шах-
тогрупп непосредственно в бункера на
Углеподпотовке (рис. 64, а). Перед прие-
мом угля в бункера углеподготовки его под-
вергают предварительному дроблению, что-
бы обеспечить более точную дозировку при
составлении шихты.
Так как уголь доставляется на завод
круглосуточно, то углеприем, транспорти-
рующие устройства, а также оборудование
склада угля, отделения предварительного
дробления и верха дозировочного отделе-
ния рассчитывают для круглосуточной ра-
боты.
3. ТИПЫ И КОНСТРУКЦИИ
УГЛЕПРИЕМНЫХ УСТРОЙСТВ
Для механизированной разгрузки ваго-
нов с углем на коксохимических заводах
получил широкое распространение круговой
стационарный вагоноопрокид; значительно
реже применяется передвижной вагоно-
опрокид башенного типа.
На заводах малой производительности
применяется разгрузка вагонов на углепри-
емных бункерах вручную, или с применени-
ем паропутевых грейферных кранов и дру-
гих устройств.
Установка стационарных круговых ваго-
ноопрокидов (одинарного и сдвоенного)
показана на рис. 6-2 и 6-3. При разгрузке
угля прибывшая па завод партия вагонов,
рассортированных по шахтогруппам, вы-
ставляетси на железнодорожные пути пе-
ред вагоноопрокндом. Оператор вагоно-
опрокида, получив разрешение на разгруз-
ку подготовленного угля, дает сигнал о по-
даче вагона в ротор вагоноопрокида. По-
дача вагона производится с помощью ма-
неврового-ларовоза, канатным или другим
маневровым устройством.
Разгруженный уголь поступает в два бун-
кера емкостью по 60—120 т каждый. Из
этих бункеров при помощи питателей уголь
выдается на конвейеры и последними транс-
портируется на склад или в дозировочные
бункера — при схемах ДШ и ДДК, или в
дробильное отделение —нпри схеме ДК.
Стационарный круговой вагоноопрокид ус-
танавливается обычно в здании, как пока-
зано на рис. 6-2; в некоторых случаях зда-
ние может быть заменено навесом, подоб-
ным сооружаемому над углеприемными
бункерами. Для разгрузки вручную от-
дельных вагонов целесообразно у вапоно-
опрокида сооружать бункер со специально
подведенными к нему железнодорожными
путями.
При разгрузке углей влажностью выше
6—7% на днище и стенках разгруженных
вагонов остаетси некоторое количество угля.
Очистка его до последнего времени произ-
водится на ряде заводов вручную в самом
вагоноопрокиде, но при этом производитель-
ность вагоноопрокида резко снижается. За-
чистку вагонов вне вагоноопрокида осуще-
Рис. 6-3. Установка сдвоенного кругового вагоноопрокида
134
Подготовка углей к коксованию
ствить значительно труднее, так как в этом
случае приходится открывать и закрывать
люки в днище вагонов и убирать выгружен-
ный вне опрокида уголь.
На рис. 6-4 показан общий вид передвиж-
ного подъемно-поворотного вагоноопрокида,
Рис. 6-4. Передвижной подъемно-поворот-
ный вагоноопрокид
а схема углеприема с таким вагоноопроки-
дом приведена на рис. 6-5. Вагоноопрокид
передвигается по специальным путям вдоль
траншеи, в которую высыпается уголь из
вагонов. Вагон подается на платформу ва-
гоноопрокида и спускается с нее через на-
клонные съезды, расположенные с обеих
сторон.
Разгруженный в траншеи уголь забирает-
ся грейфером крана и укладывается в шта-
беля, откуда затем забирается на производ-
ство.
Емкость траншей рассчитана так, что-
бы с одного места стоянки вагоноопрокида
можно было разгрузить 5—7 вагонов, после
чего необходимо или передвинуть его, или
одновременно забирать уголь, не допуская
накопления его в траншее.
При применении передвижного вагоно-
опрокида обязательна перегрузка всего угля
при помощи перегружателей; установка в
целом получается громоздкой и кроме это-
го дорогой по капитальным затратам и по
эксплуатационным расходам, в связи с чем
передвижной вагоноопрокид применяется
редко.
В зимнее время влажный уголь (при И71’
выше 6%), находясь в пути больше 10—12 ч,
смерзается в верхней части, образуя корку
толщиной 100—200 мм; уголь примерзает
также к боковым стенкам вагона, а наибо-
лее влажная нижняя часть угля примерзает
к днищу вагона.
При небольшом промерзании угля во
время разгрузки вагонов на вагюноопроки-
де уголь высыпается, но на днище и боко-
вых стенках вагона остается много угля, и
очистку его производят вручную.
В случае большого промерзания угля раз-
грузка его вагоноопрокидом невозможна,
поэтому уголь в таких вагонах подвергают
предварительному оттаиванию в специаль-
ных тепляках-гаражах. В гараже в течение
2—4 ч происходит прогревание угля по
всей поверхности вагона, он оттаивает у
стен и днища вагона, разгрузка его стано-
вится возможной.
На решетки бункеров вагоноопрокида из
вагона иногда высыпаются глыбы смерзше-
гося угля и их разбивают вручную. Размо-
раживать уголь в вагоне до полного оттаи-
вания его не представляется возможным,
так как для этого необходимо держать ва-
гон в гараже 12—14 ч и размеры гаража
непомерно возрастают.
Рис. 6-5. Схема углеприема с передвижным подъемно-поворотным вагоно-
опрокидом:
1 — вагоноопрокид; 2 — траншея; 3 — путь для погрузки угля со склада в же-
лезнодорожные вагоны; 4 —» мостовой перегружатель; 5 — углеприемные бункера
Прием и разгрузка углей
135
4. РАСЧЕТ УГЛЕПРИЕМА
Производительность конвейерного тракта
для выдачи угля из бункеров вагоноопро-
кида рассчитывается с учетом его произво-
дительности. При этом следует учитывать,
что при круглосуточном рабочем состоянии
углеприема чистое время работы оборудо-
вания, с учетом непроизводительных потерь
времени, должно составлять 16—17 ч/сутки.
Производительность (вагоноопрокида и
тракта выдачи угля из бункеров можно при-
нимать по данным табл. 6-1.
Таблица 6-1
Производительность вагоноопрокнда
Тип вагоноопрокида Число опроки- i дов, ч Производительность
т/ч т/сутки
Конструкции ДЗМО с ручной зачисткой вагонов на вагоно- опрокиде: а) при разгрузке вагонов грузо- подъемностью 60 tn 13 800 13000*—
б) при разгрузке вагонов грузо- подъемностью 93 т 13 1200 14000 19000—20000
Улучшенной конструк- ции, с механизацией зачистки вагонов, не требующей пов- торного опрокиды- вания: а) при разгрузке вагонов грузо- подъемностью 60 т 20 1200 19000—20000
б) при разгрузке вагонов грузо- подъемностью 93 т 20 1860 29700—31500
* Меньшее число соответствует 16 ч работы
углеприема в сутки, а большее— 17 ч.
При установке двух вагоноопрокидов оба
размещаются в одном здании на разных
железнодорожных путях, для обеспечения
возможности самостоятельной работы каж-
дого из них. В этом же здании между ва-
гоноопрокидами располагаются бункера для
ручной разгрузки неисправных или нестан-
дартных вагонов.
5. ОБОРУДОВАНИЕ УГЛЕПРИЕМА
Вагоноопрокиды. В зависимости от типа
разгружаемых вагонов они бывают с тор-
цовым и боковым опрокидыванием.
Вагоноопрокиды с торцовым опрокидыва-
нием предназначаются для разгрузки ваго-
нов с откидными стенками; в СССР пока
нет таких вагонов и поэтому торцовые ва-
гоноопрокиды не применяются.
Для боковой разгрузки вагонов применя-
ются два типа вагоноопрокидов:
а) круговые, стационарные;
б) подъемно-поворотные стационарные
и передвижные.
На рйе. 6-6 показан круговой стационар-
ный вагоноопрокид с канатной системой
приводов, получивший наибольшее примене-
ние на коксохимических заводах. Этот тип
вагоноопрокнда изготовляется Днепропет-
ровским заводом металлургического обору-
дования (ДЗМО).
Вагоноопрокид состоит из ротора, опи-
рающегося бандажами на две пары роли-
ковых опор, привода для его вращения и
механизма зажима. Внутри ротора имеется
подвижная платформа, на которой устанав-
ливается вагон. Во время опрокидывания
вагон удерживается на платформе специаль-
ными зажимами с системой канатов, кине-
матически связанных с вращением ротора
(рис. 6-7).
Техническая характеристика кругового
вагоноопрокида с канатным приводом
Диаметр по кругу катания, мм . . 8140
Длина платформы, мм.............. 17000
Расстояние между осями бандажей,
мм ............................. 15800
Максимальный вес груженого вагона,
кг............................. 150000
Скорость вращения ротора, об!мин. 1,4
Расчетная производительность, число
опрокидываний в час.............. 30
Практическая производительность с
учетом времени на подачу и вы-
дачу вагонов, число опрокидыва-
ний в час:
при однократном опрокидыва-
нии .......................20—25
при двукратном опрокидыва-
нии .......................12—13
Максимальный угол поворота, град. 176
Мощность мотора, кет...............100
Общая длина приводных и зажимных
канатов, м.......................200
Вес вагоноопрокида, т..............140
Вращение ротора осуществляется от ка-
натного привода; остановка опрокида в
конечных положениях производится авто-
матически при помощи конечных выключа-
телей.
Во время разгрузки вагон удерживается
на платформе посредством прижимных
крюков 1 и 2 (рис. 6-7). Это достигается с
помощью системы канатов и тележек 3, пе-
136
Подготовка углей к коксованию
ремещающихся в направляющих балках при
повороте ротора. Направляющие балки же-
стко закреплены на роторе. Крюки J и 2 и
тележки 3 передвигаются под влиянием
собственного веса.
Работа механизма зажима начинается с
момента начала вращения ротора. При вра-
щении ротора, тележки 3, отходя от ста-
ционарных упоров 4, перемещаются по на-
правляющим балкам. По мере перемещения
тележек приходят в движение канаты, свя-
занные через блоки с крюками; крюки опус-
каются под влиянием собственного веса и
начинают вращаться барабаны 5, на кото-
рые навиваются зажимные канаты. Пере-
мещение тележек прекращается после по-
Рис. 6-6. Общий вид кругового вагоноопрокида ДЗМО
°ис. 6-7. Схема работы канатов кругового
вагоноопрокида
садки крюков на борта вагона, при пово-
роте ротора примерно на 25—30°.
Механизм зажима вагона в роторе имеет
четыре пары зажимных крюков 1 и 2. Каж-
дая пара соответствемно связана с систе-
мой канатов барабанами 5 и тележкой 3.
После поворота ротора на 50° ролик 6
сходит с лекала 7, пружины ленточных тор-
мозов 8 разжимаются и тормоза заторма-
живают барабаны 5; с этого момента ва-
гон прижат к платформе и надежно удер-
живается крюками.
Торможение барабанов производится лен-
точными тормозами с храповыми устройст-
вами 8, имеющими специальные пружины и
рычажную систему с роликом 6, перекаты-
вающимся по лекалу 7. Рычаг с роликом
при поворотах ротора от 0 до 50° сжимает
пружины тормозов и барабаны расторма-
живаются.
Работа механизмов вагоноопрокида при
возврате его в исходное положение после
разгрузки происходит в обратной последо-
вательности, а именно; сначала происходит
растормаживание барабанов 5, подъем крю-
ков и, наконец, перемещение платформы в
исходное положение.
На рис. 6-8 показан роторный стационар-
ный вагоноопрокид улучшенной конструк-
ции, изготовляемый ДЗМО, без механизма
зажима с канатной системой.
Рис. 6-8. Круговой вагоноопрокид улучшенной конструкции ДЗМО
138
Подготовка углей к коксованию
Техническая характеристика кругового
вагоноопрокида ДЗМО без канатного
привода
Диаметр по кругу катания, . 7300
Длина платформы, мм .......... 17000
Расстояние между осями банда-
жей, мм........................ 7670
Максимальный вес груженого ва-
гона, кг...................... 150000
Скорость вращения ротора, обjмин 1,4
Расчетная производительность, чис-
ло опрокидываний в час. ... 30
Рабочий круг поворота ротора, град 170—175
Мощность электродвигателей, кет 2x36=72
Вес вагоноопрокида, т...........103,79
Тип разгружаемых вагонов — полу-
вагоны грузоподъемностью 60 и
93 т
Ширина колеи путей передвижения,
мм ...............................610
Ширина колеи электротолкателя, мм 1250
Грузоподъемность, т.................135
Расчетная производительность, опро-
кидываний в час ...................30
Практическая производительность, с
учетом времени на подачу и вы-
дачу вагонов, опрокидываний в час 20
Скорость передвижения, м/мин ... 25
Установленная мощность электродви-
гателей, кет .....................537
Общий вес вагоноопрокида, т ... 633
Общая длина грузовых канатов диа-
метром 31 мм, м ..................700
Общая длина канатов зажимного ме-
ханизма, м .......................480
В сравнении с ранее описанным настоя-
щий вагоноопрокид характеризуется просто-
той конструкции, меньшим весом и мень-
шей мощностью электродвигателей.
Вагоноопрокид состоит из двух роторов,
опирающихся бандажами на две пары ро-
ликоопор каждый, платформы с двумя
люльками и механизма опрокидывания.
Ротор состоит из двух дисков, соединен-
ных между собой балками. На каждом дис-
ке ротора имеется бандаж. На верхних про-
дольных балках и дисках приварены упо-
ры, на которые ложится вагон при опроки-
дывании. К упорам, в местах прилегания
вагона, прикреплена резина для предохра-
нения вагона от вмятин и поломок при
опрокидывании.
Люльки представляют собой рамную свар-
ную конструкцию, в верхней части которой
приварены продольные швеллеры, в них
вмонтированы четыре привалочных бруса,
которые снабжены пружинами-амортизато-
рами.
На концах верхних продольных швелле-
ров люльки крепятся на болтах цапфы, ро-
лики которых катятся по пазам диска ро-
тора при перемещении платформы с люль-
кой. Платформа подвешена на восьми рыча-
гах к люлькам; на платформе уложены
рельсы. Вращение осуществляется двумя
приводами, соединенными между собой
(каждый ротор имеет свой привод).
Для улучшения высыпания материала из
вагона на привалочных брусьях люлек укре-
плены два вибратора. Вибраторы включа-
ются командо-аппаратом в момент останов-
ки роторов в опрокинутом положении ва-
гона.
На рис. 6-9 показана конструкция пере-
движного подъемно-поворотного вагоно-
опрокида башенного типа.
Техническая характеристика передвижного
подъемно-поворотного вагоноопрокида
башенного типа
Общая длина с наклонными съезда-
ми, мм..........................51082
Ширина по осям путей передвижения,
мм...............................7010
Прием, и разгрузка углей
139
Передвижной вагоноопрокид башенного
типа в сравнении с круговым стационарным
отличается большим расходом электроэнер-
гии, громоздкостью конструкции и большим
весом. Капитальные затраты на углеприем
с передвижным вагО|1юопрокидом значитель-
но выше, чем при установке стационарного
кругового вагоноопрокида.
Основные узлы передвижного вагоноопро-
кида; остов 1, люлька с передвижной плат-
формой и с механизмом зажима 2, машин-
ная будка 3, в которой помещены привод
подъема люльки и другие устройства,
механизм передвижения вагоноопроки-
да 4, электротолкатель 5 и наклонные
съезды 6. I
Остов вагоноопрокида покоится на четы-
рехосных тележках н перемещается по двум
двухниточным путям с шириной колеи
610 мм. Каждая тележка имеет свой элек-
тропривод мощностью 20,6 кет. Люлька ва-
гоноопрокида, представляющая собой мас-
сивную конструкцию Г-образной формы,
подвешена на цапфах к главным колоннам
остова вагоноопрокида. Поворот люльки на
160° одновременно с ее подъемом осуще-
ствляется подъемной машиной и канатами,
удерживающими люльку, которые проходят
через систему блоков и закреплены на ба-
рабанах подъемной машины.
Для облегчения подъема и опускания
люлька снабжена двумя малыми и двумя
большими противовесами. На ней находит-
ся платформа для приема разгружаемых
вагонов и установки их в необходимое по-
ложение при опрокидывании. Вагон подает-
ся на платформу и спускается с нее через
наклонные съезды, расположенные с обеих
сторон вагоноопрокида. Съезды установле-
ны на ходовых колесах и имеют ползуны,
опирающиеся на рельсы. Уклон съездов
0,008; они шарнирно прикреплены к попе-
речным балкам остова вагоноопрокида и
передвигаются вместе с ним.
Платформа вместе с разгрузочным ваго-
ном перемещается на катках к привалочной
стороне при подъеме люльки и повороте ее
на 10—12°, после чего вагон зажимается
крюками механизма зажима.
Для торможения и установки разгружае-
мого вагона платформа вагоноопрокида
снабжена устройством с тормозными колод-
ками, приводимыми в действие от пневмо-
привода. Управление пневмоприводом осу-
ществляется из кабины машиниста, а для
получения сжатого воздуха в машинной
будке установлен компрессор.
На вагоноопрокид вагоны подаются элек-
тротолкателем, который перемещается ря-
дом с основным железнодорожным путем
по колее шириной 1250 мм. Толкатель име-
ет специальный хобот, которым захваты-
вается вагон.
Кабина машиниста расположена в перед-
ней верхней части остова вагоноопрокида,
и из окон ее видны подача вагонов и все
движения вагоноопрокида.
Маневровые устройства
для подтягивания вагонов
и установки их в вагоноопрокиде
Для подачи груженых вагонов в вагоно-
опрокид применяются: паровоз, электровоз
или специальная электротележка, тележка-
толкатель, шпиль, одноканатная маневровая
лебедка или реверсивная маневровая ле-
бедка.
Пользоваться паровозом для подачи ва-
гонов в вагоноопрокид нецелесообразно, так
как это связано с большими эксплуатаци-
онными расходами; при этом затрудняется
возможность быстрой и точной установки
вагонов на платформу вагоноопрокида.
Электровозом можно быстрее, точнее и с
меньшим обслуживающим персоналом уста-
навливать вагоны, но в этом случае необ-
ходима прокладка троллен, что связано с
дополнительными капитальными затратами.
На рис. 6-10 показана специальная элек-
тротележка ДЗМО для подачн груженых
вагонов в вагоноопрокид.
Электротележки бывают двух типов: с
толкателями усилием 10,5 и 16,0 т. Конст-
рукции обоих типов тележек совершенно
идентичны и отличаются друг от друга толь-
ко габаритными размерами, весом и типами
установленных электродвигателей.
Техническая характеристика электротележек
1-й тип 2-й тип
Максимальное усилие толка-
теля, иг ................... 10,5 16,0
Число подталкиваемых 60-иг
вагонов....................... 15 23
Число подталкиваемых 93-иг
вагонов....................... 10 15
Скорость толкания, м/сек . 0,5 0,5
Скорость обратного хода,
м/ сек .......................1,0 1,0
Мощность электродвигателя,
кет........................ 30 45
Число электродвигателей . 2 2
Длина по осям автосцепки,
м..........................8,62 10,02
Ширина (без токосъемника),
м .......................... 2,77 3,03
Высота (без токосъемника),
м........................... 3,65 3,86
Вес (без балласта), иг . . .20,5 29,85
Вес (с балластом), иг . . .40,5 63,06
Колея, мм................. 1,524 1,524
Длина прямого горизонталь-
ного пути перед вагоно-
опрокидом, м................. 240 350
Электротележка представляет собой элек-
трическую самоходную платформу, состоя-
щую из следующих узлов: двух приводных
осей с приводами, рамы, двух кузовов для
балласта, кабины для размещения пусковой
электроаппаратуры и автосцепки.
Работа электротележки и управление ею
осуществляются следующим образом: со-
став груженых вагонов (в количестве 10—
23 шт.) устанавливается на пути перед ва-
мм
Колев 1524
Рис. 6-10. Электротележка ДЗМО для подачи груженых вагонов в вагоноопрокид
Прием и разгрузка углей
141
гоноопрокидом с помощью .паровоза.
Остальная партия вагонов оттягивается па-
ровозом за стрелочный перевод прямого
пути с тупиком длиной не менее 25 м, где
стоит электротележка. Вдоль прямого пути
и тупика устанавливаются опоры, на кото-
рых Крепятся троллеи.
Тележка выходит из тупика, подходит к
составу и постепенно подает вагон в ваго-
ноопрокид.
При отсутствии в вагоноопрокиде спе-
циального механизма выталкивания порож-
них вагонов к тележке прицепляется обыч-
ная железнодорожная платформа, которая
позволяет выталкивать последний вагон из
вагоноопрокида без захода электротележки
в ротор вагоноопрокида.
Управление тележкой осуществляется с
поста управления вагоноопрокида. Электро-
тележка блокируется с вагоноопрокидом
таким образом, что при работе последнего
движение тележки :по направлению к нему
невозможно.
На рис. 6-11 изображена схема работы
специальной тележки-толкателя, а на
рис. 6-12 — одна из конструкций тележки
с канатным приводом, изготовляемой
ДЗМО.
Техническая характеристика тележки-
толкателя ДЗМО
Максимальное тяговое усилие лебедки,
кг ............................. 3700
Скорость движения каната вперед — на-
зад, м/ сек...................... 0,5
Ориентировочный вес состава, подавае-
мого тележкой, m ................ 310
Максимальный ход тележки, м ... 95
Мощность мотора лебедки, кет ... 16
Тележка-толкатель ДЗМО состоит из ле-
бедки, собственно тележки и канатно-блоч-
ной системы.
Лебедка размещается в углублении под
железнодорожным полотном, которое дол-
жно быть надежно защищено от снега, во-
ды и пр.
Основным узлом тележки является свар-
ная рама 1, установленная на четырех кат-
ках 2. Рельсы тележки уложены между
рельсами главного пути на общих шпалах.
В раме вмонтирована рычажная система 3,
четыре выдвижных рычага 4, имеющие на
концах по два ролика 5, которые служат
для толкания вагона. Когда рычаги выдви-
нуты, .ролики ложатся на рельсы и одна
пара давит на реборды колес, а другая ле-
жит свободно на рельсах в некотором рас-
стоянии от колес вагона 6.
Канатно-блочная система состоит из на-
тяжного блока с натяжным и пружинным
устройствами и конечным выключателем,
который отключает лебедку при ее пере-
грузке.
Через блоки проходит бесконечный ка-
нат, закрепленный на барабане тележки,
оба конца каната прикреплены к тележке.
Управление лебедкой тележки произво-
дится на расстоянии, с пульта оператора
вагоноопрокида.
При включении лебедки вперед канат на-
матывается на барабан и перемещает тягу
тележки, причем одна пара рычагов 4 по-
ворачивается до встречи с парой колес ва-
гона. При дальнейшем движении упираю-
щиеся в колеса рычаги 4 расходятся и пол-
6Q00
Рис. 6-12. Тележка-толкатель ДЗМО
Прием и разгрузка углей
143
ностью раскрывают рычаги с другой сторо-
ны колес вагона.
В этот момент колесная пара оказывает-
ся захваченной с обеих сторон двумя па-
рами рычагов. Дальнейшим движением те-
лежки вперед вагоны подаются в вагоно-
опрокид. При движении в обратную сторо-
ну вагоны отводятся от вагоноопрокида.
Для складывания рычагов отключается
специальный замок с помощью рукоятки,
после чего, при движении назад, рычаги
складываются под действием пружин и те-
лежка свободно перемещается между ва-
гонами.
Для подачи груженых вагонов на плат-
форму передвижного вагоноопрокида при-
меняют электровоз-толкатель.
Устройство и схема работы электровоза-
толкателя представлена на рис. 6-13.
Техническая характеристика
электровоза-толкателя:
Тяговое усилие, m...................15,0
Длина пути перемещения толкателя, м 60
Скорость перемещения толкателя,
м/сек............................. 1,0
Мощность мотора, кет................ 80
Число моторов......................... 2
Диаметр тягового каната, мм .... 34,5
Электровоз перемещается по специально-
му пути, проложенному вдоль основного
железнодорожного полотна; путь электрово-
за имеет подъем к вагоноопрокиду.
Передвижение электровоза осуществляет-
ся канатным приводом, причем один конец
каната прикреплен к вагоноопрокиду, а
другой — к лебедке иа электровозе, кото-
рая навивает канат и подтягивает электро-
воз к вагоноопрокиду. Обратное движение
электровоза по наклонному пути произво-
дится при выключенном моторе под дейст-
вием собственного веса.
Для передвижения вагонов электровоз-
толкатель оборудован специальным пово-
ротным рычагом.
Электровозы-толкатели применяются срав-
нительно редко из-за сложности их конст-
рукции, ограниченности радиуса действия,
необходимости оборудования специальных
путей передвижения толкателя и невозмож-
ности торможения устанавливаемых ваго-
нов.
Для подачи вагонов на платформу ста-
ционарного вагоноопрокида применяются
также маневровые устройства.
На рис. 6-14 показано устройство для
подачи вагонов к вагоноопрокиду маневро-
вой лебедкой.
Передвигаемые вагоны захватываются
крюками, укрепленными на концах двух за-
хватывающих канатов. Другие концы кана-
тов прикреплены к маневровому канату на
расстоянии 7,5 м один от другого.
Один захватывающий канат служит для
передвижения, а другой — для остановки
вагона, когда движение маневрового каната
прекращается, а вагон по инерции еще
стремится передвигаться.
Недостатки этого маневрового устройст-
ва: относительно большая длина маневро-
вых канатов, вследствие наличия холостой
ветви, подцепка крюков к передвигаемым
вагонам вручную, сравнительно ограничен-
ное количество вагонов, обслуживаемых
устройством (при лебедке с тяговым уси-
лием в 12000 кг и каната диаметром 34,5 мм
число вагонов грузоподъемностью 60 т, под-
тягиваемых канатов, не превышает 18).
Питатели
Для выдачи угля из бункеров углеприема
применяются ленточные, качающиеся (оди-
нарные или сдвоенные) и вибрационные
питатели.
На рис. 6-15 показан ленточный питатель
с шириной ленты 1400 мм, представляющий
собой конвейер небольшой длины со срав-
нительно малой скоростью ленты и более
частым, чем обычно, расположением роли-
ков на рабочей ветви. В зависимости от
требуемой производительности углеприема
ленточные питатели могут быть с разной
шириной лент.
К недостаткам ленточных питателей сле-
дует отнести износ резиновой ленты вслед-
ствие сравнительно большой нагрузки угля,
лежашего над питателем.
Техническая характеристика ленточного
питателя
Производительность:
при скорости ленты 0,\м/сек, т/ч 300
при скорости ленты 0,8 м/сек, т/ч 600
Мощность мотора:
при производительности 300 т/ч,
кет............................ 10
при производительности 600 т/ч,
кет............................ 15
Вес питателя, кг.................... 3800
Производительность ленточного питателя
рассчитывается по формуле
Q = ЗбООВ/г • оуф т/ч,
где В — ширина слоя угля, м;
h — высота слоя угля, м;
v — скорость движения ленты, м/сек;
у — насыпной вес материала, т/м/
ф — коэффициент разрыхления (обыч-
но принимается 0,7—0,8).
На рис. 6-16 показан качающийся одинар-
ный питатель, предназначенный для выдачи
угля из бункеров, расположенных отдельно
от вагоноопрокида (уголь в них разгру-
жается вручную).
Техническая характеристика качающегося
питателя
Производительность, т/ч .... 60—230
Ход днища, мм.................... 50—200
Число оборотов кривошипа, об/мин 48
Мощность мотора, кет............ 7
Вес без электродвигателя и редук-
тора, кг........................ 2200
Питатель состоит из неподвижного коро
ба, прикрепленного к воронке бункера и
подвижного днища, опирающегося на кат-
Крайние положения оси барабана толкателя
9-950
Рис. 6-13. Электровоз-толкатель:
1 тележка толкателя; 2 — поворотный ры-
чаг; 3 — канатный привод; 4 — кабина ма-
шиниста; 5 — вагоноопрокид; 6 — хобот:
7 — толкатель
Рис. 6-14. Подача вагонов к вагоно-
опрокиду маневровой лебедкой:
1 — вагоноопрокид; 2 — железнодорож-
ные вагоны; 3 — маневровая лебедка;
4 — натяжное устройство; 5 — захваты-
вающие канаты с крюками
Ю Справочник коксохимика т. I
Рис. 6-16. Питатель качающийся одинарный
KOO
Рис. 6-18. Электровибрационный питатель
Прием и разгрузка углей
149
к,и. Кривошипно-шатунный механизм приво-
да передает поступательно-возвратное дви-
жение днищу. Весь привод состоит из кри-
вошипно-шатунного механизма, редуктора
и электродвигателя. Питатели этой конст-
рукции имеют ограниченную производитель-
ность.
Для выдачи угля из бункеров применя-
ются также сдвоенные качающиеся питате-
ли повышенной производительности; устрой-
ство такого питателя показано на рис. 6-17
Техническая характеристика сдвоенного
качающегося питателя
Производительность, m/ч . . . 250—1000
Ширина слоя угля, мм .... 1170
Максимальная высота слоя угля,
мм............................... 760
Число качаний коообов .... 77,5
Угол наклона коробов, град. . . 9
Ход катка, мм.................. 30—152
Эксцентриситет, мм............. 15—76
Мощность электродвигателя, кет 20
Питатель состоит из двух коробов, рас-
положенных один против другого и соеди-
ненных шарниром, подвешенным на качаю-
щейся тяге, второй конец каждого короба
опирается на подвижные катки.
Привод питателя один, общий для обоих
коробов, действует через кривошипно-ша-
тунный механизм. Недостаток сдвоенных
питателей — неравномерность выдачи угля,
когда неравномерна загрузка бункера, из
которого выдается уголь.
Производительность качающихся питате-
лей рассчитывается .по формуле
Q = fXtBhSnt^ т/ч,
где В — ширина слоя материала (расстоя-
ние между бортами питающей во-
ронки) м;
h — высота слоя материала, м;
S — ход короба питателя, м;
п — число ходов в минуту;
Y — насыпной вес угля, т/м3;
ф— коэффициент разрыхления (0,75—
0,90).
При конструктивных расчетах питателей
для определения мощности двигателя сле-
дует учитывать не только вес материала
на лотке питателя, но и давление материа-
ла, находящегося в бункере. Эту величину
рассчитывают по весу столба угля над вы-
пускным отверстием по уравнению
<7 —2BF7,
где q — давление на лоток питателя, т;
В — ширина слоя материала (выпускно-
го отверстия), м;
F — площадь выпускного отверстия, м2;
у—насыпной вес материала, т/м3.
На рис. 6-18 показан электровибрацион-
ный питатель.
Техническая характеристика электровибра-
ционного питателя
Производительность, т/ч .... 480—800
Число электромагнитов .......... 2
Частота колебаний, мин .... 3000
Крупность угля, мм.............. До 250
Вес питателя, кг................ 3500
Принцип работы электровибрационного
питателя заключается в следующем: лотку
питателя сообщается пульсирующее движе-
ние от электромагнитного вибратора; если
вибрационные усилия иаправлены под углом
к днищу питателя, материал, слегка под-
брасываясь, передвигается по лотку. Ско-
рость подачи материала питателем опреде-
ляется числом пульсаций, амплитудой коле-
баний и углом наклона днища лотка пита-
теля.
Основное преимущество электромагнит-
ных лотковых питателей — простота их
конструкций:отсутствие механического при-
вода и быстро изнашивающихся механиче-
ских деталей и возможность автоматиче-
ского регулирования производительности.
Питатель подвешивается к бункеру на
четырех тягах, укрепленных к корпусам
электромагнитов. Тяги имеют пружинные
амортизаторы, помещенные в специальные
стаканы.
Производительность питателя регулиру-
ется амплитудой качания, которая изменя-
ется в зависимости от напряжения посто-
янного тока, подаваемого на катушки
электромагнитов.
Глава 7
ХРАНЕНИЕ УГЛЕЙ
1. СУЩНОСТЬ И МЕХАНИЗМ
ПРОЦЕССОВ ОКИСЛЕНИЯ УГЛЕЙ
Свежедобытый уголь по выдаче его на
поверхность тотчас же начинает сорбиро-
вать кислород воздуха, который в даль-
нейшем вступает в химическое взаимодей-
ствие с органическими веществами угля.
Взаимодействие кислорода воздуха с ор-
ганическими веществами угля — сложный
процесс, проходящий ряд последовательных
этапов, механизм которых объясняется па
основе перекисной теории Баха-Энглера с
образованием уполькислородных комплек-
сов. Эти комплексы являются неустойчивы-
ми, промежуточными соединениями, а при
распаде их образуются твердые, жидкие и
газообразные продукты окисления.
Схема процесса окисления углей следую-
щая: УГОЛЬ + О2-* (УГОЛЬ + О2)адс -►
-► (уголь + О2) комплекс -* окисленный
уголь 4- СО2 4- СО 4- Н2О.
С увеличением продолжительности взаи-
модействия кислорода с углем возрастает
роль химических реакций в процессах окис-
ления угля, образуются более устойчивые
уголькислородные комплексы и выделяется
больше тепла, причем, если невозможно рас-
сеивание тепла, уголь самовозгорается.
2. ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ
УГЛЯ В ШТАБЕЛЯХ
Процесс окисления угля при хранении в
штабелях сопровождается подъемом темпе-
ратуры и изменением его технологических
свойств. Изменение этих показателей зави-
сит от природы и химического строения
углей, а также от климатических условий и
способов хранения.
На рис. 7-1 и 7-2 показано изменение тем-
пературы в штабелях различных марок
углей Донецкого бассейна при хранении в
летних и зимних условиях. Наиболее интен-
сивный подъем температуры наблюдается в
штабелях углей марок Д и Г и наимень-
ший — в штабелях угля марки ОС.
При подъеме температуры до 50—60° С
скорость окислительных процессов увеличи-
вается, начинается интенсивное нагревание
угля и возникают очаги самовозгорания.
Исследования показывают, что интенсив-
ность саморазогревания угля в штабелях
снижается с увеличением степени метамор-
физма угля и в зимних условиях происхо-
дит менее интенсивно, чем .в летних; менее
интенсивно подъем температуры происходит
н в уплотненных штабелях.
Рис. 7-1. Изменение температуры в шта-
белях донецких углей в весенне-летний
период
На интенсивность подъема температуры в
штабеле влияет его объем и высота. По
данным УХИНа, интенсивность подъема
температуры донецкого газового угля в шта
беле емкостью 200 т и высотой 2,6 м состав-
ляет 0.2—0,5° С в сутки, в то время как в
большом штабеле емкостью 1700 т и высо-
той 7,7 м температура повышается на 0,8—•
1°С в сутки.
3. ИЗМЕНЕНИЕ ТЕХНОЛОГИЧЕСКИХ
СВОЙСТВ УГЛЕЙ
ПРИ ОКИСЛЕНИИ
В результате окисления углей происходит
изменение их технологических свойств, а
именно:
Хранение углей
151
Сроки хранения, дни
Рис. 7-2. Изменение температуры в штабелях до-
нецких углей в осенне-зимний период
Изменение веса угля
В начальной стадии окисления увеличива-
ется вес угля вследствие поглощения кис-
лорода и образования углекислородных
комплексов. Затем происходит потеря веса
угля из-за выделения улетучивающихся
продуктов окисления, превосходящих по
весу количество поглощенного кислорода.
Изменение насыпного веса угля
При окислении увеличивается насыпной
вес угля как влажного, так и сухого. Это
связано, в некоторой мере, с увеличением
удельного веса угля при окислении.
Изменение ситового состава угля
При окислении происходит распад круп-
ных кусков угля и образование мелочи. Ко-
личество мелких классов ниже 10 мм при
хранении донецких углей в штабелях уве-
личивается на 2—6% в зависимости от
свойств угля. В табл. 7-1 приведены дан-
ные по изменению гранулометрического со-
става углей Кузнецкого и Карагандинского
бассейнов при их хранении в штабелях.
Изменение ситового состава угля вызы-
вается окислением органического вещества
углей и минеральных примесей, в том чис-
ле и пирита; частично это является след-
ствием возникновении внутренних напряже-
ний в кусках угля (при уменьшении их объ-
ема из-за выделения влаги.
Изменение выхода летучих веществ и
элементарного состава углей
После 9—10 месяцев хранения в штабе-
лях разных донецких углей выход летучих
веществ из углей марки ОС увеличивается
на 2—3%, марки Т — на 1,39%, в то время
как для углей марки Ж он изменился в
пределах 1,18—0,54%; в общем изменение
выхода летучих веществ относительно не-
велико.
Таблица 7-1
Изменение гранулометрического
состава углей Кузнецкого
и Карагандинского бассейнов
Наименование углей Продолжитель- ность хранения, сутки . Ситовый состав углей,; % классы, мм
>50 50—13 13-3 о-е
Кузнецкие угли Газовые Г 0 10,5 19,841,628,1
45 6,4 20,042,331,8
Жирные 2Ж26 0 0,3 2,832,064,9
190 — 3,1 27,069,9
Жирные 1Ж26 0 1.1 2,7 49,1 47,1
170 0,4 3,0 36,3 60,3
Коксовые жирные 0 4,0 20,8 30,1 45,1
КЖ14 75 2,8 17,327,252,7
200 1,9 16,924,556,7
Коксовые КГЗ 0 10,822,828,838,2
90 7,4 21,632,738,3
200 6,4 23,5 31,1 39,0
Карагандинский уголь Необогащенный 0 19,032,629,3 19,1
20 14,6 34,029,921,5
Выход летучих веществ из кузнецких и
карагандинских углей при хранении в шта-
белях, по данным исследований ВУХИНа,
также меняется незначительно: при хране-
нии кузнецких углей в течение трех, четы-
рех и даже шести месяцев выход летучих
веществ из углей всех марок снизился на
0,29—1,25%, а при хранении карагандинских
152
Подготовка углей к коксованию
необогащенных углей в течение 50 дней —
всего на 0,3%.
Элементарный состав органической мас-
сы углей при окислении на воздухе изме-
няется весьма незначительно; так, при хра-
нении донецких углей в штабелях в тече-
ние года содержание углерода уменьши-
лось на 0,2, водорода — на 0,03%, а со-
держание кислорода на 0,48%.
При хранении кузнецких и карагандин-
ских углей в течение 1—2 месяцев их эле-
ментарный состав не изменяется. При более
длительном хранении углей несколько уве-
личивается содержание кислорода и умень-
шается содержание углерода, водорода и
серы.
В табл. 7-2 показано изменение серни-
стости донецких углей при их хранении.
Таблица 7-2
Измененне сернистости донецких углей
Технологнче- Период хранения Продолжитель- ность хранения, сутки Сернистость %
ская исходного угля лежалого угля
группа
угля
Д (рядовой) Летний 55 1,82 1,69
Г (рядовой) Весенне- летний 60 2,06 1,71
Г (рядовой) Весенне- летний 90 2,06 1,59
Г (обога- щенный) Летний 120 3,63 2,97
Г (обога- щенный) Весь год 310 3,39 3,09
Снижение сернистости углей происходит,
по-видимому, в результате окисления пири-
та (FeSj) с о/брааованием сульфата железа
и выделением сернистого газа.
Изменение спекаемости и коксуемости
углей
Спекаемость — наименее устойчивое свой-
ство углей при хранении, и ухудшение ее
обнаруживается гораздо раньше, чем начи-
нают изменяться другие показатели.
В табл. 7-3, 7-4 и 7-5 дано измене-
ние пластометрических показателей и каче-
ства кокса из разных /углей Донецкого, Куз-
нецкого и Карагандинского бассейнов в за-
висимости от продолжительности их хране-
ния в штабелях (по Данным УХИНа и
ВУХИНа).
Пластометрические показатели при хране-
нии донецких углей различных технологи-
ческих групп изменяются неодинаково.
У рядовых газовых углей толщина пла-
стического слоя изменяется заметно и за
30 суток хранения в весенне-летних усло-
виях снижается на 4—6 мм в неуплотнен-
иых штабелях и на 3 мм в уплотненных; в
зимних условиях за 75 суток хранения по-
казатель у уменьшается на 5 мм. В обоих
случаях окисленный уголь по этому пока-
зателю становится соответствующим техно-
логической группе Гб вместо первоначаль-
ной Г16.
При хранении газовых обогащенных углей
в штабелях в пределах допустимых сроков
толщина пластического слоя изменяется
значительно меньше.
Для углей марок Ж н К заметное изме-
нение толщины пластического слоя наблю-
дается через 50—60 суток хранения в весен-
не-летних условиях (в штабелях без уплот-
нения), а в штабелях с уплотнением — че-
рез 70 и даже 95 суток.
Рядовой уголь марки ОС с толщиной
пластического слоя 9 мм после 40 суток
хранения в открытом штабеле в весенне-
летних условиях полностью теряет спекае-
мость, а при хранении до 205 суток в осен-
не-зимних условиях заметных изменений
этого показателя не наблюдается.
Рядовой уголь марки ОС с толщиной
пластинчатого слоя 13 мм теряет спекае-
мость только через 60 суток хранения в
весенне-летних условиях в открытом шта-
беле.
Пластометрическая усадка донецких уг-
лей всех марок в большинстве случаев воз-
растает по мере увеличения срока их хра-
нения.
Стандартные методы определения опекае-
мюстн мало чувствительны к изменению это-
го показателя в начальной стадии окисле-
ния углей; /поэтому в течение небольшого
времени хранения кузнецких и карагандин-
ских углей /в штабелях пластометрические
показатели изменяются настолько незначи-
тельно, что это не выходит /за /пределы
ошибки, допустимой при параллельных оп-
ределениях одной и той же пробы. Для от-
дельных углей понижение толщины пласти-
ческого слоя наблюдается лишь после 5—6
месяцев хранения в штабеле.
Данные по качеству кокса из углей раз-
личной степени окисления показывают, что
в результате окисления происходит повы-
шение (до определенной стадии окисления)
прочности кокса из /газовых и жирных углей
лишь при раздельном их коксо/ванни и си-
стематическое /понижение прочности кокса
из углей других марок. При коксовании же
смесей с участием окисленных углей проч-
ность кокса, по сравнению с коксом из сме-
сей неокисленных углей, всегда ниже.
Изменение выхода химических продуктов
коксования
Выход химических продуктов коксования
снижается с удлинением срока хранения
углей в штабелях. При хранении отдельных
донецких углей через месяц выход газа
снижается на 2,6%, выход аммиака — на
5%; после четырех с половиной месяцев
хранения выход газа снижается на 10%, а
аммиака — на 50%.
Хранение углей
153
Т а б л и ц а 7-3
Изменение свойств донецких углей при хранении в штабелях
и качества кокса из них (весенне-летний период)
Технологическая группа угля Продолжительность хранения угля, сут- ки Температура возго- рания угля, °C Пластометри- ческие пока- затели, мм Качество кокса
остаток после испытания в малом бара- бане, % ситовый состав кокса (содержание классов) %
У X 4-40 мм 5—0 мм 4-60 мм 4-40 мм 2 5-0 мм
Г (рядовой мелкий) 0 335 17 38 38,0 7,0 43,5 81,4 6,7
30 326 13 39 30,7 21,0 50,7 75,7 10,5
45 — 10 52 — — — — —
60 300 — 45 30,2 36,5 45,6 76,4 15,8
75 297 11 41 10,0 56,4 22,0 51,0 37,0
90 292 8 51 — — — — —
Г (рядовой) 0 331 17 36 57,0 12,0 78,1 91,4 4,2
15 327 12 42 42,0 15,2 72,5 86,1 7,8
30 324 И 42 36,6 19,7 60,2 78,5 13,9
45 320 12 41 35,3 20,6 56,9 77,0 13,4
60 312 10 42 33,0 22,6 53,3 72,4 16,0
Г (обогащенный) 0 343 19 43 39,3 10,0 41,7 82,6 6,4
30 339 16 36 36,0 10,5 46,2 81,9 8,3
45 338 16 36 36,3 11,9 52,0 84,4 6,7
60 324 15 29 36,1 11,9 — — —
80 318 14 33 35,1 11,5 51,4 78,7 8,6
Ж (рядовой) 0 35 361 359 26 20 10 21 56,6 62,5 13,6 10,0 49,5 61,8 87,8 92,1 3,0 3,0
50 361 18 23 62,8 12,2 53,0 89,3 2,0
65 357 18 — 64,6 12,6 68,0 88,7 4,0
95 353 15 40 66,3 9,9 62,4 88,2 4,0
125 349 21 67,8 14,2 71,8 84,3 4,7
145 346 — 33 69,2 9,8 67,4 86,8 3,2
Ж (обогащенный) 0 350 32 4 72,7 7,5 69,5 91,0 3,8
30 345 33 8 71,6 7,6 54,9 89,1 4,0
70 343 27 8 73,4 8,9 64,4 91,8 4,3
95 340 — 70,0 9,4 50,6 87,2 4,7
120 337 14 36 56,8 9,6 45,7 84,1 5,3
150 336 14 40 55,7 10,5 43,7 83,7 5,9
КЖ (рядовой) 0 360 25 17 76,4 7,8 74,2 94,3 3,0
30 347 25 18 67,6 9,4 70,0 91,6 3,1
45 350 24 20 68,8 7,6 61,8 90,0 3,9
60 350 24 21 — — — — —
75 346 15 24 70,4 7,9 59,5 91,0 3,7
90 343 16 22 69,8 8,4 72,7 93,1 3,6
105 338 16 26 65,8 11,6 72,3 90,6 5,8
ОС (рядовой)* 0 13 24 67,9 7,9 66,9 90,5 3,1
30 — 10 28 66,4 8,4 63,9 90,1 4,1
60 0 24 66,4 10,3 66,1 90,6 4,3
105 — 0 22 65,6 10,5 64,1 88,6 5,1
135 — 0 23 64,1 10,9 64,3 86,2 7,0
150 — 0 24 64,4 10,6 62,7 88,2 5,9
Коксовалась шихта с добавкой 30% угля ОС.
154
Подготовка углей к коксованию
Таблица 7-4
Изменение свойств донецких углей при хранении в штабелях и качества кокса
из них (осенне-зимний период)
Технологиче- ская группа угля Продолжитель- ность хранения угля, сутки Температура воз- горания угля, °C Пластометрн- ческие показатели мм Качество кокса
остаток после испытания в малом барабане, % ситовый состав кокса (содержание классов), %
У X + 40 мм 5-0 мм + 60 мм + 40 мм 25-0 мм
Г (рядовой 0 334 15 35 26,8 19,6 51,6 80,0 7,2
мелкий) 40 333 14 39 37,1 21,2 54,9 81,6 10,0
75 334 10 43 29,7 29,7 51,3 78,3 12,5
90 319 8 46 21,6 41,2 36,4 60,5 17,2
Ж (рядовой) 0 354 24 22 69,7 14,6 76,0 93,0 2,3
45 351 25 29 66,8 14,4 79,6 92,9 2,5
75 349 20 44 73,2 12,0 78,5 93,8 0,8
102 347 17 32 72,7 Н,7 79,5 93,6 1,2
140 343 20 28 66,9 12,2 73,2 91,5 1,2
165 342 18 31 69,8 12,3 73,2 93,4 1,9
200 341 18 41 69,9 ’ 11,9 71,2 92,3 1,9
КЖ 0 363 20 13 71,4 10,4 65,8 90,8 2,8
(рядовой) 30 358 17 13 72,8 7,4 70,5 93,8 3,0
65 358 18 24 72,4 8,4 74,3 92,4 3,8
95 356 18 — 71,0 8,6 75,6 93,1 4,5
110 353 16 23 69,0 10,8 72,5 90,0 5,1
120 352 15 26 67,6 10,8 59,7 88,0 5,0
ОС 0 367 9 23 73,2 12,8 82,6 94,2 3,0
(рядовой)* 40 367 6 42 78,0 11,2 88,0 95,7 1,9
70 363 4 33 74,8 11,0 79,7 93,4 3,6
100 357 6 35 68,2 11,2 74,7 92,7 2,0
140 350 6 22 73,5 12,5 77,4 92,5 2,9
165 348 8 27 70,0 11,9 78,5 92,5 3,2
205 350 8 27 65,9 12,0 74,3 89,3 5,9
• Коксовалась шихта с добавкой 30% угля ОС.
Таблица 7-5
Изменение свойств кузнецких н карагандинских углей при хранении в штабелях
и качества кокса из них
Наименование углей Продолжитель- ность хранения угля, сутки Пластометрические показатели мм Качество кокса
X У остаток в большом барабане, кг содержание класса 10—0 мм в провале, кг
Кузнецкие угли
Г6 0 40 16 79 26
45 33 16 145 43
2Ж26 0 —4 35 306 36
75 —4 34 305 34
150 —8 32 320 38
190 —5 31 319 32
Хранение углей
155
Продолжение табл. 7-5
Наименование углей Продолжитель- ность хранения угля, сутки Пластометрические показатели мм Качество кокса
X У остаток в большом барабане, кг содержание класса 1 0—0 мм в провале, кг
1Ж26 0 15 32 160 32
45 27 32 185 27
170 26 24 257 28
КЖ14 0 17 22 327 43
75 21 22 320 47
105 23 21 318 47
200 19 19 324 44
KI3 0 21 17 325 38
45 21 17 320 38
95 22 17 319 41
200 22 15 317 43
Карагандинские угли
Необогащен- 0 37 15 307 51
ные 35 34 15 303 54
50 30 13 296 63
Обогащенные 0 39 14 292 57
30 35 15 297 56
60 38 14 268 85
120 34 12 239 107
Таблица 7-6
Изменение выхода химических продуктов коксования при хранении углей
Наименование углей Продолжи- тельность хранения угля сутки Выход продуктов, % к сухому углю
смола бензол аммиак пирогенети- ческая вода кокс газ, м3/т угля QH 4000 ккал/м3
Кузнецкие угли
2Ж26 0 5,04 1,18 0,50 3,86 73,75 317
150 5,00 —- 0,50 2,49 74,00 319
190 4,46 1,18 0,49 2,36 74,90 319
К13 0 3,10 0,77 0,45 2,48 81,14 290
45 2,90 0,78 — 2,50 81,38 293
95 2,77 —- 0,44 2,70 81,70 292
200 2,77 0,76 0,44 — 81,50 285
Карагандинские угли
Необогащен- 0 4,36 1,21 0,32 5,10 74,50 285
ные 50 4,13 1,16 0,31 4,22 74,75 282
В табл. 7-6 приведены данные ВУХИНа
по изменению выхода химических продуктов
коксования при хранении кузнецких и ка-
рагандинских углей.
4. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ
УСТОЙЧИВОСТИ УГЛЕЙ
ПРОТИВ ОКИСЛЕНИЯ
Большое значение имеет правильная под-
готовка площадки для хранения угля, ме-
тод укладки его в штабель, а также систе-
матический контроль температуры в угле,
режим обмена, лежалых углей и своевре-
менная ликвидация очагов самовозгорания.
Из всех применяемых подштабельных ос-
нований лучшее—естественный грунт, пред-
варительно расчищенный и уплотненный до-
рожными катками, с подсыпкой слоя ко-
тельного шлака или штыба толщиной 100—
150 мм. При наличии на складе песчаного
грунта, который трудно поддается уплот-
нению, устраивают шлако-глинистые по-
156
Подготовка углей к коксованию
крытия с подсыпкой слоя угольного шлака
или штыба.
Площадка и бункера, куда разгружается
уголь, должны быть защищены от посто-
ронних предметов, а также от ранее лежав-
шего угля.
На складах длительного хранения угля
нельзя допускать устройства подпорных
стенок и столбов, так как при этом созда-
ются условия для циркуляции воздуха и
возможно образование очагов самовозгора-
ния. Помимо того, полный забор угля грей-
фером у мест подпорных стенок невозмо-
жен, а оставшийся лежалый уголь способ-
ствует образованию очагов самовозгорания.
Штабеля угля желательно располагать
где скапливаются более крупные куски,
нужно подсыпать мелким углем, имеющим-
ся на верхушке гребней необработанных
штабелей. Верх штабеля следует делать с
небольшим уклоном к краям для стока дож-
девой воды.
Угли при хранении в штабелях окисляют-
ся неравномерно, в связи с чем самовозго-
рание их возникает только в отдельных ме-
стах штабеля (очагах). Необходимо уда-
лять из штабеля очаги самовозгоревшегося
угля с помощью грейфера-перегружателя, в
результате чего температура в штабеле сни-
жается, и срок хранения угля удлиняется.
Чтобы воздух меньше проникал внутрь
штабеля, уложенного на длительное хране-
Рис. 7-3. Способы (укладки угля в штабеля:
а — неправильная укладка; б — правильная укладка
длинной стороной параллельно направле-
нию преобладающих ветров и торцовой
(меньшей) стороной — к югу.
Следует избегать складирования углей
в штабеля длительного хранения в летние
жаркие дни, особенно во время дождей, по-
скольку влага, способствует протеканию ре-
акций окисления угля, а также нагреву его
и самовозгоранию, а озонированная и со-
держащая окислы азота дождевая вода ин-
тенсифицирует окисление угля.
Чтобы поверхность соприкосновения угля
с воздухом сделать минимальной, следует
тщательно обрабатывать штабель после
укладки, устранять гребни и неровности,
увеличивающие его наружную поверхность;
погрузку угля в штабель производить не в
одной точке или по длине гребня, а по> ;всей
площади штабеля последовательно и не-
большими порциями, как показано на
рис. 7-3.
После укладки угля в штабель наружные
поверхности его, особенно в нижней части.
ние, необходимо предотвращать разруше-
ние образовавшейся в течение времени по-
верхностной уплотненной корки угля. По-
этому на откосах штабелей следует уста-
навливать специальные переносные трапы из
досок с набитыми на них ступеньками.
Одно из средств борьбы с окислением
углей — искусственное уплотнение в шта-
белях катками или другими механическими
устройствами.
Уплотнение целесообразно производить
при закладке штабелей на длительное вре-
мя, значительно превышающее срок обыч-
ного хранения угля. Оперативные штабеле
уплотнять нецелесообразно, так как это в
производственных условиях создает затруд-
нения. Следует также учитывать, что про-
цесс уплотнения приводит к образованию
мелочи, которая отрицательно влияет на
свойства рядовых углей, подлежащих обо-
гащению.
Уплотнять нижнюю часть штабелей, да-
же в случае закладки на длительный срок
Хранение углей
1 57
при достаточно большой их высоте, не сле-
дует, так как она уплотняется от ударов
массы угля, падающего из грейфера при
разгрузке, и от давления вышележащих
слоев.
Уплотнение необходимо начинать:
при штабелях высотой 8 м — после за-
кладки слоя угля в штабеле на уровне 3—
4 м от основания;
сразу в штабеля большой высоты: вначале
надо складировать их в небольших штабе-
лях (первичных), а спустя примерно ме-
сяц формировать из них высокие штабеля
большой емкости.
Для своевременного предупреждения са-
мовозгорания угля в штабеле необходимо
систематически контролировать рост его
температуры. Температура в штабеле изме-
Рис. 7-4. Переносной штанговый термометр УХИНа:
1 — наконечник; 2 — термометр; 3 - обойма термометра; 4 - кожух обоймы; 5 -
цельнотянутая труба; б — соединительная муфта внутренняя; 7 — пружинный стопор;
8 - соединительная муфта наружная; 9 — рукоятка; 10 — резина
при штабелях высотой более 8 м — после
закладки слоя угля на высоте 5 м от осно-
вания.
Малоустойчивые к окислению угли не сле-
дует закладывать для длительного хранения
ряется термометрами лабораторного типа
со шкалой до 120—150° С.
Для упрощения и облегчения замера тем-
ператур УХИН рекомендовал переносной
штанговый термометр (рис. 7-4), со-
Рис. 7-5. Способы укладки угля в закрытом складе:
а — правильная укладка; б — неправильная укладка
158
Подготовка углей к коксованию
стоящий из наконечника, гнезда для поме-
щения термометра в масляную среду, и про-
межуточных звеньев — штанг из цельно-
тянутых труб; отдельные звенья соединя-
ются гнездами и стопорными устройствами.
Отдельные звенья позволяют набирать
штангу любой длины и делать замеры на
разной глубине штабеля.
ста отбора пробы угля камера открывает-
ся путем поворота штанги пробоотборника
и производится несколько ограниченных
движений пробоотборником вверх и вниз
на 50—80 мм. В результате этого уголь по-
падает в камеру пробоотборника. Затем пу-
тем поворота штаиги пробоотборник закры-
вают и извлекают из штабеля.
I-I
Закрыт Открыт
Рис. 7-6. Пробоотборник для угля конструкции
В. Г. Зашквары (УХИН):
1 — цилиндрическая полая камера с окном; 2 — конический
наконечник; 3 — труба; 4 — стопорное устройство; 5 - треба-
штанга; 6 — обойма; 7 — гребень для открывания н закрывания
камеры при отборе пробы
Для измерения температур на глубине
2—3 м применяют также удобные маномет-
рические термометры и термометры сопро-
тивления.
При хранении угля в закрытых складах
необходимо загружать уголь постепенно по
всей длине (рис. 7-5); разгрузочная тележ-
ка транспортера при разгрузке угля долж-
на перемещаться по всему -фронту поля; та-
ким образом уменьшается расслоение угля
по крупности. Наличие тонкого слоя угля у
шиберов в зонах А и Б (рис. 7-5, б) повы-
шает интенсивность его окисления.
Для устранения расслоения в угольных
резервах устанавливают разделительные пе-
регородки и производят загрузку угля тол-
стым слоем во всех секциях, как показано
на рис. 7-5, а.
Степень окислениости угля можно харак-
теризовать разностью температуры возго-
рания неокислеиного и окисленного угля,
определяемой методом Института горного
дела АН СССР. Для определения степени
окислениости угля вначале определяют тем-
пературу возгорания испытуемой пробы
угля с добавкой к нему -бензидина (7ы —
температура возгорания восстановленного
бензидином угля), а затем без добавки
бензидина (Тъъ—-температура возгорания
испытуемой пробы окисленного угля). Раз-
ность этих температур Д7в = ’Лв1—Тъг ус-
ловно характеризует степень окислениости
угля.
Пробы угля для контроля степени окис-
лепности его в любой точке штабеля отби-
рают переносным пробоотборником конст-
рукции УХИНа, представленным на рис. 7-6.
Пробоотборник вводится в штабель в за-
крытом положении (закрыт обоймой). У ме-
5. ДОПУСТИМЫЕ СРОКИ
ХРАНЕНИЯ УГЛЕЙ
На основании анализа результатов иссле-
дования изменения свойств углей при шта-
бельном хранении рекомендуются следую-
щие допустимые сроки хранения на скла-
дах углей различных марок и технологиче-
ских групп в летних и зимних условиях
(сутки):
Угли Донецкого бассейна
При хранении на складах
с мая по октябрь с октябпя
по май
Уголь марки Д . . . До 25 До 30
» » г * ряд • » 30 » 45
» » 1 обог • » 30 » 60
» » Жряд • . » 60 » 70
» » Жобог • . » 70 » 80
» » КЖряд . » 60 » 90
» » ОСряд . . » 90 » 120
Угли Кузнецкого бассейна
Г17 и Гб...................... 45
1Ж26 и 2Ж26....................60
КЖ14 и КЖ6.....................60
К13............................13
К2 ..................................45
Угли Карагандинского бассейна
Все технологические группы .... 30
В условиях осенне-зимней укладки куз-
нецких и карагандинских углей эти сроки
могут быть удвоены.
Хранение углей
159
6. ПОРЯДОК ХРАНЕНИЯ И ОБМЕНА
УГЛЕЙ НА СКЛАДЕ
В целях обеспечения нормального обнов-
ления углей на окладе для каждой техно-
логической группы отводят два участка:
один для складирования угля свежего по-
ступления, другой — для подъема обнов-
ленного угля.
Для предотвращения возможности сме-
шения углей различных технологических
групп, или свежего и лежалого угля одной
и той же группы, между участками остав-
ляют свободные проходы шириной не ме-
нее метра.
Сменный персонал угольного склада ве-
дет первичный учет движения углей, при-
чем отмечают количество углей, принимае-
мых на склад и отгружаемых со склада, с
указанием шахты, технологической группы
п номера штабеля. На основании сменных
рапортов лицо, ответственное за угольный
склад, ведет учет движения углей по шта-
белям в специальных штабельных журна-
лах. Ежемесячно на первое число произво-
дят проверку фактических остатков >глей
на складе по маркам.
На каждый месяц составляют графики
подъема углей со склада, который утверж-
дается главным инженером, с учетом доле-
вого участия в шихте углей каждой техно-
логической группы и допустимых сроков их
хранения на складе.
По мере забора угля из штабеля произ-
водят предварительную зачистку площади
бульдозером, причем уголь от предваритель-
ной зачистки подвигают к оставшейся части
штабеля и отгружают на производство. По-
сле подъема всего угля из штабеля окон-
чательно зачищают площадь, а уголь после
окончательной зачистки отгружают на про-
изводство только после определения при-
годности его для коксования.
Глава 8
УСРЕДНЕНИЕ УГЛЕЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Для стабилизации показателей качества
кокса по техническому анализу и физико-
механическим свойствам необходимо стро-
го соблюдать постоянство состава и каче-
ства угольной шихты, загружаемой в коксо-
вые печи.
Всесоюзным совещанием коксовиков
(1955 г.) рекомендованы следующие брако-
вочные пределы колебания показателей ка-
чества углей, входящих в состав угольных
шихт коксохимических заводов:
Для рядовых Для обога-
углей гценных углей
Зольность, % . . ДО,5 ±0,3
Сернистость, % . . +0,08 ДО,05
Важно обеспечить постоянство показате-
лей выхода летучих веществ и влажности
шихты, колебания которых допускаются в
пределах ±0,7%. Для соблюдения постоян-
ства качества углей, в .условиях коксования
многокомпонентных шихт при большом ко-
личестве шахт в составе каждой шахто-
группы, необходимо усреднять угли на всех
этапах их переработки — от шахты до го-
товой шихты.
Для усреднения сыпучие материалы рас-
пределяются в штабеле или в бункерах по-
слойно, а забираются из штабеля или из
бункеров вразрез уложенным слоям.
2. МЕТОДЫ УСРЕДНЕНИЯ’УГЛЕП
Усреднение углей на угольных
шахтах
Основные мероприятия на шахтах, кото-
рые обеспечивают усреднение и постоянст-
во качества отгружаемого угля:
1) организация режима работы лав с
учетом качественной характеристики углей
па различных участках:
2) раздельная выдача углей, имеющих
разную качественную характеристику и по-
следующее смешение их в определенном со-
отношении с дальнейшим усреднением в по-
грузочных бункерах;
3) использование складов и погрузочных
бункеров для усреднения угля.
Усреднение углей на коксохимических
заводах
В первичных штабелях на угольных скла-
дах коксохимических заводов усреднение
угля осуществляется в процессе укладки
штабеля, в зависимости от типа склада.
В одногалерейных складах укладку угля
в первичный штабель целесообразно произ-
водить не в одну точку (рис. 8-1, а), а по
всему фронту первичного штабеля (рис.
8-1, б) с непрерывным перемещением стре-
лы транспортера штабелера без передвиже-
ния последнего.
В двухгалерейных складах первичный
штабель следует укладывать при непре-
рывном челночном движении разгрузочной
тележки конвейера, а не в отдельные точки
через окна галереи, так как, по исследова-
ниям УХИНа, усреднение угля в этом .слу-
чае происходит лучше. В основных штабе-
лях уголь укладывают слоями толщиной
150—200 постепенно открывая заполнен-
ный углем грейфер при движении грейфер-
ной тележки мостового перегружателя; если
мостовой перегружатель оборудован конвее-
ром, то уголь разгружают с его помощью
при непрерывном движении разгрузочной
тележки.
Большой эффект усреднения достигается
на складе траншейного типа, а также на
складе, оборудованном передвижным ваго-
ноопрокидом.
На окладе траншейного типа уголь раз-
гружают в траншею по всей ширине основ-
ного штабеля; из траншеи уголь равномер-
но укладывается грейфером мостового пе-
регружателя в основной штабель.
На механизированном складе с передвиж-
ным вагон,оопрокидом уголь укладывается
в основной штабель таким же образом.
Хорошее усреднение углей на складе
траншейного типа и на складе с передвиж-
ным вагоноопрокидом достигается за счет
большого числа перевалок и большой ем-
кости основных штабелей. Эксплуатацион-
ные расходы на этих складах более .высо-
кие, чем на двухгалерейном ,и одногалерей-
ном складах.
Усреднение углей
161
д
Рис. 8-1. Разгрузка угля в первичный
штабель
11 Справочник коксохимика, т. I
Усреднение углей в бункерах
Бункера являются весьма распространен-
ными устройствами для усреднения сыпу-
чих материалов, однако эффективность
усреднения в бункерах меньше, чем в ос-
новных штабелях механизированных скла-
дов, из-за меньшего объема бункеров по
сравнению с объемом штабелей.
Эффективность усреднения материала в
бункерах зависит от способа их заполнения
и режима опорожнения.
Расположение слоев сыпучего материала
при загрузке и выгрузке его из бункера в
зависимости от способов загрузки показа-
но на рис. 8-2.
Исследованиями УХИНа по усреднению
обогащенных углей установлено, что наи-
лучшее усреднение в одном бункере полу-
чается при загрузке в него угля без пере-
мещения разгрузочной тележки н прн раз-
грузке угля из бункера после полного его
заполнения. Наихудшее усреднение в одном
бункере происходит при загрузке угля с од-
новременным опорожнением бункера.
При последующей догрузке бункеров уг-
лем после опорожнения их до конусной ча-
сти эффективность усреднения становится
меньше. Для устранения этого недостатка
в производственных условиях необходимо
перед догрузкой бункеров свежим углем
производить обрушение оставшегося в бун-
керах угля.
П-рм усреднении рядовых углей, имею-
щих разную зольность по классам, необхо-
димо учитывать влияние сегрегации.
По данным УХИНа, меньшая сегрегация
наблюдается в бункере с асимметрично рас-
положенным выходным отверстием.
С увеличением количества одновременно
работающих бункеров степень усреднения
угля возрастает, причем во всех случаях
для углей, ранее усредненных на складе, в
большей мере, чем для поступивших в бун-
кер из прибытия. Поэтому для достижения
лучшей эффективности усреднения углей в
бункерах при одной и той же общей их
емкости количество бункеров должно быть
возможно большим за счет уменьшения ем-
кости каждого бункера. На заводах, где
производится прием угля через углеприем-
ные бункера, выдачу его целесообразно
производить одновременно через возможно
большее количество питателей.
Для достижения постоянства качества
угля в течение продолжительного време-
ни целесообразно загружать в дозировоч-
ные бункера уголь, предварительно усред-
ненный на складе в основных штабелях
большой емкости.
Усреднение углей в бункерах чаще рас-
пространено на шахтах, причем для этой
цели используют погрузочные бункера; для
получения углей заданного качества на
шахтах часто сооружают специальные ус-
реднительные установки бункерного типа.
Шахтные погрузочные бункера сооружают
162
Подготовка углей к коксованию
Рис. 8-2. Схемы перемещения слоев угля при загрузке и опорожнении
бункера:
а — загрузка бункера в одну точку; б — загрузка бункера в две точки; в — за-
грузка бункера при непрерывном челночном перемещении конвейера
обычно из железобетона и располагают в
один или два ряда (рис. 8-3).
На рис. 8-4 показаны усреднительные
бункера со скошенной нижней частью ем-
костью 2700 т. Переменная высота бунке-
ров по длине позволяет выдавать на сбор-
ный конвейер материал разных слоев уклад-
ки. Для этой же цели применяют также
Рис. 8-3. Погрузочные бункера
Рис. 8-4. Схема бункеров со скошенной нижней частью
Усреднение углей
163
бункера со скошенной верхней частью
(рис. 8-5).
Существенный недостаток обычных бун-
керных усреднительных установок — пе-
сива 4. Уголь выдается из бункера пита-
телем 5, передвигающимся в том же на-
правлении, что и разгрузочная тележка 3;
разгружается материал из массива 6. При
Рис. 8-5. Схема бункеров со скошенной верхней частью
риодичность их работы: вначале бункер
должен заполняться, а затем полностью
опорожняться.
На рис. 8-6 приведена схема непрерывно
работающей бункерной установки со щеле-
разгрузке материал сходит вразрез уложен-
ным слоям. Такая система бункеров позво-
ляет одновременно вести загрузку и усред-
нение материала.
Схемы и размер усреднения углей на
видными выпускными отверстиями. Бун-
кер 1 загружается с конвейера 2 медленно
передвигающейся барабанной разгрузочной
тележкой 3 на слой уже загруженного мас-
коксохимичеоких заводах должны выби-
раться в каждом отдельном случае с уче-
том сырьевой базы, качества и постоянства
свойств углей.
Глава 9
СКЛАДЫ УГЛЕЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Основное назначение складов на коксо-
химических заводах — хранение запасов
угля, которые обеспечивают нормальную
работу и сглаживают неравномерности до-
ставки углей, особенно по маркам; на уголь-
ных складах осуществляется также усред-
нение поступающих углей.
Размеры угольных складов рассчитыва-
ют, исходя из расхода угля на коксование
и дальности доставки угля на завод. В на-
стоящее время приняты следующие норма-
тивы запасов углей на складах коксохими-
ческих заводов, утвержденные Госстроем в
1958 г.:
Расстояние потребителей Запас углей
от угольных шахт, км сутки
До 300 ............................ 6
300—1000 ......................... 10
1000—2000 15
Более 2000 20
Для коксогазовых заводов, производя-
щих неметаллургический кокс и располо-
женных вблизи угольных шахт, емкость
складов принимают значительно меньшей,
поскольку они служат только для сглажи-
вания неравномерности поступления углей,
а количество входящих в шихту компонен-
тов невелико.
2. УГОЛЬНЫЕ СКЛАДЫ
ОТКРЫТОГО ТИПА
Склады этого типа бывают: а) с эстака-
дами и траншеями, б) одногалерейные и
в) двухгалерейные.
На рис. 9-1 показам эстакадно-траншей-
ный оклад. Разгрузка угля из вагонов про-
изводится вручную на эстакаде, располо-
женной над траншеей по всей длине скла-
да. Разгруженный из вагонов уголь заби-
рается грейфером мостового перегружателя
и передается в штабели склада. Выдача
угля со склада осуществляется погрузкой
его ,в железнодорожные вагоны или в тран-
сферкары.
Эстакаду располагают посредине пролета
мостового перегружателя (рис. 9-1, а), под
консолью (рис. 9-1,6) или сбоку пролета
(рис. 9-1, в).
В середине пролета эстакада располагает-
ся для удобства забора и укладки угля в
штабеля и достижения максимальной про-
изводительности мостового перегружателя.
Однако в этом случае полезная емкость
склада снижается до 30%, в сравнении со
складом с боковым расположением эстака-
ды, а объем операций по обработке шта-
белей возрастает.
Недостатки склада эстакадно-траншейно-
го типа: ручная разгрузка угля из вагонов,
высокая стоимость эстакады и траншей,
малая полезная емкость склада, громозд-
кость операций по приему угля на склад,
выдаче со склада железнодорожным транс
портом н необходимость большого штата
обслуживающего персонала.
На рис. 9-2 приведен эстакадно-траншей-
ный склад с применением трансферкар для
подачи угля на склад и выдачи со склада.
Прибывающий на завод уголь разгружает-
ся -стационарным круговым вагоноопроки-
дом 1 и подается конвейерами 2, 3, 4, 5, 6
и 7 в бункера 8, расположенные на складе
над эстакадой. Из бункеров уголь загру-
жается в трансферкары, которые развозят
его по эстакадному пути и разгружают в
траншею 9.
Из траншеи 9 уголь грейфером мостово-
го перегружателя забирается в штабеля
склада. Из штабелей уголь забирается грей-
фером мостового перегружателя н загру-
жается в трансферкары, которые подают и
разгружают уголь в углеприемные бунке-
ра 10, откуда конвейерами передается на
углеподготовку.
На складе этого типа возможен прием
угля не только от вагоноопрокида, но и из
вагонов, которые разгружаются вручную
непосредственно на эстакаде оклада.
Эстакадно-траншейные склады весьма до-
рогие, громоздкие и малопроизводительные
На новых коксохимических заводах склады
такого типа не сооружаются.
80000
a
?\т<и/и
® t. Грейфер У-Зп
ЧИЛИ
Приемная
\ яма „
5
Рис. 9'1. Склад открытого типа с эстакадой
Рис. 9-2. Механизированный склад с эстакадой и трансферкарной подачей
166
Подготовка углей к коксованию
На рис. 9-3 показан одногалерейный
угольный склад, обслуживаемый одной нит-
кой (линией) реверсивных конвейеров, рас-
положенных вдоль склада в галерее на вы-
соте 5—6 м от уровня площадки.
но невелики затраты на сооружение одной
надземной галереи.
Недостатки складов этого типа: ограни-
ченная возможность одновременного приема
угля на склад и выдачи со склада; ограни-
Рис. 9-3. Одногалерейиый склад с перегружателем (пролет 76,2 м)
От вагоноопрокида уголь конвейером 1
подается к середине склада на один из ре-
версивных конвейеров 2 или 3 и разгру-
жается барабанной разгрузочной тележкой
через поворотно-передвижной штабелер 4 в
первичный штабель 5. Из первичного шта-
беля грейфером мостового перегружателя
уголь передается в основной штабель скла-
да. В первичный штабель может быть уло-
жено без перемещения штабелера 700—900 т
угля, а при повороте стрелы штабелера и
перемещении его в пределах ширины основ-
ного штабеля — 1400 т и более.
Выдача угля со склада осуществляется
грейфером мостового перегружателя через
передвижной бункер и конвейер погрузчи-
ка 6 на один из реверсивных конвейеров 2
или 3, которыми уголь передается на кон-
вейер 7, идущий на углеподготовку.
В отдельных случаях вместо штабелера
для приема угля и погрузчика с путями на
ноге мостового перегружателя сооружается
конвейер для передачи угля в первичный
штабель и бункер с конвейерным выдвиж-
ным питателем для выдачи угля со склада,
как показано на рис. 9-4.
Преимущество одиогалерейных складов с
реверсивными конвейерами в использова-
нии одних н тех же конвейеров для приема
и выдачи угля; все участки склада доступ-
ны для забора угля грейфером; сравиитель-
ченная выдача угля со склада, которая оп-
ределяется производительностью мостового
перегружателя; необходимость оборудо-
вания склада большим количеством мо-
стовых перегружателей; при одинаковых
площадях складов емкость одногалерей-
ного склада меньше емкости двухгалерей-
«ого.
Одногалерейные склады с реверсивными
конвейерами применяются для заводов, пе-
рерабатывающих не более 10000 т угля
в сутки.
Двухгалерейный угольный склад показан
на рис. 9-5. Склад обслуживается двумя
нитками (линиями) конвейеров: одна нит-
ка (1, 2) для приема угля на склад рас-
положена в галерее вдоль склада на высо-
те 12—14 м от площадки склада, а другая
нитка (3, 4) — в подземной галерее.
Уголь с конвейеров 1, 2 посредством раз-
грузочных тележек 'выдается через окна в
галерее па железобетонные наклонные сте-
ны 5 в первичный штабель 6. Для увеличе-
ния емкости первичного штабеля участки,
отведенные под уголь каждой марки, разде-
лены железобетонными перегородками 7.
Из первичного штабеля уголь может за
бираться грейфером мостового перегружа-
теля в основной штабель склада или же
непосредственно на углеподготовку через
воронки 8. Из основных штабелей склада
Склады углей
167
Рис. 9-4. Схема подачи угля на склад и выдачи со склада
конвейерами на перегружателе
уголь выдается грейфером мостового пере-
гружателя этим же (Путем. Выпускные во-
ронки в подземной галерее снабжены за-
творами 9. >
Преимущество двухгалерейного склада —
возможность одновременно принимать уголь
на склад и выдавать его со склада.
Недостатки двухгалерейного склада: не-
полный сход угля самотеком из первичного
штабеля через воронку и необходимость
Рис. 9-5. Двухгалерейный склад с мостовым перегружателем (пролет 76,2 м)
168
Подготовка углей к коксованию
применять бульдозер или перегружатель
для подачи угля в воронки; большая стои-
мость сооружения оклада этого типа срав-
нительно с одногалерейным складом.
На рис. 9-6 показан двухгалерейный
склад с мостовым перегружателем (пролет
60 м) облегченной конструкции.
Двухгалерейный склад, оборудованный
мостовым краном, показан на рис. 9-7.
Склады такого типа применяются срав-
нительно редко, так как их емкость огра-
ничена, а стоимость сравнительно высока,
производительность по выдаче угля ограни-
чивается производительностью мостового
крана.
Рис. 9-6. Двухгалерейный
склад с перегружателем
(пролет 60 ж)
На рис. 9-8 приведен двухга-
лерейный склад с надземными
галереями, который обслужи-
вается мостовым перегружате-
лем с реверсивным конвейе-
ром на мосту перегружателя.
Уголь с конвейера 1 передает-
ся через желоба 2 на ревер-
сивный конвейер 3, который
снабжен барабанной . разгру-
зочной тележкой 4 с Челноко-
вым движением; с помощью
150
Рис. 9-7. Двухгалерейный склад с мо-
стовым краном
13000
Рис. 9-8. Двухгалерейный
склад, обслуживаемый
перегружателем с ревер-
сивным ленточным кон-
вейером
170
Подготовка углей к коксованию
этой тележки уголь разгружается тонкими
слоями в основной штабель.
Со склада грейферным краном 5 через
стационарные приемные воронки 6 уголь
выдается на реверсивный конвейер 3. От-
сюда через выдвижной конвейер 7 он пе-
редается на ленточный конвейер 8 в ниж-
ней галерее склада, по которому направ-
ляется на углеподготовку.
Склады этого типа высокопроизводи-
тельны, обеспечивают хорошее усреднение
угля в штабелях; количество операций с
углем здесь минимально, так как отсутст-
вует первичный штабель.
Недостатки таких складов: громоздкость
оборудования, ленты конвейеров на мосто-
вом перегружателе не защищены от атмо-
сферных влияний, что затрудняет работу
зимой.
Склад угля с передвижным вагоноопро-
кидом показан на рис. 9-9. Поступающий
на склад уголь разгружается из железно-
только в отдельных случаях для коксохи-
мических заводов с большим запасом углей,
когда почти весь получаемый уголь прихо-
дится пропускать через склад.
Для коксохимических заводов небольшой
производительности применяются склады
малой емкости, показанные на рис. 9-10 и
9-11. Эти склады оборудуются мостовыми
перегружателями с малыми пролетами, па-
ропутевыми или гусеничными грейферными
кранами со стрелой, а также портальными
кранами. Подача угля на такие склады мо-
жет осуществляться от стационарного ва-
гоноопрокида конвейерами. Выдача со
склада производится непосредственно в же-
лезнодорожные вагоны.
На рис. 9-12, а, б показан бескрановый
склад емкостью 75000 т, обслуживаемый
только конвейерами и бульдозерами.
Уголь от вагоноопрокида подается на
склад ленточными конвейерами 1, 2. Над
складом, на высоте 16,5 м, на эстакаде,
Рис. 9-9. Склад угля с передвижным вагоноопрокидом
дорожных вагонов передвижным вагоно-
опрокидом 1 ,в траншею 2 в районе, отве-
денном для разгружаемого сорта угля; из
траншей 2 уголь грейфером мостового
перегружателя 3 передается в основной
штабель угля. Выдача со склада осуществ-
ляется в вагоны иа железнодорожные
пути 4.
Груженные (углем вагоны направляются в
углеподготовительиый цех, где разгружа-
ются стационарным круговым вагонооцро-
кидом. Возможна разгрузка углей из ваго-
нов передвижным вагоноопрокидом на скла-
де в специальный углеприемный бункер 5,
откуда уголь конвейером направляется в
углеподготовительный цех.
Такой склад характеризуется простотой
приема угля на склад и выдачи со склада.
Недостаток склада — его дороговизна, ко-
торая вызывается высокой стоимостью пе-
редвижного вагоноопрокида, траншей вдоль
склада и фундамента путей вагоноопроки-
да.
Строительство (складов с передвижным
вагоноопрокидом (можно рекомендовать
расположен конвейер 3 с барабанной раз-
грузочной тележкой, которая разгружает
уголь в штабель склада. Со склада значи-
тельная часть угля выдается самотеком че-
рез воронки 4 передвижным питателем 5
на транспортер 6, расположенный в подзем-
ной галерее. Часть угля, которая не сходит
самотеком, подается к воронке бульдозе-
ром. Конструкция склада сравнительно
проста.
Недостатки склада: большая потеря ем-
кости при хранении двух и более марок
угля (этот недостаток может быть устра-
нен устройством разделительных стен, как
показано на рис. 9-12,6); переизмельчение
угля бульдозерами; сложность удаления
очагов самовозгорания угля; сегрегация
угля особенно при хранении рядовых углей.
На рис. 9-13 приведен бескрановый склад
системы Робинса (США) с подачей угля на
склад и выдачей со склада ленточными кон-
вейерами. На складе весь уголь эффектив-
но усредняется.
Уголь (разгружается в штабеля специаль-
ной разгрузочной машиной, снабженной лен-
Рис. 9-10. Склад с подачей угля конвейерами и выдачей в же-
лезнодорожные вагоны
На угпвппд-
готовку
Рис. 9-11. Склад, оборудованный паропутевыми кранами:
/ — вагоноопрокид; 2 — перегрузочная станция н отделение предварительного дробления;
3 — конвейер вдоль склада; 4 — первичный штабель; 5 — паропутевой грейферный кран
172
Подготовка углей к коксованию
Рис. 9-12, Открытый бескрааовый склад
точными конвейерами с большим вылетом.
Разпрувка угля в штабеля (производится
тонкими слоями при непрерывном движении
разгрузочной машины. Со склада уголь спе-
циальной усреднительной машиной, имею-
щей устройство в виде бороиы, скребковым
конвейером выдается на ленточный кон-
вейер, расположенный в подземной галерее
вдоль склада, и далее идет на углеподго-
товку.
Склады такого типа можно строить толь-
ко в тех районах, где не бывает морозов,
так как в зимних условиях усреднительная
машина работает неудовлетворительно. Для
районов, где бывают морозы, рекомендует-
ся применять аналогичные склады закры-
того типа, показанные на рис. 9-14.
В угольной промышленности часто приме-
няются скреперные склады, которые требу-
ют малых капитальных затрат, отличаются
простотой оборудования и экономичностью
в эксплуатации.
На коксохимических заводах скреперные
склады почти не применяются из-за огра-
ниченной возможности хранения несколь-
ких марок углей, затруднений при борьбе
с очагами самовозгорания и заметного
измельчения угля при транспортировании
его скреперами.
Рис. 9-13. Открытый склад системы Робинса
Склады углей
173
Рис. 9-14, Закрытый склад системы Робинса:
1 —I ленточный конвейер для подачи угля на склад; 2 — барабанная разгрузочная
тележка; 3 — питатель; 4 — усреднительная машина; 5 — ленточный конвейер для
выдачи угля со склада
8. УГОЛЬНЫЕ СКЛАДЫ
ЗАКРЫТОГО ТИПА
Закрытые оклады сооружаются в виде
одного или двух рядов прямоугольных или
круглых бункеров с выпускным отверстием
у каждого бункера или же в виде длинных
хранилищ с отсеками для разных марок
угля и большим количеством выпускных от-
верстий в каждом отсеке.
Подача угля в хранилища и разгрузка
его осуществляется ленточными конвейера-
ми с передвижными разгрузочными тележ-
ками. На транспортер уголь выдается пита-
телями.
Типовое решение закрытого склада Гип-
рококса приведено на рис. 9-15. Склад со-
стоит из двух рядов железобетонных бун-
керов цилиндрической формы диаметром
13.2 м, высотой 35,2 м и емкостью 2500 т
каждый.
Для обеспечения схода углей применяют-
ся металлические воронки с диаметром вы-
пускного отверстия 1—1,2 м. Закрытый
склад угля одновременно служит дозировоч-
ным отделением углеподготовки.
.Преимущество складов закрытого типа —
их компактность, полная механизация пере-
грузочных операций и возможность совме
щения склада с дозировочным отделением,
Рис. 9-15. Закрытый склад угля
174
Подготовка углей к коксованию
в результате этого упрощается общая схе-
ма углеподготовки и значительно сокраща-
ются эксплуатационные расходы.
К недостаткам складов закрытого типа
следует отнести их высокую стоимость,
трудность ликвидации очагов самовозгора-
ния угля. Склады закрытого типа могут
применяться при ограниченной территории
завода, особенно в случае комплексной ме-
ханизации и автоматизации углеподготови-
тельного цеха.
свойства углей и мероприятий по усредне-
нию, осуществляемых на шахтах и ЦОФ.
Оборудование, размер складов и их от-
носительная стоимость в зависимости от
процента усредняемого угля приведены в
табл. 9-1 и 9-2.
Тип оклада выбирают в зависимости or
потребной емкости склада, производитель-
ности по приему и выдаче угля, количества
компонентов, входящих в состав шихты, и
размера необходимого усреднения угля;
Таблица 9-1
Капитальные затраты на сооружение складов угля различных типов емкостью
80—95 тыс. Ш для завода с суточным потреблением 11000 m при работе на восьми
шахтогруппах с различным объемом усреднения угля
Объем усреднения и тип склада Количество угля, перера- батываемого на складе тыс. т/сутки Длина склада, м Число полей по длине склада Число перегружателей Пролет перегружателей, м Относительный коэффициент стоимости (срав- нительно с однога- лерейным складом при усреднении 20% угля) Примечания
по усреднению | по обмену о <0 Q И без перегружате- лей с перегружателя- ми включая стои- мость дозировоч- ных бункеров уг- леподготовки
Усредняется 100% угля
Одногалерейный Двухгалерейный 11 11 — 11 11 390 300 12 8 3 2 76,2 76,2 1,46 1,87 2,29 1,94 1,55 1,35 На складе хранит- ся 95 тыс. т, в
С двумя надзем- ными галереями 11 — 11 330 8 3 76,2 1,45 2,33 1,58 дозировочных бункерах 7 тыс. т
Закрытый (с 40 бункерами) 11 — 11 260 — — — 6,25 2,86 . 1,64
Одногалерейный 6,6 0,7 7,3 У ср 330 едня1 10 ’тся 2 60% 76,2 угля 1,34 1,64 1,27 На складе хранит-
Двухгалерейный 6,6 0,7 7,3 280 8 2 76,2 1,75 1,88 1,40 ся 90 тыс. т, в до-
» 6,6 0,7 7,3 330 8 2 60 2,06 1,57 1,23 зировочных бун-
С двумя надзем- ными галереями 6,6 0,7 7,3 310 8 2 76,2 1,34 1,65 1,27 керах 10 тыс. т
Усредняется 20% угля
Одногалерейный 2,2 1,4 3,6 270 8 1 76,2 1,00 1,00 1,00 На складе хранит-
Двухгалерейный 2,2 1.4 3,6 250 8 1 76,2 1,56 1,26 1,15 ся 80 тыс. т, в до-
» 2,2 1.4 3,6 270 8 1 60 1,69 1,08 1,05 зировочных бун- керах 20 тыс. т
При проектировании складов прежде все-
го необходимо определить емкость склада,
которая зависит от производительности за-
вода, расстояния его от сырьевой угольной
базы, условий доставки угля, количества
намечаемых компонентов угля, входящих
в шихту, и количества (%) угля, подлежа-
щего усреднению на складе. Количество
усредненных углей на складах должно оп-
ределяться с учетом характеристики уголь-
ной сырьевой базы, качества и постоянства
учитывают также капитальные и эксплуата-
ционные затраты.
Для заводов, на которых осуществлена
комплексная механизация и автоматизация,
для 5—6-суточного запаса целесообразно
выбирать склады закрытого типа емкостью
до 50—60 тыс. т.
Применение складов закрытого типа для
большей емкости должно обосновываться в
каждом отдельном случае технико-экономи-
ческими расчетами, с учетом всех вопросов,
Склады углей
175
Таблица 9-2
Капитальные затраты на сооружение складов угля емкостью 40—55 тыс. т
открытого и закрытого типов для завода с суточным потреблением 11000 т
при работе на восьми шахтогруппах, с различным объемом усреднения угля
Объем усреднения
и тип склада
Количество
угля, перера-
батываемого
на складе
тыс. т/сутки
Относительный
коэффициент сто-
имости (сравни-
тельно с открытым
складом при ус-
реднении 20%
угля)
Примечания
S о ,
2
ч о sr а.
йй О О о
Усредняется 100% угля
Открытый .... 11
Закрытый (с 24-мя
бункерами) И
200 9 3
158 — —
1,28 1,4
2,832,64
1,08 На складе хранится
55 тыс. т, в дози-
1,23 ровочных бункерах
7 тыс. т
Открытый . .
Усредняется 60% угля
6,6 0,4 7,0 175 8 2 32 1,12 1,23
На складе хранится
50 тыс. т, в дозиро-
вочных бункерах 10
тыс. т
Усредняется 20% угля
Открытый .... 2,2 0,8 3,0 150 8 1 32 1,00 1,00 1,0 На складе хранится 40 тыс. т, в дози- ровочных бункерах 20 тыс т
связанных с генпланом проектируемого за-
вода.
Одногалерейные склады открытого типа
с максимальным ,использова1нием конвейер-
ного оборудования целесообразно приме-
нять для заводов, перерабатывающих до
10000 т угля в сутки.
Двухгалерейные склады применяются для
заводов большой производительности.
4, ОСНОВНЫЕ ПОЛОЖЕНИЯ
ДЛЯ РАСЧЕТА ОБОРУДОВАНИЯ
УГОЛЬНЫХ СКЛАДОВ
Так как склад угля является одним из
объектов в схеме углеприема, расчет кон-
вейерных трактов, связывающих склад с
остальными объектами углеподготовки, сле-
дует вести, руководствуясь режимом рабо-
ты конвейерных трактов всего участка угле-
приема.
Вариант первый. На склад откры-
того типа направляется весь поступающий
уголь. В этом случае конвейерный тракт
подачи угля на склад должен быть таким
же, как тракт от вагоноопрокида — одно-
или двухниточный.
Производительность тракта рассчитывает-
ся на выдачу суточной потребности макси-
мум за 18 ч.
Тракт выдачи со склада может быть
одно- и двухниточнын, в зависимости от
производительности углеподготовки, а так-
же количества и производительности мос-
товых перегружателей на складе. При сред-
ней производительности мостового перегру-
жателя 425—450 т в час максимальная про-
изводительность одной нитки конвейеров
для выдачи угля со склада открытого типа
составит:
для одногалерейного склада 7500—8000 т
в сутки,
для двухгалерейного склада с учетом
возможности создать некоторый запас в
первичном штабеле 8500—9000 т в сутки.
Вариант второй. От вагоноопроки-
да на склад направляется часть поступаю-
щего угля.
Конвейерный тракт приема на склад сле-
дует проектировать в виде однониточного
с расчетом подачи всего разгружаемого уг-
ля на склад с максимальным использова-
нием часовой производительности вагоно-
опрокида. Грант выдачи со склада бывает,
как правило, одноииточным и его следует
вести .в виде самостоятельной линии до вер-
ха дозировочных силосов, чтобы не нару-
шать работу участка углеприема.
Вариант третий. Склад закрытого
176
Подготовка углей к коксованию
типа, совмещенный с дозировочным отде-
лением.
Производительность тракта от вагоно-
опрокида до верха бункеров должна соот-
ветствовать производительности вагоноопро-
кида. Тракт выдачи со склада не имеет свя-
зи с участком углеприема и рассчитывает-
ся по производительности шихтоподачи.
При определении нужного количества
мостовых перегружателей и другого обо-
рудования для складов открытого типа, на-
до учитывать, кроме времени, необходимо-
го на прием и выдачу угля, время на про-
ведение мероприятий по борьбе с окисле-
нием углей, обработку штабелей, зачистку
площадей от лежалого угля и перештабели-
ровку угля в случае повышения температу-
ры в штабеле. Запас времени на указанные
операции можно принимать равным 15—
20% от общего времени работы. При рас-
чете количества мостовых перегружателей и
другого вида оборудования следует исхо-
дить из продолжительности работы его не
более 18 ч в сутки.
5. ОБОРУДОВАНИЕ УГОЛЬНЫХ
СКЛАДОВ
Мостовые перегружатели
1. Перегружатель с жестким креплением
моста пространственной ноги и шарнирным
креплением к плоской ноге (рис. 9-16). Пе-
редвижение перегружателя осуществляется
с помощью трансмиссионного привода, рас-
положенного на мосту перегружателя. Дви-
жение же привода через трансмиссионные
горизонтальные и вертикальные валы пере-
дается к приводным ходовым колесам каж-
дой ноги перегружателя.
Такой тип мостового перегружателя не
допускает перекосов остова, что является
существенным недостатком конструкции.
2. Мостовые перегружатели с шарнирным
креплением моста к обеим ногам (рис. 9-17).
Каждая нога перегружателя снабжена са-
мостоятельными механизмами передвиже-
ния, причем электромоторы приводов рабо-
тают синхронно и управляются из кабины
машинистом. На, перегружателе такого ти-
па допускаются перекосы моста до 6°. Мос-
товой перегружатель обычно снабжается
указателями величины перекоса моста и
ограничителями перекоса в виде предель-
ных выключателей. Этот тип перегружате-
лей получил наибольшее распространение.
В обычно применяемых перегружателях
кабина машиниста, механизмы для пере-
движения грейферной тележки, подъема,
опускания, открывания и закрывания грей-
фера расположены на самой грейферной те-
лежке, которая перемещается по мосту пе-
регружателя вместе с грейфером (см. рис.
9-16).
На рис. 9-18 показан перегружатель со
стационарной грейферной лебедкой, все ме-
ханизмы для грейфера, расположены в ста-
ционарной будке у пространственной ноги.
Управление грейфером осуществляется от
стационарно установленных механизмов че-
рез систему канатов. Кабина машиниста то-
же не- передвигается и находится у про-
Рчс. 9-16. Мостовой перегружатель с жестким креплением пространственной ноги
Рис. 9-17. Мостовой перегружатель с шарнирным креплением моста к обеим ногам
Склады углей
177
странственной ноги мостового перегружа-
теля.
Преимущество таких перегружателей в
легкости конструкции грейферной тележки и
моста перегружателя. Общий вес перегру-
жателя меньше, чем вес предыдущих кон-
струкций. Допускаются большие скорости
передвижения грейферной тележки.
рудюваны одной или двумя грейферными
тележками; обычно применяются перегру-
жатели с одной грейферной тележкой.
В табл. 9-3 приведена характеристика
мостовых перегружателей, применяемых иа
отечественных коксохимических заводах.
На рис. 9-19 приведен мостовой перегру-
жатель с пролетом моста 60 м, примеияет-
9Q0Q0
Рис. 9-18. Мостовой перегружатель со стационарно расположенной грей-
ферной лебедкой
Недостатки этих перегружателей: боль-
шая длина канатов для управления грей-
ферам, неудобство наблюдения за забором
материала грейфером.
На коксохимических заводах СССР при-
меняются мостовые перегружатели с ме-
ханизмами, расположенными на грейферной
тележке.
Мостовые перегружатели могут быть обо-
ся он на складах средней емкости. Пере-
гружатель снабжен одной грейферной те-
лежкой и грейфером.
На рис. 9-20 изображен перегружатель
Краматорского завода им. Орджоникидзе с
реверсивным ленточным конвейером на мос-
ту перегружателя для приема угля на склад
и выдачи со склада.
Подача угля на склад осуществляется че-
Т а б л и ц а 9-3
Характеристики мостоиых перегружателей
Наименование Перегружатели, извбраженные на:
рис. 9-1 б рис. 9-17 рис. 9-1 9 рис. 9-20
Производительность, т/ч: при приеме угля на склад 400—450 400—450 400—350 600—800
при выдаче угля со склада 400—450 400 400 400
Грузоподъемность грейферной тележки (или пово- ротного крана), т 12,5 30 16,5 16
Емкость грейфера, л<'! 6 12 10 10
Число грейферов 2 1 1 1
Пролет моста, м 80 76,2 60,0 76,2
Длина консоли со стороны пространственной опо- ры, м .................... 30 29 30 33,5
Длина консоли со стороны гибкой опоры, м . . . 24 35 22,5 16,5
Свободная высота между головками рельсов путей перегружателя и грейферной тележки, м ... . 16 24,97 19,0 14,5
Максимальная высота подъема груза, м 25 30 25 25
Скорость подъема грейфера, м/мин 43,6 60 66,0 75,0
Скорость опускания грейфера, м/мин — 70 75,0 75,0
Скорость передвижения грейф°рной тележки, м/мин 200 180 180 —
Скорость передвижения поворотного крана, и/мин — — — 28,0
Скорость передвижения мостового перегружате- ля, м/мин 14,5 28,5 28,0 28,0
Установленная мощность, кет 573 620 450 660
Вес мостового перегружателя, т 625 950 560 1100
12 Справочник коксохимика т. I
Рис. 9-19. Мостовой перегружатель с пролетом моста 60 м
15500
Рис. 9-20. Мостовой перегружатель с реверсивным ленточным конвейером на мосту
ЗМОО
Склады углей
179
рез желоб разгрузочной тележки конвейе-
ром, который расположен в галерее вдоль
склада, на конвейер мостового перегружа-
теля. Уголь с этого конвейера разгружает-
ся в основной штабель двухбарабанной раз-
грузочной тележкой. Со склада уголь заби-
рается грейфером поворотного крана и че-
рез ряд воронок выдается на реверсивный
конвейер мостового перегружателя, а за-
тем — на нижний выдвижной конвейер.
Последний передает уголь на конвейер в
галерее склада и далее на ,углеподготовку.
Мостовые краны применяются для
открытых складов небольшой емкости.
Рис. 9-21. Мостовой грейферный кран
Техническая характеристика мостовых кра-
нов Ташкентского завода «Подъемник»
(рис. 9-21)
ЬГЬ'ЪТ
Производительность, т/ч 60—100 80—140
Грузоподъемность, т . . 5,0 10,0
Емкость грейфера, м'1 . . 2-3 3—5,0
Пролет моста, м . . . . 32 32
Высота подъема, м . . . 15,0 15,0
Скорость подъема, м/мин 40,5 40,0
Скорость передвижения
тележки, м/мин . . . 40,7 40,0
Скорость передвижения
моста, м/мин .... 72 100 j
Установленная мощность
моторов, кет . . . , 45 57,5
Вес крана, т ... . . 46 50 й
Производительность перегружателей и
мостовых грейферных кранов рассчитывают
по формуле:
3600
т
V
0 =
где Q — средняя производительность, т/ч;
Т — средняя продолжительность одного
цикла, сек',
V — емкость грейфера, ж3;
V —насыпной вес угля, т/м2;
ф — коэффициент заполнения грейфера.
Средняя продолжительность одного цик-
ла должна определяться с учетом длины
пробега грейферной тележки и емкости
каждого штабеля, куда подается уголь и
откуда он забирается.
Грейферные краны
Краны этого типа на железнодорожном
или гусеничном ходу применяются на скла-
дах малой емкости с небольшой произво-
дительностью приема и выдачи угля.
На рис. 9-22 приведен паропутевой грей-
ферный железнодорожный кран типа Я-2
Одесского завода им. Январского восста-
ния. Число циклов крана в час 25; произ-
водительность крана при емкости грейфера
2,5 м составляет 45—50 т/ч и может быть
доведена до 70 т/ч.
12*
180
Подготовка углей к коксованию
Грузоподъемность крана в зависимости от
вылета стрелы
Вылет стрелы, м ....10,5 12 14
Грузоподъемность, m . . 5 4 3
крана
3758
грейфер-
ходу с
4,5
36
2
71,5
15,8
4200
Минимальный Вылвп,
стрелы 6500мм
7200
9190 ~
Рис. 9-23. Дизельный грейферный кран на железнодорожном
ходу Одесского завода им. Январского восстания
Техническая характеристика
Скорость передвижения крана, км/ч
Скорость подъема грейфера, м/мин
Скорость поворота крана, об/мин .
Вес крана, tn...................
Давление на колесо, т ..........
На рис. 9-23 показан дизельный
ный кран на железнодорожном
1400
3125
□□ DD
Склады углей
181
грейфером емкостью 1,5 м3 Одесского за-
вода им. Январского восстания.
Кран снабжен дизельным двигателем
мощностью 120 л. с.; скорость подъема
грейфера 50 м/мин, скорость поворота кра-
на — 2 o6jмин.
Грузоподъемность крана в зависимости
от вылета стрелы приведена в табл. 9-4.
Таблица 9-4
Грузоподъемность грейферного крана
Вылет стрелы, м Грузоподъемность крана, т
с опорами без опор
6,5 18,0 7,5
8,0 12,0 5.0
10,0 7,5 3,0
14,0 4,0 1,75
20,0 2,5 1 ,о
Бульдозеры
Они применяются обычно в бескрановых
складах для выдачи угля. В настоящее вре-
мя на каждом механизированном складе
открытого типа бульдозеры используются
вес бульдозера с трактором С-80 состав-
ляет 11,9 т.
Конвейерные погрузчики
Конвейерные погрузчики (рис. 9-25) пред-
назначены для погрузки угля, поданного
грейфером перегружателя со склада на
конвейер, идущий в галерее вдоль оклада.
Погрузчик состоит из приемного бункера,
выдвижного ленточного конвейера, металло-
конструкций и механизма передвижения по-
грузчика вдоль склада.
Техническая характеристика погрузчика
Ширина ленты конвейера, мм 1200—1300
Скорость ленты, м/сек .... 0,6—0,8
Скорость передвижения конвейе-
ра, м/сек .................0,3—0,5
Производительность, т/ч . . . 600—700
Емкость приемного бункера, т 30
Скорость передвижения погруз-
чика, м/мин ................... 45
Ширина колеи, мм............... 4700
Установленная мощность элек-
тродвигателей, кет .... 30
Вес погрузчика, т................. 26
Применяются также погрузчики, смонти-
рованные на мостовом перегружателе (см.
рис. 9-1).
Рис. 9-24. Бульдозер:
1 — продольная балка; 2 — опорная цапфа; 3 — лебед-
ка; 4 — задняя стойка; 5 — верхняя балка; 6 — пе-
редняя стойка; 7 — подъемный полиспаст; 8 — отвал;
9 — нож
для зачистки полей склада и для подачи
угля к воронкам подземной галереи в двух-
галерейных складах. Бульдозеры на скла-
дах служат также для перемещения угля
к месту забора его грейферами кранов.
На рис. 9-24 приведен общий вид бульдо-
зера, применяемого на угольных складах.
Базой для бульдозера отечественной конст-
рукции служит трактор С-80. На тракторе
установлена фрикционная лебедка Д-148,
которая через канаты с полиспастом управ-
ляет работой отвала бульдозера. Общий
Штабелеры
Штабелеры (предназначены для приема
угля на склад с ленточных конвейеров, рас-
положенных в галереях, проходящих вдоль
склада.
Штабелер представляет собой наклонный
ленточный конвейер, установленный на вра-
щающейся платформе, которая перемещает-
ся по рельсам вдоль склада.
На рис. 9-26 представлен штабелер Сла-
вянского машиностроительного завода ме-
таллу ргического оборудования.
в!50
Рис. 9-25. Конвейерный погрузчик
Рис. 9-26. Штабелгр
OOSS-
184
Подготовка углей к коксованию
Техническая характеристика штабелера
Производительность, т/час............ 700
Ширина ленты конвейера, мм .... 1300
Скорость ленты конвейера, м/сек . . 1,75
Скорость передвижения штабелера,
м/мин............................... 30
Скорость поворота стрелы, об/мин . . 1,5
Угол поворота, град.................... 90
Установленная мощность электродви-
гателей, кет........................ 35
Общий вес, т........................... 39
Сдвоенный качающийся передвижной
питатель
Питатель (рис. 9-27) предназначен для
выдачи угля на конвейер одновременно из
двух воронок нижней галереи угольного
склада. Питатель устанавливается на кат-
ках и передвигается на специально уло-
женных продольных швеллерах, на верхнем
поясе рамы конвейера. Имеет две привод-
ные оси и два отдельных привода к ним,
работающих синхронно.
Приемная часть питателя состоит из двух
коробов, расположенных один за другим.
Общее днище коробов получает возвратно-
поступательное движение от кривошипно-
шатунного механизма с электроприводом,
установленным на раме питателя.
Механизм передвижения питателя снаб-
жен тормозом типа ТКТГ-200 (тормоз ко-
лодочный с электрогидравлическим толка-
телем).
Техническая характеристика передвижного
питателя
Производительность, т/ч .... 400—800
Максимальный размер кусков, мм 250
Амплитуда качания, мм........... 200
Скорость вращения эксцентрика,
об/мин............................. 58
Электродвигатель механизма кача-
ния ............................АО-63/8
Число оборотов в минуту .... 735
Мощность, кет................... 10,0
Тип редуктора ..................ПД2-40Б
Скорость движения, м/мин .... 33,6
Электродвигатель механизма пере-
движения, тип ............АО-62/8
Число оборотов в минуту .... 735
Мощность, кет............... 4,5
Тип редуктора............ПД2-35Б
Число приводов для передвижения 2
Глава 10
ДРОБЛЕНИЕ И ИЗМЕЛЬЧЕНИЕ УГЛЕЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
В углеподготовительном цехе произво-
дится предварительное дробление и оконча-
тельное измельчение углей и шихты.
Предварительное дробление угля осуще-
ствляется до крупности кусков 50, 80 или
100 мм в зависимости от характеристики
углей. Основная цель такого дробления —
получение более равномерного по крупно-
сти угля для улучшения дозирования при
составлении шихты и для повышения эф-
фективности обогащения; кроме того, пред-
варительное дробление угля облегчает окон-
чательное измельчение шихты до нужной
степени. При окончательном измельчении
уголь и шихта доводятся до определенной
крупности зерен в зависимости от их свой-
ств. Цель окончательного измельчения —
получение однородной смеси углей и созда-
ние лучших условий их взаимодействия в
смесях при коксовании для получения кок-
са заданного качества.
Окончательно измельченные угли и шихта
после смешения направляются в угольные
башни, откуда с помощью загрузочных ва-
гонов поступают в коксовые печи.
Выбор схем дробления и измельчения
углей определяется характеристикой уголь-
ной сырьевой базы.
2. ПРЕДВАРИТЕЛЬНОЕ ДРОБЛЕНИЕ
УГЛЕЙ
Предварительное, дробление коксующих-
ся углей обычно производят барабанными
пли двухвалковыми дробилками. На
рис. 10-1 показано отделение предваритель-
ного дробления коксохимического завода,
оборудованное барабанными дробилками
Ново-Краматорского завода.
Уголь от вагоноопрокида или со склада
подается конвейерами 1 на верх дробиль-
ного отделения и через желоба 2 направ-
ляется в барабанные дробилки 3. В подво-
дящем к дробилке желобе установлен ста-
ционарный колосниковый грохот 4 для от-
вода угля крупностью менее 50, 80 или
100 мм мимо дробилки. Измельченный в
дробилке уголь выдается на конвейеры 5,
идущие либо в дозировочное отделение при
схеме ДШ и ДДК, либо в отделение окон-
чательного измельчения при схеме ДК. Вы-
деленные в дробилке отходы и порода вы-
даются на конвейер 6, который направляет
их в бункер для отгрузки.
В связи с механизацией добычи углей со-
держание крупных классов в углях, при-
меняемых для коксования, значительно сни-
зилось и необходимость в установке мощ-
ных барабанных дробилок отпала. По этой
причине отделение предварительного дроб-
ления, показанное на рис. 10-1, на новых
заводах не применяется.
На рис. 10-2 показано отделение предва-
рительного дробления рядовых углей, обо-
рудованное барабанной дробилкой облег-
ченного типа, которая применяется Гипро-
коксом в новых проектах коксохимических
заводов.
На рис. 10-3 приведены проектные реше-
ния отделения предварительного дробления
угля, оборудованного барабанными дробил-
ками типа МИД-4.
На рис. 10-4 показано отделение предва-
рительного дробления, оборудованное ко-
лосниковыми грохотами и двухвалковыми
дробилками.
В табл. 10-1 дана характеристика раз-
личных отделений предварительного дроб-
ления углей.
Для заводов большой производительно-
сти, с механизированным углеприемом ря-
дового угля, отделение предварительного
дробления оборудуется барабанными дро-
билками.
Основное преимущество барабанных дро-
билок — возможность выделения из угля,
одновременно с его дроблением, металли-
ческих и других крупных предметов (щепы,
крепежного материала и др.), чем предот-
вращается поломка оборудования и заби-
вание желобов. Барабанные дробилки на-
дежны в работе, имеют высокую производи-
тельность, отличаются простотой обслужи-
вания.
Некоторые заводы снабжаются мелкими
углями и нет нужды в их предварительном
дроблении.
Рис. 10-1. Отделение предварительного дробления, оборудованное барабанными дробилками НКМЗ
Рис. 10-2. Отделение предварительного дробления, обору-
дованное барабанными дробилками Гипрококса облегчен-
ного типа
Рис. 10-3. Отделение предварительного дро-
бления, оборудованное барабанными дро-
билками МИД-4:
а — при двухниточном тракте; б — при одно-
ниточном тракте
Рис. 10-4. Отделение предварительного дробления, обо-
рудованное колосниковыми грохотами и двухвалковыми
дробилками:
1, 4 — конвейеры; 2 — колосниковый грохот; 3 — двухвалко-
вая дробилка
188
Подготовка углей к коксованию
Таблица 10-1
Техническая характеристика отделений
предварительного дробления
Наименование
показателей
Производитель-
ность, т/ч:
по рядовому уг-
лю ....
по крупному уг-
лю > 80 мм
Вес технологическо-
го оборудования
и металлокон-
струкций, т:
общий . . . .
на тонну круп-
ного угля. .
Установленная
мощность мото-
ров, кет:
общая . . . .
на тонну круп-
ного угля. .
Объем здания, ,и:|:
общий . . . .
на тонну круп-
ного угля. .
1600 1800 1800 900 1200
700 600 360 180 240
100 85 42 21 32
0,14 0,140,11 0,11 0,13
220 180 86 43 80
0,31 0,300,240,240,33
4950 4500 2450 1250 2150
7.1 7,5 6,8 6,95 9,0
На некоторых заводах под бункерами ва-
гоноопрокида устанавливают специальные
зубчатые дробилки, предназначенные для
раскалывания крупных смерзшихся кусков
угля. Применение таких дробилок может
исключить необходимость сооружения от-
делений предварительного дробления угля.
3. ОКОНЧАТЕЛЬНОЕ ИЗМЕЛЬЧЕНИЕ
УГЛЕЙ И ШИХТЫ
Степень окончательного измельчения кок-
сующихся углей и шихты в СССР характе-
ризуют процентным содержанием в измель-
ченном угле (или в измельченной шихте)
классов ниже 3 мм; имеет значение содер-
жание классов ниже 0,5 мм. За рубежом
в отдельных странах степень измельчения
характеризуется содержанием классов ни-
же 2 и ниже 0,5 мм.
Степень измельчения неспекающихся
тощих углей и антрацита, при присадке их
в угольные шихты для коксования харак-
теризуется содержанием классов ниже 2
или ниже 1 мм.
Нужная степень окончательного измель-
чения углей и шихты определяется физи-
ческими свойствами и технологической ха-
рактеристикой углей; поэтому для углей
разных бассейнов и различных технологи-
ческих групп она может быть различной.
Точно также она различна для рядовых и
обогащенных углей.
Наличие крупных зерен в шихте может
вызвать образование трещин в коксе, так
как частицы слабо спекающихся компонен
тов — углей и минеральных зерен — слу-
жат началом образования трещин. Трещи-
ны в коксе возникают, в частности, и пото-
му, что вещество кокса и минеральные
частицы имеют различные термические
коэффициенты объемного расширения и
усадки.
Прочность минеральных примесей а боль-
шинстве случаев выше, чем угля; поэтому
крупные зерна породы в рядовых углях
концентрируются в классах более 3 мм
(рис. 10-5). При обогащении углей крупные
зерна породы удаляются в отходы и золь-
ность отдельных классов углей значитель-
но уменьшается. Именно поэтому обога-
щение углей улучшает физико-механиче-
ские свойства кокса.
Рис. 10-5. Кривые распределения зольно-
сти по классам крупности:
1, 2, 3 — шихты из обогащенных донецких
углей; 4 — шихта, содержащая 90% обога-
щенных донецких \тлей; 5 — шихта, содер-
жащая 40—60% обогащенных донецких уг-
лей; 6 — шнхта из рядовых углей Кузнец-
кого бассейна
По результатам длительных исследова-
ний, проведенных в промышленных усло-
виях, УХИН -рекомендует следующие нор-
мативы дробления шихт по схеме ДШ.
составленных из углей Донецкого бас-
сейна;
Дробление и измельчение углей
189
Степень
измельчения
шихты
(содержание
класса
ниже 3 мм}
%
Для заводов с углеобогатитель-
ными фабриками или потреб-
ляющих 100% обогащенных
углей с участием в шихте
20—22% газовых углей . . . 88—90
Для заводов без углефабрик,
шихты которых составляются
только из рядовых необога-
щенных углей.................. 91—93
При коксовании шихт из кузнецких и ка-
рагандинских углей, необогащеиных или
прошедших частичное (сухое) обогащение,
изменение помола шихты от 90 до 95% по-
вышает прочность кокса по остатку в боль-
шом барабане в среднем на 5 кг', при этом
Так как достижение указанной высокой
степени измельчения приводит к образова-
нию большого количества угольной пыли,
что снижает насыпной вес и затрудняет
обслуживание коксовых печей, ВУХИН ре-
комендует следующие пределы измельчения
шихт на восточных заводах (0—3 мм), %:
Для шихт из обогащенных углей . . 89—91
Для шихт из необогащеиных углей
или прошедших частичное (сухое)
обогащение......................92—93
На рис. 10-6 показано отделение оконча-
тельного измельчения шихты с четырьмя
молотковыми дробилками иа углеподготов-
ке, работающей по схеме ДШ; распределе-
ние угля между дробилками производится
при помощи ленточных питателей и жело-
бов с шиберами.
Рис. 10-6. Отделение окончательного измельчения с четырьмя мо-
лотковыми дробилками (схема ДШ)
уменьшается крупность и увеличивается
равномерность кусков кокса; он становится
менее трещиноватым и более пористым.
На рис. 10-7 представлено отделение
окончательного измельчения углей с диф-
ференциальным дроблением компонентов
Рис. 10-7. Отделение окончательного измельчения с четырьмя молотковыми
дробилками (схема ДДК)
190
Подготовка углей к коксованию
шихты (ДДК). Угли подаются к дробилкам
двумя конвейерами; одним конвейером
угли марок Ж и К, а другим — Г и ОС.
Количество дробилок для каждой группы
углей принимается различным, в зависи-
мости от количества перерабатываемого
угля и от производительности дробилок.
На рис. 10-8 показано совмещенное отде-
ление предварительного дробления и окон-
чательного измельчения углей и шихты по
схеме ДДК для крупных коксохимических
заводов, перерабатывающих более 15 тыс. т
угля в сутки.
ковыми дробилками: одна — производи-
тельностью 600 т/ч для измельчения углей
Ж и Ki, вторая — производительностью
300 т/ч — для измельчения углей Г и ОС,
а третья Дробилка — резервная.
Такое отделение окончательного измель-
чения рекомендуется для раздельного из-
мельчения петрографически однородных
обогащенных углей (типа донецких).
В табл. 10-2 приведена техническая ха-
рактеристика отделений окончательного из-
мельчения углей различных типов.
Более совершенные процессы подготовки.
Рис. 10-8. Совмещенное отделение предварительного дробления с двумя
двухвалковыми дробилками и колосниковыми грохотами и окончательного
измельчения с шестью молотковыми дробилками (схема ДДК
для тонкого измельчения восточных углей)
На рис. 10-9 показано отделение оконча-
тельного измельчения, которое может быть
рекомендовано для крупного коксохимиче-
ского завода, оборудованное тремя молот-
угольной шихты с учетом физических и тех-
нологических свойств углей — раздельное
дифференцирозанное и избирательное из-
мельчение углей и шихты.
Рис. 10-9. Отделение окончательного измельчения с тремя молот-
ковыми дробилками (схема ДДК)
Дробление и измельчение углей
191
Таблица 10-2
Техническая характеристика различных типов отделений окончательного
измельчения углей и шихты
Отделения окончательного измельчения, представлен-
ные на рисунках:
Наименование показателей 10-6 10-7 10-8 10-9
Производительность, т/ч Вес технологического оборудования и металлоконструкций, т: 500—600 500—600 800—900 900
общий 120 130 190 135
на тонну угля Установленная мощность моторов, кет: 0,2 0,22 0,21 0,15
общая 1520 1830 3300 2460
на тонну угля Объем здания, мя: 2,5 3,1 3,7 2,7
общий 3600 4050 5200 3200
на тонну угля Расход электроэнергии на тонну угля 6,0 6,8 5,8 3,5
(ориентировочный) *, кет 1,5 1,8 1,9 1,6
* Расход электроэнергии рассчитан для всех случаев с учетом одной резервной дробилки и коэффи -
цнента загрузки работающих электромоторов 0.8.
4. ОБОРУДОВАНИЕ ОТДЕЛЕНИЙ
ДРОБЛЕНИЯ И ИЗМЕЛЬЧЕНИЯ
УГЛЕЙ И ШИХТЫ
Колосниковые грохоты
Устанавливаются они в отделениях пред-
варительного дробления углей, оборудован-
ных двухвалковыми дробилками. Приме-
няются грохоты двух типов: неподвижные и
подвижные.
Неподвижные колосниковые
грохоты отличаются простотой конструк-
ции; набираются из трапецеидальных или
круглых колосников.
Ширина грохота принимается не менее
трехкратного размера самых крупных кус-
ков материала и выбирается в зависимости
от производительности и крупности подко-
лосникового продукта.
Длина грохота практически принимается
в 1,5—2 раза больше его ширины.
Площадь грохота рассчитывают по фор-
муле
где Q — производительность грохота, т/ч\
q — удельная производительность на
1 л2 рабочей поверхности грохо-
та, которая зависит от размера
щели между колосниками; эта за-
висимость выражается следую-
щим образом:
Размер отверстий меж-
ду колосниками, м 150 100 50 25]
Удельная производи-
тельность, т/м/- ч 60— 40— 20— 10—
100 80 40 20
Неподвижные колосниковые грохоты
имеют низкий к. п. д. грохочения, не превы-
шающий 50—60%, и производят только гру-
бое отделение крупных классов. При грохо-
чении мелких классов влажного угля они
часто забиваются.
Колосниковые грохоты нуждаются в зда-
ниях сравнительно большой высоты, так
как устанавливаются под углом 35—45°.
Подвижные колосниковые гро-
хоты делаются для повышения эффек-
тивности работы неподвижных колоснико-
вых грохотов и устранения их забивания.
Колосники грохота приводят в движение с
помощью эксцентриков, насаженных на вал.
Такие грохоты более эффективны, чем гро-
хоты со стационарными колосниками.
Двухвалковые д р о Г> и, i к и
Для предварительного дробления углей
на коксохимических заводах СССР приме-
няют тихоходные дробилки конструкции,
показанной на рис. 10-10; техническая ха-
рактеристика этих дробилок приведена в
табл. 10-3.
Один из валков установлен в скользящих
подшипниках и при попадании кусков ме-
талла или других посторонних предметов
отодвигается за счет пружины предохрани-
тельного устройства; после прохождения
посторонних предметов подвижной валок
возвращается на прежнее место.
Производительность двухвалковой дро-
билки при гладких валках определяется по
формуле
Q = ЗбООоВйун , т/ч,
где v — окружная скорость валков, м/сек;
В — длина валка, м;
d — ширина выпускной щели, м.
192
Подготовка углей к коксованию
р — коэффициент разрыхления;
у — насыпной вес материала, т/л!3.
Для материалов средней прочности при
расстоянии между валками >25 мм коэф-
фициент разрыхления равен 0,1—0,15, при
расстоянии 25—6 мм — 0,15—0,2, <6 мм —
0,2—0,3.
где W — расход мощности, кет;
i — степень измельчения;
Q — производительность, т/ч.
Барабанные дробилки
Барабанные дробилки наряду с дробле-
нием угля удаляют случайно попавшие в
Рис. 10-10. Двухвалковая дробилка
Т а б л и ц а 10-3
Характеристика двухвалковых дробилок
Размеры валков, мм Максимальный размер посту- пающих кусков угля, мм Число оборотов в минуту Мощность мотора кет Производительность, т/ч
при дроблении угля до класса, мм
25—0 50—0 100—0 125-0
600x750 300x300x500 50 20,5 30 60 НО
900x900 400x400x600 36 29,5 — 70 125 150
900x1200 400x400x600 36 29,5 — 80 150 200
1200x1200 500x500x800 25 40,5 — 110 200 250
Производительность зубчатых двухвалко-
вых дробилок определяется по формуле
Q — (1800 — 2160) vBdti't, т/ч.
Расход мощности для двухвалковых дро-
билок при степени измельчения i=3—6
можно определять по эмпирической фор-
муле
JV = 0, UQ,
уголь посторонние предметы (металл, ще-
пу, доски и др.) и твердую породу.
На рис. 10-11 показана распространенная
барабанная дробилка, установленная на
ряде коксохимических заводов. Дробилка
представляет собой барабан, вращающийся
относительно горизонтальной осн и состоя-
щий из двух крестовин 1 с массивными
цапфами, связанных между собой балка-
Дробление и измельчение углей
193
Рис. 10-11. Барабанная дробилка
ми 2, к которым прикрепляются сита бара-
бана из стальных листов толщиной 20 мм
с отверстиями 00—100 мм в зависимости от
принятой крупности дробления.
Внутри барабана под некоторым углом
к образующей укреплены подъемные пол-
ки 3, служащие для подъема материала с
одновременным перемещением непродро-
бившейся части к выдачному концу.
При падении с полок вниз уголь дробит-
ся и через отверстия в ситах просыпается
в кожух 4, откуда выводится желобом на
транспортер. Порода и посторонние пред-
меты остаются внутри барабана, постепен-
но перемещаются к концевой направляю-
щей лопатке и при помощи разгрузочного
плуга выводятся из барабана через желоб
в породный бункер 5.
Скорость вращения барабана дробилки
не превышает 20 об/мин. В желобе, подаю-
щем уголь в дробилку, установлен колос-
никовый грохот 6 для предварительного
отсева мелкого угля.
Характеристика дробилки
Внутренний диаметр барабана, мм 3560
Длина барабана без крестовин, мм 6600
Площадь сит, м2................. 72
Размер отверстий сит, мм .... 40 , 60,
80, 100
Число рядов подъемных полок . . 8
Число оборотов барабана в минуту 14—20
Производительность, т/ч .... 600—700
Мощность мотора, кет ............. ПО
Вес дробилки, т................. 40
13 Справочник коксохимика, т. I
Дробилка, обладает высокой производи-
тельностью, проста в обслуживании и на-
дежна в работе, но несколько громоздка.
На рис. 10-12 показан общий вид бара-
банной дробилки, применяемой Гипрокок-
сом в последних проектах.
Дробилка представляет собой барабан,
обшитый ситами и вращающийся на четы-
рех опорных катках. Сита располагаются
рядами по длине окружности барабана и
крепятся болтами к продольным балкам,
соединяющим диски. Катки насажены на
приводные валы, при помощи которых они
могут приводиться в движение.
Валы привадятся в движение от элек-
тродвигателей через редукторы.
Для предварительного дробления углей
может быть применена барабанная дробил-
ка МИД-4 (машина избирательного дроб-
ления); конструкция ее аналогична конст-
рукции барабанной дробилки Гипрококса
(рис. 10-12).
В табл. 40-4 дана сравнительная техни-
ческая характеристика барабанных дроби-
лок разных типов.
Дезинтеграторы
Дезинтеграторы применяются на коксо-
химических заводах, чаще при наличии
углефабрик для окончательного измельче-
ния влажной обогащенной шихты.
На рис. 10-13 показан дезинтегратор ти-
повой конструкции с индивидуальными
приводами каждой корзины, изготовляемый
Ново-Краматорским заводом.
194
Подготовка углей к коксованию
Рис. 10-12. Барабанная дробилка Гипрококса облегченного типа
Т а б л и ц а 10-4
Характеристики барабанных дробилок
Тнп дробилки Барабан Размер отверстий сит, мм Производи- тельность m/ч (по крупному углю) Мощность мотора кет Вес дробилки т
диаметр мм длина мм ЧИСЛО оборотов в минуту
Облегченного типа 3500 5500 10 80—150 180—250 90 35
МИД-4 2100 2800 22 75—100 150—200 43 14,8
Характеристика дезинтегратора
Диаметр внешней корзины по оси
бичей, мм...................... 2500
Ширина корзины в свету, мм . . 580
Число корзин........................ 2
Число рядов бичей в каждой кор-
зине ............................. 3
Шаг бичей, мм................... 200
Число оборотов корзины в минуту 180—220
Мощность моторов, кет........... 2x175
Производительность в зависимости
от степени измельчения и твердо-
сти угля, т/ч...................65—150
Вес дезинтегратора без моторов, т 21,5
На рис. 10-14, б приведены данные УХИНа
об изменении производительности и расхо-
да электроэнергии в типовых дезинтеграто-
рах с мощностью 'привода 200 кет в зави-
симости от степени измельчения шихты до-
нецких углей с 20% газовых углей при
влажности ее 9—10%.
На рис. 10-14, а приведены данные об из-
менении производительности дезинтеграто-
ров при измельчении углей Донецкого бас-
сейна различных марок в типовом дезин-
теграторе той же конструкции, но с мощ-
ностью привода 320 кет.
Недостатки дезинтеграторов: сравнитель-
но низкая производительность, громозд-
кость конструкции, возможность поломки
при попадании с углем металлических пред-
метов и повышенные эксплуатационные рас-
ходы по обслуживанию и ремонту.
Молотковые дробилки
Молотковые дробилки — основной вид
оборудования, применяемый в СССР для
окончательного измельчения углей и шихты.
Наибольшее распространение получили бы-
строходные реверсивные молотковые дро-
билки.
На рис. 10-15 приведена реверсивная мо-
лотковая дробилка, изготовляемая Ново-
Краматорским машиностроительным заво-
дом. Производительность дробилки при из-
мельчении шихты влажностью до 6% с со-
держанием 15% газовых углей и при по-
моле шихты до 85—88% класса ниже 3 мм
составляет 175—200 т/ч.
При увеличении влажности углей выше
6% и повышении степени измельчения про-
изводительность дробилки заметно снижает-
ся: по данным УХИНа, при измельчении
шихты, содержащей 12% газовых углей с
влажностью 8—9%, и при степени измель-
чения 93—94% класса ниже 3 мм произво-
дительность дробилки составляет 70 т/ч.
На основе проведенных УХИНом иссле-
дований молотковая дробилка усовершен-
Рис. 10-13. Дезинтегратор с индивидуальными приводами, изготов-
ляемый НКМЗ:
1 — внешняя корзина; 2 — внутренняя корзина; 3 — вал внутренней кор-
зины; 4 — вал внешней корзины; 5 — приводные шкнвы; 6 — подшипники;
7 — приемный желоб; 8 — опорная рама
Рис. 10-14. Изменение
производительности де-
зинтегратора в зависимо-
сти от тонкости помола
углей различных марок
донецких углей (а) и из-
менение производитель-
ности дезинтегратора и
расход электроэнергии в
зависимости от степени
измельчения шихты из
донецких углей (б):
1 — производительность де-
зинтегратора. т/ч; 2 — рас-
ход электроэнергии, квт-ч на
1 т шнхты
13*
ПИ
Рис. 10-15. Реверсивная молотковая дробилка 1450 X 1300 мм НКМЗ
Дробление и измельчение углей
197
ствована: применены окна для вывода цир-
кулирующего измельченного угля, измене-
на конструкция дробильных плит. Усо-
вершенствованная молотковая дробилка
(рис. 10-16) с выданными окнами при из-
мельчении шихты с содержанием 12—14%
газовых углей влажностью 8—9% дает
производительность 170—180 т/ч при степе-
ни измельчения 95% класса ниже 3 мм, а
при степени измельчения 90—92% класса
ниже 3 мм — до 200 т/ч. Расход электро-
энергии в усовершенствованной молотковой
дробилке на 30—40% ниже расхода элек-
тооэнергии в обычной реверсивной молот-
ковой дробилке.
Если требуется снизить степень измельче-
ния угля до содержания 88—92% класса
ниже 3 мм, необходимо работать с откры-
тым нижним карманом и открытым выдан-
ным окном в конце холостой ветви; в этом
случае измельченный уголь выходит глав-
ным образом через открытый нижний кар-
ман и расход электроэнергии резко сни-
жается (рис. 10-16).
При расположении выданного окна выше
горизонтальной оси дробилки производи-
тельность ее снижается. В связи с этим в
новых дробилках окно необходимо распо-
лагать ниже горизонтальной оси дробилки.
Если требуется степень измельчения более
92% класса ниже 3 мм, выданное окно
должно быть расположено в конце холо-
стой ветви ниже горизонтальной оси дро-
билки, а карман дробилки должен быть за-
крыт.
Техническая характеристика молотковых
дробилок описанных конструкций приведе-
на в табл. 10-5.
кокса. Конструктивно эта дробилка анало-
гична описанным выше и отличается боль-
шими размерами и увеличенной мощностью
мотора (табл. 10-6).
Таблица 10-6
Техническая характеристика дробилки
НКМЗ Гипрококса
Наименование
Производительность, m/ч. .
Максимальная крупность
кусков угля, загружаемого
в дробилку, мм............
Крупность измельченного уг-
ля, мм....................
Содержание класса 0—3 мм
в дробленом продукте, %
Диаметр ротора, мм ....
Полезная длина ротора, мм
Число продольных рядов мо-
лотков ...................
Общее число молотков . . .
Число оборотов ротора в ми-
нуту .....................
Мощность ротора, кет. . . .
Вес дробилки без электро-
оборудования, т ....
Смазка дробилки...........
350
§ я 8.0
х та
К s 2S
650
120 120
0—3 0—3
90
1500
1500
6
63
90
1500
1500
6
63
1500 1500
1100 630
30 30
Густая и
жирная цен-
трализован-
ная
Таблица 10-5
Характеристики молотковых дробилок
Наименование Тип дробилки на
рис. 10-15 рис. 10-16
Число оборотов ротора в минуту 740 740
Максимальная крупность загружаемого угля, мм 80 80
Крупность измельченного угля, мм ....... Диаметр ротора, мм . . . 0—3 0—3
1450 1450
Полезная длина ротора, мм 1300 1300
Производительность при влажности 8—9% и сте- пени измельчения 93— 94% класса ниже 3 мм, т/ч 70—75 170—200
Мощность электродвигате- ля, квт 380 475
Вес дробилки без электро- двигателя, т 18,00 18,00
На рис. 10-17 показана новая реверсив-
ная молотковая дробилка НКМЗ Гипро-
Для тонкого измельчения газовых и то-
щих углей при небольшой производитель-
ности применяют молотковые дробилки Но-
во-Краматорского завода (рис. 10-18). Тех-
ническая характеристика молотковых дро-
билок этого типа представлена в табл. 10-7.
Таблица 10-7
Характеристики молотковых дробилок
Наимеиованне Число оборотов в минуту
1460 985 740
Максимальная крупность кусков угля, загружае- мого в дробилку, мм 80 80 80
Крупность измельченного ^гля, мм 3—0 3—0 3—0
Диаметр ротора, мм . . 1000 1000
Полезная длина рото- ра, мм Ориентировочная произ- водительность, т/ч (по газовому углю) .... 1000 1000
От 70 до ПО
Мощность мотора, квт 315 260 200
Вес дробилки без элек- трооборудования, т 9,4 8,7 8,5
Рис. 10-16. Реверсивная молотковая дробилка 1450 X 1300 мм с окнами, изготовляемая НКМЗ
Рис. 10-17. Реверсивная молотковая дробилка НКМЗ Гипрококса
200
Подготовка углей к коксованию
ПОСТ
Производительность молотковых дроби-
лок любого типа зависит от многих факто-
ров: конструкции дробилки, режима ее ра-
боты, окружной скорости, мощности элек-
тродвигателя и характеристики измельчае-
мого материала, т. е. прочности угля, влаж-
ности его и требуемой степени измельчения.
Ориентировочно производительность мо-
лотковой дробилки можно определить по
формуле
kLdW
Q =-------------т,
3600(1 — 1)
где Q — производительность дробилки, т/ч;
k — коэффициент, зависящий от кон-
струкции дробилки и твердости
дробимого материала (для угля
k = 0,12—0,22);
L — длина ротора, мм;
d — диаметр наружной окружности
молотков, мм;
п — скорость вращения ротора, об/мин;
i — степень дробления.
Дробилки ударного действия
В последнее время получили распростра-
нение новые типы дробилок ударного дей-
ствия, измельчение в которых происходит
ударом с минимальным истиранием.
УХИН совместно с Баглейским коксохи-
мическим заводом реконструировали и усо-
вершенствовали молотковую дробилку пу-
тем удаления из нее колосниковой решет-
ки и части молотков, увеличения числа обо-
ротов до 985 в минуту и мощности элек-
тродвигателя до 560 кет.
Принципиальная схема конструкции бес-
колосниковой дробилки показана на
рис. 10-49.
Про и з в о д ите ль!но с т ь беек о л о с нико в о й
дробилки при измельчении шихты с предва-
рительно измельченными газовыми углями в
зависимости от числа молотков и зазора
между плитой и молотками приведена в
табл. 40-8.
Таблица 10-8
Производительность бесколосниковой
дробилки
Влажность шихты, % Число молотков Зазор между молотками и плитой, мм Степень из- мельчения (содержание класса 0— 3 мм). % Производи- тельность, т/ч
10,2 45 140 86,1 565
10,8 76 140 87,2 570
10,5 76 85 89,7 600
10,7 76 60 91,4 570
10,4 116 30 88,3 570
На рис. 10-20 показана принципиальная
схема дробилки ударного действия фирмы
Хацемаг (ФРГ).
Дробилка снабжена отбойными плитами,
прикрепленными нежестко к корпусу, и
Дробление и измельчение углей
201
Рис. 10-19. Бесколосниковая молотковая
дробилка
массивным барабаном, в прорезях которо-
го жестко закреплены молотки (била) в ви-
де сплошных балок из марганцовистой ста-
ли. Эти дробилки широко применяются в
свинцово-цинковой промышленности для
избирательного дробления руды и заме-
няют главным образом валковые, щековые
и конусные дробилки, которые работают
по принципу раздавливания.
Дробилки Хацемаг находят применение
также на коксовых установках, где допу-
скается крупное дробление углей и шихты.
Техническая характеристика дробилок
фирмы Хацемаг приведена в табл. 10-9.
Рис. 10-20. Схема дробилки удар-
ного действия фирмы Хацемаг
(ФРГ)
Таблица 10-9
Техническая характеристика дробилок ударного действия фирмы Хацемаг
Тип дробил ки Размеры дробилки Вес, кг Допустимая крупность посту- пающего мате- риала, мм Тонкое дроб- ление угля Дробление поро- ды шахтной и с углефабрик Дробление промпродукта
длина, мм ширина, мм высота, мм произво- дитель- ность. т/ч потребная мощность, кет произво- дитель- ность, т/ч к л <0 н 'S g &3e О о « Е S « прои зво- дитель- ность, т/ч К Л Я Е Я и Ю о щ £ н Зе о О « Е S X
АР-2 1850 1650 1590 2900 350 20 25 15 15 20 20
АР-3 2130 1690 1810 4400 400 30 35 20 20 30 25
АР-4 2350 1950 2250 5800 450 45 50 30 30 45 40
АР-4 3000 2400 2375 9500 600 80 80 40—50 50 70 60
АР-4 3000 2840 2375 11500 600 120 120 60—70 70 100 90
АР-5 3200 3360 3300 25100 1000 250 230 120—150 130 200 160
Глава 11
ДОЗИРОВАНИЕ УГЛЕЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Угольная шихта, которую применяют
для коксования, представляет собой смесь
углей, различающихся между собой по
технологическим свойствам: по зольности и
обогатимости, сернистости, выходу лету-
чих, спекаемости и другим показателям. От
того, насколько точно дозируются компо-
ненты шихты в соответствии с заданием и
насколько строго выдерживается постоян-
ство дозировки, зависит качество и по-
стоянство свойств кокса. Именно поэтому
составление шихты на коксохимическом за-
воде весьма ответственный технологический
процесс.
Шихту составляют ,в дозировочных или
дробильно-дозировочных отделениях; на
заводах, где имеется закрытый склад бун-
керного типа с дозировочными устройства-
ми, шихтовые материалы поступают из
бункеров закрытого склада, который вы-
полняет функции дозировочного отделения.
В связи с этим бункерное хозяйство, где
дозируют и составляют шихту, — весьма
важный объект, поскольку от правильного
выбора емкости, числа и конструкции бун-
керов дозировочных отделений зависит
нормальная работа завода и получение
кокса заданного качества.
2. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОЙ
ЕМКОСТИ БУНКЕРОВ
ДОЗИРОВОЧНОГО ОТДЕЛЕНИЯ
Запас угля в бункерах дозировочного от-
деления, который требуется для составле-
ния шихты, определяется в зависимости от
режима работы углеподготовительного цеха,
наличия склада для хранения угля, равно-
мерности поступления угля на завод и про-
изводительности завода.
Возможны следующие варианты режима
работы углеподготовки:
Прибывающий на завод уголь круглосу-
точно принимают в бункера дозировочного
отделения.
В этом случае хранилища дозировочного
отделения служат для приема прибываю-
щего угля с учетом неравномерности его
прибытия и для обеспечения дозировки.
Общая емкость бункеров (Робщ) при та-
ком режиме может быть определена по
уравнению
Vo6ul = Q(2k- 0,8),
где Q — суточный расход углей всех ма-
рок, т;
k — коэффициент неравномерности
прибытия угля на завод.
Для заводов, расположенных на терри-
тории угольных бассейнов, £=>1,35, для за-
водов Приднепровья 1,65, для восточных
заводов, расположенных на большом рас-
стоянии от шахт (свыше 1000 км), 1,80.
Прибывающий на завод уголь прини-
мается на склад и лишь частично направ-
ляется в бункера дозировочного отделения.
Необходимая минимальная емкость бун-
керов дозировочных отделений в этом слу-
чае может быть определена следующими
уравнениями:
при подаче угля в бункера со склада и
частично из прибытия в течение:
одной смены (8 ч)
1'общ = 0,9QVo;
двух смен
Робщ = 0,55Q Го!
трех смен
Г общ - 0,2Q + Ро,
где Q — суточный расход углей различ-
ных марок, т;
Vo — запас емкости, 1предуаматривае-
мый для работы дозировочного
отделения в случае непредвиден-
ного перерыва в подаче угля в
бункера, т.
При трехсменной подаче угля в бункера
дозировочного отделения запас емкости
(Vo) должен обеспечить шестичасовую
остановку для профилактических осмотров
и ремонтов оборудования, т. е.
V0 = -|j- • 6 = 0,25Q;
при двухсменной подаче угля
О
Vo = -т- • 4 = 0,17Q;
Дозирование углей
203
при односменной работе
Q
Eo=-^--2 = 0,08Q.
При выборе количества бункеров дозиро-
вочного отделения исходят из числа ком-
понентов, входящих в состав шихты с уче-
том характеристики угольного бассейна,
технологической группировки углей и воз-
можного количества компонентов шихты в
будущем при использовании различных
углей бассейна; следует учитывать необхо-
димость усреднения углей и предусматри-
вать 1—2 резервных бункера для обеспечи-
вания чистки бункеров и ремонта дозиру-
ющих устройств.
На рис. 11-1 приведены схемы и размеры
бункеров, применяемых в углеподготови-
тельных цехах.
Конструкция и соотношение размеров
хранилищ существенно влияют на степень
зависания и сегрегации угля и шихты в
бункерах.
Круглая форма сечения бункеров наибо-
лее удобна с точки зрения их строитель-
ства, а также для эксплуатации; в таких
бункерах меньше зависает уголь и шихта.
В бункерах круглого сечения целесообраз-
но делать конические воронки; рекомендуе-
мые углы наклона поверхностей воронок
приведены в табл. 11-1.
Таблица 11-1
Углы наклона воронок
Угол наклона
град
Характеристика угля
я
а
ч v «
ч а =
g а о
32
5 §
г
Рядовой и дробленый уголь
классов 0—80 и 0—50 мм,
с влажностью не выше
6-7%....................
Измельченный уголь и ших-
та с влажностью:
до 6%...............
выше 6%.............
50—55 55—60
55—60 60—65
60 70
Диаметр выпускных отверстий цилиндри-
ческих бункеров целесообразно прини-
мать не менее 0,9—1,0 м.
В бункерах прямоугольного сечения вы-
пускные отверстия следует делать возмож-
но большей площади, особенно в бункерах
значительной емкости и большой высоты.
Целесообразно применять бункера с не-
сколькими выпускными отверстиями.
В бункерах с асимметричными воронками
(рис. 11-1, в) со смещением оси бункера на
750—800 мм обеспечивается лучший сход
угля и шихты.
Для уменьшения зависания угля переход
в бункерах от вертикальных стен к наклон-
ным должен быть плавным. Необходимо
тщательно сглаживать внутренние поверх-
ности воронок, не допуская неровностей и
выступов.
В проектах дозировочных отделений
Гипрококса применяются бункера цилинд-
рической формы с размерами, показанными
на рис. 11-1, г. Емкость подобного бункера
800—900 т.
Для закрытых складов, служащих одно-
временно дозировочным отделением, Гипро-
кокс применяет бункера цилиндрической
формы с металлическими воронками
(рис. 11-1, ж); емкость такого бункера
2500 т.
В бункерах для дробленых н влажных
углей следует применять устройства для
пневматического обрушивания, или элек-
тровибраторы для механического обруши-
вания зависшего угля.
8. ТИПЫ И КОНСТРУКЦИИ
ДОЗИРОВОЧНЫХ ОТДЕЛЕНИЙ
На рис. LI-2 показано дозировочное отде-
ление, состоящее из 14 бункеров круглого
сечения, расположенных в два ряда, диа-
метр каждого 10 м, воронки металлические,
общая емкость 10600 т. Подача угля в бун-
кера осуществляется двумя ленточными
конвейерами производительностью 600 т/ч
каждый.
Распределение угля по бункерам произ-
водится передвижными барабанными сбра-
сывающими тележками. Выдача и дозиро-
вание угля осуществляется автодозатора-
ми типа ЛДА-100Т. Дозировочное отделе-
ние может быть использовано для углепод-
готовки по схемам ДШ, ДК и ДДК.
Техническая характеристика
и оборудование бункеров
Производительность по загруз-
ке бункеров, т/ч............... 600—1200
Производительность но выдаче
из бункеров, т/ч.............. 500—600
Общая емкость бункеров, Т . . 10600
Число ленточных конвейеров
с барабанными разгрузочными
тележками......................... 2
Число сборных ленточных кон-
вейеров для шихты................. 2
Число автодозаторов типа
ЛДА-100 ...................... 14
Производительность автодозато-
ров, т/ч........................ 100
Установленная мощность элек-
тродвигателей, кет............ 350
Вес технологического оборудо-
вания и металлоконструк-
ций, Т.......................... 258
Рис. 11-1. Типы (а—к) и размеры
бункеров, применяемых в углепод-
готовительных цехах
Дозирование углей
205
Рис. М-2. Дозировочное отделение из 14 бункеров:
1 _ конвейеры на дозировочное отделение; 2 — конвейеры над бункерами; 3 — передвижная
барабанная разгрузочная тележка; 4 — автодозаторы; 5 — конвейеры; 6 — бункера
В отдельных случаях распределение уг-
ля по бункерам дозировочного отделения
может осуществляться конвейерами, как
показано на рис. ,1,1-3.
На рис. 11-4 показано дозировочное от-
деление из четырех бункеров, которое мо-
жет быть применено на коксогазовых за-
водах; общая емкость приведенных бунке-
ров составляет 850 т.
Уголь подается в бункера ленточным кон-
вейером и распределяется по ним поворот-
ным желобам. Управление поворотным же-
лобом можно осуществлять из диспетчер-
ского пункта. Бункера оборудованы авто-
матическими указателями уровня, угля.
Устройство для распределения угля по,бун-
керам простое и надежное в работе.
4. ОБОРУДОВАНИЕ ДОЗИРОВОЧНЫХ
ОТДЕЛЕНИЙ
Дисковые питатели
(дозировочные столы)
Дисковые питатели применяются в дози-
ровочных отделениях углеподготовок в ка-
честве дозирующего устройства компонен-
тов шихты, предварительно дробленных до
50—80 мм, реже дисковые питатели приме-
няются для дозирования окончательно из-
мельченных углей и шихты.
На рис. 11-5 представлен дисковый пи-
татель Дебальцевского завода, который
может быть трех размеров: Д=2000, 1800
и 1500 мм.
Рис. 1,1-3. Дозировочное отделение с загрузкой угля по бункерам Челноковыми реверсив-
ными конвейерами:
1 — конвейер на дозировочное отделение; 2 — челноковый ленточный передвижной конвейер;
3 — автодозаторы; 4 — сборный конвейер; 5 — бункера
206
Подготовка углей к коксованию
Рис. 11-4. Дозировочное отделение с распределением угля по бункерам
вращающимся желобом:
1 — подающий конвейер; 2 — вращающийся желоб; 3 — канатная передача; 4 —
диск; 5 — предельный выключатель; 6 — рычаг с лопаткой для определения уровня
загрузки бункера
Техническая характеристика дисковых питателей Дебальцевского
завода
Диаметр диска, мм ............................... 2000 1800 1500
Производительность, т/ч........................... 130 100 50
Крупность угля, мм............• • ......... 0—100 0—100 0—3
Число оборотов тарелки в минуту.................. 12,5 12,5 12,5
Передаточное число конической пары ........... 2 2 2
Электродвигатель..............................АО-63/8 АО-63/8 АО-63/8
Число оборотов в минуту ................... 750 750 750
Мощность, кет....................................... 7 6 6
Вес без электродвигателя и редуктора, кг ... 1625 1530 1435
На рис. 11-6 показан дисковый питатель синайского завода; основные размеры этих
Луганского завода им. Пархоменко и Ли- дисковых питателей приведены в табл. 11-2.
Таблица 11-2
Размер дисковых питателей, мм
Тип Д г Б А X т Е Ж с 3
Д-160 1600 1000 1250 2610 1530 700 1000 1480 600 625
Д-200 2000 1200 1250 2980 1930 700 1000 1588 600 625
Д-250 2500 1465 1250 3580 2430 700 1000 1713 600 625
Техническая характеристика дисковых питателей
Тип питателя.......................................
Производительность по углю, т/ч....................
Крупность материала, мм............................
Число оборотов диска в минуту......................
Электродвигатель, тип..............................
Мощность, кет......................................
Число оборотов в минуту............................
Вес без электродвигателя, кг ......................
Д-160
55
0—90
10,7
АО-52-6Щ2
4,5
950
2023
Д-200
105
0-120
10,7
МА143-1/6
8
960
2319
Д-250
110
0-150
8,1
АО-22/8Щ2
10
730
3178
Дозирование углей
207
Д = 1500,1800, \000
1280
Рис. 11-5. Дисковый питатель Дебальцевского завода
Максимальная производительность диско-
вого питателя рассчитывается по формуле
Q = бОРпуф,
где V — объем снимаемого материала за
один оборот стола,
п — число оборотов стола в минуту;
у — насыпной вес материала, т/м3-,
ф — коэффициент разрыхления под
влиянием центробежной силы,
обычно принимается равным
0,8—0.9.
V=—(D*-2d* + Dd).
где D — диаметр нижнего основания усе-
ченного конуса материала на
столе;
d — диаметр верхнего основания усе-
ченного конуса;
h — высота конуса.
D определяется в зависимости от вели-
чины и угла откоса материала.
208
Подготовка углей к коксованию
Рис. 11-6. Дисковый питатель завода им. Пархоменко
Угол откоса материала для угля круп-
ностью 0—80 мм принимаегся равным град:
При влажности 3—4%...............30
» » 5—9%.............35
» » 10—12% .............40
Для мелкого угля.............45
Для повышения точности дозирования
компонентов, входящих в состав шихты
в сравнительно небольшом количестве
(5—10%), число оборотов дискового пита-
теля целесообразно уменьшить до 5—6 в
минуту.
Дозирование углей
209
Для соблюдения постоянства состава
шихты дисковые питатели могут оборудо-
ваться устройством для автоматического от-
ключения их в случае прекращения схода
угля из бункера.
Ленточные дозировочные питатели
На рис. 11-7 показан ленточный дозиро-
вочный питатель, применяемый для дози-
рования измельченных углей и шихты.
Предварительное регулирование подачи
угля на питатель производится реечным
шибером /, а для более точной дозировки
применяется секторный затвор 2.
Ленточные питатели обеспечивают более
точную дозировку, чем тарельчатые.
К недостаткам ленточных дозировочных
питателей следует отнести сравнительно
быстрый износ ленты.
Ленточные автоматические дозаторы
типа ЛДА
Ленточные автоматические дозаторы
предназначены для непрерывного дозиро-
вания различных сыпучих материалов.
Ленточные автодозаторы (рис. 11-8) наи-
более совершенны, так как регулирование
их производительности осуществляется
Рис. 11-7. Ленточный
дозировочный питатель
Ленточный дозировочный питатель 3
снабжается устройством для автоматиче-
ского выключения всех дозировочных пи-
тателей, если нарушается выдача заданно-
го количества угля.
Для выключения служит поплавковое
устройство 4 в виде лопатки, один конец
которой лежит на поверхности выдаваемо-
го слоя угля, а другой жестко укреплен на
валике 5. Заданное положение поплавко-
вого устройства 4 можно регулировать,
вращая сегмент 6, жестко укрепленный на
валике 5. При уменьшении уровня угла на
дозировочном питателе поплавки опускают-
ся, поворачивая валик с вилкой 7; послед-
няя, нажимая на кнопку выключателя, вы-
ключает моторы дозировочных питателей.
Иногда применяют ртутные выключатели,
автоматически действующие и сблокирован-
ные с поплавковым устройством 4.
Скорость ленты питателя выбирается в
пределах 0,1—0,35 м/сек. Производитель-
ность питателя может достигать 300 т/ч.
]4 Справочник коксохимика т. I
электрическим автоматом; это повышает
надежность работы и точность дозирова-
ния, а также (позволяет осуществлять ди-
станционную настройку производительно-
сти с помощью малоканальной бесконтакт-
ной телемеханической системы. Действие
автодозатора этого типа основано на сле-
дующем принципе: вес дозируемого мате-
риала, который подается на конвейерный
питатель 1, передается системой рычагов
на весовое коромысло, перемещение которо-
го вызывает соответствующее перемещение
плунжера индукционного датчика, чем на-
рушается равновесное состояние индук-
ционного моста прибора ЭПИД-05. Вслед-
ствие этого стрела прибора отклоняется от
первоначального положения на величину,
пропорциональную изменению нагрузки на
ленту, а имеющееся в приборе контактное
устройство включает исполнительный меха-
низм потенциал-регулятора. Последний из-
меняет величину напряжения постоянного
тока на катушках вибродвигателя 2, что
вги
Рис. 11-8. Ленточный автоматический дозатор типа ЛДА
Дозирование углей
211
Таблица 11-3
Типовые размеры автодозаторов типа ЛДА
Марка автодозатора X О и ь- . Ч О W и о. Я О W х S V 0) Дозируемый материал Насыпной вес. т/м* Максимальная производи- тельность, т/ч Наибольшее значение шка- лы прибора, т/ч Габаритные раз- меры вибропита- теля, мм 1 Вес весового конвейера, кг Вес вибро- пнтателя. кг । Суммарная потребляемая , МОЩНОСТЬ. квт
дли- на шири- на ВЫСО' та
^ss’
ЛДА-32Т 500 Известняк, доломит 1.5 32 32 4500 1135 1290 560 640 1.5
и ЛДА-25 Г ЛДА-60Т 800 Коксовая мелочь 0,5 25 25 4500 1435 1350 610 640 1,5
ЛДА-100Т 11000 Уголь, шихта 0,85 100 100 4500 1635 1425 600 1300 2,0
ЛДА-130Т Агломерацион- ная шихта 1,1— 1,4 130 160 4500 1635 1425 600 1300 2,0
соответственно уменьшает или увеличивает
амплитуду вибраций лоткового питателя 3,
а следовательно, и производительность
вибропитателя.
Изменение производительности происхо-
дит до тех пор, пока вес материала на лен-
те конвейера не станет равным заданному.
В течение всего времени работы дозатора
с заданной производительностью гори г
сигнальная лампочка.
Прибор имеет показывающую стрелку,
стрелку задания, устройство для диаграмм-
ной записи и счетчик суммарного веса про-
шедшего материала.
На корпусе уравновешивающего меха-
низма (в стенке весового шкафа) имеется
дублирующая шкала производительности
дозатора.
Техническая, характеристика автодозатора
типа Л ДА
Максимальная производительность доза-
тора по углю, т/ч..................100
Точность регулирования, %...........д£2
Частота сети, гц.................... 50
Число колебаний в секунду............50
Двойная максимальная амплитуда виб-
раций, мм...........................1,4
Автодозаторы типа ЛДА бывают трех
типоразмеров, соответственно применяемым
конвейерным лентам шириной 500, 800 и
1000 мм, как показано в табл. 11-3.
Каждый типоразмер имеет две модифи-
кации по максимальной производительности
в зависимости от дозируемого материала,
отличающиеся только значением шкал и
данными уравновешивающей пружины.
Вибропитатели дозаторов могут быть
двух типоразмеров—с шириной лотка 850
и 500 мм.
Электродвигатели конвейерных лент всех
дозаторов имеют мощность 0,8 кет.
Каждый дозатор снабжен шкафом управ-
ления с пусковой и регулирующей аппара-
турой.
14*
Глава 12
СМЕШЕНИЕ УГЛЕЙ И ШИХТ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Для получения кокса постоянного каче-
ства и однородной структуры необходимо
производить тщательное смешение компо-
нентов шихты. Смешение шихты осуще-
ствляется при перегрузке ее в процессе
транспортирования, при дозировке и дроб-
лении, а также в специальных смесительных
машинах и устройствах.
При дозировке отдельные компоненты
входящие в состав шихты, ложатся на
сборном конвейере один на другой слоями.
В связи с этим должно быть уделено осо-
бое внимание правильному разделению
шихты со сборных конвейеров на два по-
тока или больше для распределения по
дробилкам для окончательного дробления,
в смесительные машины и в бункера уголь-
ных башен. Разделение потока шихты не-
обходимо производить по ширине конвейе-
ра, а не по толщине слоя угля на ленте,
поскольку в последнем случае в каждом из
двух потоков будет шихта разного соста-
ва. Для обеспечения одинакового состава
шихты при делении потока по ширине не-
обходимо обращать внимание на правиль-
ное расположение отдельных компонентов
шихты по сечению ленты при загрузке кон-
вейеров.
В углеподготовительных цехах, работаю-
щих пр схеме ДШ, предварительно дроб-
ленная шихта перемешивается в результа-
те перегрузок с конвейера на конвейер и в
дробильных агрегатах для окончательного
измельчения — дезинтеграторах и молот-
ковых дробилках.
Перегрузка шихты с конвейера на кон-
вейер при взаимном расположении их под
углом 90° обеспечивает лучшее смешение
шихты, чем при расположении конвейеров
по одной оси.
Хорошее смешение шихты в дезинтегра-
торах достигается благодаря расположе-
нию дробильных бичей, обеспечивающих
многократное пересечение и смешение по-
токов шихты.
Для лучшего смешения шихты в молот-
ковых дробилках рекомендуется распола-
гать «положи в шахматном порядке.
В углеподготовительных цехах, работаю-
щих по схеме ДК и ДДК, для необходи-
мого смешения шихты обязательно уста-
навливаются смесительные машины.
2. ТИПЫ СМЕСИТЕЛЬНЫХ ОТДЕЛЕНИЙ
И КОНСТРУКЦИИ СМЕСИТЕЛЬНЫХ
МАШИН
Компактную и высокопроизводительную
смесительную машину устанавливают обыч-
но в перегрузочной станции у места пере-
грузки шихты с конвейера на конвейер, или
же на верху угольной башни; лучше уста-
навливать на верху угольной башни, так
как в этом случае сегрегация шихты дово-
дится до минимума.
На рис. 12-1 показано расположение сме-
сительной машины лопастного типа на вер-
Рис. 12-4. Расположение сме-
сительной машины на верху
угольной башни:
1 — конвейер на угольную баш-
ню; 2 — смесительная машина ло-
пастного типа; 3 — скребковый
распределительный конвейер; 4 —
бункера угольной башни
Смешение углей и шихт
213
ху угольной башни. Такое же решение мо-
жет быть применено для установки тарель-
чатой смесительной машины.
Для установки смесительных машин де-
зинтеграторного типа, имеющих большие
габариты, сооружают специальные здания
Недостатки смесительной машины лопа-
стного' типа: лопасти часто забиваются по-
сторонними предметами (ветошью, прово-
локой и т. л.) и шихтой, эффективность ра-
боты машины снижается при влажной
шихте.
Рис. 12-2. Смесительное отделение:
а — с одной смесительной машиной; б — с двумя смеси-
тельными машинами
у места перегрузки шихты на конвейеры,
подающие шихту на угольные башни
(рис. il2-2).
На коксохимических заводах применяют-
ся следующие типы смесительных машин:
лопастные, тарельчатые, бичевые и маши-
ны дезинтеграторного типа.
Лопастная смесительная машина
(рис. 12-3)
Машина имеет два параллельно располо-
женных вала 1, на которые жестко наса-
жены дискн-лопасти 2. Лопасти одного ва-
ла по отношению к лопастям другого вала
смещены иа 45°. Вращение лопастей осу-
ществляется от привода верхнего конвейе-
ра 3 через цепную передачу 4 и пару ше-
стерен 5. Лопасти вращаются в противопо-
ложные стороны.
Техническая характеристика лопастной
смесительной машины
Диаметр лопастей, мм .... 700
Длина ротора с лопастями, мм 1200—1400
Расстояние между осями лопа-
стных валов, мм................ 455
Число оборотов лопастей в ми-
нуту .......................... 45—98
Потребная мощность, квт . . . 4,5—6
Производительность, т/ч . . . 500—700
Вес смесительной машины при
длине ротора 1400 мм, кг , . 1400
Тарельчатая смесительная машина
(рис. 12-4)
Состоит из тарелки, укрепленной на вер-
тикальном валу, который через шестерен-
ную передачу связан с приводом. Уголь-
ная шихта, поступающая на тарелку, цент-
робежной силой сбрасывается слоями в
нижний желоб, в котором происходит окон-
чательное смешение.
Техническая характеристика машины
Диаметр тарелкн, мм.............. 1250
Число оборотов тарелки в минуту 190
Мощность электродвигателя, квт 6
Производительность, т/ч .... 250—500
Преимущества тарельчатой смесительной
машины ее малые габариты по высоте и
простота конструкции; полностью исклю-
чается забивание машины шихтой и посто-
ронними предметами. Недостаток этой ма-
шины сравнительно низкая эффективность
смешения.
Внчевая смесительная машина
(рис. 12-5)
Отличительным элементом этой машины
являются три ряда горизонтально располо-
женных бичей различной длины, насажен-
ных на вертикальном валу.
3565
Рис. 12-3. Лопастная смесительная машина
Рис. 12-4. Тарельчатая смесительная машина:
1 - тарелка; 2 - вертикальный вал; 3 - привод; 4 - желоб; 5 - конвейеры
Смешение углей и шихт
215
Рис. 12-5. Бичевая смесительная машина:
1 — лопасти; 2 — вертикальный вал; 3 — привод; 4 — кожух; 5 — желоб;
6 - конвейер
Техническая характеристика машины.
Число рядов бичей.................... 3
Число бичей в каждом ряду............ 6
Общее число бичей....................18
Радиус бичей, мм:
максимальный ................... 600
минимальный.....................350
Число оборотов вала с бичами в минуту 210
Мощность электродвигателя, квт. ... 14
Производительность, пг/час..........500
Вес машины, кг......................440
Недостаток рассматриваемой машины —
возможность забивания ее посторонними
предметами (ветошью, проволокой и т. п.)
и даже влажной шихтой; эффективность
смешения шихты бичевой смесительной
машины ниже, чем тарельчатой.
Смесительная машина
дезинтеграторного типа (рис. 12-6)
Применяются две разновидности смеси-
тельных машин дезинтеграторного типа:
/ — смесительная машина конструкции
Гипрококса, которая имеет одну вращаю-
щуюся корзину с четырьмя рядами бичей и
одну жестко закрепленную нижнюю полу-
корзину с тремя рядами бичей; II — видо-
измененная конструкция Гипрококса имеет
одну вращающуюся корзину с четырьмя
рядами бичей, с увеличенным вдвое шагом
бичей.
Техническая характеристика смесительной
машины дезинтеграторного типа
Тип Тип
I II
Диаметр внешней корзи-
ны А, мм............. 2150 2150
Ширина корзины В, мм . 600 700
' Шаг бичей, мм......... 200 400
Число рядов бичей . . . 4—3 4—3
Число оборотов корзины,
в мин....................... 145 140
Мощность электродвига-
теля. квт............ 55 75
Производительность при
влажности шихты до
7%, т/ч................. 300—500 600—750
Вес машины без мотора, кг 12075 11400
Машина дезинтеграторного типа смеши-
вает шихту .более эффективно, чем бичевая
и тарельчатая. При увеличении производи-
216
Подготовка углей к коксованию
Рис. 12-6. Смесительная машина дезинтеграторного типа:
1 — вращающаяся корзина; 2 — стационарная корзина; 3 — приемный желоб;
4 привод
гельности машин типа I с 300 до 500 т/ч
эффективность смешения по показателям
ситового состава, зольности и выходу ле-
тучих веществ увеличивается.
Недостаток смесительной машины типа I
в том, что она забивается шихтой при
влажности ее более 7% и вследствие этого
резко снижается производительность. Сме-
сительная машина дезинтеграторного ти-
па II обеспечивает необходимое качество
смешения при производительности 600—
750 т/ч шихты с влажностью 9—10%.
Наиболее эффективными из рассмотрен-
ных смесительных машин являются маши-
ны дезинтеграторного и тарельчатого типа,
причем машины дезинтеграторного типа бо-
лее эффективны.
Для получения шихты одинакового ка-
чества во всех угольных башнях жела-
тельно устанавливать на заводе (или на
одном блоке завода) одну смесительную
машину высокой производительности, про-
пуская через нее весь поток шихты, направ-
ляемой на угольные башни.
Глава 13
ХРАНЕНИЕ ГОТОВОЙ ШИХТЫ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Для хранения готовой шихты сооружают
специальные угольные башни, куда направ-
ляется шихта после углеподготовки. Уголь-
ные башни служат одновременно^ для за-
грузки из них шихты в углезагрузочные
вагоны. Поэтому угольные башни распола-
гают в коксовом цехе, обычно между бата-
реями коксовых печей.
Режим загрузки коксовых печей не дол-
жен зависеть от работы углеподготови-
тельного цеха, поэтому в угольных башнях
и создается определенный запас шихты.
Величину этого запаса выбирают .в зави-
симости от режима работы и плановых
остановок углеподготовительного цеха.
2. ТИПЫ И КОНСТРУКЦИИ
УГОЛЬНЫХ БАШЕН
Угольная башня прямоуголь-
ного сечения состоит из одной секции
емкостью от 1500 до 6000 т, выполнена в
монолитном железобетоне, представлена на
рис. 13-1.
Отсутствие отдельных секций в башне
этого типа не позволяет зачищать башню
и хранить в ней одновременно различные
шихты; в таких башнях происходит зами-
ная сегрегация шихты. Недостаток уголь-
ных башен этого типа и в том, что колон-
ны и балки жесткости расположены с внут-
ренней стороны бункерной части, что за-
трудняет сход всей шихты .из башни и спо-
собствует ее зависанию.
Угольная башня прямоуголь-
ного сечения, состоящая из несколь-
ких отдельных секций общей емкостью
2400—3000 т, выполненная в монолитном
железобетоне, представлена на рис. 13-2.
Имеются башни аналогичной конструкции
емкостью до 6000 т.
Угольная башня прямоуголь-
ного сечения, состоящая из двух сек-
ций общей емкостью до 3200 т, выполнен-
ная в сборном железобетоне, показана на
рис. 13-3.
Секционные угольные башни значительно
удобнее в эксплуатации, нежели сплошные,
и рекомендуются для сооружения на кок-
сохимических заводах большой производи-
тельности.
Угольная башня, состоящая
из отдельных бункеров цилинд-
Рис. 13-1. Угольная башня из одной секции
Рис. 13-2. Угольная башня из четырех секций
Рис. 13-3. Угольная башня из двух секций прямоугольного сечения
Хранение готовой шихты
219
рической формы общей емкостью
2500 т, выполненная в сборном или моно-
литном железобетоне, представлена на
рис. 13-4.
В угольных башнях с бункерной частью
цилиндрической формы внутренняя поверх-
ность гладкая, что сводит зависание ших-
ты при прочих равных условиях до мини-
мума.
Однако угольные башни с бункерами ци-
линдрической формы имеют существенные
недостатки, поскольку при одной и той же
емкости и высоте такие -угольные башни
требуют большей площади застройки.
Рис. 13-4. Угольная башня из двух секций круглого сечения
Таблица 13-1
Характеристика бункерной части угольных башен
Тип угольных башен, приведен- ный иа Ем- кость m Число секций Размеры бункерной части, м * АХ-Б л? ахб м* // ** АхБ Число воронок в одной секции Угол наклона воронок град.
И А Б а б •^Пр ахб
Рис. 13-1 3000 1 22,0 18,1 14,7 0,7 0,6 275 0,36 1,2 37 20 60—75
и 13-2 2400 4 19,63 12,1 5,6 0,74 0,5 68 0,37 2,1 15 12 65—70
6000 8 17,9 13,4 5,4 0,74 0,5 72,4 0,37 1,79 22 9 65—70
Рис. 13-3 3200 2 19,50 11,20 12,8 0,74 0,5 143,4 0,37 1,44 33 12 65—75
Рис. 13-4 2500 2 23,00 10,8 — 0,74 0,5 91,5 0,37 2,1 20,7 12 65-75
и 13-5 4800 4 20,73 10,6 — 0,74 0,5 90,0 0,37 1,96 20,0 12 65—75
* Н — высота бункерной части угольной башни; А и Б — размеры поперечного сечения бункерной
части. АХБ — площадь сечення бункерной части; а и б— размеры выпускного отверстия; ахб — площадь
сечення выпускного отверстия.
•* £>Пр ~ приведенный диаметр, соответствующий площади поперечного сечения бункерной части;
aiX6i — суммарная площадь выпускных отверстий угольной башни.
220
Подготовка углей к коксованию
Представленные на рис. 13-3 и 13-4 кон-
струкции угольных башен приняты Гширо-
ко,ксом как типовые для проектирования
коксохимических заводов.
В отдельных случаях уголь-
ные башни выполняются из ме-
талла с кирпичной облицовкой;
конструкция такой башни приведена на
рис. 13-5.
Металлические башни экономически себя
не оправдывают: стоимость их значительно
выше железобетонных и при эксплуатации
ности и выходу летучих веществ) сравни-
тельно со способом заполнения башни без
передвижки конвейеров в момент загрузки
в отсеки.
Загрузку шихты в угольные башни с не-
сколькими секциями целесообразно вести в
отдельные секции периодически и небольши-
ми порциями.
Движение конвейера для обеспечения по-
стоянного равномерного распределения
шихты во все секции угольной башни
должно быть Челноковым, но с система-
Рис. 13-5. Угольная башня металлическая с облицовкой:
1 - конвейер на угольную башню; 2 — ленточные катучие конвейеры
они менее удобны; наружная часть метал-
лических угольных башен подвергается
коррозии и требует систематической чистки
и покраски.
Характеристика бункерной части уголь-
ных башен приведена в табл. 13-1.
3. ЗАПОЛНЕНИЕ П ОПОРОЖНЕНИЕ
УГОЛЬНОЙ БАШНИ
Подачу шихты на угольную башню про-
изводят ленточными конвейерами. Распре-
деление шихты по секциям осуществляют
одним или двумя катучими ленточными
конвейерами.
Для уменьшения сегрегации шихты и луч-
шего заполнения каждой секции угольной
башни в ряде случаев катучие конвейеры
для разгрузки шихты непрерывно переме-
щаются по всему фронту загрузки, авто-
матически изменяя направление движения
(челночное движение). Исследования пока-
зали, однако, что такой способ загрузки
шихты в отсеки угольной башни не приво-
дит к улучшению усреднения шихты по
основным показателям (зольности, влаж-
тической кратковременной остановкой
его при загрузке в каждую отдельную
секцию.
В угольные башни, состоящие из двух
отсеков прямоугольного или круглого сече-
ния, загрузку шихты целесообразно вести
по оси отсека одним реверсивным кон-
вейером попеременно в каждый отсек
(рис. 13-4).
Забор шихты из угольной башни произ-
водят последовательно из всех отсеков и
из всех рядов выпускных отверстий.
Для лучшего схода шихты из башни и
уменьшения систематического зависания
угля в ней, необходимо при проектирова-
нии угольных башен правильно выбирать
размеры бункерной части с учетом сле-
дующих замечаний:
а) высоту бункерной части и отношение
Н/D следует принимать минимальными;
площадь сечений выпускных отверстий сле-
дует принимать возможно большей, а отно-
АБ
шение -----— — возможно меньшим;
«1-61
б) внутреннюю поверхность бункерной
части выполнять без выступов и неровно-
Хранение готовой шихты
221
стей, а в местах пересечения стен и пло-
скостей воронок делать плавные закругле-
ния;
в) выпускные воронки целесообразно из-
готовлять металлическими, а в железобе-
тонных угольных башнях их необходимо
обязательно покрывать железом, либо об-
лицовывать стеклянными или базальтовы-
ми плитками;
г) весьма эффективным средством борь-
бы с зависанием шихты и образованием
настылей является пневматическое обруши-
вание шихты сжатым воздухом, который
подводится через сопла внутрь бункерной
части угольной башни.
4. РАСЧЕТ ЕМКОСТИ УГОЛЬНЫХ
БАШЕН
Учитывая большую стоимость угольных
башен (10—12% от затрат на весь угле-
подготовительный цех, без углефабрики) и
осложнения в эксплуатации, вызываемые
зависанием шихты в них, следует прини-
мать минимально необходимую емкость
угольных башен.
С учетом плановых остановок на профи-
лактический осмотр и ремонт оборудования
углеподготовительного цеха на участке по-
дачи шихты на башни, а также необходи-
мость создания запаса на время прекраще-
ния подачи шихты с углеподготовки, ем-
кость угольной башни следует определять
в зависимости от числа смен подачи ших-
ты с углеподготовки:
При подаче в одну смену Q = 0,75 Q К
» » в две смены Q = 0,5 Q • К
» » в три смены Q = 0,25 Q - К
где Q — суточная потребность в шихте;
К — коэффициент, учитывающий зави-
сание шихты в башне.
Для угольных башен без устройств для
обрушения шихты рекомендуется прини-
мать К — 4,3—1,5; при наличии устройств
для обрушения шихты — К=1,1 —1,15.
Глава 14
РЕГУЛИРОВАНИЕ И УВЕЛИЧЕНИЕ НАСЫПНОГО ВЕСА
УГОЛЬНЫХ ШИХТ В КАМЕРАХ КОКСОВЫХ ПЕЧЕЙ]
1. ОБЩИЕ ПОЛОЖЕНИЯ
Угольную шихту можно загружать в ка-
меры коксовых печей в свободной насыпи
или в виде предварительно уплотненного
угольного пирога, который! изготовляется
путем трамбования шихты в специальной
трамбовочной машине. В том и в другом
случае средний насыпной вес шихты в ка-
мерах печей зависит от условий и метода
загрузки шихты, а также от степени
уплотнения ее в трамбовочной машине.
На величину насыпного веса углей и
шихт, загружаемых в камеры печей сво-
бодной насыпи, влияют два основных фак-
тора:
1) гранулометрический состав, т. е. со-
отношение содержания различных по круп-
ности классов в загружаемых углях или
шихтах;
2) содержание влаги в них, которая мо-
жет быть устранена сушкой углей и шихт,
вымораживанием, смачиванием органиче.
сними жидкостями или другими методами.
Насыпной (вернее — объемный) вес уг-
лей и шихт увеличивается, если загружать
уголь в камеры коксовых печей не свобод-
ной насыпью, а в виде утрамбованного
угольного пирога.
Перечисленные методы воздействия на
насыпной вес углей и шихт описаны ниже.
2. УВЕЛИЧЕНИЕ НАСЫПНОГО
ВЕСА УГЛЕЙ И ШИХТ ПУТЕМ
ИЗМЕНЕНИЯ ИХ
ГРАНУЛОМЕТРИЧЕСКОГО СОСТАВА
В главе 1 уже указывалось, что, при про.
чих равных условиях, насыпной вес угля и
шихты уменьшается с увеличением степени
измельчения их, главным образом с ростом
содержания наиболее мелких зерен и с
увеличением общего содержания классов
менее 3 мм. По данным ВУХИНа, макси-
мальная величина насыпного веса сухого
угля или шихты (с влажностью не выше
2%) достигается при измельчении их до
содержания классов менее 3 мм около
80%. С увеличением содержания влаги
выше 4% насыпной вес угля или шихты
уменьшается тем больше, чем больше
влажность, а именно: изменение содержа-
ния классов менее 3 мм на 1%' вызывает
изменение насыпного веса при влажности
угля или шихты 5% — на 0,2%, а при
влажности 8% — на 0,3%.
Существуют оптимальные соотношения
между отдельными классами зернового со-
става углей, при которых достигается мак-
симальный насыпной вес; соотношения эти
изменяются в зависимости от верхнего
предела крупности, влажности и состава
углей. Для изменения насыпного веса угля
или шихты соотношение между отдельны-
ми классами крупности зерен при суще-
ствующих средствах измельчения их на за-
водах практически может регулироваться
главным образом уменьшением содержа-
ния наиболее мелких зерен (ниже 0,5 мм).
Это достигается:
а) путем дифференцированного измель-
чения углей (схема ДДК);
б) путем избирательного измельчения
крупных классов углей или шихты, выде-
ляемых при грохочении или воздушной се-
парации;
в) регулированием работы молотковых
дробилок, а также применением дробилок
ударного действия;
г) введением в готовую шихту брикетов
или гранул, изготовленных из той же ших-
ты либо крупных зерен отдельных углей.
Первые три метода давно применяют в
промышленности, а четвертый находится в
стадии исследования и опытно-промышлен-
иой проверки. По данным УХИНа, насып-
ной вес шихты с добавкой в нее угольных
брикетов увеличивается на 17—20%; при
соотношении 50% шихты и 50% брикетов
размером 40X45 мм он становится наи-
большим. ВУХИНом установлено, что при
вводе в шихту из кузнецких углей 14,6%
брикетов размером 70X70 мм загрузка
шихты в камеру увеличивается на 6%.
Учитывая малую прочность брикетов, це-
лесообразно изготовлять их перед самой
погрузкой в углезагрузочный вагон коксо-
вых печей.
Увеличение насыпного веса добавлением
в шихту брикетов усложняет и удорожает
подготовку шихты для коксования, поэт*-
Регулирование и увеличение насыпного веса угольных шихт в камерах коксовых печей223
му такой метод может быть рекомендован
лишь при применении шихт из слабо спе-
кающихся углей, в этом случае при увели-
чении насыпного веса заметно улучшается
и качество кокса.
3. УВЕЛИЧЕНИЕ НАСЫПНОГО ВЕСА
УГЛЕЙ И ШИХТ ПУТЕМ
ТЕРМИЧЕСКОЙ СУШКИ
Влажность углей и шихт существенно
влияет на величину их насыпного веса, что
видно из данных, представленных на
рис. 14-1. Целесообразно снижать влаж-
ность для повышения насыпного веса ших-
ты и увеличения разовой загрузки коксо-
вых печей.
на заводах с углеобогатительными фабри-
ками.
На совещании коксовиков в 1960 г. ре-
комендовали сооружать на всех углефаб-
риках сушильные установки для снижения
влажности отгружаемых углей и шихт до
7% и менее.
4. УВЕЛИЧЕНИЕ И РЕГУЛИРОВАНИЕ
НАСЫПНОГО ВЕСА УГЛЕЙ
И ШИХТ МЕТОДОМ „ОБМАСЛИВАНИН,,
«Обмасливан'ие» углей и шихт, т. е. сма-
чивание их небольшими количествами не-
которых органических жидкостей (керосин
и др.), увеличивает их насыпной вес. Сущ-
Рис. 14-1. Зависимость
насыпного веса угля от
содержания влаги:
1 — по лабораторным дан-
ным; 2 — по данным про-
мышленных испытаний
Уменьшение влажности шихты, особенно
ниже 4—5%, при обычных способах подго-
товки угля к коксованию и наличии в из-
мельченном угле значительного количества
наиболее мелких зерен (менее 0,5 мм) при-
водит к запылению углеподготовительных
отделений заводов, вызывает опасность
взрыва угольной пыли, затрудняет загрузку
шихты в камеры коксовых печей и ухуд-
шает условия работы в углеподготовитель-
ных отделениях и на загрузке коксовых
печей.
Поэтому мероприятия по снижению
влажности шихты на коксохимических за-
водах осуществляют в комплексе с описан-
ными выше способами увеличения крупно-
сти помола шихты. В этом случае может
быть достигнуто значительное увеличение
производительности коксовых печей и кок-
сохимического завода в целом.
Снижение общей влажности, особенно
колебаний влажности шихты, нормализует
обогрев коксовых печей и обеспечивает по-
стоянство- качества кокса. Поэтому в пер-
вую очередь необходима сушка наиболее
влагосодержащих продуктов обогащения —
флотоконцентрата и мелкого м-ытого угля—
ность этого явления заключается в том, что
органическая жидкость вытесняет пленку
влаги с поверхности угольных зерен и
предотвращает таким образом отрицатель-
ное влияние воды на насыпной вес угля.
На этом свойстве органических жидкостей
основан метод, разработанный Энергети-
ческим институтом (ЭНИН) для увеличе-
ния насыпного веса угля и шихты.
Изменение насыпного веса угольной
шихты при содержании 5—6% влаги в за-
висимости от количества добавленного ке-
росина (в лабораторных условиях) пока-
зана на рис. 14-2.
Количество керосина, которое должно
быть добавлено к углю или шихте для мак-
симального увеличения их насыпного веса,
изменяется в зависимости от влажности
угля, как показано на рис. 14-3.
При измельчении угольной шихты до со-
держания 80—100% класса ниже 3 мм и
при постоянной влажности ее увеличение
насыпного веса с добавкой керосина стано-
вится тем значительнее, чем мельче уголь;
это показывает, что применять рассматри-
ваемый метод целесообразно в случае необ-
ходимости тонкого измельчения шихты.
224
Подготовка углей к коксованию
Рис. 14-2. Влияние количества добавленного керосина на насыпной вес шихты
Эффект от смачивания углеводородными
жидкостями снижается при увеличении
зольности и степени окисленности углей.
Для смачивания углей лучше применять
керосин, так как он обладает малой вяз-
костью и дает большое увеличение насып-
ного веса. Можно применять смеси керосина
и антраценового масла; эффективность об-
Рис. 14-3. Зависимость оптимальной до-
бавки керосина от влажности угля
работки угля этими смесями показана на
рис. 14-4. Допускается также применение
других органических жидкостей, в том чис-
ле и получающихся при коксовании. Эф-
фективность смачивания угля разными ка-
менноугольными маслами показана в
табл. 14-1.
Если для смачивания угля применяется
антраценовое масло, его необходимо подо-
гревать глухим паром до температуры
70—90°. В результате повышения темпера-
туры угля и масла от 17,5 до 32° насыпной,
вес угля увеличивается от 6,9 до 7,5% к
Таблица 14-1
Изменение насыпного веса
угольной шихты при смачивании ее
разными каменноугольными маслами
Увеличение насыпного веса угольной
шихты по отношению к исходной
величине. %
Добавка масел к углю % легко-среднее масло сырое, плотность 1,037 легко-среднее масло очищенное. редистил- лированное. плот- ность 1,03 тяжелое масло, плотность 1.05 отработанное камен- ноугольное погло- тительное масло, плотность 1,075 антраценовое масло, плотность 1,115
0,05 6,0 7,6 5,5 0,8 1,2
0,10 7,0 10,4 6,5 0,6 1,6
0,20 7,5 11,3 7,0 2,8 2,0
0,30 9,8 11,8 8,5 2,9 4,0
0,50 8,7 8,7 7,2 7,0 5,0
1,00 6,0 4,6 6,2 7,5 5,2
2,00 Влаж- ность шихты 1,6 2,8 1,0 9,3 3,5
% 5,2 5,3 5,2 5,2 4,7
исходной величине, а оптимальная добавка
масла уменьшается до 0,6%.
Среди продуктов переработки сырого
бензола наиболее высокое увеличение на-
сыпного веса шихты дает добавка ОД-
ОД % сольвент-нафты (мытой редистиллиро-
ванной или сырой после кристаллизации),
а также ксилола и тяжелого бензола (в
количестве 0,2—0,3%).
Весьма эффективна добавка смеси антра-
ценового масла и сольвент-нафты в соот-
ношении 1 : 1 в количестве 0,3%, насыпной
вес угля повышается на 12—14%.
Смачивание шихты скипидаром и смесью
его с сольвент-щафтой (1:1) дает более
Регулирование и увеличение насыпного веса угольных шихт в камерах коксовых печей 225
высокий эффект, чем смачивание кероси-
ном; оптимальная добавка такой смеси —
0,2%, а увеличение насыпного веса угля
при этом достигает 13,5%.
Для получения высоких и устойчивых
результатов при добавке смачивающих
жидкостей необходимо:
а) точно дозировать количество добав-
ляемого масла;
б) тщательно смешивать добавляемое
масло с угольной шихтой;
в) вести постоянный контроль за насып-
ным весом угольной шихты, причем дози-
ровка масла должна изменяться в соответ-
ствии с изменениями влажности углей.
действие при спекании; помимо этого, уп-
лотнение шихты повышает давление газов
в пластической массе угля, что также
улучшает спекание шихты. Поэтому уплот-
нение шихт из слабо спекающихся углей
может значительно улучшить качество кок-
са, а из хорошо спекающихся углей полу-
чается, наоборот, мелкий и трещиноватый
кокс. Для хорошо опекающихся шихт из
донецких углей трамбование не может быть
рекомендовано и становится целесообраз-
ным лишь при значительном участии в
шихте слабо спекающихся длиннопламен-
ных углей.
Трамбование шихт со значительным уча-
Для устранения перерывов в смачива-
нии угольной шихты маслами и для предот-
вращения попадания масла на ненагружен-
ную или остановленную ленту конвейера
нужно применять автоматическое регулиро-
вание подачи масла.
Этот метод изменения насыпного веса
угольной шихты применяют для стабилиза-
ции его величины в коксовых печах, так
как добавка масел делает насыпной вес
шихты постоянным. Поэтому «обмаслива-
ние» шихты повышает и качество кокса на
коксохимических заводах.
5. УВЕЛИЧЕНИЕ НАСЫПНОГО ВЕСА
УГОЛЬНОЙ ШИХТЫ ТРАМБОВАНИЕМ
Трамбованием угля или шихты специаль-
ной трамбовочной машиной можно значи-
тельно увеличить количество загружаемого
в печи угля и довести его насыпной вес до
1 т/лг и более.
Уплотнение шихты создает условия для
более тесного соприкосновения частиц спе-
кающихся углей с зернами неспекающихся
компонентов шихты, что улучшает взаимо-
15 Справочник коксохимика, том I
стнем черемховских газовых углей (Рг=
=45—46% и у =9—11 мм) или слабо спе-
кающихся кузнецких газовых углей (Уг=
= 41—43%, У=9—10 мм) дает возможность
получить металлургический кокс, а без
трамбования кокс из этих шихт оказы-
вается механически непрочным. Трамбова-
ние шихт из углей восточных бассейнов
СССР значительно повышает прочность
кокса и увеличивает его крупность.
Трамбование шихты в схеме коксохими-
ческого завода увеличивает капиталовло-
жения, усложняет процесс и удорожает
стоимость кокса. Таким образом, примене-
ние этого метода может быть рекомен-
довано лишь в том случае, когда он обес-
печивает улучшение качества кокса и поз-
воляет увеличить использование для кок-
сования слабо спекающихся углей.
Трамбование угольных шихт распростра-
нено в странах, где мало хорошо спекаю-
щихся углей, особенно в Польской и Ру-
мынской Народных Республиках, в Гер-
манской Демократической Республике и в
Чехословацкой Социалистической Респуб-
лике.
Глава 15
КОНТРОЛЬ ПРОИЗВОДСТВА В УГЛЕПОДГОТОВИТЕЛЬНОМ ЦЕХЕ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Контроль производства р углеподготови-
тельном цехе охватывает все этапы подго-
товки угля к коксованию — от приема при-
бывших иа завод углей до характеристики
качества готовой шихты, направляемой в
угольную башню.
Цель контроля: проверка, качества углей
и правильности приема их на завод, харак-
теристика свойств готовой шихты и посто-
янства ее качества по основным показате-
лям.
Схему контроля производства в углепод-
готовительном цехе устанавливают приме-
нительно к местным условиям и в зависи-
мости от наличия углеобогатительной фаб-
рики иа заводе.
Пробы угля отбирают и анализируют
стандартными методами.
2. МЕТОДЫ ОТБОРА И РАЗДЕЛКИ
ПРОБ УГЛЕЙ И ШИХТ
1. Для определения качества углей путем
лабораторных испытаний отбирают первич-
ные пробы из железнодорожных вагонов,
из вагонеток, из потоков угля на перепа-
дах, или с конвейерных лент, или из шта-
белей на угольном складе.
2. Отбор проб угля из вагонов произво-
дится работниками ОТК или углеподгото-
вительного цеха завода по ГОСТ 6105—57.
Пробы отбираются не реже одного раза в
месяц из углей, поступающих с каждой
шахты или обогатительной фабрики.
Если обнаружены значительные отклоне-
ния качества угля от средней нормы отби-
рают дополнительно 3—4 пробы угля в
месяц. Не реже трех раз в месяц отби-
рают пробы из углей новых шахт или угле-
обогатительных фабрик.
3. Для определения содержания в угле
видимой породы и мелочи по ГОСТ
1916—56 отбирают контрольные пробы в со-
ответствии с ГОСТ 1137—59 методами,
предусмотренными ГОСТ 6105—57 или
ГОСТ 930—61.
4. Отбор проб угля из потока (с кон-
вейерных лент, в желобах и на перепадах)
производится в соответствии с ГОСТ
930—61.
5. Наиболее совершенным приспособлен
нием для отбора первичных проб угля из
потока является отсекающий пробоотбор-
ник конструкции Гипрококса с автомати-
ческой муфтой Болотова.
Муфта Болотова периодически подклю-
чает систему отсекателя (рис. 15-1) к
источнику ее движения для автоматическо-
го отбора пробы через заданные проме-
жутки времени; подключения производятся
соединением первичного постоянно вра-
щающегося вала со вторичным, нормально
неподвижным. Периодичность включения
отсекателя можно изменять от 1 до 45 мин.
5
£а?оричнь/й вал
С кривошипом
Рис. 15-1. Пробоотборник конструкции Гип-
рококса:
А — исходные положения рабочего кривошипа
с пальцем муфты Болотова; Б — момент за-
хвата пальцем кривошипа рычага отсекателя?
В — момент соскакивания рычага отсекателя с
пальца кривошипа;
/ — исходное положение отсекателя; 2 — край-
нее положение отсекателя; 3 — рычаг отсека-
теля; 4 — вал отсекателя; 5 — пружина; 6 —
резиновый буфер; 7 — ящик для пробы
Контроль производства в углеподготовительном цехе
227
В нерабочем состоянии валы разобще-
ны, причем первичный .вал вращается с по-
мощью цепной передачи от вала барабана
конвейера, а вторичный вал соединяется с
системой отсекателя через рабочий криво-
шип.
Первичный вал при вращении воздей-
ствует на паузный механизм-счетчик. По-
сле совершения первичным валом задан-
ного числа оборотов счетчик сцепляет вто-
ричный вал с вращающимся первичным и
после того, как вторичный вал с кривоши-
пом сделает один оборот, связь между ва-
лами разрывается. При вращении криво-
шип упирается своим пальцем с роликом
в полку рычага, отводит его в сторону и
после того, как ролик соскользнет с полки
рычага, вся система пробоотборника с по-
мощью пружины возвращается в исходное
положение. Кривошип устанавливается в
вертикальном верхнем положении, вторич-
ный вал останавливается, а первичный
продолжает вращаться, и паузный меха-
низм начинает отсчет очередной паузы.
Пробоотборник конструкции Гипрококса
можно применять для отбора проб щихты
и рядовых углей, если максимальные раз-
меры кусков угля и породы не более
150 мм.
6. Отбор представительных проб угля
может быть осуществлен с помощью авто-
матического пробоотборника с перемещаю-
щимся корцом (рис. 15-2).
результате чего желоб работает в челноч-
ном режиме.
7. При отсутствии каких-либо приспособ-
лений для отбора проб угля из потока
применяют железный противень. Проти-
вень .помещают на движущуюся ленту кон-
вейера перед потоком угля, падающего иа
ленту, затем противень с попавшим на не-
го углем снимают с ленты. Если невозмож-
но свободное движение противня на ленте
конвейера, ее останавливают, отмеряют
рулеткой участки определенной длины,
снимают весь уголь в ящик или ведро и
направляют для разделки.
8. Отбор проб угля из штабелей на
угольном складе производят совковой ло-
патой нли штанговым пробоотборником
конструкции УХИНа.
Для контроля степени окисленности углей
на складе пробы отбирают также с помо-
щью штангового пробоотборника УХИНа.
Вес порции угля, отобранного за одну опе-
рацию, составляет 130—150 г.
Места (точки) отбора порций намечают-
ся по всей поверхности штабеля угля на
различной высоте (но ие выше 0,5 м от
основания). Количество точек отбора долж-
но быть не менее 15 с тем, чтобы вес про-
бы составил около 50 кг.
При наборе порций угля совковой лопа-
той в штабеле предварительно роют ямки
глубиной 30—40 см и из каждой ямки на-
бирают порцию угля в один .прием; порции
ссыпают в ящики или в ведра.
Рис. 15-2. Пробоотборник с перемещающимся корцем:
1 — ленточный конвейер; 2 — желоб; 3 — корец; 4 — гайка; 5 - винт;
б — электродвигатель; 7 - ролики; 8 — кронштейны
Корец, которым производят отбор пробы,
путем пересечения потока угля, закреплен
на гайке. Гайка с корцом перемещается по-
средством винта от электродвигателя.
Уголь из корца отводится в бункер-прием-
ник для пробы угля.
Пробоотборник оборудован электриче-
ской схемой с конечными выключателями,
которые останавливают электромотор и
пеоеключают его на обратное вращение, в
15*
9. Для разделки проб отдельных углей и
готовой шихты до лабораторных и анали-
тических проб на коксохимических заводах
оборудуют проборазделочные помещения
согласно ГОСТ 6105—57, оснащенные не-
обходимым оборудованием и инвентарем.
10. Для механической разделки проб угля
применяют дробилки различной конструк-
ции. Более распространена молотковая
дробилка конструкции В. Г. Зашквары и
228
Подготовка углей к коксованию
П. А. Иванова, а также двухвалковая дро-
билка конструкции УХИНа и шаровая
мельница.
11. Для сокращения (уменьшения разме-
ра) проб углей применяются механические
порционеры различных конструкций: ВТИ
(неподвижный распределительный конус с
вращающимся делительным сектором с
кратностью сокращения 256), Ленгипро-
углемаша (трехступенчатое сокращение с
кратностью 1200) или барабанный порцио-
нер ДОНУГИ.
12. На рис. 15-3 показан агрегат для
автоматического отбора и разделки проб
в бункер емкостью 750 кг. Из бункера уголь
по желобу поступает в молотковую дро-
билку конструкции УХИНа и после дроб-
ления попадает на механический сократи-
тель цепного типа. Работа дробилки и со-
кратителя осуществляется от электромото-
ра мощностью 2,7 кет (720 об/мин).
Цепной сократитель представляет собой
две ролико-втулочные цепи, натянутые на
звездочки. К этим цепям прикреплен корец
длиной 170 мм, шириной 15 мм и высотой
40 мм, общая емкость его 85 г. При дви-
жении корец пересекает поток дробленого
угля, выходящего из молотковой дробилки.
г
Рис. 15-3. Агрегат для автома-
тического отбора и разделки
проб угля (Енакиевский коксо-
химзавод):
1 — лоток автоматического пробоот-
борника; 2 — бункер; 3 — желоб; 4 —
молотковая дробилка УХИНа; 5 —
механический сократитель; 6 — ко-
рец; 7 — электродвигатель; 8 —
ящик для хранения пробы
'J~- 150кг
8
поток
угля Енакиевского коксохимического заво-
да (конструкция Н. А. Самылина и Г. Ф.
Вышко).
Автоматическим пробоотборником отби-
рают пробы рядового угля и направляют
захватывает порцию в 35—40 г и направ-
ляет ее в ящик для хранения пробы. За
смену в ящике набирается 10—12 кг, а
остальной уголь по желобу попадает в об-
щий поток угля, идущий на углефабрику.
Контроль производства в углеподготовительном цехе
229
13. Существуют проборазделочные маши-
ны других типов, из которых машины типа
ДСО-3 конструкции Донгипроуглемаша и
М.ПМ-13 конструкции Гипромашобогаще-
ния применяются для приготовления лабо-
раторных проб угля с размером частиц ме-
нее 3 мм. Для разделки угля до аналити-
ческой пробы УХИН разработал комплекс-
ный агрегат.
Машина типа АРП-1 конструкции Укр-
НИИУглеобогащение применяется для раз-
делки лабораторных проб в аналитические,
т. е. до размера частиц менее 0,2 мм.
Машины типа М-150 и М-70 конструк-
ции УкрНИИУглеобо1гащение применяются
для разделки первичных проб в аналитиче-
ские, т. е. до размера частиц менее 0,2 мм.
3. МЕТОДЫ АНАЛИЗА УГЛЕЙ
И ШИХТЫ
Анализы углей и готовой шихты произ-
водятся по соответствующим ГОСТам:
Влага: ГОСТ 6963—55 (рабочая влага),
ГОСТ 6379—59 (аналитическая влага).
Зольность: ГОСТ 6383—52 (обычный ме-
тод), ГОСТ 2661—58 (ускоренный метод).
Сернистость: ГОСТ 8606 — 61 (обычный
метод), ГОСТ 2059—54 (ускоренный ме-
тод).
Выход летучих веществ-. ГОСТ 6382—52.
Фосфор в угле: ГОСТ 1932—60.
Окисленность углей: ГОСТ 8930—58.
Пластометрический метод: ГОСТ
1186----62.
ЛИТЕРАТУРА
Агроскии А. А., Григорьев С. М.,
Петренко И. Г., Питии Р. Н. Насыпной
вес углей для коксования. Изд. АН СССР, 1956.
Зашквара В. Г. Подготовка углей к кок-
сованию, Металлургиздат, 1956.
Зашквара В. Г. Организация хранения кок-
сующихся углей. Металлургиздат, 1959.
Караваев Н. М.» Пильский И. Я. иШе-
пелева П. Г. Машины и аппараты коксохими-
ческого производства, Металлургиздат, 1955.
К о т к и и А. М., Обуховский Л. М. Ус-
реднение качества углей для коксования, Угле-
техиздат, 1955.
Л а и евски й И. М., Грязнов Н. С.,
Фельдбрин М. Г. Избирательное дробление
углей Для коксования. Металлургиздат, 1958.
Обуховский Я. М. Составление угольных
шихт для коксования, Металлургиздат, 1959.
Окисление и хранение твердых горючих иско-
паемых. Трансжелдориздат, 1958.
Получение доменного кокса постоянного каче-
ства. Сборник статей по обмену передовым
опытом. Металлургиздат, 1956.
Пономарев И. В. Дробление и грохочение
углей. Госгортехиздат, 1960.
Сапожников Л. М. Каменные угли и ме-
таллургический кокс. Изд. АН СССР, 1941.
Т а й ц Е. М. Свойства каменных углей и про-
цесс образования кокса. Металлургиздат, 1961.
Труды научно-технического общества черной
металлургии. Металлургиздат, 1958.
Фишман М. А. Дробилки ударного дей-
ствия. Госгортехиздат 1960.
Раздел третий
ОБОГАЩЕНИЕ
КОКСУЮЩИХСЯ УГЛЕЙ
Глава 16
ОБЩИЕ СВЕДЕНИЯ
1. ЦЕЛИ И ЗАДАЧИ ОБОГАЩЕНИЯ
КОКСУЮЩИХСЯ УГЛЕЙ
Обогащение угля — совокупность про-
цессов механической обработки его для
удаления минеральных примесей, попавших
в уголь при добыче.
Цель обогащения коксующегося угля —
получение качественных углей для коксо-
вания с определенным и равномерным со-
держанием влаге, золы и серы, хорошими
коксующимися свойствами, с высокими
технико-экономическими показателями. Для
решения этой задачи работы ведут в сле-
дующих направлениях:
расширяют гамму коксующихся углей и
привлекают для коксования слабо спекаю-
щиеся и труднообогатимые угли;
улучшают качество концентрата по вла-
ге, золе, сере и коксуемости;
снижают потери чистого угля в отходах
обогащения;
ликвидируют выпуск шламовых вод обо-
гатительных фабрик в реки и водоемы об-
щего пользования;
упрощают технологические схемы обога-
тительных фабрик;
внедряют новое, высокопроизводительное
оборудование и повышают производитель-
ность и эффективность существующего
оборудования;
механизируют и автоматизируют произ-
водственные процессы;
повышают производительность труда ра-
бочих, снижая себестоимость продукции.
2. КАЧЕСТВО И ОСНОВНЫЕ
НАПРАВЛЕНИЯ ОБОГАЩЕНИЯ
УГЛЕЙ
Качество рядовых и обогащенных углей,
поступивших в 1960 г. на коксование из
основных бассейнов СССР, приведено в
табл. 16-1.
На 1960—1980 гг. намечены следующие
средние цифры зольности обогащенного
угля для коксования, %:
Донецкие угли..................... 7
Кузнецкие угли .............. 7—8
Карагандинские угли.......... 8—9
Кизеловские угли................ 10—11
Закавказские угли............13,5—14,5
Печорские угли .............. 8—9
Таблица 16-1
Качество углей, поступивших
на коксование в 1960 г.
Бассейны Рядовой уголь Обогащенный уголь
золь- ность % сера % золь- ность % сера %
Донецкий . . . 19,61 2,64 7,40 2,15
Закавказский (Ткибульский и Ткварчель- ский) .... 36,86 1,42 13,70 1,19
Печорский . . 17,00 0,57 11,63 0,54
Кизеловский . . 22,11 5,93 11,22 2,89
Кузнецкий . . 13,96 0,53 8,26 0,45
Карагандинский 19,76 0,89 9,81 0,69
При таком качестве концентрата выход
его должен быть максимальным при мини-
мальных потерях чистого угля в промпро-
дукте (5—8%) и породе (0,5—1%)- Потери
угля на фабрике не должны превышать
0,1—0,2% от рядового.
Влажность обогащенного угля для коксо-
вания не должна превышать 7—8%. При
более высокой влажности повышается рас-
ход тепла на коксование, снижается срок
службы и производительность коксовых
печей.
Колебания влажности шихты, которая за-
гружается в коксовые печи, не должны
превышать ±0,5—0,75% средней величины,
непостоянство этого показателя ухудшает
свойства кокса,. Колебания влажности ших-
ты составляют на заводах без обогатитель-
234
Обогащение коксующихся углей
них фабрик 0,75—1 % и на заводах с обо-
гатительными фабриками ±1—1,5%.
Сернистость концентратов угля, — как
правило, функция его зольности: с умень-
шением зольности концентрата снижается
сернистость и наоборот. Это объясняется
тем, что в процессе обогащения угля наря-
ду с породой удаляется часть пиритной се-
ры, большая часть ее остается в концент-
рате вместе с органической серой.
Спекаемость и коксуемость улучшаются
в результате обогащения угля, так как нз
него удаляются минеральные примеси, а в
концентрате увеличивается удельное содер-
жание хорошо опекающихся петрографиче-
ских ингредиентов — витрена и кларена.
Содержание влаги, зольность и серниг
стость обогащенного угля, загружавшегося
в коксовые печи на коксохимических заво-
дах СССР в 1961 г., показано в табл. 16-2.
За рубежом зольность угольного концен-
трата, загружаемого в коксовые печи, ха-
рактеризуется следующими средними циф-
рами, %:
США............6,5
Франция........7
ФРГ............7,5
Влажность концентрата в ФРГ состав-
ляет 8—10%, во Франции — 7%.
В связи с повышенными требованиями к
качеству кокса процент обогащенных углей
в шихте за последние годы значительно
вырос и в 1961 г. составлял, %:
В СССР..........94
В США...........53
Во Франции . . . .100
В ФРГ..........100
Процессы, применяемые для обработки
угля при обогащении, можно разделить на
три группы:
а) подготовительные, при которых изме-
няется состав рядового угля по крупности
и разрушаются сростки угля с породой.
Сюда относятся дробление и измельчение,
грохочение, классификация и обеспылива-
ние угля;
б) основные, при которых происходит
выделение из угля концентрата, промпро-
дукта и породы (обогащение угля в отса-
дочных машинах, в тяжелых суспензиях,
флотация пыли и шлама и другие методы
обогащения);
в) вспомогательные, к которым относят-
ся обезвоживание угля, сгущение шлама и
осветление воды, складирование угля и
внугрифабрнчный транспорт, опробование
и контроль производства.
В СССР существуют следующие направ-
ления обогащения коксующихся углей:
обогащают весь уголь размером от 0 до
250 мм; классы выше 12 мм обогащают в
отсадочных машинах или в тяжелых сус-
пензиях; мелкие классы угля обогащают в
отсадочных машинах; для углей легкой и
средней обогатимости товарный промпро-
Таблица 16-2
Влажность, зольность и сернистость
обогащенных углей, %
Коксохимические заводы Влага Золь- ность Серни- стость
Днепропетровский * 11,10 7,30 1,97
Днепродзержинский * 10,60 7,33 2,00
Баглейский 10,00 7,57 2,13
Криворожский .... 9.90 7,53 2,18
Запорожский* .... 8,80 7,39 2,12
Рутченковский:
цех № 1 .... 10,06 7,33 2,02
цех № 2 .... 6,14 6,35 0,98
Горловский*:
цех № 1 .... 9.96 7,22 2,09
цех № 2 .... 7,60 7,10 2,51
Макеевский:
цех № 1* ... . 12,38 7,39 2,08
цех № 2 .... 11,78 7,91 1,46
Ясиновский * .... 10,19 7,56 2,13
Енакиевский *:
цех № 1 .... 10,92 7,94 1,70
цех № 2 .... 10,94 7,41 1,13
Ждановский 10,68 7,41 2,31
Донецкий *:
г цех № 1 .... 11,34 7,26 2,00
Константиновский . . 10,00 7,56 1,77
Краматорский .... 8.60 7,32 1,08
Щерби новский .... 9,80 7,98 2,46
Ханженковский . . . 5,31 7,89 1,04
Коммунарский:
цех № 1* ... . 11,70 7,22 2,29
цех № 2 .... 10,10 7,51 2,29
цех № 3 .... 9,50 7,93 2,48
Кадиевский:
цех № 1* ... • 8,50 8,40 2,89
цех №2 .... 6,80 7,20 1,06
Ольховский 7,43 7,16 0,94
Харьковский .... 9,03 7,58 1,69
Закавказский .... 10,70 11,61 1,66
Новолипецкий .... 9,94 7,59 2,16
Московский 8,30 7,20 2,24
Ленинградский . . . 6,20 10,70 0,66
Калининградский . . 5,73 6,10 0,90
Череповецкий * ... 9,80 8,00 0,62
Магнитогорский* . . 7,41 9,19 0,60
Челябинский .... 6,59 8,60 0,42
Орский 7,20 9,40 0,55
Нижне-Тагильский . . 6,64 8,32 0,50
Губахинский* .... 8,90 10,48 2.43
Кузнецкий 6,00 8,58 0,47
Кемеровский 7,05 8,63 0,52
Карагандинский . . . 8,52 10,10 0,77
заводов расположены
• На территории этих
свои обогатительные фабрики.
Общие сведения
235
Т а б л иц а 16-3
Углеобогатительные фабрики СССР
для коксующихся углей
2 я « « я
Наименование фабрик ввода луатап Ri ; “ о О С « о 2 & я СО Q.
«5 g X д go £ » ОЙ
О X CcSE 8S
Фабрики при коксохимических заводах Днепропетровская . . 1928 320 Шихта
Днепродзержинская 1931 500 В
Запорожская .... 1957 800 »
Горловская Макеевская: 1928 350 в
цех № 1 .... 1934 300 в
цех № 2 .... 1954 250 »
Ясиновская Енакиевская: 1957 700 в
цех № 1 .... 1935 400 в
цех № 2 .... 1936 100 в
Донецкая 1933 100 в
Коммунарская .... 1929 350 в
Кадиевская 1910 110 в
Череповецкая .... 1956 700 в
Магнитогорская . . . 1958 600 в
Губахинская .... Обогатительные фабрики Донецкого бассейна 1936 330 в
Чумаковская ЦОФ . . 1935 400 ОС
Кальмиусская ЦОФ 1935 400 ж
Ново-Узловская ЦОФ Никитовская при шах- 1933 400 ж
те «Комсомолец» . . Никитовская при шах- 1912 165 ж
те № 4—5 .... 1951 200 ж
Ново -Кондратьевская ЦОФ им. Дзержин- 1951 100 ОС
ского 1952 340 ж
1 —1 —2 Добропол ь е 1952 360 г
Ветка-Глубокая . . . 1959 360 г
№ 13 Советская . . . 1952 135 к
Колосниковская . . . Пролетарская-Глубо- 1959 130 ОС
кая 1957 270 ж
Центральная № 1 . . 1956 250 г
Ново-Ирминская . . 1936 170 ж
Михайловская .... Брянская при шахте 1956 215 г
№ 6—6-бис .... Ново-Голубовская 1952 230 к
ЦОФ 1940 290 г
Криворожская .... Максимовская при 1950 315 к
шахте № 8—8-бис 1955 120 ж
Верхие-Дуванная . . При шахте Ns 1 Цент- 1959 265 к
ральная 1953 200 г
При шахте «Украина» 1951 130 ОС
Суходольская ЦОФ 1962 350 ж
Белореченская .... 1958 165 г
Продолжение табл. 16-3
Наименование фабрик Год ввода в эксплуатацию Проектная производи- тельность, т/ч Обогащаемый материал
Донецкая ЦОФ . . . 1954 330 к
Богураевская .... 1953 200 ОС
Обогатительные фабрики Закавказья Ткварчельская .... 1937 335 ж
Ткибульская .... 1962 350 г
Обогатительные фабрики Карагандинского бассейна Карагандинская ЦОФ 1936 400 ОС, ж
При шахте № 7 . . . 1946 70 ОС
При шахте № 38 . . 1950 100 ж
При шахте Ns 105 . . 1951 200 ж, ОС
При шахте им. Кос- тенко 1953 200 ж
Обогатительные фабрики Кузнецкого бассейна При шахте № 5—6 1948 200 Кт К,,
Им. Калинина .... 1946 30 ОС К, Кг
Им. Дзержинского 1945 80 К3
Зиминка 1945 50 СС
Зиминка № 3—4 . . 1954 400 Ж. СС
Манеиха ...... 1943 50 Кг.СС
Коксовая 1 1946 250 К, Кг
Коксовая 2 1943 135 К. Ki
При шахте Ns 3—3-бис 1946 200 Кт Кг,
Северный Маганак . . 1955 150 СС К, Кг
Красногорская .... 1950 135 К, Кт
Им. Вахрушева . . . 1948 165 Кг Кт Кг Кг
ЦОФ при шахте Ns 76 1950 135
Тайбннская 1953 335 К, КЖ,
ЦОФ при шахте Чер- тинская 1953 230 СС ж
Капитальная I ... 1949 270 ж
Капитальная II ... 1951 190 ж
При шахте Ns 4 . . . 1943 50 ж
Байдаевская Ns 1—2 1944 135 ж
Абашевская I . . . . 1947 50 ж
Абашевская II ... 1950 110 ж
Зыряновская .... 1946 65 Ж, г
Им. Кирова I . . . . 1943 100 Г
Им. Кирова II . . . . 1954 330 Г
Физкультурник . . . 1953 95 Кг
При шахте Ns 2 . . . 1954 135 Кг
При шахте Ns 9—15 1958 320 ОС
Томь- Усинская Ns 1—2 . • .... 1954 270 Кг, СС
236
Обогащение коксующихся углей
дукт получают с контрольных отсадочных
машин, а для углей трудной обогатимо-
сти — в аппаратах с тяжелыми суспензия-
ми; шламы обогащают методом флотации;
обезвоживание производят в центрифугах
и вакуум-фильтрах; хвосты флотации отде-
ляют от воды коагуляцией и улавливают в
шламовых центрифугах, центрифугат соби-
рается в шламонакопителях, а чистая
осветленная вода с них возвращается иа
фабрику; для обеспечения требуемой влаж-
ности концентрата производится термиче-
ская сушка флотационного концентрата в
сушилках (барабанных, трубчатых и др.).
Современные схемы обогатительных фаб-
рик для коксующихся углей за рубежом
следующие: обогащению подвергается весь
рядовой уголь, крупные классы выше
10—12 мм обогащаются в тяжелых средах
или отсадочных машинах; мелкие классы —
в отсадочных машинах, реожелобах, на
пневматических столах и др.; пыль и шла-
мы обогащаются методом флотации; обез-
воживание производится в центрифугах и
вакуум-фильтрах; хвосты флотации отде-
ляются от воды коагулянтами и улавли-
ваются на вакуум-фильтрах и фильтрпрес-
сах; для обеспечения требуемой влажности
концентрата производится термическая
сушка флотационного концентрата на раз-
личных сушилках (барабанных, трубчатых,
в кипящем слое и др.).
В табл. 16-3 приведены сведения об обо-
гатительных фабриках для коксующихся
углей в СССР.
По месту расположения фабрики подраз-
деляются на индивидуальные, групповые,
центральные и фабрики при коксохимиче-
ских заводах.
Индивидуальные фабрики находятся при
шахтах и обогащают угли одной марки с
одной шахты.
Групповые фабрики расположены тоже
при шахтах и обслуживают 2—4 шахты,
выдающих одну марку угля.
Центральные обогатительные фабрики
расположены в районе группы шахт и об-
служивают 8—10 и более шахт одной
марки угля.
Обогатительные фабрики при коксохими-
ческих заводах расположены на их терри-
тории и обогащают смесь различных марок
угля, составленную для получения шихты
на коксование. По производительности
это наиболее крупные фабрики (до
1000 т/час), в большинстве случаев они
полностью обеспечивают производитель-
ность завода по коксу.
Глава 17
КОМПОНОВКА УГЛЕОБОГАТИТЕЛЬНЫХ ФАБРИК
1. КОМПЛЕКС ОБЪЕКТОВ
УГЛЕОБОГАТИТЕЛЬНОЙ ФАБРИКИ
И ВЗАИМНОЕ РАСПОЛОЖЕНИЕ
ИХ НА ГЕНПЛАНЕ
Весь процесс обогащения угля можно
разделить иа следующие основные опера-
ции: подготовительные, собственно обога-
щение, обезвоживание продуктов обогаще-
ния и осветление шламовых вод.
Размещение оборудования для осуще-
ствления перечисленных операций в одном
здании или нескольких зависит от произво-
дительности фабрики.
При производительности до 500 т/ч в
комплекс фабрики включают главный кор-
пус, бункера для концентрата и флотокон-
центрата, радиальный сгуститель для улав-
ливания хвостов флотации, шламовые от-
стойники с насосной для осветленной воды,
бункера для породы и промпродукта, оклад
флотореагентов, перегрузочные станции с
мостами и галереями, связывающими от-
дельные объекты.
При проектировании фабрики необходи-
мо учитывать следующие условия:
1. Для удобства обслуживания и лучше-
го соблюдения технологического режима
оборудование, выполняющее основные тех-
нологические операции, нужно размещать
на одном перекрытии (отсадочные, флота-
ционные машины, фильтры, шламовые гро-
хоты и др.).
2. Следует стремиться к минимальному
количеству транспортных средств для пере-
дачи материала от одной машины к дру-
гой, особенно счребкоьых конвейеров и эле-
ваторов, которые металло- и энергоемки и
требуют частых ремонтов.
3. В главном корпусе фабрики необхо-
димо предусматривать грузо-пассажирский
лифт грузоподъемностью до 2—3 т. В каж-
дом здании должны быть предусмотрены
сквозные по всем этажам монтажные прое-
мы с электрической лебедкой грузоподъем
ностью не менее 5 т.
Количество монтажных проемов устанав-
ливается в зависимости от длины здания и
компоновки оборудования.
4. Для ремонтных работ вблизи групп
одноименных машин должны быть преду-
смотрены свободные площадки.
5. Над тяжелым оборудованием следует
предусматривать монтажные балки, кото-
рые должны иметь связь с монтажным
проемом.
Над оборудованием весом менее 1 т
предусматриваются местные монорельсы
или монтажные крюки.
6. Компоновка оборудования на перекры-
тиях фабрики должна предусматривать
свободный доступ к нему и проходы не ме-
нее 800 мм.
7. Для обслуживания клапанов, шиберов
и задвижек трубопроводов, расположен-
ных высоко над перекрытием нужно преду-
сматривать металлические площадки.
8. Пылеобразующие агрегаты и машины
должны быть покрыты кожухами и обору-
дованы пылеотсасывающими приспособле-
ниями.
9. Для облегчения уборки помещений
следует предусматривать мусоропроводы с
бункером для разгрузки мусора на авто-
машины.
Все перекрытия фабрики должны обмы-
ваться водой из шлангов, для чего нужно
предусматривать соответствующий уклон
полов с каналами в них для отвода воды.
10. Для уменьшения объема шламового
хозяйства необходимо передачу угля про-
изводить короткими желобами с мини-
мальным количеством воды для транспор-
та. Особенно это относится к подаче угля
па отсадочные машины.
11. Нужно, чтобы количество насосов
для шламовых вод и в особенности для
сгущенного шлама было минимальным.
2. КОМПОНОВКА ГЛАВНОГО КОРПУСА
ФАБРИКИ С ОБОГАЩЕНИЕМ
МЕТОДОМ ОТСАДКИ
При небольшой производительности фаб
рики, когда количество отсадочных машин
не превышает трех, их располагают в один
ряд в одной секции фабрики.
Такая компоновка отсадочных машин
осуществлена на фабриках при Горлов-
238
Обогащение коксующихся углей
ском, Макеевском, Енакиевском коксохими-
ческих заводах производительностью до
400 т/ч.
При большой производительности фабри-
ки машины располагают в два ряда зер-
кально в двух секциях. В средних двух
пролетах здания образуется так называе-
мый машинный зал (рис. 17-1). Такое рас-
положение позволяет мойщику легко об-
служивать все машины каждой секции с
одной центральной площадки. Это создает
удобства и при монтаже и при ремонтах.
перекрытии 4,5 м располагают оборудова-
ние для предварительного и окончательного
обезвоживаиия крупного и мелкого кон-
центрата — обезвоживающие грохоты и
центрифуги. Для сокращения водошламо-
вых трактов обезвоживающие грохоты по-
мещают непосредственно над сборником
подрешетного шлама. Высота между пере-
крытиями 4,5 м обеспечивает самотечную
подачу концентрата отсадки со всех отса-
дочных машин при минимально необходи-
мом угле иаклона желобов 2—3°.
Рис. 17-1. Установка отсадочных машин при двухсекционной компоновке
фабрик
Компоновка углеобогатительной фабрики
производительностью до 500 т/ч при двух-
секционном расположении оборудования
приведено на рис. 17-2, а, б, в, г.
Рядовой уголь подается ленточным транс-
портером на перекрытие с отметкой 26,5.
В верхней части здания между перекрытия-
ми (отметки 14 и 26,5) размещается обору-
дование для классификации и обеспылива-
ния угля и вспомогательное (транспортеры
для пыли, вентиляционные установки и
т. д.).
Помещение сухой классификации и обес-
пыливания отделено от остальной части
здания перегородкой, чтобы пыль не про-
никала в другие помещения главного кор-
пуса.
Чтобы сконцентрировать основные техно-
логические операции в одном месте, на пе-
рекрытии 10,0 м располагают отсадочные
и флотационные машины, вакуум-фильтры,
грохоты для обезвоживания крупнозерни-
стого шлама и скребковые транспортеры
для распределения мелкого концентрата по
центрифугам. На этом же перекрытии раз-
мещают лабораторию для экспресс-анализа,
диспетчерскую и помещение для руководя-
щего персонала фабрики (рис. 17-2,6). На
На первом этаже располагают конвейеры
для выдачи продуктов обогащения из фаб-
рики, вентиляторы для отсадочных машин
и насосные для шламовой воды и шлама.
Это перекрытие оборудовано канавами
для сбора переливных шламовых вод, за-
тем оии передаются в наружный шламовый
отстойник.
Для улавливания подрешетиого шлама с
обезвоживающих грохотов и осветления
оборотной воды предусмотрены пирамидаль-
ные и радиальные сгустители, которые рас-
полагают в верхней части здания
(рис. 17-2, в), слив пирамидальных сгусти-
телей самотеком поступает в радиальные.
Рядом со сгустителями располагают напор-
ные баки для оборотной и технической во-
ды. Шламовые воды в пирамидальные сгу-
стители подают однократным подъемом от
насосов, расположенных на первом этаже.
Описанная компоновка позволяет макси-
мально использовать принцип самотека сгу-
щенных в сгустителях щламов, тем самым
значительно уменьшить шламообразование
и расход электроэнергии.
Сосредоточение всех технологических опе-
раций в одном здании позволяет предельно
сократить штат фабрики. Недостаток такой
Компоновка углеобогатительных фабрик
239
компоновки — сложная подача и распре-
деление мелкого концентрата по обезвожи-
вающим центрифугам.
При производительности фабрики более
500 т/ч описанная выше схема не может
быть принята, так как радиальные сгусти-
тели необходимо вынести в отдельное зда-
ние из-за их громоздкости. В главном кор-
пусе фабрики в этом случае располагают
оборудование для подготовительных опе-
раций, обогащения крупного и мелкого
угля, предварительного и окончательного
обезвоживания и пирамидальные сгусти-
тели.
Радиальные сгустители, оборудование для
флотации шлама и его обезвоживания вы-
носят в отдельные здания.
На рис. 17-3, а, б, в показана принци-
пиальная компоновка оборудования в глав-
ном корпусе фабрики производительностью
до 800 т/ч рядового угля с предваритель-
ной пылеотдувкой и обогащением крупного
и мелкого угля и промпродукта в отсадоч-
ных машинах.
Такая компоновка оборудования главно-
го корпуса принята на углеобогатительных
фабриках Ясиновского, Запорожского, Маг-
нитогорского и Череповецкого коксохимиче-
ских заводов.
Недостатки этой схемы:
1) вынос флотационного отделения из
главного корпуса в отдельно стоящие зда-
ния;
2) большое количество перекачек шлама,
что увеличивает шламообразование, а тем
самым объем шламового хозяйства;
3) применение транспортирующих элева-
торов и скребковых конвейеров для подачи
мелкого концентрата и промпродукта в
центрифуги;
4) сложность узла подачи и распределе-
ния концентрата в обезвоживающие центри-
фуги.
На рис. 17-4, а, б, в, г показана компо-
новка оборудования главного корпуса угле-
обогатительной фабрики производитель-
ностью до 1000 т/ч без применения пыле-
отдувки. На таких фабриках обогащают
крупный, мелкий уголь и лромпродукт в
отсадочных машинах.
При этой компоновке в состав главного
корпуса включают флотационное отделение,
а отсадочные машины, грохоты, пирами-
дальные сгустители и обезвоживающие цен-
трифуги располагают иначе.
Классификационные .грохоты для рядово-
го угля находятся над отсадочными маши-
нами, поэтому желоба от грохотов на ма-
шины короткие с большим уклоном, что
позволяет сократить количество транспорт-
ной воды.
Расположение отсадочных машин в один
ряд позволяет подавать концентрат отсад-
ки от каждой из машин на обезвоживаю-
щие грохоты самостоятельными короткими
желобами, закрепив за каждой машиной
три грохота. Так как обезвоживающие гро-
хоты установлены над пирамидальными
сгустителями, подрешетный шлам из-под
них поступает непосредственно в сгустите-
ли. Предварительно обезвоженный мелкий
концентрат с каждого грохота поступает на
центрифугу, что обеспечивает равномерность
питания последних.
На перекрытии отсадочных машин уста-
навливают и флотационные машины. Там
же располагают диспетчерский пункт, ка-
бинеты начальника цеха, начальника смены,
контору. Экспресс-лабораторию располага-
ют на перекрытии 9,8 .рядом с местом от-
бора пробы.
Слив пирамидальных сгустителей само-
теком поступает .в радиальные сгустители,
которые размещаются в отдельном здании.
Описанная компоновка применена при раз-
работке проекта углеобогатительной фабри-
ки № 2 Череповецкого завода для обогаще-
ния печорских углей.
3. КОМПОНОВКА ОБОРУДОВАНИЯ
ГЛАВНОГО КОРПУСА
УГЛЕОБОГАТИТЕЛЬНОЙДФАБРИКИ
С ОБОГА1ЦЕНИЕМ|КРУПНОГО
УГЛЯ В ТЯЖЕЛЫХ^СУСПЕНЗИЯХ]
Компоновка оборудования главного кор-
пуса углеобогатительной фабрики произво-
дительностью до 1000 т/ч показана на
рис. 17-5, а, б, в, г, д.
Рядовой уголь двумя ленточными кон-
вейерами подается на перекрытие 36,2 м.
Главный корпус состоит из двух секций,
каждая из которых оборудована двумя по-
следовательно установленными сепаратора-
ми и элеваторным колесом типа СК-3 для
обогащения крупного угля, двумя отсадоч-
ными машинами площадью отсадки 12 .и2
каждая для обогащения мелкого угля, дву-
мя последовательно установленными цилин-
дрическими сепараторами для переобога-
щения промпродукта и двенадцатью фло-
тационными машинами типа «Гипрококс
ХГИ-57» (для обеих секций).
Крупный (>13 мм) уголь после класси-
фикации ленточными конвейерами идет на
резонансные грохоты для дешламации, мел-
кий (13—0 мм) — на отсадочные машины.
Перекрытие 15,8 м основное, здесь уста-
новлено технологическое оборудование обо-
гащения крупного и мелкого угля и тонко-
зернистого шлама. На этом же .перекрытии
размещается лаборатория для экспресс-
анализов и служебные помещения.
При обогащении угля в тяжелой суспен-
зии во избежание шламообразования для
передачи угля от одного агрегата к друго-
му предусматривают минимальные перепа-
ды (рис. 17-6, 17-7).
Описанная компоновка применена при
разработке проекта фабрики Авдеевского
коксохимического завода для обогащения
углей Донбасса.
Такая схема имеет следующие достоин-
ства:
Рис. 17-6. Расположение сепараторов с элеваторным колесом СК-3 и грохотов для
отмывки суспензии от продуктов обогащения:
1 _ резонансный грохот для дешламации крупного угля; 2 — сепаратор типа СК-3 для разделе-
ния крупного угля на смесь концентрата с промпродуктом и породы; 3 — резонансный грохот для
отмывки суспензии от смеси концентрата с промпродуктом; 4 — сепаратор типа СК-3 для разде-
ления смеси коицеитрата и промпродукта на концентрат и промпродукт; 5 — резонансный грохот
для отмывки суспензии от коицеитрата
Рис. 17-7. Установка цилиндрических сепараторов для обогащения промпродукта:
1 — грохот для дешламации промпродукта; 2 — грохот для отмывки суспензии от коицеитрата; 3 —
цилиидро-коиический сепаратор для разделения на концентрат и смесь промпродукта и породы;
4 — цнлиндро-коинческий сепаратор для разделения на промпродукт и породу; 5 — сборник цирку-
ляционной суспензии
Компоновка углеобогатительных фабрик
241
1. Уголь подается в отсадочные машины
и сепараторы для обогащения в тяжелые
суспензиях по коротким желобам с мини-
мальным количеством транспортной воды.
2. Система подачи концентрата отсадки в
обезвоживающие центрифуги предельно
упрощена.
3. Отсутствует перекачка подрешетного
шлама обезвоживающих грохотов в пира-
мидальные сгустители.
4. Оборудование для флотации шлама и
обезвоживания продуктов флотации разме-
щается в главном корпусе.
5. Крупнозернистый шлам совместно с
флотоконценгратом направляется на Суш-
ку, минуя центрифуги, что улучшает усло-
вия сушки (меньше забиваются сушильные
барабаны, центрифуги для мелкого кон-
центрата, уменьшается шламообразование
за счет уменьшения выхода центрифугата).
В табл. 17-1 приведены сравнительные
данные углеобогатительных фабрик Ясинов-
ского, Авдеевского коксохимического заво-
дов и Череповецкого^ металлургического за-
вода.
4. РАЗМЕЩЕНИЕ ФЛОТАЦИОННОГО
ОТДЕЛЕНИЯ
Флотационное отделение на углеобогати-
тельных фабриках размещают либо в глав-
ном корпусе, либо в отдельном здании.
Компоновка оборудования флотационно-
го отделения зависит от его производитель-
ности и места расположения. Флотацион-
ные машины для удобства обслуживания
обычно устанавливают в несколько парал-
лельных рядов на одном перекрытии вместе
с контактными чанами.
Таблица 17-1
Сравнительные данные углеобогатительных фабрик
Наименование Ясииов- ская Череповец- кая № 1 Череповец- кая № 2 Авдеев- ская
Общий объем зданий на тонну часовой производи- тельности, Л!3 333 365 191,5 312
Объем главного корпуса и флотационного отделе- ния на тонну часовой производительности, м3 . 212,0 218,0 125,4 155,0
Объем зданий радиальных сгустителей на тонну часовой производительности, м3 87,0 140,0 91,5 65,0
Вес оборудования и технологических металлокон- струкций на тонну часовой производительности, m (без термосушки) 5,25 5,6 3,09 4
Установочная мошность моторов на тонну часовой производительности, кет. (без термо- сушки) 11,2 13,6 6,9 10,8
L цело установленных: скребковых и цепных конвейеров 10 5 4 2
элеваторов (вместе с элеваторами отсадочных машин) 30 29 18 10
ленточных конвейеров 31 30 12 17
Рис. 17-8. Вакуумная установка
для гашения пены флотацион-
ного концентрата:
/ — резервуар для пенного продукта;
2 — ресивер; 3 — вакуум-насос; 4 —
сборник для концентрата; 5 — насос
для концентрата; 6, 7 — воздухопро-
воды; 8 — патрубок для засасывания
воздуха из атмосферы; 9 — гидрав-
лический затвор
16 Слравочник коксохимика, т. I
Компоновка углеобогатительных фабрик
243
Для обеспечения самотека шлама в ма-
шины на перекрытии, расположенном выше,
устанавливают распределители шлама с
контрольными классификаторами (дуговые
сита, гидроциклоны). На этом же перекры-
тии располагают баки для флотореагентов,
а иногда вакуум-фильтры. Положение ва-
куум-фильтров может быть разным. В от-
рат на вакуум-фильтры, применяется уста-
новка для гашения пены. Типовая схема
установки для вакуумного пеногашения по-
казана на рис. 17-8.
Первый этаж флотационного отделения
отводят для насосных станций с зумпфами
и сборных конвейеров для флотоконцент-
рата.
Рис. 17-10. Флотационное отделение, размещенное в отдельном здании:
I — конический классификатор; 2 — флотационные машины; 3 — сборник для флотационного кон-
центрата; 4 — вакуум-фильтр; 5 — бункер для флотационного концентрата; 6 — ленточный транс-
портер; 7 — питатели реагентов
дельном здании вакуум-фильтры ставят над
бункерами, верх которых находйтся 'выше
флотационных машин. Если флотация шла-
ма происходит в главном корпусе, вакуум-
фильтры могут быть расположены как над
бункерами, так п непосредственно над кон-
вейером, в этом случае предусматривают
увеличением емкости бункеров в сушиль-
ном отделении.
Для увеличения производительности ва-
куум-фильтра и улучшения работы центро-
бежных насосов, подающих флотоконцент-
16*
Пример компоновки оборудования флота-
ционного отделения в отдельном здании
показан на рис. 17-9, 17-10.
Примерное расположение объектов такой
фабрики приведено на рис. 47-11.
При производительности фабрики больше
500 т/ч комплекс объектов расширяется за
счет радиальных сгустителей для тонкозер-
нистого шлама (рис. 17-12).
При компоновке объектов фабрики на
генплане необходимо их располагать так.
чтобы протяженность транспортирующих
На коксовую
, \ башню
Рис. 17-11. План расположения объектов углеобогатительной фабрики производительностью 500 т/ч:
/ — главный корпус; 2 — сушильное отделение; 3 — бункера; для концентрата; 4 — бункер для флотокоицеитрата; 5 — радиальный
сгуститель для улавливания квостов флотации; 6 — наружный шламовый отстойник; 7, 8 — бункера для промпродукта и породы;
9 — склад флотореагентов; 10 — перегрузочные станции
Рис. 17-12. Примерный план расположения объектов углеобогатительной фабрики производительностью до 1000 т/ч:
/ — главный корпус; 2 — радиальные сгустители для улавливания тонкозернистого шлама и хвостов флотации; 3 — наружный шла-
мовый отстойник; 4 — насосная шламовых отстойников; 5 — бункера для породы и промпродукта; 6 — сушильное отделение; 7 — отде-
ление окончательного дробления; 8 — бункера для флотоконцентрата; 9 — бункера для крупного н мелкого концентрата; 10 — контора уг-
леобогатительной фабрики и диспетчерский пункт; 11 — склад магнетита; 12 — склад флотореагентов; 13 — перегрузочные станции
для конвейеров
246 Обогащение коксующихся углей
конвейеров и межцеховых коммуникаций, а
также количество перегрузочных станций
для подачи рядового угля на фабрику и вы-
дачи из фабрики продуктов обогащения бы-
ли минимальными. Чтобы избежать запыле-
ния главного корпуса и отдельных объек-
тов фабрики, тракт сухого флотоконцентра-
та и бункера для него нужно располагать
отдельно.
Присадку флотоконцентр.ата к угольной
шихте следует производить перед смеше-
нием после окончательного дробления круп-
ного и мелкого концентрата.
Радиальные сгустители для тонкозерни-
стого шлама и хвостов флотации, наруж-
ные шламовые отстойники нужно распола-
гать близ главного корпуса для обеспече-
ния самотека, различного рода переливав в
шламовый отстойник и сокращения протя-
женности трубопроводов для сгущенного
шлама,,шламовой канализации, а также ми-
нимального заглубления шламового отстой-
ника. Бункера для промпродукта и породы
независимо от рода применяемого транс-
порта для вывоза (канатная дорога, авто-
транспорт) должны располагаться над же-
лезнодорожными путями. Склад магнетита
должен быть расположен в непосредствен-
ной близости от главного корпуса, что об-
легчит доставку магнетита к месту потреб-
ления его.
Шламонакопитель с насосными станция-
ми располагают за пределами территории
завода.
Глава 18
ОБОГАЩЕНИЕ КОКСУЮЩИХСЯ УГЛЕЙ СССР
1. ОБОГАТИМОСТЬ УГЛЯ
Обогатимость угля характеризуется сово-
купностью его физико-химических свойств,
которые обусловливают получение концен-
трата нужного качества при минимальных
потерях чистого угля в отходах (породе,
промпродукте, энергетическом шламе и
др.). Такими свойствами считают степень
и структуру минерализации угольного ве-
щества, которая определяется количеством
и качеством угольных фракций различного
удельного веса, ситовый анализ рядового
угля по влаге, золе и сере, эффективность
обогащения пыли и шлама методом флота-
ции, степень размюкаемости минеральных
примесей в воде и др.
Для получения большого выхода концен-
трата высокого качества важное значение
имеет степень минерализации угольного ве-
щества!, которая характеризуется количест-
вам и качеством фракций различного удель-
ного веса. Из многих методов определения
обогатимости угля УХИН и Гипрококс ис-
пользуют метод Топоркова.
Основной характеристикой обогатимости
угля служит зольность фракции удельного
веса меньше 1,5, поскольку в большинстве
случаев по нему ведется разделение угля
иа концентрат и отходы. Чем меньше золь-
ность этой фракции, тем лучше качество
получаемого концентрата, больше его вы-
ход и меньше отходов при прочих равных
условиях. Показатель обогатимости опреде-
ляется по формуле
где Та—показатель обогатимости (низ-
ший);
А — зольность фракции удельного веса
меньше 1,5, %;
Р — выход фракции удельного веса
меньше 1,5, % от рядового угля.
Однако Р зависит не только от степени
минерализации угольного вещества, но и от
количества пустой породы, попавшей в уголь
из кровли и почвы пласта, т. е. от фракции
удельного веса больше 1,8.
Тогда
где Тв—показатель обогатимости (выс-
ший);
В—выход фракции удельного веса
меньше 1,8, % от .рядового угля.
В зависимости ог Тв угли разделены по
обогатимости на 10 групп с указанием при-
мерной зольности обогащенного угля
(табл. 18-1).
Таблица 18-1
Шкала обогатимости угля
т в Гру ппа Обогатимость Примерная зольность концентрата
>20 I Очень легкая 2—5
20—16 II Легкая 5—6
16—14 II Средняя 6—7
14—12 IV 7—7,5
12—10 V Трудная 7,5—8
10—8 VI » 8—9
8—7 VII 9—10
7—6 VIII Очень трудная 10—11
6—5 IX 11—12
<5 X Исключительно Выше 12
трудная
Исследованные по этому методу угли
имеют в основном следующую характери-
стику обогатимости: донецкие и кузнец-
кие — легкую и среднюю; печорские, кара-
гандинские и закавказские — трудную и
очень трудную; буреинские — исключитель-
но трудную.
2. СТЕПЕНЬ ТРУДНОСТИ
РАЗДЕЛЕНИЯ
Степень трудности разделения угля на
концентрат и отходы характеризуется удель-
ным весом разделения: с увеличением
удельного веса разделения ухудшается ка-
чество концентрата по золе и сере и одно-
временно облегчаются условия разделения;
248
Обогащение коксующихся углей
с уменьшением удельного веса разделения
улучшается качество' концентрата по золе
и сере и одновременно усложняются усло-
вия разделения. Ухудшение качества кон-
центрата выражается большим содержани-
ем в нем фракций с удельным весом боль-
ше удельного веса разделения.
Степень трудности разделения при про-
чих равных условиях зависит от суммар-
ного выхода фракций, которые граничат с
линией разделения (сверху и снизу) и раз-
нятся на величину ±0,1 (метод Берда).
Суммарный
выход
фракций
±0,1. %
Степень трудности разделения:
легкая...................... <7
средняя....................... 7—10
трудная ....................10—15
очень трудная...............15—20
исключительно трудная . . . 20—25
почти непреодолимая .... >25
Например, если удельный вес разде-
ления 1,5, степень трудности определяется
выходом фракций удельного веса от 1,4 до
1,6 и т. д. По другому методу степень труд-
ности разделения зависит от количества
промежуточных фракций, содержащихся
между удельным весом разделения и удель-
ным весом 1,8.
Выход проме-
жуточных
фракций. %
Степень трудности разделе-
ния:
легкая....................... <4
средняя .................... 4—8
трудная .................... 8—14
очень трудная................ >14
Например, при разделении угля по удель-
ному весу 1,5 степень трудности разделе-
ния зависит от выхода фракций удельного
веса от 1,5 до 1,8; при разделении угля по
удельному весу 1,4 степень трудности раз-
деления зависит от выхода фракций 1,4—
1,8 и т. д.
По ГОСТ 10100—62 степень обогатимос-
ти угля условно устанавливают по суммар-
ному выходу средних фракций плотностью
1,4—1,8 г/см3, выражаемому в процентах и
отнесенному к беспородной массе. В зави-
симости от выхода средних фракций уголь
относят к следующим категориям обогати-
мости:
I — легкая, выход средних фракций ме-
нее 4%;
II—средняя, выход средних фракций
от 4 до 100%;
Ill—трудная, выход средних фракций
до 17%;
IV — очень трудная, выход средних фрак-
ций более 17«/о.
Различают теоретический, приведенный и
эквивалентный удельные веса, по которым
происходит разделение угля на концентрат
и отходы.
Теоретический удельный вес равен удель-
ному весу разделения, при котором полу-
чается заданная зольность концентрата с
максимальным (теоретически возможным)
его выходом.
Приведенный удельный вес равен удель-
ному весу разделения, при котором полу-
чается фактическая зольность концентрата
независимо' от его выхода.
Эквивалентный удельный вес равен удель-
ному весу разделения, при котором количе-
ство посторонних фракций в концентрате
(% от исходного угля) равно количеству
посторонних фракций в отходах (% от ис-
ходного угля).
Пример. Качество исходного угля, а
также полученных из него концентрата и
отходов, характеризуется цифрами, приве-
денными в табл. 18-2.
Из данного угля необходимо получить
концентрат с содержанием золы 8%.
1. Теоретический удельный вес разделе-
ния равен 1,5, так как при нем получается
Таблица 18-2
Качество исходного угля, полученных нз него концентрата и отходов
Удельный вес Фракций Исходный уголь Концентрат Отходы
элементарные фракции суммарные фракции % К пробе % к ис- ход- ному зола % % К пробе % к ис- ход- ному зола %
% к ис- ходному зола % % к ис- ходному зола %
<1,3 21,0 2,50 21,0 2,50 30,0 21,0 2,5
1,3—1,4 34,5 6,86 55,5 5,21 45,0 31,5 6,8 10,0 3,0 7,5
1,4—1,5 19,9 15,79 75,4 8,00 22,0 15,4 15,5 15,0 4,5 16,8
1,5—1,6 6,6 28,52 82,0 9,49 3,0 2,1 27,5 15,0 4,5 29,0
1,6—1,8 6,0 41,00 88,0 11,78 — — — 20,0 6,0 41,1
>1,8 12,0 60,00 100,0 17,57 — — — 40,0 12,0 60,0
Итого 100,0 17,57 __ — 100,0 70,0 8,05 100,0 30,0 39,82
Обогащение коксующихся углей СССР
249
концентрат с золой 8%. Теоретически воз-
можный выход концентрата равен при этом
75,4% о г исходного угля.
2. Приведенный удельный вес равен 1,504,
так как полученная зольность концентрата
(8,05%) равна теоретической при удельном
весе разделения 1,504. Эту величину опре-
деляют по кривой суммарных фракций, ко-
торая строится по данным колонок 4 и 5
табл. 18-2. Теоретически возможный выход
концентрата с зольностью 8,05% определя-
ют по той же кривой суммарных фракций;
он равен 75,63%. Таким образом, при оди-
наковой зольности концентрата (теоретиче-
ской и фактической) разница между воз-
можным и практическим выходом концент-
рата составляет 75,63—70 = 5,63%.
3. Эквивалентный удельный вес разделе-
ния, при котором количества посторонних
фракций в концентрате и отходах равны
между собой, равен 1,473. Аналитически ои
определяется из уравнения.
(А — Х)а • 10 + /> = (X — В)с • 10 + d,
где А и В — удельные веса, между кото-
рыми лежит искомый удель-
ный вес разделения X; в дан-
ном примере А = 1,5, В = 1,4;
X — удельный вес разделения;
а — количество фракций удельно-
го веса 1,4—.1,5 в концентра-
те, % от исходного угля; в
данном примере а=Г5,4%;
b — количество фракций удельного
веса больше 1,5 в концентра-
те, % от исходного угля; в
данном примере 6=2,1 %;
с — количество фракций удельного
веса 1,4—1,5 в отходах, % от
исходного угля; в данном
примере с = 4,5%;
d — количество фракций удельно-
го веса меньше 1,4 в отходах,
% от исходного, угля; в дан-
ном примере d=3,0%.
Подставляя численные значения в урав-
нение, находим Х= 1,473. При этом удель-
ном весе разделения количества посторон-
них фракций в концентрате и отходах рав-
ны .между собой и составляют по 6,26% от
исходного угля.
3. ЭФФЕКТИВНОСТЬ РАЗДЕЛЕНИЯ
УГЛЯ В ОБОГАТИТЕЛЬНОМ
АППАРАТЕ
Обогатительные машины и аппараты, ра-
бота которых основана на принципе разно-
сти удельных .весов чистого угля, сростков
угля с породой и чистой породы, имеют раз-
личную эффективность разделения. Самая
высока,я эффективность разделения наблю-
дается в сепараторах с тяжелыми средами;
в отсадочных машинах, моечиых желобах,
пневматических столах и других она по-
степенно ухудшается.
В последние годы всеобщее признание и
распространение получил метод оценки ра-
боты обогатительных машин по значению
вероятного среднего отклонения и погреш-
ности (из теории относительности). Каждая
обогатительная машина имеет вероятное
среднее отклонение Е и погрешность I, ко-
торые остаются постоянными независимо от
характера обогатимости угля. Режим, при
котором получаются наименьшие значения
Е и I, считается наиболее рациональным
как по производительности машины, так и
по эффективности разделения угля на кон-
центрат и отходы:
„ d-;b — d№
Е= ~ ;
_ Е
1 ~ dp—1
где rf?5 — удельный вес разделения, при ко-
тором 75% элементарной фрак-
ции извлекается в отходы;
^25 — удельный вес разделения, при ко-
тором 25% элементарной фрак-
ции извлекается в отходы;
dP —удельный вес разделения, при ко-
тором 50% элементарной фрак-
ции извлекается в отходы, а 50%
остается в концентрате.
Величины rfrs, d2s, dp определяются по
кривой дисперсии (кривой зависимости ве-
личины извлечения фракций от удельного
веса разделения).
Пример. В сепараторе, разделяющем
исходный уголь на концентрат и отходы
(смесь породы с промпродуктом), расслое-
ние указанных продуктов в тяжелых жид-
костях дало результаты, приведенные в
табл. 18-3.
Таблица 18-3
Фракционный состав продуктов
обогащения, %
Удельный вес фракций 1 Исходный уголь, / 1 • 'и i Концентрат, 'К Отходы (по- рода + пром- продукт), /о Извлечение фракций в от- ходы, к
<1,3 56,04 56,03 0,01 0,02
1,3—1,35 14,44 14,42 0,02 0,14
1,35—1,40 9,18 9,14 0,04 0,44
1,40—1,45 3,60 3,50 0,10 2,78
1,45—1,50 2,40 2,09 0,31 12,90
1,50—1,60 1,67 1,25 0,42 25,10
1,60—1,80 2,19 0,58 1,61 73,50
1,80—2,0 1,92 0,14 1,78 93,00
2,0-2,2 1,48 0,05 1,43 96,50
2,2—2,4 2,20 — 2,20 100,0
2,4—2,6 2,76 — 2,76 100,0
2,6—2,8 1,43 — 1,43 100,0
>2,8 0,69 — 0,69 100,0
Итого 100,0 87,2 12,8 —
250
Обогащение коксующихся углей
Извлечение каждой фракции в отходы оп-
ределяется по формуле
k = ~ 100,
/и
где /о —количество фракции в отходах, %
к исходному углю;
/и — количество фракции в исходном
угле, % к исходному углю.
По полученным данным k строится кри-
вая дисперсии. На оси ординат этой кривой
откладываются значения fe, а «а оси абс-
цисс — величины удельного веса жидкостей,
в которых ведется расслоение продуктов.
Согласно этой кривой ^25= 1,55; d?5=l,72;
dp = 1,63.
Отсюда следует, что
Для большинства обогатительных машин
величина Е зависит от удельного веса раз-
деления, причем для одной и той же ма-
шины Е будет большим при более высоком
удельном весе разделения. Погрешность для
данной обогатительной машины постоянна
и не зависит от характеристики обогати-
мости угля и от удельного веса разделения,
но зависит от размера зерен обогащаемого
угля. На практике погрешность / составляет
0,1 для совершенных машин и до 0,2 для
машин менее совершенных. Коэффициент
погрешности, учитывающий Е и удельный
вес разделения dp, предложен французским
инженером Белюпу. Для изображения кри-
вой дисперсии в виде прямой линии фран-
цузский инженер Терра предложил принять
анаморфозную шкалу координат, где на оси
ординат откладываются соответствующие
значения извлечений, вычисленные по ана-
литически интегральной кривой Гаусса, а
на оси абсцисс откладывается 1g (6—1),
где б — удельный вес жидкости.
В двухступенчатых аппаратах (например,
в отсадочных машинах) кривую дисперсии
строят для каждой ступени отдельно. В
этом случае в первой ступени машины оп-
ределяется удельный вес и Е при высокой
плотности разделения, а во второй ступе-
ни — при низкой плотности разделения.
Значение погрешности I остается в обоих
случаях постоянным.
Средние значения Е для хорошо работа-
ющих сепараторов с тяжелыми средами со-
ставляет 0,03—0,05, для отсадочных машин
0,06-0,10.
4. ОЦЕНКА РЕЗУЛЬТАТОВ
ОБОГАЩЕНИЯ
Работе обогатительных фабрик на коксу-
ющихся углях дают техническую и технико-
экономическую оценки.
Техническая оценка производится путем
сопоставления теоретически возможных и
Фактических показателей обогащения, глав-
ным образом по выходу и качеству основ-
ного продукта — обогащенного угля.
Технико-экономическая оценка произво-
дится путем сопоставления суммарных зат-
рат: с одной стороны затрат на приобре-
тение рядовых углей, стоимости их обога-
щения, стоимости реализованных продуктов
обогащения, с другой стороны — суммар-
ных затрат на коксование угля, производст-
во чугуна с учетом его качества, стоимости
и др.
Основные методы обогащения угля (в от-
садочных машинах, реожелобах, пневмати-
ческих столах, тяжелых жидкостях и сус-
пензиях, центробежной сепарацией и др.)
основаны на различии удельных весов уголь-
ных, промежуточных и породных фракций
угля. Метод флотации основан на различии
поверхностных свойств указанных компо-
нентов (угля, сростков и породы). Угольные
частицы флотируются относительно хорошо,
промежуточные (сростки) — хуже, а по-
родные частицы совсем не флотируются или
флотируются очень плохо.
Теоретические результаты обогащения по-
лучаются в стационарных лабораторных
условиях.
Пример. При обогащении угля, харак-
теристика которого дана в табл. 18-4, иа
обогатительной фабрике был получен кон-
центрат зольностью 7,3% при выходе его
79,5%. Теоретический выход концентрата
при его зольности 7,3% равен 84,26%. Та-
ким образом, разница между теоретическим
и фактическим выходом концентрата при
одинаковой его зольности (7,3%) получена
84,26—79,5=4,76%.
Таблица 18-4
Фракционный анализ рядового угля
Удельный (вес фракций Элементарные фракции Суммарные фракции
выход, % зола, % выход % зола %
<1,3 66,88 3,75 66,88 3,75
1,3—1,4 7,22 11,70 74,10 4,52
1,4-1,5 5,71 21,75 79,81 5,75
1,5—1,6 2,55 30,70 82,36 6,53
1,6—1,8 3,44 41,40 85,80 7,92
>1,8 14,20 73,50 100,00 17,24
Итого 100,0 17,24 — —
Оценка результатов Гипрококсом и
УХИНом производится по разнице между
теоретически возможным и фактическим
выходами концентрата при одинаковой его
зольности (%):
Вполне удовлетворительно < 2
Удовлетворительно . . . 2—5
Неудовлетворительно . . 5—8
Плохо................... >8
Как видно, обогатительная фабрика по
зольности обогащенного угля работала с
оценкой «удовлетворительно».
Обогащение коксующихся углей СССР
251
Таблица 18-5
Показатели обогащения иа углеобогатительных фабриках
при коксохимических заводах УССР 1961 г., %
Фабрики и продукты обогащения Выход Влага Зола Сера
Днепропетровская
Рядовой уголь 100 5,0 19,5 2,45
Обогащенная шихта 78,6 И,1 7,31 1,97
В том числе:
крупный концентрат 10,4 5,5 4,6 —
мелкий концентрат 37,1 9,4 4,9 —
концентрат флотации 13,8 25,2 7,4 —
необогащенная пыль 17,3 6,8 14,0 —
Энергетический шлам . . 0,5 — 24,8 1
Промпродукт 5,1 7,7 39,1 —
Порода 14,1 10,8 72,2 ——
Хвосты флотации 1,6 — 62,5 — 1
Потери 0,1 — 18,9 —
Д непродзержинская
Рядовой уголь 100,0 4,8 19,6 2,47
Обогащенная шихта 77,5 10,7 7,29 2,00
В том числе:
крупный концентрат 14,5 6,0 4,7 —
мелкий концентрат 38,1 9,6 6,3 —-
концентрат флотации 14,5 21,5 7,6 —
необогащенная пыль 10,4 6,0 13,9 —•
Энергетический шлам 0,3 24,0 19,4 —
Промпродукт 7,0 6,3 43,3 —
Порода 13,4 7,5 73,1 —
Хвосты флотации 1,6 — 65,5 —
Потери 0,2 — 19,6 —
Запорожская
Рядовой уголь 100,0 4,7 20,4 2,66
Обогащенная шихта 77,0 8,8 7,39 2,12
В том числе:
крупный концентрат 14,6 5,7 4,4 —
мелкий концентрат 35,6 10,7 6,5 —
концентрат флотации 17,6 8,1* 8,1 —
необогащенная пыль 9,2 6,5 14,5 —
Энергетический шлам 0,6 21,9 34,2 ——
Промпродукт 5,9 7,6 41,6 —
Порода 15,4 8,4 72,5 —
Хвосты флотации 1,1 — 62,7 —.
Макеевская № 1
Рядовой уголь 100,0 5,0 19,6 2,70
Обогащенная шихта 76,2 12,2 7,37 2,08
В том числе:
крупный концентрат 8,8 8,4 5,2 —
мелкий концентрат 42,9 9,7 6,0 —
концентрат флотации 15,4 22,8 7,1 —
необогащенная пыль 9,1 6,8 13,1 ——
Энергетический шлам** 2,1 19,3 43,6 —
Промпродукт 6,8 10,0 35,3 —
Порода 14,9 7,7 72,1 —
Макеевская № 2
Рядовой уголь 100,0 4,9 20,1 1,80
Обогащенная шихта 77,8 12,6 7,56 1,46
252
Обогащение коксующихся углей
Продолжение табл. 18-5
Фабрики и продукты обогащения Выход Влага Зола Сера
В том числе:
крупный концентрат 6,8 9,4 4,6 —
мелкий концентрат 38,3 9,8 6,9 —--
концентрат флотации 17,9 23,1 6,8 —
необогащенная пыль 14,8 6,2 И,7 —
Промпродукт 3,1 7,6 40,0 —
Порода 19,1 7,7 69,4** —
кейновская
Рядовой уголь 100 5,8 19,6 2,7
Обогащенная шихта 76,4 9,1 7,4 2,13
В том числе:
крупный концентрат 11,8 7,5 5,0 —
м елкий концентрат 36,6 8,9 ' 6,3 —
концентрат флотации 19,2 10,8* 8,2 —
необогащенная пыль 7,8 8,0 13,8 —
концентрат в тяжелых средах 1,1 — 10,0 —
Энергетический шлам** 3,3 18,6 27,1 —
Промпродукт 5,9 9,0 44,6 —
Поро да 14,4 8,3 71,2 —
Горловская
Рядовой уголь 100,0 5,1 17,4 2,86
Обогащенная шихта 82,9 Ю,2 . 7,16 2,12
В том числе:
крупный концентрат 16,6 6,7 4,4 —
мелкий концентрат 41,3 7,5 6,3 —
концентрат флотации 10,2 22,8 7,7 —
необогащенная пыль 10,7 5,6 13,8 ——
крупный шлам 4,1 22,8 8,7 —
Энергетический шлам 9,5 22,2 33,5 —
Промпродукт 3,5 8,5 35,1 —
Порода 11,2 6,8 72,5 —
Хвосты флотации 1,9 — 62,7 —
Енакиевская № 1
Рядовой уголь 100 5,3 19,5 2,0
Обогащенная шихта 75,9 10,8 7,21 1,7
В том числе:
крупный концентрат 12,4 5,0 4,6 1,6
мелкий концентрат 34,3 6,1 5,3 2,6
концентрат флотации 19,7 22,1 8,4 1,7
необогащенная пыль 9,5 7,3 14,8 1,7
Энергетический шлам 2,2 23,9 23,2 —
Промпродукт 3,7 7,1 41,9 —
Порода 15,4 8,2 70,1 —
Хвосты флотации 2,8 — — —
Коммунарская
Рядовой уголь 100 5,5 21,0 2,83
Обогащенная шихта 74,9 12,0 7,22 2,29
В том числе:
крупный концентрат 7,5 7,4 5,8 —
мелкий концентрат 43,4 7,5 5,8 —
концентрат флотации 16,4 21,9 8,3 —
необогащенная пыль 7,6 7,2 14,5 —
Энергетический шлам 0,7 26,6 18,6 2,43
Промпродукт 6,0 7,5 44,5 4,22
Порода 14,9 9,5 73,8 —
Хвосты флотации 3,2 — 58,7 —
Потери 0,3 — 23,7 1
Обогащение коксующихся углей СССР
253
Продолжение табл. 18-5
Фабрики и продукты обогащения Выход Влага Зола Сера
Череповецкая фабрика Рядовой уголь 100,0 4,43 17,62 0,65
Обогащенная шихта 81,4 9,80 8,10 0,61
В том числе: крупный концентрат 13,9 6,40 7,10 —
мелкий концентрат 46,0 10,70 7,50 -—
флотационный концентрат 21,5 У 9,30 —
необогащенная пыль — — —
Шлам энергетический 1,5 23,40 29,00 —
Промпродукт 9,0 7,40 38,00 —
Порода 6,8 — 79,30 —
Хвосты флотации 1,0 — 66,30 —
Потери 0,3 — — —
Магнитогорская фабрика Рядовой УГОЛЬ 100,0 6,21 15,83 0,6-
Обогащенная шихта 67,5 8,90 8,72 0,65
В том числе: крупный концентрат 16,9 — 8,17 —
мелкий концентрат 32,6 — 8,94 -—
флотационный концентрат 18,0 8,81*** 8,20 —
необогащенная пыль — — — —
Шлам энергетический 6,5 24,20 23,30 —
Промпродукт 14,6 9,40 37,04 —
Порода ' 2,0 — 70,00 —
Хвосты флотации 8,4 — 45,00
Потери 1,0 — -— —
Губахинская фабрика Рядовой уголь 100,0 3,98 22,20 6,0
Обогащенная шихта 69,5 9,60 11,03 2,94
В том числе: крупный концентрат — — — —
мелкий концентрат — — — —
флотационный концентрат — — — —
необогащенная пыль — — — —
Шлам энергетический — — — —♦
Промпродукт 25,3 12,4 39,94 ——
Порода 1,8 — 65,90 •—
Пирит 3,1 •——• 60,85 38,28
Потери 0,3 — — —
* После сушки.
** С хвостами флотации.
'** Влага после термосушки.
На обогатительных фабриках Донбасса и
Приднепровья, находящихся в составе кок-
сохимических заводов (табл. 18-5), разница
между теоретическим и практическим вы-
ходом обогащенной шихты при одинаковой
ее зольности составляет 4—5%. Для лучшей
работы фабрик -необходимо уменьшить по-
тери чистого угля в товарном гаромпродукте
путем повторного обогащения его в тяже-
лых средах или ,в отсадочных машинах вме-
сте с исходным углем, ликвидировать по-
тери чистого угля в энергетическом шла;ме
путем расширения фронта- флотации или
интенсификации процесса флотации, подвер-
гать флотации всю пыль, присоединяемую
ныне к концентрату в необогащенном виде.
Глава 19
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ УГЛЕОБОГАТИТЕЛЬНЫХ ФАБРИК
1. ОБЩИЕ СВЕДЕНИЯ
Технологическая схема — это последова-
тельность процессов переработки угля на
обогатительных фабриках; она предусмат-
ривает глубину обогащения, верхний пре-
дел крупности обогащаемого угля, метод
обогащения, шкалу классификации угля на
машинные классы и другие вспомогатель-
ные операции.
Глубина обогащения по крупности опре-
деляется нижним пределом крупности обо-
гащаемого угля.
При выборе н составлении технологиче-
ской схемы принимают во внимание сле-
дующие данные:
а) ситовый н фракционный анализы ря-
довых углей;
б) результаты лабораторных и полупро-
мышленных испытаний по обогащению уг-
лей;
в) опыт работы действующих фабрик на
аналогичных или близких по качеству углях,
г) состояние и уровень техники обога-
щения;
Д) назначение обогащенного угля и тре-
бования к его качеству (табл. 19-1);
Таблица 19-1
Требования к качеству концентрата,
идущего на коксование
Угольные бассейны Влага % Зольность % Сернис- тость, %
Донецкий . . . 7—8 7—8 До 2,0
Кузнецкий . . 7—8 7,5—8 » 0,5
Карагандинский 7—8 8—9 » 1,0
Кнзеловскнй 7—8 10—11 Не уста- навлива- ется
е) ресурсы углей, подлежащих обогаще-
нию.
Запасы коксующихся углей в общем ба-
лансе углей в СССР ограничены н поэтому
использование их для целей коксования
должно быть наиболее полным, несмотря
на сложность и относительно высокую стои-
мость обогащения угольного шлама.
Для характеристики количества и качест-
ва исходного материала и продуктов, полу-
чаемых при обогащении угля в результате
отдельных процессов, составляются схемы:
качественно-количественная, водошламовая
и воздушно-пылевая. Для упрощения эти
схемы совмещаются с качественно-количе-
ственной.
Дополнительно к технологической схеме
выполняют схему цепи аппаратов.
Глубина обогащения для углей Донецко-
го бассейна на действующих фабриках до
0,5 мм (обогащению предшествует отдувка
пыли <0,5 мм), для углей Печоры (Чере-
повецкая углеобогатительная фабрика) и
Караганды (Магнитогорская углеобогати-
тельная) — до 0 мм.
Предварительная классификация угля
включает разделение на машинные классы.
На большинстве фабрик уголь разделяет-
ся на машинные классы 12—80 и 12—0,5
нлн 12—0 мм при глубине обогащения
до 0.
В технологических схемах современных
фабрик исключены обогащение крупного
шлама в шламовых отсадочных машинах и
дешламацня мелкого угля на грохотах пе-
ред обогащением его на отсадочных маши-
нах, так как они не оправдали себя.
Снижение золы в концентрате шлама по-
сле его обогащения на шла.мовых отсадоч-
ных машннак происходит за счет отмывки
на грохотах наиболее тонкого шлама, а не
за счет разделения в процессе отсадки
(табл. 19-2). Если первичная отсадка угля
мелкого класса налажена хорошо, надоб-
ность в переобогащенни крупнозернистого
шлама (1—0,5 мм) отпадает, что подтвер-
дилось практикой работы некоторых угле-
обогатительных фабрик.
На углеобогатительных фабриках при
коксохимических заводах не нашлн приме-
нения такие процессы:
обогащение угля пневматическим спосо-
бом из-за высокой влажности углей и по-
вышенных требований к качеству концент-
рата и его выходу;
обогащение в моечных желобах из-за
меньшей эффективности по сравнению с от-
садкой;
Технологические схемы углеобогатительных фабрик
255
Таблица 19-2
Результаты обогащения шлама
в шламовых отсадочных машинах
и на грохотах
Наименование обогатительной фабрики Зольность поступаю- щего шла- ма. % Зольность шлама с порога ма- шины. % Зольность шлама (кон- центрата) после гро- хотов, %
Днепродзер- 14,7 14,43
жииская 8,74
Запорожская 14—14,5 13,2— 13,8 7,50
Ясиновская 13,5— 14,8 12,19— 13,12 8,80
обогащение иа концентрационных столах,
так как оно не экономично при современ-
ной производительности фабрик.
2. СХЕМЫ ДЕЙСТВУЮЩИХ ФАБРИК
На рис. 19-1 и 19-2 изображены техноло-
гические схемы работающих в СССР угле-
обогатительных фабрик с глубиной обога-
щения до 0,5 и 0 мм.
В схемах приняты следующие сокраще-
ния названий продуктов обогащения:
КК — крупный концентрат;
МК — мелкий концентрат;
МП1 — мелкий шлам;
КШ — крупный шлам;
П— порода;
ПП — промпродукт;
ФК — флотокоицеитрат;
КФ — хвосты флотации;
ШВ— шламовые воды;
_ОВ— осветленная или оборотная вода;
Ф — фугат или фильтрат;
С— суспензия, возвращающаяся в
обратный цикл.
Отсадка
КК
Рядовой
уголь
Грохочение
12-80
0-12-
Дешламаиия
ПП П
Уголь
Дробление -12
Контрольная отсадка
f
П
МК
Отсадка
Л ПП
Центрифугирование
f 1
ПП Ф
Обезвоживание
| на грохотах 1
ШВ КК
—। Осветление
\шламовые отстойники^
I—Ш ОВ
Обезвоживание
[на грохотах
МК ШВ
Обезвоживание
| на грохотах |
КШ Ш8
Центрифугирование
,Ф
МК
Сгущение
I Пирамидальные I
| сгустители 1
КШ ШВ
=!______________1
Осветление
I радиальные I
1 сгустители 1
08 Ш
Флотация
Фильтрация
\вакуум-срильтры I
Ф
ФК
X
ФК
Сушка
Рис. 19-1. Технологическая схема углеобогатительных
фабрик коксохимических заводов (Череповецкая № 1,
Магнитогорская) с глубиной обогащения до 0 мм
256
Обогащение коксующихся углей
По технологическим схемам с глубиной
обогащения до 0,5 мм происходит выделе-
ние пыли и присадка ее к шихте; по схемам
с глубиной обогащения до 0 мм весь уголь
обогащается, поступая в отсадку.
ным уменьшением выхода энергетического
шлама;
4) в связи с повышением влажности ря-
довых углей количество выделяемой пыли
уменьшается, а зольность ее увеличивается;
Рядовой уголь
Грохочение
।-----12-80
Отсодка
Обеспыливание
КК пп П
Дродление-
Уголь
0.5-12
12 * L
Пыль
0-0,5
Контрольная отсадка
1п
L
МН
Отсадка
п пп МК
| Центрифугирование
Обезвоживание }
——I ПП Ф
| на грохотах 1
ШВ цц
J
1П
Обезвоживание
| на грохотах I
МК Ш.
Осветление
^шламовые отстойники,
Ш 0.
Обезвоживание
Сгущение
\Пирамидальные I
1 сгустители 1
КШ шв
Центрифугирование
Ф
МК
Осветление
I радиальные I
I сгустители I
,ОВ ш
Фильтрация
Ф
ФК
Флотация
Рис. 19-2. Технологическая схема углеобогатительных
фабрик коксохимических заводов Донбасса с глубиной
обогащения до 0,5 мм
Сушка
На основании показателей работы дейст-
вующих углеобогатительных фабрик (табл.
19-3) можно сделать следующие выводы:
1) зольность рядовых углей системати-
чески повышается, крупность их падает
из-за увеличения мелких классов;
2) выход концентрата из отсадочных ма-
шин в основном остается постоянным.
Гидропылеподавление при добыче углей
увеличивает их влажность, что делает не-
возможным обеспыливание угля перед обо-
гащением и присадку пыли к концентрату;
3) участие в шихте флотоконцентрата си-
стематически увеличивается с одновремен-
5) общий выход концентрата снижается
из-ва повышения золы в рядовых углях.
Колебания выхода концентрата но отдель.
ным фабрикам при сравнительно одинако-
вой зольности рядовых углей зависит в
основном от выходов энергетического шла-
ма;
6) зольность породных отходов увеличи-
вается;
7) в связи с переходом шахт на добычу
горной массы без выборки видимой порода
содержание крупной породы значительно
возрастает
17 Справочник коксохимика,
Таблица 19-3
Показатели работы действующих углеобогатительных фабрик
Глубина обогащения до 0 мм Глубина обогащения до 0,5 мм на углях Донбасса
Череповецкая на печорских углях Магнитогорская на смеси кузнецких и карагандин- ских углей Енакиевская № 1 Горловская № 1
Показатели
Годы
1958 1959 I960 1 961 1958 1959 I960 1961 1958 1959 I960 1961 1958 1959 I960 1961
Рядовые угли: зольность, % 16,83 17,01 17,62 17,50 18,34 15,13 15,83 15,81 19,53 20,02 20,61 19,46 18,31 18,50 17,62 17,41
сернистость, % 0,72 0,60 0,65 0,67 — 0,56 0,69 0,53 2,41 2,21 2,33 2,0 2,92 2,88 2,83 2,87
Крупный концентрат: выход в % к рядовому 14,7 14,0 13,9 13,0 22,5 16,9 20,38 13,20 14,4 15,5 12,45 14,4 15,5 14,9 16,6
зольность, % 7,09 7,02 7,10 7,00 — 8,50 8,17 8,82 4,63 4,57 4,82 4,65 5,38 5,26 4,85 4,40
Мелкий концентрат: выход в % к рядовому 47,0 47,1 46,0 42,4 31,2 32,6 30,75 32,9 32,0 31,6 34,26 40,6 38,7 41,0 45,41
зольность, % 7,79 7,40 7,50 7,80 — 9,00 8,94 9,17 5,01 5,03 5,16 5,34 6,43 6,14 6,29 6,48
Флотоконцентрат: выход в % к рядовому 17,0 20,8 21,5 23,9 — 13,9 18,0 13,97 12,60 14,0 13,9 19,65 14,3 14,1 14,6 10,20
зольность, % ..... 9,18 9,05 9,30 8,90 — 9,0 8,81 8,92 7,97 8,05 8,20 8,44 7,11 7,36 7,55 7,71
Количество присаженной необогащенной пыли: в % к рядовому 16,6 14,6 12,8 9,51 9,8 9,8 10,00 10,73
зольность, % — — — — — — — — 13,78 14,70 15,53 14,76 14,04 15,04 14,29 13.81
Итого: получено концентрата в % к ря- довому 79,5 81,9 81,4 79,3 67,6 67,5 65,10 75,3 75,0 73,8 75,87 79,1 78,1 80,5 82,94
зольность его, % 8,05 7,97 8,10 8,0 — 8,83 8,72 9,01 7,36 7,39 7,46 7,21 7,29 7,30 7,24 7,16
сернистость, % 0,68 0,60 0,61 0,62 — — 0,69 0,53 1,96 1,84 1,93 1,70 2,20 2,20 2,21 2,17
получено энергетического шлама, в % к рядовому 4,1 2,3 1,5 1,39 8,3 6,2 6,5 6,93 5,6 5,7 3,8 2,19 1,4 1,3 1,2 0,51
зольность его, % 31,82 30,0 29,0 30,5 21,42 17,17 23,30 23,66 27,33 31,59 32,77 23,04 32,68 34,03 36,78 23,5
Зольность, %: пород ы 78,92 80,96 79,30 81,5 — 70,0 73,44 71,24 73,28 69,88 70,7 72,22 71,74 72,67 72,53
хвостов флотации 60,47 63,95 66,30 62,8 — 54,70 45,0 49,33 —— 61,59 53,62 58,75 60,68 60,41 61,04 62,71
промпродукта 40,26 43,84 38,0 40,0 30,60 37,00 37,04 33,41 39,57 41,0 39,43 41,86 36,70 38,91 37,21 35,08
Продолжение таб л- 19-3
Глубина обогащения до 0»5 мм иа углях Донбасса
Ясииовская Запорожская Днепродзержинская Днепропетровская
Годы
1958 1959 1960 | 1961 1958 | 1959 | 1960 1961 | 1958 1959 I960 1961 1958 1959 1960 1961
Рядовые угли:
зольность, % 17,75 18,73 19,00 19,60 17,38 18,32 19,52 19,87 17,68 18,34 18,74 19,10 18,36 19,50 19,46 19,11
сернистость, % 2,77 2,68 2,62 2,70 2,53 2,61 2,67 2,66 2,38 2,48 2,36 2,45 2,50 2,30 2,36 2,41
Крупный концентрат:
выход в % к рядовому 17,4 11,1 11,2 11,80 12,7 11,4 13,1 14,65 15,4 14,4 14,3 14,48 13,8 13,0 11,9 10,36
зольность, % 5,29 4,95 5,08 4,97 4,82 4,64 4,70 4,41 5,13 4,77 4,82 4,74 5,80 5,20 4,69 4,6
Мелкий концентрат:
выход в % к рядовому 33,8 36,2 37,1 36,62 36,5 38,0 37,8 35,56 43,4 44,0 42,0 38,11 35,3 32,8 33,6 37,14
зольность, % 6,52 6,28 6,23 6,32 6,47 6,35 6,40 6,5 6,12 6,22 6,35 6,33 5,58 5,25 4,96 4,89
Флотоконцентрат:
выход в % к рядовому 12,9 17,2 19,6 20,13 16,1 16,1 16,2 17,59 9,90 10,1 12,5 14,51 13,5 15,7 15,1 13,84
зольность, % 9,23 8,67 8,07 8,31 6,80 7,30 7,80 8,1 8,68 8,36 7,88 7,64 7,80 7,80 7,60 7,4
Количество присаженной иеобогащенной
пыли:
в % к рядовому 9,3 9,5 8,3 7,8 13,9 12,70 11,20 9,16 11,6 11,3 10,0 6,5 13,6 14,4 16,5 17,26
зольность, % 12,68 13,14 14,24 13,8 12,51 12,73 13,01 14,5 13,22 13,68 13,98 13,87 13,30 13,95 13,85 14,02
Итого:
получено концентрата в % к ря-
довому 73,4 74,0 76,2 76,35 79,2 78,2 78,3 76,96 80,3 79,8 78,8 77,52 76,2 75,9 77,1 78,60
зольность его, % 7,48 7,55 7,41 7,4 7,34 7,35 7,30 7,39 7,27 7,28 7,29 7,29 7,39 7,41 7,34 7,30
сернистость, % 2,17 2,14 2,13 2,19 2,06 2,13 2,10 2,12 1,96 2,05 1,97 2,00 2,00 1,90 1,92 1,97
получено энергетического шлама,
в % к рядовому 6,8 7,2 4,3 3,35 3,3 2,9 1,3 0,63 1,4 1,1 0,6 0,29 2,6 2,0 1,7 0,49
зольность его, % 24,26 25,45 25,39 27,14 31,82 34,47 39,19 34,18 22,49 20,60 23,56 19,39 22,61 22,70 23,20 24,8
Зольность, %:
породы 68,18 79,49 75,73 71,24 71,26 72,37 72,43 73,43 71,12 73,32 73,24 73,13 71,50 72,10 72,90 72,10
хвостов флотации — 49,67 57,32 Н. св. 60,13 61,33 67,70 62,47 60,73 64,27 66,81 65,53 61,10 62,80 64,40 65,2
промпрод'укта 40,78 43,15 39,96 44,57 37,56 38,30 40,43 41,6 45,28 43,73 1 42,72 43,35 40,4 38,4 39,20 39,1
Техно логические схемы углеобогатительных фабрик
259
3. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ПРОЕКТИРУЕМЫХ
УГЛЕОБОГАТИТЕЛЬНЫХ ФАБРИК
Для вновь проектируемых и подвергаю-
щихся реконструкции углеобогатительных
фабрик рекомендуют следующие технологи-
ческие схемы.
Технологическая схема обогащения углей
средней обогатимости (рис. 19-3) отличает-
ся от схемы действующих фабрик (см. рис.
19-2) тем, что в ней отсутствует пылеот-
дувка для мелкого угля, крупнозернистый
шлам после обезвоживания передается на
сушку вместе с флотоконцентратом и вклю-
чены дополнительные операции с хвостами
флотации, обеспечивающие максимальное
улавливание их в пределах фабрики, а в
шламонакопитель сбрасывается только фу-
гат после центрифугирования.
1) глубина обогащения до 0 мм;
2) классы угля крупнее 12 мм и пром-
продукт отсадки обогащаются в сепарато-
рах с тяжелыми суспензиями в две стадии
(верхний предел крупности угля 150 мм обу-
словливается их дозировкой перед обога-
щением).
Эта схема принята для обогащения кара-
гандинских углей, «горной массы» на строя-
щейся углеобогатительной фабрике Авдеев-
ского коксохимического завода, для рекон-
струируемых фабрик Ясиновскопо, Енакиев-
ского и Горловского коксохимических заво-
дов, а также для Чумаковской центральной
обогатительной фабрики.
Применение схем, указанных на рис. 19-3
и 19-4, позволит:
1) увеличить выход концентрата или со-
ответственно снизить его золу;
2) полностью использовать энергетиче-
ский шлам для коксования;
Рядадой уголь
Грохочение
>2^80
итсаока
Одезбожидание
\на грохотах |
ШВ КК
п ПП
Дсодление *---i
°
Дешламаиия на
~| | дугобых ситах ]
ПК Уголь ШВ
<-------1
Одезбажибание
| на грохотах}
шв МК
Центрифугирование
J ж
П ПП
Отсадка
Флотация
ФК X
Сгущение С
| пирамидальные I
I отстойники i
ШВ
МК
Контрольная отсидка
П ПП
МК
ЦентоищугирцЬание
ПП
ф
Сгущение
гиояшиююне 1
ПП ШВ
Одездожидание
| на грохотах |
ПП ШВ
КШ
Коагуляция
Осдетление В
I радиальных I
{сгустителях}
ОВ ш
Гл
Фильтрация^
Коагуляция
Одезбожидание |
|л» грохотах |
XIВ КШ\
Осветление t>
{радиальных I
1 сгусти теляЛ
X ОВ
Сгущение
гидроииклонах\
ОВ
ФК
Ситка
Коагуляция
ЦентощругироВпние
Шламс(ь й
налоги т ль
Рис. 19-3. Технологическая схема обогащения углей средней
обогатимости
Эту схему применяют для легкообогати-
мых углей с исключением контрольной от-
садки. Окончательные продукты (концент-
рат, промпродукт и порода) в данном слу-
чае получаются на первичных машинах.
Технологическая схема обогащения труд-
нообогатимых углей представлена на
рис. 19-4. Ее характеристика:
3) уменьшить потери угольных фракций в
отходах и засорение концентратов тяжелы-
ми фракциями;
4) значительно упростить водошламо-
вое хозяйство, в основном за счет умень-
шения площадей для сгущения шламов и
осветления воды;
5) исключить сброс в водоемы шламовых
17'
260
Обогащение коксующихся углей
вод (сброс осветленной воды не исклю-
чается).
Технологическая схема, предложенная За-
падногерманской фирмой Шюхтерман Кре-
мер-Баум для обогащения труднообогати-
мых томьусинских углей (Кузбасс), приня-
та для углеобогатительной фабрики Запад-
2) крупный промпродукт, подучающийся
в сепараторах с тяжелой средой, не дробит-
ся и не обогащается;
3) вместо грохотов для обезвоживания
мелкого угля применяют багер-элеваторы;
4) -сгущение шламов производят в одну
РяШой уголь
Грохочение
12-150
0-12
Дешламация
[на грохотах |
12-150 ШВ
Тяжелые суспензии
р Угорь
Обезвоживание
I на грохотах |
С Уголь ШО
Тяжелые суспензии
Дешламация
| дуговые сита I
ШВ Угрт>
t____________А
Отсадка
{-----1---1
Л ЛЛ МК
Дешламация
\ на грохотах |
ЛЛ^ШВ^
Обезвоживание
| на грохотах |
ШВ
Тяжелые суспензии
ПП
МК
Центрифугирование
МК
Тяжелые суспензии
ПП
Обезвоживание
| на гро.бзтах }
С ♦ Л
ШВ
Обезвоживание
| на грохотах I
ПП i С
I ШВ
Сгущение
Пирамидальные I
сгустители |
кш Р
Обезвоживание
| на грохотах |
ШВ
МК
L_
т
кк
Обезвоживание
Обезвоживали е
Дробление
Регенерация
с
Сгущение 6
1 гидроциклонах |
Ш ' ШВ
7
Ф
рдездожибание
| на грохотах |
КШ
Сушка
I
Центрифугирование
Ф
пп
Флотация
ФК
Фильтрация
ФК
Лоагуллцця
ШВ
Осветление 6
{радиальных I
I сгустителях I
Ш ОВ
Коагуляция
Осветление &
\радПальныл \
L сгустителях^
Обезвоживание
ПП
ШВ
Сгущение б
^гидроциклонах~\
ОВ
L
Центрифугирование
Ф
Шламовый накопитель
08
Рис. 19-4. Технологическая схема обогащения
труднообогатнмых углей
но-Сибирского металлургического завода
(рис. 19-5).
Основные особенности этой схемы:
1) из первичных отсадочных машин для
мелкого угля получают три окончательных
продукта: концентрат, промпродукт, по-
роду;
стадию в прямоугольных отстойниках с пе-
редвижной разгрузочной тележкой;
5) для окончательного обезвоживания
хвостов флотации применяют пресс-фильт-
ры;
6) схема предполагает замкнутый цикл
водошламового хозяйства.
Технологические схемы углеобогатительных фабрик
261
Рядовой уголь
Мокрое грохочение
М2 D-1
Тяжелые суспензии -А '-
П Уголь
| М грохотах 1
П '
С *-
Обезвоживание
Пна грохотах I
ШВ g Уголь
Тяжелые суспензии
Дешламаиия на
\ дуговых сита\
ШВ уфЛЬ
Отсадка
ап а
Одезбожиёание
| на грохотах I
ПП Ь ШВ
с______1_
Регенерация
ПЛ КК
Обезвоживание
| на грохотах (
ШВ 1
с
КК
Центрифугирование
М Ф
Г Обезвоживание в
------4 \багер-элеваторах |
Коагуляция }. „ ык
. . I . I .----------------------*
Флотация
I
Коагуляция
ОсВетление
{ |
ОВ X
Осветление в
I горизонтальное
I сгустителе
Ш ОВ
Центрифугирование
Фильтрация
^вакь^/н-фильтры |
ФК
Ф
L
Фильтрация.
у>ресс-фильтры |
ОВ X
Фильтрация S
^ресс-фильтрах^
ОВ ФК
Сушка
Рис. 19-5. Технологическая схема обогащения томь-
усинских (труднообогатимых) углей Кузбасса, пред-
ложенная фирмой Шюхтерман Кремер-Баум (ФРГ)
4. РАСЧЕТ КАЧЕСТВЕННО-
КОЛИЧЕСТВЕННОЙ
И ВОДОШЛАМОВОЙ СХЕМ
Построение и расчет схем производят на
основе:
1) обработки ситовых и фракционных
анализов;
2) составления теоретического и практи-
ческого балансов продуктов обогащения.
На основании ситовых и фракционных
анализов каждого из углей определяют:
1) выход угля по классам и его золь-
ность;
2) выход машинных классов;
3) среднее содержание золы и серы в угле
фракций .машинных классов.
Если по технологической схеме необходи-
мо применять дробление рядового угля, же-
лательно, чтобы в исходных материалах
были данные по ситовому и фракционному
составу дробленого угля; если такие дан-
ные отсутствуют, их берут по аналогии с
рядовым углем.
По рассчитанным фракционным анализам
машинных классов строят кривые обогати-
мости, по которым, задаваясь требуемой
зольностью, находят выходы продуктов
обогащения и удельные веса разделения.
По полученным данным составляют тео-
ретический баланс продуктов обогащения.
Практический баланс продуктов обогаще-
ния составляют на основе теоретического
баланса с учетом эффективности оборудо-
вания, применяемого для технологических
процессов. Выходы угля машинных классов
определяют с учетом эффективности гро-
хочения.
Выход и качество продуктов обогащения
устанавливают с учетом практических дан-
ных засорения продуктов обогащения не-
свойственными им фракциями угля.
Засоренность продуктов обогащения на
углеобогатительных фабриках для углей
легкой и средней обогатимости приведена в
табл. 19-4.
Для условий обогащения крупного угля
в тяжелых средах засоренность продуктов
обогащения приведена в табл. 19-5.
262
Обогащение коксующихся углей
Таблица 19-4
Засоренность продуктов обогащения
Продукты Фракции. %
угольные промпро- дуктовые породные
Концентрат 97—98 3,0—1,5 0,5—1
Промпродукт 20—15 35—45 40—45
Порода 1,5—0,5 7—5 91—92
Таблица 19-5
Засоренность продуктов обогащения
Продукты Фракции, %
угольные промпро- дуктовые породные
Концентрат 98,0 2
Промпродукт 3—5 85—87 До 10
Порода — 3—5 97—95
Полученные практические выходы и золь-
ность продуктов обогащения корректируют-
ся с учетам шлакообразования в процессе
мойки угля.
Опыт работы углеобогатительных фаб-
рик при коксохимических заводах показы-
вает, что в процессе обогащения образует-
ся дополнительно примерно столько же
шлама, сколько содержится его в угле,
поступающем на завод.
Расчетные данные для водно-шламовой
схемы углеобогатительной фабрики
Расход воды, м31т'ч-.
для мокрого грохочения ... 2,0
для отмывки утяжелителя от
продуктов обогащения на
грохотах.................... 0,5
для транспорта по желобам в
отсадочную машину:
крупного угля ..........1,5—2,0
мелкого » .............. 1—1,5
Количество подрешетной воды,
мР/т/ч-.
для отсадочных машин круп-
ного угля....................... 3—4,0
для отсадочных машин мелкого
угля........................ 2—3,0
Содержание твердой фракции, г/л:
в сгущенном шламе пирами-
дальных сгустителей .... 500—650
в сгущенном шламе радиальных
сгустителей .................... 350—450
в шламе, идущем на флотацию 200—250
в флотоконцентрате.......... 250—300
в хвостах флотации..........60—80
в фильтрате вакуум-фильтров 30—60
в фугате центрифуг для шлама
(УЦМ)......................120—180
Содержание влаги в продуктах обо-
гащения, %:
крупный уголь после обезво-
живающих грохотов .... 5—6
мелкий концентрат после цент-
рифуг ...................... 8—9
мелкий промпродукт после обез-
воживающих элеваторов . . 15—18
мелкий промпродукт после
центрифуг .................. 7—8
флотоконцентрат после вакуум-
фильтров ...................20—25
флотоконцентрат после центри-
фуг УЦМ ....................25—28
хвосты сЬлотации центрифуг
УЦМ .*.......................25—30
крупный шлам при обезвожива-
нии на грохотах с отверстия-
ми сит 0,3 мм ..............25—28
порода крупных классов после
обезвоживающих элеваторов 5—7
порода мелкая после обезво-
живающих элеваторов . . . 10—12
Глава 20
ГРОХОЧЕНИЕ УГЛЕЙ
1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ГРОХОЧЕНИЯ
Грохочением называется процесс разделе-
ния угля на отдельные классы с помощью
сит или решет.
Каждый класс крупности определяется
двумя цифрами, обозначающими размеры
(.илг) отверстий двух смежных сит: нижне-
го и верхнего.
Материал, остающийся иа сите, называет-
ся над,решетным продуктом; прошедший
под сито называется подрешетным продук-
том.
В результате последовательного грохоче-
ния на п ситах с постепенно уменьшаю-
щимися отверстиями получаем п+1 клас-
сов.
Отношение размеров отверстий двух
смежных сит называется шкалой класси-
фикации (грохочения). Например, для клас-
сов 10—100 и 0,5—10 шкалой классифика-
ции будет 10 и 20.
Гранулометрический состав угля или про-
дуктов обогащения определяют с помощью
набора сит, подбираемых по определенно-
му модулю.
Модулем набора сит называется величи-
на постоянного отношения между отвер-
стиями смежных сит.
В угольной промышленности принят мо-
дуль
^10 = 1,259.
Значение шкалы грохочения устанавли-
вают в зависимости от последующего ис-
пользования продуктов грохочения.
Если уголь разделить иа несколько клас-
сов, то при непостоянной шкале классифи-
кации отдельных классов общая шкала
классификации
i = т1 • т2 . . . . <пп_1 тп,
при постоянной же шкале классифика-
ции
i = mn,
где гп\... тп—шкалы классификации от-
дельных классов;
п — количество классов, полу-
ченных при грохочении.
Пример 1. Определить отношение раз-
меров максимального и минимального кус-
ков в исходной смеси угля крупностью
0,5—100 мм, а также шкалы классифика-
ции (общую и отдельно по классам) при
разделении угля на классы 25—100, 10—25
и 0,5—10 мм.
Отношение максимального и минимально-
го кусков
-^^ = -^ = 200.
^МИИ 0,5
Шкалы классификации для каждого
класса
100
'”25-100 — 25 — 4:
25
«10-25 — 10 —2-5;
10
то,5-ю- 0 5 = 20.
Общая шкала классификации:
«общ = «0,5—100 = «25—100 «10—25 Х
х «0,5—10 =4- 2,5- 20 = 200.
Крупность отдельного зерна характери-
зуется его линейными размерами и опреде-
ляется условным диаметром, который вы-
числяется одним из нескольких способов,
приведенных ниже:
l+b ,
d = b; d= —; d =
2 3
d = V lb- d = fr lbh\
di + d2
dK = dxd2;
°cp = fldl +12d'z+ +lndn’
где b, I, h—ширина, длина и высота зе-
рен;
dtt — средний диаметр класса;
d, и d2 — средний диаметр максималь-
ного и минимального зерна;
264
Обогащение коксующихся углей
— 175 мм;
Dcp —средневзвешенный диаметр
нескольких классов;
Yi.. . —ВЫ1ХОДЫ каждого класса;
d/ ... dn — средние диаметры соответст-
вующих классов;
п—количество классов.
Пример 2. Определить среднединами-
ческий диаметр кусков рядового угля по
ситовому анализу, приведенному в
табл. 20-1. Размер максимальных кусков
угля 200 мм. Средний диаметр кусков угля
в классе 150 мм:
150 + 200
d =---------
2
£>ср = (2,23- 175 4- 4,82- 125 +
4- 10,99 • 75 4- 15,45 • 37,5 +
4-9,96- 19 4- 9,06- 9,5 4-8,50- 4,5 4-
4- 16,19- 2 4- 22,8- 0,5): 100 = 27,5 мм.
Различают следующие виды грохочения
(ГОСТ 5526—56): предварительное, оконча-
тельное, подготовительное, вспомогательное,
обезвоживание, обесшламливание и избира-
тельное.
Предварительное грохочение
угля применяется для отделения крупных
кусков угля для последующего дробления
их. Эффективность грохочения 0,8—0,85.
Окончательное грохочение
применяют при разделении угля на товар-
ные сорта. Эффективность грохочения 0,91—
0,93.
В коксохимической промышленности этот
вид грохочения используют на коксосорти-
ровках для разделения кокса на определен-
ные классы.
Подготовительноегрохоч ение
применяют для разделения угля на опре-
деленные классы перед его обогащением.
Полученные в результате грохочения клас-
сы называются машинными.
Эффективность грохочения этих углей с
исходной влажностью до 5% обычно 0,85.
Вспомогательное грохочение
используют для контроля крупности дроб-
леного угля, для отсева мелочи из сорто-
вого угля и других целей.
Эффективность процесса обычно 0,9.
Обезвоживание и о б е с ш лам-
лив ан и е применяют для отделения во
ды и шлама от продуктов мокрого обога-
щения. Для обезвоживания употребляют
щелевидные сита с шириной щели 0,25—
1,0 мм.
Избирательное грохочение ис-
пользуют для разделения на1 классы, отли-
чающиеся по свойствам и качеству.
Эффективность грохочения должна быть
0,95. По условиям процесса оно может
быть сухое и мокрое. При мокром грохоче-
нии материал поступает на сито с водой
и дополнительно обильно ополаскивается ею
из специально установленных брызгал.
Производительность грохота при мокром
грохочении выше, однако требуется боль-
шое количество воды — до 2,5 .и3 на тонну
исходного угля (это зависит от количества
мелочи и пыли, подлежащих удалению в
подрешетный продукт). Мокрое грохочение,
если оно допустимо по условиям техноло-
гического процесса, удобнее сухого, так как
устраняет запыленность производственных
помещений. При мокром грохочении на си-
тах с отверстиями 13 мм производитель-
ность грохотов увеличивается на 50%.
Мокрое грохочение применяют при клас-
сификации влажного мелкого угля, для
обезвоживания концентрата и разделения
его по классам после неклассифицирован-
ной отсадки, для обесшламливания про-
дуктов перед обогащением их в аппаратах
для тяжелых суспензий и в отсадочных
машинах.
При грохочении угля в зависимости о г
порядка расположения грохотов или решет
можно выделить отдельные классы
Рис. 20-1. Схемы грохочения:
а — от мелкого к крупному; б — от крупного
к мелкому; в — комбинированное
(рис. 20-1) от крупного к мелкому, от мел-
кого к крупному и комбинированно. Наибо-
лее распространен способ грохочения о г
крупного к мелкому.
Грохочение углей
265
2. СИТОВЫЙ АНАЛИЗ
Определение гранулометрического соста-
ва угля или продуктов его обогащения пу-
тем рассева на ситах называется ситовым
анализом.
С помощью ситовых анализов определя-
ют выходы и качество отдельных классов
исходного угля и продуктов обогащения и
сравнивают эффективность работы дро-
бильных и обогатительных аппаратов.
Рис. 20-2. Кривая
суммарных выходов
по крупности
Размеры отверстий сит, мм
Таблица 20-1
Примерный ситовый рассев рядового угля с ручной выборкой
из угля крупных классов видимых сростков и породы
Крупность мм Продукт Выход % Ас % Сс 6об % Крупность мм Продукт Выход Ас % об %
Крупнее Уголь .... 1.71 7,2 2,00 Крупнее Уголь .... 26,41 11,95 2,48
150 Сростки . . . 0,21 32,7 2,75 25 Сростки .... 1,77 37,30
Порода .... 0,31 81,8 0,55 2,35
Итого: 2,23 20,4 1,85 Порода .... 5,31 81,60 0,60
100—150 Уголь .... 3,52 8,3 1,80 Итого: 33,49 24,35 2,18
Сростки . . . Порода .... 0,38 0,92 37,4 79,6 2,70 0,50 13—25 6—13 Уголь .... 9,96 9,06 24,1 20,3 1,70 1,65
»
Итого: 4,82 24,2 1,62
3—6 » 8,50 20,4 1,67
50—100 Уголь .... 9,36 10,9 2,00 16,19 20,5 1,95
Сростки .... 0,66 38,8 2,40 1—3 »
Порода .... 0,97 79.1 0,55 0—1 » 22,80 21,7 2,00
Итого: 10,99 18,7 1,89 0—25 » 66,51 21,42 1,86
25—50 Уголь .... 11,82 14,6 3,15 Сумма » .... 92,92 18,7 2,04
Сростки . . . Порода .... 0,52 3,11 37,3 82,4 1,95 0,65 всех классов Сростки . . . Порода .... 1,77 5,31 37,3 81,6 2,35 0,60
Итого: 15.45 28,9 2,62
Всего Рядовой уголь 100,0 22,39 1,96
266
Обогащение коксующихся углей
Для ситового анализа углей применяется
шкала грохочения (ГОСТ 2093—59): 150,
100, 50 (штампованные оита), 25, 13, 6, 3,
1 и 0,5 мм (проволочные тканые сита).
Ситовый анализ включает отбор проб
угля (ГОСТ 3249—46) и рассев их на си-
тах с отверстиями установленных разме-
ров, взвешивание каждого класса угля и со-
ставляющих класс продуктов (только для
классов больше 25 мм). От каждого клас-
са отбирают пробу для лабораторного ана-
лиза, данные которого заносятся в табли-
цу ситового рассева.
Результаты ситового анализа оформляют
в виде таблицы и кривой (табл. 20-1 и
рис. 20-2). По характеру кривой судят о
крупности исходного материала.
При вогнутой кривой (рис. 20-2,1) в ис-
пытываемой пробе преобладают мелкие зер-
на, а при выпуклой (рис. 20-2,2) — круп-
ные.
Данные выходов и качества продуктов
ручной выборки классов больше 25 мм ис-
пользуют для выбора технологической схе-
мы и метода обогащения этого угля.
8. ЭФФЕКТИВНОСТЬ ГРОХОЧЕНИЯ
Эффективность грохочения определяется
отношением веса подрешетного продукта к
его весу в исходном материале-
_ 100(а —б)
7'~ а(100 — б) ’
где т) —.эффективность грохочения;
а — содержание подрешетного продукта
в исходном угле, %;
б -- содержание подрешетного продукта
в надрешетном материале, %.
Пример 3. Грохочение угля 0—80 мм
производится на двухситном грохоте с от-
верстиями сит: верхнего 13 мм и нижнего
6 мм (рис. 20-3). Результаты ситового ана-
лиза продуктов грохочения и исходного
Таблица 20-2
Результаты ситового анализа
Классы мм Выход. %
исходный уголь надрешет- ныи про- дукт верх- него сита надрешет- ныи про- дукт ниж- него сита
13—80 52,6 84,7 __
6—13 12,0 1,6 57,3
0—6 35,4 13,7 42,7
Итого 100,0 100,0 100,0
Содержание подрешетного продукта (0—
13 мм) в надрешетном верхнего сита по
табл. 20-2
С1 = 1,6-ф 13,7= 15,3%.
Эффективность грохочения верхнего сита
_ 100(47,4- 15,3)
711 47,4(100 — 15,3) ~ ’
Выход класса 0—13 мм (в процентах от
исходного угля), поступающего на нижнее
сито (V2=6)
v)j = 47,4 • 0,80 яг 37,9%.
Выход надрешетного продукта верхнего
сита
71 = 100 —72 = 100 —37,9 = 62,1%.
Содержание подрешетного продукта в
угле, поступающем иа нижнее сито (класс
0—6 мм), из уравнения баланса этого
класса
71 • bi + 7з • &3 = Ю0Ь3,
где bi — содержание класса 0—6 мм в над-
рещетном продукте верхнего сита,
%;
Питание г* 100°/,,. в.
Питание
нижне
го сита г 6г
зз- надрешетный
Верхнего сита С,
— надрешетный
нижнего сита /},Сг
Подрешетныи
нижнего сита
Рис. 20-3. Схема двухситного грохота
угля приведены в табл. 20-2. Определить
эффективность грохочения на верхнем и
нижнем ситах.
Содержание подрешетного продукта
(класс 0—13 мм) в исходном угле по
табл. 20-2
Ь, = 12,0 + 35,4 = 47,4%.
&2 — содержание класса 0—6 мм в угле,
поступающем на нижнее сито, %;
Ьз — содержание класса 0—6 мм в ис-
ходном угле, %.
В табл. 20-2 находим Ь3 = 35,4% и Ь4 —
= 13,7%
Грохочение углей
267
ЮО&з —7i&4
b„ = -----------=
Та
__ 100 ' 35,4 — 62,1 • 13,7 _ 71 у
~ 37,9 — °
Содержание класса О—6 мм в надрешет-
ном продукте нижнего сита С2 = 42,7%.
Эффективность грохочения нижнего сита
100(71,0-42,7)
71 =-----------------==0,7.
71,0(100 — 42,7)
Главные показатели процесса грохоче-
ния — производительность грохота и его
эффективность, которая зависит от большо-
го количества факторов; из них важнейшие:
1. Физические свойства исходного мате-
риала:
а) содержание внешней влаги. При гро-
хочении влажного угля (влажность выше
5%) эффективность грохочения и произво-
дительность грохота заметно снижаются,
особенно при грохочении мелких зерен.
Так, при рассеве на лабораторном грохо-
те с отверстиями сит 6X6 мм при постоян-
ной нагрузке эффективность грохочения из-
менялась в зависимости от содержания
влаги в следующих пределах:
Влага в исходном угле,
% ................1,7 4,4 6,0
Эффективность.......... 0,93 0,86 0,73
В промышленных условиях при влажно-
сти 6—7% эффективность значительно ни-
же, а при еще большей грохочение на си-
тах с отверстиями менее 15 мм невозможно;
б) крупность угля и содержание «труд-
ных» зерен.
«Трудными» зернами называются куски
угля, близкие по размеру к величине от-
верстий сит (больше 0,75 размера отвер-
стий сит). С увеличением в угле мелких
зерен .и уменьшением «трудных» эффектив-
ность грохочения возрастает.
в) форма зерен. Многогранные и шаро-
образные зерна легче поддаются грохоче-
нию, чем плоские.
2. Параметры сита и характер его дви-
жения:
а) форма отверстий сит. Процесс грохо-
чения на ситах с продолговатыми отвер-
стиями идет быстрее, чем на ситах с квад-
ратными или круглыми отверстиями.
б) угол наклона грохота. Эффективность
грохочения и производительность грохота
зависят от угла его наклона и достигают
оптимальных значений для вибрационных
грохотов при 15—20°.
Например, для вибрационных грохотов с
отверстиями сит 13X13 мм эффективность
грохочения составляет при постоянной на-
грузке на грохот 18—20 т/ч-м2:
Угол наклона, град
5...............................0,78
10...............................0,87
15...............................0,92
20................................0,90
25...............................0,88
в) размеры грохота и живое сечение его.
Производительность грохота зависит от ши-
рины грохота, а эффективность грохочения
от его длины и живого сечения сит;
г) характер движения сита. Лучшие по-
казатели грохочения получаются при быст-
роходных вибрационных грохотах, обеспе-
чивающих хорошее встряхивание мате-
риала.
3. Производственные условия и режим ра-
боты грохота.
Питание грохота должно быть равномер-
ным и непрерывным по всей его ширине.
Уменьшение скорости движения и толщины
слоя рассеиваемого материала улучшают
эффективность грохочения.
При рассеве на ситах с малыми отвер-
стиями рекомендуется большое число коле-
баний решета при малом размахе (ампли-
туде) их. Для сит с большими отверстия-
ми число колебаний должно быть соответ-
ственно меньше, а размах колебаний боль-
ше. Для гирационных грохотов (полуви-
брационных) с круговыми качаниями в вер-
тикальной плоскости рекомендуется режим
работы, показанный в табл. 20-3.
Таблица 20-3
Режим работы гирационных грохотов
Размер материала мм Угол наклона град Число оборотов в минуту Размах колебаний (ампли- туда). мм
>25 600—800 10—18
25—6 10—40 900—1200 5—10
6—0,3 — 1600—1800 5—3
Для вибрационных грохотов минималь-
ная амплитуда может быть при Г800 коле-
баниях в минуту 3—4 мм и при 3600— 1 —
2 мм.
4. КОЛОСНИКОВЫЕ РЕШЕТКИ
И СИТА
Рабочая поверхность грохотов может
быть представлена колосниковой решеткой,
штампованным ситом (с круглыми, квад-
ратными .или продолговатыми отверстиями),
проволочными и щелевидными ситами.
Колосниковые решетки приме-
няются для отделения крупных кусков угля
(выше 50 льи).
Решетки собирают из колосников различ-
ной формы (рис. 20-4), которые устанавли-
ваются на неподвижных и подвижных ко-
лосниковых грохотах с различным углом
наклона (до 40°).
Штампованные сита применяются
для грохочения крупных и средних классов
угля (80—25 мм).
На рис. 20-5 показаны образцы, штампо-
ванных сит. Преимущество штампованных
сит в том, что они ускоряют движение
угля, имеют более продолжительный срок
службы; недостатки их — малое живое се-
чение, большой вес.
268
Обогащение коксующихся углей
Рис. 20-4. Форма сечения колосников
Толщина нормализованных сит для круг-
лых отверстий приведена в табл. 20-4.
Таблица 20-4
Толщина нормализованных сит
для круглых отверстий
Показатели Диаметр отверстий, мм
125 100 90 80 60|50|35 25 13 9 6
Толщина сита, мм Расстояние между цен- трами от- верстий, мм 10 160 8 125 8 115 6 ПО 6 75 6 65 6 48 6 38 5 20 4 14 3 9
Срок работы штампованных сит, изготов-
ляемых Луганским заводом им. Пархомен-
ко, 2000—2500 ч.
Проволочные сита применяют для
грохочения средних и мелких классов угля
(ниже 40 мм). Достоинство проволочных
сит—большее живое сечение (70%), чем
у штампованных (35%), они легче, дешев-
ле и более эффективны. Недостаток про-
волочных сит — быстрый износ проволо-
ки и изменение размеров ячеек, если нару-
шено расстояние между проволоками.
Сита изготовляют с отверстиями (ячей-
ками) квадратной формы из стальной про-
волоки (Ст. 0, Ст. 1, Ст. 2, Ст. 3) и цвет-
ных металлов и сплавов, тканые и канили-
рованные (рифленые), или из штампован-
о о о о о
О О О О О I
о о о о о
О О О О О I
о о о о о
о о о о о
□□□□□□
□□□□□□
□□□□□□
□□□□□□
□□□□□□
□□□□□□
МУ.
1ЛЯПЛШ
J0 0 0 0 0 О
00000Q
%%%%%
Г//7ЖЖ
тшм
Рис. 20-5. Форма и расположе-
ние отверстий штампованных
сит
В процессе штамповки отверстия расши-
ряются внизу на конус около 7°. Сита на
грохот нужно ставить так, чтоб отверстия
расширялись книзу, так как иначе при ра-
боте грохота отверстия будут забиваться.
Площадь живого сечения сита при шах-
матном расположении круглых отверстий
определяют по формуле
0,905<й ,
“ U + d)2 °0’
где d — диаметр отверстия, мм;
I — наименьшее расстояние между
краями отверстий, мм.
ных проволок (рис. 20-6). Срок службы
проволочных сит (завод-изготовитель —
Магнитогорский метизно-металлургический
завод) до 500 ч.
По способу соединения проволок тканые
сита делятся на простые — каждая про-
волока основы (продольная нить) перепле-
тается с каждой нитью утка (поперечной
нитью) (рис. 20-6, а) и саржевые — нити
основы и утка переплетаются через две
(рис. 20-6, б).
В угольной промышленности широко рас-
пространены сита из канилированных про-
волок, устраняющих относительное переме-
щение их и изменения размеров ячеек.
Грохочение углей
269
Из канилированной проволоки изготов-
ляют сита: простые — проволоки утка и
основы имеют изгибы в местах соединений
(рис. 20-6, б) с промежуточным рифлением
по сторонам ячейки (рис. 20-6, г); комби-
нированные — только проволоки утка име-
ют изгибы в местах соединениях их с про-
волоками основы (рис. 20-6, д, е).
Характеристика тканых сит по ГОСТ
3300—46 приведена в табл. 20-5.
Таблица 20-5
Характеристика тканых епт
из канилированной проволоки
Ьа ч 6 6 О
S « ’i 5 й= - t 5 О)
= ” S b ед S П)
о 2 “ о
2 О Д 2 SS и О 3 £ ° Д я о а 2 CQ я
П роотые
40 ' 40 5,0 79,0 7,2
40 40 3,5 84,5 3,5
25 25 4,5 71,8 8,7
25 25 3,5 77,0 5,6
С промежуточным рифлением
100 100 10 82,5 12,0
80 80 9 81,8 11,7
50 50 6 80,0 8,0
50 50 4,5 84,5 5,1
40 40 5,0 71,0 7,2
40 40 3,5 84,5 3,5
Комбинированные
25 25 3,5 79,0 4,9
14 14 3,5 57,5 8,3
14 14 3,0 68,0 6,8
12 12 3,0 64,0 7,6
Для грохочения угля размером 6—3 и
3—0 мм применяют сетки общего назначе-
ния, характеристика которых приведена по
ГОСТ 3821—47 в табл. 20-6.
Таблица 20-6
Тканые сита общего назначения
Номер сетки Размер отверстий в свету мм Диаметр проволоки мм Вес 1 м2 сетки кг
6 6 2,0 6,7
6 6 1,2 2,7
6 6 0,7 0,9
3,5 3,5 1,2 4,0
3,5 3,5 1,0 2,9
3,5 3,5 0,7 1,5
3,2 3,2 1,2 4,3
3,2 3,2 0,9 2,7
3,2 3,2 0,45 0,7
2,8 2,8 1,0 2,6
2,8 2,8 0,7 1,8
2,8 2,8 0,4 0,7
Тканые сита с отверстиями' 0,25—0,5 мм
применяют в вакуум-фильтрах для обезво-
живания шлама и флотационного концент-
рата.
Для лабораторных работ изготовляют
проволочные сетки, тканые с квадратными
ячейками высокой точности. Номера сетки
совпадают с размером ячейки.
Характеристика тканых сит высокой точ-
ности по ГОСТ 3584—53 приведена в
табл. 20-7.
Рис. 20-6. Различные способы изготовления сит
270
Обогащение коксующихся углей
Таблица 20-7
Тканые сита высокой точности
Номер сетки Число отверс- тий на 1 см2 сетки Номер сетки 1 Число отверс- тий на 1 см2 сетки Номер сетки Число отверс- тий иа 1 см2 сетки
2,6 10,4 045 252 0112 2630
2,5 И,2 042 308 0105 3140
2,0 16,0 04 331 01 3460
1,6 23,8 0355 400 009 3900
1,25 34,6 0315 494 0085 4450
1,0 54,9 028 567 008 5476
09 64,0 025 694 0075 5100
085 75,5 0224 763 0071 6400
08 82,6 02 918 0063 8270
07 98,0 018 1040 006 10000
063 130 016 1480 0056 10085
06 139 015 1600 005 13900
056 160 014 1890 0045 15000
05 193 0125 2130 004 20450
В некоторых случаях размеры отверстий
сит характеризуются мешами — числом от-
верстий сита в одном линейном дюйме.
Размеры отверстий в мешах и миллимет-
рах приведены в табл. 20-8 и 20-9.
Т а б л и ц а 20-8
Число отверстий на 1 см* сит
в зависимости от числа меш
Номер сетки, меш Количество отверстий на I см2 Номер сетки, меш Количество отверстий на 1 см2 Номер сетки, меш О и о н г о и к сх £ о —
12 25 45 324 70 784
20 64 46 361 72 841
25 100 50 400 75 900
28 121 54 441 78 961
30 144 55 484 80 1024
34 169 56 529 82 1089
35 196 60 576 85 1156
38 225 62 625 88 1225
40 256 65 676 90 1296
42 289 68 729 100 1521
Площадь живого сечения проволочных
сит определяют по формуле
а2
р =---------- . юо,
(а + d)2
где d — диаметр проволоки, мм;
а — размер отверстий, мм.
Для обезвоживания продуктов обогаще-
ния применяют щелевидные сита из прово-
локи клиновидного сечения, чтобы отвер-
стия не забивались зернами угля.
Таблица 20-9
Размерность отверстия тканых
проволочных сит
ММ меш ММ меш ММ меш
5,131 4 0,894 20 0,186 80
4,060 5 0,714 24 0,125 120
3,375 6' 0,452 36 0,142 100
2,464 8 0,549 30 0,105 140
1,981 10 0,305 50 0,091 160
1,600 12 0,401 40 0,084 180
1,397 12 0,211 70 0,076 200
1,346 14 0,247 60 0,066 240
1,168 16 0,160 90 0,054 300
Размер отверстий щелевндных сит дела-
ют в пределах 0,25—1,0 мм.
Для удлинения срока службы решет и
сит в месте загрузки грохота следует уста-
навливать оплошные железные листы дли-
ной 300—500 мм.
Сита и решета, применяемые за рубежом
(рис. 20-7)
Сито Вибро (рис. 20-7, а) с отверстиями
0,12—25 мм изготовляется из стальной пру-
жинной проволоки диаметром 0,06—3,4 ли
с временным сопротивлением разрыву 160—
180 кг/мм2 и применяется для грохочения
угля и кокса
Сито Девекс (рис. 20-7, б) с отверстия-
ми 2—100 мм изготовляется из стальной
проволоки (диаметром 1,6—6 лл<) с времен-
ным сопротивлением разрыву 105—-
115 кг/мм2 и применяется для грохочения
угля и кокса. Сито ДД (рис. 20-7, б) щеле-
видное (ширина щели 0,1—1,0 мм, длина
30—40 мм) изготовляется из рессорной или
хромистой проволоки.
Сито Бленде (с отверстиями 50—100 .ч.и 1
изготовляется из марганцевой стальной про-
волоки и применяется для грохочения аб-
разивных материалов (рис. 20-7, г).
Сито Рима (рис. 20-7, д) с щелевидными
отверстиями 0,05—3,15 мм изготовляется из
круглой профилированной полосы.
Сито Конидур (рис. 20-7, е) с отверстия-
ми 0,1—2,5 мм изготовляется из специаль-
но обкатанной стальной проволоки толщи-
ной 0,5—2,0 мм. Применяется для обезво
живания на грохотах и в центрифугах.
Сито Рапид (рис. 20-7, ж) с отверстия-
ми 5—80 мм набирается из согнутых U-об-
разно штампованных стальных пластинок.
Применяется для удаления плоских зерен.
Пластинки легко заменяются.
Находят применение конвейерные сита
(рис. 20-7, з).
Сито Хар,пес (рис. 20-7, и) изготовляется
из круглой проволоки (рессорной или хро-
мистой стали) с отверстиями 0,25—25 мм.
Сито Растекс (с отверстием 2,5—50 мм)
изготовляется из специальной фасонной
Грохочение углей
271
стальной проволоки с временным сопротив-
лением разрыву 90—J15 кг/мм2 (рис. 20-7, к).
Сита Риманта (рис. 20-7, л) щелевые, с
шириной щели 1—3 мм изготовляются из
планок, защемленных >в гуммированных по-
перечниках, и применяются для рассева,
фильтрации и обезвоживания.
Сито Серпа (с отверстием 4—70 мм) из-
готовляется из круглой и фасонной прово-
локи с волнистыми изгибами (рис. 20-7, м).
Рис. 20-7. Сита, применяемые за рубежом
Сито Риммета (рис. 20-7, и) щелевидное,
с отверстиями 0,1—0,5 мм изготовляется
из специальных сталей и применяется глав-
ным образом для обезвоживания в центри-
фугах.
Двойное сито (ДУО) набрано из двух
групп колосников: подвижных и неподвиж-
ных. Сита имеют щелевидные и гнездовые
отверстия, не замазываются. Применяются
для грохочения влажных продуктов круп-
ностью от 2,5 до 12 мл1 (рис. 20-7, о).
Сита Гумми щелевидные из тугонатяну-
тых резиновых нитей (диаметром 3—6 щи)
с отверстиями 1—8 мм. Применяются для
рассева кокса (рис. 20-7, и).
Решето Бакуль набирается из профилиро-
ванных колосников большой высоты с по-
перечными стяжками, применяется для от-
садочных машин (рис. 20-7, р).
Все сита изготавливаются из высоко-
устойчивых материалов.
5. ГРОХОТЫ
Классификация грохотов
Грохоты классифицируются (ГОСТ
5525—61) по принципу их действия, виду
просеивающей поверхности, типу приводно-
го механизма и назначению.
В соответствии с этим грохоты разделе-
ны на пять групп (табл. 20-10).
1. Грохоты валковые с вращающимися
валками.
2. Грохоты быстроходные качающиеся
(наклонные я горизонтальные) с продоль-
ными качаниями короба под углам к плос-
кости сита.
3. Грохоты гирациюнные (полувнбрацион-
ные) с круговыми качаниями короба в вер-
тикальной плоскости.
4. Грохоты вибрационные с круговыми
вибрациями короба.
5. Грохоты резонансные с продольными
качаниями коробов под угло-м к плоскости
сит с резонансной настройкой приводимых
в движение масс.
Малораспространенные грохоты — колос-
никовые н барабанные, устарели и сняты с
производства, поэтому в классификацию не
вошли.
Грохоты валковые применяют для пред-
варительного грохочения рядовых углей
крупностью 0—200 мм и более (рис. 20-8).
Характеристика валковых грохотов при-
ведена в табл. 20-10. На углефабриках кок-
сохимических заводов валковые грохоты
применяются редко.
Грохоты быстроходные качающиеся. Эти
грохоты предназначаются для грохочения,
а также для обезвоживания углей н шла-
ма.
Применяются следующие типы грохотов:
БКГО-М2А (рис. 20-9), БКГ-11А, БКГ-14Б,
ГП4-11А (рис. 20-10), ГПО-4М, ГПО-4КА,
ГУК-К (рис. 20-11), ГУК-0 (рис. 20-12).
Основные узлы грохотов: привод, коро-
ба с ситами, шарнирные подвески и ша-
туны.
Классификация грохотов
Таблица 20-10
Условное обозиачеине S Просеивающая поверхность
Группа Тип о ч размеры, мм угол отверстие снта мм назначение
а П" ширина длина наклона град грохочение обезвоживание или обесшламливание
Валко- вые ГВ То же » » » » » » ГВ-50 ГВ-/125 ГВ-150 ГВ-11-75-В ГВ-11-100-В 1 1 1 1 1 1270 1270 1270 1500 1500 1980 1824 1824 2470 2470 12 12 12 12 12 50x50 125x125 150x150 75X75 100x100 Предварительное, крупность 0- То же, 0—125 мм » » 0—150 мм » » +75 и 75 мм » » -j-100 и 100 мм -50 мм —
Быстро- ходные качаю- щиеся БКГ То же » » БКГО-М2А БКГО-ПБ БКГ-11Б 2 2 2 1500 1250 1250 5000 4000 4000 2—4 2—4 2—4 0,25—1,0 6—50 и 0,25—1,0 6—100 Предварительное и окончательное, крупность 0—150 мм Обезвоживание мелкого угля и шлама 0—25 мм Обезвоживание угля 0—150 мм
То же ГП То же » » ГПО-4М ГП-411А ГПО-4КА 4 4 4 1500 2000 1500 3000 4000 6000 — 0,25—1,0 6—100 13—60 и 0,25—1 Мокрое и сухое, крупность до 350 мм Обезвоживание мелкого угля и шлама 0—25 мм Обезвоживание крупного угля 13—60 мм и обесшламливание
ГУК То же ГУКО ГУКК 1 2 2000 2000 5000 5000 — 0,5—1,0 6—50 ' Подготовительное и окончательное, крупность 0—300 мм Обезвоживание продуктов обо- гащения угля
Гира- ционные ГГТ То же ГГТ-32 ГГТ-72-1 2 2 1250 1750 3000 4250 20±5 20±5 13—100 6—100 Предварительное, крупность до 300 мм Предварительное, подготовительное и окончательное, крупность до 300 мм —
Вибра- ционные ГУП То же » » ГУП-ПК ГУП-11-0 ГУП-111 2 2 3 1250 1250 1250 4000 4000 3500 20±5 8±5 20±5 3—60 3—50 и 0,5—1,0 3—50 Предварительное, крупность до 150 мм Подготовительное и окончательное, крупность до 200 мм Обезвоживание угля средних и крупных классов
гвп ГВП-1 2 1250 2500 20±5 3—25 Предварительное, крупность до 100 мм —
Грохочение углей
273
Продолжение табл. 20-10 Просеивающая поверхность назначение обезвоживание или обесшламливание 1 1 Обезвоживание мелкого угля (0—25 мм) и шлама
грохочение | Предварительное и окончательное, крупность до 100 мм То же Подготовительное, крупность 0—200 мм То же Мокрое и сухое, крупность 0—300 мм Подготовительное и окончательное, крупность 0—300 мм угольного машиностроения им. Пархоменко,
размеры, мм j vrnjT 1 1 уюл отверстие сита | наклона । мм длина град 2500 20-L 5 3—25 3000 20+5 3—60 8100 — 0,25—1,0 5000 — 6—50 5000 — 6—50 — — 6—50 5000 — 6—25 [Сииых грохотов — Луганский завод
а к а а а 3 1250 1500 О ОО О а О ОО I О г? О О О 1 О о сч сч сч сч £
1НЭ OITOHfr сч сч — СЧ — СЧ СЧ л
Условное Группа Тип обозначение Вибра- ГВР ГВР-1 ционные То же ГВР-11 ГР ГРО-1 Резонанс- То же ГРС-1 ные » » ГРС-1 » » ГРК-15 » » ГРК-22 Примечай ие. Завод-изготовит
18 Справочник коксохимика, т. I
Грохот типа БКГ (быстроходный качаю-
щийся грохот) имеет два короба с ситами,
расположенными один под другим (в гро-
хотах типа БКГ-ОШБ и БКГ-|111Б) или по-
следовательно (в грохотахтипа БВГО-М2А)
и подвешенными на подвесках под углом
к раме грохота. Каждый короб грохотов
БКГ получает возвратно-поступательное
движение от эксцентрикового вала, закреп-
ленного на раме шарнирно.
Крепление сит к коробам осуществляется
в поперечном направлении натяжными уст-
ройствами.
Производительность грохотов типа БКГ
определяется по формуле
Q = 3,6 v-qBhv,
где Q— производительность, т/ч;
у — удельный вес материала, кг/м2;
v — скорость прохождения материала
по ситу, равная 0,15—0,20 м/сек;
и — коэффициент разрыхления мате-
риала (0,6—0,9);
В — ширина сита, м;
h — высота слоя материала в сите, м;
для крупного угля h=D, для мел-
кого угля А=2:4 d (D—'Диаметр
максимального куска угля, d —
диаметр отверстий, мм).
Производительность грохота можно опре-
делить по удельной нагрузке и принятой
площади сит.
Практическая удельная производитель-
ность грохотов БКГ приводится в табл.
20-11.
Таблица 20-11
Производительность грохотов ВКГ
Размер Удельная производительность т!мг-ч
отверстий
мм предварительное грохочение окончательное грохочение
100 80—90 50—60
75 50—70 45—50
50 40—60 55—40
25 30—35 25—35
13 20—25 18—20
10 11—17 8—15
8 8—10 6—8
6 6—12 4—6
Пример 4. Определить производитель-
ность грохота БКГ-11 с отверстием сита
10 мм, шириной В=1250 мм; о = 0,18 м/сек;
pi = 0,9; у=870 кг/м\
Производительность грохота
Q = Fq = 10 • 5,0 = 50 т/ч,
где q—"удельная производительность,
т/ч/м2;
F — площадь просеивающей поверхно-
сти грохота, м2.
Q = 3,6н-(ВЯи = 3,6 • 0,9 • 870 • 1,25 X
X 0,07 • 0,18 — 45 т/ч.
Вид A
200(250)--------
Рис. 20-8. Принципиальная кинематическая схема валковых
грохотов ГВЦ-753 и ГВ11-100В:
1 — звездочка; 2 — рабочий валок; 3 — рама; 4 — прнводиой вал; 5
электродвигатель; 6 — редуктор; 7 — пластинчатая втулочно-ролнковая
цепь
SZM
Рис. 20-9. Быстроходный качающийся грохот для обезвоживания угля и шлама БКГО-М2А:
1 — короба; 2 — рама; 3 — стойки; 4 — шатуны; 5 — приводной вал
-Q8SI
Рис. 20-10. Грохот плоскокачающийся четырехкоробный для грохочения угля ГП-4ПА:
1 — короба; 2 — эксцентриковый вал; 3 — шатуны; 4 — балансир
3
Таблица 20-12
Характеристика быстроходных качающихся грохотов,
применяемых для классификации угля_____________________
Наименование БКГ-11Б ГП-411А | ГУК-К
Пределы крупности классифицируемого угля, мм Производительность, т/ч при отверстиях в сите, мм: 100 0—150 220—250 0—350 0—300
50 110—125 — —
25 75—100 — —
13 50—60 400* 290*
10 40—50 — 220**
6 20—30 — —
Рабочая площадь, л«2: верхних сит 5 15,2 10
нижних сит 5 16,0 10
Число сит 2 4 2
Размер отверстий сит, мм 6—100 6—100 6—50
Угол наклона коробов, град 2—4 0 0
Двойная амплитуда качаний короба, мм 20 20 20
Число оборотов приводного вала в минуту .... 450 500 550
Мощность электродвигателя, кет 6,5 11,0 11,0
Вес грохота, кг 4030 12168 6656
* Производительность при размере иижнего сита 13 мм.
•• Производительность при размере нижнего сита 10 мм.
Рис, 20-12. Грохот уравновешенный качающийся обезвоживаю-
щий ГУК-О:
/—короб; 2 — шатун; 3 — привод; 4 — шарнирная стойка
Та блица 20-13
Характеристика быстроходных качающихся грохотов, применяемых для обезвоживания углей и шлама
Наименование БКГО-М2А БКГО-1 1Б ГПО-4М ГПО-4КА ГУКО
Пределы крупности обезвоживаемого угля, мм Производительность, т/ч: 0—12 0—150 0—25 13—350 0—10
при обезвоживании угля 25—30 150 100 250 80
при обезвоживании шлама 15 — 35 — 24,0
Общая рабочая площадь сит, .и2 7,5 10 18 18 10
Число сит Размер отверстий сит, мм~. 2 9 4 4 1
верхний . 0,25—1,0 6—50 0,25—1,0 13—60 0,5—1,0
нижний — 0,25—1,0 — 0,25—1,0 —
Двойная амплитуда качаний короба, мм 20 10 20 20 20
Угол наклона коробов, град 0 2—4 0 0 0
Скорость вращения приводного вала, об/мин 400 450 400 400 450—500
Мощность электродвигателя, кет 6,5 6,5 11 11 11
Вес грохота, кг 4687 4231 9567 9324 7140
278
Обогащение коксующихся углей
Характеристики грохотов, применяемых
для обезвоживания и классификации углей
и шла*ма приведены в табл. 20-12 и 20-13.
Грохоты гирационные (полувибрацион-
ные). Гирационные грохоты применяют для
всех видов грохочения разных по крупности
углей и относят к типу наклонных грохо-
тов с продольными и круговыми качания-
ми в вертикальной плоскости.
На углеобогатительных фабриках в на-
стоящее время применяют высокопроизво-
дительные грохоты типа ГГТ (рис. 20-1‘3 и
20-14).
Техническая характеристика грохотов
ГГТ приведена в табл. 20-14.
<
г____
Рис. 20-13. Грохот гирационный тяжелого Типа ГГТ-72-1:
1 — противовес; 2 — маховик; 3 — короб; 4 — вал; 5 — амортизатор;
6 — рама: 7 — сита; 8 — подшипник короба; 9 — коренной подшипник;
10— электродвигатель; 11 — ремеииая передача
Таблица 20-14
Техническая характеристика гирациоиных грохотов ГГТ
Название ГГТ-32 ГГТ-72-1
Пределы крупности исход-
кого материала, мм . . 0—300 0—300
Производительность, т/ч 120* 150**
Число сит 2 2
Размер отверстий сит, мм 13—100 6—100
Рабочая площадь сита, м2 Угол наклона короба, 3,75 7,44
град Двойная амплитуда кача- 15-25 15-25
ний короба, мм ... Число оборотов вала виб- 6 6
ратора в минуту . . . Мощность электродвига- 840 900
теля, кет 3,5 8
Вес грохота, кг .... 1749 3909
* Производительность при отверстиях сите 50 мм. а в нижнем 25 мм. в верхнем
*♦ Производительность при отверстиях сите I 0 мм, а в нижнем 6 мм. в верхнем
Сита к коробу грохота крепятся про-
дольно (рис. 20-15).
Динамическое равновесие грохота дости-
гается контргрузами, помещенными иа дис-
ках вала привода при соблюдении пропор-
ции
Go______
Ра ~ R '
где Go — вес контргрузов;
Ро — вес корпуса грохота;
г — эксцентриситет;
R — расстояние центра тяжести контр-
грузов от оси рабочего вала.
Грохоты могут быть изготовлены, с ле-
вым или правым расположением привода и
А-А
монтируются на фундаментной раме или
на подвесках.
Производительность гирационного грохо-
та может быть определена по формуле
Q = Fqklmnop,
где Q—производительность грохо-
та, т/ч;
F — рабочая площадь сита, м2;
q — удельная производитель-
ность, т/ч/м2;
k, I, m, п, о, р — поправочные коэффициен-
ты, зависящие от свойств
материала и условий гро-
хочения.
Удельная производительность определяет-
ся по табл. 20-15, а поправочные коэффи-
циенты даны в табл. 20-16 и 20-1'7.
Верхний предел удельной производитель-
ности соответствует влажности исходного
угля до 5%.
Для условий работы двухситового грохо-
та значение удельной производительности
для нижнего сита принимается на 20—30%
ниже данных, указанных в табл. 20-15.
Для определения удельной производи-
тельности вибрационных грохотов наряду с
табл. 20-15 можно пользоваться следующи-
ми данными:
Размер отверстий сит, мм................ 3 6 10 13 25 50 75 100
Удельная производительность, т/ч/м*
на 1 мм отверстий ............... 1,75 1,38 1,21 1,07 0,82 0,6 0,45 0,38
08£l
2255
Рис. 20-14. Грохот гирационный тяжелого типа ГГТ-32:
1 — короб; 2 — рессора; 3 — электродвигатель
280
Обогащение коксующихся углей
Рис. 20-15. Крепление сита грохота ГГР:
,/ — затяжные болты; 2 и 3 — полоски; 4 — лист; 5 — болт; 6 — лапы; 7 — резиновая полоса;
8 —г сито
Таблица 20-15
Удельная производительность, т/ч/м*
Вид грохочения Отверстия сита, мм Эффективность грохочения
100 75 50 25 13 8—6
Предварительное 60—65 40—45 0,90—0,85
Подготовительное — 35—40 28—30 18—20 8—9 0,85—0,8
Окончательное — •— 24—28 20—22 14—18 6—7 0,95
П р и м е р 5. Определить производитель-
ность односитового грохота ГГТ-32 с раз-
мерами отверстий сита 25 мм для оконча-
тельного грохочения. Исходный уголь су-
хой, содержит 50% частиц размером мень-
ше половины отверстия сита и 20% зерен
избыточных .размеров. Требуемая точность
грохочения 96. Площадь сит грохота F =
= 3,75 мг.
Пр он з вод1ительность грохота
Короб с ситами совершает колебатель-
ные движения в вертикальной плоскости под
действием центробежных сил инерции вра-
щающихся масс, эксцентрично расположен-
ных на валу вибратора.
Динамическое равновесие грохота дости-
60 г
гается при соблюдении равенства ~~~ = ~
Рв к
Изменяя вес дебалансовых грузов Go или
их расстояние 7? от оси вала, можно изме-
Q = Fqklmnop=r- 3,75 • 20 • 1,2 • 0,97 0,6 • 1,5 • 1,0 • 1,0 = 80 т/ч.
Грохоты вибрационные. Вибрационные
грохоты применяют для всех видов грохо-
чения, а также для обезвоживания про-
дуктов обогащения; изготовляют их с цент-
ральным и верхним расположением вибра-
тора, подвесные и рессорные.
Основные узлы грохотов: вибратор и
амортизаторы (подвески или рессоры).
нить амплитуду вибрации г; иначе говоря,
амплитуда вибрации грохота — величина
переменная, зависящая от величины деба-
ланса.
По характеристике вибрационного меха-
низма различают грохоты: эксцентриково-
инерционные, инерционные и самобаланс-
ные. Известны следующие типы вибрацион-
Грохочение углей
281
Таблица 20-16
Значение поправочных коэффициентов
для определения производительности
гирациоиных грохотов в зависимости
от условий грохочения
Коэффициент k Коэффициент е Коэффициет т
при содержа- нии зерен раз- мерами мень- ше половины отверстий, % величина коэффициента содержание избыточных зерен, % величина ко- эффициента заданная точ- ность отсева, % Г । величина ко- I I эффициента % 1 J
0 0,2 10 0,94 40 2,3
10 0,4 20 0,97 50 2,1
20 0,6 25 1,00 60 1,9
30 0,8 30 1,03 70 1.6
40 1,0 40 1,09 80 1,3
50 1,2 50 1,18 90 1,0
60 1,4 60 1,32 92 0,9
70 1,6 70 1,55 94 0,8
80 1,8 80 2,00 96 0,6
90 2,0 90 3,36 98 0,4
ляется специальными захватами и болтами
(рис. 20-il7).
Грохот ГУП-110 применяют для обезво-
живания угля крупных и средних классов.
Верхнее сито тканое, нижнее щелевидное.
Натяжение тканого сита поперечное.
На рис. 20-18 показан один из типов
универсальных подвесных проходов ГУП-1111
трехситный, применяемый для грохочения
углей до 200 мм. Сита тканые. Натяжение
сит поперечное.
Грохоты типа ГВП (вибрационный под-
весной) и ГВР (вибрационный рессорный)
относятся к вибрационным грохотам с
инерционным (дебалансовым) вибратором,
отличаются по размерам и количеству сит.
Грохот ГВП-1 (рис. 20-19) подвесного
типа, двухситовый для предварительного и
окончательного грохочения углей круп-
ностью до 100 мм. Небалансом вибратора
является средний участок вала с эксцент-
рично смещенной массой. Натяжение сит
продольное.
Грохот ГВР-4 (рис. 20-20) применяют для
предварительного и окончательного грохо-
чения углей крупностью до 100 мм.
Таблица 20-17
Числовые значения коэффициентов в зависимости от условий грохочения
Коэффи- циент Значение коэффициента Условия грохочения Величина коэффициента
п Форма зерен и материалов Разный дробленый материал (кроме угля) Зерна округленной формы (морская галька) У голь 1,0 1,25 1,5
о Степень влажности Для отверстий сита <25 мм: сухой влажный комкующийся Для отверстий сита >25 мм 1,0 0,75—0,85 0,2 —0,5 0,9 —1,0
р Способ грохочения Для отверстий сита <25 мм: сухой мокрый (с орошением) Для отверстий сита >25 мм 1,0 1,25—1,40 1,0
иых грохотов: ГУП-iHK, ГУП-ПО, ГУП-1 И,
ГВП-4, ГВ.Р-1, FBiP-ll .(табл. 20-18).
Грохоты типа ГУП (универсаль-
ный подвесной) относятся к вибрационным
грохотом 'С экаценгриково-ииерционным
вибратором (рис. 20-16).
При вращении вала вибратора, который
проходит через центр тяжести массы коро-
ба, осуществляется движение двух уравно-
вешивающихся систем — короба с грузом
угля и маховиков дебаланса.
Грохот ГУП-ПК дэухситовой подвесной
применяют для предварительной класси-
фикации угля крупностью до 150 мм.
Крепление и натяжение сит осуществ-
Грохот рессорного типа, двухситовый с
верхним расположением вибратора; конст-
рукция вибратора показана на рис. 20-21 —
натяжение сит продольное.
Грохот ГВР-11 применяют для предва-
рительного и окончательного грохочения
углей крупностью до' 100 мм. Изготавлива-
ются они на Луганском заводе угольного
машиностроения им. Пархоменко.
Производительность вибрационных грохо-
тов определяется по формуле
Q ^уЗ^БВГД,
где Q — производительность по питанию,
т/ч;
282
Обогащение коксующихся углей
Таблица 20-18
Характеристика вибрационных грохотов
Название ГУП-И к ГУП-НО ГУП-111 гвп-1 ГВР-1 ГВР-11
Пределы крупности исходного материала, л*л* До 150 До 150 До 200 До 100 До 100 До 100
Производительность, m/ч (по углю) 100 100 120 70 70 90
Рабочая плошадь сита, л2 . . 5,0 5,0 4,38 3,12 3,12 4,5
Число сит 2 2 3 2 2 2
Размер отверстий, ли*: в верхнем сите 50 50 50 25 25 25
в среднем сите —• — 25 — — —
в нижнем сите 25 1,0 13 13 13 13
Угол наклона короба, град , . 15—25 8—13 15—25 15—25 15—25 15-25
Двойная амплитуда качаний ко- роба, мм 6 6 6 5 5 5
Число оборотов вала вибратора в минуту 900 900 900 1200 1200 1000
Мощность электродвигателя, кет 8 8 8 3,8 3,8 3,8
Вес грохота, кг 2103 2103 2356 1060 1232 1449
Рис. 20-16. Вибратор грохота ГУП:
1 — груз; 2 — фиксатор; 3 и 7 — 1неуравновешениые шкивы; 4 — зуб шкива; 5 — роли-
коподшипник; 6 —г втулка; 7 — вал
q — удельная производительность,
т/ч/м2 (по данным ВИНИ|Углеобо-
гащения);
S — полезная площадь сит, м2;
у — насыпной вес материала, т/л3;
Б — коэффициент, учитывающий содер-
жание надрешетного продукта в
исходном;
В — коэффициент, учитывающий содер-
жание класса размером менее по-
ловины диаметра отверстия сита;
Г — коэффициент, учитывающий эффек-
тивность грохочения;
Д — коэффициент, учитывающий влаж-
ность исходного материала.
Удельная производительность опреде-
ляется по табл. 20-19. Коэффициенты Б;
В; Г и Д приведены в табл. 20-20.
Верхний предел удельной производитель-
ности соответствует влажности угля до
4%, нижний предел — до 6%.
Для двухситового грохота удельную
Крепление cum
из проволоки
фр5-10мм я
Рис. 20-17. Крепление сит грохота ГУП-ПК
крепление сит
из проволоки
Ф i.i, 0 2,6 и А
03 ММ ff
верхний конец подвески
Рис. 20-18. Грохот универсальный подвесной трехситовый для грохочения угля ГУП-111:
1 — короб; 2 — сита; 3 - подвеска; 4 — вибратор
Ось подвески-
Рис. 20-19. Грохот вибрационный подвесной для
грохочения угля ГВП-1:
1 — короб; 2 - сита; 3 — подвески; 4 - вибратор
Рис. 20-20. Го охот вибрационный рессорный для грохочения угля ГВР-1:
1 — короб; 2 — сита; 3 — рессора
ВидА
-I860—
Грохочение углей
287
Таблица 20-19
Удельная производительность грохотов
Вид грохочения Грохот Удельная производительность при отверстиях сит. мм Эффективность грохочения
50 25 13 8-6
Подготовительное ГВИ-1, ГВР-1, ГВР-11 ГУП-11-к — 28—30 18—20 10—9 0,85—0,8
Окончательное ГВИ-1, ГВР-1 ГВР-11 ГУП-И к 20—25 24—26 16—18 16—18 12—15 9—7 7—6 0,85—0,8 0,95
Таблица 20-20
Числовые значения коэффициентов Б, В, Г и Д
Б В г д
содержа- ние верхнего класса в исходном угле. % вели- чина содержа- ние класса меньше половины отверстий сита. % вели- чина эффектив- ность грохоче- ния вели- чина размер отверстий сит, мм величина при влаге в исходном. %
5 6 7 8
10 1,05 10 0,55 0,50 2,50 100 1 1 1 1
20 1,01 20 0,70 0,60 2,10 75 1 1 1 1
25 1,00 25 0,75 0,70 1,70 60 1 1 1 1
30 0,98 30 0,80 0,75 1,55 50 1 1 0,97 0,97
40 0,95 40 1,00 0,80 1,40 35 1 1 0,96 0,91
50 0,90 50 1,20 0,85 1,25 25 1 0,97 0,95 0,90
60 0,86 60 1,40 0,90 1,Ю 20 1 0,97 0,91 0,85
70 0,80 70 1,80 0,92 1,05 15 1 0,96 0,86 0,75
80 0,70 80 2,20 0,94 1,00 13 0,96 0,88 0,80 0,68
85 0,64 85 2,60 0,96 0,95 10 0,95 0,85 0,75 0,65
90 0,55 90 3,00 0,98 0,90 6 0,92 0,80 0,60 0,50
92 0,50 — — — — 3 0,70 0,43 0,25 0,20
производительность для нижнего сита при-
нимают на 20—25% ниже указанной в
табл. 20—19.
Пример 6. Расчет производительности
двухситового виброинерционного грохота
ГУП-ПК при разделении угля на классы
50—150; 25—50 и 0—25 мм; содержание
класса 50—150 в исходном угле 20%; тре-
буемая эффективность грохочения верхне-
го сита 0,85, нижнего 0,60; выход классов
размерами меньше половины отверстий си-
та: верхнего (0—25 мм) 50%, нижнего
(0—13 мм) 10% от поступающего на сито;
выход надрешетного класса 25—50 мм
20% от поступающего на иижнее сито;
влажность исходного угля 6%, Площадь
сит грохота S равна 5,0 м2.
Производительность грохота
Q = qS'/БВГД т/ч.
1. По верхнему ситу
<?г = 20 • 5 • 0,87- 1,01 • 1,2 • 1,25 • 1 ss
130 т/ч.
---------= 120,0 т/ч,
80 • 0,85
исход-
равен
2. По нижнему ситу
= 16 - 5 • 0,87 1,01- 0,55 -2,1- 0,97 «
= 80 т/ч
3. Производительность грохота по исход-
ному углю
• 100 80 • 100
<?= ------- ' " ~
И! • 7)
где «1 — выход класса 0—50 мм в
ном
100-20 = 80%;
ц — требуемая эффективность
чения верхнего сита, %.
Принимаем меньшую производительность
грохота Q=120,0 т/ч по нижнему ситу.
Грохоты резонансные
угле по условию
грохо-
Резонансные грохоты применяются для
всех видов грохочения угля размером до
200 мм для обезвоживания крупного и
мелкого концентрата и шлама.
Эти грохоты представляют собой урав-
новешенные вибрационно-колебательные си-
стемы со свободными связями и состоят
288
Обогащение коксующихся углей
Таблица 20-21
Характеристика резонансных грохотов
Название ГРО-1 ГРС ГРС-1 ГРК-15 ГРК2-2
Крупность исходного матери- ала, мм 0—25 0—50 0—200 0—200 0—300 0—300
Производительность для уг- ля, т/ч Производительность для шла- ма, т/ч 100 80—110* До 600 До 425 До 600 До 400*
40 — — — —
Число коробов, шт 2 2 2 1 2 1
Рабочая площадь сит, jk2 . . . 16,2 15,2 20,0 10,0 15,0 10,0
Число оборотов эксцентриково- го вала в минуту 700—800 850—900 850—900 850—900 600—630 600
Двойная амплитуда качаний короба, мм 12—20 30 12—16 12—20 16—24 20
Мощность электродвигате- ля, кет 8 8 8 8 10—15 8
Габаритные размеры, мм: длина 9020 11495 11495 5795 11525 6485
ширина 3900 3717 3717 3717 3973 3790
высота 1628 1627 1627 1627 2180 1965
Вес грохота, кг 16542 13185 13185 6797 15408 13855
* Производительности грохотов 80—110 т/ч получены при классификации иа ситах 6 и 13 мм
Эффективность грохочения при этом была 0,63 и 0.87.
** Производительность грохота при отсеве класса 0—6 мм др 138 т/ч, при отсеве класса 0—13 мм —
до 200 т/ч, класса 0—25 мм — до 400 т/ч.
из одного или двух горизонтальных коро-
бов, установленных параллельно или по-
следовательно на кронштейнах с резино-
металлическими амортизаторами. Привод
установлен на раме грохота и приводит в
колебательное движение один из коробов,
а второй приводится в движение посред-
ством резонанса через раму.
Грохоты этого типа высокопроиз1води-
тельны, требуют небольшого расхода элек-
троэнергии, при правильном монтаже на-
дежны в работе и не передают вибраций
на конструкции зданий.
Грохоты получили широкое распростра-
нение за рубежом.
В настоящее время в СССР разработано
несколько типов резонансных грохотов.
Все новые и реконструируемые фабрики
оборудуют этими грохотами.
Известны следующие типы резонансных
грохотов: ГРО-1, ГРС, ГРС-1, ГРК-15,
ГРК-22 (табл. 20-21).
Грохот ГРО-1 (резонансный обезвожи-
вающий), схематически изображенный на
рис. 20-22, применяется для обезвоживания
углей и шлама. Сита щелевидные.
Грохоты ГРС (резонансный секциониро-
ванный) (рис. 20-23) применяют для пред-
варительного и окончательного грохочения
угля крупностью до 200 мм.
Грохот резонансный классификационный
ГРК-22 применяется для предварительного
и окончательного грохочения сухих и мок-
рых углей крупностью до 300 мм.
Изготавливает их Луганский завод уголь-
ного машиностроения им. Пархоменко.
Некоторые грохоты, применяемые в США
Характеристика гирационных грохотов
фирмы Робинс (рис. 20-24) и фирмы Тай-
лер-Ниагара (рис. 20-25) приведены в
табл. 20-22.
Таблица 20-22
Характеристика грохотов
фирм Робиис и Тайлер-Ниагара
Показатели Робинс Тайлер- Ниагара
Полезная площадь СНТ, JK2 Размер отверстий сит мм ........ 8,9 8,92
10—25 10—25
Число качаний в ми- нуту при амплиту- де, мм: 12,5 625
9,5 — 850
6,4 1000 1050
Производительность при отверстии сит 25—100 мм, т/ч . . 250-500 250-500
Вес грохота, т . . . 6—6,5 6—6,5
Мощность электродви- гателя, кет .... — 7,36
Грохочение углей
289
Подвесной двухситный вибрационный
грохот фирмы Аллис-Чалмерс показан на
рис. 20-26.
Уравновешивание грохота осуществляет-
ся эксцентриковым валом и маховиками.
Амплитуда колебаний регулируется грузом
на вибраторе.
В табл. 20-23 приведена краткая техниче-
ская характеристика вибрационных грохо-
тов фирмы Аллис-Чалмерс.
Таблица 20-23
Характеристика вибрационных
грохотов
Показатели Тип грохота
Рипл-фло подвесной грохот
Площадь грохота, м2 Число вибраций в 1,62—8,64 2,16—8,64
минуту Амплитуда вибраций 1000 —
ММ 5,4
Мощность электро-
двигателя, кет . . 3,68 —
Грохоты, применяемые в Германии
Немецкие -фирмы разработали и внедри-
ли ряд высокоскоростных универсальных
резонансных грохотов, применяющихся для
грохочения и обезвоживания угля.
Эти -грохоты уравновешены и имеют луч-
шие -производственные показатели по срав-
нению с другими конструкциями.
Резонансно-качающиеся грохоты фирмы
Круп-п (табл. 20-24) .
а) конструкция G (рис. 20-27) применяет-
ся для предварительного -грохочения угля
и кокса;
б) конструкция GC (рис. 20-28) с -после-
довательно расположенными коробами при-
меняется для окончательного грохочения
угля. Оба короба опираются на две под-
вижные рамы, соединенные пластинчатой
пружиной. Между -коробом и рам-ой поме-
щаются резиновые амортизаторы;
в) грохот конструкции GV (рис. 20-29)
универсальный и применяется для грохоче-
ния и обезвоживания углей. Амплитуда и
ход этого грохота легко регулируются.
Б ыстро ходио -кач а ющие-ся резоиаиси ы е
грохоты Шиферштейна (фи-рма Бама-г-Ме-
гуин) применяют для классификации угля
и кокса. Эти грохоты работают -по принци-
пу двух-, трех- и четырехмассиой системы,
т. е. в зависимости от масс (короба, ра-
мы), участвующих в колебательных дви-
жениях.
Грохот трехмассный (рис. 20-30) состоит
из двух последовательно расположенных
коробов, рамы, установленной на катках,
эластично соединенной через пружины с
фундаментом и приводом.
Привод грохота сообщает колебания за-
грузочному коробу, резонансные пружины
передают колебания раме, а- затем второму
коробу.
Размеры сит, мм;
ширина................. 1700
длина ...................... 10000
Число качаний в минуту .... 400
Амплитуда качаний, мм............ 30
Мощность электродвигателя, кет 6
Производительность, т/ч .... 100—350
19 Справочник коксохимика, т. I
Рис. 20-23. Резонансный грохот
секционный ГРС:
1, 2 — короба грохота; 3 — рама; 4 —
подвески короба; 5 — упругие опоры
(пружины); 6 — пружинные амортиза-
торы рамы; 7 — электродвигатель; 8 —
шкив эксцентрикового вала; 9 — эксцен-
триковый вал; 10— шатуны; 11 уп-
ругая связь между шатуном и коробом
(пружины); 12 — упругая связь между
коробами (пружины)
Рис. 20-24. Гираци-
онный грохот фирмы
Робинс
Рис. 20-25. Гирацион-
ный грохот фирмы
Тайлер — Ниагара-
(двухситный)
Грохочение углей
291
Рис. 20-26. Подвесной вибрационный
грохот фирмы Аллис—Чалмерс
Таблица 20-24
Техническая характеристика резонансных грохотов фирмы Крупп
Показатели Конструкция G Конструкция GC Конструкция GV
Размеры сит, мм: длина ширина Число качаний в минуту . . . Амплитуда качаний, мм .... Мощность электродвигателя, квот Производительность, т/ч . . . Крупность загружаемого про- дукта, мм 5400; 6900; 8500 1000; 1200; 1400; 1600; 1800; 2000; 2200 800 6 8 300 0—80 9000, 11000; 16000 1000; 1200; 1400; 1600; 1800; 2000; 2200 520 14 8 До 450 0—150 1500; 2500; 3500; 5500, 6500; 7500 630, 800; 1000 1200; 1400; 1600; 1800; 2000 500—1000 10—30 11 До 500 0—120
Рис. 20-28. Резонансный качающийся грохот кон-
струкции GC фирмы Крупп
19*
292
Обогащение коксующихся углей
Четырехмассный резонансный грохот
(рис. 20-31) состоит из двух основных ме-
таллических рам с промежуточно аккуму-
лирующими пружинами, на которых уста-
новлено по два короба. Обе рамы соедине-
ны между собой листовыми пружинами.
Движение первого короба осуществляется
от кривошипного привода, установленного
на раме, с помощью мягкой пружины.
Колебания первого короба и первой
основной рамы смещены друг относитель-
но друга на 180°.
Качательные движения первой основной
рамы листовые пружины передают второй
Рис. 20-29. Резонансный качающийся грохот
конструкции GV
Мя'са-з
Рис. 20-31. Четырехмас-
сный грохот Шиферштен-
на
Рис. 20-30. Трехмассный
грохот Шиферштейна
Рис. 20-32. Быстроходный качающийся грохот.со свобод-
ными качаниями конструкции LK фирмы Шухтерманн,
Кремер и Баум
294
Обогащение коксующихся углей
системе, которая совершает колебания в
противоположном направлении. Сумма всех
сил четырех колеблющихся друг относи-
тельно друга масс всегда равна нулю. По-
этому грохот не передает никаких дина-
мических сил на фундамент.
Быстроходные грохоты со свободными
качаниями фирмы Шухтерман, Кремер и
Баум (SKB) применяют для классифика-
ции крупного и мелкого, влажного и сухо-
го угля.
Быстроходный качающийся грохот кон-
струкции LK (рис. 20-32) состоит из короба
и рамы. Качательные движения осуще-
ствляются эксцентриковым подшипником,
который через соединительную пружину
связан с коробом. Приводной вал грохота
установлен на резиновых амортизаторах,
поэтому здание изолировано от колебаний.
Техническая характеристика
быстроходно-качающегося грохота
со свободными качаниями конструкции LK
Размер сит, мм:
длина с интервалом 750 мм 3000—6750
ширина с интервалом 200 мм 1000—2200
Число качаний в минуту . . . 600
Амплитуда качаний, мм ... 20
Мощность электродвигателя,
кет........................... 3—15
Производительность, т/ч . . . 240
Крупность загружаемого про-
дукта, мм ......... 0—100
Грохоты, применяемые в Польше
Резонансные грохоты типа CDR приме-
няют для грохочения угля крупностью
0—120 мм. Грохоты этого типа состоят из
двух коробов с решетами, подвешенными в
раме грохота, упругого сцепления, приво-
да и отличаются длиной и расположением
коробов, а также способом установки элек-
тродвигателя сбоку или сзади (рис. 20-33).
Техническая характеристика резонансных
грохотов типа CDR
Производительность, m/ч . . . 100—350
Ширина короба, мм ........... 1400—2200
Длина короба, мм............. 4600—12000
Число качаний в минуту . . . 400
Мощность электродвигателя,
кет..........................7,3—14,7
Число оборотов электродвига-
теля в минуту................ 1460
Вес грохота, т ....... 12,0—20,3
Глава 21
ОБЕСПЫЛИВАНИЕ И ДЕШЛАМАЦИЯ УГЛЯ
ПЕРЕД1ЕГО ОБОГАЩЕНИЕМ
1. ОБЕСПЫЛИВАНИЕ
Уголь размерами менее 0,5 мм плохо или
совсем не обогащается при гравитацион-
ном обогащении. При мокром обогащении
эта мелочь накапливается в воде и затруд-
няет обезвоживание продуктов обогащения
и осветление оборотной воды, поэтому ее
целесообразно выделить из угля, идущего
на обогащение.
Эту операцию можно выполнить с по-
мощью центробежных обеспыливателей или
жалюзи-аппаратов. Для улавливания тон-
чайшей угольной пыли из воздушной среды
применяют циклоны и фильтры.
Если уголь влажный, обеспыливание не
дает эффекта и может быть применена
дешламация.
Эффективность обеспыливания характе-
ризуется степенью извлечения пыли и
коэффициентом полезного действия обес-
пыливателя. Степень извлечения пыли оп-
ределяется по формуле
100б(а — в)
А = ;------~
(в — б)а
где А — степень извлечения пыли, % от
количества пыли, содержащейся
в исходном угле;
а, б, в — количество пыли соответственно
в исходном угле, обеспыленном
угле и в пыли, %.
Коэффициент полезного действия обеспы-
ливателя (е), учитывающий количество
крупных зерен, попавших в пыль, опреде-
ляется по формуле
«(100 — а) (в — б)
Центробежный обеспыливатель (рис. 21-1).
Крылья вентиляторного колеса образуют
поток воздуха, циркулирующего из внешней
камеры обеспыливания через жалюзи во
внутреннюю камеру и обратно При враще-
нии питающей тарелки центробежной силой
уголь разбрасывается по внутренней каме-
ре. Крупные зерна угля падают в воронку,
пыль же подхватывается струей воздуха и
выносится во внешнюю камеру, где оседает
и постепенно выводится через нижнюю ко-
нусную часть.
Работу обеспыливателей регулируют ско-
ростью воздушной струи, изменяя число
оборотов вентилятора и положение лопа-
ток ла нем.
Число оборотов лимитируется крупностью
отдуваемой пыли и степенью измельчения
угля в обеспыливателе.
Изменение положения лопаток дает
уменьшение скорости воздуха (при загну-
тых вперед) или увеличение скорости воз-
душной струи (при загнутых назад)
(табл. 2'l-il).
В табл. 21-2 приведены ситовые анализы
продуктов обеспыливания, полученных па
обеспыливателях с диаметром 3500 мм.
Недостатки центробежных обеспыливате-
лей:
1) необходимость частых остановок для
очистки внутренних полостей от налипшей
пыли, в особенности при повышенной влаж-
ности угля;
2) измельчение крупных зерен угля от
удара его о стенки. Количество пыли, до-
полнительно образовавшейся от измельче-
ния, составляет 2—3 и более процентов в
зависимости от физических свойств угля и
скорости вращения ротора обеспыливателя.
Конструкция обеспыливателей за послед-
ние годы подвергалась некоторым усовер-
шенствованиям:
а) в наружный конус обеспыливателя на
некоторых фабриках вставляют полосы из
прорезиненной ткани, позволяющей удара-
ми молотка очищать накапливающуюся на
его стенках пыль, не останавливая машину;
б) для уменьшения попадания крупных
зерен угля в пыль увеличивают высоту
внутренней камеры обеспыливателя так, что
между верхней кромкой камеры и вентиля-
торным колесом остается минимальный за-
зор.
296
Обогащение коксующихся углей
Рис. 21-1. Центробежный обеспыливатель:
/ ~ камера обеспыливания; 2 — внутренняя камера;
3 — вентиляторное колесо; 4 — жалюзи; 5 — разбрасы-
вающий диск; 6 — воронка для обеспыленного продукта;
7 — воронка для пыли; 8 — привод вертикального вала;
9 — загрузочная воронка; 10 — привод вертикального
вала
Т а блица 21-1
Техническая характеристика обеспыливателей
Показатели Внутренний диаметр наружного кожуха, мм
2800 3200 3500
Диаметр вентиляторного колеса, мм ....... Скорость вращения вентиляторного колеса в ми- 2300 2800 3000
нуту 240—270 210—250 150—200
Мощность электродвигателя, кет ... ... Производительность, т/ч.*-. 10 16 20
по исходному углю 30—40 40—60 50—75
по пыли Габаритные размеры, мм: 6—8 8—12 10—15
высота ... 4700 —. 6400
ширина 3600 — 4610
длина 3600 •— 4610
• Производительность центробежных обеспыливателей установлена опытным путем. Формул для расче-
та нх производительности нет
Обеспыливание и дешламация угля перед его обогащением
297
Таблица 21-2
Анализ продуктов обеспыливания, %
Показатели Углеобогатительные фабрики
Днепро дзерж нн ска я Запорожская Яснновская*
исходный обеспы- ленный пыль । исходный обеспы- . ленный 1 л ч 3 с исходный обеспы- ленный пыль
Классы, мм: 3 33,7 34,0 _ 39,4 40,0 . 38,0 51,4 4,5
3—1 26,2 31,0 16,0 30,1 32,5 27,6 22,4 28,1 17,5
1—05 20,6 21,0 33,0 6,0 6,6 10,2 19,6 9,5 24,5
0,5—0 19,5 14,0 51,0 24,5 20,9 62,2 20,0 и,о 53,5
100 100 100 100 100 100 100 100 100
Влажность исходного, % . . До 6 — — До 6 — — До 7 — —
* На указанных фабриках в связи с высокой влажностью исходного угля к. п. д. обеспыливателей
составляет 50—60% против 75 при влажности 4%, что является верхним пределом.
Жалюзи-аппарат (рис. 21-2)
На некоторых углеобогатительных фабри-
ках для удаления пыли из рядовых углей
установлены жалюзи-аппараты. В данных
аппаратах пыль удаляется из потока угля,
проходящего по створкам жалюзи, через
отверстия, между которыми продувается
воздух. Створки снабжены отбойными ко-
зырьками для уменьшения уноса крупных
зерен угля с потоком воздуха.
Рис. 21-2. Жалюзийный обеспыливатель:
1 — камера обеспыливания; 2 — жалюзи; 3 — шлюзовой
питатель; 4 — качающийся питатель; 5 — патрубок для
впуска воздуха; 6 — поворачивающаяся перегородка
(щит); 7 — патрубок для выпуска запыленного воздуха;
8 — питатель для разгрузки обеспыленного угля; 9 —
разгрузочная воронка для пыли
298
Обогащение коксующихся углей
Работа жалюзи-аппарата регулируется:
1) величиной щели между створками, чю
обусловливает различную скорость воздуха,
проходящего через эту щель;
2) изменение угла наклона отбойных ко-
зырьков или перегородок, что изменяет на-
правление воздуха, несущего частицы пыли.
При резком изменении направления потока
из него выпадает больше пыли и наоборот.
Если влажность пыли выше 6%, эффек-
тивность обеспыливания угля в жалюзи-ап-
паратах весьма низкая.
Жалюзи-аппарат, установленный на
Днепропетровской углеобогатительной фаб-
рике, характеризуется следующими дан-
ными:
Нагрузка на 1 .и2 площади жалю-
зи-аппарата, т/ч ............... 18,5
Количество воздуха на 1 т исход-
ного угля, и3.................... 300
Давление вентилятора, мм вод. ст. 70—90
Влажность исходного угля, % . . 5—6
К- п. д. обеспыливания..............40—45
Жалюзи-аппараты из-за громоздкости и
трудности их герметизации в последнее
время не устанавливают.
Кроме перечисленных обеспыливающих
устройств, на некоторых пневматических
углеобогатительных фабриках за границей
используют камерные, вибрационные и дру-
гие обеспыливатели. Для всех из них глаз-
ное условие удовлетворительной работы —
сухой исходный уголь (влажность до 4%).
Предпочитают, однако, центробежные пы-
леотделители как более компактные.
2. УЛАВЛИВАНИЕ ПЫЛИ
ИЗ ПОТОКОВ ВОЗДУХА
Для улавливания пыли из воздушных по-
токов применяют циклоны, батарейные цик-
лоны, фильтры и мокрые пылеуловители.
Первые — для грубой (первичной) очист-
ки воздуха, вторые — для более тонкой,
фильтры же и мокрые пылеуловители —
для окончательнсй.
Центробежная сила, действующая на ча-
стицы пыли в циклоне, определяется фор-
мулой
mv2
Р =-----,
г
где Р — центробежная сила, кг;
т—масса частицы, кг-сек2-м;
v — окружная скорость воздуха в
циклоне, м/сек;
г — радиус вращения частицы, м.
Оптимальная скорость воздуха в циклопе
19—20 м/сек. Производительность циклона
диаметром 3200 мм и высотой 6900 мм
(рис. 21-3) составляет 6500 м/3ч, сопротив-
ление 70—90 мм вод. ст. К. п. д. циклонов
этого типа 60—70%.
На рис. 21-4 представлен батарейный
циклон НИОГАЗ, состоящий из шести не-
больших циклонов. Запыленный воздух по-
ступает в циклоны через трубу и распреде-
лительные патрубки. Пыль выпадает в бун-
кер, а обеспыленный воздух отводится че-
Рис. 21-3. Циклон:
/ — осадительная камера (цилиндро-
коническая); 2 — ввод запыленного
воздуха; 3 — выход очищенного воз-
духа; 4 — выпуск пыли
рез коллектор. Число циклонов в батарее
может быть доведено до 100 и более.
К. п. д. батарейных циклонов более высо-
кий по сравнению с обычными циклонами и
составляет 70— 90%. Техническая характе-
ристика батарейных циклонов приведена в
табл. 21-3.
Фильтры рукавные
На рис. 21-5 показан рукавный фильтр.
Запыленный воздух поступает через камеру.
Пыль задерживается, когда запыленный
воздух проходит через ворсистую материю
Обеспыливание и дешламация угля перед его обогащением
299
рукавов, а затем периодически с помощью'
встряхивающих устройств осыпается в
сборник, откуда удаляется шнеком.
Расчет фильтра сводится к определению
погребной фильтрующей поверхности
О
г = -х-,
v
где Q — производительность фильтра,
м3/сещ
v—скорость фильтрации, равная
0,03—0,08 м/сек.
Размеры рукавов: длина 3150 мм, верх-
ний диаметр 160 мм, нижний — 200 льи.
В зависимости от количества рукавов в сек-
ции (11 или .14) фильтрующая поверхность
составляет 392 или 500 м2. Вес фильтра
25 и 30 т. Производительность вентилятора
50 - 60 м3/ч. Вал встряхивающего механиз-
ма делает 0,-185 об/мин. Фильтры этого типа
обеспечивают высокую степень очистки воз-
духа (97-99%).
Мокрые пылеуловители и центробежные
скрубберы ВТИ (рис. 21-6)
Запыленный -воздух поступает в скруббер
снизу через патрубок, расположенный тан-
генциально к внутренней поверхности скруб-
бера. Вода подается через регулируемые
распылители в верхней части скруббера.
Под действием центробежной силы потока
воздуха частицы пыли приближаются к
стейкам цилиндра, по которым смываются
водой в нижнюю приемную часть скруб-
бера.
Техническая характеристика центробеж-
ных скрубберов ВТИ приведена в табл. 21-4
Рис. 21-4. Батарейный циклон
НИОГАЗ:
1 — циклоны; 2 — труба для ввода
запыленного воздуха; 3 — распреде-
лительные патрубки; 4 — бункер для
пыли; 5 — коллектор для отвода обес-
пыленного воздуха
Таблица 21-3
Характеристика батарейных циклонов*
Показатели Производительность батарейного циклона по воздуху, мя/ч
15000 | 20000 48000 70000 80000
Сопротивление, мм вод. ст 44 58 60 60 60
Число элементов (циклонов) 30 35 64 30 108
Диаметр элемента, мм 250 250 250 250 250
Диаметр выхлопной трубы, мм Основные размеры, мм: 150 150 150 150 150
длина 1800 1556 2260 2808 —
ширина 1800 2116 2260 2450
высота 4637 5360 5036 5710
Общий вес, кг 3906 4923 6435 7618 9135
* Изготовители — Мелитопольский н Новочеркасский машиностроительные заводы.
300
Обогащение коксующихся углей
Рис. 21-5. Рукавный фильтр:
/ — металлический корпус; 2 — матерчатые рукава; 3 — коромысло; 4 — встряхивающий механизм:
5 — камера для отвода обеспыленного воздуха; 6 — подвод запыленного воздуха; 7 — сборник пыли;
в — шнек
в-в
Таблица 21-4
Характеристика
центробежного скруббера*
Показатели
Производительность
при скорости дви-
жения входящих
запыленных га-
зов 15 м/сек,
тыс-м3/ч . . . .
Расход воды на
орошение, м3/ч .
Температура запы-
ленных газов, °C
Температура отра-
ботанной воды,
°C................
Коэффициент эф-
фективности пы-
леулавливания .
Сопротивление сис-
темы, мм вод. ст.
Диаметр, мм
Юоо 1Юо| 1300 1500
12,8 15,8
1,5 1,7
300 . 300
17,3
2,1
300
50
23,8
2,7
300
50
0,85—0,97
80—90
Рис. 21-6. Центробежный скруббер для
мокрого улавливания пыли:
1 — пылеосадительная камера; 2 — патру-
бок для подвода запыленного воздуха в
скруббер: 3 — кольцевой трубопровод для
подачн и распыления воды в скруббере;
4 — затвор
* Изготовитель — Луганский завод им. Пархо-
менко.
К числу аппаратов высокой эффективно-
сти пылеулавливания относятся также
центробежные пылеуловители (рис. 21-7).
В коническом днище пылеосадительной ка-
меры установлена крыльчатка с наклонны-
ми лопастями Для 'подачи запыленного воз-
духа в пылеуловитель используют вентиля-
тор. На валу вентилятора насажена спе-
циальная турбинка, служащая для разбрыз-
Обеспыливание и дешламация угля перед его обогащением
301
гивания воды .и смешивания ее с запыленным
воздухом. Вместо воды в турбинку может
подаваться пар. Смоченные водой крупные
частицы угля отбрасываются к периферии
вентилятора и выводятся из него. Тонкая
пыль вместе с распыленной водой нагне-
противоположно заряженным осадительным
электродам. Ионизация молекул газа осу-
ществляется с помощью коронируюших
электродов. Оба вида электродов являют-
ся рабочими элементами фильтра. Они при-
соединяются к сети мощного постоянного
Рис. 21-7. Центро-
бежный пылеуло-
витель:
/ — пылеосадительная
камера; 2 — крыльчат-
ка;! $ — вентилятор;
/ — электродвигатель;
£ — трубопровод для
шлама
Обеспыленный
воздух
тается вентилятором в крыльчатку и при-
обретает в ней вихревое движение. В ре-
зультате этого зерна пыли отбрасываются
на стенки камеры и в виде пульпы удаля-
ются по шламовым трубопроводам.
Техническая харктеристика центробежного
пылеуловителя
Диаметр пылеосадительной каме-
ры, мм.......................... 1800
Диаметр рабочего колеса вентиля-
тора, мм........................ 1160
Производительность по воздуху,
тыс, м3/ч....................... 33,5
Напор вентилятора, мм вод. ст. . 450
Мощность электродвигателя, кет 90—100
Вес общий, кг ..................... 4000
При данной производительности по воз-
духу и при концентрации пыли в запылен-
ном воздухе 2910 г/м3 при расходе воды
2 м~!ч была достигнута эффективность пы-
леулавливания 0,98. В обеспыленном воз-
духе осталось 39 г/м3 твердых частиц.
Электрические фильтры (рис. 21-8)
Тонкую пыль можно извлекать электри-
ческими фильтрами. Этот метод пылеулав-
ливания основан на том, что взвешенные
частицы пыли ионизируются и под дей-
ствием полученного заряда отклоняются к
электрического тока с разностью потенциа-
лов 25—50 кв на зажимах.
Коснувшись электрода, частицы пыли от-
дают ему свой заряд и осаждаются на нем.
При периодическом встряхивании электро-
дов пыль удаляется в сборники.
Техническая характеристика фильтров
УПВ (улавливатель пыли встряхивающий)
приведена в табл. 21-5.
3. ДЕШЛАМАЦИЯ УГЛЯ
Так как влажность рядовых углей по
мере углубления разработок пластов и уве-
личивающегося их обводнения возрастает,
то операция обеспыливания углей становит-
ся все менее эффективной. Поэтому обес-
пыливание может быть заменено дешлама-
цией.
Для дешламации рядового угля приме-
няются те же аппараты и устройства, что
и для обезвоживания углей, а именно:
1) неподвижные (дуговые и др.) сита;
2) подвижные грохоты.
Рядовой уголь подается на дешламацию
в потоке воды, количество которой может
колебаться в зависимости от
а) количества мелких классов в рядовом
угле, подлежащих удалению;
302
Обогащение коксующихся углей
Рис. 21-8. Электрофильтр УПВ:
а — общий вид; б — размещение
электродов; 1 — пылеО1садительиая
камера; 2 — коронирующие элек-
троды; 3 — осадительные электро-
ды; 4 — подвесное устройство для
электродов; 5 — рама для укреп-
ления подвесок; 6 — изоляторы;
7 —? коллектор для отвода обес-
пыленного воздуха; 8, 9, 10 — ме-
ханизм для встряхивания электро-
дов; 11 — конус отвода пыли; 12 —
взрывные клапаны
Таблица 21-5
Техническая характеристика фильтров УНВ*
Показатели УПВ-7.7 УПВ-9.9 УПВ-12.2
Производительность по воздуху или газу, м3/ч . . Нормальная скорость прохождения газов в рабочем 14 18 22
пространстве, м/сек 0,8—0,9 0,8—0,9 0,8—0,9
Концентрация пыли в исходном газе, г/м3 .... 25 25 25
Коэффициент эффективности пылеулавливания . . 0,98 0,98 0,98
Число коронирующих электродов Установленная мощность электрооборудования, 7 9 11
кет Основные размеры, м: 4 4,7 5,4
длина 5,0 5,0 5,0
ширина 3,5 4,2 5,0
высота 18,0 18,0 18,0
Вес электрофильтра, т 40 46 52
* Изготовитель трест «Газоочистка».
б) крупности зерен удаляемого угля или
размера отверстий сит;
в) нагрузки на грохот.
Дешламация углей используется не ши-
роко, точных нормативов для расчета де-
шламационных грохотов нет. На основании
практики некоторых углеобогатительных
фабрик для дешламационных грохотов ре-
комендуют нагрузку на 1 м2 площади сита
с размерами отверстий 0,75—1 мм (надре-
шетный уголь класса .12—0 мм в сухом ве-
се) — 4—5 т/ч, .расход воды на 1 т угля —
2—3 м3.
Однако большой расход воды при дешла-
мации и связанное с этим расширение шла-
мового хозяйства фабрики при низком
к. п. д. дешламационных грохотов снижает
эффективность этого мероприятия, в связи
с чем на современных углеобогатительных
фабриках дешламацию угля перед его обо-
гащением на отсадочных машинах не при-
меняют. При обогащении угля в тяжелых
средах эта операция является необходимой,
так как диктуется условиями регенерации
среды.
Глава 22
ОБОГАЩЕНИЕ УГЛЕЙ В ОТСАДОЧНЫХ МАШИНАХ
1. ОБЩИЕ СВЕДЕНИЯ
Обогащение углей в отсадочных маши-
нах — самый распространенный метод.
В них разделяют уголь различной крупно-
сти --от 0,3—0,5 до 100—150 мм— и лю-
бой степени обогатимости.
Процесс мокрой отсадки основывается на
разделении частиц угля, сростков и породы
по удельному весу в переменных, т. е. в
восходящих или в нисходящих потоках
воды.
Отсадка — непрерывный процесс. Она
осуществляется на решете отсадочной ма-
шины (рис. 22-1), пересекающем водный
поток, который создается поршнем или
сжатым воздухом. Струи воды проходят че-
рез отверстия решета и попеременно под-
нимают и опускают на решето обогащае-
мый уголь, разрыхляя его. Одновременно
происходит перегруппировка угольных и
породных частиц, которые располагаются
на решете слоями в зависимости от их
удельных весов.
В нижнем слое оказываются частицы по-
роды, а в верхнем слое откладываются
частицы угля, промежуточное положение
занимают сростки угля с породой.
В горизонтальном потоке воды слои угля
и промчродукта перемещаются от места за-
грузки к разгрузочной части отсадочной
машины.
Верхний слой концентрата вместе с водой
переливается через порог, промежуточный
и нижний слой породы выпускаются каж-
дый через свою щель под порогами (или
ве-шегом) в подрешетные пространства ма-
шины, откуда выбираются с помощью эле-
ваторов.
2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ПРОЦЕССА ОТСАДКИ
Единой общепризнанной 1еории процесса
отсадки пока не существует.
По Ритннгеру и Лященко, которые рас-
сматривали процесс отсадки как много-
кратно повторяющийся цикл, движение ча-
стиц в вертикальном направлении на реше-
те отсадочной машины происходит по зако-
Рис. 22-1. Схема отсадочных машин:
а — поршневая машина; б — беспоршне-
вая машина,- 1 — отсадочное решето; 2 —
поршень; 3 — золотинковое устройство
304
Обогащение коксующихся углей
ну, выраженному дифференциальным урав-
нением
dv
т——= — G+ Рп± Рс,
dt
где ’ т — масса частицы, г;
v — скорость движения частицы
относительно среды, см/сек;
t — время, сек;
G^mg— сила тяжести (вес) частицы
(ё — ускорение силы тяжести,
см!сек2), дин;
Pn = m'g — подъемная сила статической
среды по закону Архимеда
(ш' — масса среды в объеме
частицы, а), дин;
Pc = tyv2d2&— сила сопротивления среды,
возникающая при разных ско-
ростях движения частиц и
среды (ф — коэффициент со-
противления; d— диаметр ча-
стицы, см; А — плотность сре-
ды, г/см3), дин.
Во втором периоде пульсации (с устано-
вившимся движением частицы), когда
dv
=0, конечная скорость падения части-
цы может быть определена из условий
— (т — m')g + фОой2А = 0,
/тс(6 — A)dg
64 А
где с>о — конечная скорость падения части-
цы, см/сек;
б — плотность частицы, г/см3.
Согласно этим представлениям схема
движения угля .и породы в отсадочной ма-
шине под действием восходящей и нисхо-
дящей струй воды представлена на
рис. 22-2.
Оптимальные условия для разделения в
отсадочной машине частиц угля, сростков
и породы по удельным весам:
Рис. 22-2, Схема движения частиц угля и породы на решете отса-
дочной машины:
а — состояние массы угля и породы до разделения; б — состояние после
восходящего потока; в — состояние в начале нисходящего потока; г — со-
стояние в конце нисходящего потока
Уравнения движения частиц
dv
т-----= —mg + m'g ± <bt>*d*A.
dt
В начале первого периода пульсации (при
подъеме постели) сопротивление среды не
оказывает влияния на ускорение частицы,
так как скорость ее незначительна, поэто-
му
dv
т —— - —mg + m'g-
dt
1) создать цикл отсадки с возможно
большим периодом .времени, когда относи-
тельная скорость движения частиц и сре-
ды, а следовательно, и сила сопротивления
среды (Рс) близки к нулю;
2) достичь такого состояния угля и по-
роды, при котором разрыхленность и круп-
ность частиц делает возможным лучший
проход в породную постель мелких частиц
породы и задержание в ней мелких частиц
угля при действии нисходящей струи воды.
Обогащение углей в отсадочных машинах
305
По Мейеру физической причиной разде-
ления зерен по удельным весам в процессе
отсадки является уменьшение внутренней
потенциальной энергии массы зерен, кото-
рая до сепарации больше, чем после ее
окончания. Максимальной разности потен-
циальной энергии зерен до и после сепара-
ции соответствует совершенное, теоретиче-
ски возможное, разделение зерен (рис. 22-3).
Рис. 22-3. Схема изменения величины внутрен-
ней потенциальной энергии зерен в процессе
отсадки (по Мейеру):
а — до сепарации; б — после сепарации; /г к — вы-
сота зерен концентрата в постели; Лп — высота
вереи породы в постели; о — величина снижения
центра тяжести постели
Потенциальная энергия Е, смеси уголь-
ной и породной фракций до сепарации
(рис. 22-3, а) определяется по уравнению
Ei — (GK + Gn)
Ек 4~ Еп
Соответственно, потенциальная энергия
Е2 после сепарации (рис. 22-3,6) опреде-
ляется по уравнению
I Е к \ Еп
Е2 = GK + ~2 ~ j 2 ’
где G„ — вес угольной фракции в объеме
столба отсадочного слоя, кг;
Gn — вес породной фракции в объемс-
столба отсадочного слоя, кг;
hK — высота столба угольной фракции
после сепарации, м;
— высота столба породной фракции
после сепарации, м..
Разность потенциальной энергии ДЕ до и
после сепарации составляет
GnhK ЕкЕп
ЕЕ = Ег-Е2 = -— -
Уменьшение потенциальной энергии рав-
носильно понижению центра тяжести систе-
мы. Величину понижения центра тяжести
Мейер определяет по формуле
ДЕГ
где о — величина понижения центра тяже-
сти, м;
ЛЕХ — разность потенциальной энергия
между состоянием зерен до сепара-
ции и после каждой достигнутой
стадии сепарации, кгм\
G — вес насыпной массы рассматривае-
мого участка отсадочного слоя, кг.
Коэффициент полезного действия процес-
са отсадки определяется по Мейеру сле-
дующей формулой:
где т] — к. п. д. процесса отсадки, %;
Ех — потенциальная энергия, характери-
зующая достигнутую степень сепа-
рации.
При отсадке энергия передается смеси зе-.
рен восходящим потоком, в соответствии с
чем автор предлагает следующий цикл от-
садки: первоначально разделяемая масса
угля под действием короткого, но интенсив-
ного потока воды поднимается вверх «ад
решетом как одно монолитное тело, благо-
даря чему ей сообщается добавочная по-
тенциальная энергия; в результате этого
между решетом и нижней частью угля об-
разуется свободное пространство, которое
не должно быть чрезмерно большим, так
как в противном случае при опускании угля
вниз он будет чрезмерно разрыхлен, что вы-
зовет ненужное расслоение части зерен по
принципу равнопадаемости.
Таким образом, основное назначение вос-
ходящей струи воды в процессе отсадки —
поднятие ((но не разрыхление) массы угля
над отсадочным решетом и сообщение ей
дополнительной потенциальной энергии, не-
обходимой для сепарации зерен угля и по-
роды по удельным весам.
Поднятая и умеренно разрыхленная мас-
са угля, находясь в спокойной воде, мед-
ленно опускается, в результате этого в верх-
нем слое воды возникает течение, способ-
ствующее сепарации, иными словами (по-
тенциальная энергия преобразуется в энер-
гию движения.
По мнению Мейера, подрешетная вода
не оказывает существенного влияния
на сепарацию зерен по удельным весам.
Обратный ход в процессе отсадки должен
занимать предельно малый промежуток вре-
мени, так как практически он служит для
возвращения воды в первоначальное со-
стояние, необходимое для начала нового
никла.
По Рафалес-Ламарку движение зерна в
отсадочной машине определяется не только
силой сопротивления среды, но также инер-
ционными силами и силой ударного сопро-
тивления. Инерционные силы возникают
пр,и наличии Ударного сопротивления жид-
кости, а сила ударного сопротивления
является следствием соударения зеона
20 Справочник коксохимика том I
306
Обогащение коксующихся углей
о другие частицы. С учетом этих сил урав-
нение движения отдельного зерна имеет
вид
dw
Sj-V = — G' R -ф- &R 4" Ri 4~ Ry»
ul
где St — плотность зерна, кг-сек2/м*\
V — объем зерна, .и3;
dw
———ускорение движения зерна,
di
м/сек2',
G' — вес зерна в жидкости, кг;
R — сила сопротивления среды, кг;
\Rh Ri — дополнительные инерционная
подъемная сила и сила сопротив-
ления, кг;
Ry — сила ударного сопротивления, кг.
Это уравнение движения отдельного зве-
на нельзя интегрировать, так как большин-
ство указанных величин — переменные, из-
меняющиеся под действием многочисленных
причин, а именно: формы и расположения
самого зерна, числа и размеров окружаю-
щих его частиц, пористости, скорости и
других причин.
При изучении процесса отсадки следует
рассматривать поведение не отдельной ча-
стицы, а многочисленных аналогичных (по
ситовому и фракционному составу) частиц
во взаимосвязи с другими процессами, про-
исходящими в отсадочной машине.
В связи с этим Рафалес-Ламарк выдви-
гает следующие исходные положения:
1) разрыхленная масса угля в машине
является суспензсидом переменной по глу-
бине плотности. При достаточной длитель-
ности колебательного процесса суспензоид
стремится к такому расслоению составляю-
щих, при котором потенциальная энергия
системы становится минимальной. Однако
между этими слоями имеется -пульсацион-
ный обмен зернами и, следовательно, гра-
ницы слоя не четко выражены;
2) движение зерен можно разделить на
основное перемещение (например, опуска-
ние тяжелого зерна) и колебательное, ко-
торое накладывается на первое. Для отсад-
ки важно основное перемещение;
3) скорость опускания условного средне-
го зерна к слою равновесия группы умень-
шается по мере приближения к этому слою
а
—w =-----------,
гп — г
где а — коэффициент, зависящий от типа
частиц и режима отсадки;
гп — некоторая -начальная высота, см;
г — высота положения зерна над слоем
равновесия, см.
3. ПАРАМЕТРЫ ОТСАДКИ
Правильно установленные параметры от-
садки позволяют решать основные техноло-
гические вопросы ее производительности,
четкости разделения исходного угля на кон-
центрат, промпродукт и породу.
Различают физико-мехаиические и гидро-
аэродинамические параметры отсадки.
Физик о-м еханическими пара-
метрами называют ситовый и фрак-
ционный состав исходного угля, толщину
разделяемой массы угля и ее отдельных
слоев, загрязненность оборотной воды шла-
мом, удельную нагрузку на 1 .и2 площади
отсадки, расход воды и электроэнергии на
1 т угля и др.
К гидроаэроди нам и чески м па-
раметрам относятся циклы отсадки, ча-
стота и амплитуда колебаний воды и др.
Ситовый и фракционный состав угля.
Отсадочные машины работают на класси-
фицированном (150—10, 150—13, 100—10,
100-43, 50—10, 50—13, 10—0, 13—0,
25—0 мм и др.) и на неклассифицирован-
ном (175—0, .150—0, 100—0 мм и др.) угле.
В первом случае достигается более четкое
разделение исходного угля на концентрат,
промпродукт -и породу. Во втором случае
продукты обогащения и особенно содержа-
щиеся в них мелкие и тонкие классы раз-
мером менее il мм, имеют много посторон-
них то удельному весу фракций (табл. 22-1,
22-2, 22-3). Тем не менее обогащение не-
классифицированного угля, — особенно ког-
да предварительное отделение пыли от угля
малоэффективно и вообще не производит-
ся, — значительно упрощает технологиче-
скую схему.
Постель отсадочной машины, которая
образуется в процессе отсадки угля из по-
родных фракций, и ее состояние при работе
является одним из главных факторов,
обусловливающих удовлетворительное рас-
слоение угля на его составляющие. Разли-
чают естественную и искусственную по-
стель. Первая применяется во всех случаях
при обогащении крупных классов угля (раз-
мером выше 6 или 10 мм), а также неклас-
сифицированного угля. При обогащении
мелких классов угля (<;10—<15 мм) приме-
няют естественную или искусственную по-
стель.
Для поддержания в машине естественной
постели укладывают металлические штам-
пованные из углеродистой стали решета с
отверстиями круглой или квадратной фор-
мы, а также профилированные, собранные
из колосников различного сечения
(рис. 22-4).
Толщина листа и расстояние между от-
верстиями указано ниже:
Диаметр отверстий, мм .... 125 100 90
Толщина листа, мм .............10 8 8
Расстояние между центрами от-
верстий, мм.................. 160 125 115
80 60 50 35 25 13 9 6
6 6666543
100 75 65 48 38 20 14 9
Т а б л и ц а 22-1
Гранулометрический состав классифицированного донецкого угля средней обогатимости и конечных продуктов
отсадки по классам 80—10 и 10—0 мм, %
Крупность мм Исходный уголь на машину крупного угля Исходный уголь на машину мелкого угля Концентрат с ма- шины крупного угля Концентрат с ма- шины мелкого угля н контрольной Промпродукт контрольной машины Порода с машины крупного угля Порода с машины мелкого угля н контрольной
выход зола выход зола выход зола выход зола выход зола выход зола выход зола
80—10 80,90 29,54 3,90 22,18 80,8 5,50 0,5 6,00 1,2 44,70 66,9 74,80 2,5 74,0
10—3 15,00 29,22 60,0 16,08 12,82 5,25 41,2 5,40 65,4 39,38 21,25 73,20 69,8 73,60
3-1 1,50 27,40 12,3 15,24 2,68 4,30 38,0 5,20 21,2 42,32 4,2 59,40 15,6 73,00
1—0,5 0,60 26,16 13,7 15,00 2,1 4,50 15,6 7,40 8,1 43,40 2,8 46,00 6,2 66,00
,5—0,25 0,70 26,90 3,0 15,00 0,4 5,00 1,9 12,40 0,7 26,24 3,5 39,00 1,4 38,00
0,25 1,30 30,54 7,1 15,62 1,3 9,00 2,8 14,10 3,4 30,68 1,4 45,20 4,5 35,00
Итого 100,0 29,43 100,0 16,00 100,0 5,46 100,0 6,02 100,0 40,00 100,0 71,04 100,0 69,23
Таблица 22-2
Нормы содержания посторонних фракций в продуктах отсадки угля
Продукты Фракции Содержание фракций в продуктах обогащения для углей в зависимости от степени трудности обогащения, %
легкая средняя трудная
крупный уголь мелкий контрольная уголь отсадка крупный уголь мелкий уголь контрольная отсадка крупный уголь мелкий уголь контрольная j отсадка
Концентрат Угольная . . . . Промпродуктовая . Породная . . . . 98,2—97,5 1,5—2,0 0,3—0,5 98,0—97,0 1,5—2,0 0,5—1,0 92,5—91,5 6,5—7,0 1,0—1,5 97,5—95,0 2,0—4,0 0,5—1,0 97,0—93,5 2,0—5,0 1,0—1,5 91,5—90,0 7,0—8,0 1,5-2,0 95,0—91,5 4,0—7,0 1,0-1,5 90,5—90,0 5,0—8,0 1,5—2,0 90,0—85,0 8,0—12,0 2,0—3,0
Порода Угольная Промпродуктовая . Породная 0,5—1,0 2,0—3,0 97,5—96,0 1,0—1,5 2,0—3,0 97,0—95,5 1,5—2,0 6,0—7,0 92,5—91,0 1,0—1,5 3,0—4,0 96,0—94,5 1,5—2,0 3,0—5,0 95,5—93,0 2,0—3,0 7,0—8,0 91,0—89,0 1,5—2,0 4,0—7,0 94,5—91,0 2,0—3,0 5,0—8,0 93,0—89,0 3,0—4,0 8,0—12,0 89,0—84,0
308
Обогащение коксующихся углей
Т а б л и ц а 22-3
Результаты обогащения в отсадочных машинах неклассифицированного
донецкого угля (гранулометрический и фракционный состав), %
Крупность мм Исходный уголь Концентрат Промпродукт Порода
выход зола выход зола выход зола выход зола
100—13 28,67 38,48 13,55 3,23 26,09 30,61 57,08 72,80
13—1 43,70 22,10 35,41 6,65 53,73 48,47 39,70 74,20
1—0,5 11,14 14,80 20,62 9,76 4,67 70,10 1,68 59,30
0,5—0,25 9,87 15,00 13,00 13,22 1,69 56,48 1,00 41,90
0,25—0 6,62 17,60 17,42 17,32 13,82 22,78 0,54 33,10
Итого . . 100,0 25,0 100,0 9,54 100,0 41,41 100,0 72,74
Удельный вес фракций Класс 100— 0.5 мм
<1,3 50,56 2,79 77,34 2,44 6,97 4,79 0,29 5,05
1,3-1,4 8,88 10,38 11,97 9,84 8,16 12,42 0,37 11,77
1,4—1,5 4,59 18,38 5,23 18,37 14,93 20,54 0,38 21,15
1,5—1,6 3,19 28,50 1,28 27,96 12,88 29,66 1,48 30,67
1,6—1,7 1,92 38,62 0,90 35,45 9,82 38,11 2,13 39,00
1,7—1,8 2,36 43,83 0,94 43,76 9,10 49,15 2,37 47,87
>1,8 28,50 73,93 2,34 71,78 32,14 72,86 92,98 75,90
Итого . . 100,0 26,92 100,0 6,78 100,0 44,24 100,0 72,76
Таблица 22-5
Живое сечение решета при профилиро-
ванных колосниках всегда больше и поэто-
му устанавливать их целесообразно
(табл. 22-4).
Угол наклона, диаметр отверстий
и срок службы решет
Живое сечение отверстий решета при
штампованных отверстиях
и профилированных колосниках
Диаметр отвер- стия или ширина щели, мм Живое сечение решета. %
штампован- ное профилиро- ванное
18 33 67
14 31 66
10 29 63
8 28 60
6 25 55
4 24 46
Угол наклона, диаметр отверстий и срок
службы решет при работе на естественной
постели показаны в табл. 22-5.
Для образования искусственной постели
применяется полевой шпат и другие мате-
риалы (резиновые и пластмассовые).
В этом случае применяют решето только
штампованное с диаметром отверстий
18—25 мм, размер кусков шпата принимают
на 10—12 мм больше отверстий решета. Для
Сохранения равномерной толщины постели
Таблица 22-4
Отсадочные машины Угол наклона решет, град Диаметр отверстий, мм Срок службы штампован- ного решета, месяцы
Для крупного угля:
первая ступень . 2—3 8—14 2—3
вторая ступень Для мелкого угля . . 1—2 8—14 2—3
первая ступень 1,5—2,5 4-8 4—5
вторая ступень 0 4—8 4—5
по всей площади решета на последнее
укладывают металлическую решетку 400Х
X 400X100 мм или 250X250X100 мм. Тол-
щина искусственной постели 60—70 мм в
породном отделении и 50—30 лги в пром-
продуктовом.
На решете отсадочной машины непрерыв-
но происходят две операция; 1) расслоение
исходного угля на концентрат, промпродукт
и породу и 2) удаление указанных продук-
тов без нарушений процесса отсадки.
Существует несколько вариантов удале-
ния породы и промпродукта из отсадочной
машины (рис. 22-5):
1. Нижние продукты выпускаются пол-
ностью через полевошпатовую постель, я
Обогащение углей в отсадочных машинах
309
Рис. 22-4. Решета отсадочных машин:
а — штампованные; б — профилированные
для сохранения постоянного слоя породы
(в первом отделении машины) или пром-
продукта (во втором отделении машины) —
в конце решета устанавливают автоматиче-
ские регуляторы для выпуска тяжелого про-
дукта (рис. 22-5, а).
2. В первой половине решет породного и
промпродуктового отделений для быстрой
эвакуации наиболее тяжелых малоподвиж-
ных породных фракций укладывают поле-
вошпатовые постели, а на второй половина
породу н промпродукт, которые не успели
расслоиться, выпускают в щель под шибе-
ром (рис. 22-5, б).
3. Если в угле присутствуют тяжелые по-
родные фракции (пирит), движение пород-
ной постели осуществляется против хода
воды и вышележащих слоев угля, для чего
решето в певвом отделении машины на-
клонено в сторону ее загрузки (рис. 22-5, в).
4. Для устранения возможности наруше-
ния постели в местах выпуска ее из ма-
шины устанавливают затворы барабанного
типа, благодаря которым восходящая струя
воды в меньшей мере проникает под шибер
(рис. 22-5, г).
5. С этой же целью в месте выпуска по-
роды часть решета перед порогом опускает-
ся, образуя углубление для образования
большей высоты нижнего продукта
(рис. 22-5, б).
6. Вместо порога в первом отделении ма-
шины для выпуска породы устанавливают
затвор барабанного типа, позволяющий по-
стели и всем вышележащим слоям угля
проходить по всему пути движения их от
начала до конца отсадочной машины
(рис 22-5, е).
Чтобы удержать нужную высоту постели,
в машине устанавливают пороги, которые
одновременно служат для удаления пром-
продукта и породы. Высота порогов (от ре-
шета) в первой ступени машины для круп-
ного угля 42'0—450 мм, для мелкого —
260—350 мм; во второй ступени соответ-
ственно 450—480 и 310—400 мм. Оптималь-
ную высоту порога устанавливают в про-
цессе наладки машин применительно к фак-
тическим условиям и регулируют, изменяя
высоту деревянной рейки, дополнительно
установленной на верху порога.
На отсадочных машинах для угля круп-
ностью менее 40—12 мм французская фир-
ма Пик считает, что эффективнее работать
на сплошной искусственной постели с авто-
матическими регуляторами для поддержа-
ния постоянной высоты породной постели;
немецкие фирмы предпочитают в первой по-
ловине длины решета устраивать искус-
ственную постель, а во второй — естествен-
ную с автоматическим регулятором; в СССР
для отсадки угля указанной крупности
предпочитают работать на естественной по-
стели с автоматическим регулятором.
Для четкого разделения исходного угля
на концентрат, промпродукт и породу при
максимальной производительности отсадоч-
ной машины необходимо соблюдать сле-
дующие условия: минимальный расход во-
ды, поступающей с исходным углем в ма-
шину, и оптимальный расход подрешетной
воды; равномерная пульсация воды по всей
площади (длине и ширине) решета; устра-
нение завихрений и бурлений в отдельных
местах решета и особенно в выпускной
щели у шибера.
Загрязненность оборотной воды шламом.
Большое содержание шлама в оборотной
воде препятствует получению высококаче-
ственной огсадки. Особенно это относится
310
Обогащение коксующихся углей
к частицам менее II мм, обладающим незна-
чительной скоростью падения, вследствие
чего эти зерна разделяются в грязной воде
неудовлетворительно. Это видно из
табл. 22-1 и 22-3, где зольность концентра-
та в классах размером 0,5 и 1 мм незна-
чительно отличается от зольности этих
классов в исходном угле.
Рис. 22-5. Способы удаления породы
и промпродукта с отсадочных машин
На обогатительной фабрике Ясиновского
коксохимического завода в I960 г. прово-
дили специальные опыты по осветлению
оборотной воды методом коагуляции; при
этом оборотная вода почти не содержала
твердого остатка. Качество продуктов от-
садки при чистой н грязной (200 г/л) обо-
ротной воде показано в табл. 22-6. Как вид-
но, при чистой воде зольность классов раз-
мером менее 1 мм в концентрате снижает-
ся, а в породе — увеличивается.
Оптимальное содержание шлама в обо-
ротной воде 40—50 г/л; фактически оно со-
ставляет 120—200 г/л и выше.
Удельная нагрузка, или количество пере-
рабатываемого исходного угля (т/ч) на
1 м2 площади решета, зависит от крупно-
сти исходного угля, количества содержа-
щейся в нем породы и промпродукта и сте-
пени трудности обогащения угля при задан-
ном удельном весе разделения.
Фактическая удельная производитель-
ность отсадочных машин на различных фаб-
риках составляет: для крупного угля
5—tie т/ч-м2, мелкого угля 9—46 т/ч-м2,
контрольной отсадки 5—1,0 т/ч-м2 (в зави-
симости от степени обогатимости угля).
Таблица 22-6
Зольность продуктов обогащения по
классам при работе Ясиновской фабрики
на чистой и грязной (200 г/л)
оборотной воде
Концентрат ПРдукт°'
Порода
>13 4,29 4,70 37,8 37,90 78,28 75,07
13—6 5,01 5,15 46,90 47,90 78,13 75,05
6—3 5,92 6,29 52,20 45,90 76,50 68,06
3-1 7,05 6,95 53,30 50,40 69,60 65,01
1—0,5 6,14 7,60 46,50 53,60 66,90 57,03
0,5-0,3 9,05 10,41 31,30 47,80 65,10 33,04
0,3—0 15,7 13,38 34,10 42,80 51,14 38,02
Итого 4,87 5,60 45,78 45,05)76,92 71,75
Машина мелкого угля}}
13—6 4,28 5,17 23,24 29,30 75,66 72,36
6—3 4,75 6,22 30,60 33,40 73,64 70,88
3—1 4,98 7,78 35,09 52,54 70,30 68,21
1—0,5 5,87 9,43 46,17 42,45 65,38 52,28
0,5—0,3 6,71 11,30 25,90 27,13 63,00 31,51
0,3—0 9,45 15,14 32,94 27,46 47,78 34,70
Итого 5,12 6,86 31,90 36,75 72,12 68,34
Обогащение углей в отсадочных машинах
311
Контрольная машина
>13
13—6
6—3
3—1
1—0,5
0,5—0,3
0,3—0
I 5,77
6,96
7,80
8,60
9,63
11,37
16,40
7,14
7,90
8,80
10,90
12,10
14,20
15,50
37,68
42,37
43,68
50,07
61,36
52,32
50,60
38,00
41,30
44,40
50,70
45,40
41,00
28,90
74,63
72,38
70,97
67,87
64,03
58,85
54,10
74,60
71,60
68,20
60,40
53,20
46,07
37,30
вым временем действия их в течение одной
пульсации. Максимальные скорости восхо-
дящей Ов(макс) и нисходящей Ун(макс)
струй воды наступают при максимальной
скорости поршня. Скорость восходящей
струи увеличивается от действия подрешег-
ной воды при движении поршня вниз и
уменьшается при движении поршня вверх,
в связи с чем скорость и время действия
восходящей струи оказываются больше, чем
нисходящей струи. Синусоидальный цикл
характерен для большинства поршневых от-
садочных машин.
Обратный цикл (рис. 22-7) более дли-
тельный; по сравнению с прямым циклом
нисходящая струя действует, двигаясь со
скоростью до 13 см/сек. Действие восходя-
щей струи короткое, но сильное, движется
она со скоростью до 22 см/сек. Этот цикл
из-за удлиненного периода действия нисхо-
7,92 8,77 47,82 44,00 68,91 66,75
При отсадке неклассифицированного угля
в зависимости от его обогатимости и со-
держания в нем мелких классов (3—0 лм)
удельная производительность отсадочных
машин составляет 25—30 т/ч. Качество кон-
центрата мелких классов при этом несколь-
ко ухудшается.
Промпродукт с отсадочных машин со-
держит значительное количество породы
(см. табл. 22-3), что мрепятствует сниже-
нию выхода товарного промпродукта, гак
как при этом повышается его зольность.
Для уменьшения количества породы в пром-
продукте и снижения выхода промпродук-
та необходимо увеличивать длину первой
ступени отсадочной машины.
Циклом отсадки называется период одной
пульсации, характеризующийся скоростью
восходящей и нисходящей струй воды и
продолжительностью их действия. Он
включает периоды ускорения и установив-
шегося движения частиц с конечной ско-
ростью (при равновесии сил). Наиболее ча-
сто встречаются следующие циклы: синусо-
идальный (прямой), обратный, статический.
Синусоидальный (прямой) цикл отсадки
(рис. 22-6) характеризуется примерно ода-
лаковыми скоростями движения восходя-
щей и нисходящей струй воды и одииако-
Рис. 22-7. Обратный цикл отсадки
дящей струи воды обеспечивает наиболее
полное удаление мелкой породы в нижний
продукт.
Действие подрешетной воды здесь анало-
гично предыдущему циклу. Обратный цикл
характерен для беспоршневых отсадочных
машин.
Цикл статической отсадки Мейера
(рис. 22-8) характеризуется непродолжи-
тельным действием восходящей струи, обес-
печивающей подъем постели на определен-
ную высоту, и продолжительным периодом
времени спокойного состояния воды на са-
мом высоком ее уровне. В этот период раз-
Рис. 22-6. Синусоидальный (прямой)
цикл отсадки
312
Обогащение коксующихся углей
деляемая масса угля разрыхляется и ча-
стицы угля и породы при падении вниз де-
лятся по удельным весам. Нисходящая
струя действует короткое время и служит
лишь для приведения массы угля в исход-
ное положение.
Цикл Берда (рис. 22-9) несколько отли-
чается от обычных циклов отсадочных ма-
шин. Он характеризуется уменьшением ско-
рости движения нисходящей струи в по-
следний период ее действия с тем, чтобы
исключить возможность попадания частиц
угля в породную постель.
Цикл Томаса (рис. 22-10) характеризует-
ся длительным действием восходящей струи,
дсижущепся с постоянной скоростью в те-
V
чение продолжительного времени, и значи-
тельно меньшим по гремени действием нис-
ходящей струи при большей скорости ее
движения. Автор цикла полагает, что под
действием восходящей струи через некото-
рый отрезок времени Л разрыхляется верх-
ний, затем через отрезок t2 средний и че-
рез t3— нижний слой угольной массы, после
чего скорость струи становится постоянной.
Под действием нисходящей струи через от-
резок времени tt на решето опускается
нижний, затем через t$ средний и через г6,
верхний слой. За период от до проис-
ходит разделение частиц по удельным ве-
сам.
Частота и амплитуда колебаний воды.
В беспоршневых отсадочных машинах, ши-
роко применяемых в настоящее время,,
пульсация воды создается сжатым возду-
хом. Частота пульсаций и амплитуда ко-
лебаний воды зависят в основном от круп-
ности обогащаемого угля. Параметры воз-
душной пульсации приведены в табл. 22-7.
Таблица 22-7
Параметры воздушной пульсации
Показатели Крупный уголь Мелкий уголь
Давление воздуха в воздушной камере, мм вод. ст. ... 1400—1700 1400—1700
Число пульсаций во- ды в минуту . . . 35—40 40—50
Расход воздуха на 1 м1 решета, м3/ мин 4,5—9 1,5—4,5
При обогащении неклассифицированного
угля число пульсаций составляет 35—55 в
минуту.
В поршневых отсадочных машинах вели-
чина хода поршня и число ходов его в ми-
нуту составляет:
Крупный Мелкий
уголь уголь
Длина хода поршня, мм 80—150 30—80
Число ходов поршня в
минуту.............. . 50—80 70—100
Расход воды на отсадку опреде-
ляют по количеству воды (.и3),
приходящейся на 1 т исходного
угля в зависимости от его круп-
ности.
Нормы расхода воды на отсадку
угля составляют для крупного
угля 5—6 лг3/ч, для мелкого угля
4—5 м3/ч. При этом 'подое-
шетной воды расходуется 60—70%
от общего количества, транспорт-
ной соответственно 30—40%.
Расход электроэнергии на от-
садку в поршневых машинах
0,3—0,5 кет ч на 1 т обогащаемого
угля, в беспоршневых — 0,5—
0,7 квт • ч/т.
Глава 23
КОНСТРУКЦИИ ОТСАДОЧНЫХ МАШИН
В настоящее время в СССР распростра-
нены отсадочные машины воздушного дей-
ствия, так называемые беспоршневые,
поршневые же сохранились и работают
только на некоторых старых фабриках и
постепенно заменяются беспоршневыми
(табл. 23-1).
В отечественной промышленности наи-
большее распространение получили беспорш-
невые отсадочные машины конструкции
Гипрококса и Гипромашобогащения, а в
последнее время испытывается отсадочная
машина конструкции Луганского завода
им. Пархоменко. Применяют отсадочные
машины, модернизированные по проектам
Южгипрошахта.
Отсадочные машины отечественных кон-
струкций, главным образом двухктупенча-
тые, поточные и противоточные, работают
на естественной постели.
Поточные машины имеют преимущества
по сравнению с противоточными:
1) устраняется перемешивание и размы-
вание постели в загрузочной части машины:
2) уменьшаются потери легких фракций
в удаляемой породе.
При обогащении углей средней и труд-
ной обогатимости на машинах первичной
отсадки получают два конечных продук-
та — концентрат и породу, а промпродукт
направляют для повторного обогащения на
контрольную отсадочную машину или на
сепараторы с тяжелыми средами.
При обогащении углей легкой обогатимо-
сти получают сразу три конечных продук-
та: концентрат, промпродукт и породу.
Отсадочные машины новейших зарубеж-
ных конструкций, как правило, беспоршне-
вые, двухступенчатые, поточные и работают
па естественной, искусственной и комбини-
рованной постелях.
Машины некоторых зарубежных фирм
работают с выделением трех конечных про-
дуктов (Пик, Ведаг) даже при трудиообо-
га1имы> углях, но при более низких удель-
ных нагрузках (6—10 j/ч-д:2) и при боль-
ших потерях.
Отсадочные машины конструкции Гипро-
кокса (рис. 23-1) изготовляет Славянский
машиностроительный завод для обогащения
крупного и мелкого угля.
Таблица 23-Г
Классификация беспоршневых
отсадочных машин
Классификацион- ные признаки Типы отсадочных машин
Крупность обо- гащаемого ма- териала Для крупного угля (>10— 13 мм) Для мелкого угля (<10— 13 мм) Для неклассифицирован- ного
Назначение Для первичной отсадки » повторного обогаще- ния продуктов обогаще- ния
Направление движения по- родной посте- ли Прямоточные— движение породной постели к мес- ту ее разгрузки проис- ходит в одном направ- лении с потоком воды и обогащаемого угля Противоточные — движе- ние породной постели против потока
Характер посте- ли С естественной постелью С искусственной » С комбинированной пос- телью
Количество по-
лучаемых про-
дуктов обога-
щения
Двухступенчатые (с дву-
мя отсадочными решета-
ми), выделяют три про-
дукта: концентрат, пром-
продукт и породу
Трехступенчатые (с тремя
отсадочными решетами),
выделяют четыре про-
дукта: концентрат, два
промпродукта и породу
Рис. 23-1. Беспоршневая отсадочная машина:
1 —сито; 2 — поплавковое устройство; 3 — золотниковое устройство; 4 — корпус машины
Загрузка
Конструкции отсадочных машин
315
Машины двухступенчатые, прямоточные
и противоточные, нескольких типоразме-
ров, правого и левого исполнения. Сборник
для сжатого воздуха вмонтирован в корпус
машины и является его частью.
Для последних образцов машин делаюг-
ся воздушные золотники роторного типа.
Пневматическая система разгрузки породы
и промпродукта осуществляется с помощью
автоматических регуляторов конструкции
Гипрококса. Смазка автоматическая. Отса-
дочные решета штампованные.
Техническая характеристика машин Гип-
рококса образца 1952 г. приведена в
табл. 23-2,
В табл. 23-3 приведены практические по-
казатели работы отсадочных машин Гипро-
кокса образца 1952 г., достигнутые при
обогащении углей Донецкого бассейна
(средней обогатимости).
Сотрудники Гипрококса разработали
проект модернизированной отсадочной ма-
шины «Гипроксжс— ОМ-42».
Машина ОМ-12 двухступенчатая, прямо-
та б л и ц а 23-2
Характеристика машины Гипрококса
Машина для Машины для мелкого угля
Показатели крупного
угля 1 2 3
Размеры отсадочных решет (длина и
ширина), мм:
1-я ступень 2016x1650 2016x2000 2216x2150 2637x1750
2-я ступень 3030x1650 3030x2000 3030x2150 2637x1750
Площадь отсадочных решет общая, м2 8 10 12 8
Ширина воздушного отделения, мм 1200 850 925 1250
Отношение площадей воздушного и
решетного отделений 0,73 0,42 0,44 0,78
Число золотников:
породное отделение 2 2 2 3
промпродуктовое отделение . . . 3 3 3 3
Размер отверстий решет, мм:
породное отделение 12 6 8 8
промпродуктовое отделение , . . 10 6 6 8
Угол наклона решета, град:
породное отделение 2-4 2—3 1—3 2—4
промпродуктовое отделение . . . 0—1 0—1 0—1 0—1
.Давление воздуха в ресивере, мм
вод. ст 1450 1450 1450 1450
Число п\льсаций, мин 40—50 40—60 40—60 40-60
Мощность электродвигателя, кет . . 2,8 2,8 2,8 2,8
Вес машины, кг 24725 24625 25410 26014
Таблица 23-3
Показатели работы отсадочных машин Гипрококса
Показатели фракционного анализа %
Машины Общая про водитель- ность. т/ч Удельная производи- тельность , т/ч исходный уголь концентрат промпродукт порода
<1 ,5 1,5— 1 ,8 >1.8 <1 .5 1,5- 1 ,8 >1.8 <1 .5 1,5- 1 .8 >1 ,8 <1 .5 1 .5— 1 ,8 >1 ,8
Для 120— 15— 66,4 8,6 25,0 99,5 0,3 0,2 27,5 32,5 40,0 1,0 2,0 97,0
крупного 190 23,7
угля
Для 240— 20— 70,2 6,6 23,2 98,5 1,0 0,5 21,0 24,0 55,0 0,5 1,8 97,7
мелкого 280 23,3
УГЛЯ
Для кон- 84— 10,5— 24,5 29,0 46,5 96,0 3,0 1,0 23,0 26,0 51,0 2,0 5,0 93,0
трольного 100 12,5
обогаще-
ния пром-
продукта
316
Обогащение коксующихся углей
точная предназначена для обогащения мел-
кого угля (13—0 мм) с естественной по-
стелью (рис. 23-2) или комбинированной
(рис. 23-3).
Конструкция машины несложна: корпус,
зафутерованный диабазовыми плитками; зо-
лотниковые устройства роторного типа с
широким диапазоном регулировки воздуш-
ного режима; автоматические регуляторы,
разгрузочные устройства барабанного типа
и отсадочные решета из профилированных
колосников.
Преимущества этой машины:
1) золотниковые устройства породного и
промпродуктового отделений приводятся в
движение отдельными приводами, позво-
ляющими регулировать число пульсаций от
15 до I]50 в минуту;
2) машина может работать на естествен-
ной и комбинированной постелях;
3) площадь породного отделения на один
отсек больше;
4) разгрузочные камеры изолированы,
проникновение пульсирующей воды к месту
разгрузки невозможно.
При работе отсадочной машины на есте-
ственной постели роторные разгрузчики
устанавливают в конце третьего отсека
каждого отделения, при комбинированной
постели разгрузчик с выгрузочной камерой
переносят в конец второго отсека, а в
третьем отсеке укладывается искусственная
постель.
Машина с комбинированной постелью
дает три конечных продукта отсадки, при
этом удельная производительность не-
сколько снизится. Предполагаемая удельная
производительность машины с естественной
постелью на углях средней обогатимости
составит до 30 т/.ч2-ч, а с комбинирован-
ной— 18—20 т/м2-ч.
Техническая характеристика отсадочной
машины Гипрококса образца 1962 г.
(ОМ-12)
Площадь отсадки, м2............. 12
Число отсеков:
в породном отделении .... 3
в промпродуктовом отделении 3
Ширина отсадочного отделения, м 2,0
Ширина воздушного отделения, м 1,0
Отношение площадей воздушного
и отсадочного отделений ... 0,5
Давление воздуха, мм вод. ст. . . 1500—
1800
Возможное число пульсаций в ми-
нуту .........................15—150
Рекомендуемое число пульсаций в
минуту..........................35—40
Ширина щели между колосниками,
мм.............................. 6—7
Расход воздуха на 1 м2 сита,
м3/мин...........................3—5
Мощность электродвигателей, кет 5
Вес машины, т......................24,5
Отсадочные машины конструкции Гипро-
машобогащения выпускаются серийно
Луганским заводом им. Пархоменко и пред-
назначаются для обогащения крупного угля
(МБОМ-К6 * * **', МБОМ-К8 и БОМ-КЮ*2) и>
мелкого (МБОМ-МЮ и БОМ-М16*3) (рис.
23-4, 23-5).
Машины двухступенчатые, прямоточные,
нескольких типоразмеров правого и левого
исполнения. Их различают по размерам от-
садочных решет, количеству отсеков и типу
золотников-пульсаторов.
Разгрузка породы и промпродукта осу
щесгвляется автоматически при помощи
поплавковых регуляторов и заслонок.
Машины МБОМ-К6, МБОМ-К8 и
МБОМ-МЮ (рис. 23-4) имеют общий кор-
пус, разделенный перегородками на отсеки,
роторные золотники типа ПВ-3 *4, пневмати-
ческую систему автоматической разгрузки
породы и пр-омпродукта. Смазка произво-
дится вручную.
Машины БОМ-КЮ и БОМ-Mlfi-
(рис. 23-5) собираются из отдельных сек-
ций, имеют роторные золотники (типа
ПВ-4) *4, снабжены универсальным приво-
дом с коробкой для пяти скоростей, элек-
тро гидравлической системой автоматической
непрерывной разгрузки породы и лромпро-
дукта, автоматической централизованной
смазкой. Отсадочные решета штампованные
с продолговатыми отверстиями.
Техническая характеристика машин при-
ведена в табл. 23-4.
Практические данные работы машин Гин-
ромашобогащения приведены в табл. 23-5.
Результаты работы отсадочной машины
БОМ-М16 взяты на углеобогатительной
фабрике Макеевского коксохимического за-
вода (крупность угля 0,5—13 мм, произво-
дительность машины до 240 т/ч).
Данные по отсадочной машине БОМ-КЮ
взяты на углеобогатительной фабрике
«Красногорская» (Кузбасс) при обогаще-
нии неклассифицированного угля круп-
ностью 0—60 мм с производительностью
150 т/ч.
Отсадочная машина конструкции Луган-
ского завода им. Пархоменко (ОМП-18) *5
(рис. 23-6) предназначена для обогащения
мелкого и неклассифицированного угля.
Машина двухступенчатая прямоточная;
процесс отсадки в этой машине аналогичен
процессу в беспоршневых отсадочных ма-
шинах.
Особенность машины в том, что воздуш-
ные камеры располагаются под решетом;
это обеспечивает равномерность пульсация
*' МБОМ-К6 — модернизированная беспоршне
вая отсадочная машина для крупного угля с пло-
щадью отсадки 6 .и2.
*2 БОМ-КЮ — беспоршневая отсадочная маши-
на для крупногоугля с площадью отсадки 10 -и2.
*3 БОМ-М16 — беспоршневая отсадочная ма-
шина для мелкого угля, площадь отсадки 16 м2.
** ПВ-3, ПВ-4 — пульсатор воздушный третьей
и четвертой модификаций.
ОМП-18 — отсадочная машина завода нм.
Пархоменко площадью отсадки 18 м2.
Рис. 23-3. Беспоршневая отсадочная машина для обогащения мелкого угля с комбинированной постелью «Гидрококс ОМ-12»:
/ — корпус; 2 — разгрузочное устройство; — отсадочные комбинированные решета; 4 — пульсатор; 5 — редуктор; 6 — автоматический регу-
лятор выдачи тяжелых фракций
Рис. 23-4. Отсадочная машина МБ0М-К6:
/ — корпус машины; 2 — загрузочный лоток; 3 — сито; 4 — переливной порог; 5 — разгрузочный порог; 6 — автоматический регулятор;
7 — золотники; 8 — привод золотников
7
Разгрузка
Рис. 23-5. Отсадочная машина Б0М-М16:
/ — корпус машины; 2 — загрузочный лоток; 3 — снто; 4 — переливной порог; 5
ций; 7 — золотники; <8 — привод золотников; 9 — коллектор для подвода
— разгрузочный порог; 6 — автоматический регулятор выпуска тяжелых фрак-
сжаюго воздуха; 19 — секторный затвор для выпуска тяжелых фракций
Конструкции отсадочных машин
321
Таблица 23-4
Техническая характеристика отсадочных машин конструкции
Гипромашобогащения
Показатели МБ0М-К6 МБОМ-К8 БОМ-КЮ МБОМ-МЮ БОМ-М16
Производительность (для угля средней обогати- мости), т/ч До 80 До ПО До 175 До 140 До 240
Размер кусков обогащае- мого угля, мм .... 13—125 13—125 0—125 0—13 0—13
Площадь решет (общая), 6 8 10 10 1-
Число отсеков: общее 4 5 5 5 6
породного отделения 2 2 2 2 3
промпродуктового от- деления 2 3 3 3 3
Ширина щелей в решетах, мм: породного отделения 12 12 12 6 6
промпродуктового от- деления 10 10 12 6 6
Давление воздуха, мм вод. ст 1400—1600 1400—1600 1800—1900 1400—1600 1800—1900
Расход воздуха, м3/мин До 36 До 36 До 30 До 32 До 30
Число пульсаций в мину- ту 61,5 61,5 41; 46; 54; 84,1 59; 75; 84;
Электродвигатели: тип КОМ-31-6 КОМ-31-6 62; 69 КОМ-31-6, КОМ-31-6 94; 104 КОМ-31-6,
мощность, кет . . . 2,8 2,8 СБ-11 2,8; 1,2 2,8 СБ-11 2,8; 1,2
Обшие размеры машин, мм: длина 5530 5980 6400 6610 7422
ширина 3800 3800 4510 3700 4510
высота 5790 5790 6335 5790 6335
Вес ‘машины, т .... 18,9 20,7 33,8 21,8 39,8
Таблица 23-5
Результаты работы отсадочных машин Гипромашобогащения
Удельный вес фракции Выход продуктов, %
БОМ-КЮ БОМ-М16
ИСХОДНЫЙ уголь концент- рат промпро- дукт порода исходный уголь концент- рат промпро- дукт порода
<1,5 75,3 89,5 7,4 3,0 79,8 96,7 41,3 1,о
1,5—1,8 14,5 9,9 51,5 21,4 6,8 2,7 30,5 6,2
>1,8 10,2 1,0 41,1 75,6 13,4 0,6 28,2 92,8
по всей ширине решета и сокращает габа- риты машины (ширина машины отсадочно- го отделения в этом случае может быть увеличена до 3 м, рабочая поверхность — до 18 .и2). 21 Справочник коксохимика, т. I Решета машины изготовляются из про- филированных колосников. На воздушном коллекторе установлено четыре золотника от общего привода, состоящего из вариато- ра скоростей и редуктора.
6
х Загрузка
Рис. 23-6. Отсадочная машина ОМП-18:
/ — корпус; 2 — сито; 3 — автоматический регулятор выпуска тяжелых фракций; 4 — роторное раз-
грузочное устройство; 5 — направляющие для равномерного распределения подрешетной воды по всей
площади сита; 6 — золотники; 7 — привод золотников; 8 — воздушная камера
Конструкции отсадочных машин
323
Техническая характеристика машины
ОМП-18
Производительность, т/ч .... 500
Ширина отделений, м............... 3
Длина отделений, м................ 3
Площадь, решет, м2................ 18
Удельная производительность на
1 м2, т/ч...................... 27
Ширина щелей, мм:
при обогащении неклассифи-
цированного угля............ 10
то же, мелкого угля . . 6
Давление воздуха, мм вод. ст. . . 1800—
2200
Расход воздуха, м?/сек.............До 2
Число пульсаций в минуту . . . 20—100
Таблица 23-6
Результаты работы отсадочной машины
ОПМ-18 на углеобогатительной фабрике
Запорожского коксохимзавода
Удельный вес фракций Выход продуктов. %
исходный уголь концен- трат промпро- дукт порода
<1,5 1,5—1,8 >1,8 81,5 3,8 14,7 97,7 1,7 0,6 40,8 20,4 38,8 1,0 7,2 91,8
Мощность электродвигателя привода:
золотников, кет ............. 2,3
разгрузочного устройства, кет . 1,1
Угол наклона решет, град......... 0—3
Габаритные размеры, мм:
длина ......................... 7350
ширина......................... 4100
высота......................... 4430
Вес машины, т...................... 32,3
Результаты работы машины приведены в
табл. '23-6.
В настоящее время с учетом опыта рабо-
ты машины ОМП-18 Луганский завод им.
Пархоменко разрабатывает машины трех
типоразмеров площадью отсадки 8,Г2 и
18 м2.
Модернизация беспоршневых
отсадочных машин по проектам
Южгппрошахта
Сотрудники Южгипрошахта разработали
проекты модернизации машины Гипрококса
и Гипромашобогащения. Изменили следую-
щие узлы-
Воздухораспределиз ельное устройство.
Число пульсаций уменьшено с 60 до 36 в
минуту. Впуск и выпуск воздуха диффе-
ренцицован путем замены обычных эксцен-
триков в приводе золотников кулачками
специального профиля.
Отсадочные решета. Штампованные ре-
шета с круглыми отверстиями заменены
решетками с продолговатыми отверстиями.
Решета укладываются па наклонные ко-
лосники.
Разгрузочные устройства. Стала возмож-
на непрерывная разгрузка тяжелых продук-
тов обогащения с помощью лопастных раз-
|рузчиков роторного типа. Предусмотрена
регулировка числа оборотов разгрузчика в
зависимости от выхода породы и промпро-
дукта.
Авторегулятор. Для выпуска породы и
промпродукта применили авторегулятор но-
вой конструкции, который состоит из по-
Та блица 23-7
Характеристика модернизованных машин
Показатели Тип машин
БОМ-К6М Гипро- машобогащеиия Гипрококс образца 1952 г., F = 8 л8
Производительность, т/ч 180 200
Размер кусков обогащаемого угля, мм 0—150 13—80
Площадь решет в породном отделении, м2 .... 2,8 3,95
Площадь решет в промпродуктовом отделении, м2 3,2 4,55
Размер отверстий в решетах, мм 7x20 и 5x20 5x20
Давление воздуха, мм вод. ст 1400—1500 1450
Расход воздуха на 1 м2 поверхности решета, м3/ч 2200 2500
Число отсеков 4 6
Число пульсаций в минуту 40 38—39
Ход золотников, мм Угол наклона решет, град: 50 50
породное отделение 1°30' 1°30'
промпродуктовое отделение Угол наклона колосников, град: 0 0
породное отделение 70 70
промпродуктовое отделение Число оборотов роторных разгрузчиков в минуту 80 70
породное отделение 3,97 3,97
промпродуктовое отделение 2,10 2,35
Мощность электродвигателя, кет 3,8 3,8
21
324
Обогащение коксующихся углей
плавкозого устройства и импульсного дат-
чика ВИРС-2С, на него действует попла-
вок своим штоком, когда высота породной
(промпродуктовой) постели увеличивается.
Техническая характеристика модернизо-
ванных машин приведена в табл. 23-7.
Практические данные работы модернизо-
ванных отсадочных машин приведены в
табл. 23-8.
Техническая характеристика и габаритные
размеры отсадочных машин фирмы Гум-
больдта приведены в табл. 23-10.
Отсадочные машины фирмы Пик
(рис. 23-9, 23-10). Машины снабжены зо-
лотниками роторного типа—по два золот-
ника в каждом отделении машины для обо-
гащения крупного угля и по одному — для
мелкого угля.
Таблица 23-8
Результаты работы модернизованных отсадочных машин
Выход продуктов, %
Удельный вес фракций БОМ-К6М Гипрококс-52 площ. 8 мг
исходный уголь концен- трат промпро- дукт порода исходный уголь концен- трат промпро- дукт порода
<1,5 64,1 94,6 24,8 1,о 71,3 97,1 40,2 1,4
1,5—1,8 7,4 3,1 34,4 . 6,0 6,6 2,2 29,6 6,5
' >1,8 28,5 2,3 40,8 93,0 22,1 0,7 30,2 92,1
Беспоршневые отсадочные машины
фирмы Ведаг
Машины фирмы Ведаг предназначены для
обогащения крупного и мелкого угля
(рис. 23-7). Машины двухступенчатые, пря-
моточные. Воздушные отделения оборудова-
ны золотниковыми устройствами роторного
типа. Регулирование воздушного режима и
изменение цикла отсадки осуществляется во
время работы.
Последнее отделение перед выпускной
камерой в машине для мелкого угля имеет
качающееся сито, связанное с автоматиче-
ским регулятором выпуска тяжелых про-
дуктов. Применение разгрузочного устрой-
ства позволяет отказаться от переливных
порогов.
По мнению фирмы, отказ от порогов по-
зволил улучшить процесс отсадки и
увеличить полезную площадь машины
(табл. 23-9).
Давление сжатого воздуха в ресивере
1800—1900 .«.it вод. ст., расход воздуха на
1 м2 решета 1,3—2,3 м3/мин, число пульса-
ций воды в минуту 38, удельная произво-
дительность машины для крупного и мел-
кого угля 10—15 т/ч.
Отсадочные машины фирмы Гумбольдт
(рис. 23-8). Машины двухступенчатые, пря-
моточные. Воздушные золотники роторного
типа снабжены вариаторами, которые регу-
лируют число пульсаций в камерах отса-
дочной машины.
Воздушные ресиверы разделены на два
отсека: один обслуживает камеры пород-
ного отделения, а другой промпродуктовыс,
для которых подбирается соответствующее
давление сжатого воздуха в зависимости от
условий отсадки в каждом из отделений ма-
шины. Изменение амплитуды и числа пуль-
саций связано с регулятором выпуска про-
дуктов обогащения.
Т а б л н ц а 23-9
Размеры отсадочных машин
фирмы Ведаг
Число камер Длина а» мм Ширина Ь, мм Высота h, мм Ширина отса- дочного отде- ления с. мм Площадь от- i садки, м*
Машины крупного угля
8 7200 3200 3350 1830 11,6
7 6600 3400 3350 2000 10,8
7 6600 3200 3350 1830 9,9
6 6200 3200 3350 1830 10,0
6 6200 2500 2900 1500 8,0
6 5500 3200 3350 1830 8.7
Машины мелкого угля
8 7200 3200 3350 2000 13,9
6 6600 3200 3350 2000 12,7
6 6200 3200 3350 2000 12,0
6 7200 2500 2900 1600 11,0
6 6200 2500 2900 1600 9,5
6 5500 2500 2900 1600 8,4
Отсадочная машина для мелкого угля ра-
ботает на искусственной постели (в пород-
ном отделении—-из полевого шпата, в
промпродуктовом — из керамических куби-
ков) .
Удельная производительность машины ха-
рактеризуется количеством тяжелых фрак-
ций, полученных с 1 м2 площади отсадоч-
ного решета, т/ч-м2;
По породе........... 3
По промпродукту . . 2—2,5
Содержание породы и промпродукта в
исходном угле и принятая производитель-
nxiManr
a
разгрузки'
(Продолжение рис. см. на 33'2 полосе)
Загрузка
5
Рис. 23-7. Отсадочная машина фирмы Ведаг для обогащения крупного (а) и мелкого (б) угля:
/ __ корпус; 2 — отсадочное решето; 3 — золотники; 4 — разгрузочное устройство; 5 — автоматический регулятор выпуска тяжелых фракций;
6 — искусственная постель
Конструкции отсадочных машин
327
В
ность машины определяют необходимое ко-
личество отсеков и площадь отсадочного
решета.
Расход воды составляет 4—5 лР на 1 т
обогащаемого угля. Число пульсаций для
машины крупного угля 40—50, для маши-
ны мелкого угля 50—60 в минуту; ширина
отсадочного решета 2,5—3,2 м; длина отсе-
ка 1,5 л; число отсеков до 6; расход элек-
троэнергии 1—1,3 квт-ч на 1 т обогащаемо-
го угля.
Машина выдает концентрат, промпродукт
и породу.
Основные узлы и детали
беспоршневых отсадочных машин
Беспоршневые отсадочные машины со-
стоят из следующих основных узлов: кор-
пуса, золотникового устройства, отсадочных
решет и разгрузочных устройств.
Корпус отсадочных машин изготовляется
сварным из листовой стали толщиной
10—16 мм с внешними ребрами жесткости.
В продольном направлении он делится по-
перечными перегородками на отдельные
отсеки.
В поперечном разрезе корпус разделяется
продольной перегородкой на воздушное и
отсадочное отделения. Отношение площа-
дей воздушного отделения и отсадочного
колеблется ст 0,4 до 0,6, причем большее
соотношение—для машин крупного угля.
Нижняя часть корпуса полуцилиндрическая
для равномерного распределения пульсаций
по всей площади отсадочного отделения.
С этой же целью нижняя часть продольной
перегородки делается обтекаемой, в виде
капли.
Схема построения корпуса н соотношение
его размеров приведены на рис. 23-11.
Беспоршневые отсадочные машины на
отечественных обогатительных фабриках
оборудованы главным образом золотника-
ми роторного типа конструкции Гипрококса,
Гипромашобогащения и Луганского завода
им. Пархоменко.
Золотниковые устройства конструкции
Гипрококса. Отсадочные машины «Гипро-
кокс-52» оборудованы дифференциальными
золотниковыми устройствами роторного ти-
па (рис. 23-12).
Золотниковое устройство предназначено
для управления воздушным режимом и
пульсацией боды в отсадочной машине. Оно
состоит из корпуса и вращающегося на ва-
лу ротора. В корпусе и роторе есть окна,
через которые сжатый воздух подается в
отсадочную машину и выпускается в атмо-
сферу. Подбирая разные площади окон с
помощью регулировочной втулки и планки,
можно изменять циклы отсадки.
На рис. 23-13 даны диаграммы времени
открывания н площади открытых окон зо-
лотникового устройства за один оборот ро-
тора. Для отсадочной машины «Гипро-
кокс ОМ-12» (образец 1962 г.) рекомендует-
ся золотниковое устройство усовершенство-
ванной конструкции (рис. 23-14), отличаю-
щееся следующими особенностями:
1) конструкция облегченная, сварная;
2) регулировочные втулки и планки за-
менены съемными кассетами, что позволяет
значительно сократить время изменения
цикла отсадки;
3) предусмотрена возможность автомати-
ческого регулирования подачи воздуха, в
Рис. 23-9. Беспоршневая отсадочная машина фирмы Пик для крупного угля:
1 — корпус отсадочной машины; 2 — отсадочные решета; 3 — золотниковое устройство роторного
типа; 4 — воздухосборник; 5 — желоб; 6 — подача подпоршневой воды
Разгрузка
Рис. 23-10. Беспоршневая отсадочная машина фирмы Пик для мелкого угля:
/ — загрузочный желоб; 2 — щелевидное сито; 3 — корпус машины; 4 — воздухосборник; 5 —
золотниковое устройство роторного типа; б — поплавок автоматического регулятора; 7 — отсадоч-
ное решето; 3 — автоматический регулятор выпуска породы (промпродукта); 9 — подача под-
поршневой воды
330
Обогащение коксующихся углей
Таблица 23-10
Техническая характеристика отсадочных машин фирмы Гумбольдт,
мощность всех машин 3 кет
Размеры, мм Площадь отсадки. м2
в L а ь с d е f S h k I т п Р Я г и
Машины крупного угля
2700 4500 1100 1600 1000 400 100 170 1487 1070 3067 4137 400 630 1125 2250 1100 500—600 7,2
2700 5000 1100 1600 1000 400 100 170 1487 1070 3067 4137 400 630 1250 2500 1100 500—600 8,0
2700 5500 1100 1600 1000 400 100 170 1487 1070 3067 4137 400 630 1375 2750 1100 500—600 8,8
3200 5000 1300 1900 1100 500 100 170 1612 1500 3382 4882 400 630 1250 2500 1300 500-600 9,5
3200 5500 1300 1900 1100 500 100 170 1612 1500 3382 4882 400 630 1375 2750 1300 500—600 10,5
3200 6000 1300 1900 1100 500 100 170 1612 1500 3382 4882 400 630 1500 3000 1300 500—600 11,4
3200 6500 1300 1900 1100 500 100 170 1612 1500 3382 4882 400 630 1625 3250 1300 500—600 12,3
3700 6000 1700 2000 1200 550 100 170 1700 1500 3860 5360 400 630 1500 3000 1400 500—600 12,0
3700 6500 1700 2000 1200 550 100 170 1700 1550 3860 5410 400 630 1625 3250 1400 500—600 13,0
Машины мелкого угля
2700 4500 1000 1700 1000 400 100 170 1487 1070 3067 4137 300 450 1125 2250 1100 300—400 7,7
2700 5000 1000 1700 1000 400 100 170 1487 1070 3067 4137 300 450 1250 2500 1100 300-400 8,5
2700 5500 1000 1700 1000 400 100 170 1487 1070 3067 4137 300 450 1375 2750 1100 300—400 9,3
3200 5500 1100 2100 1100 500 100 170 1612 1500 3382 4882 300 500 1250 2500 1300 300—400 10,5
3200 5500 1100 2100 1100 500 100 170 1612 1500 3382 4882 300 500 1375 2750 1300 300—400 11,6
3200 6000 1100 2100 1100 500 100 170 1612 1500 3382 4882 300 500 1500 3000 1300 300—400 12,6
3200 6500 1100 2100 1100 500 100 170 1612 1500 3382 4882 300 500 1625 3250 1300 300—400 13,6
3700 6000 1200 2200 1200 550 100 170 1700 1500 3860 5360 300 550 1500 3000 1400 300—400 13,2
3700 6500 1200 2200 1200 550 100 170 1700 1550 3860 5410 300 550 1625 3250 1400 300—400 14,3
Примечание. Производительность отсадочных машин, которая зависит от обогатимости угля, для
машин крупного угля составляет 10—20. а для машин мелкого угля 5—12 т/ч на 1 м2 площади отсадки.
Обтека
Рис. 23-11. Схема построения корпуса
отсадочной машины:
о — ширина воздушного отделения; b — шири-
на отсадочного отделения; D — —100 мм; Ri •=•
а
a -U Ь
= b-R,; Rt = 0,55 Re. ’ h = <°'35 +
+0,4) b
Рис. 23-12. Золотниковое устройство роторного типа Гипрококса (к маши-
нам образца 52):
/ — корпус золотникового устройства; 2, 3 — регулировочные втулки для изменения
периодов впуска и выпуска воздуха; 4 — ротор золотникового устройства; 5 —
дроссельное устройство
оо
о
£
впуск
Пауза между
о пуском и
выпуском
выпуск
Пауза между
Выпуском и
впуском
А
80-
£ ^180
В‘
в1
ж
60
80
Рис. 23-13. Диаграмма вре-
мени и площади открытых
окон золотниковых уст-
ройств за один оборот ро-
тора:
ОАБВГДЕЖЗ — график рабо-
ты золотников породного отде-
ления машин крупного угля:
ОАБВ^Г ДЕЖЗ — график рабо-
ты золотников промпродукто-
вого отделения машин крупно-
го угля; ГДЕЖЗ —
график работы золотников по-
родного отделения машин мел-
кого угля; ОАБВ1У дежз _
график работы золотников
промпродуктового отделения
машин мелкого угля;
ОАБВ^ТДЕЖЗ — график ра-
боты золотников породного и
промпродуктового отделений
контрольных машин;
ОАБВ VГ ДЕЖЗ — график ра-
боты золотников первого отде-
ления контрольных машин
10 30 50 70 90 /10 130 150 /70 190 10 230 ?50 270 290
20 90 60 80 100 120 100 160 180 200X220 260\
90 /10 130 150 /70 190
120
л ^60
^^200
&24O-
280
320\
260 280
ЗЮ 3301 350 Уголповоро
300 320 60 360 таратора
золотника,
град
Е
Рис. 23-14. Золотниковое устройство усовершенствованной конструкции:
1, 5 —опорная крышка; 2 — золотник; 3 — крышка; 4 — кассета впуска; 6 -вал золотника; 7 — клапан выпуска воздуха
£34
Обогащение коксующихся углей
зависимости от состояния отсадочной по-
стели.
Роторное золотниковое устройство кон-
струкции Гипромашобогащения (рис. 23-15)
состоит из корпуса, поворачивающейся
гильзы с окнами и роторного золотника.
При совмещении окон гильзы с окнами зо-
каналами в корпусе происходит поперемен-
ный впуск сжатого воздуха в машину или
выпуск его в атмосферу.
Фазы распределения воздуха за один обо-
рот золотника: впуск 145°, пауза расши-
рения воздуха 85°, выпуск 120°, пауза сжа-
тия воздуха 10°.
Рис. 23-15. Роторное золотниковое устройство Гипромашобогащения:
1 — ротор; 2 — гильза; 3, 4 — отверстия для впуска воздуха в отсадочную машину; 5 — труба
для подачи возду 6. 7 — окна для выпуска воздуха в атмосферу; 8 — вращающаяся заслонка;
9 — рукоятка
логника происходит впуск сжатого воздуха
в машину или выпуск ею в атмосферу. Воз-
душный режим регулируется изменением се-
чения окон путем перемещения гильзы.
Фазы распределения воздуха за один обо-
рот ротора показаны на рис. 23-16
Золотниковое устройство фирмы Ведаг
(рис. 23-18) состоит из цилиндрического по-
лого вращающегося ротора, который разде-
лен на две части.
Части ротора заключены в два стакана,
которые перемещаются независимо друг от
Золотниковое устройство роторного типа
конструкции Луганского завода им. Пархо-
менко (ВП-4) (рис. 23-17) состоит из кор-
пуса и вращающегося золотника. При со-
вмещении окон золотника с воздушными
друга и изменяют площадь сечения выпуск-
ного и впускного OIKOIH.
Смещение стаканов с целью регулирова-
ния сечения окон происходит с помощью
зубчатых шестерен. На рис. 23-18 показано
м-SB
Рис. 23-17. Золотниковое уст-
ройство завода им. Пархоменко
(ВП-4):
1 корпус; 2 — ротор; 3 — опор-
ные крышки; 4 — окно для впуска
сжатого воздуха; 5 — дроссельное
устройство
смг
смг
Рис. 23-18. Золотниковое устройство фирмы Ведаг:
/ _ вращающийся ротор; 2 — стакан для выпуска воздуха; 3 — стакан для впуска воздуха; 4.
5 — зубчатые колеса для перемещения стаканов; 6 — гайка для закрепления стаканов; 7 — окно
для поступления воздуха в золотниковое устройство: 8, — клапаны вращающегося ротора н
стакана для сжатого воздуха; 10, 11 — клапаны ротора и стакана для отвода отработанного
воздуха
Рис. 23-19. Фазы распределения воздуха за один обо-
рот ротора
336
Обогащение коксующихся углей
положение ротора при закрытом выхлопе.
На рис. 23-19 показаны фазы распределе-
ния воздуха за один оборот ротора,
Золотниковое устройство роторного типа
фирмы Гумбольдт (рнс. 23-20) состоит из
корпуса и вращающегося золотника, разде-
ленного глухой перегородкой на две части.
В корпусе два окна —для подачи и вы-
пуска сжатого воздуха. Сечение окон регу-
лируют изменением положения втулок, на-
В машинах для мелкого угля секторный
затвор для открытия щели поднимается
вверх; в машинах для крупного угля, что-
бы не застревали крупные куски породы в
щели, он опускается вниз.
Автоматический регулятор пневматическо-
го действия конструкции Луганского завода
им. Пархоменко (АР-3) (рис. 23-22) рабо-
тает по тому же принципу, что регулятор
Гипрококса АРПГ, отличается лишь нали-
Ряс. 23-20. Золотниковое устройство фирмы Гумбольдт:
1 — корпус золотника; 2 — впускной патрубок для сжатого воздуха; 3 — диффузор отсадочной
машины; 4 — окно для выпуска отработанного воздуха; 5 — вал золотникового устройства;
6 — вращающийся золотник; 7 — регулировочные втулки для изменения сечення впускных окон
ходящнхся между ротором и корпусом зо-
лотника.
Эта констоукция золотника позволяет ре-
гулировать периоды впуска, расширения,
выпуска и сжатия воздуха в широких пре-
делах.
Разгрузочные устройства. На отсадочных
машинах отечественных конструкций приме-
няют автоматические регуляторы разгрузки
тяжелых продуктов обогащения с пневма-
тическим и электрогидравлическим приво-
дами разгрузочного шибера.
В качестве датчика используется попла-
вок, который находится на уровне верхней
границы тяжелых продуктов. При увеличе-
нии толщины слоя тяжелого продукта не-
плавок поднимается вверх и приводит в
действие исполнительный механизм, откры-
вающий щель для выпуска этого продукта.
Автоматический регулятор пневматическо-
го действия конструкции Гипрококса
(АРПГ) (рис. 23-21). Поплавковый датчик
регулятора соединен с вертикальной штан-
гой, движущейся между роликами, которая
при помощи вилки открывает и закрывает
один из воздушных клапанов, соединенных
шлангами с воздушным цилиндром, пор-
шень которого при помоши рычагов подни-
мает или опускает секторный затвор вы-
пускной щели. <
чием золотникового устройства для пере-
ключения воздуха.
Автоматический регулятор электрогидрав-
лического действия конструкции Гипромаш-
обогащения (рис. 23-23). Автоматический
регулятор выпуска породы и промпродук-
та состоит нз датчика с поплавком и кон-
тактным устройством и исполнительных ме-
ханизмов-электрогидроприводов, связанных
с выпускной заслонкой, автоматически от-
крывающейся на нужную величину. Два
электрогидропривода иа каждой заслонке
осуществляют непрерывный выпуск про-
дукта.
Автоматический регулятор фирмы Ве-
даг электрогидравлического действия
(рис. 23-24) представляет собой поплавок,
укрепленный на вертикальном стержне;
с ним соединена контактная планка, воз-
действующая на гидравлический исполни-
тельный механизм разгрузочного устрой-
ства.
В отсадочной машине для крупного угля
выпуск тяжелых продуктов производится
при опускании отсадочного сита. С возра-
станием толщины постели увеличивается
разгрузочная щель, а следовательно, и
угол наклона отсадочного решета, что ве-
дет к ускорению разгрузки породы .или
промпродукта.
Конструкции отсадочных машин
337
s
г/
20
Рис. 23-21. Автаматимеский регулятор Гипрококса
пневматического действия для отсадочных машин:
1 — поплавок; 2 — штанга; 3 — направляющие роли
ки; 4 — валки; 5 — клапан для выпуска воздуха
из-под поршня; 6 — клапан для выпуска воздуха иад
поршнем; 7 — воздушный цилиндр; 8 — шланги для выпуска воздуха; 9 — трубопроводы для
впуска воздуха; 10, 19 —тройники; И — поршень; 12, 14, 15 - система рычагов; 13, 17 — непод-
вижные оси; 16 — секторный затвор; 18 — выпускное отверстие для породы (промпродукта); 20 -
набор колец для регулирования веса поплавка; 21 — шкала, показывающая толщину слоя тя-
желого продукта иа решетке отсадочной машины
В отсадочной машине для мелкого угля
выпуск тяжелых продуктов осуществляется
через вертикальную щель с качающейся за-
слонкой (рис. 23-25).
Автоматический регулятор фирмы Гум-
больдт электрогидравлического действия
(рис. 23-26) представляет собой поплавок,
высота расположения которого над реше-
том исполнительными механизмами пере-
дается разгрузочному шиберу.
Если сильно изменяется содержание тя-
желых продуктов, включается дополнитель-
ное автоматическое регулирование давле-
ния воздуха, поступающего <в отсадочную
машину (рис. 23-27).
22 Справочник коксохимика, т. I
Автоматический регулятор фирмы Пик
пневмогидравлического действия для отса-
дочных машин крупного угля (рис. 23-28)
представляет собой поплавок, помещенный
в трубе, сообщающейся с подрешетным
пространством машины. Пульсирующая во-
да поднимает поплавок на тем большую
высоту, чем плотнее отсадочная постель,
и наоборот. В результате подъема попла-
вок при помощи исполнительных механиз-
мов включает кран масляного распредели-
теля, пропуская масло в верхнюю часть ци-
линдра, отчего поршень и связанный с ним
шток открывают выпускной секторный за-
твор.
Рис. 23-22. Автоматический регулятор
завода им. Пархоменко для отсадоч-
ных машин мелкого угля пневмати-
ческого действия (АР-3):
Рис. 23-23. Схема авто-
м этических р егул яторов
выпуска породы и пром-
продукта конструкций
Ги пром am о богаще ни я:
1 — поплавок; 2 -т регу-
лятор; 3 — золотник пи-
плавкового регулятора; 4 —
контактное устройство; 5 —
электрогидравлическне при-
воды; 6 — заслонка выпу-
ска тяжелых продуктов
22*
Рис. 23-24. Автоматический регулятор электрогидравли-
ческого действия фирмы Ведаг:
1 — поплавок; 2 — шток поплавка; 3, 4 — контактное устрой-
ство; контактные пластинки; 5 — электромагнит; 6, 7 — рас-
пределительное масляное устройство; 8 — тяга качающегося
сита; 9 — рабочий поршень; 10, 11 — рычаги
Рис. 23-25. Разгрузочная камера отсадочной машины мелкого угля фирмы Ведаг:
7 —щелевидное отверстие; 2 — разгрузочная камера; 3 — ааслонка
Конструкции отсадочных машин
341
Рис. 23-27. Автоматический регулятор фирмы Гумбольдт с дополнитель-
ным автоматическим регулированием давления воздуха, поступающего
в отсадочную машину:
1 — поплавок; 2 — разгрузочный шибер; 3 — рычаг, соединенный с тягами для
подъема и опускания разгрузочного шибера; 4 — вентиль, установленный на трубо-
проводе, соединяющий воздушный резервуар и всасывающий патрубок воздуходувки
При изменении содержания тяжелых
фракций на отсадочном решете машин мел-
кого угля поплавок передаст импульс спе-
циальному механизму, который изменяет
выпуск сжатого воздуха из воздушной ка-
меры машины, в результате чего меняется
интенсивность пульсации воды и разгруз-
ки тяжелых фракций (рис. 23-29). Устрой-
ство и принцип действия исполнительного
механизма регулятора машин мелкого угля
аналогичны устройству механизма в регуля-
торе для отсадочных машин крупного угля.
Схема отсадки
Схемы отсадки углей выбирают в зави-
симости от трудности их обогащения.
Схема отсадки угля легкой и средней
обогатимости (рис. 23-30)
Исходный уголь, разделенный по клас-
сам 10(13) — 100 и 0,5(0) — 10(13) мм, по-
ступает соответственно в машины для обо-
гащения крупного и мелкого угля. В про-
цессе первичной отсадки выделяются два
конечных продукта: концентрат и порода.
Промпродукт мелкой машины может на-
правляться на повторное обогащение в
контрольную машину. Крупный промпро-
дукг после предварительного дробления
также направляется на повторное обогаще-
ние. На контрольной машине выделяют три
конечных продукта: концентрат, промпро-
дукт и породу.
Необходимость перемывки промпродукта,
в особенности для крупного угля, должна
устанавливаться исследованием.
Схема обогащения угля трудной
обогатимости (рис. 23-31)
Наиболее целесообразна комбинирован-
ная схема, при которой крупный уголь
10 (13) лл обогащается в тяжелых средах
Рис. 23-28. Автоматический регулятор Пик пневмогидравлического действия для отса-
дочных машин крупного угля:
/> — секторный затвор; 2 — порог; 3 —- воздушная камера; 4 — масляный цилиндр; 5 — шток ци-
линдра с клапаном; 6 — труба; 7 — поплавок; 8 — шарнирная рама; 9 — масляный кран; /0 — гиб-
кий шланг для подачи масла на поршень цилиндра; И — гибкий шланг для подачи масла под
поршень цилиндра; 12 — гибкий шланг для отвода избытка масла; 13 — гибкий шланг для подачи
масла в распределительное устройство; 14 — маслопроводы; 15 — система рычагов для подъема и
опускания секторного затвора; 16, 17, 18 — система рычагов для переключения масляного крана;
19 — рукоятка для ручного управления секторным затвором
Ту4*'’ -. — -----------------------’Ъ~'Ъ-----------------*--- 1—
Рис. 23-29. Автоматический регулятор Пик пневмогидравлического действия для
отсадочных машин мелкого угля:
<1 — 1масляный цилиндр; 2 — шток поршня цилиндра с клапаном; 3 — масляный край; 4 —i по-
плавок; 5 ~ воздушная камера; б, 7, 8 ~ система рычагов для переключения масляного крана;
9 — шарнирная рама; 10 — шланги
Рис. 23-30. Схема отсадки угля легкой и средней обогатимости:
I — отсадочная машина для обогащения крупного угля; 2 — отсадочная машина для обо-
гащеиия мелкого угля; 3 — контрольная отсадочная машина; 4 — молотковая дробилка для
измельчения промпродукта крупной отсадочной машины
344
Обогащение коксующихся углей
Мелкий уголь 13(10) - Омм
Рис. 23-31. Схема обогащения угли трудной обогатимости в тяжелых суспензиях и отсадоч-
ных машинах:
/ — сепаратор колесный для выделения породы; 2 — сепаратор колесный для выделения пром-
продукта и концентрата; 3 — молотковая дробилка для измельчения промпродукта; 4 — отса-
дочная машина для обогащения мелкого угля; 5, 6 — сепараторы цилиндро-конические
в двух последовательно установленных се-
параторах с выделением двух конечных
продуктов: концвнт1рата и породы. Пром-
продукт второго сепаратора после предва-
рительного дробления подвергается повтор-
ному обогащению в последовательно уста-
новленных цилиндро-конических сепарато-
рах или гидроциклонах с выделением трех
конечных продуктов: концентрата, пром-
продукта и породы.
Уголь крупностью <10 (ИЗ) мм подвер-
гается обогащению в отсадочной машине с
выделением двух конечных продуктов: кон-
центрата и породы.
Промпродукт мелкой отсадочной маши-
ны подвергают повторному обогащению со-
вместно с дробленым крупным промпро-
дуктом.
(Схема предусматривает возможность по-
лучения окончательного крупного пром-
продукта, что должно подтвердиться пред-
варительными исследованиями.
Глава 24
ОБОГАЩЕНИЕ УГЛЕЙ В ТЯЖЕЛЫХ СРЕДАХ
1. ОБЩИЕ СВЕДЕНИЯ
Для обогащения углей тяжелые среды
должны обладать достаточно высоким
удельным весом (от 1,3 до 2,0), устойчи-
востью в водной среде, низкой абразивно-
стью, должны легко регенерироваться и
быть химически инертными.
В качестве тяжелых жидкостей могут
быть применены вещества, указанные в
табл. 24-1, а для тяжелых суспензий мине-
ралы, приведенные в табл. 24-2.
Таблица 24-1
Вещества для обогащения углей
Наименование Химичес- кая формула Удель- ный вес
Хлористый кальций . . СаС12 1,39
Хлорное железо .... FeCl3 1,57
Азотно-кислый кальций Са (NO3)2 1,42
Четыреххлористый угле-
род CCU 1,59
Тетрабромэтан С2Н2Вг4 2,96
Этилдибромид С2Н4Вга 2,18
Пентахлорэтан .... С2НС15 1,68
Трихлорэтан С2Н3С13 1,44
Тяжелые жидкости из-за их высокой вяз-
кости, дороговизны и вредного влияния на
здоровье рабочих пока не находят большо-
го применения в промышленности.
Тяжелые суспензии (особенно при обога-
щении труднообогатимых углей) широко
распространены. Этим методом до послед-
него времени в основном обогащают угли
крупных классов (от 6—10 до 300—400 лл),
одновременно ведутся исследовательские
работы по обогащению и мелкого угля
(1—10 мм).
2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ПРОЦЕССА ОБОГАЩЕНИЯ УГЛЯ
В ТЯЖЕЛЫХ СРЕДАХ
Процесс разделения рядового угля на со-
ставляющие его компоненты в тяжелых сре-
дах происходи г на основе гравитационных
законов.
Таблица 24-2
Минералы для тяжелых суспензий
Наименование Химическая формула Удельный вес
Гематит Fe..O3 4,9—5,3
Магнетит Fe3O4 4,9—5,2
Пирит (пи- ритные огарки) Ферросили- FeSO3 4,9—5,2
61,5—80,5% Fe3O4, 6,5—6,8
ций 7,5—16,5% SiO2, 2,7— 4,5% CaO, 2,7— 4,6% C
Барит BaSO4 4,3—4,7
Колошни- ковая пыль FeO-Fe2O3 3,0—3,5
Глина 50—60% S1O„ 20-15% A12O3, прочие 30—25% 2,5—2,6
Лесс 50—80% SiOa, 16-7% AlaO3, 5-3% Fe2O3, 1,5—1,7% CaO, прочие 27,5—8,5% 2,7
По закону Архимеда сила тяжести, дей-
ствующая на частицу в тяжелой жидкости,
Go = v(6 — Д)£,
где G — сила тяжести частицы в среде,
дин;
А —кудельный вес жидкой среды, г/см3;
б — удельный вес частицы, г/см3-,
v —объем частицы, г/см3-,
g —ускорение силы тяжести, см/сек3.
На преодоление сил инерции среды за-
трачивается часть силы тяжести частицы.
Кроме того, между частицей и жидкостью
действуют силы трения, вызванные вяз-
костью среды и зависящие от размера ча-
стиц. Сопротивление инерционных сил на-
зывается динамическим, а сопротивление
сил трения — вязкостным. При падении
крупных частиц (размером >4 мм) сопро-
тивление в основном носит динамический
характер, а при падении мелких частиц
346
Обогащение коксующихся углей
(размером <1 мм) сопротивление зависит
главным образом от вязкости среды.
Результирующая сила движения части-
цы равна:
dv „ , „
т — ± Go Т R >
at
dv
где т—— результирующая сила движе-
dt
ния частицы, дин-,
т — масса частицы, г;
dv
---— ускорение движения частицы,
dt
см/сек2;
R— сила сопротивления, вызывае-
мая вязкостью суспензии, дин,
R = 6дт]га),
где ti — вязкость среды, пз;
г — радиус частицы, см;
w —скорость движения частицы,
см! сек.
Верхний знак величин Со и R следует
брать для тонущих частиц, а нижний — для
всплывающих. Конечная скорость падения
(всплывания) крупной частицы (разме-
ром >1 мм)
/псЦЪ — A)g • 9°
6фД
где d — диаметр зерна, м;
б — удельный вес зерна, г/см3;
Л — удельный вес суспензии, г/см3;
g — ускорение силы тяжести, см/секг;
ф— коэффициент сопротивления, ф =
=Я7?е), где Re—число Рейнольд-
са;
0 — объем промежутков между зерна-
ми угля в единице объема взвеси
угля и суспензии в потоке, в долях
единицы.
Конечная скорость малой частицы разме-
ром <1 мм.
gd*(8-A)
7) = -—-------- —
где d — диаметр частицы, см;
д — удельный вес частицы, г/см?-,
Д — удельный вес жидкости, г/см3;
g — ускорение силы тяжести, см/сек2;
т]« — абсолютный коэффициент вязкости.
Скорость движения частиц определяется
в конечном счете размером аппарата и его
производительностью.
Для приготовления суспензии определен-
ного удельного веса (Л) берут измельчен-
ный дю определенных размеров минерал-
утяжелитель и смешивают его с водой в
определенной пропорции, пользуясь форму-
лами
л = -а^1>+1.
О
б(Д—1)
Р 8—1
т : ж = 8(Д — 1): (8 — Д),
6 = V ~ “ (Д — 1) + 1 >
о— 1
<?' = б
Q-V-f
дх — д
д — д2
8 —Д
где Л — удельный вес суспензии, г/см3;
б — удельный вес утяжелителя, г/см3;
р — навеска минерала, г;
т : ж — отношение твердого к жидкому
(по весу);
G — необходимое количество сухого
минерала-утяжелителя для приго-
товления заданного объема суспен-
зии, т;
V — заданный объем суспензий, м3;
Q — необходимое количество воды для
приготовления заданного объема
суспензии, л/3;
q — количество воды, необходимое для
доведения :1 м3 суспензии с излиш-
ней плотностью Д[ до заданной
плотности Д;
q' — количество утяжелителя, необходи-
мое для доведения 1 м3 суспензии
с недостаточной плотностью Д2 до
заданной плотности Д.
3. ФИЗИЧЕСКИЕ СВОЙСТВА
СУСПЕНЗИИ
Пригодность минеральной суспензии для
обогащения угля характеризуется ее основ-
ными физическими свойствами — круп-
ностью утяжелителя, устойчивостью и вяз-
костью суспензии. Устойчивость суспензии
зависит от крупности утяжелителя. Зависи-
мость устойчивости суспензии от ситового
состава утяжелителя (магнетита) показана
в табл. 24-3.
Таблица 24-3
Ситовый состав магнетита, %
Размер, мм Устойчивая суспензия Неустойчивая суспензия
>0,15 1,75 36,40
0,15—0,10 1,35 15,50
0,10—0,06 11,70 15,90
<0,06 85,20 32,20
Для приготовления из магнетита в доста-
точной мере устойчивой суспензии выход
частиц <0,06 мм должен составлять не ме-
нее 85%.
Устойчивость суспензии зависит также и
от степени загрязненности суспензии уголь-
ным шламом и особенно от концентрации
утяжелителя (чем выше удельный вес сус-
пензии, тем меньше скорость осаждения
утяжелителя).
Статическую устойчивость суспензии во
Обогащение углей в тяжелых средах
347
времени определяют по скорости образова-
ния осветленного слоя воды, по скорости
образования осадка и по разности удель-
ных весов суспензии на различных уровнях
сосуда. Определение проводят в приборе,
указанном на рис. 24-1, наблюдая за изме-
нением высоты осветленного слоя в опреде-
ленный отрезок времени. Устойчивость по
разнице удельных весов определяют, выпу-
ская суспензию после отстаивания ее в те-
чение 1—2 мин из верхней и «ижней поло-
Рис. 24-1. Прибор
для определения
устойчивости сус-
пензии
Рис. 24-2. Вискози-
метр:
7 — трубка; 2 — ме-
шалка; 3 — успокои-
тель; 4— капилляр
вины цилиндра через выводные патрубки и
раздельно опробируя ее по удельному весу.
Вязкость тяжелых жидкостей определяет-
ся внутренним трением молекул. Для тя-
желых суспензий сопротивление трения ха-
рактеризуется вязкостью дисперсионной
среды (жидкость) и сдвигом дисперсной
фазы (твердых частиц).
Чтобы контролировать обогащение в тя-
желых средах, достаточно знать относи-
тельную вязкость суспензии, т. е. отноше-
ние вязкости суспензии и вязкости воды.
Для определения относительной вязко-
сти применяется вискозиметр (рис. 24-2).
Он представляет собой сосуд, в котором по-
мещены мешалка и успокоитель. Число обо-
ротов мешалки 900 в минуту. Сосуд имеет
выпускную трубку.
Относительная вязкость суспензии опре-
деляется отношением времени истечения из
вискозиметра равного объема воды и сус-
пензии:
= h
где ц — относительная вязкость суспензии;
Ч — время истечения суспензии, сек;
t-> — время истечения воды, сек;
di — удельный вес суспензии, г/с.и3.
Основным фактором, влияющим иа вели-
чину вязкости суспензии, является объем-
ное количество утяжелителя: чем больше
это количество, тем выше вязкость, чем вы-
ше удельный -вес утяжелителя, тем меньше
объемное его количество при одном и том
же удельном весе суспензии. Максимальное
количество минерала в суспензии должно
составлять 25—128% (по объему). С учетом
изложенного одним из лучших утяжелите-
лей суспензий считают магнетит.
В последние годы за рубежом в качестве
утяжелителя суспензии применяют только
магнетит.
4. КОНСТРУКЦИИ СЕПАРАТОРОВ
ДЛЯ ОБОГАЩЕНИЯ УГЛЯ
В ТЯЖЕЛОЙ СУСПЕНЗИИ
Существует несколько типов конструкций
сепараторов (табл. 24-4). Есть множество
конструкций различных типов сепараторов
для обогащения угля в тяжелых средах.
Для крупного угля применяют сепара-
торы Чанса, Конклина, Слепцова, Барвуй-
са, Тромпа, Стаатсмийнен, Линк-Белта, Ри.т-
ли-Скольс, Девиса, Акинса, Сайнамид, Гум-
больдта, ВУХИНа, Южгипрошахта, Дону-
ги, Дрюбой, Вемко, Шехтерман-Кремер-
Баум, Гординга, Саймон-Карве, Гипромаш-
обогащения и др.
Для мелкого угля применяют сепараторы
Блофиф, Вемко, Фогеля, Неско, УХИНа и
гидроциклоны.
Лучшими в настоящее время являются
сепараторы с элеваторным колесом Гипро-
машобогащения для крупного угля и ци-
линдрические сепараторы УХИНа для мел-
ких классов, так как они высокопроизводи-
тельны, удобны для обслуживания, просты
по конструкции.
Сепаратор с элеваторным колесом Гипро-
машобогащения (рис. 24-3) представляет
собой ванну, с правой стороны которой
вдоль стенки вмонтировано наклонное вра-
щающееся колесо с перфорированным дни-
щем. Суспензия подается в ванну сепарато-
ра непрерывно в двух точках, сверху и сни-
зу, и удаляется из него самотеком в желоб.
Над разгрузочной частью ванны установ-
лено вращающееся колесо с подвешенными
цепями, при помощи которых всплывший
уголь выносится в разгрузочный желоб.
Расход утяжелителя суспензии (магнетита)
составляет 0,5—0,6 кг на 1 т обогащаемого
угля. Основные размеры сепараторов Гип-
ромашобогащения приведены в табл. 24-5.
Результаты обогащения крупных классов
угля в тяжелых средах в корытном сепара-
торе с элеваторным колесом на Ясиновской
348
Обогащение коксующихся углей
Таблица 24-4
Типы конструкций сепараторов
Классификаци- онные признаки Типы сепараторов
Крупность обо- гащаемого уг- ля Для крупного угля (>10 мм) Для мелкого угля (>0,5—1 мм)
Способ стабили- зации суспен- зии С вертикальным переме- щением суспензии С горизонтальным переме- щением суспензии С комбинированным пере- мещением суспензии С неподвижной суспензи- ей, устойчивость кото- рой обеспечивается свой- ствами утяжелителя или слабым механическим перемешиванием
Количество по- лучаемых про- дуктов обога- щения Для разделения угля иа два продукта — концен- трат и отходы Для разделения угля на три продукта — концен- трат, промпродукт и по- роду
Форма ванны се- паратора Глубокие — с пирамидаль- ной ванной, конусные и цилиндрические Мелкие — корытные, бара- банные и сепараторы с элеваторным колесом
Т а б л и ц а 24-6
Результаты обогащения угля
в сепараторе с элеваторным колесом
на Яснновской углеобогатительной
фабрике (Донбасс)
Продукты | Удельный вес фракции Выход % Зола %
Исходный <1,3 48,30 2,74
уголь 1,3—1,4 16,30 7,80
1,4—1,5 4,10 17,90
1,5—1,6 3,35 24,85
1,6—1,8 2,80 34,70
>1,8 25,15 75,40
Итого 100,0 24,0
Концен- <1,3 64,80 2,74
трат 1,3—1,4 21,90 7,80
1,4—1,5 5,30 17,90-
1,5—1,6 4,43 25,04
1,6—1,8 2,90 33,38
>1,8 0,47 54,82
Итого 100,0 6,80
Порода <1,3 — -
1,3—1,4 —— —
1,4—1,5 — —
1,5—1,6 0,22 24,98
1,6—1,8 2,55 38,94
>1,8 97,23 75,80
Итого 100,0 74,72
Крупность обогащаемого угля, мм 14—150
Расход утяжелителя1, кг/т ... 0,6
Удельный вес суспензии....... 1,80
Ширина ваины сепаратора, мм . . 2000
Производительность сепаратора, т/ч 200
1 Утяжелителем суспензии является магнетит.
Таблица 24-5
Основные размеры (мм) сепаратора с элеваторным колесом (рис. 24-4)
<□
СО
100 140 200 3800 1200 4950 4500 4200 1830 1600 2300 1035 215 2560 2560 955 4 2,3
135 200 270 4000 1500 5100 4550 4600 1830 1750 2500 1250 350 2500 1250 1250 5 3,2
170 240 340 4500 2000 5300 4950 5100 1900 1900 2820 1400 500 2550 1300 1300 5 4,6
220 310 440 5000 2600 5600 5170 5700 2050 2000 3000 1500 600 2700 1400 1400 11 6,5
270 385 540 5350 3200 6100 5400 6400 2350 2250 3050 1650 600 2950 1500 1500 15 8,3
340 480 680 6600 4000 7500 6300 7800 2900 2700 3800 1800 600 8700 1900 1900 20 13,6
8000
10000
12300
15000
18000
21000
Обогащение углей в тяжелых средах
349
обогатительной фабрике (Донбасс), на шах-
те им. Абакумова (Донбасс) и на обогати-
тельной фабрике шахты Россингтон (Анг-
лия) приведены в табл. 24-6, 24-7, 24-8.
Большие габариты сепаратора и элеватор-
ного колеса позволяют с успехом использо-
вать его для обогащения крупного угля на
шахтах.
Рис. 24-3. Сепаратор с элеваторным колесом:
.1 — ванна; 2 — стенки ваины; 3 — ось колеса; 4 — лопастное колесо; 5 — колесо; 6 — порог;
7 — сито; 8, 9 - трубы для подачи суспензии; 10 — желоб для концентрата; И — желоб для
подачи исходного угля; 12 — желоб для породы
Т а б л и ц а 24-7
Результаты обогащения угля
и сепараторе с элеваторным колесом
на углеобогатительной фабрике
при шахте им. Абакумова (Донбасс)
Продукты Удельный вес фракций Выход % Зола %
Исходный <1,3 43,45 3,00
уголь 1,3—1,4 12,02 10,80
1,4—1,5 3,92 21,20
1,5—1,6 4,86 33,70
1,6—1,8 6,64 47,36
>1,8 29,11 77,85
Итого 100,00 30,40
Концен- <1,3 61,13 3,0
трат 1,3—1,4 16,91 10,8
1,4—1,5 5,45 21,3
1,5—1,6 6,82 33,7
1,6—1,8 9,34 47,35
>1,8 0,35 57,3
Итого 100,00* 11,4
Продолжение табл. 24-7
Продукты Удельный вес фракций Выход % Зола %
Порода <1,3 0,08 7,4
1,3—1,4 0,07 9,6
1,4—1,5 0,02 16,0
1,5—1,6 0,07 33,7
1,6—1,8 0,48 52,1
>1,8 99,28 77,8
Итого 100,00* 77,5
* Выход, % от исходного угля: концентрата
71, породы 29.
Крупность обогащенного угля, мм
Утяжелитель суспензии............
Расход утяжелителя, кг/т ....
Удельный вес суспензии...........
Ширина ванны сепаратора, мм . .
Производительность сепаратора, т/ч
25—300
Магне-
тит
0,435
1,80
2000
340
350
Обогащение коксующихся углей
Таблица 24-8
Результаты обогащения угля
в сепараторе с элеваторным колесом
на обогатительной фабрике
шахты Россингтон (Англия)
Продукты Удельный вес фракций Выход Зола %
Исходный уголь <1,3 1,3—1,4 1,4—1,7 >1,7 40,8 30,7 7,2 12,3 2,7 7,2 26,4 68,3
Итого 100,6 13,8
Концен- трат <1,3 1,3—1,4 1,4—1,7 >1,7 57,8 35,5 0,7 2,7 7,2 21,9
Итого 100,0 5,0
Порода <1,3 1,3—1,4 1,4—1,7 >1,7 10,5 89,5 . 36,4 68,3
Итого 100,0 64,9
Крупность обогащенного угля, мм 50—200
Утяжелитель суспензии ...........Магне-
тит
Расход утяжелителя, кг/т .... 0,6
Удельный вес суспензии...........1,67
Ширина ванны сепаратора, мм . . 2600
Производительность сепаратора, т/ч 250
Сепараторы цилиндро-конические УХИНа
(Топоркова) предназначены для обогащения
мелкого угля (0,5—10 мм). В сепаратор с
центральным питанием (рис. 24-4) исход-
ный уголь и суспензия подаются через пи-
тающую трубу на неподвижный распреде-
лительный диск, где суспензия и уголь по-
лучают горизонтальное направление движе-
ния от центра к периферии сепаратора. На
этом участке пути происходит фракционное
разделение угля. Легкие фракции вместе с
суспензией уходят из сепаратора через
сливную трубу, тяжелые же — через вы-
пускное отверстие конуса.
В сепараторы с периферийным питанием
(рис. 24-5) исходный уголь и суспензия по-
ступают через питательную трубу и по коль-
цу между наружным конусом и внутрен-
ним попадают на обечайку, где уголь и сус-
пензия получают горизонтальное направле-
ние от периферии к центру сепаратора.
Рис. 24-4. Сепаратор цилиндро-
конический с центральным пи-
танием:
1 — питающая труба; 2 — слив-
ная труба; 5 —верхний конус;
4 — цилиндрическая обечайка; 5—
нижний конус; 6 патрубок; 7 —
распределительный диск
Рис. 24-5. Сепаратор цилиндр о-кони-
ческий с периферийным питанием:
1 — сливная труба- 2 — питающая тру-
ба; 3 — внутренний конус; 4 — наруж-
ный конус; S — цилиндрическая обечай-
ка; 6 — патрубок для выпуска осевшего
продукта
Обогащение углей в тяжелых средах
351
Для выпуска из сепараторов тяжелых
продуктов на выпускном патрубке устанав-
ливается секторный затвор (рис. 24-6).
Рис. 24-6. Секторный затвор
к цилиндро-коническому сепа-
ратору
Диаметр
табл. 24-9)
сепараторов (рис. 24-7
где d — диаметр распределительного ди-
ска, м;
Q — количество суспензии и угля, посту-
пающих в сепаратор, м3/ч;
v — скорость стесненного падения зер-
на, м'сек.
Рис. 24-7. Цилиндро-конический сепа-
ратор диаметром 3500 мм
Таблица 24-9
Производительность и основные размеры
цилиндро-коиических сепараторов
(рис. 24-7)
и
Наружный
Показатели диаметр, ММ
3500 2500 1800
Высота цилиндрический час-
ти, мм Площадь поперечного сече- 1000 800 500
НИЯ, м2 Емкость, л3 9,6 4,9 2,5
23,3 9,0 3,1
Диаметр распределительного 500 350
диска, мм 500
Расстояние между диском и питающей трубой, мм . . Угол образующей верхнего 300 200 150
конуса, град Угол образующей нижнего 30 30 30
конуса, град Диаметр патрубков, мм: 63 63 63 200
питания 300 300
всплывшего 300 300 200
осевшего 350 350 350
Удельная нагрузка, m/ч . . Производительность, т/ч . . 7—8 7—8 7—8
80 40 25
В этом процессе можно применять не-
устойчивую суспензию (менее 0,1 лг.и).
Рис. 24-8. Схема обогащения угля
от меньшего удельного веса су-
спензии к большему
Для получения трех продуктов — кон-
центрата, промпродукта и породы устанав-
ливают два последовательно расположен-
ных сепаратора. Обогащение угля в этом
352
Обогащение коксующихся углей
случае может происходить по двум схемам;
от меньшего удельного веса к большему
(рис. 24-8) и от большего удельного веса к
меньшему (рис. 24-9).
онных насосов, сборника циркуляционной
суспензии, плотномеров (меньший износ де-
талей, более длительный срок их службы).
По компоновке оборудования более вы-
Рис. 24-9. Схема обогащения угля от большего удель-
ного веса суспензии к меньшему
В обоих случаях суспензия в сепарато-
рах уплотняется по высоте. Например, при
плотности исходной суспензии ,1,5 г/см3
вместе с верхним продуктом из сепаратора
уходит суспензия плотностью 1,3 г/см3, а с
нижним — суспензия плотностью 1,7 г/см3.
При плотности исходной суспензии 1,8 г/см3
годна вторая схема, так как оба сепаратора
могут быть установлены на одном перекры-
тии. Если порода размокаемая, рациональ-
но применять вторую схему.
Качество продуктов обогащения, полу-
ченных на Ясиновском заводе по схеме обо-
гащения угля от меньшего удельного веса
Таблица 24-10
Качество продуктов обогащения в цилиндро-конических сепараторах
на углефабрике Ясиновского коксохимического завода (класс 12—0,5 мм), %
Удельный вес фракции Исходный промпро- дукт на обогащение Продукты обогащения
концентрат промпродукт порода
выход зола выход зола выход зола выход зола
<1,3 10,5 2,67 33,4 2,63 — —
1,3—1,4 17,9 7,27 52,6 6,89 0,6 8,0 — —
1,4—1,5 8,8 18,05 10,0 16,38 9,0 14,9 — —
1,5-1,6 9,4 27,55 2,9 25,55 30,4 31,3 —. —
1,6—1,8 15,3 38,40 1,1 37,90 33,2 38,9 2,3 36,7
>1,8 38,1 68,20 — — 26,8 55,8 97,7 69,8
Итого 100,0 37,6 100,0 7,0 100,0 38,8 100,0 68,9
Выход 100 32,8 31,5 35,7
с верхним продуктом уходит суспензия
плотностью 1,5 г/см3, а с нижним — 2,1 г/см3.
Метод обогащения от меньшего удельно-
го веса суспензии к большему лучше глаз-
ным образом потому, что удельный вес цир-
куляционной суспензии (1,4—>1,5) положи-
тельно сказывается на работе циркуляци-
суспензии к большему, характеризуется дан-
ными табл. 24-10. Крупность магнетита для
суспензии 0,1 мм. Расход циркуляционной
суспензии 2—3 л<3 на 1 т исходного угля.
Расход магнетита 1,4—11,5 кг на 1 т исход-
ного угля.
Обогащение углей в тяжелых средах
353
5. РЕГЕНЕРАЦИЯ СУСПЕНЗИИ
Весьма важной операцией при обогаще-
нии угля в тяжелых суспензиях является
регенерация суспензии, т. е. отмывка утяже-
лителя от продуктов обогащения, затем его
очистка и возврат в рабочую суспензию.
От.мывка прилипшего к углю утяжелите-
ля от продуктов обогащения осуществляет-
ся технической или осветленной водой на
Техническая характеристика барабанного
электромагнитного сепаратора фирмы Пик
Производительность по магнетиту при
плотности пульпы на выходе 2,4
г/см3, т/ч......................... 26
Диаметр магнитного барабана, мм . 600
Длина » » , мм . . 1200
Число оборотов магнитного барабана
в минуту ...................... 6,5
Питание постоянным током:
грохотах.
сила тока,а....................16—20
напряжение, в.................. 220
Напряженность магнитного по-
ля, э ..................... 1400—1500
Рис. 24-10. Схема
Мощность электродвигателя, кет
Число оборотов электродвига-
теля в минуту ................
Передаточное число редуктора
Общий вес, кг.................
1,5
1000
30
3165
регенерации
суспензии на обогатительной
фабрике при шахте Абакумова:
1, 3— электромагнитные барабан-
ные сепараторы; 2 — делительный
ящик; 4 — слив электромагнитных
сепараторов; 6 — вада шламовых
отстойников; 6 — сборник разбав-
ленной суспензии; 7 — сборник цир-
куляционной суспензии
Для создания по ширине грохота сильной
интенсивной (желательно оплошной) струи
воды на трубах устанавливают форсунки на
расстоянии 200—300 мм друг от друга. Рас-
ход воды — до 1 м3 на 1 т продукта.
Отмытый о г угля утяжелитель собирают
в сборнике и подают на регенерацию. Суще-
ствует три способа регенерации суспензии:
электромагнитный, гравитационный и фло-
тационный. Магнитный способ применяется
при утяжелителях е высокой магнитной
проницаемостью. На рис. 24-10 показана
схема регенерации суспензии обогатитель-
ной фабрики при шахте Абакумова (Дон-
басс), где установлены барабанные элект-
ромагнитные сепараторы фирмы Пик.
Подлежащая регенерации суспензия по-
ступает на барабанный электромагнитный
сепаратор, где улавливаются относительно
крупные зерна магнетита, а отходы с этого
сепаратора поступают самотеком на второй
сепаратор.
Общин вид первого сепаратора приведен
на рис. 24-11, второй сепаратор представ-
лен на рис. 24-12.
Техническая характеристика ленточного
электромагнитного сеператора фирмы Пик
Производительность по суспен-
зии в питании, м3/ч .... 60
Производительность по магнети-
ту при плотности пульпы на
выходе 1,3 г/см3, m/ч . . . 0,075
Диаметр магнитного барабана,
мм ............................ 600
Длина магнитного барабана, мм 1200
Число оборотов магнитного ба-
рабана в минуту.............. 3,3
Длина ленты, мм ............... 3700
Ширина » , мм ............. 1200
Толщина » , мм .............. 5,2
Питание постоянным током:
сила тока, а............. 16—20
напряжение, в.......... 220
Напряженность магнитного по-
ля, э .......................1400—1500
Мощность электродвигателя,
кет ............ 1,5
Число оборотов электродвига-
теля в минуту................. 1000
Передаточное число редуктора 30
Общий вес, кг ................. 3760
23 Справочник коксохимика т. I
354
Обогащение коксующихся углей
Схема регенерации суспензии на опытной
промышленной установке обогащения пром-
продукта в тяжелых средах на Ясиновском
коксохимическом заводе (Донбасс) пред-
ставлена на рис. 24-43, где установлены ба-
рабанные электромагнитные сепараторы
Гипромашпбогашения.
Общий вид барабанного электромагнитно-
го сепаратора Гнпромашобогащения приве-
ден на рис. 24-14.
Техническая характеристика барабанного
электромагнитного сепаратора (с ленточным
транспортером) Гипромаиюбогащения
Производительность по суспензии,
м*/ч ;.............................200
Производительность по магнетиту в
зависимости от содержания магне-
тита в суспензии, т/ч............15—30
Диаметр, мм:
магнитного барабана ........ 800
приводного барабана ........ 500
Ширина резиновой ленты, мм . . . 1200
Угол подъема ленты, град........... 25
Скорость движения ленты, м/сек . . 0,2
Напряженность магнитного поля на
поверхности ленты, э..............1200
Напряжение постоянного тока, в . . 220
Мощность мотора генератора, кет . . 4,5
Передаточное число редуктора приво-
да типа ВР-100-1-1................. 59
Мощность электродвигателя привода,
кет................................1,7
Длина, мм ....................... 2700
Ширина, мм....................... 2300
Высота, мм....................... 2200
Общий вес, кг ................... 6540
4-4
Рис. 24-11. Электрой апиит-
ный барабанный сепаратор
фирмы Пик:
21
Рис. 24-12. Электромагнитный ленточный сепаратор фирмы Пик:
/ — электромагнитный барабан; 2 — лента прорезиненная; 3 — при-
емная коробка для разбавленной суспеизии; 4 — приемная ванна
для кондиционной суспензии; 5 — ванна сепаратора
23*
Рис. 24-13. Электромагнит-
ный сепаратор с ленточным
транспортером Гипромаш-
обогащение:
/ — стаиииа; 2 — желоб для
слива осветленной воды; 3 —
электромагнитный барабан; 4 —
лента; 5 — привод; 6 — при-
емная воронка для кондицион-
ной суспензии; 7 — ваииа се-
паратора
Обогащение углей в тяжелых средах
357
Регенерация суспензии гравитационным
и флотационным способом менее совершен-
на и применяется только при использовании
в качестве утяжелителей немагнитных ма-
териалов.
ритора из-под стационарного сита 1 посту-
пает в трубу 2, опущенную в ванну 3.
К нижней части трубы 2 присоединена
стеклянная трубка 8, которая заполняется
технической водой и образует с трубой 2
Рис. 24-14. Схема реге-
нерации суспензии на
обогатительной фабрике
Ясиновского коксохими-
ческого завода:
/ — намагничивающая ка-
тушка; 2 — сгустительная
воронка; 3, 4 — скребки;
5 — промежуточная ем-
кость; 6 — плотномер; 7 —
мешалка циркуляционной
суспензии; 8, 10 — иасос;
9 — сборник разбавленной
суспензии; 11, 12 — маг-
нитные сепараторы
Раздавленная суспен-
зия из-под обездо- I
живающих Д-
грохотов
6. АВТОМАТИЧЕСКОЕ
РЕГУЛИРОВАНИЕ ПЛОТНОСТИ,
ВЯЗКОСТИ СУСПЕНЗИИ И ПОДАЧИ
СВЕЖЕГО МАГНЕТИТА
Чтобы обеспечить удовлетворительный
выход и хорошее качество продуктов обо-
гащения угля в тяжелых средах, необходи-
мо поддерживать постоянную плотность и
вязкость циркуляционной суспензии и авто-
матизировать подачу в систему свежего
магнетита.
На установке при шахте им. Абакумова
для поддержания постоянной плотности
циркуляционной суспензии применяется ав-
торегулятор, работающий по схеме, указан-
ной на рис. 24-15. Рабочая суспензия сепа-
сообщающиеся сосуды. Труба 2 заполнена
суспензией (например, удельного веса 1,8),
а трубка 8 — технической водой.
В приборе имеется коробка с электрода-
ми 5, 6 и стрелкой 7, указывающей на
шкале требуемую нормальную плотность
суспензии заданного удельного веса.
При этом электрод 5 замкнут через во-
ду с корпусом прибора, а электрод 6 от-
крыт. Уровень воды в трубке 8 показывает
на шкале действительную плотность суспен-
зии, проходящей по трубе 2. При повыше-
нии плотности суспензии выше заданной
уровень воды в трубке 8 повысится, замкнет
электрод 6; электрическая система срабо-
тает и включит электромагнит 10, который
втянет сердечник 9 и переведет патрубок 11
на линию подачи воды в сборник кондици-
онной суспензии. При понижении плотности
358
Обогащение коксующихся углей
рабочей суспензии меньше заданной освет-
ленная вода через трубку 11 будет отведе-
на в бак 12 или 13 некондиционной сус-
пензии, что обусловит увеличение плотности
циркуляционной суспензии в трубке 2.
Свежий измельченный магнетит подается
на установку контейнером в сборник ем-
костью до 1 .и3, в котором приготовляется
суспензия плотностью 2—2,5 zfc.M?. Емкость
сборника циркуляционной суспензии 14 лЛ
Техническая
( Сода
♦ io;
з
j
НпИ [ Слаб сзлект-
^9 'ромагнит
*7|
Сепаратор II
/
/^=л-*—ного
£ п । сепаратора
13 I
ft.. .
—qnp-l
SJfaKKOH- f '{ддакнекл
диционноп ♦ вица о иное
суспензии суспензии
Рис. 24-15. Схема регули-
рования плотности цир-
куляционной суспензии
на обогатительной фаб-
рике при шахте им.
кумова
Аба-
Во время остановки цеха магнетит может
задержаться в месте сочленения трубок 2
и 8. Для очистки этого места предусмотре-
ны патрубки с пробками 4. Описанный при-
бор работает вполне удовлетворительно.
В процессе работы при понижении уровня
суспензии в сборнике в него подается
свежая суспензия до достижения требуемо-
го удельного веса циркуляционной суспен-
зии.
Глава 25
ФЛОТАЦИЯ УГЛЕЙ
1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ФЛОТАЦИИ
Общие сведения
Флотационный процесс обогащения углей
основан на различии физико-химических
свойств угля и сопутствующих ему мине-
ралов.
В углеобогащении распространен метод
пенной флотации, когда частицы угля, не
смачиваемые водой (гидрофобные), прили-
пая к вводимым в пульпу пузырькам воз-
духа, удаляются вместе с пеной. Смачивае-
мые водой (гидрофильные) частицы породы
остаются в пульпе.
Чтобы усилить различия в смачиваемости
частиц угля и породы, повысить устойчи-
вость пены, в пульпу вводят специальные
флотационные реагенты В качестве послед-
них для угля используют разнообразные
по составу, структуре и свойствам органи-
ческие и неорганические вещества с различ-
ной растворимостью в воде (масла н элект-
ролиты).
Взаимодействие реагентов с поверхностью
флотируемых зерен
Реагенты при активном их смешивании с
шламовой пульпой образуют эмульсию, кап-
ли которой абсорбируются на поверхности
зерен угля в виде тончайшей пленки.
Повышение степени дисперсности эмуль-
сии способствует снижению расхода реаген-
тов и увеличению селективности процесса.
Согласно существующим теоретическим
взглядам, молекулы реагента закрепляются
на поверхности частиц угля ориентированно
(рис. 25-2,а). При этом в сторону воды об-
ращена аполярная (углеводородная) часть
молекулы, а химически активная, полярная
ветвь молекул, располагается у поверхности
минерала, реагируя с ним. Указанная реак-
ция, однако, возможна лишь в toim случае,
когда поверхность частицы угля сама будет
полярной (т. е. способной притягивать к се-
бе электроны). Этому условию отвечают
частично окисленные угли, поверхность ко-
торых способна взаимодействовать с поляр-
ной группой реагента.
Рис. 25-2. Схема последовательного за-
крепления по поверхности частицы угля
полярно-аполярного и аполярного реа-
гентов
Аполярные реагенты образуют на поверх-
ности частиц угля масляную пленку
(рис. 25-2, б). В случае флотации неокис-
ленных углей аполярные реагенты (керосин
и др.) являются наиболее эффективными
Рис. 25-1. Закрепление ка-
пель реагента на поверхно-
сти частицы угля
Закрепление капель реагента на поверх-
ности угля происходит в две стадии: при-
липание (рис. 25-1, а) и растекание по по-
верхности частицы (рис. 25-1,6).
по своему действию. В практике, однако,
чаше приходится иметь дело с окисленны-
ми в большей или меньшей степени углями,
поскольку от момента добычи угля до его
360
Обогащение коксующихся углей
обогащения иногда проходит много време-
ни. Поэтому лучших результатов флотации
можно ожидать при совместном применении
аполярных и полярно-аполярных реагентов.
Взаимодействие реагентов с поверхностью
угольных частиц осложняется также разно-
образием петрографического состава углей.
Адсорбированная на поверхности части-
цы угля пленка реагента снижает прочность
гидратной оболочки, образованной молеку-
лами воды вокруг частиц угля, и обуслов-
ливает возможность прилипания частицы
угля к пузырькам воздуха. При столкнове-
нии частицы угля с пузырьком воздуха гид-
ратная оболочка разрывается и на границе
контакта трех фаз (рис. 25-3) возникает
Рис. 25-3. Схема образо-
вания скрепляющей ка-
емки реагента:
1 — пузырек воздуха; 3 —
частица угля; 3 — каемка
реагента
скрепляющая каемка реагента. Пузырек
воздуха вместе с прилипшими к нему ча-
стичками угля передвигается в пульпе по
гидродинамическим законам, образуя мине-
рализованную пену.
зующийся при соприкосновении с поверх-
ностью минерала капли воды или пузырька
воздуха в водной среде, отсчитываемый в
сторону воды (рис. 25-4).
Пузырек воздуха удерживается на по-
верхности минеральной частицы силой, рав-
ной произведению вертикальной составляю-
щей поверхностного натяжения на периметр
трехфазного контура прилипания.
Силы, способные оторвать пузырек (в
статических условиях), уравновешиваются
гидростатическим давлением и давлением
воздуха внутри пузырька.
Условия равновесия определяются урав-
нением
, . nd2 I 2ажг \
пт/ажг sin 0 = vgf + - —Hgf ,
4 \ к /
где d— диаметр контура прилипания, см;
<Тжг — поверхностное натяжение, дин/см;
0 — краевой угол смачивания, изменяю-
щийся в пределах от 0 до 180°;
v — объем пузырька, см3-
у — плотность воды, г/см3-,
R — радиус кривизны несформирован-
ной части пузырька, см;
И — высота пузырька, см;
g — ускорение силы тяжести, см/сек2;
Из уравнения следует, что прочность при-
липания возрастает с увеличением краевого
угла смачивания, т. е. с уменьшением гид-
ратированности поверхности обогащаемого
минерала.
Структура и роль пены во флотационном
процессе
Пены, образующиеся в процессе флота-
ции, играют весьма важную роль, посколь-
ку от их свойств зависят качественные и
количественные результаты процесса.
Различают три разновидности пен: пле-
ночно-структурная, агрегатная и пленочная.
Пленочно-структурные пены состоят из
слоев пузырьков различной крупности, раз-
деляемых пленками воды и минеральными
зернами. Агрегатные пены состоят из мель-
чайших пузырьков воздуха, связывающих
минеральные зерна и их флокулы. Пленоч-
Рис. 25-4. Различные случаи смачивания:
а — нанесение капли воды на сухую поверхность; б »
подведение под нее пузырька воздуха
Вокруг хорошо смачиваемых водой ча-
стиц породы возникают прочные гидратные
оболочки, препятствующие прилипанию их
к пузырькам воздуха.
Мерилом смачиваемости твердых частиц
служит краевой угол смачивания 0, обра-
ные пены представляют собой слои «оплыв-
ших минеральных частиц, находящихся на
поверхности пульпы.
Наиболее эффективными при обогащении
угля принято считать агрегатные пены.
Скорость флотации угля при таких пенах
Флотация углей
361
максимальная. Условие получения агрегат-
ных пей — тонкое диспергирование воздуха.
При обогащении угля стремятся получить
достаточно устойчивые пены лишь до мо-
мента удаления их из камеры, после этого
они должны легко разрушаться, так как
устойчивые пены плохо перекачиваются на-
сосами и плохо фильтруются.
Получение пены требуемого качества до-
стигают подбором реагентов пенообразова-
телей и регулировкой реагентного режима.
Схема стабилизирующего действия реа-
реита-пенообразователя приведена на
рис. 25-5. Из рисунка видно, что молекулы
Рис. 25-5. Схема стабилизирующего дей-
ствия реагента-пенообразователя
реагента ориентируются полярной ветвью в
сторону воды, а неполярной внутрь пузырь-
ка воздуха. Полярные группы, обладающие
сродством к воде, упрочняют гидратные
оболочки вокруг пузырьков воздуха и та-
ким образом препятствуют слиянию и раз-
рушению пузырьков.
Флотационная пена является трехфазной
(минерал—вода—воздух). Ее устойчивость
обусловлена тем, что в ней присутствуют
частицы минералов, значительно стабилизи-
рующие пленки пены.
2. ФЛОТОРЕАГЕНТЫ
Реагенты по месту концентрации их в
процессе флотации разделяются на три
группы:
1) реагенты-собиратели, адсорбируемые
поверхностью твердых частиц;
2) реагенты-вспениватели, концентрирую-
щиеся на границе жидкости и газа;
3) реагенты, остающиеся в жидкой фазе
и выполняющие функции регуляторов кон-
центрации водородных ионов в пульпе
(pH пульпы).
Для флотации углей наибольшее значе-
ние приобрели собиратели и вспениватели.
Регуляторы среды применяются редко.
Действие собирателей заключается з
увеличении скорости и прочности прилипа-
ния частиц угля к пузырькам воздуха.
Вспениватели стабилизируют эмульсию
диспергированных пузырьков воздуха в
водной среде и повышают устойчивость
пены.
Подобное разделение условно, поскольку
одним и тем же реагентам часто присущи
те и другие свойства. Соединение в некото-
рых реагентах разных свойств объясняется
тем, что в химическом строении этих реа-
гентов имеется много общего. Например,
гидроксильная и аминовая группы входят
в состав молекул ряда собирателей и вспе-
нивателей.
Применяемые для флотации угля реаген-
ты являются продуктами коксохимической,
нефтяной и лесохимической промышленно-
сти (табл. 25-1).
Легко-среднее масло представляет собой
продукт дистилляции каменноугольной смо-
лы. В его состав входят нафталин (24—27%),
фенолы (18—25%), пиридиновые основания
(около 3%) и др. Разгоняя смолу яри
1=170°С, выделяют легкую фракцию, при
/=170—230°С — среднюю. Плотность фрак-
ций 1,02—1,025. В воде не растворяется.
Флотационные свойства легко-среднего
масла зависят от содержания в нем фено-
лов. При содержании фенолов 10—,15% лег-
ко-среднее мзсло является сильным вспе-
нивателем. Из-за токсичности фенолов оно
обесфеноливается до 3—4%, что снижает
его вспенивающую способность.
Поглотительное масло — продукт разгон-
ки каменноугольного тяжелого масла. Тем-
пература кипения его выше 230°С, содер-
жание фенолов до 1%, содержание нафта-
лина не более il3°/o, плотность 1,05, в воде
не растворяется. При >15°!С образует до
25% твердых веществ, затрудняющих дози-
ровку и использование поглотительного
масла. Вспенивающие свойства погло-
тительного масла относительно невелики,
что объясняется малым содержанием фено-
лов.
Антраценовое масло — продукт разгонки
каменноугольной смолы. Содержит фено-
лов 1,5—2,0%, нафталина до 2%, пириди-
новых оснований 3,5—9,0%, сырого антра-
цена до 50%. При пониженной температу-
ре (5—103С) кристаллизуется, что вызы-
вает необходимость его подогрева или при-
менения в растворах с другими реагентами.
Плотность от 1,08 до 1,13. Пределы кипе-
ния 270—Э60°С (до 400°С). В процессе фло-
тации оно действует так же, как поглоти-
тельное.
Растворимая черная карболка (РЧК) в
эмульсированном виде содержит 43,2% ка-
менноугольных масел, 13,6% тяжелых фе-
нолов, 5,2% сульфощелочей, 38,0% воды.
Производится эмульсированием перечислен-
ных веществ в коллоидной мельнице.
Растворимое поглотительное масло (РПМ)
приготовляется аналогично РЧК при сле-
дующем соотношении исходных веществ:
поглотительного масла 58%, сульфощело-
чей 6—3%, воды 38—39%.
Крезолы — продукты дистилляции ка-
менноугольной смолы, ближайшие гомологи
362
Обогащение коксующихся углей
Таблица 25-1
Перечень реагентов, применяемых для флотации угля
Отрасли промыш- ленности (поставщики) Углеводородные масла и их смеси с поверхностно- активными веществами, обладающие свойствами собирателей и вспенива- телей Поверхиостио-активиые вещества, обладающие свойствами вспенива- телей Электролиты (ве- щества с разнооб- разными флотацион- ными свойствами)
Коксохимическая Легко-среднее масло Поглотительное масло Антраценовое масло Растворимая черная кар- болка Поглотительное масло Крезол Тяжелые пиридиновые основания
Нефтяная Соляровое масло Керосин Сульфированный керосин Окисленный » Тракторный » Осветительный > Полимер-остаток Нейтрализованный черный контакт —
Лесохимическая — Сосновое масло Тяжелое древесно-смо- ляное масло —
— — Легкое масло Кубовые остатки от разгонки сульфатно- го скипидара-сырца —
Другие виды хими- ческих произ- водств Обесфеноленная фракция Концентрат нейтральных кислородных соедине- ний Спирты (Св — С8 и ДР-) Соли различных кислот. Щелочи. Неорганические ки- слоты
фенола, содержат значительное количест-
во нейт!ральиЫ|х и высших ароматических
углеводородов. Плотность их около 1,03—
1,04.
Тяжелые пиридиновые основания — про-
дукты дистилляции каменноугольной смо-
лы, содержат хинолин и его производные.
Их плотность 1,05.
Соляровое масло — дистиллят (фрак-
ция 301—370° С) с плотностью 0,87—0,88.
Температура застывания его не выше 20°С.
Температура вспышки не ниже 125° С. Со-
ляровое масло применяют при флотации
углей вместе с легко-средним или другими
маслами в соотношении 1:3.
Керосин — смесь жидких углеводородов,
продукт прямой перегонки нефти в интер-
валах температур 160—300°С, плотность его
0,82—0,84. В состав керосина входят арома-
тические углеводороды (производные бен-
зола и нафталина 10—30%), нафте-
ны (25—75%) и метан (10—60%).
Флотация углей
363
Керосин образует непрочную пену, по-
этому его применяют в смеси с крезолом,
легко-средним маслом и другими реаген-
тами.
Сульфированный керосин получается при
действии крепкой серной кислоты или сер-
ного ангидрида на ароматические и пара-
финовые углеводороды керосинового ди-
стиллята. Он содержит 3—4% ароматиче-
ских углеводородов; используется совмест-
но с другими реагентами.
Окисленный керосин можно получить в
результате окисления воздухом керосина,
из которого удалены эфирные и нафтено-
вые кислоты.
Осветительный керосин получают прямой
перегонкой из нефти, богатой метановыми
углеводородами. Плотность его при 20° С
0,84. К нему относятся фракции, перегоня-
ющиеся от 180 до 3153С.
Тракторный керосин производится из ма-
лосернистых нефтей, керосиновые фракции
которых богаты нафтеновыми и аромати-
ческими углеводородами. Керосин, в кото-
ром содержится больше нафтенов, обла-
дает повышенной собирательной способ-
ностью, но менее активен, чем керосин, со-
держашпй больше ароматических углеводо-
родов.
Переменный состав тракторного керосина
(как и многих других реагентов) является
причиной непостоянства его собирательных
свойств.
Полимер-остаток (отходы нефтеперера-
батывающих заводов при производстве изо-
октилена) содержит ароматические соеди-
нения и тяжелые непредельные соединения.
Плотность его 0,738. Обладает высокими со-
бирательными и вспенивающими свойства-
ми. Рекомендуется использовать его в сме-
си со спиртами гомологического ряда
Се—Cs в отношении 1 : 3.
Нейтрализованный черный контакт
(Н'ЧК) — водный раствор нейтрализован-
ного кислого гудрона, получающийся при
производстве контакта Петрова, содержит
соли сульфокислот (не менее 15%), мине-
ральное масло (не более 3%), сульфат (не
более 2.5%) и др. Плотность 1,1—1,089.
Используется в?лесте с другими собирателя-
ми, не обладающими корродирующими
свойствами.
Сосновые масла — продукты разгонки
сырого древесного масла на узкие фракции
с начальной температурой кипения 144 —
177°С и конечной температурой 188—222°С.
Главные составные части соснового масла,
способствующие пенообразованию, терпине-
ол и углеводороды терпенового ряда
(30-40%).
Тяжелые древесно-смоляные масла (вет-
лужокое масло и др.) представляют собой
фракции древесной смолы, содержащие
до 66% фенолов. Фенолы многоатомные,
слабо растворимые в воде. Плотность ма-
сел 1,06—1,088.
Легкие древесно-смоляные масла полу-
чаются при пиролизе древесины, содер-
жат 15—25% фенолов. Плотность их ме-
нее 1,0.
Кубовые остатки от разгонки сульфатно-
го скипидара-сырца — отходы бумажно-
целлюлюзного производства. Содержание
спиртов в них 47%.
Спирты — смеси алифатических спиртов
с шестью, семью и восемью атомами углеро-
да в радикале, применяются в качестве
вспенивателей.
Обеофеноленная дизельная фракция —
продукт сланцевой промышленности, мало
изученный в производственных условиях
реагент. На основании результатов лабора-
торных испытаний этот продукт перспекти-
вен для флотации углей.
Концентрат нейтральных кислородных со-
единений (НКС) — продукт сланцевой про-
мышленности. Содержит альдегиды (21 %),
кетоны (28%), эфиры (11,5%), гидроксил-
содержащие соединения (21,5%), фено-
лы (1,7%). Плотность при 20°С—0,965.
Применение НКС (300 г/т) в смеси с
сульфированным керосином (300 г/т) дает
удовлетворительные качественные и коли-
чественные результаты.
Соли различных кислот, неорганические
кислоты и щелочи редко применяются при
флотации углей.
3. ФЛОТАЦИОННЫЕ МАШИНЫ
Флотационные машины различаются по
способу аэрации пульпы на механические и
пневматические.
В практике флотации угля наибольшее
распространение получили механические
машины.
Механические флотационные машины
В машинах механического типа засасыва-
ние воздуха, его диспергирование и смеши-
вание с пульпой осуществляются с помощью
импеллеров.
Флотационные машины «Гипрококс-52» и
«Гипрококс-57» (рис. 25-6, 25-7 и 25-8) со-
стоят из отдельных секций, по две камеры
в каждой. Число камер может быть 8—10.
Уровень пульпы регулируется с помощью
шибера от штурвала.
Существует несколько разновидностей
конструкций пеноснимателей. На машинах
«Ги|проко.кс-52» применяют цепные и лопа-
стные пеносниматели. На машинах «Гипро-
кокс-57»— цепные с усовершенствованным
скребковым устройством. Скребки укрепле-
ны шарнирно и постоянно находятся в под-
вешенном положении (ом. рис. 25-7).
Импеллеры приводят во вращение инди-
видуальные электродвигатели, а пеноснима-
тели — общие для одной или для двух сто-
рон пеносъема. Бурление верхних слоев
пульпы устраняется специальными решетка-
ми, которые укладываются внутри камер.
Рис. 25-6. Флотационная маши-
на ГипроК1окс-52:
1 — флотационная камера; 2 —
карман для приема пульпы; 3 —
труба для подачи пульпы в зону
импеллера: 4 — импеллер: 5 —
шибер; 6 — штурвал для подъема
шибера; 7 — успокоители пульпы:
8 — цепные пекогоны; 9 — элек
тродвнгатель для импеллера; 10 —
привод для пекогона
Рис. 25-7. Машина Гипрококс-57:
1 — импеллер; 2 — пустотелый вал; 3 — двигатель; 4 — клиноременная передача;
5 — статор; 6 — лопаткн; 7 — отверстие для перетока пульпы; 8 — межкамерные
перегородки; 9 — цепной пеносъемник; 10 — диафрагма для регулировки поступ-
ления воздуха
Рис. 25-8. План нижней части
камеры машины Гип-ронокс-57•
1 — импеллер; 2 — статор; 3 — '
лопатки криволинейной формы:
4 — отверстия прямоугольной фор-
мы; 5 — межкамериые перегородки
Флотация углей
365
Техническая характеристика флотационных машин
Гипрококс-52 Гипрококс-57
Сечение камеры, мм........................................... 1600x1600
Глубина камеры, мм ............................................. 1500
Площадь зеркала пеносъема камеры, м2 ........................... 4,48
Отношение площади зеркала к площади сечения камеры ... 1,75
Общий объем камеры, jw3...................................... 4,3
Полезный объем камеры, .и3...................................... 3,87
Диаметр импеллера, мм............................................. 600
Окружная скорость импеллера, м/сек .............................. 8,8
Мощность электродвигателя на одну камеру, кет................ 10
Скорость движения цепи пеноснимателя, м/сек.................. 0,26
Число скребков на цепи пеноснимателя на каждой стороне маши-
ны ............................................................ 3
Вес восьмикамерной машины с обслуживающей площадкой, т . .
Изготовитель ....................'............................
2200x2200
1000
7,92
1,64
6,0
5,0
400
15,7
14
0,36
10
19,3 24,8
Воронежский завод гор-
нообогатительного
оборудования
Сравнительные данные испытаний машин (ОФ Енакиевского коксохимического завода)
Гипрококс-52 Гипрококс-ХГИ-57
Зольность исходного продукта, % ............... 18,53 18,76
Выход концентрата, %........................... 79,5 81,00
Зольность концентрата, % .......................... 8,22 8,56
Выход хвостов, %..................................... 20,50 19,00
Зольность хвостов, % ................................ 58,93 59,87
Производительность (по исходному углю в сухом весе):
общая, т/ч .......................................... 16,50 32,24
удельная, т/ч-.и2 ................... 0,54 1,08
Удельный расход энергии, квт-ч/т...................... 5,20 2,55
Расход реагентов, кг/т ................ 1,70 1,70
На рис. 25-9 показана схема импеллера
машины «Гипрококс-57».
Повышенная скорость флотации угля
обусловливает необходимость применения
на флотома,шинах двустороннего пеносье-
ма, что и предусматривается в современных
конструкциях флотомашин. На основе уста-
ревших флотомашин с объемом каме-
ры 2,5 м3 (ФМ-2,5) сотрудники Гипроугле-
ма.ша разработали конструкцию флотома-
шины ФМ-4 (объем камеры 4 м3).
Рис. 25-9. Схема импел-
лера:
1 конусная часть импелле-
ра; 2 — диск; 3 — рабочие
лопатки; 4 — конусообразный
выступ; б — криволинейные
лопатки; 6 — вырезы для по-
ступления воздуха
Рис. 25-10. Общий вид флотационной машины ФМ-4:
1 — аэратор; 2 — привод; 3 — регулятор уровня пульпы; 4 — скребковый пеногон' 5 — корпус-
видный ремень; 7 — кожух привода; « — привод пеиогона; 9 — пластинчатая цепь; /0 —труба
пульпы; 11 —импеллер; 12—-статор; /« — загрузочная камера; /< —вал
б — клино
для подачи
Рис. 25-11. Флотационная машина конструкции Минемет
Флотация углей
367
Техническая характеристика машин ФМ-2,5 и ФМ-4 (рис. 25-10)
Полезная емкость камеры, м3. . . .......................
Число камер......................... . . ...............
Диаметр импеллера, мм...................................
Скорость вращения импеллера, об/мин............... . . .
Потребная мощность привода на одну камеру, кет .......
Расход воздуха на машину, м3/ч . .’.....................
Давление воздуха, атм ....................
Сечение камеры,, им:
по низу .................................................
по верху ............................................
Высота сливного порога, мм..............................
Высота машины, мм.......................................
Вес машины, т . . . ....................................
Производительность по сухому питанию, т/ч (проект)......
Скорость движения цепей пеноснимателя, м/сек............
Число скребков на каждой цепи ..........................
Потребная мощность привода пеноснимателя, кет...........
Характер пеносъема ......................................
Изготовитель.............................................
ФМ-2,5
ФМ-4
2,5 4,0
6 4
650 600
310 270
8 10
.— 600—1000
— 0,2—0,5
1300—1300
1500
15
2
1600—1200
1600—2500
1100—1300
2800
8—9
25—30
0,25—0,5
5
2,8
Односторон- Двусторон
ИИЙ НИЙ
Луганский завод
нм. Пархоменко
Показатели работы флотомашины ФМ-1,
испытанной на Чумаковской ЦОФ *
Исходный продукт:
Зольность исходного продук-
та, % ......................... 13,6
Выход концентрата, % . . . . 89,7
Зольность концентрата, %. . . 7,5
Выход хвостов, %......... 10,3
Зольность хвостов, % .... 66,1
Производительность (по исход-
ному продукту в сухом весе):
общая, т/ч .................21,0—23,0
удельная, т/ч-м3............ 1,36
Удельный расход энергии,
квт-ч/т........................ 2,0
Расход реагентов, кг/т .... 1,2—1,5
На углеобогатительных фабриках Фран-
ции широко применяются механические
флотационные машины «Минемет» фирмы
Минере и Мето. Машины (рис. 25-11) со-
стоят из двухкамерных блоков и могут объ-
единять 4, 6, 8 и более камер.
Машины «Минемет» могут регулировать
* На флотационных машинах ФМ-2,5 при оди-
маковом расходе реагентов и качестве продуктов
флотации удельная производительность в 2—3 ра-
за ниже, а расход энергии выше в два раза по
сравнению с машинами ФМ-4.
количество засасываемого воздуха и -высоты
перелива пенного продукта,
Детали машины, подвергающиеся быстро-
му износу, делаются из специальных сортов
чугуна или гуммируются.
В Англии применяют машины, в кото-
рых аэрация пульпы осуществляется двумя
импеллерами, укрепленными на общем го-
ризонтальном валу (рис. 25-12). Отсутствие
вертикального вала позволяет использовать
все зеркало машины для съема пены.
Пневматические флотационные машины
На углеобогатительных фабриках СССР в
послевоенные годы установлены пневмати-
ческие машины: эрлифтно-центробежные и
эжекциоиные. Преимущество всех машин
этого типа — отсутствие быстроизнашива-
ющегося импеллера.
Эрлифтно-цс-нтробежная машина (рис. 25-
13) трехступенчатая. Каждая ступень вы-
полнена в виде U-образного эрлифтного
трубопровода, закапчивающегося центро-
бежным пеноотделйтелем:
Пульпа поступает самотеком через прием-
ную воронку в контактный чан, установлен-
ный в начале эрлифтного трубопровода. Пе-
ремешивание пульпы с воздухом происхо-
дит в трубопроводе.
Техническая характеристика машин Минемет
Тип НС-1000 Тип НС-1250
Общая высота машины, мм............. 2345 2950
Высота камеры, мм............................. 1250 1400
Шипина камеры, мм:
по низу...................................... 1000 1250
по верху.................................. 1950 2500
Ширина кармана, мм.............................. 200 240
Ширина манжет, мм............................... .70 120
Потребная мощность мотора, кет............. 5,8—8,9 8,9—13,2
Производительность машины по исходному углю, т/ч 18—22 25—35
368
Обогащение коксующихся углей
Рис. 25-12. Развез флотационной машины
Тангенциальный подвод пульпы в пено-
отделитель обусловливает вращение пуль-
пы внутри его (рис. 25-14). Пенный продукт
при этом подымается вверх и удаляется в
желоб, несфлотированный же продукт по-
ступает в следующую ступень установки.
Техническая характеристика эрлифтно-
центробежной установки (Днепродзержин-
ский коксохимический завод)
Диаметр трубопровода эрлифтов, мм 200
Высота подъема, м..................22,5
Высота питающих трубопроводов, м . 18,5
Диаметр цилиндров центробежного пе-
ноотделителя, мм....................600
Высота цилиндров центробежного пе-
ноотделителя. мм ......... 600
Диаметр отверстий дырчатого кону-
са, мм............................... Ю
Конусность, град.................... 15
Размеры центробежного пеноотделите-
ля, мм:
высота........................ 2000
ширина ....................... 2000
длина......................... 2500
Объем пеноотделителя, /.<3:
I ступени ............... 5
II » .............. 5
III » .............. 4
Производительность по исходному
шламу, т/ч ....................25—27
Расход реагентов, кг/т:
поглотительного масла .... 4—4,5
керосина ................... 0,5—0,6
Расход электроэнергии (расчетный),
квт-ч ..........................4,5—5
Давление воздуха в магистрали,
атм.............................3,5—4
Расход воздуха, м3/т исходного
шлама...........................35—45
Плотность пульпы, поступающей
в машину, г/л ..................160—170
Объем пульпы, поступающей в
машину, мЛ/ч....................160—170
Плотность флотоконцентрата, г/л 320—330
Зольность, %:
исходного шлама.............13—15
флотоконцентрата ........... 7,5—8
флотохвостов (последней сту-
пени) ..................'. 60—62
Использование воздуха в эрлифтно-цент-
робежной машине одновременно для аэра-
ции пульпы и ее транспортировки создает
трудности в управлении машиной, посколь-
ку для каждой из этих операций нужен
свой режим.
Рис. 25-13. Схема трехступенчатой эрлифт-
но-центробежной установки:
1 — контактный чан; 2 — трубопровод; 3 —
вентиль для выпуска пульпы; 4 — редуктор эр-
лифта; 5 — трубопровод; 6 — центробежный пе-
ноотделнтель; 7 — вентиль; 8 — манометр; 9-
< загрузка реагентов; 10 — загрузочная воронка
Флотация углей
369
Этот недостаток машины послужил осно-
ванием для разработки конструкции эжек-
ционной машины, схема которой показана
на рис. 25-15. В этой машине для эжектиро-
вания и диспергирования воздуха и флото-
Рис. 25-14. Схема центробежного
пеноотделителя:
1 — патрубок для ввода пульпы; 2 — ци-
линдрическая часть пеноотделителя; 3 —
дырчатый конус пеноотделителя; 4 — пе-
реливной конус: 5 — пространство для
сбора пенного продукта; 6 — патрубок
для удаления пенного продукта; зона
I — концентрация несфлотировавшихся
твердых частиц с водой, отбрасываемых
центробежной силой; зона II — концен-
трация минерализованных пузырьков;
зона III ~ концентрация пены
реагента в шламовую пульпу ей придается
скоростной напор от центробежного насоса
(рис. 25-16). Воздух засасывается через
диспергатор (рис. 25-17).
Техническая характеристика эжекционной
машины Днепродзержинского
коксохимического завода
Длина, мм......................... 6450
Ширина, мм ....................... 3012
Занимаемая площадь, л1 2..........19,35
Высота машины, мм................. 2270
Мощность мотора пеноснимателей,
кет ............................. 2,3
Полезный объем машины, м3 . . . 14,11
Размеры пеноотделителя, ми:
длина ............................ 3000
ширина........................ 1800
высота........................ 1614
Угол наклона стен ванны, град 67
Диаметр трубы-распределителя, мм 200
Объем пеноотделителя, мЛ ... . 4,68
Диаметр эжектора-диспергатора,
мм............................... 200
Полезная высота, мм............... 1133
Угол наклона конической насадки,
град.............................. 19
Плотность пульпы, поступающей на
машину, г/л ....................170—190
Зольность исходного шлама, % . 13—15
» флотоконцентрата, % 7,3—7,6
Плотность флотоконцентрата, г/л 350—380
Выход флотоконцентрата, % . . . 89—90
Зольность флотохвостов, % ... 63—66
Плотность флотохвостов, г/л . . 40—45
Выход флотохвостов, % .... 10—11
Производительность машины по
сухому исходному шламу, т/ч 40
Расход реагентов, кг/т'.
поглотительного масла . . . 2,5—2,6
сульфированного или трактор-
ного керосина ............ 0,3—0,33
Удельный расход электроэнергии,
квт/т ..........................2,8—2,9
Концентрат общий
Рис. 25-15. Схема работы трех ступеней эжекторной флотаци-
онной машины:
1 — центробежный насос; 2 — эжектор-диспергатор; 3 — пеноотде-
лнтель; 4 — сферическая решетка; 5 — трубопровод для промпродукта
24 Справочник коксохимика т. 1
370
Обогащение коксующихся углей
Рис. 25-16. Схема работы и устройства эжекторной флотационной
машины:
1 — центробежный насос; 2 — эжектор-днспергатор; 3 — пеноотделнтель; 4 —
питающий трубопровод: 5 — распределительный трубопровод; 6 — сферическая
решетка; 7 —г успокоительная решетка; 8 — перегородки; 9 — карманы для
промпродукта; 10 — трубопровод для промпродукта; 11 — пеносииматель
Рис. 25-17. Эжектор-дисперга-
тор:
1 — смесительная камера; 3 —
конусообразная насадка; 3 — от-
верстия для эжекции воздуха; 4 —
кольцо для регулировки количе-
ства эжектируемого воздуха; 5 —
шпиндель с отверстиями для заса-
сывания флотореагента; 6 — ворон-
ка с флотореагентом; 7 — горлови-
на перед поступлением пульпы в
трубопровод; 8 — щель; 9 — втул-
ка; 10— штурвал
Производительность флотационных машин
Производительность флотационных ма-
шин можно определить по формуле
60Ррйпп
где Q — производительность машины, т/ч;
Ир — рабочий объем одной камеры, .и3;
ka — коэффициент, характеризующий
объем камеры, который занимает
пульпа;
п — число камер в машине;
бш — удельный вес шлама, г/см3-,
7?ср — отношение ж.: т, среднее из пока-
зателей разжиженности пульпы во
всех камерах;
t — время флотации, мин.
Необходимое время флотации
60Ирйпп
/ =
Q I, + ^?ср)
\ /
для машин типов Гипрококс-52 и ФМ-2,5
составляет 12—19 мин. Меньшее время со-
ответствует максимальной производитель-
ности .машин, большее—минимальной.
Приближенное значение производительно-
сти машины может быть определено также
по расходу и плотности пульпы по формуле
* Q6
q " R -|-1 ’
где б — удельный вес угля, г/с.и3;
R — ж : т исходной пульпы;
Q — расход пульпы. м3/ч.
Флотация углей
371
Различные значения R в зависимости
от Q и q могут быть нанесены на номограм-
му для определения производительности ма-
шины (рис. 25-18).
Наиболее распространены скиповые пита-
тели (рис. 25-20), действующие следующим
образом. Скипы подвешены на тягах, шар-
нирно соединенных с кривошипом, попере-
Лроизводительность, 7/ч
Рис. 25-18. Номограмма для определения производительности флотационных
машин
4. ВСПОМОГАТЕЛЬНЫЕ ПРОЦЕССЫ
ФЛОТАЦИИ УГЛЕЙ
И ОБОРУДОВАНИЕ
Контактный чан (рис. 25-19) служит для
предварительного перемешивания пульпы с
реагентом и для равномерного питания фло-
томашины. Представляет собой металличе-
ский цилиндр, в центре которого помещен
импеллер. Для гидрофобизации угольных
частиц считается достаточным перемешива-
ние их с реагентом в течение 3—4 мин.
Требуемый объем контактного чана
(V, м3) определяется по формуле
Q (~Z~ + 7? | (к
V =-----—------—
1440
Т а б л и ц а 25-2
Техническая характеристика
контактных чанов
Внутрен-
ние раз-
меры, мм
Ж
в>
г°
§
Импеллер
Габариты
мм
*
*
ё
©
ж
я
А
№
а
где Q — производительность по исходному
углю, т/сутки;
6т — удельный вес флотируемого угля,
г/см3-,
R — отношение веса воды к весу твер-
дого, ж : т;
Л< — продолжительность контакта, мин
Рекомендуется контакт с реагентами осу-
ществлять прн содержании твердого
35—45%, дальнейшее разжижение прово-
дить в первой камере машины. Необходимое
время контакта растет с уменьшением со-
держания твердого в пульпе.
Техническая характеристика контактных
чанов приведена в табл. 25-2.
Питатели реагентов служат для равно-
мерной подачи заданного количества реа-
гента в пульпу в единицу времени.
24*
1500 1500 2,19 400
2000 2000 5,46 550
2500 2500 11,00 550
3000 3000 19,40 750
3500 3500 31,20 750
4000 4000 46,60 900
320
230
230
170
170
145
2,8
4,5
4,5
7,0
7,0
10,0
1900 2700
2400
3000
3500
3400
4000
4700
4000 5400
4600 6100
менно погружаются в резервуар с реаген-
том и опрокидываются, выливая реагент в
желоб или трубу, по которым он вводится
в пульпу. Количество сливаемого реагента
регулируется в них углом опрокидывания
скипа.
Число скипов, приводимых в движение от
одного мотора, может быть больше двух,
как показано на рис. 25-21.
Производительность питателя в час опре-
деляется по формуле
УдбОо
1000 ’
Вив A
Рис. 25-19. Схема устройства
контактного чана:
1 — питающий патрубок: 2 — от-
верстие в трубе для приема пуль-
пы; 3 — цилиндрический резерву-
ар; 4 — труба для циркуляции
пульпы; 5 — отверстия в трубе;
6 — вертикальный вал; 7 — импел-
лер; 8 — двигатель
Рис. 25-20. Скиповый пита-
тель для реагентов:
/ — электродвигатель; 2 —
зубчатая передача; 3 — редук-
тор; 4 — скип (стаканчик):
5 — поплавок; 6 — клапаи;
7 — приемная вороика; 8 -
резервуар для реагента
SSO-
Флотация углей
373
где Q — производительность питателя, кг/ч;
V — объем реагента за один опро-
кид, си3;
п — число опрокидов в минуту;
б — удельный вес реагента, г/с.и3.
Рис. 25-21. Схема реконстуированного ски-
пового питателя:
1 - ванна питателя: 2 — стакан с двумя слив-
ными канавками; 3 — редуктор; 4 — кривошип
Для дозировки реагентов могут быть ис-
пользованы питатели стаканчиковые, одна-
ко по сравнению со скиповыми они менее
удобны и потому в производстве не приме-
няются.
Техническая характеристика скиповых пи-
тателей приведена в табл. 25-3.
Таблица 25-3
Техническая характеристика
скиповых питателей
Питатели-капельницы используют для ма-
лых расходов реагента, например спир-
та Се—С7, расход которого составляет
20—35 г/т шлама (.рис. 25-22). Они могут
подава гь в единицу времени определенное
количество капель реагента. Опуская или
поднимая иглу, регулируют подачу реа-
гента.
Рис. 25-22. Питатель-ка-
пельница:
1 — жиклер; 2 — направ-
ляющая втулка; 3 —. кре-
стовина; 4 — патрубок;
6 — игла; 6 — крышка;
7 — рукоятка; 3 — отвер-
стие для вытекания
реагента
Пеногашение
Флотационный концентрат, полученный в
виде пенного продукта, перед обезвожива-
нием на вакуум-фильтрах освобождают от
воздушных пузырьков, применяя различные
схемы пеногашения.
На рис. 25-23 представлена схема вакуум-
ного пеногашения, в которой пенный про-
дукт из вороики засасывается в ресивер,
снабженный отбойной стенкой. Под дейст-
вием вакуума пузырьки пены увеличивают-
ся в размерах и затем легко лопаются при
ударе о стенку.
Автоматический контроль и регулирование
флотационного процесса
Основными параметрами, определяющи-
ми эффективность флотационного процесса
и требующими автоматического регулиро-
вания, являются: плотность и расход пуль-
пы, расход реагентов.
Плотность флотационной пуль-
п ы регулируют разбавлением сгущенной
пульпы водой до получения концентрации
твердого 220—240 г/л.
374
Обогащение коксующихся углей
Флотоконцентрат
На вакуум-фильтры
Рис. 25-23. Схема вакуумного пеногаше-
ния:
/—резервуар пеногашения; 2-— ресивер с
отбойной стенкой а; 3 — сборник флотокон-
центрата; 4 — насос; 5 — вакуум-фильтры;
6 — вакуум-насосы; 7 — гидрозатвор
Автоматический метод регулировки, осно-
ванный на разности давлений воздуха, про-
ходящего через трубки, погруженные в
пульпу на разные глубины, называется пье-
зометрическим (рис. 25-24).
Разность давлений
ДР = Р2-Р1 = бпЯ,
где бп — удельный вес пульпы, г/см3;
Н — разность глубины погружения
трубок, см, измеряется маномет-
ром, который способен передавать
соответствующий импульс на ав-
торегулятор, управляющий краном
подачи свежей воды.
Радиометрический регулятор плотности
пульпы ПЖР-1 (рис. 25-25) основан на из-
мерении интенсивности гамма-лучей, прохо-
дящих через слой контролируемой пульпы.
Поглощение гамма-лучей зависит от плот-
ности пульпы и выражается формулой
Z = Zoe~1Х,
где /— интенсивность излучения после про-
хождения материала;
/о — начальная интенсивность излуче-
ния;
е — основание натуральных логариф-
мов;
р.—коэффициент линейного поглоще-
ния, зависящий от плотности
пульпы.
Для получения точных результатов изме-
рения в приборе ПЖР-1 устанавливают два
излучателя гамма-лучей для системы счет-
чиков излучения и два усилителя-преоб-
разователя. Один поток гамма-лучей прохо-
дит через пульпу, а второй через клин пере-
менной толщины. При одинаковой интенсив-
ности лучей в потоках на фазочувствитель-
ный прибор'с усилителей будут поступать
электрические сигналы равной мощности.
При этом двигатель вращаться не будет.
Если же плотность пульпы изменится, то
изменится также интенсивность сигнала.
В этом случае реверсивный двигатель нач-
нет вращаться, перемещая клин в соответ-
ствующую сторону до наступления равен-
ства интенсивности лучей. При перемеще-
нии компенсационного клина электродвига-
тель управляет работой исполнительного
механизма, регулирующего подачу воды, а
также работой записывающего прибора.
Рис. 25-24. Схема контроля
пульпы пьезометрическим ме-
тодом:
! — дифференциальный кольцевой
манометр; 2, 3— сосуды, контро-
лирующие поступление сжатого
воздуха; 4 — автоматический регу-
лятор поступления свежей воды;
.5 — электрический исполнитель-
ный механизм; в — кран подачи
свежей воды; 7, 8 — трубки для
поступления воздуха в пульпу на
разную глубину
Флотация углей
375
Для регулировки расхода пульпы и удержаться на пузырьках пены и потому в
реагентов можно использовать многие значительном количестве уходят в хвосты,
известные в технике расходомеры. снижая их зольность (табл. 25-4).
Рис. 25-25. Контроль плотности
пульпы с помощью радиомет-
рического регулятора ПЖФ-1:
/, 2 — излучатели гамма-лучей;
3 —> клин переменной толщины; 4,
5 — счетчики измерения; 6, 7 —
усилители сигналов; 8 — фазочув-
ствительный каскад; 9 — реверсив-
ный двигатель; 10 — записываю-
щий прибор; 11 — исполнительный
механизм, регулирующий подачу
воды в пульпу
Как пример приводится импульсный рас-
ходомер (рис. 25-26), состоящий нз корпу-
са, в котором закреплено корыто, разделен-
ное на две части перегородкой. Реагент по-
ступает поочередно в каждую из половин
корыта и выливается при наполнении под
действием собственного веса.
В шламах флотации на углеобогатитель-
ных фабриках СССР содержится обычно
до 5% зерен размером >1,0 мм с золь-
ностью 3—'15%. Для удаления этих зерен
перед флотацией необходимо устанавливать
дуговые сита. Долевое участие наиболее
мелких зерен (<0,2 мм) и .их зольность
Рис. 25-26. Импульсный
расходомер реагентов:
/ — труба для поступле-
ния реагента; 2 — ограни-
чители, удерживающие ко-
рыто в крайних положени-
ях; 3 — груз; 4 — корпус
расходомера; 5 — ось; 6 —-
корыто; 7 — перегородка,
разделяющая корыто на
две части; 8 — контакт;
9 — электромеханический
импульсный счетчик; 10 —
выключатель; 11 — пони-
жающий трансформатор
5. ФАКТОРЫ, ВЛИЯЮЩИЕ НА
ЭФФЕКТИВНОСТЬ ФЛОТАЦИИ
УГЛЕЙ И ПРОИЗВОДСТВЕННЫЕ
ПОКАЗАТЕЛИ
Ситовый состав исходного угля
На флотацию поступают шлам и пыль
крупностью 1 мм и ниже. Более крупные
зерна независимо от зольности их не могут
колеблются в очень широких пределах (со-
ответственно 30—70% и 17—30%).
Д. С. Емельянов изучил влияние тончай-
ших частиц (<0,15 мм) шлама в питании
на результаты флотации. Из табл. 25-5 вид-
но, что при полном отсутствии тонкодис-
персной фракции извлечение состави-
ло 53,7%. При увеличении количества этой
фракции в питании извлечение повышается,
но одновременно возрастает зольность кон-
центрата.
376
Обогащение коксующихся углей
Таблица 25-4
Ситовый состав хвостов флотации (% от исходного угля)
Фабрики +1 ММ 1—0,5 мм 0.5—0,2 мм 0,2—0 мм Среднее
ВЫХОД золь ность выход ЗОЛЬ- НОСТЬ ВЫХОД ЗОЛЬ- НОСТЬ ВЫХОД ЗОЛЬ- НОСТЬ выход золь- ность
Комсомолец .... 0,15 56,61 1.74 58,21 5,94 61,34 4,80 68,48 12,63 63,59
Кальмиусская ЦОФ . 0,51 34,72 4,43 46,04 6,15 61,18 4,98 68,78 16,07 58,53
Советская ЦОФ . . . 0,27 57,69 1,12 51,80 2,81 57,16 2,37 64,53 6,57 58,92
Ново-Узловская ЦОФ 0,10 26,97 1,31 39,97 3,92 63,59 3,26 75,59 8,59 64,12
Таблица 25-5
Влияние крупности питания
на результаты флотации*
Количе- ство фракции <0,1 5 мм в питании % Время флота- ции мин Концентрат, % Хвосты. %
золь- ность извле- чение золь- ность извле- чение
0,0 3 7,9 53,7 26,40 46,3
4,0 3 8,3 65,5 28,55 34,5
33,5 3 8,5 93,0 64,90 7,0
37,0 4 8,7 94,0 64,30 6,0
65,0 5 10,4 92,5 55,40 7,5
* Опыты флотации проводились до практическо-
го прекращения выделения минерализованной пены
при одном и том же расходе реагентов (700 г/т
керосина и 200 г/т терпинеола).
Плотность пульпы.
Разбавление пульпы до плотности, тре-
буемой для флотации, осуществляют в кон-
тактных чанах. Для механических флотаци-
онных машин плотность пульпы поддержи-
вают в пределах 2120—240 г/л, для пневма-
тических машин 180—200 г/л.
Колебания плотности пульпы в наиболь-
шей степени сказываются на качественных
и количественных показателях флотацион-
ных машин, так как при одном и том же
отрегулированном расходе реагентов уве-
личение твердого вещества в пульпе приво-
дит к большим потерям угля в хвостах, а
уменьшение количества твердого — к сни-
жению производительности машин, повыше-
нию (удельного) расхода реагентов или по-
вышению зольности концентрата.
Реагентный режим флотации углей
Сложное влияние на флотацию углей ока-
зывает реагентный режим: выбор реагентов,
порядок их введения в пульпу, дозировка,
устранение токсического действия на окру-
жающую среду и др.
Оптимальный режим применения тех или
иных реагентов должен быть разработан
непосредственно на каждой углеобогати-
тельной фабрике, соответственно своим
условиям и с учетом экономики процесса.
В табл. 25-6 приведены данные по реа-
гентному режиму на различных углеобога-
тительных фабриках СССР.
Исследования показывают, что подогрев
реагентов положительно сказывается на
результатах флотации шлама. В сравни-
тельных промышленных опытах при подо-
греве сульфированного керосина до 40°С и
тяжелого ветлужского масла до 70°С замет-
но увеличились выход концентрата, золь-
ность хвостов и производительность машин.
Расход реагентов при этом уменьшился в
два раза. Хорошо влияет на показатели
флотации подогрев всей флотируемой пуль-
пы до 20—30°С.
Эмульгирование реагентов, особенно труд-
норастворимых в воде, способствует лучше-
му их контакту с поверхностью частиц угля,
улучшает избирательность процесса и
уменьшает расход реагентов.
Сравнительные опыты по применению
эмульгированного и неэмульгированного
сульфированного керосина показали поло-
жительное влияние эмульгирования на ре-
зультаты флотации.
Аэрация пульпы
В зависимости от физико-химических
свойств используемых реагентов (вспенива-
телей) конструкции импеллера, числа его
оборотов меняется режим аэрации пульпы.
Степень аэрации пульпы по объему в меха-
нических машинах обычно составляет око-
ло 25% и снижается по мере износа импел-
лера. В аэролифзных машинах этот недо-
статок отсутствует. Степень аэрации в них
составляет около 35% по объему.
Размеры пузырьков воздуха в механиче-
ских машинах (0,7—1,5 мм) меньше, чем в
аэролифгных машинах (1—3 мм).
Расход воздуха в эжекционной маши-
не 1,3 м3 на 1 м3 пульпы.
Схемы флотации
Компоновка флотационных машин из
большего числа камер позволяет применять
различные схемы процесса флотации, при
этом улучшая качество концентрата и хво-
стов при максимальной производительности
машин. Наиболее распространенной схемой
флотации является схема, применяемая на
восьмикамерной машине. По этой схеме
Флотация углей
377
Таблица 25-6
Реагентный режим на различных углеобогатительных фабриках
Название фабрик Реагенты н нх расход
собиратели г/т вспениватели г/т
Кальмиусская ЦОФ* Сульфированный керо- син 880 Древесно-смоляное масло 60—100
Чумаковская ЦОФ То же 1200 РЧК 300—350
Ново-Узловская ЦОФ » » 960 нчк 250—300
Советская ЦОФ > в 1000 нчк 300
Никитовская ЦОФ в в 1000 Древесно-смоляное масло 50
Пролетарская ОФ в в 1200 Кислая смолка 1500
Комсомолец ОФ в в 1500 Креозот 800
Кондратьевская ОФ в в 990 нчк 250
ОФ № 1 Макеевского Тракторный керосин 1500 Поглотительное масло 1200
коксохимического завода
ОФ № 2 Макеевского кок- В в 1200 Кислая смолка 700
сохимического завода
ОФ Ns 1 Енакиевского кок- в в 1800 Легко-среднее масло 700
сохимического завода
ОФ Горловского коксохи- в в 1650 Поглотительное масло 500
мического завода
ОФ Щербиновского коксо- химического завода Сульфированный керо- син 1500 нчк 300
ОФ Запорожского коксо- То же 1500 Поглотительное масло 1000
химического завода
ОФ Днепродзержинского коксохимического завода Тракторный керосин 400 » в 3000
* Кроме указанных реагентов, используются также дополнительно 250—350 г/m НЧК.
питание поступает в первую камеру, кон-
центрат снимается с первых пяти или шес-
ти камер, а пенный продукт седьмой и
восьмой камер возвращается на перечист-
ку во вторую или третью камеры.
При этом получают качественные и коли-
чественные показатели приведенные в
табл. 2б-7.
На рис. 25-27 представлена схема флота-
ции, а также качественные и количествен-
ные показатели, полученные в. порядке экс-
перимента на машинах «Гипрококс-52»
на ОФ № 1 Макеевского коксохимического
завода с перечисткой концентрата. В каче-
стве реагентов при перечистке применяли
сульфированный керосин (400—500 г/т) и
спирт С6—С7 (40 г/т). При обычном режи-
ме флотации без перечистки в качестве ое-
агентов использовали сульфированный ке-
росин (700—800 г/т) и поглотительное мас-
ло (400—500 г/т).
До перечистки зольность концентрата со-
ставляла 7,3% и зольность хвостов 47% при
зольности исходного шлама 13,5%. С пере-
Таблица 25- 7
Показатели восьмпкамериой флотационной машины
Тип машины Обогатительные фабрики Зольность исходной пульпы Концентрат, % Хвосты. %
ВЫХОД зольность выход зольность
Гипрококс-52 Енакиевский коксохими- ческий завод .... Горловский коксохимиче- 16,2 83,9 8,0 16,1 58,8
ский завод Запорожский коксохими- 14,5 86,1 7,1 13,9 60,3
ческий завод 15,0 84,0 7,4 14,0 61,6
ФМ-2,5 Кальмиусская ЦОФ . . . 16,3 85,0 8,1 15,0 63,4
. Ново-Узловская ЦОФ . . 11,7 90,1 7,3 9,9 52,9
378
Обогащение коксующихся углей
чисткой зольность концентрата снизилась
до 6,33%. а зольность хвостов повысилась
до 60,85% при зольности исходного шла-
ма 14,17%. На основании этих опытов, про-
веденных Донецким индустриальным инсти-
тутом совместно с Макеевским заводом, ре-
комендуется подвергать перечистке концент-
рат, полученный с 3—8 камер.
тэты флотации характеризовались следую-
щими данными (в среднем за первый квар-
тал 1960 г.): зольность исходного шла-
ма 14,8%, зольность концентрата 8,2%, хво-
стов 63,5%. При перечистке зольность
флотоконцентрата снизилась до 6,7% и
зольность хвостов повысилась до 65%•
0-28,60т!ч
А-Ш.17%
Рис. 25-27. Схема флотации с перечисткой концентрата на ОФ
№ 1 Макеевского коксохимического завода
На рис. 25-28 представлена схема флота-
ции шлама с перечисткой флотаконцентра-
та, исследованная УХИНом и внедренная
на Днепропетровском коксохимическом за-
воде.
При параллельной работе флотационных
машин без перечистки концентрата резуль-
Производительность флотационной установ-
ки осталась прежней.
Достигнутое снижение зольности флото-
концентрата позволило увеличить отдувку
пыли, что одновременно с общим увеличе-
нием выхода шихты улучшило условия ра-
боты шламового хозяйства фабрики.
Готовый концентрат
Рнс. 25-28. Схема перечистки концентрата с двух машин на одной
машине
Показатели флотации углей в ФРГ
Т а б л и ц а 25-8
«к Нагрузка по ис- ходному шламу иа одну машину Ха рактер и стика у гл я Удельная нагрузка иа машину Реагенты Показатели флотации. %
№ уста- и ж в> Д 2 <и ” Содержание твердого в nyj пе, г!л О а класс —0.1 лл о/ /о класс 4-0.75 мм % по пульпе ПО твер- дому ПО классу —0.1 мм по классу 4-0,75 мм , кг/т я ст я д о о а Q сз
иовки ч g т/ч М? /ч Зола и< шлама. выход зола выход зола « м3/мэ ч индекс о X со О. зола кс трата зола XI ВЫХОД центра*]
1 34,1 9,4 51,9 181 21,1 25,5 38,6 0,2 5,6 1,65 298 76 0,60 С—33 697 7,2 75,1 79,5
2 34,0 9,8 44,3 221 20,1 23,2 34,4 0,2 6,7 1,40 311 72 0,63 » 697 7,5 74,7 81,3
3 32,7 9,1 52,6 173 21,1 24,8 35,7 0,5 4,3 1,67 239 72 1,46 » 697 7,1 76,8 79,9
4 29,4 13,9 42,8 325 24,4 15,0 40,3 3,6 8,0 1,02 331 58 13,9 » 530 7,0 69,4 72,1
5 29,3 14,7 40,4 364 24,2 18,5 34,1 3,2 9,2 0,96 350 76 13,0 530 6,9 69,8 72,5
6 28,9 11,6 36,8 315 24,5 18,0 39,6 2,8 8,7 1,23 387 70 10,8 » 530 7,7 79,0 76,4
7 28,2 19,2 68,1 282 18,4 16,6 33,4 5,2 7,0 2,27 640 106 33,3 » 567 7,7 76,2 84,4
8 28,0 13,0 53,3 200 22,7 26,1 35,1 11,5 19,4 — — — — » 400 6,1 75,4 76,4
9 27,9 18,0 90,0 200 20,0 41,9 24,5 3,0 8,0 2,14 429 180 12,9 Т и А 700 8,2 72,3 81,6
10 27,0 18,8 85,5 167 17,0 39,6 25,3 2,9 6,0 2,38 522 207 15,1 С—33 350 7,4 76,8 86,2
11 27,0 28,0 83,8 220 16,4 37,1 26,4 1,8 9,7 3,99 667 247 12,0 » 350 7,7 77,5 87,5
12 26,7 18,0 51,4 350 15,9 37,4 24,6 0,1 8,7 1,07 375 140 0,37 » 400 6,5 75,8 86,4
13 25,8 24,0 198,8 121 15,3 49,8 24,4 1,4 3,4 4,72 571 285 8,00 т 750 7,9 82,3 90,0 .
14 25,0 19,4 114,1 170 20,8 47,1 31,6 4,0 3,2 2,72 462 218 18,5 т 750 7,0 72,5 78,9
15 23,4 13,8 57,5 240 12,6 26,9 21,2 0,0 — 2,13 511 137 — С—33 477 5,7 84,7 91,3
16 21,8 12,1 53,0 229 21,9 33,6 24,6 3,6 20,7 1,70 400 138 14,5 460 6,8 68,6 75,6
17 20,7 22,5 102,3 220 10,1 24,4 23,4 5,8 3,0 4,06 893 218 51,78 т 500 5,4 65,7 92,2
18 20,2 15,8 66,8 — 17,7 30,6 31,5 0,5 4,3 1,73 409 115 2,05 С—33 620 7,3 70,0 83,4
19 17,6 19,1 84,1 226 19,3 16,4 22,9 1,0 10,0 3,12 704 117 7,03 285 8,6 82,3 85,5
26,7 15,5 72,5 234 19,1 29,1 30,1 2,7 7,7 2,28 484 145 18,47 542 7,1 75,0 82,1
380
Обогащение коксующихся углей
6. ПРАКТИКА ФЛОТАЦИИ УГЛЕЙ
В ЗАРУБЕЖНЫХ СТРАНАХ
В Западной Германии для флотации шла-
ма установлены главным образом 8—12-ка-
мерные машины МС (Минерале Сепарей-
шен) и WRK (Греппель). Производитель-
ность машин от 10 до 25 т/ч. Объем ка-
мер 2,1—3,6 м3. Диаметр импеллеров колеб-
лется в пределах 600—760 мм. Число обо-
ротов 150—400 в минуту. Привод машин ин-
дивидуальный и групповой.
В табл. 25-8 приведены результаты фло-
тации углей различной зольности. На уста-
новках используют флотационный реагент
С-33 с торговым названием карбонол-S;
реагент А — с торговым названием флото-
масло-А и Т — фракция 220—36О°С камен-
ноугольного среднего масла. Как видно из
табл. 25-8, на большинстве фабрик исполь-
зуется только один реагент, обладающий
свойствами вспенивателя и собирателя.
На приведенных в табл. 25-8 установках
флотируется главным, образом шлам с раз-
мерами зерен +0,75 мм. Участие зерен
—0,75 в нем незначительное, что очень ва-
жно для получения высокозольных хвостов.
Зольность угольных частиц мелких клас-
сов очень высокая. Это свидетельствует о
том, что породные примеси в исходном шла-
ме тонко диспергированы.
Среди флотационных фабрик Западной
Европы представляют интерес голландские.
Так, на фабрике при шахте Мориц произ-
водительность составляет 1700 т рядового
шлама в сутки. На этой фабрике флоти-
руется уголь крупностью 0,5—0 мм с золь-
ностью 18,0%; получается концентрат с
зольностью 5,5—6,5% и хвосты с золь-
ностью 75,0%.
В Южном Уэлсе и Дергеме (Англия) че-
рез установки для флотации шламов пропу-
скают фенольные сточные воды коксохими-
ческих заводов. Эти воды действуют, как
вспенивающее средство, одновременно они
обеофеноливаются (фенолы удаляются с
пеной). Недостаток этого способа — повы-
шенная коррозия обогатительных аппара-
тов.
Глава 26
ОБЕЗВОЖИВАНИЕ ПРОДУКТОВ ОБОГАЩЕНИЯ
Влага в угле
Влага, как и минеральные примеси,
является балластом при сжигании, умень-
шает теплоту сгорания угля. Особенно от-
рицательно влияние влаги сказывается на
коксовании угля.
Наибольшая влажность будет в том слу-
чае, когда все пустоты между зернами угля
заполнены водой.
Объем этих пустот можно вычислить по
формуле
100 — 6—т
v=—
где V—объем пустот, % от всего объема
угля;
б — плотность угля, т/м3-,
у — насыпной вес угля, т/м3.
Влага из крупнозернистого угля легко
удаляется естественным дренированием.
Для обезвоживания мелкого зернистого
материала необходимо применять более
интенсивные процессы: центрифугирование,
фильтрацию под давлением или в вакууме.
Однако эти процессы не всегда обеспечи-
вают получение требуемой влажности, по-
этому применяют термическую сушку.
Обезвоживание угля в бункерах
Обезвоживание угля в бункерах осуще-
ствляется путем естественного дренирова-
ния воды, которая в конечном счете ухо-
дит через отверстия выпускных затворов
(рис. 26-1).
Продолжительность обезвоживания в
бункерах крупного концентрата (>12 мм)
составляет 6—8 ч с конечной влажностью
7—8%, мелкого концентрата (12—0,5 л.м)
16—24 ч с конечной влажностью 10,5—13%.
Задавшись временем заполнения бункера
Л, временем разгрузки бункера % и обез-
воживания угля Т, можно определить по-
требный объем бункеров (т) по следую-
щей формуле:
Q = 9(/i + 7’ + /2),
Рис. 26-1. Затвор обезвоживающего бункера:
1 — чугунная воронка: 2 — дырчатый шибер; 3 — водопри-
емный лоток; 4 — водоприемный желоб
382
Обогащение коксующихся углей
где q — производительность фабрики по
данному продукту, т/ч.
Количество бункеров
Q 9(^i + Т + /2) t., + Т
где — вместимость одного бункера.
В практике обезвоживающие бункера
применяют лишь для обезвоживания поро-
ды и совсем не применяют для удаления
воды из угля и промпродукта, так как они
малоэффективны, а строительство их очень
дорого.
Обезвоживание на грохотах и дуговых
ситах
Обезвоживание продуктов обогащения на
грохотах происходит путем стекания влаги
(дренирования) в тонком слое материала,
движущемся по поверхности сита.
До поступления на грохоты часть воды
отбирается на неподвижных щелевидных си-
тах (рис. 26-2), установленных обычно в
желобах.
Таблица 26-1
Результаты обезвоживания угля
или промпродукта
Крупность
мм
Средний
размер
зерен
мм
Влажность обезво-
женного угля. %
с опола-
скиванием
техничес-
кой водой
без
ополаски-
вания
50—12 30
12—0,5 6-7
Крупнозер- —
нистый шлам
(1-0)
— 4—5
12—13 13—14
24—25 26—27
В табл. 26-2 приведены нагрузки на гро-
хоты.
Для обезвоживания и дешламации, кро-
ме грохотов, применяют стационарные ду-
говые сита. На рис. 26-3 представлено ду-
говое сито, которое предназначается для
Рис. 26-2. Неподвижное щелевидное сито
Данные по обезвоживанию угля или
промпродукта на грохотах в зависимости от
крупности материала и ополаскивания его
технической водой приведены в табл. 26-1.
Эффективность обезвоживания на грохо-
тах зависит от типа грохота, или, иначе
говоря, интенсивности встряхивания ма-
териала на грохоте, ситового состава мате-
риала, нагрузки на грохот и степени загряз-
ненности транспортной воды тонкозернисты-
ми шламами (чем чище вода, тем лучше
идет процесс обезвоживания, и наоборот).
В табл. 26-1 приведены данные при за-
грязненности транспортной воды до
100—200 г!л.
отделения воды и наиболее мелких зерен
от крупнозернистого шлама.
При ограниченной высоте применяют ду-
говые сита с длиной дуги, равной '/< окруж-
ности (рис. 26-4).
При работе дугового сита используется
центробежная сила движущихся по нему
материала и воды, смесь которых подается
равномерно по всей ширине внутренней по-
верхности щелевидного сита.
Эта поверхность образуется из уложен-
ных параллельно друг другу и перпендику-
лярно к направлению движения пульпы ко-
лосников клиновидного или прямоугольного
сечений из нержавеющей стали. Расстояние
Обезвоживание продуктов обогащения
383
Таблица 26-2
Нагрузки на грохот в зависимости от мелких классов, т/м2- ч
Крупный уголь | Мелкий уголь Крупнозернистый шлам
Тип грохота отверстия сит (ширина щели), мм
1 .0 1.0 0,5 0,5 0,3
БКГ-11 БКГО-М ГУП-11 ГУП-1-0 18—20 18—20 10—12 10—12 6—8 6—8 2—3 2—3 1,0—1,2
между колосниками (щель) чаще всего со-
ставляет 1 мм, толщина колосников 2 мм.
По мере продвижения материала по ситу
толщина его слоя постепенно уменьшается
(рис. 26-5).
Дуговые сита из клиновидной проволоки
служат в течение 1000—2000 ч, после чего
их необходимо переворачивать так, чтобы
острая грань оказалась вверху.
Производительность дугового сита по
шламовой воде рассчитывается по следую-
щей эмпирической формуле
С = 200F . у,
где С — производительность, м?/ч;
F — живое сечение сита, м2;
v — скорость движения потока, м/сек.
Скорость движения потока по ситу зави-
сит от исходного напора.
Длина сита L может быть определена ш
следующего расчета. При ширине щели
&=1 мм, толщине колосников а = 2 мм, тол-
щине слоя пульпы дп = 30 мм и толщине
слоя, уходящего в каждую щель,
бщ = 0,25 мм весь поток пульпы может
пройти под сито на длине
8П 30
(b+а) ~ • 3 = 36° мм.
Опт 0, ^5
На практике длину сита увеличивают до
х/г или дуги окружности с радиусом
500 мм.
384
Обогащение коксующихся углей
Рис. 26-4. Стационарное дуго-
вое сито (длина дуги равна '/«
окружности):
1 — резервуар-питатель; 2 — на-
правляющая воронка; 3 — изогну-
тая колосниковая решетка
Преимущества дуговых сит по сравнению
с вибрационными — более высокая удель-
ная производительность и относительно
меньшее забивание отверстий.
Дуговые сш а, кроме обезвоживания, при-
меняют для извлечения крупных низко-
зольных зерен угля из пульпы, направляе-
мой на флотацию и для извлечения круп-
ных низкозольных частиц из флотационных
хвостов и др.
Рис. 26-5. Схема движения -потока
шламовой воды по дуговому ситу
Обезвоживание в элеваторах (рис. 26-6)
Обезвоживающие элеваторы чаще все-
го устанавливают в агрегате с отсадочными
машинами и реожелобами, служат они для
обезвоживания промпродукта и породы.
Аналогичные элеваторы могут быть установ-
лены при зумпфах-сборниках (так назы-
ваемые багер-элеваторы).
Производительность обезвоживающих
элеваторов определяется по формуле
Q=l,8 —
а
где i — объем ковша, at3;
а — шаг цепи, м;
w — скорость движения цепи, м/сек;
до —насыпной вес продукта, т/.и3;
ср—коэффициент заполнения ковша.
Чтобы стекающая вода не попадала из
верхних ковшей в нижние, элеваторы уста-
навливают под углом не более 65°, а коз-
шевую цепь собирают через один ковш.
Скорость движения цепи для крупного угля
0,25—0,27 м/сек, для мелкого 0,15—
0,17 м./сек, для промпродукта и породы
отсадочных машин 0,3—0,38 м/сек. Время
обезвоживания крупного промпродукта и
породы не менее 47—18 сек, мелкого
27—29 сек. Конечная влажность продуктов
обогащения, %:
Промпродукт крупный . . 10—16
» мелкий . . 20—25
Порода крупная.........12—18
» мелкая ...........20—30
Обезвоживание продуктов обогащения
385
Рис. 26-6. Обезвоживающий элеватор
Размеры, мм
А Б В Г Д Е ж И Л Л М И 0 И Р
400 608 740 405 530 948 610 620 350 700 71 170 567 554
600 808 940 605 630 848 620 820 550 900 70 62 220 590 754
Техническая характеристика обезвожи-
вающих элеваторов приведена в табл. 26-3.
Обезвоживание угля центрифугированием
Грохоты и элеваторы при обезвоживании
мелкого угля и промпродукта не могут
обеспечить необходимую влажность этих
продуктов, поэтому окончательное обезво-
живание их производится в центрифугах.
В зависимости от крупности обезвоживаю-
щегося материала различают два основных
способа центрифугального обезвожива-
ния — центробежную фильтрацию и отстой-
ное (ил,п осадительное) центрифугирование.
Центробежная фильтрация — разделение
смеси угля с водой — происходит на пер-
25 Справочник коксохимика т. I
форирозапных ситах центрифуг. В резуль-
тате развивающейся при вращении ротора
центрифуги центробежной силы вода ухо-
дит сквозь отверстия ротора, а твердые ча-
стицы, скользя по поверхности ротора под
действием той же центробежной силы, ухо-
дят в разгрузку.
Разделительную способность центрифуги
характеризует так называемый «фактор
разделения» Fr, показывающий, во сколько
раз ускорение центробежной силы, разви-
ваемое данной центрифугой, больше силы
тяжести.
/> =-----=1,11 • 10~3п2Я,
R
386
Обогащение коксующихся углей
Таблица 26-3
Техническая характеристика обезвоживающих элеваторов
ч. Показатели ЭО-400 ЭО-600 . ЭО-800
Ширина ковша, мм 400 600 800
Шаг ковшей, мм 640 640 800
Шаг цепи, мм 320 320 ' 400
Угол наклона элеватора, град 55—65 55—65 55—65
Длина элеватора, м 1 10-30 10—30 10—30
Мощность двигателя, квпг 2,7—4,0 5,8—§,0 15—20
Скорость движения цепи, м/сек: 0,25 0,25 0,16—0,25
при крупном материале
при мелком материале Коэффициент заполнения ковшей при обезвожи- 0,17 0,17 0,16—0,25
ваиии 0,5 0,5 0,5
Производительность, т/ч: 14,5 22,5 29,1—45,6*
угольный концентрат крупный
» » мелкий 10,0 15,0
промпродукт крупный 19,5 29,5 35,0—54,7**
» мелкий . 13,0 21,0
порода крупная 23,0 34,5 40,8—64,0***
» мелкая 15,0 24,0
* Насыпной вес концентрата 0,9.
** Насыпной вес промпродукта 1,2.
*** Насыпной вес породы 1.4.
где со — угловая скорость вращения ротора
центрифуги 1/сек;
R — радиус ротора, м;
g — ускорение силы тяжести, м/сек2;
п — скорость вращения ротора, об/мин.
Увеличение фактора разделения дости-
гают увеличением угловой скорости, он
обусловливает специальные требования к
конструкции центрифуги (прочность и др.).
В зависимости от величины Fr центрифу-
ги условно разделяют на два класса: цент-
рифуги нормальные и центрифуги скорост-
ные или сверхцентрифуги.
К первому классу относятся центрифуги
с Fr<3500. Они служат для фильтрации и
осадительного разделения суспензий с
крупнозернистой фазой (от 1 см до <10 мк).
Сверхцентрифуги применяют главным об-
разом для обработки тонких коллоидных
суспензий и эмульсий. Фактор разделения
в таких центрифугах >3500.
В осадительных центрифугах, применяе-
мых обычно для обезвоживания шламов,
твердые частицы, прижимаясь под дей-
ствием центробежной силы к стенкам рото-
ра, вытесняют жидкость, которая свободно
сливается через отверстия в торцовой ча-
сти ротора.
Фильтрующие центрифуги применяют
для обезвоживания мелкого угля (концен-
трата) и промпродукта крупностью
12—0 мм.
К центрифугам этого типа относится вы-
пускаемая Сумским заводом им. Фрунзе
центрифуга УВ-1 (рис. 26-7).
Характеристика центрифуги УВ-1
Диаметр, мм....................... 2700
Высота, мм........................ 2700
Диаметр ротора, мм:
верхний ...................... 1060
нижний ...................... 2260
Высота ротора, мм ....... 875
Общая площадь фильтрации, м2 4,4
Диаметр отверстия сит, мм . . . 3
Материал сит....................Нержа-
веющая
сталь
Срок службы сит, месяцы .... 1—2
Скорость вращения ротора, об/мин 270—375
Мощность электродвигателя, кет. 45
Производительность, т/ч (в сухом
весе)........................... 40
Влажность обезвоженного угля (концен-
трата отсадки) в центрифугах УВ-1 колеб-
лется от 8,0 до 9,5% в зависимости от со-
стояния центрифуги, ситового состава обез-
воживаемого материала и степени загряз-
ненности оборотной воды.
Влажность обезвоженного промпродукта
при равных условиях обезвоживания и си-
товым составе лишь незначительно отли-
чается от влажности концентрата.
Лучшие показатели обезвоживания в
центрифугах УВ-1 можно получить при со-
блюдении следующих условий:
.1) обеспечивать непрерывность и равно-
мерность загрузки центрифуги;
2) максимально использовать для процес-
са обезвоживания всю площадь сит ро-
тора, для чего положение распределитель-
ного диска должно быть тщательно вы-
соким;
3) систематически очищать сита водой
или воздухом (под давлением).
Центрифуга вертикальная шнековая
ВШ-10 (рис. 26-8). Отличительная особен-
20
Рис. 26-7. Фильтрующая вертикаль-
ная центфируга УВ-1:
1, 2 — верхние и нижние ободья ротора;
3, 4 — ступицы ротора; 5, б —спицы ро-
тора: 7 — вертикальный вал ротора; 8 —
фасонные ребра ротора; 9 — решета;
10 — кольца-пороги; 11 — распредели-
тельный диск; 12 —? роликовые подшипни-
ки; 13 — упорный подшипник; 14 — кре-
стовина; 15 — предохранительный диск;
16 — цилиндрический кожух; 17 — июль-
девой желоб; 18 патрубки для отвоаа
фугата; 19 — электродвигатель; 20 — кли-
ноременная передача; 21 — приводной
шкив; 22 — загрузочная воронка
Рис. 26-8. Фильтрующая шнековая
центрифуга ВШ-10:
I — ротор центрифуги; i — шнек; S —
вертикальный вал; 4 — приводной шкив;
6 — система зубчатых передач; 6 — коль-
цевой желоб; 7 — кожух
3
Обезвоживание продуктов обогащения
389
ность этой центрифуги — наличие в роторе
вращающегося шнека, число оборотов кото-
рого на 20 об/мин больше числа оборотов
ротора, что обеспечивает перемещение обез-
воживающего материала к разгрузочному
концу.
Техническая характеристика центрифуги
ВШ-10
Производительность, т/ч............ 100
Диаметр ротора (наибольший), мм . . 1000
Фильтрующая поверхность ротора, л2 0,80
Ширина щелей в фильтрующем сите,
мм...............................0,25
Скорость вращения ротора, об/мин 560
Мощность электродвигателя, кет . . 40
Основные размеры, ми:
длина..........................3110
ширина..................... 2080
высота......................1890
Общий вес кг................... 5480
В центрифугах ВШ-10 устанавливают си-
та с вертикальными щелями.
В зависимости от ситового соства исход-
ного материала фактическая производитель-
ность центрифуги ВШ-10 колеблется в пре-
делах 55—80 т/ч по влажному продукту
(или 40—65 т/ч в пересчете на сухой вес).
При влажности исходного угля 15—20%
влажность обезвоженно! о колеблется в пре-
делах 7,8—9%. Унос- твердого в фугат со-
ставляет 3—9%.
Центрифуга с вертикальным вибрирую-
щим ротором НВВ-1000 (непрерывно дей-
ствующая вертикальная вибрирующая)
(рис. 26-9). Особенность этой центрифуги —
перевернутое положение ротора и придание
ему вертикальных вибраций с помощью ша-
туна от электродвигателя, вращающего
эксцентриковый вал-вибратор.
Техническая характеристика центрифуги
НВВ-1000
Производительность, m/ч (в
сухом весе) .............. 60—90
Диаметр ротора (большой), мм 1000
Фильтрующая поверхность ро-
тора, .и2................... 0,94
Скорость вращения ротора,
об/мин.................... 420
Число вибраций ротора в ми-
нуту ..................... 1600—1800
Двойная амплитуда вибраций
ротора, мм................ 6—8
Мощность электродвигателя
ротора, кет ...... 20
Мощность электродвигателя
вала-вибратора, кет . . . 2,8
Длина, мм...................... 2870
Ширина, мм ........ 2250
Высота, мм..................... 1507
Вес центрифуги, кг........ 3670
Завод-нзготовитель........ Луганский
завод им. Пар-
хоменко
Рис. 26-9. Центрифуга с вертикальным вибрирующим ротором НВВ-1000:
/ — ротор центрифуги; 2 — плита; 3 — резиновые буфера иа роторе; 4 — стакан; \5 — электродви-
гатель ротора; 6 — приводной шкив ротора; 7 — электродвигатель вала-вибратора; 8 — вал-ви-
братор; 9 — шатун; 10 — вибрирующая плита; 11 — кольцевые буфера; 12 — головка ротора;
13 — кожух центрифуги; 14 — резиновые буфера на фундаменте; 15 — питающая воронка;
16 — кольцевой желоб; 17 — кольцевая камера для обезвоженного продукта
390
Обогащение коксующихся углей
Центрифуга НВВ-1000 работает следую-
щим образом: обезвоживаемый материал
при помощи питающей воронки попадает
в нижнюЮ часть вращающегося конуса и
отбрасывается центробежной силой на обез-
воживающее сито ротора, по которому дви-
жется вверх. Достигнув верхнего края,
обезвоженный материал попадает в разгру-
зочное кольцевое пространство корпуса
центрифуги. Центрифугат через кольцевой
желоб выводится наружу.
Влажность обезвоженного на центрифуге
НВВ-1000 продукта составляет 8,5—9,5%
при исходной 17—<18,5%. Потери твердого
с фугатом 2—2,5%.
Центрифуга Контурбекс-IV (ФРГ)
(рис. 26-40). Внутренний барабан центри-
фуги выполнен в виде двух конусов с не-
одинаковыми углами конусности. Внутри
центрифуги установлен шнек, который при-
пружинных амортизаторах. Диаметр рото-
ра центрифуги 540 мм, угол конусности
15—20°; скорость вращения 1420 об!мин.
Питание центрифуги обезвоживаемым ма-
териалом осуществляется с помощью шне-
ка.
В центрифугу подается крупнозернистый
шлам с содержанием класса 0,1 мм до 30%
и с исходной влажностью 38—40%. Конеч-
ная влажность обезвоженного продукта со-
ставляет 8,0—9,0% при выходе твердого
95,6%. Производительность центрифуги до
12 т/ч.
Наименьшая производительность у цент-
рифуг, в которых разгрузка обезвоженного
продукта происходит под действием сил
инерции (УВ-1). Более высокая производи-
тельность у центрифуг со шнековой выгруз-
кой (Контурбекс-IV) и самая высокая —
у вибрационных центрифуг (НВВ4000).
Рис. 26-10. Центрифуга Контурбекс-IV
водится в движение от злектродвигатет.ч
через клииоременную передачу. Вращение
ротора осуществляется от шнека посред-
ством дифференциального редуктора с
внутренним зацеплением.
Показатели работы центрифуги этого ти-
па приведены в табл. 26-4.
Фильтрующая центрифуга с горизон-
тальным вибрирующим ротором (ФРГ)
(рис. 26-11). Ротор приводится в движение
от электродвигателя через клнноременную
передачу, и, кроме того, ему сообщаются
вибрации от двойного дебалансового вибра-
тора. Для уравновешивания качающейся
массы ротора центрифугу устанавливают на
Осадительная центрифуга для обезвожи-
вания мелкого угля и шлама УЦМ (уголь-
ная центрифугальная машина) (рис. 26-12).
Центрифуга состоит из вращающегося ро-
тора, выполненного в виде усеченного ко-
нуса и торцовых стенок, составляющих одно
целое с цапфами, опирающимися на под-
шипники. Ротору придается вращение от
электродвигателя через клиноременную пе-
редачу.
Внутри ротора на одной оси с ним уста-
новлен на коническом полом валу шнек,
вращающийся в одном направлении с ро-
тором, но со скоростью, меньшей на 2—3%.
Исходный шлам поступает через трубу,
Обезвоживание продуктов обогащения
391
Таблица 26-4
Показатели работы центрифуг
Типы центрифуг Углеобогатительная фабрика Питание Обезвоженный продукт Фугат Размер щелей и от- верстий в сите, мм
производи- тельность, т/ч влага, % содержание класса 0,5—0 мм, % выход. % влага, % содержание твердого, г/л выход твердо- го, % к пита- нию
УВ-1 ОФ Днепропетровского коксохимического заво- да 46,5 20,8 9,1 88,6 8,4 295 11,4 0,35
УВ-1 То же 45,8 17,9 7,7 93,5 7,8 259 6,5 0,35
УВ-1 Кальмиусская ЦОФ . . 51,4 22,9 6,6 85,1 9,5 366 14,9 3,00
НВВ-1000 ОФ Череповецкого коксо- химического цеха . . 99—101 19,8 14,4 97,8 11,9 120 2,2 0,25
Контур- Кальмиусская ЦОФ . . 112 60—100 20,0 16,7 19,0 3,6 96,3 96,6 10,9 8,0 177 207 3,7 3,4 0.25 0,75
букс—IV Контур- Верхне-Дуванская ЦОФ 50—95 16—21 13,9 93,2 9,4 200 6,8 0,25
букс-IV Контур- Чертинская ЦОФ . . . 55—57 16,6 10,5 97,4 10,0 206 2,6 0,25
букс-IV
Таблица 26-5
Техническая характеристика осадительных центрифуг типа УЦМ
(изготовитель — Киселевский машиностроительный завод)
Показатели УЦМ-1 УЦМ-2* УЦМ-3*
Длина, ММ 4795 4767 5500
Ширина, мм 3625 4787 5022
Высота, мм 1390 1650 1918
Диаметр ротора (наибольший), мм 1100 1350 1750
Скорость вращения ротора, об/мин 900 500—800 600—730
Скорость вращения шнека относительно рото- ра, об/мин Мощность электродвигателя, кет. 18 23,2 12,7
95 155 310
Вес центрифуги, т 7,7 15,0 24,1
Производительность по шламу, мР/ч 160 200—220 До 500
Содержание твердого в шламе, г/ л Содержание твердого в фугате, г/л 100—400 — —
35—100 — —
Влажность обезвоженного шлама, % 21—27 — —
* Находятся в стадии испытаний.
введенную в полый вал шнека. Осевший
шлам транспортируется шнеком к разгру-
зочному отверстию (с левой стороны рото-
ра). Осветленная вода выливается через от-
верстия в терцовой стенке ротора (с правой
стороны). Различают три типа центрифуг
УЦМ-1, УЦМ-2, УЦМ-3 (табл. 26-5).
Центрифуга ЦМФ (рис. 26-13) (центри-
фугальная машина для шлама и флотокон-
центрата) отличается тем, что ротор состав-
лен из двух усеченных конусов. Правая
часть ротора аналогична центрифуге УЦМ,
в левой части установлено фильтрующее
сито.
Центрифуга ЦС-500 (центрифугальный
сгуститель) (рис. 26-14) отличается тем.
что ее ротор фильтрующий, выполнен из
пористого материала. Внутри ротора распо-
ложен шнек, который выгружает осажден-
ный шлам.
Техническая характеристика центрифуг
ЦМФ и ЦС-500 приведена в табл. 26-6.
Обезвоживание на вакуум-фильтрах
Условием фильтрования является нали-
чие достаточной разности давлений по
обеим сторонам фильтрующей перегородки.
з г
Рис. 26-11. Фильтрующая центрифуга с горизонтальным вибрирующим ротором:
1 — шиек для подачи обезвоживаемого продукта;
3 — ротор центрифуги; 3 — загрузочный конус; 4 — клииоремен-
ная передача; 5 —> дебалансныд вибратор
Рис. 26-12. Центрифуга УЦМ:
1— ротор центрифуги; 2, 3 — стенки ротора с полыми цапфами; 4, 5 — подшипники; б— станина:
7 — шнек; 8— планетарный редуктор; 9 —кожух; 10— камеры в кожухе для осветленной аоды;
// — камера в кожухе для осветленного шлама; 12— окна в шнеке; 13 — окна в роторе; /-/ — отвер-
стия в торцовой стенке ротора для слива
Рис. 26-13. Центрифуга ЦМФ-25:
/ — отстойная часть ротора центрифуги; 2 — фильтрующая часть ротора; 3 — шнек; 4 — станина; 5 — подшипники; 6 — планетарный ре-
дуктор; 7 — приводной ШКИВ; 8 — кожух
Рис. 26-14. Центрифуга ЦС-500:
1 — ротор центрифуги; 2 — шнек: 3 станина: 4 — подшипники; 5 — планетарный редуктор; 6 — приводной шкив; 7 — кожух
Исходная шламо-
вая вода
if
Рис. 26-15. Дисковый вакуум-фильтр:
I — горизонтальный полый вал; 2 —. диски; 3 — корыто; 4 — опорная рама; 5 — ножевое уст-
ройство; 6 — концевая часть вала; 7 — промежуточная часть вала; 8 — подшипники полого ва*
ла; 9 — станина; 10 — распределительные головки; И — золотниковое кольцо; 12 — вакуумметр;
13 — патрубок для фильтрата; 14 — патрубки для сжатого воздуха; 15 и 16 — патрубки дли вы-
пуска шлама; /7 — переливной желоб; 18 — мешалка; 19 — электродвигатель; 20 — редуктор;
21 — зубчатая передача; 22 - цепная передача
396
Обогащение коксующихся углей
Техническая характеристика центрифуг
Таблица 26-6
Показатели (опытные образцы) ЦМФ-25 ЦС-500
Производительность по пульпе, л3/ч 100 500
Производительность по твердому, т/ч 30 —
Влажность обезвоженного шлама, % 18—20 15—30
Диаметр ротора (наибольший), мм 1100*/1145 1500
Длина ротора, мм 1760*/680 2000
Размеры щелей в фильтрующем сите, мм ....... 0,25-0,5 —
Скорость вращения ротора, об/мин 900 300-600
Скорость вращения шнека относительно ротора, об/мин 7,1 —
Мощность электродвигателя, кет 95 1 31!
Длина, мм 4205 5105
Ширина, мм . 3530 3990
Высота, мм 1656 1850
Вес, кг 8058 14500
Изготовители Киселевский Сумский заво
машинострои- тельный завод им. Фрунзе
* В числителе указан диаметр отстойной части, в знаменателе — диаметр фильтрующей части.
Рис. 26-16. Секторы диска вакуум-фильтра:
а — деревянный; б — металлический; 1 — сект р;
2 —- полый вал; з — патрубок сектора для присоеаи-
неиия к полому валу; 4 — каналы в полом валу
В качестве фильтрующих перегородок мо-
гут быть использованы некоторые сорта
хлопчатобумажной и капроновой ткани,
металлические сетки и другие пористые ма-
териалы.
В современной практике углеобогащения
применяют дисковые и барабанные вакуум-
фильтры.
Дисковый вакуум-фильтр (рис. 26-15)
представляет собой полый вал с укреплен-
ными на нем 6—>10 дисками. Каждый диск
собран из отдельных секторов (рис. 26-16),
обтянутых фильтровальной тканью. Секто-
ры диска полые и могут быть металличе-
скими с перфорированной боковой поверх-
ностью или деревянными с продольными
желобками.
Диски вместе с валом медленно враща-
ются, периодически погружаясь в ванну с
пульпой и проходя последовательно зоны
вакуума и отдувки так, как показано на
рис. 26-17.
Фильтрат, попавший в полость сектора
или в желобки, отводится через патрубок
(см. рис. 2646) в полый вал. В дальней-
шем фильтрат движется по трубопроводам
фильтровальной установки так, как показа-
но на рис. 26-18. Обезвоженный продукт
отделяется от секторов в зоне отдувки и па-
дает в бункер (рис. 26-19).
Обезвоживание продуктов обогащения
397
Фильтрат, содержащий флотоконцентрат
и флотореагент, используют для разжиже-
ния пульпы перед флотацией.
Техническая характеристика вакуум-филь-
тров приведена в табл. 26-7.
Рис. 26-17. Схема процесса фильтро-
вания в дисковых ващуум-фильтрах:
/ — зона отсасывания воды из пульпы и
образования твердого осадка иа филь-
трующей поверхности; // — зона отса-
сывания воздуха при выходе сектора из
ванны для подсушки осадка; III — мерт-
вая зона (атмосферного давления); IV —
зона отдувки осадка; V — зона снятия
осадка ножевым устройством; VI — зо-
на отдувки для очистки фильтроваль-
ной ткани; VII — мертвая зона; 1 — ка-
налы в полом валу; 2 — секторы диска;
3 — ванна; 4 — трубопровод для подачи
пульпы; 5 желоб для перелива пульпы;
6 — полый вал; 7 — распределительная
головка; 8 — патрубок для фильтрата; 9.
10 — линия нагнетания воздуха; 11 — иож
для съема осадка
Чтобы интенсифицировать работу диско-
вых вакуум-фильтров, на некоторых фабри-
ках проводят следующие мероприятия:
1. Для увеличения производительности
фильтров и сокращения расхода воздуха
применяют так называемую мгновенную от-
дувку обезвоженной лепешки, которая за-
ключается в том, что воздух, расходуемый
для отдувки лепешки, накапливается в ре-
сивере дольше, чем обычно, а выпуск его
из ресивера производится толчкообразно.
Однако значительного прироста производи-
тельности это усовершенствование не дает.
Лучшее отделение лепешки от сетки проис-
ходит при большей толщине лепешки, что
в свою очередь зависит от гранулометри-
ческого состава шлама н чистоты сеткн.
2. В некоторых случаях осуществляют
подогрев пульпы. Влажность обезвоженно-
го флогоконцентрата .при этом несколько
снижается (на >1,5—1,75%).
3. К флотоконцентрату прибавляют в не-
большом количестве крупнозернистый шлам,
чтобы укрупнить гранулометрический состав
шлама. Это улучшает условия фильтрации
и повышает производительность фильтров.
Однако, если в пульпе большое количе-
ство крупных зерен (>1 льи), возникает
опасность оседания нх в ванне фильтров.
Поэтому необходимо контролировать сито-
вый состав пульпы, поступающей на фло-
тацию, н обеспечивать постоянную работу
мешалок фильтров (с числом качаний
15—40 в минуту), поддерживающих пуль-
пу в ванне во взвешенном состоянии.
4. На некоторых фабриках пробовали до-
бавлять в пульпу перед обезвоживанием
поверхностно активные вещества. При до-
бавке 0,7—0,8 кг на тонну исходного шла-
ма газойлевого контакта, смешанного с
Таблица 26-7
Техническая характеристика дисковых вакуум-фильтров
Показатели Д-27-1.8/6 Д-51-2.5/6
Фильтрующая поверхность, л«2 27 51
Диаметр диска, леи 1800 2500
Число дисков 6 6
Длина, мм 4250 5000
Ширина, мм 2300 3800
Высота, мм 2100 3300
Редуктор привода РВФ:
передаточное число 626- -249
зубчатая пара 1 : 10
Электродвигатель мощностью, кет 2,8 4,5
Скорость вращения вала, об/мин От 0,08 до 2,0
Вес, кг 5462 8860
Вакуум, мм рт. ст 400—500 400—500
Давление отдувкн, атм 0,02—0,03 0,08
Вспомогательное оборудование:
ресивер емкостью, л»3 1 6 2,7
ловушка, м3 0,4—0,8 0,8—1,2
вакуум-насос РМК-4 РМК-4
воздуходувка РМК-3 РМК-3
Изготовитель Сумскии завод
им Фрунзе
398
Обогащение коксующихся углей
легко-средним или поглотительными масла-
ми, влажность лепешки снижалась на 3%.
Фильтрат при этом вспенивался, что необ-
ходимо учитывать в работе флотационной
установки.
Увеличение' производительности вакуум-
фильтров наблюдается при вводе в ванну
реагентов, вызывающих коагуляцию осадка,
например полиакриламида.
Отдельные опыты по применению поли-
акриламида позволяют предварительно
установить, что при расходе полиакрилами-
да 10—50 г на теину отфильтрованного
концентрата производительность вакуум-
фильтров увеличивается до 14—25 т/ч про-
тив 0—110 т/ч, без применения полиакрила-
мида.’ Показатели' работы фильтров приве-
дены в табл. 26-8.
Барабанные вакуум-фильтры деляг на не-
сколько типов; с наружной фильтрующей
поверхностью (нижним и верхним пита-
нием) и с внутренней фильтрующей поверх-
ностью. ;
На рис. 26-20 показан барабанный ва-
куум-фильтр с нижней ванной. В таком же
барабанном вакуум-фильтре с верхним пи-
танием (рис, 26-21) более крупные зерна
осаждаются на фильтрующую ткань. Об-
разующийся дренирующий слой несколько
улучшает фильтрацию и способствует по-
вышению производительности фильтра. Ка-
чественные показатели работы барабан-
ных фильтров близки к показателям диско-
вых.
Техническая характеристика барабанных
вакуум-фильтров приведена в табл. 26-9.
На рис. 26-18 показан один из возможных
вариантов компоновки оборудования филь-
трационной установки.
Вакуум-фильтры не оправдывают себя
при обезвоживании тонкоглинистых шла-
мов, в частности флотохвостов, для обезво-
живания которых начинают внедрять
фильтр-прессы.
Фильтр-прессы
На рис. 26-22 показан общий вид авто-
матического камерного фильтр-пресса
ФПАК-25 с полезной площадью 25 л2. Ма-
шины этого типа испытаны на Богураез-
ской и Макеевской углеобогатительных
фабриках. Техническая характеристика
фильтр-прессов данного типа приведена в
табл. 26-10.
Фильтр-прессы ФПАК могут работать при
содержании твердой фазы в фильтруемой
пульпе от (10 до 450 г/л.
Фильтр-пресс, схематически представлен-
ный на рис, 26-23, состоит из набора гори-
зонтально расположенных фильтрующих
плит толщиной 100^2мм с расстоянием
между ними 30 мм. Регулировка за-
зора осуществляется специальными домкра-
тами. Набор фильтрующих плит заключен
между верхней и нижней зажимными пли-
тами, воспринимающими давление при
Фильтрации. Фильтрующая ткань протя-
нута между плитами зигзагообразной зам-
Производственные показатели работы дисковых вакуум-фильтров Таблица 26-8 Содержа- ние твердого в фильтрате г/л о ю с- со сч СЧ О ОО — О 1 1 1 * IIw о ф in фо сч сч со о
Характеристика питания 1 классы * * о 1 1Л о о ш о г- —* —* 4fr СО 1 Г- —* сч о о О Г- г- оо
1 —0, 5 мм о со m —- m со o' о 1 —* со" m г- сч со сч сч —
* * + сч СЧ оэ О СЧ Tf- о со «— Ф сч о о
содержание твердого г/л о о ф о о m СО ’Т со | I О о i о о 1 1 оо cd 1 о г- о О СЧ СЧ О СО О’ ОФ- сч сч со со
игшп "eaaXtfio CD ’fr о о ° ° 7“ ш со сч со о m о о” ф" о" о ф ф о"
•шэ 'iud ww ‘ииХивд О Ф о о о о о О ф Ф Ф ос О О СЧ СО 4fr ’ТГ СО ТГ тг
л w/ui •чхэончвэх -ийояеиоДц иенчкаад О ф СЧ С" со о in со сч СО СЧ СО тг сч О О Ф о Ф о о
% ‘ЧХООНЖВ1ГВ ввньаноу! Г- *fr U0 Ю I/O со сч сч сч сч сч сч 1 1 83 1111 сч со СЧ СЧ О — сч сч сч сч — сч
trtr *им шэи -Э1Г BHHtniTOl О Ф Ф о о о о Mfr Щ —> СО г-. О CD 1 1 1 1111 Щ ф но ШО ОФ СЧ ’fr сч сч СО СО
нпн/до ‘вива винэТп -eda чхэойояэ о со но in сч сч с: со сч СО СЧ СО СО сч о о" о" Ф О О ф
Тип фильтра CD CD CD CD CD CD CD in in in in oq 00 00 сч" сч" сч" сч" < m m m in сч сч сч q Ч ч едед
Наименование углеобогатительной фабрики Чумаковская ЦОФ ОФ-1 Макеевского коксохимического завода ОФ Горловского коксохимического за- вода ОФ Енакиевского коксохимического завода Кальмиусская ЦОФ Ново-Узловская ЦОФ Никитовская ОФ
Примечание. На первых трех фабриках мгновенной отдувки лепешки нет, на остальных — есть.
Обезвоживание продуктов обогащения
399
Рис. 2648. Схема фильтрационной установки на Кальмиусской ЦОФ:
1 — пеногаситель; 2 — вакуум-фильтр; 3 — сборник для перелива из вакуум-фильтра; 4, 8 — на-
сосы; ,5 — ресивер для фильтрата; 6 — гидрозатвор; 7 —сборник фильтрата; 9 — вакуум-насос;
10 — воздуходувка; 11 — ресивер для сжатого воздуха
_ Емкость
- -~50т
кнутой лентой и натягивается натяжным
устройством.
Поверхность фильтрующей плиты покры-
та шпальтовым ситом со щелью d—1,5 мм.
Нижняя часть плиты имеет конусное днище
для отвода фильтрата. Герметичность камер
достигается с помощью уплотняющих шлан-
гов.
Принцип работы прессов следующий: в
уплотняющие шланги подается вода под
давлением 8—10 ати. Шланги растягивают-
ся и прижимают фильтрующую ткань к
плитам, образуя межплитные камеры. В ка-
меры подается фильтруемая пульпа под
давлением 5 ати. Фильтрат уходит сквозь
ткань в конусное днище плиты.
Затем в камеры под тем же давлением
нагнетается промывная вода и, наконец,
воздух для осушки осадка.
В конце рабочего цикла давление в шлан-
гах автоматически снимается, шланги при-
нимают первоначальные размеры и в ре-
зультате этого образуется зазор, достаточ-
ный для свободного движения ткани вис-
те с осадкам к разгрузочным концам фильт-
ра. Съем осадка производится ножами.
Операции рабочего цикла регулируются
автоматически с помощью реле времени,
без применения ручного труда.
Цикл фильтрации
1. Закрытие шлангов 25—30 сек;
Р=8—10 ати.
Рис. 26-19. Установка фильтра
под бункером флотоконцент-
рата
400
Обогащение коксующихся углей
Рис. 26-20. Барабанный вакуум-фильтр с наружной фильтрующей поверхностью:
1 — барабан; 2 — распределительные головки; 3 — зубчатая передача барабана; 4 —г ванна;
5 —мешалка; б —опорная рама барабана; 7 — ножевое устройство для снятия осадка; « — штам-
пованное решето; 9 — полые цапфы; 10 — подшипники; 11 — швеллеры, поддерживающие подшип-
ники; 12 — патрубки для фильтрата; 13 — патрубки для сжатого воздуха; 14 — вакуумметр;
15 — манометр; 16 — электродвигатель; 17 — редуктор; 18 — воздушные трубки
Таблица 26-9
Техническая характеристика барабанных вакуум-фильтров
с наружной фильтрующей поверхностью
Тип фильтра Скорость враще- ния барабана об/мин Мощность элек- тродвигателя кет Основные размеры, мм Общий вес фильтра, кг
длина ширина высота
Б5-1,75/0,9 0,13—0,73 1,0 2680 2570 2345 4570
Б10-2,6/1,3 0,13—0,73 1,7 3350 3330 2920 9500
Б20-3,0/2,2 0,13—1,04 2,8 5000 3240 2670 11870
Б40-3,0/4,4 0,13—1,04 4,5 7100 3900 3550 17880
Примечание. Первая цифра типа фильтра показывает площадь фильтрующей поверхности, м2;
вторая — диаметр, м и третья — длину барабана, м.
Обезвоживание продуктов обогащения
401
2. Заполнение камеры 10—20 сек и
фильтрация 1,5—2 мин; Р—5—6 ати.
3. Просушка 2 мин (количество воздуха
0,5 м3/мин-м2).
4. Открытие клапана и сброс воздуха из
камер 10 сек.
5. Промывка (подача воды) 25—40 сек.
6. Просушка 2 мин.
7. Открытие шлангов 25—40 сек.
8. Передвижение ткани и разгрузка осад-
ка 1’5—20 сек.
Итого: 5 мин 48 сек — 6 мин 45 сек.
В качестве фильтровальной ткани приме-
няется фильтрмиткаль (бельтинг). На один
фильтр с площадью фильтрации 25 м2 тре-
буется 73 м2 ткани.
Рис. 26-21. Схема барабанного фильтра с верхним питанием
Рис. 26-22. Фильтр-пресс автоматический
камерный
26 Справочник коксохимика, т. I
402
Обогащение коксующихся углей
Таблица 26-10
Техническая характеристика фильтр-прессов ФПАК
Показатели Типоразмеры прессов
5—30» 10—зо| 15—эо| 25—зо| 50—30
Габариты, мм:
длина 3250 3250 3550 3550 4200
ширина 2750 2750 3100 3100 3500
высота 1950 2700 2850 3850 4000
Величина фильтрующей поверхности одной плиты, м2 . . 0,825 0,825 1,25 1,25 1,25
Число плит 6 12 12 20 20
Вес фильтр-пресса, т Мощность электродвигателей, кет: 8,5 11,5 13,5 18 25
привода 1,8 4,5 4,5 4,5 4,5
маслостанций 0,6 0,6 0,6 0,6 0,6
станции смазки * 0,25 0,25 0,25 0,25 :0.25
водяной станции 2,8 4,5 10 28 28
конвейера или вибратора 0,6 0,6 0,6 0,6 •0,6
Давление фильтрации, кг/см2 6 6 5 5 5
Максимальная толщина фильтруемого слоя,.ил» 25 25 25 25 25
* Для всех типоразмеров обозначения, например. 5—30 следует читать так: поверхность фильтрации
5 м*, расстояние между плитами 30 мм.
? исходная суспензия
водопроводная ?
вода -------"
воздух из ком- ср
прессорной
Условные обозначения
—чг~ Автоматический клапан
-ЙЯ ведущий ролик с тканью
-ед- волик с тканью без привода
Рис. 26-23. Принципиальная схема 1вто1матического
камерного фильтр-пресса:
1 — груз для натягивания ткани; 2 — ткань — мит-
каль; 3 — ножи для съема осадка; 4 — устройство
для регенерации ткани; 5 — сборник осадка; 6 — на-
сосная станция для подачи воды в уплотнительные
шланги
При фильтрации флотоконцентрата с со-
держанием твердого 350 г/л и частиц
<0,074 мм 45—65% производительность
пресса равна 165 кг/л2-ч. Влажность осад-
ка 12,5%. Содержание твердого в фильтра-
те 3—5 г/л.
При фильтрации сгущенных хвостов фло-
тации (Макеевский коксохимический за-
вод) производительность пресса составляла
от 50 до 120 кг/м'2-ч при содержании твер-
дого в фильтрате от 1 до 5 г/л. Влажность
осадка 20%.
Глава 27
СУШКА УГЛЕЙ
I. ОБЩИЕ СВЕДЕНИЯ
В технологии термической сушки .поль-
зуются собственной классификацией влаги
и, кроме общепринятого понятия гигроско-
пической влаги, различают влагу свобод-
ную, избыточную и равновесную.
Свободной влагой считают раз-
ность между содержанием общей и гигро-
скопической влаги.
Избыточная влага состоит из сум-
мы свободной п, отчасти, гигроскопической
влаги, удаляемой из материала при данных
условиях сушки и параметрах сушильного
агента.
Равновесная влага представляет
собой разность между общей и избыточ-
ной влагой.
Каждый материал можно высушить толь-
ко до равновесной влажности, которая за-
висит от состояния окружающей среды
(ее температуры и относительной влажно-
сти). Равновесная влажность характеризует
состояние, при котором установилось рав-
новесие между давлением пара на поверх-
ности материала и парциальным давлением
пара в окружающем воздухе (газе).
Равновесную влагу можно удалить при
температурах 105—110° С при минимальной
возможной влажности сушильного агента.
В зависимости от того, какие виды влаги
участвуют во влагообмене, различают суш-
ку, сорбцию и десорбцию влаги.
Если влажность материала больше гигро-
скопической влажности (ш>а?г), то испа-
рение влаги называется сушкой. При сушке
парциальное давление водяных паров у по-
верхности материала (Рм) больше пар-
циального давления водяных паров в окру-
жающей среде (Рв.п).
Сорбция, или поглощение влаги из окру-
жающей среды, может происходить только
до максимального гигроскопического влаго-
содержания при влажности материала мень-
ше равновесной влажности и при парциаль-
ном давлении водяных паров у поверхно-
сти материала меньше парциального давле-
ния паров в окружающем газе (т. е. при
И РМ<РВЛ).
Десорбция — это удаление влаги из ма-
териала, влажность которого ниже гигро-
26*
скопической, но выше равновесной
(о)г>jy>o)p). При этом Рм должно быть
больше Рв.п-
При постоянной температуре окружающе-
го газа равновесное влагосодержание мате-
риала зависит только от относительной
влажности газа ’. Такая зависимость выра-
жена графически на рис. 27-1.
Процесс сушки (рис. 27-2) состоят в том,
что под действием тепла у поверхности ма-
териала образуется пленка пара. Если дав-
ление пара на поверхности материала боль-
ше, чем давление водяных паров в окру-
жающей среде, то в среду диффундирует
водяной пар с поверхности материала и
влажность материала понижается.
По характеру процесса сушки его можно
разделить на периоды: подогрев материала,
сушка постоянной интенсивности и сушка
падающей интенсивности.
Продолжительность периода подогрева
зависит от крупности продукта или толщи-
ны слоя. В этот период интенсивность суш-
ки быстро возрастает и достигает макси-
мальной величины. Начальный период за-
канчивается установлением равновесия
между теплом, сообщаемым материалу, п
теплом, расходуемым на испарение. Темпе-
ратура материала повышается прн этом до
температуры мокрого термометра * 2.
Следующий период характеризуется тем,
что по мере уменьшения количества влаги
в верхнем слое материала и под действием
градиентов температуры и влажности из
внутренних слоев материала влага переме-
щается к его поверхности и непрерывно за-
меняет испаряющуюся влагу. Интенсивность
сушки (z, кг/м2-ч) в этот период, которая
определяется количеством влаги, испаряе-
мой с 1 м2 поверхности высушиваемого ма-
’ Относительная влажность ((?) — это отноше-
ние абсолютной влажности среды (газа, воздуха)
к максимальной абсолютной влажности ее в со-
стоянии насыщения прн той же температуре.
2 Температура, при которой газ, охлаждаясь
прн постоянном теплосодержании, становится
насыщенным, называется температурой мокрого
термометра или температурой предела охла-
ждения влажных тел. На практике она измеряет-
ся с помощью термометра, у которого шарик со
ртутью обернут марлей, смоченной жидкостью.
404
Обогащение коксующихся углей
териала за час, остается постоянной до до-
стижения материалом предельного влаго-
содержания
GCAW'C
Z= Fx
где Gc — вес сухой массы высушиваемого
материала, кг;
дц/с — количество влаги, испаряемой за
время т ч, кг/кг сухой массы;
F — геометрическая поверхность высу-
шиваемого материала, м2 * * * *;
т — продолжительность сушки, ч.
Снижение интенсивности сушки в после-
дующий период обусловлено тем, что ско-
1. Материальный баланс сушилки
100 100 1000
где Gi, G2— количество исходного и высу-
шенного материала с содержа-
нием влаги (%) W7! и W2 со-
ответственно, кг/ч;
L — количество сухого сушильного
агента, кг/ч;
di, d2 — влагосодержание сушильного
агента до и после сушки, г/кг;
W — количество испаренной влаги,
кг/ч.
Рис. 27-1. Зависимость равновесного влагосодер-
жания материала от относительной влажности
воздуха
рость перемещения влаги из внутренних
слоез материала к его поверхности отстает
от скорости диффузии испарившейся влаги
в сушильный агент. При этом кривая вла-
госодержания (рис. 27-2) приближается
асимптотически к равновесному влагосо-
держанию. Температура высушиваемого ма-
териала повышается, приближаясь к темпе-
ратуре окружающей среды, т. е. к темпера-
туре сухого термометра.
2. ОСНОВНЫЕ ФОРМУЛЫ ДЛЯ
РАСЧЕТА СУШИЛЬНЫХ УСТАНОВОК
При проектировании сушильных устано-
вок необходимо составить материальный
и тепловой балансы сушилки, определить
параметры сушильного агента и его расход.
2. Тепловой баланс сушилки на 1 кг
испаренной влаги
Я = <71 + Яъ + <7з + <71 + <7s ккал,/кг,
где 9j — общий расход тепла на сушку;
92 — расход тепла на испарение влаги;
9з — расход тепла иа нагрев транспорт-
ного устройства сушилки;
94 — потери тепла с уходящим из су-
шилки сушильным агентом;
95 — потери тепла в окружающую сре-
ду через поверхность сушилки.
Обычно потери в окружающую среду не
превышают 5—10% тепла, затрачиваемого
на сушку.
Сушка углей
405
3. Расход сухого сушильного агента на
сушку
L _ 1000Й7 L 1000
а.. — di ’ П7 d2 —
где I — расход сушильного агента на испа-
рение 1 кг влаги, кг/кг.
4. Расход влажного сушильного агента
L' =
d \
----- L
1000 /
Рис. 27-2. Диаграмма процесса сушки:
/ — кривая вл агосо держания материала; 2—
кривая температуры материала; АВ — нагрев
материала; ВК. — сушка с постоянной интен-
сивностью; КД — падающая интенсивность суш-
ки; А'Д' —г повышение температуры высушивае-
мого материала до температуры мокрого термо-
метра, К — критическая точка
где d — влагосодержание сушильного аген-
та, г/кг сухого агента.
5. Объем влажного сушильного агента
где 1/2 -—объемы сушильного агента у
входа в сушилку и выхода из
нее, м3/ч\
[>2—количество поступающего в
сушилку и выходящего из нее
влажного сушильного агента,
кг/ч;
Yr> Yr — удельные веса сушильного
агента у входа и выхода,
кг/м3.
6. Влагосодержание сушильного агента
на входе в сушилку
ЮООб',
где G ВЛ1— вес водяных паров, образую-
щихся при сгорании топлива,
кг!кг топлива;
6С1Г— вес сухих газов, образующихся
при сгорании топлива, кг/кг
топлива.
7. Влагосодержание сушильного агента
на выходе из сушилки
юоо<п
где бвп— вес водяных паров в сушиль-
ном агенте на выходе из су-
шилки, кг/кг:
,, 9ДР + ^Р
в.п - 100 +
(а + Да) Д0Да W
г 1000 в
где а — коэффициент избытка воздуха;
—коэффициент присосов воздуха
(для барабанных сушилок и труб-
сушилок 0,15—0,30);
II-' — количество испаряемой влаги,
кг/ч;
В — количество топлива, сжигаемого в
топке сушилки, кг/ч.
Примечание. Основы теплово-
го расчета сушильных установок и
литературу см. «Горное дело», энци-
клопедический справочник, т. II, Гос-
гортехиздат, М.. 1960, стр. 240—•
243, 262.
3. ТИПЫ И КОНСТРУКЦИИ
СУШИЛОК ДЛЯ УГЛЯ И ПРОДУКТОВ
ОБОГАЩЕНИЯ
В современной технике углеобогащения
применяют два типа сушилок — с газовым
и паровым обогревом.
Для сушки обогащенного угля обычно
применяют первый тип сушилок, где в каче-
стве сушильного агента и теплоносителя
используют продукты горения твердого или
газообразного топлива.
В сушилках с паровым обогревом тепло-
носителем служит пар, в качестве сушиль-
ного агента применяют воздух. Тепло, не-
обходимое для испарения влаги из угля,
передается здесь через стенку от конденси-
рующегося пара.
Сушилки с паровым обогревом (барабан-
ные, трубчатые, тарельчатые и др.) приме-
няют главным образом для сушки бурых
углей при брикетировании.
В настоящее время в технике углеобога-
щения существует много различных кон-
струкций сушилок с газовым обогревом
(барабанные вращающиеся, трубы-сушилки,
грохоты-сушилки, турбинные, конвейерные,
лотковые, каскадные, пневматические, лен-
точные и др.). Особое место среди них по
эффективности действия занимает сушилка
с кипящим слоем, появившаяся в послед-
ние годы.
406
Обогащение коксующихся углей
Барабанная газовая сушилка
На рис. 27-3 представлен сушильный ба-
рабан, применяющийся на многих углеобо-
гатительных фабриках СССР и изготавли-
ваемый Свердловским заводом химического
Напряжение барабана по влаге
(Л, кг/м3-ч) — характерная величина оцен-
ки работы барабанных сушилок, опреде-
ляется по формуле
Рис.
1 — барабан; 2 — зубчатый
бандажи; 6 —
27-3. Барабанная газовая сушилка:
обод; 3 — электродвигатель; 4 — редуктор; 5“ —
опорные ролики; 7 — насадка
машиностроения. На рис. 27-4 дана общая
компоновка барабанной сушильной уста-
новки.
Сушильный барабан установлен под
углом 1—5° к горизонту, вращается при
помощи укрепленного на нем зубчатого
обода, соединенного с шестерней привода.
На барабан насажены бандажи, которыми
он опирается на ролики и скользит по ним.
Внутри барабана устанавливают металли-
ческие насадки различной формы (рис. 27-5)
(в зависимости от характера высушивае-
мого материала они способствуют лучшему
контакту материалов с горячими газами).
Перед барабаном расположена топка, из
которой дымовые газы поступают внутрь
барабана параллельно движению угля.
После выхода из барабана газы попа-
дают в циклоны для очистки от пыли. Часть
газового потока обычно возвращается после
очистки в рециркуляцию для регулировки
температуры газов, входящих в барабан,
остальная часть выбрасывается в атмосфе-
ру. Возвращаемый в начало цикла поток
дымовых газов, поступает в смесительную
камеру. В ней создается разрежение вен-
тилятором, удаляющим отработавшие газы.
Материал, подлежащий сушке, поступает
в барабан из бункера через питатель. При
движении по всей длине барабана он раз-
рыхляется и перемешивается насадками.
Сушка происходит от соприкосновения с
горячими газами и с нагретой поверхностью
внутренних деталей барабана. Интенсив-
ность сушки в значительной степени зави-
сит от формы и расположения насадочного
устройства.
оде W — количество влаги, удаляемой из
продукта, кз/ч;
Гб — внутренний объем барабана, л3.
Величину А можно брать из табл. 27-1.
Время пребывания материала в барабане,
имеющее важное значение, особенно при
сушке коксующихся углей, определяется
уравнением
120Рь
Л 200 — (№\ + №г) ’
где р — коэффициент заполнения бараба-
на в долях единицы, составляю-
щий 0,15—0,25;
№1, 1Г2— начальная и конечная влажность
продукта, %;
т — время пребывания материала в
сушилке, мин;
ум — насыпной вес материала в бара-
бане при средней влажности,
кг)м3.
По тепловому расчету барабанной су-
шилки определяют диаметр барабана, м-.
0,188 Г Гг
Об = — J / —,
/юо—₽ К “г
где Гг — объем газов, выходящих из бара-
бана, м31ч; ,
Юг — скорость газа при выходе из су-
шилки, м!сек;
Р — коэффициент заполнения бараба-
на, %.
Длина барабана
L 4W
nD^A
где А — напряжение барабана по влаге.
10
Рис. 27-4. Сушильная установ-
ка с барабанной газовой су-
шилкой:
питатель; 2 — барабан сушил-
ки; 3 — разгрузочная камера; 4 —
циклон; 5 мокрый обеспылива-
тель; 6 — вентилятор для отсоса
отработавших газов; 7 — электро-
двигатель; 8 — топка; 9 — дутъе-
воЙ вентилятор; 10 — дымовая тру-
ба для разжигания топки; И —
ченточиые конвейеры для высушен-
ного продукта; 12 — каналы
подвода воздуха в толку
нижеиия температуры
газов; 13 — бункер для
продукта
для
ДЛЯ ПО-
ДЫМОВЫХ
сырого
ft
408
Обогащение коксующихся углей.
Таблица 27-1
Напряжение объема барабанной сушилки по влаге
Материал Влажность материала, % Температура сушиль- ного агента, °C Система насадки А кг/м3 ч
до сушки после сушкн до сушки после сушкн
Каменный уголь 9 0,6 900 60 Подъемно* лопастная 35—40
Мелкий обогащенный уголь в смеси с флотоконцен- тратом 17 5 740 по Подъемно- лопастная с цепями 93
Флотоконцентрат 22 5 770 105 То же 116
Высокозольный шлам скруп- ностыо зерен от 0—2 мм 30 1 750 120 Распредели- тельная 120
Рис. 27-5. Различные формы насадок:
а — подъемно-лопастная для крупнокускового материала,
склонного к налипанию; б — секторная для крупнокуско-
вого материала; в, г, д — распределительная для мел-
кого материала; е — перевалочная для мелкого пылящего
материала
В табл. 27-2 приведены характеристики
барабанных газовых сушилок, изготовляе-
мых заводами СССР.
В табл. 27-3 приведены средние показа-
тели работы барабанных сушилок на угле-
обогатительных фабриках СССР.
Таблица 27-2
Техническая характеристика барабанных газовых сушилок
Показатели Внутренний диаметр барабана, м
2,2 2,8 3,2 3,5
Длина барабана, м Толщина стенок барабана, мм 12—14 12-14 18 27
14 14 — —
Общий вес барабана (без топки), т 42—45,7 65—70 — —
Мощность электродвигателя, кет 17—20 28—35 100 155
Вес сушилки на единицу объема барабана, т/м3 0,935—0,865 0,880—0,815 — —
Примечание. Кроме перечисленных, изготовляются также барабанные сушилки с диаметрами ба-
рабана 1,5 и 1,8 м, длиной 8—12 м и мощностью электродвигателя 8—14 кет.
Сушка углей
409
Таблица 27-3
Показатели работы барабанных сушилок
Наименование Чумаковская ЦОФ ОФ Чере- повецкого завода ОФ Запо- рожского завода
смесь мелкого и флотационного концентрата флотокоицеитрат Флотоконцентрат
насадка подъ- емно-лопаст- । ная । иасадка подъ- емно-лопаст- ная с наве- шенными це- пями насадка подъ- емно-лопаст- ная насадка подъ- емно-лопаст- ная с наве- шенными це- пями насадка подъ- емно-лопаст- ная с наве- шенными це- пями 1 насадка подъ- емно-лопаст- ная с наве- шенными це- пями
Производительность (по сырому про- дукту), т/ч Количество испаряемой влаги, т/ч Исходная влажность, % Влажность высушенного продукта, % Температура газов перед барабаном, °C Температура газов после барабана, °C Напряжение объема барабана по вла- ге, кг/м3 ч Расход тепла на испарение влаги, ккал/кг Скорость вращения барабана, об/мин 48 4,9 18,6 5-8 900 120 57 981 5 50 7,2 18,0 5-8 900 125 82 925 5 22,0 6—8 900 119 5 43 7,1 21,5 6—8 900 111 82 879 5 27—42 5—8 24—27,5 5,5—10 600—800 100—130 58—93 850—900 5 30—32 21—22 8—9 750—800 120—150 850—900 5
Продолжительность сушки обычно со-
ставляет 30 мин при коэффициенте запол-
нения объема барабана 0,25. Допустимые
колебания продолжительности сушки со-
ставляют 15—40 мин, а коэффициент запол-
нения изменяется в пределах 0,15—0,25.
Скорость движения газов на выходе из
барабана не должна превышать 2—3 м/сек
для мытого мелкого угля и 0,5—1 м/сек
для флотоконцентрата, чтобы не было уно-
са высушенного материала.
Для очистки от пыли отработанных га-
зов применяют циклоны диаметром 3250 мм
и скрубберы диаметром 1300 мм и высотой
6100 мм.
Для подачи воздуха в топку применяют
дутьевые вентиляторы — центробежные
типа ЦАГИ производительностью 30—
35,8 тыс. м3/ч (напор 135—160 мм вод. ст.,
мощность электродвигателей 28 кет, чис-
ло оборотов 730 в минуту); дымососы —
вентиляторы центробежные типа ,Д-10-13-3
производительностью 70 тыс. м3/ч (напор
172—200 мм вод. ст., мощность двигателя
75—(115 кет при числе оборотов 960 в ми-
нуту). Практика показывает, что мощность
электродвигателя дымососа в 75 кет не-
достаточна и поэтому следует для бараба-
нов с диаметром 2,8 м выбирать двигатель
мощностью 115 кет.
Разрежение в топке перед сушильным
барабаном составляет 2—3 мм вод. ст., за
сушильным барабаном 30—40 мм вод. ст.,
перед дымососом 90—100 мм вод. ст. и за
дымососом 30—40 мм вод. ст.
Трубы-сушилки
Трубы-сушилки применяют на углеобога-
тительных фабриках для сушки мелкого
концентрата. Они представляют собой вер-
тикальные трубы диаметром 650—1100 .ин,
длиной 14—35 м, через которые проходят
снизу вверх горячие газы. Высушиваемый
материал, находясь в трубе во взвешенном
состоянии, увлекается газовым потоком.
Для этого скорость движения газов должна
быть больше скорости витания наиболее
крупных частиц высушиваемого материала.
На рис. 27-6 представлена схема цепи
аппаратов сушильной установки с газовой
трубой-сушилкой.
Влажный уголь из бункера попадает в
трубу-сушилку при помощи тарельчатого
питателя и специального забрасывателя. То-
почные газы подхватывают уголь и уносят
его вверх. Крупные частицы угля, не увле-
ченные газовым потоком, падают в нижнюю
часть трубы-сушилки и разгружаются на
конвейер с помощью шлюзовых или шнеко-
вых затворов.
Высушенный материал осаждается в цик-
лонах и оттуда через разгрузочные затво-
ры поступает на конвейер. Газ после очист-
ки от взвешенной пыли выбрасывается в
атмосферу.
Скорость движения газов в трубе-сушил-
ке зависит от размера зерен высушиваемо-
го угля и колеблется в пределах
10—40 м/сек. Процесс сушки кратковремен-
ный. Наиболее интенсивно влага удаляется
410
Обогащение коксующихся углей
на первых 8—10 м трубы, длина которой
определяется в зависимости от напряжения
объема трубы по влаге
Ут
Скорость витания для частиц с d >2,5 мм
определяют по формуле
где W — часовое количество испаренной
влаги, кг;
V'r — объем трубы, и3.
где d— диаметр наибольших частиц, м;
у — плотность частиц, кг/м3\
ут — плотность газов, кг/м3.
Рис. 27-6. Схема установки газовой трубы-сушилки:
1 — бункер для топлива; 2 — печь; 3, 12 — питатель; 4 — боров; 5 — труба-сушилка;
6 — циклон; 7 — батарейный циклон; 8 — дымосос; 9 — винтовой конвейер; 10 — ленточный
конвейер; 11 — бункер для питания трубы-сушилки; 13 — забрасыватель; 14 — шибер; 15,
16 — мигалки; 17 — разгрузочное отверстие трубы для крупных кусков угля; 18 — выхлопная
труба; 19 — предохранительные клапаны
При сушке мелкого угля А принимается
в пределах 400—600 кг/м3-ч, при суш-
ке флотационного концентрата 700—
900 кг/м3 ч, мелкого концентрата в смеси
с флотационным концентратом 600—
800 кг/м3 ч.
Диаметр трубы-сушилки принимают в за-
висимости от производительности, крупно-
сти высушиваемого материала н скорости
движения газов в трубе
4V1
ЗбООтсш!
где Ц — объем газов, поступающих в тру-
бу-сушилку, м3/ч;
со, — скорость движения газов при
входе в трубу, м/сек.
Скорость движения газов на входе в тру-
бу выбирают на 10—25% больше скорости
витания крупных частиц высушиваемого
материала.
Скорость движения газов не должна
сильно превышать скорость витания, так
как это вызовет излишний расход энергии
и ненужное увеличение длины трубы. При
сушке крупных частиц продукта (>10 мм)
необходимо сильно увеличить скорость дви-
жения газов в трубе, вследствие чего суш-
ка будет уже неэкономичной.
Для определения скорости витания Цен-
тральный котлотурбинный институт реко-
мендует пользоваться уравнениями:
Fe = d
4g(7 —Тг)
З^Тг
шв = Re —,
d
rjis Fe—критерий Федорова;
g — ускорение силы тяжести, м/секг;
v — коэффициент кинематической вяз-
кости среды, зависящий от ее
температуры, мг/сек-,
Сушка углей
411
Re—критерий Рейнольдса, определяе-
мый по кривой взаимозависимо-
сти от критерия Федорова
(рис. 27-7).
Длину трубы принимают не более 20 м.
Место ввода материала в трубу на 4—6 .и
выше от места поступления газов.
Производительность труб-сушилок при
сушке продуктов обогащения угля в зави-
симости от диаметров труб составляет сле-
дующие величины:
Диаметр тру-
бы, мм. . 700 830 900 1100
Производи-
тельность1 * * * * * * В
т,ч ... 25—35 30—55 40— 65 50—75
1 Производительность дана по сырому продукту
(обогащенный мелкий уголь в смеси с флотской-
центратом).
В табл. 27-4 приведены фактические по-
казатели работы труб-сушилок на углеобо-
гатительных фабриках Карагандинского
бассейна.
Пульсационные сушилки (сушилки-грохоты)
Для сушки зернистого продукта может
быть применена сушилка-грохот.
На рис. 27-8 представлена сушилка кон-
струкции Гипроуглемаша. Грохот имеет два
короба, наклоненных лод углом 5°, которые
Рис. 27-7. Зависимость Re от крите
рия Fe
удерживаются шарнирными подвесками.
В коробах уложены щелевидные сита из не-
ржавеющей стали. Коробы приводятся в
качательнсе движение (в противоположные
стороны) при помощи шатунов от эксцен-
трикового вала.
Горячие газы, засасываемые вентилято-
ром, проходят через слой угля, лежащего
иа сите грохота переменно, через одно и
другое сию. Изменение направления газов
достигается с помощью пульсатора. При
движении коробов назад горячие газы про-
сасываются через слой угля, при движении
сч
и
и
н
А
о
Св
3
2
ф
га
са
х
3
3
СО
ОО о
°? *7 ।
* Ф Ф Ф
ООО
Примечание. Крупность концентрата и промпродукта 0—10 мм
412
Обогащение коксующихся углей
10
!
Выход
сухого
угля
Слив °
охлажденной, жидкости
н
4
1 7
Подача,
Ркg горячих газов
_ Воздух для
v~“ охлаждения
сухого угля 1 * *
Рис. 27-8. Схема грохота-сушилки:
1 — наклонный короб; 2 — шарнирные подвески; 3 — шатуны, приводимые в движение от эксцен-
трикового вала; 4 — добавочная секция для охлаждения высушенного угля; 5 — приемная труба
горячих газов; 6 — всасывающий канал; 7 — питатель; 8 — пульсатор; 9 — заслонки для регули-
рования количества газа; 10 — заслонки для регулирования подсоса холодного воздуха; 11 — тру-
ба для поступления холодного воздуха; 12 — вентилятор
вперед — уголь разрыхляется и продвигает-
ся по грохоту.
Процесс сушки здесь включает дрениро-
вание, механический унос влаги горячими
газами и испарение влаги. Выделившаяся
вода отводится в слив.
Техническая характеристика грохота-
сушилки, испытанного на одной
из углеобогатительных фабрик Урала
Высушиваемый продукт . . . Бурый уголь
Крупность исходного угля, мм 3—100
Производительность по влаж-
ному углю, т/ч........... 42
Влажность исходного угля, % 18—29
Влажность высушенного уг-
ля, % ..................... 12,4—16,9
Количество испаренной влаги,
кг/ч......................... 4190
Напряжение по испаренной
влаге, кг/м?.................. 437
Размер сит на грохоте, мм 1500—3200
Число качаний коробов,
об/мин..................... 300
Общая площадь грохота, м2 9,6
Производительность вентилятора,
м3/ч ............................ 42000
Разрежение, создаваемое вентилято-
ром, мм вод. ст.................... 290
Расход топлива, кг/т испаренной
влаги............................... 14
Расход электроэнергии, квт/т ис-
ходного угля...................... 1,76
Температура сушильного агента на
входе, °C....................... 300
Температура газов на выходе, °C . . 42
» угля после сушки, °C 52
Данные о работе грохотов-сушилок на
обогатительных фабриках США приведены
в табл. 27-5.
Таблица 27-5
Показатели работы грохотов-сушилок
на обогатительных фабриках С1ПА
Наименования Крупность угля, мм
3—10 10—32
Производительность по ис- ходному углю, т/ч ... 40 80
Влажность (внешняя) исход- ного угля, % 12 7
Влажность высушенного угля, 1 1,5
Температура газов над ситом, °C 370 276
Температура под ситом, °C 60 54
> высушенного угля, °C 66 40
Разрежение над ситом, мм вод. ст 38 32
Кроме указанных выше, существует не-
сколько типов каскадных сушилок (скреб-
ковые, цепные, с подвижными лотками
и др.), в которых уголь различными спо-
собами перемещается сверху вниз. Они
применяются в практике редко из-за слож-
ности конструкции.
Сушка углей
413
Сушилки с кипящим слоем
Расчет процесса сушки в кипящем слое
был дач советским ученым И. М. Федоро-
вым, котопый много лет (1939—4950 гг.)
исследовал физическую сущность явлений,
происходящих при сушке во взвешенном со-
стоянии.
В процессе продувки газа (с постепен-
ным увеличением скорости) слой вначале
(при малых скоростях газа) остается непо-
движным и объем его неизменным. С уве-
личением скорости газа сопротивление слоя
возрастает. Когда давление газа уравнове-
шивает действие силы тяжести материала,
слой расширяется, частицы в нем начинают
двигаться. Состояние слоя напоминает при
этом кипящую жидкость.
Условия работы сушки в кипящем слое
могут значительно изменяться в зависимо-
сти от многих факторов. Большое значение
имеют сопротивление слоя в неподвижном
и взвешенном 'состояниях, скорость газа,
необходимая для перевода слоя во взве-
шенное состояние, тепло и массообмен в ки-
пящем слое и др. Конструкция сушилки
ВТИ представлена на рис. 27-9.
1 — сушильная камера; 2 — шнековый питатель;
3 — бункер сырого материала; 4 — подвод го
рячих газов; 5 — выпуск сухого продукта; 6 —
поддерживающая сетка; 7 — циклон; 8 — тру-
бопровод к дымососу; 9 — выпускные устрой-
ства
Рис. 27-10. Веерный забрасыватель угля
Ри-с. 27-12. Топка с цепной решеткой Оргэнерго:
J — цепная решетка; 2 — нижняя часть бункера для топлива;
3 — камера смешения дымовых газов с воздухом; 4 — каналы
для подачи воздуха; 5 — сушильный барабан
Рис. 27-13. Топка с шурующей планкой системы Ю. Г. Васильева:
/ — электродвигатель; 2 — редуктор; <3—приводная звездочка; -/ — нажимной ролик; 5 — штанга-цепь; 6 — шурующая планка; 7 — нижняя часть бункера для
топлива; 8 — бункерный затвор; 9 — зажигательная шахта; /0 — колосниковая рама; II- беспровальное колосниковое полотно; 12 — боковые панели; 13 — ко*
лосннки для дожигания несгораемого топлива; /4 —шлаковый затвор; 15 — швеллеры для шарнирных штанг
Рис. 27-15. Ш а хтн о-мель-
ничная топка:
/ — шахтная мельница; 2 —
шахта; 3 топочная камера;
4 — решетка для дожигания
несгораемого топлива; 5 —
бункер для золы; 6 -г затвор
бункера
Сушка углей
417
Вспомогательные устройства сушильных
установок
Для нормальной работы сушилок весьма
важно обеспечить равномерную подачу в
них высушиваемого угля и постоянный теп-
ловой режим.
Питатели. На рис. 27-10 представлен
применяющийся на многих установках веер-
ный питатель, состоящий из турбинки /,
лопастного питателя 2 и ножа-гребенки 3.
Турбина диаметром 500 мм снабжена реб-
рами, установленными под углом 25° к вер-
тикали. Питатель состоит из диска с двумя
лопастями, закрепленными на горизонталь-
ном валу. Для разрушения комков, полу-
чающихся от слипания влажного материа-
ла, служит нож-гребенка, укрепленный на
кожухе турбинки у входа в трубу-сушилку.
Нож способствует равномерному веерооб-
разному рассеиванию материала по сече-
нию трубы. Лопастный питатель делает
300 об/мин, турбинка — 800 об/мин.
На рис. 27-11 представлен пальцевый пи-
татель — забрасыватель угля. Питатель со-
стоит из втулки, укрепленной на валу
шпонками. На втулке в шахматном поряд-
ке закреплены 140 пальцев. Втулка вра-
сжигаемого топлива. При выборе топки для
барабанных сушилок и труб-сушилок необ-
ходимо учитывать пригодность топки для
экономичного сжигания топлива и его за-
менителей, а также степень возможного
озоления топочных газов.
Топки с беспровальной цепной решеткой
(рис. 27-112) применяют при использовании
в качестве топлива кускового и несортиро-
ванного антрацита, каменных углей неспе-
кающихся или слабоспекающихся, пром-
продукта и коксовой мелочи.
Топливо поступает из бункера на решет-
ку, движется вместе с ней и постепенно
сгорает. Для понижения температуры про-
дуктов сгорания в верхнюю камеру топки
вводится холодный воздух через специаль-
ные каналы.
Топку с шурующей планкой конструкции
Ю. Г. Васильева (рис. 27-13) применяют
для сжигания каменных углей марки ПЖ,
бурых углей с приведенной влажностью1
менее 15% и промпродукта. Особенность
топки в поперечной трехгранной шурующей
планке, которая совершает возвратно-по-
ступательное движение вдоль полотна не-
подвижной горизонтальной колосниковой
решетки.
Рис. 27-16. Схема топки с кипящим слоем с подвижной колосниковой решеткой
системы УПИ:
/ — топочная камера; 2 — колосниковая решетка с вибратором; 3 —фронтовая стенка топки;
4—желоб топливоподачи; 5 — задняя стенка топки; 6 — шлаковый затвор; 7 — шлакосбориик;
3 — дутьевая коробка; 9 — перегородки; 10 — сопла для подачи вторичного дутья
щается со скоростью 360 об/мин. Исходный
продукт поступает в питатель сверху. Для
устранения подсоса холодного воздуха над
питателем устанавливается шлюзовой
затвор.
Известны и другие конструкции питателей
(цепные и др.), реже применяющиеся при
сушке углей.
Топки. Конструкции топок выбирают в
зависимости от физико-химических свойств
27 Справочник коксохимика т. I
Топку с пневмо-механическим забрасыва-
телем топлива ПМЗ (рис. 27-14) применяют
1 Приведенная влажность 1F =--------,
Сп
где W Р — влажность рабочего топлива;
ц>и —-низшая теплотворная способность в
рабочем топливе.
418
Обогащение коксующихся углей
для сжигания каменных я бурых углей (с
приведенной влажностью менее 16%). Осев-
шее в тяговой системе несгоревшее топли-
во возвращается в топку по специальному
трубопроводу, соединенному с нагнетающим
вентилятором.
Шахтно-мельничная топка (рис. 27-15)
применяется для сжигания пылевидного
топлива. Топливо готовится в шахтной
мельнице. Измельченное топливо выносится
потокам горячих газов вверх и направляет-
ся в топочную камеру, где сжигается во
взвешенном состоянии.
В последние годы в различных отраслях
промышленности применяют топки, в кото-
рых топливо сжигается в кипящем слое.
При этом топливо дробится лишь до раз-
мера зерен 3—5 мм, что сокращает затраты
иа пылеприготовлеиие.
На рис. 27J16 приведена схема топки с
кипящим слоем конструкции Уральского
Политехнического института (УПИ). Из
рис. 27-17 дана принципиальная схема уста-
новки однокамерной топки с кипящим сло-
ем, соединенной с сушилкой для угля (аэро-
фонтанного типа или с трубой-сушилкой
обычной конструкции).
В топку с кипящим слоем поступает мел-
козернистый уголь и сжигается с повышен-
ным коэффициентом избытка воздуха. По-
лучающиеся в топке газы выносятся в аэро-
фонтанную сушилку, в которую одновре-
менно из бункера поступает влажный уголь.
Последний подхватывается потоком нагре-
тых газов и высушивается во взвешенном
состоянии.
Рис. 27-17. Компоновка однокамерной топ-
ки с кипящим слоем с аэрофонтанной су-
шилкой для угля:
У — топка с кипящим слоем; 2 — аэрофонтап-
ная сушилка; 3 — питатель
Глава 28
ВОДНО-ШЛАМОВОЕ ХОЗЯЙСТВО
1. ЗНАЧЕНИЕдВОДНО-ШЛАМОВОГО
ХОЗЯЙСТВА В ЭКОНОМИКЕ
УГЛЕОБОГАТИТЕЛЬНОЙ ФАБРИКИ
Из-за ухудшения качества рядовых углей
и повышения их зольности в настоящее вре-
мя обогащают весь уголь, включая пыль.
Механизированная добыча увеличивает со-
держание в рядовых углях мелких классов
(в том числе менее 1 мм).
Поэтому шламовое хозяйство современ-
ных углеобогатительных фабрик приобре-
тает важное значение в экономике углеобо-
гащения. Оно должно удовлетворять следу-
ющим требованиям: оборотная (циркуляци-
онная) вода должна содержать не более
40—50 г/л твердого остатка, чтобы обеспе-
чить достаточно высокое качество концент-
рата и других продуктов обогащения; по-
терь угля в виде энергетического шлама не
должно быть; расход технической воды на
обогащение должен быть не более 0,1—0,2 .и3
на 1 т .рядового угля.
Разработка и осуществление рациональ-
ной схемы шламового хозяйства, установка
эффективного и достаточного по количеству
оборудования для улавливания, обогаще-
ния и обезвоживания шлама — весьма важ-
ный вопрос при проектировании углеобога-
тительных фабрик.
2. ИСТОЧНИКИ
ШЛАМ00БРА30ВАНИЯ.
КОЛИЧЕСТВО И ХАРАКТЕРИСТИКА
УГОЛЬНОГО ШЛАМА
В процессе обогащения на углеобогати-
тельной фабрике увеличивается выход мел-
ких классов, особенно пыли и шлама. Это
происходит при перегрузке угля из желез-
нодорожных вагонов, на складах, в дози-
ровочных бункерах; при движении угля псь
грохотам, пылеотделителям, отсадочным ма-
шинам, центрифугам, желобам и другим ап-
паратам фабрики. Количество образовав-
шейся пыли зависит от твердости (хрупко-
сти) угля и схемы фабрики (табл. 28-1.
28-2, 28-3).
В табл. 28-4 показано повышение содер-
жания мелочи (1—0 мм) при проведении
основных операций обогащения угля на
Ясиновской (Донбасс), Губахинской (Кизе-
ловский бассейн) и Карагандинской угле-
обогатительных фабриках. Из этих цифр
видно, что при проектировании фабрик, пре-
дусматривающих обогащение всей пыли и
шлама, количество шлама 1—0 мм следует
принимать не менее, чем в два раза больше
содержания его в рядовом угле, опробован-
ном в железнодорожных вагонах.
Таблица 28-1
Ситовый состав рядового угля п коночных продуктов обогащения
на Ясиновской обогатительной фабрике (Донбасс), %
Классы, мм
Продукты обогащения >50 50—25 25—13 13—6 6—3 3-1 1—0,5 0,5—0 ИТОГО
Рядовой уголь из железно- 6,1 3,4 16,1 13,4 16,4 21,2 9,1 14,3 100,0»
дорожных вагонов .... — — — — • — —
Рядовой уголь на фабрику 37,1 12,4 30,4 21,5 16,3 14,8 14,3 15,6 19,5
после предварительного дробления крупных клас- 5,1 2,8 13,5 9,9 20,6 19,4 9,7 19,0 100,0
сов на углеподготовке . . 33,5 16,8 24,8 22,6 20,4 15,9 15,3 16,8 19,7
27*
420
Обогащение коксующихся углей
Продолжение табл. 28-1
Продукты обогащения Классы, мм
>50 50—25 25—13 13—6 6-3 3—1 1—0,5 0.5-0 ИТОГО
Продукты обогащения . . . В том числе: крупный концентрат мелкий концентрат . . флотационный концен- трат необогащенная пыль шлам с хвостами фло- тации промпродукт • ... . порода общая .... Примечание. В числителе показан 2,7 4,5 2,7 4,5 выход 11,0 44,3 3,9 5,3 0,2 4,3 0,3 37,8 5,6 74,5 продукта 9,8 33,8 2,8 5,7 2,4 4,2 1,0 38,4 3,2 72,5 . в зиам 13,3 24,5 1,2 5,4 7,9 5,4 0,3 12,8 1,1 28,8 3,6 72,4 енателе 14,5 13,7 0,6 6,3 10,4 6,0 0,9 13,1 0,2 13,4 .1,2 46,9 0,8 70,3 — его з 14,8 14,3 0,1 8,1 6,7 9,1 3,2 7,1 2,2 14,0 0,9 21,4 0,7 34,5 1,0 54,1 ольность 34,3 13,6 0,2 11,8 7,2 13,8 18,7 9,1 4,7 14,6 1,2 31,0 1.2 31,5 1,1 46.7 100,0 20,3 11,5 5,2 34,8 6,7 21,9 8,5 8,1 14,2 2,3 25.7 5,5 42,4 15,9 70,1
Ситовый состав рядового угля и конечных прод на Губахинской обогатительной фа (Кизеловский бассейн) Таблица 28-2 уктов обогащения брнке классы, мм
Материал
>80 80—14 14-3 3-1 | 1-0,5 0.5—0 1 итого
Рядовой уголь из железнодорожных ва- гонов Рядовой уголь после предварительного дробления крупных классов на угле- под готовке Продукты обогащения В том числе: концентрат промпродукт порода пирит энергетический шлам Примечание. В числителе дан выход прод 14,6 22,1 укта. в 42,1 22,5 49,5 22,8 1,4 62,5 1,1 62,4 0,3 63,1 знамена 20,6 21,3 24,4 22,2 58,5 23,4 37,2 11,3 18,6 42,6 2,1 63,0 0,6 63,4 теле — 16,1 22,3 17,8 22,3 23,9 18,0 18,9 11,2 4,3 42,8 0,6 63.7 0,1 62,1 то золь 1,7 22,7 2,1 22,1 3,8 24,4 2,2 11.1 1,2 40,4 0,2 62,3 0,1 60,2 0,1 21,0 «ость. 4,9 21,9 6,2 23,7 12,4 24,2 9,8 12,3 1,1 36,8 0,1 61,1 0,1 61,1 1,3 31,4 100,0 22,7 100,0 22,8 100,0 22,1 68,1 11,4 25,2 42,3 4,1 62,3 1,2 63,2 1,4 21,2
Водно-шламовое хозяйство
421
Таблица 28-3
Ситовый состав рядового угля и конечных продуктов обогащения
на центральной обогатительной фабрике
(Карагандинский бассейн)
Классы. мм
Материал о о 7 о 1 сч СО <о О
ш о о о д 1 1 со со 1 7 7 1 ш £
А ш сч - <о со о Я
Рядовой уголь из железно- 4,5 3,4 8,6 8,7 16,5 15,7 11,9 19,6 5,0 6,1 100,0
дорожных вагонов . . 26,2 26,1 26,7 29,2 25,9 24,9 22,1 20,0 20,9 21,3 24,0
Рядовой уголь на обога- 10,3 13,2 18,0 14,2 12,4 16,6 6,3 9,0 100,0
щеиие -- . ... 27,5 — — —
26,6 25,7 24,2 21,3 19,2 20,1 21,5 23,4
Продукты обогащения 4,7 9,3 15,7 13,5 14,1 19,9 8,7 13,7 100,0
— — '
28,4 28,9 24,7 26,4 20,8 18,8 22,4 28,2 23,97
В том числе: 1,7 2,3 8,0 6,3 8,6 12,6 4,0 4,5 48,0
концентрат . . . — — 10,7 10,6 10,0 9,8 9,7 9,6 10,0 10,5 9,91
2,6 6,4 4,8 3,9 3,8 6,0 1,9 2,1 31,7
промпродукт . . . — — 34,8 32,3 29,5 29,0 28,7 32,7 31,8 30,9 31,17
0,4 0,6 2,9 3,3 1.7 0,2 0,2 0,4 9,9
порода — — 62,0 64,2 57,3 56,9 54,9 60,3 39,8 39,7 56,34
хвосты флотации 0,8 1,6 1,5 3,9
— —
35,8 41,0 52,4 44,31
энергетический
шлам с фабрики 0,3 1,0 5,2 6,5
в отстойники — — — — — . 1 —-
28,7 27,1 35,9 33,94
Примечание. В числителе дан выход продукта, в знаменателе — его зольность.
Т а б л и ц а 28-4
Содержание класса 1—0 мм в %
от рядового угля
Обогатительные фабрики
Операции Яси- новская Губа- хинская Кара- гандин ска я
Выгрузка угля из же- лезнодорожных ва- гонов 16,4 6,6 11,1
Прохождение угля че- рез разгрузку, скла- ды, грохоты и дро- билки для предвари- тельного дробления крупных классов уг- ля 28,7 9,3 15,3
Прохождение угля че- рез обогатительные машины и другие агрегаты фабрики 49,1 16,2 22,4
3. КОЛИЧЕСТВО ПОТРЕБЛЯЕМОЙ
ТЕХНИЧЕСКОЙ И ОБОРОТНОЙ
ВОДЫ
Расход технической воды на фабриках
должен составлять не более 0,1—0,2 .и3, обо-
ротной 3—5 .ч3 на 1 т рядового угля.
Общее количество поступающей на фаб-
рику технической воды не должно превы-
шать потери ее с продуктами обогащения.
Чтобы снизить расход технической воды,
продукты обогащения должны содержать
минимальное количество влаги. Для этого
необходимо осуществлять коагуляцию хво-
стов флотации и возвращать осветленную
воду на фабрику, не подавать техническую
воду для ополаскивания концентрата на
обезвоживающих грохотах, так как это не
улучшает качества концентрата, а обуслов-
ливает дебаланс технической воды на фаб-
риках; образуется ее излишек и появляется
необходимость сброса воды за пределы
фабрики.
422
Обогащение коксующихся углей
4. ОСАЖДЕНИЕ ШЛАМА И
ОСВЕТЛЕНИЕ ШЛАМОВЫХ ВОД
В шламовом хозяйстве обогатительных
фабрик различают следующие продукты:
рядовой шлам, получаемый после обез-
воживающих грохотов для концентрата и
промпродукта;
крупный шлам из пирамидальных сгусти-
телей;
мелкий шлам, содержащийся в сливе с
пирамидальных сгустителей, поступающий в
радиальные сгустители и из них на флота-
цию;
энергетический шлам, содержащийся в
случайных переливах фабрики, собираемых
в наружных отстойниках;
хвосты флотации (отходы с флотацион-
ных машин);
оборотная вода (осветленная вода с ра-
диальных сгустителей, поступающая обрат-
но в процесс и содержащая только тонкие
шламы);
сточные воды, выпускаемые за пределы
фабрики, в реки и водоемы общего пользо-
вания (должны быть предельно .минималь-
ными).
Основные величины, характеризующие
шламовые воды, связаны между собой сле-
дующими соотношениями:
объемы твердого и жидкого в 1 л шламо-
вой воды (ел3)
Т _ 10008 — Т
т~ 8’ ж~ й ’
весовая концентрация
10008 — 7
ж : т = п =--------------------
67
10006
7=-----------;
иб 4-1
плотность шламовой воды
10006 ’
концентрация твердого
1000Д n +1
где 7 — вес твердого на Л л шламовой во-
ды, г;
б — плотность твердого, г!см3.
При осаждении шлама в сгустителях лю-
бого типа различают три зоны — зону
осветления, осаждения и уплотнения. В зоне
осветления частицы свободно осаждаются
с максимальной скоростью. В зоне осажде-
яия происходит стесненное падение, которое
характеризуется оседанием всей массы ча-
стиц. В зоне уплотнения концентрация ча-
стиц достигает максимума, а скорость осаж-
дения их приближается к нулю. Здесь из
осадка под действием веса вышележащих
частиц выжимается вода и перемещается
снизу вверх. Концентрация осадка зависит
от структуры и размеров частиц шлама.
Предельная концентрация частиц, при кото-
рой сгущенный шлам не теряет, текучести,
составляет примерно 45% по объему.
Производительность сгустительных аппа-
ратов и устройств, основанных на гравита-
ционных законах осаждения твердых ча-
стиц, зависит от поверхности осаждения.
Скорость осаждения частиц в зоне освет-
ления (см/сек) можно найти по формуле
определения скорости падения мелких ча-
стиц в спокойной воде
v0 = Cd2(6 —1)
где С — коэффициент, зависящий от формы
частиц, вязкости воды, концентра-
ции шлама, С=0,5—0,7;
d — диаметр частицы, см;
6 — плотность частицы, г)см?.
Обычно для расчета сгустительных
устройств скорость выпадения частиц уголь-
ного шлама определяют опытным путем.
На характер движения в воде тонких ча-
стиц шлама (<0,01 мм), кроме силы тяже-
сти, влияют силы, обусловленные поверхно-
стной энергией частиц. Мельчайшие части-
цы шлама, несущие на себе одноименные
электрические заряды, отталкиваются одна
от другой и могут продолжительное время
находиться в воде во взвешенном состоя-
нии, образуя устойчивую суспензию. Для
осаждения таких частиц вводят различные
реагенты (коагулянты), разряжающие элек-
трические заряды частиц. При этом проис-
ходит объединение частиц в хлопья (фло-
куляция) и более быстрое осаждение их.
Для угольного шлама и хвостов флота-
ции применяют следующие коагулянты:
11) крахмалы и крахмалсодержащие про-
дукты (картофельный, рисовый, маисовый,
пшеничный крахмал, желатин, флокгель
и др.). Расход крахмала 100—200 г на 1 т
сухого шлама;
2) щелочи и кислоты (известковое моло-
ко, едкий натр, соляная кислота, раствор
хлористого цинка, раствор ферросульфата
и др.). Расход извести 1—3 кг на 1 г сухо-
го шлама. Расход едкого натра 0,5 кг на
1 г сухого шлама, или 0,2 литра 40%-ного
раствора едкого натра на 1 -ч3 хвостов фло-
тации, содержащих 50—70 г)л твердого
остатка;
3) синтетические высокомолекулярные ве-
щества (полиакриламид, седипур А, седи-
пур V, экофаи, аэрофлок 548, 542 и 3000,
сепаран 2610 и др.). Расход 100%-ного по-
лиакриламида на 1 м3 шламовой воды, со-
держащей 40—60 г/л твердого остатка, со-
ставляет 2—J2,5 г. По силе своего действия
и стоимости полиакриламид — наиболее
эффективный и дешевый коагулянт. Произ-
водят полиакриламид на Ясиновском и Ка-
диевском коксохимических заводах.
5. СООРУЖЕНИЯ И ОБОРУДОВАНИЕ
Для сгущения шлама и осветления шла-
мовых вод применяют следующие сооруже-
ния и оборудование: пирамидальные сгу-
Водно-шламовое хозяйство
423
стителч, конусные воронки, радиальные сгу-
стители, шламовые отстойники, шламонако-
пители, багер-зумпфы, гидроциклоны, цент-
рифуги.
Пирамидальные сгустители
(рис. 28-1) представляют собой железобе-
тонный прямоугольный резервуар, состоя-
щий из нескольких пирамидальных воронок
с пробковыми кранами для впуска осажден-
пуск шлама из всех выпускных кранов пи-
рамидального сгустителя производят не-
прерывно вручную или же выпуск произво-
дится автоматически.
Потребная площадь пирамидальных сгу-
стителей определяется по формуле
г (1000 —
3600 и)8 ’
Рис. 28-1. Пирамидальный сгуститель:
а — общий вид; б — схема параллельной загрузки камер;
в — схема последовательной загрузки камер
ного шлама. Схема движения шлама в пи-
рамидальном сгустителе может быть парал-
лельная п последовательная. Последова-
тельная лучше, так как в атом случае в слив
сгустителя не попадают крупные зерна шла-
ма, что благоприятно отражается на рабо-
те радиальных сгустителей и флотации.
Пирамидальные сгустители предназначают-
ся главным образом для осаждения круп-
ного шлама (размером выше 0,6 мм). Вы-
где F — поверхность осаждения, м2\
k — коэффициент запаса, равный
1,2-4,3;
Q — количество шлама размером ме-
нее 0,5 мм, уходящего в слив, т/ч;
б — плотность твердого остатка, кг/м3;
w — скорость осаждения зерна диамет-
ром 0,5 мм, м/сек;
п — отношение т : ж (по весу).
424
Обогащение коксующихся углей
Таблица 28-5
Показатели работы пирамидальных сгустителей
Обогатительные фабрики Нагрузка на сгусти- тель Исходный шлам Сгущенный шлам Слив
по шламовой воде, м: 1ч1м* по сухому шламу. тЩи* содержание твердого, г/л крупность (лсл«) и коли- чество (%) шлама содержание твердого, г/л крупность (лл) и коли- чество (%) шлама 1 содержание твердого, г/л крупность (лл) и коли- чество (%) шлама
Макеевская № 1 , . . 19,5 2,8 143 >0,5—25,3 <0,5—74,7 410 >0,5—45,8 <0,5—54.2 107 >0,5—11,8 <0,5—88,2
Макеевская № 2 , . . 7,7 5,8 192 >0,5—36,6 <0,5—63.4 330 >0,5—59,4 <0,5—40,6 168 >0,5—40,2 <0,5—59,8
Енакиевская № 1 . . 13,0 3,8 298 >0,5-31,4 <0,5—68,6 490 >0,5—53,5 <0,5—46,5 237 >0,5—14,3 <0,5—85,7
Ясиновская 7,0 1,9 265 >0,5—31,2 <0,5—68,8 >0,5—48,4 <0,5—51,4 241 >0,5—16,2 <0,5—83,8
Запорожская ..... 8,4 1,9 225 >0,5—29,4 <0,5—70,6 500 >0,5—34,4 <0,5—65,6 200 >0,5—15,8 <0,5—84,2
Данные о работе пирамидальных сгусти-
телей приведены в табл. 28-5.
На основании опытных данных удельную
нагрузку на .1 м2 поверхности пирамидаль-
ных сгустителей при содержании твердого
в исходном шламе 1150—200 г/л принимают
5—10 мг/ч по исходной шламовой воде, или
1—2 т/ч по сухому шламу.
Б аг ер-зумпф (рис. 28-Й) применяют
вместо .пирамидальных сгустителей главным
образом на углемойках Германии. Осевший
в багер-зумпфе (крупный шлам выдается
обезвоживающим элеватором, а слив на-
правляется в радиальные сгустители. Такой
способ выдачи сгущенного шлама осуще-
ствлен на Губахинской фабрике, но в на-
стоящее время из-за громоздкости в СССР
не применяется.
Фирма SK.B (ФРГ) рекомендует пира-
мидальные сгустители новой конструкции,
где выдача сгущенного шлама производится
при помощи передвигающегося скребка
(рис. 28-3).
Радиальный сгуститель пред-
ставляет железобетонный резервуар с кони-
ческим днищем, наклоненным под уг-
лом 6—8°. ,По днищу резервуара вращается
рама с гребками для подгребания осевшего
шлама к центру. Перелив осветленной воды
происходит через периферический желоб в
зумпф.
Различают сгустители с центральным и
периферическим приводами гребковой ра-
мы. Сгустители диаметром больше 25 м
строятся только с периферическим приво-
дом.
Рис. 28-2. Багер-зумпф:
1 — зумпф; 2 — элеватор; 3 — желоб для
исходной шламовой воды; 4 — желоб для
сливиой воды
Водно-шламовое хозяйство
425
Характеристика радиальных сгустителей
с центральным приводом (рис. 28-4, 28-5)
приводится в табл. 28-6.
Таблица 28-6
Характеристика радиальных
сгустителей
Основные показатели Диаметр сгустителя
16 25
Площадь осветления м2 200 490
Емкость резервуара сгустителя, м3, . . 800 1700
Высота сгустителя, м 3,6 4,0
Угол наклона днища град 8° 40' 6° 21'
Число гребков, . . . 4 4
Диаметр приемного патрубка, мм 1500 2000
Диаметр отверстия ре- шета, мм Механизм вращения: число оборотов вала в минуту 8 8
0,1 0,14
мощность элек- тродвигателя, кет 7 7
скорость враще- ния электродви- гателя, об/мин 750 750
мощность редук- тора, л. с. 7,5 13
Продолжение табл. 28-6
Основные показатели Диаметр сгустителя м
16 25
Механизм подъема гребковой рамы: мощность электро- 2,8 2,8
двигателя, кет скорость враще- ния электродви-
гателя, об/мин мощность редук- 1000 1000
тора, ас. . . 3 3
Общий вес, кг ... . Проектирующая орга- 14460 26700
низация Г ипрококс,
Завод-изготовитель . . ДЗМО Днепро- петровского совнархоза
В радиальном сгустителе с перифериче-
ским приводом (рис. 28-6) гребковая рама
сгустителя одним концом опирается на вра-
щающийся подпятник, установленный на
железобетонной колонне в центре резервуа-
ра, а другим —на тележку, катящуюся по
рельсу, уложенному на борту резервуара.
С движущим механизмом тележки связано
автоматическое устройство, при помощи ко-
торого прекращается подача шламовой во-
Рис. 28-4. Радиальный сгуститель с
центробежным приводом:
1 _ чаша; 2 — загрузочный стакан; 3 —
решето; 4 — вал; 5 — гребки; 6 — привод
вращения гребков; 7 —г привод подъема
гребков; 8 — желоб для слива; 9 — вы-
пуск сгущенного шлама
Зодно-шламовое хозяйство
427
ды в сгуститель при его перегрузке. Ради-
альный сгуститель с периферическим приво-
дом имеет следующую характеристику:
Диаметр резервуара, м . . . 30
Площадь осветления, м2 . . 707
Глубина резервуара, м . . . 3,6
Скорость передвижения греб-
ков, об'мин.................... 0,1
Угол наклона днища, град. 7° 35’
Мощность электродвигателя,
кет.............................. 4,5
Общий вес, кг.................. 30310
Проектирующая организация Иркутский
завод тяже-
лого маши-
ностроения
Чтобы сократить объем здания, которое
требуется для радиальных сгустителей, на
Енакиевской и Ясиновской фабриках за-
проектированы испытания пятиярусных ра-
диальных сгустителей (рис. 28-7),
их предварительно не агрегировать, уходят
в перелив и постепенно накапливаются в
оборотной воде, что и наблюдается в дей-
ствительности.
Если же вести расчет сгустителей на сво-
бодное осаждение самых тонких шламовых
зерен, потребная площадь сгущения будет
выходить за пределы реальных возможно-
стей.
Оборотная (циркуляционная) вода на
большинстве обогатительных фабрик Дон-
басса содержит >150—200 г/л твердого остат-
ка главным образом за счет очень тонкого
шлама. Разница между исходным шламом
и сливом радиального сгустителя (табл. 28-7)
составляет 20—30 г/л.
Современные обогатительные фабрики в
связи с повышением влажности рядовых
углей не предусматривают предварительно-
го выделения пыли, в результате чего за-
грязнение оборотной воды неосаждаемым
тонким шламом происходит очень быстро.
Чтобы исключить это и получить оборотную
Рис. 28-5. Сигнализатор перегруза радиального сгу-
стителя:
I — пружина; 2 — указатель перегруза и включатель
электродвигателя подъема скребков; 3 — конечные выклю-
чатели; 4 — хвостовик червяка привода вращения скреб-
ков
Потребная площадь радиальных сгусти-
телей определяется по той же формуле, что
и площадь пирамидальных сгустителей.
В табл. 28-7 приведены практические ре-
зультаты работы сгустителей.
На основании практических данных по-
требную площадь сгустителей принимают
из расчета 1,5—2 м3 исходной шламовой
воды на 11 м2 площади сгустителя при со-
держании твердого до 100 г/л.
При этом осаждаются относительно круп-
ные угольные зерна, а тонкие частицы, если
воду с содержанием твердого остатка в
пределах 40—50 г/л, должны соблюдаться
следующие условия:
1) производительность флотационного от-
деления фабрики обеспечивает обогащение
всего количества шлама;
2) часть оборотной воды подвергается
флотации для извлечения из системы фаб-
рики того тонкого шлама, который не осаж-
дается в пирамидальных и радиальных сгу-
стителях;
3) осаждению шламовых вод в сгустите-
Водно-шламовое хозяйство
429
Рис. 28-7. Пятиярусный радиальный сгуститель:
1 — диафрагма; 2 — стакан; 3 — распределительный стакан; 4 - разгрузочный конус;
5 — ферма; 6 — центральный вал; 7 — гребковые лопасти; 8 — привод подъема вала;
9 — привод вращения; 10 — питающая коробка; 11 —. питающие трубы; 12 — сливная
коробка; 13 — сливная камера; 14—-сливные трубы
Таблица 28-7
Сгущение шлама и осветление воды в радиальных сгустителях
Обогатительные фабрики Диаметр сгустителя. L“ Нагрузка на сгусти- тель Исходный шлам Сгущенный шлам Слив
1 । по шламовой воде. м*/ч{м* по сухому шламу, т/ч/м* содержание твердого, г/л крупность {мм) н коли- чество шлама (%) содержание твердого, г/л крупность {мм) и коли- чество шлама (%) содержание твердого, г/л крупность (л«лс) и коли- чество шлама (%)
-Макеевская № 1 20,0 3,5 0,37 107 >0,5—10,5 <0,5—89,5 425 >0,5—19,0 <0,5—81,0 90 >0,3—0,5 <0,3—99,5
Макеевская Xs 2 25,0 2,0 0,34 168 >0,5—36,5 <0,5—63,5 450 >0,5—50,5 <0,5—49,5 150 >0,3—4,6 <0,3—95,4
Енакиевская Xs 1 25,0 2,4 0,56 237 >0,5—16,1 <0,5—83,9 475 >0,5—30,5 <0,5—69,5 204 >0,3—15,1 <0,3—84,9
Ясиновская .... 25,0 2,0 0,52 241 >0,5—12,4 <0,5—87,6 434 >0,5—23,0 <0,5—77,0 226 >0,3—4,2 <0,3—95,8
Запорожская . . . 25,0 2,0 0,40 200 >0,5—13,6 <0,5—86,4 500 >0,5—26,3 <0,5—73,7 180 >0,3—18,2 <0,3—81,8
Губахинская . . . 25,0 2,2 0,09 40 >0,5—18,7 <0,5—81,3 430 >0,5—22,9 <0,5—77,1 17 >0,3—0,8 <0,3—99,2
Рис. 28-6. Радиальный сгус-
титель с периферическим
приводом:
1 — резервуар; 2 —-патрубок
для приема шламовой воды:
3 — ферма для желоба, под-
водящего шламовую воду; 4 —
опориаи колоииа для гребковой
рамы и фермы; 5 — гребковая
рама; 6 — подпятник гребко-
вой рамы; 7 — тележка для
вращения гребковой рамы; 8 —
электродвигатель тележки; 9 —
рельсовый путь тележки; 10 —
кольцевой желоб; И — шламо-
провод для осадка
430
Обогащение коксующихся углей
лях предшествует их коагуляция для мак-
симального осаждения в них тонкого
шлама.
Конусная воронка (рис. 28-8) при-
меняется как буферная емкость, а также
для дополнительного сгущения или класси-
фикации по крупности (перед флотомаши-
нами). Вверху воронки находится неболь-
шая цилиндрическая часть, вокруг которой
расположен желоб для слива. В центре ре-
Рис. 28-8. Конусная воронка:
1 — ковичеекнй резервуар; 2 — кольцевой желоб;
3 — патрубок для приема шламовой воды; 4 —
патрубок для выпуска сгущенного шлама
зервуара установлен цилиндрический пат-
рубок для приема исходного шлама. Угол
конусности стенок воронки 60—65°.
Техническая характеристика воронок
Диаметр, мм.......... 3600—4000—4500
Высота, мм........... 3000—3825—4430
Поверхность осветления,
м2................... 7,1—12,5—16,0
Вес, кг............... 1650—3422—4197
Расчет воронок ведется по формулам
сгустителей.
Гидроциклоны (рис. 28-9, 28-10)
устанавливаются при небольших произво-
дительностях для сгущения и обогащения
шлама и осветления воды. Шламовая вода
поступает в гидроциклон по касательной.
В результате вращательного движения тя-
желые частицы шлама отбрасываются цент-
робежной силой к стенкам камеры, опу-
скаются по специальной траектории вниз и
выводятся через разгрузочный патрубок.
Для выпуска и регулировки нижнего про-
дукта устанавливают сменные насадки.
Осветленная вода, или концентрат, выте-
кают под напором через сливную трубку в
центре осадительной камеры. Величина
центробежной силы (кг), действующей на
частицу:
mv2
Р= —,
г
где m — масса частицы, кг;
v — окружная скорость движения ча-
стицы в гидроциклоне, м/сек;
г — радиус вращения частицы, м.
Чем меньше диаметр осадительной каме-
V2
ры, тем больше центробежное ускорение —,
значение которого достигает в гидроцикло-
нах 2000-кратной величины ускорения си-
лы тяжести.
Диаметр осадительной камеры гидро-
циклона для сгущения шлама равен 350—
500 мм, высота камеры равна 700—>1000 мм,
угол наклона конуса 45—30°, исходная
пульпа подается в гидроциклон под давле-
нием 1—3 ати, нижняя часть конуса изго-
тавливается ив износоустойчивых материа-
лов.
При содержании в исходном шламе
200—400 г/л твердого остатка сгущенный
продукт из гидроциклона содержит 500—
700 г/л, а слив 100—200 г/л. При зольности
исходного шлама 17,5% зольность концент-
рата равна 44,5%, а зольность хво-
стов 47,5%. Производительность гидроцик-
лона по исходному шламу 50—70 м3/ч.
Шламовый отстойник (рис. 28-11)
предназначен для приема случайных шла-
мовых вод, получающихся в результате раз-
личного рода переливов или освобождения
емкостей. При слишком большом расходе
технической воды на фабрике излишек обо-
ротной воды постоянно выпускается в от-
стойник. В этом случае осветленная вода из
отстойника спускается в ближайший есте-
ственный водоем, а шлам используют в ка-
честве энергетического топлива.
При нормальном водном балансе освет-
ленная вода из отстойника возвращается на
фабрику.
В связи с этим количество сточных вод
отстойника для разных фабрик различно и
составляет 0,1—0,5 м3 на 1 т обогащаемого
угля, содержание твердых частиц в освет-
ленной в отстойниках воде колеблется от
15 до 100 г/л.
Схема движения шламовой воды по сек-
циям отстойника может быть параллель-
ной и последовательной (рис. 28-12). По-
следняя предпочтительнее, так как при оди-
наковой площади зеркала отстойника и хо-
рошем уходе за ним в нем осаждается
больше шлама и сливная вода получается
чище.
Выгрузка шлама обычно производится
при помощи грейферного или козлового кра-
на в железнодорожные вагоны или иа дре-
нажную площадку, расположенную у от-
стойника. Грузоподъемность (на крюке)
грейферного крана 5 т, козлового 7,5 т. Из-
готавливают шламовые отстойники Узлов-
ский и Могилевский заводы. Размеры от-
стойника определяются в зависимости от
количества поступающей шламовой воды и
Рис. 28-9. Гидроциклон-сгуститель:
1 — осадительная камера; 2 — сливная труба; J — загрузоч-
ный патрубок; 4 — разгрузочный патрубок; 5 — воздушный
кран
Ситание
исходное
Сгущенный
продукт
Рис. 28-10. Гидроциклон для обогащения шлама
Рис. 28-11. Шламовый отстойник:
t — мостовой грейферный кран; 2 — винтовой шнбер; 3 — затвор для выпуска дренажных вод; 4 — эстакада; 5 — железнодорожный путь;
6 — насосная
s «
га О
Ч &
28 Справочник коксохимика, т. I
434
Обогащение коксующихся углей
от продолжительности накопления в нем
шлама. Глубина отстойника до 4 м, число
секций 4, ширина секции 6—7 м, общая
длина до 150 м. Дно отстойника делают с
уклоном 0,01—0,005 в сторону выпуска ос-
ветленной воды и армируют рельсами, за-
деланными в бетон.
Размеры дренажных площадок опреде-
шламового отстойника. Шламонакопитель
располагается в естественных котлованах-
балках и оврагах, перегораживаемых дам-
бами. Осветленная вода из шламонакопи-
теля поступает в водосливные колодцы и
оттуда насосами перекачивается обратно в
производство. Емкость шламонакопителя
рассчитывается на 45—20 лет.
Рис. 28-12. Схема движения шламовой воды в на-
ружном отстойнике:
а — параллельная схема: б, в — последовательная схема;
1 — желоб для поступающей шламовой воды; 2 — желоб
для слива осветленной воды из отстойника; 3 — иасосиая
для перекачки осветленной воды иа фабрику илн в есте-
ственный водоем; I, II, III — секции отстойника
ляют из расчета накопления в них шлама в
течение 12—50 суток.
Для Череповецкой фабрики Гипрококс
разработал шламовый отстойник закрытого
типа (рис. 28-'13), где осадившийся шлам
подгребается механической лопатой к сбор-
нику и насосом возвращается обратно на
фабрику на флотацию.
Шламонакопитель (рис. 28-14)
устраивают для приема хвостов флотации с
обогатительной фабрики и сливной воды из
Шламонакопитель очень дорог и занимает
большую территорию. Поэтому разрабаты-
вается иная схема для улавливания хвостов
флотации (рис. 28-15). По этой схеме хво-
сты флотации с фабрики поступают в на-
ружный радиальный сгуститель, коагули-
руются и улавливаются на фильтр-прессе, а
осветленная вода с радиального сгустителя
и чистый фильтрат с фильтр-пресса возвра-
щаются на фабрику для дальнейшего ис-
пользования.
Рис. 28-14. Шламонакопитель:
/ — искусственная насыпь; 2 — наращивание иасыпи; 3 — колодец для сливной воды; 4 — на-
сосная; 5 — трубопровод
Водно-шламовое хозяйство
435
-на фабрику
Рис. 28-15. Схема обезвоживания и улавливания хво-
стов флотации с фильтр-прессом:
а — мешалка для приготовления раствора коагулянта; б —
радиальный сгуститель: в — промежуточные воронки; г —
фильтр-пресс; 1 — верхняя упорная плита; 2 — верхняя плита;
3 — промежуточная плита; 4 — коллектор для исходного
шлама; 5 — иатяжиое устройство; 6 — отжимной ролик;
7 — фильтровальная ткаиь; 8 — иож для съема осадка; 9 —
камера регенерации; 10 — коллектор для фильтрата; 11 —
нижияя опорная плита; 12 — ролик привода
6. СХЕМА ВОДНО-ШЛАМОВОГО
ХОЗЯЙСТВА
Схема водно-шламового хозяйства обога-
тительной фабрики должна удовлетворять
двум основным требованиям фабрики —
иметь оборотную воду с содержанием твер-
дого остатка в ней не более 50 г/л и не
иметь никаких сбросов в наружные водое-
мы. Для этого на фабрике должны быть
предусмотрены достаточные площади пира-
мидальных и радиальных сгустителей для
сгущения шлама и осветления воды, а так-
же обогатительные и шламоулавливающие
агрегаты (флотационные машины и вакуум-
фильтры). Схема шламового хозяйства
представлена на рис. 28-16.
Шламовые воды обезвоживающих грохо-
тов крупного и мелкого концентрата на-
правляются в пирамидальные сгустители,
из которых сгущенный шлам поступает в
28*
гидроциклоны, где производится дополни-
тельное обогащение, а слив с пирамидаль-
ного сгустителя подается в радиальные
сгустители.
Концентрат с гвдроциклонов поступает
на шламовые грохоты и далее на сушку
вместе с концентр атам флотации, a impoiM-
продукт в шламовую центрифугу. Фугат с
центрифуг направляется в шламонакопи-
тель, слив которого возвращается на фабри-
ку для использования. Слив с радиального
сгустителя попадает в бак оборотной воды
фабрики, а сгущенный шлам идет через
сборники и сгусти тельные воронки на фло-
тационные машины. Концентрат флотации
после обезвоживания на вакуум-фильтрах
направляется на сушку, а фильтрат посту-
пает в сгустительную воронку и в сгущен-
ном виде передается обратно на вакуум-
фильтры. Слив с воронки возвращается на
флотационные машины. Хвосты флотации
перекачиваются в радиальный сгуститель и
436
Обогащение коксующихся углей
Подрешетные воды обезвоживаю-
щих грохотов концентрата
Случайные пере-
ливы мойки
Сборник
переливов
Пирамидальные
сгустители
Слив
Сгущенный
Сборник ~|
Радиальные сгуститель^
уидроциклоны
Концентрат
Шламовые
грохоты
Обезвоженный
шлам
Сушка
Сухой кон
центра™
в шихту
Коагулянт
Ьак оборотной. [Сборник |
! ~~
Промпродукт ,
I Сборник\ Отсадочные
---------- машины
Подрешетные воды
Центрифуги
УЦМ -19
Распределитель -
ная воронка
Фугат
Шламонакопитель
Обезвоженный
на бункера
Г~" ,
Лромпрооукт Порода
Флотационные
машины
Техническая бода
Хвосты
1
Концентрат
L
Радиальный сгуститель |
Сгущенный
перелив
)сборника
Осдетлен
пая вода
-----•—I----1 Шлам
Шламовые I б отправку
отстой нахи |
Осветленная
вода
кек
Фильтрат
| Сборник |
| Воронка~\-
Рис. 28-16. Схема шламового
хозяйства
в опущенном виде передаются на шламовую
центрифугу. Случайные переливы и шламо-
вые воды при освобождении емкостей и ап-
паратуры собираются в шламовый отстой-
ник, осевший шлам идет в отправку, а ос-
ветленная вода вместе е осветленной водой
радиального сгустителя направляется в бак
оборотной воды для отсадочных машин.
Применение коагуляции обусловливает эф-
фективность этой схемы.
Глава 29
ЭКСПЛУАТАЦИЯ УГЛЕОБОГАТИТЕЛЬНЫХ ФАБРИК
Основные ступени процесса обогащения
угля — грохочение, обеспыливание и деш-
ламация, обогащение (отсадка, тяжелые
среды, флотация), обезвоживание (дрени-
рование при грохочении, центрифугирова-
ние, фильтрация), сушка, сгущение шлама
и осветление шламовых вод.
Перечисленные операции подробно осве-
щены и регламентированы в правилах тех-
нической эксплуатации углеобогатительных
фабрик, которые являются обязательным
техминимумом для всех рабочих и ИТР
фабрики.
Основные положения, обеспечивающие
оптимальные условия работы обогатитель-
ной фабрики заключаются з следующем.
Грохочение
1. Высокая производительность и эффек-
тивность грохочения достигается, когда ис-
ходный продукт перемещается на грохоте
с необходимой скоростью и при достаточ-
ном разрыхлении, зависящем от частоты и
амплитуды колебаний грохота.
2. Загрузка исходного угля на грохот
должна быть непрерывной и равномерно
распределенной по просеивающей поверхно-
сти, для чего необходимо, чтобы ширина
питателя была равна ширине грохота.
3. Для обеспечения максимальной произ-
водительности грохочения перед грохотом
следует устанавливать разгрузочные сига
для отсева более крупных классов.
4. Чтобы предотвратить замазывание от-
верстий сит и застревание в них зерен при
грохочении влажных углей, изменяют дина-
мический режим грохотов, увеличивают от-
верстия с.чт, а также применяют механиче-
скую или термическую чистку.
5. Необходимо обеспечить равномерное
натяжение и прочное крепление сит, исклю-
чающие образование местных провисаний и
возникновение в местах крепления знакопе-
ременных изгибов, вызывающих переломы
проволоки сетки.
6. На вибрационных грохотах возможно
нарушение уравновешенности сил инерции
и изменение натяжения пружин; следует
не допускать подобных случаев.
7. Для каждого сита и просеиваемого ма-
териала опытным путем устанавливают оп-
тимальную толщину слоя материала на
сите.
Обеспыливание и дешламация
1. Оптимальный режим обеспыливателей
(крупность выделяемой пыли и ее извлече-
ние) регулируется нагрузкой, числом оборо-
тов, углом наклона лопаток и направлением
вращения вентиляторного колеса.
2. Эффективность дешламации угля до-
стигается ослаблением турбулентности по-
тока исходного угля с водой и равномерным
распределением его по ширине сита. 4
Отсадка
1. Работу отсадочных машин регулиру-
ют, изменяя следующие параметры: ам-
плитуду и число 'Пульсаций чреды; подачу
воды и воздуха; высоту постели; уклон и
размеры отверстий отсадочного решета.
2. Для получения высоких производствен-
ных показателей работы отсадочных машин
при оптимальных технологических парамет-
рах необходимо соблюдать такие условия-
а) постоянство качества исходного мате-
риала;
б) спокойная, непрерывная и равномерная
по всей ширине машины загрузка исходно-
го, |предварительно усредненного угля
(без нарушения структуры постели);
в) минимальное содержание твердого в
оборотной воде;
г) своевременный выпуск продуктов обо-
гащения из машины без нарушения струк-
туры отсадочной постели в особенности в
местах выпуска тяжелых продуктов.
Тяжелые среды
Основные условия для оптимальной ра-
боты установок с тяжелыми средами сле-
дующие:
1) хорошая подготовка материала перед
обогащением его в тяжелых средах (отсев
и дешламация);
2) загрузка исходного угля (спокойный,
равномерный и непрерывный ввод угля в
постоянном количестве) и выгрузка продук-
438
Обогащение коксующихся углей
тсв обогащения (скорость удаления кон-
центрата и отходов) организованы таким
образом, чтобы обеспечить .интенсивное сма-
чивание угля и разделение его по удельно-
му весу;
3) скорость хода исходного материала в
суспензии такая, чтобы порода не попада-
ла к месту разгрузки концентрата.
Соблюдение технологии приготовления
магнетитовой суспензии (предварительное
2—3-часовое омачивание магнита и
5—Ю-минуиное барботирование пульпы
сжатым воздухом) обусловливает получе-
ние суспензии с хорошей структурой, что
обеспечивает отмывку магнетита от продук-
тов обогащения и более экономное его рас-
ходование.
Для нормальной работы сепаратора не-
обходимо соблюдать ряд условий, а именно:
а) количество подаваемой в сепаратор
суспензии должно быть постоянным и обес-
печивать рассчитанную гидродинамику ее
потока;
б) уровень суспензии в сепараторе дол-
жен быть на 2—3 мм выше сливного поро-
га, что обеспечивает небольшой, но непре-
рывный ее слив;
в) обеспечение нормальной работы насад-
ки для выпуска кондиционной суспензии из
сепаратора в циркуляционный сборник (за-
бивка насадки обнаруживается при нару-
шении работы денсиметра):
г) при увеличении вязкости среды против
нормы (что чаще всего бывает при поступ-
лении влажных углей) необходимо снять
нагрузку на сепаратор и восстановить среду
путем направления части .кондиционной сус-
пензии на регенерацию. Лучше всего (без
остановки аппарата и без снижения нагруз-
ки) среда восстанавливается, если вслед за
влажными углями будут поступать сухие;
д) уровень в обоих бачках, для кондици-
онной и некондиционной суспензии, должен
быть постоянным.
Стабильная плотность кондиционной сус-
пензии достигается, если регенерированная
суспензия отводится в систему циркуляции
суспензии с высоким удельным весом (з
связи с чем возникает необходимость раз-
бавлять ее только свежей водой); в сепа-
ратор с дешламированным углем не посту-
пает избыточное количество воды; и если
количество циркулирующей суспензии не
слишком мало, иначе колебания содержа-
ния в нем утяжелителя, воды и шлама ока-
жут сильное влияние на обогащение.
Регулировка плотности и поддержание
постоянного уровня кондиционной суспен-
зии в циркуляционном сборнике позволяет
быстро обнаружить и своевременно устра-
нить всякие нарушения технологического
режима установки.
Стабильная вязкость кондиционной сус-
пензии достигается непрерывным выпуском
части шлама из системы магнитных сепара-
торов в наружные отстойники и регулиро-
ванием режима работы магнитных сепара-
торов. Небольшая часть кондиционной сус-
пензии постоянно отводится и регенерирует-
ся вместе с некондиционной суспензией.
Емкость сборников для хранения суспен-
зии должна обеспечить нормальную работу
установки и ее остановку без потерь сус-
пензии.
Настройка денсиметра производится пу-
тем сопоставления показаний прибора и
фактического веса 1 литра суспензии. От-
клонения от нормы не должны превы-
шать ±0,02.
Флотация угольного шлама
Для обеспечения на флотационной уста-
новке переработки всего шлама, получае-
мого в процессе обогащения угля и наибо-
лее полного извлечения горючего в кон-
центрат с минимальными потерями в хво-
стах необходимо соблюдать следующие
условия:
1) тщательно ino-дготовить исходный шлам
для флотации (отбор крупных частиц
>1 мм на дуговом сите, смешение и усред-
нение в автоматизированном смесителе,
контактирование в контактном чане);
2) выбрать оптимальную схему флотации
и плотности пульпы, что зависит от флоти-
руемости исходного шлама и содержания в
нем тонких и зольных частиц угля;
3) выбрать наиболее эффективные флото-
реагенты и установить оптимальный реа-
гентный режим;
4) выполнить механические параметры
флотации (оптимальная аэрированносгь
пульпы, правильный и своевременный съем
пенных продуктов).
Кроме того, некоторой интенсификации
флотационного процесса можно достигнуть
повышением температуры пульпы и реаген-
тов, эмульгированием реагентов и ороше-
нием флотационной пены.
Дренирование
Для облегчения работы основных обезво-
живающих агрегатов в системе обезвожи-
вающего хозяйства должно быть преду-
смотрено предварительное обезвоживание
исходного угля (перед отсадочными маши-
нами) и продуктов обогащения на прямо-
линейных и криволинейных неподвижных
щелевидных ситах.
Оптимальный режим работы обезвожива-
ющих грохотов определяют следующие
условия: правильный подбор механических
параметров (угол наклона, амплитуда кача-
ний и число ходов в минуту), исходной на-
грузки по углю и воде, равномерная загруз-
ка по ширине грохота.
Центрифугирование
Оптимальный режим работы фильтрую-
щих центрифуг определяется правильным
подбором механических параметров (ско-
рость вращения ротора, высота разрыхля-
ющих колец), нагрузкой по углю, равномер-
ным питанием, размерами отверстий обез-
воживающих сит и своевременным удалени-
ем центрифугата.
Основные факторы, влияющие на произ-
Эксплуатация углеобогатительных фабрик
439
водственные показатели работы осадитель-
ных шнековых центрифуг при обезвожива-
нии продуктов флотации следующие: пра-
вильный подбор механических параметров
(длина зоны обезвоживания и осаждения,
скорость вращения ротора, расположение
питательной трубы), производительность
центрифуги по твердому, плотность исход-
ной пульпы и гранулометрический состав
обезвоживаемого материала.
Фильтрация
Оптимальный режим работы вакуум-
фильтров зависит от гранулометрического
состава фильтруемого материала, плотности
исходной пульпы, скорости вращения ди-
сков, вакуума и размера отверстий фильт-
ровальной ткани.
Интенсификация процесса фильтрации
достигается укрупнением гранулометриче-
ского состава фильтруемого шлама, добав-
кой в него фугата фильтрующих центрифуг,
коагуляцией исходной пульпы полиакрила-
мидом, установкой уровнемеров для под-
держания требуемого уровня пульпы, про-
мывкой секторов фильтра 5%-ным раство-
ром соляной кислоты.
Сушка
Показатели работы сушильных агрегатов
зависят от содержания влаги в исходном
продукте, от его гранулометрического со-
става и от расхода тепла на 1 кг испаряю-
щейся влаги.
Эффективный теплотехнический режим
сушильных агрегатов достигается регули-
рованием следующих параметров: темпера-
туры продуктов горения перед сушильным
барабаном, температуры агента (топочные
газы, разбавленные воздухом) перед раз-
грузочной камерой, разрежения в смеси-
тельной камере топки перед циклоном и
дымососом и давления воздуха на входе в
топку и после дымососа.
Работу сушильного отделения можно ин-
тенсифицировать укрупнением грануломет-
рического состава флотоконцентрата, до-
бавляя к нему крупный шлам, уменьшени-
ем колебаний нагрузки и влажности исход-
ного продукта, повышением теплоподачи в
сушильные агрегаты, улучшением уплотне-
ния возможных мест подсоса воздуха и др.
Сгущение шлама и осветление
шламовых вод
Режим работы шламоулавливающей и
шламоперерабатывающей аппаратуры угле-
фабрики должен быть построен так, чтобы
обеспечить оптимальную плотность оборот-
ной воды (ПО—<1-20 г/л) и минимальный
расход (ОД—0,2 м3) технической воды на
тонну обогащаемого угля, осуществить
замкнутый цикл без сброса шламовых вод
за пределы обогатительной фабрики.
Основные условия эффективной работы
аппаратуры водно-шламового хозяйства:
1) постоянная и равномерная загрузка
пирамидальных сгустителей исходным шла-
мом;
2) постоянство основных параметров ра-
боты радиальных сгустителей (нагрузка по
твердому и жидкому, гранулометрический
состав и плотность исходного шлама, ско-
рость вращения гребков н горизонтальность
сливного борта).
Эффективность осветления шламовых вод
в горизонтальных отстойниках достигается
при постоянной нагрузке по твердому и
жидкому, при соблюдении принятой схемы
осветления (количество и порядок включе-
ния отсеков отстойника), своевременной
чистке отстойников ,и применении коагу-
ляции.
Процесс коагуляции шламовых вод за-
висит от нагрузки (по твердому и жидкому)
и плотности исходного шлама, грануломет-
рического и минералогического состава
твердой фазы шлама, расхода и концентра-
ции раствора коагулянта, непрерывности
(для радиальных сгустителей) или перио-
дичности (для горизонтальных отстойни-
ков) разгрузки скоагулированного шлама.
Чтобы управлять технологическим про-
цессом углеобогатительной фабрики, надо
разработать и внедрить оптимальные па-
раметры технологического режима отдель-
ных операций, при которых получаются
нужные производственные показатели. Выб-
ранные параметры, проверенные в процес-
се наладки производства, определяют и
круг обязанностей обслуживающего персо-
нала.
Контроль технологического процесса
углеобогатительной фабрики производится
в соответствии со схемой контроля произ-
водства углеподготовительного цеха, при-
веденной в «Правилах технической эксплу-
атации коксохимических заводов».
Анализ работы цеха или отдельных узлов
выявляет соответствие установленного ре-
жима качеству исходного и получаемых
продуктов, а также определяет зависимость
конечных результатов от параметров уста-
новленного режима.
Регулировка оборудования н отдельных
узлов цеха производится по данным анали-
за результатов текущего контроля техноло-
гического процесса или специальных иссле-
дований.
Глава 30
КОНТРОЛЬ ПРОИЗВОДСТВА В УГЛЕОБОГАТИТЕЛЬНОМ ЦЕХЕ
Контроль работы углеобогатительного
цеха тесно связан с оперативной регулиров-
кой процесса обогащения углей. Он помо-
гает достигать требуемые показатели в
обогащенных компонентах шихты и обеспе-
чивает постоянное качество шихты.
Из-за многообразия свойств рядовых уг-
лей, поступающих на обогащение, неизбеж-
ны колебания показателей, характеризую-
щих свойства обогащенных продуктов. Эти
колебания должны постоянно учитываться
при контроле, чтобы путем применения ра-
циональных мероприятий всегда было воз-
можно составить шихту для коксования, не
отклоняющуюся по своему качеству от за-
данных норм. Следовательно, контроль ра-
боты углеобогатительного цеха не может
быть ограничен только постоянной схемой,
он должен быть гибким.
В основу контроля положен утвержден-
ный руководством завода перечень посто-
янно анализируемых продуктов обогащения,
составленный с учетом особенностей усло-
вий работы и технологического процесса.
Пример такого перечня дан в табл. 30-1.
Таблица 30-1
Перечень постоянно анализируемых продуктов обогащения
Наименование пробы Точка отбора пробы Коли- чество пробы Периодичность отбора пробы Анализируемые параметры Примечание
Рядовые угли, поступающие из шахт Конвейер после вагоноопрокида или вагон По гост 6105—53 Для постоянных шахт-постав- щиков 1—Зраза в полгода; для новых шахт 1—2 раза в месяц ^₽. ЛС, 50Сб, Гг . Ситовый анализ по машинным классам (ГОСТ 2093-59). Фракционный анализ (ГОСТ4790-58) Необходимость других анализов и периодичность опробования устанавливают оперативно
Рядовая шихта, поступающая иа обогащение Конвейер на углефабрику По ГОСТ 930—55 Сменная проба, декадная и месячная 1ГР, Дс, 5рб ежесменно. Ситовый анализ и фракционный анализ декад- ных или месяч- ных проб —
Компоненты рядовой шихты Дозировочные столы Один раз в 1—2 часа Провеска Необходимость других опробо- ваний решается оперативно
Контроль производства в углеобогатительном цехе
441
Продолжение табл. 30-1
Наименование пробы Точка отбора пробы Коли- чество пробы Периодичность отбора пробы Диализируемые параметры Примечание
Крупный и мелкий концентрат Обезвоживаю- щий грохот 60—80 кг Сменная проба (из разовых проб, отбира- емых 1 раз в час) Гр, лс. Экспресс-анализ разовых проб Необходимость других опробо- ваний решается оперативно
Мелкий концентрат со шламом Конвейер после центрифуги 50—60 кг Сменная проба Гр, Ас То же
Флотоконцен- трат Дозировочный стол 30—40 кг » » Гр, Ас » »
Пыль в присадку Дозировочный стол 30—40 кг » » ГР, Ас » »
Исходный шлам, поступающий на флотацию (пульпа) Сливной порог контактного чана 10 л » » г/л, Дс, а также периодически ситовый состав » »
Промежуточный циркуляцион- ный продукт Перепад с одного транспортного устройства на другое 30—40 кг 1 раз в 2 часа Экспресс- анализ » »
Промежуточный продукт, выпус- каемый из мойки для энергети- ческих нужд Конвейер 30—40 кг Сменная проба ГР, Дс, экспресс-анализ » «
Крупная и мелкая порода Конвейер 40—50 кг 1 раз в 2 часа Экспресс-анализ » »
Общая порода Конвейер 60—80 кг Сменная проба гр, дс, экспресс-анализ » »
Циркулирующие в мойке шламы Переток 10 л Периодически г/л, Дс, ситовый состав » »
Флотохвосты и сбросные воды Переток 10 л Сменная проба г/л, Дс, ситовый анализ » »
Расход реагентов При дозировке — Часовые провески — —
442
Обогащение коксующихся углей
На всех углеобогатительных фабриках
осуществляют контроль качества и количе-
ства рядовых углей, поступающих на обо-
гащение, качества и количества продуктов,
находящихся в технологическом цикле, ка-
чества и количества конечных продуктов,
режима работы аппаратов, усреднения ка-
чества продуктов обогащения, расхода реа-
гентов, утяжелителей, смачивающих или
омасливающнх добавок, коагулянтов и т. д.
Основой правильного контроля является
проба, отобранная от общей массы продук-
та по определенным правилам, обладающая
всеми свойствами опробуемой массы.
Различают часовые, сменные, суточные,
декадные и месячные пробы в зависимости
от времени накапливания.
В третьей колонке таблицы помещены
показатели количества проб, отбираемых
за смену, принятые на коксохимических за-
водах.
Определения W'1’; Ас; 8^ и 1/г (в поо-
центах) производил по ГОСТ 6379—59,
6383—52, 8606—61 и 63812—52. По мере на-
добности, в тех же пробах углей определя-
ют содержание фосфора по ГОСТ 1932—60
Количественный контроль продуктов осу-
ществляют взвешиванием поступающих уг-
лей и отгружаемых продуктов на вагонных
и ленточных весах, а также путем конт-
рольных провесок нагрузки дозировочных
стопов, осуществляемых вручную через
определенные промежутки времени. Для
контроля расхода жидких продуктов (тех-
ническая вода, реагенты и т. д.) на многих
фабриках устанавливают автоматические
расходомеры. Автоматическую аппаратуру
для количественного контроля разрабаты-
вают заводские отделы контрольно-измери-
тельных приборов (КИП), а также различ-
ные научно-исследовательские учреждения.
Контроль за работой аппаратов осуще-
ствляется на основании полученных при ре-
гулировке фабрики режимных карточек, в
которых зафиксированы основные (опти-
мальные) показатели работы аппарата и
отмечены допустимые отклонения.
Глава 31
ТРАНСПОРТИРУЮЩЕЕ ОБОРУДОВАНИЕ
В углеподготовительных, углеобогати-
тельных и коксовых цехах для транспорти-
рования угля, продуктов его обогащения и
кокса применяют ленточные и скребковые
конвейеры и элеваторы.
1. ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Наиболее распространены ленточные кон-
вейеры. Они отличаются высокой произво-
дительностью, сравнительно небольшим рас-
ходом энергии, большой дальностью транс-
портирования, сохранностью транспортиру-
емого материала, относительной легкостью
конструкции и простотой обслуживания.
Применение их несколько ограничивается
тем, что невозможно транспортировать ма-
териалы под большими углами наклона.
Допускаются следующие углы наклона
ленточных конвейеров по нормам Гипро-
кокса:
Рядовой уголь ................. 19°30’
Предварительно дробленый уголь и
коксовая мелочь ............... 19°30'
Порода и промпродукт.............20°
Шихта для коксования.............21°
Рядовой и металлургический кокс . 18°
В месте загрузки конвейера желательно
снижение угла его наклона на 6—8°.
Для конвейеров, установленных в неотап-
ливаемых помещениях, для исключения
возможности смерзания транспортируемого
материала' и обледенения ленты в зимнее
время предусматривается обогрев ленты с
помощью прокладываемых под рабочей
ветвью ленты паропроводов.
Ленточные конвейеры могут быть гори-
зонтальными (рис. 31-1, а), наклонными
(рис. 31-1,и криволинейными (рис. 31-1, в
и г).
Для угля с влажностью до 8% допу-
скается скорость движения ленты 2 м/сек.,
а с влажностью свыше 8% — 2,5 м/сек.
При транспортировании металлургического
кокса принимается скорость не выше
1,7 м/сек.
Предел скорости ленты при наличии
плужкового сбрасывателя составляет для
крупнокускового материала 1,25, а для мел-
кокускового — 1,6 м/сек.
Основные элементы ленточного конвейе-
ра (рис. 31-2): бесконечная эластичная лен-
та 4, роликоопоры 3, приводной и откло-
няющий барабаны 1 и 2, натяжное устрой-
ство 6, опорная конструкция 5.
Лента. На конвейерах для угля и кок-
са применяют транспортерные тканевые
прорезиненные ленты общего и специально-
го назначения по ГОСТ 20—62.
Ленты специального назначения бывают
теплостойкие и морозостойкие. Первые
имеют гарантированную работоспособность
при температуре транспортируемого мате-
риала до +100° и применяются для транс-
портирования рядового и металлургическо-
го кокса (конвейеры под рампой, на коксо-
сортировку и внутри коксосортировки).
Рис. 31-1. Ленточные конвейеры
444
Обогащение коксующихся углей
Морозостойкие леиты имеют гарантиро-
ванную работоспособность при температу-
ре окружающего воздуха не ниже —45°.
Они применяются в неотапливаемых поме-
щениях и на открытом воздухе.
Есть ленты трех типов: А-1, А-2 и В. Они
отличаются друг от друга маркой бельтин-
га и раскроем прокладок. Ленты А-1 изго-
товляются из бельтинга марок ОПБ-5 и
ОПБ-112, а ленты А-2 и В — из бельтин-
га Б-820. Теплостойкие ленты бывают толь-
Число прокладок ленты определяют в
зависимости от максимального натяжения,
ширины ленты и марки бельтинга по табл.
31-2.
В коксохимической промышленности наи-
большее распространение получили конвей-
еры с шириной ленты 800, 1000, 1200 и
1400 мм. Изготовляет их Белохолуницкий
завод им. Ленина. Осваивается также про-
изводство конвейеров с шириной ленты 1600
и 2000 мм. Длина лент от 25 до 400 м.
ко одного типа (А-2), а морозостойкие двух
типов (А-1 и А-2).
Толщина резиновых обкладок в зависи-
мости от транспортируемого материала, ти-
па ленты и марки бельтинга приведена в
табл. 31-1.
Таблица 31-1
Толщина резиновых обкладок
Транспортируемый материал Уголь Шихта Кокс
Тип ленты и марка бель- А-2 А-1 В А-2
тинга .... Толщина рабо- чей обкладки, Б-820 ОПБ-5 Б-820 Б-820
мм Толщина нера- бочей обклад- 3 4,5 1,5 6
ки, мм . . . 1 1,5 1,5 2
Для определения числа стыков ленты
среднюю длину одного куска принимают
равной 70 м. Ленты стыкуются при монта-
же конвейера методом вулканизации.
По данным работы ЦНИИЧМ, следует
принимать следующие припуски и длины
лепты на -вулканизацию одного стыка при
8 прокладках:
Ширина ленты, мм . 800 1000 1200 1400
Величина припуска,
мм................ 2500 3000 3500 4000
Продолжительность работы ленты зави-
сит от правильного выбора ее и от условий
эксплуатации. Лента является наиболее до-
рогим элементом конвейера, поэтому при
эксплуатации следует предохранять ее об-
кладки и особенно кромки от износа,
устранять возможности порыва ленты, сво-
евременно производить ремонт.
Роликоопоры. Верхние роликоопоры,
поддерживающие рабочую ветвь ленты, для
желобчатых конвейеров состоят из трех ро-
ликов. Роликоопоры могут быть основные
(рис. 31-3) и переходные (рис. 31-4). У пе-
реходных — меньший угол наклона боко-
Таблица 31-2
Выбор числа прокладок ленты
Ширина леиты мм Максимальное натяжение ленты. кг
800 1000 1200 1400 Марка бельтинга 1600 Б-820 3400 4200 ОПБ-5 2000 2500 Б-820 4200 4800 6300 ОПБ-5 2200 2800 3300 Б-820 4600 5800 6900 8100 ОПБ-5 2600 3200 3900 4500 Б-820 6700 8100 9400 ОПБ-5 3000 3700 4400 5200 Б-820 9200 10700 ОПБ-5
Число прокладок . . 4 1 5 6 7 8
Транспортирующее оборудование
445
вых роликов. Устанавливают их у бараба-
нов, если применяют ленту марки ОПБ-5.
Верхние ролнкоопоры для конвейеров с
плоскими лентами (рис. 31-5) и нижние ро-
ликоопоры (рис. 31-6) для всех конвейеров
состоят из одного ролика, расположенного
горизонтально.
щает конический шкив, передающий движе-
ние при помощи винтовой передачи и вил-
ки на три соединенные между собой тяга-
ми роликоопоры, которые могут поворачи-
ваться вокруг вертикальных осей на угол
до 15° по отношению к нормальному поло-
жению. Возникающие при взаимодействии
Рис. 31-3. Желобчатая роликоопора
в D
800 127
1000 127
1200 127
1400 159
А Н
1100 240
1300 240
1550 240
1750 290
А
Рис. 31-4. Желобчатая переходная роликоопора
В D А h
1200 127 1550 240
1400 159 1750 290
Ролики монтируются на шарикоподшип-
никах. Смазка их осуществляется через
пресс-масленки шприцем. Оси роликов не-
подвижно укреплены в гнездах стоек роли-
коопор.
Чтобы не было сдвига ленты в сторону
при ее движении, применяют дефлекторные
ролики (рис. 31-7).
Для предотвращения сдвига ленты Гил-
рококс предложил конструкцию автомати-
ческого регулятора хода ленты (рис. 31-8).
Принцип его действия заключается в том,
что лента, сдвинувшаяся в сторону, вра-
ленты и повернутых роликоопор силы, на-
правленные к оси конвейера, возвращают
ленту на место.
Автоматические регуляторы хода ленты
рекомендуется устанавливать иа расстоя-
нии 35—40 м друг от друга.
Барабаны. Приводные, отклоняю-
щие, концевые и оборотные барабаны
имеют бочкообразную (выпуклую) поверх-
ность, что способствует центрированию лен-
ты. Все барабаны вращаются в подшипни-
ках качения.
Приводные барабаны (рис. 31-9) бывают
446
Обогащение коксующихся углей
с гладким ободом и с ободом, футерован-
ным резиной. Футеровка барабана резиной
увеличивает трение между барабаном и
лентой, благодаря чему увеличивается кру-
тящий момент, уменьшается давление на
вал, что позволяет уменьшить число про-
кладок ленты и величину груза натяжного
устройства. Рекомендуется применять фу-
терованные приводные барабаны на всех
конвейерах для кокса, а также на конвейе-
рах для угля, мощность привода которых
превышает 50 кет.
В | D | A I L | Н
800 127 1100 950 185
1000 127 1300 1150 185
1200 127 1550 1400 185
1400 159 1750 1600 220
В зависимости от числа приводов при-
водной барабан изготовляют с одной или
двумя консолями. Диаметр приводного ба-
рабана должен удовлетворять соотношению
7)^(100—125) I, где i — число прокладок
ленты.
Рис. 31-6. Нижняя роликоопора
800
юоо
1200
1400
127
127
127
159
1Ю0
1300
1550
1750
950
1150
1400
1600
60
60
60
60
Привод. Привод рекомендуется распо-
лагать в головной части конвейера. Лишь
в исключительных случаях иа коротких ма-
Рис. 31-7. Дефлекторный ролик
В D Л М Н
800 127 1 100 120 505
ЮОО 127 1300 90 505
1200 127 1550 60 505
1400 159 1750 100 635
лопроизводительных конвейерах привод
устанавливают в хвостовой части.
Наиболее распространены приводы от
электродвигателя через редуктор, непосред-
ственно соединенный с валом приводного
барабана. Однако встречаются приводы с
дополнительной передачей — зубчатой, кли-
ноременной или цепной. Каждый конвейер
всегда имеет индивидуальный привод.
Из редукторов наибольшее распростра-
нение получили цилиндрические редукторы
типа РМ и ЦД2, а также коническо-ци-
линдрические (КЦ). Редукторы типа ЦД2
имеют меньшие размеры и вес. удобный
ряд передаточных чисел (от 9 до 60,7) и
мощностей. Редукторы типа ЦД2 имеют
большую мощность. Характеристики редук-
торов приведены в табл. 31-3, 31-4, 31-5.
Натяжное устройство предназна-
чается для создания постоянного натяжения
в ленте и устранения провисания ее между
роликоопорами. Обычно его располагают в
хвостовой части конвейера. В конвейерах
большой длины натяжное устройство нахо-
дится на холостой ветви ленты у привод-
ной станции.
Для компенсации вытягивания ленты в
процессе работы натяжное устройство
должно иметь свободный ход, равный не
менее 1% длины для горизонтальных кон-
вейеров и не менее 1,5% — для наклонных
и криволинейных.
При ходе натяга до 800 мм применяют
винтовые натяжные устройства (рис. 31-10),
а при большем ходе натяга — грузовые на-
тяжные устройства (тележечные при рас-
положении в хвостовой части и вертикаль-
ные при расположении у приводной стан-
ции).
Рис. 31-8. Автоматический регулятор хода ленты:
1 — конический шкив; 2 —. редуктор; 3 — виит; 4 —• гайка; 5 — вилка; 6 —подвижная роликоопора; 7 — тяга; 8 — ось поворота роликоопоры
448
Обогащение коксующихся углей
Рис. 31-9. Приводной барабан
В 800 1000 1200 1400
D 630 800 1000 800 1000 1250
L 950 1 150 1400 1600
Таблица 31-3
Характеристика редукторов
Вес, кг Расстояние между валами, мм Передаточное число са >» о S О X 3 а х go ® 3* о со
45 40 35,5 31,5 28 25 22,4 20 18
мощность иа тихоходном валу, л. с.
Типоразмер
редуктора
ЦД2-25Б 88 250 1,5 1,6 2,4 2,5 2,6 2,9 3,3 3,8 5 1000
ЦД2-35Б 180 350 4 4,5 5,7 6,4 6,5 7,2 8,1 9,6 12 1000
ЦД2-40Б 250 400 5,4 7,5 7,6 8,1 9,1 10,7 12,9 14,5 15,9 1000
ЦД2-50Б 365 500 10 12 16,2 17,3 18,4 18,9 22,6 26,5 29,6 1000
ЦД2-60Б 640 600 16,8 18,7 24,4 25,6 26,6 28 34 37 45,4 1000
ЦД2-65Б 720 650 24,6 28 33,5 37 37,5 42 46 54 67 1000
ЦД2-75Б 1000 750 33,6 39,8 48 51 54 60 67,4 77,8 93,5 1000
ЦД2-85Б 1400 850 45 51 65,1 68,5 75 80 90 108 124 1000
ЦД2-100Б 2000 1000 77 83,5 109 115 123 132 150 165 203 1000
111 121 153 164 172 184 — — — 1500
ЦД2-115Б 2850 1150 96,5 107 136 146 157 167 190 210 260 1000
141 153 195 — —. — — — 1500
ЦД4-130Б 4700 1300 159 178 222 242 254 265 322 — — 1000
241 — — — — — — — — 1500
Таблица 31-4
Характеристика редукторов
Типо- размер редуктора Вес кг Расстояние между валами Передаточное число Число оборотов в минуту
48,57 40,17 31,5 23,34 20,49 15,75
мм мощность иа тихоходном валу, кет
РМ-250 102 250 0,52 0,6 0,85 1,13 1,32 1,9 1000
РМ-350 172 350 1,2 1,4 1,9 2,5 2,9 4,3 1000
РМ-400 250 400 2,4 2,8 3,8 5,3 6 8 1000
РМ-500 345 500 4 5 6,8 9 10,3 14,5 1000
РМ-650 878 650 9,5 Н,6 16 21,6 24,9 34,8 1000
РМ-750 1462 750 20 22,6 31 42,3 48 67,7 1000
РМ-1000 2420 1000 32,4 39 54,5 73,3 83,7 106 1000
Транспортирующее оборудование
449
Характеристика редукторов
Таблица 31-5
Передаточное число
Типоразмер редуктора Вес. кг 27,5 19,3 13,6 9,65 6,29 Число оборотов
мощность, подводимая к редуктору, кет
КЦ 1-200 190 2,1 3,7 6,1 8,5 8,5 1000
КЦ 1-250 400 4 7,2 11,5 17,4 21 1000
КЦ 1-300 490 7 12 19,2 21 21 1000
КЦ 1-400 1010 15,9 27 43 60 60 1000
КЦ 1-500 1770 30 51 80 103 103 1000
Передаточное число
182 118 73 43,4 28,3
мощность, подводимая к редуктору, кет
КЦ2-500 435 1,2 1,8 3 6 7,9 1000
КЦ2-750 1270 4,2 6,4 10,8 21 21 1000
КЦ2-1000 2665 9,8 15 26 50 60 1000
КЦ2-2300 5380 23 36 61 103 103 1000
Рис. 31-10. Натяжное
винтовое устройство
Опорная конструкция сварная и
изготовляется из прокатной стали (швел-
леры и угловая сталь). На рис. 31-11 при-
ведена конструкция промежуточной секции
конвейера.
Для устранения попадания транспорти-
руемого материала на нерабочую сторону
холостой ветви ленты опорная конструк-
ция сверху перекрывается листовой сталью
толщиной 2 мм.
29 Справочник коксохимика т. I
Остановы. На наклонных конвейерах
для устранения возможности самопроиз-
вольного движения ленты вниз под нагруз-
кой применяют эластичные муфты-остановы
(рис. 31-12), имеющие храповое устройство.
В конвейерах с мощными приводами ис-
пользуют колодочные тормозы с гидротол-
кателем. Остановы и тормозы устанавлива-
ют между электродвигателем и редуктором.
Очистное устройство. Для очи-
450
Обогащение коксующихся углей
Рис. 31-14. Промежуточная
секция конвейера
стки ленты от прилипших частиц транспор-
тируемого материала применяют очистные
устройства разной конструкции. Наиболее
распространены скребки, прижимающиеся
контргрузом к ленте под приводным бара-
баном (рис.. 31-13). Недостаток скребков:
неполная очистка ленты и ускоренный ее
износ.
Эти недостатки устраняют применением
вращающихся электрических капроновых
щеток (рис. 31-14).' Они снабжены индиви-
дуальным электроприводом. Расход энер-
гии составляет 1,7 кет иа ленту. Недоста-
ток их — относительно быстрый износ
щетки.
При транспортировке влажных и мокрых
материалов ленту можно очищать сжатым
воздухом (рис. 31-15). Расход воздуха на
одну ленту составляет, примерно, 800—
1000 м3/ч при давлении 1200—1400 мм
вод. ст.
Разгрузочные устройства.
Для разгрузки транспортируемого материа-
ла поочередно в нескольких местах конвей-
ера применяют плужковые сбрасыватели
(рис. 34-16) -или барабанные сбрасывающие
(разгрузочные) тележки. Недостаток плуж-
ковых сбрасывателей — ускоренный износ
ленты и снижение ее производительности
вдвое из-за необходимости вы1Пол,аживан.ия
ленты в месте установки сбрасывателя.
Наиболее распространены барабанные
разгрузочные тележки. Они перемещаются
на опорной конструкции конвейера в любую
заданную точку разгрузки. На рис. 31-47
показана конструкция сбрасывающих теле-
жек, изготовляемых Белохолуницким зазо-
дом им. Ленина. Размеры их приведены в
табл 31-6.
Таблица 31-6
Характеристика сбрасывающих
тележек (рис. 31-17)
Показатели Ширина ленты, мм
800 1000 1200 1400
Вес, кг 2425 3900 5400 6250
Скорость передви- жения тележки, м/сек 0,3 0,3 0,3 0,3
Расход мощности на передвижение, кет 2,7 2,7 4 4
Размеры, мм: А 4508 5078 5223 5873
Б 2450 2800 3300 3600
В 1650 1900 2200 2400
Г 1886 2318 2430 2830
Д1 630 800 900 ЮОО
Д, 500 500 630 630
Е 700 700 1000 1000
Ж 700 750 700 800
3 995 1070 1260 1410
И 2000 2200 2200 2400
К 945 970 1060 1310
М 400 450 550 600
S 1300 1540 1840 2040
Оии состоят из рамы, на которой смон-
тированы два барабана, охватываемые лен-
той 1конвейе>ра, механизма передвижения те-
лежки с индивидуальным приводом, руч-
ного противоугонного захвата, роликоопор,
скребка для чистки ленты, желоба для
Транспортирующее оборудование
451
сбрасывания угля с ручными клапанами и
переходной площадки. Эти тележки быва-
ют с двумя типами желобов:
для сбрасывания материала на одну или
другую стороны тележки;
для сбрасывания материала на обе сторо-
ны тележки или вперед на ленту.
На рис. 31-18 показана барабанная раз-
грузочная тележка конструкции централь-
ного проектно-конструкторского отделения
треста «Союзпроммеханизация» для кон-
вейеров с шириной ленты 4400 мм. В те-
лежке предусмотрена разгрузка на две сто-
роны или вперед на ленту.
Эта тележка приспособлена для работы
при полной автоматизации процесса раз-
грузки конвейера, для чего имеет индиви-
дуальные приводы механизмов передвиже-
ния тележки (обе оси ведущие), пружинно-
винтового противоугонного захвата, очист-
ной щетки, винтового толкателя клапанов,
наружных вибраторов на желобах.
Кроме того, на желобах тележки установ-
лены сигнализаторы забивки желобов мате-
риалом.
Характеристика тележки
Ширина ленты, мм...................1400
Диаметр барабанов, мм............ 800
Ширина колеи рельсов, мм .... , 2200
Скорость передвижения, м]сек . . . 0,263
Вес, кг.......................... 10300
Мощность механизма, кет:
передвижения тележки............7
очистной щетки..................1,7
пружинно-винтовых захватов . . 5,6
винтового толкателя клапанов . 1,7
вибраторов......................1,2
4-ZI
• Рис. 31—15. Устройство для очистки ленты сжатым воздухом
Транспортирующее оборудование
453
Рис. 31-16. Плужковый сбрасыватель:
а — двусторонний; б — односторонний
Передвижной реверсивный
конвейер. Для равномерного распреде-
ления разгружаемого материала по всей
ширине емкости применяют передвижные
реверсивные конвейеры (рис. 31-19). Длина
их должна быть не более 40 м. Характери-
стика реверсивных конвейеров приведена з
табл. 31-7. Управление конвейером может
быть дистанционным.
Расчет конвейера
Производительность ленточных конвейе-
ров с желобчатой лентой определяется по
формуле
Q = 310 • Вг • v07,
где Q — производительность, т/ч;
В — ширина ленты, м;
Vo — расчетная скорость ленты, м/сек;
у — насыпной вес, т/м3.
Насыпной вес некоторых материалов:
• Рядовой уголь...........0,8
Шихта угольная..........0,7
Кокс....................0,5
Порода..................1,6
Промпродукт.............1,2
Производительность конвейеров с пло-
ской лентой принимают вдвое меньше. Ско-
рость ленты конвейера, необходимая для
обеспечения подсчитанной выше производи-
тельности, определяется в зависимости от
угла наклона конвейера
fi = Vvo>
где V; — необходимая скорость ленты,
м/сек;
ka—коэффициент, зависящий от угла
наклона.
Угол наклона,
град . . . .0—10 11—15 16—18 19—21
ka...........1,0 1,05 1,1 1,15
Окончательная скорость ленты конвейера.
принимается в зависимости от диаметра ба-
рабана, числа оборотов электродвигателя и
передаточного числа привода
~D • п
v =----------,
60 • i
где D — диаметр приводного барабана, м;
п — число оборотов электродвигателя,
об/мин;
i — передаточное число редуктора.
Скорость ленты должна быть равна или
несколько больше необходимой скорости.
Таблица 31-7
Характеристика реверсивных конвейеров
Показатели Ширина леиты. мм
800 1000 1200 1400
Производительность, м3/ч Скорость ленты,м/сек Мощность двигателя ленты, кет . . . 400 2 11 315 1,6 8 200 1 5,5 630 2 15 500 1,6 11 400 1,25 8 900 2 20 710 1,6 15 560 1,25 15 1260 2 25 1000 1,6 25 775 1,25 15
Скорость движения конвейера, м/сек Мощность двигателя конвейера, кет . . Ширина колеи, мм Тип рельс по ГОСТ 6368—52 0,34 2,7 1250 Р18 0,46 2,7 1510 Р24 0,46 4 1760 Р24 0,46 4 1950 Р24
—в —ч—м —
--в -----ч
Рис. 31-17. Сбрасывающая тележка Белохолуницкого завода им. Ленина
Рис. 31-18. Барабанная разгрузочная тележка:
1 — рама тележки; 2 — барабан; 3 — роликоопора; 4 — механизм передвижения тележки; 5 — пружиино-винтовой захват; 6 — очистная щетка; 7 — винтовой
толкатель клапанов; 8 ~ желоб; 9 — вибратор; 10 — сигнализатор забивки желоба
Рис. 31-19. Передвижной реверсивный конвейер
Транспортирующее оборудование
457
Значительное увеличение скорости неже-
лательно, так как это снижает срок служ-
бы ленты.
Потребная мощность на валу приводно-
го барабана составляется из мощности, не-
обходимой для (преодоления сопротивления
трущихся частей конвейера, транспортиро-
вания материала в горизонтальном и вер-
тикальном направлениях, преодоления со-
противления от разгрузочной тележки,
плужкового сбрасывателя и направляющих
бортов и определяется по формуле
N = (kxLrv + 0,0002QLr ф-
+ 0,003TQH)k.,k3 + NHln + tfn,
где N — потребная мощность на приводном
валу, л. с.;
Nv — мощность, необходимая для пре-
одоления сопротивления 1 м на-
правляющих бортов, равная
0,1 л.с/м для одинарного уплот-
нения и 0,2 л. с/м для двойного
уплотнения;
Лф — 0,5 л. с. — мощность, необходимая
для преодоления сопротивления
плужкового сбрасывателя;
Lr — длина горизонтальной проекции
конвейера, м;
Н — высота подъема конвейера, м;
1Я—длина направляющих бортов, м;
k< — коэффициент сопротивления дви-
жению ленты, зависящий от шири-
ны ленты;
Ширина ленты, мм 800 1000 1200 1400
kx .............. 0,033 0,041 0,048 0,055
k2 — коэффициент, зависящий от длины
конвейера;
где Л'р— потребная мощность редуктора,
л. с.;
kp — коэффициент продолжительности
работы редуктора;
Продолжительность рабо-
ты конвейера, ч/сутки 3 8 16 24
kp .....................0,8 1,0 1,1 1,25
Установочная мощность электродвигателя
где Л^м — установочная мощность электро-
двигателя, кет;
k — коэффициент запаса установочной
мощности для углеподготовэк
k =1,1, а для коксосортировок
k = 1,2;
П=0,94 — коэффициент полезного действия
редуктора.
Приводной вал проверяется на крутящий
момент
Ni
MKD = 71620-----,
1 п
где А1кр—< крутящий момент, кг см.
Полученный А/кр сопоставляется с допу-
стимым крутящим моментом (табл. 31-8)
по данным треста «Союзпраммеханизация».
Максимальное натяжение ленты, необ-
ходимое для определения числа ее прокла-
док (см. табл. 31-2), определяется по фор-
муле
75Nc
5макс — >
Длина конвейера, м....................До 10 10—15 15—25 25—35 35—45 Свыше 45
k2...................................2,5 2,2 1,8 1,5 1,4 1,0
k3 = 1,1—коэффициент, учитывающий со-
противление от разгрузочной те-
лежки без подъема материала на
тележку.
Редуктор подбирается по мощности, оп-
ределяемой по формуле
где 5макс — максимальное натяжение, кг;
с — коэффициент, зависящий от
коэффициента трения между
лентой и барабаном, а также
от угла охвата барабана лен-
той.
А'р = kpN,
Таблица 31-8
Допустимый крутящий момент
Наименование Ширина ленты, мм
800 1000 1200 1400
диаметр барабана, мм
630 800 800 1 000 800 1000 1000 1250
Мкр гладкого бараба- на, кгсм МКр футерованного ба- рабана, кгсм . . . 36800 47200 56000 71000 70000 88800 116500 146500 84000 106700 140000 176000 163000 205400 286400
458
Обогащение коксующихся углей
Величины коэффициента с для угла
охвата 210° приведены в табл. 31-9.
Т аблица 31-9
Значение коэффициента с
Состояние атмосферы в помещении Величина коэффи- циента с при разной поверхности барабана
гладкая футерован- ная резиной
Сухая 1,5 1,3
Влажная 1,93 1,67
Сильно влажная . . . 3,27 2,37
2. СКРЕБКОВЫЕ КОНВЕЙЕРЫ
Скребковые конвейеры по сравнению с
ленточными имеют следующие преимуще-
ства:
1) промежуточная разгрузка транспорти-
руемого материала одновременно в не-
скольких точках;
2) транспортирование материала с боль-
шим углом наклона (до 30°);
3) одновременное транспортирование ма-
териала в двух противоположных направ-
лениях — по верхнему и нижнему днищам.
Однако они имеют и серьезные недостат-
ки, из-за которых применяются редко:
1) большой расход энергии;
2) большой расход металла;
3) большой вес;
4) ограниченная длина транспортирова-
ния;
(5 ) низкая производительность;
6) сравнительно быстрый износ скребко-
вой цепи и натравляющих, а следователь-
но, частые ремонты;
7) наличие значительных динамических
нагрузок;
8) заметное измельчение транспортируе-
мого материала;
9) неравномерная (порционная) загрузка
технологического оборудования (центрифу-
ги, грохоты).
На рис. 31-20 изображен типовой скреб-
ковый конвейер, изготовляемый Луганским
заводом им. Пархоменко.
Тягой служит роликовая скребковая
цепь, перемещающаяся по направляющим,
прикрепленным к несущей металлоконструк-
ции конвейера. Транспортируемый матери-
ал передвигается по днищу. В днище кон-
вейера устанавливают шиберы, при откры-
вании которых материал разгружается.
Скребковые конвейеры получают движе-
ние от электродвигателя через редуктор,
непосредственно соединенный с приводным
валом, на котором расположены звездочки.
Винтовые натяжные устройства обеспечи-
вают плотное прилегание звеньев цепи к
приводным звездочкам.
На некоторых коксохимических заводах
установлены скребковые конвейеры с бо-
Транспортирующее оборудование
459
лее простыми безроликовыми скребковыми
цепями.
Расчет конвейеров
Изготовляются пять типоразмеров скреб-
ковых конвейеров в зависимости от разме-
ров скребков (табл. 31-10).
Первоначальное натяжение цепи в тоЧ'
ке 1, кг,
Si
Сопротивление движению цепи на уча'
стке 1—2, кг,
^1—2 = Qo^fo + 7^-2^-
Таблица 31-10
Типоразмеры скребковых конвейеров
Наименование Тип конвейера
450X200 1 600X250 800X250 1000X320 1200x400
Ширина скребка, мм 450 600 800 1000 1200
Высота скребка, мм 200 250 250 320 400
Шаг цепи, мм 250 320 320 320 320
Шаг скребка, мм 500 640 640 640 640
Скорость цепи, м/сек 0,4 0,5 0,5 | 0,63 0,5 | 0,75 0,63
Производительность конвейера опреде-
ляется по формуле:
Q = ЗбООбйоуф,
где Q —производительность, т/ч;
b — ширина скребка, мм;
h — высота скребка, мм;
v — скорость цепи, м/сек;
у — насыпной вес транспортируемого
материала, т/м3-,
ф — коэффициент заполнения простран-
ства между скребками, принимает-
ся равным 0,7.
Для выбора скребковой цепи и привода
необходимо определить сопротивления дви-
жению цепи с материалом последовательно
на каждом участке конвейера.
Ниже приводится последовательность
определения сопротивлений скребкового
конвейера в соответствии со схемой по
рис. 31-21. Расчетная производительность с
учетам влажности материала, т/ч,
Qpac4 — k0Q,
где Йо — коэффициент, определяемый по
по табл. 31-11.
Таблица 31-11
Определение значений коэффициента й0
-----1
Рис. 31-21. Расчетная схема скребково-
го конвейера
Натяжение цепи в точке 2, кг,
— $1 + ^1—2 •
Сопротивление на натяжных звездочках,
^2—3 = 0,1S2 -
Натяжение цепи в точке 3, кг,
S3 ~ ^2 ^2—3 = 1 > 1S2 •
Сопротивление движению цепи на уча-
стке 3—4, кг,
W 3—4 = ЯоЦо +
Натяжение цепи в точке 4, кг,
S4 ~ s3 + ^3-4 •
Влажность Сопротивление на приводных звездой
Материал материала *0 ках, кг,
% ^4—1 = й(5[ 4- S4).
Рядовой уголь .... 4—6 1,04—1,06 Полное тяговое усилие, кг,
Мелкий концентрат: r=S4-S,+ Г^.
от грохотов . . . от центрифуг . . 14—18 8—9 1,16—1,22 1,09—1,1 Мощность на приводном валу, л. с.,
Промпродукт .... 15—18 1,18—1,22 , Го
Порода 16—20 1,19—1,25 Л?о ~ 75 ‘
Добавочная мощность на приводном ва-
лу от динамических усилий, л. с.,
_ + 2?о)11)3
~ 150г2/
Полезная нагрузка 1 м цепи, кг,
Qpacn
<7= „ с •
3,6г?
460
Обогащение коксующихся углей
Полная потребная мощность на привоз-
ном валу, кг,
ЛГ0 = Л^4-ЛГд.
Наибольшее ускорение цепи, м/сек2,
2nv2
“макс —' •
Добавочное динамическое усилие цепи, кг,
3(д 4- cq0)Lm
макс
Наибольшее тяговое усилие на одну
цепь, кг,
5макс = 0 > 6(S4 5Д),
где 5макс — должно быть не больше допу-
скаемого.
В приведенных формулах:
v—скорость цепи, м/сек;
5мпн — наименьшее допустимое натя-
жение скребковой цепи, кг;
q0 — вес 1 м скребковой цепи, кг;
L — расстояние между осями звез-
дочек, м;
Li — длина перемещения материала
на участке 3—4, м;
i-2 — длина перемещения материала
на участке 1—2, м;
/о=О,13 — коэффициент трения цепи по
направляющим;
/=0,6 — коэффициент трения угля по
стали;
z=8 — число граней звездочки;
t — шаг цепи, м;
с—коэффициент, зависящий от
длины конвейера (с=2 при
L<25 м, с=1,5 при L>25 м).
Значения q0, Змии, k и допускаемое тя-
говое усилие определяются из табл. 31-12.
Таблица 31-12
Определение значений q0, SMHH, k
Тип
конвейера
Тнп цепи по
ГОСТ 588—54
450x200 ПВКГ20250П 1645 61 ПО 0,06
600x250 ПВКГ24320И 2980 79 270 0,06
800x250 ПКВГ2432011 2820 87 360 0,06
ПВКГ30320П 4000 107 360 0,06
1000x320 ПВКГ30320П 3775 134 750 0,07
ПВКГ36320П 8000 176 750 0,07
1200x400 ПВКГ36320П 6500 214 1420 0,07
ПВКГ4432011 10500 285 1420 0,07
Потребная мощность редуктора, л. с.:
гдейр=1,2—1,5 при двухсменной работе
конвейера.
Для коротких конвейеров принимается
большее значение йр.
Потребная мощность электродвигателя,
кет,
1,2ЛГо-0,736
ЫЫ--- >
Ч
пде
т]—-коэффициент полезного действия ре-
дуктора.
3. ЭЛЕВАТОРЫ
Элеваторы позволяют транспортировать
материал вертикально или под большим
углом. Они компактны, сокращают расстоя-
ние между агрегатами и зданиями. Однако
они имеют существенные недостатки, из-за
которых применение их ограничено;
1) большой вес конструкции;
2) невысокая производительность;
3) невозможность транспортирования
крупнокусковых материалов;
4) быстрый износ отдельных элементов,
что требует частых ремонтов, установки ре-
зервных элеваторов;
5) наличие значительных динамических
нагрузок;
6) некоторое измельчение транспортируе-
мого материала при зачерпывании;
7) неравномерная (порционная) загрузка-
технологического оборудования.
Наиболее -распространены элеваторы как
технологическое оборудование углемоек
(обезвоживающие элеваторы) для обезво-
живания породы и промпродукта в агре-
гате с отсадочными машинами.
Различают элеваторы быстроходные и ти-
хоходные, а также цепные и ленточные.
Как правило, на углеподготовках и угле-
обогатительных фабриках применяют тихо-
ходные цепные элеваторы с углом наклона-
для транспортирования от 60 до 8'2° и для
обезвоживания от 55 до 65°.
Конструкция элеваторов
Основные элементы элеваторов: ковше-
вая цепь, приводная головка, нижняя го-
ловка, привод, кожух.
Для транспортирующих элеваторов
(рис. 31-22) применяют ковшевую цепь, со-
стоящую из двух пластинчатых тяговых
цепей, между которыми к каждому звену
прикреплены ковши. Передняя и боковые
стенки ковшей служат направляющими для
угля при разгрузке его из элеватора. Ков-
ши этого типа дают (по сравнению с ков-
шами через звено) высокую производи-
тельность, минимальное просыпание мате-
риала при загрузке и разгрузке, более раз-
номерную выдачу материала из элеватора.
Тяговые цепи элеватора передвигаются по
направляющим.
Чтобы удерживать ковшевую цепь от
произвольного обратного движения при
внезапной остановке, а также при обрыве
цепи, в элеваторах устанавливают лови-
тели.
Приводная головка состоит из приводно-
го вала, вращающегося в подшипниках, и
6-6
Рис. 31-22. Транспортирующий элеватор ЭНП
462
Обогащение коксующихся углей
приводных звездочек. Нижняя головка, так-
же состоящая из вала и звездочек, снаб-
жена винтовым натяжным устройством.
Приводной вал получает вращение от элек-
тродвигателя через редуктор и дополни-
тельную зубчатую передачу.
Направляющие крепятся на несущей ра-
ме, находящейся в кожухе. Рама крепится
к перекрытиям здания при помощи опор.
В табл. 31-13 приведены типоразмеры и
характеристики элеваторов, изготовляемых
луганским заводом им. Пархоменко.
Расчет элеваторов
Производительность элеваторов опреде-
ляют по формуле
З.бгокфб
а
Рис. 31-23. Обезвоживающий элеватор
Обезвоживающие элеваторы (рис. 31-23)
по конструкции отличаются от транспорти-
рующих следующим:
1) ковши имеют закругленную форму и
крепятся к тяговым цепям через звено
для исключения попадания воды из верх-
них ковшей в мижиие; ковши изготовлены
из листовой стали со щелевидными отвер-
стиями;
2) винтовое натяжное устройство совме-
щено с приводной головкой;
3) кожух водонепроницаемый;
4) в нижней головке предусмотрена воз-
можность отвода воды.
где Q — производительность, т/ч;
i — емкость ковша, л;
v — скорость ковшевой цепи, м/сек;
у — насыпной вес транспортируемого
материала, т/.и3;
ф— коэффициент наполнения ковша,
зависящий от крупности материа-
ла и угла наклона элеватора; для
обезвоживающих элеваторов
ф=0,5; для транспортирующих
элеваторов, по данным Гипрокок-
са, коэффициент ф определяют по
табл. 31-14. Луганский завод
им. Пархоменко рекомендует при
наклоне 75° для транспортирую-
щих элеваторов с нормальными
ковшами ф=0,93, с большеемкост-
ными ковшами и ковшами увели-
ченной емкости т1) = 0,98;
6 = 0,93 — коэффициент неравномерно-
сти заполнения ковшей;
а — расстояние между ковшами, м.
Транспортирующее оборудование
463
Таблица 31-13
Характеристика элеваторов
Показатели Транспортирующие Обезвоживающие
ЭНП-300 ЭНП-450 1 ЭНП-600 ЭНП-800
Емкость, л 10,5 15 22,5 39 56 65 118 23 34,5 81
Вес пог. м ковшевой цепи, кг 77 84 80 150 140 150 213 62 71 168
Ширина ковша, мм . 300 450 600 800 400 600 800
Шаг ковша, мм . . . 300 320 400 500 640 640 800
Шаг цепи, мм . . . . 300 320 400 500 320 320 400
Наибольшее тяговое усилие на 1 цепь, кг 2500 3200 4500 8000 10000 2060 2060 3380
Скорость ковшевой це- пи, м/сек 0,4 0,44 0,4 0,4 0,17 0,25 0,17 0,25 0,16 0,25
Таблица 31-14
Определение коэффициента
наполнения кокша
Сопротивление движению цепи в кг от
запрузки:
а) для обезвоживающих элеваторов (за-
черпывание)
Угол наклона элеватора град Транспортируемый материал
шихта, мелкий концентрат и мелкий уголь крупностью <15 мм рядовой уголь и крупный кон- центрат круп- ностью >15 мм
60 0,9 0,8
70 0,8 0,7
^1_2 =3?,
б) для транспортирующих элеваторов
(насыпание и частичное зачерпывание)
^1_2 =0,75(7 14-
и2 4- 1 \
19,62 /
В выбранном типе элеватора ковшевую
цепь проверяют по тяговому усилию, после
чего определяют потребную, мощность иа
приводном валу <и подбирают привод. Для
этого необходимо определить сопротивле-
ния движению последовательно на каждом
участке элеватора в соответствии со схе-
мой, приведенной на рис. 31-24.
Расчетная производительность в т/ч с
учетом влажности материала
Qpac'i = k0Q >
где k0 — для транспортирующих элеваторов
см. табл. 31-12, а для обезво-
живающих элеваторов /г0=2.
Полезная нагрузка на 1 пог. м ковшевой
цепи, кг/м‘.
Qpacu
<? =
3,6v
Рис. 31-24. Расчетная схе-
ма элеватора
464
Обогащение коксующихся углей
Наименьшее натяжение цепи St = 300 кг.
Сопротивление движению цепи в кг от
трения в цапфах оси нижней головки и в
шарнирах цепи
Натяжение цепи в кг в точке 2
•$2 = ^1 + ^1 + ^1—г
Сопротивление движению цепи в кг на
рабочей ветви
№2_3 = (<? + <?о) L (siпр + f cosp).
Натяжение цепи в кг в точке 3
^з = S2 4- И72_з-
Натяжение цепи в кг в точке 4
S4 = Si + qaL (sin[3 — f -cos[3).
Сопротивление движению цепи в кг от
трения в цапфах приводного вала и в
шарнирах цепи
^3-4 = °.°7(S3 + 34).
Потребное тяговое усилие в кг на при-
водных звездочках
W = s3 - s4 + U73_4.
Мощность в л. с. на приводном валу
Добавочная мощность в л. с. на привод-
ном валу ст динамических усилий
N
Д —
(<7 + 2qa)Lv3
150 • гЧ
Полная потребная мощность в л. с. на
приводном валу
Наибольшее ускорение цепи, м/сек2:
2-4?
“макс — , „
Добавочное динамическое усилие в це-
пях, кг,
3(<? -|- 2{/o)La>MaKC
Наибольшее тяговое усилие в кг на одну
цепь
•$макс — 0,55(Ss -j- 5Д).
В указанных выше формулах:
L — длина элеватора, м;
р — угол наклона элеватора, град;
<7о — вес погонного метра ковшовой це-
пи, кг/м, для элеваторов завода
им. Пархоменко принимается по
табл. 31-13;
/=0,2— коэффициент трения цепи по на-
правляющим;
z— число граней звездочки, z=6 для
транспортирующих и z=4 для
обезвоживающих элеваторов за-
вода .им. Пархоменко;
t — шаг цепи, м
Потребная мощность редуктора, л. с.,
kpN о
где kp — 1,2—il,4 — при двухсменной работе
элеватора;
г) 1 = 0,92 — коэффициент полезного
действия дополнитель-
ной зубчатой передачи.
Потребная мощность электродвигателя,
кет
, 0,736- No
= ,
W
где Ам =1,2—коэффициент запаса мощ-
ности;
т)2 — коэффициент полезного дей-
ствия редуктора; для редук-
торов типа ЦД2 т]2 = 0,94.
Выбор типа элеватора
Выбор типовых элеваторов, изготовляе-
мых заводом им. Пархоменко, можно про-
изводить по номограммам.
Для транспортирующих элеваторов тип и
ширину ковша выбирают, исходя из объем-
ной производительности и угла наклона
элеватора, по рис. 3'1-25; тяговую цепь —
исходя из весовой производительности и
длины элеватора, по рис. 31-26; мощность
электродвигателя с числом оборотов
1000 об/мин выбирают, исходя из весовой
производительности, длины эдеватора и ши-
рины ковша, по рис. 31-27.
Типоразмер обезвоживающих элеваторов
подбирают по табл. 31-15 в зависимости от
Таблица 31-15
Выбор типоразмера обезвоживающих
элеваторов
Ширина ковша, мм Скорость ков- шовой цепи, м/сек I Объемная произ- водительность. м*/ч Весовая производи- тельность обезвожи- ваемого материала т/ч
пром- продукт порода
400 0,17 11 13 17,5
0,25 16 19,5 25,5
600 0,17 17 21 27
0,25 24,5 29,5 39
800 0,16 29,1 35 46,5
0,25 45,6 55 73
Примечание. Насыпной вес промпродукта
1. 2, породы 1,6 т/м1.
Транспортирующее оборудование
465
Рис. 31-25. Зависимость наиболь-
шей объемной производительно-
сти Q от угла наклона а элевато-
ров ЭНП
производительности. Выбор электродвигате-
ля к нему производится по номограммам
(рис. 31-28, 31-29, 31-30) в зависимости от
ширины ковша.
4. МАГНИТНЫЕ СЕПАРАТОРЫ
Для удаления из потока угля металли-
ческих магнитных предметов с целью
предохранения оборудования от аварий
применяют магнитные сепараторы различ-
ной конструкции.
Скорость перемещения материала под
магнитным действием сепараторов не дол-
жна превышать 2 м/сек. Температура окру-
жающего воздуха и транспортируемого ма-
териала должна быть не выше +35°. Се-
параторы работают иа постоянном токе на-
пряжением ПО или 220 в, для чего пред-
усматриваются преобразователи тока ти-
пов П-1 и П-2, состоящие из трехфазного
электродвигателя и генератора постоянного
тока, смонтированных на общей фундамент-
ной плите.
Пусковое устройство или станция управ-
ления, а также преобразователь должны
устанавливаться в сухих закрытых помеще-
ниях, защищенных от активного газа,
угольной пыли и других взрывоопасных
сред.
Подвесные электромагнитные сепараторы
типа ЭП (рис. 31-31) состоят из литой
стальной полюсной скобы, полюсного нако-
нечника, катушек н соединительной короб-
ки. Катушки заключены в металлические
кожухи для защиты от механических по-
вреждений. Для дистанционного включения
и отключения этих сепараторов служит пу-
сковое устройство. Техническая характери-
стика сепараторов ЭП приведена в
табл. 31-16.
Обычно сепараторы подвешиваются на
монорельсе над конвейером при помощи руч-
ных кошек.
Сепаратор освобождается от металла
после передвижения его к приемнику ме-
Таб лица 31-15
Техническая характеристика электромагнитных сепараторов
Наименование 1 ЭП1-650 ЭП1 -800 эпыооо ЭП2-1 200 ЭП2-1400 ЭП2-1600
Ширина ленты конвейера, мм 650 800 1000 1200 1400 1600
Длина полюсного наконеч- ника, мм 660 660 850 1030 1200 1400
Вес (без пускового устрой- ства), кг 1637 1637 1669 3401 3428 3460
Потребная мощность, кет . . 2,7 2,7 2,7 3,4 3,4 3,4
Расстояние от наконечника до лен гы, мм 120 120 120 130 130 130
Предельная толщина слоя угля на ленте, мм ....... 100
Напряжение, в...............
110 или 220
30 Справочник коксохимика т. I
Рис. 31-26. Зависимость длины L от производительности
Q из условия прочности цепи элеваторов ЭНП
Рис. 31-27. Зависимость длины L от производительности Q из условия допустимой
нагрузки на электродвигатели элеваторов ЭНП
Производительность, r/ч
Рис. 31-28. Номограмма выбора мощ-
ности электродвигателя в зависимости
от производительности и длины обез-
воживающего элеватора (В = 400 мм)
и скорости ковшевой цепи
Рис. 31-29. Номограмма выбора мощ-
ности электродвигателя в зависимости
от производительности и длины обезво-
живающего элеватора (В = 600 мм) и
скорости ковшевой цепи
Длина, м'
Рис. 31-30. Номограмма выбора мощности электродвигате-
ля в зависимости от производительности и длины обезво-
живающего элеватора (В = 800 мм) и скорости ковшевой
цепи
30* Справочник коксохимика т. I
335
410-
- 790
a
б
Рис. 31-31, Электромагнитный
сепаратор:
а — ЭП1; б — ЭП2; 1 — полюсная
скоба; 2 — полюсный наконечник;
3 — катушка; 4 — соединитель-
ная коробка
Транспортирующее оборудование
469
талла. Обычно над одним конвейером уста-
навливают два сепаратора (один резерв-
ный), как показано на рис. 31-32.
Недостаток этих сепараторов .— малая
мощность, что обусловливает малую толщи-
ну слоя угля на ленте и не позволяет
использовать их на современных высокопро-
изводительных конвейерах.
Электромагнитные шкивы типа ЭШ
(рис. 31-33) помещают вместо приводного
барабана ленточного конвейера там, где
материал разгружается. Ферромагнитные
предметы, попадая на шкив при разгрузке,
удерживаются им, не сбрасываются в поток
угля, а направляются по желобу в прием-
ник.
Техническая характеристика электромаг-
нитных шкивов типа ЭШ приведена в
табл. 31-17.
Допустим нагрев обмотки до +150° С.
Расстояние от поверхности электромагнит-
ного шкива до стенок желоба в зоне про-
Рис. 31-32. Установка электромагнитных сепараторов
типа ЭП:
/ — электромагнитный сепаратор; 2 —кошка ручная;
3 — конвейер; 4 — желоб для металла
Таблица 31-17
Техническая характеристика электромагнитных шкивов
Наименование ЭШЗ/6,3-1 ЭШЮ/6,3-1 ЭШ8-1 1. ЭШ10-1 ЭШ12-1М
Ширина ленты конвейера, мм 800 1000 800 1000 1200
Потребляемая мощность, кет Допускаемый крутящий момент на валу, 3,16 3,16 4,9 4,9 5,83
кгсм ................ Наибольшая толщина слоя угля на лен- 50000 50000 80000 80000 120000
те, мм 180 180 250 250 300
Диаметр шкива, мм 630 630 800 800 1000
Длина шкива, мм Вес шкива (без преобразователя и пуско- 2285 2295 2430 2430 2810
вого устройства), кг 1980 2035 3008 3059 4961
Наибольшая скорость леиты, м/сек . . . 2 2 2 2 2
Напряжение постоянного тока, в . .
ПО или 220
Рис. 31-33. Общий вид и размеры шкивов типа ЭШ:
1 — токораспределнтельная взрывобезопасная коробка; 2 — подшипники; 3 — электромагнитная система; 4 — катушки
Типоразмер D d В Ь С L 1 1 1, 1. н h
ЭШ 5/6,3-1 630 90 24 420 130 360 80 1850 950 600 288 170 150 140 40
ЭШ 6,5/6,3-1 630 90 24 420 130 360 80 1850 950 750 288 170 200 140 40
ЭШ 8/6,3-1 630 90 24 420 130 360 80 2295 1400 950 292 170 200 140 40
ЭШ 10/6,3-1 63 0 90 24 420 130 360 80 2295 1400 1150 292 170 200 140 40
ЭШ 8-1 800 130 24 500 130 420 80 2430 1400 950 380 220 200 1 70 50
ЭШ 10-1 800 130 24 500 130 420 80 2430 1400 1150 380 220 300 170 50
ЭШ 12-1м 1000 140 27 600 140 500 80 2810 1750 1400 416 250 300 200 50
Транспортирующее оборудование
471
хождения извлеченных предметов следует
принимать не менее 0,8 диаметра шкива.
Стенки желоба, расположенные на меньшем
расстоянии ют шкива, выполняют из не-
магнитного материала. Расстояние между
поверхностью шкива и отклоняющим роли-
ком должно быть не менее 2 м.
Рис. 31-34. Установка электромагнитного
барабана БМ
Электромагнитные барабаны типа БМ
устанавливаются в местах перепада мате-
риала с конвейера (рис. 31-34).
Электромагнитный барабан (рис. 31-35)
состоит из секторных полюсов с закреплен-
ными на нах катушками. Электромагнитная
система крепится неподвижно на валу.
Обечайка барабана вращается относительно
неподвижной электромагнитной системы
при помощи цепной передачи от звездочки
на приводном валу конвейера или спе-
циального привода. Материал падает мимо
вращающейся обечайки. Железные предме-
ты под воздействием электромагнитного по-
ля притягиваются к поверхности обечайки.
Разгрузка их осуществляется в месте рез-
кого ослабления действия магнитного поля.
Перегородка под барабаном, образующая
желоба для угля .и металла, должна от-
стоять от поверхности обечайки не менее
чем на 0,8 диаметра барабана. При более
близком расположении стенки желоба
должны выполняться из немагнитного ма-
териала.
Техническая характеристика электромаг-
нитных барабанов приведена в табл. 31-18.
5. НАСОСЫ
На углеобогатительных фабриках для
перемещения воды и пульп различного
характера применяют центробежные на-
сосы.
Для перекачки чистой и оборотной воды
используют центробежные насосы типа НДс
Рис. 31-35. Общий вид и размеры электромагнитного барабана типа БМ:
1 — рычаг; 2 — подшипник; 3 — приводная звездочка; 4 — обечайка; 5 — секторные полюса;
6' —катушка; 7 -- крышка; 8 — коробка выводов; 9 — вал 10 — магнитный шунт; 11 — отбойная планка
Тип барабана Размеры, мм
L Ьх ьг L; М д.
БМ 12/10 2665 2120 1480 1330 1200 65 1750
БМ 14/10 2865 2320 1680 1530 1400 65 1950
472
Обогащение коксующихся углей
Таблица 31-18
Техническая характеристика электромагнитных барабанов
Наименование БМ12/10 БМ14/10
Ширина ленты конвейера, мм 1200 1400
Потребляемая мощность, кет 3,42 3,42
Напряжение, в Число оборотов обечайки, об/мин НО или 220
34 34
Наибольшая толщина слоя угля на ленте, мм 300 300
Вес барабана, кг 5150 5700
Допускаемая температура нагрева обмотки, °C 140 140
и НДв (рис. 31-36)—одноступенчатые с
рабочим колесом двухстороннего входа
(средненапорные и высоконапорные) и го-
ризонтальным разъемом корпуса. Входной
и напорный патрубки расположены в ниж-
ней части корпуса. Такое расположение
патрубков и разъем корпуса обеспечивает
возможность контроля и замены рабочих
деталей без снятия насоса с фундамента и
без демонтажа электродвигателя и трубо-
проводов. Основные детали насоса этого ти-
па чугунные (корпус, крышки, рабочее ко-
лесо), вал стальной.
Рис, 31-36. Насос НДс и НДв
Привод осуществляется электродвигате-
лем через упругую муфту. Характеристи-
ка насосов этого типа приведена в табл.
31-19.
Для этой же цели (перекачка оборотной
воды) применяют одноступенчатые цирку-
ляционные насосы (рис. 31-37), изготовляе-
мые Макеевскими ремонтно-механическими
мастерскими. Они состоят из корпуса, двух
боковых крышек, двух подшипников и вала
с рабочим колесом закрытого типа.
Техническая характеристика
циркуляционных насосов
Производительность, м3/ч . . . 1300—1500
Напор, м вод. ст. ... , 3g—34
Число оборотов в минуту . . . 750
Потребная мощность, кет . . . 280
Значительное распространение для пере-
качки угольного шлама получили насосы
типа ШН. Они допускают содержание твер-
дых частиц в шламе до 50%. Насосы ШН
Лаптевского завода «Углемаш» (рис. 31-38)
центробежные консольного типа с одним
рабочим колесом одностороннего входа с
центральным всасом. Рабочее колесо, кор-
пус, а также передняя и задняя брони из-
готовляют из легированной стали. Насо-
сы типа ШН изготовляют также Луган-
ский завод горного оборудования и Мос-
пннский ремонтно-механический завод
(рис. 31-39).
Характеристика насосов типа ШН приве-
дена в табл. 31-20.
В практике углеобогащения нашли
применение грунтовые насосы типа Гр
(рис. 31-40) —центробежные, одноступенча-
тые, консольного типа с рабочим колесом
одностороннего входа с центральным вса-
сом. Стенки корпуса, как н в насосах ШН,
защищены от абразивного износа сменными
бронедисками.
Корпус, рабочее колесо и бронедискн из-
готовляются .ив легированного чугуна или
стали.
Характеристика насосов Гр Бобруйского
машиностроительного завода приведена в
табл. 31-21,
TpaHcnoptupt/ющее оборудование
473
Таблица 31-19
Техническая характеристика иасосов
Тип насоса Производитель- ность, м3/ч Напор м вод. ст. Мощность электродвигателя кет Диаметр рабочего колеса, мм Число оборотов в минуту
6НДс 330—216 64—80 100—75 242 2950
300—216 60—69 75 230 2950
1260—900 64—70 270—225 460 1450
1260—900 54—60 225—190 430 1450
12НДс 1260—900 44—51 190—160 400 1450
1000—650 24—30 100—75 ’ 460 960
900—600 22—27 75 430 960
900—720 18—21 75—55 400 960
1800—1260 86—96 500—410 540 1450
1620—1260 78—85 410—390 510 1450
14НДс 1620—1080 68—78 390—300 480 1450
1260—900 37—42 160—140 540 960
1260—900 32—37 140—115 510 960
1080-800 30—33 115—100 480 960
18НДс 2700 58 520 700 960
1980 34 225 700 730
20НДс 3420 71 800 765 960
2700 39 340 765 730
22НДс 4700 90 1350 860 960
3600 52 600 860 730
24НДс 6500 79 1600 990 750
5200 51 850 990 600
180—150 97—104 75 280 2950
4НДв 180—126 84—94 75—55 265 2950
108—90 22—24 14 280 1450
250—150 31—40 40—28 350 1450
5НДв 216—150 28—33 28—20 325 1450
180—126 26—30 20 300 1450
360—250 46—54 75—55 405 1450
бНДв 360—216 39—48 75—55 380 1450
360—216 33—42 55—40 360 1450
720—540 89—94 240—195 525 1450
720—540 76—84 220—180 500 1450
8НДв 720—540 600—400 67—74 35—42 180—160 100—75 470 525 1450 960
500—400 33—36 75—55 500 960
500—400 28—32 55 470 960
4?4
Обогащение коксующихся углей
Рис. 31-37. Насос для циркуляции воды
Таблица 31-20
Характеристика насосов 11IH
Тип насоса 6 • и л 2 г4 их O.S о" Напор, м вод. ст. Мощность электро- двигателя, кет Число оборотов в минуту
ШН-150 150 20—40 28 1450
ШН-200 200 25—40 40 1450
ШН-240 240 70 45 1450
ШН-270 270 60 29 1450
Для перекачки флотационных реагентов
применяют вихревые одноступенчатые кон-
сольные насосы типа ЗВ-2,7 (рис. 31-41)
завода Ливгидромаш (г. Ливны). Их про-
изводительность 35 м3/ч и напор 40 м при
числе оборотов вала 1450 об/мин. Потреб-
ная мощность на валу насоса 11 кет.
Таблица 31-21
Характеристика насосов Гр
Тип насоса 6 • и д со е _• я S о ь ь» Е Sg "s Напор жидкости м вод. ст. Мощность электро- двигателя кет Число оборотов в минуту
ЗГр-8 50 15 10 1450
5Гр-8 150 30 40 1470
8Гр-8м 395 36,7 100 985
Рис. 31-39. Насос ШН
200 ---320
--600 ——
476
Обогащение коксующихся углей
6. КОМПРЕССОРЫ
И ВОЗДУХОДУВКИ
Чтобы обеспечить сжатым воздухом си-
стему пневмообрушения в силосах дози-
ровочных отделений и закрытых складов
угля, в бункерах концентрата, а также про-
дувку оборудования и коммуникаций, при-
меняют воздушные компрессоры Мелито-
польского компрессорного завода марки
200В-10/8 и 160 В-20/8.
Компрессор 200В-10/8 (рис. 31-42) верти-
кальный, двухступенчатый, двухцилиндро-
вый простого действия имеет следующую
характеристику:
Производительность, мя/мин........... 10
Давление сжатого воздуха, кг/см2 . . 8
Число оборотов в минуту..............730
Потребляемая мощность на валу ком-
прессора, кет...................... 75
Вес, кг.............................1440
Расход охлаждающей воды, м3/ч ... 3
Компрессор марки 160В-20/8 (рис. 31-43)
W-образный, двухступенчатый, шестицч-
линдровый простого действия. Компрессор
имеет следующую техническую характери-
стику:
Производительность, м3/мин .... 20
Давление сжатого воздуха, кг/см2 . 8
Число оборотов вала в минуту . . . 735
Потребляемая мощность на валу комп-
рессора, кет ........... 140
Расход охлаждающей воды, м3/ч . . 4
Вес, кг .......................3015
Компрессоры снабжены промежуточными
холодильниками, принудительной смазкой,
оегуляторами давления. Для их охлажде-
ния необходима чистая пресная вода. Ком-
прессоры устанавливают в отдельном поме-
щении. Воздухосборники для сжатого воз-
духа типа В-10 Донецкого завода им.
15-летия ЛКСМУ емкостью 10 м3 помеща-
ются вне здания.
Для отдувки кека в вакуум-фильтрах
применяют турбовоздуходувки типа
ТВ-80-1,4 (рис. 31-44) Чирчикского завода
Узбекхиммаш; их характеристика:
Производительность, м3/ч........... 5000
Давление сжатого воздуха, ата . . 1,4
Число оборотов в минуту............. 2950
Мощность электродвигателя, кет . . 100
Вес (с электрооборудованием), кг . . 3955
На некоторых коксохимических заводах
применяют ротационные вопокольцевые воз-
духодувки Лебедяньского машинострои-
тельного завода марки РМК-4 (рис. 31-45);
их характеристика:
Производительность, м3/мин .... 27
Наибольшее давление, ати............... 1
Число оборотов в минуту.............. 720
Мощность электродвигателя, кет . . 75
Расход вспомогательной воды, л/мин 100
Вес (с электрооборудованием), кг . . 2195
Эти же воздуходувки могут служить ва-
куум-насосом при вакуум-фильтрах. В этом
случае их производительность будет:
При вакууме 40%, м3/мин............17,6
» » 60%, » ........11,0
» » 80%, » ........ 5,0
Для создания вакуума в вакуум-филь-
трах применяют также вакуум-насосы Рут-
ченковского завода горного оборудования
типа КВН-50/1,5 (рис. 31-46) со следую-
щей характеристикой:
Производительность, м3/мин .... 50
Разрежение всасывания, %............... 84
Число оборотов в минуту............... 585
Мощность электродвигателя, кет . . 160
Вес (без электрооборудования), кг . . 2840
Для обеспечения сжатым воздухом отса-
дочных машин широко используют двух-
ступенчатые вентиляторы Гипрококса
(рис. 31-47); их характеристика:
Производительность, м3/мин .... 8500
Давление сжатого воздуха, ати . . 0,2
Число оборотов в минуту.........1460
Мощность электродвигателя, кет . . 75
Они изготовляются Макеевскими ремонт-
но-механическими мастерскими.
1. ПОДЪЕМНО-ТРАНСПОРТНОЕ
ОБОРУДОВАНИЕ
Углеподготовительные цехи оснащаются
мостовыми кранами, передвижными талями,
грузовыми лифтами, лебедками, кошками.
Над открытыми шламовыми отстойника-
ми для выемки шлама и погрузки его в же-
лезнодорожные вагоны применяют мосто-
вой электрический грейферный кран. Харак-
теристика его;
Пролет крана, м ............... 32
Грузоподъемность, т ........... 5
Емкость грейфера, и3........... 1,5
Высота подъема, м ............. 16
Режим работы тяжелый .... ПВ—40%
Над вагоноопрокидывателем для произ-
водства монтажных и ремонтных работ
применяют кран мостовой электрический
общего назначения следующей характери-
стики:
Пролет крана, м.................. 10,5
Грузоподъемность, т............... 10
Высота подъема, м................. 16
Режим работы легкий................ПВ—15%
Управляют мостовыми кранами из ка-
бины.
Тали электрические передвижные типа
ТЭ грузоподъемностью 1, 2, 3 и 5 тонн при-
меняются для монтажа и ремонта тяжелого
оборудования, а также для транспортиро-
вания проб в помещениях углепробной и
коксопробной.
Тали имеют высоту подъема от 6 до
18 .и. Они передвигаются по монорельсу и
управляются с перекрытия.
31 Справочник коксохимика,
Рис. 31-42. Компрессор 200В-10/8
Рис. 31-44. Воздуходувка ТВ-80-1,4
31»
Рис. 31-46. Вакуум-насос типа КВН-50/1,5
Всасывание
-.Рис. 31-.47, Двухступенчатый вентилятор:
1 —' опорная рама: 2 — переходное колено:,3 — всасывающий патрубок; 4 кожух; 5 — соеди-
нительная муфта; 6 и 9 — подшипники; "7 и 8 ~ роторы; //? — вал
Транспортирующее оборудование
481
Лифты грузоподъемностью 0,5 и 1 т по
ГОСТ 8823—58 применяют в наиболее вы-
соких зданиях: угольных башнях, дозиро-
вочных отделениях, закрытых складах угля,
в главном корпусе углеобогатительных фаб-
рик. Высота подъема лифтов до 45 м; ско-
рость подъема 0,5 м/сек.
Лебедки устанавливают над монтажными
проемами. Характеристика электрической
однобарабанной лебедки общего назначе-
ния по ГОСТ 2914—62 следующая:
Грузоподъемность, m................... 5
Канатоемкость барабана, я........... 220
Диаметр каната, мм................... 24
Вес лебедки, кг.................... 4000
Кошки ручные с подъемным механизмом
по ГОСТ 1106—54 применяют для подъема
п перемещения деталей и узлов при мон-
тажных и ремонтных работах. Они управ-
ляются при помощи тяговых цепей.
Характеристика кошек, изготовляемых
Красногвардейским крановым заводом, при-
ведена в табл. 31-22.
Таблица 31-22
Характеристика ручных кошек
4) добиться соответствия направлений
движения материала по желобу и ленте
конвейера в месте загрузки;
5) установить соответствие скорости вы-
хода материала на ленту со скоростью дви-
жения самой ленты;
6) равномерно подавать материал по
всей ширине приемной части оборудования;
7) снизить пылеобразование при пере-
грузках;
8) обеспечить наблюдение за работой
желобов, смену футеровки, легкость де-
монтажа желобов и смежного оборудова-
ния.
Влажность транспортируемого материала
в процессе работы непостоянна. Поэтому
при выборе угла наклона желобов необхо-
димо учитывать вероятность прохождения
по желобу материала с максимально воз-
можной его влажностью.
Исходя из этого, следует принимать до-
статочно большие утлы наклона. Мини-
мально допустимые углы наклона для угля,
продуктов его обогащения и кокса приве-
дены в табл. 31-23 и 31-24.
Таблица 31-23
Допустимые углы наклона желобов
для угля
Показатели
Грузоподъемность, m
1 | 3 5 | 10
Высота подъема, м* . .
Скорость подъема, м/мин
Вес кошки, кг.........
№ двутавровых балок
однорельсового пути по
ОСТ 10016—39 . . .
Минимальный радиус за-
кругления однорельсо-
вого пути, м ....
3 3 3 3
0,50,330,230,12
66 145 330 630
16— 22— 30— 40—
33 45 45 50
1,5 2 2,3 3,5
* Высота подъема по особому заказу может быть
доведена до 12 м.
8. ЖЕЛОБА
Желоба должны удовлетворять следую-
щим основным требованиям: обеспечение
пропуска материала с заданной производи-
тельностью ,и соответствующей крупностью;
хорошее сопротивление рабочей поверхно-
сти ударному и истирающему воздействию
материала. Кроме того, от правильного вы-
бора конструкции желоба и угла наклона
его стенок зависят сохранность транспорти-
руемого материала, сроки службы смежно-
го оборудования.
Чтобы удовлетворить указанные требова-
ния, следует:
1) уменьшить количество перегрузок;
2) уменьшить высоту перепадов;
3) предохранить ленту конвейера от не-
посредственного падения на нее материала;
Материал
Уголь:
рядовой .................
обогащенный..........
дробленый.............
Угольная шихта ..........
Концентрат флотации . . .
Концентрат флотации (суше-
ный) ....................
Угольная пыль............
Порода и промпродукт . . .
2
о
з:
с*
До 6 55
0—80 » 10 60
0—80 » 6 60
0—3 » 10 65
0—1 » 25 90
0—1 » 7 75
0—1 5 70
0—80 15 50
Таблица 31-24
Допустимые углы наклона желобов
для кокса
Материал Круп- ность мм Наимень- ший угол наклона желобов град
Кокс рядовой Кокс металлургический Кокс Кокс орешек Коксовая мелочь .... 25 0—40 10—25 0—10 27 27 55 40 60
Рис. 31-49. Желоб для кокса
484
Обогащение коксующихся углей
углеобогатительных фабрик,
транспортирования
воды, имеют
12—15°
2_з°
0°45' —1°30'
Желоба
предназначенные для
угля с помощью транспортной
небольшие углы наклона:
На отсадочные машины . .
На обезвоживающие грохоты
На радиальные сгустители .
Для простоты изготовления желобам
придается прямоугольная форма.
Желоба изготовляются из листовой стали
с фланцами из угловой стали. Конструкция
2
f
Рис. 31-50. Крепление диабазо-
вых плиток:
1 — днище желоба; 2 — концевой
упор (сталь); 3 —? диабазовая
плитка; 4 — сетка; 5 — цемент-
ный раствор
желобов для угля и кокса приведена на
рис. 31-48 и 31-49.
Для увеличения срока службы рабочие
поверхности футеруются стальными листа-
ми в желобах для угля и коксовой мелочи
или диабазовыми плитками в желобах ря-
дового и металлургического кокса и жело-
бах углеобогатительных фабрик. Футеровка
стальными листами наиболее распростране-
на, но значительно увеличивает расход ме-
талла и относительно быстро изнашивает -
ся. Диабазовые плитки очень износостойки
и значительно уменьшают сопротивление
движению .материала по рабочей поверхно-
сти желобов. Однако они плохо выдержи-
вают ударную нагрузку. Крепление диаба-
зовых плиток показано на рис. 31-50. Они
20
Рис. 31-51. Одинарное уплотнение направляющих бортов
Транспортирующее оборудование
485
Таблица 31-25
Размеры желобов и направляющих бортов
Ширина леиты Д Д1 А Б В Г Е Ж 3 И К К1 Л
650 500 400 500 700 950 400 350 800 1600 2100 240 410 500 600 280 120 65
630 400 500 800 950 1800 2100 310 410 500 665
800 630 500 630 800 950 500 400 1000 1600 1900 290 390 500 715 350 140 80
800 500 630 1050 2100 460 500 800
1000 800 630 800 1050 650 500 1200 2000 400 600 900 450 160 90
1000 630 800 1150 2100 460 600 1000
1200 800 630 800 1050 800 600 1430 1700 370 600 1000 550 130 105
1000 630 800 1250 2100 460 600 1100
1400 1000 800 1000 1250 900 600 1630 2100 460 700 1100 600 150 НО
Таблица 31-26
Размеры желобов и направляющих бортов
Ширина леиты Д Д1 Б £i В г И к К, Л
1200 800 630 800 200 700 600 1430 1000 505 150 _ 105
1000 630 800 1100
1400 100 800 900 750 600 1630 1100 600 170 110
1000
486
Обогащение коксующихся углей
Стенка
I- борта
Сталь полосовая
толщ, to мм
Лента конвейера
Лента прорезиненная
толщ. 6мм
Сталь полосовая
60*ь
Сталь полосовая
120*0
Рис. 31-52. Двойное уплотнение'направляющих бортов
укладываются на цементном растворе мар-
ки 200 толщиной 20 мм по сетке с ячейкой
30X30 ж.и из стальной 2-мм проволоки,
приваренной к желобу.
В желобах недопустимы резкие переходы
и острые углы. Для центрирования загруз-
ки ленты конвейера в желобах у места по-
дачи на нее материала устанавливают цен-
трирующие листы.
Основные размеры желобов и направляю-
щих бортов приведены в табл. 31-25 и
31-26.
Для уменьшения распыления материала
направляющие борты уплотняются
(рис. 31-51).
При транспортировании пыли и сушеного
флотоконцентрата применяют двойное
уплотнение (рис. 31-52).
ЛИТЕРАТУРА
1. М. Ю. Лурье. Сушильное дело, Госэнер-
гоиздат, 1948.
2. М. М. Шенаханов. Сушильные установ-
ки углебрикетиых фабрик. Углетехиздат, М. 1955.
3. Горное дело. Энциклопедический справочник,
Госгортехиздат, 1960.
4. Г. А. Хаи, Е. А. А и ф и м о в. Опробование
сырья и продуктов промышленности, Госхимиз-
дат, М., 1953.
5. Н. Д. Оглоблин, И. В. Трушлевич.
Технический контроль иа углеобогатительных фаб-
риках, Углетехиздат, М., 1958
ОГЛАВЛЕНИЕ
Предисловие ..............................................................3
Раздел первый
ХАРАКТЕРИСТИКА СПЕКАЮЩИХСЯ УГЛЕЙ СССР
Глава I. Основные показатели, определяющие пригодность углей для коксо-
вания 7
1. Общие положения.........................................7
2. Петрографический состав и степень метаморфизма углей . . 7
3. Окисленность каменных углей.............................9
4. Технический анализ ’углей; состав и свойства минеральных ком-
понентов в углях .......................................... 9
5. Элементарный анализ и теплота сгорания углей...........10
6. Физические свойства углей...............................11
7. Спекаемость и коксуемость углей; методы определения этих
свойств ................................................. 21
8. Методы определения важнейших свойств углей, характеризу-
ющих пригодность их для коксования.........................32
Глава 2. Технологические классификации углей ........................43
1. Торгово-промышленная маркировка углей...................43
2. Технологические классификации углей разных бассейнов . . 43
3. Международная классификация углей ......................49
Глава 3. Угольные бассейны и месторождения в СССР ...................52
1. Общие сведения..........................................52
2. Донецкий бассейн .......................................52
3. Кузнецкий бассейн...................................... 63
4. Карагандинский бассейн................................. 87
5. Печорский бассейн............................ . . . 98
6. Угольные месторождения Кавказа.................. 100
7. Львовско-Волынский бассейн............................ 102
8. Угольные месторождения Урала................... 104
9. Угольные месторождения Красноярского края..............105
10. Угольные месторождения Забайкалья ................... 107
11. Алданский (Южно-Якутский) бассейн.................... 108
12. Буреинский бассейн.................................... ПО
13. Сучамский бассейн ................................... 111
14. Иркутский бассейн.................................... 111
15. Месторождения углей острова Сахалин ................. 114
16. Восточно-Ферганский (Узгенокий) бассейн ............. 114
Глава 4. Свойства отдельных углей и состав угольных шихт на коксохими-
ческих заводах ... 117
1. Общие положения........................................117
2. Основные компоненты угольных шихт и особенности поведения
их при коксовании........................................117
3. Состав угольных шихт основных коксохимических заводов
СССР (по фактическим данным за 1961 год) ............... 119
Литеватура .............................................................120
488
Оглавление
Раздел второй
ПОДГОТОВКА УГЛЕЙ К КОКСОВАНИЮ
Глава 5. Технологические схемы углеподготовки ..........................123
1. Общие положения....................................... 123
2. Схемы углеподготовительных цехов коксохимических заводов. 123
3. Компоновка углеподготовок в общей схеме коксохимических
заводов . . . 0.......................................... 128
Глава 6. Прием и разгрузка углей .......................................131
1. Общие положения ....................... 131
2. Схемы углеприема..................................... 131
3. Типы и конструкции углеприемных устройств ............ 133
4. Расчет углеприема..................................... 135
5. Оборудование углеприема............................... 135
Глава 7. Хранение углей ................................................150
1. Сущность и 'механизм процессов окисления углей .... 150
2. Изменение температуры угля в штабелях................. 150
3. Изменение технологических свойств углей при окислении . 150
4. Мероприятия по повышению устойчивости углей против
окисления ............................................... 155
5. Допустимые сроки хранения углей ...................... 158
6. Порядок хранения и обмена углей на складе............. 150
Глава 8. Усреднение углей ............................................160
1. Общие положения....................................... 160
2. Методы усреднения углей............................... 160
Глава 9. Склады углей ...............................................164
1. Общие положения . . . ................................ 164
2. Угольные склады открытого типа ...................... 164-
3. Угольные склады закрытого типа ....................... 173
4. Основные положения для расчета оборудования угольных
окладов ..................................................175
5. Оборудование угольных складов......................... 176
Глава 10. Дробление и измельчение углей ................................185
1. Общие положения....................................... 185
2. Предварительное дробление углей....................... 185
3. Окончательное измельчение углей и шихты .............. 188
4. Оборудование отделений дробления и измельчения углей
и шихты ............................................... 191
Глава 11. Дозирование углей ..........................................202
1. Общие положения....................................... 202
2. Определение необходимой емкости бункеров дозировочного от-
делении . . ............................................. 202
3. Типы и конструкции дозировочных отделений............. 203
4. Оборудование дозировочных отделений................... 205
Глава 12. Смешение углей и шихт ........................................212
1. Общие положения....................................... 212
2. Типы смесительных отделений и конструкции смесительных
машин ................................................ 212
Глава 13. Хранение готовой шихты .......................................217
1. Общие положения...................................... 217
2. Типы и конструкции угольных башен..................... 217
3. Заполнение и опорожнение угольной башни............... 220
4. Расчет емкости угольных башен .................... 221
Оглавление
489
Глава 14. Регулирование и увеличение насыпного веса угольных шихт в каме-
рах коксовых печей .......................................................222
1. Общие положения ................................... 222
2. Увеличение насыпного веса углей и шихт путем изменения их
гранулометрического состава.............................222
3. Увеличение насыпного веса углей и шихт .путем термической
сушки .....................................................223
4. Увеличение и регулирование насыпного веса углей и шихт .ме-
тодом «обмаслив ания» ............................. 223
5. Увеличение насыпного веса угольной шихты трамбованием . 225
Глава 15. Контроль производства в углеподготовительном цехе ..........226
1. Общие положения ....................................... 226
2. .Методы отбора и разделки проб углей и шихт........... 226
3. Методы анализа углей и шихты.......................... 229
Литература.............................................................. 229
Раздел третий
ОБОГАЩЕНИЕ КОКСУЮЩИХСЯ УГЛЕЙ
Глава 16. Общие сведения ................................................233
1. Цели и задачи обогащения .коксующихся углей .... 233
2. Качество и основные направления обогащения углей . . 233
Глава 17. Компоновка углеобогатительных фабрик ..........................237
1. Комплекс объектов углеобогатительной фабрики и взаимное
.расположение .их .на генплане ........................... 237
2. Компоновка главного корпуса фабрики с обогащением методом
отсадки .................................................. 237
3. Компоновка оборудования главного корпуса углеобогатитель-
ной фабрики .с обогащением крупного угля в тяжелых суспен-
зиях ..................................................... 239
4. Размещение флотационного отделения ................... 241
Глава 18. Обогащение коксующихся углей в СССР............................247
1. Обогатимость угля...................................... 247
2. Степень трудности разделения .......................... 247
3. Эффективность .разделения угля .в обогатительном аппарате 249
4. Оценка результатов обогащения.......................... 250
Г л а в а 19. Технологические схемы углеобогатительных фабрик .... 254
1. Общие сведения......................................... 254
2. Схемы действующих фабрик...............................255
3. Технологические схемы .проектируемых углеобогатительных
фабрик ................................................... 259
4. Расчет качественно-количественной и водошламовой схем. . 261
Глава 20. Грохочение углей ..............................................263
1. Теоретические основы грохочения ...................... 263
2. Ситовый анализ........................................ 265
3. Эффективность грохочения.............................. 266
4. Колосниковые решетки и сита ...........................267
5 Грохоты ............................................... 271
Глава 21. Обеспыливание и дешламация угля перед его обогащением . . 295
1. Обеспыливание ........................................ 295
2. Улавливание пыли из потоков воздуха................. 298
3. Дешламация угля ....................................... 301
Глава 22. Обогащение углей в отсадочных машинах .........................303
1. Общие сведения......................................... 303
2. Теоретические основы процесса отсадки................ 303
3. Параметры отсадки...................................... 306
490
Оглавление
Г л а в а 23. Конструкции отсадочных машин ..............................313
Глава 24. Обогащение углей в тяжелых средах..........................345
1. Общие сведения......................................... 345
2. Теоретические основы процесса обогащения угля в тяжелых
средах .................................................. 345
3. Физические свойства суспензии ......................... 346
4. Конструкции сепараторов для обогащения угля в тяжелой сус-
пензии .................................................. 347
5. Регенерация суспензии ................................. 353
6. Автоматическое регулирование плотности, вязкости суспензии
и подачи свежего магнетита............................... 357
Глава 25. Флотация углей ............................................359
1. Теоретические основы флотации.......................... 359
2. Флотореагенты ......................................... 361
3. Флотационные машины ................................... 363
4. Вспомогательные процессы флотации утлей и оборудование ' 371
5. Факторы, влияющие на эффективность флотации углей и
производственные показатели................................375
6. Практика флотации углей в зарубежных странах .... 380
Глава 26. Обезвоживание продуктов обогащения .......................‘381
Глава 27. Сушка углей .............................................. 403
1. Общие сведения..........................................403
2. Основные формулы для расчета сушильных установок . . . 404
3. Типы и конструкции сушилок для угля и продуктов обогащения 405
Глава 28. Водно-шламовое хозяйство.......................................419
1. Значение водно-шламового хозяйства в экономике углеобога-
тительной фабрики.................................. . . 419
2. Источники шламообразования. Количество и характеристика
угольного шлама ..........................................419
3. Количество потребляемой технической и оборотной воды . 421
4. Осаждение шлама и осветление шламовых вод.............. 422
5. Сооружения и оборудование.............................. 422
6. Схема водно-шламового хозяйства ....................... 435
Г л а в а 29. Эксплуатация углеобогатительных фабрик ....................437
Глава 30. Контроль производства в углеобогатительном цехе................440
Глава 31. Транспортирующее оборудование .................................443
1. Ленточные конвейеры..................................... 443
2. Скребковые конвейеры ............................ 458
3. Элеваторы ............................................. 460
4. Магнитные сепараторы ............................465
5. Насосы ................................................. 471
6. Компрессоры и воздуходувки............................. 476
7. Подъемно-транспортное оборудование..................... 476
8. Желоба .................................................481
Литература....................................................... , . 486
Подписное издание в шести томах
Редактор издательства Н. А. Ряднова
Технический редактор П. Г. Мелентьева
Переплет художника К. Цирулиса
* * *
Сдано в производство 19/VI 1963 г.
Подписано в печать 5/II 1964 г.
Бумага 70х108!/1б—15,38+1 вкл. 0,5 =
= 15,88 бум. л. 43,5 печ. л. (условие)
Уч.-изд. л. 46,14 Изд. № 3'283
Т-01986 Тираж 3830
Заказ 1549 Цена 2 р. 51 к.
* * *
Издательство «Металлургия»
Москва Г-34, 2-й Обыденский пер., 14
Московская типография № 12
Главполиграфпрома
Государственного комитета
Совета Министров СССР по печати
Цветной бульвар, 30
ЧИТАЙТЕ И ВЫПИСЫВАЙТЕ
ежемесячный журнал
„КОКС И ХИМИЯ"
Журнал «Кокс и химия» является единственным в СССР
периодическим изданием, освещающим вопросы развития
ко к сохи м и ч еской пром ыш л ен ности.
В журнале печатаются статьи по вопросам изучения ка-
менных углей, способов их подготовки к коксованию; техно-
логии процессов коксования, качества кокса, конструкций
коксовых печей и их систем обогрева, ассортимента продук-
тов коксования, технологии их извлечения и переработки;
помещаются статьи о способах очистки и использования
коксового газа для химических и энергетических целей,
а также о направлении и использовании продуктов потреб-
ления.
Значительное место в журнале уделяется вопросам капи-
тального строительства и оборудования коксохимических
предприятий, организации капитальных и текущих ремон-
тов, производительности труда, себестоимости продукции,
организации труда и заработной платы, механизации и ав-
томатизации производственных процессов, новой техники,
изобретений, рационализации производства, обмена передо-
вым опытом.
В журнале помещается регулярная информация о со-
стоянии отечественной и зарубежной техники коксохимиче-
ского производства. Публикуются обзоры из зарубежных
журналов по вопросам коксохимии.
Журнал рассчитан на инженерно-технических работников,
химиков-исследователей, конструкторов, работников научно-
исследовательских и проектных институтов, конструкторских
бюро, преподавателей и студентов втузов и техникумов,
а также на мастеров и квалифицированных рабочих коксо-
химических предприятий.
Подписка производится с любого очередного месяца.
Подписная цена на год 5 р. 40 к., на 6 мес. 2 р. 70 к.
Стоимость отдельного номера журнала 45 коп.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
). Колонка, строка Напечатано Должно быть
7 Левая, 18 св. 780° С 730° С
7 Левая, 26 св. 40 мм 70 мм
) Левая, 24 сн. Прочие . . .3,2 Прочие . . . 4,1 3,2
) Правая, 35 сн. 4—3 4—8
[ Продолж. табл. 3-14, графа 2, 13 сн. Краснодонская Краснодарская
1 Табл. 3-18, графа 1 справа, 5 сн. 600 800
Продолж. табл. 3-18, графа 2, 23 си. —
Продолж. табл. 3-18, графа 2, 5 св. — ^5 ’ ^4
Продолж. табл. 3-18, графа 4, 9 си. Г16 Ж21
Правая, 14 св. до 100% до 10%
Подпись к рис. 23-21 4 — валки 4 — вилка
Табл. 24-5, заголовок (рнс. 24-4) (рис. 24-3)
13 1549