/
































































































































Author: Вовченко П.И. Гаузнер С.И.
Tags: компьютерные технологии измерительные приборы весы
Year: 1981



Text
Г1.И ВОВЧЕНКО СИ.ГЛУЗНЕР
ВЕСОВЫЕ
СТРОЙСТВ
РЕ МОН
У ЦК Ь81.26 [.002.72+004.67+004 5] (075.3)
Вовченко П. И., Гаузнер С. И. Весовые устройства.
Монтаж, ремонт, поверка. Учебник.—М.. Транспорт,
1981. 256 с.
В книге изложены технология монтажа, ремонта и
поверки весовых устройств, применяемых на железнодо-
рожном транспорте и в других отраслях народного хо-
зяйства. Освещены основы техники измерении и теории
весов. Приведены классификация, принципы действия и
конструкционные особенности весов, а также порядок
организации ведомственного и государственного надзора
за весовыми устройствами. Утверждена в качестве учеб-
ника для подготовки рабочих на производстве. Может
быть использована работниками железных дорог и дру-
гими специалистами, связанными с эксплуатацией, ре-
монтом и поверкой весовых приборов.
Пл. 119, габл 15, библиогр. 9 назв.
Рецензенты: Карпин Е. Б., Костюкова В. Т.
От авторов
Весы, служащие для измерения массы,
являются одним из распространенных видов
оборудования. Они представляют довольно
сложные механизмы, надежная и беспере-
бойная работа которых может быть обеспече-
на только при условии качественного выпол-
нения их монтажа, ремонта и поверки, а так-
же соблюдения правил технического обслужи-
вания
Предлагаемая читателю книга составлена в
соответствии с утвержденной программой под-
готовки в средних профессионально-техниче-
ских училищах рабочих по профессии слесарь
по монтажу, ремонту и поверке весовых уст-
ройств.
Необходимое внимание уделено вопросам
теории весов и основам метрологии, так как
без знания этих предметов нельзя сознатель-
но подходить к ремонту, монтажу и эксплу-
атации весовых устройств и надзору за ними.
Приведено много примеров для облегче-
ния усвоения теоретического материала уча-
щимися и выработки у них навыков в решении
практических задач. Каждая глава заканчи-
вается контрольными вопросами, способству-
ющими закреплению пройденного материала.
Все расчеты в книге даны в Международ-
ной системе единиц (СИ).
Большую помощь при подготовке рукописи
книги к печати оказали рецензенты Е. Б Кар-
пин, В. Т. Костюкова, которым авторы выра-
жают искреннюю признательность.
П. И. ВОВЧЕНКО, С. И. ГАУЗНЕР
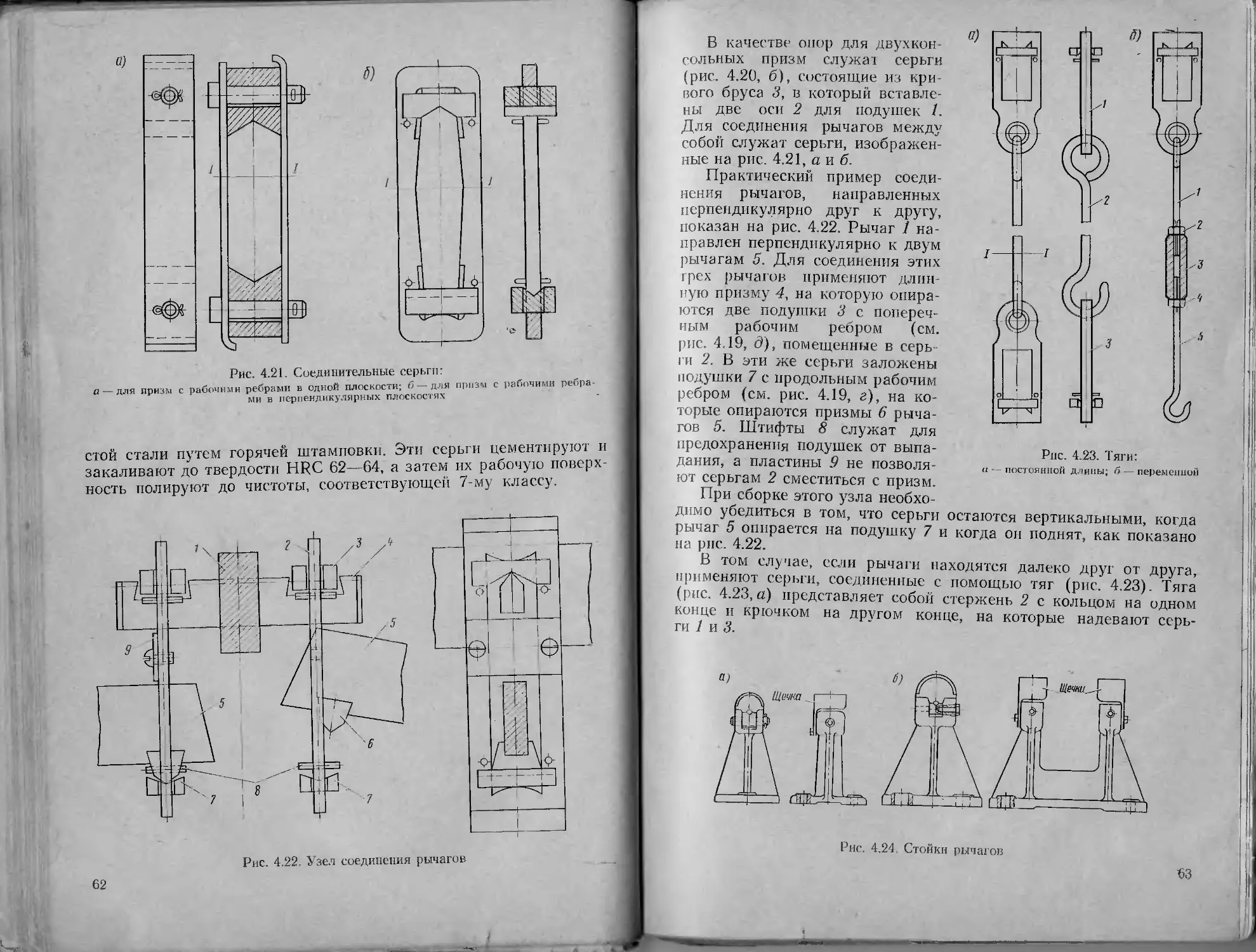
При изучении приемов монтажа, ремонта и поверки весов!,
УСТРОЙСТВ ПрИДеТСЯ СТОЛКНУТЬСЯ С РЯДОМ ПОНЯТИЙ И ТерМИНОВ, К|
торые встречаются в науке об измерениях — метрологии. Ог
охватывает очень широкий круг вопросов, а именно процессы и
мерений во всех областях человеческой деятельности, средства
методы обеспечения их единства и способы достижений требуемс
точности. В настоящей главе мы коснемся только части метрол'
гии, называемой техникой измерений, которая непосредс
венно относится к взвешиванию и весовым устройствам.
Измерением называется процесс количественного сравн
ния опытным путем данной физической величины с одинаково)
вида другой величиной, которая условно принята за единиц
Другими словами, для сравнения физических величин след
ет каждую из них измерить, т. е. определить, сколько раз в ка>
дой из величин заключается физическая величина, принятая г
единицу.
Например, можно измерить длину рельса метром (единица дл)
ны) и определить, сколько раз эта единица содержится в длин
рельса. Можно также взвесить какое-то тело (например, мешс
с зерном) и найти, во сколько раз оно тяжелее килограмма — ед!
ницы массы.
Классификация. Измерения делятся на статические, пр
которых измеряемая величина остается постоянной и неподвил
ной, например, взвешивание на обычных механических весах,
динамические, при которых измеряемая величина изменяете
в процессе измерения, например, взвешивание тела в процессе вь
сушивания. К динамическим измерениям относятся также взв<
шивания тел в движении, например, взвешивание движущихс
вагонов или сыпучих тел, перемещаемых на конвейерах. Помим
этого, измерения разделяются на прямые, косвенные, с с
покупные и совместные.
Прямыми называются такие измерения, при которых значс
ние физической величины определяется непосредственным сравни
нием с мерой или с показанием измерительного прибора, напри
мер, измерение длины метром или рулеткой, объема жидкости-
мерником, электрического напряжения — вольтметром и т. д.
Косвенные — это такие измерения, при которых для опре
деления физической величины измеряются какие-то другие вели
4
1щны, характеризующие данную Например, при определении пло-
щади прямоугольника необходимо измерить длину и ширину его;
объема параллелепипеда— длину, ширину и высоту.
1 Процесс определения массы — взвешивание также отно-
сится к числу косвенных, так как непосредственно измерить
Массу тела нельзя и ее находят путем измерения: объема и плотно
[сти вещества тела; веса тела; ускорения, сообщаемого телу опре-
деленной силой
( о в о к \ иными считаются измерения, в которых значения
.измеряемых величин находят по данным повторных измерении од
ной или нескольких одноименных величин при различных сочета-
ниях мер или этих величин. Примером совокупных измерений мо-
жет служить калибровка гирь.
Совместными называются одновременные прямые или кос-
венные измерения двух или более величин. Например, определение
зависимости длины тела от температуры и его веса от высоты над
уровнем океана и т. и.
2. ЕДИНИЦЫ ФИЗИЧЕСКИХ ВЕЛИЧИН. РАЗМЕРНОСТЬ
Для измерения физических величин имеется множество единиц,
одно перечисление которых заняло бы несколько страниц. В на-
шем же курсе будут рассмотрены только механические
единиц ы и при том только те, которые необходимы для пони-
мания процесса взвешивания, устройства весов и расчета их основ-
ных деталей.
Все единицы соединяют в системы, в которых они делятся
па' основные и производные, получаемые из комбинации
основных единиц.
Основной системой, принятой в СССР, является Международ
пая система единиц (СИ), единицы которой приведены в табл. I 1
Таблица I
Основные единицы СИ
Величина Единица
Наименование Размерность Наименование Обозначение Область применения
международ- ное русское
Длина Масса Время L М Т Метр Килограмм Секунда 1П kg S м кг с Техника
Р_и м е ч а и п е. в системе СИ, помимо трех основных единиц, указанных в настоя-
щей таблице; имеются еще четыре единицы; сила электрического тока — ампер; термодина-
^нческая температура — кельвин; сила света — кандела; количество вещества — моль.
В настоящее время в измерительных приборах еще применяют градуировку
шкал по ранее принятым системам единиц: СГС, МТС; МКГСС [1].
5
Размерность ( размер) основных единиц обозначается символа
ми [L] —длина; [/WJ —масса; [7] —время.
Всякая производная единица физической величины может быть
выражена через три основные единицы, при этом, если производ-
ная величина А будет изменяться пропорционально какой-либо
степени р единицы длины L, какой-либо степени q единицы мас-
сы Л1 и степени г единицы времени Т, то производная единица фи-
зической величины А имеет размерность р относительно единицы
длины £. размерность q относительно единицы массы М и размер
ность г относительно единицы времени Г, что символически запи
сывается так:
[A] = LpM< Tr . (1)
Это символическое равенство называется формулой размер-
но с т и.
Механические величины делятся на скалярные и вектор-
н ы е. Скалярные величины характеризуются только числом, а век-
торные— числом и направлением.
Примером скалярной величины может служить масса, а
примером векторной величины - сила.
3. СРЕДСТВА ИЗМЕРЕНИЙ И ИХ КЛАССИФИКАЦИЯ
К средствам измерения относятся меры, измеритель-
ные приборы и и з м е ртгтетгъ-н ы е установки, а так-
же и з м е р и т е л ь н ы е^тГфТГн'а’дЛе ж и о сти и вспомога-
тельные средства ив мер е н и я.
Средства измерения классифицируются по многим признакам,
основными из которых являются принцип действия, способы обра-
зования показаний и получения числового значения измеряемой
величины, а также точность, стабильность, чувствительность и пре-
делы измерений.
Меры. Мерами называются тела или устройства, предназначен-
ные для конкретного (веще£твеннбгб)~\воспроизведения единиц из-
мерений или установленных размеров.
Меры бывают однозначными, т. е. воспроизводящими либо
единицу, либо ее кратное или дольное значение. Например, гиря —
единица массы, калибр — мера длины, мерная колба — мера вме-
стимости и т. п.; многозначными, т. е. воспроизводящими
любое кратное или дольное значение единицы измерения — штри-
ховой метр, мензурка и т. и., п условными, воспроизводящими
единицу либо ее кратное или дольное значение только при приме-
нении с определенным прибором, например, условные гири нерав-
ноплечих весов.
Наборы мер. Однозначные меры комплектуются в наборы та-
ким образом, что в различных комбинациях заменяют многознач-
ную меру, например, набор гирь — разновес, набор плоско-парал-
лельных концевых мер и т, п.
6
Меры имеют номинальное значение, обозначенное на мере
мчи ее футляре, и действительное, определяемое мерами
и ''И приборами более высокого класса точности.
Измерительные приборы. Измерительными приборами называ-
ются устройства, служащие для сравнения измеряемой величи-
ны с единицей измерения, например, весы, манометр, термо-
метр и т. и. г~'
Они делятся на ко м п а р и р у ю щ и е, служащие для сравне-
ния измеряемой величины с мерами, например, настольные тар-
ные весы; показывающие, дающие значение измеряемой ве-
личины визуально по отсчетному устройству, например, шкаль-
ные или циферблатные весы.
Измерительные приборы, кроме того, подразделяют на:
комбинированные, в которых часть измеряемой величи-
ны сравнивается с мерами, а часть определяется по отсчетному уст-
ройству, например, платформенные тарные весы или циферблат-
ные настольные весы;
интегрирующие, дающие суммарное или' интегральное
значение измеряемой величины по счетному механизму, например,
конвейерные весы;
самопишущие, снабженные механизмом, записывающим
значения измеряемой величины на движущейся ленте, диаграмме,
например, термогравиметрические весы, на которых масса тела
измеряется в процессе высушивания;
регулирующие, автоматически регулирующие технологи-
ческий процесс по определенным значениям измеряемой величины,
например, дозаторы непрерывного действия;
измерительные автоматы, автоматически выполняю-
щие задачу, поставленную измерением, например, автоматические
порционные весы или дозаторы дискретного действия.
Все перечисленные измерительные приборы могут быть Мест-
H. ого действия, наблюдение или запись показаний которых
производится непосредственно в месте наблюдения, и дистанци-
онными, характеризуемыми применением между местом изме-
рения и измерительным устройством линии связи, допускающей
передачу показаний или регулировку па расстоянии.
Измерительные установки. Измерительными установками (ма-
шинами) называются устройства, в которые, помимо измеритель-
ного прибора, входят меры и вспомогательные приборы и механиз-
мы, например, установка для поверки гирь большой массы, маши
иы тля испытания механических своп< гв материалов и прочности
деталей.
Измерительные принадлежности. Измерительными принадлеж
ноегями называются устройства, которые не могут применяться
самостоятельно, а служат для расширения пределов измерения,
например, встроенные грузы в циферблатных весах, оптические от-
счетные устройства аналитических весов, приспособления для пе-
редачи результатов измерений на расстояние в электромеханиче-
ских весах.
7
Средства измерений величин, влияющих на метрологические
свойства другого средства измерения, например, термометр при
точных взвешиваниях, называются вспомогательными.
Меры и измерительные приборы разделяются на
образцовые, предназначенные для воспроизведения и хране-
ния единиц измерений и для поверки и градуировки мер и измери-
тельных приборов, и рабочие, предназначенные для практиче-
ских измерений. ____—________
4. СИСТЕМЫ МЕР
Для того, чтобы осуществить весь комплекс измерений, необ-
ходимых на данном этапе человеческого развития, меры соединя-
ются в системы, в которых они связаны по определенным за-
конам.
Например, мера длины с мерой объема, а последняя с мерой
массы. Создать такие системы пытались за несколько тысяч лет
до и. э. в Египте и Вавилоне и за несколько веков до н. э. в Греции
и Римс.
В средние века и в более поздний период, до конца
XVIII в., собственные системы мер существовали в каждом госу-
дарстве и даже городе. Их выбирали произвольно и они были очень
несовершенны.
Например, за меру длины принимались части человеческого
тела: палец, локоть, кисть руки (пядь); за единицу объема — бур-
дюк, ведро, кадь; за единицу веса (тогда еще не знали о массе) —
пшеничное зерно, произвольно выбранные камни и т. д.
Меры не были связаны друг с другом. Это создавало большие
затруднения в торговле (внутренней и внешней), а позднее в нау-
ке и технике.
Поэтому в XVIII в. в Европе появилась настоятельная потреб-
ность в создании разумной системы мер, построенной на строго
научной основе.
Наиболее передовая страна того вермени- Франция — явилась
инициатором создания такой системы.
5. МЕТРИЧЕСКАЯ СИСТЕМА МЕР
В период с 1790 по 1/99 i французская Академия наук созда
ла систему мер, получившую название метрической, которая
с некоторыми изменениями и дополнениями в настоящее время
принята почти во всем мире. За основные меры в метрической си-
стеме приняты длина — метр и масса —- килограмм. Все остальные
меры в метрической системе являются производными от этих двух
основных.
Наиболее употребительные метрические меры указаны в
табл. 2.
8
Таблица 2
Метрические меры
Наименование величины Единица Перевод в единицы СИ
Наименование Обозначение
русское международ- ное
Метр М П1 1 hi
Километр =1000 м КМ кш 10s м
Дециметр—0,1 м ДМ dm 10 1 м
Длина Сантиметр=0,01 м см sm 10-2 м
Миллиметр=0,001 м мм пип 10-8 м
Микрон=0,000001 м мкм м 10-° м
Килограмм кг kg 1 кг
Центнер =100 кг ц q 102 кг
Масса Тонна=1000 кг т t 103 кг
Грамм=0,001 кг г g 10~3 кг
Миллиграмм = 0,000001 кг мг mg 10~® кг
Кар ат=0,2 г к k 2-10-« кг
Квадратный метр м2 m2 1 м2
Площадь Ар=100 м2 Гектар= 10 000 м2 а га a ha 102 м2 104 м2
Квадратный километр= = 1 000 000 м2 км2 km2 10° м2
Кубический метр м3 m3 1 м3
Кубический дециметр=0,001 м3 Дм3 dm3 10-8 м3
Объем Литр=1 дм3 Л 1 10-3 м3
Декалитр = 10 дм3 дкл dkl 10-2 м3
Гектолитр = 100 дм3 ГЛ bl 10-1 м3
Миллилитр=0,001 дм3 мл ml 10-« м3
ПОГРЕШНОСТИ ИЗМЕРЕНИИ
Важнейшей характеристикой результатов измерений, определя-
ющей возможность использования их для тех целей, ради которых
они проведены, является точность измерений.
Т о ч н о с т ь ю—измерения—называется степень достоверности
результатов его, оцениваемая путем указания положительного и
отрицательного предела^,GET"наибольшей возможной погрешно-
сти. 1очность тем больше, чем меньше по Абсолютной величине
погрешность измерений1.
\___Погрешность измерений — это алгебраическая разность между
7 полученным_при измерении и истинным значением величины.
Практически при измерении мы всегда заменяем истинный
размер величины наиболее близким ему размером. Например, на
1 Погрешность измерения часто называют ошибкой измерений
9
вагоне указана его масса (тара)—22,0 т, а при взвешивании на
вагонных весах оказалось, что масса вагона равна 22,1 т. Следо-
вательно, при взвешивании вагона на заводе-изготовителе была
допущена погрешность (ошибка) 22,1—22,0=0,1 т. Однако весы,
на которых взвешивали вагон, могут иметь погрешность +50 кг.
Таким образом, неизвестная нам истинная масса вагона лежит
где-то в пределах 22,150—22,050 т, а мы взяли за истинную вели-
чину показания весов — 22,1 т, на которых взвесили вагон, так как
эта величина наиболее близка к истинной.
Виды погрешностей. Погрешности результатов измерений де-
лятся "на си с т ё м а т й ч ё с к и е, с л у ч а й н ы"ё~ й г р у б ы е
(промахи).
Система т и вескими называют погрешности, остающиеся
постоянными или изменяющиеся по определенному закону. Они
слагаются из многих величин, но главными являются несовершен-
ство метода измерений, погрешность применяемых мер и прибо-
ров и неправильная установка прибора. Например, при методе
простого взвешивания на лабораторных весах, т. е. когда на одну
чашку помещается взвешиваемое тело, а на другую гири, мы будем
иметь систематическую погрешность, получающуюся в результате
несовершенства метода и складывающуюся из погрешности весов
и гирь. Систематическая ’погрешность может быть исключена или
уменьшена, если мы применим один из способов точного взвеши-
вания и учтем погрешности гирь.
Примером систематической погрешности, получаемой в ре-
зультате неправильной установки прибора, может служить погреш-
ность от установки весов не по уровню.
Случайными называются погрешности, получаемые в ре-
зультате непредвиденных причин. Например, если при взвешива-
нии на циферблатных настольных_весах пакет коснулся корпуса
весов. Случайные погрешности не могут быть исключены, подобно
систематическим, но они могут быть уменьшены путем нескольких
повторных измерений и получения среднего результата.
Грубые погрешности (промахи) получаются обычно в
результате ошибки наблюдателя (взвешивающего лица). Напри-
мер, одна из осей 6-осного вагона сошла с платформы весов, а
наблюдатель записал показания весов. Результаты таких измере-
ний обычно не принимаются во внимание.
^Г^ОГРЕШНОСТИ СРЕДСТВ ИЗМЕРЕНИЙ
Разность между номинальном и действительным значениями
меры называется по гр ёшй'остью значения меры или
погрешностью меры.
Например, имеем две гири номинальной массой тн=1 кг. При взвешивании 1
гирь оказалось, что одна из «их имеет действительную массу тд= 1,001 кг, а дру-
гая т'д=0,999 кг.
Погрешность первой гири Am будет равна Am=mH— тд=1,0—1,001=1
=—0,001 кг=—1 г, а второй Am'=mB—лгд=1,0—0,999=4-0,001 кг=р1 г.
10
Отклонением от номинального значения меры
называется разность между действительным и номинальным зна-
чениями меры. Другими словами, отклонение от номинального зна-
чения меры есть величина, обратная по знаку погрешности меры.
Например, в предыдущем примере отклонение от номинальной
массы первой гири равно +1 г, а второй —1 г.
Разность между показанием прибора и действительным значе-
нием измеряемой величины называется погрешностью пока-
заний прибора или погрешностью прибора.
Например, мы поместили на весы гирю массой иг=20,0 кг, а весы показали
значение х=20,005 кг.
Погрешность этих весов /\Ь=х—яг =20,005—20,0= 4-0,005 кг=-|-5 г.
Относительная погрешность меры или измеритель-
ного прибора есть погрешность, которая выражается отношением
п о гр ешности меры или измерительного прибора к значению самой
*11змёряемой величины? Относительную погрешность часто выра-
жают-з %?
Например, относительные погрешности указанных выше гирь
Ат
Ат0 =---
шн
0,001
1,0
I
1000
= 0,1 %,
а относительная погрешность весов
Д&о =
5
20 000
= 0,025%.
Относительная погрешность характеризует точность измерении.
Например, мы определили массу гири 20 кг с погрешностью 400 мг и массу
гири 10 г с погрешностью 3 мг. Какое из взвешиваний точнее?
400 3
д- моооот
------=0,0003.
10 000
Следовательно, первое взвешивание в 15 раз точнее второго.
Величина, которая должна быть алгебраически прибавлена к
номинальному значению меры или показанию измерительного
прибора, чтобы получить действительное значение измеряемой ве-
личины, называется поправкой.
Например, поправка весов в приведенном выше примере равна
-0,005 г, так как 20,005—0,005=20,0 кг.
Допускаемой погрешностью называется наибольшая
погрешность значения меры или показания прибора, допускаемая
установленными нормами. Она характеризуется знаками ± или
одним из этих знаков, если она распространяется только на одни
положительные или отрицательные значения допускаемой норма-
ми погрешности. Например, гири 1-го и 2-го классов могут иметь
положительные и отрицательные отклонения от номинальной мае
с“ а гиРч 5-го класса только положительные отклонения
Н
Наибольшая (полученная экспериментально) разность между
отдельными значениями меры или повторными показаниями при-
бора, соответствующая одному й тому же действительному значе-
нию измеряемой величины, называется вариацией меры или
прибора.
Например, мы 5 раз поместили на весы гирю массой 5 кг. Показания весов:
5,0; 5,001; 5,002; 4,999; 5,001 кг. Вариация этих весов равна 5,002—5,000=
= 0,002 кг=2 г.
Л 8. ЧУВСТВИТЕЛЬНОСТЬ И ЦЕНА ДЕЛЕНИЯ ШКАЛЫ.
ОКРУГЛЕНИЕ РЕЗУЛЬТАТОВ ИЗМЕРЕНИИ
Чувствительностью измерительного прибора называет-
ся отношение линейного или углового перемещения указателя к
изменению значения измеряемой величины, вызвавшему это пере-
мещение.
Цена деления шкалы прибора есть разность значений ве-
личин, соответствующих двум соседним отметкам шкалы.
Результат всякого измерения может содержать сколь угодно
большое число цифр. Например, число л (отношение длины окруж-
ности к диаметру) может быть написано в виде л—
= 3,141592653589793, и так до бесконечности, но никто таким зна-
чением л не пользуется и обычно ограничиваются величиной 3,14,
т. е. округляют величину до необходимого (достоверного)
размера.
Округлять результаты измерений необходимо с учетом погреш-
ностей тех мер и приборов, которые были использованы при изме-
рении.
Например, при взвешивании гири с номинальной массой 200 г мы получили
результат 200, 136 г, а весы, на которых взвешивали, имеют вариацию 20 мг. Сле-
довательно, действительная масса гири лежит где-то в пределах 200,116—
200,156 г. Поэтому цифра 36 в результате является недостоверной и его следует
округлить до 200,14 г.
При округлении результатов измерений следует руководство-
ваться следующими правилами.
1. Лишние цифры в целых числах заменяются нулями, а в де-
сятичных дробях отбрасываются. Если десятичная дробь оканчи-
вается нулями, то нули отбрасываются до того разряда, который
соответствует разряду погрешности.
Например, масса гири оказалась после подсчетов равной
10,08000 г. Погрешность определения массы ±0,0003. Следова
тельно, результат записывают как 10,0800.
^<И2~^слп первая (слева направо) из заменяемых нулями или
отбрасываемых цифр меньше 5, то остающиеся цифры не изме-
няются.
Например, если масса тела при взвешивании оказалась рав-
ной 15,7983 кг, а вариация весов ±0,001, то результат записи
вают как 15,798.
12
' З./Если первая из заменяемых нулями или отбрасываемых цифр
равна5, а за ней не следует никаких цифр или идут нули, то округ-
ляют до ближайшего четного числа, т. ё„ если последняя цифра
в округленном числе четная или нуль, она остается без измене-
ния, а если она нечетная, то увеличивается на единицу.
Так, число 4584,50 округляют до 4584, число 2350,50 —до 2350,
а чц£ло 3537,50 до 3538.
<74?)Если первая из заменяемых нулями или отбрасываемых
цифр больше 5 или равна 5, но за ней следуют значащие цифры,
то последняя остающаяся цифра увеличивается на единицу.
Так, число 5233,6 округляют до 5234, а число 10,24503 —до
10,25.
Контрольные вопросы
1. Что называется процессом измерения?
2. Что называется совокупным измерением?
3. Какие Вы знаете три основные единицы измерений?
4. Что такое размерность единицы измерений?
5. Какие системы единицы Вы знаете?
6. Как классифицируются средства измерений?
7. Что такое мера?
8. Что такое измерительный прибор?
9. Что Вы знаете о метрической системе мер?
10. Какие виды погрешностей измерений Вы знаете?
11. Какая разница между погрешностью и поправкой?
12. В чем заключается разница между чувствительностью и ценой деления
шкалы измерительного прибора?
13. Как следует округлять результаты измерений?
Глава II
ТЕХНИКА ИЗМЕРЕНИИ МАССЫ
9. ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ВЗВЕШИВАНИЯ
Взвешиванием называется процесс измерения массы тела
т, а приборы, на которых взвешивают, именуют весами,
1. Масса. Понятие масса было введено в физику великим
английским ученым Ньютоном, который считал, что количество ма-
терии есть ее мера, возникающая совместно из плотности и объема-
и это же количество он подразумевал в дальнейшем под названием
«тело» или «м асе а». ' ~———
-—""Математическое определение массы дано Ньютоном во втором
законе движения и в законе всемирного тяготения.
Согласно второму закону движения
«=—, (2)
т
где f — сила, приложенная к телу;
т— масса тела;
а — ускорение, полученное телом в результате приложения к
нему силы f.
Этот закон читается так: «Ускорение тела а прямо пропорцио-
нально величине действующей на него силы f и обратно пропор-
ционально массе tn тела».
Из формулы (2) следует, что если мы будем прилагать к телу
массой т возрастающие силы >то тело будет полу-
чать все большие ускорения:
^2 «П-1 <^- ^П*
Точно так же, если мы будем брать тела с возрастающей мас-
сой, т. е. /?ji<zh2< <Л-1<Х и прилагать к ним одну и ту
же силу f, ускорение будет тем меньше, тем больше масса т, т. е.
U.2 ип.
Таким образом, масса, определенная из уравнения (2) как
т = — , (3)
а
является мерой сопротивления тела изменению движения, т. е.
мерой инертности этого тела.
1-1
Поэтому масса, определенная из уравнения (3), называется
инертной массой.
Параллельно со вторым законом движения в законе всемирно-
го тяготения Ньютон дает несколько иное соотношение между
силой и массой, а именно:
между каждыми двумя материальными точками mi и т2 дей-
ствует сила f всемирного тяготения, прямо пропорциональная про
изведению масс mi и т2 этих точек и обратно пропорциональная
квадрату расстояния г между ними.
Этот закон выражается формулой
. т-, т« ,.,
(4)
где f — сила притяжения, возникающая между двумя те-
лами;
и т2— массы этих тел;
г— расстояние между телами;
у — гравитационная постоянная
Масса каждого из тел, определяемая из уравнений
fr2 /г2
«1=-----; т2 =-----, (5)
называется гравитационной или тяжелой массой.
Инертная и гравитационная массы эквивалентны.
При взвешиваниях определяется гравитационная масса тела
из уравнения
где т — масса тела;
F — сила тяжести;
7? — расстояние от центра Земли до центра тяжести тела;
М — масса Земли (6-1021 т);
у— гравитационная постоянная.
Однако мы в дальнейшем, пользуясь эквивалентностью грави-
тационной и инертной масс, будем рассматривать массу, получен-
ную из второго закона движения, т. е. будем считать, что масса
т = — , (7)
g
где Р — вес тела; \
g — ускорение свободного падения.
2. Вес. Сила, с которой тело действует -на .подставку или под-
вес, называется весом Р, а *сила, с которой Тело стремится упасть
на Землю, называется силой тяжести F. Эта сила приложена в
центре тяжести тела. " • *
Обычно вес Р приравнивают силе тяжести F, ио при этом до-
пускается некоторая неточность, так как вес равен силе тяжести
только в том случае, если~тслв' находится в состоянии покоя или
15
равномерного движения. Если
тело движется неравномерно и с
каким-то ускорением а, то вес не
равен силе тяжести -и при изве-
стных условиях, например, при
падении тела, может быть до-
стигнуто состояние невесомости,
т. е. сила тяжести I сохранит
свое значение, а вес Р=0.
Так как в подавляющем боль-
шинстве случаев взвешивают в
состоянии покоя или равномер-
ного движения, например, при
взвешивании на конвейерных ве-
сах, мы в дальнейшем будем счи-
тать
P=F. (8)
Рис. 2.1. Первичный эталон единицы Дак извеСтно из фИЗИКИ [4],
массы Б вес тела является переменной
величиной, так как ускорение
свободного падения у полюсов Земли больше, чем ускорение на
экваторе, в связи с чем вес тела увеличивается от экватора к по-
люсам.
3. Эталон массы. Для воспроизведения и хранения единицы
массы —килограмма и передачи ее размера с помощью вторичных
эталонов и образцовых средств измерений рабочим средствам из-
мерения, применяемым в народном хозяйстве СССР, служит Госу-
дарственный первичный эталон массы.
Согласно ГОСТ 8.021—78 эталон состоит из:
копии международного прототипа килограмма в виде платино-
иридиевой гири цилиндрической формы — эталон № 12;
эталонных равноплечих призменных весов на 1 кг с дистанци-
онным управлением, описание которых приведено в п. 30.
Эталон № 12 установлен на кварцевой пластине и накрыт дву-
мя стеклянными колпаками (рис. 2.1), его масса равна
1 кг+0,085 мг. ——.
10. ВЗВЕШИВАНИЕ
Для взвешивания применяют механические (рычажные, пру-
жинные) и электромеханичёСкйе’_”'(электротензометрические, ча-
стотные и'т. п.) весы. Если взвешивают на рычажных равно-
плечих весах (рис. 2.2), то йа“ бдну~Татггку-весов помещают взве-
шиваемое тело, а на другую накладывают гири (единицы массы)
до тех пор, пока не наступйт~равновесие. )
Тело воздействует на весы своим весом Р, а гири — Р^ Урав-
ниваются весы тогда, когда P—Pi.
Следовательно, mg—mig, где т и т± соответственно массы
тела и гирь, а отсюда т—т^.
16
Если взвешивают на нерав-
ноплечих рычажных весах, то
равновесие наступает не при ра-
венстве масс тела и гирь, а при
каком-то отношении между ними.
Например, при взвешивании на
весах с передаточным числом
г = 100 т = т1 100.
Принципиально это ничего не
меняет, так как во всех случаях
сравниваются массы двух тел.
Таким образом, результаты взве-
шиваний тела на рычажных весах
не зависят от положения весов
Рис. 2.2. Взвешивание на равнопле-
чих весах
на земной поверхности.
При взвешивании на весах остальных типов, например, на пру-
жинных или электромеханических, массы тела и гирь сравнивают
ся не непосредственно, а косвенным образом. Шкалы этих весов
градуируют на месте изготовления, нагружая весы образцовыми
гирями известной массы от нуля до наибольшей, а затем телом с
неизвестной массой и отсчитывая по шкале вызванное весом
тела Р растяжение или сжатие пружины в пружинных весах или
деформацию датчика в электромеханических весах, определяют
величину массы тела.
Но сравнивать массу тела с массой гирь при помощи пружин-
ных или электромеханических весов можно только при том усло-
вии, что весы калибруются и применяются в одной и той же точке
земного шара, т. е. при одном и том же ускорении свободного па-
дения g.
С. Если же весы градуируют в одном месте, где ускорение сво-
бодного падения равно gi, а применяют в другом месте с другим
щ ускорением g%, то показания весов будут различны, так как в ме-
сте градуировки показание весов Xi=P/gi, а в месте применения
Az = P/g2.
г Например, возьмем пружинные или электромеханические весы
*-9 и отрегулируем их в Ленинграде с помощью гири массой т=5 кг
\ так, что показание весов Л1=/и=5 кг. Перевезем весы вместе с
гирей в Полтаву и увидим, что показание весов Л2=4,995 кг.
Это произошло потому, что ускорение свободного падения в Ле-
нинграде g'i = 9,82 м/с2, а такое же ускорение в Полтаве
£2=9,81 м/с2.
Вес тела в Ленинграде Pi=mgi=5-9,82=49,1 Н.
Вес тела в Полтаве Р2='И£2=5-9,81 =49,05 Н.
Разница в весе AP—Pt — Р2=49,1—49,05=0,05 Н.
Следовательно, одно и то же тело будет растягивать пружину
весов в Полтаве с силой, меньшей, чем в Ленинграде, ’а это даст
ЬР 0,05
разницу в показаниях весов АЛ =----= п а, - =0,005 кг = 5 г
§2 У,Ь1
т. е. весы покажут 4,995 кг.
17
Если бы мы перевезли эти же весы и гирю в географическую
точку с ускорением свободного падения большим, чем в Ленингра-
де, то показание весов увеличится.
Например, если бы мы перевезли наши весы и гирю в пункт,
где £=9,83 м/с2, то весы показали бы 5,005 кг.
1. Классификация. В подавляющем большинстве случаев взве-
шивают для того, чтобы определить количество материи, за-
ключенной в данном теле, но в отдельных случаях, например, при
взвешивании локомотива, определяют не количество материи, а
массу локомотива, а затем находят его вес, являющийся осно-
вой для определения динамических характеристик локомотива.
Точно так же при взвешивании движущихся частей машины,
например, поршней и шатунов автомобильного двигателя, интере-
суются не количеством алюминия или стали, потраченным на
эти детали, а их массой, так как только при одинаковой массе
поршней и шатунов в данном двигателе он может работать нор-
мально.
Взвешивания, при которых определяется количество материи,
классифицируются по двум признакам: 1) по принципу и 2) обла-
сти применения.
По принципу взвешивания разделяются на дискрет-
ные и непрерывные. При дискретном взвешивании
определяется фактическая масса тела или отвешивается опреде-
ленная масса продукта и по сумме результатов находится суммар-
ная масса материала, заключенного в вагоне, составе вагонов,
барже и т. д. При непрерывном взвешивании тот же резуль-
тат получается путем определения массы продукта, движущегося
по конвейеру.
Во многих случаях при дискретных взвешиваниях интерес пред-
ставляет не суммарная масса, а масса отдельных доз (порций)
продукта. В этом случае процесс взвешивания получает название
дозирования, а весы называют дозаторами дискретного
действия.
При непрерывном взвешивании параллельно с суммарной мас-
сой может быть определено количество продукта, прошедшего по
конвейеру за единицу времени (с), т. е. может быть определен
массовый расход, выражающийся в кг/с; кг/мин; т/ч. Нако-
нец, весы непрерывного действия могут подавать в какую-то ма-
шину (например, бетономешалку) определенное количество про-
дукта в заданный промежуток времени и тогда их называют до-
заторами непрерывного действия.
По второму признаку нашей классификации взвешивания раз-
деляются на: 1) лабораторные — точные; 2) общего назначения;
3) технологические.
Лабораторными (точными) называют взвешивания,
при который погрешность определения массы тел не выходит за
пределы 0,01 %.
В этом случае пользуются лабораторными рычажными и пру-
жинными весами в лабораториях, научных, учебных и медицинских
18
учреждениях и на промышленных предприятиях, для определения
веса драгоценных металлов и камней, химикатов и лекарств, а
также в метрологических учреждениях при поверке гирь.
Взвешивания общего назначения, при которых
масса определяется с точностью порядка 0,05—0,10%, применяют-
ся во всех областях народного хозяйства, при торговых, складских
и транспортных операциях, на весах общего назначения, нормы
точности которых установлены ГОСТ 23676—79.
Технологические взвешивания применяют внутри
промышленных предприятий для обеспечения правильности веде-
ния технологического процесса. Они могут быть точные и общего
назначения. Кроме того, допускаются и специально технологиче-
ские взвешивания с точностью от 0,1 до 4,0%.
К технологическим относятся также те взвешивания, при кото-
рых определяется не масса тела (продукта), а какая-либо величи-
на, пропорциональная массе, например, количество деталей, тол-
щина нити или бумаги, крахмалистость и загрязненность картофе-
ля и т. д. Приборы, на которых в этом случае взвешивают, назы-
ваются весами специального назначения.
В каждой из трех групп взвешиваний приходится измерять мас-
сы малые, средние и большие. К малым относятся массы от долей
миллиграмма до 2 г, к средним — массы свыше 2 г до 20 кг и к
большим — массы свыше 20 кг.
При лабораторных взвешиваниях за один прием масса не долж-
на превышать 2 т, при взвешиваниях общего назначения — 200 т,
а при технологическюГ взвешиваниях верхний предел не ограни-
чен. Например, на металлургических Предприятиях взвешивают
грузы массой 500 т и более.
2. Точность. В лабораторной практике под точным обычно
донимают взвешивания на образцовых, микроаналитических, ана-
1итических, пробирных и торсионных весах.
Масса взвешиваемого тела должна быть заранее приблизи-
тельно известна для того, чтобы на чашку весов сразу же было по-
ложено количество гирь, близкое к потребному; этим, устраняется
резкое опускание одной из чашек при открываншГизолира вслед-
ствие значительной разницы в массе взвешиваемого тела и гирь.
Предварительно взвешивают испытуемые тела на более грубых
весах — технических коромысловых и квадрантных.
При наложении гирь на чашку весов следует придерживаться
всегда определенного порядка: начинать с больших гирь и посте-
пенно переходить к меньшим. При подборе гирь, требующихся
для уравновешивания испытуемого тела, изолир следует опускать
слегка и наблюдать одновременно, в какую сторону отходит стрел-
ка весов. Добавлять гири или заменять их следует при закрытом
изолире. Когда при подборе гирь требуется добавить менее 10 мг,
используют рейтеры массой 10,5 и 1 мг, с помощью которых окон-
чательно приводят весы в равновесие, т. е. в такое положение,
при котором стрелка отклоняется равномерно в обе стороны от
среднего деления.
19
При взвешиваниях на аналитических весах обыкновенно при
подсчете массы испытуемого тела ограничиваются четвертым деся-
тичным знаком, так как точность весов редко превышает 0,1 мг.
Получаемые при вычислениях пятые десятичные знаки грамма
округляют до 0,1 мг, при этом руководствуются правилами, изло-
женными в п. 8.
При химических анализах часто определяют не абсолютные
массы взвешиваемых веществ, а их соотношения между собой.
В этом случае взвешивают на аналитических весах, причем часто
результаты наблюдений колебаний стрелки не записывают и о по-
ложении равновесия судят по приблизительным подсчетам двух
последовательных остановок стрелки.
Прежде чем приступить к взвешиванию, устанавливают рав-
новесие ненагруженных весов, которое регулируют посредством
перемещения тарировочных грузиков. Когда равновесие установ-
лено, на левую чашку весов помещают взвешиваемое тело, а на
правую чашку накладывают гири в том количестве, при котором
весы приходят в равновесие. По количеству помещенных гирь и су-
дят о массе испытуемого тела.
Взвешивание этим приемом весьма распространено в лабора-
торной практике, но оно допустимо лишь тогда, когда не требует-
ся большой точности. Более точные результаты при этом способе
взвешиваний получаются, если записывать наблюдения колебаний
стрелки Zi, /2, /3, h и выводить значение положения равновесия L.
Если положение равновесия L определяют из двух отклонений
/1 и /г, то
£ = Л±к, (9)
если из трех —/i, L, 1з, то берут среднее арифметическое из двух
пар наблюдений
£ — Г ^Ч~4а । _ 1 . g _ Zi4~2/2-f-/3
(10)
[ 2 2 ] ‘ 4 ’ V '
И, наконец, при самых "ответственных взвешиваниях пользуются
уравнением
£__ БЧ-З/аЧ-З/зЧ^а (11)
При взвешиваниях на весах, снабженных успокоителями, поло-
жение равновесия определяют по формулам
L = 21±^_ (12)
или
г Z-1 Ч~ Z-2 Ч~ Z-з /1 q\
где Lt, Lz, L3—положения стрелки после успокоения весов.
20
Цена деления шкалы при данной нагрузке должна быть зара-
нее известна из результатов периодической поверки весов или она
определяется после взвешивания, для чего на одну из чашек до-
бавляется небольшой грузик р и полученное положение равновесия
сравнивается с предыдущим положением равновесия весов без
грузика. Величина массы грузика р, деленная на полученную раз-
ность, дает цену деления шкалы.
Знание цены деления шкалы весов значительно облегчает урав-
новешивание взвешиваемого тела гирями и определение массы.
Гири на чашку кладут лишь до тех пор, пока стрелка не войдет
в пределы шкалы. Разность в положении равновесия весов нагру-
женных и ненагруженных, выраженная в делениях шкалы, умно-
жается на цену одного деления шкалы, выраженную всегда в мил-
лиграммах. Полученный результат прибавляется к весовому зна-
чению гирь, помещенных на чашку (если гири были наложены с
излишком, полученный результат отнимается от весового значения
гирь).
Например, при определении массы тела на аналитических ве-
сах наблюдения колебаний ненагруженных весов оказались рав-
ными: /1=5,5; 12= 14,3 и /3=5,7.
Согласно формуле (10) положение равновесия
Lu = _W-.2«W.7_9>95
4 -
Испытуемое тело массой Q на левой чашке уравновесили ги-
рями массой 20 г-ф-550 мг, помещенными на правую чашку, а так-
же рейтером массой 10 мг, перемещенным на деление 64, что соот-
ветствует массе гирь 6,4 мг на правой чашке.
При этом наблюдения колебаний равновесия нагруженных ве-
сов оказались равными /1=3,5, 1г—7,7 и Z3=5,6, а положение рав-
новесия £=6,62.
Таким образом, разность между положениями равновесия не-
нагруженных и нагруженных весов £0 — £=9,95—6,62=3,33 де-
ления.
Пусть цена деления d весов при нагрузке 20 г равна 0,2 мг;
значение 3,33 делений будет равно 0,2 мг-3,33 делений =
=0,666 мг=0,7 мг, 0,7 мг — это та масса, которую нужно было бы
прибавить к гирям на правой чашке для того, чтобы получить
полное равновесие весов, т. е. чтобы £=£с.
Таким образом, масса испытуемого тела
Q=20,5500 г +-0,0064 гф0,0007 г=20,5571 г.
Если бы в данном примере величина £ равнялась бы 12,55 де-
ления, мы имели бы
£о — £=9,95—12,55=—2,60 деления-0,2 мг=—0,52 мг=—0,5 мг.
В этом случае 0,5 мг является тем излишком в гирях, помещен-
ных на чашку, который передвигает стрелку весов на 2,60 деления
влево от среднего деления.
21
Поэтому из полученного при подсчете результата следовало бы
вычесть 0,5 мг и масса испытуемого тела
Qi=20,5500 г+0,0064 г —0,0005 г=20,5559 г.
Окончательный результат взвешивания получается после введе-
ния в него погрешностей гирь, употреблявшихся при взвешивании.
Например, в свидетельстве, приложенном к разновесу, указаны
следующие погрешности гирь: 20 г+0,1 мг; 500 мг —0,03 г; 50 мг+
+0,02 г.
Сложив эти поправки, имеем +0,09 мг, или, округляя, + 0,0001 г.
К сумме 20,5559 г следует прибавить 0,0001 г. Окончательная
масса тела составит 20,5560 г.
Равновесие ненагруженных весов следует проверять по возмож-
ности перед каждым взвешиванием, так как положение стрелки по-
степенно меняется вследствие изменения состояния весов.
3. Способы. При более точных взвешиваниях, когда необходимо
исключить систематическую погрешность от неравноплечести ве-
сов, применяют один из трех способов: Борда, Менделеева и
Гаусса.
Ниже приводится описание наиболее широко применяемого спо-
соба Борда.
Описание способов Менделеева и Гаусса см. [2].
Способ взвешивания Борда основан на аксиоме, гласящей, что
две величины, равные порознь третьей величине, равны между
Рис. 2.3. Взвешивание по методу
Борда
собой.
На правую чашку весов
(рис. 2.3) помещают взвешивае-
мое тело Q, которое уравновеши-
вается на левой чашке какой-ни-
будь тарой Т (обрезки металла,
дробь и т. п.).
При равновесии весов Tl=Qli.
Затем, не трогая тары, снима-
ют взвешиваемое тело и на его
место помещают гири Р в коли-
честве, необходимом для равнове-
сия весов. При этом Tl=Ph.
Таким образом, Tl=Qll—Pli,
а отсюда Q = P.
Практически это делается так.
Поместив на весы тело Q и тару
Г, определяют по колебаниям ве-
сов положение равновесия весов
Li по одной из формул (9), (10),
(11), а на весах с успокоителем
колебаний — по формулам (12)
или (13). Затем, заменив тело Q
гирями Р, находят второе поло-
22
Таблица 3
Порядковый номер наблюдения Нагрузка на чашку весов Результат наблюдения Положение равновесия L
правую левую h /2 Ц
J т Q 6.1 13,2 6,3 9,70 (М)
2 т /’ 7,3 14,1 7,5 10,75 (£2)
3 т+р Р 4,0 6,3 4,1 5,17 (Гз)
жение равновесия L2. Если при этом отклонение стрелки выйдет
за пределы шкалы, то на соответствующую чашку помещают гирь-
ку а такой массы, чтобы колебания стрелки не выходили из преде-
лов шкалы.
После этого добавляют на одну из чашек весов небольшой гру-
зик р, отклоняющий стрелку на несколько делений, и находят третье
положение равновесия L3. Это делается для того, чтобы определить
цену деления шкалы весов d— , р ,— .
Масса взвешиваемого тела
Q^P±a± р -(Ц-Ц), (14)
Ьз —
где Р — масса гирь;
а — масса гирьки;
р— грузик для определения цены деления шкалы;
Li-—положение равновесия весов с взвешиваемым грузом;
Ь2 — положение равновесия весов с гирями;
L3 — положение равновесия весов с гирями и грузиком р.
Примечания. 1. Значение а берут со знаком плюс, если ги-
ря была помещена на левую чашку' (к таре), и со знаком минус,
если она была помещена на правую чашку (к взвешиваемому телу).
2. Перед выражением —(Б2--Л1) ставят знак плюс, если
Из—Ъ2
нуль шкалы равновесия коромысла расположен на правом конце,
и знак минус, если нуль шкалы расположен на ее левом конце. Пе-
ред скобкой (Ь2—Li) также ставят знак плюс, если нуль шкалы
расположен посередине, а отсчеты правее нуля берут со знаком
плюс, а левее — со знаком минус. 3. Разность L3—L2 берут без
учета знака.
В табл. 3 показан практический пример того, как ведут записи
при взвешивании тела по способу Борда.
Пусть дано:
Q — масса взвешиваемого тела;
Р — масса гирь, уравновешивающих тело, равная 22,57 г;
Т— масса тары;
р — масса грузика для определения цены деления, равная 1 мг.'
Нулевая отметка — на левом конце шкалы.
23
Согласно формуле (14)
Q = 22,5700г-------—------(10,75—9,70) = 22,5700 г----— 1,05 =
5,17—10,75 5,58
= 22,5700 г—0,18 мг-1,05 деления = 22,5700 г—0,2 мг = 22,5698 г.
11. ВВЕДЕНИЕ ПОПРАВКИ НА ПОТЕРЮ ВЕСА
ВЗВЕШИВАЕМОГО ТЕЛА В ВОЗДУХЕ
При точных взвешиваниях во всех случаях, когда требуется оп-
ределить истинную массу взвешиваемого тела, необходимо прини-
мать во внимание плотность испытуемого вещества и плотность гирь.
Согласно закону Архимеда, тело в воздухе теряет в своем весе
столько, сколько весит вытесненный им воздух. Если плотности
взвешиваемого тела и Гирь одинаковы или незначительно отличают-
ся между собой, то они будут терять в воздухе приблизительно одну
и ту же величину веса, и поэтому при взвешивании введение попра
вок не требуется. Если же плотности гирь и взвешиваемого тела зна-
чительно различаются между собой, игнорирование этой разности
дает большую неточность во взвешивании, которой совершенно не-
допустимо пренебрегать при точных взвешиваниях.
Поправка на потерю веса тела в воздухе высчитывается следу-
ющим образом.
Примем такие обозначения:
Ра — вес навески исследуемого вещества;
Рв — вес гирь, уравновешивающих навеску;
тА — масса навески;
тв — масса гирь;
Va — объем навески;
Ев — объем гирь;
у —удельный вес воздуха;
р- плотность воздуха, обычно принимаемая 1,2-103 кг/м3;
g местное ускорение свободного падения.
Если весы пришли в равновесие, то
Ра = Рв.
С учетом выталкивающей силы воздуха
Ра—VаУ = Рв~У ву
или
mAg—VApg = mBg—VBpg.
Отсюда
тА~ УаР = гпв—Евр.
Следовательно,
тл = тв + (Ед—Ев) Р-
(15)
24
12. УСЛОВНАЯ ПЛОТНОСТЬ МАТЕРИАЛА ГИРЬ
Гири изготавливаются из материалов различной плотности, на-
чиная от алюминия, плотность которого ра=2,65-103 кг/м3, кончая
платиной, плотность рп=21,2 -103 кг/м3. Поэтому гири одной и той
же массы имеют разный объем и испытывают разную вы-
талкивающую силу воздуха. Например, если взять латунную и
стальную гири одинаковой массы, то латунная гиря перевесит сталь-
ную, так как плотность латуни рл=8,4-103 кг/м3, а плотность стали
рс = 7,85-103 кг/м3. Следовательно, объем и вес воздуха, вытесняе-
мого стальной гирей, больше объема и веса воздуха, вытесняемого
латунной гирей, в 8,4/7,85 раза, а следовательно, стальная гиря ис-
пытывает большую аэростатическую силу.
Для того, чтобы этого не происходило, для материала гирь при-
нята средняя условная плотность, равная 8,0-103 кг/м3. Другими
словами, гирям, изготовленным из материалов плотностью меньше
8,0-103 кг/м3, присваиваются масса и объем, меньшие действитель-
ных значений, а гирям, сделанным из материалов плотностью
больше 8,0-103 кг/м3, большие.
В результате этого гири одной и той же массы, изготовленные
из различных материалов, испытывают одинаковую аэростатиче-
скую силу и уравновешивают друг друга в воздухе.
13. КЛАССИФИКАЦИЯ И ПОВЕРКА ВЕСОВ
Приборы для измерения массы — весы могут быть классифи-
цированы по следующим признакам: 1) принципу взвешивания;
2) области применения; 3) методу создания уравновешивающего
момента; 4) степени автоматизации.
По двум первым признакам весы классифицируются, как ука-
зано в параграфе 10, пункте 1.
Классификация весов по принципу создания уравновешиваю-
щего момента показана на рис. 2.4.
В отдельных конструкциях весов применяются два метода соз-
дания уравновешивающего момента, например, рычажно-пружин-
ные весы или рычажные весы с встроенным тензорезисторным дат-
чиком.
По степени автоматизации весы разделяются на: 1) ручного
действия — неавтоматические; 2) полуавтоматические; 3) автома
гические.
При взвешивании на весах первого типа необходимо сделать
следующее: 1) поместить на весы взвешиваемый груз; 2) открыть
арретир; 3) уравновесить весы; 4) подсчитать массу груза и запи-
сать результат; 5) закрыть арретир; 6) снять груз с весов.
При взвешивании на весах второй груцпы (полуавтоматиче-
ских) человек выполняет только часть операций, например, поме-
щает на весы и снимает с весов взвешиваемый груз, а определение
массы груза происходит автоматически, или наоборот.
25
Рис. 2.4. Классификация весов
Наконец, при взвешивании на весах третьей группы — автома-
тических— человек только включает и выключает весы (открыва-
ет или закрывает арретир) перед каждым взвешиванием или в на-
чале и конце какого-то периода времени (смены). Все остальные
операции выполняются автоматически.
Все весы подлежат государственной и ведомственной поверке,
организация которой подробно 01^ывается__вддавах^Х-тыХ...,
Поверочная схема для весов и гирь установлена ГОСТ 8.021—78.
Контрольные вопросы
1 Что такое масса?
2. Что такое ускорение?
3. Как связаны между собой сила и масса?
4. Что такое вес и сила тяжести?
5. В чем заключается второй закон движения Ньютона?
6. Почему показания пружинных весов зависят от места их применения?
7. По каким признакам классифицируются взвешивания?
8. Какие способы точных взвешиваний Вы знаете?
9. Как вводится поправка на потерю веса взвешиваемою тела в воздухе?
Глава ill
ОСНОВЫ ТЕОРИИ РЫЧАЖНЫХ ВЕСОВ
14. РЫЧАГИ
Физическим рычагом называется твердое тело, вра-
щающееся около неподвижной оси и находящееся под действием
сил, расположенных в плоскости, перпендикулярной к этой оси.
Принимая плоскость чертежа за плоскость действия сил, полу-
чаем, что ось пересекается с этой плоскостью в точке О (рис. 3.1),
называемой точкой опоры.
Точки А и В, к которым приложены силы Р и Q, называются
точками приложения сил.
Если точки А и В находятся по разным сторонам от точки опо-
ры О (рис.' 3.1,а), то рычаг называется рычагом 1-го рода.
Если эти точки расположены по одну сторону от точки опоры
(рис. 3.1, б), то имеем рычаг 2-го рода.
Расстояния от точки опоры О до точек А и В приложения сил Р
и Q называются плечами рычага.
У рычага l-ro рода плечи могут быть равны и не равны между
собой, а у рычага 2-го рода одно плечо всегда больше другого.
Рычаг с равными плечами называется равноплечим, а ры-
чаг с неравными плечами - н е £ а в н о п л е ч и м.
Физические рычаги могут быть'изготовлены из любых материа-
лов и произвольно ориентированы в пространстве (горизонтально,
вертикально, под углом). Силы могут быть приложены к ним так-
же произвольно относительно точки опоры (ниже, выше) и направ-
лены под любым углом.
Рычаги весов всегда изготавливают из металла и располагают
горизонтально. Точки приложения сил у них находятся на одной
прямой с точкой опоры или очень близко от этой прямой. Исклю-
чением являются только квадранты циферблатных весов, v кото-
рых точка приложения одной из
сил (центр тяжести) значительно
ниже точки опоры.
Силы, приложенные к весовым
рычагам, направлены вертикаль-
но вверх или вниз, с очень не-
большими отклонениями от вер-
тикали, и только в настольных
Рис. 3.1. Физические рычаги:
а — 1-го рода; б — 2-го рода
27
Рис. 3.2. Рычаги весов
циферблатных весах, построенных по принципу Роберваля (см.
п. 39), часть рычага направлена вертикально, а приложенная к ней
сила имеет горизонтальное направление.
В настоящем параграфе мы будем рассматривать только зако-
ны равновесия рычагов весов, а их устройство будет дано в п. 26.
На рис. 3.2 показаны рычаги 1-го (рис. 3.2, о) и 2-го (рис. 3.2,6)
рода с точкой опоры О и плечами ОА — Ц и 0В—12.
В точке А приложена нагрузка (груз) Р, а в точке В—уравно-
вешивающая нагрузка Q.
Поэтому плечо li называется грузоприемным, а плечо
/г — уравновешивающим.
Когда рычаг находится в равновесии, то на него, помимо сил Р
и Q, действует сила R, которая согласно 3-му закону движения
Ньютона возникает в точке опоры О.
Эта сила называется реакцией опоры или опорной
реакцией.
Опорная реакция равна алгебраической сумме сил, приложен-
ных к рычагу.
Условившись считать силы, направленные вниз, положительны-
ми, а силы, направленные вверх, отрицательными, получаем: для
рычага 1-го рода опорная реакция равна сумме сил Р и Q
Ri=P+Q;
для рычага 2-го рода — разности этих сил
= Р Q.
Если под действием сил Р и Q рычаги повернулись на угол а
и заняли положения AiOBi и OAiBi, которые показаны штрих-
пунктиром, то кратчайшие расстояния от направления действия
сил до точки опоры, т. е. проекции плеч рычага на горизонталь,
обозначенные буквами 0А2 и 0В2, называются плечами сил:
ОА2 = Ц = 4 cos а; 0В2 = l2 = l2 cos а.
28
Таким образом, плечо силы равно плечу рычага, умноженного
на косинус угла поворота
При горизонтальном положении рычага а=0° и cosa=l,
в этом случае плечо силы равно плечу рычага — 1±‘, l'z = /2.
Плечи рычага являются постоянными величинами, а плечи
сил переменными и зависят от угла а поворота ручага.
Пример 1. Рычаг 1-го рода с плечами /1 = 50 мм и /2=500 мм, к которым при-
ложены силы Р=60 кг и Q=6 кг, повернулся на угол а=15°.
Найти реакцию опоры R и плечи /'] и /'г сил Р и Q.
Решен и е. Так как обе силы направлены вниз, т. е. имеют одинаковый знак
плюс, то реакция опоры, направленная вверх, имеет знак минус:
—R—P + Q=60+6 кг=—66 кг.
Плечо силы Р
1'1=1! cos 15°=50 0,965=48,25 мм.
Плечо силы Q
/'2=/zcos 15°=500-0,965= 482,5 мм.
Произведение силы на ее плечо называется Моментом силы. Мо-
мент, направленный против часовой стрелки, является положитель-
ным, а по часовой стрелке — отрицательным.
Для равновесия рычага необходимо и достаточно, чтобы алгеб-
раическая сумма сил и их моментов относительно точки опоры
равнялась нулю
₽+Q+/?=0, (16)
2M = W + AfQ + A[« = 0, (17)
где Р и Q — силы, приложенные к рычагу;
R — реакция опоры, равная P-\-Q для рычага 1-го рода
и Р — Q для рычага 2-го рода;
МР — момент силы Р;
MQ -л момент силы Q;
Л1Л— момент реакции R опоры.
Так как реакция R приложена в точке опоры О и ее плечо рав-
но нулю, то момент реакции MR=0 и, следовательно,
2Л1 = Mp + Mq = 0. (18)
Рычаги весов служат для передачи силы от грузоприемного
устройства к указывающему-устройству. В подавляющем большин-
стве случаев рычаги служат для уменьшения передаваемой силы,
реже — для передачи силы без изменения (равноплечие рычаги) и
только в отдельных случаях для увеличения силы.
Каждый рычаг (рис. 3.3) следует рассматривать как редуктор
силы с передаточным числом i, равным отношению длины уравно
вешиваюшего плеча /2 к длине грузопрпемного плеча *
^—1 Q=~;
Zj i
* В отдельных случаях при расчетах бывает удобнее пользоваться величиной,
обратной передаточному числу £, т. е. отношением длины грузоприемного плеча R
к длине уравновешенного плеча /2 (l/i=/i//2). Эта величина называется от-
ношением плеч рычага или передаточным- отношением
рычага.
29
Рис. 3.3. Передаточное число рычага
Для рычага 1-го рода, если передаточное число i>l, то Q<P
(рис. 3.3, а); при i=l Q = P (рис. 3.3, б) и при i<l Q>P
(рис. 3.3, в).
Для рычага 2-го рода, где передаточное число г всегда больше 1,
Q<P (рис. 3.3, г).
Выше мы рассмотрели самые простые схемы рычагов 1-го и
2-го родов, состоящих из одного стержня, с одной точкой опоры О
и двумя точками приложения силы А и В.
По таким схемам строятся коромысла лабораторных весов,
грузоприемные и передаточные рычаги стационарных неравнопле-
чих весов. Наряду с описанными рычагами в весах применяются
рычаги (рис. 3.4) с одной точкой
опоры, но с тремя точками при-
ложения силы.
Такие рычаги имеют два пере-
даточных числа: и 1’2=
— I2 :
Все описанные выше схемы
/?
I,
Д Рг
Q
4 в
h
Рис. 3.4. Рычаг с тремя точками при-
ложения сил
Рис. 3.5. Рычаг с переменным уравно-
вешивающим плечом
рычагов имеют постоянное пере-
даточное число и применяются
главным образом в подплатфор-
менных рычажных механизмах.
В указательных устройствах ве-
сов, а часто и в промежуточных
механизмах применяются рыча-
ги с переменным передаточным
числом.
При этом переменной величи-
ной является длина уравновеши-
вающего плеча (рис. 3.5). На-
грузка Р на постоянном грузо-
приемном плече I уравновешива-
ется передвижным грузом Q, пе-
ремещающимся на переменном
уравновешивающем плече L. Если
30
Рис. 3.6. Рычаг с переменными плечами сил
при нагрузке Р рычаг находится в равновесии, то это значит,
что Pl—QLi.
Если увеличить нагрузку в два-три раза, то для равновесия
рычага необходимо будет увеличить плечо L, т. е. передвинуть
груз Q на расстояние Lz—2Ц-, L3=3Li и т. д. При этом 2Р1=
= Q2Li; 3PI—Q3L1 и т. д.
Весьма распространен рычаг, у которого с изменением нагруз-
ки изменяются оба плеча силы (рис. 3.6). Такой рычаг, называе-
мый квадрантом, имеет на уравновешивающем плече груз Q,
а на грузоприемном плече призму, к которой прилагается измеряе-
мая нагрузка Р.
15. ЦЕНТР МАСС И ЦЕНТР ТЯЖЕСТИ
Центром масс называют точку пересечения прямых, вдоль ко-
торых должны быть направлены силы, чтобы гело двигалось по
ступательно. Наиболее распространенным случаем поступательно-
го движения является падение тел под влиянием силы тяжести,
а потому центр масс чаще называют центром тяжести.
Положение центра тяжести в теле не меняется, как бы мы не
повернули тело.
Методика определения координат центра тяжести тела под-
робно изложена в [2].
16. ВИДЫ РАВНОВЕСИЯ РЫЧАГА
Рычаг находится в равновесии, если сумма приложенных к не-
му сил равна нулю [формула (16)] и сумма моментов, действую-
щих на рычаг, также равна нулю [формула (17)].
Равновесие рычага может быть устойчивым, неустой
ч и в ы м и б е з р а з л и ч н ы м.
31
Рис. 3.7. Виды равновесия ры-
чага:
а — рычаг; б и в — рычаги с цен-
тром тяжести ниже точки опоры;
г и д — рычаг с центром тяжести
выше точки опоры; е и эк— рычаг,
у которого ц. т. и точка опоры сов-
падают
Берем рычаг произвольной формы (см. рис. 3.7, а) с точкой
опоры О, точками приложения сил Л и В и центром тяжести С.
В точках А и В приложены силы Р и Q, в точке С — вес Pt рычага
и в точке О реакция R.
Моменты, создаваемые силами Р и Q, уравновешивают друг
друга
Mp = Pl^MQ = Ol2,
а поэтому мы их отбрасываем и рассматриваем только действие
силы Р1г приложенной в точке С, и реакции опоры R, приложенной
в точке О.
Если центр тяжести С (рис. 3.7,6) расположен ниже точки опо-
ры О на расстоянии -ps, то пока на рычаг не действуют другие
посторонние силы, он находится в равновесии
Л4-/?=0; МР14-Мл=0.
Если мы приложим к рычагу постороннюю силу и отклоним его
на некоторый угол, а затем прекратим действие этой силы, то мо-
мент, создаваемый силой Pi, равный Pi -а (рис. 3.7, в), возвратит
рычаг в положение равновесия.
Таким образом, здесь мы имеем устойчивое равновесие.
зч
При расположении центра тяжести С выше точки опоры
(рис. 3.7, г) все условия остаются прежними, однако момент, соз-
даваемый весом Р±, равный Pi-в (рис. 3.7,д), стремится продол-
жить движение рычага, т. е. в этом случае мы наблюдаем не-
устойчивое равновесие.
Наконец, при совмещении точек С и О (рис. 3.7, е) создается
безразличное равновесие, так как при отклонении рычага
(рис. 3.7, ж) сила остается в точке С и создаваемый ею момент
Mpt =0. В этом случае рычаг будет останавливаться в любом по-
ложении.
17. РЫЧАЖНЫЕ СИСТЕМЫ
Рычаги соединяются в рычажные системы в зависимости от
конструкции весов в самых различных комбинациях. Количество
рычагов в системе может колебаться от 1 (лабораторные весы) до
35 (вагонные двухплатформенные весы) и более.
Рычажная система £ыполняет_ следующие функции: служит
опорой для грузоприемного устройства; передает силу от грузо-
приемного устройства к указательному прибору; уменьшает вели-
чину передаваемой силы.
Во многих конструкциях весов между рычажной системой и
указательным прибором встраивается дополнительная рычажная
система, называемая промежуточным механизмом.
Всякую рычажную систему следует рассматривать как редук-
тор силы с передаточным числом
^2’ •••»
где /‘ь /’г,..., in — передаточные числа рычагов.
Рычажные системы различают по числу кинематических (сило-
вых) связей, которое колеблется от 1 (лабораторные весы) до 8
(вагонные весы). Передаточное число i системы тесно связано с
уравнением равновесия весов.
Масса Р, помещенная на грузоприемное устройство, уравнове-
шивается массой Q, действующей на чувствительный элемент ука-
зательного устройства, т. е. массой гирь, помещаемых на гиредер-
жатель гирных весов, массой передвижных грузов, перемещающих-
ся по коромыслу шкальных весов, массой квадранта (или квад-
рантов) в циферблатных весах.
Уравнение равновесия весов
Q = -~ или P = Qzc,
ic
где Р — нагрузка па весах;
Q — уравновешивающая нагрузка;
т'с передаточное число рычажной системы.
Рис. 3.8. Рычажная система с одной
кинематической связью
Рис. 3.9. Рычажная система с двумя
кинематическими связями
Для примера на рис. 3.8 показана рычажная система с одной
кинематической связью (крановые весы до 5 т), а на рис. 3.9 —
с двумя кинематическими связями (подвесные весы до 10 кг).
В весах, показанных на рис. 3.8, сила Р, действующая на крю-
ке 4, воздействует через систему рычагов 2-го рода 3, 5 и 6 на квад-
рант /, имеющий массу Q.
На квадранте имеется зубчатый сектор, связанный с зубчатым
колесом 7, на оси которого сидит стрелка 8, перемещающаяся па-
раллельно шкале 9. Для успокоения колебаний служит демпфер 2.
Передаточное число этой системы
У весов с двумя кинематическими связями, показанными на
рис. 3.9, сила Р, действующая на чашу 5, передается на систему
рычагов 2-го рода 4 и 7, с опорами в точках (Д и (Д.
Рычаг 7 с помощью гибких стальных лент связан с двумя квад-
рантами 9 и 3 массой Qi=Qz- Квадранты с помощью стальных
лент подвешены к опорам Оз и О4.
На квадрантах укреплена поперечина, несущая зубчатую рей]
ку 8, связанную с шестерней, на оси которой сидит стрелка 2, пе-
ремещающаяся параллельно шкале /. Для успокоения колебаний
служит успокоитель (демпфер) 6.
В этих весах одна кинематическая связь имеет передаточное
число
11 1з
34
/1 ls ll
а другая — -—~-
li ‘i ‘8
При Qi=Q2 и t'i=i2
0,5P = Qj iy = Q2 i2-
При поверке весов необходимо проверить правильность переда-
точного числа каждой из кинематических связей. Исключением яв-
ляются только весы, построенные по системе, приведенной на
рис 3 9, с которых приходится проверять одновременно обе связи
18. МЕТРОЛОГИЧЕСКИЕ СВОЙСТВА КОРОМЫСЛОВЫХ ВЕСОВ
1. Чувствительность. Коромысловыми называются весы,
у которых указательное устройство выполнено в виде равноплече-
го или неравноплечего рычага, несущего на себе указатель равно-
весия.
Основными параметрами коромысловых весов являются чув-
ствительность, подвижность, цена деления шка-
лы, время колебаний и постоянство показаний —
вариация.
Чувствительностью коромысловых весов (рис. 3.10) на-
зывается отношение углового перемещения подвижного указате-
ля 1 относительно неподвижного указателя 2 (рис. 3.10, п) или ну-
левой отметки шкалы (рис. 3.10,6) к величине грузика р, вызвав-
шего это перемещение,
tga Н
о = —— — —: р. (19)
р 6
где а — угол поворота коромысла;
р— масса груза, вызвавшего отклонение подвижного указателя
Если условимся при сравне-
нии чувствительности двух весов
выражать величину груза р в од-
них и тех же единицах, например
tg а
в граммах, то отношение —2—
выражает величину тангенса уг-
ла, приходящегося на 1 г груза.
Чем это отношение больше,
тем чувствительнее весы.
Пример 2. Имеем двое весов, при
поверке которых оказалось, что коро-
мысло первых весов при наложении
гРуза pi = 0,002 г отклонилось на угол
а1=0°4', а коромысло вторых весов при
наложении груза Рг= 0,005 г отклони-
лось на угол сг2=0°5'. Какие весы чув-
стЬипльиее?
Р с ш с и и е. Чувствительность первых весов
tg«i 0,00116 С(,
ст, =-----=--------=0,58.
1 Р1 0,002
Чувствительность вторых весов
tg «2 0,00145
п2 =-----=---------=0,29.
р., 0,005
Отсюда следует, что первые весы чувствительнее вторых в два раза, так
как nt : 02 = 0,58 : 0,29 = 2.
Пользоваться для определения чувствительности весов форму-
лой (19) весьма неудобно, так как необходимо измерить угол а,
определить по таблице величину тангенса этого угла и произвести
математический расчет. Поэтому у весов с подвижным и неподвиж-
ным указателями равновесия, например, у настольных гирных или
платформенных коромысловых, чувствительность характеризуется
подвижностью, а у весов, имеющих стрелку и шкалу, — це-1
ной деления шкалы.
2. Цена деления шкалы. Ценой деления шкалы весов называет-
ся величина грузика d, отклоняющего указательный конец стрелки
на одно деление шкалы:
d = -^, (20)
п
где р — масса грузика, вызвавшего отклонение стрелки;
п — число делений шкалы, на которое отклонилась стрелка.
Чем меньше цена деления шкалы, тем чувствительнее весы.
Пример 3. Имеем двое одинаковых равноплечих весов. Поместим на чашку I
первых весов грузик pi = 10 мг, а на чашку вторых весов грузик р2=20 мг. При
этом стрелка первых весов отклонилась на 2 деления шкалы, а стрелка вторых
весов на 5 делений.
Какие весы чувствительнее?
Решение. Найдем цену деления шкалы обоих весов:
10 , 20
а1=—~— = 5 мг; а2=—г~—4 мг.
Z D
4<Г5>еледовательно, вторые весы чувствительнее.
I 3../Подвижность. Подвижностью называется свойство, характе-
ризующее способность весов реагировать на малые изменения на-
грузки, которое оценивается по изменению показаний, вызываемо-
му небольшой дополнительной нагрузкой р, помещаемой на весы
без удара. Величина этой дополнительной нагрузки (грузика) вы-
бирается в пределах допускаемых погрешностей весов.
Условимся называть удельной подвижностью коро-
мысла, отъединенного от весов, величину грузика р', отклоняюще-1
го подвижный указатель относительно неподвижного на 1 мм при
помещении на гиредержателе грузика р
(20
36
где р' — удельная подвижность коромысла;
р — грузик-допуск,
Н — путь, пройденный подвижным указателем равновесия от-
носительно неподвижного указателя, мм.
Чем меньше р', тем чувствительнее коромысло.
Удельная подвижность собранных весов
г н н
(22)
где c/=pi — грузик-допуск, положенный на платформу;
I — передаточное число весов;
Н — путь, пройденный подвижным указателем равновесия.
Пример 4. На гиредержатель платформенных передвижных весов с переда-
точным числом i=100 положен грузик р=5 г, отклонивший подвижной указа-
тель относительно неподвижного на величину //=10 мм. Чему равна удельная
подвижность весов?
Решение. Так как весы имеют передаточное число £=100, то помещение
на гиредержатель грузика р=5 г соответствует на платформе весов грузику
—pi=5-,100=500 г.
Подвижность весов q'=q : // = 500 : 10—50 г/мм.
Пример 5. Имеем двое одинаковых платформенных передвижных весов с пере-
даточным числом £с = 100. Поместим на платформу первых весов грузик q —
= 500 г, а на гиредержатель вторых весов грузик р=2 г. При этом подвижной
указатель отклонится у первых весов на 10 мм, а у вторых весов иа 5 мм. Какие
весы чувствительнее?
Решение. Удельная подвижность первых весов p\—q : £/i = 500 : 10 =
= 50 г/мм.
Удельная подвижность вторых весов р'2=Р«с ://г=2-100 : 5=200 : 5 =
= 40 г/мм.
Так как 40 <50, то вторые весы чувствительнее.
Подвижность каждого рычага, взятого по отдельности, подчи-
няется тому же закону, что и подвижность коромысла весов. При
соединении рычагов и коромысла тягами подвижность весов из-
меняется: если первый рычаг находится в устойчивом равновесии,
то подвижность весов уменьшается, а если в неустойчивом — уве-
личивается.
Влияние изменения положения центра тяжести подплатформен-
ного рычага на общую подвижность весов далеко не так значи-
тельно, как на подвижность одного этого рычага. Например, при
изменении подвижности рычага в шесть раз, подвижность весов
изменяется всего на 10%.
Влияние последующих рычагов, входящих в систему, на общую
подвижность весов оказывается еще меньшим. Оно уменьшается
пропорционально квадрату числа передаточных рычагов.
Гораздо большее влияние на подвижность весов оказывает на-
клон тяги, соединяющей подплатформенные рычаги с коромыслом.
Она уменьшается, когда тяга образует тупой угол с коромыслом,
и увеличивается, когда этот угол является острым.
4. Время колебания коромысла. Временем колебания коромыс-
ла называется промежуток времени между двумя последователь-
ными прохождениями стрелки через нулевую отметку шкалы. I а-
ким образом, время колебаний равноплечего нагруженного до
полной нагрузки коромысла равно полупериоду Т колебаний физи-
ческого маятника с центром тяжести, близко расположенным к точ-
ке опоры:
5 = 0,5Т = л
1/ #Р2+2Р
" (gs+2Pe)g ‘
(23|
Время колебаний коромысла со снятыми чашками и серьгами
(24)
Sg
где R — масса коромысла;
р—радиус инерции коромысла1;
2Р — нагрузка на коромысло, включая и чашки, и серьги;
а — длина плеча;
s — расстояние от точки опоры до центра тяжести коро-
мысла;
е — расстояние от точки опоры до линии, проходящей через
вершины грузоприемных призм;
g— ускорение свободного падения в данной географической
точке.
Время колебаний увеличивается вместе с увеличением чувст-
вительности и уменьшением значения удельной подвижности или
цены деления шкалы весов. В каждом трехпризменном коромысле
неравноплечих или равноплечих весов имеется четыре главные точ-
ки: О — вершина опорной призмы; А и В — вершины грузоприем-
ных призм; С — центр тяжести.
В коромысле двухпризменных лабораторных весов четвертой
главной точкой является не вершина призмы В, а центр тяжести
уравновешивающего плеча с противовесом Pi, уравновешивающего
нагрузку Q на призме А. От расположения этих точек в значитель-
ной степени зависят основные параметры весов.
19. ВЛИЯНИЕ ВЕЛИЧИНЫ РАДИУСА ЗАКРУГЛЕНИЯ
ВЕРШИН ПРИЗМ, МАТЕРИАЛА ПРИЗМ
И ПОДУШЕК НА ЧУВСТВИТЕЛЬНОСТЬ ВЕСОВ
Все предыдущие выводы сделаны в предположении, что вер-
шины призм, на которых происходят колебания коромысла и ры-
чагов, представляют математические линии, которые не изменя-
ют своего положения при наклонах коромысла и рычагов. На са-
1 Радиусом инерции тела называется расстояние от точки его опоры до точ-
ки, в которой мысленно сосредоточена вся его масса, причем момент инерции этой
воображаемой массы по отношению к оси, проходящей через точку опоры, равен
моменту инерции тела по отношению к той же оси,
38
мом деле это не так. Вершина призмы даже у призм аналитиче-
ских весов заканчивается приблизительно цилиндрической поверх-
ностью с очень малым радиусом. При колебаниях весов призма пе-
рекатывается по подушке на большее или меньшее расстояние в
зависимости от угла наклона и радиуса закругления вершины, в
результате чего между призмой и подушкой возникает трение, ко-
торое зависит от материала призм и подушек, а также от чистоты
обработки поверхностей призм и подушек.
В результате трения чувствительность, рассчитанная по фор-
муле (19), снижается на 20—25%.
20. РАСЧЕТ МАССЫ УРАВНОВЕШИВАЮЩИХ ГРУЗОВ
1. Передвижной груз безмена. Массу уравновешивающих гру-
зов рассчитывают на основании равенства статических моментов,
определяющих равновесие- весов в ненагруженном состоянии и при
наибольшей нагрузке. Методику расчета проще всего можно уяс-
нить на примере расчета уравновешивающего груза безмена
(рис. 3.11).
Безмен представляет собой рычаг 1-го рода 2, опорой которого
является призма 3, проходящая через серьгу 6, висящую на руч-
ке 7, служащей для удерживания безмена при взвешивании. Взве-
шиваемый груз помещается на крюк 4, подвешенный с помощью
серьги к грузоприемной призме 5. Груз уравновешивают при помо-
щи передвижного груза 8, перемещающегося по шкале 1.
Равновесие ненагруженного безмена
9/=ха+<71/1, (25)
где <7 — масса левой части рычага с противовесом и крюком для
взвешиваемого товара, приложенная в центре тяжести
левой части безмена на расстоянии I от опоры;
х — масса уравновешивающего груза;
qi — масса правой части рычага, приложенная в центре тяже-
сти правой части безмена на расстоянии If от опоры;
а — расстояние от точки опоры до центра тяжести груза 8,
находящегося на нулевой отметке шкалы.
При наибольшей нагрузке Р, приложенной на грузоприемной
призме, и при положении уравновешивающего груза на последней
отметке шкалы на расстоянии b от опоры равновесие рычага
ql^Pd^=qdt-^xb, (26)
где d — грузоприемное плечо безмена.
Подставив в равенство (26) вместо ql равное ему выражение
xa-]-qdi из равенства (25), получим
ха--^- qdi-^- Pd = qdi~\~xb.
После преобразования
Pd—x(b — a),
39
Pd
откуда
Разность b — a—S— длина шкалы безмена, поэтому
Pd
(27)
Пример 6. Безмен с наибольшим пределом взвешивания Р=10 кг имеет плечо
нагрузки </=20 мм и длину шкалы S=250 мм. Найти массу х уравновешивающе-
го груза.
Pd 10-20
Решение. х=-------—-------=0,8 кг.
3 250
2. Груз гирных весов. Расчет массы груза гирных весов ведется
по аналогичной методике.
Для расчета массы груза р гирных весов, схема которых пока-
зана на рис. 3.12, а, необходимо знать следующие величины:
i — передаточное число рычажной системы весов (обычно i—
= 100);
Р — значение шкалы;
I — длину уравновешивающего (длинного) плеча коромысла;
S — длину шкалы.
Тогда масса уравновешивающего груза
р-Р~~- (28)
I о
Пример 7. Гирные весы имеют передаточное число 1=100. Значение шкалы
Р=10 кг. Длина уравновешивающего плеча /=550 мм. Длина шкалы 3 = 260 мм.
Найти массу р уравновешивающего груза.
1 I 550
Решение. р = Р-------— == 10 — - - — 0,212кг.
i S 100-260
10
Рис. 3.12. Схема весов:
а — гирных; б — шкальных
3. Груз шкальных весов. Обычно у шкальных весов имеется
два груза, большой Р и малый р. ,
Для расчета массы этих грузов необходимо знать следующие
величины (рис. 3.12,6):
ii — передаточное число подплатформенных рычагов;
Q —величину груза, соответствующую значению основной
шкалы;
q— величину груза, соответствующую значению дополни-
тельной шкалы;
d —длина грузоприемного плеча коромысла;
S —длина основной шкалы;
Si — длина дополнительной шкалы.
Тогда масса грузов находится из уравнений:
масса большого груза
P = Q— 4: (29)
масса малого груза
<з0)
«1 St
Пример 8. Весы с наибольшим пределом взвешивания 10 т имеют передаточ-
ное число рычажной системы /=200. Длина плеча нагрузки </=85 мм. Длина ос-
новной шкалы 5=500 мм. Длина дополнительной шкалы 5^ = 600 мм. Значение
основной шкалы <2=10 000 кг. Значение дополнительной шкалы <?=500 кг. Найти
массу большого и малого грузов.
85 85
Решение. Р = 10000 -------=8,5 кг; р = 500-------=0,354 кг.
200-500 к 200-600 ’
21. ТЕОРИЯ КВАДРАНТА
Квадрантом называется уравновешивающий рычаг циферблат-
ных весов.
Квадранты имеют самое различное конструктивное оформле-
ние в зависимости от назначения весов, для которых они предна-
значены.
41
Рис. 3.13. Схема квадранта с призмен-
ными опорами
Рис. 3.14. Схема квадранта с упруги-
ми опорами
Наиболее простая форма, которую можно придать квадранту,
форма обыкновенного коромысла, от точки опоры которого на-
правлен вниз стержень, снабженный соответственным противо-
весом на своем конце (рис. 3.13). Плечо ОВ коромысла с чашкой,
подвешенной на его конце, уравновешивается плечом ОА, снаб-
женным обыкновенно регулировочной гирей Е, позволяющей при-
водить квадрант в состояние равновесия, когда коромысло АВ зани-
мает горизонтальное положение, а стержень с противовесом Р —
отвесное. Если к точке В приложить массу Q, которая поворачи-
вает коромысло на наибольший, технически возможный угол а,
и обозначить длину плеча ОВ буквой а, расстояние от точки опоры
до центра тяжести квадранта буквой S, массу всего квадранта бук-
вой Р, то по условию равенства моментов
Qa cos a=PS sin a,
откуда
Q = —tga. (31)
a
Квадрант, построенный по такой схеме, будет иметь неравно-
мерную шкалу с более крупными делениями на середине шкалы и
более мелкими на концах шкалы.
Если заменить призму В кулачком, огибаемым гибкой стальной
лентой, то шкала получится более равномерной, причем крупные
деления будут на концах шкалы, а более мелкие на середине
шкалы.
Для получения совершенно равномерной шкалы применяют
квадрант, схема которого показана на рис. 3.14. Такие квадранты
обычно применяются попарно в указательных устройствах пере-
движных и стационарных весов, а также , в дозаторах дискретного
и непрерывного действия. Здесь квадрант с грузом 5 на уравнове-
шивающем плече 6 имеет вместо опорной призмы кулачок 7 с ра-
42
диусом г, подвешенный к опоре 1 на гибкой стальной ленте 2.
Грузоприемное плечо квадранта выполнено в виде кулачка 3 с ра-
диусом г', огибаемого гибкой стальной лентой 4, к которой при-
кладывается тарная нагрузка Т и полезная нагрузка Q.
Перемещение квадранта вверх при приложении нагрузки Q пе-
редается стрелке через зубчатую рейку, соединенную с квадран-
том, и зубчатое колесо, сидящее на оси стрелки.
22. ПРИЧИНЫ ПОГРЕШНОСТЕЙ ВЕСОВ
Источниками погрешностей весов, поступающих в ремонт, яв-
ляются:
в передвижных весах:
износ призм;
износ подушек;
несоблюдение размеров плеч;
перекос призм как в горизонтальной, так и в вертикальной
плоскостях;
ослабление креплений призм и подушек;
неправильное расположение призм и центра тяжести в верти-
кальной плоскости;
большой разбег подушек по призмам;
неправильная работа изолира;
погрешность встроенных грузов;
наклон тяг и серег;
в стационарных весах:
те же, что в передвижных весах, и, кроме того:
дефекты фундамента (просадка, трещины);
неправильный монтаж весового механизма на фундаменте;
в циферблатных указателях:
неправильная сборка квадрантов;
неправильная установка грузиков на стрелке;
износ пары рейка-шестерня;
износ подшипников оси стрелки;
неправильное прилегание лент к поверхности кулачков;
неправильная установка передней и задней стрелок (при дву-
стороннем циферблате) относительно друг друга;
неправильная работа цифропоказывающего и цифропечатаю-
щего устройства.
23. ДОПУСКАЕМЫЕ ПОГРЕШНОСТИ ВЕСОВ И ГИРЬ
Допускаемые погрешности весов и гирь установлены следую-
щими ГОСТами:
лабораторные весы ГОСТ 19491—74;
весы общего назначения ГОСТ 23676—79;
технологические весы ГОСТ 13712—68;
х. X
43
Таблица 4
Интервал взвешивания Допускаемая погрешность d, не более
при выпуске из производ- ства н первичной поверке на месте эксплуатации
От Pmir до 500 d ±0,5 е ±1,0 е
Свыше 500 d до 2000 d ±1,0 е ±1,5 е
Свыше 2000 d до Ртах ±1,5 е ±2,0 е
П р и м е ч а п и е. Допускаемую погрешность весов без регистрирующих приборов опре-
деляют как разность между значением массы образцовых гирь, помещенных на грузопрнем-
пое устройство, и показаниями весов, а весов с регистрирующими приборами — как разность
между массой гирь и данными регистрацнн.
гири общего назначения ГОСТ 7328—73;
гири условные ГОСТ 13703—68.
В основу системы допускаемых погрешностей, принятых этими
ГОСТами, положено следующее.
Все весы можно подразделить на четыре класса точности:
1 —обычной (общего назначения); *
2 — средней (лабораторные технические),
3 — высокой (аналитические);
4 — специальной (технологические).
Гири общего назначения делятся на пять классов.
Для всех весов устанавливается наименьший предел взвешива-
ния Pmiii=20 d или 50 d. Допускаемые погрешности весов выража-
ются в цене деления d для весов, имеющих шкалы, и числом услов-
ных делений е для весов, не имеющих шкал. Для примера в табл. 4
приведены допускаемые погрешности весов общего назначения.
Непостоянство показаний ненагруженных весов, вариации по-
казаний нагруженных весов и чувствительность их должны соот-
ветствовать следующим требованиям:
1) непостоянство показаний ненагруженных весов не должно
быть более ±0,5 е;
2) вариации показаний нагруженных весов не должны превы-
шать абсолютных значений допускаемых погрешностей, указанных
в табл. 4;
3) подвижность циферблатных весов во всем диапазоне взве-
шиваний должна быть такой, чтобы изменение массы взвешивае-
мого груза на величину, равную цене деления циферблатного ука-
зателя, вызывало смещение стрелки на одно деление. При этом
указательный конец стрелки должен совпадать со штрихом шкалы
или устанавливаться так, чтобы между ним и штрихом не было за-
метного просвета;
4) подвижность неравноплечих коромысловых весов во всем
диапазоне взвешивания должна быть такой, чтобы изменение мас-
сы взвешиваемого груза на величину, равную допускаемой по-
грешности, вызывало отклонение подвижного указателя равнове-
44
сия не менее чем на 2 мм у весов с наибольшим пределом взвеши-
вания до 30 кг и 5 мм — свыше 30 кг;
5) подвижность настольных гирных весов во всем диапазоне
взвешивания должна быть такой, чтобы изменение массы взвеши-
ваемого груза па величину, равную допускаемой погрешности,-вы-
зывало отклонение каждого указателя равновесия от положения
его при равновесии не менее чем на 5 мм, за исключением весов
с наибольшим пределом взвешивания 2 кг, у которых отклонение
указателей может быть равно 2 мм.
Контрольные вопросы
1. Что называется передаточным числом рычага?
2. Каково назначение рычажной системы весов?
3. Какие существуют виды равновесия рычага?
4. Чем характеризуется подвижность весов?
5. От чего зависит подвижность весов?
6. Что такое квадрант?
7. Каковы основные источники погрешностей равноплечих весов?
8. Из чего складываются погрешности платформенных весов общего назна-
чения?
9. Каковы основные причины погрешности циферблатного устройства?
10. Каким государственным стандартом регламентированы пределы взвеши-
вания и нормы точности весов рычажных общего назначения?
I и а в в IV
ДЕТАЛИ ВЕСОВ
24. СВЕДЕНИЯ ПО СОПРОТИВЛЕНИЮ МАТЕРИАЛОВ
При изучении действия сил на тело ва" знать, какие изме-
нения происходят внутри самого тела в результате действия на
него внешних сил. Если размеры тела не будут выбраны в соот-
ветствии с действующими на него внешними силами, то тело мо-
жет разрушиться.
Рассмотрим вопрос о том, как тело сопротивляется воздейст-
вию на него внешних сил.
Пусть к концам стержня АБ (рис. 4.1, а) приложены две равные
силы но Р кг каждая. Силы эти будут друг друга уравновешивать.
Следовательно, если до приложения этих сил брусок был в покое,
он также останется в покое и после приложения этих сил.
Что же происходит с самим стержнем АБ, когда он растяги-
вается силами Р? Измерим возможно точнее длину его до при-
ложения сил. Пусть она оказалась равной I см. Если измерить
длину того же стержня, когда к нему будут приложены силы Р,
то оказывается, что длина его увеличилась на Д/ см. Увеличим си-
лы Р, тогда, измерив вторично длину стержня, можно легко убе-
диться, что удлинение Д/ его стало еще больше. Если стержень
сжимать силами Р (рис. 4.1,6), то точно такими же измерениями
можно установить, что он укоротится на величину Д/ см.
Величину удлинения или укорочения называют линейной
деформацией.
Отнимем теперь от стержня АБ силы и снова измерим его дли-
ну. При этом оказывается, что если силы были сравнительно неве-
лики, то длина стержня принимает свое первоначальное значение,
т. е. при снятии нагрузки деформации пропадают и тело восста-
навливает свою форму и размеры. Свойство тела восстанавливать
свои первоначальные размеры по-
сле снятия нагрузки называют
упруго С Т Ь К).
Деформации, приобретенные ,
телом под действием нагрузки и
исчезнувшие после ее снятия, на-
зывают упругими.
Если теперь стержень подверг-
нуть действию значительных сил,
46
Рис. 4.1. Растяжение и сжатие
а затем постепенно эти силы уменьшать, то после прекращения их
действия оказывается, что длина стержня не приняла своего пер-
воначального значения; стержень будет немного длиннее своей
первоначальной длины. Это обстоятельство указывает на то, что
деформации в некоторой своей части не уничтожились. Такие де-
формации называют остаточными. Тело, которое по снятии
нагрузки восстанавливает свои первоначальные размеры, называ
ют совершенно упругим. Если же по снятии нагрузки в
u jie оказались остаточные деформации, то такое тело называют
ч а с т и ч и о у и р у г и м.
Опытами над растяжением стержней было установлено, что в
пределах, в которых тело еще можно принять за совершенно упру-
гое, удлинение А/ стержня возрастает пропорционально нагруз-
ке Р. Кроме того, удлинение тем больше, чем больше первона-
чальная длина I стержня и чем меньше поперечные размеры его,
т. е. чем меньше площадь F его поперечного сечения. Удлинение
тем меньше, чем больше упругость материала стержня, опреде-
ляемая так называемым модулем упругости, который обо-
значают через Е. Это положение впервые было дано английским
ученым Гуком (1635—1703) и называется законом Гука; закон
этот можно представить следующей формулой:
Возьмем два стержня одинакового материала и одинаковой
длины, один толстый, а другой тонкий, и нагрузим их одинаковы-
ми нагрузками. При этом может оказаться, что тонкий стержень
разорвется, а толстый останется целым. Это произойдет оттого,
что одна и та же нагрузка в толстом стержне передается на боль-
шую площадь, нежели в тонком. Следовательно, внутренняя сила
взаимодействия, приходящаяся на каждый квадратный сантиметр
площади сечения толстого стержня, будет меньше, чем у гонкого.
Поэтому тонкий стержень и разорвется скорее, чем толстый. Bhvt
ренняя сила взаимодействия, приходящаяся па 1 см2 площади се-
чения, называется напряжением материала.
Для каждого материала и для каждого рода нагрузки опытом
установлены наибольшие напряжения, которые можно допустить
в той или иной части сооружения для того, чтобы она безопасно
выдерживала нагрузки. Напряжения эти называются допуска-
емыми напряжениями.
Обозначив нагрузку Р, площадь поперечного сечения F, напря-
жение л и допускаемое напряжение [о], получим
<т=— <|п|.
F
В системе СП сила Р измеряется в ньютонах (Н), площадь по-
перечного сечения F в квадратных метрах (м2), а напряжение о и
допускаемое напряжение [о]—в паскалях (Па)-, Па=Н/м2.
47
Помимо растяжения и сжатия, детали весов под нагрузкой мо
гут испытывать деформацию сдвига (среза, скалывания), кручения
и изгиба.
Подробно об этих видах деформации см. [5].
I \ 25. (ОСНОВНЫЕ ЧАСТИ РЫЧАЖНЫХ ВЕСОВ
1. Грузоприемные устройства. Рычажные весы состоят из сле-
дующих основных частей: грузоприемного устройства, на которое
помещают взвешиваемый груз, рычажной системы, воспринимаю-
щей нагрузку от грузоприемного устройства, указательного уст-
ройства и станины или фундамента. Во многих конструкциях ве-
сов рычажная система и указательное устройство связаны проме-
жуточным механизмом, который также представляет собой ры-
чажную систему.
Помимо указанных основных частей, весы содержат ряд дру-
гих устройств: для прекращения колебаний — арретир, для осво-
бождения призм от весовой нагрузки-—изолир, для установки ве-
сов в рабочее положение-—отвес или уровень, для превращения
периодических колебаний указательного устройства в апериодиче-
ские— успокоитель (демпфер), для увеличения разрешающей спо-
собности указательного прибора—оптическое устройство, а также
устройства для записи результатов взвешивания в цифровой фор-
ме или в виде диаграмм, для передачи показания весов на рас-
стояние и др.
Все грузоприемные устройства состоят из следующих основных
узлов: грузоприемной части, непосредственно воспринимающей на-
грузку; несущей части (каркаса), на которую устанавливают гру-
зоприемную часть; опорных частей (опор), которыми устройство
опирается на рычаги; ограничительных частей, служащих для пре-
дохранения устройства от соскакивания с рычагов.
Весы, предназначенные для взвешивания различных грузов,
снабжены универсальным грузоприемным устройством — это чаш-
ки или площадки у лабораторных и настольных весов, платформы
неравноплечих передвижных и стационарных весов. На весах,
предназначенных для взвешивания однородных грузов, установле-
ны специальные грузоприемные устройства, сокращающие про-
должительность и уменьшающие трудоемкость процесса взвеши-
вания.
Грузоприемные устройства могут быть с различным числом
опор. Одноопорные (рис. 4.2) имеют одну точку опоры (подвеса),
их применяют в лабораторных, циферблатных подвесных и кра-
новых весах. Многоопорные опираются на рычаги в трех и четырех
точках. Трехопорные (рис. 4.3) применяют в настольных весах.
Здесь грузоприемное устройство опирается на рычажную систему
с помощью двух подушек 2, укрепленных в скобе 1, и крючка 4
ноги 3, а четырехопорные-—в платформенных передвижных и
стационарных весах, а также в большинстве других типов весов.
В эксплуатации встречается
очень много вагонных весов с ше-
стиопорными платформами, а за
рубежом применяют даже вось-
миопорные платформы.
Увеличение числа опор снижа-
ет вес гру«>приемны\ устройств,
так как позволяет применять
главные балки (несущие основ-
ную нагрузку) меньшего профи
ля, но одновременно усложняется
рычажная система и увеличива-
ется непостоянство показаний
весов.
Наиболее часто встречающая-
ся конструкция грузоприемного
устройства платформенных пере-
движных неравноплечих весов
изображена на рис. 4.4. Оно со-
стоит из каркаса 3, сваренного
из профильной стали, настила 4
и спинки 1, на которую опирают-
ся взвешиваемые грузы. С по-
мощью четырех жестких стоек 2
платформа опирается на серьги,
подвешенные к призмам рычагов.
Конструкция такой платформы
несовершенна, так как она может
колебаться только в направле-
нии, показанном стрелками А и
В, тогда как для нормальной ра-
боты весов необходимо, чтобы
платформа могла колебаться
в двух взаимно перпендикуляр-
ных направлениях, т. е. в направ-
лениях не только стрелок А и В,
но и перпендикулярно к ним —
по стрелкам С и D.
Б большинстве конструкций
это достигается применением
шарнирных опор (рис. 4.5).
Рис. 4.2. Грузоприемное устройство
лабораторных весов
Рис. 4.3. Грузоприемное устройство
настольных весов
В опоре, приведенной на рис. 4.5, а, имеются две стойки: 1 —
прикреплена к платформе, а 2— опирается на призму рычага с
помощью двух качающихся подушек 6, свободно сидящих на ва-
ликах 7. Стойка 1 имеет две траверсы 5, с помощью которых она
опирается на серьги 4, висящие на осях 3, прикрепленных к стой-
ке 2.
Опора, изображенная на рис. 4.5, б, также имеет две стойки 8
ч 12, связанные осью 13. Стойка 8 прикреплена к платформе, а 12
49
Рис. 4.4. Грузоприемное устройство платформенных передвижных весов
опирается на призму рычага с помощью качающейся подушки 15.
удерживаемой в гнезде винтом 14. В каждой из стоек заделано
по два стальных закаленных подпятника 9 и И, между которыми
находятся два стальных шарика 10. Такая конструкция опоры
полностью обеспечивает свободные колебания платформы в гори-
зонтальной плоскости.
Платформы передвижных неравноплечих весов изготавливают
из сортовой стали или чугуна с вложенным стальным листом.
Платформы весов с небольшим пределом взвешиваний (не более
150 кт) целиком отливают из чугуна или алюминия.
Рис. 4.5. Опоры платформ:
а — серьговая; б — шариковая
50
51
Грузоприемное устройство (платформа) автомобильных весов
с наибольшим пределом взвешиваний 50 т и более представлено на
рис. 4.6. Каркас этой платформы состоит из двух главных балок,
несущих основную нагрузку, и нескольких второстепенных балок,
служащих для восприятия части нагрузки, соединения главных
балок между собой и крепления настила.
Главные балки платформы состоят из двух двутавровых ба-
лок 1 и 2. В поперечном направлении эти балки соединены балка-
ми 3 и 4. Каждая пара балок 4 соединена между собой тремя пла-
стинами 5. На поперечные балки уложены две продольные бал-
ки 9, к которым, как и к балкам 1, прикреплены брусья 11, несу-
щие настил 10.
Для ограничения продольных смещений платформы к главным
балкам прикреплены кронштейны 7 с регулируемыми упорами 8.
При колебаниях платформы упоры соприкасаются с ограничи-
телями, заделанными в фундамент весов, что уменьшает колеба-
ния платформы до необходимого минимума. Чтобы уменьшить по-
перечные смещения, на тех же балках установлены кронштейны 13
с пальцами 12, на которые надевают ограничительные струнки. На
каждом из концов главных балок укреплены блоки 6, сваренные
из швеллерных балок, несущие опоры платформы. Конструкция
опор аналогична указанной на рис. 4.5, а.
2. Ограничительные устройства платформ. Платформы пере-
движных неравноплечих весов, подвешенные на серьгах (см.
рис. 4.4), не требуют ограничительных устройств, так как углуб-
ления, имеющиеся в опорах, достаточно надежно фиксируют плат-
форму на серьгах рычагов. У весов с шарнирными опорами для
ограничения передвижений платформы относительно рычагов при-
меняют пальцы (рис. 4.7). Для этой цели у станины 1 весов дела-
ют два прилива 6 с отверстиями, через которые с зазором 1—2 мм
проходят пальцы 3, укрепленные в платформе 2 с помощью гаек 4
и 5. Чтобы платформа не могла соскакивать с рычагов при пере-
Рис. 4.7. Ограничительный палец
52
Рис. 4.8. Струнка
Рис. 4.9. Регулируемая струнка
возке весов, на нижних концах пальцев имеется шайба 7, гайка 8
и шплинт 9.
В эксплуатации имеется очень много весов с платформами, за-
фиксированными с помощью струнок (рис. 4.8). Струнки 6 и 4 пред-
ставляют собой стержни с двумя кольцами на концах. Одним
кольцом их надевают на пальцы 2, имеющиеся на приливах 3 ста-
нины 1 весов, а другим кольцом — на такие же пальцы 5 и 7 на
платформе весов. В весах применяют две пары струнок. Каждую
пару устанавливают в углу станины по диагонали. Вследствие
такого расположения платформа может смещаться относительно
рычагов только в пределах зазора (1—2 мм) между кольцами
струнок и пальцами на станине и платформе.
Для ограничения перемещения грузоприемных устройств ста-
ционарных весов в поперечном направлении применены регули-
руемые струнки (рис. 4.9). Струнка состоит из двух частей —
стержня 5 и пластины 3, в которую заварена гайка 2. Стержень 5
имеет кольцо, которым он надевается на палец 6, укрепленный на
обвязочной раме 7 фундамента весов, а в пластине 3 имеется от-
верстие для пальца 4, установленного на балке 1 платформы ве-
сов. Для уменьшения трения между стрункой, рамой и платфор-
мой к стержню 5 и пластине 3 приварены выступы 8.
В продольном направлении платформы стационарных весов
ограничены лобовыми упорами.
53
и. ДЕТАЛИ РЫЧАЖНЫХ СИСТЕМ
1. Рычаги. В основе всякой рычажной системы лежат рычаги
с призмами. Кроме того, в рычажную систему входят: подушки,
работающие в контакте с призмами, грузоприемные серьги, вос-
принимающие нагрузку на рычаги; соединительные детали (серьги,
кольца, тяги) и опоры, с помощью которых рычажную систему
устанавливают на станину или фундамент.
При проектировании рычажных систем задаются типом и раз-
мерами грузоприемного устройства (платформы, бункера, резер-
вуара и т. п.), исходя из характера и массы грузов, для которых
предназначены весы, устанавливают число точек опоры, а затем
подбирают систему рычагов с наиболее рациональным для дан-
ного случая отношением линейных размеров плеч, которые связа-
ны с метрологическими параметрами весов, т. е. с предельной
погрешностью, чувствительностью и продолжительностью коле-
баний.
В весоизмерительных приборах применяют рычаги 1-го и 2-го
родов.
В зависимости от назначения рычаги разделяют на: грузопри-
емные или главные—-воспринимающие нагрузку от грузоприем-
ного устройства; передаточные или соединительные — передающие
нагрузку от главных рычагов к указательному устройству; вспо-
могательные, которые не принимают непосредственно участия в
передаче нагрузки, но необходимы для работы весов, например,
рычаги переключателя вагонных весов, рычаги, служащие для
уравновешивания тары взвешиваемого груза, регуляторы опере-
жения в автоматических весах и т. д.
Рис. 4.10. Главный рычаг настольных циферблатных весов
54
Рис. 4.11. Главный рычаг платформенных пере-
движных весов:
а — чугунный, треугольной формы; б — сталыюй,
Т-образпый
В весовой практике, помимо указанных названий, применяют
и несколько специальных названий рычагов. Рычаг, являющийся
чувствительным элементом, называют коромыслом. Переда-
точный рычаг, соединяющий систему подплатформенных рычагов
с указательным прибором или промежуточным механизмом, часто
называют выходящим, а рычаги, служащие для передачи уси-
55
лий от двух и более рычажных систем на один указательный при-
бор, обычно называют коридорным, так как они располага
ются в коридоре, построенном параллельно фундаменту весов.
Рычаги, служащие для изменения направления действия силы на
180° и опирающиеся на подушки не сверху, а снизу, называют об-
ратными.
Главный рычаг настольных циферблатных весов (рис. 4.10) со-
стоит из двух стержней 3, скрепленных связями. В каждом из
стержней закреплено по две призмы /, воспринимающих нагрузка
от грузоприемного устройства, и по одной призме 2, которыми ры-
чаг опирается на подушки, укрепленные в станине. Ограничите-
ли 4, прикрепленные к стержням 3, служат для предохранения
грузоприемных устройств от соскакивания с рычага.
Главные рычаги платформенных передвижных весов
(рис. 4.11) являются рычагами 2-го рода. Применяют два типа
рычагов: чугунные (рис. 4.11, а) и стальные (рис. 4.11,6). В чу-
гунном рычаге стержень 4 отлит как одно целое с поперечиной 6,
а в стальном рычаге стержень 7 сварен с поперечиной 10, несущей
две консоли 9.
Как в том, так и в другом рычаге призмы 1 являются опорны-
ми, призмы 2— грузоприемными, призмы 3 служат для соедине-
ния со вторым главным рычагом и, наконец, призмы 5 — для со-
единения с указательным устройством. Разница в конструкции ры-
чагов заключается в том, что в весах с чугунными рычагами плат-
форма опирается непосредственно на призмы 3, а в весах со сталь-
ными рычагами — на серьги 8, висящие на призмах 2.
Главные рычаги стационарных весов (рис. 4.12) всегда быва-
ют 2-го рода. В них имеется стержень 2 с опорной призмой 3, гру-
зоприемной призмой 1 и призмой 5 — для передачи усилия на
другой рычаг системы. Призмы 1 и 3 заделаны на конусную по-
садку, а призма 5 закреплена с помощью клина 4.
Рис. 4.12. Главный рычаг стационарных весов
56
Рис. 4.13. Передаточный рычаг стационарных весов
Передаточные рычаги могут быть 1-го и 2-го родов. На рис. 4.13
изображен равноплечий передаточный рычаг 1-го рода 1 с опор-
ной призмой 3 и грузоприемными призмами 2 и 4, но эти рычаги
бывают и неравноплечими.
На рис. 4.14 показан обратный равноплечий рычаг 3, служа-
щий для передачи силы Р от рычага 1 на рычаг 2-го рода 2 и об-
ратно с изменением направления действия силы на 180°.
Коромысла весов, как правило, являются рычагами 1-го рода.
Материалом для изготовления рычагов служит прокатная сталь
обыкновенного качества и чугун серый литейный или модифици-
рованный. Рычаги, несущие большую нагрузку в весах с наи-
большим пределом взвешивания
100 т и выше, изготовляют из ли-
той стали.
2. Призмы. Высокие требова-
ния к чувствительности весов не
позволяют применять в рычаж-
ных системах для опоры рычагов
или для соединения их между со
бой обычные шарниры. Для этих
целей применяют призмы, сочле-
ненные с подушками.
Призмы (рис. 4.15) классифи-
цируют по: 1) назначению; 2) ха-
рактеру приложения нагрузки;
3) материалу, из которого они
сделаны.
Рис. 4.14. Обратный рычаг
57
Рис. 4.15. Призмы стальные:
а — открытая трехгранная; б — открытая пятигранная несимметричная; в — закрытая кон-
сольная; г — закрытая двухконсольная; д — закрытая двухопорная
По первому признаку призмы делятся на; опорные, служащие
для опоры рычагов; грузоприемные, предназначенные для воспри-
нягия нагрузки; концевые и соединительные, применяемые для пе
редачи усилия от одного рычага к другому.
По второму признаку призмы делятся на открытые (рис. 4.15, а,
б), заделанные в рычаг своей нижней частью и воспринимающие
нагрузку по всей длине рабочего ребра, и закрытые, заделанные
в рычаг одним концом (рис. 4.15, в) — консольные; серединой
(рис. 4.15,г)—двухконсольные; двумя концами (рис. 4.15,6) —
двухопорные. В соответствии с этим нагрузка передается на один
конец призмы, на два конца и на середину.
По третьему признаку призмы делятся на металлические
(стальные) и неметаллические.
Стальные призмы, применяемые в весах лабораторных (техни-
ческих) общего назначения и технологических, изготовляют и?,
высокоуглеродистой стали с содержанием углерода не менее 0,75—1
0,85% и подвергают термической обработке для придания боль-
шей твердости.
Рис. 4.16. Методы крепления открытых стальных призм
а — на плотную посадку; б — с помощью вкладыша
58
Рис. 4 17. Методы крепления закрытых стальных призм
Призмы из неметаллических материалов, применяемые в ве-
сах высокой точности (микроаналитических и аналитических),
всегда бывают открытыми, имеют пятигранную симметричную
форму и изготовлены из светло-красного рубина, лейкосапфира,
а также из бесцветного, прозрачного или полупрозрачного агата,
кристаллического и плавленого кварца и других неметаллических
материалов, однородных по структуре, имеющих твердость по
шкале Мооса не ниже 6,5 единицы.
Призмы стальные изготовляются по ГОСТ 9509—74, а призмы
из неметаллических материалов — по ГОСТ 10093—74.
Шероховатость (чистота) обработки поверхности граней, обра-
зующих рабочее ребро призм, должна быть не ниже 7-го класса
у стальных и 12-го класса — у неметаллических (см. ГОСТ
2789—73).
Указанные выше требования к качеству материала, твердости
и чистоте обработки призм являются основными. Остальные тре-
бования здесь не приведены, так
как они подробно изложены в
ГОСТ 9509—74 «Приборы весоиз-
мерительные. Призмы и подушки
стальные» и ГОСТ 10093—74
«Приборы весоизмерительные.
Призмы, подушки, подпятники и
наконечники неметаллические».
Открытые призмы симметрич-
ной формы закрепляют в рычагах
на плотную посадку (рис. 4,16, а),
пятигранные несимметричные
призмы (рис. 4.16, б) — с по-
мощью клина (вкладыша). Здесь
призма 1 закреплена в рычаге 4
с помощью вкладыша 3, который
затягивают винтом 2. Если длина
призмы более 100 мм, вкладышей
может быть два. Концевые приз-
мы рычагов рекомендуется за-
креплять не винтом, а болтом,
проходящим через вкладыш и
сквозное отверстие в теле рычага.
59
Рис. 4.19. Стальные подушки:
а, б — качающиеся; в — с плоским основанием; г — серьговая с продольным рабочим реб-
ром; д — серьговая с поперечным рабочим ребром; из малоуглеродистой стали, штампован-
ные: е — опорная; ж — опорная с выступом; з — серьговая; и — под керновую призму
Призмы, имеющие коническую посадочную часть, укрепляют
в рычаге на плотную посадку (рис. 4.17,а—в), а призмы автома-
тических порционных весов дополнительно закрепляют с помощью
гайки, затягиваемой на нарезном хвостовике (рис. 4.17,г).
В некоторых конструкциях стационарных весов применяют пе-
редвижные призмы. В этом случае (рис. 4.18) двухопорную приз-,
му 1 (см. рис. 4.17, д) закрепляют в каретке 2. Каретку прикреп-
ляют к рычагу 3 с помощью винтов 4, проходящих через отверстия
в каретке. Когда каретка установлена в необходимое положение,
ее фиксируют с помощью планки 5 и винтов 7, а винты закрепля-|
ют с помощью медных или алюминиевых штифтов 6, на которые
наносят государственное клеймо.
3. Подушки. Детали, служащие опорами для призм рычагов
или передающие нагрузку на эти призмы, называются подушка-
ми. Подушки первого типа находятся в опорах рычагов, второго
типа — в опорах платформы или в серьгах. Материалом для изго-
товления подушек служит высокоуглеродистая сталь с содержав
нием углерода не менее 0,9—1,0% (рис. 4.19, а—д). Для весов с
небольшим пределом взвешивания допускаются штампованные
подушки (рис. 4.19, е—и) из малоуглеродистой стали с последу-»
60
ющей цементацией на глубину не менее 0,5 мм у подушек толщи-
ной до 3 мм и 0,8 мм у подушек толщиной свыше 3 мм.
Подушки подвергают термической обработке, в результате ко-
торой они должны иметь твердость не менее HRC 62.
Шероховатость поверхности граней подушки, образующих ра-
бочее ребро, должна быть не ниже 7-го класса.
Для того, чтобы подушки соприкасались с призмами по всей
длине рабочего ребра, их нижнюю поверхность (подошву) дела-
ют закругленной. Если же подушка имеет плоскую подошву
(рис. 4.19, в—д), то округлую форму придают той поверхности,
на которую подушка опирается.
Стальные подушки изготовляются по ГОСТ 9509—74.
Подушки весов высокой точности (аналитических и микроана
литических), а также настольных циферблатных изготовляют из
тех же неметаллических материалов, что и призмы. Их твердость
должна быть не менее 6,5 единицы по шкале Мооса, а шерохова-
тость поверхностей, образующих рабочее ребро, должна быть не
ниже 10-го класса (ГОСТ 10093—74).
4. Соединительные и опорные детали. Детали, называемые
серьгами, используют для нескольких целей: в качестве опор для
платформы; в качестве опор для рычагов; для соединения рычагов;
для подвески гиредержателя гирных весов.
Опорные серьги рычагов изображены на рис. 4.20. Серьги для
консольной призмы (рис. 4.20, а) изготовляют из малоуглероди-
Рис. 4.20. Опорные серьги для призм:
а — консольной; б — двухконсольной
61
О)
Рис. 4.21. Соединительные серьги:
а — для призм с рабочими ребрами в одной плоскости; б— для призм с рабочими ребра-
ми в перпендикулярных плоскостях
стой стали путем горячей штамповки. Эти серьги цементируют и
закаливают до твердости HRC 62—64, а затем их рабочую поверх-
ность полируют до чистоты, соответствующей 7-му классу.
Рис. 4.22. Узел соединения рычагов
62
В качестве опор для двухкон-
сольных призм служат серьги
(рис. 4.20, б), состоящие из кри-
вого бруса 3, в который вставле-
ны две оси 2 для подушек 1.
Для соединения рычагов между
собой служат серьги, изображен-
ные на рис. 4.21, а и б.
Практический пример соеди-
нения рычагов, направленных
перпендикулярно друг к другу,
показан на рис. 4.22. Рычаг 1 на-
правлен перпендикулярно к двум
рычагам 5. Для соединения этих
грех рычагов применяют длин-
ную призму 4, на которую опира-
ются две подушки 3 с попереч-
ным рабочим ребром (см.
рис. 4.19, д), помещенные в серь-
ги 2. В эти же серьги заложены
подушки 7 с продольным рабочим
ребром (см. рис. 4.19, а), на ко-
торые опираются призмы 6 рыча-
гов 5. Штифты 8 служат для
Рис. 4.23. Тяги:
и — постоянной длины; б — переменной
остаются вертикальными, когда
предохранения подушек от выпа-
дания, а пластины 9 не позволя-
ют серьгам 2 сместиться с призм.
При сборке этого узла необхо-
димо убедиться в том, что серьги
рычаг 5 опирается на подушку 7 и когда он поднят, как показано
на рис. 4.22.
В том случае, если рычаги находятся далеко друг от друга,
применяют серьги, соединенные с помощью тяг (рис. 4.23). Тяга
(рис. 4.23, а) представляет собой стержень 2 с кольцом на одном
конце и крючком на другом конце, на которые надевают серь-
ги 1 и 3.
Рис. 4.24 Стойки рычагов
63
Рис. 4.25.'Щечки:
слева — без вкладыша; справа — с зака-
ленным вкладышем
Если тяга имеет большую дли-
ну, например, тяга, соединяющая
выходящий рычаг стационарных
весов с промежуточным меха-
низмом, ее делают составной
(рис. 4,23, б) из двух частей 1 и
5, соединенных нарезной муфтой
3. Гайки 2 и 4 служат для закреп-
ления муфты после того, как дли-
на тяги отрегулирована надлежа-
щим образом.
На рис. 4.23 показаны плоские серьги с подушками для откры-
тых призм. Если рычаги имеют двухконсольные призмы, плоские
серьги заменяют серьгами, показанными на рис. 4.20,6.
5. Опоры рычагов. В качестве опор для рычагов с закрытой
опорной призмой служат стойки и кронштейны, с открытой опор-
ной призмой — обоймы.
Стойки и кронштейны обычно отливают из чугуна или алюми-
ния, а обоймы изготовляют методом отливки из тех же мате-
риалов, или штамповки из листовой стали.
На рис. 4.24 показаны: а — стойка для консольной призмы;
б — стойка для двухконсольной призмы.
В стойку первого типа заложена подушка, фиксируемая штиф-
том (см. рис. 4.19,а), в стойку второго типа — подушки, стопоря-
щиеся винтом (см. рис. 4.19,6).
Для того чтобы призма не могла сместиться с подушек, приме-
няют детали, называемые щечками.
Щечки (рис. 4.25) изготавливают из малоуглеродистой ста-
ли, цементируют и закаливают до твердости HRC 62—64. Щечки,
показанные на рис. 4.25 справа, состоят из двух деталей: корпуса 1
и закаленного вкладыша 2, запрессованного в корпус.
Опоры передвижных весов крепят к станине с помощью болтов
или винтов, а опоры стационарных весов —к фундаменту с помо-
щью болтов.
27. УКАЗАТЕЛЬНЫЕ УСТРОЙСТВА
1. Общая часть. Усилие, создаваемое грузом на грузоприем-
ном устройстве, передается через рычаг или рычажную систему на
указательное устройство, с помощью которого определяют массу
груза.
Помимо прямого назначения — показывать результаты взвеши-|
ваний, указательное устройство уравновешивает, весы как при от ]
сутствии нагрузки, гак и при помещении», на них взвешиваемого!
груза. Поэтому указательное устройство состоит из двух частей:!
уравновешивающей и указывающей
^Уравновешивающие’ устройства принято делить на коромысло-1
вне и квадрантные (циферблатные), а указывающие устройства
(>4
I
<
Рис. 4.26. Указательное устройство лабораторных весов 4-го класса
выполняются в виде: двух подвижных указателей; подвижного и
неподвижного указателей; прямолинейной неподвижной шкалы
стрелки; прямолинейной или дуговой подвижной" шкалы п непо-
движного указателя; неподвижной дуговой или круговой шкалы
и стрелки; цифрового печатающего устройства; цифрового ука-
зывающего устройства. Указательные устройства в различных си-
стемах весов следующие”
2. Коромысло. Наиболее простым по конструкции является
указательное устройство лабораторных весов 4-го класса (техни-
ческих) (рис. 4.26). Оно состоит из стального равноплечего коро-
мысла 4 со стрелкой 9, ножеобразный конец которой при колеба-
ниях перемещается параллельно прямолинейной неподвижной
шкале 10.
Призмы 3 и 6, заделанные в коромысло, служат для подвески
грузоприемных устройств — чашек или площадок. Грузики 1 и 7,
перемещающиеся по нарезным стержням 2 и 8, Необходимы для
приведения в равновесие (тарирования) нснагруженных весов.
I рузом 5 пользуются для придания весам необходимой чувстви-
тельности.
““Если поставить более тяжелый груз, то центр тяжести
коромысла сместится вверх по отношению к линии АВ, проходя-
щей через вершины призм, и чувствительность весов увеличится,
а при более легком грузе чувствительность весов уменьшается.
Такие же результаты можно получить, изменяя массу стрелки 9,
но действие будет обратным, т. е. при тяжелой стрелке чувстви-
тельность уменьшается, а при легкой увеличивается. Гораздо
сложнее устройство коромысла лабораторных весов более высо-
ких классов (3-го и выше).
На рис. 4.27 показано коромысло равноплечих лабораторных
весов.
К полотну коромысла 2 прикреплены винты 1 с тарировочны-
ми гайками, винт 3 с гайкой-регулятором центра тяжести, седла 4
с грузоприемными призмами и стрелка 7 с микрошкалой 6.
В полотно вклеена опорная призма 5, а в приливы полотна — ага-
3 Зак. 302 (>.Ч
Рис. 4.27. Указательное устройство лабораторных весов 3-го класса и выше
товые подпятники 8, которыми коромысло опирается в нерабочем
состоянии на упоры изолирующего механизма. При помощи че-
тырех винтов 9 регулируют равенство плеч коромысла и парал-
лельность лезвий грузоприемных и опорной призм. Винты 10, 11
служат для изменения положения призм по высоте.
Коромыслу одночашечных весов придается форма, показан-
ная на рис. 4.28. Оно состоит из полотна 2, на котором закрепле-
ны седло 1 грузоприемной призмы, вкладыш 4 опорной призмы,
винты 5 и 5 с гайками для грубой и плавной регулировки центра
тяжести, пластина 6 воздушного успокоителя и обойма 7 с мик-
рошкалой.
Рис. 4.28. Указательное устройство одночашечных лабораторных весов
66
Весы высокой точности снаб-
жены отсчетной шкалой (рис.
4.29), которая отличается от шка-
лы, изображенной на рис. 4.26,
тем, что ее нулевая отметка на-
ходится не в центре, а на правом
или левом краю. Такое располо-
жение нулевой отметки необхо-
димо потому, что при точных
взвешиваниях не ожидают пол-
ной остановки стрелки, так как
это отнимает очень много време-
ни, а определяют положение рав-
новесия по двум, трем и четырем
отклонениям (элонгациям) стрел-
Рис. 4.29. Шкала лабораторных весов
ки, следующим друг за другом.
В целях уменьшения цены деления весов расстояние между
штрихами шкалы делают небольшим. Отсчитывать такие деления
невооруженным глазом очень утомительно, поэтому в весах новей-
ших конструкций применяют микрошкалы и оптические устрой-
ства.
Наиболее распространенной в СССР оптической конструкцией
является система, показанная на рис. 4.30.
На стрелке укреплена прозрачная микрошкала 5, имеющая
200 делений с нулевой отметкой посередине. Эту шкалу освещает
осветитель, в корпусе 1 которого установлена лампа 2. Луч света
от лампы, проходя через линзы 3 и 4, микрошкалу 5 и объектив 6,
попадает на зеркало 8, а отсюда на зеркало 7 и матовый экран 9.
Линзы 3 и 4 проецируют нить лампы на шкалу 5 с увеличением
р—1,6, а шкала проецируется на экран с увеличением р'—30.
Для получения на экране прямого изображения микрошкала пе-
ревернута сверху вниз и слева направо. Резкость изображения
достигается путем регулировки объектива 6 вдоль оси на ±2 мм.
Таким образом, на экране получается четкое изображение шкалы,
совершающей колебания относительно неподвижной отметки. Если
шкала именованная, т. е. цена деления выражена в долях милли-
грамма (например, 0,1 мг), отпадает необходимость в рейтерной
шкале.
Наиболее широкое распространение получили два типа ука-
зательных устройств неравноплеч их гирных весов с
кором целом: подвешенным к колонке станины и опертым на
колонку (рис. 4.31).
Коромысло состоит из основания 4, к которому приварен стер-
жень (полотно) 12 с нанесенной на нем шкалой, по которой пере-
двигается груз 11. В коромысло запрессованы три двухконсоль-
ные призмы 5, 10 и 16. Призма 5 является грузоприемной, так как
она воспринимает нагрузку от грузоприемного устройства через
тягу 2 и серьгу 3. Призма 10, опирающаяся на подушки серьги 9,
служит опорой коромысла, а призма 16 несет серьгу 18 для под-
3* 67
Рис. 4.30. Оптическое устройство лабораторных весов
Рис. 4.31. Указательное устройство неравноплечих гирных весов
вески гиредержателя, на который помещены условные гири, урав-
новешивающие нагрузку на платформе. Гиредержатель состоит
из стержня 19 и чаши 21 с крышкой 20.
Помимо основной задачи, т. е. несения гирь, гиредержатель
служит для уравновешивания (тарирования) ненагруженных ве-
сов (путем помещения в чашу 21 тарировочного материала). Для
тонкой регулировки служит регулятор тары, состоящий из Двух
грузов 7 и 8, перемещающихся по нарезному стержню 6, укреплен-
ному на основании 4.
К колонке 1 прикреплен кронштейн (полка) 13, несущий арре-
тир 14 и неподвижный указатель равновесия 15. Подвижным ука
зателем равновесия служит конец 17 стержня 12.
Указательное устройство весов с коромыслом, опертым на ко-
лонку, отличается от изображенного на рис. 4.31 тем, что приз-
ма 10 опирается не на серьгу 9, а на подушки, заложенные в вил-
ку, укрепленную на колонке 1, а указателем равновесия служит
не конец коромысла, а специальный указатель, укрепленный на
коромысле. Кроме того, призмы 5 и 16 являются открытыми (см.
рис. 4.15, а) и сочленяются с подушками (см. рис. 4.19, з).
Коромысла шкальных весов изготавливают в различном конст-
рукционном оформлении. На рис. 4.32, а изображена типовая
конструкция коромысла передвижных шкальных весов с наиболь-
шим пределом взвешивания 500 кг. Коромысло состоит из осно-
вания 1, стержня 4 с нанесенной на нем основной шкалой (до
500 кг), планки 6 с нанесенной на ней дополнительной шкалой (до
20 кг) и подвижного указателя равновесия 5, который одновре-
менно служит для соединения стержня 4 с планкой 6. По стерж-
ню 2 передвигается большой передвижной груз 3, а по планке 6 —
малый передвижной груз 7.
В основание 1 прочно заделана опорная призма 2 и грузопри-
емная призма 9, на которую надета серьга 8, служащая для со-
69
Рис. 4.32. Коромысло шкальных весов
единения коромысла с рычажной системой весов. Кроме того, к
основанию прикреплен регулятор тары в виде двух грузов 11 и
12, передвигающихся по нарезному стержню 10.
Все остальные типы коромысла шкальных весов отличаются
от данного лишь номинальным значением шкал, размерами и кон-
струкцией отдельных деталей. Например, на рис. 4.32, б изобра-
жено коромысло стационарных весов, у которого основная шкала
нанесена не на стержне 4, а на наклонной планке, прикрепленной
к стержню; линейка 6 для дополнительной шкалы с грузом 7 пе-
ренесена на груз 3; вместо одного регулятора тары сделано два
регулятора —11 и 12 для грубой и 13 и 14 для точной регули-
ровки.
3. Передвижные грузы. Во многих весах либо всю нагрузку,
либо ее часть уравновешивают грузами, передвигаемыми по коро-
мыслу. Эти грузы зачастую неправильно называют передвижны-
ми гирями.
Передвижной груз, показанный на рис. 4.31 (позиция 11),
обычно отливают из чугуна. Он имеет форму прямого цилиндра
(рис. 4.33, а) с закругленным
-г верхним основанием и с отвер-
стием 1 для коромысла. Для
подгонки по массе в грузе вы-
сверливается полость 2, закры-
ваемая алюминиевой проб-
кой 3. Овальный вырез АВС
служит для удобства отсчета
показаний по шкале. При этом
указателем служит верхний
край А выреза.
Рис. 4.33. Передвижные грузы гирных
весов:
а — чугунный; б — стальной
70
к
Рис. 4.34. Передвижной груз шкальных весов
В том случае, если груз изготовляют из стали (рис. 4.33,6),
целесообразнее отверстие 1 под коромысло фрезеровать, но тогда
необходимо вставлять в груз сухарь 4 и закреплять его двумя за-
клепками 5. Подгонку груза по массе проводят за счет проточки
поверхности.
Большой передвижной груз, изображенный на рис. 4.32, а (по-
зиция 3), состоит из корпуса 8 (рис. 4.34) и пластины 10, соеди-
ненных четырьмя винтами 9. В корпусе имеется паз для коромыс-
ла, в котором находится ролик 7, служащий для перекатывания
груза по коромыслу. В пластине 10 сделано углубление, в которое
входит выступ крышки 11, закрепляемой винтом 6 и закрепите-
лем 1, для нанесения государственного клейма.
Крышка снабжена ручкой 3 с зубцом 2, который входит в уг-
лубления на коромысле. Для подгонки груза по массе служит
полость 4, закрываемая алюминиевой пробкой 5.
Зубцы на больших передвижных грузах служат для лучшей
фиксации. В этих случаях на верхней поверхности коромысла де-
лают вырезы по одной из форм, указанных на рис. 4.35. Осн вырс-
Рис. 4.35. Вырезы на шпалах коромысла
71
7
Рис. 4.36. Передвижной груз стационарных весов
зов должны совпадать с отметками шкалы на боковой поверхности
коромысла. Вырезы по формам, указанным на рис. 4.35, а, б, де-
лают у коромысла весов с наибольшим пределом взвешивания до
100 кг; вырезы по форме, приведенной на рис. 4.35, в — более
100 кг.
Грузы на коромыслах стационарных весов (см. рис. 4.32,6)
наиболее сложны по устройству. На рис. 4.36 показана одна из
конструкций таких грузов. Корпус 7 и пластина 9 соединены меж-
ду собой винтами 10. Пластина 9 закрыта крышкой 11, закрепля-
емой винтами 12 и закрепителями 3. Край 1 крышки 11 служит
указателем. Шпильки 13 необходимы для регулировки зазора меж-
ду грузом и коромыслом.
Рис. 4.37. Квадрант на призмах
73
К корпусу 7 винтами 5 прикреплена линейка 6 с дополнитель-
ной шкалой, по которой перемещается малый груз 14. Для передви-
жения груза служит рукоятка 8 с зубом 2, входящим в углубления
на коромысле. Для облегчения передвижения груза в паз между
корпусом 7 и пластиной 9 вставлены два ролика 4, катящиеся по
направляющей на коромысле. Для подгонки груза по массе слу-
жит полость 15. Свинец, применяемый для подгонки, должен
быть плотно закреплен в полости, так как если он будет смещать-
ся, то весы изменят показания.
4. Квадранты. Уравновешивающей частью всяких циферблат-
ных весов является маятниковый противовес —квадрант.
Наиболее распространенная конструкция квадранта на приз-
мах, применяемого в настольных двухчашечных весах, показана
74
на рис. 4.37. Здесь противовес 10 и сердечник 7 прочно соединены
между собой винтами и контрольными штифтами. Сердечник не-
сет грузоприемную призму 6, опорную призму 5 и две стрелки 1.
Призма 6 запрессована в сердечник, опорная призма прикрепле-
на с помощью винтов 4 и штифтов 12, а стрелки прикреплены вин-
тами 2 и штифтами 3. Для регулировки положения центра тяже-
сти служит груз 9, передвигаемый по винтовому стержню 8. По
окончании регулировки груз законтривают гайкой 11.
Указательное устройство платформенных передвижных и ста-
ционарных весов (рис. 4.38) на упругих опорах смонтировано на
направляющей рамке 2, находящейся в герметичном корпусе 5,
к которой прикреплены стальные ленты 1, служащие опорами для
квадрантов 7, соединенных горизонтальным мостиком 4, на кото-
ром укреплена вертикальная зубчатая рейка 8, находящаяся в за-
цеплении с шестерней, сидящей на одной оси с указательной
стрелкой 3, перемещающейся параллельно шкале, нанесенной на
циферблате 6.
К квадрантам прикреплены грузоприемные ленты 9, которые с
помощью траверсы 10 и тяги И соединены с грузоприемной ры-
чажной системой.
На рис. 4.39 представлена конструкция одного из квадрантов,
который состоит из двух (переднего и заднего) малых опорных
секторов 2, скрепленных винтами с большим грузоприемным сек-
тором 1. На одной оси с секторами сидит кронштейн 5 с хвостови-
ком, несущим на себе противовес 7.
Положение кронштейна отно-
сительно секторов можно изме-
нять при помощи двух установоч-
ных винтов 3 и окончательно фик-
сировать с помощью стопорного
винта 4, а положение противовеса
7 на хвостовике кронштейна за-
крепляют гайками 6 и 9, а также
стопорным винтом 8.
При нагружении весов усилие
через тягу 11 (см. рпс. 4.38) и
траверсу 10 передается на грузо-
приемные ленты 9, которые опу-
скаются вниз и поворачивают
квадранты 7.
При повороте квадранты пере-
мещаются вертикально вверх, пе-
рекатываясь по опорным лентам
/. Вместе с квадрантами переме-
щается мостик 4 с рейкой 8. При
этом рейка заставляет вращаться
шестерню вместе с указательной
стрелкой 3, перемещение которой
пропорционально нагрузке Р.
Рис. 4.39. Квадрант на упругих опо-
рах
75
5. Циферблаты и шкалы. Циферблатом называется часть изме-
рительного прибора, на которую нанесены шкала, числа отсчета
и характеризующие прибор условные обозначения, надписи и зна-
ки. Циферблаты весов разделяются по форме на плоские и ци-
линдрические, по конструкции — на неподвижные и подвижные.
Шкалой называется совокупность отметок, изображающих ряд
последовательных чисел, соответствующих значениям изменяемой
величины. Шкалы, наносимые на циферблаты, разделяются:
по начертанию: прямолинейные; дуговые; круговые;
по характеру расположения отметок: равномерные и не-
равномерные;
по месту расположения нуля: слева; справа; в центре.
Шкала по всей длине разделяется отметками на ряд основных
интервалов; основные интервалы делятся отметками на промежу-
точные интервалы; каждый основной и промежуточный интервалы
могут быть разделены отметками на деления.
Цена деления шкал весов должна быть выражена в милли-
граммах, граммах, килограммах или тоннах.
Цена деления шкал коромысловых лабораторных весов может
не соответствовать указанным выше требованиям. Шкалы коро-
мысловых весов делятся на основные и дополнительные. Основная
служит для взвешивания во всем диапазоне нагрузок от наимень-
шей до наибольшей, а дополнительная — для уравновешивания
части нагрузки. Значение дополнительной шкалы должно быть'
равно: у гирных весов — значению массы наименьшей гири из
комплекта, прилагаемого к весам; у шкальных весов — значению
наименьшего деления основной шкалы.
Помимо шкал, на коромысла гирных весов наносят следующие
надписи: товарный знак завода-изготовителя; заводской номер;
год выпуска; отношение плеч; наибольший и наименьший пределы
взвешивания «от ... до ... кг»; номер стандарта.
На коромысла шкальных весов наносят те же надписи, за иск-
лючением наибольшего предела взвешиваний.
У лабораторных весов 3-го и более высоких классов или раз-
рядов все эти надписи делают на табличке, укрепленной на витри-
не весов.
На циферблате квадрантных весов имеется наименование или
товарный знак завода-изготовителя (если циферблатное устрой-
ство поставляется по кооперации, наносят также и наименование
предприятия, изготовившего это устройство); заводской номер, год
выпуска; цена наименьшего деления шкалы циферблата; наиболь-
ший и наименьший пределы взвешиваний; номер стандарта.
Наконец, весы высокой и специальной точности снабжены пря-
молинейной и равномерной микрошкалой, которую устанавливают
на стрелке или на одном из концов коромысла. Микрошкалу на-
носят на прозрачную пластинку и с помощью оптической системы
йроецируют на матовый экран.
В лабораторных квадрантных весах применены дуговые нерав-
номерные шкалы. У коромысловых неравноплечих весов цифер-
76
Рис. 4.40. Промежуточный механизм
шкальных весов
блатом является лицевая сторона
коромысла или планки, укреплен-
ной на коромысле или на пере-
движном грузе. Шкалы наносят
прямолинейные, равномерные.
В циферблатных настольных
весах применены плоские непо-
движные циферблаты с дуговой
неравномерной шкалой в преде-
лах 46—55°. Циферблаты обычно
бывают двусторонними.
В циферблатных передвижных
и стационарных весах применяют
плоские неподвижные цифербла-
ты с круговой шкалой до 360°.
Все требования к конструкции
этих циферблатов и шкал подробно изложены в ГОСТ 9483—73
«Приборы весоизмерительные. Указатели циферблатные квадрант-
ные круговые», а потому здесь не приведены.
6. Промежуточные механизмы. Основной задачей промежуточ-
ного механизма является уменьшение и передача усилия от ры-
чажной системы к указательному устройству.
Простейшим промежуточным механизмом является подкоро-
мысловый рычаг 1 шкальных весов (рис. 4.40), у которых усилие Q
от рычажной системы передается через тягу 8 на призму 7 под-
коромыслового рычага 2-го рода 1. Призмой 2 рычаг опирается
на серьгу (или кронштейн) 3, прикрепленную к полке 4, а приз-
мой 6 — на серьгу с крючком 5, соединенным с серьгой коромысла.
Показанный на схеме рычаг имеет передаточное число i=2, но в
большинстве конструкций весов рычаг аналогичного назначения
имеет большее передаточное число.
Промежуточные механизмы передвижных циферблатных весов
обычно состоят из двух рычагов (рис. 4.41). Усилие Q от рычаж-
ного механизма передается через тягу 1 на передаточный рычаг
2-го рода 2, подвешенный к опоре 4. Рычаг 2 соединен тягой и
серьгой Ис передаточным рычагом 9 также 2-го рода, опертым
на стойку 12. Рычаг 9 служит для уменьшения и передачи усилия Q
на указательное устройство через тягу 7, тарирования ненагру-
женных весов с помощью укрепленного на нем регулятора 10 и
успокоения колебания весов при помощи успокоителя 3, поршень
которого подвешен к рычагу. Кроме того, одним из своих концов
(в данном случае — левым) рычаг входит в пространство между
подвижным и неподвижным зажимами (губками) 5 арретира, ко-
торые сжимаются и разжимаются при повороте рукоятки 6.
Во время транспортировки указательное устройство запирает-
ся замком 8. . . .. .
В некоторых конструкциях весов -к рычагу 9 прикрепляется ли-
нейка со шкалой и передвижными грузами, служащая для урав-
77
Рис. 1.41. Промежуточный механизм передвижных циферблатных весов
новешивания тары (ящиков, бочек и пр.), в случае, если необхо-
димо отпускать товар чистой массой (нетто).
В стационарных весах применены промежуточные механизмы
со ступенчатым изменением пределов измерений благодаря при-
менению грузов, встроенных в промежуточный механизм. Число
грузов, встроенных в механизм, колеблется от 1 до 4, в соответ-
ствии с этим пределы взвешиваний на весах расширяются от двух
до пяти раз.
Грузы накладывать и снимать можно вручную, полуавтомати-
чески (в этом случае сначала необходимо открыть арретир, а за-
тем, нажимая кнопки прямого и обратного хода, накладывать и
снимать грузы) или автоматически, когда после открытия аррети-
ра и нажатия на кнопку «пуск» механизм сам установит необхо-
димое количество грузов в зависимости от массы груза, находя-
щегося на весах. Более подробно описание этих механизмов при-
ведено в гл. VIII.
78
7. Оптические системы. Кон-
струкций платформенных перед-
вижных и стационарных весов
с оптическими отсчетными устрой-
ствами достаточно много. На рис.
4 42 показано отсчетное устрой-
ство с оптической системой.
Нагрузка Q, воздействуя через
рычаг 2, связанный с успокои-
телем 1, и несущий регулятор та-
ры 11, а также через гибкую
стальную ленту 5 на квадрант 6,
заставляет последний отклонять-
ся на угол, пропорциональный на-
грузке. Вместе с квадрантом от-
клоняется прикрепленная к нему
микрошкала 4. Луч света от ис-
точника 5 освещает микрошкалу
через объектив 10. Изображение
участка шкалы, соответствующе-
го нагрузке, через оптическую си-
стему 9 передается на зеркало 8,
а затем на экран, установленный
в отсчетном устройстве 7.
8. Дистанционные регистрато-
ры с печатающими устройствами.
Наибольший интерес представля-
ют указательные устройства, ре-
Рис. 4.42. Оптическое отсчетное уст-
ройство
гистрирующие результаты взвешивания и передающие их на рас-
стояние. По методу опроса (снятия показаний) с квадрантного
уравновешивающего механизма они разделяются на два типа:
с механическим опросом и с фотоэлектрическим опросом резуль-
татов взвешивания.
На рис. 4.43 показана принципиальная схема устройства с ме-
ханическим опросом. Нагрузка Q воздействует на уравновешива-
ющий механизм, устроенный по схеме, показанной на рис. 4.38.
Ось 2, на которой сидит указательная стрелка 1 для визуального
отсчета показаний, удлинена и несет на себе четыре кодовых дис-
ка 4—7 и фиксирующий диск 3.
На радиальных поверхностях дисков 4—7 нанесены углубле-
ния, соответствующие единицам, десяткам, сотням и тысячам ки-
лограммов. На фиксирующем диске 3 нанесено 1000 делений.
Под действием нагрузки квадранты отклоняются и поворачи-
вают ось и сидящие на ней диски на угол, пропорциональный на-
грузке.
При наступлении равновесия весовой системы либо нажатием
кнопки 19 (пуск), либо автоматически приводится в действие уст-
ройство для передачи результатов взвешивания на регистрирую-
79
80
Рис. 4.43. Отсчетное устройство с механиче-
ским опросом
щий прибор. Это устройство содержит опрашивающий механизм,
привод, опрашивающий и запоминающий коммутаторы.
Опрашивающий механизм состоит из зубчатых реек 9, пружин
10, щупов 8, шестерен 13, электроконтактных щеток 15, контакт-
ных систем запоминающего коммутатора 16 и токоподводящих
шин 17.
Привод включает в себя двигатель 20 с редуктором, зубчатую
передачу 21, рабочий вал 24, однобортную шайбу 23, микровыклю
чатель 22, пусковую кнопку 19, кулачок 27 и кулису 18. Опраши-
вающий коммутатор состоит из корпуса 29 с подводящим контак-
том 26 и щеткой 25 и контактов 28.
При включении устройства шайба 23 замыкает контакты мик-
ровыключателя 22 и держит их замкнутыми до тех пор, пока рабо-
чий вал 24 не сделает одного полного оборота. Кулиса 18 отпус-
кает опрашивающий механизм для снятия показаний с кодовых
дисков, устанавливая щетки запоминающего коммутатора в поло-
жение, соответствующее коду, и держит их некоторое время в та-
ком положении.
В момент, когда щетки коммутаторов неподвижны, опрашива-
ющий коммутатор производит опрос запоминающего коммутатора
поразрядно, начиная с высшего разряда, и вводит данные в счет-
ную машину.
После окончания ввода данных кулиса 18 начинает отводить
опрашивающий механизм в исходное положение, а опрашива
ющий коммутатор включает контакт клавиши «ф-» счетной ма-
шины, после чего привод машины срабатывает и число, передан-
ное с кода, печатается на бумажной ленте и одновременно откла-
дывается в суммирующий счетчик.
Последние контакты опрашивающего коммутатора могут быть
использованы для дачи импульсов исполнительным механизмом
в целях продолжения автоматического цикла.
Перемещение щеток запоминающего коммутатора происходит
при отсутствии тока, что предотвращает их обгорание и замыка-
ние соседних контактов. Ток проходит через запоминающий ком-
мутатор только тогда, когда начинает работать опрашивающий
коммутатор.
В качестве дистанционного регистратора используется десяти-
клавишная счетная машина Ис печатающим аппаратом.
В машине имеется электромагнитное управление 14 клавиату-
рой, расположенное в цокольной приставке 12 внизу клавишной
счетной машины.
Указательные устройства с фотоэлектрическим опросом более
совершенны и надежны в работе, так как кодовые диски в них за-
менены кодовым барабаном с прорезями, соответствующими четы-
рем разрядам цифр, а щупы — световым лучом.
8)
28. УСТРОЙСТВА И СООРУЖЕНИЯ
ДЛЯ УСТАНОВКИ ВЕСОВ
1. Станины. Устройства, на которых смонтированы рычажные
системы, а также арретиры и изолиры, называются станинами
весов. Конструкции их разнообразны. На рис. 4.44 показана
станина лабораторных весов, состоящая из деревянной доски 2 и
колонки 3 с головкой 6. Доска может быть деревянной, пластмас-
совой, чугунной (у больших весов), из листовой стали.
Для установки весов по отвесу к доске прикреплены три вин-
товых ножки 1, 11 и 12. Во многих конструкциях ножка 11 непод-
вижна. Отвес 14 подвешен на шнурке из шелка или синтетических
материалов к винту 15, укрепленному в головке 6, а неподвижный
указатель отвеса 13 закреплен в основании колонки 3. Внутри ко-
лонки имеются направляющие втулки, в которых вертикально
перемещается шток 8, несущий обойму опорной подушки 7 коро-
мысла весов.
Нижним торцом шток опирается на эксцентрик 9, сидящий на
одной оси с рукояткой 10.
Эксцентриковое устройство служит для подъема и опускания
коромысла. На рис. 4.44 показано положение, когда шток поднят
и коромысло может колебаться. Если повернуть рукоятку 10 на
180е против часовой стрелки, то коромысло опустится и сядет на
два упора 5, а опорная призма отделится от подушки 7. Для отсче-
та колебаний коромысла служит шкала 4, прикрепленная к ко-
лонке.
Станины настольных весов отливают из чугуна, алюминия или
штампуют из листовой стали. На рис. 4.45 приведена штампован-
ная станина настольных циферблатных весов. Она имеет форму
Рис. 4.44. Станина лабораторных весов
82
Рис. 4.45. Станина настольных весов
коробки с бортами 3 и ребрами жесткости 4. Помимо опор для
подушек коромысла, станина несет успокоитель 6, винт 5, с по-
мощью которого можно изолировать призмы от подушек, и огра-
ничители колебаний весов 1 и 7. Для установки весов по уровню
служат четыре винтовых ножки 2.
Станины передвижных неравноплечих весов (рис. 4.46) часто
называют рамами. Их изготовляют из чугуна, листовой стали и де-
рева. Станины небольших весов (для взвешивания не более 150 кг)
отливают в некоторых случаях из алюминия.
Чугунная станина, изображенная на рис. 4.46, имеет по углам
четыре прилива 5, к которым прикрепляют обоймы (коробки) с по-
душками под опорные призмы рычагов. Приливы 6 имеют отвер-
стия, через которые проходят пальцы, предохраняющие платформу
от соскакивания с рычагов. Сверху к станине прикрепляют винта-
ми 1 колонку, состоящую из чугунного основания 2 и стальной
трубы 3, скрепленных заклепками 4. К верхнему концу трубы при-
крепляют таким же способом головку, несущую подушки для
опорной призмы коромысла.
83
Рис. 4.46. Станина передвижных неравноплечих весов
Для правильной установки весов, при которой серьги и тяги
должны занимать вертикальное положение, служат отвесы или
уровни.
Отвес с помощью цепочки подвешивают к кольцу, прикреплен-
ному к футляру. Неподвижный указатель отвеса также закреплен
в стенке упомянутого футляра, а последний винтами прикрепляет-
ся к колонке весов. Для обеспечения достаточной чувствительно-
сти цепочку изготовляют из проволоки толщиной не более 0,5 мм.
Уровни, которыми снабжаются весы общего назначения, сос-
тоят из корпуса и стеклянной ампулы с жидкостью и воздушным
пузырьком. На верхней поверхности ампулы имеются две концент-
рические окружности. При правильной установке весов воздушный
пузырек должен остановиться в малой окружности.
2. Фундаменты. Механизмы стационарных весов устанавлива-
ют на фундаменты. Материалом для их изготовления служат бе-
тон, кирпич и бутовый камень-на цементном растворе. Место для
установки весов, глубина заложения и материал для фундамента
84
выбирают после исследования грунта в месте установки весов.
Кладка кирпичного фундамента должна быть тщательной, с ров-
ным швом. Бутовую кладку выполняют на цементном растворе со
штукатуркой внутренней поверхности цементным водонепроницае-
мым раствором. Детали весов на фундамент устанавливают по
чертежам общего вида весов. Ниши и пустоты в местах установки
деталей заделывают кладкой и заливают бетоном или цемент-
ным раствором после монтажа весов. Внутри фундамента должен
быть устроен водосборный колодец, а дно фундамента должно
иметь уклон по направлению к колодцу для сбора осадков. Для
скорейшего высыхания осадков, попавших в фундамент, рекомен-
дуется делать вытяжную трубу высотой не менее чем на 0,5 м вы-
ше конька крыши навеса над весами. Если в месте установки ве-
сов имеются грунтовые воды, то фундамент делают водонепрони-
цаемым. В случае, когда вода проникает в фундамент, устанавли-
вают насос с ручным или электроприводом и откачивают воду
по мере ее поступления.
На рис. 4.47 показан фундамент автомобильных весов до Ют,
состоящий из торцовых стенок 3, боковых стенок 1 и колонн
(тумб) 2 для установки на них опор рычагов (см. рис. 4.24). Так
как торцовые стенки фундамента испытывают большие динамиче-
ские нагрузки при наезде и съезде автомобиля или вагона, их де-
лают толще боковых, предназначенных в основном только для
удержания земли, которой окружен фундамент, от осыпания и для
связи торцовых стенок. Для того чтобы верхние углы стенок фун-
дамента не обкалывались, их защищают обвязочной рамой из ме-
таллических балок. К этим же балкам прикрепляют струнки (см.
рис. 4.9), ограничивающие горизонтальные перемещения плат-
формы.
Все остальные фундаменты отличаются от рассмотренного толь-
ко размерами, а фундамент двойных вагонных весов еще и тем,
Рис. 4.47. Фундамент стационарных весов
85
что вдоль продольной стенки, под указательным прибором, сделан
коридор для рычагов, соединяющих рычажные системы двух ве-
совых механизмов.
Помимо опорных стоек рычагов, на крайних тумбах устанав-
ливают вспомогательные опоры. Они состоят из основания, опира-
ющегося на фундамент, подушки, прикрепленной к главной балке
платформы весов, и вкладыша. Такие опоры необходимы при ре-
монте весов. Платформу приподнимают на домкратах, вкладыш
помещают между основанием и подушкой и затем платформу
опускают. После этого можно проводить ремонтные работы, не
опасаясь несчастных случаев.
3. Защитные навесы. Для защиты автомобильных весов от ат-
мосферных осадков ставят навес. В северных районах страны
с большим количеством снега навес обычно делают из дерева со
сплошными боковыми стенками и воротами, которые закрывают
по окончании взвешиваний (в южных районах не делают боковых
стенок и ворот у навеса). Помещение для указательных устройств
делают из кирпича или шлакоблоков, а крыши навесов опирают
на железобетонные колонны.
\^М?В^ПОМОГАТЕЛЬНЬ1Е УСТРОЙСТВА
1. Арретиры и изолиры. Арретиром называется приспособ-
ление, служащее для прекращения колебаний весов/ а изоли-
р о м — устройство, не только останавливающее колебание весов,
но и освобождающее призмы весов от нагрузки для предохране-
ния ответственных частей от повреждений при транспортиро-
вании.
В лабораторных весах применяют только изолиры, одна из кон-
струкций которых приведена на рис. 4.48. Здесь возвращение по-
душек в одно и то же место на призмах обеспечивается с недоста-
точной точностью, что ведет к изменению показаний весов. Поэто-
му в весах более высокой точности применяют изолиры, обеспечи-
вающие посадку коромысла на три точки, а также отделяющие
все три призмы от соприкосновения с подушками (рис. 4.44).
Изолир состоит из двух частей: нижней (рис. 4.48, а), служа-
щей для подхвата чашек, и верхней (рис. 4.48, б) — для поддерж-
ки коромысла. Вал изолира 3 с ручкой 1 имеет палец 5, на кото-
рый надевается поводок вертикального стержня 4, проходящего
внутри колонки весов. Верхний конец стержня связан с рычага-
ми 8, изолирующими коромысло. Сво,ей эксцентричной частью
вал 3 воздействует на рычажки 2 и 7, служащие для подъема и
опускания чашек с помощью подхватов (грибков) 6. При повороте
рукоятки 1 против часовой стрелки грибки 6 подхватывают чашки,
а стержень 4 опускается вниз и коромысло садится на упоры 10.
При этом серьги также садятся на упоры 9. Таким образом, все
призмы полностью освобождаются от соприкосновения с подуш-
ками.
86
Изолир настольных циферблатных весов в виде винта показан
на рис. 4.45. При завертывании этот винт отделяет подушки от
призмы на время транспортирования. На месте эксплуатации этот
винт вывертывают.
В неравноплечих передвижных весах применяют только арре-
тиры, запирающие коромысло. Одна из конструкций такого арре-
тира показана на рис. 4.49. Конец коромысла 1 проходит через
отверстие в передней стенке стойки арретира 5. Через боковые стен-
ки указанной стойки проходит ось с рукояткой 3, на которую на-
сажена запорная планка 4.
На рис. 4.49 изображено такое положение рукоятки арретира,
при котором весы могут работать (арретир открыт); при повороте
ручки 3 по стрелке А запорная планка 4 становится в положение,
близкое к вертикальному. Своим концом планка приподнимает
коромысло 1 и прижимает его к верхнему краю отверстия в стойке
арретира, в результате чего колебания коромысла прекращаются
(арретир закрыт).
Основное требование, предъявляемое к арретирам, заключает-
ся в том, что они не должны самопроизвольно открываться. Для
этого на конце ручки 3 приваривают или укрепляют на резьбе
противовес 2, который при закрытом арретире перевешивает за-
порную планку 4 и не дает ей открываться.
87
Рис. 4.49. Арретир передвиж-
ных весов
Рис. 4.50. Арретир стационар-
ных весов
Более совершенная конструкция ар-
ретира применяется в вагонных весах
(рис. 4.50). Здесь в рамке 1 имеются
две оси 3 и 8, на которых сидят кулач-
ки 4 и 5. Кроме того, на оси 3 укрепле-
на рукоятка 2. Кулачки связаны между
собой зубчатыми секторами 5 и 6. При
повороте рукоятки 2 секторы 5 и 6, а
также кулачки 4 н 7 поворачиваются и
запирают или отпирают коромысло,
проходящее между кулачками. Для ар-
ретирования платформы в некоторых
конструкциях весов применяют раз-
личные замки и клиновые зажимы,
прижимающие платформу к станине
весов.
Изолиры весов, предназначенных
для взвешивания больших масс, отде-
ляют подушки платформы от призм,
на которые она опирается, путем опу-
скания системы рычагов до тех пор,
пока платформа не опустится на жест-
кие опоры непосредственно на стани-
не, или путем поднятия платформы
для отделения подушек от призм ры-
чагов. •“
2. Успокоители колебаний. Успоко-
ители (демпферы) применяют для бы-
строго успокоения колебаний весов, что
позволяет сократить время взвешива-
ния и повысить производительность
- -руда.
В лабораторных весах применяют
воздушные и магнитные успокоители.
Воздушный успокоитель состоит из
подвижного цилиндра, прикрепленно-
го к станине. В отдельных конструкци-
ях неподвижный цилиндр имеет внут-
ренний стакан. При колебаниях коро-
мысла в зазорах между стенами
цилиндров возникает воздушное тре-
пне, тормозящее коромысло. Магнит-
ный успокоитель имеет подвижной алю-
миниевый элемент (якорь), связанный
с коромыслом, и неподвижный подко-
вообразный или круглый магнит. Коро-
мысло тормозится в результате возник-
новения в поле магнита токов Фуко.
Весы общего назначения снабжаются
88
успокоителями демпфера ми,
построенными по одной из схем,
показанных на рис. 4.51.
Успокоитель настольных весов
(рис. 4.51, а) состоит из двух ци-
линдров 4 и 5 и поршня 3. Ци-
линдр 5 можно устанавливать от-
носительно цилиндра 4 на резьбе.
Цилиндр 4 неподвижно установ-
лен на станине весов, а поршень
3 штоком / соединен с какой-либо
подвижной частью весов (коро-
мыслом, рычагом). При колеба-
ниях поршня жидкость перегони- Рис 4 51 успокоитеЛи
ется из цилиндра в цилиндр через
отверстие 2 в цилиндре 4 и щель
между цилиндром 4 и выступом 6 в цилиндре 5, благодаря чему
достигается торможение колебаний весов. Тормозящее действие
регулируется за счет щели между выступом 6 и цилиндром 4 путем
вращения цилиндра 5 за головку 7.
Успокоитель платформенных весов (рис. 4.51,6) состоит из не-
подвижного цилиндра 8 и поршня 9. Поршень 9 штоком 12, имею-
щим наконечник 16, соединен с подвижной частью весов с помо-
щью валика 15. На шток поршня насажена трубка 13 с колпачком
10 и пружина 11. Трубка 13 имеет накатную головку 14, с помо-
щью которой можно смещать, колпачок 10 по резьбе на штоке
вверх и вниз, увеличивая и уменьшая этим щель между поршнем
и колпачком. Тормозящее действие успокоителя уменьшается и
увеличивается в зависимости от размера щели. Успокоители весов
в зимний период заполняют чистым трансформаторным маслом;
в летний период к маслу можно добавлять 20—25% автола. Уро-
вень масла в успокоителе должен быть на 15—20 мм выше порш-
ня, находящегося в верхнем положении.
3. Тарировочные приспособления. Для приведения в равнове-
сие (тарирования) ненагруженных весов служат тарировочные
приспособления.
В лабораторных весах они выполнены в виде грузиков 1 и 7
(см. рис. 4.26), передвигающихся по нарезным стержням, укреп-
ленным на коромысле. У настольных весов для тарирования слу-
жат камеры, укрепляемые под чашками или площадками. В ка-
меры помещают тарнровочиын груз (обрезки металла). У весов,
имеющих гиредержатель (передвижные гирные, циферблатные
с встроенными грузами), для грубой регулировки тары служат
гиредержатели (рис. 4.52, а), которые имеют чашу 4 с камерой для
помещения в нее тарировочного материала. Камера закрывается
крышкой 2. Чашу и крышку навинчивают на стержень 1 с крюч-
ком для подвешивания к коромыслу или рычагу и законтривают
гайкой 3.
89
Для точной регулировки тары в этих весах применяют приспо-
собления (рис. 4.52, б) в виде двух законтриваемых грузов 5, пе-
редвигаемых по нарезному стержню 6, который с помощью стоек 7
укреплен на рычаге или коромысле 8.
У весов большой грузоподъемности (вагонных, автомобильных)
применяется регулятор тары (рис. 4.52, в) в виде груза 4, переме-
щаемого по нарезному стержню 2 и закрепляемому гайками 3 и 5.
Стойки 1 и 6 устанавливаются на коромысле 7 и закрепляются
штифтами 8.
4. Затворы. Одним из основных условий надежной работы ци-
ферблатных указательных устройств является их герметичность.
Поэтому рамка со стеклом устанавливается на резиновой про-
кладке, а тяга, соединяющая промежуточный механизм с квад-
рантным устройством, снабжается гидравлическим или манжет-
ным затвором (рис. 4.53, а, б). Гидравлический затвор состоит из
неподвижного цилиндра 1 с втулкой 4, установленного на корпусе
5 указательного устройства, и подвижного цилиндра 2, укреплен-
ного на тяге 3, соединяющей промежуточный механизм с указа-
тельным устройством.
Подвижной цилиндр погружен в масло, налитое в неподвижный
цилиндр, и может передвигаться вместе с тягой 3, не создавая
трения. Манжетный затвор состоит из резиновой диафрагмы 1, ус-
Рис. 4.52. Тарировочные приспособления:
а — гиредержатель; б — закоитриваемые грузы; в — регулятор тары
90
Рис. 4.53. Затворы:
а — гидравлический; б — манжетный
тановленной на фланце 2, прикрепленном к корпусу указательного
устройства. Через отверстие диафрагмы пропущена тяга 4, которая
соединяет указательное устройство с промежуточным механизмом.
Контрольные вопросы
1. Каковы разновидности грузоприемных устройств?
2. Для чего в весах применяются ограничители платформ?
3. Какие виды (по назначению) рычагов применяются в весах?
4. Как классифицируют призмы по назначению и характеру приложения на-
грузки?
5. Какую твердость должны иметь призмы и подушки?
6. Каковы разновидности коромысловых уравновешивающих устройств?
7. Каково назначение и устройство передвижных грузов?
8. Какие основные детали квадрантного указательного устройства вы можете
назвать?
9. Какие виды шкал циферблатных весов Вы знаете?
10. Каково назначение промежуточного механизма весов?
11. Для чего служат арретиры и изолиры?
12. Какие типы успокоителей Вы знаете?
Глава V
УСТРОЙСТВО, ПОВЕРКА
И РЕМОНТ ЛАБОРАТОРНЫХ ВЕСОВ
30. ЭТАЛОННЫЕ И ОБРАЗЦОВЫЕ ВЕСЫ
ПОВЫШЕННОЙ ТОЧНОСТИ
Лабораторные весы делятся по методу создания уравновешива-
ющего момента на рычажные и пружинные и области при-
менения образцовые и рабочие.
Образцовые весы служат для поддержания единства измерений
мер массы в стране, а рабочие — для точных взвешиваний.
Исходной мерой массы для СССР является государственный
первичный эталон № 12, хранящийся во ВНИИ имени Д. И. Мен-
делеева в Ленинграде.
Для передачи значения массы этого эталона рабочим эталонам
служат весы высшей точности, условно называемые метроло-
гическими или эталонными. Они относятся к типу коро-
мысловых равноплечих (двухчашечнйх) весов.
Их особенностью является приспособление для перестановки
сличаемых эталонов с одной чашки на другую, а также для нало-
жения мелких гирь. Обе эти операции выполняются из соседнего
помещения.
Колебания стрелки весов отсчитывают через оптическую систе
му, окуляр которой также находится в соседнем помещении. Это
сделано для того, чтобы устранить воздействие на показания ве-
сов изменений температуры, колебаний воздуха и других причин,
снижающих точность определения массы рабочих эталонов.
Весы установлены на массивном фундаменте для уменьшения
влияния на них действия вибрации почвы.
Цена деления шкалы этих весов d—0,04 мг при нагрузке 1 кг
на каждую из чашек весов.
Следующую (по точности) ступень занимают образцовые весы
1-го разряда повышенной точности, на которых сличают массы
образцовых гирь 1-го разряда и рабочих гирь 1-го класса с массой
рабочих эталонов.
Весы повышенной точности строятся для нагрузок 1000, 200,
20 и 2 г, причем первые три типоразмера бывают только коромыс-
ловыми, а весы до 2 г могут быть как коромысловыми, так и кру-
тильными, принцип действия которых основан на уравновешивании
момента, создаваемого поверяемой гирей, закручиванием кварце-
вой нити.
92
31. ОБРАЗЦОВЫЕ ВЕСЫ
Образцовые весы делятся на четыре разряда. Область приме-
нения и наибольшие пределы взвешивания весов указаны в табл. 5.
Все образцовые весы с верхним пределом взвешиваний до
50 кг имеют равноплечее коромысло и только весы 3-го разряда
грузоподъемностью свыше 50 кг, служащие для поверки гирь
массой 100 кг и выше, могут быть равноплечими и неравно-
плечими.
В качестве примера равноплечих весов на рис. 5.1, а показаны
образцовые весы 4-го разряда с верхним пределом взвешивания
20 кг.
Как видно из схемы (рис. 5.1,6), коромысло 9 с равными
плечами а имеет опорную призму 8 и две грузоприемных приз-
мы 5 и 10, к которым с помощью серег 3 и 12 подвешены чаш-
ки 1 и 14.
К коромыслу прикреплена стрелка 16, которая вместе с ним
совершает колебания параллельно отсчетной шкале 17. Для уве-
личения разрешающей способности отсчета длина стрелки L в не-
сколько раз больше длины плеча а коромысла. Для уменьшения из-
носа призм и подушек весы снабжены изолиром, состоящим из
эксцентрика 19, штока 18, подхватов 2 и 13 и упоров 6 и 15. При
повороте эксцентрика 19 против часовой стрелки шток 18 опуска-
ется, коромысло 9 садится на упоры 6 и 15, а серьги 3 и 12 — на
подхваты 2 и 13. Этим достигается полное отделение всех трех
призм от подушек.
Весы снабжены регулятором чувствительности в виде двух
грузиков 7 и регулятором тары — грузики 4 и 11. Помимо послед-
них грузиков, на коромысле может быть укреплен флажок (на
схеме не показан), поворотом которого также можно регулировать
положение равновесия ненагруженных весов. Для уравновешива-
ния нагрузки в этих весах применяют гири, помещаемые на одну
из чашек вручную.
Все остальные весы 4-го разряда отличаются от описанных
только размерами, а весы высших разрядов могут иметь более со-
Таблица 5
Разряд
весов
1
2
3
4
Область применения
Поверка гирь образцовых 2-го разряда
и рабочих 2-го класса Поверка гирь образцовых 3-го разряда
и рабочих 3-го класса Поверка образцовых гирь 4-го разряда
и рабочих 4-го класса
Поверка гирь 5-го класса и условных
Наибольший предел
взвешивания
20, 5, 1 кг; 200, 20, 2 г
20, 5,1 кг; 200, 20,2 г
2000, 1000, 200, 100, 50,
20, 5, 1 кг
50, 20, 5, 1 кг
200, 20 г
93
вершенную конструкцию изолира и снабжаются оптическим от-
счетным устройством и успокоителями.
Примером неравноплечих образцовых весов могут служить ве-
сы 3-го разряда для поверки гирь 4-го разряда массой 500, 1000 и
2000 кг, схема которых приведена на рис. 5.2.
Рычажная система этих весов с передаточным числом i—100
состоит из главного (грузоприемного) рычага 1 и коромысла 6.
Рычаг 1 имеет три серьги: 12-й он подвешен к горизонтальной
балке 4 станины весов; 3-й соединен с коромыслом, а к 15-й под-
вешена съемная площадка 17, на которую помещаются поверяе-
мые гири 16.
На концевой призме коромысла висит гиредержатель 13 для
образцовых условных гирь 14.
Для тарирования весов служат регуляторы: 5 — для грубой ре-
гулировки тары, а также для перемещения центра тяжести коро-
мысла по вертикали при регулировке подвижности весов; 7 — для
тонкой регулировки тары.
Для отсчета показаний весы снабжены стрелкой 9 обычной
шкалы 10 и оптическим устройством 11. Колебания коромысла оста-
Рис. 5.1. Образцовые весы 4-го раз-
ряда
навливает арретир 8.
Балка 4 станины опирается па
две колонны 2, закрепленные в
бетонной плите 20, лежащей на
песчаной подушке 21. Для пре-
дохранения от вибраций плита 20
не соприкасается с полом поме-
щения.
Для помещения поверяемых
гирь на весы служит тележка 18
с гидравлическим или электриче-
ским подъемным устройством 19.
Цена деления шкалы и вариация
показаний весов не должны пре-
вышать при нагрузке 500 кг —
6,25 г, а при нагрузке 2000 кг —
25 г (рекомендация СЭВ
PC 3120-71).
Поверка гирь на весах осуще-
ствляется по способу Борда.
Весы 1-го, 2-го и 3-го разря-
дов грузоподъемностью до 50 кг
должны быть заключены в за-
стекленную витрину. Весы 3-го
разряда с верхним пределом
взвешиваний более 50 кг и весы
4-го разряда могут не иметь вит-
рины.
Образцовые весы должны
эксплуатироваться в весовой
94
Рис. 5.2. Образцовые весы 4-го разря
да до 2000 кг
Рнс. 5.3. Разъездные образцовые ве-
сы 4-го разряда
лаборатории. Допускается применять весы 3-го и 4-го разрядов
в обычных лабораторных помещениях и цехах с температурой
20±5° С и устанавливать их не только на фундаментах и консо-
лях, но и на плотных устойчивых столах, не подверженных
вибрации.
Весы 4-го разряда можно применять в разъездных условиях.
На рнс. 5.3 показан набор таких весов, состоящий из двух коромы-
сел грузоподъемностью 5 кг и 200 г. На первом поверяют
гири массой от 500 г до 5 кг, а на втором — от 5 до 200 г. На
рисунке первое коромысло показано в рабочем состоянии, а вто-
рое— в разобранном виде (закреплено на крышке). При необхо-
димости коромысла меняют местами. Для перевозки стойку с ко-
ромыслом грузоподъемностью до 5 кг укладывают в горизонталь-
ное положение, крышку ящика закрывают и запирают.
Помимо описанного, в обращении встречаются наборы, состоя-
щие из трех коромысел грузоподъемностью 0,1; 1,0 и 20 кг.
Технические требования к образцовым весам установлены
ГОСТ 16474—70, а методы поверки регламентируются ГОСТ
14168—69.
32. ЛАБОРАТОРНЫЕ РЫЧАЖНЫЕ ВЕСЫ
Лабораторные рычажные весы делятся на 4 класса, отличаю-
щиеся друг от друга ценой деления шкалы. Весы 1-го и 2-го клас-
сов называются аналитическими, а весы 3-го и 4-го классов — тех-
ническими.
Аналитические весы 1-го и 2-го классов применяются для мик-
рохимических и химических анализов, а технические весы 3-го и
4-го классов служат для взвешивания драгоценных металлов и ме-
дикаментов, а также для технических анализов.
95
Рпс. 5.4. Аналитические весы моде-
ли АДВ-200
1. Аналитические. Химические
анализы, для проведения которых
предназначены аналитические весы,
разделяются на макро-, микро- и
полумикроанализы. При макроана-
лизах берут сравнительно большие
навески вещества (от 0,1 г и более)
и большие объемы растворов (не-
сколько десятков миллилитров), а
при микро- и полумикроанализах
используют навески от 1 до 50 мг и
объемы раствора от десятых долей
миллилитра до нескольких милли-
литров. Точность взвешивания при
макроанализах должна быть
0,1—0,2 мг и при микроанали-
зах— 0,001 мг.
В соответствии с этим весы де-
лятся на:
аналитические — с наи-
большим пределом взвешиваний
200 и 100 г и микроаналитиче-
ские — с наибольшим пределом взвешиваний 20 и 1 г. Помимо
этого, к группе аналитических относят каратные весы, предна-
значенные для взвешивания алмазов и бриллиантов, и п р о б и р-
пые весы, применяемые при определении пробы золота.
В эксплуатации наиболее широкое распространение имеют
двухчашечные равноплечие весы модели АДВ-200 (рис. 5.4).
Равноплечее коромысло 4 этих весов опирается средней приз-
мой на подушку, укрепленную в колонке 2, стоящей на основа-
нии 1.
На концевых призмах коромысла висят серьги, к которым под-
вешены чашки 8 и внутренние цилиндры воздушных успокоителей,
входящие во внешние цилиндры 3, укрепленные на кронштейнах
колонки.
Граммовые гири общей массой до 199 г помещаются на одну
из чашек весов с помощью пинцета, а миллиграммовые в коли-
честве 990 мг — при помощи специального приспособления 6. Мас-
са взвешиваемых тел определяется с помощью оптического устрой-
ства 7 (см. рис. 4.30).
Настройка оптического устройства производится с помощью
маховичка .9. Под основанием смонтирован изолир (см. рис. 1 -18),
приводимый в действие рукояткой 10.
Питание подсветки оптического устройства осуществляется от
трансформатора 5.
В настоящее время промышленностью выпускается усовер-
шенствованная модель двухчашечных весов ВЛР-200, а также од-
ночашечные весы марки ВЛДП-100 (рис. 5.5). Коромысло Ь
(рис. 4.28) этих весов представляет собой неравноплечий рычаг,
96
3
Рис. 5.5. Аналитические весы модели ВЛДП-100
к короткому плечу которого с помощью серьги подвешена чашка 1,
а к длинному прикреплены подвижной стакан воздушного успоко-
ителя (демпфера) 4 и прозрачная микрошкала. Встроенные гири 2
в виде колец накладываются на чашку 1 с помощью механизма,
приводимого в действие рукоятками 7. Весы заключены в корпуса,
установленный на одной нерегулируемой ножке 6 и двух регулиру-
емых ножках 8.
Взвешивание на этих весах производится в следующем поряд-
ке: в исходном положении все встроенные гири 2 наложены на
чашку /; после наложения на чашку взвешиваемого груза часть
гирь снимается. Количество оставшихся гирь отсчитывается по
цифровому механизму, а точное значение массы груза определяет-
ся по микрошкале оптического устройства.
2. Технические. Технические весы делятся на коромысло-
вые и квадрантные. Коромысловые весы 3-го класса, приме-
няемые для технических анализов повышенной точности, взвешива-
4 Зак. 302 97
Рис. 5.6. Технические коромысловые
весы
ния драгоценных металлов, име
ющие верхний предел взвешива
ния 1 кг и выше, устроены так же
как и образцовые весы 4-го раз
ряда, но заключены в застеклен
ную витрину.
Весы с
пределом
взвешивания 1 кг и менее могут
быть снабжены встроенными ги-
рями и успокоителями, как и ана
литические весы.
Весы 4-го класса для техниче
ских
анализов
обычной
точности
и взвешивания медикаментов по-
казаны на рис. 5.6. Они
грузоприемных чашек
состоят из
1, подве
шенных к равноплечему коромыс
лу 6 со стрелкой 2, опирающему
ся на подушку в штоке
изолира
находящемся внутри колонки
установленной на станине 7.
Для уравновешивания йена
груженных весов служат тарировочные
по нарезным стержням 5.
грузики 4,
перемещающиеся
Устройство изолира, рукоятка 8 которого находится перед ста
ниной, показано на рис. 4.44.
Технические коромысловые весы
малопроизводительны, так
как
требуют применения гирь, в связи с чем все большее распростра
некие получают квадрантные весы (рис. 5.7). Механизм весов за
ключей в футляр 2, на наружную сторону которого выведены чаш
ки 1 н ручки для тарирования весов
груза. Для установки весов по уровню
и наложения встроенного
служат
винтовые
ножки
Грузоприемная чашка 1 укреплена на стержне 21, который подве
шен к рычагу (квадранту) 4, на конце которого укреплена микро
шкала 14 и пластина магнитного успокоителя. При наклоне квад
ранта
стержень 21 сохраняет вертикальное положение с
помощью
Рис. 5.7. Технические квадрантные весы:
а — общин вид; б — схема
УЬ
струнки 17. В сродней части стержень снабжен приспособленном,
на которое помещается встроенный груз 20, который накладывают
и снимают с помощью рычага 18 и ручки 19.
При помещении на чашку нагрузки квадрант 4 (и вместе с ним
и шкала 14) поворачивается на некоторый угол, пропорциональ-
ный нагрузке, и затормаживается магнитным успокоителем. При
этом, луч света от осветителя 16 через конденсор 15 освещает
шкалу, изображение которой через второй конденсор 13 и зер-
кала 12 и 5 передается на матовый экран отсчетного устройства 22.
При необходимости весы снабжают регистрирующим устройством.
Для этого рядом с зеркалом 5 устанавливают зеркало 6, передаю-
щее световой сигнал на устройство 7, преобразующее световой
сигнал в электрический. Отсюда сигнал поступает на усилитель 8,
который передает его на цифропоказывающее устройство 9 и ма-
шинку 11, печатающую результаты взвешивания на бумажной
ленте 10.
Приведенные на рис. 5.7 весы имеют только один встроенный
груз, позволяющий расширить диапазон взвешивания по шкале
в два раза, а в последних моделях весов имеются два и три груза,
что повышает точность отсчета. Помимо этого, весы снабжаются
приспособлением для уравновешивания тары, в которую помеща-
ют взвешиваемый материал, что расширяет диапазон взвешива-
ний, а также ускоряет процесс взвешивания.
Основные параметры лабораторных рычажных весов установ-
лены ГОСТ 19491—74, а методы и средства их поверки — ГОСТ
16820—71 или ГОСТ 8.228—77.
33. РЕМОНТ И ЮСТИРОВКА
Лабораторные весы можно ремонтировать и юстировать в по-
мещениях, отвечающих требованиям, предъявляемым к сборочным
цехам приборостроительных заводов. Каждый юстировщик дол-
жен работать на плотном верстаке, не подверженном вибрации.
Только окончательно юстировать аналитические и образцовые
весы высших классов и разрядов должны в специальном поме-
щении.
Цех. по ремонту лабораторных весов должен быть оснащен
сверлильным станком, карборундовым точилом, полировальным
станком. Каждый юстировщик должен быть обеспечен полным
набором слесарного инструмента. Работать в цехе должны с со-
блюдением правил, предусмотренных инструкцией по технике без-
опасности для слесарей, работающих на слесарных верстаках. При
ремонте лабораторных весов 4-го класса и образцовых весов 4-го
разряда необходимо следующее:
очистить весы от загрязнения и следов коррозии;
осмотреть все детали, проверить твердость призм, подушек и
щечек и заменить непригодные детали;
предварительно проверить весы и сделать юстировку их;
4*
99
разобрать весы п передать их в отделочный цех для восстапой
ления декоративной отделки;
получить весы после отделки и собрать их;
сделать окончательную юстировку и поверку;
сдать весы ОТК или поверителю для государственной поверки
и клеймения;
разобрать весы для нанесения государственного клейма на ко
ромысло и чашки;
окончательно собрать весы и сдать их в склад для хранения.
Весы очищают от загрязнения и следов коррозии бензином и
обтирочными концами, а в случае необходимости — при помощи
мелкозернистой шлифбумаги или шлифполотна (шкурки).
При ремонте технических весов часто приходится заменять
призмы и подушки, стрелки, а иногда и чашки весов, поврежден-
ные в лабораториях и цехах различной кислотой. Наиболее слож-
ной является установка призм.
На рис. 5.8, а—з показаны случаи правильной и неправильной
установки призм.
Призмы лабораторных весов 4-го класса должны устанавли-
ваться с соблюдением следующих основных правил:
расстояние между вершинами призм (плечи) должны соответ-
ствовать расчетным размерам (рис. 57, а);
торцовое сечение призмы должно быть установлено без пере-
косов относительно вертикальной оси YY (рис. 5.8,6), проходящей
через вершину призмы;
призмы должны быть симметричны относительно продольной
оси XX коромысла, вершины их должны быть параллельны между
собой и перпендикулярны к оси XX;
призмы должны быть установлены без перекосов относительно
оси ZZ коромысла.
Правила установки призм, изложенные выше, распространя-
ются на весы всех назначений и конструкций.
Призмы устанавливают с помощью приспособления, называе-
мого параллелью. Параллель (рис. 5.9) представляет собой
брусок 1 в форме перевернутой буквы П с тщательно отшлифован-
ной поверхностью. В средней части бруска заделаны две стальные
закаленные подушки 3 с нанесенными на них неглубокими риска-
ми. По бруску передвигается движок 2, нижняя поверхность кото-
рого притерта к верхней поверхности бруска /.
Для того чтобы выверить параллельность призм в горизонталь-
ной плоскости (см. рис. 5.8,6 и е), устанавливают вершину упорной
призмы коромысла в риски на подушках 2 и, удерживая одно пле-
чо коромысла рукой, подводят движок к вершине грузоприемной
призмы другого плеча и по скошенному краю движка определяют
параллельность вершины.
Правильность расположения призм относительно оси ZZ
(см. рис. 5.8, з) выверяют на том же приспособлении, при помощи
плоскопараллельных плиток 4, по просвету между нижней поверх-
ностью плитки и вершиной призмы (см. рис. 5.8, ж).
100
Плмбошие
г-^------
ЗоВанное плечо
Плечо меньше
а=90°
и. =90°
Неправильно
If >1; а =>90‘
Правильно
Обе призмы
симметричны относительно
плоскости ZZ
Z и перпендикулярны к ней
Неправильно
l = lt; а=90°; ар-а
Неправильно
Одна из призм перекошена относительно
плоскости И, Вершины призм непараллельны
а >90° и.<90°\
Правильно
l-lf, а =90°: a-Of
Рис. 5.8. Установка призм
Неправильно
Призма несимметрична
I , Непрофильно
Правильно
Неправильно
Призма установлена с переносом
U--90" а =90°
а =90° &>90°'
Неправильно
L=L1; с'=аг; а/90°
101
Рис. 5.9. Параллель
Установив призмы, делают предварительную юстировку весов,
для чего необходимы специальные серьги и парные грузы
(рис. 5.10). Специальные серьги состоят из рамки 1, в верхней
части которой закреплены подушки 2, а в нижней запрессован ва-
лик 3 с тремя кольцеобразными выточками посередине и по краям
валика.
Парный груз представляет собой гирю 5 с крючком 4, с помо-
щью которого груз подвешивается к одной из выточек на валике 3
в рамке 1.
Для проверки предельной нагрузки весов необходимо иметь че-
тыре груза: два при 0,1 части ее и два — при полной предельной
Рис. 5.10. Специальная серьга с
ними грузами
нагрузке.
Юстировку делают так. Станину
весов с помещенным на колонку ко-
ромыслом устанавливают по име-
ющемуся на колонке отвесу, затем
на грузоприемные призмы подвеши-
вают специальные серьги и приво-
дят коромысло в равновесие при
помощи регуляторов тары или спе-
циального груза в виде подковооб-
разной пружины, помещаемого на
одно плечо коромысла. При этом
необходимо внимательно следить
за тем, чтобы груз при дальнейшей
работе не смещался по коромыслу.
Уравновесив коромысло, подве-
шивают на средние углубления се-
рег парные грузы, соответствующие
предельной нагрузке весов. При
этом стрелка займет какое-то поло-
жение равновесия.
Для определения цены деления
шкалы к одному, а потом к дру-
102
тому грузу добавляют гирю-допуск. Этот допуск должен откло-
нить конец стрелки не менее чем на одно деление шкалы.
Если этого не наблюдается, то необходимо проверить зазор
между вершиной опорной призмы и линией, проходящей через
вершины грузоприемных призм. Если зазор велик, то необходимо
заменить опорную призму на более высокую и вновь определить
цену деления. Если цена деления слишком мала, то заменяют
опорную призму на более низкую. Так поступают только в тех
случаях, когда чувствительность очень мала или очень велика.
Бывает, что зазор между вершинами опорной и грузоприемных
призм выдержан правильно, а чувствительность все же несколько
мала. Тогда нужно заменить гайку, крепящую стрелку, на более
тяжелую или поставить более легкую стрелку, а иногда заменить
обе детали.
При излишней чувствительности ставят более легкую гайку или
более тяжелую стрелку. Одновременно с регулировкой чувстви-
тельности наблюдают за характером колебаний стрелки весов. Ко-
лебания должны быть плавными, затухающими; при каждом от-
клонении стрелки затухание не должно быть больше 0,5 деления
шкалы.
Добившись надлежащей чувствительности при предельной на-
грузке, устраняют непостоянство показаний весов и неравнопле-
честь коромысла. Для этого на средние риски специальных серег
помещают грузы, соответствующие 0,1 части предельной нагрузки
весов, открывают изолир и наблюдают за колебаниями стрелки.
После нескольких колебаний стрелка должна занять определен-
ное положение равновесия. После этого еще три или четыре раза
открывают и закрывают изолир и наблюдают за тем, чтобы каж-
дый раз положение равновесия не менялось.
Если при этом показания изменяются, то это значит, что меха-
низм изолира работает неисправно. Чаще всего неисправность
заключается в том, что шток, несущий обойму с опорными подуш-
ками, при поднимании или опускании несколько поворачивается,
и призма становится каждый раз в новое положение. Для ликви-
дации этого необходимо отрегулировать зазоры между направля-
ющими штифтами штока и прорезью, в которой они передвигают-
ся. Отрегулировав работу изолира так, чтобы изменения показа-
ний весов не превышали допуска, проверяют положение равнове-
сия ненагруженного коромысла и вновь подвешивают к серьгам
парные грузы, соответствующие 0,1 части предельной нагрузки
Один из грузов подвешивают на среднее углубление левой серьги,
а второй-—сначала на одно крайнее углубление (рис. 5.11, а), а
затем на другое крайнее углубление правой серьги (рис. 5.11,6).
При этом могут быть два случая:
1) грузик-допуск приводит весы в равновесие или перетягивает
в противоположную сторону, т. е. весы верны;
2) грузик-допуск, указанный выше, не приводит весы в равно-
весие, причем наблюдаются следующие явления: '
при обоих положениях перевесил правый груз;
ЮЗ
Рис. 5.11. Юстировка коромысла
при обоих положениях перевесил левый груз;
при первом положении перевесил правый груз, а при втором —
левый;
при первом положении перевесил левый груз, а при втором —
правый.
Все это является следствием неравенства плеч или неправиль-
ного расположения правой призмы по отношению к левой (см.
рис. 5.11, в).
Показания весов исправляют подточкой призмы; в первых
двух случаях подтачивают по всей длине ее вершину, а в двух
других случаях — призму перетачивают так, чтобы ее вершина
была параллельна вершинам опорной и левой грузоприемной
призм, а плечи коромысла одинаковы.
Указанные явления бывают при неправильном расположении
левой призмы, а также в том случае, если призмы будут парал-
лельны друг другу, но не перпендикулярны к плоскости коромысла.
При большой разнице в плечах призму не перетачивают, а вы-
правляют гнездо и ставят призму в надлежащее положение. Это
необходимо потому, что при каждой переточке плеча / на величи-
ну Д/ увеличивается зазор между вершинами опорной и грузопри-
емной призм на величину Дт (рис. 5.11, г) и снижается чувстви-
тельность весов.
После выправления положения правой призмы таким же спо-
собом направляют левую призму.
104
Перетачивают призмы на вращаю-
щихся карборундовых кругах или на
брусках и притирах. При этом для
удобства применяют оправку (рис.
5.12,) состоящую из рамки 1, гайки 2
и винта 3, при помощи которого приз-
му 4 зажимают в направляющих рам-
ки 1.
Заключительной операцией являет-
ся юстировка собранных весов при
предельной нагрузке. Грузы, равные
предельной нагрузке, кладут на чаш-
ки весов и определяют погрешность и
чувствительность весов, причем опре-
деление чувствительности рекоменду-
ется производить следующим обра-
зом: отклонить коромысло до упора
в одну сторону, положить на противо-
положный груз гирю-допуск и осто-
рожно опустить груз, придерживая его
пальцами.
Весы должны прийти в равновесие
или перекачнуться в противополож-
ную сторону. После этого следует пов-
торить испытание, отклонив коромыс-
ло в противоположную сторону и пе-
ренеся допуск на другой груз.
Если при одном из этих испытаний
весы не будут приходить в состояние
равновесия, то необходимо снова про-
верить твердость призм и соприкасаю-
щихся с ними деталей, перекалить
мягкие детали, если они будут обна-
ружены, и вновь отюстировать весы
при 0,1 части предельной нагрузки.
Если после этого полностью нагружен-
ные весы при наложении допуска не
будут приходить в равновесие, то это
значит, что весы находятся в безраз-
личном равновесии (центр тяжести
совпадает с вершиной опорной приз-
мы)’.
Для исправления весов необходи-
мо сместить центр тяжести ниже точ-
ки опоры. После предварительной
юстировки весы (если это необходимо)
разбирают и передают для декоратив-
ного покрытия в отделочный цех.
Рис. 5.12. Оправка
Рис. 5.13. Парный груз
105
Полученные из отделочного цеха детали необходимо тщатель-
но протереть и после сборки оттарировать весы так, чтобы тари-
ровочные грузики 4 (см. рис. 5.6) находились на середине стерж-
ней 5. Иногда приходится заменять один из грузов или стержней
на более тяжелый. Если разница в таре очень велика, то можно
заменить одну из крестовин под чашками.
После тарировки полностью поверяют весы по методике, уста-
новленной ГОСТ 14168—69 или ГОСТ 16820—71 и, если это пона-
добится, делают окончательную юстировку собранных весов.
Следует отметить, что если предварительная юстировка весов
была сделана тщательно, то окончательная юстировка сводится
к небольшой переточке призм с помощью карборундовых брусков
без выколачивания их из гнезд.
После окончательной юстировки весы передают в ОТК или
в орган Госстандарта СССР для государственной поверки.
Ремонт и юстировку лабораторных весов 1-го, 2-го и 3-го клас-
сов, а также образцовых 1-го, 2-го и 3-го разрядов выполняют
в том же порядке и теми же приемами, которые описаны выше, но
по более жестким допускам.
При юстировке также применяют специальные серьги, но не
со стальными, а с агатовыми или корундовыми плоскими подуш-
ками.
Можно также применять грузы (рис. 5.13), которые помещают
не на призмы, а на верхнюю поверхность серег.
34. ВЕСОВАЯ ЛАБОРАТОРИЯ
Качественную юстировку и поверку образцовых и лаборатор-
ных весов и гирь высших классов можно сделать только в специ-
ально оборудованной лаборатории, оснащенной поверочными
средствами согласно ГОСТ 13703—68.
Главным условием, предъявляемым к помещению для лабора-
тории, является полная изоляция его от механического, слесарно-
сборочного и других цехов, а также удаление от транспортных
проездов. Помещение должно быть сухим и светлым с капиталь-
ными стенами, желательно на первом этаже и с .окнами, выходя-
щими на север. Оно не должно быть проходным. Окна комнаты
должны иметь двойные (а лучше тройные) рамы с плотными што-
рами.
Дверь в лабораторию, отделяющая ее от помещения для ре-
монта весов и гирь, также должна быть двойной, с тамбуром меж-
ду дверями. Стены помещения должны быть окрашены матовой
светлой краской. Пол лаборатории покрывается линолеумом.
Весовая комната должна иметь фундаменты для установки
весов, не связанные с полом. При отсутствии фундаментов допус-
кается установка весов на стенных консолях, если стены не под-
вержены вибрации.
106
Наконец, в отдельных случаях возможна установка весов на
прочных столах, установленных на массивном чугунном осно-
вании.
Во всех случаях ножки весов устанавливаются на подкладках
с резиновым буфером.
Весовая комната должна отапливаться так, чтобы исключалось
одностороннее нагревание весов. Рекомендуется закрывать кало-
риферы асбестовыми щитами. Температура в весовой комнате
должна поддерживаться в пределах 20±2°С. При поверке образ-
цовых гирь 1-го и 2-го разрядов изменение температуры во время
поверки должно быть не более ±0,5° С. Температура в помещении
должна контролироваться с погрешностью, не превышающей
±0,1° С.
Поверять рабочие гири 1-го и 2-го классов, а также образцовые
1-го и 2-го разрядов должны после выдержки в весовой комнате
в течение 3 ч, а гири 3-го разряда — в течение 1 ч и при относи-
тельной влажности воздуха от 30 до 80%, которая контролируется
аспирационным психрометром или другим прибором с погрешно-
стью, не превышающей 5%. Желательно оборудовать лабораторию
установкой для кондиционирования воздуха.
Контрольные вопросы
1. Какие виды лабораторных весов Вы знаете?
2. Для чего нужны эталонные весы?
3. Каковы области применения образцовых весов 1 -го — 4-го разрядов?
4. Как устроены рычажные весы?
5. Для чего предназначены аналитические и технические весы?
б. Как устроены квадрантные технические весы?
7. Какие типы пружинных лабораторных весов Вы знаете?
8. Назовите основные операции, выполняемые при ремонте лабораторных
весов.
9. Как делается юстировка весов 4-го класса?
К) Какие требования предъявляются к весовой лаборатории?
Глава VI
ГИРИ
35. КЛАССИФИКАЦИЯ
Гирями называются тела определенной массы и установлен-
ной формы, служащие для измерения массы тела. Гири подразде-
ляются на эталонные, образцовые и рабочие.
Гири — единицы массы — классифицируют по следующим при-
знакам: области применения (рабочие и образцовые); но-
минальному значению массы.
Рабочие гири применяются для взвешиваний во всех об-
ластях народного хозяйства и в соответствии с ГОСТ 7328—73
«Гири общего назначения» разделяются на пять классов:
Класс гирь Область применения
1 Микрохимические и химические анализы высшей точно-
сти
2 Химические анализы обычной точности
3 Технические анализы повышенной точности; взвешивание
драгоценных металлов
4 Технические анализы обычной точности; взвешивание
медикаментов
5 Торговые и хозяйственные взвешивания
Помимо гирь, перечисленных выше, к рабочим гирям относятся
также гири, встроенные в лабораторные весы; гири-рейтеры лабо-
раторных весов, не имеющих встроенных гирь или оптических уст-
ройств для отсчета долей миллиграмма; гири-рейтеры весов спе-
циального назначения; условные гири, применяемые при взвеши-
вании на неравноплечих передвижных гирных весах; гири, встро-
енные в циферблатные весы; гири специального назначения, пред-
назначенные для взвешивания каких-либо определенных материа-
лов, например драгоценных камней (каратные гири), или для
взвешивания и сортировки деталей, изготавливаемых большими
сериями, например шатунов, поршней, пальцев двигателей, масса
которых некратна массе стандартных гирь.
Образцовые гири предназначены для поверки рабочих
гирь, а также весов всех назначений и согласно ГОСТ 12656—78
«Гири образцовые» делятся на четыре разряда, как указано ниже:
108
Разряды гирь Область применения
1 Поверка образцовых гирь 2-го разряда массой от 1 мг
до 20 кг и гирь 2-го класса по ГОСТ 7328—73. Повер-
ка весов со встроенными гирями
2 Поверка образцовых гирь 3-го разряда массой от 1 мг
до 2000 кг и гирь 3-го класса по ГОСТ 7328—73. По-
верка весов торсионных, гидростатических, весов со
встроенными гирями, а также гирь и весов специаль-
ного назначения.
3 Поверка образцовых гирь 4-го разряда массой от 10 мг
до 2000 кг. Поверка гирь 4-го класса по ГОСТ 7328—
73 и поверка образцовых грузопоршневых и квадрант-
ных весов. Поверка весов и гирь специального назна-
чения
4 Поверка условных гирь и гирь 5-го класса по ГОСТ
7328—73. Поверка безменов, весов настольных, кон-
вейерных, автоматических порционных, циферблатных
равноплечих и иеравноплечих, автомобильных, вагон-
ных, неравноплечих весов с накладными гирями и
шкальных весов; пружинных динамометров. Поверка
весов и гирь Специального назначения
По номинальному значению массы гири разделяются на сле-
дующие:
Наименование гирь Номинальная масса гирь
Миллиграммовые . . 1, 2, 5, 10, 20, 50, 100, 200, 500 мг
Граммовые................... 1, 2, 5, 10, 20, 50, 100, 200, 500 г
Килограммовые.............. 1, 2, 5, 10, 20 кг
Помимо указанных выше гирь, образцовые гири 3-го и 4-го раз-
рядов, служащие для поверки неравноплечих весов, могут иметь
массу 50, 100, 200, 500, 1000 и 2000 кг.
Условные гири имеют массу 0,1; 0,2; 0,5; 1,0; 20 и 5,0 кг. Гири,
встроенные в весы, и гири специального назначения могут
иметь любую массу в зависимости от конструкции весов, для кото-
рых они предназначены. Гири-рейтеры обычно имеют массу 1,5 и
10 мг и только рейтеры для поверки крутильных весов могут иметь
массу 0,1; 0,2 и 0,5 мг.
Помимо классификации, установленной ГОСТ 7328—73, суще-
ствует широко распространенная на практике классификация ра-
бочих гирь, по которой гири 5-го класса называются торговыми,
гири 3-го и 4-го классов именуются техническими гирями
1-го и 2-го классов и, наконец, гири 1-го и 2-го классов имеют на-
звание аналитических гирь 1-го и 2-го классов.
36. УСТРОЙСТВО И ПОВЕРКА
Устройство рабочих гирь общего назначения массой от 1 мг до
20 кг, а также технические требования, предъявляемые к ним, до-
статочно подробно изложены в ГОСТ 7328—73 «Гири общего на-
значения», а методы поверки указанных гирь установлены ГОСТ
13703—68 «Гири образцовые 2-^4-го разрядов, гири 2—5-го клас-
109
сов, гири-рейтеры 2-го и 3-го
классов и гири условные. Методы
и средства поверки».
Устройство образцовых
гирь массой от 1 мг до 20 кг и ме-
тоды поверки их не требуют
описания, так как согласно
ГОСТ 12656—78 «Гири образцо-
Рис. 6.1. Гири образцовые 4-го разря-
да, помещаемые на гиредержатель
вые» их комплектуют путем отбора из вновь изготовленных гирь
по ГОСТ 7328—73:
образцовые гири 1-го разряда — из гирь 1-го класса;
образцовые гири 2-го разряда — из гирь 2-го класса;
образцовые гири 3-го разряда —- из гирь 3-го класса;
образцовые гири 4-го разряда — из гирь 4-го класса, а мето-
дика поверки регламентируется упомянутым выше ГОСТ 13703—68.
Поэтому ниже мы рассмотрим только устройство образцовых
гирь 4-го разряда, служащих для поверки и юстировки передвиж-
ных и стационарных платформенных весов. Эти гири помещают
на: 1) гиредержатель; 2) платформу. Первые отливают из серого
чугуна. Они имеют массу 0,1; 0,2; 0,5; 1,0; 2,0 и 5 кг (рис. 6.1) и
форму условных гирь (цилиндр с вырезом по радиусу).
Вторые отливают также из серого чугуна и имеют мас-
су 20, 50, 100, 200, 500, 1000 и 2000 кг. Гиря массой 20 кг
(рис. 6.2, а) состоит из корпуса 3, отливаемого за одно целое с руч-
кой 1. В корпусе имеется полость 4 для подгонки гири по массе
путем помещения в полость тарировочного материала (обрезки
металла, дробь и т. п.). Отверстие полости закрывается нарезной
пробкой 2, имеющей закрепительный штифт из цветного металла
для нанесения на него после поверки гири государственного
клейма.
Двадцатикилограммовые гири перемещают вручную, что ведет
к большой затрате мускульной энергии.
Поэтому для поверки весов большой грузоподъемности приме-
няются гири массой 50 кг и выше, перемещаемые с помощью кра-
на или тельфера.
Форма гирь массой 50, 100,
200, 500, 1000 и 2000 кг приведена
на рис. 6.2, б.
Эти гири состоят из корпуса 1
со скобой 2, в которую входит
крюк крана или тельфера.
В корпусе имеются две полости
3 с чугунными дисками 4, служа-
щими для подгонки массы гири.
Отверстия полостей закрыва-
ются крышками 5 на резиновых рис 53 Гиря образцовая 4-го разря-
прокладках 6. Один из винтов, да массой 500 кг цилиндрической
с помощью которых крышки при- формы
крепляются к корпусу, снабжает-
ся закрепительным штифтом из цветного металла для нанесения
па него после поверки гири государственного клейма.
Очень широкое распространение имеют гири (рис. 6.3) массой
<500 кг с корпусом в форме цилиндра / с двумя ребордами 2. В кор-
пус залита труба 3, выступы которой входят в крюки крана или
тельфера. Торцы трубы закрыты крышками на винтах и штифтах,
как и у описанных выше гирь. Таким образом, труба служит в ка-
честве полости для подгонки гирь по массе.
Цилиндрическая форма придана гире для того, чтобы поме-
щать ее на платформу весов и перекатывать по платформе. Такой
метод перемещения гирь не всегда удобен, так как многие весы
имеют крутые въезды и съезды и, кроме того, на них, а также на
платформе весов могут быть укреплены металлические полосы.
В связи с этим гораздо удобней применять гири в форме па-
раллелепипеда и перемещать гири массой от 50 до 200 кг с помо-
щью специальной тележки, а гири массой 0,5; 1 и 2 — с помощью
крана или автопогрузчика.
Методы и средства поверки гирь подробно описаны в ГОСТ
14269—69 «Гири образцовые 1-го разряда и 1-го класса. Методы и
средства поверки» и ГОСТ 13703—68 «Гири образцовые 2—4-го
разрядов, 2—5-го классов, гири-рейтеры 2-го и 3-го классов и гири
условные. Методы и средства поверки».
37. РЕМОНТ
Ремонт рабочих гирь 5-го класса и условных гирь состоит из
следующих операций:
очистка поверхности гирь от загрязнения и коррозии;
заварка раковин или заделка их эпоксидной смолой;
зачистка следов заварки или заделки;
промывка гирь в керосине или бензине;
протирка и просушка гирь;
высверливание старой пробки;
подгонка гири по массе путем добавления в подгоночную по-
лость металлического балласта;
111
заделка новой алюминиевой или медной пробки;
зачистка поверхности пробки;
поверка массы гири;
сдача ОТК или государственному поверителю.
Ремонт рабочих гирь 4-го и 3-го классов (технических), а так-
же образцовых гирь 4-го и 3-го разрядов производится в такой
последовательности:
очистить поверхность гири от загрязнения и коррозии;
восстановить металлическое покрытие гири;
промыть в бензине;
протереть и просушить;
высверлить пробку у гирь 4-го класса или закрепительный
штифт у гирь с резьбовыми пробками;
подогнать по массе путем добавления в подгоночную полость
металлического балласта;
заделать новую пробку или закрепительный штифт;
зачистить поверхность пробки или штифта;
промыть в бензине;
протереть и просушить;
поверить массу гири;
сдать ОТК или госповерителю.
Рабочие гири 2-го и 1-го классов и образцовые гири 2-го и 1-го
разрядов ремонтируют в том же порядке, что и гири 4-го и 3-го
классов, но промывают их не в бензине, а в этиловом спирте кре-
постью 96 % •
Цех по ремонту гирь массой от 1 мг до 20 кг должен состоять
из трех отделений, размещенных в смежных помещениях: в пер-
вом очищают гири, во втором — ремонтируют и подгоняют по массе
гири 5-го класса и условные, а в третьем размещается весовая ла-
боратория, в которой подгоняют по массе и поверяют рабочие гири
с 1-го по 4-й класс и образцовые гири с 1-го по 4-й раз-
ряд.
Оборудование отделения для очистки гирь состоит из травиль-
ной ванны, промывочной ванны и полировальных станков, снаб-
женных проволочными и волосяными щетками и полировочными
кругами.
Отделение для ремонта гирь должно быть оборудовано свер-
лильными станками для высверливания пробок, токарным станком
для изготовления нарезных пробок и слесарными верстаками
с укрепленными на них тисками.
Так как в этом же отделении допускается подгонять по массе
и поверять гири 5-го класса и условные, то здесь должны быть
установлены образцовые весы 4-го разряда с наибольшим преде-
лом измерений 20, 5 и 1 кг, 200 и 20 г на прочных и не подвержен-
ных вибрации столах (верстаках) или консолях.
Если в цехе ремонтируют гири большой массы от 50 до 2000 кг,
то для этой цели должно быть выделено дополнительное помеще-
ние, состоящее из двух отделений.
112
В первом отделении не менее суток выдерживают гири, очища-
ют их от загрязнения, высверливают закрепительные штифты и
отвинчивают пробки или винты, удерживающие крышки подгоноч-
ных полостей. Во втором отделении подгоняют гири по массе и
поверяют их.
Температура в первом помещении должна быть в пределах
20± 10° С, а во втором в пределах 20±5° С.
В весовом отделении устанавливаются образцовые весы необ-
ходимой грузоподъемности в соответствии с ГОСТ 14168—69,
укомплектованные образцовыми гирями.
Для перемещения гирь должны быть предусмотрены тележки
с подъемными устройствами, а для Цилиндрических гирь — нап-
равляющие, по которым они накатываются на весы, а также ска-
тываются с весов.
Контрольные вопросы
1. Как классифицируются рабочие гири?
2. Для чего предназначены образцовые гири?
3. Где применяют образцовые гири 1—4-го разрядов?
4. Как устроены образцовые гири 4-го разряда?
5. Какие образцовые гири большой массы применяются для поверки автомо-
бильных и вагонных весов?
6. Какие основные операции выполняют при ремонте рабочих гирь 5-го класса
(торговых) ?
7. Какие требования предъявляются к цеху для ремонта гирь?
Глава Vll
ПЕРЕДВИЖНЫЕ РЫЧАЖНЫЕ ВЕСЫ
38. КЛАССИФИКАЦИЯ
Передвижные рычажные весы делятся па настольные и
платформенные передвижные. Настольные весы уста-
навливают для работы на столе (прилавке, верстаке), а платфор-
менные весы — на полу или на земле (автомобильные, передвиж-
ные весы). Как те, так и другие весы принято делить по типу ука-
зательного устройства на гирные, шкальные, и циферблатные.
В практике широко применяются передвижные весы со следующим
пределом взвешивания:
настольные:
гирные — 2; 5; 10; 20 кг;
шкальные — 2; 5; 10; 20; 50 и 100 кг;
циферблатные— 1; 2; 3; 5; 10; 25 *; 60 кг.
платформенные:
гирные — 500; 1000; 2000; 3000 кг;
шкальные — 100; 150; 200; 500; 1000; 2000; 3000; 5000;
10 000**; 15 000** кг;
циферблатные— 100; 150; 300; 600; 1000; 2000; 3000 кг.
39. НАСТОЛЬНЫЕ ВЕСЫ
1. Устройство. А. Гирные. В СССР наибольшее распростра-
нение получили настольные весы, изобретенные французским ме-
хаником Беранже в 1847—1848 гг.
В зависимости от конструкции станины эти весы разделяют на
две группы. Если рычажный механизм весов смонтирован на ли-
той или штампованной из листовой стали станине, то их называ-
ют весами с открытым механизмом, а если механизм заключен
в штампованный из листовой стали корпус, то их именуют весами
с закрытым механизмом.
Механизм настольных весов показан на рис. 7.1, а кинемати-
ческая схема на рис. 7.2. Рычажная система весов состоит из ры-
чага 1-го рода 10 (см. рис. 7.1) и двух одинаковых рычагов 2-го
* Для взвешивания посылок (почтовые).
** Передвижные автомобильные весы.
114
рода 2. Рычаг 10 имеет опорную призму 7, две грузоприемные 4 и
две соединительные 9 призмы. Опорная призма 7 лежит на подуш-
ках в станине 11. _
Рычаги 2 опираются на подушки в серьгах 3, связанных со ста-
ниной 11 с помощью проушин 1 и планок 15. Эти рычаги связаны
с рычагом 10 серьгами 14.
Каждое из грузоприемных устройств 6 опирается при помощи
скобы 5 на два конца призмы 4 и с помощью ноги 13 и серьги 12
на призму рычага 2. Таким образом, грузоприемное устройство
имеет три точки опоры и может перемещаться вверх и вниз парал-
лельно самому себе.
Положение равновесия весов определяется по указателям 8.
Показания весов не должны изменяться при любом положении
грузов на грузоприемном устройстве.
Из рассмотрения кинематической схемы (рис. 7.2 видно, что
это может быть достигнуто при условии равенства отношений
ОА _ OP O1F1 O2F2
OB ~~ ОС ~ Ojfj. О2£2
На практике в весах, выпускаемых по ГОСТ 13882—68 «Весы
настольные гирные и циферблатные», эти отношения берутся рав-
ными:
Л = 0/1 : OB = OD : OC=0,5L : 0,25L=2,
i2=OlFl : OlEl = O2F2: O2E2=l: 0,51=2,
а отношение плеч коромысла
OA = OD—0,5L : 0,51 = 1.
При таких передаточных числах показания весов не зависят
от положения груза на грузоприемном устройстве.
Б. Шкальные. Наибольшим распространением в СССР
пользуются настольные шкальные весы с наибольшим пределом
Рис. 7.1. Настольные гириые весы
115
Рис. 7.2. Кинематическая схема на-
стольных гирных весов
взвешивания 50 кг, показанные
на рис. 7.3, с рычажной системой,
построенной по схеме, приведен-
ной на рис. 7.4.
Грузоприемное устройство
этих весов в виде платформы И
стойками 12 и 15 опирается на
траверсы 19 и 17, подвешенные к
грузоприемным призмам рычагов
большого 14 ималого 18, соеди-
ненным между собой серьгой 13.
Рычаги своими призмами опи-
раются на подушки 16 и 20, ук-
репленные на приливах станины
23. Большой рычаг с помощью серьги 22 и крючка 21 соединен
с серьгой подкоромыслового рычага 2-го рода 9, подвеска 8 кото-
рого прикреплена к кронштейну 7. Рычаг 9 с помощью двух серег
и крючка 10 связан с коромыслом 2, которое опирается на стойку 5,
укрепленную на кронштейне 7. Коромысло имеет две шкалы с гру-
зами большим 3 и малым 4, с помощью которых осуществляется
уравновешивание нагрузки на платформе. Коромысло снабжено
регулятором тары 6 и указателем, заостренный конец которого
устанавливается против неподвижного указателя 1.
В. Ц и ф е р б л атн ые. Изобретателем циферблатных весов
считается великий итальянский ученый Леонардо да Винчи (1452—
1519), разработавший и построивший циферблатные весы, показа-
ния которых оставались правильными даже тогда, когда они стоя-
ли наклонно.
После ряда конструктивных доработок наибольшее распрост-
ранение получили настольные весы, показанные на рис. 7.5. По
конструкции эти весы делятся на одноплощадочные, двухплоща-
дочные и платформенные.
Рис. 7.3. Настольные шкальные весы
116
Рис. 7.4. Кинематическая схема настольных шкальных весов
Преимущественным распространением в СССР пользуются
двухплощадочные весы с наибольшим пределом взвешивания 2 и
10 кг, у которых 90% нагрузки уравновешивается с помощью
гирь, а 10% —с помощью квадранта. Устройство обоих весов од-
нотипно.
Рис. 7.5. Настольные циферблатные
весы
Рис 7.6. Схема двухплощадочных
циферблатных весов
117
Рис. 7.7. Кинематическая схема двух-
площадочных циферблатных весов
Грузоприемное устройство
этих весов (рис. 7.6) состоит из
двух площадок, товарной 11 и
гирной 23, опирающихся на ры-
чажную систему, заключенную
в корпус 21. Для установки кор-
пуса по уровню служат винтовые
ножки 13 и 20. Отсчетное устрой-
ство состоит из двух цифербла-
тов 5, обращенных один к про-
давцу, а другой к покупателю, и
двух стрелок 8, острия которых
перемещаются параллельно шка-
лам, нанесенным на циферблатах.
Главный рычаг 15 (см. рис.
4.10) в виде рамы имеет две опор-
ные призмы 18, лежащие на по-
душках 16, укрепленных на станине весов, и две пары грузоприем-
ных призм 12 и 19.
Товарная площадка 11 прикреплена к рычагу 9, опирающему-
ся на две призмы 12, а гирная площадка 23 прикреплена к рыча-
гу 2, опирающемуся на две призмы 19. Третьей точкой опоры для
рычагов 2 и 9 служат параллельные тяги 3 и 7, прикрепленные
с помощью шарниров 4 и 6 к корпусу весов.
Рычаг 9 несет на себе подушку, опирающуюся на керн 17 тя-
ги 10, связанной с квадрантом 1 (см. рис. 4.37). Чтобы превратить
периодические колебания весов в апериодические с целью уско-
рения процесса взвешивания, к рычагу 9 шарнирно прикреплен
шток поршня жидкостного успокоителя 14 (см. рис. 4.51, а).
Для тарирования ненагруженных весов служит камера 22,
имеющаяся под гирной площадкой 23. Для того чтобы площадки
весов при взвешивании перемещались с сохранением своего поло-
жения в пространстве, должен быть соблюден принцип Роберва-
ля — Пуансо:
OA = OB = OiA1^OzBl = l (рис. 7.7),
а для обеспечения независимости показаний весов от положения
грузов и гирь на площадках весов необходимо, чтобы оси ОИ1 и
OzBi, проходящие через центры шарниров 4 и 6 (см. рис. 7.6),
были параллельны линии АОВ, проходящей через вершины призм
главного рычага 15.
Г. С индикацией и регистрацией массы, цены и
стоимости товара. В последнее время в торговле все более
широкое распространение получают электромеханические весы
с индикацией и регистрацией массы, цены и стоимости товара ти-
пов ДПЧ-3, ДПЧ-ЗС и ДПЧ-5С, с пределами взвешивания от 0,04
до 5 кг (ГОСТ 22497—77).
118
У этих весов соотношения между значениями погрешности и
прочих метрологических характеристик такие же, как и для весов
общего назначения.
Рычажная система весов (рис. 7.8) состоит из верхнего 3 и ниж-
него 10 рычагов. На верхний рычаг опирается грузоприемная пло-
щадка 5, а сам рычаг с помощью подушек 7 опирается на приз-
мы 8 нижнего рычага.
От перемещения в горизонтальном направлении верхний рычаг
удерживается стрункой 1. Нижний рычаг призмами 6 опирается
на подушки 9 несущих кронштейнов. Усилие, создаваемое массой
взвешиваемого продукта, передается на электросиловой преобра-
зователь 2 через компенсатор 4. Преобразователь выдает сигнал
на вторичный электронный прибор.
Во всех рассматриваемых весах имеется кнопочный задатчик
цены и двустороннее цифровое табло. У весов ДПЧ-5С пульт уп-
равления вынесен вверх, где имеются табло суммарного учета
значений массы и стоимости продуктов и счетчик числа отвесов.
На термоклейкой чековой ленте печатается сменным клише наи-
менование предприятия, где установлены весы, их номер, наиме-
нование продукта, дата взвешивания, цена, масса и стоимость.
При подготовке весов к работе выключают тумблер «Печать»,
если он находится во включенном положении. Затем включают
тумблер «Сеть» и нажимают на кнопку «—12В». При этом на
табло весов и на табло пульта управления (в весах ДПЧ-5С) дол-
жны засветиться цифровые индикаторы массы, цены и стоимости.
После прогрева весов в течение 15 мин включают тумблер «Пе-
чать». Набирают цену взвешиваемого товара. После нажатия на
кнопку «Пуск» (в весах ДПЧ-3 и ДПЧ-ЗС) или на лоток выхода
чека (в весах ДПЧ-5С) чекопечатающее устройство должно вы-
119
дать чек со всеми вышеуказанными данными. Настраивать и ре-
монтировать весы могут только работники специализированных
организаций. Весы ДПЧ-З и ДПЧ-ЗС поверяют по Методическим
указаниям Всесоюзного научно-исследовательского института мет-
рологической службы (ВНИИМС), весы ДПЧ-5С — по методике,
изложенной в руководстве по эксплуатации. Весы, находящиеся
в эксплуатации, подлежат внешнему осмотру, опробованию, затем
определяется независимость показаний весов от положения груза
на грузоприемной площадке, погрешность, вариация, разность
между показаниями стоимости и ее расчетными значениями по
показаниям массы. Эта разность должна находиться в пределах
± 1 коп. Для весов ДПЧ-5С значения метрологических параметров
должны соответствовать допускаемым после сброса любой тары
до 200 г, а значения на табло суммарного учета не должны от-
личаться от суммы значений нескольких отвесов, зарегистрирован-
ных на чеке.
2. Поверка. Технические требования, предъявляемые к настоль-
ным весам, а также методы поверки этих весов устанавливаются
документами, перечисленными в табл. 6. Поверочное оборудова-
ние, необходимое для поверки настольных весов, дается в табл. 7.
Настольные весы можно поверять как на весоремонтном пред-
приятии, так и на месте эксплуатации весов.
Таблица 6
Наименование весов Наименование документов на
технические требования методику поверки
Гириые Шкальные грузоподъем- ностью менее 50 кг ГОСТ 23676—79 «Весы, для статического взве- шивания. Пределы взвешивания. Метро- логические парамет- ры». Технические условия за- вода-изготовителя ГОСТ 13592—68 «Весы на- стольные гирные. Методы и средства поверки»
Шкальные грузоподъем- ГОСТ 17159—71 «Весы ГОСТ 8.225—76 «Весы то-
ностью 50 кг и выше общего назначения с наибольшими преде- лами взвешивания от 50 кг до 200 т» варные. Методы и средст- ва поверки»
Циферблатные двухпло- ГОСТ 23676—79 «Весы ГОСТ 12872—67 «Весы на-
щадочные для статического взве- шивания. Пределы взвешивания. Метро- логические парамет- ры». стольные циферблатные. Методы и средства повер- ки»
Циферблатные однопло- Технические условия за- ГОСТ 12872—67 «Весы на-
щадочные во да-изготовителя стольные циферблатные. Методы и средства повер-
Циферблатные платфор- ГОСТ 17159—71 «Весы ки»
мениые общего назначения с наибольшими предела- ми взвешивания от 50 кг до 200 т» ГОСТ 8.225—76 «Весы то- варные. Методы и средст- ва поверки»
120
СЗ
S
S
ко
сЗ
Е-
о
сч
6
4F
С
сч
н
Комплект средств поверки
121
Помещение, в котором поверяют весы, должно быть сухим
с твердым, непрогибающимся и горизонтальным полом и плотны-
ми верстаками для установки весов.
3. Ремонт. А. Гирные. При ремонте настольных гирных ве-
сов выполняют следующие операции:
разбирают механизм весов;
очищают детали весов от загрязнения и коррозии и восстанав-
ливают маркировку деталей;
заменяют износившиеся детали;
юстируют весы;
окрашивают весы;
очищают затеки краски па призмах и подушках;
уравновешивают весы;
сдают весы ОТК или госповерителю;
разбирают весы для нанесения государственного клейма;
окончательно собирают и тарируют весы.
При разборке весов следует руководствоваться следующими
правилами:
правой стороной весов считается та сторона коромысла, на ко-
торой нанесена марка завода и заделана пробка для клейма
(рис. 7.9, а);
на левой планке 1, скрепляющей боковины 2, должна быть
нанесена цифра 1, а на правой планке 3 цифра 2 (рис. 7.9,6);
на левом рычаге наносится цифра 1, а на правом цифра 2
(рис. 7.9, в);
на серьгах и ногах левой стороны весов наносится цифра 1, а на
таких же деталях правой стороны цифра 2 (рис. 7.9, г и 6)
Весы очищают в травильной ванне, а если ее нет, то для очи-:
стки весов применяют шлифполотно (шкурку), металлические
щетки, керосин, обтирочные концы и т. д. После очистки необхо-
димо проверить маркировку деталей и, если цифры стерлись, вос-
становить их потому, что весы будут правильно работать только
Рис. 7.9. Маркировка деталей настольных гирных весов:
а —коромысло; б —станина; о —рычаги; г —правая серьга; О —правая нога
122
Таблица 8
Предельная нагрузка весов, кг Масса парных грузов, кг Допустимые расхождения, г , Масса парных грузов, кг Допустимые расхождения, г
2 0,2—0,2 0,08 2,0—2,0 0,4
5 0,5—0,5 0,2 5,0—5,0 1,0
10 1,0—1,0 0,4 10,0—10,0 2,0
20 2,0—2,0 0,8 20,0—20,0 4,0
при условии сборки с соблюдением маркировки. Затем затачивают
призмы и шлифуют призмы и подушки, следят за тем, чтобы они
не перегревались, так как это может снизить их твердость. Выя-
вить призмы и подушки, подлежащие замене, можно только после
их шлифовки, так как мелкие трещины, не допустимые в этих де-
талях, скрыты под слоем коррозии.
Заменив или заточив призмы, убеждаются в том, что вершины
призм в коромысле п рычат ах находятся в одной плоскости.
Допускаются следующие отклонения:
вершины грузоприемных призм ABCI) в коромысле и EF в ры-
чаге могут лежать ниже вершины 0 грузоприемной призмы на ве-
личину Л/г=1,0 мм или выше указанной вершины на величину
Д/г1 = 0,5 мм.
Выбив негодные призмы из гнезд, их заменяют новыми.
Юстировку настольных весов осуществляют в слесарно-сбороч-
ных цехах.
Для юстировки весов необходимы равные по массе парные гру-
зы по четыре штуки для каждой предельной нагрузки весов, из
них два груза, соответствующие 10% предельной нагрузки, и два
груза, соответствующие предельной нагрузке весов.
Парные грузы изготовляют из технических гирь 4-го класса.
Разница в массе парных грузов не должна превышать величин,
указанных в табл. 8.
Юстируют весы на плотном верстаке, на который устанавли-
вают выверенную по уровню металлическую плиту. Установив ста-
нину весов на плиту, проверяют, нет ли при нажимах качаний ее
на одну сторону и по диагоналям, если обнаруживают, то их
ликвидируют переклепкой распорок, соединяющих боковины ста-
нины.
После установки подушек в вырезы станины и установки коро-
мысла на эти подушки проверяют, ложатся ли грузоприемные при-
змы коромысла на обе боковины одновременно. Если этого нет, то
необходимо заменить одну из подушек на более толстую или более
гонкую или подпилить более высокую боковину.
После этого производят предварительную сборку весов и про-
веряют вертикальность всех серег и, в особенности, передних ма-
лых серег. Если указанные серьги висят невертикально, то их
нужно выправить подгибкой ног.
123
Рис. 7.10. Схема коромысла (а) и рычагов (б) настольных гирных весов:
а — коромысло; б — рычаг
Отклонение серег от вертикали не должно превышать ±1,5°.
После выверки серег указатели равновесия устанавливают так,
чтобы каждый указатель отклонялся от горизонтали на одинако-
вую величину. Это достигается подгибанием указателей в нужную
сторону.
Если при крайних положениях указатели будут ударять о коро-
мысло, то необходимо заменить подушки в серьгах более толс-
тыми.
Закончив предварительную сборку, приступают к юстировке
весов при 10% предельной нагрузке весов.
При этом необходимо добиться соблюдения следующих усло-
вий (рис. 7.10):
1) = 7^2—Ез=7^4 = 0,5Е;
2) ZX = Z2;
3) /3=/4= Zs = Ze==0,5Z.
Кроме того, необходимо, чтобы призмы Л]ЛЛ2; О]ОО2 и DiDD2
были перпендикулярны к оси коромысла AD.
При несоблюдении этих правил погрешность весов будет выхо-
дить из допускаемых пределов.
Для проверки указанных выше условий грузы на весах уста-
навливают в семь положений, как показано на рис. 7.11.
Одновременно с проверкой правильности весов необходимо
определить их подвижность. Если грузик-допуск (см. ГОСТ
13592—68) отклонит каждый из указателей равновесия менее чем
на 5 мм, то необходимо заменить опорную призму весов на более
высокую, а в некоторых случаях достаточно подогнуть ноги так,
чтобы передние малые серьги образовали острый угол с коромыс-
лом не менее 87,5°. Излишнюю подвижность ликвидируют обрат-
ным способом.
После регулировки весов при 10% предельной нагрузки прове-
ряют их при полной нагрузке. Для этого на чашки (площадки)
ставят два равные по массе груза, из которых каждый равен пре-
дельной нагрузке весов.
Если весы были правильно отрегулированы при 10% предель-
ной нагрузки, то погрешность в показаниях весов обычно укла-
124
дывается в допустимые пределы.
Нели же погрешность превысит до-
пустимые пределы, то необходимо
повторить регулировку при 10%
предельной нагрузки.
Часто бывают случаи, когда при
полной нагрузке весы приходят в
безразличное равновесие. Это озна-
чает, что подвижность весов при
10% предельной нагрузки была за-
вышена и ее необходимо уменьшить.
По окончании регулировки весы
окрашивают два раза и просушива-
ют. Для ускорения сушки рекомен-
дуется помещать весы в нагрева-
тельную печь при температуре
100—120° С.
После просушки прочищают
призмы и подушки от потеков крас-
ки и окончательно собирают весы.
При этом уравновешивают ненагру-
женные весы, подбирая щечки и вин-
ты к ним, а также нанося краску на
нижнюю поверхность горизонталь-
ной части ног и скоб. Не рекоменду-
ется производить отрубку или под-
пиливание крестовин, к чему часто
прибегают на практике.
Иногда встречаются весы с от-
крытым механизмом, имеющие тари-
ровочные камеры, что значительно
облегчает их уравновешивание.
В весах с закрытым механизмом
обязательно должны быть тариро-
вочные камеры. Полностью юстиро-
вочные весы должны удовлетворять
требованиям ГОСТ 13592—68.
Б. Ш к а л ь н ы е. При ремонте на-
стольных шкальных весов повторя-
ются те же операции, что и при ре-
монте гирных весов, но, кроме того,
добавляются операции по ремонту
основной 3 и дополнительной 2 шкал
на коромысле, а также большого 4
и малого 1 грузов, передвигающихся
по шкалам (рис. 7.12).
Прежде чем приступить к юсти-
ровке весов, необходимо их осмот-
реть внешне, при этом:
Рис. 7.11. Положения парных гру-
зов при юстировке настольных
гирных весов
125
Рис. 7.12. Коромысло шкальных весов
в прорезях зуба груза на основной шкале не должно быть вмя-
тин, заусенцев, следов коррозии и других повреждений;
зуб основного груза должен быть совершенно чистым, без вы-
крошенных мест, вмятин, трещин, следов коррозии; зуб должен
прочно удерживаться в теле груза;
стойка, на которую опирается коромысло, должна быть непод-
вижно закреплена на раме весов;
все призмы рычагов и коромысла должны быть чистыми, без
выкрошенных мест, трещин, вмятин, значительного затупления ра-
бочей грани и следов коррозии. Призмы должны быть прочно и
неподвижно заделаны в тело рычагов и коромысла;
рабочие ребра призм рычагов и коромысла должны быть рас-
положены перпендикулярно к плоскости колебания и параллель-
ны друг другу;
при равновесии весов рабочие ребра опорных и грузоприемных
призм в рычагах должны лежать в одной плоскости. Рабочие реб-
ра опорных призм и грузоприемной призмы в коромысле должны
лежать также в одной плоскости, расположенной параллельно
плоскости призм в рычагах;
рабочие поверхности подушек должны быть чистыми, без вмя-
тин, глубоких рисок и следов коррозии;
рабочая поверхность подушек в направлении рабочего ребра
призмы должна быть прямолинейной. Общая длина всех просветов
при соприкосновении острия призм с подушками не должна пре-
вышать */4 длины подушки. По краям опорных подушек просветов
не должно быть совершенно;
рабочая поверхность щечек должна быть чистой, без вмятин,
задиров и следов коррозии. Щечки и подушки должны быть це-1
ментированы и закалены до твердости HRC 62—64;
щечки на стойке коромысла должны быть установлены так,
чтобы опорные призмы коромысла имели разбег, т. е. могли
скользить по рабочим поверхностям подушек от 0,5 до 1 мм;
скольжение (разбег) опорных призм рычагов вдоль опорных
подушек должно составлять 0,5—2 мм;
подушки в серьгах и опорных коробках должны качаться на
выпуклых опорных поверхностях;
соединительные серьги должны быть установлены вертикально
без перекосов;
126
ограничители рычагов должны быть установлены с зазором
Б 2—3 мм;
рабочие части грузоприемных серег должны быть без вмятин,
неровностей и больших закруглений;
подплатформенные стойки должны быть укреплены на плат-
форме неподвижно;
платформа своими опорными стойками должна быть установ-
лена на рабочих частях четырех грузоприемных серег так, чтобы
рабочие части стоек ровно и одновременно становились на рабо-
чие части грузоприемных серег. При этом серьги должны прови-
сать строго вертикально и платформа не должна качаться при на-
жиме на нее рукой по углам;
коробки, в которых монтируются опорные подушки, должны
быть прочно и неподвижно укреплены в раме весов.
Юстировка. Для юстировки станину весов устанавливают на
поверочной плите и устраняют качку станины. Затем собирают
механизм весов. После этого выполняют следующее.
1. Тарируют весы и проверяют подвижность ненагруженных
весов.
Если при наложении грузика-допуска подвижной указатель от-
клонится на величину не менее 5 мм, то можно переходить к даль-
нейшей работе. Если же подвижной указатель отклонится на ве-
личину менее 5 мм, то следует снять платформу с весов, снять ко-
ромысло, проверить рабочие грани призм, заточить плохо заправ-
ленные, установить коромысло на опорные подушки стойки, при-
вернуть щечки и проверить, нет ли оттяжки на соединительной
серьге; если оттяжка имеется, то ее нужно устранить.
2. Ставят платформу опорными стойками на рабочие части
грузоприемных серег и снова проверяют подвижность весов, как
указано выше. Если и при этом подвижной указатель не откло-
нится на 5 мм, то следует снова снять платформу, вынуть коро-
мысло и опустить линию призм, т. е. подать опорную призму
коромысла вниз примерно на 0,2—0,5 мм, или заменить ее на более
высокую.
3. Передвигают призмы коромысла по подушкам вдоль оси
призм до упора сначала в одно крайнее положение, а затем в дру-
гое, а также сдвигают площадку по грузоприемным призмам ры-
чагов. Если при этом равновесие не сохраняется, то его восстанав-
ливают путем добавления на платформу весов гири-допуска или
перемещают передвижной груз по дополнительной шкале коромыс-
ла на величину, соответствующую этому допуску. Если груз-допуск
не приводит весы в состояние равновесия, необходимо тщательно
проверить, нет ли больших просветов между призмами и подушка-
ми, нет ли незакаленных щечек и правильно ли подогнаны под-
платформенные стойки к заплечикам грузоприемных серег. Обна-
руженные дефекты нужно устранить.
4. На платформу весов (рис. 7.13) накладывают последова-
тельно на каждый угол в отдельности, т. е. над каждой грузопри-
емной призмой рычагов, при закрытом арретире, образцовые гири,
127
Рис. 7.13. Нагрузка весов но углам
платформы
соответствующие 10% наиболь-
шей нагрузки Р весов, а основной
груз передвигают на соответству-
ющую отметку шкалы; после это-
го открывают арретир и проверя-
ют равновесие весов.
Если весы пришли в состояние
равновесия, тогда груз-допуск, по-
ложенный на платформу, должен
вывести весы из состояния равно-
весия настолько, чтобы подвиж-
ной указатель прошел от непод-
вижного указателя не менее 5 мм.
Если весы не пришли в состояниеравновесия, груз-допуск добав-
ленный или убавленный, должен привести весы в состояние рав-
новесия, чтобы подвижной указатель прошел путь не менее 5 мм.
В случае когда при добавленном или отнятом грузе-допуске весы
все же не приходят в состояние равновесия и подвижной указа-
тель остается в нижнем положении, следует снять платформу ве-
сов, вынуть требуемый рычаг и увеличить плечо рычага
(рис. 7.14, а).
В том случае, когда подвижной указатель остается в верхнем
положении, следует уменьшить плечо рычага (рис. 7.14, б).
5. Выверив, как указано выше, показания весов при 10% мак-
симальной нагрузки по всем четырем углам платформы, присту-
пают к поверке показания весов при остальных нагрузках, для
чего устанавливают основной груз на первую отметку шкалы, а
затем последовательно на каждую отметку шкалы до предельной
нагрузки.
Если на том или ином делении шкалы погрешность весов не
уложится в установленный допуск, необходимо надфилем подпра-
вить деление в ту или иную сторону.
Если погрешности весов будут иметь один знак (+ или —), то
их ликвидируют путем уменьшения или увеличения массы боль-
шого передвижного груза.
Рис. 7.14. Схема регулировки плеч рычага:
1 — опорная призма; 2— грузоприемная призма; а — величина удлинения (для случая и)
и укорачивания (для случая б)
128
6 При нагрузке, равной 10% максимальной, помещают образ-
цовые гири на середину платформы и проверяют дополнительную
шкалу, добавив на платформу образцовые гири в количестве, рав-
цом значению шкалы, и сдвинув малый груз на последнюю отмет-
ку шкалы. Если при этом подвижной указатель равновесия идет
вверх, то необходимо увеличить массу груза, а если вниз — умень-
шить массу груза.
В. Циферблатные. Ремонт настольных циферблатных, ве-
сов состоит из тех же операций, что и ремонт настольных гирных
весов, поэтому ниже приводится только методика юстировки на-
стольных циферблатных весов, которая имеет свои особенности.
Юстировку настольных циферблатных весов осуществляют
в тех же условиях, что и юстировку гирных настольных весов.
Для юстировки необходимо иметь следующие образцовые гири
4-го разряда:
гирю, соответствующую половине значения шкалы циферблата;
гирю, соответствующую предельному значению шкалы цифер-
блата;
две парные гири, соответствующие по массе предельной на-
грузке весов, подогнанные с точностью, указанной в табл. 8.
Юстировка циферблатных весов делится на две части:
юстировку рычажной системы и
юстировку действия квадранта.
Юстировку весов производят следующим образом:
1) весы (см. рис. 7.5) со снятым кожухом устанавливают на
поверочную плиту;
2) проверяют отсутствие вредных трений и перекосов деталей;
3) проверяют отвесность тяги 10 (см. рис. 7.6), соединяющей
рычажный механизм с квадрантом и прямой угол между линией
призм в квадранте и осью стрелки (рис. 4.37);
4) регулируют длину тяги так, чтобы при вертикальном поло-
жении стрелки 8 (см. рис. 7.6) рычаг и парал
были горизонтальны;
5) регулируют буфера так, чтобы стрелки
несколько заходили за нуль и за предельное
деление шкалы циферблата;
6) отвертывают внешний цилиндр успокои-
теля 5 (см. рис. 4.51,о) и, заполнив его маслом
до кольцевой выточки на внутренней стенке,
вновь привертывают на место;
7) выверяют тару весов с одновременной
регулировкой действия успокоителя. Для этого
нажимают рукой попеременно на гирную и на
грузовую чашки. Стрелка должна возвратить-
ся к нулю и после 2—3 колебаний остановить-
ся на нуле в положении — а (рис. 7.15). Если
стрелка станет в положение — б (не дойдет до
нуля), то необходимо вынуть часть тарировоч-
5 Зак 302
ТЯГИ
№
6
а
Ъ
Рис. 7 15. Тарирование
весов
129
ного >руза из камеры в гирнои площадке, а если стрелка остано-
вится в положении в. то необходимо добавить тарнровочный груз
в ту же камеру. Положение равновесия следует проверять но обе-
им стрелкам и, в случае необходимости, подогнуть конец одной нз
стрелок до совпадения с нулевым штрихом шкалы;
8) на середину товарной площадки ставят образцовую гирю
4-го разряда, равную по массе значению шкалы циферблата, а на
середину гирной площадки помещают гирю, равную половине зна-
чения шкалы циферблата. Например, на весах с предельной на-
грузкой 10 кг на товарную площадку ставят гирю 1 кг, а на гир-
ную — 0,5 кг. При этом концы обеих стрелок должны совпасть
со средним делением шкалы циферблата.
Если этого не будет, то необходимо с помощью груза 9 на квад-
ранте 10 (см. рис. 4.37) довести стрелки до совпадения со средним
делением шкалы циферблата.
Когда стрелки не доходят до среднего деления, тогда груз 9
поднимают кверху, а если стрелки переходят за среднее деление,
то груз опускают вниз.
Сняв образцовые гири с площадок, регулируют тару весов, а
затем помещают гири на площадки и регулируют положение рав-
новесия на среднем делении шкалы при помощи груза 9. Так по-
ступают до тех пор, пока не добьются совпадения обеих стрелок
с нулем и со средним делением:
9) после выверки среднего положения равновесия квадранта
приступают к юстировке рычажной системы. Для этого те же гири,
которые применялись для установки стрелок на среднюю отметку
шкалы, ставят в восемь положений (рис. 7.16).
При первых четырех положениях гирь выверяется правильность
размеров плеч главного рычага 15, а при последних четырех по-
ложениях правильность размеров параллельных тяг 7 и 3 и раз-
меров рычагов 2 и 9 (см. рис. 7.6).
Если при пятом и шестом положениях стрелка переходит за
среднее, деление шкалы циферблата, то необходимо опустить па-
раллельную тягу 7, а если стрелка не доходит, то поднять тягу.
Так же следует поступать с тягой 3 при седьмом и восьмом поло-
жениях грузов.
После выверки рычажной системы проверяют правильность
показаний при предельной нагрузке, для чего на гирную и товар-
ную площадки помещают парные гири, равные предельной нагруз-
ке весов, а затем к гире, находящейся па товарной площадке, до-
бавляю!' гирю, равную половине значения шкалы циферблата,
При згом концы обеих стрелок должны совпасть со средним [еле
нием шкалы. Если этою не будет, то необходимо снова произвести
юстировку при нагрузке, соответствующей половине значения
шкалы циферблата.
При предельной нагрузке определяют и подвижность весов.
Делают это следующим образом. Опустив одну из чашек до упора,
помещают на противоположную чашку допуск и осторожно опус-
кают чашку, придерживая ее рукой Стрелка должна совпасть со
130
Рис. 7.16. Положение образцовых гирь при юстировке циферблатных настичь-
ных весов
средним делением шкалы циферблата или перейти за указанное
деление на величину, соответствующую допуску. Если этого не
произойдет, то значит призмы и соприкасающиеся с ними детали
закалены не очень твердо или подвижность весов недостаточна.
Подвижность весов увеличивают, заменяя опорные призмы 2
рычага 3 (см. рис. 4.10) или опорную призму 5 квадранта 10
(рис. 4.37) на более высокие.
После регулировки рычажной системы переходят к юстировке
квадранта следующим образом.
Приводят в равновесие ненагруженные весы с помощью тари-
ровочного груза, а затем помещают на середину товарной площад-
ки образцовые гири 3-го разряда; сначала помещают гирю, равную
по массе половине значения шкалы циферблата, а затем гирю,
соответствующую полному значению шкалы циферблата, и наблю-
дают за показаниями весов. При этом могут встретиться следую-
щие случаи погрешностей:
1) на среднем и последнем делениях весы имеют одинаковую
отрицательную погрешность, т. е. стрелки не доходят до соответ-
ствующего деления;
5* 131
2) на среднем и последнем делениях весы имеют одинаковую
положительную погрешность;
3) на среднем и последнем делениях шкалы весы имеют по-
грешность с различными знаками.
Приступая к регулировке, необходимо помнить, что при нуле-
вом положении регулировку производят, увеличивая или уменьшая
количество материала в тарировочной камере квадранта; на сред-
нем делении регулировку производят, смещая груз 9 вверх или
вниз, а на последнем делении регулировку можно осуществлять,
изменяя длину плеча квадранта и в крайнем случае смещая
стрелку 1 (рис. 4.37). Первые два случая погрешности ликвидиру-
ют при помощи груза 9 на квадранте, причем в первом случае груз
нужно поднять, а во втором опустить.
Добившись совпадения стрелок со средним и последним штри-
хами шкалы, снимают гири, тарируют весы, а затем снова прове-
ряют показания на среднем и последнем делениях. Так поступают
до тех пор, пока не получат совпадения стрелок с соответствующи-
ми штрихами шкалы во всех трех положениях.
При последнем случае погрешности необходимо прежде всего
проверить угол между линией призм квадранта и осью стрелки и,
если он нарушен в результате износа или неправильной установки
одной или обеих призм, исправить этот дефект. Если это исправ-
ление не даст результата, то необходимо отрегулировать весы при
помощи груза и тары так, чтобы на нулевом и среднем делениях
они не имели погрешности. Тогда на последнем делении весы бу-
дут иметь отрицательную или положительную погрешность.
Для ликвидации этой погрешности необходимо:
1) переставить стрелки так, чтобы погрешность на последнем
делении увеличилась примерно вдвое. Например, если стрелки не
доходят до последнего штриха на одно деление, то надо сделать
так, чтобы они не доходили на два деления, а если переходят на
два деления, то надо увеличить погрешность до четырех делений;
2) отрегулировать показания весов на среднем делении шка-
лы при помощи груза 9 (см. рис. 4.37);
3) привести ненагруженные весы в равновесие при помощи та-
рировочного груза, помещаемого в камеру 22 (рис. 7.6) под тар-
ной площадкой весов.
После этого погрешность при всех трех положениях стрелок
должна укладываться в установленный допуск. По окончании ре-
гулировки квадранта необходимо снова произвести повторную
поверку весов, причем погрешности весов не должны превосхо-
дить величин, установленных ГОСТ 12872—67.
40. ПЛАТФОРМЕННЫЕ ВЕСЫ
1. Устройство. А. Гирные. Изобретателем платформенных
передвижных гирных весов следует считать французского меха-
ника Жоржа, который в середине прошлого века построил деся-
132
Рис. 7.17. Гирные передвижные платформенные весы:
а — с качающимися рычагами; б — с качающейся платформой
тичные весы, основанные на принципе Роберваля. Однако эти ве-
сы большого распространения не получили и были вытеснены де-
сятичными весами Квинтенца (г. Страсбург).
Так как десятичные весы требуют большого количества гирь,
то к середине XX в. они были заменены весами с передаточным
числом рычажной систем'ы i— 100, показанными на рис. 7.17.
Весы, изображенные на рис. 7.17, а, отличаются от весов, при
веденных на рис. 7.17, б, в следующем:
1. В первых весах платформа опирается на рычаги, подве
шенные к станине на качающихся серьгах, а во вторых весах
платформа опирается на качающиеся серьги, подвешенные к ры
чагам, лежащим на подушках, укрепленных на станине.
2. Коромысло первых весов подвешено к станине на серьге, а
коромысло вторых весов опирается на подушки, укрепленные на
станине весов.
В остальном эти весы совершенно одинаковы.
Все узлы весов: станина, грузоприемное устройство, рычажная
система и указательное устройство описаны в главе IV, а потому
остановимся только на кинематической схеме рычажной системы
(рис. 7.18).
Рычажная система состоит из двух рычагов второго рода
(большого 5 и малого 8), а также коромысла 2, являющегося ры-
чагом первого рода. Рычаги соединены между собой с помощью
серьги 7, а с коромыслом — при помощи тяги 3. Рычаги опираются
на станину 6 в точках О и Of, а коромысло — на колонку 9 в точке
Ог- Платформа 4 опирается на рычаг 5 в точках А и на рычаг 8
в точках Ль Таким образом, в этих весах имеются две кинемати-
ческие цепи передачи силы.
133
Рнс, 7 18. Кинематическая схема гирных весов
Если нагрузка Q на платформе действует только на призмы А
большого рычага, то в передаче силы принимают участие рычаг 5
и коромысло 2.
Если указанная нагрузка действует на призмы Ai малого ры-
чага, то в передаче силы участвуют оба рычага 8 и 5, а также ко-
ромысло 2.
Передаточное число рычажной системы гирных весов I всегда
равно 100, а потому нагрузка Q на платформе 4 весов должна
уравновешиваться гирями Р, массой в сто раз меньшей Q, поме-
щенными на гиредержателе 1. Для этого передаточное число ры-
чагов в каждой из кинематических цепей должно быть i1=z2=
= г = 100:
ОВ r02E OiCj О В 02Ё _
О A O2D ~ О1А1 ОС O2D
Указанное выше возможно только при условии равенства пе-
OjCx
редаточного числа малого рычага — передаточному числу
ОС
оолыпого рычага.
Практически во всех гирных весах С|Л = О1Л1 и OC=OjCt.
Например, у весов с наибольшим пределом взвешивания 500 кг
ОА = ОИ1 = 80 мм; OC=O1Ci=470 мм; 05=1000 м; О2Д=
= 00 мм; О2£ = 480 мм, а передаточное число
1000-480
80-60
100;
470-1000-480
1,=----------------=100.
80-470-60
134
Б. Шкальные. На рис. 7.19
показана наиболее распростра-
ненная конструкция шкальных
передвижных весов, а на рис. 7.20
дана их кинематическая схема.
Рычажная система, на кото-
рую опирается платформа 1 ве-
сов, состоит из двух подплатфор-
менных рычагов 2 и 4, связанных
между собой серьгой 3 (и устро-
енных совершенно так же, как у
гирных весов), передаточного ры-
чага 5 и коромысла 7, по которо-
му передвигают большой груз Р
и малый р. Большой рычаг 2 со-
Рис. 7.19. Шкальные весы
единен с передаточным рычагом
5 тягой 8, а передаточный рычаг связан с коромыслом серьгой 6.
Передаточный рычаг введен для уменьшения массы передвижных
грузов.
Например, у весов с наибольшим пределом взвешивания 150 кг
(медицинских) берут следующие размеры плеч: OA = OiAi=
=55 мм; OC=OiCi=195 мм; ОВ=550 мм; O3F=57 мм; О$Е=
135
I
Рис. 7.21. Автомобильные передвижные весы
— 228 мм; О2Д=48 мм. При длине основной шкалы 240 мм и до-
полнительной 400 мм масса грузов получается равной соответ-
ственно /’=750 г; р=30 г.
Если бы передаточного рычага не было, пришлось бы взять
грузы массой А=3 кг и pi—120 г, так как передаточное число
рычага
О3 Е 228 .
I = —5— =----= 4.
О3 F 57
В. Передвижные автомобильные. Передвижные ав-
томобильные весы (рис. 7.21) грузоподъемностью 10 и 15 т также
относятся к типу шкальных. Они предназначены для взвешива-
ния автомобилей и прицепов в полевых условиях, но могут при-
меняться также для взвешивания крупногабаритных тяжелых
грузов.
Рычажный механизм весов состоит (рис. 7.22) из двух грузо-
приемных рычагов 3 и выходящего рычага 4. Грузоприемные ры-
чаги опираются на стойки 8, а выходящий рычаг — на стойку 5,
установленные на раме 11.
Платформа 2, имеющая откидные трапы 1, с помощью стоек 7
и серег 6 опирается на призмы рычагов 3. Выходящий рычаг 4 со-
единен с указательным устройством шкального типа.
Указательное устройство (рис. 7.23) состоит из коромысла 3,
опирающегося на стойку 2. Большой передвижной груз 8 и малый
передвижной груз 6 во время движения весов стопорят винтами 7
и 5. Коромысло снабжено арретиром 4 и регулятором тары /.
Рис. 7.22. Устройство автомобильных передвижных весов
136
Рис. 7.23. Указательное устройство автомобильных передвижных весов
Рама 11 (см. рис. 7.22) снабжена передним колесом 10, двумя
задними колесами 12 и дышлом 9, которым весы цепляются к тя-
гачу для перевозки.
На время перевозки весов трапы укладывают на платформу
весов, как показано на рис. 7.22, а во время работы весов их отки-
дывают на землю (см. рис. 7.21). С помощью четырех винтовых
домкратов весы устанавливают на горизонтальной площадке
длиной не менее 20 м и шириной не менее 5 м, удобной для въезда
и съезда автомобиля. На этой площадке должны быть вырыты
углубления для помещения колес 10 и 12.
Весы транспортируются на своих колесах на расстояние не бо-
лее 30 км со скоростью не более 3 км/ч. При необходимости транс-
портирования на большие расстояния весы необходимо грузить
на автомашину (трайлер).
Г. Циферблатные. Простейшие циферблатные весы с
наибольшим пределом взвешивания 500 кг построены по схеме,
показанной на рис. 7.24.
На станине смонтированы грузоприемное устройство с рычаж-
ной системой 11, промежуточный механизм и циферблатное указа-
тельное устройство 5.
Грузоприемное устройство, рычажная система и станина уст-
роены совершенно так же, как и у весов, показанных на рис. 7.18,
но большой рычаг 1 (рис. 7.24) соединен не с коромыслом, а с пе-
редаточным рычагом 10 промежуточного механизма. Помимо ры-
чат 10, в промежуточном механизме имеется второй передаточ-
ный рычаг 4, соединенный с рычагом 10 и указательным устрой-
ством 5 тягами 9 и 6.
К рычагу 4 прикреплены шток 3 поршня успокоителя 2, линей-
ка 8 со шкалой до 50 кг и передвижным грузом для взвешивания
137
Рис. 7.24. Схема циферблатных пере-
движных весов
Рис. 7.25. Схема весов со встроенным
грузом
тары (бочек, ящиков и пр ) и регулятор 7 для уравновешивания
ненагруженных весов.
Передаточное число рычажной системы
ОВ О2Е O3F 1000 150 ПО _g0
~ ОА O2D O3G ~ 55 100 60 ~
Таким образом, полезное усилие, приходящееся на тягу 6 ци-
ферблатного указательного устройства, Р=5000 : 50—100 Н.
Данные весы имеют цену наименьшего деления шкалы цифер-
блата d=0,5 кг (0,1% наибольшего предела взвешивания), что не
соответствует все возрастающим требованиям к точности взве-
шивания. Поэтому в новых конструкциях цену деления шкалы ци-
ферблата делают равной 0,05% и менее от Ртах, для чего приме-
няют промежуточный механизм с встроенными грузами.
Для примера на рис. 7.25 приведена кинематическая схема ве-
сов с наибольшим пределом взвешивания 1 т, имеющих цену де-
ления шкалы циферблата с/=500 г и число условных делений
«=2000 d. Как видно из схемы, грузоприемное устройство весов
опирается на два рычага 1 и 2, соединенных тягой 3 с промежу-
точным механизмом. Промежуточный механизм также состоит из
двух рычагов 4 и 5. Рычаг 4 несет на себе регулятор тары 6 и гру-
зодержатель 8 для груза 7. От раскачиваний грузодержатель
138
удерживается стрункой 9. Передаточное число рычажной системы
весов
1000 120 300
55 58,2 225
Таким образом, когда на платформе находится нагрузка Р=
=5000 Н, на циферблате указательного устройства воздействует
усилие 100 Н, что соответствует предельному значению цифербла-
та. При этом груз 7 снят с грузодержателя 8.
Когда необходимо взвешивать в пределах от 500 до 1000 кг,
то груз 7 помещают на грузодержатель.
Массу груза Q определяют из уравнения
d 1 то 55-58,2 „
Р — — 500-------:— = 8 кг,
i 1000-200
где Р — нагрузка на платформе.
Передвижные весы могут иметь аппарат, печатающий резуль-
таты взвешиваний.
2. Поверка. Технические требования, предъявляемые к плат-
форменным передвижным рычажным весам, а также методы по-
верки этих весов устанавливаются документами, перечисленными
в табл. 9.
Оборудование, необходимое для поверки этих весов, дается
в табл. 10.
Поверка платформенных передвижных весов может произво-
диться как на весоремонтных предприятиях, так и на месте экс-
плуатации весов.
Помещение, в котором производится поверка весов, должно
быть сухим и иметь твердый непрогибающийся пол.
Самой трудоемкой операцией в процессе поверки и юстировки
передвижных неравноплечих весов является их нагружение (и
разгружение) образцовыми гирями массой по 20 кг.
Таблица 9
Наименование весов
Наименование документов на:
технические требования
методику поверки
Гирные
Шкальные
I [нферблатные
Шкальные складные
ГОСТ 17159—71 «Весы общего
назначения с наибольшими
пределами взвешиваний от
50 кг до 200 т»
ГОСТ 8.225—76 «Весы
товарные. Методы и
средства поверки»
Автомобильные пере-
движные
ГОСТ 8.226—76 «Ве-
сы автомобильные
передвижные. Мето-
ды и средства по-
верки»
139
Т а б л и ца
Наименование весов Пределы взвешивания Комплект средств поверки
Наименование элемента комплекта Техническая характе- ристика Тип Количество
Гпрные 500- 3000 кг Гири массой 500 кг Г04-500 6 шт.
Шкальные Циферблат- ные 150—3000 кг 100—3000 кг При отсутствии гирь массой 500 кг гири мас- сой 20 кг Гири массой 0,5— 5,0 кг в виде ци- линдров с выре- зом по радиусу 4-й разряд пли Г 04 500ц КГ 20 МГО-4 КГО4-20 150 шт. 1 набор 1 набор 1 набор
Шкальные складные 500 кг Гири килограммо- вые, граммовые и миллиграммо- вые
Автомобиль- ные пере- движные 10—15 т Специальная пере- движная пове- рочная лабора- тория Г04-500 или
Гири массой 500 кг 4-й разряд Г04-500ц Не менее 12 шт. <
Поэтому помещения весоремонтных предприятий, где произ-
водится поверка платформенных передвижных весов, должны
быть оборудованы нагрузочными устройствами, облегчающими
эту работу.
При поверке весов с большими пределами измерений трудовые
затраты увеличиваются пропорционально верхнему пределу из-
мерений. Поэтому целесообразно оборудовать стационарные ве-
совые мастерские монорельсами и электроталями, с помощью ко-
торых можно нагружать весы гирями массой 500 кг.
Образцовая гиря подвешивается к электротали с помощью
специального крюка, который после опускания и установки гири
на платформу весов самопроизвольно (под влиянием собственно-
го веса) расцепляется с крюком электротали.
Для уменьшения влияния ударов при опускании гири на плат-
форму весов применяется амортизатор, представляющий собой
резиновую пластину толщиной 60 мм и площадью, примерно рав-
ной площади основания гири (при отсутствии резиновой пла-
стины можно использовать автопокрышку от небольших авто-
машин) .
3. Ремонт и регулировка. А. Г ирные. Ремонт гирных весов
делится па капитальный, средний и текущий.
МО
Характеристики групп ремонта следующие:
Группа ремонта
Капитальный
Средний
Текущий
Характеристика дефектов
Весы сильно загрязнены и поражены коррозией.
Требуется замена нескольких призм и подушек
или деталей рамы и платформы
Весы не поражены коррозией. Требуется замена
призм (не более 2-х) и подушек (не более 3-х)
Весы не загрязнены. Требуется замена 2—3 поду-
шек и шпилек
Весы не подлежат переклеймению
Примечание. Виды и периодичность ремонтно-поверочных работ ве-
сов, применяемых для взвешивания грузов, перевозимых железнодорожным
транспортом, даны в п. 45.
При капитальном ремонте весов выполняют следу-
ющие операции:
разборку весов по узлам;
очистку узлов;
заправку и зачистку призм коромысла, а при необходимости и
термическую обработку;
ремонт концевой серьги коромысла (заправку и термическую
обработку подушки);
ремонт полотна коромысла (пересечка шкалы);
сборку узла коромысла;
ремонт опорной вилки коромысла (заправку и термическую
обработку подушек и щечек);
ремонт призм большого и малого рычагов (заправку и терми-
ческую обработку призм);
ремонт грузоприемных и соединительной серег рычагов (за-
правку и термическую обработку подушек);
ремонт опорных коробок (заправку и термическую обработку
подушек и вкладышей);
ремонт грузоприемных стоек и оковку платформы;
ремонт тяги с серьгами (заправку и термическую обработку
подушек);
сборку весов после очистки и ремонта деталей;
установку и тарировку ненагруженных весов;
проверку весов по углам (при одной десятой части предель-
ной нагрузки);
юстировку (подгонку плеч рычагов и подгонку общего отноше-
ния плеч весов);
поверку шкалы;
подгонку массы передвижного груза;
поверку при предельной нагрузке;
юстировку при предельной нагрузке;
сдачу ОТК или государственному поверителю;
окраску весов;
окончательную сборку весов.
При среднем ремонте выполняют все перечисленные
операции, за исключением подгонки массы передвижного груза и
141
нересечкп шкалы, кроме тою, сокращаются трудозатраты на сле-
дующие операции:
разборку весов по узлам на 25%;
очистку узлов-на 50%;
все термические работы на 70%.
При текущем ремонте исключаются следующие опе-
рации:
ремонт полотна коромысла;
подгонка -массы передвижного груза;
поверка при предельной нагрузке;
юстировка при предельной нагрузке;
сдача государственному поверителю;
окраска весов, а также все термические работы.
Юстировка После ремонта деталей и узлов станину весов
устанавливают на специальном стенде или на твердом непрогиба-
ющемся полу.
Убедившись в том, что станина весов не имеет перекосов и
твердо стоит на стенде, весы собирают и нажатием на каждый
угол платформы (рис. 7.26) убеждаются, что все четыре стойки
платформы опираются на грузоприемные серьги. При обнаруже-
нии качания его нужно ликвидировать путем замены подушек
либо подпиливанием соответствующих стоек или серег. В случае
очень большой качки допускается применение металлических про-
кладок между стойкой и брусом платформы, не более одной под
каждой, причем площадь прокладки должна быть равна площади
основания стойки.
Убедившись в устойчивости платформы, приводят весы в рав-
новесие при помощи регулятора тары и наблюдают за колебания-
ми коромысла, которые должны быть плавными. Плавность коле-
баний должна сохраняться после передвижения опорной призмы
коромысла по подушкам вилки, а также платформы по призмам
рычагов (сначала в одну сторону, а затем в другую до упора).
Нарушение плавности хода или сильное изменение показаний
может возникнуть только при трении между подвижными и не-
подвижными деталями (например, рама трется о платформу
и т. д.).
Изменение показаний, но в гораздо меньшей степени может
наблюдаться в случае, если имеются мягкие призмы или подуш-
ки, а также в случае непараллелыюстп вершин призм между со-
бой.
Ликвидировав все обнаруженные недостатки, поверяю! весы
«по углам» при 10% предельной нагрузки. Обнаружение погреш-
ностей, выходящих за пределы, показывает, что размеры плеч ры-
чагов или коромысла изменились во время эксплуатации (срабо-
тались в ту пли другую сторону).
При этом могут наблюдаться следующие случаи неверности:
142
Рис. 7.26. Схема нагружения платформенных передвижных весов
все четыре угла имеют одинаковую погрешность со знаком
«+» (указатель равновесия на коромысле идет вверх от неподвиж-
ного), например, все четыре угла имеют погрешность 4-500 г;
все четыре угла имеют одинаковую погрешность со знаком «—»
(указатель равновесия на коромысле идет вниз от неподвижного),
например, все четыре угла имеют погрешность -450 г;
углы имеют различную погрешность со знаком «4~»> напри
мер, погрешность трех углов равна -}-200 г, а погрешность одного
угла равна -И00 г;
углы имеют различную погрешность со знаком «—», напри
мер, погрешность двух углов равна - 350 г, а погрешность двух
других углов равна —150 г;
углы имеют различную погрешность с разными знаками, на
пример, три угла имеют погрешность 4*300 г, а один угол имеет
—200 г.
Перечисленные выше погрешности ликвидируют в следующем
порядке:
1. Одинаковую погрешность со знаком «4-» или «—» ликвиди-
руют за счет изменения длины плеч коромысла малого «г» (в слу-
чае значительной погрешности) или большого «д» (в случае не-
значительной погрешности).
При этом в случае плюсовой погрешности надо уменьшить (су-
зить) плечо «г» или увеличить (расширить) плечо «д».
Соответственно при минусовой погрешности надлежит увели-
чить плечо «г» или уменьшить плечо «д».
Длину плеча коромысла изменяют в следующем порядке:
143
1) снять образцовые гири с платформы и гиредержателя;
2) снять серьгу тяги с грузоприемной призмы или концевую
серьгу с одноименной призмы коромысла;
3) выбить одну из указанных призм из гнезда;
4) заточить призму на карборундовом круге;
5) зачистить рабочие грани призмы на шлифовальном полотне;
6) запрессовать призму в гнездо;
7) надеть серьгу;
8) старировать весы;
9) проверить весы по углам.
Следует отметить, что не всегда удается сразу получить необ-
ходимый размер плеч и операцию приходится повторять 2 —3 раза.
Когда погрешность весов незначительно превышает допускае-
мую, то рекомендуется не выбивать призму из гнезда, а заточить
ее на месте с помощью карборундового бруска.
2. Когда углы имеют погрешность со знаком «+», но разную
по величине, то необходимо выровнять погрешность всех углов
путем уменьшения длины соответствующих плеч. Например, в на-
шем случае необходимо уменьшить длину плеча, имеющего по-
грешность +400 г, так, чтобы погрешность этого угла стала рав-
ной +200 г (или около этого), а затем сузить плечо «г» коро-
мысла.
3. Когда углы имеют различную по величине минусовую по-
грешность, то поступают так же, как и в предыдущем случае, с
той разницей, что плечи «а» в рычагах надо увеличить, а плечо «г»
в коромысле — расширить.
Так, например, в нашем случае необходимо довести погреш-
ность углов с •—350 г до —150 г, а затем увеличить плечо «г».
4. Когда углы имеют различную погрешность с разными зна-
ками, необходимо также выровнять погрешность, изменив ее знак,
а затем приблизить погрешность к нулю путем изменения длины
плеч коромысла. В нашем случае следует расширить плечо «а»
того угла, который имеет погрешность —200 г и довести эту по-
грешность приблизительно до +300 г, а затем сузить плечо «г»
коромысла.
После юстировки всех четырех углов необходимо проверить
правильность массы передвижного груза.
Если груз окажется легок по массе, то необходимо:
снять образцовые гири с платформы и гиредержателя;
вынуть коромысло;
высверлить старую алюминиевую пробку в грузе;
поставить коромысло на место;
положить на груз новую пробку и небольшой кусок свинца;
поместить на середину платформы и на гиредержатель образ-
цовые гири в количестве, равном 10% предельной нагрузки весов;
старировать весы;
144
положить из платформ}7 гири, по массе равные значению
шкалы;
сдвинуть передвижной груз па последнее деление;
подогнать массу груза путем изменения массы куска свинца,
лежащего на грузе;
когда весы придут в равновесие, снять образцовые гири с плат
формы и гиредержателя;
вынуть коромысло;
запрессовать свинец в груз, а затем запрессовать новую алю
мнниевую пробку;
зачистить пробку;
поставить коромысло на место;
старировать весы;
поверить правильность шкалы.
После ремонта передвижного груза весы нагружают до пре-
дельной нагрузки и проверяют, нет ли трения между подвижными
и неподвижными деталями. В случае обнаружения дефекта ликви-
дируют его;
не выходит ли погрешность весов из установленного предела
(0,001 часть предельной нагрузки). В случае обнаружения такой
погрешности ликвидируют ее путем изменения длины плеч коро-
мысла.
Если погрешность имеет знак «+», то уменьшают плечо «г»
или увеличивают плечо «д», а если эта погрешность имеет знак
«—», то поступают наоборот;
не приходят ли весы в состояние безразличного равновесия,
что наблюдается чаще всего потому, что тяга направлена под ост-
рым углом к коромыслу или опорная призма имеет слишком боль-
шую высоту. В том случае, если выправление положения тяги не
дает эффекта, необходимо уменьшить высоту опорной призмы
коромысла путем подточки ее рабочего ребра с тем, чтобы меж-
ду этим ребром и линией, соединяющей вершины опорной и гру-
зоприемной призм, образовался зазор.
Если весы имеют недостаточную чувствительность, следует
проверить, не находится ли тяга под тупым углом к коромыслу.
В том случае, если после выправления положения тяги чувст-
вительность не увеличится, проверяют зазор между вершиной
опорной призмы и линией, соединяющей вершины грузоприемной
и концевой призм, при помощи туго натянутой нити. При большом
зазоре следует заменить опорную призму на более высокую.
При замене призм в рычагах и коромысле неравноплечих ве-
сов должны соблюдаться размеры следующих плеч (см. рис. 7.26):
малого плеча подплатформенных рычагов tZi=a2=«3=«4;
большого плеча длинного рычага б;
большого плеча короткого рычага и среднего плеча большого
рычага в1—в2,
малого плеча коромысла г;
145
большого плеча коромысла д, а также должна быть соблюде-
на соосность призм, составляющих одну ось вращения в каждом
рычаге.
Размеры плеч изменяются, как показано на рис. 7.27.
Для проверки плеч рычагов неравноплечих весов и соосности
призм применяют шаблон, изображенный на рис. 7.28. При помо-
щи шаблона такой конструкции проверяют правильность малого
плеча «с» коромысла, а также малого плеча «а» подплатформен-
ных рычагов. Этим же шаблоном, накладывая его сначала на один
край, а затем на другой край призмы, можно проверить параллель-
ность вершин призм. Шаблон вырезают из стальной пластинки,
размеры которой указаны на рисунке.
Соосность призм, составляющих одну ось вращения в горизон-
тальной плоскости, проверяют лекальной линейкой, прикладывае-
мой к рабочим ребрам призм.
Призмы и подушки весов, изготовленные по ГОСТ 9509—74,
имеют углы: призмы—60°, 75°, 82°, 90°; подушки—135°, в весах,
выпускавшихся до введения указанного ГОСТа, бывают подушки
с углом 120°.
При изготовлении призм и подушек в мастерской для проверки
этих углов рекомендуется шаблон, изображенный на рис. 7.29.
Б. Шкальные. Шкальные весы ремонтируют в том же по-
рядке, что и гирные, но здесь появляется дополнительная опера-
Рис. 7.27. Схема изменения плеч
146
Рис. 7.29. Угловой шаблон
Рис. 7.28. Шаблон для проверки разме-
ров малых плеч рычагов
ция по ремонту основной шкалы, которая, помимо штрихов, имеет
вырезы (см. рис. 4.35), в которые помещается зубец передвижного
груза. При этом с помощью личного напильника стачивают грани
гнезда в соответствующую сторону.
Кроме того, подгоняют массу большого и малого передвижных
грузов путем изменения количества тарировочного материала в
подгоночной камере. В большом грузе отверстие подгоночной ка-
меры закрывается нарезной пробкой, с закрепительным штифтом,
для нанесения поверительного клейма.
Поэтому для изменения массы груза необходимо высверлить
штифт, отвернуть пробку и отсыпать или досыпать тарировочный
материал в камере, причем необходимо следить за тем, чтобы та-
рировочный материал не перемещался внутри камеры. После
этого следует завернуть пробку и установить закрепительный
штифт.
В. Циферблатные. Рычажная система и промежуточный
механизм циферблатных весов ремонтируют теми же приемами,
что и гирные и шкальные весы. Специфической частью ремонта
этих весов является регулирование указательного устройства.
Существует несколько конструкций указательных устройств,
незначительно отличающихся друг от друга, но способы их регу-
лировки по существу одинаковы, и поэтому ниже приводится ме-
тодика регулировки циферблатных весов, схема которых приве-
дена на рис. 4.38. Все остальные методики регулировки отличают-
ся от нее очень мало.
Качественно отрегулировать весы можно только в том случае,
когда они собраны правильно и детали их исправны. Поэтому пе-
ред началом регулирования следует обратить особое внимание на
следующее.
1. Указательное устройство весов должно находиться в отвес-
ном положении.
2. При натягивании крюка тяги или при нажиме на чашку,
подвешенную к тяге указательного устройства весов, детали по-
движного механизма не должны касаться стенок корпуса, а грузы
147
противовесов не должны задевать за установленные против них
буфера. Если это происходит, то все такие дефекты сборки необ-
ходимо устранить перед регулированием.
3. Все рабочие поверхности секторов квадрантов, стальные
ленты, подушки и призмы должны быть чистыми, без трещин, ца-
рапин и следов коррозии.
4. Ленты на рабочих поверхностях секторов квадрантов долж-
ны быть одной толщины и лежать ровно, без изгибов и перекосов.
5. Ось стрелки должна совершенно свободно вращаться в ша-
рикоподшипниках и иметь возможно меньший люфт.
6. Перед поверкой необходимо точно сбалансировать указа-
тельную стрелку с помощью имеющихся на ней грузиков.
7. Квадранты должны совершенно свободно, но без заметного
осевого перемещения вращаться на центрах.
8. Рейка должна быть установлена в таком положении, чтобы
во время нахождения стрелки на нулевом делении шкалы прови-
сание противовесов было правильно; это регулируется посредст-
вом поворота специальной гайки. В то же время при наибольшей
нагрузке весов должен оставаться достаточный запас зубьев.
Люфт между рейкой и эксцентриковым ограничителем должен
быть отрегулирован так, чтобы рейка шла по шестерне свободно
и имела возможно меньший люфт в зацеплении.
После осмотра и приведения механизма весов в указанное
выше состояние следует установить указательную стрелку на ну-
левом делении шкалы циферблата путем тарирования.
Когда весы старированы, необходимо проверить чувствитель-
ность сперва ненагруженных весов, а затем нагруженных. На чаш-
ку весов ставят гирю, равную по массе значению наименьшего де-
ления шкалы циферблата. Эта гиря должна переместить стрелку
на целое деление шкалы циферблата, пока конец стрелки не сов-
падет со штрихом.
Если между концом стрелки и штрихом шкалы виден просвет,
то необходимо вновь проверить правильность сборки и состояние
механизма указательного устройства весов и только после устра-
нения дефектов сборки продолжать регулировку.
Если весы обладают необходимой чувствительностью, присту-
пают к поверке их показаний при нагрузке на чашку весов образ-
цовых гирь 2,5; 5; 7,5 и 10 кг, т. е. на всех четвертях круговой
шкалы циферблата. Так как шкала циферблата равномерна, то
отрегулированные по четырем четвертям весы должны давать пра-
вильные показания при любой нагрузке от 0 до 10 кг.
Отметив величины и знаки погрешностей на всех четвертях,
приступают к основной регулировке противовесами и секторами
квадрантов согласно схеме, помещенной на рис. 7.30.
Когда образцовые гири ставят на чашку весов, необходимо
замечать, установилась ли указательная стрелка на делении, со-
148
Рис. 7.30. Схема регулировки циферблатного указателя весов
ответствующем массе образцовой гири или нет. Если конец стрел-
ки не доходит до номинального деления, то получается погреш-
ность со знаком минус и величина ее определяется путем добав-
ления гирь разновеса до тех пор, пока конец указательной стрелки
не совпадает с номинальным делением шкалы. Если же стрелка
переходит номинальное деление, то массу гирь уменьшают, а ве-
личину погрешности берут со знаком плюс.
Основная регулировка весов заключается в регулировании
моментов, развиваемых противовесами, и моментов, создаваемых
нагрузкой на грузоприемные секторы при нагрузках в 5 и 10 кг на
чашке весов.
ЛАомент противовесов регулируют, перемещая грузы 6
(рис. 7.31), т. е. поднимая или опуская их по резьбовым стержням.
Регулировку легче всего закончить, переместив противовесы тог-
да, когда погрешность при нагрузке в 5 кг в два раза меньше, чем
149
Рис. 7.31. Узел квадрантной системы
погрешность при нагрузке в 10 кг, и одного и того же знака (плюс
или минус).
В других случаях расположения погрешностей при нагрузке в
5и 10 кг необходимо различными вариантами подъема и опуска-
ния противовесов и секторов квадрантов добиваться соотношения
1 :2.
Перемещать противовесы по резьбовым стержням надо одно-
временно на одинаковые величины обоих квадрантов так, чтобы
оба противовеса находились на своих резьбовых стержнях на од-
ном уровне. Для перемещения противовесов вверх опускают сто-
порный винт 5, а затем отвинчивают гайку 4 на требуемую величи-
ну, после чего завинчивают гайку 7, а затем стопорят груз вин-
том 5. Когда противовесы опускаются, нужно, отпустив винт 5,
отвинтить гайку 7 на требуемую величину, затем завинтить гай-
ку 4 и застопорить груз винтом 5.
Момент нагрузки регулируется смещением, т. е подь
емом или опусканием опорных секторов квадранта по отношению
к грузоприемным секторам. Этим изменяют плечо квадранта, т. е.
расстояние по горизонтали между точками сбега лент с кривых
грузоприемного и опорных секторов. При регулировании сектора-
ми необходимо перемещать секторы, т. е. поднимать или опускать
их равномерно. Чтобы переместить их, ослабляют гайку /, затем
150
для опускания сектора отвинчивают упорные винты 3 на требуе-
мую величину, после чего завинчивают упорные винты 2. Если же
надо поднять секторы, то отвинчивают упорные винты 2 и завин-
чивают винты 3, после чего закрепляют секторы гайками 1.
Выше было указано, что после тарировки весов приступают к
их регулированию противовесами и секторами. Для этого необхо-
димо поверить показания весов при нагрузках и заметить распо-
ложение погрешностей. Затем необходимо найти аналогичный
случай расположения погрешностей по схемам, показанным на
рис. 7.30, где приведены чаще всего встречающиеся восемь случаев
расположения погрешностей в показаниях весов; из них шесть
случаев относятся к расположению погрешностей при 5 и 10 кг и
два случая — при 2,5 и 7,5 кг. При этом надо помнить, что в пер-
вую очередь ликвидируют погрешности при нагрузках в 5 и 10 кг,
а затем уже при нагрузках в 2,5 и 7,5 кг. Каждый случай возмож-
ного расположения погрешностей представлен в виде круга,
изображающего шкалу циферблата с обозначением делений 0; 2,5;
7,5 и 10 кг и с двумя сторонами (+ и —). Расположение погреш-
ностей по отношению к номинальным делениям 2,5; 5; 7,5 и 10 кг
на схеме каждого случая указано двумя стрелками.
Одинаковые по величине погрешности обозначены на схемах
одной буквой, разные по величине--разными буквами.
Первый случай расположения погрешностей (см. рис. 7.30, а): погреш-
ность при нагрузке в 5 кг ровно в два раза меньше погрешности при нагрузке
в 10 кг и одного с ней знака.
Например, весы показывают при нагрузке 5 кг — 4 кг 970 г, а при нагрузке
10 кг — 9 кг 940 г, т. е. обе погрешности со знаком минус, или при нагрузке в
5 кг — 5 кг 20 г, а при нагрузке в 10 кг— 10 кг 40 г, т. е. обе погрешности со
знаком плюс.
В этом случае, если погрешности со знаком плюс, надо опустить противовесы,
а если со знаком минус — поднять их.
Второй случай (см. рис. 7.30, б): погрешность при нагрузке 5 кг и вер-
ное показание при нагрузке 10 кг.
Тогда сперва надо поднять секторы, если погрешность со знаком минус, или
опустить, если погрешность со знаком плюс, пока погрешности при половинной и
максимальной нагрузках не установятся в отношении 1 : 2, и затем отрегулировать
противовесы, как в первом случае.
Третий случай (см. рис. 7.30, в): погрешности получаются при нагруз-
ке 10 кг, а при нагрузке 5 кг показание верно.
Регулировать таким же образом, как во втором случае.
Четвертый случай (см. рис. 7.30, а): погрешность при нагрузке в
10 кг не ровно в два раза больше погрешности при 5 кг, а больше или меньше
и одного с ней знака.
Например, при нагрузке 5 кг весы показывают 4 кг 990 г, а при нагрузке
10 кг—9 кг 970 г.
Для регулировки нужно поднять секторы, пока погрешности при половинной
и максимальной нагрузках не установятся в отношении 1 :2. Затем регулировать
противовесы следует так, как указано в первом случае, или, если погрешность
со знаком плюс, опустить секторы, пока погрешности при половинной и макси-
мальной нагрузках не установятся в отношении 1 : 2, после этого регулировать
противовесы, как указано в первом случае.
>51
Рис. 7.32. Указательная стрелка:
1 — продольный грузик; 2 — стрелка; 3 — поперечный грузик
Пятый случай (см. рис. 7.30,д): погрешности при нагрузках 5 и 10 кг
различны по величине и по знаку. Например, при нагрузке 5 кг весы показывают
4 кг 980 г, а при нагрузке 10 кг — 10 кг 30 г.
Чтобы выправить весы, надо поднять или опустить противовесы, пока при
половинной нагрузке не будет правильного показания, а затем регулировать, как
в четвертом случае.
Шестой случай (см. рис. 7.30, в): погрешности при нагрузках 5 и 10 кг
равны по величине и одного знака. Например, при нагрузке 5 кг весы показывают
5 кг 20 г, а при нагрузке 10 кг — 10 кг 20 г.
При погрешности со знаком плюс надо опустить противовесы, а при погреш-
ности со знаком минус поднять до получения правильного показания при поло-
винной нагрузке, а затем действовать, как указано в четвертом случае.
Если показания весов при нагрузках 5 и 10 кг правильны, но имеются по-
грешности при нагрузках 2,5 и 7,5 кг, то приступают к регулированию стрелки ]
(рис. 7.32) согласно седьмому и восьмому случаям.
Седьмой случай (см. рис. 7.30, ж): погрешности при нагрузках 2,5 и.
7,5 кг равны по величине, но различны по знакам. Например, при нагрузке 2,5 кг
показание 2 кг 510 г, а при нагрузке 7,5 кг показание 7 кг 490 г.
Чтобы исправить весы, нужно передвинуть продольный грузик 1 (см. рис. 7.32)
в сторону оси стрелки или отдалить его от оси стрелки.
Восьмой случай (см. рис. 7.30, з): погрешности при нагрузках 2,5 и
7,5 кг различны по величине, но одинаковы по знаку. Например, при нагрузке
2,5 кг показание 2 кг 515 г, а при нагрузке 7,5 кг — 7 кг 505 г.
В этом случае следует перемещать поперечный грузик 3 по направлению к
оси стрелки до тех пор, пока погрешность при 5 кг не станет равной сумме по-
грешностей при 2,5 и 7,5 кг. Если погрешность при 5 кг равна половине погрешно-
сти при 10 кг, регулировку надо закончить так, как указано в первом случае, а
если погрешность при 5 кг не равна половине погрешности при 10 кг, следует!
действовать, как в четвертом случае.
Контрольные вопросы
1. Какие типы настольных весов вы знаете?
2. Почему показания весов типа Беранже не зависят от положения груза на
площадке (чашке)?
3. В чем заключается правило Роберваля?
4. Опишите методику поверки настольных гирных весов по ГОСТ 13592—68.
152
5. Как поверяются двухплощадочные циферблатные весы по ГОСТ 12872—67?
6. Как уравновешивают (тарируют) ненагруженные гирные и циферблатные
настольные весы?
7. Расскажите о методике юстировки весов типа Беранже.
8. Как регулируются двухплощадочные настольные циферблатные весы?
9. Нарисуйте схему весов типа Беранже.
10. Нарисуйте схему двухплощадочных циферблатных весов.
11. Какие типы платформенных передвижных весов вы знаете?
12. Почему показания платформенных передвижных весов не зависят от по-
ложения груза на платформе?
13. Опишите методику поверки платформенных гирных весов.
14. Опишите методику поверки платформенных шкальных весов.
15. Как уравновешиваются (тарируются) ненагруженные гирные и шкальные
пл ^форменные весы?
16. Как уравновешиваются (тарируются) ненагруженные платформенные
циферблатные весы?
17. Как поверяются циферблатные платформенные весы?
18. Как отрегулировать гирные весы, у которых углы 1-й и 2-й (см. рис. 7.26)
имеют погрешность со знаком «+», а углы 2-й и 3-й — со знаком «—»?
19. Как отрегулировать шкальные весы, если они имеют погрешность со зна-
ком «+» и наоборот со знаком «—»?
20. Как отрегулировать циферблатные весы, если в первой половине шкалы
они имеют положительную погрешность, а во второй — отрицательную погреш-
ность?
21. Нарисуйте схему гирных весов.
22. Нарисуйте схемы шкальных весов с двумя и тремя подплатформенными
рычагами.
Глава VIII
СТАЦИОНАРНЫЕ ВЕСЫ
41. КЛАССИФИКАЦИЯ
Развитие торговли и промышленности в XV—XVI вв. вело к
тому, что появилась необходимость взвешивать все большие коли-
чества грузов, а потому существовавшие к тому времени коромыс-
ловые равноплечие весы и безмены перестали удовлетворять на-
сущным требованиям и появилась необходимость в создании весов
большой грузоподъемности. Такие весы могли быть только ста-
ционарными, т. е. установленными на фундаменте или неподвижной
станине.
Первыми стационарными весами следует считать весы, пока-
занные на рис. 8.1, применявшиеся во Франции в середине XVI в.
для взвешивания пушек. Эти весы были неудобны тем, что требо-
вали для помещения на них взвешиваемых предметов подъемных
Рис. 8.1. Стационарные весы XVI в.
154
устройств (воротов, домкратов и т. п.), а потому конструкторская
мысль пошла по пути создания весов с платформой на уровне зем-
ли для того, чтобы на них можно было помещать повозки с гру-
зами.
К середине XVIII в. в Англии были созданы две1 конструкции
таких весов, которые и легли в основу всех современных стацио-
нарных весов
В настоящее время торговля и промышленность нуждаются не
только в платформенных весах, взвешивают на мнорых в стати-
ческих условиях, по и в весах для взвешивания движущихся гр\
зов, например, вагонов, а также грузов, перемещаемых по моно-
рельсу или при помощи кранов. ;
И, наконец, появилась необходимость во взвешивании грузов
в потоке, т. е. движущихся по конвейеру, а также во взвешивании
отдельных доз (порций) продукта.
В соответствии с этим стационарные весы разделяются на:
1) весы для взвешивания грузов в статическом состоянии;
2) весы для взвешивания грузов в движении
К первой группе относятся весы.
1) врезные и вагонеточные;
2) элеваторные (бункерные);
3) автомобильные;
4) вагонные для взвешивания вагонов в статическом со-
стоянии.
Во вторую группу входят весы:
1) вагонные для взвешивания вагонов в движении;
2) монорельсовые;
3) крановые;
4) автоматические порционные весы и дозаторы;
5) конвейерные весы.
42. УСТРОЙСТВО
1. Весы для взвешивания грузов в статическом состоянии.
А. Врезные и вагонеточные. Врезными называются
весы, установленные на фундаменте таким образом, что их плат-
форма находится на уровне пола того помещения, в котором они
смонтированы. Эти весы предназначены для взвешивания грузов,
гранспортпруемых на ручных тележках и автокарах, а также дру-
гих грузов, например, бочек и ящиков, помещенных на весы либо
вручную, либо с помощью крана или автопогрузчика.
Врезные весы устанавливаются в стороне от основного транс-
портного потока, чтобы автокары или тележки, не предназначен-
ные для взвешивания, не проезжали по платформе весов, так как
это ведет к преждевременному износу призм и подушек Если из-за
1 Авторами одной из них считается Вайотт, а другой Уйре.
155
тесноты помещения установка весов на проезжей части необходи-
ма, то их следует снабжать изолиром.
Очень часто в качестве врезных применяют обычные платфор-
менные передвижные весы, устанавливая их у углубления так,
чтобы платформа находилась на уровне пола помещения.
На рис. 8.2 приведен схематический чертеж врезных весов, где
1 — рычажная система; 2— грузоприемное устройство (платфор-
ма); 3— фундамент; 4 — промежуточный механизм; 5 — указа-
тельное устройство.
Вагонеточные весы отличаются от врезных тем, что на их плат
форме укреплены рельсы, по которым перемещаются вагонетки с
взвешиваемым грузом.
Описание механизма врезных и вагонеточных весов не приво-
дится, так как они ничем не отличаются от механизма передвиж-
ных весов, показанных на рис. 7.25.
Б. Элеваторные (бункерные). Для взвешивания сы-
пучих или жидких материалов применяют стационарные весы с
грузоприемным устройством в виде деревянного или металличе-
ского бункера-резервуара.
В качестве примера на рис. 8.3, а показаны элеваторные весы
с наибольшим пределом взвешивания 5 т.
Эти весы имеют деревянный-бункер, обитый внутри листовой
сталью. Для впуска и выпуска взвешиваемого материала служат
горловины, снабженные заслонками, приводимыми в действие
вручную.
Рычажная система весов (рис. 8.3, б) состоит из четырех глав-
ных рычагов 1, 2, 4 и 5 и четырех передаточных рычагов 3, 6, 7 и 9.
Усилие от рычагов 7 и 9 передается на указательное устройство
шкального типа 8.
Рис. 8 2. Врезные весы
156
Рис. 8.3. Элеваторные (бункерные) весы
Таким образом, эти весы имеют четыре силовые цепи с одина-
ковым передаточным числом I:
от рычага 1
900 1875 530
— -------— 1 Г)!)'.
150 375 106
157
от рычага 2
600 1875 1120 _ 15()
150 250 224 “
от рычага 4
600 1875 1120
150 250 224
от рычага 5
900 1875 1120
150 375 224
Все остальные конструкции элеваторных весов отличаются от
описанной только размерами, а также тем, что вместо деревянно-
го бункера применяется бункер из листовой стали, а указательное
устройство делается циферблатным.
В. Автомобильные. Автомобильные стационарные весы
предназначены для взвешивания автомобилей и автопоездов, т. е.
автомобилей-тягачей с одним полуприцепом или несколькими при-
цепами.
Автомобильные весы (рис. 8.4) состоят из грузоприемной плат-
формы 3, рычажной системы 4, промежуточного механизма 2 и
указательного устройства 1.
Рычажные системы автомобильных весов строятся по двум
схемам в зависимости от расположения главных рычагов:
по ходу автомобиля;
перпендикулярно к ходу автомобиля.
По первой схеме строятся рычажные системы автомобильных
весов с наибольшим пределом взвешивания 10 т, а второй — более
10 т.
В принципе схема весов с продольными главными рычагами
лучше, так как при наезде автомобиля на грузоприемную плат-
форму нагрузка распределяется по всей длине призмы главного
рычага; в схеме же с поперечными рычагами нагрузка воздейст-
вует сначала на один конец призмы, а затем уже распределяется
по всей призме, что приводит к более быстрому износу, а иногда
Рис, 8.4 Автомобильные весы
158
Рис. 8.5. Схема автомобильных весов
с продольными главными рычагами
и к выкрашиванию концов призм. Однако с этим недостатком
приходится мириться, так как у весов с большим пределом взве-
шивания, когда длина платформы составляет более 5,5 м, про-
дольные рычаги получились бы очень тяжелыми.
На рис. 8.5 показана кинематическая схема автомобильных
весов с наибольшим пределом взвешивания Юте циферблатным
указательным устройством.
Платформа этих весов четырьмя шарнирными стойками 1 опи-
рается на продольные главные рычаги 17, 18, 2 и 14, расположен-
ные по ходу автомобиля. Рычаги 17 и 18 соединены с промежу-
точным механизмом, расположенным в шкафу 11 с помощью
передаточных рычагов 15 и 16, выходящего рычага 3 и тяги 4, а
рычаги 2 и 14 соединены непосредственно с выходящим рычагом 3.
Таким образом, подплатформенный рычажный механизм весов
имеет две силовые цепи. Когда нагрузка действует на главные
рычаги 18 и 17, то передача усилия от этих рычагов на промежу-
точный механизм осуществляется с помощью рычагов 16, 15 и 3.
Если же нагрузка воздействует на главные рычаги 2 и 14, то в
передаче усилия участвует только выходящий рычаг 3.
Передаточное число первой цепи
. __ 2496 253 1076 1500 = 2qq
1 156 253 538 240 ~
Передаточное число второй цепи
2496 1500 Qnn
i, =--------------= 200,
156 120
Промежуточный механизм состоит из двух рычагов 5 и 10, со-
единенных друг с другом тягой бис циферблатным указательным
устройством 8 тягой 9.
Передаточное число промежуточного механизма
13
350 96 ____25
2ю”бГ~ ’
Таким образом, передаточное число рычажной системы весов
i = i3 = i2t3 = 200 • 2,5 = 500.
Рычаг 10 несет на плече длиной 192 м подвеску 12 для встро-
енного груза 13, который уравновешивает нагрузку 5 т на плат-
форме. Остальные 5 т нагрузки уравновешиваются квадрантами 7
циферблатного устройства 8.
Схема автомобильных весов с главными рычагами, располо-
женными перпендикулярно к ходу автомобиля, показана па
рис. 8.6.
Здесь рычаги 1 соединены с выходящим рычагом 4 с помощью
передаточных рычагов 2 и 3, а рычаги 12—при помощи рычагов
13 и 15. Выходящий рычаг связан с промежуточным механизмом,
который состоит из двух рычагов 5 и 7, механизма 11 для наложе-
ния двух грузов 10 на подвеску 14 арретира 6 и блокирующего
механизма (на рис. не показан).
Каждый из грузов 10 уравновешивает ’/з нагрузки, а осгающа
яся уравновешивается с помощью циферблатного механизма 8,
соединенного с промежуточным механизмом тягой 9.
Передаточное число рычажной системы этих весов
1200 2500 1250 2500 240
I =---—----------------------- 1000
150 250 1000 500 120
160
Таким образом, усилие Q= 10 т, создаваемое груженым авто-
мобилем на платформе весов, передается на циферблатное указа-
тельное устройство как усилие
Q 10 000
о = —=--------=10 кг.
i 1000
Блокирующий механизм устроен так, что ручку арретира мож-
но открыть только тогда, когда грузы 10 наложены на грузодер-
жатель 14. Такое устройство необходимо для того, чтобы не пор-
вать ленты циферблатного устройства при наезде автомобиля,
масса которого превышает ’/з предельной нагрузки весов.
уТ.'В а го н н ы е. Для взвешивания грузов, перевозимых в же-
лезнодорожном подвижном составе, применяются рычажно-меха-
нические вагонные весы общего назначения.
Наиболее распространенным типом вагонных весов, находя-
щихся в эксплуатации на станциях дорог и подъездных путях про-
мышленных предприятий, являются двухплатформенные весы с
коромысловым указательным прибором с предельной нагрузкой
100 т типа РС-100Ш13 (ВКд-100).
Весы имеют две грузоприемные платформы — большую дли-
ной 7,72 м и малую — длиной 5,7 м.
На этих весах двухосные вагоны взвешиваются на правой
(большой) платформе, четырехосные — на двух платформах од-
новременно, соединенных вместе, шестиосные — потележечно, в
два приема, с установкой трехосной тележки вагонов на большой
платформе. Для соответствующего включения платформ весы
оборудованы переключателем.
6 Зак. 302 1 61
Взвешивание на 100-тонных весах восьмиосных вагонов не до-
пускается.
Весы (рис. 8.7) состоят из двух весовых механизмов: правого
с длинной платформой //и левого с короткой платформой 9. На
продольные балки 1 и 13 платформы уложен настил из рифленой
стали, а поверх настила — рельсы 6 и 8. Каждая из платформ
опирается на самостоятельный рычажный механизм 14. Правая
платформа имеет шесть точек опоры, а левая — четыре. Встреча-
ются весы, у которых и левая платформа опирается на рычаги в
шести точках.
Рычажные системы весов установлены на фундамент 12, окан-
тованный обвязочной рамой 1. Для доступа к рычагам в каждом
из настилов имеется по два люка 10 и 7 с откидными крышками.
Кроме того, в весовой будке, в которой находится указательное
устройство 4, для этой пели имеется люк 3. Зазор 10-15 мм, име-
ющийся между настилом и обвязочной рамой 1, а также между
настилами платформ 11 и 9, закрывается фартуками (на рисунке
не показаны), которые откидывают во время взвешиваний. Для
того чтобы иметь возможность присоединить к указательному
устройству один правый весовой механизм или оба механизма
вместе, весы снабжены переключателем
Кинематическая схема рычажной системы весов изображена
на рис. 8.8*. Правая (большая) платформа 11 опирается на три
пары главных рычагов 34, 16, 30, а левая — на две пары таких же
рычагов 23 и 27. Рычаги 34 и 16 соединяются с выходящим рыча-
гом 18 с помощью двух соединительных рычагов 15 и 33, а рыча-
ги 30—с тем же выходящим рычагом 18 при помощи рычагов 31
Нумерация позиций рис. 8 8 является продолжением нумерации на рис. 8.7:
6*
10?
'! 11
। '
и 32. Рычаги 23 и 27 малой платформы соединены со вторым вы-
ходящим рычагом 24 с помощью передаточных рычагов 25, 26
28, 29.
Усилие от выходящих рычагов 18 и 24 передается на тягу 20
указательного устройства 4 с помощью рычагов 17, 19, 22 и 21,
называемых коридорными, так как они установлены в коридоре,
расположенном параллельно основному фундаменту.
В связи с тем, что в последние годы двухосные вагоны на сети
железных дорог не эксплуатируются, переключатель 5 платформ
изъят из механизма весов, и обе платформы, соединенные вместе,
подключены непосредственно к указательному устройству.
Вагонные весы для дорог узкой колеи имеют два типоразмера
платформ длиной 8 и 10 м. Рычажная система состоит из двух
главных рычагов Т-образной формы. Эти рычаги с помощью серег
соединены с выходящим рычагом, который при помощи тяги при-
соединен к указательному устройству коромыслового или циферб-
латного типа. Во всем остальном весы совершенно идентичны ве-
сам для дорог широкой колеи.
Длительный опыт эксплуатации 100-тонных вагонных весов
показал, что они обладают высокой точностью и постоянством по-
казаний, устойчиво сохраняя эти свойства в течение продолжи-
тельного времени.
В настоящее время выпуск 100-тонных весов прекращен и про-
мышленность перешла к производству 150-тонных вагонных весов
типа РС-150Ц13 (ВЦ-150с) с циферблатным указательным при-
бором.
Вагонные весы этого типа, парк которых непрерывно растет,
обладают высокой надежностью, а наличие циферблатного указа-
теля позволяет значительно ускорить процесс взвешивания, так
как отпадает необходимость в передвижении грузов и подсчетах
с их помощью результата-взвешивания.
На вагонных весах РС-150Ц13 четырех- и шестиосные вагоны
взвешивают в один прием.
150-тонные весы типа РС-150Ц13 состоят из подплатформен-
ного рычажного весового механизма, устанавливаемого на специ-
альном фундаменте, грузоприемной платформы, покрытой метал-
лическим настилом и укрепленными на ней рельсами, и проме-
жуточного механизма типа ПМ-1 с циферблатным указательным
прибором.
Рычажная система подплатформенного механизма 150-тонных
вагонных весов (рис. 8.9) состоит из четырех главных грузопри-
емных рычагов 1, продольных передаточных рычагов 2, 3, 4, 9 и
выходящих рычагов 8, 7, соединенных с промежуточным механиз-
мом 6' циферблатного указательного устройства 5.
Все рычаги подплатформенного механизма весов, размещен-
ные на опорных стойках, связаны между собой посредством регу-
лируемых по высоте серег, что значительно облегчает выполнение
монтажа весов, а также их регулировку в процессе эксплуатации.
164
Общее передаточное число рычажной системы подплатформенно-
го весового механизма (до тяги промежуточного механизма)
/ = 2000.
Грузоприемная платформа длиной 15,5 м представляет собой
прямоугольную ферму, покрытую металлическим настилом, со-
стоящую из двух продольных двутавровых балок № 55, поставлен-
ных одна на другую и связанных между собой поперечинами. Для
обеспечения необходимой жесткости грузоприемной платформы ее
продольные балки усилены специальными поясами, соединенны-
ми с ними при помощи сварки.
К нижним поясам продольных балок платформы болтами при-
креплены опорные блоки грузоприемных стоек, посредством кото-
рых платформа опирается на нижние траверсы шарнирных подве-
сок грузоприемного узла главных рычагов. Зазор между платфор-
мой весов и обвязочной рамой фундамента перекрывается откид-
ными фартуками, препятствующими попаданию в котлован фун-
дамента грязи, снега и частиц взвешиваемого груза. Величина
продольных колебаний платформы регулируется специальными
упорами, а поперечных — струнками.
Весы типа РС-150Ц13 обладают высокой точностью и постоян-
ством показаний, устойчиво сохраняя эти важные в метрологиче-
ском отношении свойства продолжительное время. Эти положи-
тельные качества весов в значительной мере объясняются особым
устройством грузоприемного узла их главных рычагов.
Грузоприемный узел (рис. 8.10) состоит из опорных стоек 2,
прикрепленных к блоку фундаментных балок 1, главных рычагов 8
с окном под грузоприемной призмой, верхней траверсы 3, опира-
ющейся своей подушкой на грузоприемную призму главного ры<
чага.
165
На консоли верхней траверсы навешены плоские соединитель-
ные серьги 4 с нижней траверсой 9, пропущенной через окно глав-
ного рычага. На консоли нижних траверс опираются грузоприем-
ные стойки весовой платформы, передающие нагрузку от взвеши-
ваемого вагона на грузоприемный узел главных рычагов. Соедине-
ние главных рычагов 8 с первым продольным рычагом 5, установ-
ленным на опорной стойке 7, осуществлено посредством концевых
серег 6.
Применение в конструкции весов грузоприемного узла с шар-
нирной подвеской, обеспечивающей продольное и поперечное ко-
лебания грузоприемной платформы, при которых полностью
исключается смещение призм по подушкам в момент накатыва-
ния взвешиваемого вагона, гарантирует высокую точность весов и
постоянство показаний.
Для уменьшения динамических ударов, возникающих при на-
катывании взвешиваемого вагона, на стыках рельсов подходных
и весового пути установлены специальные переходные мостики.
Особенностью подплатформенного рычажного весового меха-
низма вагонных весов РС-150ЩЗ, ио сравнению со 100-тонными
весами, является унификация основных деталей по размерам.
Следует отметить, что по сравнению с ранее выпускавшимися
100-тонными вагонными весами в весах РС-150Ц13 количество
рычагов подплатформенного механизма сокращено на восемь, а
типоразмеров на пять.
Основные размеры рычагов подплатформенного весового меха-
низма и их передаточные числа приведены ниже:
166
Наименование рычагов Длина плеч, мм Передаточное число
малого оольшого
Главный грузоприемный 235 940 4
Продольный № 1 250 2500 10
То же № 2 500 2000 4
» № 3 415 415 1
» № 4 . . 320 1600 5
Выходящий № 1 1200 1500 5
То же № 2 . 450 900 2
Для обеспечения требуемых размеров плеч рычагов и, следо-
вательно, заданного передаточного числа весового механизма, в
вагонных весах типа РС-150Ц13 применены призмы, имеющие в
своей посадочной части конус 1 : 50.
Настил грузоприемной платформы, выполненный из стальных
листов толщиной 5 мм, имеет два смотровых люка размером
500X800 мм.
Подплатформенный механизм весов связан с циферблатным
указательным прибором посредством промежуточного механизма,
с помощью которого усилие от весового механизма на тягу ци-
ферблатного указательного прибора уменьшается в 2,5 раза.
Промежуточный механизм ПМ-1 (рис. 8.11) состоит из корпу-
са X на несущей плите 14 которого установлены рычаг 7, арре-
тир 5, механизм наложения накладных грузов 15, демпфер 4, ме-
ханизм показания накладных грузов 13 и блокирующее устройст-
во 6.
На концевую призму рычага на тяге 16 подвешен грузодержа-
тель 18, имеющий подгоночную полость для глубого уравновеши-
вания тары механизма весов.
Колебания грузодержателя ограничиваются стрункой 19.
Рычаг 7 посредством гибких стальных лент 8 соединен с пере-
даточным рычагом 9, который в свою очередь посредством лен-
ты 10 связан с тягой циферблатного указательного прибора 11.
Соединение рычага 7 с подплатформенным весовым механиз-
мом осуществляется посредством тяги 3 с масляным затвором 1,
который предохраняет промежуточный механизм от проникнове-
ния влажного воздуха из котлована фундамента весов.
Рычаг промежуточного механизма снабжен регулятором тары
12, позволяющим точно подгонять тару ненагруженных весов.
Наложение грузов 17 на грузодержатель осуществляется уста-
новкой рукоятки в одно из фиксированных положений, соответст-
вующих числу накладных грузов. Масса каждого накладного гру-
за подогнана таким образом, что его наложение на грузодержа-
тель рычага снимает с него усилие, соответствующее массе груза
па платформе весов в 50 т. Рукоятка наложения грузов связана с
механизмом показания количества наложенных грузов и блокиру-
ющим устройством, которое устроено таким образом, что арре-
тир, запирающий рычаг, можно открыть только тогда, когда на
грузодержатель наложены оба накладных груза.
167
Рис. 8.11. Промежуточный механизм ПМ-1
Применение в промежуточном механизме блокирующего уст-
ройства исключает обрыв лент и поломку силоизмерительного
устройства циферблатного указателя при случайном или ошибоч-
ном открытии арретира во время нахождения на их платформе
вагона массой более 50 т, а наличие двух накладных грузов поз-
волило значительно повысить точность работы весов и расширить
диапазон взвешивания.
Основной составной частью вагонных весов типа РС-150Ц13,
служащей для определения массы груза, является циферблатный
указательный прибор с двойным квадрантным уравновешиваю-
щим механизмом, обеспечивающим точность работы в пределе
±0,1% от массы взвешиваемого груза.
В вагонных весах РС-150Ц13 применен односторонний циферб-
латный указательный прибор УЦК1-710-10-50 с диаметром дели-
тельной окружности шкалы 710 мм, числом делений 1000, полез-
ным усилием на тяге 100Н и ценой наименьшего деления 50 кг.
Для взвешивания без расцепки 8-, 6- и 4-осных вагонов изготав-
ливают весы с наибольшим пределом взвешивания до 200 т, кото-
Тбё " 1
рые имеют две платформы- большую длиной 15,5 м и малую —
дтиной 3,7 м.
Подплатформенный рычажный механизм большой платформы
весов устроен так же, как и у весов с наибольшим пределом взве-
шивания 150 т. Рычажный механизм малой платформы построен
по той же схеме и отличается только размерми и числом рычагов.
Указательное устройство имеет циферблат с наибольшим значе-
нием 100 т и промежуточный механизм, аналогичный используе-
мому в 150-тонных .весах, но не с двумя, а с одним накладным гру-
зом условной массой 100 т.
Переключатель для подключения одной левой платформы или
обеих платформ встроен в шкаф промежуточного механизма. При
отключении правой платформы к рычагу левой платформы подве-
шивается не рычаг с грузом, как в 100-тонных весах, а просто
груз, создающий такое же усилие, как и правая платформа.
Автоматические пульты управления к автомобильным и вагон-
ным весам. В целях автоматизации процесса взвешивания и до-
кументальной регистрации результатов Армавирский приборо-
строительный завод изготавливает специальные пульты управле-
ния типов ПУ-1 и ПУ-2, которыми оснащаются соответственно ав-
томобильные и вагонные рычажно-механические весы.
Пульт управления обеспечивает автоматическое уравновеши-
вание взвешиваемого груза (автомобиля пли вагона), указание
значения его массы на световом цифровом табло с последующей
регистрацией результата взвешивания печатающими машинками.
Пульт управления типа ПУ-1 (рис. 8.12) автомобильных весов
типа РС-30Ц24А состоит из корпуса 12, квадрантного уравновеши-
вающего механизма 11, рычага 10, арретира 29, демпфера 27, ме-
ханизма положения грузов 21, цифрового светового табло 4, пане-
ли управления 5, панели наладки 6, электрифицированной опе-
рационной пишущей машинки 7, запускаемой нажатием кнопки 8,
контрольной счетно-суммирующей печатающей машинки 1, а так-
же блоков электроаппаратуры 3, 9 и 17.
Питание всех электрических цепей пульта управления произ-
водится от стабилизатора напряжения 22.
Усилие от взвешиваемого груза, находящегося на платформе
весов, передается на тягу 26, которая через серьгу 14 соединена
с грузоприемной призмой рычага 10, опирающегося на стойку 15.
Призмы рычага установлены в передвижных каретках 13 и 16,
обеспечивающих их регулировку в вертикальной и горизонтальной
плоскостях. Для точной регулировки весов рычаг имеет тарные
грузы 24, а для грубой — цепочку 30 с приводом от рукоятки 2.
Быстрое и плавное затухание колебаний рычага обеспечивает-
ся демпфером 27. С концевой призмой рычага соединена подве-
ска 18 с грузодержателем и накладными грузами 19, имеющими
специальные полости для подгонки их массы при регулировке ве-
сов. Колебания подвески грузодержателя ограничиваются струн-
кой 25, соединенной коническими цапфами с тарником 23.
1С9
Рис. 8.12. Пульт
управления ПУ-1
Накладные грузы снимают и накладывают съемником 20, ко-
торый представляет червячно-винтовой редуктор с приводом от
электродвигателя.
Для запирания рычага служит механизм арретира 29, пред-
ставляющий собой, подобно механизму наложения грузов, чер-
вячно-винтовой редуктор с электроприводом. Ограничение хода
винта арретира обеспечивается выключателем 28.
Устройство квадрантного уравновешивающего механизма пуль-
та управления аналогично устройству циферблатных указатель-
ных приборов. Для снятия показаний с квадрантного уравнове-
шивающего механизма применена схема не с электромеханиче-
ским (контактным), а с фотоэлектрическим (бесконтактным) ме-
тодом опроса, значительно повышающая точность работы и на-
дежность прибора.
170
Считывающий механизм пульта управления ПУ-1 (рис. 8.13)
устроен следующим образом. На одной оси со стрелкой квадрант-
ного механизма 7 укреплен кодовый барабан / с двенадцатью
дорожками. На каждой дорожке расположены в определенном по-
рядке пазы (прозрачные участки) и выступы (непрозрачные уча-
стки) , причем паз является кодом единицы числа, а выступ — ко-
дом нуля. Таким способом на дорожках кодового барабана запи-
саны числа в специальном циклическом коде, соответствующем
числам десятичной системы от 0 до 1000.
Датчиками считывания показаний являются двенадцать фото-
диодов 2, расположенных вдоль внутренней стенки барабана так,
что каждый фотодиод находится напротив одной из дорожек ко-
дового барабана. Засветка фотодиодов через пазы кодового
барабана происходит от осветителя 3, состоящего из лампы 4 и
двух линз 5 и 6. Датчики считывания служат одновременно и
датчиками смены диапазонов измерения, обеспечивая автомати-
ческую работу механизма наложения грузов.
Тринадцатая крайняя дорожка барабана служит для контро-
ля успокоения подвижной системы весов. Датчик контроля успо-
коения 9, состоящий из осветителя 8 и колодки 10 с фотодиодом,
дает команду на считывание результата взвешивания, а также
вывод его на световое цифровое табло и печатающие машинки
только после полного прекращения колебаний кодового барабана.
Автомобильные весы, оснащенные пультом управления ПУ-1,
работают в двух режимах — наладочном и автоматическом. Нала-
дочный режим применяется при отладке и юстировке весов на за-
воде-изготовителе и на месте установки, а также при проверке
тары весов (нуля) в процессе работы.
Основным режимом работы весов является автоматический.
Управление работой весов в этом режиме производится с панели
Рис. 8.13. Считывающий механизм пульта управления ПУ-1
171
управления. При повороте тумблера включения аппаратуры все
электрические цепи пульта управления становятся в исходное по-
ложение, арретир закрывается, а на грузодержатель автоматиче-
ски накладываются оба накладных груза.
При отработке веса системы пульта управления работают в
такой последовательности. После нажатия кнопки «Пуск» элект-
ропривод открывает арретир и автоматически выбирается диапа-
зон взвешивания. Весы имеют три диапазона взвешивания: пер-
вый от 1,5 до 10 т, второй —от 10 до 20 т и третий — от 20 до 30 т.
Датчик автоматического выбора диапазона измерения обеспечи-
вает следующий режим работы механизма наложения грузов, если
масса взвешиваемого автомобиля:
больше 20 т на величину, равную цене деления (10 кг), — на
грузодержателе остаются оба накладных груза;
больше 10 т, но меньше 20 т на величину, равную цене деле-
ния, — с грузодержателя снимается один накладной груз;
меньше Ют — с грузодержателя снимаются оба накладных
груза.
При автоматическом выборе диапазона измерения общим яв-
ляется случай, когда масса автомобиля находится в пределах
первого диапазона. Остальные два случая являются промежуточ-
ными.
После открытия арретира и автоматического выбора диапазо-
на взвешивания масса автомобиля уравновешивается квадрант-
ным механизмом, при этом кодовый барабан, укрепленный на оси
стрелки, повернется на некоторый угол и после нескольких зату-
хающих колебаний остановится.
В связи с тем, что каждой нагрузке соответствует строго опре-
деленный угол поворота кодового барабана, после успокоения
подвижной системы квадрантного механизма против датчиков
считывания будет находиться вполне конкретное, отличное от
других сочетание пазов и выступов «а дорожках барабана, со-
ответствующее массе взвешиваемого автомобиля.
После прекращения колебаний барабана производится засвет-
ка соответствующих фотодиодов датчиков считывания, импульсы
от которых поступают в дешифратор, где циклический код значе-
ния массы груза, записанный на дорожках барабана, преобразует-
ся в десятичный — цифровой.
Полученное значение массы взвешенного автомобиля высве-
чивается на световом цифровом табло и печатается операционной
и контрольной машинками. Одновременно печатается дата взве-
шивания и номер автомобиля, данные о которых набираются зара-
нее путем установки в необходимое положение соответствующих
переключателей, расположенных на панели наладки.
После завершения документальной регистрации значения мас-
сы взвешенного автомобиля происходит автоматическое закрытие
арретира, на грузодержатель накладываются оба груза, а на па-
нели управления загорается зеленая лампа «Окончание взвеши-
вания». Общая продолжительность полного цикла отработки и
172
регистрации массы взвешиваемого автомобиля в зависимости от
диапазона взвешивания составляет 15—35 с.
Пульт управления ПУ-2, которым оснащаются 150-тонные ва-
гонные весы типа РС-150Ц13, конструктивно выполнен аналогич-
но пульту управления типа ПУ-1, однако наибольшее значение
шкалы циферблата увеличено до 50 т при дискретности отсчета по
световому цифровому табло 50 кг.
В связи с тем, что 150-тонные вагонные весы имеют три диапа-
зона взвешивания — от 7,5 до 50 т, от 50 до 100 т и от 100 до 150 т,
в пульте управления применены два накладных груза условной
массой 50 т каждый.
2. Весы для взвешивания грузов в движении. А. Д л я взве-
шивания подвижного состава.
Одним из важнейших направлений технического перевооруже-
ния весового хозяйства является внедрение электромеханических
весов, в которых измерение механической величины — силы тяже-
сти взвешиваемой массы — производится с помощью электриче-
ских методов.
Принцип действия этих весов основан на использовании де-
формации жестких, предварительно протарированных и практи-
чески безынерционных силоизмерительных упругих элементов в
сочетании с электрическим методом измерения сопротивления вы-
сокочувствительных проволочных преобразователей (тензорези-
сторных датчиков), приклеенных или намотанных на эти упругие
элементы, деформирующиеся под действием измеряемой нагрузки.
Тензорезисторные датчики, как правило, соединяются по схе-
ме моста Уитстона. Измеряя выходное напряжение на диагонали
моста, пропорциональное упругой деформации силоизмерительно-
го элемента, можно определить величину механического воздейст-
вия на упругий элемент, т. е. массу взвешиваемого груза.
Применение в конструкции весов силоизмерительных элементов
с тензорезисторными датчиками позволяет отказаться от исполь-
зования в грузоприемных устройствах традиционной рычажной
системы. При этом исключается влияние на результат взвешива-
ния таких факторов, как трение в силовых парах «призма — по-
душка», деформация рычагов, изменение в процессе эксплуатации
передаточных отношений плеч рычагов отдельных кинематических
цепей и других источников ошибок.
Весьма высокая чувствительность, достаточная точность, иск-
лючительно быстрая реакция на управляющее воздействие в соче-
тании с компактностью, удобством управления и изменения ре-
жимов работы позволили использовать такие весы для взвешива-
ния подвижного состава в движении без расцепки вагонов.
В качестве примера рассмотрим конструкцию электронно-тен-
зометрических весов типа 100Х2ТВД-5 для взвешивания подвиж-
ного состава в движении, разработанных Одесским политехниче-
ским институтом (ОПИ).
Электронно-тензометрические весы типа 100Х2ТВД-5
(рис. 8.14) состоят из грузоприемного устройства 3 с блоком тен-
173
Рис. 8.14. Принципиальная схема элек-
тронно-тензометрических весов типа
100Х2ТВД-5
зорезисторных силоизмеритель-
ных датчиков 2 типа 32ТВС-1 и
автоматического цифрового изме-
рительного прибора 1 типа ПТВ-5
со счетно-суммирующей печатаю-
щей машиной 4 типа СД-107Д.
Грузоприемное устройство ве-
сов представляет собой платфор-
му рамной конструкции длиной
7,6 м, свободно подвешенную к
опорным балкам фундамента по-
средством четырех маятниковых
подвесок со встроенными силоиз-
мерительными датчиками типа
32ТВС-1. Длина платформы оп-
ределена из условия потележеч-
ного в два приема взвешивания
четырех-, шести- и восьмиосных
вагонов независимо от порядка
их расположения в составе по-
езда.
Перемещение грузоприемной
платформы в продольном направ-
лении ограничивается натяжными струнками, небольшая попереч-
ная жесткость которых исключает их влияние на результат взве-
шивания.
Подходные пути к весам выполнены в виде прямолинейного
бесстыкового рельсового пути, уложенного в обе стороны весов
на ленточный бетонный фундамент. Для смягчения динами-
ческих ударов, возникающих в момент перехода колесных пар
тележек взвешиваемых вагонов с подходных путей на платформу
весов, на стыках рельсов установлены переходные мостики.
Нагрузка от взвешиваемого вагона, приложенная к грузопри-
емной платформе весов, передается на четыре силоизмеритель-
ных датчика (рис. 8.15) тензорезисторного типа класса 0,25, выра-
батывающих электрический сигнал, пропорциональный приложен-
ной нагрузке.
Упругий элемент 1 тензорезисторного силоизмерительного дат-
чика типа 32ТВС-1, установленный на подставке 2, изготовлен из
специальной стали. На цилиндрических поверхностях («ребрах»)
упругого элемента поверх изолирующей прослойки с некоторым
натягом намотаны четыре тензорезисторных преобразователя из
константановой проволоки диаметром 0,02 мм. При наложении на-
грузки упругий элемент испытывает деформацию изгиба (нижняя
цилиндрическая поверхность растягивается, а верхняя — сжимает-
ся), которая через изолирующую прослойку передается тензоре-
зисторам.
С целью обеспечения надежной защиты тензорезисторов от
попадания влаги чувствительный элемент датчика заключен в
174
Рис. 8.15. Тензорезисторный датчик
герметический корпус 3. Стержень 4, запрессованный во внутрен-
нюю полость чувствительного элемента, служит для намотки со-
противления термокомпенсации чувствительности, а также для
предохранения грузоприемного устройства от аварии в случае вы-
хода из строя чувствительного элемента.
Тарировочные, шунтирующие, балансировочные сопротивле-
ния, а также сопротивление термокомпенсации нуля собраны на
катушках 5, помещенных в специальную коробку на корпусе. Под-
ключение датчика к кабелю измерительной аппаратуры осуществ
ляется через штепсельный разъем 6. Тензорезисторные преобразо-
ватели собраны по схеме Уитстона. Все четыре силоизмерительных
тензорезисторных датчика грузоприемного устройства весов с
целью суммирования выходных сигналов включаются параллель-
но. Габаритные размеры тензорезисторного силоизмерительного
датчика (диаметрХвысотаХдлина с учетом колодки разъема) —
116X131X186 мм. Масса датчика — 5,5 кг.
Измерительный прибор типа ПТВ-5 представляет собой авто-
матический цифровой компенсатор, в основу работы которого по-
ложен метод RC-фильтра с ненулевыми начальными условиями.
Применение этого метода позволяет производить обработку вы-
ходного сигнала в течение всего времени нахождения тележки
взвешиваемого вагона на платформе весов независимо от скоро-
сти ее перемещения.
Измерительный прибор ПТВ-5 состоит из следующих основ-
ных узлов:
г делителя напряжения, служащего для получения
компенсирующего напряжения, изменяющегося в соответствии с
двоично-десятичным кодом;
усилителя, обеспечивающего усиление сигналов, поступи
ющих с моста тензорезисторных датчиков и делителя напряжения,
до уровня, пригодного для дальнейших измерений;
175
RC - фильтр а, служащего для сглаживания динамических
помех, содержащихся в выходном сигнале с моста тензорезистор-
ных датчиков, и повышения тем самым точности измерения;
нуль-индикатор а, предназначенного для сравнения вы-
деленного на RC-фильтре сигнала с моста тензорезисторных дат-
чиков с компенсирующим напряжением, вырабатываемым дели-
телем напряжения;
регистра-переключателя, состоящего из набора триг-
геров, выполненных на полупроводниковых триодах, и служаще-
го для переключения резисторов измерительного делителя напря-
жения и запоминания значения массы первой тележки взвешива-
емого вагона;
дешифратора, обеспечивающего поразрядное преобразова-
ние двоично-десятичного кода регистра-переключателя в десятич-
ный код с целью вывода его на счетно-суммирующую печатающую
машинку;
распределителя, служащего для получения импульсов,
управляющих в заданной последовательности работой регистра-
переключателя и дешифратора;
блока управления, служащего для автоматического уп-
равления процессом взвешивания при прохождении по весам ва-
гонов разных типов;
генератора несущей частоты, вырабатывающего
синусоидальное напряжение частотой 400 Гц для питания тензо-
резисторных датчиков и делителя;
счетчика, предназначенного для суммирования показаний
старшего разряда регистра-переключателя;
счетно-суммирующей печатающей машины,
служащей для регистрации на бумажной ленте массы каждого ва-
гона, а также общей массы брутто взвешенного состава;
блока питания, обеспечивающего питание всех цепей схе-
мы требуемыми напряжениями и токами.
Электронно-тензометрические весы типа 100\2ТВД-5 работа-
ют следующим образом.
При наезде на грузоприемную платформу весов первой тележ-
ки взвешиваемого вагона выходной сигнал с моста тензорезистор-
ных весовых датчиков (20—30 мВ) подается на вход усилителя и
усиливается до уровня, удобного для дальнейших преобразований
(25 В). На выходе усилителя сигнал переменного напряжения
преобразуется в постоянное напряжение.
За время, пока первая тележка вагона катится по платформе
весов, выходное напряжение (7Х, поступающее с моста тензорези-
сторных датчиков, усредняется и доводится до значения, достаточ-
но близкого к постоянной составляющей полезного сигнала.
В это время вход усилителя подключается к выходу измери-
тельного делителя, который выдает напряжение в двоично-деся-
тичном коде с весовыми коэффициентами 2—4—2—1, комбинируя
которые можно получить напряжения, пропорциональные числам
1, 2, 3, . .., 9.
176
Резисторы делителя переключаются ключами регистра-пере-
ключателя, которые в свою очередь управляются от импульсов
распределителя, запускаемого по команде от блока управления.
В процессе компенсации пульсирующее напряжение С/к, выда-
ваемое измерительным делителем, сравнивается с напряжени-
ем В'х.
В том случае, если амплитуда компенсирующего напряжения
UK<.Ux (недокомпенсация), то нуль индикатор не выдает коман-
ды на выключение соответствующего набора реле. Если амплиту-
да компенсирующего напряжения (перекомпенсация), то
нуль-индикатор выдает команду на отключение реле, которое
включило слишком большое сопротивление измерительного дели
теля.
Таким образом, в конце преобразования в регистре остаются
включенными те триггера-ключи, сигнал от которых с выхода из-
мерительного делителя будет равен измеряемому сигналу, посту-
пающему с моста датчиков. Результат измерения значения массы
первой тележки взвешиваемого вагона фиксируется до наезда на
платформу весов второй тележки вагона. При наезде на плат-
форму второй тележки сигнал датчиков включается последова-
тельно с выходом делителя и на вход усилителя поступает сум-
марный сигнал, соответствующий значению массы первой и вто-
рой тележек взвешиваемого вагона.
Процесс выделения суммарного сигнала происходит так же,
как и при взвешивании первой тележки вагона. В тот момент, ког-
да вторая тележка подъезжает к концу платформы весов, на кон-
денсаторах RC-фильтра остается выделенный сигнал, соответст-
вующий массе взвешиваемого вагона. Питание аппаратуры весов
производится от сети переменного тока напряжением 220 В часто-
той 50 Гц. Потребляемая мощность — 0,3 кВт.
Измерительный прибор весов устанавливается в помещении и
обеспечивает работу при температуре окружающего воздуха от
+ 10 до +35° С и относительной влажности до 80%.
Допустимый температурный диапазон работы силопзмери-
тельных тензорезисторных датчиков от —30 до +50° С при отно-
сительной влажности до 95%.
После этого по команде, поступающей от блока управления,
запускается распределитель и начинается процесс измерения. Де-
шифратор поочередно подключается к триггерам регистра и пре-
образует двоично-десятичный код значения массы взвешиваемого
вагона в десятичный. Время преобразования полезного сигнала,
поступающего с моста тензорезисторных датчиков, в цифровой
код и вывод результата измерения на печать занимает 1,2 с. Зна-
чение массы взвешенного вагона, а также общей массы брутто
состава регистрируется с помощью счетно-суммирующей печата-
ющей машины типа СД-107Д на бумажной ленте.
Электронно-тензометрические весы типа 100Х2ТВД-5 обеспе-
чивают автоматическое взвешивание подвижного состава на ходу
при скорости 6 км/ч. Сигнализация машинисту локомотива о пре-
177
вышении допустимой скорости в момент взвешивания подается'
специальными светофорами, установленными с обеих сторон на
подходах к весам.
Светофоры включаются по команде от путевых датчиков. Пре-
дельная масса взвешиваемого вагона — 180 т.
При необходимости весы допускают возможность потележеч-
ного взвешивания вагонов в два приема в статике, т. е. с остановкой
на весах. Максимально допустимая погрешность взвешивания по-
движного состава в динамике ±1,0% от массы нетто (при опре-
делении тары вагонов по трафарету). Чувствительность весов в
статике — 180 кг.
Б. Монорельсовые и крановые весы. На многих
предприятиях грузы транспортируют с помощью тележек, пере-
двигающихся по монорельсу, прикрепленному к перекрытию или
к стене. Для взвешивания таких грузов применяют монорельсовые
весы (рис. 8.16). Грузоприемным устройством является отрезок 5
монорельса 4, по которому транспортируют с помощью цепного
конвейера тележки с грузом. Этот отрезок при помощи траверс 3
и 11 подвешен к рычагам 1 и 2 рычажной системы весов. Усилие
от рычагов 1 и 2 передается при помощи поперечного рычага 6,
регулируемой тяги 7 и обратного рычага 10 на промежуточный
механизм 9 указательного устройства 8. Тележки с грузом можно
взвешивать как в статическом состоянии (с остановкой тележки
на весах), так и в динамическом, т. е. при движении тележки.
В последнем случае цикл взвешивания должен быть выполнен
за время прохождения тележки через отрезок 5 монорельса. При
таком методе взвешивания обычное указательное устройство не
может обеспечить средней точности взвешивания (с отклонением
Рис, 8.16 Монорельсовые весы
Рис. 8.17. Структурная схема пружин-
ных крановых весов
0,05—0,1%) из-за ряда помех
(динамики привода конвейера,
двигающего тележку, раскачива-
ния груза, неровности монорельса
И т. д.).
Необходимость взвешивания
грузов, транспортируемых крана-
ми, появилась в конце прошлого
века, в связи с чем были созданы
крановые рычажные весы со
шкальным указательным устрой-
ством.
Рычажная система этих весов
состояла из двух рычагов, соеди-
ненных с коромыслом, на котором
были нанесены основная и допол-
нительная шкалы.
Механизм весов заключался
в прочный металлический корпус
со скобой для подвешивания
к крюку крана.
Для того чтобы взвешивать на
этих весах, весовщик должен был
перемещаться вместе с крюком
крана.
Поэтому на смену шкальным
весам пришли циферблатные с
квадрантным уравновешивающим
устройством, а также пружинные
весы, схема которых показана на
рис. 8.17. В этих весах груз, поме-
щенный на крюк 19, воздействует
через стержень 11 на тарельчатые
пружины 9 и 10.
Деформация пружин, пропорциональная величине нагрузки,
вызывает перемещение толкателя 13, установленного на стерж-
не 11.
Толкатель воздействует на подушку 4 передаточного рычага 3,
передающего движение планке 15 и далее сектору 17, на котором
закреплена зубчатая рейка 2. Она находится в зацеплении с ше-
стерней, на оси которой установлена указательная стрелка 18,
перемещающаяся по круговой шкале 1.
Имеющиеся в зацеплении зазоры устраняются прижатием зуб-
чатой рейки к зубчатому колесу под действием цилиндрической
пружины 14. Между тарельчатыми пружинами установлена шай-
ба 7, ограничивающая при возможных перегрузках весов дефор-
мацию пружин.
Для защиты передаточного механизма весов от толчков и уда-
ров, которые неизбежно возникают в процессе эксплуатации ве-
179
сов при резком подъеме груза
крапом или сбрасывании нагруз-
ки, толкатель 13 своим продоль-
ным пазом установлен на закреп-
ленный в тяге винт 5, являющий-
ся для толкателя осью. Толкатель
прижимается к винту 5 с помощью
двух жестких симметрично рас-
положенных пружин 12 и при
работе весов перемещается вме-
сте с тягой. При резком рывке
на тяге передаточный механизм с
толкателем в силу инерции как
бы остается на месте, а винт 5
Рис. 8.18. Кинематическая схема элек- перемещается по пазу толкателя
тромеханических крановых весов винта вместе с тягой, при этом
деформация пружин соответству-
ет величине перемещения. Та-
ким образом, пружины через толкатель действуют на механизм и
плавно его перемещают. При снятии нагрузки тяга с толкателем
перемещается вверх; при этом толкатель отрывается от подушки,
а передаточный механизм под действием пружины 16 сектора пе-
ремещается в новое положение, следуя за толкателем.
Корпус весов 6 представляет собой литую коробчатую конст-
рукцию из чугуна, подвешиваемую к крюку крана с помощью
проушины 8.
Как квадрантные, так и пружинные весы позволяют весовщику
наблюдать показания весов со стороны, не приближаясь к опас-
ной зоне действия крана, но требуют очень острого зрения для
правильного считывания показаний весов.
По этой причине в большинстве случаев механические крано-
вые весы заменяются электромеханическими, схема которых по-
казана на рис. 8.18.
Здесь к одному из блоков 3, по которым перемещается канат 2,
идущий от лебедки 1 к грейферу 6, прикрепляется электротензо-
метрический датчик 4, который под воздействием приложенной
к нему силы выдает электрический сигнал, пропорциональный ве-
личине приложенной нагрузки.
Этот сигнал усиливается усилителем 5 и передается на отсчет-
ное устройство 7, установленное в кабине крановщика.
В. Зарубежные конструкции. Конструкции механи-
ческих и электромеханических весов, обеспечивающих взвешива-
ние вагонов в движении, разработаны и находят применение на
дорогах ряда развитых зарубежных стран. Указанные весовые
устройства используются как для коммерческого взвешивания от-
дельных вагонов в составе поезда, так и определения суммарной
массы всего состава (при взвешивании вагонов, загруженных од-
нородными массовыми грузами — углем, рудой и т. п.), а также
для контроля полноты загрузки вагонов и определения расходов
180
по перевозкам грузов в зависимости от тонно-километровои ра-
боты .
Для коммерческого взвешивания одиночных вагонов на ходу
широкое применение нашли механические весы, разработанные
фирмой «Шенк» (ФРГ), особенностью конструкции этих весов яв-
ляется установка их грузоприемной платформы длиной 28 м поза-
ди вершины сортировочной горки на участке с уклоном 1 : 20.
Грузоприемная платформа весов опирается на специально за-
патентованный рычажный механизм, исключающий влияние на ре-
зультат взвешивания вертикальных составляющих сил трения,
возникающих при скатывании вагона с горки.
С целью снижения влияния на результат взвешивания динами-
ческих сил, возникающих при движении вагона из-за неровностей
и упругости рельсов, боковых ударов, овальности и дисбаланса
колес и т. п., перед грузоприемной платформой имеется специаль-
ный успокоительный участок, тщательно выверенные рельсы ко-
торого уложены на бетонном или металлическом основании.
Плавность перехода колес взвешиваемого вагона с подходного
пути на грузоприемную платформу весов обеспечивается переход-
ными мостиками, установленными на стыках рельсов. Однако, не-
смотря на применение этих мер, полностью устранить вертикаль-
ные колебания кузова вагона на подходе его к грузоприемной
платформе не представляется возможным.
Поэтому в результате резонанса частот колебаний вагона и
собственной частоты колебаний механизма весов, лежащих в диа-
пазоне от 1,5 до 7 Гц, на индикаторе взвешивающего устройства
возможно значительное увеличение амплитуды. Чтобы избежать
этого нежелательного явления, рычажный механизм весов сконст-
руирован как многомассовая система, в которой при соответству-
ющем согласовании масс и пружин достигается амортизационный
эффект, в результате которого в определенных диапазонах ча-
стот амплитуда последней массы в системе приближается к 0.
Таким образом, динамические составляющие от массы взвешива-
емого вагона не передаются на взвешивающее устройство и про-
цесс определения массы движущегося вагона протекает как при
статическом взвешивании.
Время успокоения колебаний системы и подготовки взвешива-
ющего устройства к определению массы движущегося вагона со-
ставляет 2,4—2,8 с, что соответствует времени компенсации коле-
баний рычажной системы при статическом взвешивании. Общее
время отработки и регистрации массы взвешиваемого вагона со-
ставляет 6 с, при скорости движения вагона по платформе 15 км/ч.
Аппаратура весов запускается в работу автоматически при пе-
реезде путевого магнитного переключателя первой по ходу дви-
жения осью взвешиваемого вагона. Структурная схема весов при-
ведена на рис. 8.19. Они работают следующим образомфВо время
подхода состава к сортировочной горке оператор весов получает
по радиотелефону от дежурного по парку данные о номере и таре
каждого- вагона в соответствующей последовательности. С по-
181
Рис. 8.19. Схема электромеханических вагонных весов
мощью клавиатуры 1 и программного механизма 3 он вводит эти
данные в перфоратор 4. Контроль вводимых данных о номере и
таре вагонов осуществляется на цифровом индикаторе 2.
Наносимые на перфоленту данные о каждом вагоне отделяют-
ся друг от друга управляющими сигналами. После перфорации
лента подается в считывающее устройство 6. При проезде плат-
формы 12 весов вагоном датчик 10 взвешивающего устройства 11
передает данные о массе брутто вагона на печатающее устрой-
ство 9.
Одновременно с перфоленты считываются и поступают в запо-
минающее устройство 8 данные о номере и таре взвешиваемого
вагона, при этом номер вагона показывается на цифровом табло 7.
Программный механизм 5 получает со взвешивающего устройства
данные о значении массы брутто взвешенного вагона и из запоми-
нающего устройства данные о его номере и таре и передает их на
печатающее устройство.
При необходимости на перфоленту можно нанести данные о
дате и времени взвешивания, которые после считывания также
передаются на печатающее устройство.
Допускаемая погрешность весов по данным фирмы составля-
ет 0,1 %•
В отдельных случаях для взвешивания одиночных вагонов,
распускаемых на сортировочной горке, на ее уклоне устанавлива-
ются электромеханические весы фирмы «Шенк». Грузоприемная
платформа этих весов опирается на динамометры, обладающие
при небольшой массе очень высокой собственной частотой колеба-
ний, в результате чего явления резонанса частот колебаний дви-
жущегося вагона и силоизмерительных динамометров не наступа-
182
ет, а отсутствие больших инерционных масс грузоприемного меха-
низма в значительной степени повышает быстродействие весов.
Принцип работы измерительного прибора данной конструкции
весов основан на аналого-цифровом преобразовании среднего зна-
чения проинтегрированного сигнала, поступающего с силоизмери-
тельных динамометров. Динамические составляющие полезного
сигнала частотой выше 10 Гц сглаживаются посредством специ-
ального фильтра нижних частот, а остаточные колебания усред-
няются путем интегрирования, причем среднее значение сигнала
тем точнее, чем дольше продолжительность интегрирования.
В связи с тем, что аналоговое устройство преобразует значения
измеряемого сигнала в цифровую форму, все дополнительное
оборудование, используемое для регистрации результатов взве-
шивания, такое же, как в рассмотренных выше механических
весах.
Для потележечного взвешивания сцепленных вагонов на ходу
предназначены электромеханические весы, разработанные Меж-
дународной компанией по оборудованию для взвешивания желез-
нодорожных вагонов (США).
Весы состоят из грузоприемной платформы длиной 3,75 м, опи-
рающейся на четыре силоизмерительных упругих элемента с тен-
зорезисторными датчиками, и автоматического регистрирующего
прибора с аналоговым счетно-решающим устройством. Контроль
максимально допустимой скорости движения вагонов по весам
(10 км/ч) обеспечивается автоматическим сигнальным устройст-
вом, которое в случае превышения этой скорости подает команду
на печатающее устройство, отмечающее значение массы вагона,
взвешенного с превышением скорости, специальным знаком.
Во время прохода через грузоприемную платформу локомоти-
ва, подающего состав на весы, специальное блокирующее устрой-
ство отключает регистрирующий прибор и печатающую машину.
Отличительной особенностью регистрирующего прибора данной
конструкции весов является наличие в нем аналогового и счетно-
решающего устройств, обеспечивающих преобразование непре-
рывного электрического сигнала, поступающего от тензорезистор-
ных датчиков, в дискретные значения, что позволяет вместе с ре-
гистрацией результатов печатающей машиной следить за ними по
световому цифровому табло.
Для повышения точности работы измерительной аппаратуры в
конструкции весов использован специальный сглаживающий
фильтр, отсеивающий высокочастотные динамические составляю-
щие полезного сигнала. В период отработки значения массы пер-
вой тележки взвешиваемого вагона аналоговое устройство непре-
рывно интегрирует полезный сигнал, что позволяет снять помехи
низкой частоты. В счетно-решающее устройство регистрирующего
прибора при этом поступает около 50 тыс. мгновенных значений
массы тележки вагона, однако в запоминающее устройство по-
дается сигнал, соответствующий среднему значению массы тележ-
ки. После отработки значения массы первой тележки взвешивае-
183
моги вагона все измерительные цепи регистрирующего прибора
приходят в исходное положение.
Аналогичным образом происходит отработка значения массы
второй тележки, после чего счетно-решающее устройство вычисля-
ет суммарную обеих тележек и выдает команду на печатающую
машину, которая фиксирует значение полной массы брутто ваго-
на. Длительность отработки значения массы одной тележки ваго-
на составляет 0,8 с.
Для считывания номеров взвешиваемых вагонов применяются
специальные установки, оснащенные фотооптическими устройства-
ми поиска и опознавания знаков. Данные о номере вагонов посту-
пают на вход печатающей машины, которая автоматически их ре-
гистрирует на ленте одновременно со значением массы брутто
данного вагона и датой взвешивания. Скорость работы печатаю-
щей машины составляет четыре строки в секунду. Наибольшее
удаление печатающей машины от весов — 1,5 км.
Измерительная аппаратура этих весов допускает возможность
ее встраивания в единую систему с различными управляющими и
счетными устройствами, позволяющими обеспечить автоматиче-
ское оформление перевозочных документов, управление процес-
сом сортировки вагонов на горке и т. д. Достоинством, отличаю-
щим их от аналогичных конструкций, является наличие специ-
ального путевого устройства, с помощью которого автосцепки
смежных вагонов приводятся относительно друг друга в соосное
положение, исключающее передачу вертикальных сил от одного
вагона к другому, чем повышается точность работы весов.
При складских операциях в оптовой торговле взвешивание
больших масс товара сейчас не мыслится без автоматических ве-
сов. В розничной торговле система развески товаров «при покупа-
теле» 'в магазине вытесняется системой предварительной раз-
вески, при помощи быстродействующих автоматических весов,
установленных на специальных фасовочных развесочных фаб-
риках.
Все зерновые элеваторы оборудуют автоматическими весами,
служащими для учета принимаемого и выдаваемого зерна
(рис. 8.20). Зерно, принимаемое от хлебозаготовительных органи-
заций, через приемный бункер 1 и транспортер 2 поступает в пи-
тательный бункер 3 автоматических весов 4. После перевески зер-
но идет на очистку и сушку при помощи транспортера 5, а затем
хранится до отпуска в помещениях 6. Для отпуска зерно при по-
мощи соответствующих транспортных устройств передается через
трубу 7 в питательный бункер 8 автоматических весов 9, а оттуда
через трубу 10 пересыпается в вагон И.
Зерно, удовлетворяющее нормам сухости и чистоты, может
миновать все перечисленные выше операции, т. е. очистку, сушку
и хранение, и из весов 4 по транспортеру 5 пойти на выпуск, но, и
в этом случае оно пропускается через весы 9, так как путем срав-
нения показаний приемных и отпускных весов контролируется со-
стояние транспортирующих устройств элеватора.
184
Рис. 8.20. Весы на элеваторе
3. Автоматические весы и дозаторы дискретного действия
(порционные). А. Весы с опрокидывающимся ковшом.
Автоматические весы и дозаторы прочно завоевали свое место во
всех областях торговли и промышленности.
Первоначально автоматические весы применялись только для
взвешивания легкосыпучих грузов, но постепенно их стали приме-
нять для взвешивания кусковых и трудносыпучих, а также жидко-
стей вязких и невязких путем присоединения к ним соответству-
ющих устройств для принудительного питания и изменения кон-
струкции ковша.
Устройство порционных весов с опрокидывающимся ковшом
показано на рис. 8.21. Двойное равноплечее коромысло 10 опи-
рается на станину 9 призмами 8. К левым грузоприемным приз-
185
Рис. 8.21. Схема весов с опрокидывающимся ковшом
мам 4 коромысла подвешены две подвески 12, несущие призмы 13
ковша 16 весов.
К правым грузоприемным призмам 11 коромысла 10 подвешен
гиредержатель 14.
Поступление взвешиваемого груза в ковш 16 осуществляется
через воронку 5, нижнее отверстие которой перекрывается -заслон-
кой 7, вращающейся вокруг оси 6.
Заслонка удерживается в открытом состоянии при помощи спе-
циального механизма.
Освобождение заслонки 7, т. е. перекрытие нижнего отверстия
воронки 5, производится гиредержателем 14, который при своем
ходе действует на механизм, удерживающий заслонку 7 открытой.
Ковш 16 весов устроен таким образом, что центр тяжести пу-
стого ковша лежит с правой стороны от вертикальной плоскости,
проходящей через призмы 13 ковша 16, а центр тяжести наполнен-
ного ковша находится по левую сторону от этой плоскости.
Такое перемещение центра тяжести объясняется тем, что на
задней стенке ковша 16 расположены противовесы 15 и поэтому
правая часть пустого ковша несколько тяжелее левой; когда же
ковш заполняется взвешиваемым продуктом, то становится тяже-
лее левая часть ковша за счет заполнения носка.
Таким образом, заполненный ковш всегда стремится повер-
нуться против часовой стрелки, а пустой — по часовой стрелке.
От поворота против часовой стрелки заполненный ковш удержи-
вается призмой 2, заделанной в боковую стенку ковша, и щекол-
дой 3, шарнирно укрепленной на подвеске 12.
Когда ковш 16 пуст, а на гиредержатель поставлены гири, то
гиредержатель опустится вниз до упора 17, и линия, проходящая
через вершины призм 4, 8 и 11, составит с горизонталью угол а.
Предположим теперь, что мы открыли заслонку 7 и взвешива-
емый груз начал поступать в ковш 16.
Под действием веса груза ковш 16, подвешенный к левым гру-
зоприемным призмам 4 коромысла 10, опускается вниз, а гире-
держатель 14 с гирями, подвешенный на правой стороне коромыс-
ла, поднимается вверх. При достижении равновесия весов
(рис. 8.21, б) гиредержатель 14 отпирает замок, удерживающий
заслонку 7 открытой; заслонка поворачивается вокруг осп 6 по
186
часовой стрелке, отверстие закрывается и прекращается поступ-
ление груза в ковш 16.
Ковш 16 продолжает по инерции движение вниз до тех пор,
пока рамка 18 не встретит упора 17 (рис. 8.21, в).
Одновременно щеколда 3 встречается с упором, поворачивает-
ся на некоторый угол по часовой стрелке и освобождает призму 2.
Так как центр тяжести ковша переместился левее точки опоры,
то ковш поворачивается против часовой стрелки. При этом кла-
пан 1, закрывающий выпускное отверстие ковша, под действием
собственного веса и веса груза открывается и продукт начинает
высыпаться.
Как только часть груза высыплется из ковша, гиредержатель
14 с гирями опустится вниз (рис. 8.21, г) и поднимет ковш 16
вверх, а когда груз окончательно освободит ковш, то вследствие
перемещения центра тяжести ковш повернется в направлении по
часовой стрелке и при повороте вновь откроет заслонку 7
(рис. 8.21,а).
Весы с опрокидывающимся ковшом применяются в тех случа-
ях, когда необходимо взвешивать большие порции от 10 кг до 2 т
легкосыпучих или кусковых тел.
Б. Весы с открывающимся дном ковша. Весы с
открывающимся дном ковша (рис. 8.22) состоят из двойного рав-
ноплечего коромысла 5, опирающегося на станину 7 призмами 6.
К правым грузоприемным призмам 11 коромысла 5 подвешены
две подвески 12, несущие призмы 13 ковша 14 весов.
К левым грузоприемным призмам 4 подвешен гиредержа-
тель 3. Поступление взвешиваемого продукта в ковш 14 осуще-
ствляется через питательную' воронку 8, нижнее отверстие кото-
рой перекрывается заслонкой 10, вращающейся вокруг оси 9.
К ковшу 14 прикреплена ось 19 дна ковша 18. Дно ковша 18
имеет курок 17, который цепляется за собачку 16, висящую на
Рис. 8.22. Схема весов с открывающимся дном ковша
187
оси 15, укрепленной в стенке ковша. Этим дно ковша удерживает-
ся от открывания.
Взвешиваемый продукт, поступающий из питательного бунке-
ра через воронку 8 (рис. 8.22, а) в ковш 14 весов, заставляет по-
следний опускаться, а гиредержатель 3 с гирями подниматься до
тех пор, пока весы не придут в равновесие и не закроется заслон-
ка 10 воронки 8 (рис. 8.22, б).
Ковш под действием силы инерции продолжает опускаться.
При этом собачка 16 своим левым концом встречается с упором и
поворачивается на некоторый угол по часовой стрелке вокруг
оси 15 и освобождает курок 17.
Таким образом, не удерживаемое ничем дно 18 ковша 14 под
давлением продукта открывается (рис. 8.22,в) и продукт высы-
пается в приемный бункер.
Как только высыпание осуществится, дно 18 ковша 14 под
действием противовеса 20 закрывается. Одновременно освобож-
денный ковш поднимается кверху и, открывая заслонку 10, вновь
начинает заполняться взвешиваемым продуктом.
Для увеличения производительности весы с открывающимся
дном ковша так же, как и весы с опрокидывающимся ковшом,
соединяются в группы.
Рассмотренный выше метод автоматического взвешивания с
подачей продукта постоянной струей не дает необходимой точ-
ности.
В связи с этим для повышения точности взвешивания период
насыпания делят на два периода — период грубой насыпки боль-
шой струей и период досыпки, когда взвешиваемый продукт по-
ступает в ковш малой струей.
4. Автоматические весы и дозаторы непрерывного действия.
В тех случаях, когда по каким-либо причинам применять весы
дискретного действия неудобно, используют весы непрерывного
действия (конвейерные).
Наибольшим распространением в СССР пользуются конвей-
ерные весы типа ЛТ (рис. 8.23), которые состоят из весовой ры-
чажной системы, сумматора и интегрирующего механизма.
Весовая система включает в себя грузоприемную часть 1 ве-
сов, несущую соответствующий ее длине участок ленты конвейе-
ра, привод 3, рычажную систему, состоящую из главного рычага 5,
промежуточных рычагов 8, 12 и весоизмерительного механизма ма-
ятникового типа с постоянным уравновешиванием 9. Суммирую-
щий и интегрирующий механизмы монтируются на раме 2 и вклю-
чают в себя сумматор 4, интегратор 6, механизм дифференциа-
ла 13, счетчик 10, указатель погонной нагрузки 11, сигнальное
устройство 7. Вес материала, лежащего на ленте конвейера, при
прохождении по весовой платформе 12 (рис. 8.24) воспринимается
двумя роликоопорами, закрепленными на платформе.
Через рычаги 10, 9, 8 это усилие передается на грузоприемное
плечо квадранта 7, который поводком 6 соединен с роликом 2, об-
188
Рис. 8.23. Автоматические кон-
вейерные весы типа ЛТ
разующим фрикционную пару с диском 1. Последний приводится
во вращение через соответствующую передачу барабаном 13.
Приводной барабан 13 огибается холостой (обратной) ветвью
ленты транспортера, которая и сообщает ему движение. Следова-
тельно, угловая скорость диска 1 всегда соответствует линейной
скорости ленты и число оборотов диска пропорционально числу
метров ленты, прошедших через весы.
Каждое отклонение квадранта от увеличения нагрузки на
платформу 12 вызывает поворот ролика 2 интегратора около вер-
тикальной оси, что приводит к появлению некоторого угла между
окружными скоростями диска 1 и ролика 2 в точке их касания.
Этот угол обусловливает появление силы, стремящейся пере-
местить ролик 2 дальше от центра диска 1. Перемещение это воз-
можно лишь вместе с кареткой 3, катящейся по неподвижному
рельсу, и будет происходить до совмещения направлений окруж-
ных скоростей ролика и диска в новой точке от центра диска.
189
Рис. 8.24. Кинематическая схема автоматических конвейерных весов типа ЛТ
Отклонение квадранта 7 от уменьшения полезной нагрузки в
обратную сторону вызовет обратный процесс.
Таким образом, каждому положению квадранта 7, определя-
ющему величину погонной нагрузки на ленте, соответствует опре-
деленное расстояние ролика 2 от центра диска 1. Тогда угловая
скорость ролика пропорциональна искомому весу материала, вы-
ражающегося интегралом от изменения погонной нагрузки по
длине ленты транспортера.
Повышение точности интегратора достигается смещением «ну-
левого» положения интегрирующего ролика 2 от центра диска /
на некоторую определенную величину. При этом число оборотов
ролика пропорционально весу материала, прошедшего через весы,
увеличенному на соответствующую величину.
Эта постоянная величина исключается зубчатым дифференци-
алом 14, встраиваемым между интегрирующим роликом 2 и счет-
чиком весов 11. Тогда ведомый вал дифференциала 14 обусловли-
вает вращение первого диска счетчика 11, показывающего вес
прошедшего материала.
Весы также снабжены указателем погонной нагрузки на лен-
те, отражающем положение каретки 3 относительно неподвижно-
го рельса, а следовательно, и среднюю величину погонной нагруз-
13 1
ки в каждый момент времени, численно равной сумме -g-, -g-
трех смежных погонных нагрузок. В случае превышения макси-
мальной погонной нагрузки, установленной для каждых весов, за-
мыкается конечный контакт 4 дистанционного сигнального устрой-
190
ства 5, подающего напряжение в цепь любого сигнального или ко-
мандного прибора, устанавливаемого потребителем.
При снижении погонной нагрузки до величины, обычно равной
0,5 от максимальной, срабатывает путевой контакт 14, аналогично
действующий для второй цепи.
Указанные величины ограничивают оптимальный диапазон ко-
лебаний погонных нагрузок при работе конвейера. Точность взве-
шивания ± 1 % гарантируется в том случае, если большую часть
времени работы конвейера (80—85%) погонная нагрузка лежит
в пределах от полной до половинной. Остальное время погонные
нагрузки могут лежать в пределах от половинной до нуля. Пере-
грузка ленты за пределы максимальной погонной нагрузки счет-
чиком не учитывается.
Контактное устройство срабатывает в заданных положениях
каретки и включает световые сигналы «Много» или «Мало». Оно
может быть использовано также для регулирования питателя, по-
дающего материал на весы, уменьшая подачу в случае перегрузки
шнты транспортера сверх установленной погонной нагрузки или
увеличивая подачу при нагрузке ниже установленного минимума.
В качестве примера дозатора непрерывного действия может
быть приведен дозатор С-313 (рис. 8.25), конструкция которого
разработана ВНИИстройдормашем.
Дозатор С-313 состоит из вибрационного лоткового электро-
магнитного питателя 3, ленточного транспортера 2 с весовым уст-
ройством 1 и системы автоматического управления 4.
Электромагнитный питатель. Электромагнитный
вибрационный питатель служит для непрерывной подачи матери-
ала из бункера на ленточный весовой транспортер.
Питатель состоит из двух основных частей: массивного корпу-
са и лотка, связанного при помощи дышла с якорем, расположен-
ным между двумя электромагнитами. Корпус питателя с двумя
Рис. 8.25. Схема автоматического весового дозатора непрерывного действия
191
электромагнитами представляет собой «неподвижную» часть пи-
тателя.
Рабочей частью питателя является «подвижной» лоток, жест-
ко связанный с якорем. Питание катушек электромагнитов осуще-
ствляется от сети переменного тока через выпрямительное устрой-
ство с однополупериодным выпрямлением, благодаря чему в один
полупериод тока притягивается первый, в другой полупериод —
второй электромагнит.
Вибрационная электромагнитная система сообщает лотку ко-
лебания, направленные под углом 20° к его плоскости с частотой
3000 колебаний в мин. Количество материала регулируется изме-
нением напряжения, подаваемого на обмотки электромагнитов,
которое осуществляется при помощи дросселя насыщения, управ-
ляемого системой автоматики.
Ленточный транспортер. Назначение ленточного
транспортера и весовых устройств заключается в непрерывном
взвешивании материала, поступающего от электромагнитного пи-
тателя.
Ленточный весовой транспортер состоит из неподвижной и по-
движной весовых рам, приводного механизма, передаточных ры-
чагов и весового шкафа с указательным устройством. Неподвиж-
ная рама представляет собой жесткую сварную конструкцию, со-
стоящую из ряда продольных и поперечных швеллеров. Непо-
движная рама снабжена двумя кронштейнами под опоры ленточ-
ного транспортера и площадкой для установки весового шкафа с
указательным механизмом. Подвижная весовая рама с помощью
призм опирается на неподвижную раму дозатора. Для исключения
возможности ссыпания материала с ленты с двух сторон транс-
портера предусмотрены специальные ограждающие щитки, ук-
репленные к весовой раме дозатора.
Приводной механизм весового транспортера состоит из элект-
ромотора и шестеренчатого редуктора с цепной передачей. Ско-
рость движения ленты транспортера изменяется путем смены ше-
стерен редуктора в зависимости от рода материала и заданной
производительности, в пределах от 0,1 до 0,3 м/с.
Весовое устройство. Весовое устройство имеет одно
главное и два рабочих (рецептурных) коромысла. Главное коро-
мысло связано с индуктивным датчиком системы автоматического
регулирования.
Два рабочих коромысла снабжены грузами, передвигающи-
мися по шкале коромысла для установки соответствующей произ-
водительности дозатора.
Эти коромысла включаются дистанционно с помощью воздуш-
ных цилиндров и дают возможность изменить производительность
дозатора.
Для регулирования чувствительности весовой системы главное
коромысло в точке опоры имеет дополнительный груз, перемещае-
мый по вертикали.
(92
При этом изменяется центр тяжести коромысла и, следователь-
но, чувствительность системы.
Система автоматического управления. Необходи-
мая точность дозирования материалов обеспечивается системой
автоматики, действие которой состоит в создании необходимой
функциональной связи между положением коромысла весового
устройства и напряжением на катушках электромагнитного пи-
тателя.
В качестве чувствительного элемента, воспринимающего откло-
нения коромысла от нулевого положения, применен индуктивный
датчик, включенный в мостовую схему.
Элементы автоматического управления дозатора состоят из
шести блоков: блока питания и входа, блока магнитного усилите-
ля УМ-8, дросселя насыщения, дифференцирующего устройства и
индуктивного датчика, реостата задания. производительности до-
затора.
Первые четыре блока монтируются во влаго- и пыленепрони-
цаемом шкафу автоматики.
Дифференцирующее устройство с индуктивным датчиком, а
также реостат задания монтируются в весовом шкафу.
Принцип работы дозатора заключается в следующем. Когда
материал поступает из воронки на лоток электромагнитного пита-
теля 3 (см. рис. 8.25), а затем на ленточный транспортер 2 с за-
данной производительностью, весовое устройство 1 находится в
равновесии.
Если производительность изменяется в ту или другую сторону,
коромысло весовой системы отклоняется вверх или вниз и через
систему автоматики 4 воздействует на электромагнитный пита-
тель 3, который изменяет интенсивность подачи материала в сто-
рону увеличения или уменьшения до тех пор, пока система снова
не придет в равновесие.
Контрольные вопросы
1. Какие виды стационарных весов Вам известны?
2. Какие типы весов служат для взвешивания грузов в статическом со-
стоянии?
3. Какие Вы знаете типы весов для взвешивания грузов в движении?
4. Каково устройство автомобильных весов с продольным расположением
главных рычагов?
5. Каково устройство автомобильных весов с поперечным расположением
главных рычагов?
6. Как устроен автоматический пульт управления стационарными весами?
7. Каково устройство вагонных весов со шкальным указательным устрой-
ством?
8. Каково устройство промежуточного механизма и циферблатного указателя
вагонных весов?
9. Как устроены переключатели платформ шкальных и циферблатных весов?
10. Каково устройство монорельсовых весов?
И. Как устроены крановые пружинные весы?
12. Какие существуют типы автоматических весов дискретного действия (пор-
ционных) ?
7 Зак. 302 1 93
13. Как устроены автоматические весы с открывающимся дном ковша?
14. Как устроены автоматические весы непрерывного действия?
15. Какова разница между весами для суммарного учета и дозаторами длц
дозирования и фасовки продуктов?
43. РЕМОНТ, МОНТАЖ И ПОВЕРКА
1. Общие указания. Наиболее часто встречаются следующие
неисправности стациональных весов: неисправный фундамент, из-
нос призм и подушек, перекосы рычагов; перекос и негоризонталь-
ность платформы; наклон тяги, соединяющей рычажную систему
с указательным устройством; неправильные показания указатель-
ного устройства.
Указанные недостатки устраняют в следующем порядке. Преж-
де чем приступить к ремонту весов, необходимо при помощи дом-
кратов приподнять платформу на высоту 400—500 мм и установить
ее на прочные подставки таким образом, чтобы была гарантирова-
на безопасность работы в котловане. После этого вынимают рыча-
ги и все съемные детали и очищают котлован. При этом осматри-
вают фундамент и при необходимости его ремонтируют, а также и
платформу.
При осмотре необходимо проверить крепление стоек рычагов и
платформы, при ослаблении затянуть гайки. После ремонта фунда-
мента и платформы очищают грунтовку и окраску опорных стоек
рычагов, а также балок и стоек платформы. Это удобно делать при
вынутых рычагах, так как пока осматривают, ремонтируют и ок-
рашивают рычажную систему и отсчетное устройство, окрашенные
опорные стойки рычагов, балки и стойки платформы успеют высох-
нуть.
Рычажную систему стационарных весов ремонтируют так же,
как и рычажную систему передвижных весов. Наиболее изнашива-
емыми деталями рычажной системы стационарных весов являются
призмы и подушки.
При ремонте весов старых конструкций с призмами особое
внимание следует обратить на состояние усиков, ограничивающих
разбег серьги и устраняющих ее трения о коромысло. Усики долж-
ны быть закалены до твердости подушек и правильно (перпенди-
кулярно плоскости коромысла) установлены в соответствующих
гнездах. После окончания ремонта собирают рычажную систему.
При сборке рычагов следует проверять, отвесно ли 'висят соедини-
тельные серьги рычагов. Это делают при помощи отвеса или ос-
торожно приподнимают конец нижнего рычага 1 (см. рис. 4.22)
с подушки 2, на которую он опирается. При этом серьги 3 должны
остаться в вертикальном положении.
При обнаружении отклонения от вертикали необходимо соот-
ветствующим образом передвинуть опорные стойки рычагов.
После сборки рычажной системы опускают платформу и убеж-
даются в том, что платформа не касается обвязочной рамы и име-
ет зазор в 10—15 мм по всему периметру. Наблюдающийся пере-
194
1
1
кос устраняют с помощью регулирования струнок. Устранив пере-
кос, устанавливают платформу строго горизонтально и проверяют,
нет ли зазора между стойками платформы и грузоприемными приз-
мами главных рычагов. При обнаружении этот зазор устраняют.
Соединив рычажную систему с указательным устройством с по-
мощью тяги, убеждаются в том, что эта тяга вертикальна. При об-
наружении наклона тяги его необходимо устранить, так как он
влияет на чувствительность весов. Убедившись в правильной сбор-
ке весов, приступают к юстировке коромысла или циферблатного
указателя, отъединенного от весов.
Юстировка коромысла. Коромысло, отъединенное от
весов, юстируют на специальном станке.
Этот станок (рис. 8.25) состоит из стоек 1 и верхней балки 12,
на которой установлены стойка 4 со стальными закаленными по-
душками 5 для опорной призмы коромысла 6 поверяемых весов
и стойка И для неподвижного указателя равновесия 7.
Высоту стойки 4 можно регулировать при помощи винтового
устройства 3, а положение стойки 11 регулируется и по высоте,
и по длине, при помощи устройств 10 и 9, в соответствии с разме-
рами поверяемого коромысла.
Установив коромысло 6 на подушки в стойке 4 станка, его при-
водят в горизонтальное положение, а указатель равновесия 7 на
станке закрепляют соответственно указателю равновесия коро-
мысла.
Рис. 8.25. Станок для юстировки и поверки шкальных коромысел
7*
195
Ж
При этом закрепляют подвижные упоры 8 так, чтобы коромысло
могло отклониться от горизонтали на одинаковый угол. На грузо-
приемную призму1 коромысла подвешивают поддон (чашку) 2
и помещают на него допуск, указанный в графе 10 табл. 11 (0,05%
от массы гирь, уравновешивающих коромысло при передвижном
грузе, находящемся на делении, соответствующем 10% от наи-
большего предела взвешивания).
Например, у весов до 100 т нагрузка Р на поддоне при 10% зна-
чения шкалы равна 12,5 кг, а потому допуск определяется как
. 12500-0,05 „о_
др =--------!— = 6,25 г.
100
Затем устанавливают большой и малый грузы на коромысле
на нулевые отметки шкал, приводят весы в равновесие с помощью
регулятора тары и проверяют устойчивость коромысла. Для этого
отклоняют коромысло сначала вверх, а потом вниз до упора и на-
блюдают за его колебаниями, которые должны быть плавными и
постепенно затухающими.
После нескольких колебаний коромысло должно прийти в рав-
новесие. Если коромысло не пришло в равновесие, то при снятии
с поддона допуска, указанного выше, или при наложении на под-
дон второго такого же допуска коромысло должно прийти в равно-
весие или отклониться в противоположную сторону.
Проверив устойчивость коромысла на нулевой отметке, на под-
дон помещают образцовые гири 4-го разряда в количестве, указан-
ном в табл. 11 (графа 7), а также допуск, величина которого дана
в графе 12 той же таблицы.
Приведя коромысло весов в равновесие, определяют их подвиж-
ность, снимая с поддона указанный выше допуск или добавляя на
поддон второй такой же допуск. При этом подвижный указатель
равновесия должен отклониться от неподвижного на величину не
менее 5 мм.
Такую же операцию определения подвижности необходимо про-
вести при 10%-й нагрузке, применяя допуск, указанный в табл. 11
(графа 11).
Если подвижность при 100 %-й или при 1О°/о-й нагрузке ока-
жется недостаточной, то ее следует увеличить, поднимая регулятор
тары вверх. Если же этого окажется недостаточно, то следует уста-
новить регулятор тары в среднее положение и заменить одну из
призм коромысла на более высокую.
При этом следует избегать излишнего увеличения подвижности,
при котором коромысло приходит в безразличное равновесие.
1 В некоторых конструкциях весов, специально для проверки коромысла, отъ-
единенного от весов, в хвостовик заделана вспомогательная призма, на которую
подвешивается поддон, и тогда поддон может быть легче, а количество образцо-
вых гирь меньше.
196
Таблица 11
Наибольший предел • взвешивания весов, т ИЙ алы Цена деления основной шкалы, кг Передаточное число рычажной системы Нагрузка на поддоне» кг Допустима я погрешность Подвижность, г Цена деления шкалы, кг
при 10%-ом значении шкалы при 40%-ом значении шкалы при 100%-ном значении шкалы от 1-й отметки до 40% значения шкалы, г свыше 40% до 100% значения шкалы без нагрузки при 10% нагрузки при 100% нагрузки
к <и Ч ш Ч О ч с к ст | основной шк
1 2 3 4 5 6 7 8 9 10 11 12 13
10 20 500 200 5,0 20 50 ± 5,0 ±0,025% 5,0 5,0 25,0 2,5
25 50 500 500 5,0 20 50 ± 5,0 массы гирь, 5,0 5,0 25,0 1,0
50 50 1000 400 12,5 50 125 ±12,5 находящих- 12,5 12,5 62,5 1,25
100 100 1000 800 12,5 50 125 ±12,5 ся на поддоне 12,5 12,5 62,5 1,25
Примечание. Средн весов, поступающих в ремонт, могут встретиться такие, у ко-
торых передаточное число i отличается от указанного в графе 4 и тогда цена деления
шкалы (графа 13) определяется путем деления фактйческой нагрузки на поддоне на число
делений шкалы (графа 2).
Получив необходимую подвижность коромысла при 100 %-й и
при 10 % -й нагрузке юстируют шкалы коромысла.
Для этого большой груз устанавливают на последнюю отметку
шкалы, а малый груз на нулевую отметку шкалы и помещают на
поддон гири в количестве, указанном в графе 7 табл. 11, и опре-
деляют цену деления шкалы d (графа 13) путем деления макси-
мальной нагрузки Р (графа 7) на число делений п (графа 2).
Например, цена деления шкалы весов до 100 т определяется
дробью
. Р 125 . ог-
d = — = —- = 1,25 кг.
п 100
После этого проверяют каждое деление шкалы, снимают с под-
дона гири в количестве, указанном в графе 13, и устанавливают
зубец груза в соответствующее углубление на шкале. При этом
погрешность показаний не должна выходить из пределов, указан-
ных в графе 9 и 8 табл. 11. Если окажется, что погрешность на том
или ином делении шкалы превышает допускаемую, необходимо
подпилить надфилем ту или другую сторону углубления.
При нагрузке, соответствующей 10%-ам значения основной
шкалы, проверяется правильность дополнительной шкалы, для чего
малый передвижной груз устанавливается на последнее деление
шкалы, а на поддон помещается соответствующее количество об-
разцовых гирь.
Погрешность шкалы не должна превышать величин, указан-
ных в графе 8 табл. 11. Если она выйдет из указанных пределов, то
необходимо изменить массу малого груза.
197
Пример 9.1. Коромысло весов с наибольшим пределом взвешивания 10 т име-
ет 20 нарезных отметок и уравновешивается гирями в количестве 50 кг.
Следовательно, цепа деления
Погрешность шкалы в пределах от 1-й до 8-й отметок (0,5—4 т) не должна
превышать ±5 г, а от 9-й до 20-й отметки (4,5—10 т) может иметь возрастающую
погрешность в пределах 5,625— 12,5 г.
Юстировка циферблатного указателя с проме-
жуточным механизмом проводится методами, аналогичны-
ми описанным в п. 43. На серьгу грузоприемной призмы промежу-
точного механизма подвешивают поддон и тарируют указатель на
нулевой отметке. На поддон помещают гири в количестве, необхо-
димом для уравновешивания первой ступени взвешивания, и опре-
деляют цену наименьшего деления шкалы циферблата путем деле-
ния массы гирь на поддоне на число отметок шкалы.
Непостоянство положения равновесия ненагруженного меха-
низма определяют трехкратным арретированием рычага промежу-
точного механизма с одновременным относительным смещением
призм рычагов вдоль подушек. Изменение первоначального поло-
жения равновесия должно быть не более 0,5 наименьшего деления
шкалы циферблата.
Каждую ступень взвешиваний поверяют не менее чем в десяти
равномерно расположенных точках, включая первую и последнюю
точки, определяя совпадение нулевого положения при переходе на
каждую последующую ступень взвешиваний.
Погрешности показаний при этом не должны превышать:
в пределах 0—500г/—0,5г/;
свыше 500г/ до 2000г/—0,75г/;
СВЫШе 2000г/ ДО Ртах—1,0г/.
Если погрешности показаний выходят из указанных пределов,
необходимо прежде всего проверить качество изготовления и сбор-
ки промежуточного механизма, заменить дефектные детали, уст-
ранить зазоры между призмами и ограничивающими их деталями
и наклоны серег и тяг. После этого снова поверяют и при необхо-
димости регулируют циферблатный указатель методом, описанным
выше.
Юстировка собранных весов. После юстировки коро-
мысла или циферблатного указателя юстируют собранные весы
следующим образом: 1) проверяют правильность сборки весов;
2) уравновешивают весы и проверяют плавность колебаний коро-
мысла или хода стрелки циферблатного указателя; неплавные ко-
лебания указывают на то, что между подвижными и неподвижны-
ми деталями имеются вредные трения; 3) сдвигают при помощи
лома платформу сначала с одного угла, а затем с другого угла,
каждый раз проверяя постоянство сохранения тары. В случае из-
менения показаний ликвидируют причины, вызывающие изменение
показаний. Чаще всего изменение показаний происходит от непра-
198
вильной установки струнок, ограничивающих платформу от сдвига.
Это легко устранить путем .изменения длины соответствующих
I трунок.
Более серьезным дефектом являются зазоры между опорными
призмами рычагов и ограничивающими их деталями (щечками),
а также зазоры между грузоприемными призмами рычагов и серь-
гами, на которые опирается платформа.
Излишние зазоры устраняют при ремонте рычажной системы,
но иногда они выявляются только при юстировке, и тогда прихо-
дится вновь поднимать платформу и устранять зазоры путем пере-
движения стоек или даже замены призм и подушек;
4) юстируют весы при нагрузке, равной 10% предельной. Эту
операцию производят, помещая образцовые гири 4-го разряда по-
следовательно над каждой грузоприемной призмой и выправляя
размеры плеч так, как это было показано на рис. 7.27.
При юстировке следует добиваться того, чтобы погрешности
плеч рычагов имели одинаковый знак «плюс» или «минус», так
как эту погрешность можно ликвидировать, сдвигая каретки с кон-
цевыми призмами (если они имеются) или путем изменения плеча
нагрузки на коромысле.
2. Ремонт вагонных весов. Наиболее типичным видом ремонта
, вагонных весов является средний ремонт, выполняемый один раз
। в два года.
Перед началом работы слесарь-руководитель весовой мастер-
ской обязан согласовать с начальником станции вопрос о закрытии
вагонных весов и весового пути к ним на все время ремонта и сде-
лать об этом соответствующую запись в журнале осмотра путей,
стрелок и устройств СЦБ и связи.
Место проведения работ должно быть предварительно огражде-
но переносными сигналами, а стрелки, ведущие на весовой путь,
установлены в положение, исключающее попадание на него под-
вижного состава, и заперты на замок, ключи от которого должны
храниться у дежурного по станции.
При среднем ремонте полностью разбирают механизм весов,
для чего их платформы поднимают на необходимую высоту и ук-
ладывают на шпалы или рубки рельсов, опирающиеся на боковые
стены фундамента.
Разборка подплатформенного механизма весов начинается со
снятия главных рычагов. Для этого с грузоприемной призмы пер-
' вого продольного передаточного рычага сбрасываются соедини-
I тельные серьги и освободившиеся концы главных грузоприемных
рычагов укладываются на специальные подкладки. Затем снимает-
'ся траверса грузоприиемной стойки, после чего главный грузопри-
емный рычаг может быть поднят.
Разборка остальных рычагов подплатформенного механизма
зесов не представляет каких-либо трудностей. Детали подплатфор-
иенного механизма весов при разборке необходимо укладывать
з определенном порядке с тем, чтобы при сборке не перепутать
места их первоначального расположения.
199
Наиболее характерными неисправностями вагонных весов явля-
ются: осадка грузоприемных стоек; смятие призм, подушек и серег;
непараллельность линии призм рычагов; перекосы рычагов; смеще-
ние кареток; несоблюдение зазоров между обвязочной рамой и
платформами; несовпадение уровней и осей ральсов весового и
подходных путей; неисправности указательного устройства.
Рассмотрим причины возникновения этих неисправностей и спо-
собы их устранения. Осадка грузоприемных стоек, на которых под-
вешиваются главные рычаги, в подавляющем большинстве случаев
является результатом некачественной заливки опорных балок бло-
ка грузоприемных стоек или некачественной кладки опорных тумб
фундамента. Однако эта неисправность возникает и в результате
< разрушения опорных тумб фундамента при интенсивной работе
весов.*
"Тк^-это сказывается прежде всего на горизонтальности гру-
зоприемных платформ, а также линий призм рычагов. Кроме того,
в результате осадки грузоприемных стоек и опорных балок грузо-
приемные платформы весов, сдвигаясь в сторону уклона, чрезмер-
но натягивают регулировочные струнки, что отрицательно сказы-
вается на работе весов и вызывает неравномерное распределение
нагрузок от взвешиваемого вагона между отдельными секциями
главных рычагов, а также между рычагами, составляющими одну
секцию, что приводит к непостоянству показаний весов. Осадка
опорных балок блока опорных стоек главных грузоприемных рыча-
гов устраняется усилением их основания с подкладкой кусков рель-
сов или металлических плит, которые бетонируются вместе с опор-
ными балками.
Наиболее частой замене в вагонных весах подвергаются грузо-
приемные призмы главных рычагов, воспринимающие значитель-
ные динамические нагрузки в момент наката взвешиваемого ваго-
на на платформу весов. При посадке призмы в гнездо необходимо,
чтобы она по всей длине основания прилегала к постели гнезда.
Важность этого требования объясняется тем, что при неправильной
посадке призма под нагрузкой будет работать па изгиб, в то время
как она рассчитана для работы только на сжатие. Необходимо так-
же контролировать плотность входа призмы в соответствующее
гнездо. Устранение видимой неплотности посадки призмы способом
чеканки не допускается. Аналогичные требования в части посадки
призм относятся и к посадке подушек, если они некачающиеся.
К наиболее быстроизнашиваемым деталям весов относятся
также плоские серьги, с помощью которых подвешиваются глав-
ные рычаги. Если в процесс работы серьга получила значительный
износ, то он устраняется наваркой.
При осмотре деталей весов особое внимание следует обращать
на состояние рабочих поверхностей призм, подушек и серег. Если
будет обнаружено смятие призм или зарезы на рабочей поверхно-
сти подушек или серег, то эти дефекты должны быть устранены
путем заправки с последующей шлифовкой и закалкой. После вы-
полнения этих работ призмы и подушки должны быть поставлены
200
(запасованы) в свои гнезда легкими ударами молотка. При этом
рабочие ребра призм должны быть параллельны между собой, ле-
жать на одной прямой и быть перпендикулярны плоскости качания
рычага.
Непараллельность линий призм свидетельствует о неправиль-
ной посадке их в рычагах и о несоблюдении условия перпендику-
тярности призм плоскости качания рычага. Кроме того, она оказы-
вает существенное влияние на постоянство показаний весов, так
как даже незначительное смещение призм рычагов по плоскости
подушек приводит к изменению показаний весов. Горизонтальность
линий призм и их параллельность проверяются с помощью специ-
альных линеек и уровня.
Большое влияние на работу весов имеют перекосы рычагов,
эсобенно грузоприемных, которые могут иметь место как в верти-
кальной, так и в горизонтальной плоскости. Основными причинами
их являются: неправильная установка стоек, неправильное подве-
нивание рычагов к траверсам стоек, неравномерное смятие серег
или гнезд в траверсах и неправильная установка призм и подушек.
Если перекос явился следствием неправильной установки
стоек, то он может быть устранен путем установки подкладок, не
более одной под каждой из стоек. В отдельных случаях приходится
прибегать к расширению отверстий под крепежные болты стоек
пли даже к сверлению новых отверстий.
Перекос, явившийся результатом неправильного подвешивания
главных рычагов, ликвидируется путем замены или ремонта серег
пли траверс, а возникший в результате неправильной установки
пли износа призм и подушек устраняется путем замены этих де-
талей.
Одной из серьезных неисправностей весов, отражающихся на
точности их показаний, является смещение кареток, служащих для
регулировки плеч рычагов. Смещение кареток допускается только
при регулировке отношения плеч рычагов. После установки пере-
движной каретки в нужное положение в теле ее ставятся закрепи-
тельные пробки, на которые накладывается государственное
клеймо.
Существенной неисправностью вагонных весов является не-
соблюдение зазоров между обвязочной рамой фундамента и гру-
зоприемными платформами весов. Этот зазор регулируется удер-
живающими струнками или упорами. Длину струнки изменяют по-
воротом ее регулировочной муфты. Регулировочные струнки не
должны давать возможности грузоприемным платформам качаться
в каждую сторону более чем на 5 мм.
При ремонте весов следует добиться правильного положения
струнок, которые должны быть параллельны направлениям кача-
ния грузоприемной платформы. Посадка струнок на соответствую-
щие пальцы после регулировки зазора должна быть свободной,
без натяга.
Большое влияние на точность взвешивания оказывает несовпа-
дение уровней и осей рельсов весового и подходных путей,
201
а также негоризонтальность весового пути. Значительное несовпа-
дение уровней и осей рельсов весового и подходных путей вызыва-
ет при проходе взвешиваемых вагонов по стыкам значительные ди-
намические удары, которые вредно отражаются на состоянии фун-
дамента весов, особенно его торцовых стенок, а нередко приводит
к обрыву регулировочных струнок и смещению грузоприемной
платформы. Основной причиной несовпадения осей и уровней рель-
сов является негоризонтальность рельсов подходных путей вслед-
ствие разрушения фундамента под поперечной балкой обвязочной
рамы или же ослабление их крепления.
Горизонтальность весовых путей достигается их рихтовкой.
Необходимо также внимательно следить, чтобы рельсы подходного
пути, непосредственно примыкающие к платформам весов, были
прочно закреплены во избежание их сдвига в сторону весов, а за-
зоры между их концами и концами рельсов, уложенных на грузо-
приемной платформе весов, не превышали 10—15 мм. Если рельсы
подходных путей к весам горизонтальны и прочно закреплены, то
причиной несовпадения их осей и уровней с рельсами весового пу-
ти может быть осадка опорных труб фундамента или большая вы-
тяжка серег, в результате чего грузоприемная платформа весов
может получить значительную просадку.
"•{^Осадка опорных балок или тумб вследствие деформации фунда-
мента лучше всего выявляется при испытании весов большой на-
грузкой.
Коромысло вагонных весов при их ремонте подвергается полной
разборке, чистке, шлифовке и заправке всех призм и подушек с за-
меной изношенных. Особое внимание обращается на крепление
тарировочного груза, который при повороте должен легко переме-
щаться по винтуй?
Наиболее ответственным моментом ремонта коромысла явля-
ется поверка и подгонка делений шкалы. После того, как коромыс-
ло отремонтировано и поверено, собирают подплатформенный ме-
ханизм весов в порядке, обратном разборке. Так, сначала под-
вешивают продольные передаточные рычаги, а затем грузопри-
емные.
При сборке подплатформенного механизма необходимо следить
за тем, чтобы серьги занимали отвесное положение, призмы плотно
прилегали к соответствующим подушкам, а качающиеся детали не
касались неподвижных. Общая линия призм должна быть прямой и
горизонтальной.
При среднем ремонте детали весов, кроме призм, подушек и
серег (рабочих частей их), а также грузоприемные платформы,
настил, фартуки, колонки коромысла необходимо окрашивать.
3. Монтаж автомобильных весов. Весоремонтные мастерские
монтируют автомобильные весы и руководят постройкой фунда-
ментов по чертежам, выполненным заводом-изготовителем. Фуш
даменты к автомобильным весам сооружаются по типовым проек-
там специализированными строительными организациями. Их
строят из бетона, а также из кирпича пли бутового камня на це-
202
Рис. 8.26. Раздвижной шаблон
ментном -растворе. Глубина заложения фундамента устанавлива-
ется в зависимости от состояния грунта. Желательно устанавли-
вать весы в таком месте, чтобы уровень грунтовых вод был ниже
дна котлована. Если это невозможно, то фундамент необходимо
делать с гидроизоляцией. В том и другом случае следует исследо-
вать грунт для установления допустимого давления на него и
уровня грунтовых (ВОД.
Пути въезда и съезда на автомобильные весы должны на про-
тяжении 4—6 м находиться на одном уровне с платформой весов,
причем последняя должна быть примерно на 200 мм выше уровня
земли. Для быстрейшего высыхания влаги, попавшей в весы, ре-
комендуется устраивать вытяжные трубы.
Анкерные болты для крепления стоек и обвязочной рамы заде-
лывают в фундамент на глубину не менее 400 мм. Механизмы ста-
ционарных весов поступают с заводов-изготовителей в разобран-
ном виде, причем мелкие детали упакованы в ящики. На месте
установки, прежде чем приступить к монтажу, необходимо прове-
рить комплектность механизма и наличие технической докумен-
тации.
Монтируют весы, руководствуясь схемой, высылаемой заводом-
изготовителем, начиная с установки опорных стоек рычагов, кото-
рые должны быть правильно установлены в горизонтальной и вер-
.икальной плоскостях. Расстояния между стойками по горизонтали
измеряют стальной рулеткой, причем во избежание провисания
ленту рулетки укладывают на прямую деревянную планку. Для
этой же цели удобен раздвижной шаблон (рис. 8.26), состоящий из
нескольких стальных, входящих друг в друга труб с нанесенными
на их поверхность миллиметровыми делениями.
Выверять стойки по горизонтали лучше всего с помощью ниве-
лира или так называемого гидростатического уровня, который
представляет собой гибкую резиновую трубку диаметром 10—
12 мм с двумя стеклянными наконечниками, заполненную водой.
Выбрав подушку одной опорной стойки в качестве базы, заполня-
ют уровень водой и, установив уровень воды в одном из наконечни-
ков против выбранной подушки, устанавливают остальные подуш-
ки опорных стоек по уровню воды в другом наконечнике. После
установки подушек опорных стоек помещают все рычаги на свое
место и соединяют их серьгами и тягами.
Особенно важно соблюсти вертикальное положение тяги, сое-
диняющей подплатформевные рычаги с промежуточным механиз-
мом циферблатного указателя, так как от этого зависит подвиж-
ность весов. При монтаже весов следует руководствоваться допу-
сками, указанными ниже.
203
Наименование допуска
Размер
допуска, мм
Способ измерения
Обвязочная рама
Отклонение внутренних размеров
от заданных чертежами
Разность диагоналей рамы при со-
бранном и установленном на ме-
сте положении
Отклонение от базы горизонталь-
ной плоскости поперечных балок
рамы
Высота установки рамы от грунта
Разность расстояний от продоль-
ных балок обвязочной рамы до
ближней балки платформы
Стрелка прогиба (кривизна) про-
дольных балок от прямолиней-
ного участка
Платформа весов
Отклонение высот между двух и
более рядом установленных от-
весов по настилу
Разность диагоналей платформы
Разность диагоналей грузоприем-
ных стоек по ннжним точкам
Разность расстояния между грузо-
приемными стойками от задан-
ного размера чертежа в нижпих
осевых точках
Зазор между краями настила
платформы и обвязочной рамой
Отступление высоты настила плат-
формы от обвязочной рамы
Подплатформенный механизм
Отклонение расстояний между
опорными стойками главных ры-
чагов от проектного размера
Разность диагоналей между опор-
лыми стойками главных рычагов
Отклонение линии рабочих ребер
призм главных рычагов от базы
горизонтальной плоскости
Отклонение расстояний между
осями двух соединительных се-
рег от размера чертежа
Отклонение линии рабочих призм
передаточных рычагов и выход-
ного рычага от базы горизон-
тальной прямой
±5
±5
±3
+от 150
до 200
±5
±5
±10
±6
±5
±3
15
±3
+2
±3
±4
±3
±2
±3
Стальной рулеткой
То же
Гидростатическим уровнем
при последующем замере
стальной линейкой
То же
Стальной рулеткой не менее
двух замеров на сторону
Натяжением стальной про-
волоки с последующим
замером стальной линей-
кой
Гидростатическим уровнем
с последующим замером
стальной линейкой
Стальной рулеткой
То же
Стальной рулеткой
Стальной линейкой
То же
Стальной рулеткой
То же
Г идростатическим уровнем
с последующим замером
стальной линейкой
Стальной линейкой
Натяжение нити через вер-
шины конечных призм е
последующим замером
стальной линейкой или
проверкой гидростатиче-
ским уровнем
204
Отклонение установки подплатфор-
менных рычагов от прямой, про-
веденной через осевые точки
концов конечных рычагов
Промежуточный механизм
Отклонение тяги от вертикали
±3 Натяжением стальной
проволоки, спуском
отвеса и последую-
щим замером сталь-
ной линейкой над
призмами
Не более +2° в сто- Отвес
рону увеличения
угла тяги с линией
призм циферблат-
ного указателя
4. Монтаж вагонных весов с наибольшим пределом взвешива-
ния 150 т. Монтаж весов в связи со специфическими конструктив-
ными особенностями их механизма (большим весом и габаритами
отдельных деталей, высокой точностью изготовления узлов и т. и.)
предъявляет повышенные требования к фундаменту. Поэтому за
ходом строительства фундамента устанавливается постоянный
контроль, который, как правило, осуществляется ревизором-инст-
руктором весового хозяйства отделения дороги.
При монтаже 150-тонных вагонных весов за исходную отметку
установки грузоприемного механизма весов принимается верхняя
плоскость специальных монтажных рельсовых отрезков или метал-
лических козел, предварительно установленных на дно котлована.
Поэтому еще в процессе заливки фундамента следят за тем,
чтобы тумбы, предназначенные для установки блоков фундамент-
ных балок, не доводились до проектной отметки на 150—170 мм,
т. е. на высоту профиля монтажных рельсовых отрезков или козел.
Кроме того, ниши фундаментных балок должны быть выполне-
ны на 50—100 мм шире, чем предусмотрено чертежами. Это необ-
ходимо для удобства установки балок.
Необходимо предупредить строителей о том, чтобы боковые
и торцовые стены фундамента не доводились на высоту, равную
длине анкерных болтов, при помощи которых устанавливается и
закрепляется обвязочная рама. После сооружения фундамента
весов тщательно проверяют его основные размеры (длину, ширину,
расстояния между тумбами опорных стоек продольных передаточ-
ных и выходящих рычагов), а также наличие уклонов для стока
воды.
Перед началом монтажа весов котлован фундамента, а так-
же площадку вокруг него очищают от строительного мусора.
Монтирует вагонные весы бригада, состоящая из 4-х человек,
руководит ею слесарь 6-го разряда, который является непосредст-
венным исполнителем этой работы. До начала монтажных работ
тщательно проверяют комплектность механизма весов, а также
исправность всех деталей. Особое внимание уделяют проверке це-
лостности призм и подушек главных грузоприемных и передаточ-
ных рычагов, для чего снимается местная упаковка призм рыча-
гов, выполненная в виде деревянных щитков, а также распаковы-
вается ящик, в котором находятся мелкие детали весов.
205
При помощи специальных шаблонов измеряют плечи всех ры-
чагов, размеры которых должны строго соответствовать данным,
приведенным ниже.
Наименование рычага Размеры плеч, мм
Главный................................ 235±0,2Х940±0,5
Продольный:
первый 250±0,2Х2500±0,8
второй . 500±0,ЗХ2000±0,7
третий . 415±0,2Х415±0,2
четвертый........................... 320±0,ЗХ1600±0,6
Выходящий:
первый . 1200±0,5Х1500±0,6
второй ............................ 450±0,ЗХ900±0,4
Необходимо убедиться, что рабочие ребра призм каждого ры-
чага лежат в одной плоскости (на одной прямой) и параллельны
между собой.
В главных грузоприемных рычагах возвышение рабочих ребер
грузоприемных призм по отношению к рабочим ребрам концевых
и опорных призм не должно превышать 1 мм, а в первых и вторых
передаточных рычагах — 0,6 мм. Возвышение рабочих ребер опор-
ных призм по отношению к концевым в третьих и четвертых про-
дольных, а также в первом и втором выходящих рычагах не долж-
но превышать соответственно 0,3; 0,8 и 0,5 мм.
Все круглые конические двухконсольные призмы продольных
передаточных и выходящих рычагов должны быть запрессованы
в гнезда с достаточным натягом без просветов, подкладок и под-
чеканки. Смещение рабочих ребер одной стороны двухконсольной
призмы по отношению к другой в обеих плоскостях не должно
превышать 0,2 мм.
При внешнем осмотре таких ответственных деталей рычажного
механизма весов, как призмы, подушки и щечки, убеждаются, что
ид их поверхности нет каких-либо трещин, пленок, окалины или
следов коррозии.
Качество призм, подушек и других деталей, подвергнутых тер-
мической обработке, проверяют тарированным напильником, при
этом не должно оставаться царапин. Твердость призм опробовают
на расстоянии 2—3 мм от вершины рабочего ребра; подушек — на
расстоянии 2—3 мм от рабочей поверхности; щечек — на расстоя-
нии 10 мм от верхнего ребра, т. е. в плоскости соприкосновения их
с призмой. Одновременно убеждаются, что грани, образующие ра-
бочие ребра призм, отшлифованы не менее чем на половину своей
высоты, а торцы призм — на длину не менее 10 мм от рабочего
ребра.
При осмотре опорных стоек главных грузоприемных, продоль-
ных и выходящих рычагов особое внимание обращается на то,
чтобы рабочие поверхности их подушек находились в одной пло-
скости, а сами подушки свободно качались в плоскости прилегания
рабочих ребер соответствующих призм. Подушки соединительных
серег также должны свободно качаться в плоскости рабочих ребер
206
•оответствующих призм, а опорные поверхности подушек — плотно
прилегать к соответствующим поверхностям траверс. Для опреде-
ления последовательности выполнения монтажных работ, а также
наиболее рациональной расстановки исполнителей слесарь — руко-
водитель весовой мастерской знакомит членов бригады с техниче-
ским и эксплуатационным паспортом весов, установочными черте-
жами, а также схемой маркировки узлов и деталей.
Подплатформенный грузоприемный механизм весов при уста-
новке его на фундамент собирается строго по заводской маркиров-
ке деталей.
Детали весов маркируются следующим образом:
на близлежащей — от человека, стоящего лицом к шкале ци-
ферблатного указательного прибора весов левый главный гру-
зоприемный рычаг наносят одну метку, близлежащий правый —
две, удаленный правый — три и удаленный левый — четыре метки;
опорные стойки, серьги и траверсы главных грузоприемных
рычагов, грузопрпемные стойки платформы имеют одинаковое
число отпечатков;
продольные передаточные рычаги подплатформенного механиз-
ма весов, их серьги, опорные стойки, блок опорных балок платфор-
мы п конец самой балки грузоприемной платформы весов, распо-
ложенные слева от поперечного выходящего рычага, маркируют
также одним отпечатком;
листы настила грузоприемной платформы маркируют в поряд-
ке сборки слева направо цифрами с нижней их стороны при помо-
щи электросварки.
После нахождения заводской маркировки на узлы и детали
весов наносится меловая разметка. Это позволяет в дальнейшем
без лишней затраты времени находить нужные детали, сокращая
тем самым непроизводительный простой крана при монтаже весов.
Перед началом монтажа призмы, подушки, щечки и другие дета-
ли тщательно очищают от случайно попавшей краски, грязи и
ржавчины, для чего их протирают тряпкой, смоченной в бензине
или масле, а затем досуха вытирают. После очистки этих деталей
их смазывают для предохранения от коррозии тонким слоем тех-
нического вазелина или тавота. Необходимо проверить состояние
регулируемых соединительных серег продольных передаточных и
выходящих рычагов и при необходимости отрегулировать их та-
ким образом, чтобы они имели следующие размеры:
соединительные главных грузоприемных рычагов . . 370 мм
концевые продольных рычагов:
первых ...........................................310 »
вторых......................... ... 880 »
третьих.......................................... 430 »
четвертых .... 630 »
Исходной отметкой при монтаже весов является верхняя пло-
скость рельсовых отрезков, которые до начала работы укладыва-
ются на дно котлована фундамента так, чтобы верхняя плоскость
соответствовала отметке — 2,265 мм (для случая, когда высота
207
фундаментных балок 200 мм). Если высота фундаментных балок
отличается от указанной на монтажном чертеже, то глубина уста-
новки рельсовых отрезков или козел определяется с учетом их фак-
тической высоты.
Первоначально при монтаже вагонных весов установка и креп-
ление к блоку фундаментных балок опорных стоек главных грузо-
приемных и первого продольного передаточного рычага, а также
навешивание главных грузоприемных рычагов выполнялись непо-
средственно в котловане фундамента весов после опускания и уста-
новки на расчетной глубине блоков фундаментальных балок. Одна-
ко такой способ сборки указанных узлов занимает много времени,
так как работа в стесненных условиях котлована фундамента ма-
лопроизводительна.
Опыт показал, что наиболее целесообразно все операции по
сборке опорных стоек, креплению их к блокам фундаментных ба-
лок, а также навешивание на опорные стойки главных грузоприем-
ных рычагов производить на поверхности, рядом с котлованом
фундамента, где для этого больше удобства.
Только после этого блоки фундаментных балок с укрепленными
опорными стойками и навешенными на них главными грузоприем-
ными рычагами опускаются краном на рельсовые отрезки или коз-
лы. Для удобства дальнейшей работы длинные плечи главных гру-
зоприемных рычагов, навешенных на опорные стойки, устанавли-
вают на заблаювременно подготовленные деревянные козлы или
отрезки шпал. После опускания блоков фундаментных балок не-
обходимо проконтролировать, чтобы продольные оси, проходящие
через середину блоков, были параллельны друг другу и перпенди-
кулярны продольной оси весов, а расстояния между грузоприемны-
ми призмами главных рычагов и продольной осью весов равны
между собой.
Точность установки подплатформенного механизма весов про-
веряется металлической рулеткой, уложенной на деревянную рей-
ку, по расположению опорных стоек главных грузоприемных рыча-
гов (по диагонали). После этого в котлован фундамента на соот-
вет ствующие тумбы опускают опорные стойки продольных переда-
точных и выходящего рычагов, а также рычаги.
Первые продольные передаточные рычаги ставят опорными
призмами на соответствующие подушки опорных стоек, а свобод-
ные (длинные) плечи этих рычагов устанавливают на заранее под-
готовленные деревянные козлы, высота которых подобрана таким
образом, чтобы концевая призма рычага находилась на 100—
150 мм ниже линии призм. Затем на грузоприемные призмы пер-
вых продольных рычагов навешивают соединительные серьги раз-
мером по высоте 370 мм и на их нижние опорные подушки устанав-
ливают концевые призмы главных грузоприемных рычагов. После
этого на поверхности, рядом с котлованом фундамента, к блокам
опорных балок платформы при помощи болтов диаметром' 20 мм
крепят грузоприемные стойки с обязательной постановкой косых
шайб и контргаек. Спаренные грузоприемные стойки платформы
208
опускают краном на нижние траверсы главных грузоприемных ры-
чагов, выставляют по отвесу в вертикальное положение и тщатель-
но закрепляют боковыми и торцовыми деревянными распорками.
Опорные балки грузоприемной платформы также опускают
краном. Отверстия под болты в продольных балках грузоприемной
платформы должны точно совпадать с соответствующими отвер-
стиями в блоках опорных балок платформы. Опорные балки кре-
пятся к продольным балкам болтами М.-20, которые для удобства
закладывают снизу с тем, чтобы затянуть гайки можно было на
верхних полках продольных балок. Перед окончательной затяж-
кой крепежных болтов необходимо отвесом проконтролировать,
чтобы вертикальные оси стенок продольных балок грузоприемной
платформы и грузоприемных стоек находились на одной прямой.
Отклонение вертикальной оси рабочей поверхности грузоприемной
стойки от вертикальной оси продольной балки платформы не долж-
но превышать 2 мм.
Убедившись, что грузоприемные стойки платформы занимают
правильное положение, крепежные болты опорных балок затягива-
ют окончательно крест-накрест с последующей постановкой контр-
гаек. 'После этого нивелиром проверяют горизонтальное положение
грузоприемной платформы, при этом рейку поочередно устанавли-
вают на каждый угол платформы. Продольная ось платформы
должна точно совпадать с продольной осью, отмеченной проволо-
кой, натянутой между реперами весового пути.
Установленную на главные грузоприемные рычаги платформу
весов во избежание ее самопроизвольного смещения заклинивают
со всех сторон распорками соответствующего размера, которые од-
ной стороной упирают в продольные балки платформы, а другой —
в боковые и торцовые стены фундамента. В дальнейшем за нуле-
вую отметку принимают верхние полки продольных балок с уло-
женной на них металлической линейкой, от нижней плоскости ко
торой берутся требуемые отметки.
Предварительная сборка продольных передаточных рычагов
выполняется в такой последовательности. На подушку соответству-
ющей опорной стойки устанавливается второй продольный переда-
точный рычаг, а на его грузоприемную призму навешивается кон-
цевая серьга первого рычага. После этого из-под длинного плеча
первого рычага вынимают козлы и первый рычаг своей концевой
призмой устанавливается на нижнюю подушку соединительной
серьги. Для предотвращения опрокидывания второго рычага меж-
ду длинным его плечом и нижними полками продольных балок на
ребро устанавливается доска толщиной 25 мм и шириной 200—•
250 мм. Аналогичным образом устанавливается второй продольный
рычаг с противоположной стороны весов.
После этого на подушки блока опорных стоек третьего и четвер-
того рычагов своей опорной призмой устанавливают четвертый ры-
чаг Во избежание опрокидывания его длинное плечо укладывают
на козлы, которые ранее использовались для поддержания перво-
го рычага. Четвертый продольный рычаг противоположной сторо-
209
йы весов монтируется таким же образом. Затем все продольное пе-
редаточные рычаги вместе со своими опорными стойками предва-
рительно выравнивают по оси весов и на них навешивают соеди-
нительные серьги, которые приводятся в отвесное положение. Все
продольные передаточные рычаги выставляют в одной вертикаль-
ной плоскости, строго совпадающей с продольной осью весов.
Установку продольных передаточных рычагов в горизонтальной
плоскости выполняют следующим образом. Прежде всего в гори-
зонтальное положение устанавливается первый продольный рычаг.
Правильность его установки контролируют путем замеров расстоя-
ний от нулевой отметки весов до вершин рабочих ребер его опорной
и концевой призм. Эти расстояния должны быть равны. Установ-
ленный первый продольный рычаг закрепляют при помощи под-
кладок соответствующей величины.
Аналогичным образом устанавливают в горизонтальное поло-
жение остальные продольные рычаги (при навешенных соедини-
тельных серьгах).
Под соответствующими опорными стойками рычагов размеща-
ют подкладки, фиксирующие устойчивое положение стоек на необ-
ходимой высоте. Рычаги закрепляют в горизонтальном положении
также подкладками. Во избежание случайного или самопроизволь-
ного сдвига опорных стоек продольных рычагов при заливке бето-
ном опорных тумб их фундаментные болты (для опорных стоек
вторых передаточных рычагов), а также нижнюю плиту блока
опорных стоек третьего и четвертого передаточных рычагов соеди-
няют электро- или газосваркой с арматурой соответствующих опор-
ных тумб. Такое крепление опорных стоек обеспечивает горизон-
тальное положение продольных передаточных рычагов при трам-
бовке бетона во время заливки опорных тумб.
Правильность расположения продольных передаточных рыча-
гов в горизонтальной плоскости проверяют замерами при помощи
металлической линейки, прикладываемой к нижней плоскости дру-
гой линейки, уложенной на верхние полки продольных балок. Все
соединительные серьги должны занимать строго вертикальное по-
ложение, контролируемое отвесом.
Установка в горизонтальной плоскости первого и второго по-
перечных рычагов производится при помощи уровня. При этом ко-
роткое плечо первого выходящего рычага фиксируется на требуе-
мой высоте по размеру концевых серег четвертых продольных ры-
чагов. Длинное плечо первого выходящего рычага устанавливается
по уровню путем регулирования по высоте и закрепления в нуж-
ном положении опорной стойки.
Аналогичным образом устанавливается второй выходящий
рычаг, после чего под его длинное плечо подкладывают козлы и
рычаг закрепляют в нужном положении.
Фундаментные болты опорных стоек первого и второго выходя-
щих рычагов электро- или газосваркой соединяют с арматурой
опорных тумб. После сборки и закрепления в нужном положении
продольных передаточных и выходящих рычагов вновь проверяют
210
состояние грузоприемного механизма весов и приступают к уста-
новке обвязочной рамы. Предварительно заготавливают двенад-
цать отрезков угловой стали 50X50 мм длиной по 0,5—0,6 м. Че-
тыре из них одной стороной крепят болтами к концам продольных
балок платформы, а к другой их стороне с соблюдением зазоров
на болтах крепят поперечные балки обвязочной рамы.
Ввиду того, что верхняя полка обвязочной рамы должна быть
выше верхних полок продольных балок платформы на 5 мм (т. е.
на толщину настила), между поперечными балками и мон-
тажными отрезками угловой стали укладывают металлические
прокладки, толщина которых соответствует толщине настила плат-
формы.
Каждая продольная балка обвязочной рамы аналогичным спо-
собом крепится двумя отрезками стали к продольным балкам
платформы.
Перед тем, как окончательно затянуть все крепежные болты,
еще раз проверяют установку обвязочной рамы в горизонтальной
плоскости, а также ее параллельность продольной оси весов. Для
большей надежности закрепления обвязочной рамы в нужном по-
ложении между продольными балками платформы и обвязочной
рамой ставят деревянные шаблоны-распорки. Такой способ уста-
новки обвязочной рамы позволяет надежно закрепить и предотвра-
тить возможные сдвиги или просадку при установке опалубки и
окончательной заливке боковых и торцовых стен фундамента. За-
крепив обвязочную раму, устанавливают заранее приготовленную
опалубку опорных тумб главных грузоприемных передаточных ры-
чагов, а также боковых и торцовых стен фундамента.
Заливать бетоном опорные тумбы, боковые и торцовые стены
фундамента, а также обвязочную раму весов строители должны
одновременно в течение одного рабочего дня, что значительно со-
кращает срок монтажа весов и ускоряет ввод их в эксплуатацию.
При заливке опорных тумб главных грузоприемных и переда-
точных рычагов, а также боковых и торцовых стен фундамента и
обвязочной рамы слесарь-руководитель весовой мастерской внима-
тельно следит за тем, чтобы не произошло каких-либо сдвигов от-
дельных деталей или узлов грузоприемного механизма весов.
В период заливки бетона весовая бригада подготавливает для
сборки настил платформы, рельсы, крепежные болты, после чего
на время выдержки и затвердения бетона выезжает для проведения
ремонтно-поверочных работ на соседние станции. После затверде-
ния бетона весовая бригада возвращается на станцию для оконча-
тельной сборки, юстировки и сдачи весов в эксплуатацию. Прежде
всего снимают опалубку и обвязочную раму освобождают от мон-
тажных уголков, соединяющих ее с продольными балками грузо-
приемной платформы. Из котлована убирают строительный мусор.
На продольные балки платформы согласно заводской маркировке
укладывают листы настила. Имеющиеся в них крепежные отвер-
стия должны точно совпадать с соответствующими отверстиями
в продольных балках платформы. В случае несовпадения отдель-
211
ных отверстий последние подгоняют (высверливают или пробивают
бородком).
Рельсы, подлежащие укладке на платформу весов, должны
иметь такую длину, чтобы зазоры между их концами и концами
ч рельсов подходных путей не превышали 10—15 мм. При подготов-
ке рельсов их концы обрезают путейской пилой. Резка рельсов
при помощи газосварочного аппарата нежелательна, так как при-
водит к нарушению структуры металла, в результате чего механи-
ческая прочность его снижается и после непродолжительного сро-
ка эксплуатации на концах рельсов образуются наплывы, приводя-
щие к изменению требуемых зазоров.
Рельсы, укладываемые на платформу весов и подходных путей
(с каждой стороны весов), должны быть одного типа. Отклонение
от установленной ширины колеи весового пути (1520 мм) не долж-
но превышать +6 мм. Сужения колеи весового пути (даже в уста-
новленных пределах) не допускается, так как в этом случае при
наезде вагона на весы гребни колесных пар будут сдвигать плат-
форму в поперечном направлении, что отрицательно повлияет на
состояние грузоприемных узлов.
Для точной установки рельсы скрепляют четырьмя деревянны-
ми решетками, выполняющими роль шаблона, с предварительно
вырезанными в них отверстиями под головки. Такой способ уста-
новки и фиксирования рельсов в нужном положении препятствует
возможным их смещениям при разметке отверстий под крепежные
болты.
После разметки рельсы переворачивают подошвой кверху и при
помощи керна намечают центры отверстий под сверловку, которую
делают в два приема: вначале сверлом диаметром 8—10 мм, а за-
тем—18 мм. После этого рельсы устанавливают по своим местам
и крепят вместе с настилом к продольным балкам платформы.
Болты крепления закладывают снизу с обязательной постановкой
косых шайб.
Затем приступают к установке и опробованию циферблатного
указательного прибора весов с промежуточным механизмом, кото-
рый распаковывают в закрытом помещении. Промежуточный меха-
низм циферблатного указателя устанавливают на анкерные болты
строго по уровню, вмонтированному в корпус указателя. Затем все
подвижные детали циферблатного указателя освобождают от пре-
дохранительных транспортировочных приспособлений, очищают от
смазки и тщательно осматривают. Особое внимание обращают на
целостность призм и подушек, на рабочих поверхностях которых не
должно быть сколов, зарезов или царапин. Такие узлы, как квад-
рантный механизм, промежуточный механизм, успокоитель коле-
баний и другие, без особой надобности не разбирают, так как при
этом может быть нарушено их правильное взаимодействие.
Прилегание призм промежуточного механизма к подушкам ры-
чагов должно быть плотным.
После заполнения стакана успокоителя и лабиринтного затвора
промежуточного механизма маслом циферблатный указательный
212
прибор и промежуточный механизм опробовают в работе. Прежде
всего проверяют надежность действия успокоителя. Для этого его
регулирующее устройство устанавливают в положение наибольше-
го успокоения. Стрелка циферблатного указателя, выведенная из
состояния покоя, должна двигаться непериодически, без колеба-
ний. После этого регулирующее приспособление демпфера устанав-
ливают так, чтобы колебания стрелки, выведенной из состояния
покоя, затухали в течение 3—5 полупериодов.
Работу арретира и его блокирующего механизма проверяют
путем трехкратного арретирования, при этом арретир должен на-
дежно запирать уравновешивающий рычаг промежуточного меха-
низма и не открывать его до тех пор, пока на грузодержатель не
будут наложены накладные грузы.
Необходимо, чтобы после наложения грузов арретир обеспечи-
вал плавное открывание рычага. Для опробования механизма
ступенчатого изменения пределов взвешивания его рукоятку три
раза устанавливают в положения, соответствующие каждой ступе-
ни взвешивания. В окошке циферблата при каждом переключении
должны появляться цифры, соответствующие новым пределам взве-
шивания. Одновременно щупом проверяют наличие достаточного
количества масла в затворе, чтобы герметичность корпуса цифер-
блатного указателя обеспечивалась при любом рабочем положении
его тяги.
При установке верхнего передаточного рычага промежуточного
механизма в горизонтальное положение стрелка указательного при-
бора должна установиться в районе делений, соответствующих по-
ловине предельной нагрузки. Важность этого требования объясня-
ется тем, что верхний передаточный рычаг при уменьшении на-
грузки от половины предельной по шкале циферблата до нуля бу-
дет отклоняться от горизонтального положения вверх, а при увели-
чении нагрузки от половинной до предельной — вниз.
Положение стрелки регулируют вращением гаек траверсы, сое-
диняющей циферблатный указатель с серьгой верхнего передаточ-
ного рычага. После этого определяют метрологические характери-
стики циферблатного указателя. Для этого на тягу подвешивают
поддон для наложения образцовых гирь и в этом положении меха-
низм тарируют таким образом, чтобы стрелка циферблатного ука-
зателя находилась против начальной («нулевой») отметки шкалы.
Путем трехкратного арретирования рычага промежуточного
механизма с одновременным относительным смещением призм ры-
чагов вдоль соответствующих подушек проверяют постоянство рав-
новесия ненагруженного механизма. Оно признается удовлетвори-
тельным, если изменение первоначального положения равновесия
не превышает 0,5 наименьшего деления шкалы циферблата.
Путем наложения на поддон необходимого количества образцо-
вых гирь проверяют каждую ступень взвешивания в 10 равномер-
но расположенных по шкале циферблата точках (включая первую
и последнюю) при возрастающих и убывающих значениях нагрузки.
Одновременно в каждой ступени взвешивания один раз определя-
213
ется чувствительность циферблатного указателя, а в каждой про-
веряемой точке путем трехкратного арретирования определяется
вариация показаний. Если погрешность показаний в каждой точке
шкалы не превышает 0,75 наименьшего деления шкалы на всем
диапазоне нагрузок, а вариация показаний не выходит из пределов
0,75 наименьшего деления, то циферблатный указатель с промежу-
точным механизмом признается удовлетворительным.
Если при проверке погрешность весонзмсрителя выходит за пре-
делы установленных допусков, то циферблатный указатель подвер-
гают юстировке (регулировке), перед которой проверяют состоя-
ние и правильность сборки отдельных деталей и узлов указателя,
а поверхности лент, секторы квадрантов, рейку и шестерню оси
указательной стрелки тщательно очищают от пыли и других за-
грязнений.
Юстируют циферблатный указатель путем изменения положе-
ния противовесов и секторов квадрантов, а также грузиков, распо-
ложенных на хвостовике указательной стрелки. Убедившись, что
погрешность циферблатного указателя, чувствительность и посто-
янство показаний не выходят за пределы установленных допусков,
подгоняют массу накладных грузов промежуточного механизма.
Для этого поворотом специальной рукоятки на грузодержатель
опускают первый накладной груз и плавно открывают арретир.
В результате наложения на грузодержатель первого накладно-
го груза создается момент, направленный в противоположную сто-
рону, по сравнению с моментом, создаваемым образцовыми гирями
на поддоне. Масса каждого накладного груза подобрана таким об-
разом, что уравновешивает нагрузку в 50 т по шкале циферблата,
поэтому указательная стрелка должна возвратиться на начальную
отметку шкалы.
Если указательная стрелка покажет одно или несколько деле-
ний по шкале, то это значит, что масса накладного груза по срав-
нению с расчетной мала. В этом случае для устранения погрешно-
сти накладного груза закрывают арретир уравновешивающего ры-
чага промежуточного механизма и, вывернув отверткой пробку
подгоночной полости груза, досыпают в нее металлическую струж-
ку или кусочек свинца, при этом пробка остается на верхней плос-
кости груза и фиксируется закрепительным штифтом, поэтому при
подгонке массы груза следует учитывать массу штифта.
Пробка завинчивается таким образом, чтобы ее поверхность не
выступала или не утопала по сравнению с корпусом груза более
чем на 0,2 мм.
Если после наложения на грузодержатель первого накладного
груза стрелка циферблатного указателя покажет величину мень-
ше нулевого деления, то масса накладного груза больше расчет-
ной и из его подгоночной полости необходимо извлечь некоторое
количество балластного груза.
Закончив подгонку массы первого накладного груза, поверяют
показания циферблатного указательного прибора на втором диа-
пазоне взвешивания, т. е. при нагрузках от 50 до 100 т. Для этого
214
‘ta поддон накладываются образцовые гири с интервалом 0,5 кг,
что соответствует нагрузке 2 т по шкале циферблата, и показания
циферблатного указателя в каждой поверяемой точке фиксируются
путем визуального отсчета.
Поскольку поверка циферблатного указателя на втором диапа-
зоне взвешиваний по существу является повторением поверки пер-
вого диапазона (без учета массы первого накладного груза), то
при доведении общей массы образцовых гирь на поддоне до 50 кг
стрелка циферблатного указателя должна остановиться на послед-
нем делении шкалы (нагрузка 100 т).
При поверке циферблатного указательного прибора на втором
диапазоне взвешивания вариация его показаний определяется
трехкратным арретированием в каждой поверяемой точке, а чувст-
вительность— однократным. Погрешность показаний не должна
превышать ±0,75 наименьшего деления шкалы циферблата на
всем диапазоне взвешивания, а вариация — 0,75 деления шкалы.
После этого при закрытом арретире на грузодержатель проме-
жуточного механизма опускают второй накладной груз. Если мас-
са груза компенсирует нагрузку в 50 т, то после его наложения
стрелка циферблатного указательного прибора должна возвратить-
ся на начальную отметку шкалы. Если при наложении второго гру-
за указательная стрелка будет отклоняться на одно или несколько
делений, то его масса подгоняется так же, как масса первого груза.
Для поверки циферблатного указателя на третьем диапазоне
взвешивания, не снимая с грузодержателя накладных грузов, на
поддон добавляют образцовые гири с интервалом 0,5 кг и в каж-
дой поверяемой точке фиксируют показания.
Нагрузка на поддоне доводится до 75 кг и при этом погреш-
ность показаний не должна превышать ±0,75 наименьшего деления
шкалы.
Практическую поверку показаний циферблатного указательно-
го прибора в третьем диапазоне взвешиваний можно закончить на
130—140 т, так как вес шестиосных вагонов не превышает 125—
130 т и участок шкалы от 130 до 150 т при двух наложенных грузах
практически не используется. .
В третьем диапазоне взвешивания чувствительность указателя
поверяется один раз, а вариация — в каждой поверяемой точке.
После того, как убедятся, что погрешность, вариация и чувстви-
тельность указателя при возрастающих нагрузках не выходят за
пределы установленных допусков, с поддона снимают образцовые
гири с интервалом через 2 кг и показания весоизмерителя поверя-
ют при убывающих нагрузках.
При этом особое внимание обращают на показания прибора
в момент смены диапазонов взвешивания, т. е. при снятии с грузо-
держателя второго и первого накладных грузов.
В процессе поверки циферблатного указателя на первом диапа-
зоне взвешиваний при нагрузках от 0 до 50 т— показания на от-
дельных участках шкалы могут иметь значительные погрешности,
215
е то время как на остальных участках они не выходят за пределы
установленных допусков.
Основной причиной таких погрешностей являются пыль, грязь,
крошки высохшей краски, попавшие на зубья рейки и шестерни
оси указательной стрелки, а также грязь или капли масла на рабо-
чих поверхностях опорных или грузоприемных лент или секторов
квадрантов. При появлении таких погрешностей необходимо вни-
мательно осмотреть и мягкой щеткой очистить эти узлы.
Рабочие поверхности лент и секторов квадрантов лучше всего
очищать при помощи тонкой металлической пластинки, обернутом
мягкой неворсистой тканью. При очистке во избежание случайно-
го изгиба лент крепящие их винты немного отпускают.
Если на определенных участках шкалы имеются постоянные си-
стематические погрешности (при нормальной работе на остальных
участках), то наиболее вероятной их причиной является изгиб
опорных или грузоприемных лент секторов квадрантов, а также
установка лент не в одной плоскости относительно друг друга.
Изогнутые ленты, как правило, восстановлению не подлежат,
поэтому в случае обнаружения такого дефекта их заменяют запас-
ными. Для приведения лент в соосное положение достаточно не-
сколько отпустить крепящие их винты и слегка раскачать квадрант,
в результате чего ленты установятся в одной плоскости. После вы-
равнивания лент крепящие их винты тщательно затягивают.
Основной причиной понижения чувствительности циферблатно-
го указателя является замасливание или загрязнение подшипников
оси указательной стрелки или наличие дополнительного трения
в отдельных узлах вследствие неточной сборки. Для устранения та-
кого рода неполадок необходимо промыть подшипники и тщатель-
но проверить правильность сборки промежуточного механизма.
Особое внимание следует обратить на качество сборки струнки
грузодержателя, которая должна свободно качаться на своих
осях, а люфт между ее осям и гнездами не должен превышать
0,1 мм. Поперечное качание струнки не допускается. Следует так-
же проверить, выдержаны ли необходимые зазоры между опорной
призмой и щечками стойки рычага промежуточного механизма и
верхнего передаточного рычага.
В процессе поверки циферблатного указателя может быть об-
наружено, что указательная стрелка на отдельных участках шкалы
случайно задерживается. Причиной возникновения такой неисправ-
ности обычно является задевание верхнего стакана масляного за-
твора за нижний или же незначительный изгиб стрелки. Одной из
возможных неполадок при поверке циферблатного указателя яв-
ляется движение стрелки с некоторыми задержками или толчками,
а также значительные колебания стрелки на последней четверти
шкалы. Основными причинами такой неполадки являются трение
между стаканом демпфера и поршнем вследствие ослабления его
крепления к тяге, а также недостаток масла в стакане демпфера.
После юстировки циферблатного указательного прибора на
всех трех диапазонах взвешиваний, когда ясно, что его метрологи-
216
ческие характеристики отвечают соответствующим требованиям,
приступают к поверке собранных весов, для чего необходимы весо-
поверочный вагон п маневровый локомотив. Их подача к весам
планируется заблаговременно. Для поверки собранных весов с тя-
ги промежуточного механизма весов снимается поддон, на тягу на-
вешивают серьгу и на ее подушку устанавливают концевую приз-
му второго выходящего рычага. После этого слесарь-руководитель
тщательно осматривает подплатформенный механизм весов и та-
рирует их.
В том случае, если нарушение тары ненагруженных весов выра-
жается в уходе указательной стрелки от начальной отметки шкалы
вперед на 20—40 делений, грубая тарировка выполняется путем
досыпки балластного груза в подгоночную полость грузодержателя
промежуточного механизма, а точная — тарировочными грузами,
расположенными на рычаге промежуточного механизма.
Если же указательная стрелка ушла от начальной отметки
вперед на 40—60 делений, то объема подгоночной полости для до-
сыпки балластного груза недостаточно. В этом случае для грубой
тарировки весов при закрытом арретире зубчатая рейка квадрант-
ного механизма циферблатного указательного прибора выводится
из зацепления с шестерней оси указательной стрелки и шестерня
проворачивается на один зуб по отношению к ее первоначальному
положению, после чего рейка вновь сцепляется с шестерней. Это
позволяет избавиться от чрезмерного переполнения грузом под-
гоночной полости, оставляя в ней место для досыпки груза в про-
цессе эксплуатации весов. Кроме того, тарные грузы, расположен-
ные на рычаге промежуточного механизма, должны, как правило,
занимать среднее положение по отношению к своей направляющей.
Затем фундамент и механизм весов испытываются на проч-
ность путем наезда локомотива (вагона), масса которого должна
быть не менее 70% от наибольшей предельной нагрузки весов. Ло-
комотив наезжает на весы 25 раз со скоростью 5—10 км/ч.
После испытания не должно быть заметных трещин и скалыва-
ний фундамента, сдвига опорных стоек главных грузоприемных,
продольных и передаточных рычагов, ослабления крепежных де-
талей, изменения отвесного положения и натяжения соединитель-
ных серег. При осмотре подплатформенного механизма необходимо
проверить целостность призм и подушек всех рычагов, а также со-
хранение линии продольных передаточных рычагов.
Положение равновесия ненагруженных весов не должно изме-
няться по сравнению с первоначальной тарировкой и превышать
0,5 наименьшего деления шкалы циферблата. Вариация показаний
весов определяется путем десятикратного взвешивания маневрово-
го локомотива (вагона) при наезде и остановке его на грузоприем-
ной платформе по 5 раз с каждой стороны. Допустимые значения
вариации показаний ненагруженных весов составляют при взвеши-
вании во втором диапазоне — 75 кг и в третьем диапазоне— 100 кг.
Убедившись, что фундамент и подплатформенный механизм
весов прочны, а допускаемые значения непостоянства положения
217
равновесия ненагруженных весов, а также вариация нагруженных
весов при взвешивании груженого вагона не выходят за пределы
установленных допусков, машинист маневрового локомотива за-
канчивает работу.
Поверка. Технические требования, предъявляемые к стацио-
нарным весам, а также методика их поверки установлены государ-
ственными стандартами, указанными в табл. 12.
Поверочное оборудование, необходимое для поверки стационар-
ных весов, следующее:
Тип весов
Врезные вагонеточные, элева-
торные, автомобильные
Вагонные
Крановые, монорельсовые, авто-
матические весы и дозаторы
дискретного и непрерывного
действия
Весоповерочное оборудование
Весоповерочная передвижная ла-
боратория. Весоповерочный ав-
топоезд
Весоповерочная передвижная ла-
боратория. Весоповерочный ва-
гон
Весоповерочная лаборатория. Об-
разцовые гири 4-го разряда в
количестве, равном наибольшему
пределу взвешивания поверяе-
мых весов
Для поверки врезных и вагонеточных стационарных весов на
месте установки необходима специальная весоповерочная лабора-
тория, оборудованная в автофургоне и снабженная образцовыми
гирями 4-го разряда массой 20 кг в количестве не менее 50 шт., об-
разцовыми весами и гирями массой от 10 мг до 20 кг, твердоме-
ром и другим вспомогательным оборудованием.
Для поверки автомобильных весов, помимо лаборатории, необ-
ходим весоповерочный автопоезд типа ВПАП (рис. 8.27).
Здесь полуприцеп 2, перевозимый седельным тягачом 1, имеет
на борту 37 образцовых гнрь общей массой 6,5 т.
На прицепе установлен бензиновый двигатель с генератором,
приводящим в движение мотор тельфера 3, используемого для
подъема и перемещения образцовых гирь.
Рис. 8.27. Весоповерочный автопоезд
218
Таблица 12
Наименование весов
Государственные стандарты
на технические требования
на методику поверкн
Вагонеточные врезные
Автомобильные
Элеваторные
Вагонные
Монорельсовые
Крановые
Автоматические дис-
кретного действия
(порционные)
Дозаторы автомати-
ческие и полуавто-
матические дискрет-
ного и непрерывно-
го действия
ГОСТ 23676—79 «Весы
для статического взве-
шивания. Пределы
взвешивания. Метроло-
гические параметры»
ГОСТ 23711—79 «Весы
для статического взве-
шивания. Общие тех-
нические требования»
ГОСТ 11712—73 «Весы
крановые технологиче-
ские. Типы и основные
параметры»
ГОСТ 10223—75 «Весы
автоматические порци-
онные для зерна. Типы
и основные параметры»
ГОСТ 16284—75 «Доза-
торы весовые, техноло-
гические для металлур-
гической промышлен-
ности. Типы и основные
параметры»
ГОСТ 8.077—73 «Весы вагоне-
точные и врезные рычажные
общего назначения. Методы и
средства поверки»
ГОСТ 8.126—74 «Весы автомо- >
бильные стационарные.
Методы и средства поверки»
ГОСТ 14018—68 «Весы элева-
торные (бункерные) рычаж-
ные. Методы и средства по-
верки»
ГОСТ 8.076—73 «Весы вагон- *
ные рычажные общего на-
значения. Методы и средства
поверки»
ГОСТ 13604—68 «Весы моно-
рельсовые циферблатные. Ме-
тоды и средства поверки»
ГОСТ 8.325—78 «Весы крано-
вые технологические. Методы
и средства поверки»
ГОСТ 14165—69 «Весы автома-
тические дискретного дейст- '
вия (порционные) для сум-
марного учета. Методы и
средства поверки»
ГОСТ 14166—69 «Дозаторы ве-
совые, автоматические и по-
луавтоматические дискретно-
го действия для дозирования
и фасовки сыпучих и жидких
материалов. Методы и сред-
ства поверки»
1
2
3
В связи с ростом наибольшего предела взвешивания автомо-
бильных весов в настоящее время для их поверки выпускаются
весоповерочные поезда, оснащенные гирями цилиндрической или
параллелепипедной формы общей массой 10 и 15 т.
Для поверки вагонных весов, помимо лаборатории, необходим
один из двух типов весоповерочных вагонов 188-ВПВ или 640-ВПВ,
применяемых в СССР, техническая характеристика которых приве-
дена ниже.
Методика поверки весов для взвешивания грузов в статическом
состоянии подробно изложена в ГОСТах, указанных в табл. 12,
а потому здесь не приводится.
При поверке весов для взвешивания вагонов в движении выпол-
няют следующие операции:
219
осмотр фундамента, подъездных путей, осмотр и опробование
грузоприемного устройства весов;
испытание фундамента и грузоприемного устройства весов на
статическую и динамическую прочность;
определение метрологических характеристик весов при статиче-
ском нагружении;
определение погрешности взвешивания вагонов в движении.
Техническая характеристика весоповерочных вагонов
Параметры 188-ВПВ 188-ВПВ и 640-ВПВ 640-ВПВ
Масса вагона, брутто, т . . . 84 125
Количество образцовых гирь массой 2 т, шт 22 38
Количество весоповерочных те- лежек массой по 2 т, шт. ___ 2
Суммарная масса гирь и теле- жек, т 48 80
Предельная нагрузка на весо- поверочную тележку, т . —. 40 —-
База весоповерочной тележки, мм: поперечная — 1520 —
продольная 1080 —
Скорость самопередвижения ве- соповерочного вагона, м/мин —. 63 —
Скорость передвижения тележ- ки, м/мин ... 32 —
Наибольшее удаление тележки от вагона, м .—« 30 —
Скорость передвижения весопо- верочного вагона в составе поезда, км/ч, не более 120
Грузоподъемность тельфера, т —-‘ 2 г—
Скорость подъема груза тель- фером, м/мин — 8 —
Скорость перемещения тельфе- ра, м/мин —. 20 —
Скорость выдвижения стрелы моста, м/мин ... 30 — 10
Контрольные вопросы
1. Каковы характерные неисправности стационарных весов?
2. Как собирают рычажную систему весов после ремонта деталей?
3. Что представляет собой станок для юстировки н поверки коромысел?
4. Какие методы юстировки шкальных коромысел Вы знаете?
5. В каких точках проверяется подвижность коромысла при юстировке на
станке?
6. Как определяется цена деления шкалы коромысла?
7. Как определить массу гирь, которые следует положить на поддон при по-
верке коромысла весов до 10 т, на отметке, соответствующей 8 т, прн цене
деления </=2,5 кг?
8. Каковы характерные неисправности вагонных весов?
9. Как проверяется горизонтальность стоек рычагов вагонных весов?
10. Как проверяется горизонтальность платформы вагонных весов?
И. Какие отклонения допускаются в ширине весового пути?
12. Какое оборудование необходимо для поверки вагонных весов?
220
Глава IX
ГОСУДАРСТВЕННАЯ СЛУЖБА МЕР
И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ СССР
44. ВОЗНИКНОВЕНИЕ И РАЗВИТИЕ
ГОСУДАРСТВЕННОЙ МЕТРОЛОГИЧЕСКОЙ
СЛУЖБЫ В РОССИИ
1. Депо образцовых мер и весов. Ранее мы говорили, что до
конца XVIII в. ни одно государство Европы не имело достаточно
обоснованной системы мер, а если бы такие системы и существова-
ли, то их значение сводилось бы к нулю из-за отсутствия надлежа-
ще организованного надзора за правильным изготовлением и при-
менением мер и измерительных приборов. Такая же картина наб-
людалась и в России. Производство мер и приборов (весов, гирь,
мер длины и объема) осуществлялось кустарями, а надзор за их
применением был поручен духовенству.
Только в XV—XVI вв. надзор за мерами и весами постепенно
переходит от духовенства к гражданским властям. В 1700 г. Петр I
поручил надзор за мерами и весами органам городского самоуп-
равления, а в 1722 г. впервые установил сроки поверки для мер
и весов, применяемых при торговле с зарубежными странами
(два раза в год).
В 1827 г. была создана правительственная комиссия образцо-
вых мер и весов, в результате работы которой в 1835 г. был издан
закон «О системе российских мер и весов» и о постройке в Петро-
павловской крепости (в Петербурге) особого здания (депо) для
хранения образцовых русских и иностранных мер.
На Депо образцовых мер и весов, построенное в 1842 г., воз-
лагались следующие задачи: хранение «Российских нормальных
мер и весов (эталонов) и собранных мер и весов иностранных»,
поверка копий указанных эталонов, исправление копий, утративших
точность, и изготовление новых; представление мнений о всех мо-
гущих встретиться по части метрологии вопросах для окончатель-
ного разрешения их Академией наук или особыми экспертами.
Депо возглавлялось ученым хранителем, назначаемым из чле-
нов Академии наук или других лиц, имеющих специальные позна-
ния в метрологии, первым из которых был назначен акад. А. Я. Ку-
пфер. За время его работы (1842—'1865 гг.) во все губернии и об-
ласти России были разосланы поверенные по эталонам медные об-
разцовые меры аршина, фунта, ведра и четверика и мелкий разно-
вес из платины. Был разработан проект создания Главного управ-
ления мер и весов с более широкими функциями, чем у Депо мер
и весов.
221
Все попытки акад. А. Я. Купфера организовать поверку мер
и измерительных приборов на местах кончились неудачей из-за
косности местных органов власти, а главное из-за отсутствия спе-
циалистов-метрологов. Более результативной оказалась работа
преемника А. Я. Купфера, проф. В. С Глухова, возглавлявшего
Депо мер и весов с 1865 по 1892 гг. Ему удалось за период с 1874
по 1879 гг. построить новое здание Депо, в котором ныне разме-
щается главный корпус ВНИИМ им. Д. И. Менделеева. Помимо
этого, проф. В. С. Глухов разработал проект нового закона о ме-
рах и весах и внес предложение о факультативном введении в Рос-
сии метрической системы мер.
В 1892 г. хранителем Депо мер и весов был назначен
Д. И. Менделеев.
2. Главная палата мер и весов. В 1893 г. Депо образцовых мер
и весов было преобразовано в Главную палату мер и весов, кото-
рая стала центральным метрологическим учреждением России
и за время руководства ею Д. И. Менделеевым вошла в число пя-
ти лучших метрологических лабораторий мира.
Кроме того, было организовано 25 местных поверочных орга-
нов (поверочных палаток) в крупнейших городах России.
В 1899 году был утвержден закон о мерах и весах, разработан-
ный Д. И. Менделеевым.
3. Послереволюционный период развития метрологии. Система-
тическое и планомерное развитие метрологии в нашей стране начи-
нается с момента создания Советского государства. В 1918 г. Со-
вет народных комиссаров РСФСР принимает декрет о введении
метрической системы мер и тем закладывает прочные основы для
развития советской метрологии и завоевания ею международных
метрологических позиций.
С этого времени начинается расцвет советской метрологии,
развивающейся в новых социалистических условиях и тем самым
приобретающей совершенно новое внутреннее содержание.
4. Государственная система обеспечения единства измерений.
Под единством измерений понимается такое состояние измери-
тельного дела, при котором результаты всех измерении, проводи-
мых в стране, выражаются в одних и тех же узаконенных едини-
цах и оценка их точности обеспечивается с гарантированной дове-
рительной вероятностью. Если учесть, что в СССР в настоящее
время находятся в эксплуатации сотни миллионов мер и измери-
тельных приборов и что ежедневно проводится не менее 20 мил-
лиардов измерений, то станет понятной вся сложность и необхо-
димость работ, направленных на достижение единства измерений.
В применявшихся до недавнего времени сравнительно простых
методах измерений погрешность результатов измерений почти пол-
ностью определялась погрешностями средств измерений. Поэтому
для достижения единства измерений было достаточно обеспечить
единообразие средств измерений, т. е. такое состояние их, когда
они проградуированы в узаконенных единицах, а их метрологиче-
ские свойства соответствуют нормам.
222
При использовании современных сложных методов измерений
погрешности средств измерений далеко не определяют суммарную
погрешность результатов измерений, поскольку большое значение
приобретают погрешности метода измерений, ошибки операторов,
неизменность условий проведения измерений и др. Поэтому важно
обеспечить не только единообразие средств измерений, но и един-
ство измерений и достоверность, характеризующую доверие к ре-
зультатам измерений. Для решения этой задачи созданы комплекс
правил, регламентирующих порядок подготовки, выполнения и об-
работки результатов измерений (правила законодательной метро-
логии), а также эталонная база и комплекс образцовых средств
измерений, обеспечивающих передачу размера единиц физических
величин от эталонов образцовым и рабочим средствам измерений,
проводится контроль за выполнением правил законодательной .мет-
рологии (метрологический надзор).
Сеть государственных метрологических органов и их деятель-
ность, направленная на обеспечение единства и достоверности из-
мерений в стране, называется Государственной метрологической
службой СССР, руководит которой Государственный комитет СССР
по стандартам (Госстандарт СССР).
В состав Государственной метрологической службы СССР вхо-
дят научно-исследовательские метрологические институты с фи-
лиалами, 15 управлений уполномоченных Госстандарта СССР
при советах министров союзных республик с республиканскими
центрами метрологии и стандартизации, лаборатории государст-
венного надзора за внедрением и соблюдением стандартов и состо-
янием измерительной техники, имеющиеся во всех областных цент-
рах страны, и межрайонные отделения этих лабораторий.
Деятельность Государственной метрологической службы на-
правлена на решение научно-технических проблем метрологии
и осуществление необходимых законодательных и контрольных
функций: установление допущенных к применению единиц физи-
ческих величин, системы государственных эталонов единиц; созда-
ние образцовых средств измерений, методов и средств измерений
высшей точности; разработка общесоюзных поверочных схем; оп-
ределение физических констант и физико-химических свойств ве-
ществ и материалов, а также получение стандартных образцов
этих свойств; разработка стандартных методов и средств испыта-
ния и контроля, требующих высокой точности, разработка теории
измерений, методов оценки погрешностей; надзор за приборо-
строением и эксплуатацией средств измерений, осуществляемый
путем государственных испытаний новых средств измерений, си-
стематической поверки мер и измерительных приборов, ревизии со-
стояния измерений на предприятиях и в организациях.
Задачи, стоящие перед Государственной метрологической
службой, решаются с помощью Государственной системы обеспе-
чения единства измерений (ГСИ)1, которая является нормативно-
1 Далее ГСИ.
223
правовой основой метрологического обеспечения научной и практи-
ческой деятельности в части оценки и обеспечения точности измере-
ний, результаты которых используются государственными органа-
ми, предприятиями, организациями и учреждениями СССР. Она
представляет собой комплекс нормативно-технических документов,
устанавливающих единую номенклатуру, способы представления
и оценки метрологических характеристик средств измерений, пра-
вила стандартизации и аттестации выполнения измерений, оформ-
ления их результатов, требования к проведению государствен-
ных испытаний, поверки, ревизии и экспертизы средств изме-
рений.
ГСИ состоит из комплексов нормативно-технических докумен-
тов, регламентирующих: единицы физических величин; воспроизве-
дение единиц физических величин с помощью эталонов; передачу
размеров единиц физических величин рабочим средствам измере-
ний с необходимой точностью при наименьших затратах; установ-
ление норм на метрологические характеристики средств измере-
ний с необходимой точностью при наименьших затратах; установ-
их поверки, ревизии и экспертизы; проведение стандартизации
и аттестации методик выполнения измерений; оформление и пред-
ставление результатов измерений.
Основными нормативно-техническими документами ГСИ явля-
ются государственные стандарты.
Под руководством Государственной метрологической службы
действуют органы ведомственных метрологических служб, созда-
ваемые министерствами и ведомствами для обеспечения метроло-
гического надзора в своей отрасли народного хозяйства. Их основ-
ной задачей является обеспечение единства и достоверности изме-
рений в отраслях народного хозяйства путем обеспечения повсе-
местного соблюдения правил законодательной метрологии, плано-
мерного внедрения методов и средств измерений, отвечающих сов-
ременным требованиям производства и обеспечивающих выпуск
продукции высокого качества, и постоянного контроля за состояни-
ем и правильностью применения средств измерений.
Положения о своих ведомственных метрологических службах
министерства и ведомства утверждают по согласованию с Гос-
стандартом СССР (для общесоюзных и союзно-республиканских
министерств и ведомств) или его республиканскими управлениями
(для республиканских министерств и ведомств).
Так, согласно «Положению о метрологической службе в систе-
ме Министерства путей сообщения» на железнодорожном тран-
спорте должны быть обеспечены единство и достоверность измере-
ний, являющихся одним из важнейших средств ускорения научно-
технического прогресса, повышения эффективности производства,
научно-исследовательских и проектно-конструкторских работ,
улучшения качества продукции, обеспечения высокого качества
ремонта и содержания подвижного состава и других технических
средств транспорта, безопасности движения поездов, безопасных
условий труда, правильного учета материальных ценностей.
224
В центральном аппарате Министерства путей сообщения функ-
ции отраслевых базовых организаций метрологической службы
возлагаются на соответствующие управления Министерства, осу-
ществляющие техническое руководство отраслями хозяйства же-
лезнодорожного транспорта и руководящие подведомственными
предприятиями, организациями и учреждениями.
5. Государственные испытания средств измерений. Все средства
измерений, предназначенные для серийного или массового произ-
водства, ввоза из-за границы партиями и выпуска в обращение в
СССР, подвергаются со стороны органов Государственной метро-
логической службы обязательным государственным испытаниям,
под которыми понимается экспертиза технической документации
на средства измерений и их экспериментальные исследования для
определения степени соответствия установленным нормам, по-
требностям народного хозяйства и современному уровню развития
приборостроения. Организация и порядок проведения государст-
венных испытаний средств измерений изложены в ГОСТ 8.001—71.
Государственные испытания вновь разрабатываемых и вы-
пускаемых средств измерений являются эффективным средством
обеспечения единства измерений в стране и повышения качества
измерительной техники. Цель испытаний — обеспечить высокий
технический уровень отечественного приборостроения, соответст-
вие характеристик средств измерений современным требованиям
народного хозяйства и мирового рынка, установление оптимальной
номенклатуры средств измерений, обеспечивающих потребности
народного хозяйства, развитие метрологическоой базы страны, вы-
сокую степень унификации и стандартизации средств измерений,
а также развитие специализации и кооперирования в их производ-
стве.
Установлены два вида государственных испытаний: приемоч-
ные испытания опытных образцов средств измерений новых типов,
намеченных к серийному производству или импорту в СССР (го-
сударственные приемочные испытания); контрольные испытания
образцов из установочной серии и серийно выпускаемых средств
измерений (государственные контрольные испытания).
Государственные приемочные испытания проводятся государст-
венными приемочными комиссиями, назначаемыми Госстандартом
СССР или другими ведомствами по согласованию с Госстандар-
том СССР и его метрологическими органами.
В процессе государственных приемочных испытаний определя-
ются: соответствие средств измерений требованиям распространя-
ющихся на них стандартов; соответствие технических характери-
стик средств измерений требованиям технического задания (тех
нического предложения), возможность метрологического обслужи-
вания и обеспечения нормированных значений метрологических
характеристик испытуемых средств измерений при их серийном
производстве и в эксплуатации; метрологические характеристики,
подлежащие контролю при выпуске средств измерений из произ-
водства и при эксплуатации, а также рекомендуемая периодич-
8 Зак. 302 225
ность контроля; перечень изменений, которые должны быть внесе-
ны разработчиком в конструкцию (схему) средств измерений и
техническую документацию.
Государственная приемочная комиссия (или соответствующий
метрологический орган) на основании изучения и анализа образ-
ца средств измерений, технической документации на него, резуль-
татов испытаний и экспертных заключений, представленных орга-
низацией - разработчиком (изготовителем) данного типа средств
измерений, принимает рекомендацию о целесообразности (или не-
целесообразности) выпуска средств измерения данного типа. Гос-
стандарт СССР рассматривает материалы государственных испы-
таний и принимает решение об утверждении типа средств измерения
к выпуску в обращение в стране. После утверждения тип средств
измерения вносится в Государственный реестр мер и измеритель-
ных приборов СССР.
Государственные контрольные испытания проводятся метроло
гическимп организациями Госстандарта СССР. Их цель - провер
ка соответствия выпускаемых из производства или ввозимых из-за
границы средств измерений утвержденному Госстандартом СССР
типу, требованиям стандартов и технических условий.
Контрольные испытания средств измерений серийного производ-
ства проводятся: при выпуске установочной серии, при 'наличии
сведений об ухудшении качества средств измерений, выпускаемых
предприятием-изготовителем; при внесении изменений в конструк-
цию и технологию изготовления средств измерений, влияющих на их
нормируемые метрологические характеристики, а также в порядке
государственного надзора за качеством выпускаемых средств из
мерений в сроки, устанавливаемые Госстандартом СССР.
Контрольные испытания проводятся периодически в течение
всего времени производства (пли импорта) средств измерений дан-
ного типа иа испытательной базе предприятия изготовителя. По
окончании испытаний составляется акт о контрольных испытаниях,
содержащий результаты испытаний, замечания, предложения и
выводы. На основании акта контрольных испытаний организация,
проводившая их, принимает решение или о разрешении продолже-
ния выпуска в обращение данных средств измерений, или об уст-
ранении недостатков, обнаруженных при контрольных испытаниях
или о запрещении их выпуска в обращение.
6. Организация метрологического надзора за средствами изме-
рений. Система метрологического надзора за средствами измере-
ний представляет собой комплекс правил, положений и требова-
ний технического, экономического п правовою характера, опредс
ляющих организацию и порядок проведения работ по поверке, ре
визии и экспертизе средств измерений. Метрологический надзор
осуществляется единой метрологической службой страны, руко-
водимой Госстандартом СССР и состоящей из Государственной
метрологической службы СССР и ведомственных метрологических
служб министерств и ведомств.
226
Основные положения системы метрологического надзора за
средствами измерений, выпускаемыми из производства и ремонта
и находящимися в обращении в стране, устанавливаются
ГОСТ 8.002—71 «Организация и порядок проведения поверки, ре-
визии и экспертизы средств измерений». Согласно этому стандарту
метрологический надзор за средствами измерений должен осуще-
ствляться путем проведения поверки, метрологической ревизии и
.петрологический экспертизы средств измерений.
Важнейшей фирмой государст В£щшшы1адзор.а, _за измеритель
И(д1 техникой ярляегся государственная (и ведомственная) поверка
средств измерений, служащая для установления их метрологиче-
ской исправности. Средства измерений подвергаются первичной,
периодической, внеочередной и инспекционной поверкам.
Первичную поверку делают при выпуске средств измерений
в обращение из производства или ремонта. Периодическая повер-
ка проводится при эксплуатации и хранении средств измерений
через определенные межповерочные интервалы, установленные
с расчетом обеспечения метрологической исправности средств изме-
рений на период между поверками.
Если необходимо удостовериться в исправности средств изме-
рений при проведении работ по корректированию межповерочных
интервалов, при повреждении поверительного клейма, пломбы или
утрате документов, подтверждающих прохождение средством изме-
рения периодической поверки, а также в ряде других случаев про-
водится внеочередная поверка средств измерений, причем сроки ее
проведения назначаются независимо от сроков поверок.
Цель инспекционной поверки — выявление метрологической
исправности средств измерений, находящихся в обращении; реви-
зия в организациях, учреждениях и торговле, на предприятиях,
складах и базах снабжения.
Обязательной государственной поверке подлежат средства из-
мерений, применяемые:
органами государственной метрологической службы;
как образцовые исходные в метрологических органах мини
стерств и ведомств; применяемые в метрологических подразделе-
ниях приборостроительных и прибороремонтных предприятий при
градуировке и поверке средств измерений, выпускаемых в обра-
щение;
при учете материальных ценностей, взаимных расчетах и тор-
говле;
при государственных испытаниях новых средств измерений
и при государственной аттестации качества продукции;
при регистрации официальных спортивных международных
и национальных рекордов;
а также те, которые связаны с охраной здоровья трудящихся
и техникой безопасности.
Так, к рабочим средствам измерений, подлежащим обязатель
ной государственной поверке, относятся: весовые приборы, расхо-
домеры, счетчики электроэнергии, газа, нефтепродуктов и воды,
8* 227
топливо- и маслораздаточные колонки и ряд других приборов,
предназначенных для учета, и в торговле Все остальные средства
измерений подлежат обязательной ведомственной поверке.
Сроки периодических поверок (межповерочные интервалы) ус-
танавливаются и корректируются метрологическими подразделе-
ниями предприятий, организаций и учреждений, эксплуатирующих
средства измерений, дифференцированно для различных групп
средств измерений на основе систематического анализа статисти-
ческих данных об их фактической надежности, интенсивности при-
менения и условий эксплуатации с таким расчетом, чтобы обеспе-
чить метрологическую исправность средств измерений на период
между поверками. Начальный межповерочный интервал устанав-
; ливается при государственных испытаниях средств измерений.
Госстандартом СССР установлены предельные сроки поверки
для исходных образцовых мер и приборов, а также для ограничен-
ной номенклатуры рабочих средств измерений, служащих для учета
материальных ценностей и взаимных расчетов, для отпуска това-
ров потребителям и для охраны здоровья, т. е. для мер и приборов,
требующих постоянного государственного надзора и не находящих-
ся под таким квалифицированным наблюдением, как приборы в про-
мышленности.
Поверка средств измерений должна осуществляться в соответ-
ствии с действующими государственными стандартами на повероч-
ные схемы, методы и средства поверки, а до введения их в дейст-
вие •— в соответствии с инструкциями и методическими указания-
ми Госстандарта СССР. Средства измерений должны поверяться
лишь работниками метрологического надзора, прошедшими специ-
альное обучение в учебных заведениях Госстандарта СССР.
Положительные результаты поверки удостоверяются: а) на-
ложением на средства измерений поверительного клейма установ-
ленного образца; б) выдачей свидетельства о поверке. Средства
измерений, признанные по результатам поверки непригодными
к применению, к дальнейшей эксплуатации не допускаются; при
этом поверительные клейма погашаются, а в паспорте или свиде-
тельстве прибора делается соответствующая запись.
Следующей важной формой метрологического надзора за сред-
ствами измерений является метрологическая ревизия предприятий,
изготовляющих, ремонтирующих и эксплуатирующих средства изме-
рений, а также складов, баз снабжения и торговых организаций,
хранящих, комплектующих и продающих средства измерений.
Метрологическая ревизия заключается в проверке состояния
средств измерений, выполнения правил их поверки и применения и
осуществляется органами Государственной метрологической служ-
бы СССР с привлечением по согласованию с соответствующими
организациями специалистов базовых отраслевых организаций и
предприятий, научно-исследовательских организаций, ведомствен-
ных метрологических служб и ведомственных инспекций. Метро»
логическая ревизия как форма контроля за повсеместным соблю-
дением единства измерений должна охватывать не только средства
228
измерений, но н контроль за правильностью отражения в действую-
щей документации, регламентирующей производственные процес-
сы и контроль качества продукции, требований к средствам изме-
рений и измерительным процессам; обеспеченностью средствами
измерений технологических операций, испытаний и контроля каче-
ства продукции; соответствием применяемых методов и средств из-
мерений современным требованиям производства; правильностью
выполнения измерительных операций, техническим уровнем вновь
выпускаемых средств измерений и того, насколько они удовлетво-
ряют современным требованиям народного хозяйства.
Результаты метрологической ревизии оформляют актом, содер-
жащим результаты проверки, а также предложения по изъятию
средств измерений, признанных непригодными к применению,
и предложения, подлежащие выполнению для устранения обнару-
женных недостатков, с указанием сроков их выполнения.
На основе обобщения результатов метрологической ревизии
соответствующие органы Государственной метрологической служ
бы направляют Госстандарту СССР предложения о совершенство-
вании парка средств измерений и повышения метрологического
обеспечения измерений.
Если возникают спорные вопросы, то по письменному требова-
нию органов суда или прокуратуры, государственного арбитража,
милиции, органов народного контроля, а также по письменному
заявлению предприятий проводится метрологическая экспертиза,
осуществляемая лицами, уполномоченными органов Государствен-
ной метрологической службы. По результатам экспертизы состав-
ляется акт, который утверждается руководителем органа Государ-
ственной метрологической службы и вручается сторонам.
В тех случаях, когда метрологическая ревизия или экспертиза,
проведенная по заявлению предприятия, организации или учреж-
дения, дает основания предполагать наличие злоупотреблений,
в результате которых нанесен материальный ущерб народному хо-
зяйству или отдельным лицам, руководитель органа Государствен
ной метрологической службы обязан направлять материалы реви
зии или экспертизы ,в следственные органы.
Контрольные вопросы
1. Когда была организована Главная палата мер и весов?
2. Когда в нашей стране была введена метрическая система мер?
3. Каковы основные задачи Государственной метрологической службы?
1. Кто обеспечивает Государственную метрологическую службу?
5. Каково назначение ведомственной метрологической службы?
6. Какие средства измерений подлежат обязательной государственной по-
верке?
7. Что такое регистрационное удостоверение?
8. Каково назначение первичной и периодической поверок средств измере
ний?
9. Для чего проводятся внеочередная и инспекционная поверки?
10. Что проверяется при метрологической ревизии?
11. Кто проводит метрологическую экспертизу?
229
Глава X
ТЕХНИЧЕСКИЙ надзор за состоянием
BtCOBOi О ХОЗЯЙСТВА на ЖЕЛЕЗНЫХ ДОРОГАХ СССР
45. ОРГАНИЗАЦИЯ ВЕСОВОГО ХОЗЯЙСТВА
1. Управление весовым хозяйством. В системе Министерства
путей сообщения весы являются одним из распространенных видов
оборудования, причем многие из них при современном уровне тех-
ники представляют довольно сложные механизмы. Все шире при-
меняются циферблатные весы, использование которых в несколько
раз ускоряет и упрощает процесс взвешивания.
Получают распространение электромеханические весы, обеспе-
чивающие взвешивание подвижного состава в движении, а также
весы с автоматическим циклом работы, документальной регистра-
цией и дистанционной передачей результатов взвешивания.
Производственная база весового хозяйства пополняется новы-
ми техническими средствами для монтажа, ремонта и поверки ве-
сов, а также образцовыми средствами измерений. Обеспечение ис-
правной и бесперебойной работы различного типа и назначения
весов, соблюдение установленных правил их эксплуатации и техни-
ческого обслуживания невозможно без четко продуманной системы
управления весовым хозяйством на железных дорогах и организа-
ции ведомственного надзора за средствами измерений.
На железнодорожном транспорте руководство весовым хозяй
ством, а также организация метрологического надзора за средст-
вами измерений осуществляется Главным грузовым управлением
Министерства путей сообщения.
Основной задачей Главного грузового управления в области
организации метрологического надзора за средствами измерений
является проведение организационно-технических мероприятий,
обеспечивающих единство и необходимую точность измерений
в системе Министерства путей сообщения путем внедрения наибо-
лее современных и прогрессивных средств измерений, поддержание
измерительной техники на должном техническом уровне п установ-
ление строгой метрологической дисциплины.
Главное грузовое управление обеспечивает организацию метро-
логической службы на дорогах и в отделениях железных дорог в
соответствии с действующими государственными стандартами,
правилами, инструкциями и методическими указаниями Госстан-
дарта СССР, указаниями руководства Министерства путей сооб-
щения и другими нормативными актами, а также Положением
о метрологической службе Министерства путей сообщения.
230
Наряду с этими задачами Главное грузовое управление орга-
низует разработку и проведение на дорогах мероприятий по рекон-
струкции и модернизации весового хозяйства, совершенствованию
технических средств монтажа, ремонта и поверки измерительных
приборов, а также поставляет дорогам различного типа весы
и средства для их поверки и ремонта. Оно обеспечивает разработ-
ку перспективных и годовых планов подготовки и повышения ква-
лификации работников весового хозяйства, организацию и прове-
дение сетевых и междорожных технических конференций по вопро-
сам весовой техники, семинаров и школ по обмену опытом, внед-
рение передовых методов труда работников весового хозяйства
и совершенствование организации ведомственного технического
надзора за весовым хозяйством, рассмотрение рационализаторских
и изобретательских предложений по весовому хозяйству и реализа-
цию принятых предложений.
На Главное грузовое управление возложена также разработка
положений, инструкций и технических условий, а также проведение
организационно-технических мероприятий по вопросам весового
хозяйства, ведомственного технического надзора за ним, совер-
шенствование порядка и способов определения веса грузов и конт-
роль за выполнением этих мероприятий, а также составление техни-
ческих условий и заданий на проектирование и изготовление весо-
вых приборов и средств их поверки; участие в испытаниях опытных
образцов новой весовой техники.
Оно .ведет отчетность по наличию на дорогах весовых прибо-
ров, средств их поверки и ремонта, проводит обследование весово-
го хозяйства железных дорог, контролирует своевременное и ка-
чественное выполнение дорогами монтажа, ремонта и поверки ве-
совых приборов и предъявление их на государственное клеймение,
оказывает дорогам практическую помощь в организации весового
хозяйства, а также проводит анализ годовых отчетов дорог о со-
стоянии весового хозяйства, выполнении плана ремонта и поверки
мер и измерительных приборов и наличии оборудования весового
хозяйства.
Главному грузовому управлению предоставлено право: про-
водить ревизии и проверки технического состояния, содержания
и ведомственного технического надзора за мерами и измеритель-
ными приборами на железных дорогах, предприятиях и хозедини-
цах, входящих в систему МПС, а также на подъездных путях про-
мышленных предприятий, имеющих приписанные к железной доро-
ге измерительные приборы; изымать из эксплуатации меры и изме
ригельные приборы, не отвечающие требованиям действующих
ГОСТов и инструкций Нестандарта СССР, а также Министерства
путей сообщения; осуществлять связь с Госстандартом СССР и
местными органами его по всем вопросам весового хозяйства.
Весовым хозяйством на дороге руководит грузовая служба, ко-
торая обеспечивает:
231
разработку годовых и перспективных планов развития весового
хозяйства дороги и контроль за осуществлением мероприятий, обес-
печивающих своевременное выполнение этих планов;
контроль за деятельностью линейных работников весового
хозяйства и выполнением ими действующих ГОСТов, инструкций
Госстандарта СССР и приказов Министерства путей сообщения по
вопросам измерительной техники;
разработку, представление на утверждение начальника дороги,
а также Главного, грузового управления мероприятий по рацио-
нальному размещению, эффективному и правильному использова-
нию измерительных приборов дороги, а также измерительных при-
боров, находящихся на подъездных путях промышленных пред-
приятий и принятых дорогой на техническое обслуживание;
ведение учета и отчетности по весовому хозяйству, анализ от-
четов отделений дорог о выполнении производственных планов, за-
трат рабочей силы, материалов и денежных средств, разработку
мероприятий по улучшению работы весовых мастерских;
обеспечение вагонов-весовых мастерских, стационарных весовых
мастерских, вагонов-весовых лабораторий и весоповерочных ваго-
нов оборудованием и запасными частями, планируемых через
Главное грузовое управление МПС, а также разработку и согласо-
ванием с местными органами Госстандарта СССР графиков госу-
дарственной поверки образцовых измерительных приборов.
Грузовой службе дороги предоставлено право: проводить ре-
визии и контрольные проверки состояния, содержания и ведомст-
венного технического надзора за мерами и измерительными прибо-
рами в пределах дороги, а также на подъездных путях промыш-
ленных предприятий, имеющих приписанные к дороге на техниче-
ское обслуживание измерительные приборы; изымать из эксплуа-
тации меры и измерительные приборы, не отвечающие требованиям
действующих ГОСТов и инструкций Госстандарта СССР и Мини-
стерства путей сообщения, а также устанавливать связь с мест-
ными органами Госстандарта СССР по вопросам весового хо-
зяйства.
Общее руководство и контроль за состоянием весового хозяй-
ства на дороге возлагается на начальника грузовой службы, а
техническое руководство весовым хозяйством — на старшего ре-
визора или ревизора весового хозяйства грузовой службы. В своей
практической деятельности старший ревизор или ревизор весового
хозяйства грузовой службы дороги руководствуется действующими
ГОСТами, положениями, инструкциями Госстандарта СССР, а так-
же приказами и указаниями Министерства путей сообщения, Глав-
ного грузового управления, руководства дороги и грузовой службы.
Грузовые отделы отделений дорог обеспечивают руководство
работой весовых бригад, выдачу им месячных нарядов-заданий на
ремонтно-поверочные и монтажные работы, проверку качества
монтажа, ремонта и поверки измерительных приборов, правильно-
сти и эффективности использования мер и измерительных прибо-
232
ров, а также разработку и согласование с местными органами Гос-
стандарта СССР годового графика ремонта, государственной и ве-
домственной поверки мер и измерительных приборов.
Кроме того, грузовые отделы отделений дорог обеспечивают
учет наличия мер и измерительных приборов, а также производст-
венного оборудования в вагонах-весовых мастерских и стационар-
ных весовых мастерских; внедрение в производство передовых
методов и технологии монтажных и ремонтно-поверочных работ,
а также снабжают передвижные и стационарные весовые мастер
ские, вагоны-измерительные лаборатории и весоповерочные ваго-
ны необходимым оборудованием, инструментом, инвентарем, мате-
риалами и запасными частями.
Грузовому отделу отделения дороги предоставлено право: про-
водить ревизии и проверки состояния и ведомственного техниче-
ского надзора за мерами и измерительными приборами в преде-
лах отделения, а также на подъездных путях промышленных пред-
приятий, имеющих приписанные к дороге на техническое обслужи-
вание измерительные приборы и изымать из эксплуатации меры
и измерительные приборы, не отвечающие требованиям действую-
щих ГОСТов и инструкций Госстандарта СССР, а также Министер-
ства путей сообщения.
.Общее руководство и контроль за состоянием весового хозяйст-
ва на отделении дороги осуществляется начальником грузового от-
дела отделения дороги, а техническое руководство обеспечивается
ревизором-инструктором весового хозяйства.
А. Ревизор-инструктор весового хозяйства.
Ревизор-инструктор весового хозяйства отделения дороги руково-
дит работами весовых бригад и обеспечивает правильное использо-
вание и исправное техническое состояние мер и измерительных
приборов.
Указания ревизора-инструктора весового хозяйства в части мон-
тажа, ремонта, сроков поверки, клеймения и порядка эксплуата-
ции мер и измерительных приборов обязательны для выполнения
всеми работниками, производящими эти работы и взвешивание
грузов.
Для выполнения работ по монтажу, ремонту и поверке мер
и измерительных приборов и постоянному техническому надзору
за ними на дорогах организуются весовые участки, границы кото-
рых устанавливаются начальником дороги, исходя из объемов ос-
новных видов ремонтно-поверочных работ. Объем работы одного
весового участка должен быть от 800 до 1200 нормо-дней в год.
Участок, обслуживаемый ревизором-инструктором, включает
два или несколько весовых участков. При этом протяженность ре-
визорского участка должна быть не более 1500 км, а объем основ-
ных видов ремонтно-поверочных работ этого участка должен быть
не менее 800, но и не более 3000 нормо-дней в год. Границы реви-
зорских участков устанавливаются начальником дороги и объяв
ляются приказом.
233
Ревизор-инструктор весового хозяйства обеспечивает своевре-
менное и качественное выполнение весовыми бригадами производ-
ственного плана монтажа, ремонта, поверки и клеймения мер и из-
мерительных приборов в соответствии с согласованным с местны-
ми органами Госстандарта СССР годовым графиком проведения
этих работ, руководит работой весовых бригад, выдает им месячные
наряды-задания на производство монтажных и ремонтно повероч-
ных работ, принимает и сдает на поверку и клеймение вагонные
весы, выходящие из среднего ремонта, а также принимает все весы
после проведения текущего ремонта.
Кроме того, ревизор-инструктор принимает меры к обеспечению
весовых мастерских производственным и хозяйственным инвента-
рем, оборудованием, материалами и инструментом, проверяет пра-
вильность расстановки работников весовых бригад по объектам ра-
боты и соответствие их квалификации порученной работе, органи-
зует рациональное и правильное использование вагонов-весовых
мастерских, весоповерочных вагонов и контрольно-весовых плат-
форм и принимает меры к своевременному их продвижению к месту
работ и ремонту в установленные сроки, контролирует правильность
взыскания средств за техническое обслуживание и ремонт мер и из-
мерительных приборов в соответствии с установленными расценка-
ми, а также систематически инструктирует работников станций, про-
изводящих взвешивание, и контролирует выполнение ими правил
и инструкций по пользованию весовыми приборами.
Ревизор-инструктор весового хозяйства работает по месячному
плану, согласованному со старшим ревизором или ревизором весово-
го хозяйства грузовой службы дороги и утвержденному начальни-
ком грузового отдела отделения дороги.
В соответствии с этим планом ревизор-инструктор весового хо-
зяйства не реже одного, раза в квартал проводит полные обследо-
вания и поверку всех весовых приборов. Внеочередные ревизии
и поверки мер и измерительных приборов выполняются ревизором-
инструктором по планам или заданиям старшего ревизора или ре-
визора весового хозяйства грузовой службы или начальника грузо-
вой службы дороги.
Результаты ревизий ревизор-инструктор весового хозяйства
оформляет актом, заносит вместе с мероприятиями по устранению
обнаруженных недостатков в технический паспорт и объявляет их
под расписку в техническом паспорте начальнику станции или ру-
ководителю предприятия — владельцу соответствующих мер и из-
мерительных приборов.
Все материалы о ревизиях за месяц вместе с копиями выпол-
ненных весовыми бригадами месячных нарядов-заданий на мон-
тажные и ремонтно-поверочные работы и отчетом о выполнении
месячного плана работ ревизор-инструктор весового хозяйства
представляет начальнику грузового отдела отделения и в грузовую
службу дороги в первой декаде месяца, следующего за отчетным.
Ревизор-инструктор весового хозяйства имеет право проверять
деятельность линейных работников, обслуживающих и использую-
234
щих меры и измерительные приборы, и давать им необходимые
указания, требовать от работников весовых бригад и станций объ-
яснений при нарушении последними правил монтажа, ремонта, по-
верки и содержания весовых приборов или правил взвешивания
грузов, а также изымать из эксплуатации меры и измерительные
приборы, не отвечающие требованиям действующих ГОСТов и
инструкций Госстандарта СССР и Министерства путей сооб-
щения.
Ему предоставлено право свободного доступа по делам службы
в пределах своего участка во все станционные, служебные и про-
изводственные помещения, прохода по станционным путям и гру-
зовому двору, а также подачи служебных телеграмм в пределах
дороги. Он песет ответственность за организацию весового хозяй-
ства и постановку работы весовых бригад своего участка, соблю-
дение установленных планом сроков производства монтажных и
ремонтно-поверочных работ и сроков государственной поверки ве-
сов и гирь, организацию охраны труда и обеспечение техники безо-
пасности, а также выполнение действующих ГОСТов, инструкций,
правил, положений и приказов Министерства путей сообщения
и Госстандарта СССР по кругу ведения.
Б. Весовая бригада участка. Все работы по монтажу,
ремонту и поверке мер и измерительных приборов в пределах ве-
сового участка, а также производственно-технический контроль
и ведомственный надзор за ними .выполняются весовыми бригада-
ми, которые обеспечивают повседневное наблюдение за техниче-
ским состоянием, эксплуатацией и хранением мер и измерительных
приборов, проводят ведомственные поверки весов и гирь, а также
подготавливают их к государственной поверке и клеймению.
Одной из важных задач, стоящих перед весовыми бригадами,
является организация и проведение инструктажа работников стан-
ций и подъездных путей промышленных предприятий по приме-
нению мер и измерительных приборов, а также участие в разра-
ботке и проведении мероприятий, направленных на рациональное
использование мер и измерительных приборов, повышение их на-
дежности, износостойкости и увеличения сроков службы.
Работникам весовой бригады предоставлено право проводить
в пределах своего участка на станциях, хозяйственных единицах
и подъездных путях промышленных предприятий ревизии и повер-
ки состояния мер и измерительных приборов, приписанных к дороге
на техническое обслуживание, давать организациям и лицам, эк-
сплуатирующим меры и измерительные приборы, обязательные для
исполнения предложения и указания по устранению имеющихся
недостатков в их использовании, а также изымать из эксплуатации
меры и измерительные приборы, не отвечающие требованиям
ГОСТов, инструкций Госстандарта СССР, а также Министерства
путей сообщения.
Весовая бригада возглавляется слесарем-руководителем по
контрольно-измерительным приборам и автоматике, который яв-
ляется также непосредственным исполнителем монтажных и ре-
235
монтно-поверочных работ с мерами и измерительными приборами,
закрепленными за весовым участком.
Лицо, назначаемое на должность руководителя весовой брига-
ды, должно иметь практический стаж работы весовым слесарем не
менее 3 лет, знать устройство и работу весовых приборов, приме-
няемых на железнодорожном транспорте, ГОСТы, инструкции Гос-
стандарта СССР и Министерства путей сообщения, относящиеся
к поверке и техническому содержанию мер и измерительных при-
боров, а также Правила технической эксплуатации железных до-
рог Союза ССР и Инструкцию по сигнализации на железных до-
рогах Союза ССР и уметь практически выполнять работы по мон-
тажу, ремонту и поверке весов и гирь и по подготовке их к клей-
мению.
Слесарь-руководитель весовой бригады обеспечивает беспере-
бойную и исправную работу весовых приборов своего участка, вы-
полнение моцхажных и ремонтно-поверочных работ с мерами и из-
мерительными приборами в установленные планом сроки, подго-
тавливает и сдает на государственную поверку и клеймение весо-
вые приборы и гири, обеспечивает безопасность членов весовой
бригады при производстве монтажных и ремонтно-поверочных ра-
бот и противопожарные мероприятия.
На него возложены контроль за соблюдением трудовой и про-
изводственной дисциплины слесарями весовой бригады, рабочими
весовых мастерских и временными рабочими (слесарями, плотни-
ками, каменщиками и т. п.), которые в необходимых случаях при-
даются весовой бригаде по указанию начальника отделения доро-
ги или начальника станции, ведение ежедневного учета выполнен-
ных работ, расхода рабочей силы и материалов, а также обеспече-
ние исправного состояния и сохранности производственного и хо-
зяйственного инвентаря, инструмента, контрольных приборов и про-
чего оборудования весовой мастерской.
Он выписывает требования на производственные материалы и
получает их через контору отделения или станции по месту припис-
ки мастерской, систематически инструктирует работников по во-
просам содержания весовых приборов и правилам взвешивания
грузов, а также подает заявки на прицепку к поездам вагонавесо-
вой мастерской, весоповерочного вагона или контрольно-весовой
платформы для отправления их с одной станции на другую и пода-
чи их к местам проведения монтажных и ремонтно-поверочных
работ.
О всех случаях закрытия вагонных весов для ремонта, а также
времени окончания ремонта и открытия весов для взвешивания
грузов слесарь-руководитель весовой бригады немедленно сообща-
ет начальнику грузового отдела отделения дороги, а также началь-
нику станции и делает в техническом паспорте весов соответствую-
щие отметки.
Слесарь-руководитель весовой бригады имеет право проверять
деятельность работников весовой бригады, а также станционных
работников и работников подъездных путей предприятий, обслу-
236
живающих и использующих меры и измерительные приборы и да-
вать им необходимые указания в части их обслуживания и надзора
за ними, а также изымать из эксплуатации меры и измерительные
приборы, не отвечающие требованиям действующих ГОСТов и ин-
струкций Госстандарта СССР и Министерства путей сообщения.
Слесарь-руководитель весовой бригады несет ответственность
за исправность весовых приборов участка, их точность, наличие
непросроченных поверптельных клейм на весах и гирях, а также
выполнение действующих ГОСТов, приказов, инструкций, положе-
ний и правил МПС и Госстандарта СССР по вопросам весового
хозяйства, технического надзора за ним, а также охраны труда и
техники безопасности.
2. Производственно-техническая база весового хозяйства дорог.
А. Стационарная весовая мастере ща я. Для осу-
ществления комплекса работ по монтажу, ремонту и поверке ве-
совых устройств, применяемых для взвешивания грузов, перевози-
мых железнодорожным транспортом, и их метрологического обес-
печения весовые бригады используют стационарные и передвиж-
ные весовые мастерские и механизированные весоповерочные ва-
гоны, оснащенные образцовыми гирями большой массы.
Стационарные весовые мастерские открывают в крупных же-
лезнодорожных узлах, где, как правило, сосредоточено значитель-
ное количество весовых приборов как принадлежащих железной
дороге, так и принятых на техническое обслуживание.
Оснащение стационарной весовой мастерской станочным обо-
рудованием — фрезерным; строгальным, сверлильным, токарным
и другими станками — позволяет выполнять в ней не только рабо-
ты по ремонту и поверке весов, находящихся в пределах данного
весового участка, но и изготавливать запасные детали к весам
(призмы, подушки и т. п.) для других весовых участков дороги.
Стационарные весовые мастерские работают в одну смену при
прерывной пятидневной неделе и восьмичасовом рабочем дне. Для
них рекомендуется следующая технологическая схема работы:
1) при приеме весов в ремонт составляется дефектный акт
и производится предварительная узловая их разборка;
2) разобранные узлы .весов помещаются в кладовую, где они
хранятся до наступления их,очереди на ремонт;
3) отремонтированные детали весов собираются в узлы, а по-
следние в готовое изделие, которое проходит проверку;
4) после окончательной проверки работы механизма весов, они
шпаклюются, красятся и просушиваются;
5) просушенные после окраски весы помещаются в кладовую.
В соответствии с принятой технологической схемой работы ста-
ционарная весовая мастерская должна иметь рабочие места для
кузнечных, механических и слесарно-сборочных работ, кладовые
для материалов и полуфабрикатов, а также дефектных частей и
готовых изделий. В мастерской должно быть специальное поме-
щение для поверки весов и гирь, выходящих из ремонта, оснащен-
ное необходимыми образцовыми средствами измерений.
237
Б. Передвижная весовая м а с т е р с к а я. Основой ре-
монтной базы весового хозяйства дорог является передвижная ве-
совая мастерская, оборудуемая на базе четырехосного крытого
грузового или пассажирского вагона. Некоторое количество пере-
движных весовых мастерских, эксплуатирующихся на сети дорог,
изготовлено путем переоборудования четырехосных длиннобазных
почтовых вагонов старой конструкции.
В вагоне-весовой мастерской оборудуется по типу мягких пас-
сажирских вагонов 4-местное купе для отдыха весовой бригады,
бытовые помещения (кухня, котельная, туалет) и непосредственно
помещение мастерской с кладовой материалов и инструмента, ко-
торое занимает 60—70% всей полезной площади вагона. От быто-
вых помещений мастерская отделена сплошной поперечной пере-
городкой с дверью. Для вноса и выноса передвижных товарных
весов в середине помещения мастерской (с боковой стороны ваго-
на) имеется двухстворчатая дверь.
Вагон-весовая мастерская оборудован двойной электропро-
водкой на 10 12 световых точек. Для освещения на стоянке
и питания станочного оборудования в вагоне предусмотрено уст-
ройство для подключения к внешней электрической сети.
Под вагоном подвешены ящики для образцовых 20-килограммо-
вых гирь, аккумуляторных батарей и угля. Один ящик для угля
устанавливается на торцовой стене вагона со стороны котельного
отделения. Отопление вагона сухое или водяное. При водяном ото-
плении, вагон-весовую мастерскую в отопительный сезон (отопле-
ние, уборка, экипировка и т. п.) обслуживает специально выделя-
емый проводник.
Вагон-весовая мастерская должен быть оснащен следующим
основным производственным оборудованием и образцовыми весо-
выми приборами: горном кузнечным; наковальней; верстаком на
двое тисков; передвижной электростанцией АД-5; настольно-свер-
лильным станком НС-12А; электродрелью И-28; домкратами гид-
равлическими; наждачным станком; зубилами слесарными и куз-
нечными разными; напильниками Драчевыми и личными разными;
молотками слесарными разными; кувалдами, клещами и бородками
слесарными и кузнечными; ключами гаечными, кронциркулями,
кернами, ножовками по металлу, паяльными лампами, стальными
линейками и другими инструментами; образцовыми весами 4-го
разряда; разъездными весами, образцовыми гирями ГК-20.
На боковых стенах вагонов наносится надпись: «Весовая мас-
терская», а па торцовых стенках — «Осторожно, при маневрах нс
голкагь, с горок не спускать»
Стационарные и передвижные весовые мастерские должны иметь
регистрационные удостоверения на право проведения монтажных
и ремонтно-поверочных работ с весовыми приборами, выданные
местными органами Госстандарта СССР. Регистрационные удо-
стоверения на стационарные и передвижные весовые мастерские
хранятся у слесаря-руководителя весовой бригады участка.
238
В случае необеспеченна весовыми мастерскими надлежащего
качества разрешенных регистрационным удостоверением работ ме-
стные органы Госстандарта СССР могут аннулировать регистра-
ционное удостоверение или исключить из него те виды ремонтно-
поверочных работ, по которым не обеспечивается надлежащего
качества. Новое регистрационное удостоверение может быть выда-
но после устранения недостатков, послуживших причиной аннули-
рования удостоверения, и повторного обследования весовой ма-
стерской местным органом Госстандарта СССР. Использование
вагонов-весовых мастерских не по прямому назначению категори-
чески запрещается.
Передвижение вагонов-весовых мастерских с одной станции на
другую в пределах весового участка производится по пересылоч-
ным ведомостям со всеми грузовыми поездами по заявкам слеса-
ря-руководителя весовой бригады, ревизора-инструктора весового
хозяйства и старших ревизоров или ревизоров весового хозяйства
грузовой службы дороги.
По Прибытии на станцию вагон-весовая мастерская ставится
к месту выполнения монтажных или ремонтно-поверочных работ
согласно заявлению, подаваемому дежурному по станции слеса-
рем-руководителем весовой бригады пли ревизором весового хо-
зяйства, и ограждается переносными сигналами. Во избежание
скатывания вагона-весовой мастерской в сторону уклона на уклон-
пом пути устанавливается тормозной башмак. Маневры с вагона-
мп-весовыми мастерскими выполняются лишь в случаях крайней
необходимости с соблюдением всех мер предосторожности, при
этом лицо, руководящее маневрами, обязано предупредить об этом
членов весовой бригады, находящихся в вагоне-весовой мастер-
ской. Выполнять в вагоне-весовой мастерской кузнечные, слесар-
ные и другие работы, когда вагон находится в составе поезда или
во время маневров, а также какие-либо работы на крышах ваго-
нов-весовых мастерских, когда они находятся на электрифициро-
,ванных участках, запрещается.
Вагоны-весовые мастерские осматривают, экипируют и ремон-
тируют в установленные сроки и в объемах, предусмотренных для
вагонов эксплуатационного парка.
На каждый вагон-весовую мастерскую вагонной службой доро-
ги составляется технический паспорт, в котором указывается ха-
рактеристика вагона и его внутреннего оборудования, а также пери-
одичность видов ремонта и их объем. Списание пришедших в не-
годность вагонов-весовых мастерских и исключение их из инвента-
ря оформляется актом, утверждаемым начальником дороги.
В. ВесопО|Верочный вагон. Для государственной и ве-
домственной поверки 100-тонных вагонных весов на всем диапазо-
не рабочих нагрузок служит механизированный весоповерочный
вагон типа 188-ВПВ (рис. 10.1). Он оборудован на базе четырех-
осной платформы с металлическими бортами грузоподъемностью
62 т. Кузов вагона состоит из каркаса, приваренного к продольным
балкам платформы и обшитого снаружи листовой сталью. С одной
239
Рис. 10.1. Весоповерочный вагон 188-ВГ1В
торцовой стороны кузова вагона имеется двухстворчатая дверь,
раскрывающаяся на всю ширину вагона. Противоположная стена
кузова глухая с окном. На боковых стенах кузова вагона имеется
по три окна и одна дверь. Для дополнительного- освещения внутри
кузова установлено шесть плафонов с электрическими светильни-
ками.
Вагон имеет ходовые тележки типа ЦНИИ-ХЗ-О, одна из кото-
рых оборудована приводом передвижения с цепной передачей.
Внутри кузова на роликовых опорах установлен мост рамной
конструкции, выдвигаемый из вагона на 3400 мм. Выдвижение мо-
ста осуществляется с помощью привода, состоящего из электро-
двигателя, магнитного тормоза, специальной муфты, редуктора и
цепной передачи. Автоматическое выключение привода передви-
жения моста в крайних его положениях обеспечивается специаль-
ным командным аппаратом.
Вдоль моста передвигается тележка, несущая тельфер грузо-
подъемностью 2 т со специальным захватом. Конструкция тележки
допускает перемещение тельфера <в поперечном направлении.
Привод механизма передвижения тележки тельфера состоит из
электродвигателя, специальной муфты, электромагнитного тормо-
за, редуктора и открытой зубчатой передачи. К тележке тельфера
приварена кабина машиниста вагона с кнопочным пультом управ-
ления.
В торцовой части кузова вагона со стороны окна установлена
автономная дизель-электростанция мощностью 40 кВт, а напряже-
нием 380 В и щит управления В средней части кузова на полу раз-
мещены 22 образцовых гири 4-го разряда массой 2 т каждая. Гири
имеют конусные направляющие для центровки при укладке их на
самоходные тележки, которые в транспортном положении разме-
щены на полу вагона со стороны двухстворчатой двери.
Самоходная тележка состоит из рамы сварной конструкции
и двух механизмов передвижения, связанных с осями колесных
пар, установленных на подшипниках качения. Верхний настил с ко-
нусными направляющими — съемный, выполнен из толстолистовой
стали.
Внутри рамы тележки имеется полость для размещения груза
при тарировке тележки, масса которой 2 т. Точность подгонки на
240
образцовых весах массы гирь и самоходных тележе^^гоО г. Мак-
симальная нагрузййчца тележку —40 т.
Мост, гири, тележкч тельфера и самохрдйые тележки снабже-
ны приспособлениями, п^гохраняющцМих от самопроизвольного
смещения при следовании шьгонащ составе поезда с допускаемой
скоростью до 120 км/ч
Масса вагона с ибирудри^нием гЗфт, в том числе образцового
оборудования — 48 ir Скорость сгщопередвижепия вагона
63,5 м/мин, скорость передвижения '"самоходной тележки
.32,5 м/мин при ^Иксимальном удалении ее от вщюна_до 30 м.
В последнее время выпуск вагонов типа 183-В11В прекращен и
изготавливаются усовершенствованные весоповерочные вагоны ти-
па 640 ВПВ дрис. 10.2), обеспечивающие поверку 150-тонных ва-
гонных весов на всем диапазоне рабочих нагрузок.
Вагон этого типа оборудован на базе шестиосного полувагона
грузоподъемностью 94 т. С одной торцовой стороны кузова вагона
имеются открывающиеся наружу двухстворчатые двери, а с дру-
ге стороны — окно и люк для обслуживания дизель-электростан-
ции.
Сверху кузов закрыт жесткой крышей. Пол вагона деревян-
ный, из досок толщиной 55 мм. Ходовые трехосные тележки, удар-
но-тяговые и тормозные приборы вагона типовые, что позволяет
включать его в состав поездов, следующих со скоростью до
120 км/ч.
Внутри кузова вагона на балке, приваренной к крыше, установ-
лена стрела, по которой перемещается электротельфер грузоподъ-
емностью 2 т. Стрела тельфера имеет также самостоятельный при-
вод, обеспечивающий ее перемещение вдоль балки. К стреле подве-
шено кресло машиниста кнопочной станцией управления. В тор-
цовой части кузова (со стороны окна) рядом с дизель-электростан-
цией размещен щит приборов и аппаратура управления. На полу
вагона равномерно уложень(*5В)чугунных гирь массой(йо iTj и двё~
самоходные короткобазные тележки. Конструкция одной тележки'
аналогична тележкам весо,поверочного вагона типа 188-ВПВ.
Вторая тележка для создания при поверке весов нагрузки, сме-
щенной относительно их продольной оси, оборудована платформой,
которая может перемещаться вместе с уложенными на нее образ-
цовыми гирями общей массой 20 т на 500 мм в обе стороны от
Рис. 10.2. Весоповерочный вагон 640-ВПВ
241
продольной оси. Привод поперечного перемещения платформы ге
лежки электрический.
Под хребтовой балкой вагона установлены два механизма пе-
редвижения вагона, состоящие из рамы, подвешенной на оси к
хребтовой балке, электродвигателя мощностью 7,5 кВт, муфты,
редуктора и электромагнитного тормоза. На выходном валу редук-
тора установлена звездочка, которая при помощи втулочно-роли
новой цепи соединяется со звездочкой, установленной на оси ко
лесной пары тележки вагона. Натяжение цепи механизма передвн
жения в рабочем положении регулируется специальным устройст-
вом. При следовании вагона в составе поезда цепи приводов пере-
движения снимаются, а сами приводы закрепляются предохрани-
тельными осями.
Внутри кузова вагона установлено 8 светильников. Имеется
принудительная вентиляция. Схема питания электрооборудования
весоповерочного вагона допускает также подключение к внешней
сети переменного тока промышленной частоты напряжением
220—380 В.
Весоповерочные вагоны обслуживаются двумя лицами. К уп-
равлению вагоном допускаются машинисты и помощники машини-
стов, имеющие права управления и прошедшие медицинское осви-
детельствование. Перед началом работы по поверке вагонных ве-
сов машинист вагона, в целях бесперебойной и безаварийной рабо-
ты и обеспечения безопасности работников весовой бригады, дол-
жен проверить крепление электродвигателей, отсутствие вытекания
смазки из подшипников и исправность тормозных электромагни-
тов, легкость хода рукоятки контроллера и работу кнопочной стан-
ции управления тельфером, а также исправность дизель-электро-
станции.
В процессе работы по поверке вагонных весов машинист вагона
следит за натяжением цепи механизма привода выдвижения мо-
ста, а также проверяет состояние защитных заземлений, замеряет
сопротивление заземления и изоляции электрооборудования и про-
водов. При обнаружении посторонних шумов и стуков необходимо
немедленно остановить агрегат, выявить и устранить вызвавшие
их причины.
Вагон передвигается своим ходом по весам и подходному пути
к ним по сигналу руководителя со скоростью не более 3 км/ч.
Опускают и устанавливают самоходные тележки на платформу
весов во избежание излома гребней колесных пар тележек плавно,
без толчков и ударов.
Во избежание опрокидывания тележки весоповерочного вагона
загружают гирями, а также разгружают их симметричными по вы-
соте рядами. При укладке гирь на тележку необходимо следить
за тем, чтобы они надежно устанавливались на конусных направ-
ляющих. По окончании работы по поверке вагонных весов образ-
цовые гири, самоходные тележки, а также выдвижной мост, стре-
ла тельфера и сам тельфер тщательно закрепляются. Приводы пе-
редвижения вагона, после снятия цепей, устанавливают в транс-
242
портное положение, затягивают натяжное устройство и закрепля-
ют его предохранительными шплинтами.
При поверке вагонных весов, а также обслуживании вагона ма-
шинист и помощник машиниста должны пользоваться установлен-
ной спецодеждой и индивидуальными защитными средствами. Ра-
ботать на крыше весоповерочного вагона при нахождении его на
электрифицированном участке, а также находиться в кузове ваго-
на во время следования его в составе поезда запрещается. Весо-
поверочный вагон должен иметь свидетельство о поверке образцо-
вых гирь и самоходных тележек, выдаваемое местным органом
Госстандарта СССР, которое хранится у старшего ревизора или
ревизора весового хозяйства грузовой службы управления дороги
или ревизора-инструктора весового хозяйства, а копия свидетель-
ства — у машиниста вагона.
Государственная поверка и клеймение
гирь 4-го разряда весоповерочного вагона
производится органами Госстандарта ССС
2-тонных образцовых
и самоходных тележек
Р~ня образцовых .весах
не реже одного раза в год.
Исправность образцовых гирь весоповерочного вагона и само-
ходных тележек, а также наличие на них действующих государ-
ственных поверительных клейм обеспечивается машинистом ваго-
на и контролируется старшим ревизором весового хозяйства гру-
зовой службы управления и ревизором-инструктором весового хо-
г зяйства отделения дороги.
Г Вагон-лаборатория. Для выполнения работ по госу-
дарственной поверке и клеймению образцовых мер и измеритель-
ных приборов, находящихся в стационарных и передвижных весо-
вых мастерских, в ведении грузовой службы управления дороги
находится вагон-лаборатория измерительной техники, оборудован-
ный на базе четырехосного пассажирского вагона.
Ходовые части этого вагона, тормозные и ударно-тяговые при-
боры типовые. Вагон имеет два отделения — технологическое
и бытовое, разделенные сплошной перегородкой с дверью. В бы-
товом отделении имеются два купе на шесть спальных мест, обору-
дованных по типу купе мягких пассажирских вагонов, купе про-
водника, кухня, туалет с душем и котельное отделение; в техноло-
гическом отделении на столах, установленных вдоль боковых стен,
размещаются в застекленных шкафах с дверцами образцовые ве-
сы 3-го разряда с наибольшими пределами взвешивания 0,02; 0,2;
1,0; 5,0 и 20,0 кг и образцовые весы 4-го разряда с наибольшими
пределами взвешивания 0,2 и 5,0 кг.
Столы для установки образцовых весов изготавливают из дре-
весины твердых пород и наглухо прикрепляют к полу вагона. Под
ножки столов для амортизации возможных толчков и гашения ви-
брации вагона подкладывают свинцовые пластины. В этом же от-
делении имеются канцелярский стол и два деревянных ящика для
хранения комплектов разновесов образцовых гирь к образцовым
весам 3-го и 4-го разрядов, а также образцовых гирь 4-го разряда
массой 20 кг в количестве 125 шт.
243
Разновесы образцовых гирь к весам содержатся в деревянных
футлярах, при этом один комплект должен находиться за плом-
бой местного органа Госстандарта СССР. Исправность образцовых
весов и гирь, а также наличие на них действующих государствен-
ных клейм обеспеча1вает старший ревизор или ревизор весового
хозяйства грузовой службы.
Государственная поверка образцовых весов и гирь к ним, а так-
же образцовых гирь 4-го разряда массой 20 кг, находящихся в ва-
гоне-лаборатории измерительной техники выполняется по графику,
утвержденному главным инженером дороги по согласованию с
местным органом Госстандарта СССР, при этом государственная
поверка образцовых весов и гирь 4-го разряда и весов 3-го разря-
да выполняется непосредственно в вагоне-лаборатории, а гири 3-го
разряда проходят государственную поверку в местном органе Гос-
стандарта СССР.
О произведенной государственной поверке образцовых мер и
измерительных приборов, которыми оснащен вагон-лаборатория,
делается соответствующая отметка в технических паспортах этих
приборов.
Каждый вагон-лаборатория измерительной техники должен
иметь регистрационное удостоверение на право производства по-
верки образцовых весов и гирь, выданное местным органом Гос-
стандарта СССР.
Использование вагонов-лабораторий измерительной техники не
по назначению категорически запрещается.
Д. Образцовые вагонные весы. Поверка контрольно-
весовых платформ производится на образцовых вагонных весах,
устанавливаемых на фундаменте в закрытом помещении.
Весы одноплатформенные, рычажные с пределами взвешивания
от 2 до 50 т. Передаточное число рычажной системы весов i=1000.
В комплект весов входят образцовые гири 3-го разряда, в том чис-
ле условной массой Ют — 4 шт., 5 т — 4 шт и 2 т — 1 шт.
Допускаемые погрешности весов при нагрузках от 2 до 5 т —
±200 г; от 5 до Ют — ±500 г; от 10 до 50 т — в процентах от фак-
тической нагрузки, ±0,005%.
При нахождении весов в нерабочем состоянии их указательный
прибор, люки, ведущие в котлован фундамента, а также образцо-
вые гири должны быть опломбированы представителем местного
органа Госстандарта СССР.
Поверяют 2-тонные гири из весоповерочных вагонов на образ-
цовых весах с наибольшим пределом взвешивания 2000 кг.
Предъявляет на государственную поверку и клеймение образ-
цовые гири и тележки весоповерочных вагонов ревизор-инструк-
тор весового хозяйства отделения дороги, а образцовые весы- ва-
гонные и с наибольшим пределом взвешивания 2000 кг — старший
ревизор или ревизор весового хозяйства грузовой службы управ-
ления дороги.
3. Прием на техническое обслуживание дорог весовых приборов
предприятий. Все весовые приборы, применяемые для взвешивания.
244
грузов, перевозимых по дорогам, согласно ГОСТ 8.002—71 отно-
сятся к группе весов, предназначенных для расчетов с Потребите^"
лями, и подлежат государственной поверке и клеймению местными
органами Госстандарта СССР, плановому периодическому осмот"
ру — поверке органами ведомственного технического надзора Ми-
нистерства путей сообщения, а также дополнительной периодиче-
ской поверке,, осуществляемой силами ведомственного надзора
того министерства или ве омства, которому принадлежат эти ве-
совые^ приборы.
В целях обеспечения правильного взвешивания грузов, пере-
возимых по дорогам, Министерство путей сообщения может прини-
мать на техническое обслуживание (технический надзор, ремонт,
контрольную поверку) исправные весы грузоотправителей и грузо-
получателем, установленные на железнодоржных подъездных пу-
тях, прирельсовых складах и других погрузочно-разгрузочных
пунктах необщего пользования, на которых взвешивают грузы с
участием приемосдатчика дороги.
На техническое обслуживание дорог принимаются исправные
и имеющие действующее государственное клеймо Госстандарта
СССР весы, предназначенные для расчетов с потребителями, в том
числе неравноплечие (передвижные и стационарные) и элеватор-
ные весы (автоматические и ковшовые) с предельной нагрузкой
не менее 1 т.
На техническое обслуживание дорог могут приниматься также
весовые приборы предприятий и организаций, входящих в систему
Министерства путей сообщения, но состоящих на хозяйственном
расчете, например, вагоноремонтных заводов, баз управления ра-
бочего снабжения, строительных и снабженческих организаций
и т. п. О желании сдать весы на техническое обслуживание вла-
дельцы их подают письменное заявление начальнику станции, ко-
торым обращается к начальнику грузового отдела отделения доро-
ги с просьбой направить ревизора-инструктора весового хозяйства
отделения дороги или слесаря-руководителя весовой бригады уча-
стка для предварительного технического осмотра-поверки (освиде-
тельствования) весов, сдаваемых владельцем па техническое об-
служивание дороги.
При оформлении приписки весов к дороге весовладелец вносит
в кассу станции по квитанции равных сборов стоимость освиде-
тельствования приписываемых весов, после чего дорога подверга-
ет их техническому осмотру-поверке.
При техническом осмотре-поверке весов тщательно осматрива-
ют все их узлы, а также фундамент и подходные пути (для вагон-
ных весов). После этого передвижные весы поверяются образцо-
выми гирями при 10% и 100% нагрузки. Вагонные весы поверяют-
ся весоповерочным вагоном или контрольно-весовой платформой
и груженым вагоном массой брутто не менее 85% °т наибольшего
предела взвешивания весов.
Если весы признаны исправными и у их владельца имеются об-
разцовые гири 4-го разряда в количестве не менее 10% от наиболь-
245
шего предела взвешивания (для товарных весов), грузовой отдел
отделения дороги заключает с владельцем весов соглашение о при-
еме их на техническое обслуживание сроком не менее чем на один
год.
При заключении соглашения о приеме на техническое обслужи-
вание весов с их владельца, кроме стоимости технического об-
служивания, взыскиваются также расходы, связанные с вызовом
государственного поверителя для проведения двух полугодовых
поверок весов. В эти расходы включаются непосредственно сумма
сборов за государственную поверку и клеймение весов и гирь, взи-
маемая органами Госстандарта СССР, а также командировочные,
квартирные и стоимость проезда государственного поверителя
в оба конца.
Соглашение о приеме на техническое обслуживание весовых
приборов составляется в трех экземплярах, один из которых вру-
чается начальнику станции, второй грузовому отделу отделения
дороги и третий — представителю весовладельца.
Принятые на техническое обслуживание железной дороги ве-
совые приборы нумеруются порядковым номером и на каждый из
них составляется технический паспорт установленной формы. Ну-
мерация весов, используемых для взвешивания грузов, перевози-
мых железнодорожным транспортом, установлена с отличитель-
ным подразделением для весов вагонных, а также неравноплечих
передвижных и стационарных (врезных). Так, принадлежащие до-
рогам вагонные весы имеют порядковые номера с 1 по 300, врез-
ные — с 301 по 400 и передвижные — с 401 по 1000.
Принятым 'На техническое обслуживание железных дорог ве-
сам грузоотправителей или грузополучателей присваиваются те
же порядковые номера, что и для весов, принадлежащих дороге,
с постановкой перед соответствующим порядковым номером циф-
ры 0. Например, приписные вагонные весы имеют порядковые но-
мера с 01 по 0300, а врезные — с 0301 по 0400.
Нумерация приписанных к дороге на техническое обслужива-
ние элеваторных ковшовых и автоматических весов устанавлива-
ется грузовой службой управления дороги. Порядковый номер ве-
сов обозначается на металлической пластинке размером 80Х
Х'100 мм, прикрепляемой к шкафу промежуточного механизма
или колонке весов. На этой пластинке, помимо номера, указыва-
ется наименование дороги, наибольший предел взвешивания
весов, отношение плеч рычагов, а также наименование и количест-
во гирь.
Для обеспечения исправной работы весовых приборов, приня-
тых дорогой на техническое обслуживание, последние независимо
от их технического состояния подвергаются осмотру-поверке, выпол-
няемому весовыми бригадами. При этом весы, предназначенные
для взвешивания продовольственных и экспортных грузов, подвер-
гаются осмотру-поверке шесть раз в год, а все остальные весовые
приборы — четыре раза в год.
246
Весы и гири портовых элеваторов, механизированных амбаров,
перегружателей, применяемые для взвешивания экспортных хлебо-
продовольственных грузов, поверяются органами ведомственного
технического надзора Министерства путей сообщения один раз
в месяц.
Техническое обслуживание весов грузоотправителей и грузопо-
лучателей средствами дороги не освобождает владельцев весов
от огветственности за исправное их содержание, правильное поль-
зование ими, а также за выполнение установленного Министерст-
вом путей сообщения и Госстандартом СССР порядка и технологии
взвешивания грузов.
При возможности дороги могут выполнять средний II годовой
ремонты весов, принятых на техническое обслуживание, весовыми
бригадами дорог в установленные Правилами сроки на основании
заключенных договоров за счет средств владельца весов.
Стоимость работ за техническое обслуживание и ремонт при-
писных весов оплачивают владельцы весов по единым расценкам,
утвержденным Министерством путей сообщения. Платежи за вы-
полнение этих работ вносятся владельцами весов на расчетный
счет отделения дороги. Ответственными за правильность и свое-
временность взыскания с владельцев весов денежных сумм за тех-
ническое обслуживание и ремонт приписных весов являются на-
чальник станции и ревизор-инструктор весового хозяйства отделе-
ния дороги.
4. Планирование работ. Все виды работ по реконструкции
и развитию весового хозяйства дорог, монтажу, ремонту
и поверке весовых приборов и устройств, а также совершенствова-
нию ведомственного технического надзора за ними выполняются
на основе годовых и перспективных планов, а также графиков
монтажных и ремонтно-поверочных работ.
При этом Главное грузовое управление разрабатывает годовые
и перспективные планы капитального строительства, модерниза-
ции и реконструкции весового хозяйства и его технической базы
в целом по сети дорог и организует мероприятия, обеспечивающие
выполнение этих планов.
Одновременно оно разрабатывает и проводит на дорогах меры
по совершенствованию организации ведомственного технического
надзора за весовым хозяйством, внедрению передовых методов и
приемов труда, а также подготовке и повышению квалификации
работников весового хозяйства.
Особое место при планировании работ отводится вопросам обе-
спечения дорог новыми весовыми приборами и средствами их по-
верки, а также материалами и запасными частями для ремонта
весов.
Грузовая служба разрабатывает перспективные планы разви-
тия весового хозяйства дороги, а также мероприятия по рацио-
нальному размещению и правильному использованию весовых
приборов дороги и принятых ею на техническое обслуживание ве-
сов грузоотправителей и грузополучателей.
247
Ежегодно не позднее 1 декабря грузовая служба разрабатыва-
ет на предстоящий год план монтажа, ремонта и поверки весовых
приборов дороги и предприятий, принятых на техническое обслу-
живание, который утверждается руководством дороги, а выписки
из него рассылаются грузовым отделам отделений дороги.
Объем монтажных и ремонтно-поверочных работ с весовыми
приборами как принадлежащими дороге, так п принятыми ею на
техническое обслуживание в нормо-днях подсчитывается в соот-
ветствии с утвержденными Министерством путей сообщения Еди-
ными нормами времени, приведенными в табл. 13.
Одновременно грузовая служба разрабатывает и согласовывает
с местным органом Госстандарта СССР график государст-
венной поверки образцовых весов и гирь, находящихся в стацио-
нарных и передвижных 1весовых мастерских, а также в вагоне-ла-
боратории измерительной техники.
Исходя из дорожного плана монтажа, ремонта и поверки весо-
вых приборов, грузовой отдел отделения дороги разрабатывает для
каждого весового участка годовой график проведения этих работ,
который согласовывается с местным органом Госстандарта СССР
и утверждается руководством отделения дороги.
Один экземпляр утвержденного графика вручается для руко-
водства и исполнения слесарю-руководителю весовой бригады
участка, второй экземпляр направляется в местный орган Госстан-
дарта, третий высылается в грузовую службу и четвертый остает-
ся в делах грузового отдела отделения дороги.
В графике ежемесячно по каждой станции весового участка
указывается объем монтажных и ремонтно-поверочных работ
в нормо-днях, при этом общий объем основных видов работ весо-
вой бригады участка должен быть в пределах от 800 до 1200 нор-
м о-дней в год.
5. Виды и периодичность ремонтно-поверочных работ. Все ве-
совые приборы, применяемые для взвешивания грузов, перевози-
мых железнодорожным транспортом (кроме весов настольных,
аналитических и гирь к ним), для обеспечения исправной работы
подвергаются независимо от их технического состояния ремонту,
осмотру п поверке в следующие сроки: средний ремонт — один раз
в два года; годовой ремонт — один раз в год (в следующем году
после среднего ремонта); осмотр-поверка”^' шесть раз в год ве-
сов, предназначенных для взвешивания хлебных, продовольствен-
ных и экспортных грузов, и четыре раза в год прочих весов; реви-
зионный осмотр — поверка — по плану работы старшим ревизо-
рбьц 'йлп ревизором весового хозяйства грузовой службы, или ре-
визором-инструктором весового хозяйства отделения дороги.
Принадлежащие дороге образцовые средства измерений пред-
ставляются на государственную поверку в местный орган Гос-
стандарта СССР в сроки, указанные ниже.
Учет выполнения. В соответствии с утвержденным гра-
фиком монтажных и ремонтно-поверочных работ ревизор-инструк-
тор весового хозяйства отделения дороги выдает ежемесячно каж-
248
Таблица 13
Единые нормы времени на монтажные и ремонтно-поверочные работы с весами, нормо-дни
Виды работ и их условное обозначение
£ Е ЭННЫЙ -по- [РП) Я . р "их
Тяп весов и предельная нагрузка ад о*-* о ЕН Kgs о СР СР Q.K S
к е* ° к р. м о « о ад
KtC—ч О о о КОМ в Sc. V о о Р- О Я ко S ьг s о28 5
О СР Дё О с Те: ось вер О СР I и ;вн
Вагонные:
шкальные 100 т 30,0 15,0 6,0 1,0 2,0 52,0 1,8
150 т 31,5 15,75 6,3 1,05 2,1 54,75 1,9
200 т циферблатные 33,1 16,55 6,6 1,15 2,2 57,35 2,0
100 т 34,3 19,45 7,45 1,15 2,3 59,15 2,1
150 т 36,0 20,4 7,8 1,2 2,4 62,1 2,2
200 т 37,8 21,4 8,2 1,25 2,5 65,2 2,3
Автомобильные:
шкальные 10 т 10,0 4,5 1,5 0,5 1,0 12,0 0,75
25—30 т циферблатные 12,0 6,0 2,0 0,6 1,2 15,0 1,1
10 т Н,5 5,15 1,7 0,55 1,15 13,8 1,0
25—30 т 13,35 6,9 2,3 0,7 1,4 17,25 1,3
Товарные (врезные): гирные, 2—6 т 4,0 1,5 0,7 0,2 0,4 4,5 0,35
циферблатные, 2—6 т Товарные (передвижные): 4,6 1,6 0,8 0,25 0,45 5,2 0,4
гирные 1 т 1,5 0,7 0,4 0,1 0,2 0,4 0,15
2 т 2,0 1,0 0,5 0,15 0,3 0,5 0,25
3 т циферблатные 3,0 1,2 0,6 0,2 0,4 0,6 0,35
1 т 1,6 0,8 0,45 0,1 0,25 0,45 0,2
«2 т 2,3 1,15 0,55 0,15 0,35 0,55 0,3
3 т 3,45 1,4 0,6 0,25 0,45 0,6 0,4
Автоматические порционные
1 т 3,0 1,5 0,7 0,15 0,3 — 0,25
2 т 4,0 2,0 0,95 0,2 0,4 — 0,35
4 т 5,0 2,5 1,2 0,25 0,5 — 0,45
геваторные бункерные до 20 т 10,0 4,5 1,5 0,5 1,0 0,91
свыше 20 до 70 т 12,0 6,0 2,0 0,6 1,2 — 1,1
Настольные 0,6 0,2 0,13 0,02 0,04 0,03
249
Периодичность поверки образцовых средств измерений:
Наименование образцовых средств измерений Сроки поверки (не реже)
Образцовые гири: 3-го разряда до 20 кг и в том числе для поверки квадрантов l-го разряда до 20 кг 3-го разряда массой 20 кг и выше 4-го разряда параллелепипедной формы по 20 кг 4-го разряда свыше 20 кг Один раз в 2 года Один раз в год То же Одни раз в 6 месяцев Один раз в год
Образцовые весы: 3-го и 4 го разрядов вагонные То же »
дой весовой бригаде наряд на производство этих работ, форма
и порядок заполнения которого приведены в табл. 14. На основе
этого наряда грузовой отдел и бухгалтерия отделения дороги ве-
дут ежемесячный учет выполнения графика монтажных и ремонт
но-поверочных работ, а также расхода материалов и запасных ча-
стей на проведение этих работ.
6. Отчетность в весовом хозяйстве. Учет наличия весовых при-
боров, принадлежащих железным дорогам, ведется по каждому
весовому участку в журнале, форма которого приведена в табл. 15.
Журнал составляется по состоянию на 1 января слесарем-ру-
ководителем весового хозяйства в трех экземплярах, один из кото-
рых хранится в весовой мастерской участка, второй — в грузовом
отделе отделения дороги и третий — в грузовой службе дороги.
Таблица 14
Форма ГВУ-4
Н а о я д
на производство работ по ремонту, поверке и государственно!
клеймению весовых приборов по ... . участку . . . . ж. д.
на................месяц 19... г.
Наименование станции И о <и га g Род весов Предельная нагрузка весов! т Условное обозначе- ние ремонта Объем в нормо-днях Выполнение наряда Расписка лица, принявшего работу
условное обозначение ремонта объем в нормо-днях
Угольная 15 Вагонные 150 СР 36,0 СР 36,0
026 Вагонные 150 ГР 20,4 ГР 20,4
Зерноград 315 Врезные 6 СР 4,0 СР 4,0
316 Врезные 3 ОП 0,8 ОП 0,8
520 Передвижные 2 ОП 0,5 ОП 0,5
521 Передвижные 2 ОП 0,5 ОП 0,5
523 Передвижные 3 СР 3,45 СР 3,45
0262 Передвижные 3 ГР 1,2 ГР 1,2
. -.
250
Расход
Продолжение табл. 14
Форма ГВУ-4
(оборот)
Таблица 15
Форма ГВУ-2
i
Сводный журнал о количестве и характеристике
весов на...........участке..........ж. д.
Новые весовые приборы заносятся слесарем-руководителем в весо
вой журнал по мере их установки и ввода в эксплуатацию. О ве-
сах дороги, исключенных из инвентаря, в журнале делается отмет-
ка с указанием причины и даты снятия их с .учета.
По итогам работы за год грузовые отделы отделений дороги на-
правляют в грузовую службу отчеты о состоянии весового хозяй-
ства отделения дороги, итогах производственно-финансовой дея-
тельности и выполнении графика монтажных и ремонтно-повероч-
ных работ, а также разработанные и утвержденные руководством
отделения мероприятия по улучшению весового хозяйства и рабо-
ты весовых бригад.
На основании анализа отчетов отделений дороги грузовые слу-
жбы дорог ежегодно по состоянию на 1 января представляют
в Главное грузовое управление Министерства путей сообщения от-
чет о наличии и состоянии вагонных весов как принадлежащих
251
дороге, так и принятых ею на техническое обслуживание и отчет
о наличии на дороге специальных вагонов и весовых приборов.
Одновременно с указанными отчетами грузовая служба доро-
ги представляет ,в Главное грузовое управление подробный анализ
положения дел в весовом хозяйстве дороги с указанием намеченных
на предстоящий год мер по улучшению состояния и содержания ве-
соизмерительных приборов и организации ведомственного техни-
ческого надзора за ними.
Контрольные вопросы
1. Какова организационная структура управления весовым хозяйством на
железнодорожном транспорте?
2. Что входит в основные обязанности ревизора-инструктора весового хозяй-
ства?
3. Как устроена передвижная весовая мастерская?
4. Как устроен весоповерочный вагон?
5. Для чего предназначен вагон-лаборатория измерительной техники?
6. Каков порядок приема на техническое обслу кивание дорог весовых прибо-
ров предприятий?
7 Как нумеруются весы дороги и предприятий?
8. Каковы виды и периодичность ремонтно-поверочных работ?
9. Какова периодичность поверки образцовых средств измерений?
10. Как учитывается выполнение графика ремонтно-поверочных работ?
СПИСОК ЛИТЕРАТУРЫ
1. Б у р д у и Г. Д. Справочник по международной системе единиц. Изда
тельство стандартов. 1972, с. 231.
2. Гаузнер С. И., Киви лис С. С., Осокина А. П., Павловский А. Н. Из-
мерение массы, объема и плотности. Издательство Стандартов, 1972, с. 623
3. К а р и и н Е. Б. Расчеты и конструирование весоизмерительных механиз-
мов-и дозаторов. Машиностроение, 1963, с. 524.
4. Кикоин И. К., Кикоин А. К. Физика. Просвещение, 1975, с. 255.
5. К и н а с о ш в и л и Р. С. Сопротивление материалов. Наука, 1975. с. 384.
6. Маликов С. П., Михайловский С. С., Клементьев II. К.,
Старостина Л. Н. Весы и дозаторы весовые (справочник), Машиностроение,
1981. с. 327.
7. Перельман Е. И., Даш ев скип Е. А., Коваль В. А. Торговые ве
сы |ЭЙЬномика, 1977, с. 95.
8. Тюрин Н. И. Введение в метрологию Издательство Стандартов, 1973,
279
9 Феоктистов В 1 Л аб'ора горные весы Издательство стандартов,
1979, с 199.
ОГЛАВЛЕНИЕ
От
авторов
3
Глава I
Основы техники измерений
1. Понятия и термины..........................
2. Единицы физических величин. Размерность .
3. Средства измерений и их классификация . .................
4. Системы мер............................... . . . •
5. Метрическая'-система мер ... • . . .
6. Погрешности измерений . . . .......................
7. Погрешности средств измерений...................................
8, Чувствительность и цена деления шкалы. Округление результатов
измерений ... ... .
Глава II
Техника измерений массы
9. Физические основы процесса взвешивания .... . . .
1. Масса.................... . .............................
2. Вес ... .......................
3. Эталон массы.................. .............................
10. Взвешивание.................................. . . .
1 Классификация . . .
2. Точность . .............
3. Способы..................................................
14. Введение поправки на потерю веса взвешиваемого тела в воздухе
12. Условная плотность материала гирь . . . . .
13. Классификация и поверка весов
4
5
6
8
8
9
10
12
14
14
15
16
16
18
19
22
24
25
25
Глава III
Основы теории рычажных весов
14. Рычаги ....... • о!
15. Центр масс и центр тяжести . 31
16. Виды равновесия рычага ........................... .... 31
17. Рычажные системы ....... . . 33
18. Метрологические свойства коромысловых весов....... 35
1. Чувствительность . . 35
2. Цена деления шкалы .... ...... 36
3. Подвижность................................. ........ 36
4. Время колебания коромысла.............................38
19 Влияние величины радиуса закругления вершин призм, материала
призм и подушек на чувствительность весов . ..............38
253
20. Расчет массы уравновешивающих грузов 39
I. Передвижной груз безмена . 39
2. Груз гирных весов ... 40
3. Груз шкальных весов . 41
21. Теория квадранта ... .41
22. Причины погрешностей весов .... 43
23. Допускаемые погрешности весов и гирь .43
Глава IV
Детали весов
24. Сведения по сопротивлению материалов . 46
25. Основные части рычажных весов 48
1. Грузоприемные устройства . . ... 48
2. Ограничительные устройства платформ 52
26. Детали рычажных систем 54
1. Рычаги 54
2. Призмы ... 57
3. Подушки................................................... 60
4. Соединительные и опорные детали 61
5. Опоры рычагов ... . 64
27. Указательные устройства . 64
1. Общая часть .64
2. Коромысло ... 65
3. Передвижные грузы . . .70
4. Квадранты . 74
5. Циферблаты и шкалы . . ... 76
6. Промежуточные механизмы, . 77
7. Оптические системы........................................ 79
8. Дистанционные регистраторы с печатающим!! устройствами 79
28. Устройства и сооружения для установки весов 82
1. Станины . 82
2. Фундаменты ... .84
3. Защитные навесы . . 86
29. Вспомогательные устройства 86
1. Арретиры и изолиры . 86
2. Успокоители колебаний . . 88
3. Тарировочные приспособления 89
4. Затворы .... . . . 99
Глава V
Устройство, поверка и ремонт лабораторных весов
30. Эталонные н образцовые весы повышенной точности 92
31. Образцовые весы 93
32. Рычажные весы . .95
1. Аналитические . . . .96
2. Технические . .97
33. Ремонт и юстировка . 99
34. Весовая лаборатория ...... Ю6
Глава VI
Гири
35. Классификация . . Ю8
36. Устройство и поверка . . . 109
37. Ремонт . . ..111
254
Г j а в а V И
Передвижные рычажные весы
38.
39
40
Классификация
Настольные весы
1. Устройство -
А. Гирные .
Б. Шкальные .
vB. Циферблатные . . -
Г. С индикацией и регистрацией массы, цены и
2. Поверка.................................
3. Ремонт .
А. Гирные . ............................
Б. Шкальные . •
В. Циферблатные . . • •
Платформенные весы
Устройство
А. Гирные .
Б. Шкальные ....
В. Передвижные автомобильные
Г. Циферблатные . .
Поверка
Ремонт и регулировка . . .............
А. Гирные . . ... •
Б. Шкальные................. .
В. Циферблатные . .
стоимости товара
2.
3.
114
114
114
114
115
116
118
120
122
122
125
129
132
132
.132
135
136
137
139
140
140
146
147
Глава VIII
С гационарныс весы
41. Классификация ................ .
42. Устройство .... ..........................
1. Весы для взвешивания грузов в статическом состоянии
Л. Врезные и вагонеточные .
Б. Элеваторные (бункерные)
В. Автомобильные ..... ...
Г. Вагонные .... ............. . .
2. Весы для взвешивания грузов в движении .............
А. Для взвешивания подвижного состава
Б. Монорельсовые и крановые весы ...
В. Зарубежные конструкции .
3 Автоматические весы и дозаторы дискретного действия (порционные)
А. Весы с опрокидывающимся ковшом
Б. Весы с открывающимся дном ковша . .
4 . Автоматические весы и дозаторы непрерывного действия .
43. Ремонт, монтаж и поверка ......
1. Общие указания . . . . .
2. Ремонт вагонных весов . ...................................
3. Монтаж автомобильных весов ....
4. Монтаж вагонных весов с наибольшим пределом взвешивания 150 т
154
155
155
155
156
158
161
173
173
178
180
185
185
187
188
194
194
199
202
205
255
Глава IX
Государственная служба мер
и измерительных приборов в СССР
44. Возникновение и развитие государственной метрологической службы
в России • 221
1. Депо образцовых мер и весов . 221
2. Главная палата мер и весов.................................. 222
3. Послереволюционный период развития метрологии . . . 222
4. Государственная система обеспечения единства измерений . 222
5. Государственные испытания средств измерений . 225
6. Организация метрологического надзора за средствами измерений . 226
Глава X
Технический надзор за состоянием
весового хозяйства на железных дорогах СССР
45 Организация весового хозяйства . .... 230
1. Управление весовым хозяйством ... . 230
А. Ревизор-инструктор весового хозяйства . 233
Б. Весовая бригада участка.................... . . . 335
2. Производственно-техническая база весового хозяйства дорог . 237
А. Стационарная весовая мастерская 237
Б. Передвижная весовая мастерская . . . 238
В. Весоповерочный вагон 239
Г. Вагон-лаборатория . 243
Д. Образцовые вагонные весы ............. . 244
3. Прием на техническое обслуживание дорог весовых приборов пред-
приятий ..................................................... 244
4. Планирование работ........................... . • 247
5. Виды и периодичность ремонтно-поверочных работ . . . . . 248
6. Отчетность в весовом хозяйстве ...............................250
Список литературы . . . . . ... 252
Петр Иванович Вовченко,
Сергей Иосифович Гаузнер
ВЕСОВЫЕ УСТРОЙСТВА. МОНТАЖ, РЕМОНТ, ПОВЕРКА
Редактор Г. И. Ломидзе. Переплёт художника А. А. Медведева
Технический редактор Н. И. Первова. Корректор А. И. Конева
ИБ № 1066
Сдано в набор 30.03.81 Подписано в печать 20.10.81. Т-27372
Формат бОХОО'/к. Бум. тип. № 2. Гарнитура литературная. Высокая печать.
Усл. печ. л. 16. Усл. кр.-отт. 16,26. Уч.-изд. л. 18,99. Тираж 8000 экз. Заказ 302
Цена 60 коп. Изд. № I-1-3/4 № 8830
Издательство «ТРАНСПОРТ», 107174, Москва, Басманный туп., 6а
Московская типография № 4 Союзполнграфпрома
при Государственном Комитете СССР
по делам издательств, полиграфии и книжной торговли
129041, Москва. Б. Переяславская ул., д. 46